/























































































































































































































































































































































































Текст
МА.СЕРГЕЕВ
М. А. СЕРГЕЕВ
СПРАВОЧНИК СЛЕСАРЯ
Издание второе, исправленное и дополненное
Под общей редакцией,
В. А. БЛЮМБЕРГА
MirKnig.Com
ЛЕНИЗДАТ
1965
Справочник слесаря содержит все основные сведения по слесарной
обработке деталей машин и приборов.
Материалы справочника даны в виде таблиц с иллюстрациями,
указывающими наиболее рациональные методы и приемы слесарной
обработки.
Справочник предназначен для мастеров, бригадиров и слесарей
механосборочных цехов. Он может быть полезен слесарям инструмент
тальных и ремонтных цехов, а также инженерно-техническим работникам —
технологам, нормировщикам и др.
Справочник может быть использован при подготовке слесарей
в системе заводского обучения.
О Г Л А В Л Е НИЕ
Предисловие .............................................................. 7
Раздел первый
Общие сведения и справочные данные
1. Латинский алфавит и греческие буквы............................... 9
2. Основные единицы измерений........................................ 9
3. Метрические и дюймовые меры...................................... 10
4. Основные математические обозначения.............................. 13
5. Вычисление квадратов чисел, квадратных корней, длин окружностей и площа-
дей кругов........................................................ 13
6. Превращение дробей....................................... ......... 14
7. Вычисление площадей и отдельных элементов плоских фигур..... 16
8. Вычисление поверхностей и объемов различных геометрических тел .... >8
9. Углы (основные определения и зависимости)........................ 21
10. Определение длины дуги, стрелки, длины хорды и площади сегмента ... 22
И. Тригонометрические функции (определения, значения и применение). . . . 25
12. Решение треугольников........................................... 32
13. Деление окружности на п частей................................. 34
Раздел второй
Материалы и их свойства
1. Вес (масса) материалов................................................ 35
2. Основные механические свойства металлов и способы их определения . . . 39
3. Определение твердости металлов........................................ 41
4. Стали................................ ............................. 44
5. Твердые сплавы........................................................ 49
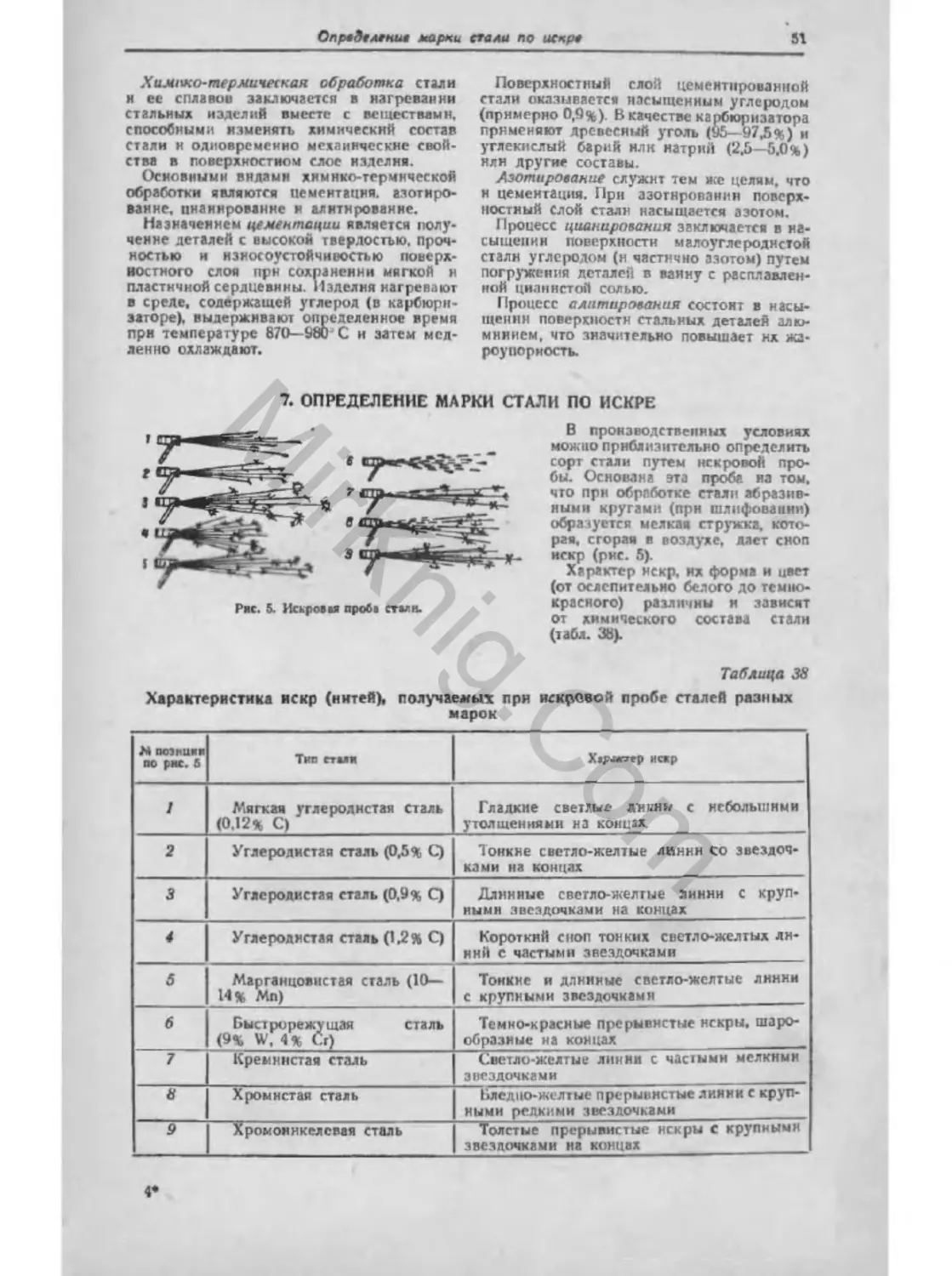
б. Термическая и химико-термическая обработка стали...................... 50
7. Определение марки стали по искре...................................... 51
8. Чугуны................................................................ 52
9. Сплавы мели........................................................... 53
10. Коэффициенты линейного расширения металлов и сплавов................. 54
Раздел третий
Допуски и посадки. Шероховатость поверхности
1. Основные понятия о допусках и отклонениях............................ .55
2. Основные понятия о зазорах и натягах ................................. 55
3. Системы допусков и классы точности.................................... 56
4. Виды посадок и их применение.......................................... 57
5. Шероховатость поверхности............................................. 81
Раздел четвертый
Условные обозначения на чертежах
1. Обозначения допусков на чертежах..............................,. . . 82
2. Обозначения шероховатости поверхности и надписи, определяющие отделку
и термическую обработку.............................................. 82
3. Обозначения предельных отклонений формы и расположения поверхностен . 83
4. Условные обозначения на чертежах элементов деталей машин.............. 83
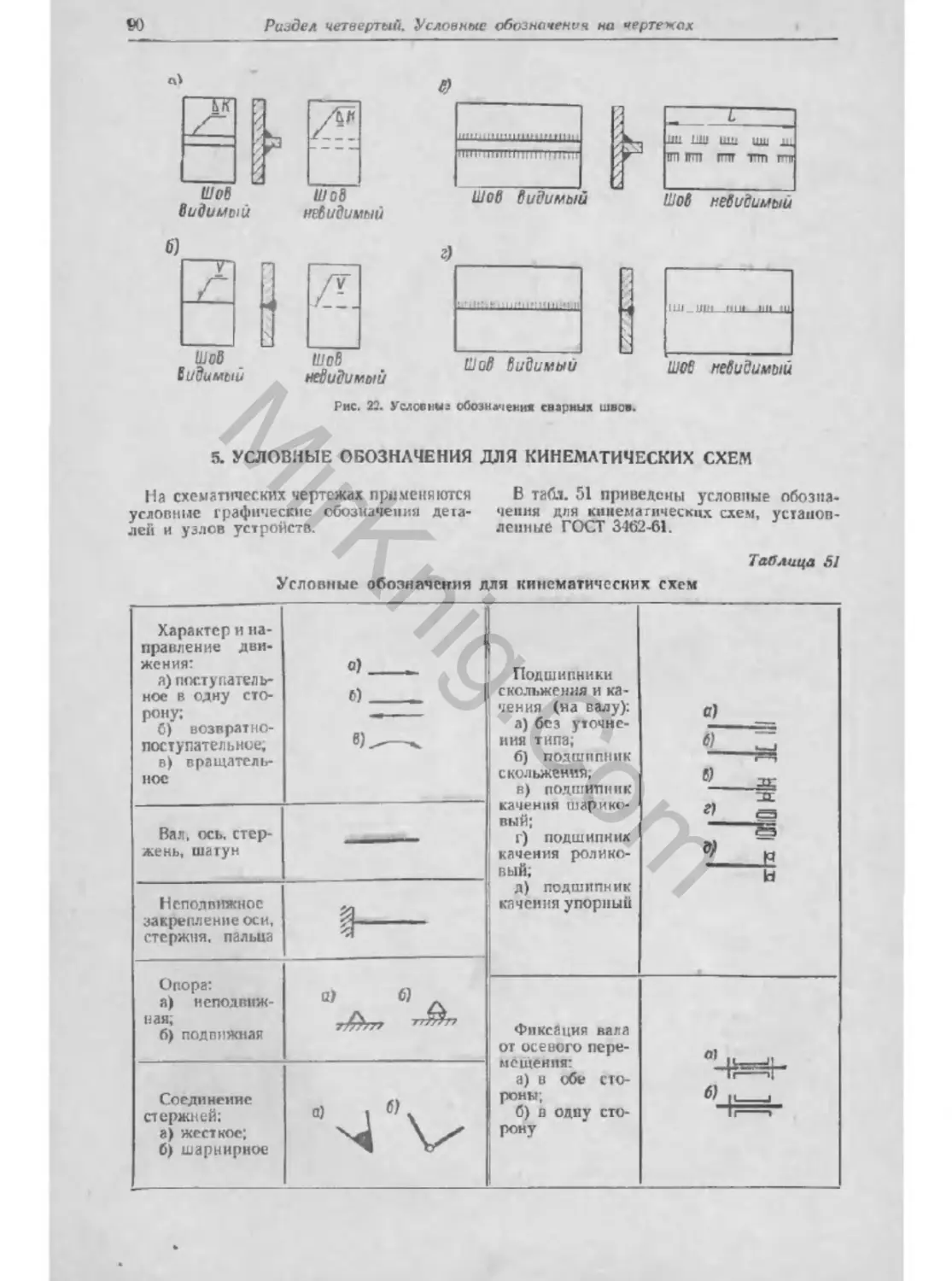
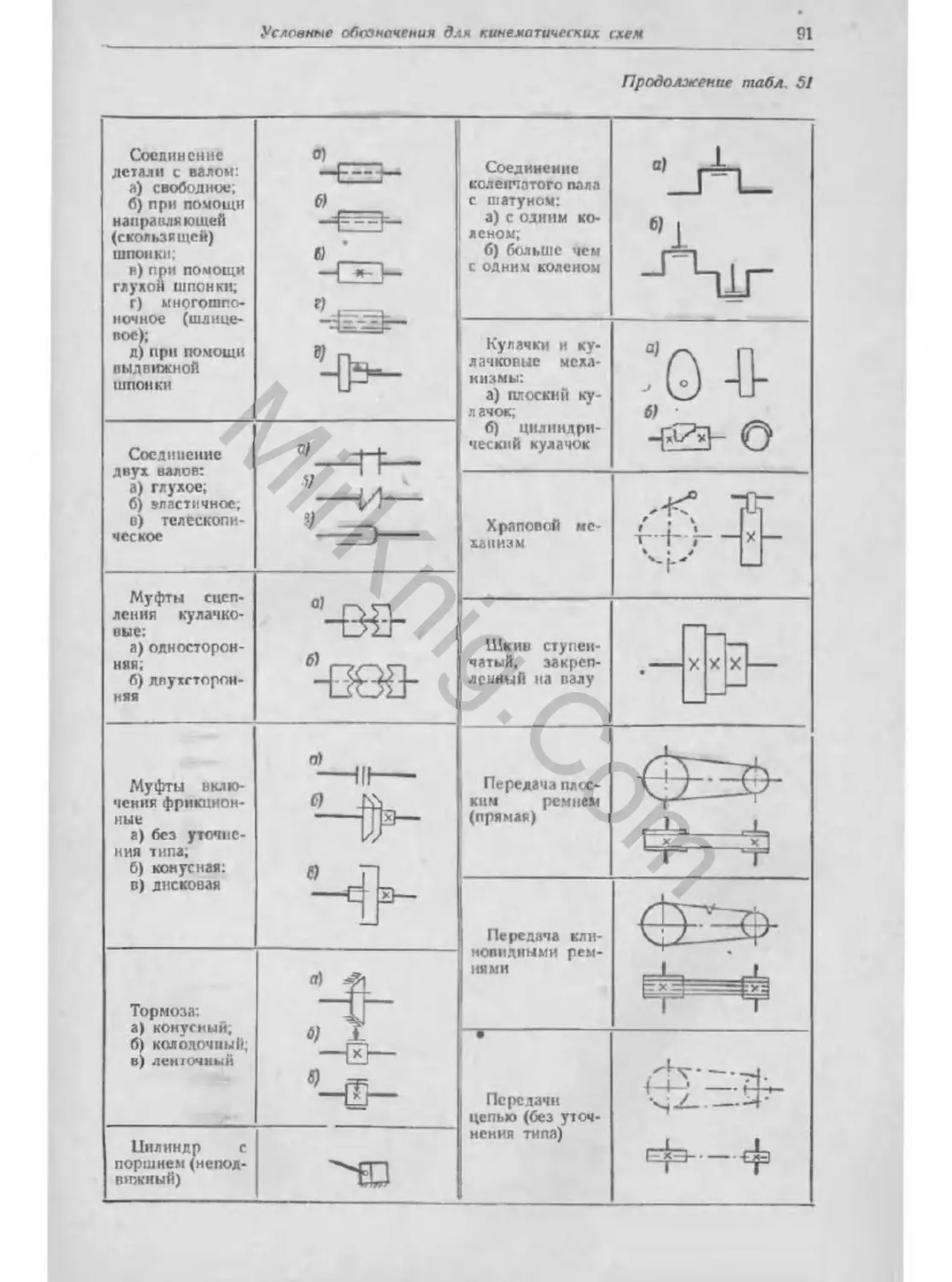
5. Условные обозначения для кинематических схем.......................... 90
4
Оглавление
Раздел пятый
Рабочее место слесаря и его оснащение
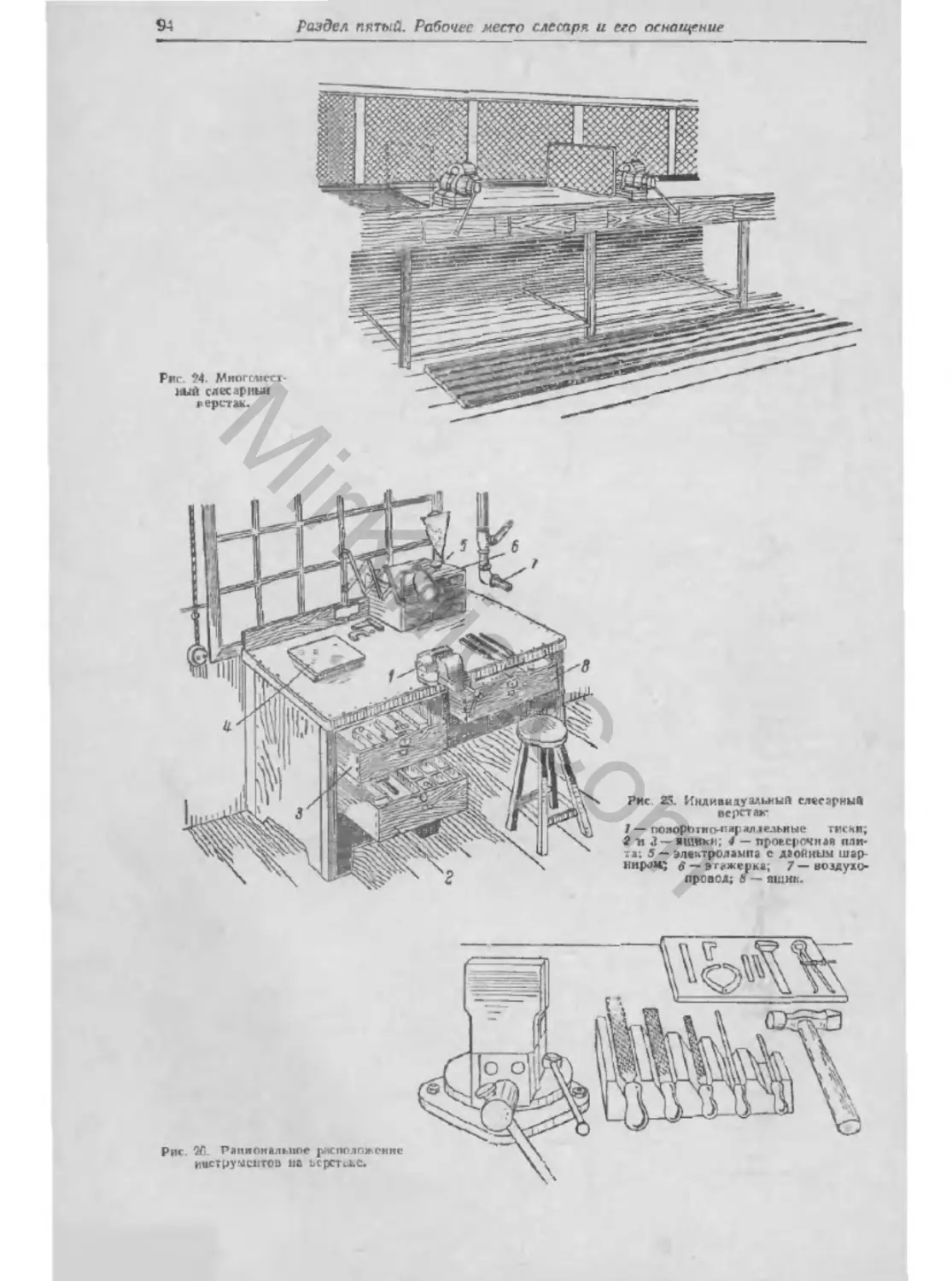
1. Организация рабочего места слесаря............................ ... 93
2. Тиски и струбцины................................................. 95
3. Рабочий инструмент слесаря............................................99
Раздел шестой
Контрольно-измерительные инструменты и их применение
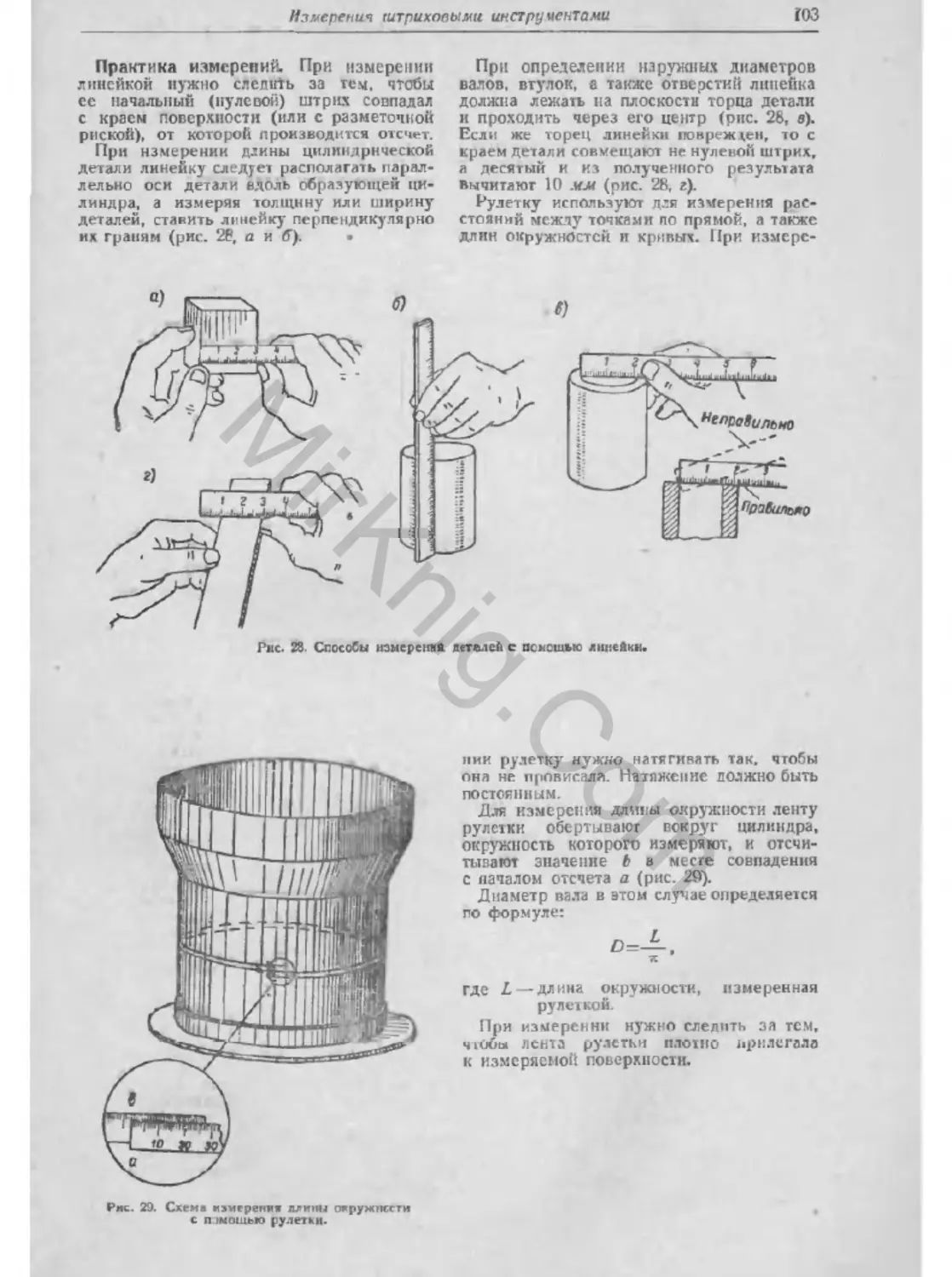
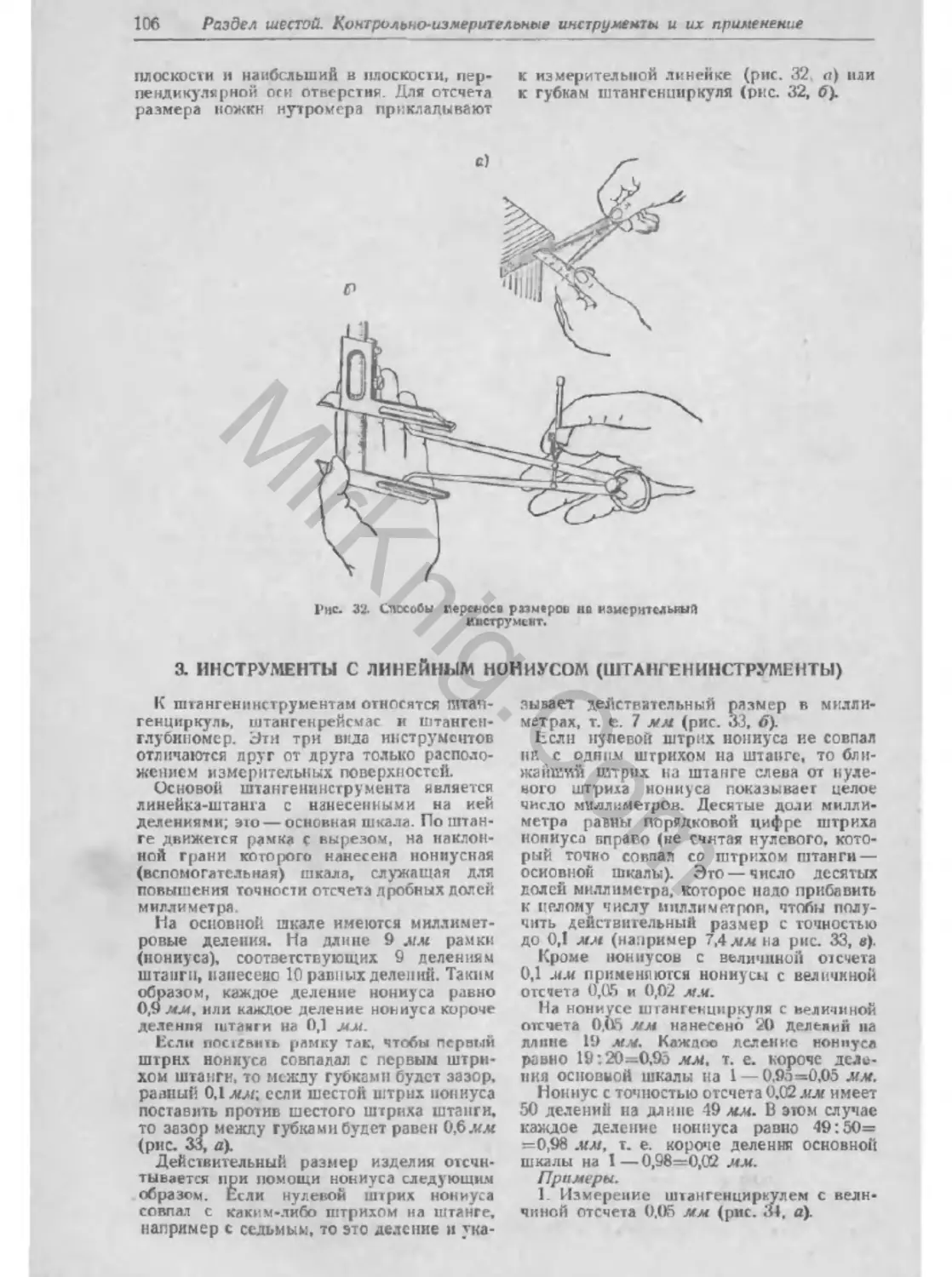
1. Измерения штриховыми инструментами................................
2. Измерения кронциркулями и нутромерами...........................
3. Инструменты с линейным нониусом (штангенинструмеиты)..............
4 Микрометрические инструменты......................................
5. Плоскопараллельные концевые меры длины ...........................
6. Универсальные инструменты для измерения углов.....................
7. Рычажно-мехапическиё приборы................ .....................
8. Универсальные инструменты для измерения резьбы....................
9. Проверка плоскостности и прямолинейности..........................
10. Калибры............................................................
11. Щупы...............................................................
Раздел седьмой
Разметка
1. Разметочные плиты, приспособления и инструменты...................
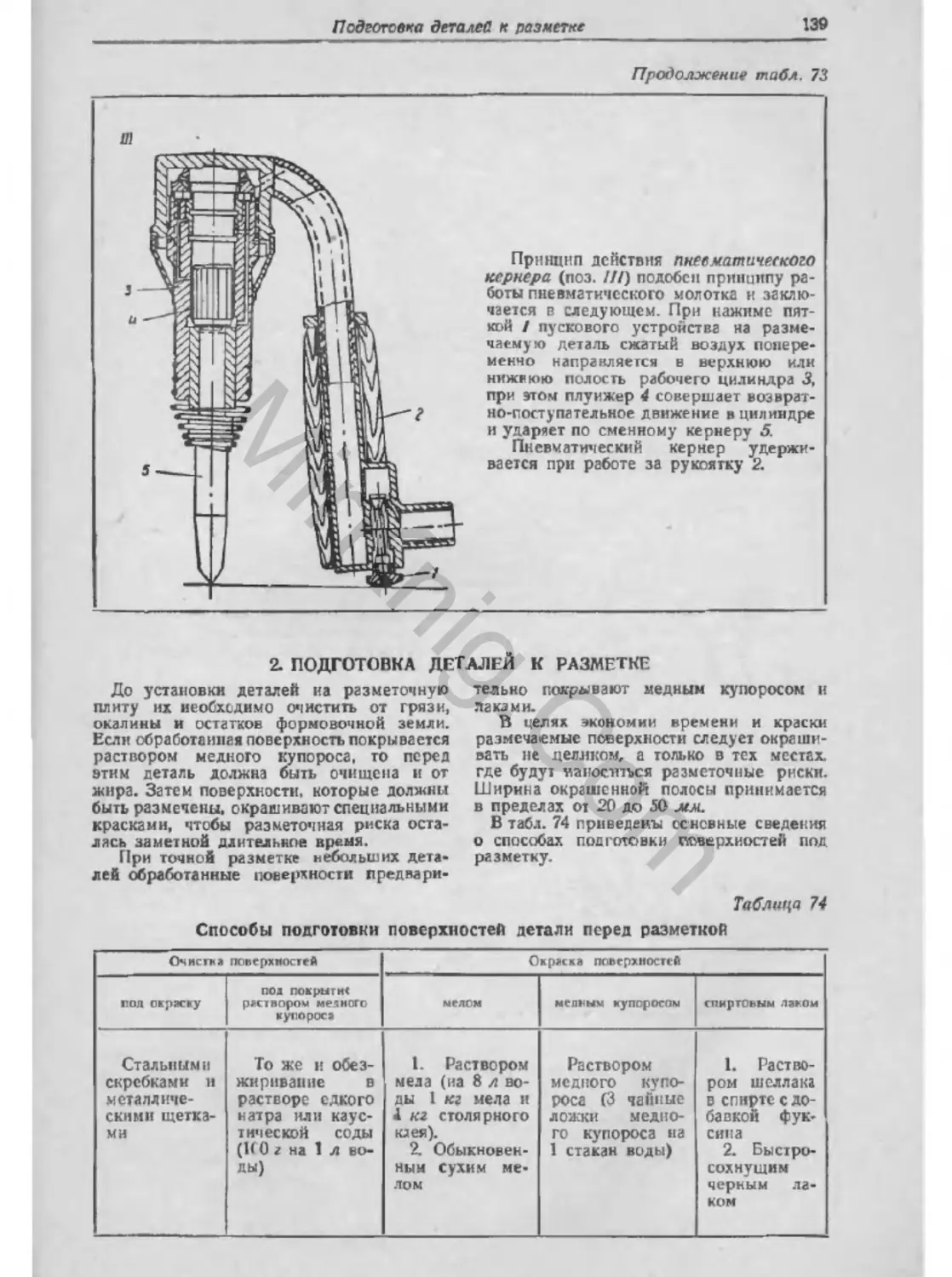
2. Подготовка детале"
3. Основные приемы
4. Основные приемы
5. Способы отыскания центров цилиндрических деталей .................
6. Способы построений углов..........................................
7. Разметка различных сопряжений при помощи геометрических построений . .
8. Деление отрезков прямых линий на равные части.....................
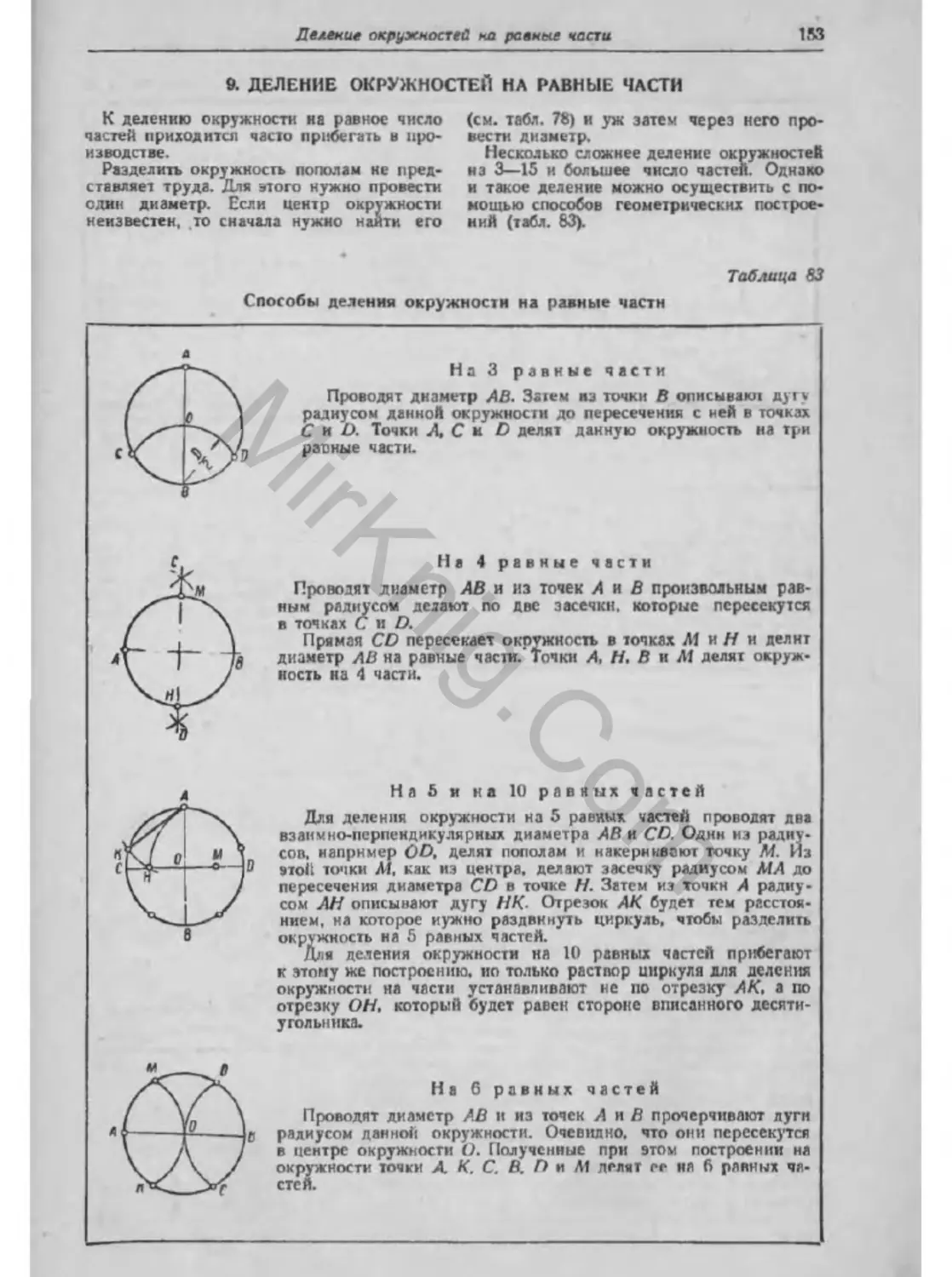
9. Деление окружностей на равные части...............................
10. Построение разверток простейших тел................................
11. Примеры выполнения разметочных работ...............................
। к
на/
кеонении
егке...............
ия разметочных рисок
102
104
106
111
115
117
120
124
124
126
129
130
139
140
145
145
147
149
151
153
155
157
Раздел восьмой
Резка и вырезка
1. Инструмент и оборудование для резки металла вручную................
2. Основные приемы резки ручной ножовкой . ,..........................
3. Основные приемы резки ручными ножницами............................
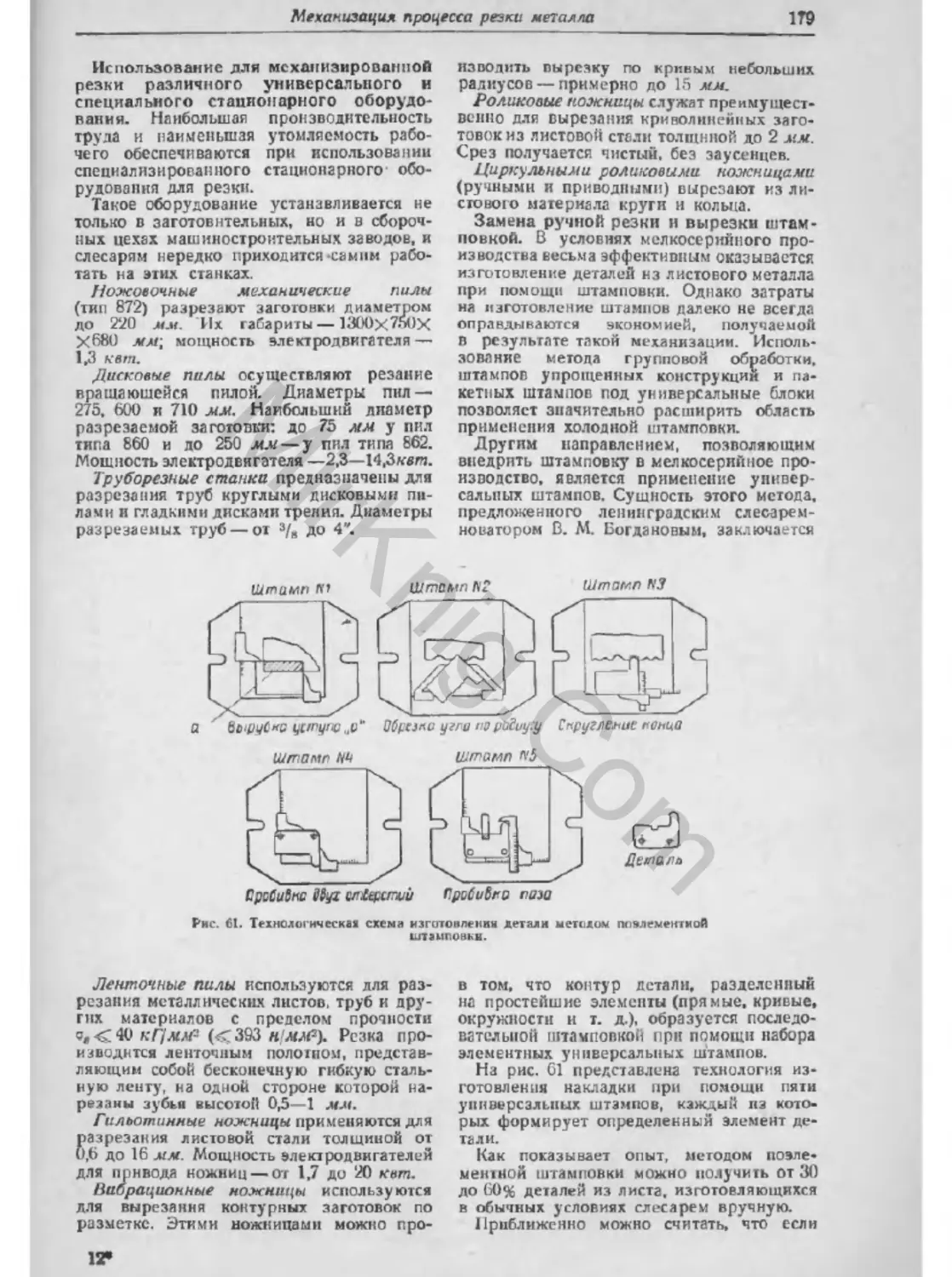
4. Механизация процесса резки металла ................................
5. Инструменты и приспособления для вырезания прокладок из листового мате-
риала ...........................................................
6. Нормы времени на разрезание материала ручной ножовкой . ..........
Раздел девятый
Рубка металла
1. Зубила и крейцмейсели ............................................
2. Заточка инструмента для рубки.....................................
3 Основные приемы рубки.............................................
4 Механизация процесса рубки........................................
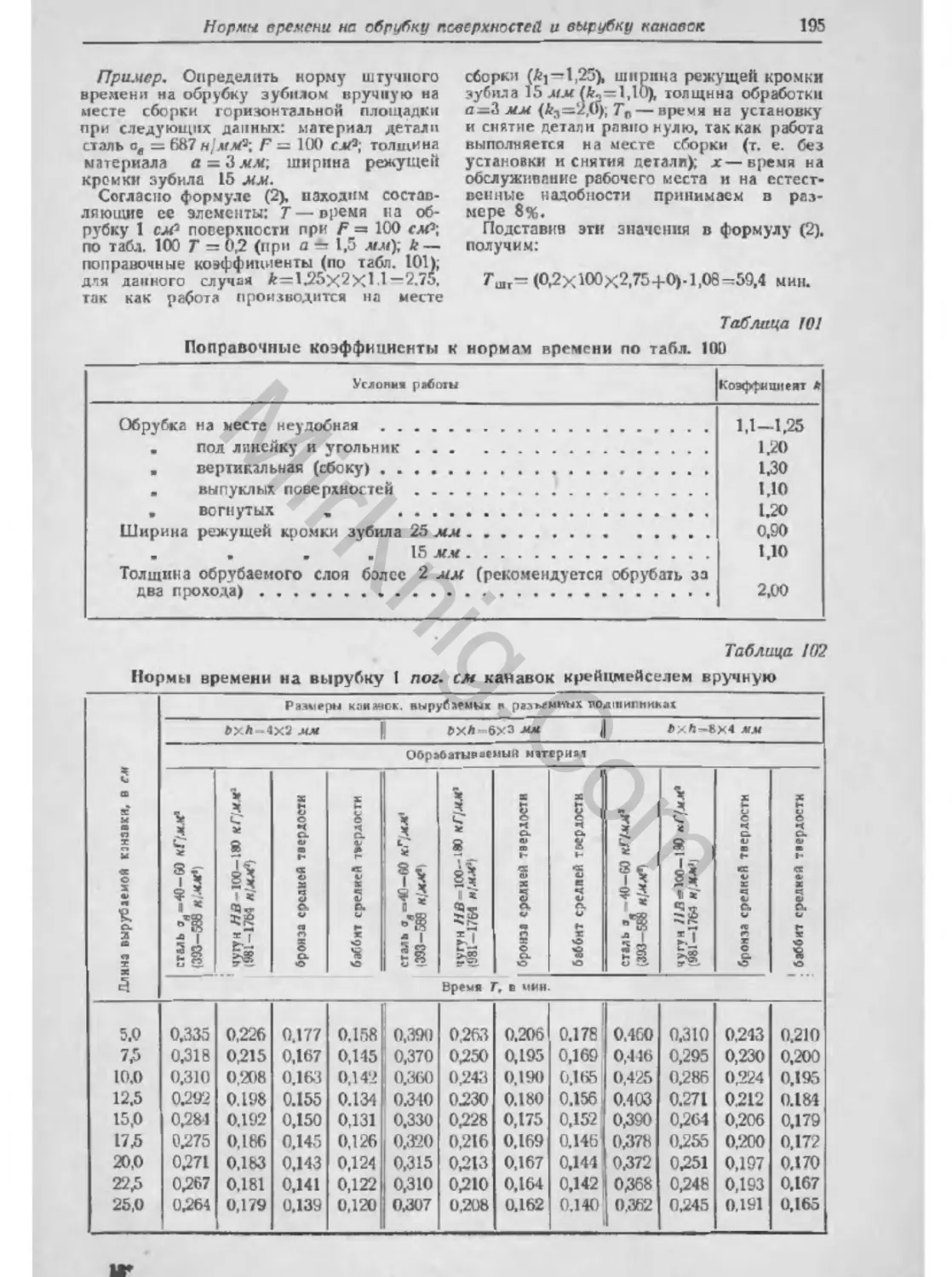
5. Нормы времени на обрубку поверхностей зубилом и вырубку канавок крейц-
мейселем ........................................ ...................
160
16.5
167
168
180
182
185
186
187
192
193
Раздел десятый.
Правка металла
1. Основные приемы правки металла вручную.......................197
2. Механизация правки металла................................. 201
Раздел одиннадцатый
Гибка металла
1. Основные сведения о процессе гибки металла...................206
2. Расчет размеров заготовок для деталей, изготовляемых гибкой..207
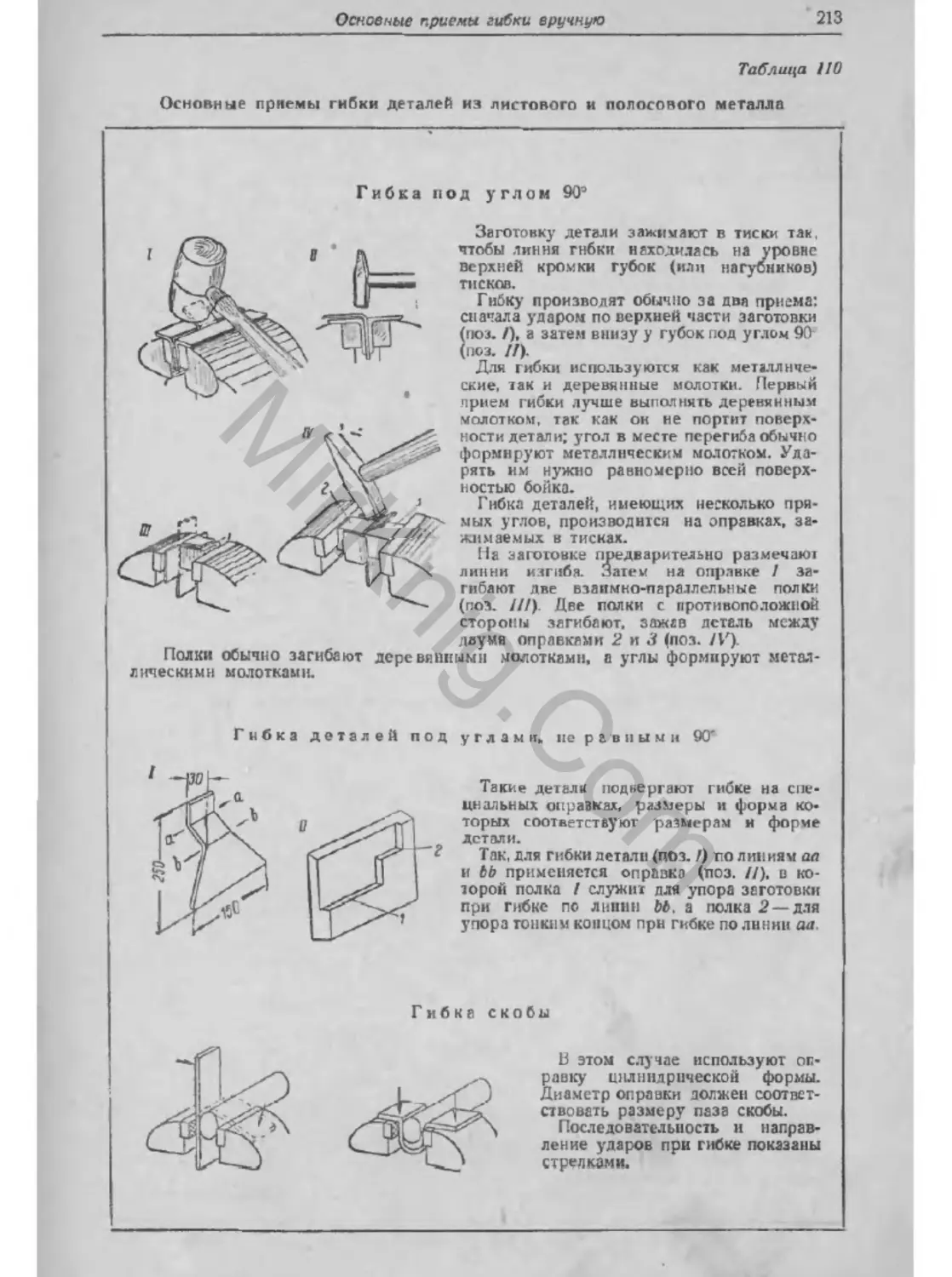
3. Основные приемы гибки вручную.............................* . 212
Оглавление
5
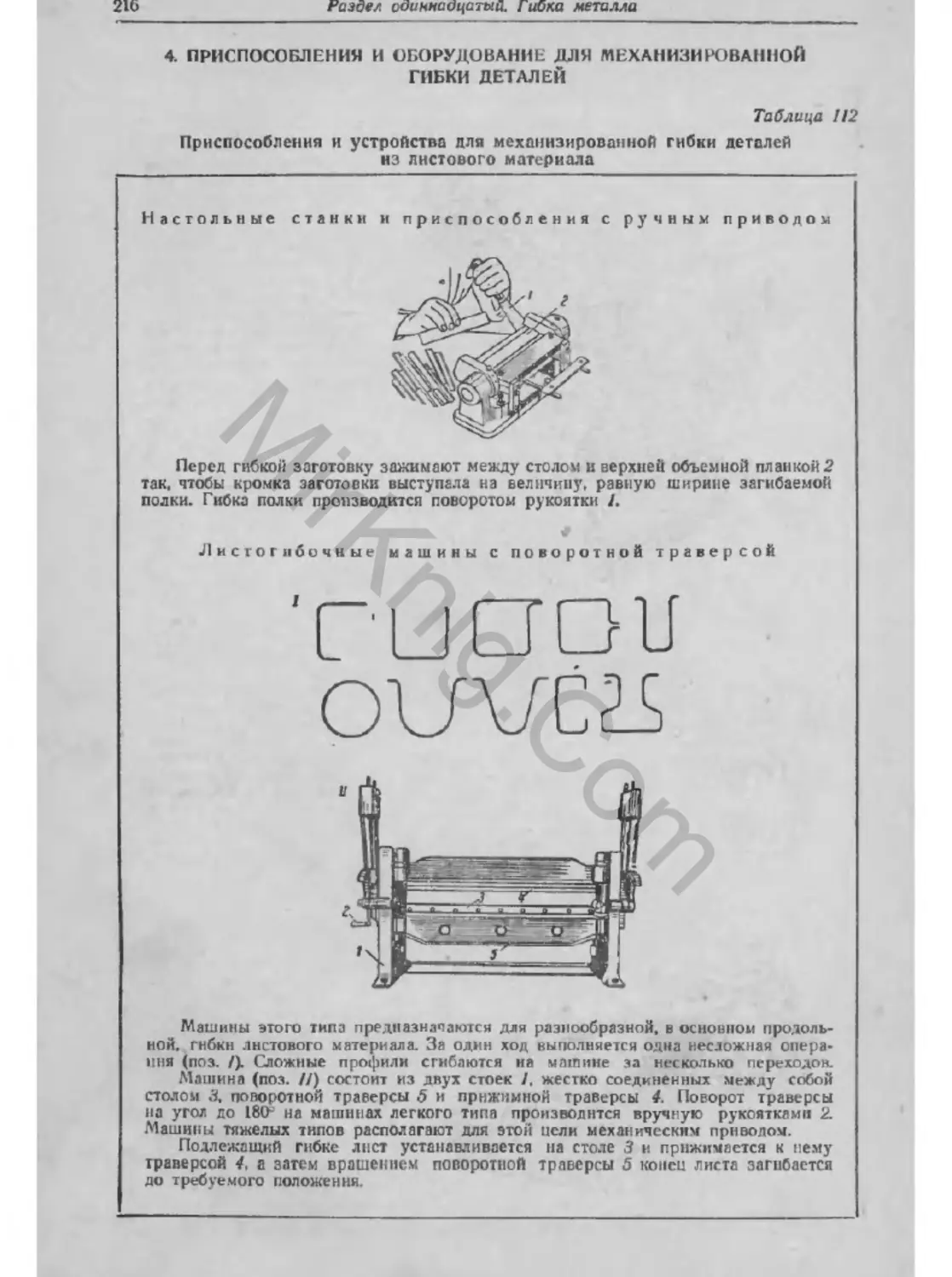
4. Приспособления и оборудование дли механизированной гибки деталей ... 216
5. Гибка труб...........................................................223
6. Изготовление цилиндрических пружин................................. 230
Раздел д ее над ц ат ы. й
Опиливание, зачистка и полирование металлов
1. Напильники........................................................ 232
2. Выбор напильников...................................................236
3. Основные правила ухода за напильниками............................ 243
4. Нормы стойкости, затупление и восстановление изношенных напильников . 245
5, Практика опиливания........................................ ......... 245
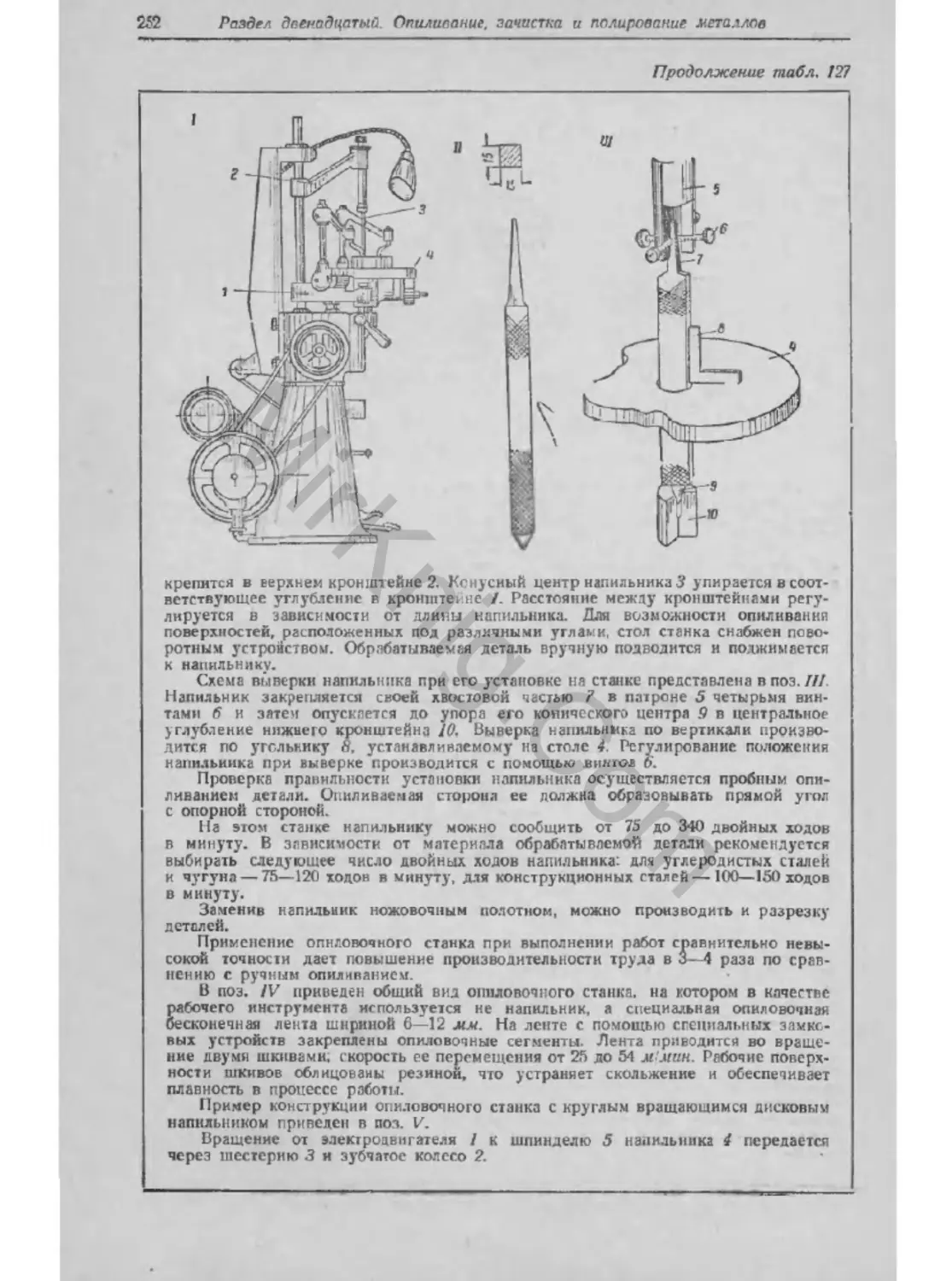
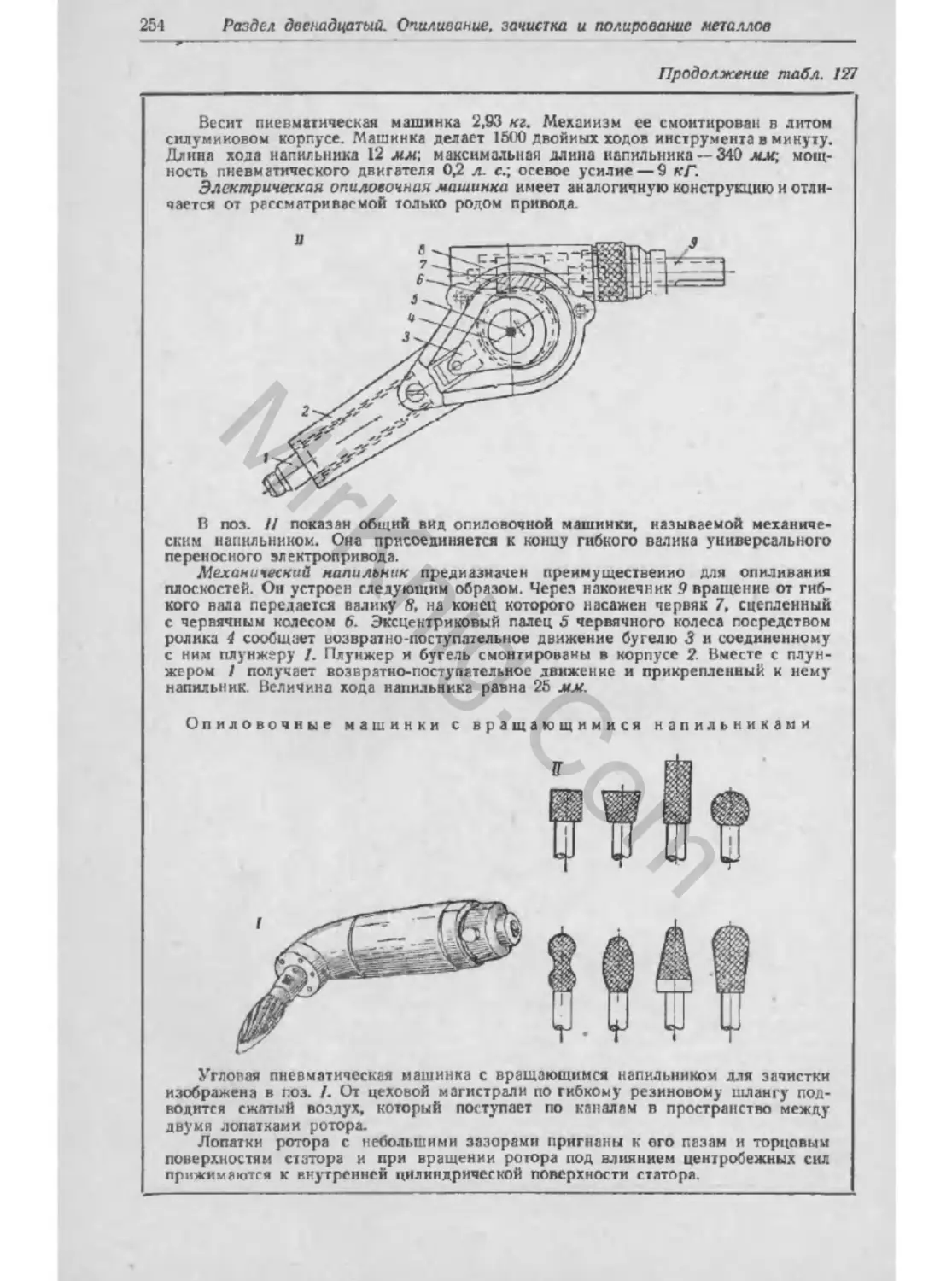
6. Механизация процесса опиливания.....................................251
7. Зачистка поверхностей абразивными кругами и головками... 255
8. Зачистка и полирование поверхностей шлифовальной шкуркой и абразив-
ными лентами............................................................261
9. Зачистка и полирование поверхностей вращающимися щетками и эластичными
кругами.................................................................267
10. Нормы времени на опиливание поверхностей..........................268
Раздел тринадцатый
Шабрение
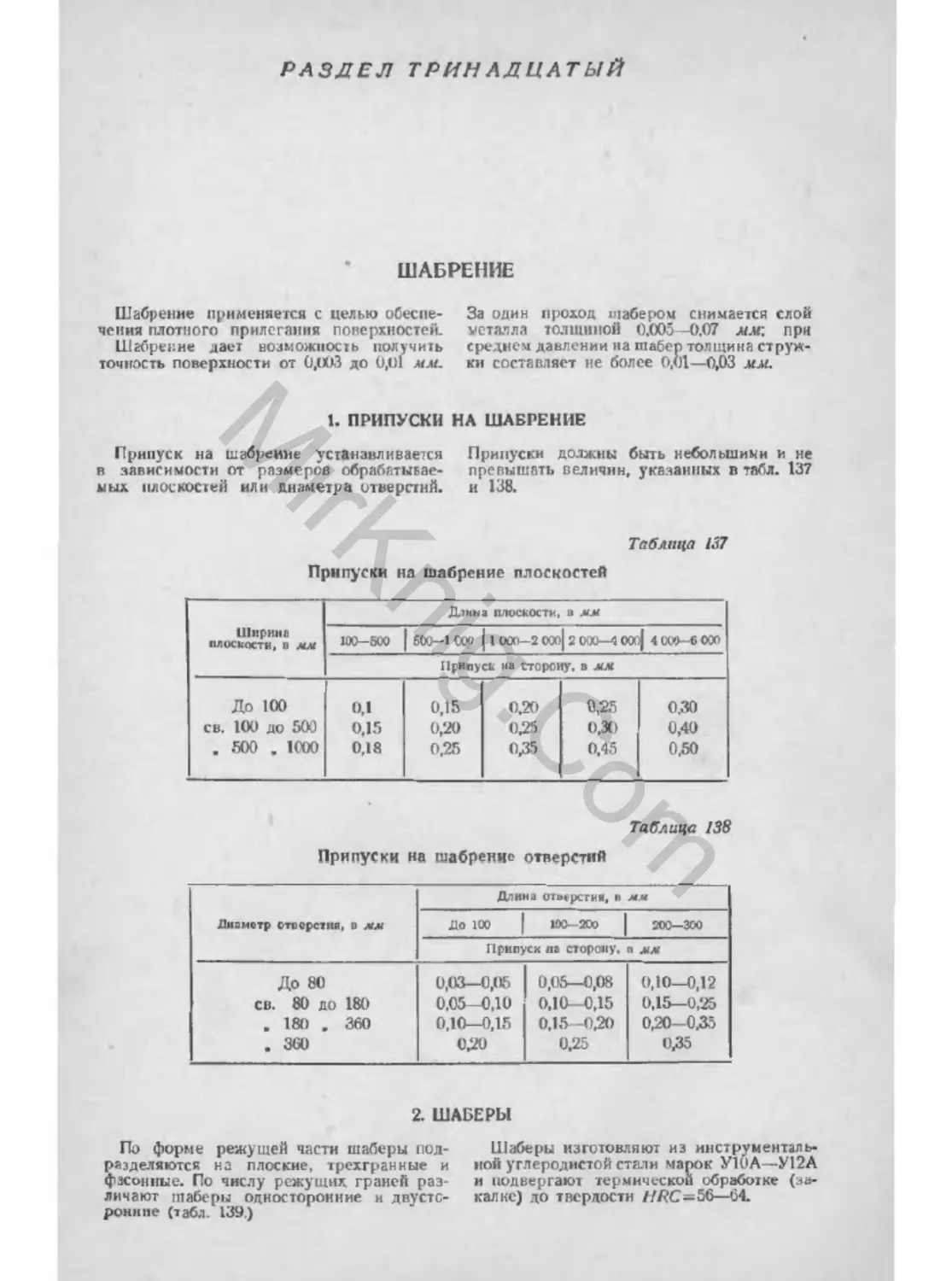
1. Припуски на шабрение...............................................
2. Шаберы..............................................................
3. Заточка и заправка (доводка) шаберов...............................
4. Точность шабрения и контроль качества..............................
5. Поверочные линейки и плиты.........................................
6. Специальные вспомогательные приспособления и устройства для шабрения .
7. Основные приемы шабрения......................... .................
8. Замена ручного шабрения механической обработкой.............
9. Механизация процесса шабрения......................................
10. Брак при шабрении и его предупреждение.............................
11. Нормы времени на прншабрква'нне вручную плоскостей и цилиндрических
поверхностей ...................... ..... ..............................
271
271
274
275
277
278
280
283
284
286
287
Раздел четырнадцатый
Притирка
1. Общие сведения о притирке.......................................291
2. Притирочные материалы..............т............................291
3. Притиры..........................................................292
4. Практика притирки............................................. . 295
5. Механизация процесса притирки.................................. 299
Раздел пятнадцатый
Сверление, зенкерованне и развертывание
1. Основные методы обработки отверстий..................................307
2. Основные сведения о сверлах.......................................... 307
3. Конструкция, геометрические параметры спиральных сверл и их заточка . . 322
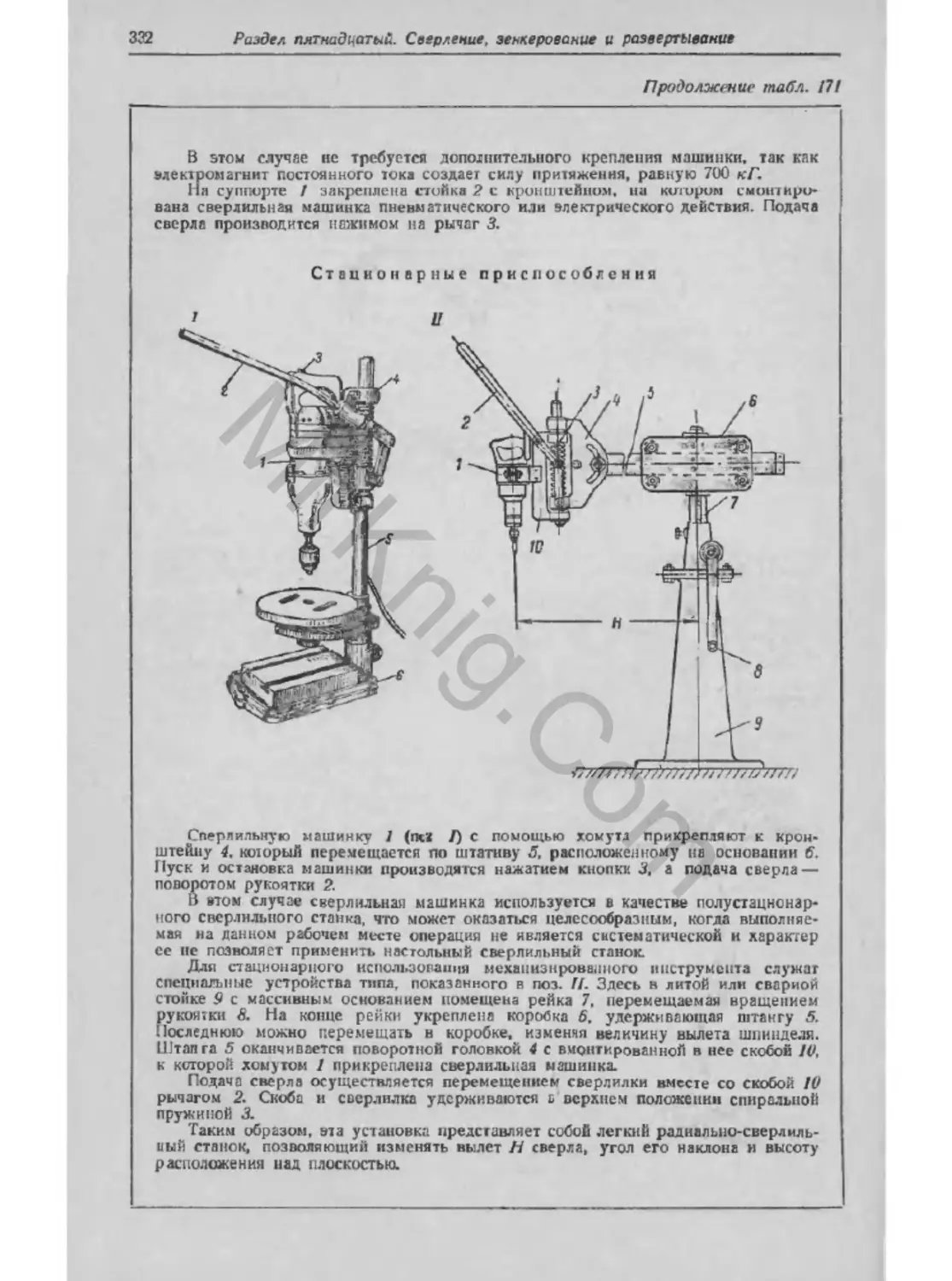
4. Ручные машинки для сверления.........................................327
5. Механизированный ручной инструмент для сверления.....................328
6. Сверлильные станки...................................................336
7. Закрепление, установка и снятие сверл .............................. 339
8. Установка и закрепление обрабатываемых деталей.......................3+1
9. Специальные головки для кольцевого сверления.........................34+
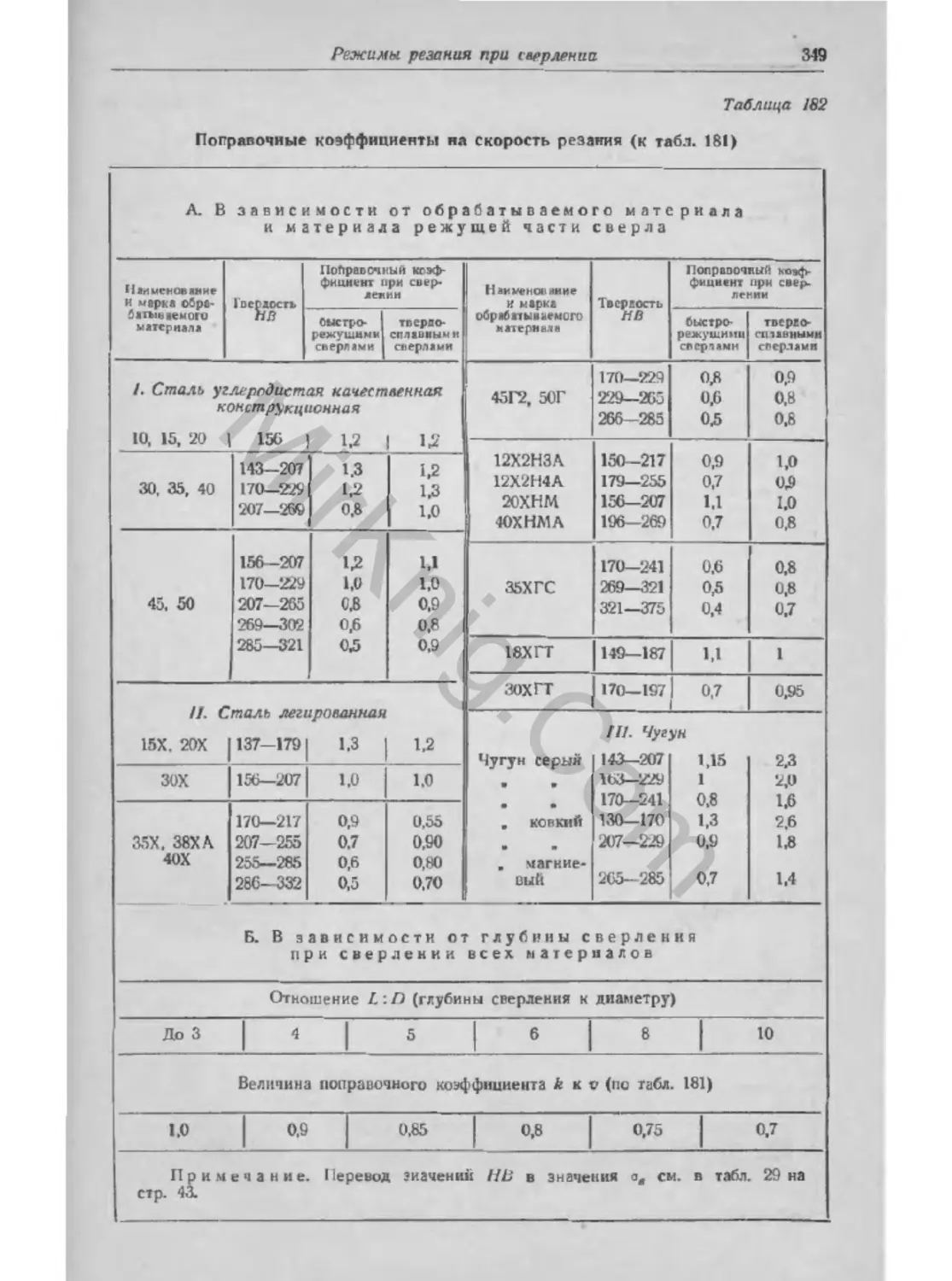
10. Режимы резачня при сверлении........................................3+5
11. Основные приемы сверления ........................................ 351
12. Виды брака при сверлении и его предупреждение.......................354
13. Нормы времени на сверление отверстий ручными и механизированными
сверлильными машинками..................................................356
14. Конструкция и геометрья зенкеров .................................. 358
15 Зенкование (раззенковка) отверстий..................................160
16. Режимы резания при зенкеровании ....................................363
17. Основные типы разверток и их применение........................... Зь5
18. Конструкция и геометрия режущих зубьев разверток....................Зо9
19. Практика развертывания..............................................370
20. Режимы резания при развертывании.................................. 371
21. Нормы времени на развертывание отверстий............................372
6
Оглавление
Раздел шестнадцатый
Нарезание резьбы
I. Основные элементы резьбы.......................................
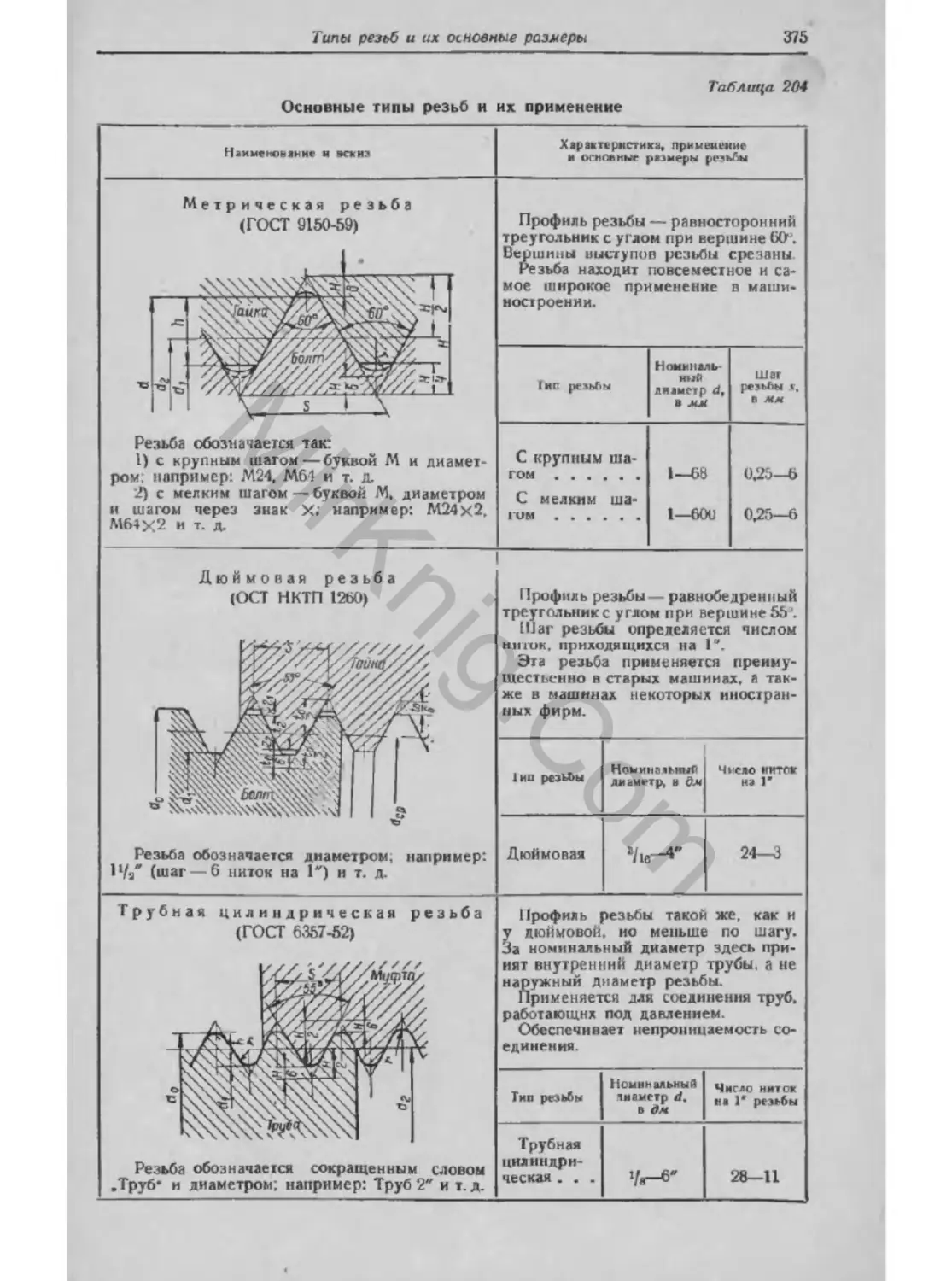
2. Типы резьб н их основные размеры...............................
3. Основные типы метчиков, плашек и их назначение.................
