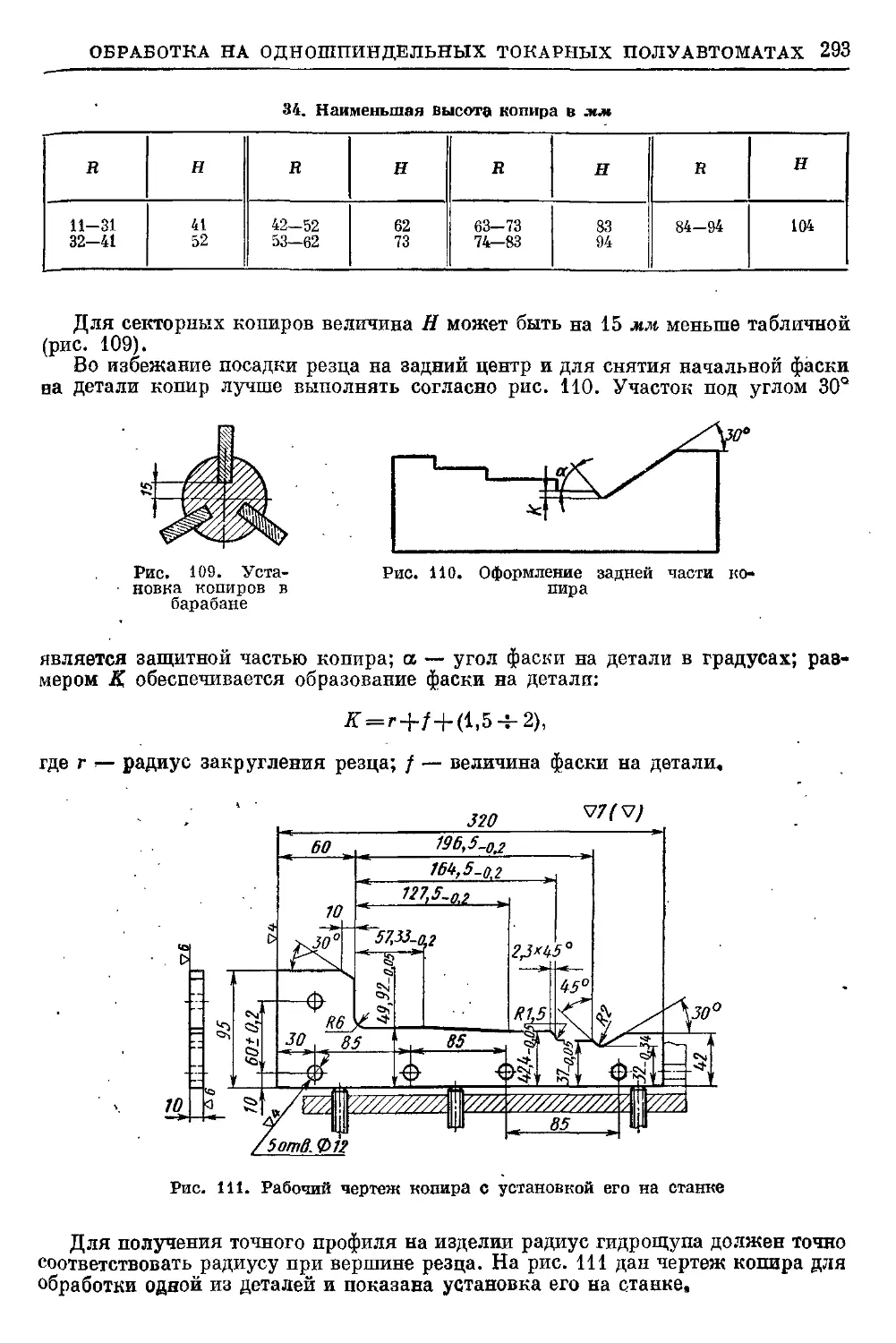
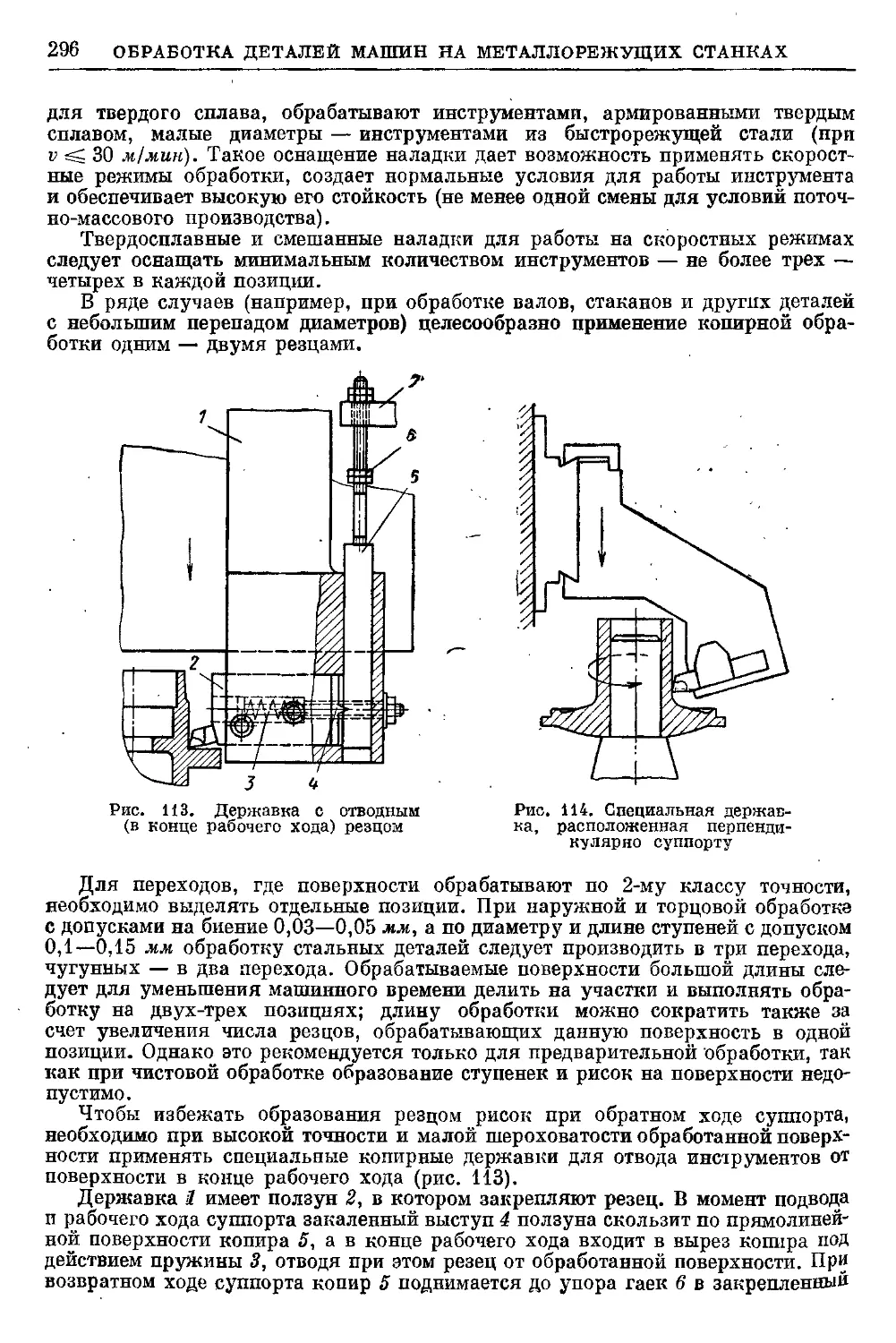
/

























































































































































































































































































































































































































































































































Текст
СПРАВОЧНИК
ТЕХ НО АО ГА- L
МАШИНОСТРОИТЕЛЯ
Глава 1. ТОЧНОСТЬ ОБРАБОТКИ
ДЕТАЛЕЙ МАШИН (А. Г. Коси-
лова, Р. К. Мещеряков)
Таблицы точности обработки . . .
Расчет точности обработки
Основы методики анализа данных
эксперимента по точности изготовле-
ния деталей машин
Литература
Глава 2. ЗАГОТОВКИ ДЛЯ ДЕТА-
ЛЕЙ МАШИН
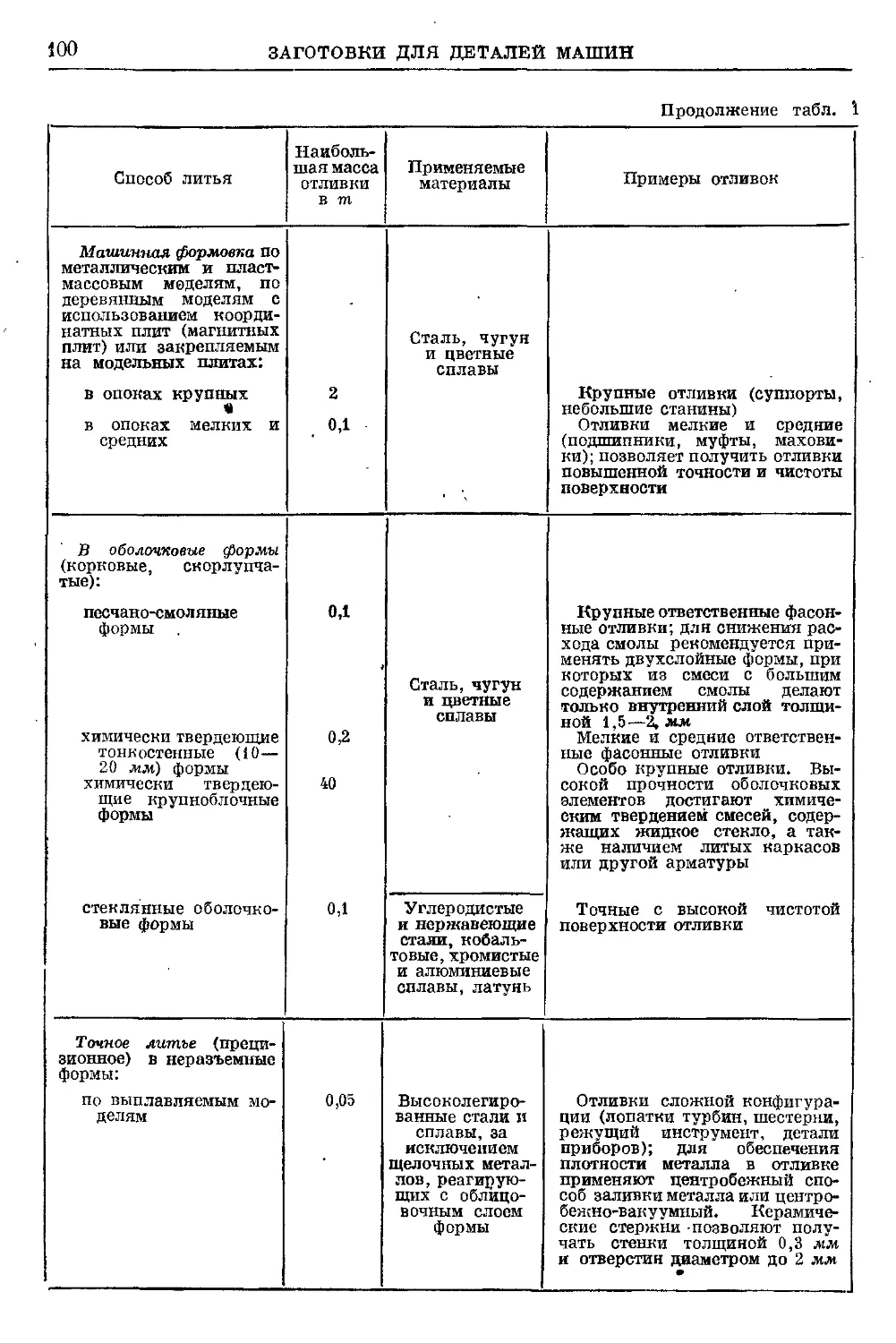
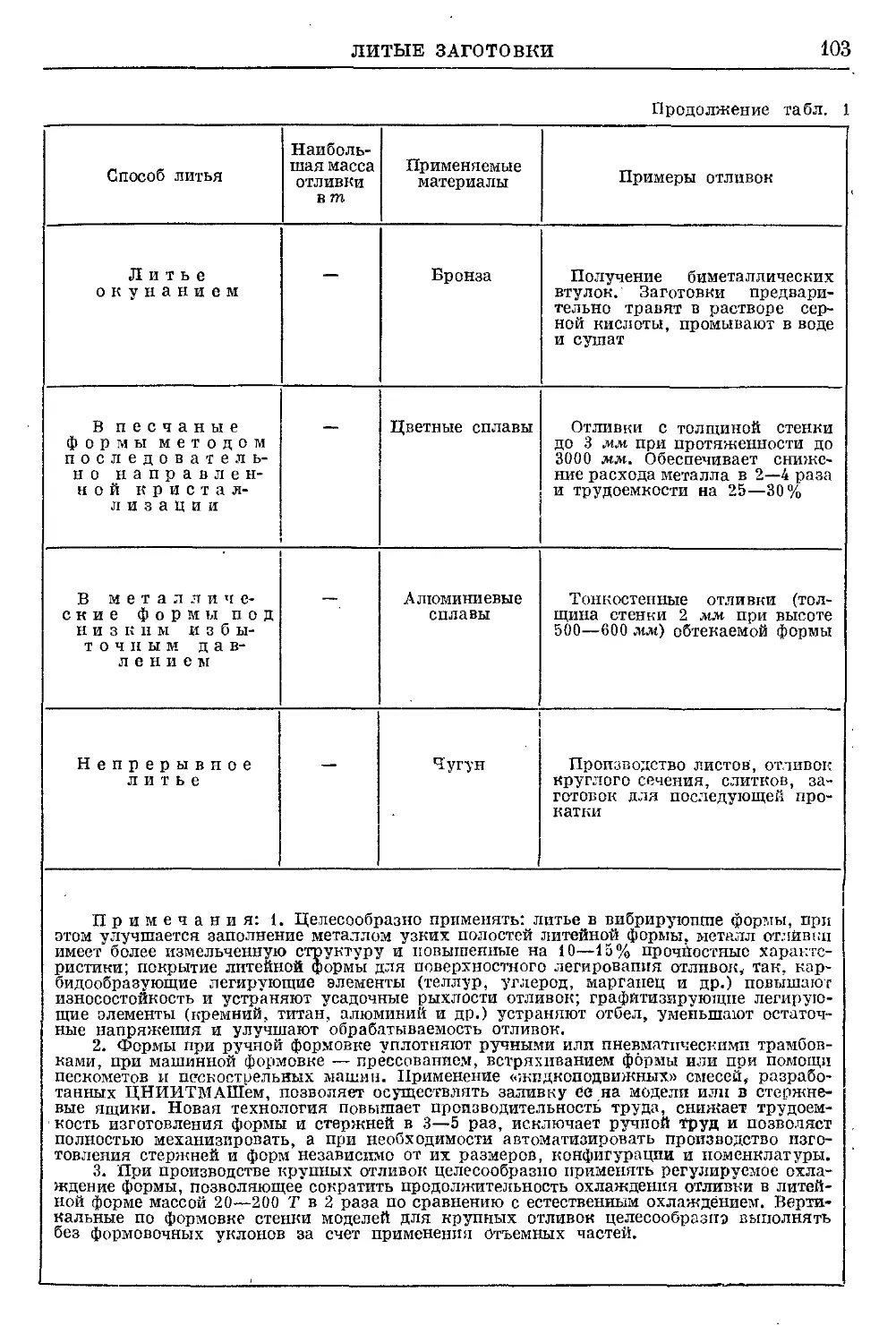
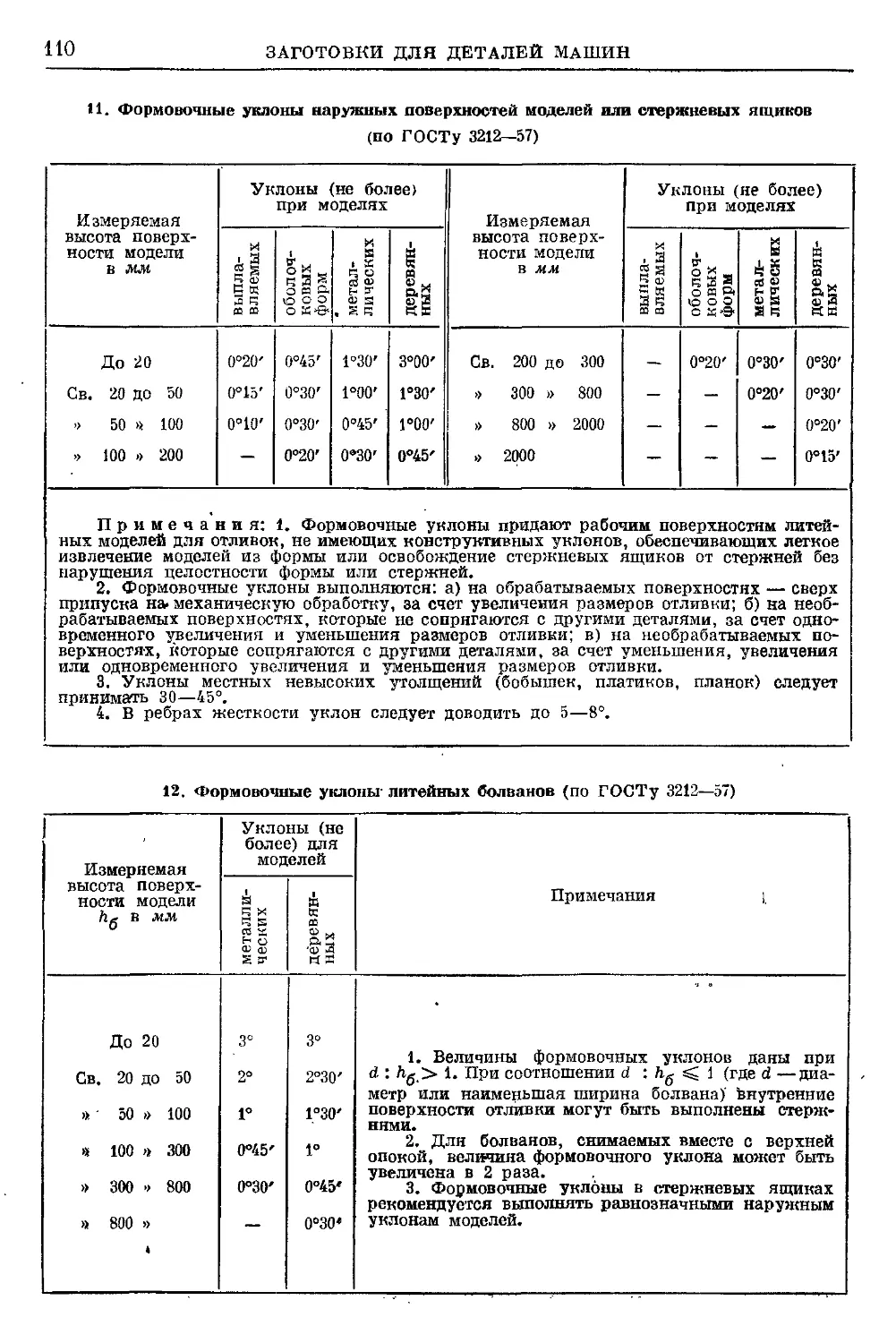
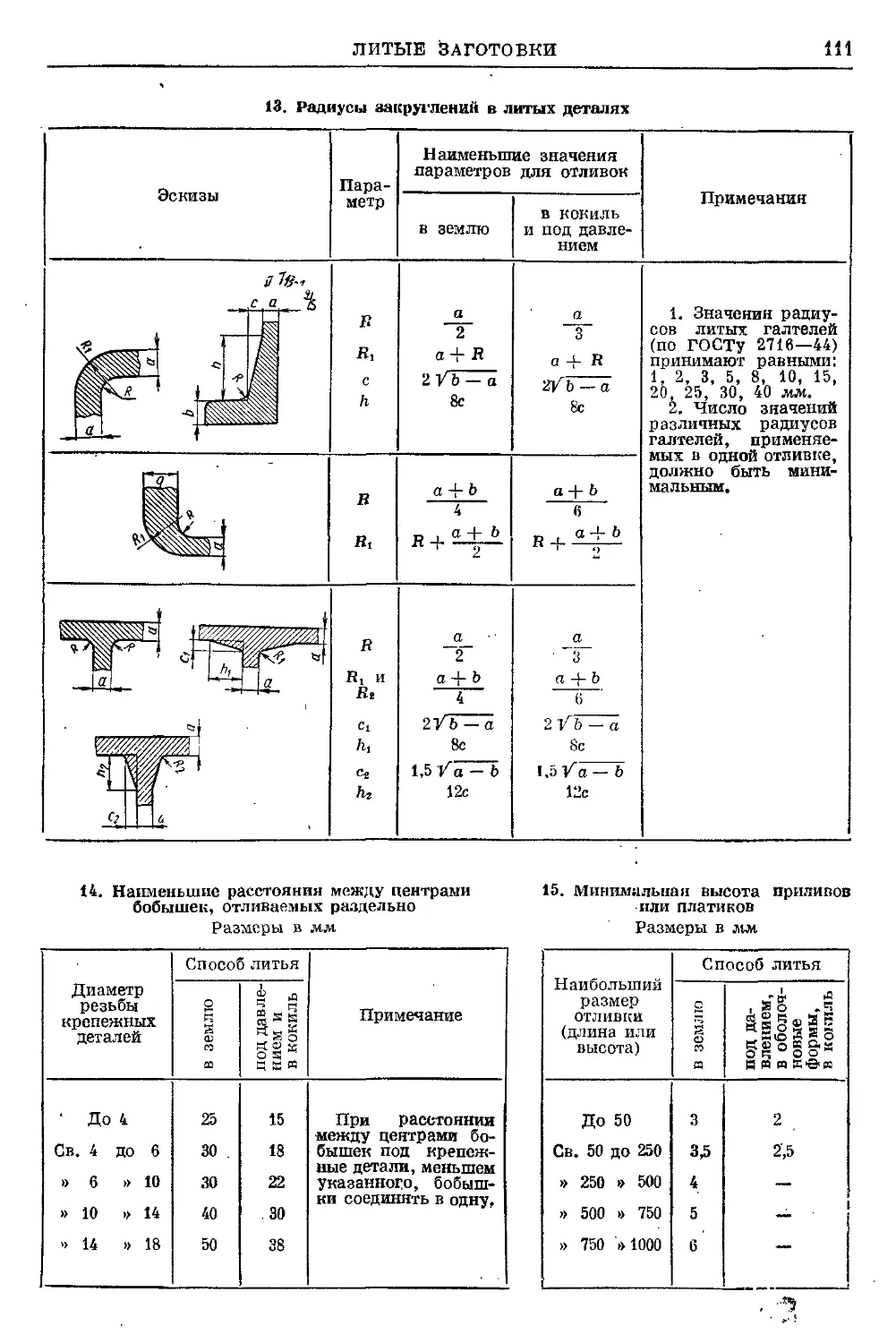
Литые заготовки (М. А. Калинин)
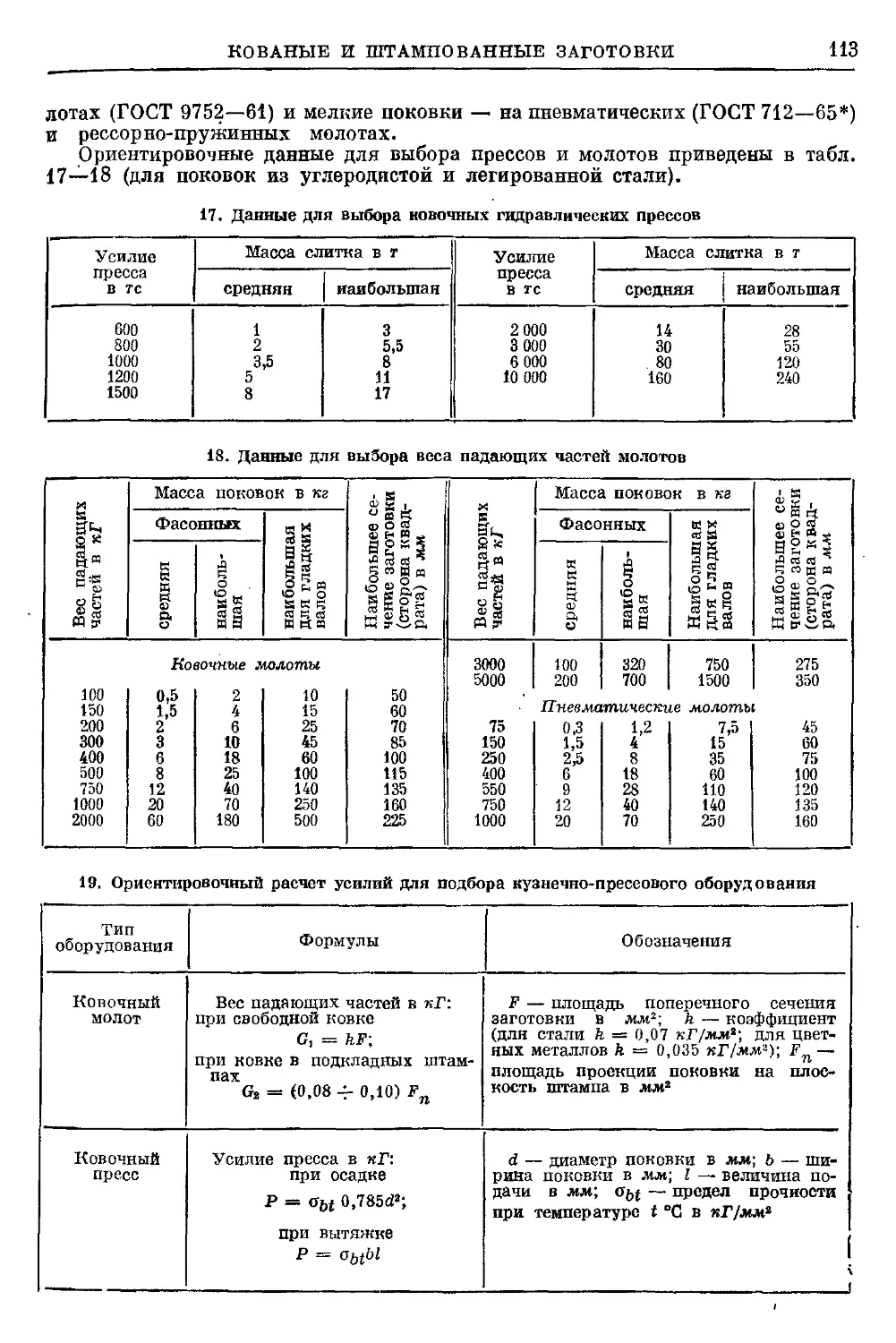
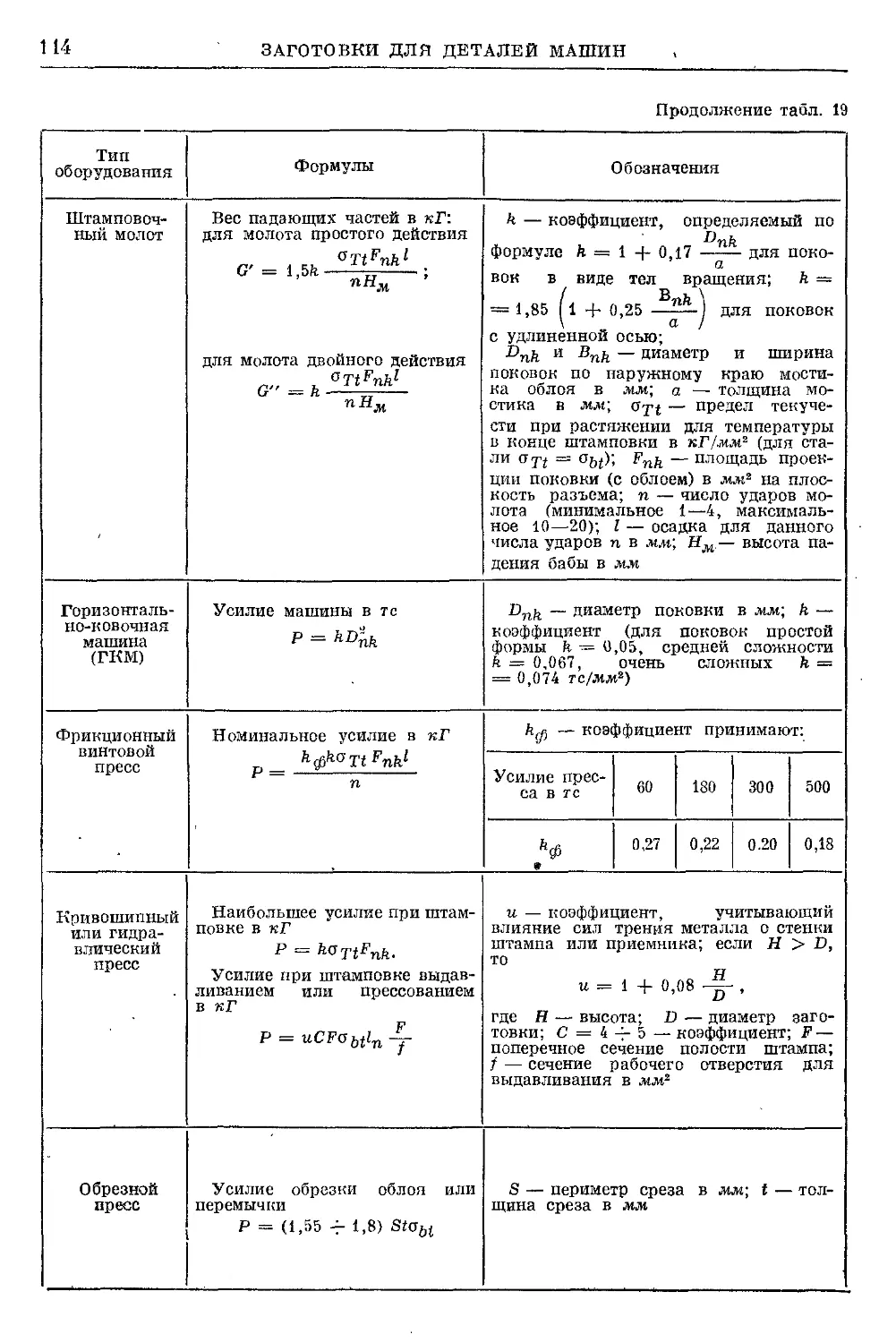
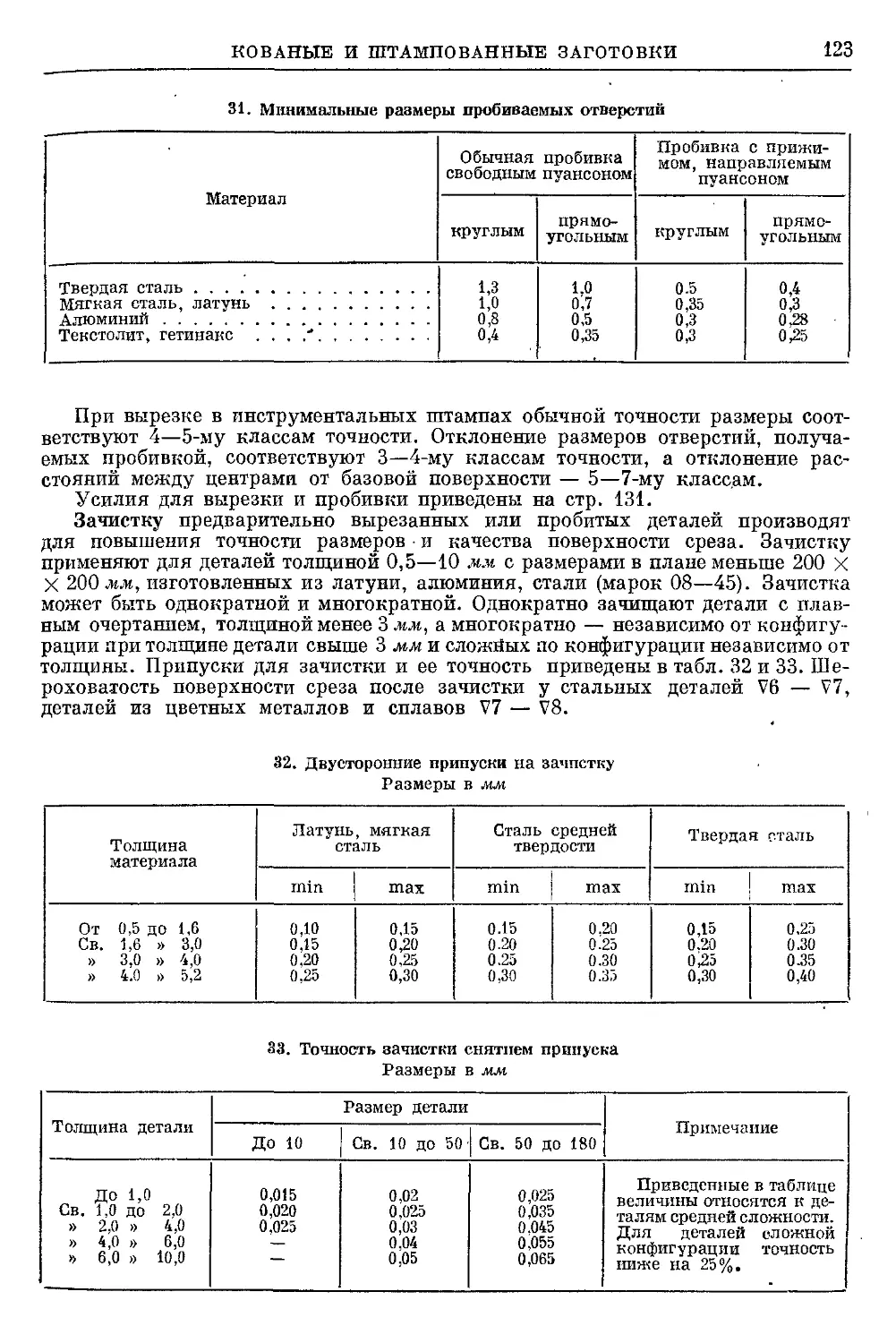
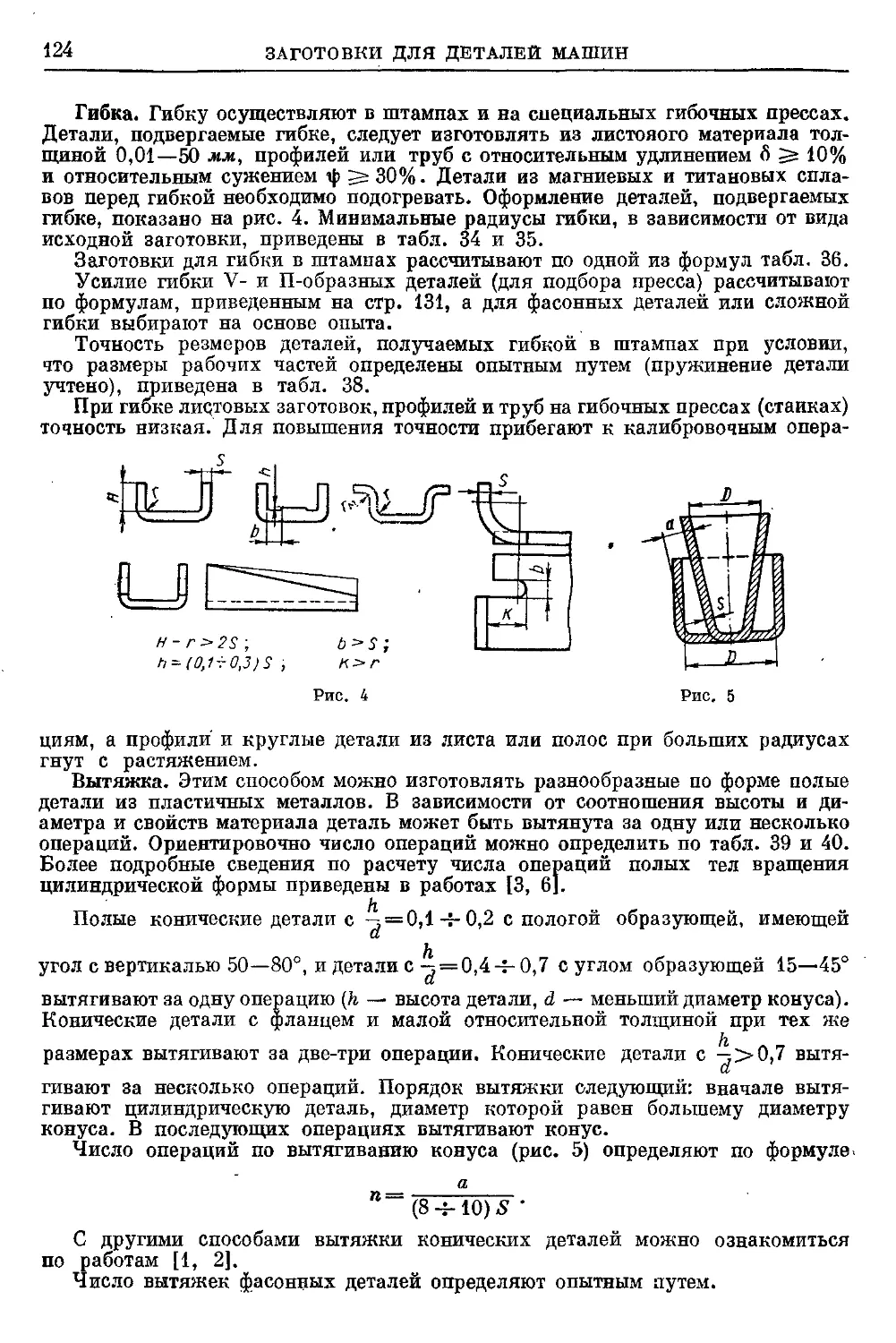
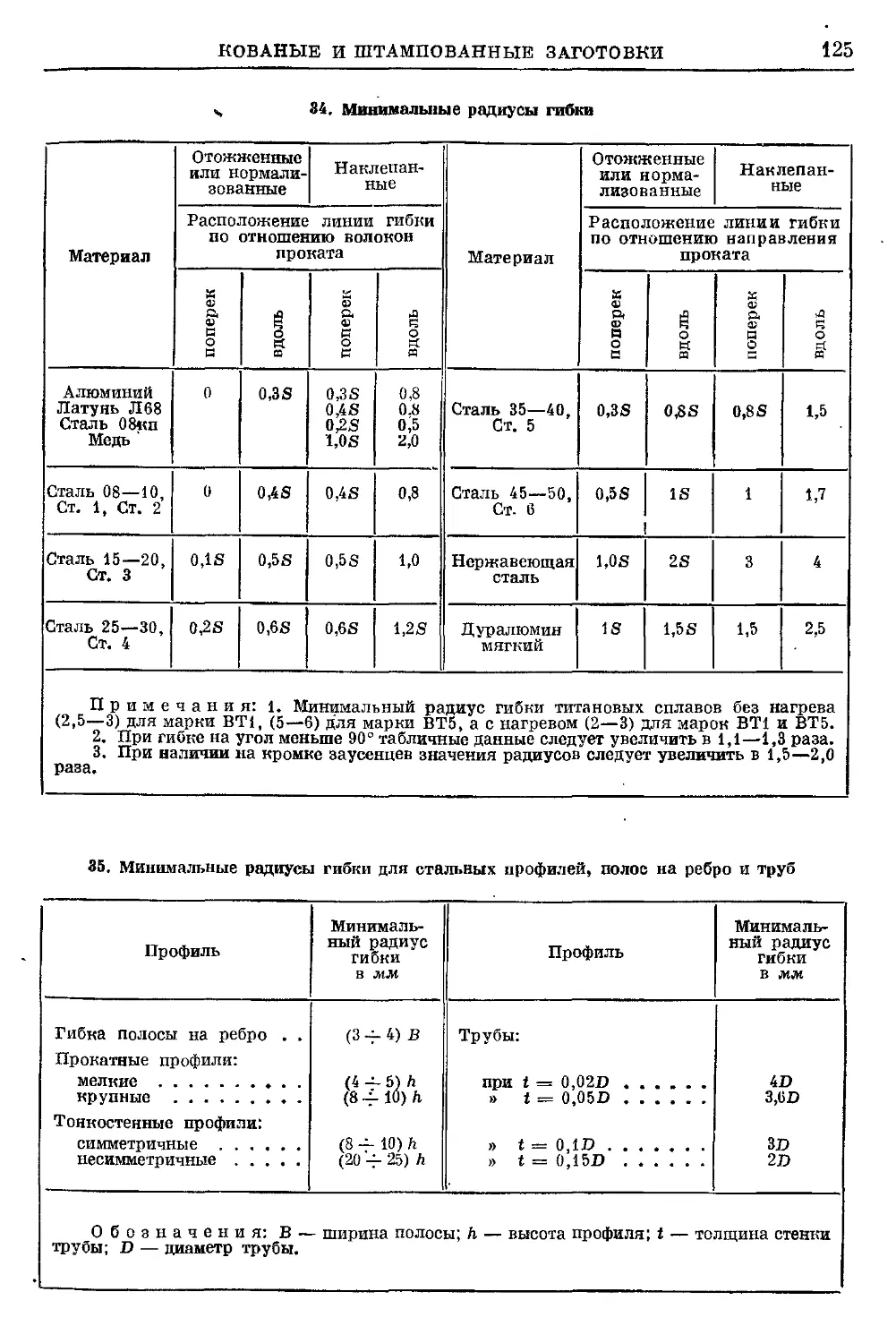
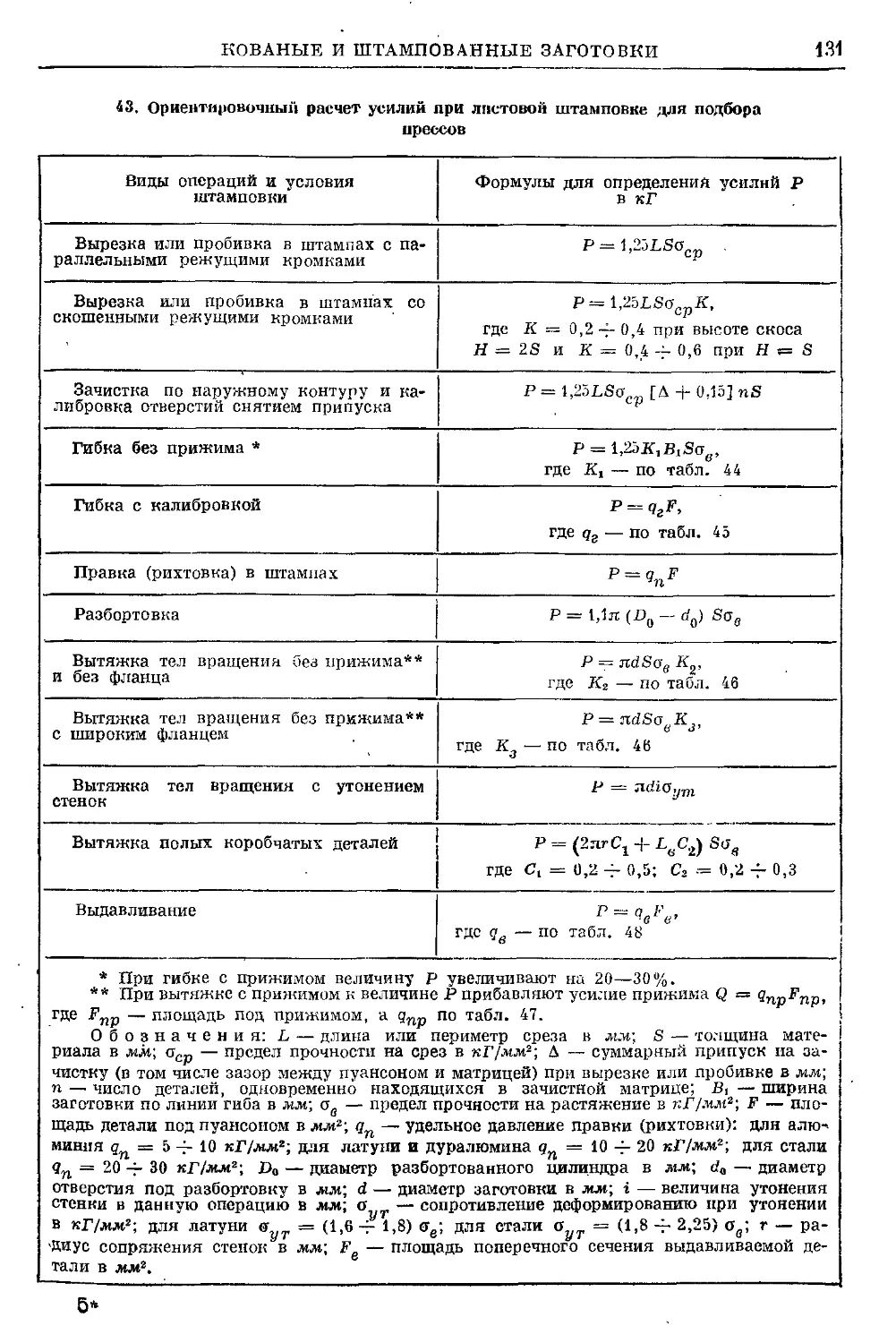
Кованые и штампованные заготовки
(A. U. Малое)
Свободная ковка . .....•••
Горячая штамповка ...••••
Холодная штамповка
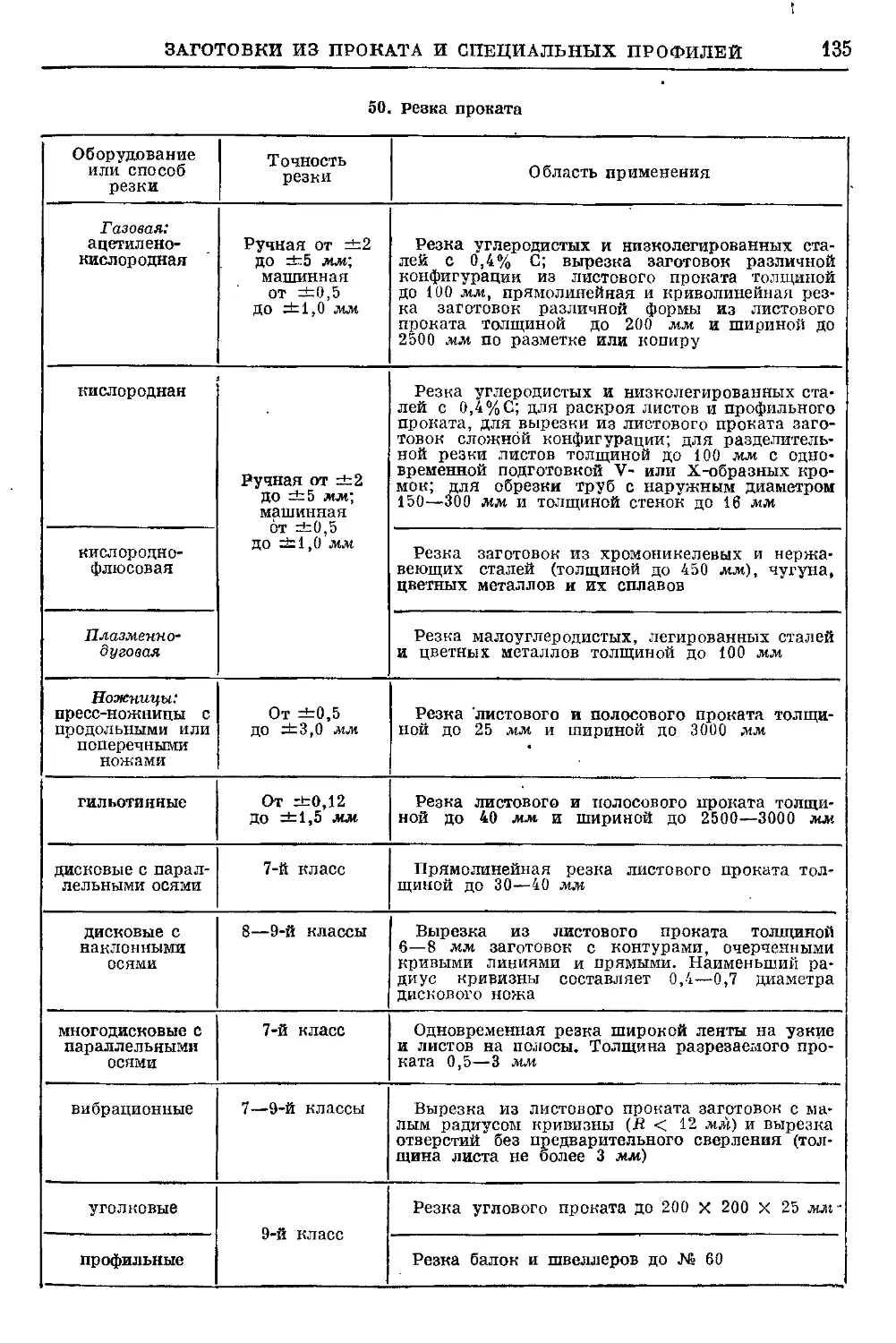
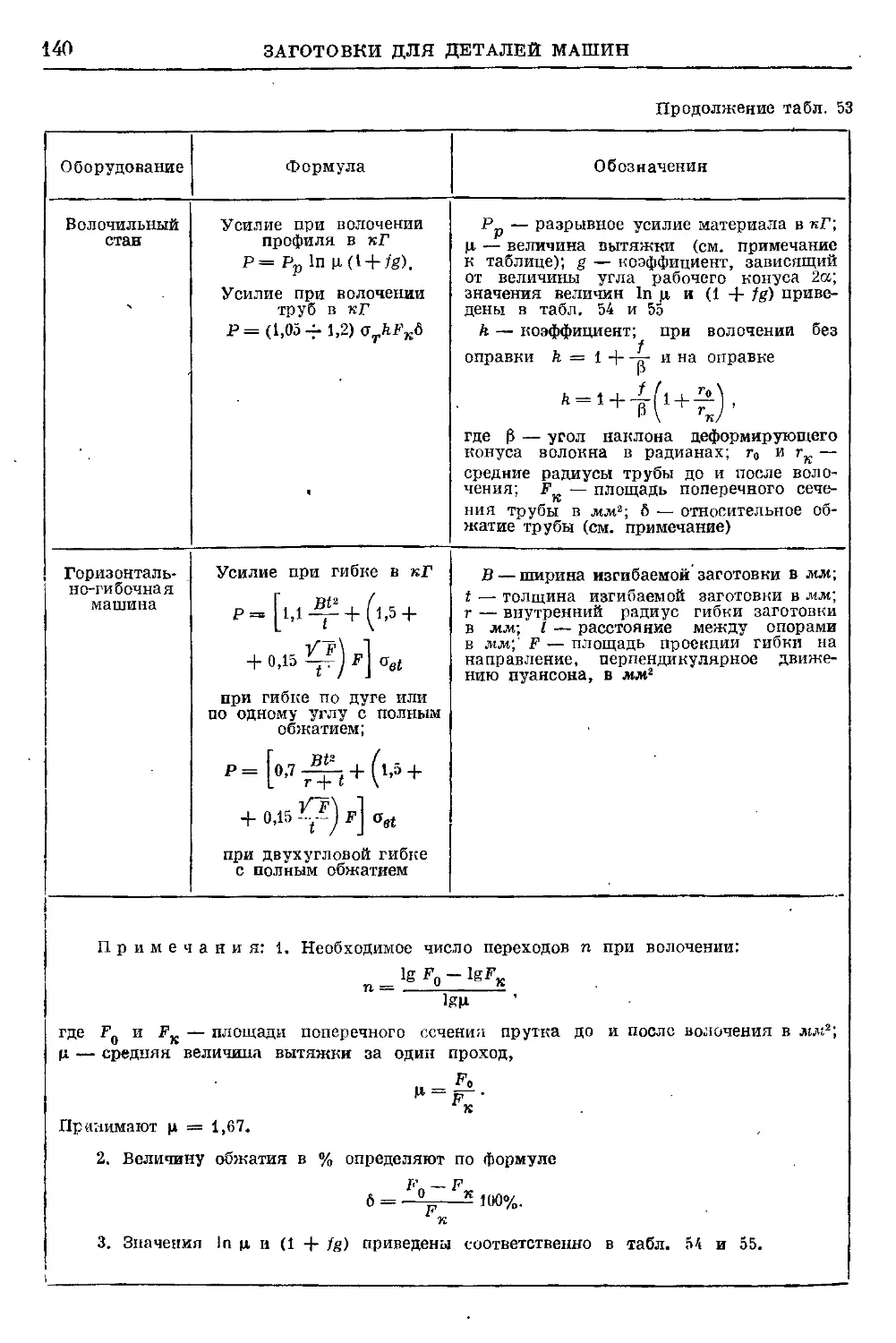
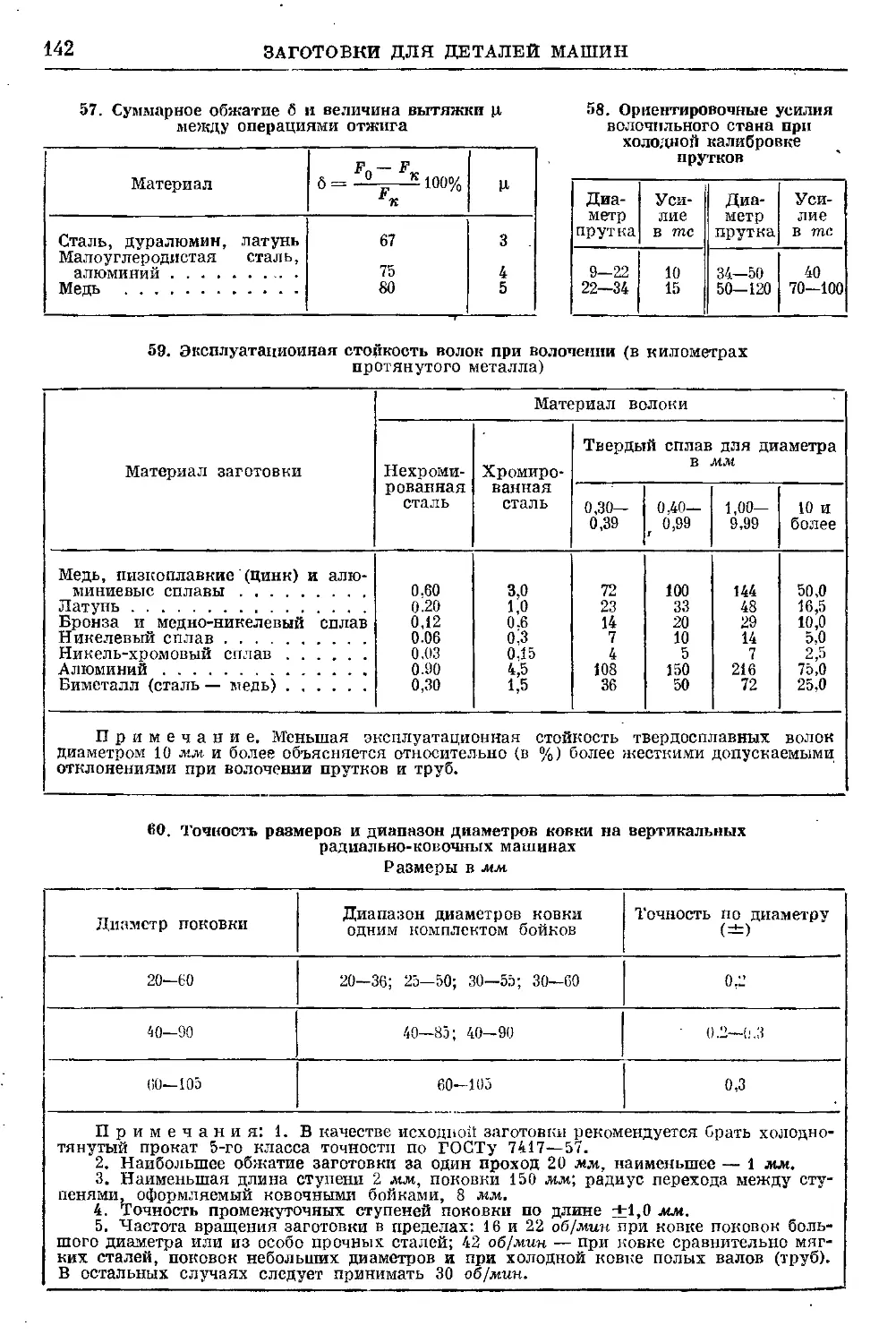
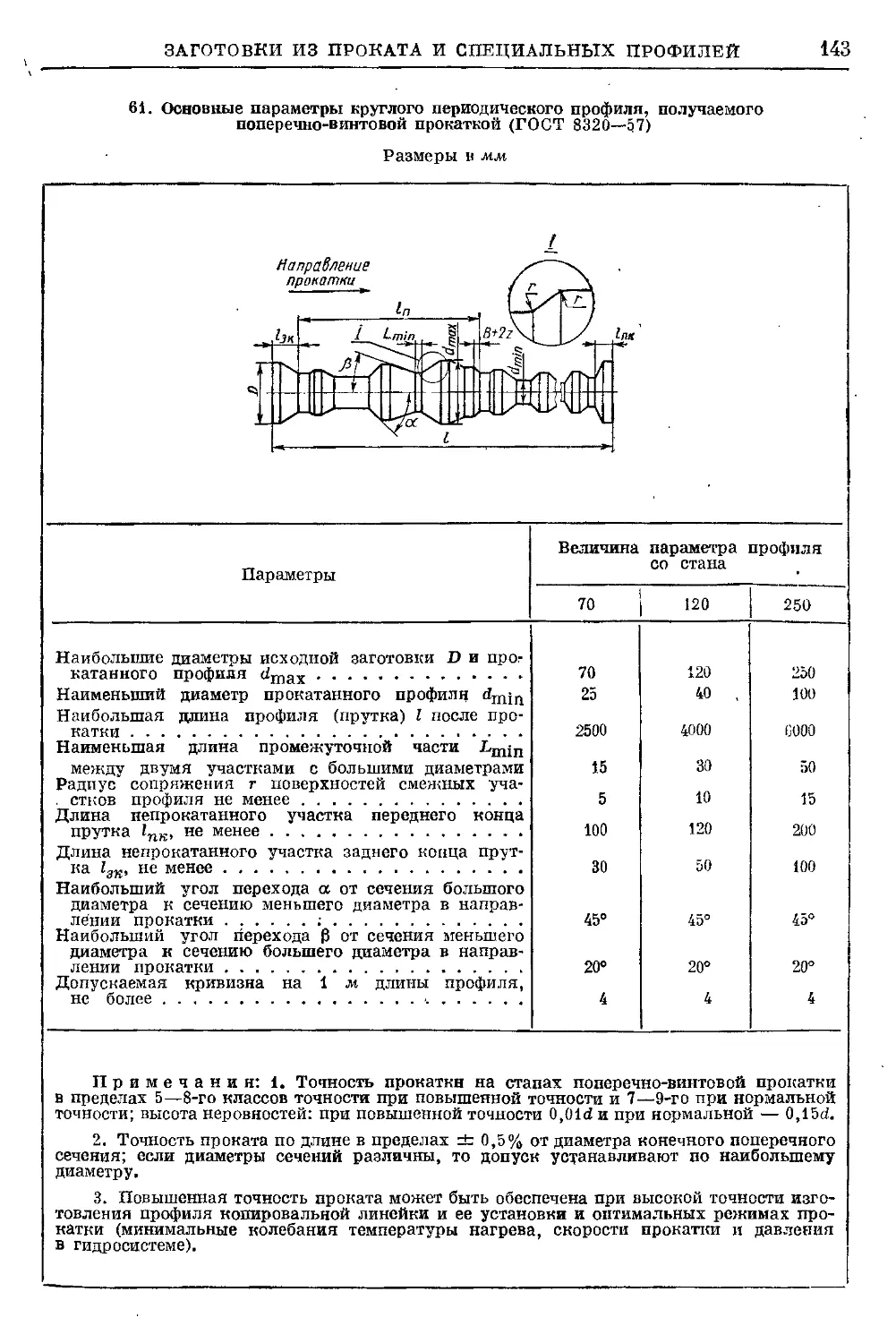
Заготовки из проката п специальных
профилей (М. А, Калинин)
Металлокерамические заготовки
\Г. С. Проняков, В. В. Саклинский)
Общие сведения о технологии
Ыеталлокерамическис материалы
и изделия
Механическая обработка метал-
локерамических заготовок . . .
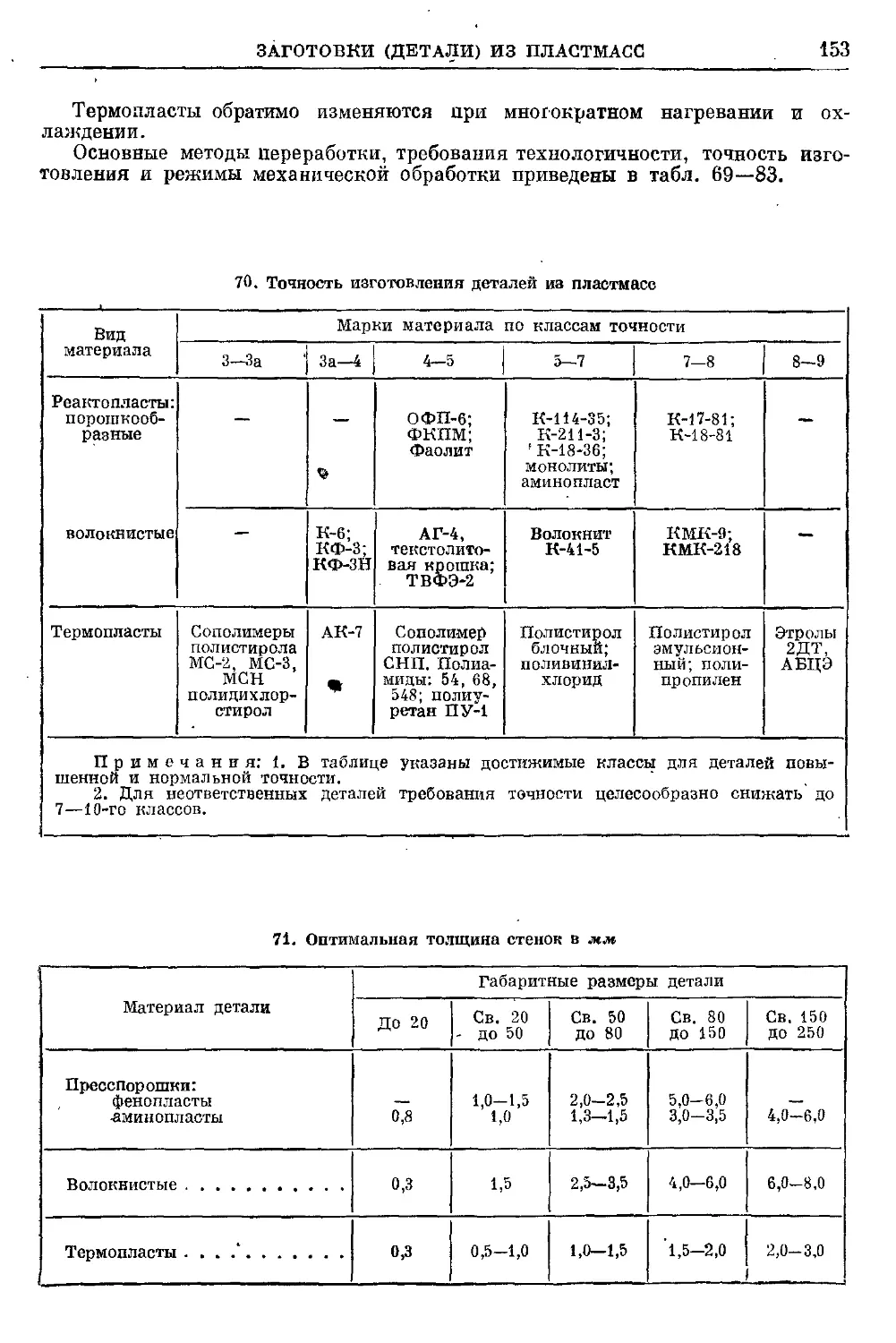
Заготовки (детали) из пластмасс
(М. Ф. Сухое)
Литература
Глава S. ПРИПУСКИ НА МЕХА-
НИЧЕСКУЮ ОБРАБОТКУ
(М. А. Калинин)
Расчетно-аналитический метод оп-
ределения припусков
Расчет припусков при методе инди-
видуального получения заданных
размеров
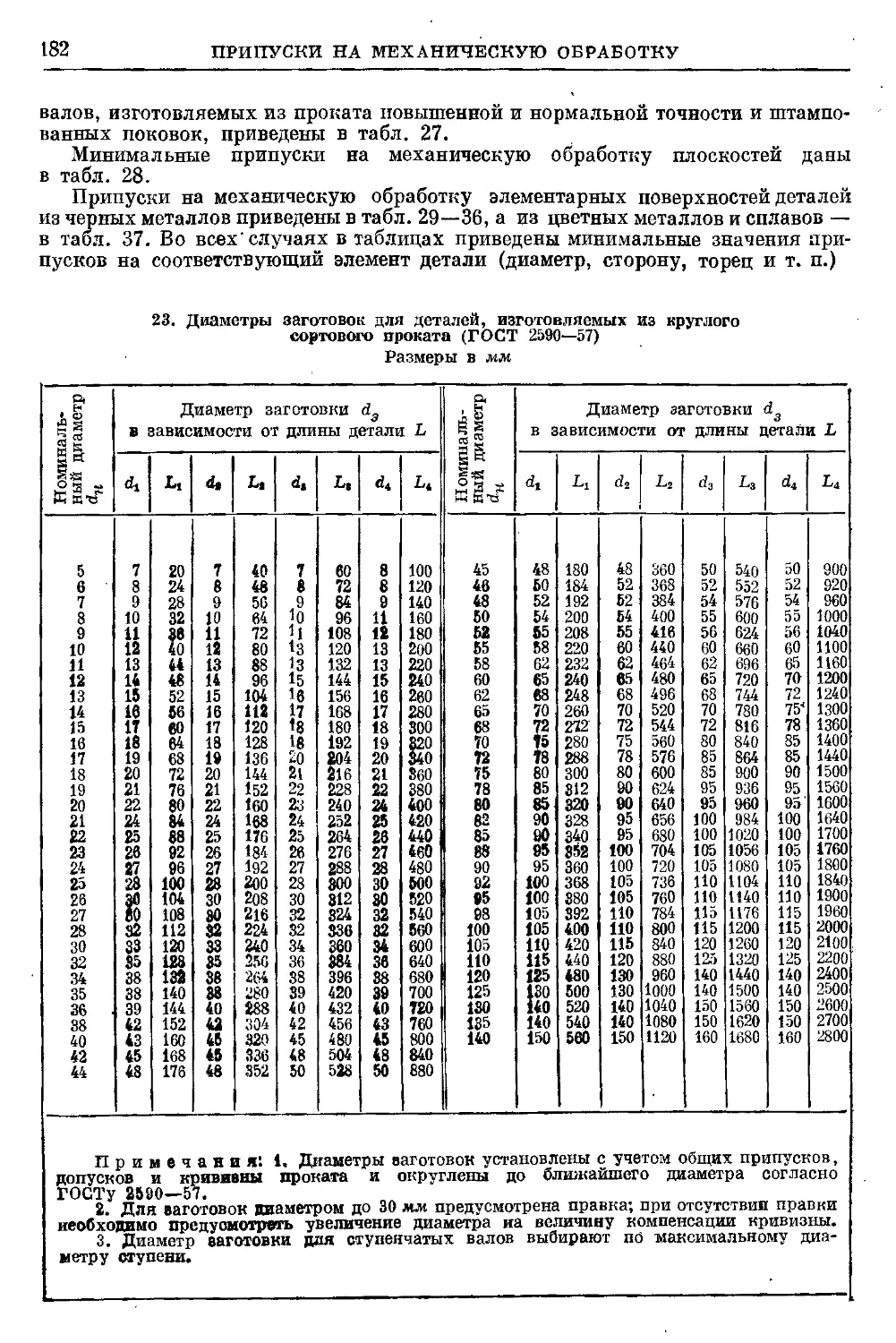
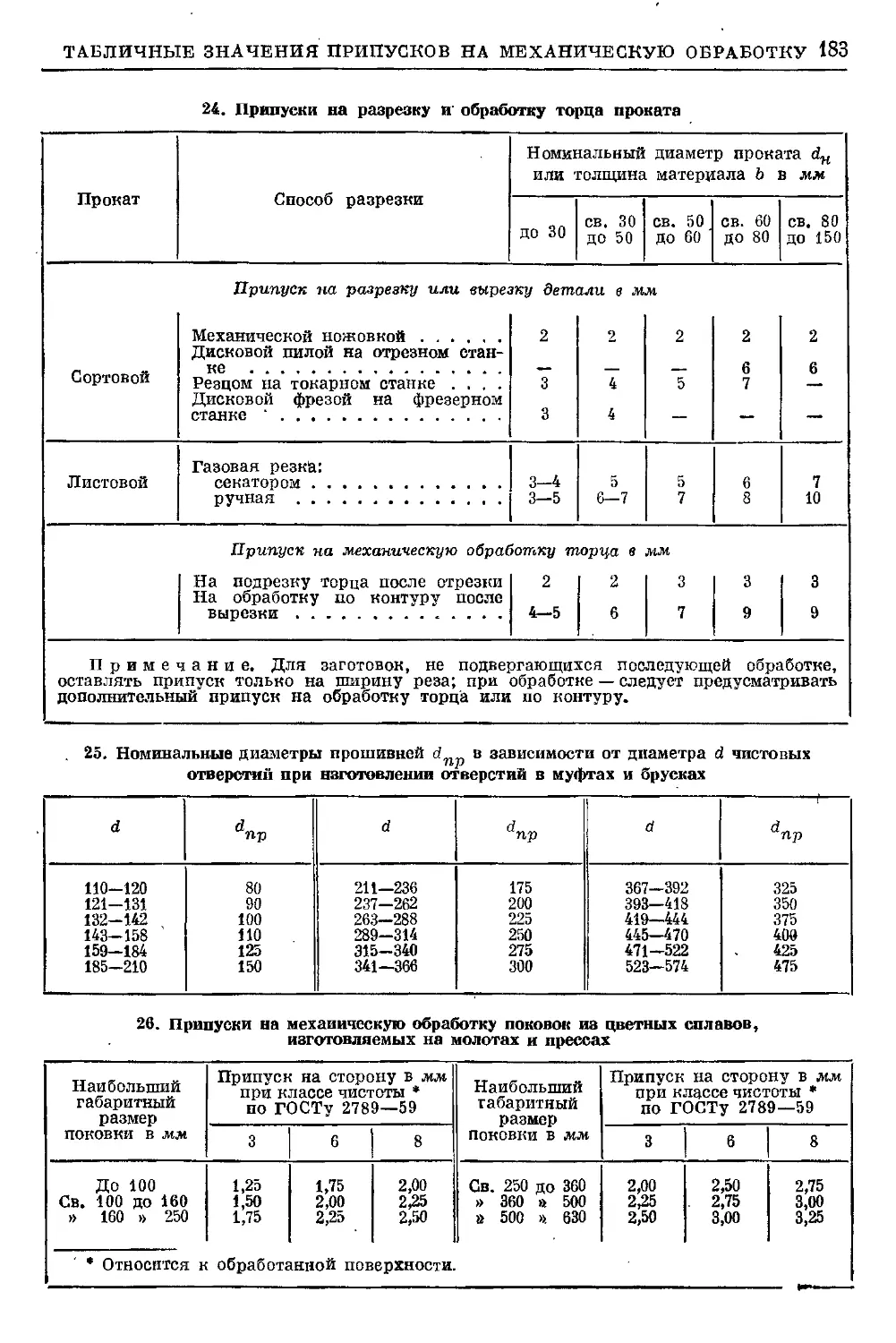
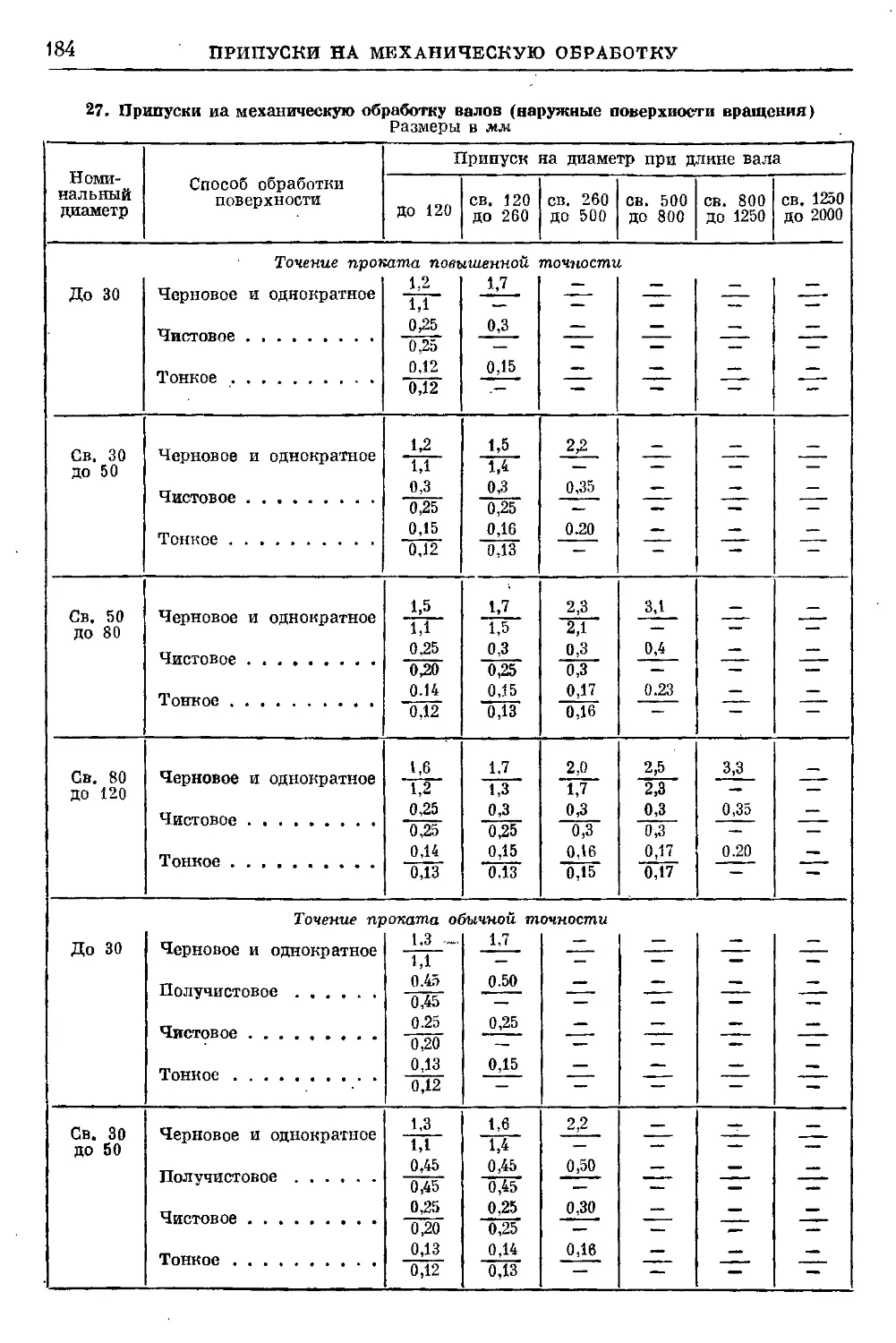
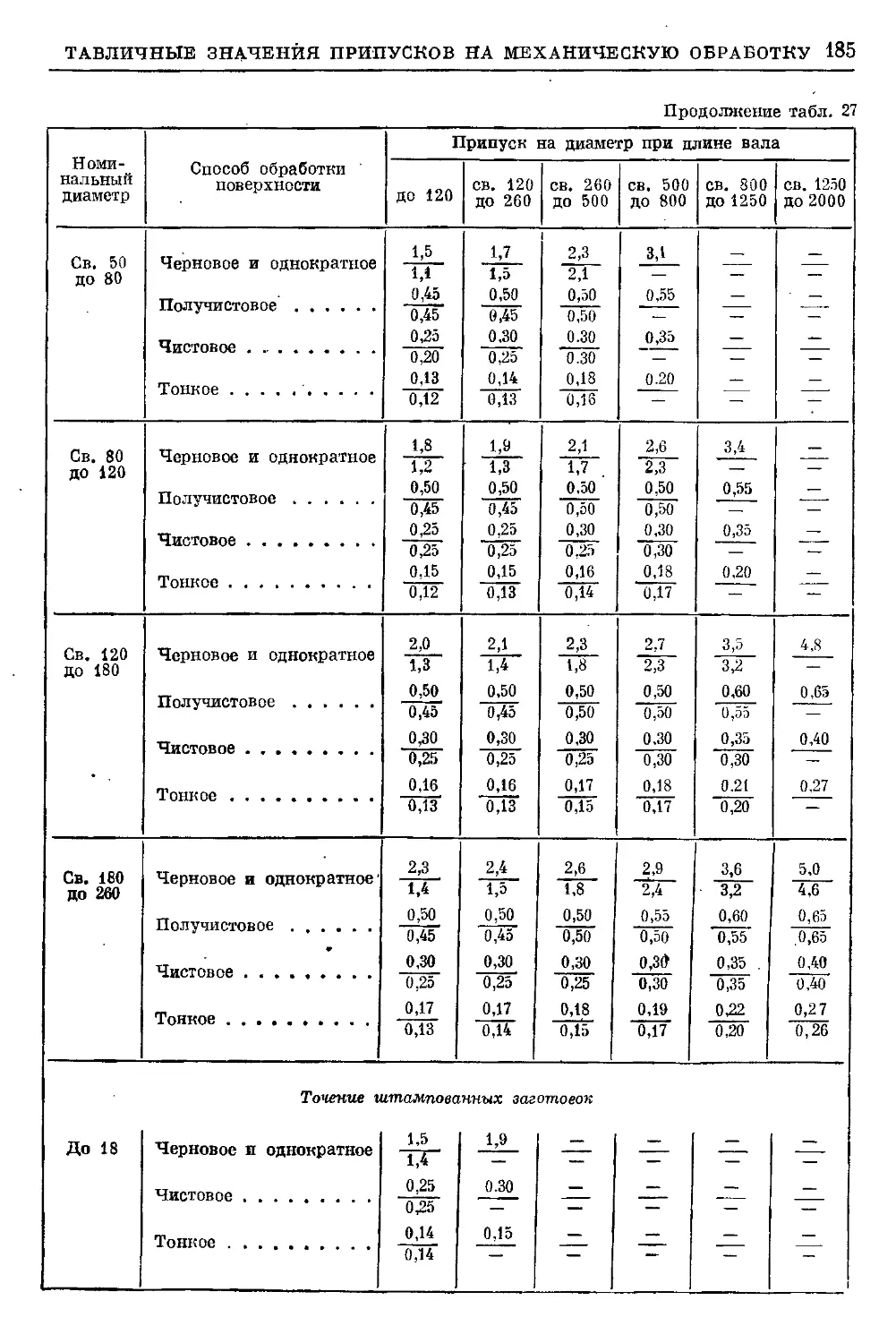
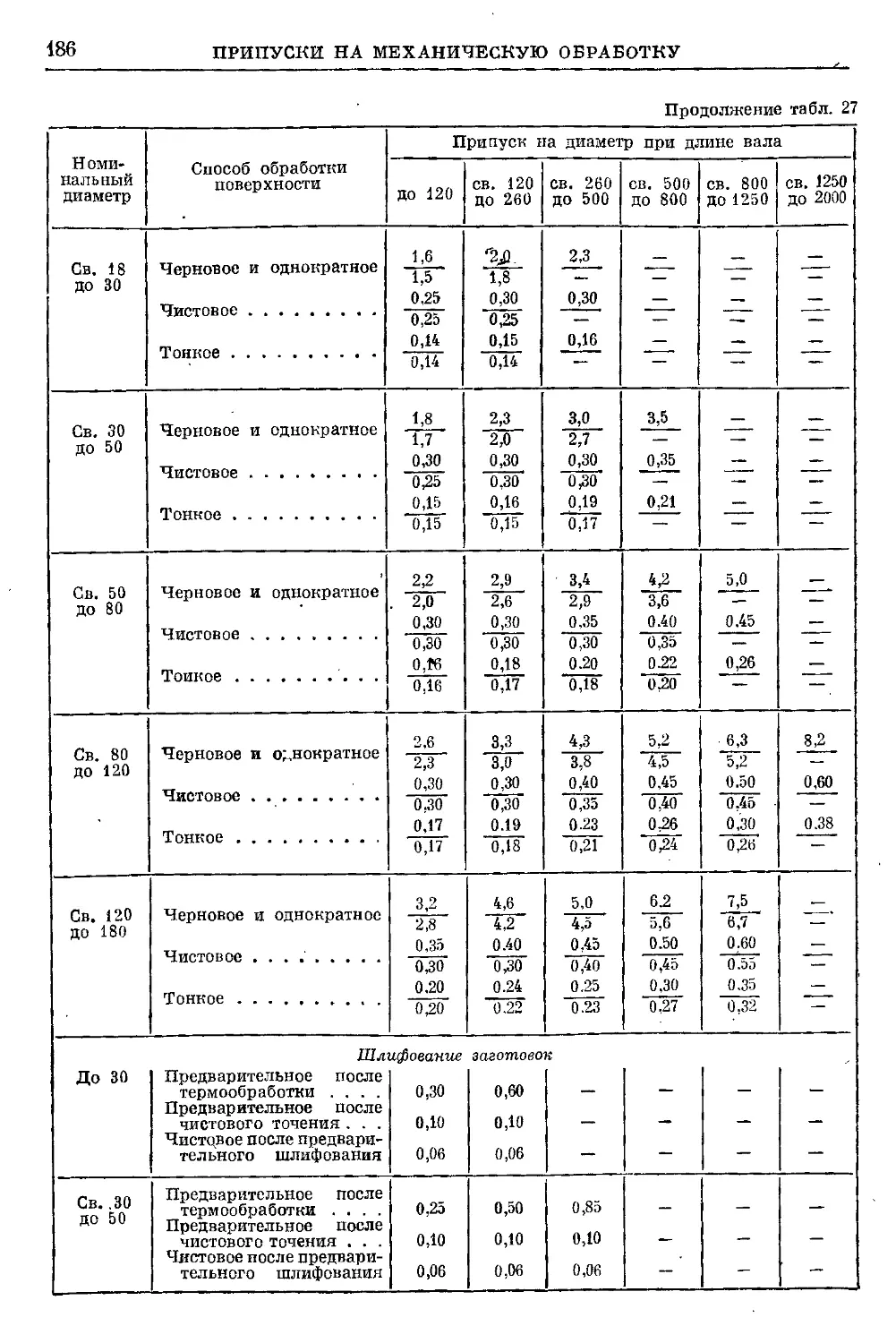
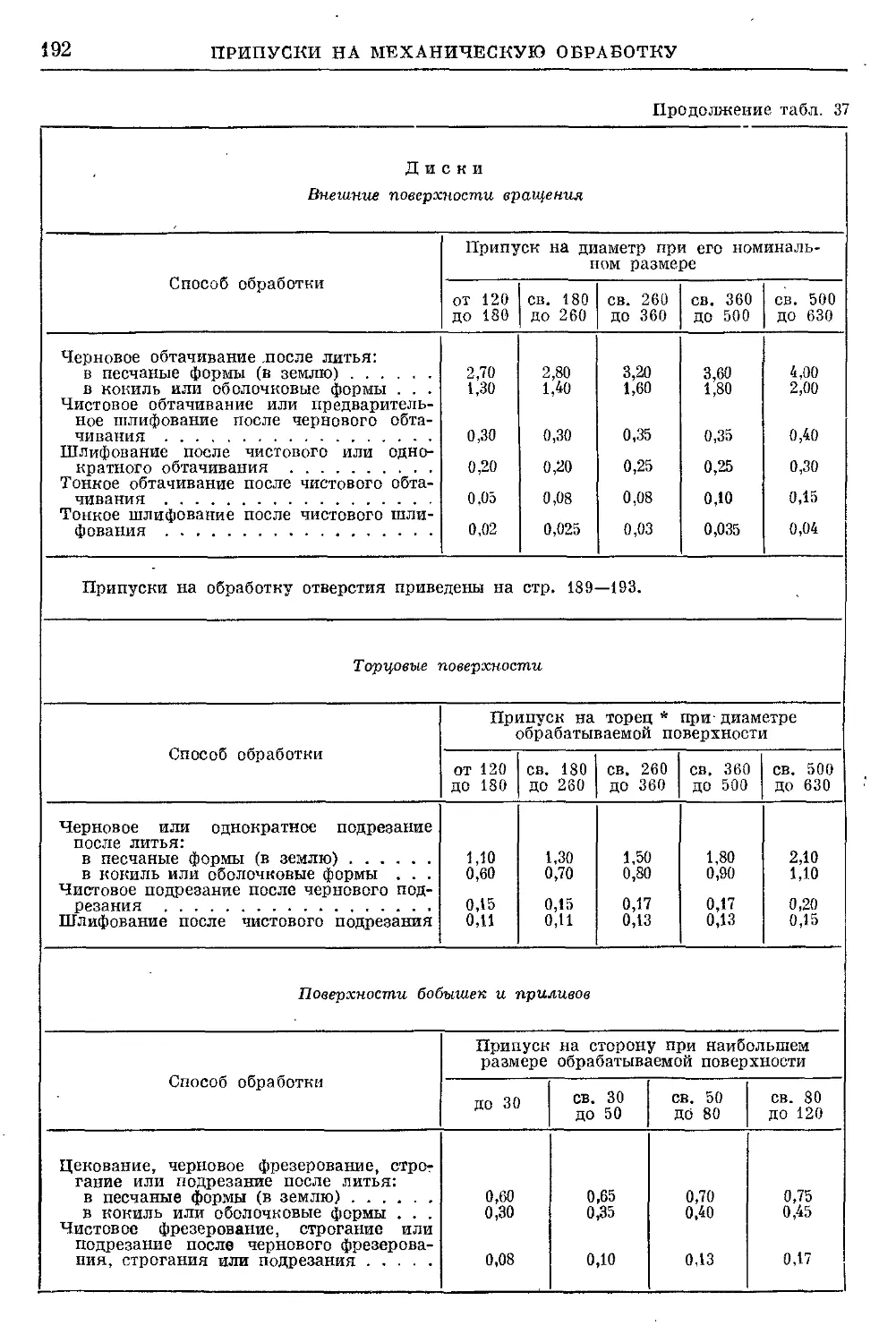
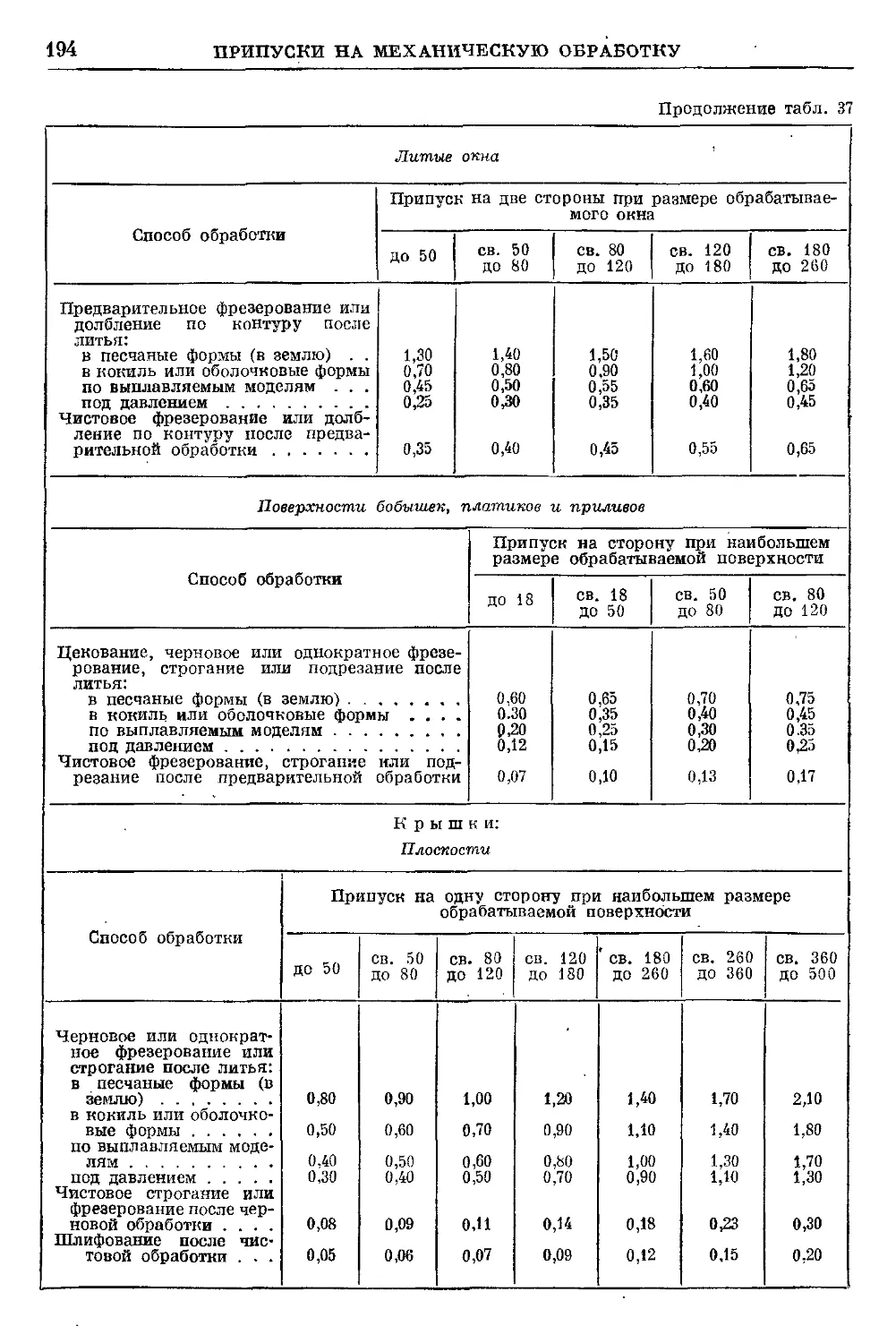
Табличные значения припусков на
механическую обработку
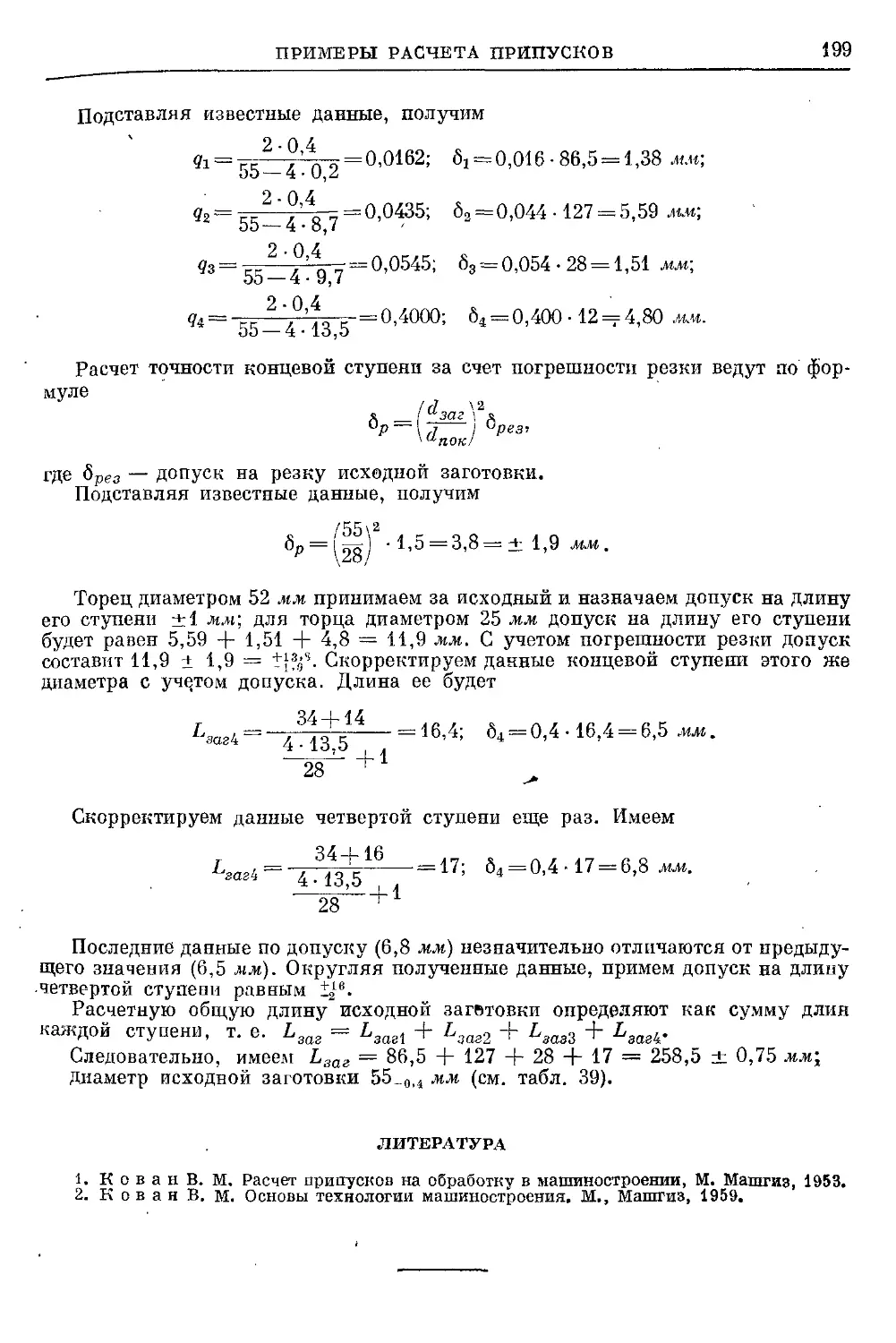
Примеры расчета припусков . . .
Литература
Глава 4. ОБРАБОТКА ДЕТАЛЕЙ
МАШИН НА МЕТАЛЛОРЕЖУ-
ЩИХ СТАНКАХ
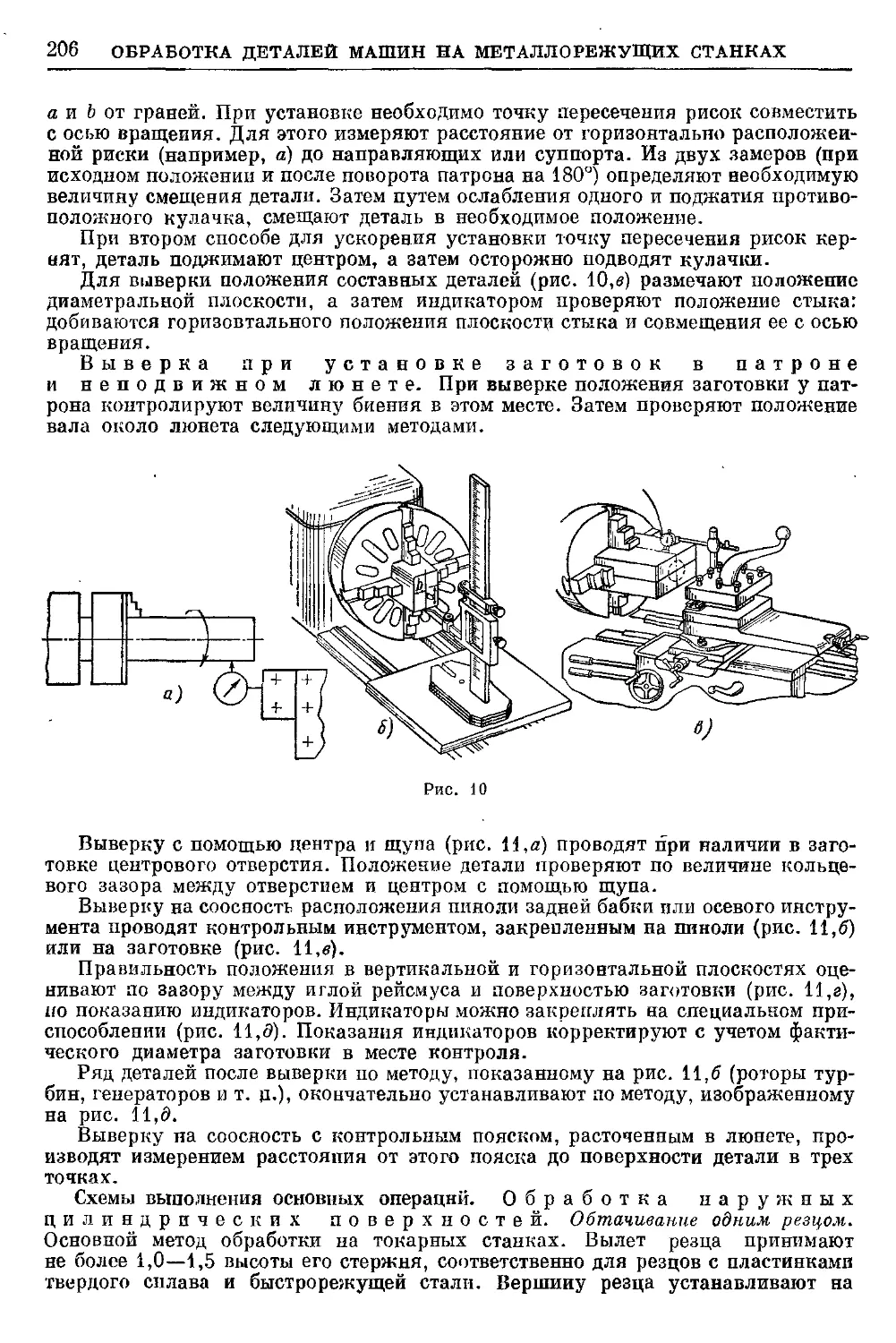
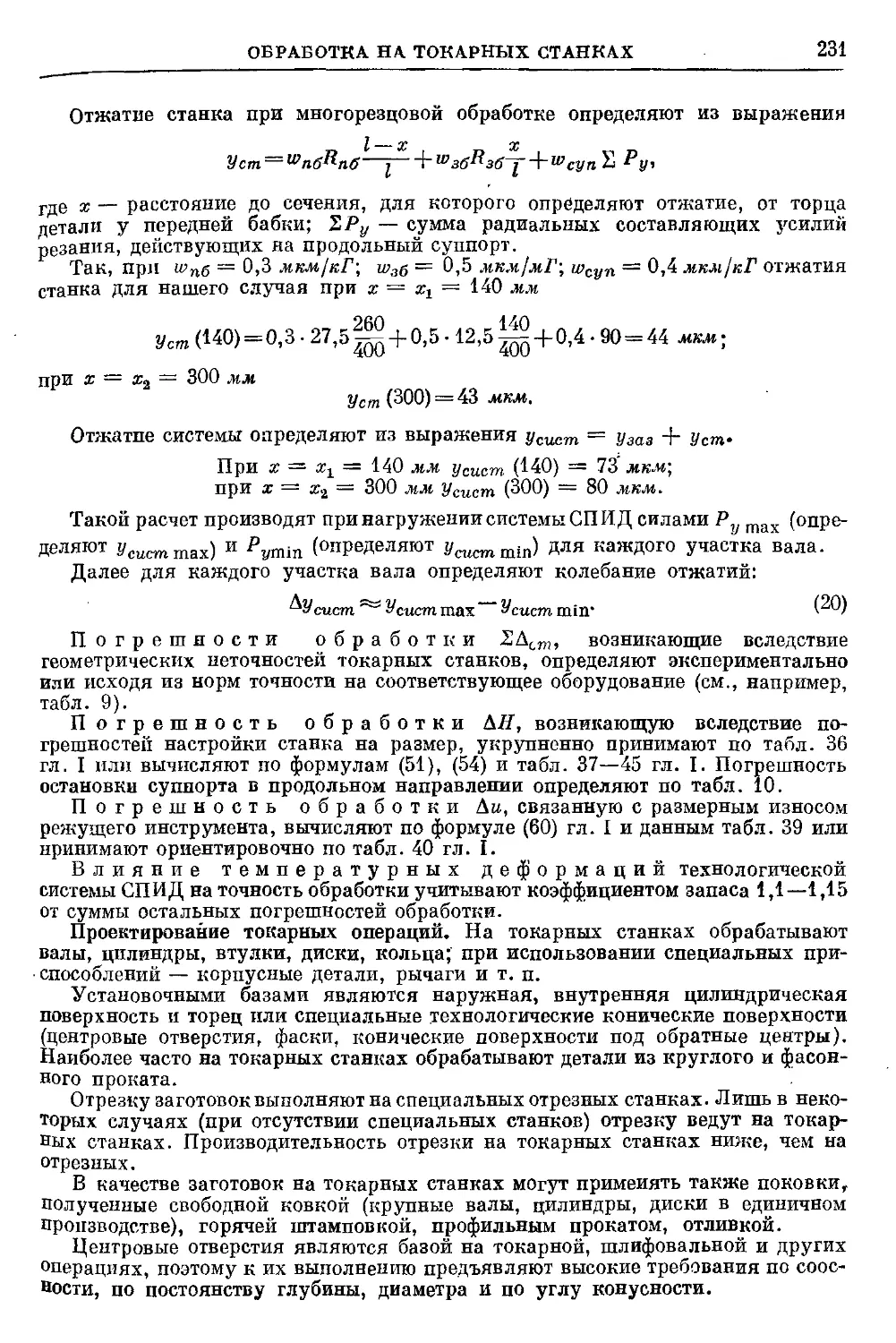
Обработка на токарных станках
(Р. К. Мещеряков) ,
1*
ОГЛАВЛЕНИЕ
Обработка на токарло-каруселыгах
станках (М. Ф. Сухов) 236
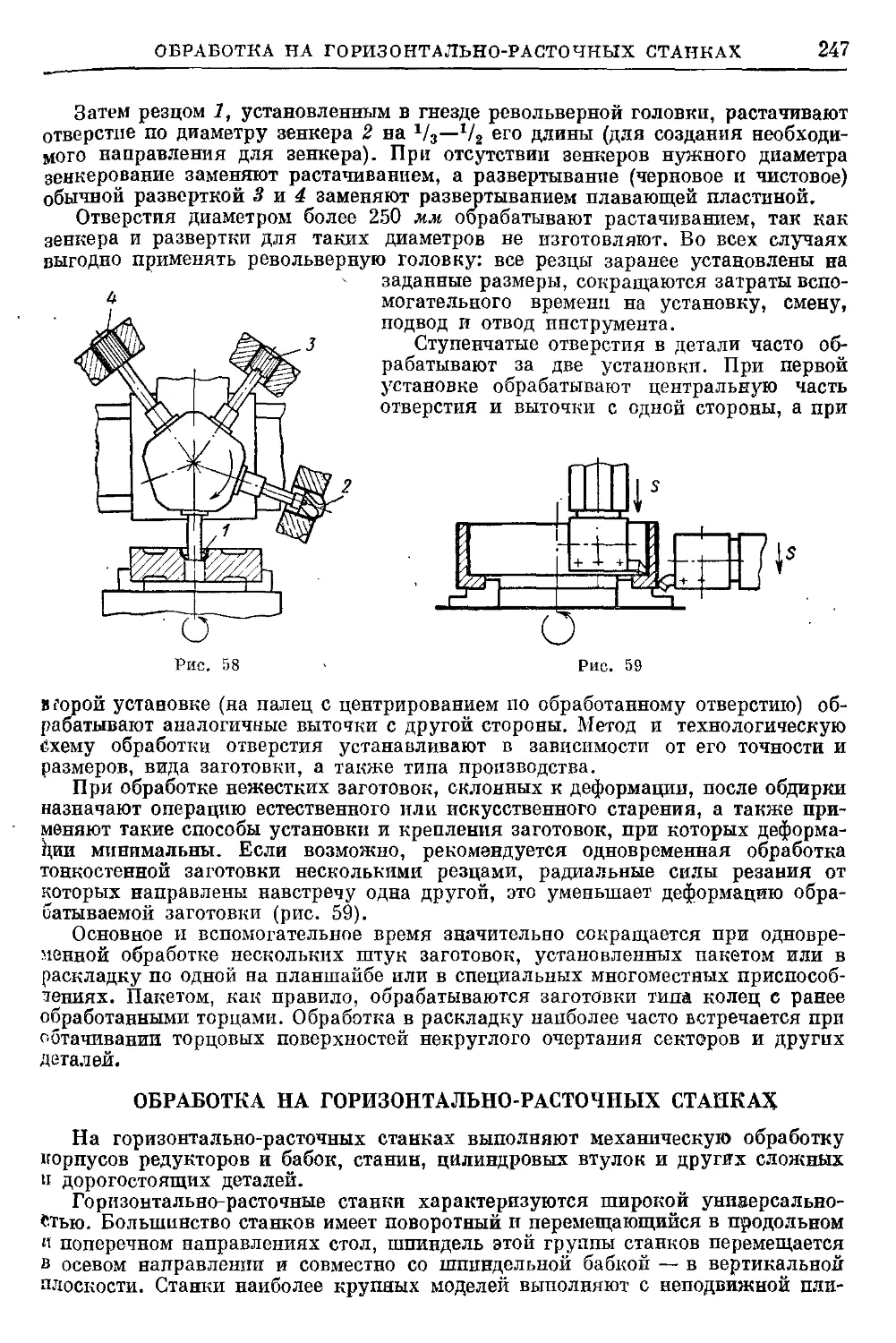
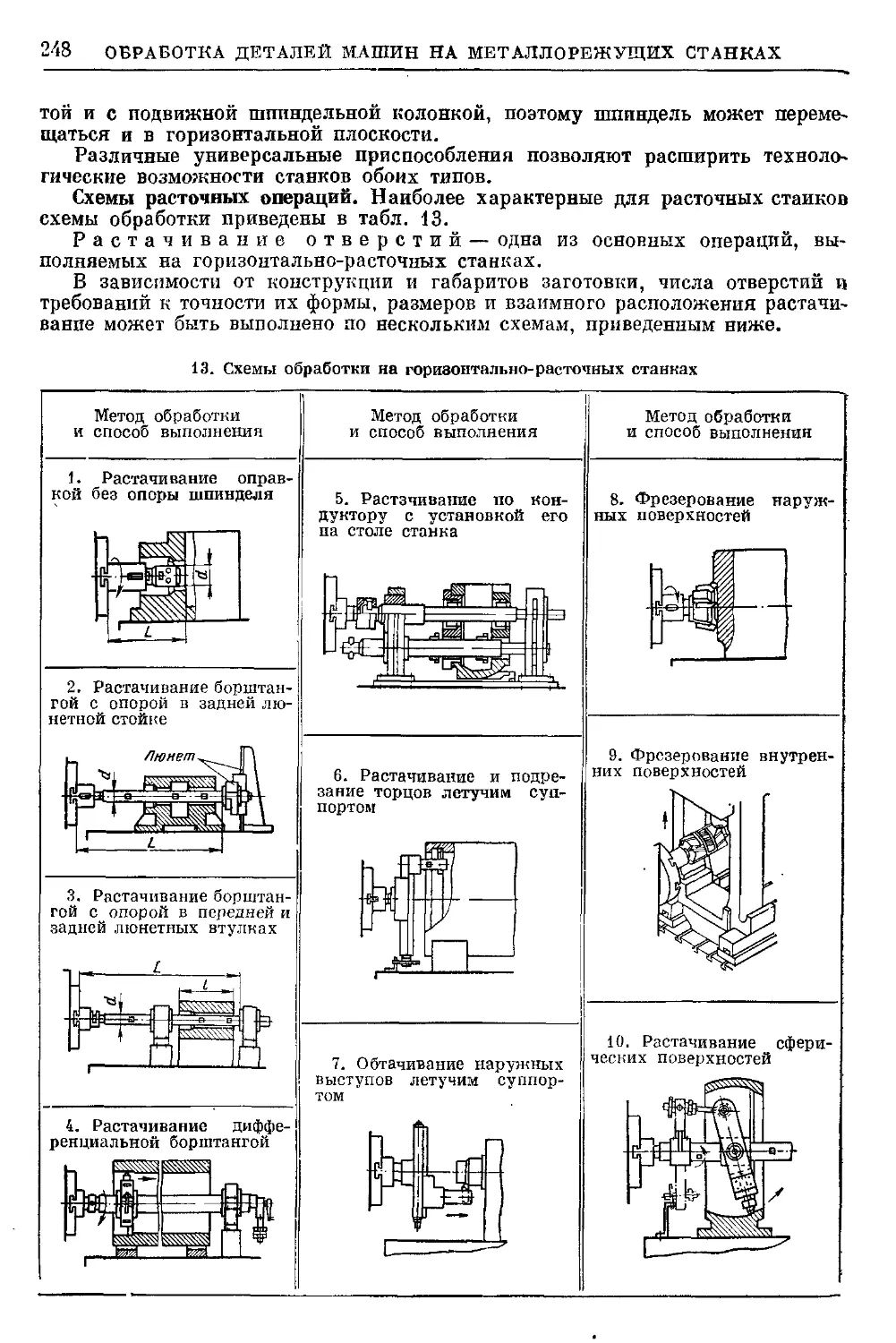
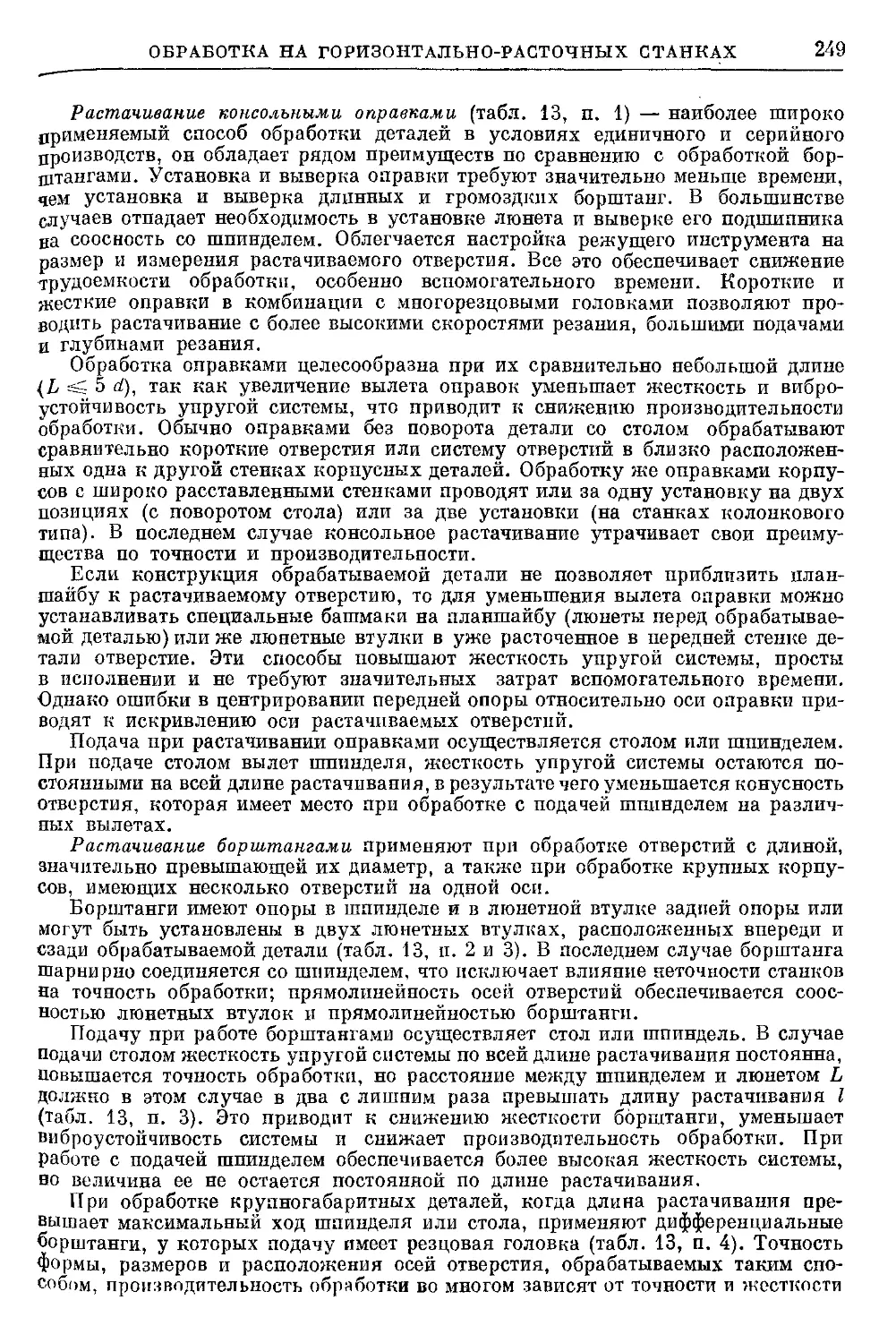
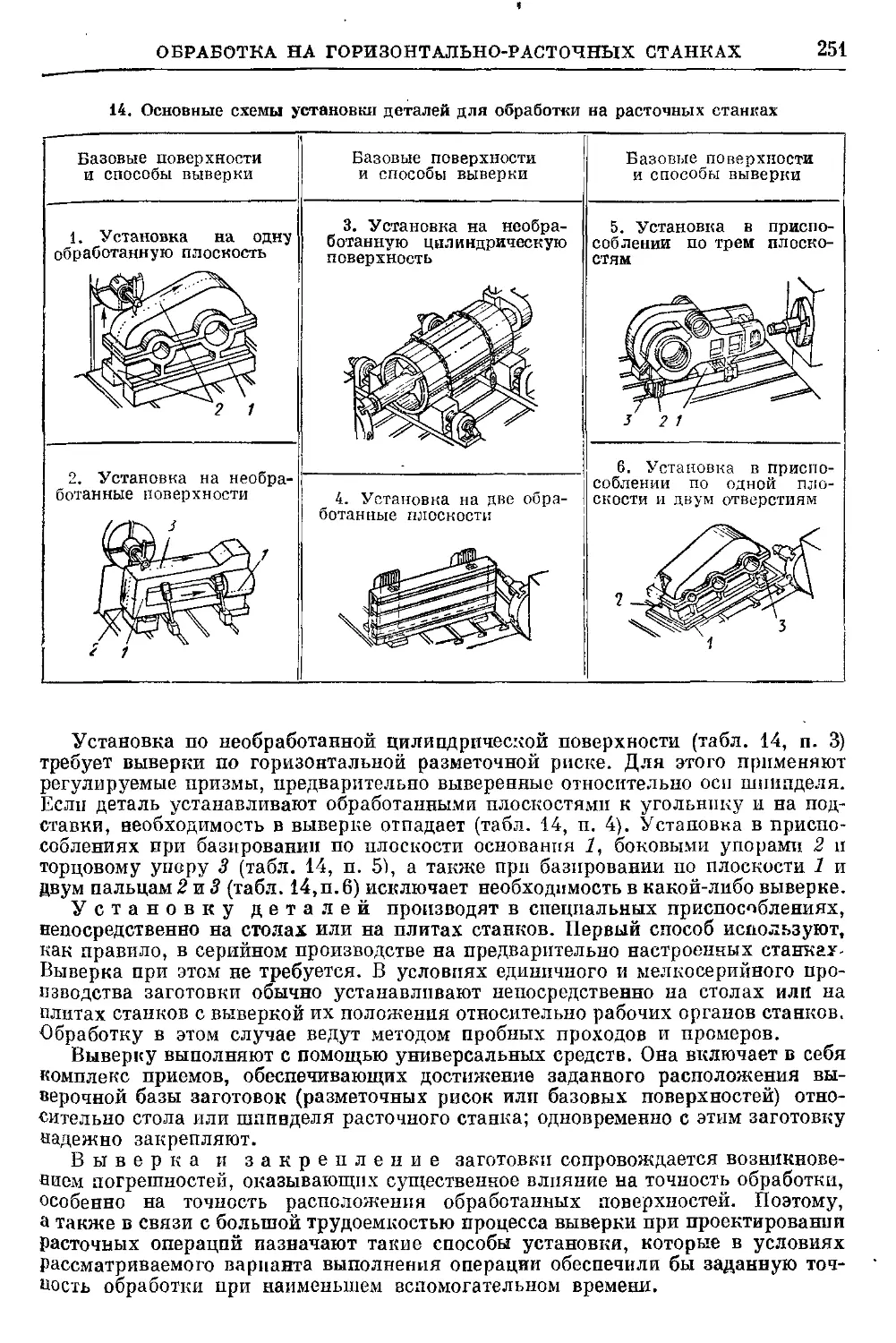
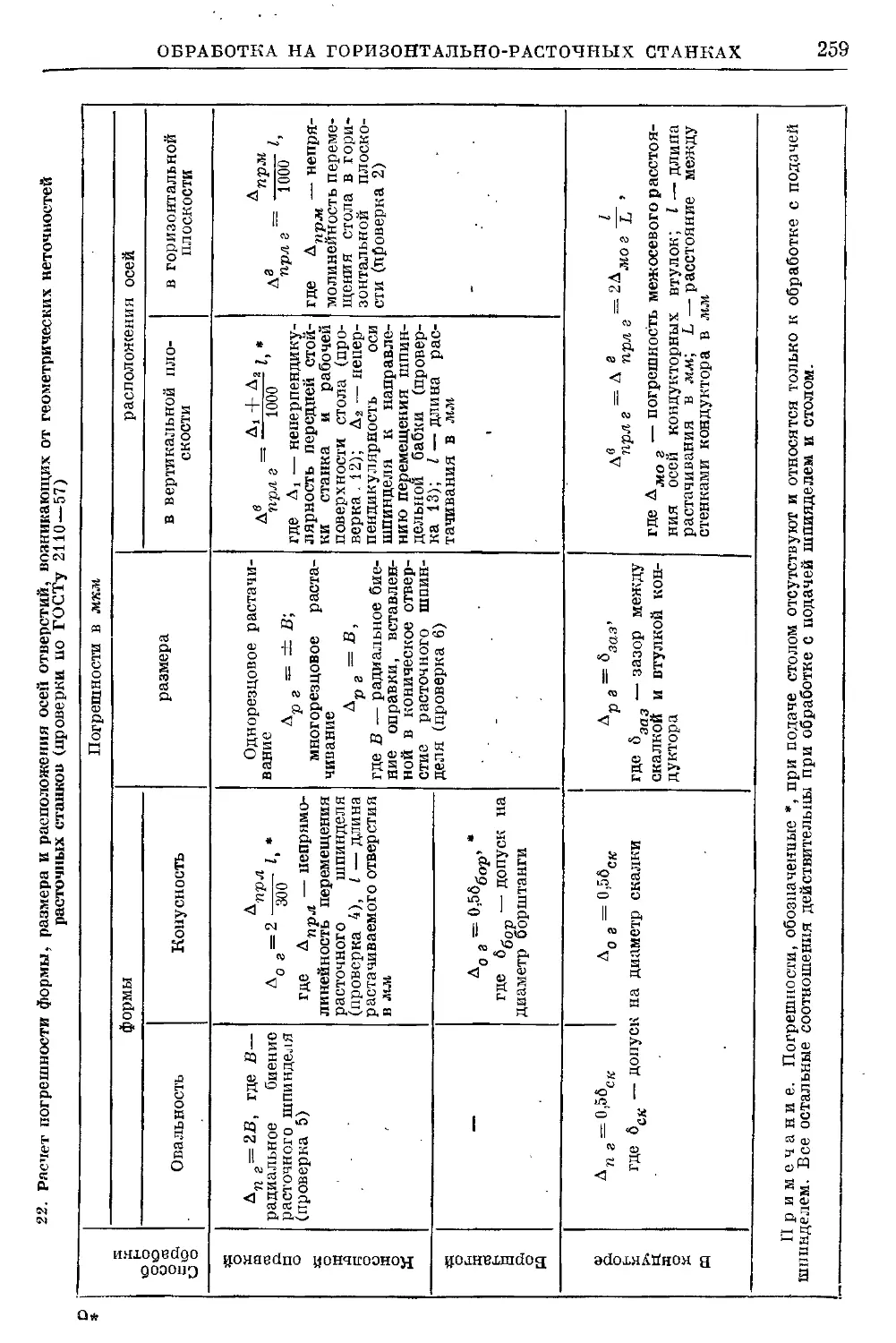
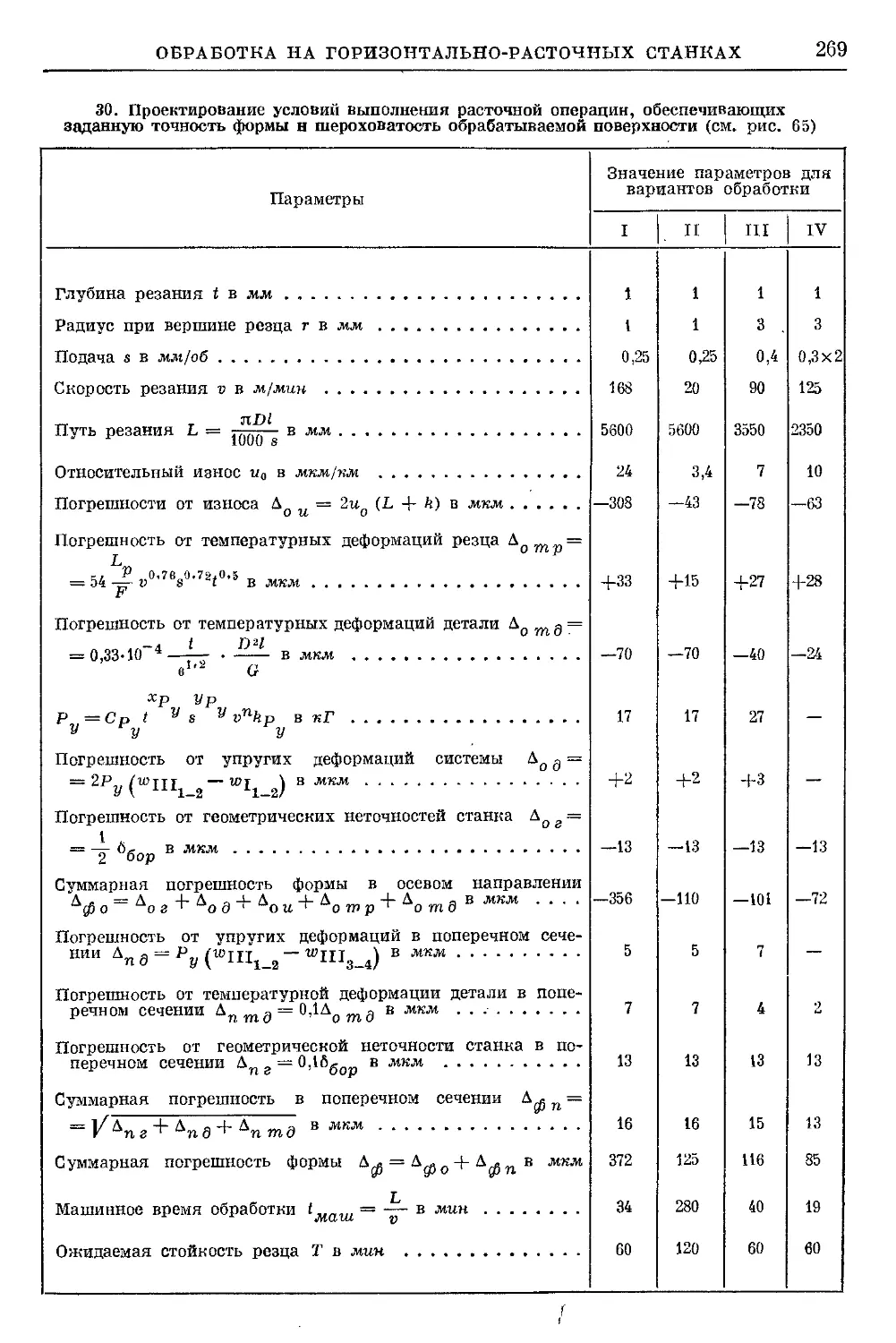
5 Обработка на горизонтально-рас-
6 точных станках (В. И. Комиссаров) 247
19 Обработка на револьверных станках
ДО. Л. Фрумин) 273
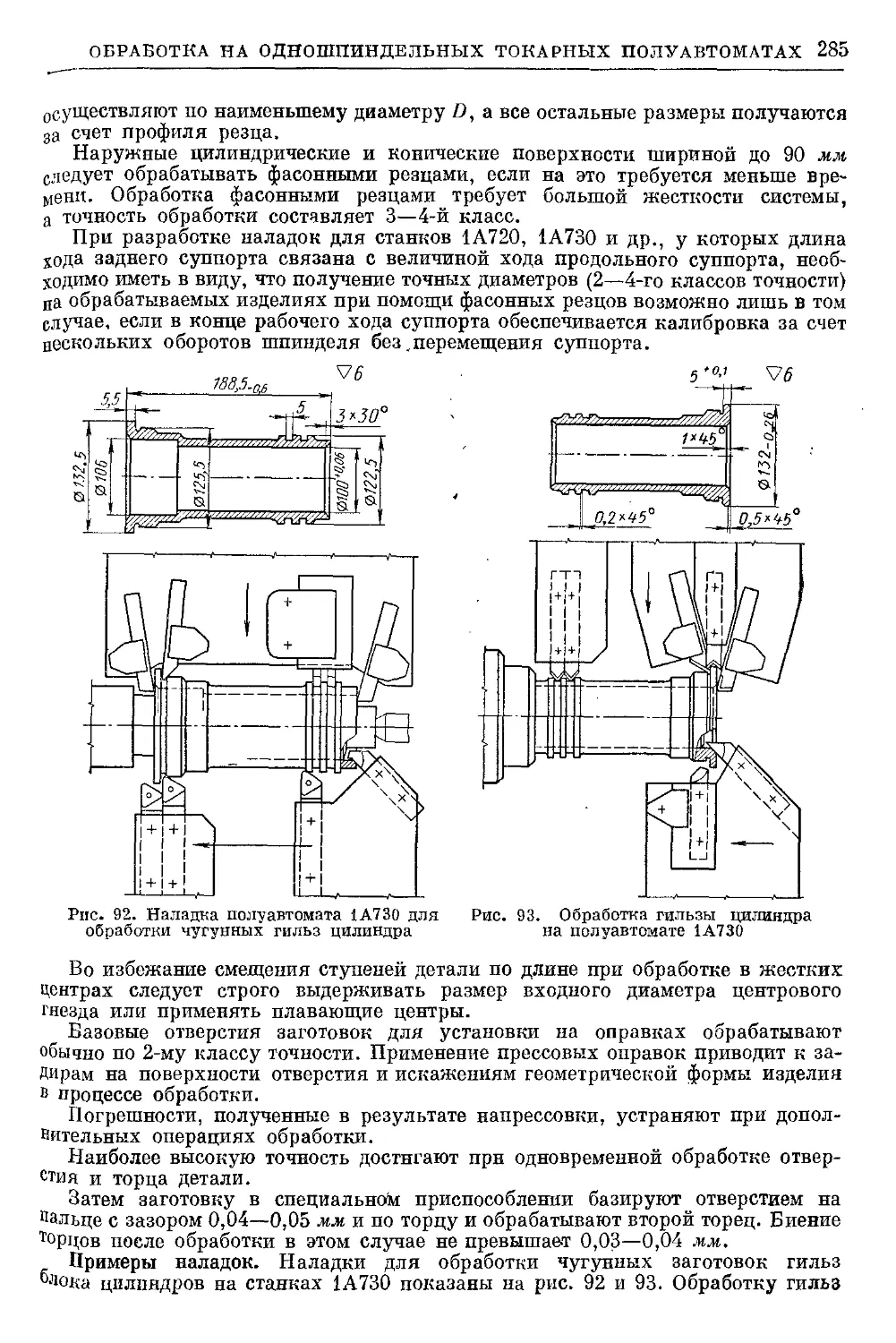
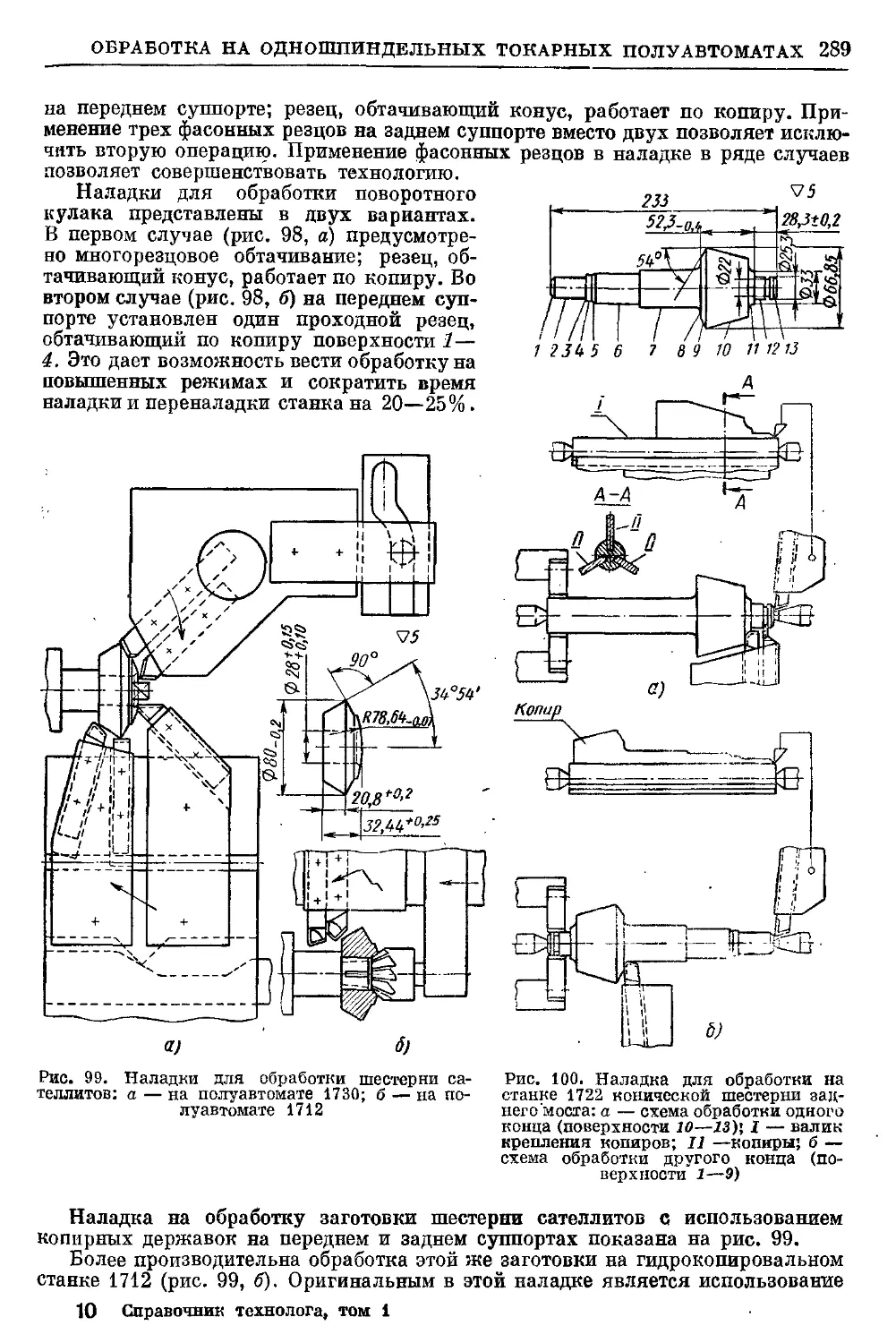
Обработка на одношпиндельных
76 многорезцовых токарных полуав-
98 томатах (К. Ф. Аптипов, Л. В.
Цейтлин) 283
99 Обработка на многошппндсльных
99 вертикальных токарных полуавто-
ката:-: (К. Ф. Аптипов, Л. В, Цейт-
112 лин) 294
112 Обработка на токарных автоматах
115 (М. Я. Перепоное) 316
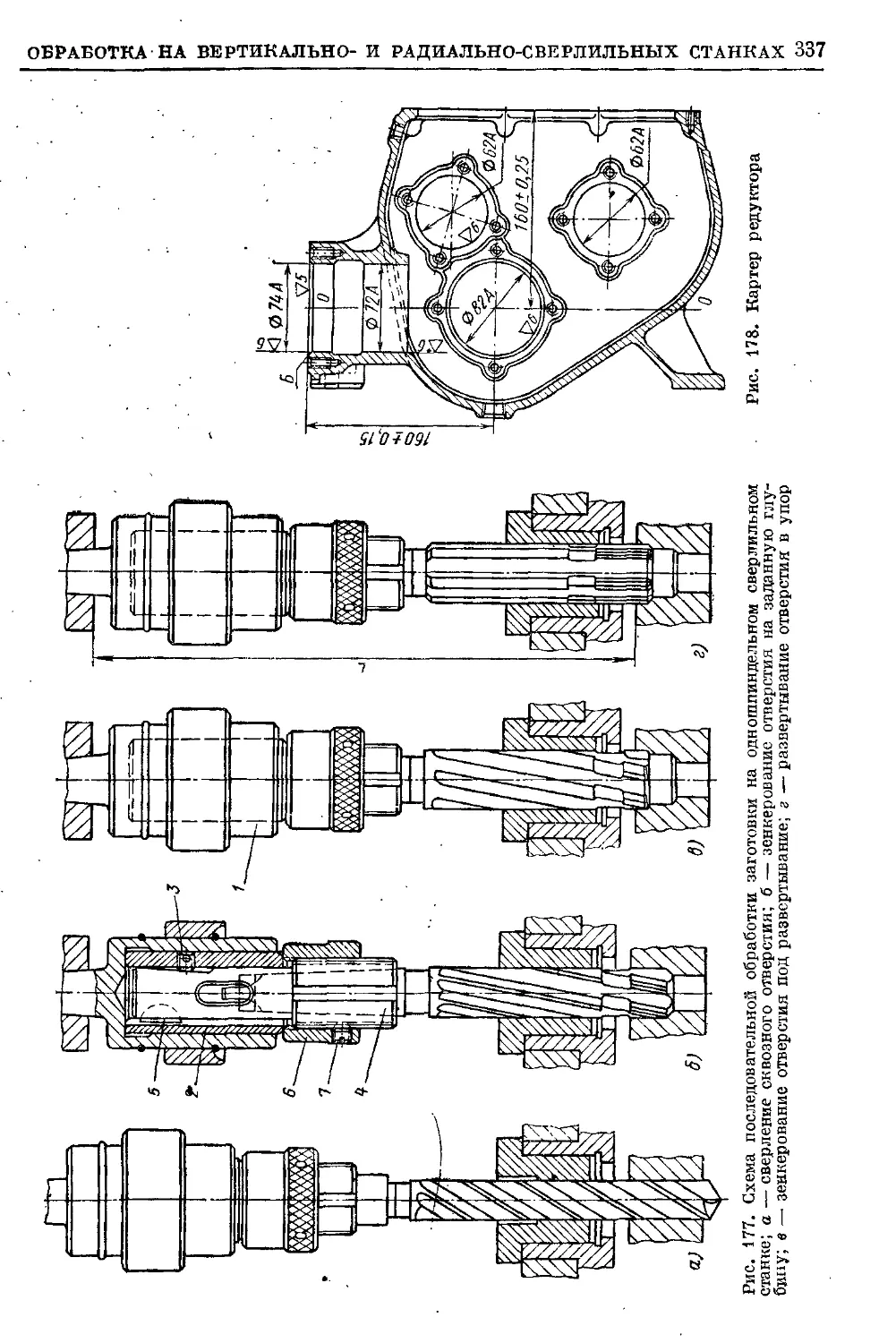
121 Обработка на вертикально- и ра-
диалыю-сверлильных станках
133 (ГО. Л. Фрумин) 328
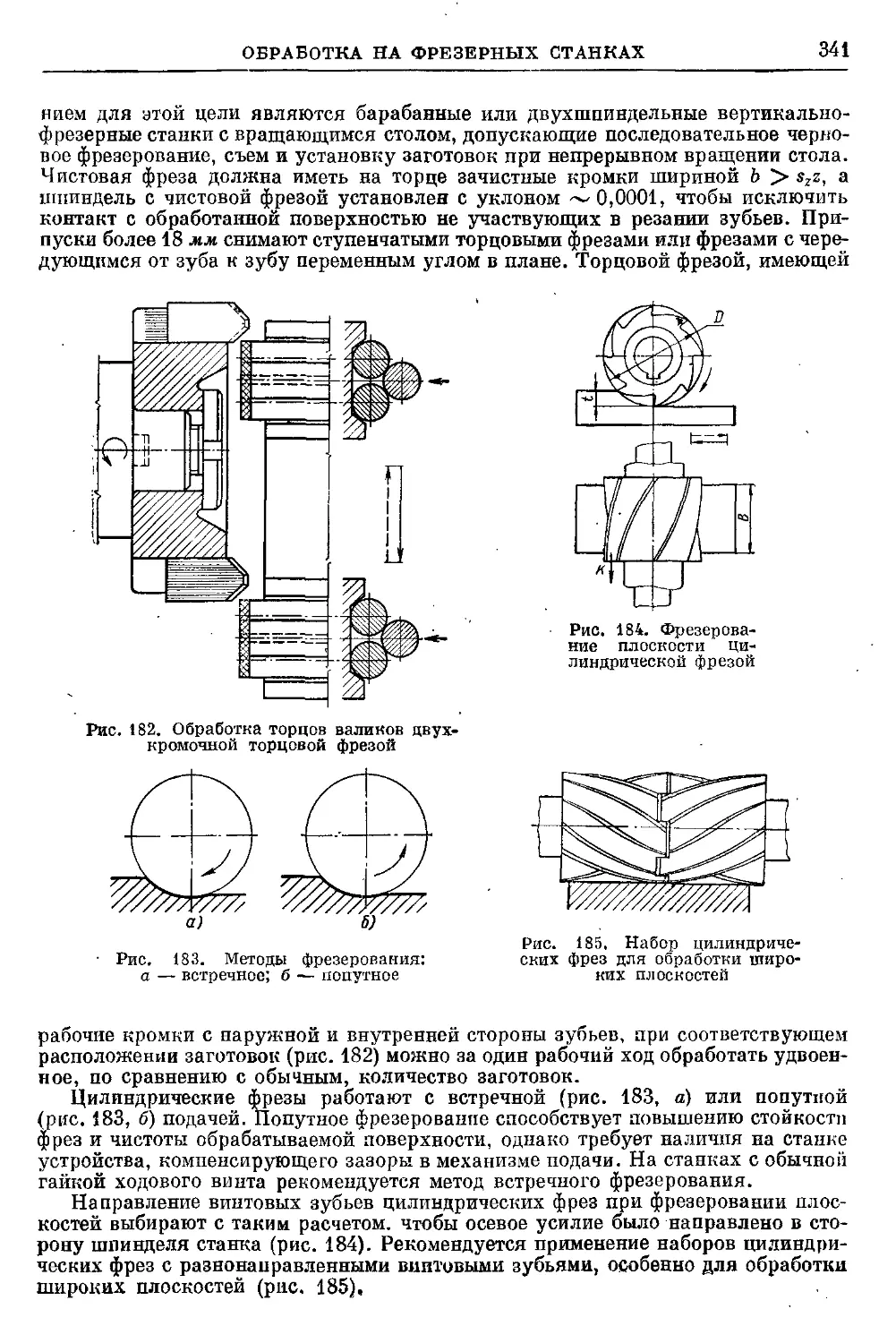
Обработка на фрезерных станках
144 ДО. Л: Фрумин) 340
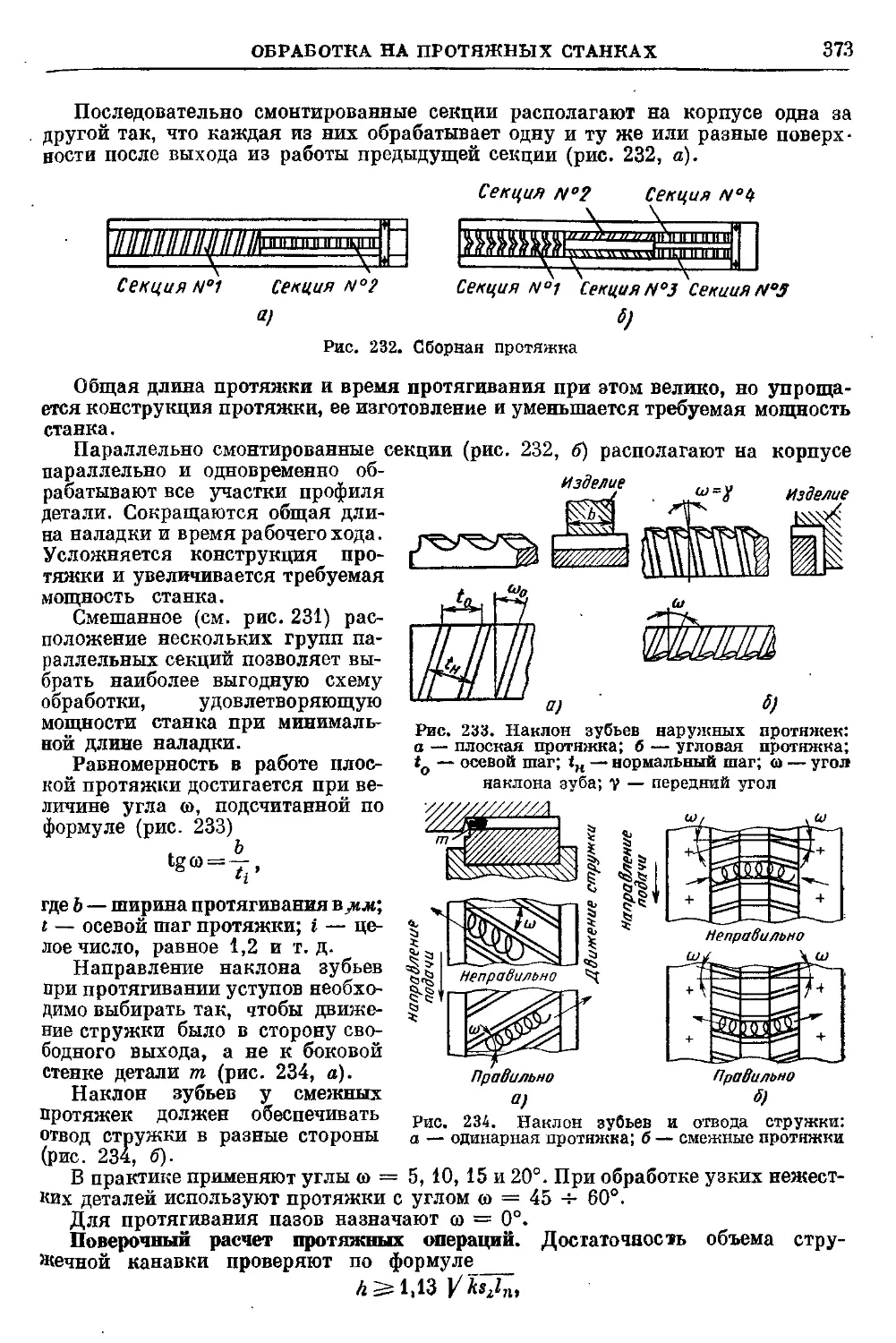
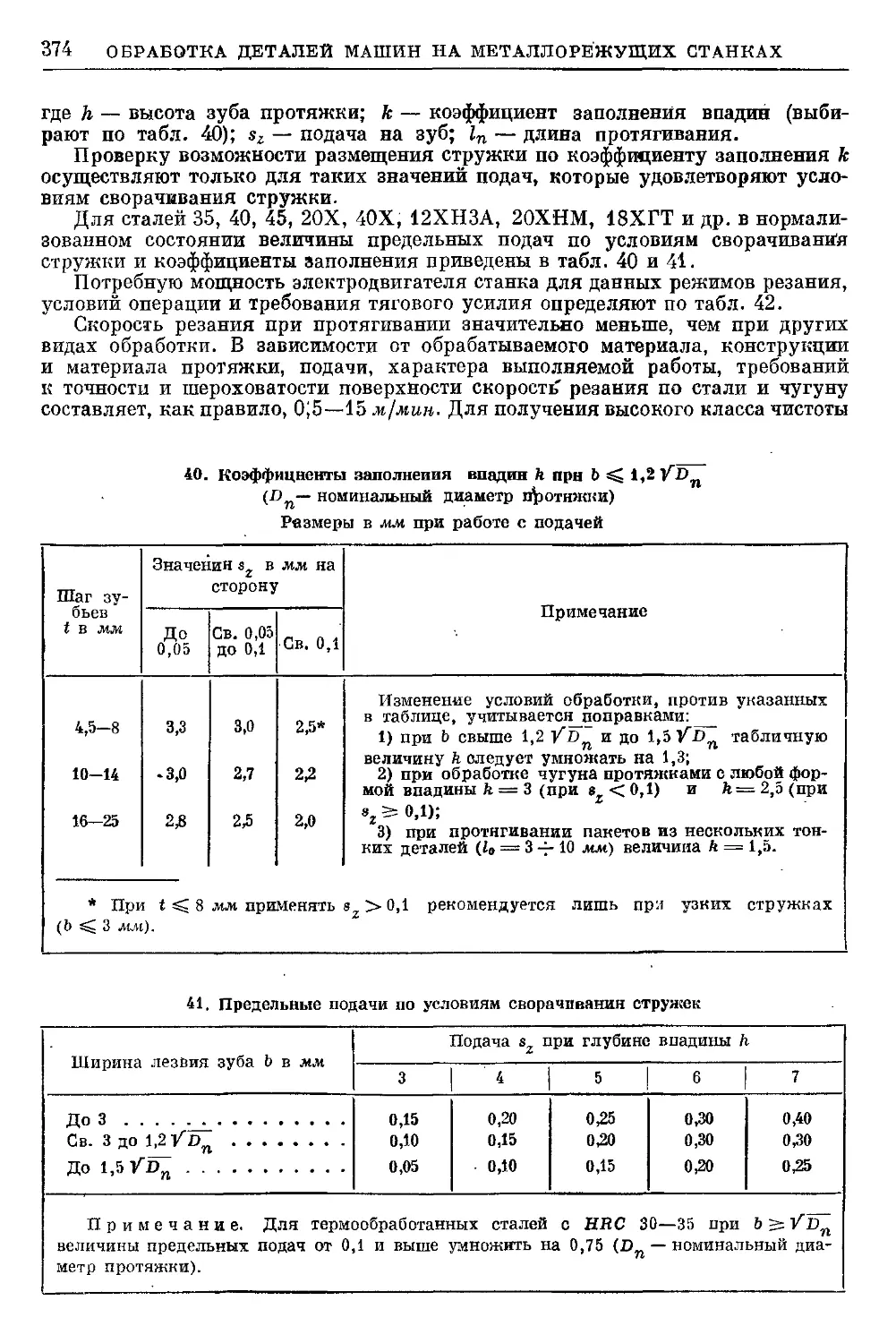
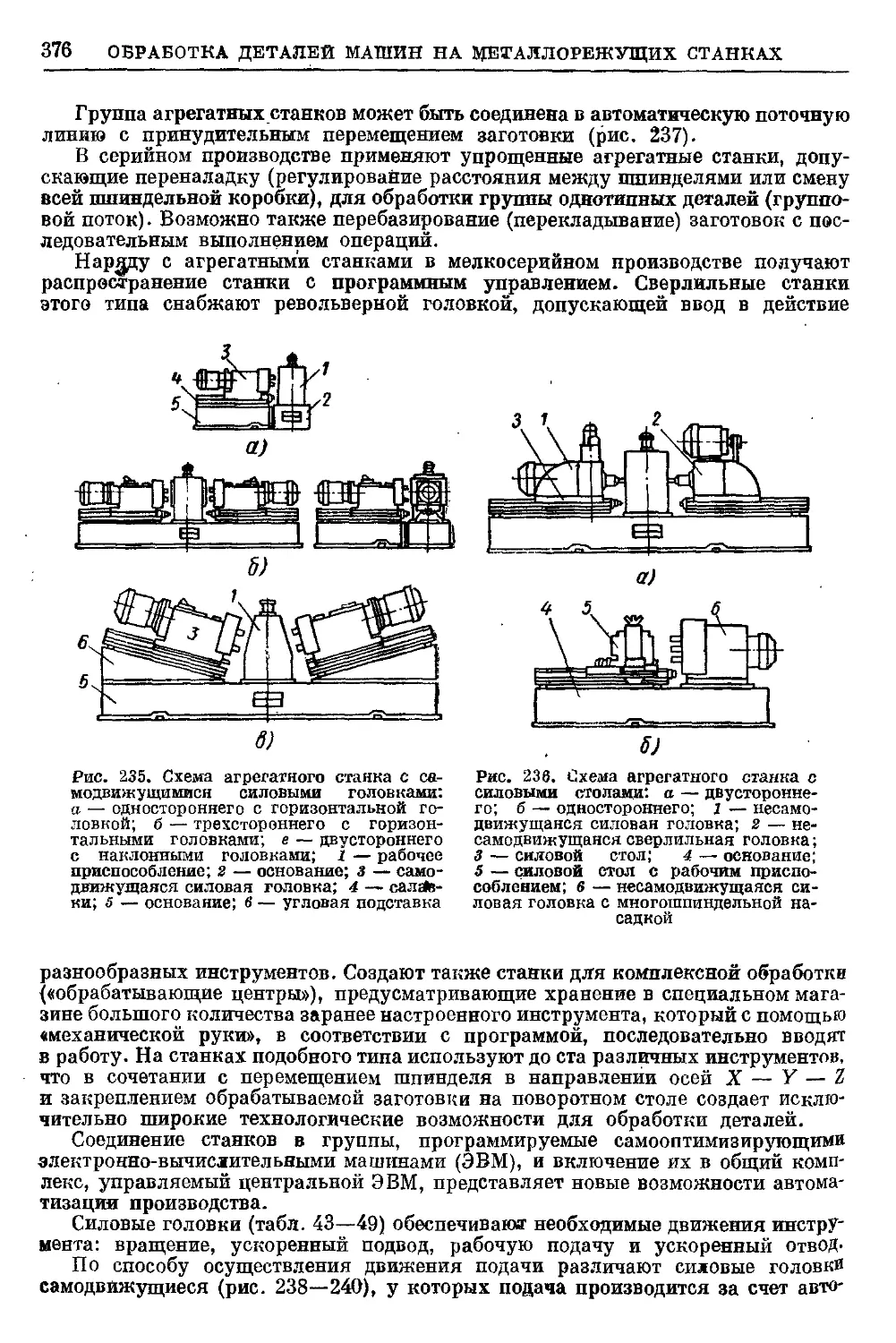
144 Обработка па протяжных станках
A1. Г. Кацев) 854
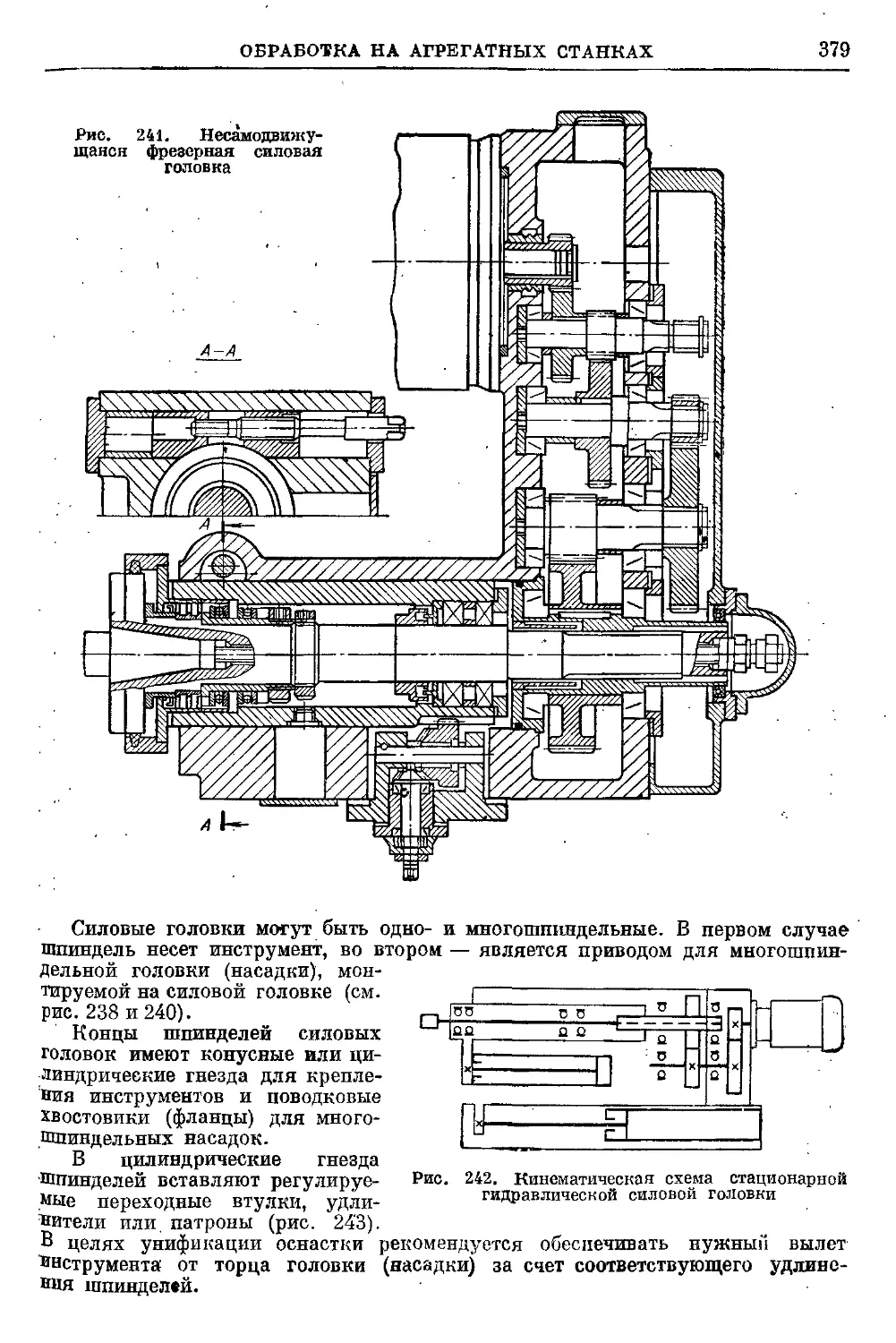
146 Обработка на агрегатных станках
ДО. Л. Фрумин) 375
149 Обработка зуба цилиндрических
зубчатых колес (С. Я. Калашников) 399
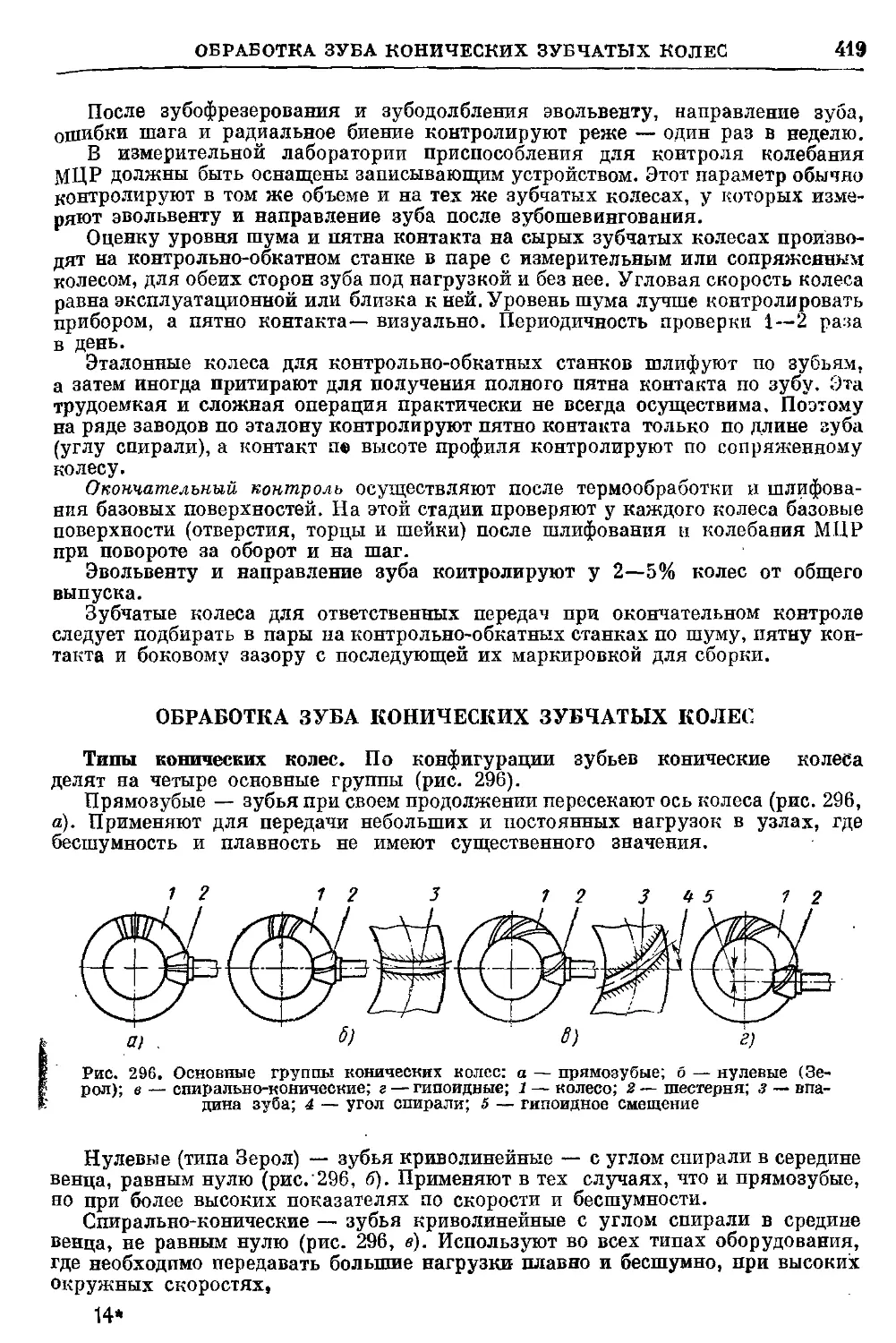
150 Обработка зуба конических зуОча-
161 тых колес (С. Я. }Салашникое) . . . 419
Обработка на шлифовальных стан-
ках I'M. С. Наер.ман) 439
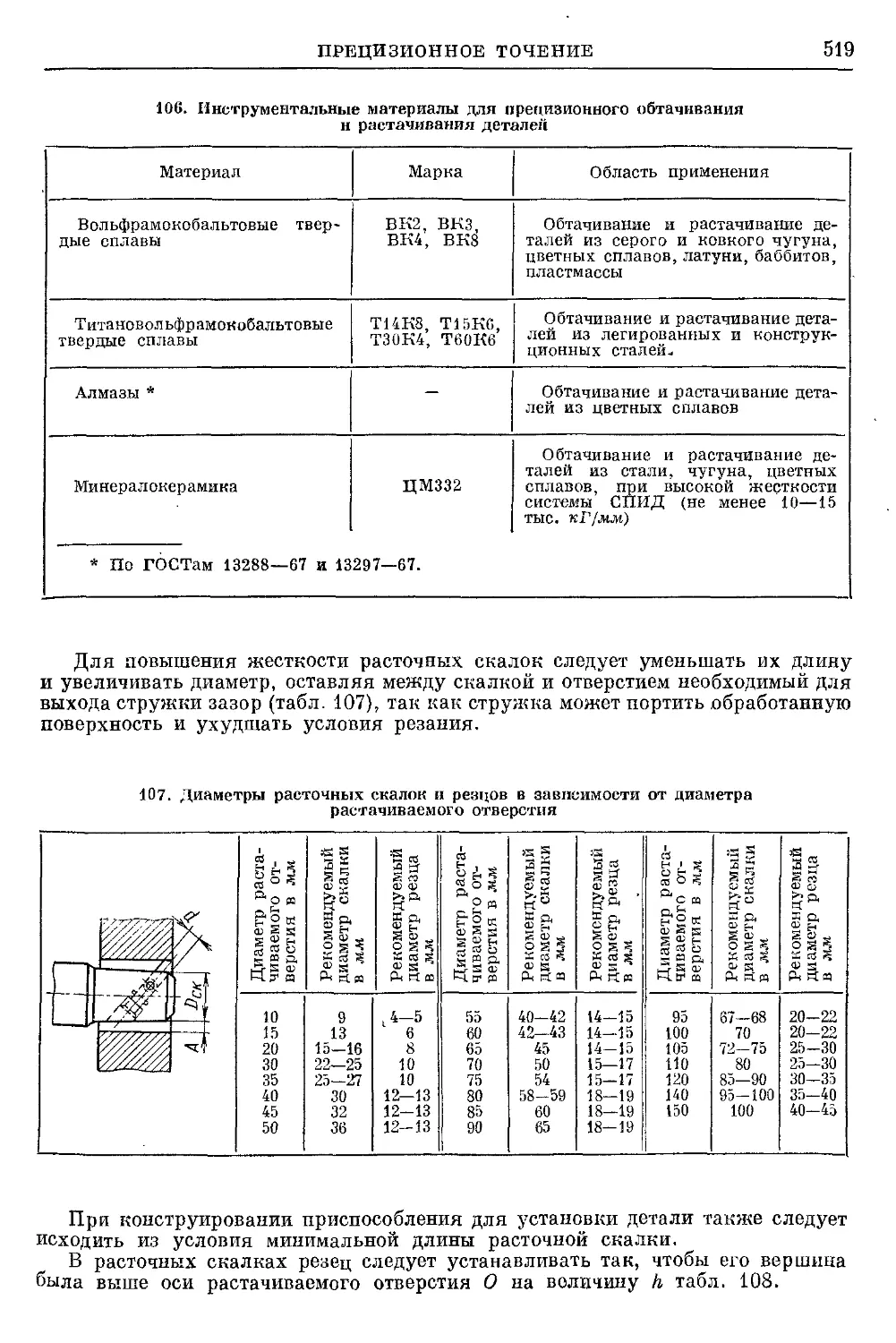
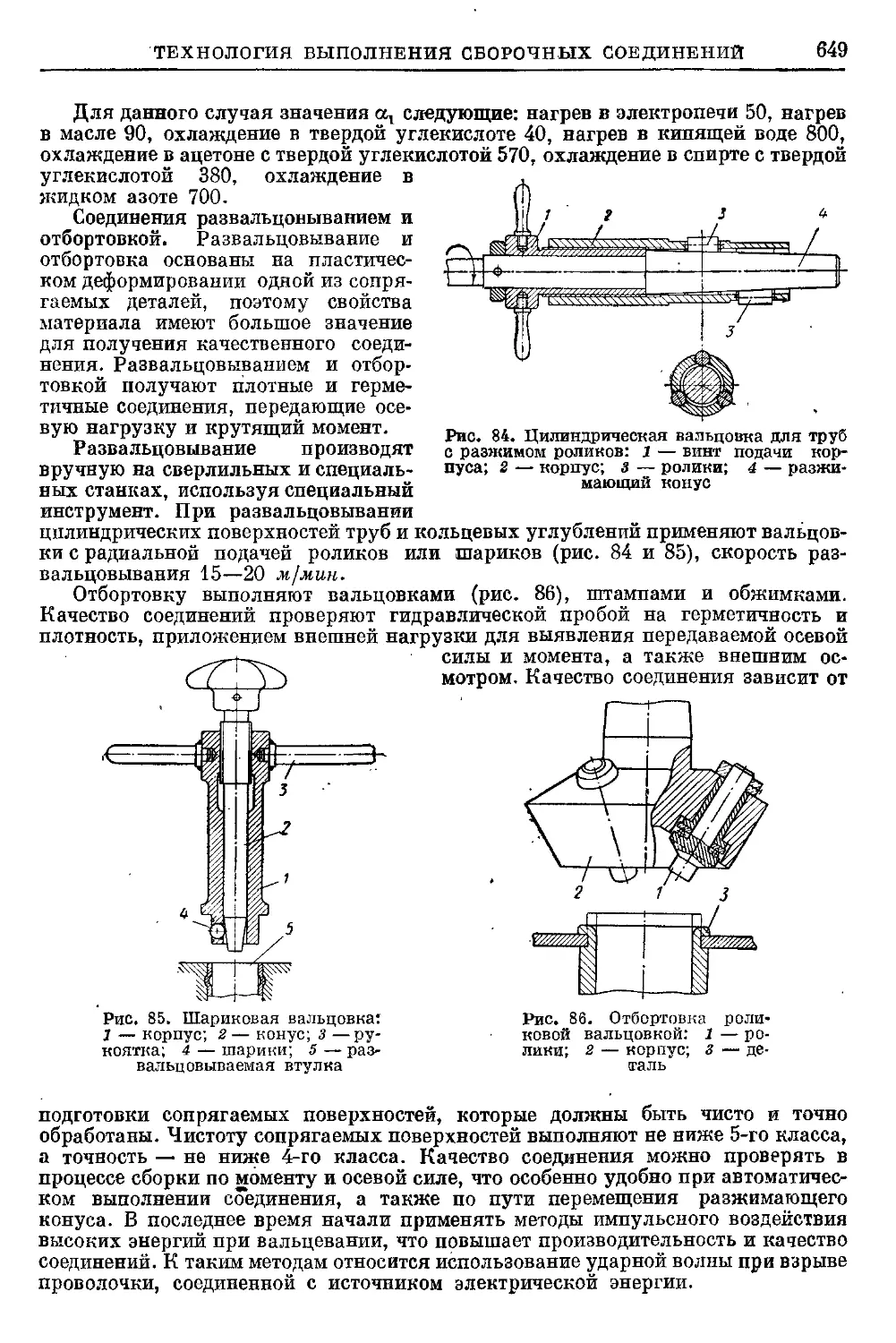
162 Прецизионное точение (Л. Б. Цейт-
лин) 517
162 Чистовая и упрочняющая обработка
поверхностей пластическим дефор-
мированием (А. Г. Косилова, Р. К.
G7 Мещеряков) 52S
Калибрование отверстий .... 528
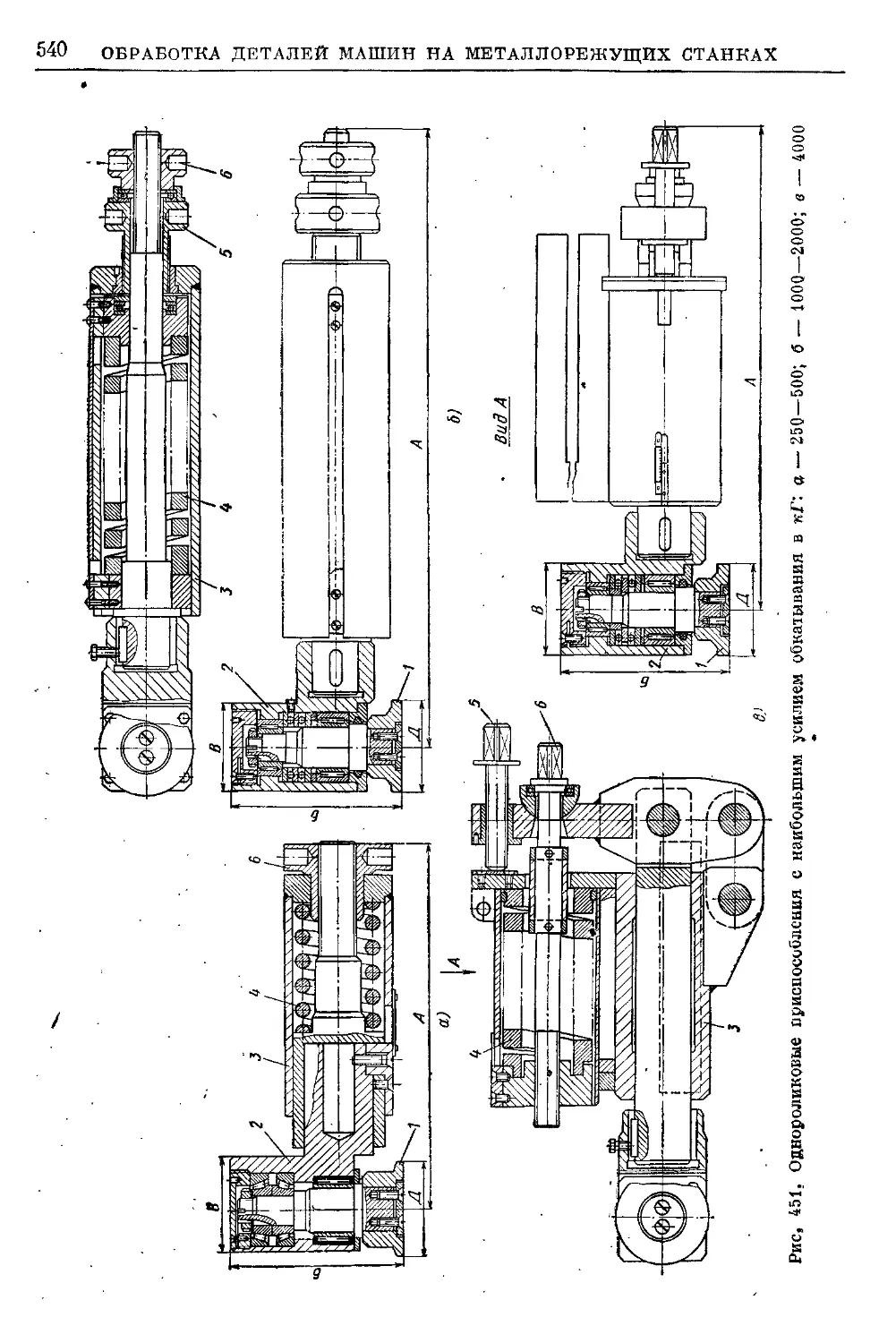
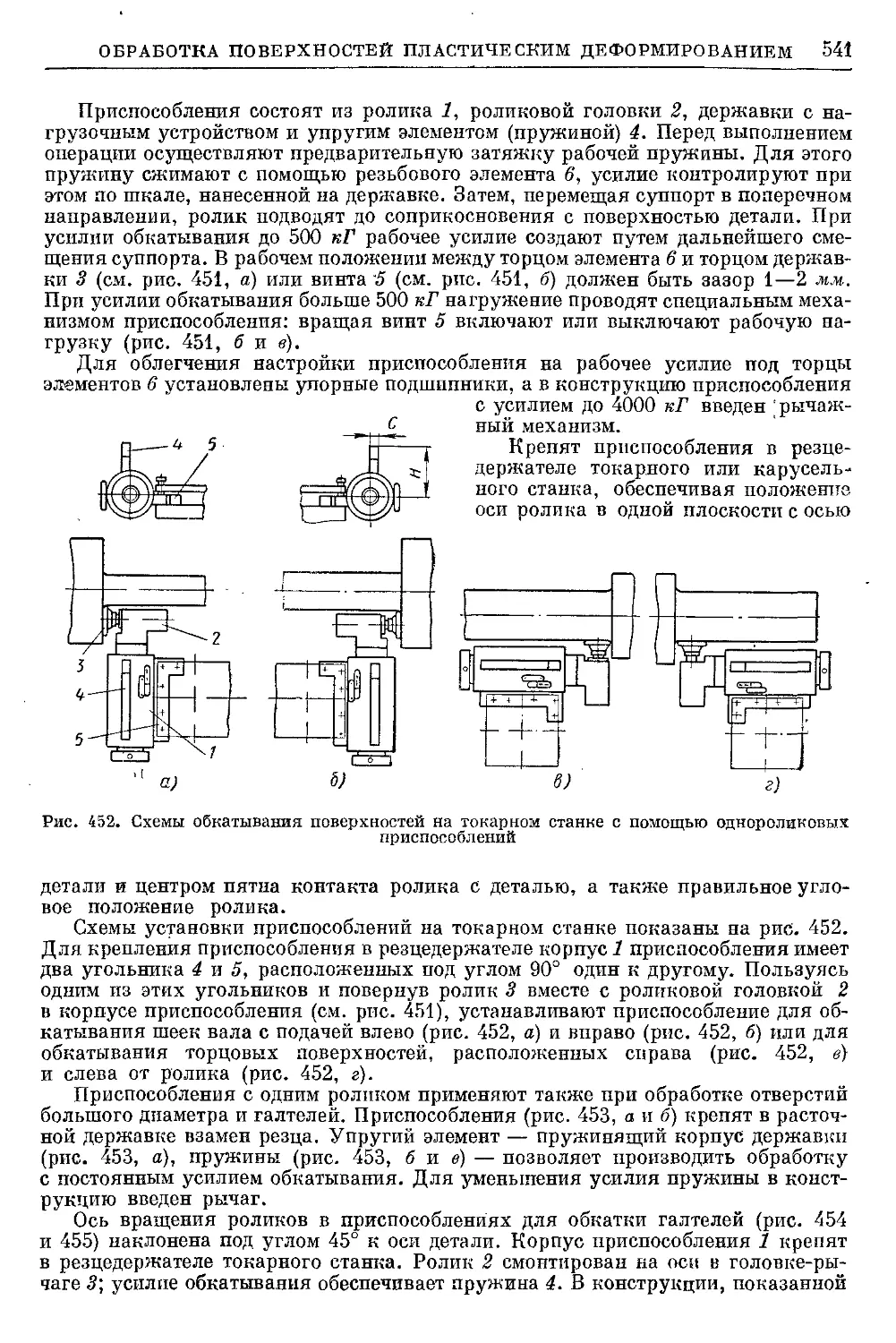
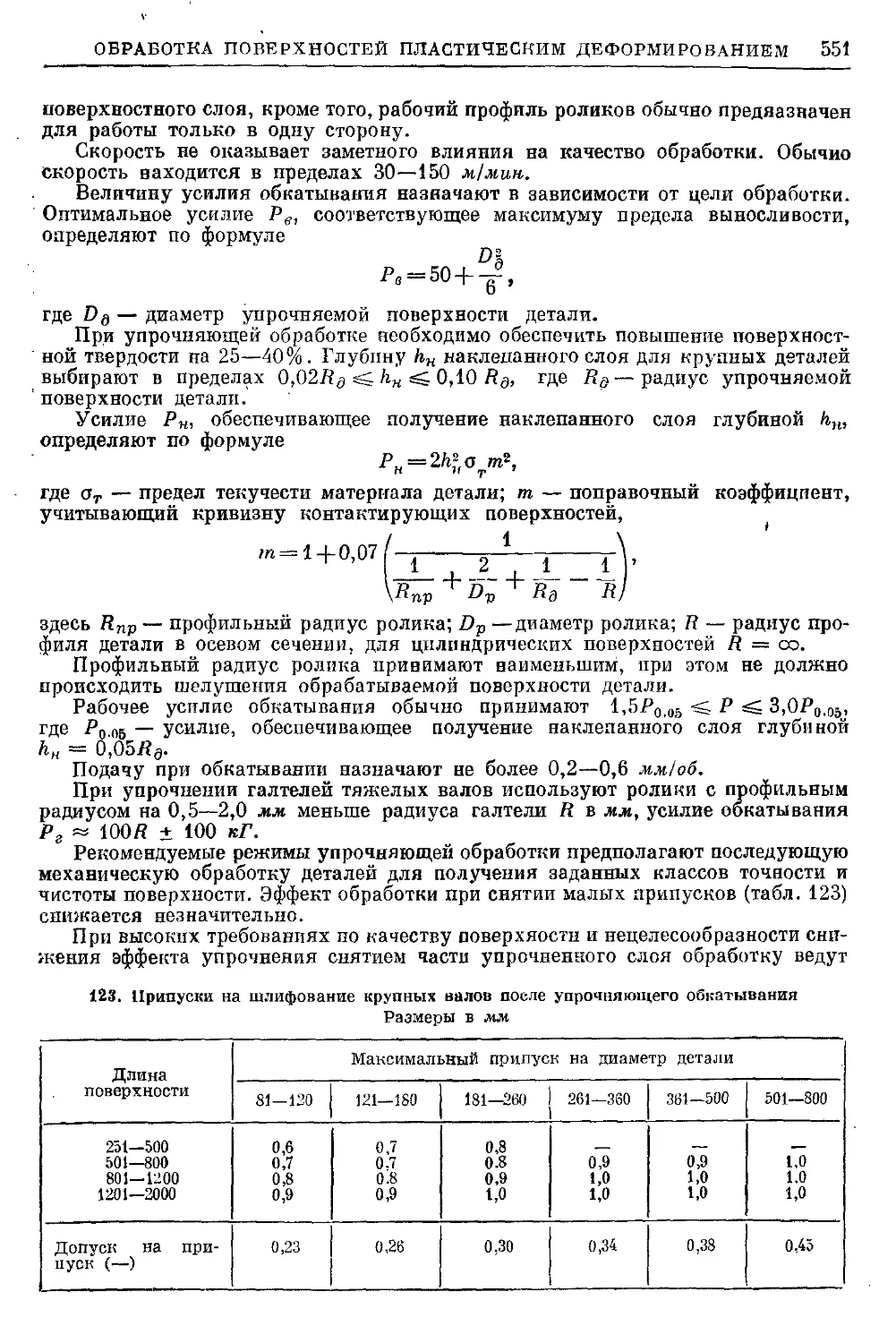
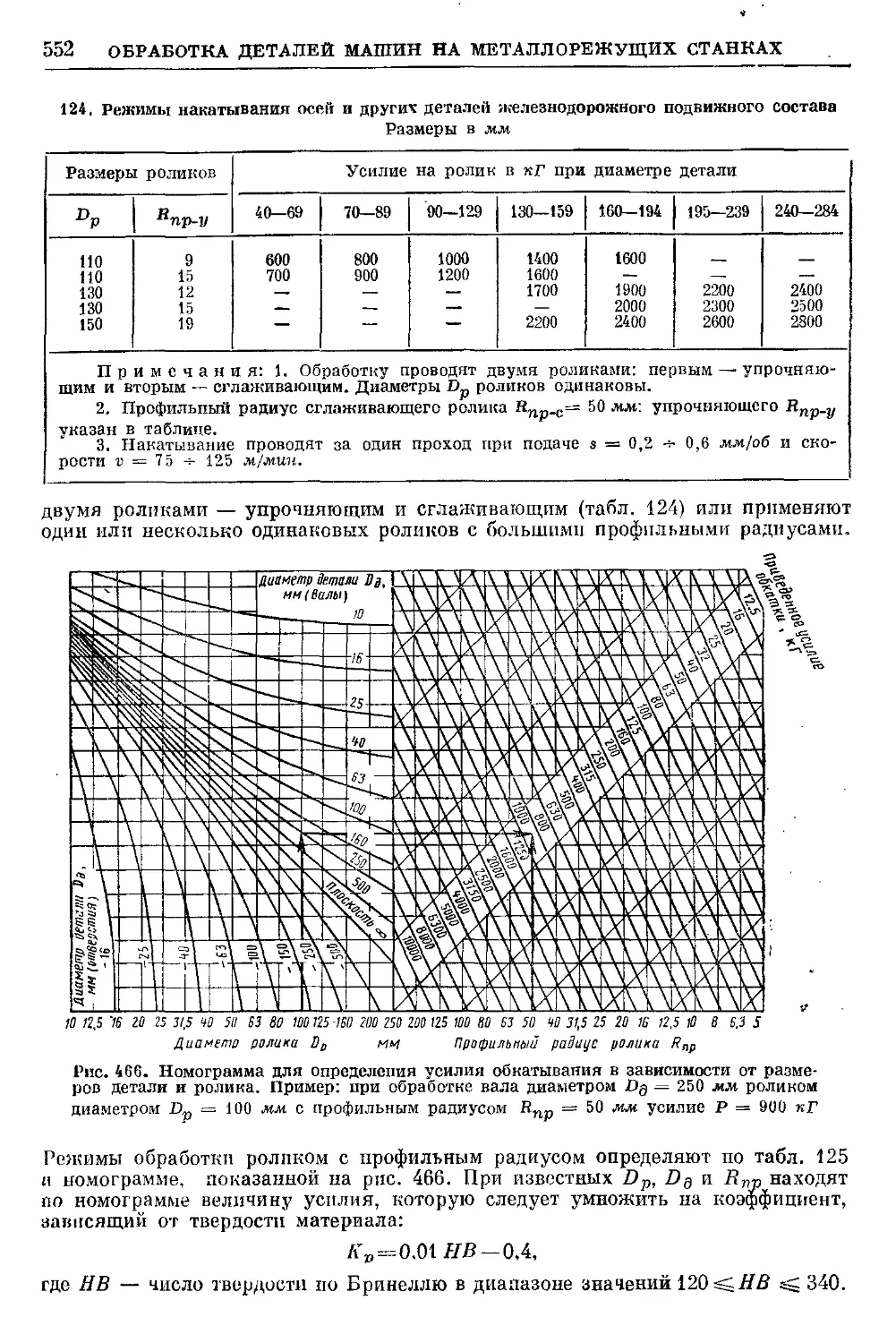
181 ¦ Обкатывание и раскатывание . . 5 38
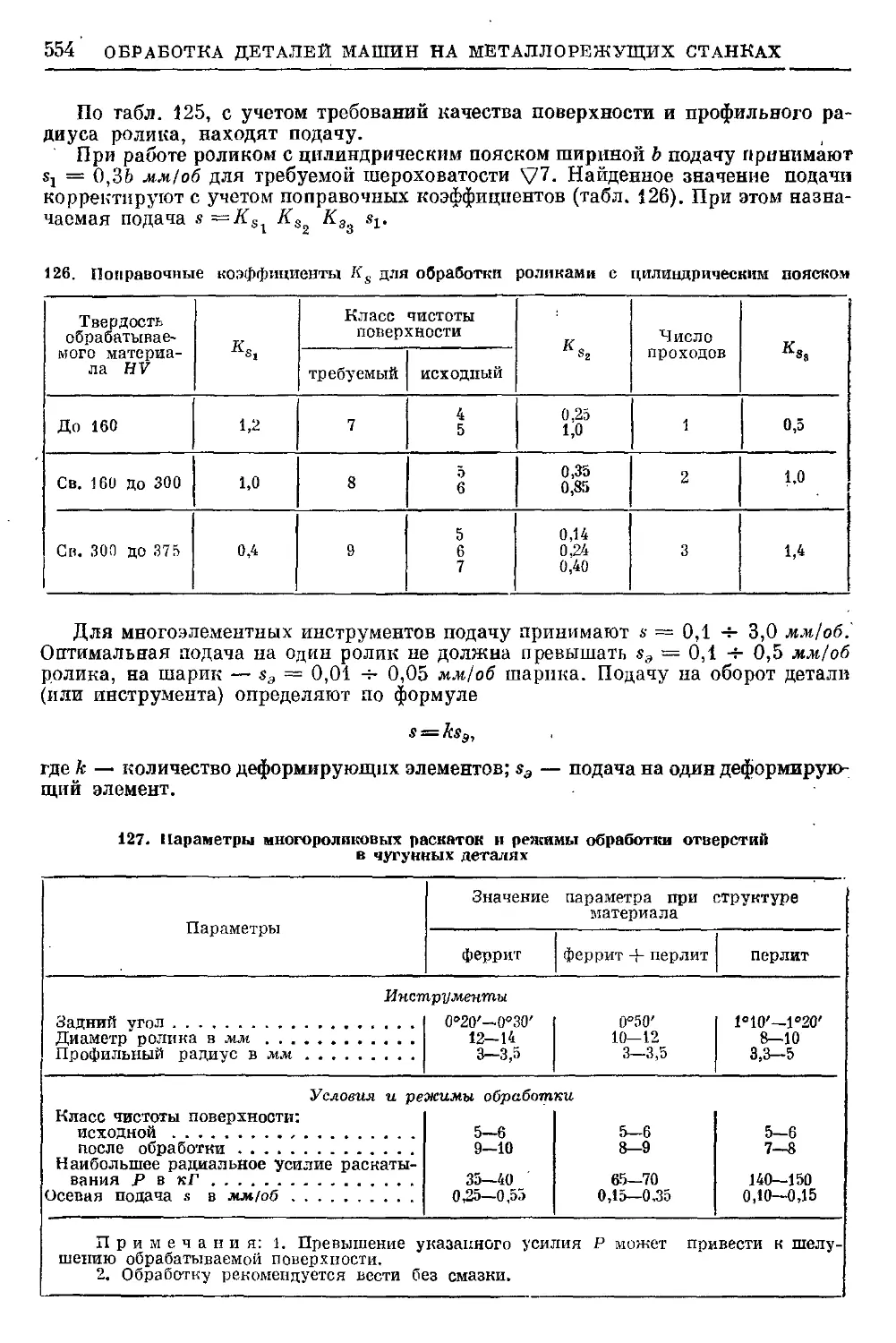
195 Алмазное выглаживание 555
199 Наклепывание инструментами
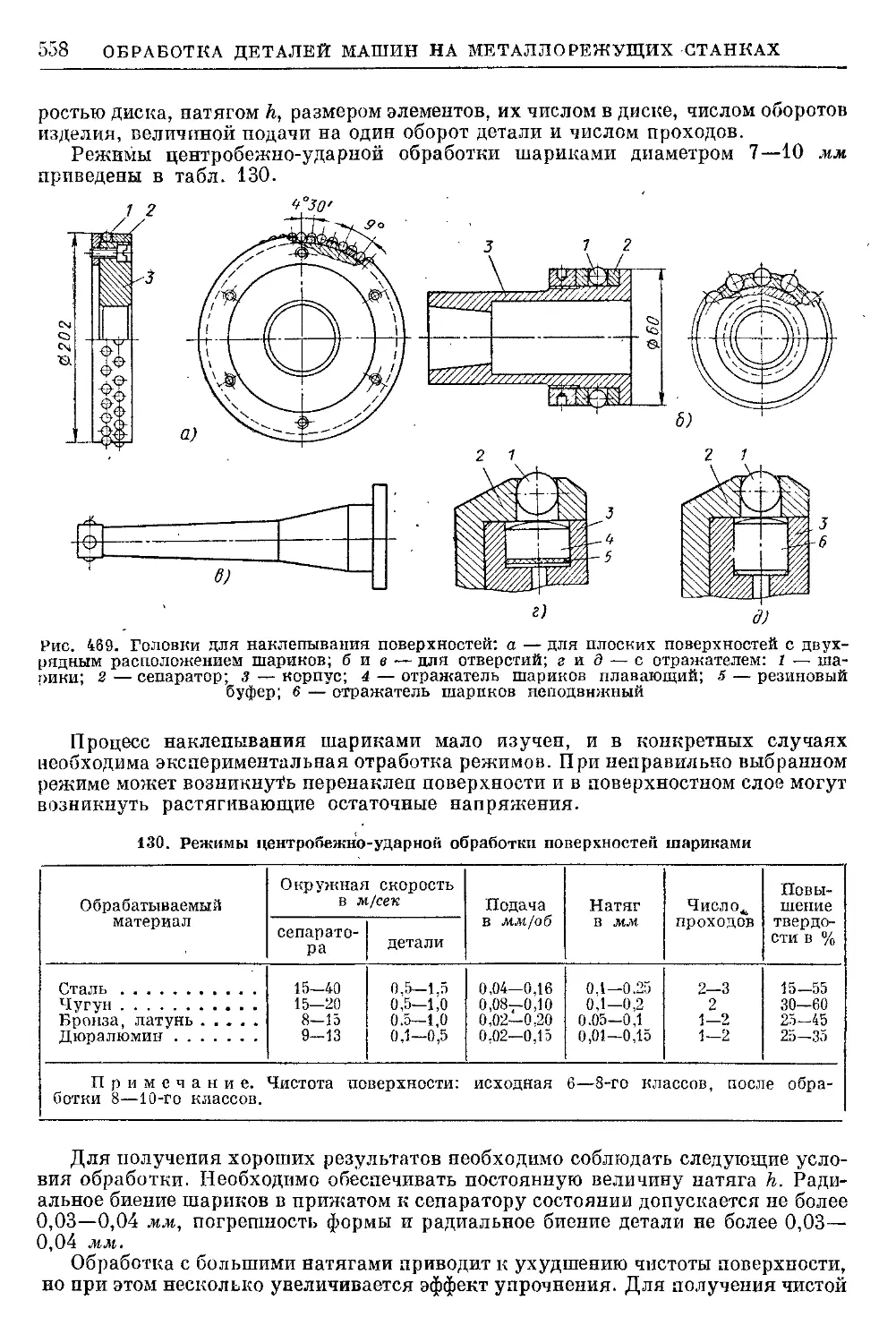
' центробешно-ударного действия 557
Упрочнение чеканкой 559
200 Накатывание рифлений и клейм 561
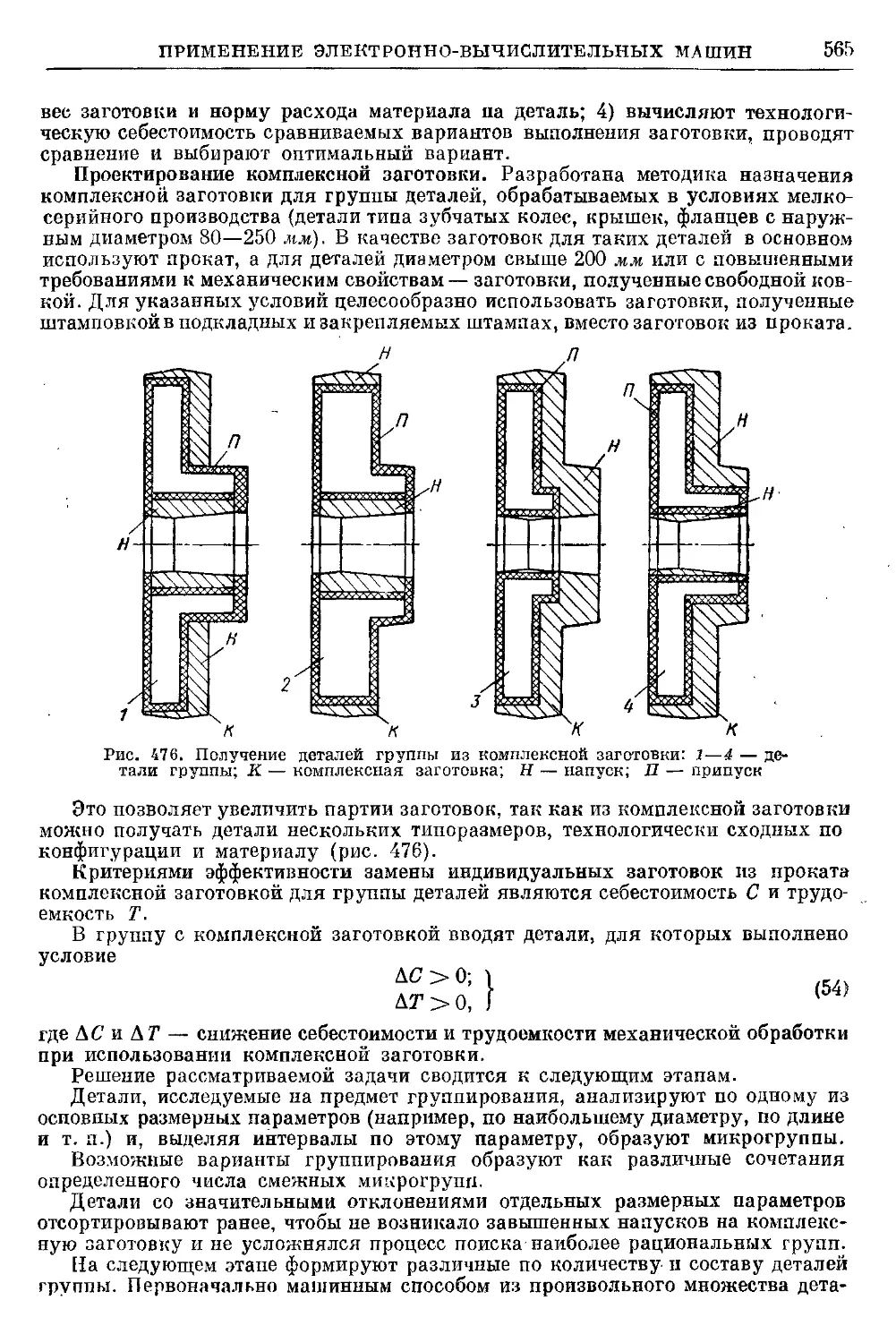
Применение электронно-вычисли-
200 тельных машин для проектир ования •
ОГЛАВЛЕНИЕ
технологических процессов механи-
ческой обработки (Н. М. Капустин) 564
Литература 574
Глава 5. ТЕХНОЛОГИЯ СБОРКИ 576
Проектирование высокопроизводи-
тельных технологических процессов
сборки (В. С. Корсаков) 576
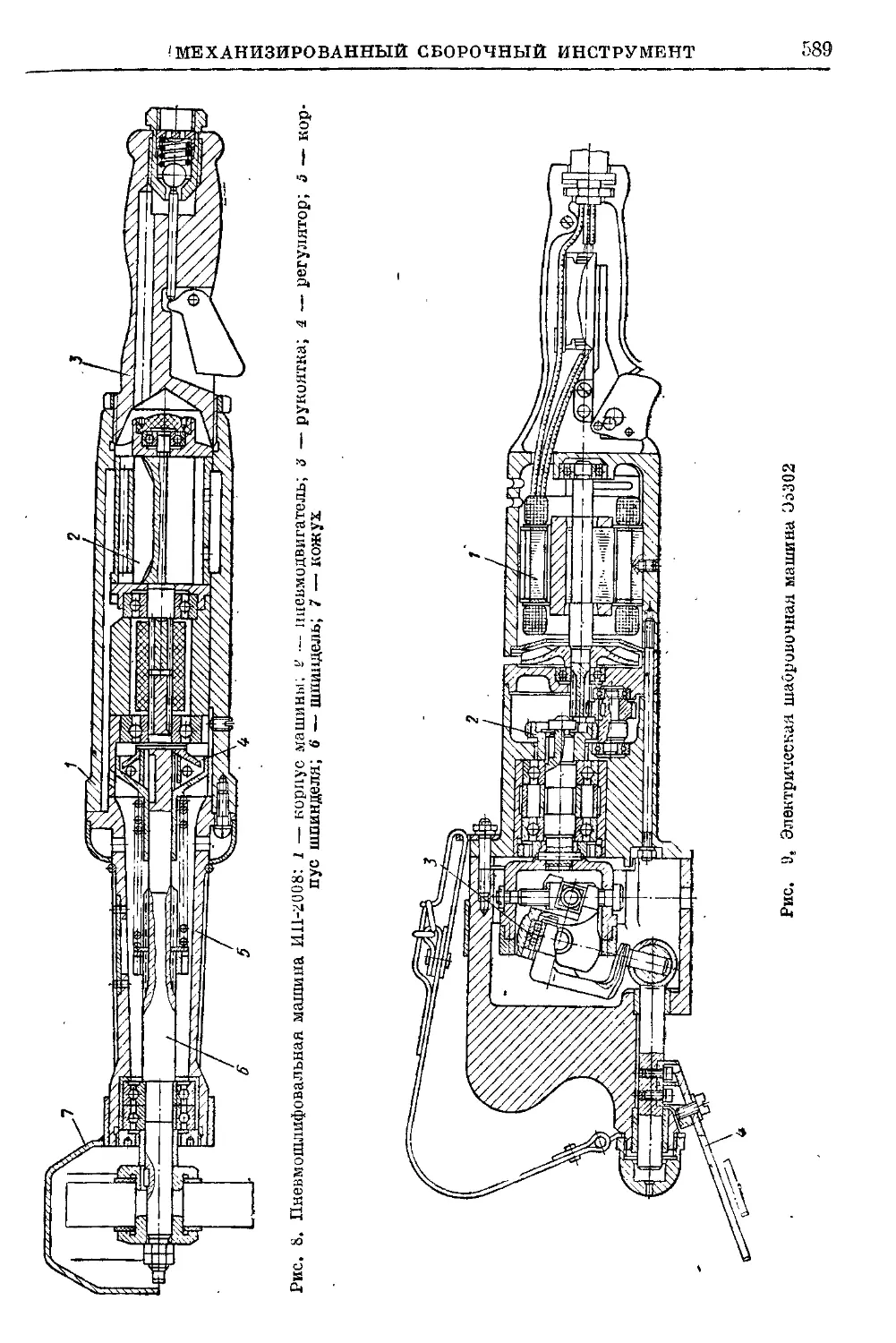
Механизированный сборочный ин-
струмент (М. П. Новиков, В. С. Кор-
саков, В. И. Тавров) 584
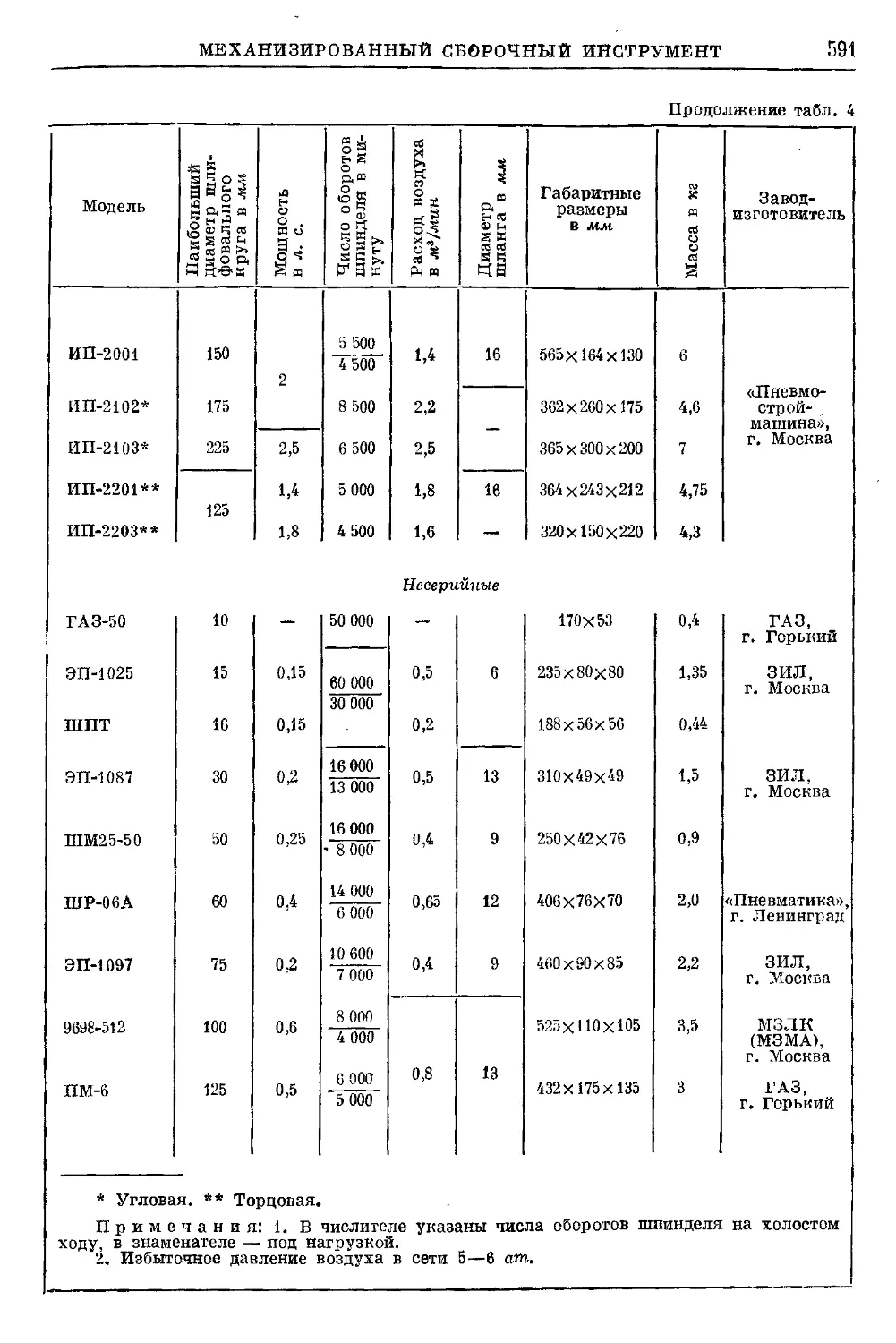
Инструмент для пригоночных
работ 584
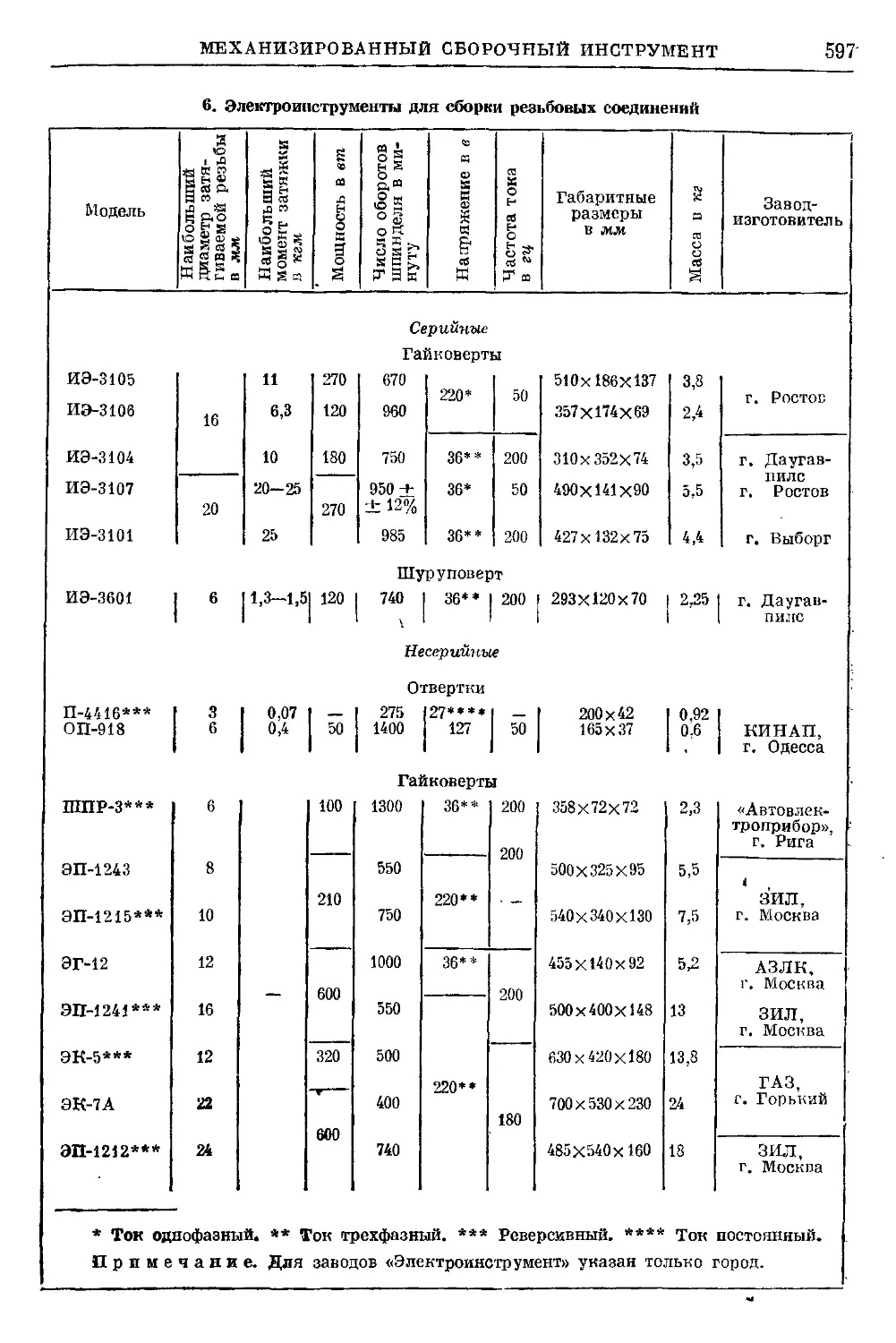
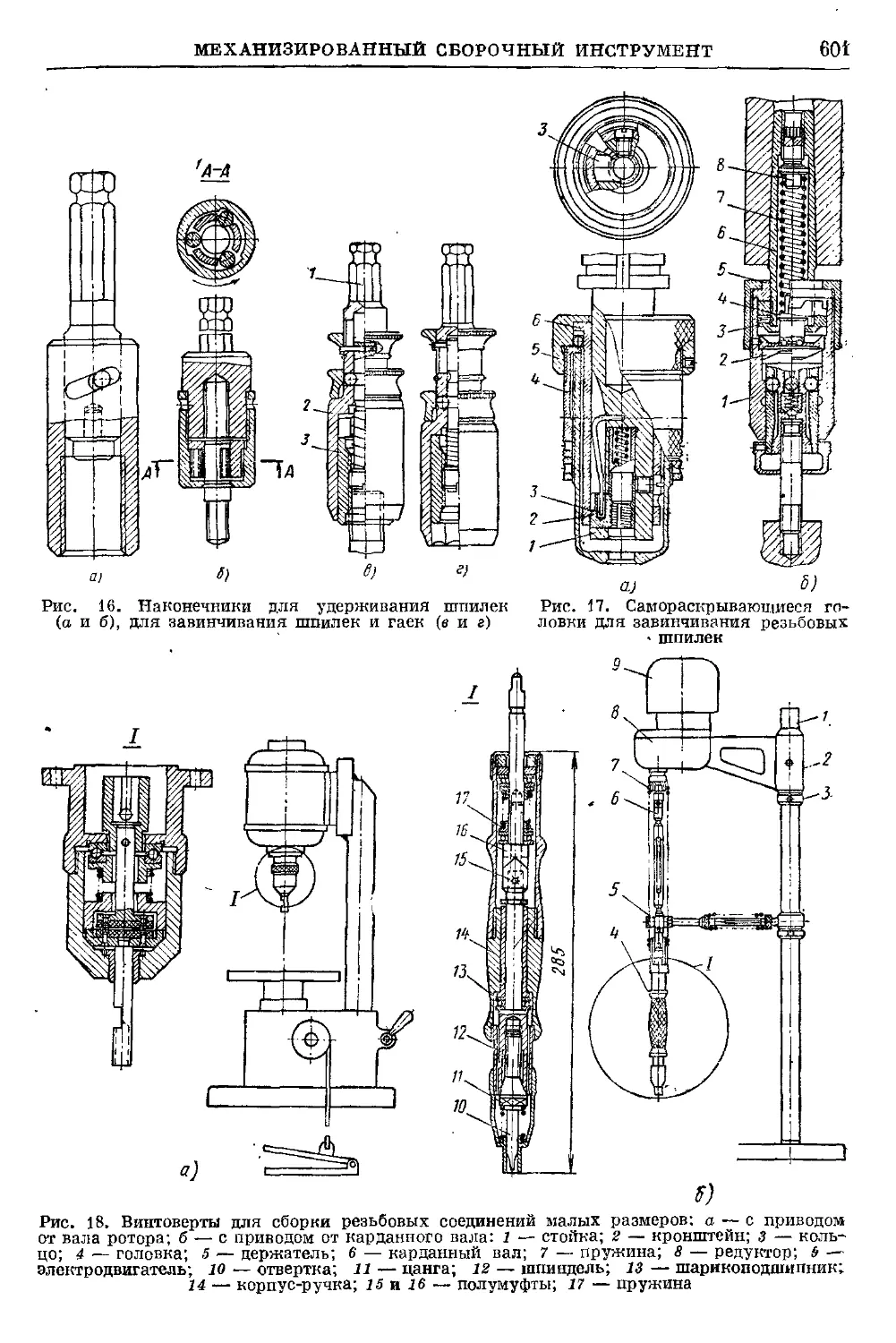
Инструмент для сборки резьбо-
вых соединений 593
Подвески для инструмента . . . 602
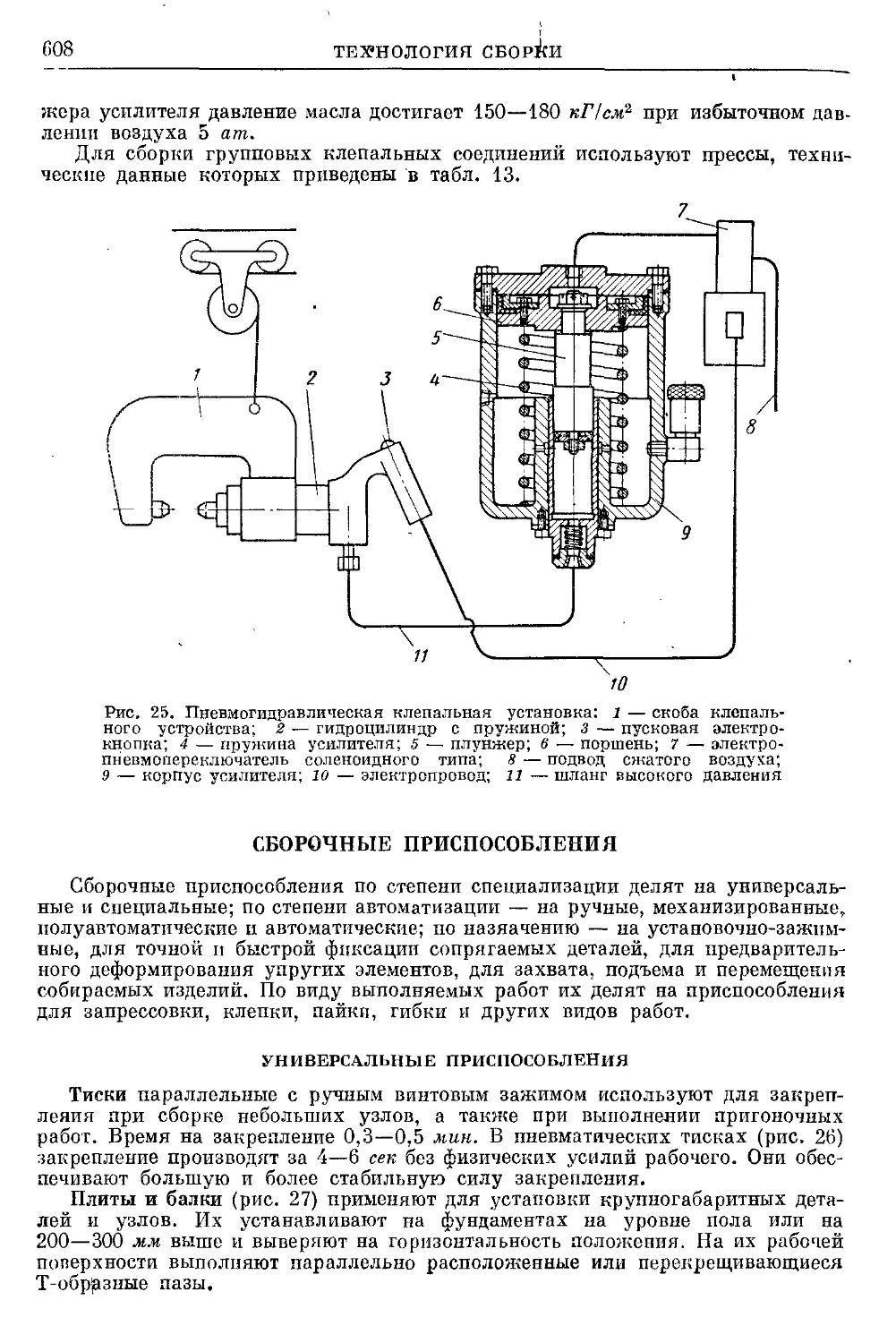
Клепальное оборудование .... 602
Сборочные приспособления (В. С.
Корсаков, М. П. Новиков) 608
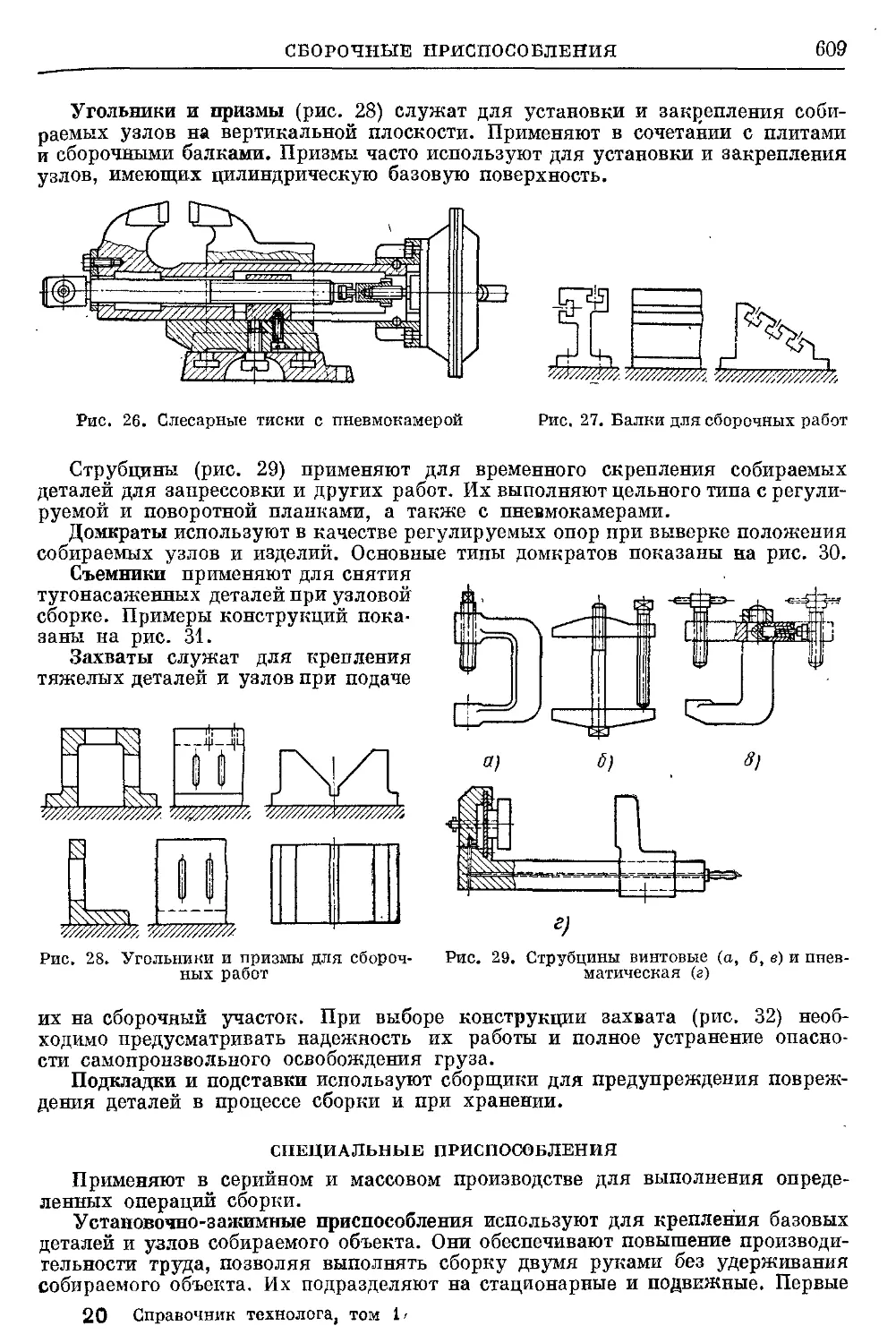
Универсальные приспособления 608
Специальные приспособления . . 609
Технологическое оборудование сбо-
рочных цехов (М. XI. Новиков, В. И.
Тавров) . 615
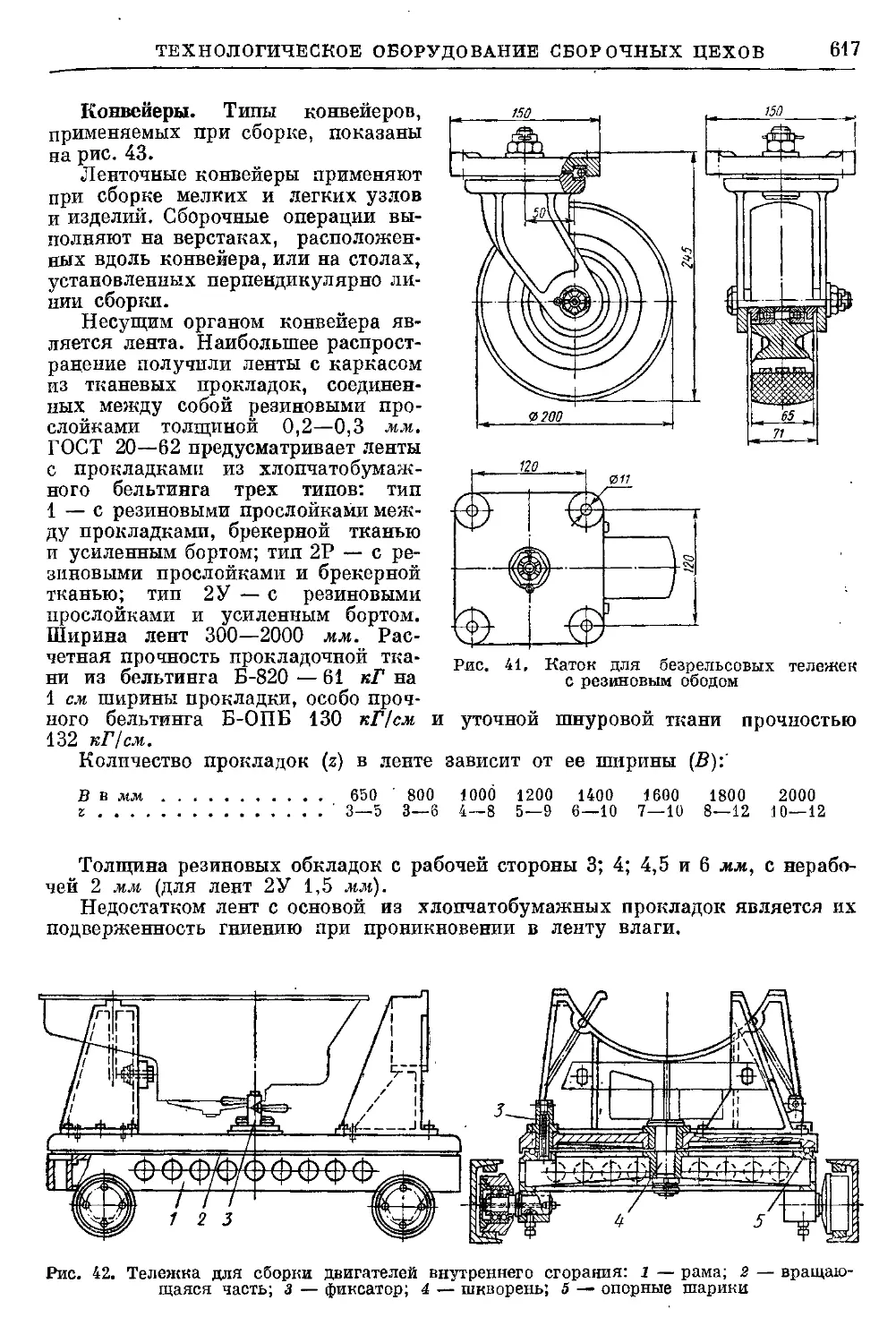
Транспортное оборудование . . . 615
Подъемные устройства 625
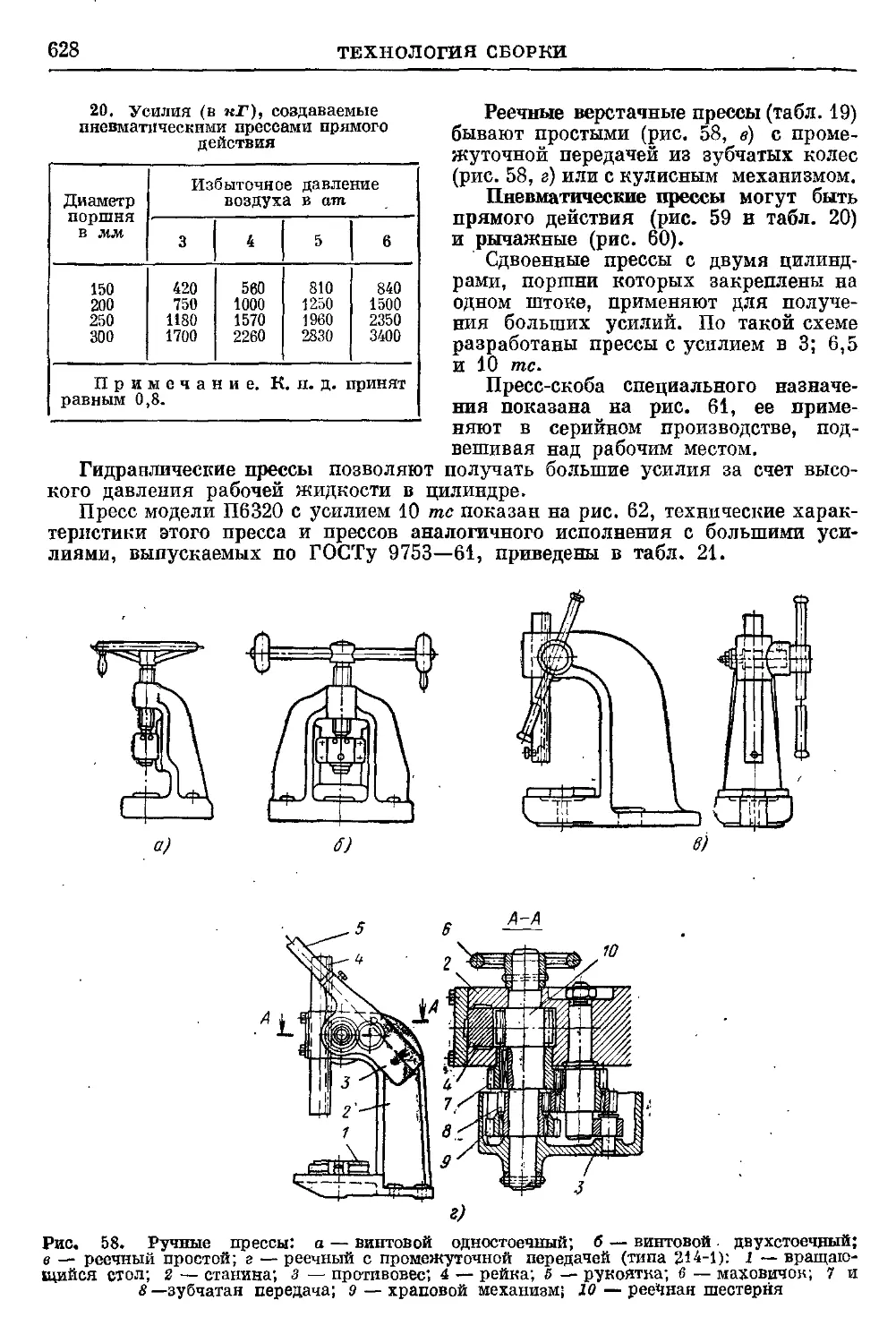
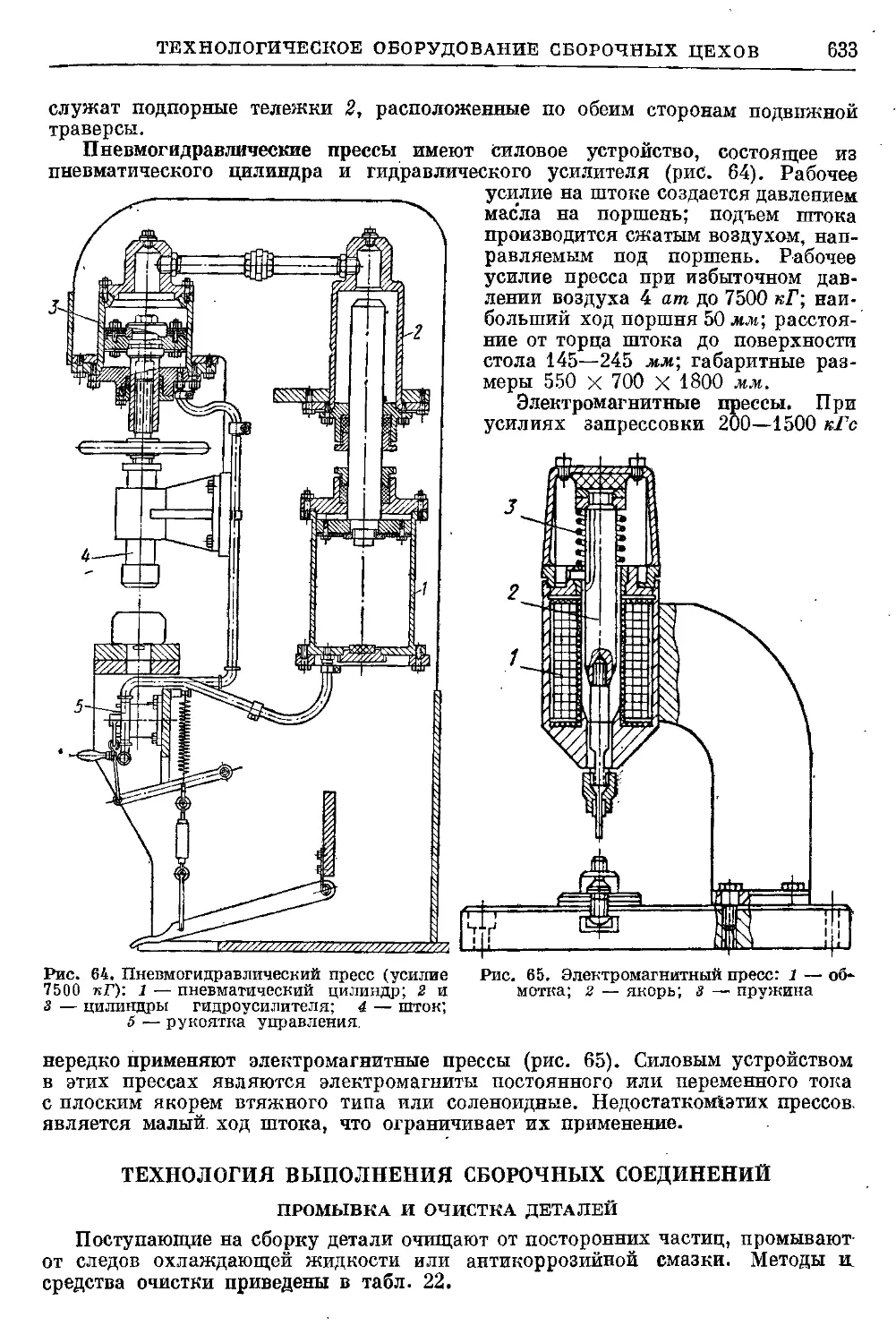
Прессы 627
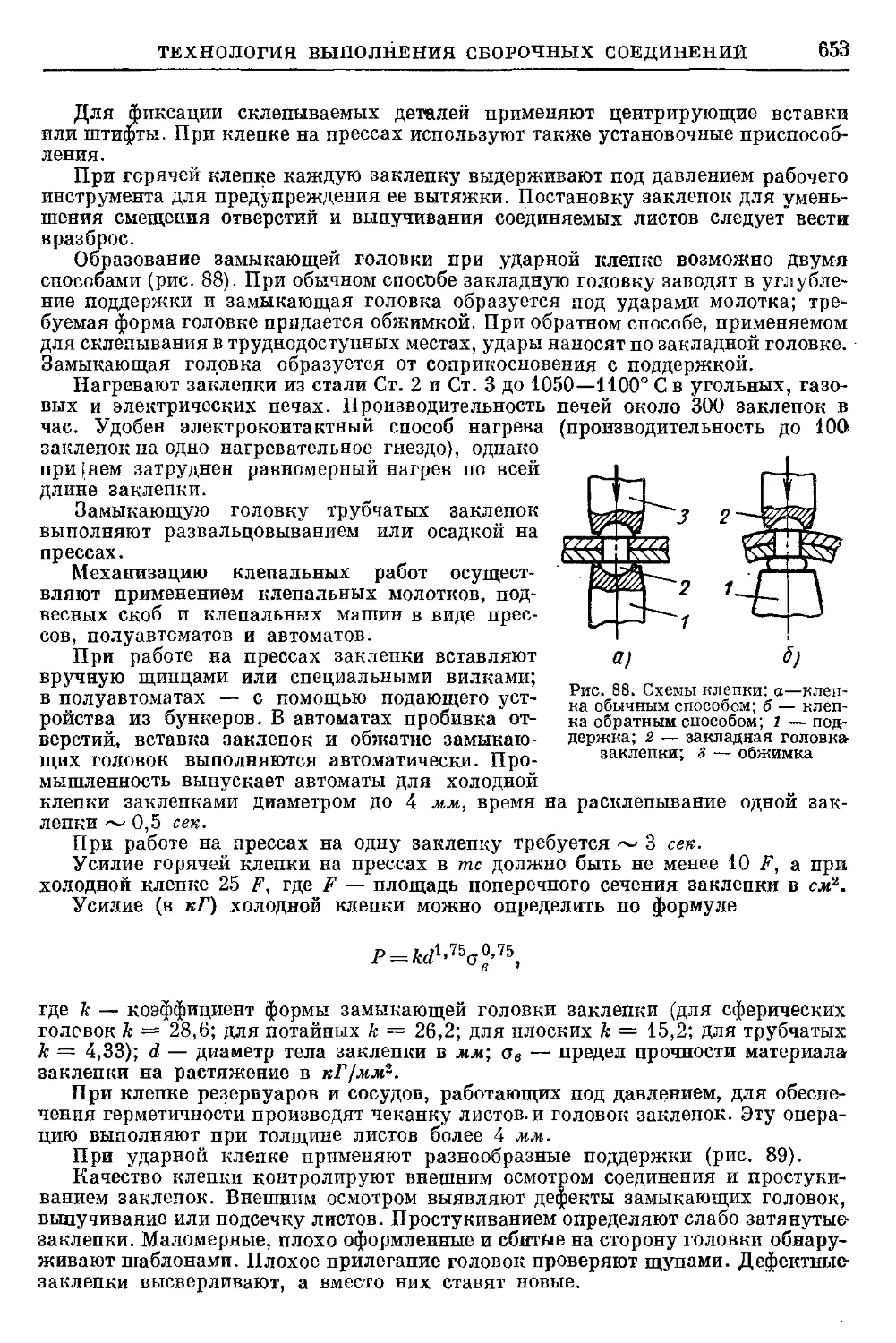
Технология выполнения сборочных
соединений (В. С. Корсаков, Ш. П.
