/




































































Похожие




Текст
6004/
СТАНКИ
ТОКАРНО-ВИНТОРЕЗНЫЕ
Модели 1М63Б, 1М63Б-1, 1М63БФ101
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
РЯЗАНСКИЙ ОРДЕНА ЛЕНИНА СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД
Рязань 1981
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
РЯЗАНСКИЙ ОРДЕНА ЛЕНИНА СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД
ОКП 38.1163.3326
I
СТАНКИ
ТОКАРНО-ВИНТОРЕЗНЫЕ
Модели 1М63Б, 1М63Б-1, 1М63БФ101
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 1М63Б.00.000 РЭ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ИНФОРМАЦИИ ПО МАШИНОСТРОЕНИЮ
Москва 1981
*
Руководство по эксплуатации станка не отражает незна-
чительных конструктивных изменений, внесенных заводом-
изготовителем после издания данного руководства.
СОДЕРЖАНИЕ
1. Техническое описание .............................. 3
1.1. Назначение и область применения 3
1.2. Состав станка.............................3
1.3. Устройство и работа станка и его составных
частей .......................................... 3
1.4. Система смазки............................20
2. Инструкция по эксплуатации.....................25
2.1. Указания по мерам безопасности . . . . 25
2.2. Порядок установки.........................26
2.3. Настройка, наладка и режимы работы . . 28
2.4. Регулирование.............................32
2.5. Ремонт....................................37
2.6. Схема расположения подшипников ... 38
3. Паспорт........................................40
3.1. Общие сведения............................40
3.2. Основные технические данные и характеристики 40
3.3. Сведения о ремонте........................43
3.4. Сведения об изменениях в станке . . .43
3.5. Комплект поставки...........................44
3.6. Комплект поставки станка модели 1М63БФ101 45
3.7. Свидетельство о приемке.....................46
3.8. Свидетельство, о консервации................49
3.9. Свидетсльствбй об. упаковке.................49
,3 10. Гарантии С ГОСТ £.60#- Дц.
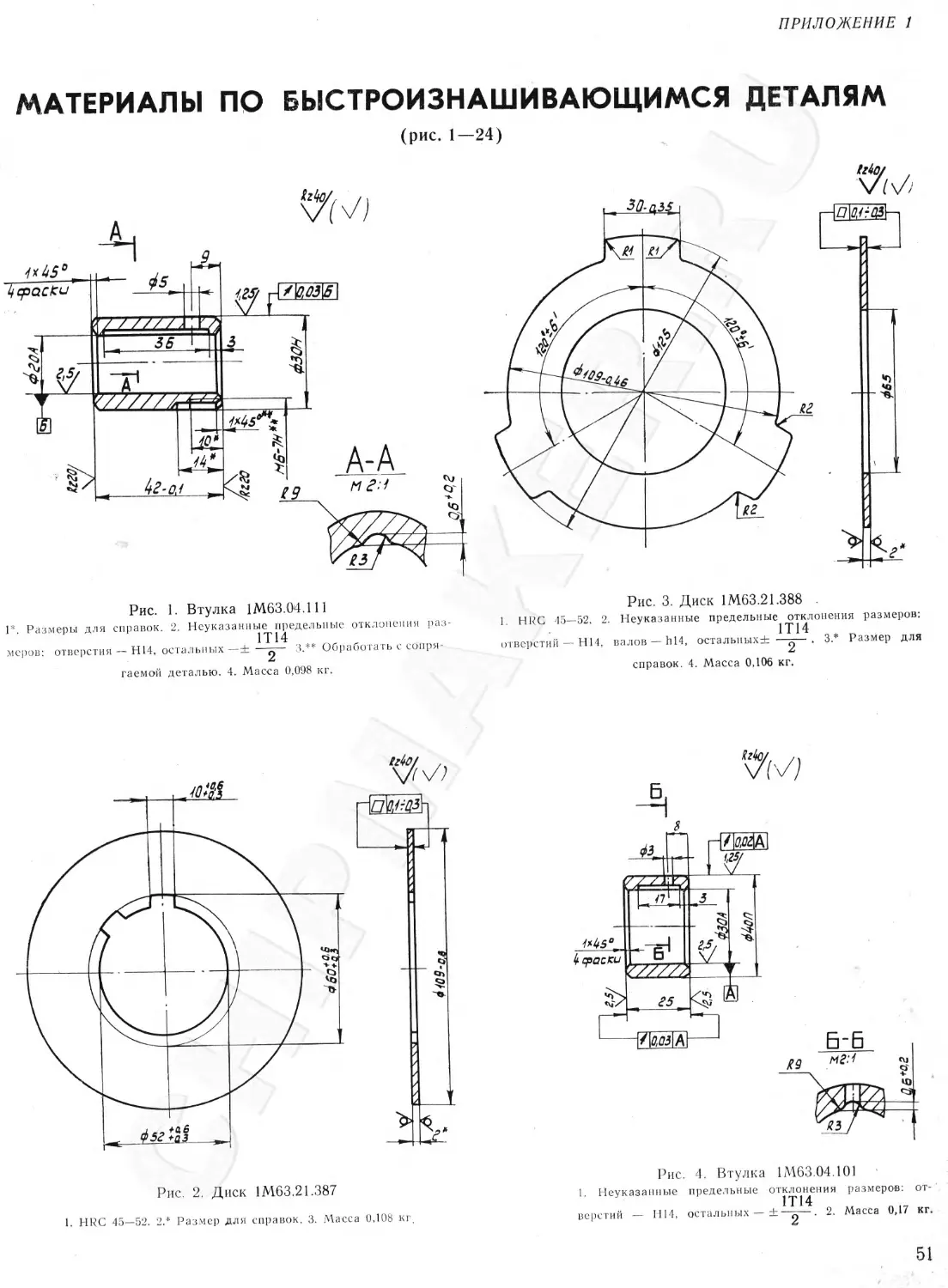
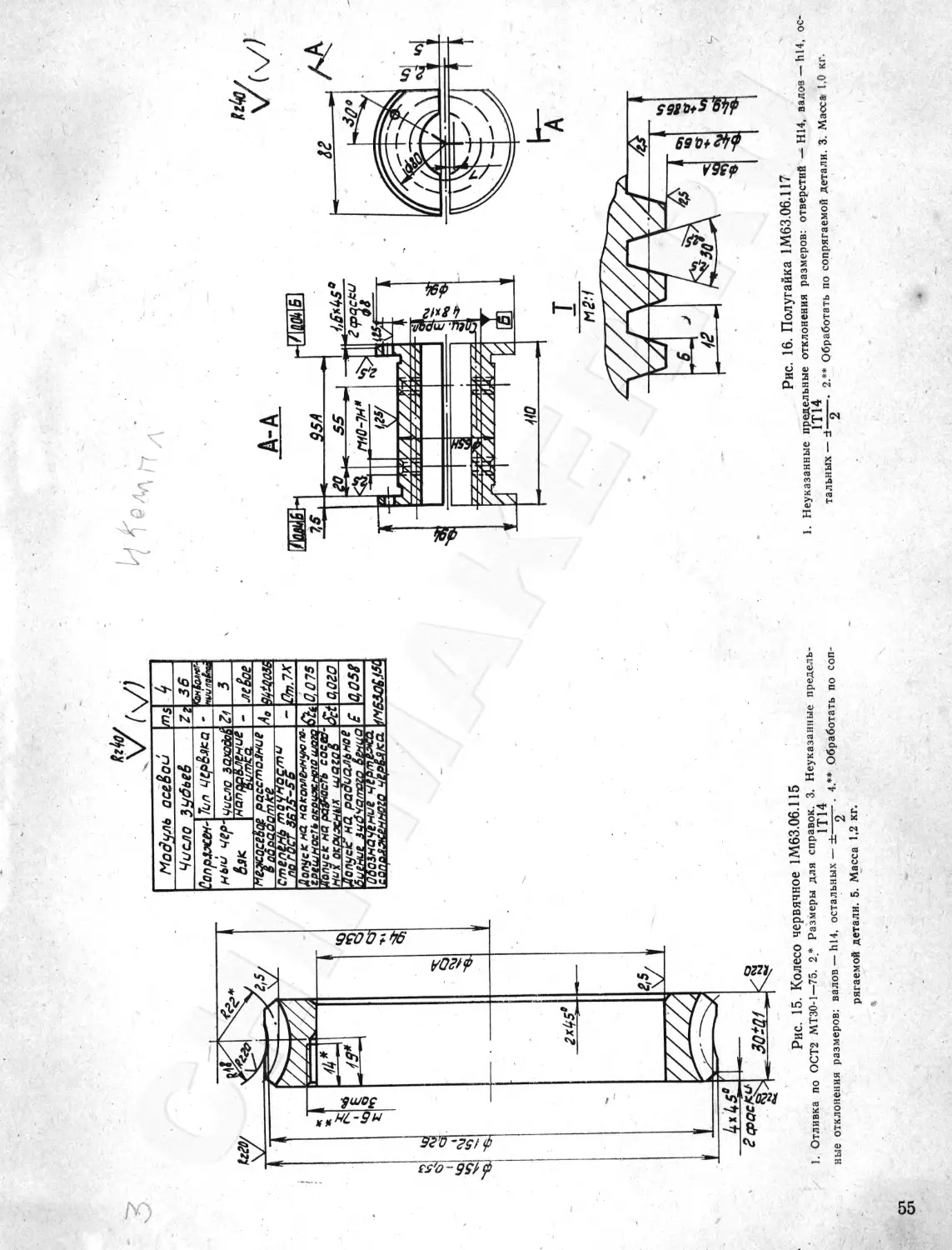
риложение 1. Материалы по быстроизнашивающимся
деталям...........................................51
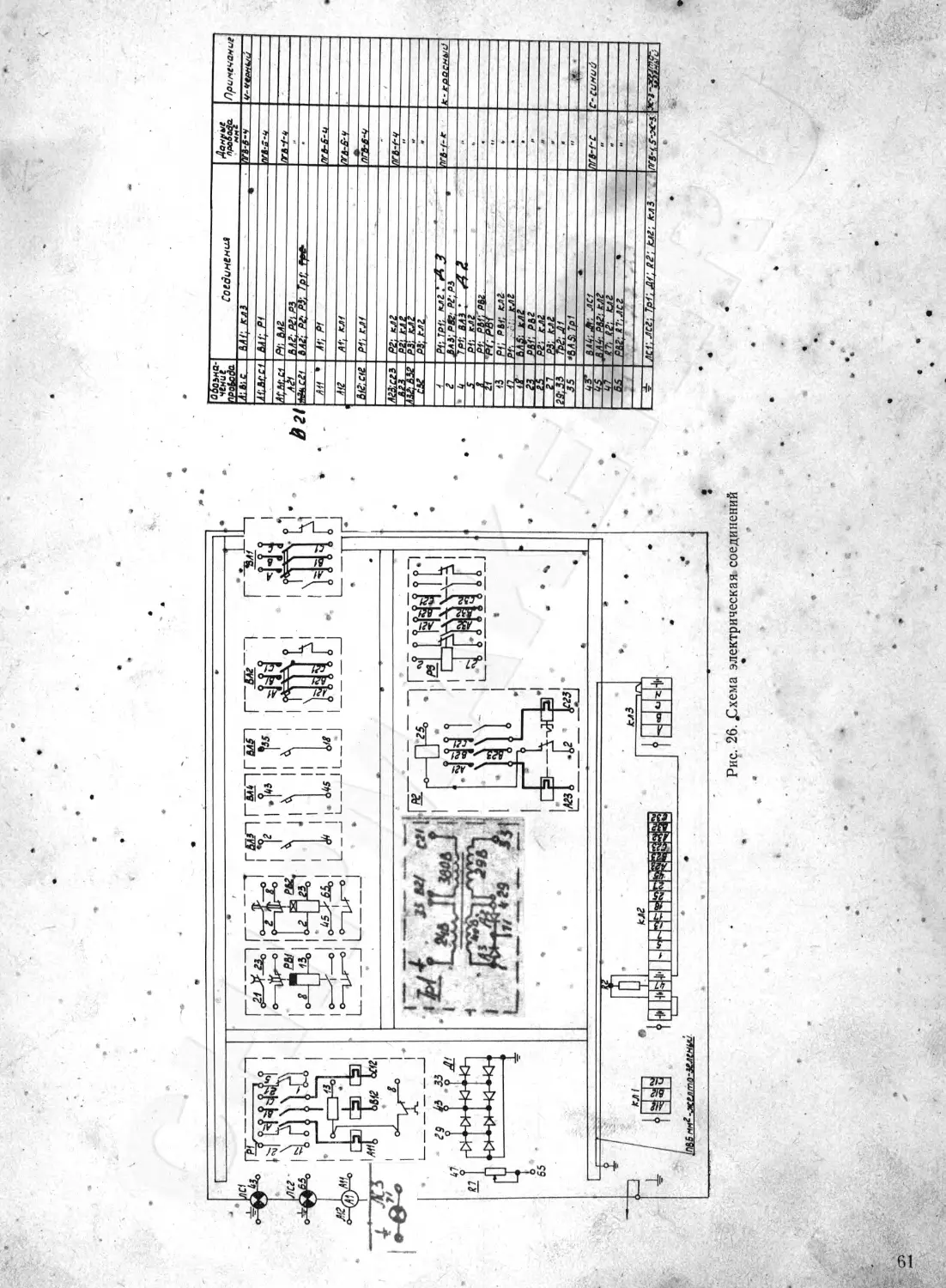
Приложение 2. Электрооборудование 1М63Б.00.000.РЭ1 58
Общие сведения.................................58
Первоначальный пуск............................59
Описание электроприводов и схемы управления . 59
Указания о необходимых регулировках ... 65
Указания по эксплуатации электрооборудования
станка.........................................65
Указания о порядке демонтажа и монтажа элект-
рооборудования ................................67
Электрооборудование для станка модели
1М63БФ101 .................... 67
© НИИмаш. 1981
Редактор Н. В. Фофлина
Технический редактор С. Н. Жданова
Корректоры Т. II. Гароузова, В. В. Саксонова
Сдано в набор 15.04.81
Бумага типографская № 3
Уч.-изд. л. 7.08
Подписано в печать 4.06.81 Формат бОхЭО'/в
Печать высокая Гарнитура «Литературная» Печ. л. 8.5
Тираж 5030 экз. Изд. № 1915-1 Заказ № 1042
НИ И маш
105203. Москва, 12-я Парковая ул., д. 5
Типография НИИмаш. г. Щербинка Московской об.т., Типографская ул., д. 10
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1.1. Станок токарно-винторезный модели
1М63Б предназначен для выполнения разнообраз-
ных токарных работ, в том числе точения конусов
и нарезания метрической, дюймовой, модульной и
питчевой резьб.
Техническая характеристика и жесткость стан-
ка позволяют полностью использовать возможности
быстрорежущего и твердосплавного инструментов
при обработке как черных, так и цветных металлов.
Станок модели 1М63Б-1 с укороченной стани-
ной.
Станок модели 1М63БФ101 оснащен устройст-
вом цифровой индикации, обеспечивающим отсчет
поперечного перемещения суппорта в цифровой
форме.
1.2. СОСТАВ СТАНКА
1.2.1. Общий вид станка с обозначением его
составных частей (рис. 1).
1.2.2. Перечень составных частей станка
(табл. 1).
1.3. УСТРОЙСТВО И РАБОТА СТАНКА
И ЕГО СОСТАВНЫХ ЧАСТЕЙ
1.3.1. Общий вид станка с обозначением органов
управления (рис. 2).
1.3.2. Перечень органов управления (табл. 2).
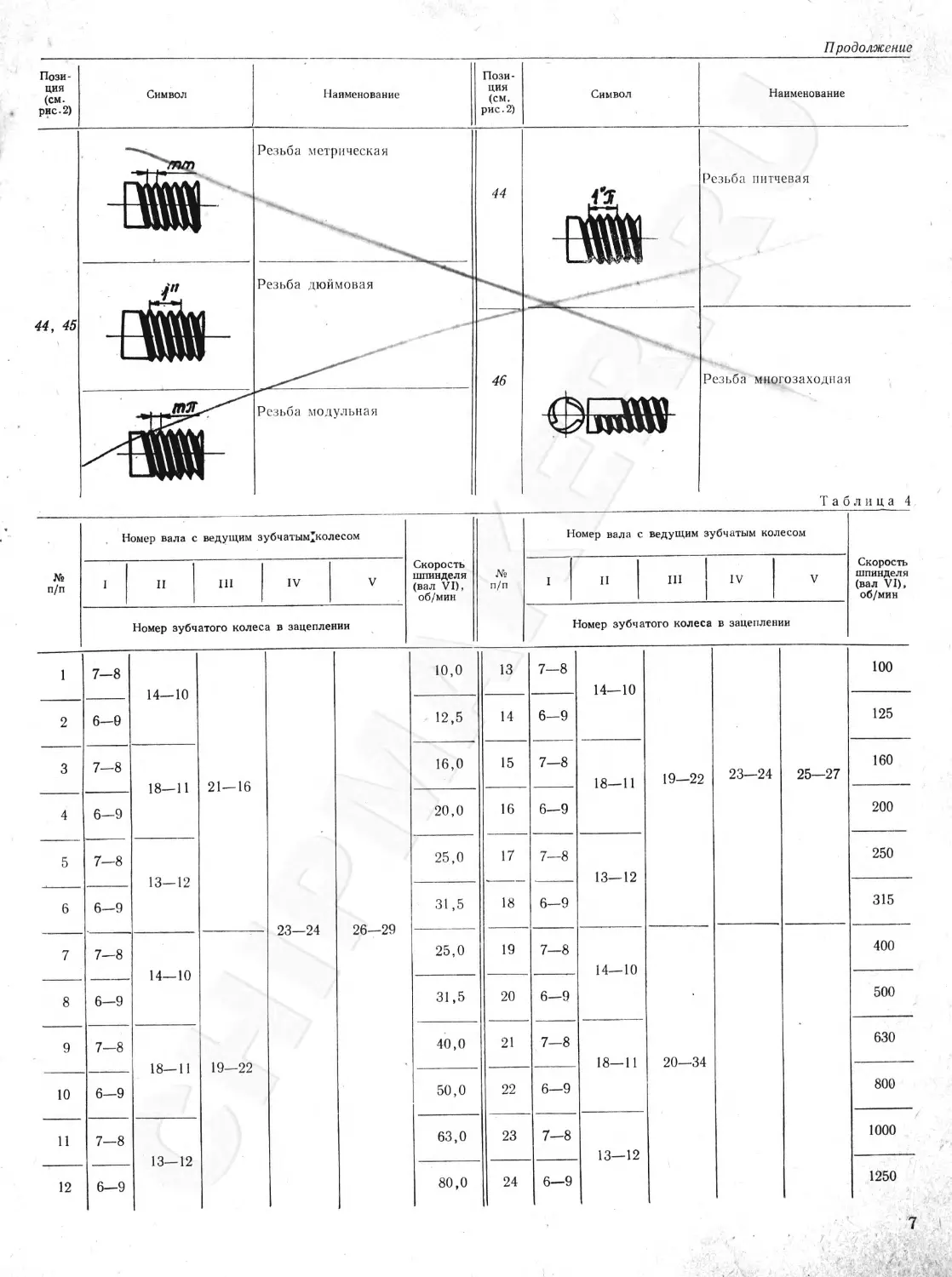
1.3.3. Перечень графических символов, указы-
ваемых на табличках и панелях (табл. 3).
1.3.4. Схема кинематическая (рис. 3)
Привод главного движения осуществляется от
электродвигателя через клиноременную передачу.
Частота вращения шпинделя изменяется пере-
ключением зубчатых блоков.
Коробка скоростей сообщает шпинделю 24 ско-
рости прямого вращения и 11 скоростей обратного
вращения через кинематические цепи согласно
табл. 4
Из 'полученных 24 скоростей две скорости
повторяются.
Реверс шпинделя осуществляется механической
фрикционной муфтой.
Перечень зубчатых колес и червяков к кинемати-
ческой схеме приведен в табл. 5.
Перечень корригированных колес приведен в
табл. 6.
Вращение на первый вал сменных зубчатых ко-
лес передается через следующие кинематические
цепи:
от шпинделя через зубчатые колеса 32—33, 36—
37 или 32—33, 35—38—37;
от пятого вала коробки скоростей (звено увели-
чения шага) через зубчатые колеса 24—28—30—31,
36—37 или 24—28—30—ЗГ, 35—38—37, что дает
увеличение шага в 16 или в 4 раза.
Привод подач
Привод подач обеспечивает через звенья кине-
матической цепи связь шпинделя VI с ходовым вин-
том 95, реечной шестерней 102, винтом 94 попе-
речной подачи и с винтом 88 верхних салазок.
Винторезная кинематическая цепь обеспечивает
получение метрической, дюймовой, модульной и
питчевой резьб с нормальным (1:1) и увеличен-
ными (4:1 и 16:1) шагами.
Для получения двух дистанционно переключае-
мых подач на валу XX установлены две электромаг-
нитные фрикционные муфты.
Метрические резьбы
Нарезание метрических резьб осуществляется за
счет передачи вращения от приемного вала смен-
ных шестерен на ходовой винт через следующую
кинематическую цепь:
сменные шестерни 41—49—42—44, вал XIV, да-
лее через зубчатую передачу 53—55, зубчатые пере-
дачи 61—62 или 59—63, 50—58, или 52—51, далее
через муфту 67—57 на вал XVII, далее через 71—70
или 68—69 на вал XVIII, далее через 72—79 или
65—78 на ходовой винт 95.
Дюймовые резьбы
Нарезание дюймовых резьб осуществляется че-
рез следующую кинематическую цепь:
сменные шестерни 41—49—42—44, вал XIV, да-
лее через зубчатые передачи 54—60—57, вал XVI,
зубчатые передачи 62—61 или 63—59, или 58—50,
или 51—52, вал XV, зубчатую передачу 64-^66 на
вал XVII, далее через зубчатые передачи 71—70
или 68—69, вал XXI, зубчатые передачи 72—79 или
65— 78 на ходовой винт 95.
3
Позиция fat рис. nJ Оин&м Раимема^ампе
30,55 Вм/жмем/е М!/фЛ?6/, м^р/ла &мммем2.
3 */ ** *1 ь Выаюием'/е мур/тм/, ммр/па . £з//М4М5,М<2
53 -в- ' Сцз^е^мепаил1^ с 5им/т?ам, Сце/М>£М!7
33 н- Расце/ме/ше Зйияи а. Зия/7М2М пасце/мбмп
Э/гем/п^щпмАх?
35 1 За земле мме
35 i Злам '
34 fee > Гром^з
I • РмдяМем/е
40 Р&аЗа/лмарезцач ма/мж^л/ , лОмииеолаи лаЗера мзе/па
О5/7а5ал7л'а резцам Зму/треа-1 леа А&м/цеемМ лаВерамае/7?^
ОВраЗа/пла резцам ааражяаР цалмм арииеомеа аеЗерхмм/лм. • <
Позиция / fCM.fiUC5) L A"^ Ъ%&/ МшмемЖз,
’Й 4е/7Ш/№*ЛЫ АКРЯЯ/# /74/77/707/
- 1 a Внимание Me тираж
45,44,46 4 ЬЦ Сменна/е 3 M2/7?3>/e MS,
#4, 45 0 MM м3
44 A/W| j Лаймалме,
44,45 \ MV МЙШ2 /7/ЮА
47 ж /fodtzva
4# < О
44 L - MM М2
£5> ill /5?<2Дмз/4 Зымммг
^1 u /fa&Sz ме/я/км/ес.