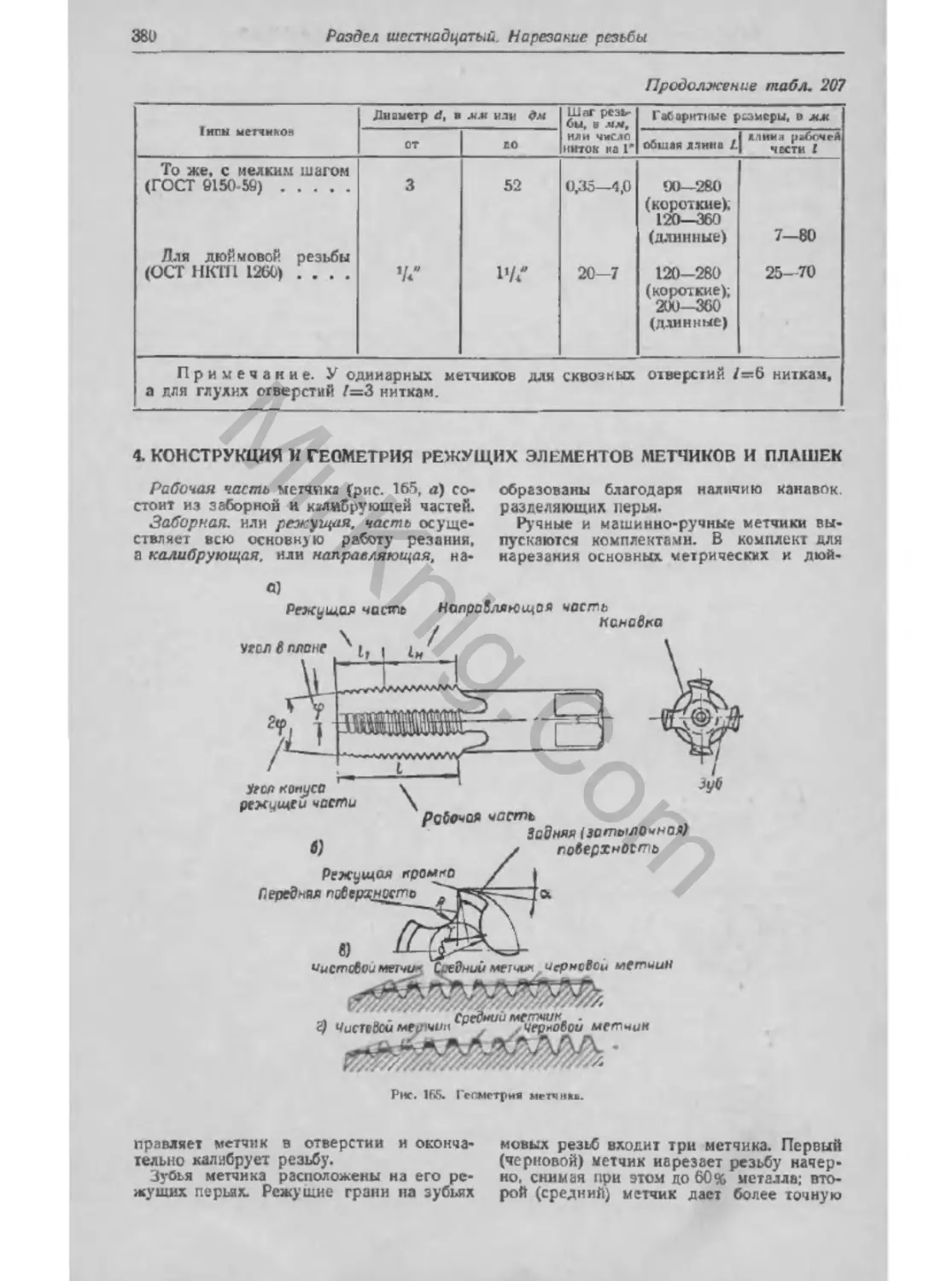
4. Конструкция и геометрия режущих элементов метчиков и плашек....
5. Размеры отверстий и стержней под резьбу........................
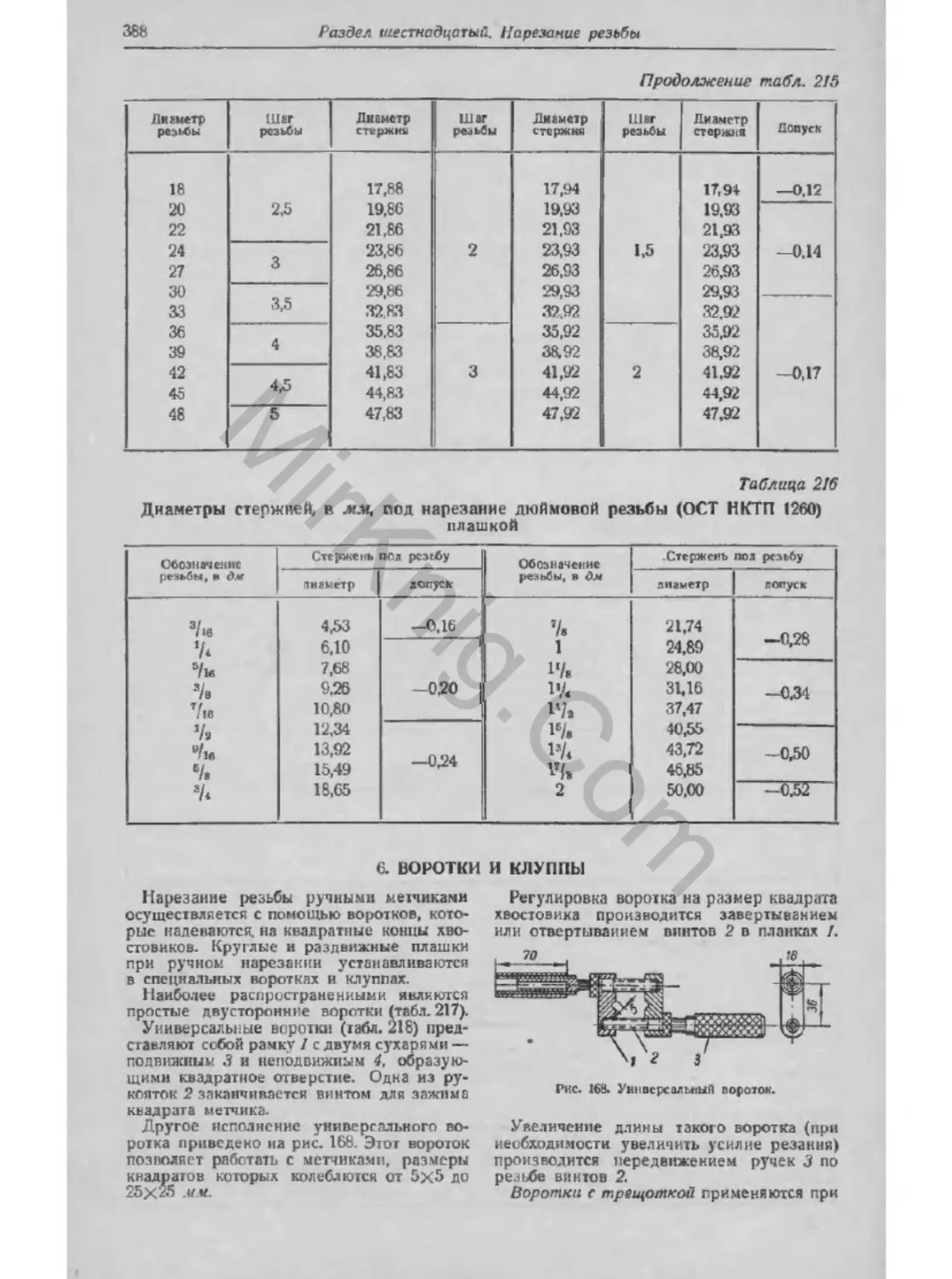
6. Воротки и клуппы...............................................
7. Практика нарезания резьбы метчиками и плашками вручную.........
8. Механизация нарезания резьбы...................................
9. Патроны для метчиков...........................................
10. Режимы резания при нарезании резьбы...........................
11. Неполадки при нарезании резьбы и способы их устранения........
12. Нормы времени на нарезание резьбы метчиками и плашками........
Перечень рекомендуемой литературы ................................
ПРЕДИСЛОВИЕ
Справочник слесаря предназначен глав-
ным образом для слесарен механосбороч-
ных цехов машиностроительных н прибо-
ростроительных предприятий. Соответ-
ственно этому содержание справочника
охватывает по возможнохт'И весь Круг во-
просов, которые могут возникнуть у сле-
сарей работающих как в цехах серийного
производства, так и в опытных к зксперя-
ментальных.
В разделах 1—VI справочника содер-
жатся общие сведения: о мерах, математике,
материалах и их свойствах, об условны*
обозначениях на чертежах, допусках и по-
садках, а также о международной системе
единиц СИ, даются таблицы перевода
употребляемых в литературе и производ-
ственной практике единиц измерений
в единицы системы СИ. вводимой в настоя,
шее время во все области народного хо-
зяйства.
В этих же разделах дается характери-
стика рабочего места слесаря и приво-
дятся сведения об основном.вспомогатель-
ном и измерительном инструменте, ко-
торым приходится пользоваться слесарю.
В последующих разделах рассматри-
ваются конкретные процессы слесарной
обработки деталей машин — разметка, руб-
ка, резка, правка, гибка, опнлннание, за-
чистка и полирование, шабрение, притирка,
сверление, зенкеронание. развертывание н
нарезание резьбы
В справочнике не рассматриваются неко-
торые специальные и редко встречающиеся
виды слесарных работ, как. например,
пайка, чеканка, клепка н пр. Эти процессы
обстоятельно рассмотрены в специальной
литературе, например, п справочнике
паяльщика и др., на которую даны соот-
ветствующие ссылки.
Второе издание справочника значительно
дополнено сведениями о механизации
процессов слесарной обработки.
Приводятся конструкции наиболее рас-
пространенных механизированных инстру-
ментов и их технико-экономическая харак-
теристика. Рассматриваемся схемы станков,
приспособлений и других устройств, приме-
няемы» в поточных линиях серийного
производства.
Разделы справочника. посвященные кон-
кретным (Процессам слесарной обработки,
содержат также справочные данные о воз-
можных неполадках. браке и мерах их
п юдупреж'И’ЛШ и устранения.
В конце разделов приводятся нормативы
времени на выполнение соответствующих
слесарных операций в условиях серийного
производства. Эти норм.ЗтинН1ые данные
могут оказаться полезными НГормировщи-
кам при установлении норм времени, ими
также может воспользоваться слесарь для
предварительного определения затрат вре-
мени (при разных прикидках и планирова-
нии своего рабочего времени).
Все приводимые в справочнике данные,
технические указания и рекомендации све-
рены с действующими ГОСТами и норма-
лями машиностроения.
В конце справочника дан перечень ли-
тературы. которой следует пользоваться
слесарю при необходимости получить
справку по специальным разделам не
Предисловие
включенным в данную книгу, а также при
желании иметь белее полные теоретиче-
ские сведения по основным разделам.
При составлении справочника автор
стремился по возможности избежать опи-
саний, а также теоретических объяснений
явлений, наблюдающихся в процессе сле-
сарной обрзботкн. В подавляющем боль-
шинстве случаев материал справочника
дан в виде таблиц с иллюстрациями,
наглядно характеризующими методы и
приемы работы слесаря.
Автор надеется, что такое построение
справочника в отличие от ранее изданных
книг и справочников по слесарной об-
работке сможет оказать реальную по-
мощь слесарям и другим производствен-
никам, интересующимся слесарным делом,
при решении возникающих у них воп-
росов. ’
Прежде чем пользоваться этой книгой, следует тщательно
изучить ее содержание и расположение материала. Это даст
возможность быстро находить ответы, на возникшие вопросы.
Автор
РАЗДЕЛ ПЕРВЫЙ
ОБЩИЕ СВЕДЕНИЯ И СПРАВОЧНЫЕ ДАННЫЕ
1. ЛАТИНСКИЙ АЛФАВИТ И ГРЕЧЕСКИЕ БУКВЫ
ЛАТИНСКИЙ АЛФАВИТ
Рукописные буквы Печатные Название Суке Рукописные буквы Печатные буквы Мальгине букв
Аа ВЬ Сс fJd Ее Ft Gg Hh И JJ Kk и Л1т Да 1Я» Сс Dd Ее Н Gg Hh И Л Kk L1 Мтп а б» Ц* Д9 » Эф жэ йот эль эм А/л Оо Рр Q4 Рг Ss Tt Uu Vv 1Гш Xx r Nn Оо РР Qq Rr Ss Tt Uu Vv Ww Xx > 2 ЭН О ПЭ ку эр эс тэ у вэ дубль ВЭ икс игрек зэт
ГРЕЧЕСКИЕ БУКВЫ
Начертание Название Иачертамне Название М аз* айне
Аа В? П де Ев альфа бэта гамма дельта эпсилон Вт, ВО АХ М|Х Пт. вта тэта лямбда мн ПН ъ Io Tt Фу Гф Qw ро сигма тау фи пен омега
2. ОСНОВНЫЕ ЕДИНИЦЫ ИЗМЕРЕНИЙ
С 1 января 1963 г. в СССР наеден в дей-
ствие ГОСТ 9667-61, которым устанавли-
вается новая международная система еди-
ниц. Система вта обозначается латинскими
буквами 57 и русскими СИ и вводится
во все области народного хозяйства как
предпочт нтел ьн ая
Основными единицами системы СИ яв-
ляются: для измерений длины —метр, обо-
значается м. массы (веса) — килограмм (кг).
времени — секунда (сек.); силы тока — ам-
пер (а), термодинамической температуры —
градусы Кельвина (К); силы света —
свеча (св)
10
Раздел первый. Общие сведения и справочные данные
Дополнительными единицами системы
СИ являются две единицы для измерения
углов; плоского угла — радиан, обозначае-
мый рад. и телесного угла — стерадиан —
стер.
Помимо основных н дополнительных
единиц в системе СИ предусмотрен ряд
производных единиц, образуемых от ос-
новных. Так, например, единицей силы
в системе СИ является ньютон — н. Как
известно, согласно второму закону Нью-
тона сила равна произведению массы т
на ускорение а. т. е. F = та. Единицей
массы в СИ является 1 кг. а единицей
ускорения — 1 м/сек1-, следовательно, если
в приведенное уравнение вместо массы т
подставить 1 кг и вместо ускорения а
1 м/сек!3, то получим размер единицы
силы: (1 кг) - (1 м/сек-) = 1 к Г • м/сек1. Эта
единица получила наименование «ньютон*.
Таблица I
Производные единицы системы СИ
Величина Елипнпа измерения Сокращенное обозначение (размер слинипь Переводной множите аь
Площадь квадратный метр М1 —
Объем, вместимость кубический метр ж’
Линейная скорость метр в секунду м/сек
Плотность (объемная масса) килограмм на кубический метр кг/м1 —
Сила Момент силы, статический момент ньютон ньютон-метр н н-м 1 кГ= 9,80665 н
Давление, напряжение ньютон на квадратный метр н/лб 1 кГim1 = 9,80665 н/м1
То же атмосфера техни- ческая ат 1 ат = 96066,5 нм1
Удельный вес ньютон на кубиче- ский метр н/м* 1 кГ/м1 = 9,80665 н/м1
Работа, энергия Мощность джоуль ватт 1 дзк = 1 « - 1 м 1 (1мс 1 сек.
Разность электриче- ских потенциалов лошадиная сила вольт 1 л. с.-час =: 735,499 вт 1 am 1 а
В табл. 1 приводится основные значения
производных единиц системы СИ и пере-
водные множители, позволяющие вести
Жсчет единиц распространенной системы
(сантиметр, грамм, секунда) в еди-
ницы системы СИ.
Приведенные основные, дополнитель-
ные и производные единицы часто пре-
образуются в кратные а дольные единицы.
Так. например, допускаемые напряжения
на растяжение и пр. обычно задаются
не в нм1. а в н мм'-'. В этик случаях не-
обходимо произвести соответствующий пе-
ресчет (см. табл. 2 и 27).
Л МЕТРИЧЕСКИЕ И ДЮЙМОВЫЕ МЕРЫ
В табл. 2 приведены действующие в СССР
и большинстве других стран основные
метрические меры.
В США. Англии к в некоторых других
странах действуют не метрические, а дюй-
мовые меры. Один дюйм (1") равен 25.4мм.
На рис. 1 в одном масштабе изображены
миллиметровая и дюймовая шкалы.
Метрические и дюймовые меры
11
Таблица 2
Метрические меры
Меры длины Меры поверхности
сокращен- ное обо- значение название раздробление м превращение сокращен- ное обо- значение название раздробление и превращение
км м дм см мм мкм КУ километр метр дециметр сантиметр миллиметр микрометр (микрон) е[>ы объема 1000 м 10 €>.*«-—100 сл= = 1000 мм 10 сж=100 мм 10 мм 1000 мкм 0,001 мм - ♦ Меры nt км* га а м* дм* см* мм* 4 CCTW МОСТИ кв. кил тек а кв. кв. леи кв. с< ме кв м ме ометр тар Р метр иметр знти- “Тр нл ли- тр 100 га-10 000 а 100 а=10000 м* 100 ж’=0.01 га 100 дм* 0,01 ж®=100 см* 0.01 djw>=100 мм* 0,01 см* Меры веса (маесыз
сокращенное обозначение название раздробление н превраще- ние сокращенное обозначение V в к № 0 *2 раздробление в превраще- ние сокращенное обозначение название раздробление н превраще- ние
дм1 см* мм куб. мемр куб. деци- метр куб. санти- метр куб. милли- метр 1 1000 дм* 1U00 см* 0.001 дм*^ = 1000 леи 0.001 см* кл гл дкл Л мл килолитр гектоли-п декалитр литр миллилитр 1000 л 100 л 10 л 1000 мл 0,001 л т Ч кг г мг тонна центнер килограмм грамм милли- грамм карат 1000 кг 100 кг 1000 г 0,001 кг 0,001 г 200 мг
Связь между мерами объема и веса (массы) Вес (масса) 1 Л3 воды при 4 С равен 1 т . . 1 сМ<3(1 л) , . 4С , 1 кг . . 1 см* . . 4‘С ,1г
Ю 20 30 40 50 00 70 ВО 90 100
Миллиметры
’ IЧЧЧЧ11Ч 'I11ЧЧЧЧЧЧ1 ПТ’ГПГТ’ТТ1 11'|Ч>1111111Ч'
2 3 4
Дюймы
Рис. 1. Миллиметровая и дюймовая шкалы.
12
Раздел первый. Общие сведения и справочные данные
Перевод дюймов в миллиметры
Таблица 3
Дюймы Миллиметры Дюймы Миллиметры Дюймы Миллиметры Дюймы Миллиметры
*/» 0.794 Чн 11,112 1 25.4 2 50,8
*/16 1.587 12,7 !»/• 28,575 2*/а 63,5
*/• 3,175 8/в 15,875 Р/д 31,75 3 76,2
'/а 6,35 19,05 1*/з 38,1 4 101,6
®/1В ’/• 22,225 1’/4 44,45 5 127,0
Таблица 5
Перевод миллиметров в дюймы *
Милли- метры Дюймы Милли- метры Дюймы Милли- метры Дюймы Милли- метры Дюймы Милли- метры Дюймы
0,01 0,0004 0.1 0,0039 1 0,0394 10 0,394 100 3,937
-0,02 0,0008 0,2 0,0079 2 0,0787 20 0,787 200 7,874
0.03 0,0012 0.3 0,0118 3 0,1181 30 1,181 300 11,811
0,04 0,0016 0.4 0,0158 4 0,1575 40 1,575 400 15,748
0,05 0,0020 0,5 0,0197 5 0,1969 50 1,969 500 19,685
0.06 0,0024 0.6 0,0236 6 0,2362 60 2,362 600 23,622
0,07 0,0028 0,7 0,0276 7 0,2756 70 2,756 700 27.559
0,08 0,0032 0.8 0,0315 8 0,3150 80 3,150 800 31,496
0,09 0,0035 0.9 0.0354 9 0,3543 90 3,543 900 35.433
♦ Здесь, как и в других таблицах, следует брать
число знаков после запетой, соответствующе» тре-
буемой точности вычисления. Например, если вычи-
сляется размер с точностио до 0,001 дюйма, то при
переводе СЛб ми в дюймы следует взять значение
0.002"; при переводе в дюймы 2 жи следует взять
(округляя последний знак) 0.07S* и т. д.
Вычисление квадратов чисел, квадратных корней
13
4. ОСНОВНЫЕ МАТЕМАТИЧЕСКИЕ ОБОЗНАЧЕНИЯ
= равно > больше или равно дуга АВ »
•р не равно Г~квадратный корень ° градус
® приближенно равно 1 перпендикулярно ' минута
< меньше П параллельно * секунда
> больше ~ подобно х отношение длины ок-
< меньше или равно угол ружности к диаметру
Таблица б
Численные значении
некоторых часто встречающихся постоянных величии
Величина Численное значение Величина Численное значение Величин» Численное значение
It 3.142 я :3 1,047 2,507
J 6.283 я :4 0,785 1 !я 0.318
4п 12,566 я» 9,870 1:2я 0.159
к;2 U571 А 1,772 1;к® 0.101
5. ВЫЧИСЛЕНИЕ КВАДРАТОВ ЧИСЕЛ, КВАДРАТНЫХ КОРНЕЙ,
ДЛИН окружностей И ПЛОЩАДЕЙ КРУГОВ
В целях упрощения вычислений, с кото-
рыми приходится сталкиваться слесарю,
в табл. 7 приведены заранее вычисленные
величины для чисел от 1 до 100.
Первая вертикальная колонка в этой
таблице содержит само число л, во второй
колонке даны значения числа л. возведен-
ного в квадрат (л3), в 1ретьей колонке—зна-
чения корня квадратного, извлеченного
из числа я(р jF); четвертая колонка обо-
значает длину окружности ял, в которой
л — диаметр окружности, и, наконец, пятая
колонка содержит площади кругов, диаметр
которых равен л
Приведем примеры пользования табл. 7.
Пример 1. Определить площадь квадрата
со стороной 25 мм.
Таблица 7
Квадраты, квадратные корни, длины окружностей и площади кругов
для чисел от 1 до 100
Л л1 V7T *л «л* 4 Л л» I'flT КЛ ел» 4
1 1 1,0000 3,142 0,7854 14 196 3,7417 43,982 153.938
2 4 1,4142 6.283 3,1416 15 225 3,8730 47.124 176,715
3 9 1,7321 9,425 7,0686 16 256 4.0000 50,265 201,062
4 16 2.0000 12,566 12,5664 17 *289 4.1231 53.407 226,980
5 25 2.2361 15,708 19,6350 18 324 4.242b 56.549 254,469
6 36 2.4495 18,850 28,2743 19 361 4.3589 59.690 283,529
7 49 2,6458 21,991 38,4845 2С 400 4,4721 62,832 314,159
Ь 64 2,8284 25,13.3 50,2655 21 441 4,5826 65,973 346,361
9 81 3,0000 28,274 63,6173 22 484 4 ,(>904 69.115 380,133
10 ИХ) 3,1623 31.416 78,5398 23 529 4,7958 72,257 415,476
11 121 3.3166 34,558 95,0332 24 576 4,6990 75,394 452,389
12 144 3,464! 37,699 113,097 25 625 5,0000 78.540 490,874
13 160 3.6056 40,841 132.732 26 676 5,0990 81.681 530,929
14
4
Раздел первый. Общие сведения и справочные данные
Продолжение табл. 7
п я* VJF ЖЛ ТП* 4 1 п л’ I'T «Л *п*
ЧЛ 729 5.1962 84,823 572/55 64 4096 8,0000 201,06 3216.99
28 784 52915 87,965 615,752 65 4 225 8,0623 204.20 3318,31
29 841 5/852 91,106 660/20 66 4 356 8,1240 207,35 3421,19
30 900 5,4772 94,248 706.858 67 4 489 8.1854 210,49 3525.(55
31 961 5/678 97,389 754.768 68 4 624 82462 213,63 3631.68
32 1024 5,6559 100,531 804,248 69 4 761 8.3066 216,77 3 739,28
аз 1089 5,7446 103.673 855,299 70 4900 8/666 219,91 3 848.45
34 1 156 5,8310 106.814 907.920 71 5041 8.4261 223.05 3959,19
35 1225 5,9161 109.956 962,113 72 5184 8.4853 226.19 4071/0
.36 1296 6,0000 113,097 1017,88 73 5329 8/440 229.34 4 185/9
37 1369 6,0828 116,239 1 075,21 74 5 476 8,6023 232,48 4 300,84
38 1 444 6,1644 119,381 1 134,11 75 5625 8,6603 235,62 4 417,86
39 1521 6,2450 122,522 1 194,59 76 5 776 8,7178 238,76 4 536,46
40 1600 о/246 125.66 1256,64 77 5929 8,7750 241.90 4 656,63
41 1681 6,4031 128,81 1320.25 78 6084 8,8318 245,04 4 778,36
42 1764 6.4807 131.95 1385.44 79 6241 8,8882 248,19 4 901.67
43 1 849 6.5574 135,09 1 452,20 80 64(Х) 8,9443 251/3 5026,55
44 1936 6,6332 138,23 1 520,53 81 6561 9.0000 254,47 5 153,00
45 2025 6,7082 141,37 1 590.43 82 6724 9,0554 257,61 5 281.02
46 2116 6.7823 114,51 1 661,90 83 6889 9,1104 260.75 5 410.61
47 2209 6,8557 147.65 л 1 734.94 84 7056 9,1652 263,89 5 541,77
48 2304 6.9282 150,80* 1 809.56 85 7225 9,2196 267,04 5674,50
49 2 401 7.0000 153,94 1 885,74 86 7396 9,2736 270,18 5 808.80
50 2 500 7,0711 157,08 1 963/0 87 7569 9,3274 273,32 5 944 68
51 2 601 7,1414 160,22 2 042,82 88 7744 9,3808 276,46 6 082,12
52 2704 7,2111 163,36 2 123.72 89 7 921 9,4340 279,60 6 221,14
53 2 809 7,2801 , 166/0 2 206,18 90 8100 9,4868 282.74 6361,73
54 2 916 7,3485 169.65 2 29022 91 8281 к 9/394 285.88 6 503.88
55 3 025 7,4162 172,79 2 375,КЗ 92 I 8464 9,5917 289.03 6 647.61
56 3 13U 7,4833 175,93 2 463,01 93 8 649 9,6437 292,17 6 792.91
57 3 249 7,5498 179,07 2 551,76 94 8836 9,6954 295/1 6939.76
58 3 361 7,6158 182,21 2642,06 95 9025 9,7468 298,45 7088.22
59 3481 7,6811 185/5 2 733,97 96 921бЧ 9,7980 301/9 7 238.23
60 3600 7,7460 188.50 2 827,43 97 9409 9,8489 304.73 7380.81
61 3 721 7,8102 191.64 2 922,47 98 9604 9,8995 307,88 7 542,96
62 3844 7,8740 194,78 3 019,12 99 9801 9.9499 311,02 7697,69
63 3969 7.9373 197.92 311725 100 10000 10,0000 314,16 7 853,98
В данном случае л = 25. Во второй вер-
тикальной колонке таблицы против числа
г. — 25 находим значение л’ = 625 мм.
Пример 2. Вычислить плошали круга
диаметром 17 мм (диаметр п = 17 мм).
В пятой колонке против числа п = 17
к/1а
находим значение —= 226,980 мм'‘. Это
и есть искомая площадь круга.
6. ПРЕВРАЩЕНИЕ ДРОБЕЙ
Обращение простой дроби в десятич-
ную. Чтобы обратить простую дробь в де-
сятичную. нужно числитель дроби разде-
лить на знаменатель, обращая последова-
тельно получаемые остатки в десятые, со-
тые и т. д. доли.
Пример. Обратить дробь -д- в десятич-
ную:
14:8 = 1.75,
14 . е
следовательно, -g- = 1,75.
Превращение оробей
15
Превращение простых дробей в десятичные
(с точностью до 0.001 )
Таблица 8
-g-=0,500 4=0.037 4г =0.019 4=0.013
4 =о.зэз 1 •^-=0,036 =0.019 4=0,013
-—0.250 1 -^-=0.034 4r =0,019 -^=0.013
-у =0,200 =0,033 ^=0.018 go-одиз
4-=0,167 4 =0,032 ^=0.018 gf^O.012
=0.143 32 =0.031 -L =0.018 4=0,012
1 8 =°-125 4-=о.1п 4=0.030 4г=0.029 4^=0,017 4) =0-017 (N СЧ Q §, 0 0 1 II -2-|3
4^0,100 1 •уу=0,091 -35-=0.029 W=°«1J i -»U12
,*--=0,028 4=0.016 ^=0.012
-^=0.083 ♦ -^-=0.016 =0.011
=0,077 l ^=0,026 S , 63 -°’016 ^=u»n
yf=0.071 4) =0.026 •ет=о.о1б 89 ~0,011
1 -Г- =0,067 lu) =0.025 -4=0,015 90 =0’011
4=°’0СЗ 4 =0.024 4=°.°15 4=o.on
4 =0,059 42 - 0.024 ^=0.015 4=0.011
-jg-=0.056 4 =0.023 4=°-015 1 g^- =0.011
I jg' =0,053 4=0,023 44 4=o.oi4 ^r=o,on
g 1 © <=> 1 II *" S |сч ’ -Д--О.ОИ 4 -0.014 4 =0.011
-^-0.022 4 =0,014 96 -0 010
-22 =0,045 -^-=0.021 4=0.014 4 =0.010
1 23=0.043 4=0.021 1 7™ =0.014 / 0 4=0.010
-^-=0.042 -^ = 0.020 4=0.014 /4 ’ 4=оою
4 = 0,040 501 =0,020 4=0,013 •
= 0.03b 41=0.020 4=0.013 /0
16
Раздел первый. Общие сведения и справочные данные
Обращение периодической дроби в про-
стую. Чтобы обратить чистую» периодиче-
скую Дробь в простую берут ее период
числителем, а в знаменателе пишут цифру 9
столько раз, сколько цифр н периоде.
6
Примеры. 0,666.. . = 0,(6) =_д"!
27
2^72727... = 2X27) = 2 gg.
7. ВЫЧИСЛЕНИЕ ПЛОЩАДЕЙ И ОТДЕЛЬНЫХ ЭЛЕМЕНТОВ
ПЛОСКИХ ФИГУР
Таблица 9
Площадь и другие элементы плоских фигур
Наименование и эскиз
фигуры
Обозначения
Формулы для вычисления плошяпи
н лругнт элементов фигур
Квадрат
а — сторона
d — диагональ
F ~~ площадь
a=O,7O71rf = f Г
d=l ,414а = 1,114 y~F
1
Прямоугольник
Параллелограмм
Ъ— основание
Л — высота
F— площадь
Треугольник
а, Ъ. с — стороны Л — высота -Г А 4- В ч- С = 180° 1 • р=~2" (а+б+с) bh г -
А, В С—углы Т- 2 ~ —и)(Р~Ь)(р—с)
2F
р — полупериметр h=~
2F
F — площадь Ь=~Г
Вычислимы» плсщсдга и отдельных злгментсв плоских фигур
17
Продолжение табл. 9
Наименование и ККИЗ фигуры Обозначения Формулы ам вычисления плотин и других элементен фигур
Трапеция 1—6 —1 а, Ь — основания Л — высота m — средняя лпния F—площадь a l-fr m~ Т а+Ь F-—^-‘h=mh 2F 4F , h~ a+b- a~ h ~b ._2L b = -^-a
Х.1г^ / \ 1
jL-^-Jy
I а —J
Правильный шести- угольник f fl — Z Ут Л \ z®0*/ ! а — сторона Л--радиус описанного круга г — радиус вписанного круга F — площадь ху F=2^98n’=2,5987?=3,464rs /?=n=l,155r r=0,86ba=0,866tf
Правильный много- угольник /Z”~\ X а — сторона Л — радиус описанного круга г—радиус вписанного круга а — центральный угол р — внутренний угол л— число сторон F — площадь 4 2_^_. g_180P_a r=^L=“ ]/#_%
V „ л / a* \f aa гЧ-4" ; r= (/ ^—4- д=2У^з—ra
Круг Г \ < \ Х^ |^Х г—радиус D— диаметр L—длина окружности F — площадь я=а-^ = 3,142 A=K£>-3,142P=2-r=6^88r= =3^44pV 0=4 =0,3181=2 |/ -4 = = 1,128 у'Т хЕР F= —4— - 0.785D2=sr==3.142г! -= LD =—=0,250Z.D
Сектор г — радиус 1 — длина дуги а — центральный угол F— площадь =0,0174,^ 10v r.r?a F^^-=Q,0^73r^
2 М. А. Сергеев
Тише^аЯ бййивтзьа
a-да
18
Апдел ne/шыД ОГтие сведения к слдавммыг банные
Продолжение табл. 9
Наименование и »екиэ фигуры Обозначения • Формулы для вычисления плошали и других элементов фигур
Сегмент с — хорда й— стрелка г — радиус / — длина дуги F — площадь а — центральный угол г? « < Т 1 Т г ь -С С b* 1 в см 1 о к II II II II у ti, с
К- с 1 « к/
Кольцо D — внешний диаметр d — внутренний диаметр R—внешний радиус г—внутренний радиус F — площадь Л’=х(/Г — r*)=3,142 (У?3 — гг)= = 3,142 (Я+г)(Я-г)= = 0.785 (IF — d>)= =0,785 (Z>4-zf) (D — d)
Кольцевой сектор а. D—внешний диаметр d — внутренний диаметр F=S ^“O-00873’ (Я5—r®)= az _ = ГЖ>^-^= =0.00218a (Z)2—<P)
। Г'ТУ» d * J/ R — внешний радиус г—внутренний радиус F— площадь а — центральный угол
Эллипс Г* ° ~*1 -
£ i р — полупериметр F— площадь F—'-ab—3,142 c 6 2/>=* | 2 (aa+A3)
РАЗЛИЧНЫХ
8. ВЫЧИСЛЕНИЕ ПОВЕРХНОСТЕЙ И 01
ГЕОМЕТРИЧЕСКИХ 1
Поверхности и объемы геометрических
Таблица IV
Нвименоввике м эскиз
Цилиндр прямой
* Б -- 7
Формулы для определения
поверхностей: f (обшей| и Л1 (боковой* обеема v
• At =2r.Rh =-Dh=3.142 • Dh r.D'i v=n/?2ft= —£- .Л=0.785£РЛ
Вычисление поесргнпстгй и объемов различны* ееомотрнческих тел
1S
Продолжение тпабл. 10
Наименование к вскю Формулы для определения
поверхностей: Л «общей» н <И (боковой) объеме v
Цил У 1 нндр сече» ПрЯ! ИНЫЙ кой • Л1^/^(Л| 4-Л2)=3,142Л'(Л1+Л?) гм V-rffi . - “J“s= =1^71/?» (Л^Л,)
Uhj L чин др 1 (труба Xl •f"S^ 1ОЯЫЙ .я •с 'Г ♦ М~внутренняя 4- внешняя поверхности^ (R +г)= ^б.'&МР у г) у=ж(/?»—Г5)Л = =3,142 (/?5 —г2) Л
Конус прямой fA=1trl =:1tr } = 3.142г 1лгг+Л5 »--§ -жг’Л=1.047г»Л
//-- г\ 1
Конус прямой усеченный 1 \л tr Af=rJ(/?fr)=X142Z(«+r) v=-g-(p3+rs| .цг)-_ '= 1,017л (/?>+га+/ Г)
Шар Л’=4кг2=«Г=3,142^ 4 в г— 3 №- b - 0,524tF
20
Раздел первый. Общие сведения и справочные данные
Продолжение табл. IV
Наименование и эскиз Формулы зля определения
лсверхностеА: F (общей) и .11 (боковой) OObCMl tf
Сектор шаровой с — F=— (4Л +с)=1,571г (4Л+с) 7 ^=“3* ^r~h=2,О94гзл
Сегмент шаровой — с —4 Л/=2эд-Л=-^-(с«+4й2)= «=0,785(4!»+4Л5) (/—4-)= / Ся Л2 \ =”л (v+-6-) = / с’ Л»\ =3,142A(-g-+T)
П< Е эйс g — шаровой I T>A,ci Л1=2пгЛ-6,28агЛ 1 1 с=-^(3«г+3*,+Л®)= ^0,524й (342=4-3*2+Ля)
Т ор (кольцо) dri- F-\^Rr =39,4М?г=9,87£М v=7r.Rr'^=\9,7\prf>= яг ^-^-D4f2=2,467ZJtr 4 ’
Куб f. 1 —- 1 z l—o —J F=t5a'3 V---a3
Углы (основные определения и зависимости)
Продолжение табл. 10
Формулы для определении
Ненмеиопаине н эскиз
поверхностей: Л (общей)
и М (боковой)
объема V
Прямоугольная призма
(параллелепипед)
M*=2(a+b) h
Г=Л1+удвоенная площадь
основания:
Г=2(а + 6) Л+2(а+0
р=абл
Пирамида
Ж—сумме площадей граней
(треугольников)
F=A1+площадь основания
Пирамида усеченная
где /1 — площадь верхнего
основания;
/э — площадь нижнего
основания
Клин
Л1=сумме двух боковых гра-
ней (двух трапеций)+
+две торцевые грани
(два треугольника)
Г=М+а
ьь „
v=-g~(2e+fli)
9. УГЛЫ (ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И ЗАВИСИМОСТИ)
Углом называют фигуру, заключенную
между двумя прямыми (сторонами угла)
О А и О В (рис. 2), исходящими из одной
точки О (вершины угла)
Рис. 2. Градусное н радиальное измерение
углов.
Единицами измерения углов являются
1) градус, равный ggj части окружно-
сти. Один градус равен 60 минутам; ми-
нута состоит из 60 секунд:
1° = 60' = 60 X 60";
2) радиан, соответствующий углу между
двумя радиусами круга, вырезающему на
его окружности дугу, длина которой равна
радиусу;
1 рад = 57® 17'45".
Углы обозначают обычно буквами грече-
ского алфавита.
22
Раздел первый. Общие сведения и справочные данные
Таблица П
Основные определения и соотношения углов
10. ОПРЕДЕЛЕНИЕ ДЛИНЫ ДУГИ. СТРЕЛКИ, ДЛИНЫ ХОРДЫ
И ПЛОЩАДИ СЕГМЕНТА
В табл. 12 приведены длины дуг Ц стрел-
ки ft, длины корде и площади сегментов/
при радиусе, равном 1, для центральных
углов от 1 до 180° (рисунок см. в табл. 9).
При пользовании табл. 12 для значений
радиуса г =4 1 следует величины /, й и с,
найденные по таблице, умножить на вели-
чину данного радиуса г, а площадь сег-
мента / умножить на г’.
Так, например, при радиусе окружности
г — 20 мм и угле а — 30° I = 0,5236 X 20 =
= 10,472 мм. h = 0,0341 X 20 = 0,682 мм.
с = 0,5176 х 20 = 10,352 мм и / = 0,01180 X
X 202 = 4,72 мм2.
Определение длины дуги, стрелки, длины Хорды и площади сегмента
23
Таблица 12
Длины дуг, стрелки, длины хорд и площади сегментов при радиусе, равном I
Централь- ный угол »• Длина дуги 1 Стрелка Л Длина хорды с Площадь сегмента / Централь- ный угол а° Длина дуги Стрелка И Длина херды с Площаяь сегмента f
1 0,0175 0,0000 .0,0175 0,00000 47 0,8203 0,0829 0,7975 0,04448
2 0,0349 0,0002 0,0349 0,00000 48 0,8378 0,0865 0,8135 0.04731
3 0,0524 0,0003 0,0524 0,00001 49 0,8552 0,0900 0,8294 0,05025
4 0,0698 0,0006 0.0698 0.00003 .50 0,8727 0,0937 0,8452 0,05331
5 0,0873 0,0010 0,0872 0,00006 51 0,8901 0,0974 0,8610 0,05649
6 0,1047 0,0014 0,1047 0,00010 52 0,9076 0,1012 0,8767 0,05978
7 0,1222 0,0019 0,1221 0,00015 53 0,9250 0,1051 0,8924 0,06319
8 0,1396 А 0,0024 0,1395 0,00023 54 0,9425 0,1090 0,9090 0,06673
9 0.1571J 0,0031 0,1569 0,00032 55 0,9599 0,1130 0,9235 0,07039
10 0,1745 0,0038 Г 0,1743 0,00044 56 0,9774 0,1171 0,9389 0,07417
И 0,1920 0.0046 0,1917 0,00059 57 0,9948 0,1212 0,9543 0,07808
12 0,2094 0,0055 0,2091 0,00076 58 1,0123 0,1254 0,9696 0,08212
13 0,2269 0,0064 А 0,2264 0,00097 59 1,0297 0,1296 0,9848 0,08629
14 0,2443 0,0075 0,2437 0.00121 60 1,0472 0,1340 1,0000 0,09059
15 0,2618 0.0086 0,261 if O.QOI49 61 1,0647 0,1384 1,0151 0.09502
16 0,2793 0,0097 0,2783 0,00181 62 1,0821 0,1428 1,0301 0,09958
17 0,2967 0,0110 0,2956 0,00217 63 1,0996 0,1474 1,0450 0,10428
18 0,3142 0,0123 0,3129 0,00257 6*1 1,1170 0,1520 1,0598 0,10911
19 0,3316 0,0137 0,3301 0,00302 >'65 1,1345 0,1566 1,0746 0,11408
20 0,3491 0,0152 0,3473 0,00352 ' 66 1,1519 0,1613 1,0893 0,11919
21 0,3665' 0,0167 0,3645 0.00408 1 | 67 L 1,1694 0,1661 1,1039 0,12443
22 0,3840 0,0184 0,3816 0,00468 68 ~ 1,1868 0,1710 1,1184 0,12962
23 0,4014 0,0201 0,3987 0,00535 69 1,2043 0,1759 1,1328 0,13535
24 0,4189 0,0219 0,4158 0,00607 70 1,2217 0,1808 1,1472 0.14102
25 0.4363 0,0237 0,4329 0,00686 71 1,2392 0,1859 1,1614 0.14683
26 0,4538 0,0256 0,4499 0,00771 72 1,2566 0,1910 1,1756 0,15279
27 0,4712 0,0276 0,4669 0,00862 73 1,2741 А 0,1961 1,1896 0,15889
28 0,4887 0,0297 0,4838 0,00961 74 1,2915 0,2014 ж 1,2036 0,16514
29 0,5061 0.0319 0,5008 0,01067 75 1,3090 ода 1,2175 0,17151
30 0,5236 0,0341 0,5176 0,01180 76 1,3265 0,2120 1.2312 0,17808
31 0,5411 0,0364 05345 0,01301 77 1,3439 0,2174 1,2450 0,18477
32 0,5585 0.0387 0,551.3 0,01429 78 1,3614 0,2229 1,2886 0,19160
33 0,5760 0,0412 0,5680 0,01566 79 1,3788 0,2884 1,2722 0,19859
34 0,5934 0,0437 0,5847 0.01711 80 13963 0,2340 1,2856 0,20573
35 0,6109 0,0463 0,6014 0,01864 81 1,4137 0,2396 1,2989 0,21301
36 0,6283 0,0489 0,6180 0,02027 82 1,4312 0,2453 1,3121 0,22045
37 0,6458 0,0517 0,6346 0,02198 83 1,4486 0,2510 1,3252 0,22804
38 0,6632 0,0545 0,6511 0,02378 84 1,4661 0,2569 1,3383 0,23578
39 0,6807 0,0574 0,6676 0,02568 85 1.4835 0,2627 13512 0,24367
40 0,6981 0,0603 0,6840 0,02767 86 1 ДОЮ 0,2680 1,3640 0,25171
41 0,7156 0,0633 0,7004 0,02976 87 1,5184 0,2746 1,3767 0,25990
42 0.7330 0,0664 0,7167 0,03195 88 1,5359 0,2807 1,3893 0,26825
43 0,7505 0,0696 0,7330 0,03425 89 1,5533 0,2867 1,4018 0,27675
44 0,7679 0,0728 0,7492 0,03664 90 1,5708 0,2929 1.4142 0,28540
45 0,7854 0,0761 0,7654 0,03915 91 1,5882 0,2991 1,4265 0,29420
46 0,8029 0,0795 0,7815 0,04176 92 1,6057 ода 1,4387 0,30316
24
Раздел первый. Общие сведения и справочные данные
Продолжение табл. 12
Цеп грль- пый угол а** Длина дуги 1 Стрелка h Длина хорды с Плошэдь сегмента / Центр аль- янс! угол а*’ Длина дуги Стрелка h Длин» хорды г Площадь сегмента /
93 1,6232 0,3116 1,4507 0,31226 137 2,3911 0,6335 1,8608 0,85455
94 1,6106 0,3180 1,4627 0,32152 1.38 2,4086 0,6416 1.8672 0,86971
95 1,6580 0,3244 1,4746 0,33093 139 2,4260 0,6198 1.8733 0,88497
9G 1,6755 0Д«У 1,486.3 0,34050 140 2,4435 0,6580 1,8794 0,90034
97 1,6980 0,3374 1,4979 0.35021 141 2.4609 0,6662 1,8853 0,91580
98 1,716» 0,3439 15094 0,36008 142 2,4784 0,6744 1,8910 0,93135
99 1,7279 k 0,3506 1,5208 0,37009 143 2,4958 0,68'27 1,8966 0,94700
100 1,7453 F 0,3572 1,5321 0,38026 144 25133 0,6910 1,9021 0,96274
1U1 1,7628 0,3639 1.5432 0,39058 145 2Д307 0,6993 1,9074 0,97858
102 !,7802Г 03707 1,5543 0,40104 146 2,5482 0,7076 1.9126 0,99449
103 1,7977 0,3775 15652 0,41166 147 25656 0,7160 1.9176 1,01050
104 1,8151 0,3843 1,5760 0,42242 148 2,5831 0,7244 1,9225 1,02658
105 1,8326 0,3912 1,5867 0,43333 149 2,6005 0,7328 1,9273 1,04275
106 1,8500 0,3982 1,5973 0,44439 150 2.6180 0,7412 1,9319 1,05900
107 1,8675 0,4052 1,6077 0,45560 151 2,6334 0,7496 1,936.3 1,07532
108 1,8850 0,4122 1,6180 0,46695 152 2,6529 0,7581 1,9406 1,09171
109 1,9024 0,4193 1,6282 0,47845 153 2,6704 0,7656 1,9147 1,10818
ПО 1,9199 0,4264 1,6383 0,49008 154 2,6878 0,7750 1.9487 1,12472
111 1,9373 0,4336 1.6483 0,50187 155 2,7053 0,7836 1,9526 1,14132
112 1,9548 0,4408 1,65814 0,51379 156 2,7227 0,7921 1,9563 1.15799
113 1,9722 0,4481 1,6678 0,52586 157 2,7402 0,8006 1.9598 1,17472
114 1,9897 0,4554 1,6773 0,53807 158 2,7576 0,8092 1,9633 1,19151
115 2,0071 0,4627 1,6868 0.55041 159 2,7751 0,8178 1,9665 1,20835
116 2,0246 0,4701 1,6961 056289 160 V 2,7925 0,8264 1,9696 1,22525
117 2,0420 0,4775 1,7053 0,57551 161 2,8100 1 0,8350 1,9726 1,24221
118 2,0595 0,4850 1,7143 0,58827 162 2,8274 0,8436 1,9754 1,25921
119 2,0769 0,4925 1,7233 0,60116 163 2,8449 0,8522 1,9780 1,27626
120 2,0944 0,5000 1,7321 0,61418 164 2,8623 0,8608 1.9805 1,29335
121 2,1118 0,5076 1,7407 0,62734 165 2,8798 0,8695 . 1,9829 1,31049
122 2,1293 0,5152 1,7492 0,64063 166 2,8972 0.8781 1,9851 1,32766
123 2,1468 0,5228 1,7576 0,65404 167 2,9147 О.Ь868 1,9871 1,34487
124 2,1642 0,5305 1,7659 0,66759 168 2,9322 0,8955 1.9890 1,36212
125 2,1817 0,5383 1,7740 0,68125 169 2 9496 0,9042 1,9908 1.37940
126 2,1991 0,5460 1,7820 0,69505 170 2,9671 0.9Г28 1,9924 1,39671
127 2,2166 0.5538 1,7899 0,70897 171 2,9845 0,9215 1,9938 1,41404
128 2,2340 0,5616 1,7976 0,72301 172 3,0020 0,9302 1,9951 1,43140
129 2.2515 0,5695 1,8052 0,73716 173 3,0194 0,9390 1,9963 1,44878
130 2,2689 0,5774 1,8126 0,75114 174 3.0369 0,9477 1,9973 1,46617
131 2,2864 0.5853 1,8199 0.76584 175 3.0&43 0,9564 1.9981 1,48359
132 2,3038 0,5933 1,8271 0,78034 176 3,0718 0,9651 1,9988 1,50101
133 2,3213 0,6013 1,8341 0,79497 177 3,0892 0,9738 1,9993 1,51845
134 2,3387 0,6093 1,8 ИО 0,80970 178 3,1067 0,9825 1,9997 1,53589
135 2,3562 0,6173 1,8478 0,82454 179 3,1241 0,9913 1,9999 155334
136 2,3736 0,6254 1,8544 0,83949 180 3,1416 1,0000 2,0000 1Д7О8О
Тригонометрические функции (определения, значения и применение)
25
11. ТРИГОНОМЕТРИЧЕСКИЕ ФУНКЦИИ
(ОПРЕДЕЛЕНИЯ, ЗНАЧЕНИЯ И ПРИМЕНЕНИЕ)
Назначение и терминология. Тригоно-
метрические функции служат для решения
различных геометрических задач и в пер-
вую очередь для решения треугольни-
ков.
В отличие от геометрии, имеющей во
многом аналогичные цели - и решающей
задачи графическим путем, тригонометрия
решает задачи аналитически при помощи
тригонометрических величин — отношений
сторон треуголки и кон, определяющих соот-
ветствующие углы. Основными тригоно-
метрическими величинами, отнесенными
Зная отношение соответствующих сторон
треугольника, можно определить по три-
гонометрическим таблицам (табл. 17 н 16)
величину угла, или, наоборот, зная вели-
чину угла и одну из сторон, можно опреде-
лить по таблицам одну из тригонометри-
ческих величин для данного угла (т. е.
синус, косинус и т. п.) а по ней — другие
стороны Треугольника-
Зависимости между тригонометриче-
скими функциями. Тригонометрические
функции удобно представить графически
на чертеже круга (рис. 4). Если величину
Kvrfru иге нс
косинус
Рис. 4. Графическое изображение
тригонометрически» функция.
Рис. з. п
треугольн
к прямоугольному треугол ку (рис. 3).
являются следующие:
синус (sin) — отношение катета, проти-
волежащего заданному углу а, к гипоте-
( . а \
иузе Ism а = );
косинус (cos) — отношение катета, при-
/ Mi
гипотенузе I cos а = — к
тангенс (tg)— отношение катета проти-
т):
котангенс (etg) — отношение катета при-
лежащего к
волежашего к прилежащему
лежащего к противолежащему
радиуса принять за единицу, то величина
тригонометрических функций определится
длиной соответствующих отрезков, указан-
ных на рисунке. <
В зависимости от расположения угла
в одном из четырех квадрантов круга
_..г ....... I знаки тригонометрических
функций (табл. 13).
_ определяются
а) - функций (таб:
Таблица 13
а =
знаки тригонометрических функций
Zi I 1 etg Квадрант Mil CCS tR
fl
1 li ill IV + + + 11 + 1 + 1 + + +
\п COS 1 s / 4
26
Рмдел первый. Общие сведения и справочные данные
Таблица 14
Часто встречающиеся значения тригонометрических функций
Углы Три г оно 'К метрические х. функции Л. С и 36U= 30‘ 45* 60° 90" 1№ 270=
sin 0 4- = °.5 -у- /Т=0,707 -£-/Т=0,8бб 4-1 0 —1
CCS + ’ - /У =0,866 1 _ 2~ /7=0,707 4" =0,5 0 —1 0
tg 4~ /У =0.577 1 /3=1,732 ±<XJ 0 icx>
Ctg /3=1,732 1 -у 1^3 =0,577 0 ±cv 0
Таблица 15
:ких величин для дополнительных утлое
Значении Т|
Углы Тригоно- метрические х. функции Л. —a Г 4 180°±« 270" ± a ЗвГ±в
sin —Sin a + COSa H- i —COS a Sin(±a)
COS Ч-cos a ±Sina —COS a ±Sin a cos (in)
tg —tgB ±ctg« k ±Ctga 1g(±«)
cig —Ctg a ±tga jtga ctg(±«)
Таблица 16
Зависимости между функция
Нюваине • t^a etg a
функции sin з cos a
sin a i/'Г X'““ tgd 1
) 1 — COS1 а /l+1g3a у l+ctg3a C£ga
COS я У 1 — sin3 a —» 1
* /l + lg*a У l+ctga u
teza sin a У 1 — COS- а 1
/1 — Sin3 a cos я Cig a
etga У 1 — sin3 a cos a 1
Sin a | 1 — COS‘J a tga
sin a cos a
cos a —sin a ~c tg «
Тригонометрические функции (определения, значения и применение)
27
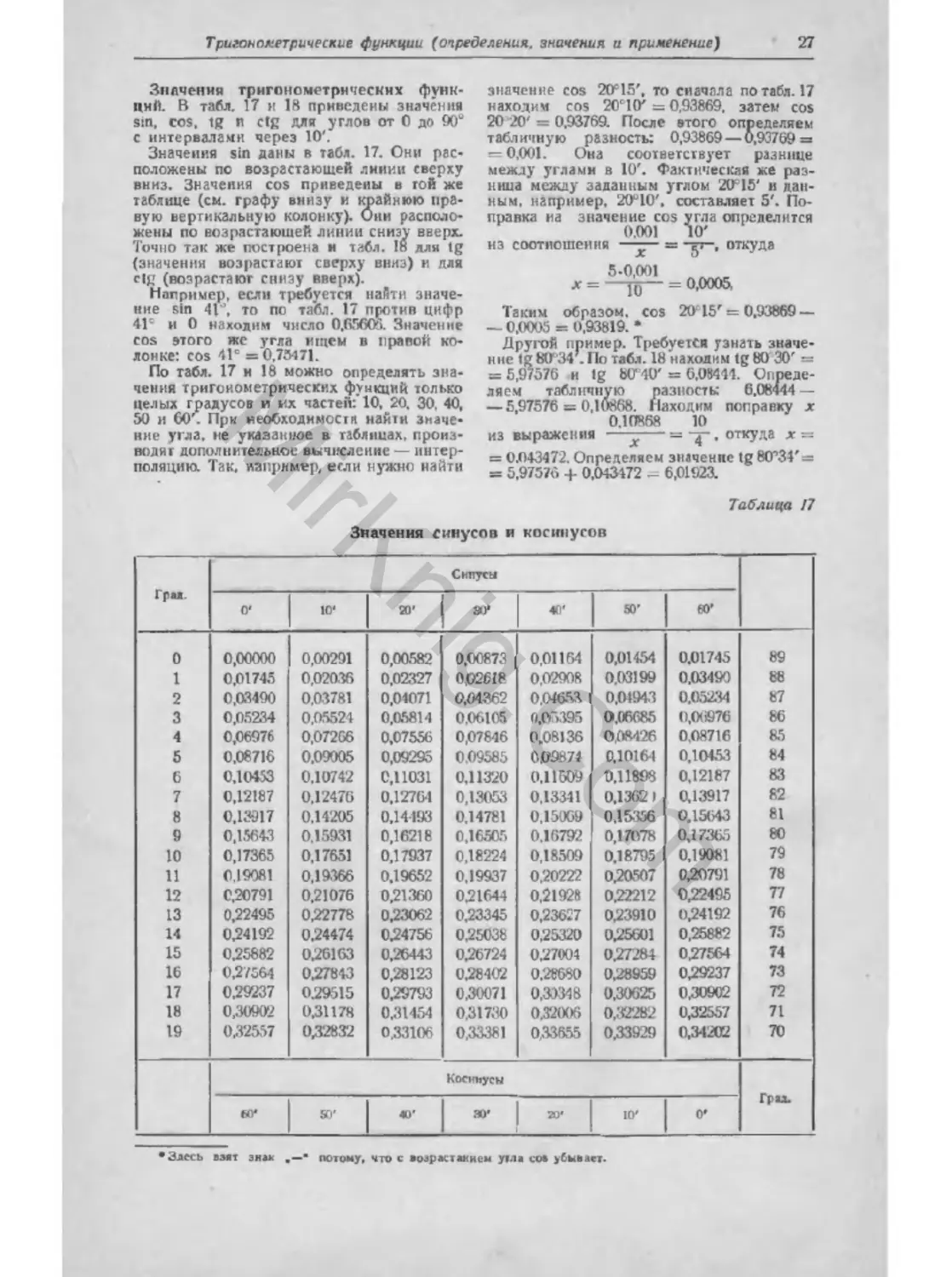
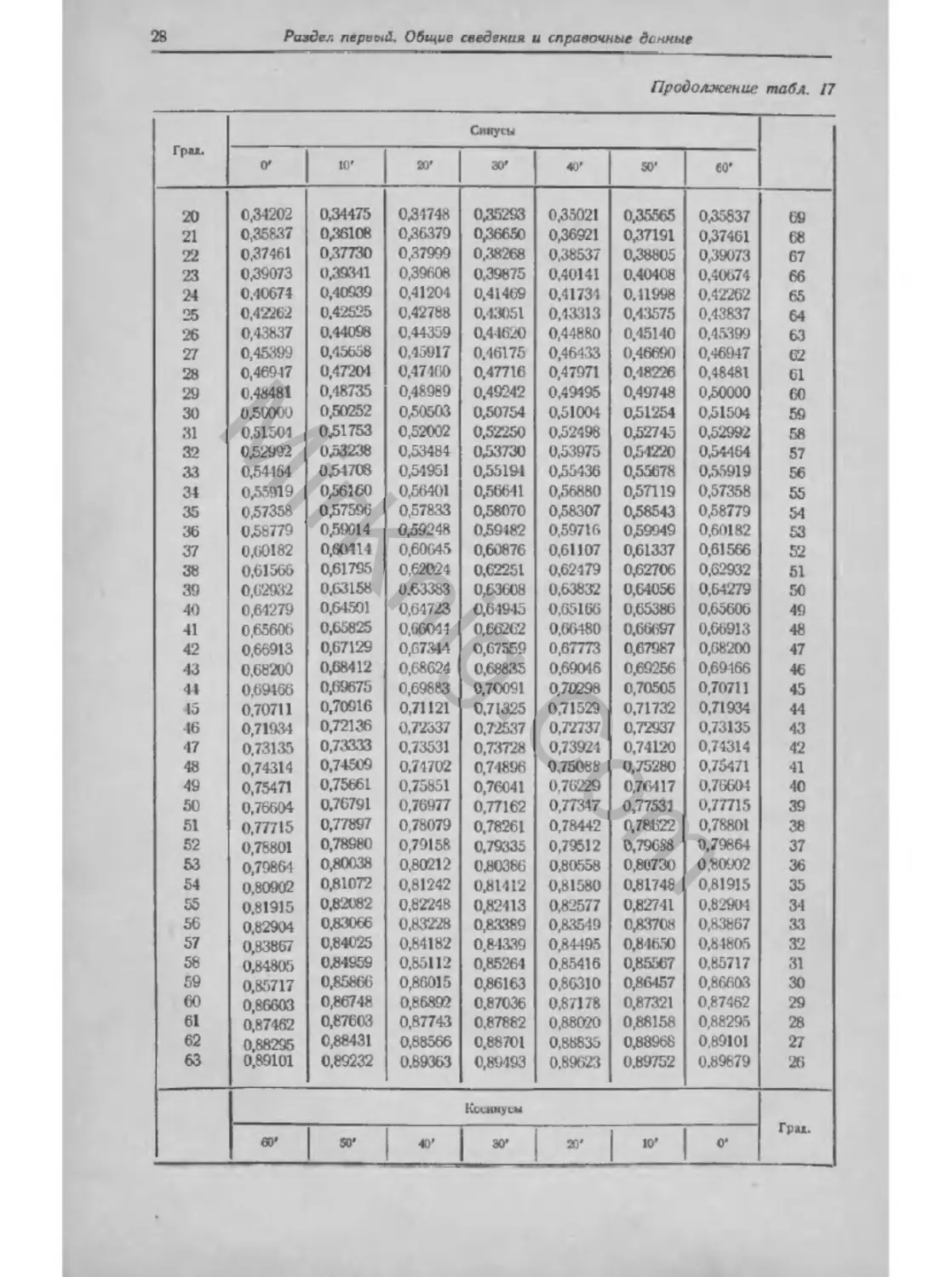
Значения тригонометрических функ-
ций. В табл. 17 и 18 приведены значения
Sin, cos, tg и ctg для углов от 0 до 90й
с интервалами через 10'.
Значения sin даны в табл. 17. Они рас-
положены по возрастающей линии сверху
вниз. Значения cos приведены в той же
таблице (см. графу внизу и крайнюю пра-
вую вертикальную колонку). Они располо-
жены по возрастающей линии снизу вверх.
Точно так же построена и табл. 18 для tg
(значения возрастают сверху вниз) и для
ctg (возрастают снизу вверх).
Например, если требуется найти значе-
ние sin 4Г, то по табл. 17 против цифр
41* и О находим число 0,65606. Значение
cos этого же угла ищем в правой ко-
лонке: cos 41° =0,73471.
По табл. 17 н 18 можно определять зна-
чения тригонометрических функций только
целых градусов и их частей:’10, 20. 30, 40,
50 и 60'. При необходимости найти значе-
ние угла, не указанное в таблицах, произ-
водят дополнительное вычисление — интер-
поляцию. Так, иэпрнмер, если нужно найти
инусов и косинусов
значение cos 20=15', то сначала по табл. 17
находим cos 20е 1 О'= 0,93869, затем cos
20 20'= 0.93769. После этого определяем
табличную разность: 0,93869 — 0,93709 =
= 0,001. Она соответствует разнице
.между углами в 10'. Фактическая же раз-
ница между заданным углом 20° 15' и дан-
ным. например, 20°10', составляет 5'. По-
правка на значение cos угла определится
0.001 10'
из соотношения —— = -gr-, откуда
5-0,001
х — —pj— = 0,0005,
Таким образом, cos 20 15'= 0,93869—
— 0,0005 = 0,93819. *
Другой пример. Требуется узнать значе-
ние tg 80=34'. По табл. 18 находим tg 80 30' =
= 5,97576 и tg Ы140' = 6,08411. Опреде-
ляем табличную разность: 6,08444 —
— 5,97576 = 0,10868. Находим поправку х
0.10868 10
из выражения —— = -j-, откуда х =
= 0.043472. Определяем значение tg 8О"’34' =
= 5,97576 + 0,043472 = 6,01923.
Таблица П
Граи ... Синусы
0' 10' 20’ 80* 40' 50’
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 0,00000 0,01745 0,03490 0,05234 0,06976 0,08716 0,10453 0,12187 0,13917 0,1564-3 0,17365 0.19081 0,20791 0,22495 034192 035882 0,27364 039237 0,30902 032557 0,00291 0,02036 0.03781 0.05521 0,07206 0,09005 0,10742 0,12476 0.14205 0,15931 0,17651 0,19366 0,21076 032778 0.24474 036163 0,27843 039515 0Д1178 032832 0,00582 0,02327 0,04071 0,05814 0,07556 0,09295 0,11031 0,12764 0,14193 0,16218 0,17937 0,19652 0,21360 033062 034756 0,26443 0,28123 0,29793 0,31454 033106 0,00873 0,02618 0,04362 0.06105 0,07846 0.09585 0,11320 0,13053 0,14781 0,16505 0,18224 0,19937 0,21644 0,23345 0,25038 036724 038402 0,30071 0.317 Ю 0,33381 ► 0,01164 0.02908 0,04653 0,03395 0.08)36 0,09874 0.11G09 0,13341 0,15069 0,16792 0,18509 0,20222 0,21928 0,23627 0,25320 0,27004 0,28680 0,30348 032006 0,33655 0,01454 0,03199 0,04943 0.06685 0,08426 0,10164 0,11898 0,1362) 0,15356 0,17078 0.18795 0,20507 0.22212 0,23910 0,25601 027284 0,28959 0,30625 0,32282 0,33929 0.01745 0,03490 0.05234 0,06976 0,08716 0,10453 0,12187 0,13917 0.15(43 0,1736.5 0,1908] 030791 0,22495 034192 0,25882 037564 039237 0,30902 0,32557 0,34202 89 88 87 86 85 84 83 82 81 80 79 78 77 76 75 74 73 72 71 70
Косинусы Грах
50' *>' 30' 20* НУ 0’
Здесь взят знак потому, что с возрастанием утла сов убывает.
28
Раздел первый. Общие сведения и справочные денные
Продолжение табл. 17
Грм. Синусы
О' 10’ 20' 30» 40' 50' 60’
20 0,34202 0,34475 0,31748 0,35293 0.35021 0,35565 0,35837 69
21 0,35837 0,36108 0,36379 0,366.50 0,36921 0,37191 0,37461 68
22 0,37461 0,37730 0,37999 0..38268 0,38537 0.38805 0,39073 67
23 0,39073 0,39341 0,39608 0,39875 0,40141 0,40408 0,40674 66
24 0,40674 0,40939 0,41204 0,41469 0,41734 0,11998 0,42262 65
25 0,42262 0.42525 0,42788 0,43051 0,13313 0,4.3575 0,43837 64
26 0,43837 0,44098 0,44359 0,44620 0,44880 0,45140 0,45399 63
27 0,45399 0,45658 0,45917 0,46175 0,46433 0,46690 0,46947 62
28 0,46917 0,4720-1 0,47460 0,47716 0,47971 0,48226 0,48481 61
29 0.48481 0,48735 0,48989 0,49242 0,49495 0,49748 0,50000 60
30 051ХХЮ 0,50252 0,50503 0,50754 0,51004 051254 0,51504 59
31 0,51501 0,51753 0,52002 0,52250 0,52498 052745 0,52992 58
32 0,52992 0.532.38 0,53484 0,53730 0,53975 0,54220 0,54464 57
33 0,54464 054708 0,54931 0,5519-1 0,55436 0,55678 0,55919 56
34 0,55919 0,56160 0,56401 0,56(541 0,56880 0,57119 0,57.358 55
35 0,57358 0,57596 0,57833 0,58070 0,58307 0,58543 0,58779 54
36 058779 0,59014 0,59248 0,59482 0,59716 0,59949 0,60182 53
37 0,60182 0,60414 0,60645 0,60876 0,61107 0,61337 0.61566 52
38 0,61566 0,61795 0,62024 0,62251 0,62479 0,62706 0,62932 51
39 0,62932 0,63158 0,63383 0,63608 0.63832 0,64056 0,64279 50
40 0,64279 0,64.501 0,64723 0,6-1945 0,65166 0,65386 0,65606 49
41 0,65606 0,65825 0,66041 0,66262 0,66480 0,66697 0,66913 48
42 0,66913 0,67129 0,67.344 0,67559 0,67773 0,67987 0,68200 47
43 0,68200 0,68412 0,68624 0,68835 0.69046 0,69256 0,69466 46
44 0,69466 0,69675 0,69883 0,70091 0,70298 0,70505 0,70711 45
45 0,70711 0,70916 0,71121 0,71325 0,71529 0,71732 0,71934 44
16 0,71934 0,72136 0,72337 0,72537 0,72737 0,72937 0,73135 43
47 0.73135 0,73333 0,73531 0,73728 0,73924 0,74120 0,74314 42
48 0,74314 0,74509 0,71702 0,74896 0,75088 0,75280 0,75471 41
49 0,75471 0.75661 0,75851 0,76041 0,76229 0,76417 0,76601 40
50 0,76604 0,76791 0,76977 0,77162 0,77347 0,77531 0,77715 39
51 0,77715 0,77897 0,78079 0,78261 0,78442 0,78622 | 0,78801 38
52 0,78801 0,78980 0,79158 0,79335 0,79512 0,79688 0,79864 37
53 0,79864 0,80038 0,80212 0.80386 0,80558 0,80730 0,80902 36
54 0,80902 0,81072 0,81242 0,81412 0,81580 0,81748 0,81915 35
55 0,81915 0,82082 0,82248 0,82413 0,82577 052741 0,82901 34
56 0,82904 0.&Ю66 0,83228 0,83389 0,83549 0,83708 0,83867 33
57 0.83867 0,84025 0,84182 0,843.39 0,84495 0,84650 0,81805 32
58 0,84805 0,84959 0,85112 0,85264 0,85416 0,85567 0,85717 31
59 0,85717 0,85866 0,86015 0,86163 0,86310 0,86457 0,86603 30
60 0,86603 0,86748 0,86892 0,87036 0,87178 0,87321 0,87462 29
61 0,87462 0,87603 0,8774.3 0,87882 0,88020 0,88158 0,88295 28
62 0,88295 0,88431 0,88566 0,88701 0,88835 0,88968 0,89101 27
63 0,89101 0,89232 0.89363 0,89493 0,89623 0.89752 0,89879 26
Косинусы Гр»д.
60' SO' 40’ 30’ 20' 10' 0'
Тригонометрические функции (определения, значения и применение/
29
Продолжение табл. 17
Град. Синусы
0' 10* 20* ао* 40' 50* 60'
64 0.89379 0,90007 0,90133 0,90259 0,90383 0,90507 0,90631 25
65 0,90531 0,90753 0,90875 0,90996 0,91116 0,91236 0,91355 24
66 0,91355 0,91472 0,91590 0,91706 0,91822 0,91936 0,92050 23
67 0,92050 0,92164 0,92276 0,92388 0,92199 0,92609 0,92718 22
68 0,92718 0,92827 0,92935 0,93012 0,93148 0,93253 0,93358 21
69 0,93358 0,93462 0,93565 0,93667 0,93769 0.93869 0,93969 20
70 0.93969 0,94068 0,94167 0,9-1264 0,91361 0,94457 0,94552 19
71 0,94.552 0,94646 0,94740 0,9-1832 0,94924 0,95015 0,95106 18
72 0,95106 0,95195 0,95284 0,95372 0,95459 0,95545 0,95630 17
73 0,95630 0,95715 0,95799 0,95882 0,95964 0,96046 0.96126 16
74 0,96126 0,96206 0,96285 0,96363 0,96440 0,96517 0,96593 15
75 0,96593 0.96667 0,96742 0,96815 0,96887 0,96959 0,97030 14
76 0,97030 0,97100 0,97169 0,97237 0,97304 0,97371 0,97437 13
77 0,97437 0,97502 0,97566 0,97630 0,97692 0,97754 0,97815 12
78 0,97815 0.97875 0,97934 0,97992 0,98050 0,98107 0,98163 11
79 0.98163 V.9S218 0,98272 0,98325 0,98378 0,98430 0,98481 10
80 0,98481 0,98531 0,98580 0,98629 0,98676 0,98723 0,98769 9
81 0,98769 0,98814 0.98858 0,98902 0,98941 0.98986 0,99027 8
82 0,99027 0.99)67 0,99106 0,99144 0,99182 0,99219 0,99255 7
83 0.99255 0,99290 0,99324 0,99.357 0,99390 0,99421 0,99452 6
84 0,99452 0,99482 0,99511 0,99540 0,99567 0,99594 0,99619 5
85 0,99619 0,99644 0,99668 0,99692 0,99714 0,99736 0,99756 4
86 0,99756 0,99776 0.99795 0,99813 0,99831 0,99847 0,99863 3
87 0,99863 0,99878 0,99892 0.99905 0,99917 0,99929 0.99939 2
88 0.99939 0,99949 0,99958 0,99966 0,99973 099979 0,99985 1
89 0,99985 0,99989 0,99993 0,99996 039998 0,99999 1,00000 0
Косинусы Гряд.
СО' 50' 40' 80' 20’ 10’ 0’
Таблица 18
Значения тангенсов и Котангенсов
Град Тангенсы
С' 10* 20' аг 40’ 5V 60'
0 1 2 3 о.ооооо 0,01746 0,03492 0,05241 0,00291 0,02036 0,03783 0,05533 0,00582 0,02328 0,04075 0,05824 0,00873 0,02619 0,04366 0,06116 0,01164 0,02910 0,04658 0,06408 0,01455 0,03201 0,04949 0,06700 0,01746 0.03492 0,05241 0,06993 89 88 87 86
Котангенсы Град.
во' so* -и- 30' 20’ 10* 0*
30
Раздел первый. Общие сведения и справочные данные
Продолжение табл. 18
Грая. Таит ежи
0' '°' * 4С’ 50’ 60'
4 0,06993 0.07285 0,07578 0,07870 0,08163 0,08456 0,06749 85
5 0,08749 0.09042 0,09335 0,09629 0,09923 0,10216 0.10510 84
6 0,10510 0,10805 0,11099 0,11394 0,11688 0,11983 0.12278 83
7 0,12278 0,12574 0,12869 0.13165 0,13461 0,13758 0,14054 82
8 0,14054 0.14351 0.14648 0,14945 0,15243 0,15540 0,15838 81
9 0,15838 0,16137 0,16435 0,16734 0,17033 0,17333 0,17633 80
10 0,17633 0,17933 0.18233 0,18534 0,18835 0,19136 0,19438 79
11 0,19438 0,19740 0.2UO42 0,20345 0,20648 0,20952 0,21256 78
12 0.21256 0,21560 0,21864 0,22169 0,22475 0,22781 0,23087 77
13 0,23087 0,23393 0,23700 0,24008 0,24316 0,24624 0,24933 76
14 0,24933 0,25242 0,25552 0,25862 0,26172 0,26483 0,26795 75
15 0,26796 027107 0,27419 0,27732 0,28046 028360 0,28675 74
16 0,28675 “0,28990 0,29305 0,29621 0,29938 0.30255 0,30573 73
17 0.30573 020891 0,31210 0.31530 0,31850 0.32171 0,32492 72
18 032492 1 0,32514 0Д3136 0,33460 0,33783 0.3410с 0,34433 71
19 0,34433 0,34758 0,35085 0.354Г2 035740 0,36068 0,36397 70
20 0,36397 0,36727 0.37057 0,37388 0.37720 0.38053 038386 69
21 0.38386 0,38721 0,39055 0,39391 039727 0,40065 0,40403 68
22 0,4040,3 0,40741 0.41081 0.41421 0,41762 0,42105 0.42447 67
23 0,42447 0,42791 0,43136 ) 0.43481 0,43828 0,44175 0.44523 66
24 0.44523 0,44872 045222 0.45573 0,45924 0,46277 0.46631 65
26 0,46631 0,46985 0,47341 0,47697 0.48055 0,48414 0.48773 64
26 0,48773 0,49134 0,49495 0,49858 0,50222 0,50587 0,50953 63
27 0,50953 0,51319 0,51688 052057 0,52427 0,52798 0,53171 62
28 0,53171 0,53545 0,53920 0,54296 0,54673 0,55051 0,55431 61
29 055431 0,55812 05619-1 0,56577 0,56952 0,57348 0,57735 60
30 0,57735 0,58124 0,58513 0,58905 0,59297 039691 0,60086 59
31 0,60086 0,60483 0,60881 0.61280 0,61681 0,62083 0,62487 58
32 0,62487 0,62892 0,63299 0,63707 0,64117 0.64528 0,64941 57
33 0,64941 0,65355 0,65771 0,66189 0,66608 0,67028 0,67451 56
34 0,67451 0,67875 0,68301 0,68728 0,69157 0,69588 0,70021 55
35 0,70021 0,70455 (1.70891 0.71329 0,71769 0,72211 0,72654 54
36 0,72654 0,73100 0,73547 0,73996 0,74447 0,74900 0.75355 53
37 0.75355 0.75812 0,76272 0,76733 0,77196 0.77661 0,78129 52
38 0,78129 0,78598 0,79070 0,79.544 0,80020 0,80498 0,80978 51
39 0,80978 0,81461 0,81946 0,82434 0,82923 0,83415 0,83910 50
40 0,83910 0,84-107 0.84905 0.85408 0,85912 0.8(5419 086929 49
41 0.86929 0,87441 0,87955 0.88473 0,88992 0,89515 0,90040 48
42 OJ90040 0,90569 0,91099 0,91(533 0,92170 0,92709 6.93252 47
43 0.(3252 0,93797 0,94345 0,94896 0.95451 0,96008 0,96569 46
44 0.96569 0,97133 0,97700 0,98270 0,98843 0,99420 1,00000 45
45 1,00000 1,00583 1,01170 1,01761 1,02355 1,02952 1,03553 44
46 1,03553 1,04158 1.04766 1,05378 1,05994 1,06613 1,07237 43
47 1,07237 1,07864 1.08496 1,09131 1,09770 1,10414 1,11061 42
Котангенсы Град.
60' RJ' 40' 30’ 20' 10' О'
Тригонометрические функции (определения, значения и применение)
3!
Продолжение табл. 18
Град Тангенсы
0' 10' 20’ jff 40' 50’ 60’
48 1,11061 1,11713 1,12369 1.13029 1,13694 1,14363 1,15037 41
49 1,15037 1,15715 1.16398 1,17085 1,17777 1,18-174 1,19175 40
60 1,19175 1,19882 17059.3 171310 1,22031 1,22758 1,23490 39
51 1,23490 1,24227 1,24969 175717 1.26471 1,27230 1.27994 38
52 1,27994 178764 179541 130323 1.31П0 1,31901 1,32704 37
53 1,32704 1,33511 134323 1,35142 1,35968 1.36800 137638 36 *
54 1,37638 1.38+84 1,39336 1,40195 1,41061 1,41934 1,42815 35
55 1,42815 1,43703 1,44598 1,45501 1,46411 1,47330 ’,48256 34
56 1,48256 1,49190 1,50133 131084 1,.52043 1,53010 1,53987 33
57 J1,53967 1Д4972 1.55966 1,50969 1,57981 1,59002 1,60033 32
58 1№ 1,61074 1,62125 1,63185 1.64256 1.65337 1,66428 31
59 1,66428 1,67530 1,68643 1,69766 1.70901 1,72047 1,73205 30
60 1,73205 1,74375 1,75.556 1,76749 1,77955 1,79174 1,80405 29
61 1,80405 1 1,81649 1,82906 1,84177 1.85462 1.86760 1,88073 28
62 1,88073 1,89400 1,90741 1,92098 1,93470 1,94858 1,9(2261 27
63 1,96261 1,97680 1,99116 2,00570 2,02039 2,03526 2,05030 26
64 2,05030 2,06553 I 2,08094 2,09654 2,11233 2,12832 2,14451 25
65 2,14451 2,16090 2,17749 2,19430 2,21132 2,22857 2,2460-1 24
66 2,24604 2,26374 2,28167 2,29984 2,31826 2Д3693 235585 23
67 2,35585 2,37504 2,39449 2,41421 2,43422 2.45451 2,47509 22
68 2,47509 2,49597 2,51715 2,53865 2,56046 2,56261 2,60509 21
69 2,60509 2,62791 2,65109 2,67462 2.69853 2.72281 2,74748 20
70 2,74748 2,77254 2,79802 2,82391 2,85023 2,87700 2,90421 19
71 2,90421 2,93189 2,96004 2,98869 3.017831 3,04749 3,07768 18
72 3,07768 3,10842 3,13972 3,17159 3,20406 к 3,23714 3,27085 17
73 377085 3,30521 3,31023 3,37594 3,41236 Гз.44951 3,48741 16
74 3,48741 3,52610 3,56557 3,60588 3.W7O5 3,68909 3,73205 15
75 3,73205 3,77595 3,82083 3,86671 3,91364 3,96165 4,01078 14
76 4,01078 4,06107 4,11256 4,16530 4,21933 4,27471 4,33148 13
77 4,33148 438969 4,44942 4,51071 4,5736.3 4,63825 к 4,70463 12
78 4,70463 4,77286 4,84300 4,91516 4,98940 5,06584 5,14455 11
79 5,14455 5,22566 530928 5,39552 5.48451 5,57638 5,67128 10
80 5,67128 5,76937 5,87080 5,97576 6,08444 6,19703 6.31375 9
81 6,31375 6,43484 6,56055 6,69116 6,82694 6,96823 7,11537 8
82 7,11537 7,26873 7,42871 7,59575 7,77035 7,95302 8,14435 7
83 8,14435 8.34496 8,55555 8.77689 9,00983 9,25530 9,51436 6
84 9,51436 9.78817 10,07803 10,38540 10,71191 11,05943 11,43005 5
85 11,43005 11,82617 1275051 12,70621 13,19688 13.72674 14,30067 4
86 14,30067 14,92442 15,60478 16,34986 17 J6934 18.07498 19,08114 3
87 19,08114 2070555 21.47ОЮ 22,90397 24,54176 26,43160 28,63625 2
88 28,63625 3174158 34,36777 38,18846 42,96408 49,10388 57,28966 1
89 57,28966 68,75009 85,93979 114,58865 171,88510 343,77371 0
Котангенсы Град.
