/


































Текст
weldworld.ru
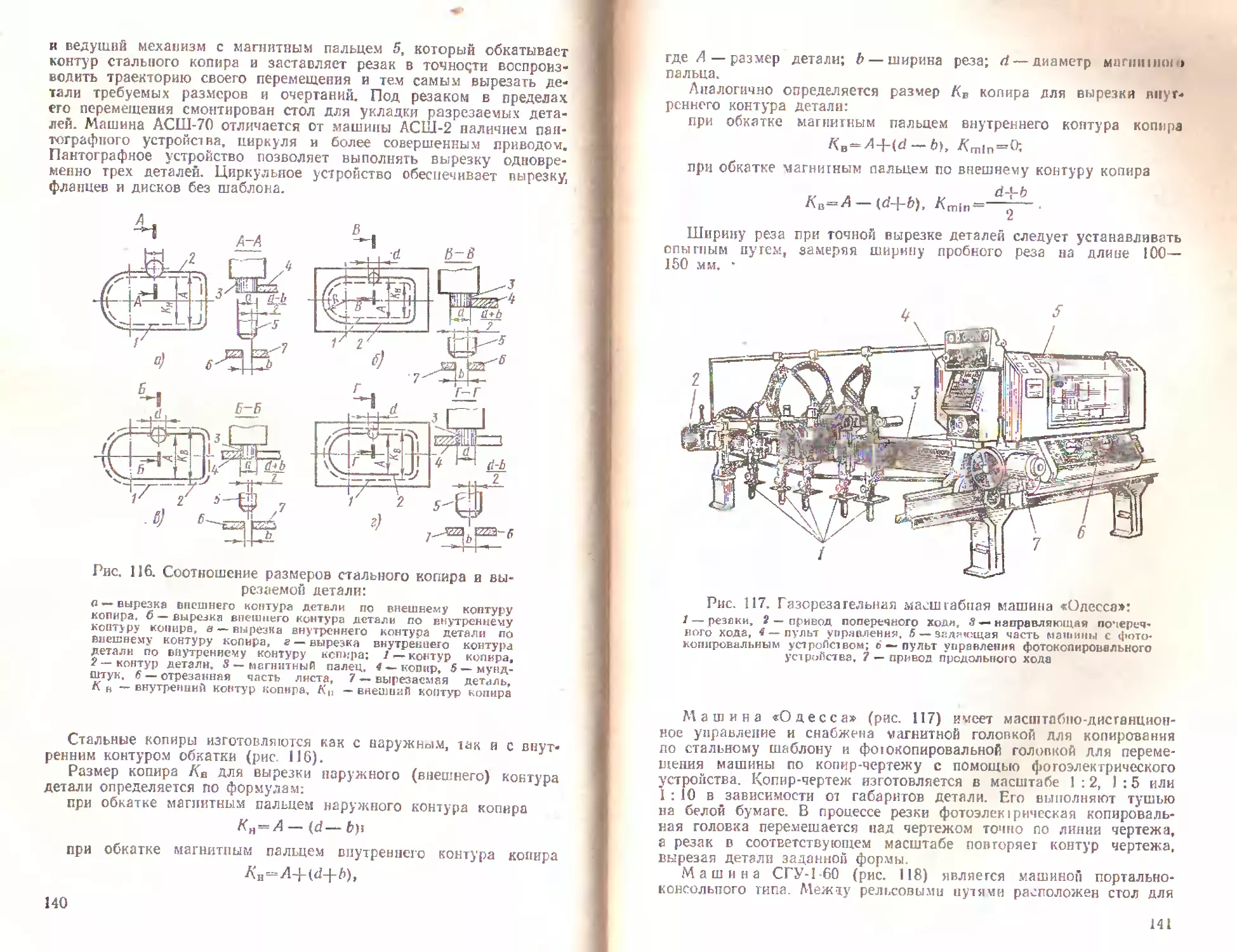
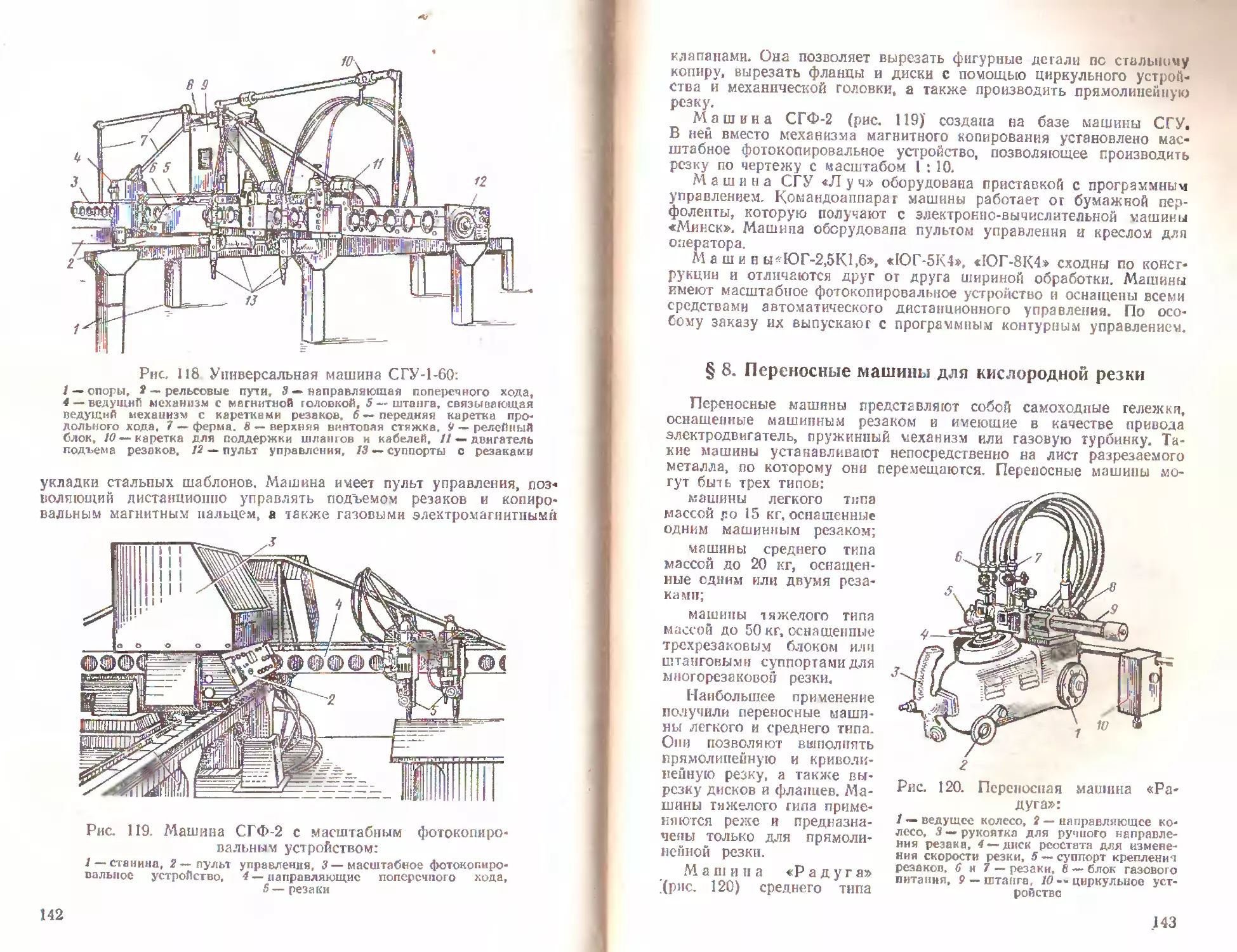
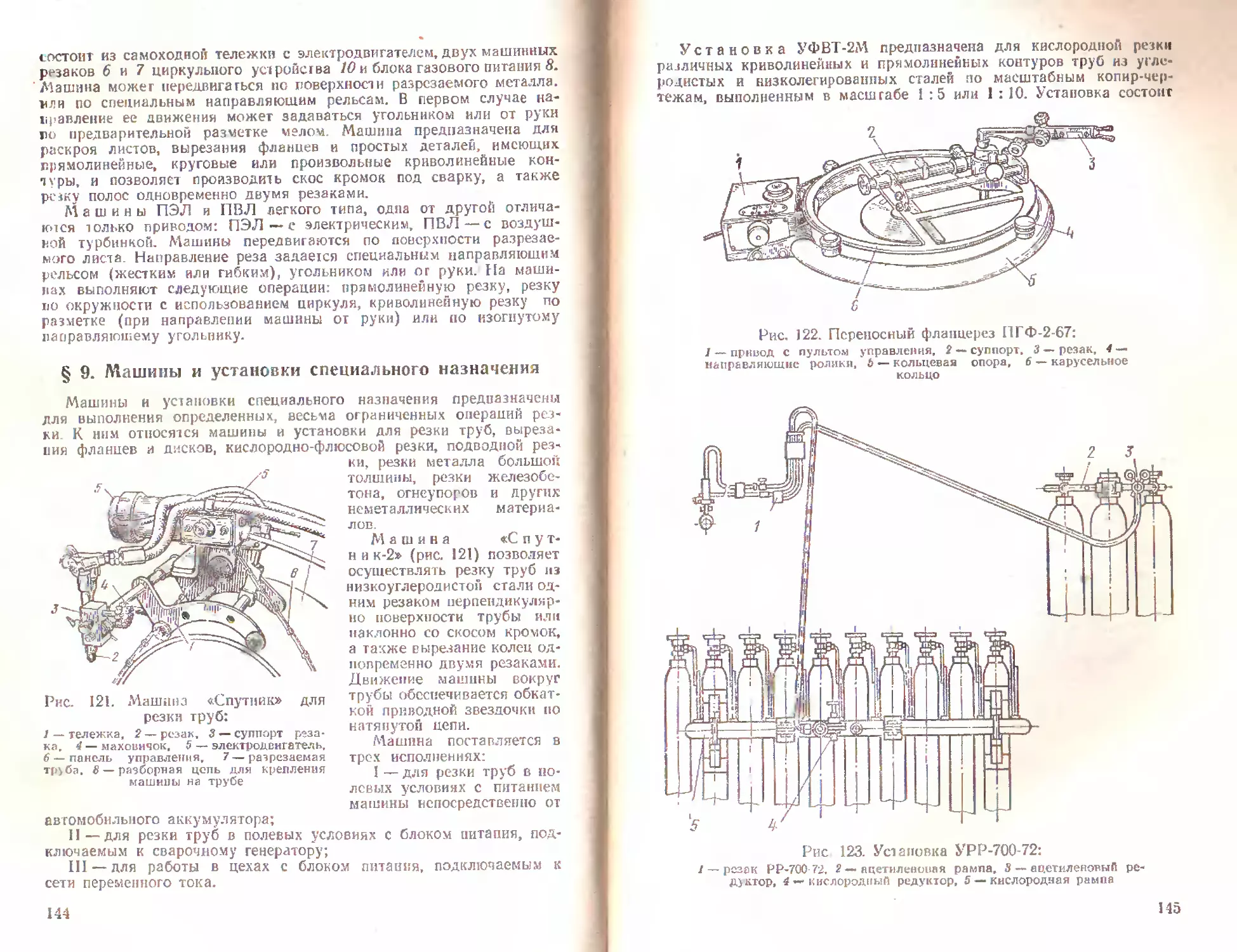
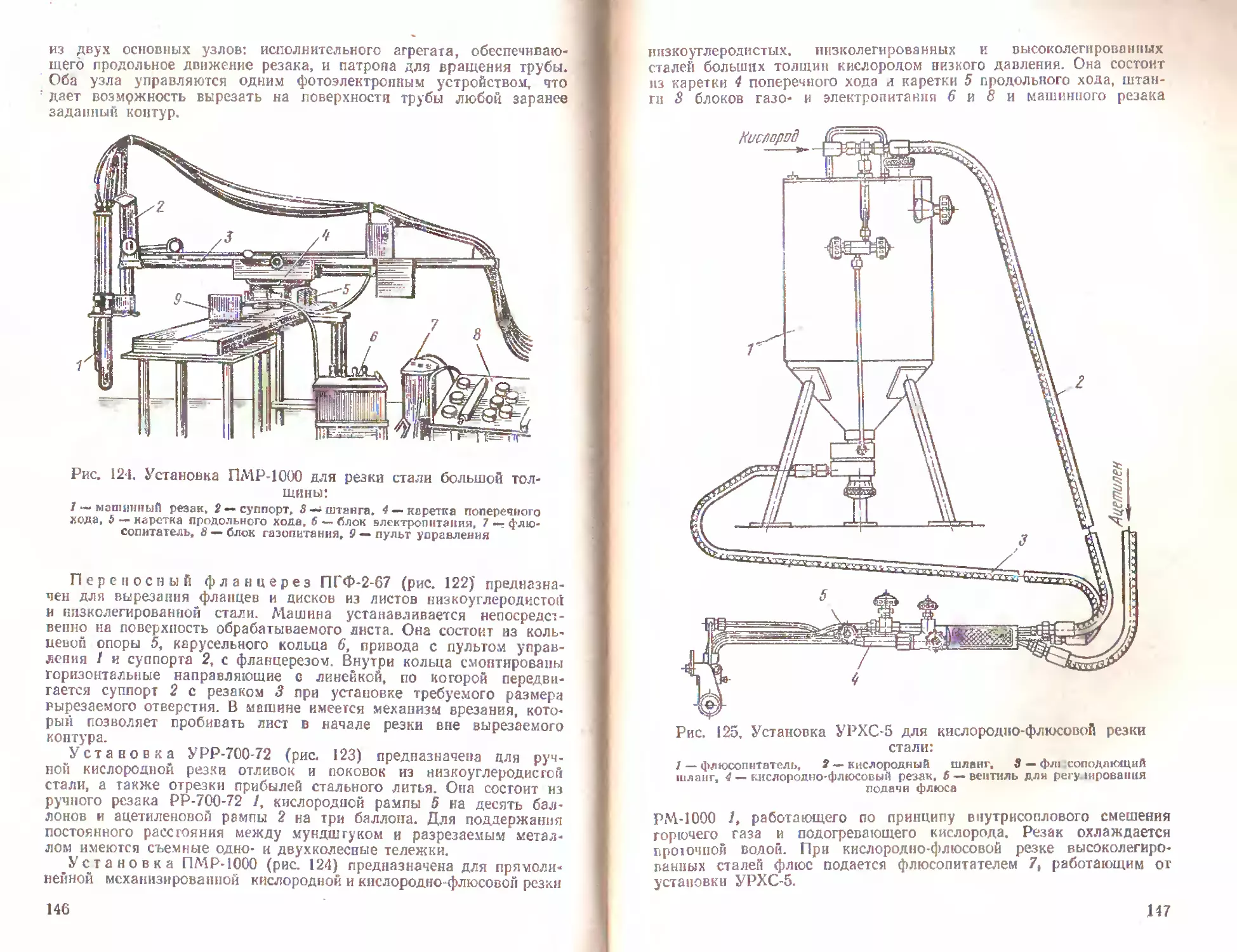
6П4.3
А62
Отзывы и замечания просим направлять по адресу:
Москва, К-51, Неглинная ул., 29114, издательство «Высшая
школа».
Справочник рекомендован к изданию Государственным комите-
том Совета Министров СССР по профессионально-техническому обра-
зованию.
Дон Зосичович Амигуд
Справочник молодого газосварщика и газорезчика
И. Б. № 484
Редактор Д. В. Романов. Художник В. В. Гарбузов. Художественный редак-
тор В. И. Пономаренко. Технический редактор Т. Д- Г арина. Коррек-
тор Г. И. Кострикова.
Т —20603. Сдано в набор 6;IV 1976 г. Подп. к печати 28/Х 1976 г. Формат
84 X 1О8’/з?- Бум. тип. № I. Объем 5.75 печ. л., 9,66 усл. печ. л. Уч.-изД. л. 10,58.
Изд. № М-14. Тираж 100 000 экз. Цена 37 коп. Зак. 234.
Москва, К-51. Неглинная ул., д. 29/14, Издательство «Высшая школа».
Типография изд-ва «Уральский рабочий»,
г. Свердловск, просп. Ленина. 49.
Амигуд Д. 3.
А62 Справочник молодого газосварщика и газорез-
чика. Изд. 2-е, исправл. и доп. М., «Высш, шко-
ла», 1977.
184 с. с ил.
В справочнике приведены сведения об оборудовании и аппаратуре
для газопламенной обработки металлов, присадочных материалах,
горючих газах и флюсах, даны указания по расчету и выбору режимов
сварки, резки и наплавки черных и цветных металлов, освещены во-
просы поверхностной закалки, пайки, сварки пластмасс, технического
нормирования, техники безопасности и противопожарной защиты.
2-е издание дополнено сведениями об оборудовании и аппаратуре
новейших типов, уточнены режимы газопламенной обработки металлов
и сплавов, а также неметаллических материалов, сведениями о тех-
ническом нормировании времени и расходе сварочных материалов.
Глава IV «Оборудование я аппаратура для газопламенной обработ-
ки» и глава V «Технология газовой сварки, наплавки, пайки и поверх-
ностной обработки» написаны инж. Л. П. Шсбеко.
31206—025
О52(О1)—77
Без объявл.
6П4.3
© Издательство «Высшая школа», 1977.
ОГЛАВЛЕНИЕ
Глава I Общие сведения о газопламенной обработке
§ 1. Классификация способов газопламенной обработки
§ 2. Сущность основных процессов газопламенной обра
ботки.......................................
Глава И. Сварочные материалы .......
§ 1. Кислород (О2)............................
§ 2. Карбид кальция..............................
§ 3. Горючие газы и жидкости.....................
§ 4. Присадочные материалы.......................
Глава III. Теоретические основы газовт^й сварки
§ 1. Сварочное пламя ................. .
§ 2. Металлургические процессы при газовой сварке
Глава IV. Оборудование и аппаратура для газопламенной
обработки ...........................................
§ 1. Ацетиленовые генераторы . .....
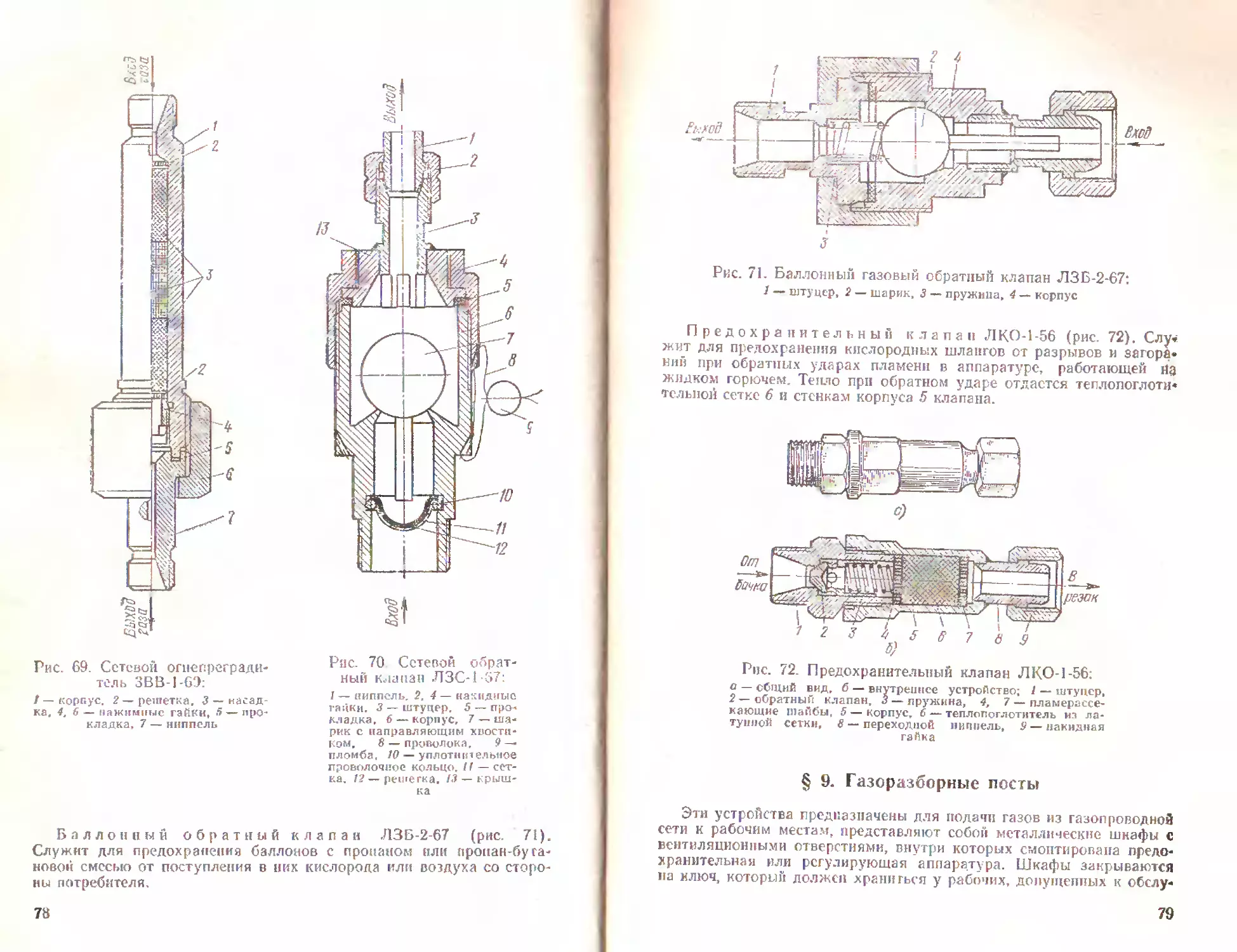
§ 2 Предохранительные затворы ......
§ 3. Баллоны . ..............................
§ 4 Редукторы для газопламенной обработки
§ 5. Газопламенные горелки .
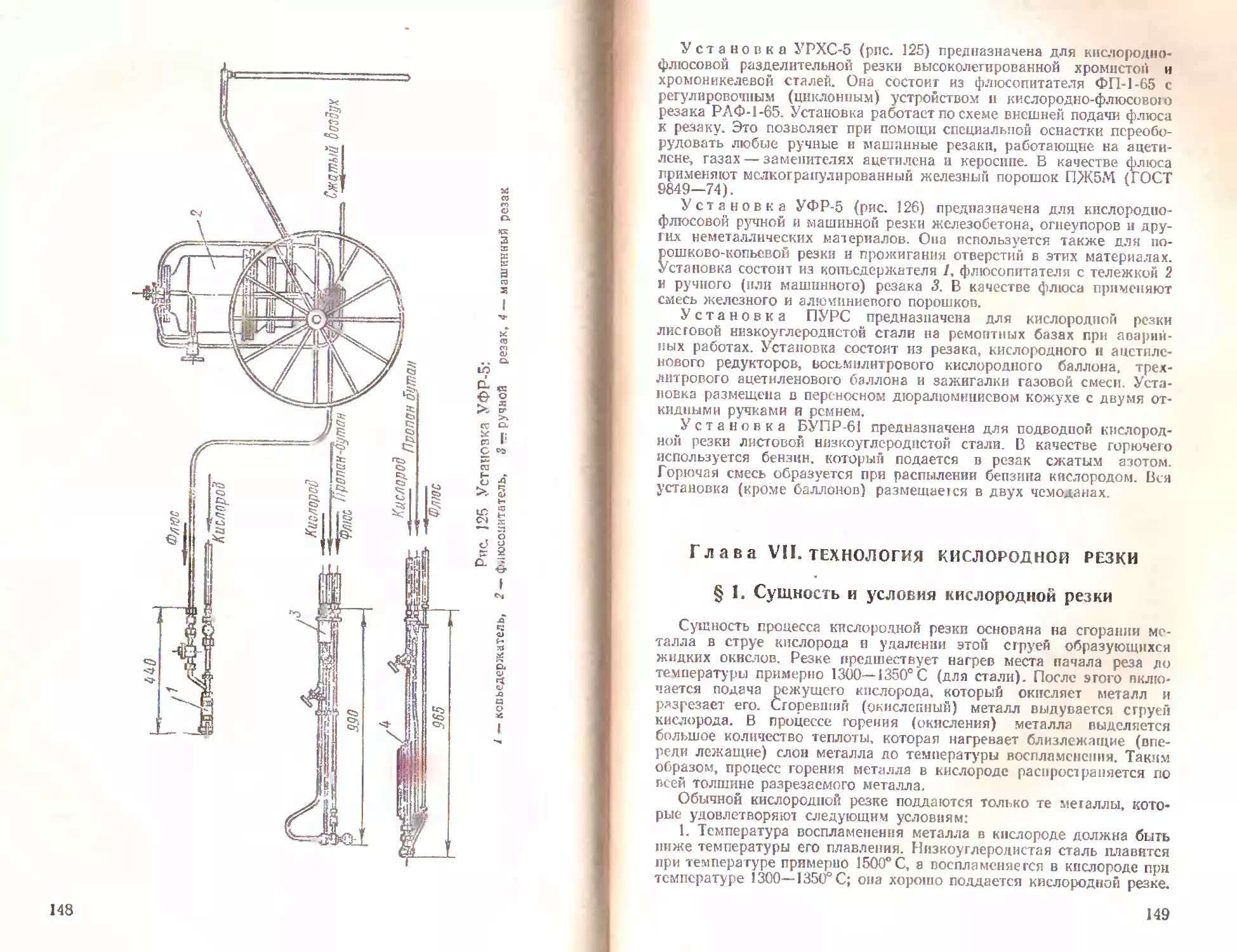
§ 6. Установки для газопламенной обработки
§ 7. Перепускные рампы , .................
§ 8 Огнепреградители и предохранительные клапаны
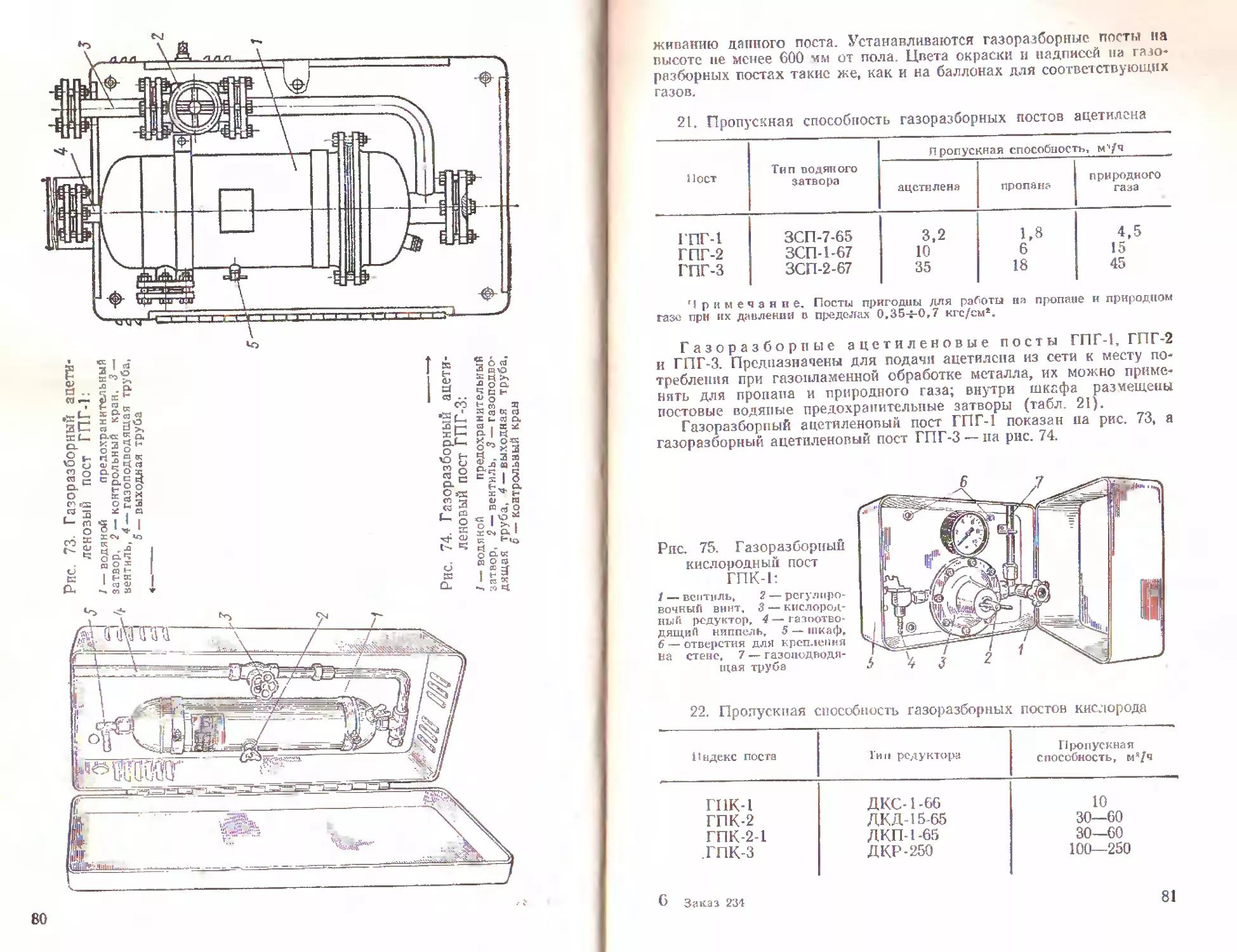
§ 9. Газоразборные посты .....
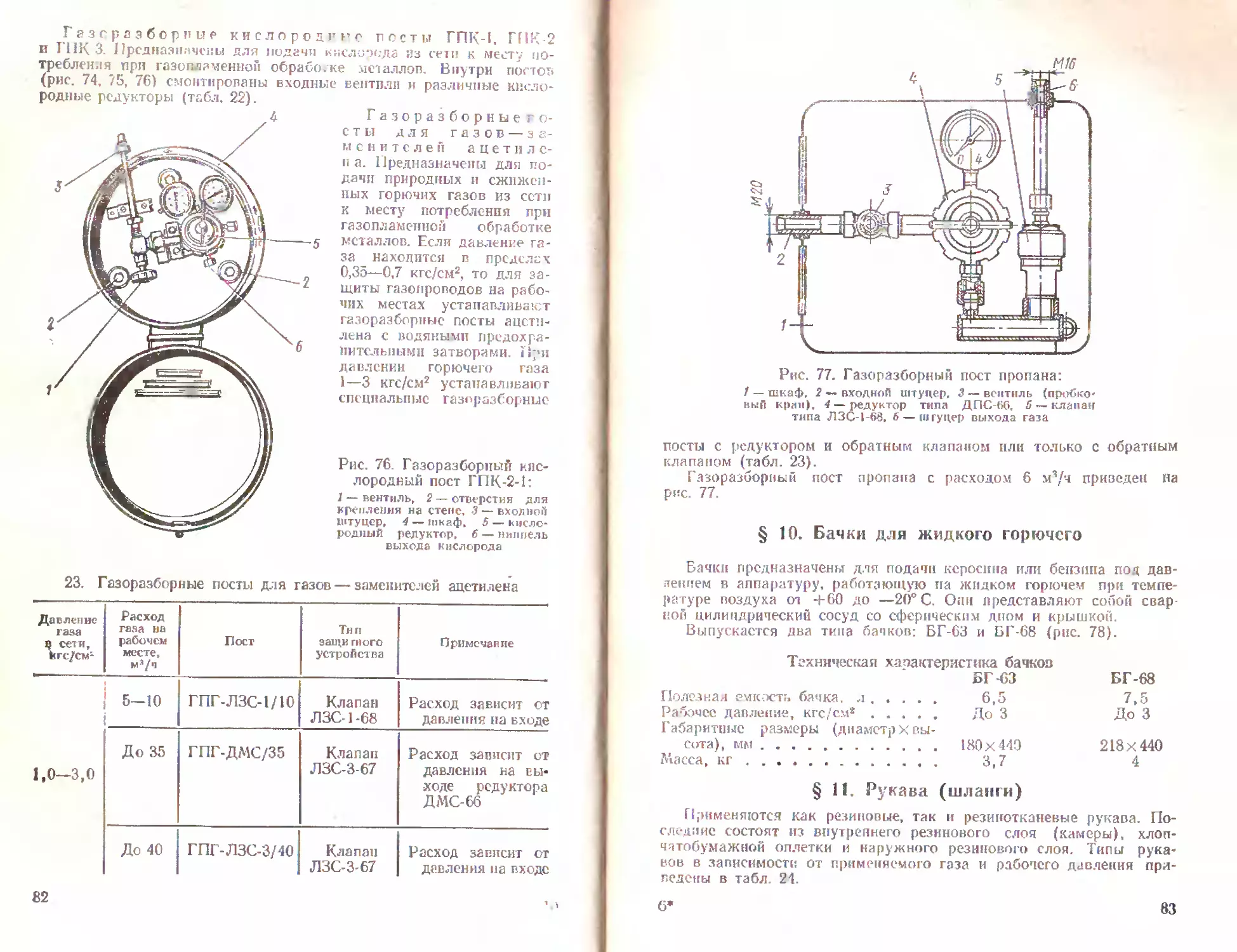
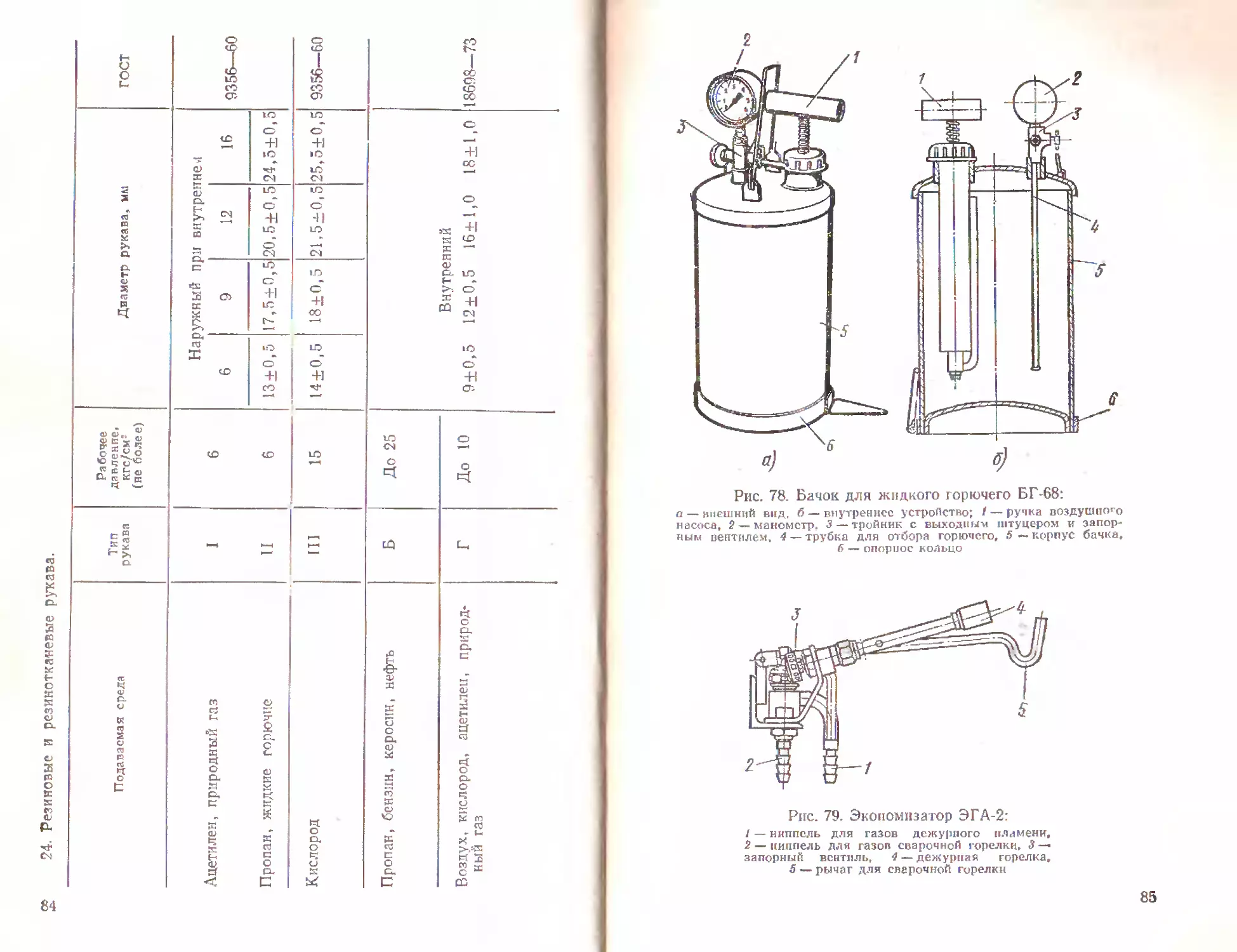
§ 19. Бачки для жидкого горючего > < . . .
§ 11. Рукава (шланги) . .......
§ 12. Экономизаторы...............................
Глава V. Технология газовой сварки» наплавки, пайки и
поверхностной обработки .................................
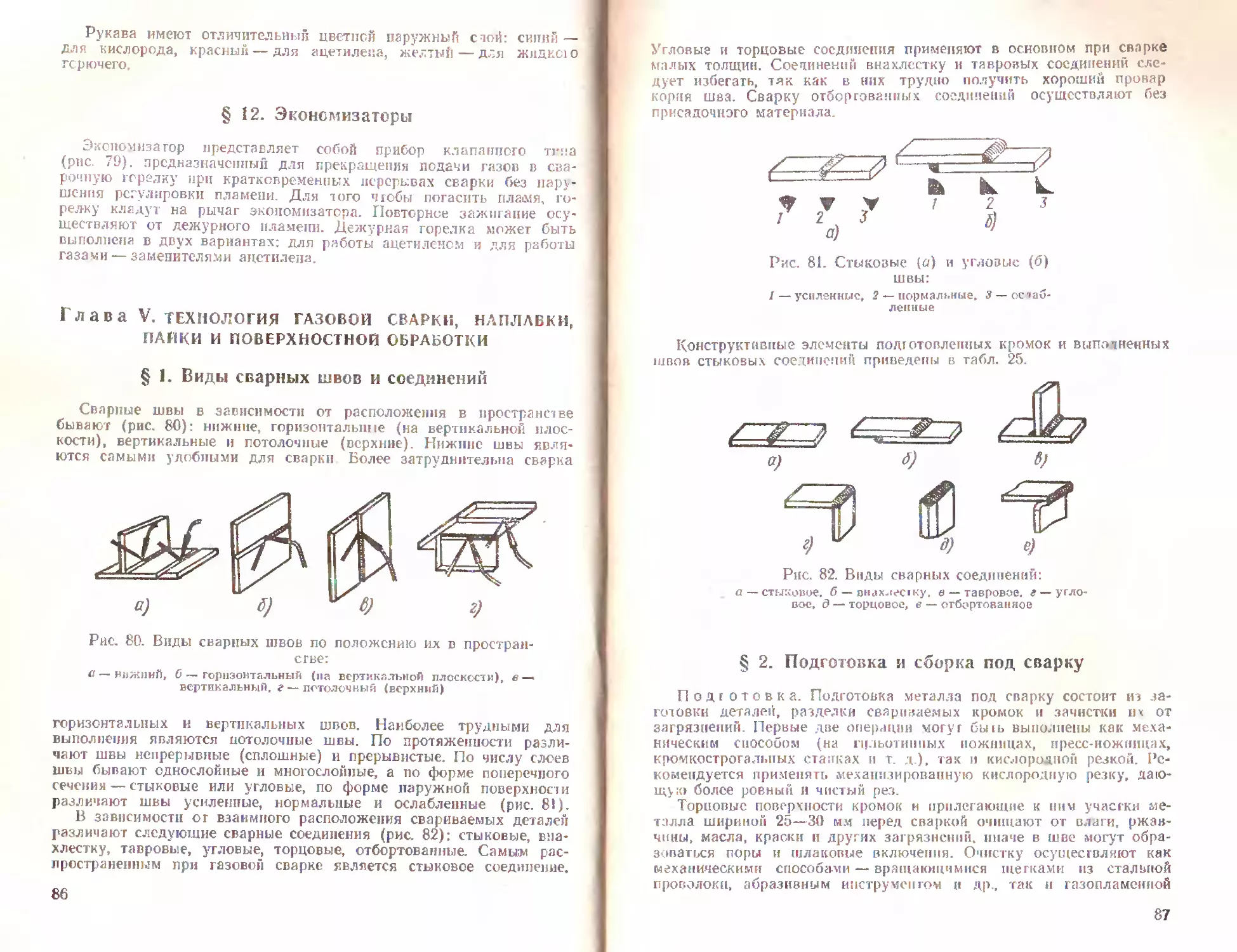
§ Г Виды сварных швов и соединений .
§ 2. Подготовка и сборка под сварку..................
§ 3 Способы газовой сварки..........................
§ 4. Техника и режимы сварки.........................
§ 5. Технология сварки углеродистых сталей
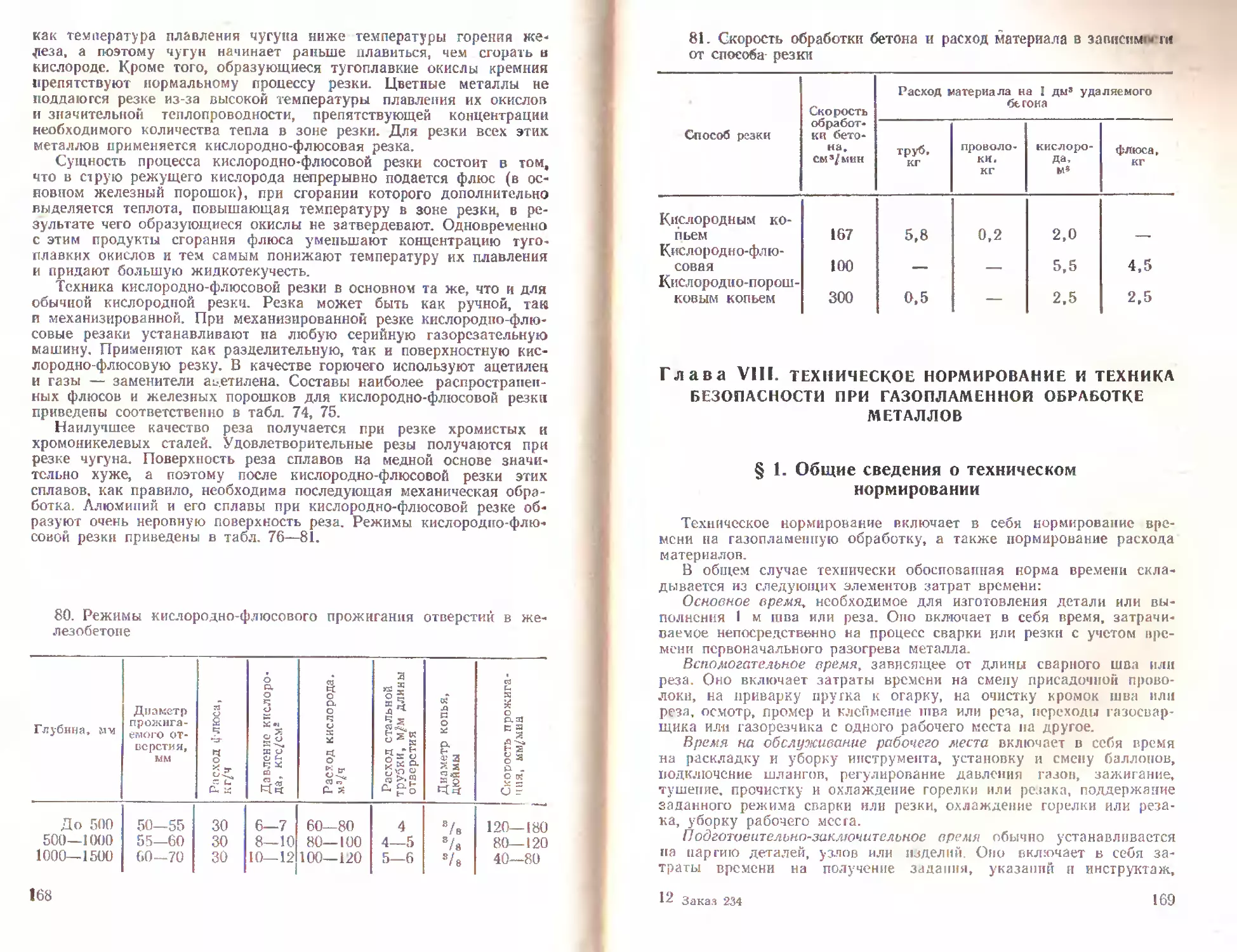
§ 6. Технология сварки легированных сталей
§ 7. Технология сварки чугуна .................... •
§ 8 Технология сварки цветных металлов и сплавов •
§ 9. Наплавка поверхностей ......
§ 10. Пайка металлов..................................
§ 11. Пламенная поверхностная закалка .