*5,44,45 V 9 —J- - 1 1 • Резз5а 2М>5м222
Lm> Рез&5а
базаря
(ен/шс.З)
Оаз/мемеРам/а
4е/7>й//)£Л'ЛЪ'/К24'-
Л'РЗб/З'
/гд/я/юм
Вмамамде /
Рс/пцаджме/
13,44,46
4 меяма/е зя'Р-
Ч2/7М/ё> /гДЛеО2
46 А . _ л/^/лг 2ба/?а/д
WVV| 1 fopava /wttyeo/afi ч
4^ 46 VWV М^а /7/мРажм
47 WW /?0Й2Ш2
/Рламрелл
MH М2 ДРб&Д/Т?
/РаРмЗ/З/
3&/М4Ы<2Я>&74
Ре&Ра
/че/р/им/ебА'До
РеззРа
РмРРдРд#
дезаадм рсм/змс.2) РамРа/?
434446 - 3"Я\'
46 f^DKW
^7Ж№
47 гпш
Jlllli
EW
43р4 4S.46 т
30,6/
~/^айём^^ма^
P&tefa
аи/яяеРая
Рез&Ва
ммагазаааРмда
Ре за Ра леРая
Родажемае
румбятпкд
Уеаза/пелб
/ммажемд.ff
рдмДДаома
Ревоба
Л72р2МЗМ2М
Таблица 3
Пози-
Символ
Выключение муфты
Включение муфты
Расцепить гайку с винтом
Электродвигатель
Тормоз
Продольное точение
Заземление (на задней стенке
станины)
Наименование
Пози-
ция
(см.
рис. 2)
Символ
Наименование
Сцепить гайку с винтом
44, 45
Конусное точение — внешнее
Конусное точение — внутреннее
Напряжение (Ка дверце элект-
рошкафа)
Четырехкулачковый патрон
Внимание!
О
Осторожно!
Поперечное точение
Подача на оборот, мм
менные шестерни
43,44,
л ждение включено
Охлаждение выключено
тт
Рукоятки переключения
Таблица 1
Пози- ция (см. рис. 1) Наименование Обозначение Примечание Пози- ция (см. рис. 1) Наименование Обозначение Примеча
/ Станина 1М63Б. 10 000 Для стайка с РМЦ 2800 10 Защитное устрой- ство 16К30 14.000
1М63Б-1 10.000 Для станка с РМЦ 1400 и Суппорт 1М63Б.40.000 1М63БФ101.40 000*
2 Коробка подач 1М63Б.70.000 12 Защитный кожух 1М63.48
3 Бабка передняя 1М63Б.20.000 1М63БФ101 20.000* 13 Электротрубомои- таж 1М63Б.81.000 Для с PML
4 5 6 7 8 9 Шестерни смен- ные Станция управле- ния Электрошкаф Ограждение пат- рона Принадлежности Патрон токарный 0 400 Люнет подвижный 1М63Б.08.000 1 М63Б.80.000 1М63БФ101 80 000* IM63.85 1М63.19 1М63Б92.000 1М63.90 163.11 14 15 16 17 18 Охлаждение Фартук Люнет неподвиж- ный Бабка задняя Устройство циф- ровой индика- - цин 1М63Б-1.82.000 1М63БФ101.81.000* 1М63.34 1М63.77 1М63Б.60.000 1М63Б.66.000 1 А163Б.30.000 Ф 5071* Ф 5075* Для с PMI Для ст? PMU Для с РМ1
* Для станка 1М63БФ101.
Табл:
Позиция (см. рис. 2) Органы управления и их назначение Позиция (см. рис. 2) Органы управнения и их назначение
/, 4 Рукоятки регулировки частоты вращения шпин- деля 17, 23 Кнопочные станции включения и выключени» главного привода
2 Рукоятка установки нормального или увеличен- ного шага и деления на многозаходные резьбы 18 19 Рукоятка включения гайки ходового винта Рукоятка ручной поперечной подачи суп
3 5 Рукоятка установки правой и левой резьб и по- дачи Рукоятка включения механического перемещения верхнего суппорта 20 21 Рукоятка включения механической попереч* дачи Маховик ручного продольного перемещен порта Рукоятка настройки на величину шага отключения вращения ходового винта
6 7 Рукоятка поворота и крепления резцовой головки Тумблер включения местного освещения 24
8 Головка зажима и отжима сухаря крепления ка- ретки 25 Рукоятка настройки на величину шагг подачи
9 Тумблер переключения на точение конусов и ци- линдров 26 Рукоятка выбора типа резьбы, величп’ и включения ходового винта напрям'
10 Рукоятка включения подач и быстрых ходов суп- порта 27 Квадрат вала шкива для деления на ные резьбы
11 12 13 14 Рукоятка крепления пиноли задней бабки Маховик перемещения пиноли задней бабки Рукоятка крепления поддержки ходового винта и вала Рукоятка ручного перемещения верхнего суппорта 28 29 36 Рукоятка выбора величины подачи и Рукоятка включения напряжения Рукоятка плунжерного насоса для кн направляющих
15, 22 Рукоятки управления фрикционом 37 Рчкоятка фиксации ограждения патрон
16 1 Тумблер выключения насоса охлаждения 42 Переключатель подач дистанционного ...
ние
.LI
анка с
ц 2800
нка с
1400
лка с
. 2800
анка с
1400
2
Г
• ч
орта
• по-
.яя суп-
рсзьбы и
резьбы н
ны подачи
ую
многозаход-
q зга резьбы
г
чой смаз-
№ п/п Номер вала с ведущим зубчатым^колесом Скорость шпинделя (вал VI), об/мин № п/п Номер вала с ведущим зубчатым колесом Скорость шпинделя (вал VI), об/мин
1 II III IV V I II III IV V
Номер зубчатого колеса в зацеплении Номер зубчатого колеса в зацеплении
13 7—8
100
1 7-8 14—10 21 — 16 23—24 26—29 10,0
2 6—9 12,5
3 7—8 18—11 16,0
4 6-9 20,0
5 7—8 13—12 25,0
6 6—9 31,5
7 7—8 14—10 19—22 25,0
31,5
8 6—9
9 7—8 18—11 40,0
10 6—9 50,0
И 7—8 13—12 63,0
12 6—9 80,0
14 6—9
125
15 7—8 18—11 19—22 23—24 25—27 160
16 6—9 200
17 7—8 13—12 250
18 6-9 315
19 7—8 14—10 20—34 400
20 6—9 500
21 7—8 18—11 630
800
22 6—9
23 7—8 13—12 1000
1250
24 6—9
7
оо
121
<Г
Гт г pg I Диу* J____________
7 ХЮ!Д|| ! ! ' llbtl CZl± z=eo и П
Z--40
47
г*гз
79
79
^-15к6т
Zr«
4/
^36
i‘i6
2=29
Z--25
7-60
33
=60
21
2.-31
too
Рис. 3. Схема кинематическая
tv V VI
1 fc?53
- коса
- goo
4 620
5QQ
4oa
3/5
гбо
гоо
150
US
too
to
65
50
ko
31.5
25
20
16
12,5
1Q
^^WXWVtl
AIWXXWVI
\ж>
tfWWVWW
wwwwxw
W
A4WXW
Таблица 5
Перечень к кинематической схеме
Куда входит Позиция (см. рис. 3) Число зубьев зубча- тых колес или захо- дов червяков, ходо- вых винтов Модуль или шаг, мм Ширина обода зуб- чатого колеса, мм Материал Показатели свойств материалов
Бабка передняя \ 4 44 3 19 Сталь 40Х ГОСТ 4543—71 Зубья HRC 48-56
5 40 3 19 .
6 45 3 18
7 40 3 18
8 50 3 18
9 45 3 26
10 46 3 22 Сталь 20Х ГОСТ 4543—71 Зубья /г = 0,6 = 0,8 HRC 58—62
И 40 3 20
12 32 3 26 Сталь 40Х ГОСТ 4543—71 Зубья HRC 48—56
13 40 3 20
14 23 • 3 22 Сталь 20Х ГОСТ 4543^—71 • Зубья /1 = 0,84-1,2 HRC 58—62
15 32 3 52 Сталь 40Х ГОСТ 4543—71 Зубья I IRC 48—56
16 60 3 22
17 45 3 18
18 32 3 20 Сталь 20Х ГОСТ 4543—71 Зубья /1 = 0,8=12 HRC 58—62
19 42 3 24 Сталь 40Х ГОСТ 4543—71 Зубья IIRC 48—56
20 60 3 22
21 24 3 24
22 42 3 22
| 23 1* 1 24 1 3 1 32 Сталь 20Х ГОСТ 4543—71 Зубья /г = 0,8= 1,2 HRC 58—62
9
Продолжение
Куда входит Позиция (см. рис. 3) Число зубьев зубча- тых колес или захо- дов червяков, ходо- вых витков Модуль или шаг, мм Ширина обода зуб- чатого колеса, мм Материал Показатели свойств материалов
Бабка передняя 24 96 3,0 28 Сталь 40Х ГОСТ 4543—71 Зубья HRC 48—56
25 55 4,0 24
26 22 4,0 54 24
27 55 4,0
28 31 3,0 32
29 88 4,0 50
30 31 3,0 16 Сталь 45 ГОСТ 1050—74 Зубья HRC 48—56
31 24 3,0 16 Сталь 40Х ГОСТ 4543—71
32 60 2,5 16
33 60 2,5 16
34 60 3,0 22
35 28 2,5 16
36 28 2,5 16
37 56 2,5 16
38 28 2,5 34
Сменные зубчатые колеса 10 39 72 2,0 20 Сталь 40Х ГОСТ 1543—71 Зубья HRC 48—52
40 72 2,0 20
41 54 2,0 20
42 86 2,0 20
43 73 2,0 20
44 54 2,0 20
46 60 2,0 20
47 48 2,0 20
Продолжение
Куда входит Позиция (см. рис. 3) Число зубьев зубча- тых колес или захо- дов червяков, ходо- вых винтов Модуль или шаг, мм Ширина обода зуб- чатого колеса, м'м Материал Показатели свойств материалов
Сменные зубчатые колеса 48 57 2,0 20 Сталь 40Х ГОСТ 4543—71 Зубья HRC 48—52
49 66 2,0 20
Коробка подач 50 30 2,75 17
51 42 2,5 15
52 28 2,5 17
53 32 3,0 14
54 24 3,0 14
55 28 3,0 14
56 24 3,0 8 НВ 240—260
57 25 3,0 13 Зубья HRC 48—52 11
58 36 2,75 15,5
59 35 2,75 16
60 35 3,0 30
61 36 2,5 16
62 36 2,5 16
63 30 2,75 15
64 42 2,0 14
65 40 2,5 16
66 . 50 2,0 14
67 25 3,0 8
68 42 2,5 16
69 30 2,5 18
70 60 2,25 16
71 21 2,25 16 /
Продолжение
Куда входит Позиция (см. рис. 3) Число зубьев зубча- тых колес или захо- дов червяков, ходо- вых винтов Модуль или шаг, мм Ширина обода зуб- чатого колеса, мм Материал Показатели свойств м аггер налов
Коробка подач 72 25 2,75 16 Сталь 40Х ГОСТ 4543—71 Зубья IIRC 48-52
73 40 2,75 16
74 17 2,5 15
75 55 2,5 13
76 30 2,5 14
77 40 2,5 14
78 32 2,5 16
79 40 2,75 16
Суппорт 80 31 2,0 14,6 Сталь 45 ГОСТ 1050—74 Зубья HRC 48—50
81 31 2,0 14,6
82 30 2,0 14
83 30 2,0 14
84 30 2,0 14
85 30 2,0 14
86_ 25 2,0 , 12
87 25 2,0 12
88 1 5,0 Сталь А 40Г ГОСТ 1414—75
89 1 5,0 40 Бр.Оф 10-1 АМТУ 211-51
90 17 3,0 16 Сталь 45 ГОСТ 1050—74 Зубья HRC 48—50
91 20 3,0 35
92 17 3,0 16
93 1 5,0 60 Бр. ОЦС 5-5-5 ГОСТ 613—65
94 1 5,0 Сталь 45 ГОСТ 1050—74
12
♦
___________________________________________________________П родолжение
Куда входит J Позиция (см. рис. 3) Число зубьев зубча- тых колес или' захо- дов червяков, ходо- вых винтов Модуль или шаг, мм, Ширина обода зуб- чатого колеса, мм Материал Показатели свойств материалов
Станина 95 1 12 Сталь А 40Г ГОСТ 1414—75
Фартук 96 1 12 НО Бр. ОЦС 5-5-5 ГОСТ 613—65
97 3 4 52 Сталь 20Х ГОСТ 4543—71 Зубья h = 0,6 4- 0,8 HRC 58—62
98 44 3 28
99 36 4 30 Бр. ОЦС 5-5-5 ГОСТ 613—65
100 24 3 28 Сталь 45 ГОСТ 1050—71 Зубья HRC 48—56
101 4
102 12 4 50 Сталь 40Х ГОСТ 4543—71 Зубья HRC 48—56
103 55 3 14
104 52 3 14
105 66 3 18 Сталь 45 ГОСТ 1050—74 Зубья HRC 48-56
106 22 3 18
107 55 3 14
108 52 3 14
109 23 2 11
110 55 3 14 Сталь 40Х ГОСТ 4543—74 Зубья HRC 48—56
111 52 3 14
112 26 3 14 Сталь 45 ГОСТ 1050—74 Зубья HRC 48—56
ИЗ 63 3 14
114 23 2 11
115 54 2 9
116 30 2 16 Зубья HRC 48—56
118 23 2 16
Бабка задняя 119 1 6
120 1 6 55 АЧС-2 ГОСТ 1585—70
13
Таблица 6
Позиция (см. рис. 3) Число зубьев Моду ль, мм Коэффициент смещения исходного контура Позиция (см. рис. 3) Число зубьев Модуль, мм Коэффициент смещения исходного контура
10 46 3,0 + 1,006 6b 50 2,0 —0,5
14 23 3,0 +0,71 70 60 2,25 —0,475
51 42 2,5 +0,498 73 40 2,75 +0,233
52 28 2,5 -| 0,6 74 17 2,5 +0,15
54 24 3,0 +0,53 75 55 2,5 —0,15
56 24 3,0 +0,53 77 40 2,5 + 1,0966
58 36 2,75 —0,26 78 32 2,5 +0,5
63 30 2,75 +0,233 79 40 2,75 +0,233
64 42 2,0 —0,411 102 12 4,0 +0,25
65 40 2,5 —0,5 *
Модульные резьбы
Нарезание модульных резьб осуществляется
через сменные шестерни 47—39—43, 42—40 и далее
по цепи метрических резьб на ходовой винт 95.
Питчевая резьба
Нарезание питчевых резьб осуществляется чере.
сменные шестерни 47—39—43, 42—40 и далее по
цепи дюймовых резьб на ходовой винт 95.
Продольные подачи
Через сменные шестерни 41—49—42—44 движе-
ние передается на вал XIV коробки подач, далее
через зубчатые передачи 53—55 на вал XV. С ва-
ла XV либо через передачи 52—51 или 50—58, или
59—63, или 61—62 и зубчатую муфту 67—57, либо с
вала XIV через передачи 54—60—57, 62—61, или
63—59, или 58—50, или 51—52 и 64—66 на вал
XVII, далее через передачи 71—70 или 68—69 на
вал XVIII, далее через передачи 72— 73 или 74—75
на вал XX и через передачу 76—77 на ходовой вал
XXI. С ходового вала XXI вращение передается на
зубчатые колеса фартука. Через передачу 100—98 и
червячную пару 97—99, зубчатые колеса 107—103,
106—105, 102 на рейку 101.
Поперечные подачи
От ходового валика через зубчатые колеса
100—98, червячную пару 97—99, зубчатые колеса
107—110, 113—90, 90—91, 91—92 на винт 94.
При обратной подаче от червячной пары через
зубчатые колеса 108—112—111, 113—90, 90—91—
92 на винт 94.
Подача верхней части суппорта
От фартука через зубчатые колеса 90—91, 80—
81, 82—83—84—85, 87—86 и кулачковую муфту на
винт 88.
14
Ускоренное перемещение суппорта
От электродвигателя, помещенного на торце
фартука, через зубчатые колеса
ную пару 97—99 и далее через
продольной и поперечной подач.
118—116, червяч-
зубчатые колеса
1.3.5. Станина
err? С Я при
Станина цельнолитая на тумбах имеет две
призматические направляющие для каретки и
две — для задней бабки, из которых одна плоская.
Внутри станины имеются наклонные люки (окна)
для отвода стружки и охлаждающей жидкости.
В правой тумбе помещаются бак с эмульсией и
электронасос.
На левой Тумбе сзади крепится электродвига-
тель главного привода.
1.3.6. Бабка передняя
Бабка передняя (рис. 4) установлена на левой
головной части станины.
Шпиндель передней! бабки выполнен со сквоз-
ным отверстием, внутренними конусами и имеет
три опоры. Передняя и средняя опоры — двухряд-
ные подшипники с короткими цилиндрическими ро-
ликами. Задняя опора — радиальный подшипник,
работающий в паре с опорными шарикоподшипни-
ками.
Изменение частоты вращения шпинделя дости-
гается перемещением блоков шестерен по шлице-
вым валам при помощи двух рукояток, выведенных
на переднюю стенку корпуса бабки.
Прямое и обратное вращение шпинделя осуще-
ствляется фрикционной механической муфтой, а
торможение — электромагнитной муфтой.
Рис. 4. Бабка передняя
15
1.3.7. Бабка задняя
Бдбка задняя (рис. 5k перемещается по направ-
ляющим станины на четырех радиальных шарико-
подшипниках, установленных в мостике. На на-
правляющих станины баб^а закрепляется при по-
мощи двух планок четырьмя болтами. Поперечное
смещение корпуса бабки относительно мостика
производится с помощью двух винтов и гайки, уста-
новленной в мостике.
Перемещение пиноли осуществляется маховиком.
1.3.8. Суппорт
Суппорт -(рис. 6, 7) крестовой конструкции
имеет продольное перемещение по призматическим
направляющим станины и поперечное — по направ-
ляющим каретки. Перемещение можно осуществ-
лять вручную и механическим приводом. Имеется
механизм для быстрого перемещения суппорта. у
Поворотная часть суппорта имеет направляю-
щие для перемещения верхней части суппорта с
резцовой головкой. Верхняя часть суппорта также
может перемещаться вручную и механически.
Суппорт для станка 1М63БФ101 показан на
рис. 8.
1.3.9. Фартук
Фартук (рис. 9, 10) закрытого типа со .съемной
передней стенкой (крышкой). Движение суппорту
передается через фартук от ходового винта или хо-
дового вала. Механизм фартука снабжен четырьмя
электромагнитными муфтами, что позволяет сосре-
доточить управление на одной рукоятке, причем
направления включения рукоятки совпадают с на-
правлениями движения подачи. В эту же рукоятку
встроена кнопка, нажатием которой включается
ускоренный ход суппорта.
Благодаря наличию в фартуке обгонной муфты
включение быстрого хода возможно при включен-
ной подаче. Электрическая блокировка исключает
возможность одновременного включения быстрого
перемещения суппорта и подачи от ходового вала
при сцепленной гайке ходового винта.
1.3.10. Коробка подач
Коробка подач (рис. 11, 12) обеспечивает наст-
ройку на следующие виды работ: нарезание резьбы
метрической, дюймовой, модульной, питчевой; на-
резание точных резьб, минуя механизм коробки
подач; точение.
Шестеренный механизм коробки подач состоит
из наборного механизма, множительных механиз-
мов привода ходового винта и ходового вала, меха-
низма выбора вида работы — нарезание резьбы
или точение.
Множительный механизм привода ходового ва-
ла снабжен двумя электромагнитными муфтами,
управление которыми осуществляется с пульта на
фартуке. При переключении электромагнитных
муфт величина подачи увеличивается или умень-
шается в два раза. Выбор вида работ, величин по-
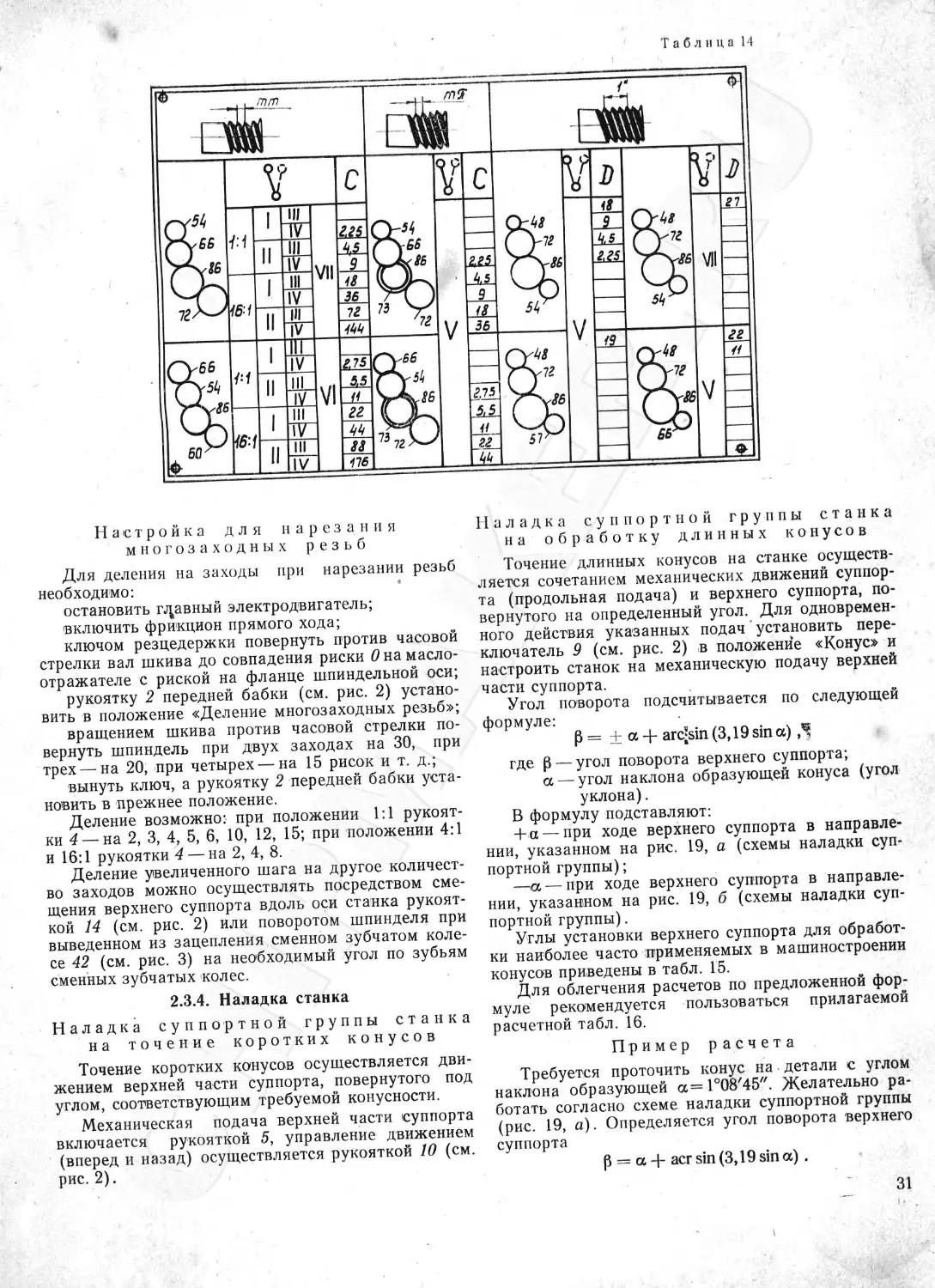
дач и резьб осуществляется по таблицам 12, 13, 14.
Рис. 5. Бабка задняя
16
2—1042
4H63.Qlf, 119 P.Qip^ no Бинту
Рис. 6. Суппорт
Рис. 7. Суппорт
Рис. 10. Фартук
18
Рис. 11. Коробка подач
1.3.11. Шестерни сменные
Шестерни сменные служат для передачи враще-
ния от выходного вала 1 передней бабки на вход-
ной вал 2 коробки подач с помощью установки
комбинаций сменных шестерен в соответствии со
схемами таблиц 12, 13, 14. Станок можно налажи-
вать на нарезание различных резьб. На рис. 13, а
показана настройка сменных шестерен на нареза-
ние метрической и дюймовой резьб, а на рис. 13, б—
для модульной и питчевой резьб. Настройка для
метрической и дюймовой резьб используется также
для получения основного ряда подач.