60’
50' 40' 30' 20' 10' 0'
32
Раздел первый. Общие сведения и справочные данные
12. РЕШЕНИЕ ТРЕУГОЛЬНИКОВ
Решение прямоугольных треугольников
Таблица 19
Эскиз Ляис Формулы для определения искомых величин
Стороны а и b с = /л2 — Й2 81П? = “Г 7 = 90-3
Стороны а и с ь = У а2 — Са 8Ш7 = -£- ? = 90-j
Ъ и с а = V />•+# 7 = 90°-S
угол 3 Ь = д-sln 3 с = a-cos 3 7=90” —?
с •к» 'Г ->— £ -J Сторона а. угол 7 b — a cos 7 с = o-sin 7 ? = 9O-7
Сторона Ь, угол ? Ъ а~~ sin? с a A-ctg? 7 =90° —?
Сторона Ъ, угол у b ° ~ COS 7 с 6’tg7 ? = 90»-7
Сторона с, угол ₽ а~ cos? b =c-tg? 7 = 90° —?
Сторона с, угол у "“stay b = c-ctg7 ? = 90° —7
Решение греуеольников
Таблица 20
Решение косоугольных треугольников
Дано: сторона а. углы а и ?
_ . e-sin8 a-slny
Тогда т — 180 — (а + ^Х b = —---: с = —;-----
* ' Л sin я • sin а
а-й-Ыпу
Площадь F =-----2---1
Если даны углы £ н у вместо угла а, то о = 180’ —
—(3 + 7)
Дано: стороны а и Ь. угол у
_ a-siny „ a-sini
1ОГЛ* '«• = т-г-сы-;" ? = iw-c + л«=
Сторону е такжс можно определить из формулы:
с = + V— 2a6cos 7
„ вй-siny
Площадь F — —•?>----
Дано: угол а, стороны а и b
b-sina a sin т
Тогда sin т = ----—•; 1 = 180 — (а г р), с =
o-ftsm у
11лощадь F = ---9----
Дано: стороны а. b и с
Ь1 4- с* — as „ й-sine
Тогда cos a =----2^------; sin ? =----—
7 = 180 -(a + p)
д-й-sln 7
Площадь F = -----2----
3 M. A. C«jr»u
34
Раздел первый. Общие сведения и справочные данные
13. ДЕЛЕНИЕ ОКРУЖНОСТИ НА п ЧАСТЕЙ
Чтобы разделить окружность на какое-то
число частей п, нужно определить хорду,
т. е. линию, соединяющую концы дуги,
соответств^тошей каждой части. Хорда с =
- /Э sin , где D—диаметр окруж-
ности. 180
В табл. 21 даны значения sin п~ для
чисел я от I до 100.
Например, при делении окружности
диаметром 150 мм на 9 частей находят
длину хорды с:
с = 150 X 0,34202 = 51,303 мм.
Чтобы разделить окружность на п частей,
нужно диаметр окружности умножить на
значение sin --- из табл. 21 и затем,
п
отсчитав по линейке отрезок, равный этому
произведению, нанести циркулем засечки
на окружности. Если требуется разделить
на 21 часть окружность диаметром 200 мм.
то на этой окружности нужно откладывать
циркулем отрезок, равный 200 X 0,14904 «
ss 29,8 мм.
Деление окружности на л частей
Таблица 21
п <(п 180 л , 18СГ' •ill—’ п п IM)4- sin n
1 0,00000 1 26 0,12054 51 0,06156 76 0,01132
2 1,00000 27 0,11609 52 0,06038 77 0,04079
3 0,86603 28 0,11196 53 0,05924 78 0,04327
4 0,70711 29 ж 0.10812 54 0,05814 79 0,03976
5 0,58779 30 0,10453 55 0,05709 80 0,03926
б 0,50000 31/ 0,10117 56 0,05607 81 0,03878
7 0,43388 32 . 0.09802 57 0,05509 82 0,03830
8 0,38268 33 0,09506 . 58 0,05414 83 0,03784
9 0,34202 34 0,09227 59 0,05322 84 0,03739
10 0,30902 35 0,08964 60 0,05234 85 0,03695
11 0,28173 36 0,08716 61 0,05148 86 0,03652
12 0,25882 37 0.08481 62 0.05065 ! 87 0,03610
13 0,23932 38 0,08258 (аз 0,04985 88 0,03569
14 0,22252 39 0,08047 01 0,04907 «9 0,03529
15 0,20791 40 0,07846 65 0,04831 90 0,03490
16 0,19509 41 0.07655 66 0,04758 91 0,03452
17 0,18375 42 0,07473 67 0,04687 Ч 92 0,03414
18 0.17365 43 0,07300 68 0,04618 93 0,03377
19 0,16459 44 0,07134 69 0,04551 94 0,03341
20 0,15643 45 0,06976 70 0,04486 95 0,03306
21 0.1490-1 46 0,00824 71 0.04423 < 96 0,03272
22 0,14231 47 0.06679 72 0,04362 97 0,03238
23 0,13617 48 0,065-10 73 0,04302 98 0,03205
24 0,13053 49 0,06407 74 0,01244 99 0,03173
25 0,12533 50 0,06279 0,04188 100 0.03141
РАЗДЕЛ ВТОРОЙ
МАТЕРИАЛЫ И ИХ СВОЙСТВА
1. ВЕС (МАССА) МАТЕРИАЛОВ
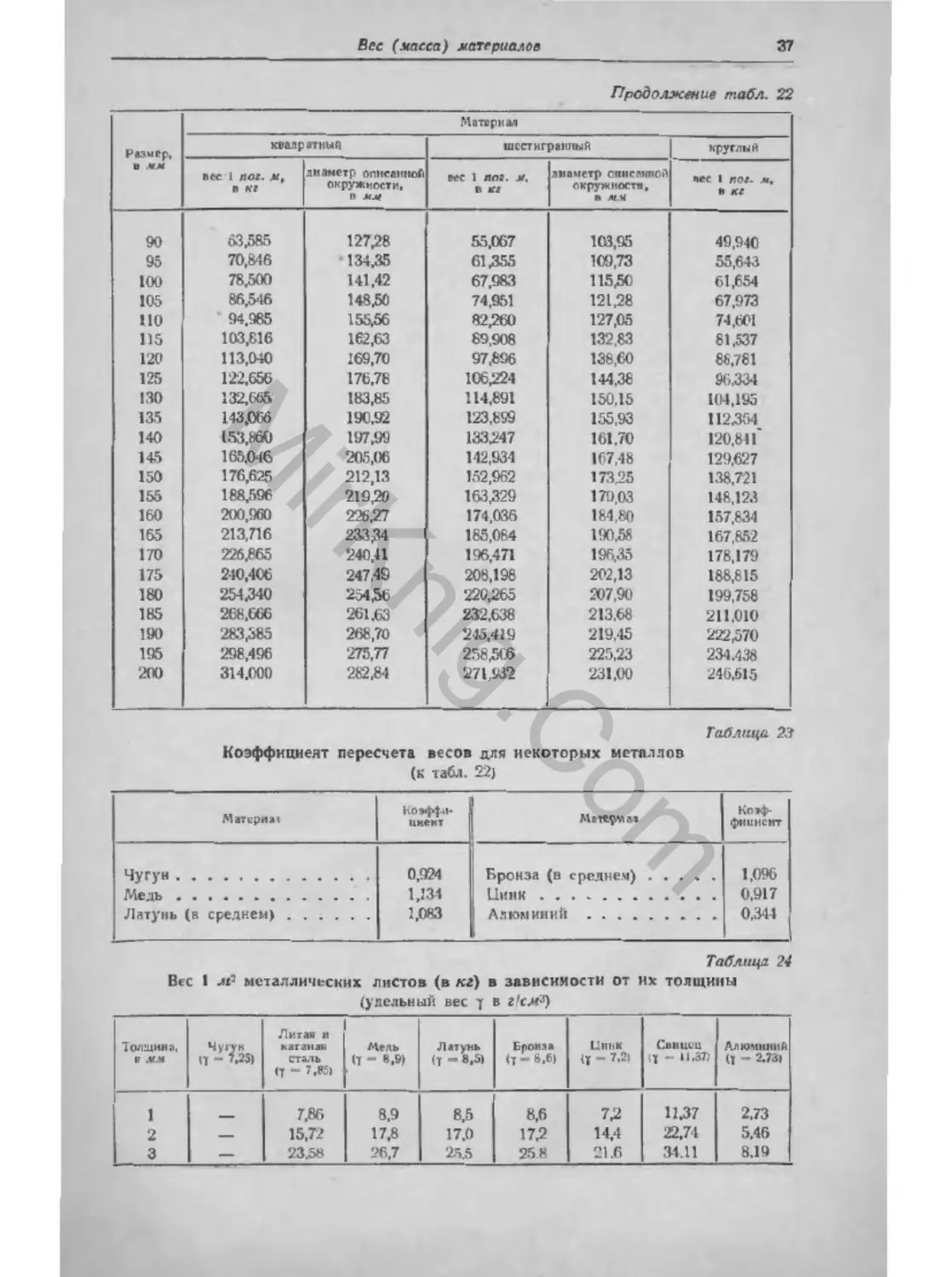
В табл. 22 указан вес (масса) 1 пог. м
стали (удельный ьес у =7,85 Г]см\ или
7=77008 я л3) квадратного, шестигран-
ного и круглого сечения. Чтобы опреде-
лять вес заготовки, нужно ее длину (в л)
умножить на q (вес 1 пог. л для данного
сечения, указанный в табя. 22).
Например, требуется определить вес
стальной заготовки диаметром 75 лл и
длиной 420 мм
По табл. 22 находим вес 1 пог. м для
диаметра 75 мм. q ~ 34,68. Вес заготовки-.
Q = 34,68 X 0,42 = 14,5656 кг я 14,6 кг.
Таблица 22
Вес квадратного, шестигранного и глого материала и диаметры описанных
окружностей
(сталь, удельный вес у =«7,85 Г/см' =77008 н/л*)
При определении веса заготовки из дру-
гих материалов нужно пользоваться коэф-
фициентами пересчета, учитывающими раз-
ниц)’ в удельном весе (табл. 23).
Например, требуется определить вес
Ж той медной заготовки размерами 50х
мм.
Q-qy. 0,275 X 1Д34 15,413 X 0.275 X
X 1,134 = 4,806 кг х 4,8 кг.
Здесь значение q = 15,413 взято из
табл. 22, а коэффициент 1,134 —из табл. 23.
— — 11 —— Матери вл
квьяратиып шестигранный круглый
вес 1 пог. л. в кг диаметр опкгмчюй окружности, □ ям пес 1 пог. лц в кг диаметр описанной окружности, В мл \ вес 1 ппг. ж. в кг
Размер, в мм Й К® - 1 . э- 6 ^0
5 6 7 8 9 10 11 12 13 14 0,196 0,283 0,385 0502 0,636 0,785 0,950 1,130 1,327 1,539 7,071 8.48 9.90 11,31 12,73 14,14 15.56 16,97 18.36 19,80 0,170 0,245 0,333 0,435 0Д51 0,680 0.823 0,979 1,149 1,332 5,78 698 8,09 9,24 10.40 11.55 12,71 13,86 15.02 16,17 0,154 0,222 0,302 0,395 0,499 6,617 0,746 0,888 1,042 1,208
36
Раздел второй. Материалы и их свойстве:
Продолжение табл. 22
Размер, в мм Материал
квадрагиый шесты ранний круглый
вес 1 лог. м9 В М2 диаметр описанной окружности, в жж вес 1 поз. м, В КЗ диаметр списанной окружности. 8 И.И вес ! поз. ж. В КЗ
15 1,766 2131 1,530 17.32 1387
16 2,010 22,63 1,740 18,48 1378
17 2369 24,04 1,965 19,61 1,782
18 2,543 25,46 2,203 20,79 1,998
19 2,834 26,87 2,454 21,95 2,226
20 3,140 2828 2,719 23,10 2,466
21 3,462 29.70 2,998 24.26 2,719
22 3,799 31,11 3,290 25,41 2,984
23 4,153 32,53 3,596 26,57 3361
24 f 4-622 33,94 3,916 27,72 3351
25 4 35.36 4,249 28,88 3,853
26 36.77 4,596 30,09 4,168
27 38.18 4,956 31,19 4.495
28 С, 101 39.60 5,330 32,34 4,834
29 6,602 " 41,01 5,717 33,50 5,185
30 7,065 42,43 6,118 34,65 5,549
32 8,038 45,25 6,961 36,96 6313
34 9,075 48,08 7,859 3937 7,127
35 9,616 Л 49,50 1 8328 40,42 7350
36 10,174 50,91 А 8,811 41,58 7,990
38 11,335 53.74 4 9,817 43,89 8,903
40 12,560 5637 10,877 4630 9,865
42 13,847 59,40 Ь " 11,992 48,51 10,876
44 15,198 62,22 13, 50,82 11,936
45 15,896 63,64 13,766 51,96 12,485
46 16,611 65,05 14,385 53,13 13,046
48 18,086 67,88 15,663 55,44 14305
50 19,625 70,71 16,995 4 57,75 15,413
52 21,226 73,54 18Д83 60,06 16,671
54 22.891 76,37 19,824 17,978
55 23,746 77,78 20,560 18,650
56 24,618 79,20 21320 66,99^ 19,335
58 26.407 82.02 22,870 20.740
60 28360 84,85 24,474 69,30 22,195
62 30.175 87,68 26,133 71,61 23,700
64 32,154 9131 27,84/1 73,92 25353
65 33,160 91,92 28,720 75,07 26,050
66 34,195 9434 29,614 7633 26,856
68 36,298 97,17 31,436 7834 28,509
70 38,465 99,00 33,312 * 80.85 зозю
72 40,694 101,82 35,243 83,16 31,961
74 42.987 104,65 37,228 85,47 33,762
75 44,130 106,06 38,2-Ю 86,62 34,680
76 45,342 107,48 39367 87,78 35,611
78 47,759 11031 41361 90,09 37310
80 50,240 113,14 43309 92,40 39,458
85 56,716 12031 49,118 98,18 44345
Вее (масса) материалов
37
Продолжение табл. 22
Размер, и мм Матерная
квадратный шестигранный круглый
все 1 пог. м, в кг диаметр описанной окружности, Г' мм вес 1 пог. м, в кг л на метр оннсанкой С Кру Л ногти. В ММ вес 1 пог- м9 в кг
90 63,585 127,28 55,067 103,95 49,940
95 70.846 •134,35 61,355 109,73 55,643
100 78,500 141,42 67.983 115 ДО 61,654
105 86,5*16 148,50 74,951 121,28 67,973
ПО 94,985 155.56 82,260 127,05 74,601
115 103,816 162,63 89,908 132,83 81,537
120 113,040 169,70 97,896 138,60 88,781
125 122.656 176,78 106,224 144,38 945.334
130 132.665 183,85 114,891 150,15 1(4,195
135 143.066 190,92 123,899 155,93 112354
140 153,860 197,99 133,247 161,70 120,811'
145 165.046 205,06 142,934 167,48 129,627
150 176.625 212,13 152,962 173,25 138,721
155 188,596 219,20 163,329 179,03 148,123
160 200.960 226.27 174,036 184,80 157,834
165 213,716 233.34 185,084 190,58 167,852
170 226,865 240,41 196,471 196,35 178,179
175 240,406 247,46 208,198 202,13 188,815
180 254,340 25436 220,265 207,90 199,758
185 268,666 261,63 232,638 213,68 211,010
190 283,385 268,70 245,419 219,45 222,570
195 298,496 275,77 258,506 225,23 234.438
200 314.000 282,84 271,932 231,00 246,615
Таблица 23
Коэффициент пересчета весов для некоторых металлов
(к табл. 22)
Материк Коэффи- циент Материал Коэф- фициент
Чугун . Медь Латунь (в среднем) 0,924 1,134 1,063 Бронза (в среднем) Цинк .... Алюминий 1,096 0.917 0,344
Таблица 24
Вес 1 м- металлических листов (в кг) в зависимости от их толщины
(удельный вес т в г'сх3)
Толщина. Р мм Чугун п - гзд и Литам и наганам сталь IT - 7,65) Мель (7 “ 8.9> Латунь (Т - 8.5) Бронза (T-S.6) Цинк - 7.2) Свмцсц (Т - 11.37; Алюминий (| - 2.73)
1 7.86 8,9 8,5 8,6 72 1137 2.73
2 — 15,72 17,8 17.0 17.2 14,4 22,74 5,46
3 — 23.58 26,7 25.5 256 21.6 34.11 8.19
Раздел второй. Материалы и ах свпПстап
Продолжение табл. 24
Тел шкив, в мм Чугун <Т - 7.25) Литая н катаная сталь (у - 7Л5) Мель <Т-Ы) Латунь (т - ад Бронза <Т - 8,6) Цинк <Т - А2) Описи (Т - 11^7) АлЮмпний (I - 2,73)
4 31,44 35,6 34,0 34.4 28.8 4.5,48 10.92
5 — 39,30 44,5 42Д 43.0 36,0 56,85 13,65
6 — 47,16 53,4 51,0 51,6 43,2 68.22 16,38
7 — 55,02 62,3 59,5 60.2 50,4 79,59 19,11
8 — 62.88 71.2 68,0 68,8 57,6 90,96 21.84
9 — 70,74 80,1 76Д 77,4 64,8 102,33 24,57
10 72 ДО 78,60 89,0 85,0 86,0 72.0 113,70 27 ДО
11 79,75 86.46 97,9 93Д 94,6 79,2 125.07 30.03
12 87,00 94.32 106,8 102,0 103.2 86,4 136,44 32.76
13 94,25 102,18 115,7 110.5 111,8 93,5 147,81 35,49
14 101,50 110.04 124.6 118Д 120,4 100.8 159.18 38,22
15 108,75 117,90 133,5 127,5 129.0 108,0 170.55 40,95
16^ 116,00 125,76 142,4 136.0 137.6 115,2 181,92 43,68
17 12335 133,62 1513 144,5 146,2 122,4 193,29 46,41
18 130,50 141,48 1бол? 153,0 154,8 129.6 204,66 49,14
19 137,75 149,31 169.1 161,5 163.4 136,8 216,03 51.87
20 145,00 157,20 178.0 170,0 172.0 144,0 227,40 54.60
21 152,25 165,06 186,9 178,5 180,6 151.2 236,77 57,33
22 159,50 172,92 195.8 187.0 189.2 158.4, 250,14 60,06
23 166,75 180,78 204,7 195Д 197.8 165.6 261Д1 62,79
24 174,00 188,64 i 213,6 4 204.0 206,4 172,8 272,88 65Д2
25 181,25 196,50 212Д 215,0 180.0 284.25 68,25
26 188,50 204,36 231 «4 221,0 223,6 187,2 295,62 70,98
27 195,75 212^2 240,3 229Д 232,2 194,4 306,99 73,71
28 203,00 220,08 249,2 238,0 240,8 201,6 318,36 76,44
29 210,25 227,94 258,1 f 246,5 249,4 208,8 329,78 79,17
30 217,50 235,80 267,0 255,0 216,0 341,10 81,90
Таблица 25
Вес 1 пог. м проволоки и прутка (в г) в зависимости от диаметра
(удельный вес в г/сж*)
Диаметр проволоки, н мм АлкииннЯ н его сплмш (у — 2,65) Мее» <т — R.9) Латунь (у — 8.5) Сталь (у — 7,85)
од 0Д4 1,77 1,70 1,56
1.0 2,14 7.07 6.82 . 6.24
1Д 4,82 15,91 15.30 14.05
2,0 8Д8 28,28 27,27 24.96
2.5 13,40 44,18 • 42,61 39,02
3,0 19,30 63,62 61Д6 56.20
зд 26,27 86,59 83Д1 76,49
4,0 34Д1 113,10 109,08 99,90
4,5 43,42 143,14 138.05 126.44
5,0 53,60 176,71 170.43 155.10
6.0 77,19 254,47 245,42 224,78
7,0 105,06 346,86 334,05 305.96
Основные механические свойства металлов и способы их определения
39
Продолжение табл. 25
Ди в метр првяолокя, п лл Алюминий и его еплявы (f - 2,65) Мель <т - 8.9) Ллтунь (j — 8,5) Сталь (у - 7Л5)
8,0 137,23 ‘152,39 43630 399,61
9,0 178,67 572Д4 552,19 505,76
10,0 214,41 706,85 681,73 624,40
12,0 308,75 1017,96 981,68 899.12
15,0 482,43 1590,41 1533,86 1404,87
2. ОСНОВНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ И СПОСОБЫ
ИХ ОПРЕДЕЛЕНИЯ
Механические свойства металлов и сила- Механические свойства материалов опре-
нов характеризуют их способность сопро- деляют характеристиками, указанными
тнвляться деформирующему и разрушаю- в табл. 26.
щему воздействию внешних сил.
Таблица 26
Основные характеристики, определяющие механические свойства материалов
Характеристика Условное о&иьгче- |НИ( Что определяет длинам характеристика
Предел текучести >> Наименьшее напряжение (в хГ^мм7), при котором образец материала при ис- пытании на растяжение деформируется без заметного увеличения растягиваю- щей нагрузки
Временное сопротивление разрыву (предел прочности) °в Условное напряжение (в кГ^лб), соот- ветствующее максимальному усилию, ко- торое может выдержать образец мате- риала при испытании на растяжение до разрушения
Относительное удлинение как отношение приращения длины образца (после разрыва) к его первоначальной длине б Пластичность материала, т. е. способ- ность получать остаточную деформацию (в %) под действием нагрузки: где 1к — длина образца после разрыва, и ММ, lQ—первоначальная длина образца, в мм
Относительное сужение как отношение уменьшения площади поперечного сечения образца (после разрыва) к первоначаль- ной площади его поперечного се- чения ф 1 Fк irwia- Ф = с ’100%, ' и где Е„— начальная площадь поперечного сечения образца, в мм7, FK — площадь поперечного сечення образца в месте разрыва, в мм*
Твердость См. § 3 данной главы Способность материала оказывать со- противление проникновению в него дру- гого более твердого тела
40
Раздел второй. Материалы и их свойства
Значения ряда указанных в табл. 26 ха-
рактеристик даны в кГмлР. В табл. 27
приводится перевод значений давления
(напряжения), выраженных в кГ мм*, в ве-
личины HiMM*, принятые в системе еди-
ниц СИ.
Кроме указанных в табл. 26 показателей,
механические свойства металлов характе-
ризуются еше и специальными показате-
лями. определяющими предел прочности
при изгибе, предел усталости, интенсив-
ность износа при трении и т. д.
Отдельную группу составляют характе-
ристики технологических свойств металлов-
показывающие способность их подвергаться
тому или иному вид}’ технологической об-
работки (в особенности обработке давле-
ние м).
Определение механических и технологи-
ческих свойств металла осуществляется по
единой методике, установленной для каж-
дого вида испытаний государственными
общесоюзными стандартами (ГОСТ).
Способ оценки механических свойств ме-
талла по показателям твердости является
самым простым и распространенным.
Таблица 27
Перевод значений давления (напряжения), выраженных в кГ мм2, в величины
н мм’, принятые в системе единиц СИ
к Г/мм' «Лжл8 м/мж* к г/мм- к'мМ‘ КГ/мМ1 н/мм*
1 2 3 4 5 6 7 8 9 10 И 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 39 49 59 69 78 88 98 108 118 127 137 147 157 167 176 186 196 206 216 225 235 245 255 265 274 284 294 304 314 324 333 343 । 36 37 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 353 363 373 382 392 402 451 461 | 471 481 490 500 510 520 530 539 549 559 569 579 588 598 60S 618 628 637 647 657 667 677 687 71 72 73 74 75 76 77 78 79 80 81 82 83 1 2 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 696 706 716 726 736 745 755 765 775 785 794 804 814 824 834 0 844 853 8(53 873 883 892 902 912 922 932 941 951 961 * 971 980 990 1000 1009 1019 1029 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131- 132 133 134 135 136 137 138 139 140 \039 1049 1058 1068 1 078 1088 1098 1 107 1117 1 127 1 137 1147 1 156 1 166 1 176 1 186 1 196 1205 1215 1225 1235 1245 1'254 126-1 1274 1 284 1294 1 303 1313 1323 1333 1343 1352 1362 1372
Определение твердости металлов
41
Продолжение табл. 27
кг, яле кГ^нм1 ж/л** Kl'lMM* «/«ж* кГ/нМ* и/лл»’
141 1382 176 1725 211 2 068 246 2411
142 1392 177 1735 212 2078 247 2421
143 1401 178 1 745 213 2 0В7 248 2430
141 1411 179 - 1 754 214 2 097 249 2440
145 1421 180 1764 215 2107 250 2 450
146 1431 181 1774' 216 2117 251 2460
147 1441 182 1 784 217 2127 252 2 470
148 1450 183 1793 218 2136 253 2 479
149 1460 184 1803 219 2146 254 2489
150 1470 185 1813 220 2156 255 2 499
151 1480 | 186 1823 221 2166 256 2509
152 1490 1 1 187 1833 222 2176 257 2 519
153 1 188 1 842 223 2185 258 2528
154 1509 1RG 1 852 224 2195 259 2538
155 1519 1ЭД 1 862 1 225 2 205 260 2 548
156 1529 191 1 872 226 2 215 261 2 558
157 1 539 192г а 1882 227 2 225 262 2 568
158 1 548 193 228 2 234 263 2 577
159 1558 194 229 2 244 264 2 587
160 1568 195 1 9!1 230 2 254 265 2597
161 1578 19о 1 1 921 231 2 264 266 2 607
162 1588 197 1931 J 232 2 274 267 2 617
163 1 597 198 1940 Хззз 2 283 268 2 626
164 1607 199 I960 234 2293 269 2 636
165 1617 200 1960 f 235 ? 2 303 270 2 646
166 1 627 201 1970 236 2313 271 2 656
167 1 637 202 1 980 237 2 323 272 2 666
158 1 645 203 1989 238 2332 273 2675
169 1656 204 1999 239 2 342 W 274 2 685
170 1666 205 2 009 240 2 352 275 2 695
171 1676 206 2019 241 2 362 ^276 2 705
172 1 686 207 2 029 242 2372 / 277 2 715
173 1695 20В 2 038 243 2 381 278 । 2 724
174 1705 209 2048 244 2 391 г 279 2 734
175 1715 210 2058 245 2 401 280 2 744
При Nt'ia |1ис. Значения в н/мм- даны с округлением до целого числа.
3. ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ МЕТАЛЛОВ
"Под твердостью понимают способность
металла оказывать сопротивление проник-
новению в него другого, более твердого
тела определенной формы и размеров.
Твердость является одним из важнейших
механических свойств металлов.
По степени твердости металла опреде-
ляют качество изготовленного из него ре-
жущего или измерительного инструмента,
а также возможность использования ме-
талла для различных деталей машин. Твер-
дость влияет также и на обрабатываемость
металла: чем тверже металл, тем больше
усилий требуется для его обработки.
Обозначение твердости и ее размерность
для одного и того же металла могут быть
различными и зависят от примененного
метода измерения.
В заводской практике получили наиболь-
шее распространение измерения твердости
по способам Бринеля. Роквелла, по алмаз-
ной пирамиде и по методу ударного от-
скока (табл. 28),
42
Раздел второй. Материалы и их свойства
Между показателями твердости и пре-
делом прочности (временным сопротивле-
нием при разрыве) существуют более или
менее определенные’ соотношения. Так,
приближенно отношения с6 к //В соста-
вляют:
для сталей.....................0,32—0,35
. стального литья.............0,3—0,4
, меди......................0,34—0,4
, латуни.....................0,4—0,5
, алюминия.................- . 0,35—0,4
Таблица 28
Способы измерения твердости металлов
Способ Бринеля
Испытываемое изделие устанавливается на предмет-
ном столике или на призме 4 (поз. /) и при помощи
маховичка 3 слегка поджимается к шарику, помещен-
ному в стальной оправке. Затем с помощью гидравли-
ческого насоса создается необходимое давление, ив те-
чение 20—30 сек. шарик 1 под действием нагрузки Р
вдавливается в поверхность испытываемого изделия
2 — материала (поз. //).
После снятия нагрузки на поверхности изделия
остается отпечаток от внедрения стального шарика.
Чем тверже металл испытываемой детали, тем больше
его сопротивление внедрению шарика и тем меньше
диаметр отпечатка. Диаметры отпечатков измеряются
с помощью пятикратной лупы со шкалой, имеющей де-
ления через 0,05 мм.
Число твердости, обозначаемое НВ. получается делением нагрузки Р (в кГ,
или к) на величину поверхности отпечатка Р мм*:
Р
НВ =~р~ кГ{мм?, или hImm2.
Выбор диаметра стального шарика зависит от испытываемого материала и его
толщины.
Толщина образна, в мм Диаметр шарик п, в мм Нагрузка, в кГ
3QD3 для чугуна и стали 10D* для мели, латуни и т. п. 2ЛВ-1 для мягких металлов (алюминия, псяшипниковых сплавов)
Более 6 . 10 3000 1000 250
От 3 до 6 , 5 750 25(1 62,5
Менее 3 . 2.5 187,5 62,5 15,5
Примечание. Перевод значений силы, выраженной вкГ, в единицы системы
СИ — в и см. в табл. 1.
и пр.
Способ определения твердости
по Виккерсу
По этому способу твердость определяется вдав-
ливанием четырехгранной алмазной пирамиды /
с углом при вершине 13®. Отпечаток 2 имеет форму
квадрата. О величине твердости судят по длине
диагонали этого отпечатка (имеются специальные
переводные таблицы).
Прибор для испытания твердости по этом}’ ме-
тоду позволяет регулировать величину нагрузки
в зависимости от свойств и толщины испытывае-
мого материала. Этот метод применяется для испытания твердых металлов, деталей
весьма малых сечений и гонких наружных слоев — азотированных, цементированных
Определение твердости металлов
П
Продолжение табл. 28
Способ Роквелла
В этом случае намеряется не поверхность, а
глубина отпечатка, полученного при вдавливании
в поверхность испытываемого материала стального
закаленного шарика диаметром 1,6лм или алмазного
конуса с углом при вершине 120'. Число твердости
представляет величину, обратную глубине вдавли-
вания.
Перед испытанием на изделии 3 абразивной
шкуркой зачищается площадка, затем изделие уста-
навливается на предметный столик 4 и с помощью
маховичка подводится к оправке 2 с шариком или
алмазным конусом. Поворотом рукоятки сообщается
давление.
Число твердости по Роквеллу отсчитывается по стрелочному индикатору I, ко-
торый имеет три шкалы; А—для определения твердости весьма твердых металлов
с помощью алмазного конуса (обозначается HRA), В — для определения твердости
мягких металлов с помощью шарика (обозначается HR В}, С— для определения твер-
дости твердых металлов с помощью алмазного конуса (обозначается HRC).
Способ определения твердости по Ц1ору
На поверхность испытываемого изделия / с некоторой вы-
соты падает стальной боек 3 с вделанным в него алмазным
наконечником. Боек ударяется об изделие и отскакивает от
него. О величине твердости судят по высоте отскакивания бойка.
Чем выше поднимается боек, тем больше твердость испытывае-
мого материала.
Для отсчета высоты отскакивания боек помещен в стеклян-
ную трубку 2, на наружной поверхности которой нанесены де-
ления.
Способ определения твердости ударным
вдавливанием шарика
Прибор ставят на испытываемый образец 5. По оправке-
бойку / ударяют молотком. Шарик 3 при этом вдавливается
в поверхность изделия 5 и в плас тикку-эталон 4 (эта пластинка
вставляется через прорезь в конусную часть корпуса 2).
Чтобы вычислить твердость, измеряют диаметры отпе-
чатков на изделии 5 и на эталоне 4 и сравнивают их.
Этот способ определения весьма прост и его удобно
применять непосредственно у рабочих мест, однако' он не
дает точных результатов.
Таблица 29
Перевод значений твердости
Способ определения тнердоети
но Брпиелм 1)0 Ноквеляу 110 Вик- керсу «ю Ширу по Бринелю по Рсжве.му по Вик- керсу по Шору
диаметр отпечшпч. в лм НВ яри шарике диаметром 10 лм и нагрузке ЗОЮ лТ шкалы диаметр отпечатав, о лм НВ при шаргке диаметром 10 мм и иигрузке ЭГЮО кг шкалы
с А в с А в
2.20 782 72 89 1 120 107 2,35 683 65 84 820 92
2,25 744 69 87 1 U04 100 2,40 652 63 83 — 763 88
О ЧП 7П R7 85 — 894 96 245 627 61 82 — 715 85
44
Раздел второй. Материалы l их свойства
Продолжение табл. 29
Способ определения твердости
по Бринелю по Роквеллу по Вик- керсу ПО UJoft) по Брнпелю по Роквеллу ПО Вик- керсу ПО Шору
диаметр отпечатка, в мм И£ при шарике диаметром 10 мм и нагрузке 3000 кГ шкалы диаметр отпечатка, п мм ИЗ при шарике ди аметром 10 мм и нагруэкс 3000 кГ шкалы
с л в с А в
2,50 600 59 81 675 81 4,15 212 60 96 213 31
2.55 578 58 80 — 655 78 4,20 207 — 60 95 209 30
2.60 555 56 79 — 617 75 4,25 2С2 — 59 94 201 30
2,65 532 54 78 — .580 72 4,30 196 — 58 93 197 29
2.70 512 52 77 — 545 70 4,3,5 192 58 92 190 29
2,75 495 51 77 — 528 68 4,40 187 — 57 91 186 28
2,80 477 ж 49 76 — 493 66 4,45 183 56 89 183 28
2.85 460 48 75 — 485 64 4,50 179 — 56 88 177 27
2.90 444 47 74 — 471 61 4,55 174 55 87 174 27
2,95 429 45 73 — 446 59 4,60 170 — 86 170 26
3.00 415 44 ТЭ — 435 57 4,65 166 — —- 85 166 26
3,05 402 / 43 1 72 —- 423 55 4,70 163 — 84 163 25
3,10 387 41 71 —* 401 53 4,75 159 — — 83 159 25
3.15 375 40 71 •"Ь— 393 52 4,80 156 —— 82 156 24
3,20 364 39 70 ’— 380 50 4,85 153 — 81 153 24
3,25 351 38 69 — 373 49 4,90 149 — ВО 149 23
3.30 340 37 69 — 362 47 4,95 146 —- 79 146 23
3.35 332 36 68 353 46 5,00 143 78 143 22
3,40 321 35 68 — 340 J 45 5,05 140 — 77 140 21
3,45 311 34 67 — 334 | Т 44 । 5.10 137 — 75 137 21
3,50 302 33 67 — 325 42 5,15 134 —- -— 74 134 19
3,55 293 31 66 — 311 f 41 5,20 131 — 73 131 19
3,60 28G 30 66 — 301 I 40 5,25 128 —— — 72 128 19
3.65 277 29 65 293 39 | 5,30 126k — 71 126 19
3,70 209 28 65 — 285 38 5,35 124 — 70 124 19
3,75 262 27 64 — 278 37 5,40 121 — 68 121 19
3,80 255 26 64 — 271 36 5,45 118 — — 67 118 19
3,85 248 25 63 — 264 36 5,50 116 — — 65 116 19
3,90 241 24 63 100 257 35 5,55 114 — — 64 114 18
3.95 235 23 62 99 250 34 5,60 112 - 63 112 18
4,00 228 22 62 98 246 33 5,65 109 — — 61 109 18
4,05 223 21 61 97 240 33 5,70 107 — 60 107 18
4.10 217 20 61 97 236 32 5,75 105 — — 58 105 18
4. СТАЛИ
Сталь является железоуглеродистым спла-
вом с содержанием углерода менее 2% и
примесями марганца, кремния, фосфора,
серы и других элементов.
По химическому составу различают стали
конструкционные и легированные. Высоко-
качественные стали, применяемые в ин-
струментальном деле, называются инстру-
ментальными.
Принятая ГОСТом система обозначений
марок стали дает возможность легко уста-
новить их химический состав. Е этой сис-
теме двузначные числа с левой стороны
от букЬ указывают среднее содержание
углерода в стали в сотых долях процента,
а буквы справа от этих чисел обозначают
соответственно: Г—марганец, С—крем-
ний, X—хром, И— никель, В — вольфрам.
Ф—ванадий, М—молибден, Ю — алюми-
ний. Цифры, стоящие справа от этих букв,
указывают на процентное содержание со-
ответствующего элемента.
Стали улучшенного качества обозна-
чаются дополнительной буквой А.
Стали
45
Углеродистые конструкционные стали товления деталей машин, крепежных дета-
ивляются основным материалом для изго- лей и других изделий (табл. 30).
Таблица 30
Механические свойства сортовой углеродистой стали обыкновенного качества
(ГОСТ 380-60)
Марка стали Временное сопротив- ление р взрыву* в кГ1мМ‘ Пре ас л текучести, в кГУмм* (не менее) Отнпся- телнюе улдиненне, ** (не менее) Марка СТЕЛИ Временное сопротив- ление разрыву, в кГ/мм* Предел текучести, в кГ,«м° (не менее) Относи- тельное удлинение. В К (не менее)
Ст. 0 32—47 22 50—53 21
Ст. 1 32—40 — 33 Ст. 5 54—57 28 । 20
Ст. 2 34—42 22 31 58—62 19
38—40 । 27 60-63 16
Ст. 3 41—43 24 | 26 Ст. 6 64—67 31 15
44—47^ 25 68—72 14
42-44 . 25 70—74
Ст. 4 45-48 { 24 Ст 7 75 11
1 49-52 23 и более 10
Примечание. Перевод допускаемых напряжений, выраженных в кЛ'/лж2,
в единицы системы СИ — в н'мм? см. в табл. 27.
Стали углеродистые качественные при- с повышенными требованиями по проч-
меняются для изготовления деталей машин ногти (табл. 31).
Таблица 31
Механические свойства сортовой стали углеродистой качественной
(ГОСТ 1050-60)
Марка стали Предел текучести, в кГ/мм1 [nt ме- нее) Временное сопро- тивление разрыву, в к Г; мм1 Относительное удлинение, в К, (не менее) Твердость по Бринелю Маркл стали Предел текучести, в мГ ле-К* (de ме- нее) Временное сопро- тивление разры- ву, в кГ1мК‘ Относительное удлинение, в К (lie менее) Твердость по Грине тю
сталь гормс- катаиая сталь отожжен- ная сталь горяче- катаная сталь отожжен- ная
Группа сталей с нормальным содержанием марганца Группа сталей с повышенным содержанием мартите
0,8 КП 18 30 35 131 15Г 25 42 26 и 163 «Р^ЧВ»
10 21 34 31 137 —. 20Г 28 46 24 197 —
15 23 38 27 143 —. ЗОГ 32 55 20 217 187
20 25 42 25 150 35Г 34 57 18 229 197
25 28 44i 23 170 — 40Г 36 60 17 229 207
30 30 50 21 179 45Г 38 63 15 241 217
35 32 5-1 20 187 । • 50Г 40 66 13 255 217
40 34 58 19 217 187 60Г 42 71 11 269 229
45 36 61 16 241 197 65Г 44 75 9 285 229
50 38 64 14 241 207 70Г 46 80 8 285 229
55 39 66 13 255 217
60 41 69 12 255 229
65 42 71 10 255 229
70 43 73 9 269 229
75 90 ПО 7 285 241
80 95 ПО 6 ‘285 241
85 100 115 6 302 255
Йрнмечанне. Перевод допускаемых нал ряжений, выраженных в кГмлб.
в единицы системы СИ — в н!мм см. в табл. 27,___________
46
Раздел второ! Материалы и их свойства
Стали конструкционные легированные
используются для производства ответствен-
ных деталей машин, подвергающихся тер-
мической обработке и требующих большой
износоустойчивости (табл. 32).
Таблица 32
Механические свойства стали конструкционной легированной
(ГОСТ 4543-61)
Марка СТЛ-1И Временное сопротив- ление разрыву. Предел текучести, в к/ /ММ2 Относи- тельное удлинение. в % Гверюеп. по Бринсли отожжен- ной слали, п к Г/мм'2 Примерное назначение
не менее не более
15Х 20Х 70 80 50 65 12 11 179 179 Шестерни, валики, поршневые пальцы, кулачковые муфты, детали, подвергающиеся цементации
ЗОХ 4 90 70 12 187 Оси, катки, валики, балансиры, ше- стерни
35Х 95 75 11 197 То же. что и из стали ЗОХ. а также ответственные болты, шпильки, гайки
40Х 100 80 10 217 То же, что и из стали 35Х. а также коленчатые валы
45Х 105 85 229 Валы, шестерни, оси
50Х ПО 90 9 229 Ответственные валы, шестерни, упорные кольца, пружины
ЗОХМ 95 75 11 Детали турбостроения (роторы, диски и т. д.). ведущие валы, оси, ответственные болты
35ХМ 100 85 12 241 То же, что и из стали ЗОХМ, а также цилиндры, | буры, перфораторы, цапфы, шестерни
2ОХГ 35ХГ2 90 85 75 70 10 12 187 229 Валы, оси, шатуны, коленчатые валы требующие большой износо- устойчивости
40X11 45ХН •50X1 i 100 105 110 80 85 90 11 10 9 217 207 207 Валы, шестерни, диски, роторы
20ХГС 80 65 12 207 Ответственные штампованные и сварные детали и сварные узлы, штоки, дышла
ЗОХГС ПО 85 10 229 То же, что и из стали 20ХГС, а также шестерни, осн, валы, ролики, муфты, ганки, болты
Примечание. Перевод допускаемых напряжений, выраженных в кГ!мм'г,
в единицы системы СП — в н[млР см. в табл. 27.
Стали
47
Инструментальные стала применяются
для изготовления различного металлорежу-
щего и другого инструмента. Их подраз-
деляют на углеродистые и легированные.
В зависимости от химического состава
различают качественные и высококачест-
венные углеродистые инструментальные
стали.
Углеродистые инструментальные стали
используются главным образом дли изго-
товления слесарного инструмента (табл. 33).
Углеродистые стали обозначаются бук-
вой У и цифрой, показывающей содержа-
ние углерода в десятых долях процента.
Буква А в марке показывает, что сталь
высококачественная — содержит незначи-
тельное количество серы, фосфора, оста-
точных примесей и неметаллических вклю-
чений. Буква Г обозначает сталь с повы-
шенным содержанием марганца.
Таблица 33
Нормы твердости и примерное назначение углеродистой инструментальной стали
(ГОСТ 1435-54)
Мярка стали НВ отожжен- ной стили (не более) Твердость после ЗЭК1ЛКМ Примернее назначение
температура закалки, в ’С (охлаждакния среа* вода» HRC (не менее)
УТА 187 800-Я2О 62 Зубила, обжимки, отвертки, ножницы для резки жести
У7 187 800- S20 62 То же, что и из стали У7А, кроме того, кувалды, гладилки и т. п.
У8ГА 187 780—800 1 62 Пилы поперечные, ножовки, ручные и т. п.
У8А 187 780—800 Матрицы простой формы, пробойники, ножницы и ножи для металла, пуансоны, клейма, пилы для мягкого металла и дерева, кернеры и т. д.
УЯ и У8Г 187 780—800 62 То же, что и из стали У8А, кроме того, тисочные губки
У9 и У9А 192 760—780 62 Дыропробивные штемпеля, кернеры и т.п.
У10А 197 760—780 62 Сперла, метчики, развертки, плашки, но- жовочные полотна, фасонные штампы
У10 197 760-780 62 То же. что и из стали У10А, кроме того, зубила для насечки напИльннков и т. п.
У11 и УНА 207 760—780 62 (Баберы, калибры, пилы по металлу, на- пильники, сверла, метчики, развертки, плаш- ки и т. п.
У12 н У12А 207 760—780 62
У13А 217 760-780 62 Инструменты, ле подвергающиеся ударам н требующие исключительной твердости
У13 217 760—780 62 Шаберы, зубила для насечки напильников, граверный инструмент, напильники и т. п.
Примечания. 1. При изготовлении инструмента рекомендуется охлаждать
его после нагрева сначала в воде (до потемнения), а затем в масле. Для снятия
возникающих при закалке напряжении и предупреждения образования трещин
инструменты следует подвергать отпуску.
2. Для придания инструменту твердости HRC=W—W температура отпуска
должна быть 1(4)—180 (при времени выдержки 1 2 часа). Для получения более вы-
сокой вязкости пдж пониженной твердости инструмент подвергают отпуску при
48
Раздел второй. Материалы и их свойства
Легированные инструментальные стали
применяются главным образом для изго-
товления сложного инструмента (фрезы,
протяжки, прошивки и пр.), а также для
производства специальных слесарных и из-
мерительных инструментов, коробление ко-
торых при закалке недопустимо (табл.31).
Таблица 34
Нормы твердости и примерное назначение легированной инструментальной стали
(ГОСТ 5950-51)
Марк» стали Твердость но Бринелю Температуре и среда закалки образца (М — и асло, В — вода) Твердость закален- ного образца по Роквеллу (не иные) При мерное назначеиие
хг 241- 197 800—830М 61 Инструменты, которые при закалке долж- ны мало деформироваться (измерительные инструменты, длинные метчики и т. н.)
эх 217—179 820-850.4! 62 Клейма, пробойники, холодновысадочные матрицы и пуансоны
Х05 241—197 780—810141 64 Шаберы, гравировальный инструмент
7X3 и 6X3 229—187 850—880М 54-55 Формовочные и прошивные пуансоны для горячей гибки и обрезки
эхе 241—1Э7 820-860М 62 Метчики, плашки, клейма для холодных работ и г. п.
6ХС 229-187 840—860М 56 Пневматические зубила
4ХС 207—170 880—900М 47 Зубила и обжимки
хгс 255—207 820—860М 62 Измерительные инструменты, повышен* ное коробление которых при закалке недо- пустимо
8ХФ 207—170 800—850В 61 Штемпеля для холодных работ, обрезные матрицы и пуансоны для холодной обрезки заусенцев
3X2 ВИ 255—207 1075—1125М 46 Пресс-формы для отливки под давлением сплавов на медной основе
4Х8В2 255—207 1025—1075М 45 Матрицы и пуансоны, работающие в тя- желых условиях нагрева, пресс-формы для пластмасс, штампы для цветного литья под давлением
5ХВ2С (>ХВ2С 255—207 285— 229 ) ЖЮ-900М 55 57 Пуансоны и обжимные матрицы для хо- лодных работ, пресс-формы для литья пот давлением и т. д.
ХВГ 255—207 800—830М 62 Измерительные и режущие инструменты, повышенное коробление которых при за- калке недопустимо
9ХВГ 241—197 800-«ЗОМ 62 Сложные и весьма точные штампы
5ХВГ 217—179 850—900М 57 Пуансоны сложной формы для холодной прошивки отверстий в листовом или поло- совом материале
X12 269—217 950—1000.41 60 Штампы с высокой устойчивостью против истирания для холодной штамповки
Твердые сплавы
49
Быстрорежущие стали используются
в основном для изготовления режущих
инструментов для обработки металла.
ГОСТом 9373-60 предусмотрены следующие
марки быстрорежущей стали. Plb, Р9, Р9Ф5,
Р9К5. Р9К10, Р101&Ф5 и Р18К5Ф2. Наиболее
распространенными являются стали первых
двух марок; Р18, которая содержит при-
мерно 0,75% углерода и 16% вольфрама,
и Р9, содержащая приблизительно 0,9%
углерода и 9% вольфрама,-
Кроме вольфрама в состав быстрорежу-
щей стали входят в небольших количе-
ствах марганец, хром, ванадий, молибден
и другие элементы.
Буква Р обозначает, что сталь относится
к группе быстрорежущих, а следующая за
ней цифра показывает содержание в стали
вольфрама в процентах.
Среднее содержание ванадия в процен-
тах обозначено цифрой, проставляемой за
буквой Ф, а кобальта — цифрой, следующей
за буквой К.
Так, например, сталь марки Р10К5Ф5 со-
держит примерно 10% вольфрама, 5% ко-
бальта и 5% ванадия.
Быстрорежущие стали на кобальтовой
основе отличаются более высокой износо-
устойчивостью и красностойкостью, чем
сталь Р18.
Режимы термической обработки быстро-
режущей стали приведены в табл. 35.
Таблица 35
термической обработки быстроремгущей стали
Марка
стали
Р18
Р9
Температура
закалки, в °C
560
560
температура,
в °C
СПЛАВЫ
Отпуск
продилжительнисть. в чк«
однократная | многократный
1X3*
1x3
(2—3)Х1
(2-3)Х1
Твердые сплавы подразделяют на три
основные группы: вольфрамовую, обозна-
чаемую ВК, титановсльфрамовую — ТК и
танталотитановольфрамовую — ТТК.
Сплавы вольфрамовой группы в своей
основе состоят из карбида вольфрама и
кобальта в качестве цементирующей связки.
Вольфрамовые сплавы изготовляются сле-
дующих марок: ВК8, В Кб, ВКЗ и ВК2.
Цифра, стоящая после буквы К, показывает
процентное содержание кобальта. Напри-
мер, сплав ВК8 содержит 8% кобальта,
а остальные 92% составляет карбид воль-
фрама.
Сплавы титаковольфрамовой группы
состоят из карбида вольфрама, карбида
титана и кобальта. Титановольфрамовые
сплавы изготовгяются следующих марок:
Т5К12В, Т5К10, Т14К8, Т15К6, Т15К6Т, Т30К4
и Т60К6. Цифра, стоящая после буквы Т,
обозначает процентное содержание кар-
бида титана, цифра после буквы К — про-
центное содержание кобальта. Например,
сплав Т5К1О содержит 5% карбида пиана,
10% кобальта, а все остальное (85%) со-
ставляет карбид вольфрама.
Сплавы танталотитановольфрамовой
группы состоят из карбидов тантала, ти-
тана и вольфрама, связанных кобальтом.
Сплав марки ТТ7К12 содержит 4% карбида
титана, 3% карбида тантала, 81% карбида
• Здесь 1 — числе отпусков; х — знак умножение;
3 — продо/икитетыюсть отпуска, и часах.
вольфрама и 12% кобальта. Сплав марки
ТТ7К15 отличается от него лишь содержа-
нием карбида вольфрама (78%) и кобальта
(15%).
В слесарной практике находят примене-
ние твердые сплавы следующих марок:
ВК2 — в развертках для чугуна, цветных
металлов или их сплавов,
ВК6 и ВК8 — при изготовлении быстро-
изнашивающихс'я деталей, приспособлений
. и инструмента (высадочных матриц, дыро-
пробивного инструмента);
ТЗОК4 — в развертках, применяемых для
обработки стали.
кроме металлокерамических имеется еще
группа наплавочных (литых) твердых
сплавов. Из них наибольшее распростра-
нение в машиностроении получили сплавы
сормайт № 1 и № 2. Эти сплавы приме-
няются для наплавки режущих гранен раз-
личных инструментов (главным образом
ножей для горячей и холодной резки ме-
талла, матриц и пуансонов штампов) и ра-
бочих поверхностен трения различных де-
талей машин, по условиям работы подвер-
женных быстрому износу. I (аплавка твердых
сплавов резко снижает износ инструмента
и деталей. Толщина наплавленного слоя
составляет I—6 мм.
Сормайт в основной состоит из железа
(60—/0%), а также хрома (13—25%), никеля
(1—5%), кремния (1,5—4,2%), углерода
(1,5—3,3%) и марганца (1—1,5%).
4 М. А. Сергеев
50
Раздел второй. Материалы и ил свойства
Сормайт после наплавки и отжига обра-
батывают на шлифовальных станках. Окон-
чательная обработка производится на до-
водочных станках. Если требуется снять
обработка производится на до-
большой слой наплавленного металла, то
применяют резцы, оснащенные сплавом
13Кб (для черновой обработки) и ВКЗ (для
чистовой обработки).
6.
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Термической обработкой называется
технологический процесс тепловой обра-
ботки металлов и сплавов, в результате
которого изменяются их свойства в жела-
тельном для нас направлении. Это дости-
гается путем изменения структуры металла
и сплава. Основными операциями терми-
ческой обработки стали являются: отжиг,
нормализация, закалка и отпуск.
Отжиг — это такой вид термообработки,
когда сталь нагревают до определенной
температуры, выдерживают при этой тем-
пературе некоторое время и затем мед-
ленно охлаждают (чаще всего вместе
с печью). Отжигом достигается понижение
твердости стали, улучшение обрабатывае-
мости ее резанием, повышение вязкости
металла, уничтожение внутренних остаточ-
ных напряжений, появившихся в результате
предшествующей обработки, и подготовка
структуры металла к закалке.
Нормализация заключается в нагреве
стали до определенной температуры, вы-
держке ее прн этой температуре
лажденпн на спокойном воздухе. Ц
мализацин — получение в стали мел
ннстой однородной структуры, ул
обрабатываемости резанием, ус
наклепа после обработки резанием
готовка структуры к последующей зэк
в
с
ох-
ор-
Закалка — наиболее распространенный
вид термической обработки. Операция за-
калки состоит в том, что стальные изделия
нагревают до определенной температуры
и затем быстро охлаждают в воде, масле
или растворах солей. Целью закалки яв-
ляется главным образом повышение проч-
ности н твердости стальных изделий.
Отпуск заключается в нагреве закален-
ной стали до определенной температуры
и в последующем охлаждении на воздухе
или в воле, масле н других охлаждающих
средах. Отпуском достигается понижение
вредного действия внутренних напряжений
в стали, оставшихся после закалки, умень-
шение ее хрупкости, повышение вязкости,
улучшение обрабатываемости резанием.
Подробные указания по выбору режимов
термообработки стали приведены в соот-
ветствующих справочных изданиях.
Измерение и контроль температур при
термической обработке производятся осо-
быми приборами — пирометрами. В тех
случаях, когда нет пирометра, можно при-
близительно определять Tewnepatypy на-
грева для закалки по цветам каления, а
для отпуска — по цветам
табл. 36 и 37). Наблюдаемая
лла в этом случае должна
окалины.
побежалости
поверхность
быть чисток.
Таблица ЗВ
Цвета каления и соот
нм температуры
Цвел каления Температура. Цвета каления Температур», п °C
Темно-коричневый Коричнево-красный Темно-красный Темно-лишне во-красный . . Вишнево-красный Светло-вишнево-красный . . 550—580 580—650 650-730 730—770 770—800 800-830 Светло-красный Оранжевый Темно-желтый Светло-желтый Ярко-белыб 830—90*3 900—1050 1 050—1 150 1 150—1250 1 250-1300
Таблица 37
Цвета побежалости и соответствующие им температуры
(для углеродистых сталей)
Цвета побежалости Температур в. Цвета побежалости Температур» в С
Светло-желтый 220 Фиолетовый 285
Темно-желтый ....... 240 Васнльково-синнй 295
Корнчнево-желтыЙ 255 Светло-снннй 314
Коричнево-красный 265 Серый 330
Пурпурно-красный 275
Определение марки стала по искра
S1
Химико-термическая обработка стали
и ее сплавив заключается в нагревании
стальных изделий вместе с веществами,
способными изменять химический состав
стали н одновременно механические свой-
ства в поверхностном слое изделия.
Основными видами химико-термической
обработки являются цементация, азотиро-
вание, цианирование н алитирование.
Назначением цементации является полу-
чение деталей с высокой твердостью, проч-
ностью и износоустойчивостью поверх-
ностного слоя при сохранении мягкой н
пластичной сердцевины. Изделия нагревают
в среде, содержащей углерод (в карбюри-
заторе), выдерживают определенное время
при температуре 870—980 С н затем мед-
ленно охлаждают.
Поверхностный слой цементированной
стали оказывается насыщенным углеродом
(примерно 0,9%). В качестве карбюризатора
применяют древесный уголь (95—97,5%) н
углекислый барий нлк натрий (2.5—5.0%)
нлн другие составы.
Азотирование служит тем же целям, что
и цементация. При азотировании поверх-
ностный Слой стали насыщается азотом.
Процесс цианирования заключается в на-
сыщении поверхности малоуглеродистой
стали углеродом (н частично азотом) путем
погружения деталей в ванну с расплавлен-
ной цианистой солью.
Процесс алитирования состоят в насы-
щении поверхности стальных деталей алю-
минием, что значительно повышает их жа-
роупорность.
7. ОПРЕДЕЛЕНИЕ МАРКИ СТАЛИ ПО ИСКРЕ
В производственных условиях
можно приблизительно определить
сорт стали путем искровой про-
бы. Основана эта проба на том,
что при обработке стали абразив-
ными кругами (при шлифовании)
образуется мелкая стружка, кото-
рая, сгорая в воздухе, даст сноп
искр (рнс. 5).
Характер искр, нх форма и цвет
(от ослепительно белого до темно-
красного) различны и зависят
от химического состава стали
(табл. 38).
Рис. 5. Искровая проба
Характеристика искр (нитей), получаемых при
марок
Таблица 38
пробе сталей разных
N поп> ции по рис. 5 Тип стали Хдомэтр искр
7 Мягкая углеродистая сталь (0.12% С) Гладкие светтые днин>/ с небольшими утолщениями на концах. _
2 Углеродистая сталь (0,5% С) Тонкие светло-желтые линии Со звездоч- ками на концах
3 Углеродистая сталь (0,9% С) Длинные светло-желтые линии с круп- ными звездочками на концах
4 Углеродистая сталь (1,2% С) Короткий сноп тонких светло-желтых ли- ний с частыми звездочками
S Марганцовистая сталь (10— 14% Мп) Тонкие и длинные светло-желтые лннни с крупными звездочками
6 Быстрорежущая сталь (9% W, 4% Ст) Темно-красные прерывистые искры, шаро- образные на концах
7 Кремнистая сталь Светло-желтые линии с насними мелкими звездочками
3 Хромистая сталь Бледно-желтые прерывистые линии с круп- ными редкими звездочками
9 кромоннкелсвая сталь Толстые прерывистые искры с крупными звездочками на концах
4*
52
Раздел второй Материалы и их свойства
8. ЧУГУНЫ
Чугун является железоуглеродистым
сплавом с содержанием углерода более
1.7%.
Чугунные отливки различаются по струк-
туре, технологии получения, химическому
составу н назначению.
По структуре различают отливки из
серого, белого, отбеленного и ковкого чу-
гуна.
' По технологии получения различают
отливки из обычного н модифицирован-
ного чугуна, получающегося обработкой
чугуна в жидком состоянии.
По химическому составу различают от-
ливки из иелегнрованного и легированного
чугуна (без присадок и с присадками).
По назначению чугунные отлнвки под-
разделяются на обычные машиностроитель-
ные, изготовляющиеся нз серого чугуна,
отливки с повышенной вязкостью из ков-
когс чугуна и отливки с повышенными
специальными свойствами из легирован-
ного чугуна.
Обозначаются чугуны буквами СЧ (серый
чугун) или КЧ (ковкий чугун), за которыми
следуют два числа через дефис (черточку).
Первое из этих чисел обозначает времен-
ное сопротивление рзарыву (в кГмм-},
а второе — предел прочности при нзгнбе
(в кГ л.и3, или в н, лгл3) для серых чугунов
и относительное удлинение (в %)—для
ковких чугунов.
Например, марка СЧ12-28 обозначает:
серый чугун с временным сопротивлением
разрыву 12 к Г, мм1 = 118 н/мм1 и с пре-
делом прочности при нзгнбе 28 кГ^мм? =
= 275 к'.и’
Отливки из серого чугуна (Табл. 39)
имеют серый излом, обусловленный выде-
лением графита в основной массе.
Механические свойства отливок из серого чугуна
(ГОСТ 1412-54)
Таблица 39
Марка ЧуГуИ! Предел прочности при рас- тяжении, в Предел прочности при из- гибе, В 1 кГ мм- Предел проч- ности при сжатии, в kTimm1 Твердость по Брнмелю НВ Марка чугуна Предел прочности при рас- тяжении, я кЛжж3 Предел прочности При из* гкбе, в к Г/мл* Предел проч- ности при сжатии, о нГ!мм‘ Твердость по Бркнелю НВ
не минее не иенее
сч-оо СЧ12-28 СЧ15-32 СЧ18-36 СЧ21-40 Не и тыва 12 15 18 21 спы- ется 28 32 36 40 50 65 70 75 143—2® 163—229 170—229 170—241 СЧ24-44 СЧ28-48 СЧ32-52 СЧ35-56 С138-60 24 28 32 35 38 44 48 52 56 60 85 100 110 120 130 170b—241 170—241 187—255 197—269 207—269
При м е ч а и и е. Перевод допускаемых напряжений, выраженных в kTimm'1,
в единицы системы СИ — в н}мМ* см. в табл. 27.
Отлнвки из ковкого чугуна (табл. 40) из-
готовляются из белого чугуна путем от-
жига (томления) с целью устранения хруп-
кости и твердости и придания им вязкости.
Таблица 40
Механические свойства отливок из ковкого чугуна
(ГОСТ 1215-59)
Мерка чугун В Предел ГфОЧНОС1 и при рмсты- жемни, в кГ/мм* Относительное удлинение на образце диаметром 16 лыг, в К Твердость по Брниелю НВ Мирка чугуна Предел прочности при росту- жении, в кГ;м*г Относительное удтииеиие на-образце диаметром 16 мм. в н Т»ердость по Брниелю НВ
не менее яс более ко менее не более
КЧЗО-6 30 6 163 КЧ45-6 45 6 241
КЧЗЗ-8 33 8 163 КЧ50-4 50 4 241
КЧ35-10 35 10 163 КЧ56-4 56 4 269
КЧ60-3 60 3 269
КЧ37-12 37 12 163 КЧ63-2 67 2 269
Примечание. Перевод допускаемых напряжений, выраженных в кГ'млР,
в единицы системы СИ — в н мм* см. в табл. 27.
Сплавы меди
53
9. СПЛАВЫ МЕДИ
Из сплавов меди наиболее широко при-
меняются бронза и латунь.
Сплавы меди с оловом, содержащие также
добавки свинца, фосфора и цинка, назы-
ваются оловяннстыми бронзами. Так как
олово является дорогостоящим металлом,
оловяннстые бронзы имеют ограниченное
применение.
Сплавы меди с добавками алюминия,
марганца, кремния и других элементов,
не содержащие олова, называются спе-
циальными бронзами и являются замени-
телями оловянистых бронз. Эти сплавы
отличаются высокой прочностью, хорошими
антифрикционными Свойствами и коррозий-
ной стойкостью (табл. 41).
Таблица 41
Механические свойства бронз
Марка бронзы Вид литья Механические свойства Примерное назначение
пррдел прочности при рк- тяженни. В RffAUP относ н- тельное удлинение, в Н твердость по Бриислю
Оловяннстые (ГОСТ 613-50)
Бр. OUCH 3-7-5-1 В землю 18 8 60 Арматура, работаю- щая в условиях мор- ской и пресной воды, а также пара и давле- ния до 25 кГ1см?
Б кокиль 21 5 60
Бр. ОЦС 3-12-15 В землю 18 8 60 Арматура, работаю- щая в условиях прес- ной воды, а также пара и давления до 25 кГ)слА
В кокиль 21 5 60
Бр. ОЦС 5-5-5 В землю 15 Ъ k 60 Антифрикционные I детали
В КОКИЛЬ 18 1 4 60
Бр. ОЦС 6-6-3 В землю 15 ”6F (50
В кокиль 18 4 . 60
Бр. ОЦС 4-4-17 В землю 15 5 1 60
Бр. ОЦС 3.5-6-5 В землю 1 15 1 6 1 * 60 | Детали для тракторов
В кокиль 1 18 4 60
Безоловянистые (ГОСТ 493-54)
Бр. АЖ 9-4 — 40 10 по Прутки
Бр. АЖН 10-4-4 — 60 5 170 Прутки и Трубы
tp АМц 9-2Л В кокиль 40 20 80 Фасонные отлнвкя
Бр. АМц 10-2 В землю н кокиль 50 12 110
Бр. АЖ 9-4Л бр. АЖМц 10-3-1.5 В землю 40 10 1U0
В кокиль В кокиль 50 50 12 12 100 | 120
Бр. АЖС 7-1^-1Д В землю 30 18 1 -
Бр. АЖН 10-4-4.1 В кокиль 60 5 170
Бр. АЖН 11-6-6 В землю и кокиль 60 2 250
Бр. С 30 Й кокиль 6 4 25
Бр. СН 60-2,5 В кокиль 3“ । s 1 14
Примечание. Перевод допускаемых напряжений, выраженных в кГ1мм\
в единицы системы СИ — в k'.wxj см. в табл. 27. _’
—— - — - — - - - . - _ — м ---———
54
Раздел второй. Материалы и их свойства
Сложные медноцннковые сплавы. Содер- элементов, называются латунями. Латуни
жащие специальные добавки олова, мар- обладают хорошими механическими и тех-
ганца, никеля, алюминия, железа н Других нологическими свойствами.
10. КОЭФФИЦИЕНТЫ ЛИНЕЙНОГО РАСШИРЕНИЯ МЕТАЛЛОВ И СПЛАВОВ
Коэффициентом линейного расширения
называется увеличение единицы длины
тела (1 мм) при нагреве его на 1°. В табл. 42
указаны коэффициенты линейного расши-
рения а, умноженные на 106, т. е. на 1 000 000.
Пример. Определить длину стальной ли-
нейки, нагретой до температуры 60°, если
при температуре 20° длина ее была равна
500 мм, лннейка изготовлена из углеро-
дистой стали.
Принимаем коэффициент линейного рас-
ширения углеродистой стали в интервале
Таблица 42
температур 20—100 С в среднем равным
11.5. Чтобы узнать длину линейки при тем-
пературе 60е, надо коэффициент линейного
расширения умножить на первоначальную
длину линейки (500 мм) и на количество
градусов, на которое повышается темпе-
ратура (т. е. 60° — 20" — 40-'), а результат
разделить на 1000000:
И5Х40У 500_
1000 000 -
= 500 4 о,23 = 500,23 мм.
Коэффициенты линейного расширения металлов и сплавов
(a-10h ММ)
Металлы «ли сплавы для интерва лов температур, в ®С
20-50 20—100 20-200 2V—аю 20—400 20—500
Алюминий (чистый). • . . —— 23.9 24,3 25,3 26,5 —
Бронза оловяннстая .... —* 17,6 17,9 18.2 — —
Латунь — 17,2-17,8 17,5-18,8 17,9—20,9 — —
Медь 16,9 16,6—17,1 17.1—17,3 17,6 18,0-18,1 18,6
Олово (чистое) 23 2 23,8 24.2 — — —
Сталь углеродистая — 10,6-12,2 11,3-13,0 12,1-13,5 12,9—13,9 13,5—14.3
Сталь хромистая П.2 11.8 12.4 13,0 13,6
Свинец 28,8 29.1 30.0 < 313 — —
Серебро 19,6 19.6 19.8 20,0 20,3 20,6
Чугун — 8,7—11,1 8,5—11,6 10,1—12,2 11,5-12,7 12,9—13,2
Цннк — 39.5 39,7 39,7 — —
РАЗДЕЛ ТРЕТИЙ
ДОПУСКИ И ПОСАДКИ. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
I. ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ И ОТКЛОНЕНИЯХ
Система допусков и посадок установлена
для облегчения конструирования н изго-
товления деталей, обеспечения их взаимо-
заменяемости и правильного взаимодей-
ствия. Взаимозаменяемой является любая
деталь, которая удовлетворяет предъяв-
ленным к ней тохняческям требованиям
и может пойти на сборку без дополнитель-
ной пригонки.
С какой бы точностью детали ни выпол-
нялись, выдержать абсолютно ял раз-
меры невозможно, поэтому ДДя изготовле-
нии деталей предусматриваются допусти-
мые отклонения от номинального размера.
Номинальным размером называется об-
щий для деталей соединения основной раз-
мер, служащий началом отсчета отклонений.
Действительным размером называется
тот, который получается непосредственным
измерением с наивысшей практически до-
стижимой точностью.
Предельными размерами называются
размеры, между которыми может коле-
баться действительный размер. Один из
них называется наибольшим предельным
размером, а другой — наименьшим пре-
дельным размером.
Допуском называется разность между
наибольшим и наименьшим предельными
размерами.
Верхним предельным отклонением на-
зывается разность между наибольшим пре-
дельным н номинальным размерами.
Нижним предельным отклонением на-
зывается разность между наименьшим пре-
дельным н номинальным размерами.
Средним отклонением называется сред-
нее арифметическое между верхним н ниж-
ним отклонениями.
Взаимосвязь между номинальными и пре-
дельными размерами, допусками и откло-
нениями показана на рис. 6.
Рис. С. Допуски в отклонения валя в отверстия.
2. ОСНОВНЫЕ ПОНЯТИЯ О ЗАЗОРАХ И НАТЯГАХ
При сборке двух деталей, входящих одна
в другую, различают внешнюю (охваты-
вающую) н внутреннюю (охватываемую)
поверхности. Один из размеров соприка-
сающихся поверхностей называется охва'
тывающнм размером, а другой—охваты-
ваемым.
Для круглых тел охватывающая поверх-
66
Раздел третий. Допуски и посадки. Шероховатость поверхности
ноешь носит общее наименование отвер-
стия, а охватываемая — вала. Соответ-
ствующие им размеры называют диаметром
отверстия и диаметром вала.
Зазором называется положительная раз-
ность между диаметрами отверстия н вала,
характеризующая свободу их от нос нт ел ь-
мером отверстия и наибольшим предель-
ным размером вала.
Натягом называется отрицательная раз-
ность между диаметром отверстия и диа-
метром вала до сборки, создающая после
сборки неподвижное соединение.
кого перемещения.
Наибольший зазор Наименьший тор
Рис. 8. Натяги • сопряжении отверстия
с иалон.
Наибольшим натягом (рис. 8) назы-
Наибольшим зазоре <с (ряс. 7) называется
разность между наибольшим предельным
размером отверстия и наименьшим пре-
дельным размером вала.
Наименьшим зазором называется раз-
ность между наименьшим предельным раз-
вается разность между наибольшим пре-
дельным размером вала и наименьшим
предельным размером отверстия.
Наименьшим натягом называется раз-
ность между наименьшим предельным раз-
мером вала и наибольшим предельным
размером отверстия.
3. СИСТЕМЫ
:ов И КЛАССЫ точности
Сков — иа несколько степеней (классов)
г&чности; по величине зазоров или натя-
гов— на ряд посадок.
Система отверстия характеризуется
Системой допусков называется Плано-
мерно построенная совокупность допусков и
посадок. Система допусков подразделяете».-
по основанию системы — на систему Отвер-
стия к систему вала; по величине допу- тем, 'что в «ней для всех посадок одной и
с) i
ОСТ
* у лева
Линия
б)
У^7//////////Хг,
пяши Лоле допуска
Рис. У. Расположение полей допусков conpvt аемых
детмоЛ в системах допусков deepen:» (ej и вма (б).
Виды посадок и их применение
57
той же степени точности (одного класса),
отнесенных к одному и тому же номиналь-
ному диаметру, предельные размеры от-
верстия остаются постоянными. Осуще-
ствление различных посадок достигается
путем соответствующего изменения пре-
дельных размеров вала. В системе отвер-
стия номинальный размер d является наи-
меньшим предельным размером отверстия
(рис. 9, а).
Система вала характеризуется тем, что
в ней для всех посадок одной и той же
степени точности (одного класса), отнесен-
ных к одному и тому же номинальному диа-
метру, предельные размеры вала остаются
постоянными. Осуществление различных
посадок достигается путем соответствую-
щего изменения предельных размеров от-
верстия. В системе вала номинальный раз-
мер d является наибольшим предельным
размером вала (рис. 9. б).
Обе системы являются несимметричны-
ми предельными, т. е. такими, у которых
поля допусков основных деталей располо-
жены по одну сторону от нулевой линии:
.в плюс* — длд отверстия в системе от-
верстия и .в минус* — для вала в системе
вала.
Большинство отраслей и явей промы-
шленности пользуется преимущественно
системой отверстия. Однако в некоторых
случаях система вала даже необходима. Ее,
например, применяют при монтаже под-
шипников качения в корпусах.
В зависимости от величины допусков
зазора и натяга при одинаковых посадках
и одних и тех же номинальных диаметрах
различают посадки разной степени точно-
сти, группируемые по отдельным классам
точности.
В отечественном машиностроении при-
няты десять классов точности: 1-й, 2-й, 2а,
3-й, За, 4-й, 5-й, 7-й, 8-й и 9-й. 1-й класс
является высшим (по точности).
Наибольшее распространение в машино-
строении имеют 2-и, 3-й и 4-й классы.
4. ВИДЫ ПОСАДОК И ИХ ПРИМЕНЕНИЕ
Посадка определяет характер соедине-
ния двух деталей, вставленных одна в дру-
гую, п обеспечивает в той или иной сте-
пени (вследствие разности фактических
размеров) свободу их относительного пе-
ремещения или прочность их неподвижно-
го соединения.
Посадки разделяются на три группы;
1) посадки с зазором, при которых обес-
печивается наличие зазора в соединении;
2) посадки с натягом, при которых но вре-
мя работы не должно происходить отно-
сительного перемещения соединенных де-
талей; 3) посадки переходные, при кото-
рых возможно получение как натягов, так
и зазоров.
Таким образом, все посадки можно услов-
но разбить на три основные группы; прес-
совые, переходные и подвижные.
Прессовое посадки предназначены для
неподвижных соединений без дополнитель-
ного крепления винтами, штифтами, шпон-
ками и тому подобными деталями. К этой
группе относятся посадки: горячая (Гр),
прессовая (Пр) и легкопрессовая (Пл).
По натягу все прессовые посадки могут
быть разделены на четыре группы: особо
тяжелые (ПрЗ), тяжелые (Гр иПр2а), сред-
ние (Пр2!_3, Пр и Пр13) и легкие (ПрЦ и Пл).
Во всех этих посадках всегда обеспечен
натяг.
Особо тяжелые и тяжелые посадки пред-
назначены главным образом для сборки
с предварительным разогревом отверстия
или охлаждением вала, а остальные рас-
считаны преимущественно па холодную
сборку под прессом.
Переходные посадки служат для непо-
движных соединений с дополнительным
креплением винтами, болтами, штифтами,
шпонками и т. п. и в основном исполь-
зуются как посадки центрирования сопря-
гаемых деталей.
К этой группе относятся посадки:
глухая (Г), тугая (Т). напряженная (И)
и плотная (П).
Подвижные посадки предназначаются
для соединений, в которых необходим га-
рантированный зазор. К этой группе отно-
сятся посадки: скользящая (С), движения
(Д), ходовая (X). легкоходовая (Л), широ-
коходовая (Ш) и теплоходовая (ТХ).
Ряс. 10. Схематическое расположение
посадок".
а— в системе отверстия; б—в системе вала.
Наименования, условные обозначения и
распределение посадок по классам точно-
сти в системе ГОСТ 7713-62 для диамет-
ров от 1 до 500 мм даны в табл. 43.
ЬИ
Раздел третий. Допуски, и посадки. Шероховатость поверхности
Схематическое расположение посадок в
системе отверстия и в системе вала пока»
за но на рис. 10.
Предельные отклонения для различных
посадок по 1—5-му классам точности в си-
стеме отверстия и в системе вала для раз-
меров от 1 до 500 мм приведены в табл.
44—46, а допуски для тех же размеров
7—9-х классов — в табл. 47.
Посадки в системе ГОСТ
Таблица 43
Наименование посадок Классы точности
1-й 2-й 2а 3-й За 4-й 5-й
ОСТы НКМ: 1011. 1021 и 1М1 OCTw 1011 1022. 1042. 1МЗ, 1044, 1142 ж 1143 ОСТы НКМ: 1016 1006 ОСТы «из, 1023 и ’.069 ОСТы НКМ.: ЗОЛ м 1027 ОСТы: 1014 1024 ОСТы: 1015 к 1025
Система отверстия
Прессовая 3-я . . . ь . . — — — ПрЗл — — —
. 2-я . . , np2j — Пр2г» Пр23 — — —
. 1-я Пр!, — Пр12. пР1а — — —
Горячая — Гр — —- — —
Прессовая —- Пр — — ——
Легкопрессовая . — Пл — — — —
Глухая . . Г1 Г г2а — — — —
Тугая . fj . . L. . Т1 Т т2. * -W- —
Напряженная Н, н Н2. — — — —
Плотная .л.'. П, П П2а ——
Скользящая С1 с с2. q Сзв q q
Движения д* д —
Ходовая X, X Х2е Ха — х« хь
Легкоходовая л — д»
Широкоходовая — Ш — ш, — ш4 —
Теплоходовая .. — тх — —
Система вала
Прессовая 2-я —. Пр??. ——
Горячая — Гр — ** —
Прессовая — Пр —ъ. —— —и»
Глухая Г1 г г2в — —.
Тугая Т. т т2» — —- —
Напряженная Hi н н2* — — —. —_
Плотная П, П П2. — —
Скользящая q с с2в с, q q
Движения Д1 д — —
Ходовая Xi X — ха х4 хь
Легкоходовая ... — л — 71ч
Широкоходовая — ш — Ш8 — Ш4 —
Примечания. 1. В 7, 8 и 9-м классах точности нормируются только откло-
пения основных валов и отверстий.
2. Прн обозначении 2-го класса точности цифра 2 при букве не ставится.
Таблица 44
Допуски и посадки размеров от I до 500 мм включительно
Система отверстия
Номинальный «и а метр, в лм Откдоменив, в лклг 1-й класс
отверстие вал (nocaiKin
глухи тугвв напрвшехнэо плотна* сиольэвшм движения ХОХОВЭВ
г, Т| н, с, д. X,
От 1 ДО 3 Верхнее Н ижнее +6 0 + 10 + 6 +8 +4 +5 + 1 ~2 0 —8‘ —12
Св. 3 ло 6 Верхнее Н ижнее + 8 0 + 13 + 8 + 10 +5 1 4~ i +3 0 —9 —10 —18
Св. 6 до 10 Верхнее Нижнее +9 0 + Н> + 9 1>." +4 0 —11 —13 —22
Св. 10 до 18 Верхнее Нижнее +U 0 +20 + 11 +10 +2 +5 0 —14 —16 —27
Св. 18 до 24 Верхнее Нижнее +13 0 + 13 + 17 +8 + 12 +2 +6 0 —9 —7 —16 —20
Св. 24 до 30 Верхнее Нижнее +13 0 +24 + 13 + 17 +8 + 12 +2 +6 0 —9 —7 —16 -20
Св. 30 до 40 Верхнее Н ижнее +1Х +28 + 10 +20 +9 + 14 +2 +7 0 -11 —9 -20 -25 —41
Св. 40 до 50 Верхнее Нижнее + 15 0 +28 + 16 +20 4*^ + 14 +2 + 7 0 —11 —9 —20 -25
Св. 50 до 65 Верхнее Н ижнее + 18 0 +33 + 19 +24 +ю + 16 +3 +8 0 —13 —10 -23 -30 —49
Св. 65 до 80 Верхнее Ннжнее + 18 0 +33 + 19 +24 + 10 + 16 +3 -5 +8 0 -13 —10 —23 —80 —49
Виды посадок и их применение
Продолжение табл. 44
8
Номинальный диаметр, в мм Отклокгния. в мкм 1-й класс
отверстие вал (посадки»
глухая тугая напряженная плотная скользящая движения ходовая
А| А т. н, ч С. X,
Св. 80 до 100 Верхнее Нижнее +21 0 +38 +23 +28 + 12 +19 4 +3 6 +У 0 -15 -12 —27 -36 —58
Св. 100 до 120 Верхнее Нижнее +21 0 +38 +23 +28 +12 +19 +3 +9 —6 0 —15 —12 —27 -36 -58
Св. 120 до 140 Верхнее Нижнее +24 0 +45 +26 +32 + 14 +22 ^-4 | + 10 —7 0 —18 —14 -32 -43 -68
Св. 140 до 160 Верхнее Нижнее +24 0 +45 . +26 +32 +14 +22 +4 + 10 —7 0 —18 —14 —32 -43 -68
Св. 160 до 180 Верхнее Нижнее +24 0 +45 +26 +32 +14 +22 +4 + 10 —7 0 —18 —14 —32 -43 —68
Св. 180 до 220 Верхнее Нижнее +27 0 +52 +30 +36 + 13 +25 + П -8 0 —20 —16 -36 -50 —79
Св. 220 до 200 Верхнее Нижнее +27 0 4~и2 +30 +36 +16 +25 +4 +11 -8 0 -20 —16 -36 -50 -79
Св. 200 до 310 Верхнее Нижнее +30 0 +58 +35 + ю +13 +28 +4 + 13 -9 0 —22 —18 -40 —88
Св. 310 до 360 Верхнее Нижнее +30 0 +58 +35 + 40 + 18 +28 Ч-4 + 13 -9 0 —22 —18 —40 —56 —88
Св. 360 до 440 Верхнее Нижнее +35 0 +65 +40 + 45 +20 +32 +5 + 15 —10 0 -25 -20 -68 —108
Св. 440 до 500 Верхнее Нижнее +35 0 +65 +40 +45 +20 +32 +5 + 15 -10 0 -25 —20 —63 —108
Раздел третий Допуски и посадки. Шероховатость поверхности
Продолжение табл. 44
Номи- НаЛЬНЫЙ хи «метр, в мм Отклонения, я мкл 3-Я класс
птвспетие 034 inor jKH.
