/



















































































































































































































































































































Текст
П. П. ЗАГРЕЦКИЙ и к. С. ХАРЧЕНКО
Chipmaker.ru
СЛЕСАРЬ-ЛЕКАЛЬЩИК
Издание второе, дополненное
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МОСКВА 1 96 0 ЛЕНИНГРАД
В книге приводятся основные сведения, необходимые для подготовки слесарей-лекалыциков средней квалификации. Излагается содержание слесарно-лекальных работ. Даны описание измерительных и рабочих инструментов, приспособлений и оборудования, применяемых в лекальном производстве, технология изготовления типовых проверочных инструментов и наиболее характерные приемы работ. Особое внимание уделено механизации лекальных работ.
Книга содержит справочные материалы, необходимые слесарю-лекальщику для предварительных расчетов при выполнении типовых работ.
Книга может быть использована для подготовки рабочих одноименной специальности в технических училищах системы трудовых резервов. Она может быть полезна также мастерам и технологам, работающим в области производства средств измерения.
► — —
Chipmaker.ru
Редактор доцент Д. Б. Ваксер
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ МАШГИЗА
Редакция литературы по технологии машиностроения Заведующий редакцией инж. Е. П Наумов
ВВЕДЕНИЕ
Современное машиностроение, развиваясь на основе новой техники, достигло значительных масштабов и темпов производства. Созданы новые высокопроизводительные типы металлорежущих станков и инструментов, новые инструментальные материалы, значительно повысился технический уровень кадров рабочих и инженерно-технических работников.
Весьма важную роль в освоении высоких темпов производства играет инструментальная промышленность.
Любое производство машин и механизмов может быть организовано при наличии определенной номенклатуры средств измерения. Сюда входят универсальные измерительные инструменты и приборы, различного рода калибры и контрольные приспособления.
Нормализованные типы средств измерения изготовляются преимущественно инструментальными и приборостроительными заводами. Производство специальных инструментов сосредоточено главным образом в инструментальных цехах машиностроительных заводов на лекальных и калибровых участках, а также на участках точной механики.
Изготовлением и ремонтом средств измерения в основном заняты рабочие двух специальностей — токарь-лекальщик и слесарь-лекальщик. Токарь-лекальщик изготовляет измерительные инструменты и детали приборов круглой формы; слесарь-лекальщик обрабатывает плоские проверочные инструменты и соответствующие детали контрольных приборов и приспособлений, а также производит их сборку и регулировку
На отдельных заводах, кроме рабочих основных специальностей, имеются слесарь-механик по точным приборам, юстировщик, доводчик. Слесарь-механик занимается ремонтом гзмерительных инструментов и приборов, юстировщик — настройкой измерительных приборов на необходимую точность показаний, а доводчик — доводкой контрольно-измерительных инструментов с целью получения необходимой чистоты поверхности и точности рабочих размеров. Все указанные специальности являются родственными и дополняют друг друга.
Плоский проверочный инструмент составляет наиболее обширную группу средств контроля; производство его является главной задачей слесаря-лекальщика.
1* 3
Несмотря на разнообразие типов проверочных инструментов, они имеют некоторые общие свойства. Например, рабочими поверхностями калибров-скоб являются две взаимно-параллельные плоскости, обращенные друг к другу. Расстояние между этими плоскостями представляет собой основной размер скобы — ее раствор. Рабочие поверхности вкладышей, щупов также взаимно-параллельны, но обращены в противоположные стороны. Обработка рабочих поверхностей указанных инструментов с соблюдением необходимой плоскостности, взаимопараллельности и точного расстояния между ними является основным содержанием лекальных работ.
Для листовых калибров — шаблонов высотомеров, глубиномеров и уступомеров рабочими поверхностями могут быть плоскость или цилиндрическая поверхность (закругление). Рабочие поверхности этих инструментов параллельны друг другу и обращены в одну сторону. При изготовлении перечисленных инструментов от лекальщика требуется обеспечение точной обработки этих поверхностей с соблюдением параллельности и расстояния между ними.
Рабочими поверхностями угольников и угловых шаблонов служат две плоскости, расположенные под определенным углом относительно друг друга, а основным размером—величина угла. При изготовлении угловых шаблонов лекальщику необходимо обработать плоскости, строго сохраняя их взаимное угловое расположение.
У радиусных шаблонов рабочие поверхности — цилиндрические. Профили этих поверхностей представляют дуги окружностей заданного радиуса. При обработке этих поверхностей слесарю-лекальщику необходимо получить точный размер радиуса во всех точках профиля.
Скобы, вкладыши, радиусные и угловые шаблоны — инструменты с элементарным профилем.
Профильные шаблоны имеют более сложный профиль рабочей поверхности. В начертание этого профиля могут входить прямолинейные участки, а также участки в виде дуг окружности различного радиуса — выпуклые и вогнутые. В особых случаях криволинейные участки составлены из более сложных кривых — эвольвенты, параболы, архимедовой спирали и т. д. Дуговые участки профильного шаблона могут пересекаться между собой, соприкасаться друг с другом, образуя плавный переход, или соединяться прямыми линиями.
При изготовлении профильных шаблонов лекальщик должен не только получить точные элементарные профили шаблона, но обеспечить заданное взаимное расположение (связь) их.
Кроме проверочных инструментов, слесарь-лекальщик занимается изготовлением контрольно-измерительных приспособлений, к которым относится обширная группа сложного проверочного и измерительного инструмента. Обычно это сборные инструменты для комплексной проверки деталей сложной формы. Эти приспособления могут состоять из профильных подкладок, измерительных линеек, 4
упоров, шаблонов и прочих деталей, укрепленных на общем основании. Иногда, помимо указанных деталей, контрольные приспособления снабжаются линейными и угловыми шкалами, микрометрическими головками, индикаторами и т. д., а в отдельных случаях — оптическими и электрическими устройствами для автоматического контроля деталей.
Кроме перечисленных работ, слесарь-лекальщик занят изготовлением различного рода комплексных калибров. Это преимущественно инструменты для проверки некруглых отверстий и валов шлицевой, квадратной, шестигранной и других форм. Встречаются специальные калибры — эталоны, т. е. контрольные детали, выполненные с высокой точностью.
Наконец, содержанием работ слесарно-лекального производства является изготовление особо сложных деталей и режущего инструмента высокой точности: копиров, кулачков, делительных дисков, фасонных резцов и других изделий.
Профессия слесаря-лекальщика сложна, требует разносторонних знаний, твердых навыков в работе, настойчивости, аккуратности и личной инициативы.
Слесарь-лекальщик средней квалификации (6-й разряд) должен уметь:
1) свободно читать сложные чертежи; определять профиль разрезов и сечений по данным других проекций;
2) вычерчивать (делать построения) сложные плоские фигуры, в том числе и кривые второго порядка;
3) выполнять расчеты исполнительных размеров калибров по таблицам допусков ОСТ;
4) подбирать соответствующие материалы, заготовки, рабочий и измерительный инструменты, приспособления и абразивы для выполнения текущей работы;
5) выполнять работы, связанные с изготовлением сложных по форме проверочных инструментов для изделий 1 и 2-го классов точности и получением чистоты рабочих поверхностей до 12-го класса;
6) осуществлять ремонт проверочных инструментов и универсального измерительного инструмента;
7) выполнять работы по изготовлению плоского режущего инструмента высокой точности и образцовых (эталонных) деталей;
8) пользоваться для контроля в процессе изготовления лекальных изделий сложными измерительными инструментами и приборами:
9) устанавливать припуски на последующую обработку;
10) вести термическую обработку листовых калибров и др.
ГЛ ABA I
ОБЩИЕ СВЕДЕНИЯ
§ 1. ТОЧНОСТЬ ОБРАБОТКИ И ОШИБКИ ИЗМЕРЕНИЯ
Деталь любого механизма или машины ограничена различными поверхностями: плоскими, цилиндрическими, коническими, фасонными и др.
Размеры этих поверхностей и их взаимное расположение указывают на величину и форму детали. Все размеры обычно задаются на чертежах. Сюда включаются размеры, ограничивающие протяженность той или иной поверхности, уточняющие форму поверхности (например, фасонной) или обеспечивающие заданное взаимное расположение поверхностей. Наконец, принятыми условными обозначениями на чертеже указывается допустимая степень шероховатости поверх ности.
Качество работы детали в механизме зависит от того, насколько точно будет изготовлена деталь, т. е. насколько действительный (измеренный) размер детали будет отличаться от н о м и нального (расчетного) размера, заданного конструктором и указанного на чертеже.
Изготовить деталь абсолютно точно практически невозможно. Любой действительный размер детали имеет отклонения от размера, указанного на чертеже.
Погрешности при изготовлении детали могут быть вызваны: а) неточностью изготовления и износом узлов станка и приспособлений;
б) неточностью изготовления и износом режущего инструмента;
в) недостаточной жесткостью станка, приспособлений, детали и инструмента.
Металлообрабатывающие станки, на которых производится обработка деталей, не могут быть изготовлены абсолютно точно: направляющие станка могут быть непрямолинейны или непараллельны, станок может иметь ходовой винт с неточным шагом и др.
Для заводов, выпускающих металлорежущие станки, установлены определенные нормы точности изготовления их. Эти заранее установленные погрешности обусловливают точность обрабатываемой детали.
7
С увеличением времени эксплуатации основные детали станка изнашиваются, и точность станка значительно снижается. Увеличивается биение шпинделя, происходит местный износ направляющих и ходовых винтов, увеличиваются зазоры между направляющими и подвижными частями. Станок может настолько износиться, что он станет непригодным для изготовления деталей.
Режущий и вспомогательный инструменты также не могут быть точно изготовлены. Неточности изготовления режущего инструмента полностью переносятся на обрабатываемую деталь. Это, в первую очередь, относится к профилирующим и мерным инструментам: разверткам, метчикам, плашкам, фасонным фрезам, протяжкам, зуборезному инструменту, профильным шлифовальным кругам и т. п. По мере износа инструмент теряет свою форму и размер, что отражается на точности размеров и формы детали. Изношенный инструмент обычно перетачивается. В процессе заточки форма и размер режущих кромок восстанавливаются, однако первоначальной точности инструмент не будет иметь вследствие погрешностей процесса заточки. Все эти ошибки также переносятся на деталь.
Под влиянием сил, действующих в процессе резания, узлы станка получают относительное перемещение, а деталь и инструмент также деформируются в направлении действия силы резания. Вследствие этого форма и размер обрабатываемой детали изменяются.
Нежесткость технологической системы станок — деталь — инструмент вызывает дополнительные погрешности при изготовлении деталей.
Установить точность изготовления детали можно путем' измерения ее размеров и формы. Однако точно произвести эти измерения не представляется возможным. При измерениях могут появиться различные ошибки. Они возникают от неправильных приемов измерения, неточных показаний самого измерительного инструмента или прибора, от температуры измерения и т. д.
Мерительный инструмент может состоять из одной или ряда сопряженных деталей. Детали мерительного инструмента изготовить точно в размер невозможно. Вследствие этого показания такого инструмента будут неточными. Ошибки измерения могут увеличиваться из-за износа рабочих поверхностей инструмента в процессе эксплуатации.
Мерительные погерхности точных измерительных инструментов имеют форму плоскости или сферы. В процессе измерений эти поверхности изнашиваются и теряют свою форму. Микрометр с изношенной неподвижной пяткой при измерении .цилиндрической детали будет показывать размер меньше действительного.
Как известно, при нагревании,любое металлическое изделие расширяется, и его линейные размеры увеличиваются на определенную величину, зависящую от температуры нагрева. При обработке детали на металлорежущем станке в процессе резания возникает тепло, которое частично переходит в обрабатываемую деталь и вызывает ее нагрев. Если в таком виде измерить деталь каким-либо меритель-8
ным инструментом, то вследствие расширения ее размеры будут несколько большими.
По действующим нормам все измерения приборами и инструментами должны производиться при температуре окружающей среды + 20° по Цельсию (20° С). Таким образом, деталь, изготовленная и измеренная рабочим в нагретом состоянии, при проверке в ОТК будет признана негодной. То же может произойти при измерении детали в условиях низкой температуры окружающей среды (воздуха). Например, если деталь, изготовленную из стали, размером в 100 мм, измерить при температуре 0° С, погрешность измерения составит 0,023 мм. Это значит, что при измерении этой детали при нормальной температуре размер ее будет больше на 0,023 мм.
К не менее важным погрешностям относятся ошибки, связанные с мерительным давлением.
Для пояснения обратимся к обычному гладкому микрометру При отсутствии на микрометре трещотки возможно, что размеры, измеренные различными рабочими, будут отличаться друг от друга. Все зависит от того, с каким усилием рабочий повернет барабан микрометра при проверке размера детали. Если усилие рабочего будет больше, размер, «прочитанный» на шкале микрометра, будет меньше, и наоборот. Для устранения несогласованности измеренных размеров на микрометре введена трещотка, снабженная пружинкой. Последняя не позволяет приложить большего усилия к барабану, чем это нужно. При использовании других измерительных приборов это мерительное давление также должно быть постоянным. Чем точнее прибор, тем мерительное давление должно быть меньше. Так, для рычажных микрометров, точность измерения которых доходит до 0,002 мм, это давление не должно превышать 150 г, а для более точных приборов —100 г. Аналогично нельзя проходную скобу насаживать на измеряемый вал с силой. От этого губки скобы могут слегка раздаться, и размер будет определен неверно. Скоба должна проходить под действием собственного веса.
§ 2. СВЕДЕНИЯ О ДОПУСКАХ И ПОСАДКАХ
Так как деталь нельзя изготовить точно по номинальному размеру, а также абсолютно точно определить ее действительный размер, на чертежах принято указывать допустимые отклонения от номинального размера. И в пределах этих отклонений рабочий изготовляет деталь. Отклонения от номинального размера выбирают, исходя из целесообразной точности детали с учетом характера сопряжения деталей в механизме, условий взаимозаменяемости и стоимости изготовления.
Нет необходимости каждую деталь изготовлять с одинаковой точностью. Детали сельскохозяйственной машины, например, могут быть обработаны с меньшей точностью, чем детали измерительного инструмента или прибора и т. д.
Не все размеры одной и той же детали должны быть получены с одинаковой точностью. Совершенно понятно, что рабочие
9
поверхности измерительного инструмента необходимо изготовить более точно, чем нерабочие.
При выборе допустимых отклонений от номинального размера следует учесть условие взаимозаменяемости, которое заключается в том, что любые детали, изготовленные по одному и тому же чертежу, могут быть поставлены на машину без пригонки по месту.
Важным фактором при выборе отклонений является стоимость изготовления детали. Чем выше точность изготовления, чем меньше величина допустимых отклонений, тем больше затраты труда на изготовление детали и тем больше ее стоимость.
На рабочих чертежах допустимые отклонения проставляются рядом с номинальным размером.
Если на чертеже указан размер 35^^002’ это значит, что рабочий имеет право выполнить размер детали в пределах от 35,014 до 35,002 мм. Первый размер в этом случае называется наибольшим предельным размером, второй — наименьшим предельным размером детали. Отклонение +0,014 называется верхним, а + 0,002 — нижним отклонением размера.
Разность между наибольшим и наименьшим предельными размерами детали носит название допуска на неточность изготовления. Для нашего примера допуск на изготовление детали соответствует
А = 35,014 — 35,002 = 0,012 мм = 12 мк\
В отдельных случаях отклонения на чертежах могут быть указаны в виде 52 + 0,01 или 52+0’08.
Соответственно для размера 52 + 0,01 предельные размеры и допуск на изготовление будут иметь значения:
Наибольший предельный размер 52,01 мм
Наименьший предельный размер 51,99 мм
Допуск 0,02 мм
Для размера 52+0’03 нижнее отклонение равно нулю или наи-
меньший предельный размер равен номинальному размеру.
Величины допусков и предельных отклонений устанавливаются специальными таблицами ОСТ1 2 в зависимости от характера соединения двух сопрягаемых деталей, класса точности изготовления детали и ее размеров.
Возьмем для примера вал и втулку, которые работают в механизме совместно. В зависимости от требуемого характера сопряжения втулка может находить на вал легко от руки или весьма туго под действием большой силы,-приложенной к детали. Если необходимо, чтобы втулка на вал находила свободно от руки, между валом и втулкой надо оставить некоторое свободное пространство,
1 Мк— микрон. I мк = 0,001 мм.
2 См. приложение 1, табл. 1—8.
10
называемое зазором. При плавном скольжении втулки по валу под влиянием собственного веса этот зазор должен быть меньше. Наоборот, когда нужно, чтобы втулка сидела плотно на валу, размер вала делают несколько.больше, чем диаметр отверстия втулки, т. е. между валом и втулкой создают натяг. Соединение вала и втулки с определенным зазором или натягом называется посад-к о й.
Соединение вала и втулки для случая посадки с зазором изо бражено на фиг. 1. Из фигуры видно, что если отверстие втулки изготовлено по наибольшему предельному размеру, а диаметр вала —
Наибольший диаметр вала
Наименьший диаметр вала v \
'^Наибольший зазор Наименьший зазор
Допуск на изготовление вала
'Допуск на изготовление отверстия
Наибольший диаметр отверстия Наименьший диаметр отверстия
НоминалЬнЬ!й диаметр
Наибольший диаметр вала
Наименьший диаметр вала
Наиме чЬший натяг Допуск вала Допуск отверстия
Наибольший натяг
Наименьший диаметр отверстия Наибольший диаметр отверстия
Фиг. 1. Соединение вала и втулки Фиг. 2. Соединение вала и втул с зазором. с натягом.
по наименьшему, то при соединении втулки и вала образуется зазор, который носит название наибольшего зазора. Если же отверстие втулки выполнено по наименьшему предельному размеру, а вал — по наибольшему, при соединении этих деталей образуется наименьший зазор. Характер соединения или посадка этих деталей выполнены правильно только тогда, когда полученный (действительный) зазор между деталями не выходит за пределы наибольшего и наименьшего зазоров.
Все сказанное относится и к неподвижной посадке деталей, согласно фиг. 2, с той лишь разницей, что в данном случае речь будет идти о наибольшем и наименьшем натягах.
Выше было рассмотрено сопряжение двух цилиндрических деталей — вала и втулки. Такое сопряжение называется цилиндрическим. Возможны и другие виды сопряжения: конические, плоские, резьбовые, шлицевые и т. п. Во всех случаях одна из поверхностей всегда будет охватывать другую. В теории допусков принято независимо от формы соприкасаемых поверхностей одну из поверхностей — наружную — всегда называть «валом», а внутреннюю — «отверстием».
Таким образом, сопряжение шпонки с пазом (фиг. 3) можно условно представить как соединение вала с отверстием. Наружная поверхность — шпонка — условно называется валом, а паз —
11
отверстием. В соответствии с этим выбираются допуски на ширину шпонки и шпоночного паза.
Величина допуска на изготовление детали зависит от класса точности. Кроме того, величина допуска в пределах одного класса
меняется в зависимости от раз-
мера детали.
В СССР для интервала диаметров 1 — 500 мм установлено десять классов точности: 1, 2, 2а, 3, За, 4, 5, 7, 8, 9. Чем больше класс точности и чем больше размер детали, тем больше величина допуска, тем с меньшей точностью можно изготовить деталь.
Например, по 2-му классу Фиг. 3. Сопряжение шпонки с пазом, точности для размера D = Ь мм допуск для одной и той же посадки задается 7 мк, а для D = 85 мм величина допуска будет 35 мк. Таким образом, допуски возрастают с увеличением размера детали. Каждый класс точности имеет определенное число посадок. Каждая посадка имеет свои наименование и обозначение.
Посадки с зазором
Широкоходовая Ш
Лег кох одо ва я Л
Ходовая X
Движения д
Скользящая с
Переходные посадки
Плотная п
Напряженная н
Тугая т
Глухая г
Посадки с натягом
Легкопрессовая Пл
Прессовая Пр
Горячая Гр
Прессовые 1; 2 и 3 Пр 1, Пр 2, Пр 3
Посадки на чертежах обозначаются условными буквами с индексами классов точности, к которым эти посадки относятся. Для 2-го класса точности посадки принято обозначать без указанных индексов. Для 1-го класса точ-ности скользящая посадка обозначается через Ст, а для 3-го — С3. Таким образом на чертежах встречаются обозначения размера детали в следующем виде: 35СТ или 35_о.ои, что имеет одно и то же значение.
Когда на чертеже имеется размер с обозначением посадки, величина допуска или предельные отклонения по этой посадке находятся 12
по таблицам допусков. Обычно же на рабочем чертеже указывается величина предельных отклонений, а не условное обозначение пссадки.
Предельные отклонения на чертежах указываются на размерах детали, определяющих величину и взаимное расположение сопрягаемых поверхностей. На размерах несопрягаемых поверхностей предельные отклонения не проставляются. Такие размеры называются свободными. Точность выполнения свободных размеров на чертежах не оговаривается, и эти размеры детали могут быть выполнены по грубому классу точности. Принято указанные размеры выполнять в соответствии с допусками по 7, 8 и 9-му классам точности (ОСТ 1010) а в отдельных случаях — по 5-му
Фиг. 4. Система отверстия.
На практике пользуются допусками по системе о т в е р-стияисистеме валав зависимости от того, что берется за основу соединения.
При системе отверстия за основу берется диаметр отверстия, т. е. отверстие одного и того же номинального диаметра выполняется с постоянными предельными размерами независимо от того, как оно должно соединяться с валом — туго или слабо. Необходимые зазоры или натяги получаются за счет изменения размера вала. Схематическое изображение системы отверстия для некоторых посадок дано на фиг. 4. При соединении по системе отверстия номинальным размером всегда является наименьший предельный размер отверстия.
При системе вала за основу берется вал с постоянным предельным размером. Необходимые зазоры или натяги для двух сопрягаемых деталей обеспечиваются за счет изменения предельных размеров отверстия. В системе вала номинальным размером является наибольший предельный размер вала.
Система отверстия обозначается буквой А с соответствующим индексом класса, а система вала — буквой В. При этом на чертежах буква А проставляется около номинального диаметра отверстия, а посадки вала обозначаются соответствующими буквами посадок.
13
При системе вала буква В простравляется только у номинального размера вала.
Например, 0 60А3 обозначает диаметр отверстия 60 мм с предельными отклонениями по 3-му классу точности в системе отверстия; 0 25В — диаметр вала 25 мм с предельными отклонениями по 2-му
классу точности в системе вала.
Предельные отклонения берутся из соответствующих таблиц допу-
сков для системы отверстия или системы вала.
Система отверстия в машиностроении является основной и имеет
наибольшее распространение.
U—Л —
Фиг. Овальность отверстия.
Она дает возможность более точно пригнать детали друг к другу. Для обработки вала требуется более простой инструмент, чем для обработки отверстия.
Систему вала рекомендуется применять в тех случаях, когда система отверстия (основная) является экономически невыгодной или осуществить ее невозможно, например, при использовании для изготовления деталей из мерного материала без последующей его обработки; при изготовлении длинных и тонких валов и т. п.
Выше рассматривались неточности размеров детали. При этом предполагалось, что какая-либо поверхность детали имеет правильную геометрическую форму и абсолютно гладкая.
В результате погрешностей обработки эти поверхности могут быть в действительности неточными, непараллельными и негладкими. Все эти отклонения от неправильной формы поверхности являются вынужденными. Избежать их трудно, однако необходимо по воз
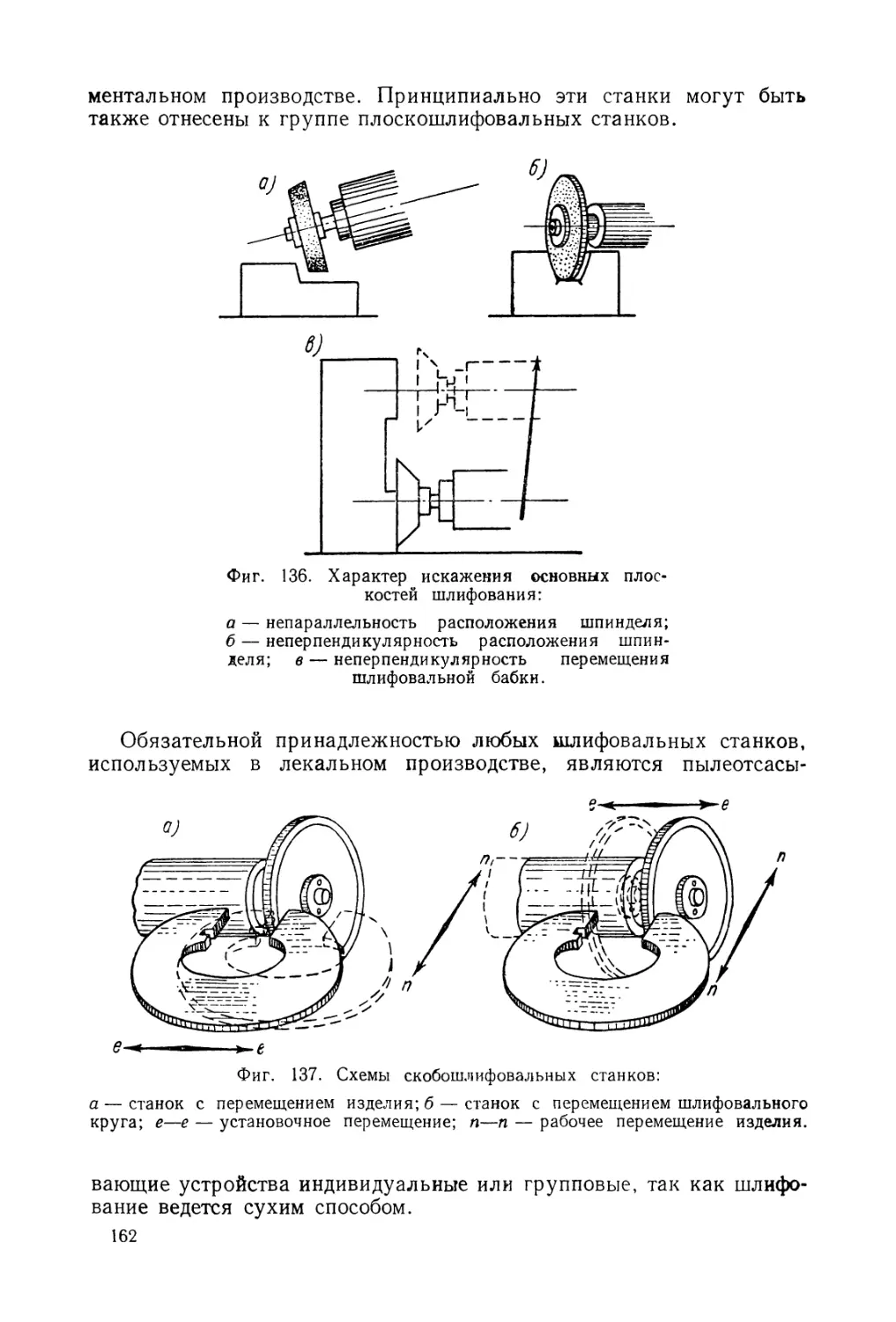
можности ограничить их величину.
При нормальной точности изготовления деталей отклонения от правильной геометрической формы невелики сравнительно с допуском на размеры, деталей.
Например, овальное отверстие детали (фиг. 5) имеет два размера по диаметрам D и DP Эти размеры меньше наибольшего предельного размера диаметра отверстия DHau6 и наименьшего предельного размера DHauM, так что в данном случае это отклонение от формы не выходит за пределы допуска на размер, и деталь будет признана годной. Поэтому при нормальных условиях работы погрешности формы на чертежах обычно не оговариваются. Они ограничиваются в случаях, когда погрешности формы детали выходят за пределы допуска на размер детали или когда к точности формы детали предъявляются особые требования.
Допускаемые предельные отклонения от правильной геометрической формы и расположения поверхностей указываются на чертежах особыми условными обозначениями, согласно ГОСТ 3457—46. Наиболее важные из них приведены в табл. 1.
14
Таблица 1
Предельные отклонения от правильной геометрической формы
Характер отклонения Пример обозначения Что означает
Непрямолиней-ность S 0,02 £ ц Предельное отклонение от непря-молинейности образующих по 0 25 В не более 0,02 мм на всей длине
Неплоскост-ность 0,02 '100 7/ШИИ7 Предельное отклонение от плоскостности, т. е. непрямо линейности в любом направлении не более 0,02 мм на 100 мм длины
Непараллель-ность Предельное отклонение от параллельности верхней плоскости относительно нижней не более 0,02 мм
О' ч с:
л. 1’1 г ООМОО с 8 “1 Предельное отклонение от параллельности плоскости А относительно В не более 0,05 мм на 300 мм длины
Неп а рал дельность осей 1 и 2 не более 0,02 мм
1 • R
1/ h
Неперпендику-лярность W/////////27/2 I 0,01:100 Предельное отклонение от перпендикулярности вертикальной плоскости относительно горизонтальной не более 0 01 мм на 100 мм длины
Конусность i I' 0,05:100 Конусность не более 0,05 мм на 100 мм длины
15
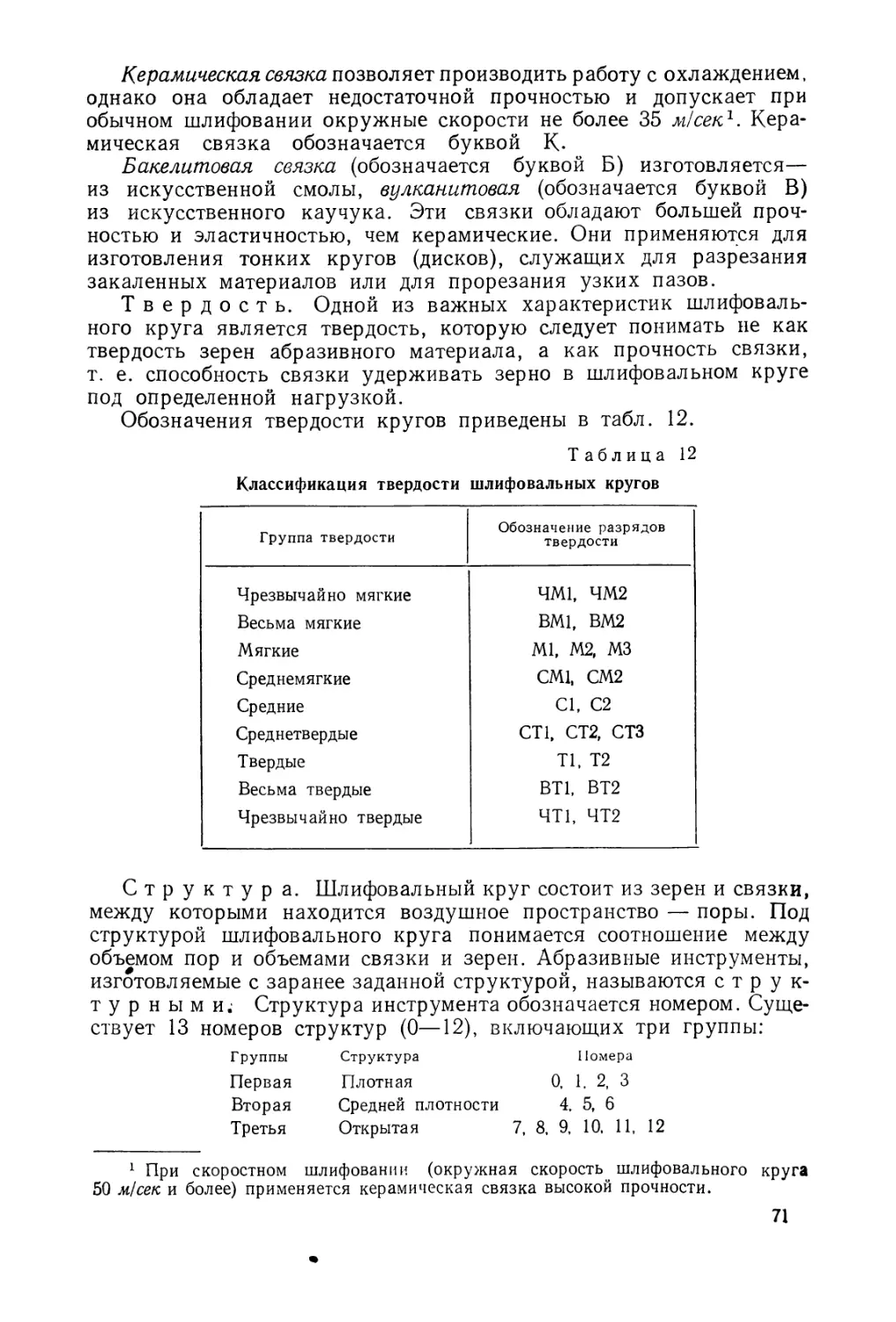
§ 3. ЧИСТОТА ПОВЕРХНОСТИ
Точность поверхности детали можно рассматривать как совокупность точности ее размеров, правильности геометрической формы и гладкости или шероховатости данной поверхности.
Характеристика формы поверхности носит название макрогеометрии поверхности, а характеристика шероховатости поверхности — микрогеометрии.
Микрогеометрия — главная характеристика чистоты поверхности.
Фиг 6. Остаточные гребешки при строгании.
Шероховатость поверхности является результатом следов, оставленных режущим инструментом на обработанной поверхности (резцом, фрезой, напильником, шлифовальным кругом и т. п.).
Например, после обработки детали резцом на строгальном станке (фиг. 6) остаются гребешки, максимальная высота которых (Нмакс) может характеризовать шероховатость поверхности. Эти неровности зависят от формы и состояния режущей кромки инструмента, обрабатываемого материала, скорости резания, величины подачи (Sdg х) и других факторов.
Чем меньше эти неровности, тем выше чистота поверхности, тем лучше микрогеометрия, тем износоустойчивее деталь в процессе эксплуатации. Но в то же время стоимость изготовления такой детали повышается.
В отдельных случаях высокая чистота поверхности, наоборот, ухудшает условия работы механизма. Например, когда давление одной поверхности на другую очень велико, смазка между этими поверхностями выдавливается и может произойти слипание трущихся поверхностей, которое приводит к грубым задирам и разрушению поверхности. Поэтому степень чистоты поверхности необходимо выбирать применительно к условиям работы детали в механизме.
Рабочие поверхности измерительных инструментов принято обрабатывать с высокой степенью чистоты. Предъявление таких требований, в первую очередь, связано с высокой точностью измерения 16
и необходимостью обеспечить износоустойчивость инструмента. Точные измерения проверочными и измерительными инструментами трудно выполнить, если их рабочие поверхности обработаны недостаточно чисто. Кроме того, нечисто обработанные рабочие поверхности быстрее подвергаются коррозии (ржавлению).
Оценка чистоты поверхности, как указано выше, может производиться по максимальной высоте гребешков. Однако этот показатель является неполноценным, так как при измерении высоты гребешков в различных точках поверхности размеры их могут иметь разное значение.
Согласно ГОСТ 2789—59, принято чистоту поверхности характеризовать средним квадратичным отклонением микронеровностей (НСк) или средней высотой микронеровностей (Нср).
Величины среднего квадратичного отклонения и средней высоты микронеровностей выражаются в микронах. В практике величина Нск определяется с помощью специальных приборов, дающих непосредственный ее отсчет.
Для определения НСр следует измерить высоту всех гребешков на рассматриваемом участке поверхности и разделить на число измеренных гребешков.
ГОСТ 2789—59 предусматривает 14 классов чистоты поверхности. Классы с 5-го по 12-й оцениваются в значениях Нск, а классы 1—4 и 13—14 — в значениях НСр. Для более точной оценки чистоты поверхности в классах 6—14 предусматриваются разряды чистоты, которые обозначаются прописными буквами.
На чертежах чистота поверхности обозначается следующими значками:
со — черная (необработанная), но ровная поверхность; V — весьма грубая поверхность со следами обработки, например, зубилом;
V I — V3 — грубая поверхность со следами обдирки Драчевым напильником или следами грубой станочной обработки;
V 4 —V 6 — получистая поверхность с малозаметными следами обработки личным напильником, развертыванием, а также получистовым точением, строганием, фрезерованием и пр.;
V 7 — V9 — чистая поверхность, полученная чистовым опиливанием бархатными напильниками, шабрением, развертыванием или шлифованием;
V10 — V14 — весьма чистая поверхность, полученная опиливанием бархатными напильниками с маслом и мелом или обработанная доводкой.
Около значка в виде треугольника, справа, цифрой указывают класс чистоты и, если это необходимо, разряд чистоты. Классы и разряды чистоты поверхностей, их условные обозначения и соответствующие значения Нск и НСр приведены в табл. 2.
Для контроля чистоты поверхности применяются разнообразные приборы: интерференционный микроскоп (МИИ-1) и микроинтерферометры (ИЗК-46 и ИЗК-50) акад. Линника, двойной микроскоп
2 Загрецкий и Харченко
Таблица 2
Классы и разряды чистоты поверхностей (по ГОСТ 2789 — 51)
Класс Разряд Условное обозначение в мк Н._ в мк ьр
1 VI — Свыше 125 до 200
2 V2 — 63 9 125
3 V3 — 40 „ 63
4 V4 Свыше 20 до 40
5 V5 Свыше 3,2 до 6,3 —
6 V6 1,6 3,2 —
6а V6a 2,5 3,2 —
66 V66 2 2,5 —
6в V6b 1,6 2 —
7 V7 Свыше 0,8 до 1,6 —
7а V7a 1,25 1,6 —
76 V76 1 1,25 —
i 7в V7b 0,8 1 —
8 V8 0,4 0,8 —
8а V8a 0,63 0,8 —
86 V86 0,5 0,63 —
8в V8b 0,4 0,5 —
9 V9 0,2 0,4 —
9а V9a 0,32 0,4 —
96 V96 0,25 0,32 —
9в V9b 0,2 0,25 —
10 V10 Свыше 0,1 до 0,2 —
10а V10a 0,16 0,2 —
106 VI06 0,125 „ 0,16 —
10в V10b 0,1 0,125 —
11 VI1 0,05 0,1 —
Па Vila 0,08 0,1 —
116 VI16 0,063 „ 0,08 —
116 VI 1b 0,05 0,063 —
18
Продолжение таблицы 2
Класс Разряд Условное обозначение нск в мк НсРв мк
12 V12 Свыше 0,025 до 0,05 —
12а V12a 0,04 0,05 —
126 VI26 0,032 „ 0,04 —
12в J V12b 0,025 w 0,032 —
13 I V13 — Свыше 0,06 до 0,12
13а V13a — 0,1 0,12
136 V136 — 0,08 0,1
13в VI Зв — 0,06 0,08
14 V14 — 0,06.
14а V14a — Свыше 0,03 до 0,06
146 V146 — 0,03
(МИС-11) акад. Линника, профилограф Левина (ИЗП-17), профилометры Киселева (КВ-4, КВ-7) и другие пневматические приборы. Большинство этих приборов, дающих количественную оценку чистоты поверхности (НСК1 Нср), весьма сложны и мало производительны. Они применяются
главным образом в измерительных лабораториях. В производственных условиях при контроле чистоты поверхности широкое распространение имеет визуальный метод.
Для оценки чистоты поверхности по этому методу применяются специально изготовленные образцы (эталоны) для каждого класса чистоты
поверхности, соответст-
вующие определенному Фиг. 7. Визуальный метод определения виду обработки (точение, чистоты поверхности.
фрезерование, шлифова-
ние и т. д.). При проверке чистоты поверхности рабочий прикладывает эталон к обработанной поверхности и производит сравнение их (фиг. 7). Такой метод дает возможность определить чистоту поверхности до 7-го класса.
При необходимости более точно определить чистоту поверхности в пределах от 5 до 13-го классов применяется компактный
2* 19
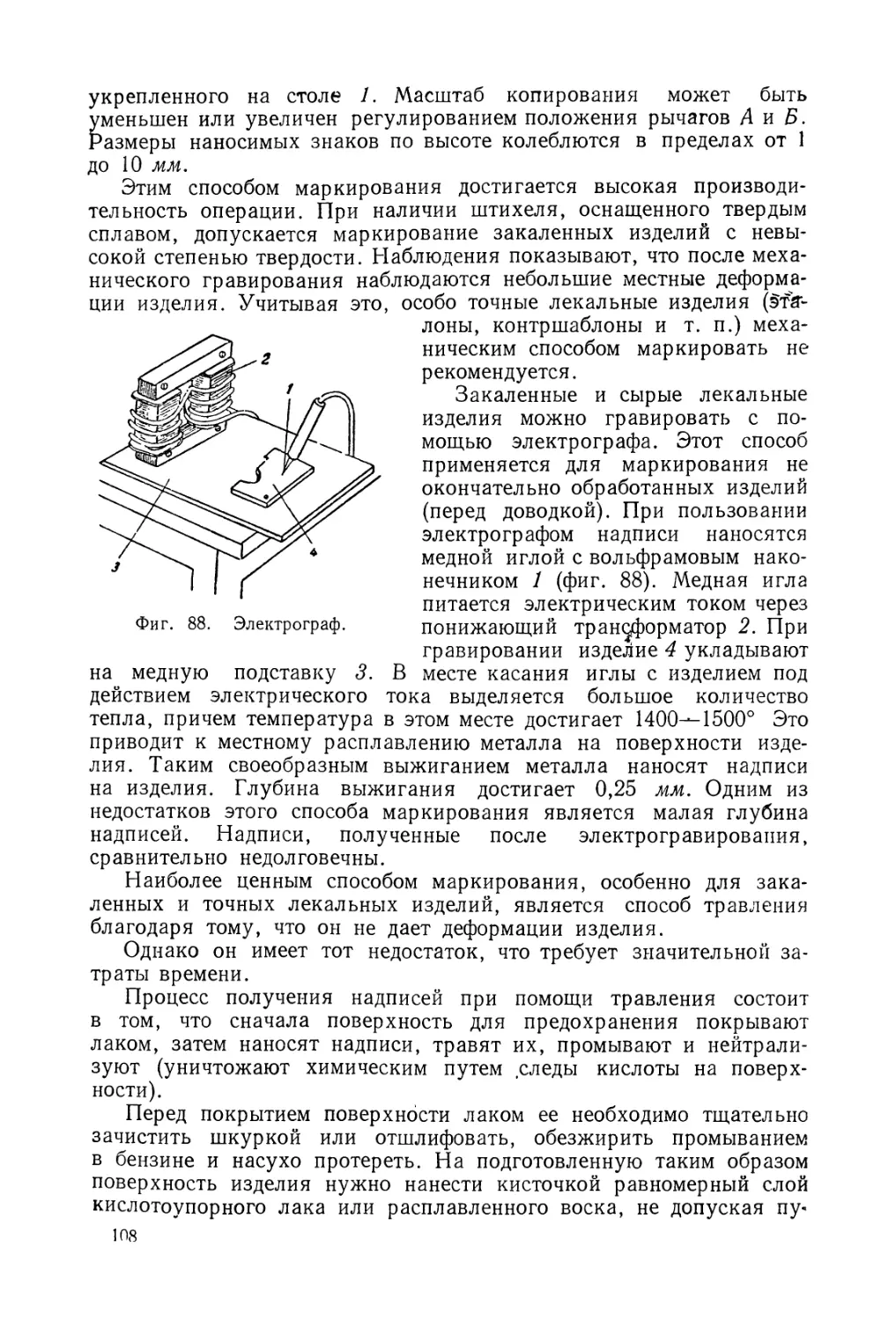
Фиг. 8. Микроскоп сравнения: а — вид прибора; б — поле зрения микроскопа.
переносный микроскоп сравнения МС-48 и более совершенная модель МС-49 (фиг. 8, а). Микроскоп сравнения позволяет оценивать чистоту1 поверхности путем сравнения ее с образцовой поверхностью при увеличении 70х (в 70 раз).
В поле зрения микроскопа (фиг. 8, б) наблюдатель видит увеличенное изображение контролируемой поверхности рядом с увеличенным изображением образцовой поверхности и производит сравнение. Эталон чистоты поверхности закрепляется в специальном гнезде микроскопа. Последний устанавливают на контролируемой поверхности и плотно прижимают к ней. Освещение микроскопа осуществляется лампочкой, питаемой от батарейки карманного фонаря.
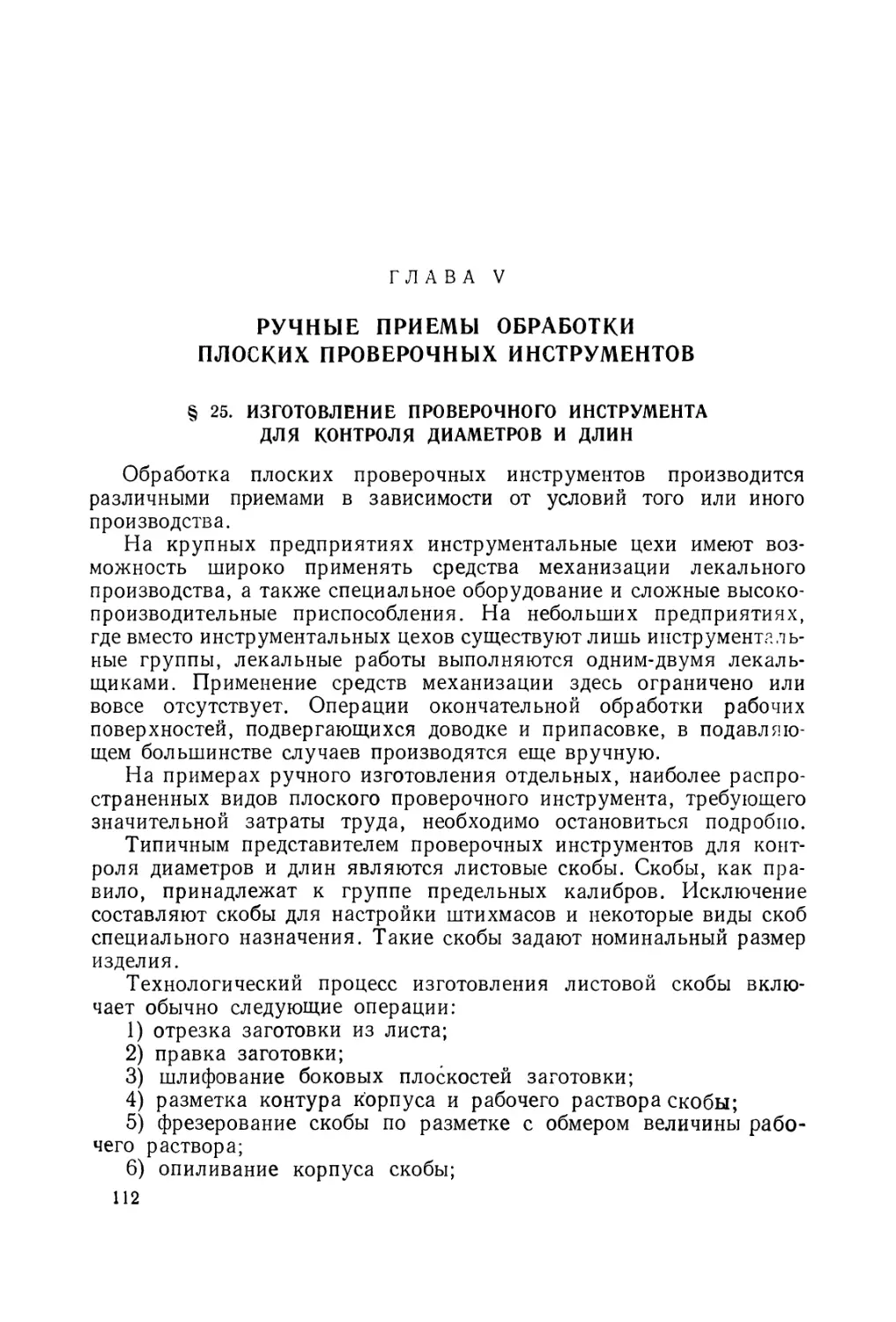
Данный прибор и метод проверки дают только качественную оценку чистоты поверхности, т. е. они не позволяют непосредственно узнать величину шероховатости. Для определения численной величины шероховатости в цеховых условиях можно использовать профилометры и, в частности, прибор инж. Киселева1 2 (фиг. 9). В указанном приборе имеется алмазная игла, которая смонтирована в специальном устройстве — датчике прибора. Игла вместе с датчиком перемещается вручную (прибор КВ-4) или механически (прибор КВ-7) по исследуемой поверхности. При перемещении датчика игла, наталкиваясь на гребешки шероховатостей, приподнимается или, попадая во впадины, опускается. Таким образом игла копирует профиль поверхности.
В датчике игла связана с проводником электрического тока, который находится в поле постоянного магнита. При перемещении иглы вверх и вниз проводник, двигающийся вместе с ней, пересекает линии магнитного поля. От этого в проводнике возникает электрический, ток, величина которого зависит от величины подъема иглы. Ток по проводнику передается к усилителю, а от усилителя — к регистрирующему прибору, который показывает величину изменения силы тока. Эта величина является одновременно показателем вели
1 Малоопытные контролеры могут надежно осуществить контроль чистоты поверхности в пределах точности одного класса. Опытные работники микроскспами МС-48 и МС-49 могут оценить чистоту поверхности по разрядам чистоты.
2 В настоящее время применяется аналогичный профилометр ПЧ-2 конструкции инж. Чамона. Подготовляется к производству взамен указанного более совершенный прибор ПЧ-4 того же автора.
20
чины шероховатостей, выраженных в среднеквадратичных отклоне-НИЯХ (Нек).
Описанный прибор дает возможность оценить качество поверх-ности в пределах 5—12-го классов чистоты.
В лекальном производстве рабочие поверхности измерительных и проверочных инструментов изготовляются по 9—11-му классам чистоты поверхности. В отдельных случаях чистота поверхности достигает 12-го класса. Поэтому визуальный метод проверки чистоты поверхности в лекальном производстве имеет ограниченное приме-
Фиг. 9. Профилометр а — внешний вид;
инж. Киселева КВ-4: б — схема прибора.
нение. В частности, визуальный метод с применением микроскопа сравнения можно использовать для оценки чистоты поверхности при шлифовании рабочих поверхностей проверочных инструментов, а также при окончательной обработке, когда требуется получить чистоту поверхности не более 9-го класса. Профилометр Киселева может быть использован для определения чистоты поверхности инструментов, рабочие поверхности которых по величине больше, чем размеры датчика прибора (комплексные калибры, детали мерительных приспособлений и т. п.).
Опытные лекальщики часто практикуют метод сравнения, основанный на собственных ощущениях, полученных путем осязания. При определении чистоты поверхности лекальщик проводит по проверяемой и образцовой поверхностям ногтем указательного пальца руки. При этом образцы чистоты поверхности должны быть изготовлены таким же методом, как и деталь, и из того же материала.
При недостаточном опыте, а также при необходимости определить чистоту поверхности более высоких классов измерение ее следует производить на специальных приборах в измерительных лабораториях.
21
§ 4. ПРОВЕРОЧНЫЕ ИНСТРУМЕНТЫ
Установить действительный размер детали в процессе обработки можно путем измерения шкальным измерительным инструментом, например, штангенциркулем, микрометром и др. Употребляемый в данном случае инструмент носит название универсального (многомерного) измерительного инструмента. Этим инструментом можно последовательно измерить несколько различных размеров детали. Однако при изготовлении большого числа однотипных деталей способ контроля универсальным измерительным инструментом непроизводителен и допускает неточности. В каждом отдельном случае измерительный инструмент необходимо настроить на заданный размер детали, правильно определить этот размер на шкале инструмента и, наконец, сверить с размером, указанным на чертеже.
Гораздо проще для заданного размера детали изготовить обратную по форме деталь, тщательно ее обработать и подобной «контрдеталью» произвести проверку формы и размеров детали. При этом мы не задаемся целью определить действительный размер детали, а устанавливаем только соответствие формы или размера данной детали и образцовой контрдетали в некоторых допустимых пределах.
Подобные инструменты, служащие для проверки размеров детали в определенных пределах, можно назвать проверочными инструментами.
Основную группу этих инструментов составляют различного рода калибры.
Согласно существующей классификации (ГОСТ 2534—44), все калибры для проверки подразделяются на следующие:
а) калибры для гладких цилиндрических изделий;
б) калибры для резьбовых изделий;
в) калибры для конических изделий;
г) калибры для проверки линейных размеров;
д) профильные калибры;
е) комплексные калибры.
Калибры разделяются на нормальные и предельные. На нормальных калибрах задается только номинальный размер детали. Годность детали определяется вхождением в нее калибра с большей или меньшей степенью плотности и во многом зависит от опыта рабочего, производящего проверку детали.
Предельные калибры обычно имеют два рабочих размера; один соответствует наибольшему предельному, а другой — наименьшему предельному размерам детали. Один из указанных размеров называется проходным и обозначается буквами «ПР», другой — непроходным — «НЕ». При контроле принято считать деталь годной, если конец калибра, имеющий размер ПР, проходит сквозь деталь под действием собственного веса, а конец НЕ не проходит. Это показывает, что действительные размеры детали лежат в пределах допуска, заданного чертежом.
22
Наибольшее распространение имеют предельные калибры. Исключение составляют профильные и комплексные калибры, которые обычно делаются нормальными.
Кроме этого, различают калибры по их назначению.
Сюда относятся рабочие калибры, которыми пользуется рабочий при проверке размеров детали. Они условно обозначаются. «Р-ПР», «Р-НЕ» — соответственно для проходной и непроходной сторон калибра. Калибры, которыми пользуется цеховой или заводский контролер, называются калибрами браковщика. Обычно калибры браковщика не изготовляются, а для контроля
используются несколько изношенные рабочие калибры. Для приемки изделий от завода заказчиком применяются приемные калибры. Они обозначаются: «П-ПР»; «П-НЕ». Калибры, слу-жающие для проверки размеров новых калибров, называются контрольными калибрами (сокращенно: контркалибры) — «К-ПР» и «К-НЕ» —
Фиг. 10. Двухпредельные калибры:
а — односторонний; б — двусторонний.
соответственно для проверки проходной и непроходной сторон нового рабочего калибра. Износ рабочих калибров, находящихся в эксплуатации, контролируется контркалибрами «К-И».
Калибры могут быть однопредельными и двух
предельными соответственно для проверки одного или двух предельных размеров детали. Они также могут быть (фиг. 10) односторонними, если два предельных размера расположены с одной стороны калибра, и двусторонними, — если эти размеры расположены с двух сторон калибра.
Большую группу калибров составляют листовые калибры, известные под названием ш а б л о н ов. Соответственно ГОСТ 2534—44 предельные листовые калибры для измерения длины обозначаются буквами «Б» и «М». Стороны этих калибров, соответствующие наибольшему предельному размеру изделия, обозначаются буквой Б (большая), соответствующие наименьшему предельному размеру — буквой М (меньшая).
Контрольные листовые калибры (контршаблоны) условно обозначаются «К-Б» и «К-М».
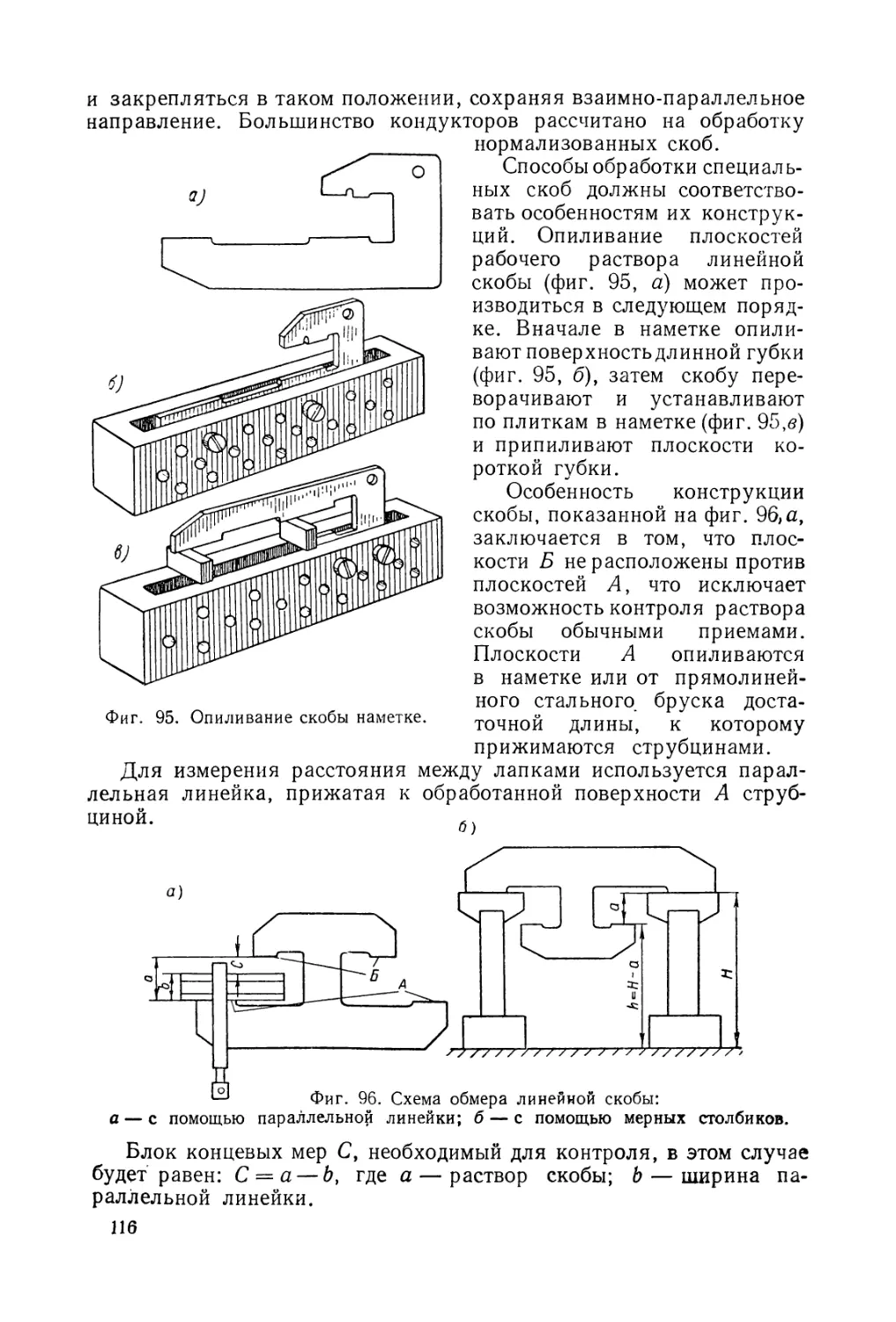
К группе проверочных инструментов, составляющих основной вид слесарно-лекальных работ, могут быть отнесены: калибры для проверки цилиндрических изделий, и, в частности, скобы диаметральные (фиг. 11), предназначенные для проверки диаметра вала, листовые калибры для проверки линейных размеров, как-то: скобы линейные, вкладыши, пластины, щупы, шаблоны-глубиномеры, шаблоны-высотомеры и шаблоны-уступомёры (фиг. 12).
23
Скобы линейные применяются для измерения длины детали; вкладыши и пластины — для проверки внутренних размеров детали, например, ширины паза; щупы —для проверки величины зазора между двумя сопрягаемыми деталями. О назначении прочих инструментов этой группы говорят их названия.
Фиг. 11 Скобы диаметральные.
Все эти инструменты выполняются двухпредельными.
Наибольшую группу плоских проверочных инструментов составляют профильные калибры, служащие для проверки формы детали. Сюда относятся угловые, радиусные и профильные шаблоны (фиг 13)
Фиг. 12. Листовые калибры:
а — скоба линейная; б — вкладыш; в — пластина; г — набор щупов; д — шаблон-уступомер; е — шаблон-глубиномер; ж — шаблон-высотомер.
К ним могут быть причислены и такие инструменты как лекальные линейки и поверочные плиты, предназначенные для проверки плоскостности.
Размеры и форма детали проверяются профильными калибрами по методу световой щели путем наложения того или иного шаблона на проверяемую поверхность. О пригодности детали судят 24
по величине и равномерности световой щели (просвета) между профилем измеряемой поверхности и профилем шаблона. В случае отсутствия световой щели или наличия просвета одинаковой величины по всему профилю детали, последняя считается годной.
Предельными шаблонами — высотомерами, глубиномерами — проверка размеров детали часто осуществляется по методу
а — угловой; б — радиусный; в — профильный.
покачивания. Сущность этого метода видна из фиг. 14. При проверке наименьшего размера детали сторона шаблона М вводится в деталь. Если деталь годна, шаблон должен свободно пока-
чиваться на заплечиках А, а
Фиг. 14. Проверка размера методом покачивания.
при введении в деталь стороны Б шаблон, наоборот, должен свободно покачиваться на торцовой поверхности.
Измерение размеров длин, конусов у деталей может про-
Фиг. 15. Проверка размера по предельным рискам.
изводиться по контрольным рискам, нанесенным на шаблоне соответственно размерам Б и Л1 (фиг. 15).
Всеми прочими проверочными инструментами (гладкими, резьбовыми и комплексными калибрами) контроль размеров детали производится по методу вхождения.
§ 5. ИСПОЛНИТЕЛЬНЫЕ РАЗМЕРЫ НА КАЛИБРЫ
Допуски и исполнительные размеры на гладкие калибры
Калибр, как и любую деталь, нельзя изготовить абсолютно точно по размеру. Калибр должен также иметь допуск на неточность изготовления. При изготовлении калибров нельзя применять систему допусков на гладкие изделия по следующим причинам.
25
1. При частом употреблении калибр изнашивается и теряет свои первоначальные размеры, при этом больше всего изнашивается проходная сторона любого предельного калибра. Через некоторый период времени калибр становится непригодным. Следовательно, при определении допуска на изготовление калибра нужно учитывать его износ. Очевидно, что дополнительно к допуску на неточность изготовления, который задается для всех деталей, необходимо добавить допуск на износ.
2. Калибр, как инструмент, служащий для проверки детали, должен быть изготовлен более точно, чем деталь. В противном случае не будет возможности точно проверить размеры детали, и нарушится условие взаимозаменяемости. Этого можно избежать, если допуск на неточность изготовления калибра взять меньше, чем допуск на изготовление детали.
Эти две особенности и положены в основу разработанных допусков для гладких предельных калибров (ОСТ 1201—1221).
Величины допусков на износ и неточность изготовления калибров для проверки валов и отверстий построены в зависимости от класса точности и посадки проверяемой детали и сведены в таблицы. Допуски рабочих калибров для валов (скобы) приведены в табл. 3. Из таблицы видно, что наряду с допуском на неточность изготовления калибра задается допуск на износ.
Поскольку слесарь-лекальщик занят изготовлением преимущественно новых калибров, для него важны данные допусков на неточность изготовления калибров. Допусками на износ калибров пользуются цеховые и заводские контролеры, которые осуществляют проверку в процессе эксплуатации.
Пользуясь подобными таблицами, рабочий-лекальщик может определить предельные размеры калибра как для проходной, так и для непроходной сторон. Такие предельные размеры называются исполнительными размерами калибров. Расчет этих размеров производится в определенной последовательности.
Рассмотрим пример подсчета исполнительных размеров двухпредельной диаметральной скобы для диаметра вала 80Х (диаметр 80 мм\ 2-й класс точности; ходовая посадка).
Согласно таблице допусков по ОСТ 1012 на гладкие изделиях имеем:
Номинальный диаметр вала .
Верхнее отклонение (В)
Нижнее отклонение (Н)
Наименьший предельный размер вала
Наибольший предельный размер вала
80 мм
—30 мк
—60 мк
80 — 0,06 = 79,940 мм
80 — 0,03 = 79,970 мм
Переходя к расчету исполнительных размеров калибра необходимо заметить, что для проходной и непроходной сторон калибра номинальными размерами являются соответствующие предельные размеры детали.
26
Допуски на рабочие калибры для налов 2-го класса точности по ОСТ 1203 (размеры в мк\ посадки X, Л)
Таблица 3
Номинальные диаметры в мм Допуски на неточность изготовления Допуски на износ проходной стороны
Прохожая сторона ПР Непроходная сторона НЕ предельное отклонение наименьший гарантированный износ средневероятный износ
Отклонения Допуск Отклонения Допуск
верхнее нижнее верхнее нижнее
1 2 3 4 5 6 7 8 9 10
От 1 до 3 0 — 2 2 +1 — 1 2 + 3 3 4
. 3 6 — 0.5 — 3,5 3 + 1.5 — 1,5 3 + 3,5 4 5,5
Свыше 6 до 10 — 1 — 4 3 + 1.5 — 1,5 3 + 3 4 5,5
10 18 — 1,5 -4.5 3 + 1.5 — 1.5 3 + 4 5,5 7
18 30 — 2 — 6 4 + 2 — 2 4 + 4 6 8
30 50 — 2,5 -6,5 4 + 2 — 2 4 + 5 7,5 9.5
50 80 — 3 — 8 5 + 2.5 — 2,5 5 + 5 8 10,5
80 120 — 3,5 — 9,5 6 + 3 — 3 6 + 6 9.5 12.5
120 180 — 3,5 — 10,5 7 + 3.5 — 3,5 7 + 7.5 11 14,5
180 260 — 4 — 13 9 + 4,5 — 4,5 9 + 8 12 16,5
260 360 — 4 - 15 И + 5,5 — 5,5 11 + ю 14 19,5
360 500 — 4 — 17 13 + 6.5 — 6,5 13 + 12 16 22.5
Для нашего примера номинальными размерами скобы соответственно будут:
Номинальный размер проходной стороны (ПР) 79,970 мм
Номинальный размер непроходной стороны (НЕ) 79,940 мм
Определение исполнительных размеров производится следующим образом. По табл. 3 определяют верхнее и нижнее предельные отклонения отдельно для проходной и непроходной сторон скобы (графы 2, 3, 5, 6) и соответственно со знаком, указанным в таблице, отнимают или прибавляют их к соответствующему номинальному размеру калибра (предельному размеру изделия). В результате для нашего примера получаем:
Проходная сторона ПР Непроходная сторона НЕ
Наибольший предельный размер скобы в мм 79.970 — 0,003 = 79,967 79,940 + 0,0025 = 79,9425
Наименьший предельный размер скобы в мм 79,970 — 0,008 = 79,962 79,940 — 0,0025 = 79,9375
Обозначения на чертежах1 79 970 “ °*003 /у,и/и _ 01008 79,940 + 0,0025
С такими предельными размерами рабочему дано право изготовить диаметральную скобу 80Х. Износ же непроходной стороны разрешается (согласно графе 9, табл. 3) до размера 79,970 = 0,005 = = 79,975 мм.
Фиг. 16. Схема расположения допусков на скобу 80Х.
Схема расположения полученных размеров для скобы 80Х показана на фиг. 16.
Точно также производится подсчет исполнительных размеров калибров для отверстий1 2.
1 В практике отдельных отраслей промышленности встречаются обозначения: ПР — 79,962+0’005; НЕ — 79,9375+°’°05-
2 Упрощенные таблицы предельных отклонений для подсчета исполнительных размеров см. приложение 1.
28
В инструментальных цехах такие исполнительные размеры рассчитываются заранее для всех калибров, выполняемых в цехе, и сводятся в таблицы, которые используются конструктором при разработке чертежей и рабочим при изготовлении калибра.
Обычно полагается исполнительные размеры калибров указывать в рабочих чертежах.
Исполнительные размеры на калибры для проверки линейных размеров
Исполнительные размеры для калибров, предназначенных для проверки линейных размеров, — линейной скобы, вкладыша, пластин — подсчитываются по допускам для гладких калибров, как указано выше. Исключение составляют шаблоны для контроля
Допуск на изготовление I шаблона 17 мк
Фиг. 17. Пример расчета исполнительных размеров на шаблон-высотомер.
Допуск на изготовление шаблона 17 мп
уступов, глубины и высоты. Этими типами шаблонов проверяются детали на просвет или по методу покачивания. Произвести достаточно точную проверку размеров детали шаблонами — уступомерами, глубиномерами и высотомерами — нельзя. Поэтому такие шаблоны применяются для контроля деталей, изготовленных по 4-му классу точности и ниже, т. е. для более грубых классов.
29
По ГОСТ 2534—44 установлено, что на указанные выше шаблоны допуски на неточность изготовления и на износ выбираются в зависимости от допуска на изделие.
Например, для шаблонов допуск на неточность изготовления принят равным приблизительно 10% (+ 5%) от величины допуска на изделие, а предельные отклонения изношенных шаблонов приняты равными +8% от величины допуска на изделие.
Для того чтобы определить исполнительные размеры шаблонов-высотомеров или уступомеров, необходимо:
1) по чертежу детали установить наибольший и наименьший предельные размеры детали, которые будут номинальными размерами для большей (Б) и меньшей (7И) сторон шаблона;
2) по разности верхнего и нижнего отклонений размера детали определить величину допуска;
3) определить предельные отклонения для шаблонов, равные ± 5% от допуска детали;
4) сложить величину предельного отклонения шаблона с его соответствующим номинальным размером.
Пример. Определить исполнительные размеры двустороннего предельного шаблона-высотомера (фиг. 17) для размера 40Х4 = 4OZ?:°25.
Номинальный размер изделия
Наибольший предельный размер изделия—номинальный размер большей стороны шаблона Б
Наименьший предельный размер изделия — номинальный размер меньшей стороны шаблона М
Верхнее отклонение изделия В
Нижнее отклонение изделия Н
Допуск изделия
Предельное отклонение шаблона, равное ±5% допуска изделия
Исполнительные размеры шаблона:
Б наиб
^наим
^наиб
Мнди..
40 мм
40 — 0,08 = 39,92 мм
40 — 0,25 = 39,75 мм — 80 мк — 250 мк
250 — 80= 170 мк
± 8,5 мк
39,92 + 0,0085 = 39,9285 мм 39,92 — 0,0085 = 39,9115 мм 39,75 + 0,0085 = 39,7585 мм 39.75 __ о,ОО85 = 39,7415 мм
Исполнительные размеры профильных шаблонов
Профильные шаблоны включают отдельные элементарные профили других типов проверочных инструментов (скобы, углового шаблона, радиусного шаблона и т. п.). Поэтому для профильных шаблонов допуски и предельные отклонения определяются на каждый участок профиля шаблона отдельно.
Профильные шаблоны представляют нормальный тип проверочного инструмента и обычно изготовляются по одному из предельных размеров изделия. Установлено, что все профильные шаблоны зо
изготовляются по наибольшему предельному размеру изделия (максимум тела), замещающему понятие «проходная сторона», сравнительно с обычными гладкими калибрами. Весь профиль рассматриваемых шаблонов может быть разбит на типовые элементарные участки: прямолинейный (линейный размер в мм), криволинейный (радиус в мм) и угловой (величина угла в градусах). В соответствии с этими участками профиля и определяются исполнительные размеры сложного профиля шаблона. Величины допусков на линейные и угловые размеры шаблона принимаются приблизительно равными 10% от допуска на изделие, а для радиусов —20 — 40% от допуска изделия.
Допуски на изготовление линейных размеров и радиусов шаблонов и контршаблонов, являющихся элементами основного профиля, выбираются по табл. 41.
Таблица 4
Допуски на изготовление линейных размеров и радиусов элементов профильных шаблонов (размеры в мк)
Наименование допуска Допуск изделия
до 60 свыше 60 до 100 свыше 100 до 180 свыше 180 до 300 свыше 300 до 500 свыше 500 до 800 свыше 800
Допуск на изготовление шаблона 6 10 15 25 40 60 100
Допуск на изготовление контршаблона 4 6 8 12 20 30 50
Допуски на размеры радиусов, не определяющие основной профиль детали (радиусы скруглений), выбираются согласно табл. 5. При этом для наружных углов допуски откладываются в сторону увеличения номинального размера радиуса шаблона, а для внутренних — в сторону уменьшения радиуса.
Допуски на линейные размеры и радиусы предельных шаблонов и контршаблонов откладываются согласно схеме допусков (фиг. 18). Из схемы можно видеть, что допуск на размер шаблона всегда откладывается в сторону увеличения номинального размера. При этом наибольший размер шаблона всегда равен его номинальному размеру или наибольшему предельному размеру изделия. Для контршаблонов допуск располагается симметрично относительно номинального размера профиля.
Допуски на угловые размеры профильных шаблонов выбираются по величине равными 10% от допуска на угловой размер профиля изделия, но не менее 3'. Допуск на контршаблон устанавливается 50% от допуска шаблона, но не менее 2' Относительно номинального
1 Рассматриваются допуски для шаблонов, которыми проверяются изделия по методу световой щели.
31
Таблица 5
Допуски на изготовление радиусов скругления профильных шаблонов и контршаблонов
(размеры в мк)
Наименование допуска Допуск изделия
до 100 свыше 100 до 200 свыше 200 до 400 свыше 400
Допуск на изготовление шаблона 20 40 60 100
Допуск на изготовление контршаблона 10 20 30 50
размера угла допуск на шаблон откладывается в сторону увеличения угла, а допуск на контршаблон располагается симметрично номинальному размеру профиля шаблона.
Тело контршабпона
Допуск шаблона I_________________
Тело ) шаблона 1
II
Допуск контршаблона
Ном и нале нош размер шаблона (максимум тела изделия)
Фиг. 18. Схема расположения допусков для профильных шаблонов.
Назначение контршаблона может быть различное. Контршаблон может применяться по прямому назначению, т. е. для проверки профиля шаблона. Это имеет важное значение при изготовлении большой партии шаблонов, когда требуется получить совершенно одинаковый профиль на всех шаблонах. При расчете исполнительных размеров контршаблонов в этом случае следует использовать допуски и предельные отклонения для контршаблонов, указанные выше. Такие контршаблоны изготовляются по более жестким допускам, чем гшб-лоны.
Контршаблон может быть также использован как шаблон для проверки обратного профиля детали. Условимся в дальнейшем такой контршаблон называть шаблоном обратного профиля. Примером такого применения контршаблонов может служить проверка профиля режущего инструмента — фасонных резцов и фрез, служащих для 32
обработки деталей. В данном случае шаблон обратного профиля может быть изготовлен по допускам, принятым для профильного шаблона, т. е. менее точно, чем контршаблон.
Рассмотрим пример подсчета исполнительных размеров для профильных шаблона и контршаблона (фиг. 19, б) соответственно таблицам допусков для профиля детали, изображенной на фиг. 19, а.
Фиг. 19. Исполнительные размеры на профильный шаблон.
Исполнительные размеры шаблона и контршаблона подсчитываются таким образом:
1. Определяют номинальные размеры профиля шаблона по признаку максимума тела детали, т. е. наибольшему предельному размеру. Соответственно с этим для участков профиля детали будем иметь:
Размеры элементов Номинальные раз- Размеры элементов Номинальные раз-
профиля детали в мм меры шаблона в мм профиля детали в мм меры шаблона в мм
28 — 0,34 28 1 ±0,2 0,8
20 ±0,14 20,14 4 4-0,16 4,16
17 4- 0,12 17 5 — 0,16 5
g ± 0,08 6 1 ± 0,2 1.2
18 _0,24 18 125° ± 30' 125°30'
3
Загрецкий и Харченко
33
2. Величину допусков на неточность изготовления профиля шаблона и контршаблона выбирают в зависимости от допуска изделия по табл. 4 и 5. При этом допуск расположен для шаблона от наибольшего размера профиля детали в тело шаблона, а для контршаблона — симметрично номинальному профилю шаблона. Тогда для отдельных участков профиля шаблона и контршаблона будем иметь следующие исполнительные размеры:
Номинальный размер профиля шаблона в мм Шаблон Контршаблон
Допуск в мк № таблицы Исполнительный размер в мм Допуск в мк № таблицы Исполнительный размер в мм
28 40 4 28+°’04 20 4 28 + 0,01
20,14 25 4 20,14“*"°’025 12 4 20,14 ± 0,006
17 15 4 17—0,015 8 4 17 ± 0,004
6 10 4 6—0,01 6 4 6 ± 0,003
18 25 4 ! 8+0,025 12 4 18 ± 0,006
0,8 60 5 0,8+°’°6 30 5 0,8 + 0,015
4,16 15 4 0,015 8 4 4,16 ± 0,004
5 15 4 g+0,015 8 4 5 ± 0,004
1,2 60 5 *•2—0.06 30 5 1,2 ± 0,015
125°30' 6' ю% допуска изделия 125°30'+6' 3' 50% допуска шаблона 125°30'±Т,5'
ГЛАВА II
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ И ПРИБОРЫ ДЛЯ ЛЕКАЛЬНЫХ РАБОТ
f в. ТРЕБОВАНИЯ К ИЗМЕРИТЕЛЬНЫМ ИНСТРУМЕНТАМ И ПРИБОРАМ
Калибр, изготовляемый слесарем-лекальщиком, является своего рода изделием. Точность изготовления калибров достигает 3—5 мк. Вполне понятно, что для измерения действительных размеров такого точного изделия, как калибр, нужно иметь совершенный измерительный инструмент с необходимой метрологической х а-рактеристикой. В метрологическую характеристику измерительного прибора или инструмента входят:
1. Цена деления шкалы прибора — значение измеряемой величины, соответствующее одному делению шкалы.