1.3.13. Охлаждение
От электронасоса, установленного в правой
тумбе станины, охлаждающая жидкость через тру-
бопровод и шланг подается к инструменту, а затем
стекает в два корыта, откуда возвращается в бак.
Очистку корыт и бака производить не реже
одного раза в месяц.
Количество охлаждающей жидкости, заливае-
мое в бак — 35 л.
Рис. 13. Шестерни сменные
Сменные шестерни на валах / и 2 и промежу-
точных осях 3 и 4 закрепляются гайкой 5 через
шайбы 6.
На торцах сменных шестерен нанесены число
зубьев z и модуль tn.
При закреплении приклона 7 и оси 4 необходи-
мо установить сменные шестерни с минимальным
зазором.
Нельзя забывать о регулярной смазке сменных
шестерен и втулок 8, последние смазываются через
колпачковую масленку 9.
1.3.12. Люнеты
Для обработки нежестких деталей станок осна-
щен подвижным и неподвижным (рис. 14) люнета-
ми. Люнеты снабжены сменными роликами и суха-
рями, устанавливаемыми в зависимости от условий
работы.
1.4. СИСТЕМА СМАЗКИ
1.4.1. Общие сведения
Механизмы станка должны быть всегда хорошо
смазаны. Обслуживающий персонал обязан помнить,
что своевременная и достаточная смазка механиз-
мов обеспечивает надежную работу и увеличивает
долговечность станка.
Масло, заливаемое в резервуары станка, должно
быть рекомендуемых марок, тщательно очищено и
^^фильтровано.ОТ'lAe/rtWj с
1.4.2. Принципиальная схема смазки (рис. 15)
Схема расположения элементов системы смазки
на станке показана на рис. 16.
В табл. 7 и 8 приведен перечень элементов
системы и точек смазки.
20
Рис. 15. Принципиальная схема смазки
I
21
Рис. 16. Схема расположения элементов смазки на станке
1.4.3. Описание работы
Смазка станка обеспечивается следующими
системами.
Циркуляционная система смазки
механизмов зубчатых колес и под-
шипниковых опор передней бабки.
Насос 6' системы приводится в действие от пер-
вого вала передней бабки через зубчатую передачу.
Всасываемое насосом из резервуара 7 масло
проходит через фильтр 5, затем подается в подшип-
никовые опоры шпинделя, электротормозную муф-
ту 1, распределительную ванну 3, а из нее к другим
смазываемым точкам. Пройдя через смазываемые
части, масло собирается на дне корпуса бабки (ре-
зервуар 7).
Кроме того, смазка деталей производится раз-
брызгиванием.
Контроль за подачей смазки и се уровнем в ре-
зервуаре осуществляется визуально с помощью
маслоуказателей 2(/) и 2(2). Заправка масла в ре-
зервуар производится через заливное отверстие
4(1) в крышке бабки, а слив — через отверстие 8(1).
Циркуляционная система смазки
механизма коробки подач
Плунжерный насос 13 приводится в действие от
эксцентрика, закрепленного на входном валу ко-
робки подач. Масло, всасываемое насосом из ре-
зервуара 14, подается через фильтр 19(2) в распре-
делительную ванну 9, из которой производится дож-
девая смазка подшипников и зубчатых колес.
Пройдя через смазываемые части, масло соби-
рается на дне коробки подач (резервуар 14).
Контроль за подачей масла и его уровнем в ре-
зервуаре осуществляется визуально с помощью
маслоуказателей 2(4) и 2(3). Заправка масла в
резервуар производится через заливное отвер-
стие 4(2), слив — через сливное отверстие 8(2).
Фитильная система смазки сменных
зубчатых колес состоит из ванночки
/ / и ф и т е л е й
Циркуляционная система смазки
механизма фартука
22
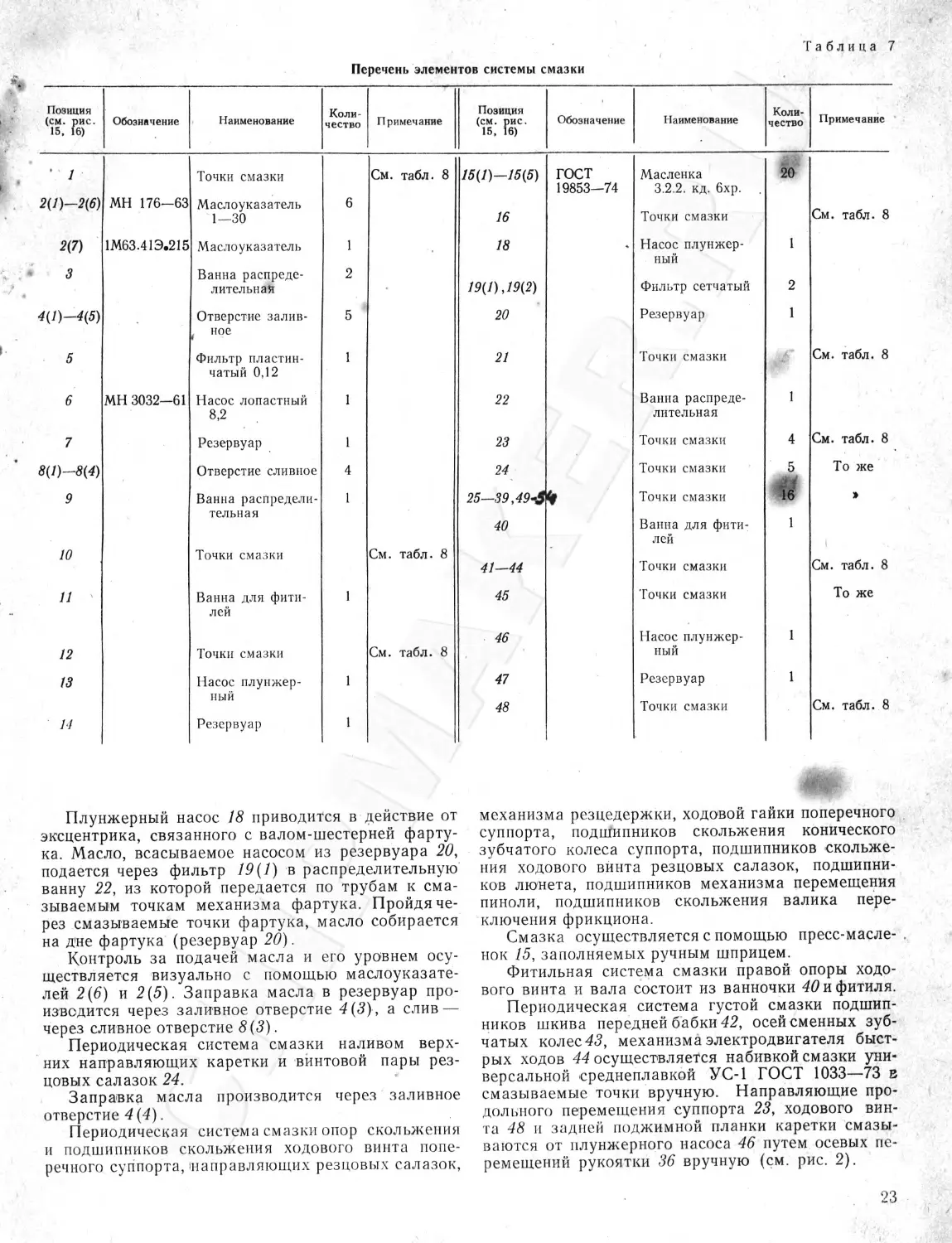
Таблица 7
Перечень элементов системы смазки
Позиция (см. рис. 15, 16) Обозначение Наименование Коли- чество Примечание Позиция (см. рис. 15, 16) Обозначение Наименование Коли- чество Примечание
’ 1 2(1)—2(6) МН 176-63 Точки смазки Маслоуказатель 1—30 6 См. табл. 8
2(7) 1М63.41Э.215 Маслоуказатель 1
3 Ванна распреде- лительная 2
4(1)—4(5) Отверстие залив- ное 5
5 Фильтр пластин- чатый 0,12 1
6 МН 3032—61 Насос лопастный 8,2 1
7 Резервуар 1
8(1)-8(4) Отверстие сливное 4
9 Ванна распредели- тельная 1
10 Точки смазки См. табл. 8
И Ванна для фити- лей 1
12 Точки смазки См. табл. 8
13 Насос плунжер- ный 1
14 Резервуар 1
15(1)—15(5) ГОСТ 19853—74 Масленка 3.2.2. кд. бхр. 20
16 Точки смазки См. табл. 8
18 • Насос плунжер- ный 1
19(1),19(2) Фильтр сетчатый 2
20 Резервуар 1
21 Точки смазки См. табл. 8
22 Ванна распреде- лительная 1
23 Точки смазки 4 См. табл. 8
24 Точки смазки 5 1 1 То же
25—39,49-3 <9 Точки смазки 16 »
40 Ванна для фити- лей 1
41—44 Точки смазки См. табл. 8
45 Точки смазки То же
46 Насос плунжер- ный 1
47 Резервуар 1
48 Точки смазки См. табл. 8
Плунжерный насос 18 приводится в действие от
эксцентрика, связанного с валом-шестерней фарту-
ка. Масло, всасываемое насосом из резервуара 20,
подается через фильтр 19(/) в распределительную
ванну 22, из которой передается по трубам к сма-
зываемым точкам механизма фартука. Пройдя че-
рез смазываемые точки фартука, масло собирается
на дне фартука (резервуар 20).
Контроль за подачей масла и его уровнем осу-
ществляется визуально с помощью маслоуказате-
лей 2(6') и 2(5). Заправка масла в резервуар про-
изводится через заливное отверстие 4(3), а слив —
через сливное отверстие 8(3).
Периодическая система смазки наливом верх-
них направляющих каретки и винтовой пары рез-
цовых салазок 24.
Заправка масла производится через заливное
отверстие 4 (4).
Периодическая система смазки опор скольжения
и подшипников скольжения ходового винта попе-
речного суппорта,'направляющих резцовых салазок,
механизма рсзцедержки, ходовой гайки поперечного
суппорта, подшипников скольжения конического
зубчатого колеса суппорта, подшипников -скольже-
ния ходового винта резцовых салазок, подшипни-
ков люнета, подшипников механизма перемещения
пиноли, подшипников скольжения валика пере-
ключения фрикциона.
Смазка осуществляется с помощью пресс-масле-.
нок 15, заполняемых ручным шприцем.
Фитильная система смазки правой опоры ходо-
вого винта и вала состоит из ванночки 40 и фитиля.
Периодическая система густой смазки подшип-
ников шкива передней бабки 42, осей сменных зуб-
чатых колес43, механизма электродвигателя быст-
рых ходов 44 осуществляется набивкой смазки уни-
версальной среднеплавкой УС-1 ГОСТ 1033—73 в
смазываемые точки вручную. Направляющие про-
дольного перемещения суппорта 23, ходового вин-
та 48 и задней поджимной планки каретки смазы-
ваются от плунжерного насоса 46 путем осевых пе-
ремещений рукоятки 36 вручную (см. рис. 2).
23
Таблица 8
Перечень точек смазки
Позиция (см. рис. 16) Расход смазоч- юго материала Периодичность смазки Смазываемая точка Куда входит Смазочный материал
1 10 12 16 21 23 24 25, 30 26, 27, 33 28, 29, 32 31 34 35 36 37 38 39 41 42 43 44 45 48 49 Непрерывная Периодическая ежеднев- но Непрерывная Периодическая ежедневно То же » 2> » Один раз в год Периодическая ежедневно Один раз в год Периодическая ежедневно То же » ЬраЗь ~ год Шпиндельные подшипни- ки, электротормозная муфта Подшипники и колеса зубчатые Шестерни сменные Подшипник скольжения валика переключения фрикциона Механизм фартука Направляющие продоль- ного перемещения суп- порта Винт и гайка резцовых салазок и направляю- щие каретки Направляющие резцовых салазок Опоры скольжения ходо- р* вого винта поперечного "суппорта Подшипники скольжения ходового вала попереч- ного суппорта Механизм резпедержки Ходовая гайка поперечно- го суппорта Подшипник скольжения конической шестерни суппорта Подшипник скольжения ходовою винта резцо- вых салазок Подшипники люнета Гайка механизма переме- щения пиноли Подшипник скольжения винта перемещения пи- ноли Задняя опора ходового винта и вала Шкив передней бабки Оси сменных шестерен Подшипники и колеса зубчатые двигателя быстрых ходов Задняя поджимная план- ка каретки Ходовой винт Кольцо под ограждение /7OJ si /~ф н е ггт ci Бабка передняя Коробка подач Шестерни сменные Станина Фартук Суппорт » » » » » » Люнет неподвижный Бабка задняя То же Станина Бабка передняя Шестерни сменные Фартук Суппорт Станина Ограждение патрона негтс/Э£с(жмь I и Масло Индустриальное И-ЗОА ГОСТ 20799-75 То же » » Масло Индустриальное И-50А ГОСТ 20799—75 Масло Индустриальное И-ЗОА ГОСТ 20799—75 То же » » » ! * » » 1 Смазка универсальная среднеплавкая УС-1 ГОСТ 1033—73 То же » Масло Индустриальное И-50А ГОСТ 20799—75 То же Масло Индустриальное И-Э0А ГОСТ 20799—75 гостей?-?*?
1.4.4. Указания по монтажу и эксплуатации
системы смазки
Перед пуском станка необходимо:
наполнить резервуары 7, 14, 20 фильтрованным
маслом Индустриальное И-ЗОА через заливные от-
верстия 4(1), 4(2), 4(3) до верхней риски масло-
указателей 2(2), 2(3), 2(5);
наполнить резервуар 47 фильтрованным маслом-
Индустриальное И-50А через заливное отвер-
стие 4(5) до верхней риски маслоуказателя 2(7);
заполнить ванночки 11 и 40 маслом Индустри-
альное И-ЗОА;
залить через заливное отверстие 4(4) масло Ин-
дустриальное И-ЗОА в верхнюю часть суппорта;
заполнить маслом Индустриальное И-ЗОА места
ежедневной смазки 16, 24—39, 41, 43, 49;
набить смазку универсальную среднеплавкую
УС-1 в смазываемые точки 43.
Для смазки станка необходимо применять толь-
ко фильтрованное масло.
При работе станка контролировать:
уровень масла по указателям 2(2), 2(3), 2(5);
наличие масла по указателям 2(1), 2(4), 2(6).
Контроль работы плунжерного насоса фартука
осуществляется при быстром перемещении суп-
порта.
Рекомендуется при длительной работе станка на
малых подачах для обеспечения смазки направ-
ляющих станины, ходового винта и задней полки
станины периодически, не реже 4—5 раз в смену,
производить 2—3 быстрых перемещения суппорта,
предварительно перед каждым перемещением сде-
лав вручную 3—4 двойных хода плунжера насоса
46. Для обеспечения правильной работы электро-
магнитных муфт фартука нужно следить за тем,
чтобы в резервуар фартука заливалось масло Ин-
дустриальное И-ЗОА или соответствующее ему по
вязкости.
В зимнее время в случае повышения вязкости, а
также для уменьшения перебегов суппорта реко-
мендуется использовать масло с более низкой вяз-
костью, например Индустриальное И-20А.
Применение масел с повышенной вязкостью вы-
зывает замедленное расцепление дисков муфт и
вследствие этого перебеги суппорта после отключе-
ния или реверсирования его движения.
Смену масла в резервуарах 7, 14, 20 производить:
первый раз после 10 дней работы, второй — после
20 дней, а затем — через каждые 40 дней.
Залив масла в резервуар 7—20 л, в резер-
вуар 14—5 л, в резервуар 20—2,5 л, в резер-
вуар 47—0,2 л.
Для повышения равномерности и плавности пе-
ремещения суппорта, что особенно важно при резь-
бонарезных работах, рекомендуется в качестве
смазки ходового винта и направляющих станины
применять масло ВНИИНП-401 ГОСТ 11058—75
(вязкость кинематическая не менее 16,5 сСт при
50° С и 4,5 сСт при 100° С). При переходе на дру-
гой сорт масла необходимо очистить смазочные по-
верхности от масла ВНИИНП-401.
Замену смазки НК-50 в подшипниках электро-
насоса производить с одновременной сушкой элект-
родвигателя при температуре 100—110°С не реже
одного раза в 6 месяцев.
1.4.5. Перечень возможных нарушений в работе
системы смазки приведен в табл. 9.
Таблица 9
Возможное нарушение Вероятная причина Метод устранения Приме- чание
Отсутствие потока масла в масло- указателе 2 (/) Выход из строя на- соса Вытекло масло из насоса Заменить насос Залить масло
Отсутствие потока масла в масло- указателях 2 (4), 2 (6) Засорение фильтра Поломка пружины плунжерного на- соса Засорение масло- проводов Промыть фильтр Заменить пру- жину Промыть масло- проводы
Засорение фильтра 19 Промыть фильтр
Внимание! Периодически проверять доступ масла в тормоз-
ную муфту передней бабки.
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1. УКАЗАНИЯ ПО МЕРАМ БЕЗОПАСНОСТИ
2.1.1. Технические средства безопасности в стан-
ке:
ограждение главного привода и сменных зубча-
тых колес;
ограждение патрона и защита задней зоны ре-
зания;
отверстие с резьбой в станине для заземляюще-
го винта;
вводной автомат для включения и выключения
общего электропитания;
защитное устройство от повреждения рабочего
стружкой;
кнопка «Стоп» па двух пультах управления, рас-
положение которых обеспечивает останов двигателя
главного привода как непосредственно от зоны ре-
зания, так и от панелей рукояток управления бабки
передней и коробки подач;
жесткая фиксация в нейтральном положении ле-
вой (у коробки подач) рукоятки управления фрик-
ционом;
отключающее—устройство штурвала ручного
jуродольпого переметения-супхюрта;
25
отключающее устройство рукоятки поперечного
перемещения суппорта.
2.1.2. Перед включением станка убедиться, что
его пуск не опасен для людей, находящихся у
станка.
В первый период после пуска станка не рекомен-
дуется работать при максимальной частоте враще-
ния шпинделя.
2.1.3. Обеспечить надежное крепление детали.
При обработке деталей в патронах не допускает-
ся выступание кулачков за наружный диаметр
патрона. В случае большого диаметра обработки
детали необходимо применять специальные пат-
роны.
2.1.4. При обработке детали в центрах запре-
щается применять центры с изношенными кону-
сами.
2.1.5. Надежно закрепить заднюю бабку и пи-
ноль, так как при плохом креплении возможен
срыв детали из центров.
2.1.6. Перед установкой патроны и планшайбы
необходимо тщательно протереть, а после их уста-
новки надежно закрепить. Главный двигатель дол-
жен быть отключен.
2.1.7. Запрещается работать на станке со сня-
тыми или открытыми ограждениями (кожухом,
крышкой и защитным устройством).
2.1.8. Запрещается прикасаться руками к вра-
щающимся частям станка, а также обрабатываемой
детали.
2.1.9. Во избежание захвата одежды вращаю-
щимся ходовым валиком, ходовым винтом и други-
ми вращающимися частями необходимо аккуратно
заправить спецодежду и убрать волосы под голов-
ной убор.
2.1.10. В случае необходимости экстренного ос-
танова станка выключить рукоятку 22 или 15 (см.
рис. 2).
При этом время полного останова шпинделя с
трехкулачковым патроном при частоте вращения
шпинделя 1250 об/мин — не более 10 с. В этом слу-
чае станок остановится быстрее, чем при нажатии
кнопки «Стоп».
2.1.11. Запрещается производить уборку, чистку,
смазку, установку и съем детали при работе
станка.
2.1.12. При обработке пруткового материала,
выступающего из заднего конца шпинделя, необ-
ходимо установить ограждение. Такое ограждение
со станком не поставляется.
2.1.13. При обработке длинных нежестких изде-
лий необходимо применять люнеты.
2.1.14. Во избежание случайного прикосновения
к токоведущим частям перед включением вводного
автомата, необходимо закрыть дверцы электрошка-
фа на замок специальным трехгранным торцовым
ключом.
2.1.15. В случае неисправности электрооборудо-
вания станка необходимо вызвать электрика. Кате-
горически запрещается производить ремонт электро-
оборудования лицам, не имеющим соответствующе-
го удостоверения на право работы на электроуста-
новках.
2.1.16. Рабочее место и подступы к электрошка-
фу не должны быть загромождены.
26
2.1.17. Перед осмотром или ремонтом электро-
оборудования станка необходимо выключить ввод-
ной автомат и вывесить предупредительную над-
пись:
Не включать — ремонт. Не включать — наладка.
2.1.18. При обработке в четырехкулачковом
патроне максимальная частота вращения шпинде-
деля —315 об/мин.
2.1.19. В станке имеются защитные устройства
от поломок: тепловое электрическое — от перегру-
зок электродвигателя; фрикцион коробки скоростей
и электромагнитные муфты фартука — от перегру-
зок усилия резания.
2.1.20. Периодически проверять правильность
работы блокировочных устройств.
2.1.21. Если со станком за дополнительную пла-
ту поставляется четырехкулачковый несамоцентри-
рующий патрон, то станок укомплектовывается до-
полнительным (широким) кожухом защиты пат-
рона.
При наладке станка для работы с четырехкулач-
ковым патроном следует после снятия трехкулач-
кового патрона заменить узкий кожух защиты
патрона широким.
Для смены кожуха необходимо шестигранным
ключом S = 6 отвернуть три винта ,48X70 (с внут-
ренним шестигранником «под ключ»), крепящие
кожух патрона к поворотному кольцу, снять его и
поставить сменный кожух, закрепив теми же вин-
тами. После закрепления кожуха установить на
шпинделе и закрепить токарный патрон.
Установка патрона производится при открытом
кожухе.
2.1.22. Запрещается включать продольный уско-
ренный ход суппорта при промежуточных положе-
ниях маховика фартука. Маховик должен быть пол-
ностью выведен.
2.1.23. Корректированный уровень звуковой
мощности LpA не должен превышать 102 дБА.
2.2. ПОРЯДОК УСТАНОВКИ
2.2.1. Распаковка. При распаковке сначала сни-
мается верхний щит упаковочного ящика, а затем
боковые. Необходимо следить за тем, чтобы не
повредить станок распаковочным инструментом.
2.2.2. Транспортирование (рис. 17). Транспор-
тирование распакованного станка производить со-
гласно схеме строповки. При транспортировании
необходимо следить за тем, чтобы канатом не были
повреждены выступающие части и обработанные
поверхности станка, для чего в соответствующих
местах следует подкладывать деревянные бруски
размерами 80X100X300 мм.
При транспортировании к месту установки и
при опускании на фундамент станок не должен под-
вергаться сильным толчкам.
Диаметр штанг для подъема станка, не менее:
при РМЦ 1400 di = d2 = 50MM,
при РМЦ 2800 di = 76 мм,
t/г = 83 мм,
длина, не менее: L — 1120 мм,
L\ = 1385 мм.
Материал штанг — сталь 10 ГОСТ 1050—74.
Рис. 17. Схема строповки станка
Диаметр dK стальных канатов не менее 16 мм,
ГОСТ 3088—69.
Длина каната: строп E = £i = E2 = 2960 мм, а
стропа Д>Е2 = 5380 мм; Р=1050 кг; Р\ = 1400 кг,
Р2= 1500 кг.
Вылет штанг до точки захвата, не более: 1 =
= 280 мм и /^=315 мм.
Стропальщик! Строго соблюдай схему строповки
и инструкцию по технике безопасности.
2.2.3. Перед установкой станка необходимо тща-
тельно очистить от антикоррозионных покрытий об-
работанные поверхности, направляющие станины,
каретки и суппорта, ходовой вал, резцедержатель,
пиноль задней бабки, плоскости разъема задней
бабки и мостика, клинья каретки и суппорта, по-
верхности конуса шпинделя и патрона, сменные
зубчатые колеса, зеркала фартука и т. п. и во избе-
жание коррозии покрыть тонким слоем масла Ин-
дустриальное И-ЗОА ГОСТ 20799—75.