глухая тугаа нэп ря- женная плотная сколь- эящая хвнжения ходовпя легхохолоопя широко- толовая тепло* ХОЛОВЭЯ
А г 1 н п с д л ш тх
От 1 до 3 Верхнее Ннжнее 4-10 0 + 13 +6 +ю +4 +7 +1 +3 0 —9 -12 —25 —18 —60 —74
Св. 3 до 6 Верхнее Ннжнее +13 0 + 16 +8 + 13 +5 +9 +1 +4 0 ♦ —10 —22 —17 -35 ’ -25 -45 -70 —88
Св. 6 до 10 Верхнее Ннжнее +16 0 4-20 + 10 + 16 +6 + 12 +2 -5 " 0 -10 -15 —13 —27 -23 —45 -60 —80 —102
Св. 10 до 18 Верхнее Нижнее + 19 0 +24 +12 + 19 +7 + 11 +2 +6 0 -12 -18 —16 —30 -55 —45 -75 —95 —122
Св. 18 до 24 Верхнее Нижнее +23 0 +30 +15 +23 +8 +17 +2 +7 —7 0 -14 -8 -22 -20 —40 —40 —70 —60 —95 -ПО -143
Св. 24 до 30 Верхнее Нижнее 4-23 0 4-30 + 15 +23 +8 +17 +2 -7 + 0 -14 -22 —20 —40 —40 -70 —60 -95 —110 -143
Св. .30 до 40 Верхнее Нижнее +27 0 4-35 +18 +27 +9 +20 +3 +8 и -17 -10 —27 —25 —50 —50 -85 —75 -115 -120 —159
Продолжения табл. 44
Номи- нальны А диаметр, в мм Отклонения, в 2-й класс
отверстие вал (посыки)
глухая тугпп напри жемчая 1 плотная сколь- ЗЯЩ1Ы движения ходовая дегкоходова» широко ходовая тепло- ходовая
Л г т н п с А Х л ш гх
Св. 40 до 50 Верхнее Нижнее +27 0 +35 + 18 +27 +9 +20 +3 +8 0 -17 —10 -27 —50 —85 -75 -115 -130 —169
Св. 50 до 65 Верхнее Ннжнее +30 0 +40 +20 +30 + 10 + 23 +3 + 10 —10 0 -20 —12 -32 —30 -60 —65 —105 —95 —145 -140 -186
Св. 65 до 80 Верхнее Ннжнее +30 0 +40 +20 +30 + 10 Ф+'2а- +з +10 -10 0 -20 —12 -32 —30 -60 —65 -105 -95 —145 —150 —196
Св. 80 до 100 • Верхнее Нижнее +35 0 +45 +23 +35 +12 +26 +3 + 12 -12 0 -23 —15 -38 —40 -75 -80 —125 —120 -175 -170 -224
Св. 100 до 120 Верхнее Нижнее +35 0 +45 +23 +35 + 12 +26 +з + 12 -12 0 -23 —15 -38 —40 —75 -80 —125 -120 -175 —180 —2.34
Св. 120 до 140 Верхнее Нижнее +40 0 +52 +25 +40 + 13 +30 + 14 -14 0 -27 —18 —90 ~ —100 -155 -150 —210 -200 -263
Св. 140 до 160 Верхнее Нижнее +40 0 +52 +25 +40 +13 +30 +4 + 14 -14 0 -27 -18 —50 -90 —100 -155 —150 -210 —210 -273
Раздел третий. Допуски и посадки. Шероховатость поверхности
Продолжение табл. 44
Ноии- нмысы* диаметр, в мм Отклонения, в мкм Л-й класс
отверстие вал (посадки)
глухая тугая напря- женная плотмад сколь- зя шая днижеиия ходовая легкододоеад широко- ходов хя текло ходов ая
А г т н П с д Л ш тх
Св. 160 до 180 Верхнее Нижнее + 40 0 +52 +25 +40 + 13 +30 +4 + 14 —И 0 -27 -18 -45 —100 -155 —150 —210 —230 -293
Св. 180 до 220 Верхнее Нижнее + 45 0 +60 +30 +45 +15 +35 +4 + 16 -16 0 -30 1 Ф \-60 ! -105 -120 -180 . —180 —2.50 —260 -332
Св. 220 до 200 Верхнее Нижнее +45 0 +60 +30 +45 +15 +35 +4 —22 —60 —105 —120 —180 —180 —250 —290 -362
Св. 260 до 310 Верхнее Нижнее +50 0 +70 +35 +50 +15 +40 +4 kJ + 18 -18 0 -26 -60 —ТО -125 —140 —210 —210 —290 —330
Св. 310 до 360 Верхнее Нижнее +50 0 +70 +35 +50 +15 +40 +4 + 18 -18 0 —26 -60 —70 —125 —140 —210 —210 -290 —360 —441
Св. 360 до 440 Верхнее Нижнее +60 0 +80 +40 +60 +20 +45 +5 +20 -20 0 —40 —30 —70 —80 -140 —170 —215 —250 —ЗЮ —410 —507
Св. 440 до 500 Верхнее Нижнее +60 0 +80 +40 +60 +20 +45 +5 + 20 -20 0 -40 -30 -70 —80 —140 -170 -245 —250 -3-10 —480 —577
Риды посадок и их применение
Продолжение табл. 44
Номинальный лмаиетр, в мм Отклонения, в мкл 2а класс
отверстие Bit (посавки)
глухая тугаи лзпряженнзи плотная скользящая ходезав
АЛ Ги нм сга Хи
От 1 до 3 Верхнее Нижнее + 14 0 +15 + 6 — —2 + 0 -9 -20
Св. 3 до G Верхнее Нижнее + 18 0 +20 + 8 +16 +4 + 13 +9 -3 0 —12 -10 —28
Св. 6 до 10 Верхнее Нижнее +22 0 +25 +ю *+6 ► J +16 +ю —5 0 -15 -13
Св. 10 до 18 Верхнее Нижнее +27 0 +30 + 12 +25 + 19 +1 +12 —6 0 —18 -16
Св. 18 до 24 Верхнее *Нижнее +33 0 +36 + 15 +29 1 +8 +23 +2 + 13 -8 0 —21 -20 -53
Св. 24 до 30 Верхнее Нижнее +33 0 +36 +29 +8 +23 +2 +13 —8 0 —21 —20 -53
Св. 30 до 40 Верхнее Нижнее +39 +42 + 17 +34 +9 +27 +2 + 15 -10 0 —25 -25 —64
Св. 40 до 50 Верхнее Нижнее 0 +42 + 17 +34 +9 + 27 +2 + 15 -10 0 -25 —25 -64
Св. 50 до 65 Верхнее Нижнее +46 0 +50 +20 +41 + 11 +32 +2 + 18 -12 0 —30 —30 —76
Св. 65 до 80 Верхнее Нижнее +46 0 +50 +20 +41 + 11 +32 +2 +18 —12 0 -30 —30 —76
Продолжение табл. 44
Нсминальный диаметр, в мм Отклонения, в мкл 28 КА ЯСС
отверстие вал (носики)
глухая туг ЗЯ напряженная плотная СКОЛЬЗЯ Ш1Я ходовая
Ам Г}1 т?а нй, □я nja си хм
Св. 80 Верхнее +54 +58 + 48 +38 k +20 0 —36
до 100 Нижнее 0 +23 + 13 +3 Ч —15 —35 —90
Св. 100 Верхнее +54 +58 + 48 +20 0 —36
до 120 Нижнее 0 +23 + 13 -15 ,35 -90
Св. 120 Верхнее + 63 +67 +55 +« +22 0 —43
до 140 Нижнее 0 +27 + 15 +3 -18 —40 —106
Св. 140 Верхнее +63 +67 +55 +43 +22 0 43
до 160 Нижнее 0 +27 + 15 +3 -18 —40 —106
Св. 160 Верхнее +63 +67 + 55 1 +43 +22 0 —43
до 180 Нижнее 0 +27 + 15 +3 —18 -40 —106
Св. 180 Верхнее +73 + 78 + 64 +51 +24 0 —50
до 220 Ннжнее 0 +31 +17 +4 —23 —47 -122
Св. 220 Верхнее + 73 +78 +64 +51 +24 0 —50
до 260 Ннжнее 0 +31 + 17 +4 —23 —47 -122
Св. 260 Верхнее + 84 +90 + 74 +58 +27 0 —56
до 310 Нижнее 0 +36 +20 +4 —27 -54 -137
Св. 310 Верхнее + 84 +90 +74 +58 +27 0 -56
до 360 Нижнее ° к +36 +20 +4 —27 —54 -137
Св. 360 Верхнее + 95 + 102 +85 +67 +31 0 —68
до 440 Нижнее 0 +4V +23 +5 —31 —62 —165
Св. 440 Верхнее 4-95 + 102 +85 +67 +31 0 —68
до 500 Ннжнее 0 +40 +23 +5 -31 -62 —165
66
Раздел третий. Допуски и посадки. Шероховатость поверхности
Продолжение табл. 44
З-й клегг । 3» «сллсс 4-й класс । 5-й класс 1 'х 1 £ п ® □е I £ 2? с S i &. 9а е с £ 5 £ 1 <к О в о X О •S г СТКС СТИР ст и с сти* • *км сколь* широко- сколь- сколь- легдо- широко* сколь- зящая ходовая ходовая зятев эящзя кодов»* ходовая ходовая зшая ходовая 1 Лз | С» 1 хз 1 шя 1 *за 1 ^за 1 \ 1 ^4 ! Г ] Ш4 As 1 cs | *s Верхнее +20 0 —7 -17 +40 0'+60 0 —.30 —60 —120+120 0 —60 Нижнее 0 —20 —32 -50 0 —40 0 —60 —90 —120 —180 0—120 —180 С 1 а g S 1 с ОС 1 - —= 4 е 3 4 К С о 4 а я 3 h С а СС S ° S с £ S £ *| с 1 с U 1- е । И 1 = и 1 5 1 5 ! : 1 1 г* > L L э ; Ь К с £ Верхнее +30 | 0 —15 —35 +58 0+100 0 —50 —100 —200 + 200 | 0 —100 Нижнее 0—30 —55 —85 0 —58 0—100 —150 —200 —300 0 -200 —300 ' ! Верхнее +35 0 —20 —45 + 70 0 +120 0 —60 —120 —240 +240 0 —120 Нижнее 0—^5 —70 -105 0 —70 0—120 —180 —240 —360 0 -240 -360 1 Верхнее +45 | 0 —25 —60 4 84 0+140 0 —70 -140 —280 + 280 0 —140 Нижнее 0| —45 -85 -1.30 0 -84 0-140 —210 -280 —420 0 -280 -420 Верхнее +50 0 —32 -75 +100 0J + 170 0 —80 —170 -340 + 340 0 —170 Нижнее 0 —50 -100 -160 0—100 01—170 -250 -.340 —500 d-340 —500 Верхнее +60 0 —40 —95 +120 0 + 200 0 —100 —200^ —400+400 0 -200 Нижнее 0 —60 -120 -195 0—120 0-200 -<Ю0 -400 -600 0 -400 -600
Номи- нальный диаметр. в ММ 1 От 1 до 3 Св- 3 до 6 Св. 6 до 10 е S с. до 18 00 QQ CJ до 30 Св. 30 до 50 Св. 50 до 80
Продолжение табл. 44
Э-й класс За класс 4-й класс 5. А класс
Номи- нальный Отклоне- отвер- аал (посадки) отпер- аал (посад- ка) отпер вал (посадки) отвер- вал (посадки)
диаметр, в мм кия, в мкм стие сколь- эяшая ХОДО*|| широко ходовая ст не сколь- зящая етке сколь- зящая ХОЛОПЫ легко- тодпвм широко холоп ля стие сколь- зящая долевая
А3 Са ха Ша Апэ сза с< х. _ А* С5
Св. 80 до 120 Верхнее Нижнее +70 0 0 -70 —50 -140 —120 —235 +140 О 0 -140 +230 0 0 -230 I -130 -Л» —230 —460 -460 —700 +460 . 0 0 —460 —230 -700
Св. 120 до 180 Верхнее Нижнее +80 0 0 -80 —60 -165 -150 -285 + 160 Л ° —160 Loco —130 -400 —260 —530 —539 —800 +530 0 0 -530 —260 —800
Св. 180 до 260 Верхнее Нижнее +90 0 0 -90 —75 -195 -180 -330 + 185 0 -185 ► +300 0 0 —300 -150 -450 —300 -600 —600 —990 +600 0 0 -600 —300 -900
Св. 260 до 360 Верхнее Ннжнее + 100 О 0 -100 —90 -225 -210 —380 +215 0 0 -215 +340 0 0 -340 • —170 —500 —340 -680 —68о —1000 +680 0 0 -680 -340 -1000
Св. 360 до 500 Верхнее Нижнее + 120 0 0 —120 —105 —2501+250 —440 0 0 —250 +380 0 0 -380 -190 —570 —330 -760 -760 —1100 + 760 0 0 -760 -380 -1100
Примечание. Прессовые посадки приведены в табл. 46.
Виды посадок и их применение
5
68
Раздел третий. Допуски и посадки. Шероховатость поверхности
Допуски и посадки для размеров
Система
Номи- нальные диаметр, в жж Отклоне- ния. Н мкм 1-й класс
вал D, отверстие (посалки)
глуха* туга* н «пра- жски и* плотная СКОЛЬ- ЗЯ1ДЯЯ движения ходовая
г, Т. И, л, с, д, X.
От 1 до 3 Верхнее Нижнее 0 —10 -2 —8 4-1 +4 _2 +6 0 + 10 + 3 +16 +6
Св. 3 до 6 Верхнее Нижнее 0 -13 —2 -10 + —7 4-5 +8 0 + 12 +4 +22 +10
Св. 6 ДО 10 Верхнее ' Нижнее О —16 —12 +1 +б +9 0 + 14 +5 +28 +13
Св. 10 до 18 Верхнее Нижнее 0 —8 —20 —4 —15 +1 —10 4-7 +11 0 + 17 +8 +34 + 15
Св. 18 до 30 Верхнее Нижнее 0 —9 —ю 4 -24 —17 +2 L -12 +8 +13 0 +20 +41 +20
Св. 30 до 50 Верхнее 1 (ижнее 0 -11 —12 —28 -20 + —14 +« -7 +15 0 +25 +9 +50 +25
Св. 50 до 80 Верхнее Нижнее 0 —13 —14 —33 —24 +2 —16 +10 -8 + 18 0 +29 +10 + 60 +30
Св. 80 до 120 Верхнее Ннжнее 0 —15 —17 -38 —28 +3 —19 +12 4 -9 +21 1 0 +34 +12 +71 +36
Св. 120 до 180 Верхнее Нижнее 0 -18 —20 —45 —7 +3 -22 + 14 —10 +24 0 +39 + 14 +83 +43
Св. 180 до 260 Верхнее Нижнее 0 —20 —23 —52 —36 +3 —25 + 16 —11 +27 0 +43 + 16 +96 +50
Св. 260 до 360 Верхнее Нижнее 0 —22 -27 —58 -9 —40 +4 —28 + 18 —13 +30 0 +48 + 18 + 108 +56
Св. 360 до 500 Верхнее Ннжнее 0 —25 —30 —65 —10 -45 +3 -32 +20 -15 +35 0 +55 +20 +131 +68
Ви9ы теадок и их применение
69
Л.
от I до 500 мм включительно
вала
Таблица 45
2-й класс
вал В отверстие (посадки)
гтухая гугая нагря- жемн ая • плотная сколь- зящая движения ходовая легко- ходоввя широко ходовая
г т II П с л X л Ш
0 —2 —13 0 —10 +3 —7 4-7 + 10 0 + 13 +3 +22 +8 +30 +12 +38 +18
0 -16 0 -13 4-4 —9 +9 —4 + 13 0 +П +4 +27 +10 +40 +17 +50 +25
0 —10 —4 —20 0 —16 4-4 —12 + 11 —5 +16 0 +21 +5 +33 +13 +50 +23 +65 +35
0 -12 -5 —24 0 —19 4-5 —14 +13 —б + 19 0 +25 +6 +40 +W +60 +30 + 80 +45
0 —14 -30 0 -23 4-6 —17 + 16 —7 1 +23/ Л +30 +8 +50 +20 +80 + 40 +105 +60
0 —17 —7 0 —27 4-7 —20 + 18 +27 0 Фц-10 +95 +50 +125 +75
0 —20 -8 —40 0 —30 4-8 —23 +20 —10 +30 0 +42 +12 +30 +115 +65 +155 +95
0 -23 —10 -45 0 —35 4-9 —26 +23 —12 +35 0 +50 +15 " .«1 *“%, + 190 +120
0 -27 —12 0 —40 4-Ю +27 —14 + 40 0 +60 + 18 + 105 J-50 +170 +100 +230 + 150
0 -30 —15 —60 0 +11 +30 —16 +45 0 +50 0 + 70 +22 + 120 +60 +200 + 120 +270 + 180
0 -18 —70 0 + 12-40 +35 —18 +80 +26 + 140 +70 +230 +140 +310 +210
0 -40 —20 0 —60 +15_45 +40 —20 +60 0 +90 +30 + 160 +60 +270 + 170 +36э +250
70
Раздел третий Допуски и посадки Шероховатость поверхности
Номиналь- ный диаметр, » мм Отклонения, в мкм. 2а класс
вал В.а отверстие (посадки)
глух ЛЯ тугая напряженная ПЛО1В&К скользящая
Га. нм С2а
От 1 до 3 Верхнее Нижнее 0 —9 -1 —15 — — +7 —7 +14 0
Св. 3 до б Верхнее Нижнее 0 —12 —2 -20 — — +9 + 18 0
Св. 6 до 10 Верхнее Нижнее 0 —15 -25 +1 —21 +6 —16 + 12 —10 +22 0
Св. 10 до 18 Верхнее Нижнее 0 Aw к -30 +2 —25 +8 —19 + 15 —12 +27 0
Св. 18 до 30 Верхнее Нижнее JF -21 —36 —29 + 10 —23 +20 —13 +33 0
Св. 30 до 50 Верхнее Нижнее 0 —25 —42 +5 +12 —27 +24 —15 +39 0
Св. 50 до 80 Верхнее 11ижнее 0 —30 -50 4-5 +14 +28 —18 +46 0
Св. 80 до 120 Верхнее Нижнее 0 *—58 +6 —48 +34 —20 +54 0
Св. 120 до 180 Верхнее Нижнее 0 —40 —4 —67 +8 —55 +20 +41 —22 +63 0
Св. 180 до 260 Верхнее Нижнее 0 —47 -78 f-9 -64 +22 -51 +49 -24 +73 0
Со. 260 до 360 Верхнее Нижнее 0 -6 —90 +ю -74 +26 -58 +57 —27 +84 0
Св. 360 до 500 Верхнее Нижнее 0 —62 —7 —102 + 10 +28 —67 +64 +95 0
Виды посадок и их применение
71
Продолжение табл. 45
З-fi класс к За класс
вал В3 отверстие (посадки) вал В.и отверстие (посадка)
скользящая Ч ХОДОВ ЕЯ X» шяроксхпловая U,8 скользящая Сва
0 —20 +20 0 +32 +50 +П 0 —40 + 40 0
0 —25 +25 0 + 44 +П +65 +25 0 —48 + 48 0
0 —30 ♦ +15 +85 +35 0 —58 -f-58 0
0 +35 0 +105 +45 0 —70 + 70 0
0 +45 0 1 г* 1 +85 +25 + 130 +60 0 +84 0
0 +50 0 + 100 +32 + 160 0 —100 +100 0
0 —60 +60 0 +120 +40 + 195 0 -120 + 120 0
0 —70 +70 0 + 140 +50 + 235 + 120 ГО —140 + 140 0
0 —80 +80 0 + 165 +60 +285 + 150 0 —160 + 160 0
0 90 +90 0 + 195 + 75 +330 + 180 0 —185 + 185 0
0 —100 +100 0 +225 +90 +380 +210 0 —215 +215 0
0 —120 + 120 0 +255 + 105 +440 +250 0 —250 +250 0
72
Раздел третий. Допуски и посадки. Шероховатость поверхности
Намни алькый диаметр, в мм Отклони НИЯ, в мкм 4-й класс
вал отверстие
скользящая ходовая
С* X.
От 1 до 3 Верхнее Нижнее 0 —со +60 0 +90 +30
Св. 3 до 6 Верхнее Нижнее 0 —80 +80 0 + 120 +40
Св. б ДО 10 Верхнее Нижнее 0 —100 + 100 0 +150 +50
Св. 10 до 18 Верхнее Нижнее 0 -120 + 120 0 + 180 +60
Св. 18 до 30 Верхнее , 11ижнее 1 0 — 140 + 140 0 + 210 +70
Св. 30 ДО 50 Верхнее Ннжнее 0 —170 + 170 0 +•250 +80
Св. 50 до 80 Верхнее 1 Нижнее 0 —200 +200 0 +300 + 100
Св. 80 до 120 Верхнее Нижнее 0 —230 +230 +350 + 120
Св. 120 , до 180 Верхнее Нлжнее 0 —260 +260 0 +400 +13(1
Св. 180 до 260 Верхнее Ннжнее 0 —300 +300 0 +450 4-150
Св. 260 до 360 Верхнее Нижнее 0 —340 +340 0 4-500 + 170
Св. 360 до 500 Верхнее Нижнее 0 —380 +380 0 +570 + 190
Примечание Прессовые посадки приведены в табл. 46.
Виды посадок и их применение
73
Продолжение табл. 45
5-й класс
(поселки) вал В, отверстие (посадки)
легкохоловая широк ох о дос ая скользящая ходовая
л. 1U, С,
+120 +60 +180 + 120 0 —120 + 120 0 + 180 +60
+160 +80 +240 + 160 0 —160 +160 0 +240 +80
+‘200 +100 + 200 0 —200 +200 0 +300 + 100
+240 +120 ► —240 +240 0 +360 +120
+280 +140 ... /у. +280 0 + 420 +140
+340 + 170 +500 +340 +340 0 +500 + 170
+400 +200 +600 +400 —400 +600 +200
+460 +230 + 700 +460 0 —460 +700 +230
+530 + 260 +800 +530 0 -530 +530 0 +260
+600 +300 +900 +600 0 —600 +600 0 +900 +300
+680 +340 + 1000 +680 0 —680 +680 0 +1000 +340
+760 +380 + 1100 + 760 0 —760 +760 0 +1100 +380
74
Раздел третий. Допуски и посадки Шероховатость поверхности
Допуски и посадки размеров
Прессовые
Номиналь- ный диаметр, в мм Отклонения, В М.КМ Система
1-А класс 9. А класс
отверстие вал (поселки) отверстие А олл (посадки)
2-я пресса» а» 1-Я прессов пж горячая прессовая
Пр2, ПрЬ гр Пр
От 1 до 3 Верхнее Нижнее +6 0 +20 + 15 +17 + 12 + 10 0 +27 +17 + 18 +12
Св. 3 до б верхнее * + 8 0 +24 +19 +20 +15 + 13 О +33 +20 +23 + 15
Св. 6 ди 10 Ннжнее । +29 +23 +25 + 19 +16 0 +39 +23 +28 + 18
Св. 10 до 18 Верхнее Нижнее +36 ^+28 +31 +23 +19 0 +48 +29 +34 + 22
Св. 18 до 24 Верхнее Ннжнее + 13 0 +44 +35 +37 +28 1 +23 0 +62 +39 + 42 +28
Св. 24 до 30 Верхнее Нижнее +13 0 +44 +35 +37 +% +23 0 +62 +39 +42 +28
Св. 30 ДО 40 Верхнее Нижнее +15 0 +54 +43 +45 +34 +27 +77 +50 +52 +35
Св. 40 до 50 Верхнее Нижнее +15 0 +54 +43 +45 434 +27 0 +87 +60 +52 +35
Св. 50 до 65 Верхнее Нижнее + 18 0 +66 +53 (54 +41 • +30 0 + 105 +75 +G5 +45
Св. 65 до 80 Верхнее Нижнее + 18 0 +72 +59 +56 +43 |30 0 +120 +90 +65 +45
Св. 80 до 100 Верхнее Ннжнее +21 0 + 86 +71 +66 +51 J +35 0 + 140 + 105 +85 + 60
Виды посадок и их применение
75
Таблица 46
or 1 до 500 мм включительно
посадки
отверстия
2а класс 3-Я класс
отперстие леа • вал (посадки) отверстие Лз вал (посажкн)
легко- пресс свая 2-я прессовая 1-я прессовая 3-я прессовая 2-я прессовая 1-я прессовая
Пл ПР2„ ПР1?а ПрЗ, Пр2, Пр13
+ 16 +ю + 14 0 +32 + 18 +24 +15 — — — —
+21 + 13 + 18 0 +41 +23 +31 +19 +25 0 — — +55 + 30
+26 + 16 +22 0 +50 +28 +38 - * +30 0 + 100 +70 +70 +40 +65 +35
+32 +20 +27 0 +60 +33 +46 +28 FQ + 115 +80 +80 +45 + 75 +40
+39 +25 +.33 0 +74 +41 +56 +35 ( +45 0 + 145 +100 + 100 +55 +95 + 50
+ЗУ +25 +33 0 +81 +48 +56 +35 +45 0 +145 + 100 + 100 +55 +95 +50
+47 +30 +39 0 +99 +60 +68 + 43 +50 0 + 165 + 115 +115 +65 +110 +60
+47 +30 +39 0 + 109 + 70 +68 +43 +50 0 + 175 + 125 + 125 +75 + 110 +(О
+55 +35 +46 0 + 133 +87 + 83 +53 + 60 0 +210 + 150 +150 +90 + 135 + 75
+55 +35 +46 0 +148 + 102 +89 +59 +60 0 +225 + 165 + 165 +105 + 135 +75
+70 +45 +54 0 +178 + 124 + 106 +71 +70 0 +260 + 190 + 195 + 125 + 160 +90
76
Раздел третий. Допуски и поссдки Шероховатость поверхности
Номиналь- ный знеметр, в мм Отклонений, в МКМ Система
. 1-й класс 2-й класс
отвер- стие А, вал (посадки) отвер- стие Л вал (1 юс а дм и)
2-я прессовая I-м прессовая горечи прессе fill
Пр2, Dpi, Гр Пр
Св. 100 дп 120 Верхнее Нижнее +21 0 +94 +79 +69 +54 +35 0 + 160 + 125 +95 +70
Св. 120 до 140 Верхнее Нижнее +24 0 + 110 +92 +81 +63 +40 0 +190 + 150 + 110 +80
Св. 140 до 150 Верхнее +24 0 + 118 + 100 +83 +65 +40 0 +190 + 150 + 110 +80
Си. 150 до 160 Верхнее Нижнее +24 ° +118 *JT ♦. + 83 +65 +40 0 +220 +180 +125 +95
Св. 160 до 180 Верхнее Нижнее +24 0 +1<^) +86 +68 +40 0 +220 + 180 +125 +95
Св. 180 до 220 Верхнее Нижнее — ) 1 +43 0 +260 +215 + 145 + 115
Св. 220 до 260 Верхнее Нижнее — — — 0 + 300 + 165 +135
Св. 260 до 310 Верхнее Нижнее — — — +50 0 +3о0 +300 + 195 + 160
Св. 310 до 360 Верхнее Нижнее — — • +50 0 +400 +350 +220 + 185
Св. 360 до 440 Верхнее Нижнее — +60 0 +475 +415 +260 +220
Св. 440 до 500 Верхнее Ннжнее — — • +60 О +545 +485 +300 +260
Виды посадок и их применение
Продолжение табл. 46
отверстия
2а класс 3-й класс
отвер- стие А8Ж пал (посадки) отвер- стие *3 вал (посадки)
легко- прессое ая 2-я прессовая 1-и прессовая 3-я прессовав 2-я прессовая 1-Я прессов аа
Пл "Р'га ПрЗ, Пр2, Пр13
+70 +45 +54 0 +198 + 144 +79 +114 +70 0 +280 +210 +210 + 140 + 160 +90
+85 +58 +€3 0 +233 +170 +92 + 132 +80 0 +325 +245 +245 +165 + 185 +105
+85 +58 +63 0 ^253 + 190 +100 +140 +80 0 +325 +245 +245 +165 + 185 + 105
+85 +58 +63 0 +253 + 190 + 80 +355 +275 +275 + 196 + 200 + 120
+85 | 58 +63 0 +273 + 210 + 108 + 148 +80 0 +355 +275 +275 +106 +200 +120
+ 105 +75 +73 0 +308 +236 +122 +168 4 90 0 +410 +320 +325 +235 +230 +140
+ 105 +75 +73 0 +356 +284 + 140 +186 +90 0 +450 +360 +365 +275 +250 + 160
+135 +100 +84 0 +431 4 350 + 170 +222 + 100 0 +515 +415 + 420 +320 +285 +185
+ 135 + 100 + 84 0 +471 +390 + 190 +242 + 100 0 +565 +465 +470 +370 +305 +205
+170 +130 +95 0 +557 +460 +220 +283 + 120 0 +670 +550 +550 +430 +360 +240
+ 170 +130 +95 0 +637 +540 +252 +315 +120 0 +740 +620 +620 +500 +395 +275 *
78
Раздел третий. Допуски и посадки Шероховатость поверхности
Номиналь- ный диаметр. в мм Отклонения, D МКМ Сис1ема вваа
2 й класс 2а класс
вал В <п верстке (посаяки) вал Вгл отверстие (посадки)
горяч ая прессов ая 'J-я прессовав
Гр Пр
От 1 до 3 Верхнее Нижнее 0 —13 —27 —18 0 —9 —18
С₽. 3 до 6 Верхнее Нижнее 0 —15 —33 —10 —23 0 —12 —23 —41
Св. 6 । до 10 0 —10 —17 —39 —12 —28 0 -15 —28 —50
Св. 10 до 18 Верхнее Нижнее — 12 —22 —43 —15 0 —18 -60
Св. 18 до 24 Верхнее Нижнее —14 —19 -42 0 -21 -74
Св. 24 цо 30 Верхнее Нижнее 0 —14 -30 -62 | —19| 0 —21 -48 —81
Св. 30 до 40 Верхнее Нижнее 0 —17 —40 —77 к -60 -99
Св. 40 до 50 Верхнее Нижнее 0 -17 —50 —87 —25 -52 0 -25 —70 —109
Св. 50 до 65 Верхнее Нижнее 0 —20 -65 —105 -35 —65 * 0 —30 —133
Св. 65 до 80 Верхнее Нижнее 0 -20 —80 -120 —35 -65 0 30 —102 —148
Св. 80 до 100 Верхнее Ннжнее 0 —23 -93 —140 —50 0 —124 —178
Виды посадок и их применение
79
Продолжение табл. 46
Номишлъ МыИ диаметр. • мм 1 Отклонен на. В МКМ Система вала
2-й класс 2а класс
вал В • отверстие (посадки) вал Bjg отверстие {посадки)
горячая прессовав 2-й прессовая
Гр Пр пр2га
Св. 100 до 120 Верхнее Нижнее 0 —23 —113 —160 -60 —90 0 —35 —144 —198
Св. 120 до 140 Верхнее Нижнее 0 —27 —137 —190 —70 -110 0 —40 —170 —233
Св. 140 до 150 Верхнее Нижнее 4 жО —137 —190 —70 —ПО 0 —40 —190 -253
Св. 150 до 160 Верхнее Ннжнее 0 —27 —167 —220 —85 —125 0 —40 —190 —253
Св. 160 до 180 Верхнее Ннжнее 0 —167 —220 -85 —126 0 —40 —210 —273
Св. 180 до 220 Верхнее Нижнее 0 -30 —200 —260 —100 —145 0 —47 -236 —308
Св. 220 до 200 Верхнее Нижнее 0 —30 —240 —300 —120 —165 0 —47 4 -284 —356
Св. 260 до 310 Верхнее Нижнее 0 -285 -350 -145 —195 0 -54 —350 -Л31
Св. 310 до 360 Верхнее Нижнее 0 —335 —400 —170 —220 0 —390 —471
Св. 360 до 440 Верхнее Нижнее 0 -40 —395 —475 —200 -260 0 -62 —460 —557
Св. 4-40 до 500 Верхнее Нижнее 0 —465 —»S4r5 —240 —300 0 —62 —540 —637
80
Раздел третий. Допуски и посадки Шероховатость поверхности
Таблица 47
Большие допуски (допуски свободных размеров, вне системы
отверстия и вала)
Некин ад>- ный диаметр. • мм Отклонения, D мкм 7-й kj.cc Е-й класс 9-й класс
отверстие вал отверстие ВЛ.1 отверстие Вал
А, В, А, в. Аг А
От 1 до 3 Верхнее Нижнее +250 0 0 —250 +400 0 0 —400 +600 0 0 —600
Св. 3 до 6 Верхнее Ннжнее +300 0 0 -300 +480 0 0 -480 -f— /50 0 0 —750
Св. 6 ДО 10 Верхнее Нижнее ^-360 0 0 —360 + 580 0 0 —580 +900 0 0 —900
Св. 10 до 18 Верхнее Ннжнее -1-430 0 0 —430 +700 0 0 —700 + 1100 0 0 —1100
Св. 18 до 30 Верхнее Ннжнее +520 0 , 0 —.520 4” 840 0 0 —840 + 1300 0 0 —1300
Св. 30 ДО 50 Верхнее Ннжнее +020 0 —620 + 1000 0 0 —1000 +1600 0 0 -1600
Св. 50 до 80 Верхнее Ннжнее +740 0 0 -740 +1200 Q 0 —1200 + 1900 0 0 —1900
Св. 80 до 120 Верхнее Ннжнее + 870 0 0 —870 +1400 0 1 0 —1400 +2200 0 0 —2200
Св. 120 до 180 Верхнее Ннжнее + 1000 0 0 —1000 + 1600 0 0 —1600 +2500 0 0 —2500
Св. 180 до 260 Верхнее Ннжнее + 1150 0 0 —1150 • + 1900 0 0 —1900 +29'00 0 0 —2900
Св. 260 до 360 Верхнее Нижнее + 1350 0 0 -1350 +2200 0 0 —2200 +3300 0 0 —3300
Св. 360 до 500 Верхнее Ннжнее + 1550 0 0 —1550 +2500 0 0 —2500 +3800 0 0 —3800
Шероховатость поеерхно
81
5. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
В СССР введена н в настоящее время
действует стандартная оценка шерохова-
тости поверхности по ГОСТ 2789-59. Лли
оценки микрогеометрии поверхности уста-
новлены два параметра: 1) среднее ариф-
метическое отклонение профиля А?„ — сред-
нее значение расстоянии (ylt уа... уп)
в _ У1+Уз+...+Ул
Г\ п — —ЛЛ .
П
R3=
(Л14-Аа+ 4-Лр)—(Лг + Л4+... Ч-А10^
----—---------—' мкм.
Средняя линия профиля неровностей
Рис. 11. МикропроЛичь обработанной поверхности.
точек профиля от ею средней лнннн
и 2) высота неровностей Az—среднее рас-
стояние между находящимися в пределах
базовой длины I пятью вывшими н пятью
низшими точками впадин, измеренное
от лнннн, параллельной средней линии
(рис. 11).
Математические значения R^ и Rz вы-
ражаются следующими формулами:
делит профиль таким образом, что пло-
щади по обеим сторонам от этой линии
равны между собой.
По ГОСТ 2789-59 установлено 14 клас-
сов шероховатости поверхности, обозначе-
ния которых н соответствующие им зна-
чения R,. или R3 приведены в табл. 48.
Для 6—12-го классов основной является
шкала Ra, а для остальных классов шеро-
ховатости — шкала R-.
поверхности
Классы шерохов
Таблица 48
Класс Обозначение В МММ /?г. в мкм Класс Ойсди 1» енме *а' В мкм /?г. в мкм
1 VI 80 320 8 0,63 3.2
2 V2 40 160 9 V9 032 1.6
з V3 20 80
10 V10 (1,16 0.8
4 V4 10 40 И VII 0.08 0.4
5 V5 5 20 12 V12 0.04 0.2
6 V6 2.5 10 13 V13 0.02 0.1
7 V? 1.25 63 14 S714 о.01 0,05
Примечание. Простановка на обрабатываемой поверхности соответствую-
щего знака, например \?6, обозначает, что эта поверхность должна иметь высоту
неровностей не более 10 мкм. но может быть выполнена с большей степенью
чистоты.
8 М. А. Сергеев
РАЗДЕЛ ЧЕТВЕРГ ЫЙ
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ НА ЧЕРТЕЖАХ
1. ОБОЗНАЧЕНИЯ ДОПУСКОВ НА ЧЕРТЕЖАХ
Способы указания на чертеже пре-
дельных отклонений размеров детали.
В чертежах допускаются применение услов-
условного обозначения и числовых величин
(пример By.
При указании числовых величин и напи-
сании размера в разрыве линии верхнее
отклонение пишется над линией, а ннж-
2k
3k
4k
Jk
6k
7k
ffk
Рис. 12. Примеры оАвэпеченяя
прехилышх
ров
отклонении
н» чертежа*.
ЮО
>00 цг
«х>^
7UI ‘ -ftj
- UXM'Z
нее — под линией (примеры 2 и 3). Откло-
нение, равное нулю, ме указывается (при-
меры 5 и 6). Числовые величины отклоне-
нии, кроме симметричных (пример 7),
пишутся более мелким шрифтом, чем но-
минальный размер. Все указанна о напи-
сании предельных отклонений в числовых
величинах распространяются также на слу-
чаи одновременного нанесения условного
И числового обозначений отклонений.
Способы указания предельных откло-
нений на сборочных чертежах (рис. 13).
Отклонения отверстия (охватывающей де-
тали /) указываются в числителе, а откло-
няя вала (охватываемой детали 2) прн-
датся в знаменателе.
При проставлении числовых величин от-
клонений допускаются надписи, указываю-
щие, к каком детали относится отклонение.
Если на чертеже соединенны необходимо
них обозначений по ГОСТ на допуски и
посадки (пример / на рис. 12), указание
числовых величин отклонений (примеры
2—7У а также одновременное указание
указать предельное отклонение только од-
ном кз лмцжгаемых деталей, то необходимо
пояснить надписью, к какой детали отно-
ск1ся отклонение.
Рис. 13. Примеры обозиачеии» paiмерсе н вппусков н« сборочных
чергежлх •
2. ОБОЗНАЧЕНИЯ ШЕРОХОЗАТОСТИ ПОВЕРХНОСТИ И НАДПИСИ,
ОПРЕДЕЛЯЮЩИЕ ОТДЕЛКУ И ТЕРМИЧЕСКУЮ ОБРАБОТКУ
(ГОСТ 2910-63)
Условные знаки шероховатости поверх-
ности. приведенные в табл. 4В, ставятся на
линиях видимого контура или на вспомо-
гательных линиях, являющихся продолже-
нием контура (рис. 14. а).
Цифры, указывающие классы шерохова-
Обозначения предельных отклонений формы и расположения поверхностей
83
тисти, надо ставить справа от треугольника
в одну строку с ним, причем основания
цифр располагаются по общим правилам
обозначения размеров независимо от того,
в какую сторону обращена вершина тре-
угольника.
Если вся поверхность детали должна быть
одной и той же шероховатости, то в верх-
няя поверхность — шероховатость 5-го
класса.
Поверхности, шероховатость которых мо-
жет быть ниже 1-го класса, обозначаются
знаком V, число, поставленное над знаком,
показывает допустимую шероховатость по-
верхности (400 хк.ч на рис. 14, в).
па рис. 14. г изображен допускаемый
Рис. 14. 11ри«»рЫ (.б01гзч*-ю.Я UH чертежах uiepcxueatuciH и с.ц-циальпой отлелки
поверхностей..
ней части чертежа справа следует нанести
обозначение соответствующей шерохова-
тости, панрнмср: V 5. К этому обозначению
может быть добавлена надпись: ,/;о К*ож-
шуру, если контурная поверхность должна
иметь одинаковую шероховатость на всех
участках.
Если бблыная часть поверхности детали
должна иметь один и тот же класс шеро-
ховатости и лишь в отдельных местах тре-
буется другой класс шероховатости, то до-
пускается обозначение согласно рис 14, 6.
На этом чертеже указано, что некоторые
поверхности детали имеют шероховатость
V5h V 6, остальные же должны иметь
шероховатость V 4, что и выражено над-
писью: .\7 4 остальное*.
Рис. 14, в показывает, что часть поверх-
ности детали (на длине 60 мм) должна
иметь шероховатость 8-го класса, а ост аль-
способ обозначения шероховатости рабочих
поверхностей зубьев и шлицев (если на
чертеже нет их профилен).
Поверхности, не подвергающиеся меха-
нической обработке, должны обозначаться
знаком <\j (рис. 14. д).
Указание отделки (шпатлевания, спе-
циального окрашивания, серебрения, чер-
нения, воронении, никелирования н т. д.)
нлн термической обработки (цементации,
местной закалин и т. д.) отдельных мест
деталей производится с помощью соответ-
ствующих надписей (рис. VI, е).
Надписи с обозначением покрытия и тер-
мической обработки, относящиеся к отдель-
ным частям детали-, наносятся на полках
линий-выносок, а место дета ли, подлежащее
покрытию или термообработке, обводится
штрнх-пунктирной линией (рис. 14, ж).
3. ОБОЗНАЧЕНИЯ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
(ГОСТ 3457-46)
Предельные отклонения формы п рас-
положения поверхностей назначаются при
наличии особых требований, вытекающих
из условий работы, изготовления или из-
мерения деталей. Величины этих отклоне-
ний задаются в зависимости от степени
точности (всего предусмотрено 10 степе-
ней точности) в соответствии с ГОСТ
10356-63.
Предельные отклонения формы и распо-
6*
ложения поверхностей могут оговариваться
в технических условиях н на свободном
поле чертежа либо указываются непосред-
ственно на изображении детали (табл. 4У).
При отсутствнии указаний о предельных
отклонениях от формы и расположения по-
верхностей эти отклонения ограничиваются
полями допусков на диаметр, на расстояние
между поверхностями, их осями и плоско-
стями симметрии.
М
Раздел четвертый. Условные обозначения на чертежах
Таблица 49
Примеры текстовой записи и условных обозначений предельных отклонений формы
и расположения поверхностей
Обозначение
Пример записи
ОСотиьчеиие
Пример записи
Непрямолинейность
Радиальное биение
Отклонение от пря-
молинейности обра-
зующих по 0 25В не
более 0,01 мм на всей
длине
Неплоскостность Отклонение СТ плоскостности по по- верхности А не более 0,02 мм на длине 10U мм или для по- верхности А допу- скается вогнутость не
более 0,02 мм на дли- не W0O мм
Неперпенликуляр-
кость
Непараллельное™
Биение при кон-
троле в центрах на
участках А и С не
более 0,1 мм, на
участке В — не бо-
лее 0,2 мм. Биение
наружной поверх-
ности относительно
внутренней не бо-
лее 0,2 мм. Биение
поверхностей А и С
относительно В не
более 0,05 мм
Отклонение от пер-
пендикулярности В
к Д по угольнику не
более 0,01:100
Отклонение от па-
рзллел ыюсти пло-
скости А относи-
тельно опорной пло-
скости В не более
0.02 мм на длине
300 мм
Непараллельноеть
осей 1 к 2— не бо-
лее О,Ой мм
Торцевое биение
Несимметричность
Овальность
Овальность CJ?
Овальность по
не более
1.07
Несоосиость
И'р-а-
Бненне торца А
при проверке на
оправке в центрах
не более 0,05 мм
Отклонение от
симметричного рас-
положения паза от-
носительно цилинд-
ра не более 0,1 мм
Отклонение от со-
осности (эксцентри-
цитет) отверстий не
более 0,02 мм
Конусность
iwwawne не iwet ое>
Конусность не бо-
лее 0,05:100
Разность диамет-
ров шенкн в крайних
сечениях не более
0,01 мм; уменьшение
диаметра допускает-
ся только в направ-
лении к торцу
Несоосиость
Отклонение от
соосности (вксцен-
трицитет) ступеней
относительно диа-
метра D:
di не более 0,02 мм
d* , , 0,01 мм
d3 . . 0,03 мм
dt . . 0.01 мм
Условные обозначения на чертежах элементов деталей машин
85
4. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ НА ЧЕРТЕЖАХ ЭЛЕМЕНТОВ ДЕТАЛЕЙ МАШИН
Штриховка в разрезах и сечениях
(ГОСТ 3455’59). Линин штриховки наносят
пол углом 45 к осевой липни нлн к линии
контура, принимаемой за основную.
Дли мелких изображений допускается
уменьшение расстояния между линиями
до 1,5 мм.
Метаппы
Пересе пргерен
волокон
Передо вдоль
волокон
Фанере.
~ ~ 7 —стерло и другие
у прсзр/Оннме материалы
немегхоллкче
риалы, за иг
указанных о
Жидкости
Грунт естест-
венный/по контуру)
Рис. 15. Штриховка в разрезах и
Наклон прямых линий (влево или вправо)
в штриховке и расстояния между ними
должны быть одинаковы ин для всех раз-
резов одной н той же детали.
материалов.
При стыке двух поверхностей в разрезе
наклон линии штриховки должен быть для
одной поверхности вправо, а для другой —
влево (встречная штриховка).
в)
>,<)
Рис. 16 Изображение п обозначение резьб на чертежах
Расстояния между линиями штриховки
принимают в пределах от 2 до 10 мм,
в зависимости от величины площади штри-
ховки и необходимости разнообразить
штриховку соприкасающиеся поверхностей.
Если две соприкасающиеся поверхности
одновременно являются смежными с третьей
поверхностью, то штриховку разнообразят
изменением расстояний между линиями
или сдвигом линий штриховки одной
Рис. 17. Изображение эубчитых зацеплении па чертежах.
Раздел четвертй. Услов ныв обозначения на чертежах
Условные обозначения на чертежах элементен деталей машин
87
поверхности по отношению к другой при
одинаковом расстоянии между линиями.
Условные обозначения прд штриховке
разрезов и сечений для различных групп
материалов показаны на рис. 15.
Изображение и обозначение резьбы
(ГОСТ 3459-59). Резьба на стержнях изо-
бражается сплошными линиями по наруж-
ному и штриховыми — по внутреннему
диаметру редьбы (рис- 16, «)•
Граница резьбы показывается сплошной
линией такой же толщины, как и линии
видимого контура.
Резьба, выполненная в отверстии, изо-
бражается сплошными линиями пл пиут-
реннему и штриховыми—по наружному
диаметру резьбы при вычерчивании в раз-
резе (рис. 16. 6} и штриховыми — при вы-
черчивании ие в разрезе (рис. 16, в). До-
пускается изображение резьбы двумя
сплошными линиями (одна из них тонкая),
при атом н проекции на плоскость, перпен-
дикулярную осн, сплошной тонкой линией
проводится дуга, приблизительно равная
»/4 окружности (рис. 16. г).
Резьба в глухом отверстии изображается
так. как показано на рис. 16. д (трн ва-
рианта).
В случае необходимости особо поясни !.
спдошной линией такой же толщины, как
и линии видимого контура, а окружности
впадин — штриховой линией типа линий
невидимого контура. Начальные окружно-
сти, начальные линии, образующие и ок-
ружности больших оснований начальных
конусов показываются штрих-пунктирной
линией типа осевых и центровых линий.
Цилиндрические колеса с внешним за-
цеплением изображаются на сборочных чер-
тежах так, как представлено на рнс. 17, а.
На видах, полученных проецированием
на плоскость, параллельную осн колеса
(рис. 17, б — /), образующие поверхностей
впадин зубьен. как правило, не ноказы-
влился.
При необходимости направление зубьев
зубчатого обода обозначается тремя сплош-
ными тонкими линиями (рис. 17, б — Ин
///) с соответствующим наклоном (как пра-
вило, вблизи оси).
Цилиндрические колеса с внутренним
зацеплением изображаются так. как пока-
зано на рнс. 17, г; реечное зацепление —
согласно рис. 17, d; конические колеса —
по рис. 17, в и червячная передача — по
рис. 17, е.
Условные изображения пружин (ГОСТ
3161-59). При изображении винтовых (ци-
профиль резьбы делают вырыв или вычер-
линдрнческих и конических) пружин на
Рнс. 18. Изображение пружин н& чертежах.
читают участок профиля в увеличенном
виде.
Е разрезах тонкостенных деталей допу-
скается изображение резьбы зигзагообраз-
ной линией.
Размер резьбы указывается по ее на-
ружному контуру. Обозначения резьб на
чертежах соответствуют их условным на-
именованиям, принятым в соответствующих
ГОСТах (подробно см. на стр. 375—376).
На рис. 16, е п ас показаны способы
обозначения размеров резьбы на стержнях
и в отверстиях. Здесь первая цифра после
условного обозначения резьбы (по ГОСТу)
показывает ее диаметр, а вторая цифра
после знака умножения — шаг резьбы. Гак,
например, на рис. 16, эк изображена внут-
5енняя трапецеидальная резьба диаметром
2 мм с шагом 5 мм.
Условные изображения зубчатых за-
цеплений (ГОСТ 3460-59). Окружности
выступов зубчатых колес изображаются
плоскости, параллельной осн пружины,
внткиих вычерчиваются прямыми линиями,
соединяющими соответствующие сеченяя
или участки контура (рис. 18, дне).
Если у винтовой пружины больше четы-
рех витков, то рекомендуется изображать
с 'обеих концов пружины по 1- 2 витка,
не считан опорных, а остальные витки не
показывать, ограничиваясь проведением
осевой линии через центры сечений вит-
ков на всей длине пружины (рнс. 18, б).
При гном допускается уменьшенное изобра-
жение Пружины по длине.
Если диаметр или толщина сечения витка
на чертеже равна нлн меньше 2.5 ММ, то
сечение каждого витка при изображении
пружины в разрезе не штрихуют, а зали-
вают сплошь. Витки бинтовых пружин тол-
щиной 2 мм и менее показывают иа чер-
теже в виде утолщенных линий (рис. 18, г).
На рабочих чертежах винтовых пружин
в соответствии с ГОС! 4444-60 указываются
ж
Раздел четвертый. Условные обозначения на чертежах
размеры, параметры и технические усло-
вия. в том числе: наружный диаметр пру-
жины D (допускается вместо него указы-
вать внутренний диаметр Z?j); сортамент
материала пружины и размер поперечного
сечения витка; число рабочих витков л;
полное число витков направление на-
вивки пружины; длина развернутой пру-
жины шаг се /; высота (длина) пружины
в свободном состоянии /.
Для ответственных пружин на рабочих
чертежах указываются дополнительно пара-
метры. необходимые для силовых испыта-
ний, в том числе: высота (длина) пружины
пол нагрузкой Н\. Нг. Н; осевая нагрузка
пружины F], Р , Ps; линейная деформация
Pi. Р-. Pi угловая деформация <fs, ?0 и
крутящий момент Att, Л1_,, Af3.
Обозначения параметров с индексом 1
применяются для указания величин, соот-
ветствующих н
ной) нагрузке, (
(еныией (предваритель-
<дексом 2— наибольшей
рабочей нагрузке н с индексом 3 — испы-
тательной нагрузке.
Требуемые по условиям назначения пру-
жины параметры для силовых испытаний
указываются в помещаемой на чертеже
специальной таблице.
Примеры оформления рабочих чертежей
на неответственные (а) и ответственные (б)
пружины даны из рис. 19.
Условные обозначения заклепок, бол-
тов и отверстий для них (ГОСТ 3465-52).
При необходимости изобразить на чертеже
большое количество заклепок, болтов и от-
верстий в мелком масштабе в целях упро-
щения чертежа прибегают к условным обо-
значениям, представленным на рнс. 20.
Если заклепкн илн болты разных диа-
метров, то в нужных местах Проставляют
диаметр, длину и номер ГОСТа каждого
из типов заклепок или болтов,
Заклепкн на чертежах,
в нормальных масштабах,
как показано в табл. 50.
выполненных
изображаются
Таблица 50
ювные изображения головок заклепок
Полукруг- лые с обеих ГГ(1(1ПН По™',,ыс 1 Полупотайные
с ближней 1ВИЛММПЙ) стороны (невиди- мой) стороны с обеих CIvpvn с ближней 1ВМДНМОЙ) стероны с дальней (кевили- миА> стороны с обеих CTOfhJM
ухуТу\\ Л
Ж?
Ж
Условные обозначения сварных сое-
динений. На рис. 21 приведены различные
типы сварных швов, а на рнс. 22 — способы
условного обозначения сварных швов на
чертежах.
Согласно ГОСТ 5263-58, основное услов-
ное обозначение шва сварного соединения
содержит:
1) буквенное обозначение вида сварки
(Э — электродуговая, Г — газовая, Кт —
контактная, 3 — в среде защитных газов);
2)условный графический знак типа шва,*
3) размер швов в сеченни, а также длину
и шаг шва при прерывистой сварке.
При выполнении швов электродуговой
сваркой буквенное обозначение вида сварки
Э на выноске можно не проставлять. При
выполнении всех швов, указанных на чер-
теже, сваркой одного и того же вида бук-
• Условные графические знаки типе в твое свар-
ных соединений см. ГОСТ 6263-38, табл. 2.
венное обозначение вида сварки также не
проставляется. Вид сварки оговаривается
в технических требованиях на чертеже или
в технических условиях.
Основное условное обозначение шва
сварного соединения проставляется над н
под полкой выноски (см. рис. 22), наклон-
ный участок которой заканчивается одно-
сторонней стрелкой, указывающей место
расположения шва.
Основное условное обозначение шва
сварного соединения проставляется для
видимого шва (см. рис. 22, а н б, слева)
над полкой выноски, а для невидимого шва
(см. рнс. 22, а и б, справа) — под полкой
выноски.
Допускается изображение швов штрихо-
выми линиями, перпендикулярными к ли-
нии шва (см. рнс. 22, в и г).
При изображении на чертеже сварных
швов с указанием размеров всех конструк-
тивных элементов условные обозначения
швов не проставляются.
Условные обозначения на чертежах элементов деталей. машин
«9
Рис. IS- Рабочие чертежи на пружины;
дополнительно указываются- число рабочих
витков — и. число витхог. полное—л,; длина
развернутой пружины — L: лнамегр по гиль
зе — Ц; ДИгметр по стержню — Ос
Заклепки
iOirmet
Отверстия
Цопуснаемок
изображение
Вместо
Стшксбой Внахпестну
«О
Раздел четвертый. Условные обозначения на чертежах
видимый
невидимый
Шов видимый
llilL.lilllillillI Iff III|Ц
гттп!1111111И|| m 11 пип
Рис. 22. Условны а обозначения сварных
швов.
5. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ДЛЯ КИНЕМАТИЧЕСКИХ СХЕМ
На схематических чертежах применяются
условные графические обозначения дета-
лей и узлов устройств.
В табл. 51 приведены условные обозна-
чения для кинематических схем, установ-
ленные ГОСТ 3462-61.
Таблица 51
Условные обо:
я кинематических схем
Я
Характер и на- правление дви- жения: а) поступатель- ное в одну сто- рону; б) возвратно- поступательное, в) вращатель- ное О) 6) 1 8). . Подшипники скольжения и ка- чения (на валу): а) без уточне- ния типа; б) подшппник скольжения, в) подшипник качения шарико- вый; г) подшипник качения ролико- вый; д) подшипник качения упорный -2 в ££ о и д 1010 Н N ] L II
Вал, ось, стер- жень, шатун
Неподвижное закрепление оси, стержня, палыгз
Опора: а) неподвиж- ная, б) подвижная 0)
Фиксация вала от осевого пере- мещения: а) в обе сто- роны; б) в одну сто- рону б’-Ци(-
Соединение стержней; а) жесткое; б) шарнирное а)
Условные обозначения для кинематических схем
91
Продолжение табл. 51
Соединение детали с валом: а) свободное; б) при помощи направляющей (скользящей) шпонки; в) при помощи глухой пшонкм; г) многошпо- ночное (шлице- вое); д) при помощи выдвижной шпонки 0) ( i Соединение коленчатого пала с шатуном: а) с одним ко- леном; 6) больше чем с одним коленом п) | 1
6)
“Л"” " •“ вч “ГТ11Г
Кулачки и ку- лачковые меха- низмы: а) плоский ку- л ачок, б) цилиндри- ческий кулачок а) п
Л
6) -& 0
Соединение
двух валов: а) глухое; б) эластичное; в) телескопи- ческое V * к Храповой ме- ханизм T-f-b-x 1—1
Муфты сцеп- ления кулачко- вые: а) односторон- няя; б) двухсторон- няя С) '-£03- {
Шкив ступен- чатый, закреп- । ленный на валу • X X x|
Муфты вклю- чения фрикцион- ные а) без уточне- ния типа; б) конусная: в) дисковая 0) J Передача плос- ким рсмне1и (прямая)
0 . 0 7Г— \ \ 1 ~V5 r-Ла. . ,JL I
1 *— V *
3——
Передача кли- новидными рем- нями " 1
\ « / V 1 J
Тормоза: а) конусный, б) колодочный; в) ленточный о) 1 ZXZ 1 • lx:
0) 1 —Г*1— 0 гГ "[ X | — • Передачи цепью (без уточ- нения типа) 4 -£H i i! i Qz 4
Цилиндр с поршнем (непод- вижный)
92
Раздел четвертый. Условные обозначения на чертежах
Продолжение табл. 51
Передача фрикционная ци- линдрическими роликами
. НВИГа гели. а) общее обоз* а)
X начснис без уточ-
нения типа (кро- | ме электродвига- телей); । б) общее обоз- 1 качение электро- двигателя 1
X
Л)
1 ] ф
Передача зуб- чатая цилиндри- ческая (общее обозначение) (- 4 '4 1 / 1 1 4 * 1 х ) 1 1
Маховичок
а)
Передач? зуб- чатая коническая (общее обозначе- ние) \/ \
Концы ШИНН- —1 J
Г L с Л\. лелей металло- режущих стан- ков для работ: а) центровых; б) патронных
1 DJ
Передача чер- вячная Л • • — Л*
Соединения: а) заклепочное; б) болтовое; в) винтом; г) шпилькой а)
Гайка на вин- те, передающем движение: а) неразъем- ная; б) разъемная а) 61 1 т— б) 1 %
РАЗДЕЛ ПЯТЫЙ
РАБОЧЕЕ МЕСТО СЛЕСАРЯ И ЕГО ОСНАЩЕНИЕ
1. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СЛЕСАРЯ
Рабочим местом (рис. 23) называется
часть производственной площади со всем
оборудованием. инструментом и материа-
лами, которые используются отдельным
рабочим или бригадой рабочих для выпол-
нения производственного задания.
Основным оборудованием рабочего места
слесаря являются верстак и тиски.
Верстак может бьпл многоместным
(рис. 24) или индивидуальным (fWic. 25).
Верстаки обычно изготовляют и'з сосно-
вых брусьев сечением 120)<120мм Крышки
делают из досок толщиной 50 -60 мм
Сверху крышки покрывают листовым же-
лезом толщиной 1 2 леи. Для елеезрей-
инструменталыциков крышки верстаков
покрывают линолеумом.
Иногда каркасы верстака делают метал-
лическими; ножки чугунные, а верхняя,
часть верстака — из углового железа.
Высота верстака (рис. 23) зависит от
гаться в соответствии со схемой, приве-
денной на рис. 25: все, что берется левой
рукой, располагается в левой части вер-
стака; все, чем пользуется слесарь правой
рукой, находится в правой части верстака;
то, чем пользуются чаще, кладется ближе
к рабочему, а то, что требуется реже, кла-
дется дальше.
Расположение предметов должно быть
определенным (рис. 26). чтобы слесарь при-
вык к нему и мог брать нужные предметы
во время работы, не глядя на них и не
тратя на поиски лишнего времени и энер-
гии, Такой же порядок должен быть и
в ящиках верстака. Измерительный инстру-
мент должен храниться отдельно от ос-
тального, инструмент для обработки нсза-
каленных деталей — отдельно от инстру-
мента для обработки закален них деталей,
л полуфабрикаты — отдельно от готовых
изделий.
ся jtqfam__
Зона дгл челие
пс/гпорян’щит
поо-шю
J
у правей руки <-L
Рис. 23- Планировка рабочего места слесаря.
роста слесаря. Она должна быть такой,
чтобы нижняя линия правого локтя рабо-
тающего находилась на уровне губок тис-
ков (см. размер Н) При такой высоте
верстака создаются нормальные условия
для производительной работы, так как
спина слесаря не изгибается и руки его
не тянутся вверх, чго уменьшает напря-
жение н утомляемость рабочего.
Размеры верстака должны быть доста-
точными. чтобы вместить псе необходимое
для работы. Предметы должны расяола-
Важное значение имеет правильное ос-
вещение. Свет должен быть ярким и па-
дать на обрабатываемый предмет, а не
в глаза. Желательно, чтобы свет был рас-
сеянным и не давал бликов, мешающих ра-
бота i ь.
Для определения световой щели между
изделием и контрольным инструментом
рекомендуется использовать смотровой фо-
нарь с матовым стеклом, на поверхность
коюрого кладутся проверяемые на про-
свет предметы.
94
Раздел пятый. Рабочее место слесаря и его оснащение
Рис. Рапионалыюе расположение
инструментов на ъсрстиьс.
Тиски и струбцины
95
" ТИСКИ И СТРУБЦИНЫ
Таблица 52
Основные типы слесарных тисков
Параллельные верстачные тиски с винтовым зажимом
Изготовляются нсповоротными (поз. Г) и поворотными (поз. //). В последнем
случае корпус тисков может устанавливаться под разными углами к основанию,
прикрепленному к верстаку.
Основные размеры по ГОСТ 4045-57
8 ч £ S
И S :рина ок, п Л 1 Li — ж о ибольц,'1 енмиае лит, в
Тиг тис э* о О х2Х На за» уен
60 45 1000
I lenouopoT- ко 65 1 500
ныв 100 100 2 000
120 140 2 50)
ПО 180 3 000
80 65 1500
Поворотные ’00 120 100 140 2000 2500
110 180 3 00)
Стуловые тиски
Применяются для тяжелых работ (рубки, гибки и пр.), так как параллельные
тиски в этих случаях оказываются недостаточно прочными.
Изготовляются стуловые тиски из кованой стали. Подвижная губка 2 отходит
под действием пружины 3 от неподвижной губки /. Удлиненный конец основа-
ния 4 упирается в подкладку 5.
Основные размеры по ГОСТ 7225-54
Ширина губок, в мм . 100 130 150 180
Наибольшее раскрытие губок, в мм....... 90 130 150 180
96
Рачдел пятый. Рабочее место слесаря и его оснащение
Продолжение табл. 52
Верстачные параллельные тиски с пневматическим
зажимом
В целях повышения производительности трудя и снижения утомляемости
рабочего обычные винтовые тиски в ряде случаев заменяются пневматическими.
В поз. I показаны обычные параллельные тиски с пристроенным к ним пнев-
матическим приводом в виде цилиндра двустороннего действия. Шток поршня 3
связан с двуплечим рычагом 2, упирающимся другим концом в прорези ма-
точной гайки 1. При давлении воздуха 4 кГсм" усилие зажима на губках тисков
доходит до 3000 кГ.
В поз. // показаны специальные пневматические тиски с клиновым зажимом.
Они состоят из корпуса 6, закрепленного на основании 7, неподвижной 4 и под-
вижной 3 губок, пневматического цилиндра, расточенного в корпусе 6, и пневма-
тического реверсивного распределительного крана /.
П
Расстояние, на которое могут быть раздвинуты губки тисков, регулируется
винтом 5. Обрабатываемая деталь зажимается поворотом ругоятки 2 распредели-
тельного крана. При повороте этой рукоятки в обратную стропу воздух выхолит
через штуцер, и подвижная губка 3 отходит в исходное положение, освобождая
зажатую в тисках деталь.
Усилие зажима составляет около 500 кГ. Оно регулируется изменением дав-
ления воздуха, что очень важно при закреплении тонкостенных деталей.
На закрепление и раскрепление детали К пневматических тисках расходуется
всего 2—4 сек., при этом не требуется затраты физических усилий рабочего.
Ручные слесарные 1 и с К м
Применяются при опиливании или сверлении мелких деталей, которые не-
удобно или опасно держать руками.
Ручные тиски изготовляют из стали ларок 45—50. Рабочую поверхность гу-
бок крестообразно насекают, закаливают и отпускают до твердости Htic=A&—50.
Основные размеры, в мм. по ГОСТ 7226-54
Тиски с пружиной и шарнирным соединением (поз. /)
Ширина губок В 36 40 45
• Наибольшее раскрытие губок . 29 30 40
Размеры: Н 100 125 150
L 70 75 90
1 36 40 45
Тиски и струбцины
• 97
Продолжение табл. 52
Тиски для обработки деталей очень малых размеров (поз. //)
Рас-. "77. Различные тины иагубкиков хт« тисков.
Тиски к струбцины являются универсаль-
ными приспособлениями, при помощи ко-
торых производится закрепление обраба-
тываемых деталей.
Для предохранения деталей от повреж-
дения при закреплении в тисках приме-
няются специальные предохранительные
накладки — нагубники (рис. 27). надеваемые
на закаленные губки тисков. В завнеимо-
сти от твердости .материала обрабатывае-
мой детали нагубнйКи изгшинаиютсм нЗ
мягкой стали, меди, латуни, свинца, алю-
миния, кожи или дерева.
Для предварительного закрепления со-
прягаемых деталей в процессе пригоноч-
ных и других работ применяют различного
Г струбцины и специальные приспособ-
л
Таблица 53
Струбцины и специальные приспосо
обрабатываемых дет
ния для закрепления
Винтовые струбцины нормального типа
Наиболее распространенными являются обычные струбцины с винтовым за-
жимом — типов А и Б.
Л
Основные размеры струбцин, в мм
Тип А Тип Б
$ L Н Л R ^макс н С а ь
50 145 100 40 30 45 70 30 М8 16
75 ISO 120 53 35 55 100 45 М10 20
100 230 140 60 40 85 120 50 М10 20
125 280 160 65 50 НО 150 60 ЛЦ2 24
150 315 180 70 55
200 390 220 Я5 70
250 400 250 100 80
98
Раздел пятый. Рабочее места слесаря и его оснащение
Продолжение табл. 53
Быстродействующие струбцины с винтовым зажимом
Новаторами производства предложено много различных конструкции спе-
циальных быстродействующих струбцин, применение которых позволяет сократить
затраты вспомогательного времени.
Струбцина первого типа (тип А) состоит
из направляющей линейки 2, жестко скреп-
ленной с основанием /, и подвижной губки 3
с зажимным винтом 4. При сжатии собираемых
деталей подвижная губка заклинивается на ли-
нейке и удерживается в рабочем положении
силой трения. В свободном состоянии под-
вижная часть струбцины легко перемещается
по линейке 2.
Струбцина второго типа (Тип Б) состоит
из скобы 1, подвижной рейки 3 с винтом 4 и
фиксирующей собачки 2.
Для увеличения размера Н рейка с вин-
том перемещается после расцепления собач-
ки 2 с рейкой, а для уменьшения этого раз-
мера— без расцепления ее с собачкой; в этом
случае собачка будет проскальзывать по
зубьям рейки.
Пневматические струбцины и клещи
В струбцине пневматического действия (поз. /) зажатие осуществляется сжа-
тым воздухом, который, поступая в верхнюю часть корпуса 2, давит на резиновую
диафрагму 4. Диафрагма через подкладку 3 воздействует на прижимном стакан /,
который прижимает закрепляемые детали к планке 5.
Пневматические клещи (поз. //) состоят из цилиндра двойного действия /.
смонтированного в корпусе клещей, поршня 6 и конусного пускового крана 2.
При пуске воздуха в правую полость цилиндра поршень сместится плево и от-
клонит рычаг 5 так, что подвижная губка 4 н неподвижная 3 сблизятся. Для раз-
ведения губок кран 2 поворачивают так, что воздух входит в левую полость ци-
линдра, а из правой выходит в атмосферу. Поршень 6 при этом перемещается
слева направо, рычаг 5 отклоняется вправо, и подвижная губка 4 отходит, отпуская
закрепленную в клещах деталь.
Рабочий инструмент слесаря
99
3. РАБОЧИЙ ИНСТРУМЕНТ СЛЕСАРЯ
К инструментам и принадлежностям, ко-
торые слесарь должен иметь постоянно
на своем рабочем месте, относятся молотки,
плоскогубцы, зубила, крейцмейсели, на-
пильники, шаберы, отвертки, гаечные ключи,
абразивные бруски и др.
Молотки. Величина молотка определяется
его массой (весом). Для разметочных и
точных инструментальных работ приме-
няют молотки весом 100—200 г; для обыч-
ных инструментальных работ и разных
слесарных операций — 300—500 г; для рубки
металла и при ремонтных работах — 600—
800 г.
Молотки с круглым бойком используют
в тех случаях, когда требуется значитель-
ная сила или меткость удара. Молотки
с квадратным бойком выбирают для более
легких работ.
Материалом для рукояток молотков слу-
жат кизил, рябина, клея, граб, береза —
породы деревьев, отличающиеся проч-
ностью и упругостью. Влажность древесины
не должна быть выше 12%. Па рукоятках
нс должно быть сучков и трещин.
Длина рукоятки зависит от массы (веса)
молотка. Для легких молотков она составляет
250—ЗОО.клг, а для молотков среднего веса
(400—600 г) средняя длина рукоягкн при-
нимается равной 350 мм. Рукоятка должна
иметь овальное поперечное сечение с от-
ношением большого и малого диаметров
1,5:1. Поверхность рукоятки должна быть
гладкой и чистой.
После насадки молотка на рукоятку ко-
нсц сс расклинивают деревянными
металлическими клиньями толщиной
де 3 мм. На боковых сторонах металличе-
ских клиньев делают насечку (ерш), пре-
пятствующую выскакиванию клина из ру-
коятки. Клинья обычно ставят вдоль боль-
шой оси сечения рукоятки, реже — вдоль
малой оси.
Молотки изготовляют из сталей марок
50, 40Х или нз стали У7. Рабочие части
молотка закаливают и отпускают; твердость
этих частей должна составлять43—51.
На молотках не должно быть трещин,
плен, волосовин, раковин и других поро-
ков. Шероховатость боковых поверхностей
бойков и их торцов должна быть не ниже
V 6, а остальных частей — не ниже V 4.
Основные размеры слесарных молотков
и кувалд приведены в табл. 54.
Плоскогубцы и круглогубцы. Плоско-
губцы применяются для захвата и удержа-
ния небольших предметов и заготовок.
Комбинированные плоскогубцы представ-
ляют собой комбинацию плоскогубцев с ку-
сачками (острогубцами) для откусывания
проволоки.
Круглогубцы имеют конические губки и
используются для загибании проволоки,
пластинок и т. и. (табл. 55).
Основные сведения о прочих рабочих
инструментах, применяемых слесарями
(разметочные инструменты, зубила, но-
жовки. ножницы, напильники и др.), при-
ведены в соответствующих разделах спра-
вочника, посвященных отдельным видам
слесарных работ.
Общие сведения об универсальных конт-
Основные размеры
Эскиз
или
от 1
рольпо измерительных инструментах дзиы
а следую разделе справочника.
слесарных м
। и кувалд
Основные размеры, и
Таблица 54
Молотки слесарные с круглым бойком (ГОСТ 2310-5
М мо- 10ТК6 Все, в г /1 А в в D о. h
1 200 ’80 26 25 21 20 24 10 20
2 400 100 34 31 26 26 31 12 25
3 500 10-5 37 36 30 28 33 15 30
4 600 110 40 37 30 30 36 15 30
5 800 120 43 41 33 32 40 18 32
6 1000 130 45 42 34 31 44 18 32
7*
таг
Раздел пятый. Рабочее место слесаря и его оснащение
Продолжение табл. 54
Эскиз Основные ргзмеры. и мм
Молотки слесарные с квадратным бойком (ГОСТ 2310-54)
Кувалды остроносые [ОСТ НКТП
Бес, и кг 1 е п ГЛ R
3 168 58 23,5 40 168
4 186 62 23,5 40 186
5 196 68 26,0 44 196
6 206 72 26.0 44 206
8 212 80 29.0 50 212
Рабочий инструмент слесаря
101
Таблица 55
Основные размеры плоскогубцев и круглогубцев
РАЗДЕЛ ШЕСТОЙ
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
И ИХ ПРИМЕНЕНИЕ
1. ИЗМЕРЕНИЯ ШТРИХОВЫМИ ИНСТРУМЕНТАМИ
Таблица 56
Основные типы штриховых измерительных инструментов
> 3 3 < 5 V ? о i i[j
11И|!|>11пЛим/ll.,/...............
---------------------- i -------------------.----J
Линейки измерительные (масштабные)
Изготовляются с пределами измерений
£ = 150, 300, 500 и 1 (XX) ,клс.
Цена делений линейки обычно 1 или
0,5 мм. Точность измерения 0,5 мм. На
глаз можно оценивать и доли миллимет-
ра (до Va деления шкалы).
Метры складные Металлические
J?C-I
Складной метр во существу является
той же измерительной линейкой. Он со-
стоит Из десяти частей по 100 мм каждая,
соединенных между собой шарнирами.
Приемы измерения складным .метром
те же, что и линейкой. Точность измере-
ний не более 1 мм.
I t J I) i S ? е Я п
Ленточный метр
Представляет собой стальную желобчатую
ленту, на которой нанесены деления через
I мм (реже через 0,5 Мм). Лента заведена
в футляр, из которого она вручную выдви-
гается и затем вводится вновь. Точность
измерений 0,5 мм.
Ленточные метры изготовляются длиной
1 и 2 ж.
Измерительные рулеткн
Измерительная линейка в виде стальной
ленты наматывается на ось и заключается
в футляр.
Длина лент рулеток 2, 5, 10, 20, 30 и 50 м.
Рулетки до 5 м имеют обычно миллимет-
ровые шкалы, а более длинные — санти-
метровые шкалы.
Измеренич штриховыми инструментами
ГОЗ
Практика измерений. При измерении
линейкой нужно следить за тем. чтобы
ее начальный (нулевой) штрих совпадал
с краем поверхности (или с разметочной
риской), от которой производится отсчет.
При измерении длины цилиндрической
детали линейку следует располагать парал-
лельно оси детали вдоль образующей ци-
линдра, а измеряя толщину или ширину
деталей, ставить линейку перпендикулярно
их граням (рис. 2Р, а и б). •
При определении наружных диаметров
валов, втулок, а также отверстий линейка
должна лежать на плоскости торца детали
и проходить через его центр (рнс. 28, а).
Если же торец линейки поврежден, то с
краем детали совмещают не нулевой штрих,
а десятый и из полученного результата
вычитают 10 мм (рис. 28, г).
Рулетку используют для измерения рас-
стояний между точками по прямой, а также
длин окружностей и кривых. При измере-
Рис. 28. Способы измерения деталей с помощью линейки.
Рис. 29. Схема измерения длины ояружнссти
с помощью рулетки.
нии рулетку нужно натягивать так, чтобы
она не провисала. Натяжение должно быть
постоянным.
Для измерения длины окружности ленту
рулеткн обертывают вокруг цилиндра,
окружность которого измеряют, и отсчи-
тывают значение b и месте совпадения
с началом отсчета а (рис. 29).
Диаметр вала в этом случае определяется
по формуле:
я-—
где L—длина окружности, измеренная
рулеткой.
При измерении нужно следить за тем,
ч1обы лента рулетки плотно прилегала
к измеряемой поверхности.
104
Раздел шестой. Контрольно-измерительные инструменты и их применение
2. ИЗМЕРЕНИЯ КРОНЦИРКУЛЯМИ И НУТРОМЕРАМИ
Таблица 57
Инструменты для снятия и переноса размеров с изделия
на масштабную линейку
Кронциркули нормальные и пружинные
Применяются для измерения охватываемых поверхностей.
Точность измерения кронциркулем от 0,2 (квалифицированный рабочий)
до 0.5 мм.
Если кронциркуль устанавливать не по линейке, а по точному шлифованному
валику, то точность измерения может быть повышена примерно до 0,05—0,1 мм.
Тип к реи. циркуля Длина крои- инркуля L, о мм Н а нбе ль- ни нй изме- ряемый размер Л. в ММ Длина крон- циркуля 4, в мм Наиболь- ший изме- ряемый размер А. в ММ
75 75 300 300
100 100 350 350
Нор- мальный 125 125 400 400
(поз. /) 150 150 450 450
200 260 500 500
250 250
Пружин- 50 75 120 125
ный (поз. //) 100 150 150
Нутромеры нормальные
и н н ы е
азмер с ножек
сть измерения
Применяются для измерения охватывающих поверХН
Точность измерения нутромером ±<Х5 мм. Если спи
нутромера нс линейкой, а с помощью штангенциркуля,
может быть повышена до ^4),1 ММ.
Тип нутро- мера «Длина нутро- мера L, в мм Нвиболь- 1 ший изме-; ряемый 1 размер А, а мм Длина нутро- мера L, ь мм Наиболь- ший изме- ряемый размер X, в мм
75 100 75 ’ 100 300 350 ЗОЭ 3.50
Нор- мальный 125 125 400 400
(ПСЗ. /) 150 200 250 150 200 250 450 500 450 500
Пртжин- 80 100 140 175
ный (поз. II) 100 120 125 150 160 200
Измерения кронциркулями и нутромерами
105
Продолжение табл. 57
Специальные кронциркули, нутромеры
и толщиномеры со шкалой
I
Для измерения толщины стенок в труднодоступ-
ных местах применяют специальные кронциркули
со шкалой (поз. /), ПО которой и определяется рас-
твор ножек А.
ножек А.
Нутромерами со шкалой (поз. //) удобно из-
мерять диаметры внутренних канавок н полостей.
Длина нутроме- ра Z, в мм Наибольший измеряемый размер Л в мм Длина ножек 1, в мм
106 7—14 18
160 15—44 32
200 45—1С0 50
Практика измерении. При измерении
кронциркулем ножки инструмента разво-
дятся так, чтобы расстояние между их кон-
цами примерно соответствовало измеряе-
мому размеру. Поддерживая кронциркуль
за верхнюю часть ножек, надвигают его
при этом линейка вплотную придвигается
к одной из ножек кронциркуля (рис. 30, б).