Новиков, В. И. Тавров) 633
Промывка и очистка деталей . . 633
Слесарно-пригоночиые работы . . 635
Сборка разъемных соединений . 641
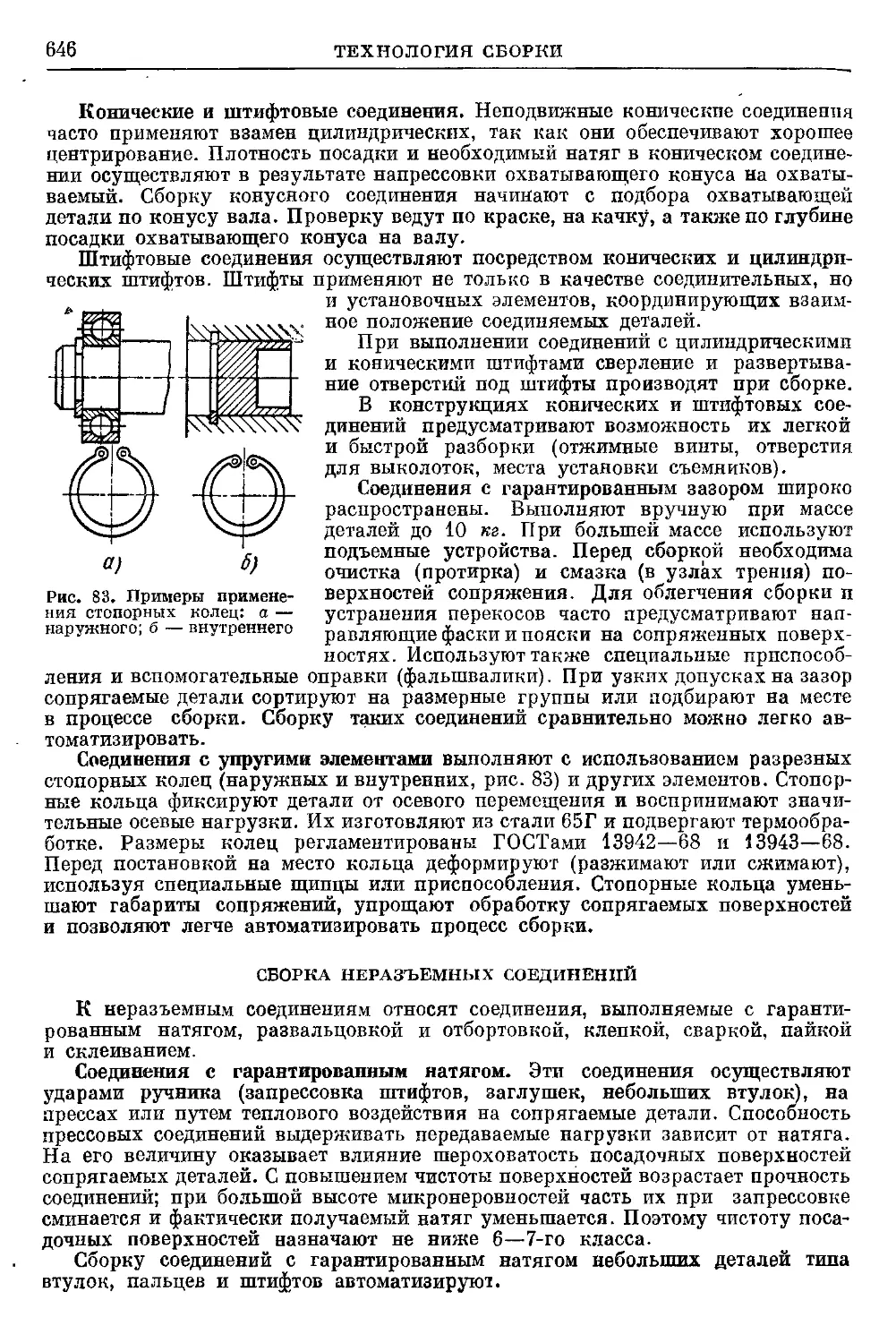
Сборка неразъемных соединений 646
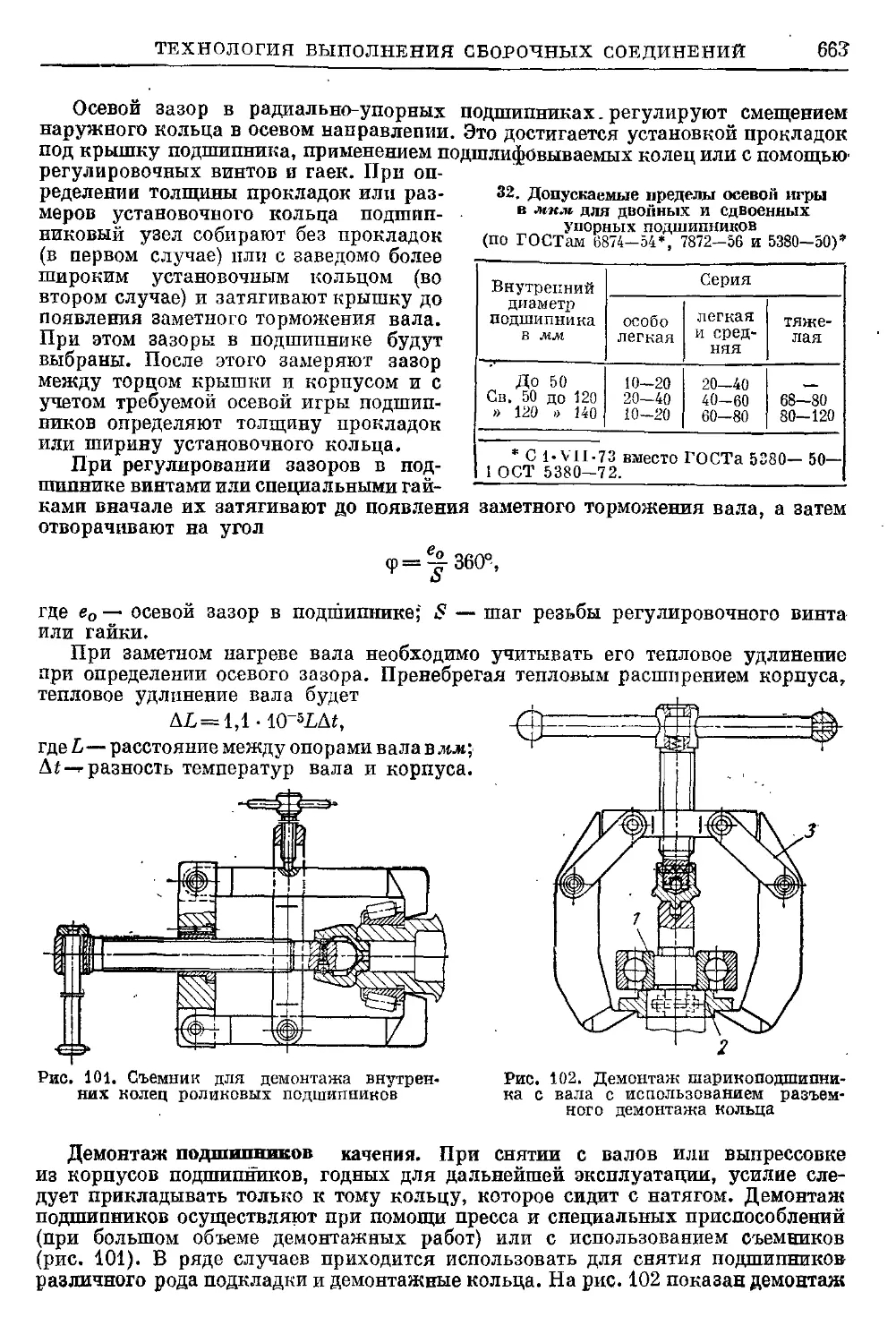
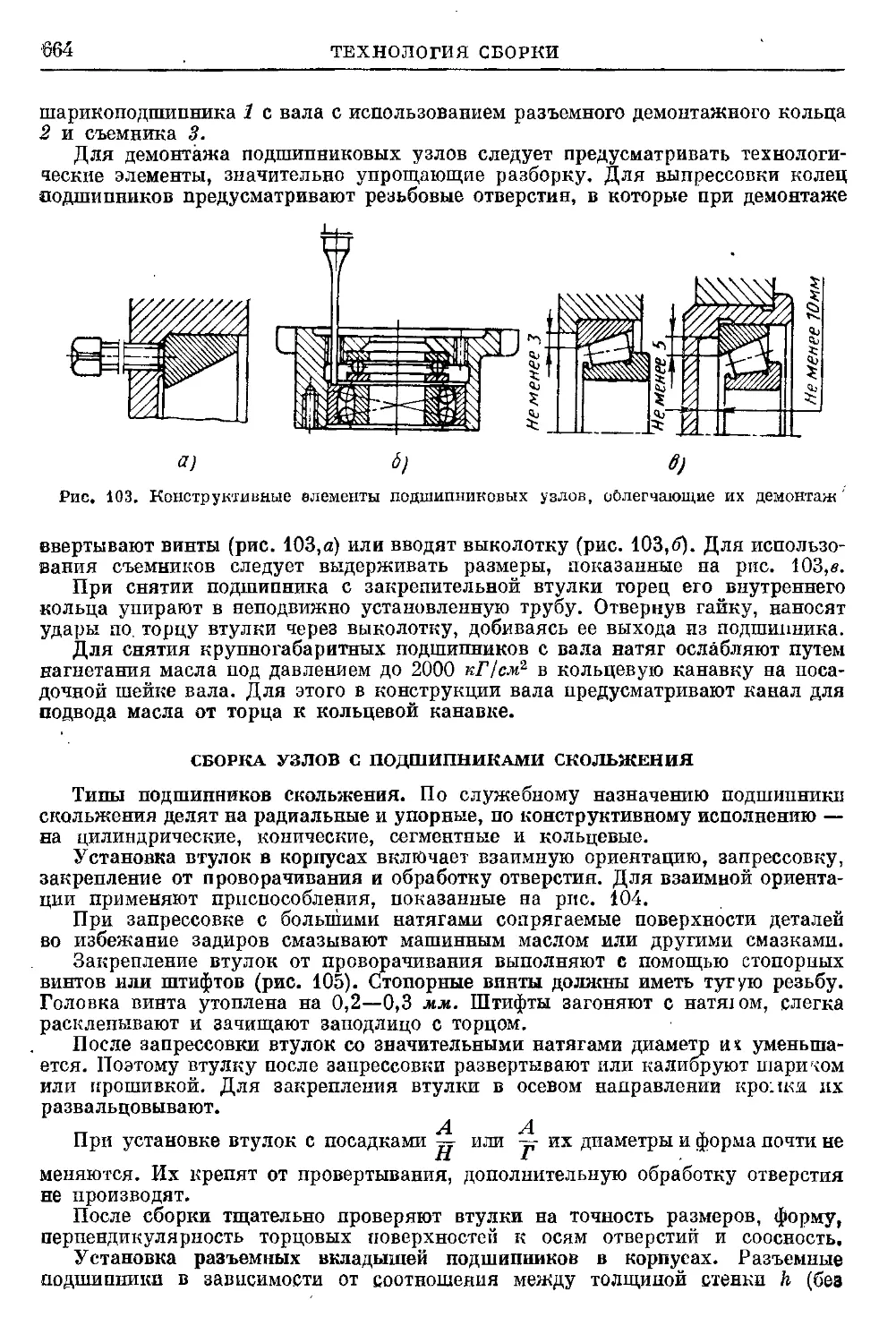
Сборка узлов с подшипниками
качения (В, С. Корсаков, Г. Н.
Мельников) 665
Сборка узлов с подшипниками
скольжения (М. П. Новиков,
В. А. Трефилов) 664
Сборка зубчатых и червячных
передач (М. П. Новиков, В. А.
Трефилов) 668
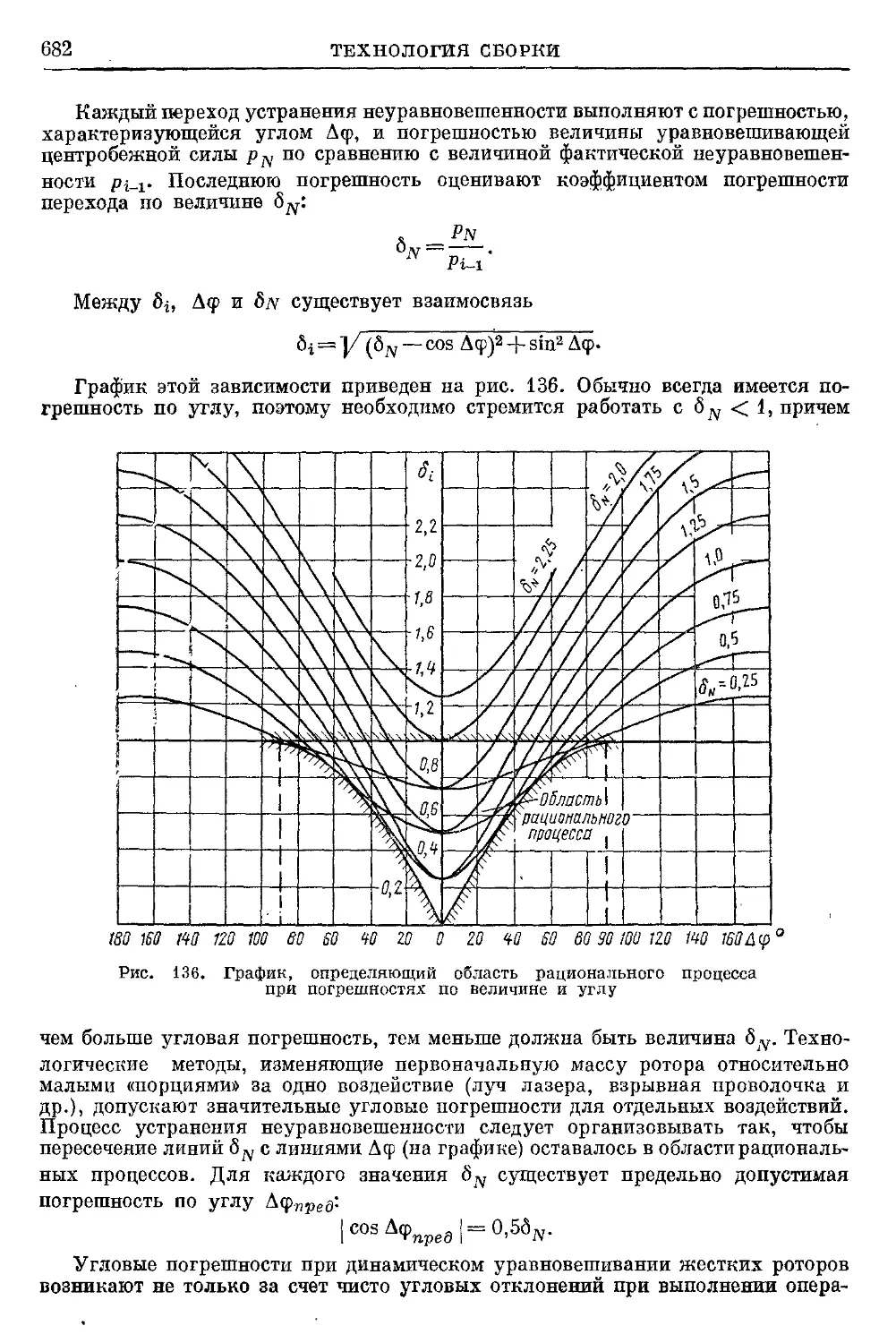
Технология уравновешивания де-
талей и узлов машин (В. С. Кор-
саков, В, И. Горбунов) 675
Литература 683
Предметный алфавитный указатель 685
Глава 1
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Точность деталей машин характеризуется отклонением действительных раз-
меров элементов детали от заданных (погрешности размеров), отклонениями
формы реальных поверхностей или профилей детали от заданных форм геометр и-
ческпх поверхностей или профилей (отклонения формы), отклонениями от номи-
нального расположения рассматриваемой поверхпости, ее оси или плоскости
симметрии относительно баз, или отклонениями от поминального взаимного
расположения рассматриваемых поверхностей (отклонения расположения).
Шероховатость обработанных поверхностей оценивают отдельно. При этом су-
ществует определенное соотношение между требованиями по точности обработки
элементов детали и шероховатостью поверхности (табл. 1). В ряде случаев к де-
талям предъявляют особые требования в отклонении веса, дисбаланса, физико-
механических свойств и т. п.
При проектировании технологических процессов необходимо знать велнчппы
ожидаемых погрешностей обработки на отдельных операциях. Эти данные
определяют или укрушюппо, по таблицам точности обработки поверхностей, или
расчетно-аналитическим методом, на основе анализа первичных элементарных
погрешностей обработки.
1. Шероховатость поверхностей в яавпепмости or точности изготовления деталей
Класс
точности
2-й
3-й
4-й
5-й
Посадка
А
Пр
Г; Т; Н; Л; С
Д-,х
А, Пр1,
А4
л.
А-.; С6; X,
Класс чистоты поверхностей (не зга;ке) по ГОСТу 273И—К*
при номинальном диаметре s мм
до 6
8
9
9
8
7
6
6
6
5
св. С
ДО 10
S
9
9
8
7
7
6
6
5
5
св. 10
до 30
7
8 '
8
7
7
7
6
5
• 5
4
гв. 30
до 80
7
7
8
7
в
Л
a
5
5
4
св.. 80
ДО 1«0
в
5
7
7
й
5
5
5
4
сз. 120
до 130
в
6
7
в
•S
о
4
4
4
3
с». !30
ДО 200
е
1
1
4
4
3
3
CD. 260
до ~М)
6
5
4
4
4
3
3
i
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
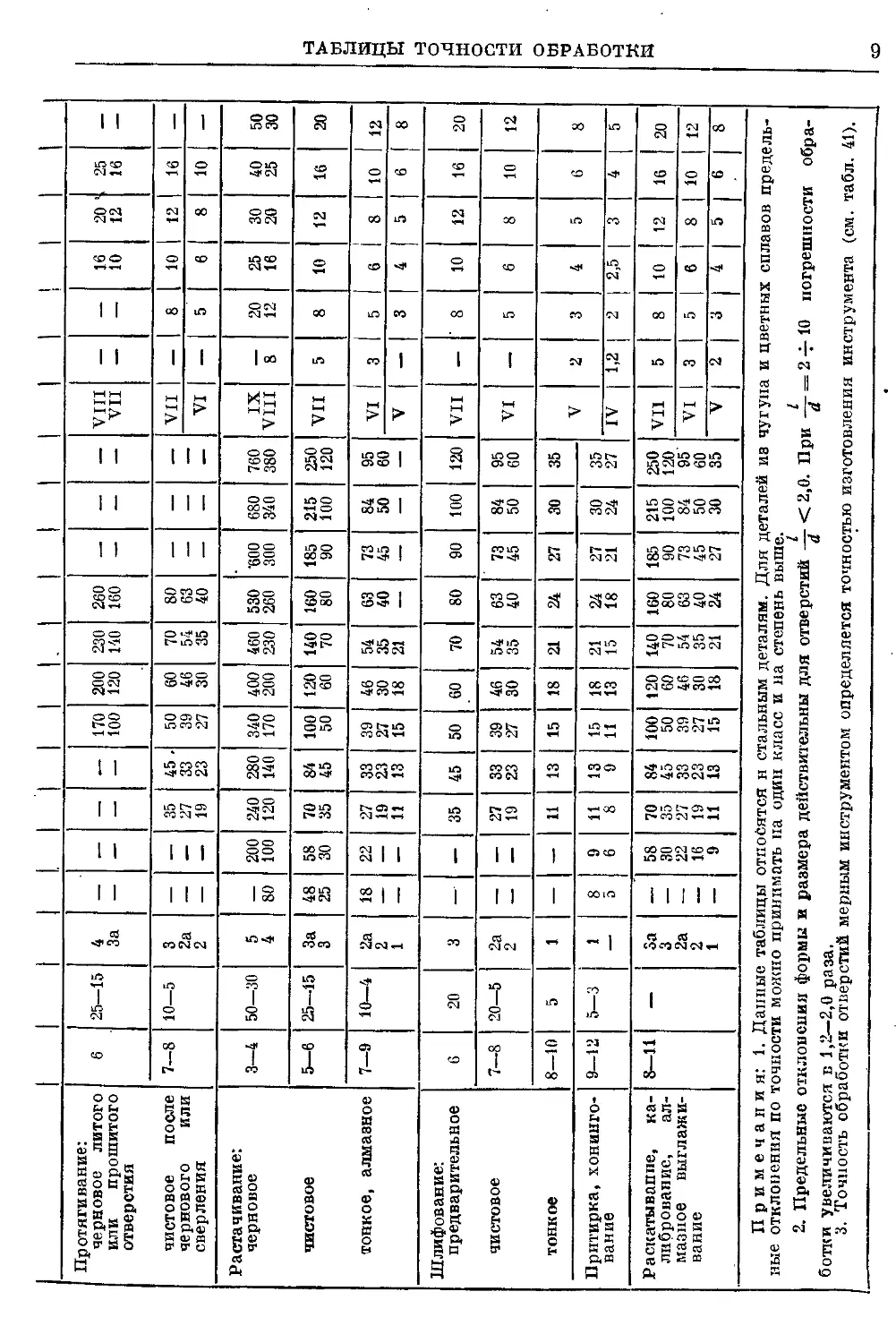
ТАБЛИЦЫ ТОЧНОСТИ ОБРАБОТКИ
Эти таблицы содержат ориентировочные данные по точности для различных
методов обработки, полученные систематизацией непосредственных наблюдений
за ходом операций в обычных цеховых условиях.
Особенности выполнения отдельных операций не позволяют дать заключение
о точности обработки по аналогии с другими операциями, так как между ними
не бывает всестороннего сходства. В частности, отличаются размеры и форма
обрабатываемых заготовок, состояние станков, режимы обработки и другие тех-
нологические факторы. Поэтому таблицы точности дают лишь весьма общее пред-
ставление о возможной точности обработки.
Каждому методу обработки соответствует определенный диапазон классов
точности. Для черновых операций это в первую очередь связано с точностью
исходной заготовки, для чистовых — с условиями осуществления обработки.
Точность при каждом последующем переходе обработки данной элементарной
поверхности обычно повышается на один-два класса. Для деталей из чугуна и
цветных сплавов размеры обрабатываемых поверхностей выдерживаются на один
класс и на степень точности выше, чем. для стальных деталей, обрабатываемых
в аналогичных условиях.
Данные по точности обработки п качеству поверхности при различных видах
обработки приведены в табл. 2—7.
При использовании приборов и устройств для активного контроля деталей
в процессе наружного п внутреннего шлифования рассеивание размеров (при
поминальных значениях размеров 3—400 мм) не превышает 2—40 мкм.
Точность формы и взаимного расположения поверхностей существенно за-
впсят от типа оборудования, на котором обрабатывают детали, а также от метода
координации инструмента (табл. 8—11).
При обеспечении точности взаимного расположения обрабатываемых поверх-
ностей, особенно координат осей отверстий, соосности, параллельности осей
и межосевых расстояний отверстий п производстве возникают значительные
трудности. Наиболее производительные схемы построения, операций при обра-
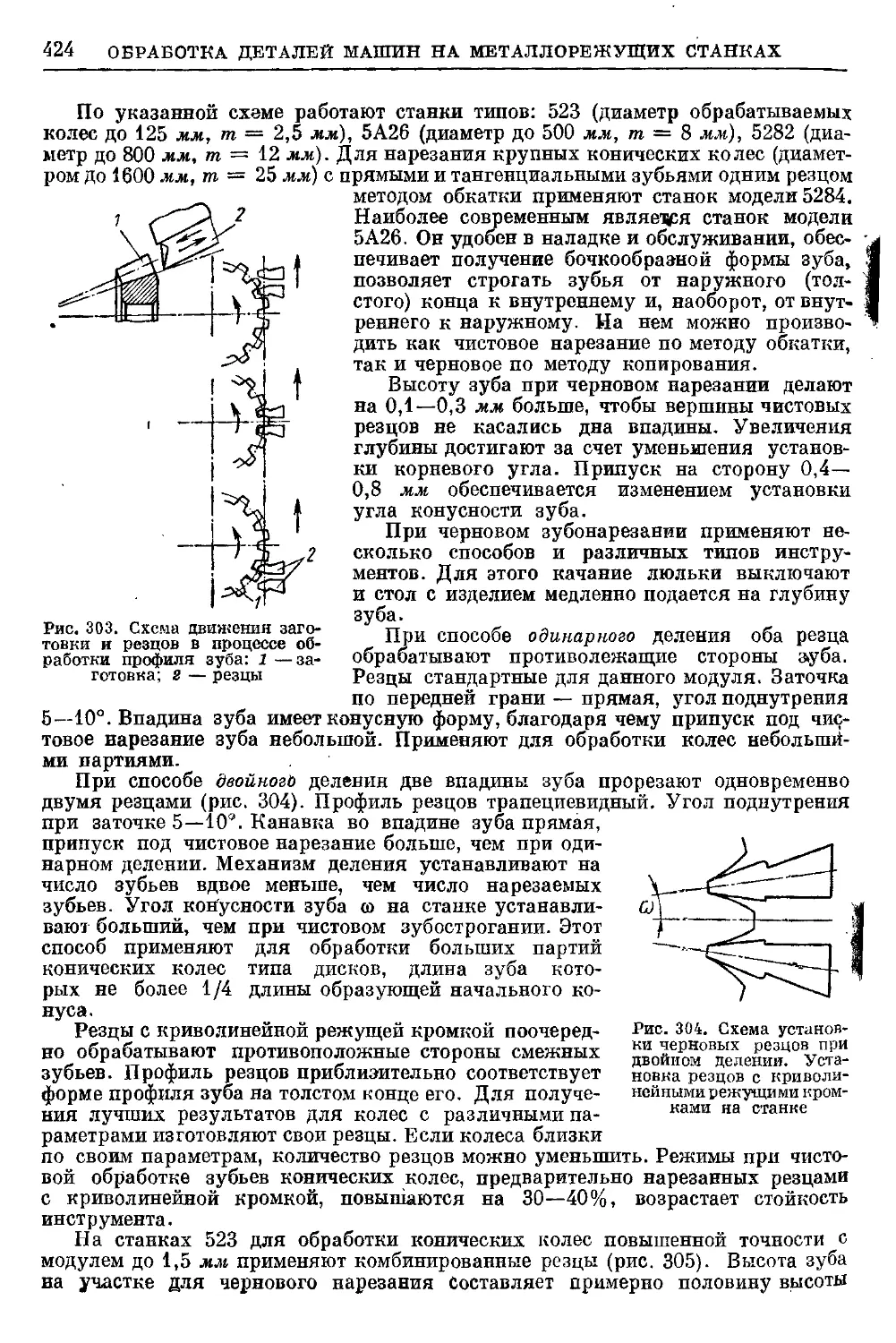
ботке спетом отверстий присущи агрегатным стайкам. Вместо с тем при этих
схемах, характеризуемых большой концентрацией переходов, возникают услр-
вия для появления значительных погрешностей расположения осей отверстий.
На агрегатных станках системы отверстий с точпон координацией осей об-
рабатывают обычно с направлением инструментов во втулках; при'этом сверла
и зенкеры жестко связаны со шпинделем, а расточные инструменты и развер-
тки работают при плавающем соединении со шпинделем станка.
Для повышения точности координат отверстий и их соосности большое зна-
чение имеет стабильность точностных характеристик черных заготовок по раз-
мерам и величинам припусков на обработку, твердость материала и качество
режущего инструмента (прямолинейность оси, минимальное смещение режущей
части с оси вращения, симметричность расположения зубьев относительно оси),
а также повышение геометрической точности станков по соосности шпинделей
и. направляющих втулок, взаимному расположению установочных олемеитов
для заготовки и кондукторных втулок. Время работы направляющих втулок
должно быть ограничено износом, допускаемым точностью обработки.
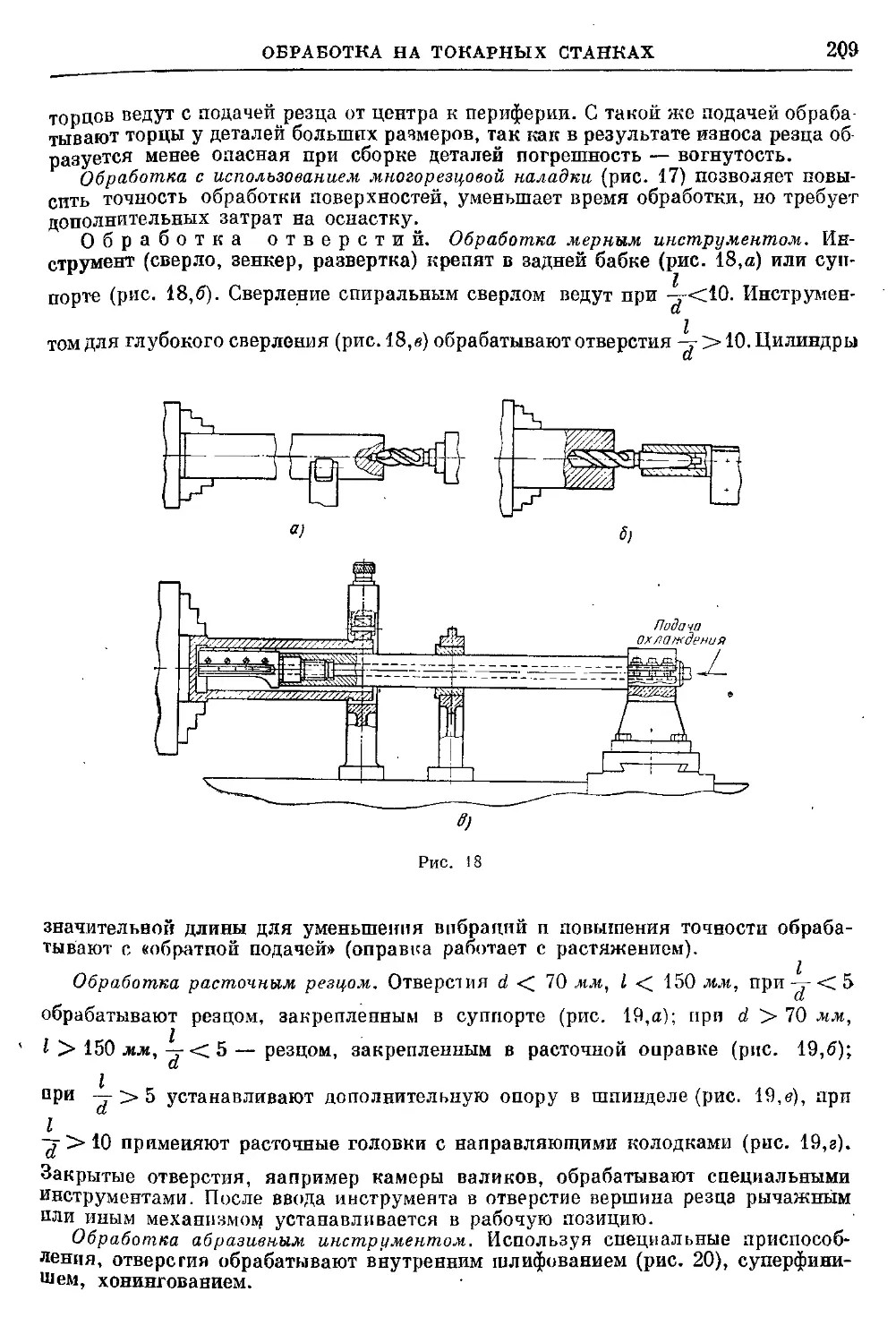
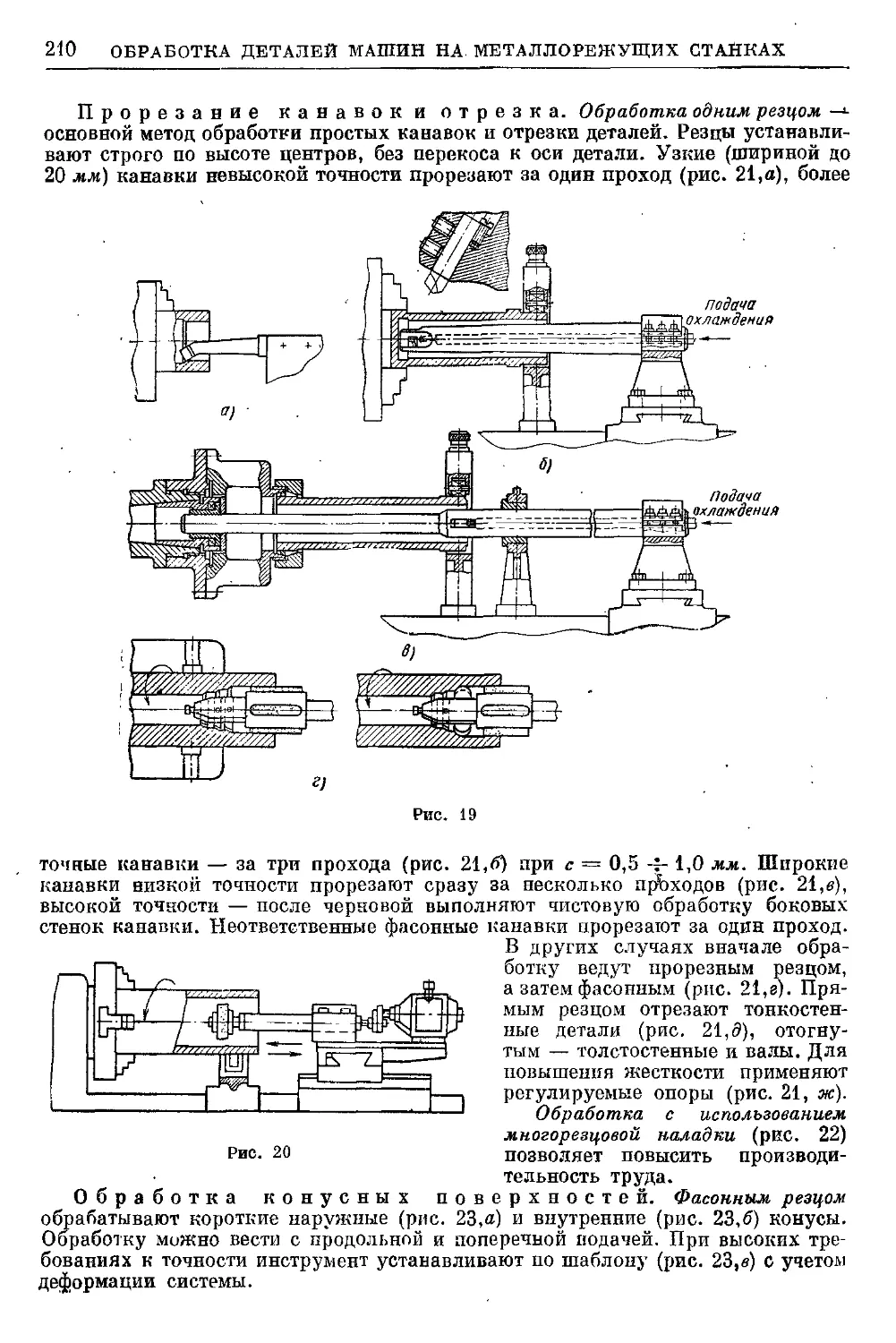
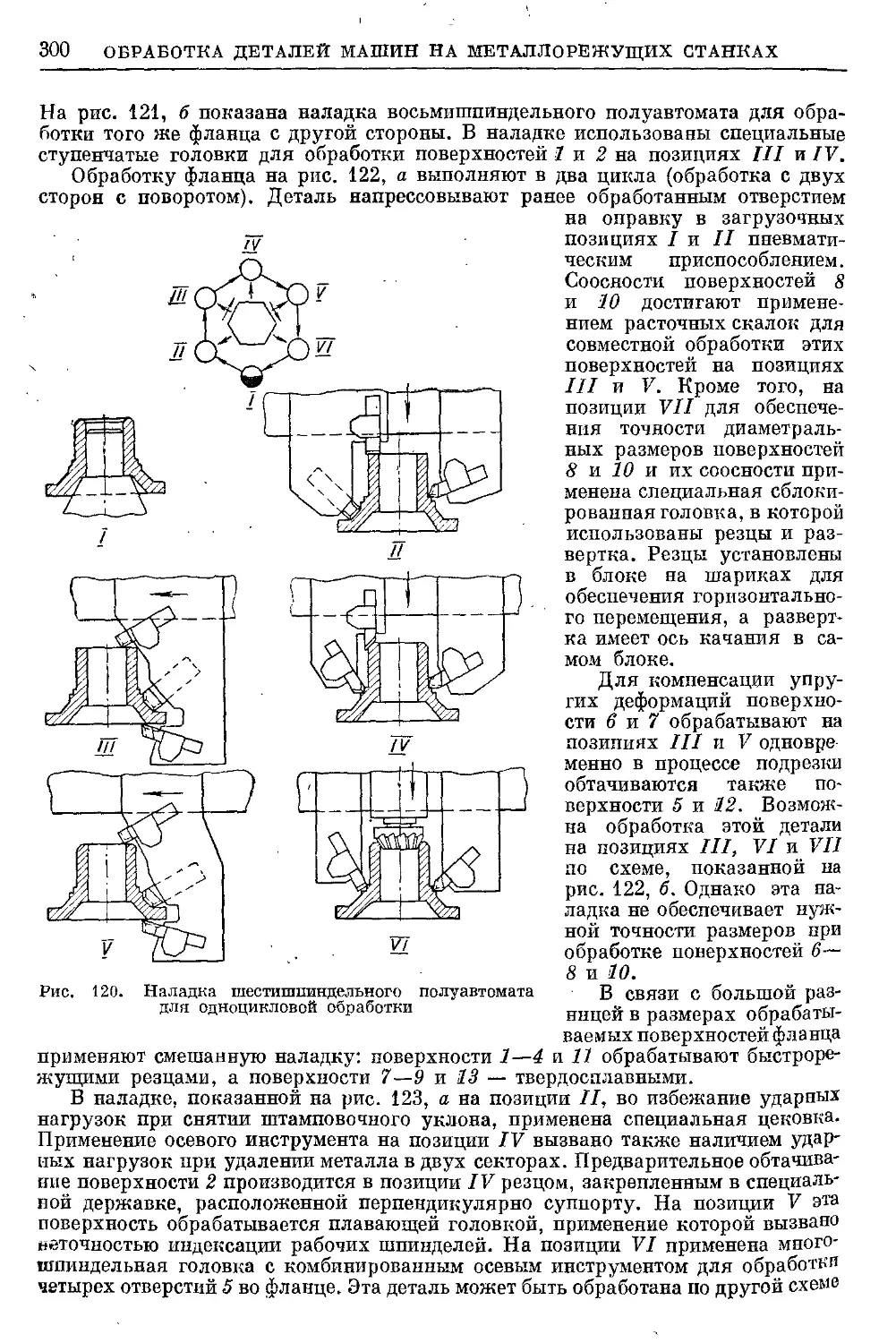
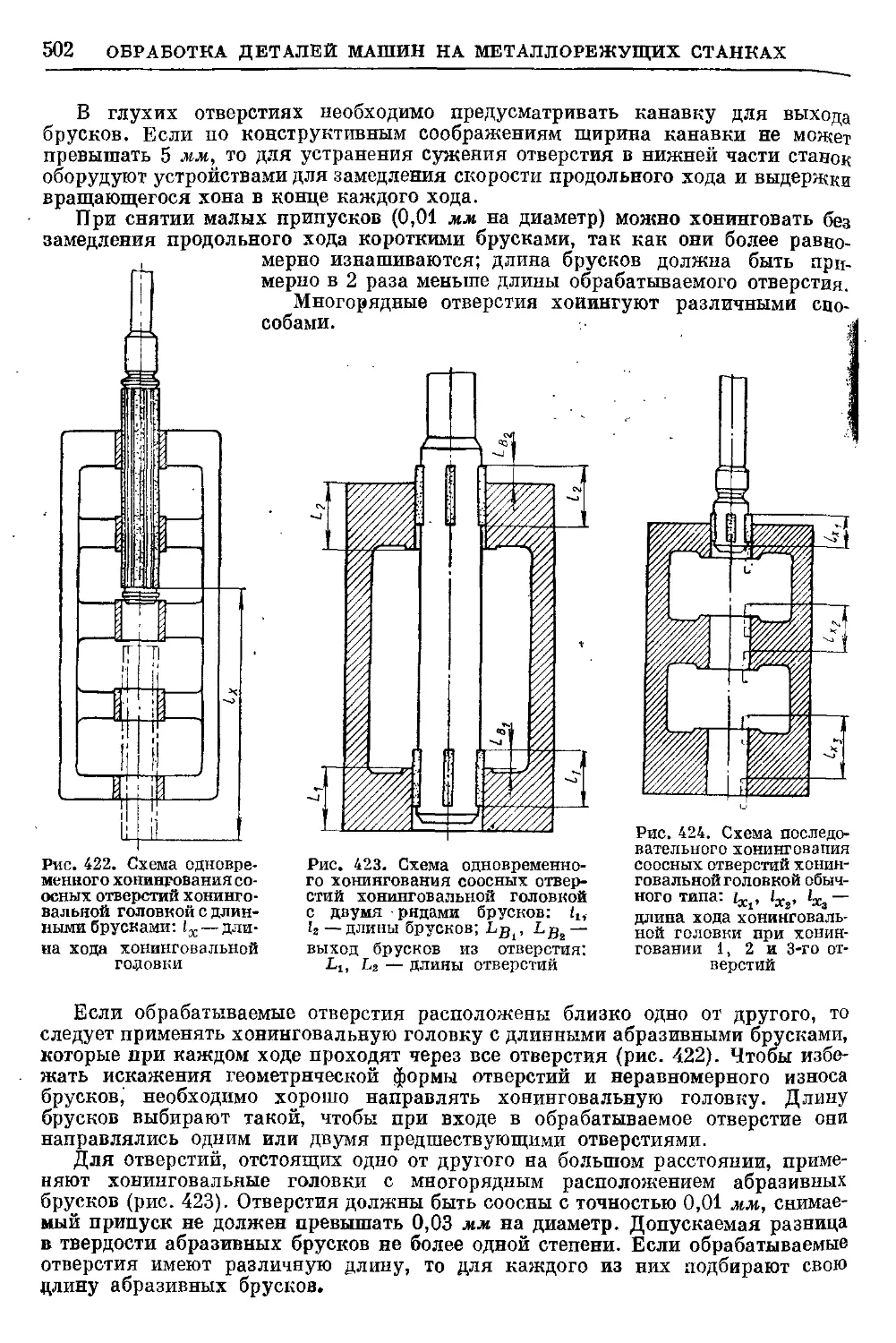
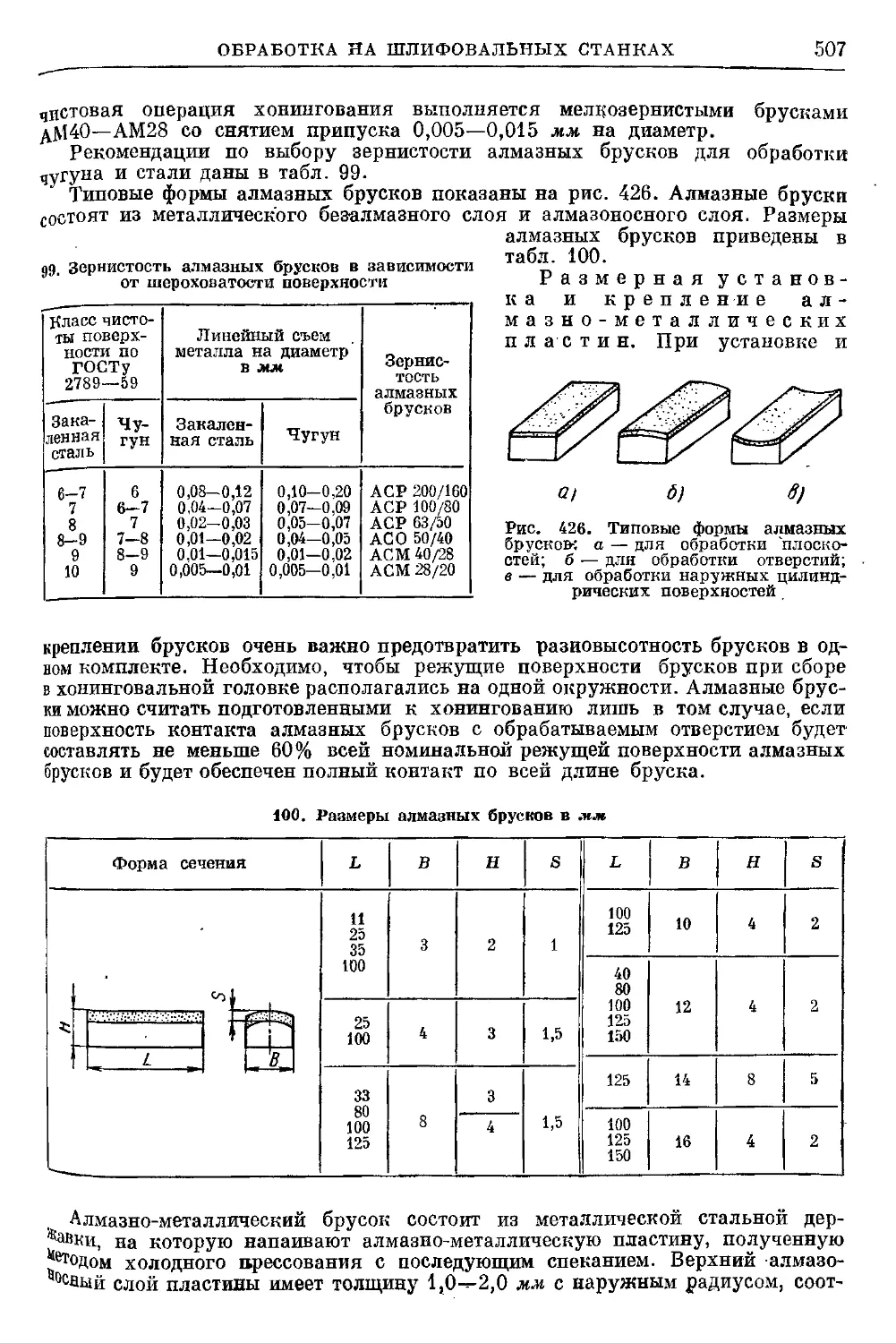
Обработка
Обтачивание:
черновое
получистовое
или однократное
чистовое
тонкое, алмаз-
ное
Шлифование:
предварительное
чистовое
тонкое
Притирка, супер-
фикиш
Обкатывание, ал-
мазное выглажи-
вание
2. Точность и
ЧИСТОТЫ
ности
Класс
поверз
2-3
3-5
4-6
7-8
6-7
7-8
8-10
8-10
7-П
гный по-
)СТНЫЙ
мкм
is:
it§
120-60
50-20
30-20
10-5
20
15—5
5
5—3
качество j
точности
эа обра-
Класс
разме]
ботгси
7
5
5
4
За
3
3
2в
3
2а
2
2
1
1
—
За
3
2а
2
1
св. 3
до 6
160
100
80
48
25
25
12
25.
12
8
8
5
5
3
'(8
25
12
8
5
поверхности при обработке наружных цилиндрических поверхностей
Технологические допуски в мкм на раэмег
обработки при номинальных диаметрах
поверхностей в мм
о°
в о
о н
200
т
100
58
30
30
15
30
15
10
10
6
6
4
58
30
15
10
В
св. 10
до 18
240
?40
120
70
35
35
18
35
18
12
12
8
Я
5
70
35
18
12
8
св. 18
до 30
280
?ЯЛ
140
84
45
45
21
45
21
14
14
9
У
6
84
45
21
14
У
ss
SS
620
340
34П
170
100
50
50
25
50
25
17
17
И
If
8
100
50
25
17
И
ss
т о
о. н
740
400
4 0П
200
120
00
fin
30
60
30
20
20
13
13
9
20
13
св. 80
до 120
870
4G0
460
230
140
70
70
35
70
35
23
23
1Ь
15
И
140
70
ЗЬ
23
15
св. 120
до 180
1000
530
ЯЯП
260
160
80
80
4A
80
40
27
27
18
18
13
160
so
40
27
18
св. 180
до 260
1150
600
то
300
185
90
90
47
90
47
30
30
20
?п
15
185
90
47
30
20
Щ
at о
о и
1350
680
340
215
100
100
54
100.
54
35
35
22
да
18
215
100
54
35
22
Ms
я о
о н
1550
760
760
380
250
120
120
62
120
62
40
40
25
?fi
20
250
120
62
40
25
т
_
X
IX
VIII
VII
VI
VII
VI
V
IV
VII
VI
V
Предельные отклонения фор-
мы (нецилиндричность, не-
круглость и т. п.) в мкм
при номинальных диаметрах
-. поверхностей в мм
§
30
20
12
8
5
3
5
3
2
1,2
5
1 2
(О 00
я о
о а
40
30
20
12
8
5
S
5
3
2
св. 18
до 50
60.
40
25
16
10
6
10
6
4
2,5
8 | 10
"
4
св. 50
до 120
80
50
30
ЯГ
12
8
12
8
5
12
8
5
св. 120
до 260
100
60
«1
25
16
10
16
10
6
4
16
10
6
св. 260
до 500
120
80
50
30
20
12
20
12
8
5
20
12
8
Примечания: 1. Данные таблицы относятся к стальным деталям. Для деталей из чугуна или цветных сплавов пре-
дельные отклонения по точности можно принимать на один класс и на степень выше.
2. Предельные отклонения формы и размера действительны для поверхностей l/d<.2,0. При l/d = 24-10 погрешности
обработки увеличиваются в 1,2—2,0 раза.
3. Точность и качество поверхности при обработке отверстий
Обработка
?2
Ш
¦А
Й.
И
с я
¦§•§
о а
о 2
*л
f а
о а
Технологические допуски в мкм на размер
обработки при номинальных диаметрах
отверстий в лил
ф =
Sg
«8
6,3
ей
оо
go
и а
Предельные отклонения
формы (нецилиндричность,
некруглость и т. п.) в мкм
при номинальных диаметрах
отверстий в мм
§8
Сверлепие и рас-
сверливание
3—5
70-25
80
100
340
400
X
IX
12
50
Зенкерованис:
черновое
однократное ли-
того или проши-
того отверстия
чистовое после
чернового или
сверления
3-4
50—30
240
280
340
400
460
30
40
50
4-5
40—25
5
4
За
280
340
400
30
40
50
120
140
170
200
230
IX
20
25
30
70
84
100
120
140
VIII
12
10
20
Р аэвертывание!
нормальное
точное
тонкое
25—15
10
За
3
2а
13
100
58
120
70
140
84
23
170
100
27
200
120
30
230
140
35
260
160
63
40
300
185
45
340
215
100
84
50
VIII
VII
VI
12
10
10
20
12
25
16
10
30
20
12
V I 2 | 3 I 4 I 5
Протягивание:
черновое литого
или прошитого
отверстия
чистовое после
чернового или
сверления
Растачивание:
черновое
чистовое
тонкое, алмазное
Шлифование:
предварительное
чистовое
тонкое
Притирка, хонинго-
вание
Раскатываппе, ка-
либрование, ал-
мазное выглажи-
вание
6
7-8
3—4
5-6
7—9
6
7—8
8—10
9—12
8—11
25—15
10—5
50—30
25—15
10—4
20
20—5
5—3
4
За
3
2а
2
5
4
За
3
2а
2
1
3
2а
2
1
1
За
3
2а
2
1
-
—
80
48
25
18
—
-
—
8
5
-
-
-
200
100
58
30
22
-
—
-
9
6
58
30
22
16
9
1 1
-
35
27
19
240
120
70
35
27
19
11
35
27
19
11
11
8
70
35
27
19
11
-
45.
33
23
280
140
84
45
33
23
13
45
33
23
13
13
9
84
45
33
23
13
170
100
50
39
27
340
170
100
50
39
27
15
50
39
27
15
15
11
100
50
39
27
15
1. 1
200
120
60
46
30
400
200
120
60
46
30
18
60
46
30
18
18
13
120
60
46
30
18
230
140
70
54
35
460
230
140
70
54
35
21
70
54
35
21
21
15
140
70
54
35
21
260
160
80
63
40
530
260
160
80
63
40
80
63
40
24
24
18
160
80
63
40
24
-
—
•600
300
185
90
73
45
90
73
45
27
27
21
185
90
73
45
27
1
-
—
680
340
215
100
84
50
100
84
50
30
30
24
215
100
84
50
30
-
Е
760
380
250
120
95
60
120
95
60
35
35
27
250
120
95
60
35
VIII
VII
VII
VI
IX
VIII
VII
VI
VII
VI
V
IV
VII
VI
v
-
-
s
5
3
-
-
-
2
1,2
5
3
—
8
5
20
12
8
i6
10
10
6
25
16
10
5 6
3
' 8
5
3
10
6
4
2 1 2,5
I
8
5
3
10
4
20 '
12
12
8
30
20
12
8
25
16
16
10
40
25
16
10
5 | 6
12
8
5
3
12
5
16
10
6
4
16
10
-
50
30
20
12
8
20
12
8
5
20
12
8
Примечания: 1. Данные таблицы относятся н стальным деталям. Для деталей из чугуна и цветных сплавов предель-
ные отклонения по точности можно принимать на один класс и на степень выше.
2. Предельные отклонения формы и размера действительны для отверстий —г < 2,0. При —г = 2 -т-10 погрешности обра-
ботки увеличиваются в 1,2—2,0 раза.
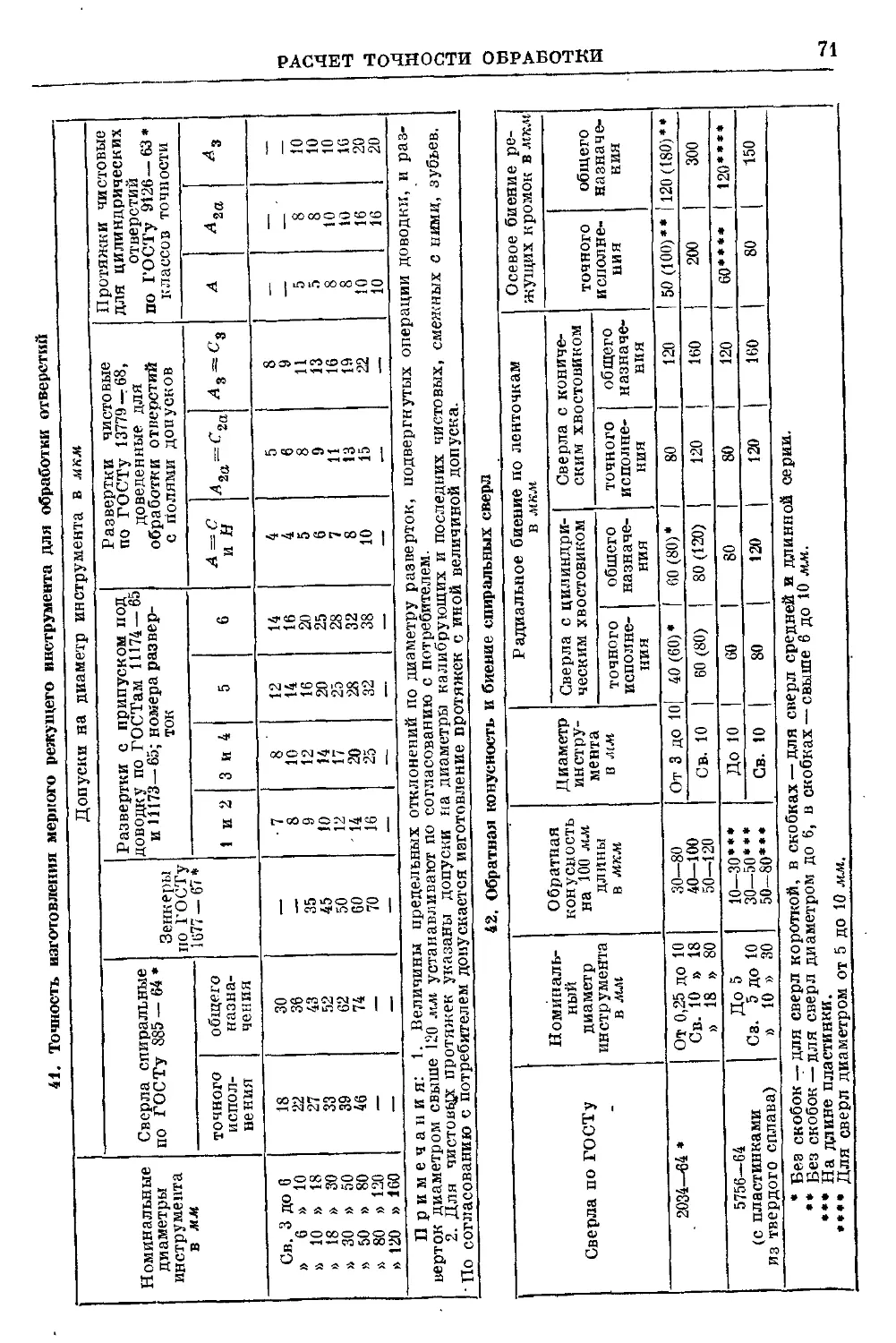
3. Точность обработки отверстий мерным инструментом определяется точностью изготовления инструмента (см. табл. 41).
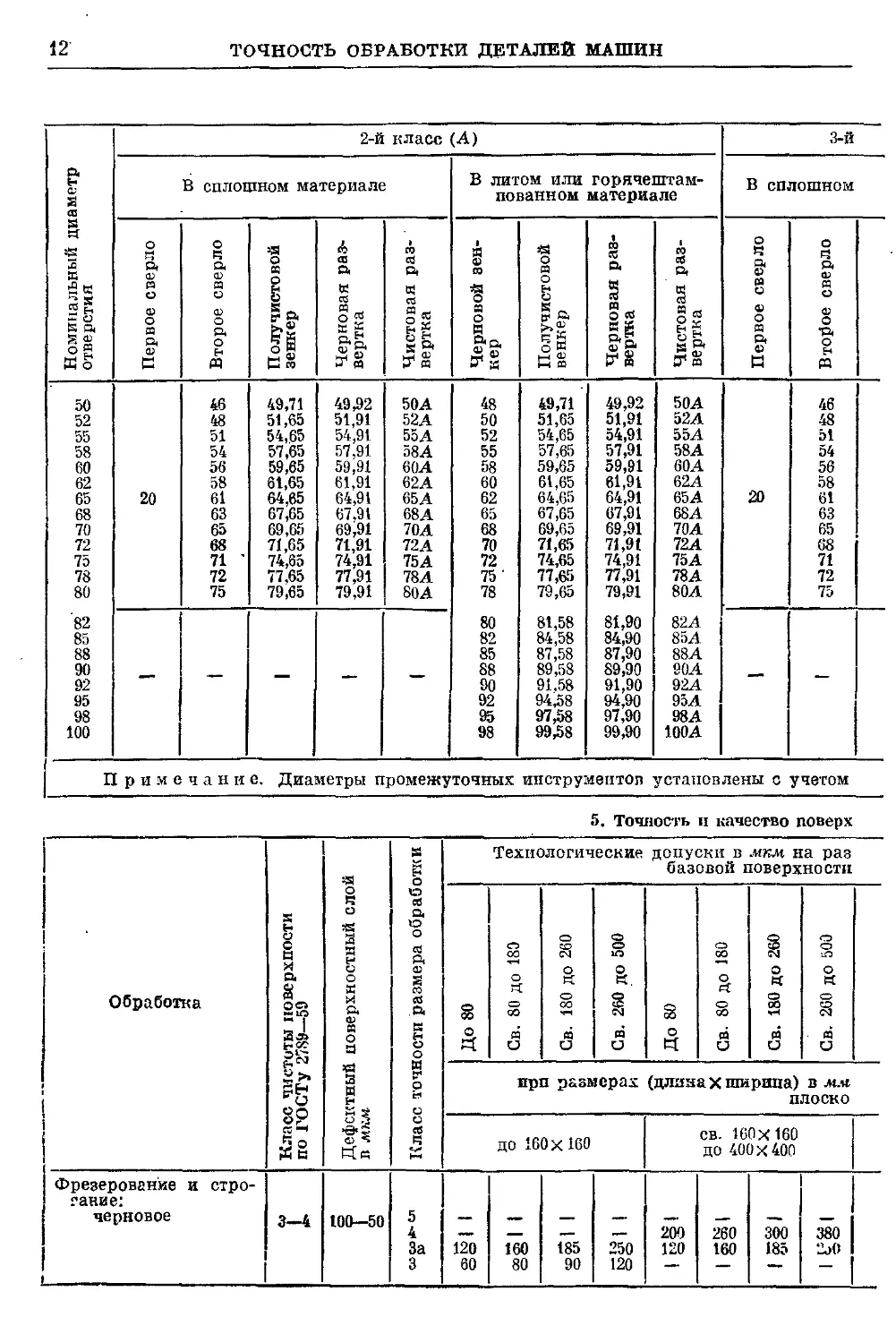
10
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Номи-
наль-
ный
диаметр
отвер-
стия
2-й класс (А)
Свер-
ло
,
1,5
1,8
2,0
2,2
2,5
23
3,0
3,5
4,0
1,4
1,7
1,9
2,1
2,4.
2,7
2,9
3,4
3,9
Черновая
разверт-
ка
1,47
1,77
1,97
2,17
2,47
277
2,97
3,46
3,96
3-й класс (Аз)
4. Точность обработки отверстий и
Разме
Отверстия виамет
5-й класс <АБI
Чистовая
разверт-
ка ]
1,5 А
1,8А
2А
2,2А
2,5А
2,8А
ЗА
3,5А
4А
Свер-
ло
1А
1,7
1,9
2,1
2А
2,7
2,9
3,4
3,9
Разверт-
ка
1,5А„
1,8А8
2А3
2,2AS
2,5А3
2,8А3
ЗА3
3,5А3
4А3
Свер-
1,4
1,7
1,9
2,1
2,4
2,7
2,9
3,4
3,9
Разверт-
1,5А*
1,8А4
2А4
22At
2,5А4
2,8А,
ЗА4
3,5А,
4А,
Сверло
1,5А5
1,8А6
2А6
2,2А5
2,5А5
2,8А5
ЗА8
3,5А,
4А5
Отверстия диамет
2-й класс (А)
В литом или горячештам-
пованиом материале
3-й
В сплошном
о
R
О,
12
13
14
15
16
17
18
59
20
21
22
23
24
25
26
30
32
34
35
36
38
40
42
44
45
46
48
10,7
11,7
12,7
13,7
14,25
15,25
16,25
16,5
17,5
18,5
19,5
20,5
21,5
22,5
23,5
25,5
20
27,5
29
31
32
33
35
37
39
41,5
42
42,8
45
11,82
12,82
13,82
1482
15,82
16,82
Щ
18,75
19,75
20,75
21,75
22,75
23,75
24,75
25,75
27,75
29,75
31,71
33,71
34,71
35,71
37,71
39,71
41,71
43,71
44,71
45,71
47,71
11,94
12,94
13,94
14,94
5,94
16,94
17,94
18,93
19,93
20,93
21,93
22,93
23,93
24,93
25,93
27,93
29,93
31,92
33,92
34,92
35,92
37,92
39,92
41,92
43,92
44,92
45,92
47,92
12А
13А
14А
15А
16А
17А
18А
19А
20А
21А
22А
23А
24А
25А
26А
28А
ЗОА
32А
34А
35А
36А
38А
40А
42А
44А
45А
46А
48А
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
28
30
32
32
34
36
38
40
42
' 42
44
46
12^2
13,82
14,82
15,82
16,82
17,82
18,75
20?5
21,75
22,75
23,75
24,75
25,75
27,75
29,75
31,71
33,71
34,71
35,71
37,71
39,71
41,71
43,71
44,71
45,71
47,7'
12,94
13,94
14,94
15,94
16,94
17,94
18,93
)9,93
20,93
21,93
22,93
23,93
24,93
25,93
27,93
29,93
31,92
33,92
34,92
35,92
37,92
39,92
41,92
43,92
44,92
45,92
47,92
13А
14А
15А
16А
17А
18А
19А
20А
21А
22А
23А
24А
25А
26А
28А
ЗОА
32А
34А
35А
36А
38А
40А
42А
44А
45А
46А
48А
10,7
11,7
12,7
13,7
14,25
15,25
16,25
16,5
17,5
18,5
19,5
20,5
21,5
22,5
23,5
25,5
20
27,5
29
31
32
33
35
37
39
41,5
42
423
45
ТАБЛИЦЫ ТОЧНОСТИ ОБРАБОТКИ
11
рекомендуемый набор инструмента
ры в мм
ром 1,5—11,0 мм '
Номи-
наль-
ный
диаметр
отвер-
стии
5
6
8
9
10
11
2-й класс (А)
Свер-
ло
4,2
4,8
5,8
6,7
7,8
8,7
9,7
10,7
Черновая
разверт-
ка
4,46
4,96
5,96
6,95
7,95
8,95
9,95
10.94
Чистовая
разверт-
ка
4,5А
ЪА
6А
7А
8А
9А
10А
11.4
3-й класс (А„)
Спер-
ло
4,2
4,8
5,8
6,7
7,8
8,7
9,7
10,7
Разверт-
ка
4,5А3
5А3
6А3
7А3
¦ 8А»
0А3
10А„
ИА3
4-й класс (А4)
Свер-
ло
4,2
4,8
5,8
6,7
7,8
8,7
9,7
10,7
Полу чи-
стовой
зенкер,
разверт-
ка
4.5Л4
5А4
6А4
7А4
8А4
9А4
10А4
11А4
5-й класс (А8)
Сверло
4,5 А 8
ьа\
UA5
''А8
8А,
9А6
10А»
НА,
ром 12—100 мм
класс (А3)
материале
стовой
Полу
зенке
11,82
12,82
13,82
14,82
15,82
16,82
17,82
18,75
19,75
20,75
21,75
22,75
23,75
¦24,75
25,75
27,75
29,75
31,71
33,71
34,71
35,71
37,71
39,71
41,71
43,71
44,71
45,71
47,71
еб
К
1
ш
го
сз
12А,
13А3
14А3
15А,
16А3
17А.
18 А,
19А,
20А,
21А.
22А
23А,
24 А,
25А3
2ВА8
28А,
30Аэ
32А3
34А3
35А,
36А3
38А,
40А3
42Аа
44А3
45А3
46А3
48А8
В литом или горяче-
штампованноы
материале
а
та
°§
а
о
аа
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
28
30
32
32
34
36
38
3
42
44
46
стовой
a
в1 а
Полу
зенке
12,82
13,82
14,82
15,82
16,82
17,82
18,75
19,75
20.75
21,75
22,75
23,75
24,75
25,75
27,75
29,75
31,71
33,71
34,71
35,71
37,7 L
39,71
41,71
43,71
44,71
45,71
47,71
S
а
а
га
а
ft
13А3
14А3
15А.
I6A';
17А
18А3
I9A,
20Аа
21А„
22 А,
23 А',
24А;
25А,
2ВАЯ
28А3
30А3
32AS
34А3
35 А 3
36А3
38А3
40А3
42А3
44А,
45А3
46А3
48А3
4-й класс (А4)
В сплошном ма-
сверло
S
Перв.
10,7
11,7
12,7
13,7
14,25
15.25
16,25
16,5
17,5
18,5
19,5
20,5
21,5
22,5
23,5
25 ,Ъ
20
гериале
сверло
»
о
Втор'
27,5
29
31
32
33
35
37
39
41,5
42
42,8
45
стовой
или
ка
Полу
зенке
разве
12А4
13А,
14А4
15А4
16А4
17А4
18А4
19А4
20А4
21 А,
22А4
23А4
24А4
25 А,
26А4
28А4
30А4
32А4
34А4
35А4
ЗВА.
38А4
40А4
42А4
44А4
45А4
46А4
48А4
В литом
или го-
рячештампован-
ном шатериале
IV
та
о
Черн
к ер
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
28
30
32
32
34
36
38
40
42
42
44
46
о
Чист
к ер
_
13А4
14А4
15А4
16А,
ИА4
18А4
19А4
20А4
2!А4
22А4
23А4
24А4
25А4
26А4
28А4
30А4
32А4
34А4
35А4
36А4
38А4
40А.
42А4
44А4
45А4
46 А 4
48А4
5-й класс (А6)
В сплошном
материале
сверло
&
о
Пер в
12А8
13А5
UA,
15А6
16AS
17АВ
18Ав
19А6
20А8
21А5
22А8
23А,
24А,
25А8
26А6
28А,
сверло
V
о
о,
о
се
30А,
32А,
34 Д,
35А5
36AS
38А5
40А,
42А6
44А,
4E4S
46Д,
4SA,
12
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
аметр
льный ди
3§
Номи
отверг
50
52
55
58
60
62
65
68
70
72
75
78
80
82
85
88
90
92
95
98
100
сверло
Я
Перв<
20
2-й
В сплошном материале
сверло
а.
о
«
46
48
51
54
56
58
61
63
65
6S
71 -
72
75
стовой
Ра
Полу
зенке
49,71
51,65
54,65
57,65
59,65
61,65
64,65
67,65
69,65
71,65
74,65
77,65
79,65
ая раз-
g-
Чер»
верти
49,92
51,91
54,91
57,91
59,91
61,91
64,91
67,91
69,91
71,91
74,91
77,91
79,91
класс
ая раз-
о«
50А
52А
55А
58А
60А
62А
65А
68А
70А
72А
75А
78А
80А
А)
В литом или
пованном
ой зен-
а
о
Черн
кер
48
50
52
55
58
60
62
65
68
70
72
75'
78
80
82
85
88
90
92
95
98
%
а
о
в
5&
Полу
венке
49,71
51,65
54,65
57,65
59,65
61,65
64,65
67,65
69,65
71,65
74,65
77,65
79,65
81,58
84,58
87,58
89,58
91,58
9438
97^8
99,58
горячештам-
матсриалс
ая раз-
га
О еб
Черн
верти
49,92
51,91
54,91
57,91
59,91
61,91
64,91
67,91
69,91
71,91
74,91
77,91
79,91
81,90
84,90
87,90
89,90
91,90
94,90
97,90
99,90
ая раз-
§5
II
50А
52А
55А
58А
60А
62А
65А
68А
70А
72А
75А
78А
80А
82А
85А
88А
80А
92А
95А
98А
100А
3-й
В СПЛОШНОМ
сверло
V
о
Перв
20
сверло
о
•о,
о
в
46
48
51
54
56
58
61
63
65
S8
71
72
75
Примечание. Диаметры промежуточных инструмеитоп установлены с учетом
5. Точность н качество поверх
Обработка
!т
Si»
?g
а
1
Технологические допуски в мкм на раз
базовой поверхности
прп размерах (длинахширина) в мм
плоско
до 160x160
св. 160X160
до 400x400
Фрезерование и стро-
гание:
черновое
3-4
100—50
5
4
За
3
120
60
160
80
185
90
250
120
200
120
260
160
300
185
380
•1H
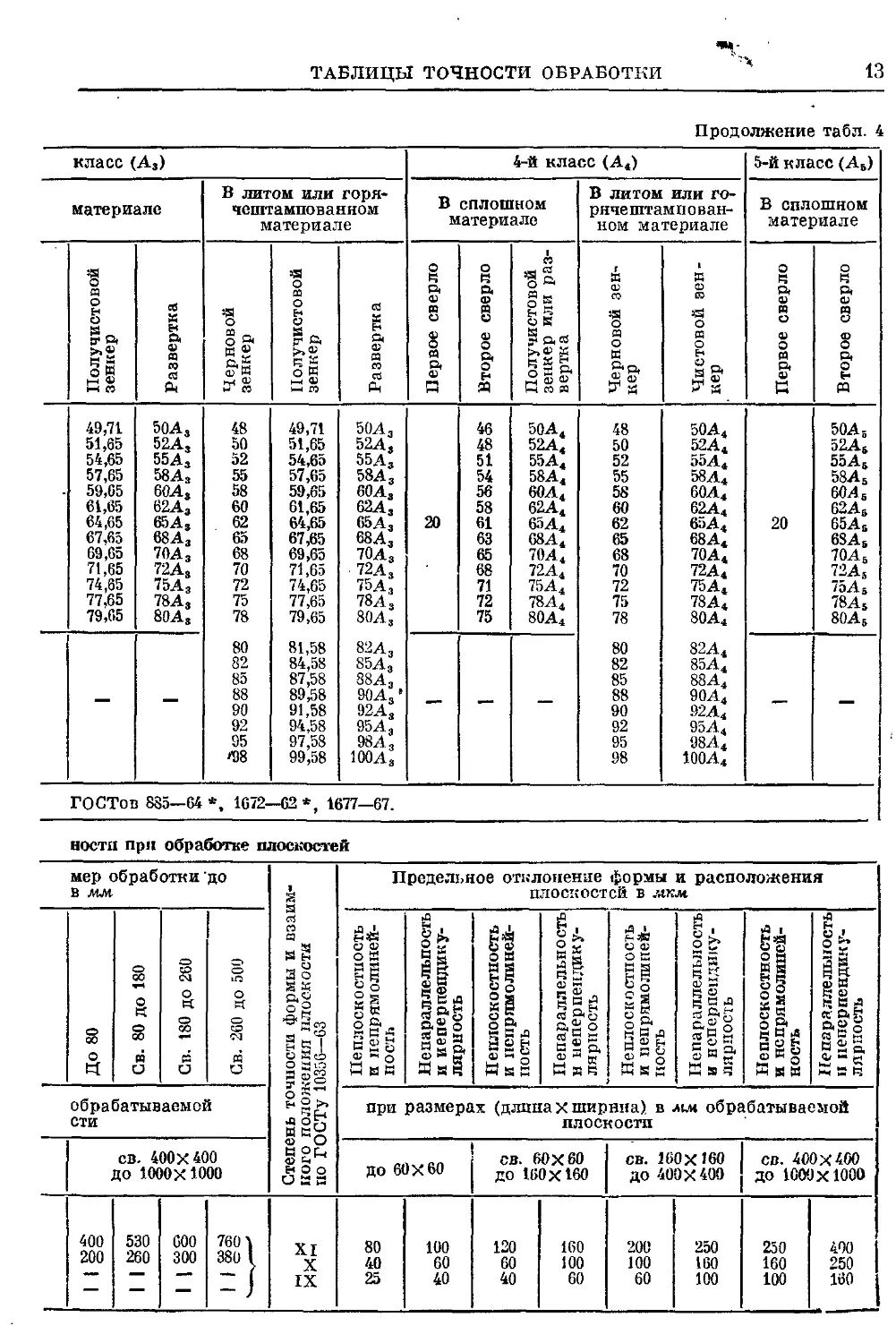
ТАБЛИЦЫ ТОЧНОСТИ ОБРАБОТКИ
П-
13
класс (Аз)
материале
стовой
Вв.
Полу
зенке
49,71
51,65
54,65
57,65
59,05
61,65
64,65
67,65
69,65
71,65
74,65
77,65
79,05
ГОСТО1
еб
а
V
я
га
а
а,
50А3
52А3
55А3
58А3
60А3
62А3
65А,
68А3
70А3
72А3
75А3
78А3
80А,
835—64
В литом или
го»я-
чештампованном
материале
¦¦я
о
о а
Черн
зенке
48
50
52
55
58
60
62
65
68
10
72
75
78
80
82
85
88
90
92
05
т
стовой
5а
Полу
зенке
49,71
51,65
54,65
57,65
59,65
61,65
64,65
67,65
69,65
71,65
74,65
77,65
79,65
81,58
84,58
87,58
89,58
91,58
94,58
97,58
99,58
й
а
Разве
50А3
52А,
55А3
58А3
6ОА3
62Аз
65А3
68А3
70А3
72А3
75А3
78А3
80А3
82А3
85А3
88А3
90А3'
92А3
95 А 3
98А,
100А,
*, 1672—62*, 1677—67.
Продолжение
4-й класс (А4)
В
сплошном
материале
сверло
S
Первс
20
сверло
Я
Втор<
46
48
51
54
56
58
61
63
65
68
71
72
75
стовой
или раз-
Полу
зенке
вертк
50А4
52А.
55А.
58А4
60А.
62А4
65А4
68А4
70At
72А4
75А4
78А4
80А4
В литом
или го-
рнче штампован-
ном материале
s
та
о
Черн(
кер
48
50
52
55
58
60
62
65
68
70
72
75
78
80
82
85
88
90
92
95
98
s
га
О
п
о
If
50А4
52А4
55А4
58А4
60А4
62А4
65А.
68А4
70А4
72А4
75А4
78А4
80А4
82А4
85А4
88А4
90А4
92А4
95А.
!38А4
100А4
табл. 4
5-й класс (А6)
В сплошном
материале
сверло
«
п
Перв(
20
сверло
S
Вторе
50А5
52А6
55А6
58А5
60А6
62А5
65А5
6SA5
70А6
72AS
75А5
78А5
80А6
ности при обработке плоскостей
мер обработки до
в мм
О
00
о
tt
о
00
§
о
00
@
о
о
см
80 до
о
обрабатываемой
сти
св. 400X400
до 1000Х1000
400
200
530
260
000
300
760 1
380 I
XI
X
IX
Предельное отклонение формы и расположения
плоскостей в мкм
II
i!
О g
g к
В а в
ои
II.
Н«1
3S
&§¦§
щ
О ^
О В
I
и
CD м
т
с а а
о ?7
Е=5
(¦ в д
icag
ago
с; с н
tsss,
нч В R
при размерах (длина х ширина), в лил обрабатываемой
плоскости
до 60x60
80
40
25
100
60
40
СВ. 60X60
до 1В0Х160
120
60
40
160
100
60
св. 160x160 CD. 400X4100
до 400X400 до 1000x1000
200
100
60
250
160
100
250
160
100
400
250
Ш
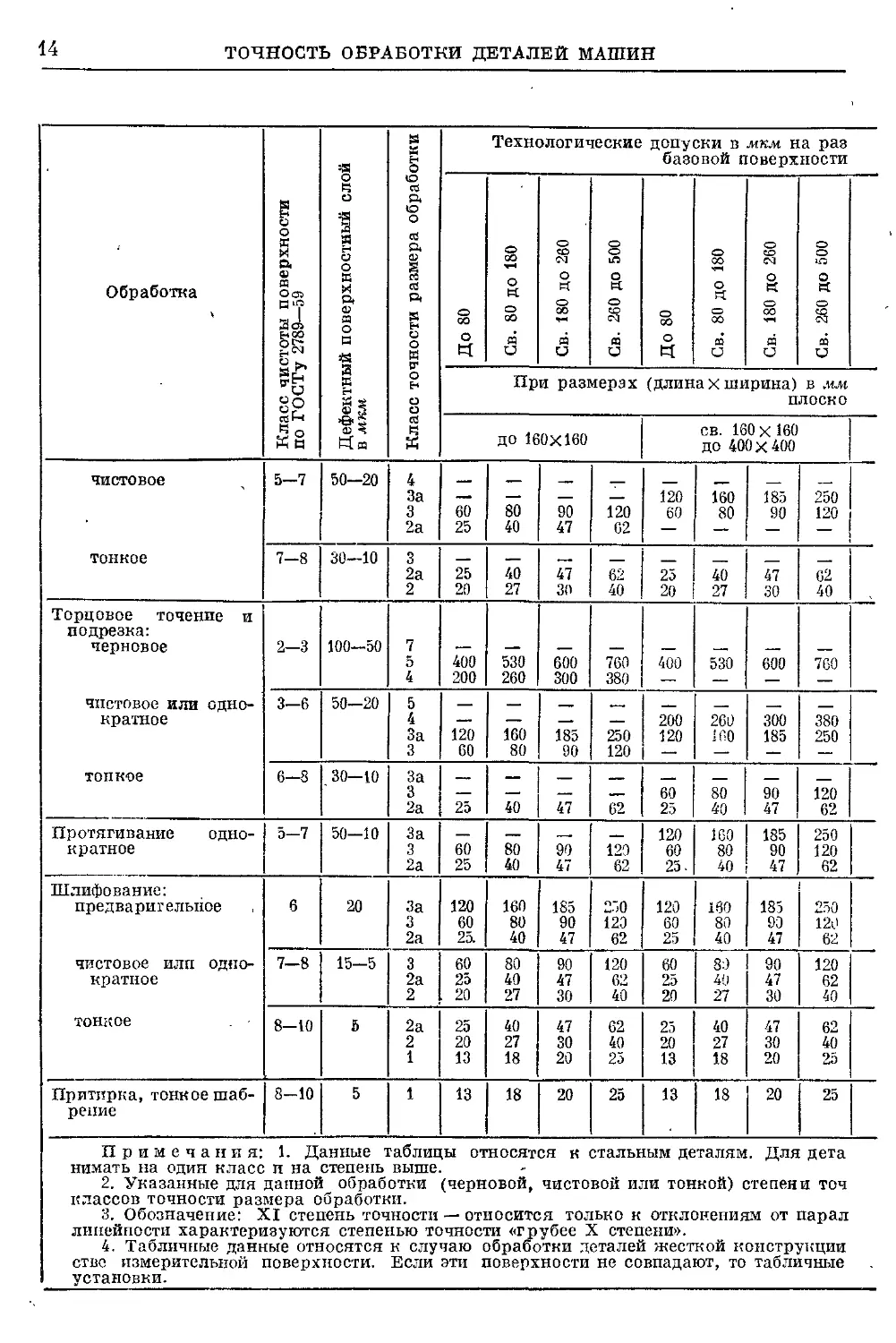
14
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Обработка
чистовое
тонкое
Торцовое точение и
подрезка:
черновое
чистовое или одно-
кратное
топкое
Протягивание одно-
кратное
Шлифование:
предварительное
чистовое илп одно-
кратное
тонкое
Притирка, тонкое шаб-
рение
Примечания:
нимать на один класс
2. Указанные для
сти
о
и
а
«
Осп
Gt
Sro
1!
Si
5-7
7-8
2-3
3-6
6-8
5-7
6
7-8
8-10
8-10
*
о
R
о
•¦я
я
о
о
Е
и
(D
03
Q
р
is
«я
50—20
30—10
100-50
50—20
. 30-10
50-10
20
15-5
5
5
1. Данные
и на
данно{
степень
s
1
обраб
Й
а
а;
й
a
в
чнос
о
8
Кла
4
За
3
2а
3
2а
2
7
5
4
5
4
За
3
За
3
2а
За
3
2а
За
3
2а
3
2а
2
2а
2
1
1
о
ОО
О
Н
Технологические
о
ОО
О
н
о
ОО
Св.
о
см
о
Я
Св.
о
in
а
ее
Св.
При размерах
до 160X160
_
60
25
25
20
—
400
200
120
60
25
60
25
120
60
25.
60
25
20
25
20
13
13
—
80
40
,
40
27
530
260
—
160
80
—
40
,
80
40
160
80
40
80
40
27
40
27
18
18
...
90
47
™
47
30
—
600
300
185
90
47
.
90
47
185
90
47
90
47
30
47
30
20
20
габлицы относятся к
выше
i обработки
классов точности размера оОработки.
3. Обозначение: XI степень точности
*
(черновой,
_
120
02
62
40
—
760
380
. .
250
120
62
129
62
2Г;0
120
62
120
62
40
62
40
25
25
допуски в
мкм на раз
базовой поверхности
S
о
Н
о
со
о
я
CD
СО
Св.
g
я
СО
Св.
(длина X ширина)
о
о
1Г5
Я
i
Св.
в мм
плоско
св. 160 х 160
до 400x400
_
120
60
_
25
20
400
200
120
—
60
25
120
60
25.
120
60
25
60
25
20
25
20
13
13
_
160
80
_
40
27
—
530
—
,
260
ifiO
—
80
40
160
80
40
160
80
40
80
40
27
40
27
18
18
стальным деталям
чистовой или тонкой)
— относится только к
линейпости характеризуются степенью точности «гр
4. Табличные данные относятся
ство измерительной
установки.
поверхности.
к случаю
Если
ЭТИ 1
убее
_
185
90
_
47
30
—
600
,
300
185
—
90
47
185
90
47
185
90
47
90
47
30
47
30
20
20
• Для
_
250
120
_
,
02
40
760
380
250
120
62
250
120
62
250
120
62
120
62
40
62
40
25
25
[ дета
зтепени точ
отклонениям от
К. степени».
парал
обработки деталей жесткой конструкции
товерхности
не совпадают, то
табличные
ТАБЛИЦЫ ТОЧНОСТИ ОБРАБОТКИ
15
мер
в мм
До 80
зб работки
Св. 80 до 180
Св. 180 до 260
до
Св. 260 до 500
обрабатываемой
сти
200
120
-
fin
25
20
740
_
400
—
120
60
120
НО
—
120
fill
60
'Я,
20
25
20
13
13
СВ. 400x400
ДО 1000X1000
260
160
-
80
40
27
1000
_
530
260
—
160
80
160
НО
—
160
80
so
40
27
40
27
18
18
300
185
-
90
47
30
1150
_
firm
300
—
185
НО
—
185
НО
—
185
НО
ЯО
47
30
47
30
20
20
лей из чугуна
ности
формы и
лельности
380 А
250 1
= J
1201
62 \
40 )
1550 1
- 1
760 1
380 1
- f
- )
250 1
120 \
250 1
120 \
250 1
120 \
120 \
62 \
40 )
62 \
40 \
25 (
)
«}
очности формы и вза
эжения плоскости
f 10356—63
¦о °Ь
guo
goo
и в в
X
IX
VIII
VIII
VII
VI
XI
X
XI
X
IX
VIII
VIII
VII
VI
VIII
VII
VI
VIII
VII
VI
VII
VI
V
VI
V
IV
III
IV
III
II
или цветных
Предельное отклонение
Неплоскостность
и непрямолиней-
ность
при
Не параллельность
и неперпендику-
лярность
Продолжение
табл. 5
формы и расположении
плоскостей в мкм
Неплоскостность
и непрямолиней-
ность
Непараллельность
и ненерпендику-
лярность
Неплоскостность
и непрямолиней-
ность
Непараллельность
и неперпендику-
лярность
Неплоскостность
и непрямолиней-
ность
Непараллельность
и неперпендику-
лярность
размерах (длина X ширина) в мм обрабатываемой
40
25
16
16
10
6
80
40
80
40
25
16
16
10
6
16
10
6
16
10
6
10
6
4
6
4
2,5
1,6
2,5
1,6
1,0
шла вов
взаимного положения
60
40
25
25
16
10
100
60
100
60
40
25
25
16
10
25
16
10
25
16
10
16
10
6
10
6
4
2,5
4
2,5
1,6
плоскости
св. 60x60
до 160x160
60
40
25
25
16
10
120
60
120
60
40
—
25
16
10
25
16
10
25
16
10
16
¦ 10
6
10
6
4
2,5
4
2,5
1,6
100
60
40
40
25
16
160
100
160
100
60
—
40
25
16
40
25
16
40
25
16
25
16
10
16
10
6
4
6
4
2,5
св. 160x160
до 400X400
100
60
40
40
25
16
200
100
200
100
60
—
40
25
16
40
25
16
40
25
16
25
16
10
16
10
6
4
6
4
2,5
160
100
60
60
40
25
250
160
250
160
100
—
60
40
25
60
40
25
60
40
25
40
25
16
25
16
10
6
10
6
4
предельные отклонения по точности
плоскостей относятся
и перпендикулярности плоскостей
св. 400X400
до 1000x1000
160
100
60
60
40
25
250
160
250
160
100
—
60
40
25
60
40
25
60
40
25
40
25
16
25
16
10
6
10
6
4
250
160
100
100
60
40
400
250
400
250
100
—
100
60
40
100
60
40
100
60
40
60
40
25
40
25
16
10
16
10
6
можно при-
к любому из приведенных
; отклонения от плоскостности и прнмо-
при базировании по чисто обработанной поверхности и при
значения технологических допусков
необходимо увеличить
исдользовании ее в каче-
на величину погрешности
16
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
в. Точность выполнения метрической резьбы
4
Инструмент
Метчики с допусками на резьбу
по ГОСТу 7250—60:
ручные
машинно-ручные
гаечные
гаечные с изогнутым хвосто-
виком
Плашки круглые
Резцы и резьбовые гребенки ....
Гребенчатые фрезы
Резьбовая головка длн скоростного
(вихревого) резьбофрезерования
Винторезные самооткрывающиеся
головки с круглыми гребенками
То же с радиальными или танген-
циальными плашками
Резьбонакатные плоские плашкн
Резьбонакатные ролики
Сегментные плашки, резьбонакат-
ные головки
Шлифовальные круги однониточ-
ные и многониточные
ГОСТ
9522—71
3266—71
1604-71
6951-60
9740—62
1336-62
3307—61
2248—69*
9539-60
Степень точности
инструмента
1 С
д
J Н
Обычная точность
По согласованию с потре-
бителем
Нормальная точность Е
Пониженная точность Н
Обычная точность
По согласованию с потре-
бителем
Обычная точность
Повышенной точности,
исполнение I
Обычной точности, испол-
нение II
Класс
точности
обраба-
тываемой
. резьбы
1
2
2а
3
2
3
3-1
2
3
3—2
2
1
2
2
1
2
3—2
1 и выше
7. Точность обработки цилиндрических зубчатых колес с эвольвентным профилем
Обработка
Степень
точности
по ГОСТу
1643—56
Горячее накатывание зубчатого профиля с радиальной или осевой пода-
чей (т = 2 -^- 8 мм)
Горячее накатывание с последующим холодным калиброванием зубчатого
профили (т = 2 ¦— 8 мм)
Холодное накатывание зубчатого профиля (m<l,5 мм)
Фрезерование многозаходными червячными фрезами (т = 1 ¦— 20 мм) . .
Фрезерование чистовыми однозаходными червячными фрезами по ГОСТу
9324-60»:
прецизионными, класса точности АА; (т = 1 4-1" мм)
общего назначения (т = 1 ¦— 20 мм) классов точности: А
В
С
Зуботочение
Контурное зубодолбление
Долбление чистовыми дисковыми долбяками по ГОСТу 9323—60* (т =1 -j-
¦4- 12 мм) классов точности: АА
А •*•..••>••¦•••>>••¦••••
в
Шевингование дисковым шевером по ГОСТу 8570—57 (т = 1 — S мм)
классов точности: А
В
С
Шевингование однолезвийным затылованным кромочным шевером после
горячего накатывания зубчатого профиля (т = 2 — 8 мм)
Шлифование зубчатого профиля:
профильным (фасонным) кругом методом копировании
тарельчатыми абразивными кругами методом обкатки с единичным
делением
червячным абразивным кругом методом обкатки ...-.-.-.,-,.-..-..
Притирка зубьев чугунными шестернями-притирами
9—8
8-7
7
10-8
9
10
8—7
8-7
8—7
6—5
6—3
Й-5
ТАБЛИЦЫ ТОЧНОСТИ ОБРАБОТКИ
17
8. Точность формы и взаимного расположения обрабатываемых плоскостей
(на длине 300 мм) а зависимости от типа оборудования
Метод обработки |
Долб-
ление
Строгание
Фрезерование
Шлифование
Станки
Долбежные
Продольно-стро-
гальные
Поперечно-стро-
гальные
Продольно-фре-
зерные
Барабанно-фре-
зерные
Карусельно-фре-
зерные
Вертикально-
фрезерные обыч-
ной точности
То же повышен-
ной точности
Фрезерные гори-
зонтальные и уни-
версальные обыч-
ной точности
То же повышен-
ной точности
Горизонтально-
расточные
Агрегатно-
фрезерные
Плоскошлифо-
вальные обыч-
ной точности
То же повышен-
ной точности
Характер
обработ-
ки
Черновое
Чистовое
Черновое
Чистовое
Тонкое
Черновое
Чистовое
Черновое
Чистовое
Тонкое
Черновое
Чистовое
Черновое
Чистовое
Тонкое
Черновое
Чистовое
Тонкое
Черновое
Чистовое
Тонкое
Черновое
Чистовое
Тонкое
Черновое
Чистовое
Тонкое
Черновое
Чистовое
Тонкое
Черновое
Чистовое
Тонкое
Черновое
Чистовое
Тонкое
Черновое
Чистовое
Тонкое
Величины отклонений в мкм
Неплос-
костность
непря-
моли-
нейность
100—200
25—60
40—100
10—25
6—10
60—160
10—40
40—100
16-40
10—25
60-160
25-60
60-160
25-60
16—40
00-160
25-60
16-40
40-100
16-40
10-25
60-160
25-60
16-40
60-100
25-40
16-25
60-100
25-60
16-25
40-160
16-40
10-25
16-40
6—16
4-6
10-25
4-6
2,5-4
Непараллельность
по отношению
к уста-
новочной
поверх-
ности
100—200
16—40
40—160
10—25
6—10
100—200
16-40
60—160
10—40
6—16
60-160
10—40
60—160
16-60
10-25
60-200
25-60
16-25
60—160
16-40
10-16
60-160
16-60
10—25
60—160
16-40
10-16
100-160
25—60
16-25
60-200
10-40
6-16
25-100
6—25
4-10
25-60
4-6
4
к другой
поверх-
ности,
обрабаты-
ваемой с
этой же
установки
100—250
16-40
40—100
10—16
6—10
100—250
16-60
60-100
10—25
6-16
60—100
10-25
60—100
16-40
10-25
100—250
25-60
16—25
60—160
16-40
10-16
60—100
16—40
10—25
60—160
16-40
10—16
100-160
25—60
16-25
60-200
10-40
6-16
25—100
6-25
4—10
25—60
4—6
4
Неперпендик уляр-
ность по отношению
к уста-
новочной
поверх-
ности
100—200
25-60
60—160
16—40
10—16
100—200
25-60
60—100
10-25
2,5—6
60—100
10-40
60—100
16-60
10—25
100—200
25-60
16-25
60-160
16-60
16-25
60-160
16—60
10—25
60—160
16-40
10-16
100-160
' 25—60
16-25
60—200
10^40
6—16
60-160
16-40
10-25
40-160
16-25
6-16
к другой
поверх-
ности,
обраба-
тываемой
с этой же
установки
100—250
25—60
60—100
16-25
10—16
100—250
25-60
60—100
10-25
2,5-6
60-100
10-40
60-100
16-40
10-25
100—250
25-60
16-25
60—160
16-60
16—25
60-100
16-40
10-25
60-160
16-40
10-16
100—160
25-60
16-25
60-200
10—40
•6-16
60-160
16-40
10—25
40-160
16-25
6—16
18
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Точность расположения отверстий, обрабатываемых на агрегатных стайках
и автоматических линиях
Переход
Сверление
Зенкерование
Развертывали?
Диаметры обра-
батываемых от- '
верстий в мм
10—18
18-30
10—18
18—30
10-18
18-30
Смещение оси отверстия с номинального
положения при зазорах между кондук-
торной р.тулкой и инструментом в мкм
30
120 '
140
80
60
60
40
100
180
210
160
130
130
НО
150
240
270
210
180 • '
180
150
Примечания: 1. Данные таблицы относятся к деталям из серого чугуна. При
обработке алюминиевых сплавов величины отклонений умножить на коэффициент 0,7.
2. Величины смещения соответствуют условиям:
а) инструмент жестко закреплен в шпинделе;
б) длина кондукторной втулки ~ 2,5 d, вылет инструмента за торец втулки
30 мм;
в) заготовка базируется на два отверстия и перпендикулярную им плоскость.
10. Точность взаимного расположения отверстий с параллельными осями
Станки
Вертикально- и радиально-
сверлильные
Вертикально- и радиально-
сверлильные
Токарные
Горизонтально-расточные
i
Агрегатные многошпиндель-
ные
Алмазно-расточные
Координатно-расточные
Метод координации
инструмента
Сверление отверстий
По разметке
По кондуктору
Растачивание отверстий
По кондуктору
По разметке . . . '.
На угольнике с салазками
По разметке
По шкале с нониусом
По штихмасу и по щупу
По координатному шаблону
По концевым мерам
По кондуктору, индикаторному упору, на
станках с программным управлением
установкой координат
По кондуктору
По оптическим приборам
Отклонение
межосевого
расстояния
в мкм
500—1000
100-200
50-100
1000—2000
100-300
400—600
200—400
50—250
80—200
50—100
40—80
50-200
10-50
4—20
Примечание. Для сверлильных, горизонтально-расточных и агрегатных стан-
ков «приведенные для растачивания величины отклонений относятся также к обра-
ботй^1 развертыванием.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
19
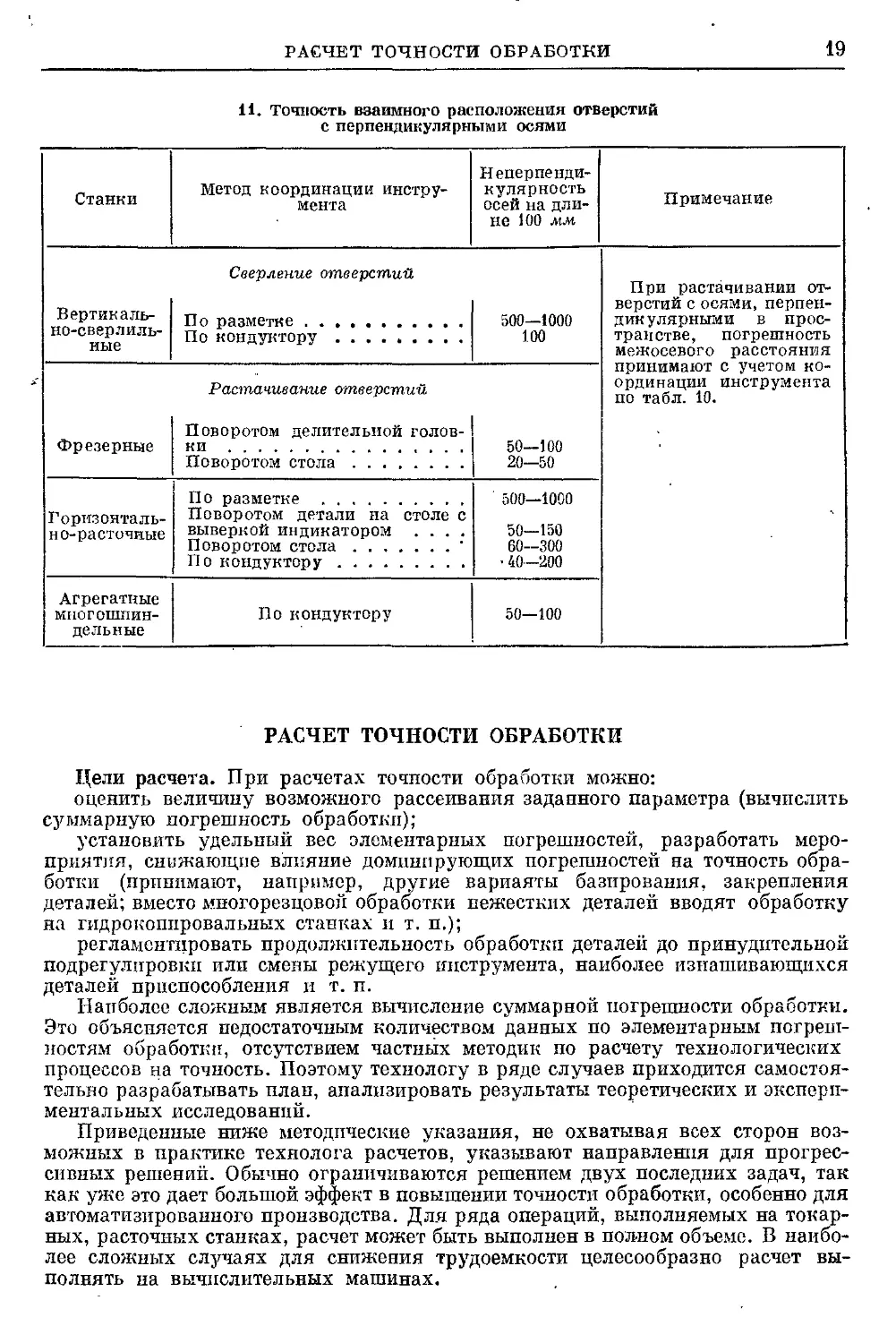
11. Точность взаимного расположения отверстий
с перпендикулярными осями
Станки
Вертикаль-
но-сверлиль-
ные
Фрезерные
Горизонталь-
но-расточные
Агрегатные
многошпин-
дельные
Метод координации инстру-
мента
Сверление отверстии
По кондуктору
Растачивание отверстий
Поворотом делительной голов-
ки
Поворотом стола
По разметке
Поворотом детали на столе с
выверкой индикатором ....
Поворотом стола "
По кондуктору
По кондуктору
Неперпенди-
кулярность
осей на дли-
не 100 мм
500—1000
100
50—100
20—50
500—1000
50—150
60—300
¦ 40—200
50—100
Примечание
При растачивании от-
верстий с осями, перпен-
дикулярными в прос-
транстве, погрешность
мешосевого расстояния
принимают с учетом ко-
ординации инструмента
по табл. 10.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
Цепи расчета. При расчетах точности обработки можно:
оценить величину возможного рассеивания заданного параметра (вычислить
суммарную погрешность обработки);
установить удельный вес элементарных погрешностей, разработать меро-
приятия, снижающие влпяние доминирующих погрешностей на точность обра-
ботки (принимают, например, другие варианты базирования, закрепления
деталей; вместо многорезцовой обработки нежестких деталей вводят обработку
на гидрокопировальных станках и т. п.);
регламентировать продолжительность обработки деталей до принудительной
подрегулировки или смены режущего инструмента, наиболее изнашивающихся
деталей приспособления и т. п.
Наиболее сложным является вычисление суммарной погрешности обработки.
Это объясняется недостаточным количеством данных по элементарным погреш-
ностям обработки, отсутствием частных методик по расчету технологических
процессов на точность. Поэтому технологу в ряде случаев приходится самостоя-
тельно разрабатывать план, анализировать результаты теоретических и экспери-
ментальных исследований.
Приведенные ниже методические указания, не охватывая всех сторон воз-
можных в практике технолога расчетов, указывают направления для прогрес-
сивных решений. Обычно ограничиваются решением двух последних задач, так
как уже это дает большой эффект в повышении точности обработки, особенно для
автоматизированного производства. Для ряда операций, выполняемых на токар-
ных, расточных станках, расчет может быть выполнен в пол-ном объеме. В наибо-
лее сложных случаях для снижения трудоемкости целесообразно расчет вы-
полнять на вычислительных машинах.
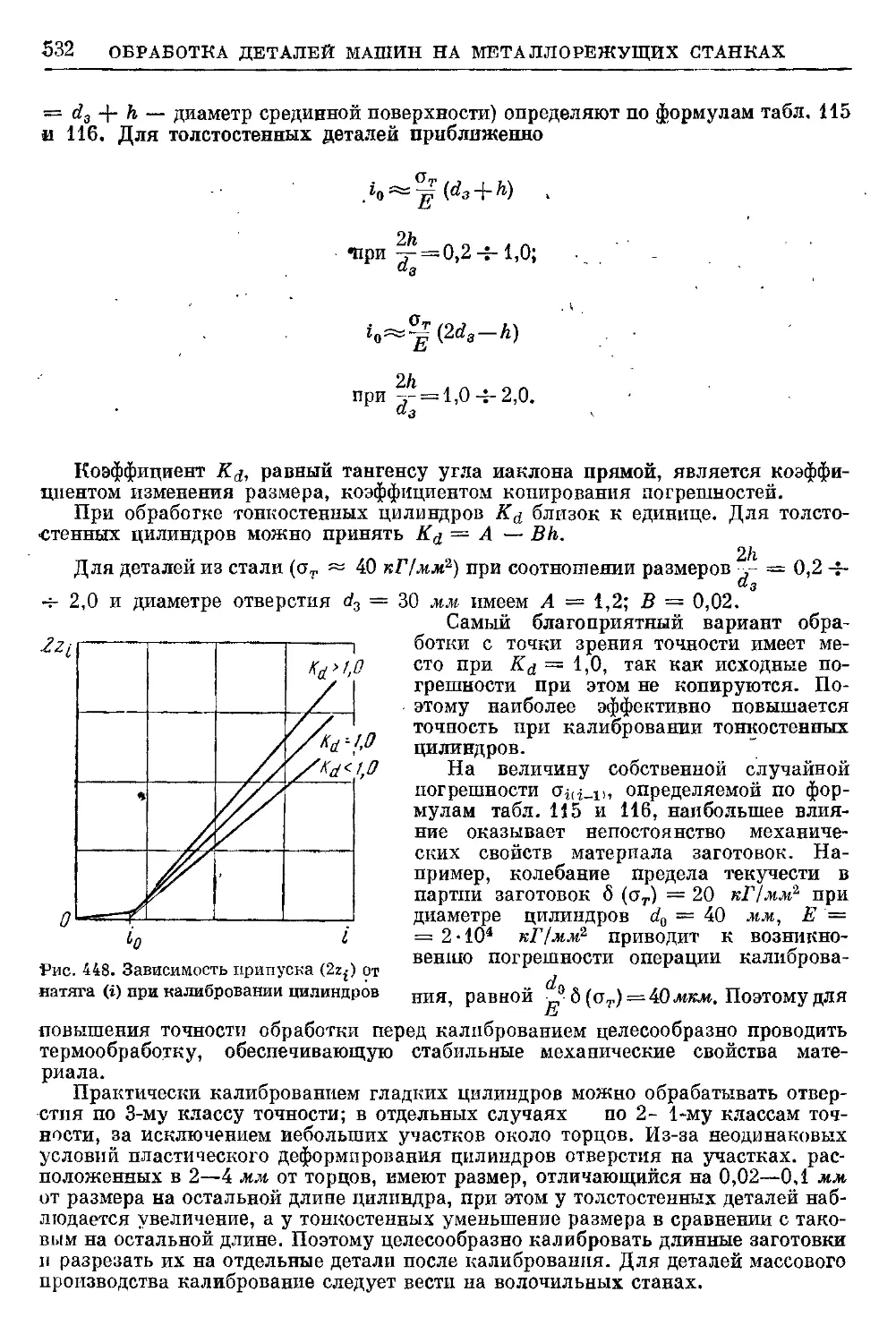
20 ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Методы получения заданных размеров. Заданные размеры могут быть
выдержаны при двух способах настройки инструмента:
способе индивидуальной настройки, при котором каждую деталь обрабаты-
вают после новой настройки (сюда относят способ настройки путем пробных про-
ходов и промеров);
способе партионной настройки; его называют также способом автоматиче-
ского получения размеров, при котором заданную партию деталей обрабатывают
с одной настройки. Сюда относят обработку мерным инструментом (сверлами,
зенкерами, развертками, протяжками), обработку деталей на предварительно
настроенных токарных, фрезерных и других станках.
Аналогично способам настройки инструмента при механической обработке
различают два способа получения заготовок:
,способ индивидуального получения заготовок, когда точность заготовок за-
висит от произвольного сочетания для каждой отдельной заготовки условий
изготовления. Например, для литья — от плотности и точности форм, получен-
ных ручной формовкой, для поковок, выполненных методом свободной ковки, —
от условий ковки;
способ автоматического получения заготовок, когда точность заготовок опре-
деляется ошибками регулировки, настройки соответствующего оборудования,
точностью изготовления инструмента, влиянием нарастающего износа инстру-
мента (литье под давлением, получение заготовок штамповкой в штампах).
Способ получения заготовок и способ настройки тесно связаны между собой.
Заготовки, полученные индивидуальным способом, обычно устанавливают на
станках с помощью выверки, а положение инструмента регулируют способом ин-
дивидуальной настройки.
Более точные заготовки, полученные вторым способом, обычно устанавливают
в приспособлениях без выверки, а обрабатывают способом партионной настройки.
При расчетах суммарной и элементарных погрешностей эти особенности обра-
ботки обязательно учитывают.
Расчет суммарной погрешности обработки. Точность обработки детали
по заданным геометрическим параметрам зависит от совокупного действия боль-
шого числа факторов, связанных со смещением элементов технологической си-
стемы станок — приспособление — инструмент — деталь (далее СПИД) нз
заданного положения в рабочее.
Смещения отсчитывают от определенной базы — так называемой поверхности
отсчета. Вид поверхности отсчета определяется кинематической схемой обра-
ботки и формой обрабатываемой поверхности. Для поверхностей вращения за
поверхность отсчета принимают идеальную ось вращения детали или инстру-
мента; в других случаях (обработка плоскостей, фасонных поверхностей) —
идеально расположенная измерительная поверхность (плоскость или фасонная
поверхность). Для удобства анализа поверхность отсчета может 'быть эквиди-
стантно смещена относительно указанного положения.
Из-за колебания величин смещений при обработке деталей возникают эле-
ментарные погрешности обработай.
Суммарная погрешность Д^., возникающая от совокупного действия всех
элементарных погрешностей системы СПИД, должна учитывать следующие основ-
ные погрешности:
Деу — погрешность установки заготовок в приспособлениях с учетом колеба-
ния размеров базовой поверхности, контактных деформаций установоч-
ных баз заготовки и приспособления, точности изготовления и износа
приспособления; .
Д(/ — колебание упругих деформаций системы СПИД иод влиянием неста-
бильности нагрузок (усилий резания, сил инерции н др.),, действующих
в системе переменной жесткости;
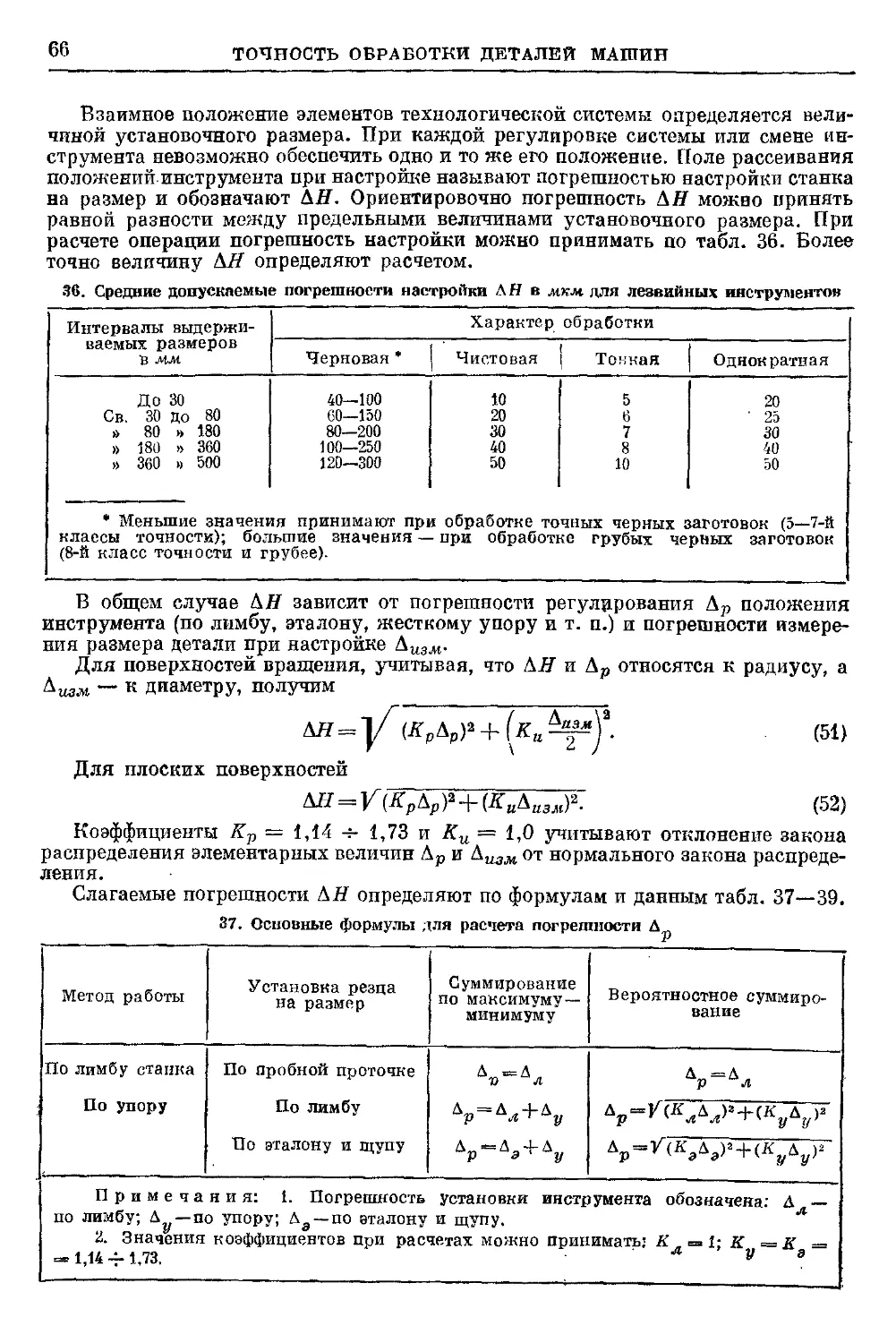
АН — погрешность настройки станка на выдерживаемый размер с учетом точ-
S ностной характеристики применяемого метода настройки;
ли — погрешность от размерного износа режущего инструмента;
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ 21
2Дст — геометрические погрешности станка, влияющие на выдерживаемый па-
раметр; при этом должно быть учтено влияние износа станка в работе;
2ДГ — колебание упругих и контактных деформаций элементов технологиче-
ской системы от нагрева за счет тепла, выделяющегося при резании, от
трения подвижных элементов системы, колебания температуры в цехе.
Кроме указанных причин, на суммарную погрешность обработки могут влиять
остаточные напряжения от предшествующей обработки или специфические для
дайной операции факторы (например, скорость и продолжительность съема ма-
териала при доводочных операциях).
Расчет суммарной погрешности обработки детали по данному параметру со-
стоит из трех этапов. Так как анализ точности с полным учетом всех факторов-
невозможен вследствие очевидной их неисчерпаемости, то на первом этапе прово-
дят схематизацию реальной операции с отбрасыванием всех факторов, которые
не могут заметно повлиять на точность обработки по рассматриваемому пара-
метру. Затем выполняют теоретический анализ операции, в результате которого
устанавливают соотношения для расчета элементарных и суммарной погрешно-
стей. На третьем этапе экспериментально проверяют полученные соотношения.
При схематизации объекта правильный выбор схемы, оправданность решения
вопроса о том, какой фактор существенно или незначительно влияет на результат
операции, — весьма сложный вопрос, связанный и со степенью изученности
проблемы, и с возможностью существующих теорий, и с задачами расчета.
Так, при расчете погрешности базирования обычно пренебрегают отклоне-
ниями формы базовой поверхности заготовок. Такая схематизация часто оправ-
дана, но не для всех операций. Например, при обработке валов, устанавливае-
мых в люнета, погрешности формы базовой поверхности копируются на обрабо-
танном профиле детали, поэтому расчетная схема здесь должна быть иной.
При определении смещений из-за упругих деформаций технологической си-
стемы ограничиваются анализом влияния только постоянной (в пределах одного
оборота) составляющей усилия резания; для объяснения же механизма возник-
новения отклонений формы в поперечном сечении цилиндрической детали,
пространственных погрешностей обработанного профиля п их оценки необходим
анализ системы в динамике.
Расчетные соотношения по точности параметра устанавливают путем сумми-
рования учитываемых факторов. Закон суммирования определяется природой
этих погрешностей.
Так как элементарные погрешности Д{ практически независимы между собой,
то суммарную погрешность обработки Д2 определяют по формулам:
при суммировании по методу максимума — минимума
Д2 * 5J д*; (D
при вероятностном методе суммирования
/I
Д2 = 1/ 21 № Д*>2' B)
где i — индекс элементарной погрешности; п — общее число погрешностей;
К-г — коэффициент относительного рассеивания, характеризующий отношение
воличниы поля рассеивания погрешности при нормальном законе распределения
(для которого Ki = 1,0) к величине действительного поля рассеивания. Для за-
кона равпой вероятности К-г = 1,73, при композиции закопа равной вероятности
и нормального закона Ki = 1,2 ч- 1,5 (К^ = 1,2 при //6а = 1, где I — прираще-
ние размера за счет переменной систематической погрешности; а — среднее
квадратичное отклонение; К^ = 1,5 при 1/6а = 3); для закона Симпсона К$ =
= 1,22; для закона Максвелла Кj = 1,14,
22 ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Более надежное значение Д2 дает вероятностный метод суммирования, ко-
торый в основном и используют при технологических расчетах суммарной по-
грешности обработки деталей.
При расчетах Д2 диаметрального размера цилиндрической поверхности не
учитывают элементарное смещение центра обрабатываемого профиля (Аеу),
возникающее при установке деталей в приспособлении и из-за пространственной
погрешности заготовки:
Д2 = 2 У(КгАуР + (К3Ш)* + (ОДиJ + (Къ ? Acmf + (К, ? bTf. C)
Для линейных размеров, координирующих положение обрабатываемого про-
филя относительно другой поверхности детали, применяют расчетную формулу
Д2 =УШ>гуу + (К^уу+(К3Ш?+(К^и)*+(Къ V, ЛстJ+(ЛГв I Дт)а. D)
При расчетах по формулам C) и D) можно принять ЛГХ = К2 = К3 = 1,0
и Я, = Къ = Ке = 1,73.
Заметим, что при расчетах Д? часто удобнее анализировать не отдельные эле-
ментарные погрешности, а комплексы погрешностей. Например, при установке
деталей на пальцах с зазором вычисляют комплексную погрешность, учитываю-
щую точность базового отверстия и установочного пальца приспособления. Жест-
кость и отжатия узлов токарного станка определяют с учетом деформаций в стыке
центровое отверстие — центр станка и т. п.
В ряде случаев отдельные элементарные погрешности взаимозависимы или
меняются во времени. Так, между рядом погрешностей, рассматриваемых по-
парпо (например, Д3- и Д;), может существовать вероятностная (стохастическая)
связь, характеризуемая коэффициентом корреляции rji. Тогда величину Д2
вычисляют по формуле __.
/п т
y(KiA^+2yKjKlAjAlrn, E)
У S!
зф1
где i — индекс элементарной погрешности; т — число попарно стохастически
связанных параметров.
Таким путем может быть учтено, например, влияние погрешности предше-
ствующего перехода на образование одноименной с нею погрешности на выполня-
емом переходе. Расчет по формуле E) дает более точный результат, чем по фор-
муле C) или D).
Элементарные погрешности, изменяющиеся во времени t, являются случай-
ными функциями времени [например, погрешность, связанная с износом инстру-
мента Ди (t), и т. д.]. Тогда величина
2 К-% (ОД» (t) +2 2 %Э W Ki (О Д.) (О д* (О ГП @- F)
Эта формула позволит учесть влияние отдельного фактора, имеющего для
данного случая существенное значение. Например, может быть достаточно точно
рассчитано изменение диаметрального размера крупногабаритной детали типа
барабана от пзноса резца.
Обычно данных для подробного анализа операций недостаточно, поэтому
ограничиваются упрощенным расчетом по уравнениям A) и B).
Устанавливая различные расчетные соотношения, следует иметь в виду, что
они охватывают только общее в явлениях и не учитывают различных сторон,
свойств, явлений. Поэтому после определения основных расчетных соотношений
в проиаводственной обстановке уточняют полученные результаты, проверяют.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
23
насколько оправданно была схематизирована операция, какова ошибка выпол-
ненного расчета.
Расчетное отклонение формы Оф цилиндрической поверхности определяют для
заданного сечения (поперечного или продольного) как разность величин наиболь-
шего и наименьшего суммарного смещения вершины резца относительно оси
обрабатываемой поверхности B8{Нб> 2sjHiM). При расчетах учитывают не только
рассеивание этих смещений ДBе^нб); Д Bе;ИЛ4), но и средние величины смещений
(S8jHg; 2sjhm), поэтому наибольшее отклонение формы (О.тах) вычисляют по
соотношению
Офтах = Оф + 0,ЬАОф ± ц, G)
где Оф — среднее значение отклонения формы,
ЛО$ — поле рассеивания данной погрешности,
АОф = К /Д2(?8*К(У)+Д»(Е8*КЛ1);
(8)
(г — параметр, учитывающий смещение среднего значения отклонения отно-
сительно середины поля рассеивания.
Некруглость деталей вычисляют с учетом упругих и температурных деформа-
ций системы СПИД и геометрических погрешностей станка. Можно учитывать
dj
Рис. 1
также копирование отклонений базовой поверхности детали (шлифование на
башмаках, обработка детали с использованием люнета), копирование формы ин-
струмента (протягивание, калибрование и другие операции).
При расчете отклонений формы в продольном сечении, кроме указанных фак-
торов, учитывают износ инструмента.
При рассмотренпи вопроса о погрешности, с которой можно выдержать тот
или иной размер, необходимо учитывать суммарную погрешность размера в се-
чениях детали и возникающие при обработке отклонения формы. Так, например,
при обтачивании валы имеют отклонения формы в поперечном (Оф поп) и продоль-
ном (Оф прод) сечениях. Измеряя диаметры вала в двух поперечных сечениях
I—I и II—II, где эти размеры экстремальны (например, для конусных валов —
в крайних сечениях), и фиксируя при этом максимальное и минимальное значе-
ния диаметров, получим расчетную схему, показанную на рис. 1.
Полное колебание размеров
Д2 (с1) = 2(,Офпрод + ОфПОП) + у0,5 (А|_! +Д|_П),
(9)
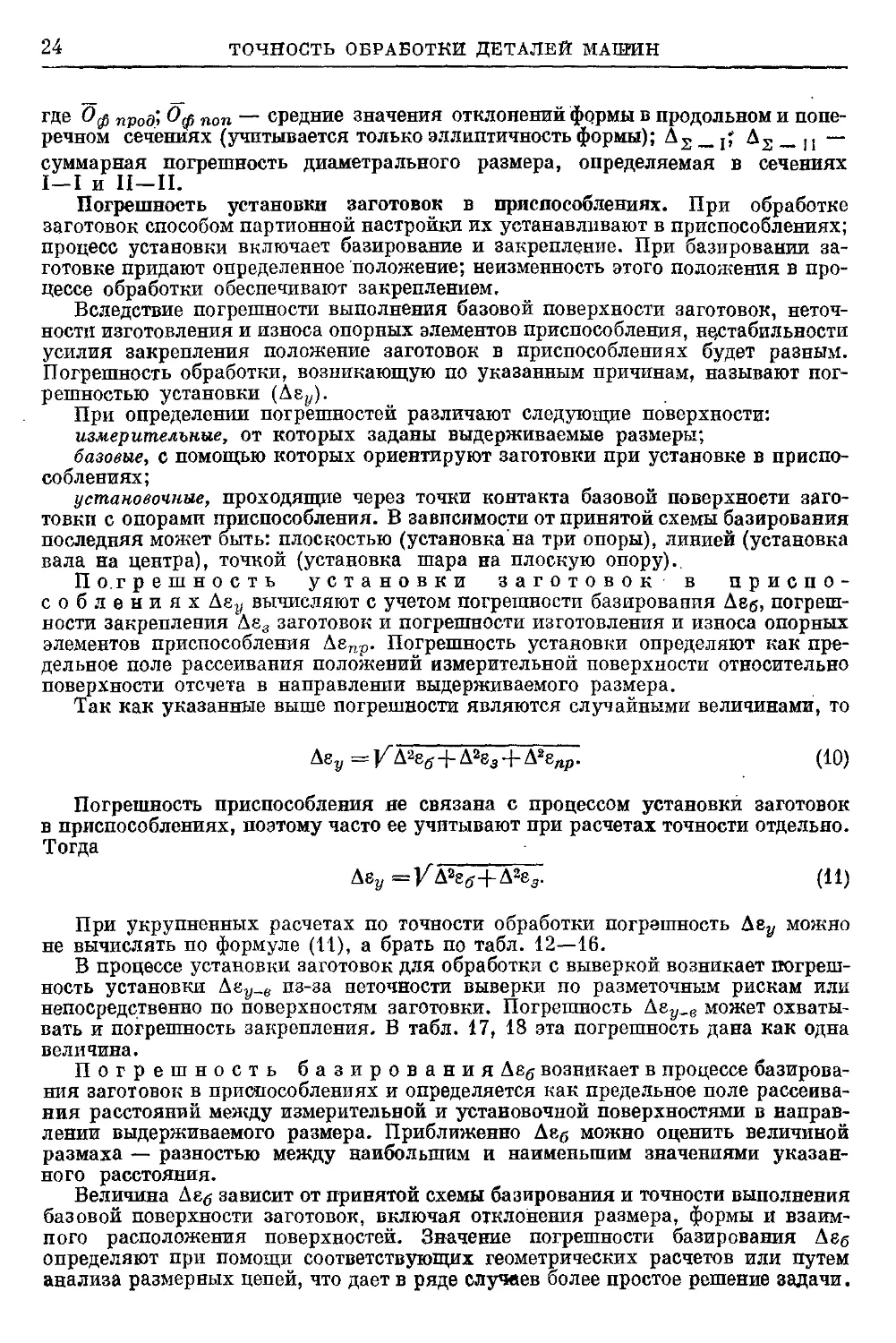
24 ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
где Оф „роб; Оф поп — средние значения отклонений фррмы в продольном и попе-
речном сечениях (учитывается только эллиптичность формы); As _ р Д^ _ ! i ~
суммарная погрешность диаметрального размера, определяемая в сечениях
I—I и II—II.
Погрешность установки заготовок в приспособлениях. При обработке
заготовок способом партионной настройки их устанавливают в приспособлениях;
процесс установки включает базирование и закрепление. При базировании за-
готовке придают определенное положение; неизменность этого положения в про-
цессе обработки обеспечивают закреплением.
Вследствие погрешности выполнения базовой поверхности заготовок, неточ-
ности изготовления и износа опорных элементов приспособления, нестабильности
усилия закрепления положение заготовок в приспособлениях будет разным.
Погрешность обработки, возникающую по указанным причинам, называют пог-
решностью установки (Де^).
При определении погрешностей различают следующие поверхности:
измерительные, от которых заданы выдерживаемые размеры;
базовые, с помощью которых ориентируют заготовки при установке в приспо-
соблениях;
установочные, проходящие через точки контакта базовой поверхности заго-
товки с опорами приспособления. В зависимости от принятой схемы базирования
последняя может быть: плоскостью (установкам три опоры), линией (установка
вала на центра), точкой (установка шара на плоскую опору).
Погрешность установки заготовок в приспо-
соблениях Asy вычисляют с учетом погрешности базирования Двб, погреш-
ности закрепления Дев заготовок и погрешности изготовления и износа опорных
элементов приспособления Аепр. Погрешность установки определяют как пре-
дельное поле рассеивания положений измерительной поверхности относительно
поверхности отсчета в направлении выдерживаемого размера.
Так как указанные выше погрешности являются случайными величинами, то
Аеу =КД^+Д283 + Д28«р. (Ю)
Погрешность приспособления не связана с процессом установки заготовок
в приспособлениях, поэтому часто ее учитывают при расчетах точности отдельно.
Тогда
Аёу =/Д2е5+Д283. (И)
При укрупненных расчетах по точности обработки погрешность Агу можно
не вычислять по формуле A1), а брать по табл. 12—16.
В процессе установки заготовок для обработки с выверкой возникает погреш-
ность установки Дву_е из-за неточности выверки по разметочным рискам или
непосредственно по поверхностям заготовки. Погрешность Агу_в может охваты-
вать и погрешность закрепления. В табл. 17, 18 эта погрешность дана как одна
величина.
Погрешность базирования Авд возникает в процессе базирова-
ния заготовок в приспособлениях и определяется как предельное поле рассеива-
ния расстояний между измерительной и установочной поверхностями в направ-
лении выдерживаемого размера. Приближенно Ae,g можно оценить величиной
размаха — разностью между наибольшим и наименьшим значениями указан-
ного расстояния.
Величина Де^ зависит от принятой схемы базирования и точности выполнения
базовой поверхности заготовок, включая отклонения размера, формы и взаим-
пого расположения поверхностей. Значение погрешности базирования Дбб
определяют при помощи соответствующих геометрических расчетов или путем
анализа размерных цепей, что дает в ряде случаев более простое решение задачи.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
25
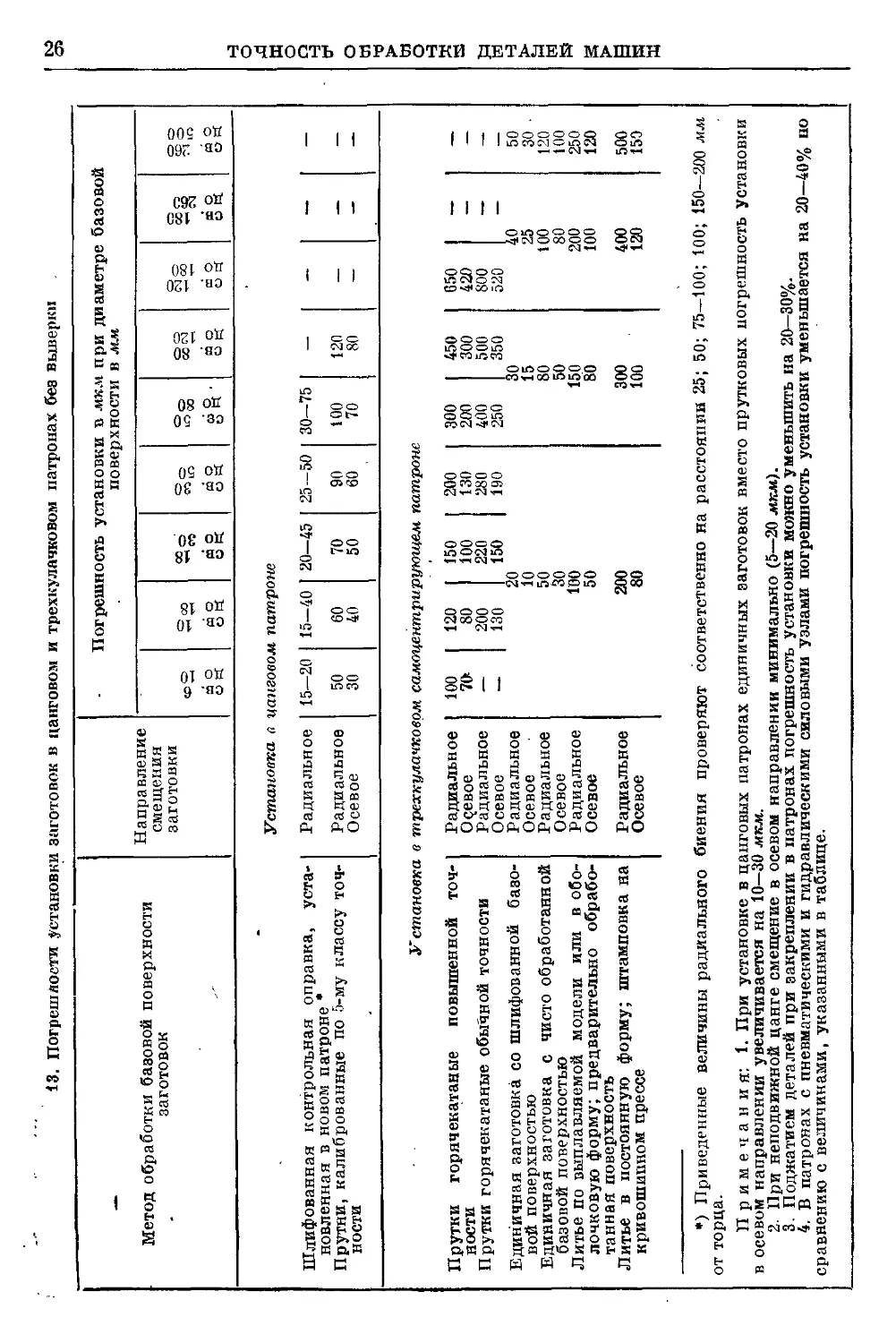
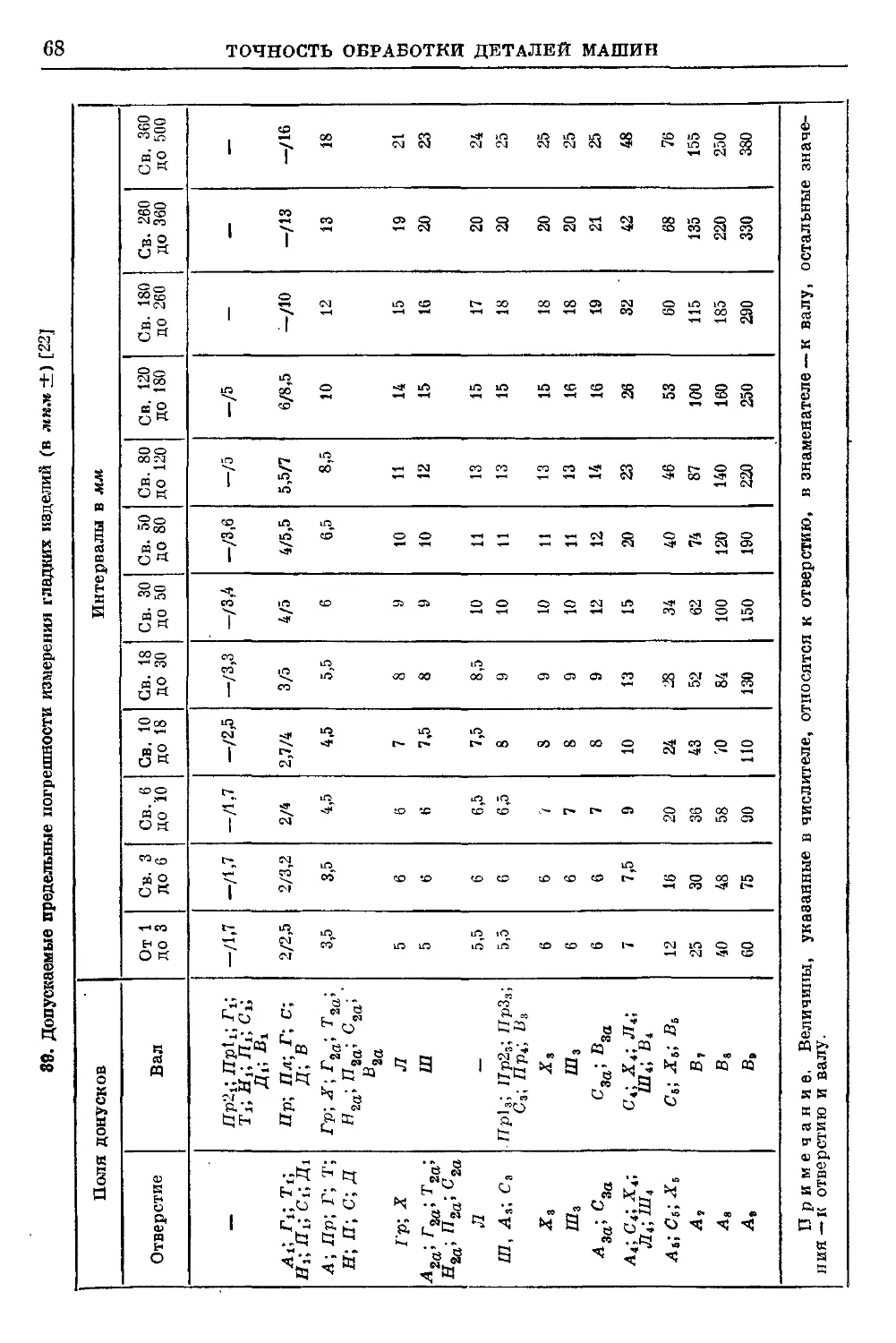
12. Погрешности установки заготовок в патронах и на оправках без
Тип установочного патрона
или оправки
Цанговые оправки при диаметрах
установочной поверхности в мм:
до 50
св. 50 до 200
Трехкулачковые патроны с сырыми
кулачками или разрезными втул-
ками при диаметрах до 12о мм . . .,
Двухкулачковые патроны при диа-
метре детали 200 мм:
Цилиндрические оправки с гайками
(установка на оправку с зазором)
Конусные оправки при отверстии
длиной не менее l,5d
Патроны и оправки с упругими втул-
ками и гидропластмассой:
при I sg 0,5d
при 1 > 3,0d . .........
Патроны и оправки с пластинчатыми
(тарельчатыми) пружинами
Патроны и оправки с упругими втул-
ками и роликами, опирающимися на
тела, имеющие форму гиперболоида
вращения
Мембранные патроны
Патроны и оправки с упругими эле-
ментами гофрированного типа . . .
Класс точности
выполнения
базовой
поверхности
заготовок
2-3
При зазоре
до закрепления
0,02—0,10 мм
4-5
3-4
2
2-3
2-4
2—2а -
2-3
1-2
выверки
Погрешность установки
в мкм для направления
радиального
-
10-35
20—60
10-30
100-200
20—60
В пределах
зазора
30
3-10
10—20
10—20
3—8
3-5
2-5
осевого
20
50
10-120
50—100
15—40
10
Определяется
размерами
деталей
и оправок
_
-
-
Примечании: 1. Применение пневматических и гидравлических силовых
узлов позволяет уменьшить погрешность установки на 20—40%.
2. Погрешности установки заготовок в цанговом и трехкулачковом патронах
см. табл. 13.
3. Обработку с использованием сырых кулачков и втулок применяют при партии
деталей не более 80—120 шт.
IS. Погрешности установки заготовок в цанговом
Метод обработки базовой поверхности
заготовок
Направление
смещения
заготовки
и трехкулачковом патронах без
выверки
Погрешность установки в мпм при диаметре базовой
«о
и о
сз о
о Н
pa о
о н
Установка л цанговом патроне
Шлифованная контрольная оправка, уста-
новленная в новом патроне *
Прутни, калиброванные по 5-му классу точ-
ности
Радиальное
Радиальное
Осевое
15-20
50
30
15-40
60
40
20-45
70
50
поверхности в мм
сз о
о Н
25—50
90
60
Установка в трехкулачковом спмоцентрирующем патрош
Прутки горячекатаные повышенной точ-
ности
Прутки горячекатаные обычной точности
Единичная заготовка со шлифованной базо-
вой поверхностью
Единичная заготовка с чисто обработанной
базовой поверхностью
Литье по выплавляемой модели или в обо-
лочковую форму; предварительно обрабо-
танная поверхность
Литье в постоянную форму; штамповка на
кривошипном прессе
Радиальное
Осевое
Радиальное
t \ щю пи
осевок
Радиальное
Осевое
Радиальное
Осевое
Радиальное
Осевое
Радиальное
Осевое
100
7»
—
120
80
200
1QH
150
100
220
4К{\
20 *""
10
50
30
100
50
200
80
•) Приведенные величины радиального биения проверяют соответственно на
от торца.
200
130
280
1 Qfl
¦ ° .
щ
03 О
§1
ш о
о а
-8
EG О
О Н
О О
¦ * ю
и о
ОН
30—75
100
70
__ ц__#_
120
80
_
—
_
—
_
—
300
200
400
450
300
500
0
15
80
50
150
80
300
100
050 1 -
420 -
800 -
O^V —
40
25
too
80
200
100
400
120
_
-
50
30 •
120
100
250
120
500
150
расстоянии 25; 50; 75—100; 100; 150—200 мм
Примечания: 1. При установке в цанговых патронах единичных заготовок вместо прутковых погрешность установки
в осевом направлении увеличивается на 10—30 мпм.
2. При неподвижной цанге смещение в осевом направлении минимально E—20 ,,
нпм).
3. Поджатием деталей при закреплении в патронах погрешность установки можно уменьшить на 20—30%.
4. В патронах с пневматическими и гидравлическими силовыми узлами погрешность установки уменьшается на 20—40% по
сравнению с величинами, указанными в таблице.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
27
14. Точность патронов (по ГОСТу F54—65) •
Точность самоцентрирующих патронов при креплении шлифованных
оправок и колец
j \-^ G) ГЦарй:
ЕЗ
а.)
&
*О>
Ь)
' Отклонения в мкм
Наружный
диаметр
патрона
в мм
До 130 вкл.
Св. 130
» 200
« 320
» 500
Радиальное биекие
оправки, зажатой в ку-
лачках большими
призмами (а),
для патронов класса
0
-
160
200
250
Н
60
80
100
120
160
п
40
50
60
80
-
В
25
30
40
-
-
А
15
20
25
-
-
кольца, зажатого на-
ружными (б) или вну-
тренними (в) ступенями
кулачков, для патронов
класса
0
—
200
250
320
Н
8-1
100
120
160
200
II
50
60
80
100
-
в
30
40
50
-
-
А
20
25
30
-
-
Торцовое биение
кольца, зажатого
внутренними ступе-
нями кулачков (г),
для патронов
класса
О
—
130
160
200
Н
50
60
80
100
120
П
SO
40
50
60
-
В
20
25
30
-
—
А
10
15
20
-
—
Класс точности патронов обозначеи: для тяжелых (обдирочных) работ— О; уни-
версальных нормальной — Н и повышенной — П точности; для чистовых работ высо-
кой — В и особо высокой — А точности.
Точность патронов с независимым перемещением кулачков и комбинированных
Отклонения в мкм
Наружный диа-
метр патрона
в мм
Отклонение от плоско-
стности торцовой
поверхности патронов
Биение торцовой
опорной 'поверх-
ности патронов
I
Эскиз
Св. 130
в *200
» 320
» 500
15
20
25
32
20
25
30
40
-П
• С 1 - I - 73 ГОСТ 1654—71.
28
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
15. Погрешность установки заготовок на постоянные опоры
Метод обработки
базовой поверхности
заготовок
Погрешность установки в мкм при наибольшем размере
заготовки по нормали к обработанной поверхности в мм
по типам опор
Постоянные опоры
Пластины опорные
Установка в приспособлении с винтовыми илм. эксцентприковъши зажимами
Шлифование 60 70 80 90 100 110 20 30 40 50 60 70
Чисто обработанная,
литье под давлением 70 80 90 100 110 120 30 40 50 60 70 80
Предварительно обрабо-
танная, литье по вы-
плавляемым моделям
или в оболочковые
формы 80 90 100 110 120 130 40 50 60 70 80 90
Литье в постоянную
форму . - 100 НО 120 130 140 55 60 70 80 90 100
Литье в песчаную форму
машинной формовки
по металлическим мо-
делям; штамповка, го-
рячекатаная ваготовка 90 100 125 150 175 200 90 100 НО 120 135 150
60
70
80
—
90
70
80
90
100
100
80
90
100
но
125
90
100
110
120
150
100
110
120
130
175
110
120
130
140
200
20
30
40
55
90
30
40
50
60
100
40
50
60
70
110
50
60
70
80
120
60
70
80
90
135
Установка в приспособлении с пневматическим п-ри-водом
Шлифование
Чисто обработанная,
литье под давлением
Предварительно обрабо-
танная, литье по вы-
плавляемым моделям
или в оболочковые
формы
Литье в постоянную
форму
Литье п песчаную форму
машинной формовки
по металлическим мо-
делям; штамповка, го-
рячекатаная заготовка
35
55
65
—
70
40
60
70
80
90
50
65
75
90
100
55
70
80
100
120
60
80
90
110
140
70
100
110
120
160
15
25
35
50
70
20
30
40
55
80
25
35
50
ВО
90
30
40
55
65
100
40
50
60
70
110
120
16. Погрешность установки, заготовок размером до 60 мм в тисках
Тип тпсков
Винтовые
Эк сцен триковые
Метод установки
На подкладке в свободном состоянии
На подкладке с постукиванием при зажиме . .
С подкладкой
Без подкладки
Смещение
заготовок
в мхм
100—200
50-80
40-100
30-50
Примечание. При соблюдении постоянства вангамной силы иелпчина по-
грешности снижается на 30—50%.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
29
17. Погрешности установки заготовок на станках с выверкой
по цилиндрической поверхности
Способ установки
На центрах и регули-
руемых крестовинах
В четырехкулачковом
патроне и на заднем
центре
В четырехкулачковом
патроне и неподвиж-
ном люнете
В четырехкулачковом
патроне
На угольнике, по раз-
метке
Метод выверки
С двух концов в вертикаль-
ной и горизонтальной
плоскостях и на биение
Со стороны патрона по.вы-
соте и на биение
С двух концов в двух пло-
скостях и на биение
По наружному или внутрен-
нему диаметру и торцу
По диаметру и торцу
Погрешность установки
деталей в мм
мелких
0,5-1,0
0,02—0,04
средних
1,0—1,5
0,03-0,06
крупных
2,0—3,0
0,05—0,08
Примечание. Величины погрешностей, указанные гв числителе, относятся
к выверке иглой по необработанной (ббльшие значения) или грубо обработанной
(меньшие значения) поверхности. В знаменателе приведены [значения погрешностей
выверки с помощью индикатора по поверхности, обработанной чистовым точением.
18. Погрешность установки заготовок на столе станка с выверкой
по плоской поверхности
Метод Еыверки
По разметке иглой
По предварительно обработанной
поверхности индикатором ....
По чисто обработанной поверх-
ности индикатором
Погрешность установки в мм для
размеров поверхности в м
до 1
0,5
0,15
0,05
св. 1 до 3
1
0,2
0,08
св. 3 до 6
2
0,4
0,10
св. 6
3
0,6
0,15
Так, при сверлении по кондуктору отверстий в деталях, установленных на
призме (рис. 2), заданный размер получим из формулы
k-Ш-Ш 1
2 \srna
где D — диаметр базовой поверхности.
Вели обозначить независимые между собой факторы через Х? Хат, Х3:
то в общем случае имеем Y = F (Хх; Х2; Х3; ...; Хп).
Погрешность параметра Y вычисляют по формуле
У ?дад
(КгАХг)\
¦л.%
A2)
A3)
где Ki — коэффициент относительного рассеивания (см. стр. 21); Дл; — поле
рассеивания параметра Xt. Индексы при частных производных (Xi) показывают,
30
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
\\№//Ш%Ш%-
-
что берут значения производных при Xt, равные нх среднему значению Xi
или математическому ожиданию MXj.
Воспользуемся уравнением A3) для расчета погрешности базирования. При-
нимая Н = const, получим
где h.D — поле рассеивания размера D, равное примерно допуску на этот размер
Заметим, что в общем случае погрешность базирования следует определять,
исходя из пространственной скемы расположения детали. Однако такой анализ
весьма сложен. Поэтому в целях упрощения расчетов
(см. рис. 2) ограничиваются рассмотрением смещений
только в одной плескости (плоская схема расчета).
Часто при расчетах Аед учитывают только от-
клонения размеров заготовок, тогда следует при-
нять, что установочная и базовая поверхности
совпадают. Если при этом эти поверхности совпа-
дают и с измерительной, то Две «= 0. Для других
схем базирования погрешность базирования может
быть определена по табл. 19.
Основные принципы базирова-
ния заготовок.
1. При высоких требованиях к точности обра-
ботки для базирования заготовок необходимо выби-
рать такую схему базирования, которая обеспечит
наименьшую погрешность Дев.
2. Для повышения точности деталей и собран-
ных узлов необходимо применять принцип совмеще-
ния баз: совмещать базовую, измерительную и сбо-
рочные поверхности.
3. Целесообразно соблюдать принцип постоян-
ства базы. При перемене баз в ходе технологиче-
ского процесса точность обработки снижается из-за
погрешности взаимного расположения новых и применявшихся ранее базовых
поверхностей.
Для установки заготовок на первой операции технологического процесса
используют необработанные поверхности, так называемые черные базовые по-
верхности. Как правило, эту черную базовую поверхность используют одно-
кратно, на первой установке, так как повторная установка на необработанную
поверхность может привести к значительным погрешностям во взаимном положе-
нии обработанных при этих установках поверхностей. Для заготовок, получен-
ных точными методами лптья и штамповки, это правило не является обязатель-
ным.
Выбранная черная базовая поверхность должна обеспечивать равномерное
распределение припуска при дальнейшей обработке и наиболее точное взаимное
положение обработанных и необработанных поверхностей у готовых деталей.
На первых операциях технологического процесса обрабатывают основные
базовые поверхности (обычно это основные плоскости, отверстия детали). В тех
случаях, когда поверхности детали не удовлетворяют требованиям, предъявляе-
мым к основным базовым поверхностям, и по своим размерам, формам или рас-
положению не могут обеспечить устойчивой и жесткой установки, на детали соз-
дают специальные технологические базовые поверхности, так называемые ис-
кусственные базы: центровые отверстия, платпки, выточки или отверстия.
Условные обозначения опор приведены в табл. 20, а примеры их примене-
ния — в табл. 21, . •
Рис. 2
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
31
19. Погрешность базирования при обработке деталей в приспособлениях
Базирование
Схема >становки
Выдержи-
ваемый
размер
Погрешность базирования
Дгб
По двум
плоскостям:
обработка уступа
По наружной
цилиндрической
поверхности:
в призме при
обработке пло-
скости или паза.
П tg у при а :? 00"
О при а = 80°
бн
я,
н,
в.
11 \ sin а /
при р = а -г 90°
0,56D (l _ J*2i.
" \ sin а
при р = 0 -^ а
0,56д
¦+ 1
0,56о
sin p
sin а
i — допуск на иаруж-
* ный диаметр заго-
товки
Ло наружной
цилиндрической
поверхности:
в призме при
обработке пло-
скости или паза
при Р = 90°
Я,
^Мжсг-1
н2
0,56D
sin a
+ 1
0.56;j
1
sin а
То же, при р = 0°
Н,
О.абд
0,56д
32
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 19
Базирование
Схема установки
Выдержи-
ваемый
размер
Погрешность базирования
в призме
при обработке
плоскости или паза
при 0 = 0°
0,5бо
Я,
я„
бд
То же при
2а = 180°
и зажиме призмой
Я,
Я.
бв
0,56д
Hi
А — 0,56д
То же, но призма
выполнена со
сферическими
опорами
А + 0,5ад
Я»
A=|/(r + 0,5Bmin +
+ 0,5в|,J — 0.5L2 -
- Vr(r + 0,5DmlnJ_0,25L2 ,
где L — расстояние между
центрами опор
В призме при
сверлении отвер-
стий по
кондуктору
О.эбд
к- О
sin a
при ft > 0,5D
0-»6д -^-^- при ft = 0,5D
0,56д
+ 1
sin а
при h < 0,5D
То же, при
2а = 180°
и зажиме призмой
0,56д при любом h
^x^x^www^^
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
33
Продолжение табл. 19
Базирование
Схема установки
Выдержи-
ваемый
размер
Погрешность базирования
10
То же, но при
использовании
самоцентрирующих
призм
о
е — эксцентрицитет оси
отверстий относительно
наружной поверхности
И
По отверстию.
На палец устано-
вочный цилиндри-
ческий (оправку)
с зазором при
обработке пло-
скости или паза
Н,; Я2
0,5бо + 2с + 6j + 62 + 2Д
2е + 6, + б2 + 24
Я4
6, + 62 + 2А
12
То же, но с одно-
сторонним прижа-
тием заготовки
я,; н»
0,5вд + 2е + 0,5б„
Нг
2е + 0,5в, + 0,5б2
Н4
0,5в, + 0,562
13
На палец (оправку)
с натягом или на
разжимную
оправку
Ни Я,
0,5бо + 2е
2е
Н,
14
На палец (оправку)
о зазором. Торец
заготовки ье пер-
пендикулярен оси
базового отверстия
шша
Hi;. H2
0,56д + 2е + бх + 02 +
¦+• 2Д — 21 tg a
15
То же, но с одно-
сторонним прижа-
тием заготовки
Я,; Я2
0,56д + 2е + 0,56- + ( tg a
2 Справочник технолога, том i — 49
34
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 19
Базирование
Схема установки
Выдержи-
ваемый
размер
Погрешность базировании
Д6Я
16
На палец (оправку)
без зазора. Торец
заготовки не пер-
пендикулярен оси
базового отверстия
L,
бг + 2r tg v
17
По центровым
гнездам на жесткий
передний центр
I
is.
,т—
+-
f
и
*L+\
В
W,Lt
_ °'56d
\~ tga
L4
18
То же, но с исаоль-
зованием плаваю-
щего переднего
центра
Lt
W,W,Lt
19
По двум отвер-
стиям: на пальцах
при обработке
верхней поверх-
ности
Л,
2Д + 6, + в2
BД + в„+в2)(^!±1)
Примечании: 1. На схемах 10—16 и 19 обозначено: Н3 — размер от обраба-
тываемой поверхности и до оси наружной поверхности; Н4 — то же, до оси отверстии;
6t — допуск на диаметр отверстия; 6г — допуск на диаметр пальца; Д — минимальный
радиальный зазор посадки заготовки на палец; 6^ — допуск на длину заготовки.
2. Величина погрешности базирования в схемах 11—16 включает погрешность
изготовлении приспособления Деи„-
3. На схеме 17 обозначено: 6^ — допуск на диаметр центрового гнезда; a — поло-
вина угла центрового гнезда; Д — погрешность глубины центрового гнезда (про-
садка центра).
При угле центра 2а = 60° просадку центров Д можно принимать (размеры
в мм):
Наибольший диаметр центро-
вого гнезда в мм
\
1; 2; 2,5
0,11
4; 5; 6
0,14
7,5; 10
0,18
12,5; 15
0,21
20; 30
0,25
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
35
20. Условные обозначения опор и зажимных усилий
Опоры
и зажимные
усилия
Знаки условных
обозначений
длн вида
сбоку
в плане
Опоры
и зажимные
усилия
Знаки условных
обозначений
Основные одиночные
опоры:
регулируемые
Дополнительные
опоры подводимые
и подвижные
Сблокированные
двойные подводимые
и подвижные опоры
Зажимные усилия
одиночные
Сблокированные
зажимные усилии
двойные
.Л.
I
п
•о-
¦о-
If
Условные обозначения баз •
и зажимных усилий
Центры гладкие
и рифленые
Центр плавающий
Центр вращающийся
Центр обратный
Поводок (хомутик)
или поводковый
патрон
Подвижный люнет
Неподвижный люнет
Двух-, трех- и
четырехкулачковые
и цанговые патроны
Магнитные плиты
Разметка
IEZ1
* Цифры обозначают необходимое количество опор.
При неоднократном базировании заготовок происходит износ, смятие базовых
поверхностей заготовок. Смещения заготовки, связанные 'с этим явлением,
учитывают при вычислении погрешности установки Аеу.
Погрешность закрепления Де3 возникает в процессе закреп-
ления заготовок в приспособлениях в связи с колебанием величины контактных
деформаций стыка заготовка — опоры приспособления. Погрешность закрепле-
ния — это предельное поле рассеивания положений установочной поверхности
относительно поверхности отсчета в направлении выдерживаемого размера.
Упругие деформации детали из-за сил закрепления учитывают при расчете
особо или в связи с малой величиной ими пренебрегают.
Величину смещений из-за контактных деформаций стыка заготовка — опоры
приспособления вычисляют по эмпирическим зависимостям вида
г3 = CQ" cos a,
A5)
где С — коэффициент, характеризующий условия контакта, материал и твер-
дость базовой поверхности заготовок; Q — сила, действующая на опору; а —
угол между направлением выдерживаемого размера и направлением наиболь-
шего смещения.
2*
36
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
21. Примеры применения условных обозначений технологических
баз* и зажимных усилий
Эскиз установки
Схема условного
обозначении
Эскиз установки
Схема условного
обозначения
На центрах (с жестким передним и вра-
щающимся задним) с подвижным люнетом
и с поводком
На консольной оправке с закреплением
гайкой, с базированием по торцу
На центрах, с плавающим центром.
в поводковом патроне
с неподвижным люнетом
1 «¦
тег у
I
На разжимной консольной оправке,
с базированием по отверстию
\-
U
ре
И?
^////шш.
.
1
т
-шшшш
У//////////Ш
'.^?-
Ш///////////,
На центрах, с рифленым
и вращающимся центрами
На разжимной консольной оправке,
с базированием по торцу
В трехкулачковом самоцентрирующем
патроне, с базированием по наружному
диаметру, без упора в торец
ш
На шлицевой оправке, на центрах,
с бавированием по отверстию
№
>Д/-4
i
^
В трехкулачковом патроне, в разжим,
с базированием по торцу
На жесткой конусной консольной
оправке, с бавированием по отверстию
3
мЛ
'W///M
У//////////.
Цифры обозначают число базовых точек.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
37
Продолжение табл. 21
Эскиз установки
Схема условного
обозначения
Эскиз установки
Схема условного
обозначения
На жесткой консольной оправке,
с базированием по торцу
%
т
ш
На жесткой оправке,
о креплением по торцу
ш
На оправке, в разжим,
с базированием по отверстию
щщ&>
В приспособлении с роликами,
. с базированием но впадине зуба
?2?
шм
ш
§
„Jr.
Протягивание с бавированием
ао отверстию, со сферической опорой
Протягивание с базированием
по торцу, с жесткой опорой
1
ш
^ж
машинных тисках
7х ^s.
38
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 21
Эскиз установки
Схема условного
обозначении
В призматических тисках
Г±
<-2 О2
Крепление в призмах
^ !
5h*
Крепление в призмах (фрезерование двух бобышек)
3-
i 1- M
I
! i
--O--
Эскиз установки
Схема условного
обозначения
Эскиз установки
Схема условного
обозначения
Крепление з накладном кондукторе
А-А Эксцентрик
Крепление в кондукторе
на поворотном столе
<bf
Деталь
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
39
Продолжение табл. Л
Эскиз установки
Схема условного обозначения
Крепление в кондукторе на поворотном столе
Погрешность закрепления Де3 согласно формулам A3) и A5):
A6)
где С и Q — средние значения параметров; ДС и Д<? — предельное рассеивание
значений С и Q.
Учитывая при расчетах только колебания значений твердости (ЬНВ) и шеро-
ховатости (ДДг) базовой поверхности заготовок, получим
ЬС=У(?нврНВР-1АНВJ + (КВх ARJ*.
A7)
Коэффициенты Кнв и KR и показатель степени р определяют, по данным
табл. 22, как коэффициенты при соответствующих величинах.
Погрешность приспособлений Депрвозникает в результате
неточности изготовления приспособления и его износа при эксплуатации.
Погрешность изготовления приспособления зависит в основном от точности
изготовления деталей приспособления. В общем случае эта погрешность не
должна превышать 1/3—1/ю доли допуска на соответствующий обрабатываемый
размер детали. Основные размеры и точность изготовления установояных деталей
приспособлений приведены в табл. 23—28.
При эксплуатации приспособлений происходит износ установочных элементов,
элементов для установки и направления режущего инструмента.
Рассмотрим методику расчета погрешностей, зависящих от износа установоч-
ных элементов приспособлений [21],
Характеристикой износа установочных элементов служит износостойкость
С, под которой понимают количество установок N, вызывающих износ опоры на
1 мкм, т. е..
С=?, A8)
где и — износ опоры за N установок.
40
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
22. Соотношения для расчета контактных деформаций (в мнм) стыка
заготовка — опора приспособлении
Установка на опоры постоянный и пластины опорные:
83 = [(Чяг+"нвЯВ) + с']^
Тип опоры
Эскиз
Мате-
риал
заго-
товки
Значение коэффициентов и пока-
зателей степени в формуле для е
1НВ
с,
Опора со сфе-
рической голов-
кой по ГОСТу
13441—68
Сталь
Чугун
—0,003
-0,008
0,67 +
6,23
2,70 + ^
03
0,6
Опора с насе-
ченной головкой
по ГОСТу
13442-68
Сталь
Чугун
—0,004
—0,0008
0,38 + 0,00340
1,76 — 0,03.0
0,6
Опора с плоской
головкой
по ГОСТу
13440-68
Пластины опор-
ные по ГОСТу
4743—68»
Сталь
0,004
—0,0016
0,40 + 0.012F
0,7
Чугун
0,016
—0,0045
0,776 + 0,053F
0,6
0,6
Установка на призму:
'Q_\n
. 2(
Призма с углом
2а = 90
0,005
15
0,086 +
8,4
0,7
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
41
Продолжение табл. 22
Установка ааготовки из стали 45 на центры при давлении
а месте контакта не более 800 кГ/см':
Эскиз стыка
Направле-
ние
смещения
Значения коэффициента С при диаметре
центрового гнезда в мм
2,5 4
7,5 10 12,5 15 20 30
Радиальное
Осевое
15,7
12,1
11,8
8,6
5,8
4,1
3,8
2,9
2,9
2,2
2,1
1,6
1,0
0,8
0,7
0,55
Обозначения: НВ — твердость материала заготовки по Бринеллю; Q — сила,
действующая по нормали к опоре вкГ; F—площадь контакта опоры с заготовкой
в см1; I — длина образующей, по которой происходит контакт в см; Rz — шероховатость
поверхности заготовки в мкм; Р — составляющая усилия, для направления которой
определяют смещение.
23. Опоры постоянные
Размеры в мм
С плоской головкой
по ГОСТу 13440—68
А
BJU
--:-к
Со сферической голов-
кой по ГОСТу
13441-68
С насеченной голов-
кой по ГОСТу
13442—68
н
D
5
в
8
d
3
4
6
Н
3; 5
4; 6
4; 6; 8
D
10
12
d
6
8
Н
6—10
6—16
D
16
20
d
10
12
И
8-20
10—32
D
25
32
40
d
16
20
25
Н
12— 40
16—50
20—60
Примечания: 1. Размеры Н выбирают из следующего ряда: 3, 4, 5, 6, 8, 10,
12, 16, 20, 25, 32, 40, 50, 60.
2. Для опор по ГОСТу 13440—68 неперпеядикулнрность опорного торца А относи-
тельно поверхности d не более 0,01 мм; предельное отклонение равмера Н —по С.
3. Для опор по ГОСТам 13441—68 и 13442—68 предельное отклонение размера Н
ПО Сд.
4. Опоры по ГОСТу 13442—68 изготовляют D = 10 -г 40 мм.
42
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
24. Пластины опорные (по ГОСТу 4743—68*)
Размеры в мм
, . 1 *0 1
1 А/ А ,
ш | ¦¦—1 >. -т. 1 Г-
Т 7-" Т
н
5
6
8
10
П
Я по
ние в
L
25; 32
32; 40
40; 60
60; 100
В
10
12
14
16
Н
12
16
20
25
L
80; 120
100; 160
120; 180
140; 220
> и м е ч а и и е. Предельное отклонение
С; при изготовлении с припуском под
сборе или в комплекте (,„',)•
В
20
25
32
40
размера
шлифова-
25. Втулки для фиксаторов и установочных пальпев
Размеры в мм
По ГОСТу 12214—66
(с буртом)
J
2,5
4
10
12
10
1,6
10
12
16
16
16
18
22
22
12
14
14
18
Примечании: 1. Радиальное биение поверхно-
сти d относительно поверхности D не должно превы-
шать величин, указанных в табл. 4 для IV степени
точности по ГОСТу 10356—63.
2. Торцовое биение опорного торца относительно
поверхности d не должно превышать величин, указан-
ных в табл. 3 длн V стецени точности по ГОСТу
10356—63.
3. Предельное отклонение размера d по А, размера
D по Яр.
Расчет величины С ведут в порядке, указанном в табл. 29. В табл. 30—33 и
на рис. 3—6 приведены расчетные данные. При известной величине Сф можно
определить погрешность обработки, связанную с износом установочных элемен-
тов (для этого необходимо задаться количеством установок N), и оценить допу-
стимое по износу количество установок, а следовательно, установить периодич-
ность замены опорных злементов. В этом случае необходимо предварительно
вычислить допустимую величину износа этих элементов щоп.
Погрешности обработки, возникающие за счет смещения (отжатия) эле-
ментов системы СПИД под действием усилий резания. Действующие в упругой
системе СПИД силы резания смещают элементы системы из исходного (нена-
груженного) состояния; возникающие при этом силы упругости стремятся вер-
нуть систему в исходное состояние.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
43
26. Пальцы установочные
Размеры в мм
Цилиндрические постоян-
ные по ГОСТу 12209—86
J) Для ?>20мм
Цилиндрические сменные
по ГОСТу 12211—6t>
" Для В> 20мм
Срезные постоянные
по ГОСТу 12210—6(i
D
» ^ t5° для е>гок»
Срезные сменные
по ГОСТу 12212—66
/5° Для D > 20им
;|
м
d
2,5
4
6
8
10
12
16
16
16
20
25
32
L
10
14
18
22
28
32
40
45
40
45
55
70
1
4
6
8
10
12
16
18
20
22
25
28
36
С
0.5
0.0
2
о
о
4
5
6
Lc
9
12
16
20
25
28
36
40
36
40
50
60
'с
3
4
6
8
10
12
14
16
18
20
22
28
14
18
24
30
34
44
50
52
50
56
66
80
'о,
3
4
6
8
10
12
16
16
16
18
25
30
От
Св.
»
»
»
»
»
»
»
»
»
»
1,6
2,5
4
6
8
10
12
16
20
25
32
40
ДО 2,5
»
»
»
»
»
»
»
»
»
»
»
4
6
8
10
12
16
20
25
32
40
50
13
16
22
28
32
40
46
48
46
50
60
72
Примечания: 1. Радиальное биение поверхности d относительно поверхно-
сти D не должно превышать величин, указанных в табл. 4 для IV степени точности
по ГОСТу 10356—63.
2. Торцовое биение опорного торца относительна поверхности а не должно превы-
шать величин, указанных в табл. 3 для V степени точности по ГОСТу 10356—(>3.
3. Предельные отклонении размера В по Д или Xs, размера d пальцев постоян-
ных по Пр, сменных — по С.
44
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
27. Призмы
Размеры в мм
Подвижные по
ГОСТу 12193—66*
Исполнение /
Установочные по
ГОСТу 12194-66
Исполнение I
Неподвижные по
ГОСТу 12196—66
Исполнение I
Ж
Опорные по ГОСТу 12195—66
90°
в
С боковым креплением
по ГОСТу 12197—66
6-6
Г д0о
От 3 до 5
Св. 5 » 10
» 10 » 15
» 15 » 20
» 20 » 25
» 25 » 35
» 35 » 45
» 45 » 60
» 60 » 80
» 80 » 100
» 100 » 150
В
10/16
12/20
16/25
16*25
20/32
20/40
25/40
25/50
32/55
-/70
25/-
32/10
40/12
45/16
50/20
55/25
60/32
70/38
80/45
100/50
-/70
10/-
16/32
20/38
25/48
32/55
40/70
50/85
60/100
80/120
100/140
—/190
W
± 0,006
± 0,008
± 0,010
± 0,012
+ 0,016
Обозначения: D — диаметр зажимаемой де-
тали; W—предельное смещение плоскости симметрии
призматической выемки относительно боковых
поверхностей размера В (только для призм подвиж-
ных и установочных).
Примечания. 1. Размеры, указанные в чис-
лителе, относятся к призмам подвижным, устано-
вочным и неподвижным; в знаменателе — к призмам
опорным и с боковым креплением.
2. Неперпендикулярность поверхностей Г и К
к поверхности Д не более 0,05 мм на длине 100 мм.
3. Призмы неподвижные выполняют для разме-
ров D ^> 5 мм.
4. Отклонение размера L, при измерении от
контрольного вала — по С.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
45
28. Колодки направляющие (по ГОСТу 12198—66)
Размеры в мм
Б-6
В
10
16
20
25
32
Bi
32
40
50
60
70
Я
16
18
20
25
28
Я,
10
12
16
16
В
40
50
60
80
100
В,
80
90
100
125
150
Я,
Примечания: 1. Предельные отклонения
размера В по А, размера Я, по А3.
2. Неперпендикулярность поверхностей Г и Д
к поверхности ? не более 0,05 jtut на длине 100 мм.
Смещение элемента технологической системы в направлении выдерживаемого
размера (эту величину называют отжатием и обозначают через у) и сила упру-
гости находятся в определенном соотношении. В простейшем случае линейно-
деформируемой системы способность системы или элемента сопротивляться при-
ложенной статической нагрузке характеризует жесткость / данной системы или
элемента (в кГ/мм или кГ/мкм):
iJi> A9)
где Ру — составляющая усилия резания, направленная перпендикулярно
к обработанной поверхности, совпадающая с направлением выдерживаемого раз-
мера.
Упругие свойства сложных технологических систем, состоящих из несколь-
ких деталей, обычно невозможно оценить одним числом, так как между силой
упругости и отжатием существует нелинейная зависимость, которую называют
упругой характеристикой.
Смещение элемента системы иногда оценивают угловым, перемещением в ра-
дианах.
В технологических расчетах часто пользуются величиной податливости
(в мкм/кГ)
— y-f. B0)
Податливость — это отжатие, вызываемое силой, равной единице.
Жесткость, или упругую характеристику элементов системы СПИД, опреде-
ляют расчетом (для простых деталей) и экспериментально (для сложных узлов)
при статическом нагружении системы. Жесткость узла зависит от направления
и точки приложения силы. Поэтому исследования узла проводят в условиях,
наиболее полно моделирующих реальные условия последующей обработки.
В частности, к узлу прикладывают не только радиальную Ру, но и вертикальную
Pz и осевую Рх составляющие усилия резания, назначают определенный вылет
резца, положение пиноли задней бабки. Отжатия передней и задней бабок то-
карного станка определяют, включая отжатия центра и стыка центр — центровое
гнездо детали. Полученная характеристику позволяет оценить качество изготов-
ления и сборки данного узла. При высокой точности изготовления ветви харак-
теристики располагаются ближе одна к другой, чем при низкой точности изго-
товления.
46
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
29. Порядок расчета износостойкости С и С .. установочных
Последо-
ватель-
ность
расчета
1
2
3
4
5
6
7
8
Содержание расчета
Выбрать твердость рабочих поверхностей уста-
новочных элементов
Определить критерий износостойкости nt
с учетом материала заготовки и установоч-
Вычислить усилие, действующее на установоч-
ный элемент, с учетом усилия резания,
закрепления, веса заготовки и т. п
Определить поминальную площадь касания
опорного элемента F с учетом размеров,
формы установочных элементов
Вычислить критерий нагрушения опорного
элемента 17 2 • • •
Для найденных значений П,, и Пг по графикам
износостойкости определить величину изно-
состойкости С
Определить поправочные коэффициенты:
общий коэффициент
, коэффициент, учитывающий время неподвиж-
ного контакта заготовки с опорами (tM— ма-
шинное время обработки)
коэффициент, учитывающий влияние длины
пути скольжения L по опорам в момент уста-
новки до упора
коэффициент, учитывающий условия обра-
ботки
Вычислить значение фактической износостой-
алементов приспособлении
Опреде-
ляемая
величина
HV
Л,
Р
Р
я2
С
к
Kt
Ку
Сф
Формула или
таблица для
определения
искомой вели-
чины
Табл. 30
Табл. 31
По норматив-
ным материалам
для данной схе-
мы базирования
заготовки
Табл. 32
Рис. 3—6
К = KtKLKy
Kf s» 0,79^
См. примечание
Табл. 33
г с
сф-~к
Примечание. Коэффициент К^ принимают:
KL 1,0 1,25 1,51
L в мм 0—25 25—100 100
30. Рекомендации но назначению твердости опорных элементов приспособлений
Твердость опор
BRC
45-55
55—60
60—65
HV
470—615
615—717
717—830
Область применения
Для неответственных приспособлений при обработке дета-
лей по 3—5-му классам. Серийное производство
Для приспособлений, применяемых при обработке деталей
по 2—3-му классам точности. При установке по черной
поверхности заготовки
Для ответственных приспособлений при обработке деталей
по 1—2-му классам точности. Массовое и крупносерийное
производство
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
47
1700
1600
1500
/too
1300
1200
1100
г ооо
900
гоо
700
600
500
ш
300
\
V
\
SOP
^s
^N^
Л=о,<а
5S
дм-
'¦от
1,01
,1,07
J,B3
0,97
1,00
Пг'0,91
10 20 30 40 50 60 Пг-10-ь
Рис. 3
С
1000
900
800-
700
600
500
т
300
гоо
10 20 30 W 50 60 70 П2-!0~
Рис. 4
\
s
\
\
\
U
Ж
<^
Л
"л
1
*~—i
Obf
0,82
0,80
0,9b
0,97
Г, 00
5
С
иео
поо
1200
1100
1000
900
800
700
600
МО
too
10
15 20 25 30 35 ПгЮ~
Рис. 5
I
\
\\
\
\
\
~^
—-^
===
^==
—~.
^=
=0,44
0 Ь5
0fi7
0.80
0,82
_J,86
w
0,97
i,oo-
1,01
1,03-
= 1,07
8 12 16
Рис. 6
20 НП2-11Г-
48
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
31. Значения критерии износостойкости Л,
Материал
заготовки
Чугун
Сталь:
без закалки ....
закаленная
Значения критерии износостойкости П, при материале
опорных элементов
Сталь 20
(цементация,
закалка)
1,0
1,03
1,07
Сталь 40Х
(закалка)
0,94
0,97
1,01
Сталь
У10А
(закалка)
0,80
0,82
0,86
Сталь 45
(хромированная
поверхность)
0,44
0,45
0,47
Твердый
сплав
ВК8
0,09
0,10
0,12
Примечание. За исходную износостойкость опорных элементов принята
износостойкость опорных элементов из стали 20 с цементацией и закалкой при уста-
новке заготовок из чугуна (критерий износостойкости ffj= 1); для остальных случаев
критерий износостойкости определен по отношению к исходному.
32. Номинальная площадь касания F в мм2 опорных элементов с поверхностью заготовки
Опоры постоянные
со сферической головкой
Номи-
нальный
диаметр
опоры
6
12
16
20
25
30
40
Материал заго-
товки
Сталь
1,76
2,78
3,36
3,90
4,52
5,18
6,27
Чугун
1,31
2.06
2 50
2,90
3,35
3,76
4,56
Призмы опорные
Диаметр
устанав-
ливаемых
валов
в мм
10—15
15-20
20—25
25—35
35—45
45—60
60—80
80—100
Материал заго-
товки
Сталь
7,9
11,6
15,0
21,2
28,5
36,1
48,5
61,0
Чугун
4,0
6,0
7,1
11,0
14,8
18,7
25,2
31,6
Пластины опорные
Габариты
BXL
в мм
16x60
16x90
20x80
20x120
25x100
25x150
30X120
30x180
Глад-
кие
640
960
1066
1600
1680
2500
2400
3600
С косым
срезом
480
720
800
1200
1250
1875
1800
2700
Примечания: 1. Таблица составлена для усилии прижима заготовки к опоре
1000 кГ. При другом значении усилия Р площадь касания для опор постоянных
со сферической головкой и с одной гранью опорной призмы F — 0,01 \Г'Р Ртадл.
2. Для пластин опорных значение F не зависит от усилия прижима.
3. Величину F для опор постоянных с плоской головкой определяют по фактиче-
ской площади рабочей поверхности опоры.
33. Значения поправочного коэффициента Ку
Материал
ваготовки
Чугун
Сталь:
без закалки
закаленная
Методы обработки
Точение, фрезерование, сверление, бев охлаждения
Шлифование без охлаждении
Точение, фрезерование, сверление:
с охлаждением
без охлаждения
Шлифование с охлаждением
Ку
1,12
1,58
0,94
1,0
1,32
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ 49
Для упрощения технологических расчетов по точности обработки получен-
ную характеристику обычно заменяют линейной.
Величины статической податливости узлов и суммарной податливости токар-
ных станков даны в ГОСТе 7895—56. Значения податливости других станков
даны в табл. 34.
Величины / и w, упругие характеристики системы определяют свойства стати-
чески нагруженной, не работающей системы. Их обычно используют при ориен-
тировочных расчетах по точности обработки. В этом случае колебание отжатий-
системы приближенно определяют по формуле
Д2/ = 2/max ~ 2/mln = wmaxPymax ~ wminPy mln> B1)
где г»тах, ">т-т — наибольшая и наименьшая податливость системы; Р тах,.
Р min — максимальное и минимальное значения составляющей усилия резания,.
совпадающей с направлением выдерживаемого размера.
В последние годы разработаны основы расчета деформаций системы СПИД
в динамике. Ниже дано краткое описание основных динамических показателей.
Принимают, что в процессе обработки цилиндрической поверхности детали
на элемент системы СПИД действует сила резания Р с радиальной составляющей?
Pv = PVn + Pyo*to«>T, B2)
где Руп — средняя («постоянная») величина радиальной составляющей усилия'
резания; Руо — амплитуда возмущающей силы; со — угловая скорость, частота;
Т — время.
Будем считать, что упругая характеристика системы линейна. Тогда при рас-
чете отжатия элемента можно воспользоваться принципом суперпозиции (неза-
висимости действия сил); представим отжатие как сумму двух величин
у{Ру)=у{РУп)+Уо, B3)'
где у (Руп) — перемещение элемента системы под действием «постоянной» со-
ставляющей РуП; заметим, что это перемещение определяют на работающем станке
под нагрузкой; уо — смещение системы за счет действия гармонической силы
Руо sin (о У.
По аналогии со статической жесткостью / способность системы сопротив-
ляться приложенной постоянной составляющей усилия резания Руп характери-
зуется квазистатической жесткостью
1кст=--Пр Г> B4)-
Отношение гармонической силы Руо sin со Г к вызываемому ею динамическому
перемещению уо называют динамической жесткостью
Руо sin аТ
/<3ки = " • B5)':
Уо
Заметим, что величины /, jKcm и /SuH не равны.
Проанализируем влияние гармонической составляющей силы Руо sin соГ
на точность обработки.
Уравнение вынужденных колебаний, вызванных указанной силой, запишется
так:
ту"о+}«стУо + Я = РуойтаТ, B6).
где ту — сила инерции; т — приведенная масса системы; R — сумма различ-
ных неупругих сопротивлений.
50
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
34. Податливость узлов металлообрабатывающих станков
Автоматы токарные многошпиндельные прутковые гориаонтальные
(по ГОСТу 43—65)
Наибольший диаметр обра-'
батываемой детали в мм
Наибольшая разность по-
датливосгей шпинделя —
суппорта любого и 1-й по-
Наиболыпая податливость
шпинделя — суппорта в
мкм/кГ
16
0,166
0,417
20
0,133
0,400
25
0,160
0,373
32
0,126
0,358
40
0,167
0,333
50
0,133
0,320
65
0,147
0,295
80
0,119
0,288
100
0,133
0,267
125
0,105
0,253
1. Величины податливости относятся к нагрушению станков класса Н силой, на-
правленной под углом 60° к поперечной подаче.
2. Станки класса П нагружают силой, в 1,25 раза меньшей, чем станки класса Н,
перемещение при этом меньше в 1,6 раза (податливость 0,78 табличного значения).
3. Податливость цанги не учтена (нагрушение на оправку, закрепленную в шпин-
деле).
4. Величины податливости не относятся к отрезному суппорту.
5. Для суппортов, работающих на «отрыв», податливость шпинделя — суппорта
увеличивается в 1,8 раза.
6. Испытания производят при определенном длн каждого размера автомата рас-
стоянии от торца шпинделя до точки приложения силы.
Автоматы токарно-револьверные (по ГОСТу 11578—65)
Наибольший диаметр обрабатываемого
прутка в мм
Наибольшая податливость системы шпин-
дель — поперечный суппорт в мкм/кГ *
Наибольшая податливость системы шпин-
дель—револьверная головка в мкм/кГ**
12
3,200
3,143
2,714
2,600
25
2,250
2,283
40
1,964
2,000
* Нагрушение проводят силой, направленной под углом 60° к поперечной по-
** Проекция силы на горизонтальную плоскость составляет угол а = 30" с на-
правлением поперечной подачи и угол р = 30" с направлением этой силы.
даче.
Станки токарио-револьеерные (по ГОСТу 17—70)
Наибольший
диаметр обра-
батываемого
прутка в мм
при зажимной и подаю-
щей трубах
при переднем зажиме. .
12
18
25
32
40
50
65
100
125
160
200
Наибольшая податливость системы шпин-
дель — поперечный суппорт в мкм/кГ *
0,55
0,46
0,39
0,30
0,28
Наибольшая податливость системы шпин-
дель — револьверная головка в мкм/кГ"
0,88
0,70
0,57
0,45
0,39
0,33
0,29
• Нагрушение проводят силой, направленной под углом 60° к поперечной подаче.
•* Нагружение проводит силой, направленной под углом 30° к поперечной по-
даче и 60° к горизонтальной плоскости.
Данные таблицы относятся к станкам класса точности Н. Для ставков класса
точности П нагружение проводят силой, в 1,25 раза меньшей, смещение узлов при
этом меньше в 1,6 раза (податливость 0,78 табличного значения).
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
51
Продолжение табл. 34
Станки-полуавтоматы токарные многорезцовые и копировальные горизонтальные
(по ГОСТу 14755—69)
Наибольший диаметр устанавливаемой детали в мм
320
400
500
Наиболь-
шая
податли-
вость
в мкм/кГ
продольного суппорта — шпинделя ....
0,533
0,500
0,500
продольного суппорта — пиноли задней
бабки
0,667
0,640
0,625
поперечного суппорта — шпинделя
1,067
1,000
1,000
1. Нагружение системы проводят силой, направленной под углом 60° к попереч-
ной подаче.
2. Данные таблицы относятся к станкам класса Н. Для станков класса П нагру-
женве проводят силой, в 1,25 раза меньшей, смещение узлов при этом меньше в 1,6 раза
(податливость 0,78 табличного значении).
Полуавтоматы токарные многошпиндельные патронные горизонтальные
(по ГОСТу 14756—69)
Наибольший диаметр патрона в мм . . .
Наибольшая разность податливости пер-
вого поперечного суппорта и произволь-
ного шпинделя станка в мкм/кГ . . . .
Наибольшая податливость системы попе-
речный суппорт — оправка со шпинде-
лем наименьшей жесткости в мкм/кГ . .
130
0,160
0,480
160
0,168
0,442
200
0,169
0,424
250
0,160
0,400
1. Нагрушение системы проводят силой, направленной под углом 60° к направле-
нию поперечной шодачи.
2. Величины податливости относятся к станкам класса Н, для станков класса
точности П испытании проводит при нагрушении силой, в 1,25 раза меньшей, чем для
станков класса Н, величины перемещений при этом меньше в 1,6 раза (податливость
0,78 табличного значении).
Станки токарно-карусельные (по ГОСТу 44—56»)
Наибольший диаметр обрабатываемой
детали в мм
Наибольшая высота обрабатываемой
детали в мм
Наибольшая радиальная податливость
планшайбы — резцедержавки верх-
него суппорта в мкм/кГ
800
800
0,82
1000
800
0,77
1250
1000
0,73
1600
1000
0,69
2000
1250
0,65
2500
1600
0,62
3200
Св. 1600
до 2000
0,58
Наибольший диаметр обрабатываемой
детали в мм
Наибольшая высота обрабатываемой
детали в мм
Наибольшая радиальная податливость
планшайбы — резцедержавки верх-
него суппорта в мкм/кГ
4000
Св. 2000
до 2500
0,54
5000
Св. 2500
до 3200
0,51
6300
Св. 3200
до 4000
0,49
8000
Св. 4000
до 5000
0,46
10 000
Св. 5000
0,44
1. Угол между проекцией силы на горизонтальную плоскость и радиусом а = 60°;
угол между направлением силы и ее проекцией на горизонтальную плоскость |3 = 30°.
2. Испытания проводят при определенных расстояниях от рабочей поверхности
планшайбы и от кромок суппортов до точки приложения сипы.
52
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 34
Станки долбежные (по ГОСТу 26—67)
Наибольшая длина хода долбяка
в мм
Наибольшая податливость системы
долбяк — стоп в мкм/кГ
100
1,352
200
0,896
320
0,717
500
0,640
700
0,566
1000
0,500
1400
0,447
1. Величины податливости относятся к нагружению системы силой, направленной
под углом 30° к вертикали.
2. Испытания проводят при определенных расстояниях от плоскости стола, от
нижнего конца направляющих долбяка, от нижней опорной поверхности резцедер-
жавки до точки приложения силы.
Станки поперечно-строгальные (по ГОСТу 16—59*)
Наибольший ход ползуна в мм
Наибольшая податливость системы ползун—стол
в вертикальном направления в мкм/кГ
Наибольшая податливость системы ползун—стол
в направлении горизонтальной подачи стола
в мкм/кГ
200
2,00
3,46
320
1,59
2,74
500
1,26
2,19
700
1,00
1,85
1000
0,90
1,52
1. Угол между проекцией силы на горизонтальную плоскость и направлением
горизонтальной подачи стола а = 60°; угол между направлением силы и ее проекцией
на горизонтальную плоскость р = 30°.
2. Испытания проводят при определенном вылете оправки и соблюдении рас-
стояний от опорной поверхности резцедержателя до станины и от рабочей поверхности
стола до точки приложения силы.
Станки продольно-строгальные .двухстоечные (по ГОСТу 35—5ч*)
Наибольшая ширина обрабатывае-
мой детали в мм
Наибольшая податливость системы
стол — суппорт в вертикальном
направлении^ мкм/кГ
Наибольшая податливость системы
стол — суппорт в направлении
горизонтальной подачи в мкм/кГ
630
0,26
0,77
800
0,26
0,74
1000
0,24
0,69
1250
0,23
0,64
1600
0,21
0,61
2000
0,20
0,59
2500
0,19
0,54
1. Угол между проекцией силы на горизонтальную плоскость и направлением го-
ризонтальной подачи стола а = 60°; угол между направлением силы и ее проекцией
на горизонтальную плоскость р = 30°.
2. Для одностоечных станков наибольшая податливость увеличивается на 15% по
сравнению с двухстоечными.
3. Испытания проводят при определенных расстояниях от_рабочей поверхности
стола в от нижней кромки суппорта до точки приложения силы.
Станки фрезерные консольные (по ГОСТу 13—54')
Ширина стола станка В в мм
Наибольшая податливость системы шпиндель —
стол в мкм/кГ
200
1,293
250
1,077
320
0,862
400
0,673
500
0,541
1. Угол между проекцией силы на горизонтальную плоскость и направлением
продольной подачи стола а = 40°; угол между направлением силы и ее проекцией на
горизонтальную плоскость Р = 30°.
2. Испытания проводят при определенных условиях нагружения системы а
контроля перемещений узлов.
¦ С 1-1-73 ГОСТ 16-71.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
53
Продолжение табл. 34
Станки вертикально-сверлильные (по ГОСТу 370—67)
Наибольший диаметр сверления в мм
Наибольшая удельная неперпендику-
лярность оси нагруженного шпин-
деля к рабочей поверхности стола
в продольной плоскости на плече
100 мм в мкм/кГ
Наибольшая осевая податливость си-
стемы шпиндель — стол в мкль/кГ . .
18
0,444
@,361)
1,33
A,11)
25
0,266
@,226)
1,20
A,00)
35
0,160
@,133)
1,04
@,90)
50
0,100
1,00
75
0,062
0,94
1. Величины податливости относятся к нагружению системы силой, направленной
по оси шпинделя.
2 Числа в скобках относятся к станкам класса П, остальные к станкам класса Н.
Станки радиально-сверлильные класса точности Н (по ГОСТу 98—71)
Наибольший диаметр сверления в мм . .
Наибольшая осевая податливость системы
сверлильная головка — фундаментная
плита в мкм/кГ
25
1,875г
35
1,200г
50
0,75 Or
75
0,469г
100
0,300г
Величины податливости относятся к нагружению системы силой, направленной по
оси шпинделя; рукав установлен в среднее положение по высоте, сверлильная головка
передвинута от колонны на 2/з наибольшего перемещения.
г—расстояние между осями колонны и шпинделя в м.
Станки круглошлифоеальные бесцентровые (по ГОСТу 13510—68)
Наибольший диаметр устанавливаемой детали
в мм
Наибольшая податливость системы шпинделей
шлифовального и ведущего кругов в мкм/кГ
1,333
25
1,111
80
0,600
160
0,444
320
0,263
Нагружение системы проводят силой, направленной через центры кругов.
Станки круелошлифовалвные (по ГОСТу 11654—65) *
Наибольший диаметр устанавливаемой
детали в мм
100
140
200
280
400
560
800
Наибольшая
податливость
системы шпин-
дель шлифо-
вальной бабки —
шпиндель перед-
ней бабки (или
ниноль задней
бабки)
Станки с поворотной
шлифовальной и перед-
ней бабками
0,160
0,200
0,257
0,325
0,444
0,545
Станки с неповоротными
бабками
0,300
0,371
0,444
0,545
0,692
0,880
1,111
Величины податливости относятся к станкам класса П. Для станков классов В и А
нагружение проводят силой, в 1,25 и в 1,6 раза меньше, чем для станков класса П;
перемещения при этом меньше в 1,6 и 2,5 раза (податливость соответственно 0,78 и 0,64
табличных значений).
• С Ы-74 ГОСТ 11654—72.
54
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 34
Станки плоскошлифовальные с крестовым столом и еориво^тигльным
шпинделем (по ГОСТу 273—67)
Наибольшая ширина устанавливаемой детали
До 125
Св. 125 до 200
Св. 200
Наибольшая податливость системы стол —
шпиндель в мкм/кГ для станков класса
точности
1,702
1,330
1,064
1,064
0,831
0,638
Нагружение проводят силой, направленной под углом 20° к вертикали.
Станки, плоскошлифовальные с круглым магнитным столом и вертикальным
шпинделем повышенной точности (по ГОСТу 10600—63)
Диаметр магнитного стола в мм
Наибольшая угловая податливость системы план-
шайба круга — стол в мкм/кГ на 100 мм длины . .
Наибольшая податливость системы планшайба — стол
в мкм/кГ
400
0,280
0,320
800
0,167
0,333
1600
0,100
0,340
Станки продольно-шлифовальные
Наибольшая ширина обрабатывае-
мой детали в мм
320
400
500
630
800
1000
1250
А. Станки с горизонтальным шпинделем
Наибольшая податливость системы
стол — шпиндель в мкм/пГ ....
1,191
@,665)
1,001
@,602)
0.851
@,532)
0.709
@,448)
0,624
0,502
0,420
Б. Станки двухсменные с вертикальным шпинделем
Наибольшая угловая податливость
системы планшайба круга — стол
в мкм/кГ
Наибольшая вертикальная подат-
ливость системы планшайба кру-
га — стол в мкм/кГ
-
-
-
-
0,255
0,624
0,140
0,502
0,090
0,420
1. Нагрушение станков с горизонтальным шпинделем проводят силой, направленной
под углом 20° к вертикали, для других станков — по нормали к плоскости стола.
2. Числа в скобках относятся к станкам класса А, остальные—к станкам класса П.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ 55
При упрощенном описании сил R их можно учесть как вязкое сопротивление:
в=ЕУ'о, B7)
где К — коэффициент пропорциональности.
Тогда получим
yo = asin((uT—7); B8)
«-, Pv° ^-Л0""'.; B9)
У (hem — тесо2J + (tftoJ /„cm—mo2' ^
'«•.=с—-~»4aj^^i«»T, pi)
где а — амплитуда колебания; у — фазовый угол, определяющий «запаздыва-
ние» колебаний.
Динамическим коэффициентом называют величину
р=;Г~~/ 1к-т(й*т*ъ ¦ C2)
Уокст 1кст mw
эдесь
р
J/o кет =7 • C3)
/кет
Имея данные по приведенным параметрам, можно установить соотношения
для расчета элементарных погрешностей размера, формы и пространственного
расположения обрабатываемой поверхности, возникающих из-за нестабильности
жесткости системы СПИД и усилии резания.
Смещение системы под действием «постоянной» составляющей усилия Руп
У(Руп) = и>кстРуп, C4)
где wKcrn — квазистатическая податливость системы.
Радиальная составляющая усилия резания приближенно может быть опре-
делена по эмпирической формуле
Руп = сСРу, C5)
где tn — средняя глубина резания в рассматриваемом поперечном сечении;
С, хр — величины, учитывающие условия обработки.
Рассеивание величины у (Руп) установим по уравнениям C4) и C5), восполь-
зовавшись формулой A3):
— *р - Г1Щ /xpvAtA2 Kf
A» iPVn) = С tnXpVwKcml/ [ + Л— + f _, , C6)
f \c I \ tn j \wKCm I
'здесь AC, Atn, Дшкст — рассеивание параметров; С, tn, wKcm — средние значе-
ния параметров.
Заметим, что податливость шкст, входящую в расчетную формулу, опреде-
ляют для данного расчетного поперечного сечения; рассеивание параметра Ашкст
учитывает колебания параметра wKcm разных станков одного типа.
Некруглость обработанной поверхности
°^onf=2a«=2VAc^=2«S«, C7)
8десь индекс к означает, что амплитуда ак, амплитуда гармонической составляю-
щей усилия Руо_к, глубина резания <о_к определяются только некруглостью ис-
ходной поверхности.
5Р> ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Так как *0_к = 0,5 Оф поП |_lt то получим
Офпопг = ^СФ^фпот-л)ХРУ «WH, C8)
откуда
~дфпоПг = 2С {0,ЬО0noni_-fPv »кст$,; C9)
юфят1=офпоя1л/ U. + -^— + -=— + U . D0)
V \с I \ офпоп1_г I \wKcm) \ц/
Обозначим смещение геометрического центра поверхности относительно
поверхности отсчета через гр, тогда аналогично C7) имеем
[АС
\с
н
1 '
\ wKcm
h
(д,у
u •
D1)
D2)
Отклонение формы в продольном сечении Оф Прод зависит от нестабильности
усилия резания при обработке и податливости системы в разных сечениях по
длине (обозначим эти сечения индексами I и II):
Офпрод1 = (™кст-\—™кст-и) Рут D3)
где ю_ ,, w п — податливости системы наибольшая и наименьшая по длине
обрабатываемой поверхности;
тогда Офпрод1 = (шкст_1 — п>Кст-ц)Руп = Ьи>кстРуп; ' D4)
bO0npodi = Офпрод1 1/ __ = _ + _JL_ . D5)
К (»Kcm-I — wKcm~ll) X Pyn I
Неизвестные динамические параметры системы определяют методом производ-
ственного исследования жесткости. Эксперимент проводят при той же угловой
скорости со, что и основную операцию. Прикладывают к системе силу Ру = Руп +
+ Ру0 sin wT. Изменяют отжатие у {Руп) w у (Ру0) = а и угол «запаздывания»
колеОаний у. Вычисляют квазистатическую податливость системы
У (Руп)
HV
„ Руп
и динамический коэффициент
^РупУ(Руо)
Руо У (Руп) '
При проектных расчетах и отсутствии данных по динамическим параметрам
приближенно принимают wKcm «= w (здесь w — статическая податливость),
A=1,0-г 2,0.
При упрощенных расчетах вместо квадратичного [см. формулы D0), D2),
D5)] применяют алгебраическое суммирование погрешностей:
ЬОфпоп^Офпоп1 _ +^р,.-=^ Н— Н— ; D6>
\С У 0^noni_i WKCm Ц I
№ Aspij Дшкст Д(х'
——rxpv — г -^ г- —
С у Spui wKcm [*
Дбр5=«8р4(_-)-Жру_А- + -^ + — |; D7)
ЬОфпродг^Офпрод^—^; = \-— J. D8)
">кст-\ — wKCm-U Руп I
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ 57
Погрешности обработки, возникающие вследствие геометрических неточ-
ностей станка. Отклонения размеров, форм и пространственного положения
обработанных поверхностей от заданного возникают также вследствие геоме-
трических неточностей ста гка.
Так, при точении консольно закрепленной заготовки в результате отклонения
от параллельности оси шпинделя направляющим станины в горизонтальной пло-
скости получаем конусность 2 Оф прод:
Г 7
где Оф прод — отклонение формы обработанной поверхности в продольном сече-
нии в мм; Ст — допускаемое отклонение от параллельности оси шпинделя на-
цравляющим станины в плоскости выдерживаемого размера на длине L в мм;
1т — длина обработанной поверхности в мм.
При обработке плоских поверхностей на вертикально-фрезерных станках
вследствие непараллельности рабочей поверхности стола его продольным на-
правляющим возникает непараллельность обработанной и установочной поверх-
ностей:
М=^, E0)
где &h — приращение высоты обработанной поверхности; Сф — непараллель-
ность рабочей поверхности стола его продольным направляющим на длине L
в мм; 1ф — длина обработанной поверхности в мм.
Отклонение от перпендикулярности оси шпинделя вертикально-фрезерного
станка к поверхности стола в продольном направлении вызовет при обработке
плоскости вогнутость в сечении, перпендикулярном к направлению подачи.
Оба указанных отклонения создают погрешности формы обработанной по-
верхности и, следовательно, погрешность выдерживаемого размера; указанные
погрешности при односторонней обработке создают также пространственные от-
клонения относительно базовых и торцовых поверхностей обработанной заго-
товки.
Наиболее точно расчет ожидаемых погрешностей можно выполнить на основе
экспериментально полученных данных.
Учитывая, что в станкостроении принято назначать характеристики точности
при изготовлении новых станков не более 0,7 от соответствующих величин по
ГОСТам на нормы точности, то при проектных расчетах ожидаемую погрешность
можно вычислять исходя из норм точности по ГОСТам.
При работе станка под нагрузкой влияние его геометрических погрешностей
может частично компенсироваться.
Например, расчет вогнутости плоской поверхности при обработке на верти-
кально-фрезерном станке дает завышенный результат, так как эта погрешность
компенсируется отжатием фрезерной головки и изменением угла наклона шпин-
деля в процессе фрезерования.
Основные данные по погрешностям обрабатываемых поверхностей для раз-
личных станков приведены в табл. 35. Эти данные получены при чистовой обра-
ботке деталей и учитывают не только геометрические погрешности станков, но
и смещение узлов станка под действием сил резания.
Погрешности обработки, возникающие вследствие погрешности настройки
станка на размер. Под настройкой станка на размер понимают согласованную
установку режущего инструмента, рабочих элементов станка и установочных
элементов приспособления в положение, которое с учетом явлений, происходя-
щих в процессе обработки, обеспечивает получение выдерживаемого размера
с заданным допуском на изготовление.
58
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
85. Погрешности размеров, формы и взаимного расположении поверхностей деталей,
получаемые после чистовой обработки на металлорежущих станках
Токарные автоматы, полуавтоматы и станки. Токарно-карусельные станки
Станки
ГОСТ
ч
а Н
ев.
Допускаемые отклонения
S |
ti
о о
о a
ц
sg
Is
Погрешность
формы детали
в продольном
сечешш
Неплоскост-
ность торцов
детали (допу-
скается толь-
ко в сторону
вогнутости)
откло-
нение
в мкм
на
длине
в мм
Автоматы одно-
шпиндельные
продольного
точении
8831—70
До 6
Св. 6
ДО 12
Св. 12
''max
Автоматы токар-
ные многошпин-
дельные прутко-
вые горизон-
тальные класса
Н
43—65
До 32
Св. 32
до 65
Св. 65
до 125
120
200
80
120
200
L=>2d
12
20.
30
То же, клас-
са П
43—65
До 32
Св. 32
до 65
Св. 65
до 125
50
80
120
120
30
= 2d
12
20
Автоматы одно-
шпиндельные
револьверные
79—41
До 20
Св. 20
На дли-
не хода
револь-
верного
суппорта
10
10
Полуавтоматы
токарные много-
шпиндельные
патронные вер-
тикальные
6820—54
До 250
Св. 250
до 400
Св. 400
до 630
Св. 630
до 800
80
100
120
160
150
100
25
30
40
50
20
25
30
40
На
диа-
метре
обра-
ботки
Полуавтоматы
токарные
многошииндель-
ные патронные
горизонтальные
6810—70
До 160
Св. 160
до 250
80
100
75
100
20
25
20
25
На
диа-
метре
обра-
ботки
Станки токарные
многорезцовые и
многорезцовые
горизонтальные
полуавтомати-
ческие*
16472—70
До 200
Св. 200
до 320
Св. 320
100
150
300
10
12
16
16
20
25
На наи-
большем
диаметре
детали,
устанав-
ливаемой
над суп-
портом
Станки токар-
ные общего наз-
начения, РМЦ
до 20 000 мм
42-56
До 400
» 800
» 1000
» 3200
100
300
10
15
20
30
15
20
25
30
200
300
400
500
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
59
Продолжение табл. 35
Станки
ГОСТ
а-я
Hs
* S
я м
S3
Допускаемые отклонении
Ц О
Погрешность
формы детали
в продольном
сечении
я?
§1
II
s.sg
С S a
Неплоскост-
ность торцов
детали (допу-
скается толь-
ко в сторону
вогнутости)
откло-
нение
в мкм
на
длине
в мм
Станки токар-
ные общего наз-
начении, РМЦ
до 20 000 мм
До 3200
50
300
30
42—56
40
50
60
600
700
800
До 6300
40
70
80
900
1000
Станки токар-
ные повышенной
точности (пре-
цизионные)
1969—43
До 500
10
300
10
200
Станки токарно-
карусельные
44-56
До 1600
2000—2500
3200—4000
5000—6300
8000—10000
Св. 10000
На дли-
не об-
разца
15
20
25
30
40
50
50
60
80
100
120
160
На
диаметр
образ-
ца
• При обработке на станках класса точности П допускаемые отклонения равны
0,6 от указанных в таблице.
Значения, приведенные для токарно-карусельных станков, относятся к закреп-
лению резца в верхнем суппорте, для бокового суппорта погрешность равна 25—30 мкм.
Испытания проводит при определенном для каждого станка диаметре заготовки,
обрабатываемом материале и определенных условиях закрепления резцов.
На станках по ГОСТу 16472—70 заготовки устанавливают в центрах и патронах,
а на станках по ГОСТам 42—56, 1969—43 и 44—56 * — в патроне.
Станки токарно-ре.вольверпые патронные и прутковые с вертикальной
и горизонтальной осями вращения револьверной золовки (по ГОСТу 17—70)
Наибольший диаметр
обработки в мм
Допускаемые отклонения в мкм
прутка
детали
над станиной
Погрешность формы
в продольном сече-
нии (конусность,
Оочкообразность
и т. д.) на длине
обработки h0
Погрешность
формы в по-
перечном
сечении
(овальность)
До 12
Св. 12 до 32
» 32 » 80
» 80 » 200
До 200
Св. 200 до 320
» 320 » 500
» 500 » 800
12(8)
16A0)
20 A2)
25 A6)
8( 5)
10 ( 6)
12(8)
16 A0)
Заготовки определенных размеров устанавливают в патроне или в цанге. Длина
обработки ft0 равна трем диаметрам образца, но не более 300 мм. Отверстия подвер-
гают развертыванию или чистовому растачиванию.
Значения отклонений вне скобок относятся к стайкам класса точности Н, в скоб-
ках - класса точности П.
60
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 35
Станки бесцентрово-токарные
(по ГОСТу 9252—59)
Станки коордипатно-расточные
Наибольший диаметр
обрабатываемого
изделии в мм
До 80
Св. 80 до 160
» 160 » 250
Св. 250
Погрешность
диаметров
валиков в мкм
100
120
150
200
Условия обработки D^ =s> Dmax.
Автоматы сверлильно-отрезные
многошпипдельные
(по ГОСТу 1085—41)
Наибольший
диаметр
обрабаты-
ваемой дета-
ли в мм
До 36
Св. 36
Погрешность длины валиков
в мкм при длине отрезки
в мм
До 50
100
150
Св. 50
до 100
200
300
Св. 100
300
500
Ширина рабо-
чей поверхности
стола в мм
До 200
Св. 200 до 400
» 400 » 630
» 630 » 1000
» 1000 » 1400
Допускаемые откло-
нении в мкм
Точность
расстоя-
ний меж-
ду обра-
ботанны-
ми отвер-
стиями
10
12
Погреш-
ность фор-
мы детали
в попереч-
ном сече-
нии
Условия обработки: расстояние
между осями соседних отверстий не
менее 0,1 продольного и 0,5 попереч-
ного хода стола; глубина отверстий не
менее 2d.
Станки протяжные общего назначения (по ГОСТу 5404—54)
Типы станков
Тяговое усилие
в тс
Неперпендикулярность
оси отверстия к торцовой
плоскости
Отклонения
в мкм
на длине
в мм
Длина
обработки
в мм,
не менее
Горизонтальные
От 0,63 до 5
Св. 5 » 40
» 40 » 160
60
80
100
200
20
40
Вертикальные для внут-
реннего протягивания
От 0,63 до 5
Св. 5 » 40
» 40 » 160
40
60
200
20
40
80
Вертикальные для наруж-
ного протягивании
От 0,63 до 5
Св. 5 » 40
» 40 » 160
30
40
50
300
Станки горизонтально-расточные (по ГОСТу 2110—57)
Диаметр расточного
шпинделя в мм
нормального
усиленного
Допускаемые отклонения в мкм
Неперпенди-
кулярность
оси отверстия
к торцовой
плоскости
на длине
300 мм
Погрешность формы обра-
ботанной поверхности
в направлении
продольном
поперечном
Н еплоск о стность
обработанных
торцов детали
(допускается
только вогну-
тость) на длине
300 мм
От 50 до 90
Св. 90 » 160
Св. 160
От 65 до 110
Св. 110 » 200
Св. 200
30
20
30
40
25
30
40
20
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
6!
Продолжение табл. 35
Станки отделочно-расточные (алмазно-расточные) горизонтальные
(по ГОСТу 11576-65)
Диаметр растачивае-
мого отверстия в мкм
Постоянство диаметра в мкм для любого сечения деталей,
обработанных на станках классов
П
До 32
» 65
» 125
» 250
10
2
2,5
3
4
Размеры образца: диаметр d з= 0,5d , Z, = 0,5d, где d — наибольший диаметр рас-
точки.
Станки отделочно-расточные (алмазно-расточные) вертикальные (по ГОСТу 594—67)
Наиболь-
ший диа-
метр рас-
тачивае-
мого от-
верстии
I) ММ
Допускаемые отклонения
формы (диаметра)
обработанного отверстия
в мкм в направлении
продольном
поперечном
Длина раста-
чиваемого
отверстии
или расстоя-
ние между
отверстиями
в мм
Допускаемые отклонения в мкм
Неперпендикуляр-
'ность осей обрабо-
танных отверстий
базовой поверхности
основании
Расстояния
между осями
обработан-
ных отвер-
стий ¦
До 65
» 125
Св. 125
8
10
12
До 200
Св. 200 до 320
Св. 320
12
16
20
25
28
32
Для станков с отсчетным устройством на столе станка.
Станки шлифовалъпо-притирочные (хонинзовальные) и притирочные вертикальные
(по ГОСТу 2041—69')
Наибольший
диаметр
обрабатывае-
мого отвер-
стия в мм
Постоянство диаметра
в мкм в сечении
поперечном продольном
Наибольший
диаметр
обрабатывае-
мого отвер-
стии в мм
Постоннство диаметра
в мкм в сечении
поперечном продольном
До 32
Св. 32 до 50
» 50 » 80
» 80 »125
2,5 A,6)
3 B)
4 B 5)
5C)
4 B,5)
5C)
6D)
8E)
Св. 125 до 200
» 200 » 320
» 320 «> 500
» 500 » 800
10
12
10
12
16
20
Примечании: 1. Значения отклонений вне скобок относятсн к станкам
класса точности Н, в скобках — класса точности П.
2. Обрабатывают втулки из чугуна или закаленной стали с отверстием диа-
метром d Э; 0,5D и длиной ? = 1,6?>, где В — наибольший диаметр обрабатываемого
отверстия.
3. Для исходных заготовок погрешности отверстий грубее значений, указанных
в таблице, для станков класса Н в 4 раза, класса П — в 2,э раза не более.
€2
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 35
Станки долбежные, строгальные, фрезерные
Станки
Станки долбежные,
ход долбяка в мм:
до 200
св. 200 до 500
» 500 » 1000
» 1000
Станки поперечно-
строгальные с наи-
большей длиной
хода ползуна в
мм\
до 250
Св. 250 до 500
» 500 » 1000
Станки продольно-
строгальные
Станки продольно-
фрезерные общего
назначения, одно-
шпиндельные с
вертикальной и
горизонтальной
головками
Стайки фрезерные
консольные
Станки фрезерные
вертикальные (с
крестовым столом)
ГОСТ
26—67
16—59*
(с 1-1-73
ГОСТ
16-71)
35-54*
97—58
13—54*
9726—61
* Бблыпие величины
Неплоскост-
{иость обра-
ботанных
поверхностей
Откло-
нение
в мкм
16
25
32
50
10—20 «
20—30 •
30—40 •
20
30
20
40
15
20
25
30
40
на
длине
в мм
На
длине
об-
разца
На
длине
об-
разца
1000
1000
150
300
До 250
Св. 250
» 400
» 630
» 1000
Неперпенди-
кулнрность
обработанной
боковой по-
верхности
к верхней (или
основанию)
Откло-
нение
в мкм
16
25
32
50
—
20**
30* •
40
60
20
20
на
длине
в мм
На
длине
об-
разца
300
500
300
500
150
300
Непараллель-
ность верх-
ней обрабо-
танной
поверхности
к основанию
Откло-
нение
в мкм
20
30
40
20
30
40
50
60
70
20
30
40
50
60
80
20
40
15
20
25
30
40
на
?длине
в мм
На
длине
об-
разца
До 1000
»> 2000
» 3000
» 4000
» 6000
» 8000
До 1000
» 2000
» 3000
» 4000
» 6000
» 8000
150
300
¦ До 250
Св. 250
» 400
» 630
» 1000
Непарал-
лельность
боковых
обработанных
поверхностей
между собой
Откло-
нение
в мкм
30
40
70
20
—
на
длине
в мм
На
длине
об-
разца
1000
относятся к боковой поверхности, меньшие — к верхней.
*• Величины, измеряемые на
гания до 2 м, на длине 500
мм — к
1лине 300 мм, относятся к станкам с шириной стро-
станкам
с шириной строгания
волей 2
м.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
6?
Продолжение табл. 35
Станки фрезерные вертикальные повышенной точности
(по ГОСТу 155-41)
Допускаемые отклонения в мкм
Неплоскостност*
обработанных
поверхностей
на длине 300 мм
Непрямолинейность
и непараллельность
стенок паза, обрабо-
танных в два прохода
концевой фрезой
Ф 30 мм на длине
300 мм
Непараллельность
верхней обработан-
ной" поверхности
основанию на длине
300 мм
Неперпендикуляр-
ность отверстия
основанию
на длине 300 мм
15
20
15
10
Станки фрезерные горизонтальные и универсальные повышенной точности
(по ГОСТу 154—41)
Допускаемые отклонения в мкм
Неплоскостность и неперпендикулярность
основанию боковой поверхности на длине
300 мм и торцовой поверхности на длине
150 мм
Неперпекдикулярность основанию
боковых поверхностей и непараллель-
ность их на длине 300 мм
20+10 на следующие 300 мм
15
Боковую поверхность обрабатывают торцовой насадной фрезой 60x60 или 60x40;
торцовую поверхность — периферией торцовой фрезы; верхнюю — цилиндрической
фрезой.
Станки круглошлифовальные (по ГОСТу 11654—65) '
Наибольший
диаметр устанав-
ливаемой детали
в мм
Погрешность формы (диаметра)
в продольном направлении
Неплоскостность торцовой
поверхности (выпуклость_
не допускается) при d — 0,75-D
Допускаемые отклонения в мкм
СВ.
>»
»
До
100
200
400
100
ДО
»
200
400
800
5
8
И
16
3,5
5
7
10
Отклонения диаметра в поперечном сечении должны составлять 40% указанных
отклонений в продольном.
Испытания производят на образцах й>-=-Х> и L = D — все станки при установке
о
на центрах или йэ=-т-2) и L = -у D—станки с поворотными бабками при установке
в патроне (здесь d и L — диаметр и длина обрабатываемой детали; D — наибольший
диаметр обрабатываемой детали).
* С I -1 -74 ГОСТ 11654—72.
<64
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Продолжение табл. S3
Станки круглошлифовальные бесцентровые
Наиболь-
ший диа-
метр ус-
танавли-
ваемой
детали
в мм
6
25
S
ей я
со Я
К 5
п
в
А
п
в
А
Допустимые отклоне-
ния в мкм
Некруг-
лость
1,2
0,8
0,5
1,6
1,0
0,6
Погрешность
формы
(диаметра)
в продоль-
ном сечении
2,0
1,2
0,8
2,5
1,6
1,0
При испытании применяют образцы d
Наиболь-
ший диа-
метр ус-
танавли-
ваемой
детали
и мм
80
J60
320
V 3 ¦ 2
Я ^ 200 мм) или L == 200 мм (при Н > 200 мм)] где Я -
и длина обрабатываемой детали; Dmax — наибольший
Точность формы детали, обработанной
некруглость 0,5 мкм; диаметр в продольном
иа станке
сечении 0,7
(по ГОСТу 13510—68)
I
о
и
V
g§
К о
П
В
А
П
В
п
в
Допустимые отклоне-
ния в мкм
Некруг-
лость
2,0
1,2
0,8
2,5
1,6
3,0
2,0
Погрешность
формы
(диаметра)
в
продоль-
ном сечении
3,0
2,0
1,2
4,0
2,5
5,0
3,0
j-Dmax, длиной Ь = 0,75Я (при
- высота круга; d и L-
-диаметр
циаметр обрабатываемой детали.
мод. ЗД180 (по ГОСТу
мкм.
5.359—70):
Станки внутри-шлифовальные горизонтальные (по ГОСТу 25—65)
Наибольший
диаметр шлифуе-
мого отверстия
в мм
До 200
Св. 200 до 400
» 400 » 800
» 800
Класс
точно-
сти
станка
П
В
А
П
В
А
П
П
Допускаемые отклонения в мкм
Погрешность формы
(диаметра) обработан-
ной поверхности
в направлении
продольном
6
4
2,5
8
5
3
10
12
поперечном
2,5
1,5
1,0
3
2
1,5
4
5
Образец с размером наружной поверхности D0S:
Некруг-
лоеть об-
работан-
ного от-
верстия
1,0
0,6
—
1,6
1,0
—
—
Неплос-
костность
торцовой
поверхно-
сти
5
3
2
6
4
2,5
8
10
Неперпен-
дикуляр-
ность тор-
цовой по-
верхности
отверстия
8
5
3
10
6
4
12
15
1,25<2иб, отверстие dome= 0,5dHg ,
длиной L = Lk6<200 mm закреплен в патроне. dHg и Lh6 — наибольшие
и длина обрабатываемых деталей.
диаметр
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
65
Продолжение табл. 35
Пльскошлифовальные станки
Станки
ГОСТ
Характеристика
станка в **
Допускаемые отклонения в мкм
Неплоскостность
обработанных
поверхностей
Непараллель-
ность верхней
обработанной
поверхности
основанию
Плоскошлифовальные с
крестовым суппортом
и горизонтальным
шлинделем
273—67
Or
Г, в.
»
»
»
»
»
»
Но
. 125
Св.
По
200
аяо
500
800
1 ?5(»
?ооо
:ш>
5000
125
до 200
200
200
до 320
» 500
» 800
» 1250
» 2000
» 3200
» 5000
» 8000
3 B)
4 B,5)
5 3)
3
4
о
6
8
10
12
16
20
»
ЯП
W
B)
(-2,5)
(«)
B,5)
C)
D)
(о)
(«)
(К)
Продольно-шлифоваль-
ные
5B)
6 B,э)
8C)
10 D)
12E)
й(в)
25
30
Характеристикой для плоскошлифовальных станков служит наибольшая ширина
устанавливаемой детали, для продольно-шлифовальных — наибольшая длина измерения.
Неперпендикулярность верхней и боковой поверхностей составляет для плоско-
шлифовальных станков классов В и А соответственно 2 и 1,5 мк*и; для продольпо-шли-
фовальных станков классов П и А — соответственно 2—8 мкм на длине 300 мм.
Вне скобок даны допускаемые отклонения для плоскошлифовальных станков
класса точности В, для продольно-шлифовальных—класса точности П, в скобках —
для станков класса точности А.
Плоскошлифовальные стайки
(по ГОСТу 14—62) * а в
Диаметр стола в мм
До 200
Св. 200 до 400
» 400 » 800
800 » 1600
с круглым магнитнъш столом и с горизонтальным
зртикальным (по ГОСТу 27—62) ** шпинделем
Допускаемое отклонение по параллельности верхней
обработанной поверхности в мкм для станков
со шпинделем
горизонтальным
5
6
8
вертикальным
9 \
13
20
Отрезные станки
Станки
ГОСТ
Допускаемая неперпендикуляр-
ность в мкм плоскости пропила к
образующей цилиндрической
поверхности заготовки на длине
100 мм
Ножовочные (диаметр заготовки до
320 мм)
Отрезные круглопильные (диаметр пилы
¦ до 2000 мм)
15—67
28-68
200
150
С Ы-73 ГОСТ 14-71.
С 1-1-74 ГОСТ 27—71.
3 Справочник технолога, том 1
66
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Взаимное положение элементов технологической системы определяется вели-
чиной установочного размера. При каждой регулировке системы или смене ин-
струмента невозможно обеспечить одно и то же его положение. Поле рассеивания
положений инструмента при настройке называют погрешностью настройки станка
на размер и обозначают ДЯ. Ориентировочно погрешность ДЯ можно принять
равной разности между предельными величинами установочного размера. При
расчете операции погрешность настройки можно принимать по табл. 36. Более
точно величину ДЯ определяют расчетом.
36. Средние допускаемые погрешности настройки ДЯ в мкм для лезвийных инструментов
Интервалы выдержи-
ваемых размеров
в мм
До 30
Св. 30 до 80
,> 80 » 180
» 180 » 360
» 360 » 500
Черновая *
40—100
60-150
80—200
100—250
120—300
Характер
Чистовая
10
20
30
40
50
обработки
Тонкая
5
6
7
8
10
Однократная
20
¦ 25
30
40
50
• Меньшие значения принимают при обработке точных черных заготовок E—7-й
классы точности); большие значения — при обработке грубых черных заготовок
(8-й класс точности и грубее).
В общем случае ДЯ зависит от погрешности регулирования Др положения
инструмента (по лимбу, эталону, жесткому упору и т. п.) и погрешности измере-
ния размера детали при настройке Аизм.
Для поверхностей вращения, учитывая, что ДЯ и Др относятся к радиусу, а
дизл1 — к диаметру, получим
дя=]/"(лгрдр)^ + (хц%^)а.
E1)
Для плоских поверхностей
Ш^У(КрЬрJ + (КиАизлуГ E2)
Коэффициенты Кр = 1,14 -f- 1,73 и Ки = 1,0 учитывают отклонение закона
распределения элементарных величин Др и ДцЛ|М от нормального закона распреде-
ления.
Слагаемые погрешности ДЯ определяют по формулам и данным табл. 37—39.
37. Основные формулы для расчета погрешности Д
Метод работы
По лимбу станка
По упору
Установка резца
на размер
По пробной проточке
По лимбу
По эталону и щупу
Суммирование
по максимуму—
минимуму
Вероятностное суммиро-
вание
Примечания: 1. Погрешность установки инструмента обозначена: Д —
по лимбу; Д—по упору; Лэ —по эталону и щупу.
'1. Значения коэффициентов при расчетах можно принимать: К = 1; к =К —
= 1,14-г 1,73. ' Л у э
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
67
В табл. 40 приведены данные по точности изготовления установов и щупов,
применяемых при настройке станков на размеры обработки. Настройка по уста-
новам аналогична настройке по эталону. При настройке станка по партии проб-
ных деталей из т — 5 •*¦ 10 шт. необходимо учесть в погрешности настройки
ДЯ также погрешность метода расчета Драсч.
До начала настройки устанавливают экспериментальным или расчетным путем
настроечный размер. Обозначим его индексом «, например, DH, LH и т. п. На-
стройка станка на размер заключается в возможно более точном совмещении
центра группирования положений инструмента с точкой, соответствующей на-
строечному размеру. При данном методе настройки вначале обрабатывают проб-
ную партию деталей (с настройкой, например, по пробной проточке у первой де-
тали). Положение центра группирования характеризует средний арифметический
размер L:
Т Li+L2+i* + ...+Lm
E3)
где 1ц, L2, L3, ..., Lm — размеры деталей, имеющих номера соответственно 1, 2,
3,..., ш.
38. Погрешность регулирования (установки) розна при иаладке иа размер
в поперечном направлении
Метод регулирования положения резца
По лимбу с ценой деления в мм:
0,01
0,02
0,03
0,05
0,1—0,5
По индикаторному упору с ценой деления прибора в лил;
0,01
0,002
0,001
По жесткому упору
По эталону:
резец закрепляют винтами резцедержателя после касания
его с эталоном
резец, закрепленный в резцедержателе, подводят к эталону
винтом поперечной подачи
то же, но с контролем положения резца с помощью бумаж-
ного щупа
то же, но с контролем положении резца с помощью метал-
лического щупа
Установка взаимозаменяемого режущего инструмента со сме-
ной:
резца, установленного на размер вне станка с помощью
индикатора или миниметра
блока с резцами, установленными на размер вне станка
мерной режущей пластинки (или путем поворота чашеч-
ного резца)
Д в мкм
5—10
10—15
10—30
15—30
30—70
10-15
3—5
1—2
20—50 (может быть
в пределах 10—130)
100—130
20—30
10—20
7—10
20—30
10—50
25
• Примечания: 1. Погрешность установки эталона не должна превышать
10-20 мкм.
2. Для диаметральных размеров учитывают удвоенную погрешность BДр).
3*
89. Допускаемые предельные погрешности измерения гладких изделий (в мкм ±) [22]
OS
00
Поля
Отверстие
-
Аи Л; Тй
Ни nL; С,; д,
А; Пр; Г; Т;
Н; Я; С;Д
Гр; X
AW Г2а; Т2а;
Н2а> П2а; С2а
л
Ш, А„; С3
Шз
АЗа; СЗо
а<; с4; х4;
Л,;Ш4
Аи С6; ЛГ„
4,
А»
А,
дону сков
Вал
Лр2,; Лр1ь Г,;
т,; Я,; Л,; С,;
Д.; Bi
Яр; Пл; Г; С;
Д; в
Гр; Л-; Г2й; Т2а;
Нга- ПЫ- С2а> '
Ваа
л
ш
—
• Лр13; Лр25; ЛрЗ.,;
С3; Пр4; В3
^3
Ш3
Сза: ВЗа
Uli, Ь,
в,
в.
в»
От 1
до 3
-/1,7
2/2,5
3,5
5
5
5,5
5,5
6
6
6
7
12
25
40
60
Св. 3
ДО 6
-/1,7
2/3,2
3,5
6
6
6
6
В
6
6
7,5
16
30
48
75
Примечание. Величины, указанные
ния —к отверстию и валу.
Св. 6
ДО 10
-/1,7
2/4
4,5
6
Н
6,5
6,5
7
7
7
9
20
36
58
80
Св. Ю
до 18
-/2,5
2,7/4
4,5
7
7,5
7,5
8
S
8
8
10
24
43
70
110
Св. 18
до 30
-/3,3
3/5
5,5
8
8
8,5
9
9
9
9
13
28
52
84
130
Интервалы i
Св. 30
до 50
-/3,4
4/5
6
а
9
10
10
10
10
12
15
34
62
100
150
Св. 50
до 80
—/3,6
4/5,5
6,5
10
10
11
11
11
11
12
20
40
74
120
190
в числителе, относятся к отверстию,
! ММ
Св. 80
до 120
-/5
5,5/7
8,5
И
12
13
13
13
13
14
23
46
87
140
220
Св. 120
до 180
_/5
6/8,5
10
14
15
15
15
15
16
16
26
53
100
160
250
в знаменателе —
Св. 180
до 260
-
-/10
12
15
16
17
18
18
18
19
32
60
115
185
290
к валу,
Св. 260
до 360
-
-/13
13
19
20
20
20
20
20
21
42
68
135
220
330
Св. 360
до 500
-
-/16
18
21
23
24
25
25
25
25
48
76
155
250
380
остальные значе-
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
69
40. Размеры и точность изготовления установов для настройки инструмента и щупов
BJ
Ь)
* -°Т ъ?
36
А
йГ
^ЕЭ
100
N=HS
_ 36
100
г)
д)
е)
' Отверстия под штифты развернуть при сборке с предельными отклонениями
Форма и ГОСТ
Эскиз
Основные размеры в мм
Точность изготовления
Устаноеы
Высотные но ГОСТу
13443—«8
Высотные торцовые по
ГОСТу 13444-68 . . .
Угловые торцовые по
ГОСТу 13448—68 . . .
Угловые по ГОСТу
13445—68
Плоские по ГОСТу
8925-68
Цилиндрические по
ГОСТу 8926—68 . . . .
D
Я
16
8
Я выбирают
32, 40,
В
Я
я.
50, 60, 70,
16
8
20
25
10
из ряда
80, 90, 100
25
10
22
40
12
, 110
W
16
28
Предельное отклонение
Я по С
Неперпендикулярность
плоскости В относи-
тельно плоскостей В,
Г и Д не более 0,005 мм
Предельное отклонение
Я по С. Неперпенди-
кулярность от плоско-
сти Б относительно Г
не более 0,005 мм
Щупы для станочных приспособлении
д
е
а
D
Ь = 1
3
7
; з; 5
5
10
Предельное отклонение
b по С. Неолоскост-
ность поверхностей А
и Б не более 0,006 мм
Предельное отклонение
d по С. Непрямолиней-
ность образующей d не
более 0,006 мм
краен — ., / i ("¦*)
70 ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
После вычисления величины L проводят поднастройку — регулируют поло-
жение инструмента до совмещения с заданным настроечным размером. Пробная
партия имеет ограниченное количество деталей, поэтому величина L и действи-
тельное значение центра группирования не совпадают. Погрешность (поле рас-
сеивания) вычисления значения L зависит от количества деталей т. в пробной
партии и может быть определена по формуле
'VI
где Д2ж — мгновенное поле рассеивания — суммарная погрешность обработки
размеров деталей в момент настройки.
Величину А^ можно определить, проанализировав экспериментальные дан-
ные, полученные при обработке пробной партии деталей, или получить расчетом.
Во втором случае не учитывают элементарные погрешности обработки, перемен-
ные во времени: температурные деформации элементов системы, размерный износ
инструмента.
В тех случаях, когда применяют мерные инструменты (сверла, зенкеры, раз-
вертки, протяжки, пазовые фрезы), погрешности настройки зависят от действи-
тельных размеров устанавливаемых инструментов и определяются допусками
на изготовление инструментов. Колебания в размерах инструментов окажут
при каждой смене инструмента влияние на точность обработки аналогично по-
грешности АН настройки станка на выдерживаемый размер.
Точность изготовления мерных инструментов для обработки отверстий при-
ведена в табл. 41—44, а фрез — в табл. 45.
Погрешности обработки, вызываемые размерным износом инструмента.
Размерный износ измеряют в направлении нормали к обрабатываемой поверх-
ности и суммируют с другими погрешностями.
Экспериментально полученная зависимость размерного износа от пути резат
ния имеет два характерных участка. Первый участок кривой характеризуется
повышенным размерным износом вследствие приработки лезвия инструмента,
второй — нормальным размерным износом, характерным для данных условий.
Линейная зависимость размерного износа инструмента от пути резания на
втором основном участке позволяет принять за характеристику размерного из-
носа относительный (удельный) износ на 1000 м пути резания ио в мкм/км.
Путь резания (в м) при точении одной заготовки определяют по формуле
Ld = vtMaui E5)
L<3=Tooo'J- E6)
где D — диаметр обрабатываемой поверхности в мм; Iq — длина обрабатываемой
поверхности в мм; S — подача в мм/об.
Путь резания LN для партии заготовок N, обрабатываемой в период между
подналадками станка, и путь резания LT за период стойкости резца Т соответ-
ственно будут
LN=LdN; E7)
LT = vT. E8)
Для того чтобы учесть более интенсивный начальный износ на первом участке
кривой, условно принято увеличивать полученную расчетом длину пути резания
ва LH — 1000 м. Тогда полная длина пути резания для партии деталей
L = LN + Lnt . E9)
Номинальные
диаметры
инструмента
в мм.
Св. 3 до С
» 6 » 10
» 10 » 18
» 18 » 30
» 30 » 50
» 50 » 80
л 80 » 120
» 120 » 160
Приме
И.
Точность изготовления мерного режущего инструмента для обработки отверстий
Допуски на диаметр инструмента в мкм
Сверла спиральные
по ГОСТу
точного
испол-
нения
18
22
27
33
39
46
—
i а н и я: 1
верток диаметром свыше
885 —«4*
общего
назна-
чения
30
36
43
52
62
74
—
по ГОСТу
1Ц77 — 67*
_
35
45
50
00
70
Развертки с припуском под
доводку по ГОСТам 11174 — 65
и 11173—65; номера развер-
1 и 2
¦ 7
8
9
10
12
' 14
16
—
3 и 4
8
10
12
14
17
20
25
—
5
12
14
16
20
25
28
32
—
6
14
16
20
25
28
32
38
—
Развертки чистовые
по ГОСТу 13779-68,
доведенные для
обработки отверстий
с полями допусков
А = С
и И
4
4
5
6
7
8
10
—
5
6
8
9
11
13
15
—
8
9
U
13
16
1Й
22
—
Протяжки чистовые
для цилиндрических
отверстий
по ГОСТу 9126—63*
классов точности
А
_
5
л
8
8
10
10
Ага
_
8
8
10
10
16
16
10
10
10
16
20
20
. Величины предельных отклонений по диаметру разверток, подвергнутых операции доводки, и раз-
11Ю Д1Л1 устанавливают
по согласованию с потребителем.
2. Для чистовые протяжек указаны допуски на диаметры калибрующи
• По согласованию с потребителем допускается изготовление протяжек с иной
х и последних чистовых, смежных о ними, зубьев.
величиной допуска.
Сверла по ГОСТу
2034--64 »
5756-64
(с пластинками
из твердого сплава)
Номиналь-
ный
диаметр
инструмента
в мм
От 0,25 до 10
Св. 10 » 18
» 18 » 80
До 5
Сз. 5 до 10
» 10 » 30
42. Обратная конусность
Обратная
конусность
на 100 мм
длины
в мкм
30—80
40—100
50—120
10-30* *•
30—50***
50-80***
Диаметр
инстру-
мента
в мм
От 3 до 10
Св. 10
До 10
Св. 10
и биение спиральных сверл
Радиальное биение по ленточкам
в мкм
Сверла с цилиндри-
ческим хвостовиком
точного
исполне-
ния
общего
назначе-
ния
Сверла с кониче-
ским хвостовиком
точного
исполне-
ния
40F0)* [ 60(80)* | 80
60 (80)
80A20) | 120
общего
назначе-
ния
120
160
60 | 80 | 80 | 120
80
120
120
160
Осевое биение ре-
жущих кромок в мкм
точного
исполне-
ния
общего
назначе-
ния
50A00)** A20 (ISO)*»
200
60****
80
300
120****
150
* Без скобок — для сверл короткой, в скобках — для сверл средней и длинной серии.
** Без скобок —для сверл диаметром до 6, в скобках — свыше 6 до 10 мм.
"•На длине пластинки.
*"* Для сверл диаметром от 5 до 10 мм.
Инструмент
Зенкеры;
цельные и со встав-
ными ножами из
быстрорежущей
стали.
оснащенные пластин-
ками из твердого
сплава
Протяжки для цилин-
дрических отверстий
• Величину обратной
сованию с заказчиком.
1
43
ГОСТ
1677-67
12509—67
912G—63 •
Обратная конусность и биение зубьев зенкеров и протяжек
Обратная конусность в мкм
Номиналь-
ный
диаметр
инструмента
в мм
До 18
Св. 18
От 14 до 30
Св. 30 » 100
Дс 160
Величина
40-80*
50—100*
50-80
80—100
Не более 0,5
допуска на
изготовление
протяжки.
Прямая
конусность
не допускается
на длине
в мм
100
На длине
пластинки
На длине трех
последних
режущих и
всех калибрую-
щих зубьев
Биение зубьев в мкм
>
Номиналь-
ный
диаметр
инструмента
в мм
До 18
Св. 18 до 30
Св. 30
От 14 до 30
Св. 30 » 100
До 160
радиальное
32
40.
50
32
40
Не более
допуска на
диаметр
калибрующих
зубьев
конусности для зенкеров по ГОСТу 1677—67 *, работающих через кондуктор, устанавливают
главных
режущих
кромок
40
50
63
50
63
по согла-
Развертки
цилиндри-
ческие
Машинные
по ГОСТам
11172—70,
1672—62 •,
883—71
ручные
по ГОСТам
7722-70,
3509—71
Машинные
по ГОСТам
11175—71,
11176-65,
оснащенные
пластинками
из твердого
сплава
ГОСТ
1523—65
5735—65
Номи-
наль-
ный
диа-
метр
в мм
3-120
6—300
Обратная
конусность
в мпм
Не более
допуска на
изготовление,
но не менее
10A5)»
Не более
допуска на
изготовление,
но не менее
10**
а. Обратная конусность и биение
Диаметр
в мм
От 3 до 10
Св. 10 » 30
» 30 » 120
От 6 до 10
Св. 10 » 30
» 30 » 120
разверток
Радиальное биение зубьев в мкм
Доведенные для
обработки отверстий
классов точности
1
6(8)*'
8A0)
10 A2)
6
8
10
2; 2а
8
(Ю)
10
A2)
12
A6)
8
10
12
3; За
10
A2)
12
A6)
16
B0)
10
12
16
4
12
A6)
16
B0)
20
B5)
12
16
20
* На калибрующей части машинных (в скобках ручных) разверток. Прямая
** Прямая конусность не допускается.
•NS разэер-
ток с
припус-
ком под
доводку
1;
2; 3
10
A2)
12
A6)
16
B0)
10
12
16
4; 5;
6
12
A6)
16
B0)
20
B5)
12
16
20
конусность
Биение на
режущей части в
Доведенные для
обработки отверстий
классов точности
1
10
A2)
12
A6)
16
B0)
10
12
16
2; 2а
12
A6)
16
B0)
20
B5)
12
16
20
3;3а
16
B0)
20
B5)
25
C2)
16
20
25
4
20
B5)
25
C2)
32
D0)
20
25
32
не допускается.
мпм
.№ развер-
ток с
припус-
ком под
доводку
1-
2; 3
16
B0)
20
B5)
25
C2)
16
20
25
4;
5; 6
20
B5)
25
C2)
32
D0)
20
25
32
Примечания: 1. Для разверток по ГОСТу 1523—65 • числа без скобок относятся ко всем машинным (кроме удлиненных)
и ручным разверткам; в скобках — к удлиненным машинным разверткам.
2. Биение главных режущих кромок инструментов определяют по нормали к
ним.
3. Биение хвостовых инструментов проверяют относительно оси хвостовика, насадных — относительно
оси отверстия.
4. Для разверток цилиндрических мелкоразмерных по ГОСТу 8035—56 • диаметром 0,1—0,32 мм обратная конусность не более
допуска на изготовление (прямая конусность не допускается), радиальное биение
зубьев 5 мкм.
74
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
45. Биение режущих кромок и конусность рабочей части фрез
Фрезы
Концевые ф 3—50 мм по ГОСТу
8237—57 •
Концевые обдирочные с затыло-
ванным зубом ф 25—80 пм
по ГОСТу 4675—71
Концевые, оснащенные коронка-
ми Ф 10—2и мм и винтовыми
пластинками из твердого спла-
ва ф 16—50 мм по ГОСТу 8720—
69
Цилиндрические со вставными
ножами ф 100—200 мм дли-1
ной: одинарные 40, 50, 65 мм
и составные 80—390 мм
Цилиндрические ф 40—100 мм
длиной 10—160 мм по ГОСТу
3752—71
Торцовые насадные с мелким
зубом ф 40—100 мм и крупным
зубом ф 63—100 мм по ГОСТам
9304—69 и 1695—67 *
Торцовые насадные со встав-
ными ношами из быстрорежу-
щей стали ф 80—250 мм по
ГОСТу 1092-69 и ф 250—
600 мм по ГОСТу 3876-55.
Технические условия по
ГОСТу 1671—67 •
Торцовые насадные со встав-
ными ножами, оснащенными
пластинками из твердого
сплава ф 100—200 мм и
250—630 мм по ГОСТу
8529—69 •
То же. (мелкозубые) ф 80—250 мм
и 315—630 мм по ГОСТу
9473—60 •
Предельные
отклонения
по наружному
диаметру в мм
В, ОСТ 1015
^ допуска
В5 ОСТ 1015
+ 0,3 для
D = 10-20
+ 0,5 для
D = 20—40
-4-1,0 для
D >40
+ 3 — для
одинарных
0.1 — между
фрезами в
комплекте
В8 ОСТ 1010
В, ОСТ 1010
+ 2
В, ОСТ 1010
Диа-
метры
в мм
До 16
Св. 16
От 25
до 80
До 16
Св. 16
До 125
Св. 125
40-100
До 80
Св. 80
До 100
Св. 100
до 200
Св. 200
До 160
Св.- 160
до 250
Св. 250
до 400
Св. 400
до 600
Биение режу-
щих кромок
в мкм
тор-
цовое
30
40
50
30
40
30
20
30
40
40
50
60
50
60
80
100
двух
противо-
полож-
ных
зубьев
60
70
60
120
150
60
50
60
100
120
150
80
100
120
120
Конус-
ность
рабочей
части
фрез
в мкм
20
80
20 .
40
30
40
40
-
Примечании: 1. Радиальное биение проверяют относительно оси хвостовика
хвостовых или от отверстия насадных фрез.
2. Для фрез, оснащенных коронками, радиальное биение режущей части и конуса
Морзе относительно оси фрезы не более 20 мкм.
3. Посадочное отверстие насадных фрез выполняют по А.
4. Для фрез по ГОСТу 4675—59 конусность относится к длине 100 мм, для дру-
гих — на всей длине.
РАСЧЕТ ТОЧНОСТИ ОБРАБОТКИ
75
Приняв по нормативным или экспериментальным данным величину относи-
тельного размерного износа и0 резца для данных условий выполнения операций,
определяют учитываемый в суммарной погрешности размерный износ Дм по
формуле
Ам=тшм°- F0)
Ориентировочные величины относительного размерного износа резцов при-
ведены в табл. 46.
46. Значения относительного износа резцов при
Материал
режущего
инструмента
Т60К6
Т30К4
Т15К6
Т5К10
ВК9
ВК8
Приме
углеродистая
рованная ав
НВ 187—207
Относительный износ uQ
(в мкм/км для обрабаты-
ваемого материала)
Углероди-
стая сталь
0,7—4
3—4
5-7
8
—
Легирован
ная сталь
0,7-4
4—6
' 9—10
12-13
65
17—25
>>
Серый чуг
13-14
Чугун —
НВ 375—400
—
Материал
режущего
инструмента
ВК6
ВК4
ВКЗ
ВК2
ЦМ332
ч а н и е. Табличные данные получены npt
чистовом точении
Относительный изноо uQ
(в мкм/км для обрабаты-
ваемого материала)
Углероди-
стая сталь
_
.
0,5—1
Легирован
ная сталь
25-30
9-10
1-6
Серый чуг
14
6
4—26
[ следующих условиях:
од = 50 -г 60 кГ/мм2 при скоростях резания 100—400 м/мин; сталь
= 92 -f- 110 кГ/мм2 при скоростях резания 100—200 м/мин; серый
при скоростях резания 50—150 м/мин: данные по закаленному *
НВ 375—400 относятся к тонкому растачиванию.
Э
Чугун —
НВ 375—4С
16
12
9
сталь
леги-
чугун
гугуну
На размерный износ оказывают влияние материал режущего инструмента-,
конструкция, геометрия и состояние лезвия, режимы обработки, жесткость
системы и другие факторы [12, 17]. Так, например, зависимость радиального из-
носа от времени работы Т в мин, скорости резания v в м/мин для обработки де-
талей из стали 45 резцом с пластинкой твердого сплава Т15К6 может быть выра-
жена формулой [17]
и = 107 • KTTMV-W мкм.
Однако в достаточной степени обобщенных зависимостей размерного пзноса
инструмента от указанных факторов пока нет. Поэтому часто, определяя размер-
ный износ для обрабатываемой партии деталей, исходят из ориентировочных ве-
личин относительного износа или задаются допустимой для данного вида обра-
ботки (черновая, чистовая, тонкая, однократная) величиной размерного износа
инструмента (табл. 47).
Влияние температурного режима системы СПИД на точность обработки.
При работе на металлорежущих станках температурный режим технологической
системы СПИД не остается постоянным, в результате чего в ней возникают тем-
пературные деформации, нарушающие взаимное положение элементов станка,
заготовки и инструмента и влияющие на выдерживаемый размер.
Температурные явления в технологической системе весьма сложны, а их влия-
ние на точность обработки мало изучено.
76
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
47. Средние значения допустимого размерного износа инструмента в л км
при обработке партии заготовок
Выдерживаемый
размер в мм
До 30
Св. 30 до 80
» ЬО » 180
» 180 » 360
Л 360 Л 500
Размерный износ в мкм при обработке
черновой *
30—80
45—120
60—150
75—200
90—250
* Меньшие значения принимают при
классы точности), бблыние значения —
(8-й класс точности и грубее).