2. Чувствительность измерительного прибора — отношение линейного или углового перемещения указателя (например, стрелки прибора) к изменению измеряемой величины, вызываемому этим перемещением.
3. Интервал деления — расстояние между соседними штрихами шкалы прибора в мм. Чем больше этот интервал, тем легче отсчитывать размер по прибору. Обычно интервал деления выби-рают от 1 до 2,5 мм.
4. Предел измерения прибора — наибольшая и наименьшая величины, которые могут быть измерены данным прибором.
5. Точность отсчета — точность, достигаемая при производстве отсчета размера данным прибором. Точность отсчета связана с возможностью оценки деления шкалы на глаз, что непосредственно зависит от квалификации контролера, качества шкалы прибора и указателя и освещенности шкалы в момент измерения.
6. Погрешность показаний — разность между показаниями прибора и действительным значением измеряемой величины.
При измерении размера точных проверочных инструментов измерительный инструмент или прибор должен обладать метрологической характеристикой, обеспечивающей необходимые точность и надежность измерений. Выбор прибора по его характеристике зависит от допуска на изготовление изделия и его размера.
3* 36
Так, например, чем выше точность изготовления лекального изделия, тем меньше должна быть цена деления шкалы и тем выше его чувствительность, тем больше должны быть интервал деления и точность отсчета. Погрешности прибора должны быть наименьшими.
§ 7. МЕТОДЫ ИЗМЕРЕНИЯ
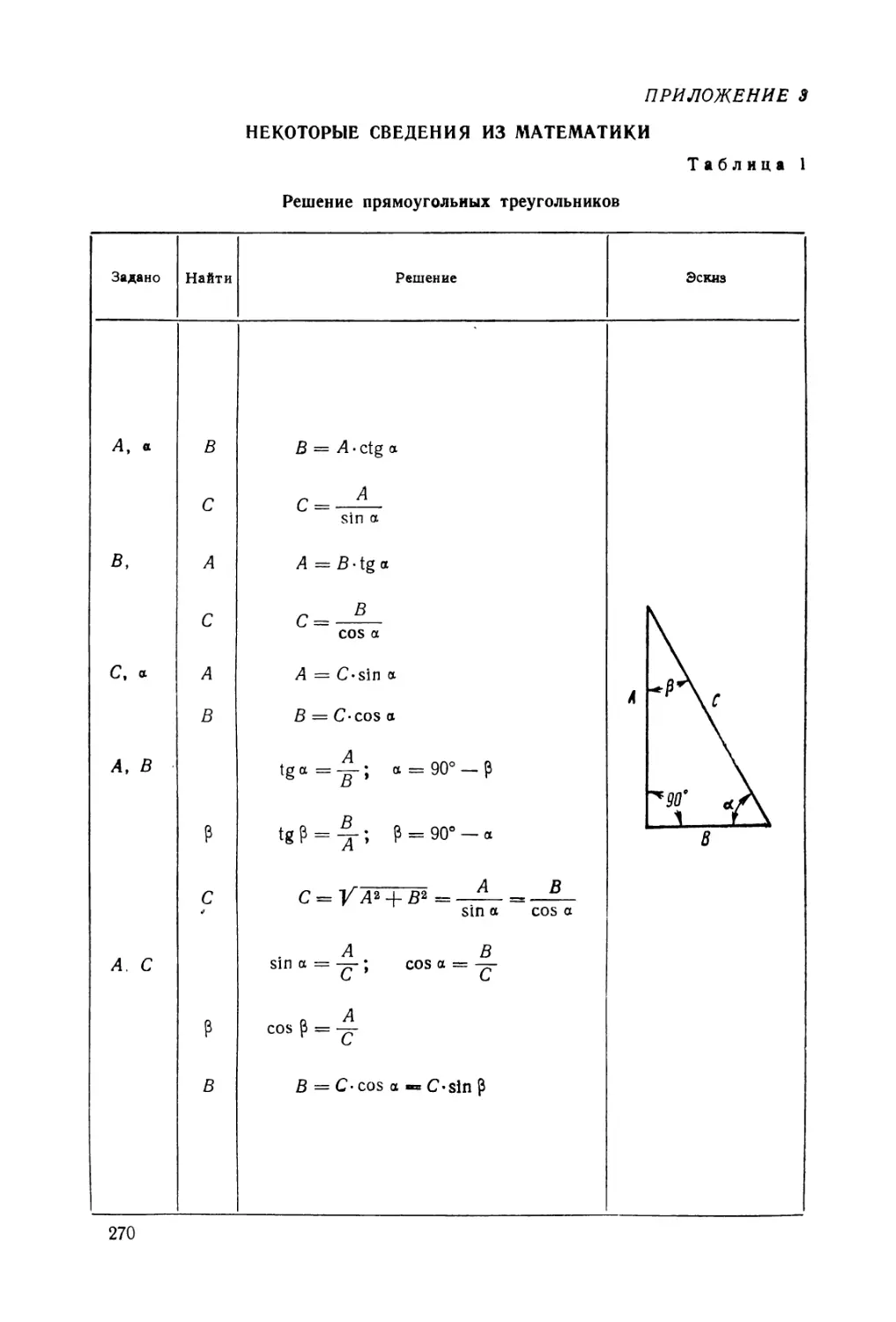
Контроль размеров лекальных изделий можно осуществлять различными методами. Для непосредственного измерения искомой величины пользуются прямым методом. Однако этот метод не всегда можно применять. Возможны случаи, когда искомая величина может быть измерена косвенным методом путем измерения какой-либо другой величины, связанной с искомой величиной определенной зависимостью. В качестве примера можно привести измерения межосевого расстояния А между двумя отверстиями (фиг. 20) с„ параллельными осями. Непосредственно этот размер измерить нельзя. В этом случае прибегают к измерению размера В при помощи расчета по формуле л о । + В2
/г = D “г- ----- ММ
определяют искомый размер А. быстрые результаты измерения
Фиг. 20. Пример косвенного метода измерения.
Прямой метод измерения дает и наименьшие погрешности и широко распространен в цеховых условиях.
Косвенный метод более сложен и менее точен. Этим методом пользуются, когда измерение искомой величины связано с применением очень сложных приборов, или когда такие измерения недоступны по габаритам измеряемого элемента. В лекальном производстве косвенный метод находит широкое применение при измерении дуговых участков профиля шаблонов большого радиуса путем измерения хорды, стягивающей данную дугу и стрелу прогиба или центральный угол, соответствующий данной дуге окружности.
Различают также абсолютный и относительный методы измерения. При абсолютном методе измерения действительный размер изделия отсчитывается непосредственно по шкале инструмента или прибора. При относительном методе измерения определяются только отклонения от заданного размера сравнительно с каким-либо эталоном, для которого размер известен. Примером последнего метода может служить измерение какого-либо размера с помощью мерительных плиток и индикатора или миниметра.
В лекальном производстве наиболее широко распространен относительный метод измерения, обеспечивающий более высокую точность.
36
В соответствии с указанными методами измерения различают измерительные приборы для абсолютных и относительных измерений, Отдельные приборы дают возможность производить в определенных пределах измерения по двум указанным методам.
Все применяемые в лекальном производстве измерительные инструменты и. приборы могут быть разделены на следующие:
а) многомерные инструменты с прямолинейной шкалой и нониусом (штангенинструменты);
б) инструменты с микрометрическим винтом (микрометрические инструменты);
в) рычажные измерительные инструменты;
г) концевые меры длины (измерительные плитки);
д) угломерные инструменты;
е) оптические приборы;
ж) плоскопараллельные стеклянные пластины.
§ 8. ШТАНГЕНИНСТРУМЕНТЫ
Штангенциркуль
Штангенциркуль служит для измерения наружных и внутренних линейных размеров деталей, а также для размеТки.
Штангенциркуль состоит из штанги 1 (фиг. 21) с губками 7 и 8. На штанге нанесена прямолинейная шкала с интервалом делений 1 мм.
По штанге перемещается рамка 4 с губками 6 и 9. Рамка на штанге может быть закреплена неподвижно при помощи стопорного винта 5 На боковой стороне рамки сделан вырез, в котором располагается дополнительная шкала нониуса 10. С помощью нониуса определяются дробные деления основной шкалы, нанесенной на штанге. Для более точного перемещения рамки штангенциркуль снабжен хомутиком 2 со стопорным винтом 3 и винтом микрометрической подачи 11 с гайкой 12.
Отечественные штангенциркули изготовляются с точностью отсчета по нониусу 0,1; 0,05 и 0,02 мм.
37
Точность отсчета i штангенциркулем определяется отношением цены деления основной шкалы а к числу делений шкалы нониуса л, т. е.
а
Интервал деления нониуса обычно равен уа — i мм,
где 1 равняется целому числу 1 или 2.
Характеристики линейных нониусов для штангенинструментов, выпускаемых отечественной промышленностью, приведены в табл. 6.
Таблица б
Характеристики линейных нониусов
Точность отсчета по нониусу в мм Интервал нониуса в мм Число делений нониуса Длина шкалы нониуса в мм Эскиз нанесени< штрихов и цифр
0,1 0,9 10 9 |11И|1П|| 0 5 1
0,05 1,95 20 39 '1111111111.11111111111 0 25 50 75 1
0,02 0,98 50 49 pill|llll|llll|llll|llll|llll|ll!l|llll|llll|llll| 0 Ю 70 30 00 50 60 10 80 90 1
Штангенциркули изготовляются с пределами измерений (в мм):
0—125
0—150 0 — 200
0 — 300
0 — 500
250 — 800
400-1000 600—1500
80Q—2000
Штангенциркули с верхними пределами измерений 150, 200 и 300 мм выполняются с точностью отсчета: 0,02, 0,05 и 0,1 мм; остальные размеры имеют точность отсчета 0,1 мм.
Погрешности измерений штангенциркулем колеблются в пределах от 40 до 300 мк в зависимости от размера штангенциркуля и точности его отсчета.
В лекальном производстве наиболее распространен штангенциркуль с точностью отсчета 0,05 мм, для которого погрешности измерений составляют 80—150 мк.
38
разметку дуг
Фиг. 22. Штангенглубиномер.
Для наружных измерений используются внутренние рабочие поверхности тупых губок, а для внутренних — внешние.
Для разметки применяются острые губки штангенциркуля, с помощью которых можно произво; деление линий и углов на части, разметку параллельных линий от какой-либо заданной базы и т. п.
Штангенглубиномер
Штангенглубиномер предназначен для измерения высот и глубин различных деталей. Он построен по принципу штангенциркуля, но штанга не имеет губок. Рабочими (мерительными) поверхностями являются нижняя плоскость рамки 1 (фиг. 22) и торцовая поверхность А штанги 2; на другом конце штанги имеется третья рабочая поверхность Б для измерения длин в труднодоступных местах. В прорези рамки находятся две шкалы нониуса. Одной шкалой пользуются при измерении глубин и высот, другой — для измерения длин в труднодоступных местах. Соответственно на штанге основная шкала имеет два ряда цифр, нанесенных в разных направлениях.
Штангенглубиномеры изготовляются с верхними пределами измерения: 100; 125; 150; 200;
250; 300; 400; 500 мм с точностью отсчета 0,1; 0,05 и 0,02 мм. При выполнении лекальных работ рекомендуется пользоваться штан-генглубиномером с величиной отсчета по нониусу 0,05 мм.
Штангенрейсмас
Штангенрейсмас находит применение при разметке деталей пространственных мерительных приспособлений, а также при измерении высот.
В отличие от штангенциркуля штангенрейсмас имеет массивное основание с тщательно притертой нижней плоскостью. Перпендикулярно основанию 1 (фиг. 23) установлена штанга 2. К кронштейну рамки 3, который имеет строго параллельные нижнюю и верхнюю поверхности, при помощи хомутика 4 прикрепляются сменные ножки: одна 6 острозаточенная — для разметки и вторая 5 — для измерения высот с двумя рабочими поверхностями (нижней — плоской и верхней — цилиндрической). Расстояние между рабочими поверх
39
ностями А клеймится на ножке. Штангенрейсмасы изготовляются с пределом измерения согласно табл. 7.
Фиг. 23. Штангенрейсмас.
Таблица 7
Пределы измерения штангенрейсмаса
Пределы измерения в мм
нижний верхний
0 200
30 300
40 500
50 800
60 1000
Штангензубомер
Штангензубомер служит для измерения толщины зубьев зубчатых колес и реек. В лекальном производстве его можно использовать для предварительных измерений аналогичных размеров различного типа модульных и шаговых шаблонов и эталонных деталей, имеющих профиль зуба зубчатого колеса. Толщина зуба (фиг. 24) измеряется- по постоян-
ной хорде, которая отстоит от окружности выступов на расстоянии 0,748 т, где т — модуль зубчатого колеса. Длина хорды составляет 1,387 т. По этим размерам настраивается штангензубомер.
Постоянная хорда
0Р48т
1387т
Фиг. 24. Элементы зуба зубчатого колеса.
Головка зуба Ножка зуба
Окружность бьютупов^
Делительная окружность^ Окружность впадин
Основная окружность
Для измерения толщины зуба на заданном расстоянии от окружности 1 выступов штангензубомер имеет две штанги 1 н4 (фиг. 25),
1 Или прямой для рейки.
40
расположенные перпендикулярно друг к другу. По этим штангам перемещаются две рамки 2 и 3 с нониусом. С вертикальной рамкой связана подвижная губка 5 высотомера, а с рамкой 2 — подвижная губка 6.
§ 9. МИКРОМЕТРИЧЕСКИЕ ИНСТРУМЕНТЫ
В основу конструкции микрометрических измерительных инструментов положен микрометрический винт, который имеет точную резьбу с мелким шагом и несет на себе одну из мерительных поверхностей инструмента. Шаг такого винта обычно равен 0,5 мм.
Л4икрометрические инструменты разделяются на микрометры^ микрометрические нутромеры (штихмасы) и микрометрические глубиномеры. Точность измерения этими инструментами обеспечивается до 0,01 мм, а для рычажного микрометра до 0,002 мм.
Микрометр
Микрометр служит для измерения линейных размеров деталей.
Микрометр (фиг. 26) состоит из скобы 1 со* стеблем 5 и неподвижной пятки 2. Внутри стебля нарезана резьба, в которую ввинчивается микрометрический винт. На левом конце микрометрического винта имеется измерительный шпиндель 3 с точно обработанной мерительной площадкой. На правом конце укрепляется барабан 6. Крепление барабана осуществляется затяжной гайкой 7 Для сохранения постоянства измерительного давления служит трещотка 8Г которая соединена с винтом так, что при увеличении усилия свыше 900 г она не вращает винт, а проворачивается. На стебле микрометра нанесена основная шкала ценой деления 0,5 мм. На скосе барабана имеется круговая шкала, состоящая из 50 делений. Полному обороту барабана соответствует перемещение измерительного шпинделя вдоль оси стебля на 0,5 мм. При измерениях размер с точностью до 0,5 мм отсчитывается по основной шкале, нанесенной на стебле,, а более мелкие доли миллиметра (до 0,01 мм) определяются по круговой шкале барабана.
При необходимости закрепить микрометрический винт в заданном положении пользуются стопорной гайкой 4.
Микрометры изготовляются с верхним пределом измерений до 1600 мм. Микрометрический винт имеет длину нарезки 25 мм. Размером 25 мм ограничиваются пределы измерения каждого микрометра. В соответствии с этим пределы измерений микрометров устанавливаются: 0—25; 25—50; 50—75; 75—100 мм и т. д. до 1600 мм.
Микрометры больших размеров делаются с передвижной пяткой на скобе, что дает возможность увеличить пределы измерения. Существуют, например, микрометры с пределом измерения 350—400 и 500—600 мм. Кроме этого, микрометры такой конструкции вместо гайки 4 имеют специальное стопорное устройство, расположенное; на скобе 1.
Проверка установки микрометра «на нуль» производится: для предела измерения 0—25 мм — непосредственным совмещением
41
Фиг. 25. Штангензубомер.
Фиг. 26. Микрометр.
42
мерительных поверхностей пятки и шпинделя, а для больших пределов измерений — по установочным мерам. Последние имеют размер, соответствующий нижнему пределу измерения микрометра. Установочные меры прилагаются к микрометру.
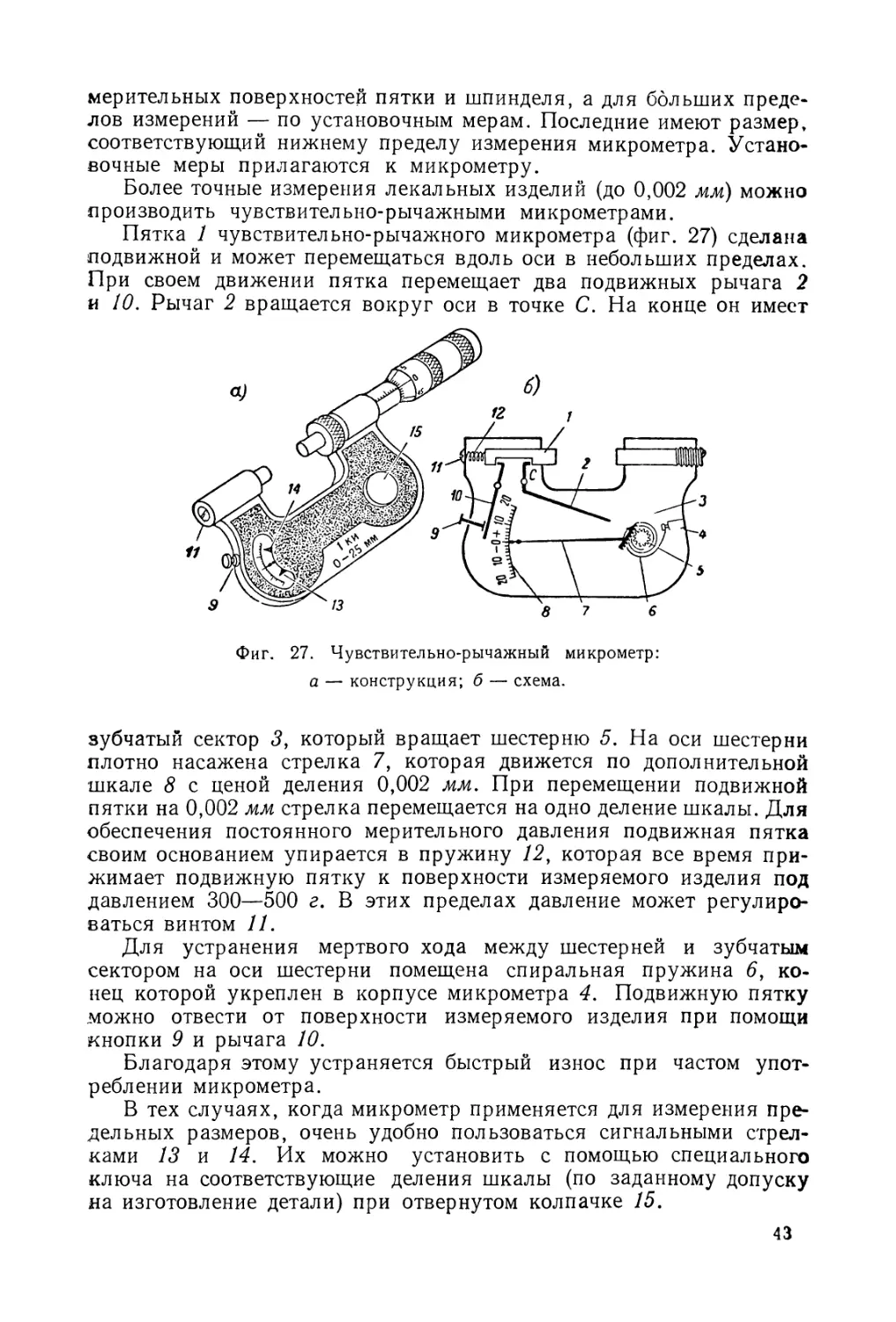
Более точные измерения лекальных изделий (до 0,002 мм) можно производить чувствительно-рычажными микрометрами.
Пятка 1 чувствительно-рычажного микрометра (фиг. 27) сделана подвижной и может перемещаться вдоль оси в небольших пределах. При своем движении пятка перемещает два подвижных рычага 2 и 10. Рычаг 2 вращается вокруг оси в точке С. На конце он имеет
Фиг. 27. Чувствительно-рычажный микрометр: а — конструкция; б — схема.
зубчатый сектор <?, который вращает шестерню 5. На оси шестерни плотно насажена стрелка 7, которая движется по дополнительной шкале 8 с ценой деления 0,002 мм. При перемещении подвижной пятки на 0,002 мм стрелка перемещается на одно деление шкалы. Для обеспечения постоянного мерительного давления подвижная пятка своим основанием упирается в пружину 12, которая все время прижимает подвижную пятку к поверхности измеряемого изделия под давлением 300—500 г. В этих пределах давление может регулироваться винтом 11.
Для устранения мертвого хода между шестерней и зубчатым сектором на оси шестерни помещена спиральная пружина 6, конец которой укреплен в корпусе микрометра 4. Подвижную пятку можно отвести от поверхности измеряемого изделия при помощи кнопки 9 и рычага 10.
Благодаря этому устраняется быстрый износ при частом употреблении микрометра.
В тех случаях, когда микрометр применяется для измерения предельных размеров, очень удобно пользоваться сигнальными стрелками 13 и 14. Их можно установить с помощью специального ключа на соответствующие деления шкалы (по заданному допуску на изготовление детали) при отвернутом колпачке 15.
43
Микрометрические нутромеры (штихмасы)
Микрометрический нутромер применяется для внутренних измерений линейных размеров.
Устройство микрометрического нутромера весьма сходно с обычным гладким микрометром. Он состоит из стебля 4 (фиг. 28, а), оканчивающегося слева неподвижным измерительным наконечником / со сферической поверхностью. Барабан 5 неподвижно связан с микрометрическим винтом, несущим подвижную мерительную поверхность 6. При установке нутромера на нуль длина головки равна 50 мм.
Фиг. 28. Микрометрический нутромер: а — головка нутромера; б — удлинитель.
Микрометрический винт имеет длину нарезки 13 мм, следовательно, пределы измерения головки микрометрического нутромера составят 50—63 мм. Настроенный размер микрометрической головки фиксируется зажимной рукояткой 3.
Для расширения пределов измерения микрометрического нутромера к нему прилагаются сменные удлинители, которые навинчиваются на место резьбозащитной гайки 2. Удлинитель (фиг. 28, б) представляет собой стержень 2, заключенный в цилиндрическую трубку 3 и находящийся под действием постоянного усилия пружины 1. С одной стороны удлинитель имеет наружную резьбу, с другой — внутреннюю, и таким образом удлинители различных размеров могут свинчиваться с головкой микрометрического нутромера, а также друг с другом.
При помощи удлинителей можно измерять внутренние размеры деталей от 75 до 1500 мм. Микрометрические нутромеры изготовляются наборами с пределами измерений: 75—175; 75—575; 150—1200; 150—4000 мм.
Установка нутромера на нуль производится по установочной скобе, которая имеется в наборе, или по блоку концевых мер.
44
высокой точностью измерений
Фиг. 29. Микрометрический глубиномер.
Микрометрический глубиномер
Микрометрический глубиномер имеет такое же назначение в лекальном производстве, как и штангенглубиномер. Микрометрический глубиномер обладает более (0,01 мм) благодаря наличию микрометрической головки. В отличие от микрометра глубиномер (фиг. 29) имеет одну мерительную поверхность, расположенную на микрометрическом винте. Второй мерительной поверхностью является плоскость траверсы, соединенной со стеблем микрометрической головки. Микрометрический винт— полый; в него вставляются сменные измерительные стержни различной длины, которые дают возможность увеличить пределы измерения глубиномера.
Глубиномеры изготовляются с пределами измерений: 0—25;
0—50; 0—75; 0—100 мм. Увеличение пределов измерений достигается за счет сменных стержней.
Фиг. 30. Индикатор часового типа.
§ 10. РЫЧАЖНО-ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Рычажно-измерительные инструмеп гы предназначены для относительных измерений. Рычажные и зубчатые механизмы, входящие в состав указанных инструментов, обеспечивают измерение отклонений размера в увеличенном масштабе.
Из данной группы инструментов в лекальном производстве широко применяются индикаторы и миниметры.
Индикаторы
Наиболее распространенными являются индикаторы часового типа (фиг. 30). Они бывают стандартные с пределом измерения 0—5 и 0—10 мм, а также малогабаритные с пределом измерения 0—2 и 0—3 мм. Цена деления таких индикаторов равна 0,01 мм. Имеются и более точные (микронные) индикаторы
с ценой делений 0,002 мм.
Индикатор часового типа имеет две круговые шкалы 2 и 4. По шкале 2 отсчитываются сотые доли миллиметра. Малая круговая
шкала имеет деления, выраженные целыми числами миллиметра.
45
Фиг. 31. Рычажно-зубчатый индикатор.
в труднодоступных местах пользуются
При полном обороте большой стрелки 1 малая стрелка 3 перемещается на одно деление шкалы 4. Большая шкала индикатора свя-аана с обоймой 5, при вращении которой индикатор устанавливается на нуль.
Индикаторы часового типа выпускаются различных классов точности — 0, 1, 2-го. Наименьшие погрешности измерений дает нулевой класс точности.
Для относительных измерений лекальных изделий рачажным индикатором с пре
делом измерения 0—0,5 мм двустороннего типа (фиг. 31) с ценой деления 0,01 мм, Указанный индикатор имеет сравнительно малые размеры,
Фиг. 32. Индикаторный нутромер:
а — общий вид; б—сменные шайба и измерительный штифт; в — схема головки нутромера.
Индикаторы применяются и для измерения внутренних размеров. К инструментам для внутренних измерений относится индикаторный нутромер (фиг. 32).
46
Индикаторный нутромер состоит из направляющей втулки 3^ В отверстие верхней части втулки с помощью винта 2 укрепляется индикатор часового типа /. Внутри втулки располагается длинный* стержень, который соприкасается с коротким стержнем 10, упирающимся в рычажок 9 тройника головки нутромера 6. В тройнике располагаются подвижный 4 и сменный 8 измерительные штифты. Сменный измерительный штифт укрепляется в тройнике с помощью* гайки 7 На поверхности тройника со стороны подвижного штифта 4 насажен центрирующий мостик 5, служащий для установки головки индикатора по диаметру отверстия.
При измерении отверстий измерительное давление передается через штифт 4, рычажок 9, стержень 10 на длинный стержень и индикатор. По перемещению стрелки индикатора определяется отклонение размера изделия* Перед началом измерения индикаторный нутромер устанавливают на номинальный размер по аттестованному кольцу или блоку плиток.
Индикаторные нутромеры изготовляются с пределами измерений: 6—10; 10—18; 18-35; 35—50; 50—100; 100—160; 160—250; 250—450;. 450—700; 700—1000 мм. Для измерения различных размеров детали в заданном пределе к индикаторному нутромеру прилагаются сменные-штифты, отличающиеся друг от друга размером в 1 или 5 мм, а также сменные шайбы. Последние устанавливаются в отверстие тройника с помощью гайки 7*
Миниметр
Для относительных измерений применяется более чувствительный рычажно-механический инструмент — миниметр. Пользование им дает возможность выполнять измерения с точностью до 0,001 мм.
Миниметр (фиг* 33, а) состоит из головки 9 и стойки 14 со столиком 5. Головка укрепляется на кронштейне 11 при помощи винта 2 и вместе с кронштейном может перемещаться по колонке 12, на которой закрепляется винтом 13. Перемещением кронштейна и головки производится установка миниметра на «грубый» размер. После закрепления кронштейна миниметр устанавливается более точно на размер посредством гайки 7 столика 5. При вращении гайки столик перемещается вверх или вниз и в соответствующем положении закрепляется винтом 6. Стрелку миниметра фиксируют в нулевом положении по блоку измерительных плиток 11, подобранному по номинальному размеру.
При настройке миниметра на столик устанавливают сначала блок измерительных плиток. Затем кронштейн опускают до соприкосновения измерительного штифта 4 с поверхностью плиток и в такому положении укрепляют на колонке. При помощи винта столик поднимают вверх до тех пор, пока стрелка миниметра не станет в нулевое положение. После этого блок плиток двигают по столику в различных, направлениях; при этом стрелка миниметра не должна отклоняться от нулевого положения. Затем измерительный штифт слегка припод
47
нимают при помощи рычажка <?, и на столик помещают измеряемое изделие. После установки изделия рычажок опускается. По наибольшим перемещениям стрелки от нулевого деления определяется отклонение изделия. Контроль предельных размеров изделия осуществляют по сигнальным стрелкам 1 и 8.
Основным измерительным устройством миниметра является головка. Ножи 2 и 4 (фиг. 33, б) головки миниметра опираются на
Фиг. 33. Широкошкальный миниметр:
а — общий вид миниметра; б — схема головки милиметра.
подвижную призму <?, имеющую два угловых паза, смещенных относительно друг друга на небольшое расстояние а. С призмой связана стрелка миниметра /, имеющая большую длину8 Благодаря этому при малых перемещениях измерительного наконечника 5, выраженных в тысячных долях миллиметра, конец стрелки перемещается на величину, достаточно точно и легко определяемую по шкале на глаз.
Миниметры изготовляют двух типов — широкошкальные и узкошкальные — с точностью отсчета и пределами измерений согласно табл. 8.
Отдельно головку миниметра можно применять в различных мерительных приспособлениях и других инструментах аналогично индикатору часового типа (нутромеры, глубиномеры и др.).
48
Таблица 8
Пределы измерений и точность отсчета миниметров
Характеристика Широкошкальные миниметры Узкошкальные миниметры
Точность отсчета в мм 0,01 0,005 0,002 0,001 0,01 0,005 0,002 0,001
Пределы измерения по шкале в мм 0,6 0,3 0,12 0,06 0,2 0,1 0,04 0,02
§ 11. ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ (ИЗМЕРИТЕЛЬНЫЕ ПЛИТКИ)
Концевые меры длины или измерительные плитки представляют собой обработанные с наивысшей точностью закаленные пластинки прямоугольного сечения (фиг. 34,а); они служат для точных измерений линейных размеров. Каждая измерительная плитка имеет определенный размер / между двумя противоположными мерительными плоскостями. Мерительные плоскости плиток обработаны настолько точно, что они обладают особым свойством слипаемости. Если притереть очищенные от жира и грязи плитки друг к другу, они будут прилегать настолько плотно, что их трудно будет разъединить даже с некоторым усилием. Благодаря высокой точности обработки плиток (до 0,0001 мм) размер, полученный путем соединения нескольких плиток, не менее точен, чем размер одной соответствующей плитки. Подбором измерительных плиток можно составить любой линейный размер с точностью до 0,001 мм.
Концевые меры длины изготовляются наборами с различным числом измерительных плиток; 87, 42, 17, 9 и 8 шт. Наборы МКП87, МКП42 и МКП17 служат для нормальных измерений линейных размеров с точностью до 0,005 мм. Набор МКП8 применяется для измерения больших размеров, а наборы МКП9(+ ) и МКП9 (—) являются дополнительными и используются для измерений с точностью до до 0,001 мм. Номенклатура концевых мер для вышеуказанных наборов приведена в табл. 9.
При наборе плиток «в размер» можно применять различное число плиток с меньшими или большими размерами каждой плитки. Рекомендуется в этом случае пользоваться меньшим числом плиток. Прежде всего выбирают плитки с меньшим размером, а затем переходят к плиткам с большими размерами. При выборе плиток следует исходить из последнего десятичного знака набираемого размера, тогда подбор остальных плиток упрощается.
Для примера рассмотрим размер 32,235 мм. Используя набор концевых мер МКП87, можно произвести подбор плиток в следующем порядке:
Первая плитка 1,005 мм
Вторая 1,23 мм
Третья 5,0 мм
Четвертая ... 25,0 мм
32,235 мм
4 Загрецкий и Харченко
49
Таблица 9
Наборы концевых мер
Число плиток Размеры мм Г радация
в наборе
— — 0,5 1,005 — — — — — —
1,01 1,02 1,03 1,04 1,05 1,06 1,07 1,08 1,09
1,11 1,12 1,13 1,14 1,15 1.16 1,17 1.18 1.19
1.21 1,22 1,23 1,24 1,25 1,26 1,27 1,28 1,29 1 0,01
87 1,31 1,32 1,33 1,34 1.35 1,36 1.37 1,38 1,39
(83 + 4) 1,41 1,42 1,43 1,44 1,45 1,46 1.47 1,48 1,49
1,1 1.2 1,3 1.4 — 1.6 1.7 1.8 1,9 0,1
1 1.5 2 2,5 3 3,5 4 4,5 5 !• 0,5
5,5 6 6.5 7 7,5 8 8,5 9 9,5
10 20 30 40 50 60 70 80 90 100 10
Защитные плитки - - 2 шт. по 1,5 мм и 2 шт. по 1,0 мм
1,01 1,02 1,005 1,03 1.04 1,05 1,06 1.07 1,08 1,09 — 0,01
42 (38 + 4) 1,1 1,2 1.3 1,4 1,5 1,6 1,7 1,8 1,9 0,1
1 2 3 4 5 6 7 8 9 1
10 20 30 40 50 60 70 80 90 100 10
5ащит1 4Ые п; 1ИТКИ - — 2 ш т. по 1,5 мм и 2 ШТ. 1 по 1,0 мм
9 (+) 1,001 1,002 1,003 1,004 1,005 1,006 1,007 1,008 1,009 0,001
91 (-) 8 0,999 125 0,405 0,998 150 0,41 0,997 175 0,42 0,996 200 0,43 0,995 250 0,44 0,994 300 0,45 0,093 400 0,46 0,992 500 0,47 0,991 0,48 0,49 0,001
17 {
0,3 0.4 0.5 0,6 0,7 0,8 0,9 — — 0,1
1 Убывающий ряд.
Пользуясь этим же набором, можно составить размер из шести плиток:
1,005 + 1,03 + 1,20 + 4,0 + Ю,0 + 15,0 = 32, 235 мм.
Однако подбор размера из шести плиток займет у рабочего больше времени, и точность размера будет ниже. Несмотря на то, что плитки изготовляют весьма точно, они все же могут иметь отклонение в размере до 0,00025 мм. В случае применения большого числа плиток эта погрешность становится заметной.
50
Фиг. 34. Концевые меры длины:
а _ набор плиток; б — основные принадлежности к набору плиток.
4*
51
Фиг. 35. Пример измерения внутреннего блоком плиток.
Измерительные плитки по точности изготовления разделяют на 5 классов точности (0, 1, 2, 3 и 4-й). Высшим классом точности является нулевой. Наборы измерительных плиток этого класса считаются «образцовыми» и применяются для проверки измерительных плиток 1 и 2-го классов точности путем их сравнения на точных измерительных приборах. Наборами 1-го класса точности пользуются для проверки различных точных калибров и установки измерительных приборов в измерительных лабораториях. Плитки 2-го и 3-го классов точности могут быть допущены для проверки калибров и установки рабочих измерительных инструментов и приборов в цеховых контрольных пунктах и на рабочем месте.
Для производства различного рода измерений и разметки выпускаются наборы принадлежностей: 1) набор измерительный полный — для измерения наружных и внутренних размеров до 330мм;
2) набор измерительный малый — для измерения наружных и внутренних размеров до 210 мм;
3) дополнительный разметочный набор совместно с полным или малым измерительными наборами — для измерений и целей разметки;
4) набор для концевых мер с отверстиями.
В указанные выше принадлежности входят (фиг. 34, б) державки размерами 60, ПО, 210 и 330 мм, основание, плоскопараллельные боковики, радиусные боковики 2, 5, 10, 15 и 20 мм (для внутренних измерений; фиг. 35), центровый боковик, чертильный боковик (для разметки), трехгранная линейка, стяжки и зажимные сухари (для крепления больших плиток; фиг. 36).
При использовании боковиков для измерения внутренних размеров необходимо руководствоваться следующим: боковики с толщиной губок в 2 мм применяются для измерения отверстий диаметром 4—11 мм; боковики с толщиной губок в 5 мм — для отверстий 11—20 мм; боковики с толщиной губок 10 мм — для отверстий 20—30 мм; боковики с толщиной губок 15 мм — для отверстий 30—40 мм; боковики с толщиной губок 20 мм — для отверстий 40 мм и выше.
Приемы составления блока сводятся к следующему. Концевые меры, предназначенные для составления блока, предварительно очищают ваткой от смазки, промывают бензином и вытирают насухо чистым полотняным полотенцем. Затем две концевые меры совмещают доведенными (блестящими) поверхностями с одного угла, плотно прижимают друг к другу пальцами и перемещают относительно друг друга до полного контакта рабочих поверхностей. После притирки двух концевых мер к ним притирают третью и т. д.
52
Во избежание лишней промывки концевых мер и оцарапывания их рабочих поверхностей следует при работе с ними соблюдать следующие правила:
1) не брать рабочие поверхности промытых концевых мер руками, а брать их только с помощью полотенца;
2) концевые меры размером свыше 5,5 мм класть на стол нерабочими поверхностями;
3) не притирать рабочую поверхность концевой меры к нерабочей, так как это вызывает появление царапин на рабочей поверхности.
Измерительные —v
плитки
Фиг. 36. Измерительные плитки больших размеров: а — измерительная плитка; б — соединение двух плиток с помощью стяжек.
Последовательность при составлении блока обычно следующая. Вначале притираются между собой концевые меры малых размеров, собранный из них блок притирается к мере среднего размера и затем уже к плитке большого размера.
При работе непосредственно с блоком концевых мер (как, например, при проверке скоб) для предохранения их от быстрого износа и повреждения необходимо применять защитные концевые меры (см. табл. 3).
При наличии двух таких мер определенного размера блок концевых мер составляется таким образом, чтобы защитные меры находились по краям блока, причем одна сторона защитной меры всегда соприкасается только с измеряемым объектом, а вторая сторона — только с крайней мерой блока. Для этого на сторонах концевой меры, соприкасающихся с измеряемым объектом, наносятся особые опознавательные знаки.
После окончания работы блок следует разобрать, концевые меры промыть авиационным бензином, тщательно протереть, смазать и положить в соответствующие ячейки футляра набора.
53
§ 12. УГЛОМЕРНЫЙ ИНСТРУМЕНТ
Нониусный угломер
Для измерения углов используются различные типы нониусных угломеров. Наиболе удобен для лекальных работ угломер Семенова, выпускаемый заводом «Калибр». Он построен по принципу круговой шкалы для измерения углов в пределах от 0 до 320° На дуге угло-
мера 4 (фиг. 37), на одном конце
Фиг. 37. Нониусный угломер.
которой укреплена мерительная планка 5, нанесены деления шкалы в градусах. По дуге движется сектор <?, на котором укреплена скошенная дуговая планка 2. На дуговой планке нанесены деления нониуса от 0 до 60' К угломеру прилагаются угольник 1 и линейка 6 со скошенной мерительной гранью, а также два хомутика 7 для крепления их на угломере.
В собранном виде с угольником и линейкой угломер дает возможность производить измерение углов от 0 до 50° (фиг. 38). Если мы удалим линейку и крепящий ее хомутик, предел измерения углов изменится от 140 до 230° Если же мы устано-
вим на место угольника мерительную линейку, то измерение углов можно будет производить в пределах от 50 до 140° Наконец, угломер без угольника и линейки позволяет измерять углы величиной от 230 до 320°
Синусная линейка
Синусная линейка служит для измерения углов с точностью до 10", а также для установки лекальных изделий при обработке их на шлифовальном станке. Синусная линейка представляет стальную прямоугольную плиту 1 (фиг. 39, а) с двумя призматическими вырезами в боковых гранях. В вырезах крепятся два стальных ролика 2 определенного диаметра d. Ролики располагаются друг от друга на заданном расстоянии L. К боковым граням с помощью винтов могут быть укреплены упорные планки 3. На верхней плоскости линейки имеются гладкие и резьбовые отверстия для крепления обрабатываемой детали.
Если под одним из роликов поместить блок измерительных плиток размером h, то верхняя плоскость синусной линейки расположится под углом а (фиг. 39, б) относительно плиты. На поверхности линейки 54
55
устанавливается изделие. Контроль установки изделия под заданным углом осуществляется индикатором (фиг. 39, б).
Блок измерительных плиток на заданный угол установки может быть найден по формуле.
h = L-sin а мм,
где L — расстояние между осями роликов в мм.
С помощью синусной линейки производится измерение углов от О до 45° При больших значениях углов необходимы дополнительные приспособления (призмы), на которых линейка крепится под углом, дополнительным к 45°.
Синусные линейки выпускаются различных размеров (табл. 10).
Таблица 10
Размеры синусных линеек
h в мм В в мм d в мм Н в мм
100 25 20 30
100 20 40
200 50 30 55
150 30 60
Угломерные плитки 1
Угломерные плитки применяются для проверки углов калибров, а также для проверки угломерных инструментов. Угломерные плитки изготовляются наборами по 94, 36, 19 и 5 шт. Наборы состоят из
Фиг. 40. Угломерные плитки: а — треугольная; б — четырехугольная.
плиток двух конструкций — треугольных и четырехугольных, крто-рые соответственно имеют один или четыре рабочих угла (фиг. 40).
В наборе из 94 пи\ имеются треугольные плитки с углами:
от 10 до 79° через 1° 70 шт.
15°1' 15°9' Г 9
15° 10' 15°50' 10' 5
1 Угловые меры.
56
и четырехугольные с углами:
80°; 81°; 100°; 99° 90°; 90°; 90°; 90®
84°; 85°; 96°; 95° 89°10'; 89°20'; 90°50'; 90°40'
88°; 89°; 92°; 91° 89°30'; 89°40'; 90°30'; 90°20'
82°; 83°; 98°; 97° 89°50'; 89°59'30"; 90°10'; 90°00'30"
86°; 87°; 94°; 93°
Кроме этого, к набору прилагается дополнительно треугольная* плитка с углом 10°00'30"
В наборе из 36 шт. соответственно имеются треугольные плитки с углами:
от 10 до 20° через Г
15°1' 15°9' 1'
15° 10' 15°50' 10'
„ 30° „ 70° „ 10°
с углами 45° и 10°00'30"
. 11 шт.
9
5
5
2
и четырехугольные в количестве 4 шт. с углами:
80°; 81°; 100°; 99°
90°; 90°; 90°; 90°
89°10'; 89°20'; 90°50'; 90°40'
89°30'; 89°40'; 90°30'; 90°20'
Фиг. 41. Приспособления для угломерных плиток: а — односторонняя державка; б — двусторонняя державка; в — державка с лекальной линейкой.
В наборе из 8 шт. имеются плитки с углами: 10, 15, 20, 30, 45, 55, 60 и 90°
С помощью набора № 1 можно производить измерение углов от 10 до 360° почти через каждую минуту.
Углы измеряются при помощи одной плитки или блока плиток. Для соединения нескольких плиток в блок (не более 4 шт.) к наборам прилагаются державки. Соединение плиток в блок осуществляется с помощью цилиндрических клиньев. Для этого на плитках и в дер-жавках сделаны отверстия. Двусторонняя державка (фиг. 41)
57
•служит для соединения в блок трех плиток. Односторонней державкой можно соединить две плитки. Третий тип державки с лекальной линейкой дает возможность измерять внутренние углы.
Угломерные плитки изготовляются двух классов — 1 и 2-го. Точность измерения углов для 1-го класса составляет ±10", для 2-го ±30"
§ 13. ОПТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Инструментальный микроскоп
Инструментальный микроскоп служит для линейных и угловых измерений. В лекальном производстве инструментальный микроскоп имеет широкое распространение для измерения элементов
Фиг. 42. Инструментальный микроскоп.
профиля шаблонов. Благодаря наличию в инструментальном микроскопе микрометрических головок, на нем можно измерять линейные размеры с точностью до 0,01 мм. Для более точных измерений линейных размеров применяются измерительные плитки.
Устройство инструментального микроскопа показано на фиг. 42.
•58
На массивном основании 3 расположен стол /, который может перемещаться в продольном и поперечном направлениях посредством микрометрических головок 6 и 2. Посередине стола имеется отверстие, закрытое стеклом. Через это отверстие изделие освещается электрической лампочкой, расположенной в кожухе 9. В таком положении на столе микроскопа устанавливаются различные плоские инструменты (резцы, гребенки, шаблоны), которые подлежат проверке на микроскопе. Для проверки размеров элементов резьбы метчиков, притиров и калибров на поверхности стола микроскопа укрепляется специальная бабка с подвижными центрами (на фигуре не показана).
Подвижной стол 1 состоит из трех частей — нижней, верхней и поворотной. Нижняя часть стола может перемещаться в продольном направлении микрометрической головкой 6. Верхняя часть стола может перемещаться в поперечном направлении микрометрической головкой 2. Угловые перемещения поворотной части на 5—6° вправо и влево производятся винтом 5. Перемещения с помощью микрометрических головок ограничиваются размером 25 мм. Для увеличения хода стола в продольном направлении стол отводят вправо при помощи рычага 4 еще на 50 мм. В образовавшееся пространство между боковым упором в левой части микроскопа и столом укладывается необходимый размер блока измерительных плиток (до 50 мм). Перемещением стола «на размер» по измерительным плиткам пользуются при точных обмерах линейных величин.
На основании микроскопа установлена колонка 10, по которой вверх и вниз может перемещаться кронштейн 12. Закрепление кронштейна осуществляется винтом 11. На кронштейне микроскопа укреплен тубус микроскопа 17 В нижней части тубуса установлен объектив 18, а в верхней — головка микроскопа. Головка микроскопа состоит из двух окуляров. Окуляр 14, имеющий 60-кратное увеличение, служит для наблюдения за измеряемым изделием, а окуляр 15 — для отсчета размеров углов с точностью до Г Под окулярами (фиг. 43) при помощи винта 16 вращается стеклянная пластинка, с нанесенными на ней продольными и поперечными штрихами и круговой градусной шкалой в 360° Под окуляром 15, кроме того, расположена неподвижная пластинка со шкалой в 60 делений. Каждое деление соответствует повороту подвижной пластинки на Г В поле зрения окуляра 14 видно перекрестие двух взаимноперпендикулярных пунктирных линий и двух сплошных, расположенных под углом 60° Перекрестие является границей перемещения изделия при отсчете линейных размеров и углов.
Для того чтобы изображение было хорошо видно в окуляре, микроскоп настраивают на фокус. Грубая настройка на фокус достигается перемещением кронштейна микроскопа по колонке вверх или вниз, а более точная — винтом 19 (фиг. 42), который перемещает тубус микроскопа. Окончательная настройка на фокус производится вращением рифленого кольца 13 окуляра 14.
Колонка микроскопа может перемещаться не только вертикально, но и поворачиваться на небольшой угол при помощи винтов S.
59
На этих винтах нанесены деления 7 для отсчета угла поворота в градусах. Такой поворот тубуса микроскопа необходим, в частности,, при измерении угла профиля резьбы.
Фиг. 43. Схема головки
микроскопа и изображения, видимые в окулярах.
Универсальный микроскоп
Универсальный микроскоп, изображенный на фиг. 44, предназначен для измерения длин и углов. Он дает возможность производить измерения в прямоугольных и полярных системах координат. В случае применения специальной окулярной головки можно на этом микроскопе измерять радиусы. На универсальном микроскопе все измерения производятся оптическим методом, что обеспечивает высокую точность обмера (0,001 мм).
В лекальном производстве универсальный микроскоп применяется для измерения длин и углов листовых и комплексных калибров повышенной точности и со значительными линейными размерами.
Универсальный микроскоп имеет основание 12, по направляющим которого в продольном направлении перемещается стол 2. По поперечным направляющим основания движется каретка 10 вместе со стойкой 6 и центральным микроскопом 8. Эти перемещения могут производиться грубо — от руки, при отжатых винтах 11 и 14. Точная установка стола и каретки осуществляется микрометрическими винтами 1 и 13 соответственно при зажатых винтах 11 и 14. Стол (и каретка) несет на себе стеклянную пластинку 3 с миллиметровой шкалой. Против указанных шкал располагаются отсчетные микроскопы 4 и 5 со спиральным нониусом.
60
Центральный микроскоп 8 имеет штриховую окулярную головку 7, аналогичную применяемой на инструментальном микроскопе.
На столе микроскопа имеются цилиндрические направляющие, по которым могут скользить центровые бабки (на фигуре не показаны). Листовые калибры (плоские проверочные инструменты) при измерениях можно устанавливать на плоские: прямоугольный 9 и круглый столики со стеклянными плитами. Оба столика сменные и закрепляются на верхней плоскости основного стола 2. Круглый столик
Фиг. 44. Универсальный
микроскоп. Общий вид.
имеет делительный круг и вращается вокруг вертикальной оси, что позволяет выполнять точные измерения углов, а также различные измерения в полярных координатах.
Отсчет перемещений стола или каретки производится отсчетными микроскопами. В головке отсчетного микроскопа располагается спиральный нониус (фиг. 45), который состоит из подвижной и неподвижной стеклянных пластинок, расположенных одна над другой. Подвижная пластинка имеет круговую шкалу, разделенную на сто равных частей и десять двойных спиралей, расположенных вокруг этой шкалы. На неподвижной пластинке нанесены две параллельные линии, заканчивающиеся общей стрелкой слева. На этих линиях нанесена «десятичная» шкала, определяющая десятые доли миллиметра.
Если смотреть в отсчетный микроскоп, то в поле зрения (фиг. 45, а) будут видны деления всех трех шкал (миллиметровой, десятичной и круговой) и двойные спиральные линии нониуса.
61
С каждым перемещением стола (или каретки) видимые в окуляре микроскопа деления миллиметровой (основной) шкалы будут двигаться. Если при измерении деление миллиметровой шкалы совпадает с нулевым делением десятичной шкалы, а нулевое деление круговой шкалы стоит против стрелки неподвижной пластинки, то измеренный размер имеет целое число миллиметров, показанное на делении основной шкалы, без десятых и сотых долей.
Фиг. 45. Определение продольного перемещения.
Когда деление основной шкалы совпадает с одним из десяти делений десятичной шкалы, последнее определяет десятые доли миллиметра. При расположении миллиметрового деления между делениями десятичной шкалы точное определение размера производится спиральным нониусом. Для этого вращают подвижную пластинку и совмещают ближайшую спиральную линию с делением основной шкалы и по круговой шкале определяют сотые и тысячные доли миллиметра.
На фиг. 45, а дано положение стола микроскопа с показанием размера в 30,485 мм. Миллиметровое деление 30 стоит между четвертым и пятым делениями десятичной шкалы. Следовательно, размер по этим шкалам можно определить между делениями 30,4— 30,5 мм. Для нахождения сотых и тысячных долей ближайшая спиральная линия совмещается с миллиметровым делением 30 так, чтобы это деление расположилось точно между двумя линиями спирали. Стрелка десятичной шкалы указывает на деление 85 круговой шкалы, чем и определяется размер в сотых и тысячных долях миллиметра, т. е. 30,4 4- 0,085 = 30,485 мм.
62
Универсальный микроскоп имеет пределы измерения по продольной шкале 0—200 мм и в поперечном направлении 0—100 мм.
Вертикальный оптиметр
Вертикальный оптиметр позволяет измерять линейные размеры с точностью до 0,001 мм.
Оптическая часть вертикального оптиметра состоит из двух соединенных под прямым углом трубок. Внутри трубок находятся (фиг. 46) линзы, зеркало, стеклянные призмы и шкалы. Вертикаль-
Фиг. 46. Вертикальный оптиметр:
а — внешний вид; б — оптическая схема; в — схема расположения действительной и отраженной шкал при горизонтальном положении зеркала 12.
ная трубка заканчивается подвижным измерительным штифтом 4, соприкасающимся с изделием. Свет падает по направлению стрелки А, отражается зеркалом 5 и попадает через светопроводящую прямоугольную призму 8 на стекло 9, на котором нанесены деления. Луч света несет отражение этой шкалы через трехгранную призму 10, направляющую его под прямым углом в’ нижнюю линзу 11. Изображение шкалы, пройдя линзу, попадает на зеркальце 12. Отраженное зеркальцем изображение шкалы этим же путем попадает на стекло 9 и становится видным глазу наблюдателя вместе с указателем через особое увеличивающее устройство — окуляр.
При движении измерительного штифта, вызываемом изменением проверяемого размера, зеркальце 12 меняет свой наклон. Отраженное изображение шкалы перемещается в ту или другую сторону по отношению к неподвижному указателю. Рассматривая шкалу через окуляр, определяют при помощи этого указателя размер изделия. Каждое деление шкалы оптиметра равно 0,001 мм.
63
На оптиметре измеряют различные изделия с плоскими, цилиндрическими и сферическими поверхностями. На конец измерительного штифта надевают наконечники различной формы в зависимости ют вида поверхности изделия.
Измерение осуществляют следующим образом. Блок измерительных плиток нужного размера ставят на столик 3 оптиметра или на специальное приспособление и устанавливают шкалу оптиметра в нулевое положение. Грубая установка производится перемещением ют руки кронштейна 6, опирающегося на кольцо 7, а точная установка — подъемом столика 3 при помощи гайки 1.
Столик следует установить так, чтобы измерительный штифт 4 упирался в изделие, а указатель, видимый в окуляре, точно совпадал с нулевым делением шкалы. После этого столик закрепляют винтом 2, блок измерительных плиток убирают со столика, а на его место ставят изделие.
Изделие, имеющее отклонения размера по сравнению с блоком измерительных плиток, будет вызывать перемещение измерительного штифта, соответствующие отклонения в положении зеркала и поднятие или опускание шкалы. Для определения размера проверяемого объекта к размеру блока добавляют или из него вычитают показания оптиметра.
Вертикальный оптиметр имеет предел измерения ±0,1 мм. Наибольшая высота измеряемого изделия 180 мм.
Оптическая делительная головка
Оптическая делительная головка предназначена для угловых измерений. В лекальном производстве делительная головка применяется для выполнения точных делительных работ и контроля:
кулачков, комплексных калибров и других подобных деталей, а также для пространственной разметки.
Отечественной промышленностью в настоящее время выпускается оптическая делительная головка, изображенная на фиг. 47
Основной частью головки
Фиг. 47. Оптическая делительная головка. является корпус 5, внутри которого располагается шпиндель 8. На шпинделе жестко закреплен полый стеклянный* диск, на поверхности которого нанесена шкала в градусах. В верхней части микроскопа помещен отсчетный микроскоп с окулярной головкой 4. Вращение шпинделя через червячную передачу осуществляется с помощью рукоятки маховичка 1. Для отключения червяка при грубой настройке служит рукоятка 3. Угол поворота шпинделя предварительно определяется по шкале 7, а более точно — с помощью микроскопа. Точный поворот шпинделя 64
производится рукояткой винта микрометрической подачи 2. В заданном положении шпиндель головки закрепляется рукояткой 6. Корпус головки относительно основания можно повернуть вокруг горизонтальной оси на угол +90 -.-----10° от исходного положения.
Для укрепления деталей в центрах к головке прилагается задняя бабка 9.
При отсчете углов в поле зрения микроскопа видны градусные и минутные деления. Минутные деления нанесены на неподвижной стеклянной пластинке, расположенной внутри головки микроскопа. Визуальный отсчет углового перемещения с помощью микроскопа может достигать точности 15 сек. Суммарное увеличение отсчетного микроскопа 60х
Большой проектор БП
Проектор — оптический измерительный прибор, позволяющий проектировать увеличенный контур проверяемого изделия на специальный экран. Погрешности профиля изделия определяются сличением его с чертежом, вычерченным в том же увеличенном масштабе. Отклонения линейных размеров профиля от чертежа можно отсчитывать с помощью микровинтов измерительного столика.
Большой проектор состоит из массивной чугунной стойки 1 (фиг. 48), на кронштейнах которой крепятся измерительный столик 4 и стол с экраном 15. В верхней части стойки укрепляется зеркало 16. Слева от измерительного столика располагается осветительное устройство 5.
При проектировании контура шаблона проходящим светом шаблон укладывают на стекло 3 измерительного столика. Профиль в увеличенном масштабе проектируется через зеркало на стол с экраном. Сменные объективы 2 дают общее увеличение проектора: 10х, 50х и 20х Соответственно увеличению установленного для измерения профиля изделия производится настройка осветителя посредством установки соответствующих линз, расположенных в револьверной головке 6. Измерительный столик проектора может перемещаться в вертикальном направлении вращением маховичка 9 при освобожденной рукоятке 10. Это перемещение используется для фокусировки изображения на экране.
Продольное и поперечное перемещения измерительного столика осуществляются микрометрическими головками 14 и 7 Цена деления круговой шкалы каждой головки составляет 0,005 мм.
Установив измерительные плитки между шпинделями микрометрических головок и измерительным столиком, можно увеличить пределы измерений прибора до 50 мм в поперечном и до 150 мм в продольном направлениях. Поворот верхней плоскости столика производится при помощи винта 13. Углы поворота отсчитываются по градусной шкале, нанесенной на цилиндрической поверхности столика, и по нониусу 11 с точностью 3' Кроме этого, измерительный
5 Загрецкий и Харченко 65
столик вместе с осветительным устройством может быть повернут вокруг вертикальной оси в пределах +20° вручную. Для этого предварительно необходимо отстопорить рукоятку 12\ отсчет угла поворота осуществляется по шкале 8.
Фиг. 48. Большой проектор БП.
§ 14. ПЛОСКИЕ СТЕКЛЯННЫЕ ПЛАСТИНЫ
Плоские стеклянные пластины предназначены для проверки плоскостности различных мерительных поверхностей калибров. В основу проверки положен метод интерференции.
При наложении плоской стеклянной пластины на тщательно обработанную плоскую поверхность изделия, на поверхности пластины можно увидеть разноцветные полосы. По форме и расположению полос на пластине можно судить о правильности формы проверяемой поверхности и измерять величину отклонений последней от идеальной плоскости. Перед измерением проверяемую поверхность тщательно протирают чистой тряпкой или куском замши. Качество проверяемой поверхности определяют следующим образом. Стеклянную пластину накладывают на проверяемую поверхность. Если сквозь стекло видны прямолинейные цветные полосы, плоскость считается ровной. Если же наблюдаемые полосы искрив-66
лены, поверхность считается неровной. Искривление цветных полос указывает на дефекты поверхности: завалы, углубления, выпуклости.
На фиг. 49 показаны изображения, видимые через плоские стеклянные пластины. Если полосы искривлены неравномерно по ширине пластины и неравномерно расположены (фиг. 49, в), это указывает на наличие в этом месте выпуклости или впадины. Чтобы определить точное направление искривления поверхности, необходимо слегка надавить на стеклянную пластину в месте искривления полос и сле
Фиг. 49. Плоская стеклянная пластина и изображения, видимые через нее для ровной (а) и неровных (б, в) поверхностей.
Фиг. 50. Набор плоскопараллельных стекол.
дить за характером их перемещения. Передвижение полос внутрь означает, что на поверхности пластины имеется углубление. Если полосы отойдут к краям, это означает, что поверхность выпуклая.
Для проверки плоскостности методом технической интерференции выпускаются плоские стеклянные пластины диаметром 60, 80 и 100 мм, толщиной 25 мм, 1 и 2-го классов точности. Эти пластины .изготовляются из специального стекла «пирекс». Торцовые поверхности пластин обрабатываются с точностью и чистотой поверхности, обеспечивающей притираемость стеклянных пластин.
Аналогичные плоскопараллельные стеклянные пластины набором в 4 шт. (фиг. 50), но меньших размеров по диаметру (30 и 40 мм) выпускаются для определения правильности положения измерительных"4 плоскостей микрометра в четырех положениях его шпинделя. Такие стекла в наборе отличаются друг от друга по толщине на 0,125 мм.
5е
ГЛАВА III
РАБОЧИЕ ИНСТРУМЕНТЫ
И ПРИСПОСОБЛЕНИЯ СЛЕСАРЯ-ЛЕКАЛЬЩИКА
§ 15. НАБОР ХОДОВОГО ИНСТРУМЕНТА
При выполнении лекальных работ слесарь-лекальщик пользуется разнообразными инструментами и приспособлениями. Одной группой инструментов (ее принято называть ходовым инструментом) слесарь-лекальщик пользуется весьма часто. Этот инструмент он обычно получает в постоянное пользование из инструментальной кладовой. Другая группа инструментов, приспособлений и приборов, применяемых сравнительно редко, может находиться в общем пользовании на лекальном участке или может быть взята лекальщиком из кладовой во временное пользование. Набор ходового инструмента зависит от системы организации труда и степени его механизации на лекальном участке. К типовому набору ходового инструмента и приспособлений могут быть отнесены:
а) режущие инструменты: зубила, ножовка, напильники и надфили, шаберы, спиральные сверла, цилиндрические и конические развертки, круглые плашки, метчики, абразивные инструменты (шлифовальные круги, бруски и пасты);
б) вспомогательные инструменты: слесарный и рихтовальный молотки, рихтовальные бабки, керн, чертилка, разметочный циркуль, притиры, плашкодержатель, вороток;
в) слесарно-сборочные инструменты: отвертки, гаечные ключи разводной ключ, бородок, плоскогубцы, ручные тиски;
г) приспособления: наметки, рамки, установочные и доводочные призмы, кубики, параллели, струбцины, фасочные тиски, доводочные и разметочные плиты;
д) мерительные и проверочные инструменты: лекальные линейки и угольники, штангенциркуль с верхним пределом измерения 150 мм, штангенрейсмас с верхним пределом измерения 200 или 300 мм, микрометры с пределами измерений 0—25, 25—50 мм, набор измерительных плиток 3-го или 4-го класса точности, нониусный угломер, синусная линейка, индикатор часового типа 1-го класса со стойкой, ватерпас.
Часть указанных инструментов и приспособлений является обычным набором для слесарных работ.
68
§ 16. АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
Абразивные инструменты применяются для обработки твердых материалов, к которым относятся, в первую очередь, детали из закаленной стали и твердых сплавов. В лекальном производстве широкое распространение имеют шлифовальные круги, бруски, порошки и пасты.
Шлифовальные круги применяются при обработке калибров и деталей мерительных приспособлений, точных режущих инструментов на плоскошлифовальном и оптикошлифовальном станках.
Бруски, порошки и пасты используются для ручного шлифования и доводки поверхностей лекальных изделий.
Шлифовальные круги
Шлифовальный круг, как и любой абразивный инструмент, содержит большое количество мелких зерен абразива, имеющих высокую твердость. Благодаря этому шлифовальными кругами можно обрабатывать закаленную сталь и твердые сплавы.
Шлифовальные круги различаются по роду абразивного материала, по зернистости, связке, твердости, структуре, форме и размерам. Эти показатели являются основной характеристикой шлифовального круга. Для того, чтобы правильно выбрать шлифовальный круг и эффективно использовать его в процессе шлифования, лекальщику необходимо знать характеристику круга.
Род абразивного материала. Исходными твердыми минералами, получившими наибольшее применение для изготовления шлифовальных кругов, являются главным образом искусственные абразивные материалы — электрокорунд и карбид кремния.
Электрокорунд, в основу которого входит окись глинозема (А12О3), изготовляется сплавлением бокситов в электропечах. Карбид кремния — более твердый материал, чем электрокорунд. В основу его входит карбид кремния (SiC), который получается путем сплавления кварцевого песка с угольным порошком.
В зависимости от содержания А12О3 различают электрокорунд белый и нормальный, которые соответственно обозначаются: ЭБ; Э. Круги из белого электрокорунда по качеству выше, чем круги из нормального электрокорунда. Круги, изготовленные из белого электрокорунда, имеют цвет от белого до розового, а круги из нормального электрокорунда — от светло- до темно-коричневого.
Электрокорундовые круги применяются преимущественно для шлифования прочных, вязких материалов, как-то: различных сталей и сплавов в закаленном и сыром состоянии, вязкой бронзы.
Карбид кремния также имеет две разновидности: карбид кремния зеленый (КЗ) и карбид кремния черный (КЧ). Шлифовальные круги из карбида кремния применяются для обработки очень твердых, нековких материалов, имеющих относительно низкую прочность на разрыв, как, например, чугун, карбидные материалы. В лекальном производстве наиболее распространен карбид кремния зеленый,
который по качеству выше черного. Он применяется для шлифования пластин твердых сплавов.
Зернистость. Величина зерен, входящих в состав абразивных инструментов, определяется зернистостью. Все абразивные материалы по зернистости разделяются на следующие группы: шлифзерно, шлифпорошки и микропорошки. Более крупные по величине зерна имеет шлифзерно и более мелкие — микропорошки. Из шлифзерна изготовляют преимущественно шлифовальные круги, из шлифпорошков — бруски и шлифовальные круги, а из микропорошков — доводочные пасты и частично шлифовальные круги.
Для первых двух групп абразивных материалов зернистость определяется номером последнего стандартного сита, через ячейки которого прошли данные зернах.
Для микропорошков номер зернистости указывает на среднюю величину зерна, выраженную в микронах.
Стандартные номера зернистости абразивных материалов приведены в табл. И.
Таблица 11
Зернистость абразивных материалов
Наименование группы зернистости Номера зернистости
Шлифзерно Шлифпорошки Микропорошки 10, 12, 14. 16. 20. 24, 30. 36. 46, 54. 60, 70. 80. 90 100, 120, 150, 180, 220, 240, 280, 320 М28. М20. М14, М10. М7 М5
Шлифовальные круги, изготовленные из шлифзерна от № 10 до № 36, называются крупнозернистыми и применяются для чернового шлифования. Шлифовальные круги от № 46 до № 90 называются среднезернистыми. Шлифовальные круги, изготовленные из шлиф- и микропорошков, называются мелкозернистыми и применяются для чистового и отделочного шлифования. Для первых двух групп абразивных материалов (табл. 11) чем больше номер зернистости, тем мельче зерно. Для микропорошков, наоборот, величина зерна убывает с номером зернистости.
Связка. Зерна шлифовального круга связываются цементирующим веществом — связкой. Применяются три вида связки: керамическая, бакелитовая и реже вулканитовая.
Керамическая связка изготовляется из огнеупорной глины, полевого шпата и др. Круги из такой связки имеют высокую пористость, хорошо отводят тепло и легко режут металл.
1 При определении зернистости абразивный материал просеивается через сито с различным числом отверстий на 1 пог. дм. Число этих отверстий и определяет номер сита.
70
Керамическая связка позволяет производить работу с охлаждением, однако она обладает недостаточной прочностью и допускает при обычном шлифовании окружные скорости не более 35 м/сек1. Керамическая связка обозначается буквой К.
Бакелитовая связка (обозначается буквой Б) изготовляется— из искусственной смолы, вулканитовая (обозначается буквой В) из искусственного каучука. Эти связки обладают большей прочностью и эластичностью, чем керамические. Они применяются для изготовления тонких кругов (дисков), служащих для разрезания закаленных материалов или для прорезания узких пазов.
Твердость. Одной из важных характеристик шлифовального круга является твердость, которую следует понимать не как твердость зерен абразивного материала, а как прочность связки, т. е. способность связки удерживать зерно в шлифовальном круге под определенной нагрузкой.
Обозначения твердости кругов приведены в табл. 12.
Таблица 12
Классификация твердости шлифовальных кругов
Группа твердости Обозначение разрядов твердости
Чрезвычайно мягкие Весьма мягкие Мягкие Среднемягкие Средние Среднетвердые Твердые Весьма твердые Чрезвычайно твердые ЧМ1, ЧМ2 ВМ1, ВМ2 Ml, М2, М3 СМ1, СМ2 Cl, С2 СТ1, СТ2, СТЗ Tl, Т2 ВТ1, ВТ2 ЧТ1, ЧТ2
Структура. Шлифовальный круг состоит из зерен и связки, между которыми находится воздушное пространство — поры. Под структурой шлифовального круга понимается соотношение между объемом пор и объемами связки и зерен. Абразивные инструменты, изготовляемые с заранее заданной структурой, называются структурными.- Структура инструмента обозначается номером. Существует 13 номеров структур (0—12), включающих три группы:
Группы Структура Номера
Первая Плотная 0, 1, 2, 3
Вторая Средней плотности 4. 5, 6
Третья Открытая 7, 8, 9, 10, 11, 12
1 При скоростном шлифовании (окружная скорость шлифовального круга 50 м/сек и более) применяется керамическая связка высокой прочности.
71
Чем больше номер структуры, тем больше расстояние между зернами.
Шлифовальные круги, имеющие большой номер структуры, меньше засаливаются, лучше охлаждаются, следовательно, имеют более высокую стойкость. Однако прочность таких кругов меньше, чем кругов с плотной структурой.
Круги на керамической связке не имеют плотной структуры.
Форма и размер. Шлифовальные круги изготовляются различных форм и размеров.
За бод-изготовитель
Твердость СМ1
форма круга ПП Диаметр круга
Зернистость №80
Электрокарунд белый
Связка керамическая
Структура №в Диаметр отверстия
Высота круга
Допустимая окружная скорость
Фиг. 51. Пример маркировки шлифовального круга.
Наиболее распространенные формы и размеры кругов, применяемые в лекальном производстве, приведены в приложении 5, табл. 2.
Каждый шлифовальный круг должен иметь маркировку характеристики. Эта маркировка наносится на торцовой поверхности круга (фиг. 51).
Бруски
Бруски изготовляются из таких же материалов, как и шлифовальные круги (ЭБ, Э и КЗ). Зернистость брусков колеблется от№ 60 до М20, а твердость от М3 до СТ1. Бруски изготовляются длиной от 100 до 200 мм.
Мв бКр 6П 67
Фиг. 52. Шлифовальные бруски.
В лекальном производстве наибольшее распространение имеют бруски (фиг. 52): квадратные (БКв), круглые (БКр), полукруглые (БП), трехгранные (БТ) и ножевидные (БН). Применение различных форм брусков при ручном шлифовании зависит от формы обрабатываемой поверхности.
72
Шлифовальные порошки и пасты
Шлифовальные порошки и пасты используются для предварительной и окончательной доводок лекальных изделий.
К твердым абразивным материалам, применяемым при доводке, относятся: алмаз, электрокорунд (Э и ЭБ), карбид кремния зеленый (КЗ), карбид бора. К мягким абразивным материалам относятся окиси хрома, алюминия и железа.
В практике лекальных работ наибольшее распространение имеют электрокорунд, карбид бора и окись хрома. Твердые абразивные материалы применяются для грубой доводки в виде порошков зернистостью от 280 до 320, для чистовой доводки — зернистостью от М28 до М5 преимущественно в виде паст. Мягкие абразивные материалы употребляются в виде паст с зернистостью, соответствующей микропорошкам. Основные виды паст, применяемых для доводки, и их назначение приведены в табл. 13.
Шеты твердого брикетирования изготовляются в виде тюбиков диаметром 20—30 мм и длиной 40—50 мм.
§ 17. ВСПОМОГАТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ
Вспомогательные приспособления для лекальных работ можно разбить на две группы. К первой группе относятся приспособления, применяемые для ручной обработки лекальных изделий; ко второй — приспособления для механической обработки. Первая группа, являющаяся основной, включает различные типы наметок, параллелей, призм, струбцин, притиров, кубиков и т. д. Вторую группу составляют лекальные тиски, магнитопроводящие призмы, синусные кубики, установы и т. п. Вторая группа приспособлений используется лекальщиком при обработке калибров на плоскошлифовальных станках.
Рассмотрим основные типы вспомогательных приспособлений и инструментов для ручной обработки лекальных изделий.
Наметки
Обработка (опиливание, доводка) плоскостей, расположенных под заданными углами относительно базовых сторон, представляет значительные трудности для слесаря-лекальщика.
Общепринятые приемы обработки таких плоскостей непосредственно в тисках, на плите или на притирах применимы лишь в том случае, если доводимая поверхность имеет величину, достаточную для создания надежной опоры, и не перекрывается другими элементами профиля.
При отсутствии таких условий слесари-лекальщики пользуются несложным приспособлением — наметкой. Наметка обычного типа (фиг. 53) состоит из корпуса /, направляющей линейки 2 и зажимного винта 3.
Корпус наметки представляет брусок строго прямоугольного сечения из твердозакаленной инструментальной стали. На верхней
73
Доводочные пасты и их назначение
Таблица 13
Исходный абразивный материал Вид пасты Размер Состав в % Назначен
Элекрокорунд (А12О3) Твердого брикетирования; цвет абразивного материала 280, 320 Электрокорунд —60 Парафин —35 Олеиновая кислота —5 Предварительная доводка закаленной стали
Карбид бора (В4С) Твердого брикетирования; цвет черный 280, 320, М28, М20, М14, М10, М7 Карбид бора —70 Парафин—30 Предварительная и окончательная доводка лекальных изделий, оснащенных твердым сплавом
Окись хрома1 (СгОз) Твердого брикетирования; цвет серо-зеленый Грубая паста М402, М35, МЗО, М25 Окись хрома—81—86 Силикагель —2 Расщепленный жир— 12—17 Керосин —2 Предварительная доводка закаленной стали. Снимаемый припуск — сотые доли миллиметра, реже десятые доли
Твердого брикетирования; цвет темно-зеленый Средняя паста М17, М15, М10, М8 Окись хрома —75—80 Силикагель — 2 Расщепленный жир—18—23 Керосин —2 Получистовая доводка закаленной стали. Снимаемый припуск — сотые доли миллиметра
Твердого брикетирования; цвет светло-зеленый Тонкая паста М7, Мб, М4, Ml Окись хрома —70—75 Силикагель —2 Расщепленный жир —20—25 Олеиновая кислота —2 Чистовая доводка закаленной стали. Снимаемый припуск — тысячные доли миллиметра
1 Носит название пасты ГОИ (Государственный оптический институт)! 2 Размер пасты ГОИ указывает не зернистость пасты, а ее шлифующую способность, ну слоя металла в микронах, мую с обрабатываемой поверхности за 40 м пути.
и нижней плоскостях корпуса имеются продольные пазы. Они способствуют созданию устойчивого положения режущего инструмента при обработке детали в поперечном направлении. На боковых плоскостях находится ряд резьбовых отверстий, в которые ввинчиваются зажимные винты.
Фиг. 53. Установка направляющей линейки в наметке.
Направляющая линейка изготовляется из листовой стали толщиной 5—6 мм. Она устанавливается по угломеру или по угловым
плиткам.
Более удобна в работе плоскопараллельная наметка, изображенная на фиг. 54. Корпус ее представляет угловую тщательно обработанную закаленную пластину, к верхней части которой на винтах крепится точно обработанная планка-накладка, выверенная под углом 90° к опорной плоскости. В случае износа накладку можно снять с наметки и шлифованием и доводкой восстановить ее рабочую поверхность.
На опорной плоскости наметки нанесено несколько рядов резьбовых отверстий. С помощью винтов к указанной плоскости можно укреплять направляющую линейку 1 (фиг. 55) или угольник 2, которые дают возможность опиливать шаблоны под заданным углом. При необходимости в наметке
Фиг. 54. Плоскопараллельная наметка.
может быть укреплена упорная планка (фиг. 54), применяющаяся
при опиливании шаблонов под прямым углом.
Пользуясь этой наметкой, можно производить опиливание различных профильных шаблонов с выпуклыми и вогнутыми дуговыми участками профиля. Для этого, прижимая шаблон рукой к наметке, его опиливают по отдельным точкам профиля, постепенно поворачивая шаблон на основной плоскости.
75
К другому виду наметок относятся наметки рамочного типа с зажимными винтами (фиг. 56). Они также служат для получения прямолинейных плоскостей при опиливании и доводке шаблонов. Здесь тщательно обработанными под прямым углом являются плоскости наметки А и Б. Шаблон при обработке прижимают винтами к поверхности А так, чтобы разметочная риска шаблона строго
Фиг. 55. Крепление направляющих линейки и угольника на плоскопараллельной наметке.
совпадала с рабочей кромкой наметки. Наметка обычным способом укрепляется в тисках. При помощи этой наметки можно производить обработку шаблонов в пакете по 3—5 шт. одновременно.
Для опиливания и доводки внутренних прямых углов шаблона применяются угловые рамочные наметки. Конструкция одной из таких наметок показана на фиг 57.
Фиг. 56. Рамочная наметка. Фиг. 57. Угловая рамочная
наметка.
Более точным приспособлением для опиливания и доводки шаблонов является синусная наметка х. Решающее значение при точной обработке шаблонов в наметке имеет правильная установка линейки или угольника на заданный угол. Существующий способ установки линейки или угольника по нониусному угломеру обеспечивает точность установки не выше 2' Используемые для этой цели угловые плитки также не обеспечивают необходимой точности, особенно при установке изделия на углы, исчисляемые в долях градуса или в минутах.
1 Автор К. С. Харченко.
76
Как указывалось выше, наилучшим способом получения точных углов является построение по тригонометрическому методу. По этому принципу отсчета углов построена и синусная наметка.
Конструкция синусной наметки и область ее применения аналогичны наметке обычного типа.
Синусная наметка (фиг. 58) состоит из корпуса 4, направляющей линейки 2, роликов 7, прижимов 3 и 6 и винтов 1. С нижней стороны корпуса 4 сделан ряд призматических вырезов для размещения в них роликов 7
Фиг. 58. Синусная наметка.
Расстояния между центрами помещенных в вырезах роликов составляют: 50, 100, 150, 200 и 250 мм. Винты и прижимы 3 предназначены для крепления линейки или угольника 5 в нужном положении. Прижимы 6 служат для крепления роликов в вырезах корпуса наметки.