§ 12. Сварка пластмасс . . .............*
5
5
5
10
10
Н
12
18
20
20
24
25
25
35
41
45
53
69
77
77
79
83
83
86
86
86
87
90
93
95
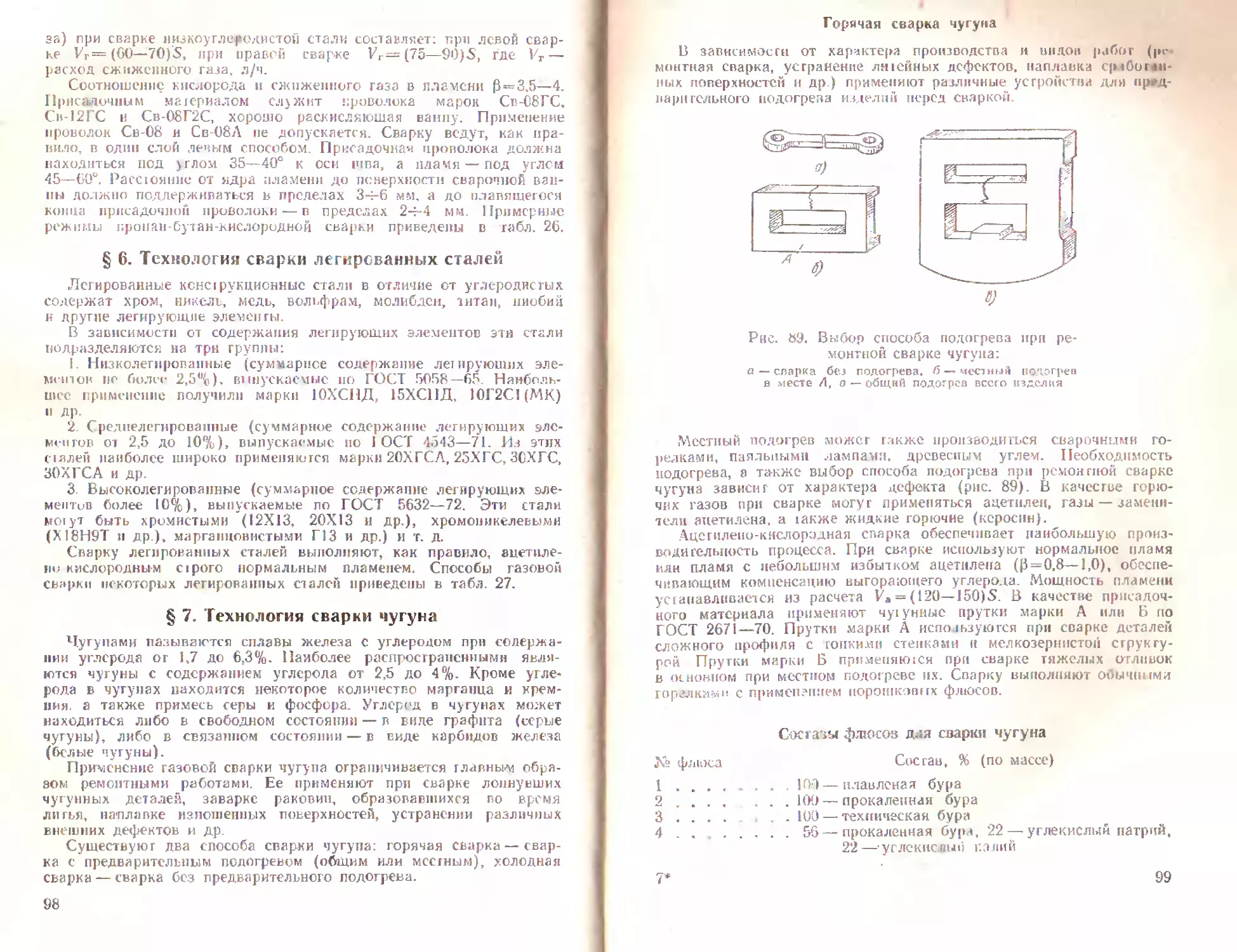
98
98
103
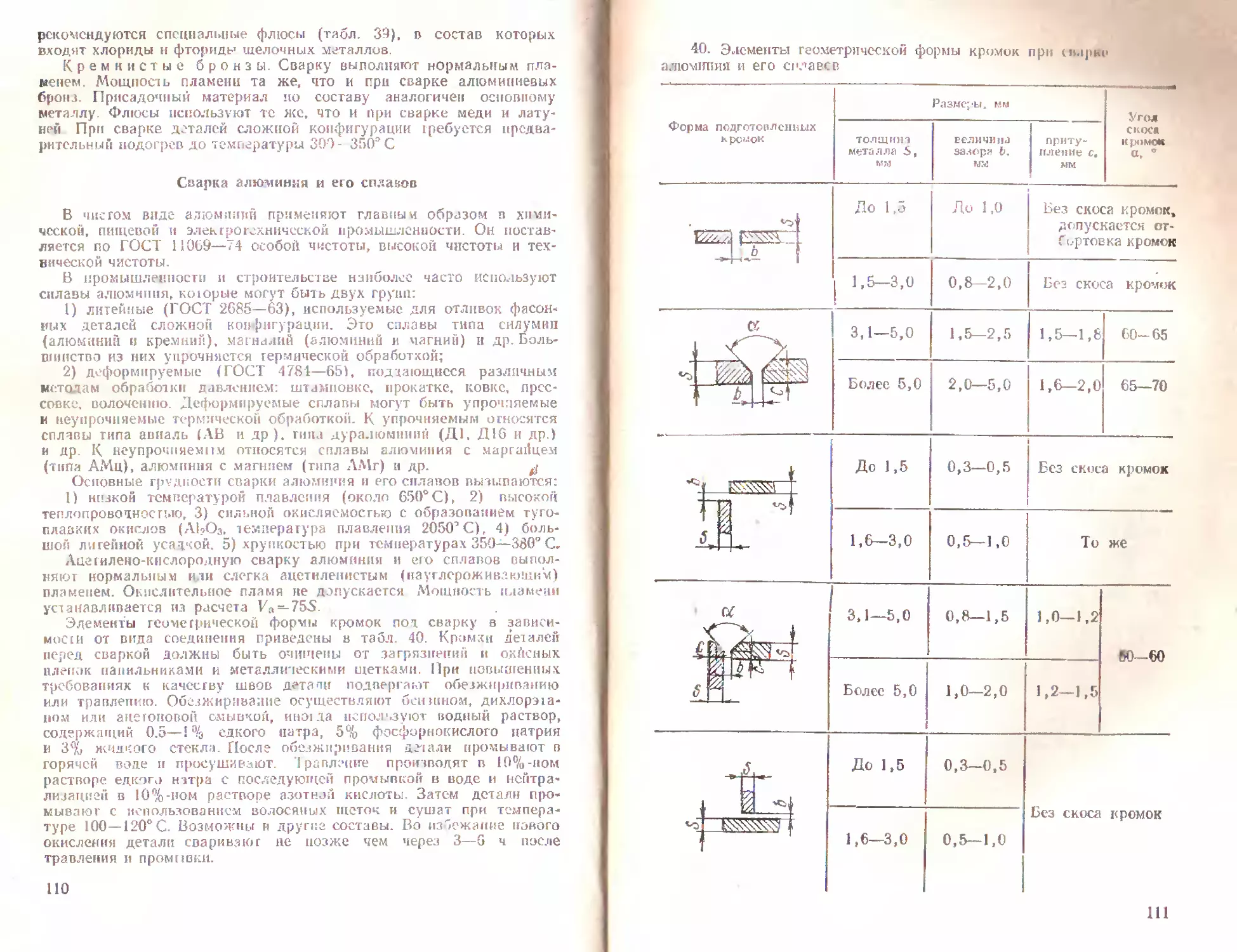
116
120
122
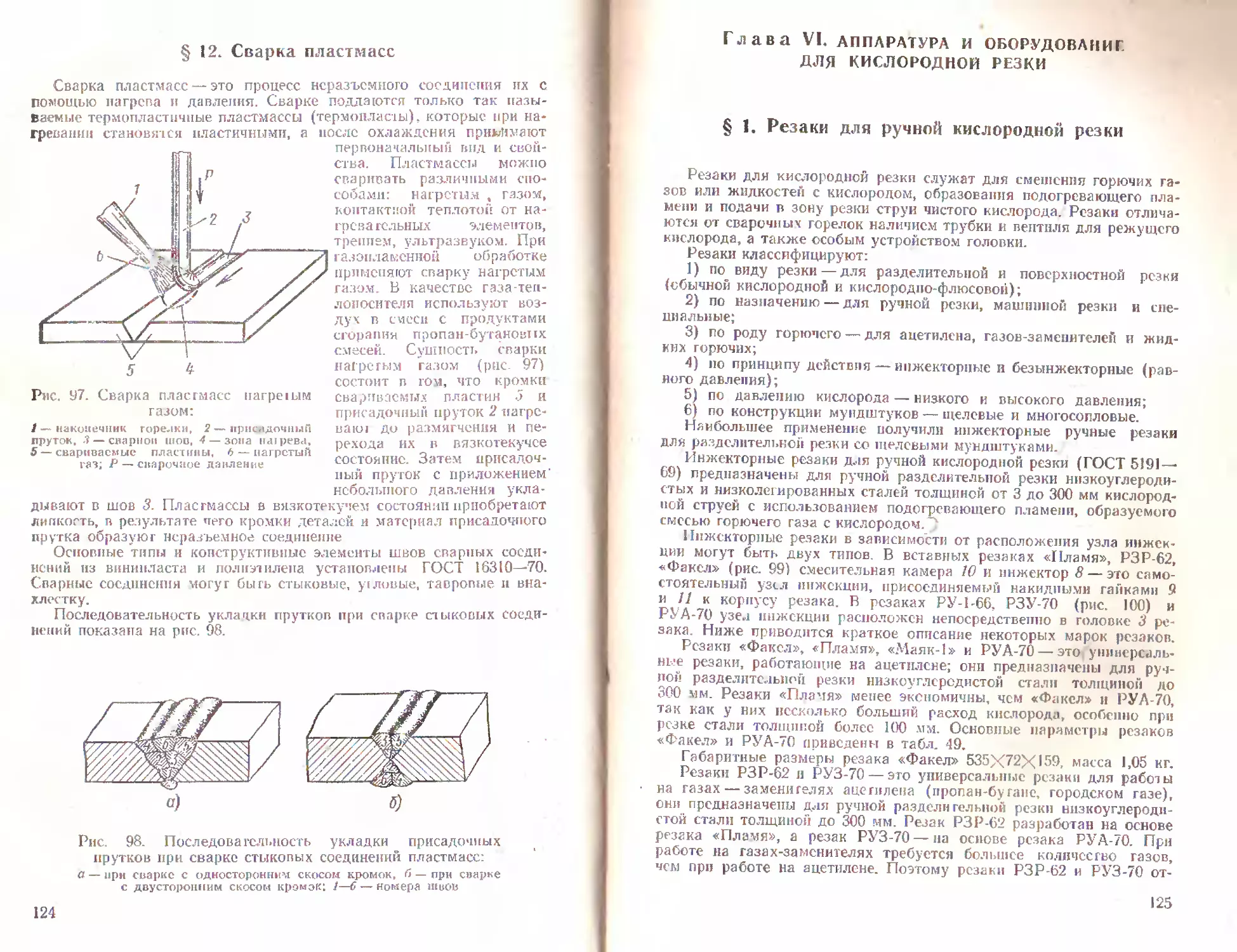
124
Глава VI. Аппаратура и оборудование для кислородной резки 125
§ 1. Резаки для ручной кислородной резки .... 126
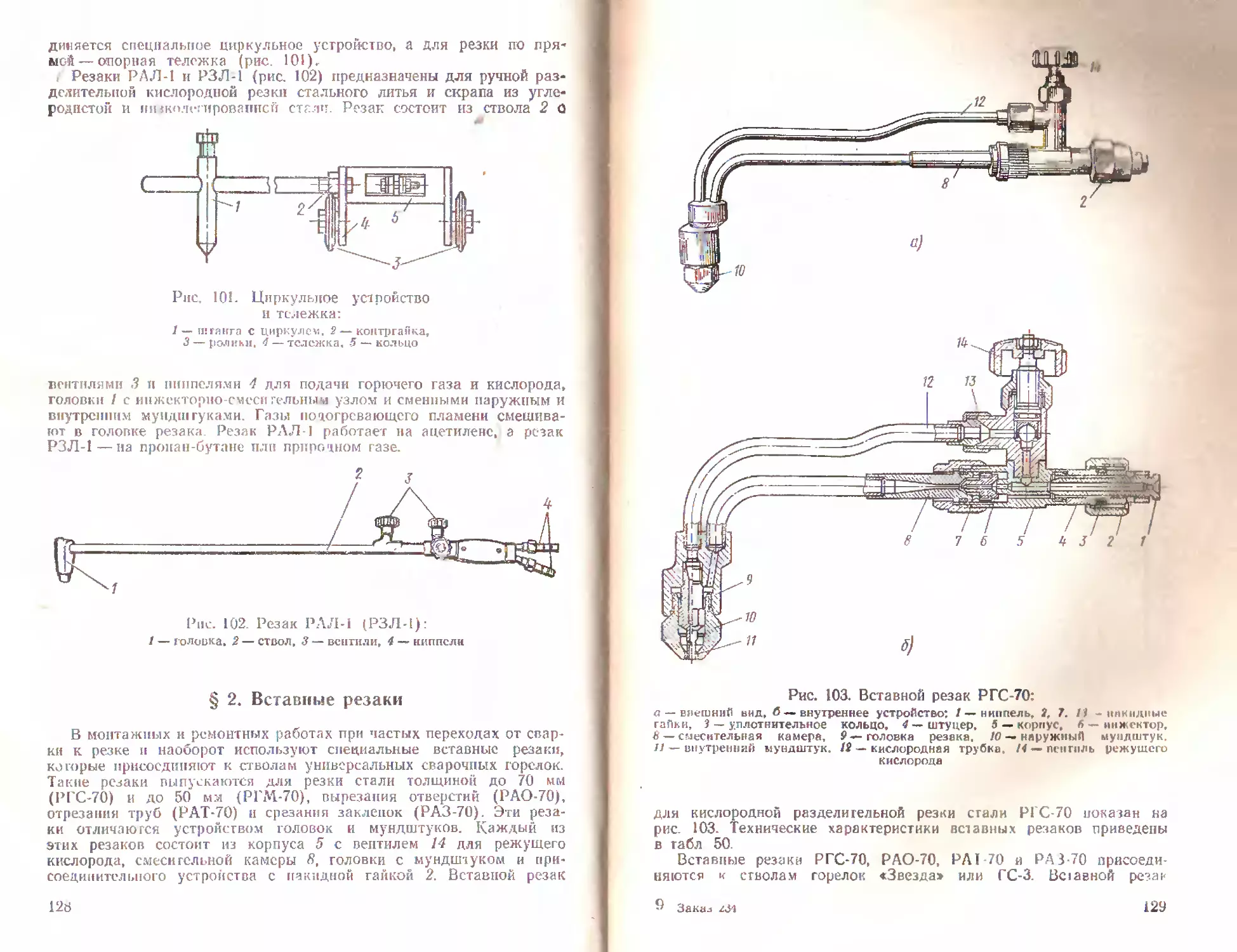
§ 2. Вставные резаки................................* 128
§ 3. Керосипо-кмслородпые резаки..................... 131
§ 4. Резаки для поверхностной кислородной резки . . 132
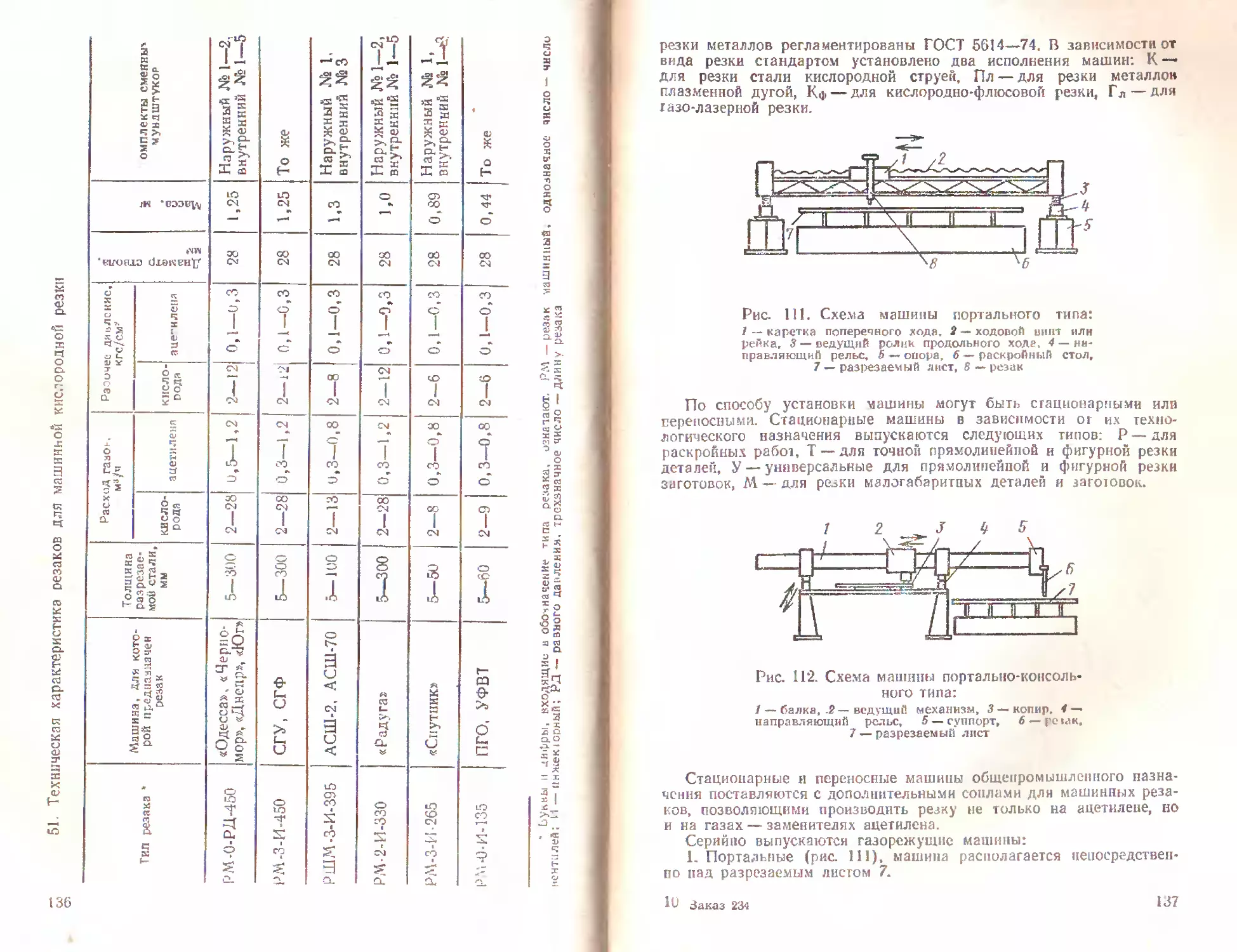
§ 5. Резаки для машинной кислородной резки . . . 134
§ 6- Классификация машин для кислородной резки . . 134
§ 7. Стационарные машины для кислородной резки . . 138
§ 8. Переносные машины для .кислородной резки . . 143
§ 9. Машины и установки специального назначения . , 144
Глава VII. Технология кислородной резки .... 149
§ 1. Сущность и условия кислородной резки . . . 149
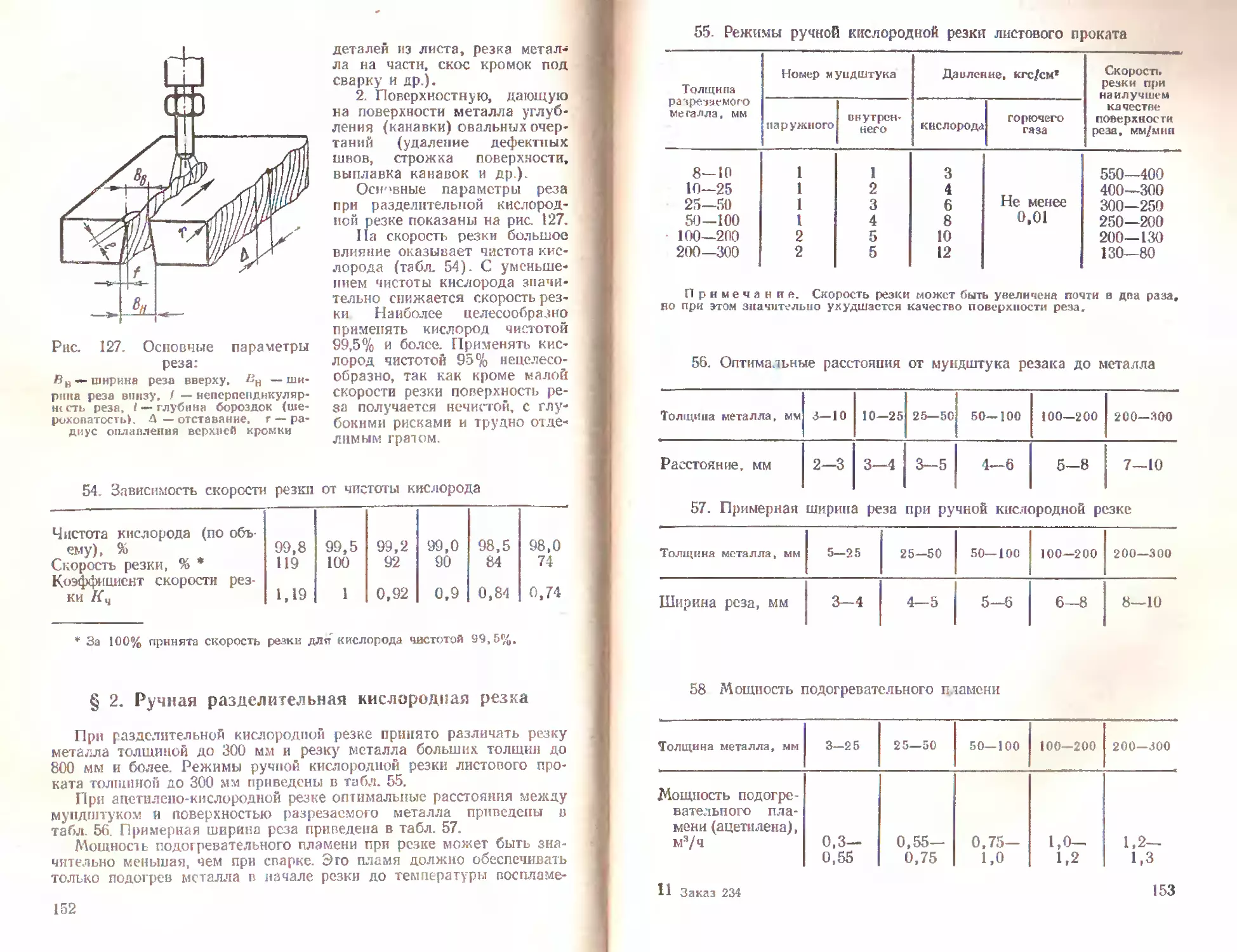
§ 2. Ручная разделительная кислородная резка . , 152
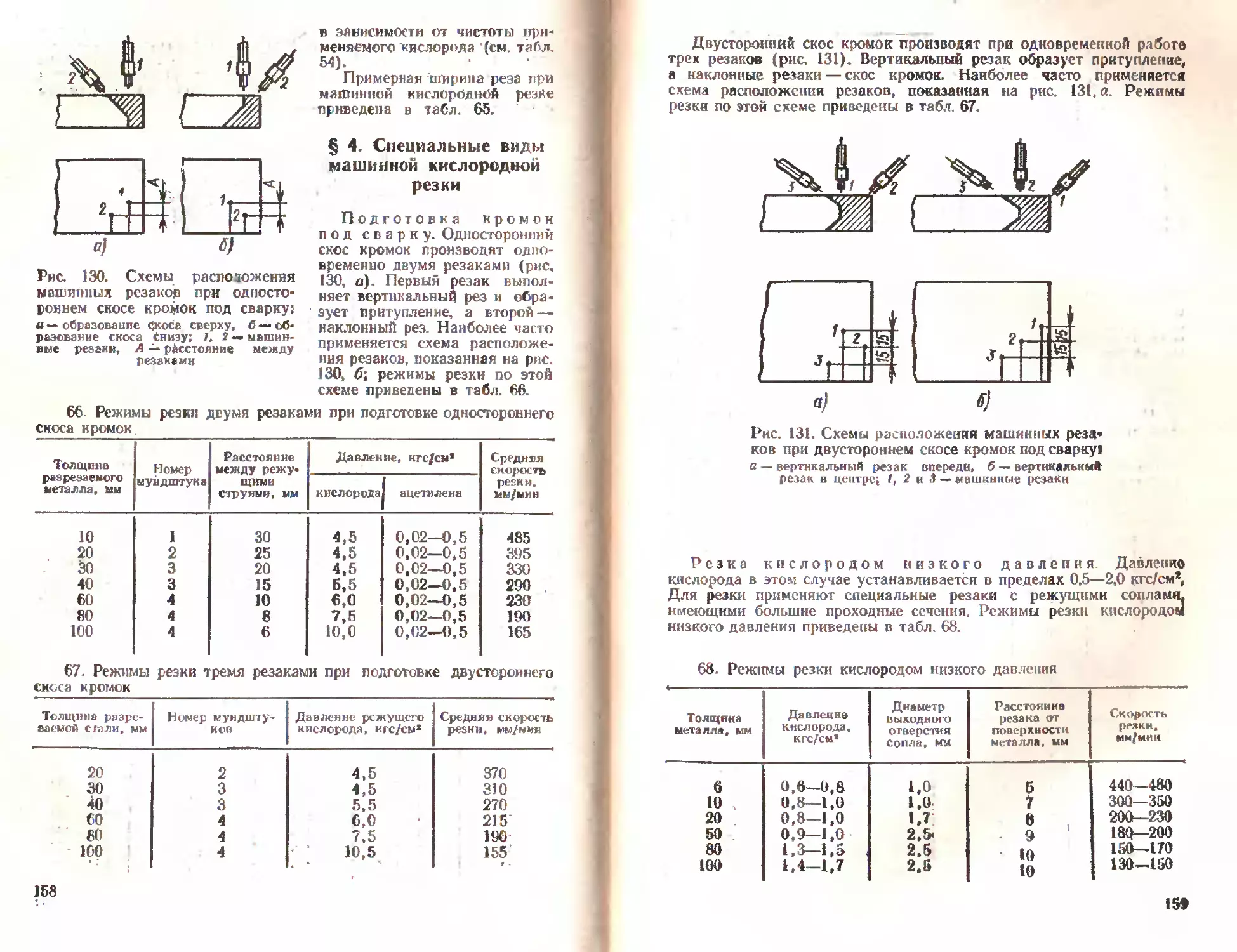
§ 3- Машинная разделительная кислородная резка . ♦ 155
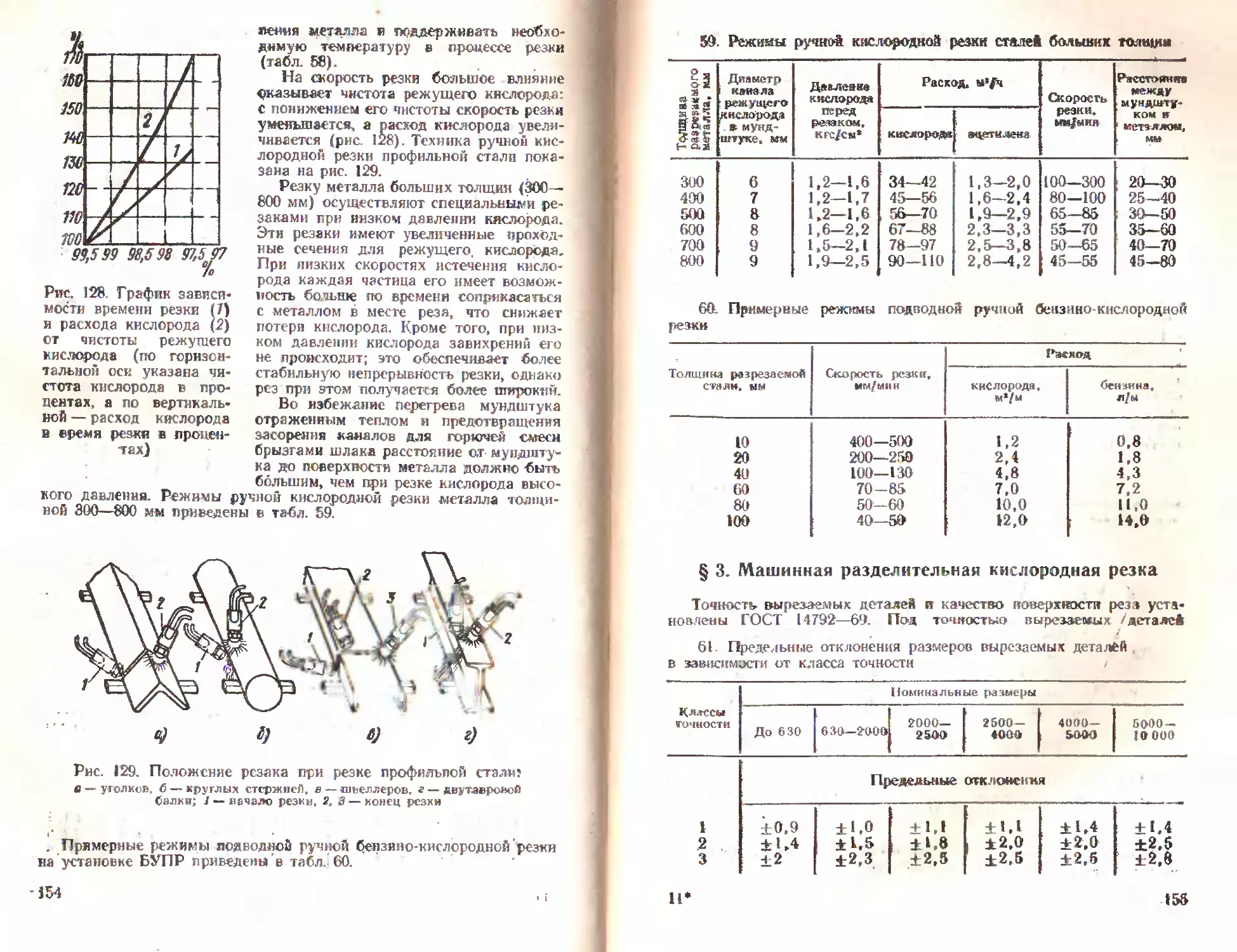
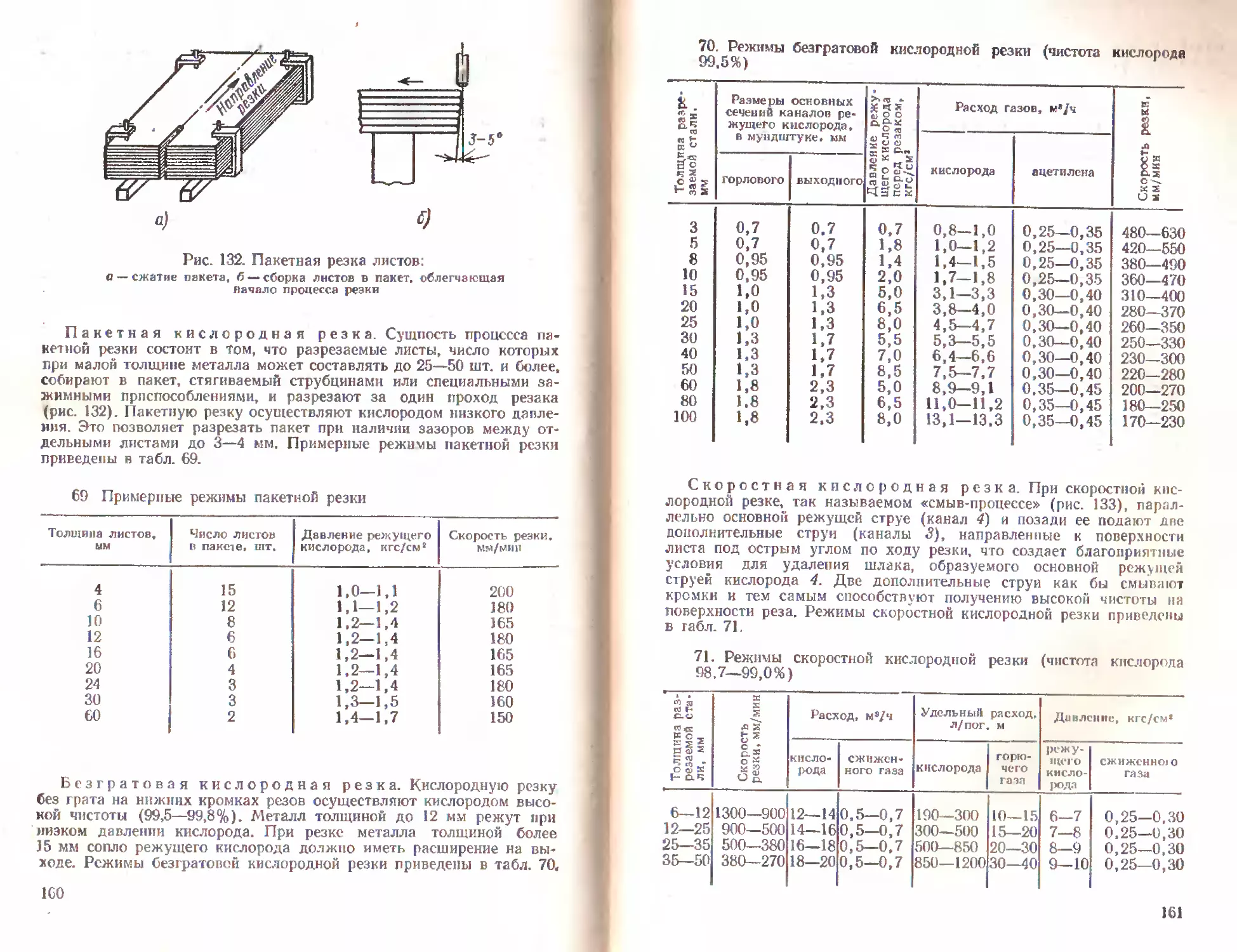
§ 4. Специальные виды машинной кислородной резки . 158
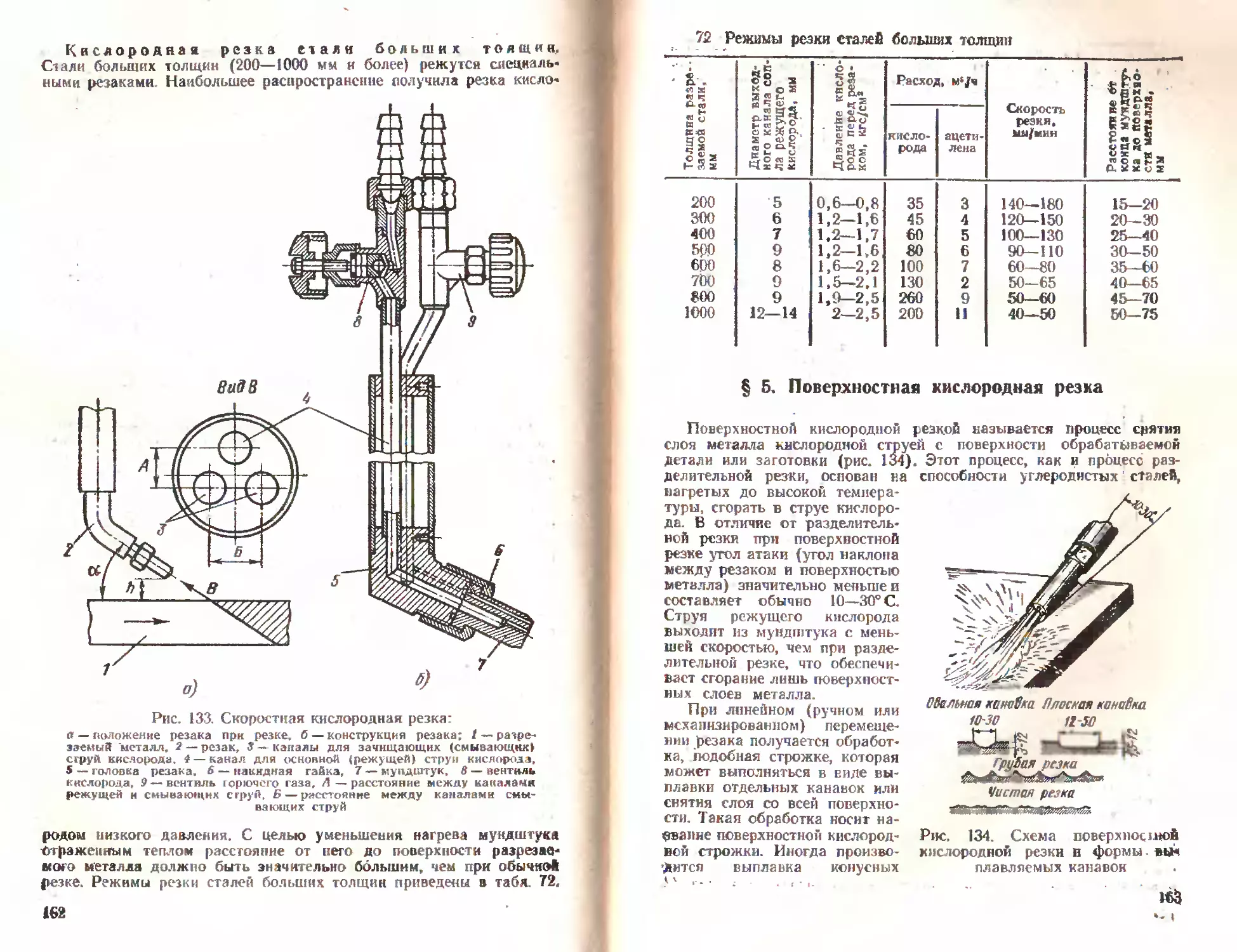
§ 5. Поверхностная кислородная резка . 163
§ 6. Кислородно-флюсовая резка ....... 164
Г л а в а VIII. Техническое нормирование и техника безопас-
ности при газопламенной обработке металлов 169
§ 1. Общие сведения о техническом нормировании . . 169
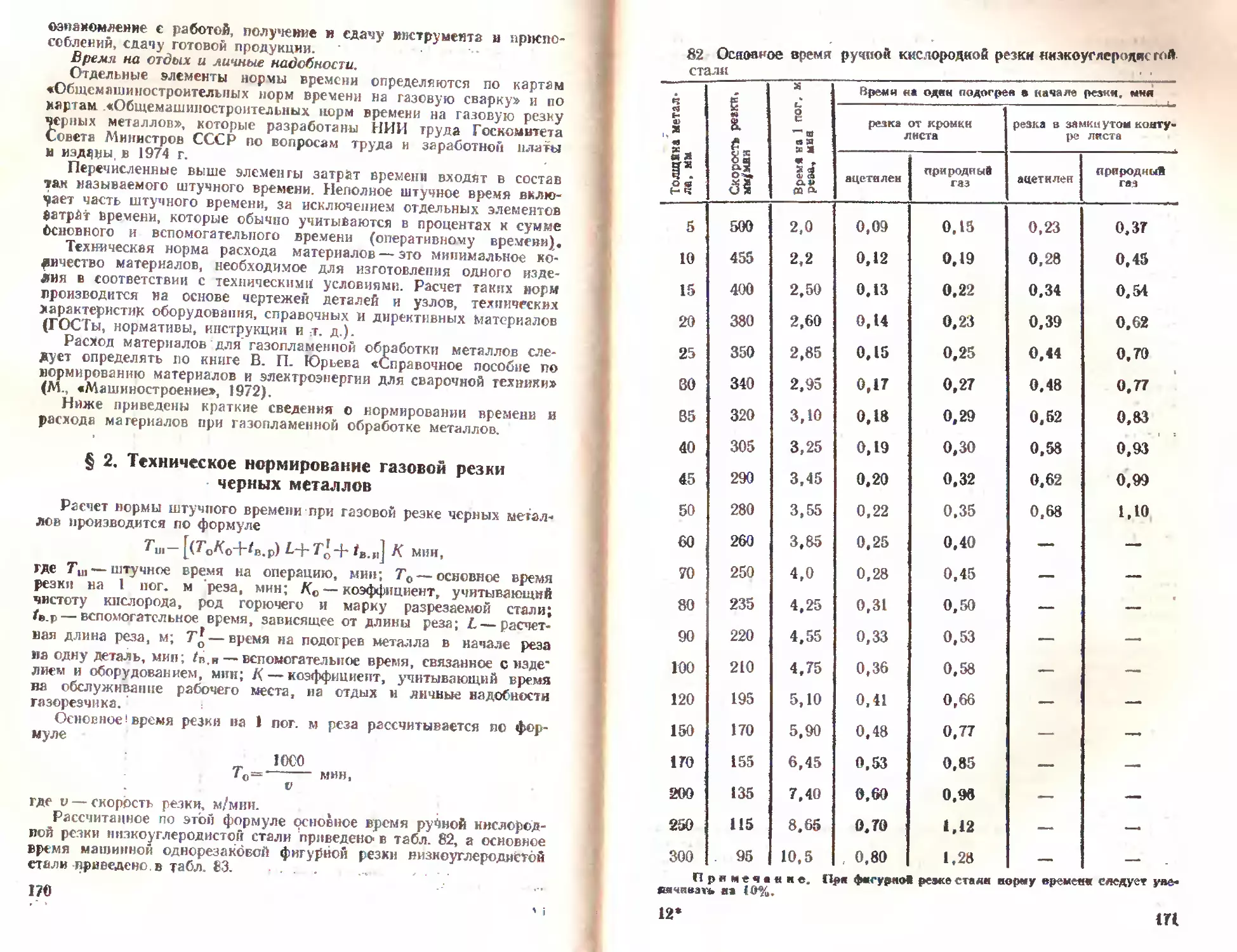
§ 2. Техническое нормирование газовой резки черных ме-
таллов . . ..............................170
§ 3. Техническое нормирование газовой сварки . . . 172
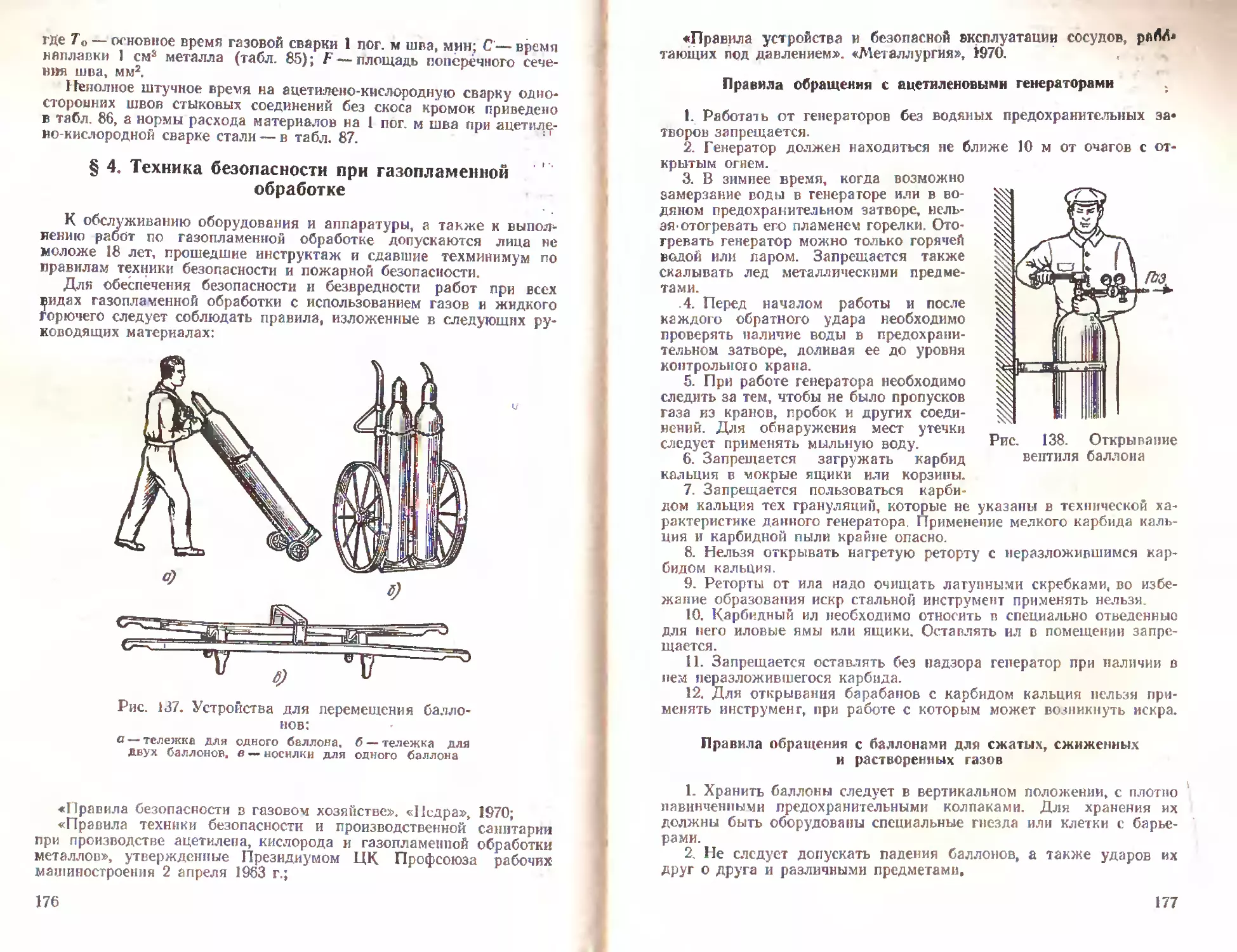
§ 4. Техника безопасности при газопламенной обработке 176
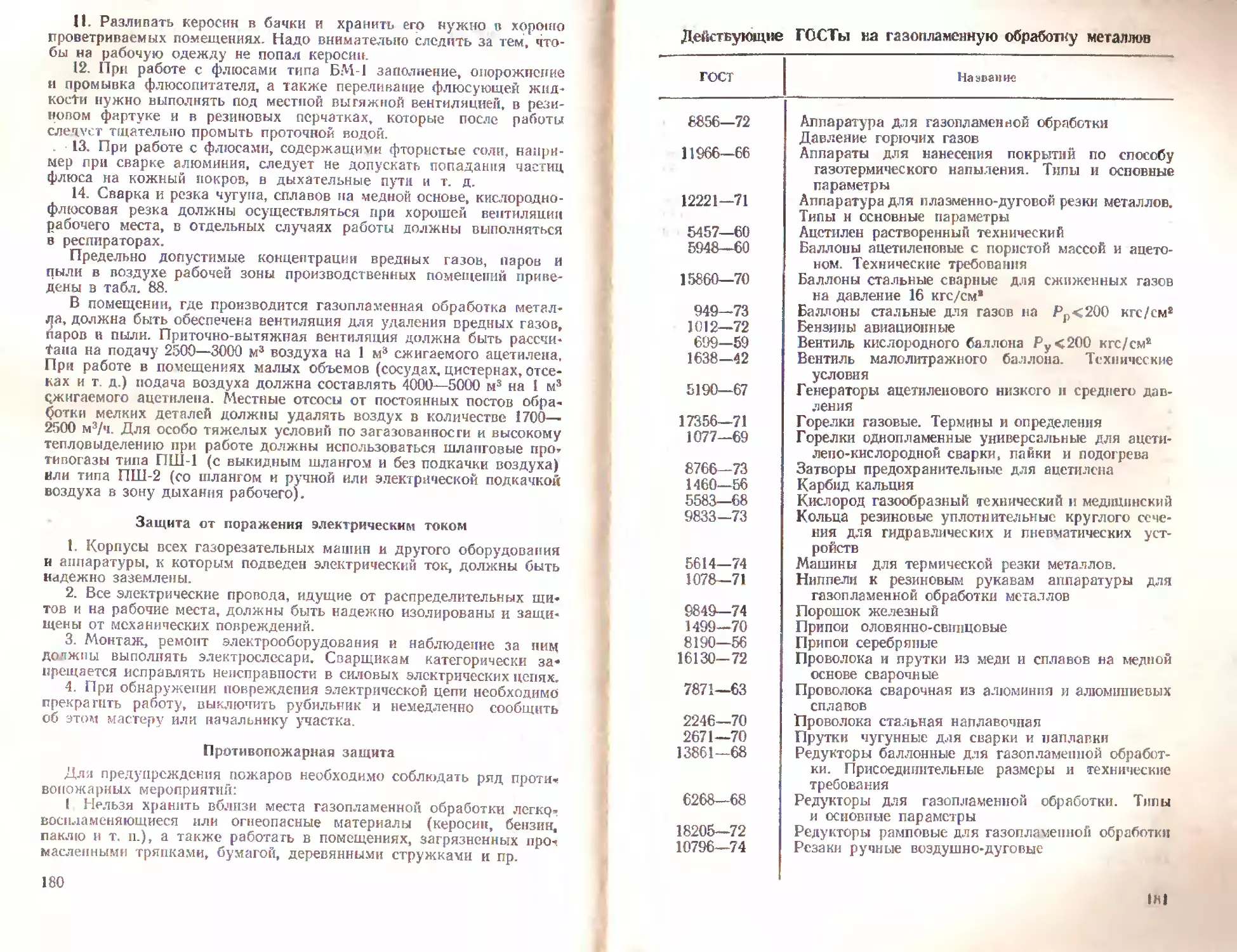
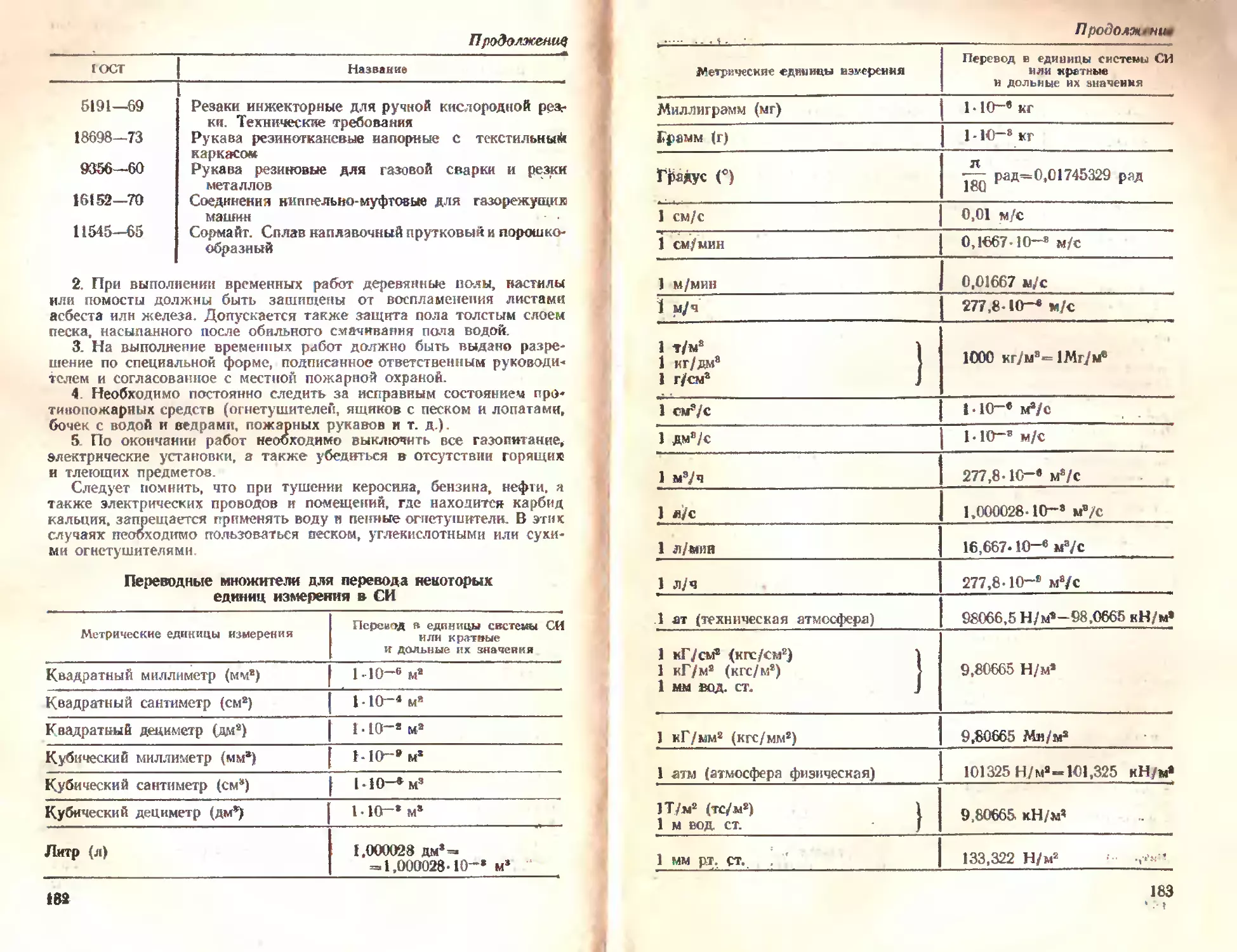
Действующие ГОСТы на газопламенную обработку металлов. 181
Переводные множители для перевода некоторых единиц изме-
рения в СИ.................................................182
Литература............................................... 184
Глава I. ОБЩИЕ СВЕДЕНИЯ О ГАЗОПЛАМЕННОЙ
ОБРАБОТКЕ
Головной организацией в нашей стране по разработке оборудо-
вания, аппаратуры, установок и машин, а также технологии газо-
пламенной обработки металлов и неметаллических материалов яв-
ляется Всесоюзный научно-исследовательский и конструкторский
институт автогенного машиностроения (ВНИИавтогенмаш).
С момента основания и по настоящее время ВНИИавтогенмаш
совместно с заводами автогенного машиностроения активно способ-
ствует созданию и выпуску современного автогенного оборудования
и аппаратуры и внедрению в промышленность и строительство эф-
фективных технологических процессов, которые широко применяются
во всех отраслях народного хозяйства.
§ 1. Классификация способов газопламенной
обработки
Одной из важных областей сварочного производства является
газопламенная обработка. Она охватывает такие широко распрост-
раненные в промышленности и строительстве технологические про-
цессы, как газовая сварка и наплавка, пайка, газовая и газоэлектри-
ческая резка, термическая правка с применением газового пламени,
пламенная поверхностная закалка, газовая металлизация, сварка и
напыление пластмасс и других
применяются при изготовлении
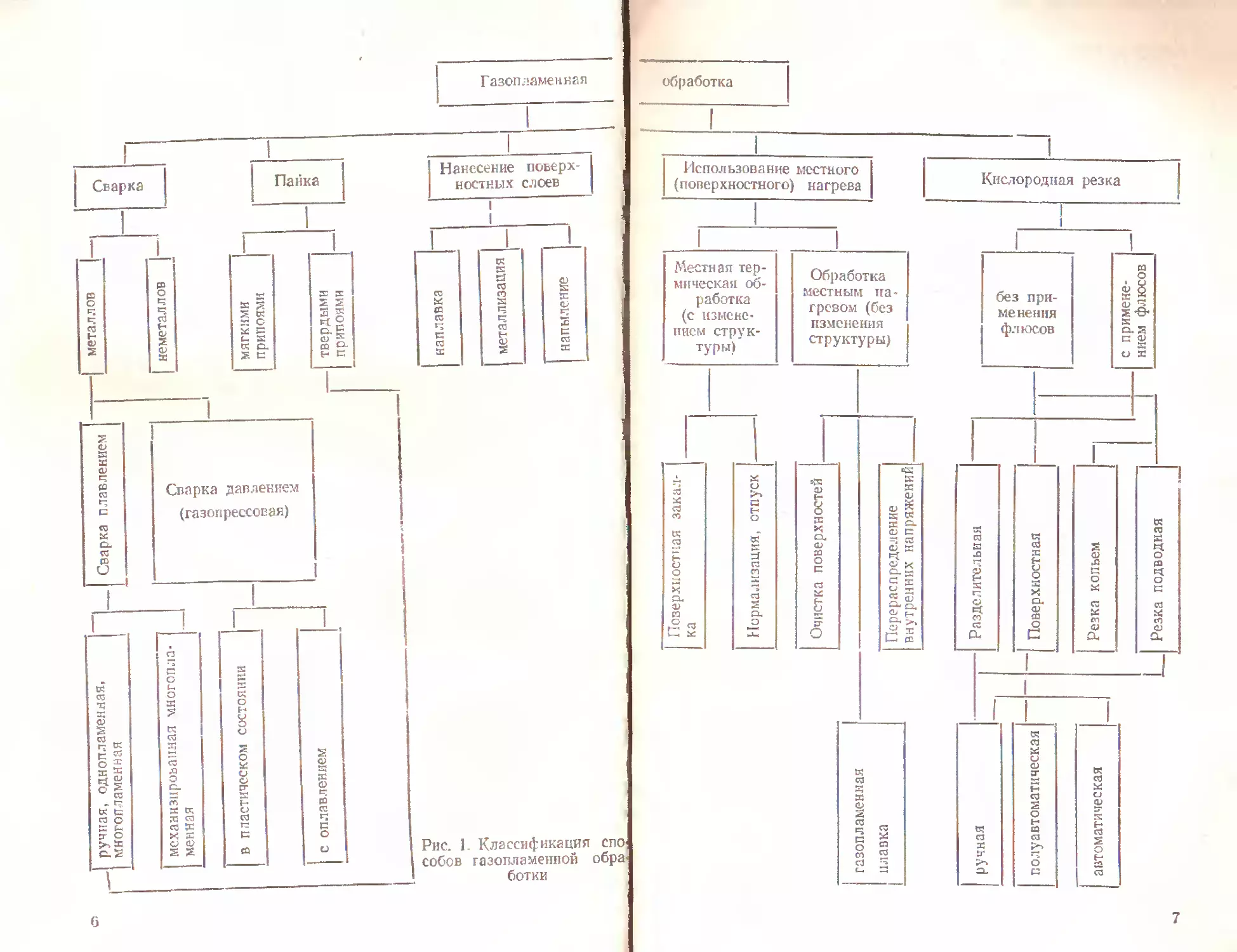
изделий. Классификация су-
ществующих процессов га-
зопламенной обработки при-
ведена на рис. 1 (см. рис. 6).
§ 2. Сущность
основных процессов
газопламенной
обработки
неметаллов. с>ги процессы широко
и ремонте различных конструкций и
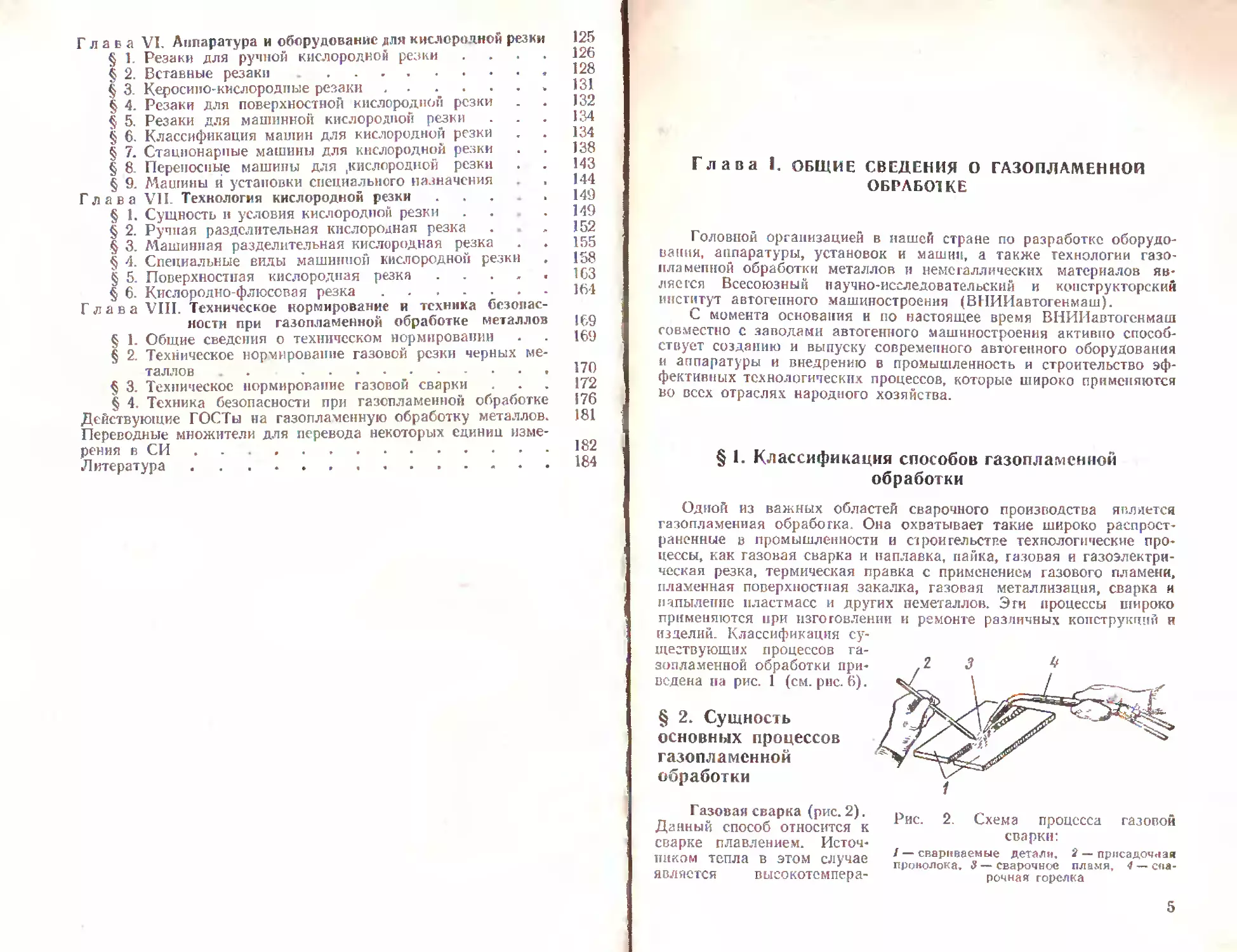
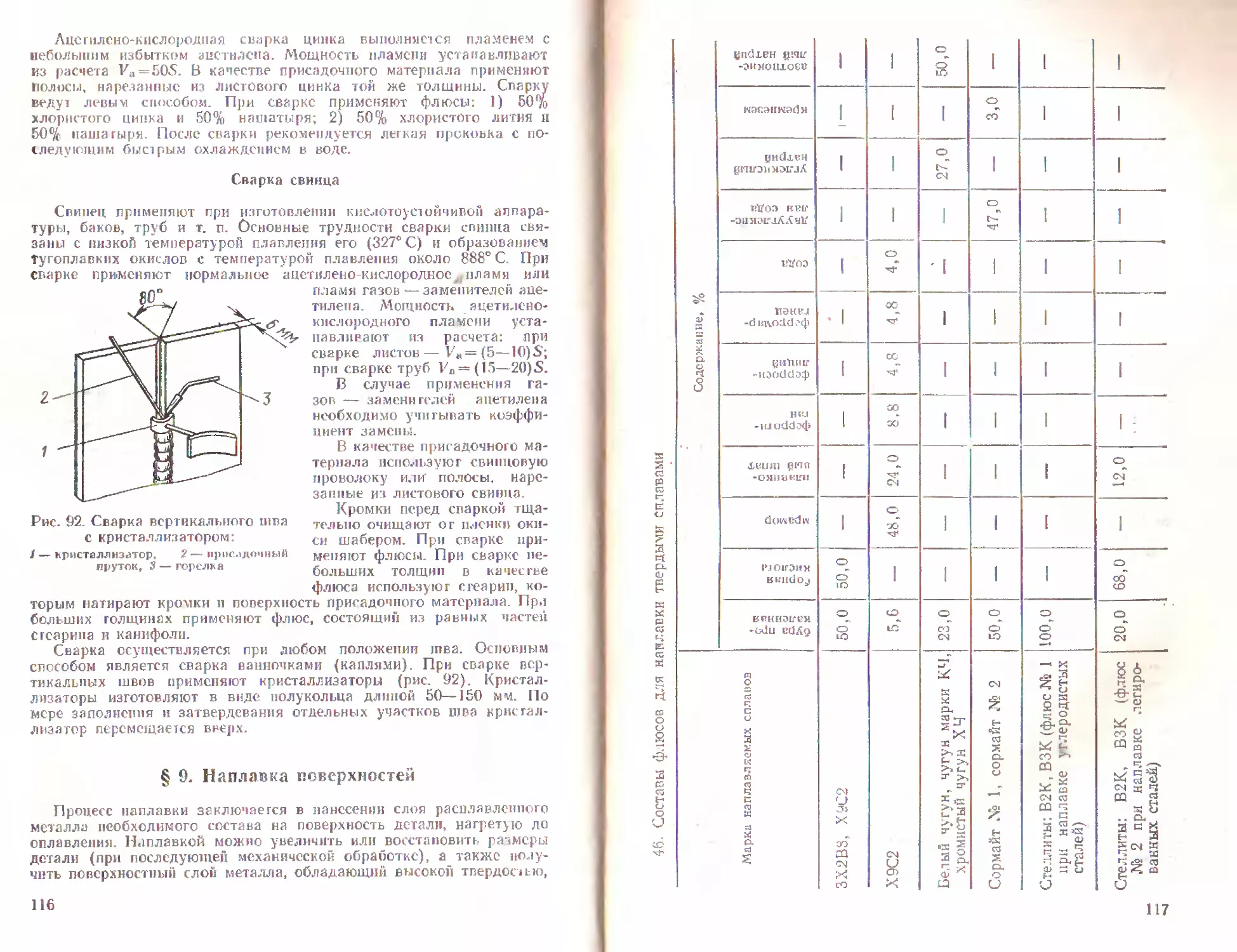
Рис. 2. Схема процесса газовой
сварки:
/ — свариваемые детали. 2 — присадочная
проволока, 3 — сварочное пламя, 4 — сва-
рочная горелка
Газовая сварка (рис. 2).
Данный способ относится к
сварке плавлением. Источ-
ником тепла в этом случае
является высокотсмпера-
5
эурное пламя с температурой от 2100 до 3200е С, образующееся в
результате сгорания горючего газа и смеси с техническим кислоро-
дом. В процессе сварки кромки деталей 1 расплавляются сварочным
пламенем 3. Одновременно с этим расплавляется копен присадочной
проволоки 2, которая вводится в пламя горелки 4. При этом свароч-
ное пламя образует вокруг ванны расплавленного металла газовую
зону, защищающую ее от воздействия кислорода и азота окружаю-
щего воздуха. Газовая сварка отличается простотой и дешевизной
оборудования, а также не требует специальных источников электро-
энергии. Недостатками ее являются довольно низкая производитель-
ность процесса и большая зона теплового воздействия на основной
металл, что приводит к значительным короблениям свариваемых де-
талей.
В настоящее время газовая сварка широко применяется при про-
изводстве тонкостенных конструкций из углеродистых и лешрован-
ных сталей, при сварке многих цветных металлов и сплавов, при
выполнении ремонтных работ, при заварке дефектов литья черных и
цветных металлов и др.
Пайка газовым пламенем. Это процесс получения неразъемного
соединения металлов, находящихся в твердом состоянии, при помощи
расплавленного присадочного металла, называемого припоем. При
пайке в отличие от сварки расплавляется только один присадочный
материал (припой), а основной металл нагревается до температуры,
несколько большей температуры плавления припоя. При эюм в основ-
ном металле не происходит изменений структуры даже в области
близкой линии спая. Обладая большой жидкотекучестью, припой
хорошо смачивает нагретую поверхность основного металла, расте-
кается по ней, затекает в очень небольшие зазоры и вследствие
диффузии образовывает достаточно прочные соединения.
Наплавка. Под наплавкой понимается нанесение слоя рас-
плавленного металла необходимого состава на поверхность изде-
лия, нагретую до температуры «запотевания». Наплавка приме-
няется как при восстановлении изношенных деталей узлов и машин,
так и при изготовлении новых изделий. Наплавкой можно увели-
чить или восстановить размеры деталей, а также получить поверх-
ностный слой металла, обладающий высокой твердостью, износо-
устойчивостью, кислотостойкостью, жаропрочностью и другими за-
данными свойствами. Наплавка позволяет намного увеличить срок
службы отдельных деталей и резко сократить расход дефицитного
металла. При газовой наплавке в сравнении с электро дуговой проще
регулировать температуру нагрева основного и присадочного мате-
6озАУх
Горючая смесь
- - —--и -
Распыляемая
Проволока
Рве. 3. Схема газовой металлизации
риала.
Металл изаци я. М ета л л и-
зацией называется процесс
нанесения слоя металла на
поверхность какой-либо де-
тали или изделия. Она осно-
вала на юм, что расплав-
ленный металл под воздей-
ствием сжатого воздуха
распыляется па мелкие час-
тицы, которые попадают на
поверхность детали и обра-
зуют на ней слой. При га-
TZZZZZZZZZZZ.