чистовой
15
20
30
40
50
тонкой
2
3
6 ,
10
15
однократной
«
20
25
30
40
50
обработке точных черных заготовок E—7-й
при обработке грубых черных заготовок
Практикой выработаны определенные мероприятия для снижения влияния
температурных деформаций на точность обработки.
Так, температурные деформации оказывают влияние на выдерживаемые пара-
метры в начальный период работы станка после длительного перерыва, а когда
наступает тепловое равновесие в системе, температурные деформации сохраняют
более или менее устойчивое значение [29]. Поэтому при достижении высоких тре-
бований по точности (тонкое точение, шлифование) рекомендуется до начала
обработки прогренать стаяок на холостом ходу.
Исключая при практических расчетах ожидаемой погрешности составляющую
погрешности от температурных деформаций системы СПИД 2ДГ, вносят в расчет
некоторую дополнительную погрешность.
При точностных расчетах для операций с жесткими допусками на обработку
следует иметь в виду возможную погрешность от температурных деформаций
при установившемся тепловом режиме в технологической системе в размере
10—40% суммарной погрешности. При этом в случае обработки лезвийными ин-
струментами 2 Дт составляет 10—15% суммарной погрешности, а при шлифо-
вании — до 30—40%.
ОСНОВЫ МЕТОДИКИ АНАЛИЗА ДАННЫХ ЭКСПЕРИМЕНТА
ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
При исследовании и анализе технологических процессов приходится учиты-
вать случайные факторы и воздействия. Поэтому расчетные соотношения по точ-
ности и другим параметрам процесса содержат случайные величины и функции.
Случайными называют величины, значения которых в рамках рассматривае-
мой задачи могут быть неодинаковыми. Момент появления и точное значение та-
кой величины заранее предсказать невозможно. Например, случайными являются
погрешности обработки деталей, вызванные колебанием размера, твердости заго-
товок, физико-механических свойств режущего инструмента и т. п.
Случайные величины обычно обозначают большими латинскими буквами:
X, Y, W, V и т. п. Значения случайных величин, полученные в результате опыта,
обозначают соответствующими малыми буквами: х, у, w, v ж т. п. Номера опытов
указывают индексами при этих значениях величин: xlt хг, х3 и т. п.
Характеристикой случайной величины является закон ее распределения.
Интегральный закон распределепия F (х) или функция распределения показы-
вает вероятность Р того, что данная случайная величина X имеет значение мень-
ше заданного х:
P(X<x) = F{x), F1)
ОСНОВЫ АНАЛИЗА ДАННЫХ ПОТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 77
Вероятность события X < х равна отношению числа случаев, благоприят-
ствующих событию М, к общему числу возможных случаев N:
Р(Х<*) = ^.
При расчетах часто вместо интегрального пользуются дифференциальным
законом распределения / (х), характеризующим плотность распределения веро-
ятности:
Заметим, что система (совокупность) случайных величин аналогично изло-
женному характеризуется многомерной функцией распределения. Например,
для системы случайных величин X, Y, Z имеем
F(x, у, z) = P{X <x;Y<y; Z<z}.
Случайной называют такую функцию X (t) своего аргумента t, значения ко-
торой при любом t являются случайной величиной. Аргументом t обычно яв-
ляется время — переменная, но не случайная величина. При анализе техноло-
гических процессов или отдельных операций t может принимать любые значения
в заданном интервале; в этом случае функцию X (t) называют случайным про-
цессом.
Случайными являются процессы изменения размеров детали при обработке
(в связи с размерным износом инструмента, температурными деформациями тех-
нологической системы).
При проведении п независимых опытов, в каждом из которых может быть
получена реализация случайной функции X (t), обозначают реализацию малыми
латинскими буквами с указанием в виде индекса номера опыта: хг (t); x2 (t), ...
.... *„(*).
Случайная функция может быть задана многомерными законами распределе-
ния для любых значений flt t2, ..., tn из области изменения аргумента t.
Следовательно, случайные величины и случайные функции задаются вероят-
ностными характеристиками. Поэтому при анализе экспериментальных резуль-
татов, при теоретических расчетах точности технологических процессов задача
сводится к отысканию выходных вероятностных характеристик по известным,
также вероятностным, характеристикам входных случайных величин и функций.
Законы распределения случайных величии. Параметры точности изготов-
ления деталей, шероховатости обработанной поверхности и другие признаки
деталей зависят от большого количества исходных элементарных факторов.
Если анализируемый признак является результатом суммарного действия
ряда элементарных факторов, причем каждый из них незначительно меняется
во времени, мало связан с большинством остальных, и влияние каждого фактора
на результат намного перекрывается суммарным влиянием остальных факторов,
то закон распределения таких величин близок к нормальному (закону Гаусса).
Распределение погрешностей размеров (линейных и угловых) заготовок и
деталей, погрешностей настройки, расположения заготовок в приспособлениях,
значений шероховатости, твердости поверхности и других физико-механических
свойств деталей может подчиняться нормальному закону. Нормальный закон
распределения является предельным законом, к которому при определенных
условиях приближаются многие другие законы.
Кроме нормального, для описания случайных величин используют и другие
стандартные распределения [5—7, 20, 27], каждое из которых с определенной
степенью достоверности описывает наиболее близкие к нему виды распределения
(табл. 48).
48. Теоретические законы распределения случайных величин
Закон
распределения
Плотность вероятности
П редел
изменения
переменной
Кривая распределения
Параметры распределения
Нормальный
(закон Гаусса)
/(sc)= ' exp[-<-?=q
о ]f'?si У 2о* J
fix)
Нормированное
и центриро-
ванное
нормальное
распределение
Фо (Ж) = —L: l-хр (— — )
/2п I 2 )
¦ 00<Ж <
< + 00
о
+ ОО
ДГ (х) = а = J х/ (ж) dx;
— оо
О2 (ее) = D (ж) =
+ оо
= J [ж — М (ж)/ / (х) dx
— оо
Модуля
разности
0<fi <oo
10=2,8
R0=3,0
Параметры Я ¦ и Но. Величины
M[Ijci—зс, |] и a[\xi— ж, |] опреде-
ляют по приведенным ранее форму-
лам. При этом
R —
I «1 — ar, I
0[|Ж, — Ж2 |]
; Ro =
о[|ж» — ж, IJ
ftrh
Эксцентрицитета
(Мансвелла)
Кг)
г ( г2 \
0<г <оэ
Для двухмерного закона параметр
г — Ух2 + ы2.
Закон распределения величин х к у
нормальный с М (х) = М (у) = 0 и оди-
наковой дисперсией а2 (х) = (J2 (у) =
= а2;а = ^г;а = 1>253аг
0,655
/00
Равной
вероятности
/(ж)=-
ж„ — ж,
л-Ч < ж < хг
Параметры ж4 и ж,;
M(x)=2i^
О/»
1?
а (ж) = У' J*4 = одаэдж
/12
Обозначения: М (ж) = а — среднее значение (математическое ожидание) величины; о (ж)—среднее квадратичное
отклонение.
ОСНОВЫ АНАЛИЗА ДАННЫХ ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 79
Закону распределения модуля разности следуют абсолютные отклонения:
несимметричность поверхностей, имеющих общую ось или плоскость симметрии;
непараллельность осей цилиндрических поверхностей в фиксированной пло-
скости; непараллельаость плоскостей, плоскости и оси; отклонения в углах от
номинального их значения; межосевые расстояния; разностенности; эксцентри-
цитет; отклонения формы, рассматриваемые как разность между наибольшими
и наименьшими величинами.
Закону распределения эксцентрицитета при исходном двухмерном законе
Гаусса (закон Максвелла) могут подчиняться: радиальное биение двух номиналь-
но соосных цилиндрических поверхностей; эксцентрицитет; разностенность (при
нефиксированном направлении); неперпендикулярность пли непараллельность
двух плоскостей; конусность образующих цилиндрических поверхностей (по-
следние три отклонения — без учета знака).
Закон равной вероятности характеризует распределение размеров обработан-
ных деталей, когда рассеивание зависит от одного, доминирующего фактора,
например, износа режущего инструмента.
Экспоненциальное распределение является характерным для таких величин,
как длительность бесперебойной работы различных установок. Это распределение
широко используют при анализе надежности систем.
Кроме указанных в табл. 48, существует еще ряд других теоретических рас-
пределений [20]. Однако в большинстве случаев анализа можно ограничиться
одним из перечисленных выше распределевий.
Закон распределения дискретной случайной величины можЪо представить
в виде таблицы (при конечном числе ее возможных значений), графика или фор-
мулы, показывающих вероятность каждого возможного значения случайной ве-
личины.
Определение параметров распределения. В резуль-
тате эксперимента может быть получено какое-то количество числовых значений
анализируемого параметра: хг, хг,..., хп. Задача состоит в том, чтобы на основе
этого ограниченного по объему экспериментального материала получить надеж-
ную оценку случайной величины X.
Так как число опытов п конечно, то точно определить вероятностные харак-
теристики случайной величины X в общем случае невозможно, ибо никакая
конечная совокупность значений случайной величины не содержит полной ин-
формации о ее вероятностных свойствах.
Могут быть получены только приближенные значения оценки вероятностных
характеристик случайной величины.
Пусть, например, требуется исследовать точность какой-то технологической
операции. Необходимо выявить закон распределения случайной величины (ис-
следуемого параметра), оценить среднее значение параметра в партии, рассея-
ние его значений, долю деталей, признак которых лежит в определенных преде-
лах, и т. п.
Для этого из обработанных деталей отбирают ряд деталей путем единовре-
менной E0—200 деталей) или текущих (по 5—25 деталей в течение исследуемого
периода) выборок. Текущие выборки позволяют изучить закономерность измене-
ния размеров под действием систематических погрешностей (износа режущего
инструмента, температурных деформаций системы и т. п.). Чтобы получить одно-
родные данные, необходимо соблюдать одинаковые условия изготовления и
контроля деталей. Так, контроль необходимо проводить в определенных сече-
ниях одним и тем же инструментом. Цена деления шкалы измерительного инстру-
мента должна составлять около 0,1 допуска на исследуемый параметр.
Результаты измерений указыиают или в абсолютной величине или записывают
в виде отклонения от номинального значения.
По аналогии с исследованными ранее подобными процессами приближенно
принимают закон распределения и , затем вычисляют эмпирические ха-
рактеристики распределения (табл. 50). Последовательность расчетов указана
в табл. 49,
80
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
При большом числе наблюдений полученные опытные значения подвергают
группировке. Размах варьирования выборки Rx = хно- — хнм, т. е. разность
наибольшего и наименьшего значения анализируемого признака, разбивают на
7—15 интзрвалов одинаковой ширины. Вычисление эмпирических характеристик
далее проводится уже по формулам для .взвешенных показателей, что менее тру-
доемко.
49. Последовательность анализа данных по точности обработки методом
кривых распределения
Нормальное распределение
Этап анализа
Расчетная формула, пояснение этапа
Получение исходны;, эк-
спериментальных данных —
величин .-ij
I — порядковый номер детали в выборке; q — порядко-
вый номер выборки; п —количество деталей в данной
выборке
Определение %о экспери-
ментальным данным пара-
метров распределения:
среднего значения (сред-
ней арифметической ве-
личины) х
эмпирического среднего
квадратичного отклоне-
ния - Sg
Формулы для несгруппированных данных:
Ч Ч
-СъI-
q я
Формулы для взвешенных показателей' (при разбивке
на равные интервалы):
-
хя
п
2
s-~ ;'=
bq
п
у;
1
1
п
п
3=1
1
п
2
miq
-tqY
--C*.
*У'
3—1
14.
где т, — частота повторения значения х> в выборке
(абсолютное количество размеров х-, попавших в дан-
ный интервал размеров);
j — порядковый номер интервала;
п— количество интервалов
ОСНОВЫ АНАЛИЗА ДАННЫХ ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 81
Продолжение табл. 49
Этап анализа
Расчетная формула, пояснение этапа
Выравнивание эмпириче-
ского распределения (пред-
варительно все исходные
данные разбивают на 7—15
равных интервалов с шири-
ной интервала ft)
Теоретические параметры распределении (математи-
ческое ожидание, дисперсия) не известны. Принимают
их равными эмпирическим параметрам (среднему значе-
нию х и среднему квадратичному отклонению S ),
Вычисляют плотность вероятности по функции плот-
ности:
f(x)--
(*,-*«,)"
-L2
2S-q
Для упрощения расчетов переходят к нормирован-
ному и центрированному распределению. Определяют
значение
I-
хН-хч
здесь индекс выборки q при величине t опущен.
По найденному ? определяют значение центрировав-
ной нормальной плотности вероятности (по табл. 51)
ф0(') = т1гехр [-!"]•
Теоретические частоты mL для центров интервалов:
частоты
h
'4q-
,(-'Jm.
'jq>
где h — ширина интервала
По полученным значениям частот строят графики
эмпирической и теоретической кривых распределении
Сравнение выпирических
и теоретических функций
распределения по крите-
риям согласия
Обычно считают, что эмпирическая кризая согла-
суется с теоретической, если вероятность согласия
больше определенного уровня, например, 0,05 (икогда
уровень принимают равным 0,01 или 0,001). В противном
случае расхождение существенно, и необходимо подо-
брать другую теоретическую кривую распределения.
При большом числе наблюдений наиболее состоятель-
ным является критерий согласия Пирсона
-2
"п ¦
где ji — порядковый номер сравниваемого по критерию
Пирсона интервала.
Определяют число степеней свободы к = р — г — 1,
где р — число сравниваемых чаЛот. Это Число не со-
впадает с исходным числом интервалов, так как на
концах (при частотах менее 5) интервалы обычно объе-
диняют (см. табл. 50); г — число параметров теоретиче-
ской функции распределения. Для нормального закона
г= 2.
По табл. 52 определяют Р (ха). Если полученное зна-
чение Р (х2) больше принятого уровня согласии, то кри-
вые согласуются. Принятое априори положение о том,
что исследуемый параметр распределен по нормальному
закону, верен
82
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
терва
X
а
%
3
1
2
3
4
5
6
7
8
9
10
11
12
Исходные
Интервалы
размеров
-
1085—1135
1135-1185
1185—1235
1235-1285
1285—1335
1335—1385
1385—1435
1435—1485
1485—1535
1535—1585
1585—1635
1635-1685
данные
Определение суммы
Центры
ннтер-
валов
»Г
1110
1160
1210
1260
1310
1360
1410
1460
1510
1560
1610
1660
Количество
деталей,
попавших
в. данный
интервал
(эмпири-
ческая
частота)
1
0
4
9
18
40
49
43
26
8
1
1
200
Принятое
значение
центров
интер-
валов
"iP
—6
-5
-4
-3
-2
-1
0
1
2
3
4
5
50.
Расчетная
таблица для
Определение параметров
КИЙ
А
-6
0
-16
-27
-36
-40
0
43
52
24
4
5
3
Примечания: 1. В таблице проанализированы данные
поршневых колец [1В].
2. Длн упрощения расчетов произведена
ннто новое начало О отсчета
замена переменных
'к
1
"Ж
-6,015
-5,015
-4,015
-3,015
—2,015
-1,015
—0,015
0,985
1,985
2,985
3,985
4,985
-
«
1
36,18
0
64,48
81,81
73,08
41,20
0,001
41,72
102,41
71,27
15,88
24,85
552,89
по величине упругости
xj на новые хх и при-
С, которое выбирают приближенно вблизи
(в нашем случае принято, что О совпадает со
3. Для нового
п
'2
х' i=l
х п
2
ряда
xjmi
3
200 ¦
ш-
1
=0,015 и S'
значением
Г
/
1 /
1/
V
г
Для исходного ряда (с интервалом шириной ft = 50)
-/
х = х
S = S
h + С = 0,015.
/1 = 1,66 • 50 =
50 + 1410 =
83,00.
С = 1410).
п
2 (*;¦-
j=i
п
зе'J т.
2 «*
j=i
1410,75;
центра ряда
= 1,66.
ОСНОВЫ АНАЛИЗА ДАННЫХ ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 83
нормального распределения
Определение теоретических частот
Л
н
ю
II
II
-3,62
-3,02
-2,42
-1,82
-1,21
—0,61
—0,01
-0,59
1,20
1,80
2,40
3,00
-
&
0,0006
0,0042
0,0213
0,0761
0,1919
0,3312
0,3970
0,3352
0,1942
0,0790
0,0224
0,0044
-
.с
§¦
!
1?
ю
0,0004
0,0025
0,0128
0,0459
0,1156
0,1995
0,2392
0,2019
0,1170
0,0476
0,0135
0,0026
~1,0
II
II
0,08
0,50
2,56
9,18
23,12
39,90
47,84
40,38
23,40
9,52
2,70
0,52
~200
Сравнение по критерию согласия х2 Пирсона
14
18
40
49
'43
26
10
-
4 Г
12,32
23,12
39,90
47,84
40,38
23,40
12,74
-
'Г
1
S
1,68
5,12
0,10
1,16
2,62
2,60
2Л7
-
•
1
s
2,84
26,21
0.01
1,35
6,86
6,76
7,51
-
1
S
0,231
1,134
0,0003
0.028
0,170
0,289
0,589
2,441
4. Значении ф0 @ определяют по табл. 51, при этом необходимо учитывать, что
Фо (—0 = Фо @-
5. При построении нормальной кривой (рис. 7), кроме данных таблицы, необходимо
иметь еще три значения фо (()• точка максимума (при х = х, ( = 0) ф0 (О = 0,339; точки
перегиба (при ж = ж ± S, t = ± 1,0) ф0 (() = 0,242. Гистограмму (рис. 8) и нормальную
кривую строят по эмпирическим и теоретическим значениям частот.
6. При вычислении критерия хг Пирсона исходные интервалы, в которых частоты
менее 5, объединены в один интервал.
7. Сравнение эмпирического и теоретического распределений по критерию согла-
сия х2 Пирсона проводят по табл. 52, при ятом
k-.
Y 1*..-»;, г
здесь «1 — число сравниваемых интервалов (частот).
8, Так как полученное значение Р (х2) = 0,74 > 0,01 (здесь 0,01 — принятый уровень
согласия), то можно сделать вывод, что ампирическан кривая хорошо согласуется с тео-
ретической
84
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
51. Плотность вероятности нормального распределения
1 Г '2 1
"•O = -2irexpL~'2"J
(
0,0
од
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
1,3
1,4
1,5
1.6
1,7
1,8
1,9
2,0
2,1
2,2
2,3
2,4
2,5
2,6
2,7
2,8
2,9
3,0
3,1
3,2
3,3
3,4
3,5
3,6
3,7
3,8
3,9
0
0,3989
3970
3910
3814
3683
3521
3332
3123
2897
2661
0,2420
2179
1942
1714
1497
1295
1109
0940
0790
0656
0,0540
0440
0355
0283
0224
0175
0136
0104
0079
0*060
0,0044
0033
0024
0017
0012
0009
0006
0004
0003
0002
1
3989
3965
3902
3802
3668
3503
3312
3101
2874
2637
2396
2155
1919
1691
1476
1276
1092
0925
0775
0644
0529
0431
0347
0277
0219
0171
0132
0101
0077
0058
0043
0032
0023
0017
0012
0008
0006
0004
0003
0002
2
3989
3961
3894
3790
3653
3485
3292
3079
2850
2613
2371
2131
1895
1669
1456
1257
1074
0909
0761
0632
0519
0422
0339
0270
0213
0167
0125
0099
0075
0056
0042
0031
0022
0016
0012
0008
0006
0004
0003
0002
3
3988
3956
3885
3778
3637
3467
3271
3056
2827
2589
2347
2107
1872
1647
1435
1238
1057
0893
0748
0620
0508
0413
0332
0264
0208
0163
0126
0096
0073
0055
0040
0030
0022
0016
ООН
0008
0005
0004
0003
0002
4
3986
3951
3876
3765
3021 •
3448
3251
3034
2803
2565
2323
2083
1849
1626
1415
1219
1040
0878
0734
0608
0498
0404
0325
0258
0203
0158
0122
0093
0071
0053
0039
0029
0021
0015
ООН
0008
0005
0004
0003
0002
5
3984
3945
3867
3752
3605
3429
3230
ЗОН
2780
2541
2299
2059
1826
1604
1394
120Q
1023
0863
0721
0596
0488
0396
0317
0252
0198
0154
0119
0091
0069
0051
0038
0028
0020
0015
0010
0007
0005
0004
0002
0002
В
3982
3939
3857
3739
3589
3410
3209
2989
2756
2516
2275
2036
1804
1582
1374
1182
1006
0848
0707
0584
0478
0387
0310
0246
0194
0151
0116
0088
0067
0050
0037
0027
0020
0014
0010
0007
0005
0003
0002
0002
7
3980
3932
3847
3726
3572
3391
3187
2966
2732
•2492
2251
2012
1781
1561
1354
1163
0989
0833'
0694
0573
0468
0379
0303
0241
0189
0147
0113
0086
0065
0048
0036
0026
0019
0014
0010
0007
0005
0003
0002
0002
8
3977
3925
3836
3712
3555
3372
3166
2943
2709
2468
2227
1989
1758
1539
1334
1145
0973
0818
0681
0562
0459
0371
0297
0235
0184
0143
ОНО
0084
0063
0047
0035
0025
0018
0013
0009
0007
0005
0003
0002
0001
9
3973
3918
3825
3697
3538
3392
3144
2920
2685
2444
2203
1965
1736
1518
1315
1127
0957
0804
0669
0551
0449
0363
0290
0229
0180
0139
0107
0081
0061
0046
0034
0025
0018
0013
0009
0006
0004
0003
0002
0001
ОСНОВЫ АНАЛИЗА ДАННЫХ ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 85
8S382S2Sggg
со a c*si чн со Г4» &}
^d со ^о с^ со со 4-я
CJ5 OS О} oi Г4™ ^5 ^^
^& OS ОЪ wl О^ ОЭ ^й
1гнгнО
fa *^ О} О^ ^О О) C^J iO ^й СО
JOcoOCuoOO—<-*-*
ы С*^1 СЗ iO "*$* ^^ О} Т^ СО Г^
CJ5 1О 00 OJ 1Л ^Л СО У
ClOSaicXiCOCD-fliC
54HC^*^lrtOO-^GOlfJC>l
Э ^^ СО IT4" lO СО »^* 00 ОО "^
^OCO<?)aiC$if5GOWIT^
OCOt-COtOin<*cOCOCM
М^лт-ОООС
15 OO w-f CO Cl <}1 tD
0 lO 00 CO 00 CO CD
J5 Ol CO t~ ¦i?' 1-й <^
is л Gi oi aios со
^ ^'^ 0O t^ ^O ^^ f^*i f^^< [^^ OJ
1-^<С<|00»*СО1ЛС5сОСЭ
^ "^ t^* O5 C^J 1Л CO Сч ^O C^J
01>^ОШЮ-грс0СО(МС^
SODOO
(OI>-Mt>-tCOOiOt>-
a^_oi oi oi ai cj oo со
1С1г-0:7ч|10сОч-'|Ф'^'1г-
t4"CDtDtO-*C0^C4C%j4-'
сооЯз^-^соолгд —s-
тНч-mOCDOOCDOOO
MUJ^ IV UU VJ SO
ft QQ OT0OQO t4"
5сотг^см«4|С1соо1-гн
5tOU301COCOOCO<*0
OCD(M<j4r^THiraotofo
D CO lO »^ СЭ СО О J C4^ ^н чЧ
чн OO ^^ iQ ^J* iQ O} <}l <3 IT4"
чн СЗ ^^ СЗ G^ ^3 ^3 ^DC^ ^D
Stoooco^^-fom^HCM
r-t^roc^esa^r^troin
SSooooc
*^ )^ 'rf* <3 *-¦ ^o ^^ ^u ^^
O>r-Ot tfCM^t-in»-!
C5 t^» t4* C5 ^j* сз t^* io со о
Ю nNN'-l'TH OOOC
oooooooooc
OliOt-e5W<S<T-'COOl<t<
CiCOCDOl^-roOlCOi-нО
oiOsaitDroir—cj-»—cmco
o^oiaiaiOicot~"i>cOin
CO CO C*5 ^D lO ^* Cft t^ т^ с
PJN(VWWtH|> —ТН||
<*coabcooo-a<OGOco«
SfCOCMlT<3-r-1v44-'OC3C
<|(^г^.1>-ч-11ЛесеососО
CO ^J ¦?•* ^— C^l f*~1 (' \ ^^ f*^1 ^^
{^Ъ t 5 СЭ ^^^ C^ f^^ t 4 f^^ {^Ъ СЭ
0OC0<S<fOCMfO<t<0O»-'in
CSCO^-t—^-iu^incOCvlO
o^aicO'jr'Oi^-icjcjco-^
iftCOtNt-COOTC-i.O^W
vH^Hixocoir^cooocgcj;
f*~i ^^ ^^ {^ъ ^^ f^^ f^^ i^^* c^ ^^
¦^J" tv J U'J *^T <¦'»! U4 ТЧ 4-^ t»l*l u J
aiffijto^ecocorojocoio
r""CO.<^COGb01t-"WCvlOi
iftCOC^CMCDtDOOiQlOlr-
Г^ 4-h CO C^J O^ tD *<T* CO C^J ^**
С^СЧ1-гн*нОООООО
СОО)МСООО-*ОЮЧ
thOOOOOOOOC
OOOOOOOOOC
jo-tfi— tocjcinno
t^(MCj;co*->*<-rHcsloico
^St-»-(CDOOOOOO
О OOOOOC
^^4 Y4^ ^^ f^^ ^^ ^^l f { ) ^^l f^^ СЭ
f^^ i^^* f^^ ^^ ^^ ^^ (' ^ f^^ f*~1 ^^
^^ ^^ ^^ f^^ ^^ {^Ъ t ^ i^^* ^^ ^S
cnoioocom-*cQf:
M >¦'¦/ «_TV Тш^ Ъ-«г~ «vfV «^^ ^4f <*^|
?SSS5SSSS
ООС\1СОЮСО(М--<г-^-С
^ч t*i ^^ C3 ^D ^^ O? <3 C С
OOOOOOOOOC
oooooooooc
DtD OS it
JOOOOQOCC
2ОООООСГОС
5OOOOOOOC
CD<tH«C01r-oe5^J0(
COr^v4t>-*C0 — *-'C
N*h«OOPOOC
OOOOOOOOC
OCJtHth^OOOC
HOOOQOOOC
JOOOOOOOC
fO'^'^'inCO^cnOCOtD
t^wf^cnco—nr^^pcoc
Oooooooooc
SoSoc
ЭОООООС
mo- co-^oo<Mco»-iir-
<^)t-cQmciascDoo»^tD
О«0Т^С000<рс0*-ч-нСЭ
<?)COC\]*-iOOOOOO
5OOOOOC
:ooooo с
SOOOOoOC
•^c^co-apmtoir^ooeso
THCMfO-^lTS^lr^OOOl
q I-M со-* in to r^-ao en о
M c\i eg c\i N м ^i ca (M (M ю
86
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
При малом объеме выборки значение S можно определить из соотношения
5*1Х
F2)
где dn — коэффициент, определяемый из табл. 53.
Определение практически предельного поля
рассеивания по эмпирическому распределению.
Устанавливают вероятность брака, не более некоторого наперед задаваемого
числа 2C. Обычно принимают 2C = 0,0027.
При известных теоретических параметрах нормального закона случайная
величина X при этом может принимать значения —За < X — MX < +3а.
m:\rn.
10
0
1085 1185 1285 1385 1485 1585 х
Рис. 7. Кривые нормального распределе-
ния: 1 — эмпирическая; 2 — теоретическая
(выравненная)
У
J0
го
0
—
1—
_..._
—
1085 1185 1285 1JS5 1485 1585 х
Рис. 8
Для других законов распределения поле рассеивания равно: 2|^6а — для
закона Симпсона; 2}^3а — для закона равной вероятности; 3,44о = 5,25а й
(где ай = 0,655а) — для закона эксцентрицитета (Максвелла) и За — для закона
модуля разности.
53. Значения коэффициента dn
п
2
3
4
5
6
1
dn
1,128
1,693
2,059
2,326
2,534
п
„
8
,9
10
И
dn
2,704
2,847
2,970
3,078
3,173
п
12
13
14
15
16
3,258
3,336
3,407
3,472
3,532
п
17
18
19
20
22
dn
3,588
3,640
3,689
3,735
3,819
Вероятность попадания случайной величины в интервал — хх < X — MX <
< + xi в общем случае для нормального закона может быть определена с по-
мощью функции распределения F1). _
Если известны параметры только эмпирического распределения х и S, то
ширину практически предельной зоны рассеивания можно определить, исполь-
зуя допустимые (толерантные) пределы. Для этого по табл. 54 определяют
такое значение I, чтобы с заданной надежностью (вероятностью Р, равной 0,9*
ОСНОВЫ АНАЛИЗА ДАННЫХ ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 87
0,95 или 0,99) интервал величин х ± IS содержал не менее A—2 р1) 100% всей
генеральной совокупности размеров обработанных деталей.
54. Толерантные
k — N — 1
число
степеней
свободы
4
5
6
7
8
9
10
12
14
16
18
20
25
30
40
50
60
70
80
90
100
200
300
400
500
600
800
1000
пределы
1 для определения гарантированного поля
по эмпирическому распределению
Надежность Р
= 0,9
1—2р
0.9973
6,76 '
6,07
5,60
5,80
5,07
439
4,75
4,54
4,39
4,28
4,19
4,11
3,98
3,89
3,78
3,69
3,63
3,59
3,55
3,53
3,51
3,40
3,35
3,32
3,30
3,29
3,27
3,26
0,95
4,18
3,74
3,47
3,27
3,13
3,02
2,94
2,81
2,72
2,65
2,59
2,54
2,46
2,40
2,33
2,28
2,25
2,22
2,20
2,18
2,17
2,10
2,07
2,06
2,05
2,04
2,03
2,02
0,9
3,51
3,14
2,91
2,75
2,63
2,54
2,47
2,38
2,28
2,22
2,17
2,14
2,07
2,02
1,95
1,91
1,89
1,86
1,85
1,83
1,82
1,76
1,74
1,73
1,72
1,71
1,70
1,70
Надежность Р = 0,95
1—20
0,9973
8,26
7,17
6,50
6,05
5,72
5,48
5,28
4,99
4,78
4,62
4,50
4,39
4,20
4,10
3,94
3,84
3,76
3,70
3,66
3,63
3,60
3,47
3,41
3,37
3,35
3,33
3,30
3,29
0,95
5,11
4,44
4,02
3,74
3,54
3,39
3,26
3,-08
2,96
2,86
2,79
. 2,72
2,61
2,54
2,44
2,37
2,33
2,30
2,27
2,25
2,23
2,14
2,11
2,08
2,07
2,06
2,05
2,04
0,9
43
3,72
3,38
3,14
2,97
2^4
2,74
2,59
2,49
2,40
2,34
2,29
2,19
2,13
2,05
1,99
1,96
1,93
1.91
1,89
1,87
1,80
1,77
1,75
1,74
1.73
1,72
1,71
Попуска
Надежность Р -
= 0,99
1—23
0,9973
12,80
10,31
8,91
8,01
7.38
6,91
6,55
6,03
5,67
5,41
5,21
5,05
4,76
4,57
4,31
4,15
4,05
3,96
3,90
3,84
3,80
3,59
3,50
3,45
3,41
3,39
3,36
3,33
0,95
7,92
6,38
5,51
4,95
4,56
4,27
4,05
3,73
3,52
3,35
3,22
3,12
2,94
2,82
2,67
2,57
2,50
2,45
2,41
2,38
2,35
2,22
2,17
2,14
2,12
2,10
2,08
2,07
0,9
6,64
5,35
4,62
4,15
3,83
3,59
3,40
3,13
2,95
2,81
2,70
2,62
2,47
2,37
2,24
2,16
2,10
2,06
2,02
2,00
1,98
1,87
1,82
1,79
1,78
1,78
1,75
1J4
Вычисление доверительных интервалов. В результате
обработки данных эксперимента вычисляют эмпирические параметры распреде-
ления: среднее значение х и дисперсию S2. Указанные параметры являются лишь
приближенной оценкой параметров MX и а2. Определим доверительные интерва-
лы, в которых с заданной доверительной вероятностью а будут находиться зна-
чения MX и о2.
Уточненное значение S2:
5*=—^- 52. F3)
Доверительные интервалы для MX при известном параметре а определяются
неравенством
x-*4^<MX<X + tqy^, F4)
где п — количество деталей в выборке; tq — величина, определяемая с помощью
табл. 55 функции Лапласа. Например, при доверительной вероятности а =
= 1 — ¦— = 0,95 (при этом q = 5) и значении Fo (t 4_6) = -~ — 0,475 по табл. 55
1UU «
определяем tq = 1,96.
88
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
55. Значение функции
t
Fo(O=7ir$exp(-?
dt
1
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
1-,3
1,4
1,5
1,6
1,7
1,8
1,9
2,0
2,1
2,2
2,3
2.4
2,5
2,6
2,7
2,8
2,9
3,0
3,1
3,2
3,3
3,4
0
0000
0398
0793
1179
1555
1915
2257
2580
2881
3159
3413
3643
3849
4032
4192
4332
4452
4554
4641
4713
4772
4821
4861
4893
4918
4938
4953
4965
4974
4981
9865
9903
9931
9952
9966
1
0040
0438
0832
1217
1591
1950
2291
2611
2910
3186
3438
3665
3869
4049
4207
4345
4463
4564
4649
4719
4778
4826
4865
4896
4920
4940
4955
4966
4975
4982
9869
9906
9934
9954
9968
Приме
2
0080
0478
0871
1255
1628
1985
2324
2642
2939
3212
3461
3686
3888
4066
4222
4357
4474
4573
4656
4726
4783
4834
4868
4898
4922
4941
4956
4967
4976
4982
9874
9909
9936
9955
9969
3
0120
0517
0909
1293
1664
2019
2357
2673
2967
3238
3485
3708
3907
4082
4236
4370
4484
4582
4664
4732
4788
4834
4871
•4901
4925
4943
4957
4968
4977
4983
9878
9912
9938
9957
9970
4
0160
0557
0948
1331
1700
2045
2389
2703
2995
3264
3508
3729
3925
4099
4251
4382
4495
4591
4671
4738
4793
4838
4875
4904
4927
4945
4959
4969
4977
4984
9882
9916
9940
9958
9971
5
0199
0596
0987
1368
1736
2088
2422
2734
3023
3289
3531
3749
3944
4115
4265
4394
4505
4599
4678
4744
4798
4842
4878
4906
4929
4946
4980
4970
4978
4984
9886
9918
9942
9960
9972
ч а н и е. Значение 0
6
0239
0636
1026
1406
1772
2123
2454
2764
3051
3315
3554
3770
3962
4131
4279
4406
45M
4603
4686
4750
4803
4846
4881
4909
4931
4948
4961
4971
4979
4985
9889
9921
9944
9961
9973
7
0279
0675
1064
1443
1808
2157
2486
2794
3078
3340
3577
3790
3980
4147
4292
4418
4525
4616
4693
4756
4808
4850
4884
4911
4932
4949
4962
4972
4979
4985
9893
9924
9946
9962
9974
длн Fo It)
(помещены десятичные значения, начинай со
Пример:
( = 3
,25; F
о(О =
= 0,49942.
8
0319
0714
1103
1480
1844
2190
2517
2823
3106
3365
3599
3810
3997
4162
4306
4429
4535
4625
4699
4761
4812
4854
4887
4913
4934
4951
4963
4973
4980
4986
9896
9926
9948
9964
9975
9
0359
0753
1141
1517
1879
2224
2549
2852
3133
3389
3621
3830
4015
4177
4319
4441
4545
4633
4706
4767
4817
4857
4890
4916
4936
4952
4964
4974
4981
4986
9900
9929
9950
9965
9976
опущеяо,
1
4
4
4
4
4
3
3
3
3
3
2
2
2
2
1
1
1
1
1
1
0
2
8
8
8
8
7
7
6
6
6
5
5
4
4
3
3
2
2
2
1
1
1
3
12
12
12
11
И
10
10
9
8
8
7
6
5
5
4
4
3
3
2
2
1
4
16
16
15
15
14
14
13
12
И
10
9
8
7
6
6
5
4
3
3
2
2
5
20
20
19
18
18
17
16
15
14
13
11
10
9
8
7
6
5
4
4
3
2
6
24
24
23
23
22
21
19
18
17
15
14
12
И
10
8
7
6
5
4
4
3
7
28
28
27
26
25
24
23
21
19
18
16
14
13
И
10
8
7
6
5
4
3
8
32
32
31
30
29
27
26
24
22
20
18
16
15
13
'И
10
8
7
6
5
4
9
36
36
35
34
32
31
29
27
25
26
21
19
16
14
13
И
9
8
6
5
4
Значения, помещенные вы-
ше, служат
для нахожде-
ния Fo (t) по величине t с
тремя десятичными зна-
ками
t
3,50
3,55
3,60
3,65
3,70
1 ДЛЯ
t =
второго знака после
49977
49981
49984
49987
49989
(
3,80
3,90
4,00
4,50
5,00
499
@
Э28
499952
4999683
4999966
4999997
= 3,0 -|- 3,49 опущено
запитой).
0,4
ОСНОВЫ АНАЛИЗА ДАННЫХ ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 89
Если неизвестны оба параметра о и MX,то доверительный интервал будет
с о
1'n-1y^t<:MX=a<x+tq'n-V^l' F5)
где Jq,n_j — при выбранной, доверительной вероятности а = 1 — ~- (а следо-
100
ва гельно, при известной, величине q) для данной выборки из п деталей определяют
ш> табл. 56 закона распределения Стьюдента. Число степеней свободы в этом
случае равно к= п — 1.
Доверительные интервалы для а при известном числе деталей в выборке п,
числе степеней свободы к = п — 1 и принятой доверительной вероятности
а = 1 — -Л= определяют по соотношению
zjS<a<z2S, F6)
здесь S — уточненное значение параметра: 5 = 1/ -S; величины z1 и
г2 определяют по табл. 57.
Найденные значения доверительных интервалов позволяют более надежно
оценить анализируемый признак. Так, при исследовании точности обработки
деталей верхняя граница параметра MX характеризует смещение уровня на-
стройки инструмента относительно середины поля допуска; практически пре-.
дельную же зону рассеивания вычисляют по верхней границе доверительного
интервала для параметра а.
Исключение резко выделяющихся результатов эксперимента. Из-за грубой
ошибки некоторые результаты экспериментов могут резко отличаться от осталь-
ных. Их необходимо исключить из анализа.
Расчет выполним по критерию Ирвина. Предварительно по всем данным
эксперимента вычисляем параметры х и S. Для заданного числа деталей в вы-
борке п и для принятого уровня надежности 0,95 или 0,99 определяем значения
ки,0- или X,o,os по табл. 58. Пусть сравниваются две случайные величины XN _|_ (
и XN. Вычисляем
Х= 2Г"+'-2Г"< F7)
Если Х,0,05 (при другом уровне — Х,а,80) < X, то значение XN _|_ i необходимо
отбросить.
Сравнение двух групп наблюдений. Весьма часто сравнивают результаты
наблюдений за работой двух станков, приспособлений и т. п. При этом необхо-
димо определить, являются ли эти наблюдения выборками из одной или разных
генеральных совокупностей. Для сравнения используют различные подходя-
щие критерии, например, оценку случайности расхождения между выборочными
дисперсиями можно вести по критерию Романовского [7, 20].
Пусть имеем две выборки с числом деталей Nt и JV2 (объем выборок должен
быть более 5), для которых вычислены дисперсии 5f и <S|. Введем величину
Если обе выборки принадлежат одной совокупности и независимы, то
*„,_! gfl=l/2^'+^-4) F9)
90
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
56. Пределы для распределения Стьгодента, соответствующие
доверительной вероятности
P(x-t п-1
Уп — 1
<a<x + la,n—l
S
Yn — i
— i -Э
100
к
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
1- q
100
0,9
6,31
2,92
2,35
2,13
2,02
1,94
1,90
1,86
1,83
1,81
1,80
1,78
1,77
1,76
1,75
1,75
1,74
0,95
12,71
4,30
3,18
2,78
2,57
2,45
2,37
2,30
2,26
2,23
2,20
2,18
218
2,14
2,13
2,12
2,11
0.98
31,82
6,97
4,54
3,75
3,37
3,14
3,00
2.90
2,82
2,76
2,72
2,68
2,65
2,62
2,60
2,58
2,57
0,99
63,66
9,93
5,84
4,60
4,03
3,70
3,50
3,36
3,25
3,17
3,11
3,06
3,06
2,98
2,95
2,92
2,90
0,999
636,2
31,60
12,94
8,61
6,86
5,96
5,40
5,04
4,78
4,59
4,49
4,32
4,22
4,14
4,07
4,02
3,97
ft
18
19
20
21
22
23
24
25
26
27
28
29
30
40
60
120
00
1 100
0,9
1,73
1,73
1,72
1,72
1,72
1,71
1,71
1,71
1,71
1,70
1,70
1,70
1,70
1,68
1,67
1,66
1,65
0,95
2.10
2,09
2,09
2,08
2,07
2,07
2,06
2,06
2,06
2,05
2,05
2,05
2,04
2,02
2,00
1,98
1,96
0,98
2,55
2,54
253
2,52
2,51
2,50
2,49
2,49
2,48
2,47
2,47
2,46
2,46
2,42
2,39
2,36
2,33
0,99
2,88
2,86
2,85
2,83
2,82
2,81
2,80
2,79
2,78
2,77
2,76
2,76
2,75
2,70
2,66
2,62
2,58
0,999
3,92
3,88
3,85
3,82
3,79
3,77
3,75
3,72
3,71
3,69
3,67
3,66
3,65
3,55
3,36
3,37
3,29
57. Нижние Zt и верхние z3 границы доверительного интервала
z,S <a<z3S
k
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
0,99
0,356
0,434
0,483
0,519
0,546
0,569
0,588
0,604
0,618
0,630
0,641
0,651
0,660
0,669
0,676
0,683
0,690
0,696
0,702
0,707
0,712
0,717
0,722
0.726
159
14,1
6,47
4,39
3,48
2,98
2,66
2,440
2,277
2,154
2,056
1,976
1,910
1,854
1,806
1,764
1,727
1,695
1,666
1,640
1,617
1,595
1,576
1,558
0,98
0,388
0,466
0,514
0,549
0.576
0,597
0,618
¦0.631
0,644
0,656
0.667
0,677
0,685
0,693
0,700
0,707
0,713
0,719
0,725
0,730
0,734
0.739
0Л43
0,747
z2
79,8
9,97
5,11
3,67
3,00
2,62
2,377
2,205
2,076
1,977
1,898
1,833
1,779
1,733
1,694
1,659
1,629
1,602
1,578
1,556
1,536
1,519
1,502
1,487
q
00
0,95
*i
0,441
0,521
0,566
0,599
0,624
0,644
0.661
0,675
0,688
0,699
0,708
0,717
0,725
0,732
0,739
0,745
0,750
0,756
0,760
0,765
0,769
0,773
0,777
0.781
31,9
6,28
3,73
2,87
2,45
2,202
2.035
1,916
1,826
1,755
1,698 '
1,651
1,611
1,577
1,548
1,522
1,499
1,479
1,460
1,444
1,429
1,416
1,402
1,391
0,90
г,
0,510
0,578
0,620
0.649
o;672
0,690
0,705
0,718
0,729
0,739
0,748
0,755
0,762
0,769
0,775
0,780
0,785
0,790
0,794
0,798
0,802
0,805
0,809
0,812
15,9
4,40
2,92
2,37
2,090
1,916
1,797
1,711
1,645
1,593
1,550
1,515
1,485
1,460
1,437
1,418
1,400
1,385
1,370
1,358
1,346
1,335
1,326
1,316
ОСНОВЫ АНАЛИЗА ДАННЫХ ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 91
Продолжение табл. 5
к
25
26
27
28
29
30
40
50
60
70
80
90
100
200
0,99
0,730
0,734
0,737
0,741
0,744
0,748
0,774
' 0,793
0,808
0,820
0,829
0338
0,845
0,887
1,541
1,526
1,512
1,499
1,487
1,475
1,390
1,336
1,299
1,272
1,250
1,233
1,219
1,15
0.98
0,751
0,755
0,758
0,762
0,765
0,768
0,792
0,810
0,824
0,835
0,844
0,852
0,858
0,897
1-
Ч
1,473
1,460
1,448
1,436
1,426
1,417
1,344
1,297
1,265
1,241
1,222
1,207
1,195
1,13
9
100
0,95
0,784
0,788
0,791
0,794
0,796
0,799
0,821
0,837
0,849
0,858
0,866
0,873
0,878
0,912
1,380
1,371
1,361
1,352
1,344
1,337
1,279
1,243
1,217
1,198
1,183
1,171
1,161
1,11
0,90
0,815
0,818
0,820
0,823
0,825
0,828
0,847
0,861
0,871
0,879
0,886
0,892
0,897
0,925
1,308
1,300
1,293
1,286
1,279
1,274
1,228
1,199
1,179
1,163
1,151
1,141
1,133
1,09
58. Значения параметра X
п
2
3
10
2,8
2,2
1,5
\>,99
3,7
2,9
2,0
п
20
30
50
\>,95
1,3
1,2
1,1
\>,99
1,8
1,7
1,6
п
100
400
1000
1,0
0,9
0,8
1,5
1,3
1,2
Считается, что обе выборки принадлежат одной совокупности, а расхождение
между S~f и 5| случайно, если справедливо неравенство
}-1
<3.
В противном случае расхождение между S? и S3 существенно, и выборки при-
надлежат разным генеральным совокупностям.
Если определено, что две выборки принадлежат одной генеральной сово-
купности, то среднее арифметическое значение х и дисперсию S'2 объединенной
выборки вычисляют по формулам
- JV1x1 +N2X2
jO —— '
S - N1+JV2 +
G0)
Установление корреляционной зависимости между двумя переменными при-
знаками. Часто при исследованиях необходимо установить взаимозависимость
между несколькими варьирующими признаками. Оценку влияния погрешностей
предшествующего перехода на выполняемый переход и определение связи каких-
либо признаков качества деталей между собой проводят методом корреляцион-
ного анализа.
92
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
59. Расчет теоретической пинии регрессии ух> = а' + Ь'х'
и коэффициента корреляция гху [16]
V
2
1
0
I
_2
I»
50
40
30
20
10
X'
1
0
2
X
5
-
-
0
3
—5
5
—4
2
10
-
3
3
0
8
—4
4
-
15
4
2
6
6
0
6
—1
1
-
20
2
1
6
6
0
3
-
Номер строки
1
2
3
4
5
ft.
hx'
h (х'У
Zfny'
x'Sjmy'
10
-10
10
—9
9
15
0
0
-1
0
15
15
15
9
9
10
20
40
8
16
Номер графы
1
(
3
15
20
10
2
2* = 50
2
IV
6
15
0
—10
-4
Zly' = 7
3
I (V)'
12
15
0
10
8
2f(y'J=45
2h = 50
2ft*' = 25
Ih (x')' = 65
SS^y' = 7
Sx'S^my' = 34
Примечание. В верхнем правом углу клеток таблицы указано произведе-
ние ту'. Например, длн первой графы значений х четвертой строки значений у':т=5;
у' = — 1, откуда ту' = — 5.
Ниже приведена последовательность расчета параметров линейной корре-
ляционной зависимости между двумя учитываемыми признаками.
1. Принимаем, что один из признаков является аргументом х, другой — функ-
цией у.
2. Составляем корреляционную таблицу (пример составления в табл. 59).
Строим поле корреляции (рис. 9). Анализируя расположение точек на корре-
ляционном поле, делаем предварительный вывод о наличии взаимозависимости
между признаками у и х.
3. Вычисляем координаты эмпирической линии регрессии: средние величины
уг, соответствующие центрам интервалов х4.
Последовательно соединяем точки с координатами (у$ х$ прямыми линиями.
Полученная ломаная линия и является эмпирической линией регрессии у по х
(линия 1 на рис. 9).
ОСНОВЫ АНАЛИЗА ДАННЫХ ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 93
4. Определяем параметры теоретической линии регрессии:
где ух — среднее значение функции у, соответствующее определенному значе-
нию аргумента х.
При анализе точности параметры а и Ь имеют следующий физический смысл:
а — постоянная (положительная или отрицательная) собственная погрешность
операции;
Ь — угловой коэффициент уравнения регрессии, коэффициент переноса, копиро-
вания, наследования погрешностей.
Неизвестные параметры а и Ъ определяют методом наименьших квадратов
при решении системы нормальных урав- п
нений:
21ух = а?1х-\-Ь ?;А
Если данные эксперимента сгруппи-
рованы (см. табл. 59), то суммы в урав-
нениях вычисляют во взвешенном виде:
2 1у = па + Ь S пх;
S»Si"iy = aSA«-(-6 Hhx2,
где ht; h2', ...; hs — частоты значений х
(итог по графам); 5 — число интервалов;
I — частоты значений у (итог по стро-
кам); т — частоты сочетаний х и у.
Для упрощения вычислений прово-
дят замену переменных (принимают но-
вые интервалы и начало отсчета):
... х-Сх
ьо
зо
20
10
О
t
f
п п
\
< УС
I у/
Г " 1
г
2
10
15
20
Рис. 9. Пример построения поля корре-
ляции: 1 — эмпирическая линия регрес-
сии; 2 — теоретическая линия регрессии
где Сх и Су — новые начала отсчета (назначают произвольно, желательно
вблизи средних значений х и у); ix, ty — интервалы по х и у.
В указанном случае предварительно определяют параметры прямой у'х, =
= а' + Ъ'х' с помощью системы нормальных уравнений:
^ly' — na' + VZhx';
S ж' Si тУ' = a' S hx' + V 2 Л (г'J.
Затем вычисляют параметры а и 6:
6 = 6'^:
в = С„ + 1„а'-6'С^.
Для данных табл. 59 получаем а' = — 0,151; 6' = 0,581;
6=0,581 ^ = 1,162; а = 30—10-0,151 —11,62 = 16,87.
о
Откуда уравнение теоретической линии регрессии
?*= 16,87+1,162г.
Заметим, что если х н у характеризуют погрешности операций, то коэффи-
циент копирования обычно 0 < Ь < 1,0, что указывает на частичное, неполное
исправление исходных погрешностей,
94
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
5. Вычисляем коэффициент корреляции гху, указывающий на тесноту связи
между двумя случайными величинами (коэффициент гху изменяется в преде-
лах — 1 =g rxy s? +1).
ху
= Ь^ =
п^ху — E^Ej/
Vn E x» - (S жJ • Vn S 2/2 - (S2/J
Для сгруппированных данных при замене переменных (см. пункт 4) вычисле-
ние гху ведут по формуле
»(S3t'Sjmy')-(?fa')(Siy')
rjC!/ /Г» S * (*')'- (S Ь'J] [я е г B/'J-(S «г/'J]' • .
Для примера, приведенного в табл. 59, имеем
50-34 — 25-7
гху —~~^=
=- = 0,635.
/[50 • 65-25~а] [50 • 45-72]
6. Оценим, существенно ли отличается полученное значение г (индекс ху
далее опущен) от 0 (при г = 0 прямая регрессии параллельна оси х и прямоли-
нейная корреляция отсутствует).
1 1 + г
Воспользуемся способом Фишера [20]. Определяем значение Z=-rr\g :-
Z 1— г
по табл. 60 для полученного г.
Например, для г = 0,64 Z — 0,7582.
Вычисляем t = zV^n — 3.
По найденному значению t по табл. 55 находим F0(t). Если значение Pr_0 =
= 0,5 — F0(t) < 0,05 (или при другом уровне значимости 0,01), то значение г
получено не случайно, а исследуемые случайные величины находятся в корре-
ляционной зависимости. Для рассматриваемого примера t = 0,7582 /47 =
= 5,2; F0{t) = 0,5, тогда Рг_о =0 < 0,05. Следовательно, значение г неслучайно.
г
0,0
0,1
0,2
0,3
04
0,5
0,6
0,7
0,8
0,9
0,99
0
0.0000
0,1003
0,2027
0,3095
0,4236
0,5493
0,6932
0,8673
1,0986
1,4722
2,6466
1
0.0101
0,1104
0.2132
0,3205
0,4356
0,5627
0,70й9
0,8872
1,1270
1.5275
2,6996
60. Значения Z =
о
0,0200
0,1206
0.2237
0,3316
0,4477
0,5764
0,7250
0,9077
1,1568
1,5890
2,7587
3
0,0300
0,1308
0,2342
0,3428
0,4599
0,5901
0,7414
0,9287
1,1881
1,6584
2,8257
4
0,0400
0,1409
0,2448
0,3541
0,4722
0,6042
0,7582
0,9505
1,2212
1,7381
2,9031
5
0.0501
0Д511
0.2554
0,3654
0,4847
0,6184
0,7753
0,9730
1,2562
1,8318
2,9945
6
0,0601
0,1614
0,2661
0,3767
0,4973
0,6328
0,7928
0,9662
1,2933
.1,9459
3,1063
7
0,0701
0,1717
0,2769
0,3884
0,5101
0,6475
0,8107
1,0203
1,3331
2,0923
3,2504
8
0,0802
0,1820
0,2877
0,4001
0,5230
0,6625
0,8291
1,0454
1,3758
2,2976
3,4534
9
0,0902
0,1923
0,2986
0,4118
0,5361
0,6777
0,8480
1,0714
1,4219
2,6467
3,8002
7. Если анализируют взаимосвязь между погрешностями, то можно опре-
делить собственную случайную погрешность операции, характеризуемую дис-
персией
где а.; — дисперсия входной погрешности; а? — дисперсия выходной погреш-
ности, ¦ ,
ОСНОВЫ АНАЛИЗА ДАННЫХ ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 95
Анализ характеристик технологических процессов, изменяющихся во времени.
Для ряда технологических процессов характерно изменение хода процесса
во времени, в частности, изменяются положение центра рассеивания и характе-
ристики рассеивания. При обработке детали эти изменения связаны с износом
инструмента, температурными деформациями технологической системы.
Наглядную иллюстрацию наличия систематических изменений в ходе про-
цесса дают: точечные диаграммы; точностные диаграммы; диаграммы доверитель-
ных интервалов.
На точечных диаграммах по оси абсцисс откладывают порядковые
номера последовательно обрабатываемых деталей или групп деталей или другие
величины, характеризующие течение процесса, например, время, обработанную
длину и т. а., а по оси ординат — индивидуальные или средние по группам
значения исследуемого признака. По результатам наблюдения для каждого
сечения детали определяют наибольшее #max i и наименьшее хш1а значения ис-
следуемого признака. Вычисляют средние значения
_xmax.i~*rxmini
Xcpi— 2
и погрешности Azj
^i^'maxi ~xmtnl-
При исследовании точности обработки А'хг характеризует отклонение формы
детали (овальность, конусность и т. д.).
Точечные диаграммы строят по значениям #тах и гт1п, по х и \х. Для
каждой из анализируемых величин на диаграмму могут наносить допустимые
границы отклонений.
Точечные диаграммы позволяют сделать предварительную оценку хода
технологического процесса и сделать заключение о достигнутой при обработке
точности. Поэтому их применяют для статистического контроля процесса про-
изводства деталей. В этом случае периодически контролируют небольшую
партию деталей объемом п = 4 •+• 10 шт. Определяют среднюю величину раз-
мера х и размах Rx (разность наибольшего и наименьшего значений признака
в пробной партии). Результаты проверки наносят на контрольные диаграммы.
Для оценки качества настройки на этих диаграммах указаны верхняя и нижняя
границы настроек и размахов настроек, для контроля хода процесса — верхняя
и нижняя контрольные границы процесса. Кроме того, на диаграмме указаны
границы поля допуска. Контрольные диаграммы строятся на основе предшест-
вующего исследования процесса и учитывают законы изменения положений
центра группирования, рассеивания во времени конкретной операции.
•На точностных диаграммах по оси абсцисс наносят номера
последовательно получаемых проб или время, обработанную длину и т. п.,
а по оси ординат — среднее арифметическое значение признака и крайние
значения в пробе. Кроме того, от средней линии вверх и вниз откладывают
отрезки, равные по величине эмпирическому среднему квадратичному отклоне-
нию, концы отрезков соединяют.
Точностные диаграммы строят на основе анализа текущих выборок. Объем
таких выборок мал E—10 деталей). Поэтому эмпирическое среднее квадратичное
значение вычисляют по соотношению
d«'
Значение коэффициента dn приведено в табл. 53.
Заметим, что точечные и точностные диаграммы строят как для одной, так
и для нескольких обрабатываемых партий. Во втором случае учитывают слу-
чайные факторы, связанные с настройкой станка, износом инструмента и т. д.
96 ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Точностные диаграммы более отчетливо позволяют судить о тенденциях,
связанных с изменением положения центра настройки и изменением рассеивания.
Однако эти выводы ориентировочные, так как построение диаграммы велось
по эмпирическим параметрам процесса.
Более определенное суждение о ходе процесса можно сделать, определив
наиболее вероятные границы, в которых лежат значения средних арифметиче-
ских и квадратичных групповых отклонений проб исследуемой партии деталей.
На диаграмме доверительных интервалов на оси
абсцисс откладывают номера проб, а по оси ординат — средние по пробам и
эмпирические средние квадратичные отклонения и доверительные интервалы
для этих параметров. Значения параметров вычисляют скользящими для групп
20—30 деталей со смещением для последующей группы 5—10 деталей. Затем
с принятым уровнем надежности вычисляют доверительные интервалы (по
методике, изложенной на стр. 87) для центра рассеивания и среднего квадра-
тичного отклонения. Линия, проведенная внутри области, ограниченной дове-
рительными интервалами, дает возможность судить о характере изменения
параметров во времени.
Аналитическое выражение хода процесса можно по-
лучить, используя теорию случайных процессов [7, 24, 27]. Уравнения смещения
центра группирования или рассеивания во времени можно установить, проана-
лизировав результаты исследования по способу наименьших квадратов (см. стр.
93).
При линейной корреляции смещение центра рассеивания выходных парамет-
ров за счет постепенного размерного износа инструмента и других причин от
времени t определяется уравнением
X(t) = xH + bt, G1)
где хн — начальный уровень настройки при t = tH; b — угловой коэффициент,
характеризующий скорость смещения центра рассеивания.
Точность операции — суммарную погрешность обработки А2 — оценивают
с помощью неравенства
бггА2 = 6г25 + &(гк-гн), G2)
где tK — время, характеризующее наступление отказа системы, когда возникает
необходимость подрегулировки или смены инструмента; 5 — уточненное зна-
чение оценки величины axf, a-xl — средняя дисперсия х относительно линии
регрессии (собственная случайная погрешность операции, см. стр. 94).
Величину z2 определяют согласно указаниям на стр. 89, параметр S вычис-
ляют по данным эксперимента по формуле
п
52 = ^zTi 2 [щ~х"~bti]2' G3)
где п — общее количество всех сравниваемых наблюдений. '
При вероятностном суммировании вместо G2) находим
А5: = К5J + 3[Ь(*Я-*Н)]2. G4)
Необходимо отметить, что обе характеристики уравнения смещения центра
рассеивания, величины хн и Ъ являются случайными и характеризуются дис-
персиями а^ и а|. Здесь ан и <ii — средние квадратичные отклонения соответ-
ственно погрешности настройки и относительного (на единицу времени) откло-
нения смещения центра группирования.
Определение оптимального времени подналадки
оборудования. Оптимальное время подналадки гарантирует заданную
ОСНОВЫ АНАЛИЗА ДАННЫХ ПО ТОЧНОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 97
точность обработки деталей при принятой вероятности появления дефектных
деталей (обычно 0,0027). Очевидно, что это время должно быть максимально
возможным, так как излишне частая подналадка приведет к снижению произ-
водительности.
Вероятность безотказной работы (т. е. длительность межнодналадочного
цикла обработки деталей) можно рассчитать [24] по функции распределения
времени безотказной работы PT(t) или по функции распределения выходных
параметров (точности обработки). Во втором случае наступление отказа опре-
деляется моментом перехода регламентированного квантиля распределения
рассматриваемого параметра за принятую границу поля допуска б.
Если оба сопряженных распределения подчиняются нормальному закону,
то. пользуясь функцией Лапласа, получим две эквивалентные формулы для
вероятности безотказной работы
F0(MT — t)
PT(t) =
0,5 + -
6-(xH + bt) 1,Г хн + Ы 7 ОЪ)
V4+°M-(V)' W'i+'i+Ci'I
где МТ и ат — математическое ожидание п среднее квадратичное отклонение
времени безотказной работы; ах — среднее квадратичное отклонение мгновен-
ного рассеивания выходного параметра изделия.
Вычисление начального уровня настройки хн уста-
новочного размера Dycm. Вычисление начального уровня настройки
хн ведут с учетом характера действия случайных и систематических ошибок.
Обычно при составлении точностной диаграммы за начало отсчета (нулевое
значение х) принимают минимальный -Dmin (для наружных) илп максимальный
?%ах (для внутренних) предельный размер обрабатываемых поверхностей
деталей.
Тогда для наружных поверхностей вращения
*„ = 3а('„)-^т1п:
ДУст=Дтт + 3^(д-22/т1п; G6)
для внутренних поверхностей вращения
xH=-[3o(t0)-2ymin];
°г/ст=Дтак-ЗПд+22/т1п, G7)
где o(t0) — среднее квадратичное отклонение общего рассеивания в начальный
момент обработки ?0; 2/ш1п — минимальное отжатие системы.
Величина a(t0) может быть определена экспериментально; с учетом ранее
принятых обозначений имеем
0 (*0) = Z2S (t0) = Vole + Он <78>
или вычислена путем суммирования элементарных погрешностей обработки
6а(д=Д2(д. G9)
В ряде случаев для повышения надежности в обеспечении точности обра-
ботки устанавливают контрольные границы процесса с расстоянием между ними
(допуском на переход бп), меньшим заданного б. Тогда уровень настройки и
установочный размер должны быть скорректированы на величину
А =
4 Справочник технолога, том 1
6-6„
ТОЧЦОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
ЛИТЕРАТУРА
1. А б р а ш и т о в Р. М., Гребенников Н. И., Райбман Н. С. Точност-
ные расчеты в счетном машиностроении. М., Машгиз, 1961.
2. АнтонюкВ. Е., Королев В. А., Башен С. М. Справочник конструктора
по расчету и проектированию станочных приспособлений. Минск, «Беларусь», 1969.
3. Балакшин Б. С. Основы технологии машиностроения. М., «Машиностроение»,
1969.
4. Б а л а к ш и н Б. С. Самоподнастраивающиеся станки. М., «Машиностроение», 1967.
5. Бородачев Н. А. Основные вопросы теории точности производства. М., Изд-во
АН СССР, 1950.
6. Бородачев Н. А. Анализ качества и точности производства. М., Машгиз, 1946.
7. В е н ц е л ь Е. С. Теория вероятностей. Изд. 4-е. М., «Наука», 1969.
8. Вотинов К. В. Жесткость станков. Л., ЛОНИТОМАШ, 1940.
9. Григорьев И. А., Дворецкий Б. Р. Контроль размеров в машиностроении.
М., Машгиз, 1959.
10. Д е м ь я н ю к Ф. С. Технологические основы поточно-автоматизированного произ-
водства. Изд. 3-е. М., «Высшая школа», 1968.
11. Кован В. М. и др. Основы.технологии машиностроения. Изд. 2-е. М., «Машино-
строение», 1965.
12. Комиссаров В. И., Леонтьев В. И., Старостин В. Г. Размерная
наладка универсальных металлорежущих станков. М., «Машиностроение», 1968.
13. Корсаков В. С. Точность механической обработки. М., Машгиз, 1961.
14. Корсаков В. С. Основы конструирования приспособлений в машиностроении.
М., «Машиностроение», 1971.
15. К уди нов В. А. Динамика станков. М., «Машиностроение», 1967.
16. Л у к о м с к и й Я. И. Теория корреляции и ее применение к анализу производ-
ства. Изд. 2-е. М., Госстатиздат, 1961.
17. М а к а р о в А. Д. Износ и стойкость режущих инструментов. М., «Машинострое-
ние», 1966.
18. М а т а л и н А. А. Точность механической обработки и проектирование технологи-
ческих процессов. М., «Машиностроение», 1970.
19. МаталинА. А., Рысцова В. С. Точность, производительность и экономич-
ность механической обработки. М., Машгиз, 1963.
20. Методика статистической обработки опытных данных. РТМ-44-62. М., Стандартгиз,
1963.
21. Микитянский В. В., Сердюк Л. М. Методика расчета допустимой по-
грешности установки с учетом износа приспособлений. «Известия вузов. Машиностроение»,
Н 3, 1970.
22. М н г к о в В. Д. Допуски и посадки. М., Машгиз, 1957.
23. Основные вопросы точности, взаимозаменяемости и технических измерений в маши-
ностроении. Под ред. А. Н. Гаврилова. М., Машгиз, 1958.
24. Основные вопросы надежности и долговечности машин. М., МАТИ, 1969.
25. Пановко Я. Г. Основы прикладной теории упругих колебаний. Изд. 2-е. М.,
«Машиностроение», 1967.
28. П о н о м а р е в С. Д. и др. Расчеты на прочность в машиностроении. Т. 1. М.,
Машгиз, 1956.
27. Смирнов Н. В., Дунин-Варковский И. В. Курс теории вероятнос-
тей и математической статистики для технических приложений. Изд. 3-е. М., «Наука», 1909.
28. Соколовский А. П. Расчеты точности обработки на металлорежущих станках.
М., Машгиз, 1952.
29. Соколовский А. П. Научные основы технологии машиностроении. М., Маш-
гиз, 1.955.
30'. С о л о н и н И. С. Математическая статистика в технологии машиностроения
М., «Машиностроение», 1972.
31. Справочник технолога-машиностроителя. Изд. 2-е. Т. 1. М., Машгиз, 1963.
32. Ч а р н к о Д. В. Основы выбора технологического процесса механической обработки.
М., Машгиз, 1963.
33. Якушев А. И., Дунин-Барковский И. В., Чек марев А. А.
Взаимозаменяемость и качество машин и приборов. М., Издательство стандартов, 1967.
Глава 2
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
i
ЛИТЫЕ ЗАГОТОВКИ
Л. Характеристика и примеры применения литых заготовок,
полученных различными способами
Способ литья
Ручная формовка по
деревянным и металли-
ческим моделям, по дере-
вянным модельным пли-
там, по шаблону:
в почве с верхом
обычная
в почве по шаблону
в опоках крупных
в сборном литом жа-
кете с химически
твердеющими стерж-
нями на основе жид-
кого стекла
в почве с верхом с
применением хими-
чески твердеющей
облицовочной смеси
из кварцевого песка
с жидким стеклом
в стержневые формы
в почве открытая
в опоках мелких и
средних
Наиболь-
шая масса
отливки
в m
В р
200
100
100
35
25
2
0,15
0,1
Применяемые
материалы
Примеры отливок
азовыеформы
Сталь, чугун
Цветные метал-
лы и сплавы
1
|
Крупные отливки (станины,
рамы, траверсы)
Отливки в виде тел вращения
(крупные шестерни, диски,
валки, маховики)
Крупные отливки (станины,
блоки цилиндров)
Крупные отливки (станины
ГКМ, ножниц); позволяет умень-
шить припуски на 25—30% и
трудоемкость механической
обработки на 20—25%
Крупные отливки (станины,
цилиндры); позволяет снизить
трудоемкость изготовления
отливок и механической обра-
ботки за счет уменьшении при-
пусков на 10—18%
Отливки со сложной ребрп-
стой наружной поверхностью
(головки и блоки цилиндров)
Грубые отливки, не требую-
щие механической обработки
(плиты, подкладки)
Мелкие н средние отливки
(шестерни, втулки, рычаги,
муфты, крышки)
100
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 1
Способ литья
Машинная формовка по
металлическим в пласт-
массовым моделям, по
деревянным моделям с
использованием коорди-
натных плит (магнитных
плит) или закрепляемым
на модельных плитах:
в опоках крупных
*
в опоках мелких и
средних
В оболочковые формы
(корковые, скорлупча-
тые):
песчано-смоляные
формы
химически твердеющие
тонкостенные A0—
20 мм) формы
химически твердею-
щие крупноблочные
формы
стеклянные оболочко-
вые формы
Точное литье (преци-
зионное) в неразъемные
формы:
по выплавляемым мо-
делям
Наиболь-
шая масса
отливки
в m
2
0,1
0,1
0,2
40
0,1
0,05
Применяемые
материалы
Сталь, чугун
и цветные
сплавы
Сталь, чугун
и цветные
сплавы
Углеродистые
и нержавеющие
стали, кобаль-
товые, хромистые
и алюминиевые
сплавы, латунь
Высоколегиро-
ванные стали и
сплавы, за
исключением
щелочных метал-
лов, реагирую-
щих с облицо-
вочным слоем
формы
Примеры отливок
Крупные отливки (суппорты,
небольшие станины)
Отливки мелкие и средние
(подшипники, муфты, махови-
ки); позволяет получить отливки
повышенной точности и чистоты
поверхности
Крупные ответственные фасон-
ные отливки; длн снижения рас-
хода смолы рекомендуется при-
менять двухслойные формы, при
которых из смеси с большим
содержанием смолы делают
только внутренний слой толщи-
ной 1,5—2, им
Мелкие и средние ответствен-
ные фасонные отливки
Особо крупные отливки. Вы-
сокой прочности оболочковых
элементов достигают химиче-
ским твердением смесей, содер-
жащих жидкое стекло, а так-
же наличием литых каркасов
или другой арматуры
Точные с высокой чистотой
поверхности отливки
Отливки сложной конфигура-
ции (лопатки турбин, шестерни,
режущий инструмент, детали
приборов); для обеспечения
плотности металла в отливке
применяют центробежный спо-
соб заливки металла или центро-
бежно-вакуумный. Керамиче-
ские стержни позволяют полу-
чать стенки толщиной 0,3 мм
и отверстии диаметром до 2 мм
ЛИТЫЕ ЗАГОТОВКИ
101
Продолжение табл 1
Способ литья
по растворяемым мо-
делнм
по замораживаемым
моделям
по газифицируемым
моделям
I
Гипсовые
Цементные
Кирпичные
Шамотно-кварцевые
Глинистые
Графитовые
Каменные
Металлокерамические
В кокили (металличе-
ские или постоянные
формы):
с горизонтальной,
вертикальной и ком-
бинированной пло-
скостью разъема на
индивидуальных и
карусельных маши-
нах
полукокильные формы
Под давлением:
на машинах с гори-
зонтальльными и
вертикальными ка-
мерами сжатия
с применением ва-
куума
Наиболь-
шая масса
отливки
в m
0,5
0,14
—
! п о л у п
0,1
70
200
100
50
0,004
Применяемые
материалы
Высоколегиро-
ванные стали
и сплавы
Титан, жаро-
прочные стали
Любые сплавы
остоннные
Сталь, чугун
Цветные метал-
лы н сплавы
Сталь, чугун
Чугун
Цветные метал-
лы и сплавы
В постоянные фо
Чугун-
ные — 7,
сталь-
ные — 4,
цветные
металлы
и спла-
вы — 0,5
—
0,10
—
Сталь, чугун
и цветные
металлы и •
сплавы
Сталь аусте-
нитного и фер-
ритного классов
Магниевые,
алюминиевые,
цинковые и
свинцовооловян-
ные сплавы,
сталь
Медные сплавы
Примеры отливок
Солевые модели улучшают
чистоту поверхности отливок.
Прочность солевых моделей
выше, чем парафино-стеарино-
вых составов
Отливки с минимальной тол-
щиной стенки 0,8 мм с отвер-
стиями диаметром до 1 мм'
Отливки сложной конфигура-
ции
[> О р М Ы
Крупные и средние отливки;
гипсовые формы позволяют от-
ливать при небольшом пере-
PDPRP МРТЯ ТТ ПЯ ТОНТСОСТРННЫР TIP—
тали (толщина стенок 1—1,5 мм).
Под вакуумом можно отливать
из алюминиевых сплавов детали
с толщиной стенок до 0,3 мм.
Формы выдерживают без ремон-
та от 10 (кирпичные) до 700 за-
ливок (графитовые, металлоке-
рамические) :
Фасонные отливки (поршни,
головки двигателей, корпуса,
диски, коробки подач, салазки).
Отверстия или внутренние по-
лости получают за счет песча-
ных стержней для отливок из
чугуна, стали и металличе-
ских — для отливок из цвет-
ных сплавов.
Формы позволяют получать
чистые без пригара отливки. Вы-
ход годного литья до 85,4%
Лопатки рабочих колес гид-
ротурбин и другие крупные
толстостенные отливки
Отливки сложной конфигура-
ции (тройники, колена, кольца
электродвигателей, детали при-
боров, блоки двигателя). Можно
получать отливки, армирован-
ные, комбинированные из высо-
копрочных материалов с легко-
плавкими литейными сплавами
Плотные отливки простой
формы
102
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Способ литья
Центробежный способ
на машинах:
о вертикальной осью
вращения в формы
металлические или
футерованные ме-
таллические
с горизонтальной осью
вращения в формы
металлические или
футерованные метал-
лические
с наклонной осью вра-
щении C—6° к го-
ризонту)
с вертикальной осью
вращения, не со-
впадающей с геоме-
трической осью от-
ливки
Штамповка де-
талей из жид-
кого металла
Литье с кри-
сталлизацией
под поршневым
давлением
В металличе-
ские формы
методом выжи-
мания
В металличе-
ские формы
методом вакуум-
ного всасыва-
ния (под разряжением)
Наиболь-
шая масса
отливки
в m
0,05
1
3
0,01
0,01
—
Применяемые
материалы
Чугун, сталь,
бронза и дру-
гие сплавы
•
Деформир уемые
и литейные
цветные сплавы
Чугун и
цветные сплавы
Алюминиевые
сплавы
Сплавы на
медной основе
Продолжение табл. 1
Примеры отливок
Отливки в виде тел вращения,
имеющие отношения 1 : d < 1
(венцы, шестерни, фланцы, шки-
вы), двухслойные заготовки (чу-
гун — бронза, сталь — чугун)
Отливки в виде тел враще-
ния, длина которых превышает
диаметр (трубы, гильзы, втул-
ки, оси)
Отливки в виде тел враще-
ния, длина которых значитель-
но превышает диаметр (трубы,
валы, слитки)
Фасонные отливки, не являю-
щиеся телами вращении (ры-
чаги, вилки, колодки)
Фасонные отливки, имеющие
глубокие и тонкие сечения,
сложные приливы с большими
размерами (турбинные лопатки).
Металл отливки имеет высокую
плотность. Удельное давление
штамповки в 6—8 раз меньше,
чем при горячей штамповке.
Для изготовления отливок
можно применять вторичные
сплавы и отходы цветных спла-
вов
Массивные и толстостенные
отливки без газовых раковин
и пористости; можно получать
уплотненные заготовки из не-
литейных материалов (чистый
алюминий)
Крупногабаритные тонкостен-
ные панели, в том числе ре-
бристые. Обеспечивает отсут-
ствие рыхлот и мелкозерни-
стую структуру
Небольшие отливки типа тел
вращения (втулки, гильзы). По-
лучение отверстий достигается
за счет выливания неуспевшей
затвердеть центральной части
сплава или песчаного стержня
ЛИТЫЕ ЗАГОТОВКИ
103
Продолжение табл. 1
Способ литья
Литье
окунанием
В песчаные
формы методом
последователь-
но направлен-
ной кристал-
лизации
В металличе-
ские формы под
низины избы-
точным дав-
лением
Непрерывное
литье
Наиболь-
шая масса
отливки
в тп
-
-
Применяемые
материалы
Бронза
Цветные сплавы
Алюминиевые
сплавы
Чугун
Примеры отливок
Получение биметаллических
втулок. Заготовки предвари-
тельно травят в растворе сер-
ной кислоты, промывают в воде
и сушат
Отливки с толщиной стенки
до 3 мм при протяженности до
3000 мм. Обеспечивает сниже-
ние расхода металла в 2—4 раза
и трудоемкости на 25—30%
Тонкостенные отливки (тол-
щина стенки 2 мм при высоте
500—600 мм) обтекаемой формы
Производство листов, отливок
круглого сечения, слитков, за-
готовок для последующей про-
катки
Примечания: 1. Целесообразно применять: литье в вибрирующие формы, при
этом улучшается заполнение металлом узких полостей литейной формы, металл отливин
имеет более измельченную структуру и повышенные на 10—15% прочностные характе-
ристики; покрытие литейной формы для поверхностного легирования отливок, так, кар-
бидообразующие легирующие элементы (теллур, углерод, марганец и др.) повышают
износостойкость и устраняют усадочные рыхлости отливок; графйтизирующне легирую-
щие элементы (кремний, титан, алюминий и др.) устраняют отбел, уменьшают остаточ-
ные напряжения и улучшают обрабатываемость отливок.
2. Формы при ручной формовке уплотняют ручными илп пневматическими трамбов-
ками, при машинной формовке — прессованием, встряхиванием формы или при помощи
пескометов и пееьострельных машин. Применение «квдкоподвижных» смесей, разрабо-
танных ЦНИИТМАШем, позволяет осуществлять заливку ее на модели или в стержне-
вые ящики. Новая технология повышает производительность труда, снижает трудоем-
кость изготовления формы и стержней в 3—5 раз, исключает ручной труд и позволяет
полностью механизировать, а при необходимости автоматиоировать производство изго-
товления стержней и форм независимо от их размеров, конфигурации и номенклатуры.
3. При производстве крупных отливок целесообразно применять регулируемое охла-
ждение формы, позволяющее сократить продолжительность охлаждения отливки в литей-
ной форме массой 20—200 Т в 2 раза по сравнению с естественным охлаждением. Верти-
кальные по формовке стенки моделей для крупных отливок целесообразна выполнять
без формовочных уклонов за счет применения Отъемных частей.
104
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
2. Точность и шероховатость поверхности отливок
Способ литья
Литье в пес-
чаные формы
Штамповка
из жидкого
ПГАФЯ TTTTQ
iVLU J. ct J1Л ct
Литье под
давлением
Литье с кри-
сталлизацией
под поршневым
давлением
Литье
в металлические
формы
* Указанный
Масса
отливки .
в кг
До 100
Св. 100
до 1000
До 100
Св. 100
до 1000
Св. 1000
До 10
Св. 10
До 10
До 1
Св. 1 до 10
До 1
Св. 1 до 10
До 1
-
До 100
Св. 100
до 1000
Материал
Алюминиевые
сплавы
Чугун и сталь
Алюминиевые
сплавы
Чугун и сталь
Цинковые
сплавы
Алюминиевые
сплавы
Сталь
Цветные сплавы
Алюминиевые
сплавы
класс и грубее.
Тнп
произ-
водства
М
С
Е
М
С
В
м
с
Е
М
С
Е
С
Е
М
С
м
с
м
с
м
с
м
с
м
с
м
с
м
с
м
с
м
с
Е
м
с
Е
Класс
точности
5—7
7-8
8-10
7-8
8-10
10*
5—8
7-10
8-11
7—9
9—11
1*
9*
11*
5—7
7-8
5—7
7—8
5-7
7-8
3—5
3—5
4—7
5—8
4—7
5-8
5-7
5—8
5-7
5—7
3—5
3—5
4-7
5—7
7—9
5-7
7-9
9-11
Класс чистоты
поверхности по
ГОСТу 2789—59
1-4
1—3
1-2*
1-3
1—2
1-2*
1-4
1—3
1—2*
1—3
1-2
1»
1—2»
1*
2—5
1—4
1-4
1-3
1—4
1-3
5—8
5—7
5-7
3—5
5-7
3-5
4—5
3—5
3-5
3-5
4—5
4-5
2—5
1-4
1—3
1—4
1-3
2*
ЛИТЫЕ ЗАГОТОВКИ
105
Продолжение табл. 2
Способ литья
Питье
в металлические
формы
Литье в оболоч-
ковые формы
Литье по
выплавляемым
моделям
Масса
отливки
в кг
До 100
Св. tOO
до 1000
До 10
Св. 10 до 100
До 10
До 1
Св. 1 до 10
Материал
Чугун и сталь
Алюминиевые
сплавы
Сталь
Тип
произ-
водства
М
С
Е
М
С
Е
М
С
м
с
м
с
м
с
м
с
Класс
точности
5—7
7-8
8—10
7-8
8—9
9-11
5—7
7-8
5-8
7-9
4-7
5-8
4—7
5—7
Ь—8
7—9
Класс чистоты
поверхности по
ГОСТу 2789—59
1—3
1—2
1
1—3
1—2
1
2—5
1-4
1-4
1-3
з-а
2 jj
3—6
2-5
2—5
1-4
Обозначения: М — массовое производство; С — серийное; Е — единичное.
3. Допускаемые отклонения (±) на размеры чугунных и стальных отливок
(по ГОСТам 1855—55 и 2009—55)
Размеры в мм
Наибольший
габаритный
размер
отливки
До 120
Св. 120 до 260
» 260 » 500
» 500 » 1250
» 1250 » 3150
» 3150 » 5000
До 260
Св. 260 до 500
» 500 » B50
» 1250 » 3150
» 3150 « 6300
До 500
Св. 500 до 1250
» 1250 » 3150
» 3 150 » 6 300
» 6 300 » 10 000
о
о
Н
0,2
0,3
0,4
0,6
0,8
1,0
0,5
0,8
1,0
1,2
1.5
1,0
1,2
1,5
1,8
2,0
О О
mod
*н
Ю о
ОН
0,3
0,4
0,6
0,8
1,0
1,2
0,8
1,0
1,2
1,5
i,8
1,5
1,8
2,0
2,2
2,5
о
as
ffl о
ОЙ
_
0.6
оз
1,0
1,2
1,5
1,0
1,2
1,5
2,0
2,2
2,0
2,2
г%
3,0
3,5
Номинальный
о
МО
а а
1,0
1,2
1,4
1,8
1,5
2,0
2,5
3,0
2,5
3,0
3,Ь
4.0
4,5
о
оо
ift о
.°°
П о
ОН
оо
он
размер
So
NO
иО
.N
п о
go
CD 1Л
со о
I класс тояности
_
„
1,4
1,6
2,0
—
1,6
2,0
2,5
2,5
3,0
—
3,0
4,0
II класс точности
_
2,5
з;о
4,0
_
3,0
4,0
5,0
—
5,0
6,0
6,0
7,0
III класс точности
т>
5,0
5,5
6.0
5,0
6,0
6,5
7,5
-
8,0
9,0
-
9,0
10,0
11,0
mo
<t-< О
со о
in
e о
О и
5,0
_
9,0
i —
12,0
14,0
go
o^
in en
to
ffl* О
—
—
12,0
-
15,0
17,0
о
Оо
Оо
» с
он
_
—
—
—.
—
-
_
20.0
'106
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
4. Допускаемые отклонения на размеры отливок из цветных металлов и сплавов
Размеры в мм
Номинальный
размер
ОТЛИВКИ
До 10
Св. 10 до 18
>> 18 •> 30
» oU »> o\J
. СП .. Qfl
» DU » oU
>> OU № i.?AJ
« 19fl » ISO
V Lmj >) loU
,, A Ot\ .. OCfl
« J.OU >) ?A>\)
w 9fi/~l л 1КП
,. ООП .. КПП
)> oOu И uuu
,. Rflfl ,. fiOfl
v iJUU '* OOU
» 630 » 800
.. Qft(\ 1ППО
)) oUU >> 1UUU
., loon » 1250
t Xu \I\J '' JAdW
» 1250 >> 1600
» 1600 -> 2000
П р и м е ч г
•Питье
в песчаные
(Ьовмы
¦ (Я ¦
вннэш
0,4
0,6
0,4
0,6
0,5-
0,8
0,6
1,0
0,8
1,2
1,0
1,6
1,2
2,0
1,6
2,4
1,3
3,0
2,2
3,6
4,0
6,4
5.0
8,0
5,6
ТмГ
6,4
10,0
8,0
12,0
9,0
14,0
я
норма
ная
0,8
1,6
03
1,6
0,8
1,6
1,0
и
1,2
2,0
1,6
2,5
2,0
3,0
2,4
4,0
3.0
4,5
3,6
5,5
6,4
10,0
8,0
12,0
9,0
14,0
10,0
16,0
12,0
20,0
14,0
22^0
Питье
в оболочко-
вые
формы
и
«1
О й
,0,2
0,3
0,24
0,4"
0,3
0,5
0,4
0,6
0,5
0,8
0,6
1,0
1,2
2,0"
1.6
74"
1,8
3,0'
22
3,6
2,4
4,0
3,0 ¦
5,0
3,6
5,6
4,0
6,4
5,0
8,0
Дитье по
выплавляе-
мым
моделям
Точность
i
норма
ная
0,4
0,6
0,4
0,6
0,5
Ofi
0,6
1,0
0,8 '
1,2
1,0
1,6
2,0
3,0.
Я,4
4,С
3,0
4,5
3,6
5,5
4,0
67
5,0
8,0
5,6
Р
6,4
10,0
8,0
12,0
9,0
14,0
к
повы-
шенна
0,12
0,24
0,16
0,24
0,2
0,3
0,24
0,4
0,5
0,6
0,6
1,0
.0,8
1,2
1,0
1,6
1,2
1,8
1,4
2,2
1,6
2,4
_
—
"=г
—
Центробешное
литье
отливок
с;
норма
ная
0,2
0,3
0,24
"oj
0,3
0,5
0,4
0,6
0,8
1,2
1,0
1,6
1,2
2,0
1,6
2,4
1,8
3,0
2,2
1мГ
2,4
4,0
3,0
5,0
3,6
~5j
4,0
"ej
5,0
8,0
i и и е. В числителе приведены допуски па
S
11
0^
0,3
0,24
W
0,3
0,5
0,4
0,6
0,5
0,8
1,0
тж
1,2
2,0
1,6
2,4
1,8
3,0
2,2
3,6
2,4
4,0
3,0
5,0
3,6
5,6
4,0
6,4
5,0
8,0
—
размеры
я
в
норма
ная
0,4
0,6
0,4
0,6
0,5
0,6
0,6
1,0
0,8
1,2
1,6
2,5
2,0
3,0
2,4
4,0
3,0
4,5
3,6
Т
4,0
6,4
5,0
8,0
5,6
9,0
6,4
10,0
8,0
12,0
9,0
14,0
Литье
под
давлением
§
0,1
"оТ
0,12
0,24
0,14
^28
0,17
ш
0,3
"оТ
0,4
0,6
0,5
0,8
0,6
¦ 1,0
0.8
1,2
—
—
—
—
—
. —
—
к-
норма
ная
0,12
0,24
0,16
0^4
0,2
"oj
0,24
0,4
0,5
0,8
0,6
1,0
0,8
1,2
1,0
1,6
1,2
тж
1,4
22
1,6
—
—
_
отливок, оформляе-
мых в одной части формы; в знаменателе — для размеров, оформляемых в
частях формы или стержнями.
двух и
более
1
ЛИТЫЕ ЗАГОТОВКИ
107
5. Толщина стенок отливок
Литье в песчаные формы
Материал
Сталь
углеродистая
Сталь мало-
легированная
Чугун серый
Чугун моди-
фицирован-
ный
Чугун с ша-
ровидным
графитом
Чугун
фосфористый
Чугун
ковкий
Бронзы
оловянные
Характери-
стика
отливки
Мелкие
(до 2 кг)
Средние
(от 2 до 50 кг)
Крупные
(св. 50 кг)
Наименьшая
толщина
стенки в мм
8
12
20
На 20—40% больше, чем
для отливок из углеро-
дистой стали
Мелкие
Средние
Крупные
3-4
6-8
10-20
На 15—20% больше, чем
для отливок из серого
чугуна
Для средних отливок такая
же, как и из модифициро-
ванного чугуна, для мел-
ких — как из серого чугуна
Мелкие
(площадь
стенки
< 100 см2)
Размеры пло-
щади стенки
в мм:
50 х 50
100>И00
200x200
350x350
500x500
Наибольшая
протяжен-
ность стенки
в мм:
до 50
ев. 50 до 100
» 100 » 200
» 200 » 600
2
2,5-3,5
3-4,0
3,5—5,5
4—5,5
5—7,0
3
5
6
8
Материал
Специальные
бронзы и
латуни
Кремнистые
бронзы
Алюминие-
вые
сплавы
Магниевые
сплавы
Цинковые
сплавы
Характери-
стика
отливки
Мелкие
Средние
-
Наибольшая
протяжен-
ность
стенки в мм:
до 200
от 200 до 800
Мелкие
Средние
(протяжен-
ность стенки
не более
400 мм)
-
Литье • в копилъ
Материал
Магниевые
сплавы
Алюминие-
вые сплавы
Бронзы
Чугун
Чугун
без отбела
Сталь
кислая из
электропечей
Сталь
основная
Площадь
стенки
в ом2
До 30
До 25
Св. 25 до 125
Наименьшая
толщина
стенки в мм
$1
>4'
3-5
5-8
4
6
>3
Минимальная
толщина
стенки в мм
3
3-4
4-6
4 .
6
IS
8
10
108
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
в. Литье по выплавляемым моделям. Толщена стенок отливов
Материал
Толщина стенки при габаритных размерах детали в мм
св. 10 до 50
о я
S S
й
*s
к ч
а й
св. 50
до 100
S 3
СВ. 100
до 200
в5
о й
A3
S3
Е S
св. 200
до 350
о й
й
3 3
г а
ев. 350
Оловянно-свинцовые
сплавы
Цинковые сплавы . . . .
Чугун
Медные, магниевые и
алюминиевые сплавы
Сталь углеродистая . . .
1,0—1,5
1,5—2,0
1,5-2,0
2,0-2,5
2,0—2,5
0,7
1,0
1,0
1,5
1.5
1,5—2,0
2,0-3,0
2,0-3,5
2,5-4,0
2,5-4,0
1,0
1,5
1,5
2,0
2,0
2,0—3,0
2,5-3,5
2,5—4,0
3,0-4,0
3,5—5,0
1,5
2,0
2,0
2,5
2,5
2,5—3,5
3,0-4,0
3,0—4,5
3,5-5,0
3,5—6,0
2,0
2,5
2,5
3,0
3,0
3,0—4,0
3,5-5,0
4,0-5,0
4,0-7,0
5,0—7,0
Примечание. Стенки толщиной меньше 0,75 мм можно допускать, если они
имеют длину не более 8—10 мм.
7. Литье под давлением. Толщина стенок, радиусы закруглений и уклоны отливок
Сплавы
О л овянно-свинцовые
Цинковые
Магниевые
Алюминиевые
Медные
Толщина стенок отливок при пло-
щади сплошной поверхности в смг
до 25
0.6
0,8
1,3
1,0
1,5
св. 25
ДО 100
0,7
1,0
1,8
1,5
2,0
св. 100
до 225
1,1
1,5
2,5
2,0
3,0
св. 225
до 400
1,5
2,0
3,0
2,5
3,5
св. 400
до 1000
3,0
4,0
4,0
4,0
Ра-
диусы
зак-
ругле-
ний
в лш
0,5
1,0
1,0
1,0
1,6
Уклон в % от
высоты стенки для
поверхности
наруж-
ной
0,3-0,5
0,5-1,0
0,5-1,0
0,5-1,0
внутрен-
ней
0,5—1,0
1,0-2,0
1,0—1,5
1,0—2,0
Примечания: 1. Для стали оптимальная толщина стенок 3 мм.
2. Литейные уклоны назначают тем больше, чем больше усадка металла.
8. Литье в оболочковые формы. Толщина стенок отливок
Характеристика отливки
Мелкие, кроме отливок из стали
Средние и мелкие стальные
Толщина
стенки в ли»
2,0—2,5
3,0-4,0
Примечания: 1. При толщиве стенок 10—12 мм в отливках можно выполнять
отверстия диаметром 6 мм и более по модели (без стержней).
2 Для стальных отливок радиусы закругления должны быть не менее 3 мм.
3. Переходный угол для оформления различных утолщений на отливке следует
брать 30—45°.
ЛИТЫЕ ЗАГОТОВКИ
109
9. Литье по выплавляемым моделям. Глубина отверстий
Размеры в мм
Диаметр
отверстия
До 5
Св. з до 10
» 10 » 20
» 20 » 40
Глубина отверстия
сквозного
5-10
@—30
30-60
60-120
глухого
До 5
5—15
15—25
25-30
Диаметр
отверстия
Св. 40 до 60
» 60 » 100
» 100
Глубина отверстия
сквозного
120-200
200- 300
300—350
глухого
50-80
80—100
100—200
10. Размеры (в мм) отверстий и резьб в отливках
Сплав
Цинковый
Магниевый
Алюминиевый
Медный
Сплав
Цинковый
Магниевый
Алюминиевый
Медный
Питье под давлением
Отверстия
Диаметр
dmin
1,5
2
2,5
5
Глубина hmax
Глухие
3d
Сквозные
fid
4d
Конус-
не менее
0°30'
1°
1°30'
Резьба
Шаг
0,75
1,0
1,5
Диаметр
резьбы
dmin*
6A0)
6A5)
10 B0)
12(-)
Литье в кокиль, в оболочковые и песчаные формы
Отверстии
Диамет!
dmin
8
10
Глубина hmax
Глухие
2d
l,5d
Сквозные
3d
2d
Диаметр резьбы <imin
наружной
-
6
внутренней
-
20
25
* Без скобок — для наружной резьбы, в скобках — для внутренней.
Примечание. Длн чугунных отливок при литье в песчаные формы наимень-
шие размеры литых отверстий составляют 10 лш при толщине стенок 8—10 мм, 15 лш
при толщине стенок 20—30 мм и 18 мм при толщине стенок 40—50 мм; для стальных
отливок соответственно 25 мм при толщине до 40 мм, 30 мм при толщине 40—60 мм и
35—40 мм при большей толщине стенок. 1
110
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
II. Формовочные уклоны наружных поверхностей моделей
(по ГОСТу 3212—57)
или стержневых ящиков
Измеряемая
высота поверх-
ности модели
в мм
Уклоны (не более)
при моделях
3 а
§*5
она
о о о
о se
. ? Я
Измеряемая
высота поверх-
ности модели
в мм
Уклоны (не более)
при моделях
выпла-
вляемых
-
—
-
оболоч-
ковых
форм
0°20'
-
-
-
метал-
лических
0°30'
0°20'
—
-
деревян-
ных
0°30'
0°30'
0=20'
0°15'
До га
Св. 20 ДО 50
» 50 » 100
» 100 » 200
0°20'
0°15'
0°10'
0°45'
0°30'
0°30'
0°20'
1°30'
1°00'
0°45'
0°30'
3°00'
ГЗО'
Г00'
0°45'
Св. 200 до 300
» 300 » 800
» 800 » 2000
» 2000
Примечания: 1. Формовочные уклоны придают рабочим поверхностям литей-
ных моделей для отливок, не имеющих конструктивных уклонов, обеспечивающих легкое
извлечение моделей из формы или освобождение стержневых ящиков от стержней без
нарушения целостности формы или стержней.
2. Формовочные уклоны выполняются: а) на обрабатываемых поверхностях — сверх
припуска на. механическую обработку, за счет увеличения размеров отливки; б) на необ-
рабатываемых поверхностях, которые не сопрягаются с другими деталями, за счет одно-
временного увеличения и уменьшения размеров отливки; в) на необрабатываемых по-
верхностях, которые сопрягаются с другими деталями, за счет уменьшения, увеличения
или одновременного увеличения и уменьшения размеров отливки.
3. Уклоны местных невысоких утолщений (бобышек, платиков, планок) следует
принимать 30—45°.
4. В ребрах жесткости уклон следует доводить до 5—8°.
12. Формовочные уклоны- литейных болванов (по ГОСТу 3212—57)
1
Измеряемая
высота поверх-
ности модели
hg в мм
До 20
Св. 20 до 50
» ¦ 50 » 100
« 100 п 300
» 300 •« 800
» 800 »
4
Уклоны (не
более) для
моделей
металли-
ческих
3°
2°
1°
0°45'
0°30'
де'ревян-
ных
90
2=30'
1°30'
1°
0°45*
0°30«
Примечания ]
1. Величины формовочных уклонов даны при
d : ftg> 1. При соотношении d : hg <: 1 (где d —диа-
метр или наименьшая ширина болвана)' внутренние
поверхности отливки могут быть выполнены стерж-
нями.
2. Для болванов, снимаемых вместе с верхней
опокой, величина формовочного уклона может быть
увеличена в 2 раза.
3. Формовочные уклоны в стержневых ящиках
рекомендуется выполнять равнозначными наружным
уклонам моделей.
ЛИТЫЕ ЗАГОТОВКИ
111
13. Радиусы закруглений в литых деталях
Эскизы
Пара-
метр
Наименьшие значения
параметров для отливок
в кокиль
и под давле-
нием
Примечания
Я.
В
в,
а + Ь
R +
а+Ь
Rx и
Ct
ft.
Сг
_а_
Т
а + Ь
3
а + В
г/Ь —а
8с
а + Ь
R + -
а
я + Ь
В
2У Ь-а
8с
1.5 Ya— Ь
12с
1. Значении радиу-
сов литых галтелей
(по ГОСТу 2716—44)
принимают равными:
1, 2, 3, 5, 8, 10, 15,
20, 25, 30, 40 мм.
2. Число значений
различных радиусов
галтелей, применяе-
мых в одной отливке,
должно быть мини-
мальным.
14. Наименьшие расстояния между центрами
бобышек, отливаемых раздельно
Размеры в лип
Диаметр
резьбы
крепежных
деталей
• До 4
Св. 4 до 6
» 6 » 10
» 10 » 14
» 14 к 18
Способ литья
S
25
30 .
30
40
50
Ч и
S к
§!§
С5 К П
15
18
22
30
38
Примечание
При расстоянии
между центрами бо-
бышек под крепеж-
ные детали, меньшем
указанного, бобыш-
ки соединить в одну,
15. Мншшилыши высота приливов
или платиков
Размеры в лил
Наибольший
размер
отливки
(длина или
высота)
До 50
Св. 50 до 250
» 250 » 500
» 500 » 750
» 750 » 1000
Способ литья
в землю
3
3,5
4
5
6
под да-
влением,
в оболоч-
новые
формы,
в кокиль
2
2,5
—
— •
—
112
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
16. Стойкость форм
Литье в металлические формы
Материал
формы
Чугун
Чугун
Чугун
Сталь
Материал
отливок
Сталь
Чугун
Медь
Медь
Алюминий
Магний
Цинковый
сплав
Оловяни-
сто-свин-
цовистый
сплав
Характе-
ристика
отливки
Мелкие
Средние
Крупные
Очень
крупные
Мелкие
Средние
Крупные
Количе-
ство
отливок
100—500
60-100
30-50
10-30
1000—5000
100—500
25—100
3 000
10 000
50 000
75 000
160 000
200 000
Литье под давлением
Материал отливок
Оловянисто-свинцови-
стый сплав
Цинковый сплав . .
Магниевый сплав . .
Алюминиевый сплав
Латунь
Медь
Количество
отливок
50 000 и более
100 000—250 000
30 000— 75 000
25 000— 75 000
10 000— 15 000*
3 000— 10 000
Центробежное литье
Материал
изложницы
Серый чугун
Хроыоникелевый
чугун
Хромоникелеван
сталь
Серый чугуи
Материал
отливки
Чугун
Чугун
Сталь
Сплав на
алюминие-
вой основе
Количе-
ство
отливок
300- 400
100-1500
2000—3000
5000—6000
Литье в оболочковые формы
Материал пресс-формы
Алюминий
Сталь или чугун . , . .
Гипс (для стеклянных
оболочек)
Количество
съемов оболочек
5000—10 000
100 000
15-20
Литье по выплавляемой модели
Материал пресс-формы
Сталь
Легкоплавкие сплавы,
цинково-алюминиево-
медные сплавы . . .
Цемент
Количество
съемов моделей
100 000
1 000
100 и более
Примечании: 1. При литье толсто-
стенных массивных деталей из латуни стой-
кость формы снижается до 5000, а при
изготовлении тонкостенных отливок повы-
шается до 20 000.
2. При литье в полупостоянные формы,
изготовляемые из высокоогнеупорных фор-
мовочных смесей, стойкость форм 10—700
отливок.
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
СВОБОДНАЯ КОВКА
Свободной ковкой изготовляют поковки простой конфигурации массой от
150 г до 250 т.
Мелкие и средние поковки изготовляют только в мелкосерийном производ-
стве, а крупные поковки — при всех видах производства. При получении мел-
ких и средних поковок для повышения точности и производительности исполь-
зуют подкладные штампы (рентабельная партия более 50—200 шт.).
Для поковок массой до 40 кг используют сортовой прокат, массой 40—300 кг —
крупный прокат и кузнечные заготовки (обжатые болванки), для поковок массой
более 300 кг — кузнечные заготовки и слитки.
Поковки массой более 700 кг изготовляют на ковочных гидравлических
прессах (ГОСТ 7284—70), поковки массой 8—700 кг — на паровоздушных мо-
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
ИЗ
лотах (ГОСТ 9752—61) и мелкие поковки — на пневматических (ГОСТ 712—65*)
и рессор но-пружинных молотах.
Ориентировочные данные для выбора прессов и молотов приведены в табл.
17—18 (для поковок из углеродистой и легированной стали).
17. Данные для выбора ковочных гидравлических прессов
Усилие
пресса
в тс
600
800
1000
1200
1500
Масса слитка в т
средняя
1
2
3,5
5
8
наибольшая
3
5,5
8
И
17
Усилие
пресса
в тс
2 000
3 000
6 000
10 000
Масса слитка в т
средняя
14
30
. 80
160
наибольшая
28
55
120
240
18. Данные для выбора веса падающих частей молотов
h
Масса поковок в кг
Фасонных
к 3
III
fill
Sfc
в?
Масса поковок в ка
Фасонных
щ О Й
Л Л й
р; та и п
<о ?
SS-9
ESi
100
150
200
300
400
500
750
1000
2000
Ковочные молоты
0,5
1,5
2
3
6
8
12
20
60
2
4
6
10
18
25
40
70
180
10
15
25
45
60
100
140
250
500
50
60
70
85
100
115
135
160
225
3000
5000
75
150
250
400
550
750
1000
100
200
700
750
1500
Пневматические молоты
0,3
1,5
2,5
6
9
12
20
1,2
4
8
18
28
40
70
7,5
15
35
60
НО
140
250
275
350
45
60
75
100
120
135
160
19. Ориентировочный расчет усилий для подбора кузнечно-пресеового оборудования
Тип
оборудования
Ковочный
молот
Ковочный
пресс
Формулы
Вес падающих частей в кГ:
при свободной ковке
С, = hF;
при ковке в подкладных штам-
пах
G* = @,08 4- 0,10) Fn
Усилие пресса в кГ:
при осадке
Р » аы 0,785d2;
при вытяжке
Р = cbtbl
Обозначения
F — площадь поперечного сечения
заготовки в мм2; h — коэффициент
(длн стали h = 0,07 кГ/тт2; для цвет-
ных металлов h = 0,035 кГДмж3); Fn —
площадь проекции поковки на плос-
кость штампа в мм'
d — диаметр поковки в лш; Ь — ши-
рина поковки в мм; 1 — величина по-
дачи в мм; С(>( — предел прочности
при температуре (°С в кГ/мм2
(
._ .._ ... 1
114
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 19
Тип
оборудования
Штамповоч-
ный молот
Горизонталь-
но-ковочная
машина
(ГКМ)
Фрикционный
винтовой
пресс
Кривошипный
или гидра-
влический
пресс
Обрезной
пресс
Формулы
Вес падающих частей в кГ:
для молота простого действия
aTtFnkl
С 1 5 ft ¦
""'" пНм •
для молота двойного действия
п., .. cTtFnhl
Усилие машины в то
Р = UD^ft
Номинальное усилие в кГ
h0koTtFnkl
п
Наибольшее усилие при штам-
повке в кГ
Р = heTtFnk.
Усилие при штамповке выдав-
ливанием или прессованием
в пГ
Р = uCFobtln -L
Усилие обрезки облоя или
перемычки
р = A,55 — 1,8) SWbi
Обозначения
h — коэффициент, определяемый по
Dnk
формуле fe = 1 -f- 0 17 для поко-
а
вок в виде тел вращения; k =
/ В„ь \
= 1,85 1 + 0,25 —^—1 для поковок
\ а 1
с удлиненной осью;
Dnfe и Вп^ — диаметр и ширина
поковок по наружному краю мости-
ка облоя в мм; а — толщина мо-
стика в мм; 0-р( — предел текуче-
сти при растяжении для температуры
в конце штамповки в кГ/мм" (для ста-
ли aj*t = CTfjj); Fnfc — площадь проек-
ции поковки (с облоем) в мм2 на плос-
кость разъема; и — число ударов мо-
лота (минимальное 1—4, максималь-
ное 10—20); 1 — осадка для данного
числа ударов п в мм; Нм.— высота па-
дения бабы в мм
Dnk — диаметр поковки в мм; h —
коэффициент (для поковок простой
формы h — 0,05, средней сложности
ft = 0,067, очень сложных h —
= 0,074 тс/мм2)
кф — коэффициент принимают:
Усилие прес-
са в гс
Ч
9
60
0,27
180
0,22
300
0.20
500
0,18
и — коэффициент, учитывающий
влияние сил трения металла о стенки
штампа или приемника; если Н > D,
то
и = 1 + 0,08 -~,
где Н — высота; D — диаметр заго-
товки; С = 4 -^ 5 — коэффициент; F —
поперечное сечение полости штампа;
/ — сечение рабочего отверстия для
выдавливания в мм2
S — периметр среза в мм; t — тол-
щина среза в мм
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ 115
Потребные усилия рассчитывают в зависимости от выполняемых операций
по формулам, приведенным в табл. 19 и в работе [3].
Точность поковок, полученных свободной ковкой, — низкая. Допуски на
размеры поковок, изготовляемых на прессах, установлены ГОСТом 7062—67,
а на молотах — ГОСТом 7829—70.
ГОРЯЧАЯ ШТАМПОВКА
Штамповка в открытых штампах (облойная). Штампуют обычно мелкие
и средние по размеру поковки.
Различают штампонку в одноручьевых и многоручьевых штампах, а также
комбинированную (расчлененную).
В одноручьевых штампах получают из проката поковки несложной конфи-
гурации.
В многоручьевых штампах поковки штампуют последовательно в 2—4 ручьях
с использованием мерной заготовки из сортового проката. Этим способом по-
лучают поковки средней сложности и сложные по конфигурации.
Комбинированную (расчлененную) штамповку осуществляют на двух и более
штамповочных молотах последовательно,. ее используют для сложных по форме
или громоздких поковок.
Марки материалов и сплавов, рекомендуемые для штамповки, и температур-
ный интервал ковки и штамповки приведены в табл. 20.
Горячую штамповку в открытых штампах производят на паровоздушных
двухстоечных молотах двойного действия (ГОСТ 7024—65), фрикционных
молотах с доской, бесшаботных молотах и кривошипных прессах (ГОСТ 6809—70),
фрикционных прессах (ГОСТ 713—49*). Ориентировочные данные о необходимом
весе падающих частей и усилии прессов приведены в табл. 21 и 22. Потребные
усилия для штамповки в штампах могут быть рассчитаны по формулам табл. 19.
Допуски на изготовление стальных поковок на молотах и прессах в откры-
тых штампах установлены ГОСТом 7505—55. При штамповке поковок из цветных
металлов и сплавов величину допусков следует снижать (ужесточать) против
рекомендуемых для стали на 15—20%.
Шероховатость поверхностей горячештампованных поковок см. в гл. III.
Штамповкой в закрытых штампах (безоблойной) обычно изготовляют по-
ковки, имеющие форму тел вращения или близких к ним. Возможно изготовление
и сложных поковок. В этом случае поковку получают из заготовок, откованных
в специальных штампах.
Штамповкой на горизонтально-ковочных машинах (ГКМ) получают
поковки типа стержней с утолщением, колец, втулок гладких с одним или двумя
буртиками, поковки с глухой полостью, поковки типа стержней с утолщением
и глухой полостью, поковки с глубокими полостями и сквозными отверстиями,
поковки из труб. Масса поковок 0,1—100 кг.
Штамповку производят, как правило, из проката круглого профиля повы-
шенной точности, из труб и значительно реже из штучных заготовок. Преиму-
щество штамповки на ГКМ — высокая производительность и экономное исполь-
зование металла. Данные о потребном усилии на ГКМ приведены в табл. 19 и
в работе [3].
Калибровку поковок производят на кривошипно-чеканочных прессах (по-
ковки с поверхностью чеканки до 200 смг) на кривошипных, винтовых, фрик-
ционных прессах или молотах (средние по размеру поковки). Мелкие поковки
калибруют в холодном, а средние — в горячем состоянии.
Обрезку, прошивку и правку поковок производят в горячем или холодном
состоянии на кривошипных прессах. В зависимости от размеров и конфигура-
ции поковки эти операции делают раздельно в одноручьевых штампах или од-
новременно в комбинированных штампах. Правят поковки в штампах на моло-
тах, фрикционпых прессах или под боковым ползуном обрезных прессов в горя-
чем состоянии после термообработки и очисткя от окалины.
116
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
20
Марка
материала
10, 15
20, 25, 30, 35
40, 45, 50
55, 60
65, 70, 40Г, 50Г
15Г, 20Г, ЗОГ
60Г, 65Г, 70Г
10Г2, 35Г2
40Г2, 45Г2, 50Г2
УН, У12, У13, Х15
В1, X, ХВГ
ХВ5
АМц, АМг2
Д1, ДШ
Д16, Д16П
МА1
МА2
Латуни:
ЛО 90-1
Л90
Л80, ЛН 65-5
Л68, Л70, ЛО62-1
ЛС59-1, Л62
ЛАН 59-3-2
ЛМЦ 58-2
ЛО 71
ЛС 64-2
ВТ1
ВТЗ, ВТЗ-1
Температурный интервал ковки и штамповки
Температура в °С
Начало
ковки
(макси-
мальная)
Конец
ковки
Марка
материала
Углеродистые и легированные стали
1300
1280
1260
1240
, 1220
1250
1200
1220
1200
800—700
830—720
850-760
850—760
850—770
850—750
850-760
870—750
870-800
40ХГ
зохгт
15НМ, 20НМ
40НМ
20Х2Н4А
35ХНА
20ХН4ФА
ЗЗХНЗМА
40ХНМА
ШХ15СГ
Инструментальные стали (прокат)
1075—Н00
1120—1150
1100—1125
510
500
460
430
420
900
900
850
800
750
850
850
900-950
1050—1000
700—860 I
800—860
850-900
1
85ХФ
9ХС
Р9, Р18
Алюминиевые сплавы
380
380
380
АК8
АВ
АК4
Магниевые сплавы
300
350-
Медные
650
700
650
600
550
600
700
МАЗ
МА5
сплавы
Бронзы:
Бр. ОЦ 4-3
Бр. АМц 9-2
Бр. АЖ 9-4
Бр. АЖМц 10-3-1,5
Бр. АЖН 10-4-4
Вр. ОФ 5,6-0,15
Бр. КМц 3-1
Бр. Мц. 5
Бр. Б-2
Бр. КН 1-3
Титановые сплавы
700-750
850
ВТ-5
ВТ-8
Температура в °С
Начало
ковки
(макси-
мальная)
1200
1220
1250
1180
1180
1150
1200
1150 '
1180
1180
1100—1150
1100—1140
1150—1200
475
500
500
370
370
920
950
900
900
900
900
770
850
750
950
1100—1050
1100—1050
Конец
¦совки
870-800
870-800
850—800
900-850
800-750
950-850
900—850
900-850
850-800
900—800
770-860
800-870
900-920
380
360
350
340
320
800
850
700
750
800
780
600
750
650
800
850
850
Жаропрочные стали
Операция
1
Нагрев под ковку:
длн первых операций ....
Конец ковки:
для осадки . .
длн вытяжки . . .
Температура ковки в °С дль
ЭИ572-ЭИ481
1200
1160
1120
930
930
ЭИ417
1200
1160
1140
900
880
сталей
Х18Н9Т
1180
1160
1120
860
850
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
117
21. Необходимый вес падающих частей молота в зависимости от массы поковок
Масса поковки
в кг
От 0,3 до 0,5
Св. 0,5 » 2
» 2 » 3
Вес падающих
частей в кГ
500
1000
1500
Масса поковки
в кг
Св. 3 до 12
» 12 » 25
» 25 » 40
Вес падающих
частей в кг
2000
3000
7000—100 000
22. Данные для определения усилия штамповки поковок иа кривошипных
горячештамповочных прессах
Масса поковки
в кг
До 0,3
0,4-1,5
1—3
Усилие пресса
в тс
100
100—200
200—500
Масса поковки
в кг
2—10
5-25
10-90
Усилие пресса
в тс
500-1000
1000-3000
3000—6000
Скоростную штамповку [6] в закрытых штампах производят на специальных
машинах с использованием в качестве энергоносителя газа высокого давления
(азот давлением 150 атм). Скорость деформирующих частей 16—75 м/сек. Точ-
ность поковок 4—7-го классов, шероховатость
поверхности 5—7-го классов.
Конструктивные параметры поковок. При
получении поковок на молотах в открытых
штампах штамповочные уклоны и радиусы
(рис. 1) следует брать по табл. 23 и 24, а для
поковок, получаемых на прессах, — по табл.
25 и 26.
В тех случаях, когда полости ручья штам-
па узкие и глубокие, в целях исключения
подсаживания ручья следует применять двой-
ные штамповочные уклоны, значения кото-
рых приведены в табл. 27.
Значение радиусов закругления у стальных поковок, изготовляемых на прес-
сах, берут по ГОСТу 7505—55.
При штамповке поковок ва горизонтально-ковочных машинах (ГКМ) кон-
структивные элементы поковок следует брать по табл. 28, а толщину облоя
1—3 мм в зависимости от диаметра.
23. Уклоны на стальных поковках, штампуемых на молотах
Рис. 1
_ h h
Отношение -=— или —г
о а
Св. 0 5 до 1,0
» 1,0 й 4,0
» 4,0 ,; 5,5
» 5,5
Штамповочные уклоны в градусах
обычные одинарные
наружные а
5
7
7
10
внутренние р
7
10
12
15
двойные для высоких поковок
основные а
3
3
5
5
входные v
7
7
10
12
Примечания: 1. Если в отдельных местах поковки получаются разные уклоны,
то их надо унифицировать, приняв большее значение.
2. При заполнении ручья за счет осадки заготовки уклон следует брать на 15—25%
меньше табличного.
118
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
24. Величины радиусов закруглений для стальных поковок, штампуемых на молотах
(см. рис. 1)
h
Ь
До 2
Св. 2 до 4
» 4
г при ft.
до 25
1,5
2
2,5
26—45
2
3
3,5
46-80
3
4
4,5
81-100
4
4,5
5
R при h
до 25
5
6
8
26—45
8
10
15
46—80
<
12
15
20
81-100
15
20
25
Примечания: 1. Если г и R на чертеже детали больше табличных, их следует
принимать по чертежу детали.
2. Радиусы г, меньшие величины припуска, округляют до величины припуска.
3. При штамповке поковок из высоколегированной стали значения г и R прини-
мают на 20—30% выше табличных.
4. Таблица составлена длн штамповки выдавливанием, при штамповке осаживанием
значения г и В снижать до ближайших меньших.
25. Уклоны на стильных поковках, штампуемых на прессах
Уклоны
в градусах
Внешние а
Внутренние Р
Поковки тел вращения
Осадка
1-2
2—3
Выдавли-
вание
3—5
5—7
Осадка и
выдавливание
3-5
5—7
Поковки сложной
(удлиненной) формы
Осадка
3—5
5—7
Осадка и
выдавливание
5-7
5—7
Примечание. Приведенные значения уклонов даны для штампов с выталки-
вателями. В штампах без выталкивателей уклоны следует брать по табл. 23.
26. уклоны на поковках из алюминиевых, магниевых и титановых сплавов,
штампуемых на прессах
h h
Отношение -г- или тг^-
До 2,5
Св. 2,5 до 4,0
» 4,0 » э,а
». 5,5
Алюминиевые и магниевые сплавы
Наружные а°
3
5
7
7
Внутренние р°
5
7
7
10
Титановые сплавы
Наружные а°
7
7
7
7
Внутренние р°
' 7
10
12
15
Примечание. При наличии в штампе выталкивателей а = 1 — 3°.
27. Двойные штамповочные уклоны на поковках с высокими ребрами и ступицами
(для стали и цветных сплавов)
Глубина Я ручья
До 20
Св. 21 до 50
50
60
Расстояние ж
в мм
5
10
12
15
Штамповочные уклоны
в градусах
основные а входные V
6
7
10
10
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
119
28. Штамповочные уклоны н радиусы закруглений на поковках, высаживаемых на ГКМ
С
Ко
щ
%i
!
ho
IsEpy
-MX
/ d
i
*4
w
t
A f
^ ¦ 1]
a)
Mo
—*-
3)
ej
Конфигурации
Параметры
Внешние уклоны
Вся внешняя конфигурация поковки
расположена в матрице (штамповка в мат-
рице), отсутствие участков о замкнутым
с двух сторон контуром (эскизы а, в и е)
Штамповочные уклоны по наружному
контуру не делать
Штамповка в матрице, наличие участков
с замкнутым контуром по внешней конфи-
гурации (эскиз г)
Штамповочные уклоны на внутренних
сторонах буртиков определяют исходя из
высоты S меньшего буртика
S в мм
У в град
До
1
1U
Г,в
ДО
3
10
30
Г,в.
ДО
5
30
50
Св. 50
до 80
7 .
Внешннн конфигурация поковки распо-
ложена в пуансоне (штамповка в пуан-
соне, эскизы бив)
Штамповочный уклон в минутах опре-
деляют по формуле
о — 15 (-jt 0,3^ при -^- «S 0,3 а = 0.
Округлить до ближайшего большего из
следующего ряда: 10', 20'; 3(К; 40'; 50';
Г; 1°10'; 1°20'; 1°30'; 1°40'; 1°50'; 2°
Элементы поковки, получаемые не вы-
садкой, а выдавливанием (см. выступ диа-
метром d на эскизе б)
Деталь без штамповочных уклонов
120
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 28
Конфигурации
Параметры
Внутренние штамповочные уклоны р
при сквозной и глухой (несквозной) про-
шивке (эскизы а, в, г, е)
Внутренние уклоны в минутах
Определяют по следующим формулам:
P = 15(-3l-0,5
3=15
&-»)••
при -5» sg 0,5 или -4е- < 5
На выпуклых
фаски (эскиз а)
Радиусы закруглений
углах при отсутствии
Радиус закругления г, определяют ис-
ходя из величины среднего припуска п:
п, — пг
¦ п ¦¦
2
На выпуклых углах при фаске под
углом 45е (эскиз а)
Величина радиуса закругления
п, + п2 + 2а
г2 = п' + а = ¦
Фаска под углом, отличным от 45° или
описана кривой
Величину г2 определяют графически так,
чтобы в углу сохранялся нормальный
средний припуск
П] = П
На вогнутых углах (эскизы а—г)
Величину г3 определяют от величины
уступа S со стороны закруглении
г, = 0.2S + 1
Длн элементов, получаемых выдавлива-
нием (выступ диаметром d на эскизе б)
г, = 0,1/1 + 1;
гъ — 0,2/1 + 1.
Значения г4, г5, полученные по приве-
денным выше формулам, округляют до
ближайшего большего из следующего нор-
мального ряда (в дни): 0,5; 1; 1,5; 2; 2,5;
3; 3,5; 4; 4,5; 5; 6; 8; 10; 12; 15 и далее
через 5 мм.
При rl + r3 < S или гг + r3 < S следует
добиваться плавного сопряжении
На выпуклых углах
Радиусы закруглений выбирают так же,
как г, и г2 для внешнего контура (эскиз б).
Для плавного сопряжения (эскиз е) ра-
диусы будут больше рассчитанных, подби-
рают графически
На вогнутых углах
Радиусы закруглений (эскиз а):
В, = 0,07 (Do + Н„):
Яг = 0,07 (d0 + /i0). »
Полученные значении округляют до бли-
жайшего по приведенному выше нормаль-
ному ряду
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
121
ХОЛОДНАЯ ШТАМПОВКА
Резка материала. Листовой материал режут на полосы и штучные заго-
товки на параллельных, гильотинных и дисковых ножницах.
При наличии специальных устройств можно резать полосы и заготовки
под углом со скошенной кромкой (фаской) под сварку и вырезать заготовки
с плавным криволинейным контуром. На специальных дисковых ножницах
можно осуществлять резку ленточного материала в продольном направлении,
т. е. широкую ленту резать на узкие ленты требуемого размера. В цехах метал-
лических конструкций и заготовительных цехах ряда заводов применяют резку
сортового и профильного проката на специальных пресс-ножницах.
Раскрой листа может быть индивидуальным, групповым и смешанным. При
индивидуальном раскрое режут заготовки или полосы только одного наименова-
ния, а при групповом — заготовки различных конфигураций и наименований
или полосы различной ширины и длины. Для нахождения оптимальных спо-
собов раскроя можно использовать ЭВМ.
Нормы расхода материала для заготовок из листа рассчитывают по форму-
лам табл. 29. Точность резки на ножницах приведена н табл. 30. При резке
сортового и профильного материала на пресс-ножницах точность отрезки со-
ответствует 7—9-му классам. Малые по размеру заготовки от полос и сортового
материала режут на отрезных штампах. Точность резки 5—7-го классов.
29. Формулы для расчета нормы расхода материала N в кг
Характеристика раскроя
и исходная заготовка,
подлежащая раскрою
Индивидуальный
раскрой листа
Групповой раскрой
листа
Раскрой полосы на
штучные заготовки
Индивидуальный раск-
рой сортового и про-
фильного материала
Формула
iv = J2
п
кл
„ 2/ Sq
N LBSV
п
N=G(L+ П)
Обозначения: Q — масса листа
в кэ; п — количество деталей из листа
(или полосы); / — площадь заготовки в
мм2; S — толщина листа в мм; у — удель-
ный вес материала; Кл — коэффициент
использования листа; 2/ — сумма пло-
щадей заготовок в мм2; F — площадь
листа в ммг\ Zg — сумма масс заготовок
в кг; I. — длина профиля (или полосы)
в мм без припусков на обработку в заго-
товительном цехе; G — масса 1 мм длины
листа в кг; В — расчетная ширина заго-
товки в мм; П — сумма всех припусков на
изготовление детали, включая потери ме-
талла на некратность (по длине), в ли».
0. Точность размера по ширине полос (штучных ааготовок), нарезанных на ножницах
Ножницы
Параллельные
Дисковые
Класс точности при толщине материала в
0,5
4—5
5—7
5—7
0,5-1
S-1
7—8
8
1-2
7—8
8
8—9
2—3
8
8—9
8—9
3-4
8—9
9
4—6
9
9
мм
¦ 6-10
9
9
Существуют два типа раскроя: с технологическими отходами (перемычками)
и без них. Раскрой с перемычками применяют для деталей повышенной точности
122
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
и деталей сложной формы, а без перемычек — для деталей простой формы с раз-
мерами, имеющими точность не выше 7-го класса. Величину перемычек выбирают
по нормали в зависимости от толщины материала (для мягкой стали и ручной
подачи материала в штамп величину перемычек берут 1—6,5 мм при толщине
материала 0,3—10 мм).
¦K5S ,
b=f,5S,
Рис. 2
RZ0,25S
Раскрои бывают однорядовые — прямые и наклонные, многорядовые —
встречные, симметричные и шахматные. Тип раскроя устанавливают на основе
технико-экономического обоснования.
Ширину полосы В рассчитывают по формулам:
с боковым прижимом полосы
без бокового прижима полосы
B = D + 2(b + Am) + z,
где D — размер вырезаемой детали (поперек полосы); 6 — боковая перемычка';
z — гарантийный зазор между шириной полосы и направляющими; Дш — одно-
сторонний (минусовый) допуск на ширину
полосы.
Вырезка и пробивка. Толщина деталей,
получаемых вырезкой, 0,03 — 20 мм. Радиусы
сопряжения сторон, ширина и размеры вы-
ступов, глубина вырезов должны иметь раз-
меры более указанных на рис. 2; в противном
случае их получить нельзя. Минимальные
размеры пробиваемых отверстий приведены
в табл. 31. Наименьшее расстояние от края
отверстия до прямолинейного наружного кон-
тура должно быть не менее 5; для фигурных
круглых отверстий ^ 1,55, если края отверстия параллельны контуру детали.
Наименьшее расстояние между отверстиями при одновременной их пробивке
должно быть t =.B •+• 3M. Положение отверстий в деталях, получаемых гиб-
кой, вытяжкой, отбортовкой, показано на рис. 3. Различают обычную и чисто-
вую вырезку и пробивку. Обычную вырезку и пробивку применяют во всех тех
случаях, когда к поверхности среза не предъявляют повышенных требований.
При повышенных требованиях выполняют чистовую вырезку и пробивку, сущ-
ность которых состоит в применении матриц с заваленными режущими кром-
ками или создании высокого давления на заготовку и изменении схемы напря-
женного состояния металла в зове резания,
щи
m>0,5ct + г:
d^(D-2r)
дг (D*2S*!r,*dt)
Рис. 3
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
123
31. Минимальные размеры пробиваемых отверстий
Материал
Обычная пробивка
свободным пуансоном
круглым
прямо-
угольным
Пробивка с прижи-
мом, направляемым
пуансоном
круглым
прямо-
угольным
Твердая сталь ....
Мягкая сталь, латунь
Алюминий
Текстолит, гетинакс
1,3
1,0
0,8
0,4
1,0
0,7
0,5
0,35
0.5
0,35
0,3
0,3
0,4
0,3
0,28
0,25
При вырезке в инструментальных штампах обычной точности размеры соот-
ветствуют 4—5-му классам точности. Отклонение размеров отверстий, получа-
емых пробивкой, соответствуют 3—4-му классам точности, а отклонение рас-
стояний между центрами от базовой поверхности — 5—7-му классам.
Усилия для вырезки и пробивки приведены на стр. 131.
Зачистку предварительно вырезанных или пробитых деталей производят
для повышения точности размеров и качества поверхности среза. Зачистку
применяют для деталей толщиной 0,5—10 мм с размерами в плане меньше 200 X
X 200 мм, изготовленных из латуни, алюминия, стали (марок 08—45). Зачистка
может быть однократной и многократной. Однократно зачищают детали с плав-
ным очертанием, толщиной менее Змм, а многократно — независимо от конфигу-
рации при толщине детали свыше 3 мм и сложных по конфигурации независимо от
толщины. Припуски для зачистки и ее точность приведены в табл. 32 и 33. Ше-
роховатость поверхности среза после зачистки у стальных деталей V6 — V7,
деталей из цветных металлов и сплавов V7 — V8.
32. Двусторонние припуски на зачистку
Размеры в мм
Толщина
материала
От 0,5 до 1,6
Св. 1,6 » 3,0
» 3,0 » 4,0
» 4.0 » 5,2
Латунь, мягкая
сталь
min
0,10
0,15
0,20
0.25
max
0,15
0,20
0,25
0,30
Сталь средней
твердости
!
mm j max
0.15
0.20
0.25
0,30
0.20
0.25
0.30
О.ЗГ)
Твердая сталь
min
0,15
0.20
0i25
0,30
max
0.25
0.30
0.35
0,40
33. Точность зачистки снятием припуска
Размеры в мм
Толщина детали
До 1,0
Св. 1,0 до 2,0
» 2,0 » 4,0
» 4,0 » 6,0
» 6,0 » 10,0
Размер детали
До 10
0,015
0,020
0,025
Св. 10 до 50
0,02
0,025
0,03
0,04
0,05
Св. 50 до 180
т ел ел ел ел
Примечание
Приведенные в таблице
величины относятся к де-
талям средней сложности.
Для деталей сложной
конфигурации точность
ниже на 25%.
124
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Гибка. Гибку осуществляют в штампах и на специальных гибочных прессах.
Детали, подвергаемые гибке, следует изготовлять из листояого материала тол-
щиной 0,01—50 Л1Л1, профилей или труб с относительным удлинением б 3= 10%
и относительным сужением tf> g:30%. Детали из магниевых и титановых спла-
вов перед гибкой необходимо подогревать. Оформление деталей, подвергаемых
гибке, показано на рис. 4. Минимальные радиусы гибки, в зависимости от вида
исходной заготовки, приведены в табл. 34 и 35.
Заготовки для гибки в штампах рассчитывают по одной из формул табл. 36.
Усилие гибки V- и П-образных деталей (для подбора пресса) рассчитывают
по формулам, приведенным на стр. 131, а для фасонных деталей или сложной
гибки выбирают на основе опыта.
Точность резмеров деталей, получаемых гибкой в штампах при условии,
что размеры рабочих частей определены опытным путем (пружинение детали
учтено), приведена в табл. 38.
При гибке листовых заготовок, профилей и труб на гибочных прессах (стайках)
точность низкая. Для повышения точности прибегают к калибровочным опера-
^W
н - r>2S ;
h-IO,1~O,3)S ,
К> Г
Рис. 4
Рис. 5
циям, а профили и круглые детали из листа или полос при больших радиусах
гнут с растяжением.
Вытяжка. Этим способом можно изготовлять разнообразные по форме полые
детали из пластичных металлов. В зависимости от соотношения высоты и ди-
аметра и свойств материала деталь может быть вытянута за одну или несколько
операций. Ориентировочно число операций можно определить по табл. 39 и 40.
Более подробные сведения по расчету числа операций полых тел вращения
цилиндрической формы приведены в работах [3, 6].
Полые конические детали с -j = 0,1-V-0,2 с пологой образующей, имеющей
угол с вертикалью 50—80°, и детали с -з = 0,4-Ь 0,7 с углом образующей 15—45°
вытягивают за одну операцию (h — высота детали, d — меньший диаметр конуса).
Конические детали с фланцем и малой относительной толщиной при тех же
размерах вытягивают за две-три операции. Конические детали с -^>0,7 вытя-
гивают за несколько операций. Порядок вытяжки следующий: вначале вытя-
гивают цилиндрическую деталь, диаметр которой равен большему диаметру
конуса. В последующих операциях вытягивают конус.
Число операций по вытягиванию конуса (рис. 5) определяют по формуле.
(8-МО) 5 •
С другими способами вытяжки конических деталей можно ознакомиться
по работам [1, 2].
Число вытяжек фасонных деталей определяют опытным путем.
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
125
34. Минимальные радиусы гибка
Материал
Алюминий
Латунь Л68
Сталь 08«п
Медь
Сталь 08—10
Ст. 1, Ст. 2
Сталь 15—20,
Ст. 3
Сталь 25—30,
Ст. 4
Отожженные
или нормали-
зованные
Наклепан-
ные
Расположение линии гибки
по отношению волокон
проката
поперек
0
0
0.1S
0,2S
вдоль
0,38
0,48
0.5S
0,6S
поперек
0,3S
0,4S
0,2S
1,08
0,4S
0,5S
0,6S
вдоль
0,8
0.8
0,5
2,0
0,8
1,0
1,2S
Материал
Сталь 35—40,
Ст. 5
Сталь 45—50,
Ст. 6
Нержавеющая
сталь
Цуралюмин
мягкий
Отожженные
или норма-
лизованные
Наклепан-
ные
Расположение линии гибки
по отношению направления
проката
поперек
0.3S
0,58
l,0S
IS
вдоль
OfiS
IS
2S
1,5 S
поперек
0,88
1
3
1,5
ВДОЛЬ
1,5
1,7
4
2,5
Примечания: 1. Минимальный радиус гибки титановых сплавов без нагрева
B,5—3) для марки BTi, E—6) для марки ВТ5, а с нагревом B—3) для марок ВТ1 и ВТ5.
2. При гибке на угол меньше 90° табличные данные следует увеличить в 1,1—1,3 раза.
3. При наличии на кромке заусенцев значения радиусов следует увеличить в 1,5—2,0
раза.
35. Минимальные радиусы гибки для стальных профилей, полос на ребро и труб
Профиль
Гибка полосы на ребро . .
Прокатные профили:
мелкие
Тонкостенные профили:
симметричные
несимметричные
Обозначения: В —
трубы; D — диаметр трубы.
Минималь-
ный радиус
гибки
в мм
C -^ 4) В
D - 5) h
(8 — 10) h
(8 — 10) h
B0 Ц- 25) h
Профиль
Трубы:
при t — 0,02D
» t — 0.05D
» 1 — 0,1Г>
» 1 — 0,15D
Минималь-
ный радиус
гибки
в мм
W
3,CD
3D
2JD
- ширина полосы; h — высота профиля; t — толщина стенки
126
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
36. Длина ааготовок L при гибке
Характер
гибки
Эскиз
Формула
Одноугловая гибка
с закруглением
Гибпа с г > 0,5S
L = lt + l, + 0,01745ф (г + х8);
Ф = 180 — а
Многоугловая гибка
L=l1+l2+ ...+ln +
¦ + 2 0,01745Ф^ (тг + Xi8)
Одноугловая гибка
Гибка с т < 0,IS
l = г, + г2 + fts
Многоугловая
гибка
L= 2 l. + hS(n-i)
L = l
Гибка до соприко-
сяовеиия сторон
Ь =, U + h — 0.43S
Обозначении: L — длина заготовки; ж — по табл. 37; k — коэффициент:
при г = 0.05S h = 0,58 Ч- 0,4; при г = O,1S ft = 0,45 -f- 0,48.
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
127
87. Значения коэффициента ж
для гибки на 90°
(для
г
~8
0,1
0,2
0,3
0,5
0,8
сталей
X
0,3
0,33
0,36
0,38
0,405
08, 10, 20, 25)
г
"S
1,0
1,5
2,0
3,0
5,0
X
0,42
0,44
0,455
0,47
0,48
8. Отклонения (±) размеров полок при гибке
Размеры в мм
Толщина
материала
До 1
Св. 1 до 2
» 2 » 3
» 3 »> 4
» 4 » 6
» 6 » 10
а
0,7
1,0
1,2
1,5
2,0
3,0
' 1
1!=
h
0.5
0,7
1,0
1,2
1,5
2,2
II Ч II
я
0.3
0.4
0,6
0,8
1,0
1,5
R
л
с
0,5
0,6
0,8
1,0
1,2
U
89. Количество операций вытяжкн цилиндрических деталей
При изготовлении гладких цилиндрических
деталей (колпачков)
h
~р
0,6
1,4
Число
операций
1
2
h
Ц
2,5
4
Число
операций
3
4
h
7
12
Число
операций
5
6
Прн изготовлении цилиндри-
ческих деталей (колпачков)
с фланцем
%
D
1,5
2,0
3,0
Число операций при -=
0,5
1
2
3
1,0
2
3
4
2,0
3
4
5
Обозначения: h — высота вытягиваемой детали; D — диаметр детали;
Иф — диаметр фланца.
Примечания: 1. Приведенные данные относятся к вытяжке деталей из штуч-
ных заготовок. При изготовлении деталей в комбинированных штампах последователь-
ного действия, т. е. вытяжкой в ленте, число вытяжек следует брать больше. Так, при
трех вытяжках по таблице — берут четыре, при четырех вытяжках и более на две вы-
тяжки больше, а свыше семи — на три вытяжки больше.
2. При вытяжке на многошпиндельных прессах число вытяжных операций, если
число вытяжек по табл. 40 более четырех, может быть взято на одну операцию меньше.
40. Ориентировочное количество вытяжек для прямоугольных коробок
Коли-
чество
опе-
раций
1
2
3
Величина отношения -= при отно-
н
сительной толщине — в %
а
2-1,3
0,75
1,20
2,0
1,3—0,8
0,65
1,00
1,6
0,8-0,6
0,58
0,80
1,3
0,5—0,3
0,50
0,70
1,2
Коли-
чество
опе-
раций
4
5
6
Величина отношения -=¦ гари отно-
сительной толщине -g в %
2-,1,3
3,5
5,0
6,0
1,3-0 Л
2,6
4,0
5,0
0,8-0,6
2,2
3,4
4,5
0,5—0.3
2,0
3,0
4,0
128 ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Размеры заготовок для деталей, получаемых вытяжкой.
Тела вращения, вытягиваемые без утонения. Форма заготовки —
круг. Диаметр заготовки рассчитывают исходя из равенства поверхностей заго-
товки и детали (рис. 6) в том виде, в котором она получается
после вытяжки (без отверстий и с учетом припуска на обрезку),
по формуле
V
V
/
г,
1
f
\
D^y^iFt + F^ ...+/-Я) = 1,13/ЕЛ1
где SF — сумма элементарных поверхностей Flt F2, ..., Fn
в мм2, составляющих вытягиваемую деталь.
Рис. 6 Поверхность детали может быть определена и на основа-
нии правила Гюльдена: поверхность тела вращения, описыг-
ваемая плоской кривой при вращении ее вокруг оси, лежащей в плоскости этой
кривой и не пересекающей ее, равна произведению длины кривой (образующей) на
длину окружности, описываемой центром тяжести кривой, т. е. по формуле
F = 2nxcL,
где хс — расстояние от центра тяжести образующей до оси в мм; L — длина
кривой (образующей) в мм.
Диаметр заготовки рассчитывают по наружным размерам детали, если S <
< 1,0 **, и — по средним размерам, если S > 1 мм.
Тела вращения, вытягиваемые с утонением. Форма заготов-
ки — круг. Диаметр заготовки рассчитывают исходя из равенства объема заго-
товки и детали в том виде, в каком она получается после вытяжки (с учетом
припуска на обрезку), яо формуле
где V — объем детали, получаемый после вытяжки с учетом припуска на обрезку.
Квадратные, прямоугольные полые детали. Для квадратных полых
деталей с -т- > 0,6 -Ь 0,7 и прямоугольных полых деталей с отношением сто-
о
рон а : Ь = 1,1 -г- 1,15 (рис. 7, а), форма заготовки — круг, диаметром
D=l,l3J/> — 0,86т^+4(&— 0,43гу)(Н — 0,43г).
Для прямоугольных полых деталей с -г-> 0,6 4-0,7 до -=- = 2-5-2,5 форма
заготовки — эллипс, построенный на основании следующих расчетных зависи-
мостей (рис. 7, б):
Bo = Vi,27F — 0,5Cl;
где ¦
co=V(a — b) (a + 6 — 0,767-2,);
F = ab — 0,86ra+2(a+6 — 0,86гу)(Я — 0,43г).
Для облегчения изготовления эллипс заменяют овалом с радиусами
0,71В0
i?* =
/ft)'"
В _Al + Bl-AAuRb
A(B0-2Rb) '
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
129
Размеры и форму заготовок для коробчатых деталей с размерами -г- < 0,6
и относительно малыми радиусами закругления (рис. 8, а и б) определяют в сле-
дующем порядке:
находят длину отгибаемой части стенок I, включая закругление у дна (при-
пуск на обрезку), I = Н + 0,57r; ^
вычисляют радиус R3 условной за- |
готовки как для вытяжки цилиндриче- и!
1
Й
г-
щ
Со
1 *
S.
р
А
h
1 -s; г
<*>
4
vH
К
щ
«I
Рис. 7
Рис. 8
41. Допуски на высоту деталей,
получаемых вытяжкой (в лм&)
ского колпачка диаметром 2гу и высотой Н (где .ff — высота детали с припуском
на обрезку), четвертью которого является угол вытягиваемой коробчатой де-
тали: при г = г у R3 = У2гН; в случаях г фгу
R3 = Уг1-\-2гуН-0,Ш(гу + 0ЛЪгу,
из центра О проводят две взаимно перпендикулярные прямые ОЬ п 0A, дугу
окружности радиусом г, ограничивающую плоскую часть дна тола вращения
(т. е. цилиндра), и дугу АЕ радиу-
сом R3\
проводят линии, ограничивающие
прямолинейную часть заготовки на рас-
стоянии I + г от центра О;
отрезки 46 и И делят пополам и
через их середины проводят касатель-
ные к дуге окружности радиуса Re.
Углы, образованные касательными и
линиями контура заготовки, на прямо-
линейных участках закругляют радиу-
сом R3. Полученный контур (обведен
жирной линией на рис. 8, б) и представ-
ляет контур заготовки.
Ориентировочное количество вытя-
жек для прямоугольных коробов при-
ведено в табл. 40, а допуски на разме-
ры деталей — в табл. 41 и 42.
Разбортовка отверстий позволяет получать внутренние борты у плоских
заготовок (рис. 9) и увеличивать высоту предварительно вытянутых деталей.
Разбортовкой получают отверстия диаметром 3—1000 мм в материале толщиной
до 30 мм. Толщина стенкп у борта — переменная, у края борта — тоньше тол-
щины исходной заготовки на 15—30%. Максимальную высоту разбортовки за
одну операцию определяют по формуле
D-d0
Высота
детали
До 20
Св. 20 до 50
» 50 » 100
» 100
Отклонение (±) в %
от высоты
без обрезки
кромок
(-^)
5,0
3,5
3,0
2,0
с обрезкой
кромок
(т>°<5)
0,4
0,5
Д ах = @,16 4-0,18) О + 0,43Д=:
? + 0,43Я + 0,725.
Справочник технолога, том 1
130
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
42. Допуски на диаметры деталей, получаемых вытяжкой
Размеры в мм
Диаметр
6—10
10-18
18—30
30—50
50-80
80—120
120—180
180-260
260—360
260—360
Толщина материала
До Ь
Допуск
0,030
0,035
0,045
0,050
0,060
0,070
0,260
0,300
0,340
0,760
Поля
допусков
А3
С,
At
С,
Св. 1 до 2
Допуск
0,035
0,045
0,050
0,060
0,230
0.260
0,300
0,680
0,760
Поля
допусков
Аа
с„
Св. 2 до 5
Допуск
0,035
0,140
0,170
0,200
0,230
0,530
0.600
0,680
0,760
Поля
допусков
А,
С,
At
С
Аь
Примечание. Поля допусков: А — на внутренний диаметр; С — на наруж-
ный диаметр.
Ж
Ш
s,
////4ft
'//////А
Диаметр отверстия под разбортовку приближенно определяют по формуле
ЙО=Д1-ГЯ (r+^-) +2h)=D -2 [Н-0,i3R-0J2S].
Точность борта по диаметру соответствует 5—7-му, а по высоте 7—9-му классам.
Форму и размеры отверстий под нецилиндрическую разбортовку определяют
опытным путем.
Холодное выдавливание. Выдавливанием изготовляют детали из алюминия,
дуралюмина, меди, томпака, латуни, цинка (цинк выдавливают только с пред-
варительным нагревом заготовки до 200 °С) и
реже из стали марок 08, 10, 15, 20 и 25.
Методом выдавливания изготовляют из цвет-
ных металлов и сплавов колпачки, трубки и
втулки с фланцами диаметром 3 — 100 мм с тол-
щиной стенок 0,1 Л1Л1 и более и длиной до 50 диа-
метров. Возможно также изготовление обычных,
с двойной и тройной стенками цилиндрических
колпачков и призматических колпачков диамет-
ром до 100 мм с толщиной стенок более 0,1 мм и
с высотой до 10 диаметров.
При выдавливании стальных деталей тол-
щина стенок составляет 1,5—5 мм, высота де-
тали 1,5—2 диаметра, а диаметр менее 50 мм.
Точность изготовления деталей выдавливанием по диаметру (или по другому
размеру, характеризующему поперечное сечение) от ± 0,03 до ± 0,05 мм,
толщина фланца или дна от ± 0,1 до ± 0,3 jkjk, длина от ± 1 до ± 3 jmjm. Шеро-
ховатость поверхности соответствует 6—8-му'классам чистоты по ГОСТу 2789—59.
Холодную высадку на высадочных автоматах применяют для изготовления
болтов, винтов, заклепок и других подобных деталей. Холодную высадку вы-
полняют также на кривошипных прессах в специальных штампах.
Длн холодной высадки применяют калиброванный металл преимущественно
круглого сечения диаметром 0,5—38 мм с допусками по За или чаще 4-му клас-
сам точности. Применяемые материалы: углеродистая, качественная сталь марок
08 до 45; сталь легированная марок 15Г, 20Г, 35Г2, 15Х, 20Х, ЗОХ, 35Х, 40Х,
40ХН, 15ХФ, 20ХФ, 25ХНВА, 40ХФА, 40ХНМ, ШХ15, У10А, У12А; сплавы
цветных металлов; дюралюминии ДЗП, Д1; латунь Л С 59—68j медь; монель-металл.
Рис. 9
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
131
43. Ориентировочный расчет усилий при листовой штамповке для подбора
прессой
Виды операций и условия
штамповки
Вырезка или пробивка в штампах с па-
раллельными режущими кромками
Вырезка или пробивка в штампах со
скошенными режущими кромками
Зачистка по наружному контуру и ка-
либровка отверстий снятием припуска
Гибка без прижима *
Гибка с калибровкой
Правка (рихтовка) в штампах
Разбортовка
Вытяжка тел вращения без прижима**
и без фланца
Вытяжка тел вращения без прижима**
с широким фланцем
Вытяжка тел вращения с утонением
стенок
Вытяжка полых коробчатых деталей
Выдавливание
Формулы для определения усилий Р
в пГ
P = l,2JLS0cp
P=l,2S>LSacpK,
где К — 0,2 — 0,4 при высоте скоса
Н = 2S и К = 0,4 ~ 0,6 при Н т= S
Р =l,25LSacp [Л + 0,15] nS
Р = 1,25К,В,Яо-е,
где К, — по табл. 44
Р = qeF,
где qs — по табл. 45
P = 9nF
Р = 1,1л (?>0 - rf0) Sa0
Р = ndSoe K2,
где Кг — по табл. 46
P = mJS0X=,
где К3 — по табл. 46
Р = ndi<sym
Р = BлгС1 + Х.вС2)ав<|
где С, = 0,2 Н- 0,5; С2 ¦¦= 0,2 -f- 0,3
где qe — по табл. 48
* При гибке с прижимом величину Р увеличивают на 20—30%.
** При вытяжке с прижимом к величине Р прибавляют усилие прижима Q = Inp^np,
где Fnp — площадь под прижимом, а дпр по табл. 47. |
Обозначения: L — длина или периметр среза в мм; S — толщина мате- 1
риала в мм; аср — предел прочности на срез в кГ/мм2; Д — суммарный припуск на оа- |
чистку (в том числе зазор между пуансоном и матрицей) при вырезке или пробивке в мм;
п — число деталей, одновременно находящихся в зачистной матрице; В, — ширина
заготовки по линии гиба в мм; ае — предел прочности на растяжение в г.Г/мм2; F — пло-
щадь детали под пуансоном в ммг; дп — удельное давление правки (рихтовки): длн алю-*
миння qn = 5 -Н 10 кГ/ммг; для латуни а дуралюмина дп — 10 -Н 20 кГ/мм2; для стали
Яп = 20 -т- 30 кГ/мм2; Do — диаметр разбортованного цилиндра в мм; da — диаметр
отверстия под разбортовку в мм; d — диаметр заготовки в мм; г — величина утонения
стенки в данную операцию в мм; а — сопротивление деформированию при утонении
в кГ/мм1; для латуни or = A,6 Н- 1,8) ае; для стали а = A,8 -т- 2,25) ад; г — ра-
диус сопряжения стенок в мм; Fe — площадь поперечного сечения выдавливаемой де-
тали в мм2.
б*
132
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Точность при холодной высадке. Точность размеров, оформляе-
мых в матрице или в полости пуансона, соответствует 4-му классу, а при тщатель-
ном изготовлении инструмента и при несколько меньшей стойкости его — 3-му
классу точности. Размеры по длине могут быть получены по 5—7-му классу
точности, шероховатость поверхности — по 5—8-му классам.
Усилия для основных операций штамповки. Для ориентировочного расчета
усилий при штамповке в табл. 43 приведены эмпирические формулы.
44. Значения коэффипиента Kt при гибке
г t
-s-
0,1
0,25
0,5
1,0
-К,
0.55
0,48
0,4
0,3
г
~S
1,5
2
3
¦Ki
0,25
0,2
0,16
г
~8
4
5
10
К,
0,12
0.1
0.06
45. Удельное давление при гибке с калибровкой qs в кГ/мм
До
Св.
3 . .
3 до
Толщина S в мм
10
Алюми-
ний
3—4
5-6
Латунь
Л62, Л68
6—8
8—10
Сталь
10, 20
8—10
10—12
25, 35
10—12
12—15
46. Значении коэффициентов К2 и К3 при вытяжке
1
Коэффициенты
к.
К3 при SP-
3,0
2,5
2,0
1,5
Отношение —~
а
0,55
1,00
0,45
0,56
0,70
0.9
0,6
0,86
0,37
0,46
0,58
0.75
0,65
0,72
0,3
0,37
0,47
0.62
0,7
0,60
0,23
0,3
0,37
0,5
0,75
0,50
0,18
0,22
0,28
0,4
0,8
0,40
-
Примечание, d, — диаметр вытягиваемой детали после первой вытяжки в мм.
47. Удельное давление прижима q
в пГ/мм*
Щ1
48. Удельное давление выдавливания qe
в нГ/мм*
Материал
Сталь мягкая при толщине
в мм:
до 0,5 мм
св. 0,5 мм
Латунь
Алюминий
Дуралюмин мягкий ....
Нержавеющие высоконике-
левые и высокомарганце-
вые стали
0,25—0,3
0,2 -0,25
0,15—0,2
0,08—0,12
0,12-0,18
0,3-0,45
Материал
Алюминий
Медь
Латунь Л68
Сталь 10, 15 ....
Выдавливание
прямое
. 40— 70
80—100
100-160
120—200
обратное
80-120
150—200
180—250
200—280
Примечание. Чем тоньше стен-
ка детали, тем больше удельное давле-
ние.
ЗАГОТОВКИ ИЗ ПРОКАТА И СПЕЦИАЛЬНЫХ ПРОФИЛЕЙ
133
ЗАГОТОВКИ ИЗ ПРОКАТА И СПЕЦИАЛЬНЫХ ПРОФИЛЕЙ
49. Сортовой, специальный прокат и профили; область их применения
Вид проката или
профиль
Сортовой:
круглый горячекатаный
повышенной и нормальной
точности
круглый калиброванный
квадратный, шестигран-
ный и полосовой горячека-
таный обычной точности
квадратный и шестигран-
ный калиброванный
Листовой:
толстолистовой горячека-
таный
тонколистовой горячека-
таный и холоднокатаный
Трубы:
стальные бесшовные горя-
чекатаные, холоднотянутые
и холоднокатаные
элеитросварные фасонные
трубы квадратные и пря-
моугольные
специальных профилей
Профильный сортовой:
сталь угловая равнобокая
и неравнобокая
балки двутавровые обыч-
ные, широкополочиые и
облегченные
швеллеры обычные и об-
легченные
Периодический:
продольный
—1
ГОСТ
2590—71
7417-57
2591-71
2879—69
103—57*
8559—57*
8560-67
5681—57»
3680—57»
8732—70
8734—58**
10704-63*
8639—68
8645—68
6856—54
8509—57
8510—57
8239-72
6183-52
6184—52
8248-67
6185-52
8319—57
Характери-
стика попе-
речного сече-
ния
Постоянное
Пере-
менное
Постоянное
Переменное
1
Область применении
Гладкие и ступенчатые валы с не-
большим перепадом диаметров ступе-
ней, стаканы диаметром до 50 мм,
втулки с наружным диаметром до
25 мм
Крепеж, небольшие детали типа ры-
чагов, тяг, планок и клиньев
Фланцы, кольца, плоские детали
различной формы; цилиндрические по-
лые заготовки типа втулок и валов
Цилиндры, втулки, гильзы, шпин-
деля, стаканы, барабаны, ролики,
валы
Позволяет снизить расход металла
на 20—70% и время обработки
на 20—40%
Балки, кронштейны, полки; для
изготовления сварных металлических
конструкций (рам, плит, станин, под-
ставок, корпусов)
Оси автомобиля, лопатки и другие
детали крупносерийного и массового
производства; позволяет до 15% сни-
зить расход металла, на 25—30%
повысить производительность труда и
на 10—20% снизить себестоимость
изготовлении детали
134
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 49
Вид проката или
, профиль
поперечно-винтовой
поперечный
Фасонный специальный
Гнутее профили:
холодногнутые угловые,
швеллеры, U-образные не-
равнобокие, С-образные и
корытообразные
фасонные гнутые стальные
профили
Прессованные профили
ГОСТ
8320-57
-
8276—63
8278—63
8281-69
8282—57
8283-67
8275-57
Характери-
стика попе-
речного се-
чения
Переменное
Постоянное или
незначительно
изменяющееся
Постоянное
Область применения
Шпинделя текстильных машин, валы
электродвигателей и коробок передач,
оси вагонеток, полуоси и распредели-
тельные валы, рычаги и другие де-
тали крупносерийного и массового
производства
Шары дли подшипников качении,
углеразмольных и цементных мельниц;
полые профилированные трубчатые
заготовки (велосипедные втулки и т. п.)
Турбинные лопатки, ободьн колес
автомобиля, башмаки гусениц трак-
тора и другие детали крупносерий-
ного и массового производства; позво-
ляет экономить металл C0—40%),
снизить в 10—20 раз трудоемкость
изготовления деталей и на 20—30%
повысить их механические свойства
Ветровые рамы, опоры, кронштейны,
консоли, ребра жесткости и другие
детали крупносерийного и массового
производства
Обрамления, окантовка, радиатор-
ные трубки и другие детали, которые
должны быть легкими и жесткими
Изготовление сплошных с разнооб-
разной формой поперечного сечения и
полых профилей диаметром до 400 мм,
обычно из цветных металлов и спла-
вов. Прессование, как правило про-
изводят в горячем состоянии. Легко-
плавкие металлы (олово, свинец) прес-
суют в холодном состоянии. Позволя-
ет на 20—50% снизить расход метал-
ла и в несколько раз уменьшить тру-
доемкость изготовления детали
ЗАГОТОВКИ ИЗ ПРОКАТА И СПЕЦИАЛЬНЫХ ПРОФИЛЕЙ
135
50. резка проката
Оборудование
или способ
резки
Газовая:
ацетил ено-
кислородная
кислородная
кислородно-
флюсовая
Плазменно-
дуговая
Ножницы:
пресс-ножницы с
продольными или
поперечными
ношами
гильотинные
дисковые с парал-
лельными осями
дисковые с
наклонными
осями
многодисковые с
параллельными
осями
вибрационные
уголковые
профильные
Точность
резки
Ручная от ±2
до ±5 мм;
машинная
от ±0,5
до ±1,0 мм
Ручная от ±2
до ±5 мм;
машинная
от ±0,5
до ±1,0 мм
От ±0,5
до ±3,0 мм
От ±0,12
до ±1,5 мм
7-й класс
8—9-й классы
7-й класс
7—9-й классы
9-й класс
Область применения
Резка углеродистых и низколегированных ста-
лей с 0,4% С; вырезка заготовок различной
конфигурации из листового проката толщиной
до 100 мм, прямолинейная и криволинейная рез-
ка заготовок различной формы из листового
проката толщиной до 200 мм и шириной до
2500 мм по разметке или копиру
Резка углеродистых и низколегированных ста-
лей с 0,4%С; для раскроя листов и профильного
проката, для вырезки из листового проката заго-
товок сложной конфигурации; для разделитель-
ной резки листов толщиной до 100 мм с одно-
временной подготовкой V- или Х-образных кро-
мок; для обрезки труб с наружным диаметром
150—300 мм и толщиной стенок до 16 мм
Резка заготовок из хромоникелевых и нержа-
веющих сталей (толщиной до 450 мм), чугуна,
цветных металлов и их сплавов
Резка малоуглеродистых, легированных сталей
и цветных металлов толщиной до 100 мм
Резка 'листового и полосового проката толщи-
ной до 25 мм и шириной до 3000 мм
Резка листового и полосового проката толщи-
ной до 40 мм и шириной до 2500—3000 мм
Прямолинейная резка листового проката тол-
щиной до 30—40 лик
Вырезка из листового проката толщиной
6—8 мм заготовок с контурами, очерченными
кривыми линиями и прямыми. Наименьший ра-
диус кривизны составляет 0,4—-0,7 диаметра
дискового ножа
Одновременная резка широкой ленты на узкие
и листов на полосы. Толшина разрезаемого про-
ката 0,5—3 мм
Вырезка из листового проката заготовок с ма-
лым радиусом кривизны (Я < 12 мм) и вырезка
отверстий без предварительного сверления (тол-
щина листа не более 3 мм)
Резка углового проката до 200 X 200 X 25 мм-
Резка балок и швеллеров до .№ 60
136
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 50
Оборудование
или способ
резки
ручные
рычажные
Прессы
Пилы:
дисковые, зубча-
тые, фрикцион-
ные и электро-
фрикционные
ленточные
Приводные
ножовки
Станки:
токарные
фрезерно-
отрезные
горизонтально-
фрезерные
абразивно-
отрезные
анодно-
механические
электроискровые
ультразвуковые
электронно-
лучевые
светолучевые
(лазер)
Точность
резки
± 1 мм
%-кмм
0,4—3,0 мм
1,5—5,0 мм
2,0—4,5 мм
0,3—0,8 мм
2,5—4,5 ш
0,4—0,7 мм
0,3—0,7 лш
3—4-й классы
Черновая
0,5—2,A мм;
чистовая
0,03—0,2 мм
0,1—0,5 мм
0,01—0,05 лш
0,001—0,05 лш
Область применения
Вырезка из листового проката толщиной не
более 2 лш заготовок с прямолинейными конту-
рами шириной до 450 мм по упору и более
450 мм — по разметке
Резка проката диаметром 10—80 лш
Резка круглого проката больших сечений
(до 500 лш)
Резка проката любого профиля из черных и
цветных металлов диаметром до 250 мм; ширина
реза 0,8—1,3 лш; скорость резания 0,23—14 м/сек
Резка круглого и профильного проката диа-
метром до 300 мм, ширина реза 1—3,5 лш
Резка прутков круглого сечения и труб диа-
метром до 80 мм
Резка круглого и профильного проката на
универсальных станках диаметром до 500 мм и
специальных — до 800 мм; скорость резания
на универсальных станках до 65 м/мин и спе-
циальных до 3000 м/мин
Резка круглого проката диаметром 50—60 лш
на заготовки небольшой длины
Резка стальных прутков с высокой твердо-
стью, проката из инструментальных сталей и
твердых сплавов. Применяют абразивные круги
диаметром 30—500 мм и толщиной 0,5—4 мм и
алмазные круги диаметром 50—320 мм и толщи-
ной 0,15—2 мм; скорость резания 50—80 м/сек
Резка проката с высокой твердостью диамет-
ром 200—250 мм. При применении вместо дисков
в качестве инструмента стальной ленты толщи-
ной 1—2 мм и шириной 12—20 мм или стальной
проволоки диаметром 2—2,5 мм можно осуще-
ствлять фигурную резку
Резка круглого проката и труб из стальных и
твердосплавных материалов непрерывно дви-
жущимся электродом-проволокой диаметром
0,05—0,3 ж.-н
Резка твердых и хрупких материалов (кера-
мика, кварц, кремний, стекло, германий, фер-
риты, алмаз, рубин и т. п.)
Резка небольших заготовок из металлов, полу-
проводниковых и изоляционных материалов
Резка небольших заготовок из любых мате-
риалов
ЗАГОТОВКИ ИЗ ПРО КАТА И СПЕЦИАЛЬНЫХ ПРОФИЛЕЙ
137
51. Правка (рихтовка) проката
Оборудование
и способ правки
Вальцы:
листоправилыше
углоправи'льные
Прессы:
горизонтально-
гибочные
вертикально-гибочные
правильные (в приспо-
соблениях и штампах)
Машины:
правильно-растяжные
роликовые правильные
косовалковые
Станки:
правильно-отрезные
правильно-калибровоч-
ные
резьбонакатные (про-
катка между гладкими
плашками)
ручная:
на плитах посредством
ударов кувалды, ручни-
ка или молотка
в зажимных приспо-
соблениях с помощью
Рычага или домкрата
Точность правки
в мм на 1 м
длины
1-2
1
1
Местная криви-
зна прутка до 0,15
длн обработан-
ных прутков до
0,05
-
0,5-0,9
0,5-0,8
0,5-0,7
Черного прутка
0,5—0,9;
предварительно
обточенного
0,05—0,2
0,05-0,1
2-3
0,1—0,25
Область применения
Листовой прокат от 3000x10 до 3000 X
Х40 мм
Угловой прокат до № 20
Балки и швеллеры до № 60
Балки и швеллеры до № 45
Прутки в заготовки диаметром:
25—30 мм (винтовые прессы); 30—50 мм
(пневматические прессы)
60—100 мм (кривошипные, фрикцион-
ные и реечные прессы);
150 и более (гидравлические прессы)
Очень тонкие листы (толщиной
0,3—0,6 мм) и тонкая мягкая проволока
Пруткп и заготовки диаметром до
200 мм. Скорость правки 2—0,8 м/сек
Прутки и заготовки диаметром до
160 мм
Правка и отрезка проката круглого,
шестигранного и квадратного диаметром
0,25—16 мм, поставляемого в мотках и
бухтах. Скорость правки 0,17—1 м/сек.
Длина отрезка 0,16—9 м
Правка и калибровка проката диамет-
ром 5—100 мм. Скорость правки
0,23—1,3 м/сек. Длина обрабатываемых
прутков 2—7 JK. Точность калибровки
по диаметру 0,03—0,05 мм. Для получе-
ния чистой поверхности применяют, поли-
рование
Короткие цилиндрические заготовки из
проката и детали
Исправление формы проката и заготовок
небольшого диаметра в мелкосерийном и
индивидуальном производстве
Шатуны, рычаги и другие нежесткие
детали
138
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 51
Оборудование
и способ правки
струбциной в центрах
огневая (ацетилено-
кислородная)
Точность правки
в мм на t *
длины
0,05-0,15
Плоские эле-
менты до 0,5;
биение ' валов
0,4—0,6
Область применения
Валы и винты
Устранение кривизны и неровностей
листов, полос с изгибом на ребро, свар-
ных конструкций, а также сортового
проката больших сечений .,
Примечание. Фасонноотрезные автоматы, автоматы для навивки пружин,
автоматы для приварки базового вывода полупроводникового прибора и т. п. имеют
правильные узлы в виде роликовых механизмов, обеспечивающих правку материала
по принципу многократного изгиба с точностью до 0,5 мм на 1 ж длины.
52. Изготовление заготовок и деталей из сортового, листового
и трубного проката
Оборудование и способ
изготовления
Периодическая продоль-
ная прокатка на одно- и
двухопорнца вальцах
Поперечная прокатка-на-
катка зубьев на станах
Программная ковка на
вертикальных радиально-
ковочных машинах
Редуцирование на рота-
ционио-обжиашых машинах
Холодное профильное во-
лочение на волочильных
станах
Область применения
Заготовки гаечных ключей, плоскогубцев, барашков,
скоб, лопаток турбин, шатунов, вилок, рычагов и
тонких деталей (ножи, вилки)
Изготовление на заготовках прямого, косого и шев-
ронного зуба, зуба с кольцевыми ребордами, зуба
в форме трехгранной призмы для головок торсионов,
наружных шлицев на валиках
Ступенчатые заготовки и детали типа валов круглого
сплошного сечения диаметром до 100 мм и полых до
125 мм. За один цикл исходный прокат можно деформи-
ровать на 6—7 диаметров на длине 1000—1250 мм при
уменьшении диаметра заготовки за одно обжатие на
12—15 мм
Детали (валики, тяги и т. п.) из углеродистых и леги-
рованных сталей с относительным удлинением 6 > 8%,
а также из сплавов меди, алюминия и др. При реду-
цировании в холодную используют прокат диаметром до
15—20 мм, вгорячую до 90—100 мм; диаметр труб до
160 мм. Точность размеров деталей при редуцировании
вхолодную достигает 2-го класса при шероховатости
поверхности V 12 и при редуцировании вгорячую 4—
5-го классов при шероховатости поверхности V 7—V 8
Проволока диаметром 0,002—30 мм, детали сплошных
профилей сечением до 120 мм (храповые колеса, шпонки
и т. п.), трубы разных форм и сечений диаметром до
350 мм, калибровка пруткового материала. Отклонения
размеров выдерживают в пределах 3—4-го классов при
шероховатости поверхности V 8—V 9; при повышенных
требованиях по точности и чистоте волочение произво-
дят в несколько проходов. Повышение микротвердости
по отношению к исходной на 10—30%
ЗАГОТОВКИ ИЗ ПРОКАТА И СПЕЦИАЛЬНЫХ ПРОФИЛЕЙ
139
Продолжение табл. 52
Оборудование и способ
изгртовления
Протягивание проката че-
рез свободно вращающиеся
профильные ролики на про-
тяжных станках, оборудо-
ванных приспособлением
Профилирование рулон-
ного материала на профиле-
гибочных станках
Выдавливание роликом на
специальных установках или
станках токарной группы
Гибка-прокатка на листо-
гибочных валковых станах
Обтяжка по обтяжному
пуансону
Дробеструйная и дробе-
метная гибка на специаль-
ных установках
Раскатка
Область применения
Мелкие однотипные детали, в том числе профиль-
ные детали приборов. Прочность деталей повышается
на 10—25%. Усилие при протягивании значительно
меньше, чем при волочении
Декоративные и конструкционные элементы из нержа-
веющей стали и цветных металлов
Детали из алюминия, меди, титана и нержавеющей
стали в холодном или горячем состоянии
Детали одинарной кривизны, имеющие цилиндриче-
скую* или коническую форму, монолитные панели в
котло-, судо- и самолетостроении
Крупногабаритные обшивки двойной кривизны из ли-
стового проката толщиной до 5 мм
Монолитные панели и другие листовые детали из алю-
миниевых сплавов
Кольца с наружными и внутренними канавками, по-
вышение точности и концентричности сложного профиля,
полученного гибкой с последующей сваркой встык фа-
еоиного прокатанного профиля
53. Ориентировочный расчет усилий для подбора оборудования
Оборудование
Ножницы
Пресс
Формула
Усилие резки в хГ
Р= A,2-1,4)^0,,;
Усилие правки в кГ
а (Р
р = 0,68-^-
Усилие при прессовании
профиля в кГ
Обозначения
% - пл°щадь среза в мм2; aet _ предел
прочности материала при температуре вы-
полнения процесса в кг/мм2
ат — предел текучести материала вы-
правляемой заготовки в кГ/мм2; d — диа-
метр выпрямляемой заготовки в мм:
1 — расстояние между опорами или приз-
мами правильного пресса в мм
h — 1 + 0,08-=j — коэффициент, учиты-
вающий влияние трения металла о стен-
ки приемника, где Н — высота заготовки
a D — диаметр приемника; Fa и FK —
площадь поперечного сечения исходной и
прессуемой заготовки и мм1; с — коэффи-
циент, учитывающий влияние трения и
неравномерность распределения напряже-
ния в заготовке; при прессовании сплош-
ных профилей с = 4, гладкостенных труб
с = 5-^6, ребристых труб с = 7
140
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 53
Оборудование
Волочильный
стан
Горизонталь-
но-гибочная
машина
Формула
Усилие при волочении
профиля в кГ
Р= Рр1п n(l + /g>.
Усилие при волочении
труб в кГ
Р=A,05-г 1,2) (JTkFK6
Усилие при гибке в кГ
p=[MJKf+(]j5 +
+ 0,15 ^j f] aet
при гибпе по дуге или
по одному углу с полным
обжатием;
+ 0,15 -^ f] aet
при двухугловой гибке
с полным обжатием
Обозначении
Р„ — разрывное усилие материала в кГ;
ц — величина вытяжки (см. примечание
к таблице); g — коэффициент, зависящий
от величины угла рабочего конуса 2а;
значения величин In ц и A -f- fg) приве-
дены в табл. 54 и 55
h — коэффициент; при волочении без
оправки h = 1 + -х- и на оправке
где р — угол наклона деформирующего
конуса волокна в радианах; г» и гк —
средние радиусы трубы до и после воло-
чения; FK — площадь поперечного сече-
ния трубы в мм2; 6 — относительное об-
жатие трубы (см. примечание)
В — ширина изгибаемой заготовки в мм;
t — толщина изгибаемой заготовки в мм;
г — внутренний радиус гибки заготовки
в жм; 1 — расстояние между опорами
в мм;' F — площадь проекции гибки на
направление, перпендикулярное движе-
нию пуансона, в мм2
Примечания: 1. Необходимое число переходов п при волочении:
„ _ lg Fo - lgFK
ten
где Fo и FK — площади поперечного сечения прутка до и после волочения в ммг;
A — средняя величина вытяжки за один проход,
Принимают ц = 1,67.
2. Величину обжатия в % определяют по формуле
J,* р
Ь = -~ 100%.
к
3. Значения In ц и A 4- /g) цриведены соответственно в табл. ЬК и 55.
ЗАГОТОВКИ ИЗ ПРОКАТА И СПЕЦИАЛЬНЫХ ПРОФИЛЕЙ
141
54. Значение натуральных логарифмов величины вытяжки ц
и
1,00
1,05
1,10
]п ц
0,000
0,049
0,095
1
И
1,15
1,20
1,25
In ц
0,140
0,182
0,223
И
1,30
1,35
1,40
In ц
0,262
0,300
0,336
V-
1,45
1,50
1,55
In и
0,372
0,405
0,438
И
1,60
1,65
1,70
In ц
0,470
0,501
0.531
И
1,75
1,80
1,85
In ц
0,560
0,588
0,615
И
1,90
1,95
2,00
In ц
0,642
0.668
0,693
55. Значения величин 1 + fg
Угол рабо-
чего конуса
2а в граду-
сах
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
0,01
1,573
1,286
1,191
1,143
1,114
1,095
1,081
1,071
1,063
1,057
1,051
1,047
1,043
1,040
1,037
0,02
2,146
1,573
1,382
1,286
1,229
1,190
1,163
1,142
1,126
1,113
1,103
1,094
1,087
1,080
1,075
0,03 "
2,712
1,859
1,572
1,429
1,343
1,285
1,244
1,213
1,189
1,170
1,154
1,141
1,130
1,120
1,112
Коэффициенты трения /
0,04
3,292
2,145
1,763
1,572
1,457
1,381
1,326
1,285
1,253
1,227
1,206
1,188'
1,173
1,160
1,149
0,05
3,864
2,432
2,954
1,715
1,572
1,476
1,407
1,356
1,316
1,284
1,257
1,235
1,217
1,201
1,187
0,06
4,437
2,718
2,145
1,858
1,686
1,571
1,489
1,427
1,379
1,340
1,309
1,282
1,260
1,241
1,224
0,07
5,010
3,004
2,336
2,001
1,800
1,666
1,570
1,498
1,442
1,397
1,360
1,329
1,303
1,281
1,261
0,08
5,583
3,291
2,526
2,144
1,914
1,761
1,652
1,569
1,505
1,454
1,412
1,376
1,347
1,321
1,229
0,09
6,156
3,577
2,717
2,287
2,029
1,856
1,733
1,640
1,568
1,510
1,463
1,423
1,390
1,361
1,336
0,10
6,729
3,864
2,908
2,430
2,143
1,951'
1,814
1,712
1,631
1.5В7
1,514
1,470
1,433
1,401
1,373
56. Уменьшение диаметра прутка или толщины стенки трубы (съем)
при волочении за один переход
Размеры в мм
Прутки из цветных
металлов
Диаметр
До 8
Св. 8 до 14
» 14
Съем
0,6
0,8
1,0
Трубы
Толщина
стенки
До 10
Св. 1,0 до 1,5
» 1,5 » 2
» 2 » 3
» 3 » 5
» 5
медные
и алюми-
ниевые
латунные или
дюралюмин овые
отожжен-
ные
накле-
панные
Съем
0,2
0,3
0,4
0,5
0,6—0,8
0,8—1,0
0,2
0,3
0,4
0,5
0,6
0,8
0,10
0,15
0,20
0,25
0,30
0,40
1
1
142
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
57. Суммарное обжатие б и величина вытяжки ц,
между операциями отжига
Материал
Сталь, дуралюмин,
Малоуглеродистая
Медь
латунь
сталь,
67
75
80
100%
и
3
4
5
58. Ориентировочные усилия
волочильного стана при
холодной калибровке
прутков
Диа-
метр
прутка
9—22
22—34
Уси-
лие
в тс
10
15
Диа-
метр
прутка
34-50
50-120
Уси-
лие
в тс
40
70—100
59. Эксплуатационная стойкость волок при волочении (в километрах
протянутого металла)
Материал заготовки
Медь, пизкоплавкие (цинк) и алю-
миниевые сплавы
Латунь
Бронза и медно-никелевый сплав
Никелевый сплав ...
Никель-хромовый сплав
Алюминий
Биметалл (сталь — ледь)
Материал волоки
Нехроми-
рованная
сталь
0.60
0.20
0,12
0.06
0.03
0.90
0,30
Хромиро-
ванная
сталь
3,0
1,0
0.6
О'З
0,15
4,5
1,5
Твердый сплав
в
0,30-
0,39
72
23
14
7
4
108
36
0,40-
0,99
100
33
20
10
5
150
50
для диаметра
им
1,00—
9,99
144
48
29
14
216
72
10 и
более
50,0
16,5
10,0
5,0
2,5
75,0
25,0
Примечание. Меньшая эксплуатационная стойкость твердосплавных волок
диаметром 10 мм и более объясняется относительно (в %) более жесткими допускаемыми
отклонениями при волочении прутков и труб.
60. Точность размеров и диапазон диаметров ковки на вертикальных
раднально-коиочных машинах
Размеры в мм
Диаметр поковки
20—60
«0—90
(Ю—105
Диапазон диаметров ковки
одним комплектом бойков
20—36; 25—50; 30—55; 30—60
/.0—85; 40—90
60—103
Точность по диаметру
0,"
¦ 0.2—(i.ii
0,3
Примечания: 1. В качестве исходной заготовки рекомендуется Орать холодно-
тянутый прокат 5-го класса точности по ГОСТу 7417—57.
2. Наибольшее обжатие заготовки за один проход 20 мм, наименьшее — 1 мм.
3. Наименьшая длина ступени 2 мм, поковки 150 мм; радиус перехода между сту-
пенями, оформляемый ковочными бойками, 8 мм.
4. Точность промежуточных ступеней поковки по длине ±1,0 мм.
5. Частота вращения заготовки в пределах: 16 и 22 об/мин при ковке поковок боль-
шого диаметра или из особо прочных сталей; 42 об/мин — при ковке сравнительно мяг-
ких сталей, поковок небольших диаметров и при холодной ковке полых валов (труб).
В остальных случаях следует принимать 30 об/мин.
ЗАГОТОВКИ ИЗ ПРОКАТА И СПЕЦИАЛЬНЫХ ПРОФИЛЕЙ
143
61. Основные параметры круглого периодического профиля, получаемого
поперечно-винтовой прокаткой (ГОСТ 8320—57)
Размеры в мм
Направление
прокатки
Параметры
Величина параметра профиля
со стана
70
120
250
Наибольшие диаметры исходной заготовки D и прог
катанного профиля <imax
Наименьший диаметр прокатанного профили dm;n
Наибольшая длина профиля (прутка) I после про-
катки
Наименьшая длина промежуточной части Ьщш
между двумя участками с большими диаметрами
Радиус сопряжения г поверхностей смежных уча-
. стков профиля не менее
Длина непрокатанного участка переднего конца
прутка 1пк, не менее
Длина непрокатанного участка заднего конца прут-
ка laK, не менее
Наибольший угол перехода а, от сечения большого
диаметра к сечению меньшего диаметра в направ-
лении прокатки ;
Наибольший угол перехода р от сечения меньшего
диаметра к сечению большего диаметра в направ-
лении прокатки
Допускаемая кривизна на 1 ж длины профиля,
не более <.
45°
20°
4
70
25
2500
15
5
100
30
120
40 ,
4000
30
10
120
50
250
100
G000
50
15
200
100
45°
20°
4
45°
20°
4
Примечании: 1. Точность прокатки на стапах поперечно-винтовой прокатки
в пределах 5—8-го классов точности при повышенной точности и 7—9-го при нормальной
точности; высота неровностей: при повышенной точности 0,01d и при нормальной — 0,15d.
2. Точность проката по длине в пределах ± 0,5% от диаметра конечного поперечного
сечения; если диаметры сечений различны, то допуск устанавливают по наибольшему
диаметру.
3. Повышенная точность проката может быть обеспечена при высокой точности изго-
товления профиля копировальной линейки и ее установки и оптимальных режимах про-
катки (минимальные колебания температуры нагрева, скорости прокатки и давления
в гидросистеме).
144
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
62. Основные параметры профиля, получаемого продольной прокаткой
(ГОСТ 8319—57)
Размеры в мм
симметрии
Профиль
с заусенцами
Профиль
с ограниченным
иширением
Профиль
со свободным
иширением
Параметр
Величина
параметра
Наибольшая длина L одного периода
Отношение плошадей большого к меньшему сечению (не более)- при про-
катке профиля:
с двусторонним совпадающим периодом при постоянной ширине с чере-
дованием сечения прямоугольник —двутавр или швеллер
с односторонним периодом при постоянной ширине с тем же чередова-
нием сечения
о двусторонним совпадающим периодом и свободным уширением без
заусенцев о тем же чередованием сечений
с двусторонним совпадающим периодом и ограниченным уширением с тем
же чередованием сечений
Угол а наклона наружных граней поперечных сечений профили, не более
Радиус К перехода от одного сечения к другому в продольной плоскости,
не менее
Ширина профили В, не более
Допускаемая кривизна на 1 м длины профиля, не более
1960
3,5
1,7
1,8
225
10°
150
240
4
Примечания: 1. Допускаемые отклонения: по ширине профиля ±1,5 мм;
по длине одного периода ±1%; по высоте профиля +3 —2 мм.
2. Допускаемое смещение: продольное верхней половины профиля относительно
нижней (с) не более 5 мм; поперечное верхней половины профиля относительно ниж-
ней (е) не более 2 мм.
МЕТАЛЛОКЕРАМИЧЕСКИЕ ЗАГОТОВКИ
ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИИ
Металлокерамика или порошковая металлургия — отрасль технологии,
Занимающаяся изготовлением металлических порошков и изделий из них.
Металлические порошки. В практике находят применение порошки почти
всех металлов и большого количества сплавов.
Для получения металлических порошков применяют физико-механические
и физико-химические способы. К первым относят механическое измельчение
(резанием, на бегунках, в шаровых или вихревых мельницах и др.), литье в воду,
перемепшчание расплава при затвердевании, распиливание его воздухом или
МЕТАЛЛОКЕРАМИЧЕСКИЕ ЗАГОТОВКИ
145
паром (иногда одновременно с механическим воздействием); ко вторым — вос-
становление окислов, руд пли солей, электролиз водных растворов или рас-
плавленных сред, термическая диссоциация карбонилов, диффузия и химичес-
кие реакции при нагреве порошков металлов и неметаллов, химическое измель-
чение (межкристаллитная коррозия), электроэрозия.
Способы получения и характеристика порошков приведены в табл. 63.
65
Материал
Железо
Медь
Никель
Олово
Свинец
Алюминий
Вольфрам
Хром
Молибден
Графит*
. Наиболее распространенные порошки
Способ получения
порошка
Восстановление
окалины
Электролитический
То же
Распыление жидко-
го металла
То же
Восстановление
окислов
То же
»
* Зольность до 3—4%.
Содержа-
ние
основного
элемента
в %
98,5
99,5
99,1
99,5
99,4
99
99
~99
~99
~99
Насыпная
масса
в г/см3
2,0—2,5
1,5—1,8
1,8-3,5
3,2-3,8
5,4—5,7
1,0
5,0—10,0
2,5-3,5
3,0—6,5
0,3—0,5
Стандарт
или технические
условия
ГОСТ 9849—61*
ЦМТУ 4451—54
ГОСТ 9722—71
ГОСТ 9723—61
ЦМТУ 4452—54
БДТУ 5—65
ЦМТУ 4786—56;
ТУ 001—63
ВТУ 1 — 54
ЦМТУ 4787—56
ГОСТ 4404—58
Размеры частиц порошков: наиболее мелкие карбонильные и электроли-
тические @,1—30 мкм), наиболее крупные порошки, получаемые механическим
измельчением и распылением A0—400 мкм).
Сортировку порошков по гранулометрическому составу производят просе*
иванием через сита с размером ячеек 42—500 лиг (ГОСТ 3584—53).
Приготовление шихты. Металлические порошки в пропорциях, соответ-
ствующих заданному составу порошковой композиции, перемешивают в сме-
сителях барабанного или центробежного типа, в шаровых или вибрационных
мельницах. В мельницах смешивание может быть сухим или мокрым; смеши-
вание в шаровых мельницах сопровождается размельчением порошка.
Порошки твердых металлов для облегчения прессования смешивают с плас-
тификаторами (веществами, легко растворяющимися в органических раствори-
телях и сгорающими при нагреве без остатка), чаще всего на основе парафина.
Иногда в шихту вводят поверхностно активные вещества (раствор олеиновой
кислоты в вазелиновом масле или бензоле), образующие на поверхности частиц
адсорбированную пленку.
Прессование. Изделия из порошковой шихты (прессовки) получают прес-
сованием на гидравлических, механических и специальных автоматических
прессах одностороннего и двустороннего действия.
Объем (высота) засыпки уменьшается при прессовании в 2,5—4 раза. Высота
прессовки для обеспечения относительной равноплотности ее не должна превы-
шать толщину стенок более чем в 15—17 раз, а диаметр прессовки — более 4
раз. Однако при двустороннем прессовании и со смазкой в ряде случаев прес-
суют более высокие изделия. Давление прессования 1000—10 000 кГ/см2, при
этом величина бокового давления составляет 25—30% давления прессования.
Давление выпрессовки изделий из пресс-формы составляет 5—65% давления
прессования — в зависимости от высоты изделия.
146
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
В результате упругого последействия происходит увеличение размеров
изделия при извлечении его из пресс-формы — на величину до 0,3% по диаметру
и до 0,5% по высоте.
Помимо обычного прессования, применяют прокатку порошковой шихты,
мундштучное, шликерное и объемное гидростатическое прессование.
Некоторые виды изделий (фильтры, антифрикционные порошковые слои на
стальной ленте) формуют для спекания свободной засыпкой порошка, без прес-
сования или прокатки.
Спекание. При нагреве порошкового тела (прессовки) происходит улету-
чивание газов, испарение влаги, восстановление окислов, диффузионные
поверхностные и объемные процессы. В результате спекания между частицами
порошка развиваются прочные металлические связи и происходит уменьшение
размеров (усадка) изделия.
Спекание производят в газообразной или твердой восстановительной среде^
в нейтральной среде или в вакууме, обычно в электрических печах сопротив-
ления, реже — в газовых и нефтяных печах. Имеется опыт применения и ин-
дукционного нагрева т. в. ч. для спекания изделий кольцевидной формы.
Калибровка. Многие металлокерамические изделия доводят до заданных
размеров калибровкой, без механической обработки. Припуск на калибровку
0,2—0,4 мм, давление (при калибровке по высоте и диаметру) 110—130% давле-
ния прессования, упругое последействие 0,1%.
Режимы при изготовлении основных видов металлокерамических изделий
приведены в табл. 64.
64. Типовые технологические режимы при изготовлении металлокерамических изделий
Изделие
Пористые подшипники:
на медной основе
на железной основе
Фрикционные материалы:
на медной основе
на железной основе
Контактные изделии
Магниты
Твердые сплавы
Конструкционные детали:
на основе железа и его сплавов
на основе меди и ее сплавов . .
Прессование
Калибровка*
Давление в тс/см2
1,0—2,0
1,5—3,0
1,5-2,0
3,0—4,0
1,5—2,0
4,0—5,0
1,2-1,5
3,0-7,0
1,0—1,5
* При калибровке только' по диаметру.
0,3-ОА
0,5-0,8
1,5-2,0
0,5-0,8
Спекание
Время
в ч
0,5-2,0
0,7-2,5
2,0—2,5
2,5—3,0
1,5-3,0
1,5—3,0
1,5-2,0
1,0-2,0
1,0—1,5
Темпера-
тура
в "С
750-800
1050-1150
750—800
1100—1150
1050-1200
1150—1250
1375-1450
1100-1150
750-850
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Изделия из антифрикционных материалов. Наиболее распространенный
вид изделий — пористые железографитовые и бронзографитовые подшипни-
ковые втулки. Применяют также пористые железные, бронзовые, железо медно-
графитовые и чугунные подшипники. Типичная структура бронзографита —
твердый раствор Си—Sn с включениями свободного графита, железографита —
перлит с включениями феррита и цементита. Свойства материалов приведены
в табл. 65. ¦
Изделия из фрикционных материалов используют в виде накладок на сталь-
ное основание тормозного элемента. Допускают торможение с высоких скоро-
стей при больших нагрузках: 30—500 м/сек до 20 кГ/cjh? — без смазки; 50—70
МЕТАЛЛОКЕРАМИЧЕСКИЕ ЗАГОТОВКИ
147
м/сек до 70 кГ/см2 — со смазкой. Состав создается на медной или железной ос-
нове с добавками Sn, Pb, графита, Си, Fe, Zn, Si, SiO2. Свойства фрикционных
материалов приведены в табл. 66. Фрикционный слой тормозных дисков спе-
кают вместе со стальным основанием под давлением или предварительно спе-
ченные детали приклеивают (приклепывают) к основе. Фрикционные элементы
из металлокерамического материала по сравнению с другими материалами
имеют лучшую теплопроводность, высокую долговечность, стабильный коэф-
фициент трения, не теряют своих качеств при работе в масле.
65. Свойства пористых металлокерамических материалов
Параметры
Бронза
оловян-
ная *
25-30
5,5-6,7
28-30
70-75
12-15
3,5-4,0
0,005
15-10-»
46-52
50—60
Бронзо-
графит * *
20—25
5,5-6,5
24-30
60—70
9—13
2,5-3,5
0,007
12•10-«
45—50
50—60
Железо-
графит***
20-30
5,3-5,7
60-90
60-80
20-21
3,0-4,0
0,0095
9-10-»
40-42
150-160
Железо—
медь-
графит****
* 18-25
6,2-6,5
55—80
65-76
18-19
2,2-2,5
0,0085
13 • 10-«
42-45
120-150
Пористость в %
Плотность в г/сж3
Тйердость НВ
Предел прочности при сжатии в кГ/мм2
Сопротивление срезу в кГ/мм2
Масловпитываемость в % по весу . . . .
Коэффициент трения по стали со смазкой
Коэффициент линейного расширения при
20—500° С в 1/град
Осадка при сжатии в %
Максимально допустимая нагрузка в кГ/сзл*
* 8—10% Sn, остальное Си.
** 8—10% Sn, 2—4% графита, остальное Си.
*** 20% Си; 2—4% графита, остальное Fe.
**** Ю—20% Си, 2—4% графита, остальное Fe.
66. Свойства фрикционных металлокерамнческих материалов
Параметры
На медной
основе
На железной
основе
Плотность в г/см3
Твердость НВ
Сопротивление срезу в кГ/мм2 . '.
Сопротивление сжатию в кГ/мм2
Коэффициент трения по стали всухую
Коэффициент трения в масле
Коэффициент линейного расширения при 20—500° С
в 1/град
Теплопроводность при 100—600° С в кал/(см ¦ сек ¦ град)
Максимально допустимая рабочая температура в °С
5,8-6,0
18-25
В—7 .
25-28
0.26-0,30
0,1-0,12
A7,6-32,0) 10-»
0,095-0,1
300
6,0-6,2
25-35
22-23
100—120
0,26-0,32
0,1-0,12
700
Фильтры и другие пористые изделия изготовляют из дроби (бронзовой,
никелевой, латунной, медно-никелевой, нержавеющей стали и др.), спекаемой
свободной засыпкой. Наиболее распространены бронзовые фильтры, свойства
которых приведены ииже.
Предел прочности в кГ/ммг: Допустимая рабочая темлерату-
при растяжении 3—4 ра в °С:
при сжатии 10—12 в нейтральной или защитной
Удлинение в % 2,8—3,5 среде 500
в окислительной среде . . . 180.
148 ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Преимущества металлокерамических фильтров — в прочности и возмож-
ности многократной очистки; применяются они для фильтрования жидкостей
и газов в различных отраслях техники, изготовляются в виде пластин, цилиндров,
трубок, пустотелых конусов.
Диаметр шариков выбирают в зависимости от необходимой тонкости фильтро-
вания. Например, при дроби диаметром 0,7—0,8 мм. поры имеют размер 0,28—
0,32 **, при дроби диаметром 0,7—0,8 мм — 0,02—0,24 мм.
Пористые материалы применяют также для пломб и прокладок (Fe), для анти-
обледенителей на крыльях самолетов (Си—Ni), снарядных поясков, горелок.
Применяя пористые изделия для работы при высоких температурах, создают
возможность охлаждения изделий «потением».
Магнитные материалы и изделия подразделяют на три основные группы:
магнитодиэлектрики (пресс-магниты), постоянные магниты и магнитномягкие
сплавы. Магнитодиэлектрики изготавливают из смеси порошков магнитных
материалов (Fe, Fe—Si—А1 сплав, Ni—Fe сплав пермаллой, Ni—Fe—Mo сплав
пермаллой, Fe—Cu—Ni сплав) с диэлектриками (бакелит, аминопласты, поли-
стирол, керамические массы). Смесь прессуют под давлением 5—12 Т/см2 и на-
гревают до 100—160° С для полимеризации и отвердения смол.
Постоянные магниты изготавливают из сплавов тина альни, альнико, маг-
нико (А1—Ni—Co—Cu—Fe) и других (Fe—Co; Fe—Co—Ni; Fe—Co—Mo; Fe—Ni—
Cu; Co—Ni—Си; Zr—Ni—Co, Fe), а также из ферромагнитных оксидных по-
рошков Fe, Mg, Мп, Ni, Co (ферриты).
Магнитномягкие материалы изготовляют из порошков чистого железа и
других магнитномягких сплавов. Они отличаются высокой магнитной прони-
цаемостью и малой коэрцитивной силой (малая петля гистерезиса).
Электротехнические детали. Основной вид продукции — контакты и
щетки электрических машин. Наиболее распространены контакты из W—Ag
<Cu) композиции, менее — из W, Mo—Ag(Cu); WC—Ag(Cu). Для легких усло-
вий применяют композиции Ag— графит, Ag — окись кадмия, Ag—Ni.
Контакты получают спеканием спрессованных смесей порошков путем про-
питки спеченного тугоплавкого металла расплавленным легкоплавким.
Щетки состоят из композиций угля, графи га, меди или бронзы. Размеры ще-
ток стандартизированы ГОСТом 12232—63.
Детали машин. Помимо указанных выше изделий со специальными свой-
ствами, методом порошковой металлургии изготовляют конструкционные де-
тали широкой номенклатуры взамен литых стальных и чугунных. Сюда отно-
сятся: шестерни, звездочки, кулачки, копиры, распорные втулки, шайбы,
калибры, шаблоны, резцедержатели, поршневые кольца, поршни амортиза-
торов, детали замков и многие другие фасонные детали.
Конструкционные детали изготовляют, как правило, из железа и железо-
графита. Часто применяют легирование Cu, Ni, Сг, Мо и др.
Типовая схема технологического процесса: приготовление шихты, прессо-
вание до плотности 83—87%, спекание 1100—1150° С. калибровка, механичес-
кая обработка.
Для повышения прочности при необходимости применяют двойное спекание
с промежуточным дополнительным уплотнением, пропитку медью, термообра-
ботку.
Изделия из тугоплавких металлов. Порошки W, Мо, Та, Nb прессуют
в штабики, спекают при 1200—1300° С, затем сваривают в вакууме при нагреве
до температуры, равной 80—95% температуры плавления, путем пропускания
через изделие тока 50—80 в до 3000 а и подвергают прокатке, штамповке, воло-
чению. Из полученной проволоки и полосы изготовляют детали радиоламп,
контакты искровых приборов, электроды и нагреватели электропечей, термо-
пары и другие изделия.
Изделия из жаростойких сплавов. Металлокерамические жаростойкие
сплавы делят на три основные группы: 1) на основе тугоплавких металлов (W,
Мо, Ta)i 2) на основе тугоплавких соединений металлического характера (кар-
МЕТАПЛОКЕРАМИЧЕСКИЕ ЗАГОТОВКИ
149
бидов, боридов, нитридов, силицидов); 3) на основе тугоплавких окислов. Наи-
большей жаростойкостью, теплопроводностью и стойкостью против тепловых
ударов обладает вторая группа.
Алмазно-металлический инструмент изготовляют из смеси порошков алмаза
с металлами Си, Sn, Pb, Al, W, W—Co, W—Co—Ni. Связка может быть и орга-
нической (карболит). Алмазные порошки выпускаются промышленностью с раз-
мером основной фракции 3—600 мкм. Схема технологического процесса: приго-i
товление шихты, холодное прессование, спекание, горячее прессование.
МЕХАНИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОКЕРАМИЧЕСКИХ ЗАГОТОВОК
Обработка металлокерамических материалов резцами является в большин-
стве случаев чистовой операцией, обеспечивающей высоту микронеровностей
Rz r^ 14 -г- 23 мкм. Указанную обработку рекомендуется проводить резцами
с пластинками из твердого сплава ВКЗМ или ВК6М, с геометрическими пара-
у = 10°, задние углы а = ах = 5°,
67. Значения скорости реаания г>„0
лля периода стойкости Т — 60 мин.
метрами режущей части: передний угол
главный угол в плане <р = 45°, вспо-
могательный угол в плане <рх = 10°,
угол переходной режущей кромки
Фо = 5°, длина этой кромки /0 =
= 0,4 -г- 0,5 мм.
Рекомендуемые режимы резания
приведены в табл 67. Поправочные
коэффициенты на скорость резания
даны в табл. 68. Подачу назначают
не более 0,2 мм/об.
При низких требованиях к ше-
роховатости обработанной поверхно-
сти применяют резцы иной геомет-
рии, обеспечивающей увеличение
стойкости на 30%: у = 10'°; а = 12°;
а: = 5°; «р = 30°; <рх = 5°; X = 0°;
радиус закругления при вершине
г = 1,5 мм.
Значительное влияние на обрабатываемость металлокерамических мате-
риалов оказывает их структура. Наилучшей обрабатываемостью обладают
материалы с ферритной структурой. Затем в порядке ухудшения обрабатыва-
емости идут феррито-перлитные, перлитные и перлитные с включениями цемен-
тита структуры.
Наименьшую шероховатость обработанной поверхности получают при обра-
ботке металлокерамического материала со структурой перлит -f- включения
цементита. Увеличение шероховатости обработанной поверхности наблюдается
при обработке материалов с перлитной (без включения цементита) и еще больше
с иерлито-феррцтной структурами. Увеличение количества феррита в структуре
увеличивает шероховатость обработанной поверхности.
68. Поправочные коэффициенты на скорость резания Kv
в зависимости от состава и микроструктуры
Обрабатывае-
мый
материал
Чугун
СЧ 15-32
Металлокера-
мический
материал
98,5% Fe+
+ 1,5% С
Значения и10
для резцов
с пластинкой
твердого
сплава ВКЗМ
в м/мин
183
88
Коэффициент
относитель-
ной
обрабатывае-
мости км
2,1
1,0
Состав материала
(шихта)
98,5% Fe + 1,5% С
Микроструктура
Пластинчатый перлит, небольшое количе-
ство феррита, местами включения це-
ментита
Феррит + перлит
Средняя
твердость
НВ
90
70
1,0
1,9
150
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Состав материала
(шихта)
100% Fe
96% Fe + 2,5% Си +
+ 1,5% С (сульфиди-
рование)
97% Fe + 3% Си
96% Fe + 2,5% Си +
+ 1,5% С
Микроструктура
Феррит
Феррит + сульфиды + пластинчатый пер-
пит
Феррит + сульфиды + зернистый перлит
Феррит + твердый раствор меди в железе
Пластинчатый перлит, небольшое количе-
ство феррита, местами включения це-
ментита
Продолжение
Средняя
твердость
НВ
50
70
70
55
100
табл. 6»
3,7
1,6
2,4
2,5
1,0
К„2 в зависимости от пористости
По!
)ИСТОСТЬ В %
. 15
20
30
К^ длн металлокерамических материалов
не пропитанных маслом
0,9
1,0
1Д
пропитанных маслом
0,85
1,0
1,25
KVi в зависимости от твердости НВ
НВ
40
4,0
50
2,8
60
2,0
70
1,5
Kv в зависимости от марки твердого
сплава режущего инструмента
Марка
твердого
сплава
ВКЗМ
1,0
ВК6М
0,8
Т30К4
0,7
80
1,2
90
1,0
100
0,8
110
0,7
120
0,6
Kv в зависимости от периода стойкости
инструмента Т
Т
в мин
30
1,25
60
1,0
90
0,9
Примечание. Расчетное значение скорости,резания v = vwKViKViKV3KViKVb
ЗАГОТОВКИ (ДЕТАЛИ) ИЗ ПЛАСТМАСС
Малая плотность, демпфирующая способность, стойкость к агрессивным
Средам, высокие электро-, тепло-, звукоизоляционные и фрикционные свой-
ства, высокан удельная прочность, простота переработки в изделия и другие
ценные физико-механические свойства способствуют широкому применению
пластмасс в машиностроении. По поведению при нагревании пластмассы де-
лят на две основные группы: термореактивные (реактопласты) и термопласти-
ческие (термопласты). Реактопласты при нагревании вначале переходят в вязко-
текучее состояние, а затем превращаются в необратимые, неплавкие и нераство-
римые вещества.
69. Основные методы переработки пластмасс в детали
Метод переработки
и его характеристика
Прямое прессование
в открытых и закрытых
пресс-формах, нагретых
до 130—180° С. Удельное
давление прессования
150—600 пГ/см*
Литьевое прессование
в пресс-формах, верхней
или нижней заливкой.
Удельное давление прес-
сования 400—1500 кГ/см1
Литье под давлением
в формы, имеющие систе-
му охлаждения и нагре-
ваемые до 40—80° С.
Удельное давление 500—
2500 кГ/см.»
Пневматическое формо-
вание с применением сжа-
того воздуха в негатив-
ной (матрилы) или пози-
тивной (пуансон) форме
Область применения
Мелкие и средние де-
тали
Детали сложной кон-
фигурации с тонкими се-
чеаиями и утолщениями
Массовое производство
деталей простой и слож-
ной конфигурации
Детали открытого типа
из листовых термопла-
стов
Перерабатываемые
материалы
Порошкообразные, во-
локнистые и слоистые
реактопласты
Термопласты без на-
полнителя в открытых
формах
Порошкообразные и
волокнистые реактопла-
сты
Термопласты: полиами-
ды, полиэтилен, капрон,
этрол, полистирол, поли-
пропилен, полиформаль-
дегид, полиуретан, поли-
хлорвинил
Листовой термопласт
толщиной 1,5—4 мм: ор-
ганическое стекло, сопо-
лимер СНП, винипласт,
полиэтилен, полистирол
и др.
Оборудование
Гидравлические верти-
кальные прессы верхнею
и нижнего давления
Литьевые автоматизи-
рованные машины и ав-
томаты серии ЛМ, ТП,
Д, обеспечивающие наи-
больший объем отливки
до 1000—1200 см3
Пневматический пресс
с электропечью для подо-
грева материала и уст-
ройства для обрезки кро-
мок
Технологическая
оснастка
Съемные и стационар-
ные пресс-формы
Съемные обогревае-
мые и водоохлаждаемые
пресс-формы открытого
типа
Обогреваемые пресс-
формы со съемными мат-
рицами или стационар-
ные пресс-формы
Литьевые одногнезд-
ные и многогнездные фор-
мы с в'одяным охлажде-
нием
Форма — матрица с при-
жимной плитой
Форма —матрица с при-
жимным пуансоном
Продолжение табл. 69
Метод переработки
и его характеристика
Вакуумное формование.
Всасывание предвари-
тельно размягченного ли-
ста в форму (негативную
или позитивную)
Комбинированное фор-
мование. Негативное фор-
мование сжатым возду-
хом и позитивное — пуан-
соном в сочетании с ва-
куумом
Экструзия (выдавлива-
ние и с раздувом). Гра-
нулированный материал
размягчается в обогревае-
мой зоне шнека и выдав-
ливается в виде стержня,
листа или цилиндриче-
ского рукава с последую-
щим охлаждением
Механическая обработ-
ка
Штампоепа (вырубка,
гибка, отбортовка и др.).
Требует нагрева при
штамповке, гибке, отбор-
товке
Область применения
Крупногабаритные де-
тали панельного типа (не-
глубокая вытяжка)
Изделия сложной фор-
мы или при глубокой вы-
тяжке
Массовое производство
листа, профильного полу-
фабриката и пленки тол-
щиной до 40 мкм неогра-
ниченной длины
Изготовление деталей
из поделочных пластмасс;
обеспечение точности раз-
меров; зачистка облоя,
литников, заусенцев
Детали из листового
материала, получение от-
верстий в плоских дета-
лях
Перер абатываемые
материалы
Листовой термопласт
толщиной 1,5—3 мм
Листовой термопласт
толщиной 2—4 мм
Термопласты для плен-
ки: полиэтилен, полипро-
пилен, полиамиды и др.
Реактопласты и термо-
пласты
Листы из реантопласта
и термопласта толщиной
до 6,5 лип
Оборудование
Вакуум-формовочная
машина с компрессором,
вакуум-насосом и термо-
экраном для подогрева
материала
Специальные машины
с нижним пневматиче-
'ским приводом и пуансон
для позитивного формо-
вания
Различные типы шне-
ковых машин-экструде-
ров с диаметром червя-
ков 25—200 мм и про-
изводительностью 5—
500 кГ/ч
Ленточные и дисковые
пилы, металлорежущие
станки
Гидравлические и ме-
ханические прессы раз-
личных марок с усилием
от 3 до 100 тс и числом
ходов от 40 до 140
в минуту
Технологическая
оснастка
Специальные вакуум-
ные формы
Формы с прижимным
кольцом
Экструзионные голов-
пи, выдувные, охлаждаю-
щие, тянущие, наматы-
вающие и другие уст-
ройства
Зажимные приспособ-
ления, оправки, кондук-
торы и т. д.
Штампы, приспособле-
ния для нагрева материа-
ла, приспособления для
гибки и отбортовки
ЗАГОТОВКИ (ДЕТАЛИ) ИЗ ПЛАСТМАСС
153
Термопласты обратимо изменяются при многократном нагревании и ох-
лаждении.
Основные методы переработки, требования технологичности, точность изго-
товления и режимы механической обработки приведены в табл. 69—83.
70. Точность изготовления деталей из пластмасс
Вид
материала
Реактопласты:
порошкооб-
разные
волокнистые
Термопласты
Марки материала по классам точности
З-За | За-4
-
Сополимеры
полистирола
МС-2, МС-3,
МСН
полидихлор-
стирол
К-6;
КФ-3;
КФ-ЗН
АК-7
*
4-5
ОФП-6;
ФКПМ;
Фаолит
АГ-4,
текстолито-
вая крошка;
ТВФЭ-2
Сополимер
полистирол
СНП. Полиа-
миды: 54, 68,
548; полиу-
ретан ПУ-1
5-7
К-Н4-35;
К-211-3;
'К-18-36;
монолиты;
аминопласт
Волокнит
К-41-5
Полистирол
блочный;
поливинил-
хлорид
7-8
К-17-81;
К-18-81
КМК-9;
КМК-218
Полистирол
эмульсион-
ный; поли-
пропилен
8-9
-
Этролы
2ДТ,
АБЦЭ
Примечания: 1. В таблице указаны достижимые классы для деталей повы-
шенной и нормальной точности.
2. Для неответственных деталей требования твчности целесообразно снижать до
7—10-го классов.
71. Оптимальная толщина стенок в мм
Материал детали
Пресспор ошки:
фенопласты
яминопласты
Волокнистые
Термопласты . . . .'
Габаритные размеры детали
До 20
oTs
0,3
0,3
Св. 20
- до 50
1,0-1,5
1,0
1,5
0,5-1,0
Св. 50
до 80
2,0—2,5
1,3—1,5
2,5—3,5
1,0—1,5
Св. 80
ДО 150
5,0-6,0
3,0—3,5
4,0-6,0
4,5-2,0
Св. 150
до 250
4,0-6,0
6,0-8,0
2,0-3,0
154
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
72. Рекомендуемые
Характер
поверхностей
Наружные ....
Внутренние . . .
Отверстия глуби-
ной до l,5d . .
Ребра жесткости
в выступы . . .
значения
уклонов
Детали
сопрягае-
мые и
тонко-
. стенные
15'
30'
15'
2; 3; 5;
10; 15°
прочие
ЗО'-1°
1—2°
30—45'
73. Максимально допустимые соотношения
диаметра (d) и глубины отверстия (Л)
Диаметр
отверстия
d в лик
До 3
Св. 3 до 6
» 6 » 10
» 10
Величина hjd для
прямого прес-
сования
для отверстий
сквоз-
ных
?
4
5
глу-
хих
1,2
1,5
пресс-литья
и литья под
¦ давлением
для отверстий
сквоз-
ных
5
6
8
10
глу-
хих
2
?
74. Минимальные величины перемычек, толщина дна
глухих отверстий и радиусы закруглений
Размеры в мм
/>, d
Диаметр
отверстия с!
Отвер-
стия, рас-
положены
Величина
перемычки
й о
I ё
ш
1« се
Igg
S о К
1
Диаметр
отверстия d
Отвер-
стия, рас-
пол ошены
Величина
перемычки
ф Ен Ъ
Еорс
sS
До 2
Св. 2 до 3
» 3 » 4
» 4 » 6
» 6 » 8
2,0
2,3
2,5
3,0
3,4
3,0
3,5
3,8
4,8
5,0
0,5
0,8
0,8
1,0
1,2
1,0
1,25
1,5
2,0
г»
1,0
1,0
1,2
1,5
2,0
Св. 8 до 10
» 10 » 14
» 14 » 18
» 18 » 30
» 30
3,8
4,6
5,0
5,5
6,5
7,0
1,5
2,2
25
4,0
5,0
2,8
3,8
4,0
4,0
5,0
2,5
3,0
3,0
4,0
5,0
Примечания: 1. При конструировании кольцевых галтелей рекомендуется
соблюдать соотношение h2 ^ ЗЬ2 при Ь2 & 0,3 мм.
2. Минимальные радиусы закруглений для термопластов принимать 0,8 мм, для
реактопластов 0,5 мм.
ЗАГОТОВКИ (ДЕТАЛИ) ИЗ ПЛАСТМАСС
155
75. Рекомендуемые шаги резьб в ¦»¦«
Диаметр
резьбы
До 3
Св. 3 до 10
» 10 » 20
« 20 » 30
» 30
Шаг резьбы
мелкий
0,3
0,5
1,25; 1; 0,75; 0,5
2; 1,50; 1
3; 2; 1,5
Примечание
Для резьбовых элементов'изделий из реакто-
пластов шаги менее 0,7 мм и для термопластов
менее 0,3 мм не рекомендуются.
76. Минимальные величины перемычеи между
Размеры в мм
1выми отверстиями
Диаметр резьбы
До 3
Св. 3 до 10
» 10 » 20
Величина перемычек
между
резьбовыми
отверстиями
Ъ
1,3
2,5
3,8
между
резьбовыми
отверстиями
¦ и краем
детали bt
2,0
3,0
4,3
минималь-
ная толщина
дна ht
2,0
3,8
5,0
77. Минимальная толщина слоя пластмассы вокруг металлической арматуры
Размеры в мм
ц
ж
mm
"ШШ
ft
ШШ
.1
Диаметр
арматуры
До 3
Св. 3 до 6
й 6 » 10
* 10 л 18
» 18
Толщина слон пластмассы
между
элементами
арматуры bt
1,5
2,5
3,5
5,0
6,0
от арматуры
до края
детали Ь2
2,0
3,0
4,5
5,5
7,0
от торца
арматуры
до поверх-
ности
детали ht
2,0
3,0
4,0
5,0
6,0
Примечание. Для лучшего сцепления арматуры с пластмассой поверхность
арматуры в пластмассе должна быть шероховатой или иметь рифления, накатку, вы-
точки и пр.
156
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
78. Допуски на пластмассовые детали
Размеры в мм
Допуска на размеры элементов деталей, оформляемых в одной части пресс-формы
Номинальные
размеры
Допуски для классов точности по ОСТу 1010
За
Б
.А
До 3
Св. 3 до
» 6 »
» 10 »
» 18 »
» 30 »
» 50
10
18
30
50
80
120
0,03
0.04
0,05
0,06
0,08
0,10
0,14
0,20
0,05
0,06
0,07
0,08
0,10
0,12
0,f6
» 120 » 180
» 180 » 260
» 260 » 360
» 360 » 500
0,28
0,40
0,50
0,70
0.05
0,06
0,08
0,10
0,12
0,16
0,22
0,32
0,45
0,60
0,80
1,10
0,08
0,10
0,11
0,12
0,16
0.20
0,25
0,36
0,45
0,60
0,80
1,10
0,08
0,10
0,12
0.16
ОД)
0,25
0,36
0,50
0,12
0.16
o;i8
0,20
0.25
0,32
0,40
0,55
0,12
0.16
0!20
0.25
о;щ
0,40
0,55
0,80
0,20
0.25
028
о;з2
0,40
0.50
0,60
0,90
0,19 | 0.32
0,25
0,32
0,40
0,50
0,60
0,90
1,20
0,40
0.45
0.50
0.60
0,80
1,00
1,40
0.30
0,40
0,50
0,60
0.80
1,00
1,40
2.00
0,50
0.60
0,70
0,80
1,00
1,20
1,60
2.20
0,70
1,00
1,20
1,80
1,10
1,60
2.00
2,80
1,80
2,50
3,20
4,50
2,80
4,00
5,00
7,0
Допуски на размеры элементов деталей, оформляемых в двух и более частях
пресс-формы едолъ направления замыкания пресс-формы
Номинальные
размеры
Допуски для классов точности по ОСТу 1010
В
д
За
В Г Д
Д
Г Д
В Г Д
До 3
Св. 3 до
)>
»
»
»
»
»
»
»
6
10
18
30
50
80
120
180
260
»
»
»
»
»
»
»
10
18
30
50
80
120
180
260
360
0,05
0,06
0,07
0,08
0,10
0,12
0,16
0,22
028
» 360 » 500
0,08
0,09
0,10
0,11
0,13
0,15
0,19
0,25
028
0,40
0,50
0,70
0,11
0,12
0,13
0,14
0,16
0,18
0,22
0,28
0,32
0,08
0,10
0,11
0,12
0,16
0,20
0,25
0,36
0,45
0,12
0,14
0,16
0,18
0,21
0,24
0,30
0,40
0,45
0.60
0,80
1,10
0,18
0,20
021
022
0,25
0,28
0,36
0,45
0,50
0,12
0,16
0,18
0,20
0,25
0,32
0,40
0,55
0,70
0,20
0,22
025
0,28
0,34
0,38
0,48
0.60
0;70
1,00
1,20
1,8
0,28
0,32
0,34
0,36
0,40
0,45
0,55
0,70
0,80
0,20
0,25
0,28
0,32
0,40
0,50
0,60
0,90
1,10
0,32
0,36
0,40
0,45
0,52
0,58
0,75
1,00
1,10
1,60
2,00
2,80
0,45
0,50
0,52
0,55
0,60
0,70
0,90
1,10
1,20
0,32
0.40
0:45
0.50
0,60
0,80
1,00
1,40
1,80
0,50
0,55
0,60
0,70
0,85
0,95
1,15
1,60
1,80
2,50
3,20
4,50
0,70
0,80
0,85
0,90
1,00
1,10
1,40
1,80
2,00
0,50
0,60
0,70
0,80
1,00
1,20
1,60
220
2,80
4,00
5,00
7,00
0,80
0,90
1,00
1,10
1,30
1,50
1,90
2,50
2,80
Примечания. 1. Допуски по графе А принимать для элементов пластмассовых
деталей, изготовленных литьем под давлением и прессованием, оформляемых в одной
части пресс-формы; по графе Б принимать для элементов деталей, изготовляемых литьем
под давлением и прессованием, оформляемых в одной части пресс-формы, но зависящих
от подвижных частей пресс-формы, а также на межосевые расстояния и на размеры эле-
ментов, расположенных в двух частях пресс-формы поперек направления замыкания
пресс-формы.
2. Допуски по графе В применять к термопластам при литье под давлением и порош-
кообразным реактопластам при литьевом прессовании; по графе Г применять к порошко-
образным реактопластам при прямом прессовании и волокнистым реактопластам при
литьевом прессовании; по графе Д применять к волокнистым реактопластам при пря-
мом прессовании.
3. Допуски для размеров, оформляемых в двух частях формы поперек оси приложе-
ния усилия замыкания формы (толщина стенок), принимать по графе В.
4. Таблица характеризует достижимые точности изготовления деталей сложной
формы, или оформленных в многогнездных пресс-формах. Для деталей простой формы
(плоскостные монолитные детали с габаритными размерами до 80 мм с отношением длины
к высоте 1 (J : 1 и с разностенностью не более 2 : 1 при прессовании и 2,5 : 1 при литье)
или тела вращения с отношением диаметра к высоте не-более 2 : 1, с габаритами до
50 мм оформляемых в одногнездных формах достижимые точности выше на один класс,
чем в таблице.
ЗАГОТОВКИ (ДЕТАЛИ) ИЗ ПЛАСТМАСС
157
79. Рекомендуемые степени точности для пластмассовых зубчатых и червячных передач
Степень
точности
7—8
8—9
9—10
7—8
8—9
9—10
Область применения
Зубчатые передачи по ГОСТу 1643—5в
Зубчатые колеса, работающие при умеренных нагрузках и повышенных
окружных скоростях (до 15 ж/сек для прямозубых и до 15—20 м/сек
для косозубых передач)
Зубчатые колеса общего машиностроения, не требующие особой точности;
шестерни станков, не входящие в делительные цепи; шестерни грузо-
подъемных механизмов малой мощности; шестерни машине окружной
скоростью до 5 м/сек для прямозубых и до 10 м/сек для косозубых
передач
Зубчатые колеса неответственных передач авто- и тракторостроения;
ненагруженные передачи с окружными скоростями до 3 м/сек для пря-
мозубых и до 5 м/сек для косозубых передач
Червячные передачи по ГОСТу 3675—56
Силовые передачи подъемных и поворотных механизмов с окружными
скоростями до 4 м/сек
Неответственные передачи с окружными скоростями до 2 м/сек с кратко-
временной периодической работой
Неответственные передачи с окружными скоростями до 1,5 м/сек или
передачи ручных приводов, не требующих постоянства передаточного
отношении
80. Значения гарантированных боковых зазоров в пластмассовых зубчатых
и червячных передачах
Виды
сопряжения
X
Ш
X
III
до 50
85
110
55
110
Зазоры в мкм при межцентровом расстоянии в
св. 50
до 80
105
210
95
190
св. 80
до 120
ев. 120
до 180
Зубчатые
130
260
170
340
Червячные
130
260
130
260
св. 180
ДО 260
св. 280
до 360
передачи
210
420
210
420
передачи
190
380
190
380
св. 360
до 500
260
530
260
530
св. 500
до 800
340
670
260
530
мм
св. 800
до 1250
св. 1250
420
850
—
-
380
750
530
-
158
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Материал
Пресспорошки
(фенопласты,
аминопласты)
Винипласт ....
Полистирол блоч-
ный
Волокнит
(Текстолит ....
Стеклотекстолиты
Гетинакс
Полиамиды . . .
Полиметилмета-
крилат (органи-
ческое стекло)
Полиэтилен . . .
81. Режимы резания
при разрезке пластмасс
Режущий инструмент и режимы обработки
Абразивные
круги
Подача
в м/мин
0,6
0,4-0,5
0,6
0,3-0,6
Скорость
резания
в м/мин
1200—1600
1300-2300
1500—2500
1500—3000
Твердосплавные
дисковые фрезы
Подача
в мм/зуб
0,01-0,03
0,2-0,5
0,1—0.3
0,2-0,3
0,5-0,7
0,05—0,07
Скорость
резания
в м/мин
800-1200
200-300
250-300
200—450
1000—1200
700-800
Ленточные
и дисковые пилы
Подача
в м/мин
0,3—0.5
0,7—1,5
0,3—1,0
0,8-1,2
0,05—0,25
0,4—0,6
0,5-0,7
0,6—0,8
Скорость
резания
в м/мин
1200—1800
500-700
300-600
300-700
1000—1500
200—300
800—1200
2500—2600
Охлажде-
ние
5%-ным
раствором
эмульсола
в воде
Сжатым
воздухом
Примечания: 1. Достижимая точность резки ± 1,0 мм на длине 100 мм.
2. Разрезку реактопластов при толщине листа до 25 мм проводить корундовыми
кругами диаметром 300 мм, толщиной 4 мм с зернистостью 50, при толщине листа более
2э мм проводить резку карборундовыми кругами диаметром 350 мм, толщиной 6 мм с зер-
нистостью 24.
3. Ленточные и дисковые пилы применять с мелким зубом высотой до 4 мм, шагом
не более 3—5 мм и с разводкой 0,5 мм на сторону.
82. Режимы резания при токарной обработке пластмасс
Материал
Пресспорошки (фенопласты,
аминопласты)
Стеклотекстолит
Полиметилметакрилат
Глубина
резания
в лик
1.5—3,0
0.5—1,5
3,0-5,0
1,0—2,5
3,0-5,0
0,5—0,1
2,0—4,0
0,5-0.2
2,0-4,0
0,5-0,2
¦ 2.0-4,0
1,0-2,0
2,0—5,0
0,5-1,0
1,5-3,0
0,5—1,5
Подача
в мм/об
0,05—0,25
0,1—0,2
0,05—0,1
0,1—0.5
0.08—0.2
ОД—0,2
0,06-0,1
0.20-0,35
0,10—0.15
0,2-0.5
0,1-0.2
0,4-0,5
0,1—0,2
0.1-0.2
0,05-0,1
Скорость
резания
в м/мин
200-600
500-800
300—400
500—600
80—160
170—300
90-100
120—150
180-240
240—300
< 100-200
200-250
100—250
250—350
75—100
100—150 •
Классы
чистоты
поверхности
4-5
5-6
5-7
4-6
4-6
5—7
7-8
6—7
6-7
ЗАГОТОВКИ (ДЕТАЛИ) ИЗ ПЛАСТМАСС
159
Продолжение табл. 82
Материал
Полистирол блочный
Полиэтилен
Глубина
резанин
в мм
1,5-4,0
0,5—1,5
3,0-5,0
0,5-3,0
Подача
в мм/об
0.1-0,2
0,02-0.08
0,5—1,0
0,1—0.2
Скорость
резания
в м/мин
5Q—100
¦ 100—200
500-700
700-1000
Классы
чистоты
поверхности
7-8
6-7
Примечания: 1. В числителе указаны режимы при черновом точении, в зна-
менателе — при чистовом.
2. При черновом точении достигается точность 4-го класса, при чистовом — 2а —
3-го классов.
3. Для термопластов применять резцы из инструментальной углеродистой или быстро-
режущей стали (V = 15 4- 20°, а = 18 -г 25°, <р = 45°); для реактопластов применять
резцы из быстрорежущей стали или с пластинками из твердого сплава ВК6, ВК8 (V =
= 10 4- 20°, а = 10 4- 20°, ф = 45°).
4. При обработке термопластов целесообразно охлаждение эмульсией или водой,
длн реактопластов — сжатым воздухом.
83. Режимы резания при фрезеровании пластмасс
Материал
Глубина
резания
в мм
Подача
в мм/зуб
Скорость
резания
в м/мин
Класс чи-
стоты по-
верхности
Пресспорошки (фенопласты, амино-
пласты)
Волокнит "
Текстолит
Стеклотекстолит . . . : ,
Гетинакс ,
Полиамиды
Винипласт
Полиметилметакрилат
Полистирол блочный
Полиэтилен
5-7
2-4
5-7
2-4
6-8
3-5
3-5
1-2
2-4
1-2
3-5
1-2
6-Ю
3-5
3-5
1-2
3-5
1-2
3-5
1-2
0,40-0,80
0,10—0,25
0,20-0,30
150-250
0,08—0,15
0,30-0,40
0,10-0,20
0,10—0,15
0,05-0,10
0,10-0,25
0,08-0,10
0.20-0,25
0,05—0,15
1,00—2,00
0,10-0,25
0,08-0,10
0,03—0,05
0,30-0,50
0,08-0,20
0,25—0,30
0,08—0,20
250—360
150-200
200—350
100—200
200—350
200—300
350—500
100—120
40—180
100—140
150—180
300—550
600—800
125—150
180—300
150—200
50-400
400—600
700—1000
6-7
5-6
6-7
5-6
6-7
6-8
5-7
6-8
5-7
6-7
Примечания: 1. В числителе указаны режимы резания для черновой обра-
ботки, а в знаменателе — для чистовой.
2. При черновом фрезеровании достигается точность 7-го класса, при чистовом —
4—5-го классов.
3. Длн термопластов применять фрезы из инструментальной углеродистой и быстро-
режущей стали, для реактопластов — фрезы с пластинками из твердого сплава ВК6,
ВК8 (V = 10 4-15°; а = 10 4- 25°).
4. Во избежание расслаивании слоистых реактопластов при обработке необходимо
применять попутное фрезерование.
5. Фрезы при обработке охлаждать сжатым воздухом.
6. Строгание листовых термопластов вместо фрезерования производить с режимами,
аналогичными назначаемым при обработке цветных сплавов: при скоростях v = 10 ~
4- 20 м/мин, с глубиной резания до 5—6 мм. При строгании сложных реактопластов ско-
рость резания в пределах v -— 20 4- 30 м/мин, подача s = 0,25 4- 0,4 мм/дв. ход с исполь-
зованием твердосплавных резцов (у = 10°; а = 20°, X. = 15°).
160
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
84. Режимы резання при сверлении пластмасс
Обрабатываемый материал
Материал
инструмента
Подача
в мм/об
Скорость
резания в
м/мин
Пресспорошки (фенопласты, аминоплас-
ты)
Волокнит, текстолит
Стеклотекстолит
Гетинакс
Полиамиды, винипласт
Полиметилметакрилат
Полистирол блочный
Полиэтилен
ВК6
У10А, Р18, ВК6
Р9, Р18
ВК6, ВК8, Р9,
Р18
Р9, Р18, У10А
Р9, Р18
У10А, Р9
Р9, Р18.
0,03-
0,1 -
0,05-
0,05-
0.2 -
0,06-
0,03-
0,4 -
-0,15
-0,4
-0,1
-0,15
-0,4
-0,12
-0,1
¦0,8
30—80
40-100
100—120
20—35
30—50
40—60
10-25
40-75
Примечания: 1. Достижимая точность: За—4-й классы.
2. Длн сверления отверстий применять сверла: перовые, цилиндрические спираль-
ные и с прямыми канавками. Геометрия сверл: to = 15 — 17°; 2q> = 65 — 70°; а =
= 4 -г 8°.
3. При обработке глубоких отверстий применять сверла на 40—100 мпм больше,
чем диаметр требуемого отверстия.
4. Для получения отверстий 2—3-го классов точности после сверления необходимо
развертывание со скоростью резания v = 50 -f- 100 об/мин н подачей s = 0,1 ~ 0,6 мм/об.
5. Охлаждение сверла проводить сжатым воздухом.
85. Режимы резания при шлифовании пластмасс
Материал
Пресспорошки (фенопласты,
аминопласты); стеклотекстолит
Волокнит
Текстолит; гетинакс
Полиамиды; полиэтилен
Винипласт
Полиметилметакрилат; полис-
' тирол блочный
Режущий инструмент
Абразивные круги корундовые и кар-
борундовые
Наждачные диски и полотна
Абразивные круги с мягкой связкой,
зернистость 30—40
Хлопчатобумажные или суконные круги,
покрытые специальными пастами
Наждачные диски и полотна, зернис-
тость 60—80
Абразивные круги, применяемые для
обработки легких сплавов; наждачные
полотна, хлопчатобумажные или суконные
шлифовальные круги
Подача
в м/мин
3-5
1-1,5
2-3
Примечания: 1. Достижимая точность 2—3-й классы.
2. При обработке пластмасс принимать: окружная скорость детали 2—5 м/мин,
скорость резакия 20—30 ж/сек.
3. Удельное давление прижима детали к шлифовальному кругу или полотну
должно составлять не более 0,5—1,5 кГ/см2.
4. При шлифовании термопластов в качестве охлаждения применять воду, для
реактопластов— сжатый воздух.
ЛИТЕРАТУРА 161
ЛИТЕРАТУРА
1. Белькевич Б. А. Обработка металлокерамических материалов резанием. Киев,
«Наукова думка», 1965.
2. Воробьев Ю. А., Вежелуко в а Е, Ф. Допуски и посадки деталей из пласт-
масс. М., «Машиностроение», 1964.
3. М а л о в А. Н. Технология холодной штамповки. Изд. 4-е. М., «Машиностроение»,
1969.
4. М и р з о е в Р. Г. Пластмассовые детали машин и приборов. М.. «Машиностроение»,
1965.
5. Раковский В. С, Саклинский В. В. Порошковая металлургия в маши-
ностроении. Изд. 2-е. М., Машгиз, 1963.
6. Романовский В. П. Справочник по холодной штамповке. Изд. 4-е М.—Л.,
«Машиностроение», 1935.
7. Свойства и применение металлокерамических материалов в машиностроении. М.,
НИИавтопром, 1967.
8. Справочник по пластическим массам. Под ред. М. И. Гарбара и др. М., «Химия», 1967.
9. Федорченко И. М., Андриевский Р. Н. Основы порошковой металлур-
гии. Киев, АН УССР, 1963.
10. Цукерман С. А. Порошковая металлургия. Изд-во АН СССР, 1958.
6 Справочник технолога, том 1
Глава 3
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Припуск на обработку — слой материала, удаляемый с поверхности за-
готовки в процессе ее обработки для обеспечения заданного качества детали.
Промежуточный припуск — слой материала, удаляемый при выполнении
отдельного технологического перехода.
Общий припуск — слой материала, необходимый для выполнения всей
совокупности технологических переходов, т. е. всего процесса обработки дан-
ной поверхности от черной заготовки до готовой детали.
Припуск назначают для компенсации погрешностей, возникающих в процессе
предшествующего и выполняемого переходов технологического процесса изго-
товления детали.
Величину припуска для элементарной поверхности детали определяют
расчетно-аналитическим методом или ориентировочно назначают по соответ-
ствующим справочным таблицам (ГОСТам, РТМ и т. п.).
Расчетные формулы и нормативные материалы, приведенные в этой главе,
охватывают лишь общие для различных отраслей машиностроения типовые
детали машин.
РАСЧЕТНО-АНАЛИТИЧЕСКИЙ МЕТОД
ОПРЕДЕЛЕНИЯ ПРИПУСКОВ
Расчетные формулы и указания к расчету припусков при методе автомати-
ческого получения заданных размеров. Расчетный припуск — минимальный про-
межуточный припуск при обработке наружных поверхностей — определяют как
разность между наименьшими предельными размерами, а при обработке внутрен-
них поверхностей — между наибольшими предельными размерами заготовок на
смежных технологических переходах, т. е. для наружных поверхностей
2imin~ai —lmin~aimin; W
2*imin= Di~ lmln~"^tmin! B)
для внутренних поверхностей
zim]n==aimax~~aj — lmax> C)
2zi min =-0 i max ~-°i —lmax' '' D)
где гг mln — минимальный припуск на сторону на выполняемый технологический
переход; 2zt min — минимальный припуск на обе стороны или по диаметру;
ai—lmln' ^i—l min' ai—lmax и ^i—lmax — соответственно наименьшие и наиболь-
шие предельные размеры, для партии заготовок на предшествующем технологи-
ческом переходе; aimfn, Dimin, aimax и D?max — соответственно наименьшие и
наибольшие предельные размеры, для партии заготовок на выполняемом тех-
нологическом переходе.
РАСЧЕТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ПРИПУСКОВ 163
Минимальный припуск при последовательной обработке противолежащих по-
верхностей
zimin = ^i-l + ri-l + Pi-l+V E)
при параллельной обработке противолежащих поверхностей
2*i min = ЧВг i-i + Ti-l + Pi-l + еугУ> ®
при обработке наружных и внутренних поверхностей вращения
2*imm = 2(^iJ + rw+'KP!-l+eSi). (?)
где i?^.,, Г,-_1, р;_х — соответственно высота микронеровностей, глубина де-
фектного поверхностного слоя и суммарное значение пространственных откло-
нений для элементарной поверхности на предшествующем переходе и syi — по-
грешность установки заготовки при выполняемом переходе.
Суммарное значение р определяют как векторную сумму пространственных
отклонений р = Pi + Рг! погрешность установки еу определяют в общем виде
как векторную сумму погрешности базирования eg и погрешности закрепления
еа, т. е. By = еб + еа.
При совпадающем направлении векторов
P = Pi + Pa и еу = %+е,,;
для противоположного направления векторов
P = Pi — Р2 и Ву = еб—г3.
В тех случаях, когда предвидеть направление векторов затруднительно, их
суммируют по правилу квадратного корня:
Р = У"Р? + Р2 н ev=Ve6 + *h
Пространственные отклонения необходимо учитывать: у черных заготовок
(под первый технологический переход), после черновой и получисто вой обработки
лезвийным инструментом (под последующий переход), после термообработки.
Пространственные отклонения при обработке закономерно уменьшаются.
Поэтому обычно уже после чистовой обработки величина отклонений столь
мала, что ею пренебрегают.
Максимальный припуск на обработку
ггтах=ггтш + бг-1-бг5 (8)
2zimax=2zimin + S?>i-l-6Di' (9)
ГДе ^i—i и ^Di—1 — допуск по размеру на предшествующем переходе; б4 и 8Di —
допуск по размеру на выполняемом переходе.
Глубину резания принимают равной максимальному припуску, т. е. ti ~ гтах-
Эту величину используют при определении режимов резания (подачи и скорости
резания) и выборе оборудования по мощности привода.
Номинальный припуск на обработку для наружных поверхностей
2zlnou==2z^m+Hm_i-HD., A1)
для внутренних поверхностей
«,яол, = *4т1н + ^-1-^ A2)
2hnOM = Zzi^ + BDl-l-BDi, A3)
6*
164 ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
где Hi_1, HDi_u Нг и HDi — нижние отклонения по размерам соответственно
на предшествующем и выполняемом переходах; Bi_l, Вт_и Bi иВт — верхние
отклонения по размерам соответственно на предшествующем и выполняемом
переходах. При этом HDi_t, HDi, BDi_l и ВDl относятся к диаметрам.
Значение номинальных припусков необходимо для определения номиналь-
ных размеров заготовок (поковок, отливок и т. п.), по которым изготовляют
технологическую оснастку (штампы, пресс-формы, модели, приспособления).
Порядок расчета минимальных припусков и предельных размеров наружных
(в скобках — внутренних) поверхностей следующий:
1. Пользуясь рабочим чертежом детали и картой технологического про-
цесса механической обработки, записать в расчетную карту обрабатываемые
элементарные поверхности заготовки и технологические переходы в порядке
последовательности их выполнения при обработке по каждой элементарной
поверхности от черной заготовки до окончательной обработки (см. пример рас-
чета стр. 195).
2. Записать значения Rz, T, р, гу и б.
3. Определить расчетные величины минимальных припусков на обработку
zmin по всем технологическим переходам.
4. Записать для конечного перехода в графу «Расчетный размер» наимень-
ший (наибольший) предельный размер детали по чертежу.
5. Для перехода, предшествующего конечному, определить расчетный размер
путем прибавления к наименьшему предельному размеру по чертежу (вычитания
из наибольшего предельного размера по чертежу) расчетного припуска гт1п.
6. Последовательно определить расчетные размеры для каждого предшеству-
ющего перехода путем прибавления к расчетному размеру (вычитания из рас-
четного размера) следующего за ним смежного перехода расчетного припуска
zmin.
7. Записать наименьшие (наибольшие) предельные размеры по всем техно-
логическим переходам, округляй их увеличением (уменьшением) расчетных раз-
меров; округление производить до того же знака десятичной дроби, с каким
дан допуск на размер для каждого перехода.
8. Определить наибольшие (наименьшие) предельные размеры путем при-
бавления (вычитания) допуска к округленному наименьшему (наибольшему)
предельному размеру.
9. Записать предельные значения припусков zmax как разность наибольших
(наименьших) предельных размеров и zrain как разность наименьших (наи-
больших) предельных размеров предшествующего и выполняемого (выполняемого
и предшествующего) переходов.
10. Определить общие припуски zomax и zomin, суммируя промежуточные
припуски на обработку.
11. Проверить правильность расчетов по формулам:
zimax~~ zimin — 6i-l"
V
2zimax~ 2zimln — SDi_1 — 6Di;
2zomax—2zomln = S?,3 —бдд.
Допуски и качество поверхности на конечных технологических переходах
следует принимать по чертежу детали, проверяя по нормативам возможность
получения их запроектированным способом обработки.
В связи с разнохарактерностью действий при расчете размеров для наруж-
ных и внутренних поверхностей рекомендуется во избежание ошибок группи-
ровать в расчетной карте наружные и внутренние поверхности, а не записывать
их вперемешку.
РАСЧЕТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ПРИПУСКОВ 165
При обработке взаимосвязанных плоских поверхностей от переменных баз
рекомендуется строить размерные цепи, определяющие взаимосвязь обрабатыва-
емой поверхности с измерительной базой.
Указания к расчету припусков и предельных
размеров при изготовлении деталей из проката.
Для ступенчатых валов расчет ведут по ступени с наибольшим диаметром, а при
их равенстве — по ступени (шейке), к которой предъявляют высокие тре-
бования по точности и качеству поверхности.
Расчетный наименьший предельный диаметр заготовки (прутка) определяют
по формуле
. , Дз1ШП = Дбт1п+2гот1п, A4)
где D Эт1п — наименьший предельный размер детали по чертежу; 2zomin — рас-
четный минимальный общий припуск на обработку по диаметру.
Полученный размер Dam\n округляют (в большую сторону) до ближайшего
по сортаменту диаметра прутка D'3min, наименьший предельный размер которого
должен быть не менее D3min: тогда действительный общий припуск на обра-
ботку будет
^zomin — D'3min~Ddmw- ' A!>)
Сортамент калиброванного, горячекатаного и поперечно-винтового проката
и их точностные характеристики даны в соответствующих ГОСТах B590—57
и 7417—57) и справочной литературе.
Размер проката (кроме поперечно-винтового) принимают одинаковым для
всех ступеней вала. На остальные ступени назначают напуск, упрощающий
конфигурацию заготовки. Малый по величине напуск снимают за один проход,
большой напуск удаляют за два прохода: 60—70% на первом и 40—30% на вто-
ром проходах. Дальнейшую обработку шеек ступенчатого вала, на которых был
предусмотрен напуск, ведут в соответствии с расчетными предельными размерами.
Данные для расчета припусков на обработку наружных и торцовых поверх-
ностей валов из проката приведены в табл. 1—4, отверстий — см. табл. 16—17.
Указания к расчету припусков и предельных
размеров при изготовлении деталей из поковок.
Штамповка. Величины допусков на заготовки, получаемые горячей объемной
штамповкой на молотах, прессах и горизонтально-ковочных машинах, приведены
в ГОСТе 7505—55. -'~~—— ~ "
Полученные в результате расчета общие припуски и размеры заготовки
корректируют с учетом следующих дополнений:
назначают необходимые штамповочные уклоны, технологические напуски
для крепления заготовок при термической обработке или изготовления образцов
для физико-механических испытаний, а также напуски, упрощающие конфигура-
цию заготовки или сглаживающие местные углубления, переходы и уступы; их
задают от номинальных размеров черной заготовки, определяемых расчетом;
назначают радиусы закруглений или размеры фаски в соответствии с размер-
ными соотношениями заготовки. При необходимости корректируют припуски на
обработку исходя из оптимального соотношения
гл =3 К — 2 ,
о ~ я ном
где гд и г'3 — радиусы закругления или размеры фаски соответственно у обрабо-
танной детали и заготовки; zHOJ№ — номинальный припуск на обработку, рассчи-
танный по формулам A0) — A3).
При несоблюдении оптимального соотношения целесообразно увеличить
радиус закругления или размер фаски rg у обработанной детали; если по конструк-
тивным соображениям этого сделать нельзя, то корректируют величину минималь-
ного припуска с zmin до z'mln, при этом z^in 2з г3 — гв + Нд — Н3, где Но и Н3 —
амжнее отклонение по размеру соответственно обработанной детали и заготовки.