Для установки линейки на заданный угол а необходимо в двух вырезах корпуса наметки поместить ролики. На одном из роликов устанавливается блок плиток, равный Z- sin а (Z — расстояние между роликами). Направляющая линейка опирается одним концом непосредственно на ролик, а другим — на блок плиток. В этом положении линейка закрепляется с помощью прижимов 3 и винтов 1. При необходимости настройки наметки на углы более 45° вместо направляющей линейки применяют угольник 5. Блок плиток при этом берется из расчета /-sin (90°— а). Таким образом, применение линейки дает диапазон углов от 0 до 45°, а применение угольника — диапазон от 45 до 90°
Конструкция наметки несложна и при тщательном изготовлении дает возможность настраивать углы с интервалом 20"
Раздвижные параллель и угольник
Для обработки прямолинейных плоскостей шаблонов применяется раздвижная параллель (фиг. 59). Она представляет собой две закаленные и тщательно обработанные под прямыми углами планки, 77
двигающиеся в двух прямоугольных направляющих. Перемещение планок относительно друг друга и зажим шаблонов между ними производятся при помощи двух винтов. В раздвижной параллели возможно обрабатывать от 3 до 10 шаблонов, собранных в пакет.
Фиг. 59. Раздвижные параллель и угольник.
Аналогично раздвижной параллели для обработки внутренних прямых углов шаблонов и различных калибров применяется раздвижной угольник. Он имеет такое же назначение, как и описанная выше угловая наметка.
Доводочные призмы
Доводочные призмы (фиг. 60) имеют вид прямоугольных брусков с угловыми вырезами по боковым граням. Обычно они изготовляются с четырьмя вырезами под углом 90° В отдельных случаях призмы могут иметь один или два угловых выреза. Особенно тщательно
Фиг. 60. Доводочные призмы. Фиг. 61. Доводка шаблона на притире.
обрабатываются поверхности угловых вырезов, которые должны быть строго перпендикулярны к торцовой грани призмы.
В лекальных работах призмы применяются главным образом для доводки различных профилей шаблонов на притирах, а также для проверки и разметки отдельных деталей мерительных приспособлений. При возвратно-поступательном передвижении призмы по притиру с прижатым к ее торцовой поверхности шаблоном можно правильно довести профиль шаблона, соблюдая строгую перпендикулярность его мерительной кромки к торцовой поверхности. На фиг. 61 показан пример использования направляющей призмы для доводки шаблона.
78
Зажимные струбцины и хомутики
При обработке шаблонов и деталей мерительных приспособлений широкое распространение имеют малогабаритные струбцины (фиг. 62). Принципиальное отличие их от обычных слесарных струбцин заключаются в точной обработке трех смежных плоскостей струбцины Ау Б и В. Плоскости струбцины А и Б, а также А и В должны быть
Фиг. 62. Малогабаритная струбцина.
Фиг. 63. Зажимная струбцина с качающейся пяткой.
При обработке шаблонов в пакете по несколько штук удобно применять регулируемые струбцины. Они употребляются для зажима пакета шаблонов в одной или нескольких точках, когда склепка шаблонов в пакет неудобна или невозможна.
Фиг 64. Зубчатая струбцина.
В таких случаях при изготовлении шаблонов производится попеременный зажим нескольких шаблонов двумя или тремя струбцинами одновременно в нескольких точках. Регулируемые струбцины снабжаются качающейся пяткой (фиг. 63), что удобно при зажиме деталей с непараллельными плоскостями.
Можно также пользоваться зубчатой струбциной (фиг. 64). Подобные струбцины находят применение при сборочных работах.
79
Весьма широкое распространение в лекальных работах имеют различного рода хомутики (фиг. 65), которыми удобно пользоваться для сборки составных выработок.
Фиг. 65. Хомутик: а — конструкция; б — пример использования.
Фасочные тиски
При проверке деталей по методу световой щели ширина мерительной поверхности шаблона должна быть небольшой и составлять примерно 0,5—0,6 мм, что
Фиг. 66. Запиливание фасок на фасочных тисках.
значительно меньше толщины шаблона. Для этой цели на шаблонах запиливают фаски под углом 30° Запиливание фасок удобно производить на фасочных тисках (фиг. 66).
Притиры и доводочные плиты
П р ити р ы у п отр ебл я ются для доводки различного
рода профильных калибров и деталей мерительных приспособлений, прошедших
термическую обработку. Доводка осуществляется пастами, которые наносятся на рабочую поверхность притира1.
Конструкция и форма притиров определяются типами изделий,
для доводки которых они предназначаются.
В простейшем случае доводка плоских деталей производится на доводочных плитах. Доводочные плиты изготовляются разных размеров. Для лекальных работ удобно использовать чугунные плиты (марки СЧ18-36) размером 400 X 400 мм. Рабочие поверхности таких плит точно обрабатываются шлифованием. В случае
1 Процесс нанесения пасты на притир называется шаржированием. 80
Фиг. 67. Подвижные притиры.
Фиг. 68. Неподвижные притиры.
6
Загрецкнй и Харченко
81
износа доводочные плиты подвергаются повторному шлифованию. Практика ряда заводов показывает, что ровность поверхности нлиты восстанавливается более точно не шлифованием, а шабрением с проверкой по краске. Рекомендуется поверхность плиты делать гладкой, без канавок.
На доводочных плитах можно осуществлять доводку простейших плоских деталей, имеющих достаточную протяженность обрабатываемой поверхности.
В тех случаях, когда рабочая поверхность изделия имеет небольшие размеры, а также для изделий, имеющих форму поверхности, отличную от плоскости, доводка осуществляется на притирах.
Различают притиры подвижные и неподвижные. Если доводка производится подвижным притиром, изделие остается неподвижным (закрепляется в тисках), а притир перемещается по изделию. В том случае, когда доводка выполняется неподвижным притиром, последний закрепляется в тисках, а изделие перемещается по притиру. Форма рабочей поверхности притира должна соответствовать элементарному (простые притиры) и сложному (фасонные притиры) профилям изделия.
Подвижные притиры следует изготовлять достаточно длинными, чтобы лекальщик мог удержать их в руках. Конструкция неподвижных притиров должна обеспечивать удобство зажима их в тисках.
На фиг. 67 показаны различные виды подвижных притиров, а на фиг. 68 — типовые конструкции неподвижных притиров и некоторые примеры использования указанных притиров для доводки типовых шаблонов.
Для доводки шаблонов — высотомеров и уступомеров — широкое распространение имеют раздвижные притиры (фиг. 69)'.
В связи с тем, что рабочие поверхности плоских притиров изнашиваются и требуют частого восстановления, рекомендуется использовать сменные накладки, которые отдельно от притира могут быть легко восстановлены. Накладки делаются из тонких чугунных плиток длиной 100—150 мм, шириной 30—40 мм и толщиной 5—8 мм. При доводке такая точно обработанная накладка может быть зажата на притире струбциной.
ГЛАВА IV
ОСНОВНЫЕ ОПЕРАЦИИ ЛЕКАЛЬНОГО ПРОИЗВОДСТВА
Изготовление различного рода плоских проверочных инструментов и деталей мерительных приспособлений связано с последовательным выполнением ряда технологических операций. Трудоемкость операций, их количество и последовательность выполнения могут быть разнообразными в зависимости от характера изделия (размер, форма, точность изготовления), вида заготовки (прокат, литье, штамповка), количества изделий в партии (серийность), степени механизации ручных приемов труда на лекальном участке и т. п.
Сырые одиночные шаблоны и детали мерительных приспособлений могут быть обработаны вручную, если их точность сравнительно невелика. При более высокой точности изготовления обработка их частично может быть выполнена на координатно-расточном станке. Инструменты и детали, подвергающиеся термической обработке, чаще всего изготовляются на плоско- или оптикошлифовальных станках окончательно или предварительно в зависимости от требуемой точности и чистоты рабочих поверхностей.
Обработка заготовок лекальных изделий может осуществляться на фрезерных, сверлильных, строгальных и долбежных станках, на которых выполняется преимущественно предварительная обработка, связанная со съемом больших объемов металла.
В практике работы слесарю-лекальщику приходится выполнять следующие операции: рубка и разрубка, разрезание, клепка, дравка и рихтовка, разметка, опиливание, сверление, развертывание, нарезание резьбы, сборка, термическая обработка, шлифование, доводка и маркирование. Часть указанных операций, в том числе и опиливание, выполняется обычными приемами слесарнойобработки. Наиболее характерные операции для лекального производства — рихтовка, разметка, шлифование, доводка и маркирование. С этими операциями лекальщик встречается наиболее часто, и они имеют свои особенности.
К числу основных операций относится также термическая обработка. Без этой операции не может быть изготовлено большинстве лекальных изделий. Обычно она выполняется рабочими-термистами. Но нередки случаи, когда к выполнению этой операции прибегает и лекальщик.
6*
83
§ 18. ПРАВКА И РИХТОВКА
Получение слесарем-лекальщиком заготовки из полосового или листового материала могут быть неровными — погнутыми, покоробленными. Такие дефекты могут возникнуть в процессе обработки заготовки вследствие различных причин: неравномерности зажима детали, неправильных приемов работы или в результате термической обработки. Устранение этих дефектов достигается правкой. Правка заготовки или изделий может производиться до термической обработки и после нее. В первом случае эта операция называется правкой, во втором — рихтовкой1. Обе операции имеют одно и то же назначение, но отличаются некоторыми приемами работы JIIlA и применяемым рабочим инст-
^W|j|||| hi рументом.
||| И Правка и рихтовка могут
Ш 1г|выполняться механическим спо-Ц-L-a собом — на винтовых прессах
giHlF и различного рода приспособ-
лениях, или вручную с помощью Фиг. 70. Рихтовальный молоток. молотка на стальных плитах и рихтовальных бабках. Последний способ правки и рихтовки широко распространен в лекальном производстве.
Правка заготовки осуществляется молотком с круглым гладко полированным бойком весом 400—500 г. Правка заготовки из полосового или листового материала производится на плитах с ровной поверхностью.
Рихтовка плоского проверочного инструмента осуществляется рихтовальными молотками. Рихтовальные молотки могут быть с круглым и угловым бойком. Для рихтовки удобнее пользоваться закаленными двусторонними рихтовальными молотками с угловыми бойком, изготовленными из стали У10. Как показывает опыт, наилучшие результаты дают рихтовальные молотки, оснащенные твердым сплавом (фиг. 70). Корпус молотка изготовляется из стали У7 — У8. На рабочих концах молотка впаиваются пластинки твердого сплава ВК8 или В Кб. Рабочая поверхность бойка затачивается и доводится по радиусу 0,05—0,1 мм.
Рихтовка осуществляется обычно на закаленных рихтовальных бабках со сферической точно шлифованной поверхностью радиусом R = 150 — 200 мм или цилиндрической поверхностью того же радиуса (фиг. 71).
При рихтовке заготовки плоского проверочного инструмента ее укладывают на рихтовальную бабку вогнутой поверхностью кверху (фиг. 72) и по ней наносят не сильные, но частые удары рихтовальным молотком по направлению от центра вогнутости и ее краям. Этим достигается растяжение верхних волокон металла на вогнутой стороне заготовки и ее выпрямление.
1 Сохраняем терминологию, принятую в лекальном производстве.
84
При рихтовке плоских инструментов по ребру удары наносят по граням инструмента (широкая плоскость) со стороны вогнутости — от середины вогнутости к краям.
Фиг. 71. Рихтовальные бабки:
а — сферическая; б — цилиндрическая.
Фиг. 72. Схема рихтования.
§ 19. РАЗМЕТКА
Разметка — одна из наиболее важных операций. Как правило, качество выполненной разметки лекальщиком не проверяется. Обычно все ошибки выявляются только в процессе последующей обработки, когда их уже исправить трудно или невозможно.
Проверочные инструменты имеют высокую точность изготовления, поэтому лекальная разметка должна выполняться особо точно, разметочным инструментом повышенной точности.
Для нанесения прямых линий, как и при слесарной разметке, служат чертилка, линейка или угольник. Горизонтальные линии при объемной разметке наносятся штангенрейсмасом, а при точной разметке — измерительными плитками с чертильиым боковиком. Измерительные плитки устанавливаются в специальных державках, имеющихся в наборе мерительных плиток. Нанесение параллельных прямых линий и дуг окружностей осуществляется штангенциркулем или аналогичным приспособлением из набора измерительных плиток. Разметка углов производится с помощью угломеров, угломерных плиток, а также обычной чертилкой и штангенциркулем методом тригонометрического построения через функции углов tg а и sin а. Последний способ — наиболее точный и является основным при выполнении лекальной разметки.
Для разметки могут быть также использованы координатнорасточные станки, которые дают возможность с высокой точностью выполнять разметку осевых линий, центров окружностей, межосевых расстояний и других размерных линий.
Плоскостная разметка может осуществляться непосредственно на поверхности заготовки или на ровном листе цинка. Такой способ разметки применяется для изготовления сырых шаблонов невысокой точности, например, разметочных и кузнечных шаблонов. Контроль в процессе обработки шаблона производится следующим образом: на цинковом листе размечается профиль обрабатываемого шаблона. В процессе изготовления шаблон периодически накладывают на цинковый лист и сличают профиль шаблона с профилем, размеченным
85
на цинковом листе. Обработка шаблона заканчивается тогда, когда оба профиля будут точно совмещаться.
Лекальная разметка выполняется в такой последовательности. Сначала устраняют все неровности с поверхности заготовки и зачищают ее. Затем поверхность заготовки окрашивают раствором медного купороса (две чайных ложки на стакан воды) и просушивают. Перед нанесением разметочных линий на окрашенную поверхность определяют базу, от которой будут отсчитываться все размеры размечаемого профиля изделия. При разметке шаблона или однотипного инструмента базами могут служить две взаимно-перпендику-
А лярные Габаритные кромки или линии,
У* параллельные им. Могут быть также
s' использованы различные вспомога-
тельные линии.
УЧ* 3 Две взаимно-перпендикулярные ба-
0^-------*-------------•- зовые кромки (или линии) выбираются
в тех случаях, когда размеры на Фиг. 73. Полярная система чертежах задаются в прямоугольных координат. системах координат, т. е. когда все
размеры профиля на чертеже отсчитываются от двух взаимно-перпендикулярных линий, принятых за оси координат. По такой системе строится большинство профилей шаблонов.
В отдельном случае за базу может быть принята точка и линия, проведенная из этой точки. Такие базы выбираются тогда, когда размеры на чертежах строятся в полярной системе координат, принятой при построении сложных кривых (для кулачков и подобных им деталей). За полюс координат выбирается некоторая точка О (фиг. 73); из нее проводится горизонтальная линия, которая называется полярной осью. Положение любой точки А на чертеже здесь определяется радиусом-вектором р и полярным углом 0, который отсчитывается от полярной оси против часовой стрелки. Пример построения рабочего чертежа по указанной системе приведен на фиг. 203 и в табл. 19.
Нанесение базовых и координатных линий на заготовку осуществляется штангенрейсмасом. Для этой цели используется угольник 1 с точно обработанными гранями. Угольник устанавливают на разметочную плиту, и координатные линии наносят штангенрейсмасом, как показано на фиг. 74. После нанесения координатных линий следует этап построения профиля изделия; вначале проводят наклонные линии, затем дуги окружности, определяющие профиль.
Разметку сложного профиля изделия следует производить не по участкам, а суммарно, переходя от габаритных (наибольших) к промежуточным размерам.
1 Для разметки координатных линий в полярной системе координат можно использовать оптическую делительную головку или универсальношлифовальное приспособление.
86
Если шаблон после разметки поступает на предварительную обработку (например, фрезерование профиля), можно избежать разметки второстепенных участков профиля, так как после предварительной обработки профиля обязательно производится окончательная разметка. При изготовлении шаблонов пакетом в несколько
Фиг. 74. Разметка координатных линий рейсмасом.
штук следует после предварительной обработки пакет разобрать и произвести шлифование плоскостей всех заготовок. На одном из шаблонов выполняется окончательная разметка, и пакет вновь собирается для дальнейшей обработки профиля всех шаблонов.
Последовательность и техника гео-
метрических построений элементов профиля представляет наибольшие трудности для слесаря-лекалыцика. Порядок выполнения геометрических построений часто встречающихся элементов профиля приведен в приложении 2 •
Основываясь на данных геометрических построений, рассмотрим некоторые примеры построения профиля шаблонов при разметке.
Пример 1. Шаблон с прямолинейным профилем (фиг. 75). Чертеж шаблона дан в системе прямоугольных координат.
Для построения профиля шаблон
Фиг. 75. Шаблон простого профиля.
укрепляют на угольнике и вместе
с ним устанавливают на разметочной плите. За базы шаблона могут быть выбраны габаритные стороны АБ и АГ При одной установке угольника штангенрейсмасом размечают базовую линию А Б и вспомогательные координатные линии БД, ЗИ и ЕД по размерам соответственно г, в и б мм. Затем угольник устанавливают на смежную перпендикулярную сторону и размечают базовую АГ
87
и координатные линии БВ, ЕЖ, ЗД на расстояниях от базы е, а и д мм.
Приемом, указанным в приложении 2 (построение 2), строим наклонную линию под углом 45° из точки пересечения координатных линий ЗД и ЗИ (точка 3). Соединяя точки пересечения координатных линий Д, 3, Ж, Е, К, получим заданный профиль шаблона.
Пример 2. Шаблон сложного профиля. На фиг. 76 показан профиль шаблона, имеющий прямолинейные, угловые и криволинейные участки с различными видами сопряжений.
Как видно из фиг. 76, за основную базу могут быть выбраны линии А Б и БВ. Разметку профиля начинаем с построения базо-
Фиг. 76. Шаблон сложного профиля.
вых линий АБ и БВ и координатных линий АЕ, ЖЗ, КЛ, ДГ, параллельных БВ (координаты е, д, и, л), и через точку 02 (координата х), а также линий, параллельных АБ, с координатами в, б, ж, ж-з, у, м-к, м. Указанные линии проводятся штангенрейсмасом приемом, указанным на фиг. 74. Далее проводятся линии наклонных участков профиля ЕЖ (по полученным в результате ранее выполненной разметки точкам Е, Ж) ЛМ и НД. Линии ЛМ и НД могут быть построены двояко. В первом случае их можно разметить на разметочной плите так же, как и при разметке координатных линий. Для этого необходимо угольник с шаблоном установить на синусной линейке, а линейку на заданный угол поворота— по мерным плиткам согласно углам а и р. Во втором случае это можно сделать путем известных геометрических построений (см. приложение 2, построение 2).
Последующий этап разметки — построение дуговых участков профиля. Участок МН строится легко, так как радиус и расположение центра сопряжения 02 известны. Точки сопряжения М и И могут быть найдены указанным в приложении 2 приемом опускания перпендикуляра из точки 02 на прямые ЛМ и ДН. Дуговые участки профиля ЗИ и ИН могут быть построены геометрическим путем (приложение 2, построение 13).
88
§ 20. ТЕРМИЧЕСКАЯ ОБРАБОТКА
Операции термической обработки в лекальном производстве находят разнообразное применение и включают различные виды тепловой обработки.
Тепловой обработкой стали, из которой изготовляются измерительные и проверочные инструменты, можно повысить твердость и прочность последних и таким образом обеспечить их износоустойчивость в процессе эксплуатации. Этим же путем можно предотвратить самопроизвольное изменение формы лекальных изделий в процессе эксплуатации и улучшить обрабатываемость металла режущим инструментом.
Эти свойства стали можно получить нагревом ее до определенной температуры, выдержкой при заданной температуре нагрева и последующим охлаждением с некоторой заданной скоростью.
Режим термической обработки выбирается в зависимости от марки стали и механических свойств, которые необходимо задать изделию. Главным фактором при выборе необходимого режима тепловой обработки является химический состав стали.
Для изготовления измерительных инструментов применяются разнообразные марки сталей. Так, различные виды измерительных и проверочных инструментов, а также деталей мерительных приспособлений могут изготовляться из конструкционных и инструментальных сталей.
К конструкционным маркам стали, применяемым в лекальном производстве, относятся углеродистые стали: 15, 20 и легированные стали: 15Х, 20Х, 12ХН2А, 55ГС, 35ХОА, 35ХМЮА.
Из инструментальных сталей находят применение углеродистые стали: У7А, У8А, У10А, У12А и легированные стали: X, ХГ, Х12» 9ХВГ, ХВГ, 7ХС. Область применения этих сталей приведена в табл. 14.
Опыт показывает, что для изготовления шаблонов и других видов плоского проверочного инструмента наилучшей является сталь 55ГС \ так как она дает малые деформации после термической обработки, хорошо доводится и имеет хорошую твердость после термической обработки (Н₽с = 55—60).
В зависимости от свойств и назначения стали могут производиться различные виды тепловой обработки. К ним относятся: отжиг» нормализация, закалка, отпуск, цементация и искусственное старение.
Рассмотрим кратко содержание и назначение этих операций.
Отжиг. Этот вид обработки применяется после ковки, горячей штамповки и газовой резки заготовок. Основное назначение этой операции — понижение твердости стали. Отжиг применяется также для устранения внутренних напряжений, возникающих вследствие разной скорости охлаждения наружных и внутренних слоев металла заготовки при охлаждении ее после нагрева.
1 Опыт ленинградского Кировского завода.
89
Таблица 14
Назначение марок сталей для изготовления измерительных инструментов
Марка стали Назначение При
15, 20, 20Х, 15Х, 20ХН2А Листовые и штампованные скобы, неполные калибры, шаблоны, угольники Стали цементируемые
У10А, У12А Микровинты, штихмасы, гладкие и .резьбовые калибры, детали мерительных приспособлений несложной формы Стали закаливаемые
ХГ X, 9ХВГ Гладкие и резьбовые калибры, штихмасы, лекальные линейки, ответственные детали мерительных приспособлений
45Х Детали приспособлений, изготовляемые с пониженной твердостью
55ГС Шаблоны и листовые скобы
Х12 Особо ответственные детали мерительных приспособлений и проверочные инструменты
35ХЮА, 35ХМЮА Сложные и длинные инструменты малого сечения Стали азотируемые
Отжиг необходим также в тех случаях, когда нужно снять ранее произведенную закалку инструмента.
Отжиг осуществляется в термических печах (электрических или нефтяных). Охлаждение изделий после нагрева производится вместе с печью.
Нормализация. Процесс нормализации состоит из нагрева стали до определенной температуры (в зависимости от марки стали) с последующим охлаждением ее на воздухе.
Нормализация стали применяется для понижения твердости заготовок из среднеуглеродистых сталей вместо отжига, но после нормализации твердость будет выше, чем после отжига. Нормализация способствует уменьшению деформации при закалке.
Закалка. Этот вид тепловой обработки применяется для придания инструменту высокой твердости. Режим закалки сводится к нагреву стали до определенной температуры, выдержке при данной температуре и быстрому охлаждению.
Нагрев деталей измерительных инструментов при закалке может осуществляться в термических печах, в соляных и свинцовых ваннах, а также токами высокой частоты (т. в. ч.).
90
В термических печах производится нагрев различного рода калибров и деталей мерительных инструментов и приборов. Нагрев в соляных и свинцовых ваннах осуществляется в тех случаях, ког.да необходимо получить равномерный прогрев изделия и уменьшить деформации после термической обработки. Наибольшее распространение в практике лекального производства имеют свинцовые ванны, которые предназначены для закалки изделий из углеродистых сталей (шаблонов, деталей мерительных инструментов, гладких калибров и т. п.).
При закалке т. в. ч. деталь помещают в специальное приспособление — индуктор — из красной меди, к которому подводится ток высокой частоты. Форма индуктора соответствует форме нагреваемой детали. В результате действия т. в. ч. происходит высокий нагрев поверхностей детали, располагающихся у индуктора. После нагрева изделие быстро охлаждают путем опускания в охлаждающую среду или подвода воды через отверстия в индукторе.
Особенностью закалки установкой т. в. ч. является повышение твердости только поверхностных слоев металла изделия. Сердце-вина изделия остается мягкой. Изделия, подвергнутые закалке т. в. ч., легко рихтуются. Для поверхностной закалки применяются стали со средним содержанием углерода (0,4—055%).
Отпуск. После закалки детали подвергаются отпуску для уменьшения внутренних напряжений, полученных в результате закалки. Внутренние напряжения могут достигать величин предела прочности, и изделие в связи с этим может потрескаться или сильно деформироваться. Отпуск состоит из нагрева изделия в печах до определенной температуры с последующим охлаждением в масляных ваннах. Отпуском также достигается некоторое понижение твердости после закалки.
Цементация. Этот вид обработки является одним из видов химико-термической обработки деталей, изготовляемых из малоуглеродистых сталей. Цементация состоит из искусственного науглероживания поверхностных слоев стали с последующей закалкой обычным путем. Изделие помещают в ящик и пересыпают карбюризатором, т. е. веществом, содержащим большое количество углерода (древесный уголь и кальцинированная сода). Затем ящик подвергают нагреву в термической печи до температуры 920—940° После выдержки от 3 до 12 час. изделие охлаждают. Проверка слоя цементации производится по специальным образцам, заложенным вместе с изделием в ящик. Для контроля образец («свидетель») закаливают, разламывают и по излому определяют толщину слоя цементации. Один «свидетель» вынимают из ящика примерно за один час до предполагаемого окончания цементации, второй — к моменту выгрузки.
За контролем следуют операции закалки и отпуска.
Места, которые не требуется цементировать, омедняются. Слой меди предохраняет металл от закалки.
Как показала практика, такой вид обработки для профильных калибров и точных проверочных инструментов нежелателен, так
91
как ограниченная глубина цементации требует оставления очень малых припусков на окончательную обработку изделий после закалки, что усложняет их обработку. Рекомендуется по возможности изготовлять подобные изделия из закаливаемых средне- и высокоуглеродистых сталей. Эффект цементации может быть достигнут закалкой т. в. ч.
Искусственное старение. Было замечено, что если закаленные измерительные инструменты долго лежат на складе, они с течением времени меняют свои размеры. В большинстве случаев это выражается в том, что калибры уменьшаются в объеме.
Такой процесс самопроизвольного изменения размеров вследствие устранения внутренних напряжений в изделии, происходящий в течение очень длительного времени, называется естественным старением. Процесс старения может быть ускорен искусственно. Например, если после закалки выдержать изделие при температуре 120—160° в течение 16—48 час. и более, то за это время произойдет изменение размеров изделия. При дальнейшем хранении на складе этих изменений не происходит. Такой термический процесс устранения внутренних напряжений в изделии называется искусственным старением. При искусственном старении происходит увеличение твердости изделия. Сложные калибры подвергаются старению дважды: после закалки и после окончательной механической обработки.
Искусственное старение положительно влияет на дальнейшую обработку инструмента, предохраняя от возникновения поверхностных трещин при шлифовании.
До сдачи калибров на длительное хранение за ними ведется наблюдение в течение 7—10 дней. После этого их подвергают окончательной проверке. Такая операция называется контрольной «вылежкой». Она служит для того, чтобы проверить качество искусственного старения измерительных инструментов.
Как указывалось выше, режим термической обработки зависит от марки стали. Типовые режимы термической обработки сталей, рекомендуемых для изготовления измерительных инструментов, приведены в табл. 15.
Контроль термической обработки изделий в лекальном производстве заключается в основном в определении твердости изделий. Измерение твердости производится эталонными напильниками или на специальных приборах. Эталонными напильниками называются напильники, у которых твердость режущих зубьев точно определена на специальных приборах. Эталонные напильники имеют различную степень твердости. При проверке изделия пользуются несколькими напильниками. Если один из напильников будет оставлять следы на изделии, это означает, что твердость изделия ниже твердости данного напильника. Если напильник не оставит следов, значит твердость изделия больше твердости напильника. Подобрав два близких по твердости напильника, из которых один оставляет следы, а другой не оставляет, нетрудно определить предел твердости изделия.
92
Таблица 15
Режимы термической обработки
Марка стали Отжиг Закалка Отпуск ОС орудование под закалку
/° С охлаждающая среда /•С охлаждающая среда PC охлаждающая среда
15,20 20Х 55ГС Х12 ХГ X У10А. У12А 1 ] 480—5301 780—800 780—800 760—780 Высокотемп Воздух вместе с печью То же С печыо до 650°, затем на воздухе ературный 780—800 (после цементации) 790—810 (после цементации) 800—820 950—1000 800—820 760—780 отпуск. Вода (после цемента ции) То же Масло То же 150 180—200 200—220 220—260 170—200 150 Масло То же Свинцовая ванна Камерная печь Свинцовая ванна Камерная печь Соляная ванна Свинцовая ванна
Для более точной проверки изделия на твердость пользуются специальным прибором Роквелла (фиг. 77). На этом приборе твер-
дость закаленных металлов про
веряется вдавливанием в поверхность изделия алмаза под определенной нагрузкой. По глубине, проникновения алмаза (или шарика) в тело образца определяют твердость последнего. Алмаз применяется для твердозакаленных сталей, а шарик — для мягкозакаленных и сырых сталей. Вдавливание шарика и алмаза производится с различными грузами. Для алмаза установлен груз в 150 кг, а для шарика — в 100 кг. Глубина проникновения алмаза в металл определяется при помощи индикатора, установленного на приборе. Число
Фиг. 77. Прибор Роквелла.
твердости по Роквеллу полу-
чается вычитанием показаний глубины по индикатору от 100 — для алмаза (Я^ ), или от 130 — для шарика (HR ). На индикаторе
93
нанесены две шкалы. Одна служит для определения твердости при помощи стального шарика (шкала В), а другая — для определения твердости при помощи алмазного наконечника (шкала С).
Установка изделия производится на сменном вкладыше 4, расположенном на торцовой части винта 5, который может перемещаться вверх и вниз при помощи маховичк.а 6. В верхней части корпуса прибора перемещается подвижной стержень /, который при помощи рычагов связан с грузом и индикатором 2. На конце стержня в оправке устанавливается алмазный наконечник 3 или наконечник со стальным шариком.
Изделие с предварительно зачищенной площадкой помещают на вкладыше. При помощи маховичка 6 перемещают изделие вверх до тех пор, пока оно не соприкоснется с алмазом так, чтобы стрелка индикатора, сделав один оборот, установилась на нулевое деление подвижной шкалы. Затем нажатием кнопки 7 рукоятка 8 начинает медленно вращаться по направлению стрелки. Когда вращение рукоятки прекращается, последняя от руки возвращается в первоначальное положение, и по шкале индикатора определяют число твердости.
При определении твердости изделий в лекальном производстве преимущественно пользуются алмазным наконечником и величину твердости читают по шкале С. На чертеже обычно твердость обозначается буквой Я, величина твердости — Я₽с< Например: Я₽с = = 56— 60.
§ 21. ШЛИФОВАНИЕ
Сущность процесса, виды шлифования и режим резания
Шлифованием достигается возможность обработать детали с точностью до тысячных долей миллиметра и обеспечивается высокая чистота поверхности. Преимущества данного вида обработки создают все необходимые условия для широкой механизации ручных приемов труда при выполнении лекальных работ.
Шлифовальному кругу, состоящему из большого числа беспорядочно расположенных зерен — резцов, задают вращательное движение. Это движение носит название главного движения. Деталь устанавливается на станке и перемещается относительно шлифовального круга (движение подачи). В результате таких движений выступающие из шлифовального круга острые вершины зерен — резцов снимают тонкую стружку с поверхности детали.
Существует несколько видов шлифования: круглое (наружное и внутреннее), плоское и специальные виды шлифования — резьбо-шлифование, зубошлифование, заточка и т. п.
Для механизации лекальных работ широкое распространение получило плоское шлифование. Различают два основных вида плоского шлифования: шлифование торцом и шлифование периферией круга (фиг. 78).
Первая схема шлифования — торцом круга — и соответствующие станки применяются для предварительного шлифования плоскостей шаблонов, скоб и тому подобных изделий.
94
Вторая схема шлифования — периферией круга — обеспечивает наибольшую точность и имеет широкое распространение при окончательном шлифовании плоских и профильных поверхностей лекальных изделий.
Фиг. 78. Виды плоского шлифования: а — шлифование торцом круга; б — шлифование периферией круга.
Разновидностью второй схемы шлифования является схема, изображенная на фиг. 79. Эта схема (третья) применяется на оптикошлифовальных станках.
Во всех случаях шлифования главное (вращательное) движение совершает шлифовальный круг.
Скорость шлифовального круга, допускаемая его прочностью, обычно маркируется на самом круге. Она равна1 25 — 35 м/сек для кругов с керамической связкой и 40 — 50 м/сек — для бакелитовых кругов.
В зависимости от диаметра и числа оборотов круга скорость может быть подсчитана по формуле
~ 60-1000 м1сек<
Фиг.
НИЯ
79. Схема шлифована оптикошлифовальном станке.
где DK — наибольший диаметр шлифовального круга в мм\ пк — число оборотов шлифовального круга в минуту.
Другие рабочие движения в процессе шлифования зависят от схемы шлифования и конструкции станка.
По приведенной на фиг. 78 схеме изделие, укрепленное на столе станка, получает прямолинейное возвратно-поступательное движение относительно круга (У5) или скорость продольной подачи. Если диаметр круга (фиг. 78, а) меньше ширины шлифуемого изделия,.
1 Для скоростного шлифования 50 м/сек и выше.
шлифовальный круг (или изделие) получает прерывистое поступательное движение (s) в направлении, перпендикулярном к движению продольной подачи.
Кроме этого, шлифовальный круг периодически перемещается в вертикальном направлении на глубину снимаемого слоя металла (/). Это движение называется подачей на глубину шлифования.
При плоском шлифовании периферией круга (фиг. 78, б) изделие получает два движения подачи: — продольное и $ — поперечное. Кроме этого, шлифовальный круг перемещается на глубину шлифования t.
Глубина шлифования при работе периферией круга выбирается при предварительном шлифовании t = 0,015—0,04 мм, а при окончательном t = 0,005—0,01 мм.
Поперечная подача определяется в долях от высоты круга на каждый ход стола. Практически ее можно назначить для чернового шлифования s = (0,4 — 0,7), а для окончательного $ = (0,25 — 0,35) в долях от высоты круга. Скорость движения стола или продольная подача выбирается в пределах = 12 — 20 м/мин — при черновом шлифовании и Vs = 8—10 м/мин — при чистовом шлифовании.
При работе по третьей схеме шлифования (фиг. 79) шлифовальный круг совершает два движения — вращательное (1/Л) и возвратно-поступательное вертикальное (или наклонное) движение подачи
Изделие перемещается на глубину шлифования в направлении /ив продольном направлении s. Последние движения производятся вручную.
Выбор шлифовальных кругов
Выбор размеров и характеристик шлифовальных кругов зависит от многих условий. Размеры и форма круга определяются размером и формой обрабатываемого изделия, а также профилем шлифуемой поверхности.
Например, круги формы ПП (приложение 4, табл. 2) применяются для обработки плоских поверхностей, а также профильных поверхностей (после соответствующего профилирования круга) лекальных изделий.
Круг формы Д употребляется при прорезке узких пазов на шаблонах и деталях мерительных приспособлений, а также для разрезки закаленных изделий.
Угловые пазы и уступы можно обрабатывать кругами формы 4П, IT, 2Т, при этом в качестве рабочей поверхности используют торцовую поверхность круга.
Круги формы ЧЦ и ЧК применяются при обработке плоскостей и уступов торцом круга.
Выбор других элементов характеристики шлифовального круга зависит от стойкости круга, назначения операции, требований к чистоте поверхности и свойств обрабатываемого материала.
Как и при обработке металлическим инструментом, зерна круга в процессе работы изнашиваются и режущие кромки его приту-96
пляются. Восстановление режущих способностей шлифовального круга достигается правкой. Однако существуют условия, при которых шлифовальный круг может самозатачиваться. Этот процесс самозатачивания шлифовального круга является основой длительной работы круга без правки.
Как же происходит самозатачивание?
При работе круга острые кромки абразивных зерен постепенно истираются, закругляются и сглаживаются.
Возрастающее давление резания вызывает откалывание частиц зерен и образование новых острых режущих кромок, а в некоторых случаях происходит выпадение целых зерен из связки.
Процесс самозатачивания основан на обновлении режущей способности зерен в процессе самой работы.
Откалывание от зерна затупившейся части и образование новых острых кромок объясняются хрупкостью зерна.
По мере выкрашивания отдельных кусочков зерна образуются поверхности с более мелкими выступами. Давление резания на новые режущие кромки зерна падает. Это давление может оказаться недостаточным для последующего выкрашивания зерна. В дальнейшем происходят износ и затупление зерна в целом. Если при этом под действием возросшего давления резания зерно не выпадет из связки, потребуется принудительное обновление поверхности круга правящим инструментом.
Для повышения производительности процесса шлифования и улучшения качества чистоты поверхности необходимо при выборе шлифовального круга1 руководствоваться следующими основными положениями.
1. При обработке стальных изделий следует применять шлифовальные круги из электрокорунда, а при обработке твердых сплавов — из карбида кремния зеленого (КЗ).
2. При черновом шлифовании стальных закаленных -изделий нужно применять шлифовальные круги нормального электрокорунда (Э), при чистовом шлифовании — из белого электрокорунда (ЭБ).
3. Чем мельче зерно шлифовального круга, тем чище должна быть обрабатываемая поверхность, однако производительность круга при этом понижается.
4. Чем выше твердость обрабатываемого материала, тем меньше должна быть твердость шлифовального круга.
5. Чем выше скорость шлифовального круга, тем выше его стойкость. Следовательно, выгодно работать кругами наибольшего диаметра и с максимальным числом оборотов.
6. Чем больше поверхность контакта изделия с кругом, тем круг должен быть мягче, тем крупнее должно быть зерно во избежание прижогов на поверхности изделия и «засаливания»1 2 круга.
1 Применительно к обработке закаленных лекальных изделий и изделий, оснащенных твердым сплавом.
2 Забивание пор круга металлической стружкой.
7 Загрецкий и Харченко 97
7 Чем больше припуск на обработку, тем крупнее должно быть зерно круга.
8. При обработке прерывистых поверхностей необходимо пользоваться кругами большей твердости.
9. Чем выше скорость шлифования, тем мягче должен быть круг, и наоборот. Уменьшением скорости (снижением числа оборотов, уменьшением диаметра круга) можно искусственно снизить твердость круга: круг становится как бы мягче.
Фиг. 80. Алмазные инструменты для правки шлифовальных кругов: а — алмаз; б —алмазно-металлический карандаш.
Правка шлифовальных кругов
В процессе работы шлифовальный круг изнашивается и теряет свою правильную форму. Для того чтобы восстановить форму круга, его необходимо править.
При неправильно выбранной характеристике круга процесс самозатачивания отсутствует. Зерно сильно притупляется, процесс резания прекращается. Трение круга об обрабатываемую поверхность возрастает, происходит усиленный нагрев детали. Это вызывает прижоги на поверхности, дробление и т. п. Такие дефекты могут получиться вследствие засаливания круга. Чтобы восстановить режущие способности круга необходимо произвести его правку.
Правка шлифовального круга также необходима при изменении формы и размера круга, например, при профилировании его.
Правка шлифовального круга заключается в принудительном удалении затупившихся зерен из круга или в их затачивании. Существуют два метода правки: правка алмазным инструментом и правка алмазозаменителями.
При правке алмазным инструментом применяется технический алмаз. Этот твердый минерал, имеющий высокую твердость и стойкость, обладает способностью резать (затачивать абразивные зерна). Для правки зерна
алмаза весом от 0,5 до 1,5 карата 1 зачеканивается в металлическую оправку (фиг. 80, а). Во время правки алмаз устанавливают относительно круга под углом 10—20° и перемещают вдоль оси его по прямой (плоская правка) или профильной (профильная правка) линиям.
Для правки алмазом могут применяться также алмазные карандаши (фиг. 80, б). Алмазный карандаш представляет собой металлический цилиндрик с вкрапленными в него очень мелкими зернами алмаза (алмазная крошка).
Алмаз стоит очень дорого, поэтому описанный метод применяют только при профильной правке шлифовальных кругов, при выпол-
1 Весовая единица измерения технических алмазов: 1 карат = 0,2 г. 9Я
нении точных работ и больших требованиях к чистоте обрабатывав' мой поверхности.
Метод правки алмазозаменителями дает возможность избежать применения дорогостоящих технических алмазов и сводится к использованию абразивных, твердосплавных инструментов.
В простейшем случае правка может производиться осколком карборундового круга КЗ. Таким образом производится предварительная правка кругов; она осуществляется вручную. Для правки выбираются осколки крупнозернистых кругов ‘твердостью на две-три степени больше1, чем крут, подлежащий правке.
Для предварительной ручной и механической правки могут применяться стальные звездочки и металлические
Звездочки и рифленые диски укрепляются на оправку соответственно по 10—15 и 4—5 шт. В процессе правки они устанавливаются в осевой плоскости круга и вводятся в контакт с вращающимся шлифовальным кругом. Звездочка или диск получают вращательное движение от круга.
металлических правящих
Фиг.
81. Стальные звездочка и рифленый диск.
диски
и
Фиг. 82. Инструменты для безалмазной правки:
а— термокорундовый диск АЗ; б — твердосплавные диски; в — способ крепления твердосплавного диска в приспособлении.
Для окончательной правки можно пользоваться термокорундовыми дисками АЗ (фиг. 82, а), а также дисками (фиг. 82, б), изготовленными из твердого сплава ВКЗ или ВК6. Эти инструменты применяются для плоской правки кругов.
Для профильной правки кругов широкое распространение получили накатные ролики из углеродистой стали У10А, У12А, твердостью HRc = 60 — 64. Эти ролики имеют профиль, обратный профилю круга. Ролики снабжаются радиальными канавками, расположенными относительно оси роликов под углом 15° (фиг. 83) и имеющими неравномерный шаг. Ролики бывают диаметром 60—100 мм.
1 Осколки круга КЗ зернистостью 24—36, твердостью ЧТ2 — ВТ1 на керамической связке.
7* 99
Наиболее распространенным способом правки вышеуказанным инструментом является обкатка круга. Диск или ролик укрепляется на оправке приспособления для правки (фиг. 82, в). Правящий инструмент вводится в контакт с кругом, и правка производится при вращении круга от руки. Инструмент для правки в этом случае вращается от круга без скольжения \
Правка накатными роликами — более производительный способ, чем правка алмазом, так как ролик правит всю поверхность круга
Фиг. 83. Накатной ролик.
одновременно. Режущие способности заправленного накатным роликом круга выше, чем заправленного алмазом. Правка роликом требует в 5—6 раз меньше времени, чем правка алмазом. Однако следует учесть, что номенклатура накатных роликов при этом возрастает (для каждой поверхности требуется отдельный ролик), что является недостатком этого способа правки.
Режимы плоской правки алмазозаменителями приведены в табл. 16. Принятое число проходов при правке колеблется от 3 до 7. Кроме этого, два прохода осуществляются без подачи на глубину (выхаживание).
Таблица 16
Режимы плоской правки алмазозаменителями
Наименование инструмента Осевая подача в м/мин Подача на глубину правки мм/проход
предварительная правка окончательная правка предварительная правка окончательная правка
Абразивные диски 1—2 0,5—1,2 0,06—0,1 0,01—0,04
Твердосплавные диски 0,5—0,6 0,2—0,4 0,02—0,03 0,01—0,02
Накатные ролики 0,5—1,2 0,3—0,1 0,06—0,1 0,02—0,05
1 Для точных работ ролики должны быть жестко скреплены с оправкой.
100
В процессе правки, во избежание завала кромок, необходимо следить, чтобы правящий инструмент не выходил за пределы круга более чем на половину своей ширины.
Перед окончательной правкой рекомендуется круг предварительно выправить осколком круга КЗ от руки по поверхности, близкой к профилируемой. Это значительно сократит время правки.
Крепление и балансировка шлифовального круга
Крепление шлифовальных кругов на плоскошлифовальных и оптикошлифовальных станках осуществляется в специальных оправках. Эти оправки в большинстве случаев состоят из двух фланцев / и 3 (фиг. 84). Внутри фланца 1 растачивается конусное посадочное отверстие по шпинделю станка. Круг 2 устанавливается на выступающую часть фланца /, на которую надевается также фланец 3.
Фиг. 84. Крепление шлифовального круга.
Круг на оправке укрепляется с помощью гайки 5. Для более равномерного зажима круга между фланцами и кругом устанавливаются картонные прокладки 6. Оправка с кругом крепится на шпинделе станка с помощью гайки 4, имеющей резьбу в направлении, обратном вращению круга, во избежание самоотвинчивания гайки. Гайка 5 должна иметь такое же направление резьбы.
Перед установкой шлифовального круга его необходимо отбалансировать (уравновесить относительно оси вращения). Даже после самой тщательной правки масса шлифовального круга может быть расположена неравномерно относительно его оси, т. е. шлифовальный круг будет иметь дисбаланс.
Явление дисбаланса может произойти в результате неодинаковой высоты круга, неравномерной плотности масс круга и по ряду других причин.
При быстром вращении шлифовального круга возникают неуравновешенные центробежные силы, которые вызывают вибрации круга и шпинделя станка. Следствием этого может быть повышенный износ
101
подшипников и дробление на поверхности детали. При большом дисбалансе не исключается разрыв круга.
Балансировка круга производится на специальных приспособлениях разнообразных конструкций. Наиболее удобным является балансировочное приспособление, изображенное на фиг. 85. Оно состоит из двух стоек, устанавливаемых на выверенную по уровню плиту. В корпусе 1 каждой из стоек располагаются два диска — большой 2 и малый 4. При балансировке шлифовальный круг, укрепленный на оправке, помещают на поверхности дисков обеих стоек. Затем шлифовальный круг на дисках поворачивают в различные
Фиг. 85. Балансировочное приспособление.
угловые положения. При неуравновешенности масс круг будет стремиться занять такое положение, при котором наиболее тяжелая часть его расположился внизу.
Для того чтобы устранить дисбаланс, необходимо массу круга уравновесить.
Для этой цели используются балансировочные сухари 7 (фиг. 84), которые могут перемещаться по кольцевому пазу А конусной оправки круга.
Балансировка производится до тех пор, пока круг, будучи установлен в любом угловом положении, останется неподвижным. Для большей точности круг следует балансировать два раза — до установки на станке и после предварительной правки.
На балансировочном приспособлении (фиг. 85) положение диска 4 относительно диска 2 может регулироваться винтом 5. Каждая стойка приспособления снабжается предохранительным пальцем 5, который препятствует случайному скатыванию шлифовального круга с большого диска 2.
102
§ 22. ДОВОДКА
Значение и сущность процесса доводки
Доводка является технологической операцией, которая дает возможность получить заданные форму и размеры изделия, а также высокую чистоту поверхности. С помощью этой операции можно обеспечить обработку изделий с точностью по 1-му классу и с чистотой поверхности до 14-го класса.
В условиях лекального производства эта операция имеет решающее значение. Кроме необходимой точности, доводка сообщает изделию ряд ценных свойств. Одним из них является высокое сопротивление доведенных поверхностей износу. Для примера можно указать, что износ доведенного калибра в среднем в 2—3 раза меньше, чем износ шлифованного.
Другое важное свойство доведенной поверхности — хорошая сопротивляемость коррозии. Это имеет огромное значение для измерительных и проверочных инструментов.
Сущность процесса доводки заключается в обработке поверхности твердыми и мягкими абразивными материалами.
При применении твердых абразивных материалов (порошков и паст) мельчайшие зерьга абразива помещаются между обрабатываемым изделием и притиром, обычно более мягким, чем изделие. При некотором давлении эти абразивные зерна, будучи тверже поверхностей, между которыми они находятся, вдавливаются в более мягкую поверхность, т. е. притир. Таким образом, поверхность притира оказывается заполненной крепко засевшими в его порах абразивными зернами. Если после этой операции (шаржирования) одну поверхность провести по другой, абразивные зерна, находя^ щиеся на притире, будут срезать частицы металла с поверхности изделия.
Доводка мягкими абразивными материалами (пастами ГОИ) существенно отличается от указанного выше способа и применяется преимущественно для окончательной доводки закаленных изделий. Сущность этого метода доводки заключается в образовании на поверхности доводимого изделия тонкой мягкой пленки (толщиной 0,014—0,02 мк). Пленка образуется в результате химического соединения серы, входящей в состав окиси хрома, с обрабатываемым металлом (сульфидная пленка). При движении притира, шаржированного пастой ГОИ, он с помощью мягкого абразива снимает с наиболее выступающих частей поверхности изделия (по вершинам шероховатости) мягкую пленку. Обнажившиеся места под воздействием пасты вновь покрываются пленкой и процесс повторяется.
Таким образом, при доводке мягкими абразивами происходит процесс химико-механической обработки металла. При этом решающую роль играет химический процесс образования пленки.
Процесс химико-механической доводки имеет большое преимущество перед абразивной доводкой. Этот вид доводки позволяет получить совершенно зеркальную поверхность без каких-либо следов штриха, так как здесь отсутствует процесс резания металла.
103
Подготовка поверхности под окончательную доводку может быть более грубой, чем в случае окончательной доводки твердыми абразивами. После доводки на поверхности не остаются включения твердых абразивных материалов (отходов доводки), вредно отражающиеся на последующем износе изделия.
Материал для притиров
При доводке в качестве инструмента используется притир. Притиры изготовляются из различных материалов: чугуна, бронзы, красной меди, стекла и т. п.
При выборе того или иного материала следует руководствоваться, в первую очередь, возможностью равномерного шаржирования доводящего инструмента пастами.
Чрезмерно мягкий материал притира дает возможность при шаржировании зернам абразива «утопать» в нем, и потому притир теряет режущие способности. Слишком твердый материал притира, наоборот, будет плохо шаржироваться, а абразивные зерна при соответствующем давлении на притир будут дробиться.
Наиболее подходящими материалами являются серый чугун и красная медь, которые обладают необходимой плотностью, средней твердостью, хорошо шаржируются и имеют достаточную стойкость. Однако красная медь — более дефицитный материал и по своим свойствам несколько уступает чугуну. Красная медь труднее обрабатывается и быстрее изнашивается. Поэтому наилучшим материалом следует считать серый чугун твердостью НБ = 140—220 кг/мм2. Для притиров, имеющих сложный профиль поверхности, следует брать более твердый чугун (НБ = 200—220 кг/мм2), для плоских притиров — относительно мягкий (НБ = 140—160 кг/мм).
В случае доводки пастой ГОИ для получения хорошей, блестящей поверхности применяют притиры, изготовленные из специального стекла «пирекс». Качество поверхности, получаемое после доводки стеклянным притиром, шаржированным тонкой пастой ГОИ, является наивысшим, но производительность таких притиров по сравнению с чугунными меньше.
Смазывающие вещества при доводке
Смазывающие вещества при доводке необходимы для повышения производительности процесса и улучшения качества доведенной поверхности. Смазка, введенная на притир, в процессе доводки способствует меньшему затуплению зерен абразива, предохраняет изделие от повышенного нагрева, химически воздействует на поверхность и ускоряет процесс доводки. Она содействует удалению отходов пасты с поверхности притира и, растворяя пасту твердого брикетирования, способствует равномерному распределению зерен пасты на притире.
В качестве смазывающих веществ могут применяться керосин, масло и авиационный бензин. Наибольшее распространение при 104
доводке лекальных изделий имеют керосин и бензин. Керосин используется преимущественно для предварительной и окончательной доводок. Бензин рекомендуется для особо точной доводки при высоких требованиях к чистоте поверхности. В случае применения бензина к нему необходимо добавлять небольшое количество стеарина.
Общие приемы доводки
Доводка изделий мягкими или твердыми абразивами может производиться вручную и механически. В практике лекального производства распространение имеет ручной метод.
Ручной метод доводки состоит из нескольких последовательно выполняемых рабочих приемов:
а) подготовка притира;
б) накладывание притира на изделие (или изделия на притир) и перемещение их относительно друг друга с определенным давлением и скоростью;
в) контроль формы, размеров и чистоты поверхности.
Эти рабочие приемы повторяются до полной обработки изделия.
Подготовка к доводке заключается в проверке лекальщиком точности формы притира и шаржировании его пастой или абразивными порошками. Рабочая поверхность притира перед началом работы должна быть точно прошлифована и доведена, а также тщательно очищена от отходов абразива. Притир промывают в бензине или керосине и протирают насухо.
При доводке изделий твердыми абразивами рекомендуется производить принудительное шаржирование притира, которое заключается во вдавливании в поверхность притира зерен абразивного материала. Это необходимо для укрепления зерна в .мягкой поверхности притира. В противном случае зерна абразивного материала, до их укрепления в процессе доводки, будут перекатываться между притиром и изделием и портить поверхность изделия.
При доводке мягкими абразивами процесс шаржирования заключается в свободном нанесении равномерным слоем на поверхность притира или изделия определенного слоя пасты в полужидком состоянии.
Принудительное шаржирование осуществляется более твердым материалом, чем притир. Обычно для этой цели используются стальные плитки, ролики и т. п. На поверхность притира, покрытого тонким слоем смазки, насыпают абразивный порошок равномерно по всей его поверхности, и под некоторым давлением стальной плитки (или ролика) зерна абразива вдавливают в притир. При применении паст твердого брикетирования паста на поверхность притира наносится мазками, которые растворяются керосином и равномерно распределяются по притиру.
После принудительного шаржирования излишки абразивного материала снимаются с притира.
При шаржировании следует учитывать степень давления стальной плитки на притир. Чем больше давление, тем зерна глубже
105
вдавливаются в притир и тем больше дробятся зерна. Более мелкие (раздробленные) зерна обеспечивают повышенную чистоту доведенной поверхности.
Смазку и абразив на притир необходимо наносить в определенных количествах. Чрезмерное количество смазки и абразива препятствует соприкосновению трущихся поверхностей, способствует ухудшению качества доводимой поверхности и снижает производительность.
При доводке необходимо придерживаться определенного правила: чем выше требование к чистоте поверхности, тем тоньше должен быть слой абразива и смазки, наносимых на притир.
Фиг. 86. Расположение усилий при доводке.
В зависимости от требуемой чистоты поверхности доводка осуществляется пастами различной зернистости. Последовательность доводки определяется переходом от крупнозернистых к мелкозернистым пастам.
Если в этом случае пользуются одним и тем же притиром, следует при каждом переходе тщательно его промыть и протереть насухо с целью удаления остатков абразива от предыдущей доводки. Оставшиеся на притире более крупные зерна абразива будут портить поверхность изделия.
Давление на притир должно быть также определенным. Практика показывает, что повышение давления при доводке вызывает пропорциональное повышение производительности, но до известного предела. Слишком большое давление приводит к дроблению зерен и снижению производительности. Возможны при этом задиры на поверхности изделия. Чем выше давление, тем грубее будет поверхность изделия, поэтому при переходе от предварительной к окончательной доводке давление следует постепенно снижать. Опыт показывает, что при доводке давление на притир должно составлять от 1 до 3 кг/см2.
Одним из существенных видов брака при ручной доводке является неточность формы доводимой поверхности в виде завалов и перекосов. Для устранения этих дефектов необходимо соблюдать правила распределения усилий, прилагаемых к притиру или к изделию в процессе доводки. При доводке изделия, показанного на фиг. 86, 106
следует наибольшее вертикальное усилие прилагать в точке, расположенной ближе к работающему, а горизонтальное усилие — в наиболее низкой точке изделия, расположенной у плиты. При доводке подвижным притиром усилие, прилагаемое лекальщиком, должно быть переменным в зависимости от положения притира на изделии. Распределение усилий должно быть таким же, как и в случае опиловки, т. е. при работе надфилем или напильником. Иными словами, эти усилия должны быть такими, чтобы они обеспечивали в процессе доводки горизонтальное положение притира и создавали постоянное давление в месте доводки.
Производительность доводки во многом зависит от скорости перемещения притира по изделию. С увеличением скорости производительность возрастает. Однако при больших скоростях изделие нагревается от трения1, что затрудняет контроль изделия. Большая скорость притира приводит к разбрызгиванию смазки. Чем точнее должно быть обрабатываемое изделие, тем меньше должна быть скорость доводки.
§ 23. МАРКИРОВАНИЕ
Маркирование лекальных изделий производится различными способами. Одним из способов маркирования изделий в сыром
ударное маркирование с помощью клейм,
состоянии является
обычно используемых в слесарном деле. Ударное маркирование применяется при изготовлении относительно больших деталей мерительных приспособлений, комплексных калибров, кулачков и т. п.
К основным способам маркирования лекальных изделий относятся механическое и электрическое гравирование, а также травление изделий кислотой.
Для механического гравирования используется специальный станок, снабженный рычажной системой — пантографом (фиг. 87). Подвижной шпиндель 3 рычагами 4 связан с направляющим штифтом 5, который
4
Фиг. 87. Гравировальный станок*
передвигается рукой по копи-
рам (буквы, цифры, условные знаки) 6 с помощью рукоятки. Копиры располагаются на копирном столике 7. При помощи быстро вращающегося инструмента — штихеля 2 — буквы, цифры и услов-
ные знаки в уменьшенном виде копируются на поверхности изделия,
1 Особо важное значение это имеет при механической доводке.
107
укрепленного на столе 1. Масштаб копирования может быть уменьшен или увеличен регулированием положения рычагов А и Б. Размеры наносимых знаков по высоте колеблются в пределах от 1 до 10 мм.
Этим способом маркирования достигается высокая производи-
тельность операции. При наличии штихеля, оснащенного твердым сплавом, допускается маркирование закаленных изделий с невысокой степенью твердости. Наблюдения показывают, что после механического гравирования наблюдаются небольшие местные деформации изделия. Учитывая это, особо точные лекальные изделия (эт#'-
на медную подставку 3. В
лоны, контршаблоны и т. п.) механическим способом маркировать не рекомендуется.
Закаленные и сырые лекальные изделия можно гравировать с помощью электрографа. Этот способ применяется для маркирования не окончательно обработанных изделий (перед доводкой). При пользовании электрографом надписи наносятся медной иглой с вольфрамовым наконечником 1 (фиг. 88). Медная игла питается электрическим током через понижающий трансформатор 2. При гравировании изделие 4 укладывают месте касания иглы с изделием под
действием электрического тока выделяется большое количество тепла, причем температура в этом месте достигает 1400—1500° Это
приводит к местному расплавлению металла на поверхности изделия. Таким своеобразным выжиганием металла наносят надписи на изделия. Глубина выжигания достигает 0,25 мм. Одним из недостатков этого способа маркирования является малая глубина надписей. Надписи, полученные после электрогравировапия, сравнительно недолговечны.
Наиболее ценным способом маркирования, особенно для закаленных и точных лекальных изделий, является способ травления благодаря тому, что он не дает деформации изделия.
Однако он имеет тот недостаток, что требует значительной затраты времени.
Процесс получения надписей при помощи травления состоит в том, что сначала поверхность для предохранения покрывают лаком, затем наносят надписи, травят их, промывают и нейтрализуют (уничтожают химическим путем следы кислоты на поверхности).
Перед покрытием поверхности лаком ее необходимо тщательно зачистить шкуркой или отшлифовать, обезжирить промыванием в бензине и насухо протереть. На подготовленную таким образом поверхность изделия нужно нанести кисточкой равномерный слой кислотоупорного лака или расплавленного воска, не допуская пу-
108
испортить, полностью;
Фиг. 89. Разметочный штихель.
зырьков. Затем поверхность должна высыхать в течение 30 или 40 мин.
Содержание кислотоупорного лака по весу: 45% — лак № 35; 23% — нефтебитум № 5; 0,08% — трансформаторное масло и скипидар.
От качества лака в большой степени зависит качество получаемых надписей. Если лак слишком вязок и полностью не высыхает, то изделие разъедается кислотой, и надписи можно Вязкий лак при гравировании снимается резцом не остающаяся даже незаметная для глаза тонкая пленка препятствует полному травлению и делает знаки прерывистыми. При неполном удалении следов жира с обрабатываемой поверхности даже хороший лак плохо к ней пристает.
Надписи наносятся вручную резцом или специальным штихелем (фиг. 89) на гравировальном станке. Работа на станке ведется при выключенном моторе и невращающемся шпинделе. Штихель выполняет при этом роль чертилки, соскабливающей лак с поверхности изделия.
Изделие нужно травить немедленно после нанесения надписи. Травление производят растворами кислот. Для сырой стали применяется раствор из 40% азотной кислоты, 20% уксусной кислоты и 40% воды; для закаленной стали—раствор из 10% азотной кислоты, ЗО°/о уксусной кислоты, 5% спирта и 55°/0 воды. Растворы кислот разъедают обнаженные места поверхности и образуют отчетливые, достаточно глубокие знаки.
Травление осуществляется погружением детали в раствор или капельным способом. Последний способ заключается в том, что несколько капель раствора
или пипеткой наносятся на непокрытые лаком места детали. Травление незакаленных изделий производится по первому способу, а‘закаленных — по второму способу.
Незакаленные изделия травятся в течение 2—5 мин., а закаленные — в течение 15—20 мин. Если изделия изготовлены из легированной стали, длительность процесса достигает 30—40 мин.
После травления изделие промывают в проточной воде и для уничтожения следов кислоты погружают на 5—8 мин. в 5-процентный раствор едкого натра, нагретого до 35—40° После этого изделие промывают в проточной воде, обмывают бензином и вытирают чистой тряпкой.
КИСТОЧКОЙ
§ 24. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ЛЕКАЛЬНЫХ ИЗДЕЛИЙ
С целью повышения износоустойчивости и антикоррозийных свойств1 лекальных изделий могут применяться различные операции химико-термической обработки. К таким операциям можно
1 Предохранение от ржавления.
109
отнести азотирование, хромирование и оксидирование1. Указанным операциям обработки подвергается большое число проверочных инструментов и деталей мерительных инструментов. Они оказывают существенное влияние на эксплуатационные качества указанных инструментов.
Азотирование
Азотирование представляет процесс насыщения поверхностного слоя стали азотом при температуре 480—620° в специальных камерных печах. При кратковременном процессе азотирования обеспечивается повышение коррозиоустойчивости стальных и чугунных изделий. В этом случае азотированный слой на поверхности изделия достигает 0,015—0,06 мм. Для повышения износоустойчивости изделий необходимо повысить их твердость. Это может быть обеспечено длительным процессом азотирования. Для получения максимальной твердости процессу азотирования подвергаются только легированные стали, содержащие ванадий, хром и молибден. Эти химические элементы образуют с азотом химически стойкие соединения — нитриды, обладающие высокой твердостью. Для изготовления азотируемых деталей применяются стали 38ХМЮА и 35ХЮА, содержащие указанные выше химические элементы.
Процесс длительного азотирования осуществляется также в камерных печах при температуре 480—520° с выдержкой в печи от 10 до 60 час. Глубина азотируемого слоя колеблется в пределах 0,5— 0,8 мм. В лекальном производстве азотированию могут подвергаться плоские и резьбовые калибры, скобы, шаблоны и ряд деталей мерительных приспособлений.
Азотирование не требует последующей термической обработки, и после него изделие не подвергается значительной деформации.
Хромирование
Процесс хромирования заключается в покрытии поверхностного слоя стали хромом с целью повышения поверхностной твердости, износоустойчивости, а также сопротивления коррозии детали.
Операция хромирования калибров основана на электролизе, т. е. процессе, связанном с прохождением электрического тока через жидкий раствор, который называется электролитом. Хромирование производится в железных ваннах, выложенных внутри свинцом или кислотоупорной эмалью. В ванну заливается электролит, состоящий из воды, хромового ангидрида и серной кислоты. Электролит в ванне подогревается до температуры 50—60° с помощью змеевика, через который пропускается пар. В ванну на специальных изолированных медных шинах подвешиваются свинцовые электроды в виде пластин, а на промежуточных, также изолированных от ванны шинах подвешиваются изделия, подлежащие хромированию. Изделие и электроды погружаются в электролит. Если к шинам, как указано на фиг. 90, подвести постоянный
1 Данные операции для лекального производства не являются основными. 110
электрический ток большой силы (от 60 до 100 а) и небольшого напряжения (от 6 до 12 в), в ванне будет происходить процесс электролиза. Из электролита будут выделяться частички хрома и откладываться на отрицательном электроде. В данном случае отрицательным электродом будет само изделие. В зависимости от времени выдержки изделия в ванне и плотности тока (величины электрического тока в амперах, приходящейся на 1 кв. дм поверхности изделия) можно получать на изделии слой хрома различной толщины.
Процесс хромирования может быть размерным и безразмерным.
Фиг. 90. Ванна для хромирования.
До размерного хромирования изделие предварительно шлифуется и доводится, и на него наносится слой хрома заданной толщины, определяющей окончательный размер инструмента. После размерного хромирования последующая обработка изделия не требуется. Слой хрома, наносимый при размерном хромировании, колеблется в пределах от 0,005 до 0,03 мм.
Безразмерное хромирование применяется в тех случаях, когда необходимо нанести на изделие слой хрома большой толщины от 0,05 до 0,3 мм. При безразмерном хромировании изделия подвергаются последующему шлифованию и при необходимости— доводке. Шлифование осуществляется мягкими шлифовальными кругами, а доводка — абразивными пастами зеленого карбида кремния или карбида бора. Перед безразмерным хромированием изделие подвергается только шлифованию.
Для повышения коррозиоустойчивости изделия (декоративное хромирование) наносимый слой составляет несколько микрон. Такой слой хрома достаточен для предохранения инструмента от ржавления и придания ему красивого внешнего вида.
ГЛАВА V
РУЧНЫЕ ПРИЕМЫ ОБРАБОТКИ ПЛОСКИХ ПРОВЕРОЧНЫХ ИНСТРУМЕНТОВ
§ 25. ИЗГОТОВЛЕНИЕ ПРОВЕРОЧНОГО ИНСТРУМЕНТА ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ И ДЛИН
Обработка плоских проверочных инструментов производится различными приемами в зависимости от условий того или иного производства.
На крупных предприятиях инструментальные цехи имеют возможность широко применять средства механизации лекального производства, а также специальное оборудование и сложные высокопроизводительные приспособления. На небольших предприятиях, где вместо инструментальных цехов существуют лишь инструментальные группы, лекальные работы выполняются одним-двумя лекальщиками. Применение средств механизации здесь ограничено или вовсе отсутствует. Операции окончательной обработки рабочих поверхностей, подвергающихся доводке и припасовке, в подавляющем большинстве случаев производятся еще вручную.
На примерах ручного изготовления отдельных, наиболее распространенных видов плоского проверочного инструмента, требующего значительной затраты труда, необходимо остановиться подробно.
Типичным представителем проверочных инструментов для контроля диаметров и длин являются листовые скобы. Скобы, как правило, принадлежат к группе предельных калибров. Исключение составляют скобы для настройки штихмасов и некоторые виды скоб специального назначения. Такие скобы задают номинальный размер изделия.
Технологический процесс изготовления листовой скобы включает обычно следующие операции:
1) отрезка заготовки из листа;
2) правка заготовки;
3) шлифование боковых плоскостей заготовки;
4) разметка контура корпуса и рабочего раствора скобы;
5) фрезерование скобы по разметке с обмером величины рабочего раствора;
6) опиливание корпуса скобы;
112
7) припиливание плоскостей рабочего раствора скобы с припуском на обработку после закалки (обработка под закалку);
8) закалка;
9) отпуск;
10) очистка на пескоструйном аппарате;
11) рихтовка;
12) шлифование боковых плоскостей скобы;
13) оксидирование;
14) маркирование;
15) предварительная обработка плоскостей рабочего раствора скобы брусками или на шлифовальном станке с припуском на окончательную доводку;
Фиг. 91. Влияние перекосов на возможность обмера.
16) искусственное старение (старению подвергаются инструменты 4-го класса точности и выше);
17) окончательная доводка.
Из всех семнадцати операций собственно лекальными являются операции по обработке рабочих поверхностей скобы (операции 7, 15 и 17). Остальные операции выполняются обычными приемами, применяемыми при металлообработке.
Главное требование при изготовлении скобы заключается в обеспечении заданного расстояния между измерительными плоскостями и строгой их параллельности. Другим важным условием является соблюдение перпендикулярности рабочих поверхностей к боковым плоскостям и торцу раствора скобы. При наличии значительных перекосов точный контроль размера невозможен (фиг. 91).
При выполнении операции «обработка под закалку» в задачу лекальщика входит определение величины припуска на окончательную обработку.
В табл. 17 приведены ориентировочные данные для определения величины припуска на окончательную обработку ручными приемами в зависимости от величины раствора скобы а. Таблица составлена применительно к нормализованным скобам. При определении припуска на обработку специальных скоб с губками большой длины
8 Загрецкий и Харченко 113
(типа скоб для обмера высоты колец) табличные данные должны быть увеличены на 25—50%.
При обработке плоскостей раствора скобы на плоскошлифовальном станке величина припуска обычно составляет 0,5—0,8 мм. Такие большие припуски дают возможность исключать из процесса операцию припиливания плоскостей рабочего раствора, и закалка следует сразу после фрезерования и опиливания корпуса скобы.
Таблица 17
Ориентировочные значения величины припуска на окончательную обработку скоб
Интервал размера а в мм Припуск на размер а в мм
До 10 0,04—0,05
Свыше 10—50 0,05—0,08
50—100 0,08—0,1
100—250 0,1—0,15
250 0,15—0,2
Припуск следует отсчитывать от нижнего предела размера скобы, тогда допуск на неточность изготовления может быть использован лекальщиком в случае неполадок, возникших при окончательной доводке.
Лекальное производство характерно тем, что процессы обработки и контроля размеров связаны между собой неразрывно. Часто тот или иной прием выбирается потому, что он дает возможность надежного контроля размеров при изготовлении инструмента.
В практике применяется ряд несложных приспособлений и особых приемов, облегчающих выполнение операции обработки под закалку.
Рассмотрим некоторые из них.
Контроль перпендикулярности рабочих плоскостей может осуществляться обычным лекальным угольником. В этом случае боковые и торцовые стороны должны тщательно обрабатываться, поскольку базой является короткий участок этой поверхности, определяемый длиной губки. Даже небольшие отклонения от прямолинейности могут оказать значительное влияние и привести к браку (фиг. 92,а).
Поверка перпендикулярности без необходимости точной обработки боковых и торцовой сторон может быть обеспечена увеличением базы обмера. Контроль в данном случае выполняется лекальным угольником на плите (фиг. 92, б) или специальным угольником, линейка которого опирается одновременно на поверхность обеих губок (фиг. 92, в). Благодаря этому влияние местных искажений поверхности исключается.
114
Припиливание рабочих поверхностей вручную без приспособлений требует высокой квалификации рабочего и не исключает возможности появления брака. В качестве приема, облегчающего выполнение этой операции, можно рекомендовать опиливание скоб’
в пакетах из 2 шт. (фиг. 93). Скобы скрепляют болтами и между ними прокладывают шайбы высотой 20—25 мм. Это обеспечивает устойчивое положение напильника и исключает завалы поверхности скобы. Кроме того, значительно упрощается контрол ь пар алл ел ьности рабочих плоскостей в поперечном направлении.
Каждая скоба прове-рется раздельно. Если измерение покажет, что обе скобы имеют одинаковый размер, это свидетельствует о параллельности плоскостей их раствора.
Припиливание единичных скоб или пакетов тонких
скоб может производиться в опиловочных кондукторах
лапок кондуктора производится по блокам после чего лапки закрепляются болтами (на фигуре не показаны). В пазы кондуктора помещается скоба и ведется опиливание рабочих плоскостей.
Фиг. 93. Опиливание скоб в пакете.
Фиг. 92. Приемы контроля перпендикулярности рабочих поверхностей скобы:
а — неправильный; б — контроль на плите в — контроль специальным угольником.
(фиг. 94). Установка направляющих
измерительных плиток,
Фиг. 94. Опиловочны)
кондуктор.
Существуют разные варианты конструкций опиловочных ков дукторов, но все они основаны на одном и том же принципе: дв^. направляющих могут устанавливаться на необходимом расстоянии
8* 115
Фиг. 95. Опиливание скобы наметке.
и закрепляться в таком положении, сохраняя взаимно-параллельное направление. Большинство кондукторов рассчитано на обработку нормализованных скоб.
Способы обработки специальных скоб должны соответствовать особенностям их конструкций. Опиливание плоскостей рабочего раствора линейной скобы (фиг. 95, а) может производиться в следующем порядке. Вначале в наметке опиливают поверхность длинной губки (фиг. 95, б), затем скобу переворачивают и устанавливают по плиткам в наметке (фиг. 95,в) и припиливают плоскости короткой губки.
Особенность конструкции скобы, показанной на фиг. 96}а, заключается в том, что плоскости Б нерасположены против плоскостей Д, что исключает возможность контроля раствора скобы обычными приемами. Плоскости А опиливаются в наметке или от прямолинейного стального бруска достаточной длины, к которому прижимаются струбцинами.
Для измерения расстояния между лапками используется параллельная линейка, прижатая к обработанной поверхности А струб-
а — с помощью параллельной линейки; б — с помощью мерных столбиков.
Блок концевых мер С, необходимый для контроля, в этом случае будет равен: С — а — Ь, где а — раствор скобы; b — ширина параллельной линейки.
116
Контроль размеров скобы можно производить, положив скобу на два столбика (фиг 96, б), имеющих строго одинаковую высоту Н и установленных на контрольной плите. В этом случае вместо размера а определяется размер h методом косвенного измерения.
Блок плиток, соответствующий размеру /г, устанавливается на плите. Положение обмеряемой лапки по отношению к плите определяется по блоку плиток с помощью индикатора.
Аналогичное сравнение можно произвести с помощью лекальной линейки.
При окончательной доводке рабочих плоскостей скобы задача лекальщика усложняется тем, что поверхности губок закалены (HRc = 56—60) и применение напильников, как режущего инструмента, для обработки скобы исключено. Режущими инструментами при ручном шлифовании под доводку являются абразивные бруски, а при окончательной доводке — чугунные и стеклянные притиры, шаржированные доводочным порошком или пастой ГОИ.
При ручных приемах обработки лекальщик вынужден вести многократный периодический контроль за ходом обработки и, внося поправки,добиться получения поверхности определенной геометрии.
Это возможно осуществить лишь в том случае, когда снятие слоя металла происходит достаточно медленно. Такое положение наблюдается при ручной обработке брусками, порошками и пастами.
Например, при доводке на притире, шаржированном тонкой пастой ГОИ, за одно движение изделия по притиру снимается слой металла толщиной всего в несколько десятых или даже сотых долей микрона.
После термической обработки производятся предварительное шлифование брусками и окончательная доводка рабочих плоскостей скобы. При ручном изготовлении скоб эти две операции могут не иметь строгой последовательности. Например, после предварительного шлифования брусками и окончательной доводки одной из губок скобы следуют предварительное шлифование и доводка другой губки. При этом необходимый размер обеспечивается за счет обработки второй губки раствора скобы. В отдельных случаях можно сначала закалить и окончательно обработать одну сторону, а затем осуществить припиливание, закалку, шлифование и доводку другой стороны.
При обработке скоб небольшого размера операция предварительной обработки бруском может быть заменена доводкой с применением грубых паст или крупнозернистых порошков.
Процесс предварительной обработки брусками в основном не отличается от опиливания, и в этом случае могут быть использованы те же приспособления.
При предварительной обработке после закалки производится подготовка рабочих плоскостей к «окончательной доводке с оставлением припуска не более 0,01 мм на сторону. Во время выполнения этой операции должны быть выведены риски от напильника и устранена деформация плоскостей, возникшая во время закалки.
117
Существуют два основных приема доводки:
1) скоба двигается по неподвижно закрепленному притиру;
2) неподвижно закреплена скоба, а двигается притир.
Первый прием применяется при доводке скоб небольшого размера (до 150 мм).
При доводке одиночной скобы лекальщик ставит доводимую плоскость на притир. Доводка происходит при передвижении скобы по притиру с равномерным прижиманием ее к последнему.
Фиг. 97 Применение противовеса.
Скобу располагают на притире под углом 20—25° к его оси и двигают в таком положении не вдоль притира, а несколько наискось, примерно под углом 5—10° В процессе доводки следует менять направление движения, т. е. применять перекрестную доводку. Доводимую скобу нужно удерживать указательными и большими пальцами обеих рук.
Для лекальщиков, имеющих известный навык, доводка представляет простой процесс. Опытный лекальщик по характеру движения скобы по притиру заранее может судить о результатах доводки и, изменяя степень нажима на отдельные участки плоскости, исправлять перекосы.
При доводке узких и длинных лапок можно использовать кубик, который устанавливают на притире совместно с доводимой скобой. Это обеспечивает надежное положение скобы и уменьшает возможность появления завалов и перекосов.
При доводке скоб размером выше 150 мм скобу удерживают правой рукой за доводимую губку, а левой снизу поддерживают скобу за другую губку.
Следует помнить, что вес корпуса скобы всегда создает несколько большее давление на пятку (часть мерительной поверхности, расположенной ближе к корпусу). Это может привести к возникновению продольного перекоса. Давление руки на носок (часть плоскости, расположенной ближе к внешней части раствора скобы) должно быть несколько большим или на скобе должен быть установлен противовес (фиг. 97).
118
Доводка скоб с раствором свыше 150 мм ведется при неподвижном укреплении скобы в тисках. Притиры, применяемые при таком приеме доводки, должны быть небольшими, и ширина их должна быть равна или немного меньше ширины доводимой губки. Характер движения притира по отношению к доводимой поверхности сохраняется прежний.
При обработке односторонних предельных скоб доводку следхег начинать с общей плоскости. Затем нужно выдержать разницу в размере между проходной и непроходной сторонами и окончательно доводить опять за счет общей плоскости. Это диктуется тем, что последняя имеет большую площадь, что способствует более устойчивому положению скобы на притире. Кроме того, обрабатывая любую из плоскостей раздельной стороны, очень легко снять несколько лишних микрон. Имея же в запасе некоторый припуск на общей стороне, его можно всегда использовать при возникновении ошибок.