При измерении внутренних размеров
изделий нутромером также добиваются
отпущения легкого касания ножек нутро-
мера поверхности изделия, регулируя’ рас-
Рвс. СО. I15«cpc>ine детали « пометы® кронциркуля.
Рис 31. Правильное и меорымаьцое
положения ножек нутромера при изме-
рении.
на изделие (рис. 30, с). Если размер изде-
лия равен расстоянью между концами но-
жек, то при проходе кронциркуля должно
ощущаться легкое трение концов о поверх-
ность изделия. Если кронциркуль проходит
слишком свободно, то необходимо сблизить
ножки, для чего слегка ударяют наружной
стороной одной нз ножек по какому-либо
твердому предмету, например по плите,
станине или изделию.
Расстояние между ножками кронциркуля
(измеряемый размер) определяется с по-
мощью обычной измерительной линейки.
стояние между ножками постукиванием.
Особое внимание следует уделять пра-
вильности установки инструментов отно-
сительно измеряемого изделия. Действи-
тельный размер отверстии получит си толь-
ко тогда, когда нутромер не будет пере-
кошен (рис. 31), т. е. когда линия аа, про-
ходящая через концы ножек, окажется пер-
пендикулярной оси отверстия.
Дая правильной установки нутромера
одну из ножек прижимают к поверхности
изделия, а вторую слегка покачивают, на-
щупывая наименьший размер в осевой
106
Раздел шестой. Контрольно-измерительные инструменты и их применение
плоскости л наибольший в плоскости, пер-
пендикулярной осн отверстия. Для отсчета
размера нож КН нутромера прикладывают
к измерительной линейке (рис. 32 а) или
к губкам штангенциркуля (рис. 32, б).
Рис. 32. Способы переноса размеров ио измерительный
Инструмент.
3. ИНСТРУМЕНТЫ С ЛИНЕЙНЫМ НОНИУСОМ (ШТАНГЕНИНСТРУМЕНТЫ)
К штангенинструментам относятся штан-
генциркуль, штангенрейсмас и штанген-
глуби номер. Эти три вида инструментов
отличаются друг от друга только располо-
жением измерительных поверхностей.
Основой штангенинструмента является
линейка-штанга с нанесенными на ией
делениями; эю — основная шкала. По штан-
ге движется рамка с вырезом, на наклон-
ной грани которого нанесена нониусная
(вспомогательная) шкала, служащая для
повышения точности отсчета дробных долей
миллиметра
На основной шкале имеются миллимет-
ровые деления. На длине 9 мм рамки
(нониуса), соответствующих 9 делениям
штанги, нанесено 10 равных делений. Таким
образом, каждое деление нониуса равно
0,9 мм, или каждое деление нониуса короче
деления штанги на 0,1 мм.
Если nociSBHib рлмку так, чтобы первый
штрих нониуса совпадал с первым штри-
хом штанги, то между губками будет зазор,
равный 0.1 мм-, если шестой штрих нониуса
поставить против шестого штриха штанги,
то зазор между губками будет равен 0,6мм
(рнс. 33, а\
Действительный размер изделия отсчи-
тывается при помощи нониуса следующим
образом. Если нулевой штрих нониуса
совпал с каким-либо штрихом на штанге,
например с седьмым, то это деление и ука-
зывает действительный размер в милли-
метрах, т. fc. 7 мм (рис. 33, 6).
Если нулевой штрих нониуса ие совпал
ни с одним штрихом на штанге, то бли-
жайший штрих на штанге слева от нуле-
вого штриха нониуса показывает целое
число миллиметров. Десятые доли милли-
метра равны порядковой цифре штриха
нониуса вправо (не считая нулевого, кото-
рый точно совпал со штрихом штанги —
основной шкалы). Это — число десятых
долей миллиметра, которое надо прибавить
к целому числу миллиметров, чтобы полу-
чить действительный размер с точностью
до 0,1 мм (например 7,4 дом на рис. 33, а).
Кроме нониусов с величиной отсчета
0,1 мм применяются нониусы с величиной
отсчета 0,05 и 0,02 лг.и.
На нониусе штангенциркуля с величиной
отсчета 0,05 мм нанесено 20 делений на
длине 19 мм. Каждое деление нониуса
равно 19:20—0,93 мм, т. е. короче деле-
ния основной шкалы на 1 — 0,9а—0,05 мм.
Нониус с точностью отсчета 0.02 мм имеет
50 делений на длине 49 мм. В этом случае
каждое деление нониуса равно 49:50=
=0,98 .ил/, г. е. короче деления основной
шкалы на I—0,98=0,02 мм.
Примеры.
1 Измерение штангенциркулем с вели-
чиной отсчета 0.05 мм (рис. 31, а).
Инструменты с линейным нониусом (штамлвнинструменты)
107
Нулевая риска нониуса лежит между
14-м н 15-м делениями шкалы, а 7-е деле-
ние шкалы нониуса совпадает с риской
основной шкалы. Значит штангенциркуль
показывает размер
14+7X0,05= 14,35 мм.
леиие шкалы нониуса почти совпадает
с риской основной шкалы. Значит штан-
генциркуль показывает
14+7x0,02=14,14 мм.
На рнс 35 изображен универсальный
штангенциркуль с пределами измерения
НОниуснПЯ
школа
НокиуснаЛ
шкало
а)
ОскоВноя
школа
В)
ОсноВная
шнапс
6)
Основная
шкало
Нониусная
шкало
’О
Рис. 34. Нониусы с величинами отсчетов
ЦЦ5 U 0,Ш мм.
го оо во во w
]0 50 70 «в
0.0? КМ
Остановлен ршыер
ф"*4*'
Рнс. 33. Установка иоямусат
л — ия размер 0.6 мм; б — на разьер 7 мм, в — на размер
Рнс. 35. Универсальный штангенциркуль в примеры измерена им.
2 . Измерение штангенциркулем с вели-
чиной отсчета 0.02 мм (рис. 34, б).
Нулевая риска штангенциркуля лежит
между 14-м и 15-м делениями, а 7-е де-
от 0 до 125 мм и величиной отсчета по
ноннус}г 0,1 мм. Здесь же показаны при-
меры измерения наружных поверхностей,
отверстия и глубины уступа.
108
Раздел шестой Контрольно-измерительные инструменты и их применение
Таблица 58
Основные типы штангенинструментов
Штангенциркули (ГОСТ 166-63)
Штангенциркули изготовляются с пределами измерений 0—125, 0—200, 0—320,
0—500, 250—710, 320—1000, 500—1400 и 800—2000 мм.
Штангенциркуль с ценой отсчета по нониусу 0,1 мм служит для измерения
наружных и внутренних размеров. Он состоит из штанги 2 с неподвижными
губками 1 н 3, подвижной рамки 5 с подвижными губками 4 н 8. винта зажима
рамки и плоской пружины, притягивающей подвижную рамку к штанге. На штанге
нанесена основная шкала с делениями через 1 мм; на подвижной рамке—нониус
с величиной отсчета 0,1 мм.
Нижние губки служат для измерения наружных размеров летали, а верхние —
для измерения ее внутренних размеров.
В штангенциркулях с точностью отсчетов по нониусу 0,02* и 0,05 мм уста-
новка губок на размер выполняется вращением гайки 7, при этом точный винт 6,
связанный с подвижной рамкой 5, перемешается вдоль штангн.
Предельные погрешности измерении деталей штангенциркулями
(по опытно-статистическим данным}
Величина отсчета по нониусу, В мм Вилы измерений Нигер»».-! размере», » лги
1-10 10—50 50-8Л 80-120 120-180 1 "l№-260 260-360 360-500
Предельные погрешности измерений, в мм
0.02 Наружные Внутренние + 0,04 + 0,04 ±0.05 +0.0-15 ±0,06 +0,045 ±0,06 +0,045 ±0.065 ±0,05 ±0.07 ±0,06 ±0.08 ±0,07 ±0.09
0,05 Наружные Внутренние ±0.08 ±608 ±0.1 ±0,09 ±0,13 ±0,10 ±0.13 ±0,10 ±0.15 ±0,10 ±0,15 ±0.11 ±0.15 ±0,11 ±015
0,1 Наружные Внутренние ±0,15 ±0,15 ±02 ±0,16 ±0,23 ±0.17 ±0.26 ±0.19 ±0,28 ±0,2 ±03 ±0.21 ±0,3 ±0,23 ±0,3
* ГОСТом 166-63 выпуск штангенциркулей с величиной отсчета по нониусу, равной 0.02 мм, не среду
с мотрен.
Инструменты с линейным нониусом (штангенинструменты)
109
Продолжение табл. 58
Штангенглубиномеры (ГОСТ 162-41)
5
-6
Угловой конец
штанги
Л
0- 125 мм
Штангенглубиномеры изготовляются с верхними п лани измерений 100, 125,
150, 200, 250, 300, 400 и 500 мм и величинами отсчета по нониусу 0,1, 0,05
н 0,02 мм.
При изме.рспни ппангенглубпномером (поз. /) основание его У ставят на
поверхность детали, от которой начинают измерение, а штангу передвигают до
упора в другую поверхность И, до которой измеряют расстояние. В этом
положении штангенглубиномера движок 3 микрометрической подачи 5 стопорят
зажимом 2. Затем вращают гайку 6, после чего рамку 7 стопорят зажимом 1.
Результат измерения отсчитывают по основной шкале 4 (целые миллиметры)
и по нониусу 8 (дробные доли миллиметра).
В труднодоступных местах применяют штангенглубиномеры с изогнутым под
углом концом штанги (поз. //).
Суммарная погрешность показаний
штангенглубиномера
Пределы измерений, а мм Величина отсчета по нониусу, в мм
0.02 0,16 0,1
Суыигрпая погрешность, в мм
До 200 ВКЛ . 250 и 300 . 400 и 500 ±0.02 ±0,05 ±0.05 ±0,1 ±0,1 ±0,15
1Ю Раздел шестой. Контрольно-измерительные инструменты и их применение
Продолжение табл. 58
Штанге н рейсмасы (ГОСТ 164-52)
разметки и измерении высот
Шта н ген рейсмасы предп аз начаются
от плоских поверхностей.
Штангенрейсмас (поз. /) состоит hs ocnoi
лена штанга / со шкалой; рамки 2 с нониусом 6
ства для микрометрической подачи 4, включаюше
и стопорный винт; сменных ножек для разметки
высот 9 с двумя измерительными поверхностями
очной
котором жестко закреп-
пым винтом 3; устрой-
движок, винт, гайку
ем и для измерения
.. . _ | (нижней плоской и верхней
в виде острого ребрч шириной не более 0,2 мм — см. размеры Ну и Н в низ. //)
и зажима 5 для закрепления ножек на выступе рамки. Шкапа и ион нус такие же,
как и у других штангенинструментов.
Измерение или разметка штангенрейсмасом производится на разметочной
пл»ие. Перед измерением проверяется правильность установки инструмента
на нуль. Для этого рамку с ножкой опускают до соприкосновения с плитой или
специальной базовой поверхностью (в зависимости от вида ножки). При таком
положении нулевое деление нониуса должно совпасть с нулевым делением шкалы
штанги. Проверив годность штапгенрейсмаса, можно приступать к измерениям.
При измерении высоты детали опускают вручную рамку с ножкой, немного
не доводя ее до детали. Дальнейшее перемещение ножки до соприкосновения
с деталью осуществляется с помощью гайки микрометрической подачи. Степень
прижима ножки к детали определяется на ощупь. В установленном положении
рамку застопоривают, после чего отсчитывают размер обычным способом.
При разметке размер устанавливается по шкалам нониуса и штанги заранее.
Риска на детали прочерчивается острым концом ножки при перемещении штан-
ген рейсмаса по плите.
Штап ген рейсмасы изготовляются с величиной отсчета по нониусу 0,1, 0,05
и 0,02 мм и с пределами измерения 0—200, 30—300, 40—500, 60—800 и 60 1000 мм.
Допускаемые погрешности показаний не превышают величины отсчета по нониусу
за исключением штангенрейсмасов с величиной отсчета 0,02 мм и верхними
пределами измерений 300—600 мм. Они могут иметь погрешности ±0,03
и ±0,04 мм.
Микрометрические инструменты
4. МИКРОМЕТРИЧЕСКИЕ ИНСТРУМЕНТЫ
Общие сведения. К микрометрическим
инструментам относятся микрометры для
наружных измерений, микрометрические
нутромеры, микрометрические глубино-
меры.
Отсчетное устройство микрометрических
инструментов состоит из втулки / (рис.36,а)
и барабанчика 2. На втулке по обе стороны
продольной лнннн нанесены две шкалы
с делениями через 1 мм так. что верхняя
шкала сдвинута по отношению к нижней
па 0.5 мм.
На скошенном концебарабанчика имеется
круговая шкала с 50 делениями. При вра-
щении барабанчик перемещается вдоль
втулки и за один оборот проходит путь,
равный 0,5 мм. Следовательно, цена деления
шкалы барабанчика равна 0,5:50=0,01 мм.
При измерениях целое число миллимет-
ров отсчитывают по нижней шкале, поло-
вины миллиметров — по верхней шкале
втулки, а сотые доли миллиметра — по
шкале барабанчика. Число сопих долей мил-
лиметра отсчитывают по делению шкалы
барабанчика, совпадающему с продольной
риской на втулке.
Примеры отсчета по шкалам микрометра
приведены на рис. 36.
Чтобы при измерении ограничить силу
нажатия на измеряемую деталь и обеспе-
чить постоянство этой силы, микрометр
снабжается трещоткой.
Перед тем как прочесть показания микро-
метра, барабанчик закрепляют с помощью
специального стопора.
Таблица 59
Основные типы микрометрических инструментов
Микрометры для наружных измерений (ГОСТ 6507-60)
,з
ом
О 15**
Микрометр состоит из скобы
винта 2. втулки-стебля 4, барабана 5, тре
Л1икрометры применяются для тр*иы
Они выптскаются с пределами измереми!
150-175, 175—200, 200—225. 225—250, 250-2
и 500—600 мм.
Предельные погрешности при измерении микрометром
* i, точного микрометрического
6 и стопорной гайки 3.
точностью до 0,01 мм).
75, 75—100, 125—150,
. 300—400, 400—500
Интервалы измеряемых разме- ров, в мм 1—10 10-50 50—НО НО- 120
Погрешности (предельные) измерений, в мкм ....... ±7 ±в ±9 ±10 ±12
±15
360 360 500
±20 ±25
Микрометр с циферблатом (ГОСТ 6507-60)
Используется для измерений листового
материала. От обычного микрометра отли-
чается большим вылетом скобы / и нали-
чием специального циферблата 2 для отсче-
та сотых долей Миллимецло. Цена деления
циферблата равна 0,01 мм.
Вылет скобы у микрометров с верх-
ним пределом измерения 5 мм равен
20 им, 10 мм—40 мм. 25 мм — 80 мм.
7 с
112
Раздел шестой. Контрольно-измерительные инструменты и их применение
Продолжение табл. 59
Микрометр для внутренних измерений
Используется для измерения диаметров небольших отверстий (от 5 до 55 мм)
и ширины мелких пазов и выемок. От обычного микрометра отличается тем,
что вместо скобы имеет специальные расходящиеся измерительные губки I.
Проверка правильности показаний микрометра производится по установоч-
ному кольцу 2. .
трический глубиномер (ГОСТ 7470-55)
выточек и т. п. По
рого жестко укреп-
нин микрометриче-
поверхностью, глу-
Примепяется для измерений глубины отверстий, уступа
устройству напоминает обычный микрометр, на втулке / ко
лево основание 2, как у штангенглубиномера. При перемет
ского винта измерительный стержень доводится до касания
би на расположения которой измеряется.
Пределы измерений 0—25, 25—50, 50—75 и 75—100 мм.
измерения достигается присоединением сменных измерительных стержней.
менение пределов
Микрометрический нутромер (ГОСТ 10-58)
От обычного микрометра отличается наличием двух мерительных наконечни-
ков шаровой формы 1 и 2 (поз. /), раздвигающихся до требуемого размера.
Микрометрические инструменты
113
Продолжение табл. 59
Для измерения больших размеров па нутромер навинчивают удлинитель
(поз. //), в отверстия которого вставляют измерительные стержни, прилагаемые
к каждому нутромеру. Это дает возможность увеличить предел измерения
до 1500 мм и даже более. Чтобы определить измеряемый размер, к показанию,
прочитанному на микрометрической головке, следует прибавить размер удлинителя.
Предельные погрешности измерений деталей с помощью нутромера
Показания нутромера. В JWX Допустимая погрешность, в мкм, ± Показания нутромера. R МЛ Допустимая погрешность, в мкм, ±
75—125 6 1250—1600 25
125-200 8 1600—2000 ’ 30
200—325 ТО 2000—2 500 40
325-500 12 2 500—3150 50
500—800 18 Л 3150—4000 60
800—1 250 20 4 003—5000 75
Пружинный нутромер
Применяется для измерения внутренних диаметров размером от 12 до
150 мм.
Прибор вводят в отверстие, при этом измерительный стержень пружиной
прижимается к стенке. Положение стержня фиксируют, после чего прибор осто»
рожно вынимают из отверстия.
Размер оп|>еделяется замером длины измерительного стержня микрометром.
8 М. Л. Сергеев
114 Раздел шестой. Контрольно-измерительные инструменты и их применение
Рис. 37- Ргбочн? приемы при измерении
микрометром.
Плоскопараллельные концевые меры блины
115
Практика измерений. На рис. 37 пока-
заны рациональные рабочие приемы изме-
рении деталей. Положение рук и детали
при измерении представлено в позициях
а, б и в. На рис. 37, г изображен момент
показаны на рис. 38. При измерении отвер-
стий микрометрический нутромер вводят
в отверстие так. чтобы его ось была пер-
пендикулярна оси отверстия. Затем, вра-
щая барабан, постепенно раздвигают (пока-
Рис. 38. Измерение при помощи микрометрического глубиномере (в)
и нутромере (б).
фиксирования размера с помощью стопор- чивая) мерительные наконечники сначала
/ ной гайки, а на рис. 37, д — отсчитывание в плоскости, перпендикулярной оси от-
размера по шкалам. верстия, а затем в осевой плоскости до тех
Способы измерения при помощи микро- пор, пока они не коснутся стенок отвер-
метрических глубиномера и нутромера стия.
5. ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ
Плоскопараллельные концевые меры дли-
ны (плитки) применяются для проверки
измерительных инструментов и как непо-
средственный измеритель для разнообраз-
ных контрольно-проверочных работ.
Плитки (ГОСТ 9038-59) представляют
собой стальные пластины прямоугольного
сечения с двумя взаимно-параллельными
измерительными плоскостями, которые
определяют их размер (рис. 39).
ток. Размеры плиток, входящие в этот
набор, приведены в табл. 60.
Из плиток составляются блоки, при этом
необходимо стремиться, чтобы блок состоял
из возможно меньшего количества плиток.
В блоке из плиток набора № 1 Должно
быть не более 4 плиток.
При составлении блока Требуемого раз-
мера сначала берут плитку, которая имеет
размер между ее измерительными плоско-
В зависимости от предельных отклоне-
ний от плоскопараллелыюсти плитки раз-
деляются на классы 0-й, 1-й, 2-й и 3-й
Самым точным является класс 0-й.
Плитки комплектуются в наборы, состоя-
щие из 11С, 87, 42, 23, 10 и 7 плиток. Наи-
более распространен набор № 1 из 87 пли-
етимн, включающий тысячные доли милли-
метра. Размер этой плитки вычитают из
заданного размера блока. Затем берут
плитку размером, включающим требуемые
сотые доли миллиметра, и ее размер вы-
читают из остатка, получившегося после
первого вычитания, далее таким же обра-
зе м определи ют размеры следующих плиток.
116 Раздел шестой. Контрольно измерительные инструменты и их применение
Таблица 60
Плоскопараллельные концевые меры длины
(набор № 1 из 87 плиток)
Градация размеров, в мм Количе- ство мер в наборе Номинальные ризмеры кон петых мер, в ми
0,005 1 1,005
0,01 49 1,01 1.Н 1.21 1.31 1.41 1.02 1.12 1.22 1,32 1,42 1,03 1,13 1.23 1.33 1.43 1,04 1.14 1,24 1,34 1,44 1.05 1.15 1,25 1,35 1,45 1,06 1,16 1,26 1.36 1,46 1,07 1.17 1,27 137 1,47 1.08 1.18 1,28 1.38 1,48 1.09 1.19 1,29 1,39 1,49 1.W 1,20 1,30 1,40
0.1 4 1.6 1,7 1.8 1,9 — — — — —
0,5 19 0,5 5,5 1.0 6,0 | 1.5 6*5 2,0 7,0 2.5 7,5 3.0 8,0 3,5 8,5 4.0 9.0 4,5 9,5 5,0
10 10 10 20 30 40 50 60 70 80 90 100
Защитные меры 4 1 1 1,5 1Д • — — — — —
Примечание. Защитные меры (плитки) применяются с целью сохранения рабочих поверхностей концевых мер и имеют с одного края закругленные ребра или срез.
Пример. Необходимо подобрать блок пли- ригельных и разметочных работ, которые
ток размером 57,845 мм из набора 87 плиток, производятся с помощью плиток, приме-
Размср блока......................................57,845 мм
Первая плитка, входящая в блок. ...................1,005 дем
Остаток............................................56.84 мм
Вторая плитка.......................................1,34 мм
Остаток.............................. . . . . . . . 55,50 мм
Третья плитка......................................5,50 мм
Четвертая плитка, входящая в блок (остаток).......50 мм
Таким образом, заданный блок может
быть составлен из четырех плиток разме-
рами 1,005, 1,34, 5,50 и 50 мм.
Для выполнения различного рода изме-
няются разнообразные принадлежности
к ним, предусмотренные ГОСТ 4119-49
(специальные стяжки для блоков, державки,
зажимные сухари и т. п.). На рис. 40 пока-
Универсальные инструменты для измерения углов
‘ 117
зано несколько примеров использования
подобных принадлежностей при работе
с блоками плитои
них набора должны .слипаться* (при-
тираться поверочными поверхностями).
После работы плитки должны быть про-
6)
63
Рис.
а — прев
е
за по-
черти Линии
Основание
Бокови
цен
ие плиток а сочетании со специальными принадлежно-
стями лля:
аметрв; б — проверки диеметра отверстия;
ужностн; : — рвэмсгкн на плите.
Обращаться с плитками
осторожно: нельзя брать их
версчные поверхности, подвергать ударам,
нагревать, царапать.
Исправные плитки при составлении из
терты сухой замшей или чистой тряпкой
и уложены в специальный ящик. Для дли-
тельного храпения плитки смазываются
техническим вазелином.
6. УНИВЕРСАЛЬНЫЕ ИНСТРУМЕНТЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
Таблица 61
Основные типы инструментов для измерения углов
Применяются для проверки (или разметки) прямых углов.
Лекальные угольники типов /. 2 и 4 отличаются от других угольников тем,
что края длинной стороны их скошены с обеих сторон. Скосы дают возможность
точнее обработать угольник. Таким угольником удобнее определять отклонения
в углах проверяемого изделия по методу световой щели, т. е. на просвет.
Простые угольники (тип 5) служат для проверки неточных изделий. Такие
угольники изготовляются из одного куска материала и имеют обе стороны оди-
наковой толщины.
Угольники с широким основанием (аншлажные типов 2 и 6) отличаются от
лекальных и простых угольников тем, что короткая сторона их толще длинной.
Они предназначены для проверки прямоутольностн при установке изделия на про-
верочной плите. Для этой же цели применяются н цилиндрические угольники
(тип 3).
Согласно ГОСТ 3749-47, угольники выпускаются четырех классов точности,
обозначаемых (в порядке убывания точности) 0-й, 1-й, 2-й и 3-й.
118 Раздел шестой. Контрольно-измерительные инструменты и их применение
Продолжение табл. Ы
Тип угольнике 1 2 3 4 5 6
Класс точности 0, 1-й 0, 1-й 0, 1-й 0, 1 Й 1, 2, 3-й 0, 1, 2, 3-й
63X40 — 63x40 63X40 63X40
63X40 — 160X90 —- — —
— 100x63 — 100x63 100x63 100x63
100X63 — 250X110 — — —
160x100 315X125 — 160x100 160X100
Размеры 160x100 — — — — —
сторон • 250X160 — — 250X160 250x160
НхИ мм — — — — 315x200 315X200
— — 400X250 400x250*
— —— — — 630X400*
» — — — — 1000 X630*
— — — — — 1250x800**
— —- — — 1 600x1 000**
непробипьно
Мали
При измерении угольник необходимо устанавливать в плоскости, перпендику-
лярной к линии пересечения плоскостей, образующих прямой угол.
образцом и переноса размеров углов, отме-
Применяются для сравнения с <
ре иных по шаблону или транспортиру, на деталь (или наоборот—с детали на
инструмент).
Простая малка состоит из двух линеек, соединенных шарнирно (поз. /),
а двойная малка — из трехлинеек (поз. //). При ослаблении винтов 1 и 2линейки
малки могут устанавливаться под любыми углами (поз. ///}. При измерении винты
вновь закрепляют.
Точность измерения малкой невысокая.
• Только J, 2 и 3-го классов точи ости.
•• Тммо 2 Зго классов точности.
Универсальные инструменты для измерения углов
119
Продолжение табл. 61
Угломеры с нониусом (ГОСТ 5378-50)
р (поз. /) состоит из полудне ка-основан ня 2 с закреп-
v. Вторая линейка-угольник 5 вращается на оси вместе
Универсальный
ленной на нем ли _ _ _
с нониусом 4. Небольшие перемещения линейки 5 осуществляются с помощью
устройства для микрометрической подачи 3.
На неподвижном линейке / может закрепляться угольник 6, служащий для
измерения углов до 904 при измерении углов больше 90й угольник снимается.
В последнем случае к отсчету по угломеру прибавляют 90.
Отсчет показаний производится по шкале и нониусу угломера так же, как
и при пользовании штангенциркулем.
Например, нулевое деление нониуса 4 (лоз. //) прошло 34-е деление шкалы
на полудиске 2, но не дошло до 35-го, при этом со штрихом основной шкалы
совпадает 20-Й штрих шкалы нониуса. Нониус разбит в соответствии с угловым
обозначением на 60 делений и дает отсчет в 2' (цена деления 2'). Таким образом,
измеряемый угол составляет 34г40' при измерении с угольником или 124°40' при
измерении без угольника.
Угловые меры призматические (плитки) (ГОСТ 2875-62)
О
Применяются для точных измерений и для проверки угловых шаблонов, шкал,
угломерных инструментов и приборов. Представляют собой стальные пластины
треугольной и четырехугольной формы толщиной 5 мм (поз. Л.
Треугольные плитки имеют один рабочий угол а от 10 до 79°, а четырехуголь-
ные— четыре рабочих угла от 80 до 100е.
120 Разде л шестой. Контрольно-измерительные инструменты и их применение
Продолжение табл. 61
Согласно ГОСТ 2875-62, установлены три класса точности угловых плиток:
0-Й класс с предельными отклонениями рабочих углов ±5", 1-й класс ±10" и 2-й
класс ±30".
Измерительные плоскости угловых плиток, так же как и концевых мер, обла-
дают способностью притираться (.слипаться*). Отклонения их от плоскостности
не превышают 0,0003 мм.
Угловые плитки выпускаются наборами из 93, 33, 24, 8 и 7 штук. Общий пре-
дел измерения, охватываемый этими наборами, составляет от 10 до 360°. Выпу-
скаются также наборы, содержащие три призмы (шестигранную, восьмигранную
и двенадцатнграниую) для измерения углов с градациями 30, 45 и 60'.
Для проведения измерений угловыми плитками из них составляют блоки. Для
соединения плиток в блоки к наборам угловых плиток прилагают комплект при-
надлежностей, состоящий из односторонних и двусторонних державок, лекальной
линейки, державки к линейке, отвертки и клиновых штифтов (поз. //).
Плитки
державки
Про
освеще
шает 15".
ность при измерении
(ГОСТ 4046-61)
ы е линейки
6—/-sin а.
-61)
200
50
30
Расстояние между центрами роликов
Ширина рабочей плоскости..........
Диаметр ролика ...................
00
100
20
100
25
20
няют в блок с помощью клиньев, пропускаемых через отверстия
углов угловыми плитками производится иа просвет. При хорошей
углов плитками обычно не превы-
Применяют дли топкой проверки угл
частью синусной лииейки является плита 2,
(поз. 1). Для точной установки линейки на
под один из роликов (поз. 11} подкладывают блок
делается по формуле:
ов и изделий. Основной
тановленная на двух роликах / и 3
гол а к плоскости плиты
змер которого 6 опре-
Нормальные размеры синусных линеек, в мм (
200
150
30
Погрешкости построения угла с помощью синусной линейки составляют: ±1,5'
для угла до 4°; ±2' для угла до 10'; ±2,5' для угла до 20'; ±35' для угла до
30°; ±6' для угла до 45.
7. РЫЧАЖНО-МЕХАНИЧЕСКИЕ ПРИБОРЫ
Принцип действия этих приборов (ин-
струментов) основан на использованни
специального передаточного механизма,
который преобразует незначительные пере-
мещения измерительного стержня в увели-
ченные и удобные для отсчета перемеще-
ния стрелки по шкале.
К наиболее известным в практике типам
рычажно-механических приборов относятся:
индикаторы, рычажные скобы, рычажные
микрометры и миниметры (табл. 62).
Рычажномеханические приборы
121
Вследствие небольшого предела измере-
ний инструменты этой группы предназна-
чаются главным образом для относитель-
ных (сравнительных) измерений.
проверки, а двигался только измеритель-
ный стержень с наконечником (рис. 41).
Для возможности замера разнообразных
по конфигурации изделий индикаторы
Рис. 41. Индикатор на стойке.
Практика измерений. При измерениях
индикатор должен быть неподвижен. Дли
этого его закрепляют в различных стойках
и других приспособлениях так, чтобы кор-
пус не менял своего положения в момент
Рне. 42. Измерение отверстия
индикаторным нутромером.
снабжаются различной формы наконечни-
ками, удобными для соприкосновения с из-
делием. Наконечники навинчиваются на
стержень индикатора.
При любом измерении индикатором (абсо-
лютном или относительном) его нужно уста-
новить в некоторое начальное положение.
Для этого измерительный наконечник при-
водят в соприкосновение с поверхностью
установочной меры (или столика). Индика-
тор подводят так, чтобы стрелка его сде-
лала 1- 2 оборота. Таким образом стержню
индикатора дастся натяг, чтобы в процессе
измерения индикатор мог показать как
отрицательные, так и положительные откло-
нения от начального положения „ли уста-
новочной меры. Стрелка индикатора при
этом устанавливается против какого-либо
деления шкалы. Дальнейшие отсчеты сле-
дует вести от этого показания стрелки,
как от начального. Чтобы облегчить отсчеты,
начальное показание обычно приводят к
нулю. Установка индикатора на нуль осу-
щестнляется поворотом циферблата за риф-
леный ободок.
При измерениях индикаторным нутро-
мером его предварительно настраивают ио
микрометру, блоку плоскопараллельных
концевых мер или калиброванному кольцу
и устанавливают на нуль. Настроенный
нутромер осторожно вводят в измеряемое
отверстие и небольшими покачиваниями
(рис. 42) определяют отклонение стрелки
от нулевого положения. Это и будет откло-
нение измеряемого размера от того, на
который был настроен нутромер. Действи-
гельиый размер отверстия определяется
как сумма размера, иа который был на-
строен нутромер, и найденного отклоне-
ния с. учетом его знака.
122
Раздел шестой. Контрольно-измерительные инструменты и их применение
Таблица 62
Основные типы рычажно-механических инструментов
Индикатор часового типа (ГОСТ 577-60)
ес
Шкала индикатора имеет 100 делений. Полный оборот центральной стрелки
соответствует перемещению измерительного стержня на 1 мм.
В зависимости от пределов измерений (0—2, 0—3, 0—5 или 0—10 мм) цен-
тральная стрелка совершает по шкале прибора 2, 3, 5 или 10 оборотов. Для опре-
деления целых оборотов центральной стрелки имеются маленькая стрелка, назы-
ваемая указателем числа оборотов, н небольшой циферблат. Каждый полный обо-
рот центральной стрелки Соответствует повороту на одно деление маленькой
стрелки по шкале указателя числа оборотов. Следовательно, цена деления шкалы
указателя равна 1 мм.
Индикаторы выпускаются С ценой деления 0.01 и 0,002 мм.
Погрешности измерений индикатором с ценой деления 0,01 мм не превы-
шают 0,02 мм, а с ценой деления 0,002 мм — не больше 0,01 мм.
Индикаторные
нутромеры (ГОСТ 868-63)
Применяются для измерения диаметров
глубоких отверстий. Индикаторный нутро-
мер представляет собой сочетание стан-
дартного индикатора часового типа с ры-
чажной системой нутромера. Он состоит
из подвижного измерительного стержня 3,
и котором монтируются сменные измери-
тельные вставки, и неподвижного измери-
тельного стержня 2, установленного в кор-
пусе 4. Внутри корпуса расположена си-
стема рычагов, перемещение которых фик-
сируется отклонениями стрелки индика-
тора /.
11рн измерении индикаторный нутромер
берут за ручку 5 и, осторожно вводя в от-
верстие, центрируют в нем с помощью
центрирующего мостика 6.
Нутромеры индикаторные изготовляются
с разными интервалами измерений; 6—10,
10—18, 18—35, 35—50, 50—100, 100—160,
160—250, 250—450, 450—700 и 700—1000 мм.
Предельные суммарные погрешности по-
казании нутромера на всем пределе пере-
мещения измерительного
должны превышать:
±15 мкм
пределе
±20 мкм
пределе
±25 мкм
пределе
стержня не
при верхнем
измерения .
при верхнем
измерения . св.
при верхнем
измерения . св. 250 мм
до 50 мм
. 50 до 250 мм
Рычажно-механические приборы
123
Продолжение табл.62
Индикаторные скобы (ГОСТ 5701-51)
Индикаторная скоба, применяемая для контроля диаметров наружных поверх-
ностен деталей, имеет жесткий корпус 2 с двумя соосными цилиндрическими
отверстиями, в одном из которых расположена переставная измерительная
пятка 3, а в другом — подвижная питка 5, находящаяся в постоянном контакте
с измерительным наконечником индикатора 1.
Пятка 3 может свободно передвигаться в пределах 50 мм у скоб малых раз-
меров и 100 мм — у скоб больших размеров. После установки скобы на размер
положение пятки 3 фиксируют стопором.
Для удобства измерения скоба снабжена упором 4, который при настройке
скобы на размер устанавливается гак, чтобы линии измерения проходила через
ось проверяемой детали.
Индикаторные скобы изготовляются с пределами измерений 0—50, 50—100,
100—200, 200—300 мм и далее через 100 мм до 1000 мм включительно.
Предельные погрешности измерения индикаторной скобой
Верхние пределы измерения, в ММ 50 и 100 200 300 и 400 500 и 600 700—1000
Предельная погрешность измерения, в мкм ±10 ±12 ±15 ±20 ±25
Рычажные микрометры (ГОСТ 4381-61)
Рычажный микрометр представляет собой сочета-
ние нормальной микрометрической головки с рычаж-
ным механизмом скобы.
В отличие от микрометра обычной конструкции
рычажный микрометр имеет подвижную пятку, связан-
ную системой рычагов со стрелкой. Передаточный меха-
низм подвижной пятки помещен в скобе и ничем не
отличается от механизма рычажной скобы.
Рычажные микрометры изготовляются с пределами
измерений (Г-25 н 25—50 мм. Измерительная шкала
имеет цену деления 0,002 мм.
Рычажные микрометры служат обычно для массо-
вых промеров деталей.
124
Раздел шестой. Контрольно-измерительные инструменты и их применение
8. УНИВЕРСАЛЬНЫЕ ИНСТРУМЕНТЫ ДЛЯ ИЗМЕРЕНИЯ РЕЗЬБЫ
Основными элементами резьбы являются
шаг. средний диаметр и угол профиля.
Простейшими измерительными инструмен-
тами для измерения шага служат линейка
и резьбомер.
Измерительной линейкой определяют
длину отсчитанного числа шагов и, разде-
точно (без просвета) не совпадет с резь-
бой изделия.
На каждой пластинке резьбомера имеется
надпись, указывающая размер шага или
число ниток на один дюйм (для дюймовых
и трубных резьб).
Средний диаметр резьбы измеряют с по-
Рис. 44. Измерительные нстьвки к ре
вому микрометру.
у на число шагов,
ага.
вляст собой
ннок толши-
ными
про-
ши-
ли в получен
находят разме
Резьбомер (ри
набор тонких стал
ной 1 мм с нанесением
профилями стандартнь
верке резьбы выбирают
Рис. 43. Резьбомеры.
стинку, накладывают ее на проверяемую
резьбу болта или гайки и на просеет уста-
навливают отклонения в шаге. Для опре-
мощыо специального кронциркуля, снаб-
женного шариковыми наконечниками.
Для измерения среднего диаметра точ-
ных резьб применяется резьбовой микро-
метр, имеющий вместо плоской пятки
сменные резьбовые вставки, соответствую-
щие профилям измеряемых резьб (рис. 44).
Вставки эти изготовляются парами, каж-
дая из которых предназначена для изме-
рения резьб определенного угла профиля
(55°, 60) и с определенным интервалом
шага. Одна пара используется для изме-
рения резьб с шагом 1—1,75 мм, другая —
для резьб с шагом 1,75—2,5 мм и г. д.
Угол профиля, а также и другие эле-
менты точных резьб измеряют на инстру-
ментальном микроскопе.
Наиболее распространенным способом
деления резьбы изделия приходится пооче-
редно прикладывать к ней несколько пла-
стинок до тех пор, пока резьба пластинки
измерения резьб является так называемый
комплексный способ измерения при помо-
щи резьбовых калибров (см. табл. 66).
. При
9. ПРОВЕРКА ПЛОСКОСТНОСТИ И ПРЯМОЛИНЕЙНОСТИ
Плоскостность и прямолинейность детали
проверяют на просвет, на краску или с по-
мощью измерительных инструментов и при-
боров.
При проверке на просвет лекальную ли-
нейку (табл. 63) укладывают острым кон-
цом на проверяемую поверхность, а источ-
ник света помещают сзади линейки и
Таблица 63
Основные типы лекальных линеек
(ГОСТ 8026-56)
Проверка плоскостности и прямолинейности
125
детали. Наличие в отдельных местах просве-
тов указывает на имеющиеся отклонения от
прямолинейности и плоскостности (рис 45);
Размер световой щели можно опреде-
лить достаточно точно. Минимальная ши-
рина щели, улавливаемая глазом, состав-
ляет 3—5 мкм.
О проверке плоскостности на краску см.
в разделе тринадцатом.
Отклонения от прямолинейности и пло-
скостности измеряют с помощью инстру-
ментов или приборов:
1) линейкой и щупом (или штихмасом) —
путем накладывания топкой линейки на
проверяемую плоскость в разных направ-
лениях. Шупом (см. рис. 48) или полоске!
бумаги (а при наличии большого расстоя-
ния между линейкой и проверяемой пло-
скостью— штихыасом) измеряют величину
зазора в разных местах по длине лниенки.
При необходимости проверить плоскость
большей длины, чем длина линейки, после-
довательно перемещают линейку, выверяя
по уровню правильность ее установки.
Точность проверки доходит до 0,01 мм при
длине плоскости no 1 ЛК
2) по уровню— путем передвижения уров-
ня в нескольких направлениях по длине
и ширине плоскости, устанавливаемой в
горизонтальное положение при помощи
подкладок. Точность проверки — до 0,02 мм
на 1 м длины.
при отсутствии
видно.
L -----------------------
Рис. <6. Брусковые уровни.
Put. 45. Ппоженив
рабочего при провер
детали.
Характеристика рамных и брусковых уровней
(ГОСТ 9392-66)
Таблица 64
Группы I и III
Цена деления, в мм, на 1 м 0,02—0,05 0,06-0,10 0,12—0,2
Предельные отклонения поверхности осно- вания ст плоскостности, В мкм 3 5 6 10 12 20
Примечание. Под ценой деления понимается наклон уровня, соответствую-
щий перемещению пузырьке ампулы на одно деление шкалы и выраженный в милли-
метрах иа 1 м. Угол наклона 0,01 мм на 1 м соответствует в градусной мере
углу в 2"
126
Раздел шестой. Контрольно-измерительные инструменты и их применение
Рис. <7. Рамный уровень.
Уровни изготовляются двух типов: тип
1 — с неподвижно установленной ампулой
(рнс.46. а) и тнп И —с регулируемой отно-
сительно основания ампулой (рнс. 46, б).
Уровни каждого типа бывают рамные и
брусковые с длиной рабочей поверхности L
100, 150. 200 и ЗООлгж.
Контрольные уровни (табл. 64) изгото-
вляются также рамными (рис. 47) и брус-
ковыми с ценой деления, указанной в
табл. 65.
Для измерения различных уклонов
используют микрометрические уровни с
пределом измерений в обе стороны от го-
ризонтали 30 мм на 1 м длины.
Характеристика контрольных уровней
(ГОСТ 3059-60)
Таблица 65
Группы 1 11 ...
Цена деления основной ампулы, в мм, на 1 м 0,02—0,05 0.06—0,10 0.12—0.2
Предельные отклонения поверхностей от плоскостности, в мкм 3 5 б 10 12 20
10. КАЛИБРЫ
Калибры-пробки односторонние (поз. 7) имеют только одну проходную или
непроходную сторону. У двухсторонних калибрсв-п робок (поз. /7) две стороны:
одна проходная, а другая непрохпдная (браковочная).
Калибры-пробки изготовляются для измерений отверстий диаметрами до 100 мм.
Пробки листовые односторонние и двухсторонние (поз. /77) имеют предель-
ные размеры от 18 до 300 мм.
У штихмаеое и нутромеров сферических (поз. IV) предельные размеры
составляют от 75 до 1000 мм.
Калибры
127
Продолжение табл, бб
Деталь считается годной, если проходная сторона калибра под легким давле-
нием входит в деталь. Непроходная сторона калибра нс должна входить в деталь.
Не следует сильно нажимать на калибр, так как при этом нс обеспечивается точ-
ность измерения.
Калибры для проверки
валов (ГОСТ 1775-42)
Скобы листовые предельные (поз. /) изготовляются с пределами измерений
от I до 50 мм.
Скобы штампованные предельные двухсторонние и односторонние (поз. //)
выполняются с пределами измерений от 3 до 170 мм.
Скобы литые со встйвнЫМи губками предельные односторонние (поз. ///)
изготовляются с пределами измерений от 100 до 325 мм.
Скобы регулируемые предельные односторонние изготовляются с пределами
измерений до 330 мм.
деталь считается годной, если проходная сторона скобы под давлением своего
веса проходит через вал. Непроходная сторона скобы не должна проходить
через вал.
Внутреннюю резьбу в гайках проверяют предельными резьбовыми пробками
(поз. /). а наружную резьбу — жесткими н регулируемыми предельными резьбо-
выми кольцами (поз. //).
Резьбовые пробки изготовляют трех видов: цельные (пределы измерений
1—б мм); со вставками на конических хвостовиках (пределы измерений 6 100 мм)
и с насадками (пределы измерений 52—100 мм).
Резьбовые кольца бывают двух видов: жесткие н регулируемые. Для обоих
видов пределы измерения диаметров составляют ot 1 до 100 мм.
Резьба непроходных пробок и колец имеет укороченный профиль и выпол-
няется в пределах 2—3,5 витка.
Для измерений резьбы на ступенях в серийном производстве применяются
резьбовые скобы (поз. ///). В корпусе / скобы смонтированы две пары роликов:
проходная 2 и непроходная 3. Ролики установлены на эксцентричных валиках, что
дает возможность легко регулировать размер скобы.
128 Раздел шестой. Контрольно-измерительные инструменты и их применение
Продолжение табл. 66
К а т и б р ы дня проверки
уступов, длин и высот
Калибры для проверки уступов выполняются в виде Т-образных (поз. / и //)
или Г-образнкх (лоз. ///) шаблонов.
Калибры листовые предельные двухсторонние для пазов изготовляются для
измерения размеров от 2 до 50 мм.
Калибры, листовые с рисками для измерения длин (поз. ///) используются
для определения размеров от 15 до 200 мм и более.
Риски указывают предельные размеры измеряемой длины изделия, т. е. наи-
больший и наименьший. Калибры с рисками применяются при расстоянии между
рисками не менее 0,5 лтХ.
Калибры листовые предельные для измерения высот служат для измерения
размеров от 1 до 100 мм.
Калибры листовые двухсторонние для уступов наружных н внутренних исполь-
зуются для измерения размеров от 1 до 50 мм и выше.
Калибры для проверки конических поверхностей
(ГОСТ 2849-45)
Калибры-пробки для проверки конических отверстий (поз. /) выполняют
с уступом, длина которого является допуском на базовое расстояние конической
поверхности.
Для измерения конического отверстия калибр (поз. //), имеющий на опреде-
ленном расстоянии от торца 1 уступ или две риски 2, вводят с легким нажимом
в отверстие и смотрят, не качается ли калибр в отверстии. Отсутствие качания
показывает, что угол конуса правилен.
Убедившись в этом, приступают к проверке размера конуса. Для этого наблю-
дают, до какого места калибр войдет в измеряемую деталь. Если торец детали
совпадает с торцом уступа, или с одной из рисок 2, или же находится между
этими рисками, то размеры конуса правильны. Но может случиться, что калибр
войдет в отверстие детали настолько глубоко, что обе риски не будут видны или
оба торца уступа калибра выйдут из детали наружу. Это показывает, что диаметр
отверстия больше заданного, в противном случае •—наоборот.
Шупы
129
Продолжение табл. 66
Для точной проверки конусности на измеряемой поверхности летали или
не калибре проводят мелом, синей краской, разведенной на масле, или каранда-
шом две-три линии вдоль образующей конуса. Затем вставляют калибр в деталь
(или надевают на нее) и повертывают его на часть оборота. Если линии сотрутся
неравномерно, то это будет означать, что конус детали обработан неточно.
Калибры для проверки наружных конических поверхностей выполняются
в виде конусных втулок (поз. ///) или угловых скоб (поз. /V7)* при пользовании
которыми конусность контролируется по световой щели или по рискам.
11. ЩУПЫ
Для определения величины зазоров при-
меняют щупы (рис. 48). Точность опреде-
ления величины зазора 0,01 мм.
Щупы изготовляются 1-го и 2-го классов
точности с толщиной пластин от 0.03 до
1 мм и с интервалом 0,01 мм или больше
в зависимости от номера набора. ГОСТ
882-41 предусматривает выполнение щу-
пов длиной 50, 100 и 200 мм (табл. 67
и 69).
Ряе. 4а. Набор щупов.
Таблица 67
Наборы щупов с длиной пластин 100 мм (1-го и 2-го классов точности)
J* наборе Количество ПЛАСТИН в наборе Толщине пластин щупов, в мм
1 8 0,03. 0,04; 0,05; 0.06; 0,07; 0,08; 0.09; 0.1
2 9 0,03; 0,03; 0,04; 0,04; 0,05; 0,05; 0,06; 0,07; 0,09
3 16 0,03; 0,04; 0.05; 0,06; 0,07; U.08; 0.09; 0.1; 0,15; ОД 0,25; 0,3; 0,35; 0.4; 0.45; 0.5
4 11 0.03. 0,04; 0,05; 0.06, 0,07, 0,1; 0,15; ОД 0.3; 0.4. 0*5;
5 И 0.05; 0.06; 0,07; 0.08; 0,09; 0,1; 0,15; ОД 025; ОД 0,4; 0,5; 0,75; 1,0
6 11 0,05; 0,06; 0,07; 0,08; 0,09; 0,1, 0,15; 0,2; 0,4; 0,75; 1,0
7 11 0,05, 0,55; 0,6; 0.65; 0,7; 0,75; 0,8; 0,85; 0,9; 0,95; 1,0
Таблица 68
Допускаемые отклонения толщины щупов
Номинальные размеры IHJUOtl, 0 мм Допускаемые откло- нения, в мм Номинальные размеры щупов, в мм Допускаемые откло- нения, в мм
1-й класс 2-й класс 1-й класс 2-й класс
От ОДЗ до 0,06 .... св. 0.06 . 0,10 . . . 0,10 . 0,18 .... . 0,18 .0,30 .... +0,005 +0.006 +0.008 +0,009 +0.008 +0,010 +0,012 +0,014 Св. 0,30 до 0,50 . . . , 0,50 , 0,80. . . . 0,80 . 1,00. . . +0,011 4 0,013 +0,015 +0,017 +0,020 +0,025
В М. А. Сергеев
РАЗДЕЛ СЕДЬМОЙ
РАЗМЕТКА
Разметкой называется операция панесе-
н я на обрабатываемую заготовку линий
(так называемых разметочных рисок), опре-
деляющих контуры детали или места,
подлежащие обработке.
Разметка деталей применяется преимуще-
ственно в индивидуальном и мелкосерий-
ном производстве.
На заводах крупносерийного и массового
производства надобность в разметке отпа-
дает благодаря использованию специальных
приспособлений, кондукторов, упоров и пр.
Разметка выполняется специальными ра-
бочими-разметчиками, однако и слесари
часто прибегают к ней.
Для производства разнообразных разме-
точных работ слесарь должен располагать
специальными измерительными и разме-
точными инструментами (линейки, рейс-
масы, чертилки, кернеры и др.).
Для установки, выверки и закрепления
размечаемых деталей используется набор
специальных приспособлений (угольники,
вертикальные стойки для измерительных
линеек и пр.).
Разметка производится на разметочных
плитах, па которых и располагаются все
приспособления и инструмент.
1. РАЗМЕТОЧНЫЕ ПЛИТЫ, ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ
Разметочные плиты имеют ребристую верхностъю на рабочую поверхность раз-
конструкцию, что придает им жесткость меточной плиты. Зазоры между этими по-
при сравнительно небольшом весе. верхностямн контролируются щупом. Тол-
Рабочие поверхности разметочных плит щина щупа, который проходит в щель
должны быть точно обработаны. Во избе- между линейкой и разметочной плитой, не
пение деформаций плит в процессе их должна превышать отклонений, указанных
в табл. 70.
ианне деформаций плит в процессе их
эксплуатации отливки между черновой и
чистовой обработкой подвергаются старе-
нию (выдержке на воздухе длительное
время).
На верхней поверхности крупной разме-
точной плиты (рис. 49) прострагивают про-
дольные и поперечные канавки глубиной и
шириной 1—2 мм так, чтобы вся поверх-
ность плиты оказалась разделенной на
к юдрат>!ые участки.
Большие разметочные плиты устанавли-
ваются на специальных подставках (тумбах)
с выдвижными ящиками для хранения ин-
струмента. Разметочные плиты малых раз-
меров помешаются на деревянных под-
ставках и устанавливаются непосредственно
на верстаках.
Высота от пола до рабочей поверхности
разметочной плиты малых или средних
размеров составляет 800 - 900 мм, а плиты
больших размеров — 700 мм.
Стандартные размеры разметочных плит
указаны в табл. Ь9.
Проверка плоскостности разметочных
плит осуществляется с помощью точной
проверочной линейки и щупа. Для этого
линейка накладывается своей рабочей по-
Правильность рабочих поверхностей шаб-
реных разметочных плнт, предназначенных
для точной разметки, проверяется на краску
поверочной линейкой. Число пятен в квад-
рате 25x25 мм должно быть не мень-
ше 12.
Очень часто размечаемую деталь
удастся
рабочей
В таких случаях прибегают к установке
деталей на опорных подклатках. призмах,
домкратах, специальных приспособлениях.
не
расположит!, непосредственно на
плоскости разметочной плиты.
Разметочные плиты, приспособления и инструменты
131
кубиках и угольниках, располагающих
г очно обработанными вертикальными по*
верхностями, перпендикулярными к поверх-
ности плиты (см. рисунки в табл. 71).
Подкладки используют также в целях
предохранения рабочей поверхности раз-
меточной плиты ог повреждения ее чер-
ными поверхностями размечаемых деталей.
Таблица 69
Размеры разметочных плит
Габаритные размеры аУ.Ь, в мм (по рнс. 49)
100X200 200X200 200x300 300 x300 300x400 400X400 450X»X) 500x800 750X1000 1000Х Х1500
Отклонения
Таблица 70
1ЛОСКОСТНОСТИ рабочих поверхностей разметочных плит
Размеры пли- ты, в мм, . . 200x300 300 x 300 301Х4Т «10X400 450X600 5OJX8U 750X1000 1000X1500
Предельные отклонения от плоскостности, в мм, ± , . 0,03 0.03 0,035 0,04 0,04 0,045 0,05 0,06
Таблица 71
крепления размечаемых деталей
Приспособления для установки, вы
П о д кл
///
и и призмы
Подкладки плоские (лоз./) и призматиче-
ские (поз. //) располагаются непосредственно
на рабочей поверхности разметочной плиты.
Независимо от формы размечаемой детали
рекомендуется устанавливать ее на трех под-
кладках, соответствующим образом подобран-
ных по высоте.
Цилиндрические детали помещают на призмати-
ческих подкладках с треугольными вырезами
(поз. //). В наборе вспомогательных инструментов
обычно имеется несколько таких подкладок с одина-
ковыми вырезами.
Помимо простых подкладок (поз. / и //) приме-
няются также призмы и подкладки усовершенство-
ванных конструкций.
В поз. /// изображено закрепление валика 2
в призмах I и 5 с помощью скобы-струбцины 4.
Деталь удерживается винтом 3; таким образом, обе
руки рабочего остаются свободными
132
Раздел седьмой. Разметка
Продолжение табл. 71
а
12 3 4
В поз. IV показана универсальная призма. При
повороте винта 2 щеки призмы 3 и 4. внутри ко-
торых закреплены гайки с правой и левой нарез-
ками, перемещаются по основанию I, сдвигаясь и
раздвигаясь. Это позволяет устанавливать на таких
призмах валы различных диаметров.
Используются также магнитные
призмы как электромагнитного действия,
гак и снабженные керамическими или
литыми постоянными магнитами. В этом
случае детали типа валов укладывают
на призму 1 (поз. V) до упора в план-
ку 3, привернутую к корпусу 4. Для на-
дежного закрепления валика на такой
призме достаточно повернуть рукоятку 2
на 90. При повороте ее еще на 90° де-
таль легко снимается.
Угольники и кубики
Массивные чугунные угольники (поз. 7)
располагают пазами /, через которые про-
ходят болты для закрепления размечаемых
деталей на вертикальной плоскости уголь-
ника. В ряде случаев более удобным и
производительным оказывается применение
бортового угольника (поз. //). Такой уголь-
ник / имеет выступающую часть 2, кото-
рой он базируется по вертикальной стейке
разметочной плиты Этот угольник удобно перемещать за ребра вручную вдоль плиты.
а также использовать в качестве базы при перемещении рейсмаса
ков и угольников
Разметочные кубики (поз. /77) и ящики
(поз. /V) изготовляются пустотелыми из
чугуна. Обычно они снабжаются ребрами
жесткости. Рабочие и установочные поверх-
ности кубиков и ящиков должны быть точно
обработаны и взаимно-пгр||гндикулирны.
Закрепление размечаемых деталей про-
изводится с помощью струбцинок (поз. Д')
и планок с болтами, для которых в кубиках
и ящиках предусмотрены резьбовые отвер-
стия.
Вертикальные плоскости кубиков, ящи-
служат также базами для перемещения рейсмаса иа стойке.
Винтовые домкратики
Винтасые домкратики (подпорки) слу-
жат для выверки и установки деталей
сложных форм.
Домкратик (поз. /) представляет собой
пустотелую колонку 3 с толстыми стенками
н с уширенным основанием. В колонку
ввинчивается стальной винт 2 с опорной
головкой. В зависимости от надобности
винт поднимает или опускает опираю-
щуюся на него часть детали, после чего он
стопорится в нужном положении винтом 1.
Разметочные плиты, лриспособления и инструменты
133
Продолжение табл. 71
По форме опорной головки различают
домкратики с призматической, шаровой и
роликовой опорами.
При разметке деталей неправильной
формы весьма удобным является примене-
ние домкратила с подвижной головкой
(поз. //). Головка / надета на шаровую
опору 2; она может поворачиваться и на-
клоняться.
При
весьма
ческие
и V’) домкратики.
разметке круглых деталей
удобными являются призмати-
(поз. ///) и роликовые (поз. /V
альные поворотные
приспособления
Такие приспособления используются в серий-
ном производстве для установки деталей, на ко-
торые требуется нанести разметочные риски под
различными углами.
Простейшее приспособление этого типа (поз. /)
состоит из двух плит—верхней 3 и нижней 4,
соединенных между собой шарниром 6. При раз-
метке плиту 3 устанавливают под требуемым
углом и закрепляют в стойках 2 при помощи
винтов /. Размечаемая деталь Закрепляется нб
верхней плите и упирается и планку 5.
При разметке мелких стальных'деталей для
этих же целей применяются поворотные магнит-
ные приспособления.
Более сложным типом является универсаль-
ное приспособление (поз. //) гдля разметки на-
клонных линий, предложенное А. Ф. Доминчаком.
В этом случае на корпусе приспособления
смонтирована поворотная призма, угол поворота
которой отсчитывается по круговой шкале с но-
ниусом.
134
Раздел седьмой Разметка
Продолжение гнабл. 71
Магнитные
приспособления
Для закрепления деталей при раз-
метке применяются также магнитные
приспособления типа кубиков (поз. /),
плит, специальных поворотных
устройств (поз. II) и различных кон-
струкций державок.
И
В этом случае отсоединение размечаемой детали
Державка (поз. ///) состоит
из двух силовых магнитных
элементов / и 4, в которые
вмонтированы постоянные ли-
тые магниты. Эти элементы
связаны между собой с по-
мощью двух планок 3, привер-
нутых к ним барашками 2.
Магнитные элементы могут
быть повернуты относительно
друг друга иа заданный угол
(устанавливается по шкале, на-
несенной на корпусах I и 4) и
закреплены в таком положении.
Максимальная сила притя-
жения (для магнитов типа
ЮНДК-24) составляет 6 кг.
от силового элемента осуще-
ствляется вручную.
Имеются магнитные державки, рассчитанные и на значительно ббтьшую силу при-
тяжения.
При разметке слесарь использует раз-
личные измерительные инструменты: сталь-
ные рулетки (для грубых обмеров), мас-
штабные линейки, кронциркули, нутро-
меры, штангенциркули, угольники, угло-
меры и малки, описание которых было
приведено в разделе шестом.
Закрепление измерительных масштабных
лниеекпри разметке осуществляется в спе-
циальных вертикальных угольниках-
стойках. Линейка 2 (рнс. 50, а) закреп-
ляется в стойке 3 винтом 1.
На рнс. 50, б показан угольник-стойка
улучшенной конструкции. Здесь линейка 1
закреплена в ползуне 2 и при вращении
винта 3 перемещается вместе с ползуном
вверх или вниз. Благодаря ьтому оказы-
вается возможным, не открепляя линейки,
быстро и точно устанавливать ее нулевое
деление на требуемой высоте. Это особенно
важно в тех случаях, когда деталь распо-
ложена не непосредственно на плите, а иа
подкладках или призмах.
При отсчете показании по линейке глаз
измеряющего должен быть расположен
примерно в одной n/юскости с делением
линейки, по которому производится отсчет.
При несоблюдении этого правила воз-
можны значительные ошибки.
Рве 50. Вертикальные стойки хля измерительных
линеен.
Разметочные плиты, приспособления и инструменты
135
Для нанесения разметочных рисок при- разметочные штангенциркули и штанген-
меняются следующие инструменты: чер- рейсмасы (табл. 72).
тилки, рейсмасы, разметочные циркули.
Таблица 72
Инструменты для нанесения разметочных рисок
Чертилка круглая
Наиболее простыми инструментами для
нанесения разметочных рисок являются
чертилки, изготовляемые из круглой ин-
струментальной стали марки У10 или У12.
Рабочий конец чертилки закаливают на
длине 20—30 мм и остро затачивают иа
точиле.
В целях повышения износоустойчивости
чертилок их концы покрывают
слоем твердого сплава. Чертилки
няются при плоскостной разметке.
тонким
приме-
Черт
Чертилки плоские длиной от 200 до 600 мм ис-
пользуются также для плоскостной разметки.
Нижняя сторона а такой чертилки (поз. //) пред-
ставляет собой правильную плоскость. Этой плос-
костью чертилка прикладывается к вертикальной
поверхности кубика 3, а затем перемещается по
ней (гкзЗ. П, при этом острие 2 чертилкн нано-
сит на вертикальной поверхности детали i верти-
кальные риски.
Вместо кубика можно пользоваться двумя обык-
новенными угольниками (поз. //), по вертикальным
полкам которых перемешается чертилка. Угольники
предварительно устанавливают по риске б, прове-
денной на разметочной плите.
li л к а плоская (стрелка-линейка)
Чертилка плоская для
точной разметки
Чертилка плоская для точной раз-
метки (поз. /) изготовляется из стали
марок У/—У10, закаливается до твердо-
С1и Ш\С — Ыг— 58 и шлифуется по веем
поверхностям. Она вставляется в паз
специальной подставки-обоймы 3 (поз. //),
смонтированной на массивном основа-
нии 6.
Необходимый размер устанавли-
вается с помощью набора мерительных
цднток<5 или 7, располагаемого в обойме,
для чего в ней и в основании б преду-
смотрены соответствующие пазы. Вин-
том 2 чертилка 4 закрепляется в обойме.
При перемещении основания по плите
иа детали I.
чертилкой наносят горизонтальные риски ____________
Можно пользоваться плоскими чертилками и без подставки-обоймы.
136
Раздел седьмой Разметка
Продолжение табл. 72
Рейсмасы
б
Рейсмас является основным инструментом для нанесения рисок при простран-
ственной разметке. Рейсмас состоит из чертилки I (поз. /), расположенной с муфте 2,
которая перемещается по вертикальной стойке штатива 4 и закрепляется в нужном
положении винтом 3. Чертилка может быть установлена в муфте под различными
углами.
Рейсмас с микрометрическим титпм (поз. //) позволяет производить точную
установку острия чертилки путем перемещения муфты 2 с помощью точного микро-
метрического винта /.
Универсальный рейсмас (Поз. ///) отличается наличием призматических выемок
на нижней и боковой поверхностях основания. Эго позволяет использовать его для
нанесения рисок на деталях разнообразных форм.
В поз. IV показано применение универсального рейсмаса для нанесения рисок
на горизонтальной плоскости; в поз. V — на вертикальной плоскости и в поз. VI —
для нанесения круговых рисок.
Специальные рейсмасы
Новаторами производства предложено много
конструкций специальных рейсмасов.
Специальный рейсмас для проведения рисок,
параллельных обработанным поверхностям (поз. /),
имеет чертилку 3. закрепленную винтом 2 в от-
верстии валика /. На цилиндрической поверх-
ности валика нанесены деления миллиметровой
шкалы, а на втулке 4— деления нониуса б.
При установке рейсмаса для разметки напра-
вляющая планка а, связанная со втулкой 4, дово-
дится до базовой поверхности детали 7. Размер
от планки а до чертилки предварительно устана-
вливается по линейке, а точно—по ноииусу
с помощью микрометрического винта 5, смонти-
рованного в хомутике 6.
Специальный рейсмас для разметки концентрических
окружностей (риска к, поз. //) имеет корпус 3 с двумя
роликами 4 и стержень 2 с чертилкой 5, закрепленной
винтом б. Стержень перемещается вдоль своей оси иа
требуемый размер и затопляется винтом /.
При вращении стержня 2 ролики будут обкатываться
вокруг детали, а чертилка 5 будет прочерчивать при атом
круговую линию.
Разметочные плиты, приспособления и инструменты
137
Продолжение табл. 72
Специальный рейсмас для нанесе-
ния круговых рисок к на торцовых
поверхностях деталей типа валов
(поз. ///) состоит из основания-приз-
мы 3, стойки 2 и муфты / для за-
крепления чертилки 4.
Разметочные циркули
Разметочные циркули исполь-
зуются для разметки окружностей и
дут, для деления отрезков, окружно-
стей и для различных геометриче-
ских построений. Циркулями поль-
зуются и для перенесения размеров
с измерительных линеек на деталь.
Простой разметочный циркуль
(поз. /) позволяет, после того как
установлен нужный раствор его но-
жек / и 2, зафиксировать это поло-
жение завертыванием винта 3.
Пружинный циркуль (поз. //)
точной разметки. Его установка на нужный размер регулируется
завертыванием разъемной гайки / (разъем гайки служит для бы-
служит для более
отвертыванием н
строго передвижения гайки по винту).
Разметочный циркуль с шаровым наконечником (поз. ///) применяется в тех
случаях, когда требуется нанести круговую риску, концентричную уже просверлен-
ному отверстию.
Разметочные штангенциркули
Разметочный штангенциркуль (поз. /) состоит из линейки 3, по которой могут
перемещаться движки 1 и 4 с острыми стальными ножками 5 и 6.
На линейке 3 нанесены деления. Для точной установки движок / снабжен микро-
метрическим устройством 2.
Если вместо ножек 5 и 6 ввинтить н штангенциркуль ножки 7 или 8, то его
можно превратить в нутромер или кронциркуль для измерения больших размеров.
Для разметки окружностей, центры которых лежат не в одной плоскости, приме-
няется универсальный штангенциркуль конструкции С. В. Ласточкина.
В этом штангенциркуле (поз. //) на линейке 7 закреплена сменная плоская чер-
тилка / и перемещается обойма 5 с нониусом 2 и микрометрическим устройством б
для точной установки.
В обойму 5 вставляются и закрепляются сменные ножки в виде конусных опор 8,
9, 10 или удлинители // (ножки 9 и 10 — для установки в отверстия детали).
Перед окончательной установкой ножек штангенциркуля на размер правильность
их положения контролируется с помощью уровня 4. После этого обойма закрепляется
нинтом 3.
13?
Раздел седьмой. Разметка
Чтобы сохранить следы разметки и иметь
возможность восстановить разметочную
риску, прибегают к кернению рисок, кото-
рое осуществляется с помощью кернеров
(табл. 73).
Таблица 73
Инструменты для кернения рисок
Кернеры обыкновенные
Разметочные кернеры изготовляются из
инструментальной стали марки У’7А и подвер-
гаются термообработке до твердости HRC~
=52—57 на участке длиной I и до твсвдости
/7/?С=32—40 на участке длиной Острие
кернера затачивается на шлифовальном станке иа конус с углом 60е.
При более точной разметке пользуются малыми кернерами с острием, заточенным
под углом 30—45°.
У кернера Для наметки центров отверстий, подлежащих сверлению, угол
ния делается равным 75°.
заостре-
иг другую. Затем легким
деталь.
Кернеры для точной разметки
ер Для точной разметки имеет основание 3, в
ены ножки /, 5 и 4. Концы ножек выполнены
котором
в форме
К
закр
клина. Все три ножки расположены в одной плоскости, ио ребро
ножки 5перпендикулярно линии, проходящей через ось кернера
и ребра ножек 1 и 4. Ось кернера 2 совпадает с осями сим-
метрии всех трех ножек.
Кернер устанавливают на поверхности размечаемой детали
так, чтобы ножки / и 4 попали своими острыми кромками
на одну из двух взанмно-лерпендикуляриых рисок, а ножка 5—
нг другую. Затем легким ударом по кернеру 2 иакернннают
Механизированные
кернеры
Механизированные кернеры
не требуют ударов молотками
и обеспечивают получение лу-
нок постоянных размеров. Они
разделяются на механические
(куркового действия), электри-
ческие и пневматические.
Кернер куркового действия
(поз. /) позволяет простым на-
жатием руки на гайку 1 про-
изводить кернение с числом
уларов 40—60 в минуту. Удар производится под действием предварительно сжатой
пружины 2.
В электрическом кернере (поз. //) кернение осуществляется за счет энергии
пропускаемого через катушку электрического тока, который создает магнитное поле
и втягизает сердечник /, ударяющий по наконечнику 2. Электрический кернер отли-
чается высокой производительностью при малых затратах труда со стороны рабо-
чего.
Подготовка деталей к разметке
139
Продолжение табл. 73
111
Принцип действия пневматического
кернера (поз. ///) подобен принципу ра-
боты пневматического молотка и заклю-
чается в следующем. При нажиме пят-
кой / пускового устройства на разме-
чаемую деталь сжатый воздух попере-
менно направляется в верхнюю или
нижнюю полость рабочего цилиндра 3,
при этом плунжер 4 совершает возврат-
но-поступательное движение в цилиндре
и ударяет по сменному кернеру 5.
Пневматический кернер 'удержи-
вается при работе за рукоятку 2.
2. ПОДГОТОВКА ДЕТАЛЕЙ К РАЗМЕТКЕ
До установки деталей иа разметочную
плиту их необходимо очистить от грязи,
окалины и остатков формовочной земли.
Если обработанная поверхность покрывается
раствором медного купороса, то перед
этим деталь должна быть очищена и от
жира. Затем поверхности, которые должны
быть размечены, окрашивают специальными
красками, чтобы разметочная риска оста-
лась заметной длительное время.
При точной разметке небольших дета-
лей обработанные поверхности предвари-
тельно покрывают медным купоросом и
Лаками.
В целях экономии времени и краски
размечаемые поверхности следует окраши-
вать не целиком, а только в тех местах
где будут наноситься разметочные риски.
Ширина окрашенной полосы принимается
в пределах от 20 до 50 мм.
В табл. 74 приведены основные сведения
о способах подготовки поверхностей ппд
разметку.
Таблица 74
Способы подготовки поверхностей детали перед разметкой
Очистка поверхностей Окраска поверхностей
под окраску под покрытие раствором медного купороса мелом медным купоросом спиртовым лаком
Стальными скребками и металличе- скими щетка- ми То же и обез- жиривание в растворе едкого натра или каус- тической соды (КО г на 1 л во- ды) 1. Раствором мела (иа 8 л во- ды 1 кг мела и 1 кг столярного кдея). 2. Обыкновен- ный сухим ме- лом Раствором медного купо- роса (3 чайные ложки медно- го купороса на 1 стакан воды) 1. Раство- ром шеллака в спирте с до- бавкой фук- сина 2. Быстро- сохнущим черным ла- ком
140
Раздел седьмой. Разметка
3. ОСНОВНЫЕ ПРИЕМЫ НАНЕСЕНИЯ РАЗМЕТОЧНЫХ РИСОК
При проведении рисок чертилка должна
быть наклонена, во-перных, в сторону от
линейки (рис. 51, а) и, во-вторых, по направ-
лению перемещения чертилки (рис. 51, б).
Угол наклона в обоих случаях должен со-
ставлять около 75—80°. Эти углы наклона
плотно прилегать к детали. На рнс. 51, в иг
показаны правильное и неправильное по-
ложения острия чертнлки относительно
линейки.
Разметку сложных деталей начинают
С нанесения основных иентровых рисок-
них, проводят сна-
Нанесенне перпендикулярных
Таблица 75
костной разметке
при
немаВилею
чертилки орк манесенкн
не должны изменяться в п
ния рисок, так как в протнви
риски будут непараллельны ли
Чертилку нужно все время пр
к линейке, которая, в Свою очередь,
осей. Затем, исходя из
чала все горизонтальные, потом все вер*
ьные и в конце все наклонные риски
табл. 75—77).
икл и линейки
линейке, а затем
требуется восста-
При помощ
Первую риску прово
несколько выше той т
новить перпендикуляр, наносится” углубление
кернером (н точке а). После этого к линейке /
прикладывают полку угольника 2 так, чтобы вто-
рая его полка проходила через керн а. Вдоль
этой полки чертилкой 3 наносят риску, перпен-
дикулярную первой.
OtKQJIt
При помощи угольника с полкой
от разметочной плнты
Деталь (заготовку) кладут в угол разметочной плнгы
в слегка прижимают грузом, чтобы она не сдвигалась
в процессе разметки. Первую риску проводят по уголь-
нику, полку которого придвигают к боковой поверх-
ности б разметочной плнты (положение угольника /—/).
После этого угольник прикладывают пилкой к боко-
вой поверхности а (положение //—//) и проводят вто-
рую риску, которая будет перпендикулярна первой.
Основные приемы нанесения разметочных рисок
141
Продолжение табл. 75
При помощи угольника с полкой
от обработанных кромок детали
Этот случай аналогичен предыдущему с той лишь раз-
ницей, что базами для угольника с полкой служат боковые
поверхности детали, а не разметочной плиты.
Предполагается, что боковые поверхности детали пред-
, нарительно обработаны и взаимно-перпендикулярны.
«с>к>рс
При помощи дополнительного
угольника, прикрепленного к заготовке
Этот способ применяется в тех случаях, когда бо-
ковые поверхности заготовки / не обработаны. Пове-
рочный угольник 3 прикрепляется к заготовке / струб-
цинами 2. Затем к внутренней стороне угольника 3
прикладывают второй угольник 4 (положение 1) и при-
водят первую риску. Вторую риску наносят после пе-
рестановки угольника в положение //.
При помощи геометрических построений
(основные способы)
1. Первую риску проводят по линейке. Затем из точки D,
от Которой требуется восстановить перпендикуляр, справа
н слева от нее циркулем проводят две засечкн. отсекаю-
щие на первой риске равные отрезки AD и BD. Точки А
и Б накер^нвают (поз. /). После этого радиусом, при-
мерно разным 3/л длины отрезка АВ, из точек А и В про-
водят последовательно две засечки, на пересечении кото-
рых находится точка С-
соединив точки С и D. Эта
2. Для построения пер-
пендикуляра из точки С,
лежащей ние прямой, на
прямую АВ (поз. //) из этой
точки С, как из центра, про-
водят дугу радиусом боль-
шим, чем расстояние от
точки С до прямой АВ.
Проведенная таким образом
дуга пересечет прямую АВ
в точках D и Е. Из этих
точек одинаковыми произ-
вольными радиусами делают
засечки, которые пересе-
кутся в точке Е. Соединив
точки С и Е, получают ис-
комый перпендикуляр.
3. В конце отрезка пря-
мой линии перпендикуляр
строят двумя способами,
указанными ниже.
1 й способ (поз. III}. Из
пересекающую прямую АВ
в'точке а. Точку а соединяют с точкой С и продолжают линию аС до пересечения
ее с дугой окружности в точке М. Соединив точки А и Af. получают искомый пер-
пендикуляр, восстановленный нз точки А — конца заданного отрезка прямой линии.
2-й способ (поз. IV}. На прямой АВ берегся произвольная точка а. Затем из точки А,
как из центра, проводят дугу радиусом Да и нз точки а дугу того же радиуса, ко-
торая пересекает ранее проведенную дугу в точке Ь. После этого тем же радиу-
сом Аа из точки b проводят дугу см и эту новую лугу нз точки с, как из центра,
пересекают дугой того же радиуса в точке Л!.
Соединив точки А и Af, получают искомый перпендикуляр.
142
Раздел седьмой. Разметка
Таблица 76
Основные способы построения параллельных прямых линий при плоскостной
разметке (путем геометрических построений)
Построение линии, параллельной
заданной прямой
Из произвольных точек С н D заданной пря-
мой АВ восстанавливается два перпендикуляра. За-
тем через точки пересечения дуговых засечек Е н F
проводится параллельная линия.
Проведение через заданную
точку М прямой, параллельной
прямой АВ
1-й способ (поз. /). На прямой АВ берутся
произвольные точки а и Ь. Одна из них а
соединяется с точкой М. Из точки b прово-
дится дуга радиусом аМ, а из точки М —
дуга радиусом ab. На пересечении проведен-
ных дуг находится точка Лг. Прямая, прове-
денная через точки М и N, будет параллельна
прямой АВ.
2-й способ (поз. 7/). Из произвольной
точки с на прямой АВ радиусом сМ проводится
полуокружность, пересекающая прямую АВ
в точках а и Ь. Эту полуокружность пере-
секают из точки Ь, как из центра, дугой радиу-
сом аМ в точке Д'. Прямая MN будет парал-
лельна прямой АВ.
параллельной заданной
прямой АВ, на определенном
от нее расстоянии L
1-й способ (поз. /). В произвольной точке а
заданной прямой Ав восстанавливается пер-
пендикуляр аК, на котором от точки а откла-
дывается заданный отрезок L (aM = L). Затем
задача решается рассмотренными выше спо-
собами построения.
2-й способ (поз. //). Из произвольных то-
чек а и b на прямой АВ проводятся дуги
радиусом L. Прямая, касательная к этим ду-
гам, будет параллельной к заданной прямой АВ
и отстоять от нее на расстоянии L. Способ
этот требует, однако, больших навыков.
Основные приемы нанесения разметанных рисок
143
Таблица 77
Нанесение рисок при пространственной разметке
Нанесение горизонтальных рисок
Нанесение горизонтальных
плоскостной разметкн (при помощи
ность размеров и параллельность
разметочной плиты, будет значительно
При помощи рейсмаса (поз. /) и
меточные риски на деталях любой фор
Установка рейсмаса по высоте производится
рис. 50.
типа кубика возможно и методами
линейки н угольниках однако точ-
рейсмасом, базирующимся от
П) можно наносить раз-
(поз. ///).
линейки на стойке по
Нанесение вертикальных рм с о к
Нанесение вертикальных рисок может производиться од-
ним из следующих способов:
1) чертилкой по угольнику с широкой полкой (поз. /)
Этот способ аналогичен способу нанесения вертикальных ри-
сок при плоскостной разметке н имеет ряд недостатков;
2) рейсмасом с поворотом детали на 90°
(поз. //X В этом случае после разметки всех го-
ризонтальных линии деталь вместе с подкладкой,
кубиком нлн ящиком поворачивается на 90*. Так
как поверхности кубнков взаимно-перпендику-
лярны, то риска, проведенная рейсмасом в таком
положении, будет перпендикулярна горизонталь-
ной рнске;
144
Раздел седьмой. Разметка
Продолжение табл. 77
наклонных линий
В?
несение
3) рейсмасом от разметочных ящи-
ков, кубиков или призм без поворота де-
тали (поз. ///). Рейсмасом I проводится
горизонтальная риска, а рейсмасами 2 и 4,
установленными на разметочных ящиках
3 и 5,— вертикальные риски.
К этому способу прибегают в тех слу-
чаях, когда невозможна разметка по вто-
рому способу.
Разметка наклонных рисок осуществляется одним из следующих способов:
1) ручной чертилкой по малке или угломеру. Этот способ универсален, однако
он не дает большой точности и его не всегда можно осуществить;
2) путем предварительного наклона размечаемой детали на заданный угол
по отношению к разметочной плите. Если требуется разметить под определенным
наклоном срез у цилиндра, то проще всего наклонить на заданный угол (с контро-
лем по угломеру) сам цнлинлр (поз. /) и в этом положении провести рейсмасом от
плиты горизонтальную риску.
Для наклона летали весьма удобно использовать универсальные поворотные
приспособления — призмы, площадки и пр. На призму может устанавливаться как
деталь (и затем поворачиваться на требуемый угол по шкале, поз. П), так и рейсмас
построений. Приемы таких построений те же.
на стойке (поз. illy,
3) с помощью геометрических
что и при плоскостной разметке.
Нанесение круговых рисок
Для нанесения, круговых рисок на поверхно-
стях, лежащих в разных плоскостях, применяются
универсальные или специальные разметочные
циркули. Здесь показан пример использования
(см. табл. 72) одного из таких циркулей при раз-
метке дуги, находящейся на расстоянии I от
центра уже просверленного отверстия.