8
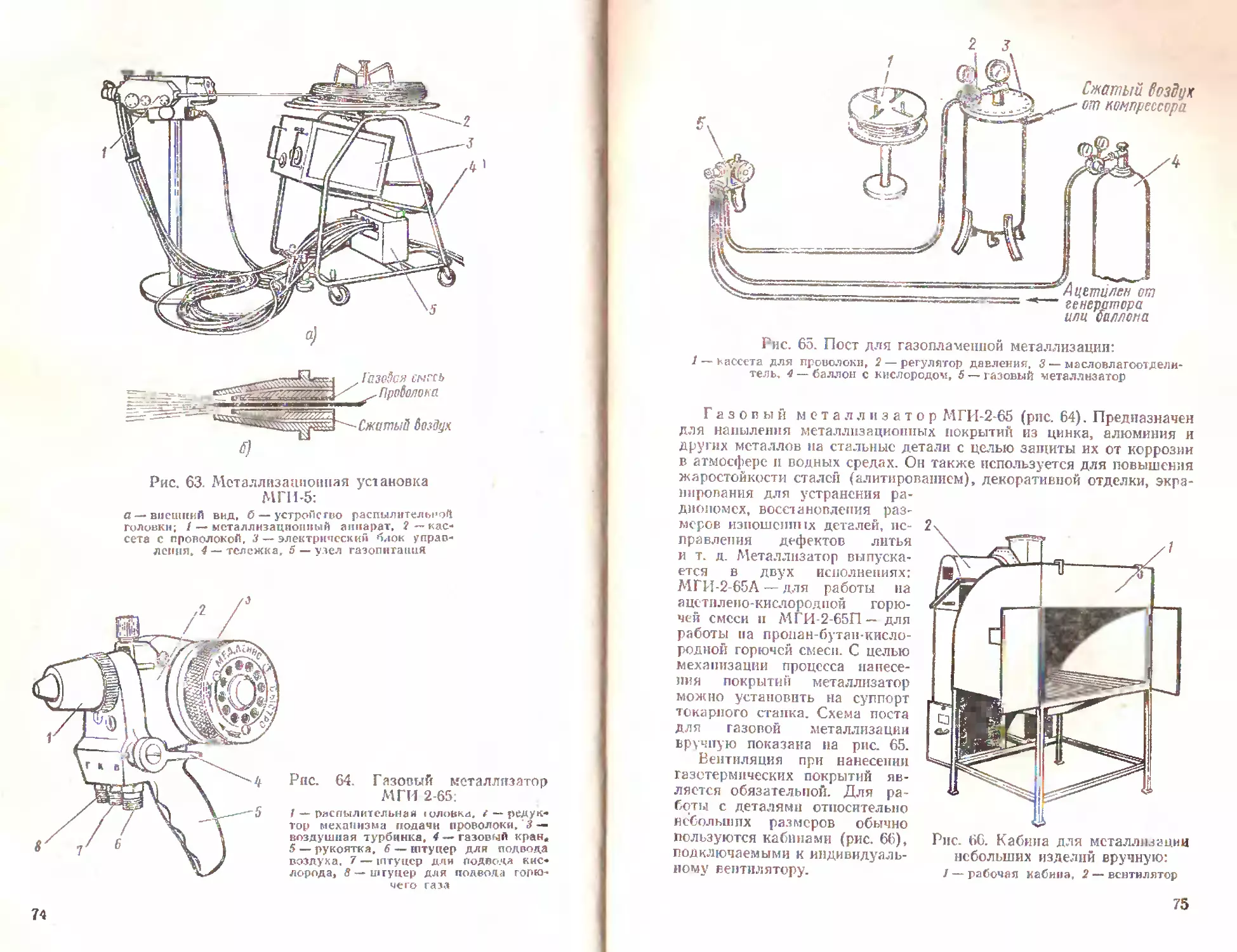
зоной металлизации (рис. 3) проволоку диаметром 1—3 мм подают
по оси факела газового пламени, которое концентрически окружено
потоком сжатого воздуха. Под действием высокой температуры
пламени проволока расплавляется, а воздушная струя подхваты-
вает и распыляет капли металла ла покрываемую поверхность.
Эти капли, ударяясь о поверхность детали, расплющиваются и
сиепляются с ней и между собой, образуя покрытие слоистого
Рис. 4. Примеры газопламенной правки:
с—тавровой балки, б—двутавровой балки; 1 — участки нагрева, 2 — полоса
нагрева, 8 — толщина металла, h — высота тавра
строения толщиной в coibie доли миллиметра. Этим способом мож-
но наносигь покрытие из различных металлов (сталь, медь, латунь,
алюминий, цинк и др.) на металлические, керамические, пластмассо-
вые, деревянные, картонные и другие изделия.
Порошковое напыление. Сущность этого способа состоит в том,
что струя сжатого воздуха продувает порошкообразный материал
через пламя специальной горелки, где порошок нагревается до пла-
стического или вязкотекучего состояния и наносится на подогретую
поверхность. Размягченный порошок обладает способностью прили-
пать к горячей напыляемой поверхности, чем и объясняется его сцеп-
ление с поверхностью детали. Поверхность напыляемой детали долж-
на быть хорошо очищена от масла, грязи, ржавчины, окалины и Дру-
гих загрязнений. Таким способом возможно нанесение на различные
материалы покрытий из полиэтилена, полистирола, эпоксидных смол»
природных полимерных материалов (асфальты и битумы), стекло-
эм алей различных-составов, металлокерамических и других матери-
алов. Порошковое напыление применяется для защиты от коррозии
различного технологического оборудования и строительных конструк-
ций, создания электроизоляционных слоев, выравнивания поверхно-
стей изделий, изготовления различных деталей из стеклопластиков,
получения декоративных покрытий и др.
Газопламенная правка. Этот вид правки (рис. 4), называемый
также термической правкой, основан на принципе уравновешивания
деформаций. Он состоит в искусственном создании ’в выпрямляемой
конструкции внутренних напряжений, которые компенсируют перво-
начальные напряжения, вызывающие деформацию. В процессе правки
газовыми горелками быстро нагревают поверхность металла. При
охлаждении нагретый участок 1 сокращается в размерах и выпрям-
ляет деталь. Нагревать всегда следует ту часть поверхности изделия,
сжатие которой придает ему правильную форму. Газопламенную
9
Рис. 5. Схема процесса
кислородной резки:
i — разрезаемый металл, 2 —
струя режущего кислорода,
3 — горючая смесь, 4 — мунд-
штук реткущего кислорода,
.5 — мундштук горючей сме-
С4, 6 — подогревательное
пламя, 7 — рез, 8 — шлаки
правку применяют для деталей сравни-
тельно пластичных металлов, не меняю-*
щих своих свойств в интервалах темпе-
ратур нагрева (300—650° С).
Кислородная резка. Этот процесс
(рис. 5) основан на способности железа»
нагретого до температуры 1300—1400° С,
сгорать в струе кислорода. Образую-
щиеся при этом продукты сгорания в
виде шлаков удаляются этой же струей.
Предварительно нарезаемый металл по-
догревают газовым пламенем. В каче-
стве горючих газов используют ацети-
лен, заменители ацетилена и пары жид-
ких горючих (керосин, бензин и др.).
Кислородную резку широко применяют
в промышленности и строительстве и
для разрезания обычных углеродистых
сталей толщиной от 3 до 1000 мм и
более.
Кислородно-флюсовая резка. Высоко-
легированные хромистые и хромоникеле-
вые стали обычной кислородной резке не
поддаются, так как в процессе резки об-
разуются тугоплавкие окислы хрома» ко-
торые покрывают расплавленный металл
и препятствуют сгоранию его в кисло-
роде. Не поддаются кислородной резке
также чугуны, медь п ее сплавы. Все эти
металлы можно резать кислородпофлю-
созэй резкой, которая отличается от обычной кислородной резки
тем, что в полость резки вместе со струей режущего кислорода
непрерывно подается порошкообразный флюс. В качестве флюса
обычно применяют железный порошок, который, сгорая в струе
кислорода, повышает температуру в месте реза и способствует раз-
жижению образующихся окислов и шлаков, облегчая их удаление
hi полости реза.
Глава II. СВАРОЧНЫЕ МАТЕРИАЛЫ
§ 1. Кислород
Высокотемпературное сварочное пламя, необходимое для газо-
пламенной обработки, образуется при сгорании горючих газов или
жидкостей в смеси с техническим кислородом.
Газообразный кислород. При нормальной температуре и давлении
кислород представляет собой газ без цвета, запаха и вкуса. При
очень низких температурах газообразный кислород может превра-
титься в жидкость и даже в твердое вещество. Кистород не горит,
но активно поддерживает горение, при котором выделяется значитель-
ное количество тепла. При соединении сжатого кислорода с маслами,
жирами и другими горючими веществами может произойти само-
10
воспламенение. Соединение его с горючими газами или парами
горючих жидкостей при наличии открытого огня или даже искры мо-
жет привести к взрыву.
Технический газообразный кислород для газопламенной обработки
выпускается грех сортов ГОСТ 5583—68 *: Ьго сорта, содержащего
не менее 99,7% чистого кислорода (по объему), 2-го сорта —не ме-
нее 99,5% и 3-го — не менее 99,2%. Примесями в кислороде являются
а <от, аргон, углекислый газ, водяные пары и другие составляющие
Атмосферного воздуха.
Жидкий кислород. При температуре ниже —183° С и нормальном
давлении газообразный кислород превращается в голубоватую, под-
вижную и легкоиспаряющуюся жидкость. При этом занимаемый
газом объем уменьшается примерно в 850 раз. При нагревании жид-
кий кислород снова превращается в газ. Жидкий кислород выпуска-
ется двух сортов (ГОСТ 6331—68): сорт А с содержанием не менее
99,2% кислорода и сорт Б с содержанием не менее 98,5% кислорода.
В жидком состоянии кислород находится только при получении, хра-
нении и транспортировке. Для газопламенной обработки его превра-
щают снова в газообразное состояние.
§ 2. Карбид кальция
Технический карбид кальция (СаС2) представляет собой твердое
кристаллическое вещество темно-серого или темно-коричневого цвета
плотностью в зависимости от содержания примесей от 2,3 до
2,53 г/см3, имеет характерный резкий чесночный запах.
Карбид кальция получается в электродуговых печах при темпера-
туре 1900—2300° С сплавлением негашеной извести с коксом или
антрацитом по реакции
СаО + ЗС = СаС2 + СО
негашеная кокс карбид окись
известь кальция углерода
Средний химический состав технического карбида кальпия прич
веден в табл. 1.
1. Средний химический состав технического
карбида кальция
Вещество Содержание, % (по массе)
Карбид кальция СаС2 Известь СаО Окись магния MgO Окись железа Fe2O3 и окись алю- миния А12О3 Окись кремния SiOa Сера S Углерод С Другие примеси 72,5 17,3 0,4 2,5 2,0 0,3 1,0 4,0
11
Выпускается карбид кальция 1-го и 2 го сорта (ГОСТ 1460 -56*)
в зависимости от количества примесей в нем. Хранят и транспорти-
руют его в герметически закрытых железных барабанах с толщиной
стенки не менее 0,5 мм и массой от 50 до 130 кг.
При взаимодействии с водой карбид кальция разлагается с обра-
зованием ацетилена и гашеной извести. Процесс разложения проте-
кает по реакции
СаС2 + 2Н2О = С2Н2 +Са(ОН)2
карбид кода газообраз- гашеная
кальция 0,562 кг ный ацети- известь
1 кг лен 0»406 кг 1,156 кг
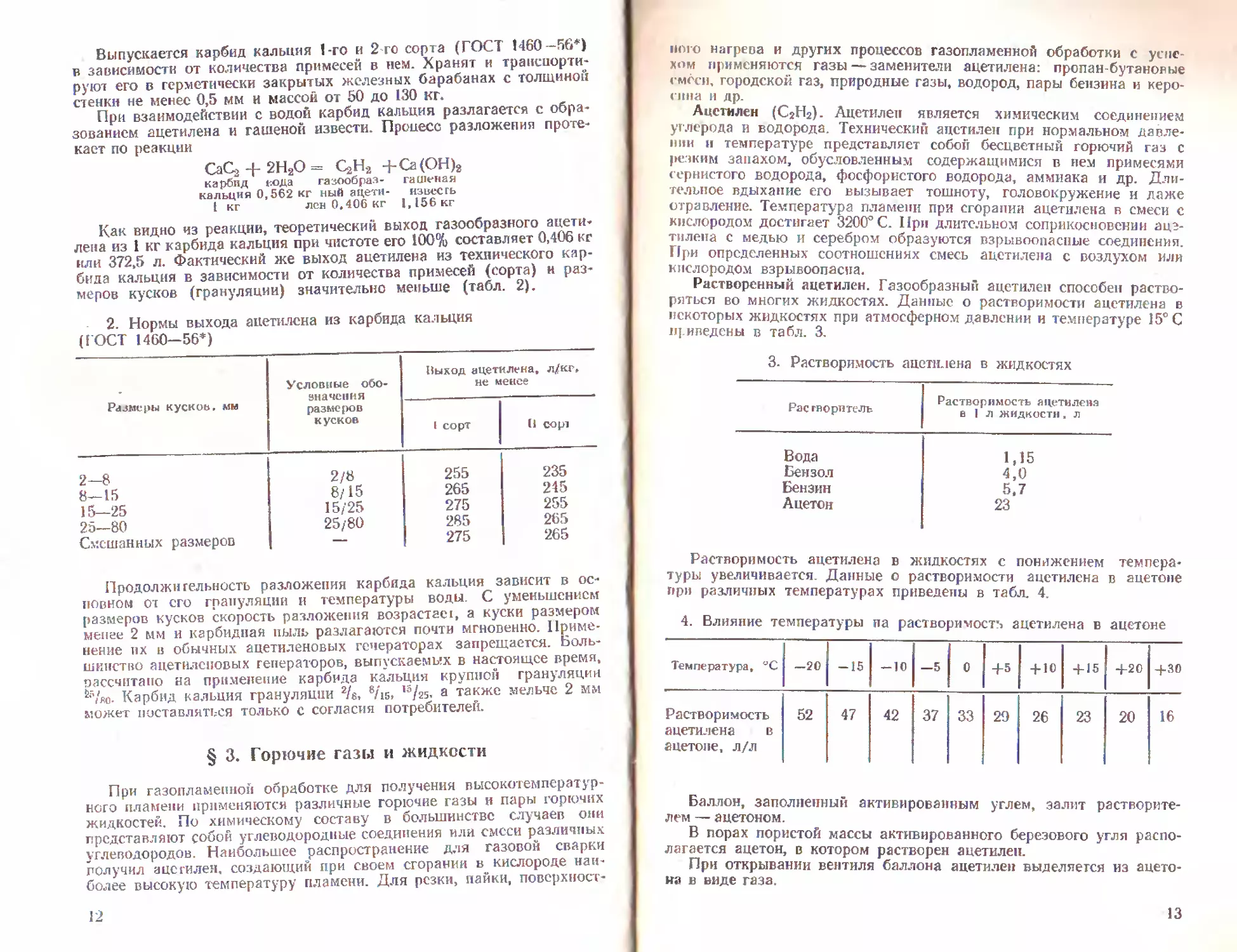
Как видно из реакции, теоретический выход газообразного ацети-
лена из 1 кг карбида кальция при чистоте его 100% составляет 0,406 кг
или 372,5 л. Фактический же выход ацетилена из технического кар-
бида кальция в зависимости от количества примесей (сорта) и раз-
меров кусков (грануляции) значительно меньше (табл. 2).
2. Нормы выхода ацетилена из карбида кальция
(ГОСТ 1460—56*)
Размеры кусков, мы Условные обо- значения размеров кусков Выход ацетилена, л/кг, не менее
1 сорт (1 сорт
2—8 2/8 255 235
8—15 8/15 265 245
15—25 15/25 275 255
25—80 25/80 285 265
Смешанных размеров — 275 265
Продолжительность разложения карбида кальция зависит в ос-
новном от его грануляции и температуры воды. С уменьшением
размеров кусков скорость разложения возрастает, а куски размером
менее 2 мм и карбидная пыль разлагаются почти мгновенно. Приме-
нение их в обычных ацетиленовых генераторах запрещается. Боль-
шинство ацетиленовых генераторов, выпускаемых в настоящее время,
цассчитапо на применение карбида кальция крупной грануляции
й5/яо. Карбид кальция грануляции 24, 8/is, 15/гз. а также мельче 2 мм
может поставляться только с согласия потребителей.
§ 3. Горючие газы и жидкости
При газопламенной обработке для получения высокотемператур-
ного пламени применяются различные горючие газы и пары горючих
жидкостей. По химическому составу в большинстве случаев они
представляют собой углеводородные соединения или смеси различных
углеводородов. Наибольшее распространение для газовой сварки
получил ацетилен, создающий при своем сгорании в кислороде наи-
более высокую температуру пламени. Для резки, пайки, поверхности
12
него нагрева и других процессов газопламенной обработки с успе-
хом применяются газы — заменители ацетилена: пропан-бутановые
смеси, городской газ, природные газы, водород, пары бензина и керо-
сина и др.
Ацетилен (С2Н2). Ацетилен является химическим соединением
углерода и водорода. Технический ацетилен при нормальном давле-
нии и температуре представляет собой бесцветный горючий газ с
резким запахом, обусловленным содержащимися в нем примесями
сернистого водорода, фосфористого водорода, аммиака и др. Дли-
тельное вдыхание его вызывает тошноту, головокружение и даже
отравление. Температура пламени при сгорании ацетилена в смеси с
кислородом достигает 3200° С. При длительном соприкосновении аце-
тилена с медью и серебром образуются взрывоопасные соединения.
При определенных соотношениях смесь ацетилена с воздухом или
кислородом взрывоопасна.
Растворенный ацетилен. Газообразный ацетилен способен раство-
ряться во многих жидкостях. Данные о растворимости ацетилена в
некоторых жидкостях при атмосферном давлении и температуре 15° С
приведены в табл. 3.
3. Растворимость ацетилена в жидкостях
Рас гворитель
Растворимость ацетилена
в I л жидкости, л
Вода
Бензол
Бензин
Ацетон
1,15
4,0
5,7
23
Растворимость ацетилена в жидкостях с понижением темпера-
туры увеличивается. Данные о растворимости ацетилена в ацетоне
при различных температурах приведены в табл. 4.
4. Влияние температуры на растворимость ацетилена в ацетоне
Температура, УС —20 -15 -10 —5 0 4-5 4-10 + 15 4-20 4-зо
Растворимость ацетилена в ацетоле, л/л 52 47 42 37 33 29 26 23 20 16
Баллон, заполненный активированным углем, залит растворите-
лем — ацетоном.
В порах пористой массы активированного березового угля распо-
лагается ацетон, в котором растворен ацетилен.
При открывании вентиля баллона ацетилен выделяется из ацето-
на в виде газа.
13
Растворенный ацетилен используется для транспортирования и
хранения.
Растворенный ацетилен выпускается по ГОСТ 5457—60, согласно
которому содержание примесей по объему таково: воздуха и других
малорастворимых в воде примесей — не более 2%, фосфористого
водорода — не более 0,02%, сероводорода — не более 0,05%.
Преимущества растворенного ацетилена:
Сравнительно высокое давление газа, обеспечивающее устой-
чивую работу оборудования для газопламенной обработки, безопас-
ность в работе, высокая чистота отбираемого из баллона газа, ком-
пактность установки и чистота рабочего места, снижение расходов
на обслуживание ацетиленовых генераторов, возможность работы
при низких температурах воздуха, повышение полезного использова-
ния карбида кальция.
Водород (Нг). Это газ без цвета и запаха. В смеси с кислородом
образует взрывчатую смесь, называемую гремучим газом. Водород
получают электролизом воды, методом глубокого охлаждения газо-
вых" смесей, содержащих водород, разложением водяного пара при
пропускании его через слой раскаленного железа и другими спосо-
бами. Иногда его получают в специальных водородных генераторах
воздействием серном кислоты на железную стружку и цинк. Темпе-
ратура снижения водорода —253ЭС. При сгорании водорода пламя
не светится и его зоны не имеют четких границ. Хранят и транспор-
тируют водород в стальных баллонах под давлением 150 кгс/см2. При
работе с водородом особое внимание следует обращать на герметич-
ность аппаратуры и газовых коммуникаций, так как водород спосо-
бен проникать через мельчайшие неплотности, образовывать с возду-
хом взрывоопасные концентрации. Технический водород выпускается
по ГОСТ 3022—70.
Природные газы. Это газы без цвета с легким запахом чеснока,
получаемые из газовых месторождений (например, саратовский газ).
Они состоят в основном из метана СНд (82—93% по объему) с раз-
личными примесями Выпускаются по ГОСТ 5542—50 *. К месту
потребления доставляются по трубопроводам, реже в баллонах. Тем-
пература снижения около —158° С. Смесь природных газов с коксо-
вым, генераторным и другими низкокалорийными газами носит назва-
ние городских газов, которые также применяются при газопламенной
обработке.
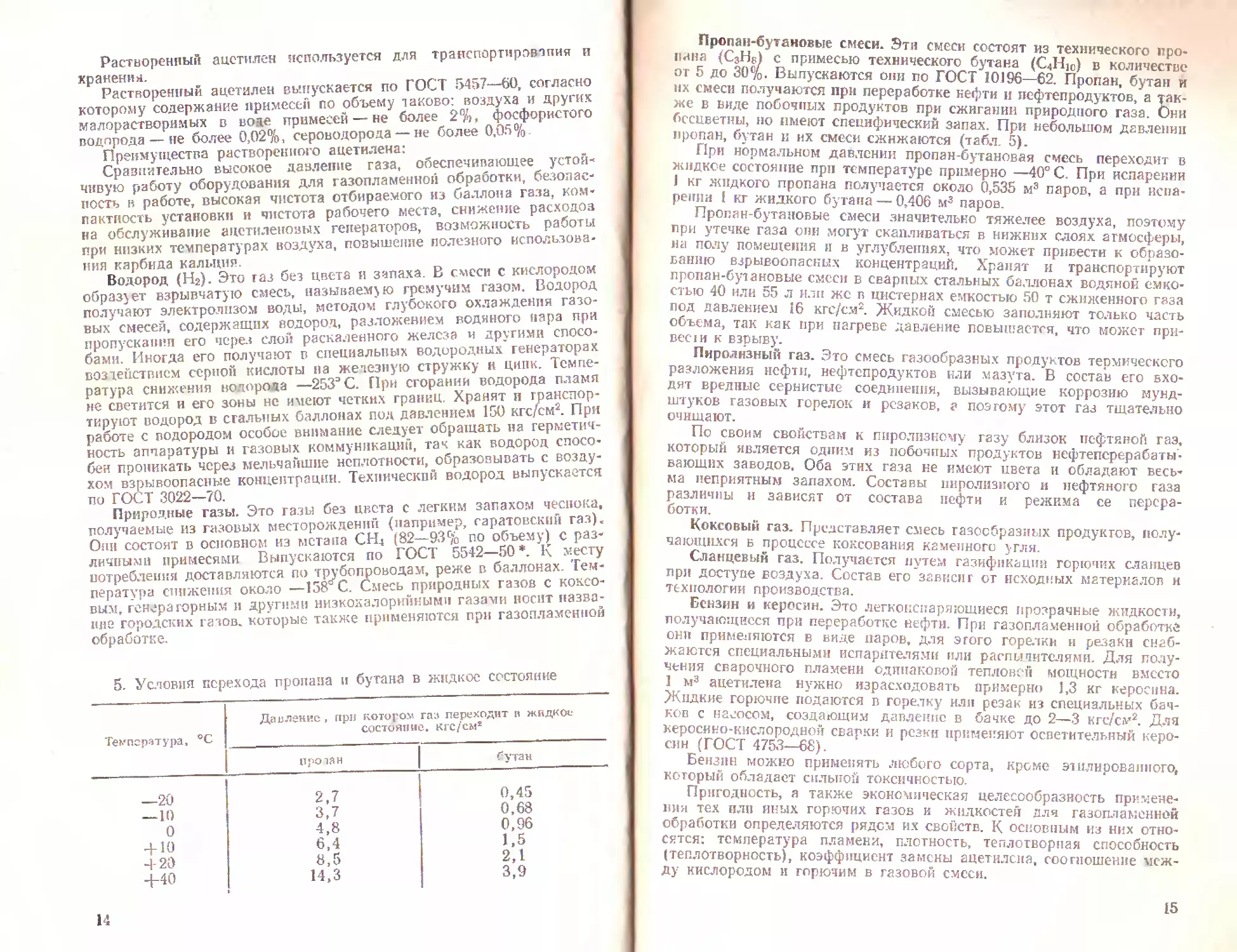
5. Условия перехода пропана и бутана в жидкое состояние
Температура, °C
Давление , при котором газ переходит в жидкое
состояние, кге/см®
бутан
—20 2,7 0,45
—10 3,7 0,68
0 4,8 0,96
4-10 6,4 1,5
4-20 8,5 2,1
4-40 14,3 3,9
14
Пропан-бутановые смеси* Эти смеси состоят из технического про-
пана (С3Н6) с примесью технического бутана (С4Н10) в количестве
от 5 до 30%. Выпускаются они по ГОСТ 10196—62. Пропан, бутан и
их смеси получаются при переработке нефти и нефтепродуктов, а так-
же в виде побочных продуктов при сжигании природного газа. Они
бесцветны, но имеют специфический запах. При небольшом давлении
пропан, бутан и их смеси сжижаются (табл. 5).
При нормальном давлении пропан-бутановая смесь переходит в
жидкое состояние при температуре примерно —40е С. При испарении
J кг жидкого пропана получается около 0,535 м3 паров, а при испа-
рении 1 кг жидкого бутана —0,406 м3 паров.
Пропан-бутановые смеси значительно тяжелее воздуха, поэтому
при утечке газа они могут скапливаться в нижних слоях атмосферы,
на полу помещения и в углублениях, что может привести к образо-
ванию взрывоопасных концентраций. Хранят и транспортируют
пропан-бутановые смеси в сварных стальных баллонах водяной емко-
стью 40 или 55 л или же в цистернах емкостью 50 т сжиженного газа
под давлением 16 кге/см2. Жидкой смесью заполняют только часть
объема, так как при нагреве давление повышается, что может при-
вес ж к взрыву.
Пиролизный газ. Это смесь газообразных продуктов термического
разложения нефти, нефтепродуктов или мазута. В состав его вхо-
дят вредные сернистые соединения, вызывающие коррозию мунд-
штуков газовых горелок и резаков, а поэтому этот газ тщательно
очищают.
По своим свойствам к пиролизному газу близок нефтяной газ,
который является одним из побочных продуктов нефтеперерабаты-
вающих заводов. Оба этих газа не имеют цвета и обладают весь-
ма неприятным запахом. Составы пиролизного и нефтяного газа
различны и зависят от состава нефти и режима се перера-
ботки.
Коксовый газ. Представляет смесь газообразных продуктов, полу-
чающихся в процессе коксования каменного угля.
Сланцевый газ. Получается путем газификации горючих сланцев
при доступе воздуха. Состав его зависит от исходных материалов и
технологии производства.
Бензин и керосин. Это легкопспаряюшиеся прозрачные жидкости,
получающиеся при переработке нефти. При газопламенной обработке
они применяются в виде паров, для этого горелки и резаки снаб-
жаются специальными испарителями или распылителями. Для полу-
чения сварочного пламени одинаковой тепловой мощности вместо
1 м3 ацетилена нужно израсходовать примерно 1,3 кг керосина.
Жидкие горючие подаются в горелку или резак из специальных бач-
ков с насосом, создающим давление в бачке до 2—3 кгс/см2. Для
керосино-кнслородной сварки и резки применяют осветительный керо-
син (ГОСТ 4753—68).
Бензин можно применять любого сорта, кроме этилированного,
который обладает сильной токсичностью.
Пригодность, а также экономическая целесообразность примене-
ния тех или иных горючих газов и жидкостей для газопламенной
обработки определяются рядом их свойств. К основным из них отно-
сятся: температура пламени, плотность, теплотворная способность
(теплотворность), коэффициент замены ацетилена, соотношение меж-
ду кислородом и горючим в газовой смеси.
15
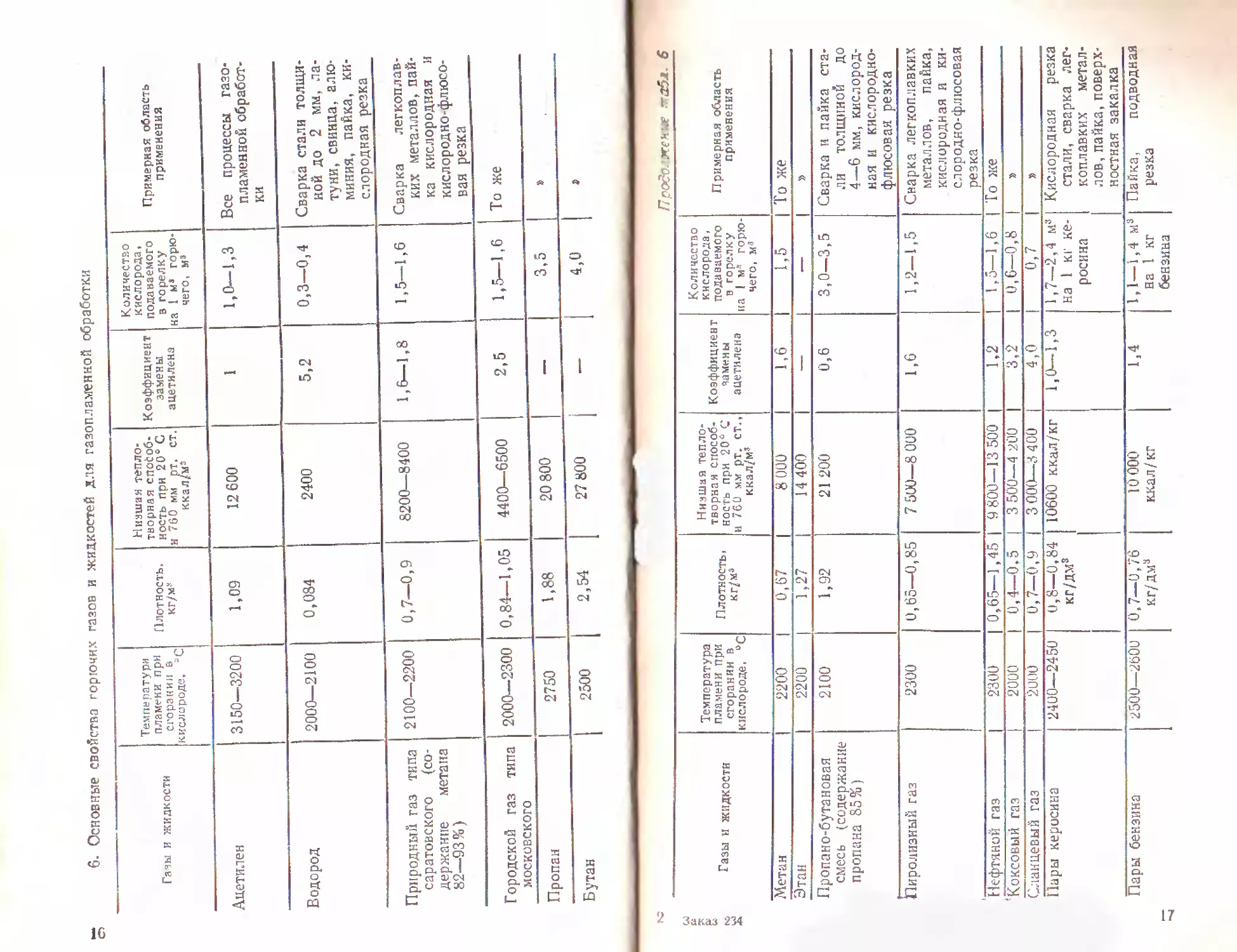
6. Основные свойства горючих газов и жидкостей для газопламенной обработки
Газы и жидкости Температура пламени при сгорании в < и с л □ роде, аС 1 Плотность. КГ/М3 Низшая тепло- творная способ- ность при 20° С и 760 мм рт. ст. ккал/м5 Коэффициент замены ацетилена Количество кислорода, подаваемого в горелку ча 1 ms горю- чего, м3 Примерная область применения
Ацетилен 3150—3200 1,09 12 600 1 1,0—1,3 Все процессы газо- пламенной обработ- ки
Водород 2000—2100 0,084 2400 5,2 0,3-0,4 Сварка стали толщи- ной до 2 мм, ла- туни, свинца, алю- миния, пайка, ки- слородная резка
Природный газ типа саратовского (со- держание метана 82—93%) 2100—2200 0,7—0,9 8200—8400 1,6—1,8 1,5—1,6 Сварка легкоплав- ких металлов, пай- ка кислородная и кислородно-флюсо- вая резка
Городской газ типа московского 2000—2300 0,84—1,05 4400—6500 2,5 1,5—1,6 То же
Пропан 2750 1,88 20 800 •— 3,5 »
Бутан 1 2500 2,54 27 800 I 4,0
Заказ 234
Проды хе ня? г-з5а. 6
Газы и жидкости Температура пламени при сгорании в кислороде, °C Плотность. кг/мй Низшая тепло- творная способ- ность при 20й С и 760 мм рт. ст., ккал/м3 Коэффициент замены ацетилена Количество кислорода, подаваемого в горелку на 1 мй горю- чего, м5 Примерная область применения
Метан | 2200 | 0,67 | 8 000 1,6 1,5 То же
Этан 1 2200 1,27 14 400 — »
Пропано-бутановая смесь (содержание пропана 85%) 2100 1,92 21 200 0,6 3,0—3,5 Сварка и пайка ста- ли толщиной до 4—6 мм, кислород- ная и кислородно- флюсовая резка
Пиролизный газ 2300 0,65—0,85 7 500—8 000 1,0 1,2—1,5 Сварка легкоплавких металлов, пайка, кислородная и ки- слородно-флюсовая резка
Нефтяной газ_______| 2300 | 0,65—1,45 | 9 800—13 500 | 1,2 | 1,5—1>6 [Тоже
'Коксовый газ | 2000 | 0,4—0.5 | 3 500—4 200 | 3,2 | 0,6—0,8 | »
Сланцевый газ______| 2000 | 0,7—0,9 | 3 000—3 400 | 4,0 | 0,7 | »
Пары керосина 2400—2450 0,8—0,84 кг/дм3 10600 ккал/кг 1,0-1,3 1,7—2,4 м3 на 1 кг ке- росина Кислородная резка стали, сварка лег- коплавких метал- лов, пайка, поверх- ностная закалка
Пары бензина 2500—2600 0,7—0,76 кг/ дм3 10 000 ккал/кг 1,4 1,1—1,4 М3 на 1 кг бензина Пайка, подводная резка
Теплотворная способность (теплотворность) выражает количество
тепла, выдечяющегося при полном сгорании в кислороде 1 м3 горю-
чего газа или 1 кг горючей жидкости. Чем выше теплотворная спо-
собность горючего, тем оно более пригодно для газопламенной обра-
ботки.
Коэффициент замены ацетилена выражает тепловую эффектив-
ность газов — заменителей ацетилена. Он представляет собой отно-
шение расхода газа-заменителя к расходу ацетилена при одинаковом
тепловом воздействии иа металл:
где V3 — расход газа-заменителя; V& — расход ацетилена.
Этот коэффициент может быть определен как отношение тепло-
творной способности ацетилена к теплотворной способности газа —•
заменителя ацетилена:
г _ А_126С0
г Оз Оз ‘
где 0а—теплотворная способность ацетилена (Он = 12600 ккал/м3);
Оа — теплотворная способность газа — заменителя ацетилена
В табл. 6 значения коэффициентов замены ацетилена приведены
для сварки, разделительной резки, пайки и закалки. Для некоторых
других способов газопламенной обработки, в частности для поверх-
ностной резки, значение его в 1,5—2,5 раза больше.
Основные свойства горючих газов и жидкостей приведены в
табл. 6.
§ 4. Присадочные материалы
При газопламенной обработке металлов присадочные материалы
применяют в виде сварочной проволоки или литых прутков (чугун-
ных, бронзовых и др.).
Стальная сварочная проволока выпускается по ГОСТ 2246—70
следующих диаметров: 0,3; 0,5; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,5; 3; 4; 5; 6;
8, 10 и 12 мм из низкоуглеродистой, легированной и высоколегирован-
ной стали. По этому стандарту предусматривается выпуск 77 марок
стальной сварочной проволоки различного химического состава, кото-
рые могут быть подразделены па три группы: 1. Проволоки из низко-
углеродистой стали 6 марок: Св-0,8, Св-08 А и др. 2. Проволоки из
легированной стали 30 марок: Св-08ГС, Св-12ГС и др, 3. Проволоки
из высоколегированной стали 41 марки: Св-12Х13, Св-06Х19Н9Т и Др-
Сварочпая проволока из алюминия и алюминиевых сплавов вы-
пускается по ГОСТ 7871 —63 следующих диаметров: 0,8; 1,0; 1,2;
1,4; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 7,0;
8,0; 9,0; 10,0; 11,0; 12,0 мм. Она изгоювляется тянутой или прессо-
ванной и поставляется потребителю в мотках.
Тянутая проволока поставляется в пагартоваииом состоянии
только в бухтах. Горячепрессованная проволока может поставляться
как в бухтах, так и в виде прутков не короче 3 м. Бухты упаковы-
ваются во влагонепроницаемую бумагу, рогожу или мешковину,
К каждой бухте прикрепляется бирка, на которой указываются: за*
18
под изготовитель, номер плавки, условное обозначение проволоки,
Mjcca мотка и слова; «Боится сырости и ударов».
По химическому составу проволока выпускается 11 марок
(С п-АМц. Св-АМгЗ, Св-АК5 и др.).
Сварочная проволока и прутки из меди и ее сплавов» В качест-
ве присадочного материала для сварки, наплавки и пайки по ГОСТ
16130—72 выпускаются специальная проволока и прутки. Сварочная
проволока изготовляется диаметром 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0;
2,5. 3,0; 4,0; 5,0; 6,0 и 8,0 мм, а сварочные прутки — диаметром 6,0 и
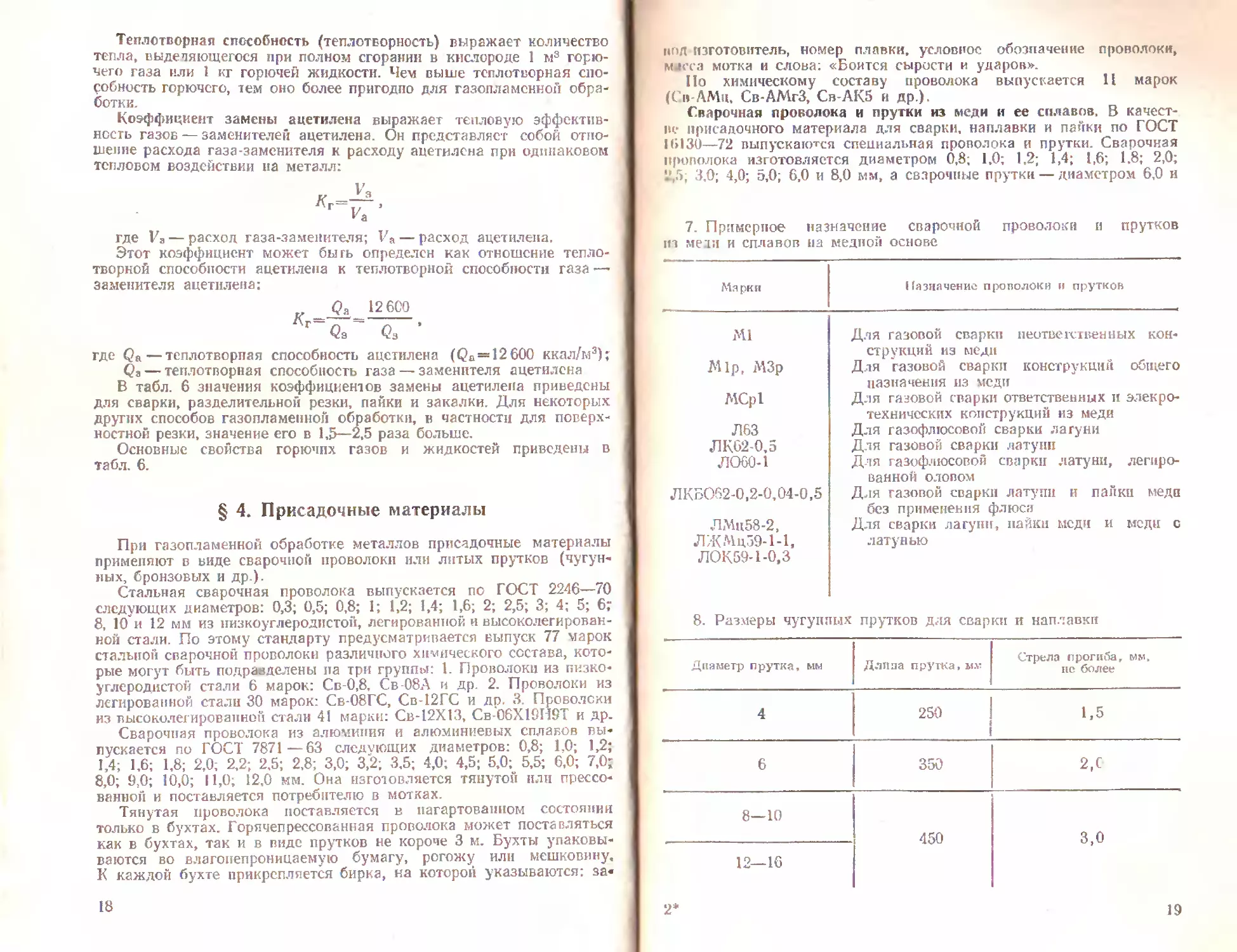
7. Примерное назначение сварочной проволоки и прутков
из мети и сплавов на медной основе
Мз ркн
Ml
М1р, МЗр
MCpl
Л63
ЛК62-0.5
Л060-1
Л 1x5062-0.2-0,04-0,5
ЛМп58-2,
ЛЖМц59-1-1,
ЛОК59-1-0,3
Назначение проволоки и прутков
Для газовой сварки неответственных кон-
струкций из меди
Для газовой сварки конструкции общего
назначения из меди
Для газовой сварки ответственных и элекро-
технических конструкций из меди
Для газофлюсовой сварки латуни
Для газовой сварки латуни
Для газофлюсовой сварки латуни, легиро-
ванной оловом
Для газовой сварки латуни и папки меди
без применения флюса
Для сварки ла гунн, пайки меди и меди с
латунью
8. Размеры чугунных прутков для сварки и наплавки
Диаметр прутка, мм Длина прутка, мм Стрела прогиба, мм* не более
4 250 1 1.5
6 350 2,С
8—10 450 3,0
12—16
19
&0 мм. Проволока и прутки могут поставляться как в мягком (ото-
жженном), так и в твердом состоянии.
Примерное назначение некоторых марок проволоки и прутков,
применяемых при сварке цветных металлов, приведено в табл. 7.
Чугунные прутки для сварки и наплавки выпускаются по ГОСТ
2671—70 и в зависимости от назначения изготовляются следующих
марок: А—для горячей газовой сварки, Б — для газовой сварки с
местным нагревом и для электродных стержней, Н4-1 для низкотем-
пературной газовой сварки тонкостенных отливок, ПЧ-2 — для низ-
котемпературной газовой сварки толстостенных отливок, БЧ и ХЧ —
для износостойкой наплавки.
Размеры прутков всех марок приведены в табл. 8.
Прутки маркируются с одного торца краской следующих цветов;
марки А — белой, марки Б — красной, марки НЧ-1—зеленей, марки
НЧ-2— синей, марки БЧ — желтой, марки ХЧ — серой.
Глава III. ТЕОРЕТИЧЕСКИЕ основы газовой сварки
§ 1. Сварочное пламя
При сгорании горючих газов или паров горючих жидкостей в
смеси с технически чистым кислородом (или воздухом) образуется
сварочное пламя. Строение ацетилено-кислородного пламени пока-
зано на рис. 6. Оно характерно также для большинства газокисло-
родных смесей.
Рис. 6. Схема строения газокислородного пламени:
1 — ядро, 2 — восстановительная зона, 3 — факел пламени
В зависимости от соотношения смеси ацетилено-кислородное пла-
мя может быть нормальным, науглероживающим (ацетиленистым)
и окислительным (рис. 7). Ацетилен сгорает в смеси с чистым кисло-
родом по следующей реакции:
С2Н2+О2-2СО+Н2
Продукты неполного сгорания догорают за счет кислорода окру-
жающего воздуха по реакции
2СО4-Н2+1,5Оа -2СО2+Н2О
Таким образом, на 1 объем ацетилена требуется 2,5 объема кис-
лорода.
20
Практически вследствие некоторой загрязненности чистого кисло-
рода нормальное пламя образуется при несколько большем колнче-
R °2 __
cine чистого кислорода, т. е. при соотношении смеси р=-д---
о2 СгН* **
* 1,14-1,2. При соотношении смеси р—" • -<1,1 пламя становится
С2Н2
шуглсроживающим. Ядро его увеличивается, приобретает расплыв-
Рис. 7. Виды а цегилено-кислородного пламени:
а — нормальное, б — науглероживающее, в — окислитель-
ное
*ытое очертание и начинает коптить. В таком пламени ощущается
недостаток кислорода для полного сгорания ацетилена. При соотно-
а °2
шении смеси р———->1,2 пламя становится окислительным. Ядро
Со гы
** м
пламени укорачивается и заостряется Избыточный кислород в этим
случае окисляет железо, а также примеси, находящиеся в стали.
Аналогично, сгорание пропана в кислороде также происходит в
две фазы:
1. С3Нб4-1,5О2—ЗСО4-4Н2 (в чистом кислороде)
2. ЗСОН-4Н2+3,Ю2 = ЗСО2+4112О (за счет кислорода воздуха)
Как видно из реакций, па один объем пропана требуется пять
объемов кислорода.
Сгорание бута па в кислороде происходит по следующим реак-
циям:
1. CiH10 ]-20_>=4С0+5Н3 (в чистом кислороде)
2. 4CO-f-5H2+4,502—4СО2+5Н2О (за счет кислорода воздуха)
Из. реакций видно, что на один объем бутана требуется шесть с
половиной объемов кислорода.
21
Природный газ (метан) сгорает в кислороде по реакциям:
1. СН4+0,5О2—СО+2Н2 (в чистом кислороде)
2 СОЦ~2Н24-1 ,ЗО2—СО2Ч-2Н2О (за счет кислорода воздуха)
Па один сбьем метана требуется два объема кислорода.
Рис. 8. Распределение температур
в нормальном анетилено-кислородпом
пламени:
1 — зона выхода из сопла горелки, II —•
нтро пламени, ///— зева конца ядра,
/V— восстановительная зона, V — факел,
V7 — хвостовая часть
При сгорании 1 кг бензина следует затратить 2,6 мэ кислорода.
Па полное сгорание 1 кг керосина требуется 2,55 м8 кислорода.
Распределение температур в нормальном ацетилено-кислородном
пламени показано на рис. 8. Химический состав нормального ацети-
лено-кнелородиого пламени приведен в табл. 9.
9. Химический состав нормального ацетилепо-кислородного пла-
мени
Содержание по объему, %
Части пламени со н2 со4 п2о N4 о« •» прочие
Вблизи конца ядра В конце восстанови- 60 33 31 15 9 6 GO СО СО Остальное »
тельной зоны В средней части фа- 3,7 2,5 22 2,6 58 8 »
кеда Вблизи конца (}аксла — — 8 2,2 74 15
22
Рис. 9. Распределение температур метан-кислород-
ного (а) и пронан-бутан-кисл сродного (б) пла-
мени;
1 — ядро, 2 — восстановительная зона, 3 — факел, 4 — сва-
риваемый м ет ал л, I — длина я чр а
Поглощение
присадочным
металлом 5 %
Рассеивание 6 окрижикщун)
среду У2%
Потери на угар и
разооызгибание 2%
Перенос с каплями
^пламенного приса-
дочного метами
Поглощение
основным метам ом
Пром прение основного'
4 металла б %
Jfojqttpu за счет теп-
погрешности оснооно-
го металла бб %
Рис. 10. Тепловой баланс газового пламени нри
нормальном процессе сварки
23
Распределение температур мстан-кнслородногс и пропан-бутан-
кислородного пламени показано на рпс. 9.
Сварочное пламя имеет довольно низкий КПД. так как значи-
тельная часть тепла рассеивается в окружающую среду. Распределе-
ние теплоты сварочного пламени при нормальном процессе сварки
показано на рис. 10.
§ 2. Металлургические процессы
при газовой сварке
В ванне жидкого металла под действием сварочного пламени и
окружающей газовой среды, а также в ряде случаев в присутствии
флюсов протекают металлургические процессы. Особенности метал-
лургических процессов при газовой сварке но сравнению с домен-
ными процессами следующие: 1) малый объем ванны расплавленного
металла, 2) высокая температура и концентрация тепла в месте свар-
ки, 3) большая скорость расплавления и остывания металла, 4) ин-
тенсивное перемешивание металла сварочной ванны газовым потоком
пламени и присадочным материалом, 5) химическое взаимодействие
расплавленного металла с газами сварочного пламени.
При сварке окислительным пламенем в сварочной ванне проис-
ходят реакции окисления железа, углерода, марганца, кремния
и других примесей по следующей характерной реакции:
вещество-Ь кислород = окись вещества.
При этом реакции окисления имеют вид:
2Fe4-O2=2FeO
2С+О2=2СО
2СО+О2-2СО2
2Мп+О2=2МпО
Si~FO2—SiO2
Образующаяся закись железа (FeO) в свою очередь может окислять
часть оставшихся углерода, марганца и кремния по следующим
реакциям:
C+FeO=CO+Fe
Мп+FeO = MnO-|-Fe
S i+2FeO=S iO2+2Fe
При сварке нормальным пламенем в сварочной ванне будут про-
текать восстановительные реакции:
FeO+CO-Fe+CO2
FeO+H2=Fe4-H2O
Аналогичным образом происходит восстановление и других окислов*
При сварке науглероживающим пламенем происходит насыщение
металла углеродом по следующим реакциям:
3Fe+C—Fe8C
3Fe+2CO=Fe3C-|-CO2
24
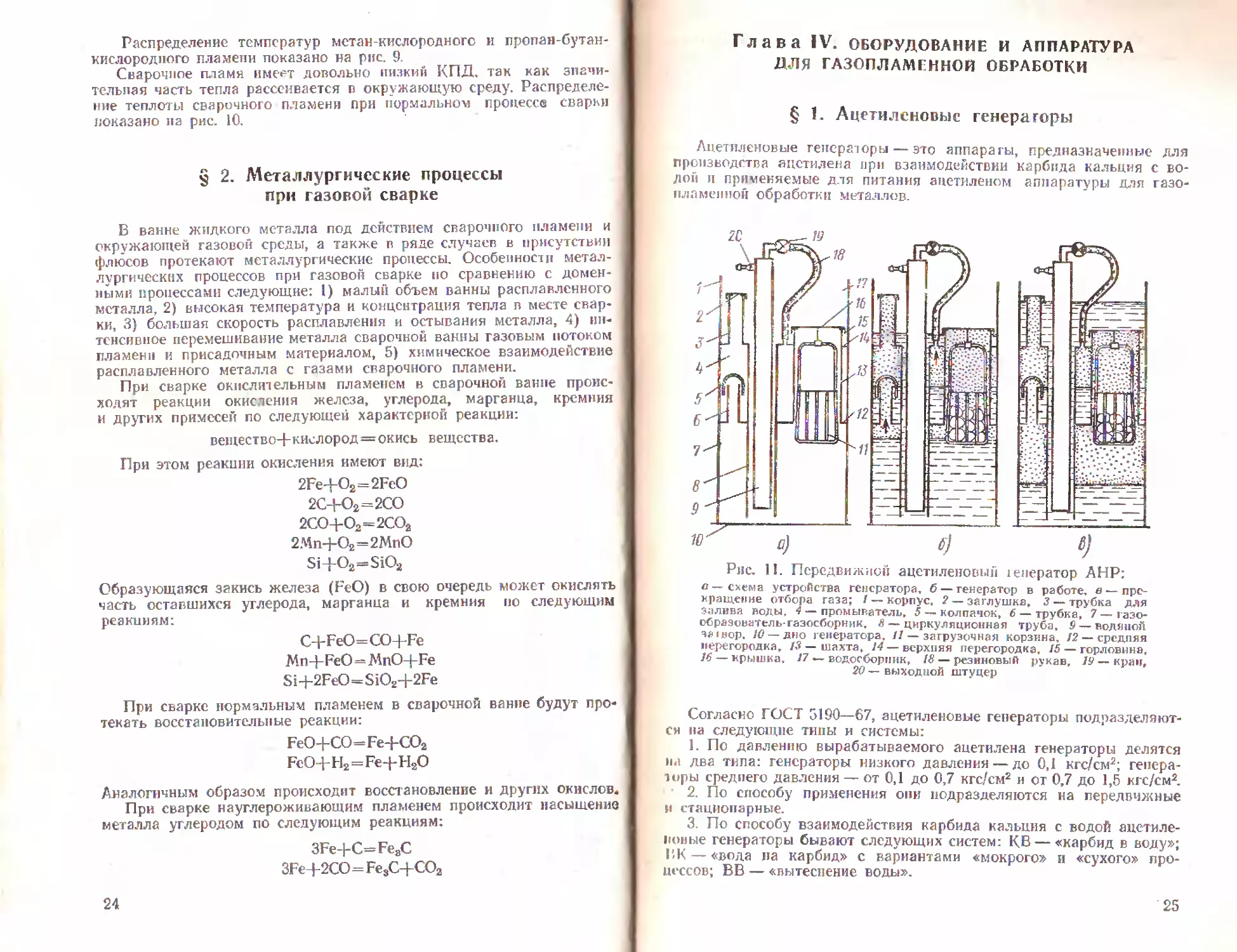
Глава IV. ОБОРУДОВАНИЕ И АППАРАТУРА
ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ
§ 1. Ацетиленовые генераторы
Ацетиленовые генераторы — это аппараты, предназначенные для
производства ацетилена при взаимодействии карбида кальция с во-
дой и применяемые для питания ацетиленом аппаратуры для газо-
пламенной обработки металлов.
Рис. 11. Передвижной ацетиленовый оператор АНР:
л—схема устройства генератора, б — генератор в работе, в — пре-
кращение отбора газа; / — корпус. 2 — заглушка, 3 — трубка для
залива воды, 4 — промыватель, 5 — колпачок, 6 — трубка, 7 — газо-
образователь-газосборник. 8— циркуляционная труба, 9— водяной
затор. 10— дно генератора, 11— загрузочная корзина, 12— средняя
перегородка. 13 — шахта, 14 — верхняя перегородка, 15 — горловина,
16 — крышка. 17 — водосборник, 18 — резиновый рукав, 19 — крап,
20 — выходной штуцер
Согласно ГОСТ 5190—67, ацетиленовые генераторы подразделяют-
ся на следующие типы и системы:
1. По давлению вырабатываемого ацетилена генераторы делятся
на два типа: генераторы низкого давления — до 0,1 кгс/см2; генера-
торы среднего давления — от 0,1 до 0,7 кгс/см2 и от 0,7 до 1,5 кгс/см*
2. По способу применения они подразделяются на передвижные
и стационарные.
3. По способу взаимодействия карбида кальция с водой ацетиле-
новые генераторы бывают следующих систем: КВ — «карбид в воду»;
В К — «вода на карбид» с вариантами «мокрого» и «сухого» про-
цессов; ВВ — «вытеснение воды».
25
ГОСТ допускает сочетание в одном генераторе двух систем, на-
пример систем В К и В В.
Стационарные ацетиленовые генераторы предназначаются для
работы при температуре окружающего воздуха от +5 до +35° С.
Передвижные ацетиленовые генераторы могут работать при темпе-
ратурах от —25 до +40° С. По требованию заказчика генераторы
могут быть изготовлены для работы при температуре до —40° С.