При доводке скоб можно пользоваться некоторыми приспособлениями.
Одно из таких приспособлений предложено лекальщиком-новатором И. П. Карташевым (фиг. 98, а).
Приспособление (фиг. 98, б) состоит из корпуса /, тисочков 3, подвижной направляющей 5 и регулировочных винтов 6 и 7 Доводимая скоба зажимается в тисочках. С помощью винта 7 тисочки могут перемещаться вверх и вниз для установки лапки скобы на уровне роликов 2 и 4. С помощью винта 6 регулируется положение ролика 4 по высоте. Контроль расположения в одной плоскости ролика 2, поверхности губки и ролика 4 осуществляется лекальной линейкой (фиг. 98, в и г).
Наряду с этим образующие обоих роликов и доводимая плоскость должны быть параллельными (фиг. 98, д'). -Такая установка достигается соответствующей регулировкой скобы при ее зажиме в тисочках.
Подача доводимой поверхности на притир в процессе доводки осуществляется винтом 7. После доводки одной стороны скобу переворачивают и зажимают в тисочки другую сторону. Выверка параллельности роликов и лапки скобы производится по ранее доведенной лапке. Для этого на ролики накладывается плоскопараллельная плитка. На нее можно установить блок плиток или специальную стойку с индикатором (фиг. 99). Пользуясь последним, можно определить отклонения от параллельности.
Следует отметить, что, так как притир не скользит, а катится по роликам, износ последних невелик.
Контроль параллельности плоскостей и размеров рабочего раствора скобы после доводки осуществляется с помощью блока измерительных плиток на вхождение. Обязательным условием при этом является применение защитных плиток, предохраняющих основные плитки набора от преждевременного износа. Об отклонении от параллельности можно судить следующим образом. При отсутствии параллельности блок плиток, помещенный в раствор скобы, будет поворачиваться вокруг какого-либо угла мерительной поверхности или
119
одной из ее сторон. Если же поверхность хорошо доведена, то в результате поворачивания блока плиток на месте контакта останутся легко различимые кольцевые следы.
Фиг. 98. Приспособление для доводки одиночных скоб конструкции И. П. Карташева:
а — общий вид; б — разрез; в, г — настройка в поперечном направлении; д, е — настройка в продольном направлении.
При контроле скоб небольшого размера непараллельность можно установить, вставляя плитку уголком последовательно в разных местах раствора.
Для приобретения навыка необходимо произвести несколько контрольных обмеров образцовой скобы с хорошо доведенными, действительно параллельными рабочими поверхностями. При соответствии размеров раствора скобы и блока плиток и параллельности плоскостей рабочего раствора скобы блок плиток, помещенный
120
между губками, легко, без толчков, с одинаковым усилием переме-
щается в любое место раствора. Достаточно при этом уменьшить
блок плиток на 2—3 мк, как последний перестает удерживаться
в скобе и выпадает.
Скобы с размером раствора свыше 14 мм могут быть проведены на горизонтальном оптиметре или концевой машине, снабженных устройством для внутренних измерений.
Для этой же цели могут быть использованы различные настольные индикаторные приспособления. Примером может служить прибор, изображенный на фиг. 100. Он состоит из корпуса 1, укрепленного на прочном
Фиг. 99. Стойка для настройки параллельности верхней линии скобы.
огновании, каретки 3 с хомутиком 2, рычага 4 и индикатора 5.
Настройка прибора производится по гладкому микрометру или блоку
измерительных плиток, помещенному в струбцину с боковиками. При настройке каретка и хомутик перемещаются по корпусу
z б J
Фиг. 100. Индикаторное приспособление: а — общий вид; б — схематический разрез.
в нужном направлении. Тонкая регулировка осуществляется с помощью микрометрического винта, как и при установке на размер обычного штангенциркуля. Шкала индикатора после обеспечения 121
необходимого натяга устанавливается на нулевое положение. При измерении скобу накладывают на кнопки 6, боковыми сторонами прижимают к штифту каретки 3 и повертывают в этой плоскости. При этом вторая губка отклоняет рычаг, который через плунжер 7 воздействует на индикатор. По показаниям индикатора можно судить об отклонении величины раствора от заданного размера. Скоба проверяется в нескольких точках с одной и с другой стороны. По результатам измерения можно судить о взаимопарал-лельности рабочих поверхностей.
Соотношение плеч рычага составляет 5 1. Цена деления шкалы обычного индикатора (точность отсчета 0,01 мм) в этом случае будет равна 0,002 мм.
Фиг. 102. Прием обмера скобы с помощью штихмаса.
При контроле скоб размером свыше 150 мм измерительные плитки следует располагать вертикально (фиг. 101) во избежание прогиба блока плиток под действием собственного веса.
Скобы для проверки размеров свыше 1000 мм измерительными плитками контролировать трудно. В этих случаях чаще всего используются штихмасы.
При контроле штихмасом скобу также следует расположить вертикально, конец штихмаса опереть на один из углов мерительной площадки и, покачивая штихмас, коснуться другим концом второй площадки. Начинать обмер нужно штихмасом, установленным на размер 0,05—0,1 мм, меньше, чем раствор скобы. Постепенно увеличивая размер штихмаса за счет поворота микрометрической головки, необходимо отыскать такое положение, когда противоположный его конец слегка коснется поверхности противоположной губки. Покачивание штихмаса нужно производить как вдоль, так и поперек площадки (фиг. 102). Штихмас должен касаться противоположной плоскости все время в одной и той же точке. Контроль
122
необходимо произвести не менее чем в четырех точках рабочей поверхности при четырех-пяти контрольных замерах.
При пользовании аттестованным 1 штихмасом можно гарантировать точность измерения величины раствора скобы в 1000 мм с ошибкой не более 0,01 мм.
В заключение рассмотрим еще два приема контроля скоб большого размера в процессе их изготовления.
1. У скобы доводится внешняя плоскость губок одной из сторон и таким образом создается база для обмера. Рабочий раствор доводится как обычно, но с некоторым припуском. После этого действительная величина проходного и непроходного размеров скобы измеряется на концевой машине. В зависимости от результатов измерения с губки скобы снимается тот или иной припуск. Промежуточный контроль этой операции ведется за счет обмера губки гладким микрометром.
2. При наличии координатно-расточного станка в корпусе скобы — трубе — можно расточить два контрольных отверстия на определенном расстоянии друг от ваются штифты, от которых методом (фиг. 103).
Другим распространенным
изготовление пластин и вкладышей. План операций при изготовлении вкладыша или пластины примерно тот же, что и при обработке скоб.
По своей конструкции пластины и вкладыши обладают большей жесткостью, чем скобы; поэтому деформация их после закалки может быть значительно меньшей. В связи с тем, что у пластин с размером более 50 мм закалке подвергаются лишь рабочие поверхности на длине 8—10 мм от конца, припуск на доводку пластин может быть уменьшен до 0,015—0,02 мм на сторону для пластин с размером до 50 мм и до 0,03—0,04 мм на сторону — для пластин свыше этого размера.
Припуск на доводку вкладышей должен быть несколько большим, так как необходимо обеспечить не только параллельность, по и плоскостность рабочих сторон вкладышей в противоположность пластинам, где выдерживается только параллельность образующих закруглений.
В зависимости от размера вкладышей припуск должен составлять 0,02—0,05 мм на сторону. Во всех случаях припуск на окончательную доводку отсчитывается от верхнего предела.
Фиг. 103. Контроль скобы с использованием вспомогательных штифтов.
друга. В эти отверстия запрессовы-контроль скобы ведется косвенным видом лекальных работ является
1 Аттестованным штихмасом называют штихмас, обмеренный в измерительной лаборатории и имеющий паспорт отклонений от номинальных размеров.
123
Остановимся на особенностях обработки пластин для измерений внутренних диаметров.
Точность выполнения радиуса закругления не имеет особого значения, и поэтому обычно эти поверхности обрабатываются без применения радиусных шаблонов.
Процесс обработки пластин под закалку состоит из следующих операций (заготовительные операции не приводятся):
1) снятие фасок на фрезерном станке;
2) опиливание рабочего размера пластины с припуском 0,2 мм;
Фиг. 104. Приемы доводки пластин.
3) опиливание фасок с сохранением ленточки шириной, обеспечивающей вписывание закругления необходимого радиуса (0,8 г);
4) опиливание закругления напильником;
5) шлифование закругления бруском с припуском на окончательную обработку после закалки.
Доводка пластин может производиться подвижными и неподвижными притирами (фиг. 104), как и при обработке скоб.
Подвижные притиры применяются при доводке пластин с размерами от 10 до 150 мм, неподвижные — при доводке пластин малого размера (до 10 мм) и большого (свыше 150 мм). Контроль пластин и вкладышей осуществляется с помощью гладких и рычажных микрометров, миниметров, оптиметров и т. д.
Для контроля микрометр заранее устанавливают на необходимый размер и пластину покачивают между его измерительными поверхностями. Контроль осуществляется по степени вхождения (гладкий микрометр) или по отклонениям стрелки рычажного устройства (рычажный микрометр).
При измерении с помощью миниметра или оптиметра большое значение имеет место расположения образующей пластины на столике. Образующая должна опираться на столик точно против центра шарика наконечника, иначе'результат измерения будет неправильным. Нужное положение пластины на столике определяется по максимуму показаний стрелки миниметра (фиг. 105).
124
Фиг. 106. Приемы обмера шаблонов — высотомеров и глубиномеров.
Технологический процесс изготовления шаблонов — высотомеров, глубиномеров, уступомеров — состоит из таких же операций, поскольку и в этом случае необходимо воспроизвести параллельные поверхности с заданным расстоянием между ними. Разница заключается лишь в том, что при обработке под закалку нет никакой необходимости оставлять какой-либо припуск на последующую обработку. Дело в том, что рабочие поверхности инструментов такого рода обращены в одну и ту же сторону, и снятие некоторого припуска на одной стороне автоматически создает припуск на другой.
Приемы определения высоты уступа также имеют свои особенности. Чаще всего для этого с помощью соответствующих блоков концевых мер в комбинации с плитой или параллельной линейкой создаются подобия контркалибров. При контроле рабочих размеров используется тот же метод покачивания, что и при контроле этими инструментами деталей (фиг. 106, а). Иногда могут быть использованы следующие приемы: сравнение размеров шаблонов с блоком плиток и лекальной линейкой (фиг. 106, б) и определение размера уступов по разности показаний от дополнительной базы и т. п. (фиг. 106, в).
Контроль расположения опорных плоскостей шаблонов небольших размеров производится лекальной линейкой с вырезом (фиг. 106, г), а направление нерабочих плоскостей шаблонов — с помощью обычного угольника. Чтобы обеспечить правильное положение опорных поверхностей глубиномеров, можно пользоваться раздвижными притирами и плитами с вырезом.
§ 26. ИЗГОТОВЛЕНИЕ ИНСТРУМЕНТА ДЛЯ КОНТРОЛЯ ФОРМЫ С ПРЯМОЛИНЕЙНЫМ ОЧЕРТАНИЕМ ПРОФИЛЯ
Для того чтобы изготовить деталь, надо иметь возможность, как указывалось выше, проверить ее размеры и форму. Одним из случаев определения формы является проверка взаимного углового расположения плоскостей с помощью углового шаблона.
На практике чаще всего возникает необходимость контроля прямого угла (90°). Для этой цели применяются угольники. Проверочный угольник есть частный случай углового шаблона.
В практике лекального производства известен ряд методов, позволяющих осуществить контроль прямолинейности, плоскостности и углов без использования каких-либо средств измерения.
Классическим методом определения прямого угла является метод трех угольников.
Для изготовления угольника необходимо иметь три предварительно обработанных угольника (Л, 5, В) и контрольную плиту. Угольники А и Б пригоняют один к другому таким образом, чтобы грани их совпали (без просвета) при установке угольников на плиту (фиг. 107, а). После такой пригонки сумма углов угольников А и Б будет равна 180° Так как получение прямого угла после первого этапа пригонки мало вероятно, очевидно, что один из угольников будет иметь тупой, а.другой острый угол, отличающийся от прямого угла на величину ошибки А (Л = 90 + А; Б = 90 — А).
126
L7>\
винэхэй tfoiaw нэнэи1ис1ц axiag хэжогм аовлЛ винэвасхолеи олоньох bit^ ’ехнэмЫхэни олонз1гэхиёэиеи nndsaodu Birtf эинЕзоезвонэи иэь ‘oiXm -ooiaa ээвод винэваохолеи зхэоньох зхиьэноэдо хэжогм hq •иэи’ифс^ц xiquhHdxawwHO xnhodii и wnodu иэннзЬ'ЕП’ма ‘иэ1тэхи1ГэА иинэваохолеи udu SHHSHadiooduoud aoModnrn хээгми аовлЛ винааина^Л йохээд
•иороэ КЯжэю iqaaud 1Ш9 и интимен эж иох и ионйо ЛвлЛ зхЕаоахэхэахооэ xXtfXg eiaiK ndx ээа eVjom ‘эинажонюц эомех охЛн -лихоой axiag хэжодо laden низовой хиэро о еввехэдо юэихвнэ Miiqadsw -oiiauj • интимен и еяинзвол/^х EMHoxndu вЕнишЕеа* BOXHtfoaenodu иинэновмхо иинэжтМиндо adu и iqirxX эннзвехоо BOXontdHirodxHOM иом -Кияен иохд -(goi ’лиф) еяЯимеп BOiaBHCuadu олэ аовлЛ ей Хиюнйо он еиинзвол/^х винэвяоюлеи ojoHau^indaaifedii Э1гэоц *ао1ГлЛ олэ ей нийо ен Лмйимен и мин -qnxuXsdx ахиаохолеи огмийохроэн hitsIi иохе bit^ о09 евлХ винэ1гаохолеи иеьЛвэ WHdxowDOEd
•eoLuX BHHEHHiiaEdK wotfoxsw онэьэиоэдо qxiqg хэжодо ‘аоминзуолАолонм xiqHqifHHEdii hieimX xHtnoiXa -1ЭХЭ8ЮОЭ ‘ясшиЛ -э -x '"й -J, и oggi ‘o03I ‘oSZ ‘o09 aoiLiX эжяЕХ e ‘o06 901ГлХ эинэ1гаохолеи эоньох
'V — ff — 3 — V
хвиНЕНидиюм а аояинаволЛ эинэйензоэ охЛнлихэоА хэйЛрэн emoli ‘don хэх oft BOxsBdoxaoii oosnodii аээд 'у моминзеолЛ о xoiadsao д минаволЛ ‘.у минзволЛ xo^внoлиdц (д рмихэ -XlioV) аоминзволХ woeadgo whmex xiaHHEXogadgo ей AwohVo оц
•вэхитзнэи1х< нюхе ndu v Емдито охь ‘онАияэьо ’ихэаэ -odii BHHOHEdxoX bitV кохэХдэах омз1гояэ ‘eititex^w оязвохэ xoibbeI/X (дг и д) аоминз1голЛ ей олойжея э HMHoxndii shexg walnoiKifeifo ndjj
•goirjX виниаинявсМ roxaw *801 ‘ЛИФ
эниьшгэа иийкиЛахэхэахооо с(9 ‘2,01 ‘лиф) xsaoodii хэйХд ииин Лйжэго е ‘хАйензоэ эн HHEda хи д и д аоминзиюлЛ эхи1ги ен эмзонехэХ nd]j
-д еминзеолЛ ЛвлЛ HQHEdxQtAg iroaX олэ ‘онзп’эхезоЬ'эп’э ‘и (д ‘201 ’лиф) v — об = д гзхвваЕхэоэ хэйЛд eiaiX олэ Ениьшгэа ‘(у whxoAhoV) аоминзволЛ xiaHHEXogEdgo 99HEd ей XwohVo oh axEHHHdu g минзеолЛ Hirog
угла на две равные части. Например, если требуется изготовить угол 30°, то, используя накидку с углом 60°, можно сделать три вкладыша по 30° (фиг. 109). Порядок обработки и взаимного контроля вкладышей будет таким же, как и при изготовлении угольника 90°.
Фиг. 109. Метод деления угла на две равные части.
Для определения точного значения угла может быть использован метод двух вписанных окружностей.
Допустим, что необходимо изготовить точный угловой шаблон
для проверки угла 53° 8' (фиг. НО) и что длина его сторон такова, что позволяет вписать в угол две окружности диаметром 10 и 20 мм.
Контроль величины угла сводится к определению величины Л, которая находится по формуле
где а — половина угла профиля впадины.
Подставив числовые данные, получим: h = 16,18 мм.
Измерение величины h осуществляется с помощью микрометра от специально обработанного для этой цели основания шаблона А. Роль окруж-
Фиг. ПО. Определение величи- ностей при измерении выполняют ны угла с помощью двух круглые калибры соответствующего г диаметра. Обязательным условием при
контроле является перпендикулярность основания шаблона А
к биссектрисе поверяемого угла.
В практике лекального производства определение величины углов
при изготовлении и контроле проверочного инструмента производится с помощью универсального инструмента и приборов: угломеров, угловых плиток, синусных линеек, микроскопов и т. д. Приведенные методы применяются лишь в тех случаях, когда точность универсальных средств оказывается недостаточной или состояние их с точки зрения точности вызывает сомнение.
Выше рассматривались приемы изготовления шаблонов с элементарным профилем, т. е. включающим одну угловую величину, выраженную в градусах.
128
Типичным представителем более сложных угловых шаблонов является модульный шаблон (фиг. 111, а), применяемый для контроля профиля зубчатых реек, резцов для нарезания червяков и винтов с трапецеидальной резьбой и т. д. Этот шаблон, кроме величины угла 40°, включает и другие элементы — высоту профиля и расстояние между боковыми сторонами профиля по средней линии. Размеры, соответствующие ширине зуба при вершине и у основания профиля, являются дополнительными данными, используемыми при окончательном контроле.
Фиг. 111. Последовательность обработки модульного шаблона.
Рассмотрим последовательность и особенности обработки комплекта модульных шаблонов (фиг. 111, б, в, г) ручными приемами.
Начинать обработку следует с шаблона № 1. Стороны шаблона А и В необходимо обработать до получения взаимопараллельности, а основание Б должно быть перпендикулярно к ним. Эти стороны представляют собой вспомогательные базы при установке шаблона и контроле профиля. Далее обрабатываются плечики шаблона и площадка на вершине профиля. Оба плечика должны находиться в одной плоскости, что легко проверить микрометром от стороны Б. Высота профиля 11,31 мм определяется как разность между разме;ами от стороны Б до верхней площадки и от стороны Б до плечиксв. Для припиливания этих сторон используется наметка с линейкой, установленной под углом 90°, к которой шаблон прижимается сторонами А и В. При обработке наклонных сторон профиля шаблон попереме! но опирается своими базовыми сторонами А и В на линейку обычной или синусной наметки, настроенную на угол 20°.
После предварительного опиливания сторон профиля в углах делаются прорези 0,1—0,3 мм для выхода инструмента, так как при обработке внутренних углов в месте пересечения граней всегда 9 Загрецкий и Харченко 129
возникает некоторое закругление Г Контроль размера 5,36 мм до закалки может быть обеспечен штангензубомером, который устанавливается соответственно размерам 5,3 и 5,36 мм с учетом оставленного припуска на дальнейшую обработку (0,05 мм на сторону).
Порядок обработки обратного шаблона № 2 такой же, но вместо контроля величины 5,36 мм каким-либо инструментом обеспечение необходимого припуска достигается оставлением некоторого зазора, который образуется между плечиками шаблона при совмещении профилей. Величина этого зазора определяется половиной угла профиля и припуском. В нашем случае он составляет:
а = ctg20°-0,l = 0,274^0,3,
где 0,1 — суммированный припуск по 0,05 мм на сторону для шаблонов № 1 и 2.
Перед окончательной доводкой профиля необходимо отшлифовать боковые плоскости шаблона. Операция эта должна быть произведена тщательно. Отклонения от плоскости и параллельности этих сторон допускаются не выше 0,02—0,03 мм. Этими поверхностями шаблон при доводке прижимается к наметке или кубику и накладывается на стекло в процессе припасовки. Наличие искривлений и отсутствие параллельности неизбежно приводит к возникновению перекосов при доводке профиля, а также не дает постоянства положения шаблонов при наложении на стекло.
Первой операцией окончательной доводки является доводка сторон А, Б, В (фиг. 111). Доводка их производится на плите с применением кубика. Параллельность сторон А и В проверяется микрометром, а перпендикулярность стороны Б по отношению-к А и В — лекальным угольником. Эта операция выполняется на шаблонах № 1 и 2, т. е. на обеих половинах комплекта.
При доводке профиля соблюдается такой же порядок и используются те же приспособления, как и при обработке под закалку, а в качестве режущего инструмента вместо напильников и надфилей применяются бруски и притиры.
Сначала производится доводка профиля шаблона № 1. Угол профиля шаблона контролируется угломером или угловыми плитками. Для контроля размера 5,33 мм вначале используется штан-гензубэмер; окончательный контроль осуществляется на микроскопе. На микроскопе же измеряются размеры 10,988 и 2,754 мм.
Для контроля шаблон устанавливают на подвижный стол микроскопа 1 (фиг. 42)так, чтобы направление плечиков совпадало с направлением поперечной пунктирной линии перекрестия микроскопа при нулевом положении угловой шкалы.
Грубая установка ведется перемещением самого шаблона, а точная — вращением верхней поворотной части с помощью винта 5 (фиг. 42). Передвигая стол с помощью микрометрической головки 2,
1 Практика показывает, что наименьший радиус закругления, который может быть достигнут, составляет около 0,03—0,05 мм.
130
совмещаем линию плечиков шаблона с поперечной пунктирной линией перекрестия (фиг. 112, а).
Допустим, что после такой установки показание микрометрической головки 2 (фиг. 42) будет составлять 6,34 мм. Перемещая столик «на себя» с помощью головки, добиваемся совмещения верхней стороны профиля с пунктирной линией перекрестия. Допустим также, что при этом показания микрометра будут 17,65 мм (фиг. 112, б). Разность между этими двумя показаниями составит высоту профиля.
17,65 — 6,34 = 11,31 мм.
Для измерения профиля по средней линии шаблон перемещаем вперед на величину 5,3 мм до показания микрометрической головки 12,34 мм (фиг. 112, в, г). Перекрестие окуляра головки микроскопа поворачивается влево на 20° и наклонная линия профиля совмещается с пунктирной линией перекрестия. Показания микрометрической головки 6 (фиг. 42) записываем. Затем перекрестие от начального положения поворачиваем вправо на 20°, совмещаем с линией перекрестия вторую наклонную сторону профиля и вновь отмечаем показания головки 6. Разность показаний головки даст искомую величину — толщину зуба модульного шаблона по средней линии.
Контроль профиля по размерам 2,574 и 10,988 мм производится теми же приемами.
Далее следует доводка шаблона № 2. После того как будут зачищены угловые участки профиля, оба шаблона накладываются на плоское стекло и профили их совмещаются. При этом между параллельными сторонами профиля останется некоторый просвет, который последующей доводкой уменьшается и, наконец, исчезает. Однако это возможно лишь в том случае, если плечики расположены в одной плоскости. При нарушении этого условия плечики шаблонов будут соприкасаться только с какой-либо одной стороны.
Так как расположение плечиков шаблона № 2 в одной плоскости достигается одновременной доводкой на плите и легко контролируется лекальной линейкой, вероятнее всего, что ошибки относятся к положению плечиков шаблона № 1. Поэтому пригонку ведут за счет доводки шаблона № 1, снимая металл в тех местах, где происходит касание.
Если мы теперь перевернем один из шаблонов и положим его на стекло другой стороной, т. е. произведем кантовку, может случиться, что профили шаблонов опять не совпадут вследствие некоторых отклонений от симметричности профиля (фиг. 111, б). При этом произойдет удвоение ошибки и угловая щель между согласуе-мыми профилями будет вдвое больше, чем разница в выполнении угла каждой стороны профиля в отдельности.
Причинами несимметричности могут быть отклонения от перпендикулярности базовых сторон А и В к плечикам, от непараллельное™ этих сторон, от недостаточно тщательного контроля угла и т. д.
Для устранения несимметричности необходимо равномерно снимать металл с обоих шаблонов в местах касания (фиг. 111, в, г), стремясь к тому, чтобы профили шаблонов кантовались без просвета.
9* 131
Фиг. 112. Измерение, модульного шаблона на микроскопе.
132
Некоторая корректировка профиля при кантовке обычно нё приводит к заметным изменениям его размеров, так как металл снимается равномерно со всех сторон, т. е. как с плечиков, так и по профилю. Заключительным этапом обработки шаблонов должен быть окончательный контроль размеров по всем элементам профиля.
Метод кантовки является основным при изготовлении симметричных профилей и обеспечивает наивысшую точность симметрии.
Шаблон для проверки конической выточки (фиг. 113, а) нельзя обмерять на микроскопе, так как он имеет большие размеры. При изготовлении такого шаблона пользуются косвенным методом измерения с помощью двух шайб (фиг. 113, б). Зная диаметр шайб, угол профиля и заданный размер, нетрудно рассчитать расстояние между образующими этих шайб А.
Примем, что диаметр каждой шайбы равен 20 мм, тогда
А = 338 + 2% —2/?.
Так как геометрическое место центров окружностей, вписанных в угол, есть биссектриса угла (фиг. 113, в), то угол
, 180° —30°
ОаЬ =-------= 75 >
133
откуда из треугольника ОаЬ
х = 2?-cos75° = 10-0,25882 = 2,588 мм.
Подставляя значение %, имеем:
А = 338 + 5,18 — 20 = 323,18 мм.
Обе мерные шайбы с помощью хомутиков притягиваются к линейке через просверленные в шайбах отверстия. Расстояние между ними контролируется блоком плиток, соответствующим размеру А. При соответствии размеров профиля чертежу обе шайбы своими образующими должны одновременно касаться плечиков и наклонных
Фиг. 114. Гребенка для проверки зубчатых реек и выработки к ней.
сторон профиля. В данном примере обратный шаблон изготовляется только для контроля симметричности профиля методом кантовки.
Гребенки (фиг. 114) служат для контроля зубьев зубчатых реек, зубодолбежных гребенок, многозаходных червяков и т. д. Профили гребенок составлены из ряда профилей модульных шаблонов. Кроме размеров, определяющих профиль каждой впадины, гребенки характерны еще одним размером — шагом зубьев. Допуск на неточность изготовления шага гребенки задается на каждый отдельный шаг и на суммарный шаг, т. е. на расстояние между двумя любыми зубьями. Величина суммарного допуска чаще всего не превышает удвоенной величины на каждый отдельный шаг.
Процесс обработки гребенки в основном сходен с процессом изготовления модульного шаблона, но имеет ряд особенностей. Главная задача состоит в том, чтобы, помимо обработки отдельных зубьев, обеспечить их взаимное расположение, определяемое величиной шага.
Прежде всего изготовляется комплект выработок, состоящий из модульного шаблона и шаговой выработки. Поскольку профили зуба и впадины гребенки одинаковы, обе половины комплекта модульного шаблона могут служить контршаблонами при обработке как зубьев, так и впадин профиля.
134
После обработки плоскостей по вершинам зубьев, плечикам и впадинам по накидке модульного шаблона пригоняется первый зуб гребенки, а по вкладышу — профиль первой впадины.
Если эту операцию повторять, то вследствие накопления ошибок величина суммарного шага гребенки не будет соответствовать величине допуска. Во избежание этого используется шаговая выработка. При изготовлении ее необходимо стремиться к тому, чтобы шаговый размер на ней был выдержан возможно ближе к номинальному. Для обеспечения более высокой точности можно рекомендовать измерение шага выработки по нормали, т. е. по направлению перпендикуляра к сторонам профиля. Шаг по нормали /0 определяется по формуле
/0 = t cos а, где t — осевой шаг;
а — половина угла профиля.
Фиг. 115. Угловой шаблон.
Для рассматриваемого шаблона /0 = 15,28-cos20° = 14,358 мм. Шаг по нормали может быть обмерен с помощью соответствующего блока плиток.
По шаговой выработке пригоняются вначале все левые стороны зубьев. После такой обработки необходимо произвести обмер по шагу зубьев на микроскопе и внести необходимые поправки в расположение их, если отклонения суммарного шага не соответствуют допуску. Когда это будет достигнуто, нужно по накидке обработать правые стороны зубьев. Одновременно осуществляется контроль впадины вкладышем модульного шаблона и шаговой выработкой. Такой прием обеспечивает удовлетворительную точность изготовления гребенки.
При необходимости получения шаблона повышенной точности на весь профиль гребенки изготовляется обратный шаблон. В случае взаимной кантовки обеих половин комплекта можно получить полное прилегание профилей по всем зубьям одновременно или со сдвигом профилей в стороны.
Профиль шаблона, показанный на фиг. 115, имеет некоторое сходство с гребенкой. Разница заключается лишь в том, что оси его
135
зубьев не параллельны, а расположены под углом 45° по отношению друг к другу. В качестве выработок используются комплект шаблонов на зуб и шаговая выработка. В отличие от предыдущего примера шаговая выработка строится, исходя из размера 25 мм, т. е. расстояния от оси зуба до вершины угла 135°, а не из расстояния между зубьями. Это обусловлено тем, что такая конструкция выработки проще. При обработке под закалку необходимо обеспечить одинаковый припуск по всему профилю. Чтобы избегнуть необходимости в изготовлении комплекта специальных выработок в дополнение к основному комплекту, предназначенному для окончательной доводки, в этом случае обычно оставляют зазор между плечиками выработки и опорными плоскостями шаблона.
Не останавливаясь на подробностях расчета, укажем, что величина этого зазора должна быть 0,05 мм.
При изготовлении обратного шаблона могут быть использованы вторые половины выработок. Величина и место зазоров будут те же, что и в первом случае.
Окончательная доводка производится в следующем порядке. Вначале доводится угол 135°, затем по шаговой выработке — стороны впадин 60° После этого по выработке на профиль зуба доводятся вторые стороны впадин. Припасовка и кантовка обеих половин шаблона ведется обычными приемами изготовления симметричных профилей.
§ 27. ИЗГОТОВЛЕНИЕ ИНСТРУМЕНТА С КРИВОЛИНЕЙНЫМ ОЧЕРТАНИЕМ ПРОФИЛЯ
Приемы обработки профилей шаблонов с дуговыми участками имеют ряд особенностей. Главную трудность при изготовлении составляет контроль этих участков. Существующие универсальные измерительные инструменты и приборы не предназначены для непосредственного определения профиля криволинейной поверхности.
При обработке дуговых участков в качестве элементарных контркалибров используются валики, шайбы и кольца.
Простейший пример шаблона с профилем, очерченным дугой ок
ружности,— радиусный шаблон (фиг. 116). Рабочей поверхностью радиусного шаблона является поверхность кругового цилиндра, а основным размером — величина радиуса.
Некоторые особенности заключаются в обеспечении величины припуска на окончательную доводку профиля шаблона.
Обработку под закалку можно начинать с шаблона, имеющего профиль в виде, вогнутой дуги. Пригонка профиля осуществляется по валику, диаметр которого меньше чертежного на 0,1 мм, что определяет припуск по 0,05 мм на сторону. Обычно отдельного валика для этой цели не изготовляют, а используют валик, предназначенный для окончательной доводки. При этом его делают сту
136
пенчатым, сошлифовывая один конец на величину припуска. При-пиливание профиля шаблона по валику производится после предварительной обработки по разметке.
Для контроля профиля на валик наносится слой краски. При наложении шаблона на валик места контакта профиля шаблона покрываются краской. Места, покрытые краской, спиливаются. После некоторых повторных операций может быть достигнуто такое положение, когда пятна краски будут покрывать почти всю поверхность профиля. При наличии некоторого опыта можно избежать применения краски и определять места контакта на просвет.
В случае обработки обратного шаблона в качестве выработки может быть использован отрезок кольца, диаметр которого больше номинального размера на 0,1 мм. Вместо кольца чаще всего используется кусок листовой стали необходимого размера с расточенным в нем отверстием нужного диаметра. После изготовления кольца последнее разрезается и в качестве выработки используется его отрезок.
При совмещении профилей обеих половин комплекта шаблона между ними образуется серпообразный просвет, величина которого зависит от длины дуги, величины припуска и размера радиуса. Опытные лекальщики при обработке радиусных шаблонов под закалку используют выработку или валик при изготовлении лишь одной половины шаблона. Припуск на другой половине шаблона обеспечивается оставлением некоторого зазора между шаблонами подобно тому, как это было указано при описании приемов обработки угловых шаблонов. Величина этого зазора может быть определена расчетным или опытным путем.
Доводку профиля после закалки, как правило, нужно начинать с той половины шаблона, которая имеет вогнутую дугу (накидки) \ Это обусловливается тем, что в этом случае контрольный валик может быть использован в качестве притира. Для выполнения этой операции валик следует изготовлять из перлитного чугуна по наименьшему предельному размеру изделия. Доводка шаблона осуществляется обычным приемом (фиг. 61).
Во избежание искажений, могущих возникнуть в связи с некоторым износом валика, неравномерным слоем абразивного порошка или пасты, положение шаблона на притире следует менять за счет небольшого углового поворота его вместе с призмой.
Доведенная поверхность контролируется на просвет путем совмещения с незатронутым при доводке участком валика, отдельно изготовленной шайбой или гладким калибром нужного диаметра.
При доводке обратного шаблона (вкладыша) последний левой рукой прижимают к наметке; правая рука при этом передвигает назад и вперед притир или брусок (фиг. 117). Рабочее давление, направленное вверх йа притир, осуществляет левая рука; правая рука должна прижимать притир к направляющей поверхности >---------
1 В практике лекального производства шаблоны с вогнутой дугой принято называть «накидками», а с выпуклой — «вкладышами».
137
наметки с такой силой, чтобы усилие левой руки не могло его оттолкнуть.
Предварительная доводка ведется поперек профиля, т. е. в направлении образующей цилиндрической поверхности. Для определения
Фиг. 117. Доводка шаблона на наметке.
места снятия слоя металла используется доведенный ранее профиль обратного шаблона. Вначале места контакта профилей определяются на глаз (фиг. 118, а). После того как останутся лишь отдельные
шаблона.
местные просветы, расположение их отмечается карандашом (фиг. 118, б).
При окончательном этапе припасовки может быть использован прием пригонки по копоти. Он состоит в следующем. Профиль доводимого шаблона нужно слегка закоптить на коптилке и затем прижать к профилю обратного шаблона. При этом в местах контакта поверхностей слой копоти перейдет па обратный шаблон, а на доводимом шаблоне появятся белые пятна
(фиг. 118, в).
Такой прием очень похож на прием пригонки по краске, применяемый при шабровке. Отличие состоит в том, что для перевода копоти с одной поверхности на другую нет необходимости обеспечи-
138
вать их взаимное скольжение. В этом случае достаточно лишь легкого соприкосновения поверхностей. Это более удобно, так как при при-
пасовке не всегда можно создавать скольжение.
После нескольких повторных этапов пригонки и контроля величина и количество просветов уменьшается и закопченными остаются лишь узенькие равномерно расположенные полоски. При окончательной доводке шаблон вращают с некоторым проскальзыванием по поверхности притира, благодаря чему поверхность шаблона приобретает ровный продольный штрих и окончательно сглажи
ваются неровности.
Другой прием окончательной доводки заключается в том, что шаблон кладется на плиту, и доводка производится притиром, имеющим точный угол 90° (фиг. 119). Так как на уголке бруска или притира всегда могут быть местные завалы, под шаблон подкладывают плоскопараллельную прокладку. В качестве прокладки можно использовать сло
Фиг. 119. Прием доводки квадратным притиром.
женный вдвое-втрое лист плотной бумаги.
Прием пригонки по копоти можно рекомендовать при изготовлении шаблонов самого сложного начертания. Он прост и удобен, но требует обязательного соблюдения следующих правил.
1. Слой копоти должен быть тонким, ровным по толщине, что
достигается регулированием пламени коптилки.
2. После каждого закопчения и пригонки шаблоны и стекло, на которое накладываются шаблоны, должны быть тщательно вытерты.
3. Контакт должен производиться на каждом этапе пригонки лишь один раз и с небольшим усилием. Если расположение пятен копоти не согласуется с просветами, это указывает, что на какой-либо участок профиля попала пылинка или ворсинка от обтирочного материала и исказила взаимное положение шаблонов. В этом случае необходимо шаблоны вновь протереть и произвести закопчение.
При доводке участков профиля с радиусом меньше 4—5 мм валик-притир становится недостаточно жестким и может прогибаться от наложения на него шаблона и призмы. Во избежание этого в тиски зажимают не валик, а призму. Процесс доводки при этом сходен с доводкой профиля с помощью наметки. Иногда для этой цели у наметки делается призматический вырез, куда помещается валик.
При доводке вогнутых участков с радиусом, меньшим 1 мм, вместо валика применяется стальная проволока соответствующего диаметра. Проволоку растягивают с помощью лучка, сделанного из толстой проволоки (фиг. 120, а). При использовании проволоки
139
тоньше 0,5 мм для увеличения жесткости к проволоке привязывается небольшая призма (фиг. 120, б). Проволока вместе с призмой закрепляется в лучке.
Фиг. 120. Лучок для натяжения проволоки.
Использование притиров в виде валиков возможно лишь при диаметрах до 150—180 мм. С дальнейшим увеличением диаметра притир
Фиг. 121. Доводка дуговых участков большого радиуса.
становится слишком громоздким, требуется применение очень больших призм и доводка перестает быть достаточно надежной. Удерживать большие шаблон и призму в нужном положении по отношению к притиру трудно: появляются перекосы и завалы на поверхности доводимого профиля. В этих случаях вместо валика на токарном станке вытачивается шайба или кольцо необходимого диаметра.
При больших радиусах вместо цельной шайбы или кольца могут быть применены два сектора, полученные одновременной обработкой на токарном или карусельном станке. Доводка дуговых участков шаблона производится вдоль профиля (фиг. 121). Под шаблон подкладывается кусок стекла
или параллельная стальная пластина. Если величина радиуса возрастает до размеров 800— 900 мм и более, то для изготовления притира-выработки потребуется
140
станок с диаметром планшайбы свыше 2 м. Инструментальные цехи редко располагают таким оборудованием. Существует прием изготовления выработок с большим радиусом без использования станков. Две половины комплекта возможно более точно опиливаются по разметке, а затем взаимно притираются на плите, как это рекомендовалось в предыдущем примере. При достижении взаимного прилегания профилей получается поверхность постоянной кривизны. Точность выполнения размера величины радиуса будет при этом невелика, однако достаточной для шаблонов больших размеров, где допуск на изготовление по радиусу обычно составляет +0,2 -ч--4-0,3 мм.
Радиусный шаблон-это простейший пример профиля, очерченного кривой линией. В большинстве случаев профили шаблонов включают другие элементарные участки в виде прямых или дуг окружности, связанных между собой. При изготовлении шаблонов сложного профиля, кроме воспроизведения поверхности участков соответствующих формы и размеров, необходимо обеспечить взаимное расположение этих элементов.
Положение отрезка прямой по отношению к центру радиуса окружности может быть определено как расстояние от центра окружности до прямой по направлению перпендикуляра к ней, т. е. по нормали. Возможны три ’случая взаимного положения прямой и окружности:
а) расстояние от прямой до центра окружности (нормаль) больше величины радиуса окружности (фиг. 122, а)-,
б) величина нормали равна радиусу (касательная; фиг. 122, б); в) величина нормали меньше радиуса (секущая; фиг. 122, в). В начертании профилей шаблонов сложного профиля можно встретить всевозможные сочетания всех трех случаев.
При воспроизведении профиля каждый случай требует применения особых приемов. Профиль шаблона, показанный на фиг. 122, а, состоит из дугового участка радиусом 10 мм, центр которого отстоит от прямой на расстоянии 17 мм.
Приемы воспроизведения прямолинейных и дуговых участков профиля в отдельности известны уже из предыдущих примеров. В данном случае мы остановимся лишь на вопросе определения расстояния от центра радиуса до прямой.
Обработка профиля начинается с доводки дугового участка. После этого выполняется доводка прямолинейного участка \
Расстояние от центра радиуса до прямой определяется плиткой 7 мм, помещенной между круглым калибром 0 2Олш и прямолинейным участком.
Пользуясь инструментальным микроскопом, можно определить расположение центра радиуса. Шаблон располагают на столике микроскопа и ориентируют его так, чтобы направление прямой
1 Следует указать, что при изготовлении шаблонов такого рода обработку следует начинать всегда с вогнутых профилей (накидок). Если по условиям эксплуатации нужен лишь вкладыш, накидка все равно изготовляется в качестве выработки.
141
линии совпадало с одним из направлений перемещения столика. Затем на некотором расстоянии от верхней точки В дугового участка (зенита профиля) производится измерение величины хорды (фиг. 122, а) возможно ближе к диаметральному сечению, так как это повышает точность контроля. На самом краю профиля обмер произ
Фиг. 122. Случаи сочетания дуги и прямой и схема обмера на микроскопе.
водить не рекомендуется во избежание влияния местных искажений, чаще всего возникающих именно здесь.
Допустим, что показания микрометров микроскопа при измерении величины хорды будут 24,86 и 12,34. Отсюда величина хорды будет равна: 24,86 — 12,34 = 12,52. Если мы к меньшему показанию прибавим половину величины хорды (или вычтем эту же величину из большего показания), то получим расположение центра радиуса окружности 0 20 мм:
12,34 + = 12,34 + 6,26 = 18,60
(24,86 — 6,26= 18,60).
142
Определив положение прямой (допустим, что показание микрометра при этом будет 1,61) и произведя вычитание:
18,60—1,61 - 16,99,
мы убедимся, что расположение прямой отличается от размера по чертежу на 0,01 мм.
Воспроизведение касательных — одна из наиболее сложных операций лекального производства. Основная трудность заключается в определении места и момента касания. Успех работы зависит от опытности лекальщика и безукоризненного состояния применяемого им режущего, вспомогательного и проверочного инструмента.
Рассмотрим прием окончательной доводки шаблона в случае сопряжения дуги окружности и прямой линии.
Доводка дугового участка производится обычными приемами на притире-валике с помощью призмы. На последнем этапе доводки полезно совершать несколько вращательных движений, поворачивая шаблон на валике с тем, чтобы на дуговом участке возникли продольные следы доводки. Если затем мы приложим лекальную линейку к прямолинейному участку и будем ее двигать до тех пор, пока конец ее не упрется в дуговой участок, то между линейкой и профилем должен быть виден небольшой просвет (фиг. 123, б).
В дальнейшем доводятся вспомогательные базы — габаритные стороны шаблона, — которыми шаблон будет прижиматься к опорной линейке наметки.
После этого шаблон устанавливают в наметке так, чтобы наи-низшая точка профиля находилась в одной плоскости с направляющей поверхностью ее. Это контролируется с помощью лекальной линейки (фиг. 123, а). Место, где должно происходить касание дуги с прямой, нужно отметить острым карандашом. Эта отметка будет служить границей положения брусков и притира при доводке прямой.
Снимая постепенно металл с прямолинейного участка, необходимо достигнуть такого положения, когда просвет окончательно исчезнет (фиг. 123, в). Качественное выполнение этой операции возможно лишь в том случае, если на кромке притира совершенно нет закругления и конец линейки не имеет завалов.
При правильном выполнении этой операции в месте сопряжения видна четкая граница между продольным штрихом на дуговом участке и поперечным штрихом — на прямом (фиг. 123, е). Линия разграничения должна быть перпендикулярна боковым граням и совпадать со сделанной ранее отметкой.
Наиболее часто встречающимися ошибками являются: врезание в дуговой участок, занижение прямой и перекосы.
Если кромка притира перейдет за отметку и врежется в дуговой участок, на нем сразу появится поперечный след от притира, а в промежутке останется лунка с продольным штрихом (фиг. 123, г, е\ врезание).
Занижение прямой (фиг. 123, д) обнаружить труднее. Чтобы избежать занижения прямой, нужно соблюдать особую осторожность
143
на заключительном этапе доводки. Необходимо, чтобы просвет при периодическом контроле линейкой уменьшался постепенно, превращаясь в едва заметную точку, и затем исчез совсем.
Наличие взаимных перекосов поверхностей обнаруживается по положению линии разграничения. При отсутствии перекосов эта
Правильно врезание Перекос
Фиг. 123. Приемы определения касания.
линия будет располагаться перпендикулярно к боковым плоскостям шаблона (фиг. 123, е\ правильно). При наличии перекосов линия будет наклонной (фиг. 123, е; перекос). Во избежание этого вида брака необходимо следить за правильным движением притира, состоянием призмы, наметки и притиров.
Другая прямая сопрягается теми же приемами. Окончательно убедиться в правильности выполнения сопряжений можно после изготовления вкладыша и его кантовки с шаблоном.
Особенностью выполнения участка профиля, имеющего секущую (фиг. 122, в), является обработка среза на шайбе — контркалибре. Для этого шайба срезается на размер 10 + 7 = 17 жж и по ней пригоняется профиль.
144
Для доводки дугового участка притир-валик также должен быть срезан, но на величину несколько меньшую, примерно до 15—16 мм. Это необходимо для того, чтобы участок среза на притире не касался прямолинейного участка шаблона. Эти участки доводятся раздельно.
Следует указать, что одновременная доводка дугового и прямолинейного участков фасонным притиром недопустима, так как при этом неизбежны завалы. Кроме того, в этом случае нет возможности изменять положение притира при доводке относительно профиля, и все мелкие дефекты притира будут перенесены на шаблон.
Начертания чертежей шаблонов могут включать различные случаи взаимного расположения дуг окружностей. Окружности
Фиг. 124. Профиль шаблона с прямой линией и двумя дуговыми участками.
могут быть касательными, взаимно пересекающимися или находиться на таком расстоянии, что для получения замкнутого контура обе окружности должны быть соединены какой-либо третьей линией. Кроме того, профили могут одновременно включать разноименные дуги — вогнутые и выпуклые.
Рассмотрим несколько практических примеров построения профиля, имеющего два и более дуговых участка.
На фиг. 124 показан шаблон, профиль которого образуется прямой линией и двумя дугами окружности разного радиуса. Центры дуг расположены на одной прямой. Нетрудно представить себе, что если профиль шаблона мысленно разрезать по линии а — а, мы будем иметь дело со знакомой уже комбинацией— окружность и прямая. При этом прямая расположена от центра на расстоянии большем, чем величина радиуса (фиг. 122, а). Этими прямыми могут быть стороны шаблона А и Б. При изготовлении такого шаблона, в первую очередь, обрабатываются стороны А и Б до получения параллельности и размера 80 мм. Исходя из полученного размера и заданного расстояния между центрами, нетрудно рассчитать положение центра каждой из окружностей по отношению к прямым А и Б. Далее обработка шаблона ведется приемами, указанными выше.
Ю Загрецкий и Харченко 145
При изготовлении шаблона, показанного на фиг. 125, а, необходимо отступить от общепринятого правила первоначальной обработки накидки. В данном случае обеспечение линейного и углового расположения дуговых участков представляет значительные трудности. Гораздо проще сначала изготовить вкладыш. Для этого следует, в первую очередь, обработать стороны шаблона по размеру 40 мм, затем произвести доводку углового участка профиля с соблюдением угла 25° Далее необходимо изготовить две выработки 1 и 2 (фиг. 125, б). По этим выработкам прямолинейные участки сопрягаются дугой г = 6 мм. После окончательной обработки этих участ-
ков плечики шаблона обрабатываются на размер 40 мм от вершины профиля. По изготовленному вкладышу припасовывается накидка.
Выполнение сопряженных одноименных дуг сходно с сопряжением дуги и прямой.
Профиль шаблона, изображенный на фиг. 126, а, образован двумя сопряженными дугами R = 10,56 и R = 59. Положение центров этих дуг по отношению к прямой А определяется размерами 3,67 и 31,50.
Следуя установленному правилу, обработку необходимо начинать с накидки. Для определения расположения дуговых участков изготовляются две полушайбы 1 и 2 (фиг. 126, б, в) на размер 14,23 и 27,50 мм. Сначала доводится прямолинейный участок профиля А. Затем по полушайбе 1 припасовывается дуговой участок профиля R = 10,56 мм.
Для контроля шаблон и полушайбу располагают на параллельной линейке и по ней проверяют шаблон (фиг. 126, г). После того как этот участок профиля обработан, по полушайбе 2 пригоняют участок профиля R = 59 мм. Так как конец полушайбы будет упираться в профиль, его необходимо срезать примерно до точки сопряжения. В процессе доводки полушайба будет перемещаться вперед до того момента, пока не будет получено сопряжение (фиг. 126, б).
146
Для улавливания момента сопряжения обеих дуг полушайба сдвигается до упора в сторону участка меньшей дуги. Сопряжение контролируется по просвету между полушайбой и доведенной ранее поверхностью, как это рекомендовалось для контроля сопряжения дуги с прямой лекальной линейкой (фиг. 126, е). Когда сопряжение
Фиг. 126. Прием построения профиля сложного шаблона.
обеих дуг достигнуто, на шаблоне выдерживается высота профиля по размеру 26,20 мм. При контроле на микроскопе ширина профиля должна составлять 25 мм, а точка сопряжения должна лежать на координатах 10,36 и 3,86 мм, что свидетельствует о правильном построении профиля.
Предварительная доводка дуговых участков производится узкими брусками, заправленными примерно по профилю доводимого участка. Окончательная доводка осуществляется притиром-валиком только после достижения правильного положения обрабатываемой поверхности. При доводке участка с R = 59 мм круглый притир не
10* 147
впишется в профиль, и поэтому на притире необходимо сделать срез или вырезать из него сектор.
Припасовка вкладыша производится, как обычно, с контролем на просвет, для чего оба шаблона опираются сторонами А на параллельную линейку. При окончательной доводке профиля, после при-
Фиг 127 Профиль, образованный разноименными дугами.
Фиг. 128. Профиль, образованный пересекающимися дугами.
гонки по копоти, следует опасаться образования просвета в месте сопряжения дуг, так как здесь меняется кривизна поверхности. Изготовление профилей, образованных разноименными дугами (фиг. 127, а), требует особых приемов, так как для контроля выпуклого участка обычный прием использования шайбы невозможен.
Для этого можно рекомендовать следующий порядок обработки. В первую очередь доводится вогнутый участок R = 9 мм, затем на вершине профиля создается небольшая площадка на высоте 13,5 мм от нижней точки дуги. Для контроля формы выпуклого участка изготовляется накидка и по ней обрабатывается дуга R = 17 мм (фиг. 127, б). Приемы определения момента касания этой дуги с дугой R = 9 мм и площадкой на вершине профиля сходны с приведенными выше. Профиль шаблона, показанного на фиг. 128, образован двумя пересекающимися дугами R = 25,5 мм, центры радиусов которых отстоят от плечиков на величину 10 мм.
В данном случае следует опять отступать от общепринятого правила изготовления накидки. Гораздо проще изготовить выработку и по ней пригнать обе стороны профиля вкладыша, как это показано на фигуре.
148
В отдельных случаях профили шаблонов представляют кривые сложной формы и не могут быть образованы прямыми и дугами окружностей. Профиль при этом определяется точками, принадлежащими этой кривой, положение которых задано в системе прямоугольных координат (фиг 129).
Для изготовления шаблона необходимо сделать ступенчатую выработку, представляющую схематическое подобие накидки. При изготовлении такой выработки нужно следить, чтобы уголки ступенек не имели притуплений. Профиль шаблона пригоняется по этой
выработке, а участки между точками соединяются плавной кривой. Чем больше точек задано на профиле, тем легче добиться плавности кривой. Однако изготовление ступенчатой выработки
при этом значительно усложняется. Некоторое представление о плавности кривой может дать лекальная линейка. Будучи приложена к профилю, она должна перекатываться по
Фиг. 129. Профиль, построенный по точкам, заданным в системе прямоугольных координат.
кривой профиля, касаясь ее все время в одной точке.
Окончательный конт-
роль профиля ведется на микроскопе по заданным координатным точкам.
Отдельным видом лекального производства является изготовление пройм1. Особенность изготовления этого инструмента заключается в том, что обе половины комплекта должны быть обработаны раздельно, и лишь тогда вкладыш может войти в пройму. Поэтому обычной припасовки обеих половин комплекта не может быть. Только на последнем этапе изготовления, когда вкладыш туго входит в пройму, возможна некоторая взаимная пригонка.
Обе половины комплекта — пройма и вкладыш — должны быть проконтролированы самостоятельно универсальными средствами или выработками.
Рассмотрим на отдельных примерах приемы изготовления некоторых типов пройм.
На фиг. 130, а показана пройма с полузамкнутым профилем (полупройма) для контроля хвостовика лопатки. По своему характеру она в какой-то мере напоминает скобу. Как и у скобы, основные рабочие поверхности проймы обращены друг к другу. Исходя из этого, припуск на обработку после закалки можно учитывать только в отношении ширины профиля — раствора проймы.
1 Проймами называются охватывающие профильные шаблоны с замкнутым или полузамкнутым контуром.
149
150
Рассмотрим приемы окончательной доводки проймы и вкладыша. Сначала обрабатывают поверхности А и В и сторону Б под угольник. Эти поверхности при доводке профиля будут служить базами, определяющими положение выработки и положение шаблона при доводке. Доводку лучше всего вести по отдельным элементам. Прежде всего следует довести две площадки по вершинам дуговых участков R = 1,5 мм на размер раствора 10,2 мм.
Последовательность дальнейшей обработки по выработкам показана на фиг. 130, б. После доводки одной стороны доводится другая в том же порядке.
При доводке вкладыша используются вторые половины выработок (фиг. 130, в). Контрольным размером в этом случае является размер 16,6 мм.
При тщательном изготовлении проймы и вкладыша последний войдет в пройму почти без просвета. Скорее всего вначале вкладыш будет входить несколько туго. Осторожно снимая металл в местах касания, которые могут быть обнаружены на просвет и по следам трения, можно добиться такого положения, когда вкладыш будет легко входить в пройму и строго кантоваться. Боковые стороны вкладыша обрабатываются в последнюю очередь симметрично профилю.
Пройма для контроля шлицевого выступа (фиг. 131, а) имеет замкнутый контур. Шесть шлицев ее равномерно расположены по окружности под углом 60° друг к другу. Выполнение этого условия и составляет наибольшие трудности при изготовлении.
Для облегчения этой операции можно рекомендовать ведение всей обработки от габаритных сторон проймы. Пройма по наружному контуру выполняется в виде правильного шестиугольника, стороны которого расположены на одинаковом расстоянии от центра заранее отшлифованного отверстия 0 22 мм. Пользуясь ими как базами, нетрудно обработать стороны шлицев с полной гарантией их правильного углового расположения. Эта задача сводится к выдерживанию размера а — 3. Участки впадин, соответствующие наружному диаметру, пригоняются по особой выработке (фиг. 131, б).
Для вкладыша изготовляется отдельная выработка. Вкладыш по наружному диаметру шлифуется на оправке на обычном круглошлифовальном станке и вставляется в выработку так, чтобы направление его шлицев совпадало со сторонами шестигранной выработки. В этом положении вкладыш скрепляется с выработкой посредством пайки (фиг. 131, в).
При обработке сторон шлицев необходимо решить элементарную задачу — обеспечить линейное расстояние (а + 3) от габаритной стороны выработки до стороны шлица — вместо сложной задачи обеспечения их взаимного углового расположения. Профиль вкладыша по внутреннему диаметру 22 мм обрабатывается и контролируется по выработке после окончательной обработки сторон шлицев (фиг. 131, г).
Использование габаритных сторон для построения профиля может быть рекомендовано в самых сложных случаях.
151
В заключение рассмотрим приемы изготовления разметочных шаблонов. Точность их обычно составляет +0,1 мм. В большинстве случаев они изготовляются «сырыми». Вместе с тем профили этих шаблонов обычно достаточно сложны.
Относительно невысокая точность не требует применения приведенных выше лекальных приемов построения и контроля профилей
Фиг. 131. Шлицевая пройма.
по выработкам. Профили их могут быть обработаны приемами обычной слесарной опиловки.
Контроль такого шаблона может быть обеспечен сравнением его профиля с точным чертежом, вычерченным на металле. Проверка ведется путем наложения шаблона на чертеж (см. стр. 85). Наряду с этим рекомендуется производить обмер доступных измерению элементов универсальным инструментом.
Рассмотрим приемы изготовления разметочного шаблона, показанного на фиг. 132, а. Шаблон состоит из двух частей — шаблона и направляющего пальца. Прежде всего в заготовке растачивается отверстие 10А, в которое впоследствии будет запрессовываться палец. 152
Ось отверстия может служить исходной базой для обмеров ряда элементов профиля. Центры дуговых участков R = 16 мм и R = = 71 мм совпадают с центром отверстия. Оба концентричные участка могут быть обмерены штангенциркулем от окружности 0 10 (фиг. 132, б). Для участка /? = 16 этот размер будет составлять
Фиг. 132. Разметочный шаблон.
16—5 = И мм, а для участка R = 71 он равен 71—5 = 66 мм. Некоторые другие участки могут быть обмерены с помощью блока плиток и лекальной линейки (фиг. 132, в). Блок плиток при этом будет соответствовать величине нормали (перпендикуляра к обмеряемой поверхности) от центра валика, помещенного в отверстии, плюс половина его диаметра.
153
Построение профилей средней точности (порядка +0,05 мм) можно выполнить еще одним приемом.
Допустим, что необходимо изготовить шаблон-вкладыш для контроля профиля обрубной матрицы (фиг. 133, а). В этом случае
Фиг. 133. Приемы обработки шаблона средней точности.
построение профиля можно вести от шайб 032 и 18 мм, укрепленных на шаблоне в соответствующем положении. Шайбы закреплены на шаблоне винтами. Их взаимное положение определяется блоками плиток, помещенными между шайбами (фиг. 133, б).
Дуговые участки профиля припиливаются по шайбам, как и при обработке прямолинейных участков, с помощью наметки. Остальные участки обрабатываются и контролируются в соответствии с их размерами от образующих шайб (фиг 133, в).
В табл. 18 приведены приемы контроля некоторых типовых элементов изделий лекального производства.
154
Таблица Г8
Приемы контроля некоторых типовых элементов лекальных изделий
№ Наименование инструмента Эскиз инструмента Измеряемый элем ент Инструмент или приборы для обмера Примечание
1 Скобы для контроля размеров до 500 мм Ь а Мерные плитки Горизонтальный оптиметр Для скоб 3-го и более выс оких классов точности
2 Скобы для контроля размеров свыше 500 мм а •- а а Мерные плитки Штихмасы Концевая машина —
Пластины и вкладыши с=с т <3 и а Микрометр рычажный Оптиметр Миниметр —
4 Высотомеры, глубиномеры а Мерные плитки* параллельная линейка —
о и 1 <3 J
Продолжение табл. 18
№ Наименование инструмента Эскиз инструмента Измеряемый элемент Инструмент или приборы для обмера Примечание
5 Угольники контрольные >; , S ] Угол 90° — Метод трех угольников
6 Эталоны углов 90°, 60°, 45°, 30° (вкладыши) А Выработка-накидка Метод уравнивания углов
7 Эталоны углов (накидки) rV] Мерные шайбы Микрометр Определение конусности путем обмера положения мерных шайб, помещенных во впадине
8 Многогранники о» —а — а а б Выработка-накидка Микрометр Выработка-накидка Метод уравнивания углов; метод кантовки
Продолжение табл. 18
№ Наименование инструмента Эскиз инструмента Измеряемый элемент Инструмент или приборы для обмера Примечание
9 Модульные шаблоны а а 1 6 > в ) 1
а 1 1 Угломер Микроскоп —
10 Шаблоны для конических впадин (а больше 125 мм) а Мерные шайбы Мерные плитки Косвенный метод
— -* Q —
11 Клинья 1 1 а б в Г Синусная линейка < Мерные плитки [ Индикатор Микрометр Микроскоп Микрометр Обмер линейных величин а, б, в; может служить косвенным методом определения значения а
1 L в ~
12 L__ _ Радиусные шаблоны —5- _1 а б в г 1 Микрометр Микроскоп Микроскоп Мерная шайба —
Л “Г
ГЛАВА VI
СТАНКИ, ПРИМЕНЯЕМЫЕ ДЛЯ МЕХАНИЗАЦИИ ЛЕКАЛЬНОГО ПРОИЗВОДСТВА
Применение ручной обработки возможно лишь при изготовлении ограниченной группы проверочного инструмента — листовых скоб и шаблонов.
Изготовление комплексных калибров, сборных контрольных приспособлений и другого сложного инструмента вручную малопроизводительно и часто невозможно.
Современная технология предусматривает широкое использование металлорежущих станков для механизации лекального производства.
Обработка на станках дает возможность автоматически воспроизводить поверхности определенной формы. Роль рабочего при этом сводится к управлению механизмами станка, соблюдению режима обработки и контролю размеров.
Механизация исключает необходимость в точной обработке деталей под закалку, значительно сокращает номенклатуру и количество выработок.
В случае необходимости доводки профиля предварительная механическая обработка позволяет ограничиться минимальными припусками порядка 0,01—0,02 мм.
Наконец, широкое внедрение механизации влечет за собой изменение конструкций проверочных инструментов.
Механизация лекального производства предусматривает, наряду с использованием универсального оборудования, снабженного простейшими приспособлениями, также широкое применение специального оборудования и стационарных приспособлений.
В результате производительность труда при механизации по сравнению с ручной обработкой возрастает во много раз. В качестве специального оборудования для механизации лекального производства применяются следующие станки:
а) плоскошлифовальные;
б) оптические профилешлифовальные;
в) координатно-расточные.
158
§ 28. ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
Из многообразия моделей плоскошлифовальных станков для лекального производства используются станки повышенной точности с горизонтально расположенной осью шпинделя и возвратно-поступательным движением стола. Они предназначены для работы периферией круга. Наиболее удобными являются станки небольших габаритов с продольным ходом стола 600—800 мм, поперечным — 200—300 мм и подъемом шпинделя 300—400 мм.
Чтобы иметь возможность использовать шлифовальные круги диаметром 100—200 мм со скоростью резания 20—35 м/сек, число оборотов шпинделя должно составлять примерно 3000 об/мин.
Шлифовальные станки этого типа, помимо главного рабочего движения — вращения шлифовального круга, осу ществ л я ющего резание, — позволяют совершать три прямолинейных перемещения:
а) возвратно-поступательное движение в продольном направлении (стол);
б) перемещение В попе- фиг. 134. Основные плоскости шлифованию речном направлении (са- при работе на плоскошлифовальном станке, лазки);
в) перемещение в вертикальном направлении (шлифовальная головка).
При возвратно-поступательном движении стола след режущей кромки шлифовального круга может быть представлен в виде линии а — а (фиг. 134).
При поперечном перемещении этой линии образуется плоскость А, которую условимся называть горизонтальной плоскостью шлифования. Эта плоскость параллельна поверхности стола станка.
Вторая, вертикальная плоскость шлифования Б возникает в результате перемещения шпинделя шлифовального круга в вертикальном направлении; назовем ее вертикальной плоскостью шлифования.
Обе эти плоскости взаимно-перпендикулярны.
Перемещением режущей кромки круга за счет поперечной и вертикальной подач можно менять расположение этих плоскостей относительно стола станка.
В машиностроении имеет распространение большое количество различных моделей плоскошлифовальных станков, пригодных для механизации лекального производства.
Приводим краткое описание плоскошлифовального станка повышенной точности. В практике лекального производства накоплен
159
Фиг. 135. Плоскошлифовальный станок повышенной точности.
значительный опыт работы и разработаны конструкции приспособлений применительно к данному типу станка.
Станок (фиг. 135) состоит из станины /, поперечных салазок 11, движущихся по V-образным направляющим станины, стола 10, перемещающегося по направляющим салазок, и шлифовальной бабки 8. Бабка движется по колонке станка вверх и вниз. Шпиндель 7 шлифовальной бабки получает вращение от электродвигателя станка с помощью ременной передачи. В новейших моделях имеется встроенный электродвигатель. Поперечное движение стола осуществляется вручную маховичком 3 или автоматической подачей включением рукоятки 13. Ручное перемещение стола в продольном направлении производится вращением маховика 4. Автоматическое перемещение стола продольной подачи управляется пусковой кнопкой 15, рукояткой дросселя 2 и рычагом выключения подачи 12. Большим или меньшим открытием дросселя осуществляется бесступенчатое изменение скорости движения стола. При выключении подачи рычагом 12 стол останавливается в крайнем правом положении. На столе устанавливается магнитная плита 6, являющаяся прина дл еж ностью ста н к а. Ограничение величины
продольного хода стола производится соответствующей установкой упора 5, воздействующего на рычаг переключения 9. Вертикальное перемещение шлифовальной бабки 8 происходит с помощью маховичка 14. Станок снабжен гидравлическим приводом с механической передачей.
При производстве лекальных работ предпочтение следует отдавать станкам, снабженным гидравлическим или комбинированным приводом.
Последний позволяет путем постепенного открытия дросселя получать бесступенчатое изменение скорости движения рабочего стола.
160
В последнее время для целей механизации получают распространение плоскошлифовальные станки типа СК-371. Некоторым недостатком их является излишняя массивность, которая полезна при плоском шлифовании, но при шлифовании проверочного инструмента делает этот станок тяжело управляемым.
От ранее описанной модели повышенной точности станок СК-371 отличается двумя особенностями.
1. Поперечная подача бабки шлифовального круга осуществляется не за счет перемещения стола, а за счет перемещения шлифовальной бабки по направляющим станины.
2. Шток поршня гидравлической системы соединен непосредственно с рабочим столом станка, и механическая передача таким образом отсутствует1 11.
К плоскошлифовальным станкам, предназначенным для использования на лекальных работах, предъявляются более жесткие требования, чем к станкам общего назначения.
Особое внимание следует обращать на соблюдение следующих условий. Ось шпинделя шлифовальной бабки должна быть параллельна плоскости поперечного перемещения стола станка и перпендикулярна к направлению его продольного хода. Перемещение шлифовальной бабки вверх и вниз должно быть перпендикулярным к плоскости рабочего стола станка. Несоблюдение этих условий нарушает схему образования основных плоскостей шлифования. В первом случае плоскость Б (фиг. 134) не будет перпендикулярной, во втором возникает не плоскость, а эллиптическая поверхность. Наглядное представление о характере этих искажений дано на фиг. 136, а, б, в. Показания лимба вертикальной подачи должны соответствовать истинному перемещению кромки шлифовального круга, так как успех в работе при некоторых приемах целиком зависит от этого условия. Перемещения бабки должны быть плавными, без скачков. При поднятии бабки и опускании ее до прежнего показания лимба вертикальной подачи круг должен занять то же положение, что и вначале.
К группе плоскошлифовальных станков относятся так называемые скобошлифовальные станки.
Скобошлифовальные станки предназначены для работы торцами шлифовального круга (тип С). Они располагают лишь одной плоскостью шлифования, соответствующей плоскости Б плоскошлифовального станка (фиг. 134). Изменение положения режущей кромки производится за счет перемещения стола с закрепленным изделием вдоль оси шпинделя или перемещения самой шлифовальной бабки (фиг. 137, а). Рабочий стол станка при шлифовании совершает возвратно-поступательное движение (фиг. 137, б). Для точной подачи изделия на круг эти станки снабжаются микрометрическими устройствами.
Наконец, некоторые возможности для целей профильного шлифования дают обычные заточные станки, широко применяемые в инстру-
1 См. А. И. Розин, Слесарь-лекалыцик, Машгиз, 1953.
11 Загрег'кий и Харченко
161
ментальном производстве. Принципиально эти станки могут быть также отнесены к группе плоскошлифовальных станков.
Фиг. 136. Характер искажения основных плоскостей шлифования:
а — непараллельность расположения шпинделя; б — непер пендикул яр ность расположения шпинделя; в — непер пендикул яр ность перемещения
шлифовальной бабки.
Обязательной используемых в
принадлежностью любых шлифовальных станков, лекальном производстве, являются пылеотсасы-
g <. — > g
е* —-----
Фиг. 137. Схемы скобошлифовальных станков:
а — станок с перемещением изделия; б — станок с перемещением шлифовального круга; е—е — установочное перемещение; п—п — рабочее перемещение изделия.
вающие устройства индивидуальные или групповые, так как шлифование ведется сухим способом.
162
§ 29. ОПТИЧЕСКИЕ ПРОФИЛЕШЛИФОВАЛЬНЫЕ СТАНКИ
Плоскошлифовальные станки относятся к станкам общего назначения, предназначенным для шлифования плоских деталей.
Специально для механизации лекального производства в настоящее время применяются оптические профилешлифовальные и реже
копировально- шлифовальные станки.
Оптические профилешлифовальные станки конструктивно отличаются от плоскошлифовальных станков и характеризуются наличием оптической измерительной системы.
Остановимся на особенностях конструкции оптического профилешлифовального станка, модель 395М, выпускаемого Станкозаводом имени Ильича (фиг. 138).
Станок состоит из четырех основных узлов:
а) станины /;
б) шлифовальной бабки 3 с устройствами, позволяющими производить все рабочие и установочные п ер емещен и я шл ифов а л ь -кого круга;
в) координатного столика 2, служащего для закрепления обрабатываемого изделия, установоч-
ных перемещений в двух Фиг. 138. Оптический профилешлифовальный взаимно-перпендикуляр- станок Станкозавода имени Ильича, модель ных направлениях, лежа- 395М.
щих в горизонтальной плоскости, и фокусирования кромки шлифуемого изделия;
г) оптического измерительного устройства 4 в виде проектора для контроля профиля изделия по увеличенному чертежу и наблюдения за процессом резания непосредственно во время шлифования.
Собственно шлифовальная бабка включает устройства, выполняющие основные рабочие движения: вращение и возвратно-поступательное движение шлифовального круга. На шлифовальной бабке
имеются дуговые салазки, позволяющие изменять направление движения кромки шлифовального круга в двух направлениях. Эти салазки используются при шлифовании задних углов и боковых
11*
163
уклонов у фасонных резцов. Шлифовальная бабка установлена на поворотном диске верхних продольных салазок и может быть повернута в горизонтальной плоскости на 45° вправо и на 90° влево от нулевого положения.
Верхние поворотные салазки, в свою очередь, установлены на поворотном диске нижних поперечных салазок и могут быть повернуты на 45° вправо и влево 1
Нижние салазки установлены на третьем диске, укрепленном на станине. Они могут так же, как и шлифовальная бабка, поворачиваться на 45° вправо и на 90° влево от нулевого положения.
Таким образом, совокупность всех поворотов позволяет производить шлифование плоскостей в различных направлениях относительно горизонтальной и вертикальной осей.
Когда профиль изделия составлен из сочетания прямолинейных участков, обработку его можно производить с перемещением шлифовальной бабки вдоль направляющих верхних и нижних салазок, установленных в соответствии с углами профиля, от руки или включая автоматическую подачу.
При одновременном вращении рукояток поперечных и продольных салазок можно осуществлять шлифование профильных кривых.
Координатный столик 2 (фиг. 138) состоит из продольных и поперечных салазок, дающих возможность перемещать изделие в двух взаимно-перпендикулярных направлениях с помощью ходовых винтов. Величина перемещений отсчитывается при помощи измерительных плиток, помещаемых в лотках салазок.
Координатный столик используется для установочных перемещений изделия, закрепленного на рабочем столике продольных салазок. Координатный столик закреплен в верхней части выдвижной колонки, которая может перемещаться вместе со столиком в вертикальном направлении. Это перемещение предназначено для приведения верхней кромки шлифуемого изделия в фокус оптической системы.
Оптическая система станка состоит из проектора типа ИЗП25. Он служит для проектирования на экран изображения контура обрабатываемого изделия, увеличенного в 50 раз, а также изображения шлифовального круга.
Увеличенный чертеж выполняется тонкими линиями на прозрачном материале (кальке) и закрепляется между стеклами проектора. Передвигая шлифовальную бабку с помощью рукояток, шлифовщик может постоянно наблюдать за перемещением режущей кромки шлифовального круга в соответствии с начертанием профиля.
Управляя подачами, профиль вышлифовывают до полного совпадения с контуром увеличенного чертежа.
Принципиальная схема проекторов показана на фиг. 139. Пучок лучей от источника света в осветителе /, отражаясь от призмы, проходит через конденсор и следует далее в виде пучка парал
1 Под понятием «вправо» подразумевается вращение против часовой стрелки (исходя из положения шлифовщика во время работы), «влево» — по часовой стрелке
164
лельных лучей. Часть лучей задерживается изделием 2, помещенным на их пути. Остальная часть лучей попадает в объектив 3. Отразившись от малого зеркала 4У лучи света проходят через призму 5 и, вновь отразившись от большого зеркала 6, попадают на экран 7, образуя теневое изображение изделия.
Фиг. 139. Принципиальная схема проектора типа ИЗП25.
Механические узлы (шлифовальная бабка и координатный столик) станков с пантографным измерительным устройством не отличаются от таких же узлов станков с проектором.Существенно отличается от них устройство оптической измерительной системы.
Пантографная система состоит из ряда рычагов 3, соединенных шарнирно. На длинном конце системы рычагов укреплена обводная игла 2, на коротком — визирный микроскоп 5 (фиг. 140). Вся рычажная система может совершать угловые перемещения в плоскости чертежа вокруг неподвижной точки 4. Соотношение рычагов таково, что при перемещении обводной иглы микроскоп смещается в том же направлении, но на величину, меньшую в 50 раз. Если иглу 2 (фиг. 140) перемещать вдоль контура чертежа 1, увеличенного в 50 раз, помещенного на планшете, перекрестие нитей микроскопа будет следовать по истинному начертанию профиля изделия 6. Пользуясь
Г65
этим, можно производить контроль профиля изделия в процессе обработки. Участки профиля вышлифовываются кругом 7 до тех пор, пока кромка увеличенного изображения обрабатываемого изделия не совпадет с траекторией движения перекрестия нитей микроскопа.
Фиг. 140. Кинематическая схема пантографа.
§ 30. КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
Координатно-расточные станки по своему устройству имеют некоторое сходство с вертикально-фрезерными станками и располагают всеми элементами, присущими этому типу оборудования. Отличительные особенности координатно-расточных станков: наивысшая точность изготовления и регулировки узлов; наличие измерительных устройств, позволяющих вести точный отсчет перемещений шпинделя или изделия, закрепленного на рабочем столе станка. Все станки этого типа имеют круглые и универсальные поворотные столы, дающие возможность точно поворачивать изделие в горизонтальней и вертикальной плоскостях.
Различают два основных типа координатно-расточных станков:
а) станки одноколонного типа, где изделие перемещается вместе со столами в двух взаимно-перпендикулярных направлениях (фиг. 141, а);
б) станки двухколонного типа, где изделие перемещается вместе со столом в продольном направлении, а поперечное перемещение происходит за счет движения шпиндельной бабки по поперечине (фиг. 141, б).
Представителем станков одноколонного типа является координатно-расточный станок модели 2450. Отсчет координат на этом станке производится при помощи круглых масштабов с нанесенной на их цилиндрической поверхности винтовой риской, рассматриваемой через отсчетный микроскоп.
Представителем станков двухколонного типа является координатно-расточный станок одесского завода имени С. М. Кирова. Координаты отсчитываются при помощи ходового винта, линейки, 166
лимба и нониуса. Наличие корригирующего устройства вносит в показания нониуса поправки на неточность шага ходового винта.
Как видно из фиг. 141, наличие взаимно-перпендикулярнь х перемещений обеспечивает возможность возникновения двух пло-
Фиг. 141. Основные плоскости резания при работе на координатно-расточных станках:
А — плоскость продольного перемещения; Б — плоскость поперечного перемещения.
скостей перемещения режущего инструмента в результате движения режущей кромки, образуемой вращающейся цилиндрической фрезой. Исходя из этого, обе плоскости перемещения могут быть использованы при фрезеровании так же, как и при шлифовании на плоскошлифовальных станках.
ГЛАВА VII
МЕТОДЫ МЕХАНИЗАЦИИ ЛЕКАЛЬНОГО ПРОИЗВОДСТВА
В практике механизации лекального производства разработан ряд приемов воспроизведения профильных поверхностей главным образом при изготовлении плоского проверочного инструмента.
Объединение таких отдельных приемов по общности технологических признаков позволяет установить следующие методы механизации лекальных работ.
1) метод, применяемый при плоском шлифовании;
2) методы копирования профиля режущего инструмента;
3) метод управления подачами станка;
4) метод геометрического построения.
§ 31. МЕТОД, ПРИМЕНЯЕМЫЙ ПРИ ПЛОСКОМ ШЛИФОВАНИИ
В основу этого метода шлифования положено совмещение обрабатываемой поверхности с одной из плоскостей шлифования А или Б (фиг. 134), что достигается соответствующей установкой детали на станке. Этот метод предусматривает применение различных установочных приспособлений для закрепления и установки деталей на станке в заданном положении.
Магнитные плиты являются обязательной принадлежностью плоскошлифовальных станков и служат для закрепления изделий силой магнитного поля. Магнитные плиты могут иметь электромагнит или постоянный магнит из особого кобальтоникележелезного сплава.
Следует отдать предпочтение плитам с постоянным магнитом, так как использование их исключает необходимость наличия источника постоянного тока. Они не боятся сырости, которая может нарушить изоляцию в электромагнитах, не нагреваются при длительном использовании.
Магнитная плита должна иметь площадь несколько меньшую, чем площадь стола станка, для того, чтобы ее поверхность могла быть прошлифована на этом же станке непосредственно после ее установки.
В случае, если в процессе работы потребуется снять плиту со станка, то после установки ее необходимо вновь перешлифовать.
168
Этим обеспечивается совмещение поверхности плиты с плоскостью шлифования.