Основные приемы кернения
145
4. ОСНОВНЫЕ ПРИЕМЫ КЕРНЕНИЯ
Кернер удерживают тремя пальцами ле-
вой руки. Наставив его острый конец на
разметочную риску так. чтобы коническое
острие совпало с серединой риски, кернер
наклоняют в сторону от себя (рис. 52, с).
Найдя нужную точку и прижав к ней
кернер (рис. 53). В нем два кернера —
основной 1 и вспомогательный 2—скреп-
лены, эбщей планкой 3. Расстояние между
ними регулируется с помощью отверстий
в планке 3 в зависимости от шага разме-
чаемых отверстий.
Рис. 52. Приемы лакерннкььня | исс».
Рис. 53. CneiiHBibnuA кернер
для вакерннвjhh« рала отверстий
с постоянным шагом.
острие кернера, быстро поворачивают его
до вертикального положения (рис. 52, б),
после чего правой рукой наносят удар по
тупому концу кернера. В момент удара
молотка вертикальное положение кернера
фиксируют пальцем (рис. 52, в).
Для разметки ряда мелких отверстий,
расположенных на одинаковом расстоянии
друг от друга, используют специальный
Первое углубление накерннвают керне-
ром 1. Затем в полученное углубление
вставляют кернер 2 н ударом молотка по
кернеру I накерннвают второе углубление.
После этого кернер 2 переставляют в сле-
дующее положение. Шаг между отвер-
стиями выдерживается автоматически, что
дает заметное повышение производитель-
ности труда при разметке.
5. СПОСОБЫ ОТЫСКАНИЯ ЦЕНТРОВ Ц
ЧЕСКИХ ДЕТАЛЕЙ
При слесарной обработке деталей цилин-
дрической формы часто возникает необхо-
димость отыскания центра окружности. Это
достигается различными способами, основ-
ные из которых указаны в табл. 78.
Таблица 78
Способы отыскания
центров окружностей
При помощи циркуля-центроискателя
I А. ц и штангенциркуля
Д? Касаясь отогнутой ножкой / циркуля-ценгроискателя на-
гл- ружной цилиндрической поверхности детали (поз. Г), острой
f !\ fl прямой ножкой 2 делают на торце детали четыре засечки,
77 ' /' ’ проходящие приблизительно через центр. Центр окружности
(l —>) намечается кернером на глаз н середине между этими за-
// сечками.
|| I cz— -у В деталях с отверстием центр его находят таким же спо-
собом, предварительно забивая в отверстие планку / из де-
рева (поз. //).
При разметке крупных деталей для нахождения центра окружности применяют
штангенциркули соответствующих размеров, которыми пользуются так же, как и
циркулем-центронскателем.
10 М. А. Сергеев
140
Раздел седьмой. Разметка
Продолжение табл. 78
При помощи центронаметчика
Цеитронаметчик напоминает пустотелую коническую
воронку /, в центре которой перемещается кернер 2
(поз. /)•
При отыскании центра отверстия воронка / наде-
вается с торца на цилиндрическую деталь так, чтобы
деталь достаточно точно центрировалась этой воронкой-
колпаком. Затем по верхнему концу кернера наносится
удар молотком (поз. //).
Точная разметка будет обеспечена в том случае,
если торец детали подрезан правильно и керн-центро-
искатель установлен перпендикулярно к торцу детали.
I
При помощи специальной призмы
Специальна» призма имеет на торце упорный штифт /,
расположенный с таким расчетом, что придвинутый к нему
угольник 2 наружной стороной вертикальной полки делит
угол призмы на две равные части, при втом риска /—/ обя-
зательно пройдет через центр установленной на призме де-
тали цилиндрической формы, вторую риску //—П проводят
после поворота детали примерно на 90е. Пересечение этих
двух рисок и будет центром окружности.
» ?
При помощи наружи ых угольников-
центроискате лей
Угольник-центронскатель состоит из угольника 1 и
линейки 2 (поз. /)• Деталь помещается между внутрен-
ними полками угольника, линейка 2 при этом распо-
лагается на торце детали, по ней и проводят чертилкой
первую рнску. Затем деталь поворачивают на 90е
(поз. //) и так же проводят вторую центровую риску
ри помощи внутренних
центроискателей
Внутренний цент роискатсль (поз. /) состоит
из упорной планки /, которая прикреплена
к линейке 2 так, что кромка в линейки делит
пополам угол между концами а и б планки /
При отыскании центра отверстия в случае
деления кольца на части упорная планка
вставляется в отверстие и концами а и б при-
жимается к его стенкам (поз. В таком
положении проводится первая риска. Затем
после поворота центроискателя проводится
втирая центровая риска.
При помощи рейсмаса
Чертилку рейсмаса ставят примерно посере-
дине и проводят две короткие риски (поз. /).
Затем поворачивают деталь в призме на 180 и
прочерчивают еще две короткие риски. После
этого чертилку ставят посередине обеих рисок
и проводят длинную риску (поз. //). Затем деталь
поворачивают примерно из 90° и просолят вто-
рую длинную риску.
Способы построения углов
147
Продолжение табл. 78
При помощи
О геомет рических
t / X построений
Z' V / \ Из произвольных точек А и В на
I t о _______А - | \< ] данной окружности (поз. /) или дуге
1 л к '5Т'\ сс яслают засечки произвольного
Г / V* Ух/ радиуса: ВЬ^-ВЬ^—Аах-Аа^. Точ-
\ у в • /Ч\ УУУ 101 11 ^слегка некерннвают
^У -У и затем из этих точек радиусом, рав-
“г \ ним примерно */> длины хорд Q\O-i и
ЬхЬт, делают засечки, которые пере-
секутся в точках С и D.
Центр окружности или дуги будет лежать в точке О на пересечении рисок, про-
веденных из точек А и В через точки С и D и продолженных до их пересечения.
Эта же задача может быть решена н другим способом. На окружности или дуге
ее выбирают три произвольные точки ДВиС (поз. //) и слегка накерннвают их. За-
тем проводят хорды АВ н ВС и делят эти хорды пополам перпендикулярами.*
Точка О, лежащая на пересечении перпендикуляров, восстановленных из точек D и
В, и будет искомым центром окружности.
Способ отыскания центров окружностей и дуг с помощью геометрических построе-
ний является наиболее точным.
6. СПОСОБЫ ПОСТРОЕНИЯ УГЛОВ
Положение наклонной лнннн нг чертеже
может быть определено размерами катетов,
одним линейным размером с указанием
уклона или углом наклона. В зависимости
от того, как задано положение наклонной
линии, принимается тот или иной способ
разметки (табл. 79).
Таблица 79
Способы проведения наклонных рисок
По размерам катетов
Проводят риску, на которой откладывают отре-
зок АВ. Из конца этого отрезка восстанавливают
перпендикуляр и откладывают на нем отрезок ВС.
Соединив точки Л и С, получают искомую наклон-
ную линию.
По одному линейному размеру
и уклону
Надпись .Уклон 1:4' означает, что на
каждые 4 мм длины (по горизонтали) наклон-
ная линия поднимается (или опускается) на
I мм.
При построении все размеры увеличивают
в 10 или другое число раз. Это повышает
точность построении,
На горизонтальной риске АВ откладывают отрезок АС длиной 40 мм. Из точки С
восстанавливают перпендикуляр, на котором откладывают отрезок CD длиной Wj/Ж.
Прямая AD будет иметь уклон 1: 4=10:40.
• Способ проведения перпендикулярных рисок при геометрическом построении см. в табл. 75.
10*
iw
газоел седьмой газметка
Продолжение табл. 79
120
По углу наклона
Проведение наклонной линии в этом случае осу-
ществляется одним из следующих способов:
1) с помощью малки или угломера. Этот способ
не дает высокой точности, особенно при разметке
деталей очень малых и очень больших размеров;
2) построением угла с помощью тригонометри-
ческих зависимостей (поз. /). Из тригонометрии
вс
(см. стр. 25) известно, что, например, tg 14е =
25
По таблице тангенсов (табл. 18, стр. 30) находят: tg 14°=0,24933г0,25, Или tg 14 =Jqq-
По значению тангенса угла строят сам угол. Для этого на горизонтальной риске
откладывают отрезок
котором откладывают
линией;
ЛВ=100 мм; из точки В восстанавливают перпендикуляр, на
отрезок ВС=25 мм. Линия АС и будет искомой наклонной
а
В
К-120
120
1№,3
В
А
3) построением по длине хорды угла при
Я=Л (поз. II). Это построение основано на том,
что любой угол можно рассматривать как цен-
тральный.
На горизонтальной риске слегка накернивают
точки Л и В на отрезке /В=120 мм и восста-
навливают перпендикуляр ВП. Из точки А про-
водят дугу радиусом АВ. Затем находят длину
хорды при /?=1 для центрального угла 14° по
табл. 12 (стр. 23): 5=0,2437. Очевидно, что для
радиуса, равного не 1, а 120 мм, 5=«х7?=0,2437х120==29,244ж29,3 мм.
Из точки В проводят дугу радиусом 29,3 мм до пересечения в точке С с дугой
радиусом 120 мм. проходящей Через точку В. Соединив точки А и С и продолжив
эту прямую до пересечения с перпендикуляром BD, получают искомую наклонную
линию AD.
две равные
Таблица 60
Деление углов на
ьным радиусом про-
делают засечки одним
прямую через точки
Деление любого
час
Из вершины угла О произ
водят дугу АВ. Из точек Ан В
и тем же радиусом. Проводят
О и С. Прямая ОС делит данный угол на две равные
части.
Деление прямого угла иа три
р а в и.ы е части
Из вершины О произвольным радиусом проводят дугУ
до пересечения со сторонами угла; из точек пересечения
Л и В дугами того же радиуса пересекают дугу АВ в точ-
ках Си О, затем соединяют точки пересечения дуги D и С
с вершиной угла О. Прямые OD и ОС делят прямой угол
на три равные части.
Разметка различных сопряжений при помощи геометрических построений
149
7. РАЗМЕТКА РАЗЛИЧНЫХ СОПРЯЖЕНИЙ ПРИ ПОМОЩИ ГЕОМЕТРИЧЕСКИХ
ПОСТРОЕНИЙ
В машиностроении сечения поверхностей
в большинстве случаев образованы плав-
ными сопряжениями двух прямых, прямой
с дугой, окружности с дугами двух радиу-
сов и г. д. Эти плавные сопряжения часто
размечают .методом попыток*, т. е. разме-
чают приближенно, затем проверяют ре-
зультат измерениями, вносят поправки и
так постепенно добиваются нужных резуль-
татов. Этот метод непроизводителен и
часто не обеспечивает заданной точности.
Во всех отношениях более рациональным
является метод разметки при помощи гео-
метрических построений (табл. 81|.
Таблица 81
Способы разметки различных сопряжений
Дуга, касательная к двум прямым,
образующим прямой" угол
Две взаимно-перпендикулярные прямые АВ и CD продолжают
до пересечения в точке Af. Затем из этой точки, как нз центра,
проводят дугу' радиусом R, которая пересекает данные прямые
в точках К и L. Из эти* точек тем же радиусом R делают две
засечки, которые пересекутся в точке О. Эту точку слегка на-
керннааюг н из нее проводят дугу радиусом R, которая будет
касательной х АВ и CD и соединит их плавным закруглением.
Луга, касательная к двум прямым,
образующим произвольный угол
Нз расстояний R от заданных прямых АВ и CD про-
водя? параллельно им две вспомогательные прямые, ко-
торые пересекутся в точке О- Проводя из точки О дугу
радиусом R, СтроЯТ искомую дугу, которая плавно со-
единит прямые АВ и CD.
Дуга, касательная к другой дуге
и к прямой
АВ — луга заданного радиуса с центром в точке Оь
R — радиус, которым нужно провести Лугу’* касательную
к дуге АВ и прямой CD. На расстоянии R от прямой CD
проводят параллельную ей вспомогательную прямую. За-
тем из центра О| проводят дугу радиусом R+R\- Пере-
сечение этой дуги со вспомогательной прямой и даст
центр О. Эту точку накернквэют и из нее, как из центра,
проводят дугу радиусом R, которая соединит заданные
прямую и дугу плавным закруглением.
Дуга, касательная к двум другим дугам
Из центров 01 и О-j двух заданных дуг АВ и CD ра-
диусами /?]+>? и R.,-t-R делаюг две засечки, которые пе-
ресекутся в точке О. Это и есть искомый центр. Прове-
денная заданным радиусом R из центра О дуга будет
касательной к заданным дугам АВ и CD.
150
Раздел седьмой. Разметка
Продолжение табл, в!
Г
W
биссектрисы этих углов
которая и будет центром
Дуга, касательная к трем прямым
Заданы три прямые: АВ, ВС н СП. Углы АВС и BCD
делят пополам. Затем проводят '
до их пересечения в точке О,
искомой дуги.
1ЯТ
мои с продолжением
остальные дуги.
h
проходящая
точек
Плавная кривая,
через ряд
Заданные точки слегка накернивают и соединяют пря-
мыми. Затем находят центр Oi дуги, проходящей через
три точки А. В и С. и из него радиусом OiA=OiB=O\C
проводят дугу АВС. Потом наносят прямую, делящую от-
резок СО пополам, и находят точку СЛ, пересечения этой
прямой с продолжением радиуса OiC. Точка СЛ будет
нтром дуги CD, которая плавно соединится с дугой АВС.
Таким же способом, проведя прямую, делящую попо-
трезок DE, находят точку ОЛ пересечения этой пря-
2D. Точка О3 будет центром дуги DE. Так же прово-
Дуга, концентричная заданной
дуге
Если центр О заданной дуги АА нахо-
дится в пределах заготовки и требуется про-
вести концентричные к ней дуги СС и DD,
то вти дуги проводят из центра радиусом
/?4-а или Я —а (поз. /).
Если же центр дуги АА находится за пре-
делами заготовки (лоз. //>, то на дуге А А на-
керннвают несколько точек аь а?, • • и т. д.,
из которых радиусом Л, равным расстоянию а,
проводят ряд дуг. Затем с помощью лекал
наносят плавную кривую, касательную к этим
дугам.
Таким же способом проводят любые кри-
вые. параллельные заданной кривой и отстоя-
щие от нее не некотором расстоянии.
du
В
Дуга, проходящая через
три точки
Если требуется провести дугу через
точки А, С и В, а центр, из которого про-
водится эта дуга, находится вне пределов
заготовки, то сначала слегка накернивают
крайние точки А и В и из них, как из цент-
ров. проводят вспомогательные дуги AAj
и BBt радиусом АВ. Затем проводят пря-
мые АС н ВС и продолжают их до пере-
сечения с дугами ЛЛ и ВВ\ в точках а*
и 64. Отрезки дуг Ид* и ВЬ4 делят ча че-
тыре равные части и такие же равные ча-
сти откладывают на продолжениях этих дуг, отмечая точки ах, а3, а3, at, д5, д,, о, и
Ь\, В.* Ьг, Ь* bs, Ь7. Точку А соединяют с этими точками на дуге BBj, а точку В —
с точками на дуге AAi. Точки пересечения прямых AbT, Abe, At^, At>4 и т. д. с пря-
мыми Ва7. Ваь, Ва3, ВаЛ и т. д. будут лежать на искомой дуге АСВ. Их соединяют
плавной кривой.
Деление отрезков прямых линий на равные части
151
Продолжение табл, в!
О
Дуга по зад л иной длине
хорды и стрелки
Заданную хорду АВ делят пополам и на перпен-
дикуляре к ней в точке О откладывают стрелку
h=OC. Если центр дуги находится в пределах за-
готовки, то по трем точкам А, С и В проводят со-
ответствующую дугу. Если же центр дуги нахо-
дится вне пределов заготовки, то заданная дуга АСВ строится так, как указано
н предыдущем случае.
8. ДЕЛЕНИЕ ОТРЕЗКОВ ПРЯМЫХ ЛИНИЙ НА РАВНЫЕ ЧАСТИ
Часто как при плоскостной, так и при
пространственной разметке возникает на-
добность в делении отрезков прямых ли-
ний на несколько равных частей. Выпол-
нять эту работу при помощи простейших
средств (масштабной линейки, угольника
и чертилки) можно только при весьма гру-
бой разметке. В тех случаях, когда к раз-
метке предъявляются относительно высокие
требования по точности, возникает надоб-
ность применять другие, более совершен-
ные способы (табл. §2).
На любое число равных частей, деля-
щееся на 2, 3 или 5, отрезок может быть
разделен путем последовательного деления
на 2, 3 или 5 частей способами, указан-
ными в табл. 82.
Таблица 82
Способы деления отрезков прямых линий на равные части
На 2 равные части
Из крайних точек отрезка А и В радиусом больше по-
ловины AR проводят лне дуги аа и бб. Прямая CD. прохо-
дящая через точки пересечения этих дуг, и будет делить
отрезок АВ на две равные части АО=ОВ.
Может оказаться, что дуги иа и бб пересекутся вне пре-
делов заготовки. Чтобы произвести разметку в этом случае,
из точек А и В делают на заданной прямой две засечки
произвольным радиусом, но так, чтобы Af(i—ВК2. После этого
из точек Ki и К-2 описывают дуги так, чтобы они пересека-
лись в пределах размечаемой поверхности, например в точ-
ках Lx и Lj. Прямая £]£а будет также делить отрезок АВ
пополам.
На 3 или 5 равных частей
в Р Лля деления отрезка А/) на три равные части Н8-
' А ° керннвают точки А и D. Затем устанавливают раствор
циркуля на глаз приближенно на размер, равный
Чз AD, и вправо от точки А делают засечку, которая
д в с пересечет AD в точке В. Этим же раствором циркуля
° I I-{-1 о делают засечку из точки В вправо и из точки D влево.
Если обе эти засечки не пересекутся в одной точке С,
то меняют раствор циркуля и снова делают засечки,
ника не получат требуемых результатов.
При делении отрезка на 3 или 5 равных частей поступают и так. Вначале изме-
ряют длину отрезка, затем вычисляют, чему равна l/s или часть его, н отклады-
вают возможно точнее эту часть циркулем от одной из крайних точек. В полученной
точке ставят керн, а оставшийся отрезок делят на 2 или на 4 части.
152
Раздел седьмой. Разметка
Продолжение табл. 82
в
о.
С
л
в
с
На 4. 6 или 8 равных частей
Чтобы разделить отрезок на 4, б или 8 равных
частей, сначала делят его на 2 части, а затем ка-
ждую из этих частей делят иа 2, 3 или 4 части.
be ъ?
На любое число равных частей
1азделнть отрезок АВ, например,
, то поступают так. Из точки А
мую АС и от точки А произвольным раствором
Если требуется р<
на 7 равных частей,
под произвольным острым углом проводят пря-
мую АС и от точки А произвольным раствором
циркуля откладывают на ней 7 равных делений: Aait
Oja,, а?а3, а^аъ, а^ак, а^а^.
Точку л, соединяют с точкой В заданной прямой
и затем через точки ал, а*, а4, ая, а* проводят
линии, параллельные а-В. В точках fc;> Ьл, bi, bs,
bc и В эти линии разделят прямую АВ на 7 рав-
ных частей.
отрезок АС
на
Решение. Вначале
резок на две равные части (рис. 54, а);
затем каждую половину отрезка делят на
15 частей, для чего сначала делят ог-
ктлем от-
Так, например, допустим, что требуется
некоторый отрезок АВ длиной 408 мм
разделить на 17 частей (рис. 55). Длина
каждой части равна 408:17=24 мм. От-
кладываем 24 мм левее точки В и полу-
ченную прямую АС длиной 384 мм делим
Рис. 54. Деление отрезке ив 30 частей.
резки АВ и ВС каждый иа 3 части и на-
кернивают точки на участках длиной 52,5 мм
(рис. 54. б). В свою очередь, эти отрезки
способом, указанным в табл. 82, делят на
5 частей каждый (рис. 54. в). После этого
получают отрезок АС, разделенный на
30 частей длиной 10,5 мм каждая.
При делении отрезков прямой на число
частей, соответствующее неразлагаемым
(простым) числам— И, 13,17, 19, 23 и т. д,
прибегают к следующему построению. За-
данный отрезок увеличивают или умень-
шают на некоторую величину, что необхо*
димо для получения числа частей, на ко-
торое можно разделить отрезок. Затем рас-
сматриваемыми выше способами произво-
дят деление, после чего прибавляют или
отнимают ту часть отрезка, на которую
была уменьшена или увеличена заданная
прямая.
на 16 частей. Сначала делим ее пополам,
затем каждую половину на две части, по-
Рис. 55. Деление отрезка на 17 част«П.
лученные отрезки опять на две части и,
наконец, еще раз на две части.
Таким образом заданный отрезок АВ
будет разделен на 17 равных частей.
Целение окружностей на равные части
1S3
9. ДЕЛЕНИЕ ОКРУЖНОСТЕЙ НА РАВНЫЕ ЧАСТИ
К делению окружности на равное число
частей приходится часто прибегать в про*
извод ст не.
Разделить окружность пополам не пред-
ставляет труда. Для этого нужно провести
один диаметр. Если центр окружности
неизвестен, то сначала нужно найти его
(см. табл. 78) и уж затем через него про-
вести диаметр.
Несколько сложнее деление окружностей
нз 3—15 и большее число частей. Однако
и такое деление можно осуществить с по-
мощью способов геометрических построе-
ний (табл. 63).
Таблица 83
Способы деления окружности на равные части
На 3 равные части
Проводят диаметр АВ. Затем нз точки В описывают дугу
радиусом данной окружности до пересечения с ней в точках
D. Точки А, С и D делят данную окружность на три
части.
Проводя
ним ради
в точках
Прямая CD пер
диаметр АВ на равнт
ность на 4 части.
На 4 равные части
стр АВ и из точек А и В произвольным рав-
дедают по две засечкн, которые пересекутся
и D.
в точках Л1 и Н и делит
, Н, В и М делят окруж-
На 5 и на 10 равных частей
Для деления окружности на 5 равных частей проводят два
взап vно-перпендикулярных диаметра АВ и CD. Один из радиу-
сов, напрнмер OD, делят пополам и накеринвзют точку М. Из
этой точки Af, как из центра, делают засечку радиусом МА до
пересечения диаметра CD в точке Н. Затем из Точки А радиу-
сом АН описывают дугу НК- Отрезок АК будет тем расстоя-
нием, на которое нужно раздвинуть циркуль, чтобы разделить
окружность на 5 равных частей.
Для деления окружности на 10 равных частей прибегают
к этому же построению, ио только раствор циркуля для деления
окружности на части устанавливают не по отрезку АК, а по
отрезку ОН. который будет равен стороне вписанного десяти-
угольника.
На 6 равных частей
Проводят диаметр АВ и из точек Л и Л прочерчивают дуги
радиусом данной окружности. Очевидно, что они пересекутся
в центре окружности О. Полученные при этом построении на
окружности точки А К. С. В. О и Л1 делят ее на 6 равных ча-
стей.
1S4
Раздел седьмой. Разметка
Продолжение табл. 83
На 8 равных частей
Сначала окружность делят на 4 равные части двумя
взаимно-перпендикулярными диаметрами. Затем углы АОС
и AOD делят пополам и продолжают биссектрисы КО и НО
до пересечения с окружностью в точках N и Л1. Точки А, К,
С, Н, В, Л1, D и Н делят окружность иа 8 равных частей.
ер хп и отложить на окруж-
боль
частей
таблиц
г /. Таким об-
частсй.
их построении
хорды
умножить
На 12 равных частей
Сначала делят окружность на б равных частей, затем про-
водят диаметры СН и ОМ. Углы АОС. COD и DOB делят
пополам. Биссектрисы углов продолжают до пересечения
с окружностью н получают точки a, b. с, d, е п
разом окружность будет разделена на 12 1-‘
(напри
На любое число равных
/. При помощи специальных
азделить окружность на любое число равных ча-
ще всего пользоваться специальными таблицами
табл. 12 на стр. 23), в которых указана длина
окружности радиусом /?=1.
елить в каждом отдельном случае длину
но взять значение с (равное х) из таблицы и
данной окружности:
D
Далее следует установить рас цирку
ности п равных частей.
При делении окружности таким методом
значительная суммарная ошибка. Чтобы уме
делить окружность на 3, 4, 5, 6 или 8 частей с
графах данной таблицы, и затем уже каждую из
число равных частей, при этом точность деления
5. 6 или 8 раз.
е число частей накапливается
едует предварительно раз-
азан ними в предыдущих
тей делить на требуемое
^ответственно в 3, 4,
2. При помощи геом
Чтобы разделить не ую окружность иа
любое число л равных частей, прибегают к сле-
дующему построению.
Допустим, что л =11. На заданной окружности
проводят два взаимно-перпендикулярных диа-
метра АВ и CD. Затем из точки А под произ
вольным углом к диаметру АВ проводят пря-
мую АИ и на ней от точки А откладывают про-
извольные по величине, но равные отрезки
(в количестве П—11) I—2, 2—3 и т. д. Последнюю
точку 11 соединяют с точкой В. Через точку 9.
отстоящую от точки 11 на два деления, проводят прямую, параллельную прямой//—в.
до пересечения диаметра АН в точке а. Затем делят радиус OD на четыре равные
части и три таких части откладывают справа ст точки D на продолжении радиуса OD
(отрезки D—/й, /0—20 и 2,—ЗА Точку 3» соединяют с точкой а и, продолжая линию
3j—а до пересечения с заданной окружностью в точке Ъ, получают дугу ВЬ, рав-
ную ’/11 части окружности. Раствором циркуля, равным этой дуге, и делят окруж-
ность на заданное число частей.
Построение разверток простейших тел
155 *
Продолжение табл. 83
3. При помощи делительных приспособлений
Деление окружности на любое число частей можно производить также и при по-
мощи различных делительных приспособлений, которые позволяют с достаточной сте-
пенью точности повернуть деталь на заданный угол. Некоторые из таких приспо-
соблений являются вполне универсальными. Так, например, делительные головки,
которыми пользуются для деления на равные (и неравные) части деталей, обра-
батываемых на фрезерных станках, могут успешно применяться и для целей раз-
метки. Наиболее точные делительные головки (оптические) позволяют производить
деление окружности на любое число частей с точностью до 10'.
10. ПОСТРОЕНИЕ РАЗВЕРТОК ПРОСТЕЙШИХ ТЕЛ
Заготовками для деталей, изготовляемых
из листового и профильного материала и
имеющих в готовом виде сложную форму,
служат плоские листы и прямые полосы
профильного сечения, Которые затем под-
вергаются гибке, отбортовке, вырезке,
сварке и пр.
При разметке таких плоских и прямых
заготовок слесарь должен уметь находить
истинные размеры их (если они не заданы
специальным чертежом развертки), чтобы
после соответствующей обработки деталь
приняла требуемые форму и размеры.
Для нахождения истинных размеров за-
готовок нужно уметь выполнять так назы-
ваемую развертку пространственных по-
верхностей в плоскость (табл. 84).
Таблица 84
Способы построения разверток простейших тел
Развертка боковой поверхности
цилиндра
Проводят две параллельные риски на расстоя-
нии П, равном Высоте цилиндра. Затем на од-
ной из этих линий откладывают отрезок АВ,
равный длине окружности основания цилиндра:
AB—r.D. Далее из точек Див восстанавливают
перпендикуляры до пересечения со второй пря-
мой в точках С и D.
Полученный прямоугольник ACDB, высота
которого раина высоте цилиндра, а основание
длине окружности цилиндра, и Представляет со-
бой развертку поверхности цилиндра.
Развертка пустотелой
прямоугольной четырехгранной
призмы
Проводят две параллельные риски на рас-
стоянии Н, равном высоте призмы. На одной
из ннх откладывают отрезки, равные сумме
всех сторон основания призмы a-1-b-l-a + b. и
из всех точек восстанавливают перпендику-
ляры до пересечения со второй параллельной
риской.
Прямоугольник ABCD(поз. /) и будет пред-
ставлять собой развертку призмы. Если такой
прямоугольник вырезать по разметке и со-
гнуть (по тонким линиям), то получим задан-
ную призму.
Если призма имеет днище и крышку, то развертка ее будет иметь форму, соот-
ветственно показанной в поз. /7.
156
Раздел седьмой. Разметка
Продолжение табл. 84
4ufcnuio
Paslepmua
Развертка правильной
пятигранной пирамиды
Из точки О радиусом, равным ребру АО, про-
водят дугу АА}. Из точки А этой дуги циркулем
делают засечки в точках В, С, D и Е так, чтобы
AB—BC=CD—DE^=EA\—a. Соединив сплош-
ными линиями эти точки между собой, а штри-
ховыми с центром О, получим ряд равнобедрен-
ных треугольников АОВ, ВОС и т. д.. которые
образуют боковую поверхность пирамиды. Для
получения полной развертки к этой боковой по-
верхности нужно пристроить правильный пяти-
угольник ABCDE— основание пирамиды.
РпзГг^/тга усечеинск иилич^а
Развертка цилиндра, усеченного
наклонной плоскостью
На некоторой прямой откладывают отре-
зок АВ, ранный длине окружности основания
цилиндра: АВ=кО. Затем окружность ци-
линдра делят на 8 (нли большее число) рав-
ных частей (см. табл. 83) и на то же число
частей делят отрезок АВ. Из полученных на
АВ точек 0, 1, 2. 3 и т. д. восстанавливают
перпендикуляры н на них откладывают вы-
соты 1—1', 2—S’ и т. д., равные длинам обра-
зующих цилиндр. Через точки О', Г, Z, 3',
4\ 5', б', 7' и о проводят плавную кривую.
Фигура АО’&В будет представлять Собой развертку боковой поверхности ци-
*1 ПЛОСКОСТЬЮ.
Развертка конуса
произвольной точки К радиусом, равным
образующей конуса L, описывают лугу ab.
К соединяют с произвольной точкой М на
линлра, усеченного наклонной
Из
длине
Точку
этой дуге.
Затем из точки К под углом я к прямой /СЛ1
v ЗбОХ£>
проводят прямую t\N. Угол а= —.
Полученный сектор Л1К7/ является разверткой
боковой поверхности конуса.
Развертка усеченного конуса
Усеченный конус дополняем до полного и
производим построение полного конуса соот-
ветственно предыдущей графе данной та-
блицы. Затем нз центра К проводим радиу-
сом ОС дугу EF. Фигура MEFN и будет
боковой разверткой усеченного конуса.
В тех случаях, когда при построении раз-
вертки усеченного конуса вершина К лежит
вне пределов заготовки, для построения дуг
развертки сначала определяют длину хорд
и стрелок н по ним (см. табл. 12) строят дуги
разверток.
Примеры выполнения разметочных работ
157
Продолжение табл 84
Винто!оя линия
Разметка винтовой линии
Известны диаметр винтовой линии D
и шаг ее, т. е. высота 5 подъема винтовой
линии за один полный оборот ее вокруг
цилиндра.
Чтобы разметить винтовую линию на
цилиндре, предварительно развертывают
ее на плоскость, затем берут лист тонкой
жести и на нем размечают прямоугольный
треугольник АВС. у которого ЛВ=к£> и
BC=S. После этого аккуратно вырезают этот треугольник и оборачивают вокруг
цилиндра так, чтобы катет АВ совпал с основанием цилиндра (точки А н В должны
сойтись), при этом гипотенуза АС расположится точно по винтовой линии.
Пользуясь этой кромкой АС жестяного треугольника, можно провести риску и
разметить винтовую линию.
11. ПРИМЕРЫ ВЫПОЛНЕНИЯ РАЗМЕТОЧНЫХ РАБОТ
В целях повышения производительности
разметки слесари-новаторы про
стремятся применять усовергпе
ине приемы разметки и по
тва
ован-
н
использовать универсальные и специаль-
ные приспособления, облегчающие выпол-
нение разметочных работ (табл. 85).
Таблица 85
разметочных работ
Специальные способы в
Разметка по шаблону
При серийном производстве наиболее целесо-
образно производить разметку по шаблонам
Шаблоны обычно изготовляют из листового цинка
толщиной 0.5 мм или же из тонкой листовой стали.
Для повышения жесткости шаблонов крупных раз-
меров к одной их стороне прикрепляют деревян-
ную или металлическую планку.
При разметке шаблон накладывают на предва-
рительно закрашенную заготовку (деталь) и прово-
дят чертилкой риску вдоль контура шаблона (поз. /).
При помощи шаблонов весьма удобно размечать
отверстия для сверления, так как при этом отпадает
необходимость в разных геометрических построе-
ниях— делении отрезков или окружностей на части
и пр. Разметку отверстий по шаблону производят
либо чертилкой, либо же непосредственно кернером
(поз. //). Применение разметочных шабтонов ока-
зывается наиболее эффективным при разметке де-
талей сложных очертаний.
158
Раздел седьмой. Разметка
Продолжение табл 85
Разметка по образцу
В опытном производство и в ремонтных цехах, где часто возникает необходи-
мость изготовить только одну деталь, аналогичную другой детали или взамен старой,
износившейся, прибегают к разметке по образцу, которая напоминает разметку по
шаблонам. Так, например, если требуется разметить фартук токарного станка, то
поступают следующим образом. Две детали — старую и новую—располагают рядом
и выверяют в одинаковом положении. Затем устанавливают чертилку рейсмаса по
старому фартуку и переносят все размеры на новый фартук.
Разметка ,по месту*
В индивидуальном и мелкосерийном производстве часто
приходится, обрабатывая одну из деталей, увязывать ее раз-
меры с фактическими размерами уже изготовленной сопря-
гающейся с ней детали. В таких случаях прибегают к раз-
метке .по месту".
Так, например, если в детали 7 требуется просверлить
отверстия, совпадающие с так же расположенными отвер-
стиями на детали 2. то эту деталь 2 накладывают на деталь /
и по ее отверстиям чертилкой 3 намечают отверстия в де-
тали /.
Требования к точности расположения отверстий в этом
случае весьма невысокие, так как если даже при обработке
отверстий в детали 2 были допущены значительные погреш-
ности по их расположению, то отверстия в детали / будут расположены точно также
и обе детали будут правильно сопрягаться между собой.
Разметка по эталонам и калибрам
При изготовлении повторяющихся детален
л мелкосерийном производстве весьма рациональ-
но применение разметки по эталонным деталям
и калибрам.
При разметке по эталонным деталям одна
из деталей используется для разметки всех
остальных деталей партии.
В поз. 1 показана разметка двух пластин а
и б по ранее размеренной эталонной пластине.
В поз. 7/ представлена аналогичная разметка
деталей типа колец по эталонному кольцу. Об-
щая высота стоики деталей не должна превы-
шать высоты угольника 7, с помощью которого
кольца выверяются по вертикали. Риска нано-
сится чертилкой, направляемой полкой угольника.
Примеры выполнения разметочных работ
159
Продолжение тпабл. 85
Ш
Разметка по калибрам отличается
от разметки по эталонной детали только
тем, что роль эталонной детали в этом
случае выполняют специальные калибры,
на которые нанесены разметочные ри-
ски для последующего перенесения их
на размечаемые детали.
В поз. /7/ приведен пример разметки
золотниковой втулки по пробке-калибру.
Точная разметка
При точной разметке пользуются более точ-
ными измерительными и разметочными инстру-
ментами, чем при обычной разметке. Кроме того,
при точной разметке необходимо тщательно под-
готовить поверхности заготовок — покрыть их
тонким слоем раствора медного купороса. При-
менять при точной разметке мел для окраски
заготовки не рекомендуется, так как он попадает
на руки разметчика и затем на измерительные
инструменты и загрязняет их. Кроме того, мел
сравнительно быстро стирается.
В лоз. / я II приведены примеры нанесения
чертилкой разметочных рисок при помощи раз-
меточного штангенциркуля.
При разметке центра отверстия с точными
координатами прибегают к установке кернера по
точным Мерительным плиткам Так, например,
если требуется разметить центр отверстия детали
на точном расстоянии (| и 12 от ребер детали
или угольника 1 (поз. III}, то, зная длину I квад
ратного основания кернера 2, подбирают набор
мерительных плиток 3. равный 1\ — • и ПРИ*
клады вл ют его к кромке а угольника; к кромке б
угольника прикладывают набор плиток 4, равный
13—~2~. Затем к этим наборам плотно придви-
гают квадратное основание кернера 2, после
чего, осторожно убрав плитки, начеркивают от-
верстие.
РАЗДЕЛ ВОСЬМОЙ
РЕЗКА И ВЫРЕЗКА
1. ИНСТРУМЕНТ И ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ МЕТАЛЛА ВРУЧНУЮ
В зависимости от формы и размеров
деталей и заготовок резка вручную может
производиться разными инструментами
(табл. 86)<
Тонкая проволока разрезается кусачками,
листовой материал — ручными рычажными
млн стуловыми ножи'щами, полосовой и
круглый материал небольших сечений —
ручными ножовками, а трубы — труборе-
зами. Различного рода прокладки выру-
баются специальными просечками или вы-
резаются ручными инструментами.
Таблица 86
Основные инструменты и оборудование для резки
Ручные ножовки
Ножовочное полотно 4 зажимается в рамке (станке) / с помощью двух штиф-
тов, вставляемых в отверстия г 2 и 3 (поз. /). Натяжение полотна регули-
руется с помощью барашково" 5.
При установке ножовоч н разной длины рамки регулируются ifo
размеру
Ручные ножницы
Для прорезания шлицев в мелких винтах и дру
жевки с тонким полотном, закрепляемым в паду П-
ной рукояткой (поз. 7/). Такие полотна изготовляют сам
пружинной стали.
ях применяют ио-
авки с деревян-
и из ленточной
Применяются для разрезания листового ма-
териала толщиной 0,5—1,0 мм.
Основные размеры ножниц (лоз. Л (ГОСТ 7210-М), в мм
L 200 250 320 360 400
1 55—65 70—82 90—105 100—120 110—130
Н 40 40 50 50 55
поверхностей, а также отверстий в трубах или
Для вырезки криволинейных
сосудах из тонкого листового материала используют ножницы с криволинейными
лезвиями Гпоз. //)
Инструмент и оборудование для резки металла вручную
16!
Продолжение табл. 86
Кусачки (острогубцы)
Применяются для разрезания стальной проволоки диаметром до 5 мм.
Изготовляются кусачки из углеродистой инструментальной стали марок У7
и У8. Губки кусачек закаливаются.
Основные размеры кусачек, в мм (ГОСТ 7282-54)
Используются для разрезания стальной проволоки. Благодаря наличию у шар-
нирных кусачек двойной рычажной системы усилие Р, прикладываемое к рукояткам,
увеличивается; оно примерно в 10 раз больше, чем у обы>
воляет разрезать с помощью шарнирных кусачек твер;
большего диаметра, чем обычными кусачками.
кусачек Это пов-
альную проволоку
Основные размеры
шарнирных кусачек, в мм
А н L
2 12 100
3 16 125
6 20 160
11 М, А. Сергеев
162
Раздел восьмой. Резка и вырезка
Продолжение табл. 86
Стуловые ножницы
Применяются для разрезания листового металла толщиной до 2 мм. По срав-
нению с ручными стуловые ножницы отличаются большими размерами, а также
и тем, что одна из ручек имеет шип, с помощью которого она закрепляется
на верстаке, стуле или в тисках.
О сносные размеры стуловых ножниц, в мм
ножницы
Т^ТТ^ТГГТТТТТТТТТТТГГГГ
L 1 1.
400 100 150
1000 250 350
для разрезания листового
до 5 мм.
нрно закрепленный нож 2
действие от рычага 1. Нижний
нож 3—неподвижный.
Ножи изготовляются из инструментальной
стали У8 и закаливаются до твердости HRC =
=52—60. Углы заострения режущих граней
ножей £=75 85'.
В некоторых конструкциях рычажные нож-
ницы снабжаются пневматическим приводом.
Криволинейные рычажные ножницы
Применяются для разрезания и вырезания фи-
гурных со сложными очертаниями заготовок из тон-
кого листового материала.
Верхний и нижний ножи имеют криволинейную
форму.
Прн эксплуатации этих ножниц необходимо сле-
дить за тем, чтобы ножи были всегда остро заточены.
Инструмент и оборудование для резки металла вручную
1ЪЗ
Продолжение табл. 86
Усиленные рычажные ножницы с зубчатый перебором
Служат для разрезания листовой стали толщиной до 8 мм.
. Благодаря наличию зубчатого перебора сравнительно не-
большая сила в 2G кГ, приложенная к рычагу, позволяет
развивать иа ножах усилие в 40 раз большее, т. е. 80'3 кГ.
Ножницы смонтированы на массивной чугунной станине
и обычно устанавливаются на специальном фундаменте.
Рычажные маховые ножницы
Применяются преимущественно для разрезания ли-
вого металла толщиной до 2 мм на прямые длин-
ная осы.
Разрезаемый лист укладывается иа большом стол /
и прижимается у места разреза регулируемой при-
жимной планкой-линейкой 2. Подвижной нож 3 закреп-
лен иа рычаге 4. второй конец которого снабжен
уравновешивающим грузом 5. Ширину разрезаемых
полос регулируют передвижением на нужное расстоя-
ние упора. Второй нож б установлен на столе.
Специальные рычажные ножницы верстачного типа
Имеется много типов ножниц, устанавливае-
мых на верстаке и служащих для разрезания
листового и круглого гатэрмала.
Так, например, ножницы с эксцентриковым
ножом применяются для отрезания остатков на
торцах цилиндрических деталей.
Они cuctosi из пли1ы 2, прикрепляемой к вер-
стаку. и шариирио закрепленного на ней рычага 3
На одном конце рычага имеется нож, а иа дру-
гом — рукоятка 4.
При отрезании конца деталь 1 ставится во
втулку в отверстии плиты снизу и удерживается
в ней левой рукой.
Труборезы
Труборез представляет собой стальную скобу / с тремя круглыми дисковыми
резцами (роликами) 2 и 3. Ролик 3— передвижной.
Труборез надевается на трубу, зажатую в специальные тиски. Подвижной резец
передвигается до соприкосновения со стен-
кой трубы. Затем при помощи рукоятки 4
труборез поворачивается вокруг трубы.
Труборезы выполняются трех размеров:
№ 1 — для разрезания труб диаметром
i/4 —№ 2 —1—2«/2"; № 3 — 3^4".
Трубы более мелких размеров разрезаются труборезами, снабженными только
одним режущим роликом.
1М
Раздел восьмой. Резка и вырезка
Ножовочные полотиа. В зависимости
от назначения ножовочные полотна (см.
табл. 68) разделяются на машинные и руч-
ные. Машинные полотна изготовляются
из сталей марок Р9 или Р18, а ручные —
из сталей марок Р9 или Х6ВФ.
Рис. К. Зубы ножовочного колотив.
Зубья ножовочного полотна имеют форму
клина (рис 56) с углами заострения р, пе-
редним 7 и задним а.
Ножовочные полотна для разрезания
мягких металлов имеют углы *)—12° н
₽ =35°, а для разрезания сталей и чугунов
7=0J, а =40° н 0=50°.
з^бьн ножовочного по-
лотна.
В зависимости от свойств разрезаемых
материалов и характера заготовок приме-
няют ножовочные полотна с различными
значениями шага зубьев (табл. 87).
Для уменьшения трения ножовочного
полотна о стенки разрезаемого металла
зубья разводятся в разные стороны (рис. 57).
В зависимости от величины шага л (см.
рис. 56) оазводку зубьев делают по раз-
ному. Зуиья с большим шагом отгибают
по одному поочередно вправо и влево;
зубья со средним шагом отгибают го од-
Таблица 87
Величина шага зубьев ножовочных
полотен для разрезания разных
материалов
Характеристика материалов Шаг зубьев. 1 в мм
Листовой материал; детали с тонкими стенками .... 0.8
Тонкостенные трубы; тон- кий профильный прокат . . 1.0
Угловой и другой профиль- ный прокат; стальные трубы; электрические кабели; медь; латунь; алюминий 1.3
Чугун; мягкая сталь; асбсст 1.6
ному вправо и влево, а третий не отгибают;
зубья с малым шагом отгибают по 2—3
влево и вправо, при этом образуется вол-
нистая линия, млн так называемая гофри-
рованная разводка Ножовочные полотна
С гофрированной разводкой менее произ-
водительны и быстрее изнашиваются.
Ножовочное полотно с межцентровым
расстоянием 7,—450лс«, шириной Ь=40 мм
и л г гом зуба s=4 мм условно обозна-
чается гаю полотно ножовочное 40x450x4
ГОСТ 6645-59.
Размеры ВОЖОвочных полотен приведены
в табл. 88.
Таблица 88
Размеры ножовочных полотен, в Мм
(ГОСТ 6645-59)
Основные приемы резки ручной ножовкой
165
2. ОСНОВНЫЕ ПРИЕМЫ РЕЗКИ РУЧНОЙ НОЖОВКОЙ
Общие правила резки ручной ножов-
кой. Прежде чем приступить к работе,
нужно выбрать ножовочное полотно, сооб-
разуясь с твердостью, формой и размером
разрезаемого материала. Необходимо также
чрезмерным, так как это может вызвать
поломку полотна.
Положение корпуса и рук слесаря при
работе должно быть таким, как показано
на рис. 58. Другой способ захвата рамки
приведен на рис. 59 (разница — в положе-
нии пальцев).
При рабочем ходе правой рукой переме-
щают ножовку, а левой нажимают па раз-
резаемую деталь. Чем больше размеры
детали и тверже металл, тем сильнее дол-
жен быть этот нажим. Принято считать,
что сила нажима должна быть примерно
1 кГ на 0,1 мм толщины полотна. При
холостом ходе нажим на ножовку не де-
лают.
Длина хода ножовки должна быть такой,
чтобы работало примерно 5/а ее длины.
Число двойных ходов —30-60 в одну ми-
нуту.
саманные
ЗЦбЪЯ
зубьев для йеной.
с иьмомавиыип
Рис. 59. Псложсние рук ив рейке при резке
ручной ножовкой (второй вариант).
Стачиваемое
зубоя
Гис. (-.0. Схема заточки соседних
зования ножовочного полотна
зубьями.
корпуса
Рис. 5Х. Положение рук
рабочего при резке ручной ножовкои
(первый вариант)
if
проверить, правильно ли вставлено полотно
в рамку: зубья должны быть направлены
остриями от рукоятки, натяжение полотна
должно быть достаточно сильным, но не
При поломке одного или нескольких
зубьев ножовочного полотна работу следует
прекратить и либо заменить полотно новым,
либо сточить на точиле еще 2—3 соседних
зуба и только после этого продолжать ра-
боту, в противном случае ножовка быстро
придет в негодность. Как производить за-
точку соседних зубьев (по липни аа), по-
казано на рис. 60.
Основные приемы резки ножовкой
Таблица 89
На разрезаемой заготовке предварительно делают разметочную риску. Затем
заготовку зажимают н тисках в горизонтальном положении н трехгранным на-
пмльником по риске делают неглубокий пропил для лучшего направления ножовки.
166
Раздел восьмой. Резка и вырезка
Продолжение табл. №
Далее, установив в пропил ножовку (поз. 7). производят отрезку, не допуская
отламывания заготовки. Отламывание разрешается лишь тогда, когда торцы за-
готовки будут опиливаться. В этом случае в прутке делают надрезы (поз. /7)
с двух-четырех сторон, а затем его разламывают, либо зажав в тисках, либо с по-
мощью молотка / (поз. /77), которым наносят удары по металлическому бруску 2;
заготовка 3 устанавливается при этом на подкладках /.
Резка полосового и квадратного металла
После закрепления заготовки в тисках в месте будущего реза трехгранным
напильником делают неглубокий пропил для лучшего направления ножовки. В на-
чале резки ножовку немного наклоняют в сторону от себя (или иа себя). По мере
врезания наклон постспеиноуменьшают до тех пор.
пока рез не дойдет до противоположной кромки
заготовкн.Затем уже ведут резку при горизонталь-
ном положении ножовки.
Более рациональным следует считать резку по-
лосового материала не по широкой, а по узкой его
стороне. Это, однако, можно допустить только в том
случае, когда ширина стороны больше, чем
2,5 шага зубьев полотна.
Резка тонкого листового и профильного материала
Заготовки и детали нз тонкого листового материала зажимают между пло-
скими деревянными брусками по одной или по нескольку штук и разрезают
вместе с брусками (поз. /).
При резке полосы вдоль ее длины и при глубоких реэах ножовочному по-
лотну в рамке придают боковое положение (поз. //). Для этого полотно перестав-
ляют и боковые прорези головок рамки. При таком положении ножовки работать
нужно очень осторожно, так как при перекосе рамкн ножовочное полотно может
легко сломаться.
Резка по криволинейным контурам
При резке по криволинейным контурам ножовочное полотно стачивают на то-
чиле до ширины 6—10 мм. Сточенное полотно закрепляют в рамке, придав ему
предварительно такое же боковое положение, как и при
глубоких резах.
Для вырезки отверстий пользуются также сточенными
ножовочными полотнами или пилками от лобзика.
Чтобы вырезать в металле (листе) фасонное окно (от-
верстие), просверливают (или вырубают) отверстие диа-
метром, равным ширине полотна ножовки (или пилы лоб-
зика). Пропустив через такое отверстие полотно (нлн пилу),
закрепляют его в рамке и производят резку по заданному
направлению.
Основные приемы резки ручными ножницами
167
Продолжение табл. 89
Резка труб
Резку труб осуществляют ножовочным полотном
с мелкими зубьями.
Трубу зажимают в специальных зажимах (поз. /)
или в тисках в деревянных колодках (поз.//) так. чтобы
не смять ее стенки.
Разрезаемая труба должна занимать горизонталь-
ное положение. В начале реза ножовку тоже нужно
держать горизонтально. После того как зубья полотна
войдут в металл, ножовку следует наклонить на себя
и, время от времени повертывая заготовку иа 45—90"
от себя, продолжать резку.
Нажим на ножовку должен быть небольшим. Число
двойных ходов — 35—45 в минуту.
3. ОСНОВНЫЕ ПРИЕМЫ РЕЗКИ РУЧНЫМИ НОЖНИЦАМИ
Перед началом работы следует проверить
заточку лезвий ножниц и зазоры между
ними. При большом зазоре края отрезае-
мой заготовки сминаются.
При разрезании ножницы следует рас-
крывать примерно иа ’/а длины их лез-
вий, тогда оии будут захватывать и резать
металл со сравнительно небольшими уси-
лиями.
Разрезание ведется по разметочным рис-
кам (табл. 90).
резки и
Основные приемы
Таблица 90
отверстия
иы ргзре-
Вырезка углов
До вырезки заготовку размечают и в углах впадин прос
для выхода лезвий ножниц (поз. /). Диаметр сверла зависит о
заемого материала.
Толщина листа.
Диаметр сверла.
Opalue^HD
(V>—0.6
0,8—1,0
1,2-1,5
3
4
5
Резку нужно вести так, чтобы лезвия ножниц сходились в просверленном
отверстии (поз. If).
Острые или надрезанные углы приводят к появлению трешин на листе.
100
CUWLI иисгмии. геллс. и отрезка
Продолжение табл. 90
Вырезка деталей с криволинейным контуром
Неправильно
Обрезать деталь ножницами по риске
нужно по направлению движения часовой
стрелки, так как при этом ножницы не за-
крывают разметочной риски. При передви-
жении заготовки нужно плотно прижимать
ножницы к концу прорезанного места,
тогда не образуется заусенцев.
Вырезание отверстий и внутренних контуров
дн
При вырезании отверстий и внутренних контуров криво-
о очертания предварительно в материале иеобхо-
ырубить зубилом отверстие для прохода лезвий нож-
вырезать по риске. Отверстия следует выре-
нцамн с криволинейными лезвиями.
рычажными ножницами
Резание
Разрезание листового материала рычажными
ножницами производится либо по разметке, либо
по упору. При резке по разметке материал
устанавливают тик, чтобы риска приходилась
точно под режущей кромкой лезвия, затем ма-
териал укрепляют прижимом или поддерживают
левой рукой.
Противовес 1 служит для предохранения от
произвольного опускания рычага с лезвием,
а также для обеспечения раъноМерииги нажима
на разрезаемый материал.
4. МЕХАНИЗАЦИЯ ПРОЦЕССА РЕЗКИ МЕТАЛЛА
Ручная резка металла и других материа-
лов является одной из наиболее тяжелых
работ, которые необходимо механизировать.
Основными путями механизации ручной
резки являются:
1) применение переносных механизиро-
ванных инструментов;
2) использование для механизированной
резки различного универсального и спе-
циального стационарного оборудования;
3) замена ручной'резки и вырезки штам-
повкой.
Механизированный инструмент для
резки. Для механизации резки металлов и
других материалов применяются следую-
щие виды ручных механизированных ин-
струментов: электрические и пневматиче-
ские ножницы стандартных и специальных
типов; электрические и пневматические
ножовки; дисковые пилы.
Механизация процесса резки металла
169
Таблица 91
Электрические и пневматические ножницы
Стандартные ножницы
Электро ножи и цы вибрационного и вырубного типов
Эти электро ножницы состоят из электро-
двигателя /, редуктора 4 с эксцентриком
и рукоятки 2. Возвратно-поступательное
движение от эксцентрика передается верх-
нему ножу 5. Нижний нож 6' укреплен
в улитке /. При резке ножницы удержи-
ваются правой рукой за рукоятку 2, в ко-
торую вмонтирован выключатель с кур-
ком 3.
Электро ножницам и разрезают листовую
сталь толщиной до 2,7 мм и другие ли-
стовые материалы.
В зависимости от толщины разрезаемого металла и мощности двигателя
производительность элекгроножниц достигает Зб м мин. Они особенно удобны
при резке по фигурному раскрою, так как позволяют резать по контуру с малым
радиусом коивизны.
Величину зазора межд
висимости от толщины ра
Толщина разрезае-
мого материала, в мм
Величина зазора,
в мм ................
0,4
1.6—2.0
0,03—0,08
0,30—0,35
ожами 5 и 6 электроножниц устанавливают в за»
материала:
2.0—2,7
0,35—0,40
Электроножницы вырубного типа применяются для вырезки отверстии и внут-
ренних контуров. Они снабжены вместо ножей режущей втулкой (пуансоном) и
матрицей С накладкой. При возвратно-поступательном Движении (при каждом
ходе вверх) пуансон вырезает стружку в форме полумесяца. При начале резки
из середины листа в нем предварительно просверливается отверстие диаметром
не меиее 20 мм, в которое вводят пуансон и матрицу элсктроножнич..
Сменные головки для механизированной резки
К универсальным переносным шлифовальным машинкам с гибким шлангом
(валом) типа, показанного в поз. /. выпускаются специальные сменные головки
для механизированной резки (поз. //).
170
Раздел восьмой. Резка и вырезка
Продолжение табл. 91
Головка эта присоединяется к гибкому валу привода (электродвигателя).
Нижний нож 1 неподвижен, а верхний 2 совершает возвратно-поступательное
пневматического
иженис ножу I
этического дем-
Пневматически
и цы
движение, сообщаемое
ние от вала б через зубчатые
С помощью такой головки
щи ной до ‘Л5 мм со скоростью
В механизированных и
действия возвратно«поступ
передается через эксцентрик
гателя, помещенного в корпусе 2.
3, который приводится во Браше-
резку листового металла тол-
Технические характеристики пневматических ножниц
Тип Нанбомш ая товшнва Число ДВОЙНЫХ Рабочее давление Наименьший Ширина Полный вес.
НОЖНИЦ разрешаемся стали. в мм ходов ножа в минуту ОК8ТОГО воздуха, в ат радиус реза, в мм резв, я мм в кг
пвн-з 3,0 1500 5 50 3,5
ПНК-2 1.5 1 000 5 25 5.0 2,2
пнк-з 2,5 1500 5 45 5.5 2,8
Механизация процесса резки металла
171
Продолжение табл. 91
Специальные ножницы
Электромагнитные вибрационные ножницы
конструкции Моргунова
машиностроения по предложению
На Коломенском заводе текстил
Г. К. Моргунова изготовлены и внсдре в производство ручные электромагнит-
ные вибрациокиые ножницы для резки металлических листов толщиной 0,5—15 мм.
Ножницы состоят из электромагнита 5 с катушкой 4 и якорем 7, смон-
тированного внутри корпуса ножниц на основании 6. К этому же основанию
крепится неподвижный нож 3, а на оси 9 — подвижный нож 2. Правое плечо
ножа 2 прикреплено при помощи серьги 8 к якорю 7 электромагнита. Пружина 1
прижимает ножи друг к другу.
Якорь электромагнита совершает 6000 полных колебаний в минуту; такое же
число колебаний будет делать и подвижный нож, разрезая при этом металл.
Электромагнитные ножницы
конструкции Л. М. Сытых и В. А. Овчинникова
На Коломенском тепловозостроительном заводе для вырезки картонных про-
кладок применяются вибрационные электромагнитные ножницы ВЭН-О конструк-
ции Л. М. Сытых и В. А. Овчинникова. Принцип их работы такой же, как я
у ножниц Г. К. Моргунова.
Неподвижный нож 2 жестко прикреплен к сердечнику катушки I, а подвиж-
ный нож 3—'К вибрирующему якорю 4. Ножницы приводятся" в действие нажи-
мом кнопки включателя б; изменение скорости регулируется винтом 5. Ножницы
могут включаться непосредственно в сеть напряжением 220 в или, если катушка
рассчитана на напряжение 36 в,— через трансформатор. Ножницы имеют неболь-
шие габариты. Их успешно используют при резке на криволинейных участках.
172
Раздел восьмой. Резка и вырезка
Продолжение табл. 91
Пневматические кусачки
конструкции Б. П. Фомина и В. К. Юдина
На заводе „Электросила* им. С. М. Ки-
рова для осуществлявшейся вручную
обрезки концов обмотки ио предложению
Б. П. Фомина и В. К. Юдина были изго-
товлены и применяются пневматические
кусачки.
Под действием сжатого воздуха шток-
поршень 5 перемещается слева направо и
увлекает за собой тяги 3 и 4, которые раз-
водят связанные с ними шарнирно губки
I и 2 кусачек. При ходе поршня в обрат-
ном направлении губки кусачек сходятся
и откусывают излишний конец обмотки.
Кусачхи работают при давлении воздуха
4 к Г см*, число двойных ходов поршня —
18 в минуту; вес кусачек—6 кг.
Электрические и пневматические ножовки
Таблица 92
Электромеханическая ножовка
В корпусе 6 ручной электромеханической но-
жовки расположен электродвигатель, вращающий
вал с насаженным на него барабаном 5. Спи-
ральный паз барабана перемещает палец 2. за-
крепленный в ползуне 1, при этом ножовка 4,
расположенная на ползуне, совершает возвратно-
поступательные движения. Планка 3 служит для
упора инструмента во время разрезания.
Производительность электромеханической ножовки значительно выше, чем
ручной. Применение ее значительно облегчает труд рабочего.
Пневматическая ножовка
Переносная опиловочно-ножовочная ма-
шинка приводится в действие сжатым воз-
духом с помощью двигателя роторного
типа. Чтобы Облегчить наблюдение за рез-
кой, отработанный сжатый воздух направ-
ляется в место реза и выдувает стружку.
Машинка снабжается сменными зажим-
ными патронами для закрепления напильников и ножовочных полотен различного
размера.
Машинка очень компактна и удобна в работе.
Дисковые пилы
Для разрезки мягких металлов и тонких
листовых материалов применяются электри-
ческие и пневматические пилы, рабочим ин-
струментом которых являются как обычные
пильные диски из инструментальных сталей,
так и диски из углеродистой стали, работаю-
щие по принципу пил трепня.
Пила представляет собой диск 1 диаметром
175 мм и толщиной 1 ,к.м. С помощью пневма-
тического ротационного двигателя мощностью
1,75 л. с., помещенного в корпусе, диск вра-
щается со скоростью 4000 об/мин.
Качество реза получается хорошее. Про-
изводительность резки 2 М/Мин. Рабочее давление ь сети 5 ат. Габаритные раз-
меры пилы—319x200x 273 мм; полный вес — 4,7 кг.
Механизация процесса резки металла
173
Таблица 93
Оборудование и приспособления для механизированной резки
Механические ножовки (ножовочные механические пилы)
В единичном и мелкосерийном производстве для резки заготовок широко
используются механические ножовки.
Станина f приводной ножовки имеет стол 2, на котором в зажимных тисках 3
крепится разрезаемая заготовка. Размер по длине отрезаемой части заготовки
регулируется упором 8. В направляющих хобота 5 скользит рамка 4 с ножовоч-
ным полотном, которая получает возвратно-поступательное движение от электро-
двигателя 7.
ханнческая ножовка модели
Резка иа приводной ножовке производится с охлаждением маслом, водой или
мыльной эмульсией. Охлаждающая жидкость поступает Через трубопровод 6 на ре-
жущую часть ножонки в месте разреза.
На механических ножовках разрезают заготовки диаметром до 220 мм. Ме-
872А выпускается отечественными заводами.
Дисковые пилы
Дисковые пилы, применяющиеся в механосбороч-
ных цехах, делятся на универсальные, маятниковые
и пилы трения. Рабочей частью пилы является диск
с режущими зубьями или гладкий диск (в пиле
трения).
Универсальная дисковая пила имеет чугунную
станину (стол) /, на которой укреплена вертикаль-
ная колонка 2 (поз. /). На колонке смонтирован
повО|Ютный кронштейн 3 с направляющими 4 для
электродвигателя, иа оси которого устанавливается
режущий диск 5. Кронштейн можно поворачивать
вокруг колонки к опускать или поднимать иа не-
обходимую высоту.
174
Раздел восьмой. Резка и вырезка
Продолжение табл. 93
И
Маятниковая пила состоит из одностоечной чугун-
ной станины 1 (поч. //). на которой смонтированы
поворотный стол 2 и кронштейн 7 с качающемся под-
ставкой электродвигателя 6. От подстагкн отходит хо-
бот 5 с режущим диском 3 и рукояткой 4.
Процесс разрезанпя этой пилой осуществляется
при плавной подаче хобота с вращающимся диском
на заготовку, расположенную на стеле.
Режущие диски диаметром до 400—500 мм и тол-
щиной 1—3,5 мм изготовляют из инструментальной
стали. В дисках бблыних размеров применяют вставные
зубья из быстрорежущей стали.
Принцип действия пил трепня основан на том, что
режущий диск, вращающийся с большой скоростью,
при соприкосновении с разрезаемым металлом нагре-
вает его в месте реза до температуры плавления.
Разогретые частицы легко отделяются вращающимся
диском и выбрасываются наружу. Поверхность разреза
получается ровной, чистой, но с наплывом по краям,
который легко снимается зубилом.
Стол пилы имеет зажимное приспособление для
крепления заготовки. Режущий диск пилы изготов-
ляется из низкоуглероднетой стали специального про-
ката.
Лмточные пилы
Для резки профильного металла, листов, груб и других материалов с пре-
делом прочности сй < 40 кГ млР («С 393 н/жлг5) часто применяют ленточные пилы.
Использование их особенно эффективно при вырезании листовых заготовок
со сложными или криволинейными очертаниями и при окончательной отделке
вырезов на внутренних и наружных поверхностях.
Режущее полотно такой пилы представляет
собой бесконечную стальную леиту шириной
от 6 до 25 мм и толщиной от 0,6 до 1,4 мм
с насеченными по кромке зубьями высотой
1,0—1,5 мм. Узкие Ленты служат для резки
по криволинейным Контурам с малыми ра-
диусами закруглений.
‘Для разрезания листов, труб к профилей
иэ алюминиевых сплавов широкое примене-
ние получила ленточная пила ЛС-80. Ока со-
стоит из чугунной станицы I и стола 2.
В верхней части станины на оси смонтирован
ведомый шкив, закрытый кожухом 5. Ведущий
шкив и электродвигатель размещены в ниж-
ией части станка. В столе имеется прорезь,
через которую проходит режущее полотно 3.
Конструкция стола позволит ОСущссгмлмЮ
резку металла под углом. Натяг полотна про-
изводится маховиком 4. Для предупреждения
сползания режущей ленты со шкивов на их
ободы наклеены ленты из прорезиненной
ткани. •
Процесс резки листового металла сводится
к подаче листа, уложенного на стол станка,
под движущуюся режущую ленту. Разрезание
ведется по разметочным рискам.
должна иметь хорошее ограждение, перекрывающее всю
Ленточная пила
ленту за исключением работающей части ее.
Мехскизацик процесса резки металла
175
Продолжение табл. 93
ильотиииые ножницы
Ножницы с наклонными ножами
(гильотинные) применяются для резки
листового и реже полосового проката,
а также листовых неметаллических ма-
териалов.
Существует большое количество раз-
личных типов ножниц, отличающихся
друг от друга как по конструктивным
признакам, так и по технологическим
характеристикам (поз. /).
ножницы снабжены прижимами для удер-
езаемого материала. Прижимы действуют
Обычно ножницы снабжены прижимами для удер-
жания разрезаемого материала. Прижимы действуют
автоматически при перемещении ползуна вниз.
Максимальная толщина разрезаемого на этих нож-
ницах материала составляет 20—32 мм при ширине
реза 2000—3200 мм.
Ножницы с наклонными ножами используются для
резки по прямым линиям. На них режутся листы
на полосы для последующей штамповки, а также мер-
ные заготовки. Изменяя положение упоров, можно
изготовлять заготовки традецеидальиой, ромбовидной,
треугольной И другой формы.
На ножницах Можно также вырезать заготовки бо-
лее сложной формы по разметке (без применения
упоров), а также срезать кромки листа под углом к плоскости реза до 30 (на-
пример, при подготовке под сварку). В последнем случае заготовку располагают
наклонно к плоскости стола с помощью специальных подставок (поз. //).
Техническая характеристика гильотинных ножниц
Модели криво- шипных 1ГИ.1ЬЧ1ИИИНХ> НОЖНИЦ Техническая характеристик а Зэвол-изготовитель
н-ззю Для резки листов разме- З-д кузнечно-прессового оборудования
рами до 1x1000 мм (г. Таганрог)
Н-472 То же, 1,6x1600 мм То же
Н-473 То же, 2,5x1000 мм То же
НВ-474 То же, 4х‘2000 мм З-д кузнечно-прессового оборудования (г. Ленинакан)
Н 175 То же, 6,3x2000 мм Машиностроительный з-л (г. Львов)
Н-477 То же, 12,5x2000 мм Механический з-д (г. Белогорск Амур- ской обл.)
НБ-478 То же, 16x3200 мм З-д прессов-автоматов им. М. И. Кали- нина (г. Чимкент)
Н-481А То же, 20x3200 мм З-д кузнечно-прессовых автоматов (г. Азов)
Н-482 То же, 25x3200 мм То же
Н-483 То же. 32x3200 мм То же
176
Раздел восьмой. Резка и вырезка
Продолжение табл. 93
Парнодисковые ножницы
Микияадънче радиусы кривизны контура
деталей, в мм
Ножницы этого вида имеют одну пару
круглых ножей / н 2 (поз. /). По располо-
жению ножей ножницы подразделяются
на три типа: с прямым расположением но-
жей (поз. /Л. а), с одним наклонно распо-
ложенным ножом (поз. //, б) и с двумя на-
клонно расположенными ножами (поз. //.а).
Ножницы с прямым расположением но-
жей применяются для резки полос, фасон-
ных заготовок и для гибки кромок листо-
вых деталей.
Ножницы с одним и двумя наклонными
ножами используются для фигурной резки,
резки по кругу, а также для отбортовки и
гибки. Реже они служат для резки по пря-
мым линиям (например, отрезки полос).
На парноднсковых ножницах с одним
и двумя наклонными ножами можно выре-
зать также отверстия замкнутого контура.
Минимальные радиусы кривизны наруж-
ного контура, достижимые при работе на
таких ножницах, зависят от толщины раз-
резаемого материала и диаметра ножей.
Парнодпсковые ножницы модели
Н-4414 выпускаются Таганрогским за-
водом кузнечно-прессового оборудова-
ния. Наибольшая тол шина разрезаемого
этими ножницами материала — 3 мм.
Диаметр
ножей
(поз. /) предназна-
чаются в основном для фигурной
резки листового металла по наруж-
ным и внутренним контурам. На них
можно резать и по прямым линиям,
Толщина род
матерй
до 1 I от 1,5 хо 2,5
И Ц Ы
Ягмявмды
тг
Продолжены табл. 93
однако для этой цели они используются очень редко, так как по производитель-
ности и качеству реза значительно уступают ножницам с наклонными и диско-
выми ножами.
Примеры работ, выполняемых иа высечных и вибрационных ножницах, при-
ведены в поз. II. Резка производится в основном по разметке или по специальным
шаблонам. Вырезка по окружности
центрирующего приспособления.
может вестись с применением специального
онных ножниц, а также места
Конструкция и геометрия ноже
их крепления показаны в поз. ill.
В ползуне высечных ножниц закрепляете глы заточки которого те же,
что н у вибрационных ножниц. Здесь же Kpei ся пуШ сон о держатель. В нем
устанавливается пуансон, предназначенный для высечки внутренних замкнутых
контуров. В нижней части ножниц в специальной расточке точно центрируется
матрица.
Для обеспечения хорошего качества реза между рабочими плоскостями режу-
щего инструмента должен быть выдержан зазор а, равный 5—6% толщины раз-
резаемого материала. Практически величину этого зазора можно принимать для
материалов с св«45 кГ<мм-\ при толщине материала до 2,5 мм равным 0,1 мм,
2,5—1 мм — 0,2 мм, 4—6 мм — 0,3 мм.
Зазор между режущими кромками пуансона и отверстия матрицы выдержи-
вается при их изготовлении.
Техническая характеристика ножниц
Модели
eucviitux
ножниц
Техническая Характеристика
Аанпа-итгптппнтгль
Н-532
Н-533
Н-535
Наибольшая толщина обрабаты-
ваемого листа 2.5 мм
То же, 4 мм
То же, 6,3 мм
Машиностроительный з-д
(г. Львов)
То же
То же
13 М. Л.
Т1Ъ
t-азоел восьмой, Резка и вырезки
Продолжение табл 93
Комбинированные пресс-ножницы
Эти ножницы (поз. /) предназначаются
дан резки профильного (сортового) про-
ката (круг, квадрат, уголок, швеллер) и
листов, а также для пробивки отверстий
и выполнения зарубочных работ.
У таких ножниц в зависимости от модели
имеются: пробивное устройство /, сорто-
вые ножницы 2, зарубочное устройство 3
и листовые ножницы 4.
Принцип резки сортового проката за-
ключается в том. что материал, помещен-
ный между ножами соответствующего про-
филя. разрезается при сдвиге одного
(подвижного) ножа по отношению к дру-
гому (неподвижному).
работы.
Пробивка отверстий, как и зарубочные
производится чаще всего по разметке и в отдельных
случаях по специальным шаблонам. Шаблон повторяет
контур высечки. Он накладывается на заготовку и по-
могает ориентировать ее по отношению к ножам.
Примеры работ, выполняемых на зарубочных устрой-
ствах, приведены в поз. 11.
Резка на листовых Ножницах производится в ос-
новном по разметке. Мерные по длине заготовки из
проката отрезаются по специальным упорам или по
разметке.
Техническая характеристика комбинированных пресс-нозкниц
Модел и комбинирован- ных пресе- нежина Техническая характеристика Завоа-изготовитель
Н-513 Наибольшая толщина разрезае- мого листа 13 мм Экспериментальный механиче- ский з-д (г. Киев)
НБ-633 То же, 16 мм З-д кузнечно-прессового обо- рудования (г. Таганрог)
II-635A То же, 25 мм З-д им. XVI нартсъезда (г. Одесса)
Механизация процесса резка металла
1Т9
Использование для механизированной
резки различного универсального и
специального стационарного оборудо-
вания. Наибольшая производительность
труда и наименьшая утомляемость рабо-
чего обеспечиваются при использовании
специализированного стационарного обо-
рудования для резки.
Такое оборудование устанавливается не
только в заготовительных, но и в сбороч-
ных цехах машиностроительных заводов, и
слесарям нередко приходится самим рабо-
тать на этих станках.
изводить вырезку по кривым небольших
радиусов — примерно до 15 мм.
Роликовые ножницы служат преимущест-
венно для вырезания криволинейных заго-
товок из листовой стали толщиной до 2 мм.
Срез получается чистый, без заусенцев.
Циркульными роликовыми ножницами
(ручными и приводными) вырезают из ли-
стовою материала круги и кольца.
Замена ручной резки и вырезки штам-
повкой. В условиях мелкосерийного про-
изводства весьма эффективным оказывается
изготовление деталей нз листового металла
Ножовочные механические пилы
(тип 872) разрезают заготовки диаметром
до 220 мм. Их габариты — 1300Х750Х
Х680 мм; мощность электродвигателя —
1,3 кет.
Дисковые пилы осуществляют резание
вращающейся пилой. Диаметры пил —
275, 600 и 710 мм. Наибольший диаметр
разрезаемой заготовки: до 75 мм у пил
типа 860 и до 250 мм — у пил типа 862.
Мощность электродвигателя —2,3—I4,3ven.
Труборезные станки предназначены для
разрезания труб круглыми дисковыми пи-
лами и гладкими дисками трения. Диаметры
разрезаемых труб — от 3/м Д° 4*
при помощи штамповки. Однако затраты
на изготовление штампов далеко не всегда
оправдываются экономией, получаемой
в результате такой механизации. Исполь-
зование метода групповой обработки,
штампов упрощенных конструкций и па-
кетных штампов под универсальные блоки
позволяет значительно расширить область
применения холодной штамповки.
Другим направлением, позволяющим
внедрить штамповку’ в мелкосерийное про-
изводство, является применение универ-
сальных штампов. Сущность этого метода,
предложенного ленинградским слесарем-
новатором В. М. Богдановым, заключается
Штамп го
ЬыруСка yimyno.p
Штамп №
Обрезке угги по
Штамп
конца
Рис. €1. Технологииескаж схема изготоплении детали методом поэлементной
штэмпоакк.
Ленточные пилы используются для раз-
резания металлических листов, труб и дру-
гих материалов с пределом прочности
кЦмлР «393 н/МлР). Резка про-
изводится ленточным полотном, представ-
ляющим собой бесконечную гибкую сталь-
ную ленту, на одной стороне которой на-
резаны зубки высотой 0,5—1 мм.
Гильотимные ножницы применяются для
разрезания листовой стали толщиной от
0,6 до 16 мм. Мощность электродвигателей
для привода ножниц — от 1,7 до 20 кит.
Вибрационные ножницы используются
для вырезания контурных заготовок по
разметке. Этими ножницами можно про-
в том, что контур детали, разделенный
на простейшие элементы (прямые, кривые,
окружности и т. д.), образуется последо-
вательной штамповкой при помощи набора
элементных универсальных штампов.
На рис. 61 представлена технология из-
готовления накладки при помощи пяти
универсальных штампов, каждый нз кото-
рых формирует определенный элемент де-
тали.
Как показывает опыт, методом поэле-
ментной штамповки можно получить от 30
до 60% деталей из листа, изготовляющихся
в обычных условиях слесарем вручную.
Приближенно можно считать, "что” если
12*
180
Раздел восьмой Резка и вырезка
-
даже партия насчитывает только 20 дета-
лей, то замена слесарной обработки штам-
повкой в универсальных штампах уже
вполне рациональна. Трудоемкость изго-
товления деталей при этом уменьшается
в 2 раза и более.
5. ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ ВЫРЕЗАНИЯ ПРОКЛАДОК
ИЗ ЛИСТОВОГО МАТЕРИАЛА
Наиболее производительным методом
изготовления прокладок является вырубка
их с помощью специальных просечек
(рис. 62), которые имеют форму самих
прокладок. Поэтому номенклатура приме-
няемых просечек должна быть весьма зна-
чительной. Помимо простых используются
и специальные просечки.
При ударе молотком по корпусу режу-
щая кромка А вырубает наружный контур,
а кромка Б пуансона — внутренний контур
прокладки. После вырубания прокладка пол
действием пружины 2 выталкивается нз
корпуса просечки.
В зависимости от материала вырубаемой
Рис. 62. Вырубка
с помощью
На рис. 63 показана просечка
товлеиия кольцевых прокладок,
часть стального корпуса 1
собой рукоятку, по которой
удар молотком.
Рис. 63. Просечка для изго-
товления прокладок.
прокладки угол заострения режущих гра-
ней просечки делается для резины 20—30’,
для паронита 30’, для войлока 10°.
Часто более эффективным оказывается
изготовление прокладок с помощью уни-
версальных приспособлений. В этом случае
надобность в просечках вообще отпадает.
Такое приспособление (рнс. 64, а) при
помощи хомута J закрепляется на скалке
шпинделя, а головка с раздвижными но-
жами— в шпинделе сверлильного станка.
В рамку 2 вмонтированы два стержня 4
с пружинами 3 и двумя прижимами 7.
При помощи микрометрических винтов
кулачки 6 с ножами 8 устанавливают на
требуемый наружный и внутренний раз-
меры вырезаемого кольца. Затем под лапы
прижима кладут деревянную прокладку 9
толщиной 10 мм, а на нее лист 10, из ко-
торого вырезают прокладку. После этого
включают станок. При опускании шпинделя
прокладочный материал прижимается к сто-
лу станка, и кожи врезаются в него.
В зависимости от материала ножи имеют
различную конфигурацию режущих граней.
На рнс. 64. б приведены четыре типа
подобных ножей. На боковой поверхности
державок нанесены деления а (рис. 64, а),
при помощи которых определяется вылет
державки из фланца 5 патрона и, следова-
тельно, расстояние лезвия ножа от оси
вращения шпинделя
Приспособление можно настроить для
вырезания колец любого диаметра в пре-
делах от 5 до 150 мм.
Другим путем механизации изготовления
круглых прокладок средних размеров в ус-
ловиях мелкосерийного производства яв-
ляется вырезка их на сверлильных станках
при помощи круговых пил.
Держатель 3 круговой пилы (рис. 65)
навинчивается на хвостовик /, закрепляе-
мый в патроне сверлильного станка. От-
резок ленточной пилы 4 закладывается
в держатель и закрепляется винтом 2.
Конусная головка винта разжимает полотно
пилы и плотно прижимает его к внутрен-
ней поверхности держателя. В державке
В нижней части корпуса расточено сту-
пенчатое отверстие, в которое вставляется
пуаисон 3, испытывающий действие пру-
жины 2. Вертикальное перемещение пуан-
сона ограничивается винтом 4.
хвостовика при помощи винта крепится
направляющее сверло 6 с надетой на него
пружиной 5. Пружина служит для вытал-
кивания вырезанного диска из пилы.
С помощью круговой пилы можно выре-
зать прокладки толщиной до 35 мм из раз-
Приспособления дм вырезания прокладок из листового материала
181
личных материалов за исключением кар-
тона и бумаги.
На ряс. Об приведен общий вид лиг-
машины с подобным приспособлением'.
Существенным недостатком этой конст- Ойо состоит нз раздвижного поворотного
рукцин является необходимость изготокле- бугеля I, подставки 2 и набора рабочих
ння большого количества таких пня для роликов 3. Обрабатываемая заготовка ьре-
вырезанхя прокладок разных размеров, пнтся Между дисками 4 с помощью винта 5.
Гис. (Ю. Роллсолы ножнииы <зкг-мяшииа).
Вырезка прокладок больших размеров
может производиться также на универ-
сальных дисковых ножницах, приспособ-
ленных для круговой резки, или же иг зиг-
машннах, снабженных для этой цели спе-
циальным приспособлением.
Вырезаемую сердцевину кольца поддер-
живает плоская пружина (на рисунке не по-
казана), упирающаяся в центр кольца. При
необходимости получении колец с внутрея-
ннм диаметром меньше 16 мм эта пру-
жина снимается. Для безопасности работы
иа приспособлении предусмотрен кожух.
18?