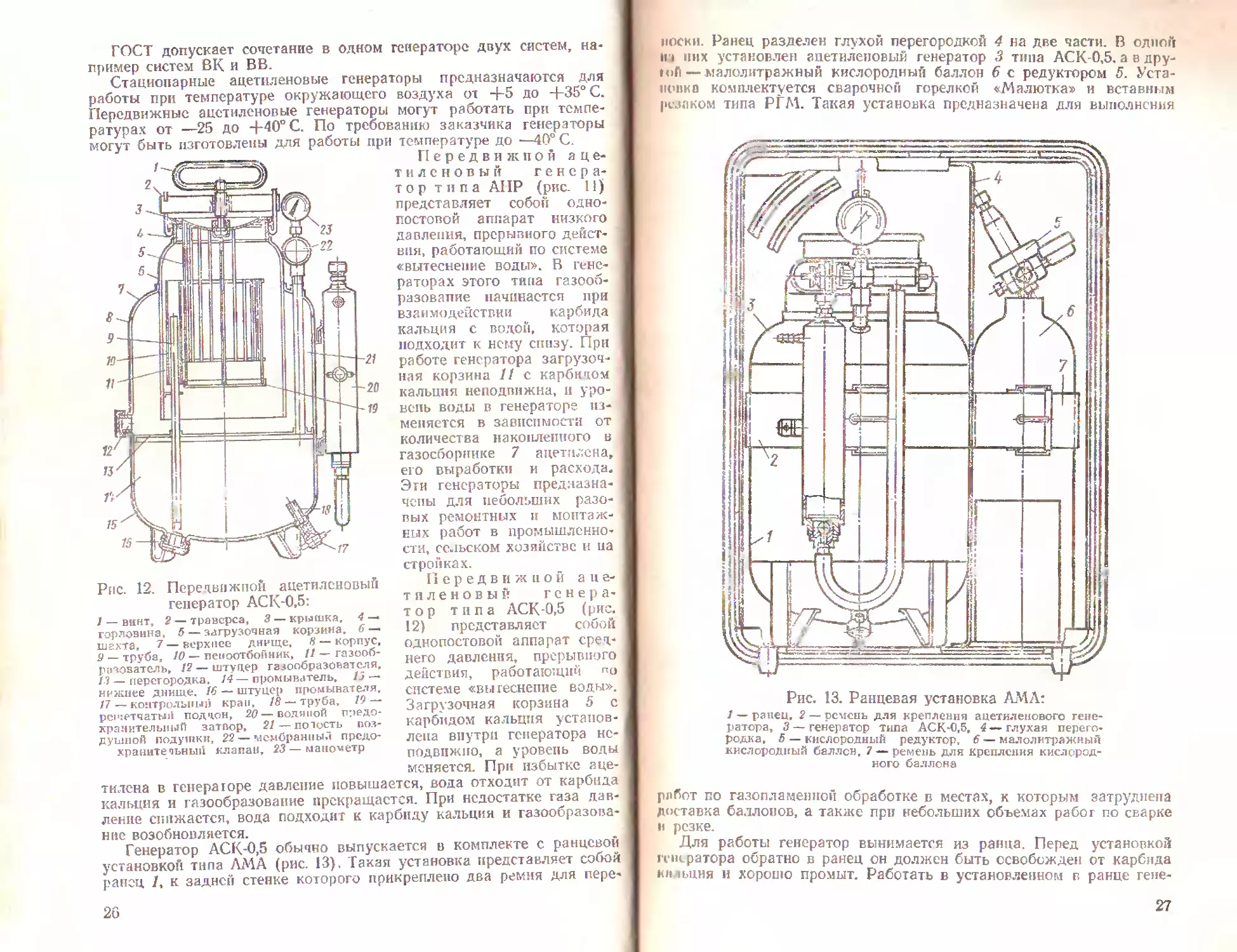
Передвижной аце-
тиленовый генера-
тор типа АИР (рис. 11)
представляет собой одно-
постовой аппарат низкого
давления, прерывного дейст-
вия» работающий по системе
«вытеснение воды». В гене-
раторах этого типа газооб-
разование начинается при
вза и мо действии ка рби да
кальция с водой, которая
подходит к нему снизу. При
работе генератора загрузоч-
ная корзина 11с карбитом
кальция неподвижна, и уро-
вень воды в генераторе из-
меняется в зависимости от
количества накопленного в
газосборнике 7 ацетилена,
его выработки и расхода..
Эти генераторы предназна-
чены для небольших разо-
вых ремонтных и монтаж-
ных работ в промышленно-
сти, сельском хозяйстве и на
стройках.
11 е р е д в и ж ной а и е-
тяленовый генера-
тор типа АСК-0,5 (ряс.
12) представляет собой
однопостовой аппарат срет,-
него давления, прерывного
действия, работающий по
системе «вы геснепие воды».
Загрузочная корзина 5 с
карбидом кальция установ-
лена внутри генератора не-
подвижно, а уровень воды
меняется. При избытке аце-
тилена в генераторе давление повышается, вода отходит от карбида
кальция и газообразование прекращается. При недостатке газа дав-
ление снижается, вода подходит к карбиду кальция и газообразова-
ние возобновляется.
Генератор АСК-0,5 обычно выпускается в комплекте с ранцевой
установкой типа АМА (рис. 13), Такая установка представляет собой
ранец /, к задней стенке которого прикреплено два ремня для пере-
Рис. 12. Передвижной ацетиленовый
генератор АСК-0,5:
1 — винт, 2 — траверса, 3 — крышка, 4 —
горловина, 5 — загрузочная корзина. 6 —
шгхта, 7 — верхнее днище, 8 — корпус,
О — труба, Ю — пеноотбойник, И — газооб-
рэзоватсль, /2—штуцер газообразовазеля,
/3— перегородка, 14—промыватель, 15 —
нижнее днище. 16 — штуцер промыватеяя,
//—контрольный кран, 18— труба, /9—
решетчатый подчон, 20—водяной предо-
хранительный затвор, 21 — полость воз-
душной подушки, 22 — мембранный предо-
хранительный клапан, 23—манометр
26
носки. Ранец разделен глухой перегородкой 4 на две части. В одной
in них установлен ацетиленовый генератор 3 типа АСК-0,5, а в дру-
tofi — малолитражный кислородный баллон 6 с редуктором 5. Уста-
новка комплектуется сварочной горелкой «М а лютка» и вставным
резаком типа РГМ. Такая установка предназначена для выполнения
Рис. 13. Ранцевая установка АМЛ:
1 — ранец, 2 — ремень для крепления ацетиленового гене-
ратора, 3 — генератор типа АСК-0,5, 4 — глухая перего-
родка, 5 — кислородный редуктор, 6 — малолитражный
кислородный баллон, 7 — ремень для крепления кислород-
ного баллона
работ по газопламенной обработке в местах, к которым затруднена
доставка баллонов, а также при небольших объемах работ по сварке
н резке.
Для работы генератор вынимается из ранца. Перед установкой
генератора обратно в ранец он должен быть освобожден от карбида
кальция и хорошо промыт. Работать в установленном в ранце гене-
27
раторе или переносить в ранце загруженный карбидом кальция гене-
ратор категорически запрещается.
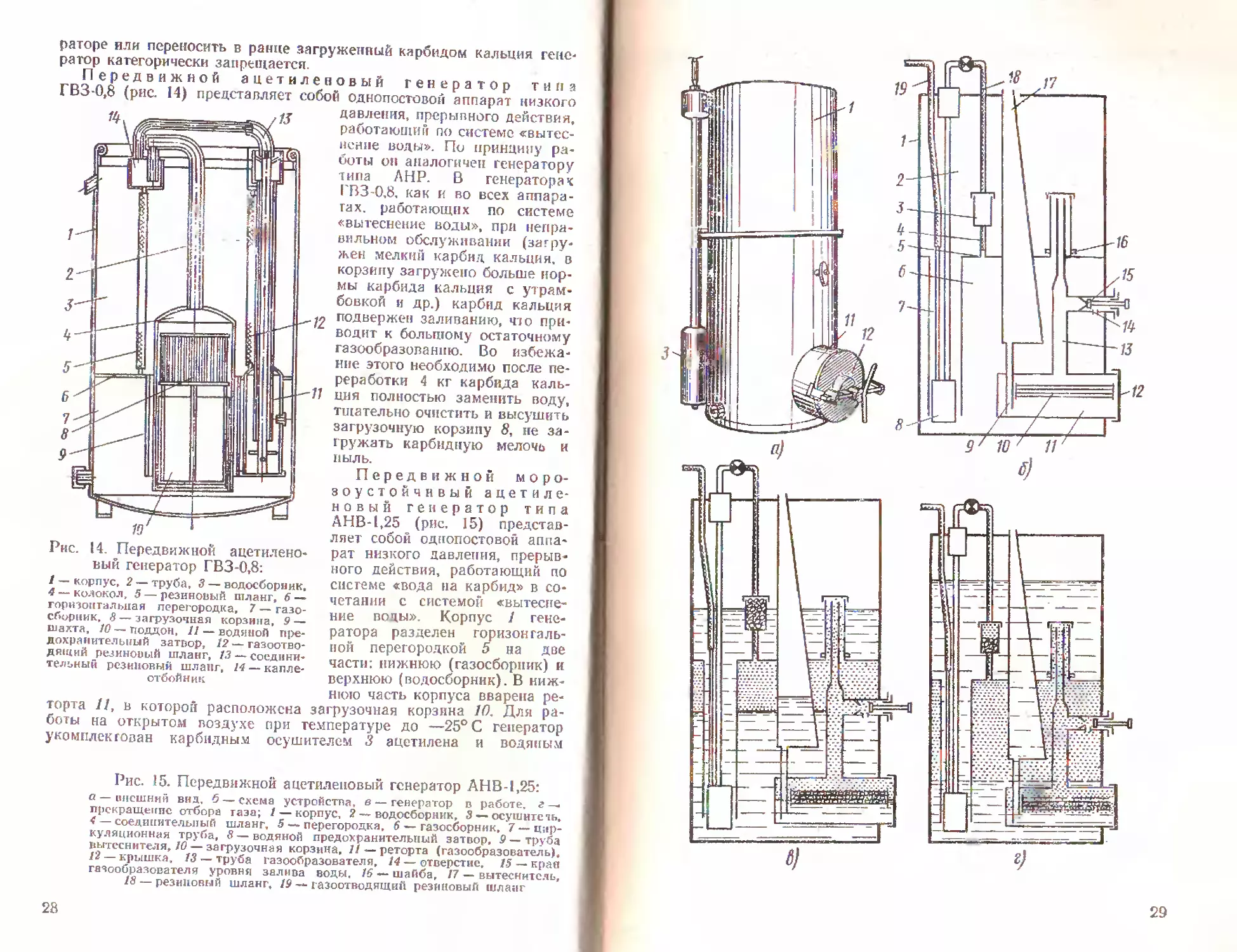
Передвижной ацетиленовый генератор типа
ГВЗ-0,8 (рис. 14) представляет собой однопостовой аппарат низкого
Рис. 14. Передвижной ацетилено-
вый генератор ГВЗ-0,8:
1 — корпус, 2 — труба, 3 — водосборник,
4 — колокол, 5 — резиновый шланг, 6 —
горизонтальная перегородка, 7 — газо-
сборник, 8 — загрузочная корзина, 9 —
шахта, 10 — поддон, 11 — водяной пре-
дохранительный затвор, 12—газоотво-
дящий резиновый шланг, 13 —* соедини-
тельный резиновый шланг, 14 — капле-
отбойник
давления, прерывного действия,
работающий по системе «вытес-
нение воды». По принципу ра-
боты он аналогичен генератору
типа ЛНР. В генератора*
ГВЗ-0,8, как и во всех аппара-
тах. работающих по системе
«вытеснение воды», при непра-
вильном обслуживании (загру-
жен мелкий карбид кальция, в
корзину загружено больше нор-
мы карбида кальция с утрам-
бовкой и др.) карбид кальция
подвержен заливанию, что при-
водит к большому остаточному
газообразованию. Во избежа-
ние этого необходимо после пе-
реработки 4 кг карбида каль-
ция полностью заменить воду,
тщательно очистить и высушить
загрузочную корзину 8, не за-
гружать карбидную мелочь и
пыль.
Передвижной моро-
зоустойчивый ацетиле-
новый генератор типа
АНВ-1,25 (рис, 15) представ-
ляет собой однопостовой аппа-
рат низкого давления, прерыв-
ного действия, работающий по
системе «вода на карбид» в со-
четании с системой «вытесне-
ние воды». Корпус 1 гене-
ратора разделен горизонталь-
ной перегородкой 5 на две
части; нижнюю (газосборник) и
верхнюю (водосборник). В ниж-
нюю часть корпуса вварена ре-
торта 11, в которой расположена загрузочная корзина 10. Для ра-
боты на открытом воздухе при температуре до —25° С генератор
укомплектован карбидным осушителем 3 ацетилена и водяным
Рис. 15. Передвижной ацетиленовый генератор АНВ-1,25:
а — внешний вид, б — схема устройства, в — генератор в работе, г —
прекращение отбора газа; / — корпус, 2 — водосборник, 3 — осушите чь,
< — соединительный шланг, 5 — перегородка, 6 — газосборник, 7 — цир-
куляционная труба, 8 — водяной предохранительный затвор, Р — труба
вытеснителя,/О— загрузочная корзина, 11— реторта (газообразователь).
12 — крышка, 13 — труба газообразователя, 14 — отверстие, 15 — крап
газообразователя уровня залива воды. 16 — шайба, 17 — вытеснитель,
18 — резиновый шланг, 19 — газоотводящий резиновый шланг
28
29
Рис. 16. Передвижной ацетиленовый генератор АСМ-1,25:
а — внешний вид, б — схема устройства, в —• генератор в работе, г — прекра-
щение отбора газа; / — верхнее днище, 2 корпус, 3 — шахта, 4 — полость
воздушной подушки. 5 — газообразователь, 6 — среднее днище, 7 — контроль-
ный край, 8 — промыватель, 9— нижнее днище, /0 —соединительная труба*
11 — газоотводящая трубя, 12 — газоотборный кран, 13 — предохранительный
клапан, 14 — решетка, /5 — пеноотбойннк, 16 — загрузочная корзина, /7 — гор-
ловина, 18 —• крышка
30
предохранительным затвором 8, устанавливаемым в циркуляцион-
ной трубе (на рисунке не показана). В теплое время года или при
наличии разрешения работать в помещении водяной затвор монти-
руется на корпусе генератора.
Применяют два типа генера-
торов: АНВ-1, 25-68 и ЛНВ-1,
25-73. Они одинаковы по
устройству и принципу дей-
ствия, но отличаются конструк-
цией загрузочной корзины и
расположением крана подачи
воды на реакцию.
Передвижной а цети-
ле я о в ы й генератор ти-
па АСМ-1,25 (рис. 16) пред-
ставляет собой однопостовой
аппарат среднего давления,
прерывного действия, работаю-
щий по системе «вытеснение
воды». Генератор может приме-
няться для работы в зимних
условиях на открытом воздухе
при температуре до —25° С, для
чего он снабжен утепляющим
чехлом, предохраняющим воду
от замерзания. Для временных
работ по сварке и резке аппа-
рат разрешается устанавливать
в жилых и производственных
помещениях при условии хоро-
шей естественной вентиляции и
объеме помещения не менее
300 м3.
Передвижной ацети-
леновый генератор ти-
па АСВ-1,25 (рис. 17) пред-
ставляет собой ОДПО1ЮСТОВОЙ
аппарат среднего давления,
прерывного действия, работаю-
щий по системе «вытеснение
воды». Он разработан на осно-
ве генератора АСМ-1,25 и отли-
чается от последнего конструк-
цией загрузочного устройства.
Кроме того, в генераторе
АСВ-1,25 увеличена загрузка
карбида кальция, что обеспечи-
Рис. 17. Передвижной ацетиленовый генератор АСВ-1,25:
/ — подвески, 2 —горловина, 3 — усеченный конус. 4 —верхнее днище, □ —по-
лость воздушной подушки, 6 — шахта, 7 — газообразователь, 8 — корпус,
9 — перегородка. 10 — промыватель. // — труба для слива ила, 12 — нижнее
днище, 13— штуцер, 14—контрольный кран. 15— газоотборный вентиль,
/6— предохранительный клапан, 17 — соединительная труба, 18 — пеноотбой-
пая труба, 19 — решетка, 20 — окна, 2/ —зарядная камера, 22 — фланец,
23 — крышка, 24— траверса, 25 — винт, 26— уплотнитель
31
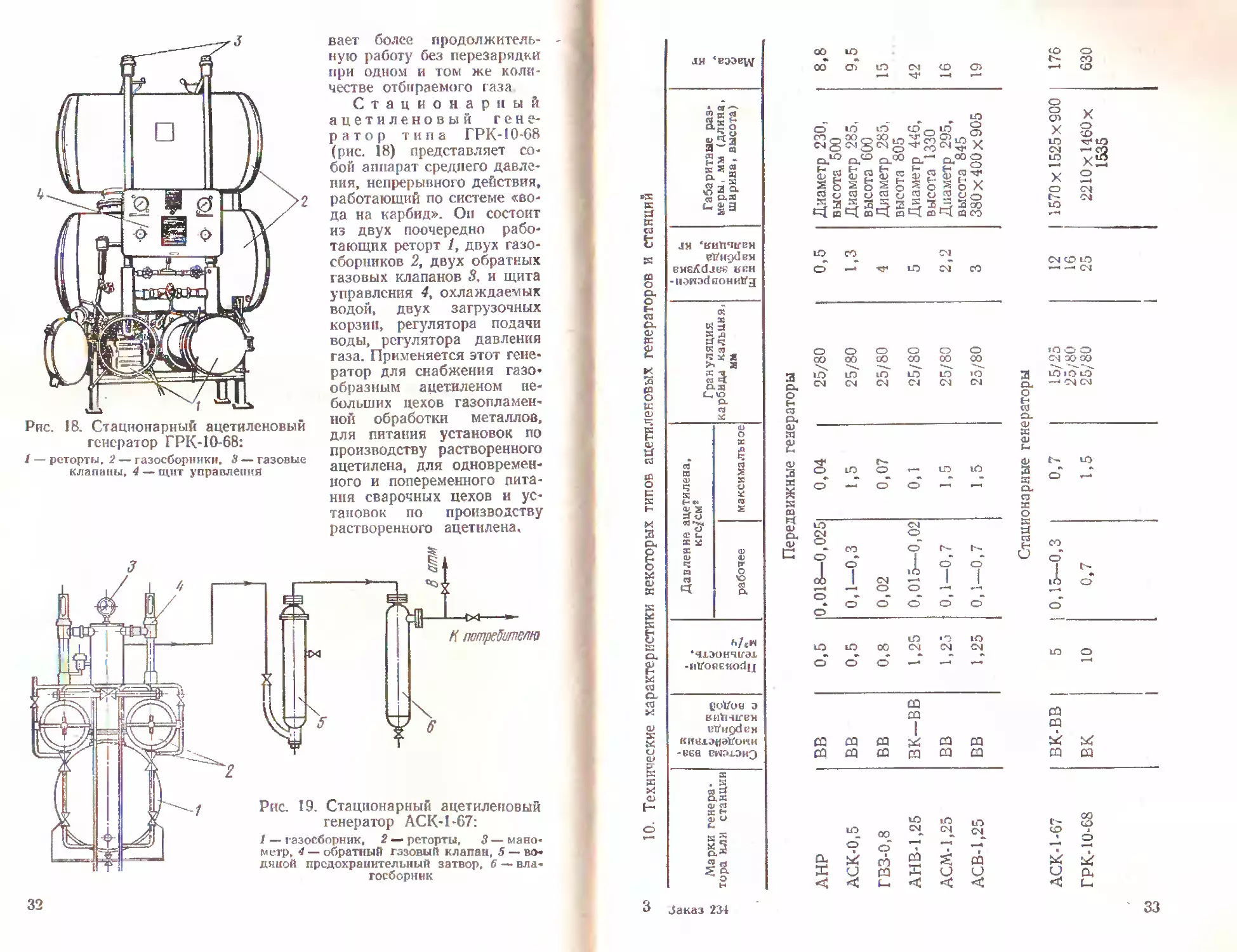
io
вает более продол житель-
ОЭ
.Заказ 234
10.
Технические характеристики некоторых типов
ацетиленовых генераторов и станций
Марки генера- тора или станции Система вза- имодействия карбида кальция с водой Производи- тельность, м’/ч Давление ацетилена, кгс/см2 Грануляция карбида кальция, им Единовремен- ная загрузка карбида кальция, кг Габаритные раз- меры, мм (длина, ширина, высота) Масса, иг
рабочее максимальное
Передвижные генераторы
АНР ВВ 0,5 0,018—0,025 0,04 25/80 0,5 Диаметр 230, высота 500 8,8
АСК-0 >5 ВВ 0,5 0,1—0,3 1,5 25/80 1,3 Диаметр 285, высота 600 9,5
ГВЗ-0,8 ВВ 0,8 0,02 0,07 25/80 4 Диаметр 285, высота 805 15
АНВ-1,25 ВК—ВВ 1,25 0,01 о—0,02 0,1 25/80 5 Диаметр 446, высота 1330 42
АСМ-1,25 ВВ 1,25 0,1—0,7 1,5 25/80 2,2 Диаметр 295, высота 845 16
АСВ-1,25 ВВ 1,25 0,1—0,7 1.5 25/80 3 380x400x905 19
Стационарные генераторы
АСК-1 -67 вк-вв 5 0,15-0,3 0,7 15/25 25/80 12 16 1570x1525x900 176
ГРК-Ю-68 ВК 10 0,7 1,5 25/80 25 2210х1460х 1535 630
Продолжение табл. 10
‘ГЭЭ1ЭД 190 1 1
Габаритные раз- меры, мм (длина, ширина, высота) 1560x1530 x 000 1 1
ан •ви'пчиия ЕГп9<1ен BMFAdjEE вен -нзк&с! вонища О LQ о о О О CM rf -Ф о О c\i cj со со
Грануляция карбида кальция, мм 1НЦИИ 15x25, 25x80 25x80 15х-25, 25x80 15x25, 25x80 15x25, 25x80 15x25, 25x80
Давление ацетилена, кгс/см! максимальное Й а -г* е*. lo **< •—« w-1 Ш о S о о* о о о к— ►** ГЗ
рабочее О * « о 1А 'гг ^Г >П сС —< Г- о ООО •* Ш 'А «Ь «ъ 4* О О О О О О
•qiOOHqriu -ИЯОИЕВОбЦ LQ О о С О О СЧ ТГ СО О
fjOVOE □ EtfHsdea Kjibxogaitow -ИКСЕ ЕН01ЭНЭ CQ X X со СО £0 и £0 X X X X
Марки генера- тора или станции о СХ Си о г- Си t_ J— о • О О О СО ю СЯ CQ т*1 СО ’ * » » • ♦ О X о и и о <о < < < <
34
Кислород
Рис. 20. Стационарная ацетиленовая установка УАС-5:
/ — ацетиленовый генератор ЛСК-1-67, 2— водяной предохранительный
затвор среднего давления. 3 — влагосборник. 4 — газоразборный ацетилено-
вый пост. 5 — газоразборный кислородный пост, 6 сварочная горелка
или резак
Стационарный ацетиленовый генератор типа
АС К-1-67 (рис. 19) представляет собой аппарат среднего давления,
непрерывного действия, работающий по системе «вода на карбид»
в сочетании с системой «вытеснение воды». Он состоит из двух по-
очередно работающих реторт 2, рубашек для охлаждения реторт,
загрузочных корзин, газосборпика /, двух обратных газовых клапа-
нов 4, обратного водяного клапана и регулятора подачи воды. Гене-
ратор применяется для одновременного питания ацетиленом некото-
рого количества аппаратуры для газопламенной обработки металлов.
Стационарная ацетиленовая установка типа
УАС-5 (рис. 20) предназначена дли получения газообразного ацети-
лена из карбида кальция и воды и подаче его потребителю для газо-
11. Загрузка карбида кальция в зависимости от номера нако-
нечника горелки и продолжительности работы
Помер смен- ного нако- нечника Загрузка карбида кальция, кг, при продолжительности работы, мин
10 20 30 40 50 60 80 100 120
1 0,15 0,25 0,3 0,35 0,50 0,60 0,7 0,9 1.2
2 0,25 0,40 0,55 0,70 0,80 1,0 1,4 1,5 2,0
3 0,30 0,45 0,65 0.85 1,0 1,2 1,6 2,0 2.4
4 0,55 1,0 1,5 2,0 2.4 2,8 3,9 4,8 —
5 0,60 , 1.2 1,7 2,3 2,8 3,4 4.5 — "
3*
35
пламенной обработки металлов. В установку входит генератор типа
АСК-1-67 и семь газораздаточных постов ацетилена 4 и кислорода 5.
В комплект установки входит резак и шесть сварочных горелок 6.
Технические характеристики некоторых типов ацетиленовых гене-
раторов приведены в табл. 10.
При небольших объемах работ, а также в конце смены количество
загружаемого в реторту карбида кальция должно быть уменьшено в
соответствии с предполагаемым расходом ацетилена. В этих случаях
рекомендуемое к загрузке количество карбида кальция следует опре-
делять по табл, 11.
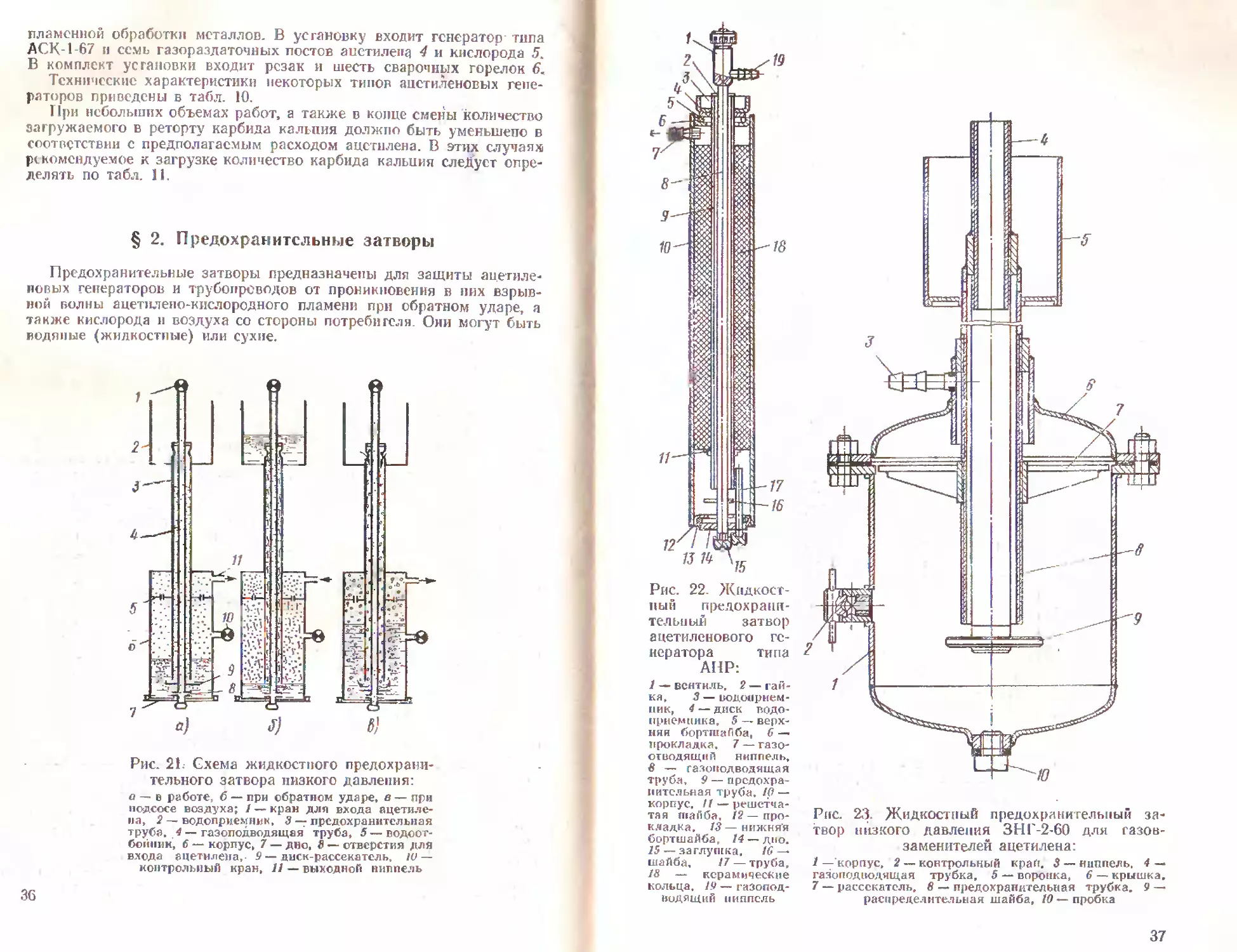
§ 2. Предохранительные затворы
Предохранительные затворы предназначены для защиты ацетиле-
новых генераторов и трубопроводов от проникновения в них взрыв-
ной волны ацетилено-кисл сродного пламени при обратном уларе, а
также кислорода и воздуха со стороны потребителя. Они могут быть
водяные (жидкостные) или сух не.
Рис. 21.- Схема жидкостного предохрани-
тельного затвора низкого давления:
о — в работе, б — при обратном ударе, в — при
подсосе воздуха; 1 — кран для входа ацетиле-
на, 2— водоприемник, 3 “ предохранительная
труба, .4— газоподводящяя труба, б—водоот-
бойник, б — корпус, 7 — дно, 8 — отверстия для
входа ацетилена,- 9 — диск-рассекатель, ю—
контрольный кран, 11 — выходной ниппель
36
Рис. 22. Жидкост-
ный предохрани-
тельный затвор
ацетиленового ге-
нератора типа
АНР:
1 — вентиль, 2 — гай-
ка, 3 — водоприем-
ник, 4 — диск водо-
приемника, 5 — верх-
ний бортшайба, 6 —
прокладка, 7 — газо-
огводящнй ниппель,
& — газопод водящая
труба, 9 — предохра-
нительная труба, 10—
корпус, 11 — решетча-
тая шайба, 12 — про-
кладка, 13—нижняя
бортшайба, 14 — дно.
15 — заглушка, 16 —
шайба, 17 — труба,
18 — керамические
кольца, 19 — газопод-
водящий ниппель
Рис. 23. Жидкостный предохранительный за-
твор низкого давления ЗНГ-2-60 для газов-
заменителей ацетилена:
1 — корпус, 2 — контрольный край. 3 — ниппель, 4 —
га зо под водящая трубка, 5 — воронка, 6 — крышка.
7 — рассекатель, 8 — предохранительная трубка. 9 —
распределительная шайба, 10—пробка
37
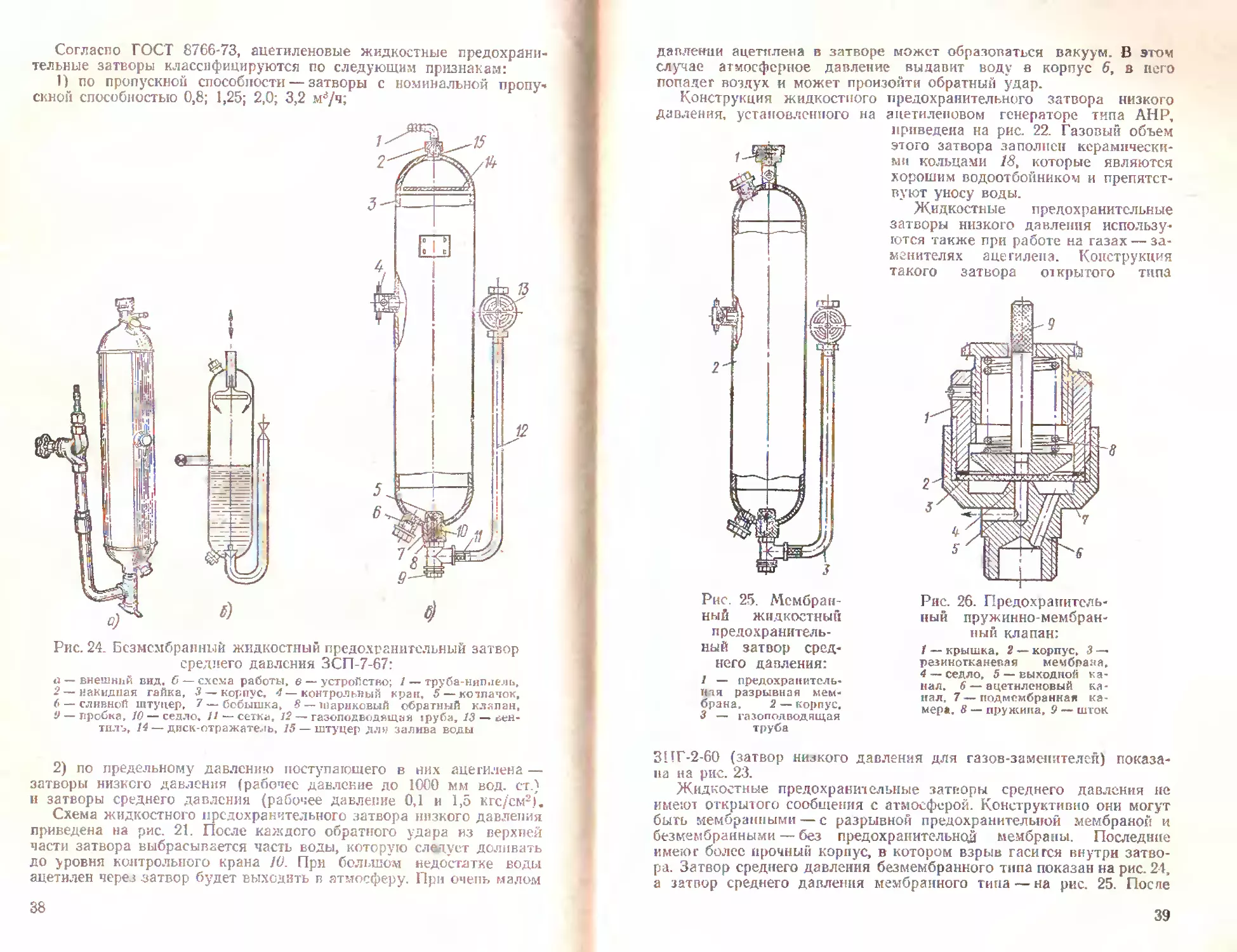
Согласно ГОСТ 8766-73, ацетиленовые жидкостные предохрани-
тельные затворы классифицируются по следующим признакам:
1) по пропускной способности — затворы с номинальной пропу-
скной способностью 0,8; 1,25; 2,0; 3,2 м3/ч;
Рис. 24. Бсзмсмбранный жидкостный предохранительный затвор
среднего давления ЗСП-7-67:
<з — внешний вид. б — схема работы, в — устройство; 1 — труба-ниппель,
2 — накидная гайка, 3 — корпус. 4 — контрольный кран, 5 — «отладок,
б — сливной штуцер, 7 — бобышка, 8— шариковый обратный клапан,
V — пробка, 10 — седло. П — сетка, 12 — газоподводящая 1руба, 13 — лен-
тилъ, 14 — диск-отражатель, 15— штуцер для залива воды
2) по предельному давлению поступающего в них ацетилена —
затворы низкого давления (рабочее давление до 1000 мм вод. ст.)
и затворы среднего давления (рабочее давление 0,1 и 1,5 кгс/см2).
Схема жидкостного предохранительного затвора низкого давления
приведена на рис. 21. После каждого обратного удара из верхней
части затвора выбрасывается часть воды, которую следует доливать
до уровня контрольного крана J0. При большом недостатке воды
ацетилен через -затвор будет выходить в атмосферу. При очень малом
38
давлении ацетилена в затворе может образоваться вакуум. В этом
случае атмосферное давление выдавит воду в корпус 6, в пего
попадет воздух и может произойти обратный удар.
Конструкция жидкостного предохранительного затвора низкого
давления, установленного на ацетиленовом генераторе типа АИР,
приведена на рис 22. Газовый объем
Рнс. 25. Мембран-
ный жидкостный
предохранитель-
ный затвор сред-
него давления:
I — предохракитсль-
нля разрывная мем-
брана. 2 — корпус,
3 — газоподводящая
труба
этого затвора заполнен керамически-
ми кольцами 18, которые являются
хорошим водоотбойникоч и препятст-
вуют уносу воды.
Жидкостные предохранительные
затворы низкого давления использу-
ются также при работе на газах — за-
менителях ацетилена. Конструкция
такого затвора открытого типа
Рис. 26. Предохранитель-
ный пружинно-мембран-
ный клапан:
/ — крышка, 2 — корпус, 3 —
резинотканевая мембрана,
4 — седло, 5 — выходной ка-
нал. 6 — ацетиленовый ка-
нал, 7 — подмембранная ка-
мера. 8 — прунсина, 9 — шток
ЗП Г-2-60 (затвор низкого давления для газов-заменителей) показа-
на на рис. 23.
Жидкостные предохранительные затворы среднего давления не
имеют открытого сообщения с атмосферой. Конструктивно они могут
быть мембранными — с разрывной предохранительной мембраной и
без мембранными — без предохранительной мембраны. Последние
имеют более прочный корпус, в котором взрыв гаси гея внутри затво-
ра. Затвор среднего давления безмембранного типа показан на рис. 24,
а затвор среднего давления мембранного типа — на рис. 25. После
39
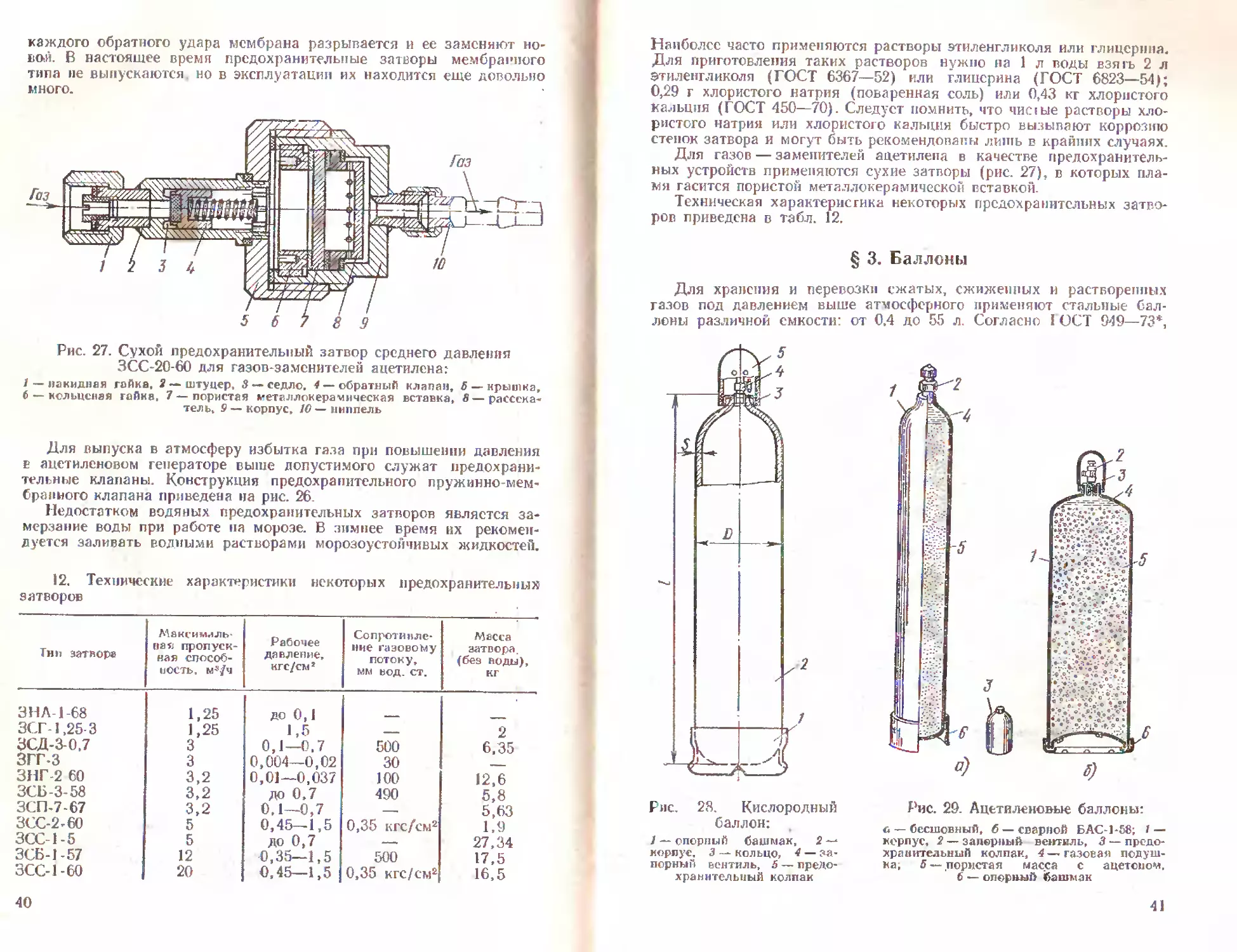
каждого обратного удара мембрана разрывается и ее заменяют но-
вом. В настоящее время предохранительные затворы мембранного
типа не выпускаются но в эксплуатации их находится еще довольно
много.
Рис. 27. Сухой предохранительный затвор среднего давления
ЗСС-20-60 для газов-заменителей ацетилена:
1 — накидная гайка, 2—штуцер, 3 —седло, 4— обратный клапан, 5 — крышка,
6— кельнская гайка, 7— пористая металлокерамическая вставка, 8— рассека-
тель, 9 — корпус» 16 — ниппель
Для выпуска в атмосферу избытка газа при повышении давления
в ацетиленовом генераторе выше допустимого служат предохрани-
тельные клапаны. Конструкция предохранительного пружинно-мем-
бранного клапана приведена на рис. 26.
Недостатком водяных предохранительных затворов является за-
мерзание воды при работе на морозе. В зимнее время их рекомен-
дуется заливать водными растворами морозоустойчивых жидкостей.
12. Технические характеристики некоторых предохранительных
затворов
Тип затвора Максималь- пая пропуск- ная способ- ность. м5/ч Рабочее давление, кгс/см2 Сопротивле- ние газовому потоку, мм вод. ст. Масса затвора. (без воды), кг
ЗНЛ-1-68 1,25 ДО 0,1
ЗСГ-1,25-3 1,25 1,5 ! — 2
ЗСД-З-0,7 3 0,1—0.7 500 6,35
зггз 3 0,004—0,02 30 — И.
ЗНГ-2 60 3,2 0,01—0,037 100 12,6
ЗСБ-З-58 3,2 до 0,7 490 5,8
ЗСП-7-67 3,2 0,1—0,7 5,63
ЗСС-2-60 5 0,45—1,5 0,35 кгс/см2 1,9
ЗСС-1-5 5 до 0,7 —— 27,34
ЗСБ-1-57 12 0,35—1,5 500 17,5
ЗСС-1-60 20 0,45—1,5 0,35 кгс/см2 16,5
40
Наиболее часто применяются растворы этиленгликоля или глицерина.
Для приготовления таких растворов нужно на 1 л воды взять 2 л
этиленгликоля (ГОСТ 6367—52) или глицерина (ГОСТ 6823—54);
0,29 г хлористого натрия (поваренная соль) или 0,43 кг хлористого
кальция (ГОСТ 450—70). Следует помнить, что чисше растворы хло-
ристого натрия или хлористого кальция быстро вызывают коррозию
стенок затвора и могут быть рекомендованы лишь в крайних случаях.
Для газов — заменителей ацетилена в качестве предохранитель-
ных устройств применяются сухие затворы (рис. 27), в которых пла-
мя гасится пористой металлокерамической вставкой.
Техническая характеристика некоторых предохранительных затво-
ров приведена в табл. 12.
§ 3. Баллоны
Для хранения и перевозки сжатых, сжижешшх и растворенных
газов под давлением выше атмосферного применяют стальные бал-
лоны различной емкости: от 0.4 до 55 л. Согласно I ОСТ 949—73*,
Рис. 28. Кислородный
баллон:
*
1 — спорный башмак, 5 —
корпус. 3 — кольцо, 4 — за-
порный вентиль, 5 — предо-
хранительный колпак
о)
Рис. 29. Ацетиленовые баллоны:
и — бесшовный, € — сварной БАС-1-58; / —
корпус, 2 — запорный вентиль, 3 — предо-
хранительный колпак, 4—газовая подуш-
ка, 5 — пористая масса с ацетоном,
б — опорный башмак
41
баллоны изготовляют из бесшовных углеродистых или легированных
стальных труб с условным давлением до 200 кгс/см2.
Для некоторых сжиженных газов (пропащ бутан, их смесей
в др.)» а иногда и растворенного ацетилена при рабочем давлении но
выше 30 кгс/см2 применяются сварные баллоны.
Рис. 30. Баллон для про-
пана:
1 — корпус, 2 — днище. 3 —
опорный башмак. 4 —под-
кладные кольца. 5 — верхняя
сфера, 6 — вентиль, 7 — код-
пак, 8 — табличка паспорта
баллона
Рис. 31. Кислородный баллон-
ный вентиль:
/ — гайка, 2 — пружина. 3 — махо-
вичок. 4, 7 — фибровые прокладки,
5 — шпиндель, 6 — накидная гайка*
8 — муфта, У — корпус вентиля. 10 —«
заглушка, 11 — корпус клапана^
12 — уплотнитель
Кислородные баллоны (рис. 28). Газообразный кислород хранят
и транспортируют в стальных баллонах под давлением 150 кгс/см2.
Для приближенного определения количества кислорода в бал-
лоне можно пользоваться формулой
VK-V6PK,
42
где VK — количество кислорода в баллоне, л; Р’с — водяная емкость
баллона, л; Рп — давление кислорода в баллоне по манометру, кгс/сма«
Так, в полном кислородном баллоне количество кислорода равпоз
40X150 = 6000 л, или 6 м3 (при атмосферном давлении).
Рис. 32. Ацетиленовый бал-
Рис. 33. Пропановый баллон*
ный вентиль:
1 — корпус, 2 — заглушка, 3, 4 —
прокладки, б — букса, 6 — на-
кидная гайка, 7 — гайка, 6 —
пружина, 9 — маховичок. 10 —
шпиндель, 11 — прокладка. 12 —
шток, 13 — шайба, 14 — клапан
лонный вентиль:
1— сальниковая гайка, 2 — шай-
ба , 3 — сальниковые лрокладкн,
4 — сальниковое кольцо, 5 —
шпиндель, € — уплотнитель, 7 —
сетка. 8 — проволочное кольцо,
9 — войлочная прокладка, Ю —
корпус, 11 — прокладка штуцера
Ацетиленовые баллоны (рис. 29). Ацетилен в отличие от сжатых
газов хранят и транспоршруют в растворенном состоянии. Ацетиле-
новые баллоны выпускаются по ГОСТ 5948—60 и имеют те же раз-
меры, что и кислородные. Кроме цельнотянутых баллонов из бесшов-
ных труб применяются также сварные баллоны типа БАС-1-58. изго-
товляемые. из углеродистой или низколегированной стали. Внутри
ацетиленового баллона находится пористая масса с ацетоном 5.
Пористая касса представляет собой зернистый активированный дре-
весный уголь с размером зерен 1—3,5 мм марки БАУ (ГОСТ 6217—*
74). На 1 л емкости баллона вводится 290—320 г активированного
угля. Ацетон (CHgCOCHjj вводится в баллон в количестве 225—300 г
43
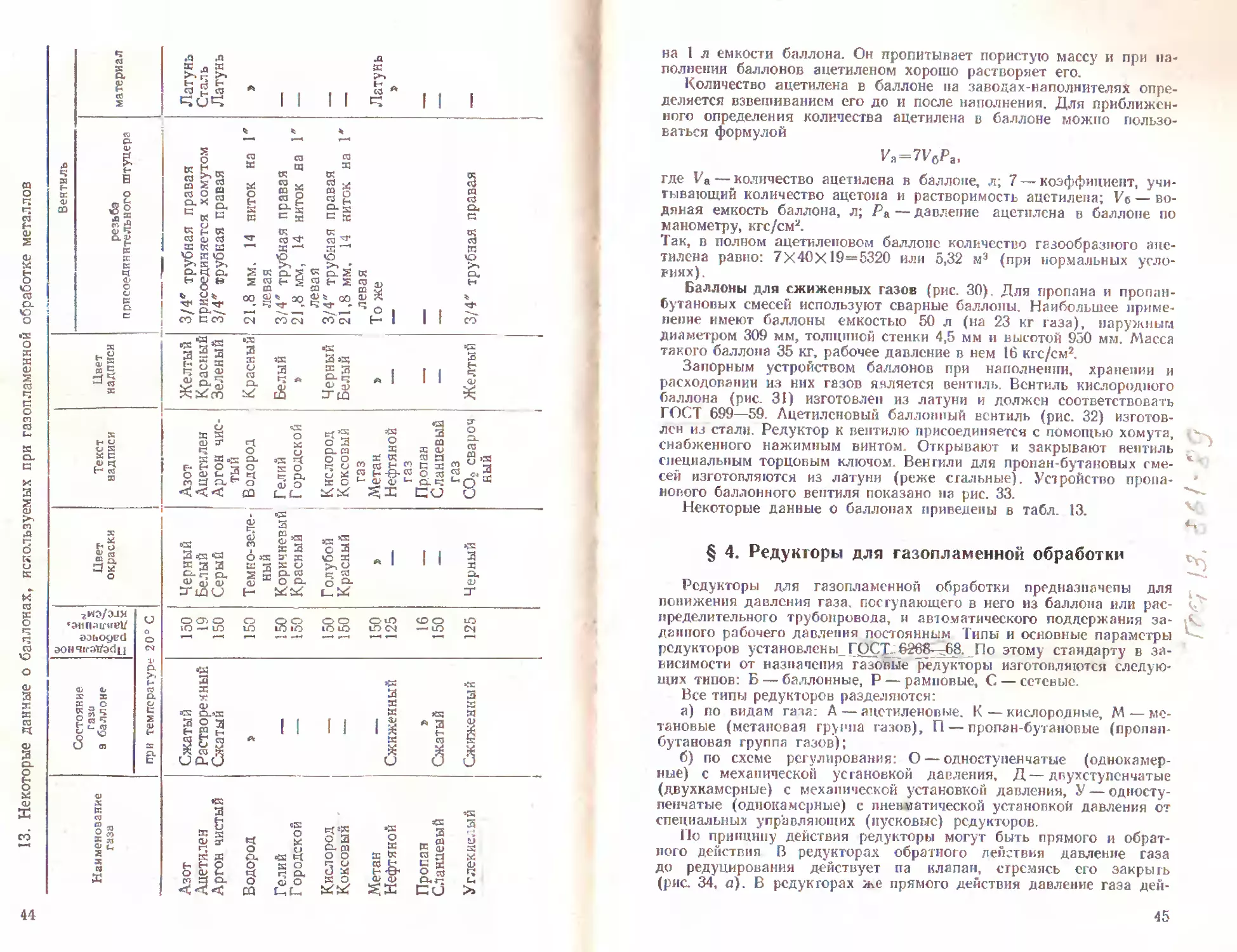
13. Некоторые данные о баллонах, исаользуемых при газопламенной обработке металлов
материал Латунь Сталь Латунь > 1 > Латунь » 1
Вентиль резьба присоединительного штуцера — 3/4* трубная правая присоединяется хомутом 3/4* трубная правая 21,8 мм. 14 ниток на И левая 3/4* трубная правая 21,8 мм", 14 ниток на 1* левая 3/4" трубная правая 21 *8 мм. 14 ниток на 1* левая D - 1 3/4" трубная правая
Цвет надписи 31 з Я £ к ± з: « 3 »з: £ 2ф 2 3 32 3 Чх* ,Ф *~7 fl? ^ф ш iTta * =о ! * S >
! 1 Текст надписи О CS _ х sj о ^’5 (D X П. Jj; О 53 г! О о сх са s д од гх аз ri о о „ з F- £-> О чг О SO ° 52 ,с О О U £ El triX U £ л П й о s С с <<< £□ L.U Нефтяной газ Пропан Сланцевый газ С02 свароч ный
Цвет окраски Черный Белый Серый 1 Тем но-зеле- ный Коричневый Красный Г олубой Красный 1 <3 1 i i )
гиэ/э.1Я •an iiriirfieV аэьоуей aointratfadti и л о см О О О О О о О О’-О <О О *-С Ю — Ю m LQ ю IQIO ЮСЧ — lQ О < ^“-1 V—M •"**» •—4 с*—-* » м *==—' т—<г ) 4
Состояние газа в баллоне при температуре Сжатый Растворенный i Сжатый > 1 Сжиженный Сжатый Cur НЗК РНК Т J й i i > J
Наименование газа «5 3 • ’S tj ®К »S S cd s i=f к 2 2 г- <а Ч г; о 5 Е о д кл а <а п о о х £ « х н н о о до о <0 е с S о о о> д ti го, о Н •9ч Од е; СТ, а О. О <]> О ко ф 0> СХг; U <<< сд EJ >>
44
на 1 л емкости баллона. Он пропитывает пористую массу и при на-
полнении баллонов ацетиленом хорошо растворяет его.
Количество ацетилена в баллоне на заводах-наполнителях опре-
деляется взвешиванием его до и после наполнения. Для приближен-
ного определения количества ацетилена в баллоне можно пользо-
ваться формулой
Va=7V6Pa,
где Va — количество ацетилена в баллоне, л; 7 — коэффициент, учи-
тывающий количество ацетона и растворимость ацетилена; Ус — во-
дяная емкость баллона, л; -—давление ацетилена в баллоне по
манометру, кгс/см2.
Так, в полном ацетиленовом баллоне количество газообразного аце-
тилена равно: 7X40x19—5320 или 5,32 мэ (при нормальных усло-
виях).
Баллоны для сжиженных газов (рис. 30). Для пропана и пропан-
бутановых смесей используют сварные баллоны. Наибольшее приме-
нение имеют баллоны емкостью 50 л (на 23 кг газа), наружным
диаметром 309 мм, толщиной стенки 4,5 мм и высотой 950 мм. Масса
такого баллона 35 кг, рабочее давление в нем 16 кгс/см2.
Запорным устройством баллонов при наполнении, хранении и
расходовании из них газов является вентиль. Вентиль кислородного
баллона (рис. 31) изготовлен из латуни и должен соответствовать
ГОСТ 699—59. Ацетиленовый баллонный вентиль (рис. 32) изготов-
лен из стали. Редуктор к вентилю присоединяется с помощью хомута,
снабженного нажимным винтом. Открывают и закрывают вентиль
специальным торцовым ключом. Вентили для пропан-бутановых сме-
сей изготовляются из латуни (реже стальные). Устройство пропа-
нового баллонного вентиля показано на рис. 33.
Некоторые данные О баллонах приведены в табл. 13.
§ 4. Редукторы для газопламенной обработки
Редукторы для газопламенной обработки предназначены для
понижения давления газа, поступающего в него из баллона или рас-
пределительного трубопровода, и автоматического поддержания за-
данного рабочего давления постоянным Типы и основные параметры
редукторов установлены ГОСТ-> 6268^68. По этому стандарту в за-
висимости от назначения газовые редукторы изготовляются следую-
щих типов: Б — баллонные, Р — рамповые, С — сетевые.
Все типы редукторов разделяются:
а) по видам газа: А — ацетиленовые. К — кислородные, М — ме-
тановые (метановая группа газов), П — пропан-бутановые (пропан-
бутановая группа газов);
б) по схеме регулирования: О — одноступенчатые (однокамер-
ные) с механической установкой давления, Д—двухступенчатые
(двухкамерные) с механической установкой давления, У — односту-
пенчатые (однокамерные) с пневматической установкой давления от
специальных управляющих (пусковые) редукторов.
По принципу действия редукторы могут быть прямого и обрат-
ного действия В редукторах обратного действия давление газа
до редуцирования действует на клапан, стремясь его закрыть
(рис. 34, а). В редукторах же прямого действия давление газа дей-
45
ствует под клапан, стремясь его открыть (рис. 34, б). Наибольшее
применение получили редукторы обратного действия, более надеж-
ные в работе, так как они более компактны, проще по конструкции,
имеют меньшее количество деталей.
Ниже приводится краткое описание некоторых марок редукторов
для газопламенной обработки.
Рис. 34. Схема работы одноступенчатого (однокамерного) редуктора?
а — обратного действия, б — прямого действия; / — мембрана. 2 — передаточный
штчк. 3 — трубка впуска газа, 4 — манометр высокого давления, 5 — вспомогательная
пружина, 6 —камера высокого давления, 7 —• редуцирующий клапан, 8 — предохрани-
тельный клапан, 9— манометр низкого (рабочего) давления, (О — камера низкого дав-
ления, 11 —- главная нажимная пружина, 12 — регулирующий винт
Баллонные (двухступенчатые) двухкамерные редукторы (рис. 35),
Эти редукторы предназначены для понижения давления газа, посту-
пающего из баллона или магистрали, до рабочего давления и под-
держания его постоянным. Снижение давления в редукторах этого
типа происходит путем двухступенчатого расширения газа. Газ из
баллона через фильтр 3 попадает в камеру А высокого давления.
В результате первой ступени редуцирования давление газа значитель-
но снижается. В результате второй ступени редуцирования давление
газа снижается еще больше и газ переходит в рабочую камеру Б.
Под этим давлением газ поступает к потребителю. Давление в рабо-
чей камере второй ступени редуцирования устаhiвливается враще-
нием нажимного (регулирующего) винта 8 и контролируется мано-
метрами 4 и 11. В корпусе редуктора установлен предохранительный
клапан 13.
По такой схеме выпускаются следующие марки редукторов?
КВД-25 (по ГОСТ 6268—68) — кислородный (используется при
46
Рис. 35. Баллонный двухступен-
чатый редуктор:
« — внешний вид, б — внутреннее
устройство; 1 — хомут, 2 — накид-
ная гайка, 3 — фильтр, 4, 11 — ма-
нометры. 5, 22 — мембраны. 6f 21 —
диски нажимные, 7. 19 — пружины
нажи.иные, в — винт нажимной,
Р, 18 — толкатели. 10, 17 — седла,
12 — ниппель, 13 — предохранитель-
ный клапан, 14, 16 — редуцирующие
клапаны, 15. 23 — запорные пружи-
ны, 23 — регулирующий колпачоч;
/1 — камера высокого давления, Б —
рабочая камера; I — вариант при-
соединения редуктора ДКД-65 при
помощи накидной гайки, II — ва-
риант присоединения редуктора
ДАД-1-65 при помощи накидного
хомута
сварке), КБД-60 (по ГОСТ 6268—68)—кислородный (используется
при резке), АБД-5 (по ГОСТ 6268—68) — ацетиленовый.