Очистка производится деревянной лопаточкой,
оставшаяся смазка удаляется ветошью, смоченной
в керосине.
Категорически запрещается передвигать карет-
ку, суппорт, пиноль задней бабки, заднюю бабку и
включать станок до очистки поверхностей.
Применять для очистки станка металлические
предметы или наждачную бумагу категорически
запрещается.
2.2.4. Монтаж. Установочный чертеж и фунда-
мент станка приведены в разделе «Паспорт».
2.2.5. Станок устанавливается на бетонный
фундамент и укрепляется фундаментными бол-
тами.
Глубина заложения фундамента принимается в
зависимости от грунта. Фундаментные болты и баш-
маки (клинья) со станком не поставляются.
2.2.6. Точность работы станка зависит от пра-
вильности его установки.
При установке на фундамент станок выверяет-
ся в обеих плоскостях при помощи уровней.
Отклонение не должно превышать 0,02 мм на
длине 1000 мм в обеих плоскостях.
Уровни устанавливать на направляющих ка-
ретки.
После выверки станка по уровням следует про-
извести проверку 1.9 раздела 3.7 «Свидетельство о
приемке».
2.2.7. После выверки станка фундаментные бол-
ты залить цементным раствором. Когда раствор
затвердеет, затянуть гайки фундаментных болтов,
проверяя положение станка по уровню.
Затяжку болтов производить равномерно и
плавно. Затем подлить цементный раствор под тум-
бы станины и произвести отделку цоколей.
2.2.8. После установки станка на фундамент,
закрыть такелажное отверстие в станице прилагае-
мой крышкой 1М63.08.206 (см. рис. 1).
2.2.9. Подготовитцстанок к первоначальному
пуску.
Перед пуском станка необходимо:
открепить магнитные пускатели и подвеску;
отжать сухарь каретки и выключить маточную
гайку;
подключить станок к общей цеховой системе за-
земления.
2.2.10. Подключить станок к электросети, прове-
рив соответствие напряжения сети и электрообору-
дования станка.
2.2.11. Ознакомиться с назначением рукояток
управления (см. рис. 2) и проверить от руки работу
всех механизмов станка, работающих от рукояток
и маховичков ручного перемещения.
ВНИМАНИЕ!
Реверс шпинделя производить только при пол-
ной его остановке.
Зубчатые колеса передней бабки и коробки по-
дач на ходу не переключать.
2.2.12. Выполнить указания, относящиеся к пус-
ку, изложенные в разделах «Система смазки» и
«Электрооборудование».
ВНИМАНИЕ!
При подключении станка к электросети необхо-
димо обеспечить вращение шкива передней бабки в
направлении; указанном стрелкой на кожухе смен-
ных зубчатых колес.
2.2.13. После подключения станка к сети вклю-
чить шпиндель на минимальную частоту вращения,
проверить на холостом ходу работу системы смазки
по маслоуказателям* 2(/), 2(4), 2(6) (см.
рис. 15, 16).
27
ВНИМАНИЕ!
При отсутствии масла в маслоуказателях 2(/),
2(4), 2(6) работа на станке недопустима.
Обкатать станок в течение часа, постепенно уве-
личивая частоту вращения и подачи. После обкатки
заменить масло в передней бабке, фартуке и короб-
ке подач.
2.2.14. Убедившись в нормальной работе всех
механизмов станка, можно приступить к настройке
станка для работы.
2.2.15. Перечень возможных нарушений в рабо-
те станка при первоначальном пуске (табл. 10).
Таблица 10
Возможное нарушение Вероятная причина
Нет подачи (ходовой вал не вращается) Не включена одна из рукояток 28, 2, 3, 25 (см. рис. 2)
Рассоединились сменные зубчатые колеса
Нет подачи (ходовой вал Рукоятка 18 не поставлена в поло-
вращается) жение «Расцепить гайку с вин- том» Рукоятка 3 не включена на левую резьбу (см. рис. 2) Нс отпущен винт зажима и отжи- ма сухаря крепления каретки
Нс получается обработка Не переключен тумблер 9 в поло-
конусов жение для точения внутренних или внешних конусов Не включена рукоятка 5 (см. (рис. 2).
Нет ускоренных переме- Плохой контакт в кнопке рукоятки
щений суппорта управления подачами 10 Рукоятка 18 не поставлена в поло- жение «Расцепить гайку с вин- том» (см. рис. 2)
При включенном охлаж- Неправильное направление враще-
дении эмульсия не по- ния двигателя. Необходимо пе-
ступает реключить фазные концы прово- дов электродвигателя насоса
2.3. НАСТРОЙКА, НАЛАДКА И РЕЖИМЫ РАБОТЫ
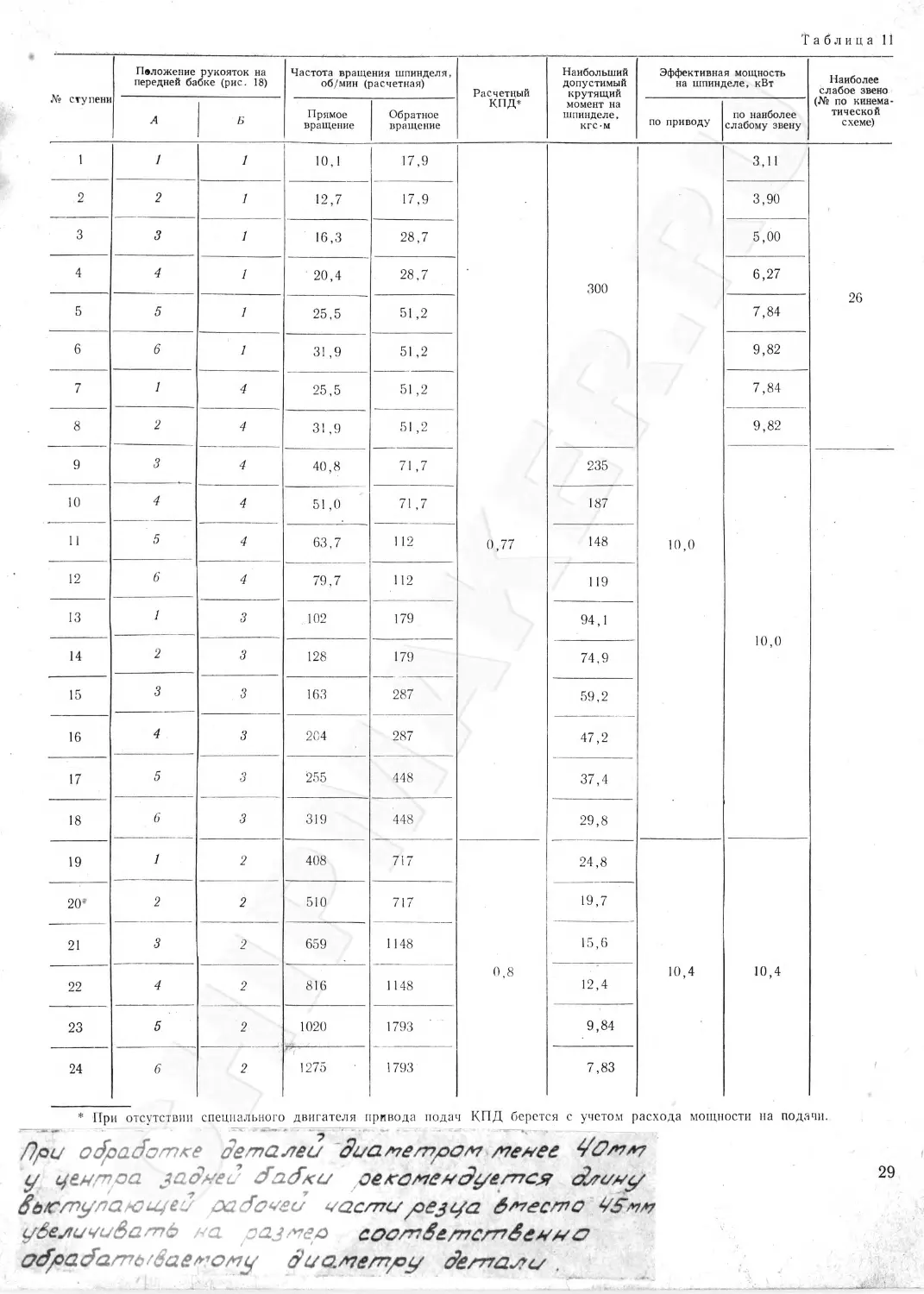
2.3.1. Настройка необходимой частоты вращения
шпинделя указана в табл. 11 и на рис. 18.
Рис. 18. Управление механизмом главного
движения
2$
2.3.2. Настройка величин подач осуществляется
рукоятками 2, 3, 24, 25, 26, 28 и переключателем 42
(см. рис. 2) по табл. 12. Рукояткой 2 назначаются
нормальные или увеличенные шаги, равные 1:1, 4:1,
16:1.
Рукояткой 26 выбирается один из двух имею-
щихся рядов подач (положения С и D). Рукоят-
кой 28, имеющей четыре положения V, VI, VII, VIII,
и рукояткой 25, имеющей два положения / и II,
выбирается искомая величина подачи, которая пе-
реключателем 42, имеющим положения А и В, мо-
жет быть увеличена или уменьшена в два раза без
останова станка под нагрузкой.
В табл. 12 даны значения величин продольных и
поперечных подач.
Величина подачи верхних салазок составляет
1:3,19 продольной.
Внимание! Табличные значения величин подач
могут быть получены только при установке сменных
колес:
54 66 86
~66~’ 86 ' 54
Для получения второго дополнительного ряда
величин подач, увеличенных в 1,4 раза по сравне-
нию с табличными, рекомендуется установить смен-
ные зубчатые колеса:
66 54 86
54 86 48 "
Для получения величин подач, уменьшенных в
1,8 раза по сравнению с табличными, рекомендуется
установить сменные зубчатые колеса:
48 72 73
72 86 72
Внимание! Не рекомендуется включать подачу
более 1000 мм/мин.
2.3.3. Настройка станка на нарезание резьб
Настройка на нарезание метрической
и дюймовой резьб
При отправке с завода на станке устанавлива-
ются сменные зубчатые колеса:
54 66 86
66 ' 86 ’ 54 ’
которые обеспечивают нарезание метрических и
дюймовых резьб с шагами, указанными в табл. 13.
Для этого рукояткой 26 установить тип резьбы —
метрической (С) или дюймовой (D), рукоятка-
ми 24, 25, 28 выбрать шаг резьбы, предварительно
установив рукоятку 2 в соответствующее положение
1:1, 4:1, 16:1.
Настройка на нарезание модульной
и питчевой резьб
Для настройки на нарезание модульной и пит-
чевой резьб установить комбинацию сменных зуб-
чатых колес:
48 72 86 _ 1
72 73 72 ~ 4
Рукояткой 26 установить тип резьбы — модуль-
ной (С) или питчевой (£)), величины шагов устано-
вить рукоятками 24, 25, 28.
Таблица 11
№ ступеш Пвложение рукояток на передней бабке (рис. 18) Частота вращения шпинделя, об/мин (расчетная) Расчетный КПД* Наибольший допустимый крутящий момент на шпинделе, кге-м Эффективная мощность на шпинделе, кВт Наиболее слабое звено (№ по кинема- тической схеме)
А Б Прямое вращение Обратное вращение по приводу по наиболее слабому звену
1 1 1 10,1 17,9 0,77 300 10,0 3,11 26
2 2 1 12,7 17,9 3,90
3 3 1 16,3 28,7 5,00
4 4 1 20,4 28.7 6,27
5 5 1 25,5 51,2 7,84
6 6 1 31,9 51 ,2 9,82
7 1 4 25,5 51 ,2 7,84
8 2 4 31.9 51,2 9,82
9 3 4 40,8 71 ,7 235 10,0
10 4 4 51,0 71 ,7 187
11 5 4 63,7 112 148
12 6 4 79.7 112 119
13 1 3 102 179 94,1
14 2 3 128 179 74,9
15 3 3 163 287 59,2
16 4 3 204 287 47,2
17 5 3 255 448 37,4
18 6 3 319 448 29,8
19 1 2 408 717 0.8 24,8 10,4 10,4
20» 2 2 510 717 19,7
21 3 2 659 1148 15,6
22 4 2 816 1148 12,4
23 5 2 1020 1793 9,84
24 6 2 1275 1793 7,83
* При отсутствии специального двигателя привода подач КПД берется с учетом расхода мощности па подачи.
При одрадотке деталей диаметром менее Удмм
с/ центра задней дадми рекомендуется длину
дь/етула/ои/еи оадоиеи иасти резуа 6 мест о Р5'мм
рбеличибатЬ -а размер соотдетстденн о
одрадатыдаемому диаметру детали .
Таблица 12
Механизм подачи
(Ч 66 mm J О
зь V—( 54
1:1
А В А в
с V 0.07 о.т 0.026 0,052
VI 0.08 0.17 0.033 0.066
VII 010 0,21 0,039 0.079
VIII 0.13 025 0.096 0.092
II V о.гз 0.5? 0.105 0,210
VI 0.35 0.71 0,132 0,363
VII 0,36 0.169 0.317
VIII 0.50 1.00 0.195 0.370
D VIII 006 0.12 ОМ 0.093
1 VII 0,075 0.15 а огз 0,055
VI 0.09 0.13 0039 0.067
V О.Н 0.22 0.092 -Аозз
1) VIII 0.26 0.51 0.099 0.189
VII азо 0,60 0.112 0229
VI 0,36 0.72 а 133 0.2Б 6
V 0,95 0,90 0.166 0.335
4 -Ф
59^ — ^%^72 7г (Оф bl
El \m'l —1 Lilli
Положение рука а ток (см. рис-2] c 5 Положение рукояток (см. рис-2! с D
1'1 4И 46-1 4:4 464 4-1 A'.l 4SH Г-1 Alt- 16’-1
1 III V i 4 16 16 9 1 I III V 0,25 1 4 54 16
VI 1,25 5 20 20 5 1,25 VI 1,25 5 80 20 5
VII 1,5 Б 96 2h 6
VII 1,5 6 29 29 6 1,5
VIII 1,75 7 112 28 7
VIII 1,75 7 28 28 7 1,75
IV V г г 32 8 2 0,5 IV V 0,5 2 8 32 8 2
VI 2,5 10 90 10 2,5
VI г,5 10 90 10 2,5
VII 0,75 3 12 98 12 3
VII 3 (2 98 12 3 0,75
VIII 3,5 19 56 19 3,5
VIII 3,5 <4 56 19 3,5
II III V ь. 16 69 4 1 0,25 II III V 1,0 4 16 16 4 1
VI 1^5 5 20 20 5 1,25
VI 5 20 80 5 1,25
VII Л5_ Б 2^ 29 6 1,5
VII 6 £4 96 6 1,5
VIII 1.75 7 28 7 1,75
VI il 7 2'2 112 7 1,75
V S 32 123 2 O.5 IV V 2 8 32 8 2 0,5
VI VII 8,5 3 10 12 9о 98 Ю 12 3 0.75
IV VI VII 10 12 ho l<8 160 492 2,5 3 0,75
VIII ✓4 56 229 3,5 VIII 3,5 ih 56 19 3,5
III, IV— положения рукоятки 24.
1:1, 4:1, 16:1— положение рукоятки 4.
Использование механизма увеличения шага дает
возможность увеличения подач: при частоте вра-
щения шпинделя до 80 об/мин — в 16 раз, при час-
тоте вращения от 100 до 315 об/мин — в 4 раза.
Настройка на нарезание редко
применяемых резьб
Кроме указанных выше сменных колес в основ-
ной, набор входят сменные зубчатые колеса с чис-
лом зубьев 2 = 48, z = 54, ^-37, з-НТО, 2 = 66. С по-
мощью данного набора можно нарезать целый ряд
резьб, величина шагов которых приведена в
табл. 14, размещенной па внутренней стенке кожуха
сменных колес.
Так же как и в описанных выше случаях, рукоят-
кой 26 устанавливается тип резьбы, рукоятками 2,
24, 25, 28 — значение величины шага резьбы.
Нарезание резьб при непосредствен-
ном соединении ходового винта
со шпинделем через сменные колеса
с отключением механизма коробки
подач
Рукоятку 24 поставить в нейтральное положение
(для исключения холостого вращения механизма
коробки подач), а рукоятку 26 — в положение, со-
ответствующее включению ходового винта напря-
мую.
Подбор сменных зубчатых колес для нарезания
определенного шага резьбы производится по. фор-
мулам:
метрические Lc.m= на?— , (1)
£б.п ?х.в
модульные Тс.ш = , (2)
£б.П *Х.В
Таблица 13
дюймовые гс.ш= —----7--,
£б.п ‘х.вл
, 25,4, %*
питчевые 1с.ш =,-—-t---,
U£6.n £х-в Р
где г'с.ш — передаточное отношение сменных
чатых колес;
^нар — шаг нарезаемой резьбы;
1’б.п — передаточное отношение зубчатых
редач механизма бабки передней;
/х.в— шаг ходового винта;
п— число ниток на дюйм;
т — модуль;
р — значение питча.
(3)
(4)
зуб-
пе-
30
Таблица 14
Настройка для нарезания
м иогозаходных резь б
Для деления на заходы при нарезании резьб
необходимо:
остановить главный электродвигатель;
включить фрикцион прямого хода;
ключом резцедержки повернуть против часовой
стрелки вал шкива до совпадения риски 0 на масло-
отражателе с риской на фланце шпиндельной оси;
рукоятку 2 передней бабки (см. рис. 2) устано-
вить в положение «Деление многозаходных резьб»;
вращением шкива против часовой стрелки по-
вернуть шпиндель при двух заходах на 30, при
трех — на 20, при четырех — на 15 рисок и т. д.;
вынуть ключ, а рукоятку 2 передней бабки уста-
новить в прежнее положение.
Деление возможно: при положении 1:1 рукоят-
ки 4 — на 2, 3, 4, 5, 6, 10, 12, 15; при положении 4:1
и 16:1 рукоятки 4 — на 2, 4, 8.
Деление увеличенного шага на другое количест-
во заходов можно осуществлять посредством сме-
щения верхнего суппорта вдоль оси станка рукоят-
кой 14 (см. рис. 2) или поворотом шпинделя при
выведенном из зацепления сменном зубчатом коле-
се 42 (см. рис. 3) на необходимый угол по зубьям
сменных зубчатых колес.
2.3.4. Наладка станка
Наладка суппортной группы станка
на точение коротких конусов
Точение коротких конусов осуществляется дви-
жением верхней части суппорта, повернутого под
углом, соответствующим требуемой конусности.
Механическая подача верхней части суппорта
включается рукояткой 5, управление движением
(вперед и назад) осуществляется рукояткой 10 (см.
рис. 2).
Наладка с у и п ор т н о й группы станка
па обработку длинных конусов
Точение длинных конусов на станке осуществ-
ляется сочетанием механических движений суппор-
та (продольная подача) и верхнего суппорта, по-
вернутого на определенный угол. Для одновремен-
ного действия указанных подач установить пере-
ключатель 9 (см. рис. 2) в положение «Конус» и
настроить станок на механическую подачу верхней
части суппорта.
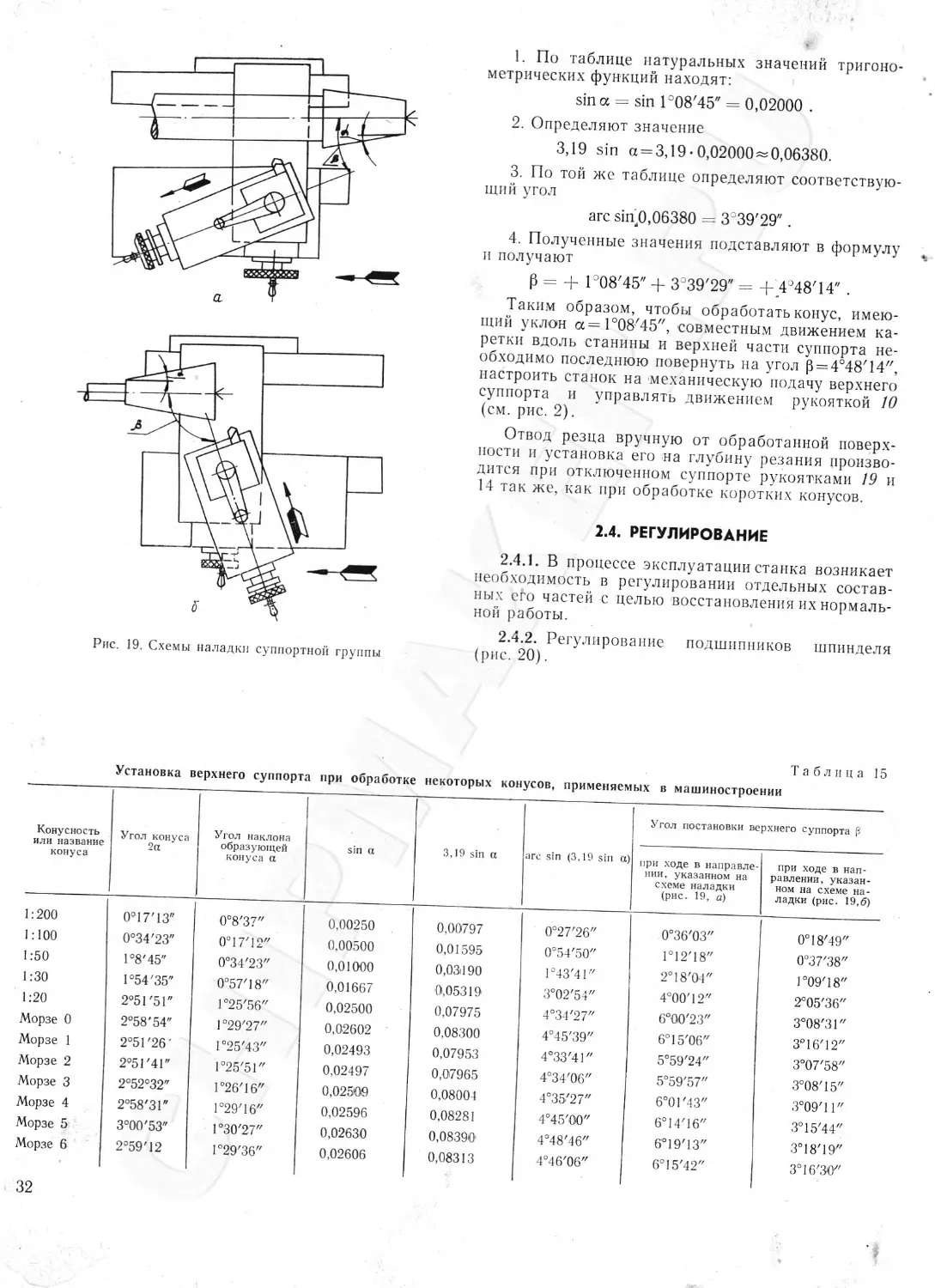
Угол поворота подсчитывается по следующей
формуле:
Р = ± а 4- arcmin (3,19 sin а)
где р — угол поворота верхнего суппорта;
а — угол наклона образующей конуса (угол
уклона).
В формулу подставляют:
+ а — при ходе верхнего суппорта в направле-
нии, указанном на рис. 19, а (схемы наладки суп-
портной группы);
—а — при ходе верхнего суппорта в направле-
нии, указанном на рис. 19, б (схемы наладки суп-
портной группы).
Углы установки верхнего суппорта для обработ-
ки наиболее часто применяемых в машиностроении
конусов приведены в табл. 15.
Для облегчения расчетов по предложенной фор-
муле рекомендуется пользоваться прилагаемой
расчетной табл. 16.
Пример расчета
Требуется проточить конус на детали с углом
наклона образующей а=Г08'45'/. Желательно ра-
ботать согласно схеме наладки суппортной группы
(рис. 19, а). Определяется угол поворота верхнего
суппорта
Р = а + асг sin (3,19 sin а) .