Раздел восьмой Резка и вырезка
6. НОРМЫ ВРЕМЕНИ НА РАЗРЕЗАНИЕ МАТЕРИАЛА РУЧНОЙ НОЖОВКОЙ
Норма штучного времени на разреза-
ние материала ручной ножовкой опреде-
ляется по следующей формуле:
мин., (I)
где Т—время на разрезание материала
определенного сечения, опреде-
ляемое по табл. (И;
k — коэффициент, учитывающий из-
менение условий работы по срав-
нению с принятыми при расчете
норм времени по табл. 94; коэф-
фициент k определяется потабл.95;
Та—вспомогательное время на уста-
новку и снятие детали или заго-
товки принимается по табл. 96;
х—дополнительное время на обслу-
живание рабочего места и естест-
венные надобности рабочего, в %;
принимается в зависимости от ус-
ловий работы от 6 до 10% (для
нормальной работы 6%, для удоб-
ной. но тяжелой —8% и для тя-
желой неудобной работы —10%).
При определении норм времени, приве-
денных в табл. 91, приняты следующие
условия работы: разрезание производится
иа верстаке в слесарных, тисках при удоб-
ном положении рабочего; длина режущей
части ножовочного полотна 300 мл/г, мате-
риал режется под углом 90’ к его гео-
метрической оси. При изменения этих ус-
ловий нормы времени, указанные в табл. 94,
нужно умножать на поправочные коэффи-
циенты, приведенные в табл. 95.
Пример. Определить норму штучного
времени на отрезание вручную ножовкой
(/—300 мм) заготовки весом до 1 кг н
диаметром 18 мм, материал — сталь тя —
=70 кГмм!3. Отрезка производится на вер-
стаке в слесарных тисках при удобном по-
ложения рабочего.
Соответственно формуле (1) находим со-
ставляющие ее элементы: Т — время на от-
резание заготовки, которое определяем
по табл. 91: Г=2,80 мин. ;й=1, так как ре-
зание производится ножовкой с 1=300 мм
и под углом к оси заготовки, равным 90;
время на обслуживание рабочего места и
естественные надобности принимаем х—
— 6%; Тв— вспомогательное время на уста-
новку и снятие заготовки по табл. 9о со-
ставляет 0,26 мин.
Подставляя эти значения в формулу (1),
получаем:
Гшт= (2.8X1,0+0.2G)-(
6 \
14- ) =3,24 мин.
Таблица 94
ножовкой
Нормы времени на
ие
Сечение круглое Обрабатываемый материал
диаметр, d. н мм площадь /'. в мм* сталь »в--4О-€0 кГ/мМ* сталь кПмм* время Г чугун //«=170-200 кГмм* в мин. бронза ов-25—35 кГ[мм*
5 8 10 12 14 16 18 20 19,63 50.27 78,54 113,10 153.90 201,00 254ДО 314,20 0,25 0,54 0,80 1,08 1,40 1,70 2,05 2,46 0,34 0,74 1,08 1.40 1,80 2,30 2,80 3,45 0,20 0.42 1,60 1.90 0,15 0,31 0,45 0.62 0,80 1,00 1,20 1,40
Сечеике квадратное Обрабатываемый материал
Сторона квадрата с. Н ММ площадь F, в млР сталь »я=40-60 кГ)мм' сталь <7я-61—АО кГ/м^* чугун //Д-170—2СО кГ(ммР • бронза □e~2S-35 kPImjP
время г, » ммм.
5 8 10 12 14 16 18 20 25 64 100 144 196 256 324 400 0.30 0,65 0,96 1,30 1,62 2,10 2,45 3,00 0,41 . 0,89 1,30 1,68 2,20 2,80 3,40 4,15 0,24 0,51 0,72 0,98 1,30 1,56 1,92 • 2,30 0.18 0,37 0,54 0,75 0,96 121 1,45 1,68
Нормы времени на разрезание металла ручной ножовкой
783
Продолжение тпабл. 94
Сечение шестигранное Обрабатываемый материал
размер под ключ 5. площадь F, В MJP сталь «в—40 -60 кГмм* столь ов-61-80 кПлие бронза средней твердости латунь средней твердости
время Т. в мин.
6 31,18 0.31 0,43 020 0,16
8 55,42 0,60 0,82 0,34 0,26
10 86.60 0,88 1,20 0.50 0,39
12 124.70 120 1,54 0,68 0,53
14 169,74 1,54 2,00 0,88 0,66
17 250,27 1,90 2,60 1,15 0,86
19 312,63 2,35 3,20 135 1,03
22 419,14 3,30 4,50 1,85 1,45
24 498,82 4,10 5,40 220 1,75
Сечение прямоугольное
Обрабатываемый материал
латунь средней
твердости
сталь
ЗО-4С к Г/мм
сталь
41—60 кГ/мм
размеры
пря м оу гол ьп м КЗ.
в мм
площадь А
время Г, о мил.
12X6
16X8
20x10
25X12
30x15
35x17
40x20
45X22,5
50X25
72,0
128.0
200,0
312,5
450,0
612,5
800,0
1 012.5
1250,0
1,91
0,53
0.Ы
3,30
4.15
4,95
6,15
0,70
1,15
1.65
2,55
3,40
4.40
0,24
0.37
0.56
0,86
1,15
1,48
1,87
2,33
2,80
Трубы Обрабатываемый материал
размеры диаметров Dta, и мм сталь j„—30— 40 кГ/млР латунь средней твердости
время Г, в МИН.
10/6 0,11 0,050
14/10 0,15 0,070
17/13 0,18 0,081
22/18 025 0,110
25/21 029 0,130
29,25 0,34 0,153
35/30 0,40 0,180
44Д 38 0,52 0,234
51/45 0,02 0,280
Примечание. Перевод значений св в кГ!млб на принятые в системе СИ
значения в hJjum* см. в табл. 27.
184
Раздел восьмой. Резка и вырезка
Таблица 95
Поправочные коэффициенты к нормам времени по табл. 94
Условия работы Значение k Условия работы Значение
Угол при разрезании: 90’ 75’ 60’ 45’ 1,00 1,03 1,15 1.42 Положение при работе: удобное неудобнее 1,00 1,10—1,25
Длина ножовочного полотна, в мм-. ЗСХ) 250 200 1,00 1,10 1,15
Таблица 96
Hoi
с
ательного времени на установку, закрепление
и снятие детали
, Бес 1,масса) летали, в кг
Характер установки детали 1 2 1 3 1 4 1 5 6 1 10
Бремя Го. В МММ.
На верстаке без крепления . . 0,12 к0,13 0,14 0,15 0,16 0,17 0,18 0,19
С креплением в слесарных тисках J 0,26 0,28 0,30 0Д2 0,34 0,36 0,37 0,39
На верстаке с креплением струбцинами 0,31 0.34 0,36 । 0,38 0,41 0,43 0,45 0,47
На верстаке с креплением при- жимными планками 0,35 0,38 0,41 ж0,43 0,46 0,49 0,51 0,53
РАЗДЕЛ ДЕВЯТЫЙ
РУБКА МЕТАЛЛА
Рубка металла — грубая слесарная опе-
рация; точность обработки составляет не
более 0,5—1 мм.
В современном машиностроении к про-
цессу рубки металла прибегают лишь в тех
случаях, когда заготовки го тем или иным
причинам не удастся обработать на стан-
ках. Рубкой выполняются следующие опе-
рации: удаление излишних слоев металла
с поверхности заготовок (обрубка литья,
сварных швов, обрубание кромок в стык
под сварку и пр.); удаление твердой корки,
а также кромок и заусенцев на кованых и ли-
тых заготовках, деление на части листового
материала и выполнение отверстий в нем;
изготовление смазочных канавок и др.
В качестве режущего инструмента при
рубке применяют зубило, крейцмейсель,
канавочннк, а в качестве ударного — мо-
лоток.
I. ЗУБИЛА И КРЕЙЦМЕЙСЕЛИ
Зубила и крейцмейсели (табл. 97) обычно
Передний цгор
Ргкушал кромка ЗоЗняя грань
Рис. 67. Геометриж зуСша.
изготовляют из стали марки У7А и как
исключение нз сталей У7, У8 и У8А, Ре-
жущая часть зубила представляет собой
клин, образованный двумя гранями (рнс. 67).
Ширила лезвия зубила 5—25 .«.к. Твер-
дость рабочей части зубила на длине (0,3 —
0,5) I должна быть в пределах НАС = 52—
57, а твердость ударной части на длине
15—25 мм HRC = 32 -40.
При рубке чугуна к бронзы применяют
зубила и крейцмейсели с углом заостре-
ния 3 — 70 . при рубке стали 3 = 00". ла*
туни и меди ?=45', алюминия и цинка
р^35а.
Для прорубания канадок в отверстиях
используют специальные зубила, так назы-
ваемые канавочннки ^(габл. 97), которые
изготовляют нз стали УЗА. Твердость ра-
бочей части на длине 30 мм HRC = 53—
56. а хвостовой части иа длине 15 мм
HRC = 30—35.
Таблица 97
Конструкция и основные размеры зубил и крейцмейселей
Зубила слесарные (ГОСТ 7211-54)
Основные размеры, в мм
Л В b L 1 т с
5 8 5 100 25 2—3 12
10 8 5 125 35 2-3 12
15 10 8 150 40 4 5 16
20 16 12 175 50 4 5 25
25 20 16 200 СО 5—6 30
IPO
газоел оевятыи. нцока металла
Продолжение табл. 97
Основные
Крейцмейсели слесарные (ГОСТ 7212-54)
размеры, в мм
в
Н
К
н
--
2 150 8 12 15 15 30
5 150 10 16 20 20 35
8 175 10 16 20 20 35
10 175 16 25 30 25 45
12 200 1G 25 35 30 50
15 200 16 25 40 35 55
1.5
4
7
8
10
13
Канатники слесарные
, в мм
в
R
Диаметр отверстия
10—18 1.0 6 6 1 5 80
20-22 1.0 12 8 6 100
24 -30 1.5 12 8 I6 120
32-50 1.5 12 8 6 л 150
52—78 2.0 16 10 8 4 200
80—120 2,5 25 16 12 300
св. 125 3.0 25 16 12 350
L
1 а
15 3
25 6
25 6
25 6
30 8
40 12
40 12
2. ЗАТОЧКА ИНСТРУМЕНТА ДЛЯ РУБКИ
Рве. 68. Заточка зубила.
Заточка зубил и крейцмейселей
производится на заточном станке.
Взяв зубило в руки, его накладывают
на подручник и с легким нажимом
медлении Передвигают плени и мп райо
по Всей ширине абразивного круга.
Зубило повертывают то одной, то
другой гранью, попеременно зата-
чивай их (рис. 68).
Сильно нажимать зубилом иа круг
нельзя, так как это может привести
к значительному перегреву инстру-
мента и потере его рабочей частью
первоначальной твердости.
По окончании заточки с режущей
Основные приемы рубки
187
кромки зубила снимают заусещы, осторож-
но и попеременно накладывая грани на вра-
Рис. €9. Шаблон для контрол»
углов заострения зубила.
шающийся шлифовальный круг. Затем ре-
жущую кромку зубила заправляют на абра-
зивном бруске. При заточке зубила необ-
ходимо внимательно следить за тем, чтобы
режущая кромка была прямолинейной,
а грани — плоскими и с одинаковыми уг-
лами наклона Величина угла заострения
при заточке провернется шаблоном (рис. 69).
Затачивать инструмент без подручника
запрещается. 11ри заточке зубила или крейц-
мейселя необходимо пользоваться защитным
экраном, предохраняющим глаза слесаря
от попадания частичек шлифовального
круга.
Заточку следует производить с охлаж-
дением, намачивая конец инструмента
в воде.
3. ОСНОВНЫЕ ПРИЕМЫ РУБКИ
Для рубки надо выбирать возможно бо-
лее прочные и тяжелые тиски (предпочти-
тельно стуловые) с губками шириной не
менее 146—150 мм, так как легкие тиски
быстро приходят в негодность.
При рубке надо стоять у тисков устой-
чиво, вполоборота к ним. Левую ногу вы-
ставляют на полшага вперед, а правую,
когорая служит главной опорой,, слегка
отставляют назад, раздвинув стукни ног
под углом примерно 40.
Зубило держат в левой руке за среднюю
Часть стержня несколько ближе к головке
(рис. 70). Сильно сжимать зубило в руке
fic следует.
Рис. 70. Правильный и неправильный приемы
удержания зубил» левой рукой.
Молоток берут правой рукой за рукоятку
па расстоянии 15^—30 мм от ее конца.
Рукоятку обхватывают четырьмя пальцами
и прижимают к ладони; большой палец на-
кладывают на указательный, а все пальцы
крепко сжимают. Они остаются в таком
положении как при замахе, так и при ударе
(рис. 71, а).
При другом способе рубки в начале за-
маха. когда рука движется вверх, рукоятка
молотка обхватывается всеми пальцами.
В дальнейшем по мере подъема руки вверх
мизинец, безымянный н средний пальцы
постепенно разжимаются и поддерживают
наклоненный назад молоток (рис. 71, б).
Затем разжатые пальцы сжимают и уско-
ряют движение руки вниз. В результате
получается сильный удар молотком.
Эффективность рубки зависит и от вида
удара молотком. Различают удары кисте-
вой. локтевой и плечевой.
При кистевом ударе (рис. 72, а) моло-
ток раскачивают только за счет изгиба
кисти руки. Такой удар применяют при
легкой работе: для снятия тонких стружек
металла, удаления небольших неровностей.
При локтевом ударе (рис. 72, б) рука
изгибается в локте, поэтому удар полу-
чается более сильным. Локтевой удар ис-
пользуют при обычной рубке, когда при-
ходится снимать слой металла средней тол-
щины или при прорубании различных па-
зов и канавок.
При плечевом ударе (рис. 72. «) рука
движется в плече, при этом получается
большой замах и максимальной силы удар —
улар с плача. Плечевым ударом пользуются
при рубке толстого металла и обработке
больших плоскостей.
Удар молотка ПО зубилу должен быть
метким, г. е. таким, при котором центр
бойка молотка попадает в центр головки
зубила (рис. 73, а), а рукоятка молотка об-
разует прямой угол с зубилом. Несоблю-
дение этого правила ослабляет силу удара
и способствует косому улару (рис. 73, б).
При косом ударе молоток соскальзывает
с зубила н может вызвать травму.
Угол установки зубила при рубке в тис-
ках регулируется так, чтобы лезвие при-
ходилось на линию снятия стружки, а про-
дольная ось стержня зубила находилась
под углом 30—35 к обрабатываемой по-
верхности заготовки и под углом 45 к про-
дольной оси губок тисков (рис. 74).
Вес слесарного молотка выбирают в за-
висимости от размеров зубила я толщины
снимаемой стружки (обычно толщина струж-
ки составляет 1—2 мм) из расчета 40 г
на 1 мм ширины лезвия зубила.
При работе крейцмейселем вес (массу)
молотка принимают из расчета 80 г на
1 мм ширины лезвия.
If)
a)
Ря?. 73. Пропильным п неправильный удары
молотком по голоаке зубила.
Рис- /V Правильная устаиоысэ зубила при руОке
в тисках.
Рис. 75. Щиток дл» предо*
«ранения кисти руки яри
рубке.
Раздел девятый. Рубка металла
ff-30
ц ^раАмлрнв
Рнс. 72. Движение пук при
киетсхои, локтевом n плечевом ударях.
Рис. 71. Положение пальцев на рукоятке при ударе
МОЛОТКОМ.
Основные приемы рубки
189
При рубке вязких металлов лез виг зу-
била нужно смазывать машинным маслом
или мыльной водой. При рубке чугуна
и бронзы смазку не применяют.
Следует иметь в виду, что при рубке
могут отлетать мелкие куски металла, мо-
жет соскочить с ручки плохо насаженный
молоток и даже зубило макет слететь
с обрубаемой детали. Кроме того, промах-
нувшись. можно ударить молотком по руке.
Чтобы избежать травмы, необходимо соб-
людать следующие меры предосторож-
ности;
1) рукоятка молотка должна быть хорошо
закреплена и не иметь трещин;
2) прн работе зубилом и крейцмейселем
слесарь должен пользоваться защитными
очками;
3) при рубке твердого и хрупкого ме-
талла обязательно применение ограждений
в виде сеток, щитков, ширм;
4) для предохранения рук от поврежде-
ний (при неудобных работах, а также в пе-
риод обучения) на зубило следует надевать
предохранительную резиновую шайбу, а на
кисть руки — предохранительный козырек
(рис. 75);
5) зубило и крейцмейсель не должны
иметь на ударной части Трешин. забоин
и заусенцев, так как при ударах могут
отскочить куски металла и поранить не-
защищенные руки;
б) боек молотка должен быть без забоин,
а поверхность его несколько выпуклой.
Основные приемы рубки приведены
в табл. 98.
Основные приемы рубин
бани и металла
Таблица 98
Заготовки из металла разрубают на наковальне,
массивной плите или рельсе. Они должны плотно
прилегать к опоре, иначе сила удара частично
будет расходоваться на их выравнивание.
При разрубании металла зубило устанавливают
вертикально и ведут рубку плечевым ударом.
Листовой металл толщиной до 2 мм обычно
разрубают с одного удара, поэтому под негр
следует подкладывать прокладку из мягкой стали.
Толстый листовой или полосовой материал (поз./)
сначала надрубают примерно иа половину его
толщины с обеих сторон, а затем ломают, пере-
гибая его в разные стороны.
При разрубании круглого материала (поз. //)
его поворачивают после каждого удара, посте-
пенно углубляя разрез. После того как большая
часть сечения будет надрублена, кусок отламы-
вают.
Рубку листового металла производят в тисках,
устанавливая зубило на уровне губок тисков
(поз. ///).
Продолжение табл. 98
При
из листового металла
вырубке заготовок
П
Вырубку фигури
в несколько присмо
1) отступив от разя
надрубают контур (поз.
2) затем рубят по ко ося по зубилу сильные удары (поз. П\
3) перевернув лист, проруб т зубилом по ясно обозначившемуся иа проти-
воположной стороне контуру;
из листового металла производят по разметке
иски на 2—3 мм, легкими ударами по зубилу
4) вновь поворачивают заготовку другой стороной и заканчивают рубку.
Для вырубки заготовок из листового металла лучше применять зубило с за-
кругленным лезвием (поз. //). Если рубить зубилом с прямым лезвием, то про-
рубаемая канавка получается не ровной, а ступенчатой.
При вырубании зубило сначала устанавливают наклонно, гак, чтобы лезвие
было направлено вдоль разметочной риски (поз. ///). Затем зубилу придают вер-
тикальное положение (поз. IV) и наносят удар молотком по головке. При пере-
становке зубила часть лезвкя оставляют в прорубленной канавке.
При обрубании плоскостей
Оснсвные приемы рубки
. 191
Продолжение табл. 98
На заготовке предварительно наносят разметочные риски, а иа стороне, про-
тивоположной той, с которой начинают рубку, делают фаску (скос) по размеру
снимаемого слоя металла (поз. / и //).
Заготовку зажимают в тисках так, чтобы разметочная писка, по которой нужно
рубить, была расположена выше уровня губок иа 4—о мм. Рубку выполняют
в несколько проходов: первая зарубка толщины снимаемого слоя делается при
горизонтальном положении зубила (на поз. II показано пунктиром), а дальнейшая
рубка производится уже при нормальной установке зубила.
При черновой рубке по разметочным рискам толщина стружки должна быть
небольшой (не более 1,5—2 мм). При чистовой рубке толщина снимаемого слоя
составляет 0,5—0,7 мм.
При рубке широких поверхностей рекомендуется сначала прорубать крейц-
мейселем канавки (поз. ///). а затем уже зубилом срубать образовавшиеся иа
поверхности выступы (поз. IV). Толщина стружки при каждом проходе крейц-
мейселя берется от 0,5 до 1 мм. а при обрубании выступов зубилом — до 2 мм.
При таком способе рубки фаски (скосы) делаются как на задней, так и на
передней сторонах заготовки. При наличии скосов крейцмейсель хорошо забирает
стружку и снимает се ровным слоем на всей заготовке. На поверхности заго-
товки предварительно наносят также разметочные риски, указывающие расстоя-
ние между канавками. Промежутки между канавками должны быть равны 0,8
ширины режущей кромки зубяла. При рубке чугуна, бронзы и других хрупких
металлов зубило нельзя доводить до кромки заготовки, так как при этом край
ее может выкрошиться (поз. V). Недорубленные места нужно рубить с противопо-
ложной стороны (поз. VI), псрезажав обрабатываемую заготовку.
При вырубке прямых канавок (поз. Г) заготовку зажимают в тисках так, чтобы
дно канавки было выше губок тисков на 2—3 Мм, Канавку прорубают крейцмей-
селем предварительно (толщина стружки 1—2 мм) и окончательно (толщина ОД—
1 мм). Крейцмейсель затачивают с поднутрением таким образом, чтобы его лез-
вие было шире концевой части.
Для прорубания смазочных клнавок во вкладышах и втулках применяют спе-
циальные крейцмейсели — канавочннки (поз. //), при этом сначала на вогнутой
поверхности вкладыша размечают расположение канавок, а затем зажимают его
в тисках и приступают к рубке.
Прорубание канавки ведут от края к середине вкладыша подшипника (поз. ///)
в такой последовательности: установив канавочннк на некотором расстоянии от
края вкладыша и нанося по канавочнику легкие удары молотком, намечают след
канавок по разметочным рискам, вторым проходом канавку углубляют, выдержи-
вая ее профиль; затем чистовым проходом канавочиика подравнивают и зачищают
канавку окончательно!.
192
Раздел девятый. Рубка металла
4. МЕХАНИЗАЦИЯ ПРОЦЕССА РУБКИ
Ручная рубка — тяжелая, трудоемкая и
малопроизводительная операция. Поэтому
во всех случаях, когда это представляется
возможным, стараются заменить ее дру-
гими, более производительными опера-
циями, например, обработкой абразивным
инструментом и на металлорежущих стан-
ках, либо же прибегают к применению
ручных механизированных инструментов,
а также специальных приспособлений и ин-
струментов.
Применение ручных механизирован-
ных инструментов. Для механизации рубки
металла используют пневматические ру-
бильные молотки (табл. 99).
Пневматический рубильный молоток
(рис. 76) состоит из ствола 3 с поршнем-
ударником 4, воздухораспределительного
устройства 2 и рукоятки / с пусковым
механизмом.
При работе ударник 4 под действием
сжатого воздуха совершает возвратно-по-
ступательные движения в стволе 3 так, что
в конце каждого рабочего хода поршень
наносит удар по хвостовику рабочего ин-
струмента.
Переключение воздуха Производится ав-
томатически специальным воздухораспре-
делительным золотниковым устройством.
Включение молотка в работу осуществ-
ляется нажатием курка 5.
В качестве инструмента для рубки пнев-
матическим молотками применяются спе-
циальные зубила (рис. 77).
Производительность рубки при исполь-
зовании механизированных инструментов
повышается в 4—5 раз.
Применение специальных инструментов
и приспособлений, ускоряющих процесс
рубки. В ряде случаев значительно повы-
сить производительность рубки позволяет
использование специальных инструментов
и приспособлений.
На рис. 78 показано приспособление
к пневматическому рубильному молотку,
предложенное В. Г. Богуславским. Онг
представляет собой скобу 3 с хомутом 4.
В верхней части скобы имеется вкладыш 2,
в котором крепят неподвижный нож /. На
проточенный ствол б пневматического мо-
лотка надевают хомут скобы и затягивают
болами. В ствол молотка вставляют фасон-
ный подвижный нижний нож 6 с аморти-
заторами, закрепляемый фасонной гай-
кой 7.
Как показал опыт, при помощи этого
Таблица 99
Технические характеристики пневматических рубильных молотков
Маржа
молотка
Назначение
Полный вес Пьонаи
I длина
в кг в мм
Расход
воэлуха,
в м*,мш
Мощность,
в л. с.
Работа
улара,
а it Гм. (лл)
Чис ю
уларов
В минуту
без рабочего
наконечника
1. Пневматические рубильные молотки. Томским электромеханическим им. В. В. Вахрушева изготовляемые заводом
МР-4 МР-5 МР-б Для легкой че- канки и обрубки . . Для средней об- рубки, тяжелой че- канки и клепки го- рячих заклепок диа- метром до 10 мм . . Для тяжелой об- рубки и клепки го- рячих заклепок диа- метром до 14 мм . , 42 4,9 ч 5,5 305 355 410 0.8—0.9 0,8-0,9 0,8—0,9 0,7 0,59 0,57 • 0,9 (8,8) 12(11,8) 1,6(15,7) 3500 2 200 1600
2. Пневматические рубильные молотки, заводами Западноуральского со изготовляемые внархоза
Р-3 Для тяжелой об- рубки и Клепки го- рячих заклепок диа- метром до 14 мм . . 5,8 400 0,8 1,6(15,7) 1600
Нормы времени на обрубку поверхностей и вырубку канавок
193
приспособления можно обрубать цветные
металлы толщиной до 10 мм. углеродистую
сталь толщиной до 5 мм н легированную,—
до 3 мм.
торая складывается в отверстие детали
(втулки) 2 н зажимается вместе с ней
в тисках /. Копир на 0,2—U,5 мм короче
втулки 2.
Использование приспособления Томашев-
ского при прорубании смазочных канавок
позволяет не только упростить и ускорить
эту работу, но и заметно улучшить ее ка-
чество.
Приспособление (рис. 79) представляет
собой прямоугольную планку-копир 3, ко-
Лри прорубании канавки специальный
крейцмейсель 4 вставляют в прорезь ко-
пира и ударяют но нему молотком. Крейц-
мейсель продвигается по канавке копира,
направляясь по ней своим нижним высту-
пом, а верхний выступ в это время про-
рубает канапки.
5. НОРМЫ ВРЕМЕНИ НА ОБРУБКУ ПОВЕРХНОСТЕЙ ЗУБИЛОМ И ВЫРУБКУ
КАНАВОК КРЕЙЦМЕЙСЕЛЕМ
Нормы штучного времени (Гшт) на об-
рубку поверхностей зубилом и вырубку
канавок крейцмейселем определяются по
следующей формуле:
7"ип= (7*Х ТоП^мии'’
где Т — норма времени на обрубку зуби-
лом 1 см- поверхности, принимае-
мая по табл. 100, или на вырубку
крейцмейселем I пог. см канавки,
принимаемая по табл. 102;
А— размер обработки; площадь F,
в г.«3, для обрубки зубилом или
длина канавки /. в лог. см,
k—коэффициент, учитывающий изме-
нение условий работы, принятых
при расчете норм времени по
табл. 100 и 102; коэффициент k
определяется по табл. 101 и 103;
Та—вспомогательное время иа уста-
новку, закрепление, открепление
и снятие обрабатываемой детали,
в мин., принимаемое по табл. 96;
х — дополнительное время на обслу-
живание рабочего места и естест-
венные надобности слесаря, при-
нимаемое от 6 до 10% (для нор-
мальной работы —б %, для удобной,
но тяжелой—8% и для неудобной
тяжелой работы —10%).
Приведенные в табл. 100 нормы времени
иа обрубку 1 поверхности зубилом пре-
дусматривают следующие условия работы;
1) обрубка горизонтальная (сверху) без
соблюдения размеров;
2) обрубка на верстаке в тисках при
удобном положении рабочего;
3) ширина режущей кромки зубила 20 мм.
При изменении условий работы нормы
времени, указанные в табл. 100, умно-
жаются на поправочные коэффициенты по
табл. 101.
Нормы времени, приведенные в табл. 102,
предусматривают вырубку канавок крейц-
мейселем в разъемных подшипниках на
верстаке в слесарных тнеках. При измене-
нии условий указанные нормы времена
умножают на поправочные коэффициенты k
по табл. 103.
13 М, А. Свргмд
194
Раздел девятый. Рубка металла
Обргбмнваеынй материал и его характеристика Тояшинз обрубаемого слоя, а мы Плсш-ааь обрабатЫВвемоЛ псверхнсстн Л, в см‘
20 30 40 SO 60 ТО 80 U) 100
Брем* Г* в мни.
Сталь а„ =40—60 кГ^млР (393—588 н'лиА} 1,0 1Л го 0,122 0,184 0.245 0,115 0,173 0,230 0,111 0,166 0.221 0,107 0,160 0,214 0,157 0,100 0,150 0.200 0,099 0,148 0,197 0,097 0,145 0,194
Сталь а. =61—80 кГ!мм* (5У8—7&> н мм?) 1,0 1Л 0,170 0,290 0,152 0,260 0,145 0.245 0,137 0,235 0,130 0,225 0,128 0,218 0,123 0,210 0,120 0,205 0,118 0,200
Чугун //5 = 170-200 kFmjT (1660-1960 н,мм*) 1.0 1.5 2,0 0,114 0.212 0,265 0,107 0,195 0,245 0,100 0,180 0,232 0,095 0,172 0,222 0,092 0.166 0.215 0,090 0,1СЧ) 0,210 0,087 0,155 0ЛЮ2 0,085 0,150 0,200 0,081 0,147 0,195
Бронза средней твердости 1,0 1Л 2.0 0,086 0,148 0,190 0,082 0,138 0,177 0,077 0,130 0,167 0,073 0,125 0,160 0,071 0,120 0,155 0,068 0,118 0,150 0,066 0.115 0,148 0,064 0,112 0,145 0,062 0.110 0,140
Нормы, времени на обрубку поверхностей и вырубку канавок
195
Пример. Определить норму штучного
времени на обрубку зубилом вручную на
месте сборки горизонтальной площадки
при следующих данных: материал детали
сталь ов = 687 Г = 100 ел/3; толщина
материала а = 3мм; ширина режущей
кромки зубила 15 мм.
Согласно формуле (2), находим состав-
ляющие се элементы: Т — время на об-
рубку 1 сх3 поверхности при F_= 100 слг3;
по табл. 100 Т = 0,2 (при л — 1,5 .«.и); k —
поправочные коэффициенты (по табл. 101);
для данного случая £=1.25x2x1.1—2.75,
так как работа производится на месте
сборки (£j—1,25), ширина режущей кромки
зубила 15 мм (£2=1,10), толщина обработки
а=3 мм (£3=2,0); 7"п — время на установку
и снятие детали равно нулю, так как работа
выполняется на месте сборки (т. е. без
установки и снятия детали); х—время на
обслуживание рабочего места и на естест-
венные надобности принимаем в раз-
мере 8%.
Подставив эти значения в формулу (2).
получим:
ГШг= (0,2x100x2,754-0)-1,08 =59,4 мин.
Таблица 101
Поправочные коэффициенты к нормам времени по табл. 100
Условна работы
Обрубка на месте неудобная ......................................
. пол линейку и угольник .....................................
„ вертикальная (сбоку') ..................................
. выпуклых поверхностей....................................
, вогнутых „ ..................................
Ширина режущей кромки зубила 25 мм...............................
. . . , 15 мм.............................
Толщина обрубаемого слоя более 2 мм (рекомендуется обрубать за
два прохода)...............\ . ф. ......................
Коэффициент *
1.1—1,25
1.20
1,30
1,10
1.20
0,90
1,10
2,00
Таблица 102
Нормы времени на вырубку 1 лог. СМ кайавок крейцмейселем вручную
Длина вырубаемой канавки, в см Размеры каиачок. вырубаемы* к ралкемных подшипниках
бхЛ-4x2 мм ехл бхз мм | —8X4 ММ
Обрабатываемый материал
сталь эн=40—GO кГ/м.К1 (393-588 шмм») jrirljti (Bl-001-ffw И Xi Ah . бронза средней твердости баббит средней твердости 9К-€60 prar'j» 09—О=*о Ч1'В1э и "? чугун //£ = 100—180 кГр1М' < (981-1764 н/хйс'1 2 ; бронза средней твердости т S | баббит средней твердости №1* t*-*ljh 09-0k- ® читхэ I (вПГ/м МИ-186) Ojl-OM-ff// HAJAh бронза средней твердости ' баббит средней твердости
5.0 7,5 10.0 12,5 15,0 173 20,0 22,5 25,0 0.335 0,318 0,310 0292 0,284 0275 0271 0,267 0,264 0,226 0,215 0,208 0.198 0.192 0.186 0,183 0,181 0,179 0,177 0,167 0.16-3 0.155 0,150 0.145 0,143 0,141 0,139 0,1,58 0,145 0.142 0.134 0,131 0,126 0,124 0,122 0,120 0,390 0,370 0.360 0340 0,330 0,320 0,315 0,310 0,307 0.263 0250 0243 0230 0228 0,216 0213 02Ю 0,208 0,206 0,195 0,190 0.180 0,175 0,169 0,167 0,164 0,162 0,178 0,169 0,165 0.1561 0,152‘ 0.146 0,144 0,142 0.140 0,460 0,416 0,425 0.403 0,390 0,378 0,372 0Д68 1 0,362 0,310 0,295 0,286 0.271 0264 0255 0251 0248 0245 0243 0,230 0,224 0.212 0,206 0,200 0,197 0,193 0,191 0.2 И) 0,200 0,195 0.181 0.179 0,172 0.170 0,167 0,165
196
Раздел девятый. Рубка металла
Таблица 103
Поправочные коэффициенты к нормам времени, по табл. 102
Услстия работы
Обработка на верстаке и в тисках удобная........................
. » месте неудобная .................... ..... .......
Вырубка канавок на плоских поверхностях.................. .....
. . . внешних цилиндрических поверхностях...........
. . . внутренних цилиндрических разъемных поверх-
Коэффициент k
1.0
1,1—1,25
0,80
постах .............
Вырубка прямых канавок
. ломаных
1,00
1,00
1,15
120
РАЗДЕЛ ДЕСЯТЫЙ
ПРАВКА МЕТАЛЛА
Правка (рихтовка) представляет собой
операцию по выправке материала, загото-
вок н деталей, имеющих выпучимы, вол-
нистость, коробление
прибегают после те
сварки, пайки из де
резки заготовок
Листовой материал
заготовки могут быть
краям, так и в середине,
местные неровности в виде
пучин различных форм.
При рассмотрении деформиров
готовок легко заметить, что вогнут
рона их короче выпуклой. Волокна
пуклой стороне растянуты, а на ноги
сжаты.
по
сто-
ны-
ft—
д. К правке
ской обработки,
та после вы-
матернала.
из него
ны как по
и
вы-
Чтобы выровнять заготовку, нужно урав-
нять длины вогнутой и выпуклой сторон.
Это можно сделать растяжением вогнутой
стороны заготовки иди сжатием ее выпук-
лой стороны.
При выборе способа правки учитывают
характер материала, размер детали (заго-
товки) и величину прогиба. Правку про-
изводят как в холодном, так и в нагретом
состоянии. В последнем случае стальные
заготовки и детали нагревают до темпера-
тур 1100—850", а дюралюминиевые — до
470 -350".
Правка производится двумя способами —
ручным или машинным.
1. ОСНОВНЫЕ ПРИЕМЫ ПРАВКИ МЕТАЛЛА ВРУЧНУЮ
Ручная правка листового металла и заго-
товок нз него производится молотками на
правильных плитах и специальных рихто-
вальных бабках.
Рис. 80. Прмплькля плита.
Правильная, плита (рис. 80) должна быть
достаточно массивной и тяжелой, чтобы без
заметного сотрясения выдерживать силь-
ные удары, наносимые молотком. Для обе-
спечения устойчивости плиты вес сс должен
быть не менее чем в 80—150 раз больше
веса молотка.
Плиты изготовляются нз серого чугуна
сплошными или с ребрами. Лучшие резуль-
таты дает правка на сплошных (монолит-
ных) плитах. Верхняя(рабочая) поверхность
плиты должна быть совершенно гладкой и
ЧИСТОЙ.
Чеше применяют плиты размерами
1ЛХ1Д2Х2, 1,5X3 и 2x4 м.
Плиты устанавливают на деревянных
подставках, обеспечивающих достаточную
устойчивость и горизонтальность их поло-
жения.
Вокруг плиты должно быть достаточно
места, чтобы можно было свободно ра-
ботать.
Рис. 81. Рихтовальные баб*н.
Рихтовальные бабки (рис. 81) изгото-
вляются из стали и закаливаются. Рабочая
поверхность бабки может быть цилиндри-
ческой или сферической радиусом R =
= 150—200 мм.
Для правки листов толщиной от 1 до
2 мм применяют, как правило, три типа
молотков. Они предназначены (см. сверху
вниз на рис. 82) гдля первоначальной (гру-
бой) правки, для рихтовки (глажения)
листа после грубой правки и для оконча-
тельной доводки листа.
Боек первого молотка выполнен со сфе-
рической поверхностью мелого радиуса.
У второго молотка радиус сферы больше,
198
Раздел десятый. Правка металла
а у молотка для окончательной доводки
боек имеет ровную поверхность с кром-
ками, закругленными по радиусу 2 мм.
Для правки листов толщиной от 3 мм и
выше можно пользоваться двумя молот-
ке ми.
Для правки деталей с окончательно об-
работанной поверхностью, а также тонких
стальных изделий или заготовок из цвет-
ных металлов и сплавов применяют молотки
из мягких материалов — медные, латунные,
свинцовые, деревянные.
Молоток при правке держат за конец
рукоятки, несильно зажимая ее в руке.
При ударе молоток нужно опускать па лист
вертикально всей площадью бойка.
В момент улара молоток будет обяза-
тельно отскакивать. Этим движением сле-
дует научиться управлять так, чтобы отска-
кивание молотка от листа внерх было на-
правлено По Вертикали к плите.
Для правки тонкого листового и полосо-
вого металла служат также металлические
л деревянные гладилки и бруски.
Рис. 82. Молотки, применяемы?
ДЛЯ пранки.
Основные приемы ручной правки
Таблица 104
Правка полосового материала
видами изгиба заготовок
Л а), изгибом по ребру
В практике приходится встречаться
из полосового материала: изгибом по
(поз. Л 4) и извернутостью <иоз. /. я).
Наиболее просто производится правка
Искривленную полосу кладут на плиту и,
пуклым местам полосы наносят удары молотком
сят сначала по краям выпуклости и постепенно, по
приближаются к середине выпуклости.
п
а)
материала по плоскости,
левой рукой, по вы-
этом удары нано-
полосы,
Результаты правки (прямолинейность заготовки)
оценивают на глаз или же по правильной плите
с помощью линейки.
Выправив широкую сторону заготовки, присту-
пают к правке ребер. После одного-двух ударов
полосу поворачивают с одного ребра на другое.
При правке по ребру относительно тонких
заготовок удары наносят не по ребру, а по
широкой плоскости. Прижав левой рукой полосу
к плите, наносят удары носком молотка (поз. 111. «)
по всей длине полисы, постепенно переходя от
нижней кромки к верхней (на схеме в поз. ///, б
направления и последовательность ударов по-
казаны стрелками).
Основные приемы правки металла вручную
199
Продолжение табл. 104
У нижней кромки наносят сильные удары, а по
мерс приближения к верхней силу уларов умень-
шают, но увеличивают их частоту. Такая правка
способствует вытягиванию нижней кромки полосы.
Правку прекращают, когда верхняя и нижняя
кромки становятся прямолинейными.
Правку извернутых полос про-
изводят методом раскручивания.
Для этого заготовку / зажимают
в тиски (поз. IV) и раскручивают
ее в нужном направлении с по-
мощью ручных тисков или ры-
чага 2. При усилии *20 кГ и дли-
не рукоятки 500 мм таким ры-
чагом можно создать крутящий
момент до 10 к Гм.
Заканчивают правку на плите
или иа наковальне легкими уда-
рами молотка.
Правка листового материала
Правку изогнутого листа, имеющего по-
перечные волны — волнистость (поз. /), осу-
ществляют следующим образом. Изогнутый
лист кладут на правильную плиту и, придер-
живая его одной рукой, наносят легкие уда-
ры молотком по выступающим частям листа
вдоль поперечных волн. Сначала правят лист
с одной стороны, э затем его переворачивают
и правят с другой стороны.
При наличии выпуклости в середине за-
готовки се кладут на плиту и выпуклости
обводят мелом* Затем наносят частые удары
молотком от края листа по направлению к
выпуклости. Но мере приближения к выпу-
клости удары молотком следует делать чаще
и уменьшать их силу (Пбз. //).
Если на заготовке имеется волнистость
В процессе правки нужно
по краям, то удары молотком наносят по на-
правлению от середины заготовки к ее краям
(поз. ///).
После устранения выпуклостей и волнисто-
сти лист переворачивают и легкими ударами
молотка окончательно восстанавливают его
прямолинейность.
следить за тем, чтобы на поверхности листа не
оставались следы от ударов молотком.
Правка тонкого листового материала
При правке тонкого листового мате-
риала пользуются легкими деревянными
(поз. /). медными, латунными или свинцо-
выми молотками. Приемы правки такие
же, как н стальными молотками.
200
Раздел десятый Правка кеталла
Продолжение табл. 1С4
Правку весьма тонкого листового мате-
риала осуществляют с помощью металли-
ческих или деревянных брусков-гладилок
(поз. //).
Закаленные детали выправляются специальным молотком с закругленной узко?!
стороно?! бойка. Деталь при этом лучше располагать не на плоской плите, а иа
рихтовальной бабке (поз. /). Удары при правке наносят не по выпуклой, а по во-
гнутой стороне детали.
Правка закаленной полосы (линейки и лр.) ведется в такой последовательности:
1) положив деталь на бабку выпуклостью вниз, молотком наносят удары по
впадине, начиная с ее середины к постепенно переходя к краям;
2) перехватив левой рукой деталь за второй конец, производят правку дру-
гой ее части;
3) в процессе правки время от времени проверяют, уменьшается лн стрела
прогнба детали.
Удары молотком должны быть не сильными, чтобы не сломать деталь.
Правка угольников, у которых вследствие деформаций при захсалке изменился
угол между полками (поз. /7), производится в такой последовательности:
1) вначале правят сами полки (так же, как закаленные линейки);
2) затем, если угол между полками угольника после закалки уменьшился,
удары молотком наносят у внутреннего угла в месте А, а если угол увеличился,
то в месте Б (удары наносят с обеих сторон угольника, чтобы нс нарушить пра-
вильности его плоскости).
Правка тонкой проволоки
Правку проволоки осуществляют как
в специальных приспособлениях, так н про-
стейшими способами — с помощью дере-
вянного бруска.
В бруске из твердой породы дерева
просверливают отверстие, через которое
пропускают выправляемую проволоку. Ко-
нец проволоки надо зажать в тисках.
Правка валов
Валы правят на специальном приспособлении вручную или же на прессе.
Изогнутый вал устанавливают на призмах (поз. /) выпуклостью кверху и затем
равномерно нажимают на него рычагом приспособления или штоком пресса так,
чтобы после освобождения вал оказался выправленным. Операцию повторяют до
тех пор, пока не будет получена требуемая прямолинейность вала.
Место прогнба определяют по мелку при вращении вала в центрах. Болес
Механизация правки металла
201
Продолжение табл. 104
^77777777777777!
точно можно определить прогиб с помощью
индикатора.
Удобно производить правку в приспособ-
лении (поз. //>. Вал укладывается на призмы
2 и 4, а нажим осуществляется винтом 3.
Величина прогиба определяется здесь же на
центрах 1 и 5.
Для устранения остаточных напряжений
в местах правки ответственные валы мед-
ленно нагревают в течение 0.5—1 часа до
температуры 400—500' и потом медленно
охлаждают.
Валы, имеющие значительные прогибы,
правят после их предварительного подогрева.
Праька сосредоточенном нагрузкой нчеет
ряд недостатков. Лучшие результаты дает
правка наклепом. При такой правке изогну-
тый вал кладут на ройную плиту выпуклостью
вниз и затем небольшим молотком наносят
частые и легкие удары по поверхности вала
(доз. ///. а). После того как на этой поверх-
ности будет создан наклепанный слой
(поз. 111. б), просвет между валом н плитой
будет ликвидирован н правку прекращают.
б)
Наклепанный слси
Правка сварных узлов и отдельны
специальных деталей
Деформированные сварные конструк-
ции нз листов (баки, коробкн, кожуха
и пр.) правят, нанося удары со стороны
впадин. а не со стороны выпуклостей.
Правку стенок сварной коробки про-
изводят, нанося удары с внутренней
стороны коробки. Но так как при этом
нельзя полностью выправить лист, то,
когда выпуклость немного уменьшится,
сильным ударом молотка создают вы-
пуклость на обратной стороне и про-
должают наносить удары с внутренней
стороны по краю (углу) коробки.
Для правки сварных конструкции, а также некоторых специальных деталей
применяют различного рода специальные винтовые прпспособтения.
2. МЕХАНИЗАЦИЯ ПРАВКИ МЕТАЛЛА
Механизация правки осуществляется пу-
тем использования гранильных вальцов,
специальных прессов и приспособлений
(табл. 105).
При усовершенствовании процессов рез-
ки, гибки, сварки и термической обработки
деформации заготовок могут настолько
снизиться, что трудоемкость правки значи-
тельно уменьшится или даже вообще от-
палет.
202
Раздел десятые Правка металла
Таблица 105
Основные способы механизированной правки металла
С помощью специальных приспособлений для правки
Одним из основных путей механизации пранки Металла небольших сечений
является применение различного рода приспособлений. Примеры конструкций
подобных приспособлений приведены в поз. /, И и II]. \
В поз. I показано приспособление для правки полос небольшой толщины,
которое устанавливается в верстачных тисках.
Заготовка из полосового металла кладется на полку / и пропускается между
роликами 5 и .5, для чего с помощью рукпяткн ? поднимают ролик 3 Затем
рукоятку 2 опускают и, вращая рукоятку /, приводят во вращение ролики 3 и 5.
Заготовка пропускается между ними и в выправленном состоянии подается на
полку 4.
Винтом 8 регулируется натяг прркины 6, определяющий силу нажима ро-
лика 5 на выправляемую заготовку.
Применение этого приспособления позволяет повысить производительность
в 3—5 раз по сравнению с ручной правкой.
Профильные магериалы небольших сечений, имеющие вннтоиую изогнутость,
успешно правятся с помощью приспособления, предложенного новатором Ф. С. Ки-
зубом.
Это приспособление (поз. //) состоит из станины .5, на которой смонтированы
коробка 3 с червячной парой / и передвижная стойка 6. Валом для червячной
шестерни служит втулка 2 со сменным вкладышем, очко которого по форме
и размерам соответствует форме и размерам рихтуемого профильного материала.
Правка осуществляется поворотом в обе стороны маховика 4. Прямолиней-
ность бруска устанавливают ио положению вкладыша во втулке 2
Правка проволоки осуществляется на правильных станках и с помощью спе-
циальных приспособлений. Простейшим (элементарным) приспособлением является
кусок изогнутой трубы, один конец которой зажат в патроне токарного станка.
Конец проволоки из бунта 3 (ix>3. ///, а) пропускают через трубу 2. патрон I и
полый шпиндель передней бабки. Затем дают вращение шпинделю и начинают
тянуть проволоку в направлении, показанном стрелкой.
Механизация правки металла
203
Продолжение табл 105
Производительность правки при 600 оборотах шпинделя в минут)’ составляет
около 300 м/час. В зависимости от диаметра выпрямляемой проволоки диаметр
трубы подбирается различным.
Для этой же цели применяются приспособления настольного типа (поз. Ш, б).
Подобного рода приспособления используются лишь в опытном и мелкосерий-
ном производстве, а также на стройках, где требуется править проволоку, нахо-
дящуюся в бунтах. В серийном и массовом производстве для этих целей служат
более совершенные приспособления полуавтоматического и автоматического дей-
ствия.
С помощью ручных и приводных гибочных вальцов
В ручных вальцах (поз. /) передние
валки / и 2 расположены один над дру-
гим. и в зависимости от толщины заго-
товки их можно удалять друг от друга
или сближать между собой (поз. /Г). Также
МФжет быть поднят или опущен располо-
женным сзади третий валок 3. Валки долж-
ны быть отрегулированы так, чтобы они
не были слишком сильно прижаты друг
к другу.
Заготовку (лист или полосу) устанав-
ливают Между двумя передними валками
и, вращая рукоятку по часовой стрелке,
пропускают между валками.
Часто для полного устранения выпу-
чин н вмятин заголовки приходится про-
пускать между валками Несколько раз.
Ручные вальцы применяют для правки
заготовок толщиной до 2.5 мм. Заготовки
толщиной 3—6 мм привит На ирнвидныл
вальцах.
С помощью листоправйльных вальцов
Для правки листового материала лучше
всего использовать специальные правиль-
ные вальцы с разным количеством валков.
Пятивалковые вальцы применяются для
правки толстых листов. Листы толщиной
от 3 до 5 мм правят в семивалковых валь-
цах. Это вызывается тем обстоятельством,
что тонкие листы при гибке их валками
сильно пружинят, поэтому во время правки
требуется образование большого числа волн
(изгибов).
Правка более тонких листов (толщиной
от 2 до 3 мм) производится на девяти- и
одиннадцативалковых вальцах. Листы тол-
щиной от 0,5 до 2 мм правят иа вальцах,
имеющих 21 валок.
Раздел десятый. правка металла
Продолжение табл. 10о
Пятивалковые правильные вальаы имеют пять рабочих валков, размещенных
в два ряда. В нижнем ряду находятся три рабочих валка, а в верхнем — два. Оси
верхних валков проходят над промежутками нижних, благодаря чему достигается
более быстрая правка.
После правки тонких листов на многовалковых вальцах иногда появляется
необходимость подправлять заготовки ударами молотка, так как на вальцах они
выправляются неполностью.
С помощью сортоправйльных вальцов
Сортовой материал лучше всего пра-
। вить на специальных сортоправйльных
г вальцах. По конструкции они сходны с ли-
" стоправильными вальцами, а принципиально
отличаются только формой роликов. При
н машинной правке сортового металла фор-
ма правильных роликов должна соответ-
ствовать форме выправляемой заготовки.
помощью правильных прессов
Для правки листовых заготовок и сор-
тового материала применяются спе-
циальные и универсальные прессы.
В поз. 7 показан специальный пресс
для правки листовых заготовок. Долбяк
пресса имеет две ударные колодки 2,
которые ударяют по листовой заготовке,
уложенной на опорные колодки 7. Удар-
ные колодки расположены над проме-
жутками между опорными колодками.
Расстояние между колодками 2 регули-
руется. Чем толще выправляемый лист,
тем больше это расстояние.
В процессе правки заготовку удер-
живают обеими руками, подставляя под
ударные колодки то место, где тре-
буется нанести удар.
Долбяк имеет 60 ходов в минуту; он
приводится в действие с помощью зуб-
чатой передачи от электродвигателя.
На прессе можно производить пранку листового материала толщиной до
25 м.и.
Для правки крупносортного профильного металла служат горизонтальные
гибочные прессы (бульдозеры).
Механизация правки металла
205
Продолжение табл 105
Для правки мелких листовых заготовок и небольших плоских деталей исполь-
зуется универсальное и специальное прессовое оборудование различных типов.
Так. например, для правки плоских деталей (шайб, гаек и др.) успешно приме-
няется штамп-полуавтомат револьверного типа (поз. //).
Штамп состоит из нижнего и верхнего пакетов, соединенных между собой
колонками. В нижнем пакете расположены плита /, храповое колесо 2 и матрица-
диск 3. Храповое колесо и матрица-диск спарены между собой и вращаются
на обшей осн при помощи штока 10, на конце которого кренится собачка, на-
ходящаяся в зацеплении с храповым колесом.
В верхний пакет входит плита 8, к которой крепятся пуансон б н клин 9, входящий
в паз штока 10. Для сбрасывания деталей в пуансоне предусмотрены сбрасыватели
с резиновой прокладкой 7, которая крепится между пуансоном и верхней плитой
и служит в качестве буфера, смягчающего удар.
Ограждение придает направление деталям и, кроме того, предохраняет рабо-
чего от возможной травмы.
В промессе работы детали поступают в загрузочную зону. При ходе ползуна
клин сообщает возвратно-поступательное движение штоку, который поворачивает
диск-матрнпу на Определенный шаг. Во время удара пуансона диск-матрица
стоит неподвижно. Отрихтованные детали по желобку 5 направляются в ящик.
Загрузочная зона отделяется от желобка козырьком-отсекателем 4.
До применения нового штампа за смену рихтовали 10—12 тыс. шайб диамет-
ром 32 мм, а теперь за это же время рихтуют 35 тыс. деталей.
С помощью п р а ₽ й л ь н о - ре з ате л ьн ы х станков
Правильно-резательные станки используются для правки и резки на мерные
куски проволоки и поступающего в бухтах круглого металла диаметром до 16 мм.
Правка осуществляется путем пропускания материала через систему вращаю-
щихся роликов специального профиля. Выправленный материал автоматически
отрезается.
Производительность правильно-резательных станков достигает 16—22 м
в минуту выправленных и разрезанных заготовок.
ГИБКА МЕТАЛЛА
1. ОСНОВНЫЕ СВЕДЕНИЯ О ПРОЦЕССЕ ГИБКИ МЕТАЛЛА
В процессе гибки металл подвергается
одновременному действию растягивающих
и сжимающих усилий. Иа наружной стороне
детали в месте изгиба волокна металла рас-
тягиваются и длина их увеличивается; на
внутренней же. наоборот, — волокна сжи-
маются, а длина их укорачивается. II только
нейтральный слой, или, как принято назы-
вать. нейтральная линия, в момент сгиба
нс испытывает ни сжатия, ни растяжения.
Длина нейтральной липни после изгиба
детали не изменяется. г
дел упругости, тогда деформация детали
будет пластической.
При гибке деталей из листовых заготовок
пластическая деформация всегда сопровож-
дается упругой, поэтому в согнутой на
определенныйугол детали после снятии на-
пряжения происходит явление распружн-
нения, т. е. угол загиба всегда несколько
увеличивается, а деталь немного выпрям-
ляется. Угол, на который распрямляется
деталь вследствие упругой отдачи или пру-
жинения, называется углом упругой дефор-
Рис. 63. Изменения в структуре металла «следствие ею деформации после юбки
детали:
a — растянутые волокна; В •-* нейтральный слой; о — сжатые вол окна.
На рис. 83 видны изменения в структуре
металла в месте изгиба детали. Верхние
слои металла (зона а) растянуты, а нижние
(зона в) сильно деформированы — сжаты.
Структура металла в средней части (зона (Г),
находящейся на месте нейтральной линии,
сохранилась без изменения.
В тех случаях, когда напряжения изгиба
не превышают предела упругости мате-
риала, деформации заготовки будут упру-
гими, и после снятия напряжений заго-
товка примет свой первоначальный вид. Для
получения изогнутой детали необходимо,
чтобы напряжения изгиба превышали пре-
мадии. Величина этого угла зависит от
марки и толщины материала, а также от
радиуса гибки. При изготовлении деталей
гибкой следует учитывать пружинящие
свойства металлов.
Способы гибки деталей с применением
оснастки, изготовленной с учетом их пру-
жинения. сопряжены с трудностями, так
как заранее трудно точно определить угол
пружинения. Поэтому оснастку, предназна-
ченную для производства точных деталей,
приходится несколько раз дорабаты-
вать.
Существует и другой вид гибки, при ко-
Расчет размеров заготовок для деталей, изготовляемых гибкой
207
тором обеспечивается получение точных
углов и радиусов изгиба. Это так называе-
мая гибка с растяжением, когда заготовка
при гибке подвергается растяжению с по-
мощью добавочного растягивающего уси-
лия, при этом все волокна сечения испы-
тывают растяжение и наблюдается лишь
некоторое сокращение сечения, тогда как
угол и радиус гибки остаются без изме-
нен ня.
Наибольшее распространение в слесар-
ной практике получили гибочные работы,
основанные на схеме простого гиба, т. е.
с учетом пружинения.
2 РАСЧЕТ РАЗМЕРОВ ЗАГОТОВОК ДЛЯ
ДЕТАЛЕЙ, ИЗГОТОВЛЯЕМЫХ ГИБКОЙ
Расчет длины заготовки детали, изготов-
ляемой гибкой, сводится к определению
длины нейтральной линии в сечении де-
тали. В табл. 106 приведены формулы для
определения размеров заготовок наиболее
распространенных профилей.
Для упрощения расчетов длин заготовок
рекомендуется пользоваться вспомогатель-
ными табл. 107 и 108.
В табл. 1U7 приведены заранее рассчи-
танные длины нейтральных линий изогну-
тых участков при гибке под прямым углом
(а—90) для материала толщиной з =0Д—
5 мм и г=0,5—15 мм.
Для расчета длины заготовки при изгибе
под разными углами согласно табл. 1(Г
обходимо применять следующую фор,
ак ( &
ап
где
длина нейтральной линии
изогнутого участка при
угле изгиба а.
Обозначая длину нейтральной линии изо-
гнутого участка через А. можно написать,
что
ж / s\ п f s\
где -^Ir i+-2" J и '2 v 2'*' —длины ней-
тральных линий изогнутых участков в углах
А И Б. При 5 =3 ММ И Г —а мм эти длины
равны 11,8 мм (по табл. 107).
г*б,
гв
Рис. 84. Скоба.
а также зна-
участков (/,.
/, получим
Подставляя эти величины,
чеиия длин прямолинейных
f2 и О в расчетную формулу
искомую длину заготовки:
£=174 11,8+28+11,8+17=85,6 мм.
Пример 2. Определить длину заготовки
для детали .уголок", показанной на рис. 85.
л= Иб(г+ 2 ) - те(г+^)'с= О,О175‘ (r+f)a^Q-
где А=0,0175
Во вспомогательной табл. 108 приведены
вычисленные заранее значения А для раз-
ных г и j>. Пользуясь этой таблицей, можно
упростить формулу для определения длины
нейтральных линий изогнутых участков
при изгибе под разными углами
£=/14 -AM lv
(3)
Пример 1. Определить длину заготовки
для скобы, изображенной на рнс. 84.
Согласно табл. 106 длина заготовки опре-
деляется по следующей формуле:
п f s \
£=4+ 2-[п+2 )
, Г. 7 S \
+ /2+ ЗДГ2 + 2J +«••
По табл. 108 находим, что при j =4 мм
и г — 15 мм А =0,297.
Подставляя численные значения l\, a
и А в соответствующую формулу (табл. 106),
получаем:
£=50+50+0.297x60=1187 мм.
208
Раздел одиннадцатый. Гибка металла
Таблица 106
Формулы для определения длин заготовок при гибке
Наименование и эскиз профиля
Формулы для аире деления длины заготовки (t>
V-образной формы
Расчет размеров заготовок для деталей, изготовляемых гибкой
209
Таблица 107
Длины нейтральных линий изогнутых участков при гибке код прямым
углом (а=90 ), в мм
Л, в ММ г, в л-v ол с,б 1Л 1.2 1.5 Z.O 25 3.0 4.0 М)
05 1.12 1,26 1.41 1,57 1,73 1,96 2.36 2.75 • 3.14 3.93 4.77
1.0 1.96 2.04 2.20 2,36 231 2,74 3,14 334 3,93 4,71 530
1Л> 2.36 2,83 2,98 3,14 3,3 3,54 3,93 4,32 4.71 5,50 6,28
2J0 3.54 J 3.62 3.77 3,93 4,09 4,32 4.71 5.10 5.50 6,23 7,06
25 4J2 4.40 4,55 4,71 4,86 5,10 5,50 5,90 6.28 7,06 7.85
3,0 5,10 5,18 • 5,36 5Д) 5,65 5,90 6,29 6,84 7.06 7.85 8.64
35 5,79 5,96 6,12 6,28 6,44 6.84 7.0G 7.45 7,85 8.64 9,42
4.0 6,66 6,75 6,92 7,06 ?.22 7,45 7,85 8,25 8.64 9.42 10,20
4.5 7.45 7.50 7,70 7.85 «35 8.65 9.05 9,42 10,2 11.00
5 855 5,32 8,48 8,64 9.05 952 10,2 11,0 11,80
♦ j
6 9,81 9.90 10,05 10,20 1035 10,6 11,0 11,4 11,8 12.6 13,30
7 11.4 11.5 11,6 11,8 11,9 123 12,6 13,0 133 14.1 14,9
8 13.0 13,1 13,2 1335 133 13,75 14,1 143 14,9 15,7 165
9 145 14,6 14,75 14,9 15,1 153 15.7 16,1 163 173 18.1
10 16,1 16,2 1635 163 16,7 16,9 173 17,7 18,1 18,8 19,6
И 17,7 17,75 17,9 18,1 18.3 18.5 18,8 19,3 19,6 20,4 21,2
12 19.22 193 195 19,6 19,8 20,0 20,4 20,8 21,2 22.0 22,8
13 20,8 20,9 21,0 21,2 21,4 21,6 22,0 22,4 22.8 23.6 24,4
14 22,4 225 22.6 22,8 22,9 23,2 23,6 24,0 24,4 25,1 25,9
15 23,9 24,0 243 24,4 24,5 24,7 25,1 25,5 25,9 26,7 27,4
14 М. А. Сергеев
210
Рцз^сл сдиннадмгый. Гибка ме-талли
Значения величины k для расчета длин
Л в мм од 0.5 0.8 1Д 1Д 1«6 1.0 г,о 2.S
Величина
1 0,020 0,022 0,024 0,026 0,028 — — —- —
2 0,038 0,039 0,042 0,044 0,015 0,018 0.019 0,051 0,052 0,057
3 0,055 0,057 0,059 0.061 0,063 0,065 0,066 0.068 0,070 0,074
4 0.072 0,074 0,077 0,079 0,080 0,083 0,084 0.086 0,087 0,092
5 0,090 । 0.092 0,094 0.096 0,1*18 0,100 0.101 одоз 0,105 0,109
6 0,107 0,109 | 0,112 0.113 0,115 0,118 0.119 0,120 0,122 0,127
7 0.125 0.127 0,129 0.131 0,133 0.135 0.136 0,138 0,140 0,141
8 0.142 0.144 0,147 0,148 0,150 0,153 0,154 0Д55 0,157 0.161
9 0,160 0,161 0,164 0,166 0,168 0,170 0.171 0.173 0.175 0.179
10 0.177 0,179 0,182 0,183 0,185 0,188 0.188 0,190 0,192 0,196
11 0,195 0,196 0,199 0301 f ► 0,202 0,206 0.206 0208 0,209 0.214
12 0,212 0,214 0316 0,218 0.220 0,223 0.223 0,225 0,227 0,231
13 0,230 0,231 0.231 0,236 ОД37 0,240 0.241 0,243 0,244 0,249
14 0,247 0,249 0.251 0,253 0.255 0,257 0.258 0,260 0.262 0,266
15 0,264 0.266 0,269 0,271 0.272 0,275 0,276 0,278 0,279 0,281
16 0,282 0,284 0,286 0.288 0,290 0,292 0,293 0,295 0,297 0,301
17 0,299 0,301 0,301 0.305 0,307 0,310 ОДП 0,312 0,314 0.319
18 0,317 0,319 0321 0,323 0,325 0.327 0,328 0,330 ОД32 0.336
19 0.330 0,336 0.339 0,340 0,342 0,345 0.346 ' 0,347 0.349 0.353
20 0,352 0,353 0356 0,358 0,360 0362 0.363 0,365 0Д67 0,371
21 0.369 0,371 0373 0,375 0,377 0.380 0,380 0,382 0,384 0,388
22 0,387 0388 0391 0,393 0,394 0.397 0.398 0,400 0,401 0,406
23 0,404 0,406 0.408 0,410 0.412 0.415 0,415 0,417 Д419 0,423
24 0.421 0,423 0,426 0,428 0,429 0,432 0,433 0,435 , 0,436 0,441
25 0.439 0.441 0,44>3 0,445 0,447 0.449 0.150 0,152 0.454 0,458
26 0.456 0,458 0,461 0,463 0,464 0.167 0.168 0,469 0.471 0.476
27 0,474 0,478 0,478 0,480 0,482 0,184 0,185 0,487 0.488 0.498
28 0.491 0,493 0,496 0,497 0,499 0302 0,503 0,504 0.506 ОДП
29 0.509 одп 0313 0,515 0317 0319 0,520 0,522 0,524 0,528
30 0Д26 0,528 0331 0,532 0334 0.537 0.538 0,539 0,541 0Д15
Расчет размере» заготовок дли деталей, изготовляемых гибкой
211
Таблица /(7?
нейтральных линий изогнутых участков
в мм
2.8 3.0 ЗЛ 4.5 5,0 6.0 7Л 8Л 9,0 Ю.О
А, в мм
0,059 0,077 0,079 0,082 — — — — — — — —
0,094 0,096 0,100 0,105 0,109 — — — — — —
0,112 0,113 0,118 0,122 0,127 0,131 — — — — —
0,128 0,131 0,135 0,140 0.141 0,148 0,157 — — —
0,147 0,148 0,153 0,157 ► 0,161 0.168 0,175 0,183 — — —
0,164 0,166 0,170 - 0.175 0,179 0,183 0,192 0,201 0.209 — —
0,182 0.183 0.188 0,192 0.196 0.201 ода 0.218 0.227 0.236 —
0,199 0,201 0,205 ода 0,214 । 0,218 0,227 0,236 0,244 0,253 ода
0,216 0,218 0,223 0,227 0,231 0,236 0,244 ода 0,262 0,271 0,279
0,234 0,236 0,240 0,244 0,249 0,253 0,262 0,271 0,279 0,288 ода
0,251 0,253 0,257 ода 0,266 0,271 0,279 0,288 0Д97 0,305 0,314
0,269 0,271 0,275 0,279 0284 0,288 0,297 0,305 0314 0,323 0,332
0,286 0.288 0,292 ода 0,301 0.305 10,314 0,323 0.332 0.340 0,349 •
0.303 0,305 0,310 0Д14 0319 0,323 0,332 0,340 0,349 0,358 0,367 |
0,321 0.323 0,327 0,332 0.336 0,340 0,349 0358 0,367 0,375 0,384
0,339 0,340 0,345 0,349 0.353 0,358 0,367 0,3/5 0,384 0.393 0,401
0Д56 0,358 0,362 0,367 0,371 0,375 0,384 0,393 0,401 0,410 0,419
0,375 0,375 0,380 0,384 0,388 0,393 0,401 0,410 0.419 0,428 0,436
0Д91 0,393 0,397 0,401 0,406 0,410 0,419 0,428 0,436 0,446 0,454 1
0,408 0,410 0,415 0,418 0,423 0,128 0,436 0,445 0,454 0,463 0.471 1
0,426 0.128 0,432 0,436 0,441 0,445 0,454 0,463 0,471 0,480 0,489
0,413 0,445 0,449 0,454 0.458 0,163 0,471 0,480 0.489 0,497 0.506
U.461 О.ЮЗ 0,467 0,471 0.475 0,480 0.489 0.497 ОДОб 0Д15 0,524
0,478 0,180 0,484 0,489 0,493 0,197 0,505 0,515 0Д24 0,532 0.541
0,496 0,497 0,502 0Д06 ОДП 0,515 0,524 0.532 ОДП 0Д50 0,559
0,513 0,515 0,519 0Д24 0,528 0,532 0,541 0,550 0Д59 0,567 0,576
0Д31 0,532 0,537 0,540 0Д45 0,550 0,559 0,567 0Д76 0Д85 0,593
0,548 0,550 0,554 0Д59 • 0,563 0,567 0,576 0,585 0,593 0,602 0.617 !
14*
212
Раздел одиннадцатый. Гибка металла
3. ОСНОВНЫЕ ПРИЕМЫ ГИБКИ ВРУЧНУЮ
Гибку деталей из тонких заготовок про-
изводят не ударами, а сглаживанием. Гибку
заготовок из листового и полосового ме-
талла толщиной более 0,5 мм и из круг-
лого материала диаметром более 4 мм
производят на оправках ударами молотка.
Форма оправки должна соответствовать
форме изгибаемого профиля с учетом де-
формации металла.
Таблица !09
Наименьшие радиусы гибки листового магерита в холодном виде
\ Матери ал Сталь яв—40—50 кГ/их(~ (342-490 0*1 Люр алюминий Алюминий Мель Латунь
Гплшяна материала, о ХИ \ Наименьшие рлгнусы гибки. & МЛ1
*
0*3 1,0 0,5 0,3 0,4
0,4 1.5 0,5 0,4 0.5
0,5 0.6 1,5 0,5 0,5 0.5
0,6 0,8 1,8 0,6 0,6 0.6
0,8 1,0 2.4 1.0 0.8 0,8
1,0 12 3,0 1.0 1.0 1.0
1,2 1Д 3.6 1,0 1.2
1*5 1.8 4,5 1,5 1.5 1.5
2.0 2,5 6,5 2.0 1*5 2.0
2,5 3.5 9.0 2.5 2,0 2.5
3.0 5,5 11,0 3.0 25 3.5
4,0 9,0 16,0 4.0 35 4.5
5,0 13,0 19,5 5,5 4.0 • 5.5
5.0 15,5 22,0 6,5 5.0 6,5
•
Примечания. 1. В этой таблице приведены значения минимальных радиусов
гибки листового материала вдоль волокон проката. При гибке поперек волокон
радиусы гибки можно уменьшать примерно вдвое.
2. При меньших радиусах гибку следует производить в нагретом состоянии
Основные приемы гибки вручную
213
Таблица НО
Основные приемы гибки деталей из листового и полосового металла
Гибка под углом 90J
Полки обычно загибают
лическимн молотками.
Заготовку детали зажимают в тиски так,
чтобы линия гибки находилась на уровне
верхней кромки губок (или нагубников)
тисков.
Гибку производят обычно за два приема:
сначала ударом по верхней части заготовки
поз. /), а затем внизу у губок под углом 90
поз. //).
Для гибки используются как металличе-
ские, так и деревянные молотки. Первый
прием гибки лучше выполнять деревянным
молотком, так как он не портит поверх-
ности детали; угол в месте перегиба обычно
формируют металлическим молотком. Уда-
рять нм нужно равномерно всей поверх-
ностью бойка.
Гибка деталей, имеющих несколько пря-
мых углов, производится на оправках, за-
жимаемых в тисках.
На заготовке предварительно размечают
линии изгиба. Затем на оправке 1 за-
гибают две взаимно-параллельные полки
(поз. ///) Две полки с противоположной
стороны загибают, зажгв деталь между
двумя оправками 2 и 3 (поз. /V).
деревянными молотками, а углы формируют метал-
углами* не р а в и ы м и 90'
Гибка деталей под
Такие детали подвергают гибке на спе-
циальных опраЗКях, размеры и форма ко-
торых соответствуют размерам и форме
детали.
Так, для гибки детали (поз. /) по линиям аа
и bb применяется оправка (поз. //). в ко-
торой полка / служит для упора заготовки
при гибке по лнкнн bb. а полка 2 —для
упора гонким концом при гибке по линии аа.
Гибка скобы
В этом случае используют оп-
равку цилиндрической формы.
Диаметр оправки должен соответ-
ствовать размеру паза скобы.
Последовательность и направ-
ление ударов при гибке показаны
стрелками.
211
ГЪз&ел одиннадцатый. Гибка металла
Продолжение табл. ПО
Гибка хомутика
Вначале на заготовке размечают места
сгиба. Затем в тисках б вертикальном по-
ложении зажимают оправку /, диаметр ко-
торой равен диаметру отверстия хомутика,
и по разметочным рискам с помощью двух
плоскогубцев изгибают хомутик на оправке
(поз. /).
Окончательное формирование хомутика
производится на той же оправке металли-
ческим молотком (поз. //).
Последовательность переходов при гибке цилиндрической втулки на оправке
показана на поз. /, // и ///.
При гибке цилиндрической втулки требуется соблюдать особую осторожность,
так как сильными и неточными ударами молотка можно вызвать деформацию
втулки.
Гибка в приспособлениях
Применение простейших приспособлений
для гибки сокращает затраты ручного труда
и улучшает качество обработки Так, на-
пример, изготовление шарнирной петли
значительно облегчается при использова-
нии приспособления, показанного в поз. /.
В прорезь 3 корпуса / вставляется заго-
товка 2. после чего под действием равно-
мерных ударов мплпткл или пяжимл губок
тисков на верхнюю кромку заготовки про-
тивоположная ей нижняя кромка, упираю-
щаяся в отверстие приспособления, изги-
бается так, что образует при этом петлю
требуемого размера.
При помощи прс^тейших приспособлений
фигурное ушко (поз. П) изготовляется
в две операции. Сначала заготовки / уста-
навливается в приспособление 3 н изги-
бается в нем с помощью оправки 2 (поз. Н,а),
а затем ушко окончательно обжимается в тисках (поз. //. 6)
Основные приемы гибки вручную
215
7
Таблица 111
Основные приемы гибки деталей из проволоки
Гибка под углом У0°
Гибку деталей типа скоб из тонкой проволоки
производят круглогубцами, а из проволоки диа-
метром более о мм — в тисках на оправке.
Отрезанную по нужному размеру и размечен-
ную заготовку устанавливают в вертикальное
положение (поз. /) и ударами молотка загибают
первый конец (поз. 11). Затем так же загибают
второй конец. Форма и размеры оправки /(поз.///)
соответствуют размерам скобы.
Гибка у in к а круглогубцами
Ушко со стержнем из тонкой проволоки изготовляют с помощью круглогубцев.
Берут заготовку длиной на 10—15 мм больше, чем требуется по чертежу.
Удерживая ее за один конец, второй конец изгибают, постепенно переставляя
круглогубцы в местах изгиба (поз. /).
После того как ушко будет загнуто соответственно заданным размерам, ему
окончательно придают нужную форму с помощью приема, показанного в поз. И.
Когда ушко совсем готово, избыточный конец стержня удаляют кусачками (поз.///).
Изготовление ушка на оправке
Ушко из сравнительно толстой проволоки изготовляют в тисках на круглой
оправке. Вначале на заготовке отмеряют от конца расстояние, равное половине
длины окружности ушка. Затем заготовку зажимают в тисках в вертикальном
положении так, чтобы намеченная риска приходилась на уровне губок тисков
(поз. I). Проволоку изгибают, ударяя молотком в местах прилегания ее к оправке.
После того как одна половина ушка загнута, заготовку вместе с оправкой
зажимают в тисках (поз. //) и загибают вторую половину ушка.
Окончательно формируют ушко, сочетая улары молотком с обжимкой В губ-
ках тисков (поз. 111).
216
Раздел одиннадцатый. Гибка металла
4. ПРИСПОСОБЛЕНИЯ И ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ
ГИБКИ ДЕТАЛЕЙ
Таблица 112
Приспособления и устройства для механизированной гибки деталей
нз листового материала
Настольные станки и приспособления с ручным приводом
Перед
так. чтобы
полки.
Листогибочные машины с поворотной траверсой
зажимают между столом в верхней объемной планкой 2
выступала на величину, равную ширине загибаемой
поворотом рукоятки /.
'гипои
OUVC2S
Машины этого типа предназначаются для разнообразной, в основном продоль-
ной. гнбкн листового материала. За один ход выполняется одна несложная опера-
ция (поз. /). Сложные профили сгибаются иа машине за несколько переходов.
Машина (поз. //) состоит из двух стоек 1, жестко соединенных между собой
столом 3, поворотной траверсы 5 и прижимной траверсы 4. Поворот траверсы
на угол до 180е на машинах легкого типа производится вручную рукоятками 2.
Машины тяжелых типов располагают для этой цели механическим приводом.
Подлежащий гибке лист устанавливается на столе 3 и прижимается к нему
траверсой 4, а затем вращением поворотной траверсы 5 конец листа загибается
до требуемого положения.
Приспособления и оборудование для механизированной гибки деталей
217
Продолжение табл 112
Листогибочные прессы
Листогибочные вальцы
Листогибочные прессы
(поз. /) применяют для
выполнения весьма раз-
нообразных работ — от
гибки кромок до гибки
профилей в одной или
нескольких плоскостях
под разными углами или
же по плавной кривой
того или иного ни да.
Гибка профилей про-
изводится с помощью
пуансона 2 (поз. //). за-
крепленного на раме
ползуна /. и матрицы 3.
устанавливаемой на под-
кладке 4 плиты 5 пресса
или непосредственно на
плите.
Пуансоны различаются
по форме и радиусам
гибки. Рабочая часть мат-
рицы представляет собой
гнездо, простроганное
обычно в форме уголь-
ника или прямого паза.
Примеры применяе-
мых для гибки пуансо-
нов 1 и матриц 2 различ-
ных профилей приведены
в поз. ///.
Для получения требуе-
профиля с рядом
гибов гибку произ-
г последовательно
в несколько переходов
с продвижением заго-
товки или листа каждый
раз до установленного
упора. Количество пере-
ходов равно количеству
перегибов на профиле.
Вальцы состоят из двух ниж-
них валков, которым сооб-
щается вращательное движе-
ние, и верхнего валка, смон-
тированного на откидном под-
шипнике. Верхний валок при-
водится в движение от заго-
товки. Он имеет возможность
перемещаться по высоте для
придания листу при гибке за-
данного радиуса. Если заго-
товки должны получить кони-
ческую поверхность, то верх-
нему валку придают уклон,
равный уклону образующей
конической поверхности.
218
Раздел одиннадцатый. Гибка металла
Таблица НЗ
Основные технические данные оборудования для механической гибки,
изготовляемого отечественными заводами
Наименование оборудование Модель Техническая характеристик! Завсд-изгот свите ль
1. Прессы листогибочные (кромкогнбочные) к р к в о ш н п- н ые Пресс листогибочный (кромко-
гибочный) кривошипный ... ПЛ-131 Усилие 100 m З-д кузнечно- прессовых автома- тов (г. Азов)
То же . ... II. Машин ы листогибочные с поворотной гибочной Машина листогибочная с ново- И-135 Усилие 160 m То же
ротной гибочфй балкой . . . И-242 Наибольшая толщина листа 1,6 мм Машинострои- тельный завод (г. Львов)
То же А . . . III. Машины листогибочные т р е х - и ч е т ы р е х в а л к о в ы е Вальцы листогибочные трехвалко- И-2144 То же, 25 мм То же
вые ....... ♦ I Ьибольшие размеры загибаемого листа 2x1600 мм З-д строительных машин (г. Новоси- бирск)
Вальцы листогибочные .... И-713 То же. З-д кузнечно- прессового оборудо- вания нм. 8-летия Октября (г. Слав- город)
То же Вальцы гибочные четырехвалко- P1-222U То же, 10x2000 мм То же
вые То же. 12 x6300 мм Старо-Краматор- ский завод (г. Кра- маторск)
Вальцы листогибочные IV. Прессы гибочно- штамповочные горизонтальные (бульдозеры) 367П То же, 2&х2и00 лил • З-д тяжелого куз- нечно-прессового оборудования (г. Ря- зань)
Пресс гибочно-штамповочный . . И-216 Усилие 200 m З-д кузнечно- прессовых автома- тов (г. Азов)
Приспособления и оборудование для механизированной гибки деталей
219
Продолжение табл. 113
-
Нэнмепсванне оборудования Мохель Техническая херактеростика Завод-изготовитель
V. Машины роликовые сортогибочные Машина роликовая сортогибоч- ная . Машина правйльно-гнбочная . . Правильный станок для прутков и труб . . . ’ * Знг-машина 4^2 С-249 И-622 9412 С-237А Наибольшие размеры изгибае- мого уголка 50 x50x6 мм То же, 80х80хЮ мм Наибольший диа- метр прутка до 30 мм, труб — до 40 мм Наибольшая толщина обраба- тываемого мате- риала 2 мм З-д строительных машин (г. Новоси- бирск) З-д кузнечно- прессового обору- дования (г. Таган- рог) Станкозавод им. С. М. Кирова (г. Гомель) З-д строительных машин (г. Новоси- бирск)
Таблица 114
Приспособления и оборудование для механизированной гибки деталей
из полосового и профильного материала
Настольные станки и приспособления с ручным приводом
Гибка профилей небольших,
сечений часто производится на
настольных гибочных станках
г помогаю сменных ппрянпк
и колодок. В поз. / показана
наладка такого станка для гиб-
ки прямоугольного профиля
под углом 90е.