Для шлифования поверхности плиты применяются шлифовальные круги из электрокорунда зернистостью 46, твердостью МЗ-СМ1. Шлифование производится при включенном магните.
К задней стороне плиты прикрепляется съемный опорный угольник, ребро которого служит опорой при установке деталей на магнитной плите. При установке детали ее прижимают базовой стороной к угольнику, и благодаря этому она располагается в направлении продольной подачи стола станка.
Фиг. 142. Синусный кубик.
Простейшими приспособлениями для установки деталей не магнитной плите станка являются угольники, лекальные тиски, обыкновенные и синусные кубики и магнитопроводящие призмы. Кроме того, в качестве установочного приспособления используется синусная линейка обычного типа.
Станочные угольники бывают самых разнообразных форм и размеров. Чаще всего применяются обыкновенный и коробчатый угольники. Материалом для их изготовления могут служить серый чугун или сталь.
Стальные угольники должны быть закалены до твердости 40— 50 HRc. Все грани их должны быть обработаны точно под углом 90°
Станочные кубики имеют то же назначение, что и угольники, но в некоторых случаях бывают более удобными.
При шлифовании ребер одиночных шаблонов небольших размеров можно пользоваться специальной струбциной (фиг. 62). Она сочетает в себе одновременно установочное и крепежное устройства. Обладая сравнительно большой плоскостью прилегания, струбцина и закрепленная в ней деталь прочно удерживаются на магнитной плите.
Синусный кубик, как показывает его название, представляет сочетание обыкновенного кубика и синусной линейки (фиг 142). Корпус кубика размером 80 X 100 X 130 мм изготовляется из
164
чугуна. В наибольшей грани кубика растачивается несколько отверстий. В отверстия впрессованы каленые втулки, в которые могут быть вставлены пальцы. Отверстия расположены в такой комбинации, что если на два штифта наложить параллельную линейку, она образует с опорной гранью кубика угол 0°, 30° или 45°
Шлифуемая деталь базовой плоскостью опирается одним концом на палец, а другим — на блок плиток, помещенный между изделием и вторым пальцем.
Фиг. 143. Лекальные тиски.
Фиг. 144. Магнитопроводящая призма.
Размер набора блока плиток равен а = sin а х Z,
где I — расстояние между осями пальцев.
В тех случаях, когда длина базовой стороны детали меньше, чем расстояние между пальцами кубика, пользуются параллельной линейкой. При этом деталь базовой стороной прижимается к ее верхней грани.
При необходимости обработки углов, больших чем 30°, в качестве исходных можно избрать отверстия в кубике, соответствующие углам 30 и 45° В этом случае блок плиток определяется как дополнительный к углам 30 и 45°
Например, при необходимости установки изделия на угол 54° блоки плиток будут соответствовать углам 54° — 30° = 24° или 54° _ 45° = 9°
Одним из распространенных приспособлений являются лекальные станочные тиски (фиг. 143). По всей конструкции они не отличаются от обычных станочных тисков. Разница заключается лишь в точности их изготовления.
Магнитопроводящие призмы (фиг. 144) предназначены для закрепления деталей с помощью вторичного магнитного поля, созданного магнитным полем плиты станка. Они применяются в тех случаях, когда форма деталей такова, что не позволяет расположить деталь непосредственно на магнитной плите, а также для установки кубиков и т. д. на углы 30, 45 и 60°.
170
Корпус магнитопроводящей призмы изготовляется из немагнитного материала, например, бронзы. В отверстия, просверленные в корпусе, впрессовываются сердечники из мягкого железа. Иногда магнитные призмы делаются в виде блоков из пластин железа и латуни, расположенных попеременно и скрепленных болтами или заклепками. Такая призма, будучи установлена на магнитную плиту, прочно удерживается на ней-при включении магнита. На верхней поверхности призмы вокруг каждого стержня образуются вторичные магнитные поля, которые могут удерживать деталь, помещенную на призме.
Значительная часть изделий имеет рабочие поверхности в виде параллельных плоскостей, обращенных наружу. Таковы щупы, вкладыши, габаритные стороны многих шаблонов, деталей приспособлений и отдельных видов специальных калибров.
Детали такого рода могут быть обработаны с закреплением их непосредственно на магнитной плите.
Заготовки, подлежащие шлифованию, необходимо тщательно править. Шлифование нужно вести попеременно с одной и с другой стороны, повторяя эту операцию несколько раз.
Существенное значение имеют направление шлифования и выбор подачи.
Под влиянием температуры, возникающей в зоне шлифования, и других причин деталь несколько деформируется; концы ее, как правило, отгибаются кверху. Величина деформаций зависит от многих причин; глубины шлифования, состояния станка и шлифовального круга, формы и размеров шлифуемой детали, материала и т. д.
Наибольшее значение имеют режим шлифования, а также размер и форма детали. Чем длиннее и тоньше деталь и чем больше глубина шлифования, тем сильнее будут нагрев и деформация ее. Поэтому длинные и узкие детали в виде брусков или планок следует шлифовать не вдоль длинной грани, а наискось и при небольших глубинах резания. Между отдельными этапами шлифования деталь можно рихтовать молотком, оснащенным твердым сплавом. Такой молоток оставляет незначительные следы на отрихтованной поверхности. Рихтование можно допустить даже в том случае, когда на окончательную обработку остается припуск всего 0,03—0,05 мм.
Шлифование плоскопараллельных изделий типа щупов, вкладышей, базовых сторон шаблонов и т. д. производится периферией шлифовального круга. Деталь устанавливается непосредственно на поверхность магнитной плиты станка.
Перпендикулярность между шлифуемой поверхностью и боковыми сторонами детали может быть обеспечена при соблюдении следующей последовательности обработки. Деталь прикрепляется к угольнику, кубику или зажимается в тисках. При этом обрабатываемая плоскость расположится в направлении горизонтальной плоскости шлифования А (фиг. 134), а боковая сторона займет вертикальное положение.
При перезакреплении с целью обработки другой стороны, расположенной перпендикулярно к ранее обработанной, деталь нужно прижать к угольнику, кубику или закрепить в тисках той же боковой
171
стороной. Это позволяет избежать перекосов, могущих возникнуть вследствие неровности боковых сторон.
Если требуется шлифовать только две параллельные плоскости, то при обработке второй стороны деталь желательно не прикреплять к кубику, а устанавливать непосредственно на плите станка.
Чтобы предотвратить опрокидывание детали, ее подпирают кубиками. Такой прием обеспечивает высокую параллельность.
Перед шлифованием неподвижный круг подводится к изделию так, чтобы между кругом и подлежащей обработке поверхностью остался зазор 0,1—0,2 мм\ это определяется на глаз. Одновременно необходимо убедиться в том, что такой зазор имеется во всех местах этой поверхности. Круг приводится во вращение и при возвратно-поступательном движении стола опускается на изделие до появления легкого искрения. Вначале производится снятие пробных стружек с обеих сторон изделия, а затем обмер его для определения оставшегося припуска. Вертикальная подача шлифовального круга осуществляется после каждого прохода до полного снятия припуска.
Контроль размеров изделия ведется непосредственно на рабочем месте с помощью микрометров, плиток и других универсальных инструментов. При необходимости последующей доводки оставляется припуск 0,01—0,02 мм в зависимости от величины поверхности, чистоты ее, достигнутой при шлифовании, и т. д.
Во всех случаях на доводку следует оставлять минимальный припуск. Соблюдение этого условия уменьшает затраты времени на окончательную доводку, а также сокращает до минимума появление завалов, перекосов и других дефектов поверхности во время доводки. При снятии больших припусков такой вид брака всегда может иметь место.
Точность обработки на плоскошлифовальном станке зависит от многих условий: состояния станка, выбранной характеристики шлифовального круга, режима и размеров изделия.
При правильном ведении технологического процесса на шлифовальном станке может быть обеспечена точность 0,003—0,005 мм.
Шаблоны типа глубиномеров, высотомеров и подобных профилей в виде уступов могут рассматриваться как сочетание двух и более элементарных профилей типа вкладышей. Обработка их ведется теми же приемами. Контроль размеров производится от общей базовой стороны шаблона.
Шлифование пазов несколько сложнее. Существует несколько приемов их обработки. Широкое применение эти приемы имеют при обработке скоб.
Шлифование рабочего раствора скобы в зависимости от ее размера может производиться как торцом, так и периферией шлифовального круга.
Скобы небольшого размера шлифуются торцом круга. Скоба укрепляется на угольнике, как это показано на фиг. 145, а, б. Угольник располагается на магнитной плите так, чтобы направление сторон рабочего раствора скобы совпадало с направлением продольного хода стола станка. Внутрь раствора вводится шлифовальный
1 /2
круг типа С необходимой высоты, и в этом положении производится шлифование. Шлифование ведется «на проход» при поперечной подаче изделия на круг. Боковые стороны шлифовального круга правятся с поднутрением так, чтобы рабочая кромка была возможно меньшей ширины.
Тонкий шлифовальный круг при шлифовании торцом работает в неблагоприятных условиях. Это объясняется тем, что боковая на-
Фиг. 145. Шлифование раствора скоб торцом круга: а, б — шлифование «на проход»; в — шлифование «в упор».
грузка на круг в процессе шлифования довольно значительна, а жесткость круга мала. В связи с этим круг несколько изгибается. Когда круг начинает выходить из детали, нагрузка на него уменьшается и, обладая некоторой упругостью, он выпрямляется. Вследствие этого на углах шлифуемой поверхности образуется завал кромок.
Фиг. 146. Приемы шлифования скоб периферией шлифовального круга.
Для предотвращения этого нежелательного явления необходимо заправлять круг так, чтобы он резал возможно более узкой кромкой. Кроме того, при окончательной зачистке нужно применять минимальные подачи порядка 0,005—0,01 мм. Шлифование должно производиться до прекращения искрения. Следы от шлифования торцом круга должны иметь вид сетки.
При шлифовании «в упор» (фиг. 145, в) завалы менее вероятны, так как круг сходит не с угла шлифуемой плоскости, а с ее кромки.
173
Следы шлифования в данном случае представляются в виде дуг окружностей \
Мерительные поверхности скоб большого размера (от 10 до 100 мм) можно шлифовать периферией чашечного круга. Скобы укрепляются на кубике (фиг. 146, а). Чашка вводится внутрь раствора скобы. В этом положении шлифуется одна сторона, затем кубик вместе со скобой переворачивают и устанавливают на плиту противоположной плоскостью. Величина раствора контролируется измеритель
Фиг 147. Приспособление для шлифования скоб большого размера.
Шлифование производится сш
ными плитками; подача осуществляется за счет вертикального перемещения. Во время обработки верхняя губка скобы находится внутри круга, поэтому механической подачей нельзя пользоваться. Перемещение стола должно производиться от руки.
Шлифование скоб с поворотом кубика возможно лишь в том случае, когда габаритный размер скобы не превышает высоты кубика. Для скоб большего размера применяется другой прием. Скобы крепятся на кубике или в тисках таким образом, чтобы верхняя мерительная площадка была расположена от магнитной плиты на расстоянии, превышающем диаметр круга (фиг. 146, б).
1ла верхней частью чашечного
круга, а затем нижней. При шлифовании верхней частью отсчет подачи по лимбу ведется в обратном порядке (90, 85, 80 и т. д.).
Скобы с раствором свыше 100 мм можно шлифовать кругом прямого профиля. Для этого последний вводят внутрь раствора (фиг. 146, в), и шлифование также производится с последовательным
перемещением круга вверх и вниз.
Указанные приемы дают возможность обрабатывать скобы примерно до размера 300 мм.
Для шлифования диаметральных скоб с раствором свыше 300 мм можно использовать несложное приспособление (фиг. 147). Оно состоит из двух подушек, соединенных посредством сварки с корпусом. При шлифовании скоба крепится к корпусу прижимами так, чтобы губки ее находились примерно на равном расстоянии от плоскостей подушек. Для шлифования рабочих поверхностей скобы нужно приспособление установить на плите станка сначала одной.
1 Этот прием шлифования используется на скобошлифовальных станках.
174
а затем другой стороной, т. е. в соответствии со схемой шлифования скоб с поворотом кубика.
При изготовлении такого приспособления необходимо соблюдать взаимно-параллельность поверхностей обеих подушек и перпендикулярность боковой опорной плоскости к плоскостям подушек. Для шлифования скоб различного размера нужно иметь комплект таких
Фиг. 148. Приспособление для .шлифования скоб большой длины.
приспособлений. Интервал размеров приспособлений в комплекте должен составлять примерно 150 мм (для шлифования скоб 300— 450 мм; 450—600 мм и т. д.).
Скобы для поверки длин свыше 250 мм обычно изготовляются сборными и состоят из корпуса — трубы с приваренными к ней губками. Линейные скобы этой конструкции изготовляются до размера 3000 мм, а иногда и выше.
Для шлифования такого рода скоб применяется приспособление, изображенное на фиг. 148. Оно состоит из основания стойки 3, кронштейна 4 с закрепленным на нем неподвижно делителем 5, призмы 8 с подвижным делителем 7 и башмака 10. Оба делителя скрепляются двумя хомутиками 6. На основании и башмаке имеются платики 2 и 9 (платик 2 выше платика 9 на 5 мм) для установки на них измерительных плиток. Призма может поворачиваться вместе с под-
175
лапки делителя вновь хомутиками, башмак место, и лапка скобы винтами. Шлифование
вижным делителем 7 на оси, помещенной в кронштейне. Выступающая часть оси срезана точно по центру.
При настройке приспособления блок плиток, равный половине рабочего раствора скобы, устанавливается на платик 2. Кронштейн вместе с призмой опускается вниз с тем, чтобы срезанный конец оси уперся в блок плиток х. В этом положении кронштейн закрепляется. Скоба устанавливается в призме таким образом, чтобы поверхность губки расположилась выше платика 9 башмака на 5 мм плюс припуск на обработку этой стороны. Башмак ставится на плиту так, чтобы лапка скобы входила в его паз. Скоба слегка закрепляется в нем винтами.
Нижняя лапка шлифуется до тех пор, пока ее плоскость не расположится на расстоянии 5 мм от платика башмака, что контролируется плиткой 5 мм и лекальной линейкой. Затем башмак открепляется и отводится в сторону. После снятия хомутиков 6 призма вместе со скобой поворачивается на 180е При этом верхняя лапка подвижного делителя займет положение нижней, и наоборот. В этом положении скрепляются ставится на закрепляется и обмер производятся теми же приемами, что и прежде.
Такой метод обработки скобы обеспечивает получение требуемого размера без измерения величины всего раствора скобы и вполне удовлетворительную параллельность рабочих плоскостей. Достижимая точность 0,02—0,03 мм.
При шлифовании угловых элементов профиля необходимо каждый из участков профиля привести в соответствие с одной какой-либо плоскостью шлифования. Делается это последовательно от участка к участку.
Шаблон, показанный на фиг. 149, прикрепляется к кубику так, чтобы его стороны А и Б расположились параллельно граням кубика. Предварительно эти стороны шлифуются на кубике. Затем кубик вместе с прикрепленным к нему шаблоном устанавливается на синусной линейке, настроенной на угол профиля (18°35'), и шлифуется наклонная сторона профиля.
Для обеспечения точного размера высоты профиля (16 + 0,01) рекомендуется поступать следующим образом: при шлифовании наклонной стороны необходимо, чтобы она по высоте была несколько больше этого размера, что приближенно может быть определено
1 Настройку можно производить также по микрометрическому нутромеру.
176
с помощью штангенциркуля. После шлифования шаблон вместе с кубиком переносится на микроскоп, где производится контроль профиля. Допустим, что при этом размер будет составлять не 16 мм, а 16,23 мм. Тогда шаблон вновь устанавливается на станке на соответствующую грань кубика и с верхней стороны снимается 0,23 мм.
При необходимости обработки симметричных угловых профилей типа, показанного на фиг. 150, а, используется метод кантовки.
Все грани профиля шаблона, расположенные под прямыми углами, обрабатываются обычными приемами, причем по высоте (размер 43 мм) оставляется некоторый припуск порядка 0,3—0,4 мм.
Фиг. 150. Приемы обработки углового шаблона с симметричным профилем.
Для обработки угловых участков шаблон основанием устанавливается на синусную линейку, снабженную упором. При этом необходимо, чтобы наклонная сторона шаблона возвышалась над верхней гранью кубика. Для этого между боковой стороной шаблона и упором синусной линейки помещается блок плиток (фиг. 150, б). В этом положении шлифуется вначале одна, а затем вторая наклонная сторона профиля.
Симметричность обоих участков обеспечивается шлифованием при одинаковом показании лимба вертикальной подачи. Операция повторяется несколько раз до тех пор, пока размер между наклонными сторонами профиля (17, 16 мм) не будет приближенно равен размеру, указанному на чертеже. Это может быть определено с помощью штангенциркуля. Затем шаблон переносится на микроскоп, где производится измерение величины этой стороны. Допустим, что истинная ее величина будет меньше на 0,1 мм (17,06 мм). В этом случае для достижения размера, указанного на чертеже, с верхней стороны шаблона снимается припуск, который можно определить несложным расчетом.
Из прямоугольного треугольника с катетом 0,05 мм (-у- = 0,05) и углом 31°17' определяется другой катет х:
х = 0,05-tg31°17' = 0,03038^ 0,03 мм.
Этот припуск снимают с верхней стороны профиля. Затем с нижней стороны профиля снимают оставшийся припуск до достижения размера, указанного на чертеже (43 мм).
12 Загрецкий и Харченко 177
Если контроль покажет, что размер верхней стороны больше номинального (допустим 17,30 мм), необходимо сошлифовать некоторый припуск с наклонных сторон профиля. Припуск определяется аналогично предыдущему примеру:
хг = 0,07-sin31°17z = 0,03635^0,036 мм.
Сечение по б б
Сечение по а а
Фиг 151 Приемы обработки клина.
Размер 43 мм по высоте шаблона, как и в первом случае, достигается за счет шлифования его основания.
Изготовление клина для настройки прибора контроля радиального конуса турбинной лопатки (фиг. 151) затруднено тем, что плоскости, составляющие его профиль, образуют двухгранные углы. Обработка его должна начинаться с шлифования боковых плоскостей на размер чертежа 12 мм. Затем шлифуется нижняя сторона клина. Для этого клин прикрепляется к угольнику так, чтобы грань его была расположена параллельно основанию кубика. Вместе с кубиком клин устанавливается на синусную линейку, настроенную
178
на угол 33° (90° — 57°), и в этом положении шлифуется. Далее шлифуются торцовые стороны по длине клина под углом 90° к грани, причем на окончательную обработку оставляется припуск 0,5—0,8 жм
Решающим этапом обработки является шлифование верхней наклонной плоскости клина. Выполнение этой операции может быть обеспечено двумя приемами.
Первый прием. Вначале на верхней грани создается ленточка под углом 8°32'30" к нижней грани. Для этого клин опирается нижней гранью на синусную линейку, установленную на угол 8°32'30,/, и прижимается к угольнику струбцинами (фиг. 154). В таком положении шлифуется ленточка. При этом выдерживается размер 32,12 мм с припуском на обработку примерно 0,10—0,08 мм. Контроль осуществляется с помощью соответствующего блока плиток, устанавливаемого на плоскость синусной линейки. После этого клин вместе с угольником закрепляется на синусной линейке, настроенной на угол профиля в нормальном сечении (фиг. 151, сечение по аа). Этот угол отличается от угла по торцу, заданного на чертеже. Он может быть определен по формуле:
= tgarcos₽, где — угол в нормальном сечении;
а7 — угол по торцу;
р — угол клина.
В данном случае он будет составлять:
tg = tg 33° • cos 8°32,30" = 0,64379 мм\ ан = 32°46'
Такая установка приведет обрабатываемую поверхность в гори зонтальную плоскость шлифования.
Шлифование ведется до достижения размера широкой стороны клина 20,40 мм. Измерение производится гладким микрометром по острой кромке. Поскольку имеется большой припуск по длине клина, можно для гарантии оставить на шлифуемый размер небольшой припуск порядка 0,01—0,02 мм. После тщательного контроля это отклонение может быть ликвидировано за счет шлифования большого торца. На последнем этапе шлифуется торец узкой стороны клина на размер 65 мм.
Следует заметить, что измерение клина в плоскости чертежа всегда будет давать несколько меньший размер против действительного за счет притупления острых кромок. Контроль следует вести обязательно в направлении нормали по размерам 20,40 и 12,22 мм с одновременным контролем угла 33°
Второй прием. Для шлифования верхней наклонной стороны изготовляется специальная угловая магнитопроводящая призма.
Порядок переходов остается прежний. После шлифования боковых сторон и плоскости нижней грани клин этой гранью устанавливается на магнитопроводящую призму с углом 7o10,18’, (фиг. 151, 12* 179
сечение по бб). Обычно она изготовляется из плоскопараллельной призмы за счет шлифования на ней полоски необходимой ширины.
Описанный прием применяется в случае, когда инструменты подобного типа составляют постоянную номенклатуру изделий цеха.
Преимущество этого приема заключается в том, что клин можно снимать с призмы для промежуточного контроля столько раз, сколько это потребуется. Кроме того, при обнаружении отклонений от заданных углов можно внести соответствующие поправки в установку синусной линейки при шлифовании магнитопроводящей призмы.
Фиг. 152. Приемы шлифования профиля гребенки.
Ручные приемы обработки гребенки (фиг 152, а) были приведены в гл. V
Профиль такой гребенки можно обработать на плоскошлифовальном станке, используя приемы плоского шлифования. Возможны два различных приема шлифования боковых сторон зубьев гребенки: шлифование торцом тарельчатого круга (использование плоскости шлифования Б станка, фиг. 134) и периферией цилиндрической чашки (использование плоскости шлифования А станка, фиг. 134).
При шлифовании торцом тарельчатого круга (фиг. 152, б) предварительно шлифованная по вершинам и впадинам (на размер 10 мм) заготовка помещается на синусной линейке, установленной на половину угла профиля (20°). При этом правые стороны зубьев располагаются вертикально, т. е. будут приведены в плоскость Б. Между упором линейки и торцом шаблона помещается блок плиток, равный сумме шагов гребенки (в данном случае 4 X 15,28 = 61,12 мм).
180
Торцом круга шлифуется сторона первого зуба. Затем блок плиток уменьшается на величину шага (61,12—15,28 = 45,84 мм), и шлифуется следующий зуб. Обработка остальных зубьев ведется в том же порядке, причем при шлифовании последнего зуба гребенка упирается неспосредственно в упор линейки. Левые стороны зубьев шлифуются так же, как и правые. Профиль контролируется на микроскопе в промежутках между перестановками. Можно ограничиться лишь контролем ширины первого зуба, а в дальнейшем руководствоваться точной установкой по шагу.
Для шлифования зубьев чашечным кругом гребенка устанавливается на синусном кубике так, как показано на фиг. 152, в.
Шаг измеряется в направлении нормали к боковым сторонам вубьев (/0, фиг. 152, а). Пример расчета значения величины шага по нормали приведен на стр. 135.
Указанные примеры не исчерпывают всех случаев применения плоского шлифования. Они дают лишь представление о широких возможностях его использования при окончательной обработке шаблонов и деталей контрольных приспособлений.
§ 32. МЕТОД КОПИРОВАНИЯ ПРОФИЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА
Сущность этого метода механизации заключается в том, что при образовании профильной поверхности, вместо движения прямолинейной образующей по профильной линии, прямолинейное движение
совершает сама профильная линия. При этом возникает фасонная поверхность шлифования, которая может быть воспроизведена на изделии (фиг. 153).
Частным случаем использования этого метода является шлифование пазов мерным по ширине кругом. Если врезаться в изделие кругом прямого профиля, то в результате получится паз, ширина которого будет равна высоте круга, а глубина — величине врезания.
181
Такой прием иногда применяется при шлифовании длинных и узких пазов, при этом круг правится как по периферии, так и по торщъм на необходимую ширину. Шлифование ведется обычно двумя-тремя кругами, постепенно приближающимися по размеру к требуемой ширине паза. Круг должен быть уже величины паза на 0,01 — 0,03 мм, так как при шлифовании круг всегда несколько «разбивает» паз. Так как круг работает без поперечных подач, то срыва кромок при этом не происходит.
Если мы будем перемещать круг в поперечном направлении без возвратно-поступательного движения стола, возникнет еще одна
Фиг. 154. Схема шлифования вогнутых дуговых участков мерным кругом.
Фиг 155. Шаблон с вогнутым профилем.
поверхность резания в виде внутренней поверхности круглого цилиндра (фиг. 154). Этот прием применяется для шлифования вогнутых дуговых участков мерным кругом. Шлифование мерным кругом возможно лишь в том случае, когда дуговой участок не пересекается какими-либо другими элементами профиля. Примером может служить шаблон, изображенный на фиг. 155.
Шлифовальный круг прямого профиля правится по периферии до получения диаметра 120 мм\ измерение ведется гладким микрометром. Для предохранения рабочих поверхностей микрометра от царапания абразивом круг обертывается полоской бумаги, толщину которой необходимо учитывать при измерении. Круг совмещается с центром впадины заготовки. Шлифование производится при поперечном перемещении стола и вертикальной подаче.
При шлифовании мерным кругом необходимо следить, чтобы изделие не перегревалось, так как в момент шлифования контакт происходит по дуге значительной протяженности. Во избежание нагрева рекомендуется применять охлаждение и по возможности пользоваться мягким кругом. Однако следует заметить, что чрезмерно мягкий круг, хотя и дает меньший нагрев изделия, но в процессе шлифования может настолько износиться, что полученный радиус дугового участка не будет соответствовать заданному чертежом. Это, в первую очередь, относится к кругам малого диаметра, работающим с пониженной окружной скоростью.
182
Плоскость быть рас-шпинделя
156. Правка круга на заданный угол.
при этом должна параллельно оси
алмазом, виде пря-
производится в
Обработка мерным кругом — частный случай метода копирования. В общем случае образование профиля на периферии шлифовального круга производится правкой с помощью алмаза.
Главная задача при профилировании заключается в том, чтобы режущей кромке алмаза сообщить перемещение, соответствующее геометрии профиля.
Наиболее простым приемом является профилирование круга на заданный угол. В этом случае пользуются известными приспособлениями — синусной линейкой или синусным кубиком.
Синусную линейку устанавливают на необходимый угол и вместе с угольником, приставленным с левой стороны линейки, помещают на магнитную плиту станка. ” угольника положена станка.
Правка вставленным в державку моугольного стального бруска. Державку накладывают на поверхность линейки и передвигают ее назад и вперед от руки, прижимая одноврменно как к синусной линейке, так и к плоскости угольника (фиг. 156).
Правка производится вертикальной подачей в 0,05—0,1 мм на один проход при предварительной правке Фиг-и с подачей в 0,01—0,02 мм при окончательной правке.
Перемещение режущей кромки алмаза в плоскости, проходящей через ось вращения установкой угольника на соответствующем расстоянии от оси шпин
должно происходить круга, что достигается
деля.
Вначале установка ведется на глаз, а при последних проходах алмаз устанавливается по оси шпинделя путем перемещения стола станка вправо и влево в направлении продольной подачи. При этом режущая кромка алмаза неизбежно пройдет через осевую плоскость круга. Во всех случаях предварительное профилирование производится куском твердого круга карбида кремния (КЗ) от руки.
Рассмотрим несколько случаев профилирования круга при шлифовании профилей прямолинейного начертания.
Профиль шаблона, показанный на фиг. 157, не может быть обработан обычными методами шлифования. При установке наклонного участка этого профиля в соответствии с одной из плоскостей шлифования станка боковые стороны профиля перекроют наклонную, и шлифование станет невозможным.
Для шлифования используется круг прямого профиля высотой немного более 16 мм, диаметром 150—175 мм. Вначале круг правится по торцам с тем, чтобы высота его была несколько меньше 16 мм (15,6—15,8 мм). Затем осколком круга карбида кремния КЗ
183
на периферии круга создается угол 37°18' Приближенная проверка производится угломером. На торцовых участках круга делаются поднутрения для шлифования боковых сторон профиля.
Окончательное профилирование выполняется алмазом, как указывалось ранее.
После этого заготовка шаблона устанавливается так, чтобы боковые стороны профиля были перпендикулярны к плоскости стола. В этом положении шлифуются боковые стороны профиля на проход. Наклонный участок обрабатывается запрофилированной конической поверхностью круга при вертикальной подаче.
Фиг. 157. Угловой шаблон и схема расчета.
При шлифовании наклонного участка необходимо следить, чтобы высота профиля была больше 23,67 мм. Окончательная обработка ведется за счет шлифования верхней стороны шаблона кругом прямого профиля. Высота измеряется с помощью блока плиток и ролика, помещенных в профиль шаблона.
Допустим, что мы располагаем роликом диаметром 8 мм. Для нахождения величины размера блока плиток необходимо определить сторону треугольника АВС. Центр ролика лежит на биссектрисе угла 37° 18'. Следовательно, угол ВАС равен 37°18' 2 = 18°39';
= tg 18°39' = 0,33751 = 11,85,
Величина размера блока плиток будет составлять:
23,67 -(44- 11,85) = 7,82 мм.
Сравнение расположения верхних площадок с блоком плиток производится лекальной линейкой.
При обработке рабочих поверхностей проймы для контроля конических шестерен (фиг. 158, а) необходимо применить круг высотой около 50 мм и 0 125 мм. Если такой круг отсутствует, можно использовать два круга типа ПВ, установив их одновременно на оправке выточками в разные стороны.
184
Шлифовальный круг профилируется на углы профиля 43°48' и 40° Пересечение сторон профиля должно находиться примерно на середине круга. Так как ширина прорези проймы равна 8 мм, то па периферии круга можно оставить ленточку шириной 6—7 мм.
Для шлифования круг вводится внутрь раствора проймы и ведется шлифование верхней и нижней сторон профиля.
Контроль размера 127 + 0,01 мм производится при помощи двух роликов, диаметр которых вписывается в угол профиля, и блока плиток, соответствующего размеру I (фиг. 158, а).
Фиг. 158. Пройма для контроля конических шестерен (а) и схема расчета (б).
Определим величину I — расстояние между роликами диаметром 18 мм, помещенными в пройму.
В данном случае биссектриса угла составит со стороной профиля угол
q* = 4Г54'
9
Гипотенуза С будет равна sin41o54< =13,48 мм. Однако поскольку биссектриса угла 83°48' по отношению к линии, соединяющей вершины угла профиля, расположена под углом 1°54', то расстояние от вершины этого угла до центра ролика будет несколько меньше, а именно:
13,48-cos 1°54' = 13,47 мл.
Исходя из этого, величина I будет равна:
127 — (2 X 13,47) — 18 = 82,06 мм.
Для профилирования шлифовального круга по дугам окружности существуют приспособления, позволяющие сообщать режущей
185
кромке алмаза движение по дуге заданного радиуса. Эти приспособления допускают воспроизведение на круге как вогнутого, так и выпуклого профиля.
Простейшее приспособление для профилирования по радиусу в виде угловой рамки, вращающейся в центрах, показано на фиг. 159.
В центре рамки укреп-
ляется алмаз, который может устанавливаться в требуемом положении винтом. Установка режущей кромки алмаза для профилирования как выпуклых, так и вогнутых дуг достаточно проста. Сущность приемов настройки может быть уяснена из фиг. 160, а и б. При необходимости правки по дуге большого радиуса (45—130 мм) могут быть
Фиг 159. Приспособление для профилирования по радиусу.
применены удлинительные надставки (фиг. 161). В процессе профилирования рамка вручную покачивается в центрах бабки, что придает приспособлению весьма устойчивое положение и обеспечивает высокое качество воспроизведения профиля.
Другое приспособление (фиг. 162) имеет более сложную конструкцию. Оно состоит из корпуса /, в котором помещен шпиндель <3.
Фиг. 160. Настройка приспособления для профилирования: а — вогнутого профиля; б — выпуклого профиля.
На шпинделе укреплены салазки 2, которые поворачиваются в процессе профилирования за рукоятку 4. В салазках при помощи винта 5 может перемещаться державка 6. Перемещение державки необходимо для установки режущей кромки алмаза 7 на расстоянии от оси вращения шпинделя, равном радиусу профилируемой дуги.
В зависимости от расположения режущей кромки алмаза относительно оси вращения 00 на шлифовальном круге можно профилировать как вогнутую, так и выпуклую дугу. Например, при 186
Фиг. 161. Применение удлинительных надставок для профи-
лирования кругов:
а — вогнутого профиля; б — выпуклого профиля.
Фиг. 162. Приспособление для профилирования круга по дугам окружности.
Фиг. 163. Приемы шлифования профильного шаблона.
187
расположении алмаза выше оси вращения на круге будет воспроизведена вогнутая дуга, при расположении ниже оси — выпуклая дуга.
Для профилирования вогнутых дуг небольшого радиуса (начиная от 4 мм) служит оправка 9. Алмазная крошка зачеканена в боковую поверхность* шарика на конце державки. Оправка помещается в отверстие на торце державки. Винт S, закрепляющий оправку, ввинчивается в боковое отверстие державки. Ось шпинделя должна быть параллельна основанию и сторонам корпуса. Величина Н — высота расположения оси шпинделя от основания круга — и величина В — расстояние от оси до боковой стороны должны быть измерены и замаркированы на приспособлении.
В качестве примера применения профилированного круга может служить шаблон, показанный на фиг. 163. Для шлифования необходимо выбрать круг прямого профиля высотой 20 мм. На периферии е о осколком круга карбида кремния воспроизводится примерный профиль. Для окончательного профилирования алмаз устанавливают так, чтобы его режущая кромка отстояла от оси шпинделя приспособления на Н—В (фиг. 162).
В нашем случае: С = 125 — 13,65 = 111,35 мм.
Приспособление нужно поместить на магнитной плите и прижать к упорному угольнику. Круг приводится в такое положение, чтобы центр радиуса созданного на нем приближенного профиля совпадал с центром вращения алмаза. Это можно определить по равномерности зазора между профилем круга и режущей кромкой алмаза при поворачивании шпинделя приспособления за рукоятку. В этом положении круг профилируется. Величина подачи круга на алмаз составляет 0,05—0,1 мм при предварительном и 0,01—0,02 мм при окончательном профилировании.
Пусть величина В в нашем случае будет равна 35 мм, тогда центр радиуса дуги, профилируемой на круге, должен отстоять от упорного угольника на ту же величину — 35 мм.
Для шлифования дугового участка шаблон, предварительно отшлифованный по базовым сторонам на размер 16 мм, устанавливают с помощью кубика на плите так, чтобы его базовая сторона расположилась от упорного угольника на расстоянии 35—5,76 = 29,24 мм. Такая установка обеспечивается прокладыванием между упорным угольником плиты и укрепленным на кубике шаблоном соответствующего блока плиток.
Шлифование ведется на проход при постепенном опускании круга на изделие.
Профиль шаблона, изображенный на фиг. 164, более сложен. Он составлен двумя пересекающимися дугами окружности с заданным расстоянием между центрами радиусов этих дуг (для упрощения остальные элементы профиля — ширина и высота — опущены).
Профилирование круга в этом случае ведется последовательно. Сначала нужно профилировать одну сторону, затем другую, причем режущая кромка алмаза должна быть расположена ниже оси вращения на 27,3 мм.
188
Для профилирования правой стороны круга приспособление боковой стороной прижимают к упорному угольнику плиты (фиг. 164, а).
Для профилирования левой стороны приспособление перемещается вправо на величину 30 мм. Для этого между угольником плиты и приспособлением прокладывается плитка 30 мм (фиг. 164, б). Профилирование левой стороны, как и правой, заканчивается на том же показании лимба вертикальной подачи.
Воспроизведение на круге вогнутого профиля в принципе не отличается от профилирования выпуклых дуг. Разница заключается
лишь в том, что режущая кромка алмаза располагается выше оси вращения.
Профилирование вогнутых участков вообще несколько труднее и возможно лишь при значениях центрального угла менее 180° При боль-
30
Фиг. 164. Профилирование на круге двух дуговых участков.
ших углах (глубоком профиле) противоположный алмазу конец державки будет упираться в кромку профиля.
С помощью указанного приспособления можно воспроизводить и более сложные профили, в том числе и сопряженные.
Некоторым недостатком конструкции этого приспособления является доступ абразивной пыли на шпиндель приспособления и на подшипник, в котором происходит вращение. Так как практически изолировать шпиндель от проникновения пыли очень трудно, происходит относительно быстрая выработка подшипника и точность профилирования снижается.
Для целей профилирования сложных профилей более удобным является универсальное приспособление, показанное на фиг. 165.
Конструкция приспособления допускает перемещение режущей кромки алмаза по дугам окружности заданного радиуса, а также по прямым в заданном угловом направлении. Приспособление имеет следующее устройство. На основании 1 ходовым винтом передвигается столик 2; на столике помещена поворотная часть 4, смонтированная на шариках. С помощью рукоятки поворотная часть может быть повернута в одну и в другую сторону от нулевого положения на величину 150° Отсчет углов поворота ведется по круговой шкале с нониусом. Поворот в обе стороны ограничивается упорами 3.
189
Ползун 5 может перемещаться по направляющей поворотной части и закрепляться в требуемом положении стопорным винтом. Поперечно направлению движения ползуна перемещается стойка 7. Стойка может быть зафиксирована в центральном положении штифтами 6, помещенными в отверстиях ползуна. Будучи вдвинуты до отказа, штифты охватывают выступ, имеющийся внизу стойки, и пре*
Фиг. 165. Универсальное приспособление для профилирования шлифовального круга.
пятствуют перемещению последней. При этом кромка алмаза 8, помещенного в гнезде стойки, будет находиться в вертикальной плоскости, проходящей через центр вращения поворотной части. При фиксировании стойки одним каким-либо штифтом она получает свободу перемещения в одну сторону от своего центрального положения.
Для установки алмаза в исходное положение, от которого производится все дальнейшие перемещения его, служит шаблон. Он ограничивает вылет режущей кромки алмаза на величину 25 мм.
Настройка приспособления для профилирования шлифовального круга по дуге заданного радиуса осуществляется с помощью блоков плиток, прокладываемых между упором 9 и планкой 10 поворотной части. Нулевому положению, при котором режущая
190
кромка алмаза располагается в центре вращения приспособления, соответствует плитка 50 мм. При профилировании круга по выпуклой дуге блок плиток берется равным 50 —/?, при профилировании вогнутой дуги — 50+7?.
Для правки по прямой оба штифта, фиксирующие стойку, выдвигаются, и стойка от руки перемещается вперед и назад. Подача алмаза на круг осуществляется винтом 11, перемещающим всю систему
относительно основания.
Подобно тому, как это сделано у простого приспособления,
расстояние от боковой стороны основания до оси быть тщательно измерено и замаркировано на корпусе.
Рассмотрим два примера профилирования шлифовального круга для обработки изделий со сложным сопряженным профилем.
Профиль шаблона, показанного на фиг. 166, состоит из сочетания двух дуговых участков. Дуга R =8,5 мм вогнутая, а дуга R = 10,3 мм выпуклая. С помощью универсального приспособления данный профиль можно воспроизвести на круге полностью. Профилирование следует начинать с участка, имеющего R = 10,3 мм, который на круге будет вогнутым. Необходимость в такой последовательности профилирования объясняется тем, что при воспроизведении на
вращения должно
Н— 25—^
Фиг. 166. Шаблон с разноименными дуговыми участ-
ками.
круге вогнутого участка алмаз имеет возмож-
ность свободного выхода в обе стороны.
Приспособление (фиг. 165) настраивается на профилирование вогнутой дуги R = 10,3 мм. Для этого между упором 9 и планкой 10-помещается блок плиток 50 + 10,3 = 60,3 мм, а между упорным
угольником плиты и боковой стороной основания 1 — два блока плиток по 15 мм (расстояние между центрами радиусов дуговых участков профиля). Приспособление располагается на плите справа от рабочего. На круге воспроизводится вогнутый дуговой участок. Глубина врезания алмаза должна превышать размер высоты профиля 7,47 мм и составлять примерно 8 мм. Режущая кромка алмаза должна быть расположена на уровне центра шпинделя станка, что. достигается соответствующей установкой круга в вертикальном
направлении.
Подача алмаза на круг осуществляется винтом 11.
Для профилирования выпуклой дуги R = 8,5 мм приспособление перемещают в соответствии с чертежом на 15 мм, для чего блоки плиток убирают и сторону основания, прижимают непосредственно, к упорному угольнику. Приспособление перестраивают на профилирование выпуклой дуги радиуса 8,5 мм (блок плиток при этом равен 50 — 8,5 = 41,5 мм). Необходимо учесть, что алмаз в данном случае можно поворачивать в сторону профиля лишь до точки сопряжения обеих дуг. Эта точка лежит на линии, соединяющей Центры обоих радиксов. Ес углозсе положение а может быть определено.
191
из треугольника с гипотенузой 10,3 + 8,5 = 18,8 мм и катетом 15 мм.
sin а =-^ = 0,79786, 1о.о
откуда а = 58°56'
Величина поворота вправо ограничивается упором 3 (фиг. 165), установленным в соответствующем месте. В этом положении профилируется второй участок. Профилирование заканчивается в тот момент, когда режущая кромка алмаза коснется в точке сопряжения
Фиг 167 Шаблон сопряженного профиля (а) и профилирование круга (б).
запрофилированного ранее вогнутого участка. При этом высота профиля должна быть равна 7,47 мм, что контролируется обмером высоты профиля после пробного шлифования.
Расположение заготовки относительно запрофилированного круга и приемы шлифования профиля шаблона аналогичны приведенным выше.
Профиль шаблона, изображенного на фиг. 167, а, состоит из дугового участка R = 12,5 мм и касательного к нему прямолинейного участка, расположенного под углом 20°30' по отношению к оси профиля.
Профилирование круга ведется в следующей последовательности. Алмаз устанавливается на радиус 12,5 мм. Упор 3 (фиг. 165), расположенный с правой стороны столика, устанавливается так, чтобы поворотная часть приспособления могла быть повернута вправо на угол 20°30' Штифт 6, фиксирующий стойку с правой стороны, выдвигается из своего гнезда, благодаря чему достигается возможность перемещения стойки от центра вправо.
Профилирование начинается с прямого участка при перемещении стойки приспособления от края профиля к центру (фиг. 167). Во время 192
профилирования этого участка поворотная часть одной рукой прижимается к упору 3 (фиг. 165). Перемещение стойки произвсдится другой рукой. В тот момент, когда стойка упрется в левый штифт 6, оставшийся вдвинутым, т. е. когда алмаз будет находиться в точке О (фиг. 167), начинается вращение поворотной части за рукоятку справа налево. При этом стойка все время другой рукой прижимается к штифту 6 (фиг. 165). Этим достигается профилирование дугового участка. После первого прохода поворотная часть возвращается в первоначальное положение, алмаз подается на круг, дальше следует новый проход и т. д.
Во время профилирования необходимо следить за тем, чтобы переход от прямолинейного движения к круговому (в точке сопряжения О) происходил без задержки. При несоблюдении этого условия в точке сопряжения мс-жет образоваться кольцевая канавка.
После шлифования профильного участка размер по высоте профиля 16,45 мм выдерживается за счет шлифования верхней стороны шаблона кругом прямого профиля. Измерение ведется на микроскопе от нижней точки профиля.
Приведенные выше методы профилирования с помощью приспособлений предусматривают настройку непосредственно по данным чертежа. Однако в практике могут встречаться случаи, когда к имеющемуся шаблону необходимо точно припасовать шаблон обратного профиля, профильную подушку, фасонный резец и другую контрдеталь. При этом основной шаблон может иметь некоторые отступления от номинальных размеров (погрешности изготовления, взнос и пр.). Воспроизвести точно профиль такого шаблона на шлифовальном круге данным методом затруднительно.
В отдельных случаях, как, например, при изготовлении фасонных резцов шаблон для контроля резца должен иметь корригированный профиль, так как измерение и шлифование профиля резца происходят в разных плоскостях из-за наличия заднего угла. Радиусные участки профиля резца после корригирования дают сложные кривые в виде дуг эллипса. Воспроизвести такие кривые на круге имеющимися приспособлениями для профилирования невозможно.
В этих условиях очень удобным является метод профилирования по копиру, который позволяет на шлифовальном круге всспроизвести любой произвольный профиль, геометрия которого неизвестна. Данный метод получил широкое распространение в Чехословацкой Республике.
Профилирование осуществляется с помощью несложных приспособлений; одно из них показано на фиг. 168.
Приспособление состоит из трех основных частей корпуса /, в стойке которого помещена пиноль с алмазом 2. Пиноль может перемещаться в стойке корпуса с помощью винта. На переднем выступающем конце корпуса укреплен копирующий палец 3.
Процесс профилирования шлифовального круга достаточно прост. Шаблон-копир перемещается на столе плоскошлифовального станка и закрепляется в требуемом положении.
Загрецкий и Харченко 193
Предварительно осколком карбида кремния шлифовальный круг (КЗ) заправляется от руки по приближенному профилю шаблона. Затем вертикальным перемещением головки круг приводится в такое положение, чтобы ось вращения шпинделя станка была расположена в одной горизонтальной плоскости с режущей кромкой алмаза. За счет поперечного перемещения стола профиль круга приближенно совмещается с профилем шаблона в вертикальной плоскости. Это совмещение контролируется касанием острия алмаза в наивысшей точке профиля круга при перемещении копирующего пальца по профилю шаблона.
Фиг 168. Приспособление для профилирования круга по копиру.
При вращении шлифовального круга 4 приспособление рукой медленно перемещаем по профилю копира-шаблона 5 так, чтобы копирующий палец все время прижимался к последнему. Вначале алмаз будет снимать выступающие части профиля, но постепенно, в результате многократных проходов, на круге будет воспроизведен полный профиль шаблона. В процессе профилирования алмаз вместе с приспособлением медленно подается на круг за счет продольной подачи стола.
Для предварительной правки используются боковые стороны алмаза, тогда как чистовая правка производится его вершиной. В процессе черновой правки копирующий палец устанавливается и перемещается под острым углом к профилю (фиг. 169, а), а при чистовой — под прямым углом к профилируемому участку (фиг. 169, б). Такой прием способствует лучшему сохранению острия алмаза, а следовательно, точности профилирования.
Для точного перенесения профиля копируемого шаблона на круг необходимо соблюдать следующие условия:
1) копирующий палец должен лежать на одной линии с алмазом, перпендикулярной основанию приспособления;
2) форма копирующего пальца должна быть идентична форме алмаза;
194
3) шлифовальный круг должен профилироваться в диаметральной плоскости круга.
Условия 1 и 2 легко осуществляются при профилировании копирующего пальца путем шлифования. Эта операция выполняется в следующем порядке.
Первоначально алмаз устанавливают так, чтобы копирующий палец выступал немного вперед относительно вершины алмаза. Затем приспособление закрепляют на угольнике или ином приспо
Фиг. 169. Приемы профилирования по копиру: а — черновое; б — чистовое.
соблении в вертикальном положении. При этом плоскость основания корпуса должна быть перпендикулярной плоскости магнитной плиты стола станка. Угольник вместе с приспособлением прижимают гранью к упорному угольнику плиты так, чтобы алмаз и копирующий палец были расположены в направлении возвратно-поступательного движения стола.
В этом положении вращающийся шлифовальный круг постепенно опускается вниз на алмаз (фиг. 170).
Алмаз внедряется в шлифовальный круг и воспроизводит на нем кольцевую канавку, форма которой в точности соответствует форме алмаза. При дальнейшем движении стола этот профиль переносится на острие профилирующего пальца.
Профили, не имеющие вогнутых участков, целесообразно править копировальным приспособлением, показанным на фиг. 171. У этого приспособления нет копирующего пальца; его функции выполняет базовая поверхность основания корпуса а.
Данное приспособление допускает профилирование в заданном масштабе. Для этого острие алмаза устанавливают так, чтобы оно располагалось впереди базовой плоскости, либо позади нее на необходимую величину. При движении приспособления по профилю копира острие алмаза будет следовать по траектории, профиль которой подобен профилю копира в уменьшенном или увеличенном масштабе. Это удобно в тех случаях, когда необходимо воспрриз-
13* 195
вести профили, включающие в свое начертание дуговые участки
малого радиуса.
Такой способ профилирования дает возможность создавать дуговые участки профиля разного радиуса за счет настройки приспособ-
Фиг 170. Схема шлифования профиля копирного пальца.
ления и при наличии только одного копира-шайбы.
Если копир разместить на столе станка не параллельно его плоскости, а под ‘некоторым заданным углом, то на круге можно заправить профиль, который будет являться проекцией нормаль
Фиг. 171. Приспособление для профилирования круга по копиру (выпуклые профили).
ного профиля копира. Такое профилирование имеет большое значение при шлифовании фасонных резцов, когда шлифование про* филя ведется в нормальном сечении к задней грани резца, а исходный профиль располагается в плоскости передней грани. Указанный прием дает возможность избавиться от сложных расчетов по корригированию профиля резца. Профилирование круга можно производить непосредственно по шаблону для исходного профиля.
При обработке крупных партий деталей с одинаковыми профилем или деталей с многократно повторяющимся профилем (гребенки, шлицевые калибры со сложным очертанием шлицев и т. д.) применяется профильная правка накатными роликами (см. стр. 100), этот метод профилирования принципиально отличается от указанных выше.
При обработке профилей большой протяженности или слишком сложных возможно последовательное шлифование кругами, запро-филированными в соответствии с начертанием отдельных участков. Иногда шлифование профиля может вестись комбинированно, т. е. отдельные элементы могут быть обработаны с применением разных 196
методов (например, один — путем плоского шлифования, а другие — профилированным кругом). Применение метода копирования профиля режущего инструмента дает наибольшую производительность, однако этот метод имеет ряд недостатков. Перечислим главнейшие из них.
1. Все приемы профилирования кругов с помощью алмаза
основаны на том предположении, что режущая кромка алмаза
представляет собой геометрическую точку, расположенную точно
в центре оправки. Практически алмаз всегда несколько смещен с оси оправки и режущая кромка его, как правило, имеет неопределенную форму.
2. Профилирование круга должно происходить в плоскости, проходящей через ось вращения шпинделя станка, однако это трудно осуществить в силу причин, указанных выше. Все это приводит к тому, что профиль на круге имеет небольшие отклонения от чертежа, и может потребоваться дополнительная правка с учетом обнаруженных отклонений. Правка
производится с помощью тех же приспособлений с внесением в их настройку соответствующих изменений.
Фиг. 172. График изменения производительности шлифовального круга в зависимости от угла профиля.
3. Для контроля отшлифованного таким кругом профиля детали
последнюю необходимо снять со станка и обмерить на микроскопе или же нужно использовать выработки, подобные применяемым при
ручном процессе изготовления.
4. Протяженность профиля, которая может быть обработана одним кругом, сравнительно невелика и определяется высотой круга. Применение же комбинированного шлифования может вызвать накопление ошибок от отдельных переходов.
5. Износ шлифовального круга неравномерен, так как различные участки профиля имеют неодинаковую окружную скорость. Это особенно сказывается при шлифовании глубоких профилей. Поэтому шлифование можно вести лишь до износа круга, не превышающего допуск на неточность изготовления профиля детали.
6. Производительность шлифовального круга зависит от угла профиля или положения касательной к данной точке фасонного профиля.
Если принять производительность круга прямого профиля при радиальной подаче за 100 %, то с увеличением угла она будет уменьшаться согласно фиг. 172.
197
Приведенный график наглядно показывает, что при углах профиля, приближающихся к 90°, производительность круга резко падает. Это необходимо учитывать при выборе приемов профилирования и шлифования.
В отдельных случаях можно прибегнуть к наклонному расположению детали при шлифовании (фиг. 173), что позволяет создать на шлифовальном круге более благоприятные для резания углы профиля.
Фиг. 173. Приемы шлифования: а — неправильно; б — правильно.
§ 33. МЕТОД УПРАВЛЕНИЯ ПОДАЧАМИ СТАНКА
Простейшим видом обработки деталей по методу управления подачами станка является обработка профиля по разметке. Такая обработка осуществляется вручную на фрезерных, долбежных, строгальных и других станках за счет последовательного или одновременного перемещения столов в продольном и поперечном направлениях. Так как наблюдение за обработкой ведется лишь по разметочной линии, то достигаемая точность не превышает 0,1 мм.
Кроме того, в связи со ступенчатым перемещением инструмента качество поверхности невысокое.
Обработка по разметке применяется как окончательная операция только при обработке деталей невысокой точности и малоответственных участков.
Этот метод обработки применяется и при механизации лекальных работ. В этом случае достигается значительно большая точность благодаря применению оптических профилешлифовальных станков, снабженных оптической измерительной системой (проектор, пантограф).
Помимо оптического измерительного устройства, станки это^о типа имеют координатный столик, позволяющий перемещать деталь в системе прямоугольных координат. Величина этих перемещений отсчитывается с помощью блоков измерительных плиток и индикаторных устройств.
198
На оптических профилешлифовальных станках обработка профилей в зависимости от их начертания может выполняться двумя приемами:
а) перемещением шлифовальной бабки по прямым в соответствии с установкой салазок бабки;
б) перемещением режущей кромки шлифовального круга при одновременных подачах бабки путем вращения рукояток подач от руки.
При шлифовании сложных профилей пользуются сочетанием обоих приемов.
Контроль геометрии профиля прямолинейного начертания производится одним из следующих приемов:
а) шлифуемый профиль сравнивают с увеличенным чертежом, помещенным на экране проектора или на планшете пантографного устройства;
б) измеряют профиль путем точных перемещений координатного столика по плиткам, причем положение точек шлифуемого профиля контролируется точкой, образованной пересечением двух прямых линий, нанесенных на экране проектора, или перекрестием микроскопа пантографного устройства.
Первый прием применим для обмера профилей, не превышающих размера 10 X 10 мм; этот размер определяется полем зрения оптических измерительных устройств. Второй прием применяется при обработке профилей, превышающих этот размер. В частности, максимальная площадь обрабатываемого изделия на станке без пере-закрепления его на рабочем столике оставляет 60 X 150 мм (станок модели 395).
Контроль начертания криволинейных профилей производится путем сравнения с увеличенным чертежом.
Обрабатываемую деталь нужно всегда устанавливать на рабочем столе так, чтобы оси ее координат лежали точно в направлении перемещений координатного столика.
Выверка детали может быть достигнута следующими способами: а) шлифованием базовых сторон детали непосредственно на станке; оно осуществляется перемещением продольных или поперечных салазок шлифовальной бабки, установленных на нулевых показаниях поворотных шкал;
б) установкой детали за счет перемещения суппортов координатного столика с контролем положения заранее обработанной базовой стороны по контрольной точке на экране или по перекрестию микроскопа;
в) установкой обработанных базовых сторон по линиям чертежа, ориентированным в соответствии с направлением перемещений координатного столика;
г) установкой базовой стороны по индикатору, закрепленному вне координатного столика.
Детали должны быть закреплены на рабочем столе так, чтобы шлифовальный круг имел свободный выход при обработке любого участка профиля.
199
Увеличенный чертеж — эталон детали — для станков с проектором выполняется на полупрозрачном материале (кальке); для станков с пантографом — на плотной чертежной бумаге. Масштаб увеличенного чертежа 50 1. Отклонения при вычерчивании увеличенного контура не должны превышать 0,5 мм, что соответствует ошибке на изделии 0,01 мм.
Увеличенные чертежи помещаются между стеклами экрана или укрепляются на планшете и располагаются так, чтобы оси координат чертежа совпадали с направлениями перемещений салазок координатного столика.
При шлифовании профилей прямолинейного начертания, после шлифования базовых сторон, поворотные салазки располагаются в соответствии с углами профиля. Шлифование ведется до совпадения видимого контура изделия с линиями увеличенного чертежа.
В качестве примера обратимся к профилю шаблона, изображенному на фиг. 174, а.
Шлифование следует начинать с участков профиля, расположенных в направлении осей прямоугольных координат. Перемещение шлифовальной бабки производится с установкой поворотных салазок на нулевые показания шкал. Шлифование сторон профиля шаблона, расположенных под углами 60 и 10°, производится при такой установке поворотных салазок, как показано на фиг. 174, б. При этом нижние поворотные салазки устанавливаются на 10е поворотной шкалы, а верхние продольные салазки на 60° — 10° = = 50° Для шлифования участка профиля, расположенного под углом 45°, салазки устанавливаются, как показано на фиг. 174, в.
После установки салазок шлифовальную бабку поворачивают так, чтобы ось шпинделя была параллельна направлению продольного перемещения координатного столика.
Тот же шаблон может быть обработан без увеличенного чертежа, воспроизводящего весь профиль, по схематическому чертежу, определяющему лишь направление наклонных сторон при последовательном перемещении изделия в системе прямоугольных координат с помощью координатного столика.
Увеличенный чертеж выполняется по схеме, приведенной на фиг. 175. Вокруг точки О пересечения базовых линий увеличенного чертежа следует построить углы 60, 10 и 45° Вначале шлифуются участки, расположение которых совпадает с базовыми линиями чертежа. Поворотные салазки при этом должны быть установлены на нулевые показания шкал. Перемещая шаблон с помощью координатного столика в направлениях и на величины, определяемые чертежом х, эти стороны шлифуют до совпадения с базовыми линиями. Для шлифования наклонных участков поворотные салазки устанавливаются на соответствующие углы, благодаря чему при перемещении бабки режущая кромка получает движение в соответствующем направлении.
1 Задачей этих перемещений является приведение точек пересечения прямолинейных участков профиля в точку О увеличенного чертежа.
200
Фиг. 174. Шаблон сложного углового профиля (а) и схемы установок салазок станка (б, в).
201
Как и при обработке первых участков, шлифование ведется до совпадения с наклонными линиями увеличенного чертежа при соответствующей установке шаблона.
Профиль шаблона (фиг. 176, а) не может быть обработан без перемещения его с помощью координатного столика, поскольку про
тяженность профиля превышает 10 не уместится на экране. В этом случае обработку приходится вести последовательно по этапам.
Так как увеличенный в 50 раз чертеж профиля в свою очередь
мм и увеличенное изображение
Фиг. 175. Схематический увеличенный чертеж.
Фиг. 176. Радиусный шаблон (а) и совмещенный чертеж (б).
не может уместиться на экране, его необходимо выполнить в совмещенном виде. Для этого профиль рассекается на участки, равные или меньшие чем 10 мм. Каждый участок А, В, С увеличенного профиля на чертеже вычерчивается в совмещенном виде (фиг. 176, б). Величины перемещений точек разрыва профиля 2 и 3 должны лежать на одном уровне.
После приближенного совмещения укрепленной на координатном столике заготовки шаблона с контуром увеличенного чертежа в пределах отрезка 1 — 2 ведется шлифование этого участка до полного совмещения профиля с контуром увеличенного чертежа.
Следует отметить, что на первом этапе шлифования нужно несколько перейти за точку 2. Это облегчает контроль при установочном перемещении шаблона. Затем координатный столик вместе с шаблоном перемещается на величину 10 мм. При этом место отшлифованного профиля, соответствующее точке 2, совместится с этой же точкой участка 2—3 увеличенного чертежа. В этом положении производится обработка участка 2—3. При шлифовании участка 3—4 операция перемещения повторяется.
‘202
Во избежание ошибок при шлифовании профиля и путаницы в начертании линий совмещенного чертежа необходимо соблюдать определенные правила.
1 Начало и окончание линий на отдельных участках увеличенного чертежа нумеруются порядковыми номерами. Точки разрыва, соответствующие одному и тому же месту профиля, имеют одну и ту же нумерацию.
2. Стороны контура, обращенные к изделию, выделяются легкой штриховкой.
3. При сложном начертании профиля и многократном взаимном пересечении линий совмещенного увеличенного чертежа каждая линия на всем протяжении выделяется условным пунктиром или подчеркивается цветным карандашом разного цвета для каждого участка.
4. В месте окончания линий, изображающих участки профиля, стрелками обозначаются направления последующих перемещений координатного столика, а также величина этих перемещений.
Точность и чистота поверхности криволинейных участков в значительной мере зависит от искусства шлифовщика. Практика показывает, что наличие на отшлифованной профильной поверхности отдельных строчек, возникающих при ступенчатом перемещении инструмента, не дает возможности получить на криволинейных участках профиля чистоту поверхности выше V6—V7. В связи с этим профили, обработанные на профиле шлифовальных станках, почти всегда требуют доводки для улучшения качества поверхности.
§ 34. МЕТОД ГЕОМЕТРИЧЕСКОГО ПОСТРОЕНИЯ
Идея автоматического воспроизведения профиля получила наиболее полное развитие в методе геометрического построения.
Поверхность заданной формы, подчиняющейся некоторому закону ее построения, можно автоматически и непрерывно воспроизвести на обрабатываемой детали, используя метод настройки кинематической цепи металлорежущего станка. Получение таких поверхностей возможно как на станках общего назначения, так и на специализированных станках.
Так, в простейшем случае на строгальном и плоскошлифовальном станках путем универсальной наладки кинематической цепи можно получить поверхность в виде плоскости. На токарном станке достигается получение цилиндрической и конической поверхностей, а также винтовых — при нарезании резьбы. В более сложном случае на зуборезном станке можно получить эвольвентные поверхности при нарезании зубчатых колес.
Все эти поверхности обрабатываются автоматически и непрерывно вследствие возможности их построения по определенному закону.
Профильные поверхности шаблонов, копиров и других подобных деталей не имеют каких-либо общих законов построения. Эти
203
поверхности могут рассматриваться как сочетание ряда поверхностей элементарных форм, законы построения которых также известны (прямолинейные и криволинейные участки профиля).
Профильные поверхности имеют самое разнообразное сочетание и размеры поверхностей элементарных форм. Применение универсальных наладок, которые давали бы возможность непрерывного автоматического воспроизведения этих сложных профильных поверхностей, вряд ли возможно.
В то же время указанные поверхности можно обрабатывать последовательно по участкам с применением приспособлений к универсальным станкам.
Фиг. 177 Схема образования дуговых участков.
В настоящее время разработан и внедрен ряд приемов, основанных на использовании метода геометрического построения.
Создание прямолинейных участков профиля обеспечивается обычными приемами плоского шлифования. Некоторые особенности имеют приемы получения дуговых участков сложного профиля, так как обработка последних обычными приемами круглого шлифования невозможна.
В этом случае шлифование ведется на плоскошлифовальном станке вдоль образующей цилиндра (поперек профиля) при поворачивании детали на небольшой угол с каждым проходом.
Условно представим себе след режущей кромки шлифовального круга, совершающего возвратно-поступательное относительное движение, как некоторую «режущую линию». Вращая деталь вокруг центра радиуса шлифуемого участка (фиг. 177), можно получить поверхность цилиндра.
Так как поворачивание изделия можно приостановить в любом месте шлифуемой поверхности, этот прием допускает обработку участков, ограниченных другими элементами профиля. Такое шлифование не обеспечивает получения строго геометрически правиль-204
ной поверхности, так как вместо цилиндра получается многогранник, однако отклонение от истинной геометрии (граненость) столь незначительно, что им можно пренебречь.
Этот прием одинаково применим для обработки как выпуклых, так и вогнутых участков. При обработке выпуклых участков шлифование производится кругом прямого профиля, а при обработке вогнутых — кругом, запрофилированным по дуге. Величина радиуса дуги может быть произвольной, но должна быть обязательно меньше радиуса шлифуемого участка.
Измерение величины радиуса дугового участка сводится к определению расстояния от оси вращения до отшлифованной поверхности в ее диаметральном сечении. Если шлифование производится на плоскошлифовалыюм станке при горизонтальном положении оси оправки, то, зная высоту расположения оси до стола станка, достаточно к этой величине прибавить или вычесть из нее величину радиуса этой оправки. Взяв соответствующий блок плиток и сравнив расстояние от плиты до отшлифованной поверхности с высотой блока мы получим представление о действительной величине радиуса этой дуги. Поворачивая деталь вокруг центра, можно учесть отклонение дуги от ее геометрии.
Такой способ обработки дуговых участков дает возможность простейшими средствами измерения непосредственно на рабочем месте определить форму поверхности и размеры радиуса.
Следует отметить, что процесс образования поверхности в этом случае происходит автоматически в результате простейшего (вращательного) движения. Он не зависит от индивидуальных качеств рабочего (зрения, навыка), что имеет весьма важное значение при ручной обработке и даже при работе на оптических профилешлифовальных станках. Способ обмера вместе с тем позволяет точно определять отклонение от заданного размера радиуса.
Выше упоминалось, что при изготовлении деталей сложного профиля, кроме воспроизведения отдельных элементов этого профиля^ необходимо обеспечить их взаимосвязь.
Метод геометрического построения позволяет разрешить эту задачу простейшими средствами, причем обработка и контроль очертания профиля ведутся по одинаковой схеме непосредственно на рабочем месте.
Это легко пояснить на примере. Допустим, что требуется произвести обработку и контроль профиля, составленного ломаной линией (фиг. 178, а). Положение узловых точек профиля — места пересечения отдельных отрезков прямых — задано в системе прямоугольных координат.
При таком способе построения контроль положения узловых точек возможен только на микроскопе.
Если мы примем произвольно взятую на плоскости точку О за начало координат (в нашем примере она находится посередине линии, соединяющей углы профиля у его основания), то положение отрезков ломаной линии профиля может быть определено их угловым положением по отношению к выбранному нами некоторому
205
нулевому направлению системы координат (за такое направление можно принять направление плечиков) и кратчайшими расстояниями от точки О до этих прямых (т. е. перпендикулярами, опущенными из точки О на эти прямые; фиг. 178, б).
Если в качестве точки О — начала координат — принять место пер сечения каких-либо двух линий профиля, то построение можно
Фиг. 178. Варианты построения профиля.
произвести по схеме, показанной на фиг. 178, в.
Следовательно, взаимное положение прямолинейных участков профиля может быть определено угловыми величинами и величиной нормали по отношению к полюсу О системы.
Пользуясь этим приемом построения при шлифовании, достаточно укрепить деталь на приспособлении так, чтобы избранный нами полюс О совпадал с осью вращения его шпинделя. Поворачивая деталь на заданные углы и производя шлифование по заданным величинам нормалей от точки О, получим поверхность заданной геометрии.
Контроль расположения этих прямых сводится к линейному измерению величины нормали.
Нетрудно усмотреть полную аналогию такого построения профиля в процессе обработки с обычным приемом вычерчивания того же профиля на бумаге с помощью чертежных инструментов.
Разница заключается в том, что при построении профиля вы-
черчиванием лист бумаги (деталь) неподвижен, а перемещаются чертежные инструменты — острие карандаша (циркуль, линейка). При
построении профиля в процессе его обработки перемещается деталь,
а режущая линия, соответствующая острию карандаша, неподвижна. Исходя из указанной аналогии этот метод получил название:
«метод геометрического построения».
Если профиль включает одну дугу и несколько прямолинейных участков, то за полюс системы О принимается центр радиуса этой дуги, а положение прямых определяется, как было указано, величиной нормалей и их угловым положением.
Более сложный профиль, в начертание которого входит несколько дуговых участков, можно рассматривать как соединение нескольких более простых профилей подобно только что рассмотренному,
206
где взаимное положение профилей определяется положением центров радиусов этих дуг в системе прямоугольных координат.
Для практического использования этого метода механизации обработки лекальных изделий существует ряд простейших и универсальных приспособлений.
Рассмотрим конструкции некоторых из них и приемы работы с помощью этих приспособлений. В качестве простейшего приспо-
Фиг. 179. Пример использования кубика с коробчатым угольником.
собления может быть использован обыкновенный кубик с коробчатым угольником. В один из углов угольника 1 (фиг. 179, а) впрессован стержень 2, предназначенный для крепления угольника на кубике. Две грани угольника М и N проходят через центр стержня и служат базами при установке шаблонов. Угольник крепится на кубике 3 с помощью прижимов так, чтобы он мог поворачиваться от руки с некоторым усилием.
Обработка профиля шаблона (фиг. 179, б) производится в следующей последовательности. Шаблон устанавливается на угольнике, причем центр радиуса дуги 7? = 12,5 мм должен совпадать с центром оси стержня. Затем он поворачивается так, чтобы плечики его заняли горизонтальное положение, и последние шлифуются
на размер 8,37 мм выше оси оправки. После этого шлифуется дуговой участок радиуса 12,5 мм путем постепенного поворачивания оправки за счет легкого постукивания по краю угольника алюминиевым молотком.
Профиль более сложного шаблона (фиг. 180) может быть обработан целиком на приспособлении без применения каких-либо выработок.
Как и в первом случае, соответствующей установкой центр дуги R = 11,83 мм совмещается с осью оправки. Величина нормали А на чертеже не указана.
Значение h определяется следующим образом:
9,36 □'голо'
cos а = 77-^5-, а = 37°42 , I 1 ,оо
откуда
Л = 7?-cos (71°24z — а) = 11,83-cos 33°42' = 9,842 мм.
Угольник вместе с шаблоном поворачивается на угол 18°36' Для этого под основанием угольника устанавливается настроенная на данный угол синусная линейка. Шлифование производится до нанесенной контрольной риски, разграничивающей прямолинейный и дуговой участки профиля. Затем угольник устанавливается на угол 20°30' и шлифуется данная прямая профиля на расстоянии 11,83 мм от центра.
После того как прямая прошлифована, нужно, постепенно поворачивая угольник, воспроизвести дуговой участок R = 11,83 мм.
В лекальном производстве встречается также необходимость в обработке дуговых участков большого радиуса. С этой целью применяется приспособление, изображенное на фиг. 181, а. Оно состою из Г-образного основания 2, на конце которого, отдаленном от опорной площадки, насажен палец 4, являющийся осью подвижной планки 1 К планке винтами крепится угольник 3.
Для шлифования выпуклых дуговых участков деталь крепится на угольнике так, чтобы на поверхности, подлежащей обработке, 208
был некоторый припуск. Установка может быть произведена по штангенциркулю от пальца.
Приспособление ставится на магнитную плиту плоскошлифовального станка, и подачей стола шаблон приводится в соприкосновение с шлифовальным кругом. Шлифование производится при покачивании планки 1 с изделием вверх и вниз от руки по направлению стрелки.
Тонкая подача круга осуществляется путем опускания шлифовальной бабки. Так как подача производится нев радиальном напра-
Фиг 181. Приспособление для шлифования дуговых участков большого радиуса.
влении по отношению к шаблону, величина снимаемой стружки будет меньше, чем подача, отсчитываемая по лимбу. Истинная величина подачи может быть определена опытным путем.
Контроль величины радиуса осуществляется штангенциркулем.
Для обработки вогнутых профилей шлифовальный круг располагают между деталью и пальцем приспособления, как показано на фиг. 181, б.
Для обработки профилей, очерченных выпуклыми дугами окружности, чешский новатор производства Франтишек Гамр разработал и внедрил метод шлифования в сменных прижимных планках.
Деталь закрепляется между планками, имеющими центровые отверстия, и обрабатывается по дуге окружности посредством вращения в центрах приспособления на плоскошлифовальном станке. Планки устанавливаются относительно детали так, чтобы оси их центровых отверстий совпали с центром радиуса дуги профиля (фиг. 182).
В отдельных случаях, когда необходимо обработать профиль, имеющий всего один дуговой участок, центр дуги которого расположен в пределах контура детали, можно вести обработку без прижимных планок. .Для этого в месте центра радиуса обрабатываемой дуги просверливаются небольшие отверстия. Деталь крепится в центрах приспособления непосредственно на указанных центровых отверстиях (фиг. 183).
Формы применяемых прижимных планок стандартные (фиг. 184). Планки изготовляются парами. Главными условиями их изготовле-14 Загрецкий и Харченко 209
ния являются строгая одинаковость размеров от оси центрового отверстия до соответствующего ребра обеих планок данной пары
Фиг. 182. Шлифование в центрах с прижимными планками.
и взаимная перпендикулярность ребер.
Выполнение этих условий достигается за счет совместного шлифования парных планок в центрах приспособления. Для этого обе планки прижимают друг к другу центрами приспособления и дополнительно скрепляют струбцинкой. После шлифования ребер планки совместно доводятся. Контроль осуществляется по схеме, показанной на фиг. 185, с помощью проверочной иглы диаметром 10 мм, имеющей на конце угол 60°,
а также концевыми мерами и индикатором. Острие иглы вставляется в центровое отверстие, а ее свободный конец помещается на блок концевых мер необходи-
мого размера.
Если расстояние от оси отверстия до ребра выдержано точно, то проверочная игла займет горизонтальное положение, а стрелка индикатора при его движении вдоль иглы будет неподвижна.
210
Фиг. 184. Формы прижимных планок.
Фиг. 185. Схема контроля прижимных планок.
Фиг. 186. Профильный шаблон.
14*
211
Для шлифования профиля, показанного на фиг. 186, вначале обрабатываются базовые стороны шаблона — его боковые ребра и основание. Шлифование профиля начинается с радиуса /?!, дающего свободный выход кругу. Перед шлифованием прижимные планки устанавливаются по концевым мерам так, чтобы центровые отверстия точно совпадали с центром радиуса Установка производится на плите с помощью угольника, как это показано на фиг. 187.
Шаблон с прижимными планками закрепляется в приспособлении так, чтобы шаблон и планки могли поворачиваться в центрах.
Фиг. 187. Схема установки прижимных планок.
Определение величины сводится к измерению величины
Н +
где И — высота расположения оси центров приспособления от плиты.
Для шлифования дуг радиусами и сменные планки пере-закрепляются соответственно с координатами этих центров.
При шлифовании дуговых участков, центры которых находятся за пределами габаритных размеров детали, концы прижимных планок окажутся вне последней. Тогда между свободными концами планок прокладываются блоки плиток, равные по размеру толщине детали.
В результате дальнейшего развития идеи шлифования профиля путем геометрического построения были созданы универсальные приспособления для профильного шлифования.
Устройство универсального приспособления должно удовлетворять следующим требованиям:
а) допускать плавный поворот детали вокруг центра при обработке дуговых участков профиля и обеспечивать точную установку углов в пределах 360°;
б) давать возможность точного перемещения детали в системе прямоугольных координат для совмещения центров радиусов шлифуемых дуговых участков с осью вращения поворотной части приспособления;
в) допускать установку деталей для обработки как выпуклых, так и вогнутых поверхностей;
212
г) способы закрепления деталей должны обеспечивать свободный выход шлифовального круга при работе;
д) конструкция приспособления должна быть достаточно жесткой для обеспечения высокого качества обрабатываемой поверхности.
Существует несколько конструкций универсальных приспособлений, отвечающих указанным требованиям.
Приводим описание конструкции приспособления, применяющегося на Кировском заводе в Ленинграде. Общий вид приспособления показан на фиг. 188. Приспособление состоит из корпуса 1 с по-
фиг. 188. Универсальное приспособление для профильного шлифования.
мещенным в нем шпинделем 2. На заднем конце шпинделя укреплен синусный делительный диск Зу на переднем — координатное устройство.
Координатное устройство состоит из планшайбы с вертикальной Направляющей 4У по которой может перемещаться горизонтальная направляющая 5. По этой направляющей в свою очередь перемещается каретка 6, к которой крепится угольник 7, предназначенный для закрепления детали. С помощью червячной пары поворотная часть может плавно поворачиваться вокруг оси шпинделя рукояткой 8.
Приспособление располагают на рабочем столе станка справа от рабочего и выверяют так, чтобы направление оси шпинделя совпадало с направлениями плоскостей шлифования станка А и Б (фиг. 134).
Расстояние Н от оси шпинделя приспособления до стола станка должно быть точно измерено. Эта величина является основной постоянной данного приспособления. Отсчет линейных величин, определяющих значение радиуса или нормали к плоскости, производится в вертикальном направлении от поверхности стола станка.
213
Ось вращения поворотной части приспособления может быть представлена как полюс полярных координат или начало прямоугольных координат О.
Линейной величиной х, определяющей значение радиуса, будет выражение
х = Н ± г,
где Н — высота расположения оси шпинделя приспособления от
плоскости стола станка;
г — радиус шлифуемого дугового участка или нормаль к прямолинейному участку.
Сумма Н + г означает, что дуга выпуклая, а Н — г означает,
Фиг. 189. Схема делительного диска.
что дуга вогнутая.
Практически величина радиуса и положение прямолинейного участка измеряются путем сравнения с блоком плиток, равным величине х.
Повороты на заданный угол производятся с помощью синусного делительного диска, жестко соединенного со шпинделем. В торцовую поверхность диска впрессованы четыре ролика одинакового диаметра. Расстояние от
центра шпинделя до центра любого ролика равно 100 мм. Все четыре ролика расположены по окружности на равных расстояниях. Поперечная направляющая
и каретка перемещаются в направлениях, строго совпадающих
с перпендикулярными осями, на которых расположены соответствующие пары роликов синусного делительного диска. При поворачивании диска (вместе с ним будет поворачиваться и координатное устройство) один из роликов поднимется, а другой опустится на одну и ту же величину (фиг. 189). Эта величина находится из вы
ражения
b = 100-sin а.
Поворот делительного диска на заданный угол а осуществляется установкой под соответствующий ролик блока плиток размером
с = 100 (1 + sin а)
или под диаметрально противоположный ему ролик размером 100 (1 —sin а).
Плитки помещаются на опорной планке, укрепленной на корпусе и расположенной от оси шпинделя на расстоянии 100 + г, где г — радиус ролика.
214
Наличие двух пар роликов дает возможность осуществлять поворот координатного устройства на углы: 90° + а; 180° ± а; 270° + а; 360° ± а.
Универсальное приспособление предназначено главным образом для обработки сложных профилей, но может с успехом применяться и при шлифовании элементарных профилей шаблонов глубины и высоты, скоб, угловых шаблонов.