31
1. По таблице натуральных значений тригоно-
метрических функций находят:
since = sin 1=08'45" = 0,02000 .
2. Определяют значение
3,19 sin « = 3,19-0,02000 — 0,06380.
3. По той же таблице определяют соответствую-
щий угол
arc sin 0,06380 = 3=39'29".
4. Полученные значения подставляют в формулу
и получают
0 = + 1=08'45" + 3=39'29" = + 4=48' 14" .
Таким образом, чтобы обработать конус, имею-
щий уклон а=1°08'45", совместным движением ка-
ретки вдоль станины и верхней части суппорта не-
обходимо последнюю повернуть на угол 0 = 4°48'14",
настроить станок на механическую подачу верхнего
суппорта и управлять движением рукояткой 10
(см. рис. 2).
Отвод резца вручную от обработанной поверх-
ности и установка его на глубину резания произво-
дится при отключенном суппорте рукоятками 19 и
14 так же, как при обработке коротких конусов.
2.4. РЕГУЛИРОВАНИЕ
2.4.1. В процессе эксплуатации станка возникает
необходимость в регулировании отдельных состав-
ных его частей с целью восстановления их нормаль-
ной работы.
2.4.2. Регулирование подшипников шпинделя
(рис. 20).
Таблица 15
Установка верхнего суппорта при обработке некоторых конусов, применяемых в машиностроении
Конусность или название конуса Угол конуса 2а Угол наклона образующей конуса а sin а 3,19 sin а arc sin (3,19 sin а) Угол постановки верхнего суппорта 3
при ходе в направле- нии, указанном на схеме наладки (рис. 19, а) при ходе в нап- равлении, указан- ном на схеме на- ладки (рис. 19,6)
1:200 0’17'13" 0’8'37" 0,00250 0,00797 0’27'26" 0’36'03" 0’18'49"
1:100 0’34'23" 0’17'12" 0,00500 0,01595 0’54'50" 1’12'18" 0’37'38"
1:50 1’8'45" 0’34'23" 0,01000 0,03190 1’43'41" 2’18'04" 1’09'18"
1:30 1’54'35" 0’57'18" 0,01667 0,05319 3’02'54" 4’00'12" 2°05'36"
1:20 2’51'51" 1’25'56" 0,02500 0,07975 4’34'27" 6’00'23" 3’08'31"
Морзе 0 2’58'54" 1’29'27" 0,02602 0,08300 4’45'39" 6’15'06" 3’16'12"
Морзе 1 2’51'26' 1’25'43" 0,02493 0,07953 4’33'41" 5’59'24" 3’07'58"
Морзе 2 2’51'41" 1’25'51" 0,02497 0,07965 4’34'06" 5’59'57" 3’08'15"
Морзе 3 2’52’32" 1’26'16" 0,02509 0,08001 4’35'27" 6’01'43" 3’09'11"
Морзе 4 2’58'31" 1’29'16" 0,02596 0,08281 4’45'00" 6’14'16" 3’15'44"
Морзе 5 3’00'53" 1’30'27" 0,02630 0,08390 4’48'46" 6’19'13" 3’18'19"
Морзе 6 2’59'12 1’29'36" 0,02606 0,08313 4’46'06" 6’15'42" 3’16'30"
32
Таблица 16
а, град. sin а 3,19 sin <i arc sin (3,19 sin a) Угол установки верхнего суппорта
при ходе в направлении, указанном на схеме наладки (рис. 19, а) при ходе в направлении, указанном на схеме наладки (рис. 19,6)
30' 0,00873 0,02785 1°35'46" 2°05'46" 1°05'46"
1° 0,01745 0,05566 3° 11'27" 4° 11'27" 2° 11'27"
1 *08'45'"’ 0,20000 0,06380 3°39'33" 4°48'14" 2°30'44"
1’30' 0,02618 0,08351 4°47'25" 6° 17'25" 3° 17'25"
2° 0,03490 0,11133 6°23'31" 8°23'31" 4°23'31"
2*30' 0,04362 0,13916 7°59'56" 10°29'56" 5°29'56"
3° 0,05234 0,16696 9°36'39" 12°36'39" 6°36'39"
3°30' 0,06105 0,19475 11°13'48" 14°43'48" 7°43'48"
4° 0,06976 0,22253 12°51'28" 16°5Г28" 8°51'28"
4*30' 0,07846 0,25029 14°29'40" 18°59'40" 9°59'4О"
5° 0,08716 0,27804 15°08'36" 21°08'36" 11°08'36"
5°30' 0,09585 0,30576 17°48'13" 23°18'13" 1.2° 18'13"
6° 0,10453 0,33345 19°28'42" 25°28'42" 13°28'42"
6*30' 0,11320 0,36111 21° 10'07" 27°40'07" 14°41'07"
7° 0,12187 0,38876 22°52'38" 29°52'38" 15°52'38"
7с30' 0,13053 0,41639 24°36'24" 32°06'24" 17°06'24"
8° 0,13917 0,44395 26°21'23" 34°21'23" 18°21'23"
8°30 0,14781 0,47151 28°07'55" 36°37'55" 19°37'55"
9° 0,15643 0,49901 29°66'06" 38°56'05" 20°56'05"
9°30' 0,16505 0,52651 31°46'12" 41°16'12" 22°16'12"
10° 0,17365 0,55394 33°38'15" 43°38'15" 23°38'15"
10°30' 0,18224 0,58135 35°32'44" 46°02'44" 25°02'44"
11° 0,19081 0,60868 37°29'39" 48°29'39" 26°29'39"
11°30' 0,19937 0,63599 39°29'36" 50°59'36" 27°59'36"
12е 0,20791 0,66323 41°32'48" 53°32'48" 29°32'48"
12в17' 0,21275 0,67867 42°44'23" 55°01'23" 30°27'23"
3-1042
Рис. 20
33
Регулирование шпиндельных опор производит-
ся в следующей последовательности:
1. Отрегулировать заднюю опору гайкой / так,
чтобы осевое -биение шпинделя было не более
0,009 мм, смещение шпинделя в осевом направле-
нии при реверсе — не более 0,030 мм.
2. Отвернув гайку 2 средней опоры, сдвинуть
внутреннюю обойму подшипника с конуса шпинде-
ля. Распустить переднюю опору, отвернув гайку 3
на 3-4 оборота, и при помощи гайки 5 сдвинуть
внутреннюю обойму подшипника с конуса шпинделя
до вертикального отжима переднего фланца 0,2—
0,3 мм относительно корпуса коробки при нагруже-
нии передней опоры радиальной, вертикальной си-
лой 500 кгс.
Отвернуть фланец 4 и гайку 5, вынуть полуколь-
ца 6.
3. Отрегулировать среднюю опору гайкой 2 до
вертикального отжима переднего фланца шпинделя
до. 0,08—0,110 мм относительно корпуса коробки
при нагружении шпинделя радиальной, вертикаль-
ной силой 500 кгс, приложенной у средней опоры.
4. Отрегулировать переднюю опору гайкой 3 до
вертикального отжима фланца шпинделя до 0,010—
0,015 мм относительно корпуса коробки при нагру-
жении передней опоры радиальной вертикальной
силой 500 кгс.
5. При помощи мерных плиток замерить размер
под полукольца 6 между торцом внутреннего коль-
ца подшипника и упорного буртика шпинделя, про-
извести шлифовку полуколец в замеренный размер
с точностью до ±0,01 мм.
6. Ослабить гайкой 3 подшипник передней опо-
ры и несколько сдвинуть с конуса шпинделя внут-
реннее кольцо подшипника.
7. Вставить полукольца 6 и гайкой 3 натянуть
внутреннее кольцо подшипника передней опоры до
тугого зажатия полуколец. Затянуть гайку 5 и за-
крепить фланец 4.
Перед началом регулирования не забудьте рас-
контрить шпиндельные гайки, а после окончания —
законтрить их.
При регулировании нельзя допускать перетяжку
подшипников.
После регулирования подшипников шпиндель
при выключении его зубчатых колес должен сво-
бодно провертываться от руки.
2.4.3. Регулирование фрикционных пластинчатых
муфт передней бабки (рис. 21)
В случае проскальзывания фрикционные муфты
должны быть немедленно отрегулированы, так как
от увеличения трения диски перегреваются и фрик-
цион выйдет из строя.
Регулирование фрикционных муфт как прямого,
так и обратного ходов производится нажимными
гайками 1. Поворот нажимной гайки может быть
произведен после того, как выступающая защел-
ка 3 будет утоплена в кольцо 2.
Правильность регулирования определяется уси-
лием включения муфты при помощи рукоятки уп-
равления 22 (см. рис. 2). Доступ к муфте обеспе-
чивается через закрываемое окно в задней стенке
корпуса передней бабки. Одновременно с регулиро-
ванием фрикционных муфт необходимо производить
регулирование кулачка управления тормозной муф-
той.
2.4.4. Выставка оси шпинделя (рис. 22)
При нарушении параллельности оси шпинделя
относительно направляющих станины ослабить все
болты крепления передней бабки к станине, затем
при помощи винтов 1, ввернутых в колодку 2, кото-
рая установлена под бабкой, выставить ось шпинде-
ля и затянуть болты крепления.
2.4.5. Установка оси пиноли задней бабки (рис. 23)
Рис. 23
Поперечное смещение задней бабки производить
при настройке на точение конусов с помощью вин-
тов /, ослабляя один из них и подтягивая другой.
При установке задней бабки соосно с осью шпинде-
ля передней бабки совместить риски, нанесенные
на платиках корпуса бабки и мостика.
Ось пиноли находится выше оси-шпинделя. Про-
верка производится в нагретом состоянии до нор-
мального положения шпинделя. Положение линии
отсчета см. проверку 1.3. (табл. 23) в разделе 3.7
Рис. 2Г_ «Свидетельство о приемке».
праьимно отрегулированных иуртм ёремд разгона
Ь- кулачко&ип латрриоп Ф Цо Рип при ПшпиндШ *125Ой6/пим
j на option ходу должно дыть '/сек,, .беекf на одратноп ходу 7с?к .../Осек.
Проверять на неразогретон .
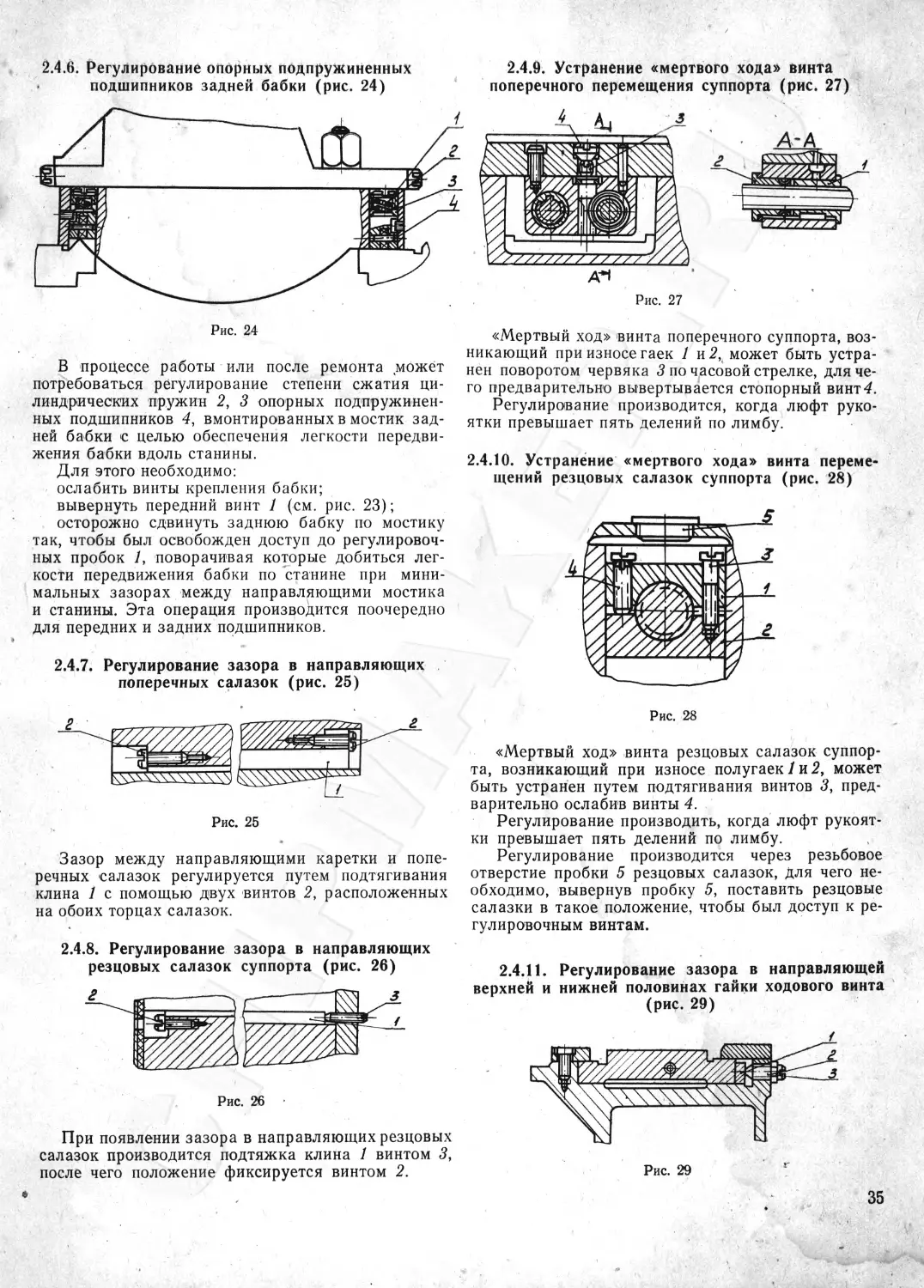
2.4.6. Регулирование опорных подпружиненных
подшипников задней бабки (рис. 24)
Рис. 24
В процессе работы или после ремонта может
потребоваться регулирование степени сжатия ци-
линдрических пружин 2, 3 опорных подпружинен-
ных подшипников 4, вмонтированных в мостик зад-
ней бабки с целью обеспечения легкости передви-
жения бабки вдоль станины.
Для этого необходимо:
ослабить винты крепления бабки;
вывернуть передний винт 1 (см. рис. 23);
осторожно сдвинуть заднюю бабку по мостику
так, чтобы был освобожден доступ до регулировоч-
ных пробок 7, поворачивая которые добиться лег-
кости передвижения бабки по станине при мини-
мальных зазорах между направляющими мостика
и станины. Эта операция производится поочередно
для передних и задних подшипников.
2.4.7. Регулирование зазора в направляющих
поперечных салазок (рис. 25)
Рис. 25
Зазор между направляющими каретки и попе-
речных салазок регулируется путем подтягивания
клина 1 с помощью двух винтов 2, расположенных
на обоих торцах салазок.
2.4.9. Устранение «мертвого хода» винта
поперечного перемещения суппорта (рис. 27)
А*1
Рис. 27
«Мертвый ход» винта поперечного суппорта, воз-
никающий при износе гаек 1 и 2, может быть устра-
нен поворотом червяка 3 по часовой стрелке, для че-
го предварительно вывертывается стопорный винт 4.
Регулирование производится, когда люфт руко-
ятки превышает пять делений по лимбу.
2.4.10. Устранение «мертвого хода» винта переме-
щений резцовых салазок суппорта (рис. 28)
Рис. 28
«Мертвый ход» винта резцовых салазок суппор-
та, возникающий при износе полугаек 7 и 2, может
быть устранен путем подтягивания винтов 3, пред-
варительно ослабив винты 4.
Регулирование производить, когда люфт рукоят-
ки превышает пять делений по лимбу.
Регулирование производится через резьбовое
отверстие пробки 5 резцовых салазок, для чего не-
обходимо, вывернув пробку 5, поставить резцовые
салазки в такое положение, чтобы был доступ к ре-
гулировочным винтам.
2.4.8. Регулирование зазора в направляющих
резцовых салазок суппорта (рис. 26)
Рис. 26
2.4.11. Регулирование зазора в направляющей
верхней и нижней половинах гайки ходового винта
(рис. 29)
При появлении зазора в направляющих резцовых
салазок производится подтяжка клина 1 винтом 3,
после чего положение фиксируется винтом 2.
35
При появлении зазора производится подтягива-
ние планки 1 тремя винтами 2 с фиксацией их
контргайками 3.
2.4.12. Регулирование радиального зазора между
ходовым винтом и маточной гайкой (рис. 30)
Рис. 30
Величина радиального зазора между ходовым
винтом 1 и вкладышами маточной гайки 2 регули-
руется ввинчиванием или вывинчиванием винта 3,
расположенного под фартуком. В отрегулирован-
ном положении винт 3 фиксируется гайкой 4.
2.4.13. Регулирование кулачка управления тормоз-
ной муфтой (рис. 31)
Рис. 31
После установки фрикциона в нейтральное поло-
жение необходимо рукоятку переключения поста-
вить в нейтральное положение. При этом кулачок 1
установить в такое положение, чтобы шарик фик-
сации 2 и ролик 3 конечного выключателя находи-
лись в своих пазах. При неправильной установке
кулачка может возникнуть преждевременное вклю-
чение тормозной муфты, приводящее к выходу ее из
строя. Затяжку винтов 4, 5 и 6 проверять не реже
одного раза в месяц.
2.4.14. Регулирование подачи масла на ходовой
винт (рис. 32)
Рис. 32
Вращение винта 1 по часовой стрелке уменьшает
подачу масла, а против часовой стрелки увеличи-
вает подачу масла.
При выключенном ходовом винте винт 1 завер-
нуть до отказа.
2.4.15. Регулирование натяжения ремней главного
привода (рис. 33)
Если с течением времени уменьшится крутящий
момент шпинделя, то следует проверить натяжение
ремней клиноременной передачи главного привода.
Регулирование натяжения ремней 1 электродви-
гателя 4 производить следующим образом:
отпустить на 7г оборота винты 2 и гайки 3 креп-
ления подмоторной плиты 5;
отрегулировать винтами 6 натяжение ремней
так, чтобы шпинделем передавался заданный кру-
тящий момент.
После регулирования снова закрепить плиту 5. *
2.4.16. Расположение штуцеров электромагнитных
муфт и их регулировка (рис. 34)
Рис. 34
/ .
36
Щеткодержатель /, питающий электромагнит-
ную муфту продольного перемещения каретки спра-
ва налево.
Щеткодержатель 2, питающий электромагнит-
ную муфту продольного перемещения каретки слева
направо.
Щеткодержатель 3, питающий электромагнит-
ную муфту перемещения поперечных салазок и
верхнего суппорта от рабочего на изделие.
Щеткодержатель 4, питающий электромагнит-
ную муфту перемещения поперечных салазок и
верхнего суппорта от изделия на рабочего.
В случае отказа в работе электромагнитных
муфт фартука необходимо выключить станок, вы-
вернуть щеткодержатель той муфты, которая не-
исправна.
Вывернутые щеткодержатели проверить на плав-
ность перемещения щетки в держателе, проверить
прилегание щетки к контактному кольцу.
2.5. РЕМОНТ
2.5.1. Восстановление работоспособности станка
должно проводиться в соответствии с принятой в
СССР «Единой системой планово-предупредитель-
ного ремонта и рациональной эксплуатации техно-
логического оборудования машиностроительных
предприятий» (изд-во «Машиностроение», 1967).
Наибольшую эффективность использования
станка могут обеспечить рациональное чередование
и периодичность осмотров и плановых ремонтов,
выполняемых с учетом конкретных для каждого от-
дельного станка условий эксплуатации. Ниже при-
водятся типовые ремонтные работы, выполняемые
при плановых ремонтах.
* 2.5.2. Осмотр
Наружный осмотр без разборки для выявления
дефектов станка в целом и по узлам.
Проверка прочности и плотности соединений
(станины с фундаментом; передней бабки, коробки
подач со станиной; каретки с фартуком; шкивов с
валами и т. п.).
Открывание крышек узлов для осмотра и про-
верка состояния механизмов.
Выборка люфта в винтовой паре привода попе-
речных -салазок.
Очистка сопрягаемых поверхностей резцедержа-
теля, зачистка забоин и царапин.
Проверка правильности переключения рукояток
скоростей шпинделя и подач.
Проверка контакта токопроводящего кольца
электромагнитных муфт со щетками в фартуке и
коробке подач.
Подтягивание прижимных планок каретки и
клицьев поперечных и верхних салазок.
Проверка состояния направляющих станины и
каретки, зачистка забоин, царапин и задиров.
Очистка и промывка протекторов на каретке, са-
лазках и задней бабке.
Подтягивание или замена ослабших или изно-
шенных крепежных деталей — винтов, гаек а также
пружин.
Чистка, натяжение, ремонт или замена ремней
главного привода.
Проверка состояния и мелкий ремонт системы
• охлаждения.
Проверка состояния и мелкий ремонт системы
смазки.
Проверка состояния, очистка и мелкий ремонт
ограждающих кожухов, щитков и т. п.
Выявление изношенных деталей, требующих
восстановления или замены при ближайшем плано-
вом ремонте.
2.5.3. Малый ремонт
Частичная разборка передней бабки, коробки
подач, фартука, а также других наиболее загрязнен-
ных узлов. Открывание крышек и снятие кожухов
для внутренного осмотра и промывки остальных
узлов.
Зачистка посадочных поверхностей под приспо-
собления на шпинделе и пиноли задней бабки без
демонтажа последних.
Проверка зазоров между валами и втулками, за-
мена изношенных втулок, регулирование подшип-
ников качения (кроме шпиндельных), замена изно-
шенных.
Зачистка заусенцев на зубьях шестерен и шли-
цах.
Замена или восстановление изношенных кре-
пежных и регулировочных деталей резцедержателя.
Пришабривание или зачистка регулировочных
клиньев, прижимных планок и т. п.
Зачистка ходового винта, ходового вала, винтов
привода поперечных и верхних салазок суппорта.
Зачистка и промывка посадочных поверхностей
резцедержателя.
Проверка работы и регулирование рычагов и
рукояток органов управления, блокирующих, фик-
сирующих, предохранительных механизмов и огра-
ничителей; замена изношенных сухарей, штифтов,
пружин и других деталей указанных механизмов.
Замена изношенных деталей, которые предполо-
жительно не выдержат эксплуатации до очередного
планового ремонта.
Зачистка забоин, заусенцев, задиров и царапин
на трущихся поверхностях направляющих станины,
каретки, салазок суппорта и задней бабки.
Ремонт ограждающих кожухов, щитков, экра-
нов и т. п.
Ремонт и промывка системы смазки и ликвиди-
рование утечек.
Регулирование плавности перемещения каретки,
салазок суппорта; подтягивание клиньев и прижим-
ных планок.
Проверка состояния и зачистка зубчатых муфт.
Проверка и ремонт систем смазки и охлаждения.
Выявление деталей, требующих замены или вос-
становления при ближайшем плановом ремонте.
Проверка точности установки станка и выбороч-
но других точных параметров.
Испытание станка на холостом ходу на всех ско-
ростях и подачах; проверка на шум, нагрев и по
обрабатываемой детали на точность и чистоту об-
работки.
37
Примечание. При малом ремонте выполняют-
ся те из указанных работ, которые вызываются
состоянием ремонтируемого станка, за исключением
работ, предусмотренных в трех последних пунктах,
которые должны выполняться во всех случаях.
2.5.4. Средний ремонт
Проверка станка на точность перед разборкой.
Измерение износа трущихся 'поверхностей перед
ремонтом базовых деталей.
Частичная разборка станка.
Промывка, протирка деталей разобранных уз-
лов; промывка, очистка от грязи неразобранных
узлов.
Контроль жесткости шпиндельного узла.
Замена или восстановление изношенных втулок
и подшипников качения.
Замена электромагнитных фрикционных муфт.
Замена изношенных зубчатых колес и муфт.
Восстановление или замена изношенных винто-
вых пар привода салазок суппорта и пиноли задней
бабки.
Замена изношенных крепежных деталей.