166
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
1
. Качество наружной поверхности проката
Калиброванный прокат
Характери-
стика
проката
Гладкотяну-
тый
Шлифован-
ный
Класс
чистоты
3
6
Высота
неровно-
стей
Rz
в мкм
60
10
Дефект-
ный
слой
Т
в мкм
60
20
Горячекатаный прокат
Диаметр
в мм
До 25
Св. 25 до 75
» 75 » 150
» 150 » 250
Повышенной
точности
в мпм
100
100
150
250
Г
в мкм
100
150
200
300
Обычной
точности
в мкм
150
150
200
300
(Т
в- мкм
150
250
300
400
Поперечно-винтовой прокат
Диаметр
в мм
До 10
Св. 10 до 18
» 18 » 30
» 30 » 50
Высота
неровностей
Rz в мкм
при точности
прокатки
повы-
шенной
0,06
0,10
0,18
0,30
нор-
мальной
0,10
0,18
0.30
0,50
Дефект-
ный
слой Т
в мкм
¦ одо
0,18
0,30
0,50
Диаметр
в мм
Св. 50 до 80
» 80 » 120
» 120 » 180
» 180 » 220
Высота
неровностей
Rz в мкм
при точности
прокатки
повы-
шенной
0,50
0,80
1,20
1,80
нор-
мальной
0,80
1,20
1,80
2,20
1
[ефект-
ный
:лой Т
в мкм
0,80
1,20
1,80
2,20
Примечания: 1. Качество торцовой поверхности после резки проката см.
в табл. 3.
2. Качество поверхности поперечно-винтового проката дано после термообработки
(нормализации или улучшения).
2. Пространственные погрешности проката
Состояние
проката
Величина удельной кри-
визны Д„ в мкм/мм
к
при диаметре
проката в мм
8§
m о
о К
Состояние
проката
Величина удельной кри-
визны Дк в мкм/мм
при диаметре проката
в мм
о
со
и
о
о
о
я
CD
in
ее
3
о
00
о
к
о
00
ее
о
150
о
я
Калиброванный прокат
В состоянии по-
ставки для клас-
сов точности про-
ката:
2а
3
За и 4
После термообра-
ботки (без прав-
ки):
в печах ....
т. в. ч
0,5
1,0
2,0
3,0
1,6
0,8
0,5
0,75
1;0
2,0
1,3
0,65
0,5-
1,0
1,0
О.,9
0;45
—
—
После термообра-
ботки (без прав-
ки):
в печах . . . .
т. в. ч
После правки на
прессах
Горячекатаный прокат
2,0
1,0
0,15
1,3
0,65
0,12
1,3
0,65
0,10
0,6
0,3
0,07
0,3
0,15
0,05
Поперечно-винтовой прокат
Точность проката:
нормальная
повышенная
Примечания: 1. Местную кривизну pKJtt определяют по формулам:
при консольном креплении ркм = ДкЬк;
при установке в центрах ркм = 2ДК1,К,
где LK — расстояние от сечения, длн которого определяют кривизну, до места крепле-
ния при консольной обработке (при этом LK ^ L) или до опоры при установке в центрах
(в эт,ом случае Ly. ^ 0,51., где L — общая длина заготовки).
РАСЧЕТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ПРИПУСКОВ 167
Продолжение табл. 'I
2. Общая кривизна рко не должна превышать рко = Дк?,,
где L — общая длина заготовки. Общую кривизну отрезанной заготовки опреде-
ляют по этой же формуле.
3. Суммарное значение пространственных отклонений
p-VpJ+pJ,
где рк — величина кривизны (местная или общая); рц — величина смещения оси
заготовки в результате погрешности зацентровки,
Рч —0.25>'б« + 1,
здесь 6 — допуск в мм на диаметр базовой поверхности заготовки, использованной при
зацентровке.
4. Величину остаточной кривизны заготовки после выполнения перехода обработки
определяют расчетом (см. табл. 21) или по формуле
Р,
vocm
- КуРзае'
где Рзаг — кривизна заготовки; К — коэффициент уточнения (см. табл. 22).
3. Качество торцовой поверхности и точность резки проката по упору
Способ резки
На ножницах
Приводными ножовками, ди-
сковыми фрезами на фре-
зерных станках
Отрезными резцами
Холодная резка на прессах
Точность резки в мм (±)
при диаметре заготовки D
до 25
1,0
0,3
0,25
1-2
св. 25
ДО 75
1,3
0,4
0,35
2—4
св. 75
до 150
1,8
0,5
0,40
4—6
св. 150
до 250
2,3
—
0,50
-
Качество
поверхности
№г + Т)
В мкм
300
200
200
Д =150-^300;
Т = 1000-1-1500
Удельная
величина
неперпенди-
кулярности
ч
В МКМ/ММ
См.
примечание
0,010
0,045
-
Примечание. При резке на ножницах и прессах получается вмятина в на-
правлении, перпендикулярном к поверхности среза, достигающая- 0,213, и скос по
торцу до 3°. Величину вмятины и скоса необходимо учитывать при последующей обра-
ботке заготовки как по торцу, так и по диаметру.
4. Точность и качество поверхности заготовок из проката после механической обработки
Способ обработки
Переход
Класс
точности
Класс
чистоты
поверх-
ности
Высота
неровно-
стей Я2
в мкм
Дефект-
ный
слой Т
в мкм
Обтачивание горячекатаного
(обычной и повышенной точ-
ности) калиброванного прока-
та 5-го класса точности .
Обработка наружных поверхностей
Обдирка*
Черновое
Чистовое или од-
нократное** . .
Тонкое
7
5
t-3a
3—2а
4-5
7—8
120
60
30—20
6—3
120
60
30
* Предшествует черновому обтачиванию горячекатаного проката обычной точности.
** Однократное относится к обработке калиброванного и горячекатаного проката
повышенной точности.
168
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение табл. 4
Способ4 обработки
Шлифование на центрах горяче-
катаного калиброванного про-
ката 5-го класса точности.
Бесцентровое шлифование
прутков За и 4-го классов
точности
Бесцентровое шлифование ка-
либрованных прутков 2а и
3-го классов точности
ОбраС
Подрезание
Шлифование на круглошлифо-
вальных станках
Переход
Черновое
Чистовое или од-
нократное . . .
Тонкое
После термообра-
ботки (тонкое)
До термообработ-
ки (чистовое) . .
'отка торцовых пове
Черновое
Чистовое
Однократное . . .
Класс
точно-
сти
3
2а
2—1
2—1
2а
рхпостей
5
4
2
Класс
чистоты
поверх-
ности
6
7
8—10
8—10
7
3
4
6-7
Высота
неров-
ностей
в мкм
10
6
3-0,8
3-0,8
6
50
30
5—10
Дефект-
ный
слой Т
в мкм
20
12
6—2
12
50
30
-
¦ Примечании: 1, Прокат 2а—4-го классов точности лезвийным инструментом
не обрабатывают; прокат 5-го класса точности обрабатывают на токарных автоматах
или револьверных ставках; прокат 2а класса точности не шлифуют до термообработки
ввиду его высокой точности.
2. При шлифовании после закалки из расчетной формулы припуска исключить Т.
3. При совмещенных установочной и измерительной базах допуски принимать в соот-
ветствии с указанными классами точности; при несовмещенных — к величине допуска,
соответствующего указанному классу точности, прибавлять погрешность базирования,
равную допуску на размер, связывающий установочную и измерительную базы.
4. При обработке в центрах погрешность базирования заготовки в осевом направ-
лении определяют просадкой заготовки на центр.
Данные для расчета припусков при обработке наружных и торцовых поверх-
ностей штампованных заготовок — см. в табл. 5—12, при обработке отверстий —
в табл. 16—17.
Указания к расчету припусков и предельных
размеров при изготовлении деталей из отливок.
Общие припуски и размеры черной заготовки, полученные в результате расчета,
должны быть скорректированы с учетом следующих дополнений:
назначают необходимые по технологии литья напуски, упрощающие конфи-
гурацию черной заготовки и сглаживающие местные углубления, переходы
и уступы;
устанавливают дополнительные припуски на верхние, по положению при
заливке, поверхности в соответствии с ГОСТом 1855—55 для отливок из серого
чугуна или ГОСТом 2009—55 для стальных фасонных отливок;
проверяют радиусы литых галтелей и переходы при изменении сечений отли-
вок, внося соответствующие конструктивные изменения в элементы детали или
корректируя расчетные припуски, увеличивая их по сопрягаемым поверхностям
до величины, обеспечивающей необходимый минимальный припуск на угол;
по предельным размерам определяют номинальные размеры заготовок и их
отклонения, так как модели изготовляют исходя из номинальных размеров.
От номинальных размеров заготовки указывают формовочные уклоны и учиты-
вают усадку материала отливки,
РАСЧЕТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ПРИПУСКОВ 169
5. Качество поверхности штампованных поковок
Масса
штампованной
поковки Q
в кг
Высота
неровностей
Rz
в мпм
Дефектный
слой Т
в мпм
Масса
штампованной
поковки Q
в кг
Высота
неровностей
Rz
в мпм
Дефектный
слой Т
в мпм
До 0.25
Св. 0,25 до 4,00
» 4,00 » 25
80
160
240
150
200
250
Св.
25 до 40
40 » 100
100 » 200
320
350
400
300
350
400
Примечание. Высота неровностей Д2 дана после пескоструйной обработки
поверхности поковок или травления; при дробеструйной или дробеметной обработке эту
величину принимают 400 мкм, независимо от массы, штампованной поковки.
6. Пространственные
Допускаемые погрешности
штампуемых е
Масса
штампованной
поковки Q
в кг
До 0,25
Св. 0,25 до 0,63
» 0,63 » 1,60
» 1,00 » 2,50
» 2,50 » 4,00
» 4,00 » 6,30
» 6,30 » 10,00
» 10 » 16
» 16 » 25
» 25 » 40
» 40 » 63
» 63 » 100
» 100 » 125
» 125 » 160
» 160 »> 200
Рсж Е
на
1
0,30
0,35
0,40
0,45
0,50
0,63
0,70
0,8
0,9
1,0
1,2
1,4
1,6-
1,8
2,2
погрешности штампованных
поковоп
разных
ш по
молотая
2
0,4
0,5
0,6
0,8
1,0
1,1
1,2
1,3
1,4
1,6
1,8
2,2
2,4
2,7
3,2
* 1-я группа точности характерна для
3-я — для серийного производства.
по смещению осей
половинах
штампа
группам точности *
3
0,6
0,8
1 2
1^4
1,5
1,7
2,0
2,1
2,3
2,6
2,9
3,5
3,8
4,4
5,0
массового
Допускаемые погрешности поковок типа
по эксцентричности и
поковок
фигур рсм,
при штамповке
на прессах и горизонтально-
ковочной машине
1
0,20
0,25
0,30
0,35
0.40
о;5о
0,60
0,60
0,70
0,70
—
2
0,3
0 4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
3
0,5
0,6
0,7
0,8
0,9
1,0
1,2
1,3
1,4
1,6
—
—
—
—
2-я — для крупносерийного и
дисков и
короблению, получаемых на
и горизонтально-ковочных машинах
Толщина (высота),
длина или ширина
штампованных
поковок
¦ в мм
До 50
Св. 50 до 120
» 120 » 180
» 180 » 260
» 260 » 360
» 360 » 500
Погрешности по
Эксцентричность отверстий
Р8КС в мм
1
0,50
0,63
0,80
1,00
1,50
2,50
2
0,8
1.4
2,0
2,8
3,2
3,6
3
1,0
1,5
2,5
3,5
4,5
5,5
группам
рычагов
прессах
точности
Кривизна (стрела прогиба)
и коробление Рко~ в
1
0,25
0,25
0,32
0,32
¦ 0,40
0,50
2
0,5
0,5
0,5
0,6
0,7
0,8
мм
3
0,5
0,5
0,7
0,9
1,0
1Д
170
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение табл. 6
Допускаемая удельная кривизна Дк поковок типа валов
Диаметр поко
в мм
вки D
До 25
Св. 25 до 50
» 50 » 80
» 80 » 120
» 120 » 180
» 180 » 260
» 260 » 360
» 360 » 500
Д в мкм на 1 мм длины после
к
штамповки
для группы точности
1 и 2
5
5
3
2
1,6
1,4
1,2
1,1
3
10
10
6
4
3
2,5
2,0
1,5
Допускаемая удельная кривизна Дк стержня
после высадки фланца или утолщения
на горизонтально-ковочной машине
Длина
стержни L
в мм
До 120
Св. 120 до 180
» 180 » 500
» 500 » 1000
&к в мпм на 1 мм длины
при диаметре стержня d
в мм
00
g
6
4
2
2
s'g
8
6
4
2
ss
12
8
4
2
16
12
6
3
00 5^
g'g
20
16
6
3
правки
на прессах
0,20
0,15
0,12
0,10
0,08
термообработки
в печах
2,5
1,5
1,5
1,0
1,0
т. в. ч.
1,25
0,75
0,75
0,50
0,50
Допускаемое смещение оси фланца или
утолщения относительно оси
стержня при их высадке
на горизонтально-ковочной машине
Высота фланца
или утолщения
в лик
До 18
Св. 18 до 50
» 50 »> 120
» 120 » 180
рсм в мм при диа-
метре фланца или
утолщения в мм
о
.§
0,25
0,25
0,50
0,50
S3
0,25
0,50
0,50
0,75
о Н
0,50
0,50
0,75
0,75
Допускаемая неперпендикулярностъ торца фланца к оси поковки, Ди
Масса
штампован-
ных
поковок Q
В КЗ
До 0,25
Св. 0,25 до 1,60
» 1,6 » 4
Ди в мм при штамповке
на прессах
0,2
0,3
0,4
на горизон-
тально-
ковочной
машине
0,3
0,5
0,7
Масса
штампован-
ных
поковок Q
в кг
Св. 4 до 10
» 10 » 25
» 25 » 40
Дн в мм при штамповке
на прессах
,5
0,6
0,7
на горизон-
тально-
ковочной
машине
0,9
1Д
1.2
Примечании: 1. При обработке наружной поверхности поковок в патроне
припуск на обработку определяют по формуле
*mini-z(.Rzi-i+Tt-i+y Pi-l + eyi );
при обработке в центрах
2^mini=2(fl2i_1+T._1+.pi_1).
РАСЧЕТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ПРИПУСКОВ 171
Продолжение табл. 6
2. Суммарное значение пространственных погрешностей определяют по формулам:
при обработке в патроне для наружной поверхности р = ]/"pcjk + Ркор •
для отверстия р = ]/" plm + р|кс;
при обработке в центрах для наружной поверхности р = у рко + Рц
или р = У Ркм + Рц ,
где рко — общая кривизна заготовки; Ркм — местная кривизна заготовки; р — по-
грешность зацентровки поковки, определяемая по формуле
здесь 6 — допуск в мм на диаметр базовой поверхности заготовки, использованной при
зацентровке.
3. Формулы для расчета местной и общей кривизны приведены в табл. 2.
4. Для ступенчатых валов расчет можно вести по среднему диаметру; для стержневых
деталей типа рычагов и пластин Рс„ определяют по среднему сечению стержня.
5. Величину остаточной кривизны после выполнения перехода обработки следует
определять расчетом или по формуле рост = Курзаг,
где рзаг — кривизна заготовки; Ку — коэффициент уточнения (см. табл. 21, 22).
6. Величину пространственной погрешности для торцовых поверхностей определяют
из соотношений:
черновая заготовка Ркор = дн^ или Рко„ из таблицы
после обработки: черновой 0,20 (R — г) рпор
получистовой . . 0,15 (R — г) ркор
чистовой 0,10 (R — г) ркор
Здесь Дк — удельная величина неперпендикулярности в мпм/мм по табл. 6; при
расчете припусков на обработку торцовых поверхностей одновенцовых шестерен удель-
ную величину коробления после термообработки принимают 0,8- мпм/мм; D — диаметр
торцовой поверхности в мм; В — радиус наружной поверхности в мм; г — радиус вну-
тренней поверхности в мм. При разности (Я — г) < 50 мм отклонением от перпендику-
лярности можно пренебречь.
7. Качество наружной поверхности поковок,
полученных на вертикальных радиально-ковочных машинах
Высота микрогеометрической погрешности (огранка) h = АВ мм,
где R — радиус бойка в мм; А — коэффициент, зависящий от отношения радиуса по-
ковки г к радиусу бойка Я и числа оборотов п поковки в процессе ковки.
г : R
0,4
0,5
0,6
А при п
16
0,0018
0,0011
0,0010
22
0,0018
0,0020
0,0019
30
0,0034
0,0036
0,0035
42
0,0068
0,0071
0,0068
г : R
0,7
0.8 '
0,9
А при п
16
0,0008
0,0006
0,0004
22
0,0016
0,0012
0,0008
30
0.0031
0,0023
0,0012
42
0,0060
0,0045
0,0023
Примечания: 1. Величину обезуглероженного слоя следует определять из
соотношения: Т = 0,Old мм, где d — номинальный диаметр детали по чертежу в мм.
2. При повышенных требованиях к точности и чистоте поверхности к расчетному
припуску прибавлять 0,2 мм.
172
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Пространственные погрешности поковок
после ковки на вертикальных
радиально-ковочных машинах
Диаметр поковки
в мм
До 60
Св. 60
Удельная кривизна
Дк в мкм
на 1 мм длины
проката
2
1
Примечание. Определение
суммарных значений погрешности р,
см. в табл. 6.
9. Качество торцовой поверхности поковок
после ковки
Диаметр
торцовой
поверхно-
сти D
в мм
До 30
Св. 30 до 50
» 50 » 80
» 80 »120
Высота
неровностей
й2
в мкм
200
300
400
500
Дефектный
слой Г
в мкм
300
500
800
1200
10. Пространственные погрешности поковок за счет дефекта резки
исходной заготовки и последующей ковки
Диаметр торцовой
поверхности D в мм
Величина дефекта
р в мм
Диаметр торцовой
поверхности D в мм
Величина дефекта
р в мм
До 30
Св. 30 до 50
1,5
2,5
Св. 50 до 80
» 80 » 120
Примечания: 1. Для промежуточных торцовых поверхностей пространственной
погрешностью является неперпендикулярность торца, определяемая по формуле
где Дн — удельная величина неперпендикулярности; принимают для диаметра торцовой
поверхности до 60 мм равной 0,05 мкм/мм и для диаметра свыше 60 мм — 0,1 мкм/мм;
I — расстояние в ли» от середины наибольшего диаметра ступени до торцовой поверхности,
пространственную погрешность которой определяют; D — диаметр торцовой поверх-
ности в мм.
2. Для поверхностей концевых ступеней пространственную погрешность определяют
по формуле
р=-/р| + р|,
где р, — погрешность за счет неперпендикулярности торца; р2 — погрешность за счет
дефектов резки.
11. Точность и качество поверхности поковок типа клапанов, получаемых штамповкой
на ковочно-штамповочных прессах методом выдавливания
Элемент
детали
Стебель . . .
Тарелка . . .
До-
пуск
в мм
0,3
0,6
Высота
неровно-
стей
Rz
В мкм
40
Дефект-
ный
слой
Т
в мкм
40
Примечания
1. Пространственные погрешности по-
ковки включают:
изогнутость оси р^ = 0,6 мкм/мм;
смещение осей рСЛ1 = 0,12 мм.
2. Суммарные значения погрешности р
берут по табл. 6.
РАСЧЕТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ПРИПУСКОВ 173
12. Точность и качество поверхности поковок после механической обработки
Наименование
поверхности
и способа
обработки
ев*
3 N
ЯК
г*
W и
Наименование
поверхности
и способа
обработки
а
О
и
о
8
со
К
Я
а
О
К
S
Он
Е ^
Я я
Я N
Валы ступенчатые
Наружные поверхно-
сти вращения
Обтачивание:
однократное . . . .
черновое ,
чистовое
тонкое
Шлифование:
черновое
5-4
5
4
3-2а
3
4
3
5
7—8
6
30
50
25
—
10
30
50
25
—
20
чистовое
тонкое .
2а-2 7—8
2-1 8—10
Торцоеые поверхности
Подрезание:
черновое
чистовое
Фрезерование . . . .
Шлифование
2
6-7
50
30
100
Шестерни одновенцовые и многовенцовые
Наружные поверхно-
сти вращения
Обтачивание:
однократное . . . .
черновое
получистовое . . .
чистовое
тонкое
Шлифование:
однократное . . . .
черновое
чистовое
тонкое
5—За
7
5
4-За
3-2а
2а
3
2а-2
2-1
3-6-
2
3
4—6
7-8
7
6
7-8
8-10
30
100
50
25
—
ю-'
5
30
100
50
25
—
_
20
15
Торцовые поверхности
Подрезание:
однократное . . . .
черновое
получистовое . . .
чистовое
Шлифование одно-
' кратное на кругло-
шлифовальном стан-
ке
Шлифование на пло-
скошлифовальном
станке:
черновое
чистовое
5—За
7
5
4—За
3—2а
3
2а-2
3-6
2
3
4—6
7
в
7—8
30
100
50
25
-
10
Рычаги
Плоскости, парал-
лельные оси детали,
и плоскости разъема
головок
Фрезерование:
черновое
чистовое
30
10
Протягивание
Шлифование:
черновое . .
чистовое . .
Обтачивание
ня:
черновое .
чистовое. .
стерж-
За
3
2а-2
5
4
7
6
7-8
3
4
5
10
50
25
Примечания: 1. Допуски (классы точности) даны при совмещенных устано-
вочных и измерительных базах; при несовмещенных базах допуск должен быть увели-
чен на погрешность базирования, равную допуску на размер, связывающий установоч-
ную и измерительную базы.
2. При выдерживании размера от черной базы допуск определяют по формуле
6заг+вобр
е ¦- ,
где озаг — допуск на размер черной заготовки; 60g_ — допуск на размер после обработки
одной стороны; величину допуска принимают по классу точности, указанному в таблице.
3. При расчете припусков под шлифование после термообработки Т из расчетной
формулы исключать.
174
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
13. Точность и качество поверхности заготовок, получаемых литьем
Литье в земляные формы, получаемые машинной формовкой
Размер отливки
в ли»
До 1250
Св. 1250 до 3150
Высота неровностей и дефектный слой (Rz + Т)
в мкм для классов точности отливок по ГОСТам
1855—55 и 2009—55
I
Чугун
600
800
Сталь
500
700
Цветные
металлы
и сплавы
400
II
Чугун
800
1000
Сталь
600
800
Цветные
металлы
и сплавы
500
Примечание. I класс точности соответствует массовому, II — серийному
производству.
Отливки, получаемые специальными способами литья
Способ литья
В кокиль и центробежное
В оболочковые формы для элемен-
тов отливки, получаемых:
в одной полуформе
в обеих полуформах
Под давлением
По выплавляемой модели
Класс
точ-
ности
7-8
4—5
7
4-5
4-5
Класс
чисто-
ты
1 1
4
5—В
4—6
Высота
неров-
ностей
Rz в мкм
200
40
50
30
Дефектный слой Т
в мкм
Чугун
300
260
170
Сталь
200
160
100
Цветные
металлы
и сплавы
100
100
100
60
14. Удельное коробление отливок Д
Детали
длины
Корпусные
Плиты . .
0,7-1
2-3
Примечания: 1. Суммарное значение пространственных отклонений следует
определить по формулам: при базировании отливок на отверстие р = у р^Ор ~г Pcjii
и при базировании отливок на плоскость р = Ркор = ^к» гда Ркор — величина
короблении отливки; рС|М — величина смещения стержня в мм; Ак — удельное ко-
робление в мкм/мм; L — наибольший размер заготовки в дин.
2. Величину смещения стержней рсм, образующих отверстие или внутренние по-
лости, следует принимать с учетом расстояния оси отверстия или внутренней полости до
измерительной базы и наибольших габаритных размеров отливки по ГОСТу 1855—55
или 2009—55.
3. Базирование заготовки по черному отверстию следует использовать только на
первой операции.
4. При обра.ботке черного отверстия от координированной с ним базовой поверх-
ности значение р^,, должно быть учтено в припуске на обработку отверстия.
РАСЧЕТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ПРИПУСКОВ 175
15. Точность и качество поверхности после механической обработки
Способ
обработки
Е °
8S
№ О
sg
8s
Si
g«N
Is1
Мам
3 s5
щ Ш
CD О
«5
Способ
обработки
25:
К и р
go
Sa
го н
К о
go;
«
§11
Пае
Ё6,
¦И
CD У
«5
Отпивки, полученные в землн-
Точение
фрезерование,
строгание:
однократное
черновое
черновое и
получистовое
чистовое
тонкое
Шлифование:
однократное
черновое
чистовое
тонкое
ных формах
I
I
I
I
I
II
и
и
и
и
II
II
II
II
5—4
7
5
4—За
3-2а
2а
3
2а—2
2—1
4-6
2
3
4-6
7-8
7
6
7-8
8-10
30
100
50
25
—
10
5
—
30
100
50
25
Литье в оболочковые формы
Точение,
фрезерование,
строгание:
одпократное
черновое
чистовое
тонкое
4-За
4
За
3-2а
4-5
5
6
7-8
25
20
10
—
Отливки, полученные спе-
циальными способами питьн
Литье в кокиль и центробежное
Точение,
фрезерование,
строгание:
однократное _ 4 4—6 25 25
черновое 5 3 50 50
чистовое За 4—6 20 20
тонкое
Точение,
фрезерование,
строгание:
однократное
тонкое
За
3-2а
5—7
7-8
15
4
5
За
3-2а
4-6
3
4-6
7—8
25
50
20
—
Шлифование:
однократное
черновое
чистовое
тонкое
Все виды литья
.
2а
3
2а-2
2-1
7
6
7-8
8—10
г
10
5
Литье по выплавляемым моделям
и под давлением
20
20
15
Примечания: 1. Для серого и ковкого чугуна, цветных металлов и сплавов
после первого технологического перехода, а также для стали после термообработки Т
из расчетной формулы исключать.
2. При несовпадении установочной и измерительной баз допуски (классы точности)
следует принимать согласно примечанию 1 к табл. 12.
3. При выдерживании размера от черной базы допуск следует принимать согласно
примечанию 2 к табл. 12.
4. Величину остаточного коробления после первого технологического перехода
механической обработки следует определять расчетом или принимать по формуле
Рост = Ку Ркор' гЯе Опор — величина коробления черной заготовки; К —коэффи-
циент уточнения (см. табл. 21 и 22).
16. Механическая обработка отверстий
Способ
обработки
Сверление:
обычное сверление спи-
ральными сверлами
Диаметр отвер-
стия d
в мм
От 3 до 6
Св. 6 » 10
» 10 » 18
» 18 » 50
Класс
точности
5
Класс
чистоты
5
4
4
3
Высота
неровно-
стей Д-2
в мкм
20
30
40
50
Дефект-
ный слой
Т в мкм
40
50
60
70
176
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение табл. IB
Способ
обработки
глубокое сверление спе-
циальными сверлами
Зенкерование:
черновое
однократное
чистовое
Растачивание:
черновое
чистовое
Развертывание:
нормальное
точное
тонкое
Отделочные методы",
шлифование . :
протягивание
калибрование шариком
или оправкой
притирочное шлифование
(хонингование)
Диаметр отвер-
стия d
в мм
От 3 до 10
Св. 10 » 18
» 18 » 30
От 18 до 30
Св. 30 » 80
До 80
До 30
Св. 30 до 80
От 50 до 260
От 50 до 260
От 6 ДО 80.
До 80
От 10 до 80
От 6 до 80
До 80
Класс
точности
5
5
4
4—За
5
За
За
2а
2
3—2
2а
2
1—2
Класс
чистоты
5
4—5
4
3
4-5
4—5
3
5
6
8
7-8
7
10
9—12
Высота
неровно-
стей к2
в мкм
15
20
30
50
50
30
30
30
50
20
10
5
3
4
0,6
Дефект-
ный слой
Т в мкм
25
30
40
40
50
40
30
40
50
25
20
10
6
Примечания: 1. Под черновым зенкерованием следует понимать обработку
по черному литому или прошитому при штамповке отверстию; под чистовым — обработку
после сверления или чернового зенкерования.
2. Виды развертывания (нормальное, точное и тонкое) характеризуются допусками
на диаметры разверток.
17. Пространственные погрешности отверстий, полученных сверлением
Погрешность
Величина погрешности при диаметре
отверстия в мм
от 3
до 6
св. 6
До 10
св. 10
до 18
св. 18
до 30
св. 30
До 50
Удельное значение увода Д в мкм на 1 мм длины
при сверлении: v
спиральными сверлами
специальными сверлами
Смещение, оси отверстия Со в мкм (спиральные и
специальные сверла)
2,1
1,6
10
1,7
1,3
15
1,3
1,0
20
0,9
0,7
25
0,7
30
МЕТОД ИНДИВИДУАЛЬНОГО ПОЛУЧЕНИЯ ЗАДАННЫХ РАЗМЕРОВ , 177
Продолжение табл. 17
Примечания: 1. Суммарное значение пространственных отклонений после
сверления следует определить по формуле
р = /(avl)« + с»,
где CQ — смешение оси отверстия; Д — удельное значение увода оси отверстии;
L — длина отверстия в мм.
2. Основным видом пространственной погрешности для питого отверстия является
смещение стержня рдд,. Расчет величины смещения—см. примечание 2 к табл. 14;
основным видом пространственной погрешности для прошитого отверстия является
эксцентричность его относительно наружной поверхности рэкс. Величины эксцентрич-
ности см. в табл. 6.
3. Величину смещении оси отверстии после черновой обработки следует определять
по формуле рост = Курсм или рост = Кур$кс, где рсж или рэкс — первоначальная
величина смещения осп отверстия; К — коэффициент уточнения, равный:
после черновой обработки 0,05
» получиетовой » 0,005
» чистовой » 0,002
Допускаемые отклонения размеров назначают по ГОСТу 1855—55 для отливок
из серого чугуна и по ГОСТу 2009—55 для стальных фасонных отливок (см.
гл. II).
Данные для расчета припусков при обработке наружных и торцовых поверх-
ностей приведены в табл. 13—15, отверстий — в табл. 16, 17.
Указания к расчету припусков и предельных
размеров отверстий после механической обра-
ботки. Данные по точности диаметров отверстий и качеству поверхности,
получаемые после обработки отверстий различными способами, независимо
от класса детали и метода получения заготовки, приведены в табл. 16 и 17. При
обработке отверстий мерным инструментом (сверло, зенкер, развертка, протяжка
и т. п.) диаметр инструмента принимают ближайший по'со ртаменту, причем наи-
меньший предельный размер инструмента должен быть не менее диаметра ?зт;п,
полученного расчетом.
РАСЧЕТ ПРИПУСКОВ ПРИ МЕТОДЕ
ИНДИВИДУАЛЬНОГО ПОЛУЧЕНИЯ ЗАДАННЫХ РАЗМЕРОВ
Минимальный припуск на обработку черной заготовки следует рассчитывать
по формулам:
плоские поверхности
zimin — Д*г—l + ri—l + Pl-l + eBi>"
поверхности вращения
где RZi__i, Ti_i, pj_! — соответственно высота неровностей, глубина дефектного
слоя и'суммарное значение пространственных отклонений обрабатываемой эле-
ментарной поверхности заготовки на предшествующем переходе и sBi — погреш-
ность выверки заготовки при установке на выполняемом переходе.
Значения максимального и номинального припуска zmax и zHoM следует опре-
делять соответственно по формулам (8), (9) и A0)—A3).
Последовательность расчета припусков на обработку и предельных размеров
по технологическим переходам см. стр. 164.
Значения величин, входящих в расчетные формулы припусков на обработку,
приведены в табл. 18—20.
178
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
18. Точность и качество поверхности черных заготовок
Вид заготовки
Прокат горячекатаный по ГОСТу 2590—57
Поковки:
изготовляемые свободной ковкой на молотах
по ГОСТу 7829—70; на прессах по ГОСТу
7062—67
изготовляемые ковкой в подкладных штампах
по ГОСТу 7505—55 3-я группа точности
Отливки:
ручная формовка в земляные формы по ГОСТу
1855—55 для отливок из серого чугуна и по
ГОСТу 2009—55 для стальных отливок
III класса точности
машинная формовка в земляные формы и центро-
бежное литье, II класс точности отливок по
указанным выше ГОСТам
Наибольший попе-
речный или габарит-
ный размер заготов-
ки в мм
До 250
От 50 до 180
Св. 180 » 500
» 500 » 1250
» 1250 » 3150
От 50 до 180
Св. 180
До 500
Св. 500 до 1250
» 1250 » 3150
» 3150 » 6300
» 6300 » 10000
До 500
Св. 500 до 1250
» 1250
Высота неров-
ностей и дефект-
ный слой
(й* + т)
в мм
0,3
2
3
4
5
1,5
2,5
0,8
0,9
1,0
1,5
2,0
0,6
0,8
0,9
Примечания: 1. Увеличение (Я2 + Т) для верха отливки в положении при
заливке металла в форму принимать в пределах 0,5—3 мм для отливок из серого чугуна
и 0,5—7 мм — для стальных отливок.
2. Увеличение (Rz + Т) для частей отливок, обращенных к оси вращения, для ком-
пенсации ликвационной зоны и неоднородности химического состава при центробежном
литье, для особо ответственных деталей задают в пределах 5—7,5 лш на сторону.
19
. Кривизна (коробление) заготовок
Горячекатаный прокат
Вид
обработки
В состоянии постав-
ки
После правки . . .
После термообра-
ботки
Кривизна Дк в мкм/мм
для проката диамет-
¦ ром D в лш
до 30
1,0
0,5
св. 30
до 80
5
0,8
0,4
св. 80
0,5
0,3 '
Отливки
Детали
Корпусные . . .
Плиты и диски
Коробление ДКОр в мкм/мм
0,7—1,0
0,7-3,0
Поковки в виде валов, брусьев и балок
Вид
обработки
Ковка
Механическая обра-
ботка:
обдирка
черновая
получистовая . .
После термообработ-
ки и правки . . .
Кривизна Дк в мкм/мм
длн поковок диамет-
ром или размером
сечения в мм
до 80
3
1,5
0,7
0,04
0,7
св. 80
до 120
2
1,0
0,5
0,03
0,6
св. 120
до 180
1
0,5
0,3
0,02
0,5
МЕТОД ИНДИВИДУАЛЬНОГО ПОЛУЧЕНИЯ ЗАДАННЫХ РАЗМЕРОВ 179
Продолжение табл. 19
Примечания: 1. Общую кривизну заготовок из проката и черных поковок
определяют по формулам длн валов, плит и т. п. рко = ДЖЬ; для дисков рко = ДКО-
Местную кривизну ступенчатых валов, балок с обрабатываемыми площадками и т. п.
на участке ступени или площадке определяют по формуле р,^ = 2&KLK. Коробление
литых заготовок
Ркор = ЛкорЬ;
здесь Дк или Ако — удельная кривизна длн проката и поковок и коробление для отли-
вок; LK — расстояние от сечения, для которого определяют кривизну, до ближайшего
опорного торца; L — общая длина заготовки в ж; D — диаметр диска в м.
2. Эксцентричность прошитых при свободиой ковке отверстий относительно наруж-
ной поверхности
Рэж = О.2 (d - <*пр).
где d — диаметр обработанного отверстия; dnp — диаметр прошивня по ГОСТу 7062—67.
3. Отклонение от соосности ступеней у поковок для ступенчатых валов
Рст = 0.25б?),
где вд — допуск на диаметр смешной большей ступени.
4. Погрешность зацентровки валов, изготовляемых свободной ковкой, осуществляе-
мой по разметке,
рц = 0,25бзог,
где 6заг — допуск на диаметр наибольшей ступени черной заготовки.
5. Смещение стержней, образующих отверстия или внутренние полости отливок,
принимать равными допуску на номинальный размер от оси отверстия или центра полости
до измерительной базы по III классу точности по ГОСТу 1855—55 длн отливок из серого
чугуна и по ГОСТу 2009—55 для стальных отливок.
6. Суммарное значение пространственных отклонений для ступенчатых валов:
при обработке в центрах Р=уРко + Рц
и при обработке в патроне р = у
Рко "
Рст-
7. Величину остаточной пространственной погрешности определяют в соответствии
с примечанием к табл. 2, 6 или 15.
20. Точность и качество поверхности поеле механической обработки
Вид
заготовки
Горячеката-
ный прокат
Поковка
Отливка
Вид механической
обработки
Класс
точности
Обработка резцами и фрез
Обдирка
Обдирка .
Чистовая ... ....
5-4
4— За
10-11
9-8
7—5
4—За
10—9
8—7
7-5
4-За
Класс
чистоты
2-3
3-5
5
1—2
2—3
4—5
1
1—2
2-4
3-6
Высота
неровно-
стей
Н2в мкм
120
60
30
1150
240
120
40
320
240
100
20
Дефект-
ный слой
Т
в мкм
120
60
30
350
240
120
40
320
240
100
20
180
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение табл. 20
Вид
заготовки
Заготовки
всех видов
Заготовки
всех видов
Вид механической
обработки
Тонкая обработка
Обработка и
Обдирочное
Черновое
Однократное
Чистовое
Тонкое
Класс
точности
3-2а
шифованием
8-7
За
3-2а
2-2а
2-1
Класс
чистоты
7-8
5
6
6-7
7—8
8—10
Высота
неровно-
стей
Яг в мкм
-
20
10
5
Дефект-
ный слой
Т
В мкм
-
20
10
5
Примечания: 1. При обработке заготовок из серого чугуна после первого
перехода механической обработки, а для заготовок из стали после термообработки Т из
расчетной формулы исключать.
2. При выдерживании размера от черных измерительных баз допуск определяют по
формуле, приведенной в табл. 12.
3. Обдирочное шлифование применяют для обработки базовых поверхностей, не
подвергающихся последующей обработке.
21. Расчетные формулы для определения остаточной погрешности
после каждого перехода механической обработки
Способ обработки,
обрабатываемая поверхность
и применяемое оборудование
Шлифование наружной поверх-
ности на бесцентрово-шлифо-
вальном станке
Шлифование наружной поверх-
ности на круглошлифоваль-
ном станке
Точение наружной поверхности
на токарнонг станке
Точение наружной поверхности
на токарных автоматах и ре-
вольверных станках
Симметричное фрезерование
плоскости на вертикально-
фрезерном станке
Расчетная формула
»АСрСЧ'7['°'в-0-рпр)О|в)
wcySVHB™[t*-(t-pnp)*]
0,5wctXs«z D-q[BZ -(В- РпрУ]
Обозначения: и/ — податливость системы СПИД в мм/пГ; с„ — коэффи-
циент, характеризующий условия резания при шлифовании (при бесцентровом
шлифовании заготовок из стали 45 кругами Э46С2К5 непрерывным потоком прини-
мают 12, 28; единичными заготовками 10,5; при наружном круглом шлифовании кругом
346СМК5 шириной В = 40 мм при обработке стали принимают 2,15 и при обработке
чугуна 2,00); h — коэффициент, характеризующий состояние шлифовального круга
(принимают при остром круге 1,5 и при затупленном — 3,0); су — коэффициент, харак-
теризующий условия резания; 1 — глубина резания в мм; sz — подача в мм/зуб; s — подача
в мм/об; sn — продольная подача в мм/об; vu — окружная скорость обрабатываемой
заготовки в м/мин; du — диаметр обрабатываемой заготовки в лш; В — ширина фрезеро-
вания в мм; НВ — твердость обрабатываемого материала по Бринеллю в кГ/мм2; D — диа-
метр фрезы в мм; рп„ — исходная кривизна заготовки для первого перехода механиче-
ской обработки в мм; для последующих переходов — остаточная кривизна заготовки
после предшествующего перехода в лш; ж, у, п, q и z — показатели степеней в форму-
лах для усилии резания.
ТАБЛИЧНЫЕ ЗНАЧЕНИЯ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ 181
Расчетные формулы для определения остаточной погрешности после каждого
перехода механической обработки приведены в табл. 21. В табл. 22 даны коэффи-
циенты уточнения Ку.
22. Значения коэффициента уточнения Ки
Вид заготовки
Калиброванный
прокат
Горячекатаный
прокат, штампов-
ка, отливка
Технологический переход
После обтачивания:
однократного
двухкратного
После шлифования:
чернового
чистового
После обтачивания:
чернового и однократного. .
получистового
чистового
Ку
0,05
0,02
0,06
0,04
0,06
0,05
0,04
Примечание
Величину остаточной кри-
визны рост после выполнен-
ного перехода обработки
определяют по формуле
Рост = куРзаг- ™e Рзаг ~
кривизна заготовки; К —
коэффициент уточнения.
ТАБЛИЧНЫЕ ЗНАЧЕНИЯ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ
ОБРАБОТКУ
Прокат. В табл. 23 даны размеры диаметров заготовок для деталей, изготов-
ляемых из круглого сортового проката по ГОСТу 2590—57, в зависимости от но-
минального диаметра детали и ее длины. Например, диаметр сортового проката
для детали с номинальным размером 9 мм при ее длине 72 мм равен 11 лл; при
длине 180 мм — 12 мм.
Припуски на механическую обработку торца приведены в табл. 24.
Поковки, получаемые свободной ковкой. Припуски на механическую
обработку поковок общего назначения из неободранных слитков и заготовок
углеродистой и легированной стали, изготовляемых свободной ковкой на прес-
сах, приведены в ГОСТе 7062—67 и на молотах — в ГОСТе 7829—55.
Нормальные диаметры прошивней при изготовлении отверстий в муфтах
и брусках в зависимости от диаметра отверстия приведены в табл. 25.
Поковки, получаемые штамповкой. Припуски на механическую обработку
поковок весом до 200 кг, изготовляемых горячей объемной штамповкой из черных
металлов на различных видах кузнечно-прессового оборудования, приведены
в ГОСТе 7505—55.
Припуски на штампованные поковки из цветных сплавов, изготовляемых
на прессах и молотах, приведены в табл. 26.
Отливки. Припуски на механическую обработку наружных поверхностей
отливок из серого чугуна приведены в ГОСТе 1855—55 и из стали — в ГОСТе
2009—55. Припуски на механическую обработку отверстий, получаемых в от-
ливках, принимают по этим же ГОСТам.
Припуски на механическую обработку отливок из цветных металлов и спла-
вов могут быть определены расчетом (см. табл. 37). Эти припуски отсчитыва-
ют от наименьшего предельного размера для наружных поверхностей и от наи-
большего предельного размера для внутренних поверхностей.
Промежуточные припуски на механическую обработку. Минимальные
промежуточные припуски на механическую обработку наружных поверхностей
182
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
валов, изготовляемых из проката повышенной и нормальной точности и штампо-
ванных поковок, приведены в табл. 27.
Минимальные припуски на механическую обработку плоскостей даны
в табл. 28.
Припуски на механическую обработку элементарных поверхностей деталей
из черных металлов приведены в табл. 29—36, а из цветных металлов и сплавов —
в табл. 37. Во всех'случаях в таблицах приведены минимальные значения при-
пусков на соответствующий элемент детали (диаметр, сторону, торец и т. п.)
23. Диаметры заготовок для деталей, изготовляемых из круглого
сортового проката (ГОСТ 2590—57)
Размеры в мм
:етр
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
30
32
34
35
36
88
40
42
44
П
в
<к
7
8
9
10
и
12
13
14
15
16
17
18
19
20
21
22
24
25
26
27
23
60
32
33
$5
38
38
39
42
43
45
43
р и
допусков
TTtPTv око
X \J\j X у
г.
Диаметр заготовки
зависимости от
X.,
20
24
28
32
38
40
44
48
52
56
60
64
68
72
76
80
84
68
92
96
100
104
108
112
120
128
132
140
144
152
160
168
176
и е ч
i.
7
в
9
10
11
12
13
14
15
16
17
13
1»
20
21
22
24
25
26
27
28
30
80
32
33
35
Зв
38
40
42
46
45
48
и
40
48
56
64
72
80
88
96
104
112
120
128
136
144
152
160
168
176
184
192
200
208
216
224
240
250
264
280
?88
304
320
336
852
а в а я: (
и крививны
длины детали L
d.
7
8
9
10
'
13
13
15
16
17
18
18
20
21
22
23
24
25
26
27
28
30
32
32
34
36
38
39
40
42
45
48
50
L,
60
72
84
96
108
120
132
144
156
168
180
192
?04
216
228
240
252
264
276
288
800
312
824
336
860
884
396
420
432
456
480
504
528
8
8
9
11
12
13
13
15
16
17
18
19
20
21
22
24
25
26
27
28
30
30
32
82
34
36
38
39
40
43
45
43
50
100
120
140
160
180
200
220
240
260
280
300
820
340
860
380
400
420
440
460
480
500
520
540
560
600
640
680
700
720
760
800
840
880
етр
II
45
46
48
50
52
55
58
60
62
65
68
ТО
72
75
78
80
82
85
88
90
82
»5
98
100
105
НО
120
125
180
135
140
Диаметр заготовки
в зависимости от
48
50
52
64
55
58
62
65
68
70
75
73
80
85
85
90
90
95
95
100
100
105
105
110
115
125
130
140
140
150
180
184
192
200
208
220
232
240
248
260
272
280
288
300
312
320
328
340
852
360
368
380
392
400
420
440
480
500
520
540
560
. Диаметры ааготовок установлены
проката
48
52
62
64
55
60
62
65
68
70
72
75
78
80
90
во
95
95
100
100
105
105
110
НО
115
120
130
130
140
140
150
и
360
368
384
400
416
440
464
480
496
520
544
560
576
600
624
640
656
680
704
720
736
760
784
800
840
880
960
1000
1040
1080
1120
длины детали L
50
52
54
55
56
60
62
65
68
70
72
80
85
85
95
95
100
100
105
105
НО
ПО
115
115
120
125
140
140
150
150
160
и
540
552
576
600
624
660
696
720
744
780
816
840
864
900
936
960
984
1020
1056
1080
1104
1140
1176
1200
1260
1320
1440
1500
1560
1620
1680
50
52
54
55
56
60
65
70
72
75<
78
85
85
90
95
95'
100
100
105
105
110
110
115
115
120
125
140
140
150
150
160
и
900
920
960
1000
1040
1100
1160
1200
1240
1300
1360
1400
1440
1500
1560
1600
1640
1700
1760
1800
1840
1900
1960
2000
2100
2200
2400
2500
2600
2700
2800
з учетом общих припусков,
и округлены до ближайшего диаметра согласно
Для ваготовок диаметром до 30 мм предусмотрена
необходимо предусмотреть увеличение
3. Диаметр
метру
ступени.
правка;
при отсутствии
правки
диаметра на величину компенсации кривизны.
ваготовки для ступенчатых валов
выоирают по
максимальному диа-
ТАБЛИЧНЫЕ ЗНАЧЕНИЯ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ 183
24. Припуски на разрезку и обработку торца проката
Прокат
Способ разрезки
Номинальный диаметр проката dH
или толщина материала Ь в мм
до 30
св. 30
до 50
св. 50
до 60
св. 60
до 80
св. 80
до 150
Сортовой
Припуск на разрезку или вырезку детали в мм
Механической ножовкой
Дисковой пилой на отрезном стан-
ке
Резцом на токарном станке . . . .
Дисковой фрезой на фрезерном
станке ¦
2
3
3
3-4
3—5
2
4
4
5
6-7
2
5
-
5
7
2
6
7
-
6
8
Листовой
Газовая резка:
секатором . .
ручная . . .
7
10
Припуск на механическую обработку торца в мм
На подрезку торца после отрезки
На обработку по контуру после
вырезки
2
4—5
Примечание. Для заготовок, не подвергающихся последующей обработке,
оставлять припуск только на ширину реза; при обработке — следует предусматривать
дополнительный припуск на обработку торца или по контуру.
25. Номинальные диаметры прошивней d в зависимости от диаметра d чистовых
отверстий при изготовлении отверстий в муфтах и брусках
d
110-120
121-131
132-142
143-158 '
159—184
185-210
80
90
100
110
125
150
d
211—236
237—262
263—288
289-314
315—340
341—366
175
200
225
250
275
300
й
367—392
393-418
419—444
445—470
471-522
523-574
325
350
375
409
425
475
26. Припуски на механическую обработку поковок из цветных сплавов,
изготовляемых на молотах и прессах
Наибольший
габаритный
размер
поковки в мм
До 100
Св. 100 до 160
» 160 » 250
* Относится к
Припуск на сторону в мм
при классе чистоты *
по ГОСТу 2789—59
3
1,25
1,50
1,75
6
1,75
2,00
2,25
8
2,00
2,25
2,50
обработанной поверхности
Наибольший
габаритный
размер
поковки в мм
Св. 250 до 360
» 360 » 500
а 500 ». 630
Припуск на сторону в мм
при классе чистоты •
по ГОСТу 2789—59
3
2,00
2,25
2,50
6
2,50
2,75
3,00
8
2,75
3,00
3,25
184
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
27. Припуски иа механическую обработку валов (наружные поверхности вращения)
Размеры в мм
Номи-
нальный
диаметр
Способ обработки
поверхности
Припуск на диаметр при длине вала
до 120
св. 120
до 260
св. 260
до 500
св. 500
до 800
св. 800
до 1250
св. 1250
до 2000
До 30
Точение проката повишенной точности
Черновое и однократное
Чистовое
Тонкое
1,2
1,1
0,25
0,25
0,12
0,12
1,7
0,3
0,15
Св. 30
до 50
Черновое и однократное
Чистовое
Тонкое
1,2
1,1
0,3
0,25
0,15
0,12
1,5
1,4
0,3
0,25
0,16
0,13
2,2
0,35
0.20
Св. 50
ДО 80
Черновое и однократное
Чистовое
Тонкое
1,5
1Д
0,25
0,20
0.14
0,12
1,7
1,5
0,3
0,25
0,15
0,13
2,3
ТГ
0,3
0,3
0,17
0,16
3,1
0,4
0.23
Св. 80
ДО 120
Черновое и однократное
Чистовое
Тонкое
1,6
1,2
0,25
0,25
0,14
0,13
1,7
1,3
0,3
0,25
0,15
0,13
2,0
1,7
0,3
0,3
0,16
0,15
2,5
2,3
0,3
0,3
0,17
0,17
3,3
0,35
0.20
До 30
Черновое и однократное
Получистовое
Чистовое
Тонкое
Точение проката обычной точности
1,3 ... 1,7
1,1
0.45 0.50
0,25
0.25
0,20
0,13
0,12
0,15
Св. 30
ДО 50
Черновое и однократное
Получистовое
Чистовое
Тонкое
1,3
1,1
0,45
~оЖ
0,25
0,20
0,13
0,12
1,6
1,4
0,45
0,45
0,25
0,14
0,13
2,2
0,50
0,30
0,16
ТАБЛИЧНЫЕ ЗНАЧЕНИЯ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ 185
Продолжение табл. 27
Номи-
нальный
диаметр
Св. 50
до 80
Св. 80
до 120
Св. 120
до 180
Св. 180
до 260
До 18
Способ обработки
поверхности
Черновое и однократное
Получистовое
Тонкое
Черновое и однократное
Попучистовое
Тонкое
Черновое и однократное
Получистовое
Черновое и однократное'
Получистовое
Точение ь
Черновое и однократное
Чистовое
Тонкое
Припуск на диаметр при длине вала
до 120
1,5
М
0,45
0,45
0,25
0,20
0,13
0,12
1,8
1,2
0,50
0,45
0,25
0,25
0,15
0,12
2,0
1,3
0,50
0,45
0,30
0,25
0,16
0,13
2,3
1,4
0,50
0,45
0,30
0,25
0,17
0,13
итампова
1,5
0,25
0,25
0,14
0,14
св. 120
до 260
1,7
1,5
0,50
8,45
0,30
0,25
0,14
0,13
1,9
1,3
0,50
0,45
0,25
0,25
0,15
~одз"
2,1
1,4
0,50
0,45
0,30
0,25
0,16
0,13
2,4
1,5
0,50
0,45
0,30
0,17
0,14
нных заг
1,9
0.30
0,15
св. 260
до 500
2,3
0,50
0,50
0.30
0.30
0,18
1Ш
2,1
1,7
0,50
0,50
0,30
0,25
0,16
~0Д4"
2,3
1,8
0,50
0,50
0,30
"оЖ
0,17
0,15
2,6
1,8
0,50
0,50
0,30
0,25
0,18
0,15
отоеок
св. 500
до 800
3,1
0,55
0,35
0.20
2,6
2,3
0,50
0,50
0,30
0,30
0,18
0,17
2,7
2,3
0,50
0,50
0,30
0,30
0,18
0,17
2,9
2,4
0,55
0,50
0,30
0,30
0,19
"ОПТ
СВ. 800
до 1250
3,4
0,55
0,35
0,20
3,5
3,2
0,60
0,55
0,35
0,30
0.21
0,20
3,6
3,2
0,60
0,55
0,35 .
0,35
0,22
0,20
св. 1250
ДО 2000
-^-
4,8
0,65
0,40
0,27
~
5,0
4,6
0,65
0,65
0,40
0,40
0,27
0,26
186
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение табл. 27
Номи-
нальный
диаметр
Св. 18
до 30
Св. 30
до 50
Св. 50
до 80
Св. 80
до 120
Св. 120
до 180
До 30
Св. .30
до 50
Способ обработки
поверхности
Черновое и однократное
Чистовое
Тонкое
Черновое и однократное
Чистовое
Тонкое
Черновое и однократное
Тонкое
Черновое и однократное
Черновое и однократное
Чистовое
Предварительное после
термообработки ....
Предварительное после
чистового точения . . .
Чистовое после предвари-
тельного шлифования
Предварительное после
термообработки ....
Предварительное после
чистового точения . . .
Чистовое после предвари-
тельного шлифования
Припуск на диаметр при длине вала
до 120
1,6
1,5
0,25
0,25
0,14
0,14
1,8
1,7
0,30
0,25
0,15
0,15
2,2
2,0
0,30
0,30
0,го
0,16
2,6
2,3
0,30
0,30
0,17
0,17
3,2
2,8
0,35
0,30
0.20
0,20
лфоеанш
0,30
0,10
0,06
0,25
0,10
0,06
св. 120
до 260
%Р.
1,8
0,30
0,25
0,15
0,14
2,3
2,0
0,30
0,30
0,16
0,15
2,9
¦ад-
0,30
0,30
0,18
0,17
3,3
3,0
0,30
0,30
0.19
0,18
4,6
4,2
0.40
0,30
0.24
"ТГ22"
заготово
0,60
0,10
0,06
0,50
0,10
0,06
св. 260
до 500
2,3
0,30
0,16
3,0
2,7
0,30
0,30
0,19
"оЛТ
3,4
2,9
0,35
0,30
0.20
0,18
4,3
3,8
0,40
0,35
0.23
0,21
5,0
4,5
0,45
0,40
0.25
0.23
к
0,85
0,10
0,06
св. 500
ДО 800
-^-
3,5
0,35
0,21
4,2
3,6
0.40
0,35
0.22
0,20
5,2
4,5
0,45
~оЖ
03
0,24
6.2
5,6
0.50
0,45
0,30
0,27
-
-
св. 800
до 1250
5,0
0.45
0,26
6,3
5,2
0.50
0,45 ¦
0,30
0,2В
7,5
6,7
0.60
0.55
0.35
0,32
-
-
св. 1250
до 2000
8,2
0,60
0.38
-
—
ТАБЛИЧНЫЕ ЗНАЧЕНИЯ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ 187
Номи-
нальный
диаметр
Св. 50
до 80
Св. 80
до 120
Св. 120
до 180
Способ обработки
поверхности
Предварительное после
термообработки ....
Предварительное после
чистового точения . .
Чистовое после предвари-
тельного шлифования
Предварительное после
термообработки ....
Предварительное после
чистового точения . . .
Чистовое после предвари-
тельного шлифовании
Предварительное после
термообработки ....
Предварительное после
чистового точения . . .
Чистовое после предвари-
тельного шлифования
Продолжение
табл. 27
Припуск на диаметр при длине вала
до 120
0,25
0,10
0,06
0,20
0,10
0,06
0,17
0,10
0,06
св. 120
до 260
0,40
0,10
0,06
0,35
0,10
0,06
0,30
0,10
0,06
св. 260
до 500
0,75
0,10
0,06
0,65
0,10
0,06
0,55
0,10
0,06
св. 500
до 800
1;20
0,10
0,06
1,00
0,10
0,06
0,85
0,10
0,06
СВ. 800
до 1250
-
1,55
0,10 ¦
0,06
1,30
0,10
0,06
св. 1250
до 2000
-
" -
2,10
0,10
0,06
Примечания: 1. Припуски при точении в числителе указаны при установке
заготовки в центрах, в знаменателе — в патроне.
2. Если величина припуска при шлифовании не может быть снята за один проход,
то 70% его удаляют на первом и 30% на втором проходах.
3. Величины припусков на обработку конических поверхностей принимать те же,
что и на обработку цилиндрических поверхностей, устанавливай их по наибольшему
диаметру.
28. Припуски на переход при обработке плоскостей
Размеры в мм
Способ обработки плоскости
Черновая и однократная
обработка лезвийным ин-
струментом после литья:
в песчаную форму I класс
в песчаную форму II
класс точности
в постоянную форму
(в кокиль)
в оболочковую форму . .
по выплавляемой модели
Получистовая обработка лез-
вийным инструментом пос-
ле черновой
Чистовая обработка лезвий-
ным инструментом после
получистовой
Предварительное и однократ-
ное шлифование после чис-
товой обработки лезвий-
ным инструментом
Чистовое шлифование после
предварительного
Припуск на сторону при наибольшем размере
обрабатываемой поверхности
о
S
0,9
1,0
0,7
0,5
0,3
0,25
0,16
0,05
0,03
sl
8S
1Д
1,2
0,8
0,6
0,4
0,25
0,16
0,05
0,03
Si
S3
1,5
1,6
1,0
0,8
0,5
0,30
0,16
0,05
0,03
go
S§
2,2
23
1,6
1,4
0.8
0,30
0,16
0,05
0,03
If
S3
3,1
3,2
2,2
2,0
0,35
0,16
0,05
0,03
S3
4,5
4,6
3,1
2,9
0,40
0,18
0,05
0,03
H
81
7,0
7,1
4,6
0,50
0,20
0,08
0,05
is
8 н
10,0
11,0
7,0
0,65
0,20
0,08
0,05
188
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
29. Припуски на обработку отверстия
протягиванием
Размеры в мм
30. Припуски иа обработку отверстия
шлифованием
Размеры в мм
Номинальный
диаметр
отверстия
До 18
Св. 18 до 30
» 30 » 50
» 50 » 80
» 80 » 120
» 120 » 180
Припуск на диаметр
для отверстий, под-
готовленных с точ-
ностью
до 4-го
класса
0,5
0,6
0,8
1,0
1,2
1,5
грубее
4-го
класса
0,7
0,8
1,0
1,2
1,5
1,3
Примечание. Припуски даны
на обработку отверстий длиной 1 с 3d.
Метод обработки
Шлифование до тер-
мообработки ....
Шлифование после
термообработки:
черновое
чистовое
Припуск на диа-
метр при размере
отверстии
6-10
0,2
10-50
0,3
0,2
ОД
50-180
0,4—0,5
0,3
0,2
31. Припуски на диаметр при обработке
отверстий хонингованием
Размеры в мм
32. Припуски на притирку отверстий
Размеры в мм
Диаметр
отверстия
До 80
Св. 80 до 180
» 180
Сталь
0,05
0,06
0,07
Чугун
0,02
0,03
0,04
Диаметр отверстии
До 50
Св. 50 до 80
» 80 » 120
Припуск
на диаметр
0,010
0.015
0.020
33. Припуски иа шабрение
Размеры в мм
Плоскости
Ширина
плоскости
До 100
Св. 100 до 500
Припуск на сторону при
длине плоскости
от 100
до 500
0,10
0,15
св. 500
до 1000
0,15
0,20
св. 1000
до 2000
0,20
0,25
св. 2000
до 4000
0,25
0,30
-св. 4000
до 6000
0,30
0,40
Отверстия
Диаметр
отверстия
До 80
Св. 80 до 180
» 180 » 360
Припуск на диаметр
при длине отверстия
до 100
0,05
0,10
0,15
св. 100
до 200
0.08
0.15
о;25
св. 200
до 300
0,12
0,25
0,35
34. Припуски на ширину пазов
Размеры в ли»
Ширина
паза
До 6
Св. 6 до 10
Чистовое
фрезеро-
вание
после
чернового
1,5
2,0
Шлифование пазов
у термически об-
работанных и не-
обработанных де-
талей после чисто-
вого фрезерования
0,5
0,7
Ширина
паза
Св. 10 до 50
» 50 » 120
Чистовое
фрезеро-
вание
после
чернового
3,0
4,0
Шлифование пазов
у термически об-
работанных и не-
обработанных де-
талей после чисто-
вого фрезерования
1,0
1.0
Примечание. Размеры пазов: длина до 80 мм, глубина до 60 мм.
ТАБЛИЧНЫЕ ЗНАЧЕНИЯ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ 189
35. Припуски иа обработку торцов
Размеры в мм
Длина
детали
До 10
Св. 10 до 18
» 18 » 50
» 50 » 80
» 80 » 120
» 120 » 260
Чистовая подрезка после черновой
Шлифование после черно-
вой подрезки
Припуски при наибольшем размере торца
до 30
0,5
0,5
0,6
0,7
1,0
1,0
св. 30 до 120
0,6
0,7
1,0
1,0
1,0
1,3
св. 120 до 260
1,0
1,0
1,2
1,3
1,3
1,5
до 120
0,2
0,2
0,2
0.3
0,3
03
СЕ. 120 до 260
0,3
0,3
0,3
0,4
0,5
0,5
6. Припуск на толщину зуба под чистовое нарезание после чернового
или под долбление
Размеры в мм
Модуль
Св. 2 до 3
» 3 » 5
min
0,4
0,5
max
0,5
0,6
Модуль
Св. 5 до 7
» 7 » 10
* Припуски на шевингование и шлифование зубьев — см. гл.
*
min
0,6
0,7
IV.
max
0,7
0,8
37. Припуски иа механическую обработку деталей из цветных металлов и сплавов
Размеры в мм
Втулки
Отверстия, обрабатываемые в сплошном материале
Способ обработки
Растачивание или зенкерование после сверления ....
Развертывание или предварительное шлифование после
растачивания или зенкерования
Чистовое шлифование после предварительного шлифо-
вании; протягивание или точное развертывание после
нормального развертывания
Тонкое развертывание или растачивание после протя-
гивании или развертывания
Хонингование после точного развертывании или чисто-
вого растачивания
Притирка после тонкого развертывания или тонкого
растачивания
Припуск на диаметр при но-
минальном размере отверстия
до 18
0,80
0,20
0,12
0,10
0,008
0,006
св. 18
до 50
1,00
0,25
0,14
0,12
0,012
0,007
св. 50
ДО 80
1,10
0,30
0,18
0,14
0,015
0,008
190
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение табл. 37
Увод оси отверстия после сверлении и начальное смещение оси не должны превы-
шать следующих величин:
Погрешность
Диаметр отверстия в мм
До 18
Св. 18
до 50
Св. 50
до 80
Увод оси отверстия в мкм на 1 мм длины
Начальное смещение оси отверстии в мкм
1,3
20
0,8
27
0,5
35
Погрешность установки втулки в патроне при растачивании или зенкеровании не
должна превышать в радиальном направлении 0,3 мм.
Внешние поверхности вращения
Способ обработки
Припуск на диаметр при его
номинальном размере
до 18
св. 18
до 50
св. 50
до 120
Черновое или однократное обтачивание после литья:
в песчаные формы (в землю) ,
центробежного
в кокиль или оболочковые формы
по выплавляемым моделям
под давлением
Чистовое обтачивание или предварительное шлифование
после чернового обтачивания
Чистовое шлифование после предварительного шлифо-
вания или шлифование после однократного обтачивания
1,70
1,30
0,80
0,50
0,30
0,20
0,10
1,80
1,40
0,90
0,60
0,40
0.30
0,15
2,00
1,60
1,00
0,70
0,50
0,40
0,20
Торцовые поверхности
Способ обработки
Припуск на торец при диаметре
обрабатываемой поверхности
до 18
св. 18
до 50
0,90
0,70
0,45
0,30
0,20
0,15
0,06
св. 50
до 80
1,00
0,75
0,50
0,35
0,25
0,20
0,08
св. 80
до 120
1,10
0,80
0,55
0,40
0,35
0,25
0,08
Черновое или однократное подрезание после
литья."
в песчаные формы (в землю)
центробежного
в кокиль или оболочковые формы . . . .
по выплавляемым моделям
под давлением
Чистовое подрезание после чернового подре-
зания
Шлифование после чистового подрезания . .
0,80
0,65
0,40
0,25
0,15
0,12
0,05
Величина припуска дана на торец при совмещенных установочной и измерительной
базах; при несовмещении баз к припуску добавляют погрешность базирования, равную
допуску на размер, связывающий установочную и измерительную базы.
ТАБЛИЧНЫЕ ЗНАЧЕНИЯ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ 191
Продолжение табл. 37
Барабаны
Литые отверстия
Способ обработки
Припуск на диаметр при его номиналь-
ном размере
до 30
св. 30
до 50
св. 50
до 80
ев. 80
до 120
св. 120
до 180
ев. 180
до 260
¦Черновое растачивание или зенкерование
после литья:
в песчаные формы (в землю)
центробежного
в кокиль или оболочковые формы . .
Чистовое растачивание или протягивание
после чернового растачивания
Протягивание, тонкое растачивание, нор-
мальное развертывание или шлифование
после чистового растачивания
Чистовое шлифование после предвари-
тельного шлифования
Точное развертывание после нормального
Притирка после точного развертывания
2,70
2,40
1,30
0,25
0,10
0,10
0,05
0,008
2,80
2,50
1,40
0,30
0,15
0,12
0,08
0,010
3,00
2,70
1,50
0,40
0,20
0,15
0,08
0,015
3,00
2,70
1,50
0,40
0,20
0,15
0,10
0,020
3,20
3,00
1,60
0,50
0,25
0,20
0,10.
0,025
3,20
3,00
1,60
0,50
0,25
0,20
0,15
0,030
Внешние поверхности вращения
Способ обработки
Припуск на диаметр при его номиналь-
ном размере
до 50
св. 50
до 80
св. 80
до 120
св. 120
до 180
св. 180'
до 260
Черновое обтачивание после литья:
в песчаные формы (в землю)
центробежного . . .
в кокиль или оболочковые формы . . .
Чистовое обтачивание или предваритель-
ное шлифование после чернового обта-
чиванин
Предварительное шлифование после чисто-
вого обтачивания или тонкое обтачива-
ние после чистового обтачивания ....
Чистовое шлифование после чернового
шлифования
Хонингование, отделка абразивным полот-
ном или тонкое шлифование после чи-
стового шлифования
Притирка, суперфиниширование или по-
лирование после тонкого обтачивания
2,00
1,60
0,90
0,40
0,15
0,10
0,010
0,006
2,10
1,70
1,00
0,50
0,20
0,15
0,015
0,008
2,20
1,80
1,10
0,60
0,25
0,15
0,020
0,010
2,40
2,00
1,20
0,70
0,25
0,20
0,025
0,012
2,60
2,20
1,30
0.80
0,30
0.20
0,030
0,015
Торцовые поверхности
Способ обработки
Припуск на торец * при диаметре
обрабатываемой поверхности
до 50
св. 50
до 80
св. 80
до 120
св. 120
до 180
св. 180
до 260
однократное подрезание
Черновое или
после литья:
в песчаные формы (в землю)
центробежного
в кокиль или оболочковые формы . .
Чистовое подрезание после чернового . .
Шлифование после чистового подрезания
0,80
0,60
0,40
0,10
0,06
0,90
0,70
¦ 0,45
0,13
0,08
1,10
0,80
0,50
0,13
0,08
1,30
0,90
0,60
0,15
0,11
1,50
1,20
0,70
0,15
0,11
192
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение табл. 37
Диски
Внешние поверхности врсицгния
Способ обработки
Черновое обтачивание .после литья:
в песчаные формы (в землю)
в кокиль или оболочковые формы . . .
Чистовое обтачивание или предваритель-
ное шлифование после чернового обта-
чивания
Шлифование после чистового или одно-
кратного обтачивания
Тонкое обтачивание после чистового обта-
чивания
Тонкое шлифование после чистового шли-
фования
Припуск на диаметр при его номиналь-
ном размере
от 120
до 189
2,70
1,30
0,30
0,20
0,05
0,02
св. 180
до 260
2,80
1,40
0,30
0,20
0,08
0,025
св. 260
до 360
3,20
1,60
0,35
0,25
0,08
0,03
св. 360
до 500
3,60
1,80
0,35
0,25
0,10
0,035
св. 500
до 630
4,00
2,00
0,40
0,30
0,15
0,04
Припуски на обработку отверстия приведены на стр. 189—193.
Торцовые поверхности
Способ обработки
Черновое или однократное подрезание
после литья:
в песчаные формы (в землю)
в кокиль или оболочковые формы . . .
Чистовое подрезание после чернового под-
резания
Шлифование после чистового подрезания
Припуск на торец * при- диаметре
обрабатываемой поверхности
от 120
до 180
1,10
0,60
0,15
0,11
св. 180
до 260
1,30
0,70
0,15
0,11
св. 260
до 360
1,50
0,80
0,17
0,13
св. 360
до 500
1,80
0,90
0,17
0,13
св. 500
до 630
2,10
1,10
0,20
0,15
Поверхности бобышек и приливов
Способ обработки
Цекование, черновое фрезерование, строг
гание или подрезание после литья:
в песчаные формы (в землю)
в кокиль или оболочковые формы . . .
Чистовое фрезерование, строгание или
подрезание после чернового фрезерова-
ния, строгания или подрезания
Припуск на сторону при наибольшем
размере обрабатываемой поверхности
до 30
0,60
0,30
0,08
СВ. 30
до 50
0,65
0,35
0,10
св. 50
ДО 80
0,70
0,40
0,13
св. 80
до 120
0,75
0,45
0,17
ТАБЛИЧНЫЕ ЗНАЧЕНИЯ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ 193
Продолжение табл. 37
Корпусные детали
Плоскости
Способ обработки
Припуск на сторону при наибольшем размере обрабаты-
ваемой поверхности
¦"i-!
Черновое или однократ-
ное фрезерование или
строгание после литья:
в песчаные формы
(в землю)
в кокиль или оболоч-
ковые формы . . .
. по выплавляемым мо-
делям
под давлением . . . .
Чистовое строгание или
фрезерование после
чернового строгания
или фрезерования . . .
Шлифование после чи-
стового строгания или
фрезерования . . . .
0,65
0,35
0.25
0,15
0.07
0,04
0,75
0,45
0,32
0,25
0,09
0,06
0,80
0,50
0,38
0,30
0,11
0,07
0,85
0,55
0,46
0,35
0,14
0,09
0,95
0,65
0,56
0,45
0,18
0,12
1,10
0,85
0.70
0,60
0,23
0,15
1,25
0,95
0,83
0.75
0.30
0.20
1,40
1,10
1,00
0,37
0,25
1,60
1,30
0,45
0,30
1,80
1,50
0,55
0,38
2,10
2,50
0,65
0,48
0,80
0,60
Припуски на внешние поверхности вращения см. стр. 190 и 192.
Литые отверстия
Способ обработки
Припуск на диаметр при
его номинальном размере
до 50
св. 50
до 120
Черновое растачивание или зенкерование после литья:
в песчаные формы (в землю)
в кокиль или оболочковые формы
по выплавляемым моделям
под давлением
Чистовое растачивание после чернового растачивания или
зенкерования
Тонкое растачивание, нормальное развертывание или пред-
варительное шлифование после чистового
Тонкое развертывание после нормального или чистовое
шлифование после предварительного . . .
2.80
1,40
0.80
0,40
0,30
0,15
0,12
3,00
1,50
0,90
0,45
0,40
0.20
0,18
Торцовые поверхности
Способ обработки
Припуск на торец при диаметре
обрабатываемой поверхности
до 30
ев 30
до 50
ев. 50
до 80
св. 80 | св. 120
до 120 . до 180
Черновое или однократное подрезание
после литья:
в песчаные формы (в землю)
в кокиль или оболочковые формы . . .
по выплавляемым моделям
под давлением
Чистовое подрезание после чернового под-
резания
Шлифование после чистового подрезания
7 Справочник технолога, том 1
0,65
0,35
0,25
0,15
0,08
0,04
0,70
0,40
0,30
0,20
0,10
0,05
0,80
0.45
0,35
0,25
0,13
0,07
0,90
0,55
0,45
0,35
0,17
0,09
1,00
0,65
0,55
0,45
0,23
0,12
194
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение табл. 37
Литые окна
Способ обработки
Предварительное фрезерование или
долбление по контуру после
литья:
в песчаные формы (в землю) . .
в кокиль или оболочковые формы
по выплавляемым моделям . . .
под давлением
Чистовое фрезерование или долб-
ление по контуру после предва-
рительной обработки
Припуск на две стороны при размере обрабатывае-
мого окна
до 50
1,30
0,70
0,45
0,25
0,35
св. 50
до 80
1,40
0,80
0,50
030
0,40
св. 80
до 120
1,50
0,90
0,55
0,35
0,45
св. 120
до 180
1,60
1,00
0,60
0,40
0,55
св. 180
до 260
1,80
1,20
0,65
0,45
0,65
Поверхности бобышек, платиков и приливов
Способ обработки
Цекование, черновое или однократное фрезе-
рование, строгание или подрезание после
литья:
в песчаные формы (в землю)
в кокиль или оболочковые формы ....
по выплавляемым моделям
под давлением
Чистовое фрезерование, строгание или под-
резание после предварительной обработки
Припуск на сторону при наибольшем
размере обрабатываемой поверхности
до 18
0,60
0.30
Р,20
0,12
0,07
св. 18
до 50
0,65
0,35
0,25
0,15
0,10
св. 50
до 80
0,70
0,40
0,30
0,20
0,13
св. 80
ДО 120
0,75
0,45
0.35
0,25
0,17
Крышки:
Плоскости
Способ обработки
Черновое или однократ-
ное фрезерование или
строгание после литья:
в песчаные формы (в
землю)
в кокиль или оболочко-
вые формы
по выплавляемым моде-
лям
под давлением
Чистовое строгание или
фрезерование после чер-
новой обработки ....
Шлифование после чис-
товой обработки . . .
Припуск на одну сторону при наибольшем размере
обрабатываемой поверхности
до 50
0,80
0,50
0.40
0,30
0,08
0,05
св. 50
до 80
0,90
0,60
0,50
0,40
0,09
0,06
св. 80
до 120
1,00
0,70
0,60
0,50
0,11
0,07
св. 120
ДО 180
1,20
0,90
0,80
0,70
0,14
0,09
св. 180
до 260
1,40
1,10
1,00
0,90
0,18
0,12
св. 260
до 360
1,70
1,40
1,30
1,10
0,23
0,15
св. 360
до 500
2,10
1,80
1,70
1,30
0,30
0,20
ПРИМЕРЫ РАСЧЕТА ПРИПУСКОВ
195
Продолжение табл. 37
Способ обработки
Черновое или однократ-
ное фрезерование или
строгание после питья:
в песчаные формы
(в землю)
в кокиль или оболоч-
ковые формы ....
по выплавляемым мо-
делям
под давлением ....
Чистовое строгание или
фрезерование после
черновой обработки . .
Шлифование после чи-
стовой обработки . . .
Припуск на одну сторону при наибольшем размере
обрабатываемой поверхности
св. 500
до 630
2,50
2,20
2,10
1,70
0,37
0,25
СВ. 630
до 800
3,00
2,60
2,50
0,45
0.30
св. 800
до 1000
3,60
3,00
0,55
0,40
св. 1000
до 1250
4,20
3,50
0,65
0,50
св. 1250
до 1600
5.00
4,00
0,80
0,60
св. 1600
до 2000
6,00
4,50
1,00
0,80
ПРИМЕРЫ РАСЧЕТА ПРИПУСКОВ
Расчет припусков на обработку и предельных размеров но технологическим
переходам для тормозного барабана приведен в табл. 38.
Расчет припусков на обработку, номинальных размеров поковки и размеров
исходной заготовки для вала приведен в табл. 39.
Исходя из технологических возможностей вертикальной радиально-ковочной
машины, поковка запроектирована четырехступенчатой с наибольшим обжатием
по диаметру 17 мм E2—35=17) и наименьшим — 2 мм C5—33=2 мм). Расчет
произведен исходя из следующих условий: п = 30 об/мин; Ябойка = 30 мм (диа-
пазон диаметров ковки 30—55). Исходная заготовка — сталь калиброванная по
ГОСТу 7417-57.
Расчет длины заготовки для каждой ступени с учетом номинальных припусков
ведут по формуле
4z
dnn,
+ 1
где dnoK — номинальный размер диаметра ступени поковки по расчету; L —
длина ступени по расчету; z — величина напуска.
Для нашего случая имеем (см. табл. 39)
QQ 99?
Ь.„,< = , ~ п = 86,5 мм; L 2= ,. о п = 127 мм;
ьзаг1-4.0,2
^загЗ —
54,6
56
+1
4-9,7
- = 28 мм;
ьзаг2-4.8,7
37,6
34
+1
+1
Г
'-'загк 4
13,5
- = 12 мм.
+1
35,6 ^ 28,0
Расчет точности (допусков) концевых ступеней за счет погрешности исходной
заготовки ведут по формуле
*— 2бэвг г _ г
'-'эаг — Чизаг1
dsaz — ^z
где 8заг — допуск на размер исходной заготовки; йтг — номинальный размер
заготовки; z — напуск.
- 7*
38. Припуски и предельные размеры по переходам для тормозного барабана
Заготовка: отливка I класса точности по ГОСТу 1855—55.
Материал: серый чугун марки СЧ 15-32.
Технологические операции
и переходы обработки эле-
ментарной поверхности
Элементы припуска в мкм
Расчет-
ный
припуск
zTnin
в мкм
Расчет-
ный
размер
в мм
До-
пуск
б
в мкм
Предельные раз-
меры в мм
Предельные зна-
чения припусков
min
Токарная обработка
на шестишпиндель-
ном полуавтомате
Торец (расчетный размер 91 -0,»з)
Заготовка ¦
Точение:
черновое
чистовое
Внутренний диаметр 378+о>з8
Заготовка
Растачивание:
черновое
чистовое
Наружный диаметр 437-0>7в
Заготовка
Точение однократное
Внутренний диаметр 160^°вз
Заготовка
600
50
600
50
600
600
302"
50
800 •>
12
800
100
300
68
300
2.1002»!
2.55
2.1455»
2.119
2.900
92,884
90.88-
90,77
375.233
378,142
378,38
433,04
431,24
156,775
1200
460
230
2000
760
.380
2000
760
1600
91,34
91,00
375,0
378,14
378.38
436
432,00
156,7
92,9
90.88
90,77
373,0
377.38
378,00
434
431,24
155,1
2760
340
4380
4000
2020
110
3140
240
2760
Продолжение табл. 3 8
Технологические операции
и переходы обработки эле-
ментарной поверхности
Элементы припуска в мкм
"V
Расчет-
ный
припуск
2min
в мкм
Расчет-
ный,
размер
в мм
До-
пуск
Предельные раз-
меры в мм
min
Предельные зна-
чения припусков
min
Растачивание:
черновое
чистовое
тонкое . . .
ли
20
12
300*5
68
50
2.1455
2.119
2.70
159,685
159,923
160,063
530
260
63
159,68
159,92
160,063
159,15
159,66
160,000
4050
510
340
240
143
*' Пространственное отклонение — результат коробления отливки; удельная величина коробления Ак принята 0,7 мкм/мм,
что на диаметре 432 мм дает общую величину коробления
р = ДКО = 0,7 ¦ 432 = 302 мкм.
Остаточное коробление рост после черновой обработки определено но следующей формуле табл. 21:
Рост = "систА [** ~ 0 ~ Р.грГ] = 1-15.5 [ 0,93°>9 - @,93-0,3H-9] = 4,3 мкм,
где А = Ъу$>НВп = 0,045- 0,3№ ¦ 1801'3 = 15,5.
Податливость системы станок — заготовка — инструмент v>cucm принята 1 мкм/кГ.
*2 Величина расчетного припуска определена по формуле
Ч min = Rz i — 1 + Ti — 1 + Pi - 1 + 8yi>
так как векторы р и е имеют одно направление.
*3 Величина пространственного отклонения — смещение оси отверстия в процессе формовки — принята равной величине
полл допуска на толщину стенки, т. е. 800 мкм (см. ГОСТ 1855—55 I класс точности). При черновом точении (см. табл. 21)
Рос», =»с«сщЛ Vх- (t - Рпр)Х] = ' • 15'5 [0,90°'9<- @,93-0,8H-9] = 12 мкм,
где А = 0,045- 0,30<>'?s . 180ьз = 15,5.
При последующей обработке смещением оси отверстия по малости величины пренебрегаем.
*1 Величина расчетного припуска определена по формуле
2^ min = 2 (йг i _ ! + Т4 _ , + V<>\- 1 + 4 >.
гак как предвидеть направление иекторов р и е затруднительно.
*ь Величина погрешности установки под первый технологический переход принята е = 300 мк. Под второй переход по-
грешность установки определена по формуле
е'у = 0,Обеу + еииа = 0,06 -300 + 50—68 мкм.
Под третий переход погрешность установки принята равной только погрешности индексации при повороте стола станка, т. е.
?,у = еинд — 50 мкм-
198
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
|>
0J
%
1
•л
3
4
.$.
С
J9.
t
Из чертежа
детали
D в мм
Диаметр
Ъ2Лр2
35С
2МЗЗ
25
Диаметр
Данные
Из
ступен
%
1
2 5
S
4
стоты по
!1
О
Класс чи
ГОСТу 2
i 8
6
6
7
Определение
§ 20
размеров поковки
для изготовления
VJ(v)
V8
J
1 ¦
_ 221.0,2 S
275-0,2
388
О*
?g
в-
вала
радиально-ковочной машине.
Р
Материал: сталь 50.
ет диаметров
Расчетные данные для определения номинальных
о
о"
Диаметр
52
35
ЯП
25
диаметров поковки в
С
0.045
0,105
0,107
0,100
0,52
0,35
0,33
0,25
Q.
2,40
2,261
2,315
2,332
0,30
0,30
0,30
0,30
1
о.
0,310
0,602
0.690
0,734
мм
откло-
Нижнее
нение Я
п?
п.?
п.?
0,2
исходной заготовки принимаем 55-0,4- (см. ГОСТ
к расчету см
чертежа
детали
к
53
с
С3 ^
в
80
-21-0,2
54
33
«го
сю
3 1
si
асе чис
СТу 27
6
6
6
5
Р
табл. 7—10
асчет линейных раз
мер
гельный
Дополпи
припуск
0,?
0.2
поп
Диаметр
54
расчетны
5п
37,514
35,
654
27,968
7417-57).
о в
Расчетные данные для определения номинальных
о
я
ЕС
«
80
221
54
33
се
0,4
0,3
0,3
0,2
линейных размеров в' мм
Е-.
0,8
0,5
0,5
0,3
•
а
0.05-
°*?
°»%
*»%
4,0
-
-
1,5
1
Правый
4,0
Левый
0,05
0,400
0,475
1,63
Л
жнее
ше Н
й!
1,00
1,00
1,00
2,00
is
ПОЛНИТ
й прип
~
-
-
S 1
Й1
80,20
223,2
56,275
37,13
Данные для
чертежа
поковки
о Ч
Диаметр
приняты
54,6
3 6
Зэ,6
28,0
о
cf
О
Допуск
в мм
+0.2
+0,2
+0.2
+0,2
Данные
для чер-
тежа по-
ковки
К
ч
ё и
а 1
87
224
57
38
поп
о
X
о
о *
tl ffl
±1,0
±1,0
±1,0
—2
+16
имечан
С
Исход-
ная
Проме-
жуточная
Проме-
жуточная
Концевая
ПРИМЕРЫ РАСЧЕТА ПРИПУСКОВ 199
Подставляя известные данные, получим
9i = -pF ,* =0,0162; 6i = 0,016- 86,5 = 1,38 мм;
оо — 4 ¦ O,Z
g2=2'4-= 0,0435; б2 = 0,044 • 127 = 5,59 мм;
оо — 4 • о, / '
g3= _2'0'4—= 0,0545; 6S = 0,054 • 28 = 1,51 мм;
00 — 4 - У, /
„ __ 2'4 -=0,4000; 64 = 0,400-12 = 4,80 ли*.
™ 55 — 4-13,5
Расчет точности концевой ступени за счет погрешности резки ведут по
муле
p~koJ рез'
где брез — допуск на резку исходной заготовки.
Подставляя известные данные, получим
б — |^\2 .1,5 = 3,8 = ± 1,9 мм.
Торец диаметром 52 мм принимаем за исходный и назначаем допуск на длину
его ступени ±1 мм; для торца диаметром 25 мм допуск на длину его ступени
будет равен 5,59 + 1,51 + 4,8 = 11,9 мм. С учетом погрешности резки допуск
составит 11,9 ± 1,9 = t\%4. Скорректируем данные концевой ступени этого же
диаметра с учетом допуска. Длина ее будет
34 + 14
4-13,5
Lsaai = л »Г =16'4- 64 = О,4-16,4 = 6,5 мм.
28
+ 1
Скорректируем данные четвертой ступени еще раз. Имеем
^ = 1Ж^~ = 17; 64 = О,4-17 = 6,8^.
28' +1
Последние данные по допуску F,8 мм) незначительно отличаются от предыду-
щего значения F,5 мм). Округляя полученные данные, примем допуск на длину
четвертой ступени равным ±21в.
Расчетную общую длину исходной загвтовки определяют как сумму длин
каждой ступени, т. е. Ьшг = Ьшг1 + L3as2 + L3aa3 + L3asi.
Следовательно, имеем Ьзаг = 86,5 + 127 + 28 + 17 = 258,5 ± 0,75 мм\
Диаметр исходной заготовки 55„0,4 мм (см. табл. 39).
ЛИТЕРАТУРА
1. К о в а н В. м. Расчет припусков на обработку в машиностроении, М. Машгиз, 1953.
2. К о в а н В. м. Основы технологии машиностроения. М., Машгиз, 1959.
Глава 4
ОБРАБОТКА ДЕТАЛЕЙ МАШИН
НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
На токарных станках обрабатывают в основном поверхности вращения:
цилиндрические, конические, фасонные, сферические, винтовые, а также тор-
цовые плоскости. Как правило, при обработке вращается деталь, а закреплен-
ный в суппорте или задней бабке инструмент получает поступательное движе-
ние в направлении подачи. Применяют и другую схему обработки. Инструмент
закрепляют на шпинделе станка и придают ему вращательное движение, деталь,
установленная на суппорте, перемещается поступательно; таким способом обра-
батывают крупные корпусные детали, цилиндры и т. п.
Основными инструментами при работе на токарных станках являются резцы,
сверла, зенкеры, развертки, метчики. При использовании специальных приспо-
соблений на токарных станках проводят наружное и внутреннее шлифование,
сверление глубоких отверстий, обкатывание я раскатывание, фрезерование,
закалку, напыление металлов и пластмасс и другие операции.
Способы установки и выверки заготовок. Наиболее часто применяемые
способы установки и выверки заготовок приведены ниже. Погрешность установки
заготовок см. в гл. 1.
Установка на центрах. Этот способ наиболее часто применяют
для установки валов, барабанов, цилиндров, а также различных деталей, за-
крепленных на оправках. Установку осуществляют в нескольких вариантах.
Мелкие и средние по весу детали устанавливают на цельные упорные центры
(рис. 1, а). В случае подрезки торца детали со стороны задней бабки используют
полуцентр.
Задние центры при обработке с высокими скоростями резания выполняют
вращающимися (масса деталей до 20 т). Точность установки на таких центрах
ниже, чем на цельных: радиальное биение допускается до 0,007—0,015 мм соот-
ветственно для центров обычной и повышенной точности.
Заготовки с отверстием устанавливают на центры увеличенного диаметра
со срезанной вершиной конуса (грибковые центры). На рис. 1, б задний центр —
грибковый вращающийся, передний — рифленый.
Применение рифленого центра (трехгранного или многозубого) позволяет
полностью обработать гладкий вал или цилиндр по наружной поверхности и под-
резать оба торца у детали, так как обработку ведут без поводка. Однако установка
на рифленые центры не обеспечивает высокой точности (радиальное биение
до 0,3—0,5 мм), допускает только однократное использование базовой поверх-
ности из-за ее повреждения при первой установке.
Детали малого диаметра устанавливают на обратные центры (рис. 1, в), ис-
пользуя при этом конусные фаски на наружной поверхности. Передача крутя-
щего момента при чистовой обработке таких деталей возможна без поводка.
Обработку конусов методом смещения задней бабки ведут с установкой на'
шаровые центры (рис. 1, г).
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
201
Рис. 1
х>
202 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Установка на плавающий передний центр (рис. 1, д и е) с базированием детали
по торцу обеспечивает высокую точность размеров по оси (при способе автомати-
ческого получения размеров). Для уменьшения вибраций системы предусматри-
вают стопорение центра вручную — винтом 1 или автоматически — при закли-
нивании центра плунжерами 2. Наличие в конструкции (рис. 1, е) поводковой
шайбы 3 позволяет вести обработку детали за один установ, так как отпадает
необходимость применения поводкового устройства. Эту схему применяют при
обработке деталей диаметром до 80 мм, длиной до 400 мм. При черновой обра-
ботке шайбу выполняют трехзубой (рис. 1, ж), при чистовой — многозубой
(рис. 1, а). В последнем случае от зубьев поводкового устройства на торце детали
остаются более мелкие следы. Детали с отверстием большого диаметра устанав-
ливают при обработке на центры с по-
мощью пробок или крестовин (рис. 1,и —
к). Пробки выполняют цельными для D =
= 10-4- 150 мм (рис. 1, к), разжимными
для D = 40-Г-350 мм (рис. 1, л), самораз-
жимными для D = 70-5-450мм (рис. 1, и).
Крестовины регулируемые применяют
при D = 400-Н500 мм (рис. 1, м), при
D > 1500 мм используют сварные кре-
стовины (рис. 1, к).
Установку на пробках выполняют
без выверки с точностью 0,03—0,10 мм,
на сварных крестовинах — 0,2 мм.
В случае установки детали на регулируемые крестовины проводят выверку на
радиальное биение и на положение детали в ¦ горизонтальной и вертикальной
плоскостях с точностью 0,5 мм.
Установка в патроне и на заднем центре. Способ
применяют в случае обработки деталей большого диаметра и длины, при отсут-
ствии центрового отверстия со стороны передней бабки (рис. 2).
Точность установки в самоцентрирующих патронах 0,05—0,10 мм при исполь-
зовании четырехкулачковош патрона установку выполняют с выверкой положе-
ния заготовки со стороны патрона по высоте и на биение с точностью 0,05 мм.
Рис. 2
а)
Рис. 3
Установка в патроне и на неподвижном люнете.
С такой установки можно обработать отверстие и торец детали, а также участок
детали, расположенный между люнетом и патроном.
При обработке тяжелых деталей применяют люнеты открытого типа, в других
случаях — закрытого типа. Под люнеты протачивают (рис. 3, а) специальные
пояски. В некоторых случаях валы диаметром 30—200 мм можно устанавливать
без обработки поясков с помощью регулируемых муфт (рис. 3, б).
Установку заготовок проводят с выверкой в горизонтальной и вертикальной
плоскостях и на биение с точностью 0,03—0,05 мм. Без выверки устанавливают
детали в специальных патронах (рис. 3, в).
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
203
Установка на центрах и люнетах. При обработке не-
жестких деталей для уменьшения деформаций применяют подвижный люнет
(рис. 4). К установочной поверхности под люнет предъявляют высокие требо-
вания по геометрической форме и радиальному биению.
Установка в патронах. При установке в патронах обрабаты-
вают детали небольшой длины. Наибольшая жесткость системы обеспечивается
при креплении детали за наружную по-
верхность (рис. 5,а) или внутреннюю по- г
верхность обода (рис. 5, б) — наимень-
шая — при креплении за ступицу
(рис. 5, в).
Установку в самоцентрирующих пат-
ронах проводят без выверки с точностью
0,1 мм; в разрезной втулке или в сырых
кулачках — 0,03 мм; в четырех кулачко-
вых патронах с выверкой по наружному
диаметру и торцу с точностью 0,05 мм.
Установка на оправ- Рис. 4
к а х. Детали с отверстием при высоких
требованиях к взаимному расположению базовых и обрабатываемых поверх-
ностей устанавливают на оправках концевых или центровых.
Применяют оправки (рис. 6) гладкие с зазором (а), конические (б), кулачко-
вые (в), шариковые (г), роликовые самозаклинивающиеся (д), цанговые (е), с та-
рельчатыми пружинами (ж), с гидропластом (з), упругими элементами гофриро-
ванного типа (и), с натягом (к) и т. д.
Закрепление детали на оправке (рис. 6, в) происходит несколькими кулач-
ками 1, которые при установке оправки на центрах разводятся пальцами 2.
Для закрепления детали на шариковой оправке (рис. 6, г) сепаратор с шариками
-i
| —М;
1 + + +
Li__—
—
в)
необходимо сместить по оси влево. Шарики при этом заклиниваются между де-
талью и конусной втулкой 1. Роликовая оправка (рис. 6, д) — самозажимная.
В начальный момент обработки деталь несколько проворачивается относительно
корпуса 1, ролики 2 при этом заклиниваются между поверхностью отверстия
и лысками корпуса. На оправки с упругими элементами (рис. 6, е—и) деталь
устанавливают с зазором. Затем производят деформацию упругого элемента,
за счет которого выбирают зазор посадки лепестков цанги 1 путем смещения влево
конуса 2 (рис. 6, е); тарельчатых up ужин 2 (рис. 6, ж) путем сжатия их между тор-
Цами корпуса 1 и втулки 3; тонкостенной втулки 3 (рис. 6,з) при создании высо-
кого давления (путем смещения плунжера 1 винтом 2) во внутренней полости
204 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
оправки, заполненной гидропластом; гофрированной втулки 1 (рис. 6, и) при сжа-
тии ее между торцами корпуса и подвижной втулки 2.
Оправка с натягом (рис. 6, к) позволяет вести обработку наружной поверх-
ности и торцов детали. При запрессовке детали на оправку необходимо точно
Рис. 6
выдержат!, размер L. Для облегчения установки на оправке имеется направляго-
шля частг. ? с направляющей шпонкой 2. Оправки такою типа применяют также
для гладких и шлицевых отрерстий.
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
205
Наибольшую точность обеспечиваю! установки на оправки с натягом и на
оправки с упругими элементами.
Установка на планшайбе. Детали сложной формы (рычаги,
корпусные детали) при обработке на токарных станках крепят на планшайбе
(рис. 7). Правильность установки проверяют выверкой положения цилиндриче-
ских поверхностей, торца и плоскости разъема. Для уменьшения вибраций npir-
меняют балансир 1.
Установка на угольнике. Схему применяют при обработке
корпусных деталей, подшипников и т. д. Деталь крепят в специальных приспо-
Рис. 7
соблениях (рис. 8, а) без выверки — точность установки 0,1 мм или на универ-
сальном уюльнике (рис.8, б) с выверкой по разметке или обработанным ранее
поверхностям и плоскости разъема — точность установки 0,5 мм.
Установка детали на суппорте. При отсутствии расточных
станков тяжелые неуравновешенные корпусные детали обрабатывают на токар-
вых станках с установкой детали / (рис. 9) на суппорте; инструмент 2 крепят
к гапинделе с дополнительной опорой на задней бабке.
Рис. 9
Выверка при установке заготовок в патронах,
При выверке цилиндрических заготовок, устанавливаемых в трех- и четырех-
кулачковых патронах, проверяют биение детали * (рис. 10,а) и правильность
расположения в горизонтальной и вертикальной плоскостях (рис. 10,6 и в).
Контрольный инструмент при этом закреплен иа суппорте или на станине станка.
Правильное положение детали прямоугольной формы обеспечивают следующими
способами.
При первом способе (рис. 10,6) деталь поступает на гокарную обработку
с нанесенными на торце разметочными рисками, находящимися на расстоянии
* При большой длине биение проверяют у патрона и у свободного конца.
206 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
а и Ь от граней. При установке необходимо точку пересечения рисок совместить
с осью вращения. Для этого измеряют расстояние от горизонтально расположен-
ной риски (например, а) до направляющих или суппорта. Из двух замеров (при
исходном положении и после поворота патрона на 180°) определяют необходимую
величину смещения детали. Затем путем ослабления одного и поджатая противо-
положного кулачка, смещают деталь в необходимое положение.
При втором способе для ускорения установки точку пересечения рисок кер-
нят, деталь поджимают центром, а затем осторожно подводят кулачки.
Для виверки положения составных деталей (рис. 10,в) размечают положение
диаметральной плоскости, а затем индикатором проверяют положение стыка:
добиваются горизовтального положения плоскости стыка и совмещения ее с осью
вращения.
Выверка при установке заготовок в патроне
и неподвижном люнете. При выверке положения заготовки у пат-
рона контролируют величину биения в этом месте. Затем проверяют положение
вала около люнета следующими методами.
')
Рис. 10
Выверку с помощью центра и щупа (рис. 11,а) проводят при наличии в заго-
товке центрового отверстия. Положение детали проверяют по величине кольце-
вого зазора между отверстием и центром с помощью щупа.
Выверку на соосность расположения пиноли задней бабки или осевого инстру-
мента проводят контрольным инструментом, закрепленным на пиноли (рис. 11,6)
или на заготовке (рис. 11,в).
Правильность положения в вертикальной и горизонтальной плоскостях оце-
нивают по зазору между иглой рейсмуса и поверхностью заготовки (рис. 11,г),
ко показанию индикаторов. Индикаторы можно закреплять на специальном при-
способлении (рис. 11,9). Показания индикаторов корректируют с учетом факти-
ческого диаметра заготовки в месте контроля.
Ряд деталей после выверки по методу, показанному на рис. 11,6 (роторы тур-
бин, генераторов и т. п.), окончательно устанавливают по методу, изображенному
на рис. 11,д.
Выверку па соосность с контрольным пояском, расточенным в люнете, про-
изводят измерением расстояния от этого пояска до поверхности детали в трех
точках.
Схемы выполнения основных операций. Обработка наружных
цилиндрических поверхностей. Обтачивание одним резцом.
Основной метод обработки на токарных станках. Вылет резца принимают
не более 1,0—1,5 высоты его стержня, соответственно для резцов с пластинками
твердого сплава и быстрорежущей стали. Вершину резца устанавливают на
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
207
\
\
S
П1
У
Рис. 11
^ис. 12
208 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
высоте центров или несколько выше (черновое обтачивание) или ниже (чистовое
обтачивание1». При R > 50 мм смещение проводят на величину h г? 0,01Я, где
R — радиус обрабатываемой детали. При чистовой обработке это предохраняет
от возможного брака из-за деформации резца. Проверку положения вершены
Рис. 13
Рис. 14
резца ведут по риске, нанесенной на пиноли задней бабки, по центру или с по-
мощью специальных шаблонов (рис. 12,а). Настройку инструмента на размер
по диаметру ведут методом пробных проходов. Партию деталей обрабатывают
методом автоматического получения размеров без смещения резца в поперечном
направлении (рис. 12,б) по лимбу, при по- .
мощи упоров индикаторных и жестких.
При обработке ступенчатых деталей ис-
пользуют поворотные многопозициовные
упоры или упоры в сочетании с мерными
плитками (рис. 12,в^. Продольные размеры вы-
держивают по лимбу, по размеченным ранее
рискам (рис. 12, г), по упорам * (рис. 12, д).
Обтачивание с использованием много-
резцовой наладки позволяет сократить
время обработки партии деталей (рнс. 13).
Шлифование поверхностей. Применяют обработку шлифованием (рис. 14),
притирочным шлифованием, полирование шкуркой.
Обкатывание (рис. 15) выполняют для повышения качества поверхности
(уменьшения шероховатости поверхности, увеличения твердости).
щ
—I
—I
'—I
I—I
I 1
I 1
i—м
i—
1
Рис. 15
Рис 16
Рис. 17
Обработка торцов. Обработка одним резцом. При обработке дета-
лей, закрепленных в патроне, применяют проходные резцы (рис. 16,а и б). При-
менение подрезных резцов при спягии больших припусков с подачей к центру
приводит к образованию вогнутости (рис. 1(>,в). Поэтому чистовую обработку
* Упоры могут быть жесткими, жесткими с плитками, барабанными и индикаторными.
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
209
торцов ведут с подачей резца от центра к периферии. С такой же подачей обраба-
тывают торцы у деталей больших размеров, так как в результате износа резца об
разуется менее опасная при сборке деталей погрешность — вогнутость.
Обработка с использованием многорезцовой наладки (рис. 17) позволяет повы-
сить точность обработки поверхностей, уменьшает время обработки, но требует
дополнительных затрат на оснастку.
Обработка отверстий. Обработка мерным инструментом. Ин-
струмент (сверло, зенкер, развертка) крепят в задней бабке (рис. 18,а) или суп-
аорте (рис. 18,6). Сверление спиральным сверлом ведут при -v-<10. Инструмен-
том для глубокого сверления (рис. 18,в) обрабатывают отверстия -т > 10. Цилиндры
Рис. 18
значительной длины для уменьшения вибраций п повышения точности обраба-
тывают г, «обратпой подачей» (оправиа работает с растяжением).
Обработка расточным резцом. Отверстия d < 70 мм, I < 150 мм, при -т- <С 5
обрабатывают резцом, закрепленным в суппорте (рис. 19,а); при d > 70 мм,
I > 150 Л1Л1, -у < 5—резцом, закрепленным в расточной оправке (рис. 19,6);
при — > 5 устанавливают дополнительную опору в шпинделе (рис. 19,в), при
I
-j > 10 применяют расточные головки с направляющими колодками (рис. 19,г).
Закрытые отверстия, например камеры валиков, обрабатывают специальными
инструментами. После ввода инструмента в отверстие вершина резца рычажным
или иным механизмом устанавливается в рабочую позицию.
Обработка абразивным инструментом. Используя специальные приспособ-
ления, отверстия обрабатывают внутренним шлифованием (рис. 20), суперфини-
Шем, хонингованием.
210 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА. МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Прорезание канавок и отрезка. Обработка одним резцом —t
основной метод обработки простых канавок и отрезки деталей. Резцы устанавли-
вают строго по высоте центров, без перекоса к оси детали. Узкие (шириной до
20 лип) канавки невысокой точности прорезают за один проход (рис. 21,а), более
подача
Подача
охлаждения
?7
г)
Рис. 19
г>
точные канавки — за три прохода (рис. 21,6) при с = 0,5 -f-1,0 мм. Широкие
канавки низкой точности прорезают сразу за несколько арЬходов (рис. 21,в),
высокой точности — после черновой выполняют чистовую обработку боковых
стенок канавки. Неответственные фасонные канавки прорезают за один проход.
В других случаях вначале обра-
ботку ведут прорезным резцом,
а затем фасонным (рис. 21,г). Пря-
мым резцом отрезают тонкостен-
ные детали (рис. 21,5), отогну-
тым — толстостенные и валы. Для
повышения жесткости применяют
регулируемые опоры (рис. 21, ж).
Обработка с использованием
многорезцовой наладки (рис. 22)
Ри0- 20 позволяет повысить производи-
тельность труда.
Обработка конусных поверхностей. Фасонным резцом
обрабатывают короткие наружные (рис. 23,а) и внутренние (рис. 23,6) конусы.
Обработку можно вести с продольной и поперечной подачей. При высоких тре-
бованиях к точности инструмент устанавливают по шаблону (рис. 23,в) с учетом
деформации системы.
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
211
1-й проход 2-й проход 3-й проход
а/ 6) 1-й проход 2-й проход
' 6)
1-й проход 2-й проход
г)
е)
Рис. 21
Откидной упор
J-d проход
Рис. 22
———
+
Я)
^1
\
У//////Л
^ б)
Рис. 23
1
+
+ +
L
*
±J\
212 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Обработка конусным осевым инструментом. Внутренние конусы (центрирую-
щие фаски) при d < 1000 мм и конические отверстия выполняют специальными
! 1-й переход
И»
Щ
2
й ^
-0 переход
3-й переход
6)
Ь-п переход
Рис. 24
зенковками, зенкерами и развертками (рис. 24,а). Нормализованные конусные
отверстия (в насадных инструментах и т. п.) обрабатывают комплектом развер-
ток (рис. 24,6) после сверления (диаметр сверла
на 0,5—1,0 мм меньше номинального размера пер-
вой развертки).
Обработка с поворотом верхних салазок суппор-
та (рис. 25). Наибольшая длина конуса ограни-
чена, так как она определяется величиной хода
верхних салазок суппорта.
Способом смещения задней бабки (рис 26,а)
обрабатывают пологие наружные конусы невысо-
кой точности. Метод прост, так как не требует
специальной оснастки. При обработке происходит
смятие центрового гнезда, поэтому для устано-
вки лучше применять шаровой центр. Необходи-
мое смещение задней бабки (обычно на величину не более 0,01 длины конусной
поверхности детали) устанавливают по шкале, нанесенной на этой бабке, по ин-
дикатору (рис. 26,6) или по лимбу суппорта (с контролем при помощи щупа и
бруска, закрепленного в суппорте) (рис. 26,в).
Рис. 25
б!
Рис. 26
По конусной линейке обрабатывают конусы с углом наклона до 12°. Способ
обеспечивает более высокую точность по сравнению с предшествующим. Приме-
няют устройства с одним роликом, прижимаемым к линейке грузом или пружиной
(рис. 27,а), двумя роликами, охватывающими линейку, или одним роликом
(или ползуном), находящимся между двумя линейками (рис. 27,6).
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
213
Обработка по копиру с помощью электрических (рис. 28,а) или гидравлических
(рис. 28,6) устройств по сравнению с обработкой по конусной линейке обеспе-
чивает большую точность и меньший износ копира. Обратная конусность не
более 30-40°.
С помощью гитары поперечной подачи (рис. 29) резцу задается одновременная
продольная и поперечная подачи.
Рис. 27
Обработка фасонных поверхностей. Фасонными рез-
цами (рис. 30) обрабатывают поверхности длиной до 60 мм (на крупных станках
до 150 мм) и галтели радиусом до 20 мм. Черновую обработку для повышения
производительности ведут обычными резцами.
6)
Рис. 28
Обработка с помощью поворотных приспособлений. Вершина резца с помощью
приспособления перемещается на угол а но дуге окружности радиуса R, обраба-
тывая при этом сферическую наружную (рис. 31,а), внутреннюю поверхности
(рис. 31,6) или бочкообразный профиль (рис. 31,в) детали. Резец перемещают
обычно с помощью червячной иередачи (рис. 31,г).
214 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Обработка с использованием рычажных приспособлений.. Сферические поверх-
ности средних размеров обрабатывают с помощью рычажных приспособлений
разных конструкций. Например, одну опору рычага закрепляют на станине
Гитара поперечной
пода'чи
Рис. 29
Рис. 30
(рис. 32), другую — на суппорте. При подаче суппорта к оси резец перемещается
по радиусу R, обрабатывая сферическую поверхность детали.
Обработка по копиру. Применяют приспособления прямого действия (усилие
резания действует на копир; износ, упругие деформации копира велики, низка
точность обработки) и приспособ-
ления с усилительным элементом.
В приспособлениях прямого
действия копир устанавливают со-
осно с деталью (рис. 33,а), крепят
на задней бабке (рис. 33,6), на
кронштейне сзади (рис. 33,в) или
спереди (рис. 33,г) станка. При
этом ролик прижимается к копиру
с разной силой (рис. 33,9). При
чистовой обработке применяют
схему II (рис. 33,9); на легких ра-
ботах — схему/, при черновой об-
работке на
схему ///.
тяжелых работах —
В наиболее точных
приспособлениях вместо ролика используют ножевой щуп. Для обработки по-
верхностей с углами подъема профиля более 35° применяют растянутые копирные
линейки (рис. 33,е). С помощью специального механизма такая линейка переме-
щается относительно щупа с большей скоростью, что иозволяет на линейке сде-
лать углы подъема меньшими, чем на детали.
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
215
4 2
Схема {< *^ ^Задняя
q*P ' копирная линейка
хг:
Схема п if- —1
U
Деталь
'*>ЩЩ Ш^^'^ передняя
копирная линейка
Деталь
""ШЩтШ^адняя и передняя
копирные линейки
Деталь
е)
д\
Рис. 33
216 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
С помощью гидросуппорта можно обрабатывать поверхности с возрастающими
диаметрами и убывающими, но не более чем на величину D — d s? I, где I —
длина обрабатываемого участка. Применение гидросуппорта обеспечивает повы-
шение производительности
b fo | i_ в 1,5—2 раза. На рис. 33
1 ' обозначено: 1 — деталь;
2 — копир; 3 — резец; 4 —
щуп.
ю
г)
Рис. 35
Специальными чашечными инструментами обрабатывают сферические внут-
ренние (рис. 34,а) и наружные (рис. 34,6) поверхности радиусом R. Шпиндель
инструмента установлен под углом а:
D
siua=2lj, D = V2R(R-b),
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
217
где D — диаметр чашечного инструмента; Ъ — расстояние между вершиной ин-
струмента и центром сферы. Инструмент при обработке вращается от специаль-
ного привода (рис. 34,в и г).
Обработка кулачков, криволинейных канавок.
По копиру, установленному соосно с де-
талью, обрабатывают кулачки небольшой
длины (рис. 35,а и б). Рычажное приспособ-
левие (рис. 35,6) применяют при перепадах
\Б\А
но не
профиля Лтах — Лт1п «= 0,5Ятт,
более 150 мм. Аналогично обрабатывают
спиральные канавки (рис. 35,в^. На рис.. 35
обозначено: / — деталь; 2 —¦ копир; 3 —
резец; 4 — щуп; 5 — рычаг.
Изготовление кулачка по копиру и обра-
ботанной поверхности. Копир небольшой
толщины крепят к торцу детали (рис. 36).
По нему обрабатывают небольшой началь-
ный участок, далее ролик перемещается по
обработанному ранее участку поверхности.
Применяют при обработке плавных кулач-
ков с перепадом Дтах - Rmin sc 0,2Дт1п,
но не более 100 мм. Точность обработки низкая. На рис. 36 обозначено: I —
деталь, 2 — копир; 3 — резец; 4 — щуп (ролик). Положение / — в начале ш II —
в конце обработки.
Рис. 36
w
щ
Рис. 37
Обработка эксцентрично расположенных по-
верхностей. Установка на смещенные центровые отверстия. При эксцент-
рицитете более 8—10 мм в валах с эксцентриками сверлят смещенные центровые
отверстия (рис. 37,а) по разметке или кондуктору. Детали с отверстиями уста-
навливают на оправки (рис. 37,6). При большом эксцентрицитете применяют
218 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
центросместители (бугели, рис. 37,в): для D = 45 -j-860 мм — цельные (рис. 37,г),
для D = 55 -5- 250 мм — разъемные (рис. 37,9).
При креплении на консольных оправках (рис. 38) обработку выполняют без
выверки. Точность обработки зависит от погрешности базирования детали на
оправке.
Установка со смещением в патроне. При четырехкулачковом патроне (рис.39, а)
выверку на биение ведут с точностью 0,05 мм (по чисто обработанной по-
верхности). При использовании трехкулач-
ковых патронов (рис. 39,6) толщину мер-
ной пластинки Ь определяют по формуле
6 = 1,5^1 + 25
где D — диаметр базовой поверхности; е —
эксцентрицитет.
Рис- *8 Эксцентричные детали обрабатывают
также прн помощи специальных пат-
ронов (рис. 39,в), состоящих из трехкулачкового патрона 1, поворотного стола 2
и суппорта для создания эксцентрицитета 3.
Установка детали в специальные кольца (рис. 40). Растачивание отверстий,
расположенных эксцентрично и под углом к наружной поверхности, ведут в спе-
циальных кольцах. При установке колец необходимо обеспечить правильное
А-А
6)
Рис. 39
их взаимное расположение (обычно выверку проводят по риске, нанесенной на
торцах колец и образующей детали). При обработке правое кольцо крепят в пат-
роне, левое — на люнете.
Точность обработки. Нормативные данные и общая методика расчета точ-
ности обработки приведены в гл. I.
Ниже рассмотрен расчет элементарных погрешностей обработки наружных
поверхностей вращения на токарных станках.
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
219
Погрешность установки заготовок в приспособ-
лениях Аеу определяют по табл. 12—19 и 22 гл. I При высоких требованиях
к точности обрабатываемой поверхности при расчетах погрешности базирования
Д8б и установки Ле^ следует учитывать отклонения размеров и формы базовой
поверхности (некруглость шеек вала под люнеты, центровых отверстий и т. п.).
Погрешность обработки Ду, связанную с деформациями упру-
гой системы СПИД, вычисляют по приближенному соотношению B1) или по фор-
мулам C6), C9) — D8) гл. 1.
Податливость системы СПИД в Деталь
общем случае будет
и>сист
= wcm + wsaz + wnp-!rwaH, A)
где wcm, и>яаг, wnp, wUH — соответ-
ственно податливости станка, заго-
товки, приспособления и инструмента.
При обтачивании наружной по- Рис- 49
верхности прогибом резца и его сжа-
тием под действием усилий резания можно пренебречь, а
способления wnp целесообразно учесть при расчетах величины шс
' cm + wsaz-
податливость при-
Тогда
«>е,
ист-
= W,
B)
Податливость станка вычисляют, используя экспериментально полученные
величины податливости его узлов или данные ГОСТов на нормы жесткости для
соответствующего оборудования. Податливость станка wcm при установке вала
на центрах и передаче момента торцовым поводковым патроном вычисляют по
формуле
fl — xV /^2
"суп
+ ">пб
I
-
+ и>зб (у
C)
где шсуп, wng, ш3б — податливости соответственно суппорта, передней и задней
бабок в мкм/кГ; I — длина заготовки в мм; х — расстояние от торца заготовки
у передней бабки до точки приложения силы резания в мм.
Податливость заготовки постоянного сечения (гладкий вал), обрабатываемой
в центрах, в произвольном положении резца определяют по формуле
1000 (I—xfx*
ZEI
I
D)
где Е — модуль упругости в кГ/лш2; I — момент инерции сечения вала в мм4:
Jld*
1= -wy- !=^0,05d4 (d — диаметр обработанной заготовки в мм).
Ь4
Для определения Ашсисгп и Дг/ необходимо знать значения наибольшей
wcuen max и наименьшей и>сист min податливости системы.
Точное определение этих величин из соотношения B) связано с большим объе-
мом вычислительных работ. Поэтому для практических целей ограничиваются
приближенным расчетом.
Рассмотрим два варианта расчета. В первом варианте расчета задаемся вна-
чале произвольным значением -у- (целесообразно принимать -у- = 0,5) , затем по-
следовательно вычисляем более точные значения у, определяющие экстремаль-
х2
ную величину wcucm: -1-; Л.- ... ;-й.
220 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Расчет ведем по формулам
lx»\ t{~-^
*п хп-1 \ I
f (x^
•М -fO , \ ' . "Я _ J^n^l \ » / /CV
где
"l.tl
Принимая -- = 0,5, получим
1000
^ Wn6~i2EI /fi>
wn6+w36— gg7
Польауясь этим методом, можно получить значение -у , сколь угодно близкое
к действительному. Для практических расчетов по точности обработки достаточно
вычислить величину -у с точностью до 0,1.
Заметим, что в частных случаях уже первое приближение дает точное реше-
ние: так, при шзаг « 0 имеем -у = —¦—, а при wnQ = ш3д получим ~ — 0,5.
Второе экстремальное значение wcucm вычисляем при значениях -у = 0
или
1 = 1,0.
Во втором варианте расчета ограничиваются определением величин подат-
ливости или отжатия в нескольких сечениях по длине (обычно в пяти указанных
ниже сечениях) и из них выбирают наибольшую и наименьшую величины wcucm.
Пользуясь формулами B), C) и D), находят значение податливости системы:
при х — 0 (резец у передней бабки станка)
u>cacm = wcyn + wn6'< G)
при х = I (резец у задней бабки станка)
^cucm = wcvn + ^3^ (8)
при х = 0,Ы (резец посередине)
">сист = ™суп + 0,25 (wпв+wзб) + Ъ'Е1- . (9)
Затем вычисляют податливость системы при х = 0,11; х = 0,2Z; x = 0,32
(при ш„б < ("зб) или ПРИ х = 0,7'» х = 0,8?; х = 0,9i (при ш„б > ">зб)-
В табл. 1 приведены значения величин, входящих в формулы C) и D).
Сопоставляя полученные результаты расчетов для всех указанных сечений,
находят положения резца, при которых податливость будет наименьшей и наи-
большей.
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
221
1. Значения величин для расчета отжатин и податливости по формулам C) и D)
S-gffl К
о а>о в к
gaggS
Расст
торца
перед
до ра
мого
0
о,и
о,зг
0.4Z
o,5z
при
и
1,00
0,81
0,64
0.49
0,36
0,25
Iх V
0,00
0.01
0,04
0,09
0.16
0.25
обработке детали в центрах
—1
та
A — хУхг
1
0,00
0,008 IP
0,02561»
0,044 IP
0,0576Р
0,0625Р
У
Sso§c
ЕЁ«в 2 ?
ЯяёоЬ
ё§Э§,о
и о,апК
« О 1DOO
0,6(
0Л1
й,Ы
0,9(
1,01
-Г1 '
: 7
—j
/1-ху
\ 1 )
0,16
0,09
0,04
0,01
0.00
Iх У
\ Ч
0^6
0,4»
0,64
0,81
1.00
A — х)'х'
1
0.0576Р
0,044 IF
0,0256i3
0,008U>
0,00
Затем находят величину погрешности Дг/, поле рассеивания податливости
системы принимают равным размаху
^wcucm^::Wcacmmax~wcucmmin- №)
Величина радиальной составляющей усилия резания, учитываемая при рас-
чете Ду, изменяется в зависимости' от колебания припуска на обработку партии
заготовок, механических свойств обрабатываемых заготовок и степени притупле-
ния режущей кромки резца.
Значения сил для твердосплавных инструментов определяют по формулам
Pv = Ct
fy-
ур п
С=Ср s Уи Кр .
v у
A1)
При обработке заготовок с наибольшим и наименьшим предельными разме-
рами соответственно глубина резания равна imax
принимать экстремальные значения
у
и imin, а силы резания могут
Рути-ц — СРугтаъ8
W
Рутах!
У i
Рутх*=Сру*т1' ?Vv КРушШ.
A2)
A3)
Значения коэффициентов я показателей степени в формулах приведены
в табл. 2.
Для облегчения расчетов податливости в различных сечениях по длине заго-
товки можно пользоваться вспомогательными таблицами.
Наибольшую податливость заготовок, установленных в центрах, можно опре-
делить по табл. 3. По табл. 4, пользуясь найденной величиной и>заг тах для z=0,5l,
находят шзаг для любого положения резца по длине вала и эти значения сумми-
руют со значениями
которые определяют по табл. 5.
222 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
2. Значения коэффициенте)» и покааателен степени в формуле
Р =С,, lXpVsUPVvnKp
у V У
Обрабатываемый
материал
Сталь
ае = 75 кГ/мж2
Чугун серый
Я.В 190
Чугун ковкий
НВ 150
Вид обработки
Точение, растачивание
Отрезка, прорезка
Точение, растачивание
Точение, растачивание
Угол резца
в плане
Ф°
45
45
-
45
45
<Pi
10
0
-
10
0
10
Коэффициенты й показатели
степени
Сру
243
173
92
123
81
ХРу
0,9
0,6
0,73
1,0
1,0
1,0
Ур
У
0,6
0,8
0,67
0.75
0,85
0,75
п
—0.3
—0;3
0
0
0
0
Поправочные коэффициенты на силу резания для измененных условий работы
Обрабатываемый материал
Коэффициент Км р . . .
Главный угол в г
Коэффициент Kq-
Передний угол v°
Коэффициент К^
Угол наклона ре
Коэффициент Kj
Величина износа
Коэффициент .К/,
тане ф°
•ру
>' у
«ущей кромки Я,° . .
h3 в мм
*>ру
Сталь
/ • \ 1.33
(-
\ 75/
30
1,30
+ 20
0,7
—5
0,75
0
1,08
45
1,00
+ 10
1,0
0
1,0
0,5
0,8
Чугун
серый
НВ
190
00
0,77
0
1,4
1,25
1,0
1.0
Чугун ковкий
НВ'
150
70
0,62
-10
1,8
+ 10
1,5
t,5
1,25
90
0,50
-20
2,2
tf
2,0
1,55
Для расчета точности обработки валов на станках с наибольшим обрабатыва-
емым диаметром над станиной 400 мм после определения шэаз max по табл. 3
определяют &wcucm по табл. 6.
В табл. 7 даны значения податливости гладких валов при их консольном креп-
лении.
Податливость заготовки переменного сечения
по длине (ступенчатый вал) можно определить с достаточной для практических
целей точностью как податливость гладкого вала приведенного диаметра. При-
веденный диаметр такого вала определяют по формулам:
для валов с односторонним утолщением
d =
I
для валов с утолщением посередине
d
-V
I
A4)
A5)
где dj; d2; ...; dn — диаметры ступеней вала; iL; /2; ...; ln — длины ступеней
вала; I — общая длина вала.
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ '
22.'}
3. Наибольшая податливость гладких валов, установленных на центрах, при х — 0,5(
(см. эскиз к табл. 1)
1
d
1,0
1,2
1,4
1,6
1,3
2,0
2,2
2,4
2.6
2,8
3,0
3,2
3,4
3,6
3,8
4,0
4.2
4,4
4,6
4,8
5,0
5,2
5,4
5,6
5,8
6.0
¦6,2
6,4
6,6
6,8
7,0
7,2
7,4
7,6
7,8
8,0
8 2
8,4
.8,6
8,8
9,0
где
лице
НЯТ
1
0,020
0,035
0,055
0.083
0.118
0.162
0,215
0,279
0,355
0,444
0,546
0,662
0,795
0,943
1,110
1,292
1,500
1,720
1,970
2,240
2,520
2,840
3,180
3,540
3,940
4,360
4,820
5,300
5,810
6,350
6,930
7,540
8,180
8,860
9,580
10,400
11,100
12,000
12,900
13,800
14,700
Податливость валов w3az max в
2
0.010
0.017
0,028
0,041
0.059
0,081
0.108
0,140
0,178
0,222
0.273
0.331
0.398
0,472
0.554
0.646
0.748
0,860
0,984
1,120
1,260
1,420
1,590
1,770
1,970
2,180
2,410
2,650
2,900
3,180
3,460
3,770
4,090
4.430
4,790
5,170
5,570
5,990
6,430
6,890
7,370
П р п м е ч а
2. Для
з
0,007
0.012
0.018
0.028
0.039
0,054
0,072
0.093
0.118
0,148
0,182
0220
0.265
0.314
0.370
0.431
0,499
0.573
0-656
0,745
0.842
0,946
1,060
1,180
1,320
1,450
1,610
1,760
1,940
2,120
2,310
2,510
2,730
2,960
3,190
3,450
3,710
3,990
4,290
4,590
4,910
НИН
W3as ma
4
0,005
0.009
0.014
0,021
0,029
0,040
0.056
0.070
0.089
0,111
0,136
0.166
0,197
0.236
0.277
0,323
0,374
0430
0.492
0,558
0,632
0,710
0,795
0.887
0.985
1,090
1,200
1,320
1,450
1,590
1,730
1,880
2,040
2,220
2,400
2,580
2,780
3,000
3,220
3,440
3,680
0,004
0,007
0,011
0.017
0,024
0.032
0,043
0,056
0.071
0,089
0,109
0.132
0,158
0,188
0.222
0,258
0,300
0,344
0.393
0.447
0.550
0,568
0,636
0,709
0,789
0,872
0,964
1,060
1,160
1.270
1,390
1,510
1,640
1,770
1,920
2,070
2,230
2,400
2,570
2,760
2,940
1. Данные
1000I3
s 48?J ~~
0,003
0,006
0.009
0,014
0,020
0,027
0.036
0.046
0.059
0,074
0,091
0,110
0,132
0,157
0.185
0.216
0.250
0.286
0.328
0.372
0,421
0,473
0,530
0,590
0.657
0,726
0.805
0,883
0,967
1,060
1,160
1,260
1,360
1,480
1,600
1,720
1,850
2,000
2,140
2,300
2,460
7
0.003
0.005
0.008
0.012
0.017
0.023
0.031
0.040
0.051
0.063
0.078
0.094
0.113
0,135
0,158
0.184
0.214
0 246
0.281
0.319
0,360
0,406
0.455
0.506
0.563
0.623
0.689
0.757
0.830
0.907
0.990
1,080
1,170
1,270
1,370
1,480
1,590
1,710
1,840
1.970
2,100
мкм/кГ при
6
0,002
0.004
0.007
0.010
0.015
0.020
0.027
0.035
0.044
0.055
0.068
0,083
0.099
0.118
0.138
0.162
0.187
0.215
0.246
0.279
0.316
0.355
0.398
ОМЗ
0,492
0.545
0.603
0.662
0,727
0,795
0.865
0940
1,020
1.110
1,200
1,290
1.390
1,500
1.610
1,720
1,840
1 »
0,002
0,004
0,006
0.009
0.013
0,018
0.024
01031
0,039
0,049
0.061
0,074
0.088
0.105
0.123
0.144
0,166
0.191
0.218
'0.248
0.280
0,316
0,354
0,394
0.438
0 485
0.536
0.588
0646
0.705
0.770
0,837
0,907
0,985
1,060
1,150
1,240
1,330
1,430
1,530
1,640
диаметре
10
0,002
0,003
0,006
0,008
0,012
0.016
0,022
0,028
0,036
0,044
0.055
0.066
0,080
0,094
0,111
0,129
0,150
0,172
0,197
0.224
0.252
0.284
0,318
0,354
0.394
0,436
0.482
0.530
0,581
0,635
0,693
0,754
0.818
0.886
0,958
1.040
1,110
1,200
1,290
1,380
1,470
и
0,002
0,003
0,005
0.008
0.011
0,015
0,020
0.025
0.032
0,040
0,050
0,060
0,072
0,086
0,101
0,118
0,136
0,156
0,179
0.203
0.230
0.258
0,290
0.322
0,358
0,396
0,438
0.481
0,528
0,577
0.630
0,685
0.744
0,806
0,871
0.940
1,010
1,090
1,170
1,250
1,340
таблицы вычислены по формуле
/ 1 \>
0,0205
произвольного диаметра (не
¦табл
"заг max и
йта6л
W3ae max ~
— значения
Пример. Определить w3ae max
значение ю^тах
тогда юзаг
max
для
= О,О15Ш
d
- (при
указанного
таб
W3as
Е =
вала
12
0.002
0,003
0.005
0.007
0,010
0.014
0.018
0.023
0.030
0.037
0.046
0,055
0,066
0,079
0,092
0,108
0,125
0,143
0,164
0,186
0.210
0.236
0.265
0.296
0.328
0.364
0,402
0,441
0484
0.530
0.577
0.628
0.682
0.740
0,798
0,862
0,928
0,999
1,070
1,150
1,230
2,1 . 104 кГ/мм")
в таблице
л ^табл
пах
податливости и
для вала й
мм
«= 0,002 мкм/кГ.
диаметра вала,
= НО мм i
1
и т
= 2,0
= 2,0
табл
W3ae та?
(I В .'
13
0.002
0,003
0,004
0.006
0.009
0.013
0,017
0.021
0,027
0.034
0,042
0,051
0,061
0.073
0,085
0,099
0,115
0.132
0,151
0,172
0.194
0.218
0,245
0.273
0'304
0,336
0.371
0.407
0,447
0,489
0,533
0,580
0,630
0.682
0,737
0,796
0,857
0.922
0.990
1,060
1,130
14
0,001
0,002
0,004
0.006
0,008
0,012
0,015
0,020
0,025
0,032
0,039
0,047
0,057
0,067
0,079
0,092
0,107
0,123
0,140
0,160
0,180
0,203
0227
0,253
0.282
0,312
0,344
0,378
0,415
0.454
0,495
0,538
0,585
0,634
0,685
0,740
0.795
0856
0,920
0.984
1,050
15
0,001
0,002
0,004
0,006
0,008
0,011
0,014
0,019
0,024
0,030
0,036
0,044
0,053
0,063
0,074
0,086
0,100
0,115
0,131
0,149
0.168
0,189
0,212
0,236
0,262
0.291
0,321
0,353
0.387
0,424
0,462
0,502
0,545
0,591
0,638
0,690
0,743
0,798
0,857
0.918
0,982
приведенные в таб-
По
= 0
таблице нахо-
,015
лисм/кГ,
224 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
4. Податливость гладких валов, установленных на центрах, в зависимости
от положения резца (см эскиз к табл. 1)
0,5
! max
S
0,010
0,020
0,030
0,040
0,050
0.060
0,070
0,080
0,090
0,100
0,110
0,120
0,130
0.140
0,150
0.160
0,170
0,180
0,190
0,200
0.210
0,220
0230
0240
0,250
0,280
0.270
0.280
0.2W
0,300
0,310
0,320
0,330
0,340
0,350
0,360
0,370
0,380
о.зео
0^400
0,6
и 0,4
*!
ев
Е
1
О^
сГ
0,009
0,018
0,028
0,037
0,046
0,055
0,064
0,074
0,083
0,092
0,101
0,110
0,120
0,129
0,138
0,147
0,157
0.166
0,175
0,184
0,194
0,203
0.212
0221
0,230
0,240
0,249
0,258
0268
0,277
0.286
0295
0,304
0,313
0,322
0,332
0,341
0,350
0,360
0,369
0,7
и 0,3
Е
в
?"
О
0,007
0.014
0,021
0,028
0,036
0.043
0,050
0.057
0,064
0,071
0,078
0,085
0.092
0Л99
0,107
0,113
0,120
0,127
0,134
0,141
0,148
0.155
0,162
0,170
0,177
0,184
0,191
0.198
0.205
0212
0,219
0,226
«233
0240
0,247
0254
0.261
0268
0.275
0282
Податливость ю
0,8
и 0,2
Е
е '
S
CD
0,004
0.008
0.012
0.016
0,021
0,025
0,029
0,033
0,037
0,041
0.045
0,049
0.053
0.057
0,062
0,066
0,070'
0,074
0.078
0,082
0.086
0,090
0,094
0,098
0,103
0,107
0,111
0,115
0,119
0,123
0,127
0.131
0,135
0,139
0,144
0,147
0,152
0,156
0,160
0,164
0,9
и 0,1
Е
1
3°
СО
CD
0.001
0,003
0,004
0.005
0,007
0,008
0,009
0,010
0,012
0,013
0,014
0.016
0,017
0,018
0.020
0,021
0,022
0.023
0,025
0,026
0,027
0,029
0,030
0,031
0.033
0,034
0.035
0i036
0№
0,039
0,040
0,042
0,043
0,044
0,046
0.047
о;о48
0,049
0,051
0,052
0 5
И
й
Е
в
*
0,410
0.420
0,430
0.440
0,450
0.460
0,470
0,480
0,490
0,500
0.510
0,520
0,530
0.540
0,550
0,560
0,570
0.580
0Л90
0,600
0,610
0.620
0.630
0,640
0.650
0,660
0.670
0,680
0,690
0,700
0,710
0,720
0,730
0,740
0,750
0,760
0,770
0,780
0,790
0,800
гаг в
0,6
и 0,4
X
Й
Е
f
сп_
CD
0,378
0,387
0,396
0,405
0,415
0,424
0,433
0,442
0,451
0,461
0.470
0;479
0,488
0,497
0,507
0,516
0,525
0,534
0,543
0,553
0,561
0.570
0;580
0,589
0,598
0,607
0,616
0,625
0.635
0,644
0,653
0.662
0,671
0,680
0,690
0,699
0,708
0,717
0,726
0,736
мкм/кГ для
0,7
и 0,3
X
й
Е
§
(о
S
Л,
CD
0,289
0,296
0,303
0.3H
0,318
0,324
0,332
0,339
0,346
0,353
0,360
0,367
0,374
0,381
0,389
0,396
0,402
0,410
0,417
0,424
0,430
0,437
0,444
0,451
0,458
0,465
0,472
0.480
0.486
0;493
0,500
0.507
0'515
0,522
0,529
0,536
0,543
0,550
0,557
0,564
0.8
и 02
X
и
Е
<и
а
о
0,168
0.172
0,176
0,180
0,184
0,188
0,193
0,197
0,200
0,205
0209
0213
0.217
0,221
0,225
0.230
0234
0.238
0.242
0.246
0,250
0.254
0.258
0262
0266
0.270
0,275
0,279
0.283
0287
0.291
0.2В5
0,299
0,303
0,307
0312
0.316
0,320
0.324
0.328
i значений
0,9
и 0,1
X
Я
Е
I
3
СО
CD
0,053
0.055
0ДM6
0,057
0,059
0,060
0.061
0.063
0'064
0,065
0,066
0,068
0,069
0.070
0^72
0.073
0,074
0,075
0,077
0,078
0,079
0,081
0,082
0,083
0,085
0,086
0,087
0,088
0,090
0,091
0,092
0,094
0,095
0,096
0,098
0,099
0,100
0,101
0,103
0,104
0,5
и
я
Н
рз
S
0,810
0,820
0,830
0,840
0,850
0,860
0.870
0,880
0,890
0,900
0,910
0,920
0,930
0,940
0,950
0,960
0,970
0.980
0.990
1,000
1,010
1,020
1,030
1,040
1,050
1,060
1,070
1,080
1,090
1,100
1,110
1,120
1,130
1,140
1,150
1,160
1,170
1,180
1,190
1,200
X
т
0.6
и 0,4
X
Е
§
(О
о
0,745
0,754
0.763
0,772
0,782
0,791
0.800
0,809
0,819
0,828
0.837
0,846
0,855
0,865
0.874
0.883
0,892
0,901
0.910
0,920
0.928
0.937
0.946
0.956
0,965
0.975
0Л84
0,993
1,001
1,011
i;o2o
1,030
1,039
1,048
1,057
1,066
1,075
1,084
1,093
1,102
0,7
и 0,3
{И
Е
1
О
0,571
0.578
0,585
0,592
0,600
0,606
0.613
0,620
0,627
0,635
0,641
0,648
0,656
0,663
0.670
0.677
О:684
0,691
0,698
0,705
0,712
0,720
0,727
0,734
0,740
0,748
0.755
0J62
0,769
0,776
0,783
0,790
0.797
0.804
о;8и
0.818
0.825
0.832
0,840
0,847
0,8
и02
Е
1
о
0,332
0.336
0.340
0,344
0,348
0,352
0,356
0,360
0.365
0,369
0,373
0,377
0,381
0.385
0,390
0.394
0,399
0.402
0,406
0,410
0,414
0,418
0.422
0,426
0.430
0,434
0,439
0,443
0,447
0,451
0,455
0,459
0.463
0,467
0,471
0,475
0.480
0,484
0.488
0,492
0,9
и ОД
й
Е
О
СО
о"
0,105
0,107
0,108
0,109
0,110
0,112
0.113
0,114
0,116
0,117
0,118
0.120
0,121
0,122
0,124
0,125
0,126
0,127
0.129
0,130
0,131
0,133
0,134
0,135
0,136
0,138
0,139
0,140
0,142
0,143
0,144
0,146
0,147
0,148
0,150
0,151
0,152
0,154
0,155
0,156
S. Податливость токарных станков общего назначения при установке вала на центрах
9
зН
-Б-
а1^
??*§
1°§
too
125
160
200
250
320
400
500
630
800
1000
1250
1600
2000
2500
3200
4000
5000
1в
ПИНОЛ1
1 *
Й в
50
60
70
80
95
115
140
170
200
235
270
310
360
400
475
560
650
700
Податлипость узлов
в мпм/пГ
I*
ЕС
м S
Эв
fto
tU CO
Сю
0,508
0,445
0,445
0,445.
0,413"
0,378
0,334
0,312
0.286
0,261
0.222
0.226
0,208
0,198
0.178
0Л63
0.148
0,135
«
h
и Э
0,794
0.845
0.873
0,745,
0,627
0,578
0,549
0,487
0.483
0,432
0,454
0,385
0.364
о;325
0,290
0,275
0.237
0,215
S
о.
о
а й
&9"
0,635
0.555
0,555
0.555
0,516
0,472
0,416
0.388
0,357
0,326
0.278
0.282
0,259
0.247
0,222
0,205
0,185
0,169
. 2
I"
с. | с
g | ё
g ° 9
О
3
0.390
0..Ч45
0.338
0,374
0,398
0,395
0,378
0391
0.372
0,377
0329
0270
0364
0,378
0,380
0,372
0,384
0386
Податливость
0
1,143
1,000
1,000
1,000
0,929
0,850
0,750
0.700
0^643
0,587
0.500
0;508
0,467
0,445
0,400
0,368
0,333
0,304
0,1
1,055
0,923
0,924
0,922
0.S.56
0,784
0,691
0,646
0,594
0,542
0,462
0А69
0,421
0,410
0,369
0,340
0,307
0,281
станка
02
0.992
0,874
0,875
0,869
0,805
0.737
0,652
0,607
0,559
0510
0,438
0,442
0,407
0387
0,358
0,320
0,289
0,264
'"em в
0,3
0,955
0,854
0,852
0,840
0,769
0,709
0,629
0,585
0,540
0,493
0,428
0,428
0,394
0,373
0335
0.310
0^278
0,244
Примечания: 1. Указанные величины податливости относятся i
й0* к поперечной подаче.
2.
Податливость токарных станков при
?оответственно vicm @) = wcyn +
3.
4.
При
положении резца у передней
шпбп и;стоA,0).
= wcyn-
мкм/кГ при положении резца, соответствующем
1
0,940
0,847
0,850
0,833
0,766
0,700
0,624
0,578
0,537
0,489
0,427
0Л24
0,391
0,370
0,332
0,307
0,276
0,252
0,4
0,945
0,850
0,855
0,83?
0.765
0.700
0,624
0.578
0,538
0,489
0Л31
0,426
0392
0,370
0,332
0,308
0,276
0,252
0,5
0,961
0,877
0,884
0,853
0,776
0,711
0,637
0,587
0,549
0.499
0,447
0,435
0,402
0,378
0,339
0,315
0,281
0,256
< нагрушению системы
бабки (
определены по
Податливость передней бабки принята wn6 = 0,445 wcm @).
При
этой
вылете пиноли Lt, отличном
табл L,
от указанного
0,6
1,002
0,930
0.940
0,834
0.808
0,740
0,667
0,613
0,578
0,524
0,477
0,456
0,419
0.396
0354
0,330
0 294
0,269
силой,
0,7
1,060
1,009
1,023
0,960
0,860
0,789
0,715
0,654
¦ 0,620
0,562
0,520
0,490
0,456
0.424
0,380
0.355
0,314
0,286
0,8
1,153
1,113
1,132
1,035
0,934
0,857
0,780
0,712
0,677
0,612
0,577
0,537
0,490
0,463
0,414
0,388
0,343
0,312
направленной
-у- = 0 j и у задней бабки f-j- = 1,
данным ГОСТа 7895—58.
0,9
1,284
1,246
1,268
1,164
1,028
0,945
0,864
0,785
0,752
0.679
0,648
0,596
0,556
0,512
0,459
0,429
0,378
0,344
X
1
1,0
1,429
1,400
1,428
1300
1,143
1,050
0,965
0,875
0,840
0,762
0,732
0,667
0,623
0.572
0,512
0,480
0,422
0,384
под углом
0j , равная
в таблице, податливости задней бабки и станка также изменяются.
226 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
6. Податливость системы токарного стайка с наибольшим обрабатываемым диаметром
над станиной 400 мм в зависимости от податливости гладких валов, , ,
установленных в центрах (см. эскиз к табл.' 1)
Податливость в мкм/пГ
югае max
0,02
. 0,04
0,06
0,08
0,H
0,12
0,14
0,16
0,18
0,20
0,22
0,24
0,26
0,28
0,30
0,32
0,34
0,36
0^8
0,40
0,42
0,44
0,46
0,48
0,50
0,52
0,54
0,56
0,58
0.60
0,62
0,64
0,66
0,68
0,70
0,72
0,74
0,76
0,78
0,80
0,82
0,84
0.86
0,88
0,90
0,92
0,94
0.96
о;э8
1,00
Податливость системы СПИД iocucm при положении резца,
0,1
0,69
0,70
0,70
0,70
0,70
0,71
0,71
0,71
0,71
0,72
0.72
0/72
0,72
0,73
0,73
0,73
0,74
0,74
0,74
0,74
0,75
0,75
0,75
0,75
0,76
0,76
0,76
0,76
0,77
0,77
0,77
0,77
0,78
0,78
0,78
0,78
0,79
0.79
0/79
0,80
0,80
0,80
0,80
0,80
0,81
0,81
0.81
0^2
0!82
0Л2
П р и м е ч а
ветствующем -у-
соответствующем
| 0,2
0,66
0,67
0,68
0,68
0,69
0,70
0,71
0,72
0,73
0,73
0,74
0,75
0,76
0,77
0,78
0,78
0.79
0,80
0,81
0,82
0,82
0,83
0,84
0,85
0,86
0,86
0,87
0,88
0,89
0,90
0,91
0,91
0,92
0,93
0,94
0,95
0,96
0,96
0.97'
0,98
0,99
1,00
1,00
1,01
1,02
1,03
1,04
1,05
1,05
1,06
0,3
0,64
0,66
0.67
о;бэ
0,70
0,71
0,73
0,74
0,76
0,77
0,78
0,80
0,81
0,83
0,84
0.86
0.87
0,88
0,90
0,91
0.92
0,94
0,95
0,97
0,98
1,00
1,01
1,02
1,04
1,05
1,07
1,08
1,09
1,11
1,12
1,14
1,14
1,16
1,18
1,19
1,21
1,22
1,24
1,25
1,26
1,28
1,29
1,31
1,32
1,33
н и я: 1. Для
| 0,4
0,64
0,66
0,68
0,70
0,72
0,73
0,75
0,77
0,79
0,81
0.83
0.84
0,86
0,88
0,90
ода
0,94
0,96
0,97
0,99
1,01
1,03
1,05
1,07
1,08
1,10
1,12
1,14
1,16
1,18
1,19
1,21
1,23
1,25
1,27
1,29
1,30
1,32
1,34
1,36
1,38
1,40
1,42
1,43
1,45
1,47
1,49
1,51
1,52
1,54
пюбого
0,5
0,66
0,68
0,70
0,72
0,74
0,76
0,78
0.80
0,82
0,84
0,86
0.88
0,90
0,92
0,94
0,96
0,98
1,00
1,02
1,04
1,06
1,08
1,10
1,12
1,14
1,16
1,18
1,20
1,22
1,24
1,26
1,28
1,30
1,32
1,34
1,36
1,38
1,40
1,42
1,44
1,46
1,48
1,50
1,52
1,54
1,56
1,58
1,60
1,62
1,64
Т
0,6
0,69
0,70
0,72
0,74
0,76
0,78
0,80
0,81
0,83
0,85
0,87
0,89
0,91
0.92
о;э4
0,96
0,98
1,00
1,02
1,04
1,05
1,07
1,09
1,11
1,13
1,15
1,16
1,18
1,20
1,22
1,24
1,26
1,27
1,29
1,31
1,33
1,35
1,37
1,38
1,40
1,42
1,44
1,46
1,48
1,50
1,51
1,53
1,55
1,57
1,57
0,7
0,73
0,74
0,76
0,77
0,79
0,80
0.81
о;вз
0,84
0,86
0,87
0,88
0,90
0,91
0.93
0.94
0,96
0.97
0,98
1,00
1,01
1,02
1,04
1,05
1,07
1,08
1,10
1,11
1,12
1,14
1,15
1,17
1,18
1,20
1,21
1,22
1,24
1,25
1,26
1,28
1,29
1,31
1,32
1,34
1,35
1,36
1,38
1,39
1Д1
1,42
0,8
0,79
0,80
0,80
0,81
0.82
0,83
0.84
0S5
0,85
0,86
0,87
0,88
0,89
0,90
0,90
0,91
0,92
0.93
0,94
0,94
0.95
0,96
' 0.97
ода
0.98
0Л9
1,00
1,01
1,02
1,03
1,03
1,04
1,05
1,06
1,07
1,08
1,08
1,09
1,10
1,11
1,12
1,12
1,13
1,14
1,15
1,16
1,16
1Д7
1,13
1,19
0.9
0,87
0,87
0,87
0.87
0.88
0,88
0,88
0,88
0,89
0,89
0.89
0.90
0.90
0.В0
о;эо
0,91
0.91
0,91
0.91
0,92
0,92
0.92
ода
0.93
0,93
0.93
0,93
0,94
0.94
0,94
0.94
0.95
0,95
0.95
0,96
0.96
о:эб
0.96
0,96
0,97
0,97
0.97
о;э8
0.98
0,98
0.98
0,99
0.99
0.99
0,99
Значения ">зог тах при положении
= 0, податливость vicucm = (
wcucm = °.96 мкм/кГ.
2. Величины
товок определяют
),75 мкм/кГ; при -^-
податливости узлов станка приняты i
по табл. 3 и
4.
Ю табл. 5, а
= 1
Разность
wcucm max
w
шоист mm
0,32
0,30
0,29
0,28
0,27
0,26
0,25
0,25
0,25
0,24
0,24
0,24
0,24
0,23
0,23
023
0,24
0,26
0,28
0,30
0,31
0,33
0,35
0,37
0.39
0,41
0,43
0,45
0,47
0,49
0,51
., 0,53
' 0,55
0,57
0,59
0,61
0,63
0,65
0,67
0,69
.. 0,71
0,73
0,75
. 0,77
0,79
0,81
0,83
0.85
0.87
0,89
резца, соот-
податливость
податливость заго-
«в
I
я
Я
•о
з
з
вал
а
•о
g
2
я ¦
§
»
to
я
3
О»
?
СО
II
о
,324-
а.
в
s
Й
II
со
и»
5
2,
а
¦в-
о
г
ооо<? о .о ооооооррррро °р.
о о о"с>"о о о о'о'оо о о о о о о ** ""¦*•&«
»-^-b-™.totc[s;roiNjiNicotc***>tj'ocoocnro
OS~JOO«>OIN3WWt*Jtt>K03003*-Oi»-»OOIN3*-
о о оо оооооооороооо О-Р-Р*
О ООО О О О СЭ^"О <3^3 О О^)^"^* 1-ь [О йр>
tOlNStOtOtOtOCOCOiOOiiJXC-iyiOl-^COOlt-"*1^
оосооооооооорооооооо
^Э О с^ Сэ c^ c^ C^ с^ С}(^ ^^ Cs ^? (О(^ Нр* Нр* ¦"* t4^ ^J1
COO-'CoO'^OOJ^Ih^OIMOO WMO^OO
OOO.O OOOOOOOOO© OOpO.OO
ci~Jc:^*-^jb-.cJ4ciCJ4-bcDtotocotoco^Jc^to
COOOOOOOO ООО^ООООООСЭО
"оо bbbbbobbb'o-^-^M'bVco
*¦• *- 4>OiCnyOV0140COOCDi-*tCJ»4iOrocCii-00
*--4ССГОС^СС*-СО*--*-0«СО«^1С000Г0С31*^С0
СЭС^ОрООСЭСЭОООООО^'ОООО'-*
"о о bb'bbb'oob''*-*"-*'-*''j'bkbVo
СИХ—^^GOOJOOtfr"— cOS?H-CldfC00CO*-Oi
OOOOOOOOOOOOOOQCDQOO."*
bbbbbbo^H>^-i*i'"*bfcMVo)w
00©0000©0©©0©0©d©OOf-"
00Qa00t0cDO"*r0Wil>'U'«JtDNH5-*tD0JtDCD
0*4CO*^CD03ll>r3tOCJ»t005CO«OU'00"OCJO»
ООООСЭООООСЭОООООООСЭО»-*
ЩСОО-- rOCOtfr'ui^JCO-*OOp)'-*^i«oto*>oO
ОООСЗОООООООООООООО"*М
р-ь ь^. t-*'^*'B-fc"i-*'ii-'j-*'^b Ьо1\?Ьо1о'озсо^р>'сл'--д ¦-'¦"bo
OOOOOOOOOOOOOOOOOOi-W
rOOJp>WO)<H»"^ —WWOOWMW — frCffltO
5=p ooooooooopo op о p^--j"*f°
owaojocoiP-ooMOwaiKooo
ОООрСЭСЭООСЭООООООООи^^-ОЗ
^JCOCDCS—¦-CO*>01CO—.^ООСОСО-ДСООгОЧ>2 01
оооооооетсэоооооооо^-^-^ол
^Totobstctotooioacoio'j^'ifc-cnos'^j^^o^o^o
C2C3iGO»-*C3iINi»-*tCOO^JCO-a-*tOU1C3itO
о оо о о с: о о-о о рр& о оо^- го_*>
'to'to'toiNs'boissco'co со~** *- "V* ел bi""^ со"-*"*>Ъэ'*'
tCCO(l>OiOOUD t0>F>--lG3it»t0Clib"*4Ot0C0il>00
pti'X'*'G3C0G3)C~W'~JC0^JwO05O'
О О О О О О О О О О О О О О О,-*^-* МО"
T\s То~ЬоТ\2 Ъэ "to ?о ^о 1**"кР~ ^л "Ъ> Ъ^ "^о"&о о to"os "ся о
СЛСЮТСО — OJOiCOCCOiSdCWtOlft-KiOiCCiCOOi
cooi— oooi^Ji— o-*ooito>-*po.co
000000000000000^"»"*101Л
OOO0OOO0OO00O0--"*iMWp5
Ъэ^Ъ;Ъ^'аэ^>->^Ъ'Ъ1'го'--3'--1'«о'о'ЬоЪ»';--~'--> со
-WUi^M3tCcnCW<ICOOCiOffi«OtCM(X4
OOU'tfr'CItoOUiCJ'O'-fcCO'^.l—lOitO
О000000000000^"*-«МСС<1
~tO "to ~tO t- "*> ^' СП "in ~U> O5 "*>! "~~l "Ьо ^ '•¦*'*4*Vq "со "о i ">-*
О©ОО©ООООО©ОО'-*1-*>-**-11Г0СС-Д
"oa"i>~ji"'*-.'fc-"cn'ui"a5'b>':^i i-a oo'^d^-* со"сл"с* оэ"сс> со
CD'-*C*эдаcD^ЗCЗiOCJ^p—CO-aCOCOI>OCOtOCO*>CD
0000O0O00000"-*^i-tJM*1M
¦Jo.">fc«"#>oi сл"сл ог as Vi Vj со"cd"o to^J-J^-* co"to^i
C*3OlCO«-*J>COtO^JI>OCCi-a0pcDCJ'O5m00ts5-JUl
-^СЭСЛйЯ05Г0*>1>0СС1О»СЛО
i a
LZZ
xvhhvi.0 xiqHdVHOx vh VHioavaao
228 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Местные утолщения в виде узких буртиков или фланцев в расчет не при-
нимают.
Пример расчета отжатий системы СПИД при многорезцовой обработке сту-
пенчатого вала.
расчета отжатий
(прогибов) ступенчатого вала
(рис. 41) при многорезцовой
обработке следующий:
1. Расчет отжатий вала про-
изводят для отдельных поло-
жений резца аналогично одно-
резцовой обработке гладкого ва-
ла. Так как каждый проходной
резец обрабатывает только одну
ступень вала, то на наиболь-
шей по длине обрабатываемой
ступени намечают положения
резца на расстоянии 0,12 +•
-г- 0,1252 одно от другого. На-
пример, на ступенчатом валу
при длине обрабатываемой сту-
пени 0,52 намечают пять поло-
жений резца, при длине 0,32—
три положения резца и т. п.
На рис. 41,6 эти положения
резца № 3 обозначены 1, 2, 3
4 ж 5.
2. При многорезцовом обта-
чивании резцы вступают в ра-
боту в равное время, поэтому
составляют несколько схем
нагружения вала, соответству-
ющих намеченным положениям
проходного резца. Так, для
рассматриваемого ступенчатого
вала необходимо составить пять
схем нагружения системы силами Ру тах и Ру т1п, соответствующих положениям
1—5 резца № 3. На рпс. 41, а изображена схема нагружения вала при положе-
нии 3 резца № 3 и далее приводится расчет отжатий для этой схемы нагружения
вала.
3. Все связи, наложенные на вал, отбрасывают и заменяют реакциями опор
(силами и моментами, рис. 41,6). Для вала, установленного на центрах, получим
2 Ма = - РЛ+Pzh - Р3х2+P4(h + у + П3б (h+h) = 0;
PlXl- Р22, + Р3х2- Pi (h + h) ,., „.
н* i^fi~—¦ ¦==12'Ъ кГ> :
I,MB=Bn6(llJrli)-Pl(ll+l2-xl) + P2h-P3(ll + l2-xi)=0; j
\i*nsfce,7«r
\P,-j*tS,8Kl
' h m('J J/Uim
y~— I h 111
WOkH-im,
Рис. 41
Ry'r'^iOKf
д -pi Vi + lz-*i)~p2[2 + p» (h + h~«i) 27<5
кГ.
h+h
4. Вал разрезают на части с постоянными моментами инерции. При этом мест-
ные утолщения в виде узких буртиков и фланцев, канавок, фасок и т. д. при рас-
чете не учитывают. Для всей ступени вала момент инерции берут равным мо-
менту инерции обработанного участка вала. По рис. 41,6 определим
я d\ _ я • 40"
64 ~~~64
/, = ^# = ^#- = 3,98.10* ммК
/1-^-^-12,e.l0W;
64
64
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ 229
В месте разреза прикладывают поперечные силы Q и изгибающие моменты М:
?Р = 0, Q = P1-Rn6=22,5 кГ;
? Л#<у= О, М = Впб\ — Рх AХ — xj) = 2500 кГ.
5. Каждую часть вала преобразуют в эквивалентный вал с моментом инерции
/0. Для этого все нагрузки и реакции, приложенные к частям вала, изменяют в
K-i=-r-, К2 — -Л и т. д. раз соответственно для первого, второго и последующих
'1 '2
участков ступенчатого вала. Обычно момент инерции приведенного вала /0 при-
нимают равным моменту инерции какой-либо ступени.
В нашем случае, принимая /0 = /2, получим
^ = ^ = 0,316; ЛГ2 = у^ = 1,0.
Значение нагрузок и реакций эквивалентного вала указаны на рис. 41,г.
6. Соединив отдельные разрезанные части, получаем вал постоянного сече-
ния, упругая линия которого полностью совпадает с упругой линией заданного
ступенчатого вала. Силы и моменты, приложенные к граням вала в месте раз-
реза, при этом суммируют (рис. 41, д).
7. Основываясь на принципе независимости и сложения действия сил, запи-
сывают выражения для линейных (и, если необходимо, угловых) перемещений
от основных нагрузок путем их простого алгебраического суммирования в су-
ществующих интервалах.
Величины линейных у и угловых 0 перемещений определяют из следующих
выражений:
Е1узаг (х) = Е1узаг @) + Е1Ьзаг @) х + Ф (х); A6)
Е1Ьзаг (х) = Е1Ьшг @) + Ч> (х), A7)
где Е — модуль упругости: / — момент инерции площади поперечного сечения
вала; узаг(х) — отжатие (прогиб) вала на расстоянии х от начала координат (от
передней бабки); узаг@) — отжатие (прогиб) при х = 0, т.е. левого торца вала
у передней бабки; дзаг @) — значение углового перемещения при ж = 0, т. е.
поворот левого торца вала у передней бабки; х —¦ расстояние рассматриваемого
сечения от начала координат (от торца вала у передней бабки); дзаг(х) — угло-
вое перемещение на расстоянии х от начала координат; ф(х) и ty(x) — см. табл. 8.
Для рассматриваемого случая (рис. 41,6) уравнение упругой линии эквива-
лентной балки будет
EhVsaz (х) = Е1оУзаг @)+Е1фзаг @) x-i- Rn/f^ + ^ P^ (x-xj»
+ ±р/-±(х-хгТ
ж>зс2
6 \h hJ *&> 6 I2 &U 6 . ^^^
A8)
i \j2 iii
5'.
Подставляя значения известных величин, получим
8,36 • №узаг (х) = 8,36 • 108езаг @) х-1,45s3 + 2,63 (ж-140K | жЭ;Ш +
+ 2,56 (х-200K1 ^200 — 5 (*-200)з 1^00 + 6.67 (*-300)з | я>300-
- 855 (я-200J |яЭ;200. A9)
Каждое из слагаемых, отмеченное вертикальной чертой, используют только
для значений, отмеченных внизу черты.
230 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
8. Значения функций Ф (ж) и ф (ж) для основных видов нагрузок
Нагрузка
Ф (х)
Ф (ж)
Сосредоточенный мо-
мент М приложен к ва-
лу йа расстоянии а от
левого торца
ч » М
тгм<*-«>2 х>а
М (х - а) \х> а
т$
Сосредоточенная сила Р
приложена к валу на
расстоянии а от левого
торца
¦у Р (х - а)'
х>а
-2" (* - «J
х ^ а
Равномерно распреде-
ленная нагрузка интен-
сивности q приложена к
валу на участке от
х = а до ж = Ь
1
мм
2i 1 (х ~ «И
~~ Та я (х ~ ЬL
-g- g (x - аK
х > а
_ , (х _ Ь).
х> Ь
Примечания: 1. Запись 1Х ^ а означает, что при ж <: а функция Ф (ж) = 0,
а при ж > а функция имеет указанное в таблице значение.
2. Правило знаков: а) положительным считается направление оси вверх; б) реакции
и силы, направленные вверх, считаются положительными; в) изгибающие моменты М
положительны, если получаемая выпуклость упругой линии вала обращена вниз; г) "тлы
наклона упругой линии в, отсчитываемые по часовой стрелке, считаются положитель-
ными, отсчитываемые против часовой стрелки — отрицательными.
3. В соответствии с указанными выше правилами знаков изображенные в таблице
направления сил и моментов приняты за положительные.
Отжатие (прогиб) в начале координат, т. е. левого конца,
У3аг@)=0.
Угол поворота в начале координат 0тг @) определяют из условия, что про-
гиб на правом конце также равен нулю:
2/3a2(*i + y = 2/3a2D00) = 0.
Подставляя х = 1± + i2 = 4СЮ мм в выражение A9) и приравняв его нулю,
получим
вэм@) = 2,80-1(Г*.
8. Подставив в выражение A9) значения х = хх = 140 мм и х = х2 = 300 мм
определяют отжатие (прогибы) вала узаг A40) = 29 мкм; узаг C00) = 37 мкм.
ОБРАБОТКА НА. ТОКАРНЫХ СТАНКАХ 231
Отжатие станка при многорезцовой обработке определяют из выражения
I х х
Уст = и>пбЯпб— \-w36R36-f + wcyn S Ру,
где х — расстояние до сечения, для которого определяют отжатие, от торца
детали у передней бабки; 2Ру — сумма радиальных составляющих усилий
резания, действующих на продольный суппорт.
Так, при wng = 0,3 мкм/кГ; w3e = 0,5 мкм/мГ; wcyn = 0,4 мкм/кГ отжатия
станка для нашего случая при х = х1 = 140 мм
yemA40)=0,3- 27,5^ + 0,5-12,5^+0,4- 90 = 44 .шш;
при х = х% = 300 мм
2/сшC00) = 43 мкм.
Отжатпе системы определяют из выражения усист = 2/заз + 2/ст-
При г = хх = 140 леле усист A40) = 73' як.ч;
при х = хг= 300 лме 2/CMCm C00) = 80 мкм.
Такой расчет производят при нагружении системы СП ИД силами Р тах (опре-
деляют Усисттах) и Pymin (определяют ymcmmin) для каждого участка вала.
Далее для каждого участка вала определяют колебание отжатий:
^Усист "" Усист max Усист min" @)
Погрешности обработки 2Acfn, возникающие вследствие
геометрических неточностей токарных станков, определяют экспериментально
или исходя из норм точности на соответствующее оборудование (см., например,
табл. 9).
Погрешность обработки АН, возникающую вследствие по-
грешностей настройки станка на размер, укрупненно принимают по табл. 36
гл. I или вычисляют по формулам E1), E4) и табл. 37—45 гл. I. Погрешность
остановки суппорта в продольном направлении определяют по табл. 10.
Погрешность обработки Аи, связанную с размерным износом
режущего инструмента, вычисляют по формуле F0) гл. I и данным табл. 39 или
принимают ориентировочно по табл. 40 гл. I.
Влияние температурных деформаций технологической
системы СПИД на точность обработки учитывают коэффициентом запаса 1,1—1,15
от суммы остальных погрешностей обработки.
Проектирование токарных операций. На токарных станках обрабатывают
валы, цилиндры, втулки, диски, кольца; при использовании специальных при-
способлений — корпусные детали, рычаги и т. п.
Установочными базами являются наружная, внутренняя цилиндрическая
поверхность и торец или специальные технологические конические поверхности
(центровые отверстия, фаски, конические поверхности под обратные центры).
Наиболее часто на токарных станках обрабатывают детали из круглого и фасон-
ного проката.
Отрезку заготовок выполняют на специальных отрезных станках. Лишь в неко-
торых случаях (при отсутствии специальных станков) отрезку ведут на токар-
ных станках. Производительность отрезки на токарных станках ниже, чем на
отрезных.
В качестве заготовок на токарных станках могут применять также поковки,
полученные свободной ковкой (крупные валы, цилиндры, диски в единичном
производстве), горячей штамповкой, профильным прокатом, отливкой.
Центровые отверстия являются базой на токарной, шлифовальной и других
операциях, поэтому к их выполнению предъявляют высокие требования по соос-
ности, по постоянству глубины, диаметра и по углу конусности.
232 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
9. Погрешности формы обрабатываемых деталей п геометрические
погрешности токарных станков
Погрешности формы, возникающие
при обработке деталей
Геометрические погрешности станков
Характер
погрешности
Величина погреш-
ности на диаметр
Проверка по
ГОСТу 42—56 и ха-
рактер погрешности
Величина погрешности
в мм
Погрешность
формы в про-
дольном сечении
при обработке
детали на
центрах
Равна удвоенной
сумме погрешностей
по проверкам 3 и 4.
Если погрешность по
проверке 4 ликвиди-
рована смещением
положения задней
бабки, то эту погреш-
ность исключают из
расчета
3. Прямолиней-
ность продольного
перемещения суппор-
та в горизонтальной
плоскости. Допуска-
ется отклонение в
сторону увеличения
диаметра
На 1 м хода суппор-
та 0,02.
На всей длине хода
суппорта:
до 2 м 0,03
» 4 » 0,04
» 8 » 0.05
» 12 » 0,06
» 16 » 0,08
» 20 » 0,10
4. Параллельность
направляющих зад-
ней бабки направле-
нию перемещении
суппорта. Для гори-
зонтальных и на-
клонных направляю-
щих
На 1 м хода суппор-
та 0,02.
На всей длине хода
суппорта:
до 2 м 0,025
» 4 » 0,03
» 8 » 0,04
» 12 » 0.05
» 16 » 0.06
» 20 » 0.07
Погрешность
формы в про-
дольном сечении
при обработке
детали
в патроне
Равна удвоенной
величине погреш-
ности по проверке
9. Параллельность
оси шпинделя перед-
ней бабки направле-
нию продольного
перемещения суппор-
та в горизонтальной
плоскости, относи-
тельно оправки, уста-
новленной в отвер-
стии шпинделя перед-
ней бабки (или ана-
логично в патроне).
Допускается откло-
нение только в сто-
рону увеличении
диаметра
На длине 300 лип для
станков с наибольшим
диаметром обрабатывае-
мого изделия в мм:
до 400 0.012
» 800 0,015
» 1600 0,020
» 3200 0.025
» 6300 0,060
Погрешность
формы в попе-
речном сечении
при обработке
детали на
центрах
Равна удвоенной
величине погреш-
ности по проверке 6
или 11 в зависимости
от конструкции ба-
бок станка
6. Радиальное бие-
ние оси отверстии
шпинделя передней
бабки А — у торца
шпинделя, Б — на
расстоянии 300 мм от
торца шпинделя
Для станков с наиболь-
шим диаметром обраба-
тываемого изделия в мм'.
ДО
»
»
»
400 ...
800 . . .
1600 . . .
3200 . . .
6300 . . .
А
0,01
0.015
0.02
0.03
0,04
Б
0,02
0,025
0,03
0.05
0,06
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
233
Продолжение табл. 9
Погрешности формы, возникающие
при обработке деталей
Характер
погрешности
Погрешность
формы в попе-
речном сечении
при обработке
детали в патроне
Торцовое биение
при обработке
детали на
центрах
Торцовое биение
при обработке
детали
в патроне
Величина погреш-
ности на диаметр
Равна удвоенной
величине погреш-
ности по проверке 5
(у торца шпиндели
или патрона) или
большей величине
(см. аналогично про-
верку 6)
При проверке в
центрах обработан-
ных деталей, торцо-
вое биение равно ве-
личине погрешности
по проверке 7
На радиусе опор-
ного буртика шпин-
деля равно величине
погрешности по про-
верке 8
Геометрические погрешности станков
Проверка поЛ.
ГОСТу 42-56 и ха-
рактер погрешности
11. Радиальное бие-
ние оси центрового
отверстии задней
бабки в случае при-
менении:
а) вращающегося
центра, вмонтирован-
ного в пиноль;
б) вращающегося
шпиндели с план-
шайбой
А — у торца пи-
ноли; В — иа рас-
стоянии 300 мм от
торца пиноли
5. Радиальное бие-
ние центрирующей
шейки шпинделя пе-
редней бабки
7. Осевое биение
шпинделя передней
бабки
8. Торцовое бие-
ние опорного бурта
шпиндели передней
бабки
Величина погрешности
в мм
Для станков с наиболь-
шим диаметром обраба-
тываемого изделии в мм:
А В
до 800 .... 0,02 0,03
» 3200 .... 0,03 0,05
» 6300 .... 0,04 0,06
Для станков с наи-
большим диаметром обра-
батываемого изделия
в мм:
до 400 0,01
» 800 0,015
» 1600 0,02
» 3200 0,03
»> 6300 0,04
Для станков с наи-
большим диаметром
обрабатываемого изделия
в мм:
до 400 0,010
» 800 0,015
» 1600 0,02
» 3200 0,03
» 6300 0,04
Для станков с наи-
большим диаметром
обрабатываемого изделии
в мм:
до 400 0,020
» 800 0,025
» 1600 0,030
» 3200 0,040
» 6300 0,050
234 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
10. Погрешность остановки суппорта в продольном направлении
Вид устройства для продольной остановки
суппорта
Лимб с ценой деления в мм:
0,02
0,1
Жесткий упор:
однопозиционный
многопозиционный
Электромагнитный упор
Погрешность Др п д в мкм при подачах
механической до
0,2—0,4 мм/об
60
200
100-300
120—360
20—30
ручной
30
100
80-120
100—150
-
У мелких и средних деталей фрезеруют торцы и ведут одновременную за-
центровку с двух сторон комбинированными инструментами на специальных
станках.
Весьма рациональна обработка на специальных двух- и трехпозиционных
станках многорезцовыми головками для одновременной подрезки торца, обта-
чивания наружной поверхности, зацентровки, сверления осевого отверстия
и нарезки резьбы на наружной поверхности и в отверстии. Это позволяет даль-
нейшую токарную обработку вала вести с меньшего количества установок.
Станки для обработки торцов и зацентровки экономически оправдано применять
при 10% загрузки. Выполнять эти операции на токарных станках нецелесооб-
разно из-за низкой точности и производительности.
Зацентровку крупных деталей проводят на токарных, горизонтально-расточ-
ных станках. Часто перед чистовым точением проводят повторную зацентровку
для повышения точности последующей обработки.
При обтачивании нежестких валов применяют резцы (табл. 11) с большим
углом в плане (до 90°) для уменьшения радиальной составляющей усилия реза-
ния, неподвижные и подвижные люнеты. Под установку неподвижных люнетов
протачивают с малой подачей и глубиной шейки или надевают на вал специальные
муфты. С этой же установки протачивают контрольные пояски. Правильность
шейки под люнет имеет исключительное значейие, так как погрешность этой
поверхности копируется на обрабатываемой поверхности.
Детали типа втулок, дисков обрабатывают за несколько установок в патроне,
на оправках.
Соосность поверхностей обеспечивают следующими методами:
обработкой соосных поверхностей с одного установа;
обработкой в два установа: вначале наружной поверхности, а затем внутрен-
ней с базированием детали по наружной поверхности (обработка от наружной
поверхности);
обработкой в два установа: вначале внутренней поверхности, а затем наруж-
ной с базированием детали по внутренней поверхности (обработка от отверстия).
Обработка с одного установа обеспечивает наиболее высокую точность по соос-
ности поверхностей.
Базирование по наружной поверхности (при обработке внутренней) обеспе-
чивает надежное закрепление и передачу большого крутящего момента, однако
точность низкая, так как на размеры наружной поверхности назначают широкие
допуски, погрешность установки в патронах также высока (см. табл. 12 и 14 гл. 1).
Базирование по отверстию обеспечивает более высокую точность по соос-
пости поверхностей, позволяет использовать более простые и точные приспособ-
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
235
ления (оправки) и исключает возможность увода оси отверстия. Крупногабарит-
ные детали на оправках не обрабатывают.
Базовое отверстие в деталях обрабатывают по 2—3-му классам точности.
В серийном и массовом производствах отверстия обрабатывают сверлением, зен-
керованием на специальных агрегатно-сверлильных или вертикально-сверлиль-
ных станках с многошпиндельными головками и затем протягивают на протяж-
ных станках.
11. Назначение геометрических параметров резцов для обтачивания
и растачивания поверхностей
Размеры в мм; углы в градусах
Геометрические
параметры
резцов
Главный угол
в плане ср
Вспомогатель-
ный угол
в плане q>i
Угол наклона
¦ главной режу-
щей кромки X
Радиус закру-
гления вершины
резца г
Условия обработки
Высокая жесткость системы СПИД и дета-
лей (l/d < 6). Малые глубины резания
При жесткой системе СПИД, жесткие дета-
ли (l/d = 6 Ч- 12)
Недостаточно жесткие система СПИД и де-
таль (l/d > 15), обработка в упор с подрез-
кой торца
Жесткие детали, обработка без врезаиия
Нежесткие детали, обработка без врезания;
жесткие детали, обработка с врезанием
Нежесткие детали, обработка с врезанием
Равномерный припуск, работа без удара
Обработка резцами с пластинкой твердого
сплава и углами v = — 5 4 10 и
Ф = 70 — длн дробления стружки
Неравномерный припуск, работа с ударом
(точение прерывистых поверхностей)
Жесткая система, при размерах державки:
12x20; 16x16
16x25; 20x20
20x30; 25x25
Характер обработки
Черновая
-
45—60
90
5—10
E-10)
10-15
A5-30)
20—35
C0-45)
0-5
10-12
10-20
1,5@,5)
1,5 A,0)
2,0A,0)
Чистовая
5-30
30-60
' 75—90
5-10
@-5)
10-12
10-20
2,0 A,0)
2,0 A,0)
3,0 A.0)
Примечания: 1. В скобках указаны углы q>i и радиусы г длн резцов с пла-
стинками из твердого сплава, без скобок — для резцов из быстрорежущей стали.
2. При обработке на станке с малой жесткостью значение г принимать минимально
возможным.
Последовательность выполнения переходов токарной обработки определяется
тохнико-экономическим анализом операции.
При обработке многоступенчатых деталей переходы токарной обработки
начинают с обтачивания шеек большего диаметра и кончают обтачиванием шеек
меньшего диаметра, это позволяет избежать ослабления детали в начале об-
работки.
236 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Аналогично проводят подрезку торцов, также начиная с шеек большего диа-
метра, а затем обрабатывают торцы концевых шеек. Исключением из этого явля-
ется числовая обработка вала, когда линейные размеры заданы от одной базы.
В этом случав вначале подрезают базовый торец и от него выдерживают все
остальные размеры.
На токарных станках обычно обрабатывают наружные поверхности до 3—За
классов точности и 6—7-го классов чистоты, под шлифование по 4-му классу точ-
ности и 3—5-му классам чистоты. При отсутствии шлифовальных станков (обра-
ботка очень крупных валов, коротких буртов) на токарных станках можно полу-
чить поверхности по 2-му классу точности и 7—8-му классам чистоты. Отверстия
2-го класса точности получают тонким развертыванием. При обработке очень
коротких отверстий, отверстий большого диаметра и обработке деталей из спе-
циальных материалов отверстия такого класса точности растачивают.
Обработку поверхностей с использованием копировального суппорта обычно
выделяют в отдельную операцию. Для нарезания резьбы токарные станки ис-
пользуют преимущественно в единичных производствах, при нарезании точных
длинных винтов, для резьб большого диаметра, при нестандартном профиле
и шаге резьбы, а также при нарезании прямоугольных и трапецеидальных
резьб.
Значительную часть деталей подвергают термообработке. Перед механической
обработкой предусматривают проведение нормализации, закалки и отпуека на
среднюю твердость для снятия остаточных напряжений, улучшения обрабатыва-
емости материала. Для деталей большого диаметра (более 400 мм в зависимости
от вида материала) термообработку назначают после токарной обдирочной опе-
рации. Для особо ответственных деталей вводят улучшение заготовок после чер-
новой токарной обработки.
Для сокращения цикла производства стремятся не применять цементуемых
сталей и объемной поверхности закалки. Поверхностную закалку т. в. ч., газо-
вым пламенем проводят после механической обработки всех поверхностей. После
этого предусматривают калибрование шлицев, шлифование посадочных шеек,
отверстий, торцов и окончательную обработку зубьев.
Проектируя токарные операции, назначая размеры заготовок, для крупно-
габаритных деталей необходимо в ряде случаев предусматривать буртики, от-
верстия для подвешивания валов при термообработке в вертикальных печах
и специальные прибыли (с концов вала, со стороны шеек наибольшего диаметра)
для взятия проб на испытание в цехе-изготовителе заготовок и в механическом
цехе.
ОБРАБОТКА НА ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ
На токарно-карусельных станках обрабатывают детали больших диаметров
и относительно малой высоты, установка и выверка которых на обычных токар-
ных станках затруднительна. Эти станки широко применяют в единичном и серий-
ном производстве во псех отраслях машиностроения.
Технологическая характеристика токарно-карусельных станков приведена
в табл. 12.
Схемы обработки элементарных поверхностей. Обтачивание на-
ружных цилиндрических поверхностей (рис. 42).
Обтачивание с помощью вертикального суппорта (рис. 42,а) имеет наиболь-
шее применение. При обработке труднодоступных участков направление подачи
может быть снизу вверх.
Обтачивание с помощью бокового суппорта (рис. 42,6) применяют при срав-
нительно небольшом вылете I ползуна бокового суппорта. Значение I определяют
из паспорта станка.
Обработку двумя и более резцами (рис. 42,в) по методу деления при-
пуска применяют при черновой обработке заготовок с большими припу-
сками.
ОБРАБОТКА НА ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ
237
12. Технологическая характеристика токарно-карусельных станков
Размеры в мм
Тип станка
Одностоечные
Двухстоечные:
крупные
уникальные
Характерные
модели
станков
1508, 1510,
1512, 1516
1531М, 1541Б
1520, 1525,
1532Б, 1532Г
1550, 1563,
1580 Л
1А591, 1Б591,
1А592, 1А594,
1А596, 1Б596
Максимальные габариты и
масса обрабатываемых
заготовок
Диаметр
710—1600
2100-8000
10 000—
25 000
Высота
800—1000
3200
5000—6300
Масса
в пГ
1300-5000
10 000-
125 000
200 000—
500 000
Погрешность формы
после чистовой
обработки
Оваль-
ность
0,01-0,02
0,06—0,1
0,06-0,1
Конус-
ность или
вогну-
тость на
длине
1000 мм
0,02
0,06-0,1
0,06—0,1
Примечания: 1. Одностоечные станки имеют один вертикальный суппорт
обычно с пятипозиционной револьверной головкой и один боковой суппорт с четырех-
резцовым поворотным резцедержателем. Двухстоечные станки имеют два вертикальных
или два боковых суппорта.
2. Уникальные станки имеют полное дистанционное управление, обладают большой
мощностью и широкими технологическими возможностями, включая обработку по копиру,
выполнение расточных и фрезерных работ без переноса тяжелых деталей на другие станки
и выдерживание постоянной скорости резания при обработке торцов.
3. Карусельные стакки, предназначенные для обработки деталей диаметром до
3200 мм, по особому заказу изготовляют со специальными приспособлениями для наре-
зании резьбы вертикальным суппортом; для обработки фасонных поверхностей тел вра-
щения по копиру; для обработки деталей по заданным размерам; для обработки деталей
с охлаждением, с применением самоцентрирующей планшайбы; с вертикальным суппортом
и автоматическим поворотом револьверной головки.
4. При чистовом обтачивании на карусельных станках достигают точность
2—3-го классов и чистоту поверхности 5—6-го классов.
Обработка широким резцом обеспечивает получение чистоты поверхности 7-го класса,
при обкатке роликами — 8—9-го классов, при отделке поверхности колеблющимися
брусками — 10—12-го классов.
Обтачивание двумя и более резцами по методу деления длины (рис. 42, г)
применяют при черновой и получиетовой обработке заготовок с небольшими
припусками и при обработке ступенчатых цилиндрических поверхностей.
Обработка торцовыхповерхностей (рис. 43). Вертикаль-
ным суппортом можно вести обработку торцовых поверхностей любых раз-
меров. Направление подачи инструмента — от периферии к центру (рис. 43,а).
Подачу в обратном направлении применяют в исключительных случаях при обра-
ботке закрытых поверхностей.
Боковым суппортом обрабатывают неширокие торцовые поверхности, распо-
ложенные в зоне действия суппорта (рис. 43,6). Точность обработки низкая,
так как жесткость системы уменьшается с увеличением вылета I.
Обтачивание несколькими резцами по методу деления длины применяют
при черновой и получистовой обработке широких кольцеобразных торцовых
поверхностей (рис. 43, в).
238 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Обтачивание несколькими резцами по методу деления припуска применяют
при черновой обработке торцовых поверхностей с большими припусками (рис.
43,г).
Подрезание уступов. Небольшие кольцеобразные торцы шириной
до 50 Л1Л1 подрезают специальными пластинами или торцовыми зенкерами
(рис. 44); это обеспечивает высокую производительность. Применяют в основном
в серийном производстве. • ¦
Уступы шириной не более 20 мм можно подрезать резцом с углом ф = 90°
при вертикальной подаче (рис. 45, а). Метод весьма производителен. Точность
низкая вследствие возникновения вибраций. При
подрезании уступа с горизонтальной подачей ин-
струмента (рис. 45,6} путь резца оказывается
равным ширине уступа I. Производительность
при этом в несколько раз меньше.
Обработку уступов большой ширины ведут
за несколько проходов при сочетании вертикаль-
ной и горизонтальной подач (рис. 45, виг)
чистовой проход производят подрезным резцом
при подаче его в-горизонтальном направлении.
Обработка цилиндрических
отверстий. Отверстия диаметром й< 40 мм
сверлят одним сверлом, при d > 40 мм сверлят двумя сверлами. Диаметр
•первого сверла 20 мм (рис. 46,а).
Кольцевое сверление применяют при образовании отверстий диаметром
ОБРАБОТКА НА ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ
239
Зенкерование (рис. 46, в) применяют в серийном производстве при обработке
отверстий диаметром до 100 мм вместо рассверливания или как предваритель-
ную операцию при обработке отверстий в литых и штампованных деталях.
Развертывание (рис. 46, г) применяют в серийном производстве при оконча-
тельной обработке отверстий диа-
метром' до 100 мм.
Растачивание (рис. 46, д) —
наиболее распространенный спо-
соб обработки отверстий на кару-
сельных станках. При глубине
резания t > 10 мм растачивание
производят двумя резцами. Чи-
стовое растачивание производят
одним резцом.
Обработка кониче-
ских поверхностей. Ши-
роким резцом обрабатывают ко-
ническую поверхность с длиной
образующей I до 100мм (рис. 47,а).
Способ весьма производителен.
Точность и качество обработанной
поверхности невысокие из-за виб-
рации при обработке.
Обычным резцом нутем пово-
рота вертикального суппорта об-
рабатывают конические поверх-
ности любой длины с углами
уклонов в пределах 0—45° (рис.
47, б). Способ распространен и
производителен.
Резцами (рис. 47,в) при помо-
щи подбора сменных шестерен
обрабатывают на станках, имею-
щих гитару настройки. Способ
сложный, требует предваритель-
ного расчета и настройки станка.
При помощи конусной линей-
ки или копирных приспособлений
с отключением салазок суппорта
от ходового винта обрабатывают
конические поверхности с углами
уклонов 0—12°. Способ весьма
Удобен и производителен.
При использовании конусной линейки 1 (рис. 47, г), закрепляемой на попере-
чине станка, обработку конических поверхностей ведут вертикальным суппортом
с вертикальной подачей инструмента. Обтачивание конусов с использованием
копирных приспособлений (рис. 47, д) ведут при вертикальной подаче бокового
суппорта сверху вниз (для наружного конуса) или горизонтальной подаче,
направленной к центру планшайбы (для внутреннего конуса).
При помощи специальных суппортов обрабатывают конические поверхности
с любым углом уклона (обратная конусность не болье 30°). Способ обеспечи-
вает высокую производительность и точность. На рио. 47,е показан универсаль-
вый суппорт, жестко закрепленный своей неподышягой частью 1 в резцедержа-
теле вертикального суппорта. Поворотную часть суппорта устанавливают по
Шкале на соответствующий угол конуса и закрепляют. Каретке с резцедержа-
телем 2, соединенной с боковым суппортом тягой 4, сообщают подачу от коробки
Чодач бокового суппорта. При перемещении каретки резец обрабатывает кониче-
240 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
90-ос
а)
ОТ О в)
1
1
—
°и°
¦И-
О О
г
=\ 1
^^
_?- о
о о
Q О
П]
Ц
о- *)
Рис. 47
ОБРАБОТКА НА ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ 241
скую поверхность под углом, соответствующим углу установки поворотной
части. В случае невозможности соединения каретки с боковым суппортом, пре-
дусмотрена ручная подача суппорта при помощи рукоятки 6 и винта 5. Вклю-
чение и выключение ручной подачи производят рукояткой 3, связанной с гайкой
винта.
Наиболее совершенным способом обработки конических поверхностей в се-
рийном производстве является обработка с помощью гидрокопировального
суппорта (рис. 47, ж). Управление перемещениями резца по заданной траекто-
рии осуществляется следящим устройством (следящий золотник 2, маховичок 3,
гидроцилиндр 4), щуп 1 которого скользит по копиру 5. При этом вертикальный
суппорт имеет горизонтальную подачу. Гидроцилиндр 4 помещается позади вер-
тикальных салазок вертикального суппо,рта. На связанной с этими салазками
поперечине 6 размещают следящий золотник 2 с маховичком 3, которым регули-
руют положение щупа 1. Копир 5 закрепляют в державке 7, установленной
на траверсе станка. Боковой суппорт в этом случае можно использовать для об-
работки других поверхностей заготовки.
Конические отверстия диаметром до 20 лл получают обработкой конически-
ми инструментами, изготовленными по нормали ОН216/2-64 (рис. 47, в). Ковиче-
скпе отверстия диаметром 20—50 мм — коническими инструментами после
предварительного сверления отверстия цилиндрическим сверлом диаметром
Dce — ?>бк — (hi + 0,3), где I — длина конуса; Dqk — наибольший диаметр
внутреннего конуса; к = 1 : 50 — конусность.
Конические отверстия диаметром 50—100 мм 6—7-го классов чистоты в се-
рийном производстве обрабатывают в несколько проходов в зависимости от ко-
нусности и длины конуса. В сплошном металле заготовки вначале сверлят на
всю длину отверстие диаметром Dce = dK — @,2 -=- 0,4) мм (dn — наименьший
диаметр конусного отверстия), затем его зенкеруют и окончательно разверты-
вают. В крупносерийном производстве такие отверстия получают в заготовке
(штамповке или отливке) с припуском под дальнейшую обработку зенкером и
разверткой.
Прорезание канавок. Канавки шириной до 25 мм, к которым-
не предъявляют высоких требований по точности размеров и расположению,
прорезают одним или несколькими резцами за один проход (рис. 48, а). При
повышенных требованиях по точности прорезку ведут за два перехода: черно-
вой и чистовой одним и тем же резцом.
Прорезку канавок шириной более 25 мм (рис. 48, б) и фасонных канавок
(рис. 48, в) проводят за несколько проходов одним или несколькими резцами.
С применением специальных оправок, канавки прорезают на настроенных
станках, когда смещение суппорта нежелательно (рис. 48, г).
Отрезание и вырезание осуществляют одним или несколь-
кими отрезными резцами при удалении прибыли, вырезании проб для исследо-
вания материалов, изготовлении из заготовки нескольких деталей и т. д.
(рис.49).
Обработка сферических и фасонных поверхно-
стей. Сферические поверхности при длине дуги I =ё 100 мм обрабатывают
фасонными резцами (рис. 50, а). Способ обработки весьма производительный.
Сферические поверхности обрабатывают также обычным резцом, используя
рычажные приспособления и оба вертикальных суппорта (рис. 50, б) или один
вертикальный суппорт и специальную стойку (рис. 50, в). Способ простой и уни-
версальный, позволяет обрабатывать неполные сферы. Угол поворота резца
вокруг оси поворотного резцедержателя не более 45°.
Кроме приведенных способов, такие поверхности можно обрабатывать:
резцом с помощью тяг с использованием вертикального суппорта; зазоры
в соединении пальцев и тяг должны быть минимальными (рис. 50, г);
с помощью копировальных приспособлений с использованием вертикального
(рис. 50, д) или бокового суппорта (рис. 50, е). Способ обеспечивает высокую
производительность, точность и качество обработанной поверхности.
2-12 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Отделочная обработка цилиндричес к и х поверх-
ностей. Обработку выполняют широким резцом (рис. 51, а) шлифованием
с помощью приспособления, закрепленного в суппорте (рис. 51, б); суперфини-
шем с помощью пневматического приспособления (рис. 51, в). Методы обеспечит»
вают повышение чистоты обрабатываемых поверхностей, их применяют в инди-
видуальном и мелкосерийном производствах.
Револьверная головка
¦>-и проход
Установка заготовок и применяемые приспособления. При установке заго-
товок на станке необходимо точно совместить ось симметрии заготовки с осью
вращения планшайбы станка. Выбор метода установки и закрепления заготовок
на станке определяется конфигурацией заготовки, серийностью изготовления
и принятым методом обработки. Методы установки и крепления заготовок на
т.
А
с
и
1
РЙС. 49
станке оказывают существенное влияние на точность, качество обрабатываемых
поверхностей и на общую продолжительность обработки.
Заготовки типа тел вращения устанавливают на станке по отверстию и
торцу или по наружному диаметру и торцу.
В условиях индивидуального и мелкосерийного производства установку за-
готовок (в зависимости от состояния их опорных поверхностей) производят на
подкладки, опорные поверхности кулачков или непосредственно на планшайбу
станка. Закрепление заготовок производят с помощью кулачков (рис. 52, а)
ОБРАБОТКА НА ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ
«7
Рис. 50
244 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
или универсальных крепежно-зажимных приспособлений. Кулачки применяют
для установки и закрепления заготовок типа тел вращения и корпусных деталей.
В последнем случае кулачки располагают на планшайбе станка в соответствии
с конфигурацией заготовки. Кулачки для закрепления тонкостенных заготовок
показаны на рис. 52, б.
Правильность положения заготовок на станке выверяют. Выверку по необра-
ботанным поверхностям производят по разметке с помощью иглы, закрепленной
в суппорте станка, а по обработанным
базам — с помощью индикатора; вы-
веряют при медленном вращении
планшайбы. Положение заготовки
исправляют перемещением кулачков,
подклиниванием детали и другими
методами.
Погрешность установки с вывер-
кой устанавливают по табл. 17 гл. 1.
Универсальные и специальные
приспособления применяют преиму-
щественно при мелкосерийном и се-
рийном изготовлении деталей, а также
при изготовлении особо точных,
крупногабаритных и тонкостенных
деталей. Применением приспособле-
ний в некоторых случаях исключают
необходимость выверки заготовок
при установке их на станке.
Для правильного и надежного
крепления заготовок различных кон-
фигураций применяют специальные
съемные губки, приспособленные к конфигурации и размерам обрабатываемых
заготовок (рис. 53).
Для обеспечения концентричности поверхностей у заготовок, обрабатывае-
мых за разные установки, целесообразно применять специальные центрирующие
приспособления: оправки (рис. 54, а), шайбы (рис. 54, б) и планки (рис. 54, в).
Рис. 52
Рис. 53
Для обработки сложных деталей с взаимно параллельными и перпендикуляр-
ными осями применяют специальные и поворотные приспособления простейшей
конструкции.
ОБРАБОТКА НА ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ
245
а) , В-
В качестве примера на рис. 55 приведено специальное приспособление, при-
меняемое при обработке заготовки, имеющей два отверстия с параллельными
осями.
Приспособление состоит из вспомогательной планшайбы 1, центрируемой на
основной планшайбе станка с помощью оправки 2. Заготовку 3 отверстием Л,
ранее обработанным при первой установке (при закреплении кулачками), уста-
навливают эксцентрично иа планшайбе с помо-
щью оправки 4. Расстояние между осями оправок
соответствует расстоянию между осями отверстий
А и В. Правильное угловое положение отвер-
стия В заготовки обеспечивается упором 5. После
закрепления заготовки прихватами и установки
противовеса на планшайбе растачивают отвер-
стие В.
При растачивании трех и более отверстий с
параллельными осями, расположенных по окруж-
ности, применяют поворотное приспособление
(рис. 56), состоящее из двух дисков: неподвиж-
ного 1 и вращающегося 2. Неподвижный диск 1
своим выступом А центрируется на планшайбе
стола. С помощью болта 3 на нем крепится вра-
щающийся диск 2 и противовес 5. Ось вращения
диска 2 смещена по отношению к оси вращения
планшайбы на величину R, равную радиусу ок-
ружности, проходящей через центр обрабатывае-
мых отверстий. Благодаря этому ари повороте диска 2 с заготовкой 4 каждое из
обрабатываемых отверстий совмещается с осью вращения планштайбы станка.
Фиксация диска 2 в заданном положении осуществляется с помощью фикса-
тора 6.
Режущий инструмент и его установка. В качестве режущего инстру-
мента при работе на станках применяют резцы различной конфигурации и реже
сверла, зенкера, развертки, метчики и другой нормализованный инструмент.
Рис. 54
Рис. 55
Рис. 56
Крепят инструмент в резцедержателях или в оправках, устанавливаемых в ре-
вольверной головке. Для работы на станке следует применять наиболее жесткие
оправки.
Особенности проектирования операций. Процесс обработки одной и той же
заготовки на станке может быть осуществлен по методу дифференциации или
246 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
по методу концентрации переходов. Выбор метода определяется: размерами и
массой заготовки, программой выпуска, характером обработки, условиями и
трудоемкостью установки и выверки заготовки на станке и т. д. Небольшие за-
готовки диаметром до 800 мм, изготовляемые серийно, целесообразно обраба-
тывать по методу дифференциации, т. е. с расчленением техпроцесса обработки
на более простые операции. В наладках предусматривают упоры, применяют
простейшие устройства для ускорения настройки станков, установки, закреп-
ления и снятия детали и для контроля в процессе обработки.
При обработке крупных и тяжелых заготовок, а также при обработке еди-
ничных и небольших партий заготовок более целесообразно применять метод
концентрации. При этом заготовку обрабатывают, как правило, за две установки.
При первой установке обрабатывают со стороны прибыли. При второй установке
выверяют; по ранее созданным базам и производят окончательную обработку.
Перед чистовой обработкой выравнивают температуру заготовки.
Необработанные поверхности, принимаемые за черные базы, при первой
установке должны обладать достаточными размерами и быть ао возможности
ровными и чистыми, т. е. без литников, выааров, прибылей, заусенцев и т. п.
При повторных установках в качестве уста-
новочных баз используют только обрабо-
танные поверхности (чистые базы).
Окончательную обработку тел вращения
производят одним из следующих методов:
обрабатывают наружную поверхность и
торец с базированием по отверстию;
обрабатывают отверстие и торец с ба-
зированием по наружной поверхности;
обработку торца, отверстия и наружной
поверхности ведут с одного установа.
~П Базирование по отверстию обеспечивает
высокую точность при использовании про-
стых приспособлений.
Базирование ао наружной поверхно-
сти обеспечивает передачу большего кру-
тящего момента, но точность по соосности снижается, так как допуски на
наружную поверхность больше, чем на внутреннюю. При обработке с одного
установа обеспечивается высокая концентричность наружной и внутренней
поверхностей детали.
Для лучшего использования станка по мощности и для сокращения про-
должительности обработки рекомендуется растачивание и обтачивание больших
по размерам аоверхностеГг вести одновременно двумя и более суппортами
(рис. 57). При этом возможна обработка аоверхности с делением общего припуска
между двумя последовательно работающими резцами или параллельная обра-
ботка двумя резцами двух поверхностей.
Для точного подрезания торцов уступов при растачивании многоступенча-
тых отверстий в корпусных деталях, когда измерение шаблонами не обеспечи-
вает заданной точности или затруднительно, применяют упоры: жесткие пли
индикаторные. Индикаторные упоры обеспечивают точность обработки линейных
размеров до 0,05 мм на длине 500 мм.
Отверстия диаметром до 250 мл обычно обрабатывают на станках с револь-
оерной головкой. Весь необходимый режущий инструмент устанавливают в со-
ответствующей последовательности в гнездах револьверной головки (рис. 58).
Отверстия в сплошном материале при работе на карусельных станках обра-
батывают сравнительно редко. Более распространена обработка предварительно
отлитых или прошитых отверстий. Перед зенкерованием или растачиванием
литых и прошитых отверстий рекомендуется обточить верхний торец заготовки
резцом, закрепленным в боковом суппорте, для предохранения инструментов
от преждевременного износа и поломок.
Рис. 57
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ
247
Затем резцом 1, установленным в гнезде револьверной головки, растачивают
отверстие по диаметру зенкера 2 на V3—V2 его длины (для создания необходи-
мого направления для зенкера). При отсутствии зенкеров нужного диаметра
зенкерование заменяют растачиванием, а развертывание (черновое и чистовое)
обычной разверткой 3 и 4 заменяют развертыванием плавающей пластиной.
Отверстия диаметром более 250 мм обрабатывают растачиванием, так как
зенкера и развертки для таких диаметров не изготовляют. Во всех случаях
выгодно применять револьверную головку: все резцы заранее установлены на
заданные размеры, сокращаются затраты вспо-
могательного времени на установку, смену,
подвод и отвод инструмента.
Ступенчатые отверстия в детали часто об-
рабатывают за две установки. При первой
установке обрабатывают центральную часть
отверстия и выточки с одной стороны, а при
\Ш
№
Рис. 58
Рис. 59
в горой установке (на палец с центрированием по обработанному отверстию) об-
рабатывают аналогичные выточки с другой стороны. Метод и технологическую
схему обработки отверстия устанавливают в зависимости от его точности и
размеров, вида заготовки, а также типа производства.
При обработке нежестких заготовок, склонных к деформации, после обдирки
назначают операцию естественного или искусственного старения, а также при-
меняют такие способы установки и крепления заготовок, при которых деформа-
ции минимальны. Если возможно, рекомендуется одновременная обработка
тонкостенной заготовки несколькими резцами, радиальные силы резания от
которых направлены навстречу одна другой, это уменьшает деформацию обра-
батываемой заготовки (рис. 59).
Основное и вспомогательное время значительно сокращается при одновре-
менной обработке нескольких штук заготовок, установленных пакетом или в
раскладку по одной на планшайбе или в специальных многоместных приспособ-
лениях. Пакетом, как правило, обрабатываются заготовки типа колец с ранее
обработанными торцами. Обработка в раскладку наиболее часто встречается при
обтачивании торцовых поверхностей некруглого очертания секторов и других
деталей.
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ
На горизонтально-расточных станках выполняют механическую обработку
корпусов редукторов и бабок, станин, цилиндровых втулок и друпгх сложных
ч дорогостоящих деталей.
Горизонтально-расточные станки характеризуются широкой униаерсально-
Стью. Большинство станков имеет поворотный и перемещающийся в продольном
и поперечном направлениях стол, шпиндель этой группы станков перемещается
в осевом направлении и совместно со шпиндельной бабкой — в вертикальной
плоскости. Станки наиболее крупных моделей выполняют с неподвижной пли-
248 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
той и с подвижной шпиндельной колонкой, поэтому шпиндель может переме-
щаться и в горизонтальной плоскости.
Различные универсальные приспособления позволяют расширить техноло-
гические возможности станков обоих типов.
Схемы расточных операций. Наиболее характерные для расточных станков
схемы обработки приведены в табл. 13.
Растачивание отверстий — одна из основных операций, вы-
полняемых на горизонтально-расточных станках.
В зависимости от конструкции и габаритов заготовки, числа отверстий и
требований к точности их формы, размеров и взаимного расположения растачи-
вание может быть выполнено ао нескольким схемам, приведенным ниже.
13. Схемы обработки на горизонтально-расточных станках
Метод обработки
и способ выполнения
Метод обработки
и способ выполнения
Метод обработки
и способ выполнении
1. Растачивание оправ-
кой без опоры шпинделя
2. Растачивание борштан-
гой с опорой в задней лю-
нетной стойке
Люнет ^
3. Растачивание борштан-
гой с опорой в передней и
задней люнетных втулках
4. Растачивание диффе-
ренциальной борштангой
5. Растзчивание по кон-
дуктору с установкой его
на столе станка
8. Фрезерование наруж-
ных поверхностей
ущ
1
6. Растачивание и подре-
зание торцов летучим суп-
портом
9. Фрезерование внутрен-
них поверхностей
7. Обтачивание наружных
выступов летучим суппор-
том
10. Растачивание сфери-
ческих поверхностей
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ 249
Растачивание консольными оправками (табл. 13, п. 1) — наиболее широко
применяемый способ обработки деталей в условиях единичного и серийного
производств, он обладает рядом преимуществ по сравнению с обработкой бор-
штангами. Установка и выверка оправки требуют значительно меньше времени,
чем установка и выверка длинных и громоздких борштанг. В большинстве
случаев отпадает необходимость в установке люнета и выверке его подшипника
на соосность со шпинделем. Облегчается настройка режущего инструмента на
размер и измерения растачиваемого отверстия. Все это обеспечивает снижение
трудоемкости обработки, особенно вспомогательного времени. Короткие и
жесткие оправки в комбинации с многорезцовыми головками позволяют про-
водить растачивание с более высокими скоростями резания, большими подачами
и глубинами резания.
Обработка оправками целесообразна при их сравнительно небольшой длине
(isj5 rf), так как увеличение вылета оправок уменьшает жесткость и вибро-
устойчивость упругой системы, что приводит к снижению производительности
обработки. Обычно оправками без поворота детали со столом обрабатывают
сравнительно короткие отверстия или систему отверстий в близко расположен-
ных одна к другой стенках корпусных деталей. Обработку же оправками корпу-
сов с широко расставленными стенками проводят или за одну установку на двух
позициях (с поворотом стола) или за две установки (на станках колонкового
типа). В последнем случае консольное растачивание утрачивает свои преиму-
щества по точности и производительности.
Если конструкция обрабатываемой детали не позволяет приблизить план-
шайбу к растачиваемому отверстию, то для уменьшения вылета оправки можно
устанавливать специальные башмаки на планшайбу (люнеты перед обрабатывае-
мой деталью) или же люнетные втулки в уже расточенное в передней стенке де-
тали отверстие. Эти способы повышают жесткость упругой системы, просты
в исполнении и не требуют значительных затрат вспомогательного времени.
Однако ошибки в центрировании передней опоры относительно оси оправки при-
водят к искривлению оси растачиваемых отверстий.
Подача при растачивании оправками осуществляется столом или шпинделем.
При подаче столом вылет шпинделя, жесткость упругой системы остаются по-
стоянными на всей длине растачивания, в результате чего уменьшается конусность
отверстия, которая имеет место при обработке с подачей шпинделем на различ-
ных вылетах.
Растачивание борштангами применяют при обработке отверстий с длиной,
значительно превышающей их диаметр, а также при обработке крупных корпу-
сов, имеющих несколько отверстий на одной оси.
Борштанги имеют опоры в шпинделе и в люнетной втулке задней опоры или
могут быть установлены в двух люнетных втулках, расположенных впереди и
сзади обрабатываемой детали (табл. 13, п. 2 и 3). В последнем случае борштанга
шариирно соединяется со шпинделем, что исключает влияние неточности станков
на точность обработки; прямолинейность осей отверстий обеспечивается соос-
ностью люнетных втулок и прямолинейностью борштанги.
Подачу при работе борштангами осуществляет стол или шпиндель. В случае
подачи столом жесткость упругой системы по всей длине растачивания постоянна,
повышается точность обработки, но расстояние между шпинделем и люнетом L
должно в этом случае в два с лишним раза превышать длину растачивания I
(табл. 13, п. 3). Это приводит к снижению жесткости борштанги, уменьшает
виброустойчивость системы и снижает производительность обработки. При
работе с подачей шпинделем обеспечивается более высокая жесткость системы,
но величина ее не остается постоянной по длине растачивания.
При обработке крупногабаритных деталей, когда длина растачивания пре-
вышает максимальный ход шпинделя или стола, применяют дифференциальные
борштанги, у которых подачу имеет резцовая головка (табл. 13, п. 4). Точность
формы, размеров и расположения осей отверстия, обрабатываемых таким спо-
собом, производительность обработки во многом зависят от точности и жесткости
250 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
борштанги; зазоры между головкой и борштангой также оказывают влияние на
виброустойчивость упругой системы и точность обработки.
Основные недостатки обработки с помощью борштанг: большие затраты вре-
мени на установку, выверку п снятие борштанги; сложность измерения отвер-
стий, наблюдения за работой инструмента и установки его на размер; необходи-
мость работы с пониженвыыи режимами резания из-за недостаточной жесткости
борштанг.
Растачивание в кондукторах скалками часто применяют в серийном произ-
водстве при обработке небольших корпусов с несколькими группами отверстий,
расположенными на параллельных осях (табл. 13, п. 5). Условия работы скалок
сходны с работой борштанг, установленных на двух люнетных втулках. Кондук-
тор устраняет выверку детали относительно станка или скалок относительно
детали, что значительно сокращает вспомогательное время обработки. Обработка
несколькими инструментами на одной скалке и параллельная работа несколь-
кими скалками способствуют сокращению машинного времени. Торцовые поверх-
ности, выточки и канавки обрабатывают с радиальной подачей резца, для чего
станок оснащают летучим суппортом или другим устройством, обеспечивающим
радиальное перемещение резца. Летучий суппорт устанавливают на шпинделе
(табл. 13, п. 6) или на планшайбе, а для обработки удаленных от торца кана-
вок — на борштанге. Наружные цилиндрические поверхности (выступы) обра-
батывают тоже с помощью тех же суппортов (табл. 13, п. 7), при этом радиаль-
ное перемещение используют только для установки резца на заданный размер
обработки.
Фрезерование плоских поверхностей на горизонтально-
расточных станках выполняют обычно за одну установку- детали с переходами
по растачиванию отверстий.
Наружные плоскости, расположенные перпендикулярно оси шпинделя,
обрабатывают торцовой фрезой (табл. 13, п. 8).
Плоскости, расположенные параллельно оси шпинделя, фрезеруют круп-
ными концевыми спиральными фрезами (табл. 13, п. 9) или торцовой фрезой,
закрепленной в угловой фрезерной головке. Длина фрезы не должна превышать
2—2,5 диаметра.
Сверление не является характерной операцией для расточных стан-
ков, скорость вращения шпинделя которых обычно не позволяет полностью ис-
пользовать стойкостные характеристики инструмента. В отдельных случаях
(при обработке корпусов, кронштейнов и других крупногабаритных деталей)
в расточные операции все же включают в небольшом объеме сверление, зенкеро-
вапне, развертывание или центрование.
Конические отверстия в корпусах обрабатывают в несколько переходов: вначале
растачивают многорезцовой головкой ступенчатое отверстие, затем осуществляют
переход к конической поверхности последовательным применением зенкера и
развертки.
Для конических отверстий большого диаметра применяют консольное при-
способление, устанавливаемое на планшайбе станка или на борштанге и обеспе-
чивающее движение подачи резца в направлении образующей конуса.
Внутренние сферические поверхности обрабатывают с применением при-
способлений рычажного типа (табл. 13, п. 10).
Нарезать на расточных станках резьбу не рекомендуется, при необходимости
ее нарезают метчиками.
На горпзонтально-расточных станках могут быть обработаны специальные
поверхности (Г-образные пазы, трефы и др.).
Схемы установок. Наиболее употребительные схемы установки и выверки
деталей при обработке на расточных станках приведены в табл. 14. Детали,
устанавливаемые на подставку одной обработанной плоскостью 1 (табл. 14, п. 1),
выверяют только в одном направлении (разметочная риска 2).
При установке по необработанным поверхностям (табл. 14, п. 2) деталь вы-
веряют в трех плоскостях по разметочным рискам 1—3,
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ
251
14. Основные схемы установки деталей для обработки на расточных станках
Базовые поверхности
и способы выверки
Базовые поверхности
и способы выверки
Базовые поверхности
и способы выверки
1. Установка на одну
обработанную плоскость
3. Установка на необра-
ботанную цилиндрическую
поверхность
2. Установка на необра-
ботанные поверхности
4. Установка на дне обра-
ботанные плоскости
5. Установка в приспо-
соблении по трем плоско-
стям
6. Установка в приспо-
соблении по одной пло-
скости и двум отверстиям
Установка по необработанной цилиндрической поверхности (табл. 14, п. 3)
требует выверки по горизонтальной разметочной риске. Для этого применяют
регулируемые призмы, предварительно выверенные относительно осп шпинделя.
Если деталь устанавливают обработанными плоскостями к угольнику и на под-
ставки, необходимость в выверке отпадает (табл. 14, п. 4). Установка в приспо-
соблениях при базировании по плоскости основания 1, боковыми упорами 2 и
торцовому упору 3 (табл. 14, п. 5), а также при базировании по плоскости 1 и
двум пальцам 2 и 3 (табл. 14,п. 6) исключает необходимость в какой-либо выверке.
Установку деталей производят в специальных приспособлениях,
непосредственно на столах или на плитах станков. Первый способ используют,
как правило, в серийном производстве на предварительно настроенных станкау-
Выверка при этом не требуется. В условиях единичного и мелкосерийного про-
изводства заготовки обычно устанавливают непосредственно на столах или на
плитах станков с выверкой их положения относительно рабочих органов станков.
Обработку в этом случае ведут методом пробных проходов и промеров.
Выверну выполняют с помощью универсальных средств. Она включает в себя
комплекс приемов, обеспечивающих достижение заданного расположения вы-
верочной базы заготовок (разметочных рисок или базовых поверхностей) отно-
сительно стола или шпинделя расточного станка; одновременно с этим заготовку
надежно закрепляют.
Выверка и закрепление заготовки сопровождается возникнове-
нием погрешностей, оказывающих существенное влияние на точность обработки,
особенно на точность расположения обработанных поверхностей. Поэтому,
а также в связи с большой трудоемкостью процесса выверки при проектировании
Расточных операций назначают такие способы установки, которые в условиях
Рассматриваемого варианта выполнения операции обеспечили бы заданную точ-
ность обработки при наименьшем вспомогательном времени.
252 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
15. Величины погрешностей выверки детали на параллельность оси шпинделя
или плоскости стола дв дет (для деталей длиной до 6 м)
Способы выверки детали
Ьв.дет в мкм
По контрольной риске с помощью рейсмуса
По обработанной плоскости с помощью:
рейсмуса
измерительных плиток и щупа * ....
индикатора
500—1500
100—300
70—150
30—50
* Выверяют от шпинделя станка.
16. Величины погрешностей выверки на параллельность оси вращения инструмент
с осью растачиваемого отверстия Дв .
Способ выверки борштанги
Дыеерка борштанг от поверх-
ностей стола, ' детали или
контрольных линеек, уста-
новленных на столе или де-
тали
Рейсмусом
Плиткой, линейкой, щупом (в
плоскости разъема)
Штихмасом, микроштихмасом
или штангенрейсмусом ....
Индикатором
Лв- бор
в мпм
100—300
70-150
20—60
20-40
Способ выверки борштанги
Выверка борштанг с помощью
специальных приспособлений
Индикаторным центроискате-
лем:
по шаблону
по контрольному валику . .
Оптическим устройством ППС-7
Выверка борштанг относитель-
но оси шпинделя
Уровнем 1-й группы с ценой
деления 0,02—0,05 мм ....
Индикатором: ходом шпинделя
(рис. 61, а) или поворотом
относительно шпинделя
(рис. 61, б)
Дв бор
в мкм
25—30
20—30
20—50
20—50
25-40
17. Величины погрешностей выверки на совмещение (центрирование) оси
вращения инструмента с осью растачиваемого отверстия Д
Способ выверки
Совмещение при помощи цен-
тра, вставленного в шпиндель
Иглой рейсмуса или вершиной
резца при проворачивании
относительно разметочной
риски или отверстия
То же, при разметке штанген-
рейсмусом и керяении с ис-
пользованием лупы
От поверхности расточенного
отверстия (D = 200 — 600 мм)
нутромером
То те, микроштихмасом ....
Совмещение оси шпинделя с
плоскостью разъема при по-
мощи специальной линейки и
индикаторного центроискателя
±\
в мпм
200—600
200—500
100
200—300
50-70
40—60
Способ выверки
С помощью контрольного ва-
лика (ловителя), вставлен-
ного в шпиндель, набора пли-
ток и щупа
По кнопкам (диаметр 30—50 мм)
и втулке (ловителю), надетой
на шпиндель
По кнопкам (диаметром
30—50 мм) и индикаторному
центроискателю
По шаблону (диаметр отверстия
50—120 мм) и индикаторному
центроискателю
По оправке (ловителю) и втул-
ке кондуктора (диаметр от-
верстия 50—120 мм)
в мпм
20—35
20—40
20—30
20—40
20—30
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ
253
Рис. 60
При консольном растачивании сопряженных отверстий в корпусных деталях
в процессе выверки необходимо совместить ось шпинделя станка с заданной осью
отверстия, а при растачивании борштангой с заданной осью отверстия необхо-
димо совместить и ось подшипника задней стойки. Указанное совмещение осей
выполняют в два последовательные
приема:
выверяют на параллельность оси
вращения инструмента и заданной
оси отверстия;
выверяют на совмещение (центри-
рование) этих осей.
На рис. 60 приводится схема вы-
верки борштанги и образование пог-
решностей выверки на параллель-
ность оси О2О2 борштанги с осью
00 отверстия (До. gop) и на совмещение оси О1О1 шпинделя с заданной осью
отверстия (Дч).
В некоторых случаях, особенно при базировании по черным установочным
поверхностям, перед выверкой на совмещение оси шпинделя с осью растачивае-
мого отверстия производят выверку детали на параллельность расположения ее
относительно плоскости стола, при этом возникает погрешность выверки Де. дет.
Величины погрешностей До. дет, Де. бор и Ац для наиболее распространенных
способов выверки приведены в табл. 15—17. Все эти погрешности по своему
характеру — случайные величины.
Выверку на параллельность осей борштанги или оправки и заданного отвер-
стия производят раздельно для вертикального и горизонтального направления,
поэтому До. бор следует относить к этим направлениям. Погрешность Д„. Qem
также возникает при выверке в вер-
тикальном и горизонтальном направ-
лениях. Погрешность Ац направлена
произвольно относительно заданного
положения оси отверстия.
При обработке системы сопряжен-
ных отверстий широко применяют
координатный метод отсчета переме-
щений стола в горизонтальной пло-
скости и шпиндельной бабки — в вер-
тикальной. Величины погрешностей
Дк, возникающих при различных ме-
тодах отсчета координат, приведены
в табл. 18.
Неточности выверки детали отно-
сительно станка, а также оправок и
борштанг'относительно заданной оси
отверстия, приводят к образованию
погрешностей расположения осей:
погрешности расположения оси од-
ного обработанного отверстия относи-
тельно базовых поверхностей детали (непараллельность Дв. „; отклонение рас-
стояния до базовых поверхностей Д„. р); погрешностей взаимного расположе-
ния групп соосных отверстий (несоосность Дв. со); погрешностей расположе-
ния групп сопряженных отверстий (непараллельность Дв. „ и отклонение
межосевого расстояния До. мо).
Величины этих погрешностей зависят от способа выверки и от схемы выпол-
нения расточной операции. В табл. 19 приведены соотношения для определения
погрешностей расположения двух групп сопряженных отверстий, растачиваемых
консольными оправками.
254 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
18. Величины погрешностей Ак при
координатном методе отсчета перемещений
стола или шпиндельной бабки
Оснастка для наладки включает в себя наладочные и контрольно-
измерительные средства. Выбор оснастки определяется видом наладки и спосо-
бом выполнения расточной операции.
Резцы вборштанге устанавливают с помощью специальных приспособлений,
базируемых на наружной поверхности борштанги. Призматическую опору при-
способления ставят на борштангу, а •
измерительное устройство, предвари-
тельно установленное по эталону,
контролирует величину выдвижения
резца на требуемый радиус расточки.
В приборах используют индикатор^
микрометрическую головку или штан-
гу и подвижную губку штангенцир-
куля [31.
< Наиболее точное перемещение рез-
цов достигают с помощью резцовых
державок с дифференциальным регу-
лировочным винтом (рис. 62). Точ-
ность регулирования положения ин-
струмента(табл. 20) зависит от способа
отсчета и величины выдвижения резца.
Отклонения формы (конусность и овальность) и размер отверстия измеряют
в трех сечениях: на расстоянии 10—15 мм от концов отверстия и посередине.
В каждом из этих сечений микрометрическим штихмасом или индикаторным нут-
ромером измеряют в двух взаимно перпендикулярных направлениях. Для из-
мерения без съема борштанг применяют индикаторные устройства и штихмасы
в виде скоб, а также специальные штангенциркули с наставными губками. Ком-
плекты таких устройств позволяют проводить измерения отверстий диаметром
до 500 мм. Отверстия большого диаметра измеряют микроштпхмасами.
Устройство для отсчета
. и ограничения перемещений
Шкапа
Шкала с нониусом
Жесткий упор
Индикаторный упор
Шкала и лимб координатно-
расточного станка
Шкала и лимб разметочно-свер-
лильного станка
в мкм
25—100
25
10-25
10—25
3—10
1-3
19. Определение погрешностей расположения двух групп сопряженных отверстий
при растачивании ионсольной оправкой
Метод выверки
Погрешности
Растачивание в одну установку
Центрирование по круговым
рискам, кнопкам и лови-
телю ;
Переход от первой оси ко
второй координатным спо-
собом
: 1,41Д„
±УКУ + КУ
Растачивание в обну установку на двух позициях
Выверка на обеих позициях
центрированием
Переход от отверстия к от-
верстию координатным
способом
ЛМК
±Д«
Примечание. Д^, &к — погрешности в вертикальном и горизонтальном на-
правлениях соответственно. - ...
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКАХ
255
20. Величины погрешности регулирования
положения инструмента на размер Д„
в зависимости от способа отсчета
и величины выдвижения резца
ррег
Контроль взаимного расположения осей соосных и сопряженных отверстий
ври работе на расточных станках выполняют обычно универсальными меритель-
ными инструментами и контрольными валиками (табл. 21).
; Проектирование расточных операций. Наиболее характерным для гори-
зонтально-расточных станков, является мцогопозицнонное растачивание не-
скольких групп отверстий в корпус-
ных деталях. Омг отверстий могут
быть связаны размерными координа-
тами и геометрическими соотношени-
ями с базовыми поверхностями и
должны иметь определенное взаим-
ное расположение. В этом случае
при наладке расточного станка на
операцию решают две задачи: налад-
ка на обеспечение точности формы и
размеров каждого отверстия и налад-
. ка Гна точность взаимного располо-
жения осей отверстий, а также от-
носительно баз.
При проектировании расточных
операций необходимо назначить ус-
Способы отсчета
выдвижения резца
По прибору со штан-
• генциркулем с це-
ной делении шка-
лы в ли»:
¦ 0,05
0,02
Выдвижение резца
винтами с ценой
деления лиыба рез-
', цедержателя в мм:
0,05 . .
0,02 ' '
0,01
'По индикаторному
прибору с ценой
деления в лип:
0,01
0.005
0.002
Величины
выдвиже-
ния
резца
в мм
25
3-5
2-3
0,5-1
Аррее
на диа-
метр • .
в мкм
120-160
60-80
30—60 .
20-30
10—20
20-30
15—20
6-10
Рис 62
ловия наладки станка, наиболее рациональные с точки зрения точности, про-
изводительности и экономичности. ¦
В процессе проектирования решают следующие вопросы:
распределяют поле допуска между сферами обработки и контроля деталей,
т. е. выбирают средства и методы окончательного контроля и устанавливают/
величину производственного допуска на обработку;
назначают такие условия выполнения технологической операции, при кото-
рых поле погрешности обработки будет достаточно близким к производствен-
ному допуску, но не превышает его, а шероховатость обрабатываемой поверхности
соответствует требуемой;
вычисляют настроечные размеры, определяющие такое взаимное располо-
жение режущего инструмента и заготовки, при котором погрешности обработки
правильно располагаются внутри поля производственного допуска;
сравнивают возможные- в данной производственной обстановке варианты
технологических решений и выбирают оптимальный вариант, обеспечиваю-
щий установленные или наиболее возможные производительность и экономич-
ность.
Основным способом наладки расточных станков является расчетно-аналити-
ческий, а основным видом наладки — наладка по пробным проходам для единич-
ной обработки и статическая наладка п.о эталону для серийной обработки. .
256 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
21. Предельные величины погрешностей контроля взаимного расположения осей
отверстий н торцовых поверхностен при растачивании
Объект контроля и метод измерения
Межосевое расстояние и непараллельность осей
Штангенциркулем непосредственным измерением с отсчетом по
нониусу с ценой деления в мм:
0,02
0,05
Штихмасом микрометрическим между борштангой и контрольной
оправкой
Штихмасом между контрольными валиками
Перекос осей относительно базовых поверхностей
Неперпендикулярностъ торцовых поверхностей
Контрольным калибром на краску или под щуп или индикатором
с ценой деления 0,01 мм, закрепленным в контрольной оправке
или шпинделе
Перекос отверстий в одной плоскости
Штангенрейсмусом от плиты станка до контрольных оправок . . ..
Срезанными оправками с применением щупа
Контрольными оправками с конусным концом
Индикатором с ценой деления 0,01 мм с поворотом стола ....
Неперпендикулярность осей отверстий
Поворотом индикатора с ценой деления 0,01 мм и контрольными
оправками
Поворотом индикатора, закрепленного в шпинделе станка, и кон-
трольной оправкой
Контрольными оправками и угольником
* Непараллельность осей соответствует приведенной величине
Величина погреш-
ности межосевого
расстояния в злкм
=fc 50*
=fc 80*
=fc 50*
=Ь 40*
=fc 60*
=fc 40*
40
60
40
100
60
40
60
80
со знаком «+».
Баланс точности расточной операции из условия наи-
более рационального использования поля доиуска одного отверстия и системы
•сопряженных отверстий характеризуется следующими уравнениями:
б =г Д0 + Др + Acucm + 2Д-; B1)
^прл (прк; со) ^ прл(прк;соI^\1тпрл(прксо)' (**)
<U,^A*o+2ASP, B3)
где б; бпрл,прк; со,; 6М0 — допуски соответственно на размер отверстия, на
параллельность (перекос; соосность) и на межосевое расстояние системы сопря-
женных или соосных отверстий; Д^; Др и Дсист — погрешности формы, разме-
ров и накопленная систематическая погрешность обработки; Дпрл ,прк; со>>
ДЛH — погрешности расположения отверстий (непараллельность, перекос, не-
соосность и отклонение межосевого расстояния системы сопряженных или соос-
ных отверстий); Д™^тр — предельная величина случайных погрешностей ме-
тода измерения ирн окончательном контроле,
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ 257
Схемы образования суммарных погрешностей формы и расположения осей
отверстий показаны на рнс. 63.
Расчет величин составляющих погрешностей при
растачивании. Расчет погрешностей, возникающих от геометрических
неточностей расточных станков, приведен в табл. 22.
Погрешности от упругих деформаций системы при однорезцовом растачива-
нии рассчитывают по следующим соотношениям.
Погрешность формы в поперечном сечении отверстия от упругих деформаций
системы
ЬПд = Руи>(к>-г-), B4)
где Ру — радиальная составляющая усилия резания; w — средняя податливость
для данного поперечного сечения в мкм/кГ; kw — коэффициент неравномерности
податливости для поперечного сечения; для станков со шпинделем диаметром
80—110 мм при вылете 100—300 лл kw = 1, 2; при вылете 600—900 мм kw — 1,1.
Среднюю податливость определяют по формулам:
при консольном растачивании
„-„ (** + *)* | MOO (А,+ *)**.' ,25)
при работе борштангой
(L0-x\* [х\\ *МЩ{х\*[Ь0-х\*
\ '-'о I \ьо/ эЫ \ЬО/ \ Lo I
где wm on; w3 „п — соответственно податливости системы непосредственно у шпин-
дельной и у задней опоры в мкм/кГ; Lo — расстояние между подшипниками шпин-
деля (при обработке консольной оправкой) или между опорами борштанги в мм)
х— вылет шпинделя или расстояние от опоры у шпинделя до резца, установленно-
го в борштанге, в лл; Е — модуль упругости в кГ/мм2; I — момент инерции в лик4.
О величине средней податливости станка можно судить по данным табл. 23.
Погрешность формы в продольном (осевом) сечении от упругих деформаций
системы.
При консольном растачивании с подачей шпинделем
Дов = 2*„(ЮиовС-^р-о), B7)
D = (LO+х2) х% — (Lo+XiJ^;
i2 и Xf — соответственно наибольший и наименьший вылеты шпинделя при раста-
чивании в мм.
При растачивании борштангой с подачей шпинделем или резцовой головки
ао борштанге
/ 1000L» \
Aod = 2Py[wulonM + weonN + -Mr Kjt B8)
\Lol Uo.
2
*„*.¦ !*'_?!¦ i_a
\Lo) \ Lo,
xi и га — соответственно наибольшие и наименьшие расстояния от резцовой
Золовки до передней опоры шпинделя в лл,
9 Справочник технолога, том 1
258 ОБРАБОТКА ДЕТАЛЕЙ. МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Погрешности
&отр
%%¦
\1
Is
II
II
It
Дои
От износа резца
&отд
11
1|
*§¦
It
1
1
Погрешность формцзавиаг-
щая от нагрузки
Лфонагр=&о?)*&отд'*'&ои.+&йтр
ill
ii
(
И
1
II
погрешность pop
ш,независящая
от нагрузки
Фо//ез~^йг+^овп
Погрешность формы в осевом сече-
нии (конусность)
&фо~&фоиез *&фо наго
йптд
%
г
1
|i
*1
^1
Погрешность /рор-
мы,зависящар
от нагрузки
Дпвн
От перераспределе-
ния остаточных
напряжений
\\
Я
а!
Погрешность <г
мы, независяще
от нагрузки
Дф//ез~Дпг+Ал
7Ор
погрешность формы S попереч-
ном сечении (о@й/>ьносл?ь)
Дфл=&фпнез+&фп нагр
Суммарная погрешность фор-
мы отверстия Аф
а)
погрешности
"Пр/17С
?
!
1
1
прлс
I
•пру/г
IS
Is <й
ДпрЩн
fl!
*np/iyd
ll
4§
_L
Суммарная погрешность
оля горизонтального
направления Аг„р/1
Ct/ммарная погрешность
для произдольного нап-
радления &'
прл
Суммарная погрешность
оля 'вертикального мап-
рабления А"„рл
Суммарная погрешность распо-
ложения (например, непарал-
лельность -Л Прл)
6)
Рис. 63. Составляющие суммарно? погрешности формы (а) и расположения осей отверстий
@) щш расчачивашш
22. рясчет погрешности формы, размера и расположения осей отверстий, возникающих от геометрических неточностей
расточных станков (проверки но ГОСТу 2110—57)
Способ
обработки
Консольной оправкой
Борштангой
В кондукторе
Погрешности в мкм
формы
Овальность
Л„ г=2В, где В—
радиальное биение
расточного шпинделя
(проверка 5)
-
где 6?К — допус
Конусность
д
прл
где Д — непрямо-
линейность перемещения
расточного шпинделя
(проверка k), I — длина
растачиваемого отверстия
В ММ
где 6бор — допуск на
диаметр борштанги
\ е = °^сК
< на диаметр скалки
размера
Однорезцовое растачи-
вание
Др г = =*= В'
многорезцовое раста-
чивание
\а = В>
где В — радиальное бие-
ние оправки, вставлен-
ной в коническое отвер-
стие расточного шпин-
деля (проверка 6)
Др е = 6заз'
где бзаз — зазор между
скалкой и втулкой кон-
дуктора
расположения осей
в вертикальной пло-
скости
„ Д, + Д,
прл з 1000 '
где А± — неперпендику-
лярность передней стой-
ки станка и рабочей
поверхности стола (про-
верка .12); Д2 — непер-
пендикулярность оси
шпинделя к направле-
нию перемещения шпин-
дельной бабки (провер-
ка 13); 1 — длина рас-
тачивания в мм
в горизонтальной
плоскости
д» А"рм 1
прл г 1000 '
ГДе А71РМ — НеПРЯ"
молинейность переме-
щения стола в гори-
зонтальной плоско-
сти (проверка 2)
Ав = Д г =2Д —
прл г прл г м° г L '
где Лj,,o г — погрешность межосевого расстоя-
ния осей кондукторных втулок; ( — длина
растачивания в мм; L — расстояние между
стенками кондуктора в мм
Примечание. Погрешности, обозначенные *, при подаче столом отсутствуют и относятся только к обработке с подачей
шпинделем. Все остальные соотношения действительны при обработке с подачей шпинделем и столом.
260 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
23. Податливость горизонтально-расточных станков при различных вылетах шпинделя
шпин-
п в мм
Диам
деля
80
100
110
125
150
175
200
225
250
о В
S Я
ЕС й
гс а
о о
8^
СО Ь,
п, Н а
800
900
950
1000
1100
1200
1200
1300
1400
ggg-a §
Ив >>p,3
0,40
03
0,33
0,30
0,28
0,23
0,22
03
03
Податливость г» в мкм/кГ при
шпинделя в мл
300
1,2
0.86
03
0,66
0,5
0,36
0,35
0,32
0,3
600
4,0
2,5
242
1,5
1,0
0,7
0,6
05
0,45
900
123
6,0 ¦
4,6
3,1
1,8
1,2
1,0
0.8
0,68
B00
_
11,7
8,3
5,8
3,1
1,9
1,5
1,25
0,96
1500
20
13,1
9,8
5,0
3,0
•да
1,35
1800
15
7,5
4,5
3,3
2,39
1,9
вылете
2100
10,5
6,6
4,4
3,35
2,6
2400
9,0
6,2
4,4
3,4
Прилагаемая
нагрузка в кГ
при вылетах
II
800
1200
1200
1500
1800
?100
2400
2700
3000
h
is
ll
400
600
600
700
800
900-
1000
1100
1200
В тех случаях, когда растачивание происходит с подачей столом при посто-
янном вылете шпинделя, погрешность формы от упругих деформаций системы
в продольном сечении не возникает (До, д — 0).
Смещение оси отверстий в поперечном сечении от упругих деформаций системы
,n=\cp/rwnKPywK4
B9)
где s — подача; v — скорость; Ср , ур , п — коэффициенты и показатели сте-
v у
пени в формуле для Ру, значения их см. табл. 2;
«'
К.
Ч
здесь *тах и fmln — соответственно наибольшее и наименьшее значения глубины !
резания в двух взаимно противоположных радиальных направлениях одного i
поперечного сечения; хр
хр — показатель степени см. табл. 2.
Погрешности расположения осей отверстий от упругих смещений.
При обработке двух соосных отверстий в двух стенках корпуса в одну уста-
новку на одной позиции оправкой с подачей шпинделем или борштангой вели-
чину непараллельности Д,!рл g их общей оси базовой поверхности или несоос-
ность Дсо а определяют по формуле
Ьпрлд^Ьсод^-^Сру sVpyvnKpvY(wlKtwlf+(wuKtwlIf,
C0)
где hjj и wn — средние податливости системы при растачивании отверстий
в стенках корпуса при различных вылетах оправки или в различных поперечных
сечениях по длине борштанги; Ktwl и Ktwn — соответствующие коэффициенты,
характеризующие неравномерность глубины резания и податливости упругой
системы при различных радиальных направлениях.
При растачивании отверстий в одну установку на одной позиции, но с пода-
чей столом, т. е. при постоянном вылете шпинделем, когда и>± = шд = w, и
при условии, что imaxi = imaxn; imini = tmtaa,
ЬпрЛ0-Ко<>=СрврУ»КршК
tyj»
CD
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ 261
Если обработку ведут на двух позициях или в две установки с различными
вылетами шпинделя, то для определения погрешностей расположения следует
пользоваться формулой C0).
При растачивании в одной стенке корпуса двух отверстий упругие отжатия
системы приводят к образованию погрешностей их межосевого расстояния
Д«в= ± 4 Cp/?vvnKPvw уЩ^+Щ^^. C2)
В условиях двухрезцового растачивания по методу деления подачи упругие
отжатия системы, смещая ось отверстия на величину &удп, не оказывают замет-
ного влияния на точность формы и размера отверстия.
Погрешности от размерного износа инструмента относятся к числу доми-
нирующих при растачивании цилиндров и отверстий в крупных корпусах.
Величину их определяют по формуле
Дом=2"°Ш(* + 1)' C3)
где ио — относительный износ резца в мкм/км (см. гл. 1); Ьрез — путь резания
в м\ к — коэффициент начального износа.
Величину и0 можно определить по номограмме IV (рис. 64).
Погрешности от температурных деформаций инструмента определяют по
соотношениям, полученным экспериментальным путем. При этом возможны три
случая.
1. Время обработки tMaul больше времени работы до наступления теплового
равновесия системы резец — деталь tm = 10 -s- 20 мин, а время перерывов в ра-
боте tnep настолько велико, что резец успевает остыть до начальной темпера-
туры.
В этом случае величина поля погрешности формы Аотр равна величине изме-
нения размера детали Атр, соответствующей моменту наступления теплового
равновесия:
при обработке резцами ВК6 чугуна СЧ 21-40, твердостью НВ 180,
ДотР «= Атр = 54 -| »o,w «о,» *<>,» мпм; C4)
при обработке стали ав = 60 кГ/мм2 резцами Т15К6
Аотр = Дтр=120-^-0» .23 s°.« t«, I мкм, C5)
где Lp — вылет резца в мм; F — площадь поперечного сечения резца в ммг.
Величину Д0ТОр можно также определить по номограмме VI (см. рис. 64).
2. Время обработки детали tmaul меньше времени работы до наступления теп-
лового равновесия, а за время перерыва в работе резец успевает остыть до на-
чальной температуры.
Поле погрешности формы будет
Д =Д \1—е т ' C6)
отр mv * ¦ '
3. Время обработки детали tMaut меньше времени работы до наступления
теплового равновесия. Резец за время перерыва в работе не успевает остыть до
бальной температуры. Тогда
*маш*пер
&отр — 4Дтр Tt Т7 W~ * ' '
262 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Погрешность от температурных деформаций обрабатываемой детали Дотв
особенно заметна при растачивании тонкостенных, крупногабаритных деталей.
Эту погрешность можно сравнить с конусностью. Ее величина зависит от коли-
чества поступающей в деталь теплоты резания, обусловленного режимами реза-
ния, габаритами обрабатываемой детали, наличием охлаждения и другими фак-
торами. Так, при растачивании в горизонтальном положении втулок из чугуна
/7
йЬЯ>
"/«да ',5
60
D,mm
г 6000
-5000
г WOO
г 3000
'WOO
':700
-500
Ызш
мин V, М/тн
r100 A W
L~l/taiu-v
S,M»/ob tMM
1,5 r- V
: o,8
24ffJ
Ключ
s-X-t
Сю-у-Ру
0,6
Ofi
0,3
>,*s
: V
В
»/минС 3
JO
г
'- 6
-10
-20
-30
-50
Z 8
r 3o :
: -;
'-Ю0 -
t200^
-500 -
Ключ:
t-x-v
S-f
1,5
2,0
3,0
6,0
6,0
S,M»/0S
f,i
7,0
0,6
0,4
0,3
<>1 t,MM Дот/>3 Л,мм
rf
40
ho
ЧО0
-500
: 4
WO:
500
h
С l,мм
WOO г г 1000
2--\В00
^i^oToj
S<MM/o6
VI
200
1,0
40
60
120
0,5
i 0,3
In, MM
75
• '' h f>MM ^ 70
Ключ:
h-Xrh
КЛЮЧ:
ХГХз-Х
I,MM
2,0
1,5
1,0
500
600-
700
800
WOO
1200
150
WO
60
«0
20
10
Рис. 64. Номограмма для расчета суммарной погрешности формы при растачивании. Обра'
батываемый материал СЧ 21-40, НВ 190; резец из твердого сплава ВК8.
Дано: D, I, Rz и бдф. Выбирают to. Определяют: S', L, Тмаш, Доа, Дом, дот0, А01Пр>
Рассчитывают: Ь.фо = до3 + дОи + Доте + Дотр (без учета Дог)
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ
263
СЧ 21-40, НБ 180, диаметром 250—500 мм величины их температурных дефор-
маций в осевом сечении будут
t D4
Дотб = 0,33-10 4 ^-j • -?- мпм,
C8)
где t — глубина резания в мм; s — подача в мм/об; Dal — диаметр и длина
растачиваемого отверстия в мм; G — масса заготовки в кг.
В результате скопления горячей стружки в нижней части растачиваемой
втулки возникает погрешность в поперечном сечении, которую можно опреде-
лить из соотношения
ДптЭ = 0,1Дотб. C9)
Значение Aomg можно определить но номограмме V (см. рис. 64).
Температурные деформации деталей при растачивании можно снизить,
предусмотрев немедленное удаление стружки, например, струей воздуха, сокра-
тив продолжительность воздействия теплового источника на деталь за счет
увеличения подачи.
Погрешности от температурных деформаций узлов станка. В процессе
работы из-за нагрева узлы станка деформируются, смещаясь относительно пер-
воначального положения занятого при наладке неразогретого станка. Темпера-
турные деформации шпиндельных бабок горизонтально-расточных станков
приводят к смещению шпинделя в вертикальном и в горизонтальном направле-
ниях (вверх и от передний стойки), кроме того, имеет место и разворот шпин-
деля (табл. 24).
24. Температурные смещения шпинделей горизонтально-расточных станков
с диаметром шпинделя 80—100 мм
Направление
смещения
шпинделя
Вертикальное
хтс
Горизонтальное
Уте
Число оборотов
при холостом
ходе в минуту '
80—100
460—630
80—100
460—630
Время наступ-
ления теплового
равновесия
в мин
140
60
140
60
Величина смещении в мкм
при вылете шпинделя
в мм
100
15
40
10
25
500
20
60
10
30
В результате температурных смещений оси шпинделя возникает погрешность
расположения осей расточенных отверстий относительно баз Ар тс и ао меж-
осевому расстоянию Амо тс.
При работе оправками за одну установку с центрированием на каждой по-
зиции ао одномуй|верстию и переходе ко второму кординатнъш способом, по-
грешности располтекения осей
в вертикальном направлении
Л" —Л* —-г t-
мопгс~~" "рте тс т '
V
в горизонтальном направлении
Л8
мо тс ~
¦ Лг — „ Tl.
1 upmc Утст
D0)
D1)
ГДе хтс, утс — величины температурных смещений шпинделя (табл. 24); 2\ —
8ремя обработки отверстия; Тр — время разогрева станка.