Следует отметить, что использование приспособления для этой цели имеет ряд преимуществ: значительно упрощаются выверка
Фиг. 190. Модульный шаблон (а) и схема расчета вспомогательной окружности (6).
и установка на углы, отпадает необходимость в перестановках деталей.
Главным преимуществом является то, что при соответствующей настройке обработка и обмер профиля могут быть произведены непосредственно у станка за счет простейшего измерения высоты х и определения значения Ь.
Рассмотрим приемы обработки профиля модульного шаблона, приведенного на фиг. 190, а.
В качестве оси поворота выгодно избрать точку, равноудаленную от сторон профиля. Такой точкой будет центр радиуса окружности, вписанной в профиль, т. е. касающейся одновременно боковых сторон и вершины профиля.
Радиус этой окружности определяется по схеме (фиг. 190, б):
г = 3,19 • tg 56° 15' = 4,733 мм.
Заготовку шаблона следует закрепить на угольнике так, чтобы его плечики при нулевой установке делительного диска расположились горизонтально. Обозначим отдельные элементы профиля цифрами 1—5 (фиг. 190, а).
Принимая высоту оси вращения шпинделя приспособления Н за начало координат О, все данные для шлифования можно 215
представить в виде следующей таблицы:
№ участка (фиг. 190, а) Значение х (г или нормаль) а (угол) Примечание
1—5 —12,097 0е Плечики располагаются ниже оси вращения
2 +4,733 22°30' (90° — 67°30') вращение вправо
3 +4,733 0° Вершина профиля
4 +4,733 22°3(У (90° — 67° 30') вращение влево
Шлифование следует вести при соответствующих угловых установках до получения расположения шлифуемых сторон от плиты станка х (Н + г или Н — г).
Фиг 191. Варианты выбора точек поворота профиля.
Контроль осуществляется с помощью соответствующего блока плиток и индикатора со стойкой. При соблюдении этих условий размер 6,38 мм при вершине профиля будет достигнут автоматически.
Окончательный контроль производится на микроскопе. При определении точки поворота для профилей, составленных из прямых участков, можно применять различные варианты проверки. Выбор той или иной точки зависит от особенностей профиля и условий обработки.
Например, при шлифовании профиля шаблона, показанного на фиг. 191, а, можно избрать следующие точки:
а) центр радиуса г окружности, вписанной в треугольник, образуемый сторонами ау b и продолжением стороны с до пересечения ее со стороной а\
б) центр радиуса R окружности, касательной к сторонам Ь, с и к продолжению стороны а\
в) место пересечения линий b и с профиля.
216
В первом и во втором случаях для определения значения величины радиуса необходимо произвести расчет.
Например, для первого случая значение г определяется из треугольника АВС (фиг. 191, б):
ВС -sin С-sin В г = -----—л----•
sin А
Подставляя данные профиля, получим, что г = 10,75 мм. Третий случай не требует предварительных расчетов, и данные для шлифования могут быть представлены в следующем виде:
Участки (фиг. 191) X
а —25,48 0°
б 0 90°
с 0 18°
В качестве точки поворота при шлифовании шаблона сложного профиля (фиг. 192, а) необходимо выбрать центр радиуса дуги R = 26 мм.
При анализе данных фиг. 192, а нетрудно убедиться, что здесь отсутствуют значения величин нормалей от центра R = 26 мм до наклонных участков профиля, а ряд указанных на чертеже размеров для целей построения не нужен. Таковы размеры 6,34; 14,81; 43,77; 55,52 и 10,30 мм.
Величины нормалей определяются расчетом, и все данные, необходимые для геометрического построения профиля, могут иметь вид, изображенный на фиг. 192, б. Остальные размеры имеют справочный характер и необходимы при контроле отшлифованного профиля на микроскопе.
Исходя из данных чертежа, нетрудно составить таблицу для шлифования. Обозначим, как и в предыдущих случаях, отдельными номерами участки профиля (фиг. 192, в). Тогда расположение всех элементов профиля может быть выражено в виде следующей таблицы:
№ участка (фиг. 192) X Примечание !
1 и 8 29,45 0° —
2 2,81 35° До пересечения с участком 3
3 26 Вращение от 18°45' Дуга окружности
4 26 18°45' Касательная
5 28,04 35° До пересечения с участком 6
б 16,16 0° От участка 5 до участка 7
7 —26,18 90° —
217
Фиг. 192. Приемы шлифования профиля сложного шаблона.
218
Для шлифования профиля шаблон, прикрепленный к угольнику приспособления, ориентируют так, чтобы при нулевом положении делительного диска участки 1 и 8 были расположены горизонтально. Ходовым винтом вертикальной направляющей эти участки устанавливаются в соответствии со значением х с некоторым припуском (0,3—0,5 мм\ фиг. 192, в, позиция 1). Установка ведется с помощью штангенрейсмаса с острой ножкой1. Затем следует поворот на 90° (фиг. 192, в, позиция 2), чтобы участок 7 оказался внизу. Этот участок также приводится в соответствующее положение (на 26,18 мм ниже центра). Таким образом осуществляется совмещение центра радиуса дуги R = 26 мм с осью вращения шпинделя приспособления.
Порядок дальнейших переходов виден из фиг. 192, ей не требует особых пояснений, за исключением приема обработки участков 3 и 4, т. е. дуги и касательной.
Обработку следует начать с прямого участка 4 при положении шаблона, изображенном на фиг. 192, в (позиция 5). После того как кромка круга начнет сходить с прямой, необходимо начать поворот в сторону дуги. Шлифование заканчивается при подходе кромки круга к участку 2.
При шлифовании профиля обратного шаблона знаки числовых величин значения х, приведенные выше в таблице, необходимо переменить на обратные.
Профили, включающие в свое начертание две и более дуги окружности, можно рассматривать как сочетание более простых профилей, аналогичное рассмотренным выше.
Шлифование вогнутых дуговых участков имеет некоторые особенности. Главная из них заключается в том, что если выпуклый участок может быть обработан периферией шлифовального круга прямого профиля, то для шлифования вогнутых участков необходимо применение профилированного круга. Точное профилирование на заданный радиус не требуется. Достаточно, чтобы радиус на круге был меньше радиуса на изделии, т. е. вписывался в него.
Поскольку профили шаблонов, помимо дуговых участков, всегда включают прямолинейные участки, то при шлифовании вогнутых профилей необходимо применение по крайней мере двух шлифовальных кругов — плоского и профилированного.
Для иллюстрации рассмотрим шаблон, показанный на фиг. 193 а. Как всегда, в качестве баз для настройки и перемещения шаблона необходимо избрать две линии, расположенные в направлении осей координат, т. е. взаимно-перпендикулярные1 2. В качестве этих линий
1 При каждом повороте полезно прочертить ножкой штангенрейсмаса положение всех линий, расположенных под тем же углом, на основании данных таблицы. На поверхности оксидированного шаблона риски будут хорошо заметны. Пересечения линий являются границами перемещения шлифовального круга при обработке.
2 В отдельных случаях в качестве баз для настройки и перестановок можно воспользоваться и неперпендикулярными линиями, но одна из них должна быть обязательно расположена в направлении оси координат. Наконец, для той же цели могут быть избраны две точки, линия и точка и т. д.
219
воспользуемся стороной профиля 1 и площадкой на его вер-шине 5. При установке шаблон по этим линиям ориентируется в направлении осей координат приспособления.
Все данные для построения профиля имеются на чертеже. Однако в связи с тем, что дуговые участки R = 15,9 мм и R = 31,9 мм касательны, они должны встретиться в точке сопряжения. Угловое положение точки сопряжения необходимо определить расчетом. Этот угол определяет границу поворачивания профиля при шлифовании дугового участка R = 31,9 мм. Поворот за указанные границы будет связан с врезанием круга в соседний участок R = 15,9 мм.
Точка сопряжения лежит на месте пересечения линии, проведенной через центры обоих радиусов, с линией профиля. Для определения угла сопряжения имеем треугольник АВС (фиг. 193, б), из которого вычисляем искомый угол а (а = 40°35').
Обозначим отдельные элементы профиля цифрами /, 2, 5, 4, 5. Располагая всеми данными для шлифования, можно составить таблицу этих величин. Однако, поскольку мы имеем дело с профилем, включающим два дуговых участка, эта таблица несколько изменится.
№ участ- ка (фиг. 193) Данны настройки Данные для шлифования Примечание
X 1 X
1 — — 3,50 0° —
2 3,50 19,21 — 15,9=3.31 — 15,9 — Шлифование на выход в обе стороны
3 —8,65 —26,31 — 19,21 = =—7,10 —31,9 от 40°35' Шлифование на выход
4 —8,65 —7,10 —31.9 17° Касательная
5 — — —7,10 90° —
220
Обработка профиля начинается с шлифования участков 1 и 5 (фиг. 193, а). Эти участки являются базами для совмещения центра радиуса 15,9 мм с осью вращения. В этом положении производится шлифование ниже оси вращения на величину радиуса. Так как дуга R = 15,9 мм вписывается в профиль, шлифование может производиться на выход в обе стороны.
После шлифования этого участка с осью совмещается центр радиуса дуги R = 31,9 мм. При этом при повороте на угол 40°35' точка на ранее отшлифованной поверхности 7? = 15,9 мм расположится в вертикальной плоскости, проходящей через ось вращения, и будет отстоять от центра этой оси точно на расстоянии, равном величине 7? = 31,9 мм. Такое положение свидетельствует о правильном выполнении первого дугового участка и правильном совмещении центра радиуса дуги 7? = 31,9 мм. Наличие же отклонений ют этой величины свидетельствует о неправильной обработке предыдущего участка или перемещении изделия. Иногда такой проверкой могут быть обнаружены ошибки в подсчетах элементов профиля и сопряжении дуговых участков при его конструировании.
Обязательным условием при шлифовании сопряженных дуговых участков является расположение центра радиуса дугового профиля на шлифовальном круге в вертикальной плоскости, проходящей через ось вращения.
Такое расположение может быть достигнуто установкой нижней точки профиля круга в поперечном направлении по отметке, сделанной на наинизшей точке ранее отшлифованной дуги. Это определяется по минимуму показаний индикатора (смещение в 0,2—0,3 мм не имеет значения). Более точное расположение возможно за счет профилирования круга с помощью того же приспособления, для чего алмаз укрепляется непосредственно на его угольнике.
Дуговой участок шлифуется от точки сопряжения на выход в сторону касательной. Участок 4 шлифуется кругом прямого профиля до размера дугового участка 7? = 31,9 мм. Место сопряжения также определяется по минимуму показаний индикатора.
Заметим, что при шлифовании дуговых сопряженных участков при вогнутом профиле обработка должна всегда начинаться с участка, имеющего наименьший радиус; при выпуклом профиле — с участка, имеющего наибольший радиус, так как в обоих случаях эти участки идут «на выход».
Соответственно при шлифовании профилей, образованных дугой и касательной, в первом случае вначале шлифуется дуговой участок, а затем касательная прямая; во втором случае — наоборот. При шлифовании разноименных дуговых участков первым шлифуется вогнутый участок.
Приемы шлифования вогнутых дуговых участков с большим значением центрального угла, приближающимся к 180°, имеют свои особенности. Обычный способ шлифования «на выход» в этом случае не может быть применим, так как при поворачивании шаблона противоположные стороны профиля будут упираться в торец шлифовального круга. Поэтому необходимо применить следующий прием.
221
Допустим, что необходимо обработать дуговой участок 7? = 12 мм с центральным углом 180° (фиг. 194, а). Вначале шлифуется средний участок дуги профиля, протяженность которого зависит от высоты круга и величины радиуса профиля (фиг. 194, б). После обработки этого участка круг приподнимается и перемещается в сторону настолько, чтобы он расположился примерно против конца ранее отшлифованного участка. Затем круг постепенно опускается вниз
6) в) г)
Фиг. 194. Схема шлифования вогнутого дугового участка с большим значением центрального угла.
до тех пор, пока он не коснется отшлифованной поверхности, и шли
фуется оставшийся участок дуги. При этом шаблон поворачивается
в сторону, указанную стрелкой (фиг. 194, в). Противоположный уча-
сток обрабатывается также с
Фиг. 195. Схема шлифования шаблона полузакрытого профиля.
перемещением круга в противоположном направлении (фиг. 194, г).
Очень часто встречаются такие профили, когда обычные методы шлифования не дают желаемых результатов. Тогда применяют особые приемы шлифования.
Шлифование всего-профиля шаблона, показанного на фиг. 195, одним шлифовальным кругом невозможно, так как в месте пересечения дугового участка и боковой стороны скобы шлифовальный круг, заправленный по радиусу, не может дойти до угла.
Здесь часть профиля шлифуется как обычно, а недошлифованная часть участка в углах обрабаты
вается уголком круга прямого профиля. Для этого заправленный по периферии и торцам шлифовальный круг приводится в соприкосновение с обработанным ранее участком профиля и профиль дошлифовывается за счет поворота шаблона
в нужном направлении.
При выполнении этой операции с каждым проходом поворачивание шаблона надо вести на очень небольшие углы; в противном случае на отшлифованном профиле будут оставаться большие риски.
Шлифование вогнутых участков малого радиуса, начиная с 3 мм и меньше, путем поворота изделия затруднительно и это выгоднее производить профилированным кругом.
222
При шлифовании сопряженных профилей, включающих в свое начертание вогнутые дуговые участки малого радиуса, можно применить комбинированное шлифование — сочетание метода 1еомет-рического построения с методом копирования профиля режущего инструмента. В качестве примера обратимся к профилю, показанному на фиг. 196, а.
Плечики и выпуклый дуговой участок обрабатываются обычными приемами. Но шлифование их следует производить не доходя до начала вогнутой дуги на величину г = 2 мм. Для шлифования вогнутого дугового участка необходимо применить круг, запрофили-ровапный на г = 2 мм.
Фиг. 196. Прием комбинированного шлифования.
Запрофилированный круг приводится в такое положение, чтобы при нулевом расположении шаблона он коснулся отшлифованной ранее поверхности плечика (фиг. 196, б). Затем шаблон поворачивается на некоторый угол, и поперечной подачей круг приводится в соприкосновение с отшлифованным ранее выпуклым дуговым участком (фиг. 196, в).
Такая установка способствует тому, что дуга г = 2 мм на круге при нулевом (угловом) положении профиля будет одновременно касаться как прямой, так и дугового участка. Если при этом поворачивать профиль в направлении, показанном стрелкой, до момента горизонтального положения плечиков, обработанный кругом участок займет положение, требуемое построением профиля (фиг. 196, г). Оставшиеся на плечиках небольшие бугорки дошлифовываются кругом прямого профиля.
Во многих случаях комбинированное шлифование — единственно возможный прием обработки сложных профилей.
На универсальном приспособлении можно производить и частичную обработку профиля, остальные элементы которого уже обработаны другим способом.
Например, в случае обработки профиля, показанного на фиг. 197, а, необходимо вписать дуговой участок R = 16 мм в угол, образованный заранее обработанными плоскостями. Для этого одну из сторон располагают горизонтально и вертикальным винтом приводят на высоту Н +/?; поворотная часть при этом должна занимать нулевое угловое положение. Затем координатное устройство поворачивают на угол 120° и поперечным винтом перемещают другую сторону на ту же высоту (фиг. 197, б). Благодаря этому достигается
223
совмещение центра дуги 7? = 16 мм с осью вращения шпинделя приспособления. Нетрудно убедиться, что этот способ полностью соответствует приему нахождения центра радиуса дуги при вписывании окружности в угол, когда профиль вычерчивают на бумаге.
Обработка профиля по методу геометрического построения создает широкие возможности и имеет ряд преимуществ по сравнению с другими методами, приведенными выше. Главные из них:
1. Образование поверхности происходит автоматически за счет простейших движений — вращения детали и прямолинейного перемещения режущей кромки инструмента.
окружности в угол.
2. Контроль геометрии профиля производится в процессе обработки непосредственно на рабочем месте определением линейной величины х (стр. 214) и углового расположения измеряемой поверхности. Последнее благодаря синусному делительному диску также сводится к определению линейной величины Ь.
Некоторые затруднения встречаются лишь при обработке глубоких вогнутых профилей, когда выступающие их части мешают свободному выходу шлифовального круга. В таких случаях возможно изменение конструкции шаблона.
Обычно конструкции шаблонов создаются без учета новых технологических возможностей, возникающих в процессе механизации лекального производства. Сохранив схему обмера и основные особенности шаблона, можно создать такую конструкцию, при которой механическая обработка шаблона будет осуществляться беспрепятственно. Удачным примером решения такой задачи может служить шаблон для контроля наружной поверхности лопатки .паровой турбины.
На протяжении двух десятилетий такие шаблоны имели вид, показанный на фиг. 198, а. Глубокое расположение профиля не давало возможности обрабатывать его шлифовальным кругом, и изготовление таких шаблонов велось ручным способом. Создание новой сборной конструкции (фиг. 198, 6), состоящей из линейки 7, профильного шаблона 2, планки 3 и рамки 4, полностью сохраняющей схему обмера и основу конструкции, позволило механизировать процесс изготовления шаблона.
Универсальное приспособление может быть использовано и для контроля готовых изделий, обработанных каким-либо другим способом. Установив изделие на приспособлении и осуществляя контроль теми же приемами, что и в процессе обработки, можно произ-224
Цельная и сборная конструкции шаблонов.
Фиг. 198.
точную
разметку, растачивание от-системе прямоугольных или
вести контроль геометрии профиля и определить его отклонения в долях миллиметра.
Механизация лекальных работ применительно к методу геометрического построения может быть осуществлена на координатно-расточных станках.
Применение координатно-расточных станков для механизации лекальных работ упрощает и значительно ускоряет процесс изготовления выработок, шаблонов и деталей контрольных приспособлений, обеспечивая одновременно высокую точность и чистоту обработки поверхности.
Работа на координатнорасточных станках не входит в круг обязанностей слесарей-лекальщиков, а осуществляется токарями-расточниками. Однако слесарь-лекальщик должен быть знаком с возможностями применения этих станков и основными приемами работы на них, так как это позволяет сознательно выбрать тот или иной вариант обработки деталей. На координатнорасточных станках любых типов можно производить
верстим, центры которых заданы в полярных координат, точное фрезерование прямолинейных и дуге вых участков, а также нанесение линейных и круговых шкал.
Наличие на этих станках точных измерительных устройств обеспечивает высокую точность выполнения этих операций, недоступную для других видов оборудования.
Эти станки дают возможность точно перемещать шпиндель за счет движения столов станка или шпиндельной бабки. Благодаря этому шпиндель может быть расположен в любой точке поверхности обрабатываемого изделия, заданной в системе прямоугольных координат. Наличие на этих станках круглых поворотных столов позволяет производить такую же установку в системе полярных координат, полюсом которых является центр вращения стола. Размещая центр шпинделя на заданном расстоянии от центра стола, можно на детали нанести дуги окружности определенного радиуса. Таким образом, станок даст возможность производить разметку — геометрическое построение профилей изделий — приемами, аналогичными приемам геометрического черчения.
Вычерчивание — разметка — осуществляется с помощью пружинного центра, помещаемого в шпиндель станка. Наличие пружины
15 Загрецкий и Харченко 225
обеспечивает равномерный нажим острия центра на деталь и получение одинаковой толщины риски. Этим же центром при полном
сжатии пружины производится разметка положения центров радиусов
дуговых участков профиля.
Если представить себе образующую вращающейся цилиндрической фрезы в виде «режущей линии» (фиг. 141, б), то соответствую-
щими рабочими и установочными перемещениями фрезы или детали по той же схеме, как и при разметке, можно производить точное фрезерование профилей деталей.
Таким образом, и в этом случае имеет место метод геометрического построения профиля.
Фиг. 200. Комплект шаблонов (/? =288 мм и срез 36,24 мм).
Фиг. 199. Выработка к радиусному шаблону.
При обработке сложных профилей применяются как растачивание, так и фрезерование.
При обработке профиля шаблона, изображенного на фиг. 199, растачивание отверстий может оказать существенную помощь при изготовлении эталонной выработки, по которой впоследствии пригоняются сами шаблоны.
В прямоугольной заготовке растачиваются три отверстия 0 25; 40 и 25 мм. Центры отверстий располагаются на линии, параллельной основанию заготовки А. После того как расточенная заготовка будет разрезана точно по центрам отверстий, получится готовая выработка, по которой может быть припасован шаблон обратного профиля. С помощью растачивания можно получить лишь вогнутую поверхность цилиндра с диаметром до ~ 120—150 мм.
Круговое фрезерование с использованием поворотного стола допускает обработку как вогнутых, так и выпуклых дуговых участков с радиусом окружности до 600 мм и прямолинейных участков, связанных определенными линейными или угловыми размерами с центром радиуса дугового участка.
Обе половины комплекта шаблонов, показанных на фиг. 200, могут быть обработаны фрезерованием на координатно-расточном станке. Для этого оси шпинделя станка и поворотного стола совме-226
щаются. Соосность шпинделя станка и оси стола проверяется с помощью индикатора, закрепленного в шпинделе. Это положение фиксируется как нулевое.
Заготовка шаблона укрепляется на поворотном столе так, чтобы его дуговой участок занял правильное положение относительно центра стола. Установка производится по заранее отфрезерованному
контуру дугового участка с помощью пружинного центра, закрепленного в шпинделе станка. Движением стола центр перемещается
на расстоянии от оси стола, равному радиусу обрабатываемого
участка 288 мм.
Для фрезерования выпуклого профиля шпиндель необходимо расположить на расстоянии от центра поворотного стола, равном радиусу детали плюс радиус фрезы.
Допустим, что применяемая нами фреза имеет 0 20 мм. В этом случае расстояние от центра стола до оси шпинделя будет составлять 288 + 10 = 298 мм, тогда образующая фрезы расположится на расстоянии от центра стола, рав-
Фиг. 201. Схема фрезерования дугового участка.
ном радиусу изделия. В этом положении и производится фрезерова-
ние дугового участка при поворачивании шаблона с помощью поворотного стола. Поворачивание стола при обработке выпуклых участков следует производить в направлении по часовой стрелке с тем, чтобы фрезерование было встречным (фиг. 201).
Фрезерование производится за три прохода (один предварительный проход и два чистовых) со снятием стружки при зачистке 0,02— 0,03 мм. При фрезеровании прямолинейного участка фреза устанавливается со смещением от центра стола на размер 36,24—10 = = 26,24 мм. При этом образующая фрезы расположится на заданном расстоянии от центра радиуса окружности R = 288 мм. Прямолинейный участок фрезеруется также в три прохода, что дает возможность полностью воспроизвести профиль с весьма высокой точностью и минимальной затратой времени.
При фрезеровании вогнутых участков установка шпинделя осуществляется на размер R— г, где R — радиус изделия, г — радиус фрезы.
Стол следует поворачивать в направлении против часовой стрелки.
Точное фрезерование на координатно-расточных станках осуществляется концевыми фрезами высокой точности. Для получения чистоты поверхности я ‘ ’\/7—лезвия фрезы доводятся; биение их относительно оси конуса хвостовика должно быть не более 0,01 мм.
Обработка профиля сложного разметочного шаблона (фиг. 202) может быть достигнута комбинированным способом путем
15*
227
растачивания участков 7? = 10 мм в углах окон с последующим фрезерованием дуговых и прямолинейных участков. Растачивание выгодно вести с установкой детали в системе полярных координат при совмещении центра заготовки с осью поворотного стола.
Угловое положение центров окружностей определяется соответствующими расчетами.
Фрезерование дуговых участков 0 324 и 190 мм производится приемами, приведенными выше. Угловая величина этих участков
Фиг. 202. Разметочный шаблон.
в нашем случае будет равна для участков 0 324 мм: 40°—12°4' = = 27°56'; для участков 0 190 мм: 40° — 17° 32' = 22°28'
Фрезерование прямолинейных участков (ребер спиц) осуществляется приемами, указанными в предыдущем примере. Линейная протяженность этих участков составляет
151,15 — 103,77 = 47,38 мм.
Профиль такого шаблона может быть полностью обработан на координатно-расточном станке без какой-либо дополнительной слесар ной обработки.
Обработку выгодно вести в следующей последовательности. Вначале растачиванием обрабатываются дуговые участки R = 10 мм во всех 9 окнах, затем фрезеруются дуговые участки 0 324 и 190 мм. Последними обрабатываются прямолинейные участки.
Изготовление кулака — задающего устройства (фиг. 203) затруднительно не только из-за сложной формы поверхности, но также в связи с тем, что данные чертежа представлены в виде пути следящего ролика.
228
Контур самого кулачка является производной в виде кривой линии, касательной к окружности 0 40 мм и непосредственно на чертеже не задан. Использование координатно-расточного станка легко разрешает задачу воспроизведения этого профиля путем растачивания лунок 0 40 мм по размерам таблицы, определяющей местонахождение центров ролика 0 40 мм для каждого луча (радиус-вектор).
Фиг. 203. Построение профиля задающего кулака.
В табл. 19 приведены данные для 36 лучей, что соответствует углу поворота изделия на 10° на каждый луч.
Деталь совмещается с центром поворотного стола по центральному отверстию 0 32 мм. Нулевое угловое положение определяется по отверстию 0 15 мм.
Предварительная разметка положения центров 0 40 мм производится на том же станке.
Окончательная обработка профиля ведется слесарным путем по лункам, образованным расточкой.
При наличии специального приспособления — координатного столика, — помещаемого на поворотном столе и дающего возможность перемещать деталь относительно центра поворотного стола в двух взаимно-перпендикулярных направлениях, мы имеем ту же схему, что и на универсальном приспособлении для профильного
229
Данные для обработки профиля кулака в мм (фиг. 203)
Таблица 19
Луч Вектор Луч Вектор Луч Вектор Луч Вектор
0 70,0 10 96,1 20 126,2 30 82,0
1 70.0 11 100,4 21 127,3 31 74,5
2 70,0 12 105,0 22 128,2 32 70,0
3 ; 70.0 13 109,0 23 129,0 33 70,0
4 71,6 14 112.9 24 130,0 34 70,0
5 74,5 15 115,6 25 126,0 35 70.0
6 78,8 16 118.5 26 122,0
7 83.1 17 120,8 27 118,0
8 86,6 18 123,3 28 106,5
9 92,5 19 125.5 29 94,0
шлифования. Возможности обработки профилей на координатнорасточном станке при этом значительно расширяются.
Нанесение линейных и угловых шкал осуществляется пружинным центром или резцом, закрепляемым в патроне, а также в специальном приспособлении для градуирования, с отсчетом линейных или угловых перемещений детали по соответствующим шкалам станка или поворотного стола.
§ 35 ШЛИФОВАНИЕ ПО КОПИРУ
В практике встречается много случаев, когда требуется воспроизвести уже имеющийся профиль или обработать профили конических некруглых калибров. Здесь наиболее совершенным и производительным является метод шлифования по копиру.
Такой метод обработки можно легко осуществить на плоскошлифовальном станке с горизонтальной осью шпинделя. Однако он применим только для деталей, профиль которых не имеет вогнутых дуговых участков.
Процесс воспроизведения профиля таким методом заключается в следующем.
Шлифовальный круг типа ПВ (плоский с выточкой) правится по торцу. Перемещением салазок торцовая плоскость круга совмещается в одной вертикальной плоскости с упорным угольником магнитной плиты. Деталь и копир скрепляются вместе, при этом между ними помещается разделяющая их параллельная прокладка. Взаимное положение выверяется так, чтобы профиль детали (заготовки) навеем протяжении несколько выступал относительно профиля копира.
Копир вместе с деталью накладывается на магнитную плиту (магнит должен быть выключен) и опирается своим профилем в упорный угольник (фиг. 204). Деталь и копир перемещаются от руки.
230
В первый период обработки копир еще не будет касаться угольника. В дальнейшем, по мере обработки профиля, будет происхо
дить касание на отдельных участках копира, а затем и по всему его
периметру. Копир, упираясь в угольник, обеспечивает получение
на детали нужного профиля и препятствует снятию с заготовки лишнего металла. Следует при этом учесть износ шлифовального круга.
Если торец шлифовального круга установить на заданном рас
Фиг. 205. Схема изменения масштаба шлифования.
Фиг. 204. Схема шлифования по копиру.
стоянии впереди (фиг. 205) или сзади упорного угольника, то можно осуществить копирование в определенном масштабе.
Особое значение прием шлифования по копиру имеет при изготовлении конических некруглых (например, овальных) калибров. Шлифование профиля может производиться либо при наклонном
Фиг. 206. Схемы изготовления конусных некруглых калибров по копиру.
положении обрабатываемого калибра, либо кругом, запрофилиро-ванным на заданный угол (фиг. 206, а, б).
Практически указанный способ является единственным производительным методом обработки такого рода изделий, так как любым другим способом некруглые конические калибры обработать очень трудно, между тем плоский некруглый копир может быть изготовлен без особых затруднений.
231
ГЛАВА VII
ИЗГОТОВЛЕНИЕ КОМПЛЕКСНЫХ КАЛИБРОВ И КОНТРОЛЬНО-ПРОВЕРОЧНЫХ ПРИСПОСОБЛЕНИЙ
§ 36. ИЗГОТОВЛЕНИЕ КОМПЛЕКСНЫХ КАЛИБРОВ
Изготовление шлицевых и специальных калибров представляет собой характерную разновидность лекального производства, отличающуюся от производства шаблонов и других лекальных работ.
Для обработки указанных инструментов необходимо применять шлифовальные станки и делительные устройства к ним. Без этого оборудования производительное изготовление калибров невозможно.
Фиг. 207. Синусная делительная головка.
Главным условием при изготовлении шлицевых и многогранных калибров является точное расположение шлицев или граней по окружности. При обработке таких калибров применяются делительные головки. Различные конструкции их могут быть отнесены к следующим типам:
1) синусные делительные головки;
2) головки с постоянными делительными дисками;
3) оптические делительные головки.
Синусная делительная головка дает возможность делить окружность на соответствующее количество частей и осуществлять поворот изделия на любой угол.
Синусная делительная головка (фиг. 207) состоит из трех основных частей: плиты, передней и задней бабок.
232
Плита по своим габаритам должна соответствовать размерам магнитной плиты станка. Задняя плоскость ее шабрится и служит базой при установке головки на станке. Параллельно этой стороне в центре плиты имеется Т-образный паз, являющийся направляющим для сухарей обеих бабок. Закрепление бабок в требуемом положении производится болтами и гайками.
Устройство делительной части передней бабки ничем не отличается от устройства синусного диска универсального приспособления, описание которого приведено в предыдущей главе. Однако в этом случае Для уменьшения габарита за базу синусного делительного диска принято расположение роликов на диаметре 100 мм.
Под роликами делительного диска на плите расположена опорная планка, па которой устанавливаются блоки мерных плиток при отсчете углов. На цилиндрической части делительного диска нанесены две шкалы с ценой делений 1° и окружности. Наличие десятичных нониусов дает возможность выполнять отсчет угловых поворотов с точностью соответственно 6' и 1/1000 окружности. Плавный поворот осуществляется с помощью червячной шестерни и откидного червяка.
Обычно процесс деления производится при отключенном червяке путем фиксирования положения шпинделя двумя блоками плиток, помещаемыми под соответствующими роликами.
Размер большего блока при этом равен 50 (1 + sin а), меньшего 50 (1 — sin а). Сумма размеров двух блоков всегда должна составлять 100 мм.
Высота расположения центров является «постоянной» делительной головки и маркируется на боковой стороне плиты.
Для закрепления хвоста хомутика служит поводок, укрепленный на шпинделе передней бабки.
Главный недостаток обычных делительных головок заключается в том, что шпиндель головки жестко связан с делительным устройством и вращается вместе с ним. Как бы точно ни была изготовлена делительная головка, центр передней бабки после непродолжительной ее эксплуатации начинает бить, что неизбежно отражается на точности обрабатываемого изделия.
На Кировском заводе в Ленинграде разработана, изготовлена и внедрена синусная делительная головка с невращающимся центром передней бабки.
Головка (фиг. 208) состоит из чугунной плиты, передней и задней бабок. На плите 1 размером 600 X 100 X 30 мм с тщательно отшаб-ренными плоскостями смонтирована передняя бабка, корпус 2 которой выполнен в виде жесткого угольника. В корпусе смонтирован шпиндель 6, жестко закрепленный гайкой 12. Ось шпинделя строго параллельна основанию корпуса передней бабки. На шпиндель 6 навернуты гайки 7, а в отверстие его вставлен центр 5. На обработанной цилиндрической поверхности шпинделя находится синусный делительный диск 10 с червячной шестерней S, осевому перемещению которых препятствуют гайки 7 Благодаря точной пригонке
233
Фиг. 208. Синусная делительная головка с невращающимся центром.
червячной шестерни и делительного диска к шпинделю они вращаются плавно, без люфта и биения.
Червячная шестерня 8 может быть повернута относительно делительного диска и закреплена в нужном положении при помощи сухарей 9, входящих в кольцевой Т-образный паз, и винтов 11. На червячной шестерне закреплена вилка 3 с поводком 4 для зажима обрабатываемого изделия.
По окружности делительного диска 10 нанесена шкала Б с ценой деления в Г
С червячной шестерней 8 сцепляется откидной червяк 13.
Передаточное отношение червячной передачи осуществлено так, что за один оборот червяка делительный диск поворачивается на 2°
На червяк 13 насажен лимб 14, имеющий 120 делений. Таким образом, поворот червяка на одно деление соответствует повороту изделия на Г
Градусные деления отсчитываются по градусной круговой шкале Б делительного диска 10, а минуты — по лимбу 14 червяка.
Лимб червяка может быть откреплен и после соответствующей установки снова закреплен в новом положении. Такая конструкция представляет удобство в тех случаях, когда необходимо вести угловой отсчет от нулевой отметки.
Конструкция задней бабки обеспечивает регулировку высоты заднего центра, которая необходима для уравнивания обоих центров по высоте. Для этой цели корпус задней бабки выполнен из двух частей: основания 15 и верхней части /6; при перемещении последней по наклонной плоскости основания 15 достигается изменение высоты заднего центра.
Головка проста в изготовлении и при тщательном выполнении может обеспечить угловой отсчет с точностью до 15"
Делительные головки второго типа характерны тем, что их обязательной принадлежностью является наличие точных делительных дисков с числом шлицев 6; 8; 10 и т. д.
Делительный диск плотно насаживается на шпиндель головки и может быть зафиксирован в нужном угловом положении фиксатором, входящим в соответствующий шлиц диска.
Делительные головки этого типа выгодно применять лишь на тех производствах, где используется достаточно большое количество разных калибров с одинаковым числом шлицев или граней.
К подобным делительным устройствам относятся также специальные делители, представляющие точные многогранники с количеством сторон, соответствующим числу шлицев или граней калибра.
Делитель напрессовывается на специально подготовленную шейку на ручке калибра; последний ставится на центры и фиксируется клином, помещаемым между делителем и плитой (фиг. 209).
Оптические делительные головки — приборы высокой точности. Однако поскольку эти головки предназначены главным образом для контроля и очень дороги, они применяются на производственных участках сравнительно редко. Кроме того, габариты этих головок не позволяют устанавливать их на небольших станках. Эти головки 235
могут устанавливаться на станке только слева от рабочего, поэтому абразивная пыль и стружка во время работы отбрасываются непосредственно на головку и засоряют ее.
Для производства калибров следует рекомендовать синусную делительную головку, которая по точности не уступает головкам других типов, а по удобству и универсальности лучше их.
Фиг. 209. Применение делителя.
В отдельных случаях калибры (одно- и двухшпоночные) можно обрабатывать без специальных делительных устройств с кантовкой изделия от цилиндрической части калибра.
В качестве примера рассмотрим прием шлифования шпоночного калибра (фиг. 210). Калибр с укрепленной на нем шпонкой устанав-
ливают цилиндрической частью непосредственно на магнитной плите станка и под шпонку подкладывают плитку, равную D а
-----с учетом величины припуска на обработку по размеру а.
В этом положении шлифуется верхняя сторона шпонки на размер отверхней образующей цилиндра калибра ~ ~2) с небольшим припуском. Для
Фиг. 210. Прием шлифования шпоночного калибра.
шлифования другой стороны шпонки калибр переворачивают и устанавливают на плиту другой стороной.
Шлифование производится не сразу на размер -------а за
несколько проходов с постепенным достижением этого размера и одновременно размера а — ширины шпонки — при многократной кантовке калибра на плите.
В зависимости от конструкции обработка шлицевых калибров может вестись тремя приемами:
1) шлифованием сторон шлицев периферией круга;
2) шлифованием торцом круга;
3) шлифованием профилированным кругом.
236
Рассмотрим три примера.
1. Калибр для контроля штыкового соединения (фиг. 211) может быть обработан периферией шлифовального круга. Для этого предварительно обработанная по профилю фрезерованием и отшлифованная по 0 50_001 и 60_001 мм заготовка устанавливается в центрах синусной делительной головки так, чтобы стороны любых двух
Сечение по а а
Фиг. 211. Калибр для контроля штыкоеого соединения.
шлицев заняли горизонтальное положение. Делительный диск при этом фиксируется двумя плитками по 50 мм.
Радиальные стороны шлицев шлифуются при установке их по
высоте центров делительной головки.
Остальные шлицы шлифуются до достижения того же размера с поворотом изделия на угол 120° в ту и другую сторону. Для этого под соответствующими роликами помещаются плитки размерами 25 и 75 мм.
2. Стороны впадин калибра (фиг. 212) для контроля расположения четырех шпонок в отверстии могут быть обработаны торцами шлифовального круга. Впадины заготовки калибра соответствующей установкой ориентируются в направлении расположения
две впадины
роликов синусного делительного диска.
При фиксировании диска двумя плитками по 50 мм
будут занимать горизонтальное положение, а две — вертикальное.
Шлифование обеих сторон впадины, расположенной вверху, осуществляется попеременно торцовыми поверхностями шлифоваль
ного круга.
Сначала стороны паза слегка зачищаются. Для промежуточного контроля калибр поворачивается на 90°, причем плитки
237
подставляются под другую пару роликов. В этом положении с помощью блока плиток и индикатора производится проверка соответствия стороны паза по размеру Н — , где Н — высота центров
делительной головки, а — ширина паза. Таким обмером определяется величина оставшегося для окончательной обработки припуска.
Допустим, что этот припуск равен 0,16 мм. Калибр возвращается в первоначальное положение, и с помощью плиток измеряется ширина прошлифованного паза. Предположим, что она равна 15,73 мм. Тогда припуск на другую сторону составит
16,01 — (15,73 + 0,16) = 0,12 мм.
Оставшийся на каждую сторону паза припуск снимается сначала с одной стороны, а затем с другой, до достижения ширины паза, указанной на чертеже.
Для окончательного контроля калибр поворачивают на 90° в одну
LJ а
и другую стороны; размер п — у проверяется в каждом положении. Три остальных паза обрабатываются таким же приемом.
Чтобы обеспечить равномерное расположение пазов по окружности, оставляют припуск на окончательную зачистку по 0,005— 0,01 мм на сторону. Затем производят шлифование, поворачивая калибр после каждого прохода на 90° до полного прекращения искрения.
3. Обработку десятишлицевого калибра (фиг. 213) необходимо производить кругом, запрофилированным по форме впадины. Профилирование можно выполнить с помощью универсального приспособления (фиг. 165). Контроль профиля круга производится по прошлифованной им выработке на микроскопе или проекторе.
Для шлифования калибр устанавливается в центрах делительной головки, причем два каких-либо противоположных шлица должны занять горизонтальное положение. При этом одна из впадин будет расположена по вертикальной оси. Профилированный круг вводится во впадину так, чтобы он коснулся одновременно обеих ее сторон. Впадина слегка зачищается, и индикатором проверяется расположение уголков шлицев (точки а на фиг. 213). При правильном расположении впадины эти точки должны быть на одной высоте.
Если при контроле обнаружится, что одна из точек расположена выше другой, круг нужно переместить в направлении высшей точки.
Такой приближенный прием контроля установки круга по центру калибра применяется только при черновом проходе. Точная проверка положения впадины осуществляется поворотом на угол 90°—= = 72° При этом сторона шлица расположится горизонтально. Положение этой стороны контролируется посредством сравнения с блоком плиток Н + 4 мм (4 мм — половина ширины шлица). Поворачивая калибр на тот же угол в другую сторону, можно проверить симметричность расположения впадины. При обнаружении погрешностей в расположении впадины шлифовальный круг пере-238
мещается в соответствующем направлении. После того как будет достигнуто нужное расположение круга, шлифуются все десять впадин калибра до одного и того же показания лимба вертикальной подачи. Шлифование ведется за несколько проходов до достижения ширины шлица 8_0>01 мм, указанной на чертеже. Окончательную зачистку рекомендуется делать вразбивку (например, первая — четвертая впадины, вторая — пятая и т. д.) при неизменном положении шлифовального круга по высоте1.
Фиг 213. Десятишлицевый калибр. Фиг. 214. Кулачок с профилем, образованным архимедовой спиралью.
Поверхности, образованные архимедовой спиралью и эвольвентой окружности, можно с успехом обработать на плоскошлифовальном станке с помощью синусной делительной головки.
Рассмотрим приемы шлифования такого рода изделий на примере обработки кулачка с профилем, образованным архимедовой спиралью (фиг. 214).
Кулачок, насаженный на оправку, устанавливается в центре так, чтобы начальный его луч, соответствующий радиусу-вектору 40 мм, расположился в вертикальной плоскости, проходящей через центр вращения. Шлифование ведется кругом, запрофилированным на г = = 3 — 4 мм.
Предварительно кулачок шлифуется с поворотом на 10° (по шкале с нониусом) и одновременным опусканием шпинделя станка на шага спирали, т. е. на 0,11 мм на каждом угловом повороте.
1 Заметим, что для деления окружности на десять частей необходимо применение всего лишь трех пар блоков: 50—50; 65, 45—34, 55; 79,39—20,61 мм, соответствующих углам 0; 18 и 36° Остальные углы являются дополнительными (90° ±а; 180° ±а; 360° ± а).
233
Окончательное шлифование выполняется с поворотом на 1° и опусканием головки на 0,011 мм.
Так как отсчет в микронах затруднителен, можно круг перемещать в следующей последовательности: 0,01; 0,02; 0,03; 0,04; 0,055; 0,065; 0,075; 0,085; 0,095; 0,11 мм, что легко определяется по лимбу вертикальной подачи.
Получающиеся в результате ступенчатого шлифования неровности на поверхности профиля зачищаются мелкозернистым бруском.
Данный прием не обеспечивает абсолютной точности получения спирали вследствие искажений, возникающих в связи с характером
Фиг. 215. Подрезание профиля при шлифовании кулачка.
Фиг. 216. Эвольвентный кулак:
а — диаметр основной окружности, равный 4,248 мм; Д/г — величина приращения на 360°, равная 13,345 мм:
самого процесса. Теоретически при расположении центра радиуса на круге и при опускании его в плоскости, проходящей через центр вращения, касание окружности круга и спирали произойдет не в точке а (фиг. 215), а несколько в стороне от нее (точка б). Это приводит к тому, что шаг полученной спирали из-за подрезания всегда будет несколько меньше теоретического. Учесть величину искажения очень трудно, так как угол подъема спирали переменный. Но поскольку заметные искажения происходят лишь при больших значениях падения спирали1 (порядка 10 мм) и малом размере кулачка (начальный радиус меньше 20 мм), в практике ими можно пренебречь.
Эвольвента является более технологичной кривой.
В этом случае образование кривой также может быть представлено в виде равномерного движения, но не точки, как это имеет место при образовании архимедовой спирали, а линии. Приращение происходит не в направлении от центра вращения, а по направлению касательной к основной окружности.
Эвольвентные кулачки можно шлифовать кругом прямого профиля на проход с равномерным опусканием его (плоскости шлифо-
1 Под термином «падение спирали» подразумевается изменение величины радиуса-вектора при его повороте на 360°
240
вания) и одновременным поворачиванием изделия на соответствующие углы.
Применительно к обработке профиля кулака (фиг. 216) данные для шлифования могут быть выражены в виде табл. 20. Шлифование профиля ведется согласно приему, применяемому при обработке архимедовой спирали.
Таблица 20
Данные для обработки профиля кулака, очерченного эвольвентой
Диаметр основной окружности изделия 4,248 мм; Ьа — угол поворота;
ДА — величина приращения
ДЛ1° 4,248X71 =0,03707079; ДЛ 360° 4,248x^ = 13,345486
Да в град. Д/г II Л1А1 Да в град. ДА в мм Да в град. ДА в мм Да в град. ДА в мм
10 0,371 100 3,707 190 7,044 280 10,380
20 0,741 ПО 4,078 200 7,414 290 10,751
30 1,112 120 4,448 210 7,785 300 11 121
40 1,483 130 4,819 220 8,156 310 11,492
50 1,854 140 5,190 230 8,526 320 11,863
60 2,224 150 5,561 240 8,897 330 12,233
70 2,595 160 5,931 250 9,268 340 12,604
80 2,966 170 6,302 260 9,638 350 12,975
90 3,336 180 6,673 270 10,009 L60 13,345
накопления
Исходя из величин приращения Д/z, можно при зачистке поворачивать изделие на угол 24', опуская шпиндель станка с каждым проходом на величину 0,01 мм (0,0111). При повороте на какое-либо ближайшее целое число градусов вводится поправка во избежание ошибок.
Шлицевые кольца в случаев шлифуются с специальных делителей,
представляют собой правильные многогранники. В центре многогранника расположена цилиндрическая оправка необходимого диаметра, на которую насаживается подлежащее обработке шлицевое кольцо (фиг. 217). При шлифовании делитель своей гранью упирается в упорный угольник плиты. Шлифование пазов ведется торцами
шлифовального круга необходимой высоты. Для обеспечения симметричности расположения пазов относительно оси отверстия обра-16 Загрецкий и Харченко 241
Фиг. 217. Шлицевый калибр-кольцо на делителе.
большинстве применением Последние
ботку их сторон следует вести поочередно, поворачивая делитель с калибром на 180° Последние проходы (зачистку) нужно осуществлять без поперечных перемещений шлифовального круга. Вследствие того, что паз имеет сравнительно большую высоту, необходимо следить, чтобы круг во время шлифования не изгибался (не допускать больших поперечных подач). В противном случае это неизбежно приведет к срыву верхних кромок у паза.
§ 37. ИЗГОТОВЛЕНИЕ СБОРНЫХ КОНТРОЛЬНО-ПРОВЕРОЧНЫХ ИНСТРУМЕНТОВ И ПРИСПОСОБЛЕНИЙ
Сборные конструкции контрольно-проверочных инструментов и приспособлений занимают большое место в номенклатуре инструментальной оснастки. Применение сборных конструкций взамен монолитных диктуется следующими соображениями:
а) изготовление сборных конструкций дает возможность широко применять механизацию;
б) применение сборных конструкций может облегчить вес инструмента и сделать его более удобным в эксплуатации;
в) сборные конструкции позволяют осуществлять контроль одного изделия на различных операциях путем замены отдельных элементов контрольного приспособления.
Контрольные приспособления часто представляют собой не только контрдетали, которыми являются шаблоны, но и контрузлы, т. е. в процессе поверки они создают взаимосвязь с другими частями ‘механизма, какая имеется в действующей машине.
Многообразие конструкций такого рода инструментов не дает возможности представить их в виде каких-либо четких систематизированных групп. Поэтому'рассмотрим лишь принципиальные вопросы конструкций, сборки, наладки и регулировки.
Неподвижное соединение отдельных деталей сборных шаблонов или приспособлений может быть осуществлено сваркой или механическим путем с помощью заклепок, винтов, шпилек и т. д.
Обычно посредством электросварки из отдельных деталей соединяются корпуса приспособлений и инструментов сложной формы. Сварка допускает широкое использование труб в качестве конструктивных элементов, что может значительно уменьшить вес изделия.
Изготовление подобного рода инструмента из целого куска металла потребовало бы значительной затраты времени на механическую обработку.
При изготовлении сварных конструкций особое внимание нужно обратить на следующее:
1. Изделие после сварки должно обязательно подвергаться отжигу для снятия внутренних напряжений. При несоблюдении этого условия конструкция не будет иметь стабильной формы, и при закалке на сварочных швах возникнут трещины.
2. Детали конструкций, подвергающихся последующей закалке, должны обязательно изготовляться из однородного материала. Элементы конструкции, не требующие закалки, могут изготовляться из малоуглеродистых сталей, например из стали 20.
242
При применении в сварной конструкции двух разнородных материалов, требующих различных условий нагрева и закалки (например, углеродистой стали У8А и легированной ХВГ), последующая закалка изделия будет невозможна.
Сварка применяется лишь в тех случаях, когда окончательная обработка может быть произведена в собранном виде. Если же производится сборка полностью при частично обработанных деталях, то соединение выполняется механическим путем: склепыванием, запрессовкой, на пазах и винтах, на винтах и штифтах х.
Обычное склепывание применяется лишь как замена сварки в тех случаях, когда нежелателен нагрев заготовки, неизбежный при сваривании. По такому способу соединяются лишь малоответственные
Фиг 218. Соединение на шпильках. Фиг. 219. Соединение запрессовкой.
конструктивные детали, например, ребра жесткости сборного корпуса, щечки сборного шаблона и т. д.
При склепывании всегда происходят смещения и деформация деталей, поэтому в ответственных случаях можно рекомендовать особый прием склепывания. Он заключается в следующем. Детали, подлежащие сборке, устанавливаются в соответствующее положение и скрепляются струбцинами. Затем в них просверливаются сквозные отверстия. Для соединения необходимо иметь не меньше двух отверстий, которые развертываются разверткой с конусом 1 50.
Развертывание отверстий необходимо производить с разных сторон детали (фиг. 218). После развертывания со стороны меньшего диаметра отверстия делается небольшая (примерно 1 X 45°) зенковка. Сырые конические шпильки запрессовываются до отказа и слегка расклепываются с раззенкованной стороны.
Такой способ склепывания дает достаточно прочное соединение и освобождает от необходимости прибегать к болтам или винтам.
Рассмотрим различные способы соединения двух элементов — плиты (корпуса) и детали, как типичных для всех видов сборки.
Запрессовкой соединяются такие элементы, как палец и плита. В тех случаях, когда необходимо предохранить палец от поворачивания, он может быть зафиксирован штифтом или резьбовой пробкой, входящей одновременно в плиту и в палец (фиг. 219).
1 В отдельных случаях возможно склеивание карбинольным клеем.
16=
243
Цилиндрические детали в виде осей и пальцев значительного диаметра соединяются с плитой с помощью фланца и привертываются к плите винтами. Направляющая пальца входит в отверстие плиты по скользящей посадке (фиг. 220). В тех случаях, когда деталь должна быть зафиксирована лишь в одном каком-либо направлении, она может быть помещена своей посадочной частью в обработанный паз плиты (фиг. 221).
Все приведенные способы соединения требуют обязательной обработки посадочного места в плите и детали в соответствии с заданным расположением последней на корпусе.
В практике сборки контрольных приспособлений очень часто необходимо закреплять детали свободно без направляющих устройств.
В этих случаях детали прикрепляются винтами или болтами и штифтуются. При свободной сборке можно рекомендовать следующую последовательность операций.
Деталь, укрепляемая на плите, устанавливается предварительно так, чтобы ее положение отличалось от требуемого не более чем на 0,1—0,2 мм, и зажимается струбцинами.
Затем в плите сверлятся отверстия через заранее высверленные отверстия в детали. В отверстиях плиты нарезается резьба и деталь прикрепляется к плите винтами.
Так как при нарезании резьбы в отверстиях могут образоваться местные поднятия металла, то перед нарезкой необходимо отверстия раззенковать.
Крепление детали следует производить с помощью болтов или винтов с плоской, но не конической головкой (фиг. 222, а, б).
Применение винтов с конической головкой (фиг. 222, в) исключает возможность окончательной выверки детали, так как такая форма головки и зенковка будут самоустанавливать деталь, т. е. возвращать ее в прежнее положение.
Зенковка отверстия под головку должна обеспечивать достаточно хорошую плоскость; опорный торец головки винта необходимо хорошо подрезать.
Между головкой винта и отверстием для головки, а также между самим винтом и отверстием в детали должен быть обеспечен зазор не менее 0,5 мм. Все это необходимо для того, чтобы была воз
244
можность некоторого перемещения детали при окончательной выверке.
Деталь прикрепляется болтами и винтами, и ее положение окончательно выверяется по индикатору, плиткам, шаблону и т. д. Перемещение детали происходит за счет легких ударов алюминиевого, медного или свинцового молотка. В окончательно выверенном положении производится сверление, развертывание отверстий и запрессовка штифтов.
При изготовлении контрольных приспособлений следует отдать предпочтение штифтованию с помощью конических штифтов.
После окончательной регулировки и штифтования всегда возможно некоторое смещение детали. При использовании цилпндри-
Фпг 222. Соединение болтами и винтами.
ческих штифтов необходимо вновь развернуть отверстие разверткой, имеющей увеличенный против номинального размер, и изготовить новые штифты. В случае применения конической развертки достаточно вторично развернуть отверстие той же разверткой, посадив ее немного глубже, чем и будет достигнуто совмещение осей в обеих деталях.
При применении конических штифтов особо важное значение имеет строгая согласованность конусности развертки и штифта.
Как правило, развертка и штифты должны проверяться по одному и тому же калибру — втулке.
Для соединения двух деталей большой толщины нет никакой необходимости применять штифт, длина которого равна суммарной толщине соединяемых деталей. Достаточно, чтобы посадочное место в обеих деталях составляло 10—15 мм. При этом отверстие с большей стороны рассверливается на 0,5 мм полнее большего диаметра штифта (фиг. 223).
Отверстия под штифты сверлятся сквозными, что дает возможность производить разборку.
При необходимости посадки штифта в глухое отверстие он должен быть снабжен съемной гайкой (фиг. 224). При завинчивании гайки штифт легко извлекается из отверстия.
Рассмотрим приемы сборки и наладки контрольных приспособлений.
245
Приспособление, показанное на фиг. 225, предназначено для проверки профиля сложной детали. Конструкция его состоит из плиты •и укрепленных на ней шаблонов, воспроизводящих ряд сечений профиля этой детали.
Шаблоны расположены в определенном порядке, причем точки О всех шаблонов должны находиться на одной линии, направление -которой соответствует направлению оси профиля проверяемой детали.
Все детали приспособления изготовляются раздельно и впоследствии собираются на общем основании — плите.
Фиг. 223. Штифтование высокой
детали.
Фиг. 224. Съемная шпилька.
Верхняя плоскость плиты, на которой будут расположены шаблоны, а также ребра А и В шлифуются. Эти ребра служат базой для установки шаблонов. Профили шаблонов обрабатываются одним из приведенных методов, а затем основания и боковые грани их обрабатываются так, чтобы размеры а и b у всех шаблонов были одинаковы. Установка шаблонов осуществляется с помощью мерных плиток и индикаторов. Для проверки их положения плита попеременно устанавливается на сторону А и В.
Приспособление для контроля кулисы (фиг. 226, а) выгодно обрабатывать в собранном виде.
В плите растачиваются два отверстия 0 32 и 16 мм. Угловая колодка укрепляется на плите с припуском на окончательную обработку ее рабочих поверхностей, что может быть достигнуто установкой по разметке.
В отверстия впрессовываются пальцы. Последние будут служить в качестве роликов при установке приспособления на угол 35° для шлифования рабочих поверхностей угловой колодки (фиг. 226, б). При шлифовании расположение этих сторон определяется размером 134,04 + 16 мм, который может быть измерен с помощью мерных плиток.
При контроле изделие (см. пунктир на фиг. 226, а) надевается на пальцы и расположение сторон вилки кулисы проверяется с помощью вкладыша.
246
о
247
248
Фиг 226. Контрольное приспособление схема его обработки.
sm зб'Чгз
ГЛАВА IX
РЕМОНТ УНИВЕРСАЛЬНОГО ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА
Сохранность измерительного инструмента в значительной степени зависит от условий эксплуатации. Прежде всего он должен использоваться по своему прямому назначению.
Нередки случаи, когда, например, микрометром пользуются как струбциной, измерительными плитками — как подкладками и т. д. Естественно, что это неизбежно приводит к преждевременной порче инструмента.
Вторым по значению фактором, влияющим на сохранность инструмента, является способ его хранения. Если инструмент лежит в инструментальном ящике вместе с напильником, зубилами и прочими инструментами, он забивается, засоряется опилками и стружкой. Несвоевременные чистка и смазка инструмента способствуют появлению коррозии.
Повышенный износ может также происходить вследствие пользования дефектным инструментом, не прошедшим своевременного ремонта. При дальнейшей работе дефекты могут настолько увеличиться, что инструмент придет в полную негодность.
Наблюдение за эксплуатацией и правильным содержанием и принудительная плановая проверка — лучшие средства сохранения инструмента.
Все же и при нормальной эксплуатации измерительный инструмент подвергается износу. В первую очередь изнашиваются измерительные поверхности; износиться может также и самый корпус инструмента, например, штанга или рамка штангенциркуля. Наконец, может произойти засорение механизма.
Задача слесаря-лекальщика, занятого ремонтом универсального измерительного инструмента, заключается в устранении указанных дефектов. Дефекты определяются представителем измерительной лаборатории, который составляет на данный инструмент дефектную ведомость.
В цеховых условиях возможен лишь средний ремонт без изготовления основных частей инструмента. В отдельных случаях износившиеся детали можно заменить запасными частями, полученными от инструментальных заводов или снятыми с приборов, вышедших из употребления.
249
§ 38. РЕМОНТ ШТАНГЕНИНСТРУМЕНТОВ
Главными дефектами штангенинструментов, которые можно устранить в цеховых условиях, являются:
а) непрямолинейность штанги и забоины на ней,
б) качка и перекосы рамки;
в) износ мерительных поверхностей губок или основания;
г) износ резьбы винта и гайки микрометрической подачи;
д) износ резьбы стопорных винтов.
Непрямолинейность штанги по ребрам, происшедшая вследствие износа, устраняется припиливанием и доводкой ребер с соблюдением их прямолинейности и взаимопараллельности. Погнутость
штанги, возникшая в результате небрежного отношения, устраняется правкой. Правку штанги молотком производить нельзя, так как это может привести к удлинению ее, а следовательно, к удлинению шкалы, нанесенной на ней. Правка должна осуществляться выгибанием в тисках. Для этого необходимо иметь три узкие латунные губки. На фиг. 227 показано положение штанги в мо-
мент правки.
Вмятины и забоины зачищаются бархатным напильником, оселком и мелкой шкуркой с маслом. Зачистку забоин нужно производить не до полного их устранения, так как это может привести к местным утонениям штанги, а лишь до снятия выпуклостей, мешающих свободному движению рамки и хомутика.
Перекосы рамки являются следствием непрямолинейности штанги или износа губок. При устранении этих дефектов перекосы исчезают. Качка рамки может происходить от износа пружины и истирания штанги или плоскостей рамки. Первую причину можно устранить подгибанием пружины; для устранения второй в большинстве случаев необходимы разборка рамки и сошлифовывание сторон обеих губок до необходимой толщины. При незначительной качке возможно некоторое выгибание щечек.
Затупление острых губок исправляется заточкой. При этом нужно следить, чтобы вершина угла заточенных губок находилась строго в плоскости разъема. При несоблюдении этого условия во время вычерчивания неизбежны отклонения.
Износ мерительных поверхностей устраняется доводкой их плоскопараллельными притирами.
Для доводки штангенциркуль зажимается в тиски, притир помещается между губками и рамка сдвигается до соприкосновения губок с притиром. В этом положении рамка закрепляется стопорным винтом. Притир должен перемещаться между губками с небольшим
250
усилием. Доводка производится попеременно как со стороны острых, так и тупых губок до достижения строгой плоскостности, параллельности и одинакового размера раствора обеих сторон. Наружные стороны тупых губок доводятся до получения параллельности. Размер их при этом должен быть равен целому числу миллиметров с десятыми долями (например, 9,8 мм). В результате доводки при сдвигании губок до соприкосновения пулевое деление нониуса не •будет совпадать с нулевым делением штанги. Открепив винты, нониус -передвигают в нужном направлении до совпадения первого и последнего его делен hi с сjoiiK'jctjylohulm делением шкалы штанги.
У штангейресмасов и штангеш лубиномеров доводке подвергаются поверхности основания и рабочие поверхности ножек или штанги.
Изношенные винты или гайки заменяются новыми. В случае износа резьбы в рамке и хомутике этот дефект может быть исправлен путем нарезания новой резьбы метчиком большего диаметра; при этом ставится винт соответственного размера. При поломке губок возможны изготовление и установка новых с последующим шлифованием и доводкой рабочего раствора.
Исправление штангенциркулей облегченного типа, имеющих неподвижный нониус, осуществляется за счет рихтовки. В процессе рихтовки губки сближаются и затем припиливаются и доводятся, как обычно.
§ 39. РЕМОНТ МИКРОМЕТРИЧЕСКИХ ИНСТРУМЕНТОВ
Главными дефектами микрометрических инструментов являются: а) засорение винта и гайки;
б) износ измерительных поверхностей;
в) износ зажима;
г) износ трещотки.
Бывает, что у вполне исправного микрометра шпиндель начинает вращаться туго. Чаще всего это происходит вследствие загрязнения. Устранение этого дефекта достигается разборкой и тщательной промывкой частей в авиационном бензине или ацетоне. Во избежание попадания в резьбу ворсинок от обтирочного материала рекомендуется при промывке не употреблять концов, марли или ваты, а пользоваться ершиками или жесткими щетками (например, зубной щеткой).
При доводке рабочих плоскостей шпинделя и пятки необходимо обеспечить их перпендикулярность к оси шпинделя.
При небольшом износе поверхности для микрометров с пределом измерения не свыше 50—75 мм применяется следующий прием. Изготовляются четыре плоскопараллельных притира необходимой высоты, различающиеся по толщине на 0,125 мм (или для комплекта из 3 шт. на 0,17 мм). Назовем их в порядке возрастания размеров: № /, № 2, № 3 и № 4.
Порядок доводки следующий. Вначале плоскости доводятся притиром № 1 до получения их взаимопараллельности. Трудно ожидать, 251
что в результате такой доводки одновременно получится и перпендикулярность их к оси шпинделя. Скорее всего они будут несколько наклонены (фиг. 228, а). После этого используется притир № 3. Поскольку он больше притира № 1 на 0,25 мм, шпиндель при зажиме притира повернется на полоборота, т. е. произойдет кантовка (фиг. 228, б). В результате доводки притиром № 3 перекос уменьшится. Затем плоскости попеременно доводятся притирами № 2 н4 (фиг. 228, в, г). В результате многократной доводки всеми притирами могут быть достигнуты взаимная параллельность и строгая перпендикулярность их к оси шпинделя.
Контроль этой операции осуществляется методом интерференции с помощью набора плоскопараллельных стеклянных пластин.
Фиг. 228. Схема доводки рабочих поверхностей микрометра.
При доводке рабочих поверхностей микрометров большего размера и при ремонте сильно изношенных микрометров применяется раздельная обработка шпинделя и пятки. Торец шпинделя доводится в специальном приспособлении — кондукторе-жимке, у которого ось отверстия для закрепления стебля строго перпендикулярна к основанию. Пятка доводится в собранном виде приемами, сходными с доводкой скоб. После доводки барабан должен быть установлен в нулевое положение.
У зажима микрометров завода «Калибр» чаще всего изнашивается ролик, заклинивающий зажимное кольцо. При ремонте микрометра этот ролик заменяется новым. Остальные типы зажимов надежны и долговечны и выходят из строя редко.
У трещотки чаще всего изнашивается штифтик, у которого срабатывается острый скошенный носик. В этом случае восстанавливается скос или штифтик заменяется новым.
§ 40. РЕМОНТ ИНДИКАТОРНЫХ ИНСТРУМЕНТОВ
К основным дефектам индикаторных инструментов различного типа относятся заедания в механизме, вызванные засорением, погну-тием стержня и забоинами на нем, неисправностью пружин и стрелок.
Засорение устраняется разборкой и тщательной промывкой механизма. Стержень может быть выправлен медным молотком на свин-252
цовой подушке. Царапины и забоины нужно зачищать мелкозернистыми брусками и посредством полирования.
Погнутый или сломавшийся волосок заменяется новым. Растянутая или лопнувшая пружина также подлежит замене. Погнутые стрелки, цепляющиеся за циферблат или стекло, должны быть выправлены.
Следует указать, что в механизме индикатора смазке подлежат только подпятники осей. Для такой смазки употребляется специальное часовое масло. Остальные части механизма должны оставаться сухими.
Ремонт более сложных индикаторных инструментов типа миниметров и оптико-механических приборов находится в ведении механика-юстировщика.
§ 41. РЕМОНТ ИЗМЕРИТЕЛЬНЫХ ПЛИТОК
В цеховых условиях могут быть исправлены следующие дефекты измерительных плиток:
а) наличие забоин на углах и гранях;
б) незначительная коррозия;
в) отсутствие притираемости.
Забоины в углах и гранях измерительных поверхностей чаще всего возникают при падении плиток. Забоины можно устранять с помощью твердого мелкозернистого бруска. Величина фаски на ребрах при этом может быть немного увеличена. После удаления забоин плитка должна быть проглажена по способу, приводимому ниже, для восстановления притираемости.
Коррозия па измерительных плоскостях плиток чаще всего образуется летом, в связи с тем, что рабочие берут плитки потными руками. Коррозию можно устранить тщательной промывкой плиток в авиационном бензине и последующей легкой доводкой — проглаживанием.
Отсутствие притираемости может возникнуть вследствие забоин, коррозии, а также от износа.
Проглаживание представляет собой не что иное, как тонкую доводку; слой снимаемого металла при этом может не превышать 0,01 мк. Отсюда набор плиток даже после неоднократных проглаживаний лишь незначительно потеряет свою первоначальную точность. Следует заметить, что чем совершеннее проводятся принудительная проверка и ремонт (профилактика), тем меньше плитки изменяют свой размер после каждого проглаживания.
Освещенный в литературе прием доводки плиток между двумя регулируемыми плитами в ремонтной практике не применяется.
Проглаживание осуществляется последовательно на трех притирах размером 100 X 100 мм из мелкозернистого чугуна, тщательно доведенных и шаржированных специальными микропорошками, отмученными в течение 1000—2000 мин. Первая плита шаржируется относительно более грубым, вторая — средним, третья — наиболее мелким абразивным порошком. В качестве смазки применяется авиационный бензин.
253
Плитки малого размера доводятся притертыми к державке, представляющей обычную плитку 10 мм с наклеенной на одной стороне полоской наждачной бумаги. Для того чтобы в начале доводки плитка соединялась с державкой, последнюю слегка смазывают вазелином.
При незначительном износе поверхности для проглаживания достаточно 5—6 движений плитки на каждом притире.
Контроль плоскостности осуществляется с помощью стеклянных плиток методом интерференции, контроль параллельности — на вертикальном оптиметре.
Более сложный ремонт — восстановление параллельности и снижение поминального размера — может быть осуществлен лишь при наличии большого опыта.
Ремонт измерительных плиток может быть налажен лишь после тщательной подготовки рабочего места.
Как правило, для ремонта необходимо выделить специальное помещение, защищенное от проникновения пыли, с постоянной температурой 20° С.
Доводчик должен соблюдать чистоту рук и одежды. Обязательной спецодеждой является белый халат.
ГЛАВ A X
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И ТЕХНИКА БЕЗОПАСНОСТИ
§ 42. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Рабочее место лекальщика должно быть оборудовано в соответствии с требованиями выполнения точной и трудоемкой работы. Нельзя добиться точной работы на грязных тисках, замасленными измерительными инструментами и засоренными приспособлениями.
Прежде всего лекальщику необходимо содержать в чистоте рабочее место и соблюдать образцовый порядок в инструментальном хозяйстве.
Инструмент и приспособления должны быть расположены на рабочем месте в таком порядке, чтобы ими удобно было пользоваться в процессе работы. Это необходимо для того, чтобы лекальщику не приходилось тратить время на поиски нужного инструмента или приспособления и все движения в работе были целесообразными. Необходимо также хорошее освещение рабочего места. На верстаке следует расположить только те инструменты и приспособления, которые требуются для выполнения данного вида работы. При этом наиболее часто употребляемый инструмент должен всегда находиться ближе к рабочему. Рабочие чертежи выполняемой работы должны быть удобно расположены перед лекальщиком.
На фиг. 229 изображено рабочее место лекальщика.
Верстак лекальщика имеет прямоугольную форму. Рабочая поверхность верстака должна иметь размеры, достаточные для размещения тисков, плит, смотрового фонаря, экрана для чертежа и инструментов первой необходимости. В зависимости от роста рабочего рекомендуются следующие размеры верстака: длина 1000— 1200 мм, ширина 700—800 мм и высота 900—1200 мм.
С правой стороны верстака имеется выдвижной ящик 2, где хранятся мелкие инструменты и техническая документация. Ниже ящика в тумбочке располагается ящик 1 с полками для рабочих инструментов и приспособлений. В глубине верстака имеется дополнительный шкаф 9, в котором хранятся редко применяемые приспособления и инструменты. Там же располагаются все приспособления крупных размеров.
255
Тиски 4 должны находиться на верстаке перед рабочим. Справа, на некотором расстоянии от передней кромки верстака, устанавливается смотровой фонарь 5, на поверхности которого укреплено матовое стекло, освещаемое электролампой. Позади фонаря на специальной площадке 5 располагаются необходимые для данного вида работы рабочие инструменты. Слева от рабочего находятся разметочная 7 и доводочная 8 плиты. У задней кромки верстака установлен экран, на который прикрепляется рабочий чертеж.
Перед верстаком находится винтовой стул 10.
Фиг. 229. Рабочее место слссаря-лекалыцика.
Необходимым условием является правильное освещение рабочего места. В дневное время лекальщик пользуется естественным светом, поэтому верстак должен находиться у окна. При этом очень важно, чтобы свет был рассеянный. В вечернее время для освещения желательно использовать свет люминесцентных ламп (ламп дневного света). Такие лампы были применены на отдельных заводах, однако вследствие громоздкости и неудобства арматуры они не получили широкого распространения. До настоящего времени применяются обычные электролампы, установленные в специальных бра 6 (фиг 229),
§ 43. ТЕХНИКА БЕЗОПАСНОСТИ
Во избежание травм при выполнении лекальных работ лекальщик должен соблюдать следующие основные правила техники безопасности.
1. При рубке различных заготовок и деталей надо следить, чтобы голевка зубила или крейцмейселя была без облоев и резких переко-256
сов, т. е. все время находилась в исправном состоянии. При ударах молотка от неисправного зубила может отскочить часть облоя и поранить глаза. Если головка зубила или крейцмейселя имеет большие перекосы, молоток может соскочить с зубила и поранить левую руку рабочего.
2. При рубке необходимо давать рукам периодический отдых и соблюдать правильный ритм работы. Нарушение этого правила может вызвать сильное переутомление.
3. Рабочее место лекальщика должно быть достаточно освещено как естественным, так и искусственным светом. Работа при плохом освещении портит зрение.
4. При травлении шаблонов кислотой следует соблюдать осторожность, в противном случае возможны ожоги и заболевания. После работы с кислотой или пастой ГОИ нужно руки вымыть. Недопустимо прикасаться к глазам или тереть их руками, загрязненными пастой.
5. При опиливании или рубке заготовку следует зажимать плотно в тисках, чтобы в процессе работы она не могла вырваться. Невыполнение этого правила может вызвать не только порчу заготовки, но и ранение руки.
6. При работе на плоскошлифовальном станке надо следить за правильной установкой круга и хорошей его правкой алмазом или осколком круга карбида кремния (КЗ). Необходимо также соблюдать допустимую окружную скорость вращения круга, указанную на шлифовальном круге.
7. Шлифовальный круг должен иметь металлический кожух, предохраняющий рабочего от удара кусками разорвавшегося круга. При шлифовании необходимо пользоваться предохранительными очками.
8. Шлифовальные круги независимо от испытания их заводом-изготовителем должны быть обязательно испытаны в цехе с окружной скоростью круга, превышающей допустимую на 60—70%.
9. При сухом шлифовании шлифовальные станки должны быть снабжены устройством, отсасывающим пыль в месте ее образования.
10. Во время работы надо следить за тем, чтобы были установлены соответствующие ограждения на станках. Одежда должна быть плотно затянута; женщины должны волосы убирать под косынки.
При сверлении изделие надо закреплять в тисках или в специальных приспособлениях.
Каждый рабочий, приступающий впервые к данной работе, должен получить от мастера инструктаж по технике безопасности.