Замена или восстановление и пригонка регули-
ровочных клиньев и прижимных планок.
Восстановление точности ходового винта (путем
прорезки). ‘г ,
Проверка и зачистка неизношенных деталей,
оставляемых в механизмах станка.
Ремонт насоса подачи охлаждающей жидкости
арматуры.
Ремонт или замена арматуры местного осве-
щения. .
Ремонт насосов системы смазки, арматуры и
аппаратуры; ремонт или замена маслоуказателей,
прокладок, пробок и других элементов системы
смазки.
Исправление шлифованием или шабрением нуж-
дающихся в ремонте направляющих поверхностей,
если их износ превышает допустимый.
Ремонт или замена протекторов на каретке, са-
лазках суппорта, задней бабке.
Ремонт или замена ограждающих щитков, ко-
жухов, экранов и т. п.
Сборка отремонтированных узлов, проверка пра-
вильности взаимодействия узлов и всех механизмов
станка.
Окраска наружных нерабочих поверхностей с
подшпатлевкой.
Обкатка станка на холостом ходу на всех ско-
ростях и подачах.
Проверка на шум и нагрев.
Проверка станка на соответствие нормам точ-
ности.
2.5.5. Капитальный ремонт
Проверка станка на точность перед разборкой.
Измерение износа трущихся поверхностей перед
ремонтом базовых деталей.
Полная разборка станка и всех его узлов.
Промывка, протирка всех деталей.
Осмотр всех деталей.
Уточнение предварительно составленной (при
осмотрах и ремонтах) ведомости дефектных дета-
лей, требующих восстановления или замены.
Восстановление или замена изношенных деталей.
Ремонт системы охлаждения.
Смена насосов системы смазки и ее ремонт.
Шлифование или шабрение направляющих по-
верхностей станины, каретки, салазок, суппорта,
задней бабки.
Замена протекторов на каретке, салазках суп-
порта, задней бабке.
Сборка всех узлов станка, проверка правиль-
ности взаимодействия узлов и механизмов.
Шпатлевка и окраска всех необработанных
поверхностей в соответствии с требованиями по
отделке нового оборудования.
Обкатка станка на холостом ходу на всех ско-
ростях и подачах.
Проверка на шум и нагрев.
Проверка состояния фундамента, исправление
его и установка станка.
2.5.6. Дополнительные/требования, предъявляемые
к эксплуатации, техническому уходу и ремонту
станка
Поддержание станка в работоспособном состоя-
нии обеспечивается своевременно проводимыми
профилактическими мероприятиями, и высокока-
чественным ежедневным обслуживанием.
Нужно избегать лишней разборки станка, в осо-
бенности узлов, определяющих выходную точность
(шпиндельной группы винторезной части).
Демонтированные при ремонте узлы и ответст-
венные детали должны храниться на специальных
мягких подкладках.
Ремонт должны выполнять специально подго-
товленные слесари высокой квалификации.
Применяемые измерительные инструменты и
приборы должны быть проверены в измерительной
лаборатории и аттестованы.
2.6. СХЕМА РАСПОЛОЖЕНИЯ ПОДШИПНИКОВ
(рис. 35)
2.6.1. Перечень подшипников качения (табл. 17).
38
Таблица 17
Перечень подшипников качения
Наименование и услов- ное обозначение Класс точности Куда входит Позиция (см. рис. 36)
Подшипник 7206 ГОСТ 333—71 0 / Фартук 1
Подшипник 7207 ГОСТ 333—71 0 Фартук 2,3,4
Подшипник 36207К ГОСТ 831—75 0 Фартук 5,6,7
Подшипник 46306 ГОСТ 831—75 6 Фартук 8
Подшипник 8104 ГОСТ 6874—75 6 Суппорт 9,10
Подшипник 8107К ГОСТ 6874—75 0 Фартук 11,12
Подшипник 8122 ГОСТ 6874—75 5 Бабка передняя 13,14
Подшипник 8204 ГОСТ 6874—75 0 Суппорт 15,16
Подшипник 8205 ГОСТ 6874—75 6 Бабка задняя 17,18
Подшипник 8210 ГОСТ 6874—75 4 Коробка подач 19,20
Подшипник 80029 ГОСТ 7242—70 0 Бабка задняя 21,22,23, 24
Подшипник 3182124 ГОСТ 7634—56 4 Бабка передняя 25
Подшипник 3182128 ГОСТ 7634—56 4 Бабка передняя 26
Подшипник 107 ГОСТ 8338—75 6 Коробка подач 28,29,30, 70
Подшипник 109 ГОСТ 8338—75 6 Фартук 31,32,33, 34
Подшипник НО ГОСТ 8338—75 Подшипник НО ГОСТ 8338—75 6 5 Бабка передняя и коробка подач Коробка подач 37,38,40, 82 42
3.
Количе- ство Наименование и услов- ное обозначение Класс точности Куда входит Позиция (см. рис. 36) Коли- чество
1 3 3 1 2 2 2 2 2 2 4 1 1 4 4 4 1 Подшипник 122Г ГОСТ 8338—75 Подшипник 206К ТОСТ 8338—75 Подшипник 207 ГОСТ 8338—75 Подшипник 208 ГОСТ 8338—75 Подшипник 209 ГОСТ 8338—75 Подшипник 210 ГОСТ 8338—75 Подшипник 214 ГОСТ 8338—75 Подшипник 307К1 ГОСТ 8338—75 Подшипник 310 ГОСТ 8338—75 Подшипник 408 ГОСТ 8338—75 Подшипник 409 ГОСТ 8338—75 Подшипник 710 ГОСТ 8338—75 Подшипник 1000908 ГОСТ 8338—75 Подшипник 7000106 ГОСТ 8338—75 Подшипник 1000912Л ГОСТ 8338—75 5 6 0 6 6 0 0 0 0 0 0 0 6 0 6 Ба.бка передняя Бабка передняя и коробка подач Бабка передняя Бабка передняя Бабка передняя Бабка передняя Бабка передняя / Бабка передняя и коробка подач Бабка передняя Бабка передняя Бабка передняя Фартук Коробка подач Бабка передняя Коробка подач 43 44,45,46, 47,48 27,49,50, 51 52 53,54,55 56,57,58, 59,60,61, 62,63 64,65 66,67 68,69, 71,72 73 74,75 76 77,78 79,80,86, 87,88,89 84,85 90,91 1 9 1 3 8 2 2 4 1 2 1 2 6 2 2
Подшипник Я2О6 ГОСТ6&7</-75 Подшипник , ГОСТ 8328-75 6 О Люнет непод- вижный Люнет непод‘ Ложный 92,95,У/ я; ад 9М ЮО 3 6
ПАСПОРТ
3.1. ОБЩИЕ СВЕДЕНИЯ
Инвентарный номер-----------------------------'
Завод --------—___________________________________
Цех______________________________________________
Дата пуска станка в эксплуатацию-----------------
3.2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
И ХАРАКТЕРИСТИКИ
3.2.1. Техническая характеристика (основные пара-
метры и размеры согласно ГОСТ 440—^1). Класс
точности Н по ГОСТ 8—77
Наибольший диаметр обрабатываемою из-
делия, мм:
над станиной......................... 630
над суппортом...................... 350
Наибольшая длина обрабатываемого изде-
лия, мм................................
Конец шпинделя по ГОСТ 12593—72
Центр в шпинделе передней бабки
Диаметр прутка, проходящего в отверстие
шпинделя, мм...........................
Высота резца, установленного в резцедер-
жателе, мм.............................
Количество скоростей шпинделя
Пределы частоты вращения шпинделя,
об/мин ................................
Количество подач ......................
Пределы подач, мм/об:
I ряд продольных .................
поперечных ....
резцовых салазок
II ряд продольных .................
поперечных..................
резцовых салазок . , . .
2800
8М
Морзе 6
65
32
22
10—1250
32 ’
0,06—1,00
0,024 -0,37
0,019—0,31
0,084—1,4
0,034—0,518
0,027—0,434
40
Наибольшая масса обрабатываемой детали
в центрах, кг......................... 2000
Наибольшее усилие резания Р х, допускае-
смос механизмом подачи, при подачах, кгс:
продольной........................ 680
поперечной........................ 370
Пределы шагов нарезаемых резьб:
метрических, мм . ... . . . 1—224
модульных, модуль . . . . 0,25—56
дюймовых, число ниток на дюйм . . 28—0,25
питчевых, питч диаметральный . . 112—0,5
Габарит станка (длинаХширинаХвысота),
мм: ,
РМЦ 1400 ...................... 3550X1780X1490
РМЦ 2800 ...................... 4950X1780X1490;
4950X1780X1550*
Масса станка (с электрооборудованием), кг:
РМЦ 1400 ...................... 4300
РМЦ 2800 ...................... 5600
* uj jiir'i 1М6.3БФ10Г
3.2.2. Основные данные
Шпиндель бабки передней (рис. 36)
Рис. 36. Шпиндель
Диаметр отверстия в шпинделе, мм . . 70'
Торможение шпинделя....................Имеется
Тип приводных ремней ГОСТ 1284—68 . Клиновые
Размеры ремней.............................. В 2000
Количество ремней...................... 4
Муфты фрикционные многодисковые (табл. 18).
Суппорт (рис. 37)
при поперечном перемещении на диа-
метр ................................. 0,1
Перемещение за один оборот лимба, мм:
продольное................................ 300
поперечное ................................ 5
Быстрое перемещение, м/мин:
продольное............................... '4,5
поперечное......................... 1,6
Резцовые салазки
Наибольшее перемещение, мм ... . 220
Наибольший угол поворота, град . . . ±90
Цена одного деления шкалы поворота, град 1
Перемещение за один оборот лимба, мм . 5
Цена одного деления лимба, мм . . . 0,05
Наибольшее усилие резания Рх допускаемое
механизмом подач, кгс..................... 222
Бабка задняя
Наибольшее перемещение пиноли, мм . . 240
Перемещение пиноли за один оборот махо-
вика, мм................................... .6
Поперечное смещение, мм .... ±10
Конус под центр в пиноли .... Морзе 5
Таблица 18
Муфта Куда входит Размер поверхности трения, тип муфты Материал поверхности трения Количество поверхностей трения
Прямого вра- щения шпин- Бабка перед- няя Наружный диамер 109 мм 23—25
деля
Обратного вра- щения шпин- То же Внутренний диа- метр 65 мм 13-15
деля
Тормозная » ЭТМ 106-2Н (1 шт.) 9
Переключение Коробка ЭТМ 082-1А Сталь 7
подач подач (2 шт.) по
Прямого хода Фартук ЭТМ 112К-2А (2 шт.) стали 9
Обратного хода » ЭТМ 102-1А (2 шт.) 9
Число резцов, установленных в резцовой
головке . .,.................................. 4
Наибольшее перемещение, мм:
продольное . . ... . . . 2520
поперечное...................... 400
Цена одного деления лимба, мм:
при продольном перемещении ... 1
Рис. 37. Суппорт
3.2.3. Установка станка показана на рис. 38, 39,
40,41.
3.2.4. Механика станка:
механизм главного движения (см. табл. 11);
механизм подачи (см. табл. 12, 13, 14).
41
б/слобные обозначения:
Контур станины
-- Контур станка
Открывающиеся крышки и леренвиранхщиеся части
® Злектроб&оО
Услобныв обозначения.-
----- Контур станины
----- контур станка
-----Открывающиеся крышки и /теренещающиеср части
® Злвктроббод
Рис. 40. Установочный чертеж для РМЦ 2800
42
; St
oe is 6/7 ./?
Рис. 41. Фундамент станка для РМЦ 280,0
3.2.5. Техническая характеристика
электрооборудования
Количество электродвигателей на станке (с
электронасосом) ......................... 3
Тип электродвигателя главного движения . 4Л16084УЗ
Мощность электродвигателя главного дви-
жения, кВт............................... 15
Частота вращения электродвигателя глав-
ного движения, об/мин .... 1460
Тип электродвигателя быстрых ходов . . 4АХ80А4УЗ
Мощность электродвигателя быстрых хо-
дов, кВт ................................ 1,1
Частота вращения электродвигателя быст-
рых ходов, об/мин ........................... 1400
Тип электронасоса . ......................... 200X14-22
Производительность электронасоса, л/мин 22
Мощность двигателя электронасоса, кВт . 0,12
Частота вращения двигателя электронасо-
са, об/мин................................... 2800
3.2.6. Техническая характеристика системы смазки
Тип насоса ....................
Производительность насоса, л/мин
Наибольшее давление, кгс/см2
МН 3032-61
8,2
2,5
3.2.7. Электромагнитные муфты (см. табл. 18)
Таблица 19
3.3. СВЕДЕНИЯ О РЕМОНТЕ
Т а б л и ц а 20
3.4. СВЕДЕНИЯ ОБ ИЗМЕНЕНИЯХ В СТАНКЕ
Наименование и обозначение составных частей станка Основание (наименование документа) Дата проведения изменений Характеристи- ка работы станка после проведения изменений Должность, фамилия и подпись ответственного лица
43
Таблица 21
3.5. КОМПЛЕКТ ПОСТАВКИ
Обозначение, ГОСТ Наименование Коли- чество Примеча- ние Обозначение, ГОСТ Наименование Коли- чество Примечание
1М63Б Входят в 1М63Б.88.000 ГОСТ 2839-71 ГОСТ 16985—71 ГОСТ 11737—74 ГОСТ 17199—71 ТУ2-035-343—74 СТП Д64-502—80 СТП Д73-502—77 1М63Б.92.153 1М63Б.92.154 1М63Б.08.164 Станок в сборе комплект и стоимость стан Запасные части Электроаппаратура за- пасная Инструмент Ключ торцовый 7812-04-17 Ключ для патрона Ключи: 7811-0027Д1 (13X14) 7811-0023Д1 (17X19) 7811-0025Д1 (22X24) 7811-0041Д1 (72X30) 7811-0043Д1 (32X36) Ключ 7811-0353 (115—220) Ключи: 7812-0375 (S=6) 7812-0377 (S = 8) 7812-0378 (S=10) 7812-0379 (S = 12) 7812-0381 (S=14) Отвертка 7810-0397 (250X1,6) Отвертка 2X200 3X200* Рукоятка 160 Ключ к электрошкафу П ринадлежности Колесо зубчатое То же ка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1М63.92.006 СТ 400 0 8 ГОСТ 13214—79 ГОСТ 3643—75 ГОСТ 4751—73 1М63.21.396 Комплект п в 1М63.64.022 1М63.64.102 1М63.64.162 1М63.64.163 „ ГОСТ 1476-Х» 1М63Б.00.000РЭ 1М63Б.ОО.ОООРЭ1 1М63Б.88.000 Входят В KOMI 1М63.91.001 1М63.92.009 1М63.92.188 Патрон проводковый в сборе Патрон трехкулачковый 0400 Центр: 7032-0035 7032-0043 Шприц 3 Головка С86-501 Рым-болт М16 Втулка ринадлежностей к люнету i сборе (черт. 1М63Б.66.000 Гайка Сухарь Пиноль Втулка Винты: МОХ 1066.05 мюх 12.66.05 Документы общие Руководство по эксплуа- тации Руководство по эксплуа- тации электрооборудо- вания Электроаппаратура ' за- пасная Документы на составные Паспорт патрона токар- ного трехкулачкового самоцентрирующего 1лект, но поставляются за < П ринадлежности Патрон четырехкулачко- вый в сборе Патрон трехкулачковый самоцентрирующий 0 500 в сборе Ограждение патрона Инструмент Ключ 7812-05-14 Ключ 7812-05-17 Документы на составные Паспорт патрона токар- ного четырехкулачко- вого с независимым пе- ремещением кулачков 1 1 1 1 1 1 .1 1 1еподвв СБ) 3 3 3 3 т 1 1 1 1асти 1 >тдельн 1 1 1 1 1 шсти 1 жному Прилагается к руко- водству ую плату Прилагается к руко- водству
44
Таблица 22
16. КОМПЛЕКТ ПОСТАВКИ СТАНКА МОДЕЛИ 1М63БФ101
Обозначение, ГОСТ Наименование Коли- чество Приме- чание ‘Обозначение, ГОСТ Наименование Коли- чество Примечание
1М63БФ101 Входят в 1М63Б.88.000 ГОСТ 2839—71 ГОСТ 16985—71 ГОСТ 11737—74 ГОСТ 17199—71 ТУ2-035-343—74 СТП Д64-502—80 СТП Д73-502^-77 1М63Б.92.153 1М63Б.92.154 1М63Б.08.164 1М63.92.006 СТ 400 0 8 ГОСТ 13214—67 ГОСТ 3643—75 ГОСТ 4751—73 1М63.21.396 1М63Ф101.81.155 Ф5071 Ф5075 Станок в сборе комплект и стоимость стан Запасные части Электроаппаратура за- пасная Инструмент Ключ торцовый 7812-04-17 Ключи: 7811-0027Д1 (131X14) 7811-0023Д1 (17X19) 7811-0025Д1 (22X24) 7811-0041Д1 (72X30) 7811-0043Д1 (32X36) Ключ 7811-0353 (115—220) Ключи: 7812-0375 (S=6) 7812-0377 (S=8) 7812-0378 (S=10) 781Д-0379 (S-12) 7812-0381 (S=14) Отвертка 7810-0397 (250=1,6) Отвертка 2X200 21 ист Рукоятка 160 Ключ к электрошкафу П ринадлежности Колесо зубчатое То же » Патрон поводковый в сборе Патрон трехкулачковый 0 400 Центр: 7032-0035 7032-0043 Шприц 3 Головка С86-501 Рым-болт Ml6 Втулка Скоба Блок цифровой индикации Блок питания ка 1 1 1 1 1 1 1 1 Р 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 Комплект п| в 1М63.64.022 1М63.64.102 1М63.64.162 1М63.64.163 ГОСТ 1476—64 1М63Б.00.000РЭ 1М63Б.ОО.ОООРЭ1 1М63Б.88.000 Входят в ком 1М63.91.002 1М63.92.009 1М63.92.188 Кабель для соединения с блоком индикации Ф5071 Кабель для соединения с блоком питания Ф5075 Кабель для соединения с датчиком БС-155А эинадлежностей к люнету н сборе (черт 1М63Б.66.000С Гайка Сухарь Пиноль Втулка Винты: М8Х Ю.66.05 М10Х12.66.05 Документы общие Руководство по эксплуа- тации Руководство по эксплуа- тации электрооборудо- вания Электроаппаратура за- пасная Документы на составные Техническое описание и инструкция по эксплу- атации блока индика- ции Ф5071 Техническое описание и инструкция по эксплу- атации блока питания Ф5075 Паспорт на блок индика- ции Ф5075 Паспорт на блок пита- ния Ф5075 Паспорт на сельсин БС-155А Паспорт патрона токар- ного трехкулачкового самоцентрирующего плект, но поставляются за П ринадлежности Патрон четырехкулачко- вый в сборе Патрон трехкулачковый самоцентрирующий 0 500 в сборе Ограждение патрона Инструмент I Ключ 7812-05-14 1 Ключ 7812-05-17 Документы на составные Паспорт патрона токар- ного четырехкулачко- вого с независимым пе- ремещением кулачков 1 1 1 еподви ,Б) 3 3 3 3 3 6 1 1 1 юсти 1 1 1 1 1 1 отдельг 1 1 1 1 1 1 части 1 Ж жному Прилагается к руковод- ству !ую плату 1 Прилагается к руковод- ству
45
3.7. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Станок токарно-винторезный модели 1М63Б, 3.7.1. Испытание станка на соответствие нормам
класс точности Н, заводской номер__________;_ точности по ГОСТ 18097—72 (табл. 23).
Таблица 23
Номер проверки по ГОСТ 18097—72 Что проверяется Эскиз Допуск, мкм по ГОСТ 18097—72 факти- ческий
1.1
Прямолинейность про-
дольного перемещения
суппорта в горизонталь-
ной плоскости (распрост-
раняется на передний и
задний суппорты)
1. Проверка точности станка
На длине 1400 мм:
25
На длине 2800 мм:
30
(в сторону оси
центров)
1.2
Прямолинейность про-
дольного перемещения
суппорта в вертикальной
плоскости (распростра-
няется на задний и пе-
редний суппорты)
На длине 1400 мм:
40
На длине 2800 мм:
50
(вогнутость не до-
пускается)
1.3
Одновысотность оси
вращения шпинделя пе-
редней бабки и оси от-
верстия пиноли (или оси
вращения шпинделя) зад-
ней бабки по отношению
к направляющим станины
в вертикальной плоскости
Параллельность пере-
мещения задней бабки
перемещению суппорта,
проверяемая:
а) в вертикальной пло-
скости;
б) в горизонтальной пло-
скости (у станков с
разными направляю-
щими для суппорта и
задней бабки)
1.5
Радиальное биение цен-
трирующей поверхности
шпинделя передней бабки
под патрон
40
Ось пиноли может
быть лишь выше оси
шпинделя.
Линия отсчета относи-
тельно направляющих ус-
танавливается выше оси
шпинделя на 20—60 мкм
На длине 1400 мм:
а) 40;
б) 25
На длине 2800 мм:
а) 50;
б) 30
10
46
_ П подолжение
Номер проверки по ГОСТ 18097—72 Что проверяется Эскиз Допуск, мкм
по ГОСТ 18097—72 факти- ческий
1.6 Осевое биение шпинде- ля передней бабки » 8
iBfr3
1.7
Торцовое биение опор-
ного буртика шпинделя
передней бабки
20
1.8
Радиальное биение ко-
нического отверстия,
шпинделя передней баб-
ки, проверяемое:
а) у торца;
б) на длине 300 мм
а) 12;
б) 20
1.9
Параллельность оси
вращения шпинделя пе-
редней бабки продольно-
му перемещению суп-
порта:
а) в вертикальной пло-
скости;
б) в горизонтальной пло-
скости
На длине 300 мм:
а) 20;
б) 12
Свободный ' конец оп-
равки может отклоняться
Сверх и в направлении к
резцу переднего суппорта
1.10
Параллельность про-
дольного перемещения
верхних салазок суппорта
оси вращения шпинделя
передней бабки в верти-
кальной плоскости
На длине хода свыше
150 до 300 мм:
35
1.12
Параллельность пере-
мещения пиноли направ-
лению продольного пере-
мещения суппорта:
а) в вертикальной пло-
скости;
б) в горизонтальной пло-
скости
На длине 100 мм:
а) 20;
б) 12
При выдвижении конец
пиноли может отклонять-
ся вверх и в сторону
резца переднего суппор-
та
47
П родолжение
Номер проверки по ГОСТ 18097—72 Что проверяется Эскиз Щопуск, мкм но ГОСТ 18097—72 факти ческий
1.13 Параллельность оси ко- нического отверстия пи- ноли задней бабки пере- мещению суппорта: а) в вертикальной пло- скости; б) в горизонтальной пло- скости На длине 300 мм: а) 30; б) 30 Отклонение свободного конца оправки допускает- ся лишь вверх и в сто- рону резца переднего суп- порта
114 Точность кинематиче- ской цепи от шпинделя передней бабки до суп- порта (ходового винта) / На длине перемещения суппорта 300 мм: 40 В случае участия ко- робки подач допуски уве- личить на 25%
2. Проверка станка в работе
2.1 Точность геометриче-
ской формы цилиндриче-
ской поверхности образ-
ца, обработанного на
станке, при закреплении
его в патроне (в отвер-
стии шпинделя):
а) постоянство диаметра
в поперечном сечении;
б) постоянство диаметра
в любом сечении
300
На длине 300 мм:
а) 10;
б) 30
2.2 Плоскостность торцо-
вой поверхности образца,
обработанной на станке
(образец предварительно
обработан)
На длине 300 мм:
20
Выпуклость не допу-
скается
3. Испытание станка на соответствие нормам жесткости по ГОСТ 18097—72
3.1
Относительное переме-
щение под нагрузкой
резцедержателя и оправ-
ки, установленной:
а) в шпинделе передней
бабки;
б) в пиноли задней ба-
бки
а) 350;
б) 470
48
Специальные проверки t Подлица 23а
TTC'spiLiJHScrhb отпета поз'ЦО\
При каждом прдходгкточкам х
иозмере коорд, трчек, не белее
арктическая
ДОэЧММ- Q,D2uw\
СдЗОнм доШРн*
СЁ.120.Ум^сП&.нд
. 0.032мм
св. гоонмдозгот
ОДЬСнн
Зана разброса т»
подходе годное,
точке недолге
2 <?/ V/Y
-
) Методика специальной проверки 1
Поперечные салазки 2 установить Б исходное положе-
ние. так, чтобы торец резцедержки 3 находился приме;
но на оси центров станка', На УШУ установить
нуле Бое показа ние.