264 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
При работе центрированием по каждому отверстию погрешности мешосевого
расстояния не возникает, а погрешности расстояния от баз определяются по
тем же формулам D0) и D1).
При работе по методу пробных проходов влияние температурных деформаций
устраняется рабочим при выполнении данной операции. При работе на предва-
рительно настроенном станке по методу автоматического получения размеров
температурные деформации технологической системы оказывают прямое влия-
ние на точность обработки, поэтому в процессе размерной наладки станков их
следует учитывать.
Погрешности от самопроизвольных смещений узлов расточных станков.
Самопроизвольные смещения стола и шпиндельной бабки возникают в резуль-
тате нарушения в процессе резания упругих связей между напряженными зве-
ньями расточных станков. Направление смещения не зависит от направления
нагрузки, а совпадает с направлением установочного перемещения узла.
Самопроизвольные смещения приводят к возникновению погрешностей взаим-
ного расположения осей отверстий и их положения относительно базовых по-
верхностей. Величины этих погрешностей (&мо с — отклонение межосевого
расстояния, Дпрл с — непараллельность осей отверстий и др.) зависят от вели-
чины самопроизвольных смещений (табл. 25) и от схемы выполнения расточной
операции, определяющей число установочных движений стола и шпиндельной
бабки, а следовательно, и направление смещений.
25. Величины самопроизвольных смещений узлов гориаонтально-расточных станков
с диаметром шпинделя 80—110 мм
Условия обработки
Чистовое растачивание с засто-
поренным столом
Чистовое растачивание с веза-
стопоренным столом
Получистовое растачивание с
застопоренным столом
Растачивание о неравномерным
припуском (стол застопорен);
направления дополнительной
силы резания и установоч-
ного движении:
совпадают
Самопроизвольное смещение в мкм
стола
поперечное
Спс
1—5
150—300
30—50
200—300
40—60
на разворот
Сас
2—5
50—100
20—30
50—100
30—50
шпиндельной бабки
поперечное
Спб
2—5
5—10
10—30
10—20
10—20
на разворот
Саб
2—5
2—5
5—10
5—10
5—10
Примечание. Разворот стола и шпиндельной бабки измерялись на длине 800 мм.
Величины погрешностей расположения осей отверстий в корпусных деталях,
определенные для условий получистового растачивания с застопоренным столом
и шпиндельной бабкой, приведены в табл. 26.
Последующие чистовые переходы не исправляют погрешностей расположе-
ний осей растачиваемых отверстий, возникающих от самопроизвольных смещения
узлов станка, так как выполняются с той же установки и выверки.
Для уменьшения погрешностей от самопроизвольных смещений следует
предусматривать тщательное выполнение заключительных установочных и вы-
верочных перемещений узлов станка (нужно сохранять постоянными их напра-
вления при обработке всех соосыых и сопряженных отверстий корпуса).
26. Погрешности расположен»» осей сопряженных отверстий в корпусах, возникающие из-за самопроизвольных смещений
узлов гориаонтально-расточных ставков с диаметром шпинделя 80—110 мм
Способы обработки
(растачивание получистовое,
стол застопорен)
Обработка оправками или борштан-
гами в одну установку на одной
позиции:
центрирование по каждому от-
верстию
центрирование по первому от-
верстию, переход ко второму"
координатным способом
Обработка оправками в одну уста-
новку на двух позициях или
в две установки:
центрирование по каждому
отверстию
центрирование на первой пози-
ции по каждому отверстию, на
второй — по отверстиям в пер-
вой стенке
Центрирование на каждой позиции
по одному отверстию, переход ко
второму координатным способом
Погрешности расположения в мкм
= 504-80
]/д*с+Д*о = 354-50
1,41ДП с == 45-J- 70
2\п с = 60 -г 100
&пс = 30 + 50
l,4t Кд|б + А^с =
= 15 -f 30
1,41% б" = 15+ 30
2Дпб = 20 + 40
Дпб^10 + 20
\рлс
1,41Дас = 8-г15
До^20^30
2Д»о = 60^100
1'41А»с = 45^70
1,41Д„с = 45 + 70
1,41Даб = 8 + 15
Дпб = 54-10
2An6 = 20-f 40
1,«Д„6 = 15 4 30
1,41Диб=15-г30
Примечание. В таблице обозначено: hn с, Дя g — погрешности смещения в поперечном направлении для стола
и шпиндельной Оабки соответственно; Да е, Да g — погрешности от разворота стола и шпиндельной бабки соответственно.
266 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Этапы проектирования расточных операций. Первым
этапом является вариантное проектирование структуры операции. При этом
выбирают способ выполнения обработки (оправкой, бйдштангой), число уста-
новок, позиций и переходов. Необходимое число переходов для каждой обраба-
тываемой поверхности детали определяют через требуемое уточнение е0 операции:
80 =
Ььет'
D2)
где &заг, &дет —' Допуск на рассматриваемую характеристику точности заготовки
и детали соответственно.
Для выбранной последовательности технологических переходов общее уточ-
нение равно
80 = 8i82
ср>
D3)
где ех; е2, -...; ер — уточнение на 1, 2, 3, ..., р-переходе обработки, где р — номер
заключительного перехода обработки данной поверхности.
Величины 8j; e2; ...; ер назначают по данным гл. I.
В табл. 27 приведены экспериментальные данные по коэффициентам уточне-
ния при растачивании. Более точные данные могут быть получены из специаль-
ных экспериментальных исследований, учитывающих условия обработки.
27. Коэффициенты уточнения размера г„„,„ и расположения осей е отверстий
^ на переходах расточных операций
Вид обработки
Растачивание короткими
и жесткими оправками
а<>)
Растачивание борштангами
Технологический переход
черновой
?разм
8—10
5—6
ерасп
10—15
6-8
получистовой
еразм
4—6
3—5
врасп
6—8
4-6
чистовой
еразм
2—3
2
расп
2—4
3
После определения для каждой обрабатываемой поверхности необходимого
числа переходов сравнивают трудоемкость и себестоимость выполнения вариан-
тов обработки, для этой работы возможно использование ЭВМ [4].
Вторым этапом технологического проектирования расточной операции
является разработка рациональных условий выполнения ее переходов на основе
вариантного решения задачи — обеспечения заданных технических условий при
установленном уровне производительности и надежности их выполнения.
Рекомендуется следующая последовательность действий.
Составляют баланс точности перехода; при этом распределяют поле допуска
между сферами обработки и контроля готовой детали [по формулам B1), B2)
и B3)].
Величину А'/°щтр учитывают при контроле универсальными приборами и
выбирают так, чтобы доля этой погрешности составляла не более 40% допуска
на обработку при изготовлении деталей 2-го класса точности, 15% для деталей
3—4-го классов и 10% для деталей 5—7-го классов.
Далее устанавливают наивыгоднейшие соотношения составляющих суммар-
ной погрешности обработки Д^; Др и Дсис7П и производственного донуска
(табл. 28).
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ
267
28. распределение поля производственного допуска технического перехода
Размер обрабатываемых деталей
и условия обработки
Крупные детали. Наладка по промерам . . .
Детали средних размеров. Наладка статиче-
ская по эталону
Доля составляющих от производствен-
ного допуска
ДР
0,2—0,3
0,3—0,4
д
сист
0,7—0,8
0,3
0,3—0,4
Затем выявляют, нет ли технических ограничений по достигаемому классу
чистоты поверхности и стойкости инструмента. Шероховатость поверхности при
выполнении перехода не должна превышать заданной по чертежу.
Ожидаемая стойкость инструмента Т должна быть больше времени обработки
до подналадки:
T^kHtMauiq, D4)
где кн — коэффициент, характеризующий надежность перехода (зависит от
характера производства и габаритов обрабатываемых деталей, при растачива-
нии крупных втулок и корпусов кн = 1,2 ¦*• 1,5); tmam — машинное время
переходов в мин; q ¦— число деталей, обрабатываемых до подналадки.
Установление интервалов для реншмов обработки, размеров резца, геометрии
режущей части инструмента и т. п. см. т. 2.
При оценке оптимальности условий обработки в качестве критерия могут
быть использованы показатели наибольшей производительности или наимень-
шей себестоимости выполнения перехода.
В первом случае оценочная функция FH выражается через машинное время
{мин):
ndl
* IV %МП.Ш '
lOOOys
—>mm.
D5)
Оценочная функция Fg- учитывает долю себестоимости перехода, зависящую
от режима резания (в коп.):
Fc = tMautBp+&, D6)
где Ер — себестоимость машинного времени; ЭК — сумма всех затрат за период
стойкости инструмента; qc — число деталей, обрабатываемых за период стой-
кости инструмента.
После составления баланса точности перехода, установления технических
ограничений и выбора критерия оптимальности находят рациональные условия
выполнения перехода для обеспечения ваданной точности формы и размеров
Растачиваемого отверстия. При этом раздельно рассматривают условая обеспе-
чения точности формы, размеров и расположения отверстий.
Суммарная погрешность формы при различных способах
Растачивания может быть определена по основным соотношениям, приведенным
8 табл. 29.
Пользование номограммами (рис. 64) значительно упрощает расчеты. Jlpn
известной гедметрии резца и заданного класса чистоты определяю.? величину
подачи (номограмма /), затем находят цуть резания L и Тмаш (номоградгаа //),
п° номограммйм /// — VI определяют величины погрешностей от упругих
^ормавдй (ДОй), от износа резца (AmDi от температурных деформаций детади
^огпд) и резца (АотЭ).
2G8 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
29. Составляющие суммарной погрешности формы при растачивании
Дд5 = Д05п + Лд5о
Растачи-
вание
Однорез-
цовое
Двухрез-
цовое
Погрешность в сечении
конечном
Д0п = У Лпг + лпЭ + лп тд
Дд5п = V Л»з + дп тд
(при растачивании плавающими
пластинами)
осевом
Д0о = До8 + Дов + Дои +
+ До nip +До тд
(при подаче столом)
Афо = Дои + До тр + Ло тб
Примечание. Обозначение величин см. рис. 63, а.
Следует отметить, что подача и скорость резания не только определяют про-
изводительность обработки резанием, но и существенно влияют на величины
всех основных составляющих точности формы при растачивании.
Пример. Запроектировать оптимальные условия чистового перехода при растачивании
цилиндрической втулки из серого чугуна СЧ 21-41, твердостью НВ 190, обеспечивающие
ваданную точность формы отверстия при вы-
сокой производительности обработки. Внут-
ренний диаметр втулки D = 450 мм, длина
I = 1000 мм, масса заготовки G = 500 кг, до-
пустимое отклонение формы 6^ = 125 мкм,
шероховатость поверхности v «• Резец про-
ходной с пластинкой ВК6 с геометрией:
V = 3"; а = 12°; X = 0°; ф = 45°; ф, = 10°.
Державка резца сечением F — 30 х 30 лш2,
вылет резца державки L = 30 мм.
Растачивание производится борштангой о
подачей резцовой головкой, й,„„ = 90^°'°"
расстояние между опорами L = 1400 мм
(рис. 65). Податливость упругой системы в раз-
личных радиальных направлениях в мкм]пГ:
0,24; wA = 0,11; ioA = 0,13;
Рис. 65. Схема растачивании с помощью
дифференциальной борштанги
для сечения I—I wA
0,16; wA
0,13; ю
0,32; u>
= 0,1; ir = 0,1.
¦Б4.0
для сечения 111—III w _ „)Ли, ^ _ „iUb,, ^
¦^l-O -bz-0 ij_, _ ,..„
В табл. 30 рассмотрены четыре варианта размерной наладки: вариант I—однорезцовое
растачивание о нормативными режимами резания; вариант II — однорезцовое растачивание
с нормативной пвдачей s «. 0,25 мм/об, скорость резания расчетная, удовлетворяющая ус-
ловиям обеспечения заданной точности; варианты III и IV — однорезцовое и двухрезцовое
растачивание в оптимальных условиях.
Однорезцовое растачивание с режимами резания, выбранными по нормативам (вариант
I), не обеспечивает ваданную точность обработки. Величина суммарной погрешности формы
Ьф почти в 3 раза превышает допуск в-. Снижение скорости резания более чем в 8 раз (ва-
риант II) позволяет уменьшить Д. до допустимой величины, однако производительность
обработки при этом резко снижается (Т
: 280 мин).
В вариантах III и IV предусмотрено применение резцов с радиусом при вершине до 3 мм>
что позволяет увеличить подачу и скорость резанин при условии обеспечения заданной точ-
ности обработки и высокой производительности.
Наибольшее влияние на точность формы при растачивании крупногабарит-
ных тонкостенных втулок оказывают размерный износ инструмента и темпера-
турные деформации детали. Для уменьшения погрешностей Дом и Дота целесо-
образно увеличивать подачу s и таким путем сокращать путь резания L. Однако
возможности такого способа ограничены размерной стойкостью инструмента
и вибрационными характеристиками упругой системы. Поэтому в некоторых
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ
269
30. Проектирование условий выполнения расточной операции, обеспечивающих
заданную точность формы н шероховатость обрабатываемой поверхности (см. рис. 65)
Параметры
Значение параметров для
вариантов обработки
II
III
Глубина резания t в мм
Радиус при вершине резца г в мм
Подача s в мм/об
Скорость резания v в м/мин
Путь резания L = щ-— в мм
Относительный износ и0 в мкм/пм
Погрешности от износа А = 2uQ (L + ft) в мкм
Погрешность от температурных деформаций резца Дот5О =
= 54^>7V>7st0'li в мкм
Погрешность от температурных деформаций детали До т д =
= 0,33-1(Г4 —— ¦ 2^- в мкм
в''2 G
Хр Ур
р = Ср t v s v vnkp в кГ
У У У
Погрешность от упругих деформаций системы До д =
= 2Р„ /wttt — ">г t в мкм
Погрешность от геометрических неточностей станка Дог =
= Т 6бор вмкм
Суммарная погрешность формы в осевом направлении
Л0о = Лог + ЛоЭ + Лои + Лотр + ЛотЭв МКМ
Погрешность от упругих деформаций в поперечном сече-
нии ДпЭ = Ру(гс1И1_2-№Ш3_4) в мкм
Погрешность от температурной деформации детали в попе-
речном сечении Дп mQ = ОДД0 тд в мкм
Погрешность от геометрической неточности станка в по-
перечном сечении Дп g = 0Д6до„ в жкж
Суммарная погрешность в поперечном сечении Д^ п =
= КЛпг + Л»Э + ЛптЭ в жкл1
Суммарная погрешность формы &ф = &фО +&фп в мкм
Машинное время обработки 1маш ~ — в мин
Ожидаемая стойкость резца Г в мин
{
1
1
0,25
168
5600
24
—308
+33
—70
17
+2
—13
-356
5
7
13
16
372
34
60
1
1
0,25
20
5600
3,4
—43
+15
17
+2
—13
-110
5
7
13
16
125
280
120
1
3
0,4
90
3550
7
-78
+27
—40
27
+3
—13
—101
7
15
116
40
60
270 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
случаях для обеспечения высокой точности формы крупного растачиваемого
отверстия для уменьшения Аои весьма рационально применять минералокера-
мические резцы, а для уменьшения Аотд — удалять стружку из растачиваемой
втулки струей сжатого воздуха.
Размерная наладка. Наиболее распространенный вид размерной
наладки в мелкосерийном производстве — статическая наладка по эталону,
выполненная расчетно-аналитическим способом. Если малые размеры партии,
значительные габариты и сложная конструкция деталей делают неэкономичным
изготовление шаблонов, то можно применять обработку по пробным проходам
с предварительным расчетом установочных размеров [26].
Точность взаимного расположения осей сопряженных и соосных отверстий
определяется погрешностями на соосность Дс. 0, на межосевое расстояние &.мо,
на параллельность осей Дпрл и на их перекос Апрп (см. рис. 63, б).
Величины составляющих, возможность их образования и степень влияния
на точность расположения осей отверстий в значительной мере зависят от схемы
построения расточной операции и метода растачивания (табл. 31 и 32).
31
Зиачеиие составляющих суммарном погрешности на
параллельность
соосных отверстии
двух групп
Составляющие погрешности
в вертикальной плоскости
S.
¦к С
<
е Й
<
ТО
а
Ч
а
<
S
а
« й
<
в горизонтальной плоскости
а
<
?
№ Й
<
ч
а
» s
<
§,
<» й
<
Растачивание консольными оправками. *
В одну установку на одной нозпцип
-
- 1 +
®
®
-
®
®
g
§,
« й
<
®
в произволь-
ном направ-
лении
<о
а
а
s
<!
Ч
а
<
®
В одну установку на двух позициях
4-
-
-
®
®
+
-
-
®
®
+
®
В две установки
-¦- ! +•• 1 - | ®
®
+
4-
®
Растачивание борштангами
В одну установку
+
-
-
®
®
¦ +
®
®
®
+ | ®
+
®
Растачивание в кондукторах
-
-
-
-
—
* При подаче шпинделем или столом.
** При работе по выверке не учитывается.
*** Погрешность от геометрических неточностей кондуктора.
-
Условные обозначения: -\ доминирующие погрешности;
ности, которые могут быть устранены при тщательной работе; -
сутстсуют
Примечание. Обозначения погрешностей см. рис. 63, б.
+
®
® — погреш-
погрешности от-
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ
271
32. Значение составляющих суммарной
погрешности на межосевое расстояние
двух групп соосных отверстий
Составляющие погрешности
в вертикальной
о.
о
<
о
о*
<
<
+
плоскости
о
<
о
g
о
SD ^
<1
в горизоггтальной плоскости
о
<
о
«58
<
о
OS ?
<
<
Растачивание консольными оправками *
В одну установку на одной позиции
•
•
+
6
<
в произволь-
ном направ-
лении
о
<
•
+
X
со
о
ч
<
•
В одну установку на двух позициях
+
®
®
+
-
-
®
®
+
®
В две установки
+
• **
-
+
-
®
®**
+
®
®
Растачивание борштангами
В одну установку
®
®
+
®
®
+
®
+
®
®
Растачивание е кондукторах
— ! ~
+ •••
* При подаче
** При работе
—
-
-
+ ***
®
шпинделем или столом.
по выверке не учитывается.
*** Погрешность от геометрических неточностей кондуктора.
Примечание. Условные обозначения см. табл. 31 и рис
®
+
63, б.
®
Исходные выражения для определения непараллельности и аерекоса осей
двух групп отверстий имеют вид:
для вертикального направления
Крл=ьУ(КРЛвУ+(КрЛсУНКРлтсУ+(КрЛгУ-,
для горизонтального направления
Крл^кУ(крлву+{КрлсУ+(КРлтсУ^
-'прлг
У
D7)
D8)
для произвольного направления
Кр л = к V Дпр* в + Дпрл
D9)
После приведения &впрл и Д^рл к направлению кратчайшей прямой, соеди-
няющей оси отверстий, определяют величины суммарной погрешности на парал-
лельность
АпРЛ=К(А^^а)Ч(А^лсо8а)Ч(Д;рлJ, E0)
где а —. угол между прямой, проходящей через оси отверстий, и плоскостью
стола.
272 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
3. Проектирование условий выполнения расточной операции на обеспечение
заданной точности межосевого расстояния (си. рис. 66)
Условия обработки
и составляющие погрешности
межосевого расстояния
Варианты выполнения операции
консольными
оправками
I
II
борштан-
гами
Ш
в кон-
дукторе
IV
Вылет шпинделя х в мм
Средняя податливость системы w в мкм/кГ
Количество проходов р
Глубина резания t в мм
Подача s в мм/об
¦-('
'тах^ш
_fmln\
Коэффициент kt^ _ -тах-ц, - -h ,
Составляющие погрешности в мкм при
обеспечении заданной точности межосе-
вого расстояния
В произвольном направлении
У р
У
V
х]А?
В вертикальной плоскости:
от выверки ДдаГ,
от самопроизвольных смещений Д^о с
от температурных деформаций станка
~""+КосУ + (ьвмотсУ
В горизонтальной плоскести:
от выверки &мо 1
от самопроизвольных смещений Д^ос
от температурных деформаций станка
моте
от геометрических неточностей станка
д2
^^LmcY + ^мо.гУ
i
Суммарная погрешность мешосевого рас-
стояния:
'д;0*!паJ+
Машинное время обработки *маги Е *и*н
Вспомогательное время tecn в л*мн • ¦ •
Штучное время *шт в мин
600
о
а
+ 15
±25
±10
±10
ч-36
±25
±35
±5
0
±53
±47
19
20
39
300
0,8
2
= 5
= 2
'max
'min
s = 0,5
fe ==3,7
+ 4
+ 50
±45
О
0
+ 80
±57
19
36
55
2,0
2
ТВ
СМ О.
0
±15
0
+ 15
±15
±10
±10
+ 25
±14
±15
±35
±5
0
±43
±41
16
58
74
2,0
'max —1
fmin = 0.6
8 = 0,25
ht = 0,5
lw
±14
О
О
О
±50*
±50
+ 38
18
* Погрешность от геометрической неточности приспособления.
ОБРАБОТКА НА РЕВОЛЬВЕРНЫХ СТАНКАХ 273
Так как перекос осей задают и измеряют в плоскости, перпендикулярной
к плоскости Дпрл, то суммарная погрешность перекоса осей двух групп соосных
отверстий
Д»Р«-=УЛКрд«»«I + КРл sinaJ + (A;,.,J. E1)
По аналогии с изложенным выражение для определения суммарной погреш-
ности межосевого расстояния будет
ДЛ0 = ± У( А1 sin aJ + (Ко cos aJ + ( A^jl E2>
При подсчете суммарной погрешности на соосность после определения Д°о;
&со и Асо их следует привести к одному результирующему произвольному на-
правлению.
Поэтому
Дсо=±1/Л(Д«о)Ч(Д*о)Ч(л;о)а. E3)
На основании этих выражений решают основные задачи при проектировании
расточных операций иа обеспечение заданной точности расположения осей раста-
чиваемых отверстий — выбирают рациональный способ растачивания, схемы
ее построения и другие условия, при соблюдении которых будет надежно обеспе-
чиваться заданная точность с учетом производи-
тельности обработки.
J
Z .
/
Пример. Проектирование условий выполнения рас-
точной операции по обработке системы из двух групп
сопряженных отверстий в корпусной детали из серого чу-
гуна СЧ 18-36, НВ 180 (рис. 66).
Станок горизонтально-расточный мод. 2622А, с диа-
метром шпинделя 110 мм. Резцы проходные, материал
ВК6 с геометрией: v = 3°; a = 12°s ^ = 0°; ф = 45°;
tp, = 10°.
Необходимо определить оптимальные условия обеспе- рис gg
чения заданной точности расположения осей отверстий
при растачивании различными методами.
В табл. 33 приведены четыре варианта выполнения расточной операции: I—консоль-
ное растачивание в одну установку на одной позиции, в два прохода; II — консольное рас-
тачивание в одну установку на двух позициях (с поворотом стола с деталью); III — раста-
чивание борштангой, при выверке борштангя относительно детали по шаблону индикатор-
ным центроискателем; IV — растачивание скалками в кондукторе.
Заданная точность на межосевое расстояние &то= ±0,09 мм может быть обеспечена
при двухпроходном растачивании по всем рассматриваемым вариантам обработки. Однако
производительность и экономичность обработки при этом различны. Штучное время мини-
мально при обработке в кондукторе. Но этот способ может быть применен только при доста-
точной серийности производства. Обработка по варианту I производится при вылете шпин-
деля 600 мм и может сопровождаться вибрациями. В условиях безвибрационного растачи-
вании этот способ работы без кондуктора явлнетсн Наиболее рациональным, так ка,к обесцве-
чивает наиболее высокую производительность при самой простой оснастке — консольной
оправке.
Если же работа на больших вылетах шпинделя затруднена из-за вибраций, то нужно
работать по варианту II (в одну установку детали на двух позициях). При этом способе вы-
лет шпинделя уменьшается до 300 мм, увеличивается жесткость системы, создаются условия
безвибрационной работы, сокращаются погрешности выверки, но увеличивается вспомога-
тельное время.
К обработке борштангами следует прибегать только тогда, когда нельзя применить ни
один из способов растачивания консольными оправками из-за значительных габаритов де-
тали или из-за высоких требований к точности обработки.
ОБРАБОТКА НА РЕВОЛЬВЕРНЫХ СТАНКАХ
На револьверных станках благодаря возможности совмещения в одной опе-
рации большого числа различных переходов может производиться комплексная
обработка деталей, превосходящая по производительности раздельное выпол-
нение тех же переходов на токарных, сверлильных и других станках с неавто-
матическим циклом.
274 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
На револьверных станках обрабатывают разнообразные детали из прутко-
вого материала или из отдельных заготовок: валики, арматуру, шкивы, махо-
вички, корпусные детали, крепеж и т. п. На них производят обтачивание и раста-
чивание цилиндрических, конических, шаровых и профильных поверхностей,
подрезание торцов, нарезание и на-
катывание резьб, рифлений и т. п.
При обтачивании, растачивании и
подрезании торцов без применения
мерного инструмента достигают 4—
5-го классов точности, а при приме-
нении разверток и бреющих резцов
выдерживают размеры по 2—3-му
классам точности.
Нарезание резьбы нерегулируе-
мыми инструментами (метчиками,
плашками) возможно по 2—3-му,клас-
сам точности, регулируемыми инст-
рументами (резьбонарезными и нака-
тными головкам) — по 1—2-му клас-
сам точности.
Для устранения влияния неточно-
стей индексации и фиксирования ре-
вольверной головки, а также для повышения жесткости технологической систе-
мы рекомендуется пользоваться направляющей штангой, укрепленной на шпин-
дельной бабке и дополнительно центрирующей головку (рис. 67), направлять
инструмент по втулке, вмонтированной в шпиндель (рис. 68), применять для
чистовой обработки плавающие и качающиеся инструменты. Режущий инстру-
мент следует устанавливать в револьверной головке с учетом наименьшего влия-
ния погрешности индексации (рис. 69)
на точность обработки.
Применение станочных упоров ог-
раничивает перемещение револьверной
головки и обеспечивает стабильность
размеров обрабатываемой детали.
Рис. 67. Центрирова-
ние револьверной го-
ловки с помощью нап-
равляющей штанги
Рис. 68. Расточная скалка с пе-
„редним направлением
5)
Рис. 69. Расположение резца относи-
тельно револьверной головки: а —
правильно; б — неправильно
Обработка отверстий. Для уменьшения увода сверла рекомендуется
сверлить отверстия после подрезки торца и обработки коротким сверлом конус-
ного углубления (зацентровки).
Отверстия 5—7-го классов точности с биением в пределах допуска на диа-
метр обрабатывают цилиндрическими, ступенчатыми или комбинированными
зенкерами. При более жестком допуске на биение производят растачивание
скалкой с резцами илп обработку отверстия зенкером с передним направлением
(аналогично рис. 68). Развертки для обработки точных отверстий закрепляют
ОБРАБОТКА НА РЕВОЛЬВЕРНЫХ СТАНКАХ
275
щих выточек в отверстиях применяют ручные рычажные, винтовые, реечные и
другие приспособления (рис. 70).
Обработка наружных поверхностей. При обтачивании с помощью револь-
верной головки в ней закрепляют про-
стые или люнетные (рис. 71) державки
с резцами, заранее установленными на
требуемый диаметр обработки.
В резцовой головке закрепляют фа-
сонные или бреющие резцы, работающие
с поперечной подачей, а также обыч-
аые проходные или подрезные резцы.
Нежесткие заготовки можно под-
держивать центром, установленным в
револьверной головке (рис. 72). На
станках с горизонтальной осью вра-
щения револьверной головки центр ус-
танавливают в специальной стойке на
суппорте. Для вытачивания неглубоких
канавок на ступенчатых валиках при-
меняют рычажные или винтовые дер-
шавки (рис. 73).
Подрезание торцов рекомендуется
производить поперечной подачей рез-
цовой головки. Однако подрезание сту-
пенчатых торцов может успешно выпол-
няться широкими резцами с продольной
подачей (рис. 74), а также цековками, укрепленными в револьверной головке.
Обработка фасонных поверхностей производится различными профиль-
ными инструментами (рис. 75), копирными устройствами (рис. 76 и
77) или специальными державками
(рпс. 78).
Применение профильных инструмен-
тов ограничивается жесткостью системы.
Рис.
70. Винтовое приспособление для
растачивания канавок
/1
Рис. 71. Люнетные державки к станкам о го-
ризонтальной осью вращения револьверной
головки: а — сборная державка; б —держав-
ка и люнет
Рве. 72. Установка центра в револьверной го-
ловке
Рис. 73. Ручное приспособление для про-
тачивания канавок на ступенчатых валиках
Резьбообрабатывающие инструменты — машинные метчики, плашки, резь-
бонарезные и резьбонакатные головки закрепляют в револьверной головке.
Они работают с осевой подачей по принципу самозатягивания, так как револь-
276 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
верные станки не имеют ходовых винтов. Для получения качественной резьбы
рекомендуется в начальный момент резьбообразования давать револьверной
головке с инструментом принудительную подачу, близкую к шагу резьбы, а
затем выключать ее. Учитывая массивность револьверной головки, резьбообра-
Рис. 74. Подреза-
ние торца широ-
ким резцом с про-
дольной подачей
6)
Рис. 75. Державка с дисковым Рис. 76. Приспособление для обработки сферических
фасонным резцом поверхностей: а — рычажное; б — с червячной пе-
редачей
а)
Рис. 77. Обтачивание по копиру на станках с горизонтальной осью
вращения револьверной головки: а — с продольной подачей; б — с по-
перечной подачей; 1 — обрабатываемая заготовка; 2 — копир;
з — упор; 4 — резец
ОБРАБОТКА НА РЕВОЛЬВЕРНЫХ СТАНКАХ
277
Ш-
зующий инструмент следует закреалять в выдвижных державках, допускающих
свободное осевое перемещение инструмента, при неподвижной револьверной
головке.
На станках с горизонтальной осью вращения револьверной головки воз-
можно нарезание резьбы резцом, гребенкой или резьбонарезной головкой, по-
следние закрепляют в специальном
накидном рычаге, получающем дви-
жение подачи от резьбового копира.
Внутренние резьбы накатывают
метчиками-раскатниками, а наруж-
ные с поперечной подачей — держав-
ками (рис. 79) или с осевой пода-
чей — головками типа ВНГН завода
«Фрезер» (рис. 80) на тех же режи-
мах, что и точение.
i
1
Mi
I—U [
Рис. 78. Копирная державка для растачива-
ния конуса
Головки автоматически раскры-
ваются от упора и поэтому не тре-
буют реверсирования. Поверхность
заготовки под накатывание резьбы обрабатывают по 3—За классам точности
с помощью бреющих резцов или головок с дисковыми (гладкими) гребенками
по ГОСТу 3307—61*.
Совмещение переходов обработка и применение многоинструментных наладок
повышает эффективность револьверных станков (рис. 81—82).
Не рекомендуется производить за один рабочий ход черновую и чистовую
обработку, например, сверление и развертывание, грубое обтачивание и оконча-
тельное растачивание, так как возникающие при черновой обработке вибрации
создают дробление, огранку и другие по-
. . роки на чистовых переходах.
Р— И Если в револьверной головке исполь-
зуется только часть гнезд, то в свобод-
Рис. 79. Державка для накатыва-
ния резьбы с поперечной подачей
Рис. 80. Головка для накатывания
резьбы с осевой подачей
ные гнезда целесообразно устанавливать дублирующие комплекты инструмента,
что позволяет несколько раз повторять цикл обработки за полный оборот го-
ловки. Если револьверная головка не вмещает все необходимые для обработки
инструменты, применяют патроны для быстросменного крепления инструмента,
как это делают на сверлильных станках.
Для сокращения времени на подналадку целесообразно производить наст-
ройку (регулировку)инструмента' по приборам вне станка, использовать легко-
сменные заранее налаженные блоки инструмента или производить смену револь-
верной головки в сборе с инструментами. Применение инструмента с механиче-
ским креплением многогранных твердосплавных пластинок также сокращает
время на смену и настройку.
При работе на револьверных станках без автоматического изменения ско-
ростей резания и подач по переходам обработки для сокращения вспомогатель-
Рие. 81. Совмещение переходов обработки на
ревдльверных станках: а; б и в — на станках
с вертикальной осью вращения револьверной
головки: г, в и <? —на станках о горизонталь-
ной осью вращения револьверной головки
и)
")
V//////*
Рис. 82. Примеры совмещения переходов обработки на станках с го-
ризонтальной осью вращения револьверной головки: а — д — комп-
лексная обработка: е — н — последовательно-комплексная обработка
V77777777777.
Рис. 84. Много-
инструментная на-
ладка на револь-
верный станок для
обработки шаро-
вого пальца: I —
открепить, подать
до упора и закре-
пить пруток (на
Т рис. не показано);
! II— подрезать то-
Т рец; III — обто-
чить два диаметра
J-L' предварительно;
IV — обточить два
диаметра оконча-
тельно и снять
фаску; V — обто-
чить шейку; VI —
обточить сферу;
VII — отрезать
Рис. 83. Схема групповой настройки револьверной головки: I—XI — переходы обработки;
1—16 ~ номера гнезд для закрепления инструментов
280 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
яого времени на управление станком обычно применяют осредненные значения
режимов резания.
Групповая обработка однотипных деталей на револьверных станках особенно
эффективна в условиях серийного
производства, так как способствует
сокращению времени на переналадку.
щ^Щ-
и
Й' 'Tl+f\ Рис. 85. Многоинстру-
1 ментнан наладка на ре-
ll+i I Больверный станок для
обработки резьбовой
шпильки; I — открепить,
подать до упора в закрепить пруток (на
?ис. не показано); II — подрезать торец;
II— обточить конец под резьбу, IV— снять
фаску; V — нарезать резьбу; VI — откре-
пить, подать до упора и закрепить пру-
ток; VII — отрезать
Рис. 86. Многоиист-
румевтная наладка
на револьверный ста-
нок для обработки
крышки: I — снять и
закренить заготовку
(на рис. не пойазано);
II— подрезать торец;
III — зенкеровать от-
верстие диаметром
24 лип; IV—раЬточить
предварительно от-
верстие диаметром 44,5; 71 и 80 ли» и снять
фаску; V — расточить окончательно отверстие
диаметром 25+0'28; 72+0''2; предварительно —
отверстие диаметром 45,5 и притупить острые
кромки; VI — развернуть отверстие диаметром
Л
46+0-'
мм
Детали, сходные по конфигурации и переходам обработки, группируют в
классы и группы. Детали одной группы, близкие по размерам, обрабатывают
на револьверном станке одной модели одинаковыми методами, с применением
типовой оснастки.
Групповой технологический процесс разрабатывают на комплексную деталь,
т. е. на условную деталь, содержащую все переходы обработки, присущие детали
данной группы.
ш
у///////л ,
Рис. 87. Многоинструментная наладка на полуавтоматиче-
ский гидрофицированный револьверный станок для обра-
ботки корпусной детали; I — снять и закрепить заготовку
(на рис. не показано); II — зенкеровать два отверстия диа-
метром 68 мм «в линию» 111; — зенкеровать два отверстия
диаметром 70 мм и подрезать наружный торец предваритель-
но; IV — зенкеровать два отверстия диаметром 71,5 мм,
снять фаску и подрезать наружный торец окончательно;
V — проверить обработкой диаметр 54 мм; VI — развер-
нуть два отверстия диаметром 72+0'03 мм <в линию»
Рис. 88. Многоинструментная наладка на револьверный станок
для обработки колпачка из пруткового материала: 1 — откре-
пить, подать до упора и закрепить пруток (на рис. не показа-
но); 11 — центровать; 111 — сверлить; IV — рассверлить отвер-
стие; V — обточить поверху и расточить отверстие предвари-
тельно; VI—обточить поверху, расточить отверстие окончательно
и надрезать заготовку, VII—подрезать торцы; VIII — отрезать;
1—12 номера гнезд для закрепления инструментов.
282 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
V//
I
»
Для обработки комплексной детали Создается универсальное приспособле-
ние и универсальная групповая настройка, допускающие обработку любой
детали данной группы с наименьшими
переналадками.
Групповую настройку фиксируют в
. наладочной карте, где указывают все
переходы обработки, шифры инструмен-
та, места их закрепления, случаи замены
и прочие сведения, необходимые для
осуществления групповой обработки.
Примеры наладок. На рис. 83, а по-
казана групповая настройка на револь-
верный станок с горизонтальной осью
вращения револьверной головки.
Группа деталей одного класса (рис.
83, г) может быть обработана с неболь-
шими переналадками: заменой сверла
(гнездо 2), державки с расточным резцом
на патрон с разверткой (гнездо 12), пе-
рестановкой и регулированием упоров.
На рис. 83, б и в показаны переходы
обработки двух различных деталей дан-
ной группы. При обработке первой де-
тали (рис. 83, б) не используют накатку
(гнездо 6) и фасочный резец (гнездо 10),
а при обработке второй детали (рис. 83, <?)
не применяют резьбовой резец. Доде-
лочные операции после отрезки выпол-
няют на других станках.
В крупносерийном и массовом про-
изводствах, когда станок закреплен за
обработкой одной детали, применяют
стационарные многоинструментные на-
ладки (рис. 84—89).
Характерным для приведенной на
рис. 84 наладки является использование
многорезцовых державок для обтачива-
ния стержня и снятия фаски, а также
фасонного резца для сферы. Узловой
канавочный резец одновременно ''служит
и черновым резцом под последующее
обтачивание сферы.
Стержень шпильки (рис. 85) обтачи-
вают под резьбу с помощью люнетной
державки, что уменьшает вибрацию и
отжим прутка при обработке. Для наре-
зания резьбы использована резьбонарез-
ная головка по ГОСТу 3307—61, закреп-
ленная в специальной выдвижной дер-
жавке, что облегчает самозатягивание
инструмента. Перед отрезанием пруток
дополнительно выдвигается до упора,
что обеспечивает нужную длину детали.
'
Рис. 89. Многоинструментная наладка на
револьверный станок для обработки сту-
пенчатого валика из штамповой заготовки:
I — снять и закршшть заготовку (на рис.
не показано); II —Обточить четыре ступени
предварительно и центровать; III — обто-
чить папфу, подрезать торец и проточить
канавку для выхода резьбы; IV — сверлить
отверстие; V — обточить хвостовик окон-
чательно, подрезать торец и галтель; VI —
обточить уступ и образовать галтель;
VII — нарезать резьбу
Наладка, показанная на рис. 86, характерна широким применением комби-
нированного многолезвийного инструмента, оснащенного твердым сплавом,
благодаря чему совмещаются многие переходы обработки и упрощается наст-
ройка. ^
ОБРАБОТКА НА ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 283
На рис. 87 показана наладка, для которой характерно применение сборного
комбинированного инструмента и приспособления с направляющей втулкой
(переднее направление инструмента).
Многоинструментные наладки на станки с горизонтальной осью вращения
револьверной головки показаны на рис. 88 и 89.
Резьбу на конце валика (рис. 89) нарезают малогабаритной головкой с приз-
матическими радиальными гребенками. Головку закрепляют в дополнительном
резьбонарезном устройстве — накидном рычаге.
Дальнейшее совершенствование процесса обработки деталей на револьвер-
ных станках идет по пути автоматизации управления и программирования.
ОБРАБОТКА НА ОДНОШПИНДЕЛЬНЫХ МНОГОРЕЗЦОВЫХ
ТОКАРНЫХ ПОЛУАВТОМАТАХ
На многорезцовых токарных полуавтоматах 1712, 1А72О, 1722, 1А730, 1708,
1713, 1732 и других возможна обработка цилиндрических, фасонных, конических
и торцовых поверхностей на деталях типа приведенных на рис. 90. Станки
серийного выпуска позволяют обрабатывать заготовки диаметром до 500 мм,
а)
Рис. 90. Типовые детали, обрабатываемые на одношгсиндельных много-
резцовых токарных полуавтоматах: а — заготовка зубчатого колеса и
фланец; б — заготовка с фасонными и коническими поверхностями;
в — ступенчатые валы
длиной до 1500 мм в центрах и диаметром до 600 мм в патроне (техническую
характеристику станков см. в т. 2).
Проектирование наладок. На токарных полуавтоматах обычно выдер-
живают 4—5-й классы точности. При правильном выборе наладки и техноло-
гической оснастки точность может быть повышена до 2—3-го классов точности.
При проектировании наладок необходимо стремиться к одновременной ра-
боте инструментов, установленных на продольных и поперечных суппортах. Сов-
местно работающие резцы размещают так, чтобы силы резания от одних резцов
уравновешивались силами от других резцов.
Обтачивание ступенчатых деталей начинают с меньшего диаметра; снятие
фасок и подрезку торцов производят одновременно с обтачиванием.
В наладках с резцами из быстрорежущей стали увеличивают количество
резцов на переднем суппорте, так как это уменьшает длину хода и тем самым
сокращает машинное время операции. Однако выигрыш во времени обработки
из-за увеличения числа резцов обеспечен только до тех пор, пока время работы
заднего суппорта меньше времени работы переднего; иначе говоря, должно быть
выдержано соотношение
284 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рис. 91. Схема работы бреющего резца
где Ln, L3 — длина рабочего хода соответственно переднего и заднего суппор-
тов; sn и s3 — допускаеман подача соответственно переднего и заднего суппортов.
Увеличивая число одновременно работающих резцов, необходимо учитывать
жесткость станка, детали и крепления ее на станке.
Количество резцов в наладке не должно быть чрезмерным также и потому,
что увеличивающиеся при этом вибрации станка и расход энергии приводят
к повышенному износу инструмента и более частой регулировке и смене его.
В результате достигнутое сокращение машинного времени может быть сведено
на нет увеличением времени на подналадку н наладку станка. Кроме того, при
большом количестве резцов в наладке усложняется конструкция державок и
затрудняется процесс наладки и подналадки станка.
При нроектировании наладок с инструментами, оснащенными твердосплав-
ными пластинками, для полуавтоматов 1А720, 1А730, 1732 и др. не следует уве-
личивать число резцов, так как конструкция этих станков не отличается боль-
шой жесткостью и при работе на высоких скоростях резания возникают интен-
сивные вибрации, вызывающие выкрашивание твердосплавных резцов (особенно
в момент врезания).
Мощность этих полуавтоматов часто оказывается недостаточной для работы
на высоких скоростях резания, что также требует сокращения числа резцов в на-
ладках. Для более полного использо-
вания многорезцовых полуавтоматов
при работе на скоростных режимах
часто выгодно вместо многоинстру-
ментальных применять наладки с од-
ним или двумя проходными резцами,
работающими по копиру. При этом
достигают увеличения производитель-
ности до 25% за счет повышения
скорости резания и увеличения пода-
чи, а также за счет сокращения времени на наладку и подналадку станка;
уменьшается также расход инструмента.
Одновременное выполнение переходов предварительной и чистовой обработки
на многорезцовых полуавтоматах допустимо в случаях, если такое совмещение
не снижает точности и класса чистоты поверхности чистовой обработки.
Применение многорезцовых наладок при чистовом обтачивании длинных глад-
ких деталей не рекомендуется. Из-за погрешностей настройки нескольких рез-
цов на один размер и неравномерности отжатия резцов во время работы, обра-
батываемая поверхность получается ступенчатой. Поэтому предварительную
обработку гладких деталей выполняют на многорезцовых станках, а окончатель-
ную — на однорезцовых.
При чистовом обтачивании на многорезцовых полуавтоматах ступенчатых
деталей необходимо каждую ступень обрабатывать одним резцом; возможно
также применение сдвоенных суппортов, допускающих индивидуальную регу-
лировку каждого резца на размер.
Обработку деталей с большим перепадом диаметров рекомендуется выпол-
нять при смешанных наладках: большие диаметры обрабатывать инструментами,
армированными твердым сплавом, малые диаметры — инструментами из быст-
рорежущей стали.
Для получения более высокой точности B—3-го классов) при обработке сту-
пенчатых деталей наладку оснащают широкими фасонными или бреющими рез-
цами, работающими на задних суппортах, при этом следует учитывать, что
резцы, армированные твердым сплавом, работают на врезание значительно хуже
резцов из быстрорежущей стали. Во избежание поломок твердосплавного инстру-
мента следует предусматривать последовательную работу переднего и заднего
суппортов.
При обработке бреющим резцом (рис. 91) профиль изделия получается бла-
годаря касательному перемещению резца (расстояние I). Настройку на размер
ОБРАБОТКА НА ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 285
осуществляют по наименьшему диаметру D, а все остальные размеры получаются
за счет профиля резца.
Наружные цилиндрические и конические поверхности шириной до 90 мм
следует обрабатывать фасонными резцами, если на это требуется меньше вре-
мени. Обработка фасонными резцами требует большой жесткости системы,
а точность обработки составляет 3—4-й класс.
При разработке наладок для станков 1А720, 1А730 и др., у которых длина
хода заднего суппорта связана с величиной хода продольного суппорта, необ-
ходимо иметь в виду, что получение точных диаметров B—4-го классов точности)
на обрабатываемых изделиях при помощи фасонных резцов возможно лишь в том
случае, если в конце рабочего хода суппорта обеспечивается калибровка за счет
нескольких оборотов шпинделя без,перемещения суппорта.
5>о,,
"",- ,Т7Г^У
1 1*45°
0,2*45° __
V6
3
— IN
5
0,5*<f5
Рнс. 92. Наладка полуавтомата 1А730 для
обработки чугунных гильз цилиндра
Рис.
93. Обработка гильзы цилиндра
на полуавтомате 1А730
Во избежание смещения ступеней детали по длине при обработке в жестких
Центрах следует строго выдерживать размер входного диаметра центрового
гнезда или применять плавающие центры.
Вазовые отверстия заготовок для установки на оправках обрабатывают
обычно по 2-му классу точности. Применение прессовых оправок приводит к за-
Дирам на поверхности отверстия и искажениям геометрической формы изделия
в процессе обработки.
Погрешности, полученные в результате напрессовки, устраняют при допол-
нительных операциях обработки.
Наиболее высокую точность достигают прн одновременной обработке отвер-
стия и торца детали.
Затем заготовку в специальной приспособлении базируют отверстием на
Пальце с зазором 0,04—0,05 мм и по торцу и обрабатывают второй торец. Биение
Торцов после обработки в этом случае не превышает 0,03—0,04 мм.
Примеры наладок. Наладки для обработки чугунных заготовок гильз
ВДока цилиндров на станках 1А730 показаны на рис. 92 и 93. Обработку гильз
286 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
(рис. 92) ведут с переднего суппорта резцами с механическим креплением пластин
твердого сплава. Это дает возможность при точном изготовлении твердосплавных
пластин не производить подналадки резцов после поворота пластин при их
затуплении. С заднего суппорта осуществляется подрезание торцов и прореза-
ние канавок.
Блок резцов для прорезания канавок налаживают вне станка на специаль-
ном приспособлении.
Особенностью наладки на окончательную обработку гильзы является обра-
ботка заготовки на цанговой оправке (см. рис. 93).
V6
11
-ш?—
—
Hut 0,15
j-
12
215-0,3
N
Рис. 94. Наладка полуавтомата 1А730 с радиаль-
ной подачей переднего суппорта для предвари-
тельной обработки шкива вентилятора
Рис. 95. Наладка полуавтомата типа
116 для работы с ударной нагрузкой
С переднего суппорта производят обтачивание буртика и снятие фаски на
внутреннем диаметре. С подрезного суппорта осуществляют снятие фасок на
буртике, канавках и подрезание торцов буртика.
Следует подчеркнуть, что фасонный резец для снятия фасок на буртике раз-
мещен в разных плоскостях с подрезными резцами.
С помощью специальных державок шкив может быть полностью обработай
на одном станке 1А730 (рис. 94). Снятие внутренней фаски можно выделить
в отдельную операцию, тогда шкив обрабатывают в две операции — токарнаЯ
и снятие фаски зенковкой на сверлильном станке. В первом случае машинное
время на 25% меньше, чем во втором.
ОБРАБОТКА НА ОДНОШПИНДЕЛЫШХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 287
В наладке для обработки корпуса масляного насоса (рис. 95) задний суппорт
заканчивает свою работу до вступления в работу переднего суппорта. Этим дости-
гают получение точных размеров шеек C-й класс) при высоком классе чистоты
поверхности. В случае одновременной обработки подрезные резцы на заднем
суппорте работают с ударной нагрузкой, снижается точность и повышается ше-
роховатость поверхностей 1 и 2,
У/7777/.
Ц^-»1Г"«"+-п-11-тт"Ь
lit» +II til II+ +
<D
ll+ll ll+ll ll+ll II+ +II
II II II II II UUI
и + H M i
h- --MfH-H-f -+
' и м ' '
16
Неуказанные допуски на размеры_'0,7
а—Ш Ш—UU Д||
I+IWI +
!! i! П i ii li'ii'il
¦!i +!! Hi!!'1
II И II \ 11+ +И|
II ii + l! ii + H ll + ll II II
и i> ii и и n+ +M
¦I+N + ii+ + ii П+
+!!+"+!ui
Рис. 96. Наладка полуавтомата типа 116 длн предварительной обработки одного конца
(а) и окончательной обработки другого конца (б) валика
На рис. 96 показаны схемы наладок двух многорезцовых полуавтоматов
типа 116, на которых производят обработку ступенчатого валика коробки ско-
ростей с двух сторон. В наладках применены резцы, армированные твердым
сплавом, и резцы из быстрорежущей стали. Резцы передних и задних суппортов
Работают одновременно.
Копирные наладки одношпиндельных многорезцовых полуавтоматов типа 116
п°казаны на рис. 97. Каждая наладка оснащена двумя проходными резцами
288 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
VS
. 233
—
52,3-о,и
—v
¦
-^21+0,12
28,ЗЩ2
Ч
а
*>
i
.3
45
61 . 70 J6,3?}
Рис. 97. Наладка полуавтомата 116 для
обработки в одну операцию заготовки ко-
нической шестерни с применением копир-
ной линейки
' !+!
%
и^ч '
I I
1- 1
в)
5)
Рис. 98. Нападки для обработки поворотного кулака с конусной шейкой: а — много-
резцовая обработка цилиндрических ступеней и копирная обработка конуса? 6 — ко-
пирная обработка всех ступеней одним резцом
ОБРАБОТКА НА ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 289
на переднем суппорте; резец, обтачивающий конус, работает по копиру. При-
менение трех фасонных резцов на заднем суппорте вместо двух позволяет исклю-
чить вторую операцию. Применение фасонных резцов в наладке в ряде случаев
позволяет совершенствовать технологию.
Наладки для обработки поворотного
кулака представлены в двух вариантах.
В первом случае (рис. 98, а) предусмотре-
но многорезцовое обтачивание; резец, об-
тачивающий конус, работает по копиру. Во
втором случае (рис. 98, б) на переднем суп-
порте установлен один проходной резец,
обтачивающий по копиру поверхности 1—
4. Это дает возможность вести обработку на
повышенных режимах и сократить время
наладки и переналадки станка на 20—25%.
233
SV-ол
Ц-4У /
У|ТТ7
г-
i
ft
1
"ffl
Г
\
V5
28,3+0,1
\
1 23U 5 6 7 8 9 Ю 11 1213
Рис. 99. Наладки для обработки шестерни са- Рис. 100. Наладка для обработки на
теллитов: а — на полуавтомате 1730; б — на по- станке 1722 конической шестерни зац-
луавтомате 1712 него'моста:а — схема обработки одного
конца (поверхности 10—is); I — валик
крепления копиров; II —копиры; б —
схема обработки другого конца (по-
верхности 1—9)
Наладка на обработку заготовки шестерни сателлитов с использованием
копирных державок на переднем и заднем суппортах показана на рис. 99.
Более производительна обработка этой же заготовки на гидрокопировальном
станке 1712 (рис. 99, б). Оригинальным в этой наладке является использование
10 Справочник технолога, том 1
290 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
осевого инструмента, установленного в державке на продольных салазках гид-
рокопировального суппорта. Это позволило исключить операцию снятия фаски
на сверлильном станке и уменьшить машинное время на 20%.
Наладки гидрокогшровальных полуавтоматов 1712 и 1722 показаны ва
рис. 100—102. Для быстрой переналадки станка 1722 на другую операцию при-
меняют трехсекторыый копир (рис. 100), при этом два сектора копира используют
для обработки одной детали с двух сторон, а третий сектор предназначен для
обработки другой детали.
ПЬ5
/*45С
3x60°
Рис. 101. Многорезцовая наладка по-
луавтомата 1722 для обработки гильз
цилиндров
Рис. 102. Наладка полуавто-
мата 1712 для обработки флан-
цев
В ряде случаев при работе на высоких режимах резания гидрокопировальные
полуавтоматы используют вместо вертикальных многошпиндельных токарных
полуавтоматов непрерывного действия без снижения производительности.
Простота наладки этих станков позволяет применять их в серийном произ-
водстве.
При прооЕстпрованип наладок на сганки 1712, 1722 и 1732 следует учитывать
недостаточную жесткость нижних подрезных суппортов и наибольшую часть
нагрузки переносить на верхние гндрокопироиальные суппорты.
На рис. 101 показана оригинальная наладка станка мод. 1722 для обработки
гильз цилиндра с применением многоинструментальной наладки на верхнем
копирном суппорте с использованием резцов с механическим креплением твердо-
сплавных пластин.
Следует указать, что нижний подрезной суппорт в наладке работает раньше
копирного, тем самым созданы благоприятные условии для врезания нескольких
резцон, используемых на копировальном суппорте с применением специальной
державки.
ОБРАБОТКА НА ОДЯОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 291
На рнс. 102 показана наладка для обработки фланцев на станке 1712. Осо-
бенностью этой наладки является применение специальной державки к гидро-
копировальному суппорту для обработки фаски с осевой подачей.
Расчет копиров. Копиры для гидрокопировальных станков 1712, 1722 и 1732
рассчитывают по диаметральным и линейным размерам.
-1'
— ^
1-—с!
8.
S3
IS
0,2
$
si
—, '¦
Si
•*>
Si'
—
Рис. 103. Эскиз детали с неповто-
ряющимися допусками для расчета
копира
Рис. 104. Эскиз детали с повто-
ряющимися допусками для расчета
копира
За базовую шейку для расчета по диаметрам принимают шейку заготовки,
обрабатываемую с наиболее жестким допуском ( 0 25,0,06 на рис. 103). Если не-
сколько шеек заготовки обрабатывают с одинаковым допуском, то в качестве
базовой может быть принята любая из них, но более удобной является шейка,
с которой начинается обработка (ф 25_о,2 на рис. 104).
S
|_1
-
Sis
Базовый \
Рис. 105. Эскиз детали с расчет-
ным базовым размером
Рис. 106. Перепады копира по вы-
соте
Размер копира по базовой шейке задается с ужесточенным допуском, величина
которого составляет 25—30% допуска на шейку валика: для шейки © 25_0,2
допуск на изготовление копира
х 0,2 -30 . .„
б=-Тоо-=0'06лш-
Найденная величина 6 распределяется от предельных размеров шейки ва-
лика (© 25—24,8) равномерно, образуя предельные значения базового размера
DB копира (рис. 105):
Двтах = 25- А = 24,97 мм;
0Бт,п = 24,8+А = 24,83 мм.
Расчет величин перепадов h на копире и допусков на их выполнение произ-
водят по следующим формулам:
для Шеек диаметром D > D в
Amax =
On
Кпп = -
' 2
Dm.n-DB
min
10*
292 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
для шеек диаметром D < ОБ
, _ ДБтш~Дгшп_
max о •
Двтах*~Дтах
2
где femax и hmin — максимальная и минимальная величины перепадов на сторону
в мм; Dmax и Dmin—предельные размеры диаметров обработки в mm;Db— диа-
метр базового размера в мм.
Пример расчета перепадов копира (рис. 105 и 106).
Первый перепад ht
30-24,97 _ 29,8-24,83
ftmax"~ 2~ —^,010, «min 2 ^,400. «х-Z,01U_0,03.
Второй перепад /i2
35-24,97 __._ , 34,7-24,83 . ппс , с„лс
Vax = «-^- = 5,015; Amm-——о—= 4,935; А2 = 5,015.0,08. .
Третий перепад fe8:
40 — 24,97
max
= 7,515; h.
39,8 — 24,83 „ ... , __._
min^ 2 - = 7'485; ^з==7,515_.0,08.
Рабочие поверхности копира выполняют с чистотой поверхности 8-го класса.
Если окончательные линейные размеры детали получают подрезкой с копи-
ровального суппорта без использования нижних подрезных суппортов, то ли-
нейные размеры копира дояж-
15 24 15 ны в точности соответствовать
линейным размерам изделия
(рис. 107, а). При использова-
нии подрезных суппортов не-
обходимо учитывать величину
припусков на подрезку и со-
15
« 2А ,
—н
10
с * ]
—
—>.
П,5
~
I
—^
Копир
ч
f
Щ
?,5
«1
6)
Рис. 107. К расчету линейных размеров копира: а—
Вез припуска на подрезание юрцов; б — с припуском
Рис. 108. К расчету копира с ко-
нической шейкой
ответственно скорректировать линейные размеры копира на величину припус-
ка (рис. 107, б).
При точении конических поверхностей с последующей обработкой сопряжен-
ной поверхности (рис. 108) необходимо в линейной величине копира (размер а)
предусмотреть величину X:
Х = Ъ ctga,
где Z — припуск на окончательную обработку шейки на сторону в мм; a — угол
конуса в град.
Наименьшая высота ступени копира Я (рис. 107, б) зависит от наименьшего
радиуса обрабатываемой шейки.
Для копиров, устанавливаемых в Т-образные пазы станка при обычно прини-
маемом вылете резца, работающего с гидросуппорта, от кромки стола на 40—
45 Л1Л1, значение Н принимают но табл. 34.
ОБРАБОТКА НА ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 293
Я
11-31
32-41
Н
41
52
34. Наименьшая высота копира в мм
Я
42-52
53-62
Я
62
73
й
63-73
74—83
Н
83
94
R
84—94
Я
104
Для секторных копиров величина Н может быть на 15 мм меньше табличной
(рис. 109).
Во избежание посадки резца на задний центр и для снятия начальной фаски
на детали копир лучше выполнять согласно рис. 110. Участок под углом 30°
Рис. 109. Уста-
новка копиров в
барабане
Рис. НО. Оформление задней части ко-
пира
является защитной частью копира; а — угол фаски на детали в градусах; раэ-
мером К обеспечивается образование фаски на детали:
JT=r+/ + (l,5-*-2),
где г >— радиус закругления резца; / — величина фаски на детали,
. ' 320 ч7<ч>
/5отв. 4I
Рис. 111. Рабочий чертеж копира о установкой его на станке
Для получения точного профиля на изделии радиус гидрощупа должен точно
соответствовать радиусу при вершине резца. На рис. 111 дан чертеж копира для
обработки одной из деталей и показана установка его на станке,
294 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
О)
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ВЕРТИКАЛЬНЫХ
ТОКАРНЫХ ПОЛУАВТОМАТАХ
Типы полуавтоматов. Применяют многошпиндельные токарные полуавто-
маты последовательного и непрерывного (параллельного) действия.
На станке последовательного действия за одну установку на всех позициях
обрабатывают деталь, перемещаемую последовательно во все позиции; при этом
в каждой из них выполняют свои переходы обработки. Обработку производят как
бы на нескольких одношпиндельных полуавтоматах с различными наладками.
На станках непрерывного действия за одну установку заготовку обрабатывают
только на одной позиции, причем в обработке находится одновременно несколько
(по количеству шпинделей без одного) заготовок. Следовательно, несколько дета-
лей обрабатывают как бы одновре-
менно на нескольких одношпиндель-
ных полуавтоматах, налаженных на
O^y-t,. vx ,-,., одну и ту же операцию.
Or/ \\ / Многопшиндельные полуавтоматы
г\ /Хг оснащаются различными суппортами,
/ \ /г\ настройка возможна одноцикловая
•*-< ч '/ ^ или двухцикловая.
Схемы настройки и условные обо-
значения суппортов показаны на
рис. 112.
Вертикальный суппорт имеет по-
стояпный вертикальный ход, равный
200 мм, горизонтальное перемещение
отсутствует.
Горизонтальный (компаундный)
суппорт обычно используют для го-
ризонтальной подачи, но им можно
производить обработку с вертикаль-
ной подачей, а затем с горизонталь-
пой.
Длина горизонтального переме-
щения L-, может принимать любое
значение от 0 до 100 мм; длина вер-
тикального хода Ьв = 200 — 1г мм,
сум.иарный ход всегда равен 200 мм.
Универсальный суппорт отлича-
ется от горизонтального только тем,
что иаправляющие его каретки могут поворачиваться под любым углом к гори-
зонту, позволяя обтачивать конические поверхности.
Сдвоенные суппорты снабжены двумя салазкамл (вертикальными и горизон-
тальными). Салазки работают одновременно, что позволяет удобно совмещать
в одной позиции вертикальное и горизонтальное обтачивание. Сдвоенные суп-
порты выпускают в шести вариантах, имеющих следующие условные наимено-
вания: 1) «К центру 1 : 1»; 2) «К центру 2 : 1»; 3) «К центру 3 : 1»; 4) «От центра
1 : 1»; 5) «От центра 2 : 1»; 6) «От центра 3 : 1».
Обозначения «К центру» (и «От центра» указывают направление рабочей по-
дачи горизонтальных салазок; рабочая подача вертикальных салазок направ-
лена ппиз.
Отношения 1 : 1, 2 : 1, 3 : 1 показывают соотношения длин ходов вертикаль-
ных и горизонтальных салазок. Например, 3 : 1 обозначает, что длина хода н,
следовательно, подача на оборот шпинделя у вертикальных салазок в 3 раза
больше, чем у горизонтальных салазок.
Специальные суппорты проектируют для деталей, которые не могут быть
обработаны на стандартных суппортах.
Рис. 112. Условпые обозначения суппортов и
позиций: а — колонка станка; б — схема
одноцикловой настройки станка; в — схема
двухцикловой настройки станка; г — загру-
зочная позиция; Э — вертикальный суппорт;
е— полууниверсальньш суцпорт; ас — уни-
версальный суппорт; з — сдвоенный угловой
cynnopi
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 295
На многошпиндельных полуавтоматах последовательного действия обрабаты-
вают шестерни, фланцы, муфты, шкивы, ступицы и некоторые корпусные детали.
На них производят обтачивание цилиндрических и конических поверхностей,
подрезку торцов, фасонное обтачивание, растачивание отверстий, выточку ка-
навок, сверление, аенкерование и развертывание отверстий, как расположенных
на оси вращения, так и удаленных от этой оси.
Заготовки закрепляют в патронах или специальных приспособлениях.
Точность обработки диаметров на этих станках 2—3-го классов;при этом точ-
ность обработки зависит не только от возможности станка, но и от правильного
выбора наладки и технологической оснастки.
Многошпиндельные токарные полуавтоматы непрерывного (параллельного)
действия имеют шесть шпинделей и предназначаются для центровой или патрон-
ной работы. Они служат для обработки деталей сравнительно несложной формы
и обеспечивают точность 4-го класса, 2 и 3-й классы точности обеспечиваются
благодаря применению специального инструмента (плавающие головки и др.).
На них выполняют растачивание, обтачивание, подрезание торцов или комбина-
ции этих переходов при предварительной и окончательной обработке.
Технологические возможности станков непрерывного действия, предназна-
ченных для работы с патроном, не позволяют определить область их применения:
ряд деталей можно обрабатывать как на станке последовательного действия, так
и на станке непрерывного действия.
На многошпиндельных полуавтоматах непрерывного действия при установке
в центрах обрабатывают детали типа валов и барабанов.
В зарубежной практике широко используют токарные одно- и двухшпин-
дельные полуавтоматы вертикального и горизонтального исполнения с широ-
кими технологическими возможностями. На этих станках за счет монтажа доба-
вочных силовых головок производят, кроме- токарной обработки, сверление,
фрезерование, нарезание резьб и другие операции.
Проектирование наладок. Полуавтоматы последователь-
ного действия. Проектирование наладок и расчет режимов резания вна-
чале производят для всех суппортов-позиций раздельно. Затем выполняют до-
полнительные расчеты, связанные с координацией работы отдельных суппортов-
позиций. Режимы резания назначают с таким расчетом, чтобы продолжительность
работы всех суппортов была приблизительно одинаковой. Это позволяет повы-
сить стойкость инструмента на нелимитирующих позициях и тем самым сокра-
тить время на подналадку станка, а также более рационально использовать все
суппорты станка, не допуская перегрузки в отдельных позициях.
Многошпиндельные полуавтоматы последовательного действия при обра-
ботке сравнительно простых деталей с небольшим количеством переходов нала-
живают па одно-, двух- и трехцикловую работу.
На загрузочных позициях производят загрузку и съем одновременно одной,
двух или трех заготовок. При двух- и трехцикловых наладках можно обрабаты-
вать детали типа валов, шестерен с двух сторон с поворотом пли обрабатывать
однотипные детали разных наименований.
При проектировании наладок для позиций предварительной обработки целе-
сообразно по условиям производительности увеличивать число одновременно
работающих инструментов до шести — восьми штук. При большем числе ин-
струментов в позиции вследствие усиления вибраций и увеличения мощности
резания наблюдается повышенный износ инструментов, требующий более ча-
стых подналадок станка. Практически на подналадку станка затрачивают
1—1,5 ч в смену, и дальнейшее увеличение количества подналадок может свести
на нет достигнутое за счет увеличения числа инструментов сокращение машин-
ного времени. Необходимо также учитывать жесткость технологической системы.
Большое количество инструментов в наладке усложняет конструкцию державок
и затрудняет процесс наладки.
Для стальных деталей с большим перепадом диаметров рекомендуется приме-
нять смешанные наладки: большие диаметры, где скорости резания благоприятны
296 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
для твердого сплава, обрабатывают инструментами, армированными твердым
сплавом, малые диаметры — инструментами из быстрорежущей стали (при
v :g 30 м/мин). Такое оснащение наладки дает возможность применять скорост-
ные режимы обработки, создает нормальные условия для работы инструмента
и обеспечивает высокую его стойкость (не менее одной смены для условий поточ-
но-массового производства).
Твердосплавные и смешанные наладки для работы на скоростных режимах
следует оснащать минимальным количеством инструментов — не более трех —
четырех в каждой позиции.
В ряде случаев (например, при обработке валов, стаканов и других деталей
с небольшим перепадом диаметров) целесообразно применение копирной обра-
ботки одним — двумя резцами.
Рис. 113. Державка с отводным
(в конце рабочего хода) резцом
Рис. 114. Специальная держав-
ка, расположенная перпенди-
кулярно суппорту
Для переходов, где поверхности обрабатывают по 2-му классу точности,
необходимо выделять отдельные позиции. При наружной и торцовой обработке
с допусками на биение 0,03—0,05 мм, а по диаметру и длине ступеней с допуском
0,1—0,15 мм обработку стальных деталей следует производить в три перехода,
чугунных — в два перехода. Обрабатываемые поверхности большой длины сле-
дует для уменьшения машинного времени делить на участки и выполнять обра-
ботку на двух-трех позициях; длину обработки можно сократить также за
счет увеличения числа резцов, обрабатывающих данную поверхность в одной
позиции. Однако это рекомендуется только для предварительной обработки, так
как при чистовой обработке образование ступенек и рисок на поверхности недо-
пустимо.
Чтобы избежать образования резцом рисок при обратном ходе суппорта,
необходимо при высокой точности и малой шероховатости обработанной поверх-
ности применять специальные копирные державки для отвода инструментов от
поверхности в конце рабочего хода (рис. 113).
Державка I имеет ползун 2, в котором закрепляют резец. В момент подвода
п рабочего хода суппорта закаленный выступ 4 ползуна скользит по прямолиней-
ной поверхности копира 5, а в конце рабочего хода входит в вырез копира под
действием пружины 3, отводя при этом резец от обработанной поверхности. При
возвратном ходе суппорта копир 5 поднимается до упора гаек 6 в закрепленный
ОБРАБОТКА НА МНОГОПШИНДЕЛЪНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 297
на станине станка кронштейн 7. Регулировку гаек в производят так, чтобы до
окончания обратного хода суппорта выступ 4 вышел из паза копира.
Для компенсации погрешностей индексации стола следует при окончательной
обработке устанавливать резец перпендикулярно суппорту в специальной дер-
жавке (рис. 114).
Обработку точных отверстий и наружных поверхностей на станках последо-
вательного действия следует производить специальными плавающими головками
(рис. 115).
На хвостовике 1 (рис. 115, а), закрепленном в державке суппорта, монтируют
неподвижно две направляющие планки 2. Ползун 4, несущий два резца, настро-
енных на размер, посредством шариков 3 (восемь шариков), свободно переме-
щается относительно направляющих планок 2. За счет легкого перемещения
Рис. 115. Плавающие головки конструкции ЗИЛ: а — для наружного обтачивания;
б — для растачивания отверстий
ползуна 4 относительно хвостовика 1 погашается неточность индексации станка.
На рис. 115, б показана аналогичная державка для обработки отверстий.
При получистовой обработке отверстий в отливках и поковках следует приме-
нять зенкеры.
Если длина отверстия L 2= B -г- 3) d, предварительную обработку для сокра-
щения времени разбивают на несколько позиций (две-три).
Соосно расположенные отверстия следует обрабатывать на одних и тех же
позициях, чтобы избежать влияния на соосность погрешностей индексации стола
(несовпадение осей различных позиций при поворотах стола достигает 0,03 мм).
Отверстия 2-го класса точности обрабатывают плавающей или качающейся
разверткой после двукратного растачивания. Для обработки центральных отвер-
стий малого диаметра (до 25 мм) применяют специальный шпиндель. При этом
относительное число оборотов п, при котором будет производиться сверление,
можно рассчитать по формуле
п = 2,5пш,
где пш — число оборотов шпинделя, установленное для данной наладки на станке.
Сверление, зенкерование и развертывание отверстий, расположенных на рас-
стоянии от оси вращения заготовки, производят специальными многопшиндель-
выми головками. Относительная неподвижность головки и заготовки обеспечи-
вается в результате совместного их вращения во время обработки,
298 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
13
Отдельные отверстия, расположенные на расстоянии от оси изделия, обраба-
тывают (с применением сверл, зенкеров, разверток, цековок и зенковок) при по-
мощи специальной инструментальной головки конструкции ЗИЛ (рис. 116).
Головку устанавливают на суппорте станка стандартного исполнения, имеющего
вертикальное перемещение.
В расточную скалку 12 вмонтирован планетарный механизм, к которому от-
носятся шестерни 2 и 11, крышки 4 и 5, шарики 7 и ролики 13. Три мерные стойки
6 связывают планетарный механизм в одно целое. На хвостовике шестерни 2
закрепляется осевой инструмент 3
(зенковка). Число оборотов инстру-
мента в минуту подсчитывают по фор-
муле
где zn — число зубьев шестерни 11 с
внутренним зацеплением; г2 — число
зубьев шестерни 2; пш — число обо-
ротов обрабатываемой детали 1 в ми-
нуту.
Передаточное отношение возмож-
но в пределах
Z"-2 • 8 "
— •—¦ l -^~ о.
z2
В процессе работы совмещение
осевого инструмента с обрабатывае-
мым отверстием производится посред-
ством ловителя 10 через шпонку 9 и
базирующий палец 8 приспособления.
При вращении шпинделя с зак-
репленной в приспособлении деталью
на рабочей подаче суппорт опускается
в полость детали; ловитель создает инструменту нужное положение по отно-
шению к обрабатываемому отверстию и приводит в движение планетарный
механизм.
Одновременно со снятием фаски зенковкой 3 производится растачивание
отверстия и снятие фаски резцами.
В момент соприкосновения инструмента с деталью ловитель отключается и
вращение механизма производится самой деталью.
Фасонные и конические поверхности обрабатывают с применением универ-
сальных и специальных суппортов, а также специальных копирных державок и
сложного фасонного инструмента.
Для обработки однотипных деталей, имеющих много одинаковых размеров,
следует применять комбинированные (групповые) наладки.
В наладке, предназначенной для обработки двух деталей с различной высо-
той (рис. 117), на позициях II, III, IV и VII предусмотрены регулируемые дер-
жавки.
Для увеличения длины вертикального перемещения применяют телескопиче-
ские суппорты или специальные приспособления к обычным суппортам (рис. 118).
Для уменьшения машинного времени при растачивании длинных отверстий
целесообразно использовать специальную откидную скалку (рис. 119).
В державке 5, установленной на суппорте станка, шарнирно закреплена скал-
ка 1. При опускании суппорта вниз на ускоренной подаче скалка, занимающая
под действием пружины 4 наклонное положение, свободно входит с двумя ниж-
Рис. 116. Инструментальная головка конст-
рукции ЗИЛ для обработки отверстий, распо-
ложенных на расстоянии от оси вращения де-
тали в патроне
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 299
ними резцами в отверстие. При включении рабочей подачи ролик 2 набегает на
выступ скалки 1 и жестко прижимает ее к упору 3.
В процессе рабочего хода производится растачивание двух участков отвер-
стия и снимается фаска (пример использования такой скалки см. на рис. 139).
Полуавтоматы непрерывного действии. Проектирование наладок ведут
как для нескольких (по числу суппортов-позиций) одношпиндельных полуавто-
матов, причем режимы резания рассчитывают для од-
ной наиболее нагруженной позиции.
При проектировании наладок на полуавтоматы не-
прерывного действия следует руководствоваться теми
же соображениями, что для одношпиндельнкз. мпогорез-
ш-ы
V-Ш
Ш-Ш
Рис. 117. Групповая наладка на восьмишшгадельный полуавтомат для обработки тормозных
барабанов двух размеров
цовых токарных полуавтоматов и многошпиндельных полуавтоматов последова-
тельного действия с учетом особенностей кинематики станков непрерывного дей-
ствия.
На этих станках целесообразно осуществлять наладку на двух- и трохцнкло-
вую работу. При обработке сту-
пенчатых валиков допустима ус-
тановка на каждой позиции более
10 резцов для одновременной об-
работки всех поверхностей. Для
разгрузки суппортов и шпинделей
рекомендуется применять копир-
иую обточку.
При обработке деталей в цент-
рах необходимо строго выдержи-
вать размер входного диаметра
центрового гнезда, чтобы набе-
жать смещения ступеней по
длине.
Примеры наладок. Наладка
шестишпиндельных полуавтома-
тов для предварительной и окон-
чательной обработки фланцев по-
казана на рис.120. Обработку
фланцев детали / выполняют с
Рис. 118. Телескопи-
ческий суппорт
Рис. 119. Специальная
откидная скалка конст-
рукции ЗИЛ
применением широких резцов на
позициях //, III, V и осевого
инструмента для снятия фаски на
позиции VI.
Для повышения производительности обработки фланцев в наладке на
рис. 121, а на позициях III—IV использована комбинированная цековка-зен-
ковка, а на позициях V—VI — специальная многоножевая головка типа «тюль-
Нан». Такого типа наладка позволила осуществить двухцикловую обработку.
300 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
На рис. 121, б показана наладка восьмишпиндельного полуавтомата для обра-
ботки того же фланца с другой стороны. В наладке использованы специальные
ступенчатые головки для обработки поверхностей 1 и 2 на позициях /// и IV.
Обработку фланца на рис. 122, а выполняют в два цикла (обработка с двух
сторон с поворотом). Деталь напрессовывают ранее обработанным отверстием
на оправку в загрузочных
//¦ позициях I ж II пневмати-
~ ческим приспособлением.
Соосности поверхностей 8
и 10 достигают примене-
нием расточных скалок для
совместной обработки этих
поверхностей на позициях
/// и V. Кроме того, на
позиции VII для обеспече-
ния точности диаметраль-
ных размеров поверхностей
8 и 10 и их соосности при-
менена специальная сблоки-
рованная головка, в которой
использованы резцы и раз-
вертка. Резцы установлены
в блоке на шариках для
обеспечения горизонтально-
го перемещения, а разверт-
ка имеет ось качания в са-
мом блоке.
Для компенсации упру-
гих деформаций поверхно-
сти 6 и 7 обрабатывают на
аозипиях /// и V одновре
менно в процессе подрезки
обтачиваются также по-
верхности 5 и 12. Возмож-
на обработка этой детали
на позициях ///, VI и VII
по схеме, показанной на
рис. 122, б. Однако эта на-
ладка не обеспечивает нуж-
ной точности размеров при
обработке поверхностей 6—
8 и 10.
В связи с большой раз-
ницей в размерах обрабаты-
ваемых поверхностей фланца
применяют смешанную наладку: поверхности 1—4 и И обрабатывают быстроре-
жущими резцами, а поверхности 7—9 и 13 — твердосплавными.
В наладке, показанной на рис. 123, а на позиции //, во избежание ударных
нагрузок при снятии штамповочного уклона, применена специальная цековка.
Применение осевого инструмента на позиции IV вызвано также наличием удар-
ных нагрузок при удалении металла в двух секторах. Предварительное обтачива-
ние поверхности 2 производится в позиции IV резцом, закрепленным в специаль-
ной державке, расположенной перпендикулярно суппорту. На позиции V эта
поверхность обрабатывается плавающей головкой, применение которой вызвано
неточностью индексации рабочих шпинделей. На позиции VI применена много-
шпиндельная головка с комбинированным осевым инструментом для обработки
четырех отверстий 5 во фланце. Эта деталь может быть обработана по другой схеме
Рис.
VI
120. Наладка шестишпиндельного полуавтомата
для одноцикловой обработки
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 301
т
ш
ш~ш
о)
ш
SL±-
I 2
С-
г
У/А
//X
=1
1
!
1
7-Ш
ш-шл
ш
ш-ш
в)
?~Ш
ш-ша
Рас. 121. Наладки воеьмишшшдельных полуавтоматов для двухцикловой обработки
302 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
VIII
Рис. 122. Наладка на двухцикловую обработку фланца на восьмишпинделъном
полуавтомате (а) и вариант наладки отдельных позиций (б)
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 303
(рис. 123, б). В позициях //—IV поверхности 1—4 обрабатывают резцами вместо
специального инструмента. Однако в этом случае стойкость резцов, работающих
с ударной нагрузкой, оказывается низкой.
На рис. 124—128 показаны схемы наладок вертикальных полуавтоматов для
обработки шестерен.
В наладке, показанной на рис. 124, параллельность поверхностей 1, 2 и 6
обеспечивается за счет комплексной обработки разными державками на одном
В)
Рис. 123. Наладка шестишпиндельного полуавтомата на одноцикловую обработку фланца
со сверлением в нем отверстий (а) и вариант наладки отдельных операций (б)
суппорте (позиции /7 и IV). Для обработки отверстия (поверхность 7) применена
плавающая развертка (позиция VI). На позициях VII и VIII для сверления и
зенкерования восьми отверстий применены сиециальные многошшшдельньгв
головки. Поверхности 4 та 5 обрабатывают инструментом, армированным твердым
сплавом, остальные поверхности обрабатывают инструментом из быстрорежущей
стали. На позиции III обрабатывают поверхности 3, 5 и 7.
Для сравнения на рис. 125 показан метод обработки этой же шестерни на сов-
ременном двухшшшдельном вертикальном токарном полуавтомате. В этой
304 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
наладке используют резцы с механическим креплением пластин твердого сплава,
а также применен специально встроенный суппорт для подрезания нижнего
торца.
Ф300Л-о,2
IV
/~~г—-Ч—г—^
crrm
Рис. 124. Наладка восьмишпиндельного йюлуавтомата на одноцикло-
вую обработку шестерен со сверлением удаленных от центра отверстий
Наладка для обработки заготовок двух различных шестерен показана на
ряс. 126. Наличие специальных (угловых) суппортов на всех позициях (/—VIII)
расширило возможности стайка и
позволило произвести обработку
в два цикла.
На рис. 127 дана схема дуб-
лированной наладки для обработ-
ки заготовок одной и той же де-
тали; каждая заготовка обрабаты-
вается на трех позициях с приме-
нением угловых суппортов.
В наладке, показанной на
рис. 128, обработка отверстия рас-
Рис. 125. Наладка длн обработки шестерни
на двухшпиндельном токарном полуавтомате
точкой применена взамен зенке-
рования и протягивания. Это поз-
воляет обеспечить перпендикуляр-
ность отверстия к базовому торцу, необходимую для получения точности на
последующих операциях.
На рис. 129, а заготовку конической шестерни обрабатывают в два цикла
с двух сторон. Для обработки конических поверхностей 1 и 2 применены спе-
циальные суппорты с наклонными направляющими, а канавку (поверхность 3)
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 305
§° •
й ей
8 я.
Н1
"ft
S
Е
\
L
oS
ёв
5а
IS
с я
s
306 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 307
а
о о
Е- Я
СО
>*о с
Е К Н
О О W+
|1|
5x5
л о 2i
к в в
?а
308 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
на позиции VIII обрабатывают при помощи специальной копирной державки.
Эту же заготовку можно обрабатывать на обычном станке без специальных
суппортов с измененной на позициях ///, VII и VIII наладкой (рис. 129, 6).
Для получения соосности поверхностей 2, 3 и 4 (рис. 130) предварительную
и окончательную обработку их ведут одновременно (позиции II, III, VII).
Обработку мерной кольцевой выточки (поверхность 1) производят на двух по-
зициях V и VII. На позиции V при черновой обработке поставлены два резца,
работающие в разгонку (для облегчения работы резцов и увеличения возможного
количества их переточек), на позиции VII калибруют кольцевую выточку одним
мерным резцом. При окончательной обработке поверхности 6 с жестким допуском
применена плавающая расточная головка.
Особенностью наладки для обработки крупной корпусной детали (рис. 131)
является применение на позициях ///, V, VI, VIII телескопических суппортов,
обеспечивающих обработку поверхностей 1, 2 и 3 на
длине, превосходящей паспортные возможвости станка.
На позиции VIII применена двухступенчатая плаваю-
щая головка для одновременной обработки двух по-
верхностей.
Применение реечной державки дает возможность
изменить технологию обработки этой детали на пози-
ции /// и отменить ранее применявшуюся операцию
цекования торца и снятия фаски.
Схема реечной державки показана на рис. 132. При
вертикальном перемещении суппорта 3 одновременно
перемещается державка 1, в которую вмонтированы рей-
ки 2 и 4, причем рейка 4 жестко прикреплена к ста-
нине станка. На рейке 2 закреплены два подрезных
резца. Благодаря шестерни 5 рейка 2 перемещается
относительно державки, причем вертикальное переме-
щение рейки 2 равно удвоенному перемещению дер-
жавки.
На рис. 133, 134—137 показаны схемы наладок
вертикальных многошпиндельных полуавтоматов с при-
менением копирной обработки.
В наладке для тонкостенной цапфы поворотного ку-
лака (рис. 133) наружная ступенчатая поверхность де-
тали во избежание деформации и вибраций в процессе обработки обтачивается
по копиру при помощи специальных копирных державок. Поверхности 1—4 об-
тачивают на позициях ///. V и VI, а поверхность 5 — на позициях VII и VIII.
Для увеличения хода суппорта с 200 до 250 мм применена пневматическая
державка (рис. 134), вступающая в работу после окончания механической подачи
суппортов. Через распределитель 1 сжатый воздух поступает в пневмоцилиндр 2
и через шток 3 перемещает вниз подвижную державку 4, вмонтированную в основ-
ную державку 10. Из этого положения (с увеличенной длиной вертикального
перемещения) осуществляется поперечная подача суппорта 11. На направляю-
щей суппорта 9 закреплеп посредством ролика 8 копир 7, который обеспечивает
перемещение державки 5 при иомощп ролика 6 по кривой копира.
Характерной для наладки, показанной на рис. 135, а, является копирная
обточка поверхности 2 на позиции // при помощи специальной копирной дер-
жавки и применение мпогошпиндельной головки на позиции VIII для обработки
шести отверстий.
Во избежание вибраций при обработке профильных ручьев, их протачивают
в два прохода: черновую проточку производят прорезными резцами (позиция III)i
чистовую — фасонными резцами (позиция IV).
На позиции // для сверления центрального отверстия (поверхность 1) при-
менен специальный шпиндель, сообщающий сверлу дополнительное вращение
для получения нужной скорости резания.
Рис. 132. Реечная дер-
жавка с увеличенным вер-
тикальным ходом
057
V6(V)
Рис. 133. Наладка восьмишпиядельного полу-
автомата для одноцикловой обработки тонко-
стенной детали большой длины по копиру
VI
VII
Рис. 134. Пневматическая державка,
работающая по копиру, с увеличенным
вертикальным ходом
ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Т
Н
L
1
о
\
у
-та
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 311
ft»..
312 ОБРАБОТКА ДЕТАЛЕЙ МАП1ИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Ф135
Рис. 138. Наладка шестишпиндельного полуавтомата для полной обработки ступицы
шаровой опоры
ш-iy
41
Рис. 139. Наладка шестишпиндельного полуавтомата длн обработки
корпусной детали о применением откидной скалки
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 313
На рис. 135, б для сравнения показана наладка для обработки шкива иден-
тичной конструкции. Характерным для этой наладки, кроме копирной обработки
на позициях // и IV, является применение специализированных резцов для вы-
точки канавок на позициях VI и VII.
Наладка для обработки чашки дифференциала (рис. 136) характерна приме-
нением на позиции // двух специальных обдирочных резцов для предваритель-
&0J3,
V6M
>33
035
Рис. 140. Наладка шестипшиндельного полуавтомата непрерывного
действии для двухцикловой черновой обработки ступенчатого валика
ного растачивания сферы и применением для чистого растачиваиия сферы спе-
циальных поворотных суппортов на позициях VI и VII. Для калибровки сферы
и места под подшипник (поверхность 3) на позиции VII применена специальная
трехблочная плавающая головка, позволяющая получать диаметральные раз-
меры поверхностей 1—3 по 2-му классу точности и выдерживать их соосность
в пределах 0,04 мм.
В наладке, показанной на рис. 137, применяют специальные суппорты на
позициях ///, V и VI для обработки внутренней и наружной сфер.
Применением державки конструкции ЗИЛ (позиция VI, а) обеспечивается
нужная шероховатость поверхности и точность 3—4-го классов при обработке
Рис. 141. Наладка шестишпинделыюго полуавтомата непре-
рывного действия для двухцикловой чистовой обработки
ступенчатого валика
Рис. 142. Наладка полуавтомата непрерывного действия для
трехцикловой обработки заготовки шестерни
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 315
наружной сферы. Эта державка позволяет изменять радиус обрабатываемой сферы
и дает хорошие результаты в условиях ударной нагрузки.
Обработка сферической поверхности по методу обката сферы реечным зацеп-
лением (позиция VI, б) приводит к быстрому износу зубьев рейки и нарушению
равномерности рабочей подачи.
Наладкой, показанной на рис. 138, предусматривается полная обработка хво-
стовой части ступицы шаровой опоры, включая отверстие. Копирная державка
Рис. 143. Наладка полуавтомата
непрерывного действия для
двухцикловой обработки пово-
ротного кулака с применением
копирной державки
1
1
la
т
(
г,
/
1-11
1
1
щ
/
--
i
А
\
Y
-\
j
и
на позиции IV в конце рабочего хода отводится от поверхности, чем исключается
образование на ней риски при обратном ходе резца. Плавающий блок на шари-
ках в позиции VI обеспечивает высокую точность и низкую шероховатость
поверхности.
Применение этой наладки позволяет наиболее полно использовать полуавто-
мат и исключить операции обработки на агрегатно-сверлильном и шлифоваль-
ных станках.
Двухцикловая наладка для обработки картера промежуточной опоры пока-
зана на рис. 139. Особенностью этой наладки является применение в поагцип V
откидной скалки (см. рис. 119) вместо жесткой скалки. Благодаря этому машин-
ное время токарной обработки детали сократилось в 2,7 раза.
316 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Схемы двухцикловых наладок для обработки валика на многошпиндельных
полуавтоматах непрерывного действия показаны на рис. 140 (черновая обработка
с двух сторон) и на рис. 141 (чистовая обработка с двух сторон).
Заготовку ведущего цилиндрического зубчатого колеса (рис. 142) обрабаты-
вают последовательно на трех позициях: с позиции / перестанавливают на пози-
цию II, с позиции II — на позицию ///.
,'О.Я
6)
Рис. 144. Наладка восьвдпшгандельного полуавтомата непрерывного действия для обработки
тормозных барабанов с использованием сборных специальных головок
В двухцикловой наладке шестишпиндельного полуавтомата непрерывного
действия для обработки поворотного кулака (рис. 143) применена специальная
копирная державка для обработки конической поверхности 3 на позициях I.
На позициях II производится окончательная обработка поверхностей 1, 2, 4 и 5.
Однако обработка кулаков на гидрокопировальном полуавтомате 1722 (см.
рис. 98, б) оказалась более производительной, станок оснащен меньшим коли-
чеством резцов и требует значительно меньшего времени на наладку и подналадку.
На примере двухцикловой наладки (рис. 144, аи б) показана обработка внут-
ренней поверхности тормозных барабанов сборными головками на позициях
III и IV, в которых резцы устанавливают на размер вне станка.
Кроме того, на позициях VII и VIII ведут выточку канавок большого диа-
метра, что ранее делалось на других операциях.
ОБРАБОТКА НА ТОКАРНЫХ АВТОМАТАХ
Токарные автоматы предназначены для обработки различных крепежных
деталей, втулок, валиков, колец и тому подобных деталей, изготовляемых в боль-
ших количествах. Детали изготовляют обычно из пруткового материала, реже—
из штучных заготовок.
Переналадка автомата на другую деталь занимает не менее 3—5 ч, поэтому
применение автоматов целесообразно только в случае длительной загрузки их
обработкой одной детали; переналадка на другое изделие раньше чем через
48—50 ч непрерывной обработки одной детали не рекомендуется.
На одношпиндельных автоматах обработка заготовок происходит в одном
шпинделе различными инструментами, которые установлены в поворотной ре-
вольверной головке и поперечных суппортах.
На многошпиндельных автоматах заготовка проходит обработку последова-
тельно на четырех, шести или восьми позициях, по числу шпинделей автомата.
Эти автоматы отличаются большей производительностью и позволяют обрабаты-
вать более сложные детали, чем однопшиндельные автоматы, хотя точность обра-
ботки ниже.
При расчете наладок в операционно-наладочной карте приводят схему на-
ладки станка по переходам, расчет режимов резания и производительность
с ганка.
ОБРАБОТКА НА ТОКАРНЫХ АВТОМАТАХ 317
Проектирование наладок на многошпиндельные автоматы. Детали обычно
изготовляют из прутков диаметром до 90 мм; при большем диаметре целесооб-
разно использовать штучные заготовки.
Наружные поверхности обрабатывают как с поперечных, так и с продольных
суппортов. С поперечных суппортов обрабатывают фасонные контуры деталей,
у которых длина контурной линии I относительно диаметра d невелика (-г г? 1,5 ),
и производят окончательное обтачивание детали для получения точных линей-
ных и диаметральных размеров при низкой шероховатости поверхности. В других
случаях используют продольные суппорты.
Для обточки длинных деталей применяют люнетные державки.
При обработке широких сложных профилей в отдельных случаях применяют
копирные присаособления, устанавливая их вместо переднего поперечного суп-
порта, который демонтируют.
Отверстия обрабатывают с продольных суппортов, где устанавливают инстру-
менты для центровки, сверления, зенкерования, растачивания, снятия фасок,
развертывания. Выточки в отверстиях делают резцами, закрепленными в спе-
циальных державках. Резец получает поперечное движение после упора дер-
жавки в неподвижную стойку. Внутренние конусы растачивают с помощью
специальных качающихся державок с продольного суппорта.
Нарезание резьб осуществляют с продольных суппортов метчиками (резьбовые
отверстия) и самооткрывающимися головками (наружная резьба). Накатывать
резьбу можно и с поперечных суппортов при помощи специальных головок.
Рифления накатывают роликами с поперечного и с продольного суппортов
при помощи люнетных державок.
Отрезание детали производят с поперечного суппорта.
При проектировании наладок на автоматы необходимо стремиться к макси-
мальному совмещению работ поперечных и продольных суппортов, т. е. к такой
наладке, когда инструменты поперечных и продольных суппортов работают од-
новременно. При этом следует избегать совмещения обдирочных и чистовых пере-
ходов. Наиболее тяжелые обдирочные работы рекомендуется выполнять в первую
очередь, а окончательные доводочные переходы выносить на отдельные позиции.
При обработке фасонных поверхностей с точностью линейных размеров
0,08—0,15 мм и диаметральных 0,1—0,2 мм следует применять не менее двух
фасонных резцов — для чернового и чистового проходов. При обработке много-
гранного материала для облегчения последующей работы фасонных резцов вна-
чале нужно произвести обдирку простыми резцами с продольного или с попереч-
ного суппорта.
Для получения особо точных размеров диаметров (с отклонением 0,03—
0,05 мм) целесообразно применять специальные качающиеся роликовые державки
с бреющими резцами, работающие с поперечных суппортов.
При работе с поперечных суппортов для получения более стабильных разме-
ров детали следует предусматривать выдержку без подачи 7—10 оборотов.
При особых требованиях к концентричности наружных и внутренних поверх-
вост,ей окончательную их обработку рекомендуется производить на одной пози-
ции.
Последовательность переходов обработки следует назначать так, чтобы за-
готовка на первых позициях не была ослаблена около зажимного патрона про-
точкой канавок или фасонных поверхностей.
Для того чтобы при обратном ходе продольного суппорта на обработанной
поверхности не получились риски от резца, рекомендуется оставлять минималь-
ные припуски на окончательную обработку, устанавливать резец несколько выше
линии центров и совмещать окончательную обточку с отрезкой детали, так чтобы
к моменту обратного хода продольного суппорта деталь была отрезана.
Особенно внимательно следует относиться к проектированию при нарезании
резьб ыа автомате. Часто нарезание резьбы, требующей значительного времени
318 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
и тщательности при наладке и подналадке, выделяют в отдельную операцию на
специальных резьбонарезных станках.
Нарезание резьбы на автомате нельзя совмещать в одной позиции с другими
переходами.
Во избежание увода сверла следует предусматривать предварительную за-
центровку детали центровочным сверлом. Зацентровка полезна также в случае
тяжелой поперечной нагрузки, когда короткое центровочное сверло служит как
бы поддерживающим центром в момент обработки других поверхностей.
При обработке ступенчатых отверстий рекомендуется вначале сверлить
отверстия большего диаметра. Глубокие отверстия следует сверлить с пере-
рывами во избежание заедания и поломки сверл.
Отрезание детали можно совмещать с окончательными переходами. Для
сокращения пути отрезного резца при отрезании жестких деталей выгодно пред-
варительно делать прорезку под отрезной резец, с этой же целью следует пропу-
скать сверло на расстояние, превышающее длину детали.
Проектирование нападок на одношпиндельные автоматы. На одно шпиндель-
ных токарно-револьверных автоматах обрабатывают детали из прутков диаме-
тром до 63 мм.
Наружные поверхности можно обрабатывать с продольных и поперечных
суппортов. Обработку с продольной подачей осуществляют с револьверной го-
ловки инструментальным шпинделем или специальными приспособлениями.
Небольшие конусы можно обтачивать инструментами, установленными в спе-
циальной державке поперечного суппорта, продольное перемещение осущест-
вляют револьверной головкой.
Нарезание резьбы производят с револьверной головки метчиками, плашками
и главным образом самооткрывающимися головками.
Сверление отверстий и зацентровку выполняют с револьверной головки.
Для получения соответствующих скоростей резания и подач при сверлении глу-
боких отверстий малого диаметра применяют приспособления для быстрого свер-
ления.
Развертывание, цекование торцов, растачивание осуществляют также с про-
дольного суппорта.
Точность обработки деталей на токарно-револьверных автоматах достигает
0,04—0,06 мм по диаметру и 0,08—0,15 мм по линейным размерам.
При разработке наладок на одношпиндельные автоматы следует, так же как
и для многошпиндельных, стремиться к совмещению работы инструментов, рас-
положенных на поперечном суппорте и в револьверной головке, не совмещать
обдирочные переходы с чистовыми, не ослаблять сечение детали на первых пере-
ходах обработки во избежание вибраций и отжатий при последующих переходах.
При изготовлении деталей, требующих малой шероховатости поверхности и
высокой точности обработки, во избежание нестабильности размеров и появления
на обработанной поверхности уступов необходимо совмещать моменты начала
и окончания работы различных инструментов. Окончательную обработку наруж-
ных поверхностей тонкостенных деталей следует предусматривать после обра-
ботки отверстий, так как при сверлении и развертывании отверстий у таких
деталей наблюдается увеличение наружных размеров.
Для получения хорошей поверхности детали и стабильных размеров при об-
точке фасонными резцами с поперечных суппортов необходимо пользоваться
упором для зачистки; центровочные сверла также следует задерживать в конце
подачи на несколько оборотов для зачистки.
Обтачивание цилиндрических поверхностей револьверной головкой рекомен-
дуется совмещать с обработкой отверстий, а обработку фасок и внешних торцов
деталей совмещать с отрезкой;
недопустимо совмещение отрезки с обдирочными или другими переходами,
требующими значительных усилий.
Нарезание резьбы следует производить после обдирочных переходов, но при
неослабленной детали (во избежание скручивания).
ОБРАБОТКА НА ТОКАРНЫХ АВТОМАТАХ
319
В резьбовых отверстиях, нарезаемых метчиком, для газмещения стружки
и компенсации неточностей наладки следует предусматривать зазор между дном
отверстия и торцом метчика в конечном положении длиной не менее трех ниток
резьбы.
1
of
+
5
0,
5XU50
i ¦ *~Ь ~
ж
6
»л
I
O,5XU5°
3
/
.
-о.
в
''"-0,2
8,3:t 0,15
/ --_.__.
1ХЬ5
//////////
30
42
'№
Рнс. 145. Наладка одношпиндельного ав-
томата для комплексной обработки двух
однотипных деталей
Рис. 146. Наладка четырехшпиндельного авто-
мата для одновременной обработки двух
деталей
Во избежание поломок сверл при сверлении глубоких отверстий необходима
Делать перерывы. При наличии свободных гнезд для инструмента выгодно длину
сверления распределять на несколько позиций револьверной головки.
Примеры наладок. В наладке, показанной на рис. 145, подачу прутка
До упора производят на длину двух деталей с припуском для отрезки. Отверстие
320 ГОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
диаметром 5 мм сверлят на глубину, которая обеспечивает получение фаски
у следующей детали. Отрезку выполняют комбинированным отрезным резцом
поочередно сначала первой детали, затем второй.
22 to, it
IV
Рис. 147. Наладка четырехшпиндельного
автомата для изготовления фасонных гаек
Рис. 148. Наладка одно-
пшивдельного автомата для
многопереходной операции
Наладка, приведенная на рис. 146, позволяет весьма рационально использо-
вать обрабатываемый материал. На позиции / трубчатым сверлом высверливают
среднюю часть прутка в виде стержня, из которого обрабатывают втулку мень-
шего диаметра. Аналогично этому обрабатывают другие мелкие детали (шпильки,
штифты и т. д.).
ОБРАБОТКА НА ТОКАРНЫХ АВТОМАТАХ
321
В наладке по рис. 147 материал подается до упора на две гайки. Фасонные
резцы на позициях / и 1И обрабатывают обе гайки по профилю и одновременно
делают углубление под отрезной резец; в позициях Н к IV гайки отрезают.
1x45°
Рис. 149. Наладка четырехшшшдельного автомата для
обработки длинной детали с обкаткой галтели
Рис. 150. Наладка одношпив-
дельного автомата для обработ-
ки корпуса масленки из шести-
гранного прутка
Сверление производят ступенчатыми двусторонними сверлами, значительно
облегчающими подналадку.
Из-за недостатка позиций для размещения инструмента при обработке слож-
ной детали (рис. 148) зацентровка совмещена со сверлением ступенчатым свер-
лом на позиции II.
W Справочник технолога, том 1
322 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
На позиции IV производят растачивание канавки в отверстии. Резец установ-
лен в револьверной головке, радиальная подача резца осуществляется попереч-
ным суппортом.
Профиль
Л_^ насечки
41
S
г
}
А-А
Рис. 151. Наладка одношпин- Рис. 152. Наладка шестишпиндельного автомата
дельного автомата с накатыва- для обработки шарового пальца
нием рифлений
Обтачивание хвостовика детали (позиции VII) фасонным резцом с попереч-
ного суппорта совмещено с отрезкой. Этим достигают сохранения жесткости
детали до последнего перехода и уменьшают длину хода отрезного резца.
Обтачивание деталп большой длины (рис. 149) с продольного суппорта про-
изводят резцами, установленными в люнетных державках (позиции /—III).
ОБРАБОТКА НА ТОКАРНЫХ АВТОМАТАХ
323
Для обеспечения высокой точности и чистоты поверхности окончательную
обработку поверхности диаметром 13,5_о,О5 мм (позиция //) производят бреющим
резцом, установленным в качающейся державке с опорным роликом.
2*U5°
Рис. 153. Наладка шестишшшдельного ав-
томата для. обработки кольца
Рис. 154. Наладка шестишпиндельного ав-
томата длн обработки колпачковой гайки
На позиции /// применены ролики для обкатки галтели; ролики закреплены
в качающейся державке на поперечном суппорте. Обкатанная поверхность
достигает 10-го класса чистоты.
На позиции IV одновременно с отрезкой снимается фаска на следующей за-
готовке, что обеспечивает лучшее направление в начале обточки на позиции /.
Предварительную обточку наружной поверхности корпуса масленки (рис. 150)
324 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
45°tfS'
на позиции II производят с учетом сохранения максимальной жесткости детали
в зоне отрезного резца.
Для сокращения машинного времени сверление ступенчатого отверстия начи-
нают с наибольшего размера и
заканчивают наименьшим.
На позиции IV самооткры-
вающейся головкой с плоскими
гребенками нарезают коничес-
кую резьбу.
Торцовое рифление (рис. 151)
накатывают специальной роли-
ковой накаткой, установленной
в револьверной головке.
Обработка шарового пальца
на шестишпиндельном автомате
показана на рис. 152. Конец
шарового пальца обтачивают
резцом, установленным в лю-
нетной державке (позиция /).
Фасонную наружную по-
верхность ввиду большого при-
пуска обрабатывают на пози-
циях II—IV. Продольные суп-
порты на этих позициях ис-
пользуют для поддержки заго-
товки при помощи роликового
' люнета.
Окончательную обточку про-
филя для получения высокой
точности и малой шероховато-
сти поверхности выполняют
бреющим резцом, установлен-
ным в качающейся державке с
двумя поддерживающими ро-
ликами (позиция V).
Отрезка детали на позиции
VI совмещена с предваритель-
ной проточкой конца следую-
щей заготовки для уменьшения
припуска под окончательную
обточку его на позиции /.
На рис. 153 показана на-.
ладка для изготовления коль-
ца. На позиции II выполняют
зацентровку заготовки для луч-
шего направления сверл на
У
Рис. 155. Наладка шести-
шпиндельного автомата
для обработки ролика
последующих позициях. На
позиции IV производят Окон-
чательную обработку отверстия комбинированным инструментом с направлением
по просверленному отверстию для обеспечения требуемой концентричности.
При изготовлении колпачковой гайки (рис. 154) для уменьшения времени на
подналадку на позиции // применено комбинированное сверло. На позиции V
обточку поверхности диаметром 28,9_о,о7 •*•* производят бреющим резцом. Обра-
ботку фасонным резцом, связанную с ослаблением заготовки, выполняют после
всех обдирочных переходов на позиции IV. Нарезание резьбы в отверстии выне-
сено в отдельную операцию.
На рис.. 155 показана наладка для обработки фасонной детали с жесткими
ОБРАБОТКА НА ТОКАРНЫХ АВТОМАТАХ
325
допусками на размеры. Для облегчения обработки отверстия применяют зацент-
ровочное сверло (позиция /).
Для сокращения машинного времени обработку детали сверлением произ-
водят в два перехода на позициях // и III.
SO" с дВух сторон
0,5ХЛ5" 4?
I с двух сторо/^
Щ
+1-
а
1-
20°
R0,5
J
i
щ
Ю-0,2
т
—¦—
, 27,5^
®.
о
85"
Рис. 156. Наладка четырехшпиндельного Рис. 157. Наладка четырехшпиндельного ав-
автомата длн обработки гаек томата с обкаткой радиусной дорожки
Получистовую обработку отверстия осуществляют в позиции IV при помощи
зенкера, работающего на больших подачах и обеспечивающего стабильный при-
пуск под развертку.
326 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ш
Рис. 158. Наладка восыиишпиндельного авто-
мата для обработки детали с отверстием из
штучной заготовки
Обработка ручьев ролика рас-
пределена между позициями //,
III и V с целью уменьшения об-
щего времени и облегчения работы
окончательного профилирующего
резца (позиция V).
Для обеспечения концентрич-
ности наружного профиля и от-
верстия окончательная обточка
профиля и развертывание отвер-
стия совмещены на позиции V.
Наладка для одновременной
обработки трех гаек за один рабо-
чий цикл показана на рис. 156.
На рис. 157 дана схема наладки
для многопереходной операции.
На позиции / совмещена работа
трех инструментов — комбиниро-
ванного сверла, фасонного резца
и подрезного резца. На позиции
// для обеспечения высокой точ-
Рис. 159. Наладка четырехшпиндсльного
автомата для обработки валика из штуч-
ной заготовки
ОБРАБОТКА НА ТОКАРНЫХ АВТОМАТАХ
327
ности по диаметру, требующейся для последующей обкатки шариками, при-
менена обточка бреющим резцом. Для получения высокого класса чистоты
поверхности на позиции /// производят обкатку беговой дорожки шариками
с продольного суппорта. На этой же позиции прорезают канавку для умень-
шения пути отрезного резца.
Рис. 160. Наладка шестишпиндельного авто-
мата длн обработки детали с шестигранным
отверстием и зацентровкой со стороны отрезки
и
ш-
L,.
/
IV а
Рис. 161. Пример полной механической
обработки детали на автомате
На позиции IV выполняют нарезку резьбы и отрезку с одновременной пред-
варительной обточкой конца следующей детали для облегчения работы фасонного
резца на позиции /.
На рис. 158 показана схема наладки для обработки детали из штучной за-
готовки с высаженным глухим отверстием.
На загрузочной позиции / без останова станка закрепляют заготовку.
328 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Обработку отверстия производят на всех рабочих позициях. Обдиркой рас-
точными резцами на позиции II обеспечивают равномерный припуск на последую-
щие инструменты.
На позиции VII выточку канавки в отверстии выполняют резцом, установ-
ленным в специальной державке на продольном суппорте. Резцу сообщают ра-
диальное движение после упора в неподвижную тягу.
Обработка длинных деталей из штучных заготовок (рис. 159) требует приме-
нения люнетных державок для обтачивания (позиция //). Шейки диаметром
9,27-0,0, и 10,27-о.оэ мм обтачивают бреющими резцами на позициях /// и IV.
Применяя специальные дополнительные механизмы с приводом от кинемати-
ческой цепи станка, можно расширить технологические возможности токарных
автоматов за счет осуществления при обработке деталей дополнительных пере-
ходов, не выделяемых в так называемые «доделочные» операции. Так, на токар-
ных автоматах осуществляют поперечное сверление, сверление и снятие фасок со
стороны отрезки, фрезерование шлицев, прошивание фасонных отверстий, раз-
вальцовывание, накатывание клейм и др.
Сверление поперечных или эксцентрично расположенных отверстий, как
правило, производят с остановкой шпинделя.
Наладка, показанная на рис. 160, предусматривает обработку отверстия фа-
сонного сечения и «доделочную» операцию после отрезки детали. На позиции
III прошивают шестигранное отверстие. Зацентровка детали после отрезки про-
исходит на позиции Via.
На рис. 161 показан пример полной механической обработки детали на авто-
мате. В наладку включены три «доделочные» операции. На позиции III при нев-
ращающемся шпинделе производят фрезерование двух лысок в размер 4,5 мм
и поперечное сверление отверстия диаметром 7 мм комбинированным сверлом.
Сверление отверстия диаметром 6,6 мм и снятие фаски происходит на дополни-
тельной вспомогательной позиции IVa после отрезки детали.
ОБРАБОТКА НА ВЕРТИКАЛЬНО- И РАДИАЛЬНО-СВЕРЛИЛЬНЫХ
СТАНКАХ
На сверлильных станках сверлят, зенкеруют и развертывают отверстия,
подрезают торцы, снимают наружные и внутренние фаски, растачивают канавки,
обтачивают наружные поверхности (выступы и хвостовики), нарезают и накаты-
вают резьбы, обкатывают и раскатывают поверхности.
Применение комбинированных инструментов позволяет выполнять несколько
переходов обработки за один рабочий ход, а закрепление инструментов в быстро-
сменных патронах — производить последовательно ряд переходов обработки
с минимальной затратой времени.
Сверление обеспечивает точность диаметральных размеров в пределе 5—7-го
классов; точность расположения отверстий при работе в кондукторах
±0,15 мм.
Применение кондукторных втулок приводит к удлинению сверл, что снижает
их стойкость. В тех случаях, когда точность расположения отверстий обеспечи-
вается сверлильной головкой, целесообразно работать без кондукторных втулок
короткими сверлами в патронах, допускающих регулирование длины вылета
инструмента после переточки.
Вследствие биения режущих кромок, образования нароста из-за несовпадения
оси сверла с осью вращения шпинделя, диаметр отверстия получается больше но-
минального диаметра сверла d на величину @,05 -е- 0,12) d. Из-за износа ленто-
чек инструмента, наличия обратного конуса диаметр инструмента при переточках
уменьшается. Уменьшение размеров отверстий возможно также из-за усадки
материала детали. Поэтому допуски после сверления целесообразно назначать
как в минус, так и в плюс (например, 0 18±8:Ц}). При плюсовом допуске диаметр
сверла должен быть больше номинального диаметра отверстия на величину А:
ОБРАБОТКА НА ВЕРТИКАЛЬНО- И РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ 329
Д в мм
Допуск на отверстие после сверлении в мм (+)
Св. 0,12 до 0,28 0
» 0,28 » 0,52 0 1
¦ » 0,52 » 0,74 0,2
Данные по расчету погрешностей расположения (смещения и увода) отвер-
стий, обработанных сверлением, см. стр. 176.
При сверлении отверстий глубиной более 2d рекомендуется применять сверла
с каналами для подвода охлаждающей жидкости непосредственно в зону резания.
Особое внимание следует уделять регенерации (очистке) охлаждающей жидкости.
Зенкерование — обработка отверстий под последующее развертывание, рас-
тачивание или протягивание. При обработке отверстий по 4—5-му классам точ-
ности и 4—5-му классам чистоты поверхности зенкерование — окончательная
операция. Так же как при сверлении, диаметры отверстий после зенкеровання
следует назначать в минус и в плюс (например, 0 18±2;;;У, a ПРИ плюсовом до- •
пуске диаметр зенкера назначать больше номинального диаметра отверстия на
неличину Д:
Допуск на отверстие после Д в мм Допуск на отверстие после Д в мм
зенкерования в жн (+) зенкерования в мм (+)
Св. 0,09 до 020 0 Св. 0,52 до 0,72 0,15
» 0,20 » 0,34 0,05
» 0,34 » 0,52 0,10 » 0,72 » 1,00 0,20
Зенкеры обычно направляют по кондукторным втулкам. Для уменьшения
увода оси рекомендуется торцовая заточка Bф = 180°).
Развертывание — чистовая обработка отверстий по 2—4-му классам точности
и 5—7-му класса чистоты. Развертывание не изменяет положения геометрической
оси отверстия, поэтому рекомендуется закреплять развертки в плавающих пат-
ронах.
Для обработки отверстий, пересеченных пазами, применяют развертки
с левым направлением винтовых канавок.
Развертывание отверстий с чистотой поверхности 5-го класса можно произво-
дить после сверления с припуском на диаметр 0,3—0,5 мм; 6-го класса — после
зенкерования с припуском 0,25—0,4 мм; 7-го класса — после чернового развер-
тывания с припуском 0,15—0,25 мм (меньшие значения для интервала диамет-
ром до 10 мм, большие — св. 10 мм).
Соосность двух или нескольких отверстий обеспечивается обработкой «в ли-
нию».
Сверление отверстия производят напроход или с двух сторон с поворотом коп-
дуктора; зенкерование л развертывание — «в линию», за один проход.
Зенкеры снабжают передним (нижним) и задним (верхним) направлениями.
Длину направляющей части выбирают с таким расчетом, чтобы в начале зенкеро-
вания оба направления находились в верхней и нижней кондукторных втулках.
Закрепление зенкеров обязательно в плавающих или быстросменных патронах,
допускающих компенсацию несоосности шпинделя с кондукторной втулкой.
Развертывание выполняют аналогично зенкерованию; допускается также
развертывание без нижнего направления.
При большом расстоянии между обрабатываемыми отверстиями, а также при
/ А А3 АЛ
пониженных требованиях к соосности посадки ¦==¦; -=—¦; —¦ для сокращения
\ ш ш3 iiitj
длины инструмента допускается применение зенкеров и разверток с укорочен-
ными нижними направлениями, входящими в нижние кондукторные втулки
только при обработке второго (нижнего) отверстия заготовки.
Зенкерование и развертывание «в линию» отверстий разного диаметра выпол-
няют ступенчатым инструментом.
330 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Соосность проверяют калибром-оправкой, который должен проходить через
оба отверстия без усилия. Диаметр калибра должен быть равен наибольшему
диаметру сопрягаемого вала.
Конические отверстия с чистотой поверхности 5—6-го классов обрабатывают
в несколько переходов в зависимости от конусности (рис. 162).
Отверстия с конусностью К от 1 : 50 до 1 : 30 после сверления в размер
de = dK — @,2 -f- 0,3) развертывают конической разверткой в размер d^.
Иногда применяют комбинированные цилиндрическо-конические сверла, до-
пускающие обработку конического отверстия за один проход.
Отверстия с конусностью К = 1 : 20 сверлят в размер dc= dK — @,3 -f- 0,5);
затем развертывают последовательно двумя коническими развертками в раз-
мер dn.
Отверстия с конусностью К от 1 : 16 до 1 : 8 сверлят в размер dc = dK —
— A -г- 1,2), зенкеруют коническим зенкером d3 = dK — @,3 -г- 0,5) и
развертывают конической разверткой в размер dK (см. рис. 162). После-
довательность обработки заготовок
с литым отверстием d0 = dK —
C -f- 5):
1) зенкеруют цилиндрическое от-
верстие в размер dc = dK — A -f- 1,2);
2) зенкеруют коническое отвер-
стие d3 = dK — @,3 ч- 0,5);
3) развертывают коническое от-
верстие в диаметр dK.
Под конический зенкер целесооб-
разно сверлить (зенкеровать) ступен-
чатое отверстие за один или два пере-
хода; в первом случае применяют сту-
пенчатое сверло (зенкер). Диаметр вто-
рой ступени d'c—dK-\-0,blK—(l-r-1,2),
где К — конусность отверстия.
Для праворежущих конических
инструментов рекомендуется левый
наклон винтовых зубьев под углом
30-45°.
У///////////////УУ?Ж
to
42
Рис. 162. Схема обработки конических от-
верстий: d0 — диаметр литого (штампованного)
отверстия; de и dc — после сверления; d3 —
после конического зенкера; dK — после кони-
ческой развертки; I — длина отверстия;
K=-f — конусность отверстия
перемещение инструмента; при
J^<0,8
При тг 3= 0,8 применяют станоч-
ный упор, ограничивающий осевое
при ручной подаче рекомендуется
применение упорных оправок, ограничивающих осевое перемещение инстру-
мента за счет упора в торец детали или в кондукторную втулку (б — допуск
на отверстие).
Растачивание канавок в отверстиях производят с помощью специальных
патронов, преобразующих осевую подачу шпинделя в радиальное перемещение
резца (рис. 163).
Корпус патрона 10 имеет на одном конце конус или хвостовик под быстро-
сменный патрон, а на другом — наклонно расположенную вилку, которая вхо-
дит в наклонные пазы резцедержателя 4, несущего канавочный резец 1. Резце-
держатель свободно перемещается в пазу втулки 6 и удерживается от выпадания
крышкой 2. Втулка соединяется с корпусом призматической шпонкой.
Положение канавки в осевом направлении обеспечивается упорными гай-
ками 5, а диаметр канавки ограничивается гайками 8—9. В свободном состоянии
благодаря пружине 7 резцедержатель сдвинут относительно оси заготовки на-
столько, что резец свободно входит в отверстие, а гайка 5 упирается в торец кон-
дукторной втулки. При дальнейшем опускании шпинделя станка пружина 7
ОБРАБОТКА НА ВЕРТИКАЛЬНО- И РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ 331
сжимается и резцедержатель с канавочным резцом перемещается в радиальном
направлении, пока упорная гайка 8 не дойдет до торца гайки 5. Резец 1 снабжен
буртиком с пазом, который шлифуют при заточке заподлицо с передней гранью.
При установке резца до упора буртика в торец резцедержателя 4 и штифт 3 оп
фиксирован в осевом направлении и относительно центра отверстия обрабаты-
ваемой детали.
9 10
UU
Рис. 163. Типовая конструкция патрона, преобразующего осевую подачу шпинделя в ра-
диальное перемещение резца
Подрезание торцов выполняют торцовыми зенкерами (цековками). Для ослаб-
ления возникающих при этом вибраций уменьшают подачу на зуб, применяют
инструменты со специальной геометрией режущей части (смещение торцовых ре-
жущих кромок с центра в сторону вращения), обеспечивают минимальное биение
режущих кромок и направление инструмента по отверстию детали или кондуктор-
ной втулки. Для направления по от-
верстию в детали применяют цековки
с направляющими штифтами (цапфа-
ми) — неподвижными (для грубых
отверстий) или вращающимися (для
развернутых отверстий).
Направление инструмента в кон-
дукторной втулке осуществляют по
цилиндрической режущей части или
по наружному диаметру переходной
втулки. Иногда цековку направляют
по штифту приспособления,(рис. 164).
В конце рабочего хода желательна
работа на мертвом упоре («выхажи-
вание»).
При подрезании сплошных бобы-
шек рекомендуется для улучшения
условий резания смещать цековку
с оси бобышки; в этом случае поль-
зуются цековкой большего диаметра, чтобы она работала периферией. Подрезать
торцы с углублением рекомендуется цековкой с фаской (рис. 165).
При цековании достигают 6-го класса чистоты поверхности и биения обра-
ботанной поверхности до 0,1 на радиусе 100 мм.
Снятие фасок в отверстиях диаметром до 8 мм производят укороченными спи-
ральными сверлами; диаметром св. 8 до 60 мм — многозубыми зенковками;
диаметром св. 60 мм — пластинчатыми перками (рис. 166).
Рис. 164. Схема цекования
поверхности с направле-
нием инструмента по
штифту приспособления
Рис. 165. Схема
цекования углуб-
лений
332 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Фаски на стержнях снимают монолитными инструментами («колокольчи-
ками*) или головками со вставными ножами, а также резьбонарезными голов-
ками по ГОСТу 3307—61 со специальными фасочными гребенками. Снятие фасок
можно совмещать с обтачиванием; в таких случаях применяют комбинирован-
ные дисковые гребенки (рис. 167) или устанавливают фасочный резец в цент-
ральном отверстии резьбонарезпой головки
(рис. 168).
Снятие фасок часто сопровождается виб-
рациями, возникающими в результате биения
режущих кромок зенковки, несоосности ин-
струмента и обрабатываемой заготовки, а так-
же вследствие недостаточной жесткости тех-
нологической системы.
Для уменьшения шероховатости поверх-
ности при работе зенковкой рекомендуется
выдержка на упоре («выхаживание»); направ-
ление ее штифтом в отверстии или в кондук-
торной втулке приспособления; применение
инструмента с неравномерным шагом и лен-
точкой на конической поверхности (ширина
ленточки 0,1—0,3 мм без заднего угла).
Комплексную обработку отверстий — вы-
полнение нескольких переходов за один рабо-
чий ход производят комбинированным инстру-
ментом. Применение комбинированного ин-
струмента обеспечивает уменьшение времени
обработки деталей, позволяет выполнить повышенные требования по точности
обработки.Например, ступенчатый зенкер применяют для обработки «в линию»
двух отверстий различных диаметров; сверло-цековку — для обеспечения пер-
пендикулярности торца и отверстия.
Рис. 166, Пластинчатая перка для
снятия фаски в отверстиях боль-
шого диаметра
Рис. 167. Комби-
нированная гре-
бенка к головке по
ГОСТу 3307—61
Рис. 168. Головка для обтачивания
1 — фасочный резец
и снятия фасок:
Предпочтение следует отдавать сборным и составным комбинированным ин-
струментам, допускающим восстановление при износе, и тем монолитным инстру-
ментам, которые допускают наибольшее число переточек.
У комбинированных инструментов наблюдается неравномерный износ от-
дельных участков профиля вследствие различия припуска на обработку и ско-
рости резания. Поэтому не следует применять чрезмерно большое число* ступе-
ней (более пяти) и такие сочетания инструментов, при которых неизбежен нерав-
номерный изною из-за различия в подачах на зуб и скоростях резания (например,
развертка — цековка).
ОБРАБОТКА НА ВЕРТИКАЛЬНО- И РАДИАПЬНО-СВЕРПИЛЬНЫХ СТАНКАХ 333
Для комплексной обработки отверстий, торцов и фасок применяют многолен-
точные комбинированные инструменты с чередующимися зубьями (рис. 169,
170). Цилиндрические ленточки комбинированных сверл шлифуют на всей длино
зуба, поэтому они допускают большое число переточек. Не рекомендуется
применять многоленточные сверла при отношении —=¦ > 2 из-за неблагоприятной
геометрии режущей части инструмента.
Рис. 169. Комплексная обработка отверстий
комбинированными сверлами: а — четырех-
ленточное сверло; б — примеры обработки че-
тырехленточными сверлами; в — пример обра-
ботки отверстии шестиленточным сверлом
Обработку фасонных отверстий: центрование, закругление краев отверстий,
рассверливание и снятие фасок (рис. 171) выполняют затылованным комбини-
рованным инструментом.
Сборные комбинированные инструменты (рис. 172) применяют для растачи-
вания, снятия фасок, подрезания торцов, развертывания отверстий «в линию»
(см. рис. 179) и т. п.
Обтачивание наружных поверхностей (выступов, шеек, хвостовиков) осуще-
ствляют пустотелыми головками (монолитными или сборными). Для одновре-
Рис. 170. Комплексная'обработка торцов ком-
бинированными инструментами: а — цеков-
ка — зенковка; б — подрезание торпов и сня-
тие внутренних фасок; в — подрезание торцов
и снятие наружных фасок
^fH*
щи
в)
менного обтачивания и снятия наружной фаски применяют комбинированные
головки.
Обтачивание головками без направления их в кондукторных втулках обес-
печивает 4-й класс чистоты и 5-й класс точности, с направлением — 6-й класс
чистоты и 3-й класс точности (при условии тщательной заточки инструмента).
Сборная пустотелая головка для обтачивания шейки и подрезания торца ры-
чага показана на рис. 173. При ходе головки вниз пружинный центр закрепляет
рычаг на станке. Головка располагается вертикально. Ножи затачивают в сборе
с головкой, для чего центр убирают внутрь и закрепляют винтом.
334 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рис. 171. Примеры комплексной обра-
ботки отверстий аатылованными ком-
бинированными инструментами
Рис. 172. Сборные комбинированные инструменты: а — ступенчатая нековка; б — фасон-
ный зенкер; в — трехступенчатый зенкер-нековка; г — сверло-цековка
-'- -\
Рис. 173. Сборная трехрезцовая головка с пружинным центром
для обтачивания шейки и подрезания торца рычага: 1 — головка;
2 — рычаг; з — неподвижный центр; 4 — упорный палец
Рис. 174. Схема обтачивания стержня
и нарезания резьбы комбинированной
дисковой гребенкой (роловка по
ГОСТу 3307—6f)
ОБРАБОТКА НА ВЕРТИКАЛЬНО- И РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ 335
Для обтачивания можно использовать резьбонарезную головку
(ГОСТ 3307—61) с гладкими дисковыми гребенками с углом в плане ф = 30 -г-45°.
Самораскрывание головки в конце рабочего хода исключает образование кана-
вок на обработанной поверхности при выводе инструмента (см. также рис. 168).
Применяя комбинированные гребенки, можно сочетать в одной операции
обтачивание и нарезание резьбы (рис. 174).
В этом случае применяют принудительную подачу, равную шагу нарезаемой
резьбы, если такая подача допустима для обтачивания.
Резьбообразование. Резьбу с шагом до 3 мм при длине сбега резьбы не ме-
нее трех шагов можно нарезать на сверлильном станке за один проход; резьбу
с шагом более 3 мм нарезают за несколько проходов.
В крупносерийном и массовом производствах рекомендуется применять резьбу
не точнее 2-го класса, а при длине нарезанной части менее 6 и более 12 ниток —
3-гв класса точности.
На процесс резьбообразоваяия существенное влияние оказывают сбеги и не-
дорезы резьбы (рис. 175). При нарезании резьбы резьбонарезной головкой на
заготовке с заплечиком необходимо принимать
/ ^ 25; с ^ 1,5 мм; при накатывании резьбы на
заготовке с заплечиком f >= 1,55 и с 3? 5; при
нарезании резьбы метчиком в глухом отверстии
/ 22 35; с Э= 25 E — шаг резьбы).
Выточки и проточки для выхода инструмента
необходимо делать только при нарезании резьбы
резцами или при сборке резьбовой пары в упор.
Фаски под внутреннюю резьбу следует сни-
мать под общим углом 90° до диаметра, превы-
шающего наружный диаметр резьбы на 0,5—1 мм.
Под наружную резьбу на стержнях снимают фас-
ки под углом 45° (общий угол 90°) до внутрен-
него диаметра резьбы. Под накатывание резьбы
на стержнях снимают фаски под углом 20—30° (общий угол 40—60°); после на-
катывания резьбы на участке фаски получается уклон, близкий к 45°.
Нарезание и накатывание резьбы на сверлильных станках выполняют с руч-
ной подачей оа счет самозатягивания инструмента. В целях компенсации несо-
осности следует предусматривать небольшое плавление инструмента при жест-
ком закреплении детали (или наоборот).
Внутреннюю резьбу нарезают машинными, падающими и гаечными метчиками
илн гайконарезными головками. При работе машинными метчиками рекоменду-
ется вместо реверсирующих патронов применять электропереключатели, при-
водимые в действие от станочного упора и автоматически изменяющие направ-
ление вращения шпинделя станка.
Применением падающих и гаечных метчиков исключается реверсирование,
что сокращает машинное время.
Гайконарезные головки также не требуют реверсирования, так как в конце
рабочего хода гребенки автоматически убираются внутрь корпуса.
Рекомендуется сверлить отверстие и нарезать резьбу с одного установа за-
готовки, применяя кондукторы с откидной крышкой.
В пластичных, легкообрабатываемых материалах (цинковых и алюминиевых
сплавах, мягкой стали и т. п.) внутреннюю резьбу можно накатывать специаль-
ными метчиками-накатниками, ввинчивающимися в отверстие. '
Диаметр отверстия под накатывание близок к среднему диаметру резьбы. При
накатывании внутренней резьбы производительность выше, уменьшается количе-
ство поломок инструмента и повышается его стойкость.
Наружную резьбу нарезают винторезными головками с призматическими,
дисковыми или тангенциальными гребенками или накатывают. Винтонарезные
головки не требуют реверсирования и потому сокращают время резьбонареза-
ния.
Рис. 175. Сбег и недорез резь-
бы: т — недорез резьбы; / —
сбег резьбы; с — гарантирован-
ный зазор (т = f + с)
336 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Пример использования на сверлильном станке головки с пружинным цент-
ром (аналогичной головке по ГОСТу 3307—61), не требующей предварительного
закрепления нарезаемой заготовки, показан на рис. 176. Сокращение времени на
закрепление заготовки повышает производительность труда.
При нарезании резьбы, пересеченной шпоночным пазом, рекомендуется при-
менять винтонарезные головки с 5—6 гребенками, либо фрезеровать паз после
нарезания резьбы с последующей зачисткой
заусенцев.
Винтонакатнымй головками можно на-
катывать как длинную, так и короткую
резьбу 2-го класса точности.
Из-за недостаточной жесткости винтона-
катных головок диаметр заготовки под
резьбу необходимо выдерживать по 3—За
классам точности.
Примеры наладок. Последовательную
обработку на одношпиндельном станке
производят путем смены нормальных или
комбинированных инструментов. Для сок-
ращения вспомогательного времени инст-
рументы закрепляют в быстросменном пат-
роне без остановки вращения шпинделя
станка и вводят в работу в нужной пос-
ледовательности .
Схема наладки такой операции показа-
на на рис. 177.
Глубина отверстий или высота ступе-
ней при ручной подаче и точности до
0,2 мм обеспечивается ограничительными
упорами на инструменте или на приспособ-
лении. Для уменьшения износа упоры
рекомендуется делать вращающимися.
При пользовании вместо упоров деле-
ниями и рисками на шпинделе станка
точность обработки находится в пределах
1 мм.
Один из переходов обработки может
фиксироваться станочным упором, выклю-
чающим автоматическую подачу. В этом
случае необходимо рассчитать длину инст-
рументов так, чтобы упор вступал в работу
только при выполнении данного перехода.
При автоматической подаче на всех
переходах обработки применяют регули-
руемые сменные втулки, уравнивающие вылет шпинделя станка, что позволяет
использовать для выключения подачи станочный упор. В быстросменный патрон /
(рис. 177, в) вставляют сменную втулку 2 (рис. 177, б), в которой винтом 3 за-
креплена регулируемая втулка 4. Крутящий момент передает шпонка 5. На
нижнем конце втулки 4, снабженной конусом под инструмент, имеется гайка 6,
регулирующая вылет, и стопорный винт 7.
Настройку инструментов по длине производят заранее с таким расчетом,
чтобы в конце рабочего хода упор выключал подачу, т. е. для всех переходов
устанавливают постоянный вылет шпинделя.
На рис. 178 показан картер редуктора, а на рис. 179 — схема обработки гор-
ловины этого картера на радиально-сверлильном станке.
В горловине обрабатывают два отверстия под подшипники и подрезают торец
фланца на заданном расстоянии от оси боковых отверстий. Биение обрабатывае-
Рис. 176. Схема нарезания наружной
резьбы винторезной головкой с пру-
жинным центром: 1 — шпиндель стан-
ка; 2 — пружинный центр; з. — наре-
заемая деталь; 4 — приспособление;
5 — нижний центр
ч)
Рис. 177. Схема последовательной обработки заготовки на одношпиндельном сверлильном
станке; а — сверление сквозного отверстия; б — зенкерование отверстия на заданную глу-
бину; в —¦ зенкерование отверстия под развертывание; г — развертывание отверстия в упор
Рис. 178. Картер редуктора
338 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
мого торца Б (см. рис. 178) относительно оси допускается в пределах 0,05 мм,
а ось отверстий горловины О — О должна быть перпендикулярна оси боковых
отверстий и пересекать ее с точностью до 0,07 мм.
Деталь центрируют по двум отверстиям в боковой плоскости. Верхнее направ-
ление для инструмента обеспечивает втулка с упорным подшипником, а ниж-
нее — кондукторная втулка, вмонтированная в центрирующий палец.
Рис. 179. Схема последовательной обработки горловины картера на радиально-сверлильном
станке: а — черновое и получистовое зенкерование двух отверстий «в линию»; б — разверты-
вание двух отверстий «в линию»; в — подрезание фланца горловины
Для подрезания торца применена оправка 3 с упорными гайками 1 и гнездом
под подрезную пластину 2. Пластину 2 закрепляют клином, после того как
оправка введена в кондуктор. Этим достигают уменьшения диаметра верхнего
направления и уменьшения веса сборного инструмента. На всех позициях обра-
ботки используют одну постоянную кондукторную втулку.
Схема последовательной обработки корпусной детали на радиально-свер-
лильном станке показана на рис. 180. В шпиндель станка 1 вставлен быстросмен-
ОБРАБОТКА НА ВЕРТИКАЛЬНО- И РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ 339
ный патрон 2, в котором в ходе обработки последовательно закрепляют все ин-
струменты. Переходы an б выполняют в первом положении детали; переход в —
поворот кондуктора с деталью на 180°; затем последовательно выполняют пере-
ходы г — л. В целях сокращения длины, инструменты 3 и 4 при отводе разме-
щают во втулках; направление обеспечивают подвижными кондукторными втул-
ками 5.
¦<Ш9.06.0
Рис. 180. Схема последовательной обработки соосных отверстий в корпусной детали на
радиально-сверлильном станке: а и б — сверление © 23 и ф 17 мм в одной стенке; в — пово-
рот кондуктора; (на рисунке не показано); г и ж — сверление ф 17 и ф 23 мм в другой
стенке; в, з и к — зейгерование двух отверстийф 18,5, двухф24,4 и двухр79,45 + 0,15 мм
«в линию»; е, и и л — развертывание двух отверстий ф i^l'.ll' двух Ф 25+0'°23 " ^ п* °'
J5"
и двух ф 80™
мм <<в линию»
К недостаткам метода последовательного выполнения переходов на сверлиль-
ных станках следует отнести значительную затрату времени на переключение
скоростей шпинделя и подач. На практике обычно работают с одной постоянной
скоростью резания, что приводит к нерациональной эксплуатации инструмента.
Для одновременного выполнения нескольких переходов на одношпиндельных
сверлильных станках их оснащают многошпиндельными головками.
Применение поворотных столов с одной загрузочной и несколькими рабочими
позициями повышает эффективность использования многошпиндельных головок
за счет совмещения с машинным временем вспомогательного времени на снятие
я установку заготовок.
Нарезание резьбы предпочтительнее производить многошпиндельными голов-
ками с принудительной подачей. Принудительную подачу достигают: а) путем
340 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
сочетания одной из ступеней механической подачи с соответствующим подбором
зубчатых колес головки; б) с помощью копирного винта, сообщающего головке
рабочую подачу, а при реверсировании двигателя — обратное перемещение;
в) с помощью резьбовых копирных оправок на каждом шпинделе головки, обес-
печивающих рабочую подачу метчиков и возвращение их в исходное положение
при реверсировании двигателя.
В комбинированных многошпиндельных головках (нарезание резьбы, свер-
ление, цекование и т. п.) для нарезания резьбы ставят отдельный электродвига-
тель с переключателями для реверсирования, а для других переходов используют
привод станка. Шпиндели, не требующие реверсирования, можно снабжать
обгонными муфтами, сохраняющими направление вращения этих шпинделей,
ири переключении на обратный ход всей головки.
В серийном производстве конструирование многошпиндельных головок
п приспособлений к ним следует производить с учетом групповой обработки
деталей.
ГГ^Р
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
На фрезерных станках разрезают заготовки, фрезеруют плоскости, пазы,
уступы, криволинейные и винтовые поверхности, тела вращения, резьбы.
По характеру использования различают фрезерные станки с прерывистым
и непрерывным циклом обработки.
Фрезерные станки с прерывистым циклом (простые и универсальные, резьбо-
фрезерные, зуборезные и др.) имеют холостой обратный ход или выклю-
чение подачи для загрузки новых заго-
товок.
Станки с непрерывным циклом обработки
(карусельно- и барабанно-фрезерные, шлице-
прорезные с конвейерной подачей заготовок)
позволяют загружать заготовки на ходу и
продолжать обработку без остановки стола
или выключения подачи.
Высокопроизводительное фрезерование соп-
ряжено со значительными усилиями резания,
резко колеблющимися по величине, поэтому
следует уделять особое внимание жесткости
технологической системы. Конструкции фрез
и выбор режимов см. т. 2.
Плоскости фрезеруют торцовыми
фрезами на вертикально-фрезерных, барабан-
но-фрезерных и других станках или цилинд-
рическими фрезами на горизонтально-фрезер-
ных станках. Открытые плоскости и плоскости
с небольшими уступами рекомендуется обра-
батывать торцовыми фрезами со вставными
ножами (рис. 181) с углом в плане 30° < ф < 75°. Фрезы с ф = 90° работают не-
удовлетворительно; с ф< 30° испытывают весьма значительные осевые усилия.
Рекомендуется применение фрез с механическим креплением многогранных твердо-
сплавных пластин. Производительность торцовых фрез определяется величиной
минутной подачи sM = 3l8szvK, где s2 — подача на зуб в лиц v — скорость реза-
ния в м/мин; K — J) число зубьев на 1 мм диаметра фрезы D; z — число зубьев
фрезы. При максимально допустимых sz и v, sM тем больше, чем больше К, т. е.
чем больше для данного диаметра фрезы число зубьев z. Торцовые фрезы обеспе-
чивают получение 4—5-го классов точности и 5—7-го классов чистоты при фрезе-
ровании в два прохода (черновом и чистовом). Наиболее подходящим оборудова-
Рис. 181. Фрезерование открытых
плоскостей торцовой фрезой
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
341
нием для атой цели являются барабанные или двухшпиндельные вертикально-
фрезерные станки с вращающимся столом, допускающие последовательное черно-
вое фрезерование, съем и установку заготовок при непрерывном вращении стола.
Чистовая фреза должна иметь на торце зачистные кромки шириной Ь > szz, a
шпиндель с чистовой фрезой установлен с уклоном ~ 0,0001, чтобы исключить
контакт с обработанной поверхностью не участвующих в резании зубьев. При-
пуски более 18 мм снимают ступенчатыми торцовыми фрезами или фрезами с чере-
дующимся от зуба к зубу переменным углом в плане. Торцовой фрезой, имеющей
Рис. 184. Фрезерова-
ние плоскости ци-
линдрической фрезой
Рис. 182. Обработка торцов валиков двух-
кромочной торцовой фрезой
Рис. 183. Методы фрезерования:
а — встречное; б — попутное
Рис. 185, Набор цилиндриче-
ских фрез для обработки широ-
ких плоскостей
рабочие кромки с наружной и внутренней стороны зубьев, при соответствующем
расположении заготовок (рис. 182) можно за один рабочий ход обработать удвоен-
ное, по сравнению с обычным, количество заготовок.
Цилиндрические фрезы работают с встречной (рис. 183, а) или попутной
(рис. 183, б) подачей. Попутное фрезерование способствует повышению стойкости
фрез и чистоты обрабатываемой поверхности, однако требует наличия на станке
устройства, компенсирующего зазоры в механизме подачи. На станках с обычной
гайкой ходового винта рекомендуется метод встречного фрезерования.
Направление винтовых зубьев цилиндрических фрез при фрезеровании плос-
костей выбирают с таким расчетом, чтобы осевое усилие было направлено в сто-
рону шпинделя станка (рис. 184). Рекомендуется применение наборов цилиндри-
ческих фрез с разнонаправленными винтовыми зубьями, особенно для обработки
широких плоскостей (рис. 185),
342 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Уменьшения шероховатости обрабатываемой поверхности и вибраций дости-
гают при работе фрезами возможно меньшего диаметра, закрепленными на корот-
ких и жестких бесконсольных оправках возможно большего диаметра.
Для получения 5-го класса чистоты рекомендуются фрезы с малым шагом
зубьев. Большие припуски снимают «кукурузными» фрезами (см. т. 2), а также-
фрезами с неравномерным окружным шагом и крутым углом подъема винтовых
вубьев (фрезы Карасева, Леонтьева и др.).
Пазы и выступы фрезеруют на горизон- I >^
тально- и вертикально-фрезерных станках по различ-
ным схемам (рис. 186).
Рис. 186. Фрезерование: а — выступов набором двусто-
ронних фрез; б — паза трехсторонней дисковой фрезой;
в — уступа концевой фрезой
1=1
Рис. 187. Фрезерова-
ние проушины кон-
цевой фрезой
Черновое фрезерование проушин (рис. 187) выполняют концевыми фрезами
с направлением по втулке. Т-образные пазы фрезеруют в две операции: дисковой
и «грибковой» фрезами (рис. 188), угловые пазы (ласточкин хвост) — угловой
фрезой на вертикально-фрезерном станке с поворотной головкой (рис. 189).
Закрытые пазы под призматические шпонки фрезеруют двузубыми концевыми
фрезами в несколько проходов. Шпоночно-фрезерные полуавтоматы работают
шВЬ. тм
Рис. 188. Фрезеро- Рис. 189. Фрезеро- Рис. 190. Закрепление концевой фрезы в
вание Т-образного вание «ласточкина эксцентриковом патроне: а — эксцентрицитет
паза «грибковой» хвоста» угловой
фрезой фрезой
с автоматической осевой подачей в конце каждого хода (челночное фрезерование).
Для компенсации износа фрезы по диаметру применяют патроны, регулирующие
эксцентрицитет фрезы (рис. 190). Открытые шпоночные пазы можно фрезеровать
концевой фрезой на полную глубину, а пазы, допускающие выход фрезы по радиу-
су, -*• дисковой фрезой (рис. 191),
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
343
Фрезерование пазов под сегментные шпонки производят с поддерживанием
оправки с фрезой центром (рис. 192).
Заготовки разрезают фрезами-пилами (рис. V193).
Спиральные и винтовые поверхности фрезеруют при одновременном враща-
тельно-поступательном движении заготовки. Заготовку закрепляют в делитель-
ной головке, включаемой в кинематическую цепь подачи станка. Для фрезерова-
ния винтовых канавок на конической поверхности заготовку устанавливают под
углом, близким к половине угла конуса (рис. 194). Настроив станок на осреднен7
ный шаг винтовой канавки, угол поворота незакрепленного стола корректируют
в процессе фрезерования копиром-угольником (рис. 195).
Фрезерование резьбы уступает по производительности образованию резьбы
резьбонарезными головками, метчиками или накатыванием. Фрезерование резьбы
целесообразно: при обработке крупных деталей, закрепление которых на других
станках затруднено; при изготовлении резьб большого диаметра и крупного шага;
Рис. 191. Фрезерова-
ние шпоночного паза
дисковой фрезой
Рис. 192. Фрезерование паза под сегментную
шпонку
Рис. 193. Схема
разрезания фре-
зой-пилой
многозаходных и особо длинных резьб; резьб, пересеченных шпоночными пазами
или лысками; резьб на тонкостенных деталях, а также резьб с ограниченным
сбегом.
Резьбофрезерование обеспечивает 2-й класс точности и 5—6-й классы чи-
стоты.
Резьбу фрезеруют методом охватывания (рис. 196, в) и огибания (рис. 196, 6),
дисковыми однониточными фрезами (рис. 197, а) или гребенчатыми многониточ-
ными фрезами (рис. 197, 6 — в; 198).
На универсальных резьбофрезерных станках нарезается резьба в процессе
вращения заготовки. Рёзьбофрезерные станки планетарного типа (рис. 199)
применяют для нарезания резьбы на крупных и громоздких заготовках, вращение
которых невозможно.
При фрезеровании многозаходных резьб гребенчатыми фрезами подача на
один оборот заготовки равна ходу резьбы S-i (шаг хчисло заходов). Длина фрезы
ери этом должна быть больше длины резьбы на A,5 -ь 2) 5;.
Эффективность резьбофрезерования заметно возрастает с применением
гребенчатых фрез, армированных твердым сплавом, а также сборных охватываю-
щих резьбовых фрез, например, с дисковыми гребенками.
Схемы наладок универсальных резьбофрезерных станков для фрезерования
наружных резьб на валиках показаны на рис. 200—202.
Скоростное (вихревое) фрезерование резьбы осуществляют головками, осна-
щенными твердосплавными резцами на специальных или приспособленных для
этого токарных станках (рис. 203). Для сокращения времени на подналадку
головку выполняют сборной в виде съемного блока, настраиваемого вне станка
(рис. 204), либо применяют тангенциальные резцы.
Рис. 194. Установка заготовки для фрезерования винтовых
канавок на конической поверхности
Рис. 196. Методы фрезерования резь-
бы: а — охватыванием; б — огибанием
Рис. 195. Фрезерование винтовых канавок на конической
поверхности: 1 — копир-угольник; 2 — упор (ролик) для
копира-угольника; 3 — угловая фреза; 4, — фрезеруемая
заготовка
в)
Рис. 197, Схема фрезерования: а — наружной резьбы дисковой фрезой; б — наружной резьбы гребенчатой
<з — внутренней резьбы гребенчатой фрезой
фрезой:
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
345
Для вихревого фрезерования внутренней резьбы, кроме однорезцовых дер-
жавок (см. рис. 203, в) применяют четырехзубые дисковые фрезы (рис. 205).
Вихрепое нарезание наружной резьбы на вертикально-фрезерном станке
специально профилированной торцовой фрезой показано на рис. 206. Ось фрезы
пересекает ось нарезаемой резьбы под прямым углом для коротких резьб и углом
<90° для длинных резьб. Деталь получает вращение от делительной головки,
включенной в кинематическую цепь подачи. Торцовое фрезерование позволяет
повысить круговую подачу и сократить машинное время по сравнению с фрезе-
рованием резьбы дисковой фрезой.
Фрезерование тел вращения производят на резьбофрезерных станках или спе-
циальных полуавтоматах при вращении заготовки и фрезы, без относительного
перемещения вдоль оси; рекомендуется при об-
работке прерывистых поверхностей, а также
для комплексной обработки ступенчатых ва-
ликов, колец и других подобных деталей. При-
мер обработки профиля маслоеъемных порш-
невых колец на резьбофрезерном станке по-
казан на рис. 207. Набор фрез или фасонная
фреза при круговой подаче после радиаль-
ного врезания на полную глубину образует
профиль канавок, предварительно обжатых
и закрепленных на оправке поршневых ко-
а)
Рис. 198. Фрезерование наружной конической
резьбы гребенчатой фрезой: а — конической;
б — цилиндрической
LX
Рис. 199. Планетарное резьбо-
фрезерование
лец. На рис. 208 показано комплексное чистовое фрезерование хвостовика
поворотного кулака на специальном вертикальном полуавтомате двумя диамет-
рально расположенными наборами фрез. Если оба набора фрез предназначены
для обработки одних и тех же шеек, то после врезания требуется поворот заго-
товки на 185°, если наборы фрезеруют разные шейки — поворот на 375°. Наличие
для заготовок двух рабочих шпинделей 1 и 2 (рис. 209) позволяет загружать
один шпиндель во время работы другого. Фрезы диаметром ~ 250 мм с числом
зубьев ~ 100 работают со скоростью ~ 40 м/мин при охлаждении > 350 л/мин.
Производительность двухшшшдельного полуавтомата 75—115 шт/ч при
длине ступенчатых валиков 180—220 мм. Точность обработки по За — 4-му
классам.
Комплексную обработку заготовок производят комбинированными инстру-
ментами: фасонными фрезами или наборами фрез на одно- и многошпиндельных
фрезерных станках.
Наборы фрез допускают применение стандартного инструмента рациональной
геометрии и упрощают восстановление при износе и поломках.
Рекомендуется затачивать и хранить фрезы комплектно, а сложные наборы —
блоками, в сборе с оправками. Комплексная обработка возможна лишь при доста-
346 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рис. 200. Наладка рсзьбофрезерного станка о зажимом заготобки в' специальном
патроне
Рис. 201. Наладка резьбофрезерного станка с установкой ступенчатой заготовки через
шпиндель •
Рис. 202. Наладка резьбофрезерного станка р установкой заготовки в по-
видкоиом патроне и на центрах t
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
347
точной жесткости системы и мощности станка. Следует применять фрезы наимень-
шего диаметра при возможно большем диаметре бесконсольной оправки.
В чертежах наборов фрез указывают расстояние между инструментами, до-
пускаемую разницу в диаметрах, торцовое
и радиальное биение (рис. 210).
Получение заданных размеров обработ-
ки с наименьшими затратами времени на
регулировку и подналадку инструмента
требует наличия соответствующих измери-
тельных средств. Целесообразно произво-
дить настройку блоков инструмента вне
станка с тем, чтобы при смене его исклю-
чить подналадку. Если это невозможно, то
на станках должны быть предусмотрены
привалочные (базовые) поверхности для
установки измерительных средств и воз-
можность удобной регулировки инструмен-
та относительно заготовки.
На рис. 211 показана многоинструмент-
яая наладка [для одновременного фрезеро-
вания с двух сторон двух ушков стальной
заготовки. Применение поворотного стола
с двумя приспособлениями позволяет сов-
мещать время установки одной заготовки
со временем обработки другой.
В наладке предусмотрено уменьшение
подачи в конце рабочего хода и выдержка
на упоре.
На рис. 212 приведена многоинстру-
ментная наладка для фрезерования двух
чугунных заготовок на агрегатном двух-
шпиндельном станке с поворотным столом.
Четыре набора фрез, оснащенных пластин-
ками твердого сплава, одновременно обрабатывают с двух сторон две головки
каждой заготовки.
Фрезы закрепляют на специальных насадных регулирующихся втулках,
которые, в свою очередь, закрепляют на оправках.
Рис. 203. Вихревое фрезерование резь-
бы: наружной — методом охватываняя
(а) и огибания F); в — внутренней
Рис. 204. Головка для вихревого фрезерования наружной
резьбы методом охватывания
Рис. 205. Дисковая фреза
для вихревого фрезерова-
ния внутренней резьбы
Многоинструментная наладка для скоростного фрезерования двух базовых
площадок и торцов двух ушков у стальной балки на специальном агрегатном
¦станке иоказаш на рис. 213,
348 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рис. 206. Фрезерование наружной
резьбы торцовой фрезой
Рис. 207. Фрезерование профиля поршневых
колец на резьбофрезерном станке
Рис. 208. Фрезерование тела вращения
двумя наборами фрез с поворотом заго-
товки на 375°
Рис. 209. Фрезерование тел вращения
на полуавтоматических станках: 1—ле-
вый шпиндель; г — правый шпиндель;
а — быстрый подвод левого шпинделя;
б — врезание с тангенциальной подачей
и начало круговой подачи заготовки;
в — окончание круговой подачи заго-
товки; г — быстрый подвод правого
шпинделя
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
349
\
РШ5 РП45 БП255
603Г5
Рис. 211. Многоинструментная наладка на агрегатный фрезерный станок для одно-
временной обработки двух ушков
-о,? .6/785^ РП65 \~86 t |
60150
Рис. 212. Многоинструментная наладка на агрегатный фрезерный станок для
обработки двух заготовок
Наладка на рис. 214 предусматривает предварительную и чистовую обработку
двух торцов чугунного корпуса последовательно двумя фрезами. На вращаю-
щемся столе станка смонтировано пять приспособлений, в каждом из которых
закрепляют две заготовки (с перекладыванием).
350 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
351
Вид А
Траекторий движения
Фрезы J относительно
жготовки 4
Рис. 215, Фрезерование плоскостей блона на бараОанно-фрезерном станке
Рис. 216, Наладка фрезерно-центровочного станка
352 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
На карусельно-фрезерных станках барабанного типа возможна непрерывная
обработка заготовки с двух сторон последовательно двумя парами фрез, выпол-
няющих черновое и чистовое фрезерование.
Фрезерование плоскостей блока автомобильного двигателя наборами торцо-
вых фрез со вставными ножами, оснащенными пластинками твердого сплава,
показано на рис. 215.
На непрерывно вращающемся барабане одновременно находится пять блоков.
Рис. 217. Схема копирного фрезерования с продольной задающей
подачей: 1 — фреза; 2 — заготовка; з — копировальный ролик;
4 — копир; G — груз
Фрезы 1 и 2 производят черновое фрезерование, а фрезы 4 и 5 — чистовое.
Отличительной особенностью этой наладки является применение «пульсирую-
щего» шпинделя с фрезой 3.
Этот шпиндель получает добавочное перемещение на 150 мм от копира, смон-
тированного на барабане с таким расчетом,
чтобы траектория относительного
движения фрезы 3 была парал-
лельна основанию блока (см. вид
А на рис. 215) и при вращении
барабана эта фреза не срезала бы
нижнего уступа блока, выступаю-
щего за пределы фрезеруемой
плоскости.
За каждый оборот барабана
снимается одна обработанная за-
готовка и устанавливается на ее
место необработанная.
Наладка для фрезерования
торцов и зацентровки валиков на
фрезерно-центровочных станках
показана на рис. 216. Применение
торцовых фрез с механическим
закреплением пятигранных твер-
досплавных пластинок точного исполнения исключает подналадку при повороте
или смене пластинок. Для закрепления центровочных сверл использованы смен-
ные втулки с регулируемым упором, что позволяет налаживать вылет сверл
вне станка.
Копирное фрезерование осуществляют на станках (приспособлениях) прямого
действия и станках со следящим приводом. В станках (приспособлениях) nepj
вого типа изменение формы копира передается непосредственно на копировальный
ролик, который воспринимает усилия резания, возникающие при фрезеровании
(рис. 217—-218). В станках второго типа изменение формы копира воспринимает
-следящее устройство (электрическое, гидравлическое или иневматическое),
Рис. 218. Схема копирного фрезерования с кру-
говой задающей подачей: 1 — фреза; S — заго-
товка; з — копировальный ролик; 4 — копир;
G — груз
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
353
которое через усилитель передает команду рабочему механизму станка (рис. 2*9).
Станки со следящим приводом являются более совершенными, они обеспечивают
Рис. 219. Схема двухкоординатвого копиро-
вально-фреэерного станка: 1 — копир; 2— сле-
дящее устройство; 3 — заготовка; 4 — фреза;
&>— усилитель; в — генератор; 7 — двигатель
задающей подачи; S — генератор; 9 — двигатель
следящей подачи; 10 —мотор переменного тока
Х-
Рис. 220. Схема об-
хода конт,ура на
трехкоординатном ко-
пир овально-фрезер-
ном станке
бесступенчатое регулирование скоростей подач в процессе копирования, откло-
нение размеров изделия от размеров копира в пределе ± 0,02—0,2 мм, шерохо-
ватость*обработанной поверхности в преде- _
ле 7—9-ге классов чистоты.
На станках со следящим приводом воз-
можна обработка плоских сложных кон-
туров в системе осей XY и пространственно
сложных поверхностей в системе XYZ. На
рис. 220 схематически показана траекто-
рия движения одного из трехкоординатных
следящих устройств.
Усовершенствование копировально-фре-
зерных станков идет по пути замены
копиров системой управлении обработки
при помощи программных команд анпа-
ратов, программных устройств с электронно-гидравлическим приводом и др.
Рационализация фрезерных операций. Применением специальных при-
способлений на станках с прерывистым циклом обработка можно сократить или
полностью исключить потери времени на холостой ход и закрепление заготовок.
Рис. 221. Фрезерование заготовки на пово-
ротном столе с двумя приспособлениями
Рис. 222. Приспособление к горизонтально-фрезерному станку: о — конвейер-
ного типа; б — барабанного типа
Например, установка двух приспособлений на поворотном столе позволяет
закреплять заготовки в одном из приспособлений, в то время как в другом произ-
водить фрезерование (рис. 221).
12 Справочник технолога, том 1
354 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Оборудование горизонтально-фрезерного станка специальным приспособле-
нием конвейерного (рис. 222, а) или барабанного типа (рис. 222, б), а верти-
кально-фрезерного станка — вращающимся столом (рис. 223) позволяет вести
обработку на этих станках по непрерывному
циклу.
Настройка горизонтально-фрезерного станка на
работу по полуавтоматическому циклу показана на
рис. 224. Приспособление для чистового фрезерова-
ния замка поршневого кольца состоит из корпуса,
укрепленного неподвижно на станине, и толкателя,
укрепленного на столе фрезерного станка.
Предварительно разрезанные поршневые кольца
укладываются пакетами на полукруглое основание
корпуса приспособления так, что нож, вмонтиро-
ванный в корпус, входит в прорезь поршневого
кольца. После включении подачи толкатель вдви-
гает кольца в трубчатую часть приспособления,
сжимая их до нужного диаметра. При дальней-
шем продвижении кольца проходят через фрезу,
калибрующую ширину замка, и падают, нанизываясь на специально вставленную
в толкатель штангу. В конце рабочего хода стол приводится н первоначальное
положение и новый пакет колец загру-
жают в приспособление.
Рис. 223. Торцовое фрезеро-
вание заготовок на верти-
кально-фрезерном станке с
вращающимся столом
Рис. 224. Окончательное фрезерование замка поршневых колец
Универсальные фрезерные станки Могут быть превращены в полуавтоматы
путем оборудования их пневматическими или гидравлическими зажимными уст-
ройствами и командоаппаратами, управляющими производственным циклом.
Фрезерование сложных контуров и пространственных криволинейных поверх-
ностей целесообразно производить на станках с числовым программным управ-
лением.
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
Протягивание применяют для обработки внутренних (замкнутых) и наружных
(открытых) поверхностей различных деталей. Этот метод обработки обеспечивает
высокую производительность и низкую себестоимость операции.
Внутренним протягиванием обычно обрабатывают различные отверстия:
круглые (цилиндрические), квадратные, многогранные, шлицевые с различным
профилем прямых и винтовых канавок, а также шпоночные и другие фигурные
пазы в отверстиях деталей. Диаметр протягиваемых отверстий 5—400 мм, длина
до 10 м. Чаще всего протягивают отверстия диаметром 10—75 мм с длиной не более
трех диаметров. Ширина протягиваемых пазов 1,5—100 мм.
Наружное протягивание применяют вместо фрезерования, строгания, шли-
фования при обработке плоскостей, фасонных поверхностей, рифлений, зубьев,
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
355
хвостов турбинных лопаток, пазов в диоках газовых турбин и др. Чаще всего
обрабатывают поверхности площадью 100—200 см2, но наружное протягивание
выгодно и при обработке в массовом производстве больших поверхностей (бло-
ков и головок цилиндров автомобильных и тракторных двигателей). Протяжками
обрабатывают все виды металлов и пластических масс, допускающих обработку
Характеристики видов протягивания приведены в табл. 35, а схемы резания —<
в табл. 36.
Протягивание гладких цилиндрических отверстий обеспечивает получение
точных B—3-го классов) отверстий с низкой шероховатостью поверхности
(V 6 — V 9).
Порядок обработки отверстий под протягивание следующий.
В поковках и отливках отверстие предварительно сверлят с припуском под
протягивание (табл. 37).
От насоса
Рис. 225. Наладка для протягивания глубоких отверстий: 1 — колпак; 2 — тру-
ба; 8 — задняя бабка; 4 — обрабатываемая деталь; 5 — опорное приспособление
Поковки с отверстиями, поступающие из кузницы, протягивают после зен-
керования или непосредственно по-черному. Второй вариант обработки более
выгоден, однако возможность применения его ограничена мощностью станка,
разиостенностыб изделия, прочностью протяжки, требованиями по точности
(при обработке возможно несовпадение оси протянутого отверстия с осью
заготовки).
В отливках, поступающих из литейных цехов с отверстиями, протягивать
последние по-черному нецелесообразно вследствие сильного износа протяжек
при работе по корке. В этом случае отверстие предварительно зенкеруют твердо-
сплавными зенкерами. Протягивают отверстия на горизонтально- п вертикально-
протяжных станках для внутреннего протяпкания. Как. правило, операцию
выполняют в виде так называемого свободного протягивания. Деталь надевают
подготовленным отверстием на переднюю направляющую протяжки; в про-
цессе работы деталь силой резания прижимается торцом к опорной поверх-
ности стола станка. При протягивании деталей значительной массы (более
8 кг) для надевания ее на направляющую и удержания в процессе работы исполь-
зуют подъемные механизмы. Специальные устройства для установки и закрепле-
ния детали применяют также при протягивании глубоких отверстий и при коор-
динатном протягивании.
Протягивание глубоких отверстий (при длине отверстия свыше 20—30 диамет-
ров) требует особых устройств для установки детали и для подачи охлаждения
(рис. 225).
12*
356 ОБРАБОТКА ДЕТАЛЕЙ МАЙШН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
35. Виды про
Эскиз
Характеристика процесса
Оборудование (станок)
и его привод
Инструмент (протяжку)
протягивают через непо-
движное изделие в горизон-
тальном направлении
Внутреннее протягивание
Горизонтально-протяжной
станок с механическим или
гидравлическим приводом
Инструмент (протнжку)
протягивают через непо-
движное изделие сверху
вниз
Вертикально-протяжной
станок для виутреннего про-
тягивания или станок, кото-
рый можно переналаживать
как на внутреннее, так и
на наружное протягивание;
привод гидравлический
Инструмент (протнжку)
протягивают через непо-
движное изделие снизу
вверх
Вертикально-протяжной
станок с гидравлическим
приводом
Протяжка закреплена не-
подвижно, изделие соверша-
ет рабочее вертикальное дви-
жение сверху вниз
Вертикально-протяжной
станок с движущимся сто-
лом; привод гидравлический
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
357
гягивания
Преимущества процесса
Недостатки процесса
Вид
производства
гладких и фасонных отверстий
Универсальность применения. Стои-
мость станка ниже, чем вертикально-
протяжного станка. Пригоден длн
применения в производстве с меняю-
щейся номенклатурой
Большая занимаемая пло-
щадь. Протяжку с предва-
рительно надетой на нее де-
талью вручную вставляют и
закрепляют в тяговом патро-
не станка. Автоматизация
затруднительна
Серийное, круп-
носерийное и мас-
совое
Возможность автоматизации. Малая
занимаемая площадь. Лучшее охлажде-
ние (направление движения жидкости
совпадает с направлением протягива-
ния). Равномерное затупление леавий,
исключение влияния веса протяжки на
форму и размеры отверстия. Упроще-
ние захвата протяжек патроном и уста-
новки заготовок
Большая высота станка,
часто препятствующая его
установке без использования
пространства под полом цеха
Массовое
Облегчение автоматизации. Улучше-
ние охлаждения, так как жидкость за-
держивается в чашечке, образуемой об-
ращенной кверху передней поверхно-
стью зубьев. Автоматическое удаление
оставшейся на протяжке стружки при
падении протяжки вниз (после оконча-
ния рабочего хода) на специальные
амортизаторы
Облегчение загрузки и разгрузки де-
талей и автоматизации. Малая занимае-
мая площадь. Лучшее охлаждение (на-
правление потока жидкости совпадает
с направлением протягивания)
Неблагоприятное действие
силы инерции стола с изде-
лием. Трудность обслужива-
ния при обработке изделий
большого веса
Массовое произ-
водство деталей
небольшого раз-
мера
358 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Эскиз
Характеристика процесса
Оборудование (станок)
и его привод
Г 3.
Протяжка имеет прямоли-
нейное движение (горизон-
тальное или вертикальное).
Одновременно протяжка или
изделие вращается в со-
ответствии с шагом протяги-
ваемой спирали. Вращение
принудительное (через ка-
кой-либо привод) или* само-
вращение под действием со-
ставляющей усилия протяги-
вания
Горизонтально- и верти-
кально-протяжные станки
для внутреннего протягива-
нии с копирными винтами
или другими механизмами
для вращения протяжек (из-
делия) или шариковыми
опорными приспособлениями
для самовращенин протяжки
(изделия); привод механиче-
ский и гидравлический
Прошивку проталкивают
через подготовленное отвер-
стие сверху вниз
Прошивание
Пресс с ручным, ножным,
механическим приводом;
прошивной станок с гидра-
влическим приводом
и
\
1 ?
ш
Инструмент — уплотняю-
щая протнжка (прошивка)
или оправка для калиброва-
ния (дорн) — проталкивают
через подготовленное отвер-
стие сверху вниз или про-
тягивают в горизонтальном
или вертикальном направле-
нии
Калибрование (дор
Пресс ручной, ножной
с механическим приводом;
прошивной станок с гидра-
влическим приводом; про-
тяжной станек для внутрен-
него протягивания, верти-
кальный или горизонталь-
ный с гидравлическим при-
водом
Отличается наличием уп-
лотняющих твердосплавных
колец, расположенных после
режущих
Калибрование енутреи
См. предыдущие процессы
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
359
Продолжение табл. 35
Преимущества процесса
Недостатки процесса
Вид
производства
Возможность протягивания винтовых
шлицев разного шага, внутреннего за-
цепления с винтовыми зубьями, а так-
же протягивания цилиндрических от-
верстий протяжками с винтовыми
зубьями
Возникновение скручи-
вающихся усилий на про-
тяжке. Возможность рас-
хождений в настройке стан-
ка (или шага копирного вин-
та станка) с шагом винтовой
линии расположения зубьев
на протяжке в случае при-
нудительного вращения про-
тяжки (изделия)
Массовое, се-
рийное и мелкосе-
рийное производ-
ство изделий с
винтовыми шли-
цами
отверстия
Простота наладки и выполнения
операции. Простота обслуживания:
сравнительно короткий инструмент и
отсутствие какого-либо соединения
его со станком. Небольшой увод ин-
струмента вследствие малой его длины
и вертикального направления движе-
ния, исключающего влияние веса. Ма-
лая занимаемая площадь. Относительно
низкая стоимость и простота оборудо-
вания. Возможность автоматизации
процесса. Универсальность применения
Прошивку выполняют
длиной до 15 диаметров.
Это ограничивает величину
возможного съема припуска
за один проход
Массовое, круп-
носерийное и се-
рийное
нирование) отверстия
Высокая чистота получаемой поверх-
ности (до 12-го класса чистоты). Про-
стота инструмента, оборудования и
операции. Легкое обслуживание, высо-
кая производительность. Малая произ-
водственная площадь. Универсальность
применения
Необходимость подготовки
отверстия с высокой точно-
стью д чистотой поверхно-
сти. Ограниченность области
применения. Геометрическая
форма отверстия зависит от
его первоначальных данных
и наружной конфигурации
детали
Массовое, круп-
носерийное
нее комбинированное
Надежное получение V8 —V10. Воз-
можность регулирования получаемого
размера за счет подбора диаметра
Уплотняющих колец
Возможность искажения
геометрической формы про-
тягиваемого отверстии за
счет упругого последействия
Массовое и
крупносерийное,
с высокими требо-
ваниями к каче-
ству поверхности
3fiO ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА, МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Эскиз
Характеристика процесса
Оборудование (станок)
и его привод
Протяжка совершает ра-
бочее движение сверху вниз.
Изделие закреплено непод-
вижно
Наружное
Вертикально-протнжиой
станок одинарного или двой-
ного действия; прошивной
станок; привод гидравличе-
ский
Протяжка закреплена не-
подвижно. Изделие совер-
шает рабочее вертикальное
движение снизу вверх
Специальный вертикаль-
но-протяжной станок с дви-
жущимся столом, на кото-
ром закрепляют изделие,
при неподвижно закреплен-
ной протяжке; привод гид-
равлический
Протяжка движется гори-
зонтально, изделие закреп-
лено неподвижно
Горизонтально-протяжной
станок с гидравлическим
приводом. В массовом про-
изводстве применяют спе-
циальные станки, например
туннельные станки для'про-
тягивания блоков двигате-
лей
Протяжка закреплена не-
подвижно, изделие соверша-
ет рабочее горизонтальное
движение
Горизонтально-протяжные
станки для наружного про-
тягивания, для внутреннего
и наружного протягивания,
а также станки двойною
действия; привод гидравли-
ческий
Протнжка закреплена не-
иодвижно; изделия, закреп-
ленные на цепи, движутся
непрерывно и прямолинейно
Наружно-конвейер
Конвейерные станки не-
прерывного действия с меха-
ническим приводом
ОБРАБОТКА J1А ПРОТЯЖНЫХ СТАНКАХ
361
Продолжение табл. 35
Преимущества процесса
протягивание
Небольшая площадь длн станка. Воз-
можность автоматизации процесса. Ин-
тенсивное охлаждение инструмента
в продолжение всего процесса. Высо-
кая производительность
Большие возможности для автомати-
зации процесса, включая загрузку из-
делий. Более легкое обслуживание
Легкая установка изделия, простота
приспособлений, большие возможности
длн устройства автоматических транс-
портирующих и загрузочных устройств
Хорошие возможности для встраива-
ния транспортных и подводящих уст-
ройств. Легкая установка изделия
нов протягивание
Непрерывность процесса протягива-
ния, увеличение производительности
в 6—10 раз по сравнению с вертикаль-
но-поступательным движением протяж-
ки. Возможность полной автоматиза-
ции процесса
Недостатки процесса
Большая высота станка
Неблагоприятное действие
сил инерции стола и изде-
лия. Вес изделий и приспо-
соблений ограничен
Неблагоприятное действие
сил инерции
Неблагоприятное влияние
сил инерции при тяжелых
деталях
Высокая стоимость обору-
дования, оправдываемая
только при большом масшта-
бе производства
Вид
производства
Массовое, круп-
носерийное и се-
рийное
Массовое и
крупносерийное
Массовое
Массовое произ-
водство автомоби-
лей, моторов и
т. п.
Массовое
362 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Характеристика процесса
Оборудование (станок)
и его привод
Непрерывное круговое
движение изделий, закреп-
ленных на вращающемся
круглом столе, протяжка за-
креплена неподвижно
Наружно-каруселъ
Специальные карусельно-
протяжные станки, привод
механический
Непрерывное круговое
движение протяжки, вра-
щающейся вокруг оси:
а) зубья протяжки распо-
ложены на торце диска на
винтовой поверхности и об-
рабатывают плоскость;
б) -зубья протяжки распо-
ложены на винтовых поверх-
ностях обоих торцов и на
спиральной поверхности пе-
риферии и обрабатывают од-
новременно три поверхности;
в) зубьн протяжки распо-
лагаются на спиральной по-
верхности периферии диска
и обрабатывают впадину
звольвентиого зуба кониче-
ского колеса. Протяжке со-
общают додслнительное дви-
жение подачи вдоль впадины
в направлении от узкого
конца зуба к широкому при
черновой и в обратном на-
правлении при чистовой об-
работке. Заготовка имеет
делительное перемещение
Наружно-круговое
Специальные станки; при-
вод механический
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
363
Продолжение табл. За
Преимущества процесса
Недостатки процесса
Вид
производства
ное протягивание
Непрерывность процесса протягива-
нии, что дает увеличение производи-
тельности в 6—10 раз по сравнению
с возвратно-поступательным движением
протяжки
протягивание
Высокая производительность, отсут-
ствие холостого хода. Возмэжность
приспособить токарные, фрезерные и
другие распространенные станки. Ма-
лая площадь и высота, занимаемая
оборудованием. Отсутствие ограниче-
ний в увеличении скорости резания,
накладываемое особенностями возврат-
но-поступательного движения инстру-
мента. Во всех случаях для обработки
изделия требуется только один или
часть оборота протяжки. Для замены
изделия остановка протяжки не всегда
необходима
Высокая стоимость обору-
дования, оправдываемая
только при большом масшта-
бе производства
Массовое
364 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Характеристика процесса
Оборудование (ставок)
и его привод
Изделие, закрепленное в
центрах или патроне, при-
водится во вращение стан-
ком. Протяжка движется
прямолинейно в вертикаль-
ной или горизонтальной
плоскости касательно к об-
рабатываемой поверхности
Наружное протягивание
Протяжные станки типа
токарных
Дискован вращающаяся
протяжка, зубьн которой
расположены на спиральной
поверхности, обрабатывает
за один оборот изделие,
имеющее принудительное
вращение
Специальные протяжные
станки, полученные пере-
оборудованием токарных,
фрезерных и др.
Реечная модульная протя-
жка имеет поступательное
рабочее движение в верти-
кальной или горизонтальной
плоскости,'а обрабатываемая
заготовка вращается вокруг
своей оси принудительно по-
средством соответствующего
зубчатого механизма или
самостоятельно, в случае
установки на шариковом
подпятниие
Наружное протягивание
Приспособленные верти-
кальные наруяшо-протнж-
ные или специальные про-
тяжные станки
Протяжни-рейки закреп-
ляют на бесконечной кон-
вейерной ленте. Этим спосо-
бом протягивают как прямо-
зубые, так и косозубые коле-
са и рейки
Специальные протяжные
стайки
Обозначения на эскизах: 1 — изделие; 2 — протяжка! 3 — слой срезаемого
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
365
Продолжение табл. 35
Преимущества процесса
Недостатки процесса
Вид
производства
тел вращения
Высокая производительность. Воз-
можность обработки тел вращения
с прямолинейными И криволинейными
образующими
Высокая производительность, связан-
ная с преимуществами вращательного
рабочего движения. Компактность обо-
рудования. Возможность увеличения
скорости резания
Высокая стоимость спе-
циального оборудования,
оправдываемая только при
большом масштабе производ-
ства
методом обкатки.
Высокая производительность, особен-
но на станке непрерывного действия.
Так как профиль протяжки представля-
ет собой рейку, то она пригодна для на-
резания колес с любым числом зубьев
данного модуля. Простота обслужива-
ния, низкая квалификация оператора
Высокая производительность, нро-
стота обслуживания, низкая квалифи-
кации оператора
Высокая стоимость спе-
циального оборудования.
Для нарезания всех зубьев
колеса необходимо иметь или
широкую и длинную про-
тяжку или обрабатывать их
в несколько проходов про-
тяжки
Высокая стоимость станка
и инструмента, сложность
переналадки _,
Массовое
металла; Я — длина хода инструмента (изделия); v — рабочий ход; vx — холостой ход.
366 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
36. Схемы резания при протягивании и их применение
Схема резания
Профильная
Групповая (прогрессивная)
Генераторная
Плоскость
b
1 2
Л
Цилиндрическое отверстие
Hi
IZ
Фасонная поверхность
Шлицевое отверстие
у//////шш
Квадратное отверстие
Обозначения: I — протяжка; II — изделие; sz — подача на зуб; А — при-
пуск на протягивание; 1 — металл, срезаемый первым зубом всех секций групповых
протяжек или каждым зубом обычных протяжек; 2 — металл, срезаемый вторым зубом
всех секций.
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
307
37. Припуски на протягивание отверстий
Диаметр протягиваемого
отверстия в мм
10-18
18—30
30—50
50-80
Отношение длины протягивания к диаметру
До 1
Св. 1 до 2
Св. 2 до 3 |
Св. 3
Величина припуска в мм
0,65
0,8
1,1
1,2
0,9*
0,75
0,9
1,2
1,4
1,0**
0,75
1,0
1,3
1,0"
1,0**
0,7*
1Д
1,2**
1 2**
* Припуски предусматривают двухинструментальнуго подготовку отверстия (на-
пример, сверление и зенкерование, сверление и развертывание).
** Припуски даны для отверстий, расточенных на токарно-револьверных станках.
Примечание. Припуски даны для отверстии, подготовленного по 5-ыу классу
сверлом или зенкером, за исключением случаев, оговоренных в сносках.
Протягивание шпоночных и других пазов выполняют с большой производи-
тельностью, точностью и высокой чистотой поверхности. Протягивают чаще всего
пазы шириной 3—20 мм. Базой для обработки пазов служит обычно поверхность
отверстия, которая может быть и направляющей для протяжки. Чаще всего пазы
протягивают с применением направляющей оправки (адаптера), прикрепленной
к столу станка. Вдоль всей оправки прорезан паз, который служит направлением
^
е '_ /
Рис. 226. Наладки при протя-
гивании шпоночных пазов: а -^
направляющая оправка (адап-
тер); б — протягивание плоской
шпоночной протяжной; в — про-
тягивание шпоночной протяж-
кой с цилиндрическим телом; г — протягивание шпоночной канавки
в ионическом отверстии; б — протягивание без отсоединения протяж-
ки; 1 — протяжка; 2 — изделие; в — адаптер
Для протяжки (рис. 226, а, 6). Установив заготовку на переднюю цилиндричес-
кую часть оправки, вдвигают протяжку зубьями кверху в паз оправки, затем
протяжку присоединяют к патрону станка и включают рабочий ход. В крупно-
серийном производстве шпоночными протяжками часто работают без отсоеди-
нения от патрона (рис. 226, д). Для этого протяжку снизу срезают п таким обра-
зом уменьшают вшсоту гладкой части. В исходном положении протяжка опуска-
ется за счет зазора в замке и упругой деформации на величину среза hc, что поз-
воляет насадить деталь на оправку над режущими зубьями. Длина I может быть
значительно меньше длины отверстия. Расстояние q от уступа до первого зуба
должно быть таким, чтобы протяжка получила надежное направление в оправке
раньше, чем первый зуб войдет в работу. Высота уступа hc должна быть не меньше
368 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
разности высот гладкой часта Н и того зуба hK, который при исходном положении
протяжки находится против торца детали.
Если для првтягивания паза требуется несколько проходов, а. протяжка
только одна, то на основание иаза адаптера кладут прокладку определенной тол-
щины для каждого нового прохода. Для возврата протяжек без отсоединения их
с использованием обратного хода станка служит клин, который вынимают из
направляющего паза при обратном ходе. Этот же клин служит для компенсации
износа протяжки после переточки. Такая конструкция особенно удобна при про-
тягивании больших пазов. В массовом производстве применяют также комплекты
А-А
Рис. 227. Универсальное приспособление для протягивания шпоночных пазов
в отверстиях большого диаметра
шпоночных протяжек в количестве, равном числу проходов, необходимых для
прорезки паза на всю глубину. Направлять шпоночную протяжку в отверстии
можно цилиндрической направляющей, соединенной с протяжкой (рис. 226, в),
или круглыми режущими и уплотняющими зубьями комбинированной протяжки.
Шпоночные канавки в конических отверстиях протягивают на оправке, поса-
дочная часть которой располагается под углом к оси станка (рис. 226, г).
В мелкосерийном и единичном производствах при протягивании шпоночных
пазов в отверстиях диаметром более 150 мм применяют универсальное приспо-
собление, которое позволяет протягивать паз без прокладок (рис. 227). Направ-
ление шпоночной протяжки 1 обеспечивается пазом неподвижного центровика 2,
а деталь 3 и сменная центрирующая втулка 4, укрепленная на плите 5, переме-
щаются вертикально. Протяжка, соединенная с ползуном станка, работает
в горизонтальном положении и перемещается по пазу приспособления в обе сто-
роны. Протягиваемая деталь при помощи рычага 6 и пневматического цилиндра 7
при рабочем ходе протижки опускается на переднюю направляющую, а при обрат-
ном ходе поднимается, чтобы зубья протяжки не соприкасались с поверхностью
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
369
itbjjfoi
паза детали. Для обработки различных деталей необходимо менять центрирую-
щую втулку 4.
Протягивание шпоночных пазов в отверстиях диаметром менее 10—15 мм
требует применения специальных адаптеров (рис. 228). Обрабатываемую деталь 2
устанавливают в отверстие корпуса /. Протяжка направляется в этом случае
по пазу планки 3, смонтированной" на съемной крышке 4.
Другие пазы, например типа ласточкина хвоста, а также двусторонние, про-
тягивают так же, как и обычные шпоночные пазы. Различие состоит лишь в том,
что при этом не применяют адаптеры,' а протяжка направляется и деталь бази-
руется непосредственно по поверхности подготовленного отверстия одной и той же
поверхностью, предусмотренной в конструкции протяжки. При высоких требова-
ниях к точности взаимного расположения паза и отверстия необходимо подго-
товить последнее с высокой точностью или, что
более надежно, предусмотреть в конструкции
протяжки несколько зубьев для окончательного
протягивания цилиндрического отверстия.
Протягивание шлицевых отверстий выпол-
няют при диаметре отверстий до 420 мм.
Протягивание шлицевых отверстий имеет мно-
го общего с протягиванием круглых отверстий.
Шлицевые отверстия с различным профилем
шлицев получают:
многошлицевыми протяжками, формирующи-
ми одновременно весь профиль отверстия — в
массовом, крупносерийном и серийном производ-
ствах;
одношлицевыми (типа шпоночных) протяжка-
ми с делением заготовки на нужное число шли-
цев — в мелкосерийном, единичном производ-
ствах, в ремонтном деле, при обработке шлице-
вых отверстий диаметром более 100 мм, т. е. во
всех случаях, когда изготовление многошлицевой
протяжки себя не оправдывает.
При протягивании шлицевых отверстий ис-
ходное круглое отверстие может быть получено
любым чистовым инструментом, включая круг-
лую протяжку. Для получения шлицев, симмет-
ричных оси отверстия, и для обеспечения соос-
ности его внутренней и наружной окружностей протягивание цилиндрического
отверстия и шлицев следует производить комбинированной шлицевой протяжкой.
Если обработку ведут комплектом из двух и более протяжек, то на последней
протяжке комплекта предусматривают несколько круглых зубьев, оставляя для
них часть припуска по внутреннему диаметру шлипевого отверстия. Это обеспе-
чивает соосность внутреннего и наружного диаметров отверстия. Так обрабаты-
вают, в частности, шлицевые отверстия по-черному. Комплекты шлицевых про-
тяжек могут работать в два или несколько, проходов без промежуточных опера-
ций, или с промежуточными операциями в тех случаях, когда перед оконча-
тельным протягиванием шлицевого отверстия производят обработку других
поверхностей или термообработку детали.
Шлицевые отверстия протягивают на горизонтально- и вертикально-протяж-
ных станках для внутреннего протягивания методом свободного протягивания.
Детали длиной более 20—30 диаметров устанавливают в соответствующие приспо-
собления, а массой более 8 кг удерживают подъемными устройствами как при
надевании детали на переднюю направляющую, так и во время рабочего хода
станка.
Винтовые шлицы протягивают протяжками, режущие выступы которых рас-
положены по винтовой линии, используя приспособления, обеспечивающие
Рис. 228. Приспособление длн
протягивания шпоночных пазов
в отверстиях диаметром менее
10 мм: 1 — корпус; 2 — деталь;
3 — планка; 4 — крышка
370 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
дополнительное вращение протяжек или детали. Последнее может быть получено
принудительным вращением или самовращением протяжки или детали.
При работе по первому способу чаще всего вращение сообщают протяжке,
так как конструктивно это проще осуществить. Один из таких механизмов пока-
зан на рис. 229, а. Вращение протяжки 1, обрабатывающей деталь 2, осуществля-
ется посредством двух зубчатых колес: зубчатого колеса 3, насаженного на винто-
вой копирный валик 4, и зубчатого колеса 5, укрепленного на тяговом патроне 6.
Хдостовик протяжки
Рис. 229. Устройства длн протягивания винтовых шлицев
При работе станка зубчатое колесо 3, перемещаясь вместе с ползуном по валику,
будет поворачиваться соответственно шагу винтовой канавки валика и тем самым
будет вращать патрон 6 с протяжкой.
На рис. 229, б показан механизм вращения протяжки, встроенный в каретку
станка. При движении каретки шестерня 1 катится по рейке 2, закрепленной на
станке, и че]эез сменную пару зубчатых колес и коническую пару передает
вращение тяговому патрону и протяжке.
На рис. 229, в показано вращение протяжки посредсмом копирной линейки 1,
которая при движении каретки станка 2 сообщает движение рейки 3, вращающей
шестерню 4 и вместе с ней тяговый патрон 5, хвостовик которого установлен
в упорных подшипниках 6.
Протягивание с самовращением применяют для углов наклона шлица до 15°
и при невысоких требованиях к точности шага. Обычно вращается (рис. 229, г)
обрабатываемая деталь 1 при невращающейся протяжке 2. В этом случае приме-
няют опорное приспособление на подшипниках.
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
37!
38. Припуски (в мм) на протягивание
квадратных и прямоугольных отверстий
Больший размер
отверстия
От 10 до 18
Св. 18 > 30
> 30 » 50
> 50 » 80
> 80 » 120
Припуск
на ширину
и высоту
отверстия
03
1,0
1,2
1,5
1,8
Допуск
на пред-
вари-
тельную
обработку
0,24
0,28
0,34
0,40
0,46
Протягивание квадратных и шестигранных отверстий проводят одной или
двумя протяжками. Заготовка, как правило, имеет исходное круглое отверстие,
полученное в результате заготовительных операций или предварительной меха-
нической обработки (табл. 38). Отверстия
точностью выше 4-го класса и с чистотой
поверхности V6 протягивают окончатель-
но Вфазмер без последующей обработки.
Координатное протягивание. В этом
случае положение протянутого отверс-
тия относительно других поверхностей
или осей изделия выдерживают с оп-
ределенной точностью. Деталь при об-
работке закрепляют в специальном при-
способлении, которое служит и направ-
ляющей для протяжки.
Координатное протягивание отверс-
тий осуществляют на горизонтальных
и вертикальных протяжных станках.
Наладка для полуавтоматического координатного протягивания отверстий
в шатуне и крышке шатуна, предложенная Марковым Р. И., показана на рис. 230.
Приспособление устанавливают на стол гидравлического пресса, хвосто-
| вик 6 приспособления соединяют со штоком
пресса.
Шатун 1 и крышку шатуна 3 устанавливают
на пальцы 2 и закрепляют накладкой 4.
При рабочем ходе пресса прошивки 5 дви-
жутся вниз, передняя направляющая прошив-
ки своим отверстием садится на выточку уста-
новочных пальцев 2. Последние выходят из
отверстий в деталях, и при дальнейшем ходе
прошивок осуществляется процесс резания.
После окончания процесса резания авто-
матически включается обратный ход и про-
шивки вместе с приспособлением возвращаются
в исходное положение, проходя через обрабо-
танные отверстия в деталях.
Наружное протягивание является высоко-
производительным и точным методом механи-
ческой обработки. Наружным протягиванием
можно заменить строгание, фрезерование, а в
некоторых случаях шабрение и шлифование.
Наружное протягивание всегда «несвобод-
ное»: заготовку закрепляют в приспособле-
нии, а протяжка получает жесткое направ-
ление.
При наружном, протягивании на верти-
кально-протяжных станках очистка протяжки
от стружки происходит без участия рабоче-
го — смыванием охлаждающей жидкостью или
другим способом.
На горизонтально-протяжных станках де-
тали закрепляют з приспособлениях, имеющих
также направляющую часть для протяжек.
Протяжку вставляют в окно, образованное об-
Рис. 230. Наладка дян 'полуавто-
матического координатного протя-
гивания отверстий в шатуне и
крышке шатуна
рабатываемой поверхностью детали и направляющими элементами приспособ-
ления, и присоединяют к ползуну станка. В зависимости от конструкции
приспособлений наружные протяжки работают с отсоединением от ползуна
372 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
после каждого хода или без отсоединения с выводом протяжки в исходное положе-
ние обратным ходом станка, после того как деталь будет снята с приспособления.
Обработка на вертикально-протяжных станках для наружного протягивания
выполняется более просто и производительно, так как здесь не нужно перестав-
лять протяжку. Набор наружных протяжек крепят к ползуну станка. Обрабаты-
ваемую деталь устанавливают в специальном приспособлении, смонтированном
на столе станка, и зажимают вручную или автоматически. После установки
детали включают рабочий ход станка. Вначале стол станка подводит обрабаты-
ваемую деталь к протяжке, а затем ползун с протяжкой опускается вниз и обра-
батывает деталь. После обработки ползун ненадолго останавливается в нижнем
положении. Стол отодвигается назад и отводит деталь от протяжки, после чего
ползун начинает обратный ход (вверх). Как только стол отходит назад, протяну-
тую деталь снимают и устанавливают новую, после чего цикл работы повторяется.
39. Протяжка для гнезда пол подшипники блока цилиндров
Протягиваемая
поверхность
(см. рис. 231)
1
г
га, 36
Схема резанин
Профильная (обычная) ....
Генераторная
Групповая ¦
Подача на зуб в мм
От 0,3 до 0.05
» 9,3 » 0,4
» 0,4 » 0.2
Шаг зубьев
в мм
16
17,46
22,2
А-А
Б-Б
„ „ Последовательность п ,
В-В срезания припуска Профиль изделия
№1-фасочные секции
(правая и
№2-круглые секции №3а,б-угло8ые секции
F секций) F прабш и 6 левых)
Рис. 231. Наладка для протягивания гнезд блока цилиндров
Наладка для протягивания гнезд под подшипники блока цилиндров автомо-
бильного двигателя показана на рис. 231. Протяжка собрана из ряда секций,
которые срезают припуск по разным схемам резаная (табл. 39). Величина
снимаемого припуска А по радиусу и плоскостям равна 6 мм. Смену и регулиров-
ку секций производят на станке.
Секции сборных протяжек монтируют на общем корпусе для работы в парал-
лельном, последовательном и смешанном порядке.
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
373
Последовательно смонтированные секции располагают на корпусе одна за
другой так, что каждая из них обрабатывает одну и ту же или разные поверх-
ности после выхода из работы предыдущей секции (рис. 232, а).
тиимт^
Секция №2
Секция №Ъ
1LU Ъи II II11Г^-
Секция №1 Секция №2
\-\ v
Секция №1 Секция №3 Секиия №3
а)
*}
Рис. 232. Оборван протяжка
Общая длина протяжки и время протягивания при этом велико, но упроща-
ется конструкция протяжки, ее изготовление и уменьшается требуемая мощность
станка.
Параллельно смонтированные секции (рис. 232, б) располагают на корпусе
параллельно и одновременно об-
Изделие
Изделие
6)
Рис. 233. Наклон зубьев наружных протнжек:
а — плоская протяжна; б — угловая протюкка;
*о — осевой шаг; tH — нормальный шаг; <о — угол
наклона зуба; V — передний угол
'/////////А
рабатывают все участки профиля
детали. Сокращаются общая дли-
на наладки и время рабочего хода.
Усложняется конструкция про-
тяжки и увеличивается требуемая
мощность станка.
Смешанное (см. рис. 231) рас-
положение нескольких групп па-
раллельных секций позволяет вы-
брать наиболее выгодную схему
обработки, удовлетворяющую
мощности станка при минималь-
ной длине наладки.
Равномерность в работе плос-
кой протяжки достигается при ве-
личине угла (о, подсчитанной по
формуле (рис. 233)
tgW = -|(
где Ь — ширина протягивания в мм;
t — осевой шаг протяжки; i — це-
лое число, равное 1,2 и т.д.
Направление наклона зубьев
при протягивании уступов необхо-
димо выбирать так, чтобы движе-
ние стружки было в сторону сво-
бодного выхода, а не к боковой
стенке детали т (рис. 234, а).
Наклон зубьев у смежных
протяжек должен обеспечивать
отвод стружки в разные стороны
(рис. 234, б).
В практике применяют углы <о = 5, 10, 15 и 20°. При обработке узких нежест-
ких деталей используют протяжки с углом <о = 45 -5- 60°.
Для протягивания пазов назначают со = 0°.
Поверочный расчет протяжных операций. Достаточноеэь объема стру-
жечной канавки проверяют по формуле!
Рис.
Правильно
234. Наклон зубьев
Правильно
6)
и отвода стружки:
а — одинарная протяжна; б — смешные протнжки
374 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
где h — высота зуба протяжки; к — коэффициент заполнения впадин (выби-
рают по табл. 40); sz — подача на зуб; 1п — длина протягивания.
Проверку возможности размещения стружки по коэффициенту заполнения к
осуществляют только для таких значений подач, которые удовлетворяют усло-
виям сворачивания стружки.
Для сталей 35, 40, 45, 20Х, 40Х, 12ХНЗА, 20ХНМ, 18ХГТ и др. в нормали-
зованном состоянии величины предельных подач по условиям сворачиваний
стружки и коэффициенты заполнения приведены в табл. 40 и 41.
Потребную мощность электродвигателя станка для данных режимов резания,
условий операции и требования тягового усилия определяют по табл. 42.
Скорость резания при протягивании значительно меньше, чем при других
видах обработки. В зависимости от обрабатываемого материала, конструкции
и материала протяжки, подачи, характера выполняемой работы, требований
к точности и шероховатости поверхности скорость резания по стали и чугуну
составляет, как правило, 0J5—15 м/мин. Для получения высокого класса чистоты
40. Коэффициенты заполнения впадин h прн Ь < i,2 YD
(Dn~ номинальный диаметр протяжки)
Размеры в ли» при работе с подачей
Шаг зу-
бьев
t в мм
4,5-8
10-14
16-25
Значении sz в мм на
сторону
До
0,05
3,3
• 3,0
2,8
* При 1 < 8
(b sg 3 мм).
Св. 0,05
ДО 0,1
3,0
2,7
2,5
Св. 0,1
2,5*
2,2
2,0
мм применять
Примечание
Изменение условий обработки, против указанных
в таблице, учитывается поправками:
1) при b свыше 1,2 YDn и до 1,5У"?>п табличную
величину h следует умножать на 1,3;
2) при обработке чугуна протяжками с любой фор-
мой впадины k = 3 (при tz < 0,1) и й= 2,5 (при
s2 Э= 0,1);
3) при протягивании пакетов из нескольких тон-
ких деталей (?» = 3 -^-10 мм) величина ft = 1,5.
s > 0,1 рекомендуется лишь при узких стружках
41. Предельные подачи по условиям сворачивания стружек
Ширина лезвия зуба b в л«.ч
До 3
Св. 3 до l,2T^Dn
До 1,5 YD^
Подача s2 при глубине впадины h
3
0,15
0,10
0,05
0,20
0,15
0,10
0,25
0,20
0,15
6
ОД)
0,30
0,20
7
0,40
0,30
ода
Примечание. Для термообработанных сталей с НДС 30—35 при Ь s ^Dn
величины предельных подач от 0,1 и выше умножить на 0,75 (Dn — номинальный диа-
метр протяжки).
ОБРАБОТКА НА АГРЕГАТНЫХ СТАНКАХ
375
поверхности скорость протягивания следует снижать до 1,0—2 м/мин. Протяж-
ками из быстрорежущей стали можно работать по стали со скоростью до
35—40 м/мин. Протяжки, оснащенные твердым сплавом ВК6М, позволяют про-
тягивать чугун со скоростью до 100—120 м/мин. Однако существующие протяж-
ные станки имеют, как правило, рабочие скорости до 12—15 м/мин.
При наружном и внутреннем протягивании бронзы и легких сплавов ско-
рость резания составляет 10—15 м/мин.
При протягивании различных специальных сталей и сплавов (нержавеющих,
жаропрочных и т. п.) скорость протягивания снижается до 1—2 м/мин.
«2.
Усилие
протяги-
вания
в тс
1
2
3
4
5
6
7
8
9
10
12
14
16
18
20
25
30
35
40
Прим
Потребная мощность электродвигателя протяжного станка в зависимости
от усилий н скорости резанпя
Мощность двигателя в кгт при скорости резания в
2
0,26
0,52
0,78
1,0
1,3
1,6
1,8
2Д
2,3
2,6
3,1
3,6
42
4,7
5,2
6,5
78
91
10,4
3 ,
0,39
0,78
1,2
1,6
1,9
2,3
2,7
3,1
3,5
3,9
4,7
5,4
6,2
7,0
7,8
9,7
11,7
13,6
156
е ч а н и е. Длн
ные в таблице, увеличивать
4
0,52
1,0
1,6
2,1
2,6
3,1
3,6
4,2
4,7
5,2
6,2
7,3
8,3
9,3
10,4
13,0
15,6
18,2
20,8
;танков с
на 30%.
5
0,65
1,3
1,9
2,6
3,2
3,9
4,5-
5,2
5,8
6,5
7,8
9,1
10,4
11,7
13,0
16,2 .
19,5
22,7
25,9
6
0,78
1,6
2,3
3,1
3,9
4,7
5,4
6,2
7,0
7,8
9,3
10,9
12,5
14,0
15,6
19,5
23,3
27,2
311
7
0,91
1,8
2,7
3,6
4,5
5,4
6,4
7,3
8,2
9,1
10,9
12,7
14,5
16,3
18,2
22,7
27,2
31,8
36,3
8
1,0
2,1
3,1
4,2
5,2
6,2
7,3
8,3
9,3
10,4
12,5
14,5
16,6
18,7
20,8
25,9
31,1
36.3
41,5
м/мин
10
1,3
2,5
3,9
5,2
6,5
7,8
9,1
10,4
11,7
13,0
15,6
18,2
20.8
23,3
25,9
32,4
38,9
45,4
51,9
12
1,6
3,1
4,7
6,2
78
9,3
10,9
12,5
14,0
15,6
18,7
21,8
24,9
28,0
31,1
38,9
46,7
54,5
62,3
винтовым приводом величины мощности, указан-
ОБРАБОТКА НА АГРЕГАТНЫХ СТАНКАХ
Агрегатные станки (рис. 235 и 236) компонуют из стандартных узлов (силовых
головок, станин, поворотных столов и т. п.), согласно требованиям технологи-
ческого процесса. Они предназначены для комплексной обработки отверстий
(сверления, зенкерования, развертывания, раскатывания, цекования, снятия
фасок, растачивания выточек, нарезания резьб и т. д.); фрезерования плоскостей,
шпоночных пазов, лысок, прорезей; обтачивания концов стержней, цапф, снятия
наружных фасок, нарезания или накатывания наружных резьб.
Агрегатные станки устойчиво обеспечивают точность обработки отверстий
по 3-му классу, торцов с биением до 0,08 мм на радиусе 100 мм, глубины цекова-
вия до 0,15 мм, наружного точения по 4-му классу точности, резьбы по 2-му
классу точности. С применением более совершенных инструментов и приспособ-
лений точность обработки может быть повышена.
На агрегатных станках достигают высокой производительности благодаря
многошпиндельной и многосторонней обработке, одновременному (параллельно-
му) виполнению нескольких переходов, а при наличии загрузочных позиций —
совмещению вспомогательного времени на смену и установку заготовок с машин-
ным временем.
376 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Группа агрегатных станков может быть соединена в автоматическую поточную
линию с принудительным перемещением заготовки (рис. 237).
В серийном производстве применяют упрощенные агрегатные станки, допу-
скающие переналадку (регулирование расстояния между шпинделями или смену
всей шпиндельной коробки), для обработки группы однотипных деталей (группо-
вой поток). Возможно также перебазирование (перекладывание) заготовок с пос-
ледовательным выполнением операций.
Наряду с агрегатными станками в мелкосерийном производстве получают
распространение станки с программным управлением. Сверлильные станки
этого типа снабжают револьверной головкой, допускающей ввод в действие
Рис. 235. Схема агрегатного станка с са-
модвижущимися силовыми головками:
а — одностороннего с горизонтальной го-
ловкой; б — трехстороннего с горизон-
тальными головками; е — двустороннего
с наклонными головками; 1 — рабочее
приспособление; 2 — основание; з — само-
движущаяся силовая головка; 4 — сала-
ки; 5 — основание; в — угловая подставка
Рис. 236. Схема агрегатного станка с
силовыми столами: а — двусторонне-
го; б — одностороннего; 1 — несамо-
двишущанся силован головка; 2 — не-
самодвижущанся сверлильная головка;
3 — силовой стол; 4 — основание;
5 — силовой стол с рабочим приспо-
соблением; в — несамодвижущаяся си-
ловая головка с многошпиндельной на-
садкой
разнообразных инструментов. Создают также станки для комплексной обработки
{«обрабатывающие центры»), предусматривающие хранение в специальном мага-
зине большого количества заранее настроенного инструмента, который с помощью
«механической руки», в соответствии с программой, последовательно вводят
в работу. На станках подобного типа используют до ста различных инструментов,
что в сочетании с перемещением шпинделя в направлении осей X — Y — Ъ
и закреплением обрабатываемой заготовки на поворотном столе создает исклю-
чительно широкие технологические возможности для обработки деталей.
Соединение станков в группы, программируемые самооптимизирующими
электронно-вычислительными машинами (ЭВМ), и включение их в общий комп-
лекс, управляемый центральной ЭВМ, представляет новые возможности автома-
тизация производства.
Силовые головки (табл. 43—49) обеспечивай» необходимые движения инстру-
мента: вращение, ускоренный подвод, рабочую подачу и ускоренный отвод-
По способу осуществления движения подачи различают силовые головки
самодвижущиеся (рис. 238—240), у которых подача производится за счет авто-
ОБРАБОТКА НА АГРВГАТНЫХ СТАНКАХ
377
матического перемещения самих головок от цилиндра (гидравлические и пнев-
матические головки) или от винта (электромеханические головни); несамодвижу-
щиеся (рис. 241), у которых «одача производится за счет установки головки или
9 к 11 1? «
15
Рис. 237. Автоматическая линия: 1 — панель управления; 2, 14, 17 а
22 — основание; з — рабочее приспособление; * — несамодействующая
головка; S — стойка; 6 — кантователь заготовки; 7 — угловая подставка;
8 — салазки; 9, 11 я 18 — самодействующие силовые головки; 10 — за-
жимной цилиндр; 12'— привод конвейера транспортировки стружки;
13 — гидроаппаратура; 16 — гидропривод; 16 — наеос автоматической
смазки; 19 —¦ вращающийся стол длн ориентации заготовки; SO a
21 — транспортные устройства
обрабатываемой заготовки на силовой стол с возврати о-поступательным или
круговым движением; стационарные (рис. 242), у которых движением подачи
является перемещение шпинделей (пинолей) за счет копира (механические сило-
Рис. 238. Самодвижущаяся гидравлическая силовая головка для многошшшдельной
аасадкн (самодействующая)
378 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
вые головки) или от цилиндра (гидравлические и пневматические силовые голов-
ки). Гидравлические самодвижущиеся силовые головки делят на самодействую-
щие (см. рис. 238—239) — с гидроприводом в одном блоке с головкой и несамо-
действующие (см. рис. 240) — с отдельным гидроприводом.
Рис. 239. Самодвижущаяся однопшин-
дельная гидравлическая силовая го-
ловка (самодействующая)
Рис. 240. Самодвижущаяся гидравли- г^
ческая силовая головка для многошпин- €
дельной насадки (несамодействующая)
ОБРАБОТКА НА АГРЕГАТНЫХ СТАНКАХ
379
Рис. 241. Несамодвшку-
щансн фрезерная силовая
головка
А\~
Силовые головки могут быть одно- и многошшшдельные. В первом случае
шпиндель несет инструмент, во втором — является приводом для многошпин-
дельной головки (насадки), мон-
тируемой на силовой головке (см.
рис. 238 и 240).
D
ос
г
г
1
D
а
-
-
С
-
]\
L
Г
1 "
1 Q
: О
с
П
'о"
~
х
LJ
ь
а
Концы шпинделей силовых
головок имеют конусные или ци-
линдрические гнезда для крепле-
вия инструментов и поводковые
хвостовики (фланцы) для много-
Шпиндельных насадок.
В цилиндрические гнезда
Шпинделей вставляют регулируе- Рис.
мые переходные втулки, удли-
нители или патроны (рис. 243).
В целях унификации оснастки рекомендуется обеспечивать нужный вылет
инструмента от торца головки (насадки) за счет соответствующего удлине-
ВДя шпинделей.
242. Кинематическая схема стационарной
гидравлической силовой головки
43. Характеристика самодействующих гидравлических силовых головок Московского завода «Спецставок»
Тип
I
а!
« g к
QJ СО*
а
5У4021, 5У4022
5У4024, 5У4025
2,2
33
60
560
40—800
7/»
715
80—1250
250; 400
36/25
5У4031, 5У4032
5У4034, 5У4035
2,2; 3; 4
38
70
1000
30—600
7,5/8
720
56—900
320; 500
44/40
5У4041, 5У4042
4,5; 5.5;
7,5
38
90
1800
20—600
6/5
725
400; 630;
5У4051
4; 5,5;
7,5; 10
43
110
3150
14—700
5/5,5
730
400; 630;
5У4061
7,5; 10;
13; 17
45
140
5600
10—400
V4
730
500; 800
5У4071
13; 17;
22; 30
180
10 000
¦ 7—250
3,5/3
730
500; 800
* В числителе указана скорость подвода головки, а в знаменателе — отвода.
** Для головок с многошпиндельными насадками.
*** Для одношпиндельных головок.
**** в знаменателе условный диаметр сверления в мм.
Примечание. Головки 5У4022, 5У4024, 5У4032 и 5У4042 устанавливают вертикально или под углом до 10"
зоитали, остальные устанавливают только горизонтально или под углом до 10° к горизонтали.
к гори-
а.
Характеристика несамодействующих гидравлических силовых головок под миогошпиндельиые насадки
и силовых столов Московского завода «Спецстанок»
Тип
Головка
Стол
я5
as
1 03
so Яч
st§s
lgssl
R.P3 « К
So
«Э Зг
КО
4
ft
ч
Щ
оЗ:
КС
О оя
aa >>
8 И
О м
СО в
О Ш в
It*
Длина рабочего
хода в дои
при
монтаже
на на-
правляю-
щей
плите
при
монтаже
на стойке
Габариты силовых
столов (длина ** х
хширина X высота)
в мм
5У4531
5У4532
5У4631
5У4632
2,2; 3
35
1000
30-1700
720
320; 500
1340x455x240
5У4541
5У4542
5У4641
5У4642
4,5; 5
35
1800
20—1000
720
400; 630;
800
400; 630
1470x535x275
5У4551
5У4552
5У4651
5У4652
4; 5,5;
7,5; 10
40
3150
14—700
730
400; 630;
800
400; 630
1610x625x315
5У4561
5У4562
5У4661
5У4662
7,5; 10;
13; 17
42
5600
10—400
730
500; 800;
1250
500; 630
1880x755x365
5У4571
5У4572
5У4671
5У4672
13; 17;
22; 30
45
10 000
7—250
3,5
730
500; 800;
1250
500; 800
* Только для силовых головок.
** С направляющей плитой.
2085x925x425
Примечание. Четные типы головок и столов устанавливают вертикально или под углом до 10" к горизонтали,
нечетные — горизонтально или под углом до 10° к горизонтали.
382 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
45. Характеристика самодвижущихся электромеханических силовых головок Рено (Франция)
Тип
ТЕМ20
ТЕМ21
ТЕМ22
ТЕМ23
Рабо-
чий
ход
в мм
250
400
300
480
400
630
400
630
Мощность
электро-
двигате-
ли в кет
0,75—1,1
1,5—3
3-7,5
6—15
Максималь-
ный диаметр
сверления
стали в мм
20
32
50
65
Диапазон чисел оборотов
шпинделя в минуту
без ре-
дуктора
349—2590
405—2371
375-2J0
362—1419
с редук-
тором
140—1036
137—806
128-728
138—541
с вариа-
тором
-
124-2232
93-1624
81—1205
Подача
В ЛШ/лШП
18-2073
18—2100
21—2058
35—1884
46. Характеристика несамодвижущихся силовых головок под многоштшдельные
¦ насадки Минского вавода автоматических Ушннй
Мощность
электро-
двигателя
в кет
0,6
1
1,7
2,8
4,5
10
14
20; 28 '
Число оборотов выходного вала в минуту в
УМ2511
705
705
УМ2521
465
710; 465
УМ2531
465
710; 465
710
УМ2541
475
720; 475
720
зависимости от типа головки
УМ2551
475
720; 475
720
730
УМ2561
720; 47э
720
730
730
УМ2571
730
Тип
5У7831
5У7841
5У7851
5У7861
5У7863
5У7871
5У7873
5У7881
5У7883
47. Характеристика несамодвижущихся фрезерных силовых головок
Московского станкозавода им. Серго Орджоникидзе
Мощность
электродви-
гателя в кет
2,2; 3
4; 5,5
7,5; 10
4; 5,5; 7,5; 10
7,5; 10; 13; 17
13; 17; 22; 30
Диапазон
диаметров
фрез в мм
80—100
80—315
125-500
80—500
80-630
355—630
Число оборотов шпин-
деля в минуту
710; 800; 900; 1000;
1120; 1250; 1400
630; 710; 800; 900; 1000;
1120; 1250; 1400
560; 630; 710; 800; 900;
1000; 1120; 1250
36—500
32—450
28—400
Диаметр посадочного
отверстия в шпинделе
(конусность 7 : 24) в мм
44,45
69,85
69,85
69,85
69,85
107,95
Примечания: 1. Головки 5У7831, 5У7841 и 5У7851 с ременной передачей,
остальные с редукторами.
2. Головки 5У7831, 5У7841 и 5У7851 предназначены длн фрезерования деталей из
легких сплавов и цветных металлов; голевки 5У7861, 5У7871, 5У7881 —для чернового
фрезерования деталей из черных металлов; головки 5У7863, 5У7873 и 5У7883 — для
чистового фрезерования.
ОБРАБОТКА НА АГРЕГАТНЫХ СТАНКАХ
383
48. характеристика стационарных электромеханических силовых головок
с барабаино-кулачковым приводом подачи пиноли Глуховского завода агрегатных узлов
Тип
ГС02
ГС05
ГС06
Наиболь-
ший ход
пиноли
В -tt.lt
50
75
100
Мощность
электро-
двигатели
в квтп
0,27
1,1; 1,5
2,2
2,2; 3
Наиболь-
шее уси-
лие
подачи
в кГ
40
320
400
Условный
диаметр
сверления
в мм
3
16
25
Диапазон
подач в
мм/об
0,03-1,5
0,01-2,2
0,04-3,33
Диапазон
чисел
оборотов
шпинделя
в минуту
2800
489-2025
114-2080
104—2115
Диаметр
отверстия
в шпинде-
ле в мм
14
20; 26;
Морзе 3
36
Примечание. Для головки ГС05 в числителе указаны числа оборотов при
ременном приводе, в знаменателе — при зубчатом редукторе.
49. Характеристика стационарных гидравлических силовых головок с выдвижной пинолью
для сверления глубоких отверстий с многократным выводом-сверла
Московского завода «Спецстанок»
Тип
о §
§2
Si»
сб о и
sir
щ
ИМ
а к
a g
II
1!
из
Щ
al
а
ц
2МУ4531;
2МУ4532
0.27;
0,5
360—
1400
40
10
300
200
185
30—600
0,4;
0,75
350—
2850
19
Примечание. У головки 2МУ4531 органы управлении слева, у головки
2МУ4532 — справа.
Силовые столы (табл. 44, 50) бывают электромеханические, гидравлические
или пневматические. Последние — только для ускоренного подвода и отвода
небольших стационарных силовых головок.
Комшшовка агрегатных станков зависит от конфигурации обрабатываемой
детали, характера выполняемых операций, требуемой производительности, тех-
нико-экономических показателей и других факторов.
Следует стремиться к максимальной концентрации операций, т. е. к выполне-
нию за одну установку заготовки наибольшего числа переходов при многошпин-
дельной и многосторонней обработке.
Для сокращения машинного времени или для улучшения отвода стружки
и упрощения конструкции инструмента обработку одной поверхности нередко
разбивают на несколько переходов, выполняемых на разных позициях. Иногда
это делают из-за невозможности пространственного размещения инструментов
в одной позиции (рис. 244).
384 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
50. Характеристика самодвижущихся электромеханических
силовых столов Минского завода автоматических линий
В
УМ2424
УМ2434
УМ2444
УМ2454
УМ2464
УМ2474
О 2J с
« в I
0,18/0,5
0,18/0,5
0,5/1,5
0,5/1,5
1,1/3
1,1/3
is
Р
800
1000
2500
3150
7000
10 000
Rfl«
26,8—214;
154—1228
26,8-214;
154-1228
16,8—137;
50,4—412;
316-1293
16,8-137;
50,4-412;
316—1293
12,1-94,1;
42,3—330;
159—1239
12,1—945;
42,3—330;
159—1239
8й!
ООП
5,1
5,1
4,8
«м
250;
400
320;
500
400;
400;
630
500;
' 500;
800
ell
560x250
650x320
750x400
900x500
1060X630
1250x800
* Цифры в числителе для рабочей подачи; в знаме-
нателе — для холостого хода.
Примечание. Столы выпускают в четырех испол-
нениях: нормальной точности о коротким ходом; нормальной
точности с длинным ходом; повышенной течности с корот-
ким ходом; повышенной точности с длинным ходом.
Рис. 243. Шпиндель
силовой головки с ци-
линдрическим гнез-
дом и закрепленным
инструментом
Для упрощения агрегатных станков, взамен одновременной многосторонней
обработки производят последовательную обработку поверхностей путем переба-
зировки заготовок без механического перемещения их в процессе обработки
(рис. 245) или перебазировки в сочетании с перемещением (рис. 246).
Перебазировка заготовок, хотя и упрощает компоновку станков, но услож-
няет обслуживание, повышает вспомогательное время и затрудняет автомати-
зацию загрузки.
Различают три основных разновидности компоновки агрегатных станков:
без перемещения заготовки в процессе ее обработки, с периодическим и непре-
рывным перемещением (рис. 247—257).
Для обработки громоздких деталей, а также при относительно невысоких
требованиях к производительности применяют агрегатные станки первого вида
(без перемещения заготовок). В этом случае вспомогательное время на смену
и закрепление заготовок не перекрывается машинным временем. Заготовки можно
одновременно обрабатывать с одной или нескольких сторон, при соответственном
Разделение
Загрузка
разгрузки
$§§¦
Пример из-за тесно-
ты расположения
отверстий
Различная
Загрузка
разгрузка
П>
*1
Пример нескольких
проходов водном
месте
Одинаковая
31
Загрузка
разгрузка
<*
с
Пример разделе-
ния длиныж
отверстия
386 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рис. 247. Схема агрегатного
ставка для односторонней
обработки заготовки: а — о
горизонтальной головкой;
б — с вертикальной голов-
кой
Q
ш
4-
' I Л Г\
а)
5)
Рис. 249. Схема агрегат-
ного станка длн двусто-
ронней обработки с пере-
базировкой заготовок:
а — с одной горизонталь-
гной головкой; б — с од-
ной вертикальной голов-
кой
— si
ш
ю
Рис. 248. Схема агрегатного станка для
трехсторонней обработки заготовки: а — с
тремя горизонтальными головками; б — с
двумя горизонтальными и одной верти-
кальной головками
Рис. 250. Схема агрегатного станка для четырехсторонней обработки с перебазировкой
заготовок: о — с двумя горизонтальными головками; б — с горизонтальной и вертикальной
головками
ОБРАБОТКА НА АГРЕГАТНЫХ СТАНКАХ
387
расположении силовых головок. На этих станках возможна также последователь-
ная многосторонняя обработка с перебазировкой заготовок на различные рабо-
чие позиции (рис. 247—250).
На агрегатных станках с компоновкой второго вида периодическое переме-
щение заготовок в процессе обработки осуществляется поворотными столами
5ГЛ
Рис. 251. Схема агрегатного
станка с круговым горизон-
тальным перемещением за-
готовок: а — с горизонталь-
ной головкой; б — с верти-
кальной головкой
6)
Рис. 252. Схема агрегатного станка о
круговым горизонтальным перемеще-
нием заготовок: а — несколько верти-
кальных головок на центральной ко-
лонне; б — несколько вертикальных
головок по периферии
Рис. 253. Схема агрегатного станка с горизонтальным круговым перемещением заготовок:
<* — несколько горизонтальных головок снаружи; б — несколько горизонтальных головок
снаружи и одна внутри
13*
388 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
или барабанами с дополнительными позициями для загрузки заготовок. После
каждого рабочего цикла стол (барабан) поворачивается, обработанную деталь
снимают, а на ее место устанавливают заготовку, и цикл повторяется. Съем дета-
ли, установку и закрепление заготовки на загрузочной позиции выполняют за
период машинного времени, что позволяет полностью исклю-
чить вспомогательное время из штучного. Примеры компо-
новки агрегатных станков второго вида без перебазировки
заготовок показаны на рис. 251—254, а с перебазировкой —
на рис. 255 и 256.
Компоновки первого и второго вида допускают разно-
образные сочетания горизонтальных, наклонных и верти-
кальных силовых головок.
Рис. 255. Схема
агрегатного стан-
ка с вертикаль-
ной головкой и го-
ризонтальным
круговым переме-
щением перебази-
руемых ваготовок
Рис. 254. Схема агрегатного станка с вертикальным круговым пере-
мещением заготовок: а — для двусторонней обработки горизонталь-
ными головками; б — для трехсторонней обработки горизонтальными,
наклонными и вертикальными головками
Рис. 256. Схема агрегатного станка с вертикальным кру-
говым перемещением перебазируемых заготовок
Рис. 257. Схема
агрегатного стан-
ка с непрерывным
круговым переме-
щением заготовок
ОБРАБОТКА НА АГРЕГАТНЫХ СТАНКАХ
389
Агрегатные станки третьего вида с непрерывным круговым перемещением
заготовок в процессе обработки (роторные) предусматривают полное совмещение
вспомогательного времени с машинным. При такой компоновке исключается так-
же вспомогательное время на пуск станка после каждого рабочего цикла, так как
процесс обработки ведется непрерывно (рис. 257).
Стол с заготовками и центральная колонна, несущая силовые головки, непре-
рывно вращаются. В свою очередь, каждый шпиндель имеет главное движение
(вращение) и движение подачи.
На секторе загрузки A5—30°) вращение шпинделя прекращается, произво-
дится съем и установка заготовки. Цикл обработки осуществляется за один
оборот стола (колонны). Чис-
ло одновременно обрабаты-
ваемых заготовок равно чис-
лу шпинделей. С примене-
нием бункерной загрузки
станок может быть превра-
щен в автомат, а группа та-
ких станков — в роторную
(рис. 258) или роторноцеп-
ную автоматическую линию.
Проектирование напа-
док. Наладки на агрегатные
станки проектируют с уче-
том резерва точности (уже-
сточения на 20—30% техни-
ческих требований, указан-
ных в чертеже детали), обе-
спечения заданного темпа
выпуска и себестоимости.
Темп выпуска определяется
штучным временем обработ-
ки одной детали в мин:
Т — ^ — Т 4- Т
Рис. 258. Роторная автоматическая линия: 1 — агре-
гатный станок роторного типа; 2 — питающий ротор;
з — приемный ротор; 4 — силовая головка
ще С — фонд рабочего времени в часах за расчетный период (смену, месяц, год);
X — коэффициент загрузки агрегатного станка (К = 0,8 -г- 0,85); N — програм-
ма выпуска в штуках за период времени С; i — количество заготовок, одновре-
менно обрабатываемых на одной позиции агрегатного станка; Тм — машинное
время лимитирующей позиции в мин; Тв — сумма неперекрываемого вспомога-
тельного времени, затрачиваемого на выполнение данной операции, в мин.
Машинное время нелимитирующих позиций TiM принимают близким к Тм, что
позволяет повысить стойкость инструмента на этих позициях, без ущерба для
производительности:
/71 «
1 jh = -— =
In
Машинное время тем меньше, чем короче длина рабочего хода 1и и больше
минутная подача sM или чем больше подача на оборот s0 и больше число оборотов
в минуту п делает инструмент (деталь). Форсирование s0 и га (га — функция ско-
рости резания v) ограничивается жесткостью системы СПИД и периодом стой-
кости инструмента. Для агрегатных станков принимают такой период стойкости
Тп, который обеспечивает минимальную стоимость обработки, т. е. оптимизирует
значение Тм при снижении затрат на инструмент, его смену и настройку. Для
многоинструментных наладок на агрегатных станках Гп 3= 4 ч- 8 ч, что обеспе-
чивает смену инструмента не чаще 1—2 раза за рабочую смену.
390 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Применение быстросменного инструмента, налаживаемого вне станка, сокра-
щает вспомогательное время на его смену и потому позволяет форсировать ре-
жимы резания за счет сокращения периода стойкости.
Разделение обработки на черновую и чистовую
необходимо в тех случаях, когда выполнение операции за один проход не обес-
печивает получения заданной точности обработки и шероховатости поверхности.
Объединение черновых и чистовых проходов недопустимо, если это влечет
за собой остаточные деформации от действия сил резания или зажима, а также
при снижении производительности из-за неблагоприятного сочетания режимов
резания или малой стойкости отдельных ступеней режущего инструмента.
При комплексной обработке заготовок на многопозиционных станках целе-
сообразно бывает не только разделять переходы на черновые и чистовые, но и вво-
дить получистовую обработку.
Благодаря такому делению повышается качество обработки и стойкость
инструментов, а так как все переходы выполняют одновременно, время на опера-
цию в целом ие возрастает.
*;
Рис. 259. Схема определения длины рабочего хода сверла
Не рекомендуется объединять в один переход различные виды чистовой и чер-
новой обработки (например, разветвление и цековаыие), так как при этом воз-
можно возникновение вибраций, вызывающих огранку и другие погрешности.
Если необходимо объединение переходов из-за отсутствия свободных позиций,
следует применять компенсирующие (плавающие) устройства или обеспечивать
последовательность процессов обработки, т. е. вступление в работу второго инст-
румента после окончания резания первым инструментом.
Во многих случаях на многопшиндельных сверлильных головках и агрегат-
ных станках применяют комбинированные инструменты (сверло — развертка,
зенкер — развертка, сверло — метчик и др.) для обработки за один проход
точных базовых или резьбовых отверстий. К недостаткам таких инструментов
кроме их сложности и дороговизны, относится невозможность выбора рациональ-
ных режимов резания для каждого перехода и увеличение длины рабочего хода.
Разделение операций на черновые и чистовые само по себе не гарантирует по-
лучения высоких классов чистоты и точности. Часто достижение точности обес-
печивается не столько выполнением чистовых переходов, сколько соблюдением
необходимых норм точности при черновой обработке. Например, развертывание
«в линию» не может исправить несоосность отверстий после сверления.
Рекомендации по выполнению отдельных технологических операций см.,
стр. 328.
Длина рабочего хода lu=a + L0+F+b мм, где а — под-
ход инструмента на рабочей подаче к обрабатываемой поверхности (а = 2 -*-
-г- 3 мм); Lo — длина обрабатываемой поверхности в мм; F — длина заборной
части инструмента в мм; Ъ — перебег инструмента (Ь = 2 -5- 5 лл для сквозного
отверстия — рис. 259, а; Ь — 0 — для глухого отверстия — рис. 259, б).
ОБРАБОТКА НА АГРЕГАТНЫХ СТАНКАХ 391
На многопозиционных агрегатных станках глубокие отверстия целесообразно
сверлить за несколько переходоя на глубину
!, + » + *_,. L. 2<h + b+F)_F и т д ' "
(рис. 259, в) сверлами уменьшающегося диаметра (dl > d2 > d3 и т. д.) на 0,2 —
0,5 мм с тем, чтобы при каждом последующем переходе просверленные участки
проходить с ускоренной подачей, тогда 1и— \-а, где п — число
переходов (участков). Бели ступенчатое отверстие недопустимо, обработку
производят сверлом одного диаметра с многократным выводом и подводом его
на ускоренной подаче.
При параллельном выполнении на двух позициях операции сверления отвер-
стия и снятия фаски в нем, длина рабочего хода сокращается, если сверлению
предшествует зацентровка с учетом образования фаски заданной высоты с
(рис. 259, г):
lu=L0-\-b — (а— с) мм.
При обработке одним инструментом нескольких разъединенных поверхностей
уменьшение Тт достигается применением ускоренной подачи на нерабочем про-
странстве.
Обработку плоскостей рекомендуется производить цекованием с уменьшением
подачи и выдержкой на постоянном упоре в конце цикла (табл. 51).
В табл. 52 приведены условные обозначения, применяемые в чертежах
наладок.
Режимы резания должны обеспечить требуемую производительность
и себестоимость обработки при рациональном периоде стойкости каждого из
инструментов (в минутах машинной работы станка): Тп= 7\ X Кп, где Тг —
период стойкости в минутах машинной работы станка одного инструмента, в за-
висимости от его диаметра d (мм); Кп — коэффициент, учитывающий количество
инструментов (и) в данной наладке. Для форсирования режимов резания период
стойкости быстросменного инструмента может быть сокращен.
Период стойкости инструмента Тг при сверлении на агрегатном станке при-
нимают:
Диаметр инструмента в мм До 10 Св. 10 до 15 Св. 15 до 20 Св. 20 до 30 Св. 30 до 50
Г, в мин 20 30 40 50 60
Для инструментов d > 60 мм, стойкости Тп — 150 -f- 300 мин в зависимости от
сложности наладки.
Период стойкости фрез приведен в табл. 53.
Значения Кп в зависимости от количества инструментов берут:
при сверлении
п в шт 1 3 5 8 10 15и более
Кп 1 2,5 3,5—4 4—5 4,5—6 5—7
при фрезеровании '
п в шт 1 2 3 6и более
Кп 1 1,15 1,45 2
Большие значения Кп принимать для меньших диаметров инструментов.
Скорость резания каждого инструмента определяется по нормативам, с учетом
периода стойкости Т этого инструмента в минутах резания: Т= Тп-Х, где X —
коэффициент продолжительности резания каждого инструмента: Х=~г Lo —
lu
Длина обрабатываемой поверхности в мм; 1и — длина рабочего хода инструмента.
При ^>0,7 принимают К = 1.
•и
392 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
51. Циклы работы силовых головок
Циклограмма работы
силовой головки
Пример обработки
Характер работы
РП
Сверление, зенкерование или развер-
тывание отверстий
М
РП
§:
4
h
Ж
Сверление, зенкерование или разверты-
вание двух отверстий в линию
РП РЯ
/rvfrTY
4
и
\
к
EL
Сверление глубоких отверстий с много-
кратным выводом сверла из отверстии
РП
Цекование бобышек, снятие фасок в от-
верстиях развертывание конических
отверстий и т. п.
РШ
РП!
Сверление отверстий и подрезание
торцов комбинированным инструментом
(сверлом — цековкой)
РП!
РЯ2,
Сверление и развертывание отверстий
комбинированным инструментом (свер-
лом — разверткой)
L-ffl
§
Нарезание или накатывание резьбы
с реверсированием
Обозначения: Lu — ход инструмента; t — времн; БП — быстрый подвод;
РП — рабочая подача; В — выдержка; X — реверс; БО — быстрый отвод.
ОБРАБОТКА НА АГРЕГАТ НЫХ СТАНКАХ
393
52. Условные обозначения ходов в миогоииструментальных наладках
Обозначение
1— 1
И 1
Н 1
Г "И ,. «> ,
60
1
РП J р
50 '¦'-'¦
Характеристика
Рабочая подача (РП)
Рабочая подача с выдержкой (В)
Быстрый подвод (БП) или отвод (ВО)
Быстрая подача инструмента, рабочая подача, быстрый
отвод инструмента в исходное положение
Быстрая подача инструмента, рабочая подача, выдержка,
быстрый отвод лнструмента в исходное положение
Быстрая подача инструмента под углом, врезание под
углом, горизонтальная рабочая подача, быстрый отвод
инструмента от детали, быстрый отвод инструмента парал-
лельно рабочей подаче, быстрый отвод инструмента под
углом, быстрый подвод инструмента в исходное положе-
ние.
Быстрая вертикальная подача инструмента, горизонталь-
ная рабочая подача, быстрый отвод инструмента парал-
лельно рабочей подаче, быртрый отвод инструмента
в исходное положение
Примечание. Величину хода в мм указывают цифрами рядом с буквенным
обозначением.
У фрезерных станков с круглым столом Lo для каждой фрезы является суммар-
ной длиной резания всех деталей, установленных на столе и обрабатываемых
фрезой, За длину рабочего хода 1и в этом случае принимают длину окружности
ndp, по которой ведут обработку (dv — средний диаметр расположения поверх-
ностей, обрабатываемых данной фрезой).
С учетом выбранных режимов резания определяют машинное время обработки
Тм на лимитирующей позиции, к которому приравнивают Тм всех остальных
позиций.
Рассчитанные по нормативам режимы резания не являются окончательными,
а рассматриваются как проектные, которые при внедрении в производство дово-
дят до оптимальных значений: повышают, если операция является узким местом,
или понижают, если это диктуется недогрузкой, целесообразностью многостаноч-
ного обслуживания и т. п.
Инструментальная оснастка агрегатных станков. На агрегатных станках
применяют разнообразные стандартные и специальные инструменты, геометри-
ческие параметры и стойкость которых должны отличаться стабильностью.
394 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
53. Период стойкости фрез Tt в минутах машинной работы стайка
Фрезы
Материал
Быстрорежу-
щая сталь
Твердый
сплав
Тип
Торцовые и диско-
вые
Прорезные
Концевые
Цилиндрические . .
Радиусные
Двухугловые ....
Торцовые и диско-
вые двусторонние
Дисковые трехсто-
ронние
Диаметр фрезы в мм
20
1 1 |°1 1
-
50
100
80
80
100
60
100
-
75
120
90
170
80
150
90
130
100
130
100
280
100
170
120
160
150
ПО
НО
400
200
200
200
250
120
300
300
300
300
500
500
500
800
* Период стойкости распространяется также на концевые фрезы для сегментных
шпонок.
Рис. 260. Закрепление сверл с цилиндрическим хвос-
товиком в разрезной конусной втулке
Предпочтение следует отдавать многолезвийным инструментам, заранее уста-
новленным и заточенным на требуемый размер, а также инструментам с механи-
ческим креплением твердосплавных многогранных пластин.
Режущие инструменты с коническими хвостовиками закрепляют обычно
с помощью переходных регулируемых втулок-удлинителей (см. рис. 243).
Хвостовик удлинителя, входящий в шпиндель силовой головки или много-
шпиндельной насадки, имеет шпонку для передачи крутящего момента и лыску
под крепежные винты. Для ре-
X гулировки вылета удлинитель
снабжают трапецеидальной
резьбой и упорной гайкой.
Сверла диаметром до 13 лл
рекомендуется применять с ци-
линдрическими хвостовиками
и лапками. Такие сверла зак-
репляют в удлинителях с по-
мощью разрезных конусных втулок: Морзе I — для сверл до 9 лл и Морзе
2 — для сверл св. 9 до 13 мм (рис. 260). Для сверления глубоких отверстий
применяют сверла с внутренним охлаждением.
При обработке точных отверстий инструментами, направляемыми в кондук-
торных втулках, применяют плавающие патроны, компенсирующие несовпаде-
ние оси шпинделя с осью направляющей втулки.
Обработку отверстий в линию или со строго заданным расположением осей
производят инструментами с двумя направлениями: передним и задним. В этом
случае необходимо применять плавающие патроны или другие компенсирующие
устройства не только для чистовых.но и для черновых инструментов, так как жест-
кое закрепление инструментов может привести к разбиванию отверстий, задирам
направляющих и даже к поломке инструмента (см. рис. 266, V, 6а).
Для снятия фасок заданных размеров в отверстиях с необработанным торцом
или для точного цекования при грубом допуске на высоту детали применяют
пружинные удлинители. Удлинитель упирается в торец детали непосредственно
или через втулку и таким образом ограничивает длину хода инструмента, в то
время как пружина компенсирует излишний ход шпинделя.
Нарезание резьб на агрегатных станках производят с принудительной
подачей шпинделя при помощи механизма подачи (обгонной муфты) или с помо-
щью резьбовых копиров.
ОБРАБОТКА НА АГРЕГАТНЫХ СТАНКАХ
395
Качающиеся пружинные патроны для метчиков (рис. 261) обеспечивают само-
затягивание инструмента, компенсируют несовпадение величины подачи с шагом
нарезаемой резьбы и несоосность шпинделей. Метчики закрепляют в разрезных
конусных втулках, подобно сверлам с цилиндрическим хвостовиком, или с помо-
щью быстродействующих устройств. Патрон, показанный на рис. 261, применяют,
Рис. 261. Патрон к метчику для нарезания резьбы с принудительной
подачей шпинделя
когда подача шпинделя на 2—4% превышает шаг нарезаемой резьбы и разница
компенсируется сжатием пружины. Возможно также замедление подачи на 2 —
4%, тогда применяют компенсирующие патроны с пружиной растяжения.
На рис. 262 показан патрон, который вращается со шпинделем и может неза-
висимо перемещаться в осевом направлении. Подача достигается за счет резьбо-
вого копира с неподвижной гайкой.
Рис. 262. Патрон к метчику для подачи резьбовым копиром независимо от подачи
шпинделя агрегатного станка
Внутренние резьбы диаметром свыше 39 мм рекомендуется нарезать гайко-
нарезными головками типа КБ завода «Фрезер» с убирающимися в конце рабо-
чего хода гребенками, т. е. не требующими реверсирования.
Для нарезания наружных резьб широко применяют винтонарезные головки
по ГОСТу 3307—61, также не требующие реверсирования. Головки рекоменду-
ется закреплять в плавающие патроны
и подавать охлаждающую жидкость
через отверстие в шпинделе во внут-
реннюю полость головки. Раскрытие
и закрытие головки производят с по-
мощью подпружиненного хомута,
укрепленного на станине.
Смена и настройка ин-
струмента. Первостепенным
является вопрос о сокращении време-
ни на смену, наладку и закрепление
инструментов, а также удобный до-
ступ к ним.
Сокращения времени на смену ин-
струментов достигают применением
крутых конусов (конус 7 : 24 и др.),
цилиндрических посадок, специаль-
Рис. 263. Схема прибора для настройки осевого
инструмента по длине: 1 — блок инструмента;
2 — основание прибора; з — передвижной от-
кидной рычаг; 4 — сменный эталон длины;
5 — передвижной упор; 1и— наладочный размер
ных гаек для затяжки и выжимания конусов, многозаходных резьб для вверт-
вых инструментов и других легкосменных конструкций. Наиболее целесообразно
применять режущий инструмент в сборе с вспомогательным—блоки инструмен-
та, допускающие регулировку наладочных размеров вне станка. Настройку блока
выполняют на приборах (рис. 263). Два — три комплекта пригодных для работы
396 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
1,г ш,з
Рис. 264. Схема обрабо-гкя толкателя клапана на агрегатном станке: а — толкатель клапана)
б — размещение деталей на поворотном столе; в — переходы обработки: 1,1 — снять и уста-
новить две детали (на рис. не показано); II, 2 — зацентровать; III, з — сверлить отверстие
диаметром 8 мм на глубину 25 мм; IV, 4 — сверлить отверстие диаметром 7,9 мм на глубину
40 мм; V, 5 — сверлить отверстие диаметром 7,8 мм на глубину 50 мм; VI, в — развернуть
отверстие под резьбу на глубину 33 мм; VII, 7 — подрезать торец стержня; 8 — снять на-
ружную фаску на стержне; VIII, 9 — нарезать резьбу М9Х1 на глубину 24 мм предвари-
тельно; IX, ю —нарезать резьбу М9Х1 2-го класса на глубину 21 мм окончательно; X,
11 — фрезеровать плоскости под ключ
Л, 2,3
Ж Л
V,6,7
Рис. 265. Схема обработки крышки подшипника на агрегатном станке: а — крышка под-
шипника; б — схема расположения деталей на поворотном столе; в — переходы обработки:
1,1 — снять и установить деталь (на рис. не показано); II, 3 — сверлить два отверстия
под резьбу М8Х1,25; 2 — фрезеровать плоскость стыка; ИГ, i — сверлить два отверстия
под стяжные болты на глубину 33 мм; IV, 5 — снять фаски в двух отверстиях; V, в — свер-
лить два отверстия под стяжные болты насквозь; 7 — нарезать резьбу М8х 1,25 2-го класса
в двух отверстиях
инструментов хранят на стендах или в инструментальных шкафах, расположен-
ных в непосредственной близости от группы обслуживаемых агрегатных стан-
ков или автоматической линии.
Если настройка блоков инструмента вне станка невозможна, предусматри-
вают контрольные средства и привалочные базы для них, обеспечивающие наст-
ОБРАБОТКА НА АГРЕГАТНЫХ СТАНКАХ
397
Zuun.
Рис. 266. Схема обработки крышки
копрессора на агрегатном станке:
а — крышка компрессора (вид со
стороны разъема); б — крышка
компрессора (вид сверху); в — рас-
положение деталей на поворотном
стопе; г — переходы обработки: 1, la, 1, 16 — снять и установить детали (на рис. не показа-
но); II, 2а — сверлить четыре отверстия диаметром 8,7 мм; За — сверлить два отверстия диа-
метром 8,3 мм; 26— иековать два гнезда под клапаны; 171, 4а— сверлить два отверстия диа-
метром 11,5 мм в гнездах клапанов; 36 — зенковать два конических гнезда; IV, 5а — цеко-
вать предварительно камеры сжатия на глубину 5,5 мм; 4,6 — обработать ступенчатый профиль
у двух отверстий комбинированной цековкой; V, ба — цековать окончательно две камеры
сжатия на глубину 6,05—6,35 мм; 56 — нарезать резьбу МЗОХ 1,5 2-го класса в двух отверстиях
ройку инструмента на станке с минимальной затратой времени. Наиболее про-
грессивной формой обслуживания является автоматическая смена и настройка
инструмента в процессе работы станка.
Комплексная обработка деталей на
агрегатных станках. Схема обработки
толкателя клапана автомобильного дви-
гателя показана на рис. 264.
Вокруг центрального стола, несущего
10 приспособлений, в каждом из кото-
рых закрепляют по две детали, распо-
ложено девять силовых стационарных
головок по числу позиций обработки.
Каждая силовая головка, в свою оче-
редь, снабжена двухшпиндельной на-
садкой. За каждый цикл снимаются две
готовые детали и устанавливаются две
заготовки. Один оператор обслуживает
два таких станка.
Схема обработки крышки подшипни-
ка показана на рис. 265. Обрабатывают
в двух взаимно перпендикулярных пло-
скостях. Характерным является фрезе-
рование поверхности 2 и сверление от-
верстий 3 на позиции II. Агрегатный
станок с круглым поворотным столом
оборудован самодвижущимися силовы-
ми головками.