Эти редукторы имеют одну конструктивную базу и отличаются
присоединительными размерами, размерами проходных сечений седел
и нажимными пружинами первой и второй ступени редуцирования.
47
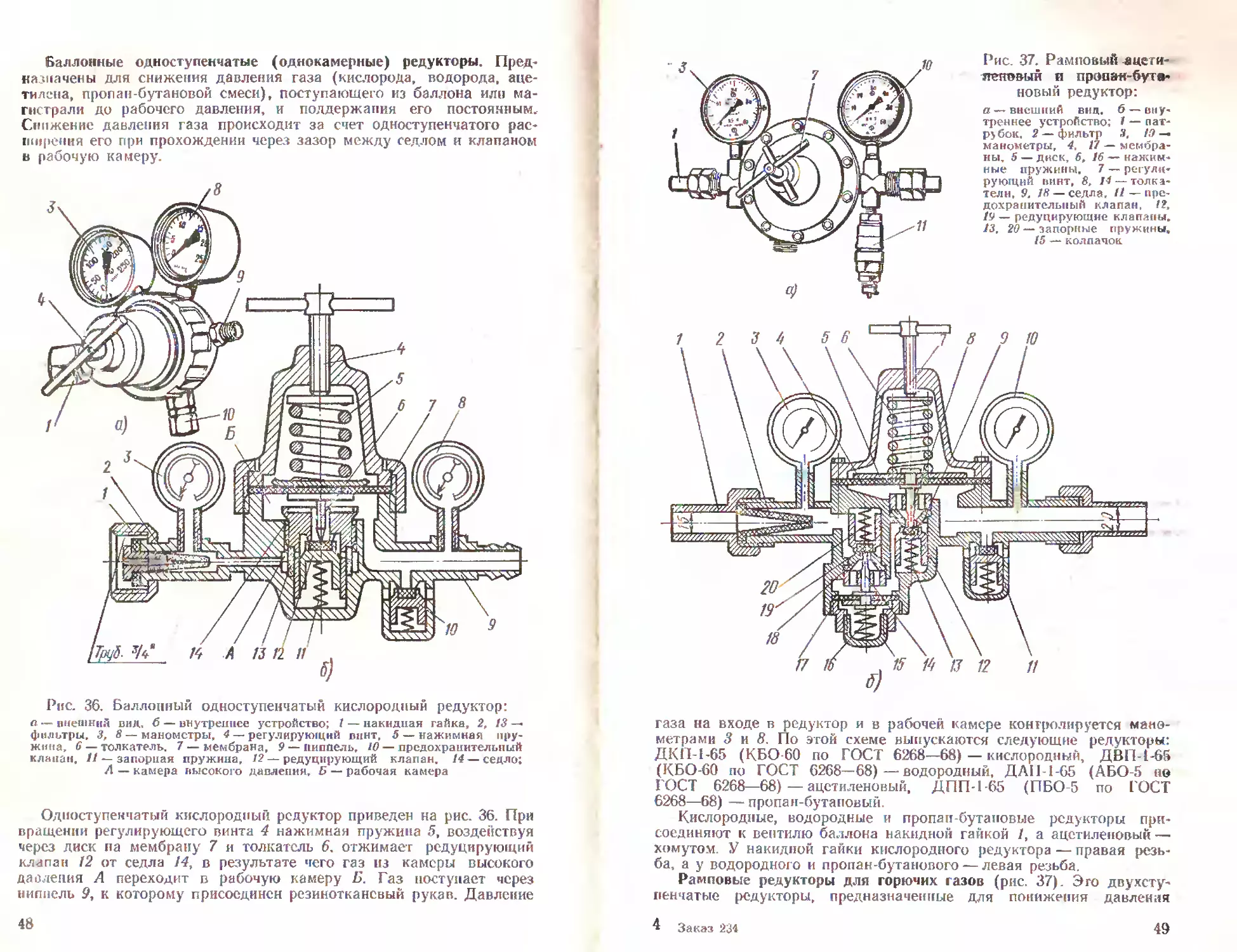
Баллонные одноступенчатые (однокамерные) редукторы. Пред-
назначены для снижения давления газа (кислорода, водорода, аце-
тилена, прол ан-бутановой смеси), поступающего из баллона или ма-
гистрали до рабочего давления, и поддержания его постоянным.
Снижение давления газа происходит за счет одноступенчатого рас-
ширения его при прохождении через зазор между седлом и клапаном
в рабочую камеру.
Рис. 36. Баллонный одноступенчатый кислородный редуктор:
а — внешний вид, б — внутреннее устройство; 1 — накидная гайка, 2, 13 —
фильтры, 3, 8 — манометры, 4 — регулирующий винт, 5 — нажимная пру-
жина, 6 — толкатель, 7 — мембрана, 9 — ниппель, Ю — предохранительный
клапан, // — запорная пружина, 12 — редуцирующий клапан, 14 — седло;
Л — камера высокого давления, 5 — рабочая камера
Одноступенчатый кислородный редуктор приведен на рис. 36. При
вращении регулирующего винта 4 нажимная пружина 5, воздействуя
через диск на мембрану 7 и толкатель 6. отжимает редуцирующий
клапан 12 от седла 14, в результате чего газ из камеры высокого
давления Д переходит в рабочую камеру Б. Газ поступает через
ниппель 9, к которому присоединен резинотканевый рукав. Давление
48
Рис. 37. Рамповый ^цети-
тгеш>вый и пронан-бут«и
новый редуктор:
а — внешний виц. 6— вну-
треннее устройство; 1 — пат-
р> бок. 2 — фильтр 3, Л? —
манометры, 4. 17 — мембра-
ны, 5 — диск, 6, 16 — нажим-
ные пружины, 7 — регули-
рующий винт, 14 — толка-
тели, 9. /« — седла, 11 — пре-
дохранительный клапан, /?,
19 — редуцирующие клапаны.
13, 20—запорные пружины,
15 — колпачок.
газа на входе в редуктор и в рабочей камере контролируется мано-
метрами 3 и 8, По этой схеме выпускаются следующие редукторы:
Д КП-1-65 (КБО-60 по ГОСТ 6268—68)—кислородный, ДВГ1-1-65
(КБО-60 по ГОСТ 6268—68)—водородный, ДЛИ-1-65 (АБО-5 но
ГОСТ 6268—68) — ацетиленовый, ДПП-1-65 (ПБО-5 по ГОСТ
6268—68) — пропан-бутановый.
Кислородные, водородные и пропап-бутаповые редукторы при-
соединяют к вентилю баллона накидной гайкой 1, а ацетиленовый —
хомутом. У накидной гайки кислородного редуктора — правая резь-
ба, а у водородного и пропан-бутанового — левая резьба.
Рамповые редукторы для горючих газов (рис. 37). Эго двухсту-
пенчатые редукторы, предназначенные для понижения давления
Заказ 234
49
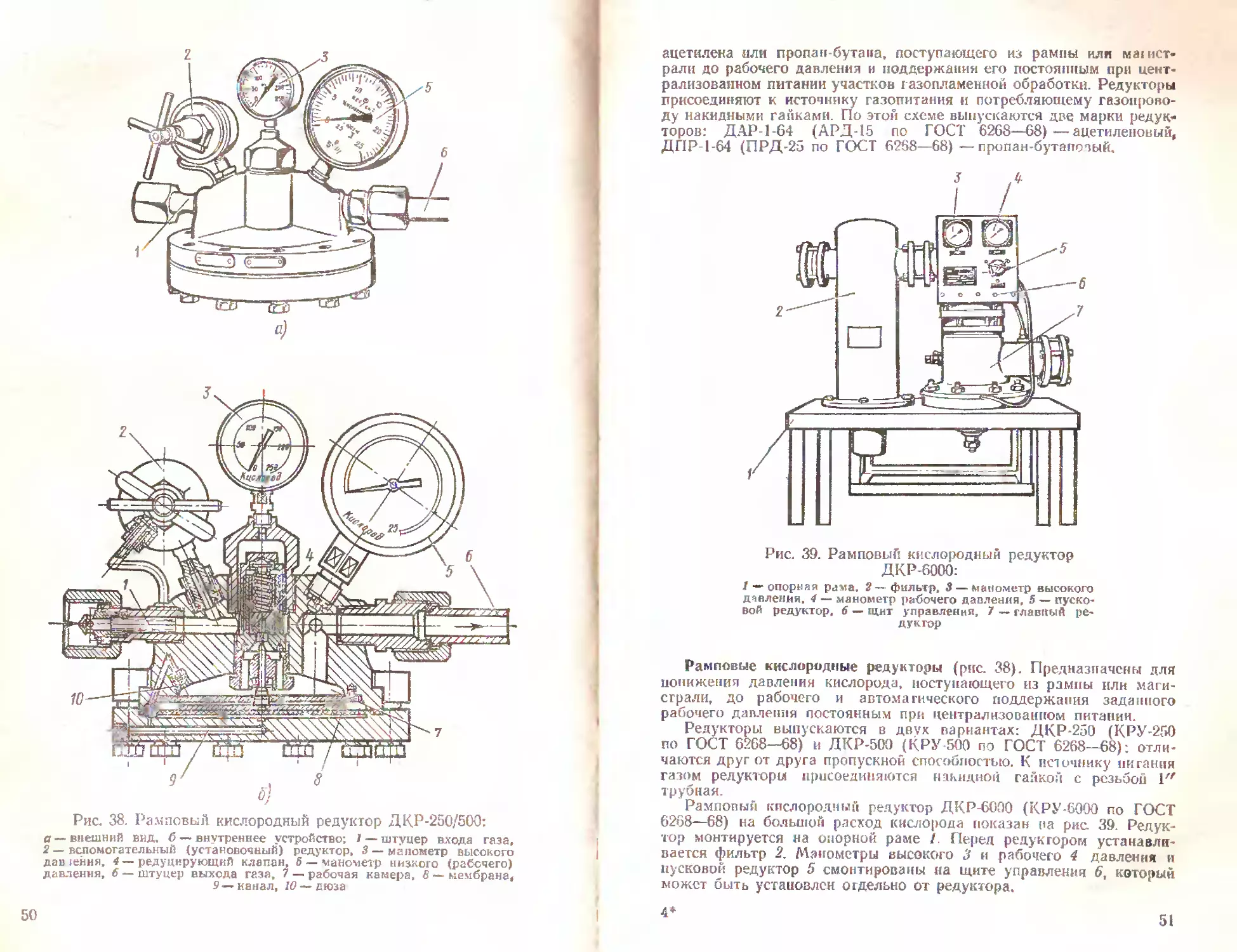
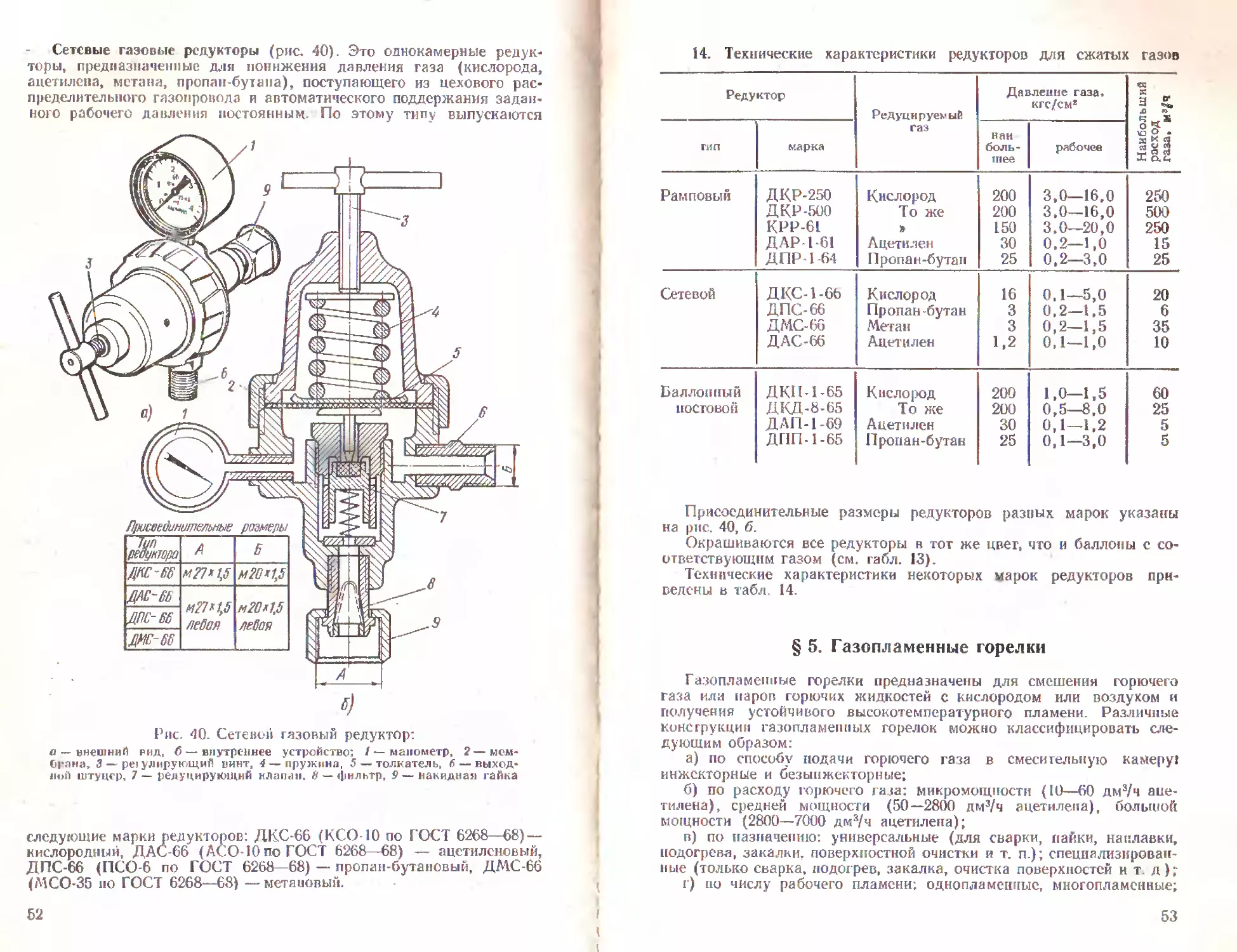
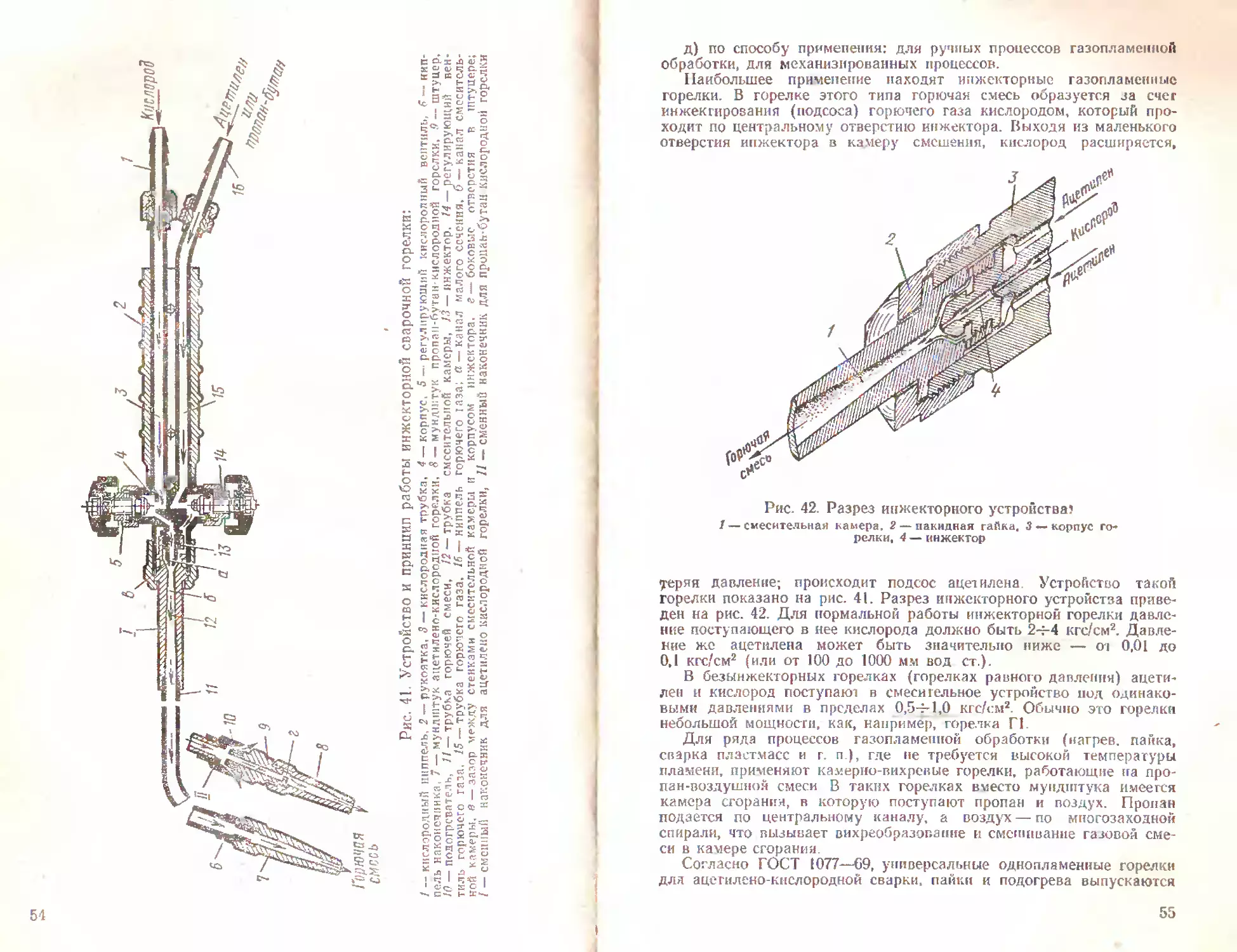
Рис 38. Рамповый кислородный редуктор ДКР-250/500:
а — внешний вид. б — внутреннее устройство; 1 — штуцер входа газа,
2 — вспомогательный (установочный) редуктор, 3 — манометр высокого
дав 1енмя» 4 — редуцирующий клапан, 5 — манометр низкого (рабочего)
давления, 6 — штуцер выхода газа, 7 — рабочая камера, 8 — мембрана#
9—-канал, 10 — дюза
50
ацетилена или пропан-бутапа, поступающего из рампы или машет-
рал и до рабочего давления и поддержания его постоянным при цент-
рализованном питании участков газопламенной обработки. Редукторы
присоединяют к источнику газопитания и потребляющему газопрово-
ду накидными гайками. По этой схеме выпускаются две марки редук-
торов: ДАР-1-64 (АРД-15 по ГОСТ 6268—68) —ацетиленовый,
ДГ1Р-1-64 (ПРД-25 по ГОСТ 6268—68) — пропан-бутапозый.
Рис. 39. Рамповый кислородный редуктор
ДКР-6000:
I — опорная рама, 2 — фильтр» 3— манометр высокого
давления. 4 — манометр рабочего давления, 5 — пуско-
вой редуктор. 6 — щит управления, 7 — главный ре-
дуктор
Рамповые кислородные редукторы (рис. 38). Предназначены для
понижения давления кислорода, поступающего из рампы или маги-
страли, до рабочего и автоматического поддержания заданного
рабочего давления постоянным при централизованном питании.
Редукторы выпускаются в двух вариантах: ДКР-250 (КРУ-250
по ГОСТ 6268—68) и ДКР-500 (КРУ 500 по ГОСТ 6268-68): отли-
чаются друг от друга пропускной способностью. К источнику питания
газом редукторы присоединяются накидной гайкой с резьбой 1"
трубная.
Рамповый кислородный редуктор ДКР-6000 (КРУ-6000 по ГОСТ
6268—68) на большой расход кислорода показан ыа рис. 39. Редук-
тор монтируется на опорной раме /. Перед редуктором устанавли-
вается фильтр 2. Манометры высокого 3 и рабочего 4 давления и
пусковой редуктор 5 смонтированы на щите управления 6, который
может быть установлен отдельно от редуктора.
4*
51
Сетевые газовые редукторы (рис 40). Это однокамерные редук-
торы, предназначенные для понижения давления газа (кислорода,
ацетилена, метана, пропан-бутана), поступающего из цехового рас-
пределительного газопровода и автоматического поддержания задан-
ного рабочего давления постоянным. По этому типу выпускаются
Рис. 40. Сетевом газовый редуктор:
а — внешний гид, б — внутреннее устройство; / — манометр, 2—мем-
Орана» 3 — регулирующий винт, 4 — пружина, 5 — толкатель, 6 — выход-
ной штуцер, 7 — редуцирующий клапан. Я — фильтр, 9— накидная гайка
следующие марки редукторов: ДКС-66 (КСО-Ю по ГОСТ 6268—68) —
кислородный, ДАС-66 (АСО'Юпо ГОСТ 6268—68) — ацетиленовый,
ДПС-66 (ПСО-6 по ГОСТ 6268—68) — пропан-бутановый, ДМС-66
(М СО-35 по ГОСТ 6268—68) — метановый.
52
14. Технические характеристики редукторов для сжатых газов
Редуктор Редуци руем ый газ Давление газа, кгс/см® Наибольший расход газа, м’/ч
гип марка паи боль- шее рабочее
Рамповый ДКР-250 Кислород 200 3,0—16,0 250
ДКР-500 То же 200 3,0—16,0 500
КРР-61 » 150 3.0—20,0 250
ДАР-1-61 Ацетилен 30 0,2—1,0 15
ДПР-1-64 Пропан-бутан 25 0,2—3,0 25
Сетевой ДКС-1-66 Кислород 16 0.1—5,0 20
ДПС-66 Пропан бутан 3 0,2—1,5 6
ДМС-66 Метан 3 0,2—1,5 35
ДАС-66 Ацетилен 1,2 0,1—1,0 10
Баллонный ДКП-1-65 Кислород 200 1,0—1,5 60
постовой Д КД-8-65 То же 200 0,5—8,0 25
ДАП-1-69 Ацетилен 30 0,1—1.2 5
ДПП-1-65 Пропан-бутан 25 0,1—3,0 5
Присоединительные размеры редукторов разных марок указаны
на рис. 40, б.
Окрашиваются все редукторы в тот же цвет, что и баллоны с со-
ответствующим газом (см. габл. 13).
Технические характеристики некоторых марок редукторов при-
ведены в табл. 14.
§ 5. Газопламенные горелки
Газопламенные горелки предназначены для смешения горючего
газа ила на ров горючих жидкостей с кислородом или воздухом и
получения устойчивого высокотемпературного пламени. Различные
конструкции газопламенных горелок можно классифицировать сле-
дующим образом:
а) по способу подачи горючего газа в смесительную камеру:
инжекторные и безынжекторные;
б) по расходу горючего газа: микромощпостн (10—60 дм3/ч аце-
тилена), средней мощности (50—2800 дм3/ч ацетилена), большой
мощности (2800—7000 дм3/ч ацетилена);
в) по назначению: универсальные (для сварки, лайки, на плавки,
подогрева, закалки, поверхностной очистки и т. п.); специализирован-
ные (только сварка, подогрев, закалка, очистка поверхностей и т. д );
г) по числу рабочего пламени: одноплеменные, мкогопламенные;
53
ф L‘
& =
о О
р :£
о
Л
о
А
ф
о
s
ф
св
к
К
И
д
ЕЙ
£
CJ
О'О
£
ф
С
о
54
д) по способу применения: для ручных процессов газопламенной
обработки, для механизированных процессов.
Наибольшее применение находят инжекторные газопламенные
горелки. В горелке этого типа горючая смесь образуется за счег
инжектирования (подсоса) горючего газа кислородом, который про-
ходит по центральному отверстию инжектора. Выходя из маленького
отверстия инжектора в картеру смешения, кислород расширяется.
Рис. 42. Разрез инжекторного устройства?
I — смесительная камера, 2— накидная гайка, 3 — корпус го-
релки, 4 — инжектор
уеряя давление; происходит подсос ацетилена. Устройство такой
горелки показано на рис. 41. Разрез инжекторного устройства приве-
ден на рис. 42. Для нормальной работы инжекторной горелки давле-
ние поступающего в нее кислорода должно быть 2~-4 кгс/см2. Давле-
ние же ацетилена может быть значительно ниже — оз 0,01 до
0,1 кгс/см2 (или от 100 до 1000 мм вод ст.).
В безынжекторных горелках (горелках равного давления) ацети-
лен и кислород поступают в смесительное устройство под одинако-
выми давлениями в пределах 0,54-1,0 кгс/см2. Обычно это горелки
небольшой мощности, как, например, горелка Г1.
Для ряда процессов газопламенной обработки (нагрев, пайка,
сварка пластмасс и г. п ), где не требуется высокой температуры
пламени, применяют камерно-вихревые горелки, работающие на про-
пан-воздушной смеси В таких горелках вместо мундштука имеется
камера сгорании, в которую поступают пропан и воздух. Пропан
подается по центральному каналу, а воздух — по миогозаходкой
спирали, что вызывает вихреобразован не и смешивание газовой сме-
си в камере сгорания.
Согласно ГОСТ 1077—69, универсальные однопламенные горелки
для ацегилено-кислородной сварки, пайки и подогрева выпускаются
55
15. Типы и основные параметры однопламенных универсальных апетилено-кислородных горелок (ГОСТ 1077—69) Принцип действия Безынжектор- ный Инжекторный То же А
Нормальная комплектовка горелки наконечниками номеров ООО, 00, 0 0, 1, 2, 3 1, 2, 3,4, 5, 6 О А С©
Давление на входе в горелку, кгс/см2 кислорода наиб. о 4,0 О * О
найм. ГО LO О о • ^^1 2,0
ацетилена наиб. 1,00 to со о 0,35 С 04
найм. i 0,10 1 о о 0,01 Го 0,35
Расход, л/ч кислорода наиб. 65 о 3100 8000
khchJ со ОС CJ 55 3100
ацетилена наиб. 09 430 2800 о о о
2 X сз я ' 25 1 S 2800 |
Наименование Горелка микро мощности i Г орелка малой мощности Горелка средней мощности Горелка большой мощности
'Типы М Г2 ГЗ
16. Расход ацетилена и кислорода для различных номеров нако-
нечников горелок (ГОСТ 1077—69)
Номера наконечни- ков горелок Расход газа, л/ч
ацетилена кислорода
ООО От 5 до 10 От 6 ДО 11
00 Св. 10 в 25 Св 11 в 28
0 в 24 в 60 в 28 в 65
1 в 50 в 125 в 55 в 135
2 в 120 в 240 в 130 в 260
3 в 230 в 430 в 250 в 440
4 в 400 в 700 » 430 в 750
5 в 660 в 1100 X 740 в 1200
6 в 1030 в 1750 в 1150 в I960
7 в 1700 в 2800 в 1900 в 3100
8 в 2800 в 4500 в 3100 в 5000
9 в 4500 в 7000 в 4700 в 8000
четырех типов (табл. 15). Этим же стандартом установлено 12 но-
меров сменных наконечников с различным расходом ацетилена и
кислорода (табл. 16)*
Горелка любого типа снабжена рукояткой с запорно-регулиро-
вочными вентилями для кислорода и ацетилена и набором сменных
-наконечников. На маховичках вентилей нанесены: наименование газа
Рис. 43. Горелка микромощности ГС-1:
а — внешний вид, б — внутреннее устройство; / — мундштук, 2 — смесительная
камера, 3 дозирующая вставка, 4 корпус, б — регулировочные вентили,
б — фторопластовый уплотнитель, 7 — ствол, 6 — резиновое кольцо
57
(кислород или ацетилен), стрелки, указывающие направление вра-
щения при открывании и закрывании вентилей, буквы О (открыто)
и 3 (закрыто).
Накидная ганка и штуцер, служащие для присоединения к ру-
коятке ниппеля для ацетилена, должны иметь левую резьбу. Кисло-
родный ниппель присоединяется накидной гайкой с правой резьбой.
Ниже приводится краткое описание некоторых марок горелок.
Горелка микромощности ГС-1 (рис. 43). Эта горелка
безынжекторного типа предназначена для сварки, твердой и мягкой
пайки и нагрева черных, цветных и драгоценных металлов очень
небольшой толщины. Горелка работает на aneiилене среднего давле-
ния. Она комплектуется двумя сменными наконечниками № 00 и 0.
Горелка может также работать на водороде, иропан-бутане и
природном газе. Присоединение горелки производится шлангами с
внутренним диаметром 4 мм.
Горелки малой мощности. К ним относятся инжектор-
ные горелки «Малютка», ГС-2, «Звездочка», Предназначены для руч-
ной ацетилено-кислородной сварки, пайки и нагрева изделий из чер-
ных и цветных металлов малых толщин. Работают на ацетилене низ-
кого и среднего давления, используются шланги с внутренним
диаметром 6 мм. Устройство горелки «Звездочка» показано на
рис. 41, а ее техническая характеристика приведена в табл. 17.
17. Техническая характеристика горелки «Звездочка»
Показатель Помер наконечника
0 1 2 .4
Толщина обрабатываемого
металла, мм 0,20—0,7 0,5-1,5 1,0—2,5 2,5-4,0
Расход газов, л/ч1
ацетилена 25—60 50—125 120—240 230—400
кислорода Давление газов, кгс/смй: 28—65 55—135 130—260 250—440
ацетилена Не ниже 0,01 0,35
кислорода 0,5—4 0,5—4 1,5—4 2—1
Дпипа горелки, мм 315 350 383 425
Масса, кг 0,5 0,52 0,53 0,54
Горелки средней мощности. К ним относятся инжек-
торные горелки «Москва», ГС-3 (рис. 45), «Звезда». Это универсаль-
ные горелки, предназначенные для ручной ацетилено-кислородной
сварки, наплавки, пайки, подогрева и других видов газопламенной
обработки малых и средних толщин. Они работают на ацетилене низ-
кого и среднего давления, используются шланги с внутренним диа-
метром 9 мм. Техническая характеристика горелки «Звезда» приве-
дена в табл, 18.
58
59
13
Рис. 45. Горелка средней мощности ГС-3:
а — внешний вид, б— внутреннее устройство; / — мундштук, 2—ниппель мундштука, 3 — трубка для
горючей смеси, 4 — трубчатый мундштук. 5 — смесительная камера, 6 — уплотнительное резиновое кольцо,
7 — инжектор, 8, // — накидные гайки, ^ — ацетиленовый вентиль, /6 —штуцер, /2 —шланговый ниппель,
/3 —трубка, /4 —рукоятка, 15 — сальниковая набивка вентилей (резиновое кольцо), 16 — кислородный вен-
тиль;. / — сменный наконечник № 1, 11 — сменный наконечник № 7,
18. Техническая характеристика универсальной горелки «Звезда»
Показатель Ном&о наконечника
1 2 3 4 б 6 7
Толщина обрабатываемого ме- талла, мм 0,5—1,5 1,0-2,5 2,5—4,0 4,0—7,0 7,0-11,0 10,0—18,0 17,0—30,0
Расход газов, л/ч
ацетилена 50—125 120—240 230—400 400—700 660—1100 1030—1750 1700—2800
кислорода 55—135 130—260 250—440 430—750 740—1200 1150—1950 19о0—3100
Давление газов, кгс/см2
ацетилена Не ниже 0,1 0,35
кислорода 1—4 1,5-4 2—4 2—4 2—4 2-4 2—4
Длина горелки, мм 404 440 475 515 558 580 618
Масса, кг 0,56 0,58 0,59 0,65 0,76 0,78 ’ 0,85
Рис. 47. Наконечник пропан-бутановой кислородной горелки ГЗУ-2-62-1:
J — мундштук, 2 — подогревающая камера, 3—подогреватель, 4 — сопла подогрева-
теля, 5 — трубка для горючей смеси, 6 — факелы подогревающего пламени
Рис. 48. Горелка пропан-бутановая кислородная ГЗУ-2-62-П
с сетчатым мундштуком:
1 — трубка, 2 наконечник, 3 — сетчатый мундштук
О
19. Техническая характеристика пропан-бутановой кислородной горелки ГЗУ-2-62
Показатель Номера наконечников
односопловые для сварки многосопловые для нагрева
1 2 3 4 5 6 7
Толщина свариваемой низко- углеродистой стали, мм Расход газов, л/ч 0,54-1,5 1О сч •I- ♦—f 2,54-4 44-7 7—30
пропан-бутана 30—70 70—140 140—200 240-400 400—650 650—1050 1050—1700
кислорода Давление газов, кгс/см2 пропан-бутана Юэ—260 260—540 520—840 840—1400 Не ниже 1350—2200 ‘ 0,1 2200—3600 3500—5800
кислорода Длина горелки, мм Масса, кг 1—4 1,5-4 430-т-£ 0,6-r-l «5 ,5
Зак«з 231
н
ГС
>1
X 1
Я X 2
О о гэ тэ
С п Ё
35
г> м* W"
Н *о о -*
о с £ сз
q
с р Ю П> т Сп
1 ч 1
! S
п
tr
* •<
X О н
ь
и /ъ
э I
X
7^ со <т> л>
л о
Керосин о-кис л сродная горелка ГКР-1-67 (рис. 50)
предназначена для сварки, наплавки, пайки и подогрева деталей из
черных и цветных металлов, работает по принципу механического
распыления кислородом жидкого керосина с последующим испаре-
нием его в полости мундштука. Техническая характеристика горелки
приведена в табл, 20.
Рис. 51. Горелка для сварки термопластических материя
лов ГГП-1-66:
1 — сопло» 2 — рукоптка
Горелка для сварки термопластичных мате-
риалов ГГП-1-66 (рис. 51) предназначена для сварки винипласта,
полиэтилена, органического стекла и других пластмасс толщиной до
25 мм. Теплоносителем при сварке является воздух в смеси с продук-
тами сгорания пролан-бутапа. Сварка производится посредством при-
садочного прутка диаметром 3—5 мм.
Техническая характеристика горелки для сварки термопластичных
материалов ГГП-1-66
Толщина свариваемой детали, мм.................. 2—25
Расход:
пропан-бутана л/ч . . . ........................ 25—40
воздуха, м8/ч............................... до 3,5
Давление, кге /см2:
иропан-бутана................................- . 0,1—1,0
воздуха..................................... до 5
Длина горелки, мм................................... 260
Масса, кг ......... . ................. 0,6
Горелка ГЭП-1А-67 с электро подогревом (рис. 52)
предназначена для сварки термопластичных мжериалов iадовым
теплоносителем посредством присадочного прутка диаметром 3—5 мм.
Работа горелки основана на нагреве газа геплом электрической спи-
рали, расположенной на пути его движения в корпусе горелки. Газ
66
выходит из сопла с определенной температурой и скоростью. В ка-
честве теплоносителя используются подогретый воздух, азот и др.
Техническая характеристика горелки ГЭП-1А-67
с электроподогревом
Толщина спариваемой детамШ, мм ..................... 2—15
Скорость сварки, м/ч........................... ... не менее 20
Расход воздуха, м’/ч................................ 3—5
Давление воздуха, кгс/см2 .................. ...... до 5
Напряжение питания, В . . .............. . . . . 36
Потребляемая мощность, Вт.................. ... . 500
Длина горелки, ьгл................216
Масса, кг ...... ..................... .............. . . 0,68
Газовоздушная горелка ГВП-4 (рис. 53) предназначена
для пайки твердыми и мягкими припоями с температурой плавления
до 900° С и нагрева деталей толщиной I—4 мм. Горелка состоит из
ствола серийной горелки «Звезточка» и съемного наконечника со ста-
билизирующим мундш гуком.
Рис. 52 Горелка для сварки термопластических
материалов ГЗП-1А-67 с электроподогрезом:
1 — сопло, 2 — колпак, 3 — трубка, 4 — корпус, 5 — пробка,
6 — вентиль, 7 — рукоятка, 8 — ниппель, 9 — электрический
провод
Закалочная горелка ГЗЗ-З-72 предназначена для поверх-
постной термообработки изделий из углеродистых и легированных
сталей, а также чугуна с нагревом пропан-кислородным пламенем.
С помощью горелки можно осуществлять поверхностную норма-
лизацию, закалку на мартенсит, трростит и сорбит.
5*
67
Закалочные наконечники НАЗ-2-72 предназначены для
поверхностной термообработки изделий из углеродистых и легиро-
ванных сталей, а также чугуна с нагревом апетилсно-кислородпым
Рис. 53. Газовоздушная горелка ГБП-4:
1 — стабилизирующий мундштук, 2 — трубка, 3— смесительная камера,
4 — корпус, 5 — регулировочные вентили, 6 — рукоятка, 7 — штуцера с нип-
пелями
пламенем Наконечники присоединяются к стволу серийной горелки
ГС-3
Горелка ГАО-2-72 (рис. 54) предназначена для пламенной за-
чистки поверхности металла от ржавчины, окалины и старой краски.
Рис. 54. Горелка для пламенной зачистки металла ГАО-2-72:
1 — наконечник, 2— рукоятка, 3—многосопловой мундштук
Техническая характеристика газосварочного комплекта КГС-1-72
Сварка
[оме о наконечника .... О I 2 3
олщина свариваемой ста-
ли, мм.................0,25—0,7 0,5—1,5 1—2,5 2,5—4
Резка
Толщина разрезаемой ста-
ли, мм;
при работе с внутрен-
ним мундштуком № 2 3—30
при работе с внутрен-
ним мундштуком № 3 30—50
Габаритные размеры комп-
лекта , мм............................ 300 х 75 х 235
Масса комплекта, кг ... 3,38
68
Г а з о с в а р о п и ы и
комплект К ГС 1-72 (рис
55) предназначен для газо-
н ) п ев £ р к и ет а л л ов и р аз -
* ” ител ыюй кислородной
•' :ки нпзкоуглсродиггой
:ли. В .пего входт аг.еги-
г;о кислородная сварочная
-релка ГС-2 со смс-иг. ыми
I* 1ИРЧПИКЯМЯ № 0, 1, 2 И 3
11 встаиной а цетил е но- кисдо-
родный резак РГМ-70 с дву-
мя внутренними мундштхка-
ми № 2 и 3 и одним наруж-
ным мундштуком № 1.
§ 6. Установки
для газопламенной
обработки
Для га ю пламенно й об-
р а бо i кн примени гот уста поп-
ки для сварки и пайки ста-
лей и цветных металлов, для
га зоф люсо вых п рог дессов,
для газотермического напы-
ления покрытий п другие.
Ниже приводятся краткие
с веления о некоторых из
них.
Установка ПГУ-3
(рис. 56). Это переносная
установка» она предназначе-
на для сварки и пайки низ-
ко углеродистой стали и
цветных металлов неболь-
шой толщины и может быть
использована для кислород-
ной резки низкоуглероди-
стой стали с применением в
качестве горючего газа про-
паи-бутаиа.
В комплект установки
в х од ит про пан - б у та н - к и ело -
родная сварочная горелка
ГЗМ с. наконечником № 3,
вста в и ой пропан-бутан’кис-
лородный резак РГМП с
в путренни м мундштуком
.\с 2 и наружным мундшту-
ком № 1, кислородный ре-
дуктор ДКП-1-65 и нроиан-
Рпс. 55. Газосварочный комплект
КГС-1-72:
/ — наконечник» горелки» 2 — наконечник
резака, 3 — рукоятка
Рис. 56. Переносная установка
ПГУ-3:
/ — баллон для кислорода, 2 — кисло-
родный редуктор. 3—пропан-бутаио-
ны й редуктор, 4—баллон для пропан-
бута на, 5 —с марочная горелка, 6 —•
шланги (рукава)
69
Рис. 67. Установка
КГФ-3-71 для га-
зофлюсовых про-
цессов:
/ — флюсопитатель,
2 — осушитель, 3 —
Сварочная горелка
Рис. 58. Флюсошп а «ель ФГФ-3-71:
1 — корпус, 2—нижняя крышка, 3 —кагушка, 4 — фильтр, 5 — 1айка»
€ — смотровые стекла, 7— сливная трубка. 8— запорный вентиль. 9, 10 —
газоотводящие трубил. 11 — золотниковое дозирующее устройство, 12— зо-
лотниковая трубка, 13— выходной канал. 14— выходной вентиль» J5 —ру-
коятка
70
бутановый редуктор ДПП-Г65. Кроме того, установка комплектуется
двумя малолитражными баллонами для пропан-бутана и кислорода,
I также двумя резинотканевыми рукавами внутренним диаметром
6 мм.
Установка для г а з о ф л ю с о-
вых процессов КГФ-3-71 (рис. 57)
применяется для сварки меди, никеля и
их сплавов, например латуней, монель-
мета лла, для сварки чугуна, для наплав-
ки латуни па т>?рпые металлы, сварко-
пайки латунными припоями однородных
п разнородных металлов и высокотемпе-
ратурной пайки. С помощью этой уста-
новки бороментолозые флюсы БМ-1 или
БМ-2 в парообразном виде подаются в
пламя горелки, где сгорают с образова-
нием флюсующего агента (вещества)
ВЛэ-
Установка состоит из сварочной го-
релки ГС-3, флюсо питателя ФГФ-3-71
(рис. 58), предназначенного для насыще-
ния горючего газа парами флюса БМ и
осушителя ОАФ-3-71 (рис. 59), необходи-
мого для очистки и осушки горючего
газа, подаваемого в горелку через флю-
сопитятель.
Установка УПН-6-63 (рис. 60).
Предназначена для нанесения способом
газопламенного напыления покрытий из
порошковых хматериалов температурой
плавления или размягчения до 500° С.
Этой установкой можно осуществлять
напыление покрытий из органических
полимеров, например полиэтилена, поли-
винилбутираля и др. Установка (рис.
60, а) состоит из порошкового питателя 6
и распылительной газовой горелки Z, со-
единенных между собой шлангом. Схема
установки приведена на рис. 60,6, а рас-
пылительной горелки — на рис. 60, в.
Горелка может работать на ацетилене и
Рис. 59. Осуши течь
ОАФ-3-71:
/ — корпус, 2 — осушающее
вещество. 2 — ниппель для
входа горючего газа, •? —
ниппель для выхода горю-
чего газа во флюсолнтатель
на пропан бутане. В последнем случае
применяется дополнительная насадка.
Установка У ПН-7-65 (рис. 61).
Предназначена для последовательного
нанесения способом газопламенного рас-
пыления двухслойных металлополимер-
ных покрытий из порошковых материалов температурой плавления
или размягчения до 500° С. Этой установкой наносят двухслойное
покрытие, например сначала цинк, а затем поверх его полиэти-
лен. Опа комплектуется двумя питательными бачками /, из кото-
рых через трехходовой кран в одну и ту же горелку 2 может быть
поочередно направлен из бачков порошок. Горелка может работать
на ацетилене и при дополнительной насадке — на пропан-бутана
71
72
Установка УПН-8-68 (рис. 62). Предназначена для нанесения
покрытий из порошков тугоплавких материалов с температурой план-
лен и я до 2200rj С. Основное назначение ее — напыление покрытий из
самсфлюсующихся твердых сплавов типа ОН ГН (сплав наплавочный,
гранулированный, никелевый) или типа ВС И ГН (с добавкой от 35
до 85% карбида вольфрама). Установка позволяет также наносить
Рис. 62 Установка УПН-8 68:
«—внешний вид, б — схема устройства порошкового бачка-питателя;
I — впускной Еенэиль. 2 — ротаметр, 3— дкла, 4— сбрасывающий кла-
пан, 5— установочная шкала, 6 — инжектор, 7 — распылительная го-
ловка, 8 — бачик-пита1ель
керамические покрытия из окиси алюминия и нихрома. После нане-
сения покрытия производи гея последующее его оплавление. С этой
целью установка кроме порошкового бачка-питателя 5 л распыли-
тельной головки 7 снабжена сварочной горелкой «Звезда», . двумя
сетчатыми мундштуками и редукторами для кислорода и ацетилена,
М е т а л л и з а ц и о п п а я установка МГИ-5 (рис. 63). Пред-
назначена для напыления металлизанионных покрытий из цинка, алю-
миния, стали, нихрома и других металлов Программное управление
пуском и остановом позволяет с высокой степенью механизации ис-
пользовать ее для нанесения покрытий па наружные поверхности
труб, профильного проката и другие изделия
73
Рис. 63. Моталлнзашюнпая установка
МГИ-5:
а — внешний вид, б — устройство распылительной
головки; 1 — металлизациониый аппарат, кас-
сета с проволокой, 3— электрически»"! блок управ-
ления, 4 — тележка, 5 — узел газопитания
Рис. 64. Газовый мсталлтгзатор
ЛАГИ 2-65:
I — распылительная «оловка, i — редук*
тор механизма подачи проволоки,'# —
воздушная турбинка, 4 — газовый кран*
5 — рукоятка, 6 — штуцер для подвода
воздуха. 7 — штуцер для подводя кис*
лорода, 5 — штуцер для подвода горю-
чего газа
74
2 3
Рис. 65. Пост для газопламенной металлизации:
1 — кассета для проволоки, 2— регулятор давления, 3 — масловлагоотд еди-
те ль, 4 — баллон с кислородом, 5 — газовый металл из атор
Газовый м е т а л л и з а т о р МП 1-2 65 (рис. 64). Предназначен
для напыления металлизациопных покрытии из цинка, алюминия и
других металлов на стальные детали с целью защиты их от коррозии
в атмосфере и водных средах. Он также используется для повышения
жаростойкости сталей (алитированием), декоративной отделки, экра-
нирования для устранения ра-
диопомех, восстановления раз-
меров изношенных деталей, ис-
правления дефектов литья
и т. д. Мета л л из атор выпуска-
ется в двух исполнениях;
МГИ-2-65А — для работы на
ацстилено-кислородпой горю-
чей смеси п МГИ-2-65П — для
работы на пропан-бутав-кисло-
родной горючей смеси. С целью
механизации процесса нанесе-
ния покрытий металлизатор
можно установить на суппорт
токарного станка. Схема поста
для газовой металлизации
вручную показана на рис. 65.
Вентиляция при нанесении
газстермических покрытий яв-
ляется обязательной. Для ра-
боты с деталями относительно
небольших размеров обычно
пользуются кабинами (рис. 66),
под ключа ем ы м и к индивидуал г.-
ному вентилятору.
Рис. 66. Кабина для металлизации
небольших изделий вручную:
J — рабочая кабина, 2 — вентилятор
75
и правая ветви трубопровода. 2—гнезда для присоединения баллонов, 3 — рамповые перепускные
вентили, 4 — центральные распределительные вентили, б — змеевик, 6 — рамповый редуктор
76
§ 7. Перепускные рампы
Применяются при централизованном питании газами постов газо-
пламенной обработки для перепуска газа из группы баллонов в сеть
потребления. Рампы состоят из двух ветвей, к каждой из которых
можно присоединить от 6 до 15 баллонов. По роду газа я количества
баллонов различают:
перепускные ацетиленовые рампы 2X6,
2X9, 2X12 и 2X15 баллонов;
перепускные кислородные рампы 2X5 и
2ХЮ баллонов (рис. 67);
перепускные пропановые рампы 1X5 и
2ХЮ баллонов.
§ 8. Огнепреградителм
и предохранительные клапаны
Применяются для локализации пламени
распада ацетилена на отдельных участках
ацетиленопроподов (перепускных ацетиле-
новых рампах), предупреждения образова-
ния в контрольных приборах давления сверх
допустимого, а также защиты шлангов и
аппаратуры при обратных ударах пламени.
Огне преградитель ЭВМ-1-69М
(рис. 68). Предназначен для защиты мано-
метров от проникновения в них пламени
взрывного распада ацетилена высокого дав-
ления. Для присоединения к аппарату или
коммуникации огнепрсградитель снабжен
ниппелем 7. В корпус 1 огне преградителя
запрессована металлокерамическая встав-
ка 2. Ацетилен из коммуникации или аппа-
рата проходит через металлокерамическую
вставку и поступает в манометр, который
ввернут в отверстие корпуса /.
В случае возникновения взрывного рас-
пада ацетилена пламя по коммуникации по-
Рис. 68. Огнепрсч роди-
тель 3BM-1-G9M.
1 — корпус, 2 — металло-
керамическая вставка,
3 — прокладка, 4 — шту-
цер. 5, 6 — накидные гай-
ки. 7 — ниппель
падает в огнепреградитель и, проходя через
металлокерамическую вставку, гаснет в ее узких каналах.
Сетевые огнепреградители ЗВС-1-69М и ЗВВ-1-69
(рис. 69) предназначены для локализации взрывного распада ацети-
лена. Устанавливаются на расстоянии не более 1000 мм от возмож-
ного источника возникновения взрыва (компрессора, осушительной
батареи, адсорбера). В цилиндрическом корпусе 1 огпепреградшеля
имеются стальная решетка 2 и напаянная сетка, в которой находится
насадка 3 из слоев песка и минеральной ваты. Насадка зажимается
нажимной гайкой 6.
Сетевой обратный клапан ЛЗС-1-67 (ряс. 70). Предна-
значен для предохранения сети с горючим газом (пропаном, пропан-
бутановой смесью и природным газом) от поступления в нее кисло-
рода или воздуха со стороны потребителя (при обратном токе газа).
Это предотвращает образование в газопроводе взрывоопасной газо-
кислородной смеси.
77
Рис. 69. Сетевой огне прегради-
тель ЗВВ-ЬбЭ:
/ — корпус, 2 — решетка. 3 ~ насад -
ка, 4, 6 — нажимные гайки, » про-
кладка, 7 — ниппель
Рис. 70 Сетевой обрат-
ный клапан ЛЗС-1 • -57:
1 — ниппель, 2,4— накидные
гайки. 3 — штуцер, 5 — про-
кладка, 6 — корпус. 7 — ша-
рик с направляющим хвости-
ком, 8 — проволока, 9 —
пломба. W — уплотню елыюе
проволочное кольцо. /1 — сет-
ка. 12 — решетка. 13 — крыш-
ка
Баллонный обратный клапан ЛЗБ-2-67 (рис. 71).
Служит для предохранения баллонов с пропаном или пронан-бу га-
новой смесью от поступления в них кислорода или воздуха со сторо-
ны потребителя.
78
Рис. 71. Баллонный газовый обратный клапан ЛЗБ-2-67:
1 — штуцер, 2 — шарик, 3 — пружина, 4 — корпус
Предохранительный клапан Л КО-1-56 (рис. 72). Слу*
жит для предохранения кислородных шлангов от разрывов и загора*
вив при обратных ударах пламени в аппаратуре, работающей йд
жидком горючем. Тепло при обратном ударе отдастся теплопоглоти*
тельной сетке 6 и стенкам корпуса 5 клапана.
Рис. 72. Предохранительный клапан ЛКО-1-56:
о — общий вид, б — внутреннее устройство; 1 — штуцер,
2 — обратный клапан, 3 — пружина, 4, 7 — пламерассе-
кающне шайбы, 5 — корпус, 6 — теплопоглотвтель из ла-
тунной сетки, 3 — переходной ниппель, У — накидная
гайка
§ 9. Газоразборные посты
Эти устройства предназначены для подачи газов из газопроводной
сети к рабочим местам, представляют собой металлические шкафы с
вентиляционными отверстиями, внутри которых смонтирована предо-
хранительная или регулирующая аппаратура. Шкафы закрываются
на ключ, который должен храниться у рабочих, допущенных к обеду*
79
80
живанию данного поста. Устанавливаются газоразборныс посты на
высоте не менее 600 мм от пола. Цвета окраски и надписей на газо-
разборных постах такие же, как и на баллонах для соответствующих
газов.
21. Пропускная способность газоразборных постов ацетилена
Пост Тип водяного затвора Пропускная способность, м’7ч
ацетилена пропана природного газа
ГПГ-1 ЗСП-7-65 3,2 1,8 4,5
ГПГ-2 ЗСП-1-67 10 6 15
ГПГ-3 ЗСП-2-67 35 18 45
Примечание. Посты пригодны для работы на пропане и природном
газе при их давлении в пределах 0,354-0,7 кгс/см*.
Газоразборные ацетиленовые посты ГПГ-1. ГПГ-2
и ГПГ-3. Предназначены для подачи ацетилена из сети к месту по-
требления при газопламенной обработке металла, их можно приме-
нять для пропана и природного газа; внутри шкафа размещены
постовые водяные предохранительные затворы (табл. 21).
Газоразборпый ацетиленовый пост ГПГ-1 показан на рис. 73, а
газоразборный ацетиленовый пост ГПГ-3 — па рис. 74.
Рис. 75. Газоразборпый
кислородный пост
ГПК-1:
1— вентиль, 2 — регулиро-
вочный винт, 3 — кислород-
ный редуктор, 4 — газоотво-
дящий ниппель, 5 — шкаф,
6 — отверстия для креплен и я
на степс, 7 — газоиодводя-
щая труба
22. Пропускная способность газоразборных постов кислорода
Индекс поста Гни редуктора Пропускная способность, мя/ч
ГПК-1 ГПК-2 ГПК-2-1 .ГПК-3 ДКС-1-66 ДКД-15-65 Д КП-1 -65 ДКР-250 10 30—60 30—60 100—250
6 Заказ 234
81
Газсразборпые кислорош’е посты ГПК-1, ГПК 2
и ГПК 3. Предназначены для подачи кислорода из сети к месту по-
требления при газопламенной обработке металлов. Внутри постов
(рис. 74, 75, 76) смонтированы входные вентили и различные кисло-
родные редукторы (табл. 22).
Г а зо р аз бор н н е го-
сты для газов — з а-
м с н и т с л е й ацетил с-
п а. Предназначены для по-
дачи природных и сжижен-
ных горючих газов из сети
к месту потребления при
газопламенной обработке
металлов. Если давление га-
за находится в пределах
0,35—0,7 кгс/см2, то для за-
щиты газопроводов на рабо-
чих местах устанавливают
газоразборные посты ацети-
лена с водяными предохра-
нительными затворами. При
давлении горючего газа
1—3 кгс/см2 устанавливают
специальные газпразборные
Рис. 76. Газоразборный кис-
лородный пост ГПК-2-1:
1 — вентиль, 2 — отверстия для
крепления на степе, 5 — входной
Штуцер, 4 — шкаф» 5 — кисло-
родный редуктор, 6 — ниппель
выхода кислорода
23. Газоразборные посты для газов — заменителей ацетилена
Давление газа $ сети, Кгс/см* Расход газа на рабочем месте, мя/ч Пост Тп п защи того устройства Примечание
1,0—3,0 5—10 ГПГ-ЛЗС-1/10 Клапан ЛЗС-1 -68 Расход зависит от давления на входе
До 35 ГПГ-ДМС/35 Клапан ЛЗС-З-67 Расход зависит ст давления на вы- ходе редуктора ДМС-66
До 40 ГПГ-ЛЗС-З/40 Клапан ЛЗС-З-67 Расход зависит от давления на входе
82
Рис. 77. Газоразборный пост пропана:
1 — шкаф. 2 — входной штуцер. 3 — вентиль (пробко-
вый кран), 4 — редуктор типа ДПС-66. 5 — клапан
типа ЛЗС-1-68, б — штуцер выхода газа
посты с редуктором и обратным клапаном пли только с обратным
клапаном (табл. 23).
Г а зо раз борный пост пропана с расходом 6 м3/ч приведен на
рис. 77.
§ 10. Бачки для жидкого горючего
Бачки предназначены для подачи керосина или бензина под дав-
лением в аппаратуру, работающую па жидком горючем при темпе-
ратуре воздуха от + 60 до —20° С. Они представляют собой свар-
ной цилиндрический сосуд со сферическим дном и крышкой.
Выпускается два типа бачков: БГ-63 и БГ-68 (рис. 78).
Техническая характеристика бачков
БГ-63
Полезная емкость бачка, л..........
Рабочее давление, кгс/см*..........
Г аба р и th inc р азмеры (ди аметр X в ы -
сота)» мм .........................
Масса, кг..........................
6,5
До 3
180x443
3,7
БГ-68
7,5
До 3
218x440
4
§ 11. Рукава (шланги)
Применяются как резиновые, так и резинотканевые рукава. По-
следние состоят из внутреннего резинового слоя (камеры), хлоп-
чатобумажной оплетки и наружного резинового слоя. Типы рука-
вов в зависимости от применяемого газа и рабочего давления при-
ведены в табл. 21.
б*
83
24. Резиновые и резинотканевые рукава.
ГОСТ о о J, ю СО О 9356—60 18698—73 i
91 1* ЭН1 ьо +1 Ю Th О1 1Л О +1 »о Ю С1 18±1,0
рукава, мм ш внутрен 12 о +1 LO о CSJ LD С •II НО СЧ ’-“1 гс ГС О +1 CD —И
Диаметр с «X 3 о £ ю о +1 ю е- 18 + 0,5 ф о. ь гс’ и L0 +1 сч
1Е
Нар 6 ю •1 о +1 СО ю о +1 ю о +1 со
Рабочее давление. кгс/см2 (не более) О со 15 До 25 До 10
Тип рукава »—i III
rt о
к С2, с:
Подаваемая среда Ацетилен, природный газ Пропан, жидкие горючие Кислород Пропан, бензин, керосин, не<5 Ь—4 <1? Lf Q * о Q. О О 2 гп cd и К ЙС с ОС
84
2
Рис. 78. Бачок для жидкого горючего БГ-68:
а — внешний вид, б — внутреннее устройство; / — ручка воздушного
насоса, 2 — манометр, 3 — тройник с выходным штуцером и запор-
ным вентилем, 4 — трубка для отбора горючего, 5—корпус бачка,
6 — опорное кольцо
Рис. 79. Экопомпзатор ЭГА-2:
1 — ниппель для газов дежурного пламени,
2 — ниппель для газов сварочной горелки, 3 —«
запорный вентиль, 4— дежурная горелка,
5 — рычаг для сварочной горелки
85
Рукава имеют отличительный цветной наружный спой: синий —
для кислорода, красный — для ацетилена, желтый — для жидкою
горючего.