Ha каретке / установить магнитную индикато:
ную стойку 5 с индикотарны ми часами 4; Па плоской
направляющей каретки 1 установить концевую
плитки 6 необходимой длины. При помощи индикатор-
ных часов 4 определи ть исходное положение по-
перечных салазок- Снять концевую плч тку 'Б. Г гремес-
тить поперечные салазки 2 в заданное" положение,
определив их фактическое перемещение про по-
мощи индикаторных, часов V. * . .
Отсчет перемещения дести по УЦУ. 'величи на
перемещения су ппорта составляет поло Бини вели-
чины, указы в а ем ой УЦш
. ' & заданное положение поперечные салазки под-
водят 3 раза.
Поерешность определять как алгебраическую реи
ность между среднеарифметическим значением факт
ческого перемещения и показанием У ЦО- Зоданчь/х^ полом,
ний поперечных, салазок должно быть четыре на репном расстоянии oi
. ‘Ъняёного ' _ - __— ' и-..
^то проверяет
Точность обращс
обработанного с
использованием'
При настройке на
заданный размер
по диаметру
/i етоаи ка спей и о ль ной про б ярки 2
& трех кулачковом сан о центрырующем патроне /закре-
пить предварительно, начерно, обработанную заеото^
2 из стали ГОСТТ050-7Р Обточкой диаметроб бы б ест
з сметное „ на глаз" биение шеек. На молзй шейке -снять
проб ну по стружку i- 0,5мм. Замерить микрометром рак.
чески й размер с точностью до 0,07 мм. Результат изг-е
рения установить на табло UUU. Произвести переход -?
О UU последовательно на большие шейки, проточит^
их- 0 пределить разность размероЬ, полеченных S
резуль тате измерения каждой из обработан но <
шеек относительно показаний на табло Уйй
Обработку праиз&одить резцом оснащенным пласт,
ной твердого сплобо. Ориентировочные элементы
режимов резания: \-700 м/.мин; Ь-- 0,5мм: 0,25 ™/об
Интервал ОбтаииЬаемых диаметров и длину пре
ходоЬ см. эскиз.
о входном контроле электрооборудования
- . ; Электрооборудование
\=5/ Свидетельство л/я.___t-Модель
____а В'"В станка^З^.
Наименование станки. рз^Р^нр^вынторер/уь/а
Порядковый номер ' -•
по Системе нумерации. ••. ' '
Предпиртир—изготовителя_____ *
/yg^y>m?/>wa—изготовитель PC00._________
Злектрошкар (панель)
Предприятие—изготовитель PcffQj Помйювый номер
' па системе нумерации.
_______•____________-_______предпрр-^агатавителя , __
Питающая сеть :напряжение ЗА0_В; род токаСЗз—',частота SL Гц
Цепь управления ‘.напряжение ЭЮ„ fl \рад тока <У„
Местное освещение '.напряжение ^t^B
Номинальный ток станка. 33,4 Д
думинальный ток срадатыванця^ вводнога вь1клюуарпеяя_ ...„,. А
Электрооборудование выполнена по\
Принципиальной схеме Схеме соединений Схеме соединений
икоира управления станка
№ 1М63БР0.0ОО.ЭЭ Р/S /М636.40.000Э4 1д-/П63Б. 81.0(Х]ЭЧ
___________________________________ М^МЗБ^ГОрОТ^Ч
Электродвигатели.
Обозна- чен и.е . ; •' / 1 • ч г Назноченае Тал Мощ- ность кВт. По- мент Нм Номин. Так, А
ток А холостой >ход нагруз*
< г'
№ Главный при вод ЩбОЬШ 15 /00 2Э,3
. т Охлаждение 200Х1У-22 0,12 ОМ 0,38
, А/З Ускоренные перемещения каретки ^МОАУЭЗ и 7,55 2,76
f.nou не нагружен ном станке
но“
• д/спытанце повышенным напряжением промышленной
частоты Л, В, проведено L
1МбЗБ.оо.трз..
5*
МОм
^противление изоляции. проводов отнссщрпеяьно земли ; j
'-. л,вые_репи МОм Цепа, упра&ления — МОм I
Электрическое сопротивление между винтом .ем— .1
л ери. я и, металлическими уастями, которые мо^
огази/пься под напряжением свыще ^2&,не превышаем ОДОм.
., „у;„,— —~г~ц* 'rwfr^-"4rt7irrJ *—’—т Т~~*~х*т*7~*,~1 П—у» —м - — м^ОЙигn I rw л» —<т nwi^A -•i-ифии-в -
Вывод: длектродвагатёл^ аппараты, монтаж эЛек/яроо£о—
рудованая и его испытания соответствует общин
тех-ническим требованиям И электрооддрудовалило
станков.
▼
А .’?
►-хи
Л* \-U .Ж
LUft
^Л
<34.
ж
о
' -frit JEjfr,ll><'*'*,,'‘'
лХ*-'
V- 4
. v
рЖж
Ж-’-Г^Г
-----г------------
~Дата.______Число листов—
”4'»^ Ц.
>>г
><* V-M г 4
Ай'
ж: Ц' :*
«..,* it*' .V гц
г'
.
о- пш--Л^^НД
:
^сСж^Вжй’-
§НЙМ ' сКУ
>**7- ’ 1 ?
-t
•MW
й ‘J5l
испытании провёл.
3.7.2. Испытание станка на соответствие с осталь-
ными техническими условиями
Станок отвечает всем предъявленным к нему
требованиям по ГОСТ 7599—ЭД, ГОСТ 12.2.009—80
и техническим условиям.
3.7.3. Электрооборудование
3.7.4. Общее заключение
На основании осмотра и проведенных испытаний станок
признан годным для эксплуатации.
Дата выпуска --------------
м. п.
Начальник ОТК ——____________________________________________
(Подпись ф., и., о)
Электрошкаф
Завод-изготовитель: Рязанский станкозавод. Заводской №
Питающая сеть
Местное освеще-
ние \
Напряжение З8О7 В; род тока — пе-
ременный; частота ш) Гц
Цепи управления
Напряжение 1
ременный
В; род тока — пе-
Напряжение 14 В; род тока — по-
стоянный /
Напряжение /24 В; род тока — пе-
ременный/
|ектрооборудование тяполнено по:
3.8. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Станок токарно-винторезный моделей 1М63Б, 1М63Б-1,
1М63БФ101, класс точности Н, заводской номер---подвер-
гнут консервации согласно установленным требованиям.
Дата консервации---------------19 г.
Срок консервации 3 года при хранении в заводской упа-
ковке под навесом.
Консервацию произвел -------------- (подпись)
Консервацию принял ---------------- (подпись)
м. п.
Схеме электрический
принципиальной \
соединений \
1М63Б.ОО.ООО ЭЗ; \
1М63БФ101.00.000 ЭЗ*’
Схеме электрической
соединений
1М63Б.80.0Й0 Э4;
1М63БФ101.80/000 Э4*
Схеме электрической
соединений
1М63Б.81.000. Э4;
1М63БФ101.81.000 Э4*
3.9. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
S
я
о
с
Ml
М2
М3
Электродвигатели
Главный привод
Охлаждение
Ускоренные переме-
щения каретки
1. При пенагруженно!
деля 630 об/мин. '
2. При максимальной
Назначение
4A160S4Y3
200X14-22
4АХ80А4УЗ
3
Ток, А
о
°са
S
a v
а ±
х
15
0,12
29,4
0,37
3
•анке с частотой
вращения шпин-
нагпузке 100%.
Станок токарно-винторезный модели 1М63Б, 1М63Б-1,
1М63БФ101, класс точности Н, заводской номер ----------,
упакован согласно установленным требованиям.
Дата упаковки-----------------19------г.
Упаковку произвел
(подпись)
------------------------- (подпись)
Светокопии руководства и приложений проверил --------------
Ведущий конструктор---------------------------------------
___________________________(
(Подпись, фамилия, дата)
Испытание повышенным напряжением промышленной часто-
ты проведено при напряжении 2N25 В
Максимальное с®противленис\изоляции проводов относи-
тельно земли / \
Силовые цепи МОм
Цепи управления МОм
:тями, которые могхт оказаться под напря-
~м.
Электрическое сопротивление менаду винтом заземления и
металлическими ча|
жением 50 В и выше, не превышает 0,1
Вывод. Электрооборудование выполнено в соответствии
с установленными требованиями и выдержало испытание.
* Для станка 1М63БФ101.
,ата
3.10. ГАРАНТИИ
3.10.1 Предприятие-изготовитель гарантирует
соответствие станка токарно-винторезного моделей
1М63Б, 1М63Б-1, БМ63БФ101 установленным требо-
ваниям и обязуется безвозмездно заменять или ре-
монтировать вышедший из строя станок при соблю-
дении потребителем условий эксплуатации станка,
транспортировки и упаковки.
Срок гарантии 12 месяцев. Начало гарантийного
срока исчисляется со дня пуска станка в эксплуа-
тацию, но не позднее 6 месяцев для действующих и
9 месяцев для вновь строящихся предприятий с мо-
мента прибытия стайка на станцию назначения или
с момента получения его на складе предприятия-
изготовителя.
4-1042
49
Таблица 24
Перечень быстроизнашивающихся деталей
Обозначение Наименование Количество Куда входит Материал Примечание
1М63.04.111 Втулка 1 Суппорт Бр.ОЦС 5-5-5 ГОСТ 613—65
1М63.21.387 Диск 21 Бабка передняя Лист Б-ПП2,
ГОСТ 19904—74
П-Н-65Г, ГОСТ 1542—71
1М63.21.388 19 То же
1М63.04.101 Втулка 1 Суппорт Бр.ОЦС 5-5-5 ГОСТ 613—65
1М63.01.103 » 2 » Го же
1М63.04.104 1 » »
1М63.04.109 » 1 » »
1М63.04.119 Гайка 1 » »
1М63.04.120 Колесо червячное 1 »
163.04.033 Втулка 1 » АЧС-2 ГОСТ 1585—70
163.04.174 Г пездо 4 » Сталь 45 ГОСТ 1050—74
1М63.41.033 Втулка 2 » АЧС-2 ГОСТ 1585—70
1М63.41.025 1 То же
1М63.41.030 > 1 »
1М63.06.115 Колесо червячное 1 Фартук Бр.ОЦС 5-5-5 ГОСТ 613—65
1М63.06.117 Полугайка 2 » То же
ГМ63.06.118 Втулка 1 » »
1М63.06.119 » 1 » »
163.11.100Э Сухарь 3 Люнет »
1М63.04.128 Полугайка 1 Суппорт Бр.ОФ 10-1 АМТУ 211-51
1М63.04.129 1 » То же
1М63.64.102 Сухарь 3 Люнет Бр.ОЦС 5-5-5 ГОСТ 613—65
1М63Ф101.40.100* Колесо червячное 1 Суппорт Бр.ОФ 10-1 АМТУ 211-51
1М63Ф101.40.101 * Гайка 1 » То же
* Для станка 1М63БФ101.
50
З.н СШониЯ '[ГОСТ260g-78)
О сайерусании драгоценных натер и ал о 8 а станка*
нос. 1/163Б и. /Н5ЗБ ф 101.
Наименование <ь/ ’ * Обоьчои^ние. к-Во Насер .
6 1шт Общая -t
Золоти
Устройство иипростой имдиаш WUL * /,7 ill \
Елок ^питдния УЦ_Ц_ Ф 5015 " 4/ ^ZLxj
Диод кремниеОый Д2Ф1 И 0,003 0,0/2 d
. Un
зео: для станка 1/НРЗБ 60/2 i
1Н63£Ф/01 '. /Л21 I
Бе ребро 'Л..^ р ' 1 i л
az— 1 —£. -х= "т:—"и .. *1 Зыклноцагадль obmoMQiLiiiecKUP. РЕ-20116 . / 953Q&. 05306 !
НГБЗ-ЗП / 70,02. /092
• Р53-М — 3 0-6813 . &из£
’ 1 у Резистор ' j .НЛТ-2 ‘*-уЖйИи 0,0/3/1 Q03L
Пискатель магнитный- "Пме-згог / W У /£7. 131. ч
..Ч v ,\\. г .'Л>’ _ . 1 ПЩ-J/Qk 2 2£928L 1531 .
Реле теплоБаг PTJ)-1003 / CPU. 1218^
Реле Бренеиц. f рВ П12-3/22 2 О 221 ,
Бы.клюиатгль конеиный В ПР -2000 2 0,55128 7, Н If56 0,156
0ербклн2йагп£Лк_ РЬеспюЬепй. Ибн-г/822 И/5^ \
Б/оп eq и про Влррщн. . БЕ- О.н 0 015/ 1,9001/
Перг клчо ио_пз£ль ш \02/97 Q133P.
.Ререрлнзи отель ПТ/-2 г 02/31 ОШ/
Усгпройст во ииаоровсй имсЬгсш/ Ф5011 * 1 13
Благ питание к УН U Ф501Б * / ИЛ? . _ /31
1 йь / • ' ' ’• • V’C « *• л?ж- ’’ i "Г kS J Итого для ста нка 1/1535.51.4532$
‘" **Йк'^' •• *№., * ♦.' ч **•’’. Р к s'5 4*’•*' * *4 '• ^?Мк/ ’? • /шт 13125
Палладий ,Г-^
Устоойстоа 'iut топ not / / /нА /ш& '! Ф son * /
. хи к.г.-...,.. ....—j
илажгчие отмененное только Ряд станка НчьзБФ/о/
inc г
Я ata
Ст - &/й f 1/63 15 у?/ О/
ПРИЛОЖЕНИЕ 1
МАТЕРИАЛЫ ПО БЫСТРОИЗНАШИВАЮЩИМСЯ ДЕТАЛЯМ
(рис. 1—24)
Рис. 3. Диск 1М63.21.388 .
I HRC 45—52. 2. Неуказанные предельные отклонения размеров:
1Т14
отверстий — Н14, валов—Ы4, остальпых± ——. 3.* Размер для
справок. 4. Масса 0,106 кг.
Рис. 1. Втулка 1М63.04.111
1* Размеры для справок. 2. Неуказанные предельные отклонения раз-
1714
моров: отверстия — Н14, остальных—± —g— 3.** Обработать с сопря-
гаемой деталью. 4. Масса 0,098 кг.
Рис. 2. Диск 1М63.21.387
1. HRC 45—52. 2.* Размер для справок. 3. Масса 0,108 кг.
Рис. 4. Втулка 1М63.04.101
1. Неуказанные предельные отклонения размеров: от-
1TI4
верстий — Н14, остальных — ±—д—. 2. Масса 0,17 кг.
51
Рис. 5. Втулка 1М63.04.103
1. Неуказанные предельные отклонения разме-
1Т14
ров — ±—-— . 2. Масса 0,031 кг.
ги] its
1*^5
фаски------
lZZZZZZZZZtt—l
Рис. 7. Втулка 1М63.04.109
1. Неуказанные предельные отклонения размеров: отвер-
1Т14
стин — Н14, остальных — ± —-— . 2. Масса 0,054 кг.
Рис. 8. Гайка 1М63.04.119
Рис. 6. Втулка 1М63.04.104
1. Неуказанные предельные отклонения разме
1Т14
ров — ± — — • 2. Масса 0,083 кг.
1. Неуказанные предельные отклонения размеров: отверстий — Н14, ва-
1Т14
лов — h 14, остальных — ±~й— • 2. Масса 0,4 кг.
52
ш
Модуль осе&ои тз /
Число зидьеб 36
Сопряжен- ный чер~ Sik Тил чербЗко ^онЗалютю чобпаВинЗ
ЧисломмЛ 7<
правое
Ао 231Ш1
Степень точности по гост 367S-S6
допуск на накопленную погрешность Окочжншйн 0,060
ett 0.022
допуск "на. радиальное Зиг^ие лчбчагоиТ&ениа Е 0,050
Обозначение чертежа сопряженного Налеса 4М63М.ГИ
Рис. 9. Колесо червячное 1М63.04.120
1. Неуказанные предельные отклонения размеров: отверстий — Н14, валов —1114, остальных —
Рис. 10. Втулка 163.04.03'3
1 Отливка 5-го класса по ОСТ2 МТ21-2-76. 2. Вид отливки - лег-
кая. 3. Неуказанные предельные отклонения размеров: отвер-
1Т14
стий — Н14, валов —1114, остальных — ±—^—. 4. Масса 0,162 кг.
Рис. 11. Гнездо 163.04.174
1. HRC 48—50. 2. Неуказанные предельные от-
клонения размеров: отверстий — Н14, остальных —
1Т14
±—— . 3. Масса 0.035 кг.
5—1042
53
Рис. 12. Втулка 1М63.41.033
1. Отливка 5-го класса по ОСТ2 МТ21-2—76. 2. Вид от-
ливки — легкая. 3. Неуказанные предельные отклонения
размеров, отверстий — Н14, валов — Ы4, остальных —
1Т14
—. 4. Масса 0,11 кг.
Рис. 13. Втулка 1М63.41.025
1. Отливка 5-го класса по ОСТ2 МТ21-2—76. 2. Вид отливки —
легкая. 3. Неуказанные предельные отклонении размеров: От-
верстий—Н14, валов —1114, остальных — ±———. 4. Масса
0,22 кг.
0,6
Рис. 14. Втулка 1М63.41.030
1. Отливка 5-го класса по ОСТ2 МТ21-2—76. 2. Вид от-
ливки — легкая. 3. Неуказанные предельние отклонемия
размеров: отверстий — Н14, валов — Ы4, остальных —
1Т14
±—g— . 4. Масса 0,18 кг.
54
Рис. 15. Колесо червячное 1М63.06.115
1. Отливка по ОСТ2 МТЗО-1—75. 2* Размеры для справок. 3. Неуказанные предель-
1Т14 _ „
ные отклонения размеров: валов — Ь14, остальных — ±—-—. 4.** Обработать по соп-
рягаемой детали. 5. Масса 1,2 кг.
Модуль осевой ms 4
Число ЗУбьеЬ ?г 36
Сопряжен- нь/й чер- блк. Тип чер&лка <он1олнг-
число захобоВ Zi 3
направление битка леёое
иежасеьае расстояние В наработке Ад
- От.7ЛГ
Допуск на накопленную по- грешность окружного шага 0.075
допуск на разность соею- них осрухних шагов о,ого
Допускна радиальное биение зчбнатаго В гни а £ 0,05g
Обозначение чертеж, сапвлменного чербд/са 1Н63ШЯ
Рис. 16. Полугайка 1М63.06.117
1. Неуказанные предельные отклонения размеров: отверстий — Н14, валов — Ы4, ос-
1114
тальных — d—— 2.** Обработать по сопрягаемой детали. 3. Масса 1.0 кг.
IzkO/ ’
Рис. 17. Втулка 1М63.06.118
1. Неуказанные предельные отклонения размеров: отверстий — Н14,
1Т14
валов —Ы4, остальных — ±—-—. 2** Обработать по сопрягаемой
детали. 3. Масса 0,55 кг.
Рис. 19. Сухарь 163.11.100Э
1. Неуказанные предельные отклонения размеров: ва
1Т14
лов — Ы4, остальных—± —. 2. Масса 0,164 кг.
Рис. 18. Втулка 1М63.06.119
1. Неуказанные предельные отклонения размеров: отвер-
' iTi4
стий —Н14, валов — Ы4, остальных — ±—-— 2.** Об-
работать по сопрягаемой детали. 3. Масса 0,4 кг.
Рис. 20. Полугайка 1М63.04.128
1*. Размер для справок. 2. Неуказанные предельные отклонения раз-
„ 1Т14
меров: отверстий — Н14, валов —Ы4, остальных — ±—3.** Обра-
батывать по сопрягаемой детали. 4. Масса 0,17 кг.
56
Рис. 21. Полугайка 1М63.04.129
1*. Размеры для справок. 2. Неуказанные предельные отклонения раз-
1Т14
меров: отверстий — Н14, валов — п!4, остальных — d—— . 3 ** Обра-
ботать с сопрягаемой деталью. 4. Масса 0,23 кг.
Шо /
\Л\/)
Рис. 22. Сухарь 1М63.64.102
валов — Ы4,
1. Неуказанные
предельные отклонения размеров:
1Т14
тальных — ±— 2- Масса 0,77 кг.
Модам осевой. ms /
Число зубьев 36
Число заходов чгр&яка 1
Угол просрилл Sнормальном учении чрв&яга о/? го"
Угол, подмена битка червяка Л 5%г'3£
направление Битка червяка - правое
Степень точности по ГО 0736?S'56 Cm.S-X
Рис. 23 Червячное колесо 1М63Ф101.40.100*
1Т14
1. Неуказанные предельные отклонения размеров: валов — Ы4, остальных —±—. 2. Масса
0,26 кг.
57
Рис. 24. Гайка 1М63Ф101.40.101*
1. Неуказанные предельные отклонения размеров: отверстий —Н14, валов — Ы4,
остальных — ±——. 2. Масса 0,4 кг.
ПРИЛОЖЕНИЕ 2
ЭЛЕКТРООБОРУДОВАНИЕ 1М63Б.ОО.ОООРЭ1
ОБЩИЕ СВЕДЕНИЯ
На станке установлены электродвигатели:
привода вращения изделия;
привода подачи;
привода насоса охлаждения инструмента.
Питание электрооборудования станка осуществ-
ляется от сети переменного тока напряжением
380 В, частотой 50 Гц.
Питание цепей управления напряжением НОВ—
от понижающего трансформатора Тр1.
Питание цепей управления постоянным током
напряжением 24 В — от селенового выпрямителя
(диодов) Д1 ...Д4 (однофазный мост).
Питание лампы местного освещения напряже-
нием 24 В — от трансформатора Тр1.
58
• »
Вся аппаратура управления электроприводами
станка смонтирована в электрошкафу, закреплен-
ном на передней бабке станка с задней стороны.
Управление электродвигателями станка дистан-
ционное кнопочное, осуществляется с пульта управ-
ления на передней бабке (около коробки подач) и с
пульта управления на фартуке.
Электрооборудование станка присоединяется к
цеховой электросети при помощи вводного автомата
ВА1, встроенного в боковой стенке электрошкафа.
Защита электродвигателей и цепей управления
от токов короткого замыкания и перегрузок произ-
водится автоматическими выключателями и тепло-
выми реле.
Величины номинальных токов и значений уста-
вок автоматических выключателей и тепловых реле
даны в табл. 1. 3 и 4.
Контрол ~ 'СигнсМизац/ии о короткой 34-
/^кс/нии на А цепях у/ро&яуясе
пер&че^ндго тока Атора о О орнопу
ки яи //с!3 трансрорротора Тр/гыШ-
/Годится Мнпо^коб *°™gpa*
роется ь с/н/н&е засгнкан^я оано
LJL/jr ___
Минимальная защита электрооборудования
станка осуществляется размыканием замыкающих
блок-контактов в цепи самопитания магнитных
пускателей и реле1при исчезновении напряжения в
цеховой электросети.
ПЕРВОНАЧАЛЬНЫЙ ПУСК
Перед первоначальным пуском станка прове-
ряются:
надежность заземления станка, станции управ-
ления;
правильность монтажа электрооборудования и
подключения электрооборудования станка к цеховой
сети;
* правильность установок реле времени, тепловых
реле, сопротивлений.
После проверки электрооборудования отсоеди-
няются в станции управления провода питания всех
электродвигателей.
Включением вводного автомата ВА1 электрообо-
рудование станка подключается к цеховой сети.