На рис. 266 показана схема обработки крышки компрессора автомобильного
Двигателя. Одновременно обрабатывают две заготовки (с перекладыванием).
Особенностью этой наладки является применение инструмента для цекования
плоскости на строго заданную глубину от верхнего торца детали (размер 6,35_о,зо).
с
* ¦»
1 й
••о
5з
h
1
Ш
б
А
F
г
1
ш
1
аК°т 0,060
0\
|
S
\
1
S
0
1
f
А
т
г
+
Б
?т
Рис. 267. Картер редуктора
398 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Так как базовым является нижний торец, то для сохранения допуска на глубину
применена пружинная оправка и переходная втулка, упирающаяся в верхний
торец детали (позиция V, 6 а). Удлинитель для уменьшения износа выполнен
вращающимся на подшипниках.
На рис. 267 показан картер редуктора, а на рис. 268 — схема расположения
инструментов для обработки отверстий в этой детали одновременно с трех сторон
на специальном агрегатном
станке с самодвижущимися
гидравлическими силовыми
головками.
Оси отверстий А А ж Б В
(рис. 267) должны быть па-
раллельны с отклонением не
свыше 0,05 мм на длине
100 мм. В свою очередь, ось
А А должна пересекаться с
осью 00 с точностью 0,03 мм
и быть перпендикулярна к
ней с отклонением не более
Рис. 268. Схема чистовой обработки картера редуктора на трехстороннем агрегатном станке:
а — картер редуктора; б — переходы обработки: 1,1 — снять и установить деталь; 1,2 —
расточить отверстие диаметром 140*?'°'* мм; I, 3— расточить отверстие диаметром 135+0>04лш
+0,060
с двух сторон; 1, i — расточить ступенчатое отверстие диаметром 130 <0*
с двух сторон
и 133,38
+о.;
0,03 мм на длине 135 мм. Непараллельность торца Т оси ВВ не должна превы-
шать 0,15 Л1Л1 на длине 350 мм.
Учитывая высокие требования к точности взаимного расположения осей
и обрабатываемых отверстий, в наладке (рис. 268) применены солидные направ-
ляющие втулки, вращающиеся на подшипниках оправки. Для компенсации воз-
можной несоосности шпинделей силовых головок и направляющих втулок при-
способления оправки закреплены в плавающих патронах.
Расточные головки выполнены ступенчатыми, со вставными ножами. На окон-
чательную расточку заготовки поступают с предварительно обработанными
отверстиями.
Для растачивания отверстия диаметром 140+§:Soo ¦*¦* (позиция I, 2) применяют
комбинированную расточную головку: первая ступень — черновая, вторая —
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
399
чистовая. Чистовые ножи вступают в работу после выхода из отверстия черновых
ножей.
Растачивание двух отверстий диаметром 135 м'04 мм «в линию» (позиция /, 3)
производят аналогичными инструментами.
Последний переход (позиция I, 4) предусматривает растачивание ступенча-
тых отверстий диаметром 130' и 133,38+0'3 мм с двух сторон картера. Для этой
цели применяют трехступенчатую расточную головку, у которой две ступени
(черновая и чистовая) для отверстий диаметром 13O4'04 мм и одна ступень для
отверстия под резьбу.
Резьбу М135 X 1,5 2-го класса нарезают одновременно с двух сторон гайко-
нарезными головками на специальном станке.
При условии синхронности операций установка агрегатных станков в поточ-
ной линии создает предпосылки для работы непрерывными потоками. Однако
работа линии с принудительным ритмом становится возможной лишь при авто-
матизации процесса загрузки, разгрузки и транспортировки заготовок, т. е.
при создании автоматических поточных линий.
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Точность заготовок. У заготовок зубучатых колес с высокой точностью
обрабатывают базовые поверхности — отверстия или шейки и опорные торцы.
Для колес автомобилей отверстие обрабатывают с допуском 0,02—0,03 мм.
Торцы, используемые при зубонарезании и
зубошевинговании, должны быть перпенди-
кулярны к оси (отклонение 0,02—0,04 мм)
и параллельны между собой (отклонение
0,01—0,02 мм). При больших погрешностях
возможен прогиб оправки в момент закреп-
ления, особенно для обработки пакетом.
Целесообразно в качестве базовой поверхно-
сти при зубонарезании, зубошевинговании и
контроле использовать торец, обработанный
с отверстием за один установ. Там, где это
возможно, в качестве опоры следует выби-
рать наибольший возможный диаметр.
Биение наружной поверхности загото-
вки, если она не используетсп в качестве
базы, допускается 0,05—0,10 мм.
Зубофрезерование. Методы зубофре-
зерования. Зубофрезерование с осевой
подачей, осуществляемое при подаче чер-
вячной фрезы параллельно оси обрабаты-
ваемого колеса (рис. 269, а), применяют
для нарезания прямозубых и косозубых
колес, шлицевых валов и червяков.
Недостатком этого самого распростра-
ненного метода обработки является боль-
шая длина врезания X.
При нарезании цилиндрических колес
с косыми зубьями длину врезания опре-
деляют по формуле
X = Vd'h—h2;
rf' = rf(l+tg2P)-|-rf«tg2p\
где d — диаметр червячной фрезы в мм; h ~ полная высота зуба в мм; р — угол
наклона зуба колеса; dK — наружный диаметр обрабатываемого колеса в мм.
Для колес с прямыми зубьями d' — d.
Рис. 269. Схемы раз-
личных методов зубо-
фрезероваиия: а — с
осевой подачей; б — ';
радиально-осевой по-
дачей; в — с- диаго-
нальной подачей; 1—
осевая подача; г—ра-
диальнан подача; з—
холостые хода
400 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
54. Рекомендуемая величина
перебега фрезы С в мм для
косозубых колес
Длину и время на врезание можно сократить за счет уменьшения диаметра
червячной фрезы, применения радиального врезаяия, за счет осуществления вре-
зания и перебега с бесступенчато регулируемой подачей. В последнем случае
сокращается не только время на фрезе-
рование, но сохраняется примерно посто-
янная нагрузка на зубья фрезы.
Величину перебега фрезы для пря-
мозубых колес принимают равной С =
= 2 -т 3 мм; для косозубых колес С
выбирают из табл. 54.
При зубофрезеровании с радиалъно-
осевой подачей подача червячной фрезы
в начале резания и до получения полной
высоты зуба осуществляется радиально
к оси обрабатываемого колеса, затем
она прекращается, и включается осевая
подача (рис. 269, б). Этот метод осущест-
вим на специальных зубофрезерных стан-
ках обычными червячными фрезами.
При радиальной подаче резко возрастает нагрузка на зубья червячной фрезы,
поэтому радиальную подачу sp выбирают меньше осевой s0:
1 I
Угол
наклона
зуба
в граду-
сах
10
20
30
40
Модуль в мм
1
2,5
3
3,5
4
2
3
4
5
6
св. 2
до 4
4
6,5
8,5
10,5
св. 4
ДО 8
6,5
11
15
18
2 : 3)s°-
Если удвоенная высота зуба больше, чем длина врезания, то применять ради-
альную подачу нецелесообразно, в других случаях целесообразность приме-
нения радиальной подачи определяют расчетом.
Машинное время обработки с радиально-осевой подачей определяют по фор-
муле
\*р *о / Кп '
где Т — машинное время в мин; z — число зубьев колеса; sp — радиальная пода-
ча в мм/об; so — осевая подача в мм/об; п — число оборотов червячной фрезы
в минуту; h — полная высота зуба в мм; h' — величина радиального врезания
в мм; h' = h + B н- 3 мм); К — число заходов фрезы; у' — длина фрезерования
в мм; у' = 2С + В (В — ширина зубчатого венца) в мм.
Фрезерование с диагональной подачей производят на специальных зубофрезер-
ных станках при подаче червячной фрезы под углом к оси обрабатываемого колеса
(рис. 269, в) и применяют в крупносерийном и массовом производстве при обра-
ботке прямозубых и косозубых колес.
Диагональное фрезерование по сравнению с осевым обеспечивает более низкую
шероховатость поверхности зубьев, повышает период стойкости червячных фрез
за счет более равномерного износа зубьев. При диагональном зубофрезеровании
целесообразно применять более длинные и точные червячные фрезы, особенно для
обработки колес с широким зубчатым венцом или нескольких колес одновременно.
Увеличение длины фрезы экономически оправдано более длительным ее исполь-
зованием.
Автоматическое перемещение фрезы вдоль оси.
В процессе резания зубья, расположенные на входной стороне фрезы, имеют
большую нагрузку и износ, чем зубья на выходной стороне. Чтобы более равно-
мерно распределить износ по всей длине фрезы (рис. 270), автоматически непре-
рывно либо периодически перемещают фрезу в направлении своей оси.
Величину периодического (шагового) перемещения фрез со стружечными
канавками, расположенными параллельно оси, определяют по формуле
Ктнл
S= =¦—.
cosyi
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
401
Для червячных фрез со спиральными канавками
_ Ктнп cos у
s- I >
где s — величина шагового перемещения фрезы вдоль оси в мм; К — число захо-
дов фрезы; тн — нормальный модуль в мм; у — угол подъема винтовой линии
$резы; t — количество стружечных канавок фрезы.
' /,'
1,0
0,9
0,8
%0,7
1°,6
% 0,5
0,3
0,2
0,1
2 Ч- 6 8 10 12 № IS 1820222Ь~26283032313638 <ЮМЫ W W505Z
Порядковые номера зубьев /ррезы
Рис. 270. Характер износа зубьев червячной фрезы: 1 — о автоматическим
перемещением червячной фрезы; 2 — с ручным перемещением червячной фрезы
-У
/
Z
1
1 /
ц
II
I
7
Г
\
т
\
\
\
\
\/
у
|
/
1
А
/
V
/
\\
\\
>
м /
ч
\
V,
\/
л
\
\
\
А
1
/
\
V
\
\ч
Величина шагового перемещения червячной фрезы при нарезании шлицевых
валов равна половине шага.
Червячную фрезу рекомендуют перемещать в одном направлении против
направления вращения обрабатываемого колеса, при этом менее затупленные
зубья на выходной стороне фрезы будут производить формирование зубьев
•обрабатываемого колеса.
По сравнению с ручным, автоматическое шаговое перемещение червячной
фрезы, кроме сокращения времени на передвижку, позволяет повысить период
стойкости инструмента на 15—25% или же
производить нарезание зубьев с повышен-
ной скоростью резания и подачей.
Попутное и встречное зу-
бофрезерование. В зависимости
от направления подачи относительно нап-
равления вращения фрезы- различают по-
путное и встречное зубофрезерование
<рис. 271). При попутном зубофрезеровании
толщина стружки в начале резания макси-
мальная, а в конце — минимальная; при
встречном наоборот: в начале — минималь-
ная, в конце — максимальная. При по-
путном зубофрезеровании вследствие благоприятных условий образования
стружки повышается период стойкости инструмента на 10—30%. В этом слу-
чае, повышая скорость резания или подачу, можио обрабатывать то же
самое количество зубчатых колес, при том же примерно износе, но за более корот-
кое время. Кроме того, уменьшается нагрузка при резании, устраняются выхваты
на профилях зубьев, возможные при встречном фрезеровании, образуется меньше
заусенцев. Однако для попутного зубофрезерования требуются более жесткие
станки и технологическая оснастка. Чтобы обеспечить равномерное перемещение
а)
Рис. 271. Виды зубофрезерования:
а — встречное; б — попутное
402 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
инструмента или изделия в процессе резания, в паре винт — гайка механизма
подачи фрезы практически не должно быть зазора.
Целесообразность применения попутного или встречного фрезерования опре-
деляют опытным путем. При обработке чугуна попутное зубофрезерование пре-
имуществ не имеет. Попутное зубофрезерование применяют при чистовой обра-
ботке зубчатых колес из очень вязких материалов, чтобы снизить шероховатость
обрабатываемой поверхности. Для зубчатых колес с модулем порядка 12 мм
и более предпочтительно применять встречное зубофрезерование.
Во всех случаях усилие резания должно быть направлено на торец шпинделя.
Выбор фрез. Червячные фрезы могут быть одно-, двух- и многозаход-
ными. При работе, например, 12-реечной однозаходной фрезой впадину зуба
обрабатываемого колеса прорезают все 12 реек; двухзаходной фрезой — только 6;
трехзаходной — 4. Таким образом, у трехзаходной фрезы по сравнению с одно-
заходной количество резов на одну виадину зуба в 3 раза меньше, что снижает
точность обработки.
Одноваходные червячные фрезы применяют для чистовой обработки прямо-
зубых и косозубых цилиндрических колес и для полного нарезания зубчатых
колес мелких модулей, а также для чернового зубонарезания, если за этим
следует шевингование зуба.
Многозаходные червячные фрезы обычно используют при черновом зубофрезе-
ровании, за которым следует чистовое зубофрезерование, зубошевингование или
шлифование. При нарезании многозаходными фрезами угловая скорость обра-
батываемого колеса повышается соответственно количеству заходов. Однако
производительность станка при этом возрастает непропорционально увеличению
количества заходов вследствие необходимости уменьшения подачи.
Количество заходов фрезы выбирают в зависимости от требуемой точности
обработки, числа зубьев, глубины фрезерования, вида дальнейшей обработки
и т. д. Число зубьев обрабатываемого колеса не должно быть кратным числу
заходов фрезы, так как в случае кратности ошибки шага фрезы будут переда-
ваться колесу. Бели, например, минимальное чиоло зубьев, которое можно наре-
зать на станке, равно 8, то двухзаходной фрезой можно нарезать колеса с числом
зубьев свыше 16, а трехзаходной — свыше 24.
Прямозубые зубчатые колеса с малым числом зубьев и большой глубиной
фрезерования из-за плохих условий резания предпочтительнее нарезать одно-
заходиыми фрезами.
Для улучшения условий резания многозаходные червячные фрезы изготов-
ляют с положительным передним углом 5—10°.
При зубофрезеровании зубчатых колес с углом наклона зуба более 30° целе-
сообразно применять червячные фрезы с заборным конусом. В этих условиях
у цилиндрических червячных фрез обычной длины почти вся используемая длина
находится в зацеплении с обрабатываемым колесом, поэтому практически исклю-
чено перемещение червячной фрезы вдоль оси. У червячных фрез с заборным
конусом коническая часть (определяют опытным путем) используется для черно-
вой обработки, а цилиндрическая часть длиной примерно полтора шага — для
формирования профиля зуба колеса.
Червячные фрезы с заборным конусом по сравнению с обычными цилиндри-
ческими фрезами меньше по габаритам, при их работе значительно сокращается
величина врезания, а в ряде случаев повышается производительность за счет
увеличения числа оборотов фрезы при одинаковой скорости резания.
При использовании двух- и трехзаходных червячных фрез подача должна
быть уменьшена по сравнению с обработкой однозаходными фрезами соответст-
венно на 30 и 40%.
Зубчатые колеса с модулем 5 мм и больше по условиям производительности
и точности обработки рекомендуется перед зубошевингованием нарезать за два
прохода червячными фрезами.
Схемы установки фрез на станке выбирают в зависимости от нап-
равления наклона зуба колеса и винтовой линии червячной фрезы (рис. 272).
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
403
й)
Рекомендуется принимать одноименный наклон.
Центрирование зуба червячной фрезы или ее впадины относительно оси обра-
батываемого колеса с малым числом зубьев, как показали эксперименты и опыт
эксплуатации, не является необходимым, особен-
но для колес, которые в дальнейшем будут шевин-
говаться. Более важно правильно установить
червячную фрезу на оправке станка: биение
контрольных буртиков фрезы не должно превы-
шать 0,005—0,015 мм; наивысшие точки биения
противоположных буртиков фрезы должны быть
расположены в одной плоскости; опорные торцы
фрезы должны быть строго параллельны.
При закреплении червячной фрезы на оправке
количество распорных шайб должно быть мини-
мальным.
Зубодолбление. Зубодолбление дол-
бя к а м и применяют для черновой и чистовой
обработки зубчатых колес с внутренним зацеп-
лением, закрытых зубчатых венцов с внешним
зацеплением, если малый зазор для выхода инст-
румента не позволяет применять другие методы
обработки, и открытых венцов с наружным за-
цеплением. Однако при сравнительно большом
выпуске зубодолбление нецелесообразно по ус-
ловиям производительности, точности обработ-
ки и т. д.
В процессе резания долбяк совершает прямо-
линейное (для прямозубых колес) или винтовое
(для косозубых колес) возвратно-поступательное
движение от копира и вращается вокруг своей
оси (рис. 273). При врезании долбяк получает
радиальную подачу.
Если зубодолбление применяют под шевинго-
вание, то долбяки проектируют для каждого зуб-
чатого колеса. Профиль зубьев у этих долбяков
модифицирован, головка зуба имеет утолщение
(«усики»). Долбяки с модифицированным профи-
лем сложны в изготовлении.
Число зубьев долбяка не должно быть крат-
ным числу зубьев обрабатываемого колеса. Бели
долбяк косозубый, то его параметры должны
быть согласованы с имеющимся на зубодолбеж-
ном станке копиром. Диаметр долбяка следует
выбирать максимально возможным. Высокие точ-
ность и стойкость достигаются при работе дол-
бяком, имеющим размеры, при которых за один
его оборот заготовка делает два оборота. Число
проходов при зубодолблении определяют в за-
висимости от требуемой точности изготовления,
модуля и других параметров (табл. 55).
Зубчатые венцы со ступицей, затрудняющей
выход долбяка при обкаточном движении, обра-
батывают другим методом (рис. 274). Вначале
в каждой впадине зуба сверлят отверстие
{рис. 274, а). Диаметр сверла следует выбирать таким, чтобы обеспечить мипи-
мальный @,2—0.3 мм) припуск на сторону. Долбление зубьев производят спе-
циальным долбяком, зубья которого свободно входят в отверстие с зазора
*
Рис. 272. Схема установки чер-
вячной фрезы на станке: а —
прямозубое колесо, фреза с пра-
вой спиралью; б — колесо и фре-
за с левой спиралью; в — колесо
с правой, фреза о левой спи-
ралью; г — колесо и фреза с
левой спиралью; в — колесо с
левой, фреза с правой спиралью;
2 — угол установки фрезы;
Ф — угол наклона винтовой ли-
нии фрезы; |3 — угол наклена
зуба нарезаемого колеса
Рис. 273. Схема нарезания зуО-
чатого колеса долбяком: 1 — об-
рабатываемое колесо; 2—долбяк
404 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
по вершине и боковым сторонам с = 0,2 -=- 0,3 мм (рис. 274, б), сначала
с одной стороны (рис. 274, в), затем — с другой. Обработку ведут без обкатки
на специальных станках.
55. рекомендуемое число проходов при долблении зуба
из целой заготовки
1 2
Зубодолбление
Черновое ....
Чистовое ....
Модуль в мм
от 10
до 6
3
2
от 6
ДО 2,5
2
2
от 2,5
ДО 1,25
1
1
от 1,25 и
меньше
1
Рис. 274. Схема обработки внутреннего зуба зубчатого колеса со ступицей: а — после свер-
ления отверстий во впадинах зуба; б — положение зуба долбяка в просверленном отверстии;
в — положение долбяка при обработке одной стороны зуба; г — соединение впадины зуба
с наружным зубом сопряженного колеса", 1 — ступица; 2 — зубчатый венец; 3 — долбяк
Для нарезания венцов с внутренним зацеплением на деталях со свободным
выходом долбяка из зацепления во время резания применяют обычные долбяки,
работающие по методу обкатки (рис. 275). Минимальную ширину канавки (выточ-
ки) у колес с внутренним зацеплением при обработке долбяками диаметром
75—100 мм выбирают по табл. 56. Во всех случаях канавку следует делать как
можно шире, чтобы обеспечить достаточно места для выхода стружки и избежать
ударов зубьев долбяка о нижний торец выточки.
56. Минимальная ширина канавки у прямозубых и косозубых зубчатых колес
с внутренним зацеплением для выхода долбнка
Модуль
6
5
4
3,5
3
Ширина Ъ канавкк для
выхода долбяка в мм
прямо-
зубого
7,5
7,0
6,5
6,5
6,0
косозубого
при угле наклона
зуба в градусах
15
8,0
8,0
7,5
7,5
7,0
23
10,0
9,5
8,5
8,0
7,5
Модуль
в ш
2,5
2,0
1,5
1
Ширина Ь канавки для
выхода долбяка в мм
зубого
5,5
5,5
5,5
5,0
косозубого
при угле наклона
зуба в градусах
15
7,0
6.5
6,5
6,0
23
7,5
7,0
7,0
6,5
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
405
Косозубый долбяк отличается от прямозубого тем, что режущие грани зубьев
расположены перпендикулярно углу подъема последних, поэтому для его выхода
необходимо предусмотреть более широкую канавку.
На рис. 276, аи б показаны способы крепления долбяков на шпинделе инстру-
мента при рабочем ходе долбяка вверх, на рис. 276, в — ж — при ходе вниз.
При креплении дисковых
долбяков 2 подкладки ниж-
ние 1 и верхние 5 должны
быть точными, наибольшего
диаметра и толщины, чтобы
надежно поддерживать дол-
бяк на шпинделе. При ма-
лом диаметре подкладки 1
(рис. 276, б) значительно
уменьшается надежность
крепления долбяка, а уси-
лия, создаваемые при затя-
гивании гайки, могут при-
вести к поломке долбяка.
Торец верхней подклад-
ки 5, соприкасающийся с
долбяком, должен шлифо-
ваться под тем же углом,
что и торцовая поверхность
долбяка, — обычно 5°.
Когда необходимо обработать зубчатый венец несколько большей ширины,
чем это допускает станок, долбяк центрируют по верхней подкладке 6 (рис. 276, г).
На рис. 276, е показано крепление втулочного долбяка 2. Долбяки с цилинд-
рическим (рис. 276, е) и коническим (рис. 276, ж) хвостовиками крепят на стан-
Рис. 275. Величина выхода прямозубого и косозубого
долбяков при долблении внутренних венцов: 1 —прнмо-
зубый долбяк; 2 — косозубый долбяк; с —¦ величина вре-
занин долбяка B—4 мм); Ь — ширина канавки для вы-
хода долбяка
б
ел
ж
г) д) е) ж)
fuc. 276. Методы крепления долбяка на шпинделе инструмента
дартном шпинделе 3 через специальные переходные втулки 4. При долблении
широких зубчатых венцов необходимо увеличивать длину шейки 7.
Круговые подачи на один двойной ход долбяка для чернового зубодолбле-
ния выбирают 0,25—0,30 мм. Если терновая и чистовая обработки ведутся в два
406 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
прохода, подачу при втором проходе следует увеличивать на 15—20%. Скорость
резания и круговые подачи при зубодолблении рекомендуется принимать по
табл. 57.
57. Скорость резания и круговые подачи при зубодолблении
Обраба-
тываемая
сталь
20ХГ
15
45
60
40Х
35Х
ЗОХМ
40ХНМА
Предел
проч-
ности
на рас-
тяжение
в кГ/мм2
63—71
45-50
60—72
70—85
60—75
55-65
65—70
65—75
Круговая подача в мм/ход долбяка при модуле в мм
ДО 1,5
0,20
0,18
св. 1,5
ДО 2,5
0,25
0,20
0,25
0,20
св. 2,5
ДО 4,0
0,30
0,25
0,30
0,25
св. 4
до 6
0,35
0,30
0,30
0,35
0,25
св. 6
ДО 8
0,40
0,35
0,40
0,30
Скорость
резания
в м/мин
30—35
30—40
30—35
28-32
30—35
25-30
Зубодолбление резцовыми головками применяют для
черновой, получистовой и чистовой обработки прямозубых цилиндрических
колес внешнего и внутреннего зацепления, а также для обработки шлицевых
валов.
Метод можно применять при наличии прилегающих к зубьям заплечиков
или фланцев, если имеется канавка для выхода резцов.
3 <¦ 5
Рис. 277. Схема зубодолбления резцовой Рис. 278. Схема закругления торцов зубьев
головкой пальцевой фрезой: а — форма закругления
зуба; б — пальцевая фреза ,
При аубодолблении резцовыми головками все зубья колеса обрабатывают
одновременно. В процессе резания деталь 1 (рис. 277) совершает вертикальное
возвратно-поступательное движение. Ход соответствует ширине зубчатого венца.
Ход детали вверх является рабочим. Суппорт резцовой головки имеет два поло-
жения: нижнее — рабочее, которое фиксируется жестким упором, и верхнее —
для снятия и установки детали.
Резцы 2, установленные в пазах головки 3, перемещаются перед рабочим хо-
дом конусом 4 по направлению к центру, а при обратном ходе — конусом 5 от
центра. Резцовые головки проектируют для каждого зубчатого колеса. Затачи-
вают резцы в комплекте по передней грани.
Зубозакругление. Переключаемые на ходу зубчатые колеса и зубча-
тые муфты имеют на торцах зубьев закругления. На рис. 278 показана схема
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
407
наиболее распространенного метода закругления торцов зубьев, применяемая для
цилиндрических колес с прямыми и косыми зубьями с наружным и внутренним
зацеплением. Обрабатываемое колесо непрерывно вращается, а пальцевая фреза
синхронно перемещается вдоль зуба вверх и вниз от специального копира, опре-
деляющего форму закругления и величину перемещения инструмента вдоль зуба.
За один оборот копира закругляют один зуб. Колеса модулем т < 3 мм закруг-
ляют за один проход, при т = 3 -н 5 мм — за два, при т > 5 мм — за три
и более проходов.
При обработке колес с т < 5 мм пальцевой фрезе сообщают 1500 об/мин\
при т > 5 мм — 780 об /мин. При обработке косозубых колес шпиндель изделия
устанавливают на угол спирали.
Метод обладает большой универсальностью, обеспечивает разнообразную
форму закругления и хорошее качество обработки, но производительность станка
г.
Ч
Рис. 279. Схема закругления торцов зубьев
резцом: а — возможные формы закругле-
ния; б — схема образования остроуголь-
ного закругления
Рис. 280. Закругление торцов зубьев ча-
шечными фрезами: а — схема работы станка;
б -*- чашечная фреза с криволинейной ре-
жущей кромкой и форма закругления —
сфероидальная; о — чашечная фреза с пря-
молинейной режущей кромкой и форма за-
кругления — остроугольная
и стойкость инструмента низкие. Применяют зубозакругляюшие станки двух
моделей: мод. 5580 для колес диаметром до 320 мм и т = 6 мм и мод. 5582 для
колес диаметром до 500 мм и т = 8 мм. Время закругления зубьев колеса при
г = 45 и т = 4,25 на станке мод. 5582 в два прохода — 2 мин.
Остроугольное закругление торцов зубьев производят методом непрерывного
деления резцом с прямолинейной или криволинейной режущей кромкой
(рис. 279). В процессе обработки державка с резцом и колесо, расположенное под
углом к оси инструмента, согласованно вращаются. Инструмент, кроме того,
имеет сначала быструю, а затем медленную (рабочую) подачу. В конце цикла
державка с резцом поднимается вверх. За один оборот инструмента обрабатывае-
мое колесо поворачивается на два зуба.
При использовании резцов с фасонной режущей кромкой можно осуществить
сфероидальное закругление торцов зубьев колес с внешним и внутренним зацеп-
лением с укороченной высотой зуба (рис. 278, а). Достоинство этого метода —
большая универсальность и высокая производительность при низкой стоимости
инструмента. Время закругления зубьев колеса сг= 15 и т = 4,25 10—15 сек.
Весьма эффективно зубозакругление колес и муфт с укороченной высотой
вуба внешнего и внутреннего зацепления — методом копирования с прерывистым-
408 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
делением, с помощью фасонных чашечных двух- и трехзубых фрез (рис. 280).
В процессе обработки колесо, установленное под углом к инструменту, неподвиж-
но, а вращающаяся фреза перемещается вдоль своей оси. После обработки одного
зуба деталь поворачивается на шаг для обработки следующего зуба.
Чашечные фрезы с криволинейной режущей кромкой во время обработки
соприкасаются с противоположными боковыми сторонами профиля и торцом
одного зуба и обеспечивают сфероидальное закругление (рис. 280, б). Чашечные
фрезы с прямолинейными режущими кромками соприкасаются во время обра-
ботки с противоположными боковыми сторонами профилей и торцами двух
рядом стоящих зубьев колеса, чем обеспечивается остроугольное закругление
<рис. 280, в).
Чашечные фрезы обладают большей стойкостью, чем пальцевые, и меньше
ломаются. Зубозакругление колес диаметром до 500 мм и т = 12 мм производят
Рис. 281. Схема закругления
торцов зубьев дисковой фасонной
фрезой: 1 — фасонная фреза;
2 — обрабатываемое колесо;
з — точка качания колеса
Рис. 282. Схема снятия фасок с острых
кромок зубьев: 1 — зубчатое колесо; 2 —
фреза правая; з — фреза левая
на станке Ст-1480 (ЗИЛ). Время закругления колеса г = 18 и m = 3 лл за два
прохода равно 14 сек.
Схема закругления зубьев дисковой фасонной фрезой (метод ЭНИМСа) пока-
зана на рис. 281. В процессе обработки колесо и инструмент осуществляют два
последовательных движения:
1) перемещение инструмента или детали для врезания в торец зубчатого
венца на полную глубину;
2) поворот детали или инструмента или того и другого при обработке поверх-
ности торца в направлении оси колеса для получения бочкообразной формы зуба.
Операцию зубозакругления в технологическом маршруте следует помещать
после зубофрезерования перед зубошевингованием или после чернового зубодолб-
ления перед чистовым зубодолблением. Для облегчения зубозакругления на тор-
цах зубьев необходимо делать фаску под закругление с углом 10—15° и ши-
риной в два модуля.
Снятие фасок на торцах зубьев. Фаски с острых кромок зубьев косо-
зубых колес снимают на специальных станках с непрерывным делением двумя
одновитковыми многозубыми фрезами (рис. 282). Верхняя фреза снимает фаску
на верхнем торце зуба, а нижняя — на нижнем^ Верхняя и нижняя одновитковые
фрезы имеют различные осевые шаги, углы рабочего профиля и направление
винтовой линии зубьев.
Если в процессе резания зуб колеса уходит от зуба инструмента, то у такой
фрезы осевой шаг зубьев больше торцового шага колеса на величину снимаемого
припуска. Если же зуб колеса набегает на инструмент, то осевой шаг фрезы
будет меньше торцового шага колеса на величину припуска.
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС 409
Благодаря измененному шагу каждый зуб одновитковой фрезы снимает
стружку в определенной зоне профиля зуба колеса. Весь припуск снимается
за один оборот фрезы.
Во время работы обрабатываемое колесо и державки с фрезами согласованно
вращаются: за один оборот державок колесо поворачивается на один зуб. Дер-
жавки с фрезами, помимо вращения, перемещаются на деталь для осуществле-
ния процесса резания и отводятся назад для съема и установки детали.
Этот способ пригоден для снятия фасок с зубьев как цилиндрических, так
и конических колес с криволинейными зубьями. Одним комплектом фрез можно
снимать фаски у всех зубчатых колес, имеющих одинаковый модуль и торцовый
шаг, но различное количество зубьев.
Снятие фасок на зубьях колес диаметром до 250 мм производят на станках
Ст-1481 (ЗИЛ). Время обработки колеса с z = 43 и т = 3,5 мм составляет 13 сек.
Фаски на торцах зубьев прямозубых и косозубых цилиндрических колес
внешнего и внутреннего зацепления, а также конических колес можно снимать
Рис. 283. Схема зубошевингованин диско- Рис. 284. Схема зубошевингования
вым шевером: 1 — шевер; 2 — обрабаты- реечным шевером: 1 — шевер-рей-
ваемое колесо; з — стол ка; 2 — обрабатываемое колесо
резцами с криволинейными режущими кромками на зубозакругляющих станках
с непрерывным делением (см. рис. 279). Можно снимать фаски и червячной фре-
зой специального профиля, но этот метод малопроизводителен и требует срав-
нительно дорогого инструмента.
Зубошевингование. Методы шевингования. Зубошевингование
является наиболее распространенным методом окончательной обработки зубьев
прямозубых и косозубых цилиндрических колес с внешним и внутренним зацеп-
лением с твердостью до HRC 33 после зубофрезерования или зубодолбления.
Шевингование производят дисковым и реечным шевером.
Шевингование дисковым шевером (рис. 283), получившее наибольшее распро-
странение, пригодно для любых размеров колес с внутренним и внешним зацепле-
нием, позволяет исправлять неточность шага за счет предотвращения сцепления
одних и тех же зубьев обрабатываемого колеса и шевера в процессе резания.
Шевингование осуществляется при вращательном движении шевера 1, находя-
щегося в зацеплении с обрабатываемым зубчатым колесом 2, и возвратно-поступа-
тельном движении детали вместе со столом 3.
Шевингование рейкой (рис. 284) применяют редко. Оно непригодно для круп-
ных колес, требует сложного и дорогого инструмента.
Шевер-рейка состоит из ряда вставных резцов, на режущих поверхностях
которых имеются зубчики с канавками, параллельными торцу рейки. Рейки с
прямыми зубьями применяют для шевингования косозубых колес с правым или
левым направлением зуба и углом наклона зубьев до 30°. Косозубые колеса с
Углом наклона зуба более 30° шевингуют косозубой рейкой. Стол станка, на
котором закреплена шевер-рейка 1, имеет возвратно-поступательное движение
410 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
и приводит во вращение обрабатываемое колесо 2. В процессе шевингования
положение колеса меняется по всей ширине рейки, благодаря чему достигается
равномерный износ ее зубьев. По данным фирмы Мичиган Тул колесо с z = 28
и т — 2,5 мм шевингуют за 30 сек. Стойкость рейки на одну заточку 7000—
8000 шт., количество переточек — 20—25.
Схема шевингования зубчатых колес с внутренним зацеплением показана
на рис. 285. На стандартных шевинговальных станках вместо обычной головки
под шевер устанавливают специальную головку 1. Изменяют конструкцию
оправки и бабки для закрепления обрабатываемого колеса 3. Бабка 4 имеет
два положения: одно — рабочее, другое — для снятия и установки детали.
При шевинговании внутренних зубчатых венцов зубья шевера 2 глубже
зацепляются на концах зуба колеса, чем в центре. По этой причине при шевинго-
вании зубчатых колес с внутренним зацеплением задается очень малый угол
Рис. 285. Схема зубошевинговаиия зубчатых
колес о внутренним зацеплением: 1 — головка;
2 — шевер; з — обрабатываемое колесо;
•4 — бабка
Направление
подачи
Рис. 286. Схема параллель-
ного зубошевингования:
1 — шевер; 2 — колесо
{около 3°) между перекрещивающимися осями и шевер делается небольшой
ширины.
При параллельном шевинговании (рис. 286) обрабатываемое колесо совершает
возвратно-поступательное движение в направлении своей оси и в конце каждого
хода перемещаетсн вертикально на шевер. Последние несколько возвратно-
поступательных ходов совершаются без вертикальной подачи. Среднее сечение
шевера должно выходить за пределы зубчатого венца, так как оно является
калибрующим; поэтому длину хода стола выбирают равной ширине зубчатого
венца обрабатываемого колеса плюс один модуль. Ширина шевера не зависит
от ширины зубчатого венца колеса.
Параллельное шевингование можно применять для цилиндрических прямо-
зубых и косозубых колес всех типов с внешним и внутренним зацеплением,
конструкция которых допускает выход шевера в среднем сечении с обоих торцов
зубчатого венца, в том числе для очень широких и узких зубчатых венцов и
длинных шлицев.
Угол между осями шевера и обрабатываемого колеса рекомендуется 5—15°.
С увеличением этого угла уменьшается контактирующая поверхность между
зубьями шевера и колеса, что снижает точность и качество обработки, а также
стойкость шевера. Слишком малые углы применяют в тех случаях, когда обраба-
тываемое зубчатое колесо расположено вблизи другого зубчатого венца — уступа,
который препятствует выходу шевера на полную длину подачи,
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
411
При диагональном шевинговании (рис. 287) обрабатываемое колесо совершает
возвратно-поступательное движение под углом к своей оси. Преимущество этого
метода по сравнению с параллельным шевингованием состоит в том, что точка
скрещивания осей колеса и шевера в процессе обработки перемещается от одного
торца шевера к другому; при этом любое торцовое сечение шевера является
калибрующим. Износ шевера по длине зуба становится более равномерным,
благодаря чему стойкость шевера повышается на 50—80%. При диагональной
подаче уменьшается ход стола, а следовательно, повышается производительность
на 60—80%. Ширина шевера не зависит от ширины зубчатого венца. Чтобы
повысить производительность, ширину шевера следует увеличивать; однако
при этом возрастает стоимость и сложность его изготовления. По данным фирмы
Мичиган Тул, метод диагонального шевингования экономически выгодно при-
менять для обработки зубчатых колес с ши-
риной венца не более 63 мм.
Угол диагонали при использовании имею-
щегося шевера определяют по формуле
tge =
ВА sin у
В — ВА cosy '
Ь
где В — ширина зубчатого венца колеса; y —
угол между осями колеса и шевера; ВА — ак-
тивная ширина шевера,
ВА = @,75 -f- 0,8) Ви.
Здесь Ви — полная ширина шевера.
Расчетную длину хода стола находят по
формуле
Ssinv
Ь =
sin(8+Y)'
1
Длина хода стола фактически должна быть Рис_ 287_ Схема диагональнвго зу,
больше расчетной на пеличину одного двух бошевингования: 1 — шевер; 2 — ко-
модулей для осуществления врезания шевера лесо
и его перебега.
При тангенциальном (касательном) шевинговании (рис. 288) обрабатываемое
колесо движется возвратно-поступательно под прямым углом по отношению к
своей оси. Этот метод применим для шевингования зубчатых колес с узкими
венцами, закрытых венцов и шевронных колес. Активная ширина шевера должна
быть больше ширины зубчатого венца колеса. Так, например, шевером шириной
до 30 Л1Л1 можно шевинговать колеса с шириной зуба до 24 мм. На шеверах для
тангенциального шевингования канавки на боковых сторонах зуба должны
быть смещены от зуба к зубу в плоскости вращения, с тем чтобы не оставлять
следов на обрабатываемой поверхности. При шевинговании закрытых венцов
Угол скрещивания меньше 3° принимать не рекомендуется.
Тангенциальное шевингование обычно выполняют при постоянном межцентро-
вом расстоянии, однако возможна работа и за несколько ходов стола. Длину
хода стола определяют по формуле
6 = Stgv-
Получение бочкоо.б разной формы зуба. Бочкообраз-
ную форму придают зубьям для предотвращения концентрации нагрузки на их
концах. Величина выпуклости зависит от условий работы передачи и обычна
составляет 0,0075—0,013 мм на одну сторону на 25 мм длины зуба. Бочкообраз-
412 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ность придают обычно зубьям колеса, имеющего меньшее число зубьев из пары;
при этом из-за меньшей поверхности контакта шевера с колесом имеет место
более эффективный процесс резания, чем при шевинговании большого колеса.
При сравнительно широких зубчатых венцах зубья такой формы выполняют на
шестерне и колесе. Для получения бочкообразного зуба (рис. 289) стол, на
котором установлено обрабатываемое колесо, во время своего возвратно-поступа-
тельного движения совершает качание, благодаря чему шевер у торцов зубьев
опускается глубже, чем в середине венца, уменьшая толщину зуба от середины
к торцам. Величина и расположение выпуклости зуба регулируется установкой
копира и стола.
Бочкообразный зуб при тангенциальном шевинговании может быть получен
с помощью облегающего шевера, зубья которого в среднем сечении имеют вогну-
тость. При обычном шевинговании применять облегающие шевера экономически
неоправдано.
Выбор шевера. У шеверов для обработки зубчатых колес малого
модуля (примерно до 2 мм) зубчики получают нарезанием сплопшых канавок пер-
пендикулярно оси шевера на всей ширине зуба (рис. 290,а). Для зубчатых колес
Рис. 290. Расположение зубчиков
зуба шевера: а — перпендикулярно
Рис. 288. Схема тан- Рис. 289. Схема образова- оси шевера; б — перпендикулярно
генциального зубоше- нин бочки: 1 — шевер; 2 — направлению зуба колеса; v — пе-
вингования: 1 — ше- колесо редний угол на режущих зубчиках;
ве#; 2 — колесо 1 — шевер; 2 — колесо
средних модулей B—10 мм) боковые (режущие) стороны зубчиков располагают
перпендикулярно оси шевера или перпендикулярно боковым сторонам зуба
(рис. 290, б).
Когда зубчики расположены перпендикулярно оси шевера, их режущие боковые
стороны в процессе резания образуют разные передние углы — один меньше 90°,
другой больше 90°. Шевера с таким расположением зубчиков широко применяют
в промышленности, они просты в изготовлении, обеспечивают хорошее качество
поверхности, позволяют измерять эвольвенту в любом сечении зуба шевера.
Шеверы, у которых боковые стороны зубчиков расположены перпендикулярно
направлению зуба (рис. 290, б), образуют при резании одинаковые передние углы
90°. С точки зрения резания такое расположение зубчиков более выгодно. Однако
эти шевера не получили распространения, так как у них из-за наклона зубчика
можно измерить эвольвенту по всей высоте профиля только в крайних сечениях,
что делае,т практически невозможным изготовление точных шеверов, особенно
с корригированным профилем зуба.
Диаметр шевера следует выбирать максимально возможным по размерам
шевинговального станка; при этом повышается стойкость шевера и точность
обработки, особенно прямозубых колес с малым числом зубьев. Для повышения
точности по шагу число зубьев шевера не должно быть кратным числу зубьев
обрабатываемого колеса.
Прп заточке шевера с каждой стороны зуба снимают примерно 0,05 мм. Су-
щественно важно снимать припуск симметрично с обеих сторон. При затуплении
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
413
шевера в процессе резания увеличиваются размеры зуба, ухудшается чистота
поверхности на профилях зубьев и увеличивается биение профиля зуба.
В качестве охлаждающей жидкости при шевинговании рекомендуется приме-
нять машинное масло. Для очистки охлаждающей жидкости от стружки на
шевинговальные станки следует устанавливать магнитные фильтры.
Точность шевингования в значительной степени зависит от
точности их изготовления перед шевингованием.
Обработку зубьев колеса под шевингование следует веоти модифицированными
червячными фрезами или долбяками (рис. 291). Утолщения — усики на головке
зуба инструмента служат для подрезки профиля в ножке
зуба обрабатываемого колеса с тем, чтобы вершина зуба
шевера свободно повертывалась во впадине зуба. В ножке
зуба инструмента делают фланкированный участок для
снятия небольших фасок на головке зуба обрабатываемого
колеса. Это препятствует образованию заусенцев в про-
цессе шевингования и забоин на вершине зуба при тран-
спортировке. Величина фасок должна быть минимальной
@,3—0,6 Л1Л1), чтобы не сокращать продолжительность
зацепления у сопряженных колес. По этой причине фаски
на вершине зубьев прямозубых цилиндрических колес
делать не следует.
При шевинговании достаточно хорошо исправляются
ошибки профиля (эвольвенты) зуба, основного и окруж-
ного шагов. В меньшей степени устраняется радиальное биение, особенно на
колесах-дисках, которые обрабатываются от отверстия. В этом случае важно
обработать с высокой точностью отверстие и посадочные места оправок с тем,
чтобы установить деталь при зубонарезании и шевинговании с минимальным
зазором. Радиальное биение переходит в накопленную погрешность и поэтому
должно быть минимальным. У колес-валов, обрабатываемых в центрах, ради-
альное биение меньше. Не могут быть в достаточной степени исправлены шевин-
гованием ошибки в направлении зуба, особенно на колесах с широким зубча-
тым венцом. Данные по точности зубчатых колес приведены в табл. 58.
58. Точность зубофрезерования и зубошевингования (для зубчатых колес автомобилей)
Рис. 291. Форма зуба
фрезы и колеса: 1 —
зуб фрезы; 2 — зуб
колеса
Проверяемый параметр
Межцентровое расстояние
при плотном зацеплении
с измерительным колесом
при повороте колеса:
на один оборот
на один шаг
Окружной шаг между дву-
мя зубьями
Направление зуба на длине
25 мм
Зубофрезеро-
вание перед
зубошевин-
гованием
0,04—0,08
0,01-0,03
0,02—0,04
0,02-0,03
Зубошевин-
гование
0,02-0,05
0,01-0,02
0,005-0,015
0,007-0,015
Примечание
Точность прямозубых ко-
лес перед шевингованием
должна быть выше, чем ко-
созубых; после шевингова-
ния точность косозубых ко-
лес обычно выше, чем пря-
мозубых.
При правильном ведении процесса шевингованием можно получить чистоту
поверхности 7—8-го классов. Существенное значение для точности шевингования
имеет точность станка и оснастки. Биение наружного диаметра шпинделя шевера
не должно превышать 0,005—0,01 мм, опорного торца — 0,005—0,01 мм, торца
шевера в сборе — 0,010—0,015 мм, центров задней и передней бабок — 0,005—
0,01 мм. Точность изготовления и биение центрирующей шейки оправки и опор-
ного торца должны быть 0,005—0,1 мм.
414 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Припуски под шевингование. Для повышения точности и
производительности процесса шевингования, а также периода стойкости шевера
припуск под шевингование должен быть минимальным (табл. 59). Как правило,
это условие выполнимо при высококачественном изготовлении зубчатых колес
в процессе зубофрезерования или зубодолбления.
59. Рекомендуемые величины припусков под шевингование на толщину зуба
Размеры в ли»
т
1,5
2,0
2,5
3,0
3,5
Припуск
0,035-0.060
0,040—0,065
0,045—0,070
0,050-0,075
0.055-0,080
m
4,0
4,5
5,0
5,5
6,0
Припуск
0,060-0,085
0,065—0,090
0,070—0,095
0,075-0,100
0,080—0,105
т
7,0
8,0
9,0
10
Припуск
0,085—0,110
0,090-0,115
0,095-0,120
0,100-0,125
Примечание. Припуски рассчитаны на получение высококачественных цилин-
дрических колес.
Величину припуска в радиальном направлении (при измерении в плотном
зацеплении с измерительным колесом) определяют по формуле
h
Я =
2tga'
где Н — припуск в радиальном направлении; h — припуск по толщине зуба;
a — угол профиля зуба колеса.
Суммарная погрешность в зацеплении зубчатых колес перед шевингованием
должна быть меньше величины припуска на сторону зуба, с тем чтобы на про-
филях зубьев после шевингования не осталось необработанных участков.
Режимы резания. Окружную скорость шевера выбирают по гл. IV
т. II.
Подачу стола принимают 0,2—0,4 мм на оборот обрабатываемого колеса;
горизонтальную подачу стола s3 определяют по формуле
где пш — число оборотов шевера; гш — числов зубьев шевера; zK — число
зубьев обрабатываемого колеса; s — подача стола в мм на оборот колеса.
Практически горизонтальная подача стола изменяется от 80 до 130 мм/мин.
Вертикальную подачу принимают 0,02—0,06 мм на ход стола.
При диаметре шевингуемого колеса значительно меньше диаметра шевера
рекомендуется окружную скорость шевера уменьшить, а горизонтальную подачу
стола увеличить. Когда шевер меньше обрабатываемого колеса, окружную ско-
рость шевера следует увеличить, а подачу стола уменьшить. Слишком большие
и малые зубчатые колеса не следует шевинговать при чрезмерно высоких окруж-
ных скоростях.
Количество ходов стола зависит от величины снимаемого припуска и требуе-
мого качества обработки и определяется как частное от деления величины при-
пуска в радиальном направлении на величину вертикальной подачи. Дополни-
тельно дают 2—4 калибрующих хода стола при отсутствии радиальной подачи.
Практически суммарное количество ходов стола колеблется в пределах 6—10.
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
415
Снятие забоин и заусенцев с зубьев. Забоины и заусенцы на зубьях термо-
обработанных колес удаляют прикаткой (рис. 292) на специальном станке
Ст-1071 (ЗИЛ) по приведенным в табл. 60 режимам.
60. рекомендуемая величина давления и время
прикатки для закаленных зубчатых колес
Число
зубьев
обраба-
тываемого
колеса
13-15
16-18
19-21
22—24
Времн
при-
катки
в сек
5
8
10
12
Масса
груза
в кг
1
1
2
4
Число
зубьев
обраба-
тываемого
колеса
25-27
28-30
31—38
Время
при-
катки
в сек
15
15
20
Масса
груза
в кг
6
8
10
Рис. 292. Схема снятия заусен-
цев и забоин на зубьях закален-
ных колес: 1 — ведущее колесо;
2 — ведомое колесо; з — обра-
батываемое колесо
Прикатка включает вращение в одном и другом направлении со скоростью
35—45 м/мин. Давление создается грузом, величину которого регулируют
в зависимости от модуля зуба, диаметра и ширины зубчатого венца.
Прикатные колеса изготовляют из стали Р18, закаливают до твердости
HRC 60—63; зубьп шлифуют. Ширина зубчатого венца прикатного колеса
перекрывает ширину венца обрабатываемого колеса; зуб прикатного колеса для
компенсации бокового зазора делают толще. По мере износа прикатные колеса
можно несколько раз перешлифовывать. При правильной эксплуатации одним
комплектом обкатывают 20—25 тыс. колес.
Этот станок можно использовать также для прикатки забоин и заусенцев на
зубьях незакаленных зубчатых колес.
Прикатка зубьев. Прикаткой (см. рис. 292) можно производить оконча-
тельную обработку зубьев неответственных колес вместо шевингования. В этом
случае для понижения шероховатости поверхности зубьев и для предотвращения
задиров необходимо применять охлаждающую жидкость, состоящую из четырех
частей керосина и одной части машинного масла. Прикатка незначительно
исправляет точность шага и форму зуба. Шероховатость поверхности уменьшается
с увеличением давления и времени прикатки.
Притирка зубьев. Притирку применяют для повышения чистоты поверх-
ности зубьев закаленных зубчатых колес до 8—9-го класса, снижения уровня
шума, а также для исправления полученных при термообработке ошибок про-
филя и угла наклона зубьев, шага и уменьшения биения. Однако больших
исправлений посредством притирки достичь нельзя.
Притирку выполняют в присутствии абразива при обкатке колеса с одним
или несколькими чугунными притирами на скрещивающихся осях при возвратно-
поступательном движении его в направлении своей оси. Притирка осуществля-
ется за счет скольжения зубьев и дополнительного торможения между зубь-
ями, создаваемого специальным насосом.
Имеются два метода притирки: в беззазорном зацеплении (в распор) и с зазо-
ром при торможении.
При притирке в беззазорном зацеплении (рис. 293, а) обе стороны зуба
обрабатывают одновременно притиром с увеличенными толщиной и высотой
зуба. Этот метод применяют обычно для уменьшения биения начальной окруж-
416 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
еости и исправления ошибок в шаге. Межцентровое расстояние увеличивается,
изменяется и угол скрещивания осей.
При притирке с зазором и торможением (рис. 293, б) каждую сторону зуба
обрабатывают отдельно при нормальном'межцентровом расстоянии. Тормошение
получается от насоса станка, давление устанавливают для притирки обеих сто-
рон одинаковым E—7 кГ/см2). Этот метод применяют для исправления угла
наклона зуба и его профиля. Притиры изготовляют из серого мелкозернистого
мягкого чугуна, обычно СЧ 40-60 или СЧ 32-52, позволяющего абразивным зернам
легко внедряться в его поверхность. В то же время износ притира должен проис-
ходить значительно медленнее притираемого колеса. Притир делают как можно
большего диаметра, чтобы по мере износа его можно было вновь нарезать. Прак-
тически оправдал себя способ уменьшения притира для новой нарезки на пять
зубьев; при этом возможна перенарезка 2—4 раза; стойкость притира до пере-
нарезки 500—1000 колес. Число зубьев притира не должно быть кратным числу
зубьев обрабатываемого колеса. Ширину зубчатого венца делают больше, чем
у обрабатываемого колеса, на 4—10 мм.
Угол скрещивания при притирке при-
нимают 5—10°. С увеличением угла
скрещивания повышается эффективность
притирки, одновременно увеличивается
и интенсивность износа притира.
Время притирки зависит от погреш-
ностей, которые необходимо исправить,
и требуемого качества обработки. Одну
aj Z $) 2 сторону зубчатого колеса притирают
Рис. 293. Методы притирки: а - в безза- за °.5~3 ми"- Если вРемя притирки
зорном зацеплении; б — с зазором; 1—при- значительно больше, это указывает на
тир; 2 — притираемое колесо то, что зубчатое колесо перед притир-
кой изготовлено неточно и его обработ-
ка за счет увеличения времени притирки неэкономична, так как точность
при этом практически не повысится.
Притирка более эффективна при окружной скорости обрабатываемого колеса
20—40 м/мин. *
Для притирки применяют жидкие абразивные смеси и пасты. Абразивные
пасты обеспечивают большую производительность, чем жидкие смеси, подаваемые
насосом.
Рекомендуемый состав пасты: 40% корунда или электрокорунда зернистостью
180—280 и 60% вазелиновой массы (по весу).
Жидкую абразивную смесь составляют из одной части абразивного порошка
зернистостью 180—280 и четырех частей (по весу) густого масла. Смесь должна
быть однородной. Пасту на поверхность зубьев следует наносить посредством
кисти тонким слоем одинаковой толщины.
Хонингование зубьев позволяет уменьшить шероховатость на профилях
зубьев на один-два класса с V6 до V7 — V8, удалить забоины и заусенцы ве-
личиной до 0,25 мм, снизить уровень шума на 2—4 дб и повысить долговечность
зубчатой передачи. В процессе зубохонингования погрешности в элементах
зацепления устраняются незначительно, в пределах малого съема металла,
но рядка 0,01—0,03 мм иа толщину зуба.
Хонингование, выполняемое на специальных станках, можно осуществлять
при беззазорном зацеплении с постоянным давлением и при небольшом боковом
зазоре С торможением. Первый способ имеет наибольшее распространение.
В процессе зубохонингования каленое обрабатываемое зубчатое колесо 1
вращается в плотном зацеплении (рис. 294) с абразивным зубчатым хоном 2
при угле скрещивания осей 10—15°. Зубчатое колесо, кроме вращения, совер-
шает возвратно-поступательное движение вдоль оси. Направление вращения
инструмента меняется при каждом ходе стола. Плотное зацепление хона с коле-
сом осуществляется поджимом бабки инструмента к обрабатываемому колесу
ОБРАБОТКА ЗУБА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС 417
Пружинами с усилием 35—45 кГ. Бабка инструмента при хонинговании под-
вижна, она следует за погрешностями зубчатого венца и таким образом не передает
больших нагрузок на инструмент.
В этом процессе вершина зуба обрабатываемого колеса постоянно контакти-
рует с впадиной зуба хона, благодаря чему на вершине зуба колеса образуется
небольшое скругление, уменьшается скорость износа хона, а за счет постоянного
внедрения головки зуба колеса во впадину зуба хона происходит автоматическое
восстановление зубьев хона. Для обеспечения нормальной работы необходима
лишь периодическая правка хона по наружному диаметру, чтобы поддерживать
требуемый радиальный зазор между вершиной зуба хона и впадиной зуба колеса.
Признаком для правки хона служит появление небольшого скругления (радиусом
0,3—0,6 Л1Л1) на вершине зуба хона.
На станке возможно хонинговать зубья с бочкообразной формой. Специального
припуска под хонингование не оставляют. Режущий инструмент имеет форму
зубчатого колеса того же модуля, проектируется для каждого зубчатого колеса,
подобно стальным шеверам, с увеличенным наружным диаметром.Разница между
наружными диаметрами нового и предельно изношенного хона составляет 15—
25 мм. Наружный диаметр хона выбирают в преде-
лах 220—250 мм. Число зубьев хона не должно быть
кратным числу зубьев обрабатываемого колеса.
Для обработки прямозубых колес применяют ко-
созубые хоны, а для обработки косозубых — прямо-
зубые или косозубые, обеспечивающие при хонинго-
вании угол скрещивания 10—15°. У новых хонов
контролируют один параметр — радиальное биение
зубчатого венца, которое должно быть в пределах
0,07—0,10 мм. Мастер-колесо для изготовления хо-
нов имеет* 5-ю степень точности по ГОСТу 1643—56.
Хоны изготовляют на основе эпоксидных смол Рис. 294. Схема зацепления
с добавлением карбида кремния. По опыту ЗИЛа ^&^° работы-° ?-зуб-
срок службы монокорундовых хонов при обработке ЧаТое колесо; 2 — зубчатый
зубчатых колес коробки передач автомобиля сое- хон
тавляет 1500—3000 деталей.
Число оборотов хона 180—200 в минуту; подача стола 180—210 мм/мин;
количество ходов стола 4—6. Время хонингования обычного зубчатого колеса
автомобиля составляет 30—60 сек. Зубчатые колеса с повышенными короблениями
проходят повторное хонингование. Следует иметь в виду, что большие ошибки
в зацеплении не могут быть исправлены при повторном хонинговании, а могут
привести к поломке хона. Если нет достаточного контроля качества изготовления
зубчатых колес, рекомендуется перед процессом хонингования у всех зубчатых
колес контролировать колебание межцентрового расстояния и размер . зубьев в
плотном зацеплении с измерительным колесом, с тем чтобы колеса, имеющие
повышенные ошибки в зацеплении, не допускать на хонингование.
Контроль качества изготовления цилиндрических зубчатых колес осущест-
вляют в три этапа: производственный контроль непосредственно у станков,
лабораторный контроль на участке обработки зубчатых колес и окончательный
контроль.
Производственный контроль. У заготовок перед зубообработкой на специаль-
ных приспособлениях контролируют поверхности, которые используют в ка-
честве установочных баз на зубообрабатывающих операциях и контроле.
Визуально проверяют наличие забоин и заусенцев на установочных поверх-
ностях.
У зубофрезерных и зубодолбежных станков установлены приспособления
Дйя комплексного двухпрофильного контроля. На этих приспособлениях кон-
тролируют размер зубчатого колеса с учетом припуска под шевингование и
колебание измерительного межцентрового расстояния (МЦР) за оборот колеса
И BS ЧЮГ.
14 Справочник технолога, том 1
418 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
После зубошевингования на том же приспособлении для комплексной двух-
профильной проверки контролируют размер зубьев и колебание МЦР за оборот
и на шаг. Визуально проверяют чистоту поверхности на профилях зубьев.
Схема типового контрольного приспособления для измерения колебания
МЦР показана на рис. 295. Проверяемое колесо устанавливают в паре с сопря-
женным или измерительным (эталонным) колесом в плотном зацеплении: при
провертывании колеса погрешности в зацеплении заставят подвижную каретку
перемещаться и воздействовать на индикатор. Колебание МЦР характеризует
суммарные погрешности зацепления, которые складываются из радиального
биения зубчатого венца, отклонений шага, изменений толщины зуба, отклонений
в профиле и угле наклона зуба.
Кроме суммарных отклонений, на этом приспособлении контролируют откло-
нения размеров зубьев. Лучше производить контроль в паре с точно изготовлен-
ным колесом, в атом случае все изменения в МЦР можно отнести только за счет
проверяемого колеса. Для выявления природы отдельных отклонений это при-
способление целесообразно осна-
J щать записывающим устройством.
Порядок контроля — контро-
лируют первые два-три зубча-
тых колеса с каждого станка в
начале рабочей смены, после заме-
ны инструмента и подналадки
станка, а также дополнительно
2—5% общего выпуска.
Лабораторный контроль про-
изводят в специальных свет-
лых комнатах, расположенных
непосредственно на участке изго-
товления зубчатых колес или ря-
Рио. 295. Приспособление для измерения еуммар- „„м „ „„„ и„ потптткр „ „ (-ТРНЯХ
ных отклонений в зацеплении: 1— измеритель- Дом с ним- на п°толье и в стенах
ное колесо; 2 — проверяемое колесо; a — инди- комнаты прокладывают шумоизо-
катор; 4 — подвижная каретка лирующие материалы. Пол дол-
жен быть устойчивым против виб-
раций. При входе в помещение имеется небольшой тамбур для выравнивания
температуры. В комнате поддерживается постоянная влажность и температура
в пределах 19—21 °С.
Окончательно изготовленный прецизионный режущий и мерительный инстру-
мент или прецизионные зубчатые колеса, поступающие из вне, измеряют спустя
4—6 ч. При периодическом контроле производственных зубчатых колес выдержки
во времени не требуется.
Назначение цехового лабораторного контроля —систематически осуществлять
поэлементный межоперационный и окончательный контроль зубчатых колес.
Межоперационная и окончательная оценка качества зубчатого колеса по
пятну контакта в паре с измерительным или сопряженным колесом на контрольно-
обкатном станке несовершенна. Основной недостаток этой системы состоит в том,
что она не позволяет оценить преднамеренные модификации эвольвенты, направ-
ления зуба, бочкообразность и т. д., чтобы компенсировать деформации при
термообработке, прогибы под нагрузкой и погрешности при монтаже.
Контролируют следующие параметры зубьев: эвольвенту, направление зуба,
ошибки шага, радиальное биение, колебание МЦР., уровень шума и пятно контакта.
Основными параметрами, которые определяют геометрию профиля зуба,
являются эвольвента и направление зуба. Оба эти параметра измеряют на четы-
рех равнорасположенных по окружности зубьях с обеих сторон профиля на
одном приборе с записывающим устройством.
В процессе шевингования эвольвенту и направление зуба колеса контроли-
руют систематически в начале рабочей смены, после смены инструмента и поД-
наладки станка, а также дополнительно 2% деталей от общего выпуска,
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
419
После зубофреаерования и аубодолбления эвольвенту, направление зуба,
ошибки шага и радиальное биение контролируют реже — один раз в неделю.
В измерительной лаборатории приспособления для контроля колебания
МЦР должны быть оснащены записывающим устройством. Этот параметр обычно
контролируют в том же объеме и на тех же зубчатых колесах, у которых изма-
ряют эвольвенту и направление зуба после зубошевингования.
Оценку уровня шума и пятна контакта на сырых зубчатых колесах произво-
дят на контрольно-обкатном станке в паре с измерительным или сопряженным
колесом, для обеих сторон зуба под нагрузкой и без нее. Угловая скорость колеса
равна эксплуатационной или близка к ней. Уровень шума лучше контролировать
прибором, а пятно контакта— визуально. Периодичность проверки 1—2 раза
в день.
Эталонные колеса для контрольно-обкатных станков шлифуют по зубьям.
а затем иногда притирают для получения полного пятна контакта по зубу. Эта
трудоемкая и сложная операция практически не всегда осуществима. Поэтому
на ряде заводов по эталону контролируют пятно контакта только по длине зуба
(углу спирали), а контакт пв высоте профиля контролируют по сопряженному
колесу.
Окончательный контроль осуществляют после термообработки и шлифова-
ния базовых поверхностей. На этой стадии проверяют у каждого колеса базовые
поверхности (отверстия, торцы и шейки) после шлифования и колебания МЦР
при повороте за оборот и на шаг.
Эвольвенту и направление зуба контролируют у 2—5% колес от общего
выпуска.
Зубчатые колеса для ответственных передач при окончательном контроле
следует подбирать в пары на контрольно-обкатных станках по шуму, пятну кон-
такта и боковому зазору с последующей их маркировкой для сборки.
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Типы конических колес. По конфигурации зубьев конические колеса
делят на четыре основные группы (рис. 296).
Прямозубые — зубья при своем продолжении пересекают ось колеса (рис. 296,
а). Применяют для передачи небольших и постоянных нагрузок в узлах, где
бесшумность и плавность не имеют существенного значения.
1 2
4 5
1 2
В)
г)
Рис. 296. Основные группы конических колес: а — прямозубые; б — нулевые (Зе-
рол); в — спирально-конические; г — гипоидные; 1 — колесо; 2 — шестерня; з — впа-
дина зуба; 4 — угол спирали; S — гипоидное смещение
Нулевые (типа Зерол) — зубья криволинейные — с углом спирали в середине
венца, равным нулю (рис. 296, б). Применяют в тех случаях, что и прямозубые,
но при более высоких показателях по скорости и бесшумности.
Спирально-конические — зубья криволинейные с углом спирали в средине
венца, не равным нулю (рис. 296, в). Используют во всех типах оборудования,
где необходимо передавать большие нагрузки плавно и бесшумно, при высоких
окружных скоростях,
14*
420 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Гипоидные — отличаются от спирально-конических тем, что у них ось веду-
щей шестерни смещена относительно оси ведомого колеса по высоте (рис. 296, г).
Гипоидные колеса прочнее и более бесшумны
в работе, чем спирально-конические.
Конические колеса с криволинейными
зубьями (спирально-конические, типа Зерол и
гипоидные) по методу чистового нарезания
зубьев делят на обкатные, у которых чисто-
вое нарезание зубьев колеса и шестерни про-
изводят по методу обкатки, и полуобкатные,
где зубья шестерни нарезают с обкаткой, а ко-
леса — методом копирования (рис. 297).
Зубья колеса полуобкатных передач наре-
зают методом копирования в 3—5 раз быст-
рее, чем при методе обкатки. Например, зуб
колеса с модулем 8 мм методом копирования
нарезают за 7—8,5 сек вместо 30—35 сек при
методе обкатки; наибольшая разность между
соседними шагами для колес с модулем 5—8 мм
составляет 0,01—0,015 мм вместо 0,020—0,025 мм при методе обкатки. Стойкость
инструмента также выше в 2—3 раза.
Точность заготовок. Отверстия и шейки заготовок, используемые для цент-
рирования зубчатого колеса, должны выполняться с жесткими допусками
(табл. 61).
61. Допуски * на базовые отверстия Л и шейки В и Б заготовок
конических колес в мм (см. рис. 298—300)
Рис. 297. Профили зубьев полуоб-
катных и обкатных конических ко-
лес (сплошной линией показаны про-
фили зубьев при полуобкатном ме-
тоде; тонкой линией—профили зубь-
ев при обкатном методе); 1 — коле-
со; 2 — шестерня
Номинальный
посадочный
диаметр в мм
Св. 25 до 100
» 100 » 250
Св. 250 до 500
» 500
Колеса
прецизионные
(выше 5-й сте-
пени точности)
По оправке
Притереть
повышенной
точности
E—6-й степени
точности)
0,005
0,0075
0.0075
0^075
точные
G—8-й степени
точности)
0,015
0,025
0,025
0,050
обычные (гру-
бее 8-й степени
точности)
0,025
0,050
0,075
0,10
* Для отверстий А берут с плюсом; длн шеек В и В — с минусом.
62. Допуски на наружный диаметр
и расстояние от опорного торца
до точки пересечения конусов в мм
(см. рис. 298—300)
63. Допуски * на наружный ф
и задний К конусы в минутах
(см. рис. 298—300)
Модуль в мм
10 и более ....
От 10 до 1 ....
От 1 и меньше .
Л
—0,25
-0,15
-0,075
X
—0,10
—0,05
—0,05
Модуль в мм
Наруж-
ный
конус Ф
Задний
конус К
1,5 и более +8 ±15
От 1,5 до 0,75 .... +15 +30
» 0,75 и меньше . . + 30 ±60
* Если наружный или задний конусы
используют в качестве баз при механиче-
ской или термической обработке, то ука-
занные допуски необходимо ужесточить.
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
421
Допуски на другие размеры приведены в табл. 62 и 63. Для зубчатых колес
0овышенной точности допуски на биение посадочных поверхностей назначают
из следующих соображений.
Максимальное биение поверхностей Б и В (рис. 298) до и после закалки 0,005—
0,01 мм; в случае зачистки центров после термообработки и правки заготовки
для поверхности В допускается биение 0,015 мм, а для поверхности Б до 0,025 мм.
Если расстояние между середина-
ми шеек В и Б превышает 75 мм,
биение шейки Б может достигать
0,05 мм.
Биение поверхности Г огова-
ривают допуском в том случае,
если ее используют в качестве
базовой при зубонарезании или
контроле; допускаемое биение до
0,03 мм до и после термообработ-
ки. Биение торцовой поверхности
не должно превышать 0,01 мм. Рис. 298. Заготовка вал-шестерни
Для заготовок конических колес
с отверстиями (рис. 299) допускаемое биение торца У до и после термообработки
составляет: при диаметре ступицы более 150 мм — 0,025 мм; от 150 до 75 мм —
0,015 мм; менее 75 мм — 0,0075 мм.
Торец Т шлифуют после термообработки, если его диаметр превышает 100 мм.
Для заготовок конических зубчатых колес типа дисков (рис. 300) допускается:
эллиптичность отверстия до термообработки — 0,025 мм; после термообработки
перед шлифованием — 0,08 мм; биение поверхности Т1 до термообработки —
Рис. 299. Заготовка конического колеса Рис. 300. Заготовки дисковых кониче-
с отверстием ских колес: а — с наружным опорным
торцом: б — с внутренним опорным
торцом
^.08 мм; неплоскостность торца Т при проверке на плите щупом до термообра-
ботки — 0,03 мм, после термообработки — 0,08 мм; при большом диаметре
колеса, вблизи посадочного отверстия (рис. 300, а) до 0,13 мм. Опорный торец Т
Шлифуют после термообработки только у колес со шлифуемым зубом.
Для конических колес прецизионной точности приведенные величины допус-
ков на биение должны уменьшаться примерно на 50%. Для конических колес
Диаметром свыше 500 мм допуск на биение удваивают.
„ Передние торцы заготовок, с которыми соприкасаются прижимные шайбы,
Гайки и т. п., должны быть плоскими и параллельными задним опорным торцам
(отклонение 0,02—0,04 **),
422 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Для заготовок (рис. 300, б) выдерживают размер Н с точностью + 0,03 мм
и проверяют биение базового торца Т. Заготовки этого типа устанавливают в
закалочном штампе по поверхности А, которую для этого обрабатывают с до-
пуском 0,025 мм.
Выбор баз для зубонарезания. Бели позволяют размеры и форма колеса,
все операции обработки зубьев и их контроль следует производить от сборочных
баз, которыми колеса устанавливают в узле.
Иногда в качестве базирующих поверхностей при зубонарезании выбирают
поверхности, обеспечивающие более устойчивое положение заготовки в процессе
нарезания зуба.
Для зубчатого колеса, показанно-
го на рис. 301, монтажное расстояние
при сборке определяется размером
L, а нри зубонарезании — размером
Lv так как установочной базой слу-
жит не опорная поверхность Т, а
торец Тг.
В таких случаях поверхности,
принятые за технологические базы,
Рис. 301. Виды базировании:
О — вершина начального ко-
нуса; Т — опорный торец;
Т, — базовый торец при зу-
бонарезании
Рис. 302. Схема чернового нарезании
зуба на станке E3-I: 1 — двухпозици-
, онный поворотный стол; 2 — набор
дисковых модульных фрез; 3 — обра-
батываемые заготовки
должны быть строго координированы относительно сборочных баз и допуски на
размеры, связывающие базы, определяют расчетом. Для точных колес и колес
повышенной точности размер Lx выдерживают с допуском 0,05 мм.
Если при зубонарезании нельзя использовать поверхности, применяемые в
качестве баз при сборке, то контроль во всех случаях следует производить от
сборочных баз (поверхность Т).
Нарезание конических колес с прямыми зубьями. Схема нарезания кони-
фческих зубчатых колес дисковыми модульными фрезами показана на рис. 302.
Зубья обрабатывают методом единичного деления. Вращающиеся фрезы вме-
сте с суппортом станка перемещаются параллельно образующей внутреннего
конуса и прорезают впадину зуба, затем суппорт с фрезами быстро поднимается
в исходное положение, заготовки повертывают на один шаг, и цикл работу
станка повторяют. Для обработки зубчатых колес, установленных на другой
позиции, стол поворачивают на 180°.
Количество зубчатых колес, обрабатываемых одновременно, зависит от
размера колеса и его модуля (табл. 64). Наибольший диаметр фрезы 150 *•*•
Время обработки одной впадины зуба 5—20 сек.
Для обеспечения минимального припуска под чистовое нарезание дл"
зубчатых колес с различными параметрами проектируют свои фрезы, профиль
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
423
64. Количество зубчатых колее,
обрабатываемых в одной позиции
которых приблизительно соответствует профилю зуба колеса на толстом конце,
а толщина вершины зубьев — ширине впадины зуба колеса на узком конце
минус припуск под чистовую нарезку.
фрезы затачивают в комплекте с допуском по наружному диаметруОД— 0,2мм.
фрезы имеют на передней грани прямую заточку под углом 5—10° при модуле
до 5 мм и под углом 20° при модуле свыше 5 мм, так как на одном зубе делают
правую, а на другом — левую заточку.
Каждый зуб фрезы обрабатывает одну
сторону зуба колеса.
Скорость резания для фрез из стали
Р9 и Р18 при обработке чугунных зуб-
чатых колес 20—25 и стальных 25—
30 м/мин.
Фрезы на оправке устанавливают
строго по центру обрабатываемого ко-
леса. Для этого используют специальный
шаблон, который вставляют в паз зак-
репленной на суппорте планки и опус-
кают вниз до совпадения зуба фрезы
с вырезом в шаблоне.
Положение фрез по центру фиксируют установкой между ними мерных колец,
чем устраняют применение шаблона при последующих установках.
При отсутствии з-уборезного станка черновое нарезание зубьев модульными
дисковыми фрезами можно производить в специальных приспособлениях для
одной-трех заготовок.
При небольшом выпуске продукции черновое нарезание зубьев осуществляют
в делительной головке на фрезерном станке. В этом случае целесообразно ис-
пользовать стандартные модульные дисковые фрезы для цилиндрических колес
(табл. 65). Номер фрезы выбирают по приведенному числу зубьев zx, которое равно
числу зубьев нарезаемого конического колеса z, деленному на косинус угла
начального конуса cos ф.
65. Дисковые модульные фрезы для нарезания зубьев конических колес
Наибольший
модуль в мм
8
6
5
Наибольший
наружный
диаметр
колеса в мм
300
145
100
Коли-
чество
колес
2
3
4
12-13
14-16
*
фрезы
1
2
17-20
21-25
фрезы
3
4
Зубчатая рейка.
2,
26-34
35—54
Я.
фрезы
5
6
55-134
135*
фрезы
7
8
Примечание
Н — приведенное чи-
сло зубьев.
Модульные дисковые фрезы иногда применяют и для чистового нарезания
зубьев конических колес низкой точности.
Схема чистового зубострогания конических колес приведена на рис. 303.
Обработку производят двумя резцами, смонтированными в суппортах, послед-
ние закреплены на люльке. В процессе резания люлька вращается согласованно
со шпинделем изделия. Резцы в это время, кроме возвратно-поступательного
Движения, перемещаются в плоскости, касательной к поверхности внутреннего
конуса, и формируют профиль зуба.
По окончании обкатки заготовка выходит из зацепления с инструментом и
вместе с люлькой возвращается в первоначальное положение, происходит деление
Для обработки следующего зуба-
424 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рис. 303. Схема движении заго-
товки и резцов в процессе об-
работки профиля зуба: 1 —за-
готовка; Я — резцы
По указанной схеме работают станки типов: 523 (диаметр обрабатываемых
колес до 125 мм, т — 2,5 мм), 5А26 (диаметр до 500 мм, т = 8 мм), 5282 (диа-
метр до 800 мм, т = 12 мм). Для нарезания крупных конических колес (диамет-
ром до 1600 мм, т — 25 мм) с прямыми и тангенциальными зубьями одним резцом
методом обкатки применяют станок модели 5284.
Наиболее современным является станок модели
5А26. Он удобен в наладке и обслуживании, обес-
печивает получение бочкообразной формы зуба,
позволяет строгать зубья от наружного (тол-
стого) конца к внутреннему и, наоборот, от внут-
реннего к наружному. На нем можно произво-
дить как чистовое нарезание по методу обкатки,
так и черновое по методу копирования.
Высоту зуба при черновом нарезании делают
на 0,1—0,3 мм больше, чтобы вершины чистовых
резцов не касались дна впадины. Увеличения
глубины достигают за счет уменьшения установ-
ки корневого угла. Припуск на сторону 0,4—
0,8 мм обеспечивается изменением установки
угла конусности зуба.
При черновом зубонарезании применяют не-
сколько способов и различных типов инстру-
ментов. Для этого качание люльки выключают
и стол с изделием медленно подается на глубину
зуба.
При способе одинарного деления оба резца
обрабатывают противолежащие стороны з>уба.
Резцы стандартные для данного модуля. Заточка
по передней грани — прямая, угол поднутрения
5—10°. Впадина зуба имеет конусную форму, благодаря чему припуск под чис-
товое нарезание зуба небольшой. Применяют для обработки колес небольши-
ми партиями.
При способе двойногЬ делении две впадины зуба прорезают одновременво
двумя резцами (рис. 304). Профиль резцов трапециевидный. Угол поднутрения
при заточке 5—10°. Канавка во впадине зуба прямая,
припуск под чистовое нарезание больше, чем при оди-
нарном делении. Механизм деления устанавливают на
число зубьев вдвое меньше, чем число нарезаемых
зубьев. Угол конусности зуба <о на станке устанавли-
вают больший, чем при чистовом зубострогании. Этот
способ применяют для обработки больших партий
конических колес типа дисков, длина зуба кото-
рых не более 1/4 длины образующей начального ко-
нуса.
Резцы с криволинейной режущей кромкой поочеред-
но обрабатывают противоположные стороны смежных
зубьев. Профиль резцов приблизительно соответствует
форме профиля зуба на толстом конце его. Для получе-
ния лучших результатов для колес с различными па-
раметрами изготовляют свои резцы. Бели колеса близки
по своим параметрам, количество резцов можно уменьшить. Режимы при чисто-
вой обработке зубьев конических колес, предварительно нарезанных резцами
с криволинейной кромкой, повышаются на 30—40%, возрастает стойкость
инструмента.
На станках 523 для обработки конических колес повышенной точности с
модулем до 1,5 мм применяют комбинированные резцы (рис. 305). Высота зуба
на участке для чернового нарезания Составляет примерно половину высоты
"W
Рис. 304. Схема установ-
ки червовых резцов при
двойном делении. Уста-
новка резцов с криволи-
нейными режущими кром-
ками на станке
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
425
зуба колеса. Чистовой участок резца затачивают по передней грани под углом
20°, черновой — имеет прямую заточку под углом 5—10°.
Комбинированные резцы позволяют значительно сократить время обработки,
так как зубья нарезают в целой заготовке за одну операцию, и достичь высокой
точности и чистоты обработки.
Для конических колес, имеющих впе-
реди ступицу, этот способ неприемлем,
так как черновой участок резца при вы-
ходе из зоны резания упрется в ступицу.
При черновом нарезании крупномо-
дульных конических колес (при т ^
^ 8 мм) на станке 5282 применяют по
/ 2 1
Ас^щЛ
Рис. 305. Комбинированный резец:
1 — черновой участок; 2 — чистовой
участив
2 I
Рис. 306. Положение резцовой головки
и обрабатываемого колеса при круго-
вом протягивании зубьев
два последовательно расположенных резца на каждом суппорте. Один резец про-
резает канавку по центру впадины, другой обрабатывает боковую сторону зуба.
Обработку производят простым и дешевым инструментом с минимальным
припуском под чистовое нарезание (табл. 66).
66. Рекомендуемые
Число
двойных
ходов
в минуту
352
293
256
224
196
171
142
123
101
Приблизи-
тельная
ширина
венца
зуба в мм
12
20
25
30
38
45
50
60
75
подачи и скорости резания на зуборезных
Глисон (сталь 18ХГТ)
Подача в секундах на обработку
1,5
12
14
1,75
12
14
2
12
14
* Обработку ведут в два прохода
2,5
14
16
19
•
3
16
19
22
25
3,5
19
22
25
25
19*
одного
4
22
25
29
22*
25*
станках 5А26
зуба
5
29
32
22*
2;>*
32*
и 12"
-В
ори модуле в мм
6
32
25*
29*
32 •
42*
7
Й9«
32*
42»
50 •
60*
8
32*
42*
42*
50*
60»
При круговом протягивании зубьев в качестве режущего инструмента приме-
няют специальную резцовую головку (рис. 306), которая за один оборот обраба-
тывает впадину зуба колеса в целой заготовке. В процессе резания заготовка 1
веподвижиа, а суппорт с вращающейся резцовой головкой 2 перемещается парал-
яельыо образующей внутреннего конуса.
426 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Резцовая головка состоит из 15 блоков 3, каждый из которых имеет 4—5
резцов, и двух безрезцовых участков. Один из них 4 предназначен для установки
державки с фасочным резцом, другой 5 — для деления заготовки на шаг.
Черновое и получистовое и чистовое нарезание зубьев производят за три
этапа (рис. 307 и 308).
1. Суппорт с резцовой головкой перемещается из точки А в точку В (см.
рис. 306), за это время головка повертывается на четыре блока и углубляется на
Рис. 307. Направление линий резов при
черновом нарезании: а — при перемеще-
нии резцовой головки в точку В; б— при
положении резцовой головки в точке В
Рис. 308. Направление линий резов
в поперечном сечении впадины зуба
(о) и при чистовом нарезании (б)
А-А
величину суммарного припуска z (рис. 307, а). Черновые резцы имеют подъем
в радиальном направлении 0,05—0,20 мм.
2. В точке В суппорт останавливается, а головка поворачивается еще на
шесть блоков. Черновое нарезание выполняется 10 блоками на участке, распо-
ложенном слева от диагональной линии ab (рис. 307, б). Припуск справа от
линии аЪ снимается получистовыми резцами (одиннадцатым блоком), когда
суппорт перемещается из точки В в точку
С (см. рис. 306). 15 это же время снимается
фаска на торцах зубьев.
3. При перемещении суппорта в обрат-
ном направлении из точки С в точку D осу-
ществляется чистовое резание четырьмя
блоками. Каждый чистовой резец профили-
рует определенный участок на поверхности
зуба. Направление линий резов показано
на рис. 308. Форма зубьев получается ло-
кализованной (бочкообразной). Профиль
зубьев принят по дуге окружности, поэтому
конические колеса, обработанные указан-
ным методом, не взаимозаменяемы с ко-
лесами, нарезанными методом обкатки.
Круговое протягивание осуществляют
на стайках 5245 A222-ЗИЛ). Максималь-
ный диаметр колеса 250 мм; т — 5 мм. Диаметр резцовой головки 550 мм-
Время обработки одной впадины 2—6 сек. Скорость резания 20—40 м/мин-
Производительность станка в 8—10 раз выше, чем при обработке в две операции
(черновая и чистовая с обкаткой).
Колеса с т. sg 8 мм обрабатывают за две операции —.черновую и чистовую.
Стойкость головки при износе черновых резцов на 1,2—1,5 мм около 1500—
2000 шт. (при нарезании колеса z = 11, т — 5 мм из стали ЗОХГТ). Количество
переточек 7—8. Головки затачивают по передней грани на заточных станках для
резцовых головок спирально-конических колес.
Схема нарезания зубьев конических колес двумя дисковыми фрезами методом
обкатки показана на рис. 309.
Во время резания фрезы не перемещаются вдоль зуба, поэтому впадина ,^уба
получает вогнутую форму, рабочий профиль зуба остается правильным.
Рис. 309. Схема расположения диско-
вых фрез во впадине зуба: 1 — зуб
обрабатываемого колеса; 2 — дисковые
фрезы; з — зубья фрезы; 4 — режу-
щан поверхность (конус)
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС 427
Колеса, нарезанные указанным методом, взаимозаменяемы с колесами, обра-
ботанными строганием.
Можно получить также зубья бочкообразной формы. В этом случае режущая
поверхность зубьев фрезы имеет коническую форму.
Выпускаются две модели станков: 5П23 (для колес диаметром до 125 мм,
т = 2,5 мм, диаметр фрезы 150 мм) и 5230 (диаметр колес 320 мм, т = 8 мм,
диаметр фрезы 275 мм). Станки позволяют нарезать зубья за одну операцию из
цельных заготовок и с разделением на две операции: черновую и чистовую. При
работе в одну операцию производительность этих станков в 3—5 раз выше, чем
зубострогальных.
Обработка конических колес дисковыми фрезами является новым методом.
Нарезание конических колес с криволинейными зубьями. Способы
нарезания зубьев. Для нарезания зубьев спирально-конических.
Зерол и гипоидных колес применяют следующие основные способы.
Двойной двусторонний — обе стороны зубьев колеса и шестерни обрабаты-
вают одновременно двусторонней головкой из цельной заготовки за одну опера-
цию. Этот высокопроизводительный способ применяют для конических колес
т =g 2,5 Л1Л1. Форму заготовки рассчитывают по специальным формулам. Регу-
лирование зоны пятна контакта ограничено.
Двусторонний — обе стороны зуба колеса нарезают одновременно двусторон-
ней головкой. Сопряженную шестерню нарезают способом постоянных устано-
вок или односторонним способом.
Постоянных установок — каждую сторону зуба шестерни нарезают отдельно,
односторонней головкой. Требуются различные наладки станка и резцовые
головки для обработки выпуклой и вогнутой сторон зуба. Этот способ обеспечи-
вает высокую производительность и высокое качество обработки. Применяют
для обработки конических колес в массовом производстве.
Односторонний — каждую сторону зуба колеса и шестерни нарезают в от-
дельности двусторонней головкой на различных установках станка. Применяют
в мелкосерийном производстве.
Производительность и качество обработки низкое.
Наибольшее распространение в промышленности получили двусторонний
способ для нарезания зубьев колеса и способ постоянных установок для нареза-
ния зубьев шестерни. При этих способах зубья колес и шестерен нарезают за пять
операций: колесо — за две (черновое и чистовое зубонарезание); шестерню —
за три операции (черновая и две чистовые операции — раздельное нарезание
выпуклой и вогнутой сторон зуба).
Проектирование зуборезных операций. Зубонареза-
ние конических колес с криволинейными зубьями выполняют за одну или две
операции.
Конические колеса общего назначения с т =g: 2 мм, повышенной точности и
точные с т|г=: 1 мм нарезают из цельной заготовки за одну операцию двойным
двусторонним способом на станке мод. 523.
Все колеса с модулем более 2 мм и точные колеса с модулем от 1 мм нареза-
ются за две операции с разделением на черновое и чистовое зубонарезание.
Черновое нарезание зубьев колес производят преимущественно методом
копирования и реже — методом обкатки.
При любой программе выпуска зубчатых колес метод копирования оказы-
вается более производительным. Он приемлем и для колес с передаточным отно-
шением 1:1.
В крупносерийном и массовом производстве для чернового зубонарезания
методом копирования применяют специальные черновые станки, мод. 5255 и
31, а при небольшом выпуске — универсальные с наладкой на работу по
методу копирования сразу на полную высоту зуба.
При методе обкатки зуб на полную высоту нарезают за несколько проходов.
При методе копирования зубья нарезают двусторонними и трехсторонними
головками. Двусторонние головки (рис. 310) состоят из наружных и внутренних
428 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
резцов, каждый из которых одновременно обрабатывает боковую сторону зуба
и часть впадины. Трехсторонние головки (рис. 311) имеют наружные, внутренние
и средние резцы. Наружные и внутренние резцы расположены на одной высоте.
Они производят обработку боковых сторон зуба и не касаются впадины. Средние
резцы устанавливают на 0,25 мм выше, они предназначены для обработки впадины
зуба.
Период стойкости резцов у трехсторонних головок выше, чем у двусторонних.
а)
Рис.310. Схема работы двухрезцовой голов-
ки: а — схема расположения резцов во впа-
дине зуба; 6 — схема образования стружки;
О — центр станка; Я — радиус резцовой го-
ловки; 1 — впадина ауба; г — резцовая го-
ловка; 3 — внутренний резец; 4 — наруж-
ный резец
Рис. 311. Схема работы грехрезцовой голов-
кн: а — схема расположения резцов во впа-
дине зуба; 6 — схема образования стружки;
О — центр станка; В — радиус резцовой
головки; 1 — впадина зуба; 2 — резцовая
головка; 3 — внутренний резец; 4 — наруж-
ный резец; s — средний резец
Черновое нарезание зубьев шестерен производят методом обкатки двусторон-
ними головками на станках мод. 525 и 528.
Для чернового нарезания зубьев шестерен применяют головки (рис. 312)
правого вращения (против часовой стрелки при наблюдении спереди) и левого
вращения (по часовой стрелке).
От выбранного направления вращения резцовой головки при нарезании
зуба (табл.67) зависит стойкость резцов.
Более высокая стойкость достигается, когда направление вращения головки
при нарезании шестерни обратно направлению спирали зубьев. В этом случае
резание происходит от большего кон-
2 -»^ 2 ца зуба к меньшему, что может при-
вести к стаскиванию шестерен с оп-
равки в процессе резания. Для пред-
отвращения поломок станки снаб-
жают гидравлическими зажимными
патронами (аналогично станкам мод.
525, 528).
Когда направление вращения рез-
цовой головки совпадает с направле-
нием спирали зубьев нарезаемой шес-
терни, резание направлено от малого
конца зуба к большому и усилие реза-
ния удерживает заготовку на оправке.
Весьма эффективным средством повышения стойкости резцов и производи-
тельности станка является увеличение диаметра резцовой головки на одну сту-
пень. Так, при черновом нарезании шестерни cz=ll, m = 9 мм замена 9-
дюймовой головки левого вращения на 12-дюймовую головку правого вращения
позволила увеличить производительность станка на 35%, а стойкость головки —
более чем в 2,5 раза.
Рис. 312. Направление вращения резцовых
головок: а — левое вращение; б — правое вра-
щение; I — резцовая головка; г — шестерни
левой спирали
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
429
Величина припуска под чистовое зубонарезание завист от модуля зуба:
Модуль в мм 2—3 3—5 5—10
Припуск на обе стороны зуба в мм 0,5 0,76 1,00
Для обеспечения равномерного припуска углы профиля боковых режущих
кромок черновых и чистовых резцов должны быть одинаковыми.
Вершины чистовых резцов не должны касаться дна впадины зуба, для чего
черновую нарезку зубьев выполняют
на 0,1 — 0,3 мм глубже чистовой.
Чистовое нарезание зубьев колеса
методом обкатки обычно производят
двусторонними головками.
При массовом и крупносерийном про-
изводстве и обработке конических колес
с широким зубчатым венцом (начиная
от 38 мм) целесообразно пользоваться
головками с уменьшенным числом рез-
цов, когда в резании всегда находится
один резец (внутренний или наружный).
К таким головкам относятся при номи-
нальном диаметре 9" — двенадцатирез-
цовая и при 12" — шестнадцатирезцовая
головки. В этом случае давление реза-
ния изменяется по направлению только
в момент начала резания (рис. 313). При
этом обеспечивается высокая точность
обработки и чистота поверхности, но на
10—15% снижается стойкость. Потреб-
ляемая мощность при резании меньше,
расход быстрорежущей стали и трудо-
емкость изготовления головок снижают-
ся за счет сокращения количества резцов.
Когда в резании участвуют один и два резца, давление резания периодически
изменяется по величине и направлению, вызывая повышенные отжимы и вибра-
ции, отрицательно сказывающиеся на точности обработки и потребляемой мощ-
ности.
Вновь заточенные головки обеспечивают чистоту поверхности 7—8-го клас-
сов при обработке стали 12Х2Н4А, 12ХНЗА и 5—6-го классов при обработке
стали 18ХГТ и ЗОХГТ.
Направление вращения чистовых резцовых головок выбирают по табл. 67.
67. Рекомендуемое направление вращения резцовой головки
Рис. 313. Схема расположения резцов во
впадине зуба при работе двусторонними
головками с 16 резцами (показано пункти-
ром); О) — центр станка; О2 — центр рез-
цовой головки; Q — угол люльки
Нарезаемый
элемент
зубчатой
пары
Колесо
Шестерня
Передаточное
отношение пары
1 : 1 и 2 : 1
2:1 и выше
1:1 и выше
Направление
спирали зуба
Левое
Правое
Левое
Правое
Левое
Правое
Направление
вращения
головки
Правое
Левое
Левое
Правое
Правое
Левое
430 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Чистовое нарезание зубьев методом копирования применяют для полуобкат-
ных колес. При атом используют станки мод. 5255А (для колес диаметром до
500 мм, т = 12 мм) и мод. 5232 (диаметр 320 мм, те = 10 мм) с головками сег-
ментного типа (рис. 314).
Радиус расположения режущих кромок наружных резцов равномерно возрас-
тает, радиус внутренних, наоборот, уменьшается относительно центра головки.
Разница в расположении соседних одноименных резцов соответствует припуску,
снимаемому резцом @,02—0,04 мм); разница между первым режущим резцом
и одноименным калибрующим соответствует припуску на сторону зуба @,2—
0,4 мм). Это позволяет обработать впадину зуба за один оборот резцовой головки.
Рис. 314. Резцовая головка сегментного типа:
1 — калибрующие резцы; 2 — режущие рез-
цы; з — промежуток для поворота заготовки
на шаг
Рис. 315. Резцовая головка упрощенной
конструкции: 1 — калибрующие резцы;
2 — режущие резцы; з — промежуток для
поворота заготовки на шаг
Имеющийся между первым режущим и последним калибрующим зубьями
промежуток позволяет колесу при вращении головки повернуться на шаг.
На рис. 315 показана головка упрощенной конструкции, она состоит из
отдельных резцов, установленных в пазы корпуса и регулируемых в радиальном
направлении при помощи винтов и клиньев; два калибрующих резца регулировки
не имеют. Такая конструкция головок проще и дешевле в изготовлении, недо-
статок ее — меньшая жесткость в креплении резцов (конструкции головок см.
т. 2).
Чистовое нарезание зубьев шестерни методом обкатки производят на универ-
сальных зуборезных станках. Шестерни полуобкатных и гипоидных передач
обрабатывают на станках с наклоном шпинделя мод. 5А27С2, 5А27СЗ, Глисон
№ 16 и «Модуль» (для колес диаметром до 500 jmjm, т = 10 мм). Каждую сторону
зуба (выпуклую и вогнутую) обрабатывают односторонней головкой.
При большом выпуске продукции целесообразно каждую сторону зуба —
выпуклую и вогнутую — обрабатывать на отдельном станке; для небольшого
выпуска — на одном станке с переналадкой. Сначала целесообразно обрабаты-
вать нерабочую сторону (для автомобильных колес — выпуклую), а после
переналадки станка — рабочую сторону зуба.
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
431
Направление вращения головок выбирают по табл. 67. Чистота поверхности
на профилях зубьев при обработке праворежущей головкой 5—7-й классы;
после обработки леворешущей головкой чистота поверхности выше примерю»
иа один класс. Точность обработки при работе головками правого и левого вра-
щения одинакова.
Номинальный диаметр резцовой головки выбирают в зависимости от длины
образующей, ширины венца, модуля и т. д. (табл. 68).
68. Номинальный диаметр резцовой головки
Номинальный диаметр
резцовой
в мм
12,7
¦ 27,94
38,1
50,8
88,9
152,4
190,50
228,6
304,8
457,20
.головки
в дюймах
Vi
1
17.
2
3V*
6
Т/2
¦ 9
12
. 18
* Приблизительно.
TTTTTfTf П А
длина
образующей
начального
конуса в мм
6-13
13-19
19-25
25-38
38-70
70-89
89-102
102—133
133-191
191-381
Ширина *
венца зуба
колеса в ли»
4
6,5
8
11
19
32
38
48
64
102
Максималь-
ная высота
зуба в мм
3,5
3,5
5
5
9
10
13
15
19
19
Максималь-
ный торцовый
.модуль в мм
1,75
1,75
2,5
2,5
3,25
4,5
6,25
7,25
10.25
10,25—17,0
Для конических колес, передающих большие нагрузки, а также с нежестким
монтажом целесообразно применять меньший диаметр головки. При большей
кривизне зуба пятно контакта менее чувствительно к перемещениям от повыше-
ния нагрузок и неточностей монтажа.
Бели можно исходить только из производственных соображений, то всегда
выгоднее применять больший диаметр головки.
Заточка и контроль резцовых головок. Недостаточная
точность, большая шероховатость поверхности зубьев и низкая стойкость резцов
часто являются результатом несвоевременной или неправильной заточки резцо-
вых головок и плохой выверки их после заточки.
Заточку резцов в резцовых головках производят по передней грани электро-
корундовыми шлифовальными кругами с керамической связкой, размером зерна
180 и твердостью СМ. Чистота поверхности передней грани 8—9-го классов.
Окружная скорость шлифовального круга 20 м/сек. Для заточки резцовых
головок применяют станки мод. 3665, 3666, ЗР666, 1185-ЗИЛ и фирмы Глисон
№ 13 и 6.
После заточки резцовые головки должны удовлевторять следующим требо-
ваниям:
разница в высоте вершин соседних внутренних и наружных резцов не должна
превышать 0,03 мм, суммарное колебание высоты резцов для головки 0,10 мм;
средние резцы в трехрезцовых головках должны быть выше внутренних и наруж-
ных на 0,25+0'025 мм. Калибрующие резцы у головок сегментного типа должны
быть ниже предшествующих резцов на 0,05—0,10 мм. Разница в высоте калибрую-
Щих резцов не должна превышать 0,02 мм;
режущие кромки противолежащих резцов должны быть прямолинейны,
параллельны и лежать в плоскости, проходящей через центр резцовой головки;
проверку производят линейкой (рис. 316), проверочные поверхности которой
Расположены в одной плоскости; при правильной заточке линейка должна плотно
432 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
прижиматься к режущим кромкам противолежащих резцов; допускается непри-
легание линейки 0,075 мм для головок 12 и 18", 0,05 лл для головок 6; 7 х/, а
9" и 0,025 мм для калибрующих резцов головок сегментного типа;
режущие кромки резцов чистовых головок должны быть выверены в радиаль-
ном направлении относительно базового резца, не имеющего клина, с точностью
0,0025 мм. Точность расположения боковых режущих кромок черновых резцовых
головок 0,05 мм.
Для повышения класса чистоты поверхности и стойкости головок при нареза-
нии шестерен с малым числом зубьев E—9) и повышенной точности необходимо
выверять резцы в головке с точностью до 1 мк непосредственно на шпинделе
зуборезного станка.
Техническую характеристику зуборезных станков см. т. 2.
На большинстве зуборезных станков можно выполнять черновые и чистовые
операции. Однако при значительном объеме выпуска всегда выгоднее по машин-
ному времени и условиям эксплуатации оборудования применять для чернового
Рис. 316. Схема проверка
прямолинейности режущих
кромок в резцовой головке:
а — правильное положение;
б — неправильное положе-
ние; 1 — контрольная ли-
нейка
нарезания зубьев специальные станки, отличающиеся большей мощностью и
жесткостью. Обычно для черновых операций выбирают станки с запасом мощ-
ности порядка трех модулей, т. е. если станок допускает нарезание зуба модуля
10 Л1Л1, то на нем рекомендуется обрабатывать колесо с модулем не более 7 мм.
Пример. Подобрать оборудование для обработки спирально-конических колес с числом
вубьев 11 х 25, модуль 9 мм. Производство массовое.
Колесо. Черновое нарезание — метод копировании. Станки 5231 и 5255. Выгоднее
принимать станок 5255, так как он мощнее и жестче.
Чистовое зубонарезание — двусторонний способ, метод обкатки. Станки мод. 525 в
5А27СЗ. С точки зрения универсальности и перспективы развития выгоднее принимать ставок
5А27СЗ. Производительность за счет ускоренного обратного хода выше на станке 525.
Шестерня. Черновое зубонарезание — метод обкатки, станок 528. Чистовое зубона-
резание — способ постоянных установок; станки 525 и 5А27СЗ.
В обоих случаях выгоднее применять станки 5А27СЗ, так как на них можно обрабатывать
полуобкатные и гипоидные шестерни. При обработке шестерня универсальность станка имеет
большее значение, чем при обработке колеса.
Следует стремиться к выбору однотипного оборудования. Это экономичнее в обслужива-
нии и ремонте.
Выбор режимов резания. Рекомендации по режимам резания
(табл. 69—75) составлены применительно к условиям массового и крупносерий-
ного производства. В других случаях их необходимо корректировать, исходя
из типажа и состояния оборудования, технологической оснастки и режущего
инструмента.
За критерий затупления для черновых резцов принимают износ по задней
грани 1,2—1,5 мм, для чистовых резцов — чистоту поверхности на профилях
зубьев при износе резцов 0,1—0,3 мм.
Чистовые резцы изготовляют из стали Р18, черновые — из стали Р9 и Р18.
Охлаждение сульфофрезолом.
На всех зуборезных станках для обработки конических колес подачу выра-
жают в секундах, требующихся на обработку одного зуба.
Табличные подачи в секундах на обработку одного зуба учитывают время
полного цикла, включая время на резание и холостые ходы.
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
433
69. Поправочные коэффициенты на подачу и скорость резания
Обрабатываемая
сталь
18ХГТ, 18ХНМ.
20Х, 20НМ, 20ХНМ
12Х2Н4А, 12ХНЗ
ЗОХГТ
40Х
Термообработка
заготовки
Нормализация
Нормализации и
отпуск
Нормализация
НВ
156—197
179-207
170-207
197—241
Коэффициенты
по подаче
1,0
1,10
1,15
по скорости
1,0
0,9
0,85
70. Скорости резания при нарезании конических колес
Обраб81ывае:иая
сталь
18ХГТ, 18ХНМ,
20Х, 20НМ, 20ХНМ
Черновое зубо-
варезание
Чистовое зубонарезавие
Скорость резания в м/мин при методе
копиро-
вания
30-35
обкатки
40-45
кругового
протягива-
ния
7-10
двусторон-
нем
50-60
постоянных
установок
50-60
Примечание. При обработке конических колес из сталей ЗОХГТ и 40Х при-
менять нижние пределы скорости резания.
71. Рекомендуемые подачи при одновременном черновом и чистовом вубонарезании
иа станках мод. 523, Глисон 3"
Модуль зуба
в мм
2,5-2,0
2,0—1,75
1,75-1,5
1,5-1,0
" " . .-jk.11
Приблизи-
тельная
ширина вен-
ца зуба в мм
13
9
7
в
Подача в секундах на обработку одного зуба
Сталь 18ХГТ
Ко-
лесо
13,8
11,3
9,2
6,4
Ше-
стер-
ня
16,7
13,8
11,3
7,6
Серый чугун
Ко-
лесо
13,8
11,3
9,2
6,4
Ше-
стер-
ня
13,8
11,3
9,2
5,1
Бронза
Ко-
лесо
11,3
9,2
7,6
6,4
Ше-
стер-
ня
13,8
11,3
9,2
6,4
Сталь
38ХМЮА
Ко-
лесо
16,7
13,8
13,8
11,3
Ше-
стер-
ня
20,2
16,7
13,8
13,8
434 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
72. Рекомендуемые скорости резання при черновом и чистовом зубонарезании
на станках мод. 523 и Глисон 3"
Номинальный
диаметр резцовой
головки
в мм
12,7
27,97
38,1
в дюймах
V,
1Д
IV,
Скорость резания
в м/мин
Сталь
60
60
60
Серый
чугун
50
50
50
Бронза
70
70
70
Номинальный
диаметр резцовой
головки
в мм
50,8
88,9
в дюймах
2
з>/«
Скорость резания
в м/мин
Сталь
60
60
Серый
чугун
50
50
Бронза
70
70
73. Рекомендуемые подачи (в сек на обработку одного зуба) при черновом зубонарезании'
на станках мод. 528, мод. 1160-ЗИЛ, Глисон № 26
Мо-
дуль
в мм
14
12
10
9
*
Ширина
венца
зуба
в мм
70
65
58
54
Материал -
Колесо.
Метод
копиро-
вания
35
27
24
21
Шестерня.
Метод
обкатки
Передаточное
отношение
от 1 : 1
до 2 : 1
55
50
48
45
3 : 1 и
выше
60
55
50
48
- сталь 18ХГТ.
Мо-
дуль
в мм
8
7
6
5
Ширина
венца
зуба
в мм
50
45
40
35
Колесо.
Метод
копиро-
вания
19
17
15
13
Шестерня.
Метод
обкатки
Передаточное
отношение
от 1 : 1
до 2 : i
42
38
35
30
3 : 1 и
выше
45
42
38
35
74. Рекомендуемые подачи при черновом и чистовом зубонарезании
методом копирования
Модель
станка
Подача в секундах на обработку одного зуба при модуле в мм
10
12
Черновое зубонарезание
5231
5255, Ns 22R
МНЕ
5232
5255А, № 22F
Ml 11F
—
—
8
—
11
9
13
И
10
15
12
12
16
13
14
16
17
18
29
_
23
_
Чистовое зубонарезание
—
—
5
4
—
6
5
—
7
5
6
8
6
7
8
7
8
—
8
9
-
9
10
-
—
И
-
26
12
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
435
75. Рекомендуемые подачи в секундах на обработку одного зуба при чистовом
зубоиарезании методом обкатки на станках мод. 525, 5А27С1, 5А27С2,
5А27СЗ, Глисон № 16 и «Модуль»
Модуль
в мм
10
9
8
7
6
5,5
5
4,5
4
3,5
3
Приблизи-
тельная
ширина
венца зуба
в мм
57
54
50
50
45
45
38
32
32
22
19
Колесо
Двусторонний метод при
передаточном отноше-
нии пары
от 1 : 1
до 2 : 1
i
35
35
32
30
25
22 '
19
17
15
3 : 1 и
выше
38
35
35
32
30
25
19
17
15
15
Односто-
ронний
метод
38
35
30
30
25
22
19
19
17
14
14
Шестерня
Метод постоянных
установок при переда-
точном отношении
от 1 : 1
до 2 :1
42
40
. 35
30
30
25
22
22
19
19
17
3 : 1 и
выше >
42
42
40
35
35
30
30
25
25
22
19
Примечания: 1. При зубонарезании конических шестерен в разрезной оправке
время обработки одного зуба увеличивать на 10%.
2. Если при двустороннем методе обработки ширина венца зуба превышает 38 мм,
необходимо применять резцовые головки, у которых в резании будет находиться один
резец.
3. При зубонарезании конических колес повышенной точности время обработки
одного зуба увеличивать на 10—15%.
Проектирование операций отделочной обработки
зубьев. Чистовое зубонарезание является методом окончательной обработки
для конических колес и шестерен грубее 8-й степени точности, применяемых в
грузовых автомобилях, тракторах, станках и др. После зубонарезания эти колеса
подвергают термообработке и подбирают в пары.
Конические колеса и шестерни более высокой степени точности требуют от-
делочных операций.
Применяют следующие схемы технологических процессов обработки зубьев:
черновое и чистовое нарезание зубьев колеса и шестерни — термообработка —
подбор в пары — притирка, обрабатывают конические колеса 7—8-й степени
точности для легковых автомобилей и автобусов;
черновое и чистовое нарезание зубьев колеса и шестерни — прикатка (нагар-
товка) зубьев шестерни с закаленным колесом — термообработка — подбор в
пары — притирка, применяют для конических пар, где шестерня имеет 5—9
зубьев;
червовое нарезание зубьев колеса, черновое и чистовое нарезание зубьев
шестерни — прикатка зубьев шестерни с закаленным колесом — термообра-
ботка — шлифование зубьев колеса — подбор в пары — притирка, находит
применение там, где колесо по конструктивным формам и размерам склонно к
большим деформациям, а шестерня имеет малое число зубьев;
черновое нарезание зубьев колеса, черновое и чистовое нарезание зубьев
шестерни — термообработка, шлифование зубьев колеса и шестерни — при-
тирка, применяют для конических колес повышенной точности, работающих с
высокими окружными скоростями.
Подбор в пары. В процессе термообработки зубья конических колес деформи-
РУЮтся, пятно контакта при этом несколько смещается. Такие колеса перед сбор-
436 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
кой, притиркой и шлифованием зубьев подбирают в пары на контрольном обкат-
ном станке по пятну контакта, шуму и боковому зазору.
Для каждой пары находят за счет изменения монтажного расстояния такое
положение, при котором передача работает наилучшим образом. Если невозможно
добиться улучшения изменением монтажных расстояний, то заменяют колеса
или шестерни.
После подбора монтажные расстояния и боковой зазор наносят электрографом
на поверхности дополнительных конусов и отмечают зубья для последующей
сборки. Для сохранения точности контрольно-обкатных станков окончательный
контроль и подбор в пары с зачисткой забоин и заусенцев следует производить
на отдельных станках.
Прикатку (нагартовку) зубьев применяют перед термообработкой как сред-
ство снижения уровня ш^ма (на 2—3 дб) и улучшения чистоты поверхности
(до 7 — 8-го классов) шестерен с малым числом зубьев E—9), у которых наблю-
дается значительная волнистость (гранность) после зубонарезания.
Нагартовку осуществляют на станке 572СНО. В процессе нагартовки не-
закаленную шестерню обкатывают в течение 1—2 мин в среде машинного масла,
в которое для предотвращения задиров добавляют свинцовый сурик, в безза-
зорном зацеплении с закаленным колесом, прижимаемым к шестерне пружиной.
Прикатку целесообразно производить сопряженным зубчатым колесом, которое
после прикатки 3000—4000 шестерен отправляют на сборку.
Притирку зубьев закаленных спирально-конических и гипоидных колес
применяют как средство уменьшения шероховатости поверхности зуба, исправ-
ления незначительных деформаций, полученных при закалке, улучшения пятна
контакта и снижения уровня шума.
Притиркой можно получить чистоту поверхности зубьев колес 7—8-го клас-
сов, зубьев шестерни 8—9-го классов и добиться снижения уровня шума на
спирально-конических колесах до 6 дб, на гипоидных — 12 дб.
Конические колеса автомобильного типа притирают на станках 572СПО
(для колес диаметром до 500 мм). Перед установкой на станок сопряженные
колесо и шестерню подбирают в пары по боковому зазору, пятну контакта, шуму
и т. д. Каждую сторону зуба притирают отдельно при минимальном зазоре.
Установки станка подбирают экспериментальным путем. Абразивный состав
для притирки включает 7 частей карбида кремния и 10 частей масла (по весу).
Гипоидные колеса притирают со специальным гипоидным маслом. Эффективность
и качество притирки зависят от состава абразивной жидкости, размера зерна,
продолжительности процесса и т. д.
Размер зерна абразива для притирки тракторных конических колес 100—
150, автомобильных 150—200, гипоидных 220—300.
Гипоидные колеса благодаря равномерному скольжению можно притирать
продолжительное время A—2 ч) без заметного ухудшения качества. Пятно кон-
такта при притирке гипоидных колес стремится к расширению по высоте профиля.
Спирально-конические колеса имеют чистое качение и скольжение, время
притирки для них ограничено A—3 мин на каждую сторону) вследствие иска-
жения формы профиля зуба. Пятно контакта при притирке стремится к сужению
по высоте профиля. Припуск под притирку не оставляют.
Шлифование зубьев применяют, если требования к точности трудно удовлетво-
рить другими методами обработки, а также для зубчатых колес, работающих на
скорости свыше 25 м/сек.
Универсальный зубошлифовальный станок мод. 5872 (для колес диаметром
до 800 мм, т = 15 мм) работает по методу обкатки и методу копирования. Число
проходов и величина припуска на сторону зависят от размера колеса, степени
деформации, требуемого качества, характеристики шлифовального круга, раз-
мера зерна и т. д. В хорошо налаженном производстве достаточен припуск на
сторону зуба 0,07—0,12 мм, который снимают за 4—10 проходов.
Окружная скорость шлифовального круга 25—30 м/сек. Время для чистовой
правки круга 8—12 сек, для черновой 3—5 сек. Направление движения шлифо-
ОБРАБОТКА ЗУБА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
437
вального круга при шлифовании колес с правой спиралью от носка к пятке,
для колес с левой спиралью и типа Зерол — от пятки к носку. Характеристика
шлифовального круга — электрокорунд, связка керамическая, зернистость
gO—100, твердость Cl, CM1, СМ2, структура 7.
После шлифования наибольшая разность между соседними шагами у зака-
ленных конических и гипоидных колес находится в пределах 0,007—0,010 мм,
чистота поверхности 8—9-го классов.
Шлифоеание'базовых поверхностей. В производстве закаленных конических ко-
лес с нешлифованным зубом шлифование базовых поверхностей — отверстий, тор-
цов, шеек — определяет концентричность
зубьев с их монтажными поверхностями.
В крупносерийном производстве для
закрепления колеса при шлифовании
отверстия применяют специальные пат-
роны с установкой по начальному конусу
зубьев (рис. 317.) Радиальное биение ус-
тановочных пальцев и угловое отклоне-
ние их между собой не более 0,01 лл.
шшяяшш'ЩШ, л ' Если нет такого патрона, заготовки ус-
wmwmmmM/аш^-А танавливают по индикатору. Устаиовоч-
1 Ш^^ШМ!^!! II I I I I ные ^ааы Д°лжны быть расположены
как можно ближе к зубьям.
2-S/in
Рис. 317. Патрон для установки конических
колес при шлифовании отверстия: 1 ¦— пру-
жина; 2 — регулировочный винт; з—рычаг;
4 — установочные пальцы; 5 — кулачки
а) !)
Рис. 318. Расположение пятна контакта на
зубьях колеса: а — под легкой нагрузкой на
контрольно-обкатном станке; б — на том же
зубе, под полной нагрузкой
У конических колес типа дисков установочными являются поверхность Т
и цилиндрическая поверхность отверстия диаметра А (см. рис. 300). Допуск на
биение поверхности Т после термообработки 0,08—0,12 мм, поверхности отвер-
стия диаметра А 0,03—0,05 мм.
Бели деформация отверстия после термообработки небольшая @,03—0,05 мм),
то колеса в патроне в радиальном направлении можно устанавливать и по самому
отверстию.
Перед шлифованием шеек у колес-валов необходимо удалить с центров
забоины и окалину и выправить вал под прессом в центрах с точностью до 0,02—
0,04 мм. При шлифовании опорного торца у шестерен-валов снимается минималь-
ный припуск 0,05—0,10 мм. Снятие большого припуска может вызвать изменения
в расположении пятна контакта при окончательной сборке.
Контроль. Конические колеса подвергают испытаниям в паре или с эталоном
ва контрольно-обкатных станках мод. 5720, 5725М 5А726 и 5727.
При испытании проверяют плавность и бесшумность работы передачи, форму
и расположение пятна контакта, биение делительного конуса и ошибки в шаге.
Длину и форму пятна контакта незакаленных шестерен на контрольно-обкат-
1 2
вом станке устанавливают опытным путем, практически в пределах — =- дли-
и О
вы зуба. Пятно контакта определяют у колеса, имеющего большее число зубьев
в паре (рис. 318).
438 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
На контрольно-обкатном станке допускается смещение пятна контакта к
носку 8уба, так как при повышении нагрузки в редукторе оно удлиняется и
перемещается в направлении пятки; однако при полной нагрузке оно не должно
выходить иа кромки зубьев.
76. Боковой зазор для точных конических колес
Размеры в мм
Модуль
f
Боковой
зазор
0,03; 0,07
0,05; 0,10
0,07' 0,12
0,09; 0,14
Модуль
5
а
7
Боковой
зазор
0,11; 0,16
0,14; 0,20
0,17; 0,25
Модуль
8
9
10
Боковой
зазор
0,19; 0,28
0,20; 0,30
0,24; 0,34
Модуль
12
15
25
Боковой
узазор
0,30; 0,40
0,35; 0,50
0,50; 0,75
77. Уровень шума при испытании на контрольно-обкатном станке в децибелах '
Колеса
Спирально-конические
Гипоидные
Метод обработки зуба
Нарезание
93
86
Шлифование
79
Притирка
89
76
Индипагт
Боковой зазор между зубьями задают в зависимости от модуля и назначения
передачи (табл. 76).
Предельный уровень шума для конических колес, работающих с предельной
окружной скоростью 6 м/сек, приведен в табл. 77.
Высококачественные конические колеса, от которых требуется плавность и
бесшумность в работе при малом боковом зазоре, кроме испытания в паре,
проходят контроль по шагу
и концентричности на при-
боре (рис. 319). Проверяе-
мое колесо устанавливают
опорным торцом на точные
шарики 4, которые разме-
щены в канавке кольца 5.
Отверстием колесо центри-
руют по трем лапкам 3, одна
из которых выполнена пру-
жиной. Измерение произво-
дят при помощи неподвиж-
ного 6 и подвижного 7 паль-
цев; последний заключен
Рис. 319. Приспособление для измерении ошибок в шаге межДУ Двумя пластинчаты-
конических колес: 1 — положение кулачка в процессе ми пружинами 2.
измерении; II — положение кулачка для поворота колеса Поворотом кулачка 8
пальцы вводят во впадины
зубьев. При измерении кронштейн 1 опирается на упор 9. Колесо повертывают
до упора измеряемой стороной зуба в неподвижный палец б, подвижный палец
7 в это время соприкасается с соседним зубом.
Индикатор устанавливают на нуль на первой паре зубьев, а отсчеты на после-
дующих парах являются относительными.
Наибольшая разность между соседними шагами для незакаленных коничес-
ких и гипоидных колес легковых автомобилей 8—12 мкм, грузовых автомобилей
обкатных колес 20—25 мкм, полуобкатных 10—15 мкм.
Ось подорота
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
439
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
Круглое наружное шлифование. ОбраСэтку на круглошлифовальных стан-
ках ведут методом многопроходного шлифования. В одну операцию можно снять
значительный припуск и исправить погрешности предшествующей обработки.
Так и поступают в условиях индивидуального производства.
В массовом и серийном производствах в зависимости от величины припуска,
требований к точности и чистоте поверхностей обработку ведут в одну или две
операции.
Одной операцией выполняют:
шлифование врезанием по 2-му классу точности и 7-му классу чистоты поверх-
ности при снятии припуска до 0,6 мм на диаметр;
шлифование с продольной подачей по 2-му классу точности и 8-му классу
чистоты поверхности со снятием припуска до 0,6 мм на диаметр;
шлифование по 1-му классу точности и 8-му классу чистоты поверхности
при снятии припуска до 0,2 мм на диаметр.
Двумя операциями выполняют:
шлифование врезанием по 2-му классу точности и 7-му классу чистоты поверх-
ности при снятии общего припуска свыше 0,8 мм на диаметр;
шлифование по 1-му классу точности и 8-му классу чистоты поверхности
при снятии общего припуска свыше 0,4 мм на диаметр;
шлифование с высокими требованиями чистоты поверхности (8-класс и выше)
при снятии общего припуска свыше 0,5 мм на диаметр.
Для достижения заданной точности и чистоты поверхности при обработке
В одну операцию шлифовальный круг после снятия основной части припуска
подвергают вторичной (тонкой) правке.
При шлифовании в две операции возможен более целесообразный выбор
характеристики кругов и режимов обработки.
78. Припуски на круглое шлифование в центрах (на диаметр)
Размеры в мм
аметр
али
6 10
10—18
18 30
30 50
50 30
п
Длина детали
О
CD
0,25
0,3
0,3
0,35
0,35
0,4
0,4
0,4
0,45
0,45
р и м
1§
^со
и о
о К
0,3
0,35
0,35
0,4
0,4
0,45
0,45
0,45
0,5
0,5
г ч а н
if
о: о
о К
0,35
0,4
0,4
0,45
0,45
0,5
0,5
0,5
0,55
0,55
И
а о
о я
0,55
0,55
0,6
0,6
700
1300
п о
о К
0,6
0,6
0,65
0,7
не. В числителе
Менатепе — для закаленных.
Э—2000
о
СО
0,7
0,75
аметр
али
30 120
120—180
180 260
260 300
О
О
S
0,5
0,6
0,6
0,65
0,7
0,8
0,8
0,85
указан припуск для
21
СО
ffl О
О Я
0,55
0,65
0,6
0,7
0,7
0,8
0,8
0,85
Длина
м?
м о
е к
0,6
0,7
0,65
0,75
0,7
0,85
0,8
0,9
деталр
и
а о
о я
0,65
0,75
0,7
0,8
0,75
0,85
0,85
0,95
i
700
1300
т О
О И
0,7
0,8
0,75
0,85
0,8
0,9
0,9
1,0
незакаленных деталей, в
CD
CD
СО
0,75
0,85
0,8
0,9
0,85
0,95
0,95
1,05
зна-
Ориентировочные значения припусков на шлифование приведены в табл. 78.
Окончательно црицуск устанавливают с учетом точности предшествующей абра-
440 ОБРАБОТКА ^ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ботки. При разделении операции на черновое и чистовое шлифование ре-
комендуется снимать: при терновом — 75—80% припуска, остальное — на чи-
стовой обработке.
Основные виды круглого шлифования даны на рис. 320.
Шлифование с продольной подачей (рис. 320, а) применяют при обработке
цилиндрических деталей значительной длины (I > 80 мм). Круг выбирают наи-
большей высоты, допускаемой жесткостью обрабатываемой детали и размерами
защитного кожуха абразивного круга.
Врезное шлифование применяют при длине шлифования I < 80 мм (рис. 320, 6
и в) для обработки цилиндрических и конических шеек у коленчатых, кулачко-
вых и ступенчатых валов, а также
для втулок и колец; в специальных
наладках I достигает 200 мм.
Для повышения кромкостойкости
при врезном шлифовании абразивные
круги выбирают на один-два знака
тверже, чем для шлифования с про-
дольной подачей. Врезные полуавто-
маты с активным контролем обеспе-
чивают точность 1—2-го классов, а
при шлифовании без измерения с
автоматической подачей круга до
жесткого упора — 3-го класса.
Одновременное шлифование шейки
и торца производят на торцекругло-
шлифовальных станках с наклоном
круга (рис.320, г и д).
Если основной припуск снимают
на шейке, а торец лишь зачищают,
то применяют станки с а — 8 ч- 20°.
С увеличением припуска по торцу
угол наклона круга увеличивают и
при примерно равных припусках по
шейке и торцу применяют станки
с а = 45°. Эти станки используют
также при шлифовании материалов,
склонных к прижогам.
При шлифовании торца вручную,
когда допустимо изменение его осе-
вого положения в зависимости от
глубины зацентровки вала, целесо-
образно применять станки с перпен-
дикулярным перемещением шлифо-
вальной бабки (рис. 320, г).
Торцекруглошлифовальные стан-
ки с угловой подачей абразивного
круга должны иметь локаторы для
осевой ориентации обрабатываемых
поверхностей детали по отношению
к шлифовальному кругу. Осевой ло-
катор может устанавливать деталь во
базовому торцуй (рис. 320, д). В этом
случае линейный размер I будет вы-
держан с точностью 0,05—0,1 мм.
Если назначение операции сво-
дится к восстановлению перпендику-
лярности торца к шейке со снятием
и)
Рис. 320. Основные способы круглого шлифо-
вания: а — круглое шлифование с продоль-
ной подачей; б, в — круглое врезное шлифо-
вание с прямым расположением круга (б —
шейка ограничена буртами; в — гладкая пря-
мая шейка); г, в — шлифование шейки и торца
с угловым расположением круга; е — схема
круглого врезного шлифования шейки и торца
с прямым расположением круга; ж—схема
круглого врезного шлвфованин несколькими
кругами на одной бабке; в — схема круглого
врезного шлифования широким профилиро-
ванным кругом; и, к — схема круглого врез-
ного шлифования одновременно нескольких
шеек на многобабочных шлифовальных стан-
ках
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ 441
малого припуска 0,05—0,15 мм, то локатор обычно устанавливает деталь не-
посредственно ио шлифуемому торцу. При наличии локатора одновременное
шлифование по торцу и шейке осуществляется на автоматическом цикле.
Торец и шейку можно шлифовать также па обычном станке, применяя круг
с поднутрением на торце (рис. 320, е). Такие круги правят по периферии.
При шлифовании кругом с поднутреиным торцом уменьшается поверхность
контакта инструмента с деталью, уменьшается выделение тепла. Этот способ
рекомендуется для шлифования торцовых поверхностей деталей, склонных
к прижогам и трещинам.
Врезное шлифование широким профилированным кругом (рис. 320, в) при-
меняют для одновременной обработки нескольких, близко расположенных
поверх-ностей; при этом общая высота круга Н не должна превышать 200 мм.
Точность обработки в основном определяется точностью копирного устрой-
ства для правки круга. В практике массового производства шлифование несколь-
ких шеек профилированным кругом обеспечивает 1—2-й классы точности.
При шлифовании несколькими кругами иа одной бабке (рис. 320, ж) на точ-
ность обработки оказывает влияние неоднородность абразивных кругов, коле-
бание величин припусков и упругие отжатия системы. Поэтому многокруговые
станки имеют автономные правящие
средства для каждого круга с мик-
ронной поперечной подачей алмаза.
На таких станках обеспечивается
размерная точность шлифованных
шеек в пределах 13—25 мкм и соос- ,
ность всех шеек с точностью 5— ' '
1U мкм. Рис. 321. Установка заготовки в центрах:
Шлифование одновременно не- а _ правильное и 6 — б — неправильные по-
сколькпх поверхностей, далеко раз- ложения
несенных одна от другой, целесооб-
разно производить на шлифовальных станках с несколькими бабками
(рис. 320, и, к). Каждая шлифовальная бабка работает независимо от дру-
гой, имеет механизм автоматической радиальной подачи, правящее уст-
ройство и прибор для активного или визуального контроля размеров в процессе
шлифования.
Установка обрабатываемой детали. При шлифовании
детали устанавливают на центрах, на оправках и в патронах. Большое влияние
на точность и качество шлифования оказывает состояние центров станка и центро-
вых отверстий. Опорная коническая поверхность центровых отверстий должна
точно соответствовать конусу на центрах (рис. 321).
При некруглой форме центровых гнезд или неправильном угле конуса деталь
не получает достаточной опоры и, смещаясь под действием усилий шлифования,
копирует неточность центровых гнезд.
Для сплошных деталей и полых с отверстием менее 15 мм применяют прямые
Центры; при наличии отверстий диаметром более 15 мм — грибковые центры.
При неподвижных центрах обеспечивается более высокая точность шлифо-
вания. На вращающихся центрах обрабатывают только тяжелые детали и детали
С осевыми отверстиями, имеющими узкие центровые фаски.
Для уменьшения износа центров их изготовляют из твердого сплава.
Детали с точными базовыми отверстиями (допуск 0,015—0,03 мм) шлифуют
на оправках с прессовой посадкой, а с допуском базовых отверстий более 0,03 мм—
аа разжимных оправках.
В случае базирования по отверстию и торцу применяют оправки со сколь-
зящей посадкой (зазор 0,01—0,02 мм) и упором в торец.
Повысить точность обработки по соосности можно применением оправки
с небольшой конусностью @,01—0,015 мм на 100 мм длины). Высокую точность
°6работки по диаметру и концентричности достигают использованием мембран-
ных патронов (рис. 322),
442 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
На планшайбе 3 закреплен мембранный диск 4 с кулачками 5. Движением
штока 1 назад мембранный диск прогибается и кулачки сближаются. После
установки обрабатываемой детали 6 на кулачки 5 шток возвращается в исходное
положение и кулачки зажимают обра-
батываемую деталь.
Длинные валы при высоких требова-
ниях к геометрической форме шеек обра-
батывают с помощью упорных люнетов
(рис. 323). Упоры 6 и 11 расположены
по направлению действия горизонталь-
ной и вертикальной составляющих уси-
лия шлифования. По мере уменьшения
диаметра обрабатываемой шейки в про-
цессе шлифования упоры непрерывно
подводят до касания с поверхностью
шейки. Сначала поджимают вертикаль-
ный упор 11, а затем горизонтальный 6.
Особенно точно регулируют горизонталь-
ный упор, так как в основном от него
зависит точность обработки. Чтобы в
процессе регулирования не допускать
пережима обрабатываемого вала упора-
ми, имеются ограничительные кольца 2
и 5, которые устанавливают по размеру
отшлифованной шейки и при последую-
щем шлифовании однотипных деталей
ограничивают перемещение упоров.
Указанную конструкцию люнета при-
меняют в индивидуальном и серийном
производствах. В массовом производстве
используют новую конструкцию сле-
дящего люнета (рис. 324). По мере удаления припуска и уменьшения размера
шейки упорные башмаки 1 автоматически следуют за обрабатываемой поверх-
ностью под действием пружины 2 и клина 4. В связи с малым углом конуса кли-
Ь 5
Рис, 322. Мембранный патрон: I — шток;
2 — шпиндель станка; 3 — планшайба;
4 — мембранный диск; 5 — зажимные ку-
лачки; 6 — обрабатываемая деталь;
7 — шлифовальный круг
Рис. 323. Люнет с двумя упорами: 1 и 4 — регу-
лировочные винты; 2 и 5 — упорные кольца;
з — корпус люнета; б и и — упоры; 7 и
10 — сменные колодки; S — обрабатываемая де-
таль; 9 — шлифовальный круг
Рис. 324. Следящий лю-
нет: 1 — упорные башма-
ки; 2 — пружина; 3 —
шток гидроцилиндра;
4 — клин
новой механизм замыкает кинематическую цепь и препятствует отжиму башма-
ков 1. Отвод башмаков в исходное положение осуществляется штоком 3 гидропри-
вода. Следящий люнет предотвращает прогибание вала! обеспечивает постоянное
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
443
Рис. 325. Схема
безалмазной прав-
ки обкаткой при
скрещенных осях
шлифовального
круга и правяще-
го диска
положение геометрической оси независимо от съема, сокращает время настройки
и позволяет автоматизировать процесс шлифования длинных валов.
Правка шлифовальных кругов. Правкой восстанавливают
режущую способность, геометрическую форму и микропрофиль рабочей поверх-
ности шлифовальных кругов.
Особенно велика роль правки при шлифовании методом
врезания, где необходима точная геометрическая форма рабо-
чей поверхности круга. Высокую точность правки достигают
применением правящего инструмента с наименьшим износом
и отсутствием люфтов в местах его крепления. Это следует
иметь в виду при безалмазной правке, когда вызывающие от-
датия силы в 3—5 раз больше, чем при правке алмазным
инструментом.
Применяют три метода правки: обточкой, обкаткой и шли-
фованием.
Правку обточкой выполняют по схеме токарной обработки.
Этот наиболее точный метод применяют главным образом для
автоматической и профильной правки, а также при шлифо-
вании по 1-му классу точности и 8-му классу чистоты.
Правящим инструментом служат алмазные зерна в оправ-
ках и алмазно-металлические карандаши.
Алмазные зерна в оправке обеспечивают высокую точ-
ность геометрии вследствие малого износа; алмазное зерно
расположено в центре по оси оправы, поэтому воспроизводит
точный профиль при правке по копиру. Их целесообразно использовать на опе-
рациях автоматической и профильной правки, правки кругов с острыми режу-
щими кромками (резьбошлифование, зубошлифование).
Недостатком этого инструмента является хрупкость зерна алмаза и необхо-
димость его перестановки по мере затупления кромки.
В алмазно-металлических карандашах используют алмазные зерна и крошку
различной крупности, запеченные в металлической связке. Этот инструмент
более прост в эксплуатации и поэтому
широко применяется в промышленности.
Правку обкаткой осуществляют метал-
лическим, твердосплавным или абразив-
ным диском, который получает вращение
от контакта по образующей со шлифо-
вальным кругом. При параллельных осях
круга и диска скорость правки равна
нулю; при наклоне оси диска до 5°
(рис. 325) скорость правки vnp ==» 3 м/мин.
В процессе правки диски работают
при 12 000 — 25 000 об/мин, вследствие
чего в подшипниках образуются люфты
и точность правки уменьшается.
Поэтому метод обкатки применяют для
правки кругов при черновом и некоторых
операциях чистового шлифования, где
точность обработки не выше 2-го класса.
Правку шлифованием осуществляют принудительным вращением правящего
Диска из карбида кремния от привода передней бабки станка или индивидуаль-
ного электропривода. При этом обеспечивается высокая скорость правки
vnp~ va + vKV.
Оправка правящего круга по длине должна быть равной длине обрабатыва-
емой детали.
При обработке на станке разной длины целесообразно иметь набор оправок
яли иметь оправку регулируемой длины (рис, 326),
Рис. 326. Оправка регулируемой длины
Для безалмазной правки шлифованием:
1 — корпус оправки; 2 — шток; з — за-
жимной болт- 4 — правящий круг из кар-
бида кремния
444 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
79. Типы алмазных карандашей дли правки (но ГОСТу 607—63)
Общий вид карандаша и схема
расположения алмазов
Тип
Марка
Размеры
D L
Область применения
1; 2
Ц
3; 4
Алмазы расположены цепочкой
вдоль оси карандаша
5; 6
10
55
45
Правка фасонного про-
филя по копиру
Все виды шлифования
кругами зернистостью 25
и крупнее (если отсут-
ствуют карандаши ти-
па С)
14
IS
2; 3; 4
10
14
45
Все виды шлифова-
ния, кроме фасонной
правки по копиру и
резьбошлифования
Алмазы расположены слоями
14
18
1; 2; 3;
4; 5; 6
45
Алмазы расположены неориенти-
рованно
10
Резьбошлифование од-
нониточными кругами
зернистостью 16 и мель-
че.
Прецизионное шлифо-
вание мелкозернистыми
кругами с высокими тре-
бованиями чистоты по-
верхности
Примечание. На эскизах: 1 — алмазная вставка; 2 — место марки; з — оправа.
Для повышения точности правки крупногабаритные шлифовальные круги
правят двумя правящими кругами, устанавливая их у заднего центра станка
для устранения вибрации во время правки.
При правке методом шлифования применяют также алмазно-металлические
ролики. Ролики цилиндрической формы применяют для правки напроход и
правки радиусов галтелей (рис. 327).
Алмазно-металлическими фасонными роликами осуществляют правку вре-
занием (рис. 328).
Алмазному ролику сообщают принудительное встречное вращение от инди-
видуального электропривода со скоростью 2—10 м/мин.
Основное преимущество алмазных роликов: высокая стойкость C0—50 тыс.
правок) и однородность правки.
Алмазная принудительная правка восстанавливает режущие свойства и
геометрию инструмента при снятии меньшего слоя абразива. Внедрение алмаз-
ной правки по сравнению с безалмазной правкой сокращает расход абразивного
инструмента в 2 — 3 раза.
Алмазное правящее устройство располагают на кожухе шлифовального
круга, оставляя рабочую зону свободной, и снабжают автономным механизмом
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
445
80. Алмазный кристальный инструмент для правки шлифовальных кругов
Эскиз
Область применения
Алмаз естественной формы в оправе
Правка кругов: высокой твердости (СТ1 и выше);
при шлифовании по 1-му классу точности и 8-му
классу чистоты; прямого профиля при многокруго-
вых наладках. Профильная правка. Все случаи ал-
мазной правки на всех типах шлифовальных станков
60-90"
Алмазы ограненные (резцы)
Правка кругов по периферии и торцу на станках
с угловым перемещением шлифовальной бабки; при
однокруговых, многокруговых наладках и шлифова-
нии нескольких шеек одним кругом
«-5°
Правка однониточных и многониточных резьбо-
шлифовальных кругов
привода подачи. Поэтому операцию правки можно выполнять во время установки
и.снятия детали.
Основные типы алмазных и безалмазных правящих инструментов приведены
в табл. 79—81.
Ж^Ч
ШШ
~s /
/
*>ис. 327. Правка алмазно-металличе- Рис. 328. Фасонная правка профильными
ским роликом алмазно-металлическими роликами
446 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
81. Диски для безалмазной правки шлифовальных кругов
Материал, эскиз,
область применения
Основные раз-
меры в мм
Материал, эскиз,
область применения
Основные раз-
меры в мм
Твердый сплав В253
п + 0,1*
Сталь 10 и 20, цемен-
тованная закаленная
НПС 50—60
Т®1
4
9А
ол
Внутреннее шлифование
Твердый сплав В253
,8,
60
2,5
4,0
Bi
4,5
6,0
Z*20
Круглое и бесцентровое шлифование по
3-му классу точности и грубее и 6-му
классу чистоты поверхности. Плоское
шлифование торцом круга
14
Сталь 10 и 20, цемен-
тованная закаленная
НВС 50—60
28
Бесцентровое шлифование по 7-му классу
чистоты поверхности. Внутреннее шлифо-
вание (диски диаметром 32 лив)
35
50
10
14
Крошка твердого сплава
v=«
Плоское шлифование торцом круга.
Предварительная правка кругов.
Правка точил
Сталь ШХ15 и 20Х
НПС 56—62
id
31 _i
е.
50
75
28
35
Бесцентровое, круглое и плоское (пери-
ферией круга) шлифование по 2-му клас-
су точности и 7-му классу чистоты по-
верхности. Торцешлифование
0,1
¦Шлифование мягкими и малогабаритными
кругами по 2—3-му классам точности и
7—8-му классам чистоты поверхности
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
447
Продолжение табл. 81
Материал, эскиз,
область применении
Основные раз-
меры в мм
Материал, эскиз,
область применения
Основные раз-
меры в мм
Сталь DIX15 и 20ХГ
HRC 50—55
D
14
35
Вид А (раздертка)
Шлифование мягкими и малогабаритными
кругами по 2-му классу точности и 8-му
классу чистоты поверхности. Применяют
в комплекте с термокорундовыми дисками
Чугун отбеленный
HRC 60—65
4,5 ±0,2 А
Вид А(раздерткй)
Бесцентровое и круглое шлифование по
3-му классу точности и 7-му классу
чистоты поверхности
<*,
35
46
18
22
Термокорунд; электро-
корунд белый на кера-
мической связке
D
30
50
75
14
28
35
Шлифование малогабаритными кругами
по 2—3-му классам точности и 7—8-му
классам чистоты поверхности
Карбид кремния чер-
ный на керамической
связке
та -
в
D
60,
80,
100
125
150
Я
20
32
32
20
32;
50
32;
65
Круглое, бесцентровое и плоское
¦ (периферией круга) шлифование по
1—2-му классам точности и 7-му клас-
су чистоты поверхности
Измерения в процессе шлифования. Для измерения обра-
батываемой шейки в процессе шлифования применяют трехконтактные инди-
каторные скобы (рис. 329). Измерительное устройство (рис. 329, а) состоит ыз
трех основных частей: масляного амортизатора 1, индикаторной державки 4 и
сменной скобы 7, устанавливаемой в державке.
Неподвижные наконечники 6 и 8 сменной скобы — упорные; подвижной
ваконечник 5 воспринимает отклонения шлифуемой шейки 9 и передает их инди-
катору 3. Нижний упорный наконечник 8 касается изделия не в диаметральной
Плоскости подвижного наконечника 5, а в точке, смещенной примерно на 15°
в направлении вращения шлифуемого вала; это делает более надежной и устой-
"•ивой посадку всей индикаторной скобы на измеряемой шейке. Шлифовальный
кРУг 10 огражден защитным кожухом 2,
448 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Шарнирное соединение державки с амортизатором позволяет скобе следовать
за любым перемещением вала при его шлифовании и исключает погрешности
измерения.
Масляный амортизатор (рис. 329, б) служит для плавного подъема и опуска-
ния индикаторной скобы, для смягчения резких перемещений державки. При
М
в)
Рис. 329. Измерение в процессе шлифования индикаторной скобой: а — трехконтактная
индикаторная скоба; б — масляный амортизатор; а — установка измерительного приспособ-
ления при шлифовании напроход
снятии индикаторной скобы с обрабатываемой шейки пружина 22 отводит ее
в верхнее (нерабочее) положение. Корпус гидравлического тормоза 11 наполнен
маслом. В поршне 12, закрепленном на оси 21, имеются две полости 13 и 14, обра-
зованные неподвижным сухарем IS. Полости сообщаются между собой через
канал 25, проходное сечение которого регулируют винтом 24. При повороте
рычага 23 поворачивается поршень 12 и выдавливает масло из одной полости
в другую. Амортизатор обычно крепят на защитном кожухе шлифовального
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
449
оуга. При шлифовании напроход вала 16 (рис. 329, в) со шпоночными канавками,
спезами или выступающими шейками измерение производят в одном сечении
на гладкой части шейки, для чего амортизатор 18 с индикаторной скобой 17 крепят
с помощью кронштейна 19 на столе или на
одной из балок 20 станка, и он переме-
щается вместе со шлифуемой деталью.
При шлифовании шеек разных диамет-
ров методом врезания применяют быстро-
сменные индикаторные скобы, каждую
Рис. 330. Установка быстросменных инди-
каторных скоб: а — схема измерения шеек
вала; б — схема установки скоб
Рис. 331. Установка комплекта индика-
торных скоб
А
из которых настраивают на размер одной шейки (рис. 330). Для быстрой смены
индикаторную скобу 1 подвешивают пальцами 2 на петлях рычага 3 масляного
амортизатора, укрепленного на кожухе 4 шлифовального круга 5.
При шлифовании шеек многоступенчатых валов за один установ применяют
комплект скоб, смонтированных на поворотной головке (рис. 331). В таком комп-
лекте индикаторные скобы 7 рычагом 6 шарнирно
соединены с поворотной головкой 1, укрепленной
при помощи стойки 5 к кожуху круга. Пружиной
4 скоба поджимается к обрабатываемой шейке.
Этой же пружиной она удерживается в нерабочем
положении. Смеву скоб и поворот головки произ-
водят вручную. После каждого поворота головка
фиксируется шариком 2 под действием пружины 3.
Для контроля валов со спиральными канавками
применяют индикаторную скобу с широкими на-
конечниками 8, перекрывающими канавку.
При шлифовании валов со шлицами или шпо-
ночными канавками могут быть применены обыч-
иые трехконтактные индикаторные скобы, у кото-
рых рабочие поверхности опор имеют длину не
менее двойного шага шлицев.
При многокруговом шлифовании нескольких
Шеек индикаторные скобы устанавливают по двум
кРайним шейкам, размеры остальных шеек обеспечиваются автоматически без
измерения.
Средства автоматизации процесса. Автоматический цикл
Шлифования протекает при переменной поперечной подаче шлифовального
кРУга. Наиболее удачный цикл шлифования (рис. 332) предусматривает уско-
15 Справочник технолога, том 1
U~>
сек
Рис. 332. Схема рабочего цикла
при круглом шлифовании: а —
поперечная подача шлифоваль-
ного круга; б — съем металла
на всех этапах рабочего цикла
шлифования
450 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ренную подачу при подводе Я и на периоде врезания А; рабочую подачу В для
снятия основного припуска; выхаживание В без подачи для улучшения геомет-
рической формы и уменьшения шероховатости поверхности, а также для снятия
упругих отжатий в системе СПИД; микровыхаживание Г с микроподачей для
достижения заданного размера и окончательного формирования геометрии а
шероховатости поверхности.
На отечественных станках для автоматизации цикла обработки используют
гидрокопировальный механизм подачи шлифовальной бабки (рис. 333). При
включении быстрого подвода бабки 1 шлифовального круга к детали масло
поступает в правую полость цилиндра 2 и перемещает поршень 3 со штоком
I f
12 13 Ш
4 5
|
Я
Щ
ч
п
-¦«
Рис. 333. Схема механизма поперечной подачи шлифовальной бабки кругло-
шлифовального станка
в сторопу обрабатываемой детали. Одновременно масло поступает в левую по-
лость цилиндра 9, перемещает поршень-рейку 10 и вращает шестерню 4 с тор-
цовым клиновидным копиром 5. Быстрый подвод шлифовальной бабки прекра-
щается, когда фланец 7 на конце штока коснется втулки 6. Дальнейшее пере-
мещение штока со скоростью рабочей поперечной подачи осуществляется по
мере поворота копира 5; профилем копира и скоростью его поворота определяется
характер шлифования. После окончания шлифования и выдержки (выхаживания)
масло поступает в левую полость цилиндра 2 и правую полость цилиндра 9,
в результате чего шлифовальная бабка и копир возвращаются в исходное поло-
жение.
При значительных колебаниях припуска на обработку переключение вре-
зания на рабочую подачу целесообразно осуществлять по мере набирания задав;
ной мощности на электроприводе шлифовального круга. Величина ускорена""
подачи регулируется дросселем 12.
При достижении заданной мощности срабатывает реле мощности или РеЛ*
тока 8, соленоид 14 переключает золотник 11 вправо, и масло из цилиндра »
проходит через дроссель 13 медленной подачи. В этот момент прекращаете»
ускоренное врезание и начинается рабочая подача,
й
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
451
7 !
Размер детали обеспечивается активным контролем или шлифованием до уцо-
а поршня 3 в стенку цилиндра 2 без контрольно-измерительных устройств.
Метод полуавтоматического шлифования до упора может быть рекомендован
ля обработки деталей не выше 3-го класса точности и для обработки некруглых де-
д талей (кулачков, эксцентриков), когда
нельзя использовать активный контроль
в процессе шлифования. Для обработки
более точных деталей в схему механизма
автоматической поперечной подачи вклю-
чают активный контроль. Наиболее рас-
пространенным средством активного кон-
троля является электроконтактное ус-
тройство.
Электроконтактное устройство (ряс.
334) закрепляют на станке шарнирно,
аналогично индикаторной скобе. Скоба
1 имеет две неподвижные опоры и одну
подвижную на рычаге 2. На этом же
рычаге закреплен сухарь 5, связанный
с коромыслом 6, которое поворачивается
на плоских пружинах 3. На концах ко-
ромысла имеются подвижные контакты
9; в рычажках 12 вмонтированы непод-
вижные контакты 10.
В процессе работы рычаг 2 опускается
пружиной 4 до соприкосновения со шли-
фуемой поверхностью и в нужный мо-
у. ¦.
Рис. 334. Схема измерительного ры-
чажного прибора с электроконтактным
датчиком
Рис. 335. Настольный прибор активного
контроля: 1 — гидропривод; 2 — плоские
пружины; з — измерительная головка:
4 — обрабатываемая шейка
мент сухарем 5 и коромыслом 6 переключает электроконтакты, передающие пи-
Пульсы исполнительным органам станка.
Настройку на заданный размер производят микрометрическими винтами 11.
Для облегчения настройки и визуального наблюдения служат индикаторная
головка 7 и сигнальные лампы 8.
Подобные приборы активного контроля надевают и снимают с обрабатыва-
емой детали вручную.
На рис. 335 показан настольный прибор активного контроля, который вво-
ДИтся и выводится из рабочей зоны автоматически при помощи гидропривода 1.
15»
452 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Измерительная головка 3 подвешена на плоских пружинах 2, благодаря чему
она самоустанавливается по обрабатываемой шейке 4, поэтому биение шейки
не оказывает влияния на точность изме-
рения и управление циклом. Прибор обес-
печивает размерную точность шлифуемой
шейки в пределах 10—15 мкм. Достигае-
мая точность размера также зависит от
интенсивности съема металла на заклю-
чительном этапе обработки. Поэтому
важно, чтобы окончательная доводка до
заданного размера осуществлялась при
минимальной микроподаче после снятия
упругих отжатой в системе СПИД.
Полная автоматизация процесса круг-
лого врезного шлифования включает
автоматизацию правки круга, загрузки
и разгрузки обрабатываемых деталей.
Примером может служить операция
шлифования калибров (рис. 336).
На столе станка смонтирован попе-
речный суппорт 1 с гидроприводом. Ниж-
няя деталь из магазина 2 попадает в при-
емный паз 5 (положение /); при движении
суппорта вперед ползун выносит деталь
на линию центров (положение //), а
центр 6 задней бабки, действующий от
гидропривода, вдвигает деталь на перед-
ний центр 3, где ее шейка захватывается
двухкулачковым поводковым патроном
4. Затем поперечный суппорт станка
отходит в исходное положение и подго-
товляет следующую деталь к загрузке.
Положение 1
6)
Положение й
Рис. 336. Устройство для автоматической
загрузки деталей на шлифовальном авто-
мате мод. 3153Б (ЗНИМС): а — общий вид
механизма загрузки; б — схема загрузки
Далее автоматически включается процесс шлифования, к детали подходит элек-
троконтактное устройство, которое измеряет деталь и дает команду на прек-
ращение шлифования по достижении заданного размера.
5
-
-
I
?
I
щ
Толотение
fi
Положение [
Рис. 337. Двухкулачковый поводковый патрон для зажима деталей на шлифовальном авто-
мате мод. 3153В
Схема работы поводкового двухкулачкового патрона показана на рис. 337.
Головка 1 патрона с зажимными кулачками 3 имеет возможность само
уотанавливаться по обрабатываемой детали за счет свободного перемеще-
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
453
ция в любом радиальном направлении на зазорах между болтами 7 и от-
верстиями.
Концентрическое положение головки обеспечивается тремя плоскими пру-
яшнами 6. Каждый кулачок качается на оси 4 и благодаря внутренней прорези
может двигаться в радиальном направлении.
В свободном состоянии кулачки раскрыты (положение /). При осевом движе-
нии детали действием ее торца кулачки закрываются и натяжением пружин 5
зажимают обрабатываемую деталь (положение II). После окончания обработки
цевтр задней бабки отходит, и кулачки под действием пружин 2 сбрасывают
обработанную деталь.
Уменьшение простоев станка при балансирова-
нии кругов. Новые абразивные круги обычно подвергают двукратной
балансировке в сборе с планшайбой. После предварительной балансировки
круг устанавливают на шли-
фовальный станок, предвари-
тельно правят и снова снимают
для окончательной баланси-
ровки.
Простоев станка, вызванных
повторной балансировкой, мож-
но избежать предварительной
правкой круга на специальной
установке вне станка (рис.338).
Подлежащий правке круг 2
в сборе с планшайбой поме-
щают на шпинделе бабки 3.
Тремя суппортами, несущими
шлифовальные головки с пра-
вящими кругами 1, 4 и 5 из
карбида кремния, круг пра-
вится по периферии и двум тор-
цам. Головка с кругом 1 имеет
поворотные салазки для правки
конических поверхностей. Для
установки планшайб разных
конструкций служит набор пе-
реходных втулок. Головки представляют собой автономные узлы с индиви-
дуальными электроприводами.
Дисбаланс, появляющийся в связи с неоднородностью абразивных кругов
но мере уменьшения их диаметров, устраняют балансированием на ходу непосред-
ственно на шлифовальном станке.
Наиболее универсальным является способ статической балансировки в дина-
мическом режиме при помощи стробоскопической лампы. На кожухе станка
закрепляют виброскоп, синхронизирующий амплитуды вибраций, вызванных
дисбалансом круга, с зажиганием стробоскопической лампы. Последнее наво-
дится на планшайбу шлифовального круга и указывает место расположения
Дисбаланса. Поворотом балансировочных сухарей уравновешивается вращаю-
щаяся масса круга в сборе с планшайбой. Один стробоскопический прибор мо-
жет обслужить весь парк шлифовальных станков в цехе.
Примеры наладок. Наладка с угловым расположением круга
показана на рис. 339. По диаметру шейки выдерживается допуск 0,04 лл; пре-
дельное отклонение от перпендикулярности шейки к торцу не более 0,025 мм
ва длине шейки.
При патронном зажиме обрабатываемой детали круг правят обкаткой
(Рис. 340, а). Устройство для правки закрепляют на столе станка. Участок круга.
Шлифующий шейку, правят кругом 2 из карбида кремния, а участок для обра-
оотки торца — набором металлических дисков 5 в форме звездочек. Такие диски
Рис. 338. Установка для предварительной правки
шлифовальных кругов перед балансировкой
454 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
результате чего умещ,.
хорошо восстанавливают режущие свойства круга, в
шается опасность прижогов при шлифовании торца.
При зажиме в центрах обрабатываемой детали обе поверхности абразивного
круга правят шлифованием (рис. 340, б).
Пример наладки шлифования с заданной соосностью наружного и внутрен-
него диаметров втулки (в пределах 0,015 мм) показан на рис. 341. На корпус 1
оправки напрессована и поджата к тор-
цу гайкой втулка 2 со стенкой толщиной
1,2 мм. Кольцевая полость 3 заполнена
через канал 4 гидропластом. При пово-
роте болта в гидропласт разжимает тон-
костенную втулку 2 и зажимает поса-
женную на нее с зазором не более
0,03 мм шлифуемую деталь 5.
На рис. 342 показана наладка для
обработки детали по наружному диамет-
ру 95_о,14 Л1Л1 с допускаемой разностен-
ностью до 0,05 мм; базирование произ-
водится по отверстию диаметром
85+0>03 Л1Л1 на цанговой оправке. Точ-
ность центрирования при установке сни-
жается вследствие попадания абразивной
пыли на конусы, поэтому необходимо
поддерживать чистыми конические со-
прягаемые поверхности оправки.
Одновременное шлифование двух
шеек широким профилированным кругом
(рис. 343) производят на станке с авто-
матическим циклом и активным конт-
ролем по шейке диаметром 45 мм.
При снятии припуска 0,6—0,7 мм на диаметр обеспечивается точность раз-
меров в пределах 0,017—0,02 мм.
Стойкость круга — 20 деталей. Профилирование круга осуществляют в про-
цессе алмазной правки по копиру.
Рис. 339. Наладка одновременного шлифо-
вания шейки и торца конической шестерни
с угловым расположением круга: 1 — оп-
равка; 2 — деталь; з — шарики; 4 — кор-
пус патрона; 5 — шток; 6 — пневмоци-
линдр; 7 — шлифовальный круг
т
2 \)
о;
щ
щв
ш
Рис. 340. Правка при угловом расположении шлифовального круга и установке детали
в патроне (а) или в центрах (б): 1 — шлифовальный круг; 2 — правящий круг из карбида
кремния; з — державка; 4 — стол станка; 5 — набор стальных звездочек; 6 — оправка
Для образования ярямобочных или радиусных профилей применяют профиль-
ные круги (рис. 344). Точное профилирование шлифовального круга достигается
устройством для правки с алмазно-металлическими карандашами, расположен-
ными под углом, строго соответствующим углу шлифуемого профиля (рис. 345).
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
455
Для лучшего сохранения заданного профиля в процессе шлифования приме-
яяк>т мелкозернистые шлифовальные круги (№ 16 или 12).
В наладке на рис. 346 станок имеет две самостоятельно работающие шлифо-
вальные бабки. Неоднородность шлифовальных кругов на разных шпинделях
станка не окажет влияния на точность обработки, так как каждый шпиндель
отходит с кругами от детали после достижения заданного размера. Поэтому
более высокая точность обработки достигается одновременным шлифованием
кругами, работающими на разных шпинделях. При одинаковом допуске на все
Три шейки @,024 мм) более высокая точность обработки достигается на первой
шейке слева. Каждый шлифовальный круг имеет самостоягельное устройство
для правки.
Рис. 341. Наладка шлифования тонкостенной втулки на оправке с гидропластным
зажимом
to,
Рис. 342. Наладка шлифования тонкостенной втулки на оправке с цанговым зажи-
мом; 1 — оправка; 2 — неподвижный конус; а — подвижный конус; & — цанга!
S — деталь; в — шлифовальный круг
456 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рис. 343. Наладка для одновременно-
го шлифования двух шеек вторичного
вала коробки передач профилирован-
ным кругом
v/? более 0,05
Рис. 344. Наладка шлифования сложного
дрофиля детали рулевого управления
Рис. 345. Приспособление для одновре-
менной правки боковых сторон круга на
заданный угол: 1 и 2 —¦ ползуны; з — ре-
ечная .шестерня; 4 и 6—алмазно-металли-
ческие'карандаши; 5—шлифовальный круг
Рис. 346. Трехкруговая наладка шлифования трех коренных шеек распределительного вала
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
457
Новым технологическим направлением является прецизионное многокруго-
вое шлифование одновременно нескольких поверхностей.
Примером может служить одновременное шлифование всех шеек коленча-
того вала автомобиля ЗИЛ-130 (рис. 347). Абразивные круги 1 монтируют на
съемном двухопорном шпинделе 2. Осевое положение кругов определяется шири-
ной промежуточных колец 3. Каждый абразивный круг правят своим алмазным
инструментом 4, расположенным сзади шлифовального круга. Правящее устрой-
ство имеет автономные механизмы поперечной микроподачи алмаза. При каждом
нажатии пусковой кнопки алмаз выдвигается на 1,25 мкм. Это позволяет уста-
навливать положение алмаза с учетом упругих отжатий и режущей способности
Рис. 347. Схема многокругового шлифования коренных шеек
коленчатого вала автомобиля ЗИЛ-130: 1 — абразивные круги;
2 — съемный двухопорный шпиндель; з — промежуточные коль-
ца; 4 — алмазный правящий инструмент
каждого круга. Благодаря этому удается при одновременном многокруговом
шлифовании получить размерную точность всех шлифуемых шеек в пределах
Ю-15 мкм.
Этому способствует применение следящих люнетов, непрерывно выбирающих
зазор между опорами люнета и шлифуемой шейкой и исключающих прогиб
вала под действием сил резания.
На станке обеспечивается постоянная скорость резания независимо от износа
круга. По мере уменьшения диаметра круга автоматически увеличивается число
Wo оборотов. Механизм наращивания числа оборотов связан с положением
алмаза, правящего круг. При смене изношенного круга для возможности уста-
новки нового круга большего диаметра необходимо отвести алмазы в исходное
положение; при этом автоматически уменьшается и число оборотов круга.
В процессе шлифования контролируют две крайние шейки, этим выявляют
11 исправляют непараллельность стола к оси шпинделя станка.
Многокруговое шлифование обеспечивает соосность всех шлифуемых шеек
* точностью 5 мк и дает большой экономический эффект; кроме совмещения
°бработки нескольких поверхностей, значительно увеличивается стойкость
кРуга. При большой длине шлифования с целью уменьшения упругих отжатий
458 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
системы СПИД необходимо уменьшать поперечные подачи, снижающие удель-
ное давление на абразивный круг и увеличивающие этим его стойкость.
Бесцентровое наружное шлифование осуществляют сквозной подачей (напро-
ход) или поперечной подачей (врезанием).
Жесткость технологической системы бесцентрово-шлифовальных станков
в 1,5—2,0 раза выше жесткости круглошлифовальных станков, поэтому и режимы
резания при бесцентровом шлифовании повышают примерно в 1,5—2,0 раза.
Бесцентровое шлифование обеспечивает обработку деталей по 1—2-му клас-
сам точности. Эффективно исправляется некруглость заготовки — исходная
величина некруглости с 0,3 лл может быть уменьшена до 0,0025 мм.
Установка обрабатываемой детали. В процессе бесцент-
рового шлифования обрабатываемая деталь лежит на опорном ноже и ведущем
круге (рис. 348).
Опорный нож устанавливают но вы-
соте так, чтобы центр шлифуемой детали
был выше линии центров шлифовально-
го и ведущего кругов примерно на 0,5 d,
но не более чем на 14 лл. Тонкие, длин-
а>
^Ж-^\
1
Ч^
Рис. 348. Схема круглого наружного бес-
центрового шлифования: 1 — шлифующий
круг; 2 — обрабатываемая деталь; з — веду-
щий круг; 4 — опорный нож
Рис. 349. Опорные ножи длн проходного
шлифования: а — цельный; б — с пластин-
ками твердого сплава; 1 — основание но-
ша; 2 — пластинка твердого сплава
ные и недостаточно прямолинейные прутки целесообразно располагать ниже
линии центров на ту же величину.
Опорную поверхность ножа располагают строго параллельно оси шлифоваль-
ного круга.
Непрямолинейность опорной и установочной поверхности ножа не должна
превышать 0,01 мм на 100 мм длины. Высоту ножа Н (рис. 349) выбирают с уче-
том диаметра обрабатываемой детали. Например, для станка мод. 3181 яри
обработке деталей диаметром d < 40 мм Н = 90 мм, при диаметре d > 40 мм
Я = 75 мм. Толщина опорного ножа Ъ на 1—2 мм меньше диаметра шлифуемой
детали, но не более 12 мм.
Рекомендуемая толщина Ь опорных ножей
Диаметр детали в ли» 1,5—3,0
Толщина ножа 6 в мм 1,25
3,0—6,5
2,5
6,5—12,5
6,0
12,5 и более
12,0
Угол скоса ф опорной поверхности ножа принимают для деталей длиной
до 100 мм и диаметром до 30 мм равным 30°, а при больших размерах — 20—25°-
Опорные ножи, оснащенные пластинками твердого сплава ВК8, обладают
высокой износостойкостью. Стальные ножи применяют при шлифовании дета-
лей диаметром до 3 мм, когда нет возможности применять ножи с твердым сдла'
вом. Верхнюю опорную часть ножа изготовляют из легированной или быстр0"
режущей стали, а нижнюю — из углеродистой.
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
459
82. Число операций, удвоенная глубина шлифования, характеристика круга
и класс чистоты поверхности при бесцентровом шлифовании
Размеры в мм
Число операций при обработке стальных деталей
Исходная
точность
формы
0,15-0,3
0,10-0,15
0,05—0,10
0,03—0,05
0,015—0,03
0,01-0,015
0,005-0,01
Требуемая точность формы
0,10—0,15
0,05-0,10
s
В
а
§1
г°
«1
з|
О к
а, б
0,03—0,05
•а
а о
о к
а,
в
5, в
0,015-0,03
1
gfflB
а, б,
в, г,
б, в,
г
в, г
0,010-0,015
II
со Н
ОЙ В
О к я
а, б,
В, Г, Д|
б, в,
Г, Д
в, г,
д
Г, Д
0.005—0,010
I!
И
о ? в
gas
Оки
а, б, в,
г, д. е
б, в,
г, Д, е
в, г,
Д, е
г, д,
е
Д> е
0.0025—0,005
ф о.
II
ц
в S
°й в
? се к
О к я
а,б,в,г,
Д, е, щ
о. в, г,
д, е, ж
в, г, д,
е, ж
г, д,
е, ж
Д, е, ж
е, ж
ж
Число операций при обработке чугунных деталей
Исходная
точность
формы
Требуемая точность формы
0,05—0,10
А
g
и
и За
oSg
0,03—0,05
0,01—0,03
i
i
II
О a^i
g=H
Cfn
Egg
*2 се й
Ока
0.005—0:01
t^ p.
a ga
OS з
•gffl S
Ока
0,0025—0,005
go
E и
1°
- я сз
Охр-
I*
*? л с
0,15-0,3
0,10-0.15
0,05—0.10
0,02—0,05
0,005—0,02
а, б
а, б, в
б, в
в
а, б,
в, г
б, в, г
в, г
г
1
а, б, в,
г, Д
б, в, г, д
в, г, д
г, д
д
Удвоенная глубина шлифования, характеристика круга и класс чистоты поверхности
(г
5 =
Оа
Удвоенная глубина
шлифования 24
Сталь
0,20-0,35
Чугун
0,20-0,35
Характеристика круга
Сталь
h
Щ Он
Э 5
СТ2
СТ1
К8
Чугун
й
в
а я
?в
я а
К48
СТ1
С2
Класс чи-
стоты по
поверх-
ности
5-6
6—7
460 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Продолжение табл.
Обозначение
операций
б
в
г
д
е
ж
Удвоенная глубина
шлифования 2t
Сталь
0,15—0,20
0,10-045
0,05—0,10
0,03-0,05
0,015—0,03
0,01—0,015
Чугун
0,15—0,20
0,10-0,15
0,05—0,10
о;о15-о,оз
-
-
Характеристика круга
Сталь
Материал
зерна
Э5
К36
Зернистость
40
25
16
25
12
16
10
12
М40
М28
Твердость
С2
СТ1
С1
С2
С1
С2
С1
С2
С1
С2
С1
С2
Структура
5
Связка
К8
Б1
ГФ
Чугун
Материал
зерна
К48
К39
-
-
Зернистость
40
25
16
12
-
-
Твердость
С1
СМ2
С1
СМ2
С1
СМ2
С1
-
-
Структура
о
-
-
И
о:
и
К
-
-
Кл
чисп
по в
но
I
6-7
7
7-8
8
8-9
9-10
асе
готы
*рх-
ЗТИ
- _
>>
7
8
8-9
9-10
-
-
Примечания: 1. Характеристика ведущего круга для всех случаев шлифо-
вания стальных и чугунных деталей — 316ТВ.
'2. При шлифовании на автоматизированных линиях, где один рабочий обслуживает
несколько станков (без автоподналадчика), число операций может быть увеличено на
1—2; при осуществлении всех операций на одном станке число их можно уменьшить на
одну по сравнению с табличными данными. В этих случаях рекомендуемую нормати-
вами удвоенную глубину шлифования 2( следует сохранить на последних одной-двух
операциях, а на первых — соответственно изменить, оставив неизменным суммарный
припуск.
3. Если технологический процесс предусматривает шлифование детали до и после
термообработки, то при расчете числа операций для сырых деталей требуемой является
точность, с которой деталь поступает в термообработку; длн термообработанных деталей
исходной является точность, с которой детали возвращаются из термообработки.
При установке на станке передняя часть опорного ножа должна выступать
из зоны кругов на величину А = A,2 -=- 1,3) I, задняя часть ножа Б 5гО,75 I
(рис. 350).
При шлифовании деталей с d > I необходимо длину опорного ножа увели-
чивать, чтобы предупредить преждевременное выпадение детали на выходе.
Бесцентровое шлифование напроход надежно обеспе-
чивает обработку по 1-му классу точности с получением точности геометриче-
ской формы в пределах 2,5 мкм и чистоту поверхности по 9-му классу.
Число операций зависит от припуска на шлифование, определяемого величи-
ной исходных погрешностей, требованиями точности и чистоты поверхности-
На операциях шлифования с невысокими требованиями точности (допуск
0,08—0,1 мм) и чистоты поверхности F-й класс) наибольший снимаемый припус?
за одну операцию составляет 0,25 мм ца диаметр.
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
461
Рекомендуемое число операций и условия их выполнения приведены в табл. 82.
Чистота поверхности выше 9-го класса достигается суперфинишем или опера-
цией бесцентровой притирки (табл. 83).
83. Характеристика наладок бесцентрового шлифования и бесцентровой притирки
Параметры наладки
Снимаемый припуск на диаметр в мм . . .
Расположение центра обрабатываемой
детали
Опорный нож:
материал опорной поверхности
угол скоса в градусах
Шлифовальный круг:
характеристика
угол наклона оси в градусах
окружная скорость в м/сек
высота в мм
Ведущий круг:
характеристика
угол наклона оси в градусах
окружная скорость в м/сек
высота в мм
Чистовое
бесцентровое
шлифование
0,02
Выше линии центров
кругов на 12—14 мм
Быстрорежущая
сталь или твердый
сплав
25—30
Э512СТВ
0
35
150
Э516ТВ
1,5
0.65
150
Бесцентровая
притирка
0,005—0,01
На линии центров
кругов
Твердая резина или
текстолит
0
К36М20СМ2Б
4
5
560
К36М40СТ1Б
1,44
560
Основную нагрузку по снятию припуска при бесцентровом шлифовании
напроход выполняет передняя часть круга. Для чистовых операций для улуч-
шения условий выхаживания на задней части шлифовального круга создают
дажеобратный конус на длине 20—30 мм.
Поэтому в ряде случаев целесообраз-
но для повышения класса чистоты по-
верхности применять наладки, где j-
вместо одного шлифующего круга вы-
F=F^^
Рис. 350. Схема установки опорного
ножа: 1 — шлифовальный круг; 2\—'де-
таль; 3 — опорный нож; {4 — ведущий
круг
Рис. 351. Схема двухкруговой наладки
с использованием кругов разных харак-
теристик: 1 — планшайба; 2 — промежу-
точное кольцо; S — шлифовальный круг
с зерном 25; 4—ведущий круг; 5 — дета-
ли; в —шлифовальный круг с зерном 40
сотой 150—200 мм устанавливают на планшайбе два круга разной характери-
стики (рис. 351). Первый круг (с более крупным абразивным зерном) служит для
снятия припуска, второй круг (мелкозернистый) — для выхаживания.
На бесцентрово-шлнфовальяых станках, позволяющих применять абразивные
кРугц высотой 500 и 800 мм (рис. 352), снимают припуски до 2 мм; чтобы обеспе-
462 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
чить равномерный съем металла по всей высоте круга, шлифовальный круг
правят на конус.
Применение наладок с широким кругом сокращает число проходов почти
пропорционально увеличению высоты круга.
\
800
200
2DD
200
2DD
!Э-
Рис. 352. Схема шлифования широким кругом: 1 ш 3 — шлифовальный и ве-
дущий круги, составленные из четырех кругов по 200 мм; 2 — детали
В зависимости от технологических требований к операции могут быть подо-
браны круги разных характеристик.
Чтобы избежать занижения шлифуемого размера, необходимо в процессе
шлифования поддерживать непрерывный и плотный поток* деталей при прохожде-
нии через всю зону шлифования. Это осо-
бенно важно при операциях шлифования
точных деталей.
Направляющие линейки при бесцентро-
вом проходном шлифовании служат для
ввода заготовки в зону шлифования и вы-
вода из нее.
При длине шлифуемых деталей I <
< 100 мм длина линейки L.= L, при I =
Рис. 353. Направляющие линейки для
шлифования: а — для деталей диамет-
ром < 12 мм; б — для деталей диа-
метром > 12 мм
Рис. 354. Схема установки направляющих ли-
неек: 1 — опорный нош; 2 — направляющие
линейки на входе; 3 — шлифовальный круг;
4 — направляющие линейки на выходе; S— об-
рабатываемая деталь; в — ведущий круг
= 100 ч- 200 мм L — 0,75 I (рис. 353). При выборе длины линейки нужно учи-
тывать также соотношения длины I и диаметра d детали. Для коротких деталей
(d > I) следует брать более длинные линейки, чтобы одновременно подводить
к кругам по нескольку деталей для достижения лучшей устойчивости па опорном
ноже. Длина направляющих линеек увеличивается также при шлифовании
деталей непрерывным потоком.
Ненрямолнпейность и непараллельность боковых сторон линеек не должна
превышать 0,01 мм на 100 мм длины.
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
463
Направляющие линейки должны быть установлены параллельно линии кон-
такта обрабатываемой детали со шлифовальным кругом. Входная направляю-
щая лииейка должна отстоять от линии контакта детали с ведущим кругом на
величину половины снимаемого припуска на диаметр(-=-1.Направляющая линейка
ва выходе должна служить продолжением линии контакта детали с ведущим
кругом (рис.354).
На рис. 355 приведены примеры возможных искажений геометрической формы
шлифуемой детали, вызванных неправильной установкой направляющих линеек.
Направляющие линейки со стороны шлифовального круга устанавливают
так, чтобы обеспечить свободное продвижение обрабатываемых деталей на входе
и выходе из зоны шлифования. Они применяются лишь для того, чтобы детали
не падали с опорного ножа.
. в)
Рис. 355. Возможные искажения геометрической формы деталей, вызванные неправильной
установкой направляющих линеек: а — направляющие линейки на входе и выходе повернуты
влево, образующая шлифуемой детали получает вогнутую форму; б — направляющие ли-
нейки при входе смещены влево от линии контакта детали с кругами, образующая шлифуемой
детали имеет вогнутую форму; в — направляющие линейки при входе и выходе повернуты
вправо, образующая шлифуемой детали получает выпуклую форму; 1 — направляющие
линейки при входе; 2 — обрабатываемые детали; 3 — ведущий круг; 4 — направляющие
линейки на выходе; 5 — шлифующий круг
Средства автоматизации процесса. Для автоматизации загрузки применяют
бункеры (рис. 356). Сектор 2, совершая качательное движение, подает детали из
ковша 1 на скошенную часть наклонного склиза 3 (рис. 356, а), по которому де-
тали скатываются вниз, передвигаясь к зоне шлифования. Вращающаяся
звездочка 5 сбрасывает детали со склиза в бункер.
Такой бункер применяют на предварительных операциях шлифования, так
как возможно образование забоин на деталях при падении их со склиза в ковш.
Для окончательных операций наклонный склиз заменен цепным транспор-
тером 4 (рис. 356, б), расположенным на уровне опорного ножа. Транспортер
позволяет сократить высоту подъема деталей сектором 2 и уменьшить возмож-
ность забоин на деталях в случае их падения.
При шлифовании в потоке на нескольких станках применяют межстаночяые
транспортеры (рис. 357). На предварительных операциях шлифования можно
применять .простейшие роликовые транспортеры (рис. 357, а) с перемещением
Деталей от усилия продольной подачи. На операциях окончательного шлифова-
ния применяют цепные транспортеры (рис. 357, б).
Для полной автоматизации процесса шлифования применяют автоматические
подналадчики (рис. 358). Обработанная деталь после выхода из рабочей зоны
иопадает на призму 1 под измеритель 2 электрического или пневматического
Датчика 3. Если диаметр детали полнее заданного, измеритель 2 поднимается
и через рычаг 4 и контакт 5 замыкает электроцепь. Релейный шкаф 6 включает
соленоид 12, который при опускании отводит рычаг 13 с защелкой 11 и освобож-
дает рычаг 9. Под действием кулачка 10, вращающегося от электродвигателя 7,
рычаг 9 с храповиком 8 совершает качательное движение и поворачивает винт 14
464 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
поперечной подачи бабки ведущего круга. Действие подналадчика прекращается
как только под измерителем 2 начнут проходить детали заданного размера'.
Примеры наладок. Наладки для шлифования прутков (рис. 359) отличаются
тем, что вследствие недостаточной прямолинейности их устанавливают ниже
линии центров шлифовального и ведущего кругов. Длина I поддержки с каждой
стороны станка должна быть равна длине обрабатываемого прутка.
Кольца (рис. 360, а) набирают пачкой до 30 шт. на оправку с зазором 0,5 мм
по диаметру и слегка поджимают гайкой. Зазор позволяет каждому кольцу само-
устанавливаться на опорном ноже в процессе шлифования.
А-А
Рис. 356. Схема бункерной
загрузки деталей: а — на опе-
рациях предварительного
шлифования; б — на опера-
циях окончательного шли-
фования; 1 — ковш; 2 —
подъемный сектор; 8 — нак-
лонный склиз; 4 — цепной
транспортер; 5 — звездочка;
б — опорный нож; 7 — шли-
фовальный круг; 8 —желоб
¦-=?¦ ¦ =
1
Ф
а i
1
•л
5
pHss
5
/ _
^-
а)
/
2
<"¦¦•.'¦':
¦¦"..¦¦¦¦'¦W
А
Рис. 357. Схема межстаиочных транспортеров: а — роликовый; б — цепной; 1 и 2 — шли-
фовальные круги станков; з — детали; 4 — ролики; 5 — щеки транспортера; в — ценной
транспортер; 7 — электродвигатель; 8 — редуктор; 9 — опорные ножи
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
465
Кольца с буртиками (рис. 360, б) для лучшей устойчивости устанавливают
¦торцами вплотную одно к другому.
В условиях поточного производства малоустойчивые детали подводят в зону
язлифования на конических вращающихся валках. Примером может служить
обработка подшипниковых колец (рис. 361).
1 14 13 12
Рис. 358. Схема автоматического подналадчика
7Ad-V2d
RdvI- Схема наладки при шлифовании длинных валов (прутков). 1 — шлифовальный
vyr; г — ведущий круг; S — склиз призматической формы; 4 — стойка; 5 — деталь; в —
опорный нош
466 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
При предварительном шлифовании бочкообразных роликов (рис. 362) роль
ведущего круга выполняет стальной барабан 1 со спиральными канавками, про-
филь дна которых соответствует профилю обрабатываемого ролика. При враще-
нии барабана ролики вращаются и пе-
ремещаются вдоль криволинейной обра-
зующей шлифовального круга радиуса
R, величина которого определяет форму ^SSSf .«
У 7
r&ij&ybfcrrfifefe -toil
6)
Рис. 360. Схемы нападок для шлифования не-
устойчивых деталей: а — шлифование тонких
колец; б — шлифование колец роликоподшип-
ников с буртами
Рис. 361. Схема наладки для шлифования
неустойчивых.деталей типа колец: 1 — опор-
ный нож; 2 — коническая скалка; s — об-
рабатываемая деталь; t — цилиндрическая
скалка
Я2О7-о
роликов. Опорный нож 4 имеет также криволинейную форму; линейка 7 пре-
дотвращает выбрасывание роликов. Шлифовальный круг работает в условиях
самозатачивания. В спиральную канавку барабана ролики вталкиваются што-
ком 4, работа которого согласована с вращением
барабана. За каждый оборот барабана со станка
сходит одна обработанная деталь.
Бесцентровое в р езное шлифо-
вание. Этим методом обрабатывают детали с
цилиндрической, конической, сферической и фа-
сонной поверхностями, ступенчатые валики, де-
тали с разобщенными поверхностями и др.
Подобно круглому врезному шлифованию иа
центрах при бесцентровом врезном шлифовании за
одну операцию можно практически снять любую
заданную величину припуска. При таком пост-
роении технологического процесса шлифовальный
круг правят дважды: предварительно — грубо, для
снятия основного припуска, и окончательно, на чис-
товых режимах правки—дляотделочной обработки.
В условиях серийного и массового производства
целесообразно разделять обработку на несколько
операций с тем, чтобы окончательное шлифование
выполнять точно заправленным мелкозернистым
кругом с более высокой кромкостойкостью.
Рекомендации по выбору числа операций с
учетом требований точности и чистоты поверх-
ности даны в табл. 84.
При врезном шлифовании продольное пе-
ремещение обрабатываемой детали в зоне шлифО'
вания ограничивают ^жестким упором (рис. 363)-
Выбранная для соприкосновения с упором торцовая поверхность детали
должна быть гладкой и не иметь биения. Чтобы обеспечить постоянный поджяМ
обрабатываемой детали к упору, ведущий круг наклоняют на 0,5—1,0°.
R
U 3
Рис. 362. Схема наладки при
шлифовании бочкообразных ро-
ликов напроход: 1 — ведущий
барабан; 2 — ролики; .3 — за-
грузочная плита; 4 — шток тол-
кателя; 5 — шлифовальный
круг; 6 — опорный нош, 7 — ли-
нейка
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
467
84. Число операций, припуск на диаметр, характеристика круга
и шероховатость поверхности при бесцентровом шлифовании врезанием
Размеры в лш
Число операций при обработке стальных деталей
Исходная
точность
формы
в мм
Требуемая точность формы в лш
0,10—0,15
Число
опера-
ций
Обозна-
чение
каждой
операции
0,05-0,10
Число
опера-
ций
Обозна-
чение
каждой
операции
0,02-0,05
Число
опера-
ций
Обозна-
чение
каждой
операции
: 0,01-0,02
Число
опера-
ций
Обозна-
чение
каждой
операции
0.20-0,30
0,10—0,20
0,05—0,10
0,02-0,05
а, б
б
а, б, в
б, в
а, б, в, г
б, в, г
в, г
г
Число операций при обработке чугунных деталей
Исходная
точность
формы
Требуемая точность формы
0,05—0,10
Число
операций
Обозначение
каждой
операции
0,02—0,05
Число
операций
Обозначение
каждой
операции
0,01—0,02
Число
операций
Обозначение
каждой
операции
0,15-0,3
0,05-0,15
0,02—0,05
а, б
б
а, б в,
б, в
в
Припуск на диаметр, характеристика круга и класс чистоты поверхности
§1
Припуск на диаметр
Сталь
Чугун
Характеристика круга
Сталь
И в
Твердость
Чугун
Твердость
Класс
чистоты
поверх-
ности
0,3-0,5
0,3—0,5
СТ2—СТЗ
СТ1—СТ2
СТ1—СТ2
С2—СТ1
6-7
б 0.2-0,3
0,15-0,3
Э5 40
СТ1—СТ2
0,1—0,15
0,05—0,1
Э5 25
г 0,05—0,1
Э5
К8
КЧ8
40 | С1 — С2
К
1-7
С2—СТ1
25 С1 — С2
16 СМ2—С1
16
С2—СТ1
7-i
Примечания: 1. Характеристика ведущего круга для всех операций Э516ТВ.
2. При обработке стальных деталей длиной менее 80 мм максимальные точность
и класс чистоты обеспечиваются в три операции.
3. Рекомендации числа операций предусматривают их выполнение на различных
станках. Если шлифование деталей осуществляют на одном станке, то требуемая точ-
ность 0,05 может быть достигнута за одну операцию вместо трех, а точность 0,01 — за
№6 операции вместо четырех. В этих случаях минутную поперечную подачу следует
Яиеньшить на 20—40%.
468 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
При врезном шлифовании на обрабатываемой детали копируется форма щли_
фовального круга; поэтому для повышения кромкостойкости круга его твердость
выбирают на 1—2 знака выше, чем на операциях бесцентрового проходного
шлифования.
Примеры наладок. При шлифовании длинных деталей их правильное поло-
жение и устойчивость на ноже обеспечивает поддерживающий люнет (рис. 364)
Рис. 363. Схема расположения упора при
бесцентровом врезном шлифовании: 1 —
шлифовальный круг; 2 — ведущий круг;
з — обрабатываемая деталь; 4 — упор;
5 — опорный нош; в — суппорт
565
<Я 174~0,O7S
WJ/'S-O.fSO
Рис. 364. Врезное шлифование длинных
лов с люнетом
При шлифовании ступенчатых деталей ведущий круг делают ступенчатым, если
длина шлифуемых шеек примерно одинакова (рис'365, б), и прямым, если большая
по диаметру ступень значительно длиннее меньшей (рис. 365, а). Аналогично
выбирают форму опорной поверхности ножа (рис. 366). Длина ее во всех случаях
должна быть на 5—10 мм больше длины
шлифуемой поверхности.
Правку круга по копиру ведут в одну
сторону, с большего диаметра на мень-
Рис. 365. Схемы наладок при шлифо-
вании ступенчатых валиков
85
50
2- перепад
30°
320
D>
12
?.7
Рис. 366. Опорный нош для шлифования сту-
пенчатых валиков
ший; при обратном ходе пиноль с правящим инструментом нужно отводить,
чтобы не повредить алмаз.
Для сокращения времени и для удобства правки можно применять державку
с набором правящих инструментов, предварительно установленных на задан-
ный размер (рис. 367). В многокруговых наладках (рис. 368) оба шлифовальных
круга монтируют на одной планшайбе. Линейное расстояние между торца»11
кругов определяется распорной втулкой. Аналогичным образом устанавливаю1
ведущие крути. Оси шпинделей ведущих и шлифовальных кругов устанавливаю1
параллельно, и обрабатываемая деталь в процессе шлифования самоустанавлй'
вается между кругами.
Опорные ножи делают с вырезом. »
В многокруговой наладке для одновременного шлифования четырех деталей
(рис. 369) сложный профиль образующей поршня шлифуют одним абразивны*
кругом, заправленным по копиру. Поршень базируют на опорном ноже и в
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
46&
„едущем круге нижней частью юбки а и двумя "средними поясками б. Все четыре
шлифовальных круга смонтированы на одном шпинделе. Подобным образом
смонтированы и ведущие круги, которые также правят по копиру.
Концсность и неквиглость
.на этой длине не более 0,007
1
Рис. 367. Схема ком-
бинированной правки
набором инструмен-
тов: 1 — пиноль; 2—.
державка; з — пра-
вящие инструменты
(твердосплавные ро-
лики); 4 — упор;
5 — опорный нож;
6 — деталь; 7 — круг
Взаимное биение
не более 0,2-
W-
/4/
Рис. 368. Схемы многокруговых наладок при обработ-
ке разобщенных поверхностей: а — наладка для обра-
ботки крестовины; б — наладка для обработки ступен-
чатого валика
S
При бесцентровом шлифовании конусов (рис. 370) ось ведущего круга для
создания усилия прижима детали к упору наклонена на 0,5—1,0°.
Опорный нож при этом должен иметь наклон, равный половине угла конус-
ности детали.
Длина опорной поверхности ножа должна быть на 15—20 мм больше длины
конуса детали.
У конусного шлифовального кру-
га участок с меньшим диаметром ра-
ботаете большей нагрузкой и быстрее
изнашивается; поэтому приходится
чаще править шлифовальный и веду-
щий круги.
Для уменьшения числа правок
следует применять ведущие кру-
ги максимальной твердости или из-
готовлять их из серого чугуна с
крупнозернистой структурой. Чугун-
ные круги правят резцом из твердого
сплава, аналогично правке алмазным
инструментом.
Правку кругов на конус осу-
ществляют по коплрным линейкам
(Рис. 371).
Неуравновешенные детали при
Шлифовании лежат на ноже неустой-
чиво, особенно в заключительной ча-
ста процесса, когда глубина резания незначительна, и нуждаются в поддержива-
вии. На рис. 372 показана специальная пружинная подставка для поддержи-
вания свешивающейся части детали. Чтобы избежать искажения геометрической
Ф°рмы шлифуемой поверхности и появления огранки на ней, пружина поддерж-
Ка Должна быть мягкой.
Юбка поршня на конус
в.оь-ом
Большой диаметр Внизу
-106
Рис. 369. Схема многокру-
говой наладки длн одновре-
менного шлифования четы-
рех автомобильных алюми-
ниевых поршней
470 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
<? .
Шаровую поверхность шлифуют профильным кругом. Профилирование
шлифовального круга производят в процессе правки (рис. 373). Расстояние от
вершины алмаза до оси вращения ВВ должно быть равно половине окончатель-
ного диаметра шара. Ось пиноли должна лежать в средней плоскости шлифо-
вального круга.
Рис. 370. Схема^ шли-
фования конуса
Рис. 371. Схема правки кругов на операции
шлифования конуса: 1 и 5 — копирные линейки
правящих устройств; 2 — шлифовальный круг;
3 — шлифуемый конус; & — ведущий круг
Рис. 372. Схема шлифования конуса
у шарового пальца: 1 — деталь; 2 —
поддержка; з — пружина; 4 — опор-
ный нож; 5 — упор; 6 — шлифоваль-
ный круг
1 2 3
Рис. 373. Схема устройства для профилиро-
вания шлифовального круга по радиусу:
1 — пиноль; 2 — державка; з — ручка;
4 — алмазный карандаш; 5 — вилка; 6 — шли-
фовальный круг
а)
д)
Рис. 374. Опорный нож для шлифования шара (а) и схема его установки (б)
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
471
Для экономии алмазного инструмента шлифовальные круги устанавливают
яа станок с предварительной радиусной проточкой.
Опорный нож (рис. 374) цилиндрической частью устанавливают по оси ради-
усной выточки шлифовального круга.
Ведущий круг имеет прямолинейную образующую и устанавливается по
центру шара, соприкасаясь с обрабатываемой поверхностью по узкой полоске А
(рис. 375, а).
На рис. 375 показана схема шлифования сферы. В процессе шлифования
обрабатываемая деталь самоустанавливается в осевом направлении по ради-
усному профилю шлифовального круга.
Поэтому ось ведущего круга должна
быть строго параллельна оси шлифо-
вального круга.
Новый способ шлифования на баш-
маках применяют для обработки тонко-
,2
3
€3
-\
а)
1
ч
—\-
\
\
W
L..-.3 2
ш
6)
Рис. 375. Схема шлифования шара
у шарового пальца: а — расположе-
ние кругов; б— поддержка для хво-
стовика; 1 — поддерживающая втул-
ка; 2 —шлифуемая деталь; 3 —шли-
фовальный круг; 4 — опорный нож;
5 — опорная призма; 6 — ведущий
круг
Рис. 376. Схема бесцентрового шли-
фования гильзы на жестких опорвх:
1 — шлифовальный круг; 2 — ведущие
ролики; з, 5,7 — жесткие опоры;
4 — обрабатываемая деталь; 6 — оп-
равка
стенных деталей, он позволяет исправлять разностенность втулок, гильз и дру-
гих полых деталей типа колец. Основное отличие этого способа состоит в том,
что заготовка в процессе шлифования базируется не наружной поверхностью"
на опорном ноже, а внутренней цилиндрической поверхностью на неподвижных
опорах.
Для этого на бесцентрово-шлпфовальном станке вместо суппорта с опорным
ножом установлен кронштейн с оправкой 6 (рис. 376), на которой закреплены
жесткие опоры 3, 5, 7. Обрабатываемая деталь ведущими роликами 2 поджимается
и вращается на этих опорах. Шлифовальный круг 1, в свою очередь, поджимает
Деталь к опоре 5 и копирует в процессе шлифования наружного диаметра внутрен-
нюю цилиндрическую поверхность, исправляя этим разностенность.
Шлифование на башмаках показано на примере обработки автомобильной
гильзы (рис. 377). На столе подвижной бабки ведущего круга закреплена плита 1,
несущая кронштейн 2 с оправкой 3. Вдоль оси оправки выполнены три продоль-
иых паза, в которых закреплены твердосплавные (ВК8) жесткие опоры 4. Опоры
По длине оправки располагают двумя поясками соответственно шлифуемым
поверхностям. Для обеспечения безопасности рабочего и облегчения установки
обрабатываемой детали на оправку служит направляющий стакан 12 с заходным
конусом, вынесенный за пределы рабочей зоны станка. На той же плите распо-
ложена стойка 10, на которой смонтирован узел вращения ведущих роликов.
° корпусе 7 на оси 6 закреплены два ведущих абразивных ролика 5. Ролики
изготовляют из электрокорунда нормального зернистостью 12 на вулканито-
ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рис. 377. Приспособление для бесцентрового шлифования гильзы на жест-
ких опорах". 1 — плита; 2 — кронштейн; 3 — оправка; 4 — твердосплавные
жесткие опоры; 5 — абразивные ролики; 6 и 8 — оси; 7 — корпуса; 9 — звез-
дочка; 10 — стойка; 11 — планка; 1% — направляющий стакан; 13 — упор
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
473
вОд связке твердостью Т. Вращение роликов осуществляется посредством шес-
теренчатой и цепной передачи от звездочки 9, которая установлена на шпиндель,
вместо ведущего круга. Корпус поворачивается в вертикальной плоскости вок-
руг оси 8 и пружиной, прижимает ролик к обрабатываемой детали. Подъем крон-
штейна с роликами производят нажимом на планку 11 штоком пневмоцилиндра.
g холостом, крайнем правом, положении бабки ролики постоянно подняты вверх.
При работе оператор надевает гильзу на стакан и досылает до упора 13, затем
штурвалом подводит деталь к шлифовальному кругу, во время поворота штурвала
закрепленный на нем кулачок включает через кран пневмоцилиндр, который
освобождает качающийся корпус, и ведущие ролики 5 пружиной опускаются
п прижимаются к детали и приводят во вращение гильзу.
При дальнейшем движении стола с приспособлением деталь касается рабо-
чего круга, и происходит процесс шлифования с ручной подачей. По окончании
процесса деталь отводят вправо, сжатый воздух подается в пневмоцилиндр, шток
Рис. 378. Схема механизма по-
перечной подачи бабки ведуще-
го круга с приводом от копира:
1 — профилированный кулачок;
2 — рычаг; з —винт поперечной
йодачи; 4 — бабка ведущего круга; 5 — ведущий круг; 6-—деталь;
7 — шлифовальный круг; 8 — опорный кож
которого через планку 11 поднимает корпус с роликами, и оператор снимает
обработанную деталь с жестких опор.
Для плавности и легкости вращения гильзы на жестких опорах необходимо,
чтобы твердосплавные контактные участки жестких опор имели минимальную
шероховатость (выше 10-го класса чистоты поверхности). Лучше всего эти кон-
тактные участки доводить алмазной пастой.
В процессе шлифования разностенность гильз уменьшается с 50—250 мкм до
Ю-20 мкм. Простота наладки и установки гильзы на станок позволила повысить,
производительность операции примерно в 2 раза по сравнению со шлифованием
на Центровых круглошлифовальных станках.
При врезном шлифовании можно одновременно шлифовать шейку и торец.
Для этого ведущий круг достаточно наклонить на 0° 30' и снять упор, ограни-
чивающий перемещение заготовки. Для подобных наладок необходимо станок
оборудовать приспособлением для правки торца шлифовального круга. При-
иск со стороны торца не следует допускать более 0,1 мм.
Средства автоматизации процесса. Для осуществления автоматического
и полуавтоматического цикла шлифования механизируют поперечную подачу
^ДУЩего круга. Профилированный кулачок 1 (рис. 378) приводится во вращение
°т привода ведущего круга и через двуплечий рычаг 2 сообщает поперечную.
°Дачу бабке 4 ведущего круга.
474 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Схема механической подачи с помощью гидропривода дана на рис. 379. Прв
поступлении масла в правую полость цилиндра поршень 2 быстро подводит
шлифовальный круг к детали. К окончанию быстрого подвода поршень 2 открц.
вает доступ маслу во второй гидроцд.
линдр, и поршень 3 через кривошипу
поворачивает винт поперечной подачи
Рис. 379. Схема поперечной подачи бабки
ведущего круга о гидроприводом: 1 — винт
поперечной родачи; .2 — поршень быстрого
подвода; 3 —тюршень поворота винта; 4 — кри-
вошип
Рис. 380. Схема шлифования с помощью
ведущего круга, выполненного по форме
спирали: 1 — шлифовальный круг-
2 — деталь; з —приемный паз; 4— ве-
дущий круг; 5 — опорный нож
Схема шлифования с поперечной подачей при неподвижной бабке ведущего
круга показана на рис. 380.
При вращении по часовой стрелке ведущий круг одновременно осуществляет
вращение и поперечную подачу обрабатываемой детали. Весь цикл шлифования
протекает за один оборот ведущего круга, так как
на длине его окружности укладываются все этапы
цикла шлифования (рис. 381).
На участках А ж Б кривая, выполненная по
архимедовой спирали, имеет подъемы, соответствую-
щие величинам подач; на участке В периферийная
поверхность сделана по окружности.
Короткие детали разгружаются пазом, сделан-
ным в ведущем круге. Когда ведущий круг подходит
пазом к опорной поверхности ножа, деталь сама
скатывается в паз и уносится кругом к разгрузоч-
ному лотку.
Длинные детали разгружаются пневмовыталкива-
телем, для чего на участке Г вместо показанного прием-
ного паза делают углубление, чтобы в момент сбра-
сывания деталь не задерживалась между кругами-
При этом методе из-за отсутствия погрешностей,
связанных с перемещением бабки ведущего круга;
обеспечивается высокая точность геометрической
формы детали. К недостаткам следует отнести малую
скорость обрабатываемой детали и снятие ограни-
ченного припуска за один оборот ведущего крУга
Рис. 381. Профиль ведущего
круга по форме спирали:
А — участок быстрого вре-
зания шлифовального круга;
Б — участок рабочей попе-
речной подачи; В — участок
выхаживания; Г — участок
загрузки и разгрузки обра-
батываемой детали
¦(до 0,2—0,3 Л1Л1 на диаметр). Метод следует рекомендовать для шлифования
валиков диаметром до 20 мм.
Заданный профиль ведущего круга образуется в процессе правки по ко-
пиру.
Механизация загрузки и разгрузки деталей. Схемы устройств для автомат»
ческой загрузки и разгрузки ступенчатых валиков приведены на рис. 382—3°^
В начале цикла шлифования (рис. 382), когда ведущий круг 6 отведен для ""
грузки готовой детали (рис. 382, о), столбик из заготовок удерживается в
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
475
4 крючком. 3, а подготовленная к шлифованию деталь 2 — пружинным упором 1.
При подходе бабки ведущего круга (рис. 382, б) крючок 5 отжимает упор 1 и про-
талкивает деталь на опорный нож. Одновременно штырь 7 отводит крючок 3, и
сТолбик деталей опускается до упора
в крючок 5.
После окончания цикла шлифования
бабка ведущего круга отходит, обрабо-
танная деталь скатывается с ножа вниз,
нижняя деталь из желоба падает на 3_
уоор 1, и цикл повторяется.
а)
Рис. 382. Схема механизма автоматической
загрузки валиков без резкой разницы в диа-
метрах ступеней
Рис. 384. Схема
автоматического
шлифования раз-
общенных поверх-
ностей: 1 — обра-
батываемая де-
таль; 2 — ползун;
3 — загрузочный
лоток;<1 — отсека-
тель; 5 — прием-
ный желоб; 6 —
опорный нож
J
Рис. 383. Схема механического укладчика-
многоступенчатых валиков сложной формы,
при двухкруговой наладке: а — схема на-
ладки; б — механизм загрузки; 1 — ук-
ладчик; > — гидроцилиндр; з — ведущие
круги; 4 — шлифовальные круги; б — шли-
фуемая деталь; в ¦— опорный нош
Рис. 385. Схема механизма автоматической
загрузки автомобильных толкателей: 2—ку-
лачок; 2 — реечная передача; з — наклон-
ный желоб; 4, 5 — пальцы; 6 — шлифо-
вальный круг; 7 — деталь; 8 — опорный
нож; 9 — ведущий круг
^Валик сложной формы (рис. 383) вручную помещают на укладчик 1, который
Действием гидроцилиндра 2 посредством рычагов опускает деталь на опорный нож 6.
После окончания цикла шлифования укладчик снимает шлифованную деталь
U вожа. Работа гидроцилиндра увязана с циклом шлифования и движением,
"Бки ведущего круга.
476 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
На операции одновременного шлифования двух разобщенных шеек (рис. 384)
обрабатываемая деталь 1 типа крестовины из загрузочного лотка 3 ползуном 2
опускается на опорный нож 6. После окончания обработки ползун 2 поднимает
деталь 1 до встречи с отсекателем 4. Последний сбрасывает деталь в приемный
желоб 5.
На рис. 385—387 даны примеры устройств для загрузки и разгрузки деталей
при использовании схемы поперечный подачи с ведущим кругом по форме спирали.
Цилиндрические валики с буртами (рис. 385) поступают по наклонному
желобу 3 и соскальзывают на опорный нож. Ритм загрузки деталей увязан с
вращением ведущего круга. На планшайбе
9 Ю К\,38»Ж\ ведущего круга установлен кулачок 1, угло-
. \л ь^ч»а\\ ^ вое положеяие вершины которого согласо-
вано с приемным пазом ведущего круга.
Вид А
0/4J'
V7 \
Ц-iI
47
76
S
а)
¦Рис. 386. Схема автоматической загрузки
коротких ступенчатых деталей: а — обра-
батываемая деталь; б —¦ схема механизма
загрузки; 1 —¦ бункер; 2— желоб; з—шли-
фовальный круг; 4 — опорный нош; 5 — ве-
дущий круг; в —• кулачок; 7 — пневмо-
кран; 8 — пневмошток; 9— пневыоцилиндр;
10 — ворошитель
Рис. 387. Схема одновременной загрузки че-
тырех поршней на станке ЗА182П (ЭНИМС):
1 — колонна; 2 — рукав; 3 — детали; 4 — баб-
ка шлифовальных кругов; s — шлифоваль-
ные круги; 6 — ведущие круги; 7 — гре-
бенка
После окончания цикла шлифования, когда обработанная деталь скатывается
в приемный паз ведущего круга, кулачок через реечную передачу 2 отводит
вилку с пальцами 4 и 5 в крайнее левое положение. При этом палец 4 отсекаетстолб
верхних деталей, а палец 5 открывает проход нижней детали, которая падает
на опорный нож станка. В следующий момент, при отводе вершины кулачка
реечный механизм под действием пружины возвращает вилку с пальцами 4 и 5
в крайнее правое положение, тогда палец 4 откроет путь, и детали продвинутся
до упора в палец 5. В дальнейшем цикл повторяется. Детали выпадают из паза
ведущего круга, как только паз подходит к своему нижнему положению. ,
Короткие ступенчатые пальцы (рис. 386) из бункера скатываются в желоб
с помощью ворошителя 10, у которого кулачки непрерывно качаются от пневмо-
привода вверх и вниз. Нижняя деталь в желобе оказывается на опорном но*в
и пневмоштоком 8 проталкивается между кругами в зону шлифования. Пневмо-
шток получает команду от кулачка 6, закрепленного на планшайбе ведуШеГ
круга, через пневмокран 7.
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
477
После окончания цикла шлифования деталь скатывается с опорного ножа
0риемный паз ведущего круга и выпадает из него в лоток.
Механизм для загрузки четырех деталей (рис. 387) имеет направляющую
колонну 1 с подъемно-поворотным рукавом 2. В рукаве установлен короткий
транспортер, с помощью которого в два приема загружаются на рукав четыре
поршня 3. Затем рукав поднимается кверху и, поворачиваясь в горизонтальной
плоскости на угол 90°, устанавливается в одну линию с направляющим устрой-
ством бесцентрово-шлифовального станка.
Цикл работы станка полностью автоматизирован. На длинном штоке гидро-
цялиндра закреплена гребенка 7. Перемещаясь, она передвигает все четыре
порпшя на рабочие позиции. Вслед за этим происходит быстрый подвод бабки 4
со шлифовальными кругами, а поршни опускаются на направляющую линейку.
Затем включается рабочая подача. В то же время поворотный рукав 2 отходит
в исходное положение. После установки поршней на направляющую линейку
гребенка также возвращается в исходное положение, а рукав с новой партией
поршней начинает подниматься. В конце ускоренного отхода бабки гребенка
вновь передвигает поршни, одновременно выталкивая обработанные на склиз.
У////////
Рис. 388. Основные способы внутреннего шлифования
Шлифование отверстий. Отверстия на внутришлифовальных станках обра-
батывают напроход и врезанием. Врезной способ (без продольных подач) исполь-
зуют при обработке коротких, фасонных и глухих отверстий, не имеющих канавки
для выхода круга. Во всех случаях применяют шлифование напроход, обеспе-
чивающее более высокую точность и меньшую шероховатость поверхности.
Типовые примеры обработки на внутришлифовальных станках показаны
на рис. 388.
При шлифовании напроход обработку, как правило, ведут в одну операцию.
В серийном и массовом производстве на внутришлифовальных станках обеспе-
чивается обработка по 1—2-му классам точности и 6—7-му классам чистоты
поверхности. При длительном выхаживании достигается 8-й класс чистоты по-
верхности. Учитывая малую жесткость шпинделя шлифовальной головки и
малый диаметр абразивного круга, необходимо на операциях внутреннего
шлифования снимать минимальные припуски (табл. 85). Диаметр абразив-
ного круга выбирают наибольший, допустимый диаметром обрабатываемого
отверстия (табл. 86). Высоту (ширину) круга выбирают в зависимости от длины
обрабатываемого отверстия (табл. 87). Для малых отверстий (до 30 мм) диаметр
Шлифовального круга выбирают на 1,5—3,0 мм меньше диаметра шлифуемого
отверстия. Это обусловлено увеличением режущей поверхности инструмента и
Стремлением применить наибольший диаметр шпинделя. При такой малой
разннце между диаметром круга и отверстия образуется большая поверхность
Контакта круга с деталью, что приводит к концентрации тепла на обрабатываемой
п°верхности. При обработке материалов, склонных к прижогам и трещинам,
Для уменьшения тепловыделения применяют структурные и более мягкие круги
и снижают скорости шлифования. Для отверстий диаметром свыше 200 мм диа-
МетР круга в основном определяется диаметром шпинделя шлифовальной бабки.
Рекомендации ио выбору характеристики шлифовального круга приведены
в табл. 88.
478 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
85. Припуски на шлифование отверстий (по диаметру)
Размеры в мм
Диаметры
отверстий
До IT»
Св. 10 до 18
» 18 » 30
» 30 » 50
» 50 » 80
» 80 « 120
» 120 » 180 '
» 180 » 250
» 250
до 25
0,7-0,1
0,12—0,15
0,12—0,15
0,18—0,22
0,20—0,25
0,25—0^)
0,30—0,35
0,40—0,45
0,40—0,50
св. 25
ДО 50
0,10—0,12
0,12-0.15
0,15—0,18
0,22-0,27
0,25—0.30
0,25—0.30
0,35—0.40
0,45—0.50
0,50—0,55
Длина
св. 50
до 100
_
0.15—0,18
0,18—0.22
0.25—0,30
0,25-0,30
0,30—0.35
0,40-0,45
0,45—0.60
050—0,55
отверстия
св. 100
до 150
_
0,20—0,25
0.25—0,30
0,35-0,40
0,40—0,45
0,45-0,50
0,50-055
0,50—0,60
св. 150
до 200
¦
—
0.30-0.35
0.40—0,45
0,45—0.50
0,55-0.60
0,60—0,65
0,60-0,70
св. 200
ДО 300
0,40—0.50
0,45—о;55
0.50—0,60
0,55—0.65
0,65—0,75
0.65—0,75
86. Соотношения между диаметром круга D
и диаметром шлифуемого отверстия ?>i
Св.
»
D
в мм
До 30
30 до
80 »
80
125
D
D.
0,95
0,90
0,85—0,80
Св.
»
»
D
в мм
125 до
160 »
200 »
160
200
250
D
0,75
0,70
0,65
87.
Длина
шлифо-
вания
10
12
16
20
25
Выбор высоты круга
Размеры в мм
Высота
круга
8
10
13
16
20
Длина
шлифо-
вания
32
40
50
60
80
Высота
круга
25
32
40
50
63
При малой жесткости шпинделя станка увеличение скорости шлифовального
круга особенно влияет на повышение производительности, точности и снижение
шероховатости поверхности. Лучшим средством повышения скорости является
применение электрошпинделя. Для питания электрошпинделей вместе со стан-
ком поставляют портативный генератор.
Основные характеристики электрошпинделей для внутришлифовальных стан-
ков приведены в табл. 89.
Скорость детали должна составлять 0,015—0,030 от скорости шлифовального
круга, при этом большие значения выбирают при шлифовании материалов, склон-
ных к прижогам и трещинам. При шлифовании с продольной подачей величина
перебега круга с каждой стороны должна быть равной -=-, но не более -о- высоты
круга. Круг из отверстия выводят лишь по окончании шлифования или для
его правки.
Продольную подачу обычно выбирают в долях высоты круга, она не должна
3 ,
превышать -г его высоты на один оборот детали.
Число двойных ходов стола и число оборотов детали не должны составлять
передаточного отношения, равного целому числу.
Установка и крепление обрабатываемой детали.
На внутришлифовальных станках заготовки устанавливают в кулачковых я
мембранных патронах. Кулачковые патроны широко используют в единичном
и мелкосерийном производствах, такие патроны допускают обработку деталей
с большим диапазоном установочных наружных диаметров.
В массовом и серийном производстве целесообразно применять мембранные
патроны, обеспечивающие более точную установку обрабатываемой детали
(рис. 389).
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
479
88. Выбор характеристики круга при внутреннем шлифовании
Материал
Высокоуглеродистая и быстроре-
жущая сталь:
незакаленная'
закаленная
Конструкционная сталь:
незакаленная
закаленная
Никелевая сталь:
незакаленная
закаленная
Хромистая сталь:
незакаленная
закаленная '
Хромоникелевая сталь:
незакаленная
закаленная
Марганцовистая сталь
Азотированная сталь
Хромомарганцовотитанистая сталь
закаленная
Шлифование
предварительное
Мате-
риал
зерна
Э5
Э5А
ЭХ
М8
Э9А
ЭХ •
Э5
Э9А
ЭХ
Э9А
ЭХ
Э5
Э9А
ЭХ
Э5
М8
Э9А
ЭХ
Э9А
Э5
ЗХ
Э9А
М8
ЗХ
Э9А
Э5
ЗХ
Э9А
М8
ЭХ
Э9А
ЭХ
Э5
—
Э9А
ЭХ
Э5
Твердость
СМ2—С2
СМ2—С1
С1—СТ1
СМ2—С2
СМ1—С1
МЗ—СМ1
С1—СТ1
СМ2— С1
С1— СТ1
СМ2—С1
СМ2—С1
—
СМ2—С1
Связка
К8
К1
К5
К5
Kl, K8
К8
К1
К8
К1
К8
К1
К5
К5
К1
К8
К8
К1
К5
К8
К1
К5
К8
К1
К5
К8
К1
К5
К8
К1
К5
—
К8
К1
К5
окончательное
Мате-
риал
зерна
Э5
Э9А
ЭХ
М8
Э9А
ЭХ
Э5
39А
ЭХ
Э9А
ЗХ
Э5
Э9А
ЭХ
Э5
М8
ЭОА
ЭХ
Э9А
Э5
ЗХ
М8
Э9А
ЭХ
Э9А
Э5
зх1
М8
Э9А
ЭХ
Э9А
ЭХ
Э5
К39
Э9А
Э9А
ЭХ
Э5
Твердость
СМ2—С1
СМ1—СМ2
СМ2—С1
СМ1—СМ2
МЗ—СМ1
МЗ—С Ml
СМ2—С1
СМ1—СМ2
СМ2—С1
СМ1—СМ2
СМ1—СМ2
М2—МЗ
СМ1—СМ2
Связка
К5
К8
К1
К5
К8
К1
К8
К1
К8
К1
К8
К1
К5
К5
К1
К8
К8 .
К1
К5
К5
К1
К8
К8
К1
К5
К5
К1
К8
К5
К1
К8
К
К5
К8
К5
К1
К8
480 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Продолжение табл.
Материал
Чугун отбеленный
Чугун серый
Твердые сплавы
Алюминий и его сплавы
Бронза мягкая
Бронза твердая и вязкая
Латунь
Шлифование
предварительное
Мате-
риал
зерна
К39
КЧ8
К39
КЧ8
К39
К38
К39
КЧ8
К39
КЧ8
Э5
39А
К39
КЧ8
Твердость
СМ1—СМ2
СМ2—С1
МЗ— СМ1
СМ1—СМ2
СМ1—СМ2
СМ1—СМ2
СМ1—СМ2
Связка
К
К8
К1
К
окончательное
Мате-
риал
зерна
К39
К39
К39
К39
К39
Э5
Э9А
К39
Твердость
МЗ—СМ1
СМ1—СМ2
М2—МЗ
СМ1—СМ2
¦ МЗ—СМ1
МЗ—СМ1
МЗ—СМ1
Связка
К
им
к
Примечания: 1. При предварительном шлифовании зернистость кругов 40,
при окончательном — 25—16, кроме чугуна, твердых сплавов, алюминия и его сплавов,
для которых зернистость кругов при предварительном шлифовании 50—40, при оконча-
тельном — 40—25. Для азотированной стали зернистость кругов при окончательном
шлифовании 16—12.
2. Структура кругов 5 для всех материалов.
Тип
шпинделя
Э-18/2
Э-24/2
Э-24/1
Э-36/2,5
Э-36/1
Э-36/0,6
Э-48/2
Э-48/0,6
Э-2/0,5
Э-96/0,5
89.
Число
оборотов
шпинделя
в минуту
18 000
24 000
36 000
48 000
72 000
06 000
Основные данные электрошпинделе1"
Мощ-
ность
в кет
2
2,5
1,0
0,6
2,0
0,8
0,5
Напряжение
тока в в
220/3S0
220
220/380
220
220/380
220
Частота
в гц
300
400
600
800
1200
1600
Диаметр
шейки
вала
в мм
25
17
12
15
12
9
Посадочный
диаметр для
крепления
оправки шли-
фовального
круга
в мм
с+0.005
7+0.005
q+0.005
7+о,ооз
5+0.005
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
481
Окончательно шлицюЬать В разведенном состоянии на 1-1,5мм
Окончательно шлифоПать на месте при цстанобленном кольце
Рис. 389, Мембранный патрон: 1 — мембранный диск; 2 — зажимные кулачки;
3 — сменные вкладыши; 4 — установочное кольпо
? 34
Рис. 390. Схема наладки операции шлифова-
tg <-\ щ j п | / нин отверстия и торца шестерни на двухкруго-
n. \ KJrs .м / вом стаНке: 1 я 2 — микровыключатели; в и
6 — штоки; 4 — рычаг; S — шток пневмоци-
линдра; 7 — планшайба станка; 8 — посадоч-
ная выточка; 9 — калибр; ю — ролики;
11 — упорные пальцы патрона; 12 — болт;
13 — корпус мембранного патрона; 1? — щели
ft™ удаления абразивной пыли; 15 — направляющая втулка; 16 — твердосплавные
| вставки; П — прокладка
I 16 Справочник технолога, том 1
482 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Под действием штока 5 пневмоцилиндра (рис. 390) диск мембраны прогибается
кулачки разжимаются и шестерня свободно входит в патрон. При отводе штока
мембрана возвращается в исходное положение, кулачки сближаются, закрепляя
деталь.
Базой при установке шестерни в патроне служит делительная окружность
и торец шестерни. При установке шестерни во впадины зубьев закладывают
ролики 10, шестерня с роликами вставляется до упора в неподвижные пальцы Ц
патрона, кулачки зажимают ее по роликам.
Для удобства установки роликов применяют сепаратор, в котором ролика
свободно вращаются на осях (рис. 391).
Для прямозубых шестерен применяют сепаратор с цельными роликами, а
для косозубых — с роликами, навитыми в виде пружины.
Мембранный патрон устанавливают на планшайбе, посадочное гнездо кото-
рой шлифуется непосредственно на станке по установочному диаметру патрона
так, чтобы он входил в гнездо без зазора, а опорный то-
рец не имел биения.
Базовые места в патроне шлифуют также непо-
средственно на станке. Внутренний диаметр вклады-
шей 3 (см. рис. 389) шлифуют по установочному кольцу.
Диаметр установочного кольца выбирают так, чтобы при
зажиме его в посадочном гнезде кулачки патрона сбли-
жались по диаметру на 0,08—0,12 мм. Этой величине'
должна равняться разность размеров внутреннего
диаметра вкладышей при разжатом состоянии ватрова
и после зажима в нем установочного кольца.
Посадочное гнездо под кольцо 4 также шлифуют на
месте по диаметру установочного кольца, когда патрон
Рис. 391. Схема установ- находится в сжатом состоянии. Торцовое биение кольца
ки шестерни на Роликах: установке не должно Превышать 0,02 мм.
пус мембранного патро Упорные пальцы патрона шлифуют одновременно
на; з — корпус сепарато- с вкладышами, торцовое биение их не должно превы-
ра; 4 — ролики; S— окно тпять О 01 мм
для промывки шать u.ul ¦*¦*•„ „
Внутренний диаметр вкладышей и шлифуют в та-
кой размер, при котором эталонная шестерня с роли-
ками плотно входит в кулачки. Эталонную шестерню отбирают из числа произ-
водственных шестерен с наибольшей допустимой толщиной зубьев.
На точность установки шестерни большое влияние оказывает величина, на
которую расходятся кулачки патрона: чем она меньше, тем патрон работает
точнее. Практически не следует выбирать эту величину более 0,7 мм по диаметру.
Точность и надежность установки шестерни в патроне зависит также от числа
роликов в сепараторе. Так, при установке шестерни на шести роликах погреш-
ности установки уменьшаются в 1,5—2,0 раза по сравнению с установкой той
же шестерни на трех роликах.
Перед установкой шестерни в патрон необходимо тщательно промыть ролики,
зубчатый венец и патрон, так как одно;; из главных причин погрешности установ-
ки является загрязнение посадочных мест абразивом и металлической стружкой.
Мембранные патроны широко применяют на операциях шлифования колец
шарикоподшипников (рис. 392). Они отличаются большим числом рожков 7,
расположенных по окружности, что способствует более точному центрированию
заготовки. Вместо вкладышей на кулачках ввертывают винты 4, которые после
настройки на размер фиксируют гайками 6.
Шлифование на башмаках применяют для обработки отверстий во втулках,
имеющих шлифованный торец. Заготовка лежит на жестких упорах А и Б
(рис. 393) и поджимается плоским шлифованным торцом к вращающейся плав-
шайбе шпинделя передней бабки роликами или электромагнитом. Сила трения
между контактирующими поверхностями планшайбы и заготовки вращает послед-
нюю. Заготовка на опорах А ж Б располагается эксцентрично оси вращения
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
483
^пнделя. Этим создается проскальзывание меясду планшайбой и заготовкой,
веобходимое для поджатая наружной базовой поверхности заготовки к опо-
рам А и В.
При шлифовании на башмаках внутренняя поверхность копирует форму
варуяшой базовой поверхности и обеспечивает равностенность втулки. Шлифо-
вание на башмаках широко применяют на обработке колец шарикоподшипников.
Автоматизация обработки. На современных внутришлифо-
вальных станках цикл шлифования осуществляется автоматически. Необхо-
димы средства активного контроля, управляющие циклом и обеспечивающие
заданный размер. По мере приближения к заданному размеру механизм актив-
ного контроля дает команду исполнительным органам станка на уменьшение
йу
1 2 3 </
Рис. 392. Винтовой мембранный патрон: 1 — план-
шайба; г — мембрана; з — упоры; 4 — винты; 5 — об-
рабатываемая деталь; в — гайка; 7 — рожки
Рис. 393. Схема бесцентро-
вого внутреннего шлифова-
ния на башмаках: 1 — обра-
батываемая деталь; 2 — ве-
дущая планшайба; А и
Б — жесткие неподвижные
опоры — башмаки
поперечной подачи круга, чистовую правку, выхаживание и отвод круга. Актив-
ный контроль осуществляют мерительными автокалибрами и рычажно-следя-
пшми устройствами.
Использование автокалибров показано на примере шлифования отверстия
шестерен (см. рис. 390). Допуск на диаметр отверстия выдерживается в пределах
0,025 мм, биение базового торца относительно оси отверстия — до 0,05 мм.
После установки детали в патроне оператор вручную подводит шлифовальный
круг до начала шлифования и включает самоход. Далее процессом управляет
механизм активного контроля. Шток с закрепленным на нем измерительным
калибром 9 при своем возвратно-поступательном движении в полом шпинделе
передней бабки подводит калибр в уаор к шлифуемому отверстию с нерабочей
стороны.
Калибр выполнен ступенчатым. Когда диаметр отверстия достигает размера
"ь калибр входит в отверстие своей передней частью и через рычаг 4 и шток 3
Размыкает контакт 1 в электроконтактной головке, сообщая при этом команду
Ва правку круга. После правки шлифование продолжается. При достижении
Размера D2 калибр полностью входит в отверстие, размыкает контакт 2, и шлифо-
вальный круг отходит в исходное положение.
Для повышения точности работы применяют так называемые плавающие
Калибры. Плавание калибра обеспечивается зазором 0,5 мм между штоком 6
* направляющей втулкой 15, а танже зазором 0,05 мм посадки калибра 9 на
оолте 12.
Резиновая прокладка 17 предупреждает проникновение абразивной пыли
8 заяпр. Для направления при входе в отверстие на калибре создана конусная
16*
484 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
заборная часть, а для уменьшения износа рабочей поверхности припаяны твердо,
сплавные вставки 16.
По опыту ЗИЛ плавающие калибры надежно обеспечивают точность изме-
рения в пределах 2-го класса точности.
Измерение калибрами с нерабочей стороны детали позволяет использовать
круг наибольшего диаметра и этим повысить производительность процесса.
Рис. 395. Схема измерительного рычажного
прибора типа П-53: А и В — измерительные
наконечники; 1 и 2 — рычаги; з и 4 — плос-
кие пружины; 5 — суммирующий рычаг;
в — миниметр
Рис. 394. Схема активного контроля
I измерительным рычажным прибором
злектроконтактного типа: а — схема
измерения; б — схема шлифования;
1 —измерительный рычаг; 2 —шток;
3 — кольцо; 4 — плоские пружины;
5 —подвижный контакт; 6 и 9 — не-
подвижные контакты; 7 и S — сиг-
нальные лампы
Рис. 396. Схема управления циклом шлифо-
вания по упору: 1 и 2 — электровыключате-
ли; 3 — маховик поперечной подачи; 4 — ре-
гулируемый упор
Измерительную поверхность калибра для шлицевых отверстий выполняют
сплошной, а для гладких отверстий — прерывистой.
Использование рычажно-следящего устройства показано на примере шлиф0'
вания желобов колец шарикоподшипников (рис. 394). Измерительный рычаг 1
с алмазным наконечником А вводится в желоб. В процессе шлифования по мер6
увеличения диаметра желоба шток 2 поднимается, действием кольца 3 изгибав!
плоскую крестообразную пружину 4 и отклоняет подвижный контакт 5; при его
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
485
отходе от неподвижного контакта 9 дается команда исполнительным органам
станка на переход с чернового шлифования на чистовое. В этот момент зажигается
сигнальная лампочка 8. По достижении заданного размера подвижной контакт 5
замыкается с неподвижным контактом 6, и процесс шлифования прекращается.
5Келоб шлифуется с допуском ± 0,015 мм.
При работе без автоматического цикла для измерения размера отверстия в
процессе шлифования применяют рычажные устройства с миниметрами. Наибо-
лее точным из них является двухстрелочный рычажный прибор типа П-53
(рис. 395). Измерительные наконечники через рычаги 1 и 2 под действием плос-
ких пружин 3 и 4 соприкасаются со шлифуемой поверхностью. Суммарное пере-
мещение обоих наконечников воспринимает рычаг 5, закрепленный на плоской
пружине в точке Е, и передается миниметру 6.
Преимущество такой измерительной схемы состоит в том, что она не требует
точной фиксации измерительного прибора в вертикальном положении.
Положение I
Положение И
Положение Щ Положение IV
Рис. 397. Схема действия механизма автоматической загрузки и разгрузки
деталей при бесцентровом шлифовании на станке 3263: 1 — поток; 2 — на-
жимной ролик; 3 — поддерживающий ролик; 4 — деталь; 5 — ведущий ро-
лик; в — кулиса; 7 — упор; 8 — разгрузочный лоток
Рычажно-следящие устройства используют на операциях 1-го класса точности
при шлифовании отверстий больших диаметров A00 мм и более), глухих отвер-
стий и внутренних сферических поверхностей.
Автокалибры применяют на операциях 2-го класса точности с диаметром
отверстий до 100 мм, а также при шлифовании отверстий, имеющих шлицы и
шпоночные канавки.
На операциях 3-го класса точности и грубее циклом шлифования можно
управлять без устройств активного контроля, применяя жесткие упоры.
Схема управления циклом шлифования по установленным упорам показана
на рис. 396. На неподвижном кожухе маховика поперечной подачи шлифоваль-
ного круга установлены конечные электровключатели 1 и 2, а на ободе маховика 3
Установлен уаор 4. В процессе шлифования маховик 3 поворачивается и под-
водит упор 4 к включателям. Электровключатель 1 дает команду на правку круга
и переход с черновой подачи на чистовую, электровключатель 2 — на отвод
Шлифовального круга и остановку станка.
Автоматизация обработки включает загрузку и разгрузку деталей. Примером
такой автоматизации может служить операция шлифования отверстий у колец
Шарикоподшипников (рис. 397). Детали, подлежащие обработке загружают
в наклонный лоток 1. Шлифуемая деталь 4 базируется на трех роликах 2, 3, 5 а
вращается от ведущего ролика 5 (положение /). По окончании шлифования на-
жимной ролик 2 отводят от детали. Кулиса 6 поворачивается по часовой стрелке
И своим плечом выносит обработанную деталь из рабочей зоны на разгрузочный
Лоток 8 (положение // и ///).
В конце хода кулисы 6 поднимается упор 7, нижняя деталь скатывается
йз лотка 1 на периферийную поверхность кулисы (положение ///). Затем кулиса
486 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
опускается и вносит деталь в рабочую зону на ролики 3 и 5 (положение IV)
Подобные наладки можно использовать для шлифования колец и втулок с цилин-
дрическим и коническим отверстиями.
Плоское шлифование. Все плоскошлифовальные станки делят на две
группы, работающие периферией '• или торцом круга.
Шлифование торцом круга более производительно, так как в резании одно-
временно участвует большое число режущих зерен. Однако большой контакт
круга с деталью при торцешлифовании вызывает интенсивное выделение тепла
в процессе шлифования, что нередко приводит к тепловым деформациям, при-
жогам и трещинам на обрабатываемых поверхностях.
При периферийном шлифовании поверхность контакта и число одновременно
режущих зерен значительно уменьшается, поэтому уменьшается производитель-
ность, количество выделяемого тепла и тепловые деформации. Последнее особенно
важно для получения высокой точности шлифования маложестких и тонких
деталей, где нужно избежать коробление и прижоги.
Рис. 398. Профильная правка кругов: а — универсальное приспособление для про-
фильной правки кругов; б — схема правки по радиусу
Станки, работающие периферией круга, более универсальны. Они обрабаты-
вают плоские и фасонные поверхности, прямобочные и профильные канавки,
тонкостенные детали и трудношлифуемые материалы, склонные к прижогам.
Поэтому способ шлифования периферией круга широко применяют в единичном
и мелкосерийном производстве, где требуются универсальные наладки. В мас-
совом и серийном производстве этот способ применяют там, где нельзя исполь-
зовать торцешлифование (фасонное шлифование, шлицешлифование и обработка
трудношлифуемых материалов).
Станки для периферийного шлифования имеют прямоугольный стол с прямо-
линейным возвратным движением или круглый вращающийся стол.
На станках с прямоугольным столом обрабатывают детали удлиненной формы,
поверхности с высокими требованиями плоскостности, детали с буртами, пазами,
канавками, неустойчивые детали с недостаточно развитой базовой поверхностью
и, наконец, детали, требующие обработки фасонных поверхностей.
При помощи устройства «Диаформ» для профильной правки шлифовального
круга на станках этого типа можно шлифовать самые сложные фасонные поверх-
ности с большой точностью.
На устройстве «Диаформ» устанавливают мастер-шаблон заданной формы.
В процессе правки круга следящий щуп огибает контур шаблона и через си-
стему пантографа передает координаты профиля правящему алмазу. Так как пере-
даточное отношение рычажной системы пантографа равно 5:1 или 10:1, то точ-
ность профиля на круге в сравнении с шаблоном увеличивается соответственно
в 5 или 10 раз.
При отсутствии прибора «Диаформ» заданный профиль на шлифовальном
круге можно (получить при помощи съемного приспособления, устанавливаемого
№
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
487
0а стол станка (рис. 398, а). Правящий алмаз закрепляют в подвижной державке,
р дижней части державки имеется рабочий наконечник, который под действием
црудаины поджат к копиру. Поворотом маховика державка перемещается вдоль
рОцира и передает его профиль шлифовальному кругу. Радиусные формы выпук-
лого или вогнутого профиля образуются поворотными правящими устройствами
(ряс. 398, б), закрепляемыми также на столе станка. На станке с прямоуголь-
ны столом можно шлифовать поверхности под любым заданным углом при по-
мОщи поворотных маг-
дитных плит, синусных
тисок и линеек (рис. 399, а)
или иравкой под углом
(рис. 399, б).
Станки с круглым
вращающимся столом бо-
лее производительны, чем
с прямоугольным столом,
за счет сокращения вре-
мени на реверсирование
и перебеги стола, а также
благодаря возможности
повышения скорости дви-
жения стола.
На станках с возврат-
но-постуиательным дви-
жением стола его ско-
рость обычно не превы-
шает 10 м/мин из-за
инерционности механиз-
ма реверсирования.
На станках с круглым
иолом скорость стола
достигает 20—30 м/мин.
Это является преиму-
ществом при шлифовании
закаленных деталей,
склонных к прижогам и
трещинам. Поэтому при
обработке большого ко-
личества мелких деталей,
в также деталей, имею-
щих круглую или квад-
ратную форму, целесо-
образно использовать
станки с круглым столом. Эти
с прямоугольным столом, поэтому
азводствах.
Торцом круга шлифуют на станках с прямоугольным и круглым столом, а
^кже на двусторонних станках, где одновременно обрабатывают две парал-
лельных плоскости детали.
Торцешлифовальные станки с прямоугольным столом более универсальны;
Набольшее применение они имеют при шлифовании направляющих плоскостей,
«азов, удлиненных плоских поверхностей и различных труднодоступных наклон-
ах поверхностей (рис. 400).
При шлифовании с большим съемом, чтобы избежать нагрева и деформации
"Срабатываемой поверхности, применяют сегментный шлифовальный круг ва
аКелитовой связке и уменьшают поверхность резания наклоном шлифовального
fjra (рис. 401). На черновых операциях наклон круга допускается до 2 мм,
Рис. 399. Способы шлифо-
вания разных поверхно-
стей на плоек ошлифо-
ваяьном станке с прямо-
угольным столом: а —
шлифование различных
поверхностей при помо-
щи синусных тисок; б —
шлифование направляю-
щих станины кругами,
заправленными под раз-
ными углами
станки менее универсальны, чем станки
применяются в серийном и массовом про-
488 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
на чистовых операциях с высокими требованиями плоскостности наклон круга не
должен превышать 0,05 мм.
Величина наклона круга проявляется характерной сеткой на шлифованной
поверхности.
Наиболее производительная обработка на станке с круглым вращающимся
Столом. Обрабатывают двумя методами: многопроходным и однопроходным (глу-
бинным).
При многопроходном шлифовании стол станка получает быстрое вращение
(в среднем 15—20 м/мин); вертикальную подачу шлифовального круга (на вре-
зание) осуществляют периодически на один
или несколько оборотов стола. При одно-
проходном шлифовании стол станка медленно
вращается (в среднем со скоростью 0,5—
3,0 м/мин), и за один оборот стола снимают
весь припуск.
При многопроходном шлифовании можно
снимать большие припуски и получать 8-й
класс чистоты поверхности. Наладки отли-
чаются простотой и универсальностью. Одиа-
ко по производительности этот метод из-за
больших затрат временя на установку, сия-
ние и измерение обрабатываемых деталей
значительно уступает однопроходному шли-
фованию. Многопроходное шлифование возможно лишь на одношпиндельных
станках. При однопроходном шлифовании в зависимости от заданного при-
пуска, требований точности, класса чистоты поверхности и производительности
применяют станки с одной, двумя, тремя, четырьмя и пятью шлифовальными
Рис. 400. Обработка направляющих
станины на торцешлифовальных
станках с прямоугольным столом
а)
Рис. 401. Характерный рисунок шлифованной поверхности при обработке на
плоскошлифовальных станках с различным наклоном круга: а — шлифование
с большим наклоном круга для операций чернового шлифования; б — шлифо-
вание на чистовых операциях с малым наклоном круга; в — прецизионное
шлифование с высокими требованиями плоскостности без наклона круга
головками (рис. 402). При этом загрузку, разгрузку и другие вспомогате*
ные приемы выполняют за счет машинного времени обработки. При проект»'
ровании операции однопроходного шлифования необходимо учитывать, чТ.
снимаемый одним кругом припуск не должен превышать на предварительно
т
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
489
обработке 0,7 мм и на окончательной обработке 0,3 мм, при этом чистота по-
верхности обеспечивается не выше 8-го класса.
Однопроходное шлифование сопровождается выделением и концентрацией
Р детали большого количества тепла, и поэтому этот метод не рекомендуется
Рис. 402. Схема расположения шлифовальных бабок
на станках для однопроходного шлифования
для тонкостенных деталей и труднообрабатываемых материалов, имеющих
склонность к прижогам и трещинам.
Однопроходное шлифование требует многоместных наладок и прочного
деталей; чаще применяют не электромагнитные
крепления обрабатываемых
устройства, а установочные
приспособления с механиче-
скими зажимами. Метод од-
нопроходного шлифования
целесообразен для массового
и серийного производства.
Для предупреждения
прижогов шлифуемой по-
верхности лучше применять
мягкие крупнозернистые
круги на бакелитовой связ-
ке, а форму их выбирать
исходя из величины обраба-
тываемой поверхности.
Сплошной круг применяют
для шлифования прерывис-
тых поверхностей. При зна-
чительной площади непре-
рывного соприкосновения с
кругом следует брать круги
с отверстиями или канавка-
ми; при шлифовании сплош-
ных поверхностей необходи-
ма использовать сегментные
кРУги (рис. 403, а — в).
В большинстве случаев
шлифование ведут в усло-
виях самозатачивания кру-
г°в. Правку круга произво-
дят примерно раз в смену
Для выравнивания абразив-
в°й рабочей поверхности.
Правящим инструментом
"оычво служит набор ме-
таллических звездочек. На некоторых чистовых операциях круги правят ал-
*зно-металлическим карандашом.
Средства автоматизации процесса. Непрерывная ком-
всация износа круга вручную резко снижает производительность станка И
Рис. 403. Примеры выбора формы абразивного круга
для различных поверхностей
490 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рис. 404. Схема авто-
матического подна-
ладчика
не гарантирует от брака, поэтому крайне важно применять автоматически
подналадчики.
Схема одной из конструкций автоматического подналадчика показана щ
рис. 404. Деталь 1, выходящая из зоны шлифования, проходит под контрольной
пластинкой 2. По мере износа щл„
фовальиого круга размер детали
увеличивается. Когда размер цре_
выеит верхний предел допуска, де_
таль заденет за пластинку 2 и от-
клонит рычаги 3 и 4. При повороте
рычага 4 через микровключательз
замкнется электроцепь. Сердечацк
10 втягивается в катушку 11 п сжи-
мает диски фрикционной муфты 9,
включая винт 8 вертикальной пода-
чи шлифовального круга через вал
6 и пару конических шестерен от
непрерывно вращающейся червяч-
ной шестерни 7. Как только 'размер
шлифуемых деталей достигнет за-
данного, вертикальная подача шли-
фовального круга прекращается.
На рис. 405 приведен пример однопроходного шлифования незакалевнщ
деталей типа шайб на станке непрерывного действия. Снимаемый припуск не
превышает 0,1 мм. Электромагнитный зажим действует в рабочей зоне Л, а в
загрузочно-разгрузочной зоне Б зажим автоматически выключается. Оператор
загружает детали на вращающийся стол
через лоток 3. Вступая в зону А, детали
зажимаются и шлифуются. При выходе из
рабочей зоны детали освобождаются от
зажима и сбрасываются в лоток 4. Весь
припуск снимается за один оборот стола.
Компенсация износа круга, контроль раз-
меров, загрузка и разгрузка деталей
производятся без остановки процесса шли-
фования.
Четырех- и пятикруговые торцешлифо-
вальпые станки применяют не только для
снятия больших припусков, но также
для одновременной обработки двух разно-
высотных плоскостей в одной детали.
В этом случае обеспечивается плоскост-
ность, параллельность и заданная раз-
новысотность двух поверхностей. Приме-
ром может служить шлифование боковых
сторон большой и малой головки ша-
туна на станках типа «Джустина»
(рис. 406).
Станок имеет пять торцешлифовальных
бабок, расположенных по окружности
стола. Три первых бабки шлифуют торцы
большой головки, четвертая и пятая баб-
ки обрабатывают торцы малой головки,
для этого они смещены к центру стола настолько, чтобы обрабатываемы15
шатуны не касались большой головкой этих бабок.
Весь припуск снимается за один оборот стола, при этом первая головка сни-
мает 0,8 мм, вторая 0,55 мм, третья 0,35 мм, четвертая 0,8 мм и пятая 0,55 *•*•
Рис. 405. Схема наладки глубинного
шлифования с магнитным зажимом де-
талей: 1 — шлифовальные круги; 2 -
магнитный вращающийся стол; 3 — $К
грузочный лоток; 4 — разгрузочны*
лоток; 5 — детали
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
491
Каждая шлифовальная головка оборудована прибором активного контроля,
который расположен на выходе из зоны шлифования. По мере износа круга
толщина шлифуемой детали увеличивается, это фиксируется прибором актив-
вого контроля, который дает команду на опускание шлифовальной бабки на
величияу износа круга. Этим
пОддерживается постоянный
припуск на каждый проход.
Измерительное устройство
мол<ет поддерживать допуск
до высоте за счет компенса-
ции износа круга в пределах
5 мкм. Шлифовальные кру-
ги работают в режиме са-
мозатачивания и не нуж-
даются в правке.
При шлифовании шату-
нов с производительностью
24 шатуна в минуту (с од-
ной стороны) обеспечивается
чистота поверхности по 8-му
классу, непараллельность
двух шлифованных поверх-
ностей до 0,02 мм на длине
шатуна и разновысотность
торцов большой и малой
головок шатуна с точностью
0,04 Л1Л1. Общий снимаемый , ....,.*,..
припуск за один оборот сто- fc'fel t;:iS?v| Ц-jpft
ла может достигать 3 мм. [¦Щ----ч^Щ::^ w"\ "=
Станки целесообразно при-
менять и при снятии мень-
ших припусков 0,5—1,5 мм
при обработке маложестких
деталей или металлов,
склонных к прижогам и тре-
щинам.
Преимуществом этих
станков является возмож-
ность одновременной обра-
ботки двух разновысотных
плоскостей за одну уста-
новку.
Шлифование на
Двусторонних стан-
Рпс. 406. -Шлифование боковых сторон шатуна на пя-
тикруговом плоскошлифовальном станке
а)
Рис. 407. Способы обработки на двусторонних торце-
шлифовальных станках; а — шлифование с круговой
подачей заготовок; б — проходное шлифование; в — шли-
фование с прямолинейно-возвратной подачей заготовки
Jsx. Одновременное шли-
фование двух параллель-
аы* плоскостей осущест-
вляют на двусторонних
т°РЦешлифовальных стан-
ках тремя способами (рис.
Первый способ предусматривает использование роторных приспособлений
круговой подачей обрабатываемых деталей в зону шлифования при помощи
РаЩающегося диска (рис. 407, а) ¦ Загрузку и разгрузку обрабатываемых деталей
g Установочные гнезда диска осуществляют вручную или автозагрузчиком.