§12. Эконсмизаторы
Экопоушзагор представляет собой прибор клапанного тина
(рис. 79). предназначенный для прекращения подачи газов в сва-
рочную горелку при кратковременных перерывах сварки без нару-
шения регулировки пламени. Для того чтобы погасить пламя, го-
релку кладут на рычаг экопомизатора. Повторное зажигание осу-
ществляют от дежурного пламени. Дежурная горелка может быть
выполнена в двух вариантах: для работы ацетиленом и для работы
га за ч и — за меиитсл я м и ацетилена.
Глава V. ТЕХНОЛОГИЯ ГАЗОВОЙ сварки, наплавки,
ПАЙКИ И ПОВЕРХНОСТНОЙ ОБРАБОТКИ
§ 1. Виды сварных швов и соединений
Сварные швы в зависимости от расположения в пространстве
бывают (рис. 80): нижние, горизонтальные (на вертикальной плос-
кости), вертикальные и потолочные (верхние). Нижние швы явля-
ются самыми удобными для сварки Более затруднительна сварка
Рис. 80. Виды сварных швов по положению их в простран-
стве:
л—нижний, б — горизонтальный (па вертикальной плоскости)» е—*
вертикальный, г — потолочный (верхний)
горизонтальных и вертикальных швов. Наиболее трудными для
выполнения являются потолочные швы. По протяженности разли-
чают швы непрерывные (сплошные) и прерывистые. По числу слоев
швы бывают однослойные и многослойные, а но форме поперечного
сечения — стыковые или угловые, по форме наружной поверхности
различают швы усиленные., нормальные и ослабленные (рис. 81).
В зависимости о г взаимного расположения свариваемых деталей
различают следующие сварные соединения (рис. 82): стыковые, вна-
хлестку, тавровые, угловые, торцовые, отбортованные. Самым рас-
пространенным при газовой сварке является стыковое соединение.
86
Угловые и торцовые соединения применяют в основном при сварке
малых толщин. Соединений внахлестку и тавровых соединений сле-
дует избегать, так как в них трудно получить хороший провар
корня шва. Сварку отбортованных соединений осуществляют без
присадочкого материала.
Рис. 81. Стыковые (я) и угловые (б)
швы:
1 — усиленные, 2 — нормальные, 3 — остаб
ленные
Конструктивные элементы подготовленных кромок и выполненных
швов стыковых соединений приведены в табл. 25.
Рис. 82. Виды сварных соединений:
а — стыковое, б — внахлесшу, в — тавровое. е— угло-
вое, д — торцовое, е — отбортованное
§ 2. Подготовка я сборка под сварку
Подготовка. Подготовка металла под сварку состоит из за-
готовки деталей, разделки свариваемых кромок и зачистки их от
загрязнений. Первые две операции могут быib выполнены как меха-
ническим способом (на гильотинных ножницах, пресс-нож ницах,
кромкострогальпых станках и т. д ), так и кислородной резкой. Ре-
комендуется применять механизированную кислородную резку, даю-
щ\ю более ровный и чистый рез.
Торцовые поверхности кромок и прилегающие к ним участки ме-
талла шириной 25—30 мм перед сваркой очищают от влаги, ржав-
чины, масла, краски и других загрязнений, иначе в шве могут обра-
зоваться поры и шлаковые включения. Очистку осуществляют как
механическими способами — вращающимися щетками из стальной
проволоки, абразивным инструментом и др., так и газопламенной
87
25. Конструктивные элементы подготовленных кромок и выполненных швов стыковых соединений
Форма кромок Характер шва Конструктивный элемент Размеры. ММ
подготовленных кромок выполненного шва толщина металла S величина притуп- ления с величина зазора b ширина шва е высота усиления шна g
С отбортов- Односторонний р 0,5—1 0—1 1—2
кой двух кромок « 7*я 1 1 *4 и »}—йе-
WlTl
1 13U
Без скоса Односторонний 1—5 0,5-2 5—7 1—1,5
кромок {
Без скоса Двусторонний 3—6 1—2 со 1 С.О 1 —2
кромок
у LI
1 • ! ь 777/7/^77^ 55
Форма кромок Характер шва
Со СКОСОМ ОДНОЙ кромки Односторонний
Конетруктивный элемент
подготовленных кромок выполненного шва
) СКОСОМ
двух кро-
мок
Размеры, мм
толщина металла S [ величина Притуп- ления с величина Зазора & ширина шва г высота усиления шва g
5—10 1—2 1,5—3 8—12 1—2,5
12—20 1,5- -2
С двумя ско-
сами двух
кромок
Односторонний
Двусторонний
6—5
Примечания: I. Возможны также и Другие формы подготовки кромок: с криволинейным скосом, с ломаным скосом,
с двумя скосами одной кромки и т. д.
фо 2 При сварке металла различной толщины на листе, имеющем большую толщину, должен быть сделан скос с одной или
со Д£зух сторон листа до толщины.более тонкого листа, после чего следует выполнить рекомендуемую подготовку кромок.
обработкой. В последнем случае используют обычные сварочные
горелки или специальные горелки для пламенной очистки типа
ГАО 60. Процесс газопламенной очистки основан на быстром нагре-
ве поверхности детали, при которой окалина отслаивается, ржав-
чина обезвоживается, краска сгорает Остатки окпелов и сгоревшей
краски удаляют металлической
ШС1КОЙ Топкий слой окалины на
поверхности кромок большого
влияния па качество шва не ока-
зывает.
Сборка. Сборку выполняют
в специальных приспособлениях (в
серийном и массовом производст-
ве) или па прихватках (коротких
швах, скрепляющих детали). Дли-
на прихваток и расстояние между
ними зависят от вида изделия, тол-
щины металла и длины шва. При
сборке несложных соединений из
тонколистовой стали длина при-
хваток делается не более 5 мм, а
расстояние между ними устанавли-
вается 50—100 мм. При сборке
деталей толщиной 3—4 мм и более
и при значительной протяженности
швов длина прихваток составляет
20—30 мм, а расстояние между
ними — до 300—500 мм. Высота
(толщина) шва в месте прихватки
должна быть в пределах 0,5—0,7
толщины основного металла.
При постановке прихваток не-
обходимо, чтобы провар корпя
шва был хорошим, так как во вре-
мя последующей сварки корни
прихватки часто уже не расплав-
ляются. Порядок наложения при-
Рис. 83. Последовательность
наложения прихваток:
а — короткие швы, б — длинные
Швы. в — швы кольцевых соедине-
ний, /—7 — номера швов
хваток зависит от толщины основ-
ного металла и длины шва. Общий
принцип последовательности наложения прихваток показан на рис. 83.
При сварке ответственных конструкций прихватку должны про-
изво -ить сварщики, которые будут сваривать данное изделие.
§ 3. Способы газовой сварки
Левая сварка (рис. 84,а). При левом способе сварки горел-
ку перемешают справа налево, а присадочная проволока должна
быть впереди горелки. При этом пламя направляют от шва, в этом
случае сварщик хорошо видит шов и может обеспечить равномер-
ную ширину и высоту валика, т. е. хороший внешний вид его.
Данный cnocot5 применяется при толщине металла до 4—5 мм.
Правая сварка (рис. 84, б). При правом способе сварки
горелку перемещают слева направо, а присадочную проволоку пере-
90
мсщают вслед за горелкой. Пламя при этом направлено но пюи,
он остывает медленнее, поэтому >шов получается более высокою
качества. Однако внешний вид шва хуже, так ка-к сварщик плохо
видит его формирование. Этот способ эффективен при толщине
металла более 5—6 мм.
Рис. 84, Схема левого (а) и правого (6) способов
сварки
91
Сварка сквозным валиком (рис. 85). Этот способ,
называемый также двойным валиком, применяется яри вертикаль-
ной сварке стыковых соединений снизу вверх В нижней части сты-
ка проплавляется сквозное отверстие. Постепенно полним:, ь " *.мя
Рис. 85. Схемы сварки сквозным валиком при толщине мекыла
в мм:
а — от 2 до 6, б — от 6 до 12, о — от 12 до 20
вверх, расплавляется верхняя часть отверстия и в результате вве-
дения присадочного материала заваривается нижняя его часть.
При толщине металла более 6-8 мм сварку осуществляют два
сварщика одновременно с двух с юрой.
Движения
гпрелкой
Рис. 86. Сварка ванночками (а) и сварка по отборто-
ванным кромкам (и)
Движения' глржвй
Сварка ванночками (рис. 86, а). Сущность этого способа
состоит в последовательном образовании ванночек расплавленного
металла и ввода в них по нескольку капель присадочного металла,
92
Каждая последующая ванночка юл ж па перекрывать предыдущую
на Уз ее диаметра. Этот способ иногда называют также сваркой
«каплями». Применяют его при сварке металла толщиной до 3 мм.
Сварка по отбортованным кромкам (рис. 86, б).
Применяется при сварке топкого металла толщиной до 2—3 мм.
Сварку ведут без присадочного материала, горелке придают коле-
бательное или спиралеобразное движение.
§ 4. Техника и режимы сварки
Сварка в нижнем положении затруднений не вызывает и не тре-
бует каких-либо специальных приемов. Сварку вертикальных швов
снизу вверх удобнее выполнять левым способом (рис. 87, а). Гори-
зонтальные швы чаще выполняют правым способом (рис. 87,6),
при котором газовый поток пламени направлен на шов и тем самым
-Рис. 87. Сварка вертикальных (а), горизонталь-
ных на вертикальной плоскости (б) и потолоч-
ных (в) швов
препятствует стеканию металла из сварочной ванны. В этом случае
в отличие от обычного правого способа сварку ведут справа налево,
а сварочной ванне придают некоторый наклон, облегчающий фор-
мирование шва. Потолочные швы также лучше сваривать правым
способом (рис. 87, в), в этом случае конец присадочной проволоки
и давление газового потока препятствуют стеканию жидкого метал-
ла вниз.
Режимы газовой сварки определяются в основном следующими
факторами: мощностью сварочного пламени, скоростью сварки, диа-
метром присадочного материала, углом наклона мундштука горелки.
Есе эти факторы связаны с толщиной свариваемого металла,
Мо щ н ост ь пламени определяется расходом горючего и
обычно измеряется в литрах на час. Приближенно мощность ацети-
лене-кислородного пламени можно определить по формуле
93
гтс V®— мощность пламени (расход ацетилена), л/ч; S — толщина
свариваемого металла, мм; k—коэффициент пропорциональности,
л/ч-мм (для пизкоуглеродистой стали—100—130, для высоколеги-
рованной стали и чугуна — 75—100, для алюминия— 100—150, для
меди и ее сплавов— 150—225).
При сварке правым способом значение коэффициента пропор-
циональности несколько возрастает.
Скорость сварки примерно может быть определена по
формуле
А
^СВ — Q »
о
где осв скорость сварки, м/ч; S — толщина свариваемого метал-
ла, мм; Д— коэффициент, зависящий от свойств свариваемого ме-
талла и частично от его толщины, м-мм/ч (для стали средних тол-
щин — 12—15, для никеля — 9—11).
Диаметр присадочного материала в виде проволо-
ки, прутков или литых стержней приближенно подбирается по
формулам:
для левого способа
1
для правого способа сварки d= —
Рис. 88. Углы наклона мундштука горелки
при сварке стали разных толщин
При толщине металла более 15 мм в практике всегда применяют
присадочный материал диаметром 6—8 мм и более.
Угол наклона мундштука горелки увеличиваю! с
увеличением толщины свариваемого металла. Примерные значения
его, рекомендуемые для левого способа сварки сталей, приведены
на рис. 88. При сварке более теплопроводных материалов (медь,
ее сплавы и др.) угол наклона должен быть несколько большим.
94
§ 5. Технология сварки
углеродистых сталей
Лцетилено-кислгродиая сварка.
В авпсимости от содержания уг-
лерода в сварочном производстве
различают стали: низкоуглсроди-
стыс (до 0,25% С), среднеуглеро-
дисаые (0,25—0,6% С), высоко-
углеродистые (0,6—1,7% С).
Ацетилен о-кислородная сварка
и и з к о у г л е р о д и с т ы х ста-
лей трудностей не вызывает. Свар-
ка ведется нормальным пламенем
при соотношении смеси р= 1,0—1,2.
Мощность пламени (расход ацети-
лена) устанавливается: при левой
сварке Va=(I00—130)S, при пра-
вой сварке Га= (120—150)5.
В качестве присадочного мате-
риала применяют проволоку марки
Св-08, Св-08Л или Св-08АЛ по
ГОСТ 2246—70. Для ответственных
конструкций следует применять
проволоку Св-08ТА, Св-ЮГА,
Св-12ГС и Св-10Г2.
При сварке среднеуглеро-
д и с т ы х сталей мощность пламе-
ни уменьшается до Va = (75—90) S.
Пламя применяется слегка ацети-
леннстос, так как даже небольшой
избыток кислорода ведет к интен-
сивному выгоранию углерода. При
толщине металла более 3 мм ре-
комендуется применять общий
предварительный подогрев до тем-
пера гуры 250—350° С или местный
подогрев околошовпон зоны до
650- 700° С.
Сварка в ы с о к о у г л с р о д и-
с т ы х сталей затруднена и воз-
можна при толщине металла не
более 5—6 мм. При сварке приме-
няется предварительный подогрев
и последующая термическая обра-
ботка.
Пропан - бутан - кисло-
родная сварка. Этим спосо-
бом сваривать изделия, не подле-
жащие сдаче Госгортехнадзору.
Сварку выполняют горелками
ГЗУ-2-62 или ГЗМ-2-62. Мощность
пламени (расход сжиженного га-
о
95
g 27, Способы газовой апетилено-кислородной сварки некоторых легированных сталей
Сталь Присадочный материал и флюсы Режим сварки Термообработка
Низколегированные, х ромокремненикелемед нистые ЮХСНД, 15ХСНД Св-08, Св-08А, Св-08АА, Св-10Г2. Флюс не при- меняют Мощность пламени уа = (75—130)5 Пламя нормальное Желательна проковка шва при светло-красном калении с по- следующей нормализацией
Теплоустойчивые молиб- деновые и хромомолиб- деновые 15М, 20М, 12ХМ, 15ХМ, 12Х1МФ Св-08ХНМ, Св-18ХМА, Св-08ХМ, Св-08МХ. Флюс не применяют Мощность пламени Va = 100S. Пламя строго нормальное При сварке толщин более 10—16 мм необходим предварительный подогрев до 250—35O'JC и по- следующая те рмооб работка (нормализация, отжиг)
Хромокремнемарганцевыс (хромансиль) 20ХГС, 25ХГС, ЗОХГС, 35ХГС, ЗОХГСА Св-18ХГС, Св-18ХМА. Флюс не применяют Мощность пламени V а = »=(75—100)5. Пламя нормальное Д л я итветст вен н ы х и ? дел и й после сварки выполняют за- калку с отпуском
Продолжение таблицы 27
Сталь Присадочный материал и флюсы Режим сварки Термообработка
Хромистые 1X13, 2X13, Х14, Х17 Св-01 Х19Н9, Св-ОбХ 19Н9Т. Состав флюса, %: борная кис- лота— 55, окись крем- ния—10, ферромарганец —10, феррохром —10, ферротитан—5, титано- вая руда —5, плавико- вый шпат —5 Мощность пламени Уа-= — 70S. Пламя строго нормамчыгое При сварке сталей с содержа- нием хрома более 14% необ- ходимы предварительный по- догрев до 200—250°С и после- дующая термообработка
Хромоникелевые, аусте- нитные Х18Н9Т й др, Св-01 Х19Н9, Св-04Х19Н9, Св-ОбХ 19Н9Т, Св-07Х19. Состав флю- са, %: плавиковый шпат — 80 и двуокись кремния— 20, или бу- ра — 50 и борная кисло- та — 50 Мощиосчь пламени Иа = = 755. Пламя строго нормальное Сварка без подогрева Для сохранения аустенитной структуры после сварки бы- строе охлаждение сжатым воздухом или распыленной водой
за) при сварке н из коу г л смолистой стали составляет: ври левой свар-
ке Уг= (60—70)5, при правой сварке Vi— (75—90)5, где Уг —
расход сжиженного газа, л/ч.
Соотношение кислорода и сжиженного газа в пламени Р —3,5—4.
Присадочным материалом служит проволока марок Св-08ГС,
Св-12ГС и Св-О8Г2С, хороню раскисляющая ванну. Применение
проволок Св-08 и Св-08Л не допускается. Сварку ведут, как пра-
вило, в один слой левым способом. Присадочная проволока должна
находиться под углом 35—40° к оси шва, а пламя — под углем
45—60°. Рассюяние от ядра пламени до поверхности сварочной ван-
ны должно поддерживаться в пределах Зч-6 мм. а до плавящегося
конца присадочной проволоки — в пределах 2-~4 мм. Примерные,
режимы кроиан-бутан-кислородной сварки приведены в табл. 26.
§ 6. Технология сварки легированных сталей
Легированные кснс1рукционныс стали в отличие от углеродистых
содержат хром, никель, медь, вольфрам, молибден, титан, ниобий
и другие легирующие элементы.
В зависимости от содержания легирующих элементов эти стали
подразделяются на три группы:
1. Низколегированные (суммарное содержание легирующих эле-
ментов пс более 2,5%). выпускаемые но ГОСТ 5058—65. Наиболь-
шее применение получили марки 10ХСНД, 15ХС11Д, 10Г2С1 (МК)
и др.
2. Средпелегировапные (суммарное содержание легирующих эле-
ментов от 2,5 до 10%), выпускаемые по 1 ОСТ 4543—71. Из этих
палей наиболее широко применяются марки 20ХГСЛ, 25ХГС, ЗОХГС,
ЗОХГСА и др.
3. Высоколегированные (суммарное содержание легирующих эле-
ментов более 10%), выпускаемые по ГОСТ 5632—72. Эти стали
могут быть хромистыми (12X13, 20X13 и др.), хромоникелевыми
(Х18Н9Т и др), марганцовистыми Г13 и др.) и т. д.
Сварку легированных сталей выполняют, как правило, ацетиле-
на кислородным сгрого нормальным пламенем. Способы газовой
сварки некоторых легированных сталей приведены в табл. 27.
§ 7. Технология сварки чугуна
Чугунами называются сплавы железа с углеродом при содержа-
нии углерода ог 1,7 до 6?3%. Наиболее распространенными явля-
ются чугуны с содержанием углерода от 2,5 до 4%. Кроме угле-
рода в чугунах находится некоторое количество марганца и крем-
ния. а также примесь серы и фосфора. Углерод в чугунах может
находиться либо в свободном состоянии — в виде графита (серые
чугуны), либо в связанном состоянии— в виде карбидов железа
(белые чугуны).
Применение газовой сварки чугуна ограничивается главные обра-
зом ремонтными работами. Ее применяют при сварке лопнувших
чугунных деталей, заварке раковин, образовавшихся во время
лигья, наплавке изношенных поверхностей, устранении различных
внешних дефектов и др.
Существуют два способа сварки чугуна: горячая сварка — свар-
ка с предварительным подогревом (общим или местным), холодная
сварка — сварка без предварительного подогрева.
98
Горячая сварка чугуна
В зависимости от характера производства и видов работ (ре.
монтная сварка, устранение лшсйных дефектов, наплавка cpiOorju-
ных поверхностей и др) применяют различные устройства дли пред-
варительного подогрева изделий перед сваркой.
Рис. «9. Выбор способа подогрева при ре-
монтной сварке чугуна:
а — сварка без подогрева, б — местный подогрев
в месте Л, в — общий подогрев всего изделия
Местный подогрев может также производиться сварочными го-
релками, паяльными лампами, древесным углем. Необходимость
подогрева, а также выбор способа подогрева яри ремонтной сварке
чугуна зависит от характера дефекта (рис. 89). В качестве горю-
чих газов при сварке могут применяться ацетилен, газы — замени-
тели ацетилена, а также жидкие горючие (керосин).
Ацсгилено-кнслородная сварка обеспечивает наибольшую произ-
водительность процесса. При сварке используют нормальное пламя
иди пламя с небольшим избытком ацетилена (|J=0,8—1,0), обеспе-
чивающим компенсацию выгорающего углерода. Мощность пламени
устанавливается из расчета Va = (120—150)5. В качестве присадоч-
ного материала применяют чугунные прутки марки А или Б по
ГОСТ 2671—70. Прутки марки А используются при сварке деталей
сложного профиля с гонкими стенками и мелкозернистой структу-
рой Прутки марки В прнмеиякмея при сварке тяжелых отливок
в основном при местном подогреве их. Сварку выполняют обычными
горелками с применением порошковых флюсов.
Сое газы флюсов для сварки чугуна
№ флюса
1 . . . .
2 . . . ,
3 . . . .
4 . . .
Состав, % (по массе)
10-1 — плавленая бура
100 — прокаленная бура
100—техническая бура
56— прокаленная бура, 22 — углекислый натрий,
22 — углекнеаый калий
*
7*
99
5.................50 — техническая бура, 50 — двууглекислый
натрий
6 - 23 — плавленая бура, 27 — углекислый натрий,
50 — натриевая селитра (азотнокислый нат-
рий)
7. .... . . . 50 — прокаленная бура, 50—натриевая селитра,
4 — керосин (сверх 100%)
Флюс до образования сварочной ванны насыпают вручную (ло-
жечкой. щепоткой), а затем вводят присадочный пруток, периоди-
чески погружая его в коробоч-ку с флюсом.
о?
Рис. 90. Схема формовки участков чугунных деталей:
о — зубьев шестерен, б — недолива при литье
Применяются также газообразные борометиловые флюсы БМ-1
и БМ-2, предс! являющие собой летучие жидкости, которые специ-
альными газофлюсопита гелями (например. ФГФ-3-71) подают в
ацетиленовый канал газовой горелки.
Ввиду большой жидкотекучести чугуна сварка возможна только
в нижнем положении шва. При необходимости применяется формов-
ка свариваемого участка, которая выполняется угольными или гра-
фитовыми пластинами, плитками из огнеупорных материалов, фор-
мовочными смесями. Схемы формовки некоторых деталей показаны
на рис. 90, а составы формовочных смесей приведены в табл. 28.
£
28. Составы смесей для формовки чугунных изделий
Ком попеты Содержание для составов, %
1 2 3 4
Формовочная земля 30 30
Белая глина 30 40
Кварцевый песок 40 50 10 85
Жидкое стекло 20 — 15
Графитовая мелочь — — 50 .
100
Внуцкннюю поверхность можно выкладывать i ра финты-ми нт
уюльпыми пластинами, соединяемыми на оыках формовочными
смесями. Перед сваркой детали подогревают: небольшие детали —
до температуры 300—400° С, а более крупные — до 600—700эС.
Во избежание отбеливания шва после сварки его медленно охлаж-
дают обычно вместе с охлаждением нагревающего устройства. Мел-
кие детали можно охлаждав в горячем песке иии под л истопим
асбесюм.
Холодная сварка чугуна
Сварка с р а с плав л с н и о м осн и в п о г о м е т а л л а.
В данном случае, как и при всех способах холодной сварки чугуна,
предварительный подогрев не производят. При быстром охлаждении
ила происходит его отбеливание. Сварку ведут обычным способом
с применением чугунных присадочных стержней марки А или Б и
порошкообразного или газообразного флюса. Мощность и характер
пламени, а также марки флюсов применяются такие же, как и при
горячей сварке чугуна. Этот способ применяют дли устранения ли-
тейных дефектов и при ремонте чугунных деталей небольшого раз-
мера и массы.
При сварке можно использовать газы — заменители ацетилена,
а также жидкие горючие (керосин, бензин). Режимы керосине-кис-
лородной сварки чугуна приведены в [ябл. 29.
2Э. Режимы кер осин о-кислородной сварки чугуна
П од го гои ка дета лей под сварку Толщина свари нчемых де га лей, мм Угол скоса кромок, град Величина зазора, мм Диаметр присадоч- ных и руг- кои. мм
* Ы* wziwr- ГУ bw 30 □! w 1 1 1 N5 — QG СП О 60 70 70—90 90 tc н* С/Т I 1 1,1 ; СЛ *• 0*5 * in 1 1 6 6 6—8 8—16
Низкотемпературная п а и к о -с в а р к а чу г у и иы м
п р и с а д о ч и ы м материя л о м. Сущность этого способа заклю-
чается в подогреве пламенем кромок, подлежащих сварке, не до
расплавления, а до температуры 820—860° С. После введения флюса
расплавляют и взоляг в сварочную ванну присадочные стержни
марки НЧ-1 или НЧ-2 (ГОСТ 2671—70), также обмазанные флю-
сом. Вследствие шероховатост?! поверхности, получаемой от выгора-
ния (окисления) графита и в результате диффузии, происходит
соединение наплавленного металла с основным. Присадочные стерж-
ни марки НЧ-1 применяют при сварке тонкостенных отливок, а мар-
ки НЧ-2 —при сварке толстостенных отливок. Колебательные дви-
жения горелки приведены на рис. 91.
101
Составы флюсов для пайно-гварй» чугуна чугунными прутками,
% (но массе)
ФСЧ-1..................23 —бура вдавленая, 27 — сода кальцини-
рованная, 51) — се титра натриевая
ФСЧ-2..............• , 18 — бура плавленая, 25 — сода кальцшш-
рова иная, 56,5 — сел итра н атрисвая,
0.5 — у г лекис. i ни лип ; й
МА Ф 1.................33 — бура плав леи а ч, 12 — сода ка л ьци-
нированг.ая, 27—селитра натриевая,
7 — ск ись к оба т ьта, 12,5 — фтористый
натрий, 8,5— фтс-рш:ркопистый калий
Низкотемпературная пай к о-сварка латунными
припоями. При использовании поверхностно-активных флюсов
ФПСН-1 и ФПСП-2, имеющих температуру плавления 600—650° С,
температура нагрева чугунных кромок снижается до 700—750е С.
Активное флюсование обеспечивает хорошее смачивание и обслужи-
вание кромок чугуна припоем без выжигания графита. Невысокая
Рис. 91. Движения горелки при низко темпе-
ра i урной вайко-сварке чугунных деталей:
и — сварка стыка, б — заварка дефекта
температура нагрева исключает возникновение отбеливания и сни-
жает склонность и образованию трещин. Состав флюсов ФПСЙ-1
и ФПСН-2 приведен в табл. 30.
30. Составы флюсов для низкотемпературной пайко-сварки чугу-
на латунными припоями
Марка флюса Состав. % (пс массе) Область применения
ФПСН-1 ФПСН-2 25 — углекислый лити й, 25 — сода кальцинированная, 50 — борная кислота 22,5 — углекислый литий, 22.5 — сода кальцинированная, 45 — борная кислота, 10 — солевая плавленая лигагура (72,5% NaCl и 27,5% NaF) Для латуней, не содержащих алю- миния Для латуней, со- держащих до 1 % алюминия
102
31. Латунные припои для ннзко1емнерагу;ыой панно снАрки чу| рш
Марка припоя Сое га н. %*
медь олово кремний М.1 р- га мен никель алю- миний
ЛОК5Э-1 -03 (ГОСТ 16130—72) 5S 60 с,7-1,1 0,2—0,4 — —
ЛОА1НА-19-05-10-1-01 48 50 0,9 1.0 —- 1-0 ю * * ю ю 1 » - 1 СО vr 0,2 0,6
Марка припоя Темпераiура планлепия. J С Твердое 1ь и«иа по Бринелле Цвет
ЛОК59-1-03 (ГОСТ 16130—72) 905 80—1 00 Желтый
ЛОМНА49-05-Ю-1-04 835 180—200 Белый
* Остальное— щпк.
В качестве припоев используют кремнистую латунь марки
Л0К-59-1-ОЗ или припой ДОМНА (табл. 31).
Кромки подготовляют .механической обработкой — на станках,
вырубкой пневматическим зубилом и т. п. На поверхности кромок
не допускается грязь и окалина. Следы жиров удаляют ацетоном,
бензином или другими раствори i елями.
Процесс пай ко-сварки ведут нормальным пламенем. Флюс нано-
сят на подготовленную поверхность основного металла после нагре-
ва сто до 300—400э С. По окончании пайко-сварки рекомендуется
прокопка медным молотком массой около 0,5 кг.
При всех способах сварки и пайко-сварки чугуна возможно ис-
пользование газов — заменителей ацетилена и жидких горючих.
§ 8. Технология сварки цветных металлов
и сплавов
При газовой сварке цветных мшаллов и сплапов кроме ириса-
сочного материала применяются различные по составу флюсы. Их
вводят в сварочную ванну для раскисления расплавленного металла
и удаления из него образующихся при сварке окисло» и неметалли-
ческих включений. Флюсы образуют на поверхности сварочной ван-
ны шлаковую пленку и тем самым предохраняют металл от даль-
нейшего окисления к попадания в него газов.
В процессе сварки флюсы применяют в сиде порошков, паст
или легкой с карающихся жидкостей. Флюсы в виде порошков и паст
подают в зову сварки вручную, т. е. наносят заранее на кромки
свариваемого металла п на присадочные прутки или вносят в сва-
103
рочпую ванну путем периодического погружения присадочного прут-
ка в сосуд с флюсом. Флюсы в виде паров легкоиспаряющихся
жидкостей, как, например, флюсы БМ 1 и БМ-2, применяемые при
сварке меди, медных и никелевых сплавов, подают в пламя горел-
ки в строго дозированном количестве при помощи специальных газе-
флюсопитателей, например ФГФ-3-71.
Сварка меди
По химическому составу (ГОСТ 859—66*) медь выпускается
следующих марок1 М00. МО, МОб. MJ, М1р. Л12, М2р, М3, МЗр,
М4. В марке, МОО содержа пне меди не менее 99,99%, а в марке
М4—99,0%.
Основными трудностями при сварке мечи являются ее высокая
теплопроводность, низкая стойкость против образования третий,
повышенная склонность к образованию газовых включений.
Лиетилено-киелородную сварку меди выполняют нормальным
пламенем при соотношении смеси р—1,1—1,2. Мощность пламени
устанавливается из расчета V* — (150—200)5. Нижний предел реко-
мендуется для меди толщиной до 10 мм, а верхний — для больших
толщин. При толщине листов более 10 мм сварку желательно про-
изводить одновременно двумя горелками: подогревающей мощ-
ностью Уя — (150—200)5 и сварочной мощностью Уа—1005.
В качестве присадочного материала применяют специальную
проволоку марки МСр-1 (ГОСТ 16130—72) или обычные медные
проволоки марок МО и Ml. Диамец) присадочной проволоки выби-
рается в зависимое!и от толщины свариваемых деталей (табл. 32).
32. Выбор диаметра нрпсалочпой проволоки для сварки меди
Толщина меди, мм До 1,5 ел к? ел 2,5—4 4—8 8—15 Более 15
Диаметр присадоч- ной прополоки, мм 1,5 2 3 4—5 6 8;
Сварку осуществляют с применением флюсов (табл. 33), которые
могут быть в виде порошка, пасты или в парообразном состоянии.
Поставляемая промышленностью бура содержит гигроскопиче-
скую и кристаллизационную влагу (NasB-jO?-ЮП2О), которая, попа-
дая в сварочную ванну, резко увеличивает газовую пористость ме-
талла шва. Кроме того, во время сварки часть буры при испарении
влаги вспенивается и выдувается пламенем, в результате чего ого-
ляются и окисляются участки металла, не защищенные флюсом.
Учитывая это, следует применять прокаленную буру, в которой не г
гигроскопической влаги, т. с. буру, содержащую только одну моле-
кулу кристаллизационной воды (Na2BzO7*H2O).
Приготовляют прокаленную буру из обычной технической буры,
нагревая се в открытом фарфоровом или шамотовом тигле или
просто на листе из нержавеющей стали, в последнем случае техни-
ческую буру насыпают ровным слоем на лист и помещают в печь,
104
33. Составы флюсов для сварки меди
I №
ф
Соггзл, % (по массе)
1
2
3
4
5
6
7
8
100 — бура прокаленная
100 — борная кислота
50 — буря прокаленная, 50—борная кислота
75 — бура прокаленная, 25 — борная кислота
50—бура прокаленная, 35 — борная кислота, 15 — кислый
фосфорнокислый на Гр
50 — бура прокаленная, 15 — кислый фосфорнокислый натр,
15 — кварцевый песок, 20 — древесный уголь
70—бура прокаленная, 10 —борная кислота, 20поварен-
ная соль
56—’бура прокаленная, 22 — поваренная соль. 22—угле-
кислый калий — поташ
нагретую до темпера гуры 400—450° С. Образовавшуюся безводную
буру размельчаю! и используют для сварки или для составления
различных флюсов.
Плавленую буру (NazB^O?) применяют сравнительно редко, ihk
как она легко выдувается пламенем из зоны сварки.
. Флюсы следует хранить в герме! миссии закрывающихся сосудах.
Флюсы используют в виде порошка или паст. Флюсы-ласты приго-
товляют разведением порошкообразных смесей в мягкой, обычно
дистиллированной, воде или же в спирте до кашицеобразной массы.
При газовой сварке меди применяют обычно стыковые или реже
угловые соединения с внешним угловым валиком. Сваркой внахле-
стку и втавр получают удовлетворительные по качеству соединения.
Элементы геометрической формы кромок для сiиконой сварки
мели приведены в табл. 34.
Сварку ведут только в один слой. Листовую медь толщиной
до 5 мм сваривают левым способом, а при больших толщина* —
правым способом
После сварки рекомендуется проковать шов. При толщине лис-
тов до 4 мм проковку выполняют в холодном состоянии, а при
больших толщинах — при температуре 500—600е С. 11юбы придать
сварному соединению более высокую вязкость после проковки, шов
и прилегающую к нему зону основного металла назревают до тем-
пературы 550—600° С и быстро охлаждают в воде.
Сварка латуней
Латуни представляют собой медно-цннковые сплавы. Они под-
разделяются на простые латуни, т. е. сплавы меди с цинком (на-
пример, Л96, Л80, Л86, Л62, Л59 и др) и специальные латуни,
в которые кроме цинка в небольших количествах входят алюминий,
никель, железо, олово, свинец, кремний, марганец и т. д. (напри-
мер, ЛжМц59-1-1, ЛК80-3, ЛМц58-2, ЛО90-1, ЛО62-1 и др.).-
105
34. Элементы геометрической формы кромок для стыковой сварки
меди
Рид шва
Схема шва
Рлчмеры, мм
1ина л л л i* чина >а b у- :ие с
2 оЗ к о к
Г“ R* Е о
о -i> а> л
-z. -а । О> •*] £ С
С отбортовкой двух
кромок
Без скоса кромок:
односторонний
двусторонний
односторонний на
подкладке
Со скосом двух кро-
мок
С двумя скосами двух
кромок
Сварка латуней осложняется активным поглощением газов сва-
рочной ванной, склонностью к образованию пор и трещин, испаре-
нием цинка при его кипении.
При ацетилеио-кислородпой сварке латуней использую г окисли-
тельное пламя при соотношении смеси 0 = 1,3—1,4. Некоторый избы-
ток кислорода в этом случае создаст на поверхности расплавленного
106
35- Марки присадочного материала при сварке латуней
У-ярка присадочного
материала
Область применения
Л62
ЛК62-05
Д060-1
ЛОК59-1-03
ЖБ062-02-004-05
Для сварки простых латуней, например Л62
Л68 и др.
То же
Для изделий, работающих в морской воде
Для изделий из латуней Л62 и ЛО62-01, тре-
бующих более глубокого провара (в трубках,
замыкающих швах и др.)
Для сварки простых ла гулей
металла плевку окнелов, которая уменьшает испарение цинка.
С этой же целью в состав некоторых присадочных материалов вво-
дят небольшое количество кремния, который, окисляясь, создает
тугоплавкую окисную пленку, предохраняющую цинк от испарения.
Мощность пламени устанавливается из расчета Уя«(100—120)$,
В качестве присадочного материала применяют проволоку и пи прут-
ки. предусмотренные ГОСТ 16130—72 (табл. 35).
Диаметр присадочного материала выбирается в зависимости от
толщины свариваемого металла iio табл. 36.
36. Выбор диаметра присадочного материала для сварки латуней
Толщина латуни, мы 1—2 2—3 4—5 6—7 8-10
Диаметр присадочного материала, мм 2 3 5 7 9
Сварку производят с применением флюсов (табл. 37).
37. Составы флюсов для сварки латуней
№ и марка флюоа Состав, % (по массе) Способ приготовления
1 100 — бура
2 35 — бор и а я кислота, 50 — бура, 15 — фосфорной и сл ы й натр и й Перемешиванием в мель- нице или стунке
3 20 — бура, 80 — борная кис- лота То же
БМ-1 75 — мети чборат, 25 — метило- вый спирт Ректификацией
Кромки под сварку подготовляют так же, как для сварки меди
(ем. табл. 34).
107
Сварку ведут в основном левым способом в нижнем положении
шва Использование кремнистого присадочного материала, особенно
в сочетании с флюсом БМ-1, позволяет сваривать латунь во всех про-
странственных положениях шва, этому способствует образование па
nonepxHocin сварочной ванны вязком шлаковой пленки. Сварку ведут
на пониженной мощности пламени ms расчета Va=(35—40)5, а диа-
метр присадочного материала принимают па 1 мм меньше, чем при
сварке в нижнем положении.
При толщине металла более 3 мм при сварке в нижнем положе-
нии шва следует применять двустороннюю сварку или производить
ее на подкладках. Остающиеся подкладки изготовляют из меди,
а съемные—из нержавеющей стали. При толщине металла более
6 мм применяют многослойную сварку, при этом кажтый после-
дующий шов накладывают после тщательной зачистки предыдущего.
После сварки рекомендуется холодная или горячая проковка шва
алюминиевым молотком. Для снятия остаточных напряжений приме-
няют низкотемпературный отжиг при температуре 270—300’С.
П роиа п - бута н -к мел ор од п а я свар ка л а ту н с и в ы пол н я с гея пл име-
нем мощностью К= (60—75)5. Соотношение кислорода и сжижен-
ного газа составляет р—3.5—4. Техника сварки ьзкяя же, как и при
сварке ацетиленом.
Керосн но-кис чородную сварку латуней выполняют пламенем мощ-
ностью 140 -250 г/ч на I мм толщины свариваемого металла. Соот-
ношение кислорода к керосину в смеси составляет 1,8:2 м3/кг.
Режимы керосине-кислороднон сварки латуней приведены в табл. 38,
38 Режимы керосино-кислородной сварки латуней
П ОДГОТОН к <1 К р ОМСК под сварку Толщина свариваемо- го металла S, мм Величина зазора Ь, мм Угол скоса кромок а Диаметр присадочной проволоки, мм Номер мундштука горелки
Сварка бронз
Бронзами называются сплавы меди с любыми металлами, кроме
цинка. Бронзы подразделяются па чве основные группы:
1. Оловяннсчые, в которых основным легирующим компонентом
108
ЯВЛ5Ю1СЯ олово (например, марки БрОФ6,5 0,4; БрОЦ|.1;
БрОЦС4-4-4 и др.).
,2- Бсзоловяпистые (специальные) бронзы, содержат не алюмин lift,
кремнии, бериллий, никель, хром, марганец, железо и т. д. Из спе-
циальных бронз наибольшее применение получили алюминиевые
бронзы (БрА7, БрАЖ-3-4, БрЛЖМц! 0-3-1,5 и др.) и кремнистые
бронзы (БрКМцЗ-1, БрК! 10.5-2 и др.). Применяются также берил-
лиевые, марганцовистые, никелевые, хромистые и другие броши.
О л о в я в и с т ы е (оловянные) бронзы. Сварку выполня-
ют строго нормальным пламенем, так как при избытке в пламени
кислорода выгорает олово, а при избытке ацетилена увеличивается
пористость наплавленного металла. Мощность пламени устанавли-
вают из расчета 17П = (1(Ю—150)5. для чего выбирается соответст-
вующий номер наконечника. В бронзовом литье чаще всего прихо-
дится заваривать раковины, поры, недоливы и трещины. Разделка
кромок-— под углом 60—90°. При сквозных трещинах производят
формовку дефектного места. Бронза очень жидкотекуча, а поэтому
сварка ее возможна только в нижнем положении шва.
В качестве присадочного материала применяют бронзовые тяну-
тые, прессованные или литые в металлический кокиль прутки, близ-
кие по составу к основному металлу. Фосфор при сварке бронз
является хорошим раскислителем, а поэтому в ряде случаев в каче-
стве присадочною материала рекомендуется применять фосфористую
бронзу марки БрОФ6,5-0,4. Флюсы при сварке применяют тс же,
что и при сварке меди (см. табл. 47).
После сварки следует произвести егжиг при температуре 600 —
700° С. Для особо ответственных отливок, работающих при ударных
и знакопеременных нагрузках, применяют отжиг при температуре
760° С и закалку при температуре 600—650° С.
Алюминиевые бронзы. Основная трудность при сварке
алюминиевых бронз вызвана окислением алюминия с образованием
тугоплавкой окисной пленки Л12Оз. оседающей на дно сварочной
ванны. При сварке этих бронз применяют нормальное пламя. Мощ-
ность пламени при сварке с предварительным подогревом опреде-
ляют из расчета Уй —(100—150)5, а без предварительного подогре-
ва Va—(125—175)5, Присадочный материал того же состава, чго
и основной металл; флюсы можно использовать те же, что при
сварке меди. При повышенном содержании алюминия в бронзах
39. Флюсы для сварки алюмин невых бронз
Компоненты Спета», %
№ 1 2 № 3
Хлористый натрий 30 -15 28
Хлористый калий 45 30 50
Хлористый литий 15 10 14
Фтористый натрий — 8
Фтористый калий 7 15 .
Кислый фосфат натрия 3 а—
109
рекомендуются специальные флюсы (габл. 39), в состав которых
входят хлориды и фториды щелочных металлов.
Кремнистые бронзы. Сварку выполняют нормальным пла-
менем. Мощность пламени та же, что и при сварке алюминиевых
бронз. Присадочный материал по составу аналогичен основному
металлу. Флюсы используют тс же. что и при сварке меди и лату-
ней При сварке деталей сложной конфигурации требуется предва-
рительный подогрев до температуры 300- 350* С
Сварка алюминия и его сплавов
В чистом виде алюминий применяют главный образом в хими-
ческой, пищевой и электро технической промышленности. Он постав-
ляется по ГОСТ 11069—74 особой чистоты, высокой чистоты и тех-
нической чистоты.
В промышленности и строительстве наиболее часто используют
сплавы алюминия, коюрые могут быть двух групп:
I) литейные (ГОСТ 2G85—63), используемые для отливок фасон*
ных деталей сложной конфигурации. Это сплавы типа силумин
(алюминий в кремний), .магналий (алюминий и магний) и др. Боль-
шинство из них упрочняется термической обработкой;
2) деформируемые (ГОСТ 4781—65), под чающиеся различным
методам обработки давлением: штамповке, прокатке, ковке, прес-
совке. волочению. Деформируемые сплавы могут быть упрочняемые
и неуирочняемые термической обработкой. К упрочняемым относятся
сплавы типа авиаль (АВ и др), типа дура.помииий (Д1. Д16 и др.)
и др. К неупрочпяемпм относятся сплавы алюминия с марганцем
(типа АМц), алюминия с магнием (типа АМг) и др.
Основные трудности сварки алюминия и его сплавов вызываются:
Г) низкой температурой плавления (около 650°С), 2) высокой
теплопроводностью, 3) сильной окислясмосгью с образованием туго-
плавких окислов (А1?Оз, температура плавления 2050° С), 4) боль-
шой ли генной усадкой. 5) хрупкостью при температурах 350—380° С
Ацегилено-кнслородную сварку алюминия и его сплавов выпол-
няют нормальным или слегка ацет и лен истым (науглероживающим)
пламенем. Окислительное пламя не дэпускастся Мощность пламени
устанавливается из расчета Va=^75S.
Элементы геометрической форм!»! кромок пот сварку в зависи-
мое! и от вида соединения приведены в табл. 40. Кромки деталей
перед сваркой должны быть очищены от загрязнении и окйсных
пленок напильниками и металлическими щетками. При повышенных
требованиях к качеству швов дета пи подвергают обезжириванию
или травлению. Обезжиривание осуществляют осишном, дихлорэга-
ном или ацетоновой смывкой, инсида используют водный раствор,
содержащий 0.5—1 % едкого натра, 5% фосфорнокислого натрия
и 3% жидкого стекла. После обезжиривания детали промывают в
горячей воде и просушивают, правление производят в 10%-ном
растворе едкого натра с последующей промывкой в воде и нейтра-
лизацией в 10%-ном растворе азот нэп кислоты. Затем детали про-
мывают с использованием волосяных щеток и сушат при темпера-
туре 100—120° С. Возможны и другие составы. Во избежание нового
окисления детали сваривают нс позже чем через 3—G ч после
травления и промывки.
110
40. Элементы геометрической формы кромок при нырм»
алюминия и его сплавев
Форма подготовленных кромок Размены, мм Угол скоса к ромок а» °
ТОЛЩИН! металла 6, мм величина загори t. мм приту- пление с, мм
До 1,3 До 1,0 Без скоса кромок, допускается от- бортовка кромок
L 1
1 1,5—3,0 » 0,8—2,0 Без скоса кромок
& 3,1—5,0 1,5-2,5 1,5—1,8 60-65
fzx On г. п 1 г, о л 7Л
/ц tv VjV х , U О , V X у v х. । 0 ОЭ—IV
До 1,5 0,3—0,5 i Без скос а кромок
1 iL*
J
1 6 U-
и 1,6—3,0 0,5-1,0 То же
4=
1 0 г 3,1—5,0 0,8—1,5 1,0—1,2 80—60
6 r L'l
и? 5 г Более 5,0 1,0—2,0 1,2—1,5
V — .А ш 1 До 1,5 0,3—0,5 Без скоса кромок
J 0
1,6—3,0 0,5-1,0
1
111
Продолжение таблицы 40
Размеры, мм
Форма под1 отопленных
кромок
толщина
металла
мм
величина
зазора Ь,
мм
пригу-
плспис с.
мм
Угол
скоса
к ромок
а, 0
Более 5,0
0,8—1,5
1,0—2,0
40—60
П рв меча и и я; I. В угловом соединении при толщине металла до 5 мм
ркп'читсльно кромки у вертикального листа можно не скашивать. 2. В тавровом
Соединении при толщине металла более 5 мм допускается двусторонний скос
кромик.
В процессе сборки деталей в зависимости от толщины металла
выдерживаются определенные зазоры, а также расстояния между
прихватками и их размеры (табл. 41).
н
41. Зависимость зазоров, расстояний между прихватками и их
размеров от толщины свариваемых встык алюминиевых деталей и их
силавов
Толщина детали, лм Зазор между деталями, мм Расстояние между прихват- ками, мм Ра зме.р п pH х па пси, мм
высота длина
До 1.5 0,5—1,0 20—30 1,0—1,5 2—4
1,5-3,0 0,8—2,0 30—50 1,5-2,5 0
3—5 1,8—3,0 50—80 2,5—4,0 0 £
5—10 о А 'Т tA см 80—120 0 8—12
10—25 3,5-5,0 120—200 6—12 12—26
Св. 25 4.5—6,0 200—360 12—20 26—60
В качестве присадочного материала при сварке чистого алюми-
ния применяют проволоку примерно того же химического состава,
чю и основной металл. При сварке алюминиевых сплавов марки
проволок выбираются ио ГОСТ 7871—63. Упрочняемые сплавы и
сплавы ЛМц сваривают проволокой Св АК5, содержащей 5% крем-
ния, который повышает жидкотекучесть и уменьшает усадку шва.
Для сварки сплавов АМг используются проволоки марок Св АМгЗ,
Св АМг5, Св ЛМг7 с несколько большим содержанием магния, чем
в основном металле. Алюминиевое литье сваривают проволоками
Св АК, Св АМц и проволокой из чистого алюминия. Сварку обычно
ведут левым способом при наклоне мундштука к изделию не бо-
лее 45°. После сварки — легкая проковка шва в холодном состоя-
112
42. Режимы сварки алюминия и его сн >авов
Толщина
делали,
мы
№
наконечника
горелки
Диаметр
присадочной
проволоки,
мм
Давление
кислорода,
кгс/см*
Р.1СХОД
ацетилена,
л/ч
До 1,5
1,5—3
3,0—5
5—10
10—15
15—25
Cd. 25
1,5
2,0
2,0—2,5
2,5—3,0
3,0—3,5
3,5—4,0
4,0—6,0
43 Флюсы для сварки алюминиевых сплавов
№
флюса
Состав, % (по массе)
50—100
100—200
200—400
400—700
700—1200
900—1200
900—1200
1
2
3
4
5
6
45 — хлирисIый калий, 30 — хлористый натрий, 15 — хлори-
стый литий, 7 — фтористЕдй калий, 3 — кислый сернокислый
натрий
45 — хл орис гы й кал и й, 30 — х лор ио ы й натр ий, 15 — х i op и-
стуй литий, 10 — фтористый калий
50 — хлористый калий, 15—хлористый натрий, 35 — крио ни
50 — хлористый калий, 30— хлористый натрий, 20 — крио пп
45 — хлористый калий, 20 — хлористый натрий, 20 — хлори-
стый кая ьций, 15 — ф горис ты й натри и
50—хлористый калий, 28 — хлористый натрий, 14 — хлори-
стый литий, 8 — фтористый натрий
пин. Режимы сварки алюминия и его сплавов приведены в табл. 42,
номера флюсов — в табл. 43.
Наибольшее раса ростр а ней не получил флюс А» G, известный под
марЕ<ой АФ-4А.
Остатки флюсов могут вызвать коррозию сварных соединений,
поэтому после сварки швы зачищают металлической щеткой и под-
вергают специальной обработке. Такая обрабыка состоит с том, что
швы промывают 2%-ным водным раствором хромов015 кислоты,
нагретым до 80э С, а затем швы промывают водой и просушивают.
Более простой способ обработки: остывшее изделие смачивают во-
дой, а затем сварные шоы нагревают пламенем сварочной горелки,
при этом вследствие различия коэффициентов теплового расширения
шлака и металла частицы шлака отделяются.
В Заказ 231
113
Сварка магниевых сплавов
Магниевые сплавы — это сплавы магния с алюминием, пинком
в марганцем. По способу производства и химическому составу
магниевые сплавы деля; к а деформируемые (марки МЛ k МА2
ит д. до МА8) и литейные (марки МЯ1, МЛ2 и т. д. до МЛ7).
Деформируемые сплавы применяют в различных конструкциях в
виде штамповок, листовою проката, профилей, прутков и труб.
Литейные сплавы исползпиот для производства различного рода
отливок.
Трудности, возникающие при сварке магниевых сплавов, в основ-
ном те же, что и при сварке алюминиевых сплавов. Кроме то. о,
сварка затрудняется из-за легкой воспламеняемости сплавов, так
как температура плавления чистого магния близка к температуре
его воспламенения.
Аиетилено-кислородную сварку магниевых сплавов выполняют
строго нормальным пламенем. А нети лен истое, а тем более окисли-
тельное пламя не допускается. Мощность пламени устанавливается
из расчета Va = (75—100)S.
Сварка выполняется левым способом и только в нижнем поло-
жении шва. Кромки под сварку подготовляют так же, как и при
сварке алюминиевых сплавов (см. табл. 40). Перед сваркой детали
обезжиривают или подвергают травлению в растворах щелочей.
В качестве присадочного материала используют проволоку или
лругки того же химического состава, что и основной металл. До-
пускается применение присадок в виде полосок, нарезанных из
листов (так называемой «лапши»).
Состав флюсов для сварки магниевых сплавов приведен в
табл 44.
44 Флюсы для сварки магниевых сила вон
Марка
флюса
ПО
МФ-1
ВФ-156
13
Состав, % (по массе)
17,4 — фтористый кальций, 35,2—фтористый барий,
26,2 — фтористый магний, 21,2 — фтористый питий
25 — фтористый кальций, 30 — фтористый барий,
10 — фтористый магний, 15 — фтористый литий,
20 — криолит
14,8 — фтористый кальций, 33,3 — фтористый барий,
24,8 — фтористый магний, 19,5 — фтористый литий,
4,8 — криолит (чистый), 2,8 — окись магния
13 — фтористый кальций, 26 —фтористый барий,
19 — фто р исты й маги и й, 16 — фтор исты й л итн й
15 —фтористый кадмий, II — кислый (|осфернокислый
натрий
Флюс разводят в керамической посуде или в посуде из нержа-
веющей стали дистиллированной водой до сметанообраэпого состоя-
ния из расчета на 60 г флюса примерно 100 г воды. Перед свар-
кон флюс кисточкой наносят на кромки шва и на конец нрщдюч
ною прутка. Слой флюса дол леей быть небольшой, так как 111614
ток его затрудняет сварку. Во избежание возгорания мэпши <чш-
ручная ванна все время должна быть защищена флюсом. Panic-
донный флюс можно хранить не более 9 ч.
Детали из деформируемых магниевых сплавов толщиной более
5 мм сваривают с предварительным подогревом до температуры
300—350° С. Прочность сварных соединений составляет примерно
60—80% прочности основного металла.
Сварка никеля и его сплавов
Технический никель (марок НТ) выпускается в виде листов, лент,
труб и проволоки (ГОСТ 492—73). Анегилено-кислородную сварку
никеля выполняют пламенем с небольшим избытком ацетилена.
Мощность пламени устанавливают из расчета V\ = (140—200)5.
Присадочный материал применяют в виде полос, нарезанных из
основного металла с таким же химическим составом. Сварку осу-
ществляют с применением флюсов (табл. 45).
45 Составы флюсоз для сварки никеля
Ki флюса
Состав, % (по массе)
1
9
100 — бура прокаленная
25 — бура прокаленная, 75 — бор-
ная кислота
30 — бура прокаленная, 50 —бор-
ная кислота, 10 — хлористый нат-
рий, 10 — хлористый калий
Сварку никеля толщиной 1.5—2 мм выполняют левым способов,
'й металла больших толщин — правым способом.
Сплавы никеля с хромом называют нихромами, например, сплав
Х2ОН8О (ГОСТ 5632—72). Эти сплавы отличаются высокими меха-
ническими свойствами, большим электрическим сопротивлением,
жаропрочностью и коррозионной стойкостью. Ацетилено-кислород-
ную сварку нихрома осуществляют пламенем с небольшим из-
бытком ацетилена Мощность пламени устанавливают из расчета
Га=-(50—70)5. Состав присадочного материала тот же, что н у
основного металла. Можно применять проволоку из нихрома млркя
ЭХ! 1-80. Состав флюса: 40% буры, 50% борной кислоты. 10% хло-
ристого натрия и.1И фтористого катил. Сварку выполняют в один
слой. После сварки желателен отжиг.
Сварка цинка
Цинк широко применяют в химическом машиностроении 3руд-
ное m сварки цинка связаны с испарением ею при температуре
около 90-з С. При этом образуются весьма вредные пары окиси
цинка.
8*
115
Лисгилсно-кислородная сварка цинка выполняется пламенем с
небольшим избытком ацетилена. Мощность пламени устанавливают
из расчета lza~50S. В качестве присадочного материала применяют
полосы, нарезанные из листового цинка той же толщины. Сварку
ведут левым способом. При сварке применяют флюсы: 1) 50%
хлористого цинка и 50% нашатыря; 2) 50% хлористого лития и
50% нашатыря. После сварки рекомендуется легкая проковка с по-
следующим быстрым охлаждением в воде.
Сварка свинца
Рис. 92. Сварка вертикального шва
с кристаллизатором:
1 — кристаллизатор, 2 — присадочный
пруток, 3 — горелка
Свинец применяют при изготовлении кислотоустойчивой аппара-
туры, баков, труб и т. п. Основные трудности сварки свинца свя-
заны с низкой температурой плавления его (327° С) и образованием
Тугоплавких окислов с температурой плавления около 888° С. При
сварке применяют нормальное ацетилено-кислородноспламя или
пламя газов — заменителей аце-
тилена. Мощность ацетилено-
кисл сродного пламени уста-
ва вл и в а ют из ра счета: при
сварке листов — V«= (5—10)S;
при сварке труб Уп — (15—2())S.
В случае применения га-
зов — замени гелей ацетилена
необходимо учитывать коэффи-
циент замены.
В качестве присадочного ма-
териала используют свинцовую
проволоку или полосы, наре-
занные из листового свинца.
Кромки перед сваркой тща-
тельно очищают о г пленки оки-
си шабером. При сварке при-
меняют флюсы. При сварке не-
больших толщин в качестве
флюса используют стеарин, ко-
торым натирают кромки и поверхность присадочного материала. При
больших толщинах применяют флюс, состоящий из равных частей
с reap ина и канифоли.
Сварка осуществляется при любом положении шва. Основным
способом является сварка ванночками (каплями)- При сварке вер-
тикальных швов применяют кристаллизаторы (рис. 92). Кристал-
лизаторы изготовляют в виде полукольца длиной 50—150 мм. По
мере заполнения и затвердевания отдельных участков шва кристал-
лизатор перемещается вверх.