17 Загрецкий и Харченко
ПРИЛОЖЕНИЕ 1
ДОПУСКИ НА КАЛИБРЫ
Таблица 1
Предельные отклонения размеров рабочих калибров для отверстий1
(по ОСТ 1202, 1204, 1205, 1209, 1219, 1220)
Номинальные размеры в мм Обозначение калибра Наименование отклонений Класс точности
Ai А Ага’ Аз aoq 3d А4 Ав
Предельные отклонения в мк
От 1 до 3 Р-ПР Н+ В + 0 1,5 1 3 0 4 2,5 7,5 6,5 13,5 13 22
Р-НЕ н— В+ 0,5 1 1 1 2 2 2,5 2,5 3,5 3,5 4,5 4,5
Свыше 3 до 6 Р-ПР Н+ В+ 0,5 2,5 1 4 1 5 3,5 8,5 8 16 16 28
Р-НЕ Н— В+ 1 1 1,5 1,5 2 2 2,5 2.5 4 4 6 6
Свыше 6 ДО 10 Р-ПР Н+ В+ 0,5 2,5 0,5 3,5 1 5 4 10 9,5 18,5 20 35
Р-НЕ н— В+ 1 1 1,5 1,5 2 2 3 3 4,5 4,5 7,5 7,5
Свыше 10 До 18 Р-ПР Н+ В+ 1 3 1 4 1,5 6,5 4 12 10,5 21,5 24 42
Р-НЕ н— В+ 1 1 1,5 1,5 2,5 2,5 4 4 5,5 5,5 9 9
Свыше 18 до 30 1 В систе Р-ПР Н+ В+ 1 3 1 5 2 8 4,5 13,5 12,5 25.5 28 49
Р-НЕ ;ме отверстг н— в+ 1Я. 1 1 2 2 3 3 4,5 4,5 6,5 6,5 10,5 10,5
258
Продолжение
Наименование отклонений Класс точности
Номинальные размеры в мм Обозначение калибра Ai А А23* А3 Аза а4 а5
Предельные отклонения в мк
Свыше 30 Р-ПР Н+ В+ 1 4 1,5 5,5 2,5 9,5 5,5 16,5 14,5 29,5 33 58
до 50 Р-НЕ H— В+ 1.5 1.5 2 2 3,5 3,5 5.5 5,5 7,5 7,5 12,5 12,5
Свыше 50 Р-ПР Н+ В+ 1 4 1,5 6,5 3 И 6,5 19,5 16 34 40 70
до 80 Р-НЕ н— В+ 1.5 1,5 2,5 2,5 4 4 6,5 6,5 9 9 15 15
Свыше 80 Р-ПР Н+ В+ 1 5 2 8 3,5 12.5 7,5 22,5 17,5 38,5 47 82
до 120 Р-НЕ н— В+ 2 2 3 3 4,5 4,5 7,5 7.5 10,5 10,5 17,5 17,5
Свыше 120 Р-ПР Н+ В+ 1.5 6,5 2 9 3,5 14,5 9 27 19 43 55 95
до 180 Р-НЕ н— В+ 2,5 2,5 3,5 3.5 5,5 5,5 9 9 12 12 20 20
Свыше 130 Р-ПР Н+ В+ — 2 11 4 17 9 29 20* I 63 110
до 260 Р-НЕ н— В+ — 4,5 4.5 6,5 6,5 10 10 ’ 13',5 13'5 23.5 23.5
Свыше 260 Р-ПР Н+ В-т- — 2 13 4 19 10 32 21 51 70 124
до 360 Р-НЕ н“ В+ 1 1 5,5 5,5 7,5 7,5 11 И 15 15 27 27
Свыше 360 Р-ПР Н+ В+ — 2 15 4 22 11 36 22 57 78 140
до 500 Р-НЕ Н- В+ — 6,5 6,5 9 9 12.5 12,5 17,5 17,5 31 31
17*
259
Таблица 2
Предельные отклонения размеров гладких рабочих калибров для валов
Классы точности
2-й 3-й 4-й
Номинальное размеры в мм Обозначение калибра Наименование отклонений 1-й без X, Л и Ш >< а KJ см безХзШз, Хз.Шз я со без ПР4 аГ С 1Л
Предельные отклонения в мк
От 1 до 3 Р-ПР Н— В— 1,5 0 3 1 2 0 4 0 3 1 4 0 7,5 2,5 13,5 6,5 4 0 22 13
Р-НЕ н— В+ 1 0.5 1 1 1 1 2 2 1 1 2 2 2,5 2,5 3,5 3,5 2 2 4.5 4,5
Свыше 3 Р-ПР н— В— 2 0 4 1 3,5 0,5 5 1 4 1 5 1 8,5 3,5 16 8 5 1 28 16
до 6 Р-НЕ н— В+ 1 1 1,5 1,5 1,5 1,5 2 2 1,5 1.5 2 2 2.5 2,5 4 4 2 2 6 6
Свыше 6 Р-ПР Н— В— 2 0 3,5 0,5 4 1 5 1 3,5 0,5 5 1 К L ) 1 18,5 9,5 5 1 35 20
до 10 Р-НЕ н— В+ 1 1 1,5 1,5 1,5 1,5 2 2 1.5 1,5 2 2 3 3 4,5 4,5 2 2 7,5 7.5
Свыше 10 Р-ПР н— в— 2,5 0,5 4 1 4,5 1,5 6,5 1.5 4 1 6,5 1,5 12 4 21,5 10,5 6.5 1.5 42 24
до 18 Р-НЕ н— В+ 1 1 1.5 1.5 1,5 1,5 2,5 2,5 1,5 1.5 2,5 2,5 4 4 5,5 5,5 2,5 2,5 9 9
Свыше 18 Р-ПР н— В— 2,5 0,5 5 1 6 2 8 2 5 1 8 2 13,5 4.5 25,5 12,5 8 2 49 28
до 30 Р-НЕ н— В+ 1 1 2 2 2 2 3 3 2 2 3 3 4,5 4,5 6,5 6,5 3 3 10,5 10,5
Свыше 30 Р-ПР н— в— 3,5 0,5 5,5 1.5 6,5 2,5 95 2.5 5,5 1,5 9,5 2,5 16,5 5,5 29,5 14,5 9.5 2,5 58 33
до 50 Р-НЕ Н— В+ 1.5 1 5 2 2 2 2 3.5 3,5 2 2 3,5 3,5 5.5 5,5 7.5 7,5 3,5 3,5 12,5 12.5
260
Продолжение
Классы точности
2-й 3-й 4-й
Номинальные Обозна- нование S
размеры чение * гз CU
в мм калибра нений х_ X а с
е без .и Е X а я сч со «V ю X со Ю CU с 5S ю
Предельные отклонения в мк
Р-ПР н— 3.5 6,5 8 п 6.5 11 19.5 34 11 70
Свыше 50 В— 0,5 1,5 3 3 1.5 3 6.5 16 3 40
до 80
н— 1,5 2,5 2.5 4 2.5 4 6.5 9 4 15
Р-НЕ
В+ 1,5 2,5 2.5 4 2.5 4 6.5 9 4 15
Р-ПР н— 4.5 8 9,5 12,5 8 12.5 22.5 38,5 12,5 82
Свыше 80 в— 0,5 2 3,5 3.5 2 3.5 7.5 17,5 3,5 47
1
до 120 ।
Р-НЕ н- 2 3 3 4,5 3 4,5 7.5 10.5 4,5 17,5
В+ 2 3 3 4,5 3 4.5 7,5 10,5 4,5 17.5
Р-ПР н— 5.5 2 10,5 14.5 9 14.5 27 43 14.5 95
в— 0.5 9 3,5 3,5 9 3,5 ( 9 19 3.5 55
Свыше 120
до 180 Р-НЕ н— 25 3,5 3.5 5,5 3,5 5,5 ( 9 12 5,5 20
В+ 2,5 3,5 3.5 5.5 3,5 5,5 ( 9 12 5.5 20
н— 11 13 17 11 17 2! 9 47 17 ПО
Р-ПР в— 2 4 4 2 4 < 9 20 4 63
Свыше 180
до 260
Р-НЕ н- 4,5 4,5 6,5 4,5 6,5 10 13,5 6.5 23,5
В+ — 4,5 4,5 6.5 4,5 6,5 К 9 13,5 6.5 23,5
Р-ПР н— — 13 15 19 13 19 3‘ 2 51 19 124
в— — 2 4 4 2 4 10 21 4 70
Свыше 260
до 360 Р-НЕ н- — 5,5 5,5 7,5 5,5 7,5 1 1 15 7.5 27
В+ — 5,5 5.5 7.5 5,5 7,5 1 1 15 7,5 27
н— 15 17 22 15 22 3( 57 22 140
Р-ПР
в— ——> 2 4 4 2 4 1: 1 22 4 78
Свыше 360
до 500 н— 6,5 6,5 9 6,5 9 12.5 17.5 9 31
Р-НЕ
В+ — 6,5 6.5 9 6,5 9 12,5 17,5 9 31
261
Таблица 3
Предельные отклонения размеров Б и М шаблонов для проверки глубины, высоты и уступов
Номинальные размеры изделий в мм Допуски изделий в мк Предельные отклонения шаблонов ± Допуски изделий в мк Предельные отклонения шаблонов + Допуски изделий в мк Предельные отклонения шаблонов ±
1 1
От 1 до 3 Свыше 50 до 80 3 'Свыше 80_до 130 4 Свыше 130 до 200 7
Свы ш е 3 6 60 100 4 100 » 170 6 170 » 250 9
10 75 » 125 4 125 » 210 7 210 300 11
10 18 90 150 5 150 > 250 9 250 » 350 13
18 » 30 ПО > 180 6 180 » 300 10 300 » 420 16
30 » 50 130 » 210 8 210 » 350 12 350 » 500 19
50 80 150 » 250 9 250 » 420 15 420 > 600 23
80 » 120 180 300 И 300 » 480 17 480 > 700 27
120 » 180 210 350 12 350 » 550 20 550 » 800 31
180 » 260 240 400 14 400 625 23 625 » 950 36
260 » 360 280 » 450 16 450 700 27 700 » 1100 42
360 » 500 /20 500 19 500 800 31 800 1300 47
Продолжение
Номинальные размеры изделий в мм Допуски изделий в мк Предельные етклокения шаблонов + Допуски изделий в мк Предельные отклонения шаблонов ± Допуски изделий в мк Предельные отклонения шаблонов ±
От 1 до 3 Свыше 200 до 320 12 Свыше 320 до 500 20 Свыше 500 30
Свыше 3 » 6 250 » 400 15 400 600 24 600 38
6 > 10 300 480 18 480 » 750 29 750 45
10 18 350 » 550 21 550 900 35 900 55
18 30 420 » 700 26 700 > 1100 42 1100 65
30 50 500 » 850 31 850 » 1300 50 1300 80
50 > 80 600 » 1000 37 1000 1500 60 1500 95
80 > 120 700 » 1100 43 1100 1800 70 1800 110
120 » 180 800 1300 50 1300 2100 80 2100 125
j 180 » 260 950 1500 58 1500 2400 93 2400 145
260 » 360 1100 » 1800 67 1800 2800 108 2800 165
360 500 1300 2100 77 2100 3200 125 3200 190
Примем а н и е. Предельные отклонения шаблонов регламентированы для изделий
4-го и более грубых классов точности.
262
ПРИЛОЖЕНИЕ 2
ОСНОВНЫЕ ГЕОМЕТРИЧЕСКИЕ ПОСТРОЕНИЯ ЭЛЕМЕНТОВ ПРОФИЛЯ
Эскиз
Приемы построения
1. Деление отрезка на две равные части
Для деления отрезка линии АВ на две части штангенциркуль устанавливается приблизительно на величину, которая больше половины этого отрезка. Данным радиусом из точек А и В проводятся две взаимнопересекающиеся дуги. Проведенная через точки пересечения этих дуг С и D линия разделит отрезок АВ на две равные части
2. Проведение прямой под заданным углом наклона
Угол наклона прямой ВС относительно АВ может определяться соотношением противолежащего катета прямоугольного треугольника к прилежащему катету, т. е. тангенсом этого угла или
Для построения прямой необходимо на линии АВ отложить произвольный отрезок BD (удобно 100 мм). На взаимноперпендикулярной прямой, проведенной из точки А, отложить отрезок, равный
DC — DB tg а.
Полученную точку С нужно соединить с точкой В. Тангенс заданного угла может быть найден из таблиц (см. приложение 5)
Другой, более простой способ построения угла производится следующим образом. На заданной прямой OD из точки О произвольным радиусом R очерчивается дуга АВ. Из точки пересечения В штангенциркулем прочерчивается дуговая засечка радиусом 7?i, который находится из формулы
R, = 2/?sin-^-, где а — заданный угол в градусах.
Точка пересечения С соединяется с точкой О
263
П родолжение
Эскиз
Приемы построения
3. Построение перпендикулярных линий
1-й случай. Восставление перпендикуляра к точке С на прямой АВ. Из точки С произвольным радиусом на прямой прочерчиваются дуговые засечки. Из полученных точек пересечения D и Е также произвольным радиусом делаются дуговые засечки в точке F Точка F соединяется с точкой С
2-й случай. Восставление перпендикуляра к прямой АВ через точку С, лежащую вне прямой. Из точки С произвольным радиусом проводится дуга окружности, пересекающая данную прямую в точках D и Е. Из точек D и Е произвольным радиусом прочерчиваются дуговые засечки в точке F. Точка F соединяется с точкой С прямой линией
3-й случай. Восставление перпендикуляра в конце прямой в точке А. Из произвольной точки О радиусом О А проводится окружность. Из точки пересечения окружности С с прямой проводится прямая через центр О. Точка пересечения D соединяется с точкой А
4. Построение параллельных линий
Из произвольных точек С и D заданной прямой АВ восставливаем два перпендикуляра. Через точки пересечения дуговых засечек Е и F проводится параллельная линия
5. Деление угла пополам
Из вершины угла О произвольным pa- । диусом проводят дугу АВ. Из точек А и В делают засечки одним и тем же радиусом. Проводят прямую через точки О и С. Прямая ОС делит данный угол на две равные части -
264
П родолжение
Эскиз
Приемы построения
6. Нахождение центра окружности
Внутри данной окружности проводят две произвольные хорды АВ п АС. Делят каждую хорду на две равные части. Точка пересечения прямых (перпендикуляров), делящих хорды пополам, т. е. точка О, и будет искомым центром окружности
7. Построение дуги данного радиуса
Из точек А и В заданным радиусом R проводят две взаимно-пересекающиеся дуги. Из точки пересечения О этим же радиусом проводят дугу через заданные точки А и В
8. Построение правильных шестиугольников и треугольников
Заданным размером стороны шестиугольника проводят окружность, на которой откладывают отрезки, равные радиусу R. Соединяя точки А, В, С, D, Е, F, получают правильный шестиугольник, а соединяя А, С, Е, получают правильный треугольник
9. Построение правильного пятиугольника
Намечаем на окружности точку 1 Делим отрезок ОА пополам. Для этого из точки А радиусом ОА проводим дугу и соединяем точки пересечения М и В. Соединяем точку пересечения /( с точкой 1. Радиусом К1 из точки К описываем дугу до пересечения с диаметральной линией в точке Н. Далее радиусом 1Н проводим дугу до пересечения с заданной окружностью в точках 2 и 5. Сделав тем же радиусом дуговые засечки из точек 2 и 5 в точках 3 и 4 и соединив точки 1, 2, 3, 4, 5, получим правильный пятиугольник
265
Продолжение
Эскиз
Приемы построения
10. Построение сопряжения пересекающихся прямых дугой заданного радиуса Даны прямые АВ и ВС, пересекающиеся под углом а. Для построения сопряжения проводим две вспомогательные прямые, параллельные заданным и расположенные на расстоянии радиуса сопряжения R. Из точки пересечения вспомогательных прямых О строится дуга сопряжения МН радиусом R. Точки сопряжения М и Н находятся на пересечении перпендикуляров, опущенных из точки О на соответствующие прямые АВ и ВС
11. П о с т р о е н и е сопряжения двух пересекающихся прямых
дугами радиусов R и 7?,
Общий принцип построения остается тот же, что и в предыдущем случае. Для прямой АВ проводится вспомогательная прямая на расстоянии R, а для прямой ВС — на расстоянии Rx. Из точки пересечения О радиусом R проводится дуга от точки М до точки К. Затем от точки К откладывается по вспомогательной прямой расстояние, равное радиусу /?ь чем и определяется центр второй дуги сопряжения (\. Из этого центра производится построение ее
12. Построение сопряжения двух параллельных прямых АВ и СЕ через заданную точку К
Для построения сопряжения соединяем прямыми линиями точки сопряжения В n С с точкой /(. Соответственно отрезки В К и КС делим на две равные части. Из точек сопряжения В и С известным способом восстанавливаем перпендикуляры до пересечения с делительными линиями отрезков ВК и КС. Полученные точки пересечения О и Ог будут центрами радиусов сопряжения R и Rlt которыми строится заданное сопряжение
266
П родолЬюение
Эскиз
Приемы построения
13. Построение сопряжения дуги окружности с прямой
1-й случай. Даны дуга радиусом R и прямая АВ. Необходимо построить сопряжение заданным радиусом R. Из точки О центра заданной дуги радиусом R + проводим дугу до пересечения с прямой, проведенной параллельно АВ на расстоянии Rt. Точка пересечения будет центром, из которого строим сопряжение дуги с прямой радиусом Соединив точки О и От прямой, найдем точку сопряжения С. Для нахождения точки сопряжения а опускаем перпендикуляр из точки Ох на прямую АВ
2-й случай. Даны дуга радиусом Rt прямая АВ и точка сопряжения а. Требуется найти точку сопряжения С и радиус сопряжения. Из точки а восстанавливаем перпендикуляр, на котором вниз откладываем отрезок аК, равный R. Соединяем центр О с точкой R. Из середины отрезка OR проводим перпендикуляр до пересечения с продолжением перпендикуляра аК. Точка пересечения О± является центром сопряжения, радиус которого будет равен отрезку О±а. Соединив точки ООг прямой, находим вторую точку сопряжения С
14. Построение сопряжений дуг окружностей
1-й случай. Внешнее сопряжение. Для построения сопряжения двух дуг радиусом R и Rr дугой радиуса 7?а находим центр сопряжения О2. Для этого из центров О и (Эх проводим дуги радиусами соответственно R A- R2 и /?х -|- 7?2 Д° их взаимного пересечения. Точка пересечения О2 определит центр сопряжения. Точки сопряжения А и В располагаются на прямых, соединяющих центры О2 с О и О2 с Ох
2-й случай. Внутреннее сопряжение. Даны две дуги радиусом R и 7?х и радиус сопряжения. Метод построения данного сопряжения осуществляется в таком же порядке, как и в первом случае, с той лишь разницей, что из центров О и OY дуги проводятся радиусом R2 — R и R2 — Rx
267
Продолжение
Приемы построения
15. Построение сложных кривых В практике разметки могут встретиться, кроме дуг окружности, и более сложные кривые. К таким кривым относятся: архимедова спираль, эвольвента, парабола, циклоида и др. К наиболее часто встречающимся кривым относятся архимедова спираль и эвольвента. Эти кривые применяются для построения профиля различного рода кулаков и других однотипных изделий. Построение этих кривых основано на принципе их образования
Архимедова спираль. Построение этой кривой можно вести следующим образом. Из выбранного центра О проводим окружность заданного радиуса 7?, ограничивающую спираль
Делим окружность на равное произвольное число частей. Из центра окружности через точки деления проводим лучи (радиусы) /, II, III, XII. Чем больше будет построено таких лучей, тем точнее построение
Расстояние от точки К (начальная точка спирали) до точки М, расположенных на одном радиусе (произвольном) делим на равное число частей, соответственно. числу лучей, через которые из центра О проводим концентричные окружности 1, 2, 3 12. Затем находим точ-
ки пересечения одноименных лучей и окружностей и соединяем их плавной кривой с помощью лекал
268
П родолжение
Эскиз
Приемы построения
Эвольвента. Для построения эвольвенты строим основную окружность заданного диаметра d. Основную окружность делим на равное (желательно четное) произвольное число частей. Точки деления соединяем с центром О. Из точек деления проводим касательные /, II, III VIII (перпендикуляры к соответствующему радиусу). Затем на одной из касательных откладываем отрезок 1—8', равный длине основной окружности, и делим его на равное число частей (выбранное для деления основной окружности): 1 — Г, Г — 2', 2'— 3' и т. д. На промежуточных касательных откладываем соответственные отрезки выпрямленных дуг. Так, например, на касательной II из точки 2 откладываем отрезок, равный 1—Г; на касательной III из точки 3 — отрезок, равный 1 — 2' и т. д. Полученные точки соединяем плавной кривой
Этот метод построения лекальных кривых у лекальщика отнимает много времени. Поэтому обычно в рабочих чертежах для таких и более сложных кривых указываются координаты кавдой точки, по которым должна строиться кривая
269
ПРИЛОЖЕНИЕ 3
НЕКОТОРЫЕ СВЕДЕНИЯ ИЗ МАТЕМАТИКИ Таблица 1
Решение прямоугольных треугольников
Задано Найти Решение Эскиз
А, а В, С, а А, В А. С В С А С А В ₽ С •} ₽ в В = А • ctg а С = —^~ sin а А = В • tg а с = -^ COS а А = C-sin а В = С-cos а tg°=4; “=9°°-₽ tg₽ = 4; ₽ = 90° — а /1 С=]ЛЛ2 4-В2 Sin а cos а А В Sin а = — ; cos а = — G С Л А со^ = -ё В = С- cos а « С*sin Р Л в
270
Таблица
Решение косоугольных треугольников
Задано Найти Решение Эскиз
А, В, ч А ₽, 7 или л, ₽ А, В, а Л, В, а С ₽ В с ₽ с ₽ с 1-й случай (общий) с = /Л2 + В2 — 2ЛВ cos у A-sin’f sma= c ; A sin f tg“~B — Л-cos f . a B-sin-J sin ₽ = c ; tgp = g.-sin.l- lgp А — B-cos 7 s*n P — Л-sin P ~~ sin a ~ sin (p + 7) C _ A-sin 7 __ A-sin f
— sin a ~ sin (P + 7) 2-й случай". A > В; p < а . Q B-sina sm₽= A cos P = + V1 — sin2 p 7 = 180°-(a + p) C = a-cos P + В-cos a = Л-sin 4 D , sin a + УЛ2 + B2-sin2 a 3-й случай: В > Л; Р % 90° . о B-sina smp= л ; cos Р = ± У1 — sin2 р 1 = 180° - (а + Р) С
С = В-cos а ± У А2 — В2 sin2 а
271
Таблица 3
Сегментные стрелки в частях радиуса
Дуга Стрелка Дуга Стрелка Дуга Стрелка Дуга Стрелка
1° 0,0000 31° 0,0364 61° 0,1384 91° 0,2991
2 0,0002 32 0,0387 62 0,1428 92 0,3053
3 0,0003 33 0,0412 63 0,1474 93 0,3116
4 0,0006 34 0,0437 64 0,1520 94 0,3180
5° 0,0010 35 0.0463 65 0,1566 95 0,3244
6 0,0014 36° 0,0489 66° 0,1613 96° 0,3309
7 0,0019 37 0,0517 67 0,1661 97 0,3374
8 0,0024 38 0,0545 68 0,1710 98 0,3439
9 0,0031 39 0 0574 69 0,1759 99 0,3506
10° 0,0038 40 0,0603 70 0,1808 100 0,3572
11 0,0046 41° 0,0633 71° 0,1859 101° 0.3639
12 0,0055 42 0.0664 72 0,1910 102 0,3707
13 0,0064 43 0,0696 73 0,1961 103 0,3775
14 0,0075 44 0,0728 74 0,2014 104 0,3843
15° 0.0086 45 0,0761 75 0,2066 105 0,3912
16 0,0097 46° 0,0795 76° 0,2120 106°. 0,3982
17 0,0110 47 0,0829 77 0,2174 107 0,4052
18 0,0123 48 0,0865 78 0,2229 108 0,4122
19 0,0137 49 0.0900 79 0,2284 109 0,4193
20° 0,0152 50 0,0937 80 0,2340 НО 0 4264
21 0,0167 51° 0,0974 81° 0,2396 111° 0,4336
22 0,0184 52 0,1012 82 0,2453 112 0,4408
23 0,0201 53 0,1051 83 0,2510 ИЗ 0Л481
24 0,0219 54 0,1090 84 0,2569 114 0,4554
25° 0,0237 55 0,1130 85 0,2627 115 0,4627
26 0,0256 56° 0,1171 86° 0,2686 116° 0,4701
27 0,0276 57 0,1212 87 0,2746 117 0,4775
28 0,0297 58 0,1254 88 0,2807 118 0,4850
29 0,0319 59 0,1296 89 0,2867 119 0,4925
30° 0,0341 60 0,1340 90 0,2929 120 1 0.5000
Дуга Стрелка Дуга Стрелка Дуга Стрелка Дуга Стрелка
272
Деление окружностей на п частей
Хорда равна диаметру-sin
п . 180 sin — п п . 180 sin — п п . 180 sin — п п . 180 sin — п п . 180 sin п
1 0,00000 21 0,14904 41 0,07655 61 0,05148 81 0,03878
2 1,00000 22 0,14231 42 0,07473 62 0,05065 82 0,03830
3 0,86603 23 0,13617 43 0,07300 63 0,04985 83 0,03784
4 0,70711 24 0.13053 44 0,07134 64 0,04907 84 0,03739
5 0,58779 25 0,12533 45 0,06976 65 0,04831 85 0,03695
6 0,50000 26 0,12054 46 0,06824 66 0,04758 86 0,03652
7 0,43388 27 0,11609 47 0,06679 67 0,04687 87 0.03610
8 0,38268 28 0,11196 48 0,06540 68 0,04618 88 0,03569
9 0,34202 29 0,10812 49 0,06407 69 0,04551 89 0,03529
10 0,30902 30 0,10453 50 0,06279 70 0,04486 90 0,03490
11 0,28173 31 0,10117 51 0,06156 71 0,04423 91 0,03452
12 0,25882 32 0,09802 52 0,06038 72 0,04362 92 0,03414
13 0,23932 33 0,09506 53 0,05924 73 0,04302 93 0,03377
14 0,22252 34 0,09227 54 0,05814 74 0,04244 94 0,03341
15 0,20791 35 0,08964 55 0,05709 75 0,04188 95 0,03306
16 0,19509 36 0,08716 56 0,05607 76 0,04132 96 0,03272
17 0,18375 37 0,08481 57 0,05509 77 0,04079 97 0,03238
18 0,17365 38 0,08258 58 0,05414 78 0,04027 98 0,03205
19 0,16459 39 0,08047 59 0,05322 79 0,03976 99 0.03173
20 0,15643 40 0,07846 60 0,05234 80 0,03926 100 0,03141
Пример. Нужно разделить на 22 части окружность круга, диаметр которого равен 200 мм. Для деления надо откладывать по окружности циркулем отрезок, равный 200-0,14231 = 28,462 мм.
18 Загрецкийи Харченко
273
ПРИЛОЖЕНИЕ 4
Таблица 1
Сверление под нарезание резбы. Резьба метрическая
Крупная Мелкие
Размер резьбы в мм Обрабатываемый материал Размер резьбы в мм Обрабатываемый материал Размер резьбы в мм Обрабатываемый материал
Чугун Сталь Чугун Сталь Чугун Сталь
Диаметр в ы сверл мм Диаметр В J ы сверл мм Диаметр в >ы сверл мм
1X0,25 0,75 1X0,2 0,8 12x1,5 10,3 10,4
1,2x0,25 0,95 1,2x0,2 1 12x1,25 10,5 10,6
1,4 х 0,3 1,1 1,4 х 0,2 1,2 12x1 10,8 ТО,9
1,6x0,35 1,25 1,6x0,2 1,4 14x1,5 12,3 12,4
1,8x0,35 1,45 1,8x0,2 1,6 14x1,25 12,5 12,6
2x0,4 1,6 2x0,25 1,75 14X1 12,8 12,9
2,2x0,45 1,75 2,2x0,25 1,95 16x1,5 14,3 14,4
2,5x0,45 2,05 2,5x0,35 2,15 16x1 14,8 14,9
3x0,5 2,5 3x0,35 2,65 18x2 15,8 15,9
4x0,7 3,3 4x0,5 3,5 18x1,5 16,3 16,4
5x0,8 4,1 4,2 5x0,5 4,5 18x1 16,8 16,9
6x1 4,9 5 6x0,75 5,1 5,2 20x2 17,8 17,9
8x1,25 6,6 6,7 6x0,5 5,3 5,4 20x1,5 18,3 18,4
10x1,5 8,3 8,4 8x1 6,8 6,9 20x1 18,8 18,9
12x1,75 10 10,1 8x0,75 7,1 7,2 —
14x2 11,7 11,8 10x1,25 8,6 8,7 —
16x2 13,7 13,8 10x1 8,8 8,9 —
18x2,5 15,1 15,3 10x0,75 9,1 9,2 —
20x2,5 17,1 17,3 — — — —
274
Таблица 2
Размеры шлифовальных кругов
Наименование шлифовального круга Форма круга Обозначение Размеры в мм
D н d о
Плоский прямого профиля 1 ПП 100 125 150 6 6 6 8 8 10 10 10 13 16 16 16 20 20 20 25 25 20 20 32
Диск —► 7Г д 80 100 125 150 0,5 0,5 0.5 0,5 1 0,75 1 0,75 1.5 1 1,5 1 3 1.5 2 1,5 2 2,5 2 3 3 3 20 20 20 25
Плоский конического профиля а J 1 4П 75 100 125 150 6 6 8 8 13 20 32 32 2 4 4 4
1- - ' --'Хз
ЧН
Тарелка а 1Т 75 100 125 150 8 10 13 16 13 20 32 32 2 3 3 4
ki 1
<5| tsl 1 1 -у — У к-
-Н/
Чашка цилиндрическая чц 75 100 125 150 40 50 63 80 20 20 32 32 32 40 50 65
1 ^3
Чашка коническая р=1- т~~ чк 75 100 125 150 30 30 35 35 45 50 20 20 32 32
Для калибровых скоб I 1 (Г с 150 175 200 250 10 16 25 20 16 25 40 1 1 ё 1 32 32 32 75
ы 1'
и м
\н
18*
275
ПРИЛОЖЕНИЕ 5
to о» 0° Пятизначные таблицы тригонометрических функций 1° Таблица 1
sin tg ctg cos sin tg Ctg cos
0 0,-00000 0,00000 со 1,00000 60 0 0,01745 0,01746 57,290 0,99985 60
1 029 029 3437,7 000 59 1 774 775 56,351 984 59
2 058 058 1718,9 000 58 2 803 804 55,442 984 58
3 087 087 1145,9 000 57 3 832 833 54,561 983 57
4 0,00116 0,00116 859,44 1,00000 56 4 0,01862 0,01862 53,709 0,99983 56
5 0,00145 0,00145 687.55 1,00000 55 5 0,01891 0,01891 52,882 0,99982 55
6 175 175 572,96 000 54 6 920 920 52,081 982 54
7 204 204 491,11 000 53 7 949 949 51,303 981 53
8 233 233 429.72 000 52 8 0,01978 0,01978 50,549 980 52
9 0,00262 0,00262 381,97 1,00000 51 9 0,02007 0,02007 49,816 0,99980 51
10 0,00291 0,00291 343,77 1,00000 50 | 10 0,02036 | 0,02036 49,104 0,99979 50
11 320 320 312,52 0,99999 49 11 065 066 48,412 979 49
12 349 349 286,48 999 48 12 094 095 47,740 978 48
13 378 378 264,44 999 47 13 123 124 47,085 977 47
14 0 00407 0,00407 245,55 999 46 14 0,02152 0,02153 46,449 0,99977 46
15 0,00436 0,00436 229,18 0,99999 45 15 0,02181 0,02182 45,829 0,99976 45
16 465 465 214,86 0,99999 44 16 211 211 45,226 976 44
17 495 495 202,22 999 43 17 240 240 44,639 975 43
18 524 524 190,98 999 42 18 269 269 44,066 974 42
19 0,00553 0,00553 180,93 0,09998 41 19 0,02298 0,02298 43,508 0,99974 41
20 0,00582 0,00582 171,89 0,99998 40 20 0,0232 0,02328 42,964 0,99973 | 40
21 611 611 163,70 998 39 21 356 357 42,433 972 39
22 640 640 156,26 998 38 22 385 386 41,916 972 38
23 669 669 149,47 998 37 23 414 415 41,411 971 37
24 0,00698 0,00698 143,24 0,99998 36 24 0,02443 0,02444 40,917 0,99970 36
25 0,00727 0,00727 137,51 0,99997 35 25 0,02472 0,02473 40,936 0,99969 35
26 756 756 132,22 997 34 26 501 502 39,965 969 34
27 785 785 127,32 997 33 27 530 531 506 968 33
28 29 814 0,00844 815 0,00844 122,77 118,54 997 0,99996 32 31 28 29 560 0.02589 560 0,02589 39,057 38,618 967 0,99966 32 31
30 0,00873 0,00873 114,59 0,99996 30 30 0,02618 0,02619 38,188 0,99966 | 30
31 902 902* 110,89 996 29 31 647 648 37,769 965 29
32 931 931 107,43 996 28 32 676 677 37,358 964 28
33 960 960 104,17 995 27 33 705 706 36,956 963 27
34 0,00989 0,00989 101,11 0.99995 26 34 0,02734 0,02735 36,563 0,99963 26
35 0,01018 0,01018 98,218 0,99995 25 35 0,02763 0,02764 36,178 0,99962 25
36 047 047 95,489 995 24 36 792 793 35,801 861 24
37 076 076 92,908 994 23 37 821 822 431 960 23
38 105 105 90,463 994 22 38 850 851 35,070 959 22
39 0,01134 0,01135 88,144 0,99994 21 39 0,02879 0,02881 34.715 0,99959 21
40 0,01164 0,01164 85,940 0,99993 20 40 0.02908 | 0.02910 | 34,368 I | 0,99958 20
41 193 193 83,844 993 19 41 938 939 34,027 957 19
42 222 222 81,847 993 18 42 967 968 33,694 956 18
43 251 251 79,943 992 17 43 0.02996 0,02997 366 955 17
44 0,01280 0.01280 78.126 0,99992 16 44 0,03025 0,03026 33,045 0,99954 16
45 0,01309 0.01309 76,390 0,99991 15 45 0,03054 0,03055 32,730 0,99953 15
46 338 338 74,729 991 14 46 083 084 421 952 14
47 367 367 73,139 991 13 47 112 114 32,118 952 13
48 396 396 71,615 990 12 48 141 143 31.821 951 12
49 0.01425 1 0,01425 70,153 0.99990 11 49 0,03170 0,03172 31,528 0,99950 11
50 0,01454 0,01455 68,750 0,99989 10 50 0,03199 | 0,03201 31,242 0,99949 1 10
51 483 484 67.402 989 9 51 228 230 30,960 948 9
52 513 513 66,105 989 8 52 257 259 683 947 8
53 542 542 64,858 988 7 53 286 288 412 946 7
54 0,01571 0,01571 63,657 0,99988 6 54 0,03316 0,03317 30.145 0.99945 6
55 0,01600 0,01600 62.499 0,99987 5 55 0.03345 0,03346 29.882 0,99944 5
56 629 629 61.383 987 4 56 374 376 624 943 . 4
57 658 658 60,306 986 3 57 403 405 371 942 3
58 687 687 59,266 986 2 58 432 434 29.122 941 2
59 0,01716 0,01716 58,261 0,99985 1 59 0,03461 463 28.877 0,99940 1
60 0,01745 0,01746 57,290 0,99985 0 60 0.03490 0,03492 28,636 0,99939 0
I cos ctg 1 tg | sin 1 1 ' I cos ctg I tg 1 sin 1
89’
88'
Продолжение табл. 1
ко
00
2'
3'
sin tg ctg cos sin tg Ctg cos J
0 0.03490 0.03492 28,636 0,99939 60 0 0,05234 0.05241 19,081 0.99863 60
1 519 521 399 938 59 1 263 270 18.976 861 59
2 548 550 28,166 937 58 2 292 299 871 860 58
3 577 579 27,937 936 57 3 321 328 768 858 57
4 0,03606 0,03609 . 27,712 0,99935 56 4 0,05350 0,05357 18,666 0.99857 56
5 0,03635 0,03638 27,490 0,99934 55 5 0,05379 0,05387 18,564 0.99855 55
6 664 667 271 933 54 6 408 416 464 854 54
7 693 696 27,057 932 53 7 437 445 366 852 53
8 723 725 26.845 931 52 8 466 474 268 851 52
9 0.03752 0.03754 26.637 0,99930 51 9 0,05495 0,05503 18,171 0,99849 51
10 0.03781 0,03783 26,432 0,99929 50 10 0,05524 | 0,05533 18,075 0,99847 50
11 810 812 230 927 49 11 553 562 17,980 846 49
12 839 842 26,031 926 48 12 582 591 886 844 48
13 868 871 25,835 925 47 13 611 620 793 842 47
14 0,03897 0.03900 25,642 0,99924 46 14 0.05640 0,05649 17,702 0,99841 46
15 0,03926 0,03929 25,452 0,99923 45 15 0,05669 0,05678 17y611 0,99839 45
16 955 958 264 922 44 16 698 708 521 838 44
17 0,03984 0,03987 25,080 921 43 17 727 737 431 836 43
18 0.04013 0,04016 24.898 919 42 18 756 766 343 834 42
19 0,04042 0,04046 24,719 0.99918 41 19 0,05785 0,05795 17,256 0.99833 41
20 0,04071 0,04075 24,542 0,99917 40 20 0,05814 0,05824 17,169 0,99831 40
21 100 104 368 916 39 21 844 854 17,084 829 39
22 129 133 196 915 38 22 873 883 16,999 827 38
23 159 162 24,026 913 37 23 902 912 915 826 37
24 0,04188 0,04191 23,859 0,99912 36 24 0,05931 0,05941 16,832 0,99824 36
25 0,04217 0,04220- 23,695 0,99911 35 25 0,05960' 0,05970 16,750 0,99822 35
26 246 250 532 910 34 26 0,05989 0,05999 668 821 34
27 275 279 372 909 33 27 0,06018 0,06029 587 819 33
28 304 308 214 907 32 28 047 058 507 817 32
29 0,04333 0,04337 23,058 0,99906 31 29 0,06076 0,06087 16,428 0,99815 31
30 0.04362 0,04366 22,904 0,99905 30 30 0,06105 0.06116 16,350 0,99813 30
31 391 395 752 904 29 31 134 145 272 812 ’ 29
32 420 424 602 902 28 32 163 175 195 810 28
33 449 454 454 901 27 33 192 204 119 808 27
34 0,04478 0,04483 22,308 0,99900 26 34 0,06221 0,06232 16,043 0,99806 26
35 0,04507 0,04512 22.164 0,99898 25 35 0,06250 0,06263 15,969 0,99804 25
36 536 541 22,022 897 24 36 279 291 895 803 24
37 565 570 21,881 896 23 37 308 321 821 801 23
38 594 599 743 894 22 38 337 350 748 799 22
39 0,04623 0,04628 21,606 0,99893 21 39 0,06366 0,06379 15,676 0,99797 21
40 0,04653 0,04658 21,470 0,99892 20 40 0,06395 0,06408 15,605 0,99795 20
41 682 687 337 890 19 41 424 438 534 793 19
42 711 716 205 889 18 42 453 467 464 792 18
43 740 745 21,075 888 17 43 482 496 394 790 17
44 0,04769 0,04774 20,946 0,99886 16 44 0,06511 0,06525 15,325 0,99788 16
45 0,04798 0,04803 20,819 0,99885 15 45 0.06540 0.06554 15,257 0,99786 15
46 827 833 693 883 14 46 569 584 189 784 14
47 856 862 569 882 13 47 598 613 122 782 13
48 885 891 446 881 12 48 627 642 15,056 780 12
49 0,04914 0,04920 20,325 0,99879 11 49 0,06656 0,06671 14,990 0,99778 11
50 0.04943 0,04949 | 20,206 0,99878 10 | 50 0,06685 0,06700 14,924 0,99776 10
51 0,04972 0,04978 20,087 876 9 51 714 730 860 774 9
52 0,05001 0,05007 19,970 875 8 52 743 759 795 772 8
53 030 037 855 873 7 53 773 788 732 770 7
54 0,05059 0,05066 19,740 0,99872 6 54 0,06802 0,06817 14,669 0,99768 6
55 0,05088 0,05095 19,627 0,99870 5 55 0,06831 0,06847 14,606 0,99766 5
56 117 124 516 869 4 56 860 876 544 764 4
57 146 153 405 867 3 57 889 905 482 762 3
58 175 182 296 866 2 58 918 934 421 760 2
59 Q/05205 0,05212 19,188 0,99864 1 59 0.06947 0,06963 14,361 0,99758 1
60 0,05234 0,05241 19,081 0,99863 0 60 0,06976 0,06993 14,301 0,99756 0
' 1 cos ctg tg sin / COS I Ctg 1 tg 1 sin
87'
86'
5
Продолжение табл. 1
4'
sin tg Ctg cos sin tg Ctg cos
0 0,06976 0.06993 14,301 0,99756 60 0 0,08716 0,08749 11,430 0,99619 60
1 0,07005 0,07022 241 754 59 1 745 778 392 617 59
2 034 051 182 752 58 2 774 807 354 614 58
3 063 080 124 750 57 3 803 837 316 612 57
4 0,07092 0,07110 14,065 0,99748 56 4 0,08831 0,08866 11,279 0,99609 56
5 0.07121 0,07139 14,008 0,99746 55 5 0,08860 0,08895 11,242 0,99607 55
6 150 168 13,951 744 54 6 889 925 205 604 54
7 179 197 894 742 53 7 918 954 168 602 53
8 208 227 838 740 52 8 947 0,08983 132 599 52
9 0,07237 0,07256 13,782 0,99738 51 9 0,08976 0,09013 11,095 0,99596 51
10 0,07266 0,07285 13,727 0,99736 50 10 0,09005 | 0,09042 11,059 0,99594 50
11 295 314 672 734 49 11 034 071 11,024 591 49
12 324 344 617 731 48 12 063 101 10,988 588 48
13 353 373 563 729 47 13 092 130 953 586 47
14 0,07382 0,07402 13,510 0,99727 46 14 0,09121 0,09159 10,918 0,99583 46
15 0.07411 0,07431 13,457 0,99725 45 15 0,09150 0,09189 10,883 0,99580 45
16 440 461 404 723 44 16 179 218 848 578 44
17 469 490 352 721 43 17 208 247 814 575 43
18 498 519 300 719 42 18 237 277 780 572 42
19 0,07527 0,07548 13,248 0,99716 41 19 0,09266 0,09306 10.746 0,99570 41
20 0,07556 0,07578 13,197 0,99714 40 20 0,09295 0.09335 10,712 0,99567 40
21 585 607 146 712 39 21 324 365 678 564 39
22 614 636 096 710 38 22 353 394 645 562 38
23 643 665 13,046 708 37 23 382 423 612 559 37
24 0,07672 0,07695 12,996 0,09705 36 24 0,09411 ' 0,09453 10,579 0,99556 36
25 0.07701 0,07724 12,947 0,99703 35 25 0,09440 0.09482 10,546 0,99553 35
26 730 753 898 701 34 26 469 511 514 551 34
27 759 782 850 699 33 27 498 54 Г 481 548 33
28 788 i 812 1 801 696 32 28 527 570 449 545 32
29 0,07817 | 0,07841 I 12,754 1 | 0,99694 31 29 0,09556 0,09600 1 10.417 0,99542 31
30 0,07846 0,07870 12,706 0,99692 30 30 0.09585 0,09629 10.385 0,99540 30
31 875 899 659 689 29 31 614 658 354 537 29
32 904 929 612 687 28 32 642 688 322 534 28
33 933 958 566 685 27 33 671 717 291 531 27
34 0,07962 0,07987 12,520 0,99683 26 34 0,09700 0,09746 10,260 0,99528 26
35 0,07991 0,08017 12,474 0,99680 25 35 0,09729 0,09776 10,229 0,99526 25
36 0,08020 046 429 678 24 36 758 805 199 523 24
37 049 075 884 676 23 37 787 834 168 520 23
38 078 104 339 673 22 38 816 864 138 517 22
39 0,08107 0,08134 12,295 0,99671 21 39 0,09845 0,09893 10,108 0,99514 21
40 0,08136 0,03163 12,251 0,99668 20 40 0,09874 0,09923 10,078 0.99511 | 20
41 165 192 207 666 19 41 903 952 10,048 508 19
42 194 221 163 664 18 42 932 0,09981 10,019 506 18
43 223 251 120 661 17 43 961 0,10011 9,9893 503 17
44 0,08252 0,08280 12,077 0,99659 16 44 0,09990 0,10040 9,9601 0,99500 16
45 0,08281 0,08309 12,035 0,99657 15 45 0,10019 0,10069 9,9310 0,99497 15
46 310 339 11,992 654 14 46 048 099 9021 494 14
47 339 368 950 652 13 47 077 128 8734 491 13
48 368 397 909 649 12 48 106 158 8448 488 12
49 0,08397 0,08427 11,867 0,99647 11 49 0,10135 0,10187 9,8164 0,99485 11
50 0,08426 0,08456 11,826 0,99644 | 10 50 0,10164 0,10216 9,7882 0,99482 10
51 455 485 785 642 9 51 192 246 7601 479 9
52- 484 514 745 639 8 52 221 275 7322 476 8
53 513 544 705 637 7 53 250 305 7044 473 7
54 0,08542 0,08573 11,664 0,99635 6 54 0,10279 0,10334 9,6768 0,99470 6
55 0.08571 0,08602 11,625 0,99632 5 55 0,10308 0,10363 9,6493 0,99467 5
56 600 632 585 630 4 56 337 393 6220 4*64 4
57 629 661 546 627 3 57 366 422 5949 461 3
58 658 690 507 625 2 58 395 452 5679 458 2
59 0,08687 0,08720 11,468 0,99622 1 59 0,10424 0,10481 9,5411 0,99455 i
60 0.08716 0,08749 11,430 0,99619 0 60 0,10453 0,10510 9,5144 0,99452 0_
1 cos 1 ctg 1 tg | sin 1 1 cos 1 ctg 1 tg sin |
85° 84°
П родоЛжёнкё табл f
8 6° 7°
Ю -----------------------------------—'-------------------------------—-----------------------------' ------------------------------------
sin tg Ctg cos sin tg Ctg cos
0 0,10453 0,10510 9.5144 0,99452 60 0 0.12187 0,12278 8,1443 0,99255 60
1 482 540 4878 449 59 1 216 208 1248 251 59
2 511 569 4614 446 58 2 245 338 1054 248 58
3 540 599 4352 443 57 3 274 367 0860 244 57
4 0,10569 0,10628 9,4090 0,99440 56 4 0,12302 0.12397 8,0667 0,99240 56
5 0,10597 0,10657 9,3831 0,99437 55 5 0,12331 0.12426 8,0476 0,99237 55
6 626 687 3572 434 54 6 360 456 0285 233 54
7 655 716 3315 431 53 7 389 485 8,0095 230 53
8 684 746 3060 428 52 8 418 515 7.9906 226 52
9 0.10713 0,10775 9,2806 0,99424 51 9 0.12447 0,12544 7,9718 0,99222 51
10 0,10742 0,10805 9,2553 0,99421 50 10 0,12476 0,12574 7,9530 0,99219 | 50
11 771 834 2302 418 49 11 504 603 9344 215 49
12 800 863 2052 415 48 12 533 633 9158 211 48
13 829 893 1803 412 47 13 562 662 8973 208 47
14 0,10858 0,10922 9,1555 0,99409 46 14 0,12591 0,12692 7,8789 0,99204 46
15 0,10887 0,10952 9,1309 0,99406 45 15 0.12620 0,12722 7.8606 0,99200 45
16 916 0,10981 1065 402 44 16 649 751 8424 197 44
17 945 0,11011 0821 399 43 17 678 781 8243 193 43
18 0,10973 040 0579 396 42 18 706 810 8062 189 42
19 0,11002 0,11070 9,0338 0,99393 41 19 0,12735 0,12840 7,7882 0,99186 41
20 | 0,11031 0,11099 9,0098 0,99390 40 20 0,12764 0,12869 7.7704 0,99182 40
21 060 128 8,9860 386 39 21 793 899 7525 178 39
22 089 158 9623 383 38 22 822 ' 929 7348 175 38
23 118 187 9387 380 37 23 851 958 7171 171 37
24 0.11147 0,11217 8,9152 0,99377 36 24 0.12880 0,12988 7,6996 0,99167 36
25 0,11176 0,11276 8,8919 0,99374 35 25 0,12908 0,13017 7,6821 0,99163 35
26 205 276 8686 370 34 26 937 047 6647 160 34
27 234 305 8455 367 33 27 966 076 6473 156 33
28 263 335 8225 364 32 28 0.12995 106 6301 152 32
29 0.11291 0.11364 8,7996 0,99360 31 29 | 0,13024 | 0.13136 7,6129 | 0,99148 31
30 0,11320 0,11394 8,7769 . 0,99357 30 30 0,13053 | 0,13165 7,5958 I 0,99144 30
31 349 423 7542 354 29 31 081 195 5787 141 29
32 378 452 7317 351 28 32 110 224 5618 137 28
33 407 482 7093 347 27 33 139 254 5449' 133 27
34 0,11436 0,11511 8,6870 0,99344 26 34 0,13168 0,13284 7,5281 0,99129 26
35 0,11465 0,11541 8,6648 0,99341 25 35 0,13197 0,13313 7,5113 0,99125 25
36 494 570 6427 337 24 36 226 343 4947 122 24
37 523 600 6208 334 23 37 254 372 4781 118 23
38 552 629 5989 331 22 38 283 402 4615 114 22
39 0.11580 0,11659 8.5772 0,99327 21 39 0,13312 0,13432 7,4451 0,99110 21
40 0,11609 0,11688 8,5555 0,99324 20 40 0,13341 0,13461 7,4287 | 0,99106 20
41 638 718 5340 320 19 41 370 491 4124 102 19
42 667 747 5126 317 18 42 399 521 3962 098 18
43 696 777 4913 314 17 43 427 550 3800 094 17
44 0,11725 0,11806 8,4701 0,99310 16 44 0,13456 0,13580 7,3639 0,99091 16
45 0,11754 0.11836 8,4490 0,99307 15 45 0,13485 0,13609 7,3479 0,99087 15
46 783 865 4280 303 14 46 514 639 3319 083 14
47 812 895 4071 300 13 47 543 669 3160 079 13
48 840 924 3863 297 12 48 572 698 3002 075 12
40 0,11869 0.11954 8,3656 0,99293 11 49 0,13600 0,13728 7,2844 0,99071 11
50 0,11898 0.11983 8,3450 0,99290 10 50 0,1362) 0,13758 7,2687 0,99067 10
51 927 0,12013 3245 286 9 51 658 787 2531 063 9
52 956 042 3041 283 8 52 687 817 2375 059 8
53 0,11985 072 2838 279 7 53 716 846 2220 055 7
54 0,12014 0,12101 8,2636 0,99276 6 54 0,13744 0,13876 7,2066 0,99051 6
55 0.12043 0,12131 8,2434 0,99272 5 55 0,13773 0.13906 7,1912 0,99047 5
56 071 160 2234 269 4 56 802 935 1759 043 4
57 100 190 2035 265 3 57 831 965 1607 039 3
58 129 219 1837 262 2 58 860 0,13995 1455 035 2
59 0,12158 0,12249 8,1640 0,99258 1 59 0,13889 0,14024 7,1304 0,99031 1
60 0,12187 0,12278 8,1443 0,99255 0 60 0,13917 0,14054 7,1154 0,99027 0
cos Ctg 1 tg sin | cos ctg 1 tg sin |
83'
82'
Продолжение табл. 1
284
8'
9'
sin Ctg cos sin tg Ctg cos
0 0,13917 0,14054 7,1154 0,99027 60 0 0,15643 0,15838 6,3138 0,98769 60
1 946 084 1004 023 59 1 672 868 3019 764 59
2 0.13975 ИЗ 0855 019 58 2 701 898 2901 760 58
3 0,14004 143 0706 015 57 3 730 928 2783 755 57
4 0,14033 0,14173 7.0558 0,99011 56 4 0,15758 0,15958 6,2666 0,98751 56
5 0.14061 0,14202 7,0410 0,99006 55 5 0,15787 0,15988 6,2549 0,98746 55
6 090 232 0264 0,99002 54 6 816 0,16017 2432 741 54
7 119 262 7,0117 0,98998 53 7 845 047 2316 737 53
8 148 291 6,9972 994 52 8 873 077 2200 732 52
9 0,14177 0,14321 6,9827 0,98990 51 9 0,15902 0,16107 6,2085 0,98728 51
10 0.14205 0.14351 6.9682 0,98986 50 1 10 | 0,15931 | 0,16137 1 6,1970 0,98723 50
11 234 381 9538 982 49 11 959 167 1856 718 49
12 263 410 9395 978 48 12 0,15988 196 1742 714 48
13 292 440 9252 973 47 13 0,16017 226 1628 709 47
14 0,14320 0,14470 6,9110 0,98969 46 14 0,16046 0,16256 6,1515 0,98704 46
15 0.14349 0,14499 6,8969 0,98965 45 15 0,16074 0,16286 6,1402 0,98700 45
16 378 529 8828 961 44 16 103 316 1290 695 44
17 407 559 8687 957 43 17 132 346 1178 690 43
18 436 588 8548 953 42 18 160 376 1066 686 42
19 0.14464 0,14618 6,8408 0,98948 41 19 0,16189 0,16405 6,0955 0,98681 41
20 0,14493 | 0,14648 6,8269 0,98944 40 | 20 0,16218 J | 0,16435 1 6,0844 0,98676 40
21 522 678 8131 940 39 21 246 465 0734 671 39
22 551 707 7994 936 38 22 275 495 0624 667 38
23 580 737 7856 931 37 23 304 525 0514 662 37
24 0,14608 0,14767 6,7720 0,98927 36 24 0,16333 0,16555 6,0405 0,98657 36
25 0.14637 0,14796 6,7584 0,98923 35 25 0.16361 0.16585 6.0296 0,98652 35
26 666 826 7448 919 34 26 390 615 0188 648 34
27 695 856 7313 914 33 27 419 645 6,0080 643 33
28 723 ! 886 7179 910 32 28 447 674 5,9972 638 32
29 0,14752 0,14915 6,7045 0,98906 31 | 29 0,16476 0,16704 5,9865 0,98633 31
30 0,14781 0,14945 6,6912 0,98902 30 30 0,16505 0,16734 5,9758 0,98629 30
31 810 0,14975 6779 897 29 31 533 764 9651 624 29
32 838 0,15005 6646 893 28 32 562 794 9545 619 28
33 867 034 6514 889 27 33 591 824 9439 614 27
34 0,14896 0,15064 6,6383 0,98884 26 34 0,16620 0,16854 5,9333 0,98609 26
35 0,14925 0,15094 6,6252 0,98880 25 35 0,16648 0,16884 5,9228 0,98604 25
36 954 124 6122 876 24 36 677 914 9124 600 24
37 0,14982 153 5992 871 23 37 706 944 9019 595 23
38 0,15011 183 5863 867 22 38 734 0,16974 8915 590 22
39 0,15040 0,15213 6,5734 0,98863 21 39 0,16763 0,17004 5,8811 0,98585 21
40 0,15069 0,15243 6,5606 0,98858 20 40 0,16792 0,17033 5,8708 0,98580 20
41 097 272 5478 854 19 41 820 063 8605 575 19
42 126 302 5350 849 18 42 849 093 8502 570 18
43 155 332 5223 845 17 43 878 123 8400 565 17
44 0,15184 0,15362 6,5097 0,98841 16 44 0,16906 0,17153 5,8298 0,98561 16
45 0.15212 0,15391 6,4971 0,98836 15 45 0,16935 0,17183 5,8197 0,98556 15
46 241 421 4846 832 14 46 964 213 8095 551 14
47 270 451 4721 827 13 47 0,16992 243 7994 546 13
48 299 481 4596 823 12 48 0,17021 273 7894 541 12
49 0,15327 0,15511 6,4472 0,98818 11 49 0,17050 0.17303 5,7794 0,98536 11
50 0,15356 0,15540 6,4348 0,98814 10 1 50 0,17078 0,17333 5,7694 0,98531 10
51 385 570 4225 809 9 51 107 363 7594 526 9
52 414 600 4103 805 8 52 136 393 7495 521 8
53 442 630 3980 800 7 53 164 423 7396 516 7
54 0,15471 0,15660 6,3859 0,98796 6 54 0,17193 0,17453 5,7297 0,98511 6
55 0,15500 0,15689 6,3737 0,98791 5 55 0,17222 0,.17483 5,7199 0,98506 5
56 529 719 3617 787 4 56 250 513 7101 501 4
57 557 749 3496 782 3 57 279 543 7004 496 3
58 586 779 3376 778 2 58 308 573 6906 491 2
59 0,15615 0,15809 6,3257 0,98773 1 59 0,17336 0,17603 5,6809 0,98486 1
60 0,15643 0,15838 6,3138 0,98769 0 60 0,17365 0,17633 5,6713 0,98481 0
to оо . t cos ctg tg sin | 1 1 cos Ctg I tg sin
сл
80’
81
Продолжение табл. /
КЗ 00 10° 11°
сь sin tg Ctg cos sin tg Ctg cos
0 0,17365 0,17633 5,6713 0,98481 60 0 0,19081 0,19438 5,1446 0,98163 60
1 393 663 6617 476 59 1 109 468 1366 157 59
2 422 693 6521 471 58' 2 138 498 1286 152 58
3 451 723 6425 466 57 3 167 529 1207 146 57
4 0,17479 0,17753 5,6329 0,98461 56 4 0,19195 0,19559 5,1128 0,98140 56
5 0,17508 0,17783 5,6234 0.98455 55 5 0,19224 0,19589 5,1049 0,98135 55
6 537 813 6140 450 54 6 252 619 0970 129 54
7 565 843 6045 445 53 7 281 649 0892 124 53
8 594 873 5951 440 52 8 309 680 0814 118 52
9 0,17623 0,17903 5,5857 0,98435 51 9 0,19338 0,19710 5,0736 0,98112 51
10 0,17651 0,17933 5,5764 0.98430 50 10 | 0,19366 | 0,19740 5,0658 0,98107 | 50
11 680 963 5671 425 49 11 395 770 0581 101 49
12 708 0,17993 5578 420 48 12 423 801 0504 096 48
13 737 0,18023 5485 414 47 13 452 831 0427 090 47
14 0,17766 0,18053 5,5393 0,98409 46 14 0,19481 0,19861 5,0350 0,98084 46
15 0,17794 0.18083 5,5301 0,98404 45 15 0.19509 0,19891 5,0273 0,98079 45
16 823 113 5209 399 44 16 538 921 0197 073 44
17 852 143 5118 394 43 17 566 952 0121 067 43
18 880 173 5026 389 42 18 595 0,19982 5,0045 061 42
19 0,17909 0,18203 5,4936 0,98383 41 19 0,19623 0,20012 4,9969 0,98056 41
20 ] | 0,17937 0,18233 5.4845 0,98378 . 40 20 0,19652 - 0,20042 | 4,9894 0,98050 40
21 966 263 4755 373 39 21 680 073 9819 044 39
22 0,17995 293 4665 368 38 22 709 103 9744 039 38
23 0,18023 323 4575 362 37 23 737 133 9669 033 37
24 0,18052 0,18353 5,4486 0,98357 36 24 0,19766 0,20164 4,9594 0,98027 36
25 0,18081 0,18384 5,4397 0.98352 35 25 0.19794 0,20194 4,9520 0,98021 35
26 109 414 4308 347 34 26 823 224 9446 016 34
27 138 444 4219 341 33 27 851 254 9372 010 33
28 166 474 4131 336 32 28 880 285 9298 0,98004 32
287
29 0,18195 0,18504 5,4043 0,98331 31 29 0,19908 0,20315 | 4,9225 | 0,97998 31
30 0,18224 0,18534 5,3955 0,98325 30 30 0,19937 0,20345 4,9152 0,97992 30
31 252 564 3868 320 29 31 965 376 9078 987 29
32 281 594 3781 315 28 32 0,19994 406 9006 981 28
33 309 624 3694 310 27 33 0,20022 436 8933 975 27
34 0,18338 0,18654 5,3607 0,98304 26 34 0,20051 0,20466 4,8860 0,97969 26
35 0,18367 0,18684 5,3521 0,98299 25 35 0,20079 0,20497 4,8788 0,97963 25
36 395 714 3435 294 24 36 108 527 8716 958 24
37 424 745 3349 288 23 37 136 557 8644 952 23
38 452 775 3263 283 22 38 165 588 8573 946 22
39 0,18481 0,18805 5,3178 0,98277 21 39 0,20193 0,20618 4,8501 0,97940 21
40 0,18509 0,18835 5,3093 0,98272 20 40 0,20222 0,20648 4.8430 0,97934 20
41 538 865 3008 267 19 41 250 679 8359 928 19
42 567 895 2924 261 18 42 279 709 8288 922 18
43 595 925 2839 256 17 43 307 739 8218 916 17
44 0,18624 0,18955 5,2755 0,98250 16 44 0,20336 0,20770 4,8147 0,97910 16
45 0,18652 0,18986 5,2672 0,98245 15 45 0,20364 0,20800 4,8077 0,97905 15
46 681 0,19016 2588 240 14 46 393 830 8007 899 14
47 710 046 2505 234 13 47 421 861 7937 893 13
48 738 076 2422 229 12 48 450 891 7867 887 12
59 0,18767 0,19106 5,2339 0,98223 11 49 0,20478 0,20921 4,7798 0,97881 11
50 0,18795 0,19136 5,2257 0,98218 10 50 0,20507 0,20952 4,7729 0,97875 10
51 824 166 2174 212 9 51 535 0,20982 7659 869 9
52 852 197 2092 207 8 52 563 0,21013 7591 863 8
53 881 227 2011 201 7 53 592 043 7522 857 7
54 0,18910 0,19257 5,1929 0 98196 6 54 0,20620 0,21073 4.7453 0,97851 6
55 0,18938 0,19287 5,1848 0,98190 5 55 0,20649 0,21104 4,7385 0,97845 5
56 967 317 1767 185 4 56 677 134 7317 839 4
57 0,18995 347 1686 179 3 57 706 164 7249 833 3
58 0,19024 378 1606 174 2 58 734 195 7181 827 2
59 0,19052 0,19408 5,1526 0,98168 1 59 0,20763 0,21225 4,7114 0,97821 1
60 0,19081 0,19438 5,1446 0.98163 0 60 0,20791 0,21256 4,7046 0,97815 0
| cos Ctg 1 tg sin | | cos Ctg 1 tg sin 1
79
78'
Продолжение табл. 1
12'
13'
sin tg Ctg cos sin tg ctg cos
0 0,20791 0,21256 4,7046 0,97815 60 0 0,22495 0,23087 4,3315 0,97437 60
1 820 286 6979 809 59 1 523 117 3257 430 59
2 848 316 6912 803 58 2 552 148 3200 424 58
3 877 347 6845 797 57 3 580 179 3143 417 57
4 0,20905 0,21377 4,6779 0,97791 56 4 0,22608 0,23209 4,3086 0.97411 56
5 0,20933 0,21408 4,6712 0,97784 55 5 0,22637 0,23240 4,3029 0,97404 55
6 962 438 6646 778 54 6 665 271 2972 398 54
7 0,20990 469 6580 772 53 7 693 301 2916 391 53
8 0,21019 499 6514 766 52 8 722 332 2859 384 52
9 0,21047 0,21529 4,6448 0,97760 51 9 0,22750 0,23363 4,2803 0,97378 51
10 0,21076 0,21560 4,6382 0,97754 50 10 0,22778 0,23393 4,2747 0,97371 50
11 104 590 6317 748 49 11 807 424 2691 365 49
12 132 621 6252 742 48 12 835 455 2635 358 48
13 161 651 6187 735 47 13 863 485 2580 351 47
14 0,21189 0,21682 4,6122 0,97729 46 14 0,22892 0,23516 4,2524 0,97345 46
15 0,21218 0,21712 4,6057 0,97723 45 15 0,22920 0,23547 4,2468 0,97338 45
16 246 743 5993 717 44 16 948 578 2413 331 44
17 275 773 5928 711 43 17 0,22977 608 2358 325 43
18 303 804 5864 705 42 18 0,23005 639 2303 318 42
19 0,21331 0,21834 4,5800 0,97698 41 19 0,23033 0,23670 4,2248 0,97311 41
20 | 0.21360 0,21864 4,5736 0,97692 40 20 | 0,23062 0,23700 4,2193 0.97304 40
21 388 895 5673 686 39 21 090 731 2139 298 39
22 417 925 5609 680 38 22 118 762 2084 291 38
23 445 956 5546 673 37 23 146 793 2030 284 37
24 0,21474 0,21986 4,5483 0,97667 36 24 0,23175 0,23823 4,1976 0,97278 36
25 0,21502 0,22017 4,5420 0,97661 35 25 0,23203 0,23854 4,1922 0,97271 35
26 530 047 5357 655 34 26 231 885 1868 264 34
27 559 078 5294 648 33 27 260 916 1814 257 33
28 587 108 5232 642 32 28 288 946 1760 251 32
19 Загрецкий и Харченко 289
29 0,21616 0,22139 | 4,5169 0,97636 31 29 | 0,23316 | 0,23977 | 4,1706 0,97244 31
30 0,21644 0.22169 4,5107 0,97630 30 30 0,23345 0,24008 | 4,1653 0,97237 30
31 672 200 5045 623 29 31 373 039 1600 230 29
32 701 231 4983 617 28 32 401 069 1547 223 28
33 729 261 4922 611 27 33 429 100 1493 217 27
34 0,21758 0,22292 4,4860 0,97604 26 34 0,23458 0,24131 4,1441 0,97210 26
35 0,21786 0,22322 4,4799 0,97598 25 35 0,23486 0,24162 4,1388 0,97203 25
36 814 353 4737 592 24 36 514 193 1335 196 24
37 843 383 4676 585 23 37 542 223 1282 189 23
38 871 414 4615 579 22 38 571 254 1230 182 22
39 0,21899 0,22444 4,4555 0,97573 21 39 0,23599 0,24285 4,1178 0,97176 21
40 0,21928 0,22475 4,4494 0,97566 20 | 40 0,23627 0,24316 4,1126 0,97169 20
41 956 505 4434 560 19 41 656 347 1074 162 19
42 0,21985 536 4374 553 18 42 684 377 1022 155 18
43 0,22013 567 4313 547 17 43 712 408 0970 148 17
44 0,22041 0,22597 4,4253 0,97541 16 44 0,23740 0.24439 4,0918 0,97141 16
45 0,22070 0,22628 4,4194 0,97534 15 45 0,23769 0,24470 4,0867 0,97134 15
46 098 658 4134 528 14 46 797 501 0815 127 14
47 126 689 4075 521 13 47 / 825 532 0764 120 13
48 155 719 4015 515 12 48 853 562 0713 113 12
49 0,22183 0,22750 4,3956 0,97508 И 49 0,23882 0,245°3 4,0662 0,97106 11
50 0,22212 0,22781 | 4,3897 | 0,97502 10 50 0,23910 0,24624 4,0611 0,97100 10
51 240 811 3838 496 9 51 938 655 0560 093 9
52 268 842 3779 489 8 52 966 686 0509 086 8
53 297 872 3721 483 7 53 0,23995 717 0459 079 7
54 0,22325 0,22903 4,3662 0,97476 6 54 0,24023 0,24747 4,0408 0,97072 6
55 0,22353 0,22934 4,3604 0,97470 5 55 0,24051 0,24778 4,0358 0,97065 5
56 382 964 3546 463 4 56 079 809 0308 058 4
57 410 0,22995 3488 457 3 57 108 840 0257 051 3
58 438 0,23026 3430 450 2 58 136 871 0207 044 2
59 0,22467 0,230-6 4,3372 0,97444 1 59 0,24164 0.24902 4,0158 0,97037 1
60 0,22495 0,23087 4,3315 0.97437 0 60 0,24192 0,24933 4,0108 0,97030 0
' \ 1 cos Ctg 1 tg 1 sin | 1 1 COS I Ctg tg sin
76'
77'
Продолжение табл, i
§_______________________________________________________________________1£_______________________________________________
sin tg Ctg cos sin tg Ctg cos
0 0,24192 0,24933 4,0108 0,97030 60 0 0,25882 0,26795 3,7321 0,96593 60
1 220 964 0058 023 59 1 910 826 7277 585 59
2 249 0,24995 4,0009 015 58 2 938 857 7234 5/8 58
3 277 0,25026 3,9959 008 57 3 966 888 7191 570 57
4 0,24305 0,25056 3,9910 0,97001 56 4 0,25994 0,26920 3,7148 0,96562 56
5 0,24333 0,25087 3,9861 0,96994 55 5 0,26022 0,26951 3,7105 0,96555 55
6 362 118 9812 987 54 6 050 0,26982 7062 547 54
1 390 149 9763 980 53 7 079 0,27013 7019 540 53
8 418 180 9714 973 52 8 107 044 6976 532 52
9 0,24446 0,25211 3,9665 0,96966 51 9 0,26135 0,27076 3,6933 0,96524 51
10 0,24474 0,25242 3,9617 0,96959 50 | ю I 0,26163 | 0,27107 3,6891 0,96517 50
11 503 273 9568 952 49 11 191 138 6848 509 49
12 531 304 9520 945 48 12 219 169 6806 502 48
13 559 335 9471 937 47 13 247 201 6764 494 47
14 0,24587 0,25366 3,9423 0,96930 46 14 0,26275 0,27232 3,6722 0,96486 46
15 0,24615 0,25397 3,9375 0,96923 45 15 0,26303 0,27263 3,6680 0,96479 45
16 644 428 9327 916 44 16 331 294 6638 471 44
17 672 459 9279 909 43 17 359 326 6596 463 43
18 700 490 9232 902 42 18 387 357 6554 456 42
19 0,24728 0,25521 3,9184 0,96894 41 19 0,26415 0,72338 3,6512 0,96448 41
20 0,24756 | | 0,25552 3,9136 0,96887 40 20 0,26443 . 0,27419 3,6470 0,96440 40
21 784 583 9089 880 39 21 471 451 6429 433 39
22 813 614 9042 873 38 22 500 482 6387 425 38
23 841 645 8995 866 37 23 528 513 6346 417 37
24 0,24869 0,25676 3,8947 0,96858 36 24 0,26556 0,27545 3,6305 0,96410 36
25 0,24897 0,25707 3,8900 0,96851 35 25 0,26584 0,27576 3,6264 0,96402 35
26 925 738 8854 844 34 26 612 607 6222 394 34
27 954 769 8807 837 33 27 640 638 ‘6181 386 33
28 0,24982 800 8760 829 32 28 668 670 6140 379 32
29 0,25010 0/25831 3,8714 0,96822 31 | 29 | 0.26696 | 0,27701 I 3.6100 0,96371 31
30 0,25038 0,25862 3.8667 0,96815 30 30 0,26724 0.27732 | 3,6059 0,96363 | 30
31 066 893 8621 807 29 31 752 764 6018 355 29
32 094 924 8575 800 28 32 780 795 5978 347 28
33 122 955 8528 793 27 33 808 826 5937 340 27
34 0,25151 0,25986 3,8482 0,96786 26 34 0,26836 0,27858 3,5897 0,96332 26
35 0,25179 0,26017 3.8436 0.96778 25 35 0,26864 0,27889 3,5856 0,96324 25
36 207 048 8391 771 24 36 892 921 5816 316 24
37 235 079 8345 764 23 37 920 952 5776 308 23
38 263 ПО 8299 756 22 38 948 0,27983 5736 301 22
39 0,25291 0,26141 3,8254 0,96749 21 39 0,26976 0,28015 3.5696 0,96293 21
40 0,25320 0,26172 3,8208 0,96742 20 40 0,27004 1 0,28046 3,5656 0,96285 20
41 348 203 8163 734 19 41 032 077 5616 277 19
42 376 235 8118 727 18 42 060 109 5576 269 18
43 404 266 8073 719 17 43 088 140 5536 261 17
44 0,25432 0,26297 3.8028 0,96712 16 44 0,27116 0,28172 3,5497 0,96253 16
45 0,25460 0,26328 3,7983 0,96705 15 45 0,27144 0,28203 3,5457 0,96246 15
46 488 359 7938 697 14 46 172 234 5418 238 14
47 516 390 7893 690 13 47 200 266 5379 230 13
48 545 421 7848 682 12 48 228 297 5339 222 12
49 0,25573 0,26452 3,7804 0,96675 11 49 0,27256 0,28329 3,5300 0,96214 11
50 0,25601 | 0,26483 3,7760 0,96667 10 50 0,27284 0,28360 3,5261 0,96206 Ю
51 629 515 7715 660 9 51 312 391 5222 198 9
52 657 546 7671 651 8 52 340 423 5183 190 8
53 685 577 7627 645 7 53 368 454 5144 182 7
54 0,25713 0,26608 3,7583 0,96638 6 54 0,27396 0,28486 3,5105 0,96174 6
55 0,25741 0,26639 3,7539 0,96630 5 55 0,27424 0,28517 3,5067 0,96166 5
56 769 670 7495 623 4 56 452 549 5028 158 4
57 798 701 7451 615 3 57 480 580 4989 150 3
58 826 733 7408 603 2 58 508 612 4951 142 2
59 0,25854 0,26764 3,7364 0,96600 1 59 0,27536 0,28643 3,4912 0.96134 1
60 0,25882 0,26795 3,7321 0,96593 0 60 0,27564 0,28675 3,4874 0,96126 0
j cos Ctg 1 tg | sin | 1 | cos 1 ctg I tg sin
75*
74
Продолжение табл. 1
ю 16° 17°
to sin tg Ctg COS sin tg Ctg cos
0 0 27564 0,28675 3,4874 0,96126 60 0 0,29237 0,30573 3,2709 0,95630 60
1 592 706 4836 118 59 1 265 605 2675 622 59
2 620 738 4798 110 58 2 293 637 2641 613 58
3 648 769 4760 102 57 3 321 669 2607 605 57
4 0,27676 0,28801 3,4722 0 96094 56 4 0,29348 0,30700 3,2573 0,95596 56
5 0,27704 0.28832 3,4684 0 96086 55 5 0,29376 0,30732 3,2539 0,95588 55
6 731 864 4646 078 54 6 404 764 2506 579 54
7 759 895 4608 070 53 7 432 796 2472 571 53
8 787 927 4570 062 52 8 460 828 2438 562 52
9 0,27815 0,28958 3,4533 0.96054 51 9 0,29487 0,30860 3,2405 0,95554 51
10 0,27843 0,28990 3,4495 0,96046 50 | 10 I 0,29515 0,30891 3.2371 0,95545 50
11 871 0,29021 4458 037 49 11 543 923 2338 536 49
12 899 053 4420 029 48 12 571 955 2305 528 48
13 927 084 4383 021 47 13 599 0,30987 2272 519 47
14 0,27955 0,29116 3,4346 0,96013 46 14 0,29626 0,31019 3,2238 0,95511 46
15 0,27983 0.29147 3,4308 0,96005 45 15 0,29654 0,31051 3,2205 0,95502 45
16 0,28011 179 4271 0,95997 44 16 682 083 2172 493 44
17 039 210 4234 989 43 17 710 115 2139 485 43
18 067 242 4197 981 42 18 737 147 2106 476 42
19 0,28095 0,29274 3,4160 0,95972 41 19 0 29765 0,31178 3,2073 0.95467 41
20 0,28123 0,29305 3,4124 0.95964 40 20 0,29793 0,31210 | 3,2041 0.95459 40
21 150 337 4087 956 39 21 821 242 2008 450 39
22 178 368 4050 948 38 22 849 274 1975 441 38
23 206 400 4014 940 37 23 876 306 1943 433 37
24 0,28234 0,29432 3,3977 0,95931 36 24 0,29904 0,31338 3,1910 0.95424 36
25 0.28262 0,29463 3,3941 0,95923 35 25 0,29932 0,31370 3,1878 0.95415 35
26 290 495 3904 915 34 26 960 402 1845 407 34
27 '318 526 3868 907 33 27 0,29987 434 1813 398 33
28 346 558 3832 898 32 28 0,30015 466 1780 389 32
293
29 0,28374 0,29590 3,3796 0,95890 31 29 0,30043 0,31498 3,1748 | 0.95380 1 31
30 0,28402 0,29621 3,3759 0,95882 30 30 0,30071 0.32530 3,1716 0.95372 30
31 429 653 3723 874 29 31 098 562 1684 363 29
32 457 685 3687 865 28 32 126 594 1652 354 28
33 485 716 3652 857 27 33 154 626 1620 345 27
34 0,28513 0,29748 3,3616 0,95849 26 34 0,30182 0,31658 3,1588 0,95337 26
35 0,28541 0,29780 3,3580 0,95841 25 35 0,30209 0,31690 3,1556 0,95328 25
36 569 811 3544 832 24 36 237 722 1524 319 24
37 597 843 3509 824 23 37 265 754 1492 310 23
38 625 875 3473 816 22 38 292 786 1460 301 22
39 0,28652 0,29906 3,3438 0,95807 21 39 0,30320 0,31818 3,1429 0.95293 21
40 0,28680 0,29938 3,3402 0,95799 20 40 0,30348 0,31850 3,1397 0,95284 20
41 708 0,29970 3367 791 19 41 376 882 1396 275 19
42 736 0,30001 3332 782 18 42 403 914 1334 266 18
43 764 033 3297 774 17 43 431 946 1303 257 17
44 0,28792 0,30065 3,3261 0,95766 16 44 0,30459 0.31978 3,1271 0.95248 16
45 0,28820 0,30097 3,3226 0,95757 15 45 0,30486 0,32010 3,1240 0,95240 15
46 847 128 3191 749 14 46 514 042 1209 231 14
47 875 160 3156 740 13 47 542 074 1178 222 13
48 903 192 3122 732 12 48 570 106 1146 213 12
49 0,28931 0,30224 3,3087 0,95724 11 49 0,30597 0,32139 3,1115 0,95204 11
50 1 0,28959 | 0,30255 3,3052 | 0,95715 10 50 0,30625 0,32171 3,1084 0.95195 10
51 0,28987 287 3017 707 9 51 653 203 1053 186 9
52 0,29015 319 2983 698 8 52 680 235 1022 177 8
53 042 351 2948 690 7 53 708 267 0991 168 7
54 0,29070 0,30382 3,2914 0,95681 6 54 0,30736 0,32299 3,0961 0,95159 6
55 0,29098 0,30414 3,2879 0,95673 5 55 0,30763 0,32331 3,0930 0,95150 5
56 126 446 2845 664 4 56 791 363 0859 142 4
57 154 478 2811 656 3 57 819 396 0868 133 3
58 182 509 2777 647 2 58 846 428 0838 124 2
59 0,29209 0,30541 3,2743 0,95639 1 59 0,30874 0.32460 3.0807 0,95115 1
60 0,29237 0,30573 3,2709 0.95630 0 60 0,30902 0.32492 3,0777 0,95106 0
I cos 1 ctg 1 tg | sin 1 1 I cos 1 ctg 1 tg | sin
73’
72"
294
„ Продолжение табл,
18° 19°
sin tg Ctg cos sin tg Ctg COS
0 0,30902 0,32492 3,0777 0,95106 60 0 0.32557 0,34433 2,90421 0,94552 60
1 929 524 0746 097 59 1 584 465 2,90147 542 59
2 957 556 0716 088 58 2 612 498 2,89873 533 58
3 0,30985 588 0686 079 57 3 639 530 600 523 57
4 0,31012 0,32621 3,0655 0,95070 56 4 0,32667 0,34563 2,89327 0,94514 56
5 0,31040 0,32653 3,0625 0,95061 55 5 0,32694 0,34596 2,89055 0,94504 55
6 068 685 0595 052 54 6 722 628 2,88783 495 54
7 095 717 0565 043 53 7 749 661 511 485 53
8 123 749 0535 033 52 8 777 693 2,88240 476 52
9 0,31151 0,32782 3,0505 0,95024 51 9 0,32804 0,34726 2,87970 0,94466 51
10 0,31178 0,32814 3,0475 0,95015 50 10 | 0,32832 0,34758 2,87700 0,94457 | 50
11 206 846 0445 0,95006 49 11 859 791 430 447 49
12, 233 878 0415 0,94997 48 12 887 824 2,87161 438 48
13 261 911 0385 988 47 13 914 856 2,86892 428 47
14 0,31289 0,32943 3,0356 0,94979 46 14 0,32942 0,34889 2,86624 0,94418 46