От способ применяют при шлифовании торцов различных валов, штоков.
цвдьцев.
492 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Второй способ проходного шлифования (рис. 407, б) используют для обра-
ботки колец, дисков и других коротких цилиндрических деталей. Обрабатывае-
мые детали не закрепляют, в зону шлифования подают принудительно. В зоне
шлифования детали самоустанавливаются по режущей поверхности кругов ц
двигаются между верхней и нижней направляющими линейками. Этот способ
шлифования наиболее производительный.
Третий способ применяют при шлифовании крупногабаритных деталей раз-
личной конфигурации. Обрабатываемую деталь устанавливают и закрепляют
в приспособлении, имеющем прямолинейно-возвратное движение, благодаря
которому деталь вводится в зону шлифования и выводится из нее после обра-
ботки (рис. 407, в).
Основным недостатком двусторонних торцешлифовальных станков являются
большие поверхности контакта режущего инструмента с деталью, вызывающие
Рис. 408. Станок для двустороннего
шлифования периферией кругов
интенсивное выделение тепла. Поэтому фирма «Джустина» создала двусторон-
ний станок, работающий периферией круга (рис. 408). Такие станки наиболее
желательны для обработки тонкостенных деталей.
На рис. 409 приведен пример шлифования торцов поршневого пальца. Длина
пальцев 90 мм, диаметр 30 мм, снимаемый припуск 0,4 мм на сторону, круговая
подача загрузочного барабана 2 м/мин. Обрабатываемые пальцы укладывают
в призмы, равнорасположенные на периферии вращающегося загрузочного
барабана 1. Приближаясь к зоне шлифования, рычаг 3 натяжением троса «
зажимает деталь 4 в призме. При выходе из зоны шлифования рычаг 3 откиДй'
вается и обработанный палец выпадает из призмы.
Непараллельность шлифованных торцов не превышает 0,02 мм. Длину паль*
цев выдерживают с точностью 50 мк. Производительность 1000 шт/ч.
Типовым примером обработки по второму способу является шлифованЯ
поршневых колец (рис. 410).
Кольца 2 ременным транспортером 1 доставляются на опорный нож 4, вР
ходящий через всю зону шлифования, по которому двигаются между напра»
ляющей линейкой 3 и ременным приводом 5, проталкивая одно другое в зо»)
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
493
шлифования. При выходе из рабочей зоны детали по направляющим линейкам
инатываются в тару. Шлифование производят в два прохода. На первом снимают
Припуск до 0,15 Л1Л1, а на втором — 0,05 лл на сторону.
О Щ
Рис. 409. Схема наладки операции одно-
временного шлифования Jooohx торцов
поршневого пальца: а — схема шлифова-
ния; б — схема механизма загрузки и
разгрузки деталей
Рис. 410. Схема наладки операции шлифо-
вания боковых сторон поршневых колец:
а — схема загрузки и шлифования; б —
схема передвижения деталей в зоне шли-
фования; в — схема привода ременного
транспортера
Производительность операции более 1000 колец в минуту. Отклонение от
параллельности боковых сторон кольца не превышает 0,02 мм.
При чистовом шлифовании (рис. 411) кольца из магазина передаются цеп-
ным конвейером 1 по направляющей пластине 4 в зону шлифования.
Рис. 411. Схема наладки операции чистового шлифования боко-
вых сторон поршневых колец на вертикальном станке: 1 — цеп-
ной конвейер; 2 — магазин; 3 — обрабатываемые кольца;
4 — направляющая пластина; 5 — ременный конвейер
При выходе из этой зоны кольца падают на ременный конвейер 5 и затем
ТаРУ- Смещением оси нижнего шпинделя по отношению к оси верхнего шпин-
ДеЛя достигается непрерывное изменение скорости вращения колец на всем пути
j* Движения между кругами, благодаря чему возрастает число пересечений
шлифовочных рисок и улучшается чистота шлифованной поверхности. При
494 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Метод
центрирования
Способ шлифования
Шлифование
одним кругом
дна и боковин
flodbuWb
чистовом проходе снимают припуск 0,025—0,035 мм на сторону. Чистота поверх,
ности достигает 8-го класса. Отклонение от параллельности боковых сторо»
колец не превышает 0,012 мм. Производительность операции 150 колец в минуту
Шлицешлифование. Различные способы шлифования шлицевых валиков
приведены в табл. 90.
Для шлифования дна и боковых сторон одним кругом (А) характерна црд.
стота наладки, точное взаимное расположение обработанных поверхностей
более длительное сохранение npo<W
90. Способы шлифовании шлицевых валиков дя круга, чем при других наладках
Недостатком способа является
применение круга одной характери-
стики для разных условий шлифова-
ния дна и боковых сторон.
При одновременном шлифовании
тремя кругами (Б) возможно при-
менение кругов разных характерис-
тик для обработки дна и боковых
сторон. Улучшаются условия работы
боковых абразивных кругов, но ус-
ложняется наладка: увеличение вы-
лета планшайб с кругами приводит
к повышенным отжатиям и вибра-
циям.
Способ раздельного шлифования
(В) позволяет применять круги
разных характеристик для дна и бо-
ковых сторон, обеспечивает тщатель-
ное прорезание углов между боко-
выми сторонами и дном шпицев.
Недостатком способа является необ-
ходимость обработки вала за два
установа на двух станках или с пе-
реналадкой станка при переходе
станка с обработки дна к обработке
боковых сторон. Этим снижается
точность взаимного расположения
поверхностей и увеличивается время обработки на 30—40% по сравнению
с первым способом.
При раздельном шлифовании боковых сторон (Б и В) вызывает затруднения
подбор одинаковых по качеству кругов.
Таким образом, при первом методе центрирования валов, имеющих до шести
канавок, целесообразно производить одновременное шлифование боковых
сторон и дна одним фасонным кругом (способ А), при этом лучшие результаты
достигают кругами на керамической связке, так как они лучше сохраняют
фасонный профиль.
В случае обработки шлицевых валов, имеющих свыше шести канавок, целе-
сообразно шлифовать тремя кругами (по способу Б).
Это объясняется тем, что угол наклона боковых сторон канавки уменьшается,
и при использовании одного фасонного круга приходится править его под более
острыми углами, что приводит к заметному снижению кромкостойкости абразив-
ного круга.
При шлифовании тремя кругами каждый из них обрабатывает разные канавкЯ
(способ Б), это позволяет увеличить угол правки боковых кругов и этим вовй"
сить их кромкостойкость.
При втором методе центрирования боковые стороны шлифуют кругами с за-
остренной режущей кромкой. В этих условиях меньше выкрашиваются крУгВ
на бакелитовой связке.
HoDbuWb
Варианта Вариант6 Варианте
Шлифование
боковых сторон
шлицев двумя
кругами, зокре
пленными на
одной оправке
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
495
Пример наладки операции шлицешлифования с допускаемой погрешностью
шага 0,012 мм показан на рис. 412.
Для фиксации вала служит приспособление с откидным шаблоном. Корпус
приспособления установлен на столе станка строго по линии центров. После
установки обрабатываемого вала в центрах по-
воротом рукоятки шаблон 2 поднимается до упора
в боковые стороны двух диаметрально располо-
женных шлицев. Затем иа конце вала закреп-
ляют хомутик, связанный с поводковым патроном
передней бабки, а установочный шаблон опуо-
иают. Шлифование шлица производят при воз-
вратно-поступательном ходе стола. Делительный
0,5x45°
2
1
Рис. 412. Схема одновременного шлифования
дна и боковых сторон канавки фасонным кру-
гом: а — профиль канавок шлицевого вала
коробки передачи, центрируемого по дну и
боковым сторонам: б — схема установки круга
для шлифования шлицев; в — / — корпус
приспособления; 2 — установочный шаблон;
з —' обрабатываемый вал; 4 — шлифовальный
круг
7 с -п.ОМ
JiJ- o,o9a
а)
Рис. 414. Шлифование боковых сторон канавок:
а — профиль канавок шлицевого валика, центрируе-
мого по наружному диаметру и боковым сторонам ка-
Навок; б — схема шлифования боковых сторон кана-
вок двумя кругами; 1 — шлифовальные круги;
2 — обрабатываемая деталь
Рис. 413. Схема правки фа-
сонного круга: а — схема
правильного устройства;
б — схема правки боковых
сторон круга; в—схема прав-
ки средней части круга;
1 — шлифовальный круг;
2 — алмазно-металлический
карандаш; з — поворотная
державка для правки сред-
ней части круга; 4 — ка-
ретка; 5 — маховик подачи
на врезание; в — державка
для правки боковых сторон
Рис. 415. Профиль канавки
с поднутрением для умень-
шения выкрашивании кро-
мок шлифовального круга
496 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
механизм обеспечивает поворот на заданный шаг шлицев после каждого двой-
ного хода стола. Шлифовальный круг имеет характеристику Э40С1К.
Круги празят двумя устройствами, смонтированными на корпусе шлифо-
вальной бабки (рис. 413) Устройство I служит для правки периферийной части
круга, шлифующей дно шпоночной канавки; устройство // правит поочередно
боковые стороны круга.
При центрировании шлицев по наружному диаметру и боковым сторонам
шлифуют лишь боковые стороны канавок. На рис. 414 показана обработка
16-шлицевого автомобильного карданного вала с допускаемой погрешностью
шага 0,015 мм.
Вал в угловом положении устанавливают непосредственно по шлифовальным
кругам.
Правящее устройство, закрепленное на столе станка или в корпусе шлифо-
вальной головки, позволяет производить правку обоих кругов одновременно.
Для уменьшения выкрашивания острых кромок шлифовального круга на дне
шпоночной канавки делают прорези. В тех случаях, когда прорези не допу-
скаются, на боковых сторонах канавки создают поднутрение (рис. 415) за счет
припуска на шлифование. Глубина поднутрения составляет 0,1 мм при общем
припуске на сторону 0,2 мм.
Отделочная обработка абразивным инструментом. Процессы отделочной
абразивной обработки делят на две группы: размерную обработку с исправле-
нием погрешностей геометрической формы и одновременным повышением чистоты
поверхности — тонкое шлифование, притирочное шлифование (хонингование и
притирка) и безразмерную обработку, применяемую лишь для повышения чисто-
ты поверхности — отделочное шлифование (суперфиниш) и полирование (табл. 91).
91. Достигаемая точность и шероховатость поверхности при отделочной обработке
абразивным инструментом
Метод
обработки
Тонкое шли-
фование
Хонингова-
ние
Притирка
Суперфиниш
Полирование
абразивной
лентой
Погрешности гео-
метрической формы
в мкм
до обра-
ботки
30—50
30—50
5—10
после
обработки
10
5—10.
0,5-1,0
Не исправляет
Не исправляет
Класс чистоты
поверхности
ДО
обра-
ботки
6-7
7-8
6-7
8—9
7-8
8-9
5—6
6-7
8—9
6-7
7-8
после
обра-
ботки
9-10
10-11
8-9
10—12
9-11
11-14
7-8
8-10
11-14
8-9
9—10
Область применения
Обработка цилиндрических, пло-
ских и фасонных поверхностей
по 1—2-му классам точности
(исходная — 2—3-й класс точ-
ности)
Обработка отверстий по 1—2-му
классам точности
Обработка плоских, наружных и
внутренних цилиндрических по-
верхностей по 1-му классу точ-
ности и выше, (исходная точ-
ность — 2-й класс)
Чистовая безразмерная обработка
плоских и цилиндрических по-
верхностей с чистотой поверх-
ности до 14-го класса
Чистовая безразмерная обработка
криволинейных, цилиндрических
и плоских поверхностей с чисто-
той поверхности до 10-го класса
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
497
92. Режимы тонкого шлифования
Параметры
Скорость круга в м/сек
Скорость изделия в м/мин
Скорость продольной подачи в до-
лях ширины круга на один обо-
рот изделия
Поперечная подача
Выхаживание
Шлифование
круглое
врезное
35
25—50
0,1 —
0,3 мм/мин
5—10 сек
круглое проход-
ное
35
20—45
04-0,2
0,005 —
0,01 мм/дв. ход
2—5 дв. ходов
внутреннее
20—30
25—60
0,1—0,3
0,005—
0,01 мм/дв. ход
4—7 дв. ходов
]
93. Режимы правки абразивного круга при тонком шлифовании
Правящий
инструмент
Алмаз
Абразивный круг из
черного карбида
кремния
Проходы
Предварительный ....
Окончательный
Предварительный ....
Окончательный
Режим правки
Продольная
подача
в м/мин
0.2—0,4
0,05—0,15
1,2-1,6
0,6-1,0
Поперечная
подача в мм
на один ход
стола
0,02—0,03
0—0,01
0,02-0,03
0—0,01
Число
одинарных
ходов
3-5
1—2
4—6
3—4
Тонкое шлифование отличается снятием малых припусков @,04—
0,08 мм на диаметр), применением чистовых режимов (табл. 92) и тонких режи-
мов правки круга (табл. 93).
Его производят на любом стан-
ке с тонкой правкой круга.
Наиболее широко применяют
при круглом наружном шлифо-
вании абразивными кругами
ЭБ40СМ1-С2, так как мелко-
зернистые круги после тонкой
правки быстро засаливаются.
Процесс требует хорошей
фильтрации охлаждающей жид-
кости, чтоб исключить попада-
ние частиц абразива и стружки
в зону шлифования.
Хонингование при-
меняют для отверстий диамет-
ром от 6 до 1500 мм и длиной Рис_ 416_ Схема образования на обрабатываемой по-
верхности хонинговалыюй сетки: I, II, III — после-
довательные крайние положения бруска;
выход брусков из отверстия
'в,; 'в, -
от 10 до 20 мм.
При хонинговании абразив-
ным брускам сообщают воз-
вратно-поступательное и вра-
Щательное движения, при сочетании которых на обработанной поверхности
образуется сетка (рис. 416).
При хонинговании в резании одновременно участвует большое количество
абразивных зерен, что обеспечивает высокую произво ительность низкое дель-
498 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
о р^а и
CD О н О 03
В к ? па
а»!1:"
«¦•» I I
i*issi
sis'II
dS-ifif
°g I CO..
« C S |
ное давление и низкую температуру в
зоне резания E0—150° С) и, как след-
ствие, сохранение исходной структуры
поверхностного слоя. Бруски работают
в условиях самозатачивания и не тре-
буют правки.
Хонингование почти не изменяет пер-
воначального положения оси отверстия,
так как режущий инструмент самоуста-
навливается по обрабатываемому отвер-
стию; это достигается шарнирным креп-
лением инструмента или 'креплением
обрабатываемой детали в плавающем
приспособлении при жестко закреп-
ленном инструменте.
Конструкция станка или специаль-
ный патрон должны обеспечивать цикл.
хонингования по следующей программе:
быстрое выдвижение брусков до ка-
сания с поверхностью отверстия после
ввода инструмента в отверстие;
подача брусков с малым радиальным
давлением B—4 кГ/см2) для снятия шеро-
ховатостей поверхности в течение 2—3 сек;
подача с большим давлением A2—
15к Г/см2) для снятия оставшегося при-
пуска по гладкой поверхности;
быстрый отвод брусков перед выво-
дом инструмента из отверстия.
Для операций с высокими требова-
ниями чистоты поверхности в конце цик-
ла хонингования вводят выхаживание
при малом давлении B—4 кГ/см2). При
обработке маложестких тонкостенных
деталей (типа гильз) для лучшего исправ-
ления некруглости отверстия целесооб-
разно хошшгование вести не с постоян-
ным радиальным давлением, а с прину-
дительной радиальной подачей брусков.
Конструкция инструмента. Хонгт-
говальный инструмент состоит из рабо-
чей головки, несущей абразивные брус-
ки, и штанги, соединяющей головку со
шпинделем станка.
Применяют шарнирное или жесткое
крепление хонинговальной головки.
Шарнирное крепление рекомендуется
при хонинговании тяжелых деталей,
длинных труб и отверстий малых диа-
метров. Жесткое крепление хонинго-
вальной головки целесообразно приме-
нять для хонингования тонкостенных,
малоустойчивых и малогабаритных Де"
талей небольшого веса.
Конструкция хонинговального ин-
струмента с шарнирным креплением
показана на рис. 417.
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ 499
Корпус 5 хонинговальной головки имеет равномерно расположенные по
окружности гнезда 21, в которых размещают державки 4 с наклеенными на них
абразивными брусками 3. В центральном отверстии корпуса двигаются конусы 2,
на которых лежат подаватели 1. Осевым перемещением конусов 2 осуществ-
ляется радиальная подача державок с брусками. В данной конструкции дер-
жавки 4 работают на двух конусах. Для менее точных операций хонингования
используют головки с одним конусом, где облегчается установка и приработка
абразивных брусков к отверстию.
Для направления хонинговальной головки при входе ее в отверстие детали
служат направляющие планки 22 с радиусной поверхностью. Диаметр направ-
ляющих планок D1 принимают на 0,3—0,5 мм меньше диаметра хонингуемого
. отверстия D.
Абразивные бруски приклеивают к державкам целлулоидом или жидким
стеклом. При выводе инструмента из отверстия бруски удерживаются в гнездах
кольцевыми пружинами 23. Державки с брусками должны плотно, без зазоров,
двигаться в гнездах корпуса, чтобы избежать заклинивания и поломки абра-
зивных брусков в процессе хонингования.
Хонинговальная головка соединена шарнирно с полой штангой 9, имеющей
в нижней части шаровой наконечник 6. Внутри штанги ходит шток 8, сообщаю-
щий осевые перемещения конусам 2 хонинговальной головки от гидромеханизма
подачи станка. Чтобы не нарушать подвижности шарнирного соединения, шток 8
связан с конусами хонинговальной головки также с помощью сферических
пальцев 7. Осевые перемещения конусам сообщает механизм подачи станка
через шток 17, промежуточный стержень 13, штифт 12, детали узла компен-
сации износа брусков 11, штифт 10 и шток 8.
Усилие подачи от гидросистемы станка действует лишь в одну сторону (вниз).
Отвод в верхнее положение конусов 2 и всех передаточных звеньев осуществ-
ляется под действием пружины 20.
При подъеме конусов абразивные бруски убираются внутрь корпуса головки
под действием кольцевых пружин 23.
Обычно станок настраивают на определенную длину хода штока. Поэтому
по мере износа абразивных брусков необходимы дополнительные перемещения
штока вниз (на рис. 417 — влево). Это осуществляется поворотом (свинчива-
нием) гайки механизма компенсации износа 11, сообщающей дополнительное
осевое перемещение промежуточному штоку 8 и пальцам 7.
Штангу с хонинговальной головкой вставляют в патрон 15, закрепленный на
шпинделе станка. Для быстрого снятия и установки оправки с хонинговальной
головкой в нижней части патрона имеется байонетный замок 14. Штанга со
штифтом 19 входит в патрон и запирается поворотом кольца 18. Байонетный
замок качается на шарнире 16. Таким образом, хонинговальная головка подве-
шена на двух шарнирах, позволяющих ей самоустанавливаться по обрабаты-
ваемому отверстию.
Для станков, не имеющих механизма подачи, применяют инструмент с пат-
роном, у которого бруски раздвигаются вручную (рис. 418).
В процессе хонингования оправка 1 с инструментом вращается и совершает
возвратно-поступательные движения. Резьбовой стакан 4 удерживается от
вращения пальцем 6, закрепленным в кронштейне станка, и совершает лишь
возвратно-поступательные движения. Между резьбовым кольцом 9 и аморти-
затором 7, закрепленным на неподвижном корпусе, находится кольцевой ко-
¦ пир 8 с двумя участками- кривых на верхнем торце. При повороте копира 8
последний отжимается амортизатором 7 вниз и, опуская стакан со стержнем 2
на 4—5 мм, осуществляет быстрое раздвижение абразивных брусков до касания
с обрабатываемым отверстием.
Величина упругого отжатия амортизатора определяет силу радиального
Давления абразивных брусков в процессе хонингования.
Компенсация износа абразивных брусков и поддержание заданного радиаль-
в°го давления осуществляются поворотом резьбового кольца 9. При повороте
500 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
кольцевого копира 8 в обратном направлении под действием пружины 10 про-
исходит подъем стакана, вызывающий быстрый отвод абразивных брусков.
Нижняя резьбовая часть оправки 1 шарнирно соединена с байонетным замком 111
в котором крепится хонинговальный инстру-
мент.
При жестком креплении инструмента зна-
чительно упрощается конструкция хонинго-
вальной головки и вся система силовой пере-
дачи на раздвижение брусков.
Конструкция жестко закрепленной хонин-
говальной головки показана на рис. 419.
Штанга 2 коническим хвостовиком в верхней
части входит в шпиндель станка. Шток 3 с
конусами для раздвижения абразивных брус-
ков 4 получает осевые перемещения от меха-
низма подачи станка.
Данная конструкция хонпнговальной го-
ловки предназначена для станка, имеющего
механизм подачи и компенсации износа бру-
сков.
Установка обрабатываемой детали. При
жестком креплении хонинговальной головки
деталь устанавливают в приспособлении,
имеющем качание в горизонтальной плоско-
сти, или деталь должна самоустанавливаться
по инструменту, что обесиечивается ее креп-
лением.
При шарнирном креплении хонинговаль-
ной головки силовая система подачи брусков
снижает самоустанавливаемость инструмента
и направляет хонинговальную головку по оси
шпинделя станка. Поэтому установочное при-
способление должно обеспечивать совпадение
оси обрабатываемого отверстия с осью шпинде-
ля (допускаемая несоосность 0,05—0,1 мм).
Смещение осей приводит к нарушению перпен-
дикулярности оси к торцу детали, а при
снятии малого припуска — к искажению гео-
метрической формы отверстия.
Базовый торец обрабатываемой детали
должен быть перпендикулярен оси отверстия.
При снятии припуска 0,05—0,06 мм биение базового торца не должно
превышать 0,03 мм.
При большем биении опорного торца детали следует применять приспособ-
ление с плавающими опорами и устанавливать деталь непосредственно по обра-
батываемому отверстию. Конструкция подобного приспособления показана на
рис. 420. Деталь укладывают на две подвижные и одну неподвижную опоры.
В осевом положении ее устанавливают центрирующей оправког! 1. В этом поло-
жении подвижные опоры А и Б закрепляют, деталь поджимают к опорам при-
хватом 2, и затем центрирующая оправка вынимается из отверстия.
Искажение геометрической формы обрабатываемого отверстия может быть
также вызвано деформацией детали при зажиме в приспособлении или вследствие
больших радиальных усилий разжатия брусков.
Примеры наладок. При обработке коротких с I <^ d деталей (кольца, шатуны
и др.) целесообразно применять жестко закрепленные хонинговальные головки
с установкой деталей в плавающих приспособлениях. Для уменьшения завалов
на входе и выходе, улучшения направления хонинговальной головки по отвер-
• Рис. 418. Конструкция патрона с
ручным приводом для радиальной
подачи брусков хонинговальной го-
ловки: 1 — оправка; 2 — нажимной
стержень; з — упорные шарикопод-
шипники; 4 — резьбовой стакан;
5 — корпус; 6 — палец; 7 — амор-
тизатор; S — копир; 9—резьбовое
кольцо; ю — пружина; 11 — байо-
нетный замок
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
501
стию и повышения производительности целесообразно короткие детали хонин-
говать одновременно по нескольку штук пакетом (рис. 421).
Детали с I = A,5 -f- 3,0)<i обрабатывают плавающими хокщнтовальными
головками с двухшарнирным креплением и жестким креплением детали.
Рис. 419. Конструкция жестко закрепленной хонинговальной
головки: 1 — корпус; 2 — штанга; з — шток с конусами;
4 — бруски
Тонкостенные детали типа гильз лучше обрабатывать жестко закрепленными
хонинговальными головками, чтобы избежать деформации при закреплении.
Детали с I = E -f- lO)d обрабатывают на горизонтально-хонинговальеых
станках шарнирно закрепленными хонами при жестком креплении детали. В тех
А Схема расположения
г-г
Рис. 420. Приспособление для установки
детали при хонинговании: А я Б — под-
вижные опоры; В — неподвижная опора;
1 — центрирующая оправка; 2 — накид-
ной прихват
Рис. 421. Схема наладки хонин-
гования коротких отверстий
пакетом: 1 — прижимное коль-
цо; 2—корпус; з — хонин-
говальная головка; 4 — уста-
новочная оправка
случаях, когда необходимо хонингованием улучшить перпендикулярность отвер-
стия к базовому торцу, применяют жесткое крепление инструмента, а обрабаты-
ваемую деталь закрепляют в плавающем приспособлении, позволяющем ей
перемещаться в плоскости, перпендикулярной к оси шпинделя станка.
502 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
В глухих отверстиях необходимо предусматривать канавку для выхода
брусков. Бели по конструктивным соображениям ширина канавки не моадет
превышать 5 мм, то для устранения сужения отверстия в нижней части станок
оборудуют устройствами для замедления скорости продольного хода и выдержки
вращающегося хона в конце каждого хода.
При снятии малых припусков @,01 лл на диаметр) можно хонинговать без
замедления продольного хода короткими брусками, так как они более равно-
мерно изнашиваются; длина брусков должна быть при-
мерно в 2 раза меньше длины обрабатываемого отверстия.
Многорядные отверстия хонингуют различными спо-
собами.
Рис. 422. Схема одновре-
менного хонингования со-
осных отверстий хонинго-
вальной головкой с длин-
ными брусками: 1Х — дли-
на хода хонинговальной
головки
Рис. 423. Схема одновременно-
го хонинговавия соосных отвер-
стий хонинговальной головкой
с двумя рядами брусков: („
h — длины брусков; Lgl, Lg2 —
выход брусков из отверстия:
Li, Lt — длины отверстий
Рис. 424. Схема последо-
вательного хонинговапия
соосных отверстий хонин-
говальной головкой обыч-
ного типа: (д. , L,. , 1Хз —
длина хода хонинговаль-
ной головки при хонин-
говании 1, 2 и 3-го от-
верстий
Если обрабатываемые отверстия расположены близко одно от другого, то
следует применять хонинговальную головку с длинными абразивными брусками,
которые при каждом ходе проходят через все отверстия (рис. 422). Чтобы избе-
жать искажения геометрической формы отверстий и неравномерного износа
брусков,' необходимо хорошо направлять хонинговальную головку. Длину
брусков выбирают такой, чтобы при входе в обрабатываемое отверстие они
направлялись одним или двумя предшествующими отверстиями.
Для отверстий, отстоящих одно от другого на большом расстоянии, приме-
няют хонинговальные головки с многорядным расположением абразивных
брусков (рис. 423). Отверстия должны быть соосны с точностью 0,01 мм, снимае-
мый припуск не должен превышать 0,03 лл на диаметр. Допускаемая разница
в твердости абразивных брусков не более одной степени. Если обрабатываемые
отверстия имеют различную длину, то для каждого из них подбирают свою
длину абразивных брусков.
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
503
При этом следует, по возможности, для каждого отверстия выдержать усло-
вия:
i 3 , 1 ,
где I — длина бруска; L — длина отверстия; 1В — длина выхода брусков.
При обработке очень точных отверстий со снятием малых припусков @,01—
0,015 мм) каждое отверстие обрабатывают в отдельности хонинговальной голов-
кой с короткими брусками (рис. 424).
Обработка шлицевых и других прерывистых поверхностей требует приме-
нения хонинговальной головки с шириной брусков, превышающей в 2,5—3,0 раза
ширину паза.
Число операций хонингования определяется величиной снимаемого при-
пуска и требованиями шероховатости поверхности.
Величину припуска устанавливают исходя из размера отверстия, материала
детали, погрешностей геометрической формы и класса чистоты поверхности на
предшествующей операции. Так, при сопоставимых условиях, для хонингования
отверстий, обработанных развертыванием и протягиванием, оставляют припуск
0,03—0,05 мм, чистовым растачиванием — 0,04—0,08 мм, прецизионным раста-
чиванием — 0,02—0,04 мм, а шлифованием — 0,01—0,03 мм.
Если снимаемый припуск превышает 0,03—0,04 мм на диаметр и требуется
qncTOTa поверхности 9-го класса и выше, целесообразно хонинговать в две опе-
рации. На предварительной операции снимают основной припуск для исправ-
ления исходных погрешностей геометрической формы крупнозернистыми бру-
сками (зернистость 10—5).
На окончательной операции применяют мелкозернистые бруски и снимают
припуск 0,005—0,015 мм на диаметр.
Режим хонингования. На производительность резаиия и чистоту хонинго-
ванной поверхности влияет отношение угловой скорости (vep) и скорости воз-
вратно-поступательного движения (р„) брусков:
С уменьшением К повышается интенсивность самозатачивания брусков и
растет производительность резания, но увеличивается шероховатость поверх-
ности.
При увеличении К бруски скорее притупляются, заглаживаются, но умень-
шается шероховатость поверхности.
Поэтому при хонинговании с большим припуском и небольшими требова-
ниями к чистоте поверхности следует К принимать возможно меньшим. При
чистовом хонинговании К выбирают наибольшим.
Рекомендуемые значения К для различных условий хонингования при-
ведены в табл. 94.
94. Соотношение между угловой скоростью и н скоростью возвратно-поступательного
Материал
Чугун
Сталь ¦
сыран
Характер
хонингования
Предварительное
Окончательное
Предварительное
Окончательное
3-6
4-10
1,5-3
2,5-5
Материал
Сталь за-
каленная
Бронза
Характер
хонингования
Однократное после
термообработки
Однократное после
шлифования
Однократное
vn
2-4
5-7
5—10
504 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Пропорциональное повышение vep и vn увеличивает производительность
резания, при этом шероховатость поверхности мало изменяется. Ограничи-
вающим фактором обычно является скорость возвратно-поступательного дви-
жения, так как с увеличением числа двойных ходов возрастают инерционные
усилия, особенно при малой длине хода.
Значения vn для хошшгования деталей разной длины:
Длина рабочего хода в мм От 10 до 50 Св. 50 до 150 Св. 150
Скорость возвратно-поступательного движения в м/мин 5—10 12—16 18—22
При обработке коротких деталей для увеличения vn целесообразно сообщать
инструменту дополнительное осциллирующее движение.
Осциллирующие устройства позволяют регулировать амплитуду колебаний
от 0 до 12 мм и число двойных колебаний от 350 до 650 в минуту.
Для повышения чистоты обработки при хонинговании в одну операцию
целесообразно применять устройства, позволяющие в конце цикла автомати-
чески увеличивать угловую скорость или уменьшать скорость возвратно-посту-
пательного движения инструмента.
Большое влияние на производительность резания и шероховатость поверх-
ности оказывает давление брусков, которое колеблется в пределах 2—15 кГ/см*.
Основной износ брусков всегда происходит в начале обработки по шерохо-
ватой поверхности. Применение малого давления в начале работы способствует
уменьшению износа брусков.
Характеристика абразивных брусков. Материал абразивных зерен и их
крупность для хонинговальных брусков, исходя из требований шероховатости
поверхности и обрабатываемого материала, приведены в табл. 95. Хонинговаль-
ные бруски изготовляют, как правило, на керамической связке. Для чистового
хонингованпя (припуск до 0,015 мм на диаметр) хорошие результаты дают
бруски на бакелитовой связке. При хонинговании незакаленных стальных от-
верстий высокую стойкость и хорошую чистоту поверхности дают бруски на
вулканитовой связке.
95. Выбор характеристики брусков
Зернистость
брусков
8
5
4
Материал
абразивного
зерна
Э9А
К37
Э9А
К37
Э9А
К37
Класс чистоты поверхности
Сталь за-
каленная
-
8а
8в—9а
Сталь
сырая
7а-7б
7б-7в
7в-8а
Чугун
76
8а
86-8в
Цветные
металлы
6в-7а
7а—76
7в
Зернистость
брусков
3
М28
М20
Материал
абразивного
зерна
Э9А
К37
Э9А
К36
Э9А
К36
Класс чистоты поверхности
Сталь за-
каленная
9а—96
Эв— 10а
10
Сталь
сырая
8а-8б
9а-9б
96—9в
Чугун
86—8в
9а-9б
10а—106
Цветные
металлы
7в—8а
86—8в
8в—9а
Примечание. Э9А — электрокорунд; КЗ — карбид кремния.
Число и размер брусков, длина хода». При выборе числа брусков в хонинго-
вальной головке исходят из их размеров, приведенных в ГОСТе 2456—67. При
этом стремятся получить наибольшее число одновременно работающих абра-
зивных зерен.
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
505
Рис. 425. Схема опреде-
ления длины хода брус-
ков: L — длина обраба-
тываемого отверстия;
i —длина брусков; 1В —
выход брусков из отвер-
стия; 1Х — длина хода
Наиболее эффективно исправляют исходные погрешности геометрической
формы хонинговальные головки с 6,4 и 2 брусками, равномерно расположенными
по окружности.
Длину брусков I выбирают в зависимости от длины обрабатываемого отвер-
стия L:
Z = @,5-*-0,75) L.
Для обработки коротких деталей по 2—3-му классам точности, где I < d,
допускаемая длина абразивных брусков равна A,0 -f- i,2)L.
Длина выхода брусков 1В примерно соответствует 1/3 I. При этом длина хода
I — L -f- 21 в — I (рис. 425). Окончательно длину выхода брусков уточняют
в процессе наладки в зависимости от характера и ве-
личины искажения геометрической формы отверстия до
хонингования, качества брусков и других технологи-
ческих условий обработки.
Ширину брусков выбирают с учетом числа одновре-
менно работающих брусков в хонинговальной головке.
Отношение режущей поверхности брусков к обра-
батываемой поверхности отверстия должно быть равно
0,5—0,6 при хонинговании гладких отверстий и 0,8—
1,0 при хонинговании шлицевых отверстий. Для дета-
лей малой жесткости это отношение выбирают мини-
мальным.
При обработке глухих отверстий необходимо преду-
сматривать канавку для выхода брусков. Если но кон-
структивным соображениям ширина канавки не может
превышать 5 мм, то для устранения сужения отвер-
стия в нижней части станок оборудуют устройствами
для замедления скорости продольного хода и выдержки
вращающегося хона в конце каждого хода. При снятии малых припусков (до
0,02 мм на диаметр) можно хонинговать без замедления продольного хода ко-
роткими брусками, так как они более равномерно изнашиваются. Длина брусков
должна быть примерно в 2 раза меньше
длины обрабатываемого отверстия.
Алмазное хонингован и е.
Главное преимущество алмазного хо-
нингования состоит в эффективном ие-
правлении исходных погрешностей гео-
метрической формы отверстий.
Алмазное хонингование повышает
точность геометрической формы отвер-
стия в 10—12 раз и уменьшает шеро-
ховатость поверхности на два-четыре
класса. Исходная погрешность формы
отверстия со 100—120 мкм в процессе
хонингования уменьшается до 8—10 мкм при обработке стальных закаленных
Деталей. Шероховатость поверхности уменьшается с 5—6-го до 8—9-го классов.
Износ алмазно-металлических брусков при обработке деталей из чугуна и
закаленной стали меньше абразивных в 150—250 раз. Весьма малый износ
алмазов позволил уменьшить в 2—5 раз высоту режущей части бруска, соот-
ветственно уменьшить величину радиального хода брусков в пазах хонинговаль-
вой головки, значительно повысить точность обработки и надежность работы
хонингозальной головки.
Режимы. Рекомендуемые окружные скорости приведены в табл. 96. Про1-
Дольную подачу выбирают в зависимости от длины хода брусков:
Длина хода в мм От 10 до 5В Св. 50 до 150. Св. 150
"Родопьная подача в л/мин 5—10 12—16 XS—22
96. Окружная скорость в м/жин
при алмазном хонинговании
Диаметр
отверстия
в мм
10-30
40—60
80-100
Материал детали
Закаленная
сталь
15-30
40—65
70-100
Чугун
20—40
50—75
80-110
506 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
С повышением продольной подачи процесс самозатачивания брусков растет
резание облегчается и минутный съем металла увеличивается. Поэтому скорость
продольной подачи нужно выбирать максимальной. Радиальное удельное давле-
ние брусков не должно превышать 12 кГ/см2. Для уменьшения износа брусков
и уменьшения шероховатости поверхности на этапе врезания и выхаживания
целесообразно применять 2—4 кГ/см2 и на периоде основного съема металла
давление повышать до 8—12 кГ/см2.
Величина снимаемого припуска и число операций зависят и от того, насколько
нужно повысить точность геометрической формы отверстия и уменьшить шеро-
ховатость поверхности в процессе хонингования (табл. 97).
97. Припуск и число операций при алмазном хонпнговании в зависимости
от точности формы отверстия
Нецилиндр ичность
отверстия в мкм
до хонин-
гования
100-150
50-100
после
хонинго-
вания
15-20
6—10
10-18
5-8
Количе-
ство опе-
раций
(перехо-
дов)
1
2
l'
2
Снимае-
мый при-
пуск на
диаметр
в мкм
150-200
15-20
80—130
12-15
Нецилиндричность
отверстия в мкм
до хоиин-
гования
30-50
10-13
5-10
после
хонинго-
вания
8-12
4-6
7-10
4-5
Количе-
ство опе-
раций
(перехо-
дов)
1
2
1
2
3—5 I 1
1
Снимае-
мый при-
пуск на
диаметр
в мкм
50-70
10-12
25-40
8—12
8-12
Если точность геометрической формы отверстия обеспечивается предыдущей
обработкой и в задачу хонингования входит лишь уменьшение шероховатости
поверхности, для выбора припуска и крупности алмазных зерен в инструменте
следует пользоваться рекомендациями табл. 98.
98. Припуск и зернистость брусков при хошшгованни чугуна и стали
Обрабатываемый
материал
Чугун
Закаленная сталь
HRC 58—65
Закаленная сталь
HRC 46—52
Класс чистоты поверх-
ности по ГОСТу 278а—59
до хонин-
гования
6-7
8
6-7
8
8-9
7
S
»
после хо-
нингова-
ния
8
9
8
9
10
8
a
10
Зернистость брусков
АСМ 60/40
АСМ28/20—М40/28
АСР 63/50
АСМ 60/40
АСМ 28/20
АСМ 60/40
АСМ 28/20
АСМ 20/14
Снимаемый
припуск
на диаметр
в мкм
20-30
10-80
20—30
10-20
5-10
20-30
10-20
5—10
Шероховатость поверхности по 8-му классу чистоты надежно обеспечивается
одной операцией хонингования. Для получения меньшей шероховатости в усло-
виях поточного производства рекомендуется хонинговать в две операции. Вторая
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
507
чистовая операция хонингования выполняется мелкозернистыми брусками
дМ40—АМ28 со снятием припуска 0,005—0,015 мм на диаметр.
Рекомендации по выбору зернистости алмазных брусков для обработки
чугуна и стали даны в табл. 99.
Типовые формы алмазных брусков показаны на рис. 426. Алмазные бруски
состоят из металлического безалмазного слоя и алмазоносного слоя. Размеры
алмазных брусков приведены в
09. Зернистость алмазных брусков в зависимости
от шероховатости поверхности
Класс чисто-
ты поверх-
ности по
ГОСТу
2789—59
Зака-
ленная
сталь
6-7
7
8
8-9
9
10
Чу-
гун
6
6-7
7
7-8
8-9
9
Линейный съем
металла на диаметр
в мм
Закален-
ная сталь
0,08-0,12
0,04-0,07
0,02-0,03
0,01-0,02
0,01-0,015
0,005—0,01
Чугун
0,10-0.20
0,07—0,09
0,05—0,07
0,04-0,05
0,01-0,02
0,005-0,01
Зернис-
тость
алмазных
брусков
АСР 200/160
АСР 100/80
АСР 63/50
АС О 50/40
АСМ 40/28
АСМ 28/20
табл. 100.
Размерная установ-
ка и крепление ал-
мазно-металлических
пластин. При установке и
01
6)
Рис. 426. Типовые формы алмазных
брусков-: а — для обработки 'плоско-
стей; б ¦— длн обработки отверстий;
в — для обработки наружных цилинд-
рических поверхностей
креплении брусков очень важно предотвратить разиовысотность брусков в од-
ном комплекте. Необходимо, чтобы режущие поверхности брусков при сборе
в хонинговальной головке располагались на одной окружности. Алмазные брус-
ки можно считать подготовленными к хонингованию лишь в том случае, если
поверхность контакта алмазных брусков с обрабатываемым отверстием будет
составлять не меньше 60% всей номинальной режущей поверхности алмазных
брусков и будет обеспечен полный контакт по всей длине бруска.
100. Размеры алмазных брусков в мм
Форма сечения
L
11
25
35
100
25
100
33
80
100
125
В
3
4
8
Н
2
3
3
4
S
1
1,5
1,5
L
100
125
40
80
100
125
150
125
100
125
150
В
10
12
14
16
Я
4
4
8
4
S
2
2
5
2
Алмазно-металлический брусок состоит из металлической стальной дер-
жавки, на которую напаивают алмазно-металлическую пластину, полученную
г^одом холодного прессования с последующим спеканием. Верхний алмазо-
'осаый слой пластины имеет толщину 1,0-^2,0 мм с наружным радиусом, соот-
508 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ветствующим радиусу хонингуемого отверстия. Нижний безалмазный слой
имеет толщину 2—2,5 мм.
Прочность крепления алмазно-металлической пластины к державке во
многом зависит от толщины и твердости безалмазного слоя.
Чтобы исключить деформацию пластины в процессе хонянгования, вызываю-
щую отрыв пластины от башмака, желательно, чтобы твердость безалмазного
слоя была бы не менее НВ 90 и толщина не менее 2 мм.
Установка и припаивание одновременно всего комплекта брусков должны
выполняться в специальном приспособлении.
После пайки для более точного расположения бруски прирабатывают в сборе
с хонинговальной головкой. Приработку производят притирочной пастой на
хонинговальном станке по отверстию хонингуемой (бракованной) заготовки при
условии равенства окружной скорости и скорости продольного хода.
Притирочной пастой является абразивный порошок из карбида кремния
зеленого, зернистостью 5, смешанный с тавотом в пропорции 1:2. Пасту ки-
сточкой наносят на алмазные бруски. Приработка алмазных брусков произ-
водится до тех пор, пока площадь контакта не достигнет 60—70%. Продолжи-
тельность притирки комплекта брусков составляет 10—15 мин. Типовые при-
меры хонингования приведены в табл. 101.
Притирка (доводка) — процесс высокопрецизионной отделки по-
верхностей. Притиркой достигают 11—14-го классов чистоты поверхности и
1-го и выше класса точности, выдерживаются допуски диаметральных размеров
до ±0,5 мкм, непараллельность плоскостей до ±1,0 мкм, а при особо тонкой
доводке (плоскопараллельные плитки) до 0,05 мкм.
Применяют ручную, машинно-ручную и механическую притирку.
Ручную притирку применяют обычно при изготовлении измерительных
инструментов, ее выполняют на притирочных плитах различной формы.
Машинно-ручную притирку производят на простейших станках, вращающих
притиры или детали, все остальные движения выполняют вручную. Притиры
изготовляют в виде раздвижных колец, пробок или брусков.
Механическую притирку осуществляют на станках, имеющих все основные
движения. В задачу рабочего входит лишь установка и снятие обрабатываемых
деталей и наблюдение за процессом. Применяют в массовом и серийном произ-
водстве. Механическую притирку используют главным образом для плоских
поверхностей, ее выполняют на станках, работающих торцами дисковых при-
тиров. При этом осуществляются следующие рабочие движения:
вращение одного или обоих притирочных дисков; в последнем случае диски
имеют вращение в противоположные стороны;
вращение сепаратора с обрабатываемыми деталями обычно со скоростью
ниже скорости вращения притирочных дисков;
возвратно-поступательное перемещение обрабатываемых деталей, осуществ-
ляемое за счет эксцентричного расположения сепаратора относительно осп
притирочных дисков.
Монтажной притиркой достигают взаимной приработки соприкасаемых
деталей, при этом увеличивается поверхность контакта. В зону притирки вводят
абразив с рабочей жидкостью.
Припуски на обработку. На операциях механической притирки снимаемые
припуски обычно не превышают 0,02 мм на сторону. Рекомендуемые припуски
для предварительной и окончательной притирки:
Припуск на обе
стороны в мм
Предварительная притирка цилиндрических деталей 0,005—0,015
Предварительная притирка плоских деталей ¦ 0,007—0,018
Окончательная притирка До 0,005
Перед притиркой поверхность должна быть обработана по 7—9-му класса*'
чистоты и по 2-му классу точности, с погрешностью формы (овальность, конус
ность, огранка) не более 0,005—0,01 мм.
Обрабатываемая
поверхность
Гильза ЗИЛ-130, диаметр
100 мм, длина 188,5 мм
Отверстие в большой го-
ловке шатуна ЗИЛ-130, диа-
метр 69,5 мм, длина 29 мм
(хонингование одновременно
четырех шатунов)
Отверстие в шестерне 2-й
передачи вторичного вала
КПП ЗИЛ-130, диаметр
61 мм, длина 32,9 мм
Шлицевое отверстие в ка-
ретке синхронизатора 4-й
передачи КПП ЗИЛ-130,
диаметр 38 мм, длина 29 мм
(шесть шлицев шириной
11 мм)
Шлицевое отверстие в ше-
стерне 1-й передачи вторич-
ного зала КПП ЗИЛ-130,
диаметр 60 мм, длина 30,5 мм
A0 шлицев шириной 11 мм)
Материал де-
тали
Чугун СЧ 18-36
Сталь 38
НВ 207-241
Сталь
25ХГМ
HRC 58—65
Сталь
25ХГМ HRC
58—62
Сталь
25ХГМ
сырая
101.
Характер
хонингования
Предва- ,
рительное
Полу-
оконча-
тельное
Оконча-
тельное
Предва-
рительное
Оконча-
тельное
Предвари-
тельное
Оконча-
тельное
Одно-
кратное
Одно-
кратное
Типовые примеры хонингова
Характеристика брусков
Материал
зерна
АСВ
АСМ
К37*
АСР
АСМ
А
АСР
А
Э5«*
Зернис-
тость
80/63
60/40
4
63/50
40/28
25
63/50
25/16
25
Связка
Mi
Ml
Б1
Ml
Ml
Ml
в
Концен-
трация
алмазов
в %
50
100
50
100
-
50
50
ния отверстий
Режимы
хонингования
§
а*
to
75,5
50,3
32,7
60
28,7
35,5
* Твердость СМ-2. ** Твердость т.
Примечание. При кшпучгпмции алмазов 50% в 1 мм3 содержится 0,439
I
20,4
15,2
14,4
7,2
6
4,6
7,7
3,7
3,3
2,27
8,35
10
6,23
4,6
мг алмазов.
Класс чистоты
поверхности
до хонин-
гования
5
6в—7а
7в-8б
6
7
5а—66
6в—76
5а—5в
5
после
хонинго-
вания
6в—7а
7в-8б
9
7
86
6в—76
8а-8б
7а
7
Снимае-
мый при-
пуск
В Л1Л1
на диа-
метр
0,08-0,1
0,02—0,025
0,01-0,015
0,02-0,04
0,005—0,01
0,08—0,12
0,02—0,03
0,10—0,15
0,05-0,06
Машин-
ное
время
в сек
40—50
15-20
15-20
45-60
на 4 шт.
45-60
на 4 шт.
40-60
30
30-40
20-25
510 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Притиркой в среднем можно повысить чистоту поверхности на два-четыре
класса. Разница в размерах одновременно обрабатываемых деталей не должна
превышать 0,005 мм.
Поскольку допуски 2-го класса обычно превосходят эту величину, детали
перед притиркой необходимо сортировать на группы с интервалом 5 мкм.
Режим механической притирки определяется удельным давлением между
притиром и деталью и относительной скоростью притира. Оптимальное удельное
давление для обработки плоских поверхностей 1,5—4 кГ/см?. Для предваритель-
ной обработки берут верхний предел, для окончательной — нижний. Скорость
притира составляет: при ручной притирке 2—6 м/мин, при машинно-ручной
притирке 10—30 м/мин, при машинной притирке 100—150 м/мин.
Притиры. При работе шаржирующимся абразивом материал притира дол-
жен быть мягче материала обрабатываемой детали.
Для съема сравнительно больших припусков, когда применяют крупный
абразив, притиры изготовляют из наиболее мягкого материала (свинец, красная
медь). При снятии небольших припусков и для получения лучшей отделки
поверхности мелкозернистым абразивом применяют чугунные притиры.
Притиры из стекла и закаленной или хромированной стали применяют
для очень тонкой доводки нешаржирующимися абразивными веществами типа
венской извести и крокуса.
Износ притиров зависит от их материала и рода абразива. Так, все притиры
при работе с карбидом кремния изнашиваются в 2 раза быстрее, чем при работе
с наждаком. Притиры из мягкой стали изнашиваются в 1,25, из красной меди —
в 2,5, а из свинца — в 4 раза быстрее, чем притиры из чугуна.
В качестве притирочных материалов применяют твердые и мягкие абразивные
материалы. К первым относятся электрокорунд, наждак, карбид кремния,
карбид бора и алмазная пыль.
Чугун и цветные металлы обрабатывают карбидом кремния, сталь прити-
рают электрокорундом и наждаком. Алмазная пыль и карбид бора служат для
доводки инструмента из твердого сплава. Для предварительной доводки ис-
пользуют абразивы зернистостью 16—10, для чистовой доводки — зернистостью
8 - М14.
К группе мягких абразивных материалов относятся окислы хрома, железа,
алюминия, олова и др. Эти порошки не шаржируются ни в притире, ни на поверх-
ности детали. Их применяют для окончательной доводки в виде свободных по-
рошков: венской извести, крокуса, трепела и паст ГОИ. Пасты ГОИ по своей
режущей способности разделяются на три сорта: грубые D0—17 мкм), средние
A6—8 мкм) и тонкие G—1 мкм).
Притиры в виде абразивных мелкозернистых кругов более производительны,
чем металлические притиры, шаржированные абразивом; применять их целе-
сообразно при обработке плоских и цилиндрических поверхностей, обрабаты-
ваемых с точностью до 10 мкм и чистотой поверхности 8—10-го классов.
Рабочие жидкости образуют между обрабатываемой поверхностью и прити-
ром слой смазки, обеспечивающий равномерное расположение абразивных
материалов и предохраняющий притир от заедания.
При обработке черных металлов применяют смесь керосина с машинным
маслом в пропорции 1:1, для легких сплавов — чпстое машинное масло. При
тонкей доводке мелкозернистым абразивом целесообразно применять чистый
керосин и менее вязкие масла.
Добавкой поверхностно активных веществ увеличивают производительность
притирки. Оптимальной величиной добавки в керосин олеиновой и стеариновой
кислот следует считать 2,5% и канифоли до 7%.
Суперфинищ — отделочный метод обработки абразивными брусками, при-
меняемый для повышения чистоты поверхности.
Для суперфиниша характерны колебательные (осциллирующие) движения
абразивных брусков или детали, постоянное усилие прижатия бруска к детали
и малое удельное давление в зоне обработки.
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
511
Обработка происходит в пределах высоты неровностей микропрофиля, без
существенного изменения размеров и макрогеометрии поверхности.
Шероховатость поверхности уменьшается до 10—14-го класса чистоты поверх-
ности и значительно увеличивается микронесущая поверхность (с 15—20 до
gO—90%). Глубина деформированного слоя не превышает 2—5 мкм.
Суперфинишем обрабатывают цилиндрические, конические и сферические
поверхности у деталей из закаленной стали, реже из чугуна и бронзы.
Суперфинишу обычно предшествует окончательное шлифование с чистотой
поверхности по 7—8-му классу. Шлифованная поверхность не должна иметь
погрешностей формы и волнистости, так как суперфиниш не исправляет дефекты
макрогеометрии.
Типовые примеры по суперфинишу приведены в табл. 102.
При обработке в две операции основной припуск снимают на первой опе-
рации. Вторую (чистовую) операцию выполняют мелкозернистыми брусками
(М28—Ml4) со снятием припуска 1—3 мкм. В этом случае на суперфиниш могут
поступать детали с чистотой поверхности по 5—6-му классам.
102. Типовые примеры суперфиннша
Деталь
Материал
детали
о
5
Класс чи-
стоты по-
верхности
1*1
Характеристика брусков
Is
II
L
Ос
Коленчатый
вал (ЗИЛ-130):
Сталь 45
НДС 52—62
7-8
0,005-
0.008
Э9А*
М14
К1
Первичный
вал в сборе
со втулкой
(ЗИЛ-130)
Сталь 20
HRC 58—62
10
0,003-
0,005
АСМ
28/20
Винт
гидрорулн
(ЗИЛ-130)
Сталь 25ХГГ
НДС 58—62
0,0025-
0,005
АСМ
28/20
Шестерни 2,
3 и 4-й пе-
редач КПП
16ИЛ-130)
Сталь 25ХГМ
HRC 58—65
0,005
АСР
63/50
Ml
50
Шестерня
Распредели-
тельного вала
(ЗИЛ-130)
Чугун СЧ 15-32
7-8
0,005—
0,007
АСР
63/50
Тормозной
барабан
(ЗИЛ-114)
Чугун
2-пози-
цион-
ная
обра-
ботка
0,025-
0,04
К36*
М40
if
* Твердость МЗ, структура 10. ** Твердость СМ-2, структура 9.
512 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
103. Шероховатость поверхности после суперфиииша
Обрабатываемый
материал
Чугун
Сталь
закаленная
Снимаемый
припуск
на сторону
в мм
0,015-0,020
0.004—0,006
0,01 -0,02
0,003 —0,005
0,008-0,015
0,002—0,003
0,003-0,005
0,001—0,002
Класс чистоты
поверхности
исходный
6в—76
6в-7б
7в-8б
8в-9б
достигае-
мый
9а-9б
10а-10в
8б-8в
10а—106
9б-9в
Юб-Юв
10а—10о
12
№ опера-
ции (пе-
рехода)
суперфи-
ниша
1
2
1
2
1
2
1
2
Характеристика
брусков
Материал
зерна
К37, К36
К36
Э9А
Э9А, К36
Э9А
Э9А, К36
Э9А, К36
К36
Зернис-
тость
6-М40
М28-М7
6—М40
М28—М7
М28—М20
Ml 4—М7
М14—М7
М7
Режимы резания. Установление режима при суперфинише заклю-
чается в подборе окружной скорости (vep) и давления брусков. Скорость колеба-
тельного движения (\>кол) ограничивается возникающими инерционными уси-
лиями при реверсировании и обычно не превышает 5—7 м/мин при амплитуде
колебаний до 6 мм.
На процесс резания оказывает влияние соотношение
"ер
= К.
С уменьшением К более полно восстанавливается режущая способность
брусков и увеличивается интенсивность съема металла, но увеличивается шеро-
ховатость поверхности. Поэтому целесообразно вести обработку с переменным
значением К, регулируемого изменением скорости вращательного движения:
в начале цикла принимают vep = B -s- 4) vK0A, а в конце цикла vap = (8 -е- 16) укол.
Для мягких материалов и шероховатой поверхности значение К больше,
для твердых материалов —¦ меньше.
Применение дополнительного медленного возвратно-поступательного дви-
жения детали относительно брусков (vn = 1 -*- 2 м/мин) ускоряет процесс
съема металла и улучшает однородность.
Величина давления брусков на обрабатываемую поверхность определяет
интенсивность протекания процесса.
При суперфинише применяют низкие удельные давления. Чистовую обра-
ботку выполняют при минимальном удельном давлении: для стали 1—3 кГ1смг,
для чугуна 1—2 кГ/см2, для цветных металлов 0,5—1,0 кГ/см9-. При обработке
твердых металлов требуется большее давление, при обработке мягких металлов
меньшее.
В качестве рабочей жидкости при суперфинише применяют смесь керосина
(80—90%) с веретенным или турбинным маслом B0—10%). С увеличением вяз-
кости рабочей смеси режущее действие брусков уменьшается и притупление
наступает быстрее.
Процесс резания при суперфинише прекращается автоматически, по мере
снятия брусками вершин шероховатостей микропрофиля.
Бруски должны обеспечивать достаточное абразивное действие для быстрого
удаления исходной шероховатости и при этом обладать высоким полируюЩйй
действием для получения заданного класса чистоты поверхности,
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
513
При обработке сталей лучших результатов достигают зерном на электроко-
рунда, при обработке чугуна и цветных металлов — зерном из карбида кремния.
В практике применяют бруски зернистостью от 10 до М14. При использо-
вании мелкозернистых брусков М28 и мельче уже не наблюдается заметного
влияния материала зерна. С применением очень высоких номеров зернистости
б г
\
6)
Рис. 427. Державка с брусками для
суперфнниша наружной цилиндри-
ческой поверхности (а) и плоской
поверхности (б); 1 — регулировоч-
ная гайка; 2 — рамка; 3 — корпус
державки; 4 — брусок; 5 — зажим-
ные планки; 6 — пружина; 7 — ко-
лодка; 8 — клин
6-6
производительность резания падает, бруски скорее засаливаются, поэтому
наиболее мелкозернистые бруски следует применять при очень малых съемах
и высоких требованиях к шероховатости поверхности.
Достигаемые классы чистоты поверхности при суперфинише приведены
в табл. 103.
В большинстве случаев применяют бруски на керамической и бакелитовой
связках; последние целесообразно использовать для чистового суперфиниша.
Большое влияние на процесс оказывает
твердость брусков. При повышенной твердости
бруски засаливаются и плохо режут, при
пониженной твердости происходит непрекра-
щающееся самозатачивание, интенсивный из-
нос и получается плохое качество поверх-
ности.
Державки для крепления
абразивных брусков. Державки
для суперфнниша (рис. 427) допускают само-
устаиовку брусков по обрабатываемой поверх-
ности за счет качания корпуса вокруг оси
АА. Качание ограничивается регулировочной
гайкой 1 или амортизируется пружинами 6.
Размеры и число брусков.
Величина и форма абразивных брусков опре-
деляются размерами и конфигурацией обрабатываемой детали. Для коротких
открытых участков длина брусков должна быть равной длине обрабатываемой
поверхности или немного больше. При наличии уступов с двух сторон бруски
Должны быть на 4—6 мм короче шейки. В этом случае, чтобы уменьшить
влияние повышенного износа брусков по краям, целесообразно в средней части
брусков делать выемку А (рис. 428). При наличии канавок на обрабатываемой
поверхности ширина брусков должна на 50% превышать ширину канавок.
Размеры брусков установлены ГОСТом 2456—67.
17 Справочник технолога, том 1. '
Рис. 428. Конфигурация бруска для
суперфиниша шейки: А — выемка
в бруске
514 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Для обработки брусков малых диаметров (до 30 мм) применяют один брусок,
для больших — два бруска. В отдельных случаях для обработки крупных дета-
лей применяют три и четыре бруска. Суммарная ширина брусков должна состав-
лять 20—50% длины окружности обрабатываемой шейки.
Алмазно-металлические бр ус к и. Конструкция алмазно-
моталличееких брусков для хонингования может быть использована и для
Рис. 429. Схема микрофинишной обработки
вала коробки передач на двухпозицион-
ном автомате
Рис. 430. Схема микрофинишной обработки
с охватывающим расположением брусков
суперфиниша. При замене абразивных брусков алмазными на операциях
суперфиниша плоскостей и гладких шеек стальных закаленных деталей наблю-
дается повышение производительности обработки до 2 раз и увеличение стой-
кости инструмента в 80—100 раз, однако шероховатость поверхности ухудша-
ется примерно на один класс.
Алмазно-металлические бруски работают на тех же режимах, что и абразив-
ные, но с удельными давлениями на 30—50% большими.
Дальнейшим развитием суаерфиниша являются микрофинишные станки,
отличающиеся повышенным давлением абразивных брусков на обрабатывае-
мую поверхность и замыканием кинематической цепи механизма подачи брусков.
Механизм действия «кинематического замыкания» обратной связи состоит
в том, что после подхода режущего инструмента к обрабатываемой детали u
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
515
104. Шероховатость поверхности после
полирования абразивной лентой
создания необходимого натяга поршень пневмоцилиндра подачи «запирается»
в этом положении, благодаря чему резко уменьшаются отжатая режущего инстру-
мента.
Микрофинишные станки имеют агрегатное исполнение с высокой степенью
автоматизации. Это позволяет применять многопозиционную обработку раз-
личных поверхностей или нескольких деталей на автоматическом цикле.
На рис. 429 показана схема обработки на двухпозиционном микрофияишном
автомате двух цилиндрических шеек (рис. 429, а), конуса и торца (рис. 429, б)
первичного вала коробки передач с производительностью 80 шт/ч. Для микро-
финиша торца имеется устройство кинематического замыкания обратной связи.
В процессе микрофиниша чистота поверхности повышается с 7—8 до 10—11-го
классов, биение торца уменьшается с 0,015—0,040 до 0,005—0,025 мм.
R современных микрофинишных станках «Тиленхауз» для обработки шеек
коленчатых, кулачковых и других ответственных валов, где одновременно с по-
вышением класса чистоты поверхности необходимо исправить некруглость,
применена новая конструкция трехбруековых головок (рис. 430). Режущие
бруски расположены под углом 120°,
обеспечивая трехсторонний охват обра-
батываемой шейки. Верхняя державка
с бруском связана с гидроцилиндром ра-
диальной подачи, остальные две держа-
вки, с брусками получают синхронное с
верхней державкой перемещение при по-
мощи птестеренчато-реечной передачи.
Трехстороннее расположение брус-
ков применено не только для повышения
исправляющей возможности и разгру-
жения вала от действия односторонних
изгибающих усилий, но также для луч-
шего самоустанавливания головки по
обрабатываемой шейке.
Полирование абразивной лентой. Этот процесс повышает чистоту поверх-
ности без изменения геометрической формы и размера заготовки. Заготовке
сообщают вращательное и возвратно-поступательное движение.
Абразивной лентой полируют цилиндрические, фасонные и плоские поверх-
ности.. Достигаемый класс чистоты поверхности зависит от исходной шерохо-
ватости и зернистости абразивной ленты (табл. 104).
Режимы полирования, точность деталей и шеро-
ховатость поверхности зависят от выбранного метода и режимов
полирования. Наиболее высокий класс чистоты поверхности при небольших
съемах припуска получают при полировании на свободной ветви ленты.
Для увеличения производительности применяют контактные ролики; кон-
струкцию и материал для этих роликов выбирают в зависимости от назначения
полировапия. Контактный ролик с ободом из войлока, фетра или мягкой резины
дает менее шероховатую обработанную поверхность, такие ролики применяют
на окончательных операциях. Контактный ролик с ободом из твердой резины
используют для предварительных операций. С увеличением твердости ролика и
с уменьшением его диаметра увеличивается съем металла, а вместе с ним ухуд-
шаются точность обработки и качество обработанной поверхности. При поли-
ровании плоских поверхностей опорой чаще всего является стальная плита,
иногда облицованная резиной.
Производительность и качество обработки в значительной мере зависят от
скорости движения ленты и давления на деталь. С увеличением скорости ленты
Улучшается качество обработанной поверхности.
Плоские и малопрофилированные поверхности деталей из чугуна, бронзы
и стали обрабатывают при скорости ленты 15—20 м/сек, а цилиндрические —
При скорости 30—40 м[сек. При шлифовании титана наивыгоднейшей скоростью
17»
Класс чистоты по-
верхности
исход-
вый
в
7
3
дости-
гаемый
7
8
9
X арактеристика
абразивной ленты
Мате-
риал
Э9
Номер
зерна
12—8
6-5
5-3
516 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
лепты считается 12—15 м/сек, так как при более высоких скоростях ленты быстро
изнашиваются, а при шлифовании и полировании легких металлов рекомендуют
наиболее высокие скорости (до 40—45 м/сек). Твердые сплавы шлифуют при
скорости ленты 15—18 м/сек.
Обычно обработку абразивными лентами осуществляют в два перехода.
На первом переходе производят основной съем металла крупнозернистыми лен-
тами, а на втором доводят поверхность детали до требуемого класса чистоты при
незначительном съеме металла лентами более мелкой зернистости. Бели съем
металла не имеет существенного значения, а требуется только обеспечить высо-
кий класс чистоты поверхности, детали обрабатывают лентами, покрытыми пастой
состава: 11,0% стеарина; 11,5% парафина; 5,5% технического вазелина; 72%
электрокорунда зернистостью М40.
Применение охлаждающих жидкостей увеличивает стойкость ленты, съем
металла и улучшает качество обработанной поверхности.
Режимы, рекомендуемые для обработки абразивными лентами, приведены
в табл. 105.
105. Режимы обработки абразивными лептами
Форма
обрабатываемой
поверхности
Тип опоры
Характеристика
ленты
О й
Зернистость
абразива
S Я
до
в-»
К о
Р.О
S О,
а *
О я
®к
Ipl
Ой аез
Плоская
Плита
25—10
6-5
@-15
0,5—1
Фасонная
Плита или
контактный
ролик
25-10
Э9
6-4
(или
пасты
15-20
0,5-2
Цилиндрические
и фасонные тела
вращения
Контактный
ролик
80—16
6—4
(или
пасты;
35—40
0,5-2
Сульфо-
фрезол,
масляные
эмульсии,
тальк,
жир
Плоская и фа-
сонная
Плита
80—16
10-6
15—20
0,5—2
Цилиндрические
и фасонные тела
вращения
Контактный
ролик
К37
30-35
0,5-2
Содовый
раствор
Плоская
и фасонная
Плита
25-10
6-5
12-15
«S0,3
Цилиндрические
и фасонные тела
вращения
Контактный
ролик
К37
50—6
5-М40
(или
пасты)
35-40
«0,3
Масля-
ные
эмуль-
сии, жир
Контактное шлифование и полирование абразивными лентами цилиндри-
ческих деталей дает точность не свыше 0,01 мм; при обработке крупногабаритных
деталей фасонного профиля точность снижается до 0,1 мм. Полирование пдо-
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ 517
скостей с использованием стальных закаленных опорных плит обеспечивает
точность 0,05 мм по неплоскоетности и непараллельности.
Ленты зернистостью 25—8 дают чистоту обработанной поверхности до 9-го
класса, зернистостью 6—4 — чистоту 9—10-го классов, а ленты, покрытые
пастами, — чистоту 11—12-го классов.
На качество полированной поверхности значительно влияет натяжение
ленты, особенно при полировании на свободной ветви ленты. Чем выше натя-
жение ленты, тем более высокий класс чистоты поверхности можно полу-
чить.
При полировании жаропрочных сталей с уменьшением размера абразивных
зерен ленты заметного улучшения качества поверхности не наблюдается. Исходя
из этого, рекомендуют жаропрочные стали обрабатывать лентами зернистостью
40—16.
В процессе полирования рулонной лентой снимаемый припуск не превышает
0,005 мм на диаметр.
Абразивную ленту изготовляют на полотне и бумаге. Для полирования
некруглых деталей, вызывающих толчки и переменные нагрузки, следует при-
менять более прочную абразивную ленту на полотне. Для полирования без
охлаждения применяют абразивную ленту на бумаге. Полирование круглых
шеек с охлаждающей жидкостью можно производить водостойкой абразивной
лентой на бумаге. В качестве охлаждающей жидкости применяют керосин
с добавкой 10—20% машинного масла.
Для полирования применяют также алмазную эластичную ленту. На поли-
ровании коренных и шатунных шеек коленчатых валов автомобиля ЗИЛ-130
стойкость алмазной ленты достигает 40—50 тысяч валов, что более 1000 раз
превосходит стойкость абразивной ленты. Алмазная лента требует хорошей
подготовки вала. При исходной шероховатости обрабатываемой поверхности
по 7—8-му классам после алмазного полирования достигают 9-го класса чистоты
поверхности.
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ
Прецизионное точение (тонкое точение, алмазная обработка) характеризуется
применением высоких A00—1000 м/мин и более) скоростей резания, малых подач
@,01—0,15 мм/об) и малых @,05—0,3 мм) глубин резания с использованием
инструментов, армированных алмазом, твердым сплавом или минералокерами-
ческими пластинками. Изделия из стали, подвергаемые ударным нагрузкам
(шпоночные пазы, отверстия), или стальные изделия высокой твердости обраба-
тывают при более низких скоростях (до 50 м/мин).
Прецизионное точение обеспечивает получение поверхностей правильной
геометрической формы, с точным пространственным положением осей и 5—8-го
классов чистоты поверхности; вместе с тем, этот метод высокопроизводителен.
При растачивании медных сплавов резцами, армированными алмазами, с исполь-
зованием головок с высокоточными подшипниками, возможно получение 10-го
класса чистоты поверхности, при растачивании алюминиевых и бронзовых
сплавов — 9-го класса. При стандартных головках и тех же условиях возможно
получение чистоты поверхности 6—7-го классов.
Вследствие малых сеченпй стружки сила резания и нагревание деталп незна-
чительны. Это исключает образование большого деформированного поверх-
ностного слоя и позволяет ограничиваться малыми усилиями при закреплении
Детали для обработки. В результате можно получить размеры по 2-му классу
точности, а при определенных условиях по 1-му классу. На алмазно-расточных
станках обычно выдерживают допуск 5—15 мкм на диаметре 100 мм, эллиптич-
ность и конусность в пределах 3—10 мкм.
Более высокую точность получают при обработке цветных сплавов; при
обработке изделий из стали и чугуна точность ниже, так как в большей степени
сказывается износ резца в процессе работы.
518 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Прецизионное точение часто применяют перед доводочной операцией (хо-
нингованием, суперфинишем, притиркой и др.)- Так, например, при обработке
точных цилиндрических шестерен после токарной обработки на вертикальных
многошпиндельных полуавтоматах производят одновременное прецизионное
растачивание отверстия и подрезку торцов с допуском 0,015—0,020 мм по диа-
метру и 0,02 мм по линейным размерам, а затем следует хонингование отверстия
и суперфиниш торцов.
Оборудование. Станки для прецизионной обработки должны иметь число
оборотов шпинделя 1500—12000 в минуту и подачи 0,01—0,2 мм/об.
Решающим условием для получения высокой точности обработки является
отличное состояние подшипников рабочих шпинделей станка (радиальное
биение до 0,005 мм) и отсутствие вибраций шпинделей и приспособлений с обра-
батываемыми изделиями. Необходимо обеспечить также быстрый и удобный
отвод стружки, удобное обслуживание и высокую степень автоматизации управ-
ления станком (автоматический установ и переключение, торможение шпин-
делей, ускоренные холостые хода, устройства для тонкой регулировки и уста-
новки резцов, автоматизация загрузки и выгрузки изделий и др.).
Для устранения вибраций при больших числах оборотов шпинделя вра-
щающиеся части станка должны быть отбалансированы, электродвигатели и
гидронасосы расположены отдельно от станины или установлены на особых
эластичных прокладках или виброопорах, шпиндель разгружен от натяжения
ремней.
Для прецизионного точения используют станки следующих конструктивных
типов:
горизонтальные одно- и многошпиндельные с двусторонним и односторонним
расположением шпинделей, с закреплением изделия на подвижном столе или
в шпинделях;
вертикально-расточные одно и многошпиндельные с верхним или нижним
расположением шпинделей;
специального назначения (наклонные, трехсторонние и др.) для обработки
определенных изделий;
общего назначения (обычно быстроходные токарные, реже расточные),
обладающие необходимыми кинематическими данными и высокой точностью.
Для прецизионного точения можно модернизировать обычные токарные и
внутришлифовальные станки.
Инструмент. При прецизионном точении применяют расточные, проходные
и подрезные резцы с режущими элементами из алмазов, твердых сплавов, мине-
ралокерамики и эльбора (табл. 106).
Рекомендации по выбору геометрических параметров резцов см. в т. 2.
Твердость алмазного резца и острота его лезвия после доводки позволяют
снимать стружки толщиной 0,02 мм на высоких скоростях резания. Алмазный
инструмент обеспечивает получение высокой чистоты поверхности при обработке
баббитов, металлокерамики, графитов, пластмасс и материалов, оказывающих
абразивное действие на инструмент. Однако из-за большой хрупкости алмазов
не удается широко использовать алмазные резцы при обработке стали и чу-
гуна.
Обработка алмазными инструментами материалов с твердыми включениями
(А12О3) исключается, так как они оказывают разрушающее действие на
алмаз.
Крепление и регулирование резцон. Наиболее удобны для точной уста-
новки и регулировки резцы с цилиндрическим стержнем. В зависимости от
условий обработки резцы закрепляют в расточных скалках на шпинделе станка,
в резцедержателях на столе станка, в промежуточных державках, закрепленных
в нормальном резцедержателе токарного станка; в последнем случае можно
применять токарные резцы обычной конструкции.
Большое значение для точности имеет способ закрепления резца и регули-
рования его на заданный размер.
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ
519
106. Инструментальные материалы для прецизионного обтачивания
н растачивания деталей
Материал
Вольфрамокобальтовые твер-
дые сплавы
Титановольфрамокобальтовые
твердые сплавы
Алмазы *
Минералокерамика
Марка
ВК2, ВКЗ,
ВК4, ВК8
Т14К8, Т15КС,
Т30К4, Т60К6
-
ЦМ332
* По ГОСТам 13288—67 и 13297—67.
Область применения
Обтачивание и растачивание де-
талей из серого и ковкого чугуна,
цветных сплавов, латуни,баббитов,
пластмассы
Обтачивание и растачивание дета-
лей из легированных и конструк-
ционных сталей-
Обтачивание и растачивание дета-
лей из цветных сплавов
Обтачивание и растачивание де-
талей из стали, чугуна, цветных
сплавов, при высокой жесткости
системы СПИД (не менее 10—15
тыс. к Г/мм)
Для повышения жесткости расточных скалок следует уменьшать их длину
и увеличивать диаметр, оставляя между скалкой и отверстием необходимый для
выхода стружки зазор (табл. 107), так как стружка может портить обработанную
поверхность и ухудшать условия резания.
107. Диаметры расточных скалок и резцов в зависимости от диаметра
растачиваемого отверстия
по я
Is!
R.31 ffl
10
15
20
30
35
40
45
50
I
i;
E 5 „
pi
9
13
15—16
22—25
25-27
30
32
36
See
!*
if*
ft Hm
,4-5
6
8
10
10
12-13
12—13
12-13
P. ч
S n
&°*
d й g
S & н
|ll
R.B1 ffl
55
60
65
70
75
80
85
II
18
S oj ^
OSS
s a 4
ft HO
40-42
42-43
45
50
54
58-59
60
65
3 я
le-
ss*
ft HB5
14—15
14-15
14-15
15—17
15-17
18—19
18—19
18-19
Us
III
95
100
105
110
120
140
150
4
|i
к rt ^
ft H P3
67-68
70
72-75
80
85—90
95-100
100
а- й '
20-22
20—22
25—30
25-30
30—35
35—40
40-45
При конструировании приспособления для установки детали также следует
исходить из условия минимальной длины расточной скалки.
В расточных скалках резец следует устанавливать так, чтобы его вершина
была выше оси растачиваемого отверстия О на величину h табл. 108.
520 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
108. Рекомендуемые величины h в мм при установке резца
/Г"
/ л
V
Обрабатываемый материал
Серый и ковкий чугун,
цветные сплавы, пласт-
Сталь
в расточной скалке
Диаметр растачиваемого отверстия
D в мм
от 10 до 20
0,1—0,3
св. 20 до 30
0,3—0,4
0,8—1,0
св. 30
0,5—0,6
1,5
Рис. 431. Закрепление резца в расточной
скалке: 1 — скалка; 2 — упорно-регулиро-
вочный винт; з — резец; 4 — затяжной
винт торцовый
Способы установки резцов в расточной скалке весьма различны, все они
должны обеспечить точную регулировку резцов и их надежное закрепление.
На рис. 431 показан один из способов, при котором упорно-подающий винт
препятствует смещению резца под нагрузкой во время резания и облегчает
регулировку на размер.
Способы закрепления резцов с точной регулировкой показаны на
рис. 432, а — в. Резец 1 перемещается при регулировке с помощью точного
винта отсчетом по нониусной гайке 2.
После регулировки резец закрепляют
затяжным винтом 5. Этот способ при-
меняют при растачивании отверстий
диаметром 15 мм и выше. Точность ус-
тановки резцов 0,001 мм.
На рис. 433 дан чертеж расточной
многорезцовой скалки. Неперпендику-
лярность базового торца фланца скалки
к оси рабочего хвостовика не более
0,01 мм; биение рабочего хвостовика
относительно направляющего выступа
не более 0,01 мм. Скалку изготовляют из стали 18ХГТ, цементуют и закали-
вают до HRC 50—55.
Фланец 1 регулируемой расточной скалки (рис. 434) своим эксцентрично
расположенным хвостовиком устанавливают в отверстие шпинделя стайка. На
фланце болтами закреплено кольцо 2 со скалкой 3 и резцом 6.
Поворотом кольца 2 за счет эксцентрицитета хвостовика изменяют положение
скалки по отношению к оси шпинделя и, тем самым, размер. Такие скалки
используют, если требуется точность установки 0,015 мм.
Скалки с виброгасителями (рис. 435) применяют, если нужно устранить
вибрации, а также когда требуется получить 8—9-й класс чистоты поверхности,
либо в случае использования скалок большой длины | — > 5 -f- 6 ]. Виброгаси-
тель, состоящий из свинцового или твердосплавного грузика 3 с втулкой 4,
вставляют в отверстие скалки, закрывают пробкой 2, которую приваривают.
Гашение вибрации скалки происходит за счет разных амплитуд колебаний
грузика и скалки.
Для надежной работы виброгасителя важно, чтобы отверстие в скалке и
наружный диаметр втулки, в которой размещен грузик, были точно обработаны.
Регулировка резцов в скалках путем доведения до нужного размера пробной
расточкой нескольких деталей требует много времени, при этом возможно по-
лучение бракованных или дефектных деталей.
Для сокращения времени на установку резцов в расточных скалках, облег-
чения наладки № повышения точности следует применять приборы и приспособ-
ления, показанные на рис. 436 и 437.
Обычно для каждой операции изготовляют эталон, по которому настраивают
установочное приспособление.
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ
521
Рис. 432. Методы закрепления резцов в расточной скалке с точной регули-
ровкой на размер: 1 — резец; 2 — нониусная гайка; з — скалка; 4 — под-
держивающее кольцо; 5 — затяжной винт; 6 — контргайка
Е
Рис. 433. Расточная многорезцовая
¦скалка к станку 2А-715:1 — скалка;
2 — винты упорно-регулировочные;
3 — винты зажимные: 4 — резцы
Рис. 434. Регулируемая расточная скалка:
I — эксцентрицитет; 1 — фланец; 2—коль-
цо; з — скалка; 4 — упорно-регулировоч-
ный винт; 5 — крепежный винт; в — резец
3 7 2
ш
6)
Рис. 435. Скалка с виброгасителем для растачивания автомобильных порш-
ней: а — скалка; б — расположение грузика в отверстии; 1 — скалка;
2 — пробка; з — грузик; 4 — втулка
522 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Прибор с призмой (рис. 436) неудобен в работе из-за необходимости поддер-
живать его вручную на скалке; он обеспечивает точность установки ±0,01—
0,015 мм.
Приспособление со скобой (рис. 437) закрепляют на скалке, что позволяет
повысить точность установки резцов до 0,005 мм, хотя принцип его работы тот же.
Установка деталей для обработки. Детали устанавливают по заранее обра-
ботанным базам, а иногда по отверстиям, подлежащим окончательной обра-
ботке на данной операции. В этом случае применяют приспособления с «ловите-
лями», которые после закрепления детали удаляют из
отверстий.
Приспособления с задним или передним и задним нап-
равлением скалки во втулках применяют для растачива-
ния отверстий с соотношением 7>>4 (рис. 438).
12 3b
Рис. 436. Прибор с
призмой для установ-
ки резцов: 1— скалка;
2 — резец; 3 — приз-
ма; 4 — индикатор;
5 — упорно-регулиро-
вочный винт
Рис. 437. Приспособление для -установки резцов на раз-
мер со скобой: 1 — корпус; 2 — гайка; 3 — винт;
4 — штифт индикатора; 5 ¦— винт; в — индикатор; 7 — ре-
зец
Поступательно индексирующиеся в горизонтальном направлении приспо-
собления служат для последовательного растачивания нескольких отверстий
одним шпинделем или для предварительной и окончательной обработки одного
отверстия двумя шпинделями. Находят применение также комбинированные
приспособления для одновременной установки различных деталей на много-
шпиндельных станках.
Возможно закрепление деталей на шпинделе станка посредством патронов,
цанг и центровых оправок (рис. 439). От приспособлений этого типа требуется
хорошая балансировка, равномерный и легкий зажим изделия, точная фикса-
ция детали.
В отдельных случаях используют комбинированные приспособления для
одновременного растачивания нескольких изделий, установленных на столе
станка, либо для одновременного растачивания и обтачивания изделий, часть
которых устанавливается на столе, а часть — в шпинделе станка.
Такого рода приспособления позволяют на одном станке без переналадки
получать комплектную продукцию.
При прецизионном точении применяют копиры, дополнительные резцедержа-
тели и суппорты, позволяющие производить обработку фасонных поверхностей,
а также принадлежности для координатного растачивания.
Схема обработки поверхностей. При прецизионном растачивании не-
больших отверстий деталь обычно закрепляют на столе станка (рис. 440) и она
совершает движение подачи, а инструмент вращается, так как целесообразнее
вращать с большим числом оборотов хорошо отбалансированную скалку, чем
громоздкое изделие.
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ
523
Рис. 438. Приспособления для установки де-
талей на столе станка: а — для растачивания
с базировкой по отверстию; б — с ловителями
для растачивания шатуна; в — с направлением
скалки; г — поступательно индексирующееся
в горизонтальном направлении для растачи-
вания двух отверстий; 9 — поворотное для
последовательной обработки отверстий
Рис. 439. Приспособление для установки
детали на вращающемся мдпинделе
524 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
При обтачивании наружных цилиндрических поверхностей деталь закреп-
ляют в шпинделе станка, а резцы — в резцедержателях на его столе (рис. 441).
Конические поверхности можно обрабатывать только при вращении детали
(рис. 442); лишь на специальных станках возможна обработка таких поверх-
ностей при установке изделия в приспособлении на столе станка. Обработку
эллиптических и сферических поверхностей также производят с установкой
изделия в шпинделе станка.
Рис. 441. Схема прецизионного об-
тачивания наружных поверхностей
5)
Рис. 440. Схемы растачивания отверстий
о закреплением деталей на столе станка:
а — на горизонтальном двухшпиндельном
станке; б — на горизонтальном станке,
двухрезцовая наладка; в — на горизон-
тальном станке, многорезцовая наладка
а)
Рис. 442. Схема прецизионной об-
работки конических поверхностей:
а — растачивание; б — обтачивание
Внутренние цилиндрические поверхности можно обрабатывать на станках
любого типа, а способ закрепления изделия п установки инструмента зависит
от конфигурации и размерен изделия, а также от типа станка.
На горизонтальных станках изделие устанавливают как в шпинделе, так
и на столе станка. На вертикальных станках изделие устанавливают только
на столе.
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ
525
109. Припуска в мм на диаметр растачиваемого отверстия
Обработка
Предварительная
Окончательная
Диаметр отверстий в мм
20
0,2
0,1
30
0,3
0,1
50
0,35
0,1
75
0,4
0,1
100 и более
0,5
0,1
Примечания: 1. В случае обработки отверстий высокой точности припуск на
окончательную обработку не должен быть более 0,05 мм на диаметр.
2. Приведенные в таблице припуски для растачивания могут быть рекомендо-
ваны также для обработки наружных поверхностей; однако в связи с большой
жесткостью конструкции инструмента для обтачивания припуски могут быть на 30—50%
больше.
110. Типовые технологические процессы прецизионного растачивания
Обрабатываемые отвер-
стия
Сквозные диаметром 20
мм и более Допуск 15—
30 мкм
Процесс
Последовательное растачива-
ние отверстии двумя резцами
в одной скалке. Конструкция
скалки должна исключать воз-
можность одновременной работы
резцов
Схема обработки
Глухие, а также сквоз-
ные диаметром 20 мм и
менее, обработка кото-
рых исключает возмож-
ность применения дан-
ных расточных скалок.
Допуск 18—25 мкм
Растачивание отверстий в два
прохода: предварительный пер-
вым шпинделем и окончатель-
ный вторым. Необходимо двух-
позиционное приспособление,
обеспечивающее перемещение
детали и точную фиксацию
относительно шпинделей
То же, но допуск 25—
35 мкм
Растачивание отверстий в два
прохода: предварительный со
снятием всего припуска и окон-
чательный со снятием припус-
ка за счет отжатия скалки во
время первого прохода (произ-
водится при обратном ходе на
рабочей подаче)
В корпусных деталях
(типа блока цилиндров
двигателей). Допуск 30—
40 мкм
Растачивание в один проход
однорезцовой расточной скалкой
под последующую доводочную
операцию (хонквгование и др.)
Примечание. Точность обработки по первым трем вариантам может быть повы-
шена до 10 мкм за счет увеличения жесткости системы СПИД, а также за счет повышения
точности подшипников расточных головок.
526 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Аноио я н^1ш
'Ч1ООНЧ1ГЭХ
-HtfoHCuodn
«га1 s ц
go/vcvt a s
Hnw/w я а
unw/go a u
c.3olg
Ha
K5
H
p.
S|
II
ее а
5CQ
SB
Sa
n
s
a
В
о я
4 я
й Ш
5 я
ш
|1Г
л
<D
is
О щ
2 я
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ
527
Внутренние и наружные уступы небольших размеров обрабатывают «в упор»
в конце продольного хода резца, обтачивающего или растачивающего примы-
кающую к уступу цилиндрическую поверхность (рис. 443).
Для подрезания торцов используют специальные головки с радиальной
подачей, большие уступы подрезают с помощью специальных державок, с ра-
диальным перемещением резцов.
Припуски иа обработку. В зависимости от требуемой точности и шерохова-
тости обработанной поверхности прецизионное растачивание и обтачивание
выполняют в один или два прохода. При первом проходе
снимают не менее 2/3 припуска; второй проход произво-
дят при глубине резания 0,03—0,3 мм в зависимости от
характера обработки. При наладке на размер установку
резца следует производить близко к нижнему (при обта-
чивании) или верхнему (при растачивании) пределу до-
пуска, с тем чтобы более полно использовался допуск на
размер. Рекомендуемые величины припусков приведены
в табл. 109.
В табл. 110 приведены типовые технологические про-
цессы, рекомендованные для различных условий. Приме-
ры растачивания различных изделий приведены в табл. 111.
Рекомендуемые режимы при прецизионном растачива-
нии и обтачивании даны в табл. 112 и 113.
Рис. 443. Схема об-
работки внутренних
поверхностей с усту-
пами
112. Режимы резания для прецизионного растачивания (при работе без охлаждения)
Обрабатываемый
материал
Сталь
Чугун
Бронза
Баббиты
Алюминий и его
сплавы
Марка
твер-
дого
сплава
Т30К4
ВКЗ
Глубина резания
в мм
предва-
ритель-
ная
0.2-0,4
0,2-0.4
0,1-0,3
0,1-0,3
0,1-0,3
оконча-
тельная
0,03—0,05
0,05—0,10
0,05-0,10
0,05—0.10
0,05—0,10
Подача в мм/об
предвари-
тельная
0,12—0,20
0.10—0,15
0,03-0,08
0,03-0,08
0,05—0,10
оконча-
тельная
0.08-0,12
0,12-0,15
0.03—0.08
0,03—0,08
0.05—0,10
Скорость резания
в м/мин
предва-
ритель-
ная
120-90
110—90
150-200
200-250
200—250
оконча-
тельная
200—150
110-90
150—200
200—250
200—250
Примечания: 1. Скорость резания при обработке алмазными резцами увели-
чивают в 2—2,5 раза: резцами, оснащенными минералокерамическими пластинками, —
в 1,3—1,5 раза.
2. Если предварительное и окончательное растачивание выполняют одними и теми
же шпинделями, решим выбирают по окончательному растачиванию.
3. При обработке отверстий диаметром до 20 мм число оборотов шпинделя кс должно
превышать допускаемого расточной головкой (снижается скорость резания).
4. При растачивании отверстий диаметром до 22 мм в стальных деталях скорости
резания назначают по нижнему пределу и уменьшают последние в 1,2 раза.
5. Если позволяют технические условия, при обработке чугуна, бронзы, баббитов
желательно для повышения стойкости резцов и улучшения качества поверхности при-
менять охлаждение. При обработке алюминия и его сплавов применение охлаждающих
жидкостей обязательно.
При обработке чугуна и бронзы рекомендуется применять в качестве охлаждающей
жидкости эмульсию; баббитов — соляровое масло: алюминия и его сплавов — керосин,
соляровое масло.
528 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
113. Режимы резания для прецизионного обтачивлшш
(при работе без охлаждения)
Обрабатываемый
материал
Чугун
Бронза
Баббиты
Алюминий и его
сплавы
Марки
сплава
Т30К4
ВКЗ
Глубина резания
в мм
предва-
ритель-
ная
0,2-1,0
0.2-1,0
0,1—0.5
0,1—0^6
ОД—0,6
оконча-
тельная
0,03—0,10
0,05—0,15
0,05—0,15
0,05—0,15
0,05—0,15
Подача в мм/об
предвари-
тельная
0,12-0,20
0,10—0,15
0,07—0,08
0,03—0,08
0,05-0,10
оконча-
тельная
0,08-0,12
0,12—0,15
0,03—0,08
0,03—0,08
0,05—0,10
Скорость резания
в м/мин
предва-
ритель-
ная
150—90
140-90
150—250
200-300
200—300
оконча-
тельная
250-150
140-90
150—250
200—300
200—300
Примечании: 1. Скорость резания увеличивать при обработке алмазными
резцами в 2 раза; при обработке резцами, оснащенными минералокерамическими пла-
стинками, — в 1,5 раза.
2. При обработке алюминия и его сплавов применение охлаждающей жидкости
обязательно.
ЧИСТОВАЯ И УПРОЧНЯЮЩАЯ ОБРАБОТКА ПОВЕРХНОСТЕЙ
ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
, КАЛИБРОВАНИЕ ОТВЕРСТИИ
Сущность процесса и схемы обработки. Калибрование (дорнование) выпол-
няют оправкой (дорном) или шариком, которые поступательно перемещают
относительно поверхности отверстия с натягом. При отношении длины отверстия
к диаметру lid ^ 7 детали калибруют на прессах методом проталкивания
(рпс. 444, а, б), а при l/d > 7 — протягиванием (рис. 444, в, г) на горизонтально-,
вертикально-протяжных или специальных станках. В( зависимости от принятой
схемы базирования различают калибрование со сжатием (рис. 444, в) и калибро-
вание с растяжением (рис. 444, г). Глухие отверстия калибруют при возвратно-
поступательном движении оправки (рис. 444, д).
Основным технологическим параметром процесса является натяг: i — dUH —
— d3, где dUH — диаметр калибрующего инструмента; d3 — диаметр отверстия
до калибрования (средняя арифметическая величина с учетом отклонений формы
в поперечном сечении).
Обработку проводят с малыми или большими натягами. При калибровании
с малыми натягами зона пластической деформации пе распространяется на всю
толщину детали. Такая обработка повышает класс чистоты поверхности, умень-
шает погрешности формы и разброс величин диаметров отверстий в партии дета-
лей на 30—35%. Метод применяют при обработке толстостенных деталей с отно-
шением толщины стенки к радиусу калибруемого отверстия h/r > 0,5 и деталей,
у которых нежелательно сильное изменение радиуса наружной поверхности.
Тонкостенные гладкие цилиндры и втулки (h/r ^ 0,2) калибруют с большими
натягами. Зона пластической деформации при этом охватывает всю деталь. В
результате обработки;увеличивается диаметр отверстия на величину припуска
2zj = du— d3 (рис. 445), меняется размер наружной поверхности и длина детали.
Относительное изменение диаметра отверстия
достигает 2—20%. Калиб-
рованием с большими натягами можно повысить точность отверстий на один —
три класса и получить поверхность высокого качества.
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 529
Калиброванием можно обрабатывать также отверстия с фасонным поперечным
сечением.
Инструментом для калибрования служат оправки (дорны) с деформиру-
ющими элемептами или шарики. Калибрование шариками не обеспечивает опти-
мальных условий деформирования, и элементы имеют малую размерную стой-
кость. Однако шарики широко применяют в промышленности ввиду простоты
процесса обработки и возможности его автоматизации.
В зависимости от диаметра и назначения применяют оправки одноэлементные
(рис. 446, а) и многоэлементные цельные (рис. 446, б) и сборные (рис. 446, в, г).
Оправки, предназначенные для обработки сквозных отверстий, выполняют обыч-
но с передним и задним направлением для взаимной ориентации детали и инстру-
мента и хвостовиками для
крепления в патроне и под-
вижной каретке протяжного
станка (рис. 446, в).
Направляющие части оп-
равок выполняют гладкими
(рис. 446, 6) или уста-
О)
Рис. 444. Схемы калиб-
рования отверстий: а —¦
проталкиванием шарика;
б — проталкиванием оп-
равки; в — калибрование
со сжатием детали; г —
калибрование с растяжением детали; 9 — калибро-
вание при возвратно-поступательном ходе оправки
Рис. 445. Калибрование
отверстия шариком
навливают по два-четыре направляющих элемента, которые выполняют ана-
логично рабочим деформирующим элементам, но меньшего диаметра.
Материал деформирующих и направляющих элементов — твердый сплав
ВК8 или ВК15М; стержни, хвостовики, промежуточные втулки сборных опра-
вок изготовляют из углеродистых сталей, закаленных до твердости HRC, 40—45.
В собранном виде радиальное биение рабочих элементов относительно направля-
ющих не должно превышать 0,02—0,05 мм. Это требование обеспечивают высокой
точностью деталей оправки: радиальное биение стержня не более 0,01—0,02 мм,
неперпендикулярность торца элементов и промежуточных втулок, биение калиб-
рующей ленточки элементов относительно поверхности отверстия не более
0,005—0,01 мм.
Цельные калибрующие оправки изготовляют из твердого сплава или сталей
ХВГ, ШХ15, 9ХС и закаливают до твердости HRC 62—64. Для повышения срока
службы оправки из стали хромируют, азотируют или наплавляют на рабочие
поверхности твердый сплав.
Параметры деформирующих элементов (рис. 447) назначают по табл. 114.
В некоторых случаях для получения высокого класса чистоты поверхности отвер-
стия применяют элементы с двойным передним конусом; при этом дополнитель-
ный конус имеет угол ф0 = I9, длину Ъо = (9 -5- 15) i, места переходов скругляют.
Ширина калибрующего участка 6 = 0,35d0'8. Для отверстий диаметром 15—
50 мм обычно принимают 6 = 1-5-4 мм, причем при калибровании деталей
из вязких материалов принимают меньшие значения.
530 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рабочие элементы располагают через промежуточные втулки или бея пих.
В первом случае шаг рабочих элементов принимают равным t — A,0 -г- 1,4) [^L,
где L — длина обрабатываемого отверстия. Диаметры элементов определяют
с учетом принятых значений натягов на элементы и величины упругой деформа-
ции детали после калибрования.
2*45°
о
ссГ
та
0,3
Рис. 446. Конструктивные разновидности оправок для кали-
брования: а — одноэлементная для обработки глухих отвер-
стий; б — цельная многоэлементная для калибрования отвер-
стий проталкиванием; в — сборная для калибрования, тонко-
стенных цилиндров; г — сборная для одновременного кали-
брования отверстий и выдавливания канавки в бронзовой
втулке; 1 — передний хвостовик с направляющей; 2 — де-
формирующий элемент; S — промежуточная втулка; 4 —
<стершень; 5 — задний хвостовик с направляющей: в — ци-
линдрическая часть; 7 — вкладыш; 8 — винт
Рис. 447. Деформирующий
элемент сборных оправок
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 5311
Шероховатость поверхности после калибрования находится в непосредствен-
ной зависимости от жесткости и материала деталей. Калиброванием отверстий'
в толстостенных деталях, предварительно обработанных растачиванием, развер-
тыванием по 4—6-му классам чистоты поверхности, достигают 7—10-го классов
при обработке стали; 8—10-го — при обработке бронзы и 6—8-го — при обра-
ботке чугуна. Для тонкостенных деталей результаты по шероховатости поверх-
ности на один — три класса ниже, чем для тонкостенных деталей.
114. Технологические
Материал
детали
Сталь
0^ = 40 кГ/мм-
Сталь
ат = 60 кГ/ммг
Цветные метал-
лы и сплавы
Чугун НВ
140—280
Углы
конусов
в градусах
переднего
2Ф
6-8
4-8
4-8
о
&
X
и &
тэт
6-8
4-8
4-8
параметры процесса
калибрования
Режимы калибрования
Оптимальный натяг гопт на один
рабочий элемент в мм при
диаметре отверстия
10-18
0,03—
0,10
0,05—
0,15
0,03-
0,15
0,05-
0,08
18-30
0.05—
0,15
0.07—
0,20
0,05—
0,20
0,06-
0,10
30—50
0,07-
0,25
0,10-
0,35
0,07-
0,25
0.08-
0,12
Примечания: 1. Для толстостенных дета
няют обычно при диаметре отверстий до 50 мм, реже
2. Наименьшие значения натягов принимают
деталей, а наибольшие табличные значения являю
деталей.
3. Коэффициент уменьшения шероховатости К
Большее табличное значение коэффициента Кш
деталей, меньшее значение — для толстостенных j
50—80
0.10-
0,35
0,15—
0,55
0.10-
0,30
0,08—
0,14
80-120
0,15-
0,55
0.25—
0,80
0,15—
0,35
0,10—
0,20
Скорость
калибрования
в м/мин
5—10; при
обильном
охлаждении
до 15
2-6;
при обиль-
ном охлаж-
дении
до 25
¦ ,5-12
Коэффициент умень-
шения шерохова-
тости К
0,15—
0,80
0,30-
0,90
0,10-
0,60
лей процесс калибрования приме-
— в диапазоне размеров 50—80 мм.
при калибровании толстостенных
гея предельными для тонкостенных
Rz изд Ra изд
ш Ягэаг " К заг "
относится к обработке тонкостенных
юталей.
Точность обработки. Ожидаемую точность обработки отверстий в тонкостен-
ных деталях рассчитывают на основе теории пластичности. Основные расчетные
зависимости для процесса калибрования со сжатием детали (см. рис. 444, в) при-
ведены в табл. 115, а для калибрования с растяжением детали (см. рис. 444, г) —
в табл. 116. Бели при калибровании интенсивность напряжений больше предела
текучести, то происходит упруго-пластическое деформирование детали. В этом
случае (рис. 448) зависимость припуска Bzj) от натяга на диаметр (?) имеет
вид
2zj = Zd (?-?„)•-
Физический смысл величины г0 состоит в том, что она определяет экстрапо-
лированный натяг, соответствующий наступлению пластической деформации
деталей с некруглым отверстием. Для тонкостенных цилиндров г0 = iQomudu (d0 =
532 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
= d3 -f- h — диаметр срединной поверхности) определяют по формулам табл. 115
и 116. Для толстостенных деталей приближенно
•при =F = 0,2-M,0; • " -
io^Bda-h)
Е
Zh
при — = 1,0 4-2,0.
«3
Коэффициент K<i, равный тангенсу угла наклона прямой, является коэффи-
циентом изменения размера, коэффициентом копирования погрешностей.
При обработке тонкостенных цилиндров К& близок к единице. Для толсто-
стенных цилиндров можно принять К& = А — Bh.
Для деталей из стали (ат ~ 40 кГ/мм?) при соотношении размеров ¦¦,- = 0,2 -5-
а3
-г- 2,0 и диаметре отверстия d3 = 30 мм имеем А = 1,2; В = 0,02.
Самый благоприятный вариант обра-
ботки с точки зрения точности имеет ме-
сто при Kd = 1,0, так как исходные по-
грешности при этом не копируются. По-
этому наиболее эффективно повышается
точность при калибровании тонкостенных
цилиндров.
На величину собственной случайной
погрешности оциль определяемой по фор-
мулам табл. 115 и 116, наибольшее влия-
ние оказывает непостоянство механиче-
ских свойств материала заготовок. На-
пример, колебание предела текучести в
партии заготовок б (ат) = 20 кГ/мм2 при
0
Рис. 448. Зависимость припуска Bz{) от
натяга (i) при калибровании цилиндров
мм, Е =
возникно-
диаметре цилиндров d0 = 40
= 2-Ю4 кГ/мм? приводит к
веншо погрешности операции калиброва-
ния, равной ¦' б (о"г) = 40 мкм. Поэтому для
повышения точности обработки перед калиброванием целесообразно проводить
термообработку, обеспечивающую стабильные механические свойства мате-
риала.
Практически калиброванием гладких цилиндров можно обрабатывать отвер-
стия по 3-му классу точности; в отдельных случаях по 2- 1-му классам точ-
ности, за исключением небольших участков около торцов. Из-за неодинаковых
условий пластического деформирования цилиндров отверстия на участках, рас-
положенных в 2—4 мм от торцов, имеют размер, отличающийся на 0,02—0,1 мм
от размера на остальной длине цилиндра, при этом у толстостенных деталей наб-
людается увеличение, а у тонкостенных уменьшение размера в сравнении с тако-
вым на остальной длине. Поэтому целесообразно калибровать длинные заготовки
и разрезать их на отдельные детали после калибрования. Для деталей массового
производства калибрование следует вести на волочильных станах.
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 533
115. Технологические зависимости для расчета процесса калибрования
со сжатием тонкостенных цилиндров
1
i
у?
^—
1 <,
\
>,-
i
< j
J*-f 1
L
Определяемая величина
Натяг
Относительный натяг
Меридиональное напряжение
Расчетная зависимость
4 = duu - doe
г г
1°тн do doe+\
Безразмерные меридиональные напря-
жения (т) на границах участков
т6 определяют из начальных условий
(при калибровании одним элемен-
том тъ = 0);
ш,^ - 2 +тъ; т4я,ть;
m4d3 - 2/Ь
т. = т., —
d3 + 2/Ь '
•^ ('ош ~ го отн) .
ho
Кг
т1=т2 2- [1 - A - И) т2]2;
Начальный относительный натя!' при
калибрующей части, выполненной:
по цилиндру
с прямым конусом и малым углом
{оош«=ег[1+'A-")ш'];
Усилие калибрования
р = -Kpndofto | тг \ ат
Коэффициент, учитывающий влияние
некруглости и упрочнения материала ци-
линдра на усилие калибрования
^ = 1,2-1,5
Припуск на калибрование (изменение
диаметра отверстия)
2zi — Kd (готн ~ го отн) do
Коэффициент, характеризующий изме-
нение размеров при обработке, коэффи-
циент копирования погрешностей
**~l.» + (l + f>
I — УГОЛ В
534 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Продолжение табл. П.
Определяемая величина
Изменение диаметра наружной поверх-
ности
Изменение толщины стенки цилиндра
Изменение длины цилиндра
Дисперсия погрешности отверстия, обра-
ботанного на i-м переходе ¦
Собственная случайная погрешность г-го
перехода операции калибрования инстру-
ментом с калибрующей частью, выполнен-
ной по цилиндру
Коэффициент, характеризующий пере-
нос входных погрешностей заготовок
(оставшихся после i — 1 перехода)
Расчетная зависимость
,п 2d0 — Ло
2d0 + Ло г
°i = ai(l —1) + K0°l-1
1 (Ъ dA2
Fг(а\
\-У±и+и-*)ъ\+
+ б2 (т,) A - и) >
Щ = (I - Kd)i +1 Kd-? x
х [1 + A - ц) т.,] \ ;
Обозначения: от — предел текучести; Е — модуль упругости; ц — коэффи-
циент поперечной деформации материала цилиндра.
а
Деформация, соответствующая пределу текучести: е = -=•, .К = 1 + / ctg <p и
К, = 1 —/ctg ф,, где / — коэффициент трения; дт, d0, m3 — средние значения соот-
ветствующих величин; 6 (dUH), °(or). б (тз) — предельное поле рассеяния величин
dun> °т и тз-
Индексы 1—5 при величинах обозначают границы участков. На участке 1—2 имеют
место упругие, на участке 2—3 — упруго-пластические деформации. Диаметры средин-
ной поверхности цилиндра и отверстия до деформации обозначены через dQ и d0 e.
Размеры цилиндра после калибрования при полностью снятой нагрузке обозначены
с индексом 6.
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 535
116. Технологические зависимости для расчета процесса калибрования
с растяжением тонкостенных цилиндров
Определяемая величина
Расчетная зависимость
Безразмерное меридиональное напря-
жение (т)
то, определяется из начальных условий;
тгц = 0 при калибровании одним элементом;
7Пг ^ tHi -
2
¦ ; m2 ==s nii\
m3 — m2 +
vomu г0 отн)
, 2b , 2b
m4 = m3 + -p- = m3 + -r—
Начальный относительный натяг
*0 отн = er (l - дтб)
Усилие калибрования
Р = Kpndnhomb<sr
Собственная случайная погрешность
i-го перехода операции калибрования
<*i(i-l)~ зб
62 (аг)
A - дт5) + дб2 (т,)'
Коэффициент, характеризующий пере-
нос входных погрешностей заготовок
(после i-го перехода)
Го _ I2
Примечание. Обозначение величин и расчетные зависимости для г, 'отн,
ат, К 2z4, Kd, ДО6, Д/16, AL6 и a2t см. в табл. 115.
Разностенность заготовок аорядка 4—6% не оказывает существенного влия-
дия на точность обработки. При калибровании со сжатием изогнутость цилиндров,
Имеющих разностенность более 6%, может превышать значения 0,02—0,05 мм
sa 100 мм длины. В этих случаях целесообразно вести калибрование с растяже-
яием, причем натяги и количество элементов следует принимать минимально
необходимыми.
При калибровании тонкостенных цилиндров происходит увеличение наруж-
ного диаметра, уменьшение длины и толщины стенок цилиндра. Поэтому окон-
5ательную обработку наружной поверхности и торцов следует проводить после
калибрования. Последовательность технологических расчетов для тонкостенных
цилиндров приведена в табл. 117.
536 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
И 7. Расчет операции калибрования тонкостенных цилиндров
Исходные данные: размеры в мм детали (с индексом 6) и заготовки (с индек-
сом 0): диаметры отверстия deg, dog; толщина стенки Л6, Ло; длина цилиндра Le, Lo;
допуски на диаметр отверстия 6 (d6e); б (doe); предел текучести материала а в кГ/ммК
модуль упругости Е в кГ/ммг; коэффициент трения /.
Определяемая величина
Расчетная зависимость, рекомендуемое
значение
Резкими калибрования
Скорость калибрования
« = 2 ¦<- 25 м/мин с учетом возможно-
стей станка и условий обработки (см.
табл. 1)
Минимальный натяг
'mln^rf.
Оптимальный натяг на каждый дефор-
мирующий элемент
^опт назначают с учетом обеспечения
высокой точности и класса чистоты обра-
батываемой поверхности; при отсутствии
точных данных принимать гопт = A,5 —
+ 2.°) *min
Количество деформирующих элементов
На инструментах сборной конструкции
j = 2 -5- 6, целых )'==( + 10
Проектирование инструмента
Углы конусов деформирующего элемента
(переднего 2<р, заднего 2<pi) в градусах
2ф = 2ф1 = 4*8° при обработке дета-
лей из цветных металлов и сплавов и
чугуна;
2ф = 2ф, = 6^8° при обработке де-
талей из стали
Ширина калибрующего участка
I ч- 4 мм
Длина переднего конуса
(п.к = 0'5*тах^Ф + A + 3)
Длина заднего конуса
13 к может быть принята равной I л
Радиус скругления переходных кромок
гТ =. 2 <? 20 мм
Диаметры деформирующих элементов:
последнего
произвольного
**Hj**uV + -i
размер элемента уточняется при обработке
процесса
rfmii-l =dUH i + de -§ — {опп
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 537
Продолжение табл. И7
Определяемая величина
Допуск на калибрующий участок эле-
мента: последнего 6(dUHj), произволь-
ного 6(dMMi_!)
Диаметры направляющих участков (пе-
реднего dn>H, заднего d3M )
Минимальный гарантированный зазор по
направляющим участкам оправки (Sm;n)
Расчетная зависимость, рекомендуемое
значение
6 (dUH j) = 0,01 мм;
6(dUHi_i)=> 0,02 мм
dn ктах = doe min "" smin
азн max = йии i min ~ -~ de ~ smin
По посадке Хг, Uls
Режимы калибрования. Оптимальную величину натяга (см. табл. 114)
назначают по наибольшему предельному размеру отверстия в партии за-
готовок. При калибровании с оптимальными натягами уменьшается некруг-
лость отверстий и изогнутость цилиндра. Обработка с чрезмерно больши-
ми натягами на каждом элементе снижает эффективность обработки по точ-
ности.
Калибрование обычно ведут оправкой с несколькими деформирующими эле-
ментами. Наиболее эффективным с точки зрения точности является первый про-
ход. Для последующих проходов выигрыш в точности сокращается в геометричес-
ской прогрессии. Высота микронеровностей наиболее интенсивно снижается
после первых четырех — шести проходов. При излишне большом количестве
рабочих элементов и больших натягах состояние поверхности может ухудшиться
из-за нарушения условий смазки, образования нароста на элементах.
Наибольшее количество элементов устанавливают на оправках, которые
применяют при калибровании заготовок с грубой по шероховатости исходной
поверхностью.
Усилие калибрования толстостенных деталей определяют опытным путем,
тонкостенных цилиндров — по формулам табл. 115 и 116 .
В сравнимых условиях усилие при калибровании отверстий в чугуне на 30—
35%, в бронзе и алюминиевых сплавах на 60—65% меньше, чем при обработке
деталей из стали. Прилагая к калибрующему инструменту осевые вибрации
и ударные импульсы с частотой порядка 20 гц ц амплитудой 0,3—1,5 мм, усилие
калибрования снижают в несколько раз.
В качестве смазки применяют сульфофрезол (при обработке стали и бронзы),
керосин (для чугуна), специальные смазю? обеспечивающие жидкостное трение
(например, 90% петролатума и 10% канифоли). Смазка способствует получению
высокого качества поверхности, повышению точности обработки (уменьшение
температурных деформаций, износа инструмента), снижению усилия калиброва-
ния. Для лучшего подвода смазки в зону деформации в оправках выполняют
специальные каналы с выходом около каждого рабочего элемента.
Стойкость деформирующих элементов из твердого сплава при калибровании
деталей из стали составляет 50—100 км.
Приспособления для калибрования. При калибровании деталь обычно ориен-
тируют со свободной посадкой в выточке опоры и не закрепляют. Для обеспечения
правильного взаимного расположения оправки и.детали обычно применяют пла-
вающие (самоустанавливаюшдеся) приспособления с шаровой опорой (по типу
538 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
приспособлений для протягивания). Оправки, предназначенные для калиброва-
ния глухих отверстий и канавок, точно фиксируют на штоке пресса.
Для автоматизации процесса применяют приспособления для возврата шари-
ков (рис. 449), оправок и для загрузки деталей.
а)
б)
Рис. 449. Приспособления для калибровании: а — подставка для калибрования шариком;
б — приспособление с пневматической подачей шарика к пуансону; в — приспособление
длн калибрования снизу вверх; 1 — деталь; 2 — подставка; з — пуансон; 4 — труба; 5 —
вентиль для сжатого воздуха; 6 — регулируемый упор для автоматического открывания
вентиля; 7 — шарик; 8 — тяги, связывающие пуансон с ползуном пресса
ОБКАТЫВАНИЕ И РАСКАТЫВАНИЕ
Сущность процесса и схемы обработки. Обкатывание и раскатывание поверх-
ностей осуществляют роликами и шариками. При определенном (рабочем) уси-
лии в зоне контакта происходит пластическая деформация микронеровностей,
изменяются физико-механические свойства поверхностного слоя (увеличивается
мцкротвердость, в слое возникают остаточные напряжения и т. д.). Объемная
деформация детали обычно незначительна.
е)
Рис. 450. Схемы процесса обкатывания: а — роликом с продольной подачей; б — ро-
ликом с поперечной подачей; е — фасонным роликом с поперечной подачей; г — ша-
риком торцовой поверхности; 9 — роликами для шлицев (а > а'); е — роликом пло-
скости детали
Методами обкатывания и раскатывания обрабатывают цилиндрические поверх-
ности, канавки, галтели, плоскости и фасонные поверхности (рис. 450).
Способы обкатывания галтелей приведены в табл. 118. При обкатывании на-
клонным и клиновым роликами не требуется больших усилий, так как деформация
на обрабатываемом участке происходит постепенно, при весьма малой мгновенной -
площади контакта; однако такие ролики сложны в изготовлении.
Обкатывание с подачей по хорде и вдоль оси вала происходит при неодинако-
вых условиях нагружения по длине хода, так как перепад диаметров неполностью
компенсируется пружиной приспособления.
Инструмент, приспособления. В условиях единичного и мелкосерийного
производства крупных жестких деталей широко применяют одноролчко-
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 539
вые приспособления с упругими элементами (рис.451, табл.119). Наличие
упругого элемента обеспечивает постоянное усилие обкатывания в любой точке
обрабатываемой поверхности.
118. Способы обкатывания галтелей
Способ
обкатывания
Схема
обработки
Радиус
галтели R
в мм
Способ
обкатывания
Схема
обработки
Радиус
галтели R
в мм
Роликом
SgD
Чеканка
ударником
sg 50
Шариком
sg 10
Роликом
с подачей
по дуге обра-
зующей
>50
Наклонным
роликом
: 15
Роликом
с подачей
по хорде
>2,5
Клиповым
роликом
:25
Роликом с по-
дачей по оси
вала
>4
(D'a-Dg)
119. Основные размеры универсальных одноролнковых приспособлений
для упрочняющей обработки поверхностей
Наибольшее
усилие обка-
тывания
в кГ
250
500
1000
2000
4000
№ нормали
на приспособление
МН 5836-65
МН 5837—65
МН 5838—65
Высота
центров
станка
в мм
(ие менее)
200
300
500
600
Основные размеры в мм
А
219
245
549
648
450
Б
87
112
136
187
238
Н
¦110
120
135
150
330
С
20
25
30
36
40
Рис.
451, а
451, б
451, в
Примечание. Обозначения основных размеров приведены на рис. 451 и 452.
540 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
S
а
о
К
S
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 541
Приспособления состоят из ролика 1, роликовой головки 2, державки с на-
грузочным устройством и упругим элементом (пружиной) 4. Перед выполнением
операции осуществляют предварительную затяжку рабочей пружины. Для этого
пружину сжимают с помощью резьбового элемента 6, усилие контролируют при
этом по шкале, нанесенной на державке. Затем, перемещая суппорт в поперечном
направлении, ролик подводят до соприкосновения с поверхностью детали. При
усилии обкатывания до 500 кГ рабочее усилие создают путем дальнейшего сме-
щения суппорта. В рабочем положении между торцом элемента 6 и торцом держав-
ки 3 (см. рис. 451, а) или винта 5 (см. рис. 451, б) должен быть зазор 1—2 мм.
При усилии обкатывания больше 500 кГ нагружение проводят специальным меха-
низмом приспособления: вращая винт 5 включают или выключают рабочую на-
грузку (рис. 451, бив).
Для облегчения настройки приспособления на рабочее усилие под торцы
элементов 6 установлены упорные подшипники, а в конструкцию приспособления
с усилием до 4000 кГ введен [ рычаж-
ный механизм.
Крепят приспособления в резце-
держателе токарного или карусель-
ного станка, обеспечивая положение
оси ролпка в одной плоскости с осью
Рис. 452. Схемы обкатывания поверхностей на токарном станке с помощью однороликовых
приспособлений
детали и центром пятна контакта ролика с деталью, а также правильное угло-
вое положение ролика.
Схемы установки приспособлений на токарном станке показаны на рис. 452.
Для крепления приспособления в резцедержателе корпус 1 приспособления имеет
два угольника 4 и 5, расположенных под углом 90° один к другому. Пользуясь
одним из этих угольников и повернув ролик 3 вместе с роликовой головкой 2
в корпусе приспособления (см. рис. 451), устанавливают приспособление для об-
катывания шеек вала с подачей влево (рис. 452, а) и вправо (рис. 452, б) или для
обкатывания торцовых поверхностей, расположенных справа (рис. 452, в)
и слева от ролика (рис. 452, г).
Приспособления с одним роликом применяют также при обработке отверстий
большого диаметра и галтелей. Приспособления (рис. 453, а и б) крепят в расточ-
ной державке взамен резца. Упругий элемент — пружинящий корпус державки
(рис. 453, а), пружины (рис. 453, бив) — позволяет производить обработку
с постоянным усилием обкатывания. Для уменьшения усилия пружины в конст-
рукцию введен рычаг.
Ось вращения роликов в приспособлениях для обкатки галтелей (рис. 454
и 455) наклонена под углом 45° к оси детали. Корпус приспособления 1 крепят
в резцедержателе токарного станка. Ролик 2 смонтирован на оси в головке-ры-
чаге 3; усилие обкатывания обеспечивает пружина 4. В конструкции, показанной
542 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Рис. 453. Однороликовые приспособления для раскатывания отверстий: а — с
пружинящим корпусом; б — с роликом, установленным на рычаге; в — с роликом,
установленным на рычаге с пружиной, вынесенной из зоны обработки
УЛ \ УЛ
Рис. 454. Однороликовое при-
способление для обкатывания
галтелей наклонным роликом
V
Рис. 455. Однороликовое приспособле-
ние для обкатывания галтелей клино-
вым роликом
яа рис. 455, ролик может самоустанавливаться в осевом направлении за счет
деформации резиновых прокладок 5. Для обеспечения контакта ролика с поверх-
ностью галтели профиль роликов расположен эксцентрично относительно оси
вращения.
Однороликовые приспособления просты, универсальны, но требуют значитель-
ного рабочего усилия, которое полностью воспринимается узлами станка.
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 543
Применение в качестве деформирующего элемента шарика (рис. 456) позво-
ляет вести обработку с меньшим усилием обкатывания, однако по производи-
тельности обработка шариком уступает обкатыванию роликом.
Для разгрузки узлов станка от односторонне приложенного усилия для обра-
ботки нежестких деталей обкатывание целесообразно проводить инструментами
с несколькими деформирующими элементами.
Трехроликовое приспособление (рис. 457) крепят в суппорте станка. Держав-
ка 2 с роликами 3 гпарнирно соединена с корпусом 1, поэтому биение поверхности
вала не сказывается на обработке.
Многороликовые раскатки с упругими элементами, предназначенные для
обработки отверстий больших диаметров, показаны на рис. 458.
Рис. 456. Шариковая копирующая
раскатка для обработки отверстий
диаметром 420 мм в чугунном тор-
мозном барабане: 1 — корпус; 2 —
пружина; 3 — подвижная державка;
4—опорные подшипники; 5—шарик
Рис. 457. Трехроликовое приспособле-
ние для обкатывания нежестких ва-
лов: 1 — корпус; 2 — плавающая дер-
жавка; з — ролики; 4 — пружина
Рабочее усилие двухроликовых раскаток создается пружиной, усилие регу-
лируют смещением втулки с конической выточкой (рис. 458, а), смещением конуса
(рис. 458, б) или установкой прокладок. Диаметральный размер раскаток,
показанных на рис. 458, в, г, д, регулируют установкой прокладок под.
пружины.
У трехроликовой раскатки (рис. 458, е) ролики смещены по оси один относи-
тельно другого на 1,5 мм. Это обеспечивает лучшее качество обработки. Для
этой же цели у раскатки (рис. 458, ж) установлено два ролика с разными радиу-
сами профиля. Ролик с малым профильным радиусом установлен несколько впе-
реди заглаживающего ролика. Плавающая двухроликовая раскатка, выполнен-
ная по типу плавающей развертки, показана на рис. 458, з.
Раскатывание глубоких отверстий проводят на токарных станках или станках
для глубокого сверления. Для разгрузки роликов от веса раскаток и борштанг,
на раскатках монтируют деревянные, резиновые или пластмассовые направляю-
щие.
Рабочий профиль деформирующих роликов для упрочняющей обработки имеет
форму тора (табл. 120).
При высоких требованиях к качеству обработанной поверхности приме-
няют ролики с рабочим профилем по тору (профильный радиус Rnp =
= 5 -г- 200 мм, диаметр D = 40 -г- 200 мм), ролики с цилиндрическим поис-
ком (рис. 459).
544 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
6 Г 2 Г
Рис. 458. Роликовые копирующие рас-
катки для обработки больших отвер-
стий: а — двухроликовая для отверстий
диаметром 80—150 мм; б — двухроли-
ковая с пружиной, расположенной по
оси раскатки; в — двухроликовая для
обработки глухих отверстий; г — двух-
роликовая для обработки глубоких от-
верстий диаметром 200 мм; д — трех-
роликовая для отверстий диаметром
300—'400 jvui; е — трехроликовая для
отверстий диаметром 600 мм; ж — двух-
роликовая для отверстий диаметром
500 мм; з — двухроликовая с упругим
Корпусом для отверстий диаметром
500—600 мм; 1 — рычаг; 2 — ролик;
S — установочная гайка; 4 — оправка;
S — стакан для регулирования усилия;
9 — распорный клин! 7 — опорные су-
хари; 8 — ограничитель длины; 9 — уп-
ругий рычаг; ю — прокладка для ре-
гулирования размера; 11 — стопор;
12 — прокладка для регулирования
усилия; 1з — направляющие колодки;
14— регулировочный винт; is — упроч-
няющий ролик; 1в — заглаживающий
ролик
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 545
22*0,1
е)
Рис. 459. Конструктивные
чертежи роликов: а и б—уни-
версального назначения; в—
комбинированный для обка-
тывания шеек и галтелей ко-
лесных пар; г — для обкаты-
вания деталей подвижного
состава железнодорожного
транспорта — упрочняющий;
д —то же — сглаживающий;
е — для обкатывания дна
впадин шлицев с углом В0°
120. Ролики для упрочняющей обкатки поверхностей
Исполнение 1
- L ~j Исполнение U
Усилие обка-
тывания в кГ
Rnp для исполнения
250
500
1000
2000
4000
50
65
115
155
0,8-3,0
1,0—5,0
1,6-6,0
2.0—8.0
3,0—10,0
4,0
6,0; 8.0
8,0—12.0
10,0; 12.0
12,0; 16,0
20
28
30
5л
75
19
27
ао
50
70
Примечания; 1. Допустимые отклонения размеров й по A,, L — по Сь.
2. Торцовое биение ролика на диаметре D относительно посадочного отверстия
должно соответствовать IX степени точности по ГОСТу 10356—63.
3. Размер Rnp выбирают для заданного диапазона из ряда: 0,8; 1,0; 1,2; 1,6; 2,0;
2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0; 16,0.
4. Материал роликов — сталь ШХ15 по ГОСТу 801—60, твердость HRC 02—65.
5. Данные таблицы взяты из МН 5841—65.
546 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Производительность процесса обкатывания или раскатывания определяется
величиной профильного радиуса ролика. Ролики с большим профильным радиу-
сом позволяют вести обработку с большой подачей (до 2,5 мм/об), однако для полу-
чения высокого качества поверхности необходимо в этом случае создавать боль-
шие рабочие усилия. Величина допустимого рабочего усилия определяет выбор
параметров родика.
Ролики с цилиндрическим пояском создают возможность работы с большой
подачей. Чем больше принята ширина цилиндрического пояска, тем больше может
быть подача. При обработке массив-
ных деталей на крупных станках ци-
линдрический поясок сдедует делать
более широким (Ь :> 12 — 15 мм),
так как обработка таких деталей с
большим числом оборотов затрудни-
тельна, а большая подача может быть
применена с успехом. Для обработки
менее жестких деталей, когда усилие
обкатывания не должно быть боль-
шим, применяют ролики с пояском
шириной 2—5 мм.
Установка роликов с цилиндри-
ческим пояском на станке затрудни-
тельна. Для обеспечения правильно-
го положения роликов применяют
специальные приспособления с само-
устанавливающимися устройствами.
Ширину цилиндрического пояска в
этом случае принимают 15—40 мм,
подачу 5—15 мм/об.
Ролики изготовляют из легиро-
ванных сталей ШХ15, ХВГ, 9Х,
5ХНМ, углеродистых инструменталь-
ных сталей У10А, У12А, быстроре-
жущей стали Р18, Р9, твердого спла-
ва ВК8. Твердость рабочей поверхно-
сти HRC 62—65.
Для обработки наружных и внут-
ренних цилиндрических и конических
поверхностей диаметром до 150—
200 мм широко применяют многоэле-
ментные инструменты (обкатки и рас-
катки) с установленными на аадап-
ный размер свободными роликами
или шариками. Для обкатывания и
раскатывания точно обработанных
поверхностей применяют жесткие ин-
струменты (рис. 460, табл. 121). Такие инструменты позволяют получать
высокую точность размеров и геометрической формы поверхности. Но из-за
погрешности предшествующей обработки деформация поверхностного слоя ока-
зывается неравномерной. Размер жестких инструментов регулируется путем пе-
ремещения деформирующих элементов в осевом направлении по опорному
конусу.
Многоэлементные инструменты с упругими элементами (пружинящие) обес-
печивают постоянпое усилие контакта деформирующих элементов и обрабаты-
ваемой поверхности. Такие инструменты почти не уменьшают погрешности пред-
шествующей обработки и являются копирующими. Пружинящие двухшариковые
раскатки показаны на рис. 461. В регулируемой раскатке для обработки отвер-
Рис. 460. Многоэлементные инструменты:
а — многороликовая раскатка для конусного
хвостовика; б — жесткая роликовая раскатка
для отверстий диаметром 50—150 мм; е — то
же шариковая; г — двухрядная роликовая
раскатка для отверстий диаметром до 80 мм;
1 — ролики; 2 — установочная гайка; 3 — ша-
рики; 4 — сепаратор
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 547
121. Жесткие многошариковые раскатки
Размеры в мм
Для О>55мм
Диаметры
шариков
Количе-
ство
шариков
Пределы регу-
лирования
диаметра
раскатки
40
45
10,319
11,113
0,14
180
185
22
Трап
20 х B х 4)
50
55
60
65
70; 75
80
85
90; 95
11,113
13,494
14,288
15.875
15,875
19,050
19,050
22,225
!00
103
110
120
125
140- S60
'180
200
220
250; 280;
300
0,17
210
0,21
245-
0.24
275
0.28
290
295
0.35
310
22.225
22^225
0,38
315
360
22,225
22,225
25,400
31,750
31,750
31,750
38,100
44,450
0,42
30
370
375
380
0,45
400
415
12
0,52
415
420
450
30
Трап
28 X B X 5.)
Трап
36 X B X 6)
70
Трап
65 х B х 10)
Примечания: 1. На раскатку устанавливают шарики по ГОСТу 3722—60
с разноразмерностью не более 2 мпм.
2. Опорную конусную втулку изготовляют из стали ШХ15 по ГОСТу 801—60,
твердостью HRC 61—64.
3. Данные таблицы взяты из МН 5896—66 и МН 5897—66.
18*
548 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
стий диаметром 130—400 мм шарики во избежание заклинивания опираются на
шарикоподшипники или вставки из фторопласта.
Двухрядные инструменты позволяют обрабатывать поверхности за два пере-
хода — предварительный и чистовой. За счет этого достигается более высокое
качество обработки. У шестишариновой двухрядной раскатки (рис. 462) опорные
Рас. 461. Шариковые раскатки: а — с
опорой элементов на подшипники; б —
с опорой элементов на фторопласт;
1 — шарик; 2 — регулировочный винт;
з — фторопласт
Рис. 462. Двухрядная шариковая раскатка
для отверстий диаметром до 50 мм: I — пру-
жина первого ряда; 2 и 7 — крайние сто-
порные шайбы; з — конусы первого.ряда;
4 — шарики; 5 — средняя стопорная шай-
ба; в — конусы второго ряда; 8 — пру-
жина второго ряда
^J (jjj
ТТЛ %
Рис. 463. Схема установки ролика в ин-
струменте: 1 — ось вращения инструмента;
2 — ось ролика; sc — величина самопо-
дача инструмента за один оборот
конусы находятся под воздействием пружин, причем пружина'шариков второго
ряда сильнее пружины шариков первого ряда.
При конструировании многороликовых инструментов предусматривают уста-
новку роликов относительно оси вращения раскатки под углом со = 0°20' -г
-т- 1°30' (рис. 463). В этом случае ролик перемещается по винтовой линей с углом
А-А
5
h
1
hi
t-qt
Л;_ _,;J
1
—
U- U-
\^
\рсебоп зазор
Рис. 464. Раскатка ударного действия для отверстий диа-
метром до 30 мм: 1 — хвостовик оправки; 2 — промежуточ-
ное кольцо; з — ролики; 4 —¦ обойма; б — гайка
подъема со, обеспечивая самоподачу инструмента sc = nD tg со мм/об. При работе
иа самоподаче уменьшается проскальзывание роликов и их износ. Самоподача
трудно осуществима при пользовании тяжелыми крупногабаритными инструмен-
тами, в этом случае применяют подачу от механизма.
В многоэлементных инструментах часто используют ролики от подшипников
с обработкой заборного конуса (угол 2ср = 5 -г- 15°) или тора (профильный ра-
диус Лгф = 0,2-=-5,0 мм). Углы опорного конуса и ролика подбирают так, что-
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 549
бы обеспечивался определенный задний угол а между образующими роли-
ка и детали. В этом, случае пятно контакта имеет каплевидную форму. Для
деталей из стали принимают а = 0с30\ чугуна — а = 1° -f- l°30'. Материал
роликов и опорного конуса: сталь ШХ15, Р18, Р9, ХВГ. Твердость рабочей
поверхности HRC 60—62.
На рис. 464 приведена раскатка ударпого (импульсного) действия. Сепаратор
с роликами надевают на оправку, по образующим которой сняты лыски так, что
в поперечном сеченпи равномерно чередуются дуги окружности е и хорды /.
Рис. 465. Двухрядный инструмент ударного действия для обработки: а — от-
верстий; б — наружных цилиндрических поверхностей; 1 — корпус упругой
оправки; 2 — упругий элемент (резиновое кольцо); з —рабочее кольцо; 4 — ро-
лики; 5 — жесткая оправка; в — сепаратор; 7 — упругое кольцо; s — штифт
При работе каждый ролик в момент перехода с хорды на дугу наносит по обраба-
тываемой поверхности удар и одновременно перекатывается по ней. В результате
такой обработки чистота поверхности деталей из стали, чугуна и цветных метал-
лов повышается на два — три класса.
Перед раскатыванием такими раскатками отверстия обрабатывают тонким
растачиванием или развертыванием с допуском 0,01 мм и чистотой поверхности
не ниже 7-го класса, припуск на обработку не должен превышать 0,02—0,03 мм
на диаметр.
При изготовлевии раскатки ее детали обрабатывают по 1-му классу точности
и 8—9-му классам чистоты. Радиальное биение собранной раскатки по роликам
при проверке на центрах не должно превышать 8—10 мкм. Рабочие поверхности
оправки, сепаратора и роликов закаливают до твердости НRC 62—64. При износе
оправки ролики переставляют по оси на неизношенный участок за счет переста-
новки колец.
550 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
122. Иаменение размера поверхности
при обкатывании и раскатывании
1 зависимости от шероховатости исходной
поверхности
Конструкции двухрядных инструментов чехословацкого производства для
обработки отверстий диаметром 20—200 мм и наружных цилиндрических поверх-
ностей диаметром 40—200 лл показаны на рис. 465.
Первый ряд роликов установлен на упругую оправку, которая может само-
устанавливаться (плавать) в радиальном направлении. Для этого между рабочим;
кольцом, имеющим малую жесткость (на опорной поверхности ее, как и ранее,
сняты лыски), и корпусом установлены резиновые кольца. Для передачи момента
поставлены штифты. Второй ряд роликов смонтирован на жесткой оправке.
Назначение упругой плавающей оправки — создать постоянные условия дефор-
мирования микронеровиостей, жесткая оправка позволяет повысить точность
обработки. Другой особенностью инструментов является то, что сепаратор с ро-
ликами перемещается при работе по оси имаульсно. Между сепаратором и конусом
установлено резиновое кольцо. В момент
заклинивания роликов между оправкой
и поверхностью детали сепаратор непод-
вижен, кольцо сжимается. При отсутст-
вии контакта, когда ролики находятся
над хордой оправки, происходит им-
пульсная осевая подача сепаратора с
роликами.
Точность обработки. Изменение раз-
мера поверхности при обкатывании и
раскатывании связано со смятием микро-
неровностей и пластической объемной
деформацией детали. Таким образом, ве-
личина изменения размера, результаты
по точности обработки зависят от кон-
струкции детали, инструмента, режимов
обработки, точности размеров и формы
и качества поверхности, полученных на
предшествующем переходе обработки.
При обработке жестких деталей копи-
рующими инструментами изменение раз-
меров вызвано уменьшением микронеровностей. Величина изменения размера
зависит от состояния исходной поверхности (табл. 122). Точность при этом суще-
ственно не меняется.
Процесс обработки жесткими инструментами характеризуется небольшими
натягами и поэтому также сопровождается незначительными изменениями раз-
меров.
Обкатыванием и раскатыванием тонкостенных деталей можно повысить точ-
ность размеров на 10—20%, уменьшить отклонения формы до 10—30 мкм.
Неблагоприятные условия обработки детали вблизи торцов приводят к уве-
личению пластической деформации детали на участках длиной до 3—15 мм.
При высоких требованиях по точности следует проводить обработку с малыми
усилиями, устанавливать предохранительные шайбы п т. п.
Наиболее целесообразно обкатыванием и раскатыванием обрабатывать исход-
ные поверхности 2—4-гс класса точности соответственно инструментами жестко-
го — копирующего типа, ударными инструментами — 1—2-го классов точ-
ности.
Шероховатость поверхности. При обработке практически достигают чистоту
поверхности 7—9-го классов при исходной — 4—7-го классов. Степень улучшения
качества поверхности зависит от материала, рабочего усилия или натяга, подачи,
исходного класса чистоты поверхности, конструкции инструмента и т. д.
Режимы обработки. Обкатывание и раскатывание следует проектировать
так, чтобы заданные результаты достигались за один проход. Не следует исполь-
зовать обратный ход в качестве рабочего хода, так как повторные проходы в про-
тивоположных направлениях могут привести к излишнему деформированию
Способ
предваритель-
ной обработки
Точение
Точение широ-
ким резцом
Шлифование
Класс
чистоты
исходной
поверх-
ности
4
5
6
5
6
5
6
Изменение
размера
после об-
работки
в мм
0.03—0.06
0,02—0,04
0,01—0,02
0.01—0,02
До 0,01
0.01—0.03
0,005—0,015
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 551
поверхностного слоя, кроме того, рабочий профиль роликов обычно предназначен
для работы только в одну сторону.
Скорость не оказывает заметного влияния на качество обработки. Обычно
скорость находится в пределах 30—150 м/мин.
Величину усилия обкатывания назначают в зависимости от цели обработки.
Оптимальное усилие Рв, соответствующее максимуму предела выносливости,
определяют по формуле
Р0 = 50 + -^,
где Dq — диаметр упрочняемой поверхности детали.
При упрочняющей обработке необходимо обеспечить повышение поверхност-
' ной твердости на 25—40% . Глубину hH накленанного слоя для крупных деталей
выбирают в пределах 0,027?^ «с hH sg 0,10 Rg, где Rq — радиус упрочняемой
' поверхности детали.
Усилие РН: обеспечивающее получение наклепанного слоя глубиной hH,
определяют по формуле
Н If гр •
где ат — предел текучести материала детали; m — поправочный коэффициент,
учитывающий кривизну контактирующих поверхностей,
т-1+0,07/ ''
Unp + Dp +Rd ^
здесь Rnp — профильный радиус ролика; Dp —диаметр ролика; R ~ радиус про-
филя детали в осевом сечении, для цилиндрических поверхностей R = со.
Профильный радиус ролика принимают наименьшим, при этом не должно
происходить шелушения обрабатываемой поверхности детали.
Рабочее усилие обкатывания обычно принимают 1,5Р0|05 $Р^ 3,0Р0.05,
где РОо5 — усилие, обеспечивающее получение наклепанного слоя глубиной
hH = 0,05Лв.
Подачу при обкатывании назначают не более 0,2—0,6 мм/об.
При упрочнении галтелей тяжелых валов используют ролики с профильным
радиусом на 0,5—2,0 мм меньше радиуса галтели R в мм, усилие обкатывания
Рг « 100Я + 100 кГ.
Рекомендуемые режимы упрочняющей обработки предполагают последующую
механическую обработку деталей для получения заданных классов точности и
чистоты поверхности. Эффект обработки при снятии малых припусков (табл. 123)
снижается незначительно.
При высоких требованиях по качеству поверхности и нецелесообразности сни-
жения эффекта упрочнения снятием части упрочненного слоя обработку ведут
128. Припуски на шлифование крупных валов после упрочняющего обкатывания
Размеры в мм
Длина
поверхности
251—500
501—800
801-1200
1201—2000
Допуск на при-
пуск (—)
Максимальный припуск на диаметр детали
81—120
0,6
0,7
0,8
0,9
0,23
121—180
0,7
0.7
0S
0,9
0,26
181—260
0,8
0.8
0,9
1,0
0,30
261—360
0,9
1,0
1,0
0,34
361—500
0,9
1,0
1,0
0,38
501—800
1,0
1.0
1,0
0,45
552 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
124. Режимы накатывания осей и других деталей железнодорожного подвижного состава
Размеры в лш
Размеры роликов
DP
110
110
130
130
150
впр-у
9
15
12
15
19
Усилие на ролик в кг при диаметре детали
40-69
600
700
70—89
800
900
90—129
1000
1200
130—159
1400
1600
1700
2200
160—194
1600
1900
2000
2400
195—239
2200
2300
2600
240—284
2400
2500
2800
Примечания: 1. Обработку проводят двумя роликами: первым — упрочняю-
щим и вторым — сглаживающим. Диаметры Dp роликов одинаковы.
2. Профильный радиус сглаживающего ролика Япрч:— 50 мм: упрочняющего Rnp.y
указан в таблице.
3. Накатывание проводят за один проход при подаче s = 0,2 -4- 0,6 мм/об и ско-
рости v = 75 -s- 125 м/мин.
двумя роликами — упрочняющим и сглаживающим (табл. 124) или применяют
один или несколько одинаковых роликов с большими профильными радиусами.
Ю Й.5 '№ Ы 25 31,5 40 511 S3 80 100125-180 200 250 200 125 100 80 S3 50 «1 31,5 25 20 № 12,5 Ю 8 6,3 5
Диаметр ролика DD мм Лрйфимышп радиус ролика Rnp
Рис. 466. Номограмма для определения усилия обкатывания в зависимости от разме-
ров детали и ролика. Пример: при обработке вала диаметром Dq = 250 мм роликом
диаметром Dp = 100 мм с профильным радиусом Rnp — 50 мм усилие Р = 900 кГ
Режимы обработки роликом с профильным радиусом определяют по табл. 125
и номограмме, показанной на рис. 466. При известных Dp, Ds и Д„т) находят
по номограмме величину усилия, которую следует умножить на коэффициент,
аатшеящий от твердости материала:
А'в=0.01ЯВ —0,4,
где НВ — число твердости по Бринеллю в диапазоне значений 120^НВ sg 340.
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 553
1
а
В
усе
S
ьно
ц
«
при
«о
ода
С
з
§
о
&
S
S
Й
о
CJ
со
lf*
о
00
.•8
Число
роликов
в приспос
лении
?S
?$
Й X
а
8§
и
2 с
i _
СМ
СМ
80
45
—
г—
—
с-
t^
о
.58
CD
»*
CD
t-
о
СП
С\1
сэ
со
**.
18
о
CD
о
я
о
07
CD
ТО
55
!Ч
s
s
о
.12
о
со
со
о
00
о
47
о
о
о
о
00
о
ЧП
о
-
1сг
см
см
00
С4!
о
оо
о
?]
.12
~"
CD
CD
*-
ОО
со
сэ
80
CD
72
CD
64
О
СО
О
46
CD
СО
О
О
оо
СО
ее
35
^"
,23
05
90
CD
ob
с
с^
о
ее
о
.58
О
,37
CD
29
CD
а
CD
Д8
CD
id
О
CM
о
СП
о
о
07
-
05
о
CD
0,72
,66
CD
to
CD
О
CO
о
si
о
о
о
О1
см
о
23
о
оо
о
ю
о
го
со
СП
о
»
о
CD
со
ее
о
S
о
0.54
00
CD
39
с
.29
о
.23
о
.18
с
15
CD
см
CD
Oi
<=>
о
.07
CD
СП
О
CD
Г—
О
ее
о
с
о
о
:*
о
,48
о
.43
39
о
,35
о
30
о
т—
см
о
сЗ
о
см
о
СП
CD
t-
CD
12
CD
CO
cm"
CO
CM*
' 9
§
о
о
I
о
ё
§ 1
о °
& о
S &
о
в g
« ё
а в
Р. я
ь S
и °
м и
? о
0J .^
соотв
аботю
ыполняют
и е. Обр
>, я
к ?
о сэ
о
О о.
* и
554 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
По табл. 125, с учетом требований качества поверхности и профильного ра-
диуса ролика, находят подачу.
При работе роликом с цилиндрическим пояском шириной Ь подачу принимают
Sj = 0,36 мм/об для требуемой шероховатости V7. Найденное значение подачи
корректируют с учетом поправочных коэффициентов (табл. 126). При этом назна-
чаемая подача s =KSl Ks^ K3s su
126. Поправочные коэффициенты ft's для обработки роликами с цилиндрическим пояском
Твердость
обрабатывае-
мого материа-
ла НУ
До 160
Св. 160 до 300
Си. 300 до 375
1,2
1,0
0,4
Класс чистоты
поверхности
требуемый
7
8
9
исходный
4
5
5
6
5
6
7
К,
0,25
1,0
0,35
0,85
0,14
0,24
0,40
Число
проходов
1
2
3
*..
0,5
1,0
1,4
Для многоэлементных инструментов подачу принимают s = 0,1 -г- 3,0 мм/об.'
Оптимальная подача на один ролик не должна превышать sa = 0,1 -г- 0,5 мм/об
ролика, на шарик — sa = 0,01 -s- 0,05 мм/об шарика. Подачу на оборот детали
(или инструмента) определяют по формуле
s = kss,
где к — количество деформирующих элементов; «э — подача на один деформирую-
щий элемент.
127. Параметры многоролпковых раскаток и режимы
в чугунных деталях
Параметры
Задний угол
Диаметр ролика в мм
Профильный радиус в мм . .
обработки
отверстий
Значение параметра при структуре
материала
феррит
феррит + перлит
Инструменты
0>20'—0°30'
Условия и ре
Класс чистоты поверхности:
исходной , . .
после обработки
Наибольшее радиальное усилие
вания Р в кГ
Осевая подача s в мм/об ....
раскаты-
12-14
3—3,5
жил«ы обработ
5—6
9—10
35—40
025—0,55
ки
Примечания: 1. Превышение указанного усилия
шению обрабатываемой поверхности.
2. Обработку рекомендуется вести без смазки.
0°50'
10—12
3-3,5
5—6
8—9
65—70
0,15—0,35
Р может
перлит
1«10'_1°20'
8—10
3,3—5
5—6
7—8
140—150
0,10—0,15
привести к шелу-
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 555
Натяги при раскатывании и обкатывании обычно принимают i =g 0,03 -ь
-г- 0,30 мм с учетом исходной и требуемой шероховатости, точности, жесткости
инструмента и диаметра обрабатываемой аоверхности.
Смазывающе-охлаждающей жидкостью при обкатывании н раскатывании
служит машинное масло, смесь машинного масла с керосином (по 50%), сульфо-
фрезол, 5%-ная эмульсия. Обработку чугуна рекомендуется вести без охлаж-
дения.
Рекомендации по раскатыванию отверстий многоролнковыми раскатками
в чугунных деталях приведены в табл. 127.
АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ
Сущность процесса и схемы обработки. При выглаживании поверхностей
инструмент (алмаз) прижимается с определенной силой к обрабатываемой поверх-
ности, в результате чего сминаются микронеровности, изменяются физико-меха-
нические свойства поверхностного слоя.
Инструмент для выглаживания состоит из наконечника с алмазом
(табл. 128) и державки. Державку при работе крепят на суппорте станка пли в
пиноле задней бабки. Нагружающие механизмы державок имеют пружины, обес-
печивающие непрерывный контакт алмаза с обрабатываемой поверхностью и при-
мерно одинаковое усилие выглаживания (рис. 467).
128. Основные размеры алмазных паконечников для выглаживания поверхностен
Размеры в мм
Тип I
Тип II
/00°
t
к
у
1 ,
1
Тип
Номинальный
радиус R,сферы
алмаза
Масса (вес)
алмаза
в каратах
I и II
И
0,В; 1.0; 1,5; 2,0
2,э;_3,0
0,21—0,30
0,31—0,40
0.41-0.60
0,61—0.85
10
22
12
I и II
II
0.6; 1.0; 1.5; 2,0
2,5; 3,0
3,5
4,0
0,21—0,30
0,31—0,40
0,41—0.60
0,61—0,85
12
32
20
Примечания: 1. Для наконечников применяют алмазы VII группы подгруппы
«в» или XII группы 1 и 2-го качества по МРТУ 2-037-1—65. Корпуса наконечников изго-
товляют из стали 12ХНЗА или 40Х.
2. Крепление алмаза в корпусе наконечника производят пайкой серебряным при-
поем или латунью.
3. Рабочая часть алмаза, выступающая из корпуса, не должна превышать 1/3 длины
кристалла.
4. Смещение кристаллографической оси алмаза, определяющей направление макси-
мальной твердости, относительно оси наконечника не более 3°.
5. Допускаемое отклонение размера d — по С.
556 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Алмаз обладает анизотропными свойствами, т. е. свойства его не одинаковы по
различным кристаллографическим осям; это сказывается, в частности, на износо-
стойкости алмаза при выглаживании. Поэтому при креплении алмаза на корпусе
наконечника наносится риска, опреде-
ляющая положение, при котором износ
будет происходить в направлении наи-
большей твердости алмаза. Риска уста-
навливается в направлении скорости.
Режимы обработки. Алмазным выгла-
живанием обрабатывают стали, цветные
металлы и сплавы. Учитывая повышен-
ную хрупкость алмаза, не следует об-
рабатывать выглаживанием прерыви-
стые поверхности. Из-за нестабильности
качества выглаживанием не обрабаты-
вают детали со значительными отклоне-
ниями формы в поперечном сечении, де-
тали с неравномерной поверхностной
твердостью (разброс значений HRC не
более 4—5). Предварительную обработ-
ку поверхности выполняют шлифова-
нием, тонким точением или растачива-
нием. Рекомендуемые режимы выгла-
живания приведены в табл. 129. При
внедрении процесса режимы долж-
ны быть уточнены экспериментально.
Рис. 4В7. Державки для выглаживания
поверхностей: а — с цилиндрической пру-
жиной; б — с пружинным корпусом: 1—ре-
гулировочный винт; 2 — тарированная
пружина; S — индикатор; 4— наконечник
с алмазом
129. Рекомендуемые условия алмааного выглаживания
Обрабатываемый
материал
Цветные сплавы, мяг-
кие стали (ИВ < 300)
Стали, термообрабо-
танные до средней
твердости (HRC 35—
50)
Стали, термообрабо-
танные до высокой
твердости (HRC50—
67)
Класс чисто-
ты исходной
поверхности,
не менее
5—6
в
7
Радиус
сферы Я
в мм
2,5-4,0
1,5—2,5
0,6-1,5
Режимы выглаживания
Усилие
выглаживания
в кГ
о,о!зя. (^Зу
Подача s
в мм/об
0,04—0,08
0,02—0,05
Скорость
V
в м/мин
10-80
200-280
Обозначения: НУ — твердость обрабатываемой поверхности по Виккерсу
и пГ/мм'; О — диаметр обрабатываемой поверхности в мм; R — радиус сферы рабо-
чего участка алмаза в мм.
Примечания: 1. Обработка с применением индустриального масла 20 (вере-
тенного 3) снижает износ алмаза в 5 раз по сравнению с выглаживанием всухую. Приме-
нение керосина или эмульсий приводит к интенсивному износу алмаза.
2. Количество проходов: один — два.
3. При обработке цилиндрических поверхностей алмаз устанавливают по центру
детали.
4. Усилие выглаживания не должно превышать 30 кГ, наиболее высокая износостой-
кость алмаза при работе с усилием Р = 25 + 30 кГ.
5. Коэффициент трения при выглаживании / = 0,03 -г- 0,11 соответственно для
закаленных (НДС 65—87) и нормализованных (НВ 140—150) сталей.
6. Инструмент необходимо восстанавливать после образования площадки износа
диаметром 0,3—0,5 мм, что соответствует 50—100 км пути скольжения.
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 557
Точность обработки. Алмазное выглаживание проводят копирующим инстру-
ментом. Поэтому отклонения формы в продольном и поперечном сечениях меняют-
ся незначительно. За счет смятия исходных микронеровпостей размер детали
может измениться на 1—15 мкм. Точность обработки при этом может неско-
лько ухудшиться. В связи с этим целесообразно на предшествующем пе-
реходе обеспечивать точность размеров на 20—30% выше заданной для окон-
чательно обработанной детали.
Качество обработанной поверхности существенно зависит от режимов выгла-
живания — усилия выглаживания и подачи. Число проходов, скорость выгла-
живания влияют на шероховатость и микротвердость обработанной поверхности
в меньшей степени.
При правильно подобранных режимах микронеровности на поверхности
могут быть уменьшены в несколько раз (на два — три класса, с обеспечением
10—13-го классов), микротвердость увеличивается на 5—60% (глубина наклепан-
ного слоя до 400 мк.)
На выглаженной поверхности возникают значительные остаточные напряже-
ния сжатия. Так, например, величина наибольших остаточных напряжений для
образцов из стали 45 после нормализации равна 20—35 кГ/мм2, а после закалки—
70—100 кГ/мм*.
Детали с поверхностью, обработанной алмазным выглаживанием, обладают
высокой износостойкостью в условиях трения скольжения, высокой усгалостной
прочностью.
НАКЛЕПЫВАНИЕ ИНСТРУМЕНТАМИ ЦЕНТРОВЕЖНО-УДАРНОГО ДЕЙСТВИЯ
Сущность процесса. В инструментах центробежно-ударного действия дефор-
мирующие элементы (шарики или ролики) размещают в радиальных пазах
диска (рис. 468). При работе элементы могут смещаться в радиальном направле-
нии. Величина h является натягом при обработке. Диск с элементами вращается
с высокой скоростью. Элементы при этом наносят по поверхности детали много-
численные удары, пластически деформируя по-
верхность, и затем мгновенно отскакивают от нее.
В результате пластической деформации микро- f
неровностей и поверхностного слоя чистота по-
верхности повышается на один — три класса (до 7—
10-го классов при исходной 5—7-го классов),
твердость поверхности увеличивается на 30—80%
при глубине наклепанного слоя 0,3—3,0 мм,
остаточпые напряжения сжатия достигают на
поверхности 40—80 кГ/мм2.
Предварительная обработка: шлифование до
6—8-го классов чистоты поверхности или чисто- р«п. 468. Схема процесса накле-
япр тпстрмир пягтячивяттир ттп "S mv Kirnrrv иыванпя шариками: 1 — оора-
вое точение, растачивание по о му классу. (Задаваемое изделие; 2 — шари-
Центробежно-ударную обработку применяют ки; з — диск (сепаратор)
для изготовления деталей из цветных металлов я
сплавов, чугуна и стали твердостью до HRC 58—04.
Помимо наружных и внутренних поверхностей вращения этим способом
обрабатывают плоскости, а с применением копира —и фасонные поверхности;
можно наклепывать также прерывистые поверхности и места сопряжений поверх-
ностей.
Оборудование и инструмент. Обработку вьгаодияют на шлифовальных, токар-
ных и фрезерных станках. Конструктивные схемы шариковых наклепывающих
головок покапаны на рис. 469. Для удлинения срока службы головок под шарики
устанавливают отражатели плавающие или пенодвижные (рис. 469, гид) из ста-
лей ШХ15 и 9ХС с твердостью HRC 56—60.
Условия обработки. Твердость поверхностного слоя, глубина наклепа
и класс чистоты поверхности зависят от силы удара и числа ударов, приходя-
щихся на 1 mi1. Эти параметры, в свою очередь, определяются окружной ско-
558 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ростьто диска, натягом h, размером элементов, их числом в диске, числом оборотов
изделия, величиной подачи на один оборот детали и числом проходов.
Режимы центробежно-ударной обработки шариками диаметром 7—10 мм
приведены в табл. 130.
'/°зо
в)
Рис. 469. Головки для наклепывания поверхностей: а — для плоских поверхностей с двух-
рядным расположением шариков; б и в — для отверстий; гад — с отражателем: 1 — ша-
рики; 2 — сепаратор; 3 — корпус; 4 — отражатель шариков плавающий; S — резиновый
" " 6 — отражатель шариков неподвижный
Процесс наклепывания шариками мало изучен, и в конкретных случаях
необходима экспериментальная отработка режимов. При неправильно выбранном
режиме может возникнуть перенаклеп поверхности и в поверхностном слое могут
возникнуть растягивающие остаточные напряжения.
130. Режимы центробежно-ударной обработки поверхностей шариками
Обрабатываемый
материал
Сталь
Чугун
Бронза, латунь
Дюралюмии
Окружная скорость
в ж/сек
сепарато-
ра
15-40
15—20
8—15
9-13
детали
0,5—1,5
0,5—1,0
0.5-1,0
0,1—0,5
Подача
в мм/об
0,04—0,16
0,08—0,10
0,02—0.20
0.02—0,15
Натяг
в мм
0.1—0.25
ОД-0,2
0.05—0,1
0,01—0,15
Число4
проходов
2—3
2
1—2
1-2
Повы-
шение
твердо-
сти в %
15—55
30—60
25—45
25-35
Примечание. Чистота поверхности: исходная 6—8-го классов, после обра-
ботки 8—10-го классов.
Для получепия хороших результатов необходимо соблюдать следующие усло-
вия обработки. Необходимо обеспечивать постоянную величину натяга h. Ради-
альное биение шариков в прижатом к сепаратору состоянии допускается не более
0,03—0,04 мм, погрешность формы и радиальное биение детали не более 0,03—
0,04 мм.
Обработка с большими натягами приводит к ухудшению чистоты поверхности,
но при этом несколько увеличивается эффект упрочнения. Для получения чистой
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 559
поверхности детали перед обработкой очищают от следов коррозии и обезжири-
вают. Обработку ведут со смазкой. Элементы смазывают смесью индустриального
масла 12 (В0%) и керосина D0%); поверхность детали — керосином.
Оставлять припуск под обработку не следует, так как изменение размера
весьма незначительно A—5 мкм) и лежит в пределах допуска на размер. Метод
применяют для обработки деталей 2—3-го классов точности.
УПРОЧНЕНИЕ ЧЕКАНКОЙ
Сущность процесса. Упрочнение чеканкой заключается в том, что с помощью
специальных приспособлений с бойками по поверхности детали наносят много-
численные удары, вызывающие пластическую деформацию поверхностного слоя.
Метод позволяет повысить твердость поверхности по сравнению с исходной на
30—50% при большой глубине наклепанного слоя C—35 мм). Чистота поверх-
ности 2—4-го классов.
Упрочнение чеканкой применяют для
обработки галтелей радиусом более 20 мм,
сварочных швов иа крупных стальных дета-
лях, впадин крупномодульных зубчатых
колес и т. п.
Инструмент для чеканки состоит из
бойка и приспособления для создания пе-
ременной (ударной) нагрузки на боек. Раз-
работаны приспособления пневматическо-
Рис. 470. Схема пневматического чеканоч-
ного приспособления ЧМ-3 с роликовым
бойком
Рис. 471. Схема электромеханиче-
ского чеканочного приспособления
УП-2 с роликовым бойком
го и электромеханического типа для обработки деталей на токарных стай-
ках. Пневматические чеканочные приспособления ЦНИИТМАШ типов ЧМ-1,
ЧМ-2 и ЧМ-3 (рис. 470) состоят из пневматического молотка 1, корпуса 2 с тари-
рованной пружиной 3 и бойка 4. При давлепии воздуха 5,0—5,5 кГ/сл2 анергия
удара составляет 3,0—5,0 кГм, частота ударов 20—80 сек'1, на 1 см длины обра-
батываемой поверхности приходится 4—10 ударов.
Электромеханическое приспособление конструкции ЦНИИТМАШ (рис. 471)
состоит из электропривода 1, кулачкового вала 2, рабочего элемента (ролика) 3
и механизма для регулировки энергии удара 4. Наибольшая величина энергии
удара на этом приспособлении 2 кГ-м.
В качестве рабочего инструмента при чеканке используют бойки типа роли-
ка с рабочей частью, выполненной по тору с профильным радиусом Rnv =• 3 -s-
-г- 5 т.ч. Применяют также бойки, выполненные в виде пучка проволочек диамет-
ром 2—3 мм. Такие бойки применяют для упрочнения поверхности сварных
швов на пебольшую B—3 мм) глубину.
Режимы обработки. Целью обработки является упрочнение поверхности,
поэтому результаты обработки определяют по глубине наклепанного слоя (зоны
с измеленной твердостью), по повышению твердости поверхности.
560 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Установлено, что глубина наклепанной зоны hH при статическом и динамичес-
ком вдавливании сферического пуансона зависит от диаметра отпечатка и может
быть определена по одним и тем же соотношениям:
hH = l,5dy ш nmhH = i,bdy —[l-y 1_(
d \*
27?"
где d — диаметр отпечатка; R — радиус сферы пуансона; НМ, НВ — число
твердости соответственно по Мейеру и Бринеллю.
Глубина наклепанной зоны зависит также от структурного состояния стали.
При одинаковом размере отпечатка наибольшей глубина наклепанной зоны будет
на сталях с мартенситной структурой, наименьшей — на сталях с сорбитной
структурой.
После многократного динамического вдавливания диаметр отпечатка больше
диаметра отпечатка dx, полученного при первом вдавливании. Для каждой стали
существует определенное предельное значение диаметра отпечатка dn, обеспе-
чивающего наибольшую твердость и глубину hH наклепанного слоя:
л К НВ
^ = ^ = 1,54-
di hu, ' 1000'
где hH — глубина наклепанного слоя, полученная при первом вдавливании.
Упрочнение чеканкой рекомендуется проводить в диапазоне
0,3^^0,7.
Значение ^ =0,3-Ь 0,4 принимают, когда обработанная поверхность долж-
на иметь малые микронеровности; " =0,4 -f- 0,7, —когда требуется получить
наклепанный слой наибольшей глубины.
Принимая приближенно, что hHn ~ 1,5йга, можно определить радиус сферы
бойка
Для проектирования операции, выбора оборудования необходимо знать
энергию удара (Эу), равную работе, затрачиваемой на пластическую деформацию
поверхности при однократном динамическом вдавливании сферического пуансона:
_пНВ d\(H_D\
V~~W r\hbJ-
При hH « l,5d, получим
HB h* (HD\
y ~~ 100 " R \HB j'
где HD — динамическая твердость: для сталей средней твердости с НВ 110—210
можно принять HD/HB ^ 1,7; для материалов с большей твердостью I1D/HB =а
» 2,0 -н 2,2.
Рассмотрим пример расчета операции.
Пусть требуется обработать детали из стали с твердостью ЯВ130, обеспечив
глубину наклепанного слоя после многократного вдавливания пуансона hH =
= 13 мм.
Принимаем dn/2R = 0,6. Диаметр отпечатка после многократного вдавли-
^н 13 d 8 7
вания dn «= -—- = •—- = 8,7 мм. Радиус сферы Д = т)»д;=о 'п R =7,25 мм.
1,5 1 ,о Ct * U,b Z • U,D
Принимаем R = 7,5 мм. При этом dH = 9,0 мм.
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 561
Определим диаметр отпечатка после первого вдавливания пуансона
in 9,0
dt = -
1,54 —
НВ
1,54 —
130
= 6,4 мм.
' 20 R 1>/-
^«^•^W-^-^1.7.
1000 ' 1000
Вычислим энергию удара (Эу), необходимую для выбора оборудования:
НАКАТЫВАНИЕ РИФЛЕНИЙ И КЛЕЙМ
Накатывание рифлений производят цилиндрическими роликами (рис. 472,
табл. 131, 132), свободно установленными на осях в специальных державках
(табл. 133). Обработку выполняют на токарных, револьверных станках и авто-
матах как один нз переходов обработки или как самостоятельную операцию на
V?(V)
N 4=11*1
Рис. 472. Ролик а — с правой и б — о прямой нарезко!! для накатывания рифлений
специальных станках. Рифления на плоских поверхностях накатывают на стро-
гальных, долбежных и фрезерных станках. Накатываемые рифления могут быть
прямыми, угловыми (правыми или левыми) и сетчатыми. Шаг накатки выбирают
в зависимости от диаметра и длины накатываемой поверхности по табл. 134.
131. Основные размеры роликов при ннкатывании рифлений (см. рис. 472)
Размеры в мм
D
15
20
В
4
6
6
9
d
4
6
6
8
d,
10
12
ft п с
0,3
0,3
0,4
D
2о
30
i
В
9
10
12
d
8
10
12
а.
16
20
22
Лис
0,4
0,4
0,5
Примечания
1. Шаг нарезки t: прямой —0,5; 0,6; 0,8; 1,0 и 1,2; правой л левой — 0,6; 0,8; 1,2; 1,6.
Ч. Углы а принимают для деталей из стали 70°; для цветных металлов 90°.
3. Материал роликов сталь ХВГ, закаленная до HRC 02—64.
4. Допустимые отклонения размеров: D по С„; Bad no Х3. Свободные размеры вы-
держиваются по 7-му классу точности.
132. Число зубьев у роликов для накатывания рифлений
т
Дай
Шаг накатки t в мм
0,5 0,6 0,8 1,0 1,2 1,|
а
Sg
¦ г О
Шаг накатки ( в мм
0,5 0,6 0,8 1,0 1,2
15
20
25
30
Ролики, с
94
126
157
188
78
105
131
157
прямой.
59
78
98
118
нарезкой
47
63
78
94
39
W
65
78
Ролики с правой и левой нарезкой.
15
20
25
30
—
68
91
113
138
51
«8
85
102
41
54
68
82
34
45
57
68
25
42
51
562 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
133. Державки суппортные для накатывания рифлений на токарных станках
Размеры в мм
Державки
Размеры
роликов
Н
Однороликовые но МН 2516—61
15x6 или 20x6
а:
L
20x9 или 25x9
30x10
13
16
20
23
25
30
32,5
25
32
40
140
150'
200
Двухроликовые для сетчатой
накатки по МН 2517—61
:
V
L
з:
20x9
25x9
30x10
16
25
32,5
25
32
40
150
180
220
134. Рекомендуемый шаг накатки
Размеры в мм
Длина накатывае-
мой поверхности
Диаметр накатываемой детали
до
св. 8 до 16 св. 1С до 32 св. 32 до 64 св. 64 до 100
До 2. . : .
Св. 2 до 6
» 6 » 14
» 14 » 30
» 30 ...
Прямая накатка (по ОСТу 26016)
0,5
0.5
0,5
0.5
0.5
0,5
0,6
0.6
о;в
0,6
0,5
0,6
0.8
0,8
0,8
0,6
0,6
0.8
1,0
1,0
0,8
0.8
0,8
1,0
1,2
Косая сетчатая накатка деталей из латуни, алюминия, фибры и т. п. (по ОСТу 26017)
До В
Св. 6 до 14
» 14 » 30
» 30
0,6
0,6
0,6
0,6
0.6
0,6
0,6
0,6
0,6
0,8
0.8
0,8
0,6
0,8
1,0
1,0
0,8
0.8
1,0
1,2
До 6
Св. 6 до 14
» 14 » 30
л 30
Косая сетчатая накатка деталей из стали (по ОСТу 26017)
0,6
0,6
0.6
0,6
0.8
0,8
0,8
0,8
0.8
1,0
1,0
1,0
0,8
1,0
1.2
1,2
0,8
1,0
i,2
1,6
В результате накатывания происходит увеличение наружного диаметра детали
на величину 0,5—1 шага накатки. I
Режимы накатывания. Рекомендуемые скорости при накатывании: для стали
10—25 м/мин, чугуна 10 — 15 м/мин, латуни, бронзы — 30—50 м/мин, алюми-
ния 90 м/мин. Для накатывания рифлений поперечной подачей ширина' накат-
ОБРАБОТКА ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ 563
ного ролика должна быть на 3—4 мм больше длины обрабатываемой поверхности.
В противном случае обработку ведут с продольной подачей: для деталей диамет-
ром до 10 мм—1 мм/об, свыше 10 до 25 мм — 1,5 мм/об, свыше 25 до 40 мм —
2 мм/об, свыше 40 до 60 мм — 2,5 мм/об. Необходимую глубину накатки дости-
гают в пять — десять последовательных проходов. Число проходов зависит от
материала детали, шага и связанной
с ним глубины рифлений.
Схемы клеймения деталей нака-
тыванием показаны на рис. 473.
Накатывание но схеме, показан-
ной на рис. 474, б, производят при
перекатывании роликовой каретки с
заготовкой; каретка возвращается
в исходное положение пружиной.
Фаска
ич,5а
с двух
сторон
ПраШ
Рис. 473. Схемы клеймения деталей
накатыванием: а и б — для плоских
деталей на поперечно-строгальном и
горизонтально-фрезерном станках; в и
з — для цилиндрических деталей на
токарном и горизонтально-фрезерном
станках; 1 — деталь; 2 — накатной
ролик; S — опорные ролики; 4 — ка-
ретка
Рис. 474. Накатные
ролики для клейме-
ния: а — цельный ро-
лик с двумя рабочими
участками; б — сбор-
ный ролик; в — сек-
тор наборного клейма
Возможно накатывание клейм также на резьбонакатных станках с плоскими и
круглыми плашками, а также на других станках, удобных по кинематике рабо^
чих движений для накатывания.
Накатные ролики для клеймения показаны на рис. 474. У цельного ролика
(рис. 474, а) знаки клейма гравируют, при этом клейма небольшой длины для
лучшего использования ролика наносят на окружность два и более раза. Между
рабочими участками делают выемки, исключающие возможность соприкосно-
вения вращающегося ролика с деталью на нерабочих участках. В сборном ролике
(рис. 474, б) секторы со знаком клейма устанавливают на шейку и выступом за-
водят в паз корпуса 1. Необходимые интервалы по окружности между знаками
обеспечивают установкой секторов-прокладок; прокладками же заполняют пустые
места при наборе клейм, состоящих из небольшого числа знаков. Полный ком-
плект знаков размещают в одном из секторов ролика и стягивают клином 5
при помощи винта 4. Крышка 2 скрепляется с корпусом винтами 3. Рабочие сек-
торы изготовляют из инструментальных сталей и закаливают до HRC 56—58.
564 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Секторы пригоняют по пазу и шлифуют по цилиндру в собранном с корпусом
виде, после чего на них гравируют нужные знаки.
Рабочие скорости при клеймении назначают экспериментально, при этом
учитывают качество получаемого отпечатка и возможность выполнения операции.
ПРИМЕНЕНИЕ ЭЛЕКТРОННО-ВЫЧИСЛИТЕЛЬНЫХ МАШИН
ДЛЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Проектирование технологических процессов в обычных условиях требует
больших затрат времени и высокой квалификации технологов. Автоматизация
проектирования технологических процессов (АПТП) с использованием электрон-
ных вычислительных машин (ЭВМ) позволяет повысить качество проектирования
и уменьшить трудоемкость технологических разработок.
Работы по АПТП находятся в стадии поиска. Опыт научных организаций
показывает практическую целесообразность широкого применения АПТП.
Процесс автоматизации технологического проектирования обычно разбивают
на ряд этапов, показанных на рис. 475.
При проектировании технологических процессов механической обработки
используют исходные данные (рабочий чертеж, технические требования и т. д.),
которые перед вводом в ЭВМ кодиг
руют.
В практике широко используют так на-
зываемый ручной ввод данных чертежа с
использованием определенной системы ко-
дирования. Ведутся работы по автомати-
ческому вводу чертежа с помощью читаю-
щих автоматов.
Информация технологического, конст-
руктивного и экономического характера,
относящаяся ко всей детали в целом, срав-
нительно невелика по объему, и затрудне-
ний при ее вводе в «память» машины не
возникает. Количественную информацию
вводят в запоминающее устройство без
какой-либо переработки, а качественную
преобразуют ь- цифровую или буквенно-
цифровую форму при помощи таблиц.
Любую достаточно сложную деталь
рассматривают как состоящую из более
простых объектов: 1) стандартных конструктивных элементов, форма и размеры
которых установлены ГОСТами или нормалями; 2 элементарных поверхностей
(плоскостей, кругов, цилиндров, конусов и т. д.); 3) линий и поверхностей, за-
даваемых уравнениями; 4) производных поверхностей, получаемых из элемен-
тарных путем их объединения, пересечения и других операций.
Разработано несколько систем кодирования. Применяют также алгоритми-
ческие языки: «Алгол», «Автокод инженера» и др.
При помощи ЭВМ может быть выполнен ряд этапов АПТП: выбор заготовок,
разработка маршрутов движения деталей, расчет режимов резания и норм вре-
мени, расчет припусков, выбор схем построения станочных операций с составле-
нием карт, выбор технологического оснащения и расчет загрузки оборудования
н рабочих мест, подготовка программ для станков с цифровым программным
управлением и др. При выборе заготовок решают следующий комплекс вопросов:
1) выявляют возможность применения различных методов и способов получения
заготовок, с последующим выбором одного или нескольких из них, как наиболее
оправданных; 2) рассчитывают припуски и определяют напуски; 3) определяют
tibibop объекта
автоматизации
t
1
Определение
исходных данных
и их ограничений
1
Г
1
Разработка правил
(методики) решения
выбранной техноло-
гической задачи
Разработка алгоритмов
¦
кодирование
| Составление программы
t
| Внедрение
Рис. 475. Основные этапы проектиро-
вания технологических процессов с по-
мощью ЭВМ
ПРИМЕНЕНИЕ ЭЛЕКТРОННО-ВЫЧИСЛИТЕЛЬНЫХ МАШИН
565
вес заготовки и норму расхода материала па деталь; 4) вычисляют технологи-
ческую себестоимость сравниваемых вариантов выполнения заготовки, проводят
сравнение и выбирают оптимальный вариант.
Проектирование комплексной заготовки. Разработана методика назначения
комплексной заготовки для группы деталей, обрабатываемых в условиях мелко-
серийного производства (детали типа зубчатых колес, крышек, фланцев с наруж-
ным диаметром 80—250 мм). В качестве заготовок для таких деталей в основном
используют прокат, а для деталей диаметром свыше 200 мм или с повышенными
требованиями к механическим свойствам— заготовки, полученные свободной ков-
кой. Для указанных условий целесообразно использовать заготовки, полученные
штамповкой в подкладных и закрепляемых штампах, вместо заготовок из проката.
I)
E4)
Рис. 476. Получение деталей группы из комплексной заготовки: 1—4 — де-
тали группы; К — комплексная заготовка; Н — напуск; Л — припуск
Это позволяет увеличить партии заготовок, так как из комплексной заготовки
можно получать детали нескольких типоразмеров, технологически сходных по
конфигурации и материалу (рис. 476).
Критериями эффективности замены индивидуальных заготовок из проката
комплексной заготовкой для группы деталей являются себестоимость С и трудо-
емкость Т.
В группу с комплексной заготовкой вводят детали, для которых выполнено
условие
АС > 0;
Д21>0,
где АС и AT — снижение себестоимости и трудоемкости механической обработки
при использовании комплексной заготовки.
Решение рассматриваемой задачи сводится к следующим этапам.
Детали, исследуемые на предмет группирования, анализируют по одному из
основных размерных параметров (например, по наибольшему диаметру, по длине
и т. п.) и, выделяя интервалы по этому параметру, образуют микрогруппы.
Возможные варианты группирования образуют как различные сочетания
определенного числа смежных микрогрупп.
Детали со значительными отклонениями отдельных размерных параметров
отсортировывают ранее, чтобы не возникало завышенных напусков на комплекс-
ную заготовку и не усложнялся процесс поиска наиболее рациональных групп.
На следующем этапе формируют различные по количеству и составу деталей
группы. Первоначально машинным способом из произвольного множества дета-
565 ОБРАБОТКА ДЕТАЛЕЙ МАЩИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
лей формируют упорядоченное множество по какому-нибудь размерному пара-
метру, например, по наибольшему диаметру.
На последнем этапе определяют затраты по каждому из вариантов группиро-
вания и выбирают те из них, которые дают наибольшую эффективность с учетом
суммарных затрат по всему рассматриваемому множеству деталей.
В результате проведенных расчетов устанавливают комплекс показателей
по каждому варианту группирования, сравнивая которые между собой, уста-
навливают оптимальные.
Последнюю задачу можно возложить на технолога, который выбирает наи-
более рациональные для данной конкретной производственной ситуации вариан-
ты. Применение комплексной заготовки позволяет сократить номенклатуру за-
готовок в 10 и более раз, трудоемкость механической обработки снизить в 2—6
раз, а себестоимость на 10—50%.
Выбор маршрута обработки элементарной поверхности. При проектировании
оптимального маршрута обработки поверхности целесообразно различать два
случая: к первому относят обработку без ограничения точности выдерживаемого
размера; во втором случае предусмотрено достижение заданной чертежом точ-
ности обработки. В обоих случаях допускаются многопереходные маршруты.
Оптимизация маршрута обработки поверхности
без ограничения точности выдерживаемого размера.
Основное влияние на параметры механической обработки (режимы резания,
число переходов) оказывают технические данные оборудования, характеристики
режущего инструмента и размеры обрабатываемой заготовки. Наибольшая произ-
водительность достигается при полном использовании возможностей станка
и инструмента. При выборе оптимальных параметров обработки накладывают
ограничения, исключающие превышение мощности, потребной на резание, уси-
лия подачи, ограничивающие упругие отжатия элементов системы СПИД, напря-
жения изгиба пластины инструментального материала, величину подачи, скорость
и глубину резания.
В рассматриваемом случае доминирующий фактор—производительность станка.
Перечисленные ограничения выражают через величины, характеризующие
условия обработки. Используют аналитические выражения для оценки усилий
и скорости резания, а также прочностные и жесткостные зависимости.
; После необходимых преобразований получаем следующую систему ограничений:
<ч*лфУ*
'max
.*•
tmin
=SC2;
3=С4;
scC9;
Фп*
S3 С,.
E5)
ПРИМЕНЕНИЕ ЭЛЕКТРОННО-ВЫЧИСЛИТЕЛЬНЫХ МАШИН 567
Для увязки значений подачи и чисел оборотов с паспортными данными обору-
дования используют коэффициенты геометрических рядов подач (<ps) и оборотов
шпинделя (ф„):
» = n1q>n"n; E6)
s = h((>ss~\ E7)
где и,, sx — наименьшие числа в рядах чисел оборотов и подач; п, s и t — число
оборотов, подача и глубина резания на рассматриваемом переходе; хг, хх, ху,
xv, !Jz, У х-, У у, Vv, nz, nx, ny, mv—показатели степени при глубине резания, подаче
и скорости резания в формулах усилий и скорости резания для определенных
условий обработки; С, — С12 — коэффициенты, учитывающие: мощность привода
станка, усилие, допускаемое механизмом подачи станка, прочность режущей
части инструмента, стойкость инструмента, жесткость державки инструмента,
жесткость заготовки, максимальную глубину резания, максимальную подачу,
максимальную скорость резания, минимальную глубину резания, минималь-
ную подачу и минимальную скорость резанпя.
Система ограничгний E5) устанавливает возможные сочетания подачи, ско-
рости и глубины резания на один переход. Выбор оптимального варианта осуще-
ствляют по наименьшей суммарной величине тех элементов затрат, которые за-
висят от выполнения одного перехода: затрат, связанных с основным технологи-
ческим временем на обработку и временем на техническое обслуживание.
Оценку того или иного сочетания подачи, глубины и скорости резания осуществ-
ляют по затратам на удаление единичного объема материала.
Для одноинструментной токарной обработки оптимальному варианту мар-
шрута соответствуют минимальные затраты, определенные по формуле
где р — число переходов (проходов) по рассматриваемому варианту маршрута
L — длина обработки; tynp.; tU3Mi— соответственно время на приемы управления
станком и промеры поверхности на ?-м переходе;
я^с3 + сА+ср+сэЛх,
С3—минутная отавка станочника на данной операции; СА, Ср, СЭЛх, Сэя — рас-
ходы на амортизацию и текущий ремонт оборудования; на электроэнергию холос-
того и рабочего ходов, отнесенные к 1 мин работы станка; Си — расходы на инст-
румент; Ти — время на смену затупившегося инструмента; Тэк — экономичес-
кая стойкость инструмента. ;
568 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Задачу определения оптимального варианта перехода (формальное описание
задачи) в области допустимых значений неизвестных Xlt Х2, Х3 формулируют
следующим образом:
anXt + <z22X2 + a23Xs s? С»;
«31^1 + а32^2 + аЗЗ^З =S C's\
a41^1 + 2^2 + Я43Х3 Э= СI;
anXi + а^Х% + пьзХъ ^ С5:
flei-^i+ ав2-^а + ав»Х'зг?Со; ' E9)
«82^2 ^S С*',
ааз-Уз === С„;
Я123^'з =5 С,2. j
При расчете определяют целочисленные положительные значения указанных
неизвестных, минимизирующие целевую функцию (затраты):
Z=C'13—XX — ЪгХ%—Ьз-^з
F0)
62 = In срз
гдеаи, а21, а31, а41, а51, аб1, а71, а101 — коэффициенты, зависящие от величины пока-
заталей степени при глубине резания в формулах усилий и скорости резания;
а12, a22, a^, a42, a52, ae2. a82, аП2 — коэффициенты, зависящие от величины пока-
зателей степени при подаче в формулах усилий и скорости резания и от коэффи-
циента геометрического ряда подач; al3, a23, a33, a43, a53, a63, a93, a123 — коэффи-
циенты, зависящие от величин показателей степени при скорости резания в фор-
мулах усилий и скорости резания и от коэффициента геометрического ряда чисел
оборотов шпинделя; С[ — С[г — коэффициенты, зависящие от конкретных усло-
вий обработки.
В выражениях E9) и F0) принято Х1 = In t; X2 = zs; X3 = zn;
b3 = In ф„.
Система ограничений E9) образует область допустимых значений неизве-
стных. Экстремальное значение функции F0) достигается в этом случае на
границе области. При использовании целочисленного симплекс-метода точки
экстремума в этой области находят за минимальное число шагов.
Оптимизация маршрута обработки поверхности
с обеспечением точности заданного размера. Приведен-
ная ниже методика иллюстрируется примером обработки валов на центрах.
Отклонение размеров в партии деталей является следствием изменения, полу-
ченного при настройке положения вершины резца относительно оси вращения
заготовки.
Основным фактором, определяющим точность обработки, является колебание
заданной глубины резания t3aQ. В результате колебания глубины резания и меха-
нических свойств заготовок возникает погрешность обработки
AV = */A?,m.+ AS
y(t)rr<±j,(HB)>
F1)
где Ду ,(> — погрешность обработки за счет колебания ?3аэ в партии заготовок;
Ay(H?f) — погрешность обработки, зависящая от колебания твердости мате-
риала заготовок; к — коэффициент, учитывающий отклонение закона распре-
деления указанных величин от нормального (см. гл. I).
В процессе обработки размерный износ инструмента вызывает закономерное
увеличение расстояния от центровой линии станка до его вершины. Температур-
ПРИМЕНЕНИЕ ЭЛЕКТРОННО-ВЫЧИСЛИТЕЛЬНЫХ МАШИН
569
ные же деформации инструмента до наступления теплового равновесия вызывают
обратный закономерный процесс. В результате совместного действия факторов
вершина инструмента за период его размерной стойкости перемещается по траек-
тории в координатах: ось центров станка — радиальное направление. В общем
случае имеем
Ar-u=/ (С, t3aa, s, v, А1зад, t0, tnep, т), F2)
где Дг_и — величина изменения положения вершины иструмента в радиальном
направлении за счет его размерного износа Ди и температурных деформаций Дг;
С — коэффициент, учитывающий условия обработки (свойства инструменталь-
ного материала, геометрию ре-
жущей ЧЭ'СТИ инструмента, Се- Верхняя граница отклонений
чение его державок и т. д.); t0,
tnep — основное время обра-
ботки и время перерывов в
резании; т — время работы
станка.
В зависимости от соотно-
шения составляющих величина
Дг_„ принимает наименьшие и
наибольшие значения. Проис-
ходит максимальное прибли-
жение вершины инструмента
к линии центров (А^и) или
удаление ее от линии центров
станка (Д?„и). При расчетах составляющая погрешность от температурных де-
формаций дифференцируется на составляющие, обуславливающие погрешности
размера и формы.
На отклонения размеров в партии деталей оказывает влияние также погреш-
ность настройки станка я геометрические неточности станка, вызывающие пог-
решности формы продольного и поперечного сечения.
Графическим отражением процесса образования погрешности обработки пар-
тии деталей являются точностные диаграммы (рис. 477). На основании этих
диаграмм установлены аналитические зависимости, определяющие условия мно-
гопроходной обработки, которые в общем виде можно записать так:
/ / Изменение 1зад пРа оЬрпЬотке
/ни/хняя граница отклонений
Время X
Рис. 477. Диаграмма изменения размеров во времени
2У 'eaei,..l-^, + 0.5AH,+ AT-«lB)i + VulB)i + Vnr
»=1
V
— Д
had
J'
: заг± Sem^'
2 У (t я — 2/оЖ —0,5Д — Д' „9lU — Д"
4=1
-u2<L>i ~~ Д95"Рг +
+ \
зад)
.п п
' заг% деть1
)
F3)
где у — упругие отжатия технологической системы; р — число переходов;
Дн — погрешность настройки станка; АфПП — погрешность формы поперечного
сечения, обусловленная геометрическими неточностями станка; АфПр— погреш-
ность формы продольного сечения, обусловленная температурными деформа-
циями инструмента и геометрическими неточностями станка; Deas, DQem— диа-
метры заготовки и детали.
В формулах F3) индексы 2 и 1 относятся соответственно к максимальной и
минимальной заготовкам, а к и о — к конечному и начальному времени обработки.
570 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Выбор наилучшего из вариантов обработки данной поверхности осуществляют
по наименьшим затратам. При этом учитывают ряд ограничений (см. стр. 566),
а также ограничение по шероховатости поверхности.
Возможные варианты многопереходной обработки рассматривают как дерево
(рис. 478), вершины которого соответствуют определенному показателю обработки
(точность, затраты), ребра, соединяющие две вершины, — определенным пара-
метрам перехода. Глубина резания на переходе может колебаться от максималь-
ной до минимальной. Каждая из возможных величин глубины резания может
I
•51
А^
\1ф
J'~
<&
&/
I
!
^
ш
%
.*w/M
<?<"¦
¦;
.f/.^:
О3?)
(А МА,
(ЛЛ о (АЛ (АЛ (АЛ (АЛ
о (/Ь
Рис. 478. Варианты маршрута обработки поверхностей с обеспечением заданной точности
размера; Д,, Дг, Дз, Д4 — отклонение размера поверхности после выполнения соответственно
1, 2, 3 и 4-го переходов
образовывать вариант обработки с различными значениями ряда подач и чисел
оборотов. Определение числа переходов при обработке детали вызывает объеди-
нение переходов на элементарные поверхности. Происходит выравнивание режи-
мов резания, полученных для каждой элементарной поверхности.
Целесообразность объединения переходов с общими режимами резания оце-
нивают следующими зависимостями:
при обработке на токарном станке без гидросуппорта
ДГ„
с применением гидросуппорта
i-l
2, '«к ^о!
1-1
Д71г = 2 *пк + 2'»«.-Д*»-
N '
F4)
F5)
ПРИМЕНЕНИЕ ЭЛЕКТРОННО-ВЫЧИСЛИТЕЛЬНЫХ МАШИН
5 71
где ДГТ, ДГг — разница между затратами времени при выполнении переходов
с общим режимом и с оптимальными режимами на каждую элементарную поверх-
i — 1
ность; 2*пк —
1
экономия времени от отсутствия переключений при выполнении
г —1
переходов с общим режимом; ^tnK — экономия времени, связанная с примене-
Т
нием гидросуппорта; ~ — время на установку копира, отнесенное к одной дета-
ли в партии; Л?о — увеличение основного времени при выравнивании режимов
резания по сравнению с оптимальными режимами на каждую поверхность; i—
число ступеней.
1\3анесение
исходной
информации
о заготовке
врабочие
ячейки
Т|
Формирование
счетчика
числа
поверхностей
3 | Занесение
1 исходной
информации
о j-й поверх-
ности
Sрабочие ячейки
Формирование
счет чина
числа
переходов
нахождение
JLjHaxo/кдение
т
ш
Нахождение
(по рабочем:/
чертежу)
т
т
Определение
Ш
Определение
Ш
Определение
*ZiH0M~2zimin*
*HDi-CHD\
Да
ш
Определение
_ к
щ
Нахождение
Dminj uDmax;
{чертежные
размеры)
ш
формирование
счетчика
числа
переходов
Щ
Определение
Bimax'Dimlrfhi
Печать
результатов
для j-a
поверхности
Рис. 479. Блок-схема расчета припусков и промежуточных размеров
Сглаживание режимов резания вызывает проверку достижения требуемой точ-
ности, количества подналадок, а также учета других ограничений, описанных при
рассмотрении маршрута на отдельную поверхность.
Определение припусков на обработку. Перед расчетом припусков на обработку
устанавливают число и характер переходов, необходимых для получения задан-
ных требований по детали, вид заготовки и погрешности установки заготовки
на станке.
На рис. 479 в качестве примера приведена укрупненная блок-схема алгоритма
для расчета припусков и промежуточных размеров наружных цилиндрических
поверхностей. Для внутренних цилиндрических и торцовых поверхностей алго-
ритм строят аналогично.
В блоке 7 происходит проверка г-го перехода, который может быть первым
(указывается термин «да») или последним (указывается термин «нет»). В первом
случае адресация идет к блоку 8. Он находит для рассматриваемой поверхности:
допуск на заготовку бгг , верхнее Вп и нижние Н'п отклонения размера.
М~Пэ *-*-»лэ «мз
572 ОБРАБОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Во втором случае адресация идет к блоку 9, который проверяет 1-й переход
последний или «нет». В случае ответа «да» блок 10 находит верхние и нижние
отклонения размера и допуск по рабочему чертежу. При ответе «нет» в блоке 11
определяется промежуточный допуск на поверхность. В блоках 22 и 24 идет со-
ответственно проверка последнего перехода и последней обрабатываемой поверх-
ности. Ответ «да» позволяет выдать результаты просчета, напечатать и остановить
ЭВМ. При ответе «нет» идет переадресация соответственно к блокам 20 и 2.
В качестве исходной информации используют:
чертеж детали с техническими требованиями; ;пособ получения, точность и
качество поверхностей заготовки; технологические маршруты обработки эле-
ментарных поверхностей. Схемы базирования и типы применяемых для обработки
детали приспособлений по всему маршруту обработки каждой элементарной обра-
батываемой поверхности, на которую предполагается проводить расчет припус-
ков; вид и место термообработки в технологическом маршруте механической
обработки детали.
Структура расчетов припусков и промежуточных размеров на каждую эле-
ментарную поверхность следующая:
определение составляющих минимального припуска; расчет величины мини-
мального припуска; определение величины допусков, верхних и нижних от-
клонений на размеры поверхностей заготовок (по соответствующим ГОСТам)
и на поверхности, полученные механической обработкой по формуле через еди-
ницу допуска по ОСТу (ЕД0СТ) и число единиц допуска (а); расчет припусков
максимальных, общих и номинальных на выполняемые переходы и на соответ-
ствующие черные поверхности заготовки; расчет промежуточных размеров по
технологическим переходам и предельных размеров соответствующей черной
поверхности заготовки.
Для любой детали типа тела вращения разработанный алгоритм и программа
сохраняются, для каждой новой детали вводят лишь соответствующую исходную
информацию.
Скорость расчетов на машине в 30—40 выше скорости ручного счета. Так,
расчет припусков и промежуточных размеров на деталь с 7—8 расчетными поверх-
ностями требует от специалиста, хорошо владеющего методикой, 6—7 ч работы,
а ЭВМ выполняет расчет за 10—16 мин (на пробивку пяти перфокарт 5—7 мин,
на ввод в ЭВМ программы на перфоленте 2—4 мин, на ввод исходной информации
с пяти перфокарт 2—4 мин, на процесс счета и выдачу табуляграммы 0,5 мин).
Проектирование маршрута обработки детали. Разработку маршрута на
деталь производят на базе типовых маршрутов обработки. Алгоритмы, разрабо-
танные на этой базе, легко согласуются с заводской технологией, в них без затруд-
нений можно вносить коррективы. В качестве примера разберем общую блок-схе-
му алгоритма маршрута обработки ступенчатых валов (рис. 480). Данной алго-
ритм состоит из трех основных частей: 1) массива исходных данных; 2) блока
управления; 3) блоков формирования операций обработки основных и неосновных
поверхностей ступенчатых валов.
Основная исходная информация для решения задачи включает: размер пар-
тии; рабочий чертеж и технические требования; чертеж заготовки; сведения о
наличном оборудовании; базовые поверхности заготовок и способы установки;
данные по инструменту. Блок управления служит для разработки общего плана
механической обработки детали и передачи решения на определенный блок фор-
мирования операций обработки поверхностей. В его основе заложен массив
последовательности выполнения операций обработки различных поверхностей
в зависимости от типа детали и наличия термообработки. Блоки формирования
операций обработки основных и неосновных поверхностей могут быть разрабо-
таны с различной степенью детализации в зависимости от типа производства.
Проектирование станочных операций. Окончательно уточняют переходы,
устанавливают последовательность и возможность их совмещения во времени.
С учетом этого определяют режимы резания и норму времени Оценку возможных
вариантов осуществляют по производительности и себестоимости, сохраняя тех-
ПРИМЕНЕНИЕ ЭЛЕКТРОННО-ВЫЧИСЛИТЕЛЬНЫХ МАШИН
573
яико-экономический принцип проектирования. Построение отдельных операций
с использованием ЭВМ позволяет иметь типовые технологические реше-
вия, с помощью которых можно компоновать технологический процесс об-
работки.
При построении любой станочной операции математическая модель предусмат-
ривается в виде совокупности формул, уравнений неравенств, отображающих зако-
номерности, присущие реальному технологическому процессу. Отличие может
быть в специфике операции, целевой функции (например, максимальная произ-
водительность, технологическая себестоимость и др.) и применяемых математи-
ческих методов (регулярный поиск, направленный попек, симплекс-метод и др.).
Закономерности, присущие ста- ед^
еочной операции, могут быть описа- i
ны рядом количественных связей
между параметрами, характеризую-
щими точность, производительность,
экономичность механической обра-
ботки, и факторами, влияющими на
их величины. Эти закономерности
станочной операции ограничивают
область допустимых вариантов меха-
нической обработки деталей и опре-
деляют критерий выбора оптималь-
ного варианта из всех возможных.
В качестве примера приведем по-
строение операции обработки на гид-
рокопировальных токарных полуав-
томатах. В качестве критерия выбора
оптимальной операции можно при-
нять максимальную производитель-
аость станка
<? =
ns
где С =
lp.x + txns + Cnm«
'"p.ifiu
F6)
(здесь Со — потери
"о
по инструменту при заданном пос-
тоянном числе оборотов шпинделя ге0);
п — новое число оборотов шпинделя;
s — подача; 1р_х — длина обработки;
tx — потери от холостых ходов рабо-
чего цикла; mv — показатель степени
при значении скорости резания.
Определение режимов обработки
при построении оптимальной опе-
рации математически формулируют
так:
задан комплект исходных данных
(размеры детали, материал детали,
режущий инструмент, глубина реза-
ния и т. д.);
требуется найти режимы обработ-
ки (подачу s и число оборотов п
шпинделя), удовлетворяющие уело-
н
н
н
н
н
н
н
н
н
н
н
и
н
н
н
н
н
н
н
Исходные данные
»
Формирование общего
плана обработки
детали
блок управления ( У)
Фрезерование торцов и зацентровка
? переход tу
черновая токарная обработки
» Переход ни
1 ермоо^радотка —улучшение
* fievexod л У
чистовая токарная обработка
t Переход к У
Токарная обработка
f Переход к У
Предварительно? шли(ровани?
t Переход к У
Фрезерование лазод
t перехос/ к У
Фрезерование ш/шцев
i переход х у
Фрезерование зубьев
1 neoexod к У
Закругление зубьев
* Переход к у
Шевингование зубьев
1 Переход к У
Нарезание резьбы
1 Hppexod л у
термообработка -закалка
X Pepexod к У
Окончательное шлофование
? Переход к У
Фрезерование ш/шцев
1 Перевод к У
Шлифование шлицев
t переход к У
Шлифование зубьев
* Переход к У
Калибровка резьбы
t Переход к У
Зачистка заусенцев и промывка
* переход к У
Окончательный контроль
id
(-^
f=
t=
1=5
1=
t=
t=
fc=
1=
fc=
t=
fc=
fc=
fc=
hr
. ,
r>
ч
>
* Пеорход к H
Рис. 480. Общая блок-схема алгоритма марш-
рута обработки ступенчатых валов
574 ОБРА БОТКА ДЕТАЛЕЙ МАШИН НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
виям точности обработки, шероховатости обработанной поверхности, ки-
нематики станка и дающие максимальную производительность:
ду; =^ kt6 хЛщ т' =б ?26j;
• F7)
где 6{ — допуск на размер ?-й ступени вала; кх, кг — коэффициенты, учитываю-
щие соответственно долю погрешностей Ау и Ди в допуске на размер; Rz —
допустимое значение высоты неровностей; т'— число деталей в партии.
Для нахождения искомых величин используют метод регулярного поиска,
сущность которого заключается в следующем. Задают начальное решение (гц, Sj),
изменяют одну переменную, например, я;, пока
она не достигнет границы возможных вариантов
решения задачи. Затем перебирают все звачения
п> и si вблизи границы и определяют режимы
обработки (поп, son), дающие максимум целевой
функции. В силу дискретности значений гц и s,- пе-
ребор заканчивается за несколько шагов. Геомет-
рическая интерпретация метода регулярного
поиска показана на рис. 481.
Опыт использования ЭВМ для технологиче-
ских и инженерных расчетов показывает, что
стоимость проектирования по заработной плате
снижается в 5—15 раз в зависимости от типа
ЭВМ и вида работ, а трудоемкость в 5—200 раз.
Автоматизация определения режимов резания
и норм времени с помощью ЭВМ и позволяет сок-
ратить затраты времени на выполнение расчетов
в 5—6 раз и повысить качество расчетов. Едино-
временные затраты на разработку методик, мо-
делей и программы окупаются в короткие сроки. Кроме того, за счет оптимиза-
ции и математического моделирования можно повысить эффективность техно-
логических процессов механической обработки.
При проектировании технологических процессов с использованием ЭВМ
принципиально меняется характер задач, стоящих перед технологом. При «руч-
ном» проектировании качество исходной информации и достоверность сопоставле-
ния зависят от квалификации технолога. Сложность технико-экономических
расчетов и их большой объем ие позволяют технологу проверить свое решение,
а проверка в производстве часто приводит к неоправданным затратам.
Использование математических моделей соответствующих технологических
процессов и ЭВМ освобождают технолога от большой расчетной работы и позволяет
для намеченных условий найти наилучшее решение с минимальными затратами.
Рис. 481. Область допустимых
режимов обработки. Ограниче-
ния: 1 — по
3 — по »min
*V
¦ по Д„
4 — по г>тах
ЛИТЕРАТУРА
1. Автоматизация умственного тр'уда в машиностроении. М., «Наука», 1969. '
2. Автоматизация операций проектирования процессов в машиностроении. М. «Наука».
1970.
3. Автоматизация оперативного управления производственными процессами. М., «Нау-
ка», 1965.
4. Беляев Г. С. .Табачников П. И. Технология производства валов. М., Mant-
гиз, 1961.
5. Беспалов Б. Л. и др. Технология машиностроения, специальная часть. М.,
«Машиностроение», 1965.
6. Б л ю м б е р г В, А. Справочник токари. Л., Лениздат, 1969.
ЛИТЕРАТУРА 575
7. Блюмберг В. А., Сергеев М. А. Токарь-каруселыцик. М., Машгиз,
1962.
8. Боярский Л. Т. К о р ш и к о в Н. П. Технология изготовления деталей и сбор-
ки металлообрабатывающих станков и автоматических линий. М., «Машиностроение», 1968.
9. Браславский В. М. Технология обкатки крупных деталей роликами. М.,
«Машиностроение», 1966.
10. Богданов А. Е. Расточное дело. М., Машгиз, 1960.
11. Бруштейн Б. Е. .Дементьев В. И. Токарное дело. М. «Высшая школа»,
1967.
12. Б у р ш т е й н И. Е. Закругление торца зубчатых колес. «Станки и инструмент»,
1960, N, 9.
13. Вычислительная техника в машиностроении. Сборник. Минск, изд. АН БССР, вып.
1, 1965; яиварь 1966; март 1970; сентябрь 1970.
14. Гёбель К. Компоновка агрегатных станков и автоматических линий. М., Машгиз,
1959.
15. Г о р а н с к и й Г. К. и др. Автоматизация технического нормирования работ нз
металлорежущих станках с помощью ЭВМ. М., «Машиностроение», 1969.
16. Г о р е ц к а я 3. Д. Протягивание с большими подачами. М., Машгиз, 1960.
17. 3 а п ал и н Ю. С. Растачивание корпусных деталей. М., «Машиностроение», 1964.
18. К а л а ш н и к о в . С. Н. Применение 12-дюймовых головок вместо 9-дюймовых
при черновом нарезании спирально-конических колес. «Автомобильная и транспортная про-
мышленность», 1958, № 6.
19. Калашников С. Н. Опыт применения рациональных резцовых головок. М..
Машгиз, 1960.
20. Капустин Н. М. Ускорение технологической подготовки механосборочного
производства. М., «Машиностроение», 1972.
21. Кацев П. Г. Протягивание глубоких отверстий. М., Оборонгиз, 1957.
22. Кацев П. Г., Епифанов Н. П. Справочник протяжника. М., Машгиз, 196о.
23. К а ц е в П. Г. Протяжные работы. М., «Высшая школа», 1968.
24. Кацев П. Г, Прогрессивные конструкции инструмента и оборудования для обра-
ботки деталей протягиванием. М., ГОСИНТИ, 1963.
25. Кедрикский В. Н. и Писыани!? К, М. Станки для нарезания кониче-
ских зубчатых колес. М., Машгиз, 1958.
20. Комиссаров В. И. и др. Размерная наладка универсальных металлорежу-
щих станков. М., «Машиностроение», 1968.
_, 27. Коновалов Е. Г., Дривотин И. Г. Новые способы протягивании. Минск,
«Наука и техника», 1966.
28. Коновалов Е. Г., Сидоренко В. А. Чистовая и упрочняющая ротацион-
ная обработка поверхностей. М., «Высшая школа», 1968.
29. Кудрявцев И. В. Поверхностный наклеп для повышения прочности и долговеч-
ности деталей машин. Машпром, 1966.
30. Митрофанов СП. Метод групповой обработки деталей на револьверных стан-
ках. М., Машгиз, 1955.
31. Нормализованные узлы и детали агрегатных ставков и автоматических линий. М.,
НИИМАШ, 1968.
32. Оглобин А. Н. Основы токарного дела. М., «Машиностроение», 1967.
33. П а п ш е в Д. Д. Упрочнение деталей обкаткой шариками. М., «Машиностроение»,
1968.
34. Передовая технология и автоматизация управления процессами обработки деталей
машин. Под ред. А.А. Маталина. М.—Л., «Машиностроение», 1970.
35. Пономарев С. Д. и др. Расчеты на прочность в машиностроении. Т. I, M.,
Машгиз, 1956.
36. Попов В. А. Принципы построения технологии тяжелого машиностроения. М.,
Машгиз, 1963.
37. П р о с к у р я к о в Ю. Г. Упрочняюще-калнбрующие методы обработки. М.,
«Машиностроение», 1965.
38. Режимы резания металлов. Под. ред. Барановского. НИИАВТОПРОМ. М., «Ма-
шиностроение», 1972.
39. Семенченко И. И., Матюшин В. М., Сахаров Г. Н. Проектирование
металлорежущих инструментов. М., Машгиз, 1962.
40. С е м и ц с к и й В. К. Механизация токарных работ. М., НТО Машпром, 1961.
41. Т и н и К. А., Т ы у г у Э. X. Технологические расчеты на ЭВМ. М.—Д., «Машино-
строение», 1968.
.42. Торбило В. М. Алмазное выглаживание и его эффективность. М., НИИТАВ-
ТОПРОМ, 1966.
43. Ф р у м и н Ю. Л. Вспомогательный инструмент к агрегатным станкам и автомати-
ческим линиям. М., «Машиностроение», 1970,
44. Чапаев Н. П. Изготовление и отделка зубчатых колес. М., Машгиз, 1949.
45. Шаумян Г. А., Кузнецов М. М., Волчкевич Л. И. Автоматизация
производственных процессов. М.. «Высшая школа», 1967.
46. Школьник Л. М., Шахов В. И. Технология и приспособления для упроч-
шения и отделки деталей накатыванием. М., «Машиностроение», 1964.
47. Ш ней дер Ю. Г. Холодная бесштамповая обработка металлов, давлением. М.,
«Машиностроение», 1967.
48. Щ е г о л е в А. В. Конструирование протяжек. М.—Л., Машгиз, I960./
Глава 5
ТЕХНОЛОГИЯ СБОРКИ
ПРОЕКТИРОВАНИЕ ВЫСОКОПРОИЗВОДИТЕЛЬНЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
Сборка — заключительный этап производственного процесса в машино-
строении. Трудоемкость сборки составляет 25—35% общей тредоемкости изго-
товления изделий; при большом объеме пригоночных работ (единичное и мелко-
серийное производство) она достигает 40—50%.
Основные направления повышения производительности сборочных про-
цессов — устранение пригоночных работ, рациональное аостроение технологи-
ческого процесса сборки, механизация и автоматизация.
Исходные данные для проектирования технологических процессов сборки.
К исходным данным относят: сборочный чертеж изделия; технические условия;
размер программного задания; срок выполнения задания. При большой про-
грамме выпуска изделий технологический процесс сборки разрабатывают
подробно; нри малой — ограничиваются сокращенной разработкой.
Анализ исходных данных и технологичности конструкции изделия. Вначале
изучают конструкцию собираемого изделия и технические условия его приемки.
Сборочный чертеж должен содержать все необходимые проекции и размеры,
номера деталей и узлов; размеры, выдерживаемые прп сборке; натяги и зазоры
в сопряжениях, а также данные о весе изделия. Особое внимание уделяют
анализу технологичности конструкции изделия. Конструкция машины должна
допускать сборку ее из предварительно собранных узлов, что позволяет осуще-
ствлять параллельную сборку и испытание узлов и изделия, сокращает дли-
тельность цикла сборки машины.
Уменьшение количества наименований деталей и узлов машины, а также
использование стандартных деталей и узлов снижают себестоимость изготовле-
ния машины. Нормализация крепежных и других деталей изделия сокращает
номенклатуру сборочных инструментов и позволяет более эффективно исполь-
зовать средства механизации сборочных работ. Необходимо обеспечивать воз-
можность удобного подвода механизированного сборочного инструмента к местам
соединения деталей и легкость захвата их грузоподъемными устройствами.
Наличие многозвенных размерных цепей сужает допуски на размеры состав-
ляющих звеньев, поэтому в них предусматривают жесткие или регулируемые
компенсаторы, при помощи которых легко обеспечивается требуемая точность
замыкающего звена размерной цепи. Конструкция изделия должна допускать
его сборку без сложных приспособлений и путем использования простых (пред-
почтительно прямолинейных) движений.
Замеченные в сборочных чертежах и технических условиях неясности и
ошибки исправляет конструкторское бюро. При анализе конструкции изделия
составляют предложения по ее совершенствованию с целью упрощения сборки,
предлагаемые изменения не должны нарушать конструкцию изделия в целом
ц неблагоприятно влиять на его служебное назначение.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
577
Детали
При анализе исходных данных выявляют перспективность производства
изделий, так как от этого зависит степень автоматизации сборки.
Технологические схемы сборки. Изделие и его элементы. После изучения
собираемого изделия составляют технологические схемы общей и узловой сборки.
При этом изделие делят на узлы (груп-
пы), подузлы (подгруппы) и детали.
Узлом называют- разъемное или не-
разъемное соединение составных частей
изделия, характерным признаком узла
является возможность его сборки обо-
собленно от других элементов изделия.
Различают подузлы первого, второ-
го и других более высоких порядков.
Подузел первого порядка входит непо-
средственно в состав узла. Он состоит
либо из отдельных деталей, либо из од-
ного или нескольких подузлов второго
порядка п деталей. Подузел второго порядка входит в состав подузла первого
порядка. Он расчленяется на детали или подузлы третьего порядка и детали
и т. д. Подузел наивысшего порядка расчленяется только на детали.
Деталью называют первичный элемент изделия. Его характерный признак —
отсутствие в нем разъемных и неразъемных соединений.
Базовым называют основной элемент (деталь, узел), с которого начинают
сборку.
В современном машиностроении сборка расчленяется на общую и узловую.
Детали
Рис. 1. Схема общей сборки
Детали
Детали
Базовая
I
if
Базовая
группа А оеталь
Группа Б
5
Подгруппа За ^ ^Базовая
cm, I i -г—g
деталь
Детали а)
б)
Рис. 2. Схемы узловой сборки: а — базовой группы А; б — группы Ь
Технологическая схема общей сборки изделия показана на рис. 1. Каждый
элемент изделия условно обозначен на схеме прямоугольником, разделенным
на три части. В верхней части указывают наимеповапие элемента, в левой
нижней части — его индекс, в правой нижней части — количество собираемых
элементов.
Индексы элементов соответствуют номерам деталей и узлов на чертежах и
в спецификациях.
На рис. 2 даны технологические схемы узловой сборки изделия, общая сборка
которого показана на рис. 1.
19 Справочник технолога, том 1
578 ТЕХНОЛОГИЯ СБОРКИ
Технологические схемы строят отдельно для общей сборки изделия и сборки
каждого из его узлов.
Технологические схемы сборки снабжают дополнительными надписями,
определяющими содержание операций (приварить, совместно сверлить и раз-
вернуть, регулировать зазор и т. п.), когда они не ясны из самой схемы.
Технологические схемы сборки отражают структуру и порядок комплекто-
вания изделия и его узлов; они упрощают разработку процессов сборки и поз-
воляют оценить технологичность конструкции изделия в части полноты выдер-
живания принципа узловой сборки. При построении технологических схем
часто обнаруживают конструктивные неувязки, усложняющие сборку.
Составление технологических схем сборки изделия возможно в нескольких
вариантах, отличающихся как по структуре, так и по последовательности ком-
плектования сборочных элементов. Выбор варианта производят с учетом произ-
водительности, рентабельности и удобств выполнения сборки. Если изделие
имеет несколько размерных цепей, то сборку следует начинать с наиболее слож-
ной и ответственной цени, звенья которой являются составляющими других
более простых цепей. Завершают сборку постановкой тех элементов, которые
образуют замыкающее звено размерной цепи.
Принятые варианты схем сборки определяют последовательность сборки
изделия и его узлов. При их составлении устанавливают характер и место кон-
трольных и вспомогательных операций.
Методы сборки и обеспечение заданной точности сборки изделия. Конструк-
тор изделия решает важный вопрос о методе обеспечения точности замыкающих
звеньев размерных цепей, т. е. о методах сборки. Если технолог предложит
более рациональный метод сборки, то в сборочные чертежи вносят соответствую-
щие изменения по согласованию с конструктором изделия.
Бели допуск на замыкающее звено данной размерной цепи равен или больше
суммы допусков на все остальные звенья, то применяют наиболее производитель-
ный метод сборки — метод полной взаимозаменяемости. При многозвенной
цепи и узком допуске на замыкающее звено иногда предусматривают сборку
методом частичной (неполной) взаимозаменяемости, допуская определенный
процент риска получения брака при сборке. Подсчеты показывают, что при
риске брака менее 1% и количестве звеньев более шести допуски на составляю-
щие звенья можно расширить в 1,5—2 раза. В этом случае экономия от сниже-
ния точности обработки деталей может превосходить издержки производства
на разборку и доводку небольшого количества некондиционных изделий. При
высокой точности замыкающего звена и малозвенной цепи применяют метод
групповой взаимозаменяемости. Бели перечисленные методы неприемлемы, то
сборку выполняют посредством пригонки или регулировки. В первом случае
в чертежах изделия оговаривают, по каким поверхностям производят при-
гонку. Во втором случае в конструкции предусматривают соответствующий
компенсатор. Пригоночные и регулировочные работы повышают трудоемкость
сборки.
Темп сборки и тип производства. По технологическим схемам узлов и общей
сборки изделия выявляют основные сборочные операции, а затем определяют
необходимое для их выполнения время. Далее рассчитывают календарный темп
общей и узловой сборки по формуле
_ 60F !мин\
где F — годовой фонд рабочего времени в ч; N — годовая программа выпуска
изделий (узлов) в шт. При односменной работе F = 2070 ч, при двухсменной
F = 4140 ч.
Если темп значительно превосходит среднюю длительность операций, то
сборку ведут по принципу серийного производства. На одном рабочем месте
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ 579
периодически (партиями) собирают прикрепленные к нему различные изделия
и узлы.
Бели темп близок или меньше средней длительности операций, то сборку
ведут по принципу массового производства, закрепляя за каждым рабочим
местом1 определенную сборочную операцию. В этом случае сборка выполняется
поточным методом.
Построение сборочных операций. Содержание операций сборки устанав-
ливают так, чтобы на каждом рабочем месте выполнялась по возможности одно-
родная по своему характеру и технологически законченная работа. Это способ-
ствует лучшей специализации сборщиков и повышению производительности
их труда.
При последующем детальном проектировании сборочных операций уточ-
няют их ранее намеченное содержание, выявляют последовательность и воз-
можность совмещения переходов сборки во времени, определяют схемы уста-
новки и закрепления базового элемента изделия, устанавливают условия выпол-
нения соединений, выбирают оборудование, инструменты и приспособления
(или составляют технические задания на их конструирование), устанавливают
режимы работы сборочного оборудования, определяют нормы времени на опе-
рации и соответствующие разряды сборщиков, составляют схемы наладок
сборочного оборудования, назначают технические условия на сборку элемен-
тов изделия.
Проектируя сборочную операцию, стремятся к уменьшению штучного вре-
мени. Это достигают применением высокопроизводительных инструментов и
приспособлений с быстродействующими установочно-зажимными устройствами.
Большой эффект дает единовременное использование нескольких сборочных
инструментов (многоинструментные схемы) и приспособлений для закрепления
нескольких собираемых объектов (многоместные схемы). В зависимости от
порядка использования инструментов применяют схемы последовательного,
параллельного и параллельно-последовательного выполнения; сочетание ука-
занных признаков дает ряд схем от наименее производительных одноместных,
одноинструментных, последовательных до наиболее производительных много-
местных, многоинструментных, параллельных.
Значительное повышение производительности труда сборщиков дают меха-
низированные сборочные инструменты (винто- и гайковерты, пневмомолотки,
переносные устройства для запрессовки и др.).
В крупносерийном и массовом производстве находит применение высоко-
производительное сборочное оборудование (сборочные автоматы и полуав-
томаты, автоматические и полуавтоматические линии). За счет концентрации
технологических переходов производительность повышается в 5 раз и более
и в 2—3 раза сокращается потребность в производственных площадях.
На основе технологических расчетов устанавливают условия выполнения
сборочных операций (усилие запрессовки, усилие клепки, температура нагрева
при соединении с тепловым воздействием), определяют основные характери-
стики и размеры сборочного оборудования и оснастки (тоннаж пресса, темпе-
ратура и объем рабочего пространства нагревательных устройств, мощность
сборочных установок и др.), а также назначают режим работы сборочного обо-
рудования.
Нормы времени на сборочные операции определяют по переходам сборки,
учитыв'ая возможность совмещения переходов и приемов. Длительность пере-
ходов устанавливают по нормативам оперативного времени с учетом времени
на обслуживание рабочего места и перерывы в работе.
Организационные формы сборки. При построении маршрута и операций
сборки решают вопрос об организационных формах сборки. Сборка может быть
поточной и непоточной. Поточная сборка более производительна. Она сокра-
щает цикл производства и межоперационные заделы деталей, повышает специа-
лизацию сборщиков и возможность механизации и автоматизации производства,
уменьшает трудоемкость изделий.
19*
580 ТЕХНОЛОГИЯ СБОРКИ
Перемещение собираемого объекта от одного рабочего места к другому при
поточной сборке осуществляют:
вручную (по верстаку, по рольгангу, на тележках);
посредством механических транспортирующих устройств, в этом случае
транспортирующие устройства предназначаются исключительно для межопера-
ционного перемещения собираемых возле них объектов;
на конвейере с периодическим перемещением (пластинчатый конвейер,
тележки, ведомые по рельсовому пути замкнутой цепью); в этом случае сборку
производят на конвейере в периоды его остановки;
на непрерывно движущемся конвейере, перемещающем собираемое изделие
со скоростью, обеспечивающей возможность выполнения сборочных операций.
Поточную сборку при неподвижном объекте осуществляют на расположен-
ных в технологической последовательности неподвижных стендах. Каждый
рабочий (бригада рабочих) выполняет свою операцию, переходя последова-
тельно от одного стенда к другому. Эту форму сборки целесообразно применять
в серийном производстве при значительном штучном времени, в особенности
для сборки тяжелых машин, перемещение которых затруднительно.
Действительный темп tq при поточной сборке определяют с учетом потерь
времени на обслуживание рабочих мест и перерывы в работе на поточных линиях:
* * СМ * об ¦* 71
^ см
где Тсм — длительность рабочей смены в мин; Тод— потери времени на обслу-
живание рабочих мест в мин; Тп — потери времени на регламентированные
перерывы для отдыха в мин; NCM —• заданный выпуск в штуках за смену.
Пуа поточной сборке с неподвижным объектом, а также с передачей соби-
раемого объекта от одного рабочего места к другому вручную или механиче-
скими транспортирующими устройствами и конвейерами с периодическим дви-
жением, сумма оперативного времени и времени, затрачиваемого на переход
рабочих от одного стенда к другому или на перемещение собираемого объекта
от одного рабочего места к другому, не должна превышать действительного
темпа сборки.
Время, затрачиваемое на переход рабочих или перемещение объекта,
I
v '
где I — длина рабочего места в м; v — скорость перемещения в м/мин.
Скорость перемещения принимают при ручном перемещении собираемого
объекта 10—15 м/мин; по рольгангу до 20 м/мин; для механических транспор-
тирующих устройств 30—40 м/мин; для сборочного конвейера периодического
действия 15—20 м/мин.
Скорость непрерывно движущегося конвейера определяют по формуле
v — — м/мин
*д
где I — длина рабочего места в м.
Практически для сборки на непрерывно движущемся конвейере принимают
скорость в пределах 0,25—3,5 м/мин.
Длительность поточной сборки
Tn = nntg мин;
где пп — число рабочих мест (станций) на сборочной линии.
Число рабочих мест определяется количеством сборочных и контрольных
операций, включая предусмотренные резервные места.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ 581
Производительность (часовая или сменная) сборочного рабочего места
в штуках
где Т — рабочее$время, к которому отнесена производительность (час, смена),
в мин; В — количество рабочих на сборочном месте; tm — штучное время выпол-
нения сборочной операции и мин.
Коэффициент загрузки сборочного места поточной линии
Л —Ь-L
1з>п> tdB -
Коэффициент загрузки поточной линии сборки с пп рабочих мест \
пп ¦
При поточной сборке конструкция изделия должна быть тщательно отра-
ботана и согласована с технологическими условиями поточного производства.
Должно быть обеспечено бесперебойное, увязанное с темпом сборки, снабже-
ние сборочной линии взаимозаменяемыми деталями и узлами собираемого
изделия. На линии поточной сборки допускают слесарно-пригоночные работы
лишь в том случае, если они регламентированы по времени и увязаны с темпом
сборки. В случае индивидуальной пригонки элементов изделия необходимо,
чтобы таковые поступали на сборку спаренными.
Поточная сборка способствует повышению технологической культуры на
всех этапах производственного процесса и росту производительности труда.
Технический контроль при сборке. При выполнении процессов сборки под-
вергают проверке: правильность взаимного положения элементов изделия,
качество выполненных соединений (сила и момент затяжки резьбовых соеди-
нений, сила запрессовки, зазоры в сопряжениях, герметичность соединений,
качество иригонкя стыкуемых поверхностей и др.), правильность постановки
деталей в соединениях, вес узлов и изделия в целом, уравновешенность вращаю-
щихся частей изделия и другие требования технических условий. В качестве
средств технического контроля используют универсальные инструменты (щупы,
индикаторы, динамометрические ключи и др.), а также специальные контрольно-
измерительные устройства и приспособления. Контроль делят на приемочный
и промежуточный. При приемочном контроле проверке подвергают все собран-
ные изделия и наиболее ответственные узлы. Промежуточный контроль (сплош-
ной или выборочный) производят после выполнения наиболее сложных опера-
ций и тех операций сборки, где высока вероятность брака.
Испытание машин после сборки. Заключительной контрольной операцией
технологического процесса изготовления машины является ее испытание.
Различают приемочные, контрольные и специальные производственные
испытания • машин.
Приемочные испытания производят для определения фактических эксплуа-
тационных характеристик машин (производительности, развиваемых мощ-
ности и числа оборотов, удельной затраты горючего, геометрической точности
и пр.), а также с целью проверки правильности работы механизмов и узлов
(зубчатых, цепяых и других передач, подшипников, уплотнений, регуляторов
и т. п.).
Машина, поступающая на испытательную станцию, должна иметь сопрово-
дительную карту, в которую контролеры сборки заносят данные о результатах
производственной проверки узлов в процессе сборки. Правила и режимы испы-
таний определяются программой. *
582 ТЕХНОЛОГИЯ СБОРКИ
При испытании машины создают условия, близкие к условиям эксплуатации.
Например, приемочные испытания металлорежущих станков для проверки
работы механизмов производят на холостом ходу, а для определения произво-
дительности, точности и чистоты обработки — под нагрузкой. При испытании
проверяют правильность действия органов управления, взаимную блокировку,
надежность фиксации, отсутствие самопроизвольных смещений, заедания, про-
вертывания и пр. Кроме того, проверяют безотказность действия и точность
работы автоматических устройств (делительных механизмов, зажима и т. п.).
Контрольным испытаниям подвергают лишь те машины, у которых при
приемочных испытаниях были обнаружены дефекты.
Специальные испытания проводят по программам, разработанным в зависи-
мости от целей испытаний (например, для изучения износа частей, при про-
верке новой конструкции узла или детали, для установления годности мате-
риала новой марки на ответственных деталях и пр.).
При испытаниях важно создать условия работы, близкие к эксплуатацион-
ным. В некоторых случаях ограничиваются определением лишь сравнитель-
ных характеристик работы собранных объектов.
Для получения полных данных о качестве продукции заводы-изготовители
организуют наблюдение за группой машин, работающих в обычных эксплуата-
ционных условиях, и систематически анализируют выявляющиеся погрешности
по рекламациям, поступающим от потребителей.
После приемки машины подвергают окраске. Перед отправкой машин потре-
бителям их покрывают антикоррозионной смазкой. Крупные машины перед
транспортировкой разбирают.
Типизация технологических процессов сборки. Типовые технологические
процессы наиболее целесообразны для производств с устойчивой номенклатурой
изделий. При больших количествах однотипных узлов в типовых процессах
можно применять более совершенные методы сборки, шире использовать сред-
ства механизации и автоматизации, а также применить типовую и переналажи-
ваемую оснастку. Типизация технологических процессов способствует сокра-
щению сроков подготовки производства и ее удешевлению. Типовые процессы
сборки целесообразно разрабатывать на характерные типовые узлы данного
производства, а также на унифицированные и стандартизованные узлы и
изделия.
Первым этапом типизации технологических процессов является классифи-
кация узлов и соединений. Узлы разбивают на классы, группы и типы. Типовой
узел объединяет совокупность узлов, имеющих одинаковый план (маршрут)
операций, осуществляемых на однородном оборудовании с применением одно-
типной оснастки.
Работу по классификации узлов сочетают с унификацией и нормализацией
их конструкций. Это дает возможность укрупнять партии узлов, применять
более прогрессивную технологию, а также сокращать номенклатуру сборочных
инструментов.
Следующим этапом типизации является разработка принципиально общего
технологического процесса с установлением типовых последовательности и содер-
жания операций и типовых конструкций оснастки. Бели узлы достаточно полно
унифицированы, то на них составляют одну технологическую карту. При мень-
шей степени унификации разрабатывают как обязательный, принципиальный
технологический процесс; на его базе разрабатывают технологические процессы
для конкретных узлов.
Типизацию проводят в различных отраслях машиностроения. Получены
положительные результаты по снижению себестоимости» и трудоемкости сбо-
рочных работ. По мере развития технологии машиностроения типовые техно-
логические процессы корректируют.
Групповые методы сборки. Групповые технологические процессы в мелко-
серийном производстве при частой сменяемости изделий позволяют использо-
вать технологические и организационные преимущества крупносерийного и
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ 583
массового производства в части применения поточных методов работы, сокра-
щения трудоемкости и себестоимости сборки, уменьшения производственного
цикла, а также использования более производительного оборудования, средств
механизации и автоматизации.
В групповой поточной линии оборудование располагают по технологиче-
скому маршруту сборки узлов, прикрепленных к данной линии. Для подобран-
вой по признакам технологической общности и серийности выпуска группы
узлов или изделий разрабатывают технологический процесс и проектируют на-
ладки оборудования. Простые узлы группы собирают с пропуском отдельных
инструментов и позиций или при незначительной переналадке линии. Узлы
собирают партиями.
Может производится также единовременная групповая сборка всех при-
крепленных к данной сборочной установке узлов, при ее неизменной наладке.
В этом случае применяют специальные приспособления, в которые можно уста-
навливать и закреплять все прикрепленные узлы.
Критерии для оценки технологических процессов сборки. Оценку различных
вариантов технологических процессов сборки при их сопоставлении произво-
дят по абсолютным и относительным показателям.
К абсолютным показателям относятся трудоемкость и себестоимость выпол-
нения процесса сборки. Если сопоставляемые варианты технологических про-
цессов отличаются лишь отдельными операциями, то оценку можно произво-
дить, сравнивая штучные времена этих операций и себестоимости их выпол-
нения.
Относительные показатели сборки — коэффициент трудоемкости сбороч-
ного процесса ф и коэффициент загрузки рабочих мест гK;
Ф = ^,
1 м
где Усб — трудоемкость сборки узла или изделия; Тм — трудоемкость обра-
ботки всех деталей того же узла или изделия.
Чем более совершенны технологические процессы сборки, тем меньше вели-
чина ф (для различных производств ф = 0,2 -г- 0,5). Приемлемое значение гK
лежит в пределах 0,9—0,95.
Для анализа технологических процессов сборки в серийном производстве
с целью снижения их трудоемкости применяют метод повторных сборок, позво-
ляющий выявить причины пригоночных работ и устранить их.
Планировка сборочного цеха и подъемно-транспортные средства. На основе
разработанной технологии, выбора методов и организационных форм сборки
составляют планировку сборочного цеха. Устанавливают- пути транспортиро-
вания изделий и их элементов, пути доставки к сборочным постам деталей,
расположение мест хранения деталей и узлов. Выявляют длины сборочных
конвейеров, рольгангов и других транспортирующих устройств при поточной
сборке. Размеры и вес изделия, темп и технологический процесс сборки опре-
деляют основные характеристики и тип подъемно-транспортных и вспомога-
тельных устройств (захваты, поворотные приспособления, кантователи и др.).
Документация для фиксирования технологических процессов сборки. Техно-
логические 'процессы узловой и общей сборки фиксируют в технологической
документации. К ней относят технологические схемы общей и узловой сборки,
карты сборки, ведомости необходимой технологической оснастки. В зависи-
мости от степени углубленности технологических разработок используют карты
маршрутные, операционные и инструментальные установленных образцов.
В маршрутных картах фиксируют технологический процесс сборки с ука-
занием содержания операции по переходам, применяемого оборудования и
оснастки, а также норм времени на операции.
В операционных и инструкционных картах приводят эскизы, поясняющие
содержание операций с указанием выдерживаемых при сборке размеров. Здесь
же часто приводятся технические условия на сборку.
584 технология сборки
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
При сборке машин применяют механизированный инструмент с электриче-
ским, пневматическим и гидравлическим приводом.
Наиболее распространены инструменты с пневматическим и электрическим
приводом. К. п. д. механизированного инструмента с пневматическим приво-
дом 7—11% и с электрическим 50—60%. По удобству пользования они равно-
ценны, но электроинструмент более бесшумен в работе. Эксплуатационные
затраты при электрифицированном инструменте ниже, чем при пневматическом.
Весовые характеристики более выгодны у пневматических инструментов. Пнев-
матический инструмент способен выдерживать продолжительные перегрузки,
что недопустимо для электроинструмента. Гидравлический сборочный инструмент
отличается значительно меньшим весом, за счет высокого (до 80 am) давления
рабочей жидкости, а также относительной бесшумностью в работе.
В инструментах с пневматическим приводом применяют ротационные и порш-
невые двигатели. Избыточное давление питающего воздуха 6 am. Мощность
привода, приходящаяся на единицу веса пневмоинструмента (удельная мощ-
ность), 0,07—0,1 л. с./кГ.
Электроинструменты имеют двигатели переменного тока коллекторные или
асинхронные, питаемые током нормальной E0 гц) или повышенной A80—200 гц)
частоты, который получают от специальных преобразователей.
Современным направлением в развитии механизированного инструмента
является использование тока повышенной частоты и избыточного давления
питающего воздуха до 10 am.
Наиболее распространены встроенные электродвигатели с короткозамкну-
тым ротором трехфазного тока напряжением 36 в и частотой 180—200 гц,
а также пневматические ротационные двигатели, питаемые сжатым воздухом
с избыточным давлением 5 am.
ИНСТРУМЕНТ ДЛЯ ПРИГОНОЧНЫХ РАБОТ
Сверлильные машины используют для сверления отверстий диаметром
5—25 Л1Л1. Основные технические характеристики сверлильных машин приведены
в табл. 1—2. Примеры конструкций показаны на рис. 3 и 4. Для работы в труд-
нодоступных местах применяют угловые машины (рис. 5).
Для сверления отверстий в крупных объектах удобно применять пневмати-
ческую сверлильную машину СПС-32 с электромагнитным креплением (рпс. 6).
Ее техническая характеристика: наибольший диаметр сверления 32 мм; наи-
большая глубина сверления 80 мм; наименьшее расстояние от осп сверла до
стенки изделия 50 мм; мощность двигателя 2 л. с; расход воздуха 1,9 м31мин;
число оборотов шпинделя 230 в минуту; напряжение постоянного тока, питаю-
щего электромагнит, 60 в; габаритные размеры 450 X 300 х 180 мм; масса
28 кг. Электромагнит постоянного тока создает силу притяжения до 700 кГ.
Аналогичная машина СПС-50 имеет наибольший диаметр сверления 50 мм.
Для сверления отверстий малого диаметра B—3 мм) применяют ручные
пневматические дрели турбинного типа (рис. 7). Через крышку 1 с отверстиями-
соплами воздух попадает на лопатки турбинки 2 и вращает ее вместе со шпин-
делем с частотой до 30 000 об/мин. На переднем конце шпинделя предусмотрена
цанга для закрепления инструмента.
Шлифовальные машины (рис. 8, табл.3—4) используют для съема металла
взамен ручной опиловки при механизации пригоночных работ, их выполняют
с электро- и пневмоприводом.
Электрическая ручная шабровочная машина Э5302 показана на рис. 9, пред-
назначена для грубой и тонкой шабровки направляющих станин станков, при-
тирочных плит и других деталей.
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
585
1. Электрические сверлильные машины
Модель
А
С m ccj
||§'
а»
II!
&
Габаритные
размеры
в мм
Завод-изгото-
витель ***
ИЭ-1003
ИЭ-1020
ИЭ-1002
ИЭ-1008
ИЭ-1019
ИЭ-1009
ИЭ-1013
ИЭ-1012
ИЭ-1014
ИЗ-1017
ИЭ-1302
ИЭ-1015
ИЭ-1016
Сер ийпые
15
120
180
120
270
3000
1380
1000
1380
650
660
20
440 295
23
600
460
450
490
220*
36»*
220**
36» •
220
36'*
220*
36'*
220 ••
220**
220**
50
200
50
200
50
200
50
200
50
200
1а
1в
16
1в
1
2
250X140X65
238x205x68
220x132x66
262x140X65
258x212x68
235x132x66
408x186X137
355x134x76
485x370x114
330x380x92
360x165x485
360x470x165
346x300x230
1,4
2
1,6
1,54
2,2
1,7
2,8
2,6
6
5
10
9,7
6
г. Назраново
То же
г. Даугав-
пилс
г. Назраново
То же
г. Даугав-
пилс
г. Ростов
г. Выборг
г. Ростов
г. Выборг
г. Даугав-
пилс
г. Выборг
ЗИЛ
ЭС-6 120 2250 220»* 200x150x75 2,5 I ГАЗ
200
ЭП-1297 6 4000 36»* 225x165x75
ЭП-1272 80 2040 1а 230x165x75
ЭП-1266 190x145x65
3000
ЗП-1234 8 210 180 267x120x90
ЭС-2 250 1900 220" 395x130x96 ' ГАЗ
ЭП-1284 10 2450 —
325x140x95
ЭП-1281 210 1000 3,5 ЗИП
ЭП-1289 12 800 200 375x140x95
1
ЭД-12 280 1000 36 360x140x95 3,7 \ АЗЛК
2,5
1,7
1,4
3,3
* Однофазный. ** Трехфазный. *** Для заводов «Электроинструмент» указан
только город.
586
ТЕХНОЛОГИЯ СБОРКИ
2. Пневматические сверлильные машины
Модель
S3 « t
he
а X
А я
i:
II
Габаритные
размеры
в дии
Завод-изго-
товитель
Серийные
ИП-1010
ИП-1013
ИП-1007
ИП-1008
ИП-1103
ИП-1015
ИП-1016
Несерийные
Д-2,5 0,33 14 000 0,4
СМ-5 5 0,5 1000 0,9
УД-1 * 0,2 3 000 0,3
Д2М 0,33 2 500 0,4
РСУ-ВА* " 0,22 2 000 0,5
СД-9С 9 0,4 3 000 0,65
12
15
32
0,6
0,8 +
±0,1
0,8
2,5
2
2,5
3 000
450
1 100
550
350
500
1,1
1,2
1,9
2,5
1,9
13
.
13
18
16
2а
1
-
1
3
185x153x56
255x155x61
370x157x61
395x215x96
700 х 460 х 130
380x265x160
1,5
1,8
2,5
7,5
11,9
9
0,33
0,5
0,2
0,33
0,22
0,4
0,2
0,8
1,3
1,9
1,75
2,7
14 000
1000
3 000
2 500
2 000
3 000
640
1 500
400
300
250
200
9698-509 12 0,2 640 0,3
СМ-15 15 0,8 1 500 1
РС-22 22 1,3 400 1,7
РС-32* 32
УСМ-23* 23 1,75 250 1,9
УСМ-50* 50 2,7 200 2,7
* Угловая,
Примечания: 1. Избыточное давление воздуха 5—6 am.
2. Машины ИП-1103, ИП-1015, ИП-1016 намечены к выпуску.
«Пиевмо-
строй-
машина»
г. Москва
9
13
9
12
9
13
16
19
1а
-
1в
1
2
3
2
4
180x140x66
285x40
162x132x52
214x134x50
163x149x58
380x145x90
354x200x84
552x342x112
600x360x120
460x140x88
576x200x100
1,2
2
1
1,15
1,53
1,05
4
3,1
9,3
12
7
15
«Пневматика»
г. Ленинград
им. Вахру-
шева
г. Томск
АЗЛК
«Пневматика»
г. Ленинград
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
587
Рис. 3. Электросверлильная машина И9-1008: 1 — шпин-
дель; г — редуктор; з — электродвигатель; 4 — выклю-
чатель; 5 — рукоятка; 6 — токоподводящий кабель;
7 — КУРОК
Рис. 4. Пневмосверлильная машина
ИП-1010: J — шпиндель; 2 — редук-
тор; 3 — пневмодвигатель; 4 — руко-
ятка ; S — пусковое устройство
Рис, 5. Угловая сверлильная машина РСУ-8А: 1 — шпиндель; г — редуктор; 3 — пневмо-
двигатель; 4 — пусковое устройство
А-А
Рис, 7, Пневматическая сверлильная машина турбинного типа
Рис. 6. Пневматическая сверлильная машина
СПС-32 с электромагнитным креплением: 1 —
роторный двигатель; 2 — редуктор; 3 — эле-
ктромагнит; 4 — нажимной винт; S — треще-
точный ключ
^^^b^j^/////^///Zb
¦ it
Рис. 8. Пневмошлифовальная машина Ш1-^008: 1 — корпус машины; 'г — циеьмодвигатель; а — рукоятка; й — регулятор; 5 — кор-
пус шпинделя; е — шпиндель; 7 — кожух
Рис. U, Электрическая шайроьочная машина Э6302
590
ТЕХНОЛОГИЯ СБОРКИ
3. Электрические шлифовальные машины
Модель
g ш i
Ига я
ID °*
ВС Г
F3&
Мя
ей **
Габаритные
размеры
в лш
Завод-
изготовитель
ИЭ-2005
ИЭ-2004
ИЭ-2002
ИЭ-8201
ШПП-6
МРШ-3
ШПУ-6***
ЭП-1210***
Серийные
100
150
200
400
800
850
5450
3800
3160
2750
220*
36»*
220**
Ы>
200
50
Несерийные
535x122x112
588x166x158
585x1E6x158
310x220x210
4,75
5,5
5,2
2,5
100
200
150
180
430
400
430
280
4700
2800
4700
1800
220*»
180
50
180
610x140x120
494x246x214
450x220x160
455x180x150
7
11,5
8,0
5,0
г. Назраиово
г. Выборг
г. Даугав-
пилс
г, Выборг
ГАЗ,
г. Горький
Калужский
завод транс-
портного
машино-
строения
ГАЗ,
г. Горький
ЗИП,
г. Москва
* Ток однофазный. ** Ток трехфазный. *** Угловая.
Примечания: 1. Машина ИЗ-8201 ", гибким валом, габаритные размеры и
пес даны для головни,
2. Для заводов «Электроинструмент» указан только город.
h. Пневматические шлифовальные машины
Модель
о н °
нн d м со
i:
ш
а к
го ч
Очя
ЙЕ
Габаритные
размеры
в мм
Завод-
изготовитель
ИП-2009
ИП-2008
ИП-2ПР°
60
80
100
0,9
0,8
1,2
1 200
9 000
10 000
8 000
8 000
5 600
Серийные
0,9
1,2
13
-
476x73x70
503x91x82
450x120x100
1,75
2,6
3,5
«Пневмо-
строй-
машина»,
г. Москва
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
591
Продолжение табл. 4
Модель
« 5
5 ь* л
6 х> Ч Я
Ills
в II
S
В Я
а»
р->
я
S4
в к
го «
s a
па
Габаритные
размеры
в мм
565x164x130
362x260x175
365x300x200
364x243x2J
320x150x220
й
a
еб
Масс
6
4,6
7
4,75
4,3
Завод-
изготовитель
ИП-2001
ИП-2102*
ИП-2103*
ИП-2201**
ИП-2203**
ГАЗ-50
ЭП-1025
шпт
ЭП-1087
ШМ25-50
ШР-06А
ЭП-1097
9698-512
ПМ-6
150
175
225
125
10
15
16
30
50
60
75
100
125
2,5
1.4
1.8
0,15
0,15
0,2
0,25
0,4
0,2
0,6
0,5
5 500
4 500
8 500
6 500
5 000
4 500
1,4
2,2
2,5
1,8
1,6
16
16
Несерийные
50 000
60 000
30 000
16 000
13 000
16 000
- 8 000
14 000
6 000
10 600
7 000
8 000
4 000
6 000
5 000
0,5
0,2
0,5
0,4
0,65
0,4
0,8
6
13
9
12
9
13
«Пневмо-
строй-
машина»,
г. Москва
170x53
235x80x80
188x56x56
310x49x49
250x42x76
406X76X70
460x90x85
525x110x105
432x175x135
0,4
1,35
0,44
1,5
0,9
2,0
2,2
3,5
3
ГАЗ,
г. Горький
ЗИЛ,
г. Москва
ЗИЛ,
г. Москва
(Пневматика»,
г. Ленинград
ЗИЛ,
г. Москва
МЗЛК
(МЗМА),
г. Москва
ГАЗ,
г. Горький
* Угловая. ** Торцовая.