§ 9. Наплавка поверхностей
Процесс наплавки заключается в нанесении слоя расплавленного
металла необходимого состава на поверхность детали, нагретую до
оплавления. Наплавкой можно увеличить или восстановить размеры
детали (при последующей механической обработке), а также полу-
чить поверхностный слом металла, обладающим высокой твердое чью,
116
46. Составы флюсов для наплавки твердыми сплавами
Содержание, % yildXEH £«][/ -эимоихо&е 1 1 50,0 1
иэсэпкэИя 1 3,0
ЦИЛЛВН ^тгзьиэь-аЛ 27,0
W03 К BL’ ОИМЗЕ'ЛЛЛЧГ' 1 о 1
L’Voa 1 4,0 i
TTBHBJ -d едьоЯйгф 1 O0 1
К (ill HIT '•иэойбзф 1 CO 1 1
HKJ -ni odd оф 1 SO 30 1
Ави in ptqn -OMHU Ill'll 1 о s 1 1 1 12,0
dowV;dw 1 о □О 1 1 1
Р.1О1ГЭИИ BBHdoj 50,0 1 1 1 68,0 i
веннанея -odu edAy 50,0 5,6 о со см о О ю 0*001 20,0 1
Марка наплавляемых сплавов 3X2B8, X9C2 X9C2 Белый чугун, чугун марки КЧ, хромистый чугун ХЧ Сормайт № 1, сормайт № 2 Стеллиты: В2К, ВЗК (флюс№ 1 при наплавке углеродистых сталей) Стеллиты: В2К, ВЗК (флюс № 2 при наплавке легиро- ванных сталей)
117
износоустойчивостью, кислотостоикостью, жаропрочностью и другими
заданными свойствами, т. е. увеличить срок службы деталей и зна-
чительно сократить расход дефицитных сортов металла. Наплавку
применяют и при изготовлении новых деталей.
Наплавка твердых сплавов
Наплавку па обычные углеродистые стали осуществляют, исполь-
зуя присадочные проволоки, регламентированные ГОСТ 10543—63.
Более твердый наплавочный слой получают, применяя в качестве
присадочных материалов прутки из литых твердых сплавов типа
стеллитов, сормайюв и высоколегированных чугунов.
Порошкообразные сплавы (сталинит, воккр, висхом,4 боридная
смесь и др.) при наплавке раздуваются газовым пламенем. Однако
некоторые из них используются для наплавки, например для на-
плавки бурового инструмента применяют релиты в виде стержней
марки Т-3, представляющие собой трубки из низкоуглеродистой
стали диаметром 6 мм и толщиной стенки 0,5 мм, заполненные
порошком из карбидов вольфрама.
Победит и другие металлокерамические сплавы во избежание их
перегрева газовым пламенем припаивают медио-цинковыми при-
поями.
Твердые сплавы наплавляют, используя флюсы (табл. 46). На-
плавку производят нормальным пламенем или с небольшим избыт-
ком ацетилена, мощность пламени примерно та же, чю и при свар-
ке углеродистых сталей. В связи с большой жидкотекучестью сва-
рочной ванны наплавку ведут в нижнем положении наплавляемой
детали. Наплавлять можно на холодную деталь или предварительно
подогретую до температуры 500—750° С. После наплавки деталь
медленно охлаждают в горячем песке или под листовым асбестом.
47. Рекомендуемая толщина наплавляемого слоя сормайтом
Детали Толщина наплавляемого слоя, мы
сормайт № 1 сормайт № 2
Режущие части обрезных матриц, ножей, мресс-ножниц, пуансонов и т. д. 1,Б—2,5 До 5,0
Детали, работающие па истирание со значи- тельной нагрузкой: формовочные, вытяж- ные, высадочные матрицы и пуансоны, центры станков 2,5—3,5 До 7,0
Детали, работающие на истирание с незна- чительной нагрузкой: обжимные матрицы и пуансоны, направляющие планки, ро- лики, ползуны станков и т. д. 3—4,5 Не наплав- ляют
Детали, работающие с минимальной нагруз- кой: гибочные матрицы и пуансоны ножи бесцентрово-шлифовальных станков, на- правляющие плитки и т. д. До 6,0 То же
118
Крупные детали следует охлаждать вместе с псчыо или горном.
При необходимости производят закалку и отпуск до требуемой твер-
деет и.
Толщина наплавляемого слоя в зависимости от условий работы
детали, включая припуск па механическую обработку, приведена в
табл 17.
Для образования острых граней и что-
бы не допустигь заполнение жидким ме-
таллом отверстия детали применяют
формовку графитовыми ити угольными
пластинами к используют стержни, кото-
рые вставляют в отверстия (рис. 93).
Преимущество газопламенной наплав-
ки по сравнению с элскт родуговой сосго^
ит в том, что сравнительно низкая темпе-
ратура 1азового пламени, не разрушает
содержащиеся в присадочном прутке
карбиды. Но газопламенная наплавка —
процесс малопроизводительный, ее при-
меняют в основном для нанесения слоя
на поверхности небольших тотален.
Рис, 93. Схема формовки
детали при наплавке
твердых сплавов:
1 — (рафнювые пластины.
2 — графитовый стержень.
3 — деталь, 4 — и iплавлен-
ный слой
Наплавка латуней
Из цветных металлов и сплазов газо-
вым пламенем целесообразнее всего на-
плавлять латуни. Медь и бронзы обычно наплавляют электро-
дуговым способом. При наплавке же латуни электродуговым спо-
собом быстро испаряется цинк. Латуни наплавляют в основном для
создания уплотниюльных поверхностей на деталях из углеродистых
сiалей и па чугуны при изготовлении различного рода изделий.
Наплавка с применением порошкообразных
флюсов. При этом способе наплавки используется пламя с не-
большим избытком кислорода В качестве наплавочных материалов
Рис. 94. Схема процесса газофлюсовой
наплавки:
1 — нзпллачяемая деталь. 2 — слой полуды. 3 —
жидкая ванна, 4—tian iлвлеиный металл
Н9
пр и меня юте я низ кок ре мни ri ы е латуни. наир и мс р Л К62-02. Л ату ни
с содержанием кремния более 0,3% использовать нежелательно, так
как на границе сплавления с основным (черным) металлом образу-
ются хрупкие прослойки, снижающие прочность соединения. При
наплавке применяют те же флюсы, что и при сварке латуней (см.
табл. 37). Перед наплавкой крупных деталей или деталей сложной
формы необходим общий подогрев до температуры не выше 500° С.
Газофлюсовая наплавка. Газообразный флюс БМ-1
(см. табл. 37) вводится в пламя горелки автоматически (ншфимер,
установкой КГФ-2-66). При наплавке применяют нормальное пламя.
В качестве присадочных материалов можно использовать также и
кремнистые латуни (например, ЛК62-05, ЛК8О-3 и др.). Схема про-
цесса наплавки показала на рис. 94. Процесс наплавки латуни
с использованием газообразного флюса БМ1 легко автоматизируется.
Так, при наплавке плоских кольцевых поверхностей может быть
использован станок УФ Н-1-60, состоящий из агрегата подогрева,
наплавочного агрегата и технологической оснастки. В станке автома-
тизированы все операции, кроме установки и съема детали.
§ 10. Пайка металлов
Пайкой называется процесс получения неразъемного соединения
металлов и их сплавов без их расплавления путем заполнения зазо-
ра между ними припоем — промежуточным металлом или сплавом-
в жидком состоянии.
Рис. 95. Тилы паяных соединений (швов):
а — стыковые, б — внахлестку, б — с отбортовкой, г —
втулочные, с? — специальные (для заплат на алюминие-
вых деталях)
Различают два основных вида пайки: высокотемпературную и
низкотемпературную (ГОСТ 17349—71). Температура плавления
припоев для низкотемпературной пайки составляет ниже 550° С, а
для высокотемпературной пайки — свыше 550° С. При иизкотемве-
120
48. Флюсы для лайки медью, медно-цинковыми и меди о-нике «*•
выми припоями
Компоненты Сослав, % Область применения
Киепота борная 70 Пайка конструкционных нержавеющих
Бура 21 и жаропрочных сталей латунью и
Кальций фтористый 9 жароирочными припоями
Бура 100 Пайка углеродистых сталей, чугуна» меди, твердых сплавов медно-иин- ковыми припоями
Бура 80 Пайка низкоуглеродистых сталей и
Кислота борная 20 медных сплавов
Бура 50 Пайка нержавеющих сталей, твердых
Кис нота борная 50 и жароупорных сплавов медно-цин- ковыми и мед но-никелевыми л рм ле- ями. Флюс разводят на растворе хлористого цинка
Кислота борная 78 Пайка медными припоями углерод и-
Бура 12 стых, нержавеющих и жароупорных сталей, твердых и медных сплавов
Кальций фтористый 10
Бура 50 Пайка твердых сплавов медью, модно
Кислота борная 10 цинковыми и ме дно-никелевыми при-
Кальций фтористый 40 поями
Бура 95 Пайка чугуна медью и модно-цннко-
Калий марганцевой це- лый 5 выми припоями. Флюс разводят на концентрированном расiноре хлори- стого цинка
Бура Ка..1 ышй фтористый Натрий фтористый 75 10 15 Пайка припоями па медной основе
Кислота борная 80 Пайка нержавеющих сталей и жаре-
Бура 14 прочных сплавов латунью и другими
Кальции фтористый 5,5 припоями с температурой плавления
Лигатура (4% Mg, 48% Си, 48% А1) 0,5 850—1100е С
121
Продолжение табл. 48
Компоненты Состав, % Об-пгСТЬ арИМеНСНИЯ
Бура 58 Пайка латуни и меди
Кис пота борная 40
Качьций х тористый 2
ратурнои пайке предел прочности соединения составляет 5—7 кгс/мм2,
а при высокотемпературной пайке — до 50 кгс/см2
Низкотемпературную пайку осуществляют обычно электрически-
ми паяльниками, а высокотемпературную — горелками, работающи-
ми на ацетилене или газах — заменителях ацетилена.
В основу припоев с низкой температурой плавления (мягких
припоев) входят свинец, олово, сурьма, а в основу припоев с высо-
кой температурой плавления (твердых припоев)—медь, цинк, -кад-
мий и серебро.
Типы паяльных швов приведены на рис. 95.
Для высокотемпературной пайки применяют медно-цинковые при-
пои ПМЦ-36. Г1МЦ-48, ПМЦ-54 и др.
Пайка производится с применением флюсов — активных хими-
ческих веществ, предназначенных для очистки и поддержания в чис-
тоте поверхностей паяемого металла с целью снижения поверхност-
ного натяжения и улучшения растекания жидкого припоя. Составы
некоторых флюсов для пайки приведены в табл. 48.
§ 11. Пламенная поверхностная закалка
Пламенной поверхностной закалкой повышают твердость и износо-
стойкость стальных и чугунных деталей. Процесс поверхностной за-
калки состоит в быстром нагревании поверхностного слоя детали до
закалочных температур и последующем быстром охлаждении его.
При этом поверхность детали закаливается, а сердцевина ее сохра-
няет свою исходную вязкую cjpyicrypy.
Основные способы пламенной поверхностной закалки делятся на
циклические и непрерывные (рис. 96) Циклические способы состоят
в нагреве всего объема подлежащего закалке металла и последую-
щем охлаждении после прекращения нагрева пня пламенем. Непре-
рывные способы характеризуются одновременным воздействием
источника нагрева и охлаждения, причем охлаждение осуществляется
через некоторое время после нагрева.
Пламенную поверхностную закалку применяют для большинства
марок сталей и чугунов, подвергаемых обычной закалке. Лучшие ре-
зультаты получаются при закалке сталей с содержанием углерода
0,35—0,7%.
Нагрев осуществляют закалочными горелками, работающими па
ацетилене или газах — заменителях ацетилена. Форма мундштука за-
калочной горелки должна соответствовать профи но закаливаемой
детали. В качестве охлаждающих сред в зависимости от содержания
углерода применяю г воду из водопровода, подогретую воду и сжа-
122
тый воздух. Охлаждающую среду подают через разбрп иищги <и,
форма которых должна соответствовать профилю детали. Р^нСрыми*
ватели имеют сопла диаметром 0,9—1,2 мм. Источники Mjipci^» •
разбрызгивателями компонуют с таким расчетом, чтобы расстояние
от ядра ила меля до охлаждающей среды било в пределах от 12 до
Рис. 96. Схемы способов плаченной поверхностной закалки?
циклические способы: а — стационарный, б —быстрою вращении; не-
прерывные способы: в —непрерывно последовательный, г — комбиниро-
ванный кольцевой, с— комбинированный спиральный; / — деталь,
2 — горелка, 3 — разбрызгиватель охлаждающей среды
25 мм. Время между концом нагрева и началом охлаждения при
циклических способах закалки обычно составляет 5—10 с.
Мощность пламени закалочной горелки при непрерывно-последо-
вательном способе закалки приближенно может быть определена но
формуле
l/a== vbqk,
где Va—расход ацетилена, м3/ч; v — скорость закалки, см/мин;
b ширина закаливаемом поверхности за один проход, см; q — удель-
ный расход горючего газа, л/см2 (для ацетилена 0,4—0,9); k — коэф-
фициент перевода размерности л/мин в м3/ч (Л=6- 10-2).
123
§ 12. Сварка пластмасс
Сварка пластмасс — это процесс неразъемного сое ди пенни их с
помощью нагрева в давления. Сварке поддаются только так назы-
ваемые термопластичные пластмассы (термопласты), которые при на-
гревании становятся пластичными, а после охлаждения принимают
Рис. У7. Сварка пластмасс нагреilim
газом:
1 — наконечник горелки, 2 — присадочный
пруток, 3— сварной шов, 4 — зона ширена,
5 — свариваемые пластины, 6 — нагретый
газ; Р — сварочное давление
продуктами
пропаи-бутановпх
Сущность сварки
газом (
. royi, что
пластин
первоначальный вид и свой-
ства. Пластмассы можно
сваривать различными спо-
собами: нагретым , газом,
контактной теплотой от на-
го с ва тельных элементе в,
треплем, ультразвуком. При
газоплаченной об р а ботке
применяют сварку нагретым
газом. В качестве газа-теп-
лоносителя используют воз-
дух в смеси с
cropапин
смесей.
нагретым
состоит в гом, что кромки
свариваемых пластин 5 и
присадочный пруток 2 нагре-
ваю! до размягчения и пе-
рехода их в вязкотекучсе
состояние. Затем присадоч-
ный пруток с приложением'
небольшого давления укла-
дывают в шов 5. Пластмассы в вязкотекучем состоянии приобретают
липкость, в результате чего кромки деталей и материал присадочного
прутка образуют неразъемное соединение
Основные типы и конструктивные элементы швов сварных соеди-
нений из винипласта и полиэтилена установлены ГОСТ 16310—70.
Сварные соединения могу г быть стыковые, угловые, тавровые и вна-
хлестку.
Последовательность укладки прутков при сварке стыковых соеди-
нений показана на рис. 98.
°) б)
Рис. 98. Последовательность укладки присадочных
прутков при сварке стыковых соединений пластмасс:
л — при сварке с односторонним скосом кромок, б — при сварке
с двусторонним скосом кромок; 1—6 — номера швов
124
Глава VL АППАРАТУРА И ОБОРУДОВАНИЕ
ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
§ 1. Резаки для ручной кислородной резки
Резаки для кислородной резки служат для смешения горючих га-
зов или жидкостей с кислородом, образования подогревающего пла-
мени и подачи в зону резки струи чистого кислорода. Резаки отлича-
ются от сварочных горелок наличием трубки и вентиля для режущего
кислорода, а также особым устройством головки.
Резаки классифицируют:
1) по виду резки — для разделительной и поверхностной резки
(обычной кислородной и кислородно-флюсовой);
2) по назначению — для ручной резки, машинной резки и спе-
циальные;
3) по роду горючего —для ацетилена, газов-заменителей и жид-
ких горючих;
4) по принципу действия — инжекторные и безынжекториые (рав-
ного давления);
5) по давлению кислорода — низкого и высокого давления;
6) по конструкции мундштуков — щелевые и многосопловые.
Наибольшее применение получили инжекторные ручные резаки
для разделительной резки со щелевыми мундштуками.
Инжекторные резаки для ручной кислородной резки (ГОСТ 5191 —
69) предназначены для ручной разделительной резки низкоуглеродн-
стых и низколегированных сталей толщиной от 3 до 300 мм кислород-
ной струей с использованием подогревающего пламени, образуемого
смесью горючего газа с кислородом. ~
Инжекторные резаки в зависимости от расположения узла инжек-
ции могут быть двух типов. В вставных резаках «Пламя», РЗР-62,
«Факел» (рис. 99) смесительная камера 10 и инжектор 8 — это само-
стоятельный узел инжекции, присоединяемый накидными гайками 9
и 11 к корпусу резака. В резаках РУ-1-66, РЗУ-70 (рис. 100) и
РУА-70 узел инжекции расположен непосредственно в головке 3 ре-
зака. Ниже приводится краткое описание некоторых марок резаков.
Резаки «Факел», «Пламя», «Маяк-1» и РУА-70 — это универсаль-
ные резаки, работающие на ацетилене; они предназначены для руч-
ной разделительной резки низкоуглсрсдистой стали толщиной до
300 мм. Резаки «Пламя» менее экономичны, чем «Факел» и РУА-70,
так как у них несколько больший расход кислорода, особенно при
резке стали толщиной более 100 мм. Основные параметры резаков
«Факел» и РУА-70 приведены в табл. 49,
Габаритные размеры резака «Факел» 535X72X159, масса 1,05 кг.
Резаки РЗР-62 и РУЗ-70 — это универсальные резаки для работы
на газах — заменителях ацетилена (пропан-бутане, городском газе),
они предназначены для ручной разделительной резки низкоуглеродн-
етой стали толщиной до 300 мм. Резак РЗР-62 разработан на основе
резака «Пламя», а резак РУЗ-70 — на основе резака РУА-70. При
работе на газах-заменителях требуется большее количество газов,
чем при работе на ацетилене. Поэтому резаки РЗР-62 и РУЗ-70 от-
125
1 — кислородный
, 5 — трубка горючего
у, 11 — накидные гайки,
внутренний мундштук,
эчеи смеси, 18 - *щпин-
99. Инжекторный резак «Факел» с самостоятельным узлом инжекции:
внд резака, б — внутреннее устройство; / — ствол, //—наконечник; j
ниппель горючего газа. ?—рукоятка, 4 — кислородная трубка
_________________________ ’’ — корпус, а — инжектор,
шаровой ниппель, /3.--головка резака, 14 - . _ _ _
трубка режущего кислорода, 17— тру ока юрючеи смеси, /6—*н.пин-
— л. «. >:,« л.«г. ч >>,, и ил nt и о и труоьа, 21 — регулировочный вентиль
между торцом инжектора н ком усом
горючей смеси, Д — канал режущею
Рис.
а — внешний
ниппеле, 2 к..- ---- _
газа, ъ — регулировочный вентиль горючею газа, /
/б — смесительная камера, 12 — i
/5—наружный мундштук, 18 — '
дель, /9—.вентиль режущего кислорода, соединительная
подогревающего кислорода, 4 — кад’ал инжектора, Б —зазор
смесительной камеры, В — ацетиленовая- полость, Г — канал
кислорода
диняется специальное циркульное устройство, а для резки по пря-
мой— опорная тележка (рис. 101).
т Резаки РАЛ-1 и РЗЛ-1 (рис. 102) предназначены для ручной раз-
делительной кислородной резки стального литья и скрапа из угле-
родистой и швкплггировапнсй стали. Резак состоит из ствола 2 а
Рис, 101. Циркульное устройство
и тележка:
/ — и:ганга с циркулем. 2— контргайка,
3 — ролики. 4 — тележка. 5 —- кольцо
вентилями 3 и ниппелями 4 для подачи горючего газа и кислорода,
головки / с нижекторио-смсси тельным узлом и сменными наружным и
внутренним мундштуками. Газы подогревающего пламени смешива-
ют в головке резака. Резак РАЛ i работает на ацетилене, а резак
РЗЛ-1— на пропан-бутане пли природном газе.
Г
Рис. 102. Резак РЛЛ-1 (РЗЛ-1):
/ — головка. 2 — ствол, 3 — вентили, 4 — ниппели
§ 2. Вставные резаки
В монтажных и ремонтных работах при частых переходах от свар-
ки к резке и наоборот используют специальные вставные резаки,
которые присоединяют к стволам универсальных сварочных горелок.
Такие резаки выпускаются для резки стали толщиной до 70 мм
(Р ГС-70) и до 50 мм (РГМ-70), вырезания отверстий (РАО-70),
отрезания труб (РАТ-70) и срезания заклепок (РАЗ-70). Эти реза-
ки отличаются устройством головок и мундштуков. Каждый из
этих резаков состоит из корпуса 5 с вентилем 14 для режущего
кислорода, смесительной камеры 8, головки с мундштуком и при-
соединительного устройства с накидной гайкой 2. Вставной резак
128
Рис. 103. Вставной резак РГС-70:
а — внешний вид, 0 —внутреннее устройство: /—ниппель, J, 7. И - ппкндпые
гайки, 3 — уплотнительное кольцо, 4—штуцер, 5 — корпус, б — инжектор,
8 — смесительная камера, 9—головка резаке. 10 — наружный мундштук,
//'-внутренний мундштук. /2 — кислородная трубка. /4 — пен гиль режущего
кислорода
для кислородной разделительной резки стали РГС-70 показан на
рис. 103. Технические характеристики вставных резаков приведены
в табл 50.
Вставные резаки РГС-70, РАО-70, PAI 70 и РАЗ-70 присоеди-
няются к стволам горелок «Звезда» или ГС-3. Воавной резак
9
Закал
12»
ехнические характеристики вставных резаков
о
ю
Масса, кг 119*0 0,594 0,605 0,683 А. . 0,615
Длина резака, мм 282 262 сч сб 290 333
с, о о еЗ СП ГС L ацетилен Не менее 0,01 Нс менее 0,01 Не менее | 0,01 Не. менее [0*0 ю о л
Давление кислород о 1 CQ ш 1 со 2—3 1/ О' 2) 1 ю д
1 газа, мя/ч ацетилен 0,4—0,6 0,3—0,6 0,3—0,4 0,3—0,6 с J 1. * 2
С X С/ сч СХ кислород 3—10 а 21 1 со 1 С\1 О' СГ 5 1 4—10
Диаметр вырезае- мых от- верстий, мм 1 1 25—100
Наименьший диаметр разрезаемой трубы, мм 1 1 in 1 1
Толщина разрезае- мого металла, мм 3—70 S со с с О' С Lf 1Г S 5
Резав РГС-70 РГМ-70 О 4 г£ РАО-70 РАЗ-70
130
РГМ-70 присоединяется к стволу горелки «Звездочка» или ГС 2,
Рабочее положение головок вставных резаков показано нп
рис. 104.
Рис. 104. Рабочее положение головок вставшая
резаков:
а — срезка заклепок, б — обрезка труб с торцом, и — вы-
резка отверстий малого диаметра
§ 3. Керосино-кислородные резаки
Керосино-кислородные резаки бывают двух типов: с испарением
керосина и с распылением керосина. Резаки с испарением керосина
наиболее распространены, они имеют испарительную камеру, через
которую поступает керосин. Нагрев испарительной камеры и цепа-
131
Рис. 105. Головка керосино-кисло-
родного резака, работающего по
принципу распыления жидкого
горючего:
1 — головка, 2 — трубка подогревающе-
го кислорода. 3 — внутренний мунд-
штук, 4 — наружный мундштук, 5 — ке-
росиновая трубка» 6 — трубка режуще-
го кислорода
рение керосина осуществляются дополнительным пламенем. Резаки,
работающие по принципу распыления, имеют специальное устрой-
ство с помощью которого жидкое горючее в распыленном виде
поступает в мундштук резака и в нем испаряется (рис. 105).
Керосине - кислород-
ный резак РК71 (рис. 106)
предназначен для ручной пря-
молинейной резки стали и вы-
резки фигурных деталей пламе-
нем, образующимся при горении
смеси паров керосина и кисло-
рода. Резак состоит нз корпу-
са // с вентилем 7 для подачи
кислорода и керосина, испа-
рительной камеры, головки 5 с
мундштуками / и 2 и трубки
10 для подачи режущего кисло-
рода.
§ 4. Резаки для
поверхностной
кислородной резки
Резаки для поверхностной
резки имеют большие проход-
ные сечения и диаметры выход-
ных отверстий кислородной
струи. Струя кислорода, выхо-
дя из мундштука с малой ско-
ростью, обеспечивает сгорание
лишь поверхностных слоев ме-
талла Длина этих резаков зна-
чительно большая, чем резаков
для разделительной резки. В ка-
честве горючего газа использу-
ется ацетилен или газы — заме-
нители ацетилена.
родной вырезки кана-
вок (рис 107). Резак предназначен для удаления кислородным
пламенем корней сварных швов и небольших пороков в стальном
литье и прокаie черных металлов. Он поставляется с двумя ком-
плектами сменных мундштуков, что позволяет вырезать канавки
различных размеров.
Резаки РПК-2 и РПА-2 предназначены для удаления кисло-
родным пламенем местных пороков в стальных слитках, фасонном
литье и прокате черных металлов, устранения дефектов свар-
ных швов и подготовки кромок листов под сварку. Основными
частями резака PIIK-2 являются корпус 1 (рис. 108) с наружным
и внутренним мундштуками, вентили 2 подогревающего кислорода
и горючего газа, рычаг 3 пуска режущего кислорода. В резаке
РПК-2 в качестве горючего используется коксовый газ, а в резаке
РПА-2— ацетилен
к РАГ1-62 для к и с л
132
id И
1
2
Рис. 107. Резак для вырезки канавок РАП-62:
1 — рукоятка, 2 — сменный наконечник
Рис. 108. Резак РПК-2:
J — корпус, 2 —’Вентили, 3— рычаг пуска режущего кислорода, 4 — защитный
щиток
§ 5. Резаки для машинной кислородной резки
Такие резаки предназначены для оснащения серийно выпускае-
мых газорежущих машин. Как и для ручной резки, резаки для ма-
шинной кислородной резки могут быть инжекторные и безынжектор-
ные (равного давления). Кроме того, для машинной кислородной
резки применяют резаки с внутр исопловым смешением горючего
таза и подогревающего кислорода, однако они довольно трудоемки
в изготовлении и применяются только на индивидуальных газоре-
жущих машинах с программным управлением.
Резаки для машинной кислородной резки выпускают следующих
типов: РМ-3 — резаки машинные трсхвентильные, РМ-2 — резаки
машинные двухвен сильные, РШМ-3—резаки для шарнирных машин
трех вентильные, PAVO — резаки машинные безвенгильные с вынесен-
ными узлами регулирования.
По схеме смешения газов эти резаки могут быть: И — инжектор-
ные, РД — равного давления, ВС — внугрисоплового смешения газов.
Устройство двухвентильного машинного инжекторного резака
типа РМ-2 показано на рис. 109. Машинный безынжекторный (рав-
ного давления) резак показан на рис. 110. Техническая характери-
стика машинных резаков приведена в табл. 51.
§ 6. Классификация машин для кислородной резки
Машины для кислородной резки делятся на машины общепро-
мышленного и специализированного назначения. Машины общепро-
мышленного назначения для кислородной и плазменно-дуговой
134
Рис. 109. Машинный инжекторный
двухвентильный резак типа РМ-2:
I — регулирующий кислородный вентиль,
£ — инжектор, 3 — смесительная камера,
4 — мундштук, б *- трубка режущего кисло-
рода, 6 — корпус резака
Рис. ПО. Ма-
шинный безын-
жекторный ре-
зак равного
давления:
/ — центральное
отверстие для по-
до! ревающего кис-
лорода, 2 — боко-
вое отверстие для
горючего газа,
8 — канал для го-
рючей смеси, 4
трубка для режу-
щего кислорода,
5 — корпус
135
51. Техническая характеристика резаков для машинной кислородной резки
омплекты смениьп мундштукор Наружный № 1—2, внутренним № 1—& То же
JK •CDOEVV 1,25 1,25
ЯИ ‘etroaia diavteiitf 00 См оо 04
Рэоочее давление,] кгс/см11 ч S ф ZJ с? £‘Л— ГО СО о 1 —м с
кисло- рода 1 о- а п— г
Расход газон, м3/ч ацетилена о ] ) 04 «►> 7 о
кисло- рода ОС о J 2—28
Толщина , разрезае- мой стали/ мм с 1 1Г > 5—300
Машина, для кото- рой предназначен резак «Одесса», «Черно- мор», «Днепр», «Юг» СГУ, СГФ
Тип резака * 1 а 1 ^3* » о ю 1 4
' Ьулны и цифры, входящие в обозначение типа резака, оз ня та ют. РМ — резак машинный, однозначное число — число
вентилей; И — инжек юрный; РД — равного давления, трехзначное число —длину резака
136
резки металлов регламентированы ГОСТ 5614—74. В зависимости от
вида резки стандартом установлено два исполнения машин: К —*
для резки стали кислородной струей, Пл — для резки металлов
плазменной дугой, Кф— для кислородно-флюсовой резки, Гл — для
тазо-лазерной резки.
Рис. 111. Схема машины портального типа:
1 — каретка поперечного хода, 2 — ходовой винт или
рейка, 3 — ведущий ролик продольного хода, 4 —на-
правляющий рельс, 5 —• опора, 6 — раскройный стол,
7 — разрезаемый лист, 8 — резак
По способу установки машины могут быть стационарными или
переносными. Стационарные машины в зависимости от их техно-
логического назначения выпускаются следующих типов: Р—для
раскройных работ, Т — для точной прямолинейной и фигурной резки
деталей, У — универсальные для прямолинейной и фигурной резки
заготовок, М — для резки малогабаритных деталей и заготовок.
Рис. 112. Схема машины портально-консоль-
ного типа:
/ — балка, .2 — ведущий механизм, 3 — копир, 4 —
направляющий рельс, 5 — суппорт, 6 — ревак,
7 — разрезаемый лист
Стационарные и переносные машины общепромышленного назна-
чения поставляются с дополнительными соплами для машинных реза-
ков, позволяющими производить резку не только на ацетилене, но
и на газах — заменителях ацетилена.
Серийно выпускаются газорежущие машины:
1. Портальные (рис. 111), машина располагается непосредствен-
но над разрезаемым листом 7.
16 Заказ 234
137
Рис. 113. Схема машины
шарнирного типа:
1 — колонна. 2 — шарнирная ра-
ма, 3 — стальной копир. 4— маг-
нитная копировальная головка,
5 *» суппорт, 6 — резак, 7 — раз-
резаемый лист
2. Портально-консольные (рис.
112), в этих машинах над разре-
заемым листом 7 располагается
только консольная' часть машины
с машинными кислородными реза-
ками 6.
3. Шарнирные (рис. 113), такие
машины состоят из колонны 1 с
шарнирными рамами 2, на конце
которых закреплены резаки 6.
4. Машины-гележки (рис. 114) —
это переносные машины, устанав-
ливаемые и передвигающиеся не-
посредственно по разрезаемому
листу 3.
§ 7. Стационарные машины
для кислородной резки
Стационарные машины приме-
няют для кислородной резки при
массовой подготовке деталей под
сварку, вырезании однотипных за-
готовок, раскрое листового .металла
и прочих газорезательных работах
в заготовительных отделениях ме-
таллообрабатывающих и сборочно-
сварочных цехов.
Рис. 114. Схема работы переносной машины:
1 — переносная машина, 2 — направляющий рельс,
Я —разрезаемый лист, 4 —раскройный стол
Машины для прямолинейной резки
Машина «Черномор» представляет собой портал, переме-
тающийся по рельсовому пути (см. рис. 111). На портале имеется
два резаковых суппорта, оснащенных трехрезаковыми блоками, с
помощью которых производится продольная или поперечная резка
листов. Резаковые суппорты оснащены электромеханическим плаваю-
щим устройством, обеспечивающим поддержание заданного расстоя-
ния между резаками и поверхностью разрезаемого металла. Зажи-
гание резаков и управление машиной — дистанционное, с пульта,
138
расположенного на портале. Машина выполняет прямолннейи<«|
обрезание кромок листа без скоса кромок и с подготовкой их hoi
сварку, а также резку листов на полосы различной ширины.
Машины «Д н е п р - 2,5 К2», «Д н е п р - 5 К2» и «Д н е п р - 8
К2». Эти машины отличаются одна ог другой шириной обработки
и числом резаковых суппортов. Они представляют собой портал
прямоугольной формы, который перемещается по рельсовому пути.
Л1ащины оснащены плавающим устройством для резаковых суппор-
трв, дистанционным управлением подачей газов и зажиганием реза-
ков. Для удобства обслуживания на портале расположена площад-
ка с креслом для газорезчика и пультом дистанционного управ-
ления.
Машины для фигурной вырезки деталей
Шарнирные машины АСШ-2 (рис. 115) и АСШ-70. Маши-
на АСШ-2 состоит из колонны 7, к которой прикреплены две шар-
нирные рамы 2 и 3 и хобот 9 для установки шаблонов 6. На внеш-
ней шарнирной раме соосно закреплены машинный газовый резак 4
Рис. 115. Шарнирная машина АСШ-2:
1 — колонна, 2, <? — шарнирные рамы. 4 — машинный ре-
вак, 5 —• головка с магнитным пальцем, 6 — стальной
шаблон, 7 — электродвигатель. в — штанги, 5' —хобот для
крепления шаблонов
10*
139
и ведущий механизм с магнитным пальцем 5, который обкатывает
контур стального копира и заставляет резак в точности воспроиз-
водить траекторию своего перемещения и тем самым вырезать де-
тали требуемых размеров и очертаний. Под резаком в пределах
его перемещения смонтирован стол для укладки разрезаемых дета-
лей. Машина АСШ-70 отличается от машины АСШ-2 наличием пан-
тографного устройства, циркуля и более совершенным приводом,
Пантографное устройство позволяет выполнять вырезку одновре-
менно трех деталей. Циркульное устройство обеспечивает вырезку,
фланцев и дисков без шаблона.
Рис. 116. Соотношение размеров стального копира и вы-
резаемой детали:
<1 — вырезке внешнего контура детели по внешнему контуру
копира, о — вырезка внешнего контура детали по внутреннему
контуру копира, а — вырезка внутреннего контура детали по
внешнему контуру копира, г — вырезка внутреннего контура
детали по внутреннему контуру копира; 1 — контур копира,
2 —контур детали, 8 — магнитный палец, 4 —копир, 5 —мунд-
штук. 6 — отрезанная часть листа, 7 — вырезаемая деталь,
Л н — внутренний контур копира. Кн —внешний контур копира
Стальные копиры изготовляются как с наружным, так и с внут-
ренним контуром обкатки (рис. 116).
Размер копира Лв для вырезки наружного (внешнего) контура
детали определяется по формулам:
при обкатке магнитным пальцем наружного контура копира
Лн — А — (d— b)i
при обкатке магнитным пальцем внутреннего контура копира
Ли—
140
где Л —размер детали; £ —ширина реза; 4 —диаметр мигни пни >
пальца.
Аналогично определяется размер копира для вырезки вцуг*
рсннего контура детали:
при обкатке магнитным пальцем внутреннего контура копира
Ав—A-f-(d — b), /(m|n=0;
при обкатке магнитным пальцем по внешнему контуру копира
А'в=/4 — (d-f-б), Кmin— “ .
Ci
Ширину реза при точной вырезке деталей следует устанавливать
опытным путем, замеряя ширину пробного реза на длине 100—
150 мм, *
Рис. 117. Газсрезательная масштабная машина «Одесса»:
/ — резаки, 2 — привод поперечного ходи, «9 — направляющая попереч-
ного хода, 4 — пульт управления, 5 — задающая часть машины с фото-
копировальным устройством; 6 — пульт управления фотокопировального
устройства, 7 — привод продольного хода
Машина «Одесса» (рис. 117) имеет масштабно-дистанцион-
ное управление и снабжена магнитной головкой для копирования
по стальному шаблону и фотокопировальной головкой для переме-
щения машины по копир-чертежу с помощью фотоэлектрического
устройства. Копир-чертеж изготовляется в масштабе 1:2, 1:5 или
1:10 в зависимости оз габаритов детали. Его выполняют тушью
на белой бумаге. В процессе резки фотоэлек1рическая копироваль-
ная головка перемешается над чертежом точно по линии чертежа,
а резак в соответствующем масштабе повторяет контур чертежа,
вырезая детали заданной формы.
Машина СГУ-1 60 (рис. 118) является машиной портально-
консольного типа. Меж ту рельсовыми путями расположен стол для
141
Рис 118 Универсальная машина СГУ-ЬбО:
1 — опоры, 2 — рельсовые при, 3 — направляющая поперечного хода,
4 —ведущий механизм с магнитной головкой, 5— штанга, связывающая
ведущий механизм с каретками резаков. 6—передняя каретка про-
дольного хода. 7 — ферма. 8 — верхняя винтовая стяжка. 9 —- релейный
блок, 10 — каретка для поддержки шлангов и кабелей, // — двигатель
подъема резаков, 12 — пульт управления, 13 — суппорты с резаками
укладки стальных шаблонов. Машина имеет пульт управления, поз*
валяющий дистанционно управлять подъемом резаков и копиро-
вальным магнитным пальцем, а также газовыми электромагнитными
Рис. 119. Машина СГФ-2 с масштабным фотокопиро-
вальным устройством:
7 —станина, 2 — пульт управления, 3—масштабное фотокопиро-
вальное устройство, 4—направляющие поперечного хода,
5 — резаки
142
клапанами. Она позволяет вырезать фигурные детали пс стальному
копиру, вырезать фланцы и диски с помощью циркульного устрой-
ства и механической головки, а также производить прямолинейную
резку.
Машина СГФ-2 (рис. 119)' создана на базе машины СГУ.
В ней вместо механизма магнитного копирования установлено мас-
штабное фотокопировальное устройство, позволяющее производить
резку по чертежу с масштабом 1:10,
М а ши на СГУ «Л у ч» оборудована приставкой с программным
управлением. Командоаппараг машины работает о г бумажной пер-
фоленты, которую получают с электронно-вычислительной машины
«Минск». Машина оборудована пультом управления и креслом для
оператора.
М а ш и н ы*ЮГ-2,5К1,6>, «ЮГ-5К4», «1ОГ-8К4» сходны по конст-
рукции и отличаются друг от друга шириной обработки. Машины
имеют масштабное фотокопировальное устройство и оснащены всеми
средствами автоматического дистанционного управления. По осо-
бому заказу их выпускают с программным контурным управлением.
§ 8. Переносные машины для кислородной резки
разрезаем ого
машины мо-
Переносные
8
9
О
Переносные машины представляют собой самоходные тележки,
оснащенные машинным резаком и имеющие в качестве привода
электродвигатель, пружинный механизм или газовую турбинку. Та-
кие машины устанавливают непосредственно на лист
металла, по которому они перемещаются,
гут быть трех типов:
машины легкого типа
массой до 15 кг, оснащенные
одним машинным резаком;
машины среднего типа
массой до 20 кг, оснащен-
ные одним или двумя реза-
ками;
машины тяжелого типа
массой до 50 кг, оснащенные
трехрезаковым блоком или
штанговыми суппортами для
многорезаковой резки.
Наибольшее применение
получили переносные маши-
ны легкого и среднего типа.
Они позволяют выполнять
прямолинейную и криволи-
нейную резку, а также вы-
резку дисков и фланцев. Ма-
шины тяжелого типа приме-
няются реже и предназна-
чены только для ПрЯгМОЛИ-
нейной резки.
М а ш и и а «Радуг а»
'(рис. 120) среднего типа
«Ра-
Рис. 120. Переносная машина
дуга»:
1 — ведущее колесо, 2 — направляющее ко-
лесо, 3 — рукоятка для ручного направле-
ния резака, 4—-диск реостата для измене-
ния скорости резки, 5 — суппорт крепления
резаков, 6 и 7 — резаки, в — блок газового
питания, 9 — штанга, 10 циркульное уст-
ройстве
J43
состоит из самоходной тележки с электродвигателем, двух машинных
резаков 6 и 7 циркульного устройства 10 и блока газового питания 8.
Машина можег передвигаться по поверхности разрезаемого металла,
или но специальным направляющим рельсам. В первом случае на-
правление ее движения может задаваться угольником или от руки
го предварительной разметке мелом. Машина предназначена для
раскроя листов, вырезания фланцев и простых деталей, имеющих
прямолинейные, круговые или произвольные криволинейные кон-
туры, и позволяет производить скос кромок под сварку, а также
резку полос одновременно двумя резаками.
Машины ПЭЛ и ПВЛ легкого типа, одна от другой отлича-
ются только приводом: ПЭЛ — с электрическим, ПВЛ—с воздуш-
ной турбинкой. Машины передвигаются по поверхности разрезае-
мого листа. Направление реза задается специальным направляющим
рельсом (жестким или гибким), угольником или о г руки. На маши-
нах выполняют следующие операции: прямолинейную резку, резку
ио окружности с использованием циркуля, криволинейную резку по
разметке (при направлении машины от руки) или по изогнутому
направляющему угольнику.
§ 9. Машины и установки специального назначения
для
ки.
НИЯ
Рис. 121.
суппорт реза-
ка, 4 — маховичок, 5 — электродвигатель,
6 — панель управления, 7 — разрезаемая
тр^ба. 6 — разборная цепь для крепления
машины на трубе
Машина «Спутник» для
резки труб
тележка, 2 — резак» 3
4 — маховичок.
железобе-
и других
материа-
позволяет
Машины и установки специального назначения предназначены
выполнения определенных, весьма ограниченных операций роз-
К ним относятся машины и установки для резки труб, выреза-
фланиев и дисков, кислородно-флюсовой резки, подводной рез-
ки. резки металла большой
толшины, резки
тона, огнеупоров
немет а лл ячеек их
лов.
Машина
н и к-2» (рис. 121)
осуществлять резку труб из
низкоуглеродистоп стали од-
ним резаком перпендикуляр-
но поверхности трубы или
наклонно со скосом кромок,
а также вырезание колец од-
новременно двумя резаками.
Движение машины вокруг
трубы обеспечивается обкат-
кой приводной звездочки по
натянутой цепи.
Машина поставляется в
трех исполнениях:
I —- для резки труб в но-
левых условиях с питанием
машины непосредственно от
авгомобильного аккумулятора;
II —для резки труб в полевых условиях с блоком питания, под-
ключаемым к сварочному генератору;
III — для работы в цехах с блоком питания, подключаемым к
сети переменного тока.
144
Установка УФВТ-2М предназначена для кислородной резки
различных криволинейных и прямолинейных контуров труб из угле-
родистых и низколегированных сталей по масштабным копнр-чер-
тежам, выполненным в масштабе 1 :5 или 1 : 10. Установка состоит
Рис. 122. Переносный флапнерез ПГФ-2-67:
1 — привод с пультом управления, 2 — суппорт. 3 — резак, 4 —
направляющие ролики, 6 «— кольцевая опора, 6 — карусельное
кольцо
Рис 123. Установка УРР-700-72:
/ — резак Р Р-700 72. 2 — ацетиленовая рампа, 3 — ацетиленовый ре-
дактор, 4кислородный редуктор, 5 — кислородная рампа
145
из двух основных узлов: исполнительного агрегата, обеспечиваю-
щего продольное движение резака, и патрона для вращения трубы.
Оба узла управляются одним фотоэлектронным устройством, что
дает возмржность вырезать на поверхности трубы любой заранее
заданный контур.
Рис. 124. Установка ПМР-1000 для резки стали большой тол-
щины:
1 — машинный резак, 2 —> суппорт, 8 — штанга, 4 — каретка поперечного
хода, 5 — каретка продольного хода, 6 — блок электропитания, 7 —г флю-
сопитатель, 8 — блок газопитания, 5 — пульт управления
Переносный флавцерез ПГФ-2-67 (рис. 122)' предназна-
чен для вырезания фланцев и дисков из листов низкоуглеродистой
и низколегированной стали. Машина устанавливается непосредст-
венно на поверхность обрабатываемого листа. Она состоит из коль-
цевой опоры 5, карусельного кольца 6, привода с пультом управ-
ления / и суппорта 2, с фланцерезом. Внутри кольца смонтированы
горизонтальные направляющие с линейкой, по которой передви-
гается суппорт 2 с резаком 3 при установке требуемого размера
вырезаемого отверстия. В машине имеется механизм врезания, кото-
рый позволяет пробивать лист в начале резки вне вырезаемого
контура.
Установка УРР-700-72 (рис. 123) предназначена для руч-
ной кислородной резки отливок и поковок из низкоуглеродиспж
стали, а также отрезки прибылей стального литья. Она состоит из
ручного резака РР-700-72 /, кислородной рампы 5 на десять бал-
лонов и ацетиленовой рампы 2 на три баллона. Для поддержания
постоянного расстояния между мундштуком и разрезаемым метал-
лом имеются съемные одно- и двухколесные тележки.
Установка ПМР-1000 (рис. 124) предназначена для прямоли-
нейной механизированной кислородной и кислородно-флюсовой резки
146
низкоуглеродистых. низколегированных и высоколегированных
сталей больших толщин кислородом низкого давления. Она состоит
из каретки 4 поперечного хода л каретки 5 продольного хода, штан-
ги 3 блоков газо- и электропитания 6 и 8 и машинного резака
Рис. 125. Установка УРХС-5 для кислородно-флюсовой резки
стали:
/ _ флюсопитатель, 2 — кислородный шланг, S — фл1 холодающий
шланг, 4 — кислородно-флюсовый резак, б — вентиль для регулирования
подачи флюса
РМ-1000 Л работающего по принципу внутрисоплового смешения
горючего газа и подогревающего кислорода. Резак охлаждается
проточной водой. При к ислородно-флюсовой резке высоколегиро-
ванных сталей флюс подается флюсопитателем 7t работающим от
установки УРХС-5.
147
МО
Рис. J 25 Установка УФ P-5:
кспьедержатель, 2 — флюссшитатель, 5 — ручной резак, 4 — машинный резак
148
Установка УРХС-5 (рис. 125) предназначена для кислородно-
флюсовой разделительной резки высоколегированной хромистой и
хромоникелевой сталей. Она состоит из флюсо питателя ФП-1-65 с
регулировочным (циклонным) устройством и кислородно-флюсовою
резака РАФ-1-65. Установка работает по схеме внешней подачи флюса
к резаку. Это позволяет при помощи специальной оснастки переобо-
рудовать любые ручные и машинные резаки, работающие на ацети-
лене, газах — заменителях ацетилена и керосине. В качестве флюса
применяют мелкограпулированный железный порошок П>К5М (ГОСТ
9849—74).
Установка УФР-5 (рис. 126) предназначена для кислородно-
флюсовой ручной и машинной резки железобетона, огнеупоров и дру-
гих неметаллических материалов. Она используется также для по-
рошково-копьевой резки и прожигания отверстий в этих материалах.
Установка состоит из копьсдержателя /, флюсопитателя с тележкой 2
и ручного (или машинного) резака 3. В качестве флюса применяют
смесь железного и алюминиевого порошков.
Установка ПУРС предназначена для кислородной резки
листовой низкоуглеродистой стали на ремонтных базах при аварий-
ных работах. Установка состоит из резака, кислородного и ацетиле-
нового редукторов, восьми л игрового кислородного баллона, трех-
литрового ацетиленового баллона и зажигалки газовой смеси. Уста-
новка размещена в переносном дюралюминиевом кожухе с двумя от-
кидными ручками и ремнем.
Установка БУПР-61 предназначена для подводной кислород-
ной резки листовой низкоуглсродпстой стали. В качестве горючего
используется бензин, который подается в резак сжатым азотом.
Горючая смесь образуется при распылении бензина кислородом. Вся
установка (кроме баллонов) размещаемся в двух чемоданах.
Г л а в а VII. технология кислородной резки
§ 1. Сущность и условия кислородной резки
Сущность процесса кислородной резки основана на сгорании ме-
талла в струе кислорода и удалении этой сгруей образующихся
жидких окислив. Резке предшествует нагрев места начала реза до
температуры примерно 1300—1350° С (для стали). После этого вклю-
чается подача режущего кислорода, который окисляет металл и
разрезает его. Сгоревший (окисленный) металл выдувается сгруей
кислорода. В процессе горения (окисления) металла выделяется
большое количество теплоты, которая нагревает близлежащие (впе-
реди лежащие) слои металла до температуры воспламенения. Таким
образом, процесс горения металла в кислороде распространяется по
всей толщине разрезаемого металла.
Обычной кислородной резке поддаются только те металлы, кото-
рые удовлетворяют следующим условиям:
1. Температура воспламенения металла в кислороде должна быть
ниже температуры его плавления. Низкоуглеродистая сталь плавится
при температуре примерно 1500°С, а воспламеняется в кислороде при
температуре 1300—1350° С; она хорошо поддается кислородной резке.
149
52. Влияние примесей в стали на процесс резки
Элемент . ... ... .< Влияние на процесс резки
Углерод При содержании до 0,4% процесс резки стали не ухудшается, при более высоком содержании ухудшается, а при 1—1,25% становится невоз- можным
Марганец При содержании до 4% на процесс резки заметно не влияет, при более высоком содержании про- цесс резки затрудняется, а при 14% становится невозможным
Кремний При содержании в количествах, обычных для ста- ли, отрицательного влияния на процесс резки не оказывает; при повышенном количестве крем- ния процесс резки усложняется и при содержа- нии свыше 4% становится невозможным
Фосфор и сера В обычных количествах па процесс резки отрица« тельного влияния не оказывают
Хром При содержании до 4—5% отрицательного влияния не оказывает, при большем содержании процесс резки обычным способом становится невозможным и требует применения флюса
Никель При содержании до 7—8% отрицательного влияния на процесс резки не оказывает, в увеличением содержания никеля процесс несколько услож- няется
Молибден При содержании до 0,25% на процесо резки не влияет
Вольфрам При содержании до 10% влияния на процесс резки не оказывает, при более высоком содержании процесс резки замедляется, а при 20% стано- вится невозможным
Ванадий В обычных количествах на процесс резки не влияет
Медь При содержании до 0,7% влияния на процесо резки не оказывает
Алюминий При содержании до 0,5% влияния на процесс резки не оказывает, при содержании свыше 10% процесо резки становится невозможным
150
2. Температура плавления образующихся окислов должно быть
ниже температуры плавления основного металла, так как в п рот ин-
ном случае тугоплавкие окислы не будут выдуваться струей кисло-
рода и процесс резки может прекратиться. Хромистые стали обра-
зуют тугоплавкие окислы хрома с температурой плавления около
$000° С. Они поддаются только кислородно-флюсовой резке.
3. Количество теплоты, выделяющейся при сгорании металла в
струе кислорода, должно быть достаточным для подогревания по-
следующих нижележащих (впереди лежащих) слоев, т. е. для под-
держания непрерывного процесса резки.
4. Теплопроводность металла не должна быть высокой, так как
интенсивный отвод теплоты от места реза приведет к тому, что
процесс резки будет прерываться или вообще не начнется. По этой
причине медь, алюминий и их сплавы поддаются только кисло-
родно-флюсовой резке.
5. Образующиеся при сгорании металла шлаки должны быть
жидкотекучими, так как тугоплавкие и вязкие шлаки не будут вы-
дуваться кислородной струей из полости реза. Поэтому чугуны, обра-
зующие тугоплавкие окислы кремния, резке не поддаются: для них
возможна только кислородно-флюсовая резка.
С увеличением содержания в стали углерода, а также различных
примесей процесс резки усложняется. Влияние их на процесс резки
приведено в табл, 52,
Приближенно на способность подвергаться резке различных ста-
лей указывает эквивалентное содержание углерода в ней, которое
определяется по формуле
Сэк—С+0Д55 (Сг+Мо)+0,14 (Mn-|-V)+0,llSi4-0,045 (Ni+Cu)
В этой формуле цифры при символах элементов означают содержа-
ние их в стали в весовых процентах.
При резке сталей с повышенным эквивалентным содержанием
углерода необходим предварительный подогрев (табл. 53).
53. Температура предварительного подогрева стали при резке
Температура подогрева, ° С
Эквивалентное содер-
жание углерода, CSKj %
тонкий металл,
прямой рез
толстый металл или
фигурный рев
<0,3
0,3—0,4
0,4—0,5
0,5-0,6
>0,6
Без подогрева
То же
< 150
150—250
250—350
Без подогрева
<150
150—250
250—350
350—500
По направленности струи режущего кислорода и характеру обра-
зуемых резов различают два основных вида кислородной резки:
Б Разделительную, образующую сквозные разрезы (вырезка
151
Рис. 127. Основные параметры
реза:
Вв—-ширина реза вверху» —ши-
рина реза внизу» / — неперпендикуляр-
н< сть реза, I —• глубина бороздок (ше-
роховатость). Д — отставание. г — ра-
диус оплавления верхней кромки
деталей из листа, резка метал-
ла на части, скос кромок под
сварку и др,).
2. Поверхностную, дающую
на поверхности металла углуб-
ления (канавки) овальных очер-
таний (удаление дефектных
швов, строжка поверхности,
выплавка канавок и др.)^
Основные параметры реза
при разделительной кислород-
ной резке показаны на рис. 127.
На скорость резки большое
влияние оказывает чистота кис-
лорода (табл. 54). С уменьше-
нием чистоты кислорода значи-
тельно снижается скорость рез-
ки На иболее целесообразно
применять кислород чистотой
99,5% и более. Применять кис-
лород чистотой 95% нецелесо-
образно, так как кроме малой
скорости резки поверхность ре-
за получается нечистой, с глу-
бокими рисками и трудно отде-
лимым грат ом.
54. Зависимость скорости резки
от чистоты кислорода
Чистота кислорода (по объ- ему), % Скорость резки, % * Коэффициент скорости рез- 99,8 119 99,5 100 99,2 92 99,0 90 98,5 84 98,0 74
ки Кч 1,19 1 0,92 0,9 0,84 0,74
* За 100% принята скорость резки для кислорода чистотой 99,5%.
§ 2. Ручная разделительная кислородная резка
При разделительной кислородной резке принято различать резку
металла толщиной до 300 мм и резку металла больших толщин до
800 мм и более. Режимы ручной кислородной резки листового про-
ката толщиной до 300 мм приведены в табл. 55.
При апетилено-кислородной резке оптимальные расстояния между
мундштуком и поверхностью разрезаемого металла приведены в
табл. 56. Примерная ширина реза приведена в табл. 57.
Мощность подогревательного пламени при резке может быть зна-
чительно меньшая, чем при сварке. Эго пламя должно обеспечивать
только подогрев металла в начале резки до температуры воспламе-
152
55. Режимы ручкой кислородной резки листового проката
Толщина
разрешаемого
металла, мм
Номер мундштука
наружного внутрен- него
Да илей не, кгс/см*
кислорода горючего газа
Скорость
резки при
наилучшем
качестве
поверхности
реза, мм/м ни
8—10
10—25
25—50
50—100
100—200
200—300
Не менее
0.01
550—400
400—300
300—250
250—200
200—130
130—80
Примечание. Скорость резки может быть увеличена почти в два раза,
но при этом значительно ухудшается качество поверхности реза.
56. Оптимальные расстояния от мундштука резака до металла
Толщина металла, мм 3-10 10—25 25—50 50—100 100—200 200—300
Расстояние, мм 2—3 п* оо 3—5 т сЛ 00 1 ю 7—10
57. Примерная ширина реза при ручной кислородной резке
Толщина металла, мм 5—25 25—50 50—100 100—200 200—300
Ширина роза, мм 3—4 4—5 5—6 6—8 8—10
58 Мощность подогревательного пламени
Толщина металла, мм 3—25 25—50 50—100 100—200 200—300
Мощность подогре- вательного пла- мени (ацетилена), мя/ч 0,3— 0,55— 0,75— 1,0- 1,2-
0,55 0,75 1,0 1,2 1,3
11 Заказ 23-1
153
Рис. 128. График завися*
мости времени резки 17)
н расхода кислорода (2)
от чистоты режущего
кислорода (по горизон-
тальной оси указана чи-
стота кислорода в про-
центах, а по вертикаль-
ной — расход кислорода
пени я металла в поддерживать необхо-
димую температуру в процессе резки
(табл. 58).
На скорость резки большое влияние
указывает чистота режущего кислорода:
с понижением его чистоты скорость резки
уменьшается, а расход кислорода увели-
чивается (рис. 128). Техника ручной кис-
лородной резки профильной стали пока-
зана на рис. 129.
Резку металла больших толщин (300—
800 мм) осуществляют специальными ре-
заками при низком давлении кислорода.
Эти резаки имеют увеличенные проход-
ные сечения для режущего, кислорода.
При низких скоростях истечения кисло-
рода каждая частица его имеет возмож-
ность больше по времени соприкасаться
с металлом в месте реза, что снижает
потери кислорода. Кроме того, при низ-
ком давлении кислорода завихрений его
не происходит; это обеспечивает более
стабильную непрерывность резки, однако
рсэ при этом получается более широким.