Воздействием на органы управления на пультах,
на конечные выключатели и другие аппараты на-
жимного действия проверяется правильность и чет-
кость срабатывания магнитных пускателей и аппа-
ратуры управления электродвигателями и другими
исполнительными устройствами.
Отключается вводной автомат ВА1 и подсоеди-
няются в станции управления провода питания
электродвигателей.
Проверяется работа электродвигателей и других
исполнительных устройств путем их включения.
ОПИСАНИЕ ЭЛЕКТРОПРИВОДОВ И СХЕМЫ
УПРАВЛЕНИЯ
Включение и отключение электрооборудования
Перед включением электрооборудования станка
необходимо выполнить следующие операции:
поставить все автоматы, установленные на пане-
ли управления электрошкафа, в положение «вклю-
чено»;
закрыть на замок дверь электрошкафа;
вручную включить вводной автомат ВА1, уста-
новленный на боковой стенке электрошкафа.
Загорается сигнальная лампочка ЛС1 белого
цвета, сигнализирующая о включении автомата
ВА1.
Включением вводного автомата ВА1 осуществ-
ляется подача напряжения от внешней сети для
питания электрооборудования станка.
Аварийное отключение электропривода станка
производится нажатием на одну из кнопок «Стоп»,
расположенных на пультах управления.
Для снятия напряжения со станка необходимо
отключить вручную вводной автомат ВА1.
Электропривод вращения изделия
Электропривод вращения изделия осуществ-
ляется от асинхронного электродвигателя трехфаз-
ного тока Ml типа 4A160S4Y3 мощностью 15 кВт,
частотой вращения 1500 об/мин,’ частотой тока
50 Гц.
Пуск электродвигателя Ml осуществляется на-
жатием на кнопки КнЗ или Кн4 «Пуск», располо-
женные на пультах фартука и передней бабке, при
выключенном фрикционе. При этом размыкающий
контакт конечного выключателя ВКД замкнут. Пус-
катель Р1 получает питание и подключает электро-
двигатель главного движения Ml к цеховой сети.
Одновременно с магнитным пускателем Р1 полу-
чают питание реле времени РВ1 и РВ2. Реле време-
ни РВ2 включает тормозную муфту ЭМ1.
Управление вращением шпинделя производится
с помощью фрикциона, включаемого рукояткой.
При отключенном фрикционе размыкающий кон-
такт ВК1 остается замкнутым, реле времени РВ1,
РВ2 и тормозная муфта' ЭМ1 включены. При этом
на шкафу загорается сигнальная лампочка ЛС2
синего цвета. При работе двигателя Ml на холос-
том ходу реле времени РВ2 с выдержкой времени
2,5—3 мин отключает магнитный пускатель Р1 и
соответственно двигатель Ml от сети.
Одновременно с пускателем Р1 теряет питание
реле времени РВ1, настроенное на выдержку вре-
мени 25с, и отключается реле времени РВ2, которое
отключает тормозную муфту ЭМ1.
При включении фрикциона размыкающий кон-
такт ВК1 отключает реле времени РВ2 и обеспечи-
вает работу станка.
Останов электродвигателя Ml осуществляется
нажатием на одну из кнопок КН1 или КН2 «Стоп».
При нажатии на кнопку отключается магнитный
пускатель Р1, разрывается цепь питания электро-
двигателя Ml.
С отключением электродвигателя Ml магнитный
пускатель Р1 своим размыкающим контактом вклю-
чает реле времени РВ2 и тормозную муфту ЭМ1.
Контроль нагрузки электродвигателя Ml произво-
дится амперметром А1.
Максимальный ток не должен превышать 24,7 А.
Привод подач
Привод подач связан с главным приводом через
кинематическую цепь коробки скоростей и коробку
подач. Перемещение каретки влево или вправо и
суппорта вперед-назад осуществляется при помощи
электромагнитных муфтЭМ2—ЭМ5 (ЭМ2 и ЭМЗ—
влево-вправо, ЭМ4 и ЭМ5—вперед-назад), распо-
ложенных в фартуке станка. Переключение скорос-
ти подач осуществляется при помощи муфт ЭМ6 и
ЭМ7, управление которыми производится переклю-
чателем ВУ4.
Управление электромагнитными муфтами ЭМ2—
* ЭМ5 производится установкой крестового переклю-
чателя в одно из четырех его положений.
Для предотвращения пробоя электромагнитных
муфт и уменьшения электрической дуги на контак-
тах при отключении катушек предусмотрены раз-
рядные сопротивления.
В схеме управления электромагнитными муфта-
ми имеется блокировка, исключающая включение
электромагнитных муфт при включенной маточной
гайке.
59
4/
5/
С/
г
рьг
& \-дд/п
р> S
Pf
мг
2 7
РЗ
лег
ЗН1
Р&г
АЗ
ЭМЗ
ЬУЗ
D
*6
вуз
ЭН6
ЗУй f
4$
РВ!
2i > . гз
~эмц 1=1
гг
~эгчг с==1
-----<43
К/ \5Л4
.А5
&Jcf
?
*\Р1
PI 1
!5
4f5
лгз
рг
Кмг
ш
лзг
гьь
Л01
№•
?
M-li
Т 75 ДЭЛ 7
Рис. 25- СхегЛа электрическая принципиальная (см. табл. 1)
«ъ tj
t
Главный '
привод
Вретя
торножениЯ
шпинделя
Ограничение
холостого
хода
Охлаждений
Ускоренный
ход
шпинделя
Вле&о.
Опра So
Вперед
Назад
Подача А
Подача В
Обозна- чение n^ojcda. Соединения Аонеие проб oda. мм2 Пригичаниг
A: tic BAI) клЗ • Vi-s-ч
w
Af;Af;cf ЯА1) pi WA-S-bt
А1;Л£ и Pll &A2 пглч-и
Й г! Ail 6A2;P2;P3
if^cet 3A2; pj; P3\ Tpf; fp* •
» • ли • АГ, Pt РГА-Б-и
мг At, КЛ1 ПГА-В-Ч
№;c<? P1‘> ГЛ1 пгв-е-и
• г
АЗЗССЗ _P2i *Л2 пгвч-ч
вгз P2‘ kJ 2
РЗ; клг
CX РЗ; клг t
1 Pl; TPf; *ai: A 3 ПГВ-f-r к-соосный
г fi*3)PB2; Pi)P3 *
* 4/ ГР11 ВАЗ : It
s . ph рлг h
-&i £i1j «
11 Pt; P&i It
• 13 Pt; Pit; кЛ2 *
- 11 ян кл г •
—ff ал5: *лг a
- 23 р&г, рвг
25 Р21 КЛ2 ' M
n РЗ) клг и
.25)33 H
35 •BAS1TP1 It t
—5^ -ДЛ4; лс1 ПГВ-1-С С-синий
• —&5 —оч КС{ Рвг. е т, лег • I!
" X лег, лег; Трт, Д1\ ег; клг; клЗ nrs-f.S-P<-i.
Блокировка обеспечивается размыканием кон-
такта конечного выключателя ВК2, установленного
внутри фартука.
Электропривод ускоренных перемещений
Электропривод ускоренных перемещений суп-
порта и каретки осуществляется от электродвига-
теля М3 типа 4АХ80А4УЗ, мощностью 1,1 кВт,
частотой вращения 1500 об/мин и частотой тока
50 Гц.
Электродвигатель М3 включается в сеть нажа-
тием на кнопку ВУ2-5 «Толчок», встроенную в го-
ловку рукоятки крестового переключателя.
Включается магнитный пускатель РЗ для толч-
кового вращения электродвигателя М3. Направле-
ние ускоренных перемещений каретки или суппорта
в соответствующую сторону производится с помо-
щью электромагнитных муфт ЭМ2—ЭМ5, так же,
как в приводе подач.
На фартуке станка имеется переключатель ре-
жимов работы ВУЗ на три положения, который
включает муфты на токарную работу, внутреннее и
наружное конусное точение.
Электропривод насоса охлаждения
Электропривод насоса охлаждения осуществ-
ляется от электродвигателя М2 трехфазного тока
типа 200X14-22 мощностью 0,12 кВт, частотой вра-
щения 2800 об/мин и частотой тока 50 гЦ.
Пуск и останов электронасоса М2 производятся .
переключателем ВУ1, установленным на фартуке
станка.
Электросхемы и расположение электрооборудо-
вания на станке показаны на рис. 25—28.
Рис. 27. Схема электрическая соединений (см. табл. 2)
Рис. 28. Схема расположения электрооборудования на станке
62
Таблица 1
Перечень элементов принципиальной электросхемы
Обозначение (см. рис. 25) Обозначение Наименование Количество (Примечание
Ml 4A160S4Y3 Электродвигатель 15 кВт 1 Главный привод
М2 200X14-22 Электронасос 0,12 кВт 1 Охлаждение
М3 4АХ80А4УЗ Электродвигатель 1,1 кВт 1 Ускоренный ход
В Al АЕ2043 Выключатель автоматический на ток 40 А 1 1
ВА2 АЕ2013 Выключатель автоматический с отсечкой 12 /н, 1
номинальный ток 4 А
ВАЗ, ВА5 А63-М Выключатель автоматический с отсечкой 5 /н, 2
номинальный ток 2 А
ВА4 А63-М Выключатель автоматический с отсечкой 5 7Н. 1
номинальный ток 4 А
Р1 ПМА-4204 Пускатель магнитный (110-25-2з+2р) 1
Р2 ПМЕ-012-УЗ Пускатель магнитный (110-0,32+1з) 1
РЗ РПКЫ 11-УЗ Пускатель магнитный (110-2з + 2р) 1
РВ1 РВП72-3122-00У4 Реле времени с катушкой 110 В 1
РВ2 РВП72-3221-00У4 Реле времени с катушкой ПО В 1
Д1 30ГМ8У-К (Д247) (Селеновый выпрямитель 30/37 В, ток 1,2 А (ди- 2(4)
од кремниевый)
Тр1 ОСМ-0,25 Трансформатор U1/5-22-110/24 в/£&& 1
'Г- Q т/л? еем-ол 1
А1 Э8025 Амперметр на номинальный ток 30 А 1
ВК1 ВПК2111-У2 Конечный выключатель в кожухе 1
ВК2 ВПК2010-У2 Конечный выключатель без кожуха 1
ВУ1 ТП1-2 Переключатель двухполюсный ' 1
ВУ2 КП4 2 У1» (ПК-П) Крестовый переключатель 1
ВУЗ, ВУ4 П2Т-1 Переключатель двухполюсный 1
ЛО1 М024-40 Лампа 24 В, 40 Вт 2 Светильник
НКСО1ХЮ0/П00-01
ЛС1 ЛН Лампа 26 В 1 Арматура АС-0
ЛС2 ЛсЗ Лампа 26 В Лалена* 1 /
КН1, КН2 КЕ-081УЗ Кнопка управления (исполнение 5, красная) 2 к «Хэ £
КНЗ, КН4 КЕ-081УЗ Кнопка управления (исполнение 4, черная) 2
R2—R6 МТЕ-2 Сопротивление МТЕ-2-330-10%-А 5
R7 ПЭВР-50 Сопротивление ПЭВР-50-51 ±5% 1
ЭМ1 ЭТМ106-2Н Муфта электромагнитная 1
ЭМ2, ЭМ4 ЭТМ112К-2А » 2
ЭМЗ, ЭМ5 ЭТМ102-1А » 2 ' •
ЭМ6, ЭМ7 ЭТМ082-1А 0 * Z 2
43: <4г2€-б Дилм /грешнаерь*'*'* 3
63
Таблица 2
Таблица соединений (см. рис. 27) *'
Обозна- чение провода Откуда идет Куда поступает Данные провода, мм2 Примечание Обозначение провода Откуда идет Куда поступает Данные провода, мм2 Примечание
А В С N А12 В12 С12 А23 В23 С23 А32 В32 С32 1; 1 5; 5 7; 7 13 17,17 18 25 27 2 рез. 45 47 1 рез. 1 ± ± ± ’ 47 73 • 75 73 75 Электросеть » » » Станция управления » » » » » » » . » » » » » » » » » » » » » » Коробка 1 Коробка 1 » Кл. 6 » Жгут СУ » » » Жгут Коробка 1 » » » » » » » » » » . » » » » » » » ». » » » » Жгут Тройник, ЭМ1 • Жгут Тройник, Кл. Б » Жгут ЭМ6 ЭМ7 1 ПГВ 6-4 » •ъ » 2 ПГВ 6-4 » » ПГВ 1-4 » » » » ПГВ 1-К » » » ПГВ 1-К » » » » ПГВ 1-С » » ПГВ6-ЖЗ ПГВ 1,5-ЖЗ 3 ПГВ 1-С 4 ПГВ 1-С » ПГВ 1-С » Ч—черный Ч—черный К—красный С—синий ЖЗ—жел- то-зеленый 1 17,17 5 7 13 17 1 рез. АГ2 В12 С12 ± А32 В32 С32 1 5 7 17 18 25 27 1 рез. 45 73 75 1 рез. ± А23 В23 С23 ± Коробка 1 » Коробка 1 » » » Коробка 1 » » » Коробка 1 » » » » » » » » » » » » » » » Коробка 1 » » » Жгут ВК1 » Жгут ПС » » Жгут Ml » » » Жгут Тройник, Кл. 4 » » » » » » » » » » » » » » Жгут Тройник, М2 » » . » 6 ПГВ 1-К 7 ПГВ 1-К » » » 8 Г1ГВ6-4 » » ПГВ 6-ЖЗ 9 ПГВ 6-4 » » ПГВ 1-К » » » » » » ПГВ 1-С » » ПГВ 1.-5ЖЗ 10 ПГВ 1-4 » » ПГВ 1,5-ЖЗ
64
П родолжение
Обозна- чение провода • Откуда идет Куда поступает Данные провода, мм® Примечание Обозначение провода Откуда идет Куда поступает Данные провода, мм® Примечание
Жгут 11 Жгут 15
1 <л. 4 Винт ПГВ 1,5-ЖЗ
— заземления 1 Кл. 5 ВУ2 ПГВ 1-к
27 » » »
Жгут 12
53 « » ПГВ 1-С
18 <л. 4 Л01 ПГВ 1-К
55 » » »
1 » » ПГВ 1,5-ЖЗ
57 » » »
Жгут 13 59 » « »
А32 Кл. 4 М3 ПГВ 1-4
В32 » » »
Жгут 6
С32 » » »
± . » » ПГВ 1,5-ЖЗ \ 45 Кл. 4 ВК2 ПГВ 1-С
— Жгут 14 49 ВУ2 » »
1 Кл. 4 Кл. 5 пгв 1-к
Жгут 17
5 » ВУ1 » ♦
5 » ПК » 53 Кл. 5 ЭМ2 ПГВ 1-С
7 » » »
55 » ЭМЗ »
17 » » »
25 » ВУ1 » 57 » ЭМ4 »
27 » Кл. 5 » 59 » ЭМ5 »
1 реЗ. » ПК »
г
45 » ВК2 ПГВ 1-С Жгут 18
73 » ВУ4 »
75 » » » ± Коробка 1 Винт ПГВ 6-ЖЗ
заземления
1 рез. » » »
УКАЗАНИЯ О
НЕОБХОДИМЫХ РЕГУЛИРОВКАХ
Регулировка реле времени (табл. 4).
Таблица 4
Регулировка тепловых реле (табл. 3).
Таблица 3
Индекс реле Данные реле Риска
Р1 Уставка (А) 25
Положение риски (дел.) 0
Р1 Уставка (А) 0,3
Положение риски (дел.) — 1
Обозначение Выдержка, с
РВ1 25
РВ2 150—180
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА
ВНИМАНИЕ!
Перед осмотром электрооборудования станка необ-
ходимо полностью отключить станок от питающей
сети, выключить вводный автомат ВА1
65
Таблица 5
ПЕРЕЧЕНЬ ВОЗМОЖНЫХ НАРУШЕНИЙ В РАБОТЕ
Возможное нарушение Вероятная причина Метод устранения •4 Примечание
1. При нажатии на одну из кнопок КНЗ или КН4 электродвигатель глав- ного привода Ml не вращается или при работе электродвигатель внезап- но останавливается Отключился автоматический выклю чатель ВАЗ в связи с коротким за мыканием (к. з.) в цепи управления Включить автоматический выключа- тель • У
1 При повторном выключении прове- рить прибором цепь управления на к. з. и устранить его
Сгорела катушка Р1 1 Заменить катушку
ч Обрыв одного из выводов катушки Р1 Устранить обрыв или заменить ка- тушку
Сработало тепловое реле пускате- ля Р1 в связи с перегрузкой двига- теля Снизить нагрузку двигателя
Незамкнуты контакты конечного выключателя BKJ в связи с включе- нием фрикциона Рукоятку включения фрикциона по- ставить в нейтральное положение
2. При включении крестовою пере- ключателя в любом из четырех поло- жений нет перемещения суппорта или каретки Отключился автоматический вы- ключатель ВА4 в связи с к. з. в цепи управления муфтами Включить автоматический выключа- тель
При повторном выключении прове- рить прибором цепь управления муф- тами на к. з. и устранить его
Обрыв провода 45 Найти и устранить обрыв
3. Шпиндель не тормозится Отключился автоматический выклю- чатель ВА4 в связи с к. з. в цепи уп- равления муфтой ЭМ1 Включить автоматический выключа- тель. При повторном выключении проверить прибором цепь управления муфтой на к. з. и устранить его
Обрыв провода 47 Найти и устранить обрыв
Не включается реле РВ2 в связи с тем, что фрикцион может быть не в нейтральном положении Поставить рукоятку включения фрикциона в нейтральное положение
66
Защитное заземление и эксплуатацию электро-
оборудования станка производить в соответствии с
требованиями существующих правил и норм.
Для подсоединения защитного заземления па
станине станка, на электрошкафу имеются специ-
альные винты с табличками.
Электрооборудование станка должно содер-
жаться в порядке и чистоте. Электродвигатели и
электроаппаратуру управления необходимо перио-
дически осматривать й при необходимости очищать
от пыли, грязи и масла.
При осмотре электродвигателей необходимо ре-
гулярно производить очистку обмоток от пыли и
грязи. Не реже двух раз в год проверять состояние
подшипников и заменять смазку.
В случае износа подшипников до 0,1 мм их заме-
няют новыми.
Не реже одного раза в десять дней проверять
состояние контактов электроаппаратуры и очищать
их oj грязи, пыли и нагара. Если контакты подго-
рели или контактные поверхности потемнели от на-
грева, то их необходимо слегка запилить бархат-
ным напильником. Во избежание перегрева и окис-
ления контактов, последние во включенном состоя-
нии должны быть плотно прижаты.
Для предохранения от ржавления поверхности
стыка сердечника и якоря аппаратов следует сма-
зывать маслом, а затем насухо вытирать, так как
смазка может вызвать прилипание якоря к сердеч-
нику и гудение магнитной системы в аппаратах пе-
ременного тока.
В случае гудения магнитной системы в аппара-
тах переменного тока необходимо проверить:
натяжение винтов крепления сердечника и якоря;
состояние короткозамкнутого витка;
прилегание якоря к сердечнику.
УКАЗАНИЯ О ПОРЯДКЕ ДЕМОНТАЖА
И МОНТАЖА ЭЛЕКТРООБОРУДОВАНИЯ
На время транспортирования производится сле-
дующий демонтаж электрооборудования и после-
дующий монтаж на заводе-потребителе:
отсоединить электрооборудование от цеховой
сети и ёнять заземление;
на панелях станции управления подвижные
системы электрических аппаратов связать шпага-
том для предохранения от тряски;
монтаж электрооборудования на заводе-потре-
бителе производить в соответствии со схемами со-
единений станка;
на панелях станции управления подвижные части
аппаратов освободить от связки;
произвести заземление станка и присоединить
электрооборудование к цеховой сети.
ЭЛЕКТРООБОРУДОВАНИЕ ДЛЯ СТАНКА
МОДЕЛИ 1М63БФ101
Введение
В станке 1М63БФ101 применено устройство циф-
ровой индикации (УЦИ), которое предназначено
для визуального отсчета диаметра детали в цифро-
вой форме.
УЦИ способствует повышению производитель-
ности, а при определенных условиях — точности ме-
та.^робработки.
Особенности пристройки УЦИ на станке
Конструктивно устройство цифровой индикации,
выполнено в виде двух блоков, которые расположе-
иЛ шпиндельной бабке, состоит из блока цифро-
вой индикации Ф5071 и блока питания Ф5075.
Связь между блоками осуществляется гибким ка-
белем с разъемами.
Питание блока Ф5075 осуществляется с помощью
кабеля от трансформатора Тр^ напряжением 220 В,
частотой 50 Гц.
При отключении водного автомата УЦИ обес-
точивается.
Датчик-сельсин БС-155А по труборазводке гиб-
ким кабелем соединяется с устройством Ф5071, а
ось датчика пластинчатой муфтой соединяется с по-
перечным винтом.
Перемещение рабочего инструмента на 5 мм со-
ответствует одному обороту ходового винта, а сле-
довательно, и ротора сельсина БС-155А. Фазовый
сигнал поступает в блок индикации Ф5071.
Цифровой отсчет на индикаторном табло блока,
соответствующий одному обороту ротора сельсина,
равен 10 мм (т. е. автоматически отображается
удвоенное перемещение — диаметр).
Тумблер «Диаметр», расположенный на задней
стенке блока Ф5071, вставке 1М63БФ101 неисполь-
зуется и должен быть переключен в нижнее поло-
жение.
Дискретность отсчета УЦИ составляет 10 мкм.
Нестабильность показаний не превышает
±2 мкм.
Описание и инструкция по эксплуатации блоков
прилагаются (см. «Техническое описание и инструк-
цию по эксплуатации блока индикации Ф5071» и
«Техническое описание и инструкцию по эксплуата-
ции блока питания Ф5075»).
Рекомендации по использованию УЦИ
В станке 1М63БФ101 с устройством цифровой
индикации Ф5071 рекомендуется применять для ме-
таллообработки комбинированный режим — обеспе-
чение необходимых перемещений вручную по УЦИ с
одновременным использованием универсальных из-
мерительных средств. При комбинированном режи-
ме возможны два подрежима: ’ i
а) комбинированный режим с постоянным ис-
пользованием универсальных измерительных
средств. При обработке всех элементов изделия да-
67
же одним инструментом на предварительном про-
ходе определяется размер изделия по каждому эле-
менту, а перемещение для снятия припуска осуще-
ствляется по УЦИ;
б) комбинированный режим с разовым исполь-
зованием универсальных измерительных средств.
При обработке всех элементов изделия размер
изделия определяется по одному элементу, а пере-
мещение для обработки остальных элементов из-
делия осуществляется по УЦИ.
Проведение измерений при металлообработке с
помощью УЦИ может быть реализована двумя спо-
собами.
Измеренный универсальным инструментом диа-
метр при помощи декадных переключателей, наби-
рается на передней панели устройства Ф5071, за-
тем нажатием клавиши «Запись», расположенной
там же, записывается на табло. Далее идет процесс
металлообработки с наблюдением по УЦИ текуще-
го диаметра в абсолютной системе координат, где
нулевой точкой будет являться ось шпинделя.
После измерения универсальным измерительным
инструментам диаметра пробного прохода рабочий
вычисляет припуск, который необходимо снять (он
определяется как разность 2)Изм—d, где Ризм—из-
меренный диаметр, d — диаметр готовой детали), и
вводит его способом, описанным в предыдущем
подпункте, на табло Ф5071; далее идет обработка
детали до нулевых показаний на табло устройства
по всем разрядам.
В целях увеличения точности обработки реко-
мендуется производить подвод режущего инстру-
мента в точку резания в направлении предполагае-
мого резания, так как необходимо выбрать люфт
ходового винта.
Конг. Жила
1 Корпус
г Корпус
) + 5.3В
V + Б.ЗВ
S *£7в
6 -6,3В
7 + /Ч05
S + 200В
9 Корпус
-1S2— Корпус
Каретка
Передняя бабка
РазВетВит.
коробка
Станина
Рис. 29. Схема электрических соединений
ж