Примечания: 1. В числителе указаны числа оборотов шпинделя на холостом
ходу, в знаменателе — под нагрузкой.
2. Избыточное давление воздуха в сети 5—6 am.
592
ТЕХНОЛОГИЯ СБОРКИ
Ъ. Резьбонарезателн
Модель
as
ряЗ
а ™ "*
д р,в
с ее
о13
5 ^" ^
^ си си
ffiga
ПР-2М8
ПРН-8
ИП-3403
8
14
ЭП-1303*
6
Число обо-
ротов шпин-
деля в ми-
нуту
=3
5
о
'С- «
CV О
ах
холостой
ход
двига-
1
Мощность
теля в кеп
здуха
Расход во
В Л13/ЛШН
Пневматические
800
200
150
lfiOfi
350
300
165
23С
* Ток переменный трехфазный,
0,37
0,63
0,4
0,8-0,9
1,1
Электрические
0,18
напряжение 22
Габаритные
размеры
в .«.«
Масса в к
200x132x52
330x170x80
275x165x58
1,85
3,2
2,55
310X110X76
3
) в, частота 180 щ.
Завод-
изготовитель
—
Пневмо-
строй-
машина»,
г. Москва
ЗИЛ,
г. Москва
Рис. 10. Пневматический резьбонарезатель ПРН-8: 1 — шпиндель; 2 и 4 — зубча-
тые колеса; 3 — кулачковая муфта; 5 — ротационный пневматический двигатель;
6 — курок; 7 — клапан
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ 593
От электродвигателя 1 через редуктор 2 и эксцентриковый механизм 3 дви-
жение передается на шабер 4.
Техническая характеристика машины: число двойных ходов шабера в ми-
нуту 1200; максимальный ход шабера 20 мм; максимальная ширина шабрения
25 мм; номинальная мощность 90 вт; напряжение не ременного трехфазного
тока 36 в; частота тока 200 гц; габаритные размеры 476 х 115 X 84; масса 5,8 кг.
Аналогичная конструкция П5302 шабровочной машины имеет пневматиче-
ский привод.
Для механического шабрения применяют также специальные головкп с при-
водом от гибкого вала.
Резьбонарезатель пневматический показан на рис. 10, техническая характе-
ристика его дана в табл. 5. Шпиндель инструмента имеет реверсивный ход, так
как кулачковая муфта может сцепляться с кулачками зубчатых колес 2 или 4
при нажатии на инструмент или оттягивании его на себя. По такому же прин-
ципу работают и электрорезьбонарезатели.
ИНСТРУМЕНТ ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Гайко-, шпилько- и винтоверты. В показанном на рис. 11, а гайковерте при-
вод осуществляется от трехфазного асинхронного электродвигателя 1 с коротко-
замкнутым ротором. Шпиндель 10 получает вращение от двигателя через редук-
тор, состоящий из зубчатых колес 2—5. В диаметральный паз шпинделя встав-
лен палец 7, который при нажиме на корпус инструмента сцепляется с кулач-
ками полумуфты 6 и передает вращение на шпиндель. При достижении макси-
мального усилия завинчивания палец, преодолевая упругость пружины 8,
опускается, выходит из зацепления с кулачками полумуфты, и шпиндель авто-
матически выключается. Затяжку пружины 8 регулируют вращением гайки 9
через отверстие в корпусе.
В некоторых конструкциях гайковертов имеются по две муфты: одна из
них — обычная кулачковая нерегулируемая — служит для включения, а дру-
гая —• регулируемая •— для выключения.
Угловой пневматический гайковерт (рис. 11, б) работает от ротационного
пневматического двигателя 1. Движение от ротора 2 через планетарный редук-
тор 3 передается ударному механизму. В привод включена зубчатая передача
с двумя коническими зубчатыми колесами в п 7. Направление вращения смен-
ного ключа 8 изменяется поворотом переключателя 9. Ударный груз 4 удержи-
вается на валу 5 посредством двух диаметрально расположенных шариков, поме-
щенных в фигурных углублениях. Если момент сопротивления вращению па
ударном грузе 4 превысит крутящий момент на валу 5 (это имеет место, когда
навертываемая гайка доходит до конца), то вал провернется относительно удар-
ного груза, заставляя шарик скользить по наклонной грани фигурного углуб-
ления. Вследствие этого ударный груз сдвинется вправо и сожмет пружину,
а кулачки груза выйдут из зацепления с кулачками шпинделя. В этот момент
освобожденный груз 4 начнет вращаться с такой же скоростью, как и вал 5.
Пружина смещает ударный груз влево, вследствие чего он ударит своими кулач-
ками по кулачкам шпинделя и повернет его вместе с ним и навертываемую
гайку на некоторый угол. Затем груз снова отойдет вправо и, возвращаясь,
опять ударит по кулачкам шпинделя; эти перемещения груза продолжаются
до тех пор, пока гайка не будет затянута до конца.
Пневматический гайковерт с ударно-импульсной муфтой ИП-3103 показан
на рис. 12, а. Крутящий момент от ротационного пневматического двигателя 1
через ударно-импульсную муфту 2 и шпиндель 3 передается на ключ 4.
При свободном навинчивании гайки крутящий момент не превышает момента
трения в муфте и поэтому скорость ротора пневмодвигателя и шпинделя одина-
кова. При достижении торцом гайки опорной поверхности дет-али момент сопро-
тивления возрастает и шпиндель инструмента останавливается. Шлицевая
втулка 5, вращающаяся с той же скоростью, что и ротор двигателя (рис. 12, б).
594
ТЕХНОЛОГИЯ СБОРКИ
поворачивает скосом кулачок 6 и выводит его из зацепления со шпинделем 3.
При последующем вращении ударно-импульсной муфты (рис. 12, в, г) с возра-
стающей скоростью наносится удар на выступы шпинделя (рис. 12, д), в резуль-
тате чего момент на головке резко возрастает и гайка поворачивается иа некото-
рый угол. Затем кулачок вновь выходит иа зацепления и цикл многократно
в течении 6—9 сек повторяется до полной затяжки гайки.
10
Рис. 11. Гайковерты для сборки резьбовых соединении: а — электрогайковерт ШПР-3;
б ¦— угловой пневматический гайковерт УПГ-16
Данные об инструментах для сборки резьбовых соединений приведены
в табл. 6—8.
У шпильковертов предусмотрено вращение шпинделя в двух направлениях.
Достигается это двумя кулачковыми полумуфтами. При завинчивании шпильки
закрепленный в шпинделе палец-чека сцепляется с одной из полумуфт, и вра-
щение происходит с небольшой скоростью. Когда шпилька завернута, корпус
шпильковерта оттягивается и, преодолевая сопротивление пружины, чека
сцепляется с кулачками другой полумуфты, имеющей ускоренное вращение
в обратном направлении, и рабочий инструмент с большей скоростью свинчи-
вается со шпильки.
Значительное повышение производительности труда достигается при сборке
групповых резьбовых соединений одновременным навинчиванием нескольких
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
595
гаек. Предназначенный для таких операций механизированный инструмент
собирают из нормализованных силовых элементов (рис. 13). Последние в зави-
симости от размеров резьбы собираемых соединений выполняют с двух- и трех-
ступенчатыми редукторами (рис. 13, а). В первом случае шпиндель совершает
450—500 об/мин, во втором 100—120 об/мин при вращении ротора пневматиче-
ского двигателя с частотой вращения 17 500 об/мин. Используют также силовые
элементы с двухскоростными редукторами (рис. 13, б). Дополнительная зуб-
чатая муфта включается, когда возрастает момент сопротивления (при затяжке
2 6
Рис. 12. Пневматический гайковерт с ударно-импульсной муф-
той ИП-3103
гайки); число оборотов шпинделя при этом уменьшается до минимума. Компо-
новка пятишпиндельного гайковерта с такими элементами приведена на рис. 13, в.
Силовые элементы 7 гайковерта включают курком 8, впускающим воздух с избы-
точным давлением 5 am в цилиндр 9, иоршень которого связан с клапаном 10,
открывающим доступ воздуха из магистрали во все силовые элементы. На авто-
мобильных заводах используются двух-, четырех-, пяти- и десятишпиндельные
гайковерты такой конструкции.
Силовые элементы используют и в стационарных многошпиндельных уста-
новках.
Специальные многошпиндельные приспособления, позволяющие одновре-
менно завинчивать несколько гаек или винтов, выполняют с несколькими шпин-
делями, приводимыми во вращение зубчатыми колесами. Привод каждого
шпинделя снабжен пружинной муфтой предельного момента. Такой гай
коверт укрепляют на сверлильном станке, где и собирают резьбовые соеди-
нения.
596
ТЕХНОЛОГИЯ СБОРКИ
А-А
Б-Б
В-В
Г-Г
А-А
о)
Г-Г
д-л
6)
Bud A
Рис. 13. Силовые элементы и
компоновка пятишпиндельного
пневматического гайковерта:
о — силовой элемент с трехсту-
пенчатым редуктором для кру-
тящих моментов 6—12 пГ -м;
б — силовой элемент с двухско-
ростным трехступенчатым ре-
дуктором; в — компоновка гай-
коверта; 1 — ротационный дви-
гатель; 2, з а 4 — ступени, ре-
дуктора; 5 — шпиндель; 6 —
муфта замедленного хода; 7 —
силовые элементы гайковерта!
8 — курок; 9 — цилиндр; 10 —
клапан
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
597
6. Электроинструменты для сборки резьбовых соединений
Модель
я«5
; ао
> ? S
) S CD .
а
к
eg
9 ей
В S к
I*
°1
он
И
с
F а
Габаритные
размеры
в дин
Завод-
изготовитель
И9-3105
ИЭ-3106
И9-3104
И9-3107
ИЭ-3101
И9-3601
П-4416***
ОП-918
ШПР-3***
ЭП-1243
ЭП-1215***
9Г-12
ЭП-1241***
ЭК-5***
ЭК-7А
ЭП-1212***
I 3
6
6
8
10
12
16
12
22
24
Серийные
Гайковерты
16
20
11
6,3
10
20-25
25
270
120
180
270
670
960
750
950 +
± 12%
985
220*
36'*
36*
36**
50
200
50
200
Шуруповерт
6 11,3—1,51 120 I 740 I 36** I 200
Несерийные
Гайковерты
100
210
600
320
600
1300
550
750
1000
550
500
400
740
510x186x137
357x174x69
310x352x74
490x141x90
427x132x75
3,8
2,4
3,5
5,5
4,4
293x120x70 I 2,25
0,07
0,4
—
50
Отвертки
275
1400
27****
127
50
200x42
165x37
0,92
0,6
36**
220**
36**
220**
200
200
200
180
358x72x72 2,3
500X325X95
540x340x130
455x140x92
500x400x148
630x420x180
700x530x230
485 X 540 х 160
5,5
7,5
5,2
13
13,8
24
18
г. Ростов
г. Даугав-
пилс
г. Ростов
г. Выборг
г. Даугав-
пилс
КИНАП,
г. Одесса
«Автовлек-
троприбор»,
г. Рига
ЗИП,
г. Москва
АЗЛК,
г. Москва
ЗИЛ,
г. Москва
ГАЗ,
г. Горький
ЗИЛ,
г. Москва
* Ток однофазный, ** Ток трехфазный. *** Реверсивный. **** Ток постоянный.
Примечание. Для заводов «Электроинструмент» указан только город.
598
ТЕХНОЛОГИЯ СБОРКИ
7. Пневматические резьбозавертывающие машины
Модель
6
Эй
to
ои'к
в и ^.
Аи
a
й!
Габаритные
размеры
в дик
8
й
Завод-
изготовитепь
ИП-3102
ИП-3107
ИП-3204*
ИП-3103
ИП-3101
ИП-3203*
ИП-3106
ИП-3205*
ИП-7201
БР-Н74
ЭП-1104*
УПГ-300*
ГП-14**
УПГ-16**
9688-013**
ЭП-1568
ОП-1529*
ПВ-МЗ
РПО-800**
ОРП-10**
14
3
8
10
Серийные
Гайковерты (реверсивные)
14
16
20
24
33
42
10
6,3
12,5
20
25
80
150
1400
8000
6000
800
-
0.75
0,7
0,8
1,1
2,8
0,8
1,0
13
13
16
-
270x176x60
200x175x60
385x120x65
214x185x80
210x174x76
535X230X115
390X240x160
365x235x110
2,5
1,9
4
2,5
2,3
14
9,5
10,5
Шпильковерт (реверсивный)
1,2 - 303x56
43 ^
Несерийные
Гайковерты
6
10
12
14
16
20
24
30
1,8
3
4,9
10
16
25
500
600
300
1600
1850
1500
250
250
0,4
0,5
0,4
0,3
0,7
0,8
1,2
13
9
13
16
13
Отвертки
0,75
800
250
0,1
0,3
14
4,5
9
16
180x285
230x122x42
420x190x148
2,1
0,4
1,25
4,5
240X140X57
240X75 Х46
288x137x48
280 х 175x60
420x120x65
250x180x80
455X340x280
540x200x110
1,9
2,3
2,0
2,3
3,5
3
10
6
«Пневмо-
строй-
машина»,
г. Москва
«Пневмо-
строй-
машина»,
г. Москва
ГАЗ,
г. Горький
ЗИЛ,
г. Москва
НИАТ,
г. Москва
АЗЛК,
г. Москва
ЗИЛ,
г. Москва
* Угловой. ** Реверсивные.
Примечания: 1. Наибольший диаметр резьбы дан по стали 35—45.
2. Избыточное давление воздуха в сети 5—6 am.
3. Для машины ИП-7201 направление вращения шпинделя правое длн числителя
и левое — для знаменателя.
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
599
8. Гайковерты для многотпиндельных блоков
Модель
ЭП-1546
ЭП-1172
ЭП-1160
ЭП-1168
ЭП-1193
ЭП-1175
ЗП-1176
ЭП-1518
ЭП-1519
ЭП-1190
ЭП-1191
ЭП-1163
Наибольший
момент
затнжки
в кГм
1
1,2
3
6
10
12
16
25
Число
оборотов
шпинделя
в минуту
на холостом
ходу
600
900
340
150
300
330
250
Расход
воздуха
в
м'/мин
0,26
0,55
0,8
1,0
1,2
Диаметр
(без
глуши-
теля)
в мм
34,5
48
70
80
100 .
Длина
(без
вылета
шпин-
деля)
в мм
165
225
182
225
190
250
260
255
313
Масса
в т
U
2,2
1,7
2,2
2
4,5
4,6
5
10
Примечании: 1. Завод-изготовитель ЗИП, аналогичные машины, изготов-
ляют на АЗЛК, ГАЗ.
2. Гайковерты имеют пневматический ротационный двигатель, работающий при
избыточном давлении 6 am, направление вращения шпинделя правое, кроме гайковер-
тов 9П-1176, ЭП-1519, ЭП-1191, имеющих левое вращение шпинделя.
Пневматические гайковерты-сбалчиватели применяют для затяжки гаек
с резьбой большого диаметра. Они развивают крутящие моменты до 150 кГ-м
(рис. 14). Сжатый воздух, поступающий в цилиндр 1 через поршень и шатун 3,
создает крутящий момент на головке торцового ключа 5. Возвратно-качательное
движение шатуна обеспечивается автоматическим воздухораспределением, осу-
ществляемым при помощи каналов в штоке поршня и золотника 2. Благодаря
роликовой муфте 4 достигается одностороннее вращение головки ключа при
качательном движении шатуна.
Характеристики гайковертов-сбалчивателей приведены в табл. 9.
9. Пневматические гайковерты-сбалчивателн
Модель
1 8-
и Я
И я >
IN!
ч
«Эй
« Я °
t^l cq га
в S
§ 1
И со»
л Эя
Si
Завод-
изготовитель
ПСГ-1
ПСГ-1С
ПСЛИ-30
ПСЛИ-42
39
45
30
42
7 000
12 000
9 800
13 000
26—28
26
20—25
20
1,1
1,5
12
10,3
14,0
№
1 Метростроя.
г. Москва
1,0
1,4
16
9,2
11,0
«Пневматика»,
г. Ленинград
€00
ТЕХНОЛОГИЯ СБОРКИ
Рабочие наконечники гайковертов и машинные отвертки показаны на рис. 15.
Хвостовики наконечников для удобства закрепления в шпинделе имеют выточку,
в которую входит шарик, препятствующий выпадению их из шпинделя. Муфты
на машинных отвертках, удерживаемые пружинами, облегчают ориентирование
отвертки относительно головки винта и закрывают ее лезвие.
При завинчивании шпилек применяют рабочие наконечники с удержива-
нием шпильки за резьбу (рис. 16, а) или за ненарезанную часть (рис. 16, б);
комбинированный рабочий наконечник (рис. 16, в и г) применим для шпилько-
верта и гайковерта. Хвостовик 1 связан с муфтой 2, имеющей возможность
устанавливаться в двух положениях
по высоте. В шестигранном отверстии
муфты помещается втулка 3, кото-
рая навинчивается на монтируемую
шпильку (рис. 16, в). Для навинчи-
вания гаек муфта ставится в нижнее
положение (рис. 16, г) и открывает
участок шестигранной формы, для
захвата гайки.
Самораскрывающиеся головки
обеспечиваютнадежныйзахватпшиль-
А-А
а)
6)
г)
Рис. 14. Пневматический гайковерт-сбалчива-
тель ПСЛИ-42
Рис. 15. Наконечники для гайковертов и
машинные отвертки: о — наконечник цель-
ный; б — наконечник со вставным клю-
чом; в — отвертка цельная; г — отвертка
со вставной рабочей частью
ки за резьбу без ее повреждения и не требуют затрат времени на навинчивание и
свинчивание со шпильки. Одна из таких головок (рис. 17, а) предназначена
для закрепления во фрикционном сверлильном патроне. В корпусе 1 головки
имеются два диаметрально расположенных окна, в которых помещаются резь-
бовые вкладыши 3, разжимаемые пружиной 2. Шпилька захватывается этими
вкладышами при опускании от руки втулки 6, связанной с накидной гайкой 5
и упором 4. При этом нижний край втулки, действуя на скосы вкладышей,
сдвигает их. Ввертывание шпильки происходит до тех пор, пока нижний торец
упора не соприкоснется с плоскостью детали, в которую ввертывается шпилька.
Дальнейшее опускание головки вызовет подъем упора и втулки и раздвигание
вкладышей. Шпилька при этом будет освобождена.
В другой конструкции головки (рис. 17, б) в хвостовике в помещена пру-
жина 7, опирающаяся на винт 8 и упорный палец 4. На нижней части хвосто-
вика закреплена зубчатая муфта 3, сцепляющаяся с торцовой муфтой 5. Когда
шпилька полностью завинтится, стакан 1 остановится, а хвостовик будет
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
601
Рис. 16.
(а и б),
Наконечники для удерживания шпилек
для завинчивания шпилек и гаек (в и е)
Рис. 17. Самораскрывающиеся го-
ловки для завинчивания резьбовых
• шпилек
&"¦
..,2
Рис. 18. Винтоверты для сборки резьбовых соединений малых размеров: а — с приводом
от вала ротора; б — с приводом от карданного вала: 1 — стойка; 2 — кронштейн; з — коль-
цо; 4 — головка; 5 — держатель; 6 — карданный вал; 7 — пружина; * — редуктор; * —
электродвигатель; 10 — отвертка; 11 — цанга; 12 — шпиндель; 13 — шарикоподшипник;
14 — корпус-ручка; 15 и 16 — полумуфты; 17 — пружина
602 ТЕХНОЛОГИЯ СБОРКИ
продолжать вращаться со шпинделем. При этом зубья торцовой муфты приподни-
мутся по скосам зубьев зубчатой муфты и поднимут стакан. Это вызовет сжатие
пружины и окончательное затягивание шпильки. При дальнейшем смещении
стакана вверх размыкаются зубья муфты 2 и передача крутящего момента на
шпильку прекращается.
Для сборки резьбовых соединений диаметром до 8 мм применяют стацио-
нарные установки (рис. 18).
ПОДВЕСКИ ДЛЯ ИНСТРУМЕНТА
Для удержания механизированного инструмента в момент пользования им
применяют свободные или жесткие подвески. На подвесках часто предусматри-
вают автоматическое выключение тока при освобождении (подъеме) инструмента.
Более удобная в пользовании свободная подвеска инструмента не ограждает
рабочего от реактивных моментов, поэтому ее применяют для инструментов
небольшой мощности. Основными элементами таких подвесок служат длинные
спиральные пружины, тонкие тросы с противовесом и пружинные балансиры
(рис. 19).
Грузоподъемность пружинных балансиров в кГ: 53БП-410 — от 2 до 3,75;
53БП-064 — от 3,5 до 6; 53БП-091 — от 5 до 9, 53БП-121 — от 7 до 12,5;
53БП-171 — от 9,5 до 17. Рабочий ход балансиров 2 м, расстояние между крю-
ками 300 мм; габаритные размеры 190 X 134 мм, масса 10 кг.
Мощный инструмент целесообразно закреплять на поворотных шарнирных
консолях, колонках, подставках или каретках, перемещаемых по направляю-
щим (рис. 20).
Жесткие подвески позволяют перемещать инструмент только в одной пло-
скости, они воспринимают реактивный момент, возникающий при работе меха-
низма.
КЛЕПАЛЬНОЕ ОБОРУДОВАНИЕ
Для механизации сборки клепальных соединений в машиностроении при-
меняют клепальные молотки, ручные пневматические прессы, гидравлические
и пневмогидравлические установки.
Пневматические клепальные молотки. При клепке пневматическими молот-
ками заклепка со стороны, противоположной удару, должна упираться в мас-
сивную подставку или поддержку.
У бугельных молотков роль поддержки выполняет скоба-бугель, присоеди-
ненная к стволу молотка.
Технические характеристики пневматических молотков приведены в табл. 10.
Эти молотки являются многоударными и при пуске сжатого воздуха автомати-
чески наносят удары до прекращения его подачи.
Одноударные молотки при нажиме пускового курка наносят по обжимке
только один удар; при этом силу удара можно изменять в зависимости от раз-
мера заклепки с таким расчетом, чтобы головка заклепки оформлялась за
один — два удара и степень расклепывания была одинаковой.
Работа клепальных молотков типа КЕ (рис. 21, а) протекает при вибрации
корпусов, передающейся на руки рабочего. В более совершенных конструкциях
молотков (рис. 21, в) предусмотрено виброгасящее устройство.
Переносные прессы. Для расклепывания заклепок небольшого диаметра
применяют переносные пневморычажные и гидравлические прессы. На рис. 22
показан пневморычажный пресс для заклепок диаметром до 4 мм. Наибольшее
усилие на обжимке 4000 кГ, вылет скобы 30 мм; расход воздуха на одну за-
клепку 0,006 м3; габаритные размеры 445 X 220 X 120 мм, масса 6 кг.
Технические данные переносных прессов приведены в табл. 11.
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
боа
А-й
Buff В
Рис, 19. Пружинный
балансир грузоподъ-
емностью до 5 кГ:
1 — рым; 2 — корпус;
3 — барабан; 4—пру-
жина; 5 — упор-огра-
ничитель подъема;
6 — трос; 7 ¦— узел
закрепления инстру-
мента
Рис.
20. Жесткие подвески для механизированных"инструментов: 1 —-роликовая тележка;,
¦ 2 — штанга; 1 — каретка длн закрепления инструмента; 4 — рычаг
•604
ТЕХНОЛОГИЯ СБОРКИ
Гидравлические клепальные установки (рис. 23) имеют стационарный гидро-
привод, состоящий из насоса, электродвигателя и панели с электровключением,
и переносное клепальное устройство с гидроцилиндром. Гидропривод и кле-
пальное устройство соединены шлангами высокого давления с оболочкой из
маслостойкой резины и металлической сетки.
^1////////
\ V
\ \
Ш7///////7////^Ш/ШЖ
Рис. 21. Пневматические многоударные клепальные молотки:
а — модель КЕ; б — модель 5КМП; в — модель 57КПМ-5;
1 ¦— боек; 2 — ствол: з — кожух; 4 — рукоятка; 5 — курок;
в — клапан; 7 — золотник; S — обжимка; 9 — регулятор;
10 — виброгасящая пружина
Панель обычно работает по полуавтоматическому циклу: пуск электрокноп-
кой и подвод пуансона; образование головки заклепки; отход обжимки. Давле-
ние масла, создаваемое насосом, 60 кГ/см2, а давление в гидроцилиндре клепаль-
ного устройства в момент обжатия головки благодаря мультипликатору ианели
повышается до 280—300 кГ/см2,
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
Рис. 22. Шевморычашный клепальный пресс ПРП-5-2
Рис. 23. Гидравлическая клепальная установка с усилием клеп-
ки 15—20 т: 1 — всасывающая труба; 2 — гидронасос; з —
электродвигатель; 4 — гидропанель; б — электромагнит; в —
мультипликатор; 7 — слив масла в бак; 8 — шланг высокого
давления; 9 — пусковая электрокнопка; 10 — гидроцилиндр;
И — скоба клепального устройства
606
ТЕХНОЛОГИЯ СБОРКИ
10. Пневматические молотки
Модель
56
кмп-з
57
КМП-4
57
КМП-5
57
КМП-6
ЭП-1059
МКП-6
57
КМП-8
57
КМП-10
DZ
КМ-6
со
КМ-7
КЕ-16
КЕ-19
КЕ-22
КЕ-28
КЕ-32
Наиболь-
ший диа-
метр
стальной
заклепки
в мм
3,0
3,5
4
5
6
8
6
7
16
19
22
28
32
Давление воздухе
Число
ударов
в мину-
ту
1800
1500
1800
2300
2000
650
450
1000
900
1900
1500
1100
950
880
6 ати
Расход
воздуха
в м3 /мин
Диаметр
воздухо-
провод-
ного
шланга
в лш
Серийные
0,1
0,1.5
0.25
0,3
0,2—0,3
0,5
0,4
0,33
0.35
1,0
9
13
16
Габаритные
размеры
в мм
150x165x40
198x180x45
278x182x46
259x125x53
235x162x54
254x162x54
458x222x70
568x222x70
360x185x62
410x185x62
308x240x80
ЗВ1х 240x80
411x240x80
461x240x80
511x240x80
Масса
в кг
1,1
1,7
2,1
2,6
2,15
1,4
7,8
9,9
2,88
3,34
8,0
9,0
9,5
11,0
12,0
Завод-
изготовитель
. —
зил
г. Москва
-
Изготовлена
опытная
партия,
конструкции
НИАТ
Электроме-
ханический
завод им.
В. В. Вахру-
шева, г. Томск
100кГ/смг max
Гидроклепальная установка большой мощности (рис. 24) работает также
на полуавтоматическом цикле. Масло от двух лопастных насосов подается
в гидроцилиндр в момент высадки головки заклепки под давлением до 100 кГ/см2,
что позволяет создавать давление на
ф- 5 пуансоне до 80 т. Данные некоторых
гидроклепальных установок приве-
дены в табл. 12.
Пневмогидравлические клепальные
устройства (рис. 25) состоят из пере-
носного клепального устройства и
усилителя. Благодаря большому от-
ношению площадей поршня и плун-
Рис. 24. Гидравлическая клепальная уста-
новка с усилием клепки 80 т: 1 — гидро-
цилиндр переносного клепального устрой-
ства; 2 — пилот; 3 — шланг высокого дав-
ления; 4 — клапан; 5 — манометр; в — ре-
дуктор; 7 — насос; « — бак; 9 — скоба.
МЕХАНИЗИРОВАННЫЙ СБОРОЧНЫЙ ИНСТРУМЕНТ
607
11. Переносные клепальные прессы
Модель
Наибольший
диаметр
заклепки в мм
из
стали
из дюр-
алюми-
ния
Усилие на
обжиме при
избыточном
давлении
воздуха
5 am в пГ
а а
« о
нви
ила
о х я
со >,»
емно
а
°|
в а
Размеры
скобы
в мм
Габарит-
ные раз-
меры в мм
КП-106
КП-107
КП-110
КП-101
КП-102
КП-103
КП-104
КПГ-4
20-ИОк
2
2,6
3
3
3,5
4
Пиее
1400
1600
1900
морычажнш
15
16
8
0,004
0,0018
0,005
КПГ8-Б
30
Гидравлические
2600
9000
35
60
140
65
465x140x85
465x300x85
510x160x100
720x200x85
630x355x85
685x195x85
630x260x80
25
20
40
-
24—28
23—28
24—28
20-24
110
45
60
100
66
16
50
80
150
66 232x192x46
240x130x52
195x174x52
247x230x52
580x308x76
4,5
4,9
5,1
6,0
6,4
7,5
4,6
2,6
4,5
8,0
14,5
Завод-
изготовитель
ГАЗ
ЗИЛ
НИИТавто-
пром
Приме
55
II
>> а
17,5
25
80
12. Гидравлические клепальные установки
Мощность
алектро-
двигателя
в пет
2,0
2,6
14
Тип
насоса
ЛФ1-12
ЛФ1-18
ЛФ1-50
Произво-
насоса
в я/мин
12
18
50
ч а н и я: 1. Электродвигатель имеет
2. Давление в
сети 60—65
кГ/см2.
Давление
масла при
высадке
головки
заклепки
в кГ/сж2
380
350
130
шь-
я?
я*
"в
§ я
21
4A
—
1000 об/мин.
Ч
СО
03
штои
ОБ s
Скор
холо
хода
в м/
1,85
2,7
1,34
3 4 М
к о и
IllI
Йача
76
92
195
13. Прессы для сборки групповых клепальных соединений
Модель
КП-405М
КП-403М
КП-503М
КП-602
КП-603
в тс
12
12
25
70
70
Число
ходов
в минуту
15—30
15—30
5-14
5-14
5—14
Количество расклепываемых заклепок
за один ход при диаметре заклепок
3
12
12
26
4
_
36
36
6
3
3
3
16
16
8 | Ю
_
8
8
1
2
3
—
Наибольшие
габариты уз-
лов, поме-
щающихся на
прессе, в мм
3000x250
8000x700
8000x1150
15000x2800
24000x3000
608
ТЕХНОЛОГИЯ СБОРКИ
жера усилителя давление масла достигает 150—180 кГ/см? при избыточном дав-
лении воздуха 5 am.
Для сборки групповых клепальных соединений используют прессы, техни-
ческие данные которых приведены в табл. 13.
Рис. 25. Пневмогидравлическая клепальная установка: 1 — скоба клепаль-
ного устройства; 2 — гидроцилиндр с пружиной; 3 — пусковая электро-
кнопка; 4 — пружина усилителя; 5 — плунжер; в — поршень; 7 — электро-
пневмопереключатель соленоидного типа; 8 — подвод сжатого воздуха;
9 — корпус усилителя; ю — электропровод; 11 — шланг высокого давления
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Сборочные приспособления по степени специализации делят на универсаль-
ные и специальные; по степени автоматизации — на ручные, механизированные,
полуавтоматические и автоматические; по назначению — на установочно-зажнм-
ные, для точной н быстрой фиксации сопрягаемых деталей, для предваритель-
ного деформирования упругих элементов, для захвата, подъема и перемещения
собираемых изделий. По виду выполняемых работ их делят на приспособления
для запрессовки, клепки, пайки, гибки и других видов работ.
УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
Тиски параллельные с ручным винтовым зажимом используют для закреп-
ления при сборке небольших узлов, а также при выполнении пригоночных
работ. Время на закрепление 0,3—0,5 мин. В пневматических тисках (рис. 26)
закрепление производят за 4—6 сек бег физических усилий рабочего. Они обес-
печивают большую и более стабильную силу закрепления.
Плиты и балки (рис. 27) применяют для установки крупногабаритных дета-
лей ц узлов. Их устанавливают на фундаментах на уровне пола или на
200—300 мм выше и выверяют на горизонтальность положения. На их рабочей
поперхноети выполняют параллельно расположенные или перекрещивающиеся
Т-обр|азные пазы.
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
609
Угольники и призмы (рис. 28) служат для установки и закрепления соби-
раемых узлов на вертикальной плоскости. Применяют в сочетании с плитами
и сборочными балками. Призмы часто используют для установки и закрепления
узлов, имеющих цилиндрическую базовую поверхность.
Рис. 26. Слесарные тиски с пневмокамерой
''//W///W/. у/////////////,. vW//////////////////,
Рис. 27. Балки для сборочных работ
Струбцины (рис. 29) применяют для временного скрепления собираемых
деталей для запрессовки и других работ. Их выполняют цельного типа с регули-
руемой и поворотной планками, а также с пневмокамерами.
Домкраты используют в качестве регулируемых опор при выверке положения
собираемых узлов и изделий. Основные типы домкратов показаны на рис. 30.
Съемники применяют для снятия
тугонасаженных деталей при узловой
сборке. Примеры конструкций пока-
заны на рис. 31.
Захваты служат для крепления
тяжелых деталей и узлов при подаче
Рис. 28. Угольники и призмы для сбороч-
ных работ
Рис. 29. Струбцины винтовые (а, б, в) и пнев-
матическая (г)
их на сборочный участок. При выборе конструкции захвата (рис. 32) необ-
ходимо предусматривать надежность их работы и полное устранение опасно-
сти самопроизвольного освобождения груза.
Подкладки и подставки используют сборщики для предупреждения повреж-
дения деталей в процессе сборки и при хранении.
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
Применяют в серийном и массовом производстве для выполнения опреде-
ленных операций сборки.
Установочно-зажимные приспособления используют для крепления базовых
деталей и узлов собираемого объекта. Они обеспечивают повышение производи-
тельности труда, позволяя выполнять сборку двумя руками без удерживания
собираемого объекта. Их подразделяют на стационарные и подвижные. Первые
20 Справочник технолога, том 1/
610
ТЕХНОЛОГИЯ СБОРКИ
г) Рис. 31. Ручные винтовые съемники для
наружного захвата: а — в с независимым
Рис. 30. Домкраты: а — с вращающейся гай- перемещением лап; г — с шарнирным креп-
кой; 6 — в — с вращающимся винтом лешем лап
6)
в)
Рис. 32. Захваты: а — для коленчатых валов; б — для цилиндриче-
ских деталей; в — для крупных деталей по отверстию
to
о
I
^\\N\\\^X\\^
^y-^^^S^^N^
Рис. 33. Установочно-зажимные приспособления: а — стационарное; б — поворотное; в — многоместное стационарное; г — пере-
налаживаемое приспособление для переменно-поточной сборки; в — комплект сборочных приспособлений, смонтированных на пово-
ротной плите; 1 — зажимное устройство; 2 — новоротная часть; з — зажим поворотной части; 4 — базовая деталь собираемого узла;
ё — основание; в и 7 — приспособления
612
ТЕХНОЛОГИЯ СБОРКИ
закрепляют на верстаках или сборочных стендах. Вторые крепят на пластинах
цепных конвейеров, на поворотных столах, на тележках или выполняют в виде
отдельных приспособлений — спутников для поточно-автоматических линий.
Стационарное установочно-зажимное приспособление для сборки шестерен-
ного насоса показано на рис. 33. Его корпус устанавливают базовыми отвер-
стиями на штырьки и крепят прихватами, при сборке с разных сторон большие
удобства дают поворотные приспособления (рис. 33, б). Небольшие узлы закреп-
ляют в многоместных приспособлениях (рис. 33, в) с быстродействующим зажим-
ным устройством. В этом случае сокращается оперативное время на выполнение
сборочной операции.
Щ
В}
Рис. 34. Приспособлении для быстрой и точной установки сопрягаемых
деталей
Приспособления этого типа используют также для групповой сборки.
При этом в нем единовременно закрепляют все прикрепленные к нему соби-
раемые узлы или изделия. Для условий переменно-поточной сборки конструк-
ция приспособления должна быть разработана так, чтобы в нем можно было
последовательно устанавливать все собираемые узлы без переналадки приспо-
собления или с его самой минимальной переналадкой. Схема такого приспособ-
ления показана на рис. 33, г. Узлы 1 и 2 можно устанавливать в нем без пере-
наладки или смены каких-либо деталей.
На рис. 33, д показан комплект сборочных приспособлений, смонтированных
на поворотной плите. Их удобно использовать при последовательном выпол-
нении нескольких однотипных операций на одной и той же сборочной установке
без переналадки оснастки.
Приспособления для точной и быстрой установки соединяемых деталей или
узлов способствуют значительному повышению производительности, так как
сборщики освобождаются от выверки сопрягаемых элементов, производя только
их установку и закрепление. Необходимое положение соединяемых деталей
обеспечивается доведением их базовых поверхностей до соприкасания с уста-
новочными и направляющими элементами приспособления.
Схема приспособления для фиксации штампованных деталей под контакт-
ную сварку показана на рис. 34, а. На рис. 34, 6 дана схема приспособления
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
613
для сборки составного коленчатого вала. При помощи центрирующих призм
обеспечивается строгая соосность коренных шеек вала перед затяжкой резь-
бового соединения шатунной шейки. На рис. 34, в показана схема приспособле-
ния для сборки сепаратора роликового подшипника. Распорки 1 закладывают
в гнезда корпуса 2. Затем на цапфы распо-
рок накладывают кольцо сепаратора 5. При
ходе ползуна 4 вниз пуансоны 3 произво-
дят осадку выступающих концов цапф в
полукруглые замыкающие ' головки. При-
Ю
^^^1 ^Щф^^ШШ^Щ
.\\\\\\\\\\V
NNNWWWW
6)
Рис. 35. Приспособления длн предварительного деформирования собираемых упру-
гих элементов
способление для точного направления диска 9 при его запрессовке на вал 10
показано на рис. 34, г. Диск направляется подпружиненной втулкой 7, чем
устраняется его перекос. Приспособление устанавливают на стол пресса 6. В
ползуне пресса 8 имеется полость для крайней шейки вала.
Приспособления для предварительного деформировании собираемых упру-
гих элементов (пружин, разрезных колец) значительно повышают производи-
тельность труда сборщиков и освобождают их от затрат больших физических
усилий. Примеры приспособлений этой группы показаны иа рис. 35. >
614
ТЕХНОЛОГИЯ СБОРКИ
Приспособление для надевания поршневых колец на поршень показано на
рис. 35, а. Кольца 4 закладывают замками вниз между подвижными полуколь-
цами 6. Конусную оправку 3 при помощи пневмоцилиндра 1 вводят в кольца и
разжимают их до размера, обеспечивающего свободное введение поршия.
Нажимая на педаль, сборщик через шарнирную систему 2 и ползун 7 сжимает
полукольца и кольца, удерживая таким образом последние'в разведенном состоя-
нии после перемещения оправки 3 влево. После установки поршня 5 (показан
тонкой линией) педаль освобождают, и кольца садятся в свои канавки.
Приспособление для сборки муфты сцепления показано на рис. 35, б. Для
сборки муфты нужно предварительно сжать пружины 8, находящиеся между
нажимным диском 10 и кожухом 9. Это достигается осадкой кожуха четырьмя
Г-образными прихватами 12, связанными с пневмоцилиндром 13. Затем навер-
тывают гайки 11. После поднятия прихватов собранную муфту вынимают из
приспособления. Приспособление (рис. 35, в) используют для сжатия восьми
пружин головки блока цилиндров тракторного двигателя. Головку блока подают
в приспособление по рольгангу 16 до упора в откидную рукоятку 14. При этом
-S 7
а)
Y//////////Z/y^///^///^
6)
Рис. 36. Приспособления для изменения положения собираемых узлов и изделий
подстайки 15 оказываются под клапанами. При впуске сжатого воздуха в ци-
линдр 17 шток 18, воздействуя на коромысло 19, поднимает подставки вместе»
с головкой до. тех пор, пока пружины, упирающиеся в планки 20, не сожмутся
на нужную величину. После этого производят сборку клапанного механизма.
Приспособления для изменения положения собираемых узлов и изделий.
При большом весе базовой детали или узла изменение положения их в процессе
сборки вручную затруднительно. В этом случае применяют новоротные устрой-
ства (кантователи). На рис. 36, а показана схема приспособления для сборки
изделий цилиндрической формы. Корпус приспособления 1 имеет ролики 2,
на которые укладывают изделие 3. Его поворот в требуемое положение осуще-
ствляют вручную. На рис. 36, б дана схема приспособления для перевертывания
уэла, проходящего сборку на рольганге. Узел 7 закатывают в клеть 5 приспо-
собления и Повертывают на 180° вокруг цапф 4, вследствие чего он оказывается
в перевернутом положении на другой стороне рольганга. Фиксацию клети про-
изводят вытяжным упором 6. При использовании поворотных устройств с гори-
зонтальной осью вращения центр тяжести системы должен лежать по возмож-
ности на этой оси. Привод поворотных устройств ручной или от силового узла.
Приспособление для выполнения пригоночных и вспомогательных работ
на сборке. К ним относят приспособления для притирки герметичного и плот-
ного сопряжения клапанов, золотников и других устройств, для гибки трубок,
для регулировки собранных механизмов, для провертывания валов и роторов,
для клеймения собранных узлов.
При конструировании сборочных приспособлений в основной используют
те же элементы, что и для станочных приспособлений.
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
615
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
Рольганги. План участка сборки на рольганге показан на рис. 37. Распо-
ложение рольгангов зависит от длины сборочной линии и направления грузо-
потока в цехе. В .местах прохода
рольганги имеют откидные сек-
ции.
Рольганги в однорядном ис-
полнении используют при массе
выдача
собранного
э изде/шя
Стеллажи
Откидная секция
„ начат
Верстаки сборки
Подача
базовой
детали
собираемых изделий до 850 кг,
двухрядном — до 1500 кг. Ско-
рость передвижения на рольган-
гах до 20 м/мин.
Конструктивные схемы роль-
гангов приведены на рис. 38, а их
размеры — в табл. 14.
Конструкции роликов роль-
гангов нормализованы. Диаметры
их равны 73, 105 и 155 мм. Тре-
буемый диаметр ролика выбирают в зависимости от нагрузки Р, приходящейся на
один ролик, которую принимают равной 70% массы собираемого изделия для
однорядного рольганга и 40% — для,двухрядного. Практически при Р, равной
600, 1200 и 2500 кГ, диаметр ролика D берут соответственно 73, 105 и 155 мм.
""Место для выполнения
.п^иеонцчнпи операции
Рис. 37. Участок сборки на рольганге
14. Конструктивные размеры
рольгангов в мм (см. рис. 38)
В в
Высота Н
400
500
650
800
1000
Ширина
400
500
650
800
800
Длина
ролика В
300
400
500
650
800
Радиус
закругления
R
одно-
ряд-
ные
1250
1600
1600
2000
2000
2500
-
-
двух-
ряд-
ные
1600
2000
2000
2500
2600
3100
Шаг роли-
ков t
100
150
200
Шаг стоек L
750
1000
Рис. 38. Конструктивные схе-
мы рольгангов: а — одноряд-
*) ный; б—двухрядный; в—вид
сбоку;г—схема закругления
Конструкция ролика диаметром 155 мм показана на рис. 39, основные раз-
меры ролика приведены в табл. 15.
Шаг роликов t (см. рис. 38) в сборочных рольгангах принимают в пределах
0,2—0,25 длины собираемого изделия или поддона, на котором оно установ-
лено, и округляют до 100, 150 или 200 мм.
Помимо рольгангов с цилиндрическими роликами применяют рольганги
с дисковыми роликами. Преимущество их перед рольгангами с цилиндрическими
роликами в том, что на криволинейных в плане участках диски на радиально
расположены*^ осяа вращаются с разной. скоростью (с внешней стороны
616
ТЕХНОЛОГИЯ СБОРКИ
скорость больше, чем с внутренней). Скольжение у передаваемого груза отсут-
ствует, груз передается легче.
Для облегчения передачи тяжелых грузов применяют также наклонные роль-
ганги с уклоном 2—4°.
15. Размеры роликов
В мм
(см. рис. 39)
В
300
400
500
600
700
800
В,
350
450
550
650
750
850
С
470
570
670
770
870
970
Масса
в пг
24,80
29,25
33,75
38,25
42,73
47,25
Болт М 16*40
Рис. 39. Конструкция ролика рольганга
Пригоночные операции обычно выносят из потока сборки на специальные
рабочие места (см. рис. 37), на которые передают изделия пневматическими
устройствами.
Для переворачивания собираемых на рольганге узлов применяют канто-
ватели.
Тележки. Собираемое изделие транспортируют тележками со свободным
или принудительным движением со скоростью 10—15 м/мин.
Рис. 40. Безрельсовая тележка со свободным движением: 1 — рама; 2 — колесо;
з — подставка для установки собираемого узла
Безрельсовые тележки (рис. 40) бывают с металлическими или резиновыми
(рис. 41) катками. Каток конструкции ЗИЛ допускает нагрузку 100 кГ. Анало-
гичная конструкция разработана с металлическим ободом.
Тележки для изделий массой более 1000 кг делают на колесах с ребордами
для движения по рельсам, укладываемым на бетонных подушках. На рис. 42
показана тележка с вращающейся на шариках верхней частью для сборки дви-
гателей внутреннего сгорания.
При сборке малогабаритных изделий пути для движения тележек уклады-
вают на эстакадах высотой 0,7—0,8 м. Возврат тележек происходит по холо-
стому пути, расположенному рядом с путями рабочей ветви или же под ними.
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
617
Конвейеры. Типы конвейеров,
применяемых при сборке, показаны
на рис. 43.
Ленточные конвейеры применяют
при сборке мелких и легких узлов
и изделий. Сборочные операции вы-
полняют на верстаках, расположен-
ных вдоль конвейера, или на столах,
установленных перпендикулярно ли-
нии сборки.
Несущим органом конвейера яв-
ляется лента. Наибольшее распрост-
ранение получили ленты с каркасом
из тканевых прокладок, соединен-
ных между собой резиновыми про-
слойками толщиной 0,2—0,3 мм.
ГОСТ 20—62 предусматривает ленты
с прокладками из хлопчатобумаж-
ного бельтинга трех типов: тип
1 — с резиновыми прослойками меж-
ду прокладками, брекерной тканью
и усиленным бортом; тип 2Р — с ре-
зиновыми прослойками и брекерной
тканью; тип 2У — с резиновыми
прослойками и усиленным бортом.
Ширина лент 300—2000 мм. Рас-
четная прочность прокладочной тка-
ни из бельтинга Б-820 — 61 кГ на
1 см ширины прокладки, особо проч-
ного бельтинга Б-ОПБ 130 кГ/см
132 кГ/см.
Рис. 41, Каток для безрельсовых тележек
с резиновым ободом
уточной шнуровой ткани прочностью
Количество прокладок (z) в ленте зависит от ее ширины (В):'
В в мм
z . . . .
650 800 1000 1200 1400 1600 1800 2000
3—5 3—6 4—8 5—9 6—10 7—10 8—12 10—12
Толщина резиновых обкладок с рабочей стороны 3; 4; 4,5 и 6 мм, с нерабо-
чей 2 мм (для лент 2У 1,5 мм).
Недостатком лент с основой из хлопчатобумажных прокладок является их
подверженность гниению при проникновении в ленту влаги.
Рис. 42. Тележка для сборки двигателей внутреннего сгорания: 1 — рама; 2 — вращаю-
щаяся часть; 3 — фиксатор; 4 — шкворень; 5 — опорные шарики
618
ТЕХНОЛОГИЯ СБОРКИ
Институтом НИИРП разработан ряд лент на синтетической основе, устой-
чивых против гниения С пределом прочности 150, 200 и 300 кГ на 1 см ширины
прокладки.
Ленты стыкуют металлическими элементами и горячей или холодной вулка-
низацией при применении специальных клеев.
Конвейеры для сборочных процессов
Сборочные
Транспортные
С непрерывным
движением
рабочего иргами
С периодическим
движением
рабочего органа
Передающие
Такелаженные
-
_
1
Ленточные и
пластинчатые
Горизонтально -
замкнутые
Вертикальяо-
замкнутые
Подвесные с
автоматическом
йдрЕяоданием
1
1
С принудитель-
ным темпом
-
Карусельные
Шагающие
(рамные)
Тележечные
Со свободным
темпом
-
Тележечные
На бездушней
подушке
С гидростати-
ческами
направляющими
Кемплемлующие
С ручным
перемещением
С механизирован- I
ным перемещением |
Грузонесщие
Грротннущие
Гориэошайьно-
замкщтые
Вертикально -
замкнутые
толкающие
С автоматическим
адресованием
Рис. 43. Конвейеры, применяемые при сборке
Производительность ленточного конвейера Q — 3600 va шт/ч, где v — ско-
рость движения ленты в м/сек (обычно принимают v = 0,02 -s- 0,5 м/сек),
а — расстояние между изделиями в м.
Рис. 44. Приводные механизмы ленточных конвейеров: а — непосредственно от редуктора;
б — через зубчатую передачу, в — через цепную передачу
Приводные механизмы ленточных конвейеров показаны на рис. 44. Основ-
ные данные редукторов приведены в табл. 16. Натяжные устройства винтовые.
Приводной барабан механизма облицовывают фрикционными материалами
с шевронными канавками. Диаметр барабана принимают ~ A00 — 125) г,
где z — число прокладок ленты, а длину барабана на 100—150 мм больше
ширины ленты конвейера. ГОСТом 10624—63 *ь установлен ряд диаметров бара-
, ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
619
16. Редукторы приводных механизмов
ленточных конвейеров
Тип
Переда-
точное
число
Переда-
ваемая .
мощность
в пвпг
Завод-
изготовитель
РМ
КЦ-1
КЦ-2
ЦО
ЦЛ-2
РЧП
РЧН
Цилиндрические
банов: 160, 200, 250, 400, 500, 630, 800, 1000. 1250, 1600, 2000, 2500 мм. Для лент
шириной 650 и 800 л!Л1 применяют барабаны диаметром 200—1000 мм.
Приводные тележечные конвейеры бывают вертикально-замкнутые (рис. 45)
и горизонтально-замкнутые .(Рис- 46).
Они состоят из следующих частей: приводной 1 (электродвигатель, редуктор
и вариатор); тяговой 2 в виде одной или двух шарнирных цепей; несущей 3
(ряд соединенных с цепями тележек); опорной 4 (направляющие, по которым
катятся ролики тележек); натяжной 5.
Конструкция тележки конвейера показана на рис. 47. Жесткость конструк-
ции поворотных платформ тележек позволяет выполнять операции запрессовки
и сборки крупных резьбовых соеди-
нений. Скорость движения тележек
0,1—4 м/мин.
Для тележечных цепных конвейе-
ров, кроме электропривода, можно
применять гидропривод, допускаю-
щий бесступенчатое s регулирование
скорости движения тележек.
Карусельные конвейеры приме-
няют для сборки узлов, содержащих
небольшое число сборочных опера-
ций. Рабочие места (от 4 до 8) раз-
мещают вокруг стола. Необходимый
инструмент подвешивают на непод-
вижной стойке в центре стола. Соб-
ранные узлы поступают непосред-
ственно на сборку.
Цепные напольные конвейеры
(рис. 48) применяют для сборки
тракторов, автомобилей и других изделий. Изделия, имеющие ходовую часть,
перемещаются по специальным путям, проложенным'на полу, и сцепляются с тя-
говой цепью сцепками, которые автоматически отцепляются в конце конвейера.
Изделия, не имеющие своей ходовой части, собирают на тележках, соединен-
ных с тяговой цепью.
В приводных механизмах предусматривают вариаторы для изменения ско-
рости от ОД до 5 м/мин. Сборку на конвейере осуществляют при скорости дви-
жения 0,25—3,5 м/мин при периодическом движении со скоростью 4—5 м/мин.
Мощность электродвигателя привода конвейера
" - кет,
48,57-8,23
27,5—6,23
182-28,3
8—2,09
60,7—9,42
0,8—40
2,1—60
1,2—21
5,8-34,2
0,Т—25,5
«Красный
металлист»,
г. Ленинград
Редуктор-
ный, г. Киев
Червячные
59—10,25 0,7—10,5 «Редуктор»,
59—10,25 0,7—10,5 г. Ленинград
N =
102ть
где Wo — потребная тяговая сила; v — скорость движения конвейера;
tim — к. п. д. передаточных механизмов конвейера (обычно принимают Т1,п =
= 0,4 •*¦ 0,5).
Потребная тяговая сияа Wo может быть найдена по формуле
Wa^Li\{g + g0),
где х\ — коэффициент, учитывающий сопротивление в шарнирах и роликах
тягового органа (обычно принимают ц = 0,066 -:- 0,07); q — нагрузка на еди-
ницу длины конвейера от веса собираемых объектов; % — нагрузка на единицу
длины от веса рабочей и холостой части тягового органа A5—40 кГ/м).
Для сборочных конвейеров применяют пластинчатые втулочные, втулочно-
роликовые и втулочно-катковые цепи, регламентированные ГОСТом 588—64*.
Нормальный ряд шагов цепей: 100, 125, 160, 200, 250, 320, 400 мм. Применяют
также горячештампованные разборные цепи по ГОСТу 589—64*. Профиль
зуба звездочки для первых строят по ГОСТам 592—64, для вторых — по
ГОСТу 593-64.
Рис. 45. Двухцепяой вертикально-замкнутый тепежечный конвейер
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
621
Рис. 46. Горизонтально-замкнутый конвейер
Рис. 47. Тележка одноцеп-
ного конвейера: 1 — ходо-
вая часть; 2 — рама; з —
поворотная часть; 4 — фик-
сатор; S ~ тяговая цепь
taoo
- A
Рис. 48, Вертикально-замкнутый цепной конвейер для сборки тракторов: 1 — привод; 2 — тяговая цепь; S — натяжное
устройство; 4 — направляющий путь; 5 — сцепка
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
623
Если при сборке изделий требуется точная выверка, то применяют шагаю-
щие (рамные) конвейеры (рис. 49). Станина станка при этом устанавливается на
точно выверенные плиты 1 с шагом 2,6 м. Рама конвейера 2 выполнена из дву-
тавровых балок длиной 47 м и опирается на 44 гидравлических домкрата 3.
Для перемещения изделий рама конвейера, поднимаемая гидравлическими
Рис, 49. Схема шагающего рам-
ного конвейера для сборки
станков
домкратами, работающими от насосной установки, принимает их на себя, пере-
двинувшись затем на шаг, равный 2,6 м, она опускается, устанавливая при
этом изделия на плиты.
Транспортные конвейеры применяют для транспортирования деталей, узлов
и готовых изделий. Пространственная трасса подвесных конвейеров и большая
протяженность (до 500 м при одном приводе и до 3000 м многопрпводная) позво-
ляют одним конвейером обслуживать полный производственный цикл.
Рис. 50. Каретки подвесных конвейеров: а — с разборной цепью; б — с пластинчатой
цепью; 1 — рабочая каретка; 2 — холостая каретка
Подвесные конвейеры подразделяют на три типа: подвесной грузонесущий;
подвесной грузотолкающий и подвесной грузотянущий. Одинаковыми по кон-
струкции у этих конвейеров является тяговый элемент, привод, поворотные и
натяжные устройства. Различное конструктивное исполнение имеют ходовые
пути, каретки, тележки.
Подвесные грузонееущие конвейеры (рис. 50) с разборной цепью регламенти-
рованы ГОСТом 5946—66. Подвесной путь выполняют из двутавровых балок по
ГОСТу 8239—57*, а также из коробчатых профилей, Каретки по ГОСТу 5946—65
*~С 1-1 • 74 ГОСТ 8239-72.
624
ТЕХНОЛОГИЯ СБОРКИ
выпускают с нагрузкой 250; 500 и 800 кГ. К рабочим кареткам прикрепляют
подвески для груза, холостые каретки служат для поддержания цепи.
Подвесные грузотолкающие конвейеры показаны на рис. 51. Подвеску 1
с грузом крепят в грузовой тележке 2, приводимой в движение посредством
толкателя 3 от каретки 4. Не имея
жесткой связи, грузовая тележка может
двигаться вместе с цепью, но может быть
и остановлена или переведена на другой
путь там, где это необходимо. Адресую-
Рис. 51. Подвесной грузотолкающий кон-
вейер: 1 — подвеска о грузом; 2 — грузо-
вая тележка; з — толкатель; 4 — каретка
Рис. 52, Угловой редук-
торный привод подвесно-
го конвейера: 1 — приво-
дная звездочка; 2 — пре-
дохранительное "устрой-
ство; з — редуктор; 4 —
упругая,муфта; 5 — элек-
тродвигатель
щие устройства в виде селекторных механизмов дают команду для получения
тележки по заданному адресу. Скорость подвесных конвейеров 0,1—30 м/мин.
Подвесные грузотянущие конвейеры транспортируют грузы посредством
напольных тележек, перемещаемых при помощи захвата или толкателя, укреп-
ленного на каретке. Каретка может двигаться по подвесному пути или пути,
Рис. 53. Грузовое натяжное
устройство подвесного кон-
вейера
6)
Рис. 54. Поворотные устройства подвесных
конвейеров: а — со звездочкой; б — с роли-
ками
проложенному под полом. Достоинством этих конвейеров является свободный
ввод и вывод тележек из линии конвейера. Скорость движения конвейера из-за
отсутствия раскачивания груза достигает 45 м/мин.
Угловой редукторный привод подвесного конвейера показан на рис. 52,
а техническая характеристика приводов дана в табл. 17.
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
625
17. Типовые приводы конструкции «Союзпроммеханиаация»
Тип
редуктора
КДВ-200М
КДВ-250М
КДВ-350М
Максималь-
ный крутя-
щий момент
на валу
приводной
звездочки
в кГ • м
160
400
1000
Общее
передаточное
число
160; 203; 350;
1382; 1815
397; 501;
634; 2124
801; 1052
Пределы
скорости дви-
жении ходо-
вой части
конвейера
в м/мин
0,6—23,6
0,95—23,6
Мощность
электродви-
гателя в кет
0,6-2,2
1,1-5,5
1,5—13
Масса редук-
тора в кг
200
370
1100
Натяжное устройство (рис. 53), устанавливаемое для компенсации изменения
длины цепи, состоит из тележки 1, закрепленного на ней поворотного устрой-
ства 2 и радиального участка пути с раздвижными стыками. Натяжки 3 могут
быть грузовыми и винтовыми с ходом 250 и 400 лл и натяжными усилиями
400—2400 кГ.
Отклонение тяговой цепи в местах поворота трассы конвейера осуществляют
обычно с помощью блоков и звездочек (рис. 54); роликовые устройства приме-
няют при малых углах поворота, а
также при больших радиусах закруг-
ления трассы конвейера.
Сборочные стенды. Для сборки
машин часто применяют специальные
стенды. Конструкция стендов зависит
от размеров, веса и формы изделий.
Для удобства сборки конструкции
стендов позволяют менять положение
собираемого изделия и фиксировать
его в необходимом положении при
выполнении данной операции.
ПОДЪЕМНЫЕ УСТРОЙСТВА
Электрические подъемники (элек-
тротали). Электротали конструкции
ВНИИПТМАШа (рис. 55, табл. 18) ра-
ботают на трехфазном токе напряже-
нием 127; 220; 380 и 500 в.
Рис. 55. Электроталь ВНИИПТМАШа: 1—элек-
тродвигатель подъема; 2 — электродвигатель
передвижения; з — тележка; 4 — тормозное
устройство; 5 — панель управления; 6 — блок
с крюком
18. Электротали конструкции ВНИИПТМАШа
Модель
I
И
III
IV
Грузоподъем-
ность в кГ
125
250
500
1000
Высота подъема
в м при располо-
жении барабана
вдоль
пути
4
6; 9
6; 12; 18
поперек
пути
6
3; 6
4; 8; 12
Скорость
передви-
жения
в
м/мин
Вручную
20-60
Модель
V
VI
VII
VIII
Грузоподъем-
ность в кГ
2000
3000
5000
7500
Высота подъема
в м при располо-
.жении барабана
вдоль
пути
6; 12; 18
7; 12
18
поперек
пути
3; 6; 9
7
Скорость
передви-
жения
в
м/мин
20-60
30-60
60—100
5-5
Рис. 56. Пневматический полиспастный подъемник типа ПП: i — корпус; 2 — полиспаст; 3 — пневмоцилиндр; i — тележка;
5 — подвеска с крюком; 6 — рукоятка управления
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
627
¦&§
Пневматические подъемники. Конструкция двухцилиндрового полиспаст-
ного пневматического подъемника типа ПП Рижского турбомеханического завода
показана на рис. 56. Диаметр цилиндра 202 мм, избыточное давление воздуха
6—8 am, ход поршня 100—200 мм,
грузоподъемность до 400 кГ и высота
подъема до 5 jk. Скорость подъема
этих подъемников до 12 м/мин.
Пневматические подъемники кон-
струкции ВНИИПТМАШ имеют гру-
зоподъемность до 500 кГ и высоту
подъема до 3 м.
На многих заводах для нужд
своего производства изготовляют
пневматические поршневые подъем-
ники прямого действия (рис. 57). Эти
подъемники крепят на крюке, на
обычной или специальной каретке.
Преимуществом пневматических
подъемников является плавность и
точность подъема, бесшумность и по-
жарная безопасность. Недостатком
является низкий к. п. д., чувстви-
тельность к влажности и температу-
ре сжатого воздуха и ограниченная
высота подъема.
Для подъема и перемещения тя-
желых узлов и изделий применяют
передвижные краны, установленные
на подкрановые пути.
ПРЕССЫ
Прессовое оборудование выби-
рают исходя из расчетной силы за-
прессовки с коэффициентом запаса
1,5—2 и габаритов собираемого узла.
Большие значения коэффициентов
выбирают для менее мощных прессов.
Винтовые ручные прессы одно-
стоечные (рис. 58, а) обеспечивают
создание усилий до 500—750 кГ;
двухстоечные (рис. 58, б) до 5 тс. Ход ползуна винтовых прессов 100—250 мм.
Для использования при работе пресса инерционных сил на головке винта укреп-
ляют массивный маховик с ручкой или длинную штангу с двумя грузами.
а)
Рис. 57. Пневматический поршневой подъем-
ник прямого действия
19.
Параметры
Максимальное усилие в пР ......
Ход рейки в мм
Вылет рейки относительно станины
Усилие на рукоятке в кГ
Габаритные размеры (без рукоятки)
Масса в кг
Реечные прессы
в мм
Тип
214-1
1000
300
150
750
21
400x260x570
400x260
60
274
3000
350
200
850
30
600x400x810
555X250
140
628
ТЕХНОЛОГИЯ СБОРКИ
20. усилия (в кг), создаваемые Реечные верстачные прессы (табл. 19)
пнеадатическм прессами прямого бывают простыми (рис. 58, в) с проме-
жуточной передачей из зубчатых колес
(рис. 58, г) или с кулисным механизмом.
Пневматические прессы могут быть
прямого действия (рис. 59 н табл. 20)
и рычажные (рис. 60).
Сдвоенные прессы с двумя цилинд-
рами, поршни которых закреплены на
одном штоке, применяют для получе-
ния больших усилий. По такой схеме
разработаны прессы с усилием в 3; 6,5
и 10 тс.
Пресс-скоба специального назначе-
ния показана на рис. 61, ее приме-
няют в серийном производстве, под-
вешивая над рабочим местом.
Гидравлические прессы позволяют получать большие усилия за счет высо-
кого давления рабочей жидкости в цилиндре.
Пресс модели П6320 с усилием 10 тс показан на рис. 62, технические харак-
теристики этого пресса и прессов аналогичного исполнения с большими уси-
лиями, выпускаемых по ГОСТу 9753—61, приведены в табл. 21.
Диаметр
поршня
в мм
150
200
250
300
Избыточное давление
воздуха в от
3
420
750
1180
1700
4
560
1000
1570
2260
5
810
1250
1960
2830
6
840
1500
2350
3400
Примечание. К. п. д. принят
равным 0,8.
6)
сю
А-А
Рис. 58. Ручные прессы: а — винтовой одностоечный; б — винтовой двухстоечный;
в — реечный простой; г — реечный с промежуточной передачей (типа 214-1): I — вращаю-
щийся стол; 2 — станина; з — противовес", 4 — рейка; 5 — рукоятка; в — маховичок; 7 и
8 —зубчатая передача; 9 — храповой механизм; 10 — реечная шестерня
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
629
I'pl
t°Mt
а
630
ТЕХНОЛОГИЯ СБОРКИ
Рис. 61. Пневматические пресс-скобы для запрессовки подшипников: а — прямого дей-
ствия с камерой (усилие до 1200 кГ)\ б — рычажный с качающимся сдвоенным цилиндром
(уоилие до 3200 кГ)
Cv
-f
¦Q
J
hi—Hi-
650
200
1215
Уо*:&?Я?0:^:?^
Рис. 62. Пресс модели П6320: a — без
правильного стола; б —-со столом для пра-
вки деталей
Рис. 63. Пресс модели П6734: 1 — передняя стой-
ка; 2 — подпорные тележки; 3 — подвижная тра-
верса; 4 —¦ задняя стойка
'**¦"'¦&*
632
ТЕХНОЛОГИЯ СВОРКИ
21. Гидравлические прессы правильные и монтажно-аапрессовочные одностоечные
Параметры
Модель
П6318
П6320
П6326
П6328
Номинальное усилие в тс
Наибольший ход штока в мм
Наибольшее расстояние между запрессо-
вочным столом и штоком в мм
Размеры стола в лш:
правильного
запрессовочного
Расстояние от оси штока до станины в мм
Скорость штока в мм/сек:
при холостом ходе
при рабочем ходе
при обратном ходе
Мощность электродвигателя в кет
Габаритные размеры в плане в мм:
с правильным столом
без правильного стола
высота над уровнем пола
Масса пресса в т
Завод-изготовитель
6,3
320
500
400x380
200
125
32
300
3
440x1390
1440
0,551
10
400
600
1250x300
500x380
200
125
20
300
3
1250x1215
575x1215
1982
1,208
40
500
710
1600x360
630x560
320
125
20
300
17
1600X1780
720x1780
2340
3,2 •
«Металлист», г. Оренбург
63
500
710
1600x360
630x560
320
125
20
300
22
2000x2200
700x2200
2430
4,5*
Параметры
Модель
П6330
П6332
П6334 | П6035
Номинальное усилие в тс
Наибольший ход штока в мм
Наибольшее расстояние между запрессо-
вочным столом и штоком в мм
Размеры стола в мм:
правильного
запрессовочного
Расстояние от оси штока до станины в мм
Скорость штока в мм/сек:
при холостом ходе
при рабочем ходе
при обратном ходе
Мощность электродвигателя в кет
Габаритные размеры в плане в лш:
с правильным столом
без правильного стола
высота над уровнем пола
Масса пресса в m
Завод-изготовитель
100
500
750
2000x420
800X630
400
125
12,5—53
236
22
2000x2250
860x2250
2700
6,39
160
500
750
200x500
800x630
400
125
15
236
44
2000X2250
900X2250
3060
7,12*
250
500
800
2500X600
1000x630
400
50
8-40
150
44
2500x2320
1110x2320
3070
10,4 ;
315
500
1250
3200x610
630x440
250
0—40
0—5,7
0—120
22
3200x2700
«Гидропресс», г. Оренбург
3550
14,8
* Указана масса пресса с правильным столом.
Гидравлический насадочный (монтажно-колесный) пресс модели П6734
(рис. 63) предназначен для запрессовки и распрессовки, сборки и разборки
колесных пар, а также втулок в шкивах и шестернях большого диаметра. Пресс
имеет следующую техническую характеристику:
Номинальное усилие в me 25Q Мощность электродвигатели
Наибольший ход подвижной в кет 8,7
траверсы в мм 800 Габаритные размеры в мм:
Скорость плунжера в мм/сек: в плане 2440 х 10 150
при рабочем ходе .... 2,4 высота над уровнем пола 2600
при обратном ходе .... 34 Масса в m 22,5
Наибольший диаметр запрес- Завод-изготовитель .... Одесский
совываемого изделия в мм 3000 завод
Рабочее давление в кГ/мм? 200 прессов
Станина пресса состоит из двух стоек — передней 1 и задней 4. В передней
стойке вмонтированы рабочий цилиндр и два возвратных цилиндра. Подвижная
траверса 3 перемещается по рельсам.
Запрессовку осуществляют плунжером главного (рабочего) цилиндра.
Для установки изделия на ось запрессовки в поддержания его при запрессовке
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
633
служат подпорные тележки 2, расположенные по обеим сторонам подвижной
траверсы.
Пневмогидравлические прессы имеют силовое устройство, состоящее из
пневматического цилиндра и гидравлического усилителя (рис. 64). Рабочее
усилие на штоке создается давлением
масла на поршень; подъем штока
производится сжатым воздухом, нап-
равляемым под поршень. Рабочее
усилие пресса при избыточном дав-
лении воздуха 4 am до 7500 кГ; наи-
больший ход поршня 50 мм; расстоя-
ние от торца штока до поверхности
стола 145—245 мм; габаритные раз-
меры 550 х 700 X 1800 мм.
Электромагнитные прессы. При
усилиях запрессовки 200—1500 кГс
Рис. 64. Пнешогидравлический пресс (усилие
7500 пГ): 1 — пневматический цилиндр; 2 и
з — цилиндры гидроусилителя; 4 — шток;
S — рукоятка управления.
Рис. 65. Электромагнитный пресс: 1 — об-
мотка; 2 — якорь; 8 — пружина
нередко применяют электромагнитные прессы (рис. 65). Силовым устройством
в этих прессах являются электромагниты постоянного или переменного тока
с плоским якорем втяжного типа или соленоидные. Недостатком|этих прессов,
является малый ход штока, что ограничивает их применение.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
ПРОМЫВКА И ОЧИСТКА ДЕТАЛЕЙ
Поступающие на сборку детали очищают от посторонних частиц, промывают-
от следов охлаждающей жидкости или антикоррозийной смазки. Методы а
средства очистки приведены в табл. 22.
634
ТЕХНОЛОГИЯ СБОРКИ
22. Методы промывки и очистки деталей
Метод
Механическая очи-
стка крупных дета-
лей с обдувкой сжа-
тым воздухом
Промывка деталей
с последующей про-
сушкой или обдувкой
сжатым воздухом
Обдувка сжатым
воздухом для очистки
в труднодоступных
местах
Оборудование
Приводные или ручные сталь-
ные щетки, насадки для обдув-
ки сжатым воздухом
Баки или ванны для промыв-
ки с комплектом кистей или
щеток
Механизированные баки с
конвейерными устройствами
для загрузки и выгрузки дета-
лей (рис. 66)
Моечные однокамерные маши-
ны. Изделия 1 (рис. 67) по
рольгангу з поступают на кон-
вейер 2. Раствор, пропущенный
через фильтры и отстойники 5,
насосом 4 подается для про-
мывки деталей
Насадки обычного или спе-
циального вида для обдувки
сжатым воздухом
Моющие средства
—
Трихлорэтилен (для мелких
деталей), керосин
Водный 2—3%-ный раствор
кальцинированной соды, подо-
гретый до 60—80° С, с прибав-
кой эмульгатора (мыла, асидо-
ла) от 3 до 10 г/л или 0,15—
0,30% жидкого стекла
Водный раствор тринатрий-
фосфата C0 г/л), углекислого
натрия C0 г/л) и едкого натра
A0 г/л). Водный раствор соды
кальцинированной B0 г/л) и
хромпика A0 г/л)
—
Примечания: 1. Применяют также моечные машины двухкамерные (промывка
и ополаскивание чистым раствором) и трехкамерные (промывка, ополаскивание и про-
сушка).
2. Для промывки деталей из алюминия применяют водный раствор тринатрийфос-
фата и кальцинированной соды (по 30 г/л).
Мелкие детали очищают ультразвуком. Их помещают в резервуар с моющей
жидкостью, в которой возбуждают ультразвуковые колебания с частотой около
20 кгц. В качестве моющей жидкости применяют трихлорэтилен, а также растворы
?У//////////////////У///////////'////>''''>'/''>'''
Рис. 68. Механизированный моечный бак:
1 — нагревательный змеевик; 2 — поступ-
ление дета"лей; з — транспортер для выг-
рузки деталей; 4 — лопатки, перемеши-
вающие раствор
J4
1 2
~т
Рис. 67. Схема однокамерной моечной машины
содержащие керосин и спирт. Для обезжиривания стали применяют водный
раствор тринатрийфосфата C0 г/л) с добавкой 3 г/л поверхностно-активных
веществ. Температура раствора при очистке: от масла 50° С, от полировальной
ТЕХНОЛОГИЯ ВЫПОЛВВНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
635
пасты 70—80° С. Продолжительность очистки 3—50 сек. Ультразвуком очищают
не только открытые участки, но и труднодоступные места (впадины, глубокие
отверстия). Источниками колебаний служат магнитостриктбры, титанатовые
или кварцевые излучатели. Интенсивность ультразвукового излучения
2—5 вт/см?.
Внутренние поверхности корпусных деталей перед сборкой очищают от
остатков формовочных материалов ручными или механизированными стальными
щетнами или пескоструйной обработкой с последующей обдувкой сжатым возду-
хом из специальных наконечников. Обдувка сжатым воздухом эффективна для
удаления посторонних частиц из труднодоступных мест (глухие отверстия,
полости водяных рубашек) и обеспечивает быстрое просушивание деталей после
мойки.
СЛЕСАРНО-ПРИГОНОЧНЫЕ РАБОТЫ
Слесарно-пригоночными работами обеспечивают требуемое качество сопря-
жений при сборке, если использование других методов нецелесообразна. Сле-
сарно-пригоночными работами устраняют погрешности механической обработки;
ими заменяют иногда часть станочных операций, выполнение которых по тем
или иным причинам затруднительно.
Основные виды слесарно-пригоночных работ, их назначение и средства
механизации приведены в табл. 23.
23. Слесарно-пригоночные работы
Виды работ
Обрубка
Прорубание кана-
вок
Опиловка
Шабрение
Притирка
в
Назначение работ
Снятие местных неровностей
на черновых поверхностях для
обеспечения требуемых зазоров
или при отделочных работах
под окраску. Точность 0,25—
0,5 мм
Прорубание маслораспреде-
лительных канавок на поверх-
ностях скольжения вкладышей
подшипников, направляющих и
других деталей
Снятие заусенцев и неровно-
стей. Устранение неточностей
форм, размеров и относительно-
го расположении поверхностей
соединяемых деталей. Обеспе-
чение контакта сопрягаемых
поверхностей. Точность 0,01 —
0,05 мм, припуск 0,1—0,5 мм
Получение точного сопряже-
ния и плотного прилегания де-
талей. Создание герметичности
соединения. Улучшение внеш-
него вида (декоративное шаб-
рение)
Получение плотного или гер-
метичного соединении сопрягае-
мых деталей. Припуски не бо-
лее 0,01—0,02 мм
Средства механизации
Рубильные пневматические
молотки, переносные шлифо-
вальные машины
Специальные станки для на-
резания маслораспределитель-
ных канавок. Переносные уста-
новки с гибким валом и фре-
зерной головкой
Для больших открытых по-
верхностей — переносные маши-
ны с абразивным кругом.
Дли небольших деталей —
установки с гибким валом, ра-
ботающие напильником или
абразивным кругом
Устройства для механизации
шабрения. Замена шабрения
механической обработкой (стро-
гание широкими резцами, шли-
фование, тонкое растачивание)
Приспособления для напра-
вления притира, специальные
притирочные станки
63G
ТЕХНОЛОГИЯ СБОРКИ
Продолжение табл. 23
Виды работ
Полирование
Сверление отвер-
стий
Развертывание от-
верстий
Нарезание внутрен-
ней резьбы
Гибка
Назначение работ
Устранение рисок и следов
от предшествующей обработки
(чистового шлифования или
тонкой обработки)
Совместное сверление отвер-
стий в нескольких деталях,
соединяемых при сборке, напри-
мер, отверстия под контрольные
штифты. Сверление отверстий
в труднодоступных местах
Получение точных отверстий
после сверления по месту. Раз-
вертывание отверстий во втул-
ках после запрессовки. Обеспе-
чение соосности отверстий по-
сле сборки
Выполняют в отверстиях,
просверленных при сборке по
месту, в отверстиях малого
диаметра (менее 5 мм)
Выполняют для трубопрово-
дов и деталей из листового
материала, изгибаемых по месту
Средства механизации
Специальные станки, рабо-
тающие мягкими полироваль-
ными кругами
Электрические или пневмати-
ческие сверлильные машины.
Стационарные или переносные
(для тяжелых деталей и узлов)
сверлильные станки
Электрические или пневмати-
ческие машины переносного ти-
па. Стационарные или перенос-
ные радиально-сверлильные
станки
Переносные ручные машины.
Стационарные или переносные
станки
Приспособления ручного типа
Шабрению предшествуют чистовые методы обработки (чистовое строга-
ние, фрезерование, растачивание).
Величины припусков на шабрение даны в табл. 24 и 25.
24. Ориентировочные припуски на шабрение
плоскостей в мм
25. Ориентировочные припуски
на шабрение отверстий в мм
Ширина
плоскости
в мм
До 100
Св. 100
до 500
Длина плоскости в мм
от 100
до 500
0,10
0,15
св. 500
до 1000
0,15
0,20
св. 1000
до 2000
0 20
0,25
св. 2000
до 4000
0,25
0,30
св. 4000
до 6000
0.30
0,40
Диаметр
отверстия
в мм
До 80
Св. 80 ДО 180
» 180 » 360
Длина отверстия
в мм
до 100
0,05
0,10
0,15
св. 100
до 200
0,08
0,15
0,25
св. 200
до 300
0,12
0,25
0,35
Количество пятен на участок 25x25 мм: 3—5 для вкладышей подшипников
двигателей, направляющих крупных станков; 5—10 для направляющих станков
обычной точности; 10—18 для направляющих станков повышенной точности;
18—25 для проверочных линеек и плит; 20—30 для направляющих прецизионных
станков и контрольных линеек.
Для сверления отверстий при сборке применяют дополнительные насадки
к электрическим или пневматическим сверлильным машинам, расширяющие
их технологические возможности (рис. 68), а также упорные устройства для
воспринятая осевых усилий подачи при сверлении (рис. 69).
Основные методы и средства контроля качества выполнения слесарно-приго-
ночных работ приведены в табл. 26.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
637
%$77777777%Ш,
б)
*< *с ^ ><
Рис. 68. Насадки для ручных сверлиль-
ных машин: а — длн глубокого сверле-
нии; б — угловая; в — для высверливания
дефектных заклепок
Рис. 70. Проверка прямолинейности линей-
кой и штихмасом: 1 — линейка с уровнем;
2 — эталонные сухари; Xt, Xi, Х3, XA — про-
веряемые штихмасом размеры
Рнс. 71. Схема про-
верки прямолинейно-
сти длинной направ-
ляющей от водяного
зеркала: 1 — прове-
ряемая направляю-
щая; 2 — ползун;
3 — микрометриче-
ский винт; 4 — желоб
с водой
Рис. 72. Проверка прямолинейности струной
и микросколом: 1 — ползун с микроскопом;
2 — струна; S — проверяемая плоскость
¦у
Рис. 73. Проверка прямолинейности оптиче-
ским методом: 1 — проверяемая плоскость;
2 — телескоп; А — передвижная визирная
метка; В ¦— кремальерное устройство длн на-
водки на фокус; В — микрометрический винт
для измерения непрямолинейности
Рис. 69. Сверление с упорными устройст-
вами, воспринимающими усилие подачи:
а — с поддержкой консольного типа;
б — со скобой; е — с нажимным рычагом;
г — с упором в жесткую точку; 9 — угло-
вой сверлильной машиной; е — с исполь-
зованием рычажного механизма подачи;
1 —¦ сверлильная машина; * — направляю-
щая штанга; 3 — электромагнитная плита
Рис. 74. Проверка перпендикулярности оп-
тичесним методом: 1 — коллиматор; 2 — оп-
тическая призма; з — телескоя; i — проверяе-
мые плоскости
638
ТЕХНОЛОГИЯ СБОРКИ
26. Контроль качества выполнения пригоночных и сборочных работ
Метод
контроля
Оборудование, инструменты
и приспособления
Точность
Область применения
Проверка прямолинейности плоскостей
На краску
Проверочные плиты; ли-
нейки; эталонные детали
Определяет-
ся числом
окрашенных
пятеЛ
Для плоскостей длиной
до 2 ж
Линейкой
и щупом
Проверочная линейка,
щуп, или полоски папирос-
ной бумаги
До 0,02 мм
Линейкой
и штихмасом
Проверочная линейка, су-
хари, штихмас (рис. 70)
До 0,01 мм
Длинные плоскости прове-
ряют, выдвигая линейку по
уровню
По уровню
Универсальные или рам-
ные уровни
До 0,02 мм
на 1 м длины
Для плоскостей
более 2 м
длиной
От водяного
зеркала
Желоб с водой (рис. 71)
и ползун с микрометриче-
ским наконечником
До 0,02 мм
Для самых длинных и уз-
ких горизонтальных пло-
скостей
Струной
Стальная струна; натнж-
ное устройство, ползун с
микроскопом (рис. 72)
0,02—0,05 мм
Для плоскостей
до 10 м
длиной
Линейкой и
индикатором
Проверочная линейка,
ползун с индикатором, су-
хари
До 0,01 мм
Оптическими
приборами
Телеекоп и визирная мет-
ка (рис. 73). Телескоп и
коллиматор
0,02 мм на
1 м длины
Для
30 м
плоскостей длиной
Проверка криволинейных поверхностней
На краску
Эталонная или сопрягае-
мая деталь
Оценка по
числу пятен
Для цилиндрических, ко-
нических и других поверх-
ностей
По отдель-
ным сечениям
Шаблоны, щуп или полос-
ки папиросной бумаги
До 0,02 мм
Специальны-
ми устрой-
ствами
Индикаторные и другого
рода приспособления
До 0,01 мм
Непосредст-
венными
измерениями
Универсальные измери-
тельные инструменты (штан-
генциркули, штихмасы, глу-
биномеры и пр.)
Проверка параллельности
До 0,01 мм
Для проверки противопо-
ложно расположенных эле-
ментов
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
639
Продолжение табл. 26
Метод
контроля
Оборудование, инструменты
и приспособления
Точность
Область применения
Сравнением
с исходной
Универсальные измери-
тельные инструменты (уров-
ня, индикаторы, штихмасы)
и линейки
До 0,01 дыи
Для проверки смещен-
ных элементов
Проверка перпендикулярности
Сравнением
с эталоном
Проверочный угольник,
щуп, штихмас или индикатор
Оптическая призма, теле-
скоп и коллиматор (рис. 74)
До 0,02 мм
на 1 м длины
До 0,03 мм
на 1 м длины
Для проверки плоскостей
длиной до 1 м
Для проверки плоскостей
длиной более 1 м
Косвенными
методами
Универсальные или рам-
ные уровни (рис. 75); отвес
До 0,01 мм
на 1 ж длины
База — ранее проверенная
горизонтальная плоскость
Проверка соосности отверстий и валов
Эталонными
скалками
Эталонные скалки для
соосных отверстий
Зависит
от зазора
Применяют при расстоя-
нии между отверстиями до
1 м
"Струной
или отвесом
Стальная струна, натяж-
ное устройство; штихмас
(рис. 76)
До 0,5 мм
Применяют при расстоя-
нии между расточками до
10 м
Оптическими
приборами
Телескоп и коллиматор,
переходные втулки для от-
верстий
До 0,02 мм
Применяют при расстоя-
нии между отверстиями до
40 м
Поворотны-
ми устрой-
ствами
Поворотные устройства
для валов (рис. 77), щупы
или индикаторы
До 0,01 мм
Применяют для центровки
валов или роторов
Эталонными
скалками
Проверка параллелгмости осей отверстий и валов
Эталонные скалки, штих-
мас или микрометр
До 0,01 мм
Замеряют межосевые рас-
стояния в крайних плоскос-
тях
Универсаль-
ным уровнем
Эталонные скалки и уни-
версальный уровень, уста-
навливаемый на шейках
скалок
До 0,02 мм
на 1мдлины
Длн проверки параллель-
ности в вертикальной плос-
кости
Специальным
приспособ-
лением
с уровнем
Эталонные скалки, штих-
мас (микрометр); специаль-
ное приспособление (рис. 78)
,До 0,01 мм
Для проверки параллель-
ности в двух плоскостях
Проверка
щупами
Зазоры и неплотности прилегания
Пластинчатые или клино-
вые < щупы. Полоски папи-
росной бумаги
0,04 мм
0,02 мм
640
ТЕХНОЛОГИЯ СБОРКИ
Продолжение табл. 26
Метод
контроля
Проверка
на просвет
Проверка
на краску
Воздушной
или гидрав-
лической
пробой
Оборудование, инструменты
и приспособлении
—
Эталонная или сопряжен-
ная деталь 0,01 мм
Герметичносп
Специальные установки
Точность
-
0,01 мм
ьь соединения
Область применении
Применяют для узких
поверхностей (например,
поршневых колец)
-
-
Примечания: 1. Провисание струны в мм при проверке горизонтальной пло-
скости определяют по формуле
где h и 1г — расстояния в ж от мест закрепления струны до точки, для которой опреде-
ляют провисание; g — масса 1 м струны в г: S — сила натяжения струны в кГ @,5—0,6
разрывного усилия струны).
2. Для проверки прямолинейности плоскостей и соосности расточек применяется
также луч лазера. Точность порядка 0,05 мм при длине более 10 м.
JUL
Рис. 75. Проверка "пер-
пендикулярности рам-
ным уровнем: 1 — рам-
ный уровень; 2 — про-
веряемые плоскости
* 3
Рис. 76. Проверка соосности направляю-
щих ползуна и цилиндра струной и штих-
масом: 1 — направляющие ползуна; 2 —
цилиндр; 8 — струна; 4 — штихмас
Рис. 77. Проверка соосности валов спе-
циальным приспособлением: а а Ь
(oi и Ь() провепяемые зазоры при двух
положениях стойки U и 11)
Рис. 78. Проверка параллельности ва-
лов в двух плоскостях: 1 — уровень;
2 — штихмас; АА и ВВ — плоскости
замеров по уровню и штихмасу
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ 641
Трудоемкость пригоночных работ сокращают путем их механизации. Воз-
можно также уменьшение трудоемкости проведением предварительного подбора
сопрягаемых деталей. При сборке многокомпонентных узлов задача облегчается
использованием электронно-вычислительных машин (ЭВМ). У партии деталей
измеряют размеры взаимосвязанных элементов. Затем детали нумеруют.
В приемное устройство ЭВМ вводят результаты измерения. Путем перебора
введенной информации ЭВМ выдает оптимальный вариант сопряжения деталей
(указывая их номера), при котором объем пригоночных работ сокращается до
минимума.
СБОРКА РАЗЪЕМНЫХ СОЕДИНЕНИЙ
К разъемным соединениям относятся: резьбовые, шпоночные и шлицевые,
конические и штифтовые, с гарантированным зазором, а также осуществляемые
при помощи упругих элементов.
Резьбовые соединения. В технических условиях на выполнение резьбовых
соединений (болтовых, винтовых, шпилечных) указывают силу илн момент
затяжки, последовательность затяжки крепежных деталей в групповом соеди-
нении, плотность и герметичность соединения, а также метод стопоренпя крепеж-
ных деталей.
Сила затяжки зависит от конструкции и схемы нагружения соединения.
Если резьбовое соединение нагружено силой Q, сдвигающей детали в стыке, то
силу затяжки можно найти по формуле
* 2/ '
где к — коэффициент запаса (к = 1,3 -s- 2); / — коэффициент трения в стыке.
Формула пригодна для случая, когда крепежная деталь не работает на срез
(поставлена с зазором) и трение возникает в двух стыках. При одном стыке
сила затяжки меньше в 2 раза. Если резьбовое соединение нагружено внешней
силой Q, раскрывающей стык, то силу затяжки находят по формуле
где кр — коэффициент затяжки, принимают по условию нераскрытия стыка: при
постоянной нагрузке кр = 1,25 ч- 2, при переменной нагрузке кр = 2,5 н- 4,
по условию герметичности стыка при мягкой прокладке кр = 1,3 -=- 2,5, при
металлической прокладке кр = 2 ч- 5.
Момент затяжки резьбового соединения можно определять по формуле
Г f D*H-D\-\
М = Р\ rcp + tq (e + p)+-i- • Dl-oA'
где rcp — средний радиус резьбы; а. — угол подъема резьбы; р — угол трения
в резьбе (р = 10 ч- 12°); / — коэффициент трения на опорном торце крепежной
детали (гайки или винта) / = 0,12 •*- 0,16; DH — наружный диаметр опорного
торца крепежной детали; Dg — внутренний диаметр опорного торца крепежной
детали (диаметр отверстия на проход болта или винта).
Уменьшению трения способствует смазка резьбы. Применяют масла с гра-
фитом (до 25%) или с присадками порошкообразного цинка, меди, свинца,
дисульфида молибдена, а также специальные пасты. Момент завинчивания при
этом может быть уменьшен на 35—40% по сравнению со сборкой без смазки.
Плотность резьбового соединения шпилек создается коническим сбегом
резьбы, упорным буртом шпильки или тугой резьбой с натягом по среднему
диаметру. Натяг по среднему диаметру для стальных шпилек диаметром 10—
30 мм при установке в стальной корпус составляет 0,02—0,06 мм, в чугунный
или алюминиевый корпус — соответственно 0,04—0,12 мм.
1/„ 21 Справочник технолога, том 1
642
[ТЕХНОЛОГИЯ СБОРКИ
Затяжку резьбового соединения рекомендуется производить в определенном
порядке (рис. 79) постепенно в два—три приема. Сначала следует затянуть все
гайки на одну треть, затем на две трети и, наконец, на полную величину момента.
Герметичность резьбового соединения на пробках, ниппелях и штуцерах
обеспечивается применением конической резьбы и тщательным выполнением
торцовых поверхностей, а также
уплотнением торца детали прок-
ладками (отожженная медь, паро-
нит, медно-асбестовые прокладки).
Ручная сборка резьбовых деталей
состоит из следующих" этапов:
наживление, навинчивание (ввер-
тывание) на основную часть дли-
ны резьбового элемента, 'затяжка
с требуемым моментом и стопоре-
ние (если предусмотрено конст-
рукцией). Наживление произво-
дят от руки на одну—две ниткн.
Для лучшего направления на
резьбовых деталях выполняют
фаски, заточки и выточки. Навин-
чивание в зависимости от диаметра
Рис. 79. Порядок затяжки гаек группового резь-
бового соединенияц
и плотности резьбы производят
от руки или с использованием
ручных инструментов. Затяжку
производят различными ручными инструментами, предельными и динамо-
метрическими ключами. К простейшим ручным инструментам относятся от-
вертки, обычные и накидные гаечные ключи. Эти ключи пригодны для откры-
тых доступных мест, но малопроизводительны. Торцовые ключи с воротковой
рукояткой пригодны для крепежных деталей, расположенных в углублениях
^
Рис. 80. Ручные инструменты для сборки резьбовых соединений: а — торцовый
ключ вороткового типа; б — коловоротный торцовый ключ; в — шарнирный торцо-
вый ключ; г — трещеточный торцовый ключ,
или окруженных выступающими элементами. По сравнению с обычными ключами
они повышают производительность в 3—5 раз. Торцовые ключи коловоротного
типа позволяют завертывать крепежные детали непрерывно (без перехвата
рукоятки), повышая производительность в 5—10 раз. Для труднодоступных
мест применяют шарнирные торцовые ключи, а также торцовые трещеточные
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
643
«ь
ключи. Завертывание крепежных деталей последними производят качательными
движениями рукоятки ключа.
Примеры различных ручных инструментов для сборки резьбовых соединений
показаны на рис. 80. Завертывание шпилек производится специальными клю-
чами с захватом за гладкую или резьбовую ча'сть. Требуемый момент затяжки
резьбовых соединений обеспечивается при-
менением предельных и динамометриче-
ских ключей.
Предельный торцовый ключ показан
на рис. 81, а, б.
Бели усилие, приложенное к рукоятке
ключа, превышает предельную силу затяж-
ки, то шпилька 1 скользит по наклонной
прорези гильзы 2, заставляя последнюю
опускаться книзу, и тем самым выводит ее
из соединения с зубьями стакана 3. Про-
резь в гильзе может быть направлена по
оси, а зубья муфты выполнены с наклон-
ными гранями (рис. 81,6). Неточность изго-
товления пружины, и непостоянство сил
трения в механизме ключа вызывают от-
клонения фактического момента затяжки
от заданного в пределах ±10—15%.
Динамометрические ключи с указате-
лем величины прикладываемого крутящего
момента показаны на рнс. 82.
Эти ключи работают по принципу из-
гиба консольного упругого стержня, про-
гиб конца которого пропорционален вели-
чине прикладываемого к рукоятке усилия.
По сравнению с предельными динамометрические ключи обеспечивают боль-
шую точность затяжки. В диапазоне больших моментов точность затяжки состав-
ляет :±5%. С уменьшением момента точность снижается.
Рис. 81. Предельный
торповый ключ
Рис. 82. Динамометрический ключ
Затяжку болтов и резьбовых шпилек большого диаметра часто производят
термическим способом. В этом случае стержень болта на длине L нагревают до
температуры t° С, используя газовые горелки или электрические нагреватели.
Затем гайку затягивают ручным ключом, прилагая небольшой момент. При
охлаждении стержень болта сокращается, обеспечивая нужную силу затяжки.
Температуру нагрева определяют по формуле
где X — необходимое удлинение болта (указывают в технических условиях
или определяют по заданной силе затяжки соединения); а, — коэффициент
Чг 21*
644 ТЕХ НОЛОГИЯ СБОРКИ
линейного расширения материала болта; t0 — температура окружающей среды
в СС.
Резьбовые детали предохраняют от самоотвинчивания различными методами
стопорения. При стопорении контргайкой ее затягивают до плотного соприкосно-
вения с торцом основной гайки.' Надежное стопорение наружных крепежных
деталей достигают подкладыванием под гайки и головки винтов упругих разрез-
ных шайб. Развод концов этих шайб в осевом направлении должен быть в свобод-
ном состоянии не менее полуторной их толщины. Стопорение резьбовых деталей
производят также шайбами с отгибными язычками (выступами); один язычок
отгибают по шестиграннику крепежной детали, другой — по неподвижной части
соединяемых деталей.
Стопорение резьбовых деталей ответственного назначения, а также деталей,
расположенных внутри закрытых картеров и корпусов, предпочтительно произ-
водить шплинтами или проволочной обвязкой. После достижения заданного
момента затяжки необходимое совмещение прорези в корончатой гайке с отвер-
стием под шплинт обеспечивают только дальнейшим доворотом гайки. При
стопорении проволокой ее вводят в отверстия головок винтов так, чтобы натяже-
ние, получающееся после стягивания и закручивания ее концов, создавало момент,
действующий в направлении завинчивания резьбы.
Надежное стопорение и герметизацию соединений обеспечивают использо-
ванием резьбообразующих винтов. Эти винты применяют в соединениях деталей
из листового материала. Ввертыванием винта в гладкое отверстие получают
плотное резьбовое соединение, хорошо работающее в условиях вибраций. Кон-
троль качества сборки резьбовых соединений производят, осуществляя в процессе
сборки проверку осевой силы или момента затяжки. Визуально проверяют нали-
чие крепежных деталей в собранном соединении, выявляют возможные их повреж-
дения, а также контролируют последовательность затяжки резьбовых деталей
в групповом соединении по ходу его сборки.
Наиболее точный метод контроля осевой силы затяжки заключается в изме-
рении удлинения болта (резьбовой шпильки) посредством микрометрических
скоб, микрометров и индикаторных устройств. Измерение удлинения производят
с точностью до 0,01 мм. Затяжку болта прекращают после того, как фактически
полученное удлинение достигнет расчетного, определяемого по формуле
, PL
А= „ мм,
ЕбРб
где Р — заданная осевая сила затяжки болта в кГ; L — длина болта между
внутренними торцами головки и гайки в мм; Eg — модуль упругости материала
болта в кГ/мм2; Fg — площадь поперечного сечения болта в мм2.
Этот метод контроля применяют для ответственных резьбовых соединений
при отношении длины болта к его диаметру более 10.
Менее точным является контроль осевой силы Р по моменту затяжки М.
Зная Р, по формуле определяют М¦ До этого значения М производят затяжку
резьбового соединения, пользуясь динамометрическим ключом. Меньшая точ-
ность этого метода обусловлена нестабильностью коэффициента трения в резьбе
и на опорном торце, а также неопределенностью характера распределения удель-
ного давления на его поверхности. Этот метод контроля применяют при затяжке
болтов с отношением длины к диаметру менее 10.
Наименее точен метод контроля силы затяжки по углу поворота гайки. Этот
угол (в градусах) находят по формуле
где S — шаг резьбы в мм; Ед — модуль упругости материала скрепляемых
деталей в кГ/мм2; Fq — площадь сечения скрепляемых деталей в ммг.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ 645
Погрешность этого метода обусловлена трудностью определения начала
отсчета угла поворота гайки и нелинейным характером зависимости Р от ф
в начале затяжки. Гайку сперва затягивают на два—три витка, затем полностью
отпускают и вновь завинчивают до соприкосновения ее торца с опорной плос-
костью. После этого гайку навертывают на расчетный угол, контролируя угол
поворота при помощи градуированного диска, закрепленного на гайке, и не-
подвижного указателя (стрелки).
Точность контроля силы затяжки составляет: по удлинению болта @,05—
0,07) Р; по моменту @,1—0,16) Р и по углу поворота гайки @,14—0,22) Р.
Проверку момента затяжки резьбовых деталей производят при помощи
контрольных динамометрических ключей (выборочно или полностью). Хороший
результат дает периодическая, лучше ежедневная, проверка предельных и
динамометрических ключей сборщиков на специальных тарировочных установ-
ках. В этом случае контроль момента затяжки на рабочих местах и при оконча-
тельной приемке изделий не производят.
При сборке соединений на резьбовых шпильках контролируют не только
момент затяжки гаек, но и момент затяжки шпилек при их ввертывании в корпус-
ную деталь. Шпильки должны быть перпендикулярны плоскости сопряжения
(отклонение допускается в пределах до 0,1 мм на 100 мм длины выступающей
части шпильки) и иметь заданную высоту над этой плоскостью. Перпендикуляр-
ность шпильки проверяют угольником и щупом, а ее высоту — предельным
шаблоном или универсальным измерительным инструментом.
Шпоночные и шлицевые соединения. В шпоночных соединениях используют
клиновые, призматические и сегментные шпонки. При сборке шпоночного
соединения с клиновой шпонкой ось охватывающей детали смещается относи-
тельно оси вала на величину посадочного зазора, что вызывает ее радиальное
биение. Несоответствие угла дна паза охватывающей детали углу шдонки приво-
дит к перекосу детали по ее длине. В соединениях с призматическими или
сегментными шпонками сборку шпонки с валом осуществляют с натягом, приме-
няя мягкие или протестированные молотки, струбцины или прессы. Между
верхней плоскостью шпонки и дном паза охватывающей детали должен быть
зазор, в этом случае обеспечивается центрирование охватывающей детали.
Возможны следующие погрешности установки шпонки: ненормальная
высота, неодинаковая высота выступающей части шпонки по ее длине, несим-
метричное расположение и перекос оси шпонки по отношению к оси вала.
Проверку производят шаблонами и специальными контрольными приспособ-
лениями.
Шлицевые соединения обеспечивают более точное центрирование, повышен-
ную прочность при тех же габаритах, что и соединения со шпонкой.
Получили применение прямобочные, эвольвентные и треугольные шлицевые
цилиндрические соединения.
В прямобочном шлицевом соединении центрирование может происходить
по боковым поверхностям, по наружной и внутренней поверхностям (впадинам)
вала.
Большую точность достигают при центрировании по впадинам вала. В шлице-
вых соединениях применяют три типа посадок: тугоразъемные, легкоразъемные
и подвижные.
При тугих шлицевых соединениях охватывающую деталь перед напрессовкой
часто нагревают до 80—120° С. После напрессовки охватывающую деталь прове-
ряют на биение на центрах или призмах.
В легкоразъемных и подвижных шлицевых соединениях охватывающие детали
устанавливают на место небольшими усилиями или от руки. В этом случае
охватывающие детали, кроме проверки на биение, контролируют на качку.
В правильно собранном узле качка или относительное смещение охватывающей
и охватываемой деталей под действием создаваемого вручную крутящего момента
совершенно недопустимы.
Ответственные шлицевые соединения проверяют также на краску.
21 Справочник технолога, том
646
ТЕХНОЛОГИЯ СБОРКИ
ч\\Ч^Х
О)
Рис. 83. Примеры примене-
ния стопорных колец: а —
наружного; б — внутреннего
Конические и штифтовые соединения. Неподвижные конические соединения
часто применяют взамен цилиндрических, так как они обеспечивают хорошее
центрирование. Плотность посадки и необходимый натяг в коническом соедине-
нии осуществляют в результате напрессовки охватывающего конуса на охваты-
ваемый. Сборку конусного соединения начинают с подбора охватывающей
детали по конусу вала. Проверку ведут по краске, на качку, а также по глубине
посадки охватывающего конуса на валу.
Штифтовые соединения осуществляют посредством конических и цилиндри-
ческих штифтов. Штифты применяют не только в качестве соединительных, но
и установочных элементов, координирующих взаим-
ное положение соединяемых деталей.
При выполнении соединений с цилиндрическими
и коническими штифтами сверление и развертыва-
ние отверстий под штифты производят при сборке.
В конструкциях конических и штифтовых сое-
динений предусматривают возможность их легкой
и быстрой разборки (отжимные винты, отверстия
для выколоток, места установки съемников).
Соединения с гарантированным зазором широко
распространены. Выполняют вручную при массе
деталей до 10 кг. При большей массе используют
подъемные устройства. Перед сборкой необходима
очистка (протирка) и смазка (в узлах трения) по-
верхностей сопряжения. Для облегчения сборки п
устранения перекосов часто предусматривают нап-
равляющие фаски и пояски на сопряженных поверх-
ностях. Используют также специальные приспособ-
ления и вспомогательные оправки (фалынвалики). При узких допусках на зазор
сопрягаемые детали сортируют на размерные группы или подбирают на месте
в процессе сборки. Сборку таких соединений сравнительно можно легко ав-
томатизировать.
Соединения с упругими элементами выполняют с использованием разрезных
стопорных колец (наружных и внутренних, рис. 83) и других элементов. Стопор-
ные кольца фиксируют детали от осевого перемещения и воспринимают значи-
тельные осевые нагрузки. Их изготовляют из стали 65Г и подвергают термообра-
ботке. Размеры колец регламентированы ГОСТами 13942—68 и 13943—68.
Перед постановкой на место кольца деформируют (разжимают или сжимают),
используя специальные щипцы или приспособления. Стопорные кольца умень-
шают габариты сопряжений, упрощают обработку сопрягаемых поверхностей
и позволяют легче автоматизировать процесс сборки.
СБОРКА НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ
К неразъемным соединениям относят соединения, выполняемые с гаранти-
рованным натягом, развальцовкой и отбортовкой, клепкой, сваркой, пайкой
и склеиванием.
Соединения с гарантированным натягом. Эти соединения осуществляют
ударами ручника (запрессовка штифтов, заглушек, небольших втулок), на
прессах или путем теплового воздействия на сопрягаемые детали. Способность
прессовых соединений выдерживать передаваемые нагрузки зависит от натяга.
На его величину оказывает влияние шероховатость посадочных поверхностей
сопрягаемых деталей. С повышением чистоты поверхностей возрастает прочность
соединений; при большой высоте микронеровностей часть их при запрессовке
сминается и фактически получаемый натяг уменьшается. Поэтому чистоту поса-
дочных поверхностей назначают не ниже 6—7-го класса.
Сборку соединений с гарантированным натягом небольших деталей типа
втулок, пальцев и штифтов автоматизируют.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ 647
Качество соединений с гарантированным натягом контролируют по величине
силы запрессовки. При сборке ответственных соединений (колесные пары под-
вижного состава) снимают диаграмму силы запрессовки, которая является
паспортом этого соединения. Для проверки качества соединений может быть
применен ультразвуковой метод контроля. Ультразвуком можно обнаружить
места с заниженным удельным давлением или с зазорами.
Сборка с тепловым воздействием обеспечивает прочность соединения в 1,5—
2,5 раза больше обычных прессовых посадок, так как в этом случае сглаживания
микронеровностей не происходит. Поверхности сопряжения можно обрабатывать
менее тщательно. Тепловые посадки целесообразно применять при больших
диаметрах и незначительной длине сопряжения (бандажи колес подвижного
состава, зубчатые венцы), когда при посадке под прессом из-за неточного направ-
ления могут возникнуть перекосы, а также для тонкостенных охватывающих
деталей.
Сборку с тепловым воздействием производят с общим и местным нагревом
охватывающей детали. Общий нагрев применяют для деталей небольших и
средних размеров (наиболее крупная деталь—диск паровой турбины). Нагрев
в этом случае осуществляют в масляных или водяных ваннах, индукционными
устройствами или газовым пламенем. Для крупногабаритных деталей (станины,
щиты мощных электродвигателей и пр.) применяют местный нагрев зоны матери-
ала примыкающего к посадочному отверстию (газовым пламенем или электрона-
гревателями) .
Нагрев крупногабаритных деталей затруднен; в этих случаях применяют
охлаждение охватываемых деталей. Сборка с охлаждением имеет ряд преимуществ
перед сборкой с нагревом. При охлаждении не изменяется исходная структура
и физико-механические свойства металла. Время охлаждения охватываемых
деталей (особенно тонкостенных) меньше, чем время нагрева охватывающих.
Охлаждение производят в жидком азоте (температура — 195,8°) или в ванне
денатурированный спирт — сухой лед (температура — 78,5° С). Ориентировоч-
ные затраты на охлаждение 1 кг стальных деталей этими способами составляют
2—3 коп.
Охватываемые детали при автоматической сборке обычно пропускают через
конвейерную холодильную установку.
При запрессовке и сборке тепловым воздействием применяют специальные
приспособления для правильной установки сопрягаемых деталей. Для лучшего
направления деталей на сопрягаемых поверхностях предусматривают фаски
или цилиндрические пояски. Для предупреждения задиров поверхностей и
уменьшения сил запрессовки применяют минеральную смазку или дисульфит
молибдена. При сборке сопряжений, работающих при повышенных температурах,
шейку вала покрывают специальной смазкой, содержащей графит. В случае
разборки соединений с гарантированным натягом применяют съемники; в кон-
струкциях деталей для облегчения демонтажа предусматривают соответствующие
элементы. Усилие запрессовки (в кГ) определяют по формуле
P^fndLp,
где / — коэффициент трения на контактной поверхности (зависит от чистоты
поверхности, смазки, величины удельного давления и других факторов). При-
ближенно при сборке стальны"х и чугунных деталей / = 0,08-*-0,1;' d — номи-
нальный диаметр сопряжения в мм; L — длина сопрягаемых поверхностей
в мм; р — удельное давление на поверхности .контакта в кГ/мм2,
б • 10"з
Р — 77=; -fr—
где б — натяг в сопряжении в мкм; Сх и С2 — коэффициенты, равные
d"-+d\ _d?,+d* ,
21*
648 ТЕХНОЛОГИЯ СБОРКИ
Ех и Е2, Hi и (д,2 — модули упругости (кГ/мм2) и коэффициенты Пуассона мате-
риалов вала и втулки; йг — диаметр отверстия пустотелого вала; d% — диаметр
напрессовываемой детали (втулки).
Для сплошного вала dt = 0 и С± = 1 — \х,.
При запрессовке происходит увеличение диаметра охватывающей детали
(Д<?2) и уменьшение внутреннего диаметра охватываемой (Дс^). Эти изменения
следует учитывать, если указанные размеры ограничены узкими допусками:
_ 2Pd2 d* 10» _ 2pd» rft 10»
При сборке с тепловым воздействием необходимо знать температуру и время
нагрева или охлаждения сопрягаемых деталей. Увеличение или уменьшение
диаметра (в мкм) посадочной поверхности определяют по формуле
где б — наибольший натяг для данного соединения; i — гарантированный зазор,
обеспечивающий свободную посадку ири сборке (рекомендуется брать равным
минимальному зазору посадки движения Д).
Температуру Тв нагрева охватывающей детали или температуру охлаждения
охватываемой, которая должна быть в начале выполнения соединения, опреде-
ляют из условия
Ad • 10s < aTBd,
откуда Тв>- a-d '
При перемещении детали из нагревательного (охлаждающего) устройства
на сборочную позицию неизбежно ее охлаждение (нагрев). Зная время t пере-
мещения детали, можно найти температуру ТА, которую должна иметь деталь
в момент ее выгрузки из нагревательного устройства:
Т—Т„
гп т _
1 А —х e-nt >
где Т — температура окружающего воздуха в *С.
Показатель h для деталей типа втулок:
ах / 1 1 \ 100
^Mt + tj-з-'
где « — удельная теплоемкость материала втулки в ккал'/кГ • град', у — плот-
ность материала втулки в кг/м3; h — толщина стенки втулки в мм; I — длина
ВТуЛКИ В Л1Л1.
Значения а^ при -г- +-т-=0,15—О^ЬмлС1 после нагрева: в кипящей воде
100—140, в горячем масле 50—70, в электрической печи 20—30. После охлажде-
ния: в спирте (ацетоне, бензине) с твердой углекислотой 25, в жидком азоте
22, в твердой углекислоте 10—15.
Если ТА и Тв заданы, то
1 Т—Тв
Время нагревания (охлаждения) втулки в жидкой и газообразной среде
где Гсю — температура нагревающей (охлаждающей) среды (ванны, печи, шкафа)
в °Cj TH -™ начальная температура детали в аС.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
649
/
Для данного случая значения о^ следующие: нагрев в электропечи 50, нагрев
в масле 90, охлаждение в твердой углекислоте 40, нагрев в кипящей воде 800,
охлаждение в ацетоне с твердой углекислотой 570, охлаждение в спирте с твердой
углекислотой 380, охлаждение в
жидком азоте 700.
Соединения развальцоныванием и
отбортовкой. Развальцовывайте и
отбортовка основаны на пластичес-
ком деформировании одной из сопря-
гаемых деталей, поэтому свойства
материала имеют большое значение
для получения качественного соеди-
нения. Развальцовыванием и отбор-
товкой получают плотные и герме-
тичные соединения, передающие осе-
Рио. 84. Цилиндрическая вальцовка для труб
о разжимом роликов: 1 — винт подачи кор-
пуса; 2 — корпус; з — ролики; 4 — разжи-
мающий конус
вую нагрузку и крутящий момент.
Развальцовывание производят
вручную на сверлильных и специаль-
ных станках, используя специальный
инструмент. При развальцовывании
цилиндрических поверхностей труб и кольцевых углублений применяют вальцов-
ки с радиальной подачей роликов или шариков (рис. 84 и 85), скорость раз-
вальцовывания 15—20 м/мин.
Отбортовку выполняют вальцовками (рис. 86), штампами и обжимками.
Качество соединений проверяют гидравлической пробой на герметичность и
плотность, приложением внешней нагрузки для выявления передаваемой осевой
силы и момента, а также внешним ос-
мотром. Качество соединения зависит от
Рис. 85. Шариковая вальцовка:
J — корпус; 2 — конус; з —ру-
коятка; 4 — шарики; 5 — раз-
вальцовываемая втулка
Рис. 86. Отбортовка роли-
ковой вальцовкой: 1 — ро-
лики; 2 — корпус; 3 — де-
таль
подготовки сопрягаемых поверхностей, которые должны быть чисто и точно
обработаны. Чистоту сопрягаемых поверхностей выполняют не ниже 5-го класса,
а точность — не ниже 4-го класса. Качество соединения можно проверять в
процессе сборки по моменту и осевой силе, что особенно удобно при автоматичес-
ком выполнении соединения, а также по пути перемещения разжимающего
конуса. В последнее время начали применять методы импульсного воздействия
высоких энергий при вальцевании, что повышает производительность и качество
соединений. К таким методам относится использование ударной волны при взрыве
проволочки, соединенной с источником электрической энергии.
650
ТЕХНОЛОГИЯ СБОРКИ
Сварка. В зависимости от технических требований, предъявляемых к сварным
узлам, различают следующие скемы технологических процессов:
заготовка элементов узла с их окончательной механической обработкой —
сборка узла — сварка — правка узла;
заготовка элементов узла с частичной (предварительной) механической обра-
боткой — сборка узла — сварка — термическая обработка (при необходи-
мости) — окончательная механическая обработка;
заготовка элементов узла — сборка узла — сварка — механическая обра-
ботка.
В последней схеме механическая обработка может производиться также на
первом этапе в виде подготовки кромок под сварку.
Сборочные работы при сварке предусматривают правильное положение
соединяемых деталей и их временное скрепление. Правильность соединения
обеспечивают выверкой или уста-
новкой в приспособления.
Технологические особенности
сварки обеспечивают возможность
ведения этого процесса на поточных
линиях механической обработки и
сборки.
Пайка. Для получения арочных
и герметичных соединений, особенно
в производстве изделий из листового
а)
6)
в)
г)
е)
Рис. 87. Виды соединений при пайке: а и
б — соединения внахлестку; о — соединение
в ус; г — соединение под углом; вше — сое-
динения с увеличенной поверхностью контакта
металла (оцинкованного и декапиро-
ванного железа, жести, латуниит.п.),
применяют пайку.
Различают пайку твердыми и
мягкими припоями. Твердые припои
имеют температуру плавления выше
550° С и предел прочности до 50 кГ/мм2. У мягких припоев температура плавле-
ния ниже 400° С и предел прочности ~5—7 кГ1ммг. Припои стандартизованы.
Припои наносятся в расплавленном состоянии паяльником или в виде колец,
фольговых прокладок, дроби, паст в смеси с флюсом; расплавление припоя
происходит при нагреве вместе с деталями.
Автоматическую пайку выполняют в следующем порядке: точная установка
соединяемых деталей специальными приспособлениями, нанесение припоя и
флюса, нагрев узла до температуры плавления припоя; индукционным методом,
т. в. ч., газовым пламенем, пропусканием через конвейерное нагревательное
устройство или окунанием в расплавленный флюс. Последние два способа удобны
при большом количестве одновременно выполняемых мест пайки. Качественные
стали паяют также в защитной атмосфере (или в вакууме) при нагреве т. в. ч.
Комплексную автоматизацию пайки наиболее просто осуществляют при
использовании припоя и флюса в виде пасты. Пайку ведут на карусельной
установке: на первой позиции устанавливают детали, подаваемые из бункеров;
на второй — выдают пасту в зону пайки; на третьей — нагревают узел т. в. ч.
или газовым пламенем; на четвертой — охлаждают узел (яри необходимости)
и на пятой — автоматически удаляют собранный узел.
Поверхности соединяемых деталей тщательно обезжиривают и очищают от
окислов и посторонних частиц. Целесообразно протравливание поверхностей.
Для повышения прочности соединения необходимо обеспечивать большую поверх-
ность прилегания. Применяют соединения внахлестку или в ус. Поверхности
контакта увеличивают образованием выточек или применением соединительных
деталей (рис. 87).
С увеличением зазора в стыке прочность соединения снижается. При пайке
стали твердыми припоями рекомендуется зазор в пределах 0,03—0,05 мм, мяг-
кими припоями 0,05—0,2 jmjm. При пайке медных сплавов зазор принимают в
редела* 0,08—0,35 мм.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
651
27. Составы флюсов для пайки
Твердая пайка
Состав
Бура
Буры 72% + пова-
ренной соли 14% +
поташа кальциниро-
ванного 14%
Буры 80—90% +
хлористого цинка
10—20%*
Буры 90% + бор-
ной кислоты 10%
Буры 21% + бор-
ной кислоты 70% +
фтористого каль-
ция 9%
Борной кислоты
60 % -г фтористого
кальция 40%
Буры 60% + хло-
ристого цинка 38 % +
марганцовокислого
калия 2%
Хлористого лития
29—35% + фтористо-
го натрия 9—11% +
хлористого цинка
6—10% + хлористого
калия 44—56%
Применение
Пайка латуни и
медных сплавов
То же и пайка се-
ребряными припоями
Пайка серебряными
припоями
Пайка стали и мед-
ных сплавов
Пайка нержавею-
щей стали меднони-
келевыми припоями
То же, серебря-
ными припоями
Пайка чугуна
Пайка алюминия
* Допускается замена хлористого пинка
Мягкая пайка
Состав
Хлористого пинка
10—30%, остальное
вода
Хлористого цинка
20% -)-хлористого ам-
мония 5 % + вазели-
на 74%, остальное
вода
Хлористого цинка
25—30% 4-хлористо-
го аммония 5—20%,
остальное вода
Канифоль (сухая
или раствор ее в эти-
ловом спирте)
Насыщенный рас-
твор хлористого цин-
ка в соляной кислоте
Хлористого цинка
95% 4- фтористого на-
трия 5%
Стеарин
Применение
Пайка стали и мед-
ных сплавов
То же (флюс в виде
пасты)
Пайка меди и мед-
ных сплавов
Пайка меди и ее
сплавов
Пайка нержавею-
щей стали
Пайка алюминия
Пушение и бескис-
лотная пайка меди
и латуни
плавиковым шпатом или поваренной солью.
Для обеспечения указанных зазоров необходима достаточно точная механи-
ческая обработка сопрягаемых поверхностей и учет температурных деформаций
деталей при их нагреве.
Механическую очистку производят стальной щеткой или абразивным полот-
ном. Обезжиривание — горячими щелочными растворами или органическими
растворителями. Окислы удаляют травлением в кислотах с последующей про-
мывкой и сушкой.
Элементы собранного узла перед пайкой скрепляют в специальных приспо-
соблениях.
Бели в одном узле применяют последовательную пайку нескольких деталей,
то используют припои с последовательно понижающейся температурой плавле-
ния.
Для удаления с поверхностей спаиваемых деталей пленок, окислов и лучшего
смачивания их используют флюсы (табл. 27) в виде порошков или паст. Флюсы
652
ТЕХНОЛОГИЯ СБОРКИ
насыпают или намазывают на места пайки. Остаток флюса после пайки удаляют
промывкой горячей водой или пескоструйной обработкой, так как он способ-
ствует коррозии соединений (особенно при пайке алюминия).
Пайку узлов производят с местным или общим нагревом. Методы пайки
приведены в табл. 28. '
28. Мефды пайки
Нагрев
Местный
Общий
Метод пайки
Термическим кон-
тактом
Пламенем горючих
газов и паров
Электродуговая
Электроконтактная
Электрическая ин-
дукционная
Горновая пайка
Пайка в печах
Пайка погруже-
нием
¦ 7»
Средство ВДЙвва
Паяльники
Газовое пламя от го-
релки или лампы
Дуга от угольного или
металлического электро-
да
Дуга косвенного дей-
ствия
Контактные машины
для сварки. Специаль-
ные аппараты для пайки
Индуктор, установка
т. в. ч.
Горны
Муфельные или элек-
трические печи. Печи с
восстановительной ат-
мосферой
Ванны с расплавлен-
ным припоем или соля-
ные
Припои
Мягкий
Твердый
и мягкий
Твердый
Твердый
и мягкий
Твердый
Твердый
и мягкий
Назначение и условия
выполнения
-
Во избежание прожо-
гов рекомендуется для
крупных изделий
—
Для толщин ^ 1,5 мм
Для соединений не-
больших размеров, для
припайки мелких дета-
лей к более крупным
Требуется защита сво-
бодных поверхностей от
припоя
Выполнение клепаных соединений. Горячую клепку применяют для заклепок
диаметром более 14 мм; холодную клепку при наличии мощного клепального
оборудования и достаточной пластичности металла заклепок — до 25 мм.
Замыкающую головку получают ударной клепкой и клепкой давлением.
Клепка давлением в качественном отношении лучше, чем клепка ударная;
она бесшумна и вызывает меньшую утомляемость рабочего. Ударная клепка
более универсальна, ее применяют для соединения деталей любых габаритов.
Склепыванию предшествуют предварительная обработка отверстий пробивкой
или сверлением и сжатие соединяемых деталей: для выравнивания смещенных
отверстий их совместно обрабатывают.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
653
Для фиксации склепываемых деталей применяют центрирующие вставки
или штифты. При клепке на прессах используют также установочные приспособ-
ления.
При горячей клепке каждую заклепку выдерживают под давлением рабочего
инструмента для предупреждения ее вытяжки. Постановку заклепок для умень-
шения смещения отверстий и выпучивания соединяемых листов следует вести
вразброс.
Образование замыкающей головки при ударной клепке возможно двумя
способами (рис. 88). При обычном способе закладную головку заводят в углублен
ние поддержки и замыкающая головка образуется под ударами молотка; тре-
буемая форма головке придается обжимкой. При обратном способе, применяемом
для склепывания в труднодоступных местах, удары наносят по закладной головке.
Замыкающая головка образуется от соприкосновения с поддержкой.
Нагревают заклепки из стали Ст. 2 и Ст. 3 до 1050—1100° С в угольных, газо-
вых и электрических печах. Производительность печей около 300 заклепок в
час. Удобен электроконтактный способ нагрева (производительность до 10О
заклепок на одно нагревательное гнездо), однако
при [нем затруднен равномерный нагрев по всей
длине заклепки.
Замыкающую головку трубчатых заклепок
выполняют развальцовыванием или осадкой на
прессах.
Механизацию клепальных работ осущест-
вляют применением клепальных молотков, под-
весных скоб и клепальных машин в виде прес-
сов, полуавтоматов и автоматов.
При работе на прессах заклепки вставляют
вручную щипцами или специальными вилками;
в полуавтоматах — с помощью подающего уст-
ройства из бункеров. В автоматах пробивка от-
верстий, вставка заклепок и обжатие замыкаю-
щих головок выполняются автоматически. Про-
мышленность выпускает автоматы для холодной
клепки заклепками диаметром до 4 мм, время на расклепывание одной зак-
лепки ~ 0,5 сек.
При работе на прессах на одну заклепку требуется ~ 3 сек.
Усилие горячей клепки на прессах в тс должно быть не менее 10 F, а при
холодной клепке 25 F, где F — площадь поперечного сечения заклепки в см2.
Усилие (в кГ) холодной клепки можно определить по формуле
р = Ы1-75ай0'75,
6)
Рис. 88. Схемы клепки: а—клеп-
ка обычным способом; б — клеп-
ка обратным способом; 1 — под-
держка; 2 — закладная головка
заклепки; 3 — обжимка
где к — коэффициент формы замыкающей головки заклепки (для сферических
голсвок к — 28,6; для потайных к = 26,2; для плоских к = 15,2; для трубчатых
к = 4,33); d — диаметр тела заклепки в мм; ав — предел прочности материала
заклепки на растяжение в кГ/мм2.
При клепке резервуаров и сосудов, работающих под давлением, для обеспе-
чения герметичности производят чеканку листов, и головок заклепок. Эту опера-
цию выполняют при толщине листов более 4 мм.
При ударной клепке применяют разнообразные поддержки (рис. 89).
Качество клепки контролируют внешним осмотром соединения и простуки-
ванием заклепок. Внешним осмотром выявляют дефекты замыкающих головок,
выпучивание или подсечку листов. Простукиванием определяют слабо затянутые-
заклепки. Маломерные, плохо оформленные и сбитые на сторону головки обнару-
живают шаблонами. Плохое прилегание головок проверяют щупами. Дефектные-
заклепки высверливают, а вместо них ставят новые.
654
ТЕХНОЛОГИЯ СБОРКИ
Герметичность соединения проверяют воздушной или гидравлической проб-
кой. Узлы, не имеющие замкнутого пространства проверяют методом вакуума
{рис. 90). Неплотность соединения обнаруживают по воздушным пузырькам
после смачивания поверхности мыльной водой. При гидропробе неплотности
обнаруживают падением давления по манометру или по выступанию капелек
«лаги на наружной поверхности. Величину пробного давления указывают в
технических условиях.
6)
Рис. 89. Основные типы поддержек: а — жесткие; б — регулируемая винтовая;
е — пружинно-инерционная; г — пневматическая; 8 — пневматическая А-14 завода
«Пневматика»; е — пневматическая ПТ-80: 1 — сменная удлиняющая вставка;
2 — иран пневматического устройства; з — отверстие для поддержки; 4 — кран
впуска и выпуска воздуха; 5 — отверстие для удлиняющей вставки; в — поршень;
7 — корпус; 8 — кран—рукоятка; 9 — упор
Склеивание применяют для сопряжений по цилиндрическим поверхностям
^посадка втулок в корпусные детали, постановка заглушек и пр.), а также для
¦соединений по плоскостям (узлы из листового материала внахлестку с одной или
двумя накладками). Клеевые соединения хорошо работают на сдвиг (прочность
до 4 кГ/мм2), хуже на отрыв и отдир. Они обеспечивают герметичность стыка.
При температуре выше 100° С их прочность резко снижается.
Величина зазора рекомендуется в пределах 0,05—0,15 мм. При зазоре 0,5 мм
прочность снижается в 1,5—2 раза. С увеличением длины нахлестки прочность
растет, асимптотически приближаясь к определенному пределу. Применяют
клеи на основе фенольных смол (типа БФ), эпоксидных смол, каучуков,
полнуретановые и специальные клеи (карбинольные, шеллаки, селиконо-
вые и др.).
Технология выполнения клеевых соединений предусматривает подготовку
поверхности деталей, приготовление и нанесение клея, сборку деталей с прило-
? I I
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ 655
жением прижимных сил в зависимости от марки клея и последующую выдержку
узла для отверждения клея.
Чистота сопрягаемых поверхностей 5—6-го классов. Поверхности очищают
и обезжиривают, применяя органические растворители (ацетон, трихлорэтилен
и др.)) 2—3%-ный водный раствор кау-
стической соды, нагретый до 60—70° С, / J i
или нагрев деталей в газовом пламени. } ф / -L
Клей наносят в зависимости от его кон- / jr' '—'
систенции: кистью, пульверизатором,
шпателем, роликами или шприцами.
Сборку деталей производят в прнспо- гмг//*ш/''»"-///'-w
соблениях с прижатием их рычажными >шШЖЩЩШ%ЩЩу////////,ю
системами, пружинами или пневматиче-
скими устройствами. Давление при при- Рис. 90. Проверка герметичности закле-
жятшт 9 Ч кПгч* почного соединения: 1 — прозрачный кол-
жахии ^ ой /см . п 2 __ уплотнение; 3 _ вакуумметр;
Температура нагрева при сушке и 4 — кран; s — вакуумнасос; б — испытуе-
продолжительность выдержки зависят мый узел
от марки клея. Так, для клея на основе
эпоксидной смолы ЭД-5 температура достигает 150—160° С и время выдержки
1,5 ч. Нагрев производят в шкафах с электрическими или газовыми нагревате-
лями. Работа с клеями требует осторожности, так как их компоненты токсичны.
СБОРКА УЗЛОВ С ПОДШИПНИКАМИ КАЧЕНИЯ
Основные требования к конструктивному оформлению подшипниковых узлов.
Долговечность подшипников зависит от правильного выбора посадок и монтажа
подшипниковых узлов. Неправильно выбранные посадки, перекосы при монтаже,
повреждения и загрязнения при сборке могут вызвать преждевременный выход
подшипника из строя.
В зависимости от величины и характера нагрузки, угловой скорости, класса
точности подшипника, условий монтажа, а также от того, какое кольцо вращается,
применяют следующие виды посадок, предусмотренные ГОСТом 3325—55: для
соединения подшипника с валом— Г1П, Гп, Т1П, Тп, Н1П,НП, П1П,ПП, Cln, Cn,
Дхп, Дп и Хп, с корпусом — Глп, Гп, Ttn, Тп, Щп, Нп, Плп, Пп, Cln, Cn. Дп и С3п.
Основные указания по выбору посадок для шарико-и роликоподшипников
даны в ГОСТе 3325—55.
Посадку подшипников классов А и С производят только по 1-му классу точ-
ности. При использовании подшипников с закрепительными втулками вал обра-
батывают по посадке В3, а в случаях, не требующих точного вращения — по
посадкам Вш или Вц.
Поверхности валов и корпусов, сопрягаемые с подшипниками качения,
должны быть достаточно чистыми, иметь правильную геометрическую форму.
Упорные буртики должны быть перпендикулярны посадочным поверхностям
(табл. 29). Особое значение указанные факторы имеют для прецизионных узлов.
Высота заплечиков вала и корпуса должна быть достаточной для надежной
фиксации подшипника в осевом направлении и, в то же время, должна обеспе-
чивать возможность съема подшипника при демонтаже узла. Бели второе требо-
вание не выполнено, необходимо предусматривать расположенные под углом
120° пазы под лапы съемников.
Радиус галтели у заплечиков вала и корпуса должен быть меньше радиуса
галтели подшипника для обеспечения касания торца кольца и упорного бур-
тика.
Особое внимание следует обращать на обеспечение соосности расточек и поса-
дочных шеек валов при установке несамоустанавливающихся подшипников..
Несоосность расточек в корпусах может возникнуть за счет коробления. Поэтому
корпусные детали, предназначенные для монтажа подшипников классов А и
С, следует подвергать старению.
656
ТЕХНОЛОГИЯ СБОРКИ
29. Требования к сопрягаемым с подшипниками качения деталям по точности
обработки и шероховатости поверхности (по ГОСТу 3325—55)
Требования к сопрягае-
мым с подшипниками
качения деталями
Допускаемое торцовое
биение заплечиков
в мкм:
валов
отверстий в корпусах
Класс чистоты поверхно-
сти посадочных мест:
на валах
в отверстиях корпу-
сов
на торцах заплечиков
валов и корпусов
Класс
точности
подшип-
ника по
ГОСТу•
520—55
Н и П
В
А
С
Н и П
В
А
С
Н и П
В и А
С
Н и П
В, А и С
Н и П
В, А и С
— "
Номинальные диаметры в мм
До 50
20
10
7
4
40
20
13
8
о
in о
• °°
ffl о
ОН
25
12
8
6
40
20
13
8
7
8
9
7
8
6
7
оо
0О<М
Ш О
ОН
25
12
8
6
45
22
15
9
°?
-гн >П ¦
СО О
о а
30
15
10
8
50
25
18
10
Св. 150
до 180
30
15
10
8
60
30
20
12
Св. 180
до 250
30
15
10
8
70
35
23
14
Св. 250
до 315
35
17
12
80
40
27
16
Св. 315
до 400
40
20
13
90
45
30
Св. 400
до 500
1 1 1 1
100
50
33
6
7
8
6
7
6
6
Примечания: 1. Классы точности подшипников: Н — нормальный, П — по-
вышенный, В — высокий, А — особовысокий и С ¦— сверхвысокий.
2. Допускаемые отклонения от правильной геометрической формы (овальность,
конусность) посадочных поверхностей валов и отверстий в корпусах не должны пре-
вышать */г допуска на диаметр посадочной поверхности для подшипников классов точ-
ности Н, П и В и 'А для классов А и С.
3. С 1.1.73 и 1.1.74 года вводится ГОСТ 520—71.
При запрессовке подшипников на вал с большими натягамп происходит
уменьшение зазора е между беговой дорожкой и телами качения или даже защем-
ление последних. И то, и другое может явиться причиной преждевременного
выхода подшипника из строя. Уменьшение зазора Д^ рассчитывают по формуле
д: =
0,88dk
rf + 5,85(l-ft2)'
где б — номинальный натяг в сопряжении кольца подшипника с валом; d —
d
номинальный диаметр отверстия внутреннего кольца подшипника; ft = —
здесь dn — наружный диаметр приведенного внутреннего кольца подшипника,
имеющего в сечении прямоугольную форму при той же ширине, с площадью,
равной площади реального кольца.
Приближенно можно считать, что уменьшение зазора составляет @,55-4-0,6) б
при запрессовке внутреннего кольца и @,65-Ь0,7) б при запрессовке наружного
кольца в корпус.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
657
Если по условиям эксплуатации возможен неодинаковый нагрев колец
подшипника, то это также может привести, к уменьшению радиального зазора
на величину
где dt — диаметр дорожки качения внутреннего кольца подшипника? t «*¦» раз-
ность температуры внутреннего и наружного кольца.
Фактический зазор, равный (е — А'е — Д*), должен быть больше минималь-
ного зазора, определяемого техническими условиями на подшипник.
Монтаж подшипников. Перед сборкой подшипники должны быть тщательно
промыты в 6%-ном растворе минерального масла в бензине или в горячем G5—>
85° С) антикоррозийном растворе A% триэтаноламина, 0,2% нитрита натрия,
0,1% смачивателя ОП, остальное во-
да). Для очистки мелких подшипников
применяют ультразвуковой способ.
После промывки подшипник про-
веряют на легкость вращения и шум.
Для этого подшипник удерживают за
внутреннее кольцо в горизонтальном
положении, вращая наружное кольцо.
Внешним осмотром необходимо
убедиться в отсутствии на подшип-
никах качения следов коррозии.
Аналогичному осмотру подвергают
посадочные поверхности корпусов и
а)
В)
Рис. 91. Схемы установки подшипников ка-
чения на валы и в корпусы с использова-
нием оправок
валов. На этих поверхностях не
должно быть забоин, царапин.
При посадке подшипников усилие
следует прикладывать к тому кольцу
подшипника, которое устанавливают
с натягом. Во избежание перекосов
прикладываемое усилие должно быть равномерно распределено по всему торцу
кольца. При запрессовке используют специальные оправки, показанные на рис. 91.
Запрессовку выполняют на прессе или ударами молотка. В том случае, когда
запрессовывают оба кольца подшипника, усилие запрессовки прикладывают
одновременно к торцам обоих колец с использованием специальной оправки
(рис. 91, в).
Усилие запрессовки в кГ
60fEnB
Р--
где 8ф — фактический натяг в мм', Е — модуль упругости в кГ/мм2; В — ширина
напрессовываемого кольца в мм; f — коэффициент трения (при напрессовке
/ = 0,1-н0,15, при снятии кольца / = 0,15-5-0,25);,
N=-
1
1-1)"
здесь d0 яа d -j у—-; d — номинальный диаметр отверстия внутреннего коль-
ца в мм; D — наружный диаметр подшипника в мм.
Фактический натяг в мкм
Z,0 = b-i,2(Rzd + Rzn),
где Rzg и Rzn — средние высоты микронеровностей сопрягаемых поверхностей
детали и подшипника в мкм.
658
ТЕХНОЛОГИЯ СБОРКИ
Ориентировочно принимают дф » 0,8 б.
Установка подшипников качения облегчается при использовании метода
теплового воздействия, например, подшипник для напрессовки на вал нагре-
вают в масляной ванне в течение 15—20 мин и в горячем виде устанавливают
на вал. При этом натяг уменьшается на величину At ¦ ad, где At — разность
температур подшипника и вала; а — коэффициент линейного расширения
(для стали а = 1,1 • 10~6), и d — внутренний диаметр подшипника.
Для полной компенсации натяга температурным расширением деталей
разность температур At сопрягаемых с натягом деталей должна быть
ad
¦ Температура нагрева подшипника не должна превышать 100° С, при более
высокой температуре возможно ухудшение механических свойств материала
Зазор
Рис. 92. Схема приспособле-
ния для проверки радиаль-
ного зазора в шарикопод-
шипнике после его напрес-
совки на вал
Рис. 93. Способы образования натяга в радиально-упорных
подшипниках при их монтаже
подшипника. Если нагрев подшипника не компенсирует натяг, то дополнительно
охлаждают вал. Метод охлаждения особенно целесообразен при запрессовке
подшипника в корпус, так как наружное кольцо обладает меньшей жесткостью
и при значительных натягах возможен перекос кольца в расточке корпуса.
Нагрев корпуса осуществляют погружением его в масляную ванну (при неболь-
ших габаритах) или обдувкой горячим воздухом.
Заданную температуру нагрева подшипников при сборке 60—100° С обеспе-
чивают применением электрических регуляторов температуры масляной ванны.
Охлаждение подшипников и валов до температуры минус 75—77° С произво-
дят в термостатах с сухим льдом.
При монтаже нагретый подшипник устанавливают на вал и досылают на
место с небольшим осевым усилием. Аналогично поступают при установке
охлажденного подшипника в корпус.
При монтаже крупногабаритных подшипников в разъемные корпусы обычно
проверяют по краске прилегание наружного кольца к посадочной поверхности.
Площадь касания должна составлять не менее 75% общей площади поверхности.
В случае плохого прилегания посадочные места пришабривают.
После установки подшипников на вал проверяют фактическую величину
радиального зазора в подшипнике. Для этого используют приспособление,
схема которого показана на рис. 92. Величина радиального зазора е радиальных
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
659
шарикоподшипников может быть определена и'повеличинехосевого зазора е0:
4<2г-<*„)•
где г — радиус желоба; д.ш — диаметр шарика.
Плотность касания подшипников и торцов заплечиков вала или корпуса
проверяют щупом.
После запрессовки кольца упорного подшипника на вал с помощью индика-
тора проверяют отсутствие осевого биения беговой дорожки подшипника, а
также плотность прилегания его к заплечику вала.
При монтаже шпинделей металлорежущих станков и в ряде других случаев
повышение, жесткости опор и уменьшение вибраций в работе достигают путем
устранения радиального зазо-
ра в шарикоподшипнике, соз-
давая при этом предваритель-
ный натяг.
Натяг получают за счет ус-
тановки между кольцами под-
шипников втулок 1 и 2 разной
длины (рнс. 93,а). Предвари-
тельно в специальных приспо-
соблениях при действии осевой
нагрузки определяют разность
расстояний между внутренними
и наружными кольцами, затем
изготовляют втулки соответ-
ствующей длины. В спаренных
шарикоподшипниках предвари-
тельный натяг может быть
создан следующим способом.
Подшипники надевают мл мон-
тажную оправку (рис. 93, б),
между наружными кольцами устанавливают прокладку 1, а между внутренними
наносят слой 2 клеящего эпоксидпого компаунда, стиракрила или другого
аналогичного реактопласта. К внутреннему кольцу прикладывают осевую
нагрузку от пневмоцилиндра или весом груза 3. Пластмассовый слой в этом случае
является компенсатором. После отверждения пластмассы спаренный подшипник
поступает на сборку.
Монтаж прецизионных узлов с подшипниками качения в станкостроении
имеет свою специфику. Шпиндельные узлы прецизионных координатно-раеточ-
ных станков мод. 2А420 и 2А430 монтируют на цилиндрических роликовых
подшипниках собственного изготовления. Наружные кольца подшипников
обрабатывают окончательно в сборе с гильзой, внутренние кольца — в сборе
со шпинделем. При установке внутреннего кольца на шпиндель, а наружного
в корпус используют метод теплового воздействия: внутреннее кольцо нагревают
в масле при температуре 80° С, а наружное кольцо охлаждают в вихревой холо-
дильной установке до температуры —50° С.
Ролики поступают на сборку рассортированные по группам. Подбором
роликов обеспечивают радиальный натяг 2 мкм.
В прецизионных шпиндельных узлах используют также двухрядные подшип-
ники с короткими цилиндрическими роликами и с конусным отверстием ва
внутреннем кольце. Радиальный зазор (натяг) в этих подшипниках регулируют
смещением внутреннего кольца по конусной шейке шпинделя.
Для измерения монтажного радиального зазора в этих подшипниках приме-
няют приспособление, показанное на рис. 94.
С помощью нутромера фиксируют диаметр беговой дорожки наружного
кольца. Затем нутромер помещают внутрь разжимного кольца 1 приспособления-
Рис. 94. Приспособление для измерения монтажного
зазора в роликовых подшипниках прецизионных
узлов
660
ТЕХНОЛОГИЯ СБОРКИ
и С помощью регулировочного винта 2 устанавливают размер, равный диаметру
дорожки качения наружного кольца с учетом натяга. Стрелочный прибор при-
способления при этом устанавливают на ноль. Далее соответствующее внутреннее
кольцо с комплектом роликов надевают на коническую часть шпинделя. Измери-
тельное приспособление надевают на комплект роликов и перемещением внутрен-
него кольца по конической шейке добиваются установки стрелочного прибора
на ноль. Тем самым диаметр роликов будет соответствовать диаметру беговой
дорожки наружного кольца подшипника с учетом натяга. После этого шпиндель
с внутренним кольцом подшипника и
комплектом роликов оеторо/кно вводят
с вращением внутрь гильзы, чтобы не
повредить беговых дорожек наружного
кольца.
Предварительный натяг в упорных
подшипниках шпиндельных узлов 'пре-
Рис. 95. Монтаж блока шестерен
на игольчатых подшипниках
Т\
У
+
//Л
Рис. 96. Базирование корпуса 2 и под-
шипника 1 при сборке
Рис. 97. Приспособление для запрес-
совки наружного кольца роликопод-
шипника, обеспечивающее самоуста-
новку корпуса
цизионных станков создают следующим способом. Собранный шпиндельный узел
с гильзой устанавливают на специальный стенд. С помощью динамометра создают
осевую нагрузку, равную 80% от силы Р (общая осевая нагрузка, обеспечиваю-
щая регламентированный натяг в упорных подшипниках), а 20% силы обеспе-
чивают затяжкой гайки шпинделя динамометрическим ключом. В этом случае
колебания суммарной силы вследствие переменной величины коэффициента
трения при затяжке получаются минимальными.
Монтаж игольчатых некомплектных (без колец) подшипников производят
несколькими способами. Если торец подшипника открыт, то иглы вводят в зазор
между валом и корпусом до набора всего комплекта. Если торцы подшипника
недоступны, установку игл в отверстие охватывающей детали производят с
помощью монтажного валика 3 (рис. 95), диаметр которого на ОД—0,2 мм меньше
собираемого вала (оси). Для того чтобы иглы не выпадали из зазора, в отверстие
детали 2 наносят тонкий слой консистентной смазки. После этого собранную
группу вставляют в корпус 1 и вводят действительную ось 4.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
661
Комплектные игольчатые подшипники запрессовывают в корпус С помощью
прессов.
Во всех случаях, когда позволяют габариты изделий, установку подшипников
следует выполнять на прессах с использованием приспособлений, обеспечиваю-
щих надежное базирование собираемых деталей (рис. 96). Базирование подшип-
ника 1 и корпуса 2 при сборке осуществляют гпри помощи ступенчатой оправки,
что исключает перекос сопрягаемых деталей. Если базирование подшипника
при сборке затруднено (например, при запрессовке наружного кольца ролико-
подшипника, рис. 97), то в конструкции приспособления должна быть преду-
смотрена возможность самоустановки кольца при сборке. Этого достигают обычно
Рис. 98. Установка подшипников при сборке коробок передач с помощью подвесной скобы
применением сферической опоры, на которую устанавливают корпус. В приспо-
соблении на рис. 97 сферическая опора 1 компенсирует неперпендикулярность
опорного торца посадочной поверхности корпуса 2, предотвращая тем самым
перекос наружного кольца роликоподшипника 3 при запрессовке.
Если габариты изделия не позволяют установить его на стационарный пресс,
применяют переносные пневматические или гидравлические приспособления.
С помощью приспособления, показанного на рис. 98, производят напрессовку
на вал и установку в корпус одновременно двух подшипников. На вал 4 вручную
устанавливают подшипники 3, подводят скобу, винтовым устройством выдвигают
опору 5 и включают давление масла в рабочие полости сдвоенного цилиндра в.
Усилие от штока цилиндра через рычаг / передается на оправку 2 и производится
запрессовка.
Крупногабаритные подшипники качения устанавливают на валы С приме-
нением специальных гидравлических приспособлений, закрепляемых непосред-
ственно на валу. Монтажное приспособление (рис. 99) закрепляют сменной
переходной втулкой на резьбовом хвостовике вала, С помощью ручного насоса
€62
!ТЕХНОЛОГИЯ СБОРКИ
масло нагнетают в рабочую полость А цилиндра 1 и на поршне 2 развивается
необходимое усилие запрессовки.
Удобны для напрессовки крупногабаритных подшипников «гидравлические
гайки» (рис. 100), навертываемые на резьбовой хвостовик вала или закрепляемые
торцовым винтом. На рис. 100 условно показаны оба способа крепления.
Рис.
Гидравлическое приспособление для напрес-
совки крупногабаритного подшипника
Рис. 100. Установка крупных
подшипников с помощью «гид-
равлической гайки»
Регулировка осевых зазоров в подшипниках. Если вал монтируют на ра-
диально-упориых и упорных подшипниках, то для их нормальной работы необ-
ходимо отрегулировать оптимальную величину осевого зазора. Допускаемые
пределы осевой игры для конических роликоподшипников и для радиально-
упорных подшипников даны в табл. 30 и 31. Указанные величины осевой игры
рекомендуются для подшипников класса точности Н, причем данные для ряда I
-относятся к схеме установки подшипников по два, а для ряда II — по одному
на опоре.
Допускаемые пределы осевой игры для двойных и сдвоенных упорных под-
шипников приведены в табл 32.
30. Допускаемые пределы осевой игры
ъмкм конических роликоподшипников
Внутренний
диаметр
подшипника
в мм
До 30
Св. 30 до 50
» 50 » 80
* 80 » 120
>« 120 л. 180
» 180 » 260
» 260 » 360
» 360 » 400
Подшипник
по ГОСТу 333-71
с углом
конуса
10—16°
Ряд I
20—40
40-70
50—100
80-150
120—200
F0—250
200-300
250—350
Ряд II
40—70
50-100
80—150
120-200
200-300
250—350
*—
по ГОСТу
7260—70
с углом
конуса
25—29°
Ряд I
20-40
30—50
40-70
50—100
80-150
31. Допускаемые пределы осевой игры
в жкм для радиально-упорных
шарикоподшипников
(по ГОСТам 831—62* и 832—66)
Внутренний
диаметр
подшипника
в мм
До 30
Св. 30 до 50
« 50 » 80
» 80 » 120
» 120 « 180
» 180 » 260
Угол контакта
12°
Ряд I
20-40
30—50
40-70
50-100
80-150
120—200
Ряд II
30—80
40-70
50—100
60—150
100—200
150-250
26° и
36°
Ряд I
10-20
15-30
20—40
30—50
40—70
50—100
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЯ
663
32. Допускаемые пределы осевой игры
в мкм для двойных и сдвоенных
упорных подшипников
(по ГОСТам 6874—54*, 7872—56 и 5380—50)»
Осевой зазор в радиально-упорных подшипниках, регулируют смещением
наружного кольца в осевом направлепии. Это достигается установкой прокладок
под крышку подшипника, применением подшлифввываемых колец или с помощью'
регулировочных винтов и гаек. При оп-
ределении толщины прокладок или раз-
меров установочного кольца подшип-
никовый узел собирают без прокладок
(в первом случае) или с заведомо более
широким установочным кольцом (во
втором случае) и затягивают крышку до
появления заметного торможения вала.
При этом зазоры в подшипнике будут
выбраны. После этого замеряют зазор
между торцом крышки и корпусом и с
учетом требуемой осевой игры подшип-
ников определяют толщину прокладок
или ширину установочного кольца.
При регулировании зазоров в под-
шипнике винтами или специальными гай-
ками вначале их затягивают до появления заметного торможения вала, а затем
отворачивают на угол
Ф=^360°,
о
где ео — осевой зазор в подшипнике; S — шаг резьбы регулировочного винта
или гайки.
При заметном нагреве вала необходимо учитывать его тепловое удлинение
яри определении осевого зазора. Пренебрегая тепловым расширением корпуса,
тепловое удлинение вала будет
A? = l,l-l(r6LAi,
где L— расстояние между опорами вала в мм;
At-1-разность температур вала и корпуса.
Внутренний
диаметр
подшипника
в мм
До 50
Св. 50 до 120
» 120 в НО
Серия
особо
легкая
10—20
20—40
10—20
легкая
и сред-
няя
20—40
40—60
60—80
тяже-
лая
68-80
80-120
* С 1-V1I-73 вместо ГОСТа 5380— 50—
I ОСТ 5380—72.
Рис. 101. Съемник для демонтажа внутрен-
них колец роликовых подшипников
Рис. 102. Демонтаж шарикоподшипни-
ка с вала с использованием разъем-
ного демонтажа кольца
Демонтаж подшипников качения. При снятии с валов или выпрессовке
из корпусов подшипников, годных для дальнейшей эксплуатации, усилие сле-
дует прикладывать только к тому кольцу, которое сидит с натягом. Демонтаж
подшипников осуществляют при помощи пресса и специальных приспособлений
(при большом объеме демонтажных работ) или с использованием съемников
(рис. 101). В ряде случаев приходится использовать для снятия подшипников
различного рода подкладки и демонтажные кольца. На рис. 102 показан демонтаж
¦664
ТЕХНОЛОГИЯ СБОРКИ
шарикоподшипника 1 с вала с использованием разъемного демонтажного кольца
2 и съемника 3.
Для демонтажа подшипниковых узлов следует предусматривать технологи-
ческие элементы, значительно упрощающие разборку. Для выпресеовки колец
подшипников предусматривают реаьбовые отверстии, в которые при демонтаже
а) 6) в)
Рис. 103. Конструктивные елементы подшипниковых узлов, облегчающие их демонтаж'
ввертывают винты (рис. 103,а) или вводят выколотку (рис. 103,6). Для использо-
вания съемников следует выдерживать размеры, показанные на рис. 103,в.
При снятии подшипника с закрепительной втулки торец его внутреннего
кольца упирают в неподвижно установленную трубу. Отвернув гайку, наносят
удары по. торцу втулки через выколотку, добиваясь ее выхода из подшипника.
Для снятия крупногабаритных подшипников с вала натяг ослабляют путем
нагнетания масла под давлением до 2000 кГ/см2 в кольцевую канавку на поса-
дочной шейке вала. Для этого в конструкции вала предусматривают канал для
подвода масла от торца к кольцевой канавке.
СБОРКА УЗЛОВ С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
Типы подшипников скольжения. По служебному назначению подшипники
скольжения делят на радиальные и упорные, по конструктивному исполнению —
на цилиндрические, конические, сегментные и кольцевые.
Установка втулок в корпусах включает взаимную ориентацию, запрессовку,
закрепление от проворачивания и обработку отверстия. Для взаимной ориента-
ции применяют приспособления, показанные на рис. 104.
При запрессовке с большими натягами сопрягаемые поверхности деталей
во избежание задиров смазывают машинным маслом или другими смазками.
Закрепление втулок от проворачивания выполняют с помощью стопорных
винтов или штифтов (рис. 105). Стопорные винты должны иметь тугую резьбу.
Головка винта утоплена на 0,2—0,3 лл. Штифты загоняют с натяюм, слегка
расклепывают и зачищают заподлицо с торцом.
После запрессовки втулок со значительными натягами диаметр ни уменьша-
ется. Поэтому втулку после запрессовки развертывают или калибруют шаричом
или ггрошивкой. Для закрепления втулки в осевом наяравлении кролкд их
развальцовывают.
А А
При установке втулок с посадками -=у или -н- их диаметры и форма почти не
меняются. Их крепят от провертывания, дополнительную обработку отверстия
не производят.
После сборки тщательно проверяют втулки на точность размеров, форму,
перпендикулярность торцовых поверхностей к осям отверстий и соосность.
Установка разъемных вкладышей подшипников в корпусах. Разъемные
подшипники в зависимости от соотношения между толщиной стенки h (без
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
665
заливки) и наружным диаметром подшипника делят на толстостенные и тонко-
стенные. Для толстостенных # = — = 0,065 -f- 0,095, для тонкостенных К =
= 0,025-!-0,45.
Толстостенные вкладыши устанавливают в корпусе и крышке с натягом
0,02—0,06 мм или по скользящей посадке и фиксируют от смещения заплечиками
а)
Рис. 104. Приспособление для запрессовки втулок: а — пружинное; б — с направ-
ляющим стержнем; в — с закреплением втулки на ползуне
и установочными штифтами (рис. 106). Штифты ставят в корпусе с натягом
0,04—0,07 мм, а в отверстии вкладыша с зазором 0,1—0,3 мм. При этом в одном
вкладыше отверстие под штифт в плоскости возможного его поворота делают
удлиненным, чтобы вкладыш мог само устанавливаться.
Несовпадение отверстий смазочных каналов в крышке и во вкладышах
более 0,2 диаметра не допускается.
Крышки подшипвиков фиксируют штиф-
тами, шипами или точно пригнанными
болтами.
Соосность отверстий вкладышей не-
больших размеров контролируют конт-
рольной скалкой, диаметр которой должен
быть меньше минимального диаметра от-
верстия подшипников на удвоенную вели-
чину допускаемой несоосности или скал-
кой с индикаторами (рис. 107).
Для достижения соосности крупных
подшипников в отдельно стоящих корпу-
сах с диаметром подшипников более 200 мм и при большом расстоянии между
крайними подшипниками целесообразно пользоваться линейкой, прикладываемой
к вкладышам с замером зазоров щупом или стальной струной (рис. 108). При
равных размерах Н по концам струны измеряют размеры R.
Большую точность, чем контроль струной, обеспечивает оптический метод.
В одном из подшипников устанавливают коллиматор, а в другом — телескоп
(рис. 109). Коллиматор имеет две шкалы Мг и М2, посредством которых опре-
22 Справочник технолога, том 1
Рис. 105. Закрепление цельных под-
шипниковых втулок от проворачивания
666
ТЕХНОЛОГИЯ СБОРКИ
А-А
Рис. 106. Установочные штифты вкладышей подшипников
с?з
B-S
i)
т
Рис. 107. Проверка соосности втулок многоопорного вала: а — контрольной скал-
кой; б — скалкой с индикаторами
Рис. 108. Схема уста-
новки корпусов под-
шипников по струне:
/ — точка закрепле-
ния струны; 2 — блок
Рис. 109. Оптический метод определения
соосности подшипников: 1 — коллиматор;
8 — телескоп
6)
Рис. 110. Колодка для закрепле-
ния вкладыша при шабрении (я и б)
и шаблон (в)
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
667
S)
Рис. 111. Установка тонкостенного
вкладыша в гнездо: а — вкладыши в
свободном состоянии; б — вкладыши
установлены в гнездо
деляют смещение и перекос, шкала же телескопа М3 позволяет найти числовую
величину погрешности.
Прилегание вкладышей к шейкам валов проверяют по краске. На закреплен-
ные нижние вкладыши укладывают вал с нанесенным на шейки тонким слоем
красителя и проворачивают вал на два—три оборота. Пятна краски размером
около 3 мм в диаметре должны равномерно покрывать 75—85% поверхности
вкладыша, при этом на каждом квадратном сантиметре поверхности должно
быть не менее трех пятен. Расположение их удобно контролировать прозрачным
шаблоном с сеткой (рис. 110,в). В качестве
красителя применяют берлинскую лазурь,
синьку и другие тонко измельченные пиг-
менты.
Хорошее качество прилегания дости-
гают пришабриванием, которое удобно
выполнять при закреплении вкладыша в
колодке (рис. 110,а).
При сборке ответственных подшипников
результаты шабрения определяют также
по блеску, так как при затяжке подшип-
ника и проворачивании вала на два—три
оборота участки поверхностей вала и под-
шипника, входящие в контакт, приобретают
блестящий оттенок.
Окончательную пригонку подшипника
производят с крышками подшипников. Гай-
ки проверяемого подшипника затягивают
динамометрическим ключом, и вал прово-
рачивают на два—три оборота; затем эти
гайки ослабляют, а затягивают гайки сле-
дующего подшипника, и вал снова прово-
рачивают и т. д. После этого все подшип-
ники раскрывают и производят оконча-
тельное пришабривание верхних и нижних
вкладышей. Операцию повторяют несколь-
ко раз до тех пор, пока не будет достиг-
нуто требуемое качество прилегания.
Не менее 85% наружной поверхности
вкладыша должно прилегать к постели или
крышке подшипника, иначе в местах кон-
такта возникнут повышенные сжимающие
напряжения и в антифрикционном материа-
ле могут появиться усталостные трещины.
Для контроля масляных зазоров применяют калиброванные латунные плас-
тинки, толщина которых соответствует предельным масляным зазорам и не
затрудняет проворачивание вала при затянутых подшипниках.
В подшипниках больших размеров при значительных зазорах применяют
свинцовые проволочки, по толщине которых после деформации судят о величине
зазора.
В некоторых конструкциях подшипников для регулировки зазора преду-
смотрены комплекты прокладок. В комплект входят прокладки толщиной от
0,05 до 2 мм.
Тонкостенные вкладыши почти полностью копируют форму постели корпуса
и крышки подшипника и поэтому к ним предъявляют повышенные требования
по точности: овальность посадочных гнезд допускается не более 0,015—0,02 мм,
конусность не более 0,01—0,015 на 100 мм диаметра. Тонкостенные вкладыши
взаимозаменяемы, но верхний и нижний образуют один комплект. Замена в ком-
плекте одного из них не допускается. Подбирают вкладыши по размеру, указан-
22*
Рис. 112. Схема контроля тонкостен-
ного вкладыша по высоте: 1 — гнездо;
2 — вкладыш; з — жесткий упор;
4 — прижим; & — индикатор
668
ТЕХНОЛОГИЯ СБОРКИ
ному в маркировке, прилегание их к гнездам подшипника можно проверять по
краске. Равномерное прилегание вкладышей к постели, а также на стыках
вкладышей необходимо не только для обеспечения жесткости подшипника, но
и для хорошей отдачи тепла от вкладыша.
Края тонкостенных вкладышей (рис. 111) при установке их в гнезда должны
выступать над плоскостью стыка корпуса на величину Ah = 0,05-ьОД мм, за
счет чего при затяжке создается прессовая посадка вкладыша в гнезде. Высоту
вкладышей проверяют в специальном приспособлении (рис. 112).
Замкнутую систему смазки подшипников проверяют нагнетанием подогретого
до 50—60° С масла при давлении 3—4 кГ/см?. Работу масляной системы проверяют
поочередно во всех точках при помощи заглушек-краников. Из открытого кра-
ника масло должно бить фонтаном.
Гайки, крепящие крышки подшипников, после окончательной укладки вала
затягивают динамометрическим ключом в определенной последовательности.
В собранном узле вал должен свободно проворачиваться при заданном крутящем
моменте.
СБОРКА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Сборка цилиндрических зубчатых передач включает установку и закрепле-
ние колес на валу, установку валов с колесами в корпусе, проверку и регулиро-
вание зацепления.
Способы закрепления колес на валах показаны на рис. 113. На центрирующих
А А
поверхностях вала применяют посадки у=г и -щ при легких и средних нагрузках,
А А
¦=¦ и -=¦ при средних и тяжелых нагрузках. Для нежестких колес следует приме-
нять посадки с небольшими натягами или даже с зазором (от—0,03 до +0,04 мм
для валов диаметром до 100 мм), большие натяги у нежестких валов вызывают
искажение зубчатого профиля.
Установку колес на валы производят посредством пресса с применением
приспособлений (рис. 114 и 115).
При напрессовке зубчатых колес возможны следующие погрешности; искаже-
ние профиля зубчатого колеса, неплотное прилегание колеса к шейке вала,
радиальное биение колеса, перекос колеса на валу, неплотное прилегание
ступицы колеса к упорному буртику вала, перекосы в шпоночных соединениях.
Проверку колеса на неплотное прилегание к шейке вала производят обсту-
киванием ступицы молотком из мягкого металла. Другие виды погрешностей
смонтированного колеса обнаруживают при контроле с помощью индикаторных
устройств.
33. Допуски на радиальное биение зубчатого венца в мкм (по ГОСТу 1643—56)
Степень
точности
3
4
5
6
7
8
Модуль
в мм
1—10
1-16
1—30
1—50
до 50
4,8
7,5
12
20
32
50
св. 50
до 80
6,5
10,5
17
26
42
65
Диаметр колеса
ев. 80
до-120
8
12
20
32
50
80
св. 120
до 200
9,5
15
24
38
58
95
в мм
св. 200
до 320
11
18
28
45
70
НО
св. 320
до 500
12
20
32
50
80
120
св. 500
до 800
15
24
38
58
95
150
Радиальное биение зубчатых колес (табл. 33) проверяют при установке вала
в центрах или на призмах (рис. 116). Поворачивая вал и перекладывая цилиндри-
ческий калибр 2 диаметром 1,68 т (т — модуль), по индикатору 1 определяют
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
669
биение зубчатого колеса. Индикатором 3 можно проверить торцовое биение,
которое допускается в пределах 0,05—0,08 мм на 100 мм диаметра колеса.
Схема проверки колеса по эталону показана на рис. 117.
Межцентровое расстояние и параллельность осей отверстий (табл.34) прове-
ряют после установки вкладышей или втулок подшипников.
ш
а)
6)
д)
Рис. 113. Закрепление колес на валах: а1— на цилиндрической шейке призматической шпон-
кой и стопором; б — на цилиндрической шейке сегментной шпонкой; в — на шлицевой шейке;
г — на фланце и болтах; д — на конической шейке сегментной шпонкой; е — пружинно-
затняшыми кольцами
А-А
Рис. 114. Приспособление для напрессов-
ки зубчатых колес на вал с помощью
пресса: 1 — подвижная плита; 2 — нап-
равляющий стержень; з — опорная пли-
ха; 4 — пружина
Рис. 11 о. Гидравлическое приспособление для
напрессовки зубчатого колеса на вал: 1 —винт;
г — поршень; з — корпус; 4 — пружины;
S — кнопка включения гидроусилителя;
6 — подвод масла от гидроусилителя
Рис, 116. Проверка зубчатого колеса
на биение
670
ТЕХНОЛОГИЯ СБОРКИ
Гарантированный боковой зазор и отклонения межцентрового расстояния в мкм
(по ГОСТу 1643—56)
Вид
сопряже-
ний
С
Д
X
ш
с
д
X
ш
-е
Обозначения
отклонений
и допусков
Гарантирован-
ный боковой
зазор
Предельные
отклонения
межцентро-
вого расстоя-
ния ( + )
pfr
Схемы
А~Штихмас \]
\)Ш
\ш и
проверка
°§ ^8т
Разтинные
\скални
!
Межцентровое расстояние в мм
до 50
0
42
85
170
25
40
60
100
св. 50
до 80
0
52
105
210
32
50
80
120
св. 80
до 120
0
65
130
260
36
55
90
140
св. 120
до 200
0
85
170
340
42
Во
105
170
св. 200
до 320
0
105
210
420
50
80
120
200
св. 320
до 500
0
130
260
530
60
100
160
250
св. 500
т;о 800
0
170
340
670
70
110
180
280
35. Допуски на ненараллельность и перекос: осей цилиндрических ^убчлтых
передач в mism (по ГОСТу 1643—56)
о о
5g
3
4
5
6
- 7
8
9
10
И
модуль
нормальный
Св.
»
»
»
»
»
»
»
1
1
1
1
1
1
2,5
2,5
2,5
чо
>
>
>
>
>
10
10
1R
1R
30
50
50
50
50
ДО 55
6,5
8.5
10,5
13
17
21
26
34
42
св. 55
до НО
7,5
9,5
11,5
15
19
24
30
38
48
св.
ДО
8
Ширина колеса в мм
110
160
5
10.5
13
17
21
26
34
42
52
св. 160
до 220
9,5
11,5
15
19
24
30
38
48
58
св. 220
до 320
И
14
18
22
28
36
45
55
70
св. 320
до 450
13
17
21
26
34
42
52
65
85
св. 450
до 6311
16
20
25
32
40
50
60
80
100
св. 630
до 900
20
25
32
40
50
60
80
100
120
36. Нормы контакта зубьев в цилин фнческой передаче (по ГОСТу 1643—56)
Степень
точности
3
4
5
6
Размеры пятна контакта
в % не менее
по высоте
зуба
65
60
55
50
по длине
зуба
95
90
80
70
Степень
ТОЧНОСТИ
7
8
9
10
Размеры пятна ионтакта
п % не менее
ПО ВЫСОТ!
чуба
45
40
30
25
по длине
зуба
60
50
40
30
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
671
Проверку на непараллельность и перекос осей (табл, 35) проводят с помощью
валов-калибров (рис. 118). Последовательно измеряют расстояния Оц а^, &i> Ъг
на обоих концах или зазоры I, i. Если оси валов не перекошены, то ах = а2,
6, = Ь2, зазоры 1Ъ 1г буду! ' одинаковы,
а зазоров i вообще не буде^
Проверку пятна контакта (табл. 36)
производят по краске вращением мень-
шего колеса, смазанного тонким слоем
лазури. Пятна краски парного колеса
должны покрывать среднюю часть бо-
ковой поверхности зубьев по высоте и
длине (рис. 119).
Боковой зазор (см. табл. 34) прове-
ряют щупом, а при большом модуле —
прокатыванием между зубьями свинцо-
вых проволочек диаметром A,4-5-1,5) сп
Рис. 117. Контроль качества сборки узла
зубчатое колесо — вал по эталону: 1 — пол-
зун; S — упор ползуна; 3 — пружина;
4 — эталонное колесо; 5 — контролируе-
мый узел; в — индикатор
Рис. 118. Проверка непараллельное™ и пе-
рекоса осей в корпусе
(сп— боковой зазор в паре). Проволочку смазывают техническим вазелином
и в виде П-образной скобки ставят на зуб. Толщину сплющенных частей с обеих
сторон измеряют. В сумме это и дает боковой зазор.
Неравномерный боковой зазор на одном обороте возможен из-за биения
одного из колес. Вращая передачу, следует найти положение с наименьшим
Рис. 119. Расположение пятен контакта при проверке зацепления цилиндри-
ческих зубчатых колес на краску: а — при нормальном межцентровом рас-
стоянии; б — при уменьшенном межцентровом расстоянии; в — при увели-
ченном межцентровом расстоянии; г — при перекосе осей
зазором, разобрать передачу, повернуть одно из них на 180° и снова ¦ собрать.
Если после этого в том месте, где зазор был минимальным, он стал максимальным,
то погрешность возникает из-за переставленного колеса. Бели после переста-
новки положение не изменится, то причину следует искать во втором зубчатом
колесе.
672
ТЕХНОЛОГИЯ СБОРКИ
Качество быстроходных зубчатых передач проверяют на специальных уста-
новках замером передаваемых крутящих моментов, а также по шуму.
Сборка конических зубчатых передач. В конических зубчатых передачах
практически в соприкосновении находится от х/2 до 2/я длины зуба.
Целесообразно добиваться соприкосновения зубьев ближе к их тонким концам,
так как тонкая сторона зуба скорее прирабатывается и при нагружении за
счет некоторой деформации тонкого
конца достигается прилегание зубьев
на большей длине.
Расположение пятен контакта по-
ЗуЬья бедущеги колеса казано на рис. 120. Нормы контакта,
установленные ГОСТом 1758—56,
следующие:
Зубон дедомого колеей
а, 6) В)
Рис. 120. Расположение пятен контакта при
проверке зацепления конических зубчатых ко-
лес на краску, а — пятно контакта при пра-
вильном зацеплении; б, в, г — пятна контакта
при неправильном зацеплении
Степень
точности . . .
Размеры пятна
контакта в %
10
30
6 7 8 9
Размеры пятна
г) контакта в % . 75 70 60 50 40
Форму и расположение отпечатков
указывают в карте контроля.
Схемы проверки конических пе-
редач показаны на рис. 121. Допус-
каемые смещение и непересечение
осей зацепляющихся колес (рис. 121, а) определяется тем, что кольцо 1 может
быть свободно передвинуто с цилиндра 2 на цилиндр 3. Допуск на непересече-
ние 8а и предельные смещения вершины делительного конуса АК приведены
в табл. 37 в 38.
Необходимую величину бокового зазора в зацеплении (табл. 39) достигают
передвижением одного или обоих зубчатых колес вдоль их осей. Требуемое поло-
жение обеспечивают постановкой прокладок или регулировочными гайками.
3 2 1
¦ЛЦ
Рис. 121. Проверка положения осей конических передач: а — перемещением калиброван-
ного кольца; б — совмещением калибров; в — прилеганием контрольной вилки (тип —
места замера вазоров щупом)
Контроль бокового зазора осуществляют аналогично цилиндрическим зубча-
тым передачам.
Сборка червячных передач. Предельные отклонения межосевого расстояния
в червячной передаче, смещения средней плоскости колеса и допуски на перекос
осей по ширине червячного колеса регламентированы ГОСТом 3675—56 и при-
ведены в габл. 40 и 41.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
673
37. Допуски на непересечение осей мк.щ (по ГОСТу 1758—5В)
пен
нос
ёг
5
6
7
8
Модуль
торцовый
в мм
Св. 1 до 16
Длина об
разующей
делительного конуса
200
о
К
11,5
15
19
24
в лш
si
gg
14
18
22
28
М§
а о
о н
18
22
28
36
eg
22
Ж
36
45
пень
ноети
5?
9
10
И
Модуль
торцовый
В ЛШ
Св. 2,5 до 16
Длина образующей
делительного конуса
200
о
я
30
38
4R
в лж
88
м о
за
45
55
Я О
о Я
45
55
70
si
s§
55
70
90
38. Предельные смещения вершины делительного конуса в мкм (по ГОСТу 1758—56)
Модуль
торцовый
в мм
Св. 1 до 2,5
» 2,5 » 6
» 6 » 10
» 10 » 16
» 16 » 30
Степень точности
» 1
0-19
0-30
0-40
0—48
6 |
0-24
0-38
0-50
0-58
7
о-да
0-48
0-60
0-75
8
0-38
0-58
0—80
0—95
0-120
9
0-75
0-100
0—115
0-160
10
0—95
0-120
0-150
0—200
И
0-115
0-160
0-190
0-250
Гарантированный боковой зазор в зацеплении конических колес в
(по ГОСТу 1758—56)
лам
Вид
сопряжения
С
Д
X
ш
до 50
0
40
85
170
Длина образующей делительного
св. 50
до 80
0
50
100
210
св. 80
до 120
0
65
130
260
св. 120
до 200
0
85
170
340
св. 200
до 320
0
100
210
420
конуса в мм
св. 320
до 500
0
130
260
530
св. 500
до 800
0
170
340
670
св. 800
ДО 1250
0
210
420
850
Проверку расположения осей червяка и колеса на перекос осей производят
контрольными оправками 1, 2 и индикатором, показание которого фиксируют
в точках тип (рис. 122, а). Для
этой же цели используют оправки
с шаблоном 3 (рис. 122, б), имеющим
контрольные выступы тип. Опреде-
ляя щупом размер К и зная постоян-
ную величину h, можно также найти
величину осевого расстояния. Пос-
леднюю проверку можно произвести
также штихмасом, замеряя размер
(Н рис. 122, в).
Рис. 122. Проверка положения осей в червяч-
ной передаче: а — на перекос; б — на перекос
и расстояния между осями; в — расстоянии
между осями
Положение оси червяка относи-
тельно средней плоскости червячного
колеса проверяют в крупных пере-
дачах отвесом или шаблоном. В малогабаритных передачах смещение Д#
(рис. 123) средней плоскости колеса можно проверить визуально при конт-
роле контакта зубьев на краску. Краску наносят на винтовую поверх-
674
ТЕХНОЛОГИЯ СБОРКИ
40. Предельные отклонения межосевого расстояния а предельные смещения
средней плоскости колеса в силовой червячной передаче в мкм (по ГОСТу 3675—56)
Степень
точности
5
6
7
8
9
Обозначение
отклонений
и допусков
ДА
д«
ДА
А«
ДА
д«
ДА
Ag
ДА
Межосевое расстояние в мм
до 40
+ 11,5
±9
+19
±14
+30
+22
+48
+36
+75
+55
св. 40
до 80
+17
+ 13
+26
+21
+42
+34
+65
+ 52
+105
+85
св. 80
ДО 160
+22
+ 1Т
+36
+26
±55
±42
+90
+65
+ 140
+106
св. 160
до 320
+28
+21
+45
+34
+70
+52
+110
+85
+180
+ 130
св. 320
до 620
+34
+26
+52
+42
+85
+65
+130
+105
+210
±170
Примечания: 1. Таблица верна для модулей св. 1 до 30 мм.
2. ДА — предельные отклонении межосевого расстояния; Д§ — предельные смеще-
ния средней плоскости колеса.
41. Допуски на перекос осей в силовой червячной
передаче в мкм (по ГОСТу 3675—56)
Модуль
осевой в мм
Св. 1 до 2,5
» 2,5 » 6
» 6 » 10
» 10 » 16
» 16 » 30
Степень точности
5
8,5
И
17
22
38
6
10,5
14
21
28
48
7
13
18
26
36
58
8
17
22
34
45
75
9
21
28
42
55
95
42. Нормы контакта зубьев
в силовой червячной передаче
(по ГОСТу 3675—56)
Сте-
пень
точно-
сти
5
6
7
8
9
Размеры пятна кон-
такта в % не менее
по высоте
зуба
60
50
30
по длине
зуба
75
70
65
50
35
43. Гарантированный боковой заяор с в мим (по ГОСТу 3675—56)
Вид
сопряжения
С
д
X
ш
Межосевое расстояние в мм
до 40
0
28
55
110
св. 40
до 80
0
48
95
190
св. 80
до 160
0
65
130
260
св. 160
до 320
0
95
100
380
св. 320
до 630
0
130
260
530
св. 630
до 1250
0
190
380
750
св. 1250
0
260
530
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
675
ность червяка и медленным поворотом его в зацеплении получают отпе-
чаток на зубьях червячного колеса (рис. 123). Пятно контакта определяют
относительными его размерами в %: по длине — отношением расстояния между
крайними точками следов прилегания за
вычетом разрывов, превосходящих вели-
чину модуля в мм, к полной длине зуба,
С)
Рис. 123. Отпечатки на зубьях червяч-
ного колеса при проверке зацепления
на краску: а — колесо смещено вправо;
б — колесо смещено влево; в — пра-
вильное расположение колеса
Рис. 124. Определение зазора
в червячном зацеплении: 1 —
червяк; 2 — червячное колесо;
3 — поводок; 4 — рычаг; 5 и
в — индикаторы
по высоте — отношением средней высоты области прилегания на всей ее длине
к рабочей высоте зуба (табл. 42).
Гарантированный боковой зазор сп в мкм (табл. 43) определяют по углу
поворота червяка при закрепленном червячном колесе:
mz-t
где ф — угол поворота червяка в сек; т — осевой модуль; гх — число заходов
червяка.
Схема замера величины зазора в зацеплении приведена на рис. 124. Показания
I
индикатора 5, деленные на ¦
• равны углу поворота червяка в секундах.
3600,
Окончательно собранную червячную передачу проверяют на легкость прово-
рачивания. При различных положениях червячного колеса крутящий момент,
необходимый для вращения червяка, должен быть одинаков.
ТЕХНОЛОГИЯ УРАВНОВЕШИВАНИЯ ДЕТАЛЕЙ И УЗЛОВ МАШИН
Уравновешиванию подвергают: шкивы, коленчатые валы, крыльчатки венти-
ляторов и насосов, колеса автомобиля, зубчатые колеса, шнеки, гребные винты,
шпиндели, шлифовальные круги, диски турбин и т. п.
Оснонные понятия. Вращающиеся элементы изделия, которые подвергают
уравновешиванию, независимо от конфигурации и функционального назначения
в изделии называют роторами. К жестким относят роторы, у которых рабочая
скорость вращения меньше критической на 25—30%, в отличие от гибких роторов,
эксплуатирующихся в закритической области.
Плоскостями исправления называют плоскости, перпендикулярные к оси
вращения ротора, в которых осуществляют компенсацию неуравновешенности.
Жесткие роторы обычно имеют не более двух плоскостей исправления, гибкие —
три и более.
У неуравновешенного ротора главная центральная ось инерции не совпадает
с осью его вращения. Неуравновешенность ротора может быть конструктивной,
технологической и эксплуатационной.
676 ТЕХНОЛОГИЯ СБОРКИ
Технологическая неуравновешенность ротора Дг формируется на всех стадиях
производственного процесса и является следствием неоднородности материала,
погрешностей поверхностей ротора, полученных методами литья, обработки
давлением и механической обработки, погрешностей сборки.
Первоначальной неуравновешенностью называют ту, с которой ротор посту-
пает на уравновешивание, а остаточной — с которой уравновешивание завершено.
Различают уравновешивание ротора в технологических и собственных под-
шипниках. Уравновешивание в собственных подшипниках может проводиться
и с последующей их полной или частичной разборкой.
У уравновешенного ротора главная центральная ось инерции совпадает
с осью врашения, при этом и главный вектор центробежных сил и главный
момент равны нулю. В частном случае ротор может иметь только главный вектор
или только главный момент. В первом случае ротор имеет силовую (статическую)
неуравновешенность, а во втором — моментную (динамическую).
В технологических целях систему силовых факторов из главного вектора
и главного момента обычно заменяют эквивалентной системой из двух Сил,
расположенных в двух плоскостях исправления жесткого ротора. При небольших
расстояниях между плоскостями исправления для некоторых конструкций
считают обе указанные выше силы эквивалентной системы лежащими в одной
плоскости исправления, т. е. устраняют только силовую неуравновешенность.
Мерой неуравновешенности ротора обычно служит произведение неуравно-
вешенной массы в плоскости исправления на расстояние ее центра от оси враще-
ния. В этом случае неуравновешенность имеет размерность г ¦ мм; кг • м и т. д.
Встречается также размерность г • см; Г • см2; мкм и др.
Неуравновешенность ротора в г • мм, приходящаяся на 1 кг массы ротора,
называют условным смещением центра массы или удельной неуравновешенностью
и измеряют в мкм.
Структура процесса уравновешивания. Технологический процесс уравнове-
шивания, являясь частью производственного процесса, непосредственно связан
с последовательным активным уменьшением неуравновешенности ротора. Тех-
нологической операцией уравновешивания называется часть технологического
процесса, выполняемая на одном рабочем месте и включающая все действия
оператора-балансировщика и оборудования над ротором до перехода к уравно-
вешиванию другого ротора. Ротор может быть уравновешен за несколько опера-
ций, между которыми могут располагаться другие операции или технологические
процессы. В этом случае операции можно разделить на операции предваритель-
ного, окончательного и дополнительного уравновешивания. Операция, как
правило, состоит из нескольких циклически повторяющихся переходов. Обычно
можно выделить переходы: 1) измерения величины и места неуравновешенности;
2) изучения полученной информации и преобразования ее в параметры техноло-
гического метода, принятого для устранения неуравновешенности, и 3) устране-
ния неуравновешенности. Эти переходы могут осуществляться последовательно
на одном станке пли линии или на различном оборудовании.
Способы выявления неуравновешенности. Силовая (статическая) неуравно-
вешенность может быть обнаружена на устройствах, фиксирующих действие на
ротор силы тяжести нли центробежной силы от неуравновешенной массы. Во
втором случае уравновешивание называют статической балансировкой в динами-
ческом режиме ротора.
Статической балансировке обычно подвергают роторы, у которых диаметр
превышает длину (маховики, диски, шкивы, гребные винты и т. п.).
Горизонтальные параллели (рис. 125) используют для уравновешивания
роторов весом до 10 т. Дискообразный ротор 1 помещают на оправку 2 и прока-
тывают по двум горизонтальным параллелям 3 круглого, квадратного или
прямоугольного сечения. Под действием силы тяжести ротор остановится, когда
«тяжелое» место займет нижнее положение. Прикрепляя в верхней части ротора
пробный груз, добиваются его безразличного углового положения на параллелях.
Пробный груз может быть в виде «навески» специальной массы на основе пласти-
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
677
лина или воска или в виде специальных гирь или грузов определенного веса.
В первом случае «навеску» взвешивают и удаляют с ротора необходимую массу
в «тяжелом» месте. Во втором случае вес пробного груза определяют по гирям.
Рис. 125. Горизонтальные параллели
Рис. 123. Конструкции оправок: 1—ротор
В третьем случае взвешивания не производят, так как груз прикрепляют к
ротору.
Посадочное место оправки и опорные шейки должны быть концентричны,
а допускаемое отклонение формы не должно превышать 0,01 мм. Опорные шейки
должны иметь одинаковый диаметр и тщательно шлифоваться после закалки.
Примеры конструкций оправок при-
ведены на рис. 126.
Длина параллелей должна позво-
лять ротору с оправкой делать два —
три оборота. Ширину рабочей по-
верхности параллелей находят по
формуле
6 = 0,35 %
где G — сила, действующая на па-
раллель, в кГ; Е — модуль упруго-
сти материала оправки и параллелей
в кГ/см2; а — допускаемое напряже-
ние на смятие в месте контакта опор-
ной шейки и параллели в кГ/см2;
d — диаметр опорной шейки в см.
Роликовые или дисковые устрой-
ства (рис. 127, а) имеют опоры для
оправки с ротором в виде дисков
(рис. 127, б) или подшипников ка-
чения.
На сферической опоре или игле (рис. 128) уравновешивают роторы весом до
200, т, центр тяжести которых лежит ниже точки подвеса. Неуравновешенность
выявляют по измерениям величин от горизонтальной плоскости до обработанного
торца. Радиус (в мм) сферической опоры из закаленной стали находят по формуле
r = 0,5/G,
где G — вес ротора в кГ.
Специальные весы (рис. 129) позволяют выявлять неуравновешенность
ротора при постепенном повороте его вокруг оси. За один поворот центр тяжести
ротора занимает самое левое и самое правое положение, что и определяется по
показаниям весов.
V
Рис. 127. Дисковое устройство для баланси-
ровки
678
ТЕХНОЛОГИЯ СБОРКИ
На специальном стенде с качающимся поворотным столом 4 (рис. 130, а)
угловое расположение и величину неуравновешенной массы на определенном
радиусе указывает счетный прибор, состоящий из планшета со шкалами 1 и 2,
двух линеек5 и б (рис. 130, б). Неуравновешенность определяют при двух положе-
ниях ротора с поворотным столом, отличающихся одно от другого на 90°
(рис. 130,в). По показаниям прибора сверлом 3 устраняют неуравновешенную
массу, высверливая одно или несколько отверстий заданной глубины.
Станок для статической балансировки в динамическом режиме МВТУ-703
(рис. 131) представляет собой плиту 1, установленную на трех пружинах 2 со
смонтированными на ней шпинделем 10, электродвигателем 4, фазоопределяющим
устройством 3 и датчиком 6. Ротор 9 закрепляют на оправке в шпинделе. Демпфер
5 служит для гашения колебаний подвижной системы. Пневмозажимы 7 закреп-
ляют шпиндель при устранении неуравновешенности сверлильной головкой 8.
Способы выявления моментной (динамической) и моментно-силовой неуравнове-
шенности основаны на обнаружении действия неуравновешенных центробежных
Рис, 128. Сферическая опора
для уравновешивания роторов с
центром масс, лежащим ниже
точки подвеса
Рис. 129. Весы для баланси-
ровки
сил, возникающих у ротора, приводимого во вращательное или колебательное
движение относительно оси. В этом случае уравновешивание называют динами-
ческой балансировкой ротора. Динамической балансировке подвергают роторы,
у которых длина больше диаметра (шпиндели станков, коленчатые валы и т. п.).
Балансировочный станок может иметь: механическую систему, обеспечиваю-
щую вращающемуся ротору до пяти степеней свободы, приводную систему для
вращения ротора, измерительную систему, позволяющую по колебаниям ротора
определить величину неуравновешенной массы и ее расположение, систему для
устранения неуравновешенности.
Различают четыре механические колеблющиеся системы: с неподвижными
опорами вращающегося ротора (рис. 132, а), с фиксированной осью колебаний
вращающегося ротора (рис. 132, б), с фиксированной плоскостью колебаний
вращающегося ротора (рис. 132, е) и без жестких связей оси вращающегося ротора
с окружающей средой (рис. 132, г). Приводная система может быть электричес-
кой, пневматической и механической.
Измерительная система превращает колебания механической системы в вели-
чину, удобную для измерения, разделяет взаимное влияние плоскостей исправле-
ния, выделяет сигнал пропорциональный неуравновешенности, измеряет ампли-
ТУДУ сигнала неуравновешенности, измеряет фазу сигнала неуравновешенности
относительно какой-либо фиксированной точки.
Основные технические данные некоторых балансировочных станков приве-
дены в табл. 44. На рис. 133 приведена схема балансировочной машины с индукци-
онными датчиками 4, реагирующими на качание рамы 3, относительно осей 1—1
или 2—2. Сигнал от датчика через выпрямляющее устройство б с поворотными
контактами 5 попадает на указывающий прибор.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
679
680
ТЕХНОЛОГИЯ СВОРКИ
Модель
9703
ДБ-1,5
9710
ДБ-10
ДБ-50
9Д725
9А730
ДБ-100
9А734
9А736
МС-20
9739
44. Техническая
Вес
ротора
в к Г
0,01—0,3
0,1-1,5
0,3—3
0,3—10
5^50
10-100
30-300
100-1000
300—3000
A-10). №
C-30) • Юз
A-10) • 10*
Расстоя-
ние
между
опорами
в мм
12—130
30—150
50—300
50—500
50-700
180-1250
180-2000
200—2000
350-6300
350—6300
600—6000
2000-11500
характеристика балансировочных
Диаметр в мм
ротора
80
135
270
500
540
800
1200
1700
2500
3200
3500
2000
цапфы
: 16
30
40
—
85
125
200
300
360
450
600
Число
оборотов
в минуту
при уравно-
вешивании
1400—5500
6600
1400—2800
1500—2500
1000-2000
800—1600
600—900
360—600
300-450
станков
Мощность
привода
в пет
0.05
0,17
0,8
1,0
1,7
2,8
10
14
68
140
400
Остаточная
удельная
неуравнове-
шенность
в мпм
0,1
0,2
0,3
0 5
1.0
А-А повернуто
Способы устранения неуравновешенности. Неуравновешенность любого вида
устраняют : 1) без изменения массы ротора — путем перемещения специальных
конструктивных элементов, являющихся частью ротора (рис. 134); для этой цели
используют повторные втулки, шаровые грузы, поворачивающиеся секторы,
ввертывающиеся винты и др.; 2) увеличением массы ротора — путем приварива-
ния, припаивания, привертывания и приклепывания специальных грузов, а
также нанесением металла на поверх-
ность ротора навариванием, напаива-
нием, напылением и другими методами;
3) уменьшением массы ротора — путем
откусывания и обламывания специаль-
ных элементов ротора, опиливанием,
шабрением, шлифованием, точением,
сверлением, фрезерованием материала са-
мого ротора. В приборостроении исполь-
зуют также электроискровую, электрон-
нолучевую, лазерную, электрохимиче-
скую и электроимпульсную обработку.
Способ устранения неураввовешен-
ности выбирает конструктор ротора на
основе существующей практики. Сле-
дует отметить, что уравновешивание без изменения массы обычно применяют,
когда требуется периодическое уравновешивание ротора в процессе эксплуа-
тации (шлифовальные круги и др.). Устранение неуравновешенности осущест-
вляют как па вращающемся, так и на неподвижном роторе.
Производственные погрешности уравновешивания классифицируют по ука-
занным выше трем переходам. Содержание погрешностей конкретного перехода
определяется способом получения заданной точности, типом балансировочного
оборудования и приспособлений, видом ротора и другими факторами процесса.
Производственные погрешности для одного случая уравновешивания быстро-
вращающегося ротора приведены на рис. 135. Рассматривая устранение неурав-
новешенности величиной pj_j в одной из плоскостей исправления можем оценить
эффективность выполнения s-ro перехода величиной 6j — степенью уменьшения
неуравновешенности после выполнения этого перехода:
Pi-l'
Рис. 134.
Балансировка без изменения
массы ротора
I
Производственные погрешности
уравновешивания
Переход измерения
неуравнодеш енности
перепад преобразования результатов
измерения в параметры метода
устранения неуравновешенности
II
Ч
11
И
§1
Пере/од устранения
неуравновешенности
сверлением
!|
и
ц
:§.
^
Рис. 135. Производственные погрешности уравновешивания быстровращающегося ротора
682
ТЕХНОЛОГИЯ СБОРКИ
Каждый переход устранения неуравновешенности выполняют с погрешностью,
характеризующейся углом Д<р, и погрешностью величины уравновешивающей
центробежной силы pN по сравнению с величиной фактической неуравновешен-
ности pj_i. Последнюю погрешность оценивают коэффициентом погрешности
перехода по величине 8^:
Pn
vN-
Pi-l
Между 6j, Д<р и 8n существует взаимосвязь
6i = ^Л(бд, — cos ДфJ + sin2 Дф.
График этой зависимости приведен на рис. 136. Обычно всегда имеется по-
грешность по углу, поэтому необходимо стремится работать с б^ < 1, причем
tea iss
Рис.
па па то во so чо го о го ча so за sow no по калу1
136. График, определяющий область рационального процесса
при погрешностях по величине и углу
чем больше угловая погрешность, тем меньше должна быть величина 8jV. Техно-
логические методы, изменяющие первоначальную массу ротора относительно
малыми «порциями» за одно воздействие (луч лазера, взрывная проволочка и
др.), допускают значительные угловые погрешности для отдельных воздействий.
Процесс устранения неуравновешенности следует организовывать так, чтобы
пересечение линий 8N с линиями Дф (на графике) оставалось в области рациональ-
ных процессов. Для каждого значения 8N существует предельно допустимая
погрешность по углу Дф„ред:
1СОзДФт,еЭ =0,56^.
Угловые погрешности при динамическом уравновешивании жестких роторов
возникают не только за счет чисто угловых отклонений при выполнении опера-
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ 683
ции, но и за счет смещения корректирующей массы в плоскости исиравления
ротора по различным причинам. Эта погрешность определяется выражением B6]
tgAq>,« =
где р — угол между неуравновешенными центробежными силами в правой и
левой плоскостях исправления; Я — отношение неуравновешенных центробеж-
ных сил в двух плоскостях исправления Х = ^; Ln — расчетное расстояние
Рп
между плоскостями исправления ротора; о^ — изменение величины L по срав-
нению с расчетной величиной.
Рекомендации по последовательности устранения неуравновешенности сле-
дуют из анализа формул, показывающих взаимосвязь величин главного вектора
Q и главного момента М от углового расположения неуравновешенных масс.
Построение процесса устранения неуравновешенности должно быть таково,
чтобы на первых этапах выравнять неуравновешенности в обеих плоскостях
исправления, располагая их в одной плоскости с р" = 0° или р" = 180°, в зави-
симости от технических требований к ротору.
Требования к оформлению чертежа ротора в соответствии с технологией
уравновешивания сводятся к необходимости указания на чертеже: допустимой
величины остаточной неуравновешенности в каждой плоскости исправления;
расположения плоскостей исправления и их конструктивного оформления; вида
остаточной неуравновешенности; способа устранения неуравновешенности;
предельных размеров уравновешивающих масс; их радиуса и углового располо-
жении на роторе; способов и режимов выявления неуравновешенности.
Уравновешивание механизмов в ходе технологического процесса изготовле-
ния машин и приборов достигают путем уравновешивания роторов (о чем гово-
рилось выше), подгонки деталей или узлов по весу или статическому моменту,
уравновешивания узла или машины прибора в сборе. Например, поршневой
двигатель внутреннего сгорания может уравновешиваться при изготовлении
с использованием следующих технологических процессов:
1. Заготовку коленчатых валов центруют на специальных полуавтоматах,
где обеспечивается совпадение оси центровых отверстий заготовки с ее главной
центральной осью инерции.
2. Колевчатый вал, диски сцепления, шкив и другие роторы проходят уравно-
вешивание динамическое или статическое.
3. Поршни проходят подгонку по весу, причем допуск на вес принимается
примерно от 0,01 до 0,02 номинального веса поршня.
4. Шатуны проходят подгонку по весу, причем подгонкой добиваются опре-
деленного расположения центра масс шатуна на его продольной оси. Как па
поршнях, так и на шатунах предусматривают специальные приливы, с которых
фрезерованием, точением или сверлением устраняют материал.
5. При сборке узла или двигателя поршни и шатуны подбирают и по весовым
группам (от 2 до 5 групп).
6. Двигатель подвергают уравновешиванию в сборе на специальных стендах.
При изготовлении турбины лопатки подбирают по статическому моменту
и собирают с диском, который после этого проходит уравновешивание. Уравнове-
шивание турбины в сборе проводят после сборки дисков в ротор турбины.
Комплекс всех или части указанных технологических процессов позволяет
создать изделие, отвечающее по уравновешенности техническим условиям.
ЛИТЕРАТУРА
1. Автоматизация в машиностроении. Сб. Киев (НТО Машпром Киевское отд.),
Машгиз, 1955.
2. Бармаш В. Н.,Левин Д. И., Фрейдберг В. 3. Ручные машины для мон-
тажных и отделочных работ. М., Машгиз, 1960.
684 ТЕХНОЛОГИЯ СБОРКИ
3. Вобровников Г. А. Сборка в машиностроении с применением глубокого холода.
М., «Машиностроение», 1971.
4. Б р у к е р X. Р., Б и т с о н Б. В. Пайка в промышленности. М., Оборовгиз, 1957.
5. Васильев В. С, Кутко П. С. Станки и приборы для динамической баланси-
ровки. М., Машгиз, 1959.
6. В у л ь ф и н 3. Б. Приспособления для сборки узлов и машин. М., Машгиз, 1959.
7. Карпин А. О. .Спиридонов В. Н. Методы запрессовки крупногабаритных
деталей. М., Машгиз, 1953.
8. Каталог-справочник «Кузнечно-прессовые машины» (Прессы гидравлические). М.,
НИИМАШ, 1970.
9. Каталог-справочник «Механизированный инструмент и отделочные машины». «Маши-
ностроение», 1967.
10. Каталог-справочник «Механизированный инструмент, отделочные машины и вибра-
торы». М., ЦНИИТЭ Строймаш, 1969.
11. Ковалев М. П., Мориаков С. П., Терехова К. С. Динамическое
а статическое уравновешивание гироскопических устройств, м., «Машиностроение», 1965.
12. Кован В. М., Корсаков В. С. и др. Основы технологии машиностроении.
М., «Машиностроение», 1965.
13. Колесник Н. В. Статическая и динамическая балансировка. М., Машгиз, 1954.
14. Кольцов С. К. и Капустин И. И. Основы сборки узлов и механизмов.
М., Машгиз, 1961.
15. Корсаков В. С. Основы конструирования приспособлений в машиностроении.
«Машиностроение», 1971.
16. Корсаков В. С. и Новиков М. П. Справочник по механизации и автомати-
зации сборочных работ. М., Машгиз, 1961.
17. Московский Дом научно-технической пропаганды им. Ф. 9. Дзержинского. Сб. «Ме-
ханизация и автоматизация сборочных работ». М., Машгиз, 1959.
18. Новиков М. П. Основы конструирования сборочных приспособлений. М., Маш-
гиз, 1960.
19. Н о в и к о в М. П. Основы сборки машин и механизмов. «Машиностроение», 1969.
20. Оргтяжмаш. Методы запрессовки крупногабаритных деталей. М., Машгиз, 1953.
21. Поспелов П. Н. Поточно-конвейерная сборка станков. М., Машгиз, 1952.
22. Рабинович А. Н. Автоматизация и механизация сборочных процессов в маши-
ностроении и приборостроении. М., Машгнз, 1956.
23. Судакевич Д. И., Вернадский Г. И. Справочник по механизирован-
ному ручному инструменту. М., Машгиз, 1961.
24. Справочник по сварке. Т. 1 и 2. Под ред. Е. В. Соколова. М., Машгиз, 1960—1961.
25. Спиваковский А. О., Дьячков В. К. Транспортирующие машины. М.,
«Машиностроение», 1968.
26. Сыроватченко П. В., Прячина А. Н. Некоторые вопросы оценки точ-
ности процесса балансировки роторов гиромоторов. В кн. «Технология производства электри-
ческих микромашин». М., МДНТП, 1969.
27. Теория и конструкция балансировочных машин. Под ред. В. А. Щепетильникова
М., Машгиз. 1963.
28. Теория и практика уравновешивании машин. Под ред. В. А. Щепетильникова. М.,
«Машиностроение», 1970.
29. Уравновешивание машин и приборов. Под ред. В. А. Щепетильникова. М., «Машино-
строение», 1965.
30. Якобсон М. О., Технология механической обработки и сборки в прецизион-
ном станкостроении. М., «Машиностроение», 1970.
31. Федоров Б. Ф. Механизация я автоматизация сборочных работ. М., Машгиз,
1959.
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Агрегатные станки 375 — Инструменталь-
ная оснастка 393
— Комплексная обработка деталей 397
— Компоновка 383
— Назначение 375
— Проектирование наладок 389
— Режимы резания 391
— Силовые головки 376, 380
— Силовые столы 383
— Смена и настройка инструмента 395
— Условные обозначения ходов в много-
инструментальных наладках 393
Алмазное выглаживание 555—557
— Инструмент 555
— Режимы обработки 556
— Схемы обработки 555
— Точность обработки 557
— Качество поверхности после обработки
557
Алмазные бруски для хонингованин —
зернистость 506
— Размерная установка и крепление 507
— Размеры 507
Алмазно-металлические бруски длн супер-
финиша 514
Алмазные карандаши для правки шлифо-
вальных кругов 444
Алмазны!! кристальный инструмент для
правки шлифовальных кругов 44 5
Алмазные наконечники для выглаживания
поверхностей — Размеры 555
Анализ данных по точности обработки
методом кривых распределений 80
В
Базирование заготовок — Основные прин-
ципы 30
по наружной поверхности 234, 246
по отверстию 234, 246
расчет погрешности базирования 30
БДТУ 5—65 145
Базы для зубонарезания — Выбор 422
Боковой зазор точных конических зубча-
тых колес 438
Балансировочные станки — Технические
характеристики 680
Бочкообразная форма вуба — Обработка
411
— Выбор шевера 412
Бреющие резцы — Применение 284
Взаимозаменяемость при сборке 578
Вероятностная характеристика случайных
величии 77
Вероятность события 77
Вес падающих частей молотов при горя-
чей штамповке 117
Винтовые поверхности — Фрезерование 343
Волоки — Эксплуатациониая стойкость 142
Волочение — Суммарное обжатие и вы-
тнжка между операциями отжига 142
— уменьшение диаметра за один проход
Волочильный стан — усилия при холодной
калибровке прутков 142
Время подналадки оборудования — Расчет
96
ВТУ 1 — 54 145
Втулки для фиксаторов и установочных
пальцев 42
Выверка при установке заготовок на то-
карных стайках 205
на горизонтально-расточных стан-
ках 251
погрешность установки заготовок
на станках с выверкой 29, 202, 252
Выдавливание холодное 130
Высадка холодная 130
Вытяжка деталей холодная
— Количество операций 127
— Размеры заготовок 128
— Допуски на диаметры деталей 130
Гибка 124
Горизонтально-расточные станки 247—273
— Баланс точности обработки 256
— Выверка и закрепление заготовок 251
— Оснастка длн наладки 254
— Проектирование расточных операций
255
— Растачивание отверстий 2-48
— Сверление 245
— Схемы обработки 248
— Схемы установки деталей 251
— Фрезерование плоских поверхностей
250
ГОСТы 13-54* 52, 62
14 — 62 65
14-71
15 — 67 65
16—59* 52, 62
16-71
17—70 50, 59
20-62* 617
25—65 64
26—67 52, 62
27-62 65
27-71
28—68 65 '
35—54* 52, 62
42-56 58, 59
43-65 50, 58
44 — 56* 51, 59
79—41 58
686
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
ГОСТы 97—
103
154
155
273
333
370
520
520
588
589
592
593
594
607
712
713
831
832
883
885-
1085
1092
1336
1523
1604
1643
1654
1654
1671
1672
1677
1695
1758
1855
179,
1969
2009
i79, 181
2034
2041
2110
2248
2456
2590
2591
2789
2879
3212
3266
3307
3325
3509
358
3675
3680
3752
3876
4404
4675
. 4743
5359
5380
5404
5681
5735
5756
5946
6183
6184
6185
6809
6819
6820
6856
58 62
71 53
-57* 133
-41 63
-41 63
-67 54, 65
-71 662
-67 53
-55» 656
-71 656
-64* 619
-64* 619
-68 619
-64 619
-67 61
-63 444
-65* 113
-49» 115
-62* 662
-66 662
-71 73
-64* 13
-41 60
74
— 62* 16
— 65* 73
— 71 16
— 56 16,
-65 27
—71
—67* 74
— 62* 13, 73
— 67* 13, 71, 72
— 67* 74
— 56 672, 673
-55 105, 168, 174
71
157, 417, 668, 670
. 177, 178,
181, 196
—43 59
— 55 105, 168, 174, 177, 178,
—64* 71
69* 61
57 60, 259
¦69* 16
— 67* 504
-71 133, 178, 181, 182
— 71* 133
— 59 12, 130, 163, 183, 198
.. 133
— 57 110
i — 71 16
61* 16, 277
— 55 655, 656
1 — 71 73
— 53 145
-56 157, 672, 674
— 57* 133
: —71 74
i—55 74
— 58 145
1—71 74
—68* 40, 42
'—70 64
1 — 50 663
— 54 60
— 57* 133
.—65 73
— 64 71
i —66 623
— 52 133
52 133
1 — 52 133
'—70 115
•70 58
— 54 58
— 54 133
ГОСТы 6874
6951
7024
7062
7250
7260
7284
7417
7505
7722-
7829'
7872.
¦ ' 8035
8237
8239
8248
8275
8276'
8278
' 8281
8282
8283
8319 —
8320
8509
8510
8529
8559
8560
8570
8639
8645
8720
8732
8734
8831
8925
8926
9126
9252
9304
9323
9324.
9473.
9522
9539
9722
9723
9726
9740
9752.
9753
9849
10356
10600
10624
10704
11172
11173
11174
11175
11176
11576
11578
11654
11654-
12193
12194
12195
12196
12197
12198
12209
12210
12211
12212
•54* 663
•71 16
-65 115
¦67 115, 178, 181
¦60 ** 16
¦70 662
¦70 112
• 57 ИЗ, 165, 195, 198
•55 115, 117, 178, 181
•70 73
¦ 70 115, 178, 181
¦56 663
-56 * 73
•57 * 74
•72 133, 623
-67 133
-57 134
•63 134
-63 134
•69 134
-57 134
¦67 134
57 133, 144
-57 134, 143
-57 133
-57 133
•69 * 74
-57 * 133
¦67 133
¦57 * 16
-68 133
-68 133
-69 74
•70 133
-58 ** 133
-70 58
-68 69
-68 69
-63 * 71, 72
-59 60
• 69 74
60 * 16
60 * 16
•60 * 74
• 60 * 16
¦60 * 16
-71 145
¦61 145
¦61 62
•62 * 16
¦61 113
¦61 628
¦61 * 145
—63 7, 13, 15, 43, 545
1 — 63 54
— 63 * 618
— 63 * 133
; —70 73
— 65 71
-65 71
-71 73
-65 73 .
-65 61
-65 50
-65 53, 63
¦72
-66 * 44
-66 44
-66 44
-66 44
—66 44
66 45
-66 43
66 43
—66 43
i—66 43
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
687
ГОСТы 12214 — 66 42
12215—66 42
12509 — 67 72
13288—67 519
13297—67 519
13440-68 40, 41
13441 — 68 40, 41
13442—68 40, 41
13443 — 68 69
13444 — 68 69
13446-68 69
13510 — 68 53, 64
13779—68 71
14755 — 69 51
14756-69 51
16472 — 70 58, 59
Групповая обработка деталей на револь-
верных станках 280
Групповые методы сборки 582
Д
Детали из пластмасс — Величины пере-
мычек между отверстиями 154, 155
— Радиусы закруглений 154
— Режимы резания при обработке 158
— Соотношение диаметра и глубины от-
верстия 157
— Толщина дна глухих отверстий 154
— Толщина слоя вокруг арматуры 155
— Толщина стенок 153
— Уклоны 154
— Шаг резьбы 155
Диаграммы доверительных интервалов 95
точечные 95
точностные 95
Диаметры заготовок для деталей, изготов-
ляемых из круглого проката 182
Диски для безалмазной правки шлифоваль-
ных кругов 446
Доверительный интервал — Вычисление 87
— Границы 90
Документация для фиксирования техноло-
гических процессов сборки 583
Домкраты 609
Допускаемые отклонения на размеры чу-
гунных и стальных отливок 105
отливок из цветных металлов и
сплавов 106
деталей из пластмасс 156
Допуски на заготовки конических зубчатых
колес 420
на радиальное биение зубчатого
венца 668
Дорнование — См. Калибрование
Ж
Жесткость динамическая 49
квазистатическан 49
статическая 46
Заготовки литые — Способы получения и
применение 99
из круглого проката — Выбор диа-
метра 182
Зазоры осевые в подшипниках иачсния
— Регулировка 662
Закон распределения интегральный 76
модуля разности 79, 86
нормальный 77, 82, 86
равной вероятности 79, 86
Сим пеона 86
Стьюдента 89
Эксцентрицитета 79, 86
Заточка и контроль резцовых головок при
нарезании конических зубчатых колес
Захваты 609
Зенкерование на сверлильных станках 329
— — на многошпиндельных токарных по-
луавтоматах 297
Зенкеры — Обратные конусности и биение
зубьев 72
Зубодолбление долбяками 403
резцовыми головками 406
Зубозакругление 406
Зубофрезерование — Автоматическое пере-
мещение фрезы вдоль оси 400
— Выбор фрез 402
— Методы 399
— Схемы установки фрезы 402
Зубофрезероваиие встречное а попутное
401
с диагональной подачей 400
с осевой подачей 399
с радиально-осевой подачей 400
Зубохонингование 416
Зубошевингование 409 — Режимы резания
414
Зубчатые колеса конические 419—438
— Количество колес, обрабатываемых ме-
тодом деления в одной позиции 423
— Контроль качества обработки 417
— Нарезание криволинейных зубьев 427
— Нарезание прямых зубьев 422
— Типы 419
Зубчатые колеса цилиндрические 399—419
— Контроль качества обработки 417
— Снятие забоин и заусенцев 415
— Снятие фасок на торцах зубьев 408
— Прикатка зубьев 415
— Притирка зубьев 415
Зубчатые передачи из пластмасс
— Гарантированные боковые зазоры 157
— Степени точности 157
Зубчатые передачи цилиндрические —
Сборка 668
конические — Сборка 872
И
Изделие — Элементы 517
Износостойкость установочных элементов-
39, 46
Износ резцов размерный 70
Инструмент алмазный кристальный для
правки шлифовальных кругов 445
алмазно-металлический 149
мерный режущий для обработки от-
верстий — Точность изготовления 71
пневматический для сборки резьбо-
вых соединений 598
электрический для сборки резьбовых
соединений 597
Испытания машин после сборки 581
К
Калибрование (дорнироваиие) отверстий
528-538
— Инструмент 528
— Натяг 528
— Приспособления 537
— Расчет процесса 533
— Режимы обработки 537
— Схемы обработки 528
— Технологические параметры процесса
531
— Точность обработки 531
Калибровка поковок 115
688
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Канавки криволинейные — Обработка на
токарных станках 217
— Прорезание на токарно-карусельных
стянках 241
— Растачивание на сверлильных станках
330
Карусельно-фрезерные станки 352
Качество поверхности заготовок из про-
ката после механической обработки 167
литых заготовок 174, 178
отверстий после механической обра-
ботки 8, 175
отливок после механической обра-
ботки 179
поковок, полученных на вертикаль-
ных радиально-ковочных машинах 171
— ¦ типа клапанов, получаемых на
ковочно-штамповочных прессах методом
выдавливания 172
— — ноковок после механической обра-
ботки 173
после алмазного выглаживания 557
— — после бесцентрового шлифования 459
поспе механической обработки 175
179
при обработке плоскостей 13
проката 166, 167, 178
торцовой поверхности поковок 172
черных заготовок 178
штампованных заготовок 169, 178
Клеймение деталей накатыванием 563
Клепальные устройства пневматические
606
гидравлические 604
пневмогидравлические 606
Клепаные соединения — Выполнение 652
Ковка на вертикальных радиально-ковоч-
ных машинах — Точность размеров 142
Колодки направляющие для подвижных
призм 45
Комплексная заготовка — Проектирова-
ние на ЭВМ 565
Комплексная обработка деталей на фрезер-
ных станках 345
Конвейеры сборочные 617
Конические зубчатые колеса с криволиней-
ными зубьями — Проектирование зу-
борезных операций 427
— Способы нарезании зубьев 427
Конические поверхности — Обработка на
токарно-карусельных станках 239
— Обработка на токарных станках 200
Конические соединения — Вьшолнение 646
Контактные деформации стыка заготов-
ка — опора приспособления — Расчет
40
Контроль качества выполнения пригоноч-
ных и сборочных работ 638
Корреляционная зависимость линейная 92
Коэффициент загрузки при сборке 581
заполнения впадии 374
корреляции 22 — Расчет 92
трудоемкости сборочного процесса
583
уточнения 181
Кривизна допускаемая поковок типа валов
удельная 170
после высадки на горизонтально-ко-
вочных машинах фланца или утолщения
170
Кривизна (коробление) заготовок 178
Критерии для оценки технологических
процессов сборки 583
• износостойкости опорных элемен-
тов 48
— — Ирвина 89
— — Романовского 89
согласия Пирсона 81, 83
Кузиечио-прессовое оборудование — Рас-
чет усилий ИЗ
Кулачки — Обработка на токарных стан-
ках 317
Л
Литье в металлические формы методом
вакуумного всасывания 102
методом выжимания 102
— — под низким избыточным давлением
103
Литье в песчаные формы методом последо-
вательно направленной кристаллизации
103
в полупостоннные формы 101
в постоянные формы 101
в разовые формы 99
непрерывное 108
окунанием 103
с кристаллизацией под поршневым
давлением 102
— — штамповкой деталей из жидкого ме-
талла 102
М
Маршрут обработки элементарной поверх-
ности — Выбор на ЭВМ 566
— детали — Выбор на ЭВМ 572
Мерный режупщй инструмент для обра-
ботки отверстий — Точность изготов-
ления 71
Металлические порошки 144
Металлокерамические детали машин 148
электротехнические 148
Металлокерамические заготовки — Меха-
ническая обработка 149
Металлокерамнческие изделия
— Калибровка 146
— Прессование 145
— Приготовление шихты 145
— Спекание 146
Металлокерамические изделия из антифрик-
ционных материалов 146
из жаростойких сплавов 148
из магнитных материалов 148
из пористых материалов 147
из тугоплавких металлов 148
из фрикционных материалов 146
Металлокерамические материалы пори-
стые — Свойства 147
фрикционные — Свойства 147
Методы получения заданных размеров 19
МН 2516—61 562
2517 — 61 562
5841 — 65 545
5896—66 547
5897 — 66 547
Многошпиндельные вертикальные токар-
ные полуавтоматы непрерывного дей-
ствия 299
Молотки пневматические — см. Клепаль-
ные устройства пневматические
Молоты ковочные — Выбор ИЗ, 117
Мощность электродвигателя привода нон-
вейера 619
Моющие растворы 634
МРТУ 2—037—1—65 555
Накатывание рифлений 561—564
Наклепывание инструментами центро-
бежно-удариого действия 557—559
— Оборудование и инструмент 557
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
689
— Режимы обработки 555
— Сущность процесса 856
— Условия обработки 557
Наладки многошпиндельных вертикаль-
ных полуавтоматов — Примеры 299
токарных автоматов — Проек-
тирование 317
— — одношпиндельных многорезцовых то-
карных полуавтоматов — Примеры 255
одношпиндельных токарных авто-
матов — Примеры 319 — Проектирова-
ние 318
при круглом наружном шлифова-
нии — Примеры 453
револьверных станков — Примеры
282
сгерлильных станков —Примеры 336
Настройка станков — Способы 20
Начальный уровень настройки установоч-
ного размера — Вычисление 97
Неперпеидикуляриость торца фланца к оси
поковки допускаемая 170
Неуравновешенность силовая (статическая)
678 — Способы выявлении 676
моментная (динамическая) — Спо-
собы выявления 678
способы устранении 680
Нормы расхода материала при холодной
штамповке — Формулы расчета 121
О
Обкатывание 538—555
— Инструмент и приспособления 538
— Режимы обработки 550
— Схемы обработки" 538
— Точность обработки 550
— Шероховатость поверхности 550
Оборудование для изготовления загото-
вок из проката — Применение 138
— Расчет усилий для выбора 139
Опоры постоянные 41
ОСТ 1010 74, 156
ОСТ 1015 74
Отверстия — Глубина при литье по вы-
плавляемым моделям 109
— Калибрование 528
— Комплексная обработка на сверлиль-
ных станках 332
— Минимальные размеры, получаемые при
холодной пробивке 123
— Набор инструмента для обработки ре-
комендуемый 11
— Обработка на револьверных станках
274
— Обработка на токарных станках 209
— Припуск на диаметр при обработке
в сплошном материале из цветных метал-
лов и сплавов 189
— Припуск на диаметр при обработке хо-
нингованием 188
— Припуск на притирку 188
— Припуск на протягивание 188
— Припуск на шабрение 188
— Припуск на шлифование 188
— Припуски после механической обра-
ботки 177
— Протягивание 355
— Разбортовка 129
— Размеры в отливках 109
— Растачивание на горизонтально-расточ-
ных станках 248
— Технологические допуски на размер 8
— Хонингование. 509
— Шлифование 477
Отверстия в деталях из пластмасс
— Допускаемые соотношения диаметра и
глубины 154
— Минимальные величины перемычек,
толщина дна глухих отверстий и радиусы
закруглений 152
Отверстия конические — Обработка на то-
карных станках 210
— Обработка на сверлильных станках 496
Отделочная обработка абравивным инстру-
ментом — Точность обработки и шерохо-
ватость поверхности 496
Отжатия системы СПИД при многорезцо-
вой обработке ступенчатого вала — При-
мер расчета 228
Отливки из цветных металлов
— Высота приливов и платиков 111
— Допускаемые отклонения размеров 106
— Радиусы закруглений 108, 111
— Размеры отверстий и резьб 109
— Расстоянии между бобышками 111
— Стойкость форм для отливки 112
— Толщина стенок 107, 108
— Формовочные уклоны 108, НО
Отливки из черных металлов
— Высота приливов и платиков 111
— Глубина отверстий 109
— Допускаемые отклонения размеров 106
— Радиусы закруглений 108, 111
— Расстояние между бобышками 111
— Стойкость форм для отливки 112
— Толщина стенок 107, 108
— Формовочные уклоны 108, НО
Очистка деталей 633
П
Пазы — Фрезерование 342
Пайка 650
Пальцы установочные 43
Параметры распределения — Определе-
ние 79
Периодические профили — Поперечно-
винтовая прокатка 143
— Продольная прокатка 144
Планировка сборочного цеха 583
Пластины опорные 40, 42
Пластмассы — Методы переработки 151
— Точность изготовления деталей 153
Плиты для установки крупногабаритных
деталей 608
Плоскости — Фрезерование 250, 340
— Шлифование 486
Плотность вероятности нормального рас-
пределения 84
Плотность распределения вероятности 77
Площадь касания опорных элементов с
поверхностью заготовки 4 8
Пневматические гайковерты — сболчива-
тели 599
Поверхности базовые 24
измерительные 24
отсчета 20
установочные 24
Погрешности базирования 21, 24, 31
геометрические станка 21, 232
закреплении заготовки 35, 252
измерения гладких изделий допу-
скаемые 68
настройки станка 20, 66
остановки суппорта в продольном
направлении 234
от размерного износа инструмента 21
при растачивании на горизонтально-
расточных станках 252
690
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
приспособлений 39
регулирования положении инстру-
мента — Величины при наладке на раз-
мер в поперечном сечении 67, 255 —
Формулы для расчета 67, 254
размеров, формы и взаимного рас-
положения поверхностей деталей, полу-
чаемые после чистовой обработки на
металлорежущих станках 58
установки заготовок в патронах и
на оправках 25
установки заготовок в приспособле-
ниях 24, 219
установки заготовок в тисках 28
установки заготовок на постоянные
опоры 28
установки заготовок на столе станка
с выверкой по плоской поверхности 29
установки заготовок на станках
с выверкой по цилиндрической поверх-
ности 29
формы при обработке на токарных
станках 232
— • на горизонтально-расточных стан-
ках 259, 267
Погрешности деталей после чистовой обра-
ботки на бесцентрово-токарных стан-
ках 60
-на внутришлифовальных станках 64
на горизонтально-расточных стан-
ках 60
на долбежных станках 62
-на координатно-расточных станках
60
на круглошлифовальных станках 63
на отделочно-расточных станках 61
на отрезных станках 65
на плоскошлифовальных станках 65
на протяжных станках 60
на сверлильно-отрезных станках 60
на строгальных станках 62
на токарно-карусельных станках 58
на токарно-револьверных станках 59
на токарных автоматах, полуавтома-
тах и станках 58
— — на фрезерных станках 62, 63
-на шлифовально-притирочных стан-
ках 61
Погрешности обработки, возникающие от
отшатин элементов СПИД под действием
усилия резания 42, 219
— — возникающие вследствие геометри-
ческой неточности станков 20, 57, 231,
259
возникающие вследствие погреш-
ности настройки станка на размер 57,
231
— — возникающие вследствие размерного
износа инструмента 20, 70, 231
вызываемые температурными дефор-
мациями СПИД 76, 231, 263
Погрешности поковок, допускаемые по
смещению осей бобышек, получаемых
в разных половинах штампа 169
— — по эксцентричности и короблению
для дисков и рычагов 169
Погрешности пространственные отвер-
стий, получаемых сверлением 176
поковок 172
проката 166
штампованных поковок 169
Погрешность остаточная иосле каждого
нерехода механической обработки —
Формулы для расчета 180
суммарная обработки — Расчет 20
— — — Формы ори растачивании 267
Податливость 45
заготовки 219, 222
— — квазистатическая 55
Податливость гладких валов яри консоль-
ном креплении в токарных станках 227
установленных в центрах токарных
станков 219, 221
Податливость узлов вертикально-сверлиль-
иых станков 53
горизонтально-расточных станков
260
долбежных станков 52
круглошлифовальных станков 53
плоскошлифовальных станков 54
полуавтоматов многорезцовых и
копировальных 51
полуавтоматов токарных многошпин-
дельных 51
поперечно-строгальных станков 52
продольно-строгальных двухстоеч-
ных станков 52
— — продольно-шлифовальных станков 54
радиально-сверлильных станков 53
токарно-карусельных станков 51
токарно-револьверных автоматов 50
токарно-револьверных станков 50
— — токариых автоматов многошпиндель-
ных прутковых 50
токарных станков общего назначе-
ния 219, 225
— — фрезерных консольных станков 52
Подвески для сборочного инструмента 602
Подкладки и подставки длн сборочных ра- .
бот 609
Подрезание торцов на сверлильных стан-
ках 331
Подшипники качения
— Демонтаж 657
— Монтаж 663
— Посадки 655
Подшипники скольжения
— Типы 664
— Установка втулок в корпусах 664
— Установка разъемных вкладышей в кор-
пусах 664
Подшипниковые узлы — Конструктивное
. оформление 655
Подъемники электрические (тали) 625
пневматические 627
Поковки — Обревка, прошивка, правка
115
— Конструктивные параметры 117
Поле раесеивавия по эмпирическому рас-
пределению 86
Полирование абразивной лентой 515
Порошки металлические — си'. Металли-
ческие порошки
Правка (рихтовка) проката 137
Пределы для распределения Стьюдента,
соответствующие доверительной вероят-
ности 90
Прессы винтовые ручные 627
гидравлические 628, 632
ковочные — Выбор 113
переносные 602
пневматические 628
пневмогидравлические 633
реечные верстачные 628
электромагнитные 633
Прецизионное точение 517—52S
— Инструмент 518
— Крепление и регулирование резцов 518
— Оборудование 518
— Припуск на обработку 527
— Режимы резанин 527
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
691
— Схемы обработки поверхностей 522
— Установка деталей для обработки 522
Приводы подвесных тяговых конвейеров
типовые 625
Призмы 44
Прикатка (нагартовка) зубьев конических
колес 436
Принцип суперпозиции 49
Припуск на зачистку после холодной штам-
повки 123
на круглое шлифование в центрах
439
на механическую обработку цветных
металлов и сплавов
— Барабаны 191 — Втулки 189 — Диски
192 — Корпусные детали 193 — Крыш-
ки 194
на обработку торцов 189
на переход при обработке плоскостей
157
на прецизионную обработку 527
на протягивание 367
на разрезку и обработку торцов про-
.ката 183
на толщину зуба под чистовое нареза-
ние 189
на хонингование 506
на шабрение 188, 636
на шевингование зубьев 414
на ширину пазов 188
на шлифование круглых валов после
упрочняющего обкатывания 551
на шлифование отверстий 478
— — под чистовое зубонарезание кониче-
ских зубчатых колес с криволинейными
зубьями 429
промежуточные на механическую
обработку 162. 187
Припуски — Примеры расчета 195
Припуски на обработку для валов 184
для деталей ия отливок 168
для деталей из поковок 165, 183
для деталей из проката 165
для отверстий после механической
обработки 177
— — для отверстий при протягивании 189
— — для плоскостей на переход 187
для поковок ир цветных металлов и
сплавов 183
максимальные 163
минимальные 163
номинальные 163
общие 165
определение на dBM 571
порядок расчета 164
при притирке отверстий 188
при хоиингованив отверстий 188
при шлифовании отверстий 188
расчет методом автоматического полу-
чения размеров 162
расчет при метопе индивидуального
получения заданных размеров 177—181
табличные значения 181 — 195
Приспособления л ля выполнения приго-
ночных и вспомогательных работ на
сборке 614
для изменения положения собирае-
мых узлов и изделий 614
для предварительного деформирова-
нии собираемых упругих элементов 613
для токарно-кнрусельных станков
242
для точной и оыстрой установки сое-
диняемых деталей и узлов 612
сборочные специальные 609
униисрсальные 608
Притирка 508
Притирка зубьев конических колес 436
цилиндрических колес 415
Проектирование станочных операций на
ЭВМ 572
Прокат — Профили и применение 133
Промывка деталей — методы 633
Протягивание — Виды обработки 357
— Поверочный расчет операции 373
— Предельные подачи ЗТ4
Протягивание винтовых шлицев 369
внутреннее 354
гладких цилиндрических отверстий
355
координатное 371
наружное 354
схемы резания 366
шлицевых отверстий 369
шпоночных пазов 367
Протяжки — Обратные конусности и бие-
ние зубьев 72
Протяжные станки — Применение 354
— Поверочный расчет операций 373
— Потребная мощность электродвигателя
Профили гнутые 134
прессованные 134
Прошивки — Выбор диаметра в вависи-
мости от диаметра чистовых отверстий
183
Радиусы закруглений в литых деталях lit
Развертки — Обратные конусности и бие-
ние 73
Раавертывание на сверлильных станках 329
Размерный износ инструмента — Допусти-
мые значения 76
Раскатывание — см. Обкатывание
Расчет величин составляющих погрешно-
стей при растачивании 257
Револьверные станки — Обработка наруж-
ных поверхностей 275
— Обработка отверстий 274
— Обработка фасонных поверхностей 27&
— Подрезание торцов 275
— Резьбообразующие инструменты 275
— Совмещение переходов обработки 277
Редукторы приводных механизмов ленточ-
ных конвейеров 610
Резьбофрезерные станки 343
Режимы алмазного выглаживании 556
калибрования 537
накатывания 562
— — обкатывания и раскатывании 550
упрочняющей чеканки 559
центробржно-ударной обработки по-
верхностей шариками 558
Режимы резання для прецизионной обра-
ботки 527, 528
при зубодолблении 406
при растачивании 527
при шевинговании зубьев 414
Режимы резания для пластмасс при раз-
резке 15S
при сверлении 160
при токарной обработке 158
при фрезеровании 159
— — при шлифовании 160
Резка листового материала 121
проката — Способы, область при-
менения и точность 135
Резцовые голоькн — Номинальный диа-
метр при обработке конических колес
с криволинейными зубьями 431
Резцы бреющие — См. Бреющие резцы
692
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Резцы — Выбор геометрических парамет-
ров 235
Резьбовые соединения — Выполнение сбор-
ки 641
Ревьбонарезание на сверлильных станках
335
на фрезерных станках 343
Резьбонарезателн 592
Резьбы в отливках 109
Резьбы в пластмассах — Величины пере-
мычек между резьбовыми отверстиями
— Рекомендуемые шаги 155
Рольганги 615
Сборка — Исходные данные при проекти-
ровании технологических процессов 566
— Методы выполнения 578
— Организационные формы 579
Сборочная операция — Построение 579
Сборочные стенды 625
Сборочный чертеж — Содержание 576
Сборочный цех — Планировка 583
Сварка 650
Сверла спиральные — Обратная конусность
и биение 71
Сверлильные машины влектрические 585
пневматические 586 *
Сверлильные станки — Зенкерование 329
— Комплексная обработка отверстий 332
— Обработка конических отверстий 330
— Обработка фасонных отверстий 333
— Обтачивание наружных поверхностей
— Подрезание торцов 331
— Примеры наладок 336
— Развертывание 329
— Резьбообразование 335
— Растачивание канавок в отверстиях 330
— Сверление 329
Свободная ковка 112
Сила резаиия при токарной обработке 221
Системы кодирования 564
Склеивание деталей 654
Слесарно-пригоночные работы при сборке
635
Случайная величина 76
Случайная функция 77
Смена и настройка инструмента в агрегат-
ных станках 395
Смещение оси фланца или утолщения от-
носительно оси стержня допускаемое при
высадке на ГКМ 170
Снятие забоин и заусенцев с зубьев цилинд-
рических колее 415
Снятие фасок на торцах зубьев цилиндри-
ческих колес 408
Совмещение переходов обработки на револь-
верных станках 277
Соединения с гарантированными зазорами
646
с гарантированным натягом 646
развальцовыванием и отбортовкой
с упругими элементами 646
Станки для прецизионной обработки 518
Степени точности зубчатых и червнчных
передач из пластмасс 157
Стойкость литейных форм 112
Стопорение резьбовых соединений 644
Суперфиниш — Алмазно-металлические
бруски 514
— Выбор числа и размеров брусков 513
— Державки влн крепления брусков 513
— Примеры обработки 511
— Режимы резания 512
— Шероховатость йоверхности после обра-
ботки 512
Съемники 60У
Т
Таблицы вероятностей для критерия Пир-
сона 85
Таблицы точности обработки 1—IS
Твердость опорных элементов приспособле-
ний 46
Тела вращения — Фрезерование 345
Тележки для транспортировки изделий 616
Температура ковки и штамповки 117
Темп сборки 578
Теоретическая линия регрессии — Расчет
92
Технический контроль при сборке 581
Технологические процессы сборки тииовые
582
Технологические схемы сборки 577
Тиски 608
Толщина стеиок деталей из властмасс 153
Толщина стенок отливок — см. Отливки
из черных металлов и Отливки иг цвет-
пых металлов
Токарные автоматы многошпиндсльиые —
Проектирование наладок 317
— — одношпиндельные — Проектирова-
ние наладок 318
Токарио-карусельные станки 236—247
— Обработка конических поверхностей
239
— Обработка наружных цилиндрических
поверхностей 236
— Обработка цилиндрических отверстий
238
— Обработка торцов 237
— Обработка фасонных поверхностей 241
— Отделочная обработка цилиндрических
поверхностей 242
— Отрезание и вырезание 241
— Подрезание уступов 238
— Проектирование операций 245
— Прорезание канавок 241
— Режущий инструмент 245
— Технологическая характеристика 237
— Установка заготовок и приспособлении
242
Токарные автоматы одношпиндельные мно-
горезцовые — Копиры (расчет) 291
— Назначение 253
— Проектирование наладок 283
Токарные полуавтоматы многогапиидель-
ные вертикальные — Проектирование
наладок 295
— Типы 294
Токарные станки 200—236
— Обработка конических поверхностей 210
— Обработка кулачков и криволинейных
канавок 217
— Обработка наружных цилиндрических
поверхностей 206
— Обработка отверстий 209
— Обработка торцов 208
— Обработка фасонных поверхностей 213
— Обработка эксцентрично расположен-
ных поверхностей 217
— Подрезание канавок и отрезка 210
— Проектирование операций 231
— Точность обработки 218
— Установка заготовок 200
Толерантные пределы Для определения
гарантированного ноля допуска по эм-
пирическому распределению 87
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
693
Торцы — Обработка на токарно-карусель-
v ных станках 237
— Обработка на токарных станках 208
Точность заготовок из проката после меха-
нической обработки 167
зачистки снятием припуска при хо-
лодной штамповке 123
зубофрезерования 413
зубошевингования 413
изготовления деталей из пластмасс
153, 157
литых заготовок 104, 174
операции 96
• отверстий после мехавической обра-
ботки 175
отливок после механической обра-
ботки 175
патронов 27
поковок после механической обра-
ботки 173
типа клапанов, получаемых на
ковочно-штамповочных прессах мето-
дом выдавливания 172
после механической обработки дета-
лей 179
правки проката 137
при холодной высадке 132
размера по ширине при резке листо-
вого материала на ножницах 191
размеров при ковке на вертикальных
радиально-ковочных машинах 142
расположения отверстий 18
расточной операции 256
резки проката 135, 167
сборки изделия 578
формы и взаимного расположения
обрабатываемых плоскостей в зависи-
мости от типа оборудования 17
черных заготовок 178
Точность заготовок зубчатых колес кони-
ческих 420
цилиндрических 399
Точность обработки — Влияние темпера-
турного режима системы СПИД 75
Точность обработки на горизонталыю-
. расточных станках 256
наружных цилиндрических поверх-
ностей 7
на токарных станках 218
отверстий 8, 10, 175
плоскостей 12
при выполнении метрической резьбы
16
при калибровании отверстий 531
• цилиндрических зубчатых колес с
эзольвентным профилем 16
ТУ 001—63 145
У
Угольники для сборки 609
Удельное коробление отливок 174
Уклоны в деталях из пластмасс 154
Упрочнение чеканкой 559—561
Уровень шума при испытании конических
зубчатых колес 438
УравиовевщвЕише деталей — Основные по-
нятия 675 "
— Структура процесса 676
— Требования к оформлению чертежа ро-
тора 68,')
Уравнорр ливание механизмов 683
Усилие запрессовки деталей при сборке
647
— — заарессовки подшипников качения
6i7
при штамповке на горячештамповоч-
ных кривошипных прессах 117
Условные обозначения опор, баз и зажим-
ных усилий 35, 36
ходов в многоинструментальных на-
ладках агрегатных станков 393
Установка заготовок на токарных станках
200
на токарно-карусельных станках 242
на горизонтально-расточных станках
251
погрешности установки 24
Установочно-зажимные приспособления
для сборки 609
Установочные элементы приспособлений —
Расчет износостойкости 47
Установы — Размеры и точность изготов-
ления 69
Ф
Фасонные поверхности — Обработки на
токарно-карусельных станках 241
— Обработка на токарных станках 213
— Обработка (отверстий) на сверлильных
станках 333
Флюсы для пайки 651
Формовочные уклоны литейных болванов
110
наружных поверхностей моделей или
стержневых ящиков 110
Фрезерные станки 340—354
— Назначение 340
— Наладка многоинструментальнан 347
— Рационализация операции 353
Фрезерование винтовых поверхностей 343
¦ выступов 342
копирное 352
— — пазов 342
плоскостей 340
резьбы 343
тел вращения 345
Фрезы биение режущих кромок и конус-
ность рабочей части 74
гребенчатые 343
двузубые концевые 342
дисковые 34 7
модульные для нарезания кони-
ческих зубчатых колес 423
— — период стойкости 394
цилиндрические 341
Функции Лапласа 87
Холодная клепка — Усилие 653
Хонингование алмазное 505
зубьев цилиндрических колес 417
отверстий 509
Хонингование — Выбор брусков и длины
хода инструмента 504
— Конструкция инструмента 489
— Материал абразивных брусков 504
— Примеры наладок 500
— Режимы обработки 503
— Установка обрабатываемой детали 500
Ц
Цилиндрические поверхности — Обработка
на токарно-карусельных станках 236,
242
— Обработка на токарных станках 206
ЦМТУ 4451—54 145
4452—54 145
4786—56 145
• 4787—56 145
694
предметный ллфмштнып указлте.;
ч
Черкячшле передачи — Сборки 672
Червячные передачи n:t пластмасс — Га-
рантированные боковою зазоры 157
— Степени точности 157
Ш
Шабровочная машина ручная электриче-
ская 58-i
Шероховатоеть поверхности в зависимости
от точности изготовления 1
— — отверстий после калибрования 530
— — отливок 104
после полирования абразивной лен-
той 515
— — после суперфипиша 512
— — при обработке наружных цилиндри-
ческих поверхностей 7
— — — отверстий 8
— — — плоскостей 12
Шлифование бесцентровое наружное 4 58—
4 77
— Обработка папроход 400
— Наладки 461
— Установка деталей 4 58
— Число операций 450
— Характеристика кругов 45Э
Шлифование бесцентровое врезное 4G6
Шлифование внутреннее — Автоматизация
обработки 483
— Выбор характеристики круга 4 70
— Установка и крепление деталей 478
Шлифование зубьев конических колес 430
Шлифование круглое наружное
— Виды обработки 440
— Измерение в процессе шлифования 44 7
— Наладки 4 53
— Правка шлифовальных кругов 443
— Средства аитоматизацпи 449
— Уменьшение простоев при балансиро-
вании 453
¦— Установка детали 441
Шлифование отверстии 477 Выбор вы-
соты круга 4 78
— Припуски 4 78
— Соотношение между диаметром круга п
диаметром шлифуемого отверстия 4 78
Шлифование плоское 480 — Автоматизация
процесса 4 89
— Обработка на двухсторонних станках
491
Шлнфоьание тонкое —¦ Режимы обработки
487
— Режимы правн
Шлнфоваине ними
Шлифовальные i;
центровом шли
при нпутрс
— — при врезног
Шлифовальные м;
работ 584, 591)
Шшщевые соедин
Шпоночные соедш
Штамповка горяч;
115
в открытых
— — калибровка
на горизоп
пах (ГКМ) 115
Обрезка, П|
вок 115
— — скоростная
Штамповка горяч
вочные уклоны
119
— — на молотах
и уклоны на по
— — на прессах
из алюминиевы>
сплавов 118
— Уклоны на по]
Штамповка хо:ю;
и пробивка отв
— Вытяжка 124
— Гибка 124
— Зачистка 123
— Нормы paexoj
— Разбортовка (
— Раскрой мате
— Расчет усили!
— Резка 121
— Холодное выл
Штамповочные \
ках с высоки:
(для стали и ]
Щупы 69
т.ч-потенниальш
Эксцентрично |
етн — Обрабо
217
Элементарные
ЭВМ маршрут
Электрон! ниндел
ных станков
Поправки к рисункам. 1. Рис. 43 на стр. 618, 4-й ряд (
слева напечатано: «Таке-пажечные», следует читать: «Тележечш
2. Рис. 135 на стр. 681 иг.жшш ряд прямоугольников,
«Погрешность, связанная с пзмепеь жм спорости при измерении
Справочник технолога-машиностроителя
Том 1
Редактор издательства Д. В. Баженов
Технические редакторы
Т. Ф. Соколова, Н. Ф. Демкина
Корректор Ж. Л. Суходолова
Переплет художника А. Я. Михайлова
Подписано к печати 27.VII 1973 г. Т-08280. Фор-
мат 60X90'/i6. Бумага N° 3. Печ. л. 43,5. Уч.-
изд. л. 58,2. Тираж 55.01H A-й завол 1—40.000).
Заказ № 112. Цена 3 р. 02 к.
Издательство «МАШИНОСТРОЕНИЕ»,
Москва, Б-78, 1-й Басманный пер., 3
Отпечатано с матриц, изготовленных ордена
Трудового Красного Зиаменн Ленинградской ти-
пографией № ! «Печатный Двор» им. А. М.
Горького Главполиграфпрома Комитета по пе-
чати при Совете Министров СССР, г. Ленин-
град, Гатчинская ул.. 26, в типографии изда-
тельства «Таврида» Крымского обкома КП Ук-
ранны, г. Симферополь, просп. Кирова, 32/1.