Во избежание перегрева мундштука
отраженным теплом и предотвращения
в время резки в процен- засорения каналов для горючей смеси
тах) брызгами шлака расстояние о,т мундшту-
ка до поверхности металла должно быть
большим, чем при резке кислорода высо-
кого давления. Режимы ручной кислородной резки металла толщи-
ной 300—800 мм приведены в табл. 59.
Рмс. Г29. Положение резака при резке профильной стали?
а — уголков, б — круглых стержней, в — швеллеров, г — двутавровой
балки; 1 — начало резки, 2, 3 — конец резин
, Примерные режимы подводной ручной бензино-кислородной ’резки
на установке БУПР приведены в табл. 60.
454
i
59. Режимы ручной кислородной резки сталей больших толщин
Трдщиаа металла» мм Диаметр i канала : режущего кислорода . ж мунд- штуке. мм Давление кислорода перед резаком, крс/сы* Расход, ы’/ч Скорость резки, мм/ыин Расстояние между мундшту- ком Н г металлом, мм
кислорода ацетилена
300 6 1.2—1,6 34—42 1,3—2,0 100—300 20—30
490 7 1.2-1,7 45—56 1,6—2,4 80—100 25—40
500 8 1.2—1.6 , 56—70 1,9—2,9 65-85 ; 30—50
600 8 1,6-2,2 67—88 2,3—3,3 55—70 35-60
700 9 1.5—2,1 78—97 2,5—3,8 50—65 40—70
800 9 1,9—2,5 90—110 2,8—4,2 45—55 45—80
60. Примерные режимы подводной ручной бензино-кислородной
резки
Толщина разрезаемой стал», мм Скорость резки, мм/мин Расход
кислорода, м*/м бензина, л/м
10 400—500 1,2 0,8
20 200—258 2,4 1.8
40 100—130 4,8 4,3
60 70—85 7,0 7,2
80 50-60 10,0 11,0
100 40—58 12,0 । 14.»
§ 3. Машинная разделительная кислородная резка
Точность вырезаемых деталей и качество воверхгеэсти реза уста-
новлены ГОСТ 14792—69. Под точиостыо вырезаемых /деталей
/
61. Предельные отклонения размеров вырезаемых деталей :
в зависимости от класса точности /
Классы точности Номинальные размеры
До 630 630—?1Ю(> 2000— 2500 2500— 4000 4000— 5000 5000 — to 000
Предельные отклонения
J. ±0,9 ±1,0 ±1.1 ±1.1 ±1Л ‘ ±М
2 ±1.4 ±1.6 ±1.8 । ±2.0 ±2.0 ±2.5
3 ±2 ±2,3 ±2,5 ' ±2,5 ±2,5 ±2,8
11
156
понимается предельное отклонение фактических их размеров от но-
минальных, включая местные неровности. Этим стандартом установ-
лено три класса точности (табл. 61).
Качество поверхности реза определяется двумя показателями:
пеперпендикулярностью реза и шероховатостью поверхности реза.
Неперпендикулярность— это наибольшее отклонение от перпендику-
ляра прямой линии в сечении реза. Шероховатость — это наибольшая
высота неровностей на поверхности реза. Наибольшие значения
(классы) неперпендикуляркости и шероховатости реза приведены
в табл. 62.
62. Наибольшие значения неперпендикулярности и шероховатости
поверхности реза
Классы Толщина металла, мм
5-15 16-30 31-50
Непер лен дику л яр- кости: 1
1 0,2 0,3 0,4
2 1,0 1,2 1,6
3 Шероховатости: 1,2 1.6 2,0
1 0,04 0,08 0,16
2 0,08 0,16 0,32
3 0,16 0,32 0,64
Скорость машинной кислородной резки во многом зависит от чи-
стоты кислорода (см. табл. 54), а также от требуемого качества по-
верхности реза (табл. 63).
63. Коэффициенты скорости машинной кислородной резки в зави-
симости от требуемого качества поверхности реза
Клзсс качества поверхно- сти резв Характеристика класса качества Коэффи- циент скорости резки К„ Л»
I Чистая вырезка фигурных деталей 1
И Чистая вырезка деталей с прямолинейными
ш кромками Резка деталей, нс требующих высокого каче- 1,2
ства поверхности реза 1,4
IV Вырезка деталей с припуском на механическую
обработку 1.5
V Заготовительная резка без оценки качества по-
верхи ости реза 2
156
Режимы фигурной машинной кислородной резки по 1 классу ка*
честна поверхности реза с применением кислорода чистотой 99,5%
приведены в табл. 64.
64. Режимы фигурной машинной кислородной резки (I класо
качества поверхности реза, чистота кис юрода 99,5%)
Толщина разрезае- мой стали» мм 3 5 8 10 15 Скорость Давление перед резаком, кгс/см* Расход, м*/ч
резки, мм/мин 550 500 450 400 380 кислорода 1,5 2,5 3,5 4,0 3,0 ацетилена Не ниже режунц го кислорода 0,7 1,0 1,3 1,5 3,0 П(|ДОГ|>О« плкшцго кислорода 0,4-0,6 ацетилена 0,3—0,5
20 30 40 50 850 320 300 250 3,5 3,0 3,5 4,0 0,3 3,0 5,5 6,5 7,0 0,5—0,7 0,4-0,в
60 80 100 150 200 250 300 230 210 200 160 130 100 80 3,5 4,0 4,5 7,0 8,0 7,0 8,0 9,5 11 12 19 23 25 28 0,6—1,2 0,5—1,2
В случае резки металла по другому классу качества поверхности
реза или с применением другой чистоты кислорода вводятся попра-
вочные коэффициенты. В этих случаях скорость резки пр рассчиты-
вается по формуле
где Ot —скорость резки по I классу качества (см. табл. 61); Кн —
коэффициент скорости резки в зависимости от требуемого клчестиа
поверхности реза (см. табл. 63); Кч— коэффициент скорости резки
65. Примерная ширина реза при машинной кис-юродной резке
Толщина разрезаемого металла, мм 6—25 25—50 50-100 Н)0—200 200—300
Средняя ширина реза, мм 2,5—3 3—4 4—5 5—6,5 6,5—8
157
Рис. 130. Схемы расположения
машинных резаков при односто-
роннем скосе кромок под сварку:
0 — образование <коса сверху, б — об-
разование скоса Снизу; 7, 2 — машин-
ные резаки, А — расстояние между
резаками
в зависимости от чистоты при-
меняемого кислорода (см. табл.
54)*
Примерная ширина реза при
машинной кислородной резке
приведена в табл. 65.
§ 4. Специальные виды
машинной кислородной
резки
Подготовка кромок
под сварку. Односторонний
снос кромок производят одно-
временно двумя резаками (рис,
130, о). Первый резак выпол-
няет вертикальный рез и обра-
зует притупление, а второй —
наклонный рез. Наиболее часто
применяется схема расположе-
ния резаков, показанная на рис.
130, б; режимы резки по этой
схеме приведены в табл. 66.
66. Режимы резки двумя резаками при подготовке одностороннего
скоса кромок.
Толщина разрезаемого металла, ьш Номер мундштука Расстояние между режу- щими струями, мм Давление, кгс/см* Средняя скорость резни, мм/мин
кислорода ацетилена
10 1 30 4,5 0,02—0,5 485
20 2 25 4,5 0,02—0,5 395
30 3 20 4,5 0,02—0,5 330
40 3 15 5,5 0,02—0,5 290 .
60 4 10 6,0 0,02—0,5 230
80 4 8 7,5 0,02—0,5 190
100 4 6 10,0 0,02—0,5 165
67. Режимы резки тремя резаками при подготовке двустороннего
скоса кромок
Толщина разре- васмой стали, мм Номер мундшту- ков Давление режущего кислорода, кгс/см* Средняя скорость резки, мм/мин
20 2 4,5 370
30 3 4,5 310
40 3 5,5 270
60 4 6,0 215
80 4 7,5 190
100 ; 4 ' ,с>5 « 155 9 -
158
Двусторонний скос кромок производят при одновременной рябого
трек резаков (рис, 131). Вертикальный резак образует притупление,
а наклонные резаки — скос кромок. Наиболее часто применяется
схема расположения резаков, показанная на рис. 131, а. Режимы
резки по этой схеме приведены в табл. 07.
Рис. 131. Схемы расположения машинных реза*
ков при двустороннем скосе кромок под сварку!
а — вертикальный резак впереди, б — вертикальный
резак в центре; G 2 и 3 — машинные резаки
Резка кислородом низкого давления. Давление
кислорода в этом случае устанавливается в пределах 0,5—2,0 кгс/см*,
Для резки применяют специальные резаки с режущими соплами,
имеющими большие проходные сечения. Режимы резки кислородом
низкого давления приведены в табл. 68.
68. Режимы резки кислородом низкого давления
*
Толщина
металла, мм
Давление
кислорода,
кгс/см1
Диаметр
выходного
отверстия
сопла, мм
Расстояние
резака от
поверхности
металла, мм
Скорость
реяки,
мм/мнк
6
10
20
50
80
100
0,6—0,8
0,8—1,0
0,8—1,0
0,9—1,0
1,0
1.0:
1.7
2,&
2.5
2,5
6
9
10
10
440—480
300—350
200-230
18Q—200
150—170
130—150
159
I
a)
Рис. 132. Пакетная резка листов:
о — сжатие пакета. 6 — сборка листов в пакет, облегчающая
начало процесса резки
0
Пакетная кислородная резка. Сущность процесса па-
кетной резки состоит в том, что разрезаемые листы, число которых
при малой толщине металла может составлять до 25—50 шт, и более,
собирают в пакет, стягиваемый струбцинами или специальными за-
жимными приспособлениями, и разрезают за один проход резака
(рис. 132). Пакетную резку осуществляют кислородом низкого давле-
ния. Это позволяет разрезать пакет при наличии зазоров между от-
дельными листами до 3—4 мм. Примерные режимы пакетной резки
приведены в табл. 69.
69 Примерные режимы пакетной резки
Толщина листов, мм Число листов в пакете, шт. Давление режущего кислорода, кгс/см2 Скорость резки, мм/мин
4 15 1.0-1,1 200
6 12 1,1—1,2 180
10 8 1.2—1,4 165
12 6 1,2-1,4 180
16 6 1,2-1,4 165
20 4 1.2—1,4 165
24 3 1,2-1,4 180
30 3 1,3—1,5 160
60 2 1,4-1,7 150
Бсзгратовая кислородная резка. Кислородную резку
без грата на нижних кромках резов осуществляют кислородом высо-
кой чистоты (99,5—99,8%). Металл толщиной до 12 мм режут при
низком давлении кислорода. При резке металла толщиной более
15 мм сопло режущего кислорода должно иметь расширение на вы-
ходе. Режимы безгратовой кислородной резки приведены в табл, 70<
160
70. Режимы безгратовой кислородной резки (чистота кислорода
9915 %)
Толщина разре- заемой стали. мм Размеры основных сечений каналов ре- жущего кислорода, в мундштуке, мм Давление режу- щего кислорода перед резаком, кгс/см’ Расход газов, Скорость резки, мм/мин
кислорода ацетилена
горлового выходного
3 0,7 0.7 0,7 0,8—1,0 0,25—0,35 480—630
5 0,7 0,7 1,8 1,0—1,2 0,25—0,35 420—550
8 0,95 0,95 1,4 1,4—1,5 0,25—0,35 380—490
10 0,95 0,95 2,0 1,7-1,8 0,25—0,35 360—470
15 1,0 1,3 5,0 3,1—3,3 0,30—0,40 310—400
20 1,0 1,3 6.5 3,8—4,0 0,30—0,40 280—370
25 1,0 1.3 8,0 4,5-4,7 0,30—0,40 260—350
30 1,3 1,7 5,5 5,3-5,5 0,30—0,40 250—330
40 1,3 1,7 7,0 6,4—6,6 0,30—0,40 230—300
50 1,3 1,7 8,5 7,5-7,7 0,30—0,40 220—280
60 1,8 2,3 5,0 8,9-9,1 0,35—0,45 200—270
80 1.8 2,3 6,5 11,0—11,2 0,35—0,45 180—250
100 1,8 2,3 8,0 13,1—13.3 0,35—0,45 170—230
Скоростная кислородная резка. При скоростной кис-
лородной резке, так называемом «смыв-процессе» (рис. 133), парал-
лельно основной режущей струе (канал 4) и позади ее подают две
дополнительные струи (каналы 5), направленные к поверхности
листа под острым углом по ходу резки, что создает благоприятные
условия для удаления шлака, образуемого основной режущем
струей кислорода 4. Две дополнительные струи как бы смывают
кромки и тем самым способствуют получению высокой чистоты на
поверхности реза. Режимы скоростной кислородной резки приведены
в габл. 71.
71. Режимы скоростной кислородной резки (чистота кислорода
98,7—99,0%)
4 на раз- эй ста- 1 ть мм/мин Расход, м$/ч Удельный л/пог. расход, м Давление, кгс/см’
Толщи резаем< ли, мм Скорое резки. кисло- рода сжижен- ного газа кислорода горю- чего газа режу- щего кисло- рода сжиженною газа
6—12 1300—900 12—14 0,5—0,7 190—300 10—15 6—7 0,25—0,30
12—25 900—500 14—16 0,5—0,7 300—500 15—20 7—8 0.25—0,30
25—35 500—380 16—18 0,5—0,7 500—850 20—30 8—9 0,25—0,30
35—50 380—270 18—20 0,5—0,7 850—1200 30—40 9—10 0,25—0,30
161
Кислородная резка стали больших толщин.
Стали больших толщин (200—1000 мм и более) режутся специаль-
ными резаками. Наибольшее распространение получила резка кисло-
Рис. 133. Скоростная кислородная резка:
а — положение резака при резке, б — конструкция резака; / — разре-
заемый металл. 2 — резак, 3— каналы для зачищающих (смывающих)
сгруй кислорода. 4 — канал для основной (режущей) струи кислорода,
5 — головка резака. б — накидная гайка, 7 — мундштук, 8 — вентиль
кислорода, 9 — вентиль горючего газа, Л — расстояние между каналами
режущей и смывающих сгруй. Б — расстояние между каналами смы-
вающих струй
родом низкого давления. С целью уменьшения нагрева мундштука
Отраженным теплом расстояние от него до поверхности разрезае-
«ото металла должно быть значительно большим, чем при обычней
резке. Режимы резки сталей больших толщин приведены в табя. 72<
№
72 Режимы резки еталей больших толщин
я
« у
и
вс=«
« 4
«
Расход, м1/ч
кисло-
рода
ацети-
лена
Скорость
резки.
ШД/ММН
200
300
400
5ДО
600
700
600
1000
5
6
7
9
8
9
9
12—14
35
45
60
80
100
130
260
200
3
4
5
6
7
2
9
11
140—180
120—150
100—130
90—110
60—80
50-65
50—60
40—50
15—20
20-30
25—40
30-50
35—60
40—65
45-70
50-75
§ 5. Поверхностная кислородная резка
Поверхностной кислородной резкой называется процесс снятия
слоя металла кислородной струей с поверхности обрабатываемой
детали или заготовки (рис. 134). Этот процесс, как и процесс раз-
делительной резки, основан на способности углеродистых ’ сталей,
нагретых до высокой темпера-
туры, сгорать в струе кислоро-
да. В отличие от разделитель-
ной резки при поверхностной
резке угол атаки (угол наклона
между резаком и поверхностью
металла) значительно мепыиеи
составляет обычно 10—30° С.
Струя режущего кислорода
выходит из мундштука с мень-
шей скоростью, чем при разде-
лительной резке, что обеспечи-
вает сгорание лишь поверхност-
ных слоев металла.
При линейном (ручном или
механизированном) перемеще-
нии резака получается обработ-
ка, подобная строжке, которая
может выполниться в виде вы-
плавки отдельных канавок или
снятия слоя со всей поверхно-
сти. Такая обработка носит на-
звание поверхностной кислород-
вей строжки. Иногда произво-
дится выплавка конусных
Обельная хаяаОка Плоская кониОка
10-30 11-50
Чистая резка
Рис. 134. Схема поверхностной
кислородной резки в формы - вый
плавляемых канавок
>«з
•* »
Рис. 135. Примеры применения поверхностной кислородной резки:
а. б» в, г, д — кислородная строжка. с, ж — кислородная обточка» з— кис-
лородное сверление, и — подготовка кромки под сварку; 1 — выплавка ка-
навки, 2 — разделительная резка
углублений, так называемое кислородное сверление. Примеры при-
менения поверхностной кислородной резки приведены на рис. 135.
При необходимости выплавки глубоких канавок резку ведут в два-
три прохода (рис. 136).
Примерные режимы по-
верхностной кислородной
резки ручным резаком
РПА-2 приведены в табл. 73.
' § 6. Кислородно-
Рис. 136. Последовательность строжки флюсовая резка
в несколько проходов
Для высоколегированных
хромистых и хромоникеле-
вых сталей обычные приемы кислородной резки непригодны. Объяс-
няется это тем, что эти стали при окислении образуют тугоплавкие и
густотекучие окислы, которые не поддаются удалению кислородной
струей и затрудняют доступ кислорода к поверхности обрабатызаемого
металла. Обычная кислородная резка чугуна также затруднена, так
73. Режимы поверхностной кислородной резки (чистота кислорода
98,5%)
№ мундштука Давление кисло- рода веред реза- ком, кгс/см2 Расход, м3/ч Масса удаляемо- го металла, кг/мин Скорость резки, мм/мим Размеры капа* вок, мм
I кисло- рода ацетилена шири- на глу- бина
1 3—6 18—40 0,9—1,0 1—3,0 1,5—8 15—30 2—12
2 3-8 20—55 0,9—1,0 1,2—3,5 1,5—10 18—35 2—16
3 3,5—10 30—75 0,9—1,0 2,6—4,5 1,5—10 30-50 2—20
164
165
75 Химический состав железных порошков (ГОСТ 9849—74)
Содержание элементов, • & 9
Марка о ос л» о в» в> с ° я Углерод Кремнай Марганец 1 л о. <3 Фосфор Кислород таток, нерз рнмый в СО MQfi КИСЛОТ«
X» не Оолее
пж! ПЖ2 пжз ПЖ4 ПЖ5 98,8 98,8 98,5 98,0 97,0 0,03 0,03 0,08 0,12 0,10 0,10 0,10 0,15 0,25 0,25 0,10 0,30 0,40 0,50 0,60 0,02 0,02 0,02 0,03 0,03 0,02 0,02 0,02 0,03 0,03 0,20 0,20 0,50 1,0 2,0 0,35 0,35 0,40 0,50
76. Режимы разделительной кислородно-флюсовой резки
высоколегированных сталей
Параметры Типы установки Толщина разрезаемой ova ли, мм
10 30 60 100 150 200
Скорость рез- ки, мм/мин УРХС-5 760 490 400 300 260 230
УФР-2 300 250 200 130 —
Расход кисло- рода, м*/м УРХС-5 0,18 0,50 0,80 1,50 1,90 2,75
УФР-2 0,75 1,10 1,50 2,0 •—* —«
Расход ацети- лена, л/м УРХС-5 17 30 40 60 95 130
УФР-2 40 60 80 120 —•
Расход желез- ного порош- ка, кг/м УРХС-5 0,20 0,30 0,38 0,50 1,15 1,30
УФР-2 0,60 0,80 м 2,0
Ш
77, Ширина реза при кислородно-флюсовой резке
Ширив а реза, мм
Толщина металл», мм врувйую магонвсЛ
5—25 25—50 50—100 100—200 frrr *— — «5 со — 3,5-5,5 5,5-7 7—9 . 9-11
78. Режимы пакетной кислородно-флюсовой резки высоколегиро-
ванной стали
. Вид резке Толщина отдельных листов, мм Толщина накладных листов, мм Общая толщина па- кета, мм Давление газа, к’с/см* • Скорость резни, мм/мин 9 * 8 8 ё - <Х » S
кисло- рода ацети- лена
верх- них ниж- них
Прямо- 1.5 3 — 26 3,5 0,25 100—120 6
линейная 2,0 3 1.5 51 5,0 0,25 80—90 6
2,0 3 1,5 17 3,5 0,25 150 6
2,0 3 1,5 21 4,8 0,25 140-150 6
Фигурная 1,0 3 1,5 17 4,8 0,25 130 3
3,0 3 16 4,8 0,25 175 6
4,0 17 4,0 0,25 175 8
79. Режимы кислородно-флюсовой
резки двухсчойной стали
> Толщина, мм Расход Скорость резки, мм/мин
биметалли- ческого листа коррознокно- стойкого слоя кислоро- да, ня/м природ- ного гава, л/м флюса, г/м
1^ 21 6 0,30 35 300 320 ’’’
32 7 0,36 40 400 3$
36 • . 7 . 1 . .0,38 45 430 : 280
।
од
как температура плавления чугуна ниже температуры горения же-
леза, а поэтому чугун начинает раньше плавиться, чем сгорать н
кислороде. Кроме того, образующиеся тугоплавкие окислы кремния
препятствуют нормальному процессу резки. Цветные металлы не
поддаю гея резке из-за высокой температуры плавления их окисло в
и значительной теплопроводности, препятствующей концентрации
необходимого количества тепла в зоне резки. Для резки всех этих
металлов применяется кислородно-флюсовая резка.
Сущность процесса кислородно-флюсовой резки состоит в том,
что в струю режущего кислорода непрерывно подается флюс (в ос-
новном железный порошок), при сгорании которого дополнительно
выделяется теплота, повышающая температуру в зоне резки, в ре-
зультате чего образующиеся окислы не затвердевают. Одновременно
с этим продукты сгорания флюса уменьшают концентрацию туго-
плавких окислов и тем самым понижают температуру их плавления
и придают большую жидкотекучесть.
Техника кислородно-флюсовой резки в основном та же, что и для
обычной кислородной резки. Резка может быть как ручной, таи
и механизированной. При механизированной резке кислородно-флю-
совые резаки устанавливают на любую серийную газорезательную
машину. Применяют как разделительную, так и поверхностную кис-
лородно-флюсовую резку. В качестве горючего используют ацетилен
и газы — заменители ацетилена. Составы наиболее распространен-
ных флюсов и железных порошков для кислородно-флюсовой резки
приведены соответственно в табл. 74, 75.
Наилучшее качество реза получается при резке хромистых н
хромоникелевых сталей. Удовлетворительные резы получаются при
резке чугуна. Поверхность реза сплавов на медной основе значи-
тельно хуже, а поэтому после кислородно-флюсовой резки этих
сплавов, как правило, необходима последующая механическая обра-
ботка. Алюминий и его сплавы при кислородно-флюсовой резке об-
разуют очень неровную поверхность реза. Режимы кислородно-флю-
совой резки приведены в табл. 76—81.
80. Режимы кислородно-флюсового прожигания отверстий в же-
лезобетоне
Глубина, мм Диаметр прожига- ем ого от- верстия, мм Расход флюса, кг/ч Давление кислоро- да, кгс/см® Расход кислорода, мз/ч Расход стальной трубки, м/м ДЛИНЫ отверстия Диаметр копья, дюймы Скорость прожига- ния, мм/мин
До 500 500—1000 1000—1500 50—55 55—60 60—70 30 30 30 6—7 8—10 10—12 60—80 80—100 100—120 4 4—5 5—6 8/в г/8 ’/8 120—180 80—120 40—80
168
81. Скорость обработки бетона и расход материала в зависим^ п<
от способа резки
Способ резки Скорость обработ- ки бето- на, см’/мин Расход материала на I д№ удаляемого бе гона
труб, кг проВОЛО’ КН. кг кислоро- да, М« флюса, кг
Кислородным ко- пьем 167 5,8 0,2 2,0
Кислородно-флю- совая 100 5,5 4.5
Кислородно-порош- ковым копьем 300 0,5 — 2,5 ьо ел
Глава VIII. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ и техника
БЕЗОПАСНОСТИ ПРИ ГАЗОПЛАМЕННОЙ ОБРАБОТКЕ
МЕТАЛЛОВ
§ L Общие сведения о техническом
нормировании
Техническое нормирование включает в себя нормирование вре-
мени на газопламенную обработку, а также нормирование расхода
материалов.
В общем случае технически обоснованная норма времени скла-
дывается из следующих элементов затрат времени:
Основное время, необходимое для изготовления детали или вы-
полнения I м шва или реза. Оно включает в себя время, затрачи-
ваемое непосредственно на процесс сварки или резки с учетом вре-
мени первоначального разогрева металла.
Вспомогательное время, зависящее от длины сварного шва или
реза. Оно включает затраты времени на смену присадочной прово-
локи, на приварку пругка к огарку, на очистку кромок шва или
реза, осмотр, промер и клеймение шва или реза, переходы газосвар-
щика или газорезчика с одного рабочего места на другое.
Время на обслуживание рабочего места включает в себя время
на раскладку и уборку инструмента, установку и смену баллонов,
подключение шлангов, регулирование давления газов, зажигание,
тушение, прочистку и охлаждение горелки или резака, поддержание
заданного режима сварки или резки, охлаждение горелки или реза-
ка, уборку рабочего места.
Подготовительно-заключительное время обычно устанавливается
на партию деталей, узлов или изделий. Оно включает в себя за-
траты времени на получение задания, указаний и инструктаж.
12 Заказ 234
169
оэнамомленме € работой, получение и сдачу инструмента и приспо-
соблений, сдачу готовой продукции. ...
Время на отдых и личные надобности.
Отдельные элементы нормы времени определяются по картам
«Общемашиностроительпых норм времени на газовую сварку» и по
мартам .«Общемашивостроительных норм времени на газовую резку
черных металлов», которые разработаны НИИ труда Госкомитета
Совета Министров СССР по вопросам труда и заработной платы
и иэдэды. в 1974 г.
Перечисленные выше элементы затрат времени входят в состав
так называемого штучного времени. Неполное штучное время вклю-
чает часть штучного времени, за исключением отдельных элементов
Затрат времени, которые обычно учитываются в процентах к сумме
Основного и вспомогательного времени (оперативному времени).
Техническая норма расхода материалов — это минимальное ко-
личество материалов, необходимое для изготовления одного изде-
лия в соответствии с техническими условиями. Расчет таких норм
производится на основе чертежей деталей и узлов, технических
характеристик оборудования, справочных и директивных Материалов
(ГОСТы, нормативы, инструкции и т. д.).
Расход материалов для газопламенной обработки металлов сле-
дует определять по книге В. П. Юрьева «справочное пособие по
нормированию материалов и электроэнергии для сварочной техники»
(М., «Машиностроение», 1972).
Ниже приведены краткие сведения о нормировании времени и
расхода материалов при газопламенной обработке металлов.
»
§ 2. Техническое нормирование газовой резки
черных металлов
Расчет нормы штучного времени при газовой резке черных метал-
лов производится по формуле
Тш— [(ЛДо"Нв.р) /в.м] К мии,
где 7UI — штучное время на операцию, мин; Тс— основное время
резки на 1 пог. м реза, мин; Ко — коэффициент, учитывающий
чистоту кислорода, род горючего и марку разрезаемой стали;
Гв.р— вспомогательное время, зависящее от длины реза; L—расчет-
ная длина реза, м; Т*— время на подогрев металла в начале реза
на одну деталь, мин; /в.н—вспомогательное время, связанное с мзде"
днем и оборудованием, мин; /(— коэффициент, учитывающий время
на обслуживание рабочего места, на отдых и личные надобности
газорезчика.
Основное!время резки на 1 пог. м реза рассчитывается по фор-
муле
1000
------ мин,
v
где и — скорость резки, м/мин.
Рассчитанное по этой формуле основное время ручной кислород-
ной резки низкоуглеродистой стали приведено- в табл. 82, а основное
время машинной однорезакбвой фигурной резки в малоуглеродистой
стали приведено, в табл. 83. ... ... , . - .
ПО
' i
82 Основное время ручной кислородной резки ниакоуглеродис гой
стали . .
Толщ»на метал» ла, мм Скорость реаки» мм/мян Врем* на 1 пог, м рева* мн а Время на одни подогрев а начале резня, мня .1 -
резка от кромки листа резка в замкнутом копту- 1>е листа
ацетилен природный газ ацетилен природный газ
5 500 2,0 0,09 0,15 0,23 0,37
10 455 2,2 0,12 0,19 0,28 0,45
15 400 2,50 одз 0,22 0,34 0,54
20 380 2,60 0,14 0,23 0,39 0,62
25 350 2,85 0,15 0,25 0,44 0,70
ВО 340 2,95 0,17 0,27 0,48 0,77
В5 320 3,10 0,18 0,29 0,52 0,83
40 305 3,25 0,19 0,30 0,58 0,93
45 290 3,45 0,20 0,32 0,62 0,99
50 280 3,55 0,22 0,35 0,68 1,10
60 260 3,85 0,25 0,40 а *
70 250 4,0 0,28 0,45 1
80 235 4,25 0,31 0,50 —1 •
90 220 4,55 0,33 0,53 —-* *
100 210 4,75 0,36 0,58 1 ——
120 195 5,10 0,41 0,66 —
150 170 5,90 0,48 0,77 —— •"а
170 155 6,45 0,53 0,85 МММ —
200 135 7,40 0,60 0,96
250 115 8,65 0,70 1,12 — »
300 . 95 10,5 . 0,80 1,28 —
Прймеявнив. 11ря фигурно! реже стали норму времен» следует уве-
агячивачъ на <0%.
>2* Ш
83. Основное время машЙЭДТЬй однореэаковой фигурной кислород*
ной резки низкоуглеродистой стали
Толщина металла, мм Скорость резки, м/мин Время на I ног, м реза» мин. Время па один подогрев в начале резки, мин
резка от кромки листа резка в замкнутом кон- туре листа
ацетилен природный газ ацетилен природный газ
Б 645 1,55 0,095 0,15 0,23 0,37
10 585 1,71 0,12 0,19 0,28 0,45
15 515 1,94 0,135 0,22 0,34 0,54
20 490 2,04 0,145 0,23 0,39 0,62
25 455 2,2 0,155 0,25 0,44 0,70
30 435 2,3 0,17 0,27 0,48 0,77
35 410 2,44 0,18 0,29 0,52 0,83
40 390 2,56 0,19 0,30 0,58 0,93
45 375 2,67 0,20 0,32 0,62 0,95
50 365 2,74 0,22 0,35 0,68 1,10
60 340 2,94 0,25 0,40
70 320 3,13 0,28 0,45 М .. —
80 300 3,34 0,31 0,50 IR
90 285 3,51 0,33 0,53
100 270 3,71 0,36 0,58 —
Примечание. При резке деталей в замкнутом контуре к длине реза
нужно прибавить длину на вывод резака с места прожигания отверстия до на-
няла фигурной резки.
Примерный удельный расход газов при ручной ацетилено-кисло-
родной резке низкоуглеродистой стали приведен в табл. 84
§ 3^ Техническое нормирование газовой сварки
Расчет нормы времени на газовую сварку партии деталей произ-
водится по формуле
Т'пар=17н.пЛ+ (Р 1 Vpa3“!_^B.n] Лпар МИН,
где 7пар— норма времени на газовую сварку партии деталей, мин;
Тп ш—неполное штучное время на сварку 1 пог, м шва, мин;
L — общая длина всех однотипных швов на свариваемом изделии, м;
Р— количество швов на свариваемом изделии; ?раз— время на разо-
грев металла в начале сварки, мин; /в п — вспомогательное время,
зависящее от изделия и типа оборудования, мин; ппар—количество
изделий в партии.
В неполное штучное время входят: основное время; вспомогатель-
ное время, связанное со свариваемым швом; время обслуживания
84. Примерный удельный расход газов при ручной ацетилена-
кислородной резке низкоуглеродистой стали
Толщина металла, мм № наконечника резака Давление кислорода, кгс/смк Средняя ширина реза, мм Расход на I м ре« за, п
кислорода ацетилена
4 1 3—4 3,5 74 11
6 1 3—4 3,5 102 13
8 1 3—4 3,5 130 20
10 1 3—4 3,5 158 24
12 1 3—4 3,5 184 29
15 1 3—4 3,5 224 34
18 1 3—4 3,5 270 41
20 1 3—4 3,5 292 45
25 1 3—4 3,5 §45 51
30 2 4 4,5 430 64
40 2 4—5 4,5 570 78
50 3 -У 5,5 710 92
60 3 5—7 5,5 810 100
80 о •J у 5,5 1200 130
100 4 7—10 7,0 1500 158
150 4 7—10 7,0 2750 208
200 5 10—13 9,0 3950 248
250 5 10—13 9,0 5300 292
300 5 10—13 9,0 7150 356
85- Время наплавки 1 см3 стали ацетилено-кислородным пламепсм
Толщина сваривае- № Время наплавки 1 см8 стали С, вклю-
мой детали, наконечника чая подогрев в начале
мм сварки, мин
1—1,5 1 1.3
2—4 2 1.1
Е) _^у 3 0,73
8—9 4 0,62
10—12 5 0,52
13—18 6 0,42
19—30 7 0,38
рабочего места; время перерывов на отдых и личные надобности;
подготовительно-заключительное время.
Основное время газовой сварки на 1 пог. м шва определяется но
формуле
Tq—CF мин,
173
86. Неполное штучное время на ацетипено-кислородпую сварку
односторонних швов стыковых соединений без скоса кромок
« Толщина металла, мы Низко- углероди- стая сталь Легиро- ванная сталь Чугун Медь Латунь и бронза Алюминия я его сплавы
время на 1 пог. м шва, мин
Нижний ШОВ
1 5,82 7,0 4,48 4,95 4,08 3,49
: 1,5 6,20 7,45 4,77 5,27 4,34 3,72
•2 7,77 9,32 5,98 6,60 5,45 4,66
2,5 11,6 13,8 8,90 9,77 8,05 6,90
: в 15,9 19,1 12,2 13,5 1М 9,55
Вертикальный шов
. 1 6,95 8,35 5,35 5,90 4,87 4,17
м 7.38 8,85 5,68 6,28 5,17 4,43
2 9,30 11,1 7,15 7,90 6,50 5,57
. 2,5 13,7 16,4 10,5 11,6 9,60 8,22
• 3 19,1 22,9 U.7 16,2 13,4 И,4
Горизонтальный шов
1 8,10 9,72 6,25 6,88 5,68 4,85
’ 1.5 8.65 Ю.4 6,65 7.35 6,05 5,18
2 10,8 13.0 8.33 9,20 7.55 6,50
. 2,5 16,0 19,2 12,3 13,6 11,2 9,60
: 3 22,3 26,8 17,2 19,0 15,6 13,3
Потолочный ШОВ
.1 9,25 11,1 7,12 7,85 6,48 5,55
• 1,5 9,90 11,9 7,62 8,40 6,94 5,94
. 2 12,2 14,6 8,40 10,4 8.55 7,32
' ,2.5 18,3 22,0 14,1 15,6 12,8 11,0
* 3 25,3 30,4 19,5 21,5 17,7 15,2
• - Примечания: 1. При сварке в зимнее время на открытом воздухе
следует применять поправочные коэффициенты:
при температуре воздуха на рабочем месте от 0 до 10° С—1,1.
при температуре воздуха на рабочем месте ниже 10е С—1,2.
2. Нормы рассчитаны для мелкосерийного'производства. Для единичного
производства следует Применять коэффициент 1,1; а для серийного — коэффи*
Циент 0,9, ,
. Нормы расхода материалов на 1 м шва при ацетилено-кислородной сварке стали
Угловые шва (внешние) j * e«oifoeo4o кенкоНвдийи
Д 'KHtlMITBH ^и9<1ея
it ‘нэп-ихэне
tf ‘tfodoiroifM
Швн внахлестку (односторонние), угловые (внутренние) и тавровые л •exoiroeodu BKHiteVeoMdu
J •KHtVUfBM VuydeM
If «ноегихэЬв
If 'tfOlOtfOHM
Стыковые швы J ‘BHOITOHOdu KeHhOfvoHdu
J *Kl<frUTBM Нифйвх
if ‘HaifHxatie
if ‘kfodoiroHM
1 Толщина металла, мм
О СОСО О О m <£>
•> «Ч. «К * ж *
срттттечсоо
—• СМ СО lO b* О) —*
со
смооо
Ф LO Л —< b- Н Л> М*
сч^оюсчоо
— СМ СО
со тг со m о comm f Г f f I 1 f f
v-’СЧсотФооо I I I I I I I |
«— b- ’T 00 CM О CM 00
□ QO O l N Xf
-‘’-СЧтМЛЬ.
11 I I 1111
cnt^ooo
ем«— о г- co m m ь*
— CM b- о OO
тот о о
4k «t »
COM’-'«COODCOCM^r
—• co m oo см b- cm
CM
I I I 111 11
т<<г<оечтотооооь»оооттооо
»-’CMCMTrmb-V'-.OCOOOOOOb~b-QO»-*
»-<счсосо’Фтс0Г’‘СП
moo
oo co m cm oo о op см см о см см о о о о
COb<cOOOOcQCOOeOcOOOCO <Г О
»-<смгО’ч*тоосмт—'сосоооо
— «-< см см со ТГ
V—< со о о о о
смоооспсчтсмсоооооосоОсооо
^соть*осоооосог^со»—о
— г-мсмсо'’гт<0аоосм
т о т о т о
CMOCMOCMOCMOOQOOOO
Т-)емчр<£>осмс0оФс>^,'--’О
^-«^«CMCO^maOO
оо
• Tf
см -*г
тотототооооооо оо
о—*«— см сч со со м* т с© ь- оо о <-• см
Примечание Нормы расхода присадочной проволоки для стыковых швов при толщине металла до 4 мм включжтвлг
но йредусматриваю* сварку беа скоса кромок, а при толщнке свыше 4 мм —*с одаостороикнм скосом двух кромок,
175
где То — основное время газовой сварки 1 пог. м шва, мин; С — время
наплавки 1 см3 металла (табл. 85); F — площадь поперечного сече-
ния шва, мм2.
Неполное штучное время на ацетилеио-кислородную сварку одно-
сторонних швов стыковых соединений без скоса кромок приведено
в табл. 86, а нормы расхода материалов на 1 пог. м шва при ацетил^-
ио-кислородной сварке стали — в табл. 87.
§ 4. Техника безопасности при газопламенной
обработке
К обслуживанию оборудования и аппаратуры, а также к выпол-
нению работ по газопламенной обработке допускаются лица не
моложе 18 лет, прошедшие инструктаж и сдавшие техминимум по
правилам техники безопасности и пожарной безопасности.
Для обеспечения безопасности и безвредности работ при всех
^идах газопламенной обработки с использованием газов и жидкого
Горючего следует соблюдать правила, изложенные в следующих ру-
ководящих материалах:
Рис. 137. Устройства для перемещения балло-
нов:
а — тележка для одного баллона, б — тележка для
двух баллонов, е — носилки для одного баллона
«Правила безопасности в газовом хозяйстве». «Недра», 1970;
«Правила техники безопасности и производственной санитарии
при производстве ацетилена, кислорода и газопламенной обработки
металлов», утвержденные Президиумом ЦК Профсоюза рабочих
машиностроения 2 апреля 1963 г.;
176
«Правила устройства и безопасной эксплуатации сосудов, рабЛ*
тающих под давлением». «Металлургия», 1970.
Правила обращения с ацетиленовыми генераторами
1. Работать от генераторов без водяных предохранительных за*
творов запрещается.
2. Генератор должен находиться не ближе 10 м от очагов с от-
Рис. 138. Открывание
вентиля баллона
крытым огнем.
3. В зимнее время, когда возможно
замерзание воды в генераторе или в во-
дяном предохранительном затворе, нель-
зя-отогревать его пламенем горелки. Ото-
гревать генератор можно только горячей
водой или ларом. Запрещается также
скалывать лед металлическими предме-
тами.
.4. Перед началом работы и после
каждого обратного удара необходимо
проверять наличие воды в предохрани-
тельном затворе, доливая ее до уровня
контрольного крана.
5. При работе генератора необходимо
следить за тем, чтобы не было пропусков
газа из кранов, пробок и других соеди-
нений. Для обнаружения мест утечки
следует применять мыльную воду.
6. Запрещается загружать карбид
кальция в мокрые ящики или корзины.
7. Запрещается пользоваться карби-
дом кальция тех грануляции, которые не указаны в технической ха-
рактеристике данного генератора. Применение мелкого карбида каль-
ция и карбидной пыли крайне опасно.
8. Нельзя открывать нагретую реторту с неразложившимся кар-
бидом кальция.
9. Реторты от ила надо очищать латунными скребками, во избе-
жание образования искр стальной инструмент применять нельзя.
10. Карбидный ил необходимо относить в специально отведенные
для него иловые ямы или ящики. Оставлять ил в помещении запре-
щается.
11. Запрещается оставлять без надзора генератор при наличии в
нем перазлсжившегося карбида.
12. Для открывания барабанов с карбидом кальция нельзя при-
менять инструмент, при работе с которым может возникнуть искра.
Правила обращения с баллонами для сжатых, сжиженных
и растворенных газов
1. Хранить баллоны следует в вертикальном положении, с плотно
навинченными предохранительными колпаками. Для хранения их
должны быть оборудованы специальные гнезда или клетки с барье-
рами.
2. Не следует допускать падения баллонов, а также ударов их
друг о друга и различными предметами.
177
3. Устанавливать баллоны следует на расстояния пе менее $ м
от очагов с открытым огнем. В летнее время их необходимо защи-
щать от нагрева солнечными лучами брезентом или другими сред-
ствами.
4. Перемещать баллоны на небольшое расстояние разрешается
перекатыванием их в слегка наклонном положении; переносить бал-
лоны на руках или на плечах запрещается. ,
5. Перемещать баллоны на большие расстояния внутри пред-
приятия или цеха можно только на специально приспособленных
для этой цели ручных тележках или на специальных носилках
(рис. 137).
6. Отбор газа из баллона следует производить только через
редуктор, предназначенный для данного газа и окрашенный в соот-
ветствующий этому газу цвет.
7. Перед присоединением редуктора необходимо продуть штуцер
баллонного вентиля, для чего поворотом маховичка па 0,25—0,5 обо-
рота открыть баллон и снова закрыть его; при этом нельзя на кэ:
диться против штуцера вентиля (рис. 138), а также пробовать струю
газа рукой.
8. Открывать вентиль баллона рекомендуется плавно, без рывков*
Если открыть вентиль от руки не удается, следует пользоваться
специальным ключом. Баллоны, которые не открываются, кужио
сдать на склад, предварительно прикрепив к ним бирку с надписью
«Неисправен *. Закрывать вентиль ключом не следуег.
9. Если редукторы и вентили баллонов замерзли, их нужно ото-
гревать горячей водой или смоченными в горячей воде тряпками.
Пользоваться для этой цели открытым пламенем категорически
запрещается.
10. Особая осторожность требуется при эксплуатации кислород г
ных баллонов. В струе кислорода горят многие вещества, включая
металлы, а легковоспламеняющиеся жидкости (масла, жиры, нефть
и т.' п.) горят со взрывом. Поэтому лица, соприкасающиеся с кисло-
родными баллонами, должны работать в чистой спецодежде» па ру«
как и на инструменте не должно быть следов масел и жиров.
11. При воспламенении кислородного вентиля пли какой-либо
части кислородной рампы необходимо немедленно прекратить доступ
кислорода к месту воспламенения, перекрыв соответствующие вен-
тили. После этого нужно тушить огонь огнетушителем и песком.
Меры безопасности при сварке, наплавке и резке металлов
I. Все-работы, связанные с газопламенной обработкой металлов,
должны производиться в защитных очках закрытого типа со стек*
ла ми марки ТС и со светофильтрами, предусмотренными ГОСТ
9497—60:
ГС-3— при расходе ацетилена до 750 л/ч (сжиженного газа до
500 л/ч); -
ГС-7 — при расходе ацетилена до 2500 л/ч (сжиженного газа
до 1500 л/ч);
ГС-12— при расходе ацетилена свыше 2500 л/ч (сжиженного газа
свыше 1500 л/ч).
Вспомогательным рабочим, работающим непосредственно с газ<н
сварщиком или газорезчиком, следует пользоваться защитным»
очками со стеклами В-1, В-2 и В-3 (ГОСТ 9197—60).
2. Газопламенные работы должны выполняться на расстояния
не менее 5 м от баллонов с горючими газами или е Кислородом и нс
менее 3 м от газопроводов с этими же газами.
* 3. Необходимо систематически проверять, используя мыльную
эмульсию, герметичность соединений газопроводов, приборов и аппа-
ратуры. Такая проверка обязательно должна быть проведена при
появлении запаха горючего газа. Применение открытого огня для
проверки герметичности запрещается.
4. Для соединения шлангов между собой нельзя применять обрез*
Ки гладких трубочек, а следует пользоваться специальными двусто»
роняй ми ниппелями. Шланги на ниппенях следует закреплять еле*
овальными хомутиками.
5. При зажигании сварочного пламени необходимо сначала ет-
крыть кислородный вентиль, а затем вентиль горючего газа, после
чего зажечь горючую смесь.
’ 6. При гашении пламени сначала закрывается вентиль горючего
гйза, а затем кислородный, так как в противном случае возможен
обратный удар.
7. При сильном перегреве горелки или резака и частых хлопках
следует охлаждать наконечник погружением его в сосуд с холодной
водой.
В. Нужно предохранять от попадания на шланги (рукава) искр,
Огня, раскаленных и тяжелых предметов; нельзя допускать перегибов
и загрязнений шлангов масляными и жирными веществами.
9. При работе с керосинорезом или керосиновой горелкой подхо-
дить к бачку для подкачки воздуха с зажженной горелкой или реза-
ком запрещается.
10. При обратном ударе пламени или загорании керосина в шлан-
ге следует немедленно закрыть сначала керосиновый вентиль, а затем
кислородный, и перекрыть подачу керосина на бачке,
88. Предельно допустимые концентрации вредны» газов, ларов
н пыли в воздухе рабочей зоны производственных помещений
Вещество
Предельно
допустимая
концентрация,
мг/it* * * * 8
Аммиак
Бензин, керосин (в пересчете на С)
Бензол
Марганец и его соединения (в пересчете на Мп)
Окислы азота (в пересчете на NaOJ
Окись пинка
Окись углерода
Свинец и его неорганические соединения
Сероводород
Фтористый водород
Ныль; содержащая более 70% SiOa в ее кристал-
лической модификации (кварц и др.)
Пыль, содержащая более 10% и до 70% свобод-
:,мой SK)^
200
300
20
0.3
5
б
20
0,01
10
0,1
0,6
1
2
m
'.Л
♦ ч.
11. Разливать керосин в бачки и хранить его нужно в хорошо
проветриваемых помещениях. Надо внимательно следить за тем, что-
бы на рабочую одежду не попал керосин.
12. При работе с флюсами типа БМ-1 заполнение, опорожнение
и промывка флюсопитателя, а также переливание флюсующей жид-
кости нужно выполнять под местной вытяжной вентиляцией, в рези-
новом фартуке и в резиновых перчатках, которые после работы
следует тщательно промыть проточной водой.
13. При работе с флюсами, содержащими фтористые соли, напри-
мер при сварке алюминия, следует не допускать попадания частиц
флюса на кожный покров, в дыхательные пути и т. д.
14. Сварка и резка чугуна, сплавов на медной основе, кислородно-
флюсовая резка должны осуществляться при хорошей вентиляции
рабочего места, в отдельных случаях работы должны выполняться
в респираторах.
Предельно допустимые концентрации вредных газов, паров и
пыли в воздухе рабочей зоны производственных помещений приве-
дены в табл. 88.
В помещении, где производится газопламенная обработка метал-
ла, должна быть обеспечена вентиляция для удаления вредных газов,
паров и пыли. Приточно-вытяжная вентиляция должна быть рассчи-
+аиа на подачу 2500—3000 м3 воздуха на 1 м3 сжигаемого ацетилена.
При работе в помещениях малых объемов (сосудах, цистернах, отсе-
ках и т. д.) подача воздуха должна составлять 4000—5000 м3 на 1 м3
ожигаемого ацетилена. Местные отсоси от постоянных постов обра-
ботки мелких деталей должны удалять воздух в количестве 1700—
2500 м3/ч. Для особо тяжелых условий по загазованноеги и высокому
тепловыделению при работе должны использоваться шланговые про-
тивогазы типа ПШ-1 (с выкидным шлангом и без подкачки воздуха)
или типа ПШ-2 (со шлангом и ручной или электрической подкачкой
воздуха в зону дыхания рабочего).
Защита от поражения электрическим током
1. Корпусы всех газорезательных машин и другого оборудования
и аппаратуры, к которым подведен электрический ток, должны быть
надежно заземлены.
2. Все электрические провода, идущие от распределительных щи-
тов и на рабочие места, должны быть надежно изолированы и защи-
щены от механических повреждений.
3. Монтаж, ремонт электрооборудования и наблюдение за ним
дочжпы выполнять электрослесари. Сварщикам категорически за-
прещается исправлять неисправности в силовых электрических цепях.
4. При обнаружении повреждения электрической цепи необходимо
прекратить работу, выключить рубильник и немедленно сообщить
об этом мастеру или начальнику участка.
Противопожарная защита
Для предупреждения пожаров необходимо соблюдать ряд проти-
вопожарных мероприятий:
I Нельзя хранить вблизи места газопламенной обработки легко-
воспламеняющиеся или огнеопасные материалы (керосин, бензин,
паклю н т. 1ь), а так?ке работать в помещениях, загрязненных про-
масленными тряпками, бумагой, деревянными стружками и пр.
180
Действующие ГОСТы «а газопламенную обработку металлов
гост Название
8856—72 Аппаратура для газопламенной обработки Давление горючих газов
11966-66 Аппараты для нанесения покрытий по способу газотермического напыления. Типы и основные
12221—71 параметры Аппаратура для плазменио-дуговой резки металлов. Типы и основные параметры
5457—60 5948—60 Ацетилен растворенный технический Баллоны ацетиленовые с пористой массой и ацето- ном. Технические требования
15860—70 Баллоны стальные сварные для сжиженных газов на давление 16 кгс/см®
949—73 1012—72 699—59 1638-42 Баллоны стальные для газов на Рр<200 кгс/см® Бензины авиационные Вентиль кислородного баллона Ру<200 кгс/см® Вентиль малолитражного баллона. Технические
5190—67 условия Генераторы ацетиленового низкого л среднего дав- ления
17356—71 1077—69 Горелки газовые. Термины и определения Горелки однопламенные универсальные для ацети- лепо-кислородной сварки, пайки и подогрева
8766—73 1460—56 5583—68 9833-73 Затворы предохранительные для ацетилена Карбид кальция Кислород газообразный технический и медицинский Кольца резиновые уплотнительные круглого сече- ния для гидравлических и пневматических уст-
5614—74 1078—71 Машины для термической резки металлов. Ниппели к резиновым рукавам аппаратуры для газопламенной обработки металлов
9849—74 1499—70 8190—56 16130-72 Порошок железный Припои оловянно-свинцовые Припои серебряные Проволока и прутки из меди и сплавов на медной
7871—63 основе сварочные Проволока сварочная из алюминия и алюминиевых сплавов
2246—70 2671—70 13861—68 Проволока стальная наплавочная Прутки чугунные для сварки и наплавки Редукторы баллонные для газопламенной обработ- ки. Присоединительные размеры и технические требования
6268—68 Редукторы для газопламенной обработки. Типы и основные параметры
18205—72 10796—74 Редукторы рамповые для газопламенной обработки Резаки ручные воздушно-дуговые 181
Продолжение
IOC1 Название
5191—69 Резаки инжекторные для ручной кислородной реза- ки. Технические требования
18698—73 Рукава резинотканевые напорные с текстильный
9356—60 каркасом Рукава резиновые для газовой сварки и резки металлов
16152—70 Соединения нивпельио-муфтовые для газорежущиж машин
11545-65 Сормайт. Сплав наплавочный прутковый и порошко- образный
2 При выполнении временных работ деревянные полы, настилы
или помосты должны быть защищены от воспламенения листами
асбеста или железа. Допускается также защита пола толстым слоем
песка, насыпанного после обильного смачивания пала водой.
3. На выполнение временных работ должно быть выдано разре-
шение по специальной форме, подписанное ответственным руководи-
телем и согласованное с местной пожарной охраной.
4. Необходимо постоянно следить за исправным состоянием про-
тивопожарных средств (огнетушителей, ящиков с песком и лопатами,
бочек с водой и ведрами, пожарных рукавов и т. д ).
5. По окончании работ необходимо выключить все газопитание,
электрические установки, а также убедиться в отсутствии горящих
и тлеющих предметов.
Следует помнить, что при тушении керосина, бензина, нефти, я
также электрических проводов и помещений, где находится карбид
кальция, запрещается применять воду и пенные огнетушители. В этик
случаях необходимо пользоваться песком, углекислотными или сухи-
ми огнетушителями.
Переводные множители для перевода некоторых
единиц измерения в СИ
Метрические единицы измерения Перевод в единицы системы СИ или кратные и дольные их значения
Квадратный миллиметр (мм8) ЫО-6 ма
Квадратный сантиметр (см8) Ы0~4 м8
Квадратный дециметр (.дм2) ЫО-8 м8
Кубический миллиметр (мм*) 1-10-» м*
Кубический сантиметр (см*) ЫО—♦м*
Кубический дециметр (дм*) 1 • 10-* м*
Литр (л) 1,000028 дм»=> =>1,000028-10-* м*
4В2
Продолм nut
Метрические единицы измерения Перевод в единицы системы СИ или кратные и дольные их значения
Миллиграмм (мг) 1 • 10~* кг
Грамм (г) 1-10-8 кг
Градус (°) •“ рад=0,01745329 рад 1CU
1 см/с 0,01 м/с
1 см/мин 0,1667-10—® м/с
] м/мин 0,01667 м/с
1 м/ч 277.8-10—8 м/с
1 т/м® 1 1 кг/дм® } 1 г/смг J 1000 кг/м®= 1Мг/х1®
1 СТг/С 1-10-* м®/с
1 дм®/с МГ' м/с
1 №/ч 277,8-10~« м»/с
1 л/с 1,000028-10-® м®/с
1 л/мия 16,667-10—6 м®/с
1 л/ч 277,8-10-® м®/с
.1 ат (техническая атмосфера) 98066,5 Н/м®—98,0665 кН/м»
1 кГ/сы® /кгс/см®) ) 1 кГ/м® (кгс/м®) J 1 мм вод. ст. J 9,80665 Н/м»
1 кГ/мм® (кгс/мм®) 9,80665 Мв/м»
1 атм (атмосфера физическая) 101325 Н/м«-101,325 кН/м»
]Т/№ (тс/№) 1 1 м вод ст. J 9,80665 кН/м®
1 мм рт. ст. 133,322 Н/м® • '
183
.• t
ЛИТЕРАТУРА
1. Глизманенко Д. Л. Сварка и резка металлов. «Высшая
школа». 1974.
2. Глизманенко Д. Л. Газовая сварка и резка металлов.
«Высшая школа», 1973.
3. Евсеев Г. Б., Глизманенко Д. Л. Оборудование и тех-
нология газопламенной обработки металлов и неметаллических мате-
риалов. «Машиностроение», 1974.
4. Новиков М. А., Г р е ч а н и к Г. А. Справочное пособие по
обучению рабочих кадров на производстве. «Высшая школа», 1975.
5. Петров Г. Л., Буров Н. Г. Технология и оборудование
газопламенной обработки металлов. «Машиностроение», 1970.
6. Под редакцией Антонова И. А. Машины, установки и аппара-
тура для газопламенной обработки металлов (каталог). ЦИНТИхим-
нефтемаш, 1973.
7. Правила аттестации сварщиков. «Металлургия», 1971.
8. Ш е б е к о Л. П., А м и г у д Д. 3. Лабораторные работы по
технологии и оборудованию газопламенной обработки металлов. «Ма-
шиностроение», 1968.
9. Ш е б е к о Л. П. Производственное обучение электрогазосвар-
щиков. «Высшая школа», 1972.
10. Ш е б е к о Л. П. Преподавание специальной технологии элек-
трогазосварщикам. «Высшая школа», 1974.
II. Хряп ин В. Е., Лакедемонский А. В. Справочник
паяльщика. «.Машиностроение», 1974.
Серия «Библиотека газосварщика»
1. Антошин Е. В. Газотермическое напыление покрытий. «Ма-
шиностроение», 1974.
2. Асин опекая Г. А., Журавицкий Ю. И. Газовая свар-
ка чугуна. «Машиностроение», 1974.
3. Асиновская Г. А., Любалин П. М., Колычев В. И.
Газовая сварка и наплавка цветных металлов и сплавов. «Машино-
строение», 1974.
4. Быков В. В., Файзулина Т. С. Газовые резаки. «Маши-
ностроение», 1974.
5. Быков В. В., Файзулина Т. С. Газопламенные горелки,
«Машиностроение», 1974.
6. Ковальский В. А. Ацетиленовые генераторы, «Машино-
строение», 1974.
7. КоровинА. И.Тазопитание сварочных участков. «Машино-
строение», 1974.
8. К р и к у и о в а И. И., Некрасов Ю. И. Газовая сварка
пластмасс, «Машиностроение», 1974.
9. Некрасов Ю. И. Газы — заменители ацетилена. «Маши-
ностроение», 1974,
10 Спектор О. Ш. Кислородно-флюсовая резка. «Машино-
строение», 1974,
11. Трофимов А. А., Сухинин Г. К. Машинная кислородная
резка. «Машиностроение», 1974.
12. Трофимов А. А., Сухинин Г. К- Ручная кислородная
резка. «Машиностроение», 1974.