15 0,31316 0,32975 3,0326 0,94970 45 15 0,32969 0,34922 356 0,94409 45
16 344 0,33007 0296 961 44 16 0,32997 954 2,86089 399 44
17 372 040 0267 952 43 17 0,33024 0,34987 2,85822 390 43
18 399 072 0237 943 42 18 051 0,35020 555 380 42
19 0,31427 0,33104 3,0208 0,94933 41 19 0,33079 / 0,35052 2,85289 0,94370 41
20 | 0,31454 | 0.33136 3,0178 | 0,94924 | 40 20 0,33106 0,35085 2,85023 0,94361 40
21 482 169 0149 915 39 21 134 118 2,84758 351 39
22 510 201 0120 906 38 22 161 150 494 342 38
23 537 233 0090 897 37 23 189 183 2,84229 332 37
24 0,31565 0,33266 3,0061 0,94888 36 24 0,33216 0,35216 2,83965 0,94322 36
25 0,31593 0,33298 3,0032 0,94878 35 25 0,33244 0,35248 2,83702 0,94313 35
26 620 330 3,0003 869 34 26 271 281 439 303 34
27 648 363 2,9974 860 33 27 298 314 2,83176 293 33
28 675 395 9945 851 32 28 326 346 2,82914 284 32
29 0,31703 0,33427 2,9916 0,94842 31 1 29 0,33353 0,35379 J 2,82653 0.94274 1 31
30 0.31730 0,33460 2,9887 0,94832 30 30 | 0,33381 0,35412 | 2,82391 0,94264 30
31 758 492 9858 823 29 31 408 445 2,82130 254 29
32 786 524 9829 814 28 32 436 477 2,81870 245 28
33 813 557 9800 805 27 33 463 510 610 235 27
34 0,31841 0,33589 2,9772 0,94795 26 34 0,33490 0,35543 2,81350 0,94225 26
35 0,31868 0,33621 2,9743 0,94786 25 35 0,33518 0,35576 2,81091 0,94215 25
36 896 654 9714 777 24 36 545 608 2,80833 206 24
37 923 686 9686 768 23 37 573 641 574 196 23
38 951 718 9657 758 22 38 600 674 316 186 22
39 0,31979 0,33751 2,9629 0,94749 21 39 0,33627 0,35707 2,80059 0,94176 21
40 0,32006 0,33783 2,9600 0,94740 20 40 0,33655 0,35740 2,79802 0,94167 20
41 034 816 9572 730 19 41 682 772 545 157 19
42 061 848 9544 721 18 42 710 805 289 147 18
43 089 881 9515 712 17 43 737 838 2,79033 137 17
44 0,32116 0,33913 2,9487 0,94702 16 44 0,33764 0,35871 2,78778 0,94127 16
45 0,32144 0,33945 2,9459 0,94693 15 45 0,33792 0,35904 2,78523 0,94118 15
46 171 0,33978 9431 684 14 46 819 937 269 108 14
47 199 0,34010 9403 674 13 47 846 0,35969 2,78014 098 13
48 227 043 9375 665 12 48 874 0,36002 2,77761 088 12
49 0,32254 0,34075 2,9347 0,94656 11 49 0,33901 0,36035 2,77507 0,94078 11
50 0,32282 0,34108 2,9319 | 0,94646 10 50 0,33929 0,36068 2,77254 0,94068 10
51 309 140 9291 637 9 51 956 101 2,77002 058 9
52 337 173 9263 627 8 52 0,33983 134 2,76750 049 8
53 364 205 9235 618 7 53 0,34011 167 498 039 7
54 0,32392 0,34238 2,9208 0,94609 6 54 0,34038 0,36199 2,76247 0,94029 6
55 0,32419 0,34270 2,9180 0,94599 5 55 0,34065 0,36232 2,75996 0,94019 5
56 447 303 9152 590 4 56 093 265 746 0,94009 4
57 474 335 9125 580 3 57 120 298 496 0,93999 3
58 502 368 9097 571 2 58 147 331 2,75246 989 2
59 0,32529 0,34400 2,9070 0,94561 1 59 0,34175 0,36364 2,74997 0,93979 1
60 0,32557 0,34433 2,9042 0,94552 0 60 0,34202 0,36397 2,74748 0,93969 0
cos 1 ctg tg sin | 1 1 cos I Ctg 1 tg 1 sin
71
70'
Продолжение табл. 1
20г
21°
sin tg Ctg cos sin tg Ctg cos
0 0.34202 0,36397 2,74748 0,93969 60 0 0,35837 0,38386 2,60509 0,93358 60
1 229 430 499 959 59 1 864 420 283 348 59
2 257 463 251 949 58 2 891 453 057 337 58
3 284 496 2,74004 939 57 3 918 487 2,59831 327 57
4 0,34311 0,36529 2,73756 0,93929 56 4 0,35945 0,38520 2,59605 0,93316 56
5 0,34339 0,36562 2,73509 0,93919 55 5 0,35973 0,38553 2,59381 0,93306 55
6 366 595 263 909 54 6 0,36000 587 156 295 54
7 393 628 2,73017 899 53 7 027 620 2,58932 285 53
8 421 661 2,72771 889 52 8 054 654 708 274 52
9 0,34448 0,36694 2,72526 0,93879 51 9 0.36081 0,38687 2,58484 0,93264 51
10 0,34475 0,36727 2,72281 0,93869 50 10 | 0,36108 | 0,38721 2,58261 0,93253 50
И 503 760 2,72036 859 49 11 135 754 038 243 49
12 530 793 2,71792 849 48 12 162 787 2,57815 232 48
13 557 826 548 839 47 13 190 821 593 222 47
14 0,34584 0,36859 2,71305 0,93829 46 14 0,36217 0,38854 2,57371 0,93211 46
15 0,34612 0,36892 2,71062 0,93819 45 15 0,36244 0,38888 2,57150 0,93201 45
16 639 925 2,70819 809 44 16 271 921 2,56928 190 44
17 666 958 577 799 43 17 298 955 707 180 43
18 694 0,36991 335 789 42 18 325 0,38988 487 169 42
19 0,34721 0,37024 2,70094 0,93779 41 19 0,36352' 0,39022 2,56266 0,93159 41
20 0,34748 0,37057 2,69853 | 0,93769 , 40 20 0,36379 0,39055 .2,56046 1 0,93148 40
21 775 090 612 759 39 21 406 089 2,55827 137 39
22 803 123 371 748 38 22 434 122 608 127 38
23 830 157 2,69131 738 37 23 461 156 389 116 37
24 0,34857 0,37190 2,68892 0,93728 36 24 0,36488 0,39190 2,55170 0,93106 36
25 0,34884 0,37223 2,68653 0,93718 35 25 0,36515 0,39223 2,54952 0.93095 35
26 912 256 414 708 34 26 542 257 734 084 34
27 939 289 2,68175 698 33 27 569 290 516 074 33
28 966 322 2,67937 688 32 28 596 324 299 063 32
297
29 0,34993 0,37355 2,67700 0,93677 31 29 0,36623 0,39357 2,54082 0,93052 31
30 0,35021 0,37388 2,67462 0,93667 30 30 0,36650 0,39391 2,53865 0,93042 30
31 048 422 2,67225 657 29 31 677 425 648 031 29
32 075 45э 2.66989 647 28 32 704 458 432 020 28
33 102 488 752 637 27 33 731 492 217 0,93010 27
34 0,35130 0,37521 2.66516 0,93626 26 34 0,36758 0,39526 2,53001 0,92999 26
35 0,35157 0,37554 2,66281 0,93616 25 35 0,36785 0,39559 2,52785 0,92988 25
36 184 588 2?66046 606 24 36 812 593 571 978 24
37 211 621 2,65811 596 23 37 839 626 357 967 23
38 239 654 576 585 22 38 867 660 142 956 22
39 0,35266 0.37687 2,65342 0,93575 21 39 0.36894 0,39694 2.51929 0,92945 21
40 0,35293 0,37720 2,65109 0,93565 20 | 40 0.36921 0,39727 2,51715 0,92935 20
41 320 754 2,64875 555 19 41 948 761 502 924 19
42 347 787 642 544 18 42 0,36975 795 289 913 18
43 375 820 410 534 17 43 0,37002 829 076 902 17
44 0,35402 0,37853 2,64177 0,93524 16 44 0,37029 0,39862 2,50864 0,92892 16
45 0,35429 0,37887 2.63945 0,93514 15 45 0,37056 0,39896 2,50652 0,92881 15
46 456 920 714 503 14 46 083 930 440 870 14
47 484 953 483 493 13 47 110 963 229 859 13
48 511 0,37986 252 483 12 48 137 0,39997 2,50018 849 12
49 0,35538 0,38020 2.63021 0,93472 11 49 0,37164 0.40031 2,49807 0,92838 11
50 0,35565 0,38053 2,62791 0,93462 10 50 0,37191 0,40065 2,49597 0,92827 10
51 592 086 561 452 9 51 218 098 386 816 9
52 619 120 332 441 8 52 245 132 177 805 8
53 647 153 2,62103 431 7 53 272 166 2,48967 794 7
54 0,35674 0,38186 2,61874 0,93420 6 54 0,37299 0,40200 2,48 758 0,92784 6
55 0,35701 0,38220 2,61646 0,93410 5 55 0,37326 0,40234 2,48549 0,92773 5
56 728 253 418 400 4 56 353 267 340 762 4
57 755 286 2,61190 389 3 57 380 301 2,48132 751 3
58 782 320 2,60963 379 2 58 407 335 2,47924 740 2
59 0,35810 0,38353 2,60736 0,93368 1 59 0,37434 0.40369 2.47716 0,92729 1
60 0,35837 0,38386 2,60509 0,93358 0 60 0,37461 0,40403 2,47509 0,92718 0
1 cos 1 ctg 1 tg | sin cos Ctg tg sin
69
68'
Продолжениё табл, f
298
22°
23°
sin tg Ctg cos sin tg ctg cos
0 0,37461 0,40403 2,47509 0,92718 60 0 0,39073 0,42447 2,35585 0,92050 60
1 488 436 302 707 59 1 100 482 395 039 59
2 515 470 2,47095 697 58 2 127 516 205 028 58
3 542 504 2,46888 686 57 3 153 551 2,35015 016 5/
4 0,37569 0,40538 682 0,92675 56 4 0,39180 0,42585 2,34825 0,92005 56
5 0,37595 0,40572 2,46476 0,92664 55 5 0,39207 0,42619 2,34636 0,91994 55
6 622 606 270 653 54 6 234 654 447 982 54
7 649 640 2,46065 642 53 7 260 688 258 971 53
8 676 674 2,45860 631 52 8 287 722 2,34069 959 52
9 0,37703 0,40707 2,45655 0,92620 51 9 0,39314 0,42757 2,33881 0,91948 51
10 0,37730 0,40741 2,45451 0,92609 50 10 0,39341 0,42791 2,33693 | 0,91936 50
11 757 775 246 598 49 11 367 826 505 925 49
12 784 809 2,55043 587 48 12 394 860 317 914 48
13 811 843 2,44839 576 47 13 421 894 2,33130 902 47
14 0,37838 0,40877 2,44636 0,92565 46 14 0,39448 0,42929 2,32948 0,91891 46
15 0,37865 0.40911 2,44433 0,92554 45 15 0,49474 0,42963 2,32756 0,91879 45
16 892 945 230 543 44 16 501 0,42998 570 868 44
17 919 0,40979 2,44027 532 43 17 528 0,43032 383 856 43
18 946 0,41013 2,43825 521 42 18 555 067 197 845 42
19 0,37973 0,41047 2,43623 0,92510 41 19 0,39581 0,43,101 2,32012 0,91833 41
20 0.37999 0,41081 2,43422 | 0,92499 40 20 0,39608 0,43136 2,31826 0,91822 40
21 0,38026 115 220 488 39 21 635 170 641 810 39
22 053 149 2,43019 477 38 22 661 205 456 799 38
23 080 183 2,42819 466 37 23 688 239 271 787 37
24 0,38107 0,41217 2,42618 0,92455 36 24 0,39715 0,43274 2,31086 0,91775 36
25 0,38134 0,41251 2,42418 0,92444 35 25 0,39741 0,43308 2,30902 0,91764 35
26 161 285 218 432 34 26 768 343 718 752 34
27 188 319 2,42019 421 33 27 795 378 534 741' 33
28 215 353 2,41819 410 32 28 822 412 351 729 32
29 0,38241 0,41387 2,41620 0,92399 31 29 0,39848 0,43447 2,30167 0,91718 31
30 0,38268 0,41421 2,41421 0,92388 30 30 0,39875 0,43481 2,29984 0,91706 30
31 295 455 223 377 29 31 902 516 801 694 29
32 322 490 2,41025 366 28 32 928 550 619 683 28
33 349 524 2,40827 355 27 33 955 585 437 671 27
34 0,38376 0,41558 2,40629 0,92343 26 34 0,39982 0,43620 2,29254 0,91660 26
35 0.38403 0,41592 2,40432 0,92332 25 35 0,40008 0,43654 2,29073 0,91648 25
36 430 626 235 321 24 36 035 689 2,28891 636 24
37 456 660 2,40038 310 23 37 062 724 710 625 23
38 483 694 2,39841 299 22 38 088 758 528 613 22
39 0,38510 0,41728 2,39645 0,92287 21 39 0,40115 0,43793 2,28348 0,91601 21
40 0.38537 0,41763 2,39449 0.92276 20 40 0 40141 0,43828 2,28167 0,91590 20
41 564 797 253 265 19 41 168 862 2,27987 578 19
42 591 831 2,39058 254 18 42 195 897 806 566 18
43 617 865 2,38863 243 17 43 221 932 626 555 17
44 0,38644 0.41899 2,38668 0,92231 16 44 0,40248 0,43966 2,27447 0,91543 16
45 0,38671 0,41933 2,38473 0,92220 15 45 0,40275 0.44001 2,27267 0,91531 15
46 698 0,41968 279 209 14 46 301 036 2,27088 519 14
47 725 0,42002 2,38084 198 13 47 328 071 2,26909 508 13
48 752 036 2,37891 186 12 48 355 105 730 496 12
49 0,38778 0,42070 2,37697 0,92175 11 49 0,40381 0,44140 2,26552 0,91484 11
50 0,38805 0.42105 2,37504 0,92164 10 50 0,40408 0,44175 2,26374 0,91472 10
51 832 139 2,37311 152 9 51 434 210 2,26196 461 9
52 859 173 2,37118 141 8 52 461 244 2,26018 449 8
53 886 207 2,36925 130 7 53 488 279 2,25840 437 7
54 0,38912 0,42242 2,36733 0,92119 6 54 0,40514 0,44314 2,25663 0,91425 6
55 0,38939 0,42276 2,36541 0,92107 5 55 0,40541 0,44349 2,25486 0,91414 5
56 966 310 349 096 4 56 567 384 309 402 4
57 0,38993 345 2,36158 085 3 57 594 418 2,25132 390 3
58 0,39020 379 2,35967 073 2 58 621 453 2,24956 378 2
59 0,39046 0,42413 2,35776 0,92062 1 59 0,40647 0,44488 2,24780 0,91366 1
60 0,39073 0,42447 2.35585 0,92050 0 60 0,40674 0,44523 2,24604 0,91355 0
cos 1 ctg tg | sin 1 cos ctg 1 tg 1 sin 1
67'
66
Продолжение табл. 1
24'
25'
sin tg Ctg cos sin tg Ctg cos
0 0,40674 0,44523 2,24604 0,91355 60 0 0,42262 0,46631 2,14451 0.90631 60
1 700 558 428 343 59 1 288 666 288 618 59
2 727 593 252 331 58 2 315 702 2,14125 696 58
3 753 627 2.24077 319 57 3 341 737 2,13963 594 57
4 0,40780 0,44662 2,23902 0,91307 56 4 0,42367 0,46772 2,13891 0,90582 56
5 0,40806 0,44637 2,23727 0,91295 55 5 0,42394 0,46898 2,13639 0,99539 55
6 833 732 553 283 54 6 420 843 477 557 54
7 860 767 378 272 53 7 446 879 316 545 53
8 886 802 204 260 52 8 473 914 2,13154 532 52
9 0.40913 0,44837 2,23030 0,91248 51 9 0,42499 0.46950 2,12993 0,90520 51
10 0,40939 0.44872 2,22857 0,91236 50 10 0.42525 0.46985 1 2,12832 | 0,90507 50
И 966 907 683 224 49 11 552 0,47021 671 495 49
12 0,40992 942 510 212 48 12 578 056 511 483 48
13 0,41019 0.44977 337 200 47 13 604 092 350 470 47
14 0,41045 0,45012 2,22164 0,91188 46 14 0,42631 0,47128 2.12190 0,90458 46
15 0,41072 0,45047 2,21992 0,91176 45 15 0,42657 0,47163 2,12030 0,90446 45
16 098 082 819 161 44 16 683 199 2,118/1 433 44
17 125 117 647 152 43 17 709 234 711 421 43
18 151 152 475 140 42 18 736 270 552 408 42
19 0,41178 0,45187 2,21304 0,91128 41 19 0,42762 0,47305 2,11392 0,90396 41
20 0,41204 0,45222 | 2,21132 | 0.91116 | 40 20 | 0.42788 | 0.47341 | 2.11233 0.90383 | 40
21 231 257 2,20961 104 39 21 815 377 2,11075 371 39
22 257 292 790 092 38 22 841 412 . 2,10916 358 38
23 284 327 619 080 37 23 867 448 758 346 37
24 0,41310 0,45362 2,20449 0,91068 36 24 0,42894 0,47483 2.10600 0.90334 36
25 0,41337 0,45397 2.20278 0,91056 35 25 0,42920 0,47519 2,10442 0,90321 35
26 363 432 2,20108 044 34 26 946 555 284 309 34
27 390 467 2,19938 032 33 27 972 590 2,10126 296 33
28 416 502 769 020 32 28 0,42999 626 2,09969 284 32
29 0.41443 0,45538 2,19599 0 91008 31 29 0,43025 | 0,47662 2,09811 0.90271 31
30 0 41469 0,45573 2.19430 0,90996 30 30 0 43051 | 0.47698 2,09654 0,90259 30
31 496 608 261 984 29 31 077 733 498 246 29
32 522 643 2,1 £092 972 28 32 104 769 341 233 28
33 549 678 2,18923 960 27 33 130 805 184 221 27
34 0,41575 0,45713 2,18755 0,90948 26 34 0,43156 0.47840 2,09028 0,90208 26
35 0,41602 0,45748 2,18587 0,90936 25 35 0,43182 0,47876 2,088/2 0,90196 25
36 628 784 419 924 24 36 209 912 716 183 24
37 655 819 251 911 23 37 235 948 560 171 23
38 681 854 2,18084 899 22 38 261 0,47984 405 158 22
39 0.41707 0,45889 2.17916 0.90887 21 39 0,43287 0,48019 2,08250 0,90146 21
40 0,41734 0,45924 2,17749 0.90875 20 40 0,43313 0,48055 2.08094 0,90133 20
41 760 960 582 863 19 41 340 091 2,07939 120 19
42 787 0 45995 416 851 18 42 366 127 785 108 18
43 813 0.46030 249 839 17 43 392 163 630 095 17
44 0,41840 0.46065 2,17083 0,90826 16 44 0,43418 0,48198 2,07476 0,90082 16
45 0,41866 0,46101 2,16917 0,90814 15 45 0.43445 0,48234 2,07321 0,90070 15
46 892 136 751 802 14 46 471 270 167 057 14
47 919 171 585 790 13 47 497 306 2,07014 045 13
48 945 206 420 778 12 48 523 342 2.06360 032 12
49 0,41972 0,46242 2.16255 0,90766 11 49 0,43549 0.48378 2,06706 0.90019 11
50 0,41998 0,46277 2.16090 0.90753 10 50 0,43575 0,48414 2,06553 0,90007 10
51 0,42024 312 2,15925 741 9 51 602 450 400 0,89994 9
52 051 348 760 729 8 52 628 486 247 981 8
53 077 383 596 717 7 53 654 521 2,06094 968 7
54 0,42104 0,46418 2,15432 0,90704 6 54 0,43680 0,48557 2,05942 0.89956 6
55 0,42130 0,46454 2,15268 0,90692 5 55 0.43706 0,48593 2,05790 0,89943 5
56 156 489 2,15104 680 4 56 733 629 637 930 4
57 183 525 2,14940 668 3 57 759 665 485 918 3
58 209 560 777 655 2 58 785 701 333 905 2
59 0,42235 0,46595 2.14614 0,90643 1 59 0.43811 0,48737 2,05182 0,8°892 1
60 0,42262 0,46631 2,14451 0,90631 0 60 0,43837 0,48773 2,05030 0,89879 0
| cos 1 ctg tg | sin 1 I cos 1 ctg tg sin
65
64'
Продолжение табл. 1
ё 26° 27°
ЬО -------------------------------------------------------------------------------—------------------------------------------------
sin tg Ctg cos sin tg Ctg | cos
0 0,43837 0,48773 2,05030 0,89879 60 0 0,45399 0,50953 1,96261 0,89101 60
1 863 809 2,04879 867 59 1 425 0,50989 1,96120 087 59
2 889 845 728 854 58 2 451 0,51026 1,95979 074 58
3 916 881 577 841 57 3 477 063 838 061 57
4 0,43942 0,48917 2,04426 0,89828 56 4 0,45503 0,51099 1,95698 0,89048 56
5 0,43968 0,48953 2,04276 0,89816 55 5 0,45529 0.51136 1.95557 0,89035 55
6 0,43994 0,48989 2,04125 803 54 6 554 173 417 021 54
7 0,44020 0,49026 2,03975 790 53 7 580 209 277 0,89008 53
8 046 062 825 777 52 8 606 246 1,95137 0,88995 52
9 0,44072 0,49098 2,03675 0,89764 51 9 0.45632 0,51283 1,94997 0.88981 51
10 0,44098 0,49134 2.03526 0.89752 50 10 | 0,45658 0,51319 1,94858 | 0.88968 50
И 124 170 376 739 49 11 684 356 718 955 49
12 151 206 227 726 48 12 710 393 579 942 48
13 177 242 2,03078 713 47 13 736 430 440 928 47
14 0,44203 0,49278 2,02929 0,89700 46 14 0,45762 0,51467 1,94301 0,88915 46
15 0,44229 0,49315 2,02780 0,89687 45 15 0.45787 0.51503 1,94162 0,88902 45
16 255 351 631 674 44 16 813 540 1,94023 888 44
17 281 387 483 662 43 17 839 577 1.93885 875 43
18 307 423 335 649 42 18 865 614 746 862 42
19 0,44333 0,49459 2.02187 0,89636 41 19 0.45891 0,51651 1,93608 0,88848 41
20 — 0,44359 0,49495 2,02039 0,89623 40 20 0,45917 0,51688 1,93470 | 0,88835 40
21 385 532 2,01891 610 ’ 39 21 942 724 332 822 39
22 411 568 743 597 38 22 968 761 195 808 38
23 437 604 596 584 37 23 0,45994 798 1,93057 795 37
24 0,44464 0,49640 2,01449 0.89571 36 24 0,46020 0,51835 E92920 0,88782 36
25 0,44490 0,49677 2,01302 0.89558 35 25 0,46046 0,51872 1,92782 0.88768 35
26 516 713 155 545 34 26 072 900 645 755 34
27 542 749 2,01008 532 33 27 097 946 508 741 - 33
28 568 786 2,00862 519 32 28 123 0,51983 371 728 32
29 0,44594 0,49822 2,00715 0,89506 31 | 29 | 0.46149 0,52020 1,92235 0,88715 31
30 0,44620 0,49858 2,00569 0,89493 30 30 0,46175 0,52057 1,92098 0,88701 30
31 646 894 423 480 29 31 201 094 1,91962 688 29
32 672 931 277 467 28 32 226 131 826 674 28
33 698 0,49967 2,00131 454 27 33 252 168 690 661 27
34 0,44724 0,50004 1,99986 0,89441 26 34 0,46278 0,52205 1,91554 0,88647 26
35 0,44750 0,50040 1,99841 0,89428 25 35 0,46304 0,52242 1,91418 0,88634 25
36 776 076 695 415 24 36 330 279 282 620 24
37 802 113 550 402 23 37 355 316 147 607 23
38 828 149 406 389 22 38 381 353 1,91012 593 22
39 0,44854 0,50185 1,99261 0,89376 21 39 0,46407 0,52390 1,90876 0,88580 21
40 0,44880 0,50222 1,99116 0,89363 20 40 0,46433 0.52427 1,90741 0,88566 20
41 906 258 1,98972 350 19 41 458 464 607 553 19
42 932 295 828 337 18 42 484 501 472 539 18
43 958 331 684 324 17 43 510 538 337 526 17
44 0,44984 0,50368 1,98540 0,89311 16 44 0,46536 0,52575 1,90203 0,88512 16
45 0,45010 0,50404 1,98396 0,89298 15 45 0,46561 0,52613 1,90069 0,88499 15
46 036 441 253 285 14 46 587 650 1,89935 485 14
47 062 477 1,98110 272 13 47 613 687 801 472 13
48 088 514 1,97966 259 12 48 639 724 667 458 12
49 0.45114 0,50550 1,97823 0,89245 11 49 0,46664 0,52761 1,89533 0,88445 11
50 0,45140 0,50587 1,97681 0,89232 10 50 0,46690 0,52798 1,89400 0,88431 10
51 166 623 538 219 9 51 716 836 1,89266 417 9
52 192 660 395 206 8 52 742 873 133 404 8
53 218 696 253 193 7 53 767 910 1,89000 390 7
54 0,45243 0,50733 1,97111 0.89180 6 54 0,46793 0,52947 1,88867 0,88377 6
55 0,45269 0,50769 1,96969 0,89167 5 55 0,46819 0,52985 1,88734 0,88363 5
56 295 806 827 153 4 56 844 0,53022 602 349 4
57 321 843 685 140 3 57 870 059 469 336 3
58 347 879 544 127 2 58 896 096 337 322 2
59 0,45373 0,50916 1,96402 0,89114 1 59 0,46921 0,53134 1,88205 0,88308 1
GO 0,45399 0,50953 1,96261 0,89101 0 60 0,46947 0,53171 1,88073 0,88295 0
cos 1 C.tg 1 tg | sin 1 1 I cos 1 ctg tg sin
63'
62'
Продолжение табл. I
CD
28'
29°
sin tg ctg cos sin tg ctg cos
0 0,46947 0,53171 1.88073 0.88295 60 0 0,48481 0,55431 1.80405 0,87462 60
1 973 208 1,87941 281 59 1 506 469 281 448 59
2 0.46999 246 809 267 58 2 532 507 158 434 58
3 0.47024 283 677 254 57 3 557 545 1,80034 420 57
4 0,47050 0,53320 1,87546 0,88240 56 4 0 48583 0.55583 1,79911 0,87406 56
5 0,47076 0,53358 1,87415 0,88226 55 5 0,48608 0,55621 1,79788 0,87391 55
6 101 395 283 213 54 6 634 659 665 377 54
7 127 432 152 199 53 7 659 697 542 363 53
8 153 470 1,87021 185 52 8 684 736 419 349 52
9 0.47178 0,53507 1,86891 0.88172 51 9 0.48710 0.55774 1,79296 0.87335 51
10 0.47204 0 53545 1,86760 0.38158 50 10 1 0,48735 0,55812 1,79174 | 0.87321 50
11 229 582 630 144 49 11 761 850 1,79051 306 49
12 255 620 499 130 48 12 786 888 1,78929 292 48
13 281 657 369 117 47 13 811 926 807 278 47
14 0,47306 0,53694 1,86239 0.88103 46 14 0,48837 0,55964 1,78685 0,87264 46
15 0.47332 0,53732 1,86109 0,88089 45 15 0,48862 0,56003 563 0,87250 45
16 358 769 1,85979 075 44 16 888 041 441 235 44
17 383 807 850 062 43 17 913 079 319 221 43
18 409 844 720 048 42 18 938 117 198 207 42
19 0,47434 0,53882 1,85591 0,88034 41 19 0.48964 0,56156 1,78077 0,87193 41
20 0,47460 | 0,53920 | 1,85462 | 0.88020 ' | 40 20 0,48989 0,56194 1,77955 0,87178 40
21 486 957 333 0,88006 39 21 0,49014 232 834 164 39
22 511 0,53995 204 0,87993 38 22 040 270 713 150 38
23 537 0,54032 1,85075 979 37 23 065 309 592 136 37
24 0,47562 0.54070 1,84946 0,87965 36 24 0,49090 0,56347 1,77471 0,87121 36
25 . 0,47588 0,54107 1.84818 0,87951 35 25 0,49116 0,56385 1.77351 0,8/107 35
26 614 145 689 937 34 26 141 424 230 093 34
27 639 183 561 923 33 27 166 462 1,77110 079 33
28 665 220 433 909 32 28 192 501 1.76990 064 32
20 Загрецкий и Харченко
о
29 0,47690 0,54258 1,84305 0,87896 31 29 0,49217 0,56539 1,76869 0,87050 31
30 0,47716 0,54296 1,84177 0,87882 30 30 0.49242 0,56577 1,76749 0,87036 30
31 741 333 1,84049 868 29 31 268 616 629 021 29
32 767 371 1,83922 854 28 32 293 654 510 0,87007 28
33 793 409 794 840 27 33 318 693 390 0,86993 27
34 0,47818 0,54446 1,83667 0,87826 26 34 0,49344 0,56731 1,76271 0,86978 26
35 0,47844 0,54484 1,83540 0,87812 25 35 0,49369 0,56769 1,76151 0,86964 25
36 869 522 413 798 24 36 394 808 1.76032 949 24
37 895 560 286 784 23 37 419 846 1,75913 935 23
38 920 597 159 770 22 38 445 885 794 921 22
39 0,47946 0,54635 1,83033 0,87756 21 39 0,49470 0,56923 1.75675 0,86906 21
40 0,47971 0,54673 1,82906 0,87743 20 40 0,49495 0,56962 1,75556 0,86892 20
41 0,47997 711 780 729 19 41 521 0,57000 437 878 19
42 0,48022 748 654 715 18 42 546 039 319 863 18
43 048 786 528 701 17 43 571 078 200 849 17
44 0,48073 0,54824 1,82402 0,87687 16 44 0,49596 0,57116 1,75082 0,86834 16
45 0,48099 0,54862 1 82276 0,87673 15 45 0,49622 0,57155 1,74964 0,86820 15
46 124 900 150 659 14 46 647 193 846 805 14
47 150 938 1,82025 645 13 47 672 232 728 791 13
48 175 0,54975 1,81899 631 12 48 697 271 610 777 12
49 0.48201 0,55013 1,81774 0,87617 И 49 0,49723 0,57309 1,74492 0,86762 11
50 0,48226 | 0,55051 1,81649 | 0,87603 10 50 0,49748 0,57348 1,74375 0,86748 10
51 252 089 524 589 9 51 773 386 257 733 9
52 277 127 399 575 8 52 798 425 140 719 8
53 303 165 274 561 7 53 824 464 1,74022 704 7
54 0,48328 0,55203 1,81150 0,87546 6 54 0,49849 0,57503 1,73905 0,86690 6
55 0,48354 0,55241 1,81025 0,87532 5 55 0,49874 0.57541 1,73788 0,86675 5
56 379 279 1,80901 518 4 56 899 580 671 661 4
57 405 317 777 504 3 57 924 619 555 646 3
58 430 355 653 490 2 58 950 657 438 632 2
59 0,48456 0,55393 1,80529 0,87476 1 59 0,49975 0,57696 1,73321 0,86617 1
60 0,48481 0,55431 1,80405 0,87462 0 60 0,50000 0,57735 1,73205 0,86603 0
cos | Ctg tg 1 sin | / 1 I cos Ctg 1 tg | sin 1 '
сл
61°
60°
Продолжение табл. 1
8
30°
31°
sin tg ctg cos sin tg ctg cos
0 0,50000 0,57735 1,73205 0,86603 60 0 0,51504 0,60086 1,66428 0,85717 60
1 025 774 1,73089 588 59 1 529 126 318 702 59
2 050 813 1.72973 573 58 2 554 165 209 687 58
3 076 851 857 559 57 3 579 205 1,66099 672 57
4 0,50101 0.57890 1,72741 0,86544 56 4 0,51604 0.60245 1,65990 0,85657 56
5 0,50126 0,57929 1,72625 0.86530 55 5 0,51628 0,60284 1,65881 0,85642 55
6 151 0,57968 509 515 54 6 653 324 772 627 54
7 176 0,58007 393 501 53 7 678 364 663 612 53
8 201 046 278 486 52 8 703 403 554 597 52
9 0,50227 0,58085 1,72163 0,86471 51 9 0,51728 0,60443 1,65445 0,85582 51
10 0,50252 0,58124 1,72047 0,86457 50 10 | 0,51753 0,60483 1,65337 0,85567 50
11 277 162 1,71932 442 49 11 778 522 228 551 49
12 302 201 817 427 48 12 803 562 120 536 48
13 327 240 702 413 47 13 828 602 1,65011 521 47
14 0,50352 0,58279 1,71588 0,86398 46 14 0,51852 0,60642 1.64903 0,85506 46
15 0,50377 0,58318 1,71473 0.86384 45 15 0,51877 0,60681 1,64795 0,85491 45
16 403 357 358 369 44 16 902 721 687 476 44
17 428 396 244 354 43 17 927 761 579 461 43
18 453 435 129 340 42 18 952 801 471 446 42
19 0,50478 0,58474 1,71015 0.86325 41 19 0.51977 0,60841 1,64363 0.85431 41
20 0,50503 0,58513 1,70901 0,86310 40 20 0,52002 0,60881 1,64256 0,85416 | | 40
21 528 552 787 295 39 21 026 921 148 401 39
22 553 591 673 281 38 22 051 0,60960 1,64041 385 38
23 578 631 560 266 37 23 076 0,61000 1,63934 370 37
24 0,50603 0,586/0 1 70446 0,86251 36 24 0,52101 0,61040 1,63826 0,85355 36
25 0,50628 0,58709 1,70332 0,86237 35 25 0,52126 0,61080 1,63719 0,85340 35
26 654 748 219 222 34 26 151 120 612 325 34
27 679 787 1,70106 207 33 27 175 160 505 310 33
28 704 826 1.69992 192 32 23 200 200 398 294 32
29 0,50729 0,58865 1.69879 0,86178 131 29 0,52225 | 0,61240 I 1.63292 | 0,85279 31
30 0,50754 0,58905 1,69766 0,86163 30 30 0,52250 0,61280 1,63185 0,85264 30
31 779 944 653 148 29 31 275 320 1,63079 249 29
32 804 0,58983 541 133 28 32 299 360 1,62972 234 28
33 829 0,59022 428 119 27 33 324 400 866 218 27
34 0,50854 0,59061 1,69316 0,86104 26 34 0,52349 0,61440 1,62760 0,85203 26 ‘
35 0,50879 0,59101 1,69203 0,86089 25 35 0,52374 0,61480 1,62654 0.85188 25
36 904 140 1,69091 074 24 36 399 520 548 173 24
37 929 179 1,68979 059 23 37 423 561 442 157 23
38 954 218 866 045 22 38 448 601 336 142 22
39 0,50979 0,59258 1,68754 0,86030 21 39 0,52473 0,61641 1,62230 0,85127 21
40 0,51004 0,59297 1,68643 0,86015 20 40 | 0,52498 | 0,61681 1,62125 0,85112 20
41 029 336 531 0,86000 19 41 522 721 1,62019 096 19
42 054 376 419 0,85985 18 42 547 761 1,61914 081 18
43 079 415 308 970 17 43 572 801 808 066 17
44 0,51104 0,59454 1,68196 0,85956 16 44 0,52597 0,61842 1,61703 0,85051 16
45 0,51129 0,59494 1,68085 0,85941 15 45 0,52621 0,61882 1,61598 0,85035 15
46 154 533 1,67974 926 14 46 646 922 493 020 14
47 179 573 863 911 13 47 671 0,61962 388 0,85005 13
48 204 612 752 896 12 48 696 0,62003 283 0,84989 12
49 0,51229 0,59651 1,67641 0,85881 11 49 0,52720 0,62043 1,61179 0,84974 11
50 0,51254 0,59691 1,67530 0,85866 10 50 0,52745 0,62083 1,61074 0.84959 10
51 279 730 419 851 9 51 770 124 1,60970 943 9
52 304 770 309 836 8 52 794 164 865 928 8
53 329 809 198 821 7 53 819 204 761 913 7
54 0,51354 0,59849 1,67088 0,85806 6 54 0,52844 0,62245 1,60657 0,84897 6
55 0,51379 0,59888 1,66978 0,85792 5 55 0,52869 0.62285 1,60553 0,84882 5
56 404 928 867 777 4 56 893 325 449 866 4
57 429 0,59967 757 762 3 57 918 366 345 851 3
58 454 0,60007 647 747 2 58 943 406 241 836 2
59 0,51479 0,60046 1.66538 0,85732 1 59 0,52967 0,62446 1,60137 0,84820 1
60 0,51504 0,60086 1,66428 0,85717 0 60 0,52992 0,62487 1,60033 0,84805 0
I cos Ctg tg | sin 1 1 cos Ctg 1 tg sin
59'
58'
П родолжение табл. I
32'
33'
sin tg ctg cos sin tg Ctg cos
0 0,52992 0,62487 1,60033 0.84805 60 0 0.54464 0,64941 1.53986 0,83867 60
1 0,53017 527 1,59930 789 59 1 488 0.64982 888 851 59
2 041 568 826 774 58 2 513 0,65024 791 835 58
3 066 608 723 759 57 3 537 065 693 819 57
4 0,53091 0,62649 1,59620 0,84743 56 4 0,54561 0,65106 1,53595 0,83804 56
5 0.53115 0,62689 1,59517 0,84728 55 5 0,54586 0,65148 1,53497 0,83788 55
6 140 730 414 712 54 6 610 189 400 772 54
7 164 770 311 697 53 7 635 231 302 756 53
8 189 811 208 681 52 8 659 272 205 740 52
9 0,53214 0,62852 1.59105 0,84666 51 9 0,54683 0,65314 1,53107 0,83724 51
10 0,53238 0,62892 1,59002 0,84650 50 10 0,54708 0,65355 1,53010 0,83708 1 50
11 263 933 1,58900 635 49 И 732 397 1,52913 692 49
12 288 0,62973 797 619 48 12 756 438 816 676 48
13 312 0,63014 695 604 47 13 781 480 719 660 47
14 0,53337 0.63055 1,58593 0,84588 46 14 0,54805 0,65521 1,52622 0,83645 46
15 0,53361 0,63095 1,58490 0,84573 45 15 0.54829 0,65563 1,52525 0,83629 45
16 386 136 388 557 44 16 854 604 429 613 44
17 411 177 286 542 43 17 878 646 332 597 43
18 435 217 184 526 42 18 902 688 235 581 42
19 0,53460 0,63258 1,58083 0,84511 41 19 0,54927 0,65729 1.52139 0,83565 41
20 0,53484 0,63299 | 1,57981 0,84495 40 20 0,54951 0,65771 | 1,52043 | 0,83549 40
21 509 340 879 480 39 21 975 813 1,51946 533 39
22 534 380 778 464 38 22 0,54999 854 850 517 38
23 558 421 676 448 37 23 0,55024 896 754 501 37
24 0,53583 0,63462 1,57575 0,84433 36 24 0,55048 0,65938 1,51658 0,83485 36
25 0,53607 0,63503 1,57474 0,84417 35 25 0,55072 0,65980 1,51562 0.83469 35
26 632 544 372 402 34 26 097 0,66021 466 453 34
27 656 584 271 386 33 27 121 063 370 437 33
28 681 625 170 370 32 28 145 105 275 421 32
29 0,53705 0,63666 1,57069 0.84355 31 29 0,55169 0,66147 1,51179 0,83405 31
30 0,53730 0,63707 •1,56969 0,84339 30 30 0.55194 0,66189 1,51084 0,83389 30
31 754 748 868 324 29 31 218 230 1,50988 373 29
32 779 789 767 308 28 32 242 272 893 356 28
33 804 830 667 292 27 33 266 314 797 340 27
34 0,53828 0,63871 1,56566 0,84277 26 34 0.55291 0.66356 1,50702 0,83324 26
35 0,53853 0,63912 1,56466 0,84261 25 35 0,55315 0.66398 1.50607 0,83308 25
36 877 953 366 245 24 36 339 440 512 292 24
37 902 0,63994 265 230 23 37 363 482 417 276 23
38 926 0.64035 165 214 22 38 388 524 322 260 22
39 0,53951 0,64076 1,56065 0,84198 21 39 0,55412 0.66566 1,50228 0,83244 21
40 0,53975 0,64117 1,55966 0.84182 20 40 | 0.55436 0.66608 1,50133 0.83228 20
41 0,54000 158 866 167 19 41 460 650 1 50038 212 19
42 024 199 766 151 18 42 484 692 1,49944 195 18
43 049 240 666 135 17 43 509 734 849 179 17
44 0,54073 0,64281 1.55567 0,84120 16 44 0.55533 0,66776 1,49755 0,83163 16
45 0,54097 0,64322 1,55467 0,84104 15 45 0,55557 0.66818 1,49661 0,83147 15
46 122 363 368 088 14 46 581 860 566 131 14
47 146 404 269 072 13 47 605 902 472 115 13
48 171 446 170 057 12 48 630 944 378 098 12
49 0.54195 0,64487 1,55071 0,84041 11 49 0,55654 0.66986 1,49284 0,83082 11
50 0,54220 0,64528 1,54972 | 0,84025 10 50 0,55678 0,67028 | 1,49190 | 0.83066 10
51 244 569 873 0,83009 9 51 702 071 097 050 9
52 269 610 774 0,83994 8 52 726 113 1.49003 034 8
53 293 652 675 978 7 53 750 155 1,48909 017 7
54 0,54317 0,64693 1.54576 0,83962 6 54 0,55775 0,67197 1,48816 0.83001 6
55 0,54342 0,64734 1.54478 0,83946 5 55 0,55799 0.67239 1.48722 0.82985 5
56 366 775 379 930 4 56 823 282 629 969 4
57 391 817 281 915 3 57 847 324 536 953 3
58 415 858 183 899 2 58 871 366 442 936 2
59 0,54440 0,64899 1,54085 0,83883 1 59 895 409 349 920 1
60 0,54464 0.64941 1.53986 0.83867 0 60 0,55919 0,67451 1,48256 0,82904 0
cos Ctg tg | sin 1 1 I cos 1 ctg tg sin
57'
56'
Продолжение табл. 1
34° 35°
sin tg Ctg cos sin tg Ctg cos
0 0,55919 0,67451 1,48256 0,82904 60 0 0,57358 0,70021 1.42815 0,81915 60
1 943 493 163 887 59 1 381 064 726 899 59
2 968 536 1,48070 871 58 2 405 107 638 882 58
3 0,55992 578 1,47977 855 57 3 429 151 550 865 57
4 0,56016 0,67620 1,47885 0,82839 56 4 0,57453 0,70194 1,42462 0,81848 56
5 0,56040 0,67663 1,47792 0,82822 55 5 0,57477 0,70238 1,42374 0,81832 55
6 064 705 699 806 54 6 501 281 286 815 54
7 088 748 607 790 53 7 524 325 198 798 53
8 112 790 514 773 52 8 548 368 110 782 52
9 0,56136 0,67832 1,47422 0,82757 51 9 0,57572 0,70412 1.42022 0,81765 51
10 0,56160 0,67875 1,47330 0,82741 50 | 10 0,57596 0,70455 1,41934 0,81748 50
11 184 917 238 724 49 11 619 499 847 731 49
12 208 0,67960 146 708 48 12 643 542 759 714 48
13 232 0,68002 1,47053 692 47 13 667 586 672 698 47
14 0,56256 0,68045 1,46962 0,82675 46 14 0,57691 0,70629 1,41584 0,81681 46
15 0,56280 0,68088 1,46870 0,82659 45 15 0,57715 0,70673 1,41497 0,81664 45
16 305 130 778 643 44 16 738 717 409 647 44
17 329 173 686 626 43 17 762 760 322 631 43
18 353 215 595 610 42 18 786 804 235 614 42
19 0,56377 0,68258 1,46503 0,82593 41 19 0,57810 0,70848 1,41148 0,81597 41
20 0,56401 0,68301 1,46411 0,82577 40 20 0,57833 0,70891 1,41061 | 0,81580 40
21 425 343 320 561 39 21 857 935 1.40974 563 39
22 449 386 229 544 38 22 881 0,70979 887 546 38
23 473 429 137 528 37 23 904 0,71023 800 530 37
24 0,56497 0,68471 1,46046 0,82511 36 24 0,57928 0,71066 1,40714 0,81513 36
25 0,56521 0,68514 • 1,45955 0,82495 35 25 0,57952 0,71110 1.40627 0.81496 35
26 545 557 864 478 34 26 976 154 540 479 34
27 569 600 773 462 33 27 0,57999 198 454 462 33
28 593 642 682 446 32 28 0,58023 242 367 445 32
29 0,56617 0,68685 1,45592 0,82429 31 29 0,58047 0,71285 1,40281 0,81428 31
30 0,56641 0,68728 1,45501 0,82413 30 30 0,58070 0,71329 1,40195 0,81412 30
31 665 771 410 396 29 31 094 373 109 395 29
32 689 814 320 380 28 32 118 417 1.40022 378 28
33 713 857 229 363 27 33 141 461 1,39936 361 27
34 0,56736 0,68900 1,45139 0,82347 26 34 0,58165 0,71505 1,39850 0,81344 26
35 0,56760 0,68942 1.45049 0,82330 25 35 0,58189 0,71549 1,39764 0,81327 25
36 784 0,68985 1,44958 314 24 36 212 593 679 310 24
37 808 0,69028 868 297 23 37 236 637 593 293 23
38 832 071 778 281 22 38 260 681 507 276 22
39 0,56856 0,69114 1.44688 0,82264 21 39 0,58283 0.71725 1,39421 0,81259 21
. 40 0,56880 0,69157 1,44598 0,82248 20 40 0,58307 0,71769 1,39336 0,81242 20
41 904 200 508 231 19 41 330 813 250 225 19
42 928 243 418 214 18 42 354 857 165 208 18
43 952 286 329 198 17 43 378 901 1.39079 191 17
44 0,56976 0,69329 1,44239 0,82181 16 44 0,58401 0,71946 1,38994 0,81174 16
45 0,57000 0,69372 1,44149 0,82165 15 45 0,58425 0,71990 1,38909 0,81157 15
46 024 416 1,44060 148 14 46 449 0,72034 824 140 14
47 047 459 1,43970 132 13 47 472 078 738 123 13
48 071 502 881 115 12 48 496 122 653 106 12
49 0,57095 0,69545 1,43792 0,82098 11 49 0,58519 0,72167 1,38568 0,81089 11
50 0,57119 0,69588 1,43703 0,82082 10 1 50 0,58543 0,72211 1,38484 0.81072 1 io
51 143 631 614 065 9 51 567 255 399 055 9
52 167 675 525 048 8 52 590 299 314 038 8
53 191 718 436 032 7 53 614 344 229 021 7
54 0,57215 0,69761 1,43347 0,82015 6 54 0,58637 0,72388 1,38145 0,81004 6
55 0,57238 0,69804 1,43258 0,81999 5 55 0,58661 0,72432 1,38060 0,80987 5
56 262 847 169 982 4 56 684 477 1,37976 970 4
57 286 891 1,43080 965 3 57 708 521 891 953 3
58 310 934 1,42992 949 2 58 731 565 807 936 2
59 334 0,69977 903 932 1 59 755 610 722 919 1
60 0,57358 0,70021 1,42815 0.81915 0 60 0,58779 0,72654 1,37638 0.80902 0
/ 1 cos 1 ctg tg sin 1 ' I cos ctg tg sin /
55
54
Продолжение табл. >
36е 37°
sin tg Ctg cos sin tg Ctg cos
0 0,58779 0,72654 1,37638 0,80902 60 0 0,60182 0,75355 1,32704 0,79864 60
1 802 699 554 885 59 1 205 401 624 846 59
2 826 743 470 867 58 2 228 447 544 829 58
3 849 788 386 850 57 3 251 492 464 811 57
4 0,58873 0,72832 1,37302 0,80833 56 4 0,60274 0,75538 1,32384 0,79793 56
5 0,58896 0,72877 137218 0,80816 55 5 0,60298 7,75584 1.32304 0,79776 55
6 920 921 134 799 54 6 321 629 224 758 54
7 943 0,72966 1,37050 782 53 7 344 675 144 741 53
8 967 0,73010 1,36967 765 52 8 367 721 1,32064 723 52
9 0,58990 0,73055 1,36883 0,80 748 51 9 0.60390 0,75767 1.31'984 0,79706 51
10 0,59014 0,73100 1,36800 0,80730 50 | 10 0,60414 | 0,75812 1,31904 0,79688 50
И 037 144 716 713 49 11 437 858 825 671 49
12 061 189 633 696 48 12 460 904 745 653 48
13 084 234 549 679 47 13 483 950 666 635 47
14 0,59108 0,73278 1,36466 0,80662 46 14 0,60506 0,75996 1,31586 0,79618 46
* 15 0,59131 0,73323 1,36383 0,80644 45 15 0,60529 0,76042 1,31507 0,79600 45
4 16 154 368 300 627 44 16 553 088 427 583 44
17 178 413 217 610 43 17 576 134 348 565 43
18 201 457 134 593 42 18 599 180 269 547 42
19 0,59225 0,73502 1,36051 0,80576 41 19 0,60622 0,76226 1,31190 0,79530 41
20 | 0,59248 0,73547 1,35968 0,80558 40 20 0,60645 0,76272 1,31110 | 0,79512 40
21 272 592 885 541 39 ' 21 668 318 1,31031 494 39
22 295 637 802 524 38 22 691 364 1,30952 477 38
23 318 681 719 507 37 23 714 410 873 459 37
24 0,59342 0,73726 1,35637 0,80489 36 24 0,60738 0,76456 1,30795 0,79441 36
25 0,59365 0,73771 1,35554 0,80472 35 25 0,60761 0,76502 1,30716 0,79424 35
26 389 816 472 455 34 26 784 548 637 406 34
27 412 861 389 438 33 27 807 594 558 388 33
28 436 906 307 420 32 28 830 640 480 371 32
co
GO
29 0,59459 0,73951 1,35224 0,80403 31 | 29 0,60853 0,76686 1,30401 | 0,79353 31
30 0.59482 0,73996 1,35142 0,80386 30 30 0,60876 0,76733 1,30323 0.79335 30
31 506 0,74041 1,35060 368 29 31 899 779 244 318 29
32 529 086 1,34078 ' 351 28 32 922 825 166 300 28
33 552 131 896 334 27 33 945 871 087 282 27
34 0,59576 0,74176 1,34814 0,80316 26 34 0,60968 0.76918 1,30009 0,79264 26
35 0,59599 0,74221 1,34732 0,80299 25 35 0.60991 0,76964 1,29931 0,79247 25
36 622 267 650 282 24 36 0,61015 0,77010 853 229 24
37 646 312 568 264 23 37 038 057 775 211 23
38 669 357 487 247 22 38 061 103 696 193 22
39 0,59693 0.74402 1.34405 0,80230 21 39 0.61084 0,77149 1,29618 0,79176 21
40 0,59716 0 74447 1,34323 0,80212 20 40 | 0.61107 0,77196 | 1.29541 0.79158 | 20
41 739 402 242 195 19 41 130 242 463 140 19
42 763 538 160 178 18 42 153 289 385 122 18
43 786 583 1.34079 160 17 43 176 335 307 105 17
44 0,59809 0,74628 1,33998 0,80143 16 44 0,61199 0,77382 1,29229 0,79087 16
45 0,59832 0,74674 1,33916 0,80125 15 45 0,61222 0,77428 1,29152 0,79069 15
46 856 719 835 108 14 46 245 475 1,29074 051 14
47 879 764 754 091 13 47 268 521 1,28997 033 13
48 902 810 673 073 12 48 291 568 919 0,79016 12
49 0.59326 0.74855 1.33592 0,80056 11 49 0,61314 0,77615 1,28842 0,78998 11
50 0.59949 0,74900 1,33511 0,80038 10 50 | 0,61337 0.77661 1,28764 0,78980 10
51 972 946 430 021 9 51 360 708 687 962 9
52 0.59995 0,74091 349 0.80003 8 52 383 754 610 944 8
53 0.60019 0,75037 268 0,79986 7 53 406 801 533 926 7
54 0,60042 0,75082 1.33187 0,79968 6 54 0.61429 0.77848 1.28456 0,78908 6
55 0,60065 0,75128 1,33107 0,79951 5 55 0,61451 0,77895 1,28379 0,78891 5
56 089 173 1,33026 934 4 56 474 941 302 873 4
57 112 219 1,32946 916 3 57 497 0,77988 225 855 3
58 135 264 865 899 2 58 520 0,78035 148 837 2
59 158 310 785 881 1 59 543 082 1.28071 819 1
60 0.60182 0.75355 1,32704 0,79864 0 60 0,61566 0,78129 1,27994 0,78801 0
I cos I Ctg 1 tg sin 1 • 1 1 ' cos ctg tg | sin /
S2°
53*
00 38° 39° Продолжение табл, t
sin tg Ctg cos sin tg ctg cos
0 0,61566 0,78129 1,27994 0,78801 60 0 0,62932 0,80978 1,23490 0,77715 60
1 589 175 917 783 59 1 955 0,81027 416 696 59
2 612 222 841 765 58 2 0,62977 075 343 678 58
3 635 269 764 747 57 3 0,63000 123 270 660 57
4 0,61658 0,78316 1,27688 0,78729 56 4 0,63022 0,81171 1,23196 0,77641 56
5 0,61681 0,78363 1,27611 0,78711 55 5 0,63045 0,81220 1,23123 0,77623 55
6 704 410 535 694 54 6 068 268 1,23050 605 54
7 726 457 458 676 53 7 090 316 1,22977 586 53
8 749 504 382 658 52 8 113 364 904 568 52
9 0,61772 0,78551 1,27306 0,78640 51 9 0,63135 0,81413 1,22831 0,77550 51
10 0,61795 0,78598 1,27230 0,78622 50 10 | | 0,63158 0,81461 1,22758 0,77531 50
11 818 645 153 604 49 11 180 510 685 513 49
12 841 692 077 586 48 12 203 558 612 494 48
13 864 739 1,27001 568 47 13 225 606 539 476 47
14 0.61887 0,78786 1,26925 0,78550 46 14 0,63248 0,81655 1,22467 0,77458 46
15 0,61909 0,78834 1,26849 0,78532 45 15 0,63271 0,81703 1,22394 0,77439 45
16 932 881 774 514 44 16 293 752 321 421 44
17 955 928 698 496 43 17 316 800 249 402 43
18 0,61978 0,78975 622 478 42 18 338 849 176 384 42
19 0,62001 0,79022 1,26546 0,78460 41 19 0,63361 0,81898 1,22104 0,77366 41
20 0,62024 0,79070 1,26471 0,78442 40 20 0,63383 0,81946 1,22031 0,77347 40
21 046 117 395 424 39 21 406 0,81995 1,21959 329 39
22 069 164 319 405 38 22 428 0,82044 886 310 38
23 092 212 244 387 37 23 451 092 814 292 37
24 0,62115 0,79259 1,26169 0,78369 36 24 0,63473 0,82141 1,21742 0,77273 36
25 0.62138 0,79306 1,26093 0,78351 35 25 0,63496 0,82190 1,21670 0,77255 35
26 160 354 1,26018 333 34 26 518 238 598 236 34
27 183 401 1,25943 315 33 27 540 287 526 218 33
28 206 449 867 297 32 28 563 336 454 199 32
29 0,62229 0,79496 1,25792 0,78279 31 29 0,63585 | 0,82385 1,21382 0,77181 1 31
30 0.62251 0,79544 1,25717 0.78261 30 30 0,63608 0,82434 1,21310 0,77162 30
31 274 591 642 243 29 31 630 483 238 144 29
32 297 639 567 225 28 32 653 531 166 125 28
33 320 686 492 206 27 33 675 580 094 107 27
34 0,62342 0,79734 1,25417 0,78188 26 34 0,63698 0,83629 1,21023 0,77088 26
35 0.62365 0,79781 1,25343 0,78170 25 35 0,63720 0,82678 1,20951 0,77070 25
36 388 829 268 152 24 36 742 727 879 051 24
37 411 877 193 134 23 37 765 776 808 033 23
38 433 924 118 116 22 38 787 825 736 0,77014 22
39 0,62456 0.79972 1,25044 0,78098 21 39 0,63810 0,82874 1,20665 0,76996 21
40 0,62479 0,80020 1,24969 0.78079 20 40 0,63832 0,82923 1,20593 0,76977 20
41 502 067 895 061 19 41 854 0,82972 522 959 19
42 524 115 820 043 18 42 877 0,83022 451 940 18
43 547 163 746 025 17 43 899 071 379 921 17
44 0,62570 0.80211 1,24672 0,78007 16 44 0,63922 0,83120 1,20308 0,76903 16
45 0,62592 0,80258 1,24597 0,77988 15 45 0,63944 0,83169 1,20237 0,76884 15
46 615 306 523 970 14 46 966 218 166 866 14
47 638 354 449 952 13 47 0,63989 268 095 847 13
48 660 402 375 934 12 48 0,64011 317 1,20024 828 12
49 0,62683 0,80450 1,24301 0,77916 11 49 0.64033 0,83366 1,19953 0,76810 11
50 0,62706 0,80498 1,24227 0,77897 10 50 0,64056 0,83415 1,19882 0,76791 10
51 728 546 153 879 9 51 078 465 811 772 9
52 751 594 079 861 8 52 100 514 740 754 8
53 774 642 1,24005 843 7 53 123 564 669 735 7
54 0,62796 0,80690 1,23931 0,77824 6 54 0,64145 0,83613 1,19599 0,76717 6
55 0,62819 0,80738 1,23858 0,77806 5 55 0,64167 0,83662 1,19528 0,76698 5
56 842 786 784 788 4 56 190 712 457 679 4
57 864 834 710 769 3 57 212 761 387 661 3
58 887 882 637 751 2 58 234 811 316 642 2
59 909 930 563 733 1 59 256 860 246 623 1
60 0,62932 0,80978 1,23490 0,77715 0 60 0,64279 0,83910 1,19175 0,76604 0
cos 1 ctg tfi | sin 1 ' cos 1 ctg I tg sin
51
50'
Продолжение табл. /
40'
41
сг>
sin tg ctg cos sin tg Ctg cos
0 0 64279 0,83910 1,19175 0,76504 60 0 0,65606 0,86929 1,15037 0,75471 60
1 301 0,83960 105 586 59 1 628 0,86980 0,14969 452 59
2 323 0.84009 1,19035 567 58 2 650 0,87031 902 433 58
3 346 059 1,18964 548 57 3 672 082 834 414 57
4 0.64368 0,84108 1,18894 0,76530 56 4 0,65694 0,87133 1,14767 0,75395 56
5 0,64390 0,84158 1,18824 0,76511 55 5 0,65716 0,87184 1,14699 0,75375 55
6 412 208 754 492 54 6 738 236 632 356 54
7 435 258 684 473 53 7 759 287 565 337 53
8 457 307 614 455 52 8 781 338 498 318 52
9 0,64479 0,84357 1,18544 0,76436 51 9 0,65803 0,87389 1,14430 0,75299 51
10 0,64501 0,84407 1,18474 0,76417 50 10 0,65825 0,87441 1,14363 | 0,75280 50
И 524 457 404 398 49 11 847 492 296 261 49
12 546 507 334 380 48 12 869 543 229 241 48
13 568 556 264 361 47 13 891 595 162 222 47
14 0,64590 0.84606 1,18194 0.76342 46 ' 14 0,65913 0,87646 1,14095 0,75203 46
15 0,64612 0,84656 1,18125 0,76323 45 15 0,65935 0,87698 1,14028 0,75184 45
16 635 706 1,18055 304 44 16 956 749 1,13961 165 44
17 657 756 1,17986 286 43 17 0,65978 801 894 146 43
18 679 806 916 267 42 18 0,66000 852 828 126 42
19 0,64701 0,84856 1,17846 0,76248 41 19 0,66022 0.87904 1,13761 0,75107 41
20 | | 0,64723 0.84906 1,17777 | | 0.76229 40 | 20 | 0,66044 0,87955 1,13694 0,75088 40
21 746 0,84956 708 210 39 21 066 0,88007 627 069 39
22 768 0,85006 638 192 38 22 088 059 561 050 38
23 790 057 569 173 37 23 109 110 494 030 37
24 0,64812 0,85107 1,17500 0,76154 36 24 0,66131 0,88162 1,13428 0,75011 36
25 0,64834 0,85157 1,17430 0,76135 35 25 0.66153 0,88214 1,13361 0,74992 35
26 856 207 361 116 34 26 175 265 295 973 34
27 878 257 292 097 33 27 197 317 228 953 33
28 901 308 223 078 32 28 218 369 162 934 32
317
29 0,64923 0,85358 I 1,17154 0,76059 31 29 0,66240 0.88421 1,13096 0,74915 31
30 0,64945 0,85408 1,17085 0,76041 30 30 0,66262 0.88473 1,13029 0,74896 30
31 967 458 1,17016 022 29 31 284 524 1.12963 876 29
32 0,64989 509 1,16947 0,76003 28 32 306 576 897 857 28
33 0,65011 559 878 0,75984 27 33 327 628 831 838 27
34 0,65033 0,85609 1,16809 0,75965 26 34 0,66349 0,88680 1,12765 0,74818 26,
35 0.65055 0,85660 1,16741 0,75946 25 35 0,66371 0,88732 1,12699 0,74799 25
36 077 710 672 927 24 36 393 784 633 780 24
37 100 761 603 908 23 37 414 836 567 760 23
38 122 811 535 889 22 38 436 888 501 741 22
39 0,65144 0,85862 1,16466 0.75870 21 39 0,66458 0,88940 1.12435 0,74722 21
40 0,65166 0.85912 1.16398 0,75851 20 40 0.66480 0,88992 1,12369 0,74703 20
41 188 0,85963 329 832 19 41 501 0,89045 303 683 19
42 210 0,86014 261 813 18 42 523 097 238 664 18
43 232 064 192 794 17 43 545 149 172 644 17
44 0,65254 0,86115 1,16124 0,75775 16 44 0,66566 0,89201 1,12106 0,74625 16
45 0,65276 0,86166 1,16056 0,75756 15 45 0,66588 0,89253 1,12041 0,74606 15
46 298 216 1,15987 738 14 46 610 306 1,11975 586 14
47 320 267 919 719 13 47 632 358 909 567 13
48 342 318 851 700 12 48 653 410 844 548 12
49 0,65364 0,86368 1,15783 0,75680 11 49 0,66675 0,89463 1,11778 0,74528 11
50 0,65386 0,86419 1,15715 0,75661 10 50 0,66697 0,89515 1,11713 | 0,74509 10
51 408 470 1,15647 642 9 51 718 567 648 489 9
52 430 521 579 623 8 52 740 620 582 470 8
53 452 572 511 604 7 53 762 672 517 451 7
54 0,65474 0,86623 1,15443 0,75585 6 54 0,66783 0,89725 1,11452 0,74431 6
55 0,65496 0,86674 1,15375 0,75566 5 55 0,66805 0,89777 1,11387 0,74412 5
56 518 725 308 547 4 56 827 830 321 392 4
57 540 776 240 528 3 57 848 883 256 373 3
58 562 827 172 509 2 58 870 935 191 353 2
59 584 878 104 490 1 59 891 0.89988 126 334 1
60 0,65606 0,86929 1,15037 0,75471 0 60 0,66913 0.90040 1,11061 0,74314 0
/ 1 cos ctg 1 tg sin | ' 1 / cos I ctg | tg 1 sin |
49'
48'
318
. 11 родоЛжёниё табл. 1
424 43е
sin tg ctg cos sin tg Ctg cos
0 0,66913 0,90040 1,11061 0.74314 60 0 0,68200 0.93252 1,07237 0,73135 60
1 935 093 1,10996 295 59 1 221 306 174 116 59
2 956 146 931 276 58 2 242 360 112 096 58
3 978 199 867 256 57 3 264 415 1,07049 076 57
4 0.66999 0,90251 1,10802 0,74237 56 4 0,68285 0,93469 1,06987 0,73056 56
5 0,67021 0,90304 1,10737 0,74217 55 5 0,68306 0,93524 1,06925 0,73036 55
6 043 357 672 198 54 6 327 578 862 0,73016 54
7 064 410 607 178 53 7 349 633 800 0,72996 53
8 086 463 543 159 52 8 370 688 738 976 52
9 0,67107 0,90516 1,10478 0,74139 51 9 0,68391 0,93742 1.06676 0,72957 51
10 0,67129 0,90569 1,10414 0,74120 50 10 0,68412 0,93792 1,06613 0,72937 50
11 151 621 349 100 49 И 434 857 551 917 49
12 172 674 285 080 48 12 455 906 489 897 48
13 194 727 220 061 47 13 476 0,93961 427 877 47
14 0,67215 0,90781 1,10156 0,74041 46 14 0,68497 0,94016 1,06365 0,72857 46
15 0,67237 0,90834 1,10091 0,74022 45 15 0,68518 0,94071 1,06303 0.72837 45
16 258 887 1,10027 0,74002 44 16 539 125 241 817 44
17 280 940 1,09963 0,73983 43 17 561 180 179 797 43
18 301 0,90993 899 963 42 18 582 235 117 777 42
19 0.67323 0,91046 1,09834 0.73944 41 19 0,68603 0,94290 1,06056 0,72757 41
,20 | 0,67344 ( 0,91099 1.09770 0,73924 40 20 0,68624 0,94345 1,05994 | 0,72737 40
21 366 153 706 904 39 21 645 400 932 717 39'
22 387 206 642 885 38 22 666 455 870 697 38
23 409 259 578 865 37 23 688 510 809 677 37
24 0,67430 0,91313 1,09514 0.73846 36 24 0,68709 0,94565 1,05747 0.72657 36
25 0.67452 0,91366 1,09450 0,73826 35 25 0,68730 0,94620 1,05685 0,72637 35
26 473 419 386 806 34 26 751 676 624 617 34
27 495 473 322 787 33 27 772 731 562 597 33
28 516 526 258 767 32 28 793 786 501 577 32
319
29 0,67538 0.91580 1,09195 0,73747 31 29 0,68814 0,94841 1,05439 | 0.72557 31
30 0,67559 0,91633 1.09131 0,73728 30 30 0,68835 0,94896 1.05378 0,72537 30
31 580 687 067 708 29 31 857 0,94952 317 517 29
32 602 740 1,09003 688 28 32 878 0,95007 255 497 28
33 627 794 1.08940 669 27 33 899 062 194 477 27
34 0,67645 0,91847 1,08876 0,73649 26 34 0,68920 0,95118 1,05133 0,72457 _26
35 0.67666 0,91901 1,08813 0.73629 25 35 0.68941 0,95173 1,05072 0.72437 25
36 688 0.91955 749 610 24 36 962 229 1,05010 417 24
37 709 0,92008 686 590 23 37 0,68983 284 b04949 397 23
38 730 062 622 570 22 38 0,69004 340 888 377 22
39 0,67752 0,92116 1.08559 0,73551 21 39 0,69025 0,95395 1,04827 0,72357 21
40 0,67773 0.92170 1.08496 0,73531 20 40 0.69046 0,95451 1.04766 0,72337 20
41 795 224 432 511 19 41 067 506 705 317 19
42 816 277 369 491 18 42 088 562 644 297 18
43 837 331 306 472 17 43 109 618 583 277 17
44 0.67859 0,92385 1,08243 0,73452 16 44 0,69130 0,95673 1,04522 0,72257 16
45 0,67880 0,92439 1,08179 0,73432 15 45 0.69151 0,95729 1.04461 0,72236 15
46 901 493 116 413 14 46 172 785 401 216 14
47 923 547 1,08053 393 13 47 193 841 340 196 13
48 944 601 1,07990 373 12 48 214 897 279 176 12
49 0.67965 0.92655 1,07927 0,73353 11 49 0,69235 0,95952 1,04218 0,72156 11
50 0,67987 0,92709 1,07864 0.73333 1 10 50 0,69256 0,96008 1,04158 0,72136 1 to
51 0.68008 763 801 314 9 51 277 064 097 116 9
52 029 817 738 294 8 52 298 120 1,04036 095 8
53 051 872 676 274 7 53 319 176 1,03976 075 7
54 0,68072 0.92926 1,07613 0,73254 6 54 0,69340 0,96232 1,03915 0.72055 6
55 0.68093 0,92980 1.07550 0,73234 5 55 0,69361 0,96288 1.03855 0,72035 5
56 115 0,93034 487 215 4 56 382 344 794 0,72015 4
57 136 088 425 195 3 57 403 400 734 0.71995 3
58 157 143 362 175 2 58 424 457 674 974 2
59 179 197 299 155 1 59 445 513 613 954 1
60 0,68200 0.93252 1,07237 0,73135 0 60 0,69466 0,96569 1,03553 0.71934 0
/ COS I Ctg 1 tg 1 sin | 1 COS I Ctg 1 tg | sin
47’
46'
Продолжение табл. 1
44'
sin
0 0,69466
1 487
2 508
3 529
4 0,69549
5 0,69570
6 591
7 612
8 633
9 0.69654
10 0.69675
И 696
12 717
13 723
14 0.69758
15 0.69779
16 800
17 821
18 842
19 0,69862
20 0,69883
21 904
22 925
23 946
24 0,69966
25 0.69987
26 0,70008
27 029
28 049
tg ctg cos Перевод угловых минут и секунд в доли градуса
Минуты Г радусы Секунды Г радусы
0.96569 1,03553 0,71934 60 — —
625 493 914 59 1' 0.016666 1" 0.000278
681 433 894 58 2 0,033333 2 0,000556
7l8 372 873 57 3 0,050000 3 0,000833
0,96794 1,03312 0,71853 56 4 0.066666 4 0,001111
0,96850 1,03252 0,71833 55 5 0,083333 5 0,001389
907 192 813 54 6 0,100000 6 0,001667
0,96963 132 792 53 7 0,116666 7 0.001944
0,97020 072 772 52 8 0,133333 8 0.002222
0,97076 1.03012 0,71752 51 9 0,150000 9 0,002500
0,97133 1 02952 0.71732 | 50 10 0.166666 10 •0,002778
189 892 711 49 11 0,183333 11 0,003056
246 832 691 48 12 0,200000 12 0,003333
302 772 671 47 13 0,216666 13 0,003611
0,97359 1,02713 0,71650 46 14 0,233333 14 0,003889
0,97416 1,02653 0,71630 45 15 0.250000 15 0,004167
472 593 610 44 16 0,266666 16 0.004444
529 533 590 43 17 0.283333 17 0,004722
586 474 569 42 18 0,300000 18 0,005000
0,97643 1,02414 0,71549 41 19 0,316666 19 0,005278
0,97700 1,02355 0,71529 40 20 0,333333 20 0,005556
756 295 508 39 21 0,350000 21 0,005833
813 236 488 38 22 0.366666 22 0,006111
870 176 468 37 23 0,383333 23 0,006389
0,97927 1,02117 0,71447 36 24 0,400000 24 0,006667
0,97984 1,02057 0.71427 35 25 0,416666 25 0,006914
0,98041 1,01998 407 34 26 0,433333 26 0,007222
098 939 386 33 27 0,450000 27 0,007500
155 879 366 32 28 0.466666 28 0,007778
21 Загрецкий и Харченко
29 0,70070 0,98213 1,01820 0,71345 31 29 0,483333 29 0,008056
30 0,70091 0.98270 1,01761 0,71325 30 30 0,500000 30 0,008333
31 112 327 702 305 29 31 0,516666 31 0,008611
32 132 384 642 284 28 32 0,533333 32 0.008889
33 153 441 583 264 27 33 0.550000 33 0,009167
34 0,70174 0,98499 1,01524 0,71243 26 34 0.566666 34 0,009444
35 0,70195 0,98556 1,01465 0,71223 25 35 0,583333 35 0,009722
36 215 613 406 203 24 36 0,600000 36 0,010000
37 236 671 347 182 23 37 0,616666 37 0.010278
38 257 728 288 162 22 38 0,633333 38 0,010556
39 0,70277 0,98786 1,01229 0.71141 21 39 0.650000 39 0,010833
40 0,70298 0,98843 1,01170 0,71121 20 40 0,666666 40 0,011111
41 319 901 112 100 19 41 0,683333 41 0,011389
42 339 0,98958 1,01053 080 18 42 0,683333 42 0,011667
43 360 0,99016 1,00994 059 17 43 0,716666 43 0,011944
44 0,70381 0,99073 1,00935 0,71039 16 44 0.733333 44 0,012222
45 0,70401 0,99131 1.00876 0,71019 15 45 0 750000 45 0,012500
46 422 189 818 0,70998 14 46 0,766666 46 0,012778
47 443 247 759 978 13 47 0,783333 47 0,013056
48 463 304 701 957 12 48 0.800000 48 0,013333
49 0,70484 0,99362 1,00642 0,70937 11 49 0,816666 49 0,013611
50 0,70505 0,99420 1,00583 0,70916 10 50 0.833333 50 0.013889
51 525 478 525 896 9 51 0,850000 51 0,014167
52 546 536 467 875 8 52 0,866666 52 0,014444
53 567 594 408 855 7 53 0,883333 53 0,014722
54 0,70587 0,99652 1,00350 0,70834 6 54 0,900000 54 0,015000
55 0.70608 0,99710 1,00291 0,70813 5 55 0,916666 55 0,015278
56 628 768 233 793 4 56 0,933333 56 0,015556
57 649 826 175 772 3 57 0,950000 57 0,015833
• 58 670 884 116 752 2 58 0.966666 58 0,016111
59 690 0 99942 058 731 1 59 0,983333 59 0,016389
60 0,70711 1,00000 1,00000 0,70711 0 60' 1,0X000 60" 0,016667
/ cos ctg tg sin 1 — — — —
45'
ЛИТЕРАТУРА
Белецкий Е. А. и Харченко К. С., Оптические профилешлифовальные станки, Машгиз, 1951.
Белецкий Е. А. иХарченко К. С., Современные методы механизации лекального производства, Машгиз, 1939.
Загрецкий П. П., Слесарь-лекалыцик, Машгиз, 1947.
Загрецкий П. П., Токарь-лекальщик, Машгиз, 1948.
Загрецкий П. П. и Харченко К. С., Слесарь-лекальщик, Машгиз, 1955.
Малкин Б. М., Механизация при шлифовании фасонных деталей, Машгиз,
1954.
Розин А. И., Слесарь-лекалыцик, Машгиз, 1953.
Синусное приспособление для доводки шаблонов конструкции слесаря-лекальщика К. С. Харченко, ЛДНТП, 1954.
Соболев Н. П., Слесарь-лекальщик, Трудрезервиздат, 1949.
Справочник инструментальщика, т. II, Машгиз, 1949.
Фомин С. П. и Вер ж бинская И. И., Опыт слесаря-лекальщика П. Карташева, Лениздат, 1954.
Франтишек Гамр, Шлифование фасонных деталей, Профиздат, 1956.
Харченко К. С., Синусная делительная головка с невращающимся центром, Филиал Всесоюзного института научно-технической информации АН СССР, сб. 7, 1958.
Честнов А. Л., Технология изготовления измерительных инструментов и приборов, Машгиз, 1952.
Ш е г а л М. Я., Доводка измерительных инструментов, Машгиз, 1947.
ОГЛАВЛЕНИЕ
Введение 3
Глава I. Общие сведения . 7
§. 1 . Точность обработки и ошибки измерения. —
§ 2. Сведения о допусках и посадках . 9
§3. Чистота поверхности. 16
§ 4. Проверочные инструменты... 22
§ 5. Исполнительные размеры на калибры . 25
Глава II. Измерительные инструменты и приборы для лекальных работ 35
§ 6. Требования к измерительным инструментам и приборам . —
§ 7. Методы измерения. . 36
§ 8. Штангенинструменты 37
§9. Микрометрические инструменты. 41
§ 10. Рычажно-измерительные инструменты ... 45
§11. Плоскопараллельные концевые меры длины (измерительные плитки) . . 49
§ 12. Угломерный инструмент . . 54
§ 13. Оптические измерительные приборы . 58
§ 14. Плоские стеклянные пластины. 66
Глава III. Рабочие инструменты и приспособления слесаря-ле-
кальщика 68
§ 15. Набор ходового инструмента . —
§ 16. Абразивные инструменты.................... . 69
§ 17. Вспомогательные приспособления и инструменты 73
Глава IV. Основные операции лекального производства . 83
§ 18. Правка и рихтовка . 84
§ 19. Разметка . . 85
§ 20. Термическая обработка. 89
§ 21. Шлифование 94
§ 22. Доводка . 103
§ 23. Маркирование.................................... 107
§ 24. Химико-термическая обработка лекальных изделий . 109
Глава V. Ручные приемы обработки плоских проверочных инструментов . 112
§ 25. Изготовление проверочного инструмента для контроля диаметров и длин. . ............ —
§ 26. Изготовление инструмента для контроля формы с прямолинейным очертанием профиля. .................... 126
§ 27. Изготовление инструмента с криволинейным очертанием профиля . *136
21
323
Глава VI. Станки, применяемые для механизации лекального производства 158
§ 28. Плоскошлифовальные станки 159
§ 29. Оптические профилешлифовальные станки . 163
§ 30. Координатно-расточные станки 166
Глава VII. Методы механизации лекального производства. 168
§ 31. Метод, применяемый при плоском шлифовании —
§ 32. Метод копирования профиля режущего инструмента . 181
§ 33. Метод управления подачами станка . 198
§ 34. Метод геометрического построения . 203
§ 35. Шлифование по копиру . 230
Глава VIII. Изготовление комплексных калибров и контрольно-проверочных приспособлений . 232
§ 36. Изготовление комплексных калибров . —
§ 37 Изготовление сборных контрольно-проверочных инструментов и приспособлений . 242
Глава IX. Ремонт универсального измерительного инструмента. 249
§ 38. Ремонт штангенинструментов 250
§ 39. Ремонт микрометрических инструментов. 251
§ 40. Ремонт индикаторных инструментов . 252
§41. Ремонт измерительных плиток. 253
Глава X. Организация рабочего места и техника безопасности . 255
§ 42. Организация рабочего места —
§ 43. Техника безопасности 256
Приложение 1. Допуски на калибры................................. 258
Приложение 2. Основные геометрические построения элементов профиля 263
Приложение 3. Некоторые сведения из математики . • . 270
Приложение 4. Сверление под нарезание резьбы. Резьба метрическая 274
Приложение 5. Пятизначные таблицы тригонометрических функций . 276
Литература 322
Chipmaker.ru
П. П. ЗАГРЕЦКИЙ и К. С. ХАРЧЕНКО
СЛЕСАРЬ-ЛЕКАЛЬЩИК
Редактор издательства Т. Л. Лейкина
Технический редактор Л. В. Щетинина
Корректор Э. А. Мирошниченко
Подписано к печати Печ. листов 20,2d.
11/11 19ои г. М-22080.
Уч.-изд листов 20,1.
(второй завод 15 001—40 000 экз.).
Заказ 326.
Формат oUxJ^1/ie-Тираж 40 000 экз.
Типография о у ПН Ленсовнархоза. Ленинград, ул. Моисеенко, 10. Отпечатано с матриц в типографии Гостоптехиздата .Красный Печатник-. Ленинград, Московский проспект, 91.