Основными частями станка
являются круглая плита /.уста-
навливаемая на столе, и* по-
воротная рукоятка 2. В зави-
симости от сечения изгибаемых
профилей применяются раз-
личные оправки 4. а на ру-
коятке — направляющие ко-
лодки 3. Диаметр у оправки
определяется радиусом гибки
профиля. Момент перехода от
прямолинейных участков к кри-
волинейным и углы поворота
< ограничиваются упорами.
А Используя набор колодок
и оправок разных радиусов
г кривизны, на этих станках
можно изготовлять не только
прямоугольные профили, ото-
гнутые под различными уг-
лами, но и отгибать в разные
стороны концы.
220
Раздел одиннадцатый. Габка металла
Продолжение табл Ц4
В поз. // изображено приспособление для гибки профилей по специальному
шаблону. Подвергающаяся гибке профильная заготовка закрепляется одним кон-
цом в зажиме 6. Изгиб профиля осуществляется с помощью роликов 2 и 5. обка-
тывающих заготовку по кромке шаблона / при повороте рычагов 3 и 4.
Универсальные механические прессы и универсальные
штампы
Для механизированной гибки небольших деталей могут быть использованы
Обычные механические прессы.
В мелкосерийном производстве при большой номенклатуре деталей весьма
рационально применение универсальных штампов.
Основными деталями такого штампа являются матрица / и сменные пуан-
соны 2. Гибочная матрица представляет собой призму квадратного сечения, вдоль
боковых граней которой выбраны угловые пазы разной глубины, предназначен-
ные для гибки заготовок различной толщины. Матрицу устанавливают на плиту 3
таким образом, чтобы паз. соответствующий данному размеру гибки, был обра-
щен в сторону пуансона. Боковое смещение матрицы ограничено двумя скреп-
ленными с плитой стойками.
Возможные размеры обработки, в мм
размеры от DO
ЛА В/ L s 8 10 1Д 2, 3 200 350 . 4. 5, 6 [i>L
Сменный пуансон, рабочий контур
которого обработан по определенному ра-
диусу. крепится в пуансонодержатслё.
В этом штампе в пределах предусмот-
ренных его конструкцией габаритов можно
выполнять гибку как по разным радиусам
так и под разными углами. В последнем
случае должны быть изготовлены допол-
нительные комплекты матриц и пуансонов
с сечениями, соответствующими профилю
детали-
Приспособления и оборудование для механизированной гибки деталей
22!
Продолжение табл. 114
Специальные гидравлические и лиев магические
гибочные прессы
Для механизации процесса гибки отдельными предприятиями и новаторами
производства создаются специальные гибочные прессы с гидравлическим и пнев-
матическим приводами.
На рисунке в качестве примера показан такой пресс, построенный на заводе
.Электросила* для механизации гибки шин на полосовой меди. Внизу приведены
типы
шин,
подвергающихся гибке
на этом прессе.
Трехроликовые и четырехроли-
ковые гибочные станки
На универсальных трех роликовых и четы-
рехроликовых станках гнут профили с раз-
ными радиусами кривизны.
В поз. / показан трех роликовый станок для
гибки профилей, изготовляемых из листов
алюминиевых сплавов толщиной до 2,5 мм.
Наладка верхнего ролика 4 относительно
двух нижних / осуществляется вращением
рукоятки .3. При гибке заготовка должна быть
прижата верхним роликом к двум нижним.
Прижимы 2 устанавливают так. чтобы они
свободно скользили по полкам профиля, не
давая ему скручиваться в процессе гибки.
Поверхность роликов должна быть чисто по-
лированной во избежание задиров и царапин
на изготовляемом профильной заготовке.
222
Раздел одиннадцатый. Гибка металла
Продолжение табл. 114
Профили с большими радиусами гибки из-
гибают на трехроликовом стайке в несколько
переходов. Профили, имеющие форму кругов,
спирали или криволинейные очертания раз-
ной кривизны, изготовляют на четырехроли-
ковых станках.
Четырех роликовый станок (поз. //) состоит
из станины 8, внутри которой смонтирован
приводной механизм, двух ведущих роликов 2
и 4, подающих заготовку, и двух нажимных
роликов 3 и б, изгибающих заготовку 5. Нуж-
ный радиус гибки устанавливается поверты-
ванием рукояток / и 7.
Техническая характеристика четырехроликового станка типа 58
Вылет роликов от станины ... 30 мм
Нормальные диаметры ведущих
роликов....................... 154 мм
Наименьший диаметр загибае-
мого кольца................... 155 мм
Наибольшее сечение изгибае-
мого профиля с полкой наружу
(высота полкиХ ширину пол-
ки хюлщину материала с со-
противлением разрыву до
45 к Г им3)..........- - . -
35x35x5 ми
Горизонтальные гибочные прессы (бульдозеры)
В качестве универсального оборудования для гибки деталей из профильного
металла наибольшее применение получили горизонтальные гпбочнше прессы шиа
бульдозеров (поз. /).
Гибка труб
223
Продолжение табл. Н4
Схемы гибки заготовок из сортового металла на этих прессах показаны в поз.//.
Двухопорное гибочное устройство состоит из опор 2 и толкача 1, имеющего
возвратно-поступательное перемещение. Расстояние между опорами и величина
хода толкача могут изменяться. Заготовка укладывается на опоры (поз. //, а) или
на специальные опорные ролики, а затем при рабочем ходе толкача участок за-
готовки, расположенный между опорами, прогибается на заданную стрелу про-
гиба (поз. //, 0). Величина се зависит от межопорного расстояния и величины
хода толкача.
Во время обратного (холостого) хода толкача заготовка продвигается вперед
вручную (поз. //, в), и таким образом под толкач подводится следующий участок
заготовки (поз. //, г). Далее заготовку последовательно продвигают так. чтобы все
участки были подвергнуты изгибу, при этом участки изгиба должны перекрывать
друг друга, т. с. величина каждого продвижения заготовки должна быть меньше
расстояния между опорами. Контроль изгиба производится по шаблону на выходе
ЗАГОТОВКИ.
5. ГИБКА ТРУБ
Гибку труб производят Б холодном и го-
рячем состояниях ручным и механизиро-
ванным способами, с наполнителями и без
наполнителей.
Наполнители применяют для предотвра-
щения образования складок и сплющива-
ния стенок труб. В качестве наполнителей
используется просушенный мелкий песок
или канифоль.
Имеется некоторая практика применения
в качестве наполнителя вместо песка воды,
которую после заполнения труб заморажи-
вают.
Для каждой трубы в зависимости от ее
диаметра и материала должен быть уста-
новлен минимально допустимый радиус
гибки (табл. 115). При меньшем радиусе
гибка недопустима.
Таблица 115
Знач ния минимально допустимых радиусов гибки в холодном состоянии
труб различных диаметров, к ми
Наружный пнаметр грубы, В мм Материал трубы - » Н аружный сиамегр труОы, в мм Материал трубы
Ст. 45 Ст. зь Ст. 20 Ст. 10 Ст. 45 Ст. 35 Ст. 2) Ст. 10
18 74 62 56 43 105 410 344 282 240
24 95 79 65 55 ПО 4.50 377 310 264
32 115 96 79 67 130 536 450 370 315
38 156 131 107 91 145 578 484 398 339
50 197 165 136 115 155 620 522 430 360
to 238 199 164 139 181 720 600 498 425
75 280 260 194 173 19-1 752 630 516 444
80 324 270 224 190 206 835 707 575 488
90 362 302 250 213 220 920 770 635 540
224
Раздел одиннадцатый. Гибка металла
Таблица 116
Основные способы гибки труб
Гибка на ручных приспособлениях
1 . "
А
Ручные приспособлений применяются при гибке в холодном состоянии труб
диаметром до 25 мм.
Для ручной гибки медных трубок Небольшого диаметра (5—10 aim) служат
трубогибы простейшею типа. Такой, трубогиб (поз. /) состоит из неподвижного
ролика 2 с рукояткой 3 и подвижного ролика /, укрепленного в обойме 6 на ру-
коятке 7. Обрабатываемую трубу 4 помешают между роликами и закрепляют хо-
мутиком 5. При повороте рукоятки подвижный ролик нагибает трубу.
Для гибки медных трубок рапных диаметров при сборке машин применяют
миогоручьсвой трубогиб (поз. //). В этом случае трубку пропускают между ро-
ликами / и 2 до соприкосновения с упором 4. затем npvi повороте вилки 3 под-
вижный ролик 2 обкатывается вокруг неподвижного, изгибая трубку по радиусу,
равному радиусу ролика Л
П
С помощью ручного рычажного трубогиба (поз. Ш) можно изгибать стальные
газовые трубы диаметром ’/j. « и 1* в холодном состоянии без наполнителя
Гибки труб
225
Продолжение тпабл. 116
Для ручной гибки стальных труб диаметром до 50 мм на угол 180° без
наполнителя в холодном состоянии может использоваться специальная головка
(поз. /I7) с ручным приводом.
Головка состоит из плиты с неподвижным упором 6 для крепления трубы,
сменного гибочного шаблона 2 с полукруглой канавкой и обкатывающего ролика 8.
который через сменный ползун 9 с полукруглой канавкой создает усилие для
гнутья трубы вокруг гибочного шаблона.
При вращении рукорткн 7 приводится во вращение коническая зубчатая пе-
редача 3. На одной оси с ведомым коническим колесом установлено цилиндри-
ческое зубчатое колесо 4. которое вращает цилиндрическое колесо 5, приводящее
в движение обкатывающий ролик.
Перемещаясь, обкатывающим ролик давит на ползун и изгибает трубу 10 во-
круг гибочного шаблона. Гибочный шаблон и ползун имеют полукруглые канавки
(ручьи), размеры которых соответствуют наружным диаметрам изгибаемых труб.
При работе на головке надо следить за тем, чтобы обкатывающий ролик
и прижимная планка были установлены в соответствии с гибочным шаблоном.
На столе станка имеется переставной упор / для фиксации конца гиба.
Гибка тр олодном состоянии на специальных станках
3^
Для гибки труб диаметром
до150лм/ со значительной тол-
щиной стенки и сравнительно
большим радиусом гиба слу-
жат станки, работающие по
схеме обкатки. В этом случае
обкатывающий прижимной ро-
лик 2 (поз. /) движется вокруг
неподвижного гибочного шаб-
лона / н прижимает при этом
трубу к шаблону либо непо-
средственно (поз. А а), либо
же с помощью специального
ползуна 3 (поз. /, ff).
Размеры ручьев гибочного
шаблона /, охватывающего ро-
лика 2 и ползуна 3 должны
соответствовать наружному
диаметру изгибаемой трубы.
Для повышения производи-
тельности применяют много-
ручьевые гибочные шаблоны,
при помощи которых можно
гнуть на один и дот же радиус
одновременно несколько труб.
На этих станках устанавливают
также гибочные шаблоны, ко-
торые позволяют за одну уста-
новку оснастки получить 2 —
3 различных радиуса гиба.
В качестве примера в поз. //
приведен общий вид трубоги-
бочного станка типа ВМС-22М.
работающего по схеме обка-
тывания.
Внутри сварной рамы 7 рас-
положен электродвигатель 4.
При помощи клнноременной
передачи вращение пт электро-
двигателя передается редук-
тору 8, иа конце выходного
вала которого установлено
зубчатое колесо 6, находящееся
в зацеплении с колесом 5.
1
Последнее крепится к поворотному столу 3, несущему блок подвижных роликов /.
А центре сюда неподвижно укреплена ось, на которой установлен блок роликов 2.
15 М. А. Сергеев
226
Раздел одиннадцатый. Гибка металла
Продолжение табл. 116
На поворотном столе сверху нанесена стрелка, которая позволяет определить
угол его попорота при гнутье труби по градуировке нз неподвижном кожухе
стола. Комплект роликов дает возможность гнуть трубы диаметром от */» 1»;4*.
Сбоку станка предусмотрен откидной столик, на котором можно разместить
чертеж изгибаемой трубы.
Машинное время для гибки труби на угол 180-* составляет 7 сек.
При большом объеме работ для гибки
труб диаметром от 10 до 426 мм (осо-
бенно тонкостенных) широко исполь-
зуются трубогибочнце станки, работаю-
щие по схеме наматывания (поз. ///).
В этом случае, в отличие от метода
гибки с обкаткой, вращение сообщается
гибочному шаблону, ползун же непо-
движен или перемещается в продольном
направлении.
Механизм устройства для гибки спо-
собом наматывания состоит из гибоч-
ного шаблона /, зажима 2 и ползуна 3
(опорной колодки). В большинстве слу-
чаев применяется еще н дорн 4, служа-
щий для предотвращения образования
овальности и гофр.
Наибольшее распространение по-
лучили дорны, имеющие следующие
формы: ложкообразную (поз. IV,а), шаро-
образную (поз. /V. «) или усеченную
шарообразную (поз. /V, б). При гибке
тонкостенных труб применяют состав-
ные дорны (поз. /V. г), дополнительные
звенья которых размещаются по всему
гибу. Такие дорны поддерживают стенку
трубы в месте изгиба, облегчают пере-
мещение трубы по дорну, придают ей
круглую форму и даже выравнивают
неглубокие гофры.
Порядок работы на станке следующий.
Трубу устанавливают в ручей гибочного
шаблона и прикрепляют к прямолиней-
ной его части при помощи зажима 2.
затем регулируют ползун 3, которым
труба во время гибки прижимается к ги-
бочному шаблону. Приводимый во вра-
щательное движение гибочный шаблон
увлекает за собой трубу, которая, нахо-
дясь в ручье между шаблоном и пол-
зуном. стаскивается с дорна н изгибается
на необходимый угол и радиус.
Для гибки крупных тр}5 (диаметром до 350 ж и) при строительных и ремонт-
ных работах получили применение прессы и установки, работающие пб схеме,
приведенной в поз. V.
Станки этого типа менее производи-
тельны, чем станки для гибки наматыва-
нием или с обкаткой, поэтому при массо-
вом и крупносерийном производстве они
малоэффективны. Обычно они оборудуются
гидравлическим приводом.
При большом угле гиба процесс гибки
осуществляется по участкам путем после-
довательных перестановок трубы.
Гибка труб
Продолжение табл. 116
Для гибки труб диаметром до 3'/3* по кольцу
или спирали, а также труб сравнительно большой
длины с большим радиусом гиба применяют трубо-
гибочные станки, работающие по схеме вальцевания
(поз. V/).
На этих станках труба увлекается силами тре-
ния в направлении вращения роликов и приобре-
тает на выходе кривизну, которая определяется
взаимным расположением роликов. Станки могут
быть с тремя и четырьмя роликами.
Ролики имеют ручьи, радиусы которых соответ-
ствуют наружным радиусам трубы. Глубина каж-
дого ручья немного меньше половины диаметра трубы (на 1-5 ле.и).
При данном способе гибки можно гнуть трубы с наименьшим радиусом
Гибка труб в нагретом состоянии (горячая гибка)
Известно, что при нагреве повышается пластичность металла и соответственно
уменьшается усилие, необходимое для гибки.
Существуют два способа изготовления криволинейных участков с предвари-
тельным нагревом трубы-заготов.ки:
1) на станках или плитах;
2) протяжкой крутОнзогнутых отводов на роге.
Выбор способа гибки зависит от объема производства, параметров трубы и От
того, как влияет подогрев на качество изогнутой трубы во время эксплуатации.
При массовом производстве более целесообразен и чаще применяется второй
способ.
Процесс гибки трубы в горячем состоянии состоит из следующих операций:
разметка трубы; установка заглушки на один конец ее; заполнение трубы напол-
нителем (чаще всего песком); уплотнение песка; установка второй заглушки; на-
грев; гибка; снятие заглушек и опорожнение трубы от песка, очистка внутренней
поверхности трубы.
Минимальные величины радиуса Гиба для труб с. наружным диаметром до
426 мм и отводов с наружным диаметром до 820 мм, а также ряд нормальных
радиусов гиба приведены в ГОСТ 9842-61.
Госгортехнадзор СССР рекомендует минимальный радиус гиба при горячей
гибке с набивкой /?=3,5 /),|ор.
Песок, применяемый в качестве наполнителя, должен быть просушен и тща-
тельно просеян. Такой песок равномерно и легко уплотняется в трубе, что исклю-
чает образование местных пустот. Уплотненный крупнозернистый песок лучше
сопрО1ивляется сжатию.
Нельзя заполняй» трубы горным песком, так как он содержит органические
вещества, легко выгорающие и пригорающие к стенкам трубы.
Песок для набивки труб используется не более 3—4 раз. после Чего он обычно
загрязняется н нс отвечает техническим требованиям.
Наполненные песком трубы плотно закрываются второй заглушкой. Конструк-
ция заглушек зависит от величины внутреннего диаметра трубы. Для труб малых
диаметров заглушки могут быть из глины, резины или твердых пород дерева
в виде конусной пробки длиной, равной 1,5—2 диаметрам трубы с конусностью
около ’/1о Для труб больших диаметров заглушки изготовляются металлическими.
Нагрев грубы может производиться в нефтяных, электрических и коксовых
горках, в пламенных или электрических печах, а также электро контактным спо-
собом. Наиболее прогрессивным способом является нагрев с помощью токов вы-
сокой частоты.
Режим нагрева зависит от материала трубы. Так, например, трубы из стали 20
загружают в печь и нагревают до температуры 910—920е С; при этой температуре
их выдерживают нз расчета по I мин. на каждый миллиметр толщины стейки
трубы,
Начинать гибку можно при температуре не ниже 880е С, а заканчивать при
температуре не ниже 720 С. После снятия трубы со станка ее охлаждают на воздухе.
В зависимости от необходимой производительности горячая гибка труб про-
изводится иа плите, на трубогибочном станке или на приспособлении.
15*
228
Раздел одиннадцатый. Гибка мета 1га
Продолжение табл. U6
Т
г —
сок. Затем тру
участки. Л
ё
Данный способ обладает еле.
При гибке на плитах приме-
няются сменные гибочные шаб-
лоны. Нагретая до требуемой тем-
пературы труба 3 (поз. /) закла-
дывается между гибочными шаб-
лонами — упорным 2 и опорным /.
Каждый шаблон установлен на оси,
вокруг которой он может свободно
вращаться. К концу трубы 3 при-
соединяется трос 4. идущий or
лебедки. При натяжении троса
труба гнется вокруг опорного ги-
бочного шаблона. Во время гибки
оба шаблона поворачиваются.
После охлаждения трубы из нее
выбиваю! пробки и высыпают г.е-
остукнвают кувалдами, обращая особое внимание на изогнутые
ого трубу очищают от остатков пригоревших частиц песка.
При гибке способом горячей протяжки (поз (Г)
отрезок трубы 2 надевается на штангу, соеди-
ненную с рогообразным сердечником /, затем,
начиная с конца, расположенного ближе к сер-
дечнику. заготовка нагревается и одновременно
под действием приложенной силы наталкивается
на сердечник. Так как последний имеет кривизну
и уширяется к концу, то труба-заготовка, про-
ходя под действием перемещающей ес силы по
сердечнику, гнется и одновременно калибруется
по необходимому диаметру.
дующими Технико-экономическими преимуществами;
1) представляется возможным гнуть трубы с наименьшим радиусом гиба
1—1,5 D?,
2) сокращается трудоемкость изготовления криволинейных участков.
Гибка тру’б и а штампах
Одним нз наиболее производительных способов изготовления криволинейных
труб из черных и цветных металлов в крупносерийном производстве является
гибка на штампах.
Имеются следующие ьнды гибки труб на штампах"
1) гибка отдельных участков трубы в одной или нескольких плоскостях без
нагрева заготовки,
2) гибка угольников ил нагретых труб — горячая штамповка;
3) штамповка отдельных глемелтов угольников с последующей их сваркой.
Штампы устанавливаются на гидравлических, пневматических и фрикционных
прессах. В зависимости от объема производства применяют штампы деревянные
н металлические. Деревянные штампы изготовляют нз березы, а рабочую поверх-
ность их облицовывают металлической пластиной или фиброй.
В зависимости от назначения трубопровода и требований к овальности трубы
в изогнутом участке она гнется
на штампе с заполнителем или без него.
В поз. I приведен пример использования де-
ревянного штампа для гибки труб в одной
плоскости.
Труба заводится в матрицу, рабочая поверх-
ность которой имеет в продольном направлении
кривизну, необходимую для изгиба трубы, а в
поперечном сечении ручей в форме полуокруж-
ности.
Гибка осуществляется за один ход пресса.
Создание гиба в двух плоскостях производится
в два приема на двух штампах, каждый из ко-
торых служит для гибки в одной плоскости, или
на одной п той же матрице с двух сторон ко-
торой делаются выемки, имеющие кривизну по
профилю гиба.
ГиЪса труб
229
Продолжение табл. 11b
При гибке трубы в одной плоскости по сложному профилю применяют штамп
с промежуточной коробкой (поз. J1) В этом случае изменяется и сам процесс
гибки. Труба укладывается на матрицу, затем надевается промежуточная коробка
и опускается пуансон, который перемешает трубу вниз, при этом она плавно
скользит по выступам матрицы и изгибается.
В поз. /// показан пример использования металлического штампа к гидравли-
ческому прессу. В этом штампе Гибка производится на двух опорах в виде роли-
ков 2. устанавливаемых на сварном башмаке /. Диаметр и форма желоба роликов
соответствуют форме и диаметру сечения трубы. Верхняя подушка с пуансоном 3
крепится к траверсе пресса. Пуансон и ролики сменные. Ролики могут перестав-
ляться в пазах соответственно радиусу гиба и диаметру трубы.
В поз. /V приведена схема горя-
чей штамповки угольников-отводов.
Штамповка производится на двух-
ручьевых штампах (один ручей гибоч-
ный, второй—формовочный), устанав-
ливаемых на штамповочных прессах.
Исходной заготовкой для штамповки
служит отрезок трубы с двухсторон-
ними косыми срезами. Заготовку
трубы под штамповку можно полу-
чить рубкой в штампе, резкой на
дисковой пиле или на приводном
ножовочном станке.
Перед штамповкой заготовка под-
вергается нагреву в печи до ковоч-
ной температуры соответствующей
стали. Нагретая заготовка вклады-
вается в полость первого ручья штам-
па (поз. /V). Ручей имеет в попереч-
ном сечении о'вальную форму, кото-
1-й ручей
рую приобретает труба при изгибе
без внутреннего ограничителя воз-
можных изменений формы, при этом
степень изменения формы попереч-
ного сечения зависит от отношения
толщины стенок трубы к ее диаметру.
После гибки в первом ручье производят формовку, для чего изогнутую трубу
вкладывают во второй ручей, поворачивая ее при этом на 90 относительно про-
дольной оси.
При окончательной формовке овальное сечение в гибе приобретает круглую
форму и одновременно происходит выравнивание толщины стенок и уменьшение
разностснности.
230
Раздел одиннадцатый. Гибка металла
6. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ПРУЖИН
По своему назначению цилиндрические
пружины делятся на работающие на растя-
жение, на сжатие и на скручивание.
У пружин, работающих на сжатие
(рис. 86, а). витки расположены на неко-
<9
Рие. 86. Цнлмклрические пружины.
Длину заготовки I пружины (без учета
колец па концах) определяют по следую-
щей формуле:
(7)
где г. — отношение длины окружности
к диаметру, ранное 3,14,
£>0—средний диаметр пружины;
п — число витков пружины.
При подсчете витков пружины учиты-
ваются только рабочие витки. У работаю-
щих на сжатие пружин с не прижаты ми
концами число рабочих витков определяют
путем вычитания из числа всех витков по
одному витку с каждого конца. Если край-
ние витки прижаты для образования опор-
ной плоскости, то вычитают по 3/4 витка
с каждого конца.
Пример !. Определить длину заготовки
цилиндрической пружины, если диаметр
проволоки <2=3 мм, внутренний диаметр
пружины /JBU=2(J мм, а число витков п— 12.
1. В этом случае средним диаметр
М>=£вн+</=20+3=23 мм.
2. Длина заготовки составит:
/=я£)0п=3,14 X23X12 =866,64 мм
Пример 2. Определить длину заготовки
цилиндрической пружины при d—2,5 мм,
=20 мм и л=10.
2>0=£>нар — d=20 — 2,5=17,5 мм.
/—л Лол=3,14X17,5x10=549,5 мм.
Навивка пружин производится на уни-
версальных токарных станках (рис. 87),
а в условиях серийного и массового произ-
водства — на специальных пружинонави-
вальных автоматах.
тором расстоянии друг от друга; концы
пружин прижимают к смежным виткам.
У пружин, работающих на растяжение
(рис. 86, (Г) и скручивание (рнс. 86, «X
витки плотно прилегают один к другому,
В пружинах, работающих на растяжение,
последние витки отгибают на 90° и заги-
бают в виде полуколец и колец.
Нэрне. 86, а показаны основные размеры
цилиндрической пружины.
Очевидно, что
Т^нар—Г)0И-{-2т1.
(4)
Рнс. 87. Навивка пружины ва токар-
ном станке.
Для расчета длины заготовки, потребной
для изготовления пружины, необходимо
знать средний диаметр пружины Do, кото-
рый равен:
Оо=Овк+<1 (5)
или
^о= ^нар — Л (б)
Диаметр оправки для навивки пружин
находится по формуле:
D=kD^,
где D — диаметр оправки, в мм;
k — коэффициент, который берется по
табл. 117;
DBM — внутренний диаметр пружины,
в мм.
Изготовление цилиндрических пружин
231
Таблица U7
Значение коэффициента k
Предел прочности при растяжении материала проволоки ав. в K/ JAM1 Коэффи- циент Л Предел прочности при рэстсженнн м стерпела проволоки с^. к ГjtiM* Коэффи- циент А
100—150 0,95 • 225—250 0,86
150—175 0,91 250—275 0,81
175-200 0,89 275—W0 о.аз
200—225 0,87 Свыше 300 0,82
Рис. 88. Ручная навивка
закрепленной в тисках.
В отдельных случаях
в индивидуальном произ
гают к ручной навивке пружин на
зажимаемой в тисках между деревянным
свинцовыми или медными нагубиикам
(рчс. 88).
Fla конце оправки сверлится отверстие
диаметром на 0,1—04? мм больше диаметра
проволоки d. В это отверстие заправляется
конец пружинной проволоки и загибается
под углом так, чтобы при навивке она не
соскочила с оправки (рис. 89).
Рис. 89. Заправка конца
пружинной проволоки /
в отверстие S справки
иля навивки цилиндри-
ческой пружины.
По окончании навивки конец проволоки
откусывают или отламывают, сделав пред-
варительно надрез трехгранным напиль-
ником.
Заправка концов пружин в виде полу-
колец выполняется вручную с помощью
круглогубцев (рис. 90,' а) н простейших
приспособлении (рис. 90, б). Для этой же
цели применяют и специальные приспособ-
ления.
Чтобы обжать концы пружины, работаю-
щей на сжатие, пружину 2 вставляют в на-
правляющую трубку / так, как это пока-
зано на рис. 91, и через отверстие трубки
нагревают пламенем газовой горелки или
паяльной лампы. Как только виток нагреется
до красного цвета, пружину вынимают из
Рис. 9Х Заправка полукольца на конце
инлнгирнчссксй пружины.
Рис. 92. Положение конца пружины
на шлифовальном круге.
трубки и быстро прижимают к какой-либо
плоской поверхности. После обжатия пру-
жину надевают на оправку, а концы зата-
чивают на шлифовальных кругах (рис. У2).
РАЗДЕЛ ДВЕН АДЦАТ ЫИ
ОПИЛИВАНИЕ, ЗАЧИСТКА И
ПОЛИРОВАНИЕ МЕТАЛЛОВ
Опиливание подразделяется на предва-
Кительное и окончательное (отделочное)
ыполняется опиливание различными ио
назначению, размерам п форме напильни-
кам и.
Большое распространение имеет также
зачистка поверхностей, осуществляемая при
помощи абразивных кругов, головок, брус-
ков. шлифовальных шкурок, абразивных
лент и металлических щеток.
Полирование — это окончательная обра-
ботка как для повышения чистоты поверх-
ностей детален машин и приборов и уве-
личения срока их службы, так и для
улучшения внешнего вида (декоративная
обработка). Наиболее часто к полированию
прибегают при подготовке поверхностен
для гальванопокрытий и после гальваниче-
ских операций для придания блеска обра-
ботанным поверхностям.
Нос
Напильники из гот
т альной и
или У13А
Рис. 93. Напильник.
Пучка
ЛчстоОин
углеродистой
или легиров
Пята
I. НАПИЛЬНИКИ
инструмен-
У13
хромистой
На рнс. 93 показаны части напильника.
Длиной напильника считается только длина
его
Длина нагтльнигго necpi
стали
пики
ДОСТЬ
111X15. После насечки зубьев напиль-
подиергают термообработке Твср-
и острога зубьев напильника должны
*)
насечка
а)
б)
Верхняя
насечка
Рашпильная
Нижняя
Двои на»
(перекрестная)
Одинарная
г)
Вспо/иоептельноя насечка
Основная наседка
Рис. 94. Ьна насечек n&tiiiibfiiiKOti.
обеспечить сцепляеыостъ с контрольной
пластинкой из стали марки У12, имеющей
твердость не меиее ПВС—^А,
насеченной части.
Насечка напильников бывает про-
стой (одинарной, рнс. 94, а), пе-
рекрестной (двойной, рнс. 94, б) и
рашпильной (ряс. 94, в).
Напильники общего применения
(ГОСТ 11.5-59) для облегчения дроб-
ления стружки выполняются с двой-
ной насечкой, при этом основная
насечка располагается под углом
Х=25э, а вспомогательная—под углом
<о—45° (рис. 94. г).
Зубая напильника могут быть обра-
зованы насеканием, фрёзеронлнием,
нарезанием, протягиванием и точе-
нием метолом обкатывания. Наиболее
распространенным способом образо-
вення зубьев является насекание па
специальных станках.
Независимо от способа выполнения
насечки зубья напильника имеют
форму клина с углом заострения 3.
задним углом а, передним углом у
и углом резания t (рис. 95).
Передним углом у называется угол
между передней поверхностью зуба
п плоскостью, проходящей через его
вершину перпендикулярно оси на-
пильника. Этот угол колеблется в
пределах'от 4-10 до —16'.
Угол заострения 3 образуется
между передней и задней поверхно-
стями зуба напильника.
Задним углом а называется угол,
образующийся между задней поверх-
ностью зуба и плоскостью опиливае-
заготовкн. Величина заднего упа
напильника стандартом не регламсн-
МОЙ
34 ба
тирована.
Напильники
233
Угол резания ' образуется между перет-
ией поверхностью зуба и плоскостью опи-
ливаемой заготовки.
о)
6)
Рис. 95. Геометрия зуб beti иапильннки.
Практикой слесарной аботки уста-
новлены следующие знач углов зубьев
напильника:
а) для напильников с насеченными зубья-
ми (рнс. 95, а): у — отрицательный до —16,
£=70\ а=Ж 6= 106е;
б) для напильников с фрезерованными
и шлифованными зубьями (рис. 95, б):
у=2—1(Г, ?=6О—65°. <1=20—25°, fc—80—88°.
Зубья рашпильной насечки образуются
выдавливанием металла заготовки рашпиля
насекате.лъныии зубилами со специальном
формой заточки. Каждый зуб рашпильном
насечки смещен относительно располо-
женного впереди зуба на половину шага.
Эго уменьшает глубину канавок, образую-
щихся на поверхности опиливаемой заго-
товки, и облегчает процесс резания. На-
пильники с такой насечкой применяются
для опиливания мягких материалов (дерево,
каучук, резина. кость, рог и др.).
По своему назначению напильники раз-
деляются на: 1) слесарные общего назна-
чения; 2) рашпили; 3) надфили; 1) машин-
ные (для опиловочных станков); 5) вращаю-
щиеся (дисковые н головки); 6) специаль-
ные (табл. 118).
Таблица 118
ые типы напильников
Слесарные на
ники общего назначения
восьми
круглые.
Напильники слесарные общего назначения (ГОСТ 1465-59) пзго
типов: плоские (тупоносые и остроносые), квадратные, трех
полукруглые, ромбические и ножовочные.
Размеры напильников общего назначения приведены в табл. 119.
Но числу насечек, приходящихся на 1 пог. см, принято различать четыре
группы напильников; брусовки, драчевые, личные и бархатные. ГОСТ 1465-59
аналогичное деление определяет различными номерами насечек.
Классификации напильников по номерам насечек
Класси напильников Номер насечки длина ИЗЛИ1ЫШК0В, в мм
1Свз И IZS 1 1вО 200 230 313 400
Число основных насечек иа 1 лог . СМ
Драчевые 0 — —м» — 4,5
Личные 1 14 12 10 8.5 7 6
2 20 17 14 12 10 8,5
3 28 24 20 17 14 12
Бархатные 4 40 34 28 24 20 —
5 56 48 40 34 28 —
234
Раздел двенадцатый, Опаливание, зачистка и полирование металлов
Продолжение табл. 118
Количество вспомогательных насечек на 1 пог. см длины у всех напильников связано с количеством основных насечек следующим соотношением:
Для напильников с коли честном основных насечек - До 5 От 6 до 8,5 От 10 до 14 От 28 ДО 24 От 28 до 40 Свыше 40
Число вспомогательных на- сечек меньше чем основных не 1,5 2 3 4 5 6
Рашпили J 1 1II r«.UWJLV. Рашпиля (ГОСТ 6876-54) изготовляются четырех типов плоские (остроносые и тупоносые), полукруглые и круглые. Основные размеры рашпилей приведены в табл. 120. В зависимости от числа зубьев рашпили делятся на два класса.
Число насечек рашпилей
Характеристик* инеечкн ♦ Насечка № 1 Насечка 5г 2
Данна рабочей части, в мм
250 350 250 350
Число зубьев на 20 мм по ширни* То же, по длине Число насечек узкой стороны на длины 10 jUte СО СЛ 4 6 7 7 9 18 6 8 14
О G3 V 1111Ш1И [ 1 1 1 i I И h ИI н Г И I I ! 0 Надфили Надфили — это напильники ма- лых размеров с мелкой насечкой. Они применяются при опил ива- нии очень 'точных и мелких изде- - — - лий, а также в местах, не доступ- ных для обычных напильников при -- —। изготовлении инструментов и об- работке штампов. _ В зависимости от числа пасс- чек. приходящихся на каждые — 1с мм длины, надфили всех видов подобно напильникам разделяют- - ' ся на шесть классов: 1-Й класс — драчевые, имеющие от 8 до 25 насечек на 10 мм длины, 2-й класс — личные — от 25 до 32 на- ______ сечек на 10 мм длины; 3, 4. 5 и 6-й "" классы—бархатные — от 32 до 80 насечек на 10 мм длины. . Я Надфили имеют такие же фор- мы поперечного сечения, как и . - 1 слесарные напильники общего на- значения. Основные размеры над- филей указаны в табл. 121.
Напильники
235
Продолжение табл 118
Машинные напильники (для опиловочных станков)
Машинные напильники малых размеров закрепляются на опиловочных стан-
ках в специальных патронах. Напмлъниьи средних размеров имеют с обеих сторон
хвостовики А и Б, которыми они центрируются и закрепляются в центрах-дер-
жателях станков.
Форма поперечного сечения машинных напильников бывает различной и зави-
сит от характера обрабатываемых поверхностей. Размеры поперечного сечения
постоянны на всей длине напильника.
По размерам насечки напильники делятся на драчевые, личные и бархатные
(см. выше .Слесарные напильники*).
Вращающиеся напильники
J
Применяются они при опиливании и зачистке поверхностей на специальных
опиловочных станках с гибким валом и ручных автоматических и электрических
машинках.
Вращающиеся напильники бывают двух типов: с цилиндрическим хвостови-
ком (поз. У) и дисковые (поз. //). Первые закрепляются в патронах, а вторые —
на специальных оправках.
Изготовляются эти напильники из хромистых инструментальных сталей марок
X, Х05 и др. Напильники с цилиндрическими хвостовиками выполняются из быст-
рорежущих сталей, а также нз твердых сплавов.
236
Раздел двенадцатый. Опиливание, зачистка и полирование металлов
Продолжение табл. 118
Специальные напильники
Напильники специальных типов: пазовые, плоские с овальными ребрами
и т. п.— предназначаются для опиливания пазов, обработки фасонных поверхно-
стей и т. д. В ряде, случаев применяют напильники, форма и размеры которых
соответствуют специфическим условиям обработки.
Для зачистки ручьев штампа в труднодоступных местах используется спе-
циальный напильник (поз. /) в виде куска плоского надфиля /, припаянного
к прутку 2, который, если понадобится, можно изогнуть так, чтобы осуществить
зачистку внутри /лампа.
Опиливание в одной плоскости торцов / и 2 колец большого размера (поз. II)
представляет трудности в связи с отсутствием напильников длиной более 450 мм.
Это затруднение устргняегся при использовании специального напильника дли-
ной 1000 мм (предложение VI. Ф. Филиппова и Б. П. Фомина), состоящего из двух
брусков-напильников 7 и 2, уложенных в одну дюралюминиевую обойму 3 (поз. ///).
Применение специальных наннлышков позволяет повысить производительность
при опиливании труднодоступных и сложных поверхностей в 1,0—2 раза.
2. ВЫБОР НАПИЛЫШКОВ
В зависимости от материала, размеров
и конфигурации детали, а также от тре-
буемой точности обработки выбирают класс
напильника, размеры и форму его попе-
речного сечения и длину.
Размеры основных типов слесарных на-
пильников даны в табл. 119, рашпилей —
в табл. 120 и надфилей — в табл. 121.
Выбор класса напильников. Величину
насечки напильника, т. е. его класс, выби-
рают в зависимости от толщины снимае-
мого слоя, требуемой чистоты поверхности
и точности обработки. При выборе класса
слесарных напильников общего назначения
можно руководствоваться данными, приве-
денными в табл. 122.
Напильники с рашпильной насечкой при-
меняются для опиливания дерева, кожи,
каучука, резины, кости, рога и т. п.
Напильники с одинарной насечкой слу-
жат для опиливания мягких металлов (лату-
ни, цинка, баббита, свинца и т. д ), а также
для обработки дерева.
Напильники с двойной насечкой исполь-
зуются при опиливании стали и чугуна.
Мягкие металлы нс рекомендуется опи-
ливать хичнйми или бархатными на-
пильниками, так как зубья их быстро
забиваются стружкой и перестают ре-
зать.
Драчевые и личные напильники стан-
дартного типа. г. е. с углом основной
(нйЖней) насечки 25' и вспомогательной
(верхней) (см. рис. 94, г), следует
применять для обработки стали средней
твердости, а также в тех случаях, когда
слесарю приходится иметь дело с опили-
ванием различных материалов.
Если обрабатывается один и тот же
материал, то рекомендуются напильни-
ки с углами насечки, приведенными в
табл. 1Й.
Выбор формы поперечного сеченнн
напильника. Форма поперечного сечения
напильника выбирается в зависимости от
вида, размеров и расположения обрабаты-
ваемой поверхности.
В табл. 124 показаны примеры обработки
плоскостей, квадратных, прямоугольных и
и овальных отверстий и вазон, вогнутых
и выпуклых поверхностей, пазов типа лас-
точкин хвост, а также зубьев зубчатых
колес с помощью плоских, квадратных,
трехгранных, полукруглых и других на-
пильников.
Выбор длины напильника. Длина на-
пильника выбирается в зависимости от ве-
личины обрабатываемой поверхности; чем
она больше, тем больших размеров должен
быть напильник.
Размеры основных типов слесарных нагитьинков Таблица 119
1ГОС1 MW-Wj
Наименование (гни; и общи а нил напильника М пмйчеи и найме поп пне класеон н ami иников Яшин нассченпг.и части Z. и мм
0U | 125 | ItO аои | | 315 4,1)
Ялч!is хвоетоякиа 1, и мм
40 45 | л. | Л) 90
Ризчеры ссчпиий. в мм <bxh. дхб и d>
I Плоские тупоносые — L — J 0 — драчевые 1 — личное 2 — бархатные з 4 5 ЮхЗ юхз ЮхЗ 10X3 10x3 12,5X3.5 12,5x3,5 12,5X3.5 12,5x3,5 12.5x3.5 16X4 16X4 16X4 10X4 16X4 20x5 20x5 20x5 20x5 20X5 25x7 25X7 25X7 25X7 25x7 • 30X8 30X8 30x8 30X8 30X8 40x10 40ХЮ юхю 40X10
Плоские остроносые <=- .-^-3- г.- 3~ 0 — дроченые 1 —личные 2 — бархатные , 4 3 4 5 , ф юхз ЮхЗ ЮХЗ к Юхз МОхЗ 12.5x3,5 12.5x3,5 12,5x3.5 12,5x3,5 12,5x3,5 16X4 16X4 16X4 16X4 16x4 20X5 20x5 20X5 20X5 20x5 25X7 25x7 25X7 25X7 25x7 30x8 30x8 30x8 30X8 30x8 40хЮ 40X10 40хЮ 40хЮ
Квадратные ◄ 0 — лрачрчые 1 — личные 2 —бархатные “ • 4X4 4x4 4X4 4X4 4X4 5x5 5x5 5X5 5x5 5X5 бхб 6X6 GX6 бхб 6X6 8ХЬ 8X8 8X8 8X8 8X8 10X10 ЮхЮ 10X10 ЮхЮ юхю 12X12 12X12 12X12 12x12 12x12 16Х16 16x16 16x16 16X16 16X16
Трехгранные ' : i __ 1 0—драчевые 1 — личные 2 — бархатные 3 4 5 О* TS О О* Сэ 1 II II II II II <- О 4j «с *=10 *=ю b —10 *=10 /• = 10 *=12 * = 12 * = 12 * = 12 * = 12 *=15 * = 15 * = 15 *=15 *=15 GO 00 оо оо ОС 1 li li li If ’ll •о «о «о «о 6=21 *=21 *=21 *=21 *=21 О О- О- О 1 1 II II II 11 1 1
Выбор напильников
Продолжение табл. 119
Наименование (тип) и общий вид напильника M насечек и наименование классов напильников Длина насеченной части Z, в мм
100 125 160 230 250 315 4ОП
Длина хвостовика 1. в мм
40 45 1. 80 № 41 7V 90
~ Размеры сгчеииЛ, в мм <6хЛ. ftx.A и rf
Круглые Г- \ —5 -J ' 0 — драчеяые 1 —личные 2 — бархатные з 4 5 </=4 <1=4 d=A а=4 а-4 tO id tC tn из 1 и 11 II II II да xs чз пз та <£> <С <О Ю <О I I! II II II II да ха чз ча да ► . 1 со оо со оо оо | II II II II II хз ха ts хз </ = 10 </=10 <f=10 </=10 </ = 10 ft. sx ft. Л. 1 11 *11-1 Г-4» ьЗ Ь_. К- Ю </ = 16 d=16 </=16 </ = 16
Полукруглые '-У -<5 L — L Ы1Ж^ - 7 0 — драчевме 1 — личные 2 — бархатные 3 4 5 10X3,5 10X3,5 1СхЗ,5 10X3,5 10X3.5 12,5X4 12.5X4 12,5X4 12,5X4 12.5X4 16X4.5 16X4,5 16X4.5 16X4.5 16X4.5 20X6 20X6 20X5 20X6 20x6 25X7 25x7 25x7 25X7 25x7 30X8,5 30x8,5 30x8,5 30x8,5 30x8,5 40X11 40x11 40X11 40x11
1 Ромбические (мечевидные) Ау.Л >—==>—А 0 —л роевые 1 — личные 2 —бархатные 3 4 5 12.5X3,25 12.5x3,25 12,5x3.25 12,5x3,25 16X4 16X4 16X4 16x4 19X5 19X5 19X5 19X5 25x6.5 25x6.5 25X6.5 25X6.5 32X8 32x8 32x8 32x8 — 1 1 1 1 1 1
- « L -t I ->
Ножевые с 7 C___ L _Z_4 t—I 0 — драчевые 1 — личные 2 — бархатные 3 4 5 13X3 13x3 13X3 13x3 15X3,5 15x3,5 15X3,5 15x3.5 18X4 18X4 1»Х4 18X4 22x5 22x5 22X5 22x5 27X6,5 27x6,5 27X6,5 27x6.5 33x7,5 33x7.5 33x7.5 33x7,5 1 1 1 1 1 1
Раздел двенадцатый. Опиливание, зачистка и полирование металлов
Выбор напильников
239
Таблица /20
Размеры основных типов рашпилей
(ГОСТ 6876-541
Гинн ргвпипей Длина, в мм Номера насечек
ребсчсй части 1 хвосто вика а 1 2
Сечение рабочей части, в мм
• Плоски _ _ 1 '— , 7 Ь -Ч с т у П О Н 0 250 350 с ы е 70 90 26x8 35x10 26x8 35хЮ
L а
Плоение < ‘ ♦ тетроне 250 350 с ы е 70 90 26X8 35хЮ 26X8 35X10
1*- —1 •**-«-
Не р у г л ы е 250 350 70 00 26x13 35x17,5 26X13 35x17.5
Н --- г —
п 1 , - 2 1! К РУ г л ы е 250 350 70 90 011 0W 011 016
L а -+
Таблица 12/
Размеры основных типов надфилей
(ГОСТ 1519-58)
Типы намЬнлеЙ Основные размеры, в мм
ь Л а L
* Плоские тупо 1 Л -о| 4 — -в——=» .^—«ТТГ 11— i J1 косые 4 5,5 1 1.5 2Д 3.5 120 160
240 Раздел двенадцатый Опиливание зачистка v чплирг.вание металлов
Выбор напильников
241
Таблица 122
Точность и чистота обработки поверхности напильниками
различных классов
Класс напильника Номера касечек пс ГОСТ 1465-59 • Основное применение напильника Средний припуск на обра- ботку, а мм Слой металла, снимаемого напильником за один хрд, В мм Примерные средине нормы точности, в мм
отклонения от прямоли- нейности или ПЛОСКОСТНОСТИ на всю длину или ширину обработки поверхности отклоне- нии от зв дат ого размера
Драчевые Для грубого опиливания 0,5—1,0 0,05—0,1 0,15—0,20 0,2-ОД
Личные Для чистового 0,15—0,3 0,02—-0,06 0,03—0,06 0,05-0,1
Бархатные 2, 3, 4, 5 Для отделочной обработки 0,05-0,1 0,0025—0,05 0,02-0,03 0,02 --0,05
Таблица 123
Углы наклона насечек к осн напильника
для обработки различных материалов
(см. рис. 94, г)
Обрабатываемый материал Угол наклона мгссчки. в град.
иС1ЮиНиЛ вспомогав тельной
Малоу гл ерол и стая «
сталь 45 40
Углеродистая сталь 50 30
Чугун 60 20
Латунь 30 25
Дюралюминий . . 50 30
Бронза 45 30
При выборе длины напильника следует
иметь в виду, что при работе должна
использоваться вся рабочая поверхность
грани напильника.
Часто на практике руководствуются сле-
дующим правилом: длина напильника дол-
жна бить по крайнем мере на 150 мм
больше длины опиливаемой поверхности;
так. например, при размере опиливаемой
поверхности (в направлении опиливания)
не более 50 мм применяют напильники
длиной до 200—250 мм, для обработки по-
верхностей 50—100 мм напильники должны
иметь длину 250—300 мм и т. д.
Рис. 96. Проверка напильника не прямо-
линейность.
Проверка напильника на прямолиней-
но сть. При выборе напильника для опили-
вания плоскостей необходимо учитывать,
что правильно опилить плоскость можно
только в том случае, если напильник имеет
прямолинейную или выпуклую, но не во-
гнутую поверхность (рис. 96).
16 М. А_ Cepieex
242
Раздел двенадцатый. Опиливание, зачистка и полирование металлов
Таблица 124
Форма поперечного сечения напильника в зависимости от вида обработки
Плоские тупоносые и ост Применяются для опиливания наружных Узкая грань без насечки у тулонского плоскость, не врезаясь напильником в друг Квадратные и Квадратные (четырехгранные) калильню ратных, прямоугольных и многоугольных от плоских поверхностей, Не доступных для р Трехгранные Служат для выпиливания острых углов детали, так и на внутренних частях (в пазе Полукруглые Применяются для выпиливания закругл а также углов менее 60°. Плоской стороной опиливают плоскости сти (полукруглые выемки). Круглые на Используются для распиливания кругл поверхностей, не доступных для полукругл роносые напильники или внутренних плоских поверхностей, напильника позволяет опиливать одну ую, сопряженную с ней под углом 90. а п и л ь и н к и <и используются для распиливания квад- верстий, а также для опиливания узких аботы широким плоским напильником. з а п и ль и и к и (60й и более) как с внешней стороны IX, отверстиях или канавках). i а п и л ь н и к и еннй в углах, пазах сложного профили, 1, а полукруглой — вогнутые поверхно- пильники ых или овальных отверстий и вогнутых ого напильника.
Основные правила ухода оа напильниками
243
Продолжение табл. 124
Ножевые напильники
Служат для опилинания внутренних углов, зубьев, шестерен, клиновидных
канавок, узких пазов, плоскостей в трехграчиых. квадратных и прямоугольных
отверстиях.
Ромбические напильники
Применяются для опиливания зубьев шестерен, зубчатых дисков и звездочек,
а также для снятия заусенцев С зубьев а т их деталей после обработки их на станках-
3. ОСНОВНЫЕ ПРАВИЛА УХОДА ЗА НАПИЛЬНИКАМИ
При работе с напильниками необходимо
соблюдать следующие правил»:
1. Во время работы и при хранении по
пильники нельзя ударять друг о друга или
о твердые металлические предметы, так
как удары приводят к выкрашиванию зубьев
и поломке напильников. Напильники нужно
класть на специальные деревянные под-
старки.
2 Для предотвращения появления корро-
зии напильники следует предохранять от
попйданая на них влзги.
Длина напильника, э .«.« м рукоятки Размер рукоятки, в мм
А £ 8 Г Д Е Ж 3 И
100—125 1 20 25 5 30 22 19 33 67 69
160—200 2 20 30 5 30 25 21 37 73 115
200—315 3 20 25 5 30 25 22 40 79 118
315—400 4 20 25 7 36 27 25 43 84 124
16»
244
Раздел двенадцатый. Опиливание, зачистка и полирование металлов
3. Необходимо следить за тем, чтобы на
напильники не попадали смазывающие ве-
щества, так как они снижают режущую
Рис. 97. Очистка напильника
с помощью стальной щетки.
способность напильников. По этой
чине нельзя протирать напильник ру<
Рис. 99. Приемы насаживания рукоятки иа напильник'.
Рнс. Я, Очнстм Нввилмикв С UOMO
4. Нельзя пилить напильником закален-
ные изделия или снимать твердую корку
на чугунных отливках, так как от этого
•еко-
про-
раствор серной кислоты и потом,
в воде, вновь очистить стальной
Посте этого напильник следует
промыть в растворе каустической
затем в горячей воде и высу-
напильннк быстро тупится, а зубья выкра-
шиваются.
5. Для увеличения срока службы новыми
напильниками следует обрабатывать сна-
чала цветные металлы, а затем уже чугуны
или стали. Твердые чугуны или стали луч-
ше начинать обрабатывать личнйми, а не
драчевыми напильниками.
6. Личное напильники служат для чисто-
вого опиливания деталей.
7. Напильники нужно периодически очи-
щать от стружки стальными щетками
(рис. 97). Если щеткой не удается удалить
застрявшие стружки, то напильник
мендуется опустить на 8-10 мин. в 1
центный
промыв
щеткой,
хорошо
соды, а
шить.
Для очистки напильника от каучуковой,
фибровой и деревянной стружки его пред-
варительно опускают на 15—20 мин. в горя-
чую воду, а потом чистят стальной щеткой.
Для предохранения напильника от заби-
вания стружками мягких и вязких метал-
лов перед их опиливанием напильник ре-
комендуется натереть мелом (при опили-
вании алюминия — стеарином).
Замасленные напильники чистят сначала
куском березового угля, натирая их вдоль
Еядов насечек, а затем стальной щеткой.
ели такая очистка окажется малоэффек-
тивной, то замасленный напильник следует
промыть в горячем растворе каустической
соды, затем очистить стальной щеткой, про-
мыть в воде и высушить.
Практика опиливания
215
Кроме стальных теток для прочистки
напильников применяют специальные остро-
заточенные лопаточки из красной меди или
дерева твердых пород. Очистку следует
производить вдоль зубцов, как показано
на рис, 98.
8. До начала работы необходимо подо-
брать рукоятку соответствующих размеров
(см. табл. 125) и насадить ее на напильник.
Во избежание раскалывания рукоятки при
насаживании в ней заранее просверливают
отверстие, а на конец надевают метал-
лическое кольцо. Диаметр отверстия d
(рис. 99, а), должен быть больше ширины
хвостовика в его середине, а длина / дол-
жна быть выдержана с таким расчетом,
чтобы конец острия напильника вошел в де-
рево рукоятки.
При насаживании хвостовик вставляют в
отверстие рукоятки и вертикальными взма-
хами ударяют головкой рукоятки о-верстак
или тиски (рис. 99, б). В ряде случаев на-
саживание рукоятки на хвостовик напиль-
ника производится и так. как показано
иа рис. 99. в. Чтобы снять рукоятку с на-
пильника, наносят два-три коротких слабых
удара молотком по верхнему краю шейки
(рис. 99, г).
4. НОРМЫ СТОЙКОСТИ, ЗАТУПЛЕНИЕ И ВОССТАНОВЛЕНИЕ
ИЗНОШЕННЫХ НАПИЛЬНИКОВ
Затупление напильников. По мере за-
тупления режущих зубьев напильника они
становятся меньше и утрачивают способ-
ность резать металл.
О притуплении зубьев можяо судить по
тому, что при опиливании затупившимся
напильником значительно возрастает уси-
лие, которое должен приложить слесврь
для снятия стружки. Поверхность изношен-
ного напильника имеет блестящий, а не
матовый вид.
Восстановление изношенных напиль-
ников. После частичного и даже полного
затупления напильников их работоспособ-
ность можно восстановить следующими
способами.
Обдувка песком. Зубья изношенного на-
пильника подвергают обдувке песком под
давлением *1—5 am. Струя воздуха с песком
направляется сначала вдоль канавок между
зубьями, а затем перпендикулярно спинке
зуба, при этом со спинки снимается слой
металла, и затупление зуба уменьшается.
Такой способ может использовать только
опытный рабочий.
Химическое вое становление. Травлением
в 5-процентном водном растворе серной
кисйоТы напильник очищают от ржавчины
и грязи. Затем его обезжиривают в горя-
чем 5-процентном растворе едкого натра
или каустической соды, промывают и очи-
щают стальными щетками.
Период времени, в течение которого на-
пильник сохраняет свои режущие свой-
ства, т. е. стойкость напильника, зависит
от обрабатываемого материала, качества
напильника, а также от ухода за ним.
В среднем можно считать, что прн нор-
мальных условиях работы стойкость напиль-
ников хорошего качества составляет; при
опиливании стали средней твердости —
12—15 рабочих смен; твердой стали — 10—
12; мягкой стали и бронзы —15—18; латуни
и алюминия —15 20 рабочих смен.
После такой подготовки напильник тра-
вят в течение 5—8 мин. в 20-процентном
растворе азотной и серной кислоты (по
10 частей кпждпй)
Затем вновь промывают водой и в ще-
лочном раслторе и в течение 30 мин. вы-
держивают в кипящей воде.
Эле1С1тролити чес ное восстановление.
Очищенный от грязи и жира (см. выше)
нппильнмк помещают в электролитическую
ванну (90% воды, 7% азотной и 3% сер-
ной кислоты) и подвергают действию элскт
рического тока. После этого его промы-
вают водой и щелочью и выдержи воют в
горячей воде.
Первсечка напильников После двукрат-
ного восстановления напильников указан-
ными способами их подвергают пересечке,
т. е. на них вновь девают острые режущие
зубья, предварительно сняв старые.
5. ПРАКТИКА ОПИЛИВАНИЯ
Общие правила (приемы) опиливания.
Наибольшая производительность труда при
опиливании обеспечивается при располо-
жении верхней поверхности губок тисков
на уровне локтя рабочего (рис. 100, о).
Существенное влияние на производи-
тельность опиливания оказывает положе-
ние ног и корпуса рабочего при работе.
Наиболее удобным положением следует
считать такое, при котором корпус рабо-
тающего составляет 45° с линией, похо-
дящей через губки тисков (рис. 100, б).
Левая нога слесаря должна быть выдви-
нута вперед носком в сторону рабочего
движения напильника на расстояние 150—
200 мм от переднего края верстака, а пра-
вая отдалена от левой на 200—300 мм так,
чтобы угол между средними линиями
ступней составлял примерно 60—7О5
(рис. 100, в).
При снятии напильником толстых слоев
металла, когда приходится нажимать иа
246
Раздел двенадцатый Опиливание, зачистка и полирование металлов
Рис. 10t. Распределение усилия не праву» н левую руки при
изменении положения напильника отнвситьльно детали.
Рис. 103. Закрепление тонких деталей при
опилив вини.
Рис 1С2. Положение левой руки ма
напильнике up и опиливании:
а — черновой; б — чистимом.
Практика опиливания
247
напильник с большой силой, правую ногу
отставляют от левой на 500 700 мм, так
как в этом случае она является основной
опорой. При слабом нажиме на напильник,
например при доводке или отделке по-
верхности детали, ноги ставят почти ря-
дом.
Существенным является координация
движений слесари и усилий, прикладывае-
мых к ншильнику (рис. 101). Движение
напильника должно быть строго горизон-
тальным, поэтому вертикальные усилия на
рукоятку и нос напильника должны изме-
няться в зависимости от положения точки
опоры напильника на деталь. При рабочем
движении напильника усилие левой руки
необходимо постепенно уменьшать. Регу-
лируя усилия на напильник, добиваются
получения ровной опиливаемой поверхности
без завалов по краям.
Прижимать напильник к детали необхо-
димо только при рабочем ходе (от себя).
Во время обратного, хода напильник дол-
жен лишь скользить по поверхности. Чем
грубее обработка, тем больше должно быть
усилие при рабочем ходе.
При чистовом опиливании вертикальное
усилие на напильник долж’но бить значи-
тельно меньше, чем при черновом. В этом
случае левой рукой нажимают на нос на-
пильника не ладонью, а лишь большим
пальцем (рис. 102).
Частота движений напильника з
от навыков и физической тренировки
сари. Наиболее рациональным
темп опиливания. составляющий
60 двойных движений няпнльникя в ми-
нуту.
Закрепление обрабатываемых деталей.
При закреплении детали > тисках нужно
следить за тем, чтобы обрабатываемая по-
верхность выступала над губками тисков
не более чем на 3- 5 мм.
При опиливании ребер тонких заготовок
или пакетов из них их следует сначала
зажимать в специальных прокладках струб-
цинами или ручными тисками, а затем
уже эти прокладки зажимать в тисках
(рис. 103).
Рие 104. Закрепление тонкого угольника при
помощи дерепенкых планок.
Тонкие детали обычно прикрепляют к де-
ревянному бруску мелкими гвоздями или
между деревянными пластинами /, 2 и 3,
обеспечивающими неподвижность детали
(рис. 104).
Для закрепления различных по конфи-
гурации мелких деталей наиболее удобным
является применение специальных губок А
(рис. 105), которые зажимают в слесарных
тисках обычного типа.
Рис. 105. Закрепление мелких петвлей
с помощью специальных губок.
При опиливании цилиндрических поверх-
ностей в тисках зажимают призматическую
ю подставку, а на ней распола-
конец опиливаемой детали (рис. 106).
Рас 106. Положение ле-
тали при опилил пни и ци-
линдрических поверхно-
стей.
В ряде случаев цилиндрические стержни
при опиливании укладывают непосредствен-
но на губки тисков, которые предвари-
тельно раздвигают иа расстояние несколько
менызее, чем диаметр стержня.
Последовательность и техника выполне-
ния отдельных приемов при опиливании
определяются размерами, точностью, видом
и расположением опиливаемых поверхно-
стей. а также величиной припуска, мате-
риалом и конфигурацией обрабатываемых
деталей (табл. 12b).
248
Раздел двенадцатый. Опиливание. зачистка и полирование металлов
Способы (приемы) опиливания
Таблица 126
Опиливание плоскостей
правление движения напильника, а следова-
обработанной поверхности
///>. перекрестным (поз. IV
трудно получить правиль-
снимает слой металла, так
При опиливании пло
телыю и положение штрихов (следов и-апильника) на
нижет быть поперечным (поз. /), продольным (поз. 11 и
и V) и круговым (поз. V7).
Работая напильником только в одном направлении,
ную и чистую поверхность.
При поперечном опиливании напильник быстрее
как он соприкасается с меньшей площадью обрабатываемой поверхности и легче
врезается в металл. Поэтому большие припуски лучше снимать поперечным опи-
ливанием.
Продольное опиливание (поз. // и ///) обычно применяют после поперечного
опиливания узких поверхностей (граней) для придания им надлежащей точности
и прямолинейности в продольном направлении.
Хорошие результаты по производительности и качеству поверхности при
обработке плоскостей достигаются при опиливании перекрестным (косым) штри-
хом; движение напильника переносится при этом попеременно с угла на угол.
Круговыми штрихами опиливание производят в тех случаях, когда с поверх-
ности нужно снять выступающие часта металла, а также при отделке се бархат-
ными напильниками.
Плоские поверхности, как уже указывалось выше (табл. 124). опиливают пло-
скими напильниками.
Если чистота обработки в чертеже не обусловлена, то опиливание, как пра-
вило. производят только дргчевым напильником. При необходимости получить
более чистые и гладкие поверхности опиливание закапчивают личным напильником.
В процессе опиливания надо следить за тем. чтобы не заваливать края обра-
батываемой плоскости. С этой целью необходимо периодически проверять пло-
скость линейкой на просвет в различных направлениях, предварительно удалив
щеткой стружку.
Контроль за правильностью обработки при косом (перекрестном) опиливании
заключается в наблюдении за штриховой сеткой. При опиливании правильной
плоскости (не заваленной при предыдущей обработке) перекрестным штрихом
на поверхности заготовки должна все время сохраняться сетка, образуемая зубьями
напильника. Отсутствие сетки на каком-либо участке поверхности указывает
на неправильное положение напильника в этом месте.
При опиливании же перекрестным штрихом плоскости, заваленной при пре-
дыдущей обработке, сетка должна проявляться только на выступающей (выпуклой)
части поверхности.
Практика опиливания
249
Продолжение табл. 126
Опиливание двух параллельных плоскостей
Вначале опиливают грубо и начисто одну по-
верхность. например Л. Затем от этой поверхности,
как от базовой, размечают обрабатываемую деталь —
проводят риски, указывающие расположение поверх-
ности Б. и опиливают эту поверхность по риске.
Контроль параллельности поверхностей А и Б
ведется кронциркулем или штангенциркулем.
Опиливание плоскостей, расположенных
под прямым углом
4^
Выбрав одну из плоскостей в качестве базовой (обычно
принимают большую плоскость), опиливают ее начисто,
а затем уже подгоняют вторую плоскость под прямым
углом к базовой.
Правильность опиливания этой второй плоскости про-
веряют по поперечному угольнику, одну полку которого
прикладывают к базовой плоскости.
4 Подгонку плоскостей по внутреннему прямому углу
ведут так, чтобы ко второй плоскости было обращено
ребро напильника, на котором нет насечки.
Опиливание прямоугольной плитки начинают с самой большой плоскости,
которую принимают за базовую. Затем переходят к опиливанию второй плоскости,
параллельной первой, и далее уже обрабатывают узкие плоскости — ребра под
углом 90'-' к базовой плоскости имежду собой.
Опиливание квадрата на копие стержня
f Т в
u>l«LiU-.b
Эту работу начинают с опиливания первой грани а (поз. /); размер контро-
лируют штангенциркулем (поз. //). Затем параллельно ей опиливают вторую грань,
при этом контролируют размер голонки квадрата. Третью грань b опиливают под
углом 90’ к граням а и с, что контролируется угольником. Четвертуй грань опи-
ливают в размер и параллельно третьей грани.
Опиливание криволинейных поверхностей
Обычно опиливание криволинейных поверхностей связано со снятием значи-
тельных припусков. Поэтому, прежде чем приступить к опиливанию, следует раз-
метить заготовку, а затем выбрать наиболее рациональный способ удаления
250 Раздел двенадцатый Опиливание, зачистка и полирование металлов
Продолжение тпабл. 126
лишнего металла: в одном случае требуется предварительное выпиливание ножов-
кой, в другом — высверливание, в третьем — вырубка и т. д.
Выпуклые криволинейные поверхности опиливают плоскими напильниками
вдоль и поперек выпуклости. При движении напильника вперед вдоль выпуклости
(поз. /) правая рука должна опускаться вниз, а носок напильника подниматься
вверх. Этим обеспечивается получение плавного закругления поверхности со
штрихами, направленными вдоль ее кривизны.
При поперечном опиливании выпуклой поверхности (поз. //) напильнику кроме
прямолинейного движения сообщают еще и вращательное.
Вогнутые криволинейные поверхности опиливают круглыми, полукруглыми
и овальными напильниками (поз. ///), при этом также сочетаются два движения
напильника прямолинейное н вращательное, т. е. каждое движение напильника
вперед сопровождается небольшим перемещением его правой рукой на ’/« оборота
вправо или влево.
Черновое опиливание криволинейных поверхностей следует вести драчевым
напильником. Не доходя примерно ня 0,3— ОД мм до разметочной риски, драче-
вый напильник нужно заменить личным, после чего продолжать обработку до уста-
новленного размера. Правильность формы поверхности лучше всего проверять
по шаблону на просвет.
Перпендикулярность поверхности к торцу заготовки проверяют угольником.
IV Наиболее производительным и точным способом
опиливания криволинейных поверхностей является
У'.кУ.У'Ш_ опиливание по копиру или кондук-
11 т ° Р У (поз. IV).
/'*** — Д h Копир-кондуктор представляет собой приспо-
/ f Wt I собление, контур рабочих поверхностей которого
/ А с точностью от 0,05 до 0,1 мм соответствует кои-
I Л- — туру обрабатываемой на этом приспособлении детали.
*"“ Опиливание в кондукторе производится без пред-
варительной разметки. Рабочие стороны приспособления должны быть точно обра-
ботаны. закалены и отшлифованы.
Подлежащую опиливанию заготовку вставляют в кондуктор и вместе с ним
зажимают в тисках. Затем опнлинакп выступающую из кондуктора часть заго-
товки до уровня его рабочих поверхностей.
При изготовлении большого количества одинаковых деталей из тонкого листо-
вого материала в кондукторе одновременно закрепляют несколько заготовок.
Опиливание узких поверхностей тонких деталей
Мелкие и тонкие детали (толщиной до 4 мм) трудно равномерно зажать
в тисках, чтобы получить при опиливании ровную плоскость. В целях повышения
производительности при этой работе прибегают к склепыванию 3—10 таких дета-
лей в пакеты. Приемы опиливания ребер в таком пакете те же, что и при опили-
вании плитки с широкими ребрами.
Можно, однако, обойтись и без склепывания тонких деталей, используя при
их опиливании приспособления, называемые наметками. К таким приспособ-
лениям относятся; раздвижные рамки, плоскопараллельные наметки, копирные
приспособления (кондукторы) и др.
Механизация процесса опиливания
251
Продолжение табл. /26
Обработка в рамках (поз. I). Размеченную заготовку вставляют в рамку,
слегка прижимая ее к внутренней стенке имеющимися в рамке винтами. Затем
уточняют установку, добиваясь совпадения риски на заготовке с внутренним
ребром рамки, после чего окончательно закрепляют винты. Далее зажимают рамку
в тисках и опиливают узкую поверхность заготовки до уровня рабочей кромки /
рамки.
Обработка в плоскопараллельных наметках (поз. П}. Плоскопараллельная
наметка представляет собой закаленную пластину с двумя выступающими под
прямым углом буртиками. По такой наметке можно опилить четыре стороны
(кромки) детали под углом 90 без проверки правильности углов во время опили-
вания. .
Наметку устанавливают в тисках так, чтобы опа легла выступающим буртиком 1
на неподвижную губку. Сделав это, вкладывают подлежащую обработке пластинку 4
между подвижной губкой тисков и плоскостью 3 наметки, упирая ее базовую
кромку в буртик ? Слегка зажав тиски, легким постукиванием по пластинке под-
водят ее разметочную риску до совпадения с верхней поверхностью наметки.
Затем окончательно зажимают наметку с пластинкой в тисках и начинают опили*
ванИЪ кромки.
В наметке имеются отверстия, используемые для укрепления винтами упор-
ных линеек и плакок-
Обработка в универсальных наметках (поз. Ш). Универсальная наметка
(параллели) состоит из двух стальных закалтнных брусков 1 прямоугольного
сечения, связанных между собой направляющими планками 2.
Один из брусков / жестко соединен с планками, а другой может передви-
гаться вдоль этих планок параллельно первому бруску. Грани Л брусков нахо-
дятся в одной плоскости.
При установке в тисках рамка опирается на гу4кн тисков двумя парами
штифтов 3.
6, МЕХАНИЗАЦИЯ ПРОЦЕССА ОПИЛИВАНИЯ
В целях повышения производительности
труда слесаря трудоемкий ручной процесс
опиливания механизируют: используют
специальные опиловочные станки и пере-
носные, подвесные на кронштейнах и руч-
ные опиловочные машинки (табл. 127).
Таблица 127
Опиловочные станки н механизированный инструмент для опиливания
Опиловочные станки
В поз. I изображен опиловочный станок, имеющий следующую характери-
стику: максимальный ход напильника — 100 жж; минимальный — 10 мм, вылет
(до середины стола) — 265 мм; мощность электродвигателя — 0,52 кет. Рабочим
инструментом являются напильники различных сечений с конической заточкой
на конце (поз. //).
Напильник проходит через отверстие, расположенное в центре стола 4 (поз. /),
и закрепляется своей хвостовой частью в патроне, который, в свою очередь,
252
Раздел двенадцатый. Опиливание, зачистка и полирование металлов
Продолжение табл. 127
крепится в верхнем кроншт ейне 2. Конусный центр напильника 3 упирается в соот-
ветствующее углубление в кронштейне /. Расстояние между кронштейнами регу-
лируется в зависимости от длины напильника. Для возможности опиливания
поверхностей, расположенных под различными углами, стол станка снабжен пово-
ротным устройством. Обрабатываемая деталь вручную подводится и поджимается
к напильнику.
Схема выверки напильника при его установке на станке представлена в поз.///
Напильник закрепляется своей хвостовой частью ? в патроне 5 четырьмя вин-
тами б и зятем опускается до упора его конического центра 9 в центральное
углубление нижнего кронштейна 10. Выверка напильника по вертикали произво-
дится по угольнику о. устанавливаемому на столе 4. Регулирование положения
напильника при выверке производится с помощь*» виягол 0.
Проверка правильности установки напильника осуществляется пробным опи-
ливанием детали. Опиливаемая сторона ее должна образовывать прямой угол
с опорной стороной.
На этом станке напильнику можно сообщить от 75 до 340 двойных ходов
в минуту. В зависимости от материала обрабатываемой детали рекомендуется
выбирать следующее число двойных ходов напильника: для углеродистых сталей
и чугуна — 75—120 ходов в минуту, для конструкционных сталей—100—150 ходов
в минуту.
Заменив напильник ножовочным полотном, можно производить и разрезку
деталей.
Применение опиловочного станка при выполнении работ сравнительно невы-
сокой точности лает повышение производительности труда в 5—4 раза по срав-
нению с ручным опиливанием.
В поз. IV приведен общий вид опиловочного станка, на котором в качестве
Рабочего инструмента используется не напильник, а специальная опиловочная
гсконечная лента шириной 6—12 мм. На ленте с помощью специальных замко-
вых устройств закреплены опиловочные сегменты. Лента приводится во враще-
ние двумя шкивами, скорость ее перемещения от 25 до 54 м'мин. Рабочие поверх-
ности шкивов облицованы резиной, что устраняет скольжение и обеспечивает
плавность в процессе работы.
Пример конструкции опиловочного станка с круглым вращающимся дисковым
напильником приведен в поз. V.
Вращение от электродвигателя / к шпинделю 5 напильника 4 передается
через шестерню 3 и зубчатое колесо 2.
Механизация процесса опиливания
253
Продолжение табл. 127
При скорости вргшения вала электродвигателя 1400 об/мин. дисковый напиль-
ник совершает 140 об, мин. Такая скорость достаточна для выполнения слесарно-
опиловочных работ Манипулируя деталь» вокруг напильника 4, можно снять
на ней заусенцы, зачистить литейные наплывы и неровности.
Напильники изготовляют из мнетвументальной стали У12А с насечкой, подоб-
ной насечке драчевых напильников. Опыт показал, что срок службы напильников
диаметром 200 мм и толщиной 15 мм составляет 300—400 чес.
Опиловочные машинки с прямыми напильниками
К механизированным опиловочным машинкам с прямыми напильниками отно-
сятся ручные механизированные машинки с пневматическим и электрическим при-
водом, а также так называемые механические напильники с приводом через
гибкий валик от электродвигателя, смонтированного на специальной тележке или
переносной стойке.
В пн пматической машинке (поз. I) вращение от ротора 7 пневматического
двигателя 8 передается через шестерню 9 коленчатому валу 5, на кривошипные
шейки которого насажено два шатуна. При вращении вала 5 шатун 4 получает
возвратно-поступательное перемещение, которое через рабочий шток передается
напильнику 1, закрепленному в головке 2 штока 3. Чтобы напильник перемещался
плавно, без рынков, особенно в момент перемены направления движения, машинка
снабжена массивным ползуном-балансиром 6, получающим движение от второго
шатуна.
254
Раздел двенадцатый. Опиливание, зачистка и полирование металлов
Продолжение табл. 127
Весит пневматическая машинка 2,93 кг. Механизм ее смонтирован в литом
силуминовом корпусе. Машинка делает 1500 двойных ходов инструмента в минуту.
Длина хода напильника 12 мм; максимальная длина напильника — 340 мм; мощ-
ность пневматического двигателя 0,2 л. с.; осевое усилие — 9 кГ.
Электрическая опиловочная машинка имеет аналогичную конструкцию и отли-
чается от рассматриваемой только родом привода.
В поз. // показан общий вид опиловочной машинки, называемой механиче-
ским напильником. Она присоединяется к концу гибкого валика универсального
переносного электропривода.
Механический напильник предназначен преимущественно для опиливания
плоскостей. Он устроен следующим образом. Через наконечник 9 вращение от гиб-
кого вала перелается валику 8, на конец которого насажен червяк 7, сцепленный
с червячным колесом б. Эксцентриковый палец 5 червячного колеса посредством
ролика 4 сообщает возвратно-поступательное движение бугелю 3 и соединенному
с ним плунжеру /. Плунжер и бугель смонтированы в корпусе 2. Вместе с плун-
жером / получает возвратно-поступательное движение и прикрепленный к нему’
напильник. Величина хода напильника равна 25 мм.
Опиловочные машинки с вращающимися напильниками
Угловая пневматическая машинка с вращающимся напильником для зачистки
изображена в поз. /. От цеховой магистрали по гибком}' резиновому шлангу под-
водится сжатый воздух, который поступает по каналам в пространство между
двумя лопатками ротора.
Лопатки ротора с небольшими зазорами пригнаны к ого пазам и торцовым
поверхностям статора и при вращении ротора под влиянием центробежных сил
прижимаются к внутренней цилиндрической поверхности статора.
Зачистка поверхностей абразивными кругами и головками
255
Продолжение табл. 127
Передача вращательного движения от ротора
к шпинделю машинки осуществляется через пару
конических колес.
При давлении воздуха порядка 5 ат шпин-
дель этой машинки под нагрузкой развивает
скорость около 6000 об мин. Вес машинки —
1,8 кг; мощность — 0,2—0,3 кет.
В механизированных опиловочных машинках
с вращающимся шпинделем в качестве рабочего
инорумеша используются различной формы
фрезы-шарошки диаметрами от 1,5 до 25 мм
с разными насечками. Подобного рода инстру-
менты весьма удобны при обработке штампов, пресс-форм н других детален
t южного профиля (поз. //). Для более грубых и тяжелых работ, связанных с уда-
лением при слесарной обработке или сборке относительно больших припусков,
применяются дисковые напильники диаметрами от 80 до 300 мм.
Фрезы-шарошки малых размеров закрепляются непосредственно на конусе
шпинделя малогабаритной легкого типа пневматической или электрической машинки,
развивающей до ЫХ10—15000 об;мин., кли же в цанговом патроне на конце гиб-
кого валика, получающего вращение от электродвигателя универсального электро-
привода (поз. ///).
7. ЗАЧИСТКА ПОВЕРХНОСТЕЙ АБРАЗИВНЫМИ КРУГАМИ
И ГОЛОВКАМИ
Абразивные инструменты, применяе-
мые слесарями для зачистки поверхно-
стей. Для зачистки поверхностей с по-
мощью ручных механизированных шли-
фовальных машинок используют плоско-
прямые (I III), чашечно-цилиндрические (ЧЦ)
и чашечно-конические (ЧК) абразивные
круги.
мические, бакелитовые и вулканитовые
материалы.
Шлифовальные круги различают по зер-
нистости л твердости. Зернистость круга
зависит от размера его зерен. ГОСТ 3<>47-59
предусмотрены круги зернистостью 16, 20,
25. 32. 40, 50, 63. 80. 100, 125, 160 и 200.
Чем чище точнее должна быть обрабо-
Рнс. 107. Абразивные имсоясчннки различных форм, применяемые для
механизированной зачистки иоверхностей.
На передвижных универсальных опило-
вочно-шлифовальных установках с приво-
дом посредством гибкого валика, а также
на небольших ручных механизированных
шлифовальных машинках применяют раз-
личных форм абразивные головки малого
размера (рис. 107).
Шлифовальные круги состоят из зерен
абразивных материалов — натуральных (на-
ждак и корунд) или искусственных (карбо-
рунд и электрокорунд), скрепленных связ-
кой. В качестве связки используются кера-
тана деталь, тем меньше единиц зернисто-
сти должен иметь круг.
Для шлифовальных работ используются
круги зернистостью 50—200, а для зачист-
ных -16-40.
От правильного выбора шлифовального
круга зависят нормальная работа электро-
шлифовальных машинок, изнашиваемость
кругов и производительность рабочего.
При выборе шлифовального круга исхо-
дят из механических и физических свойств
обрабатываемого материала (табл. 128).
255 Раздел двенадцатый. Опиливание, зачистка и полирование металлов
Рис. 108. Уипаерсалетге электрические опиловочнооплетиы? устапоаки с гибкими валинами.
Зачистка поверхностей абразивными кругами и головками
257
Таблица 128
Выбор шлифовального круга на керамической связке в зависимости
от обрабатываемого материала
(для круглого шлифования)
Обрабатываемый мвтериел Абразивный материал круга Обозначе- ние абра- зивного материала круга Зе рн и с» ТОСТЬ (ГОСТ 3647-69) Твердость Пример обозначения крутя
Сталь углеродисгая ма- шиноподелочная легиро- ванная Чугун ковкий (отожжен- ный) Бронза твердая Сталь быстрорежущая закаленная Сталь для сверл, раз- • Электро- корунд нор- мальный Электро- корунд белый Э ЭБ 32 40—50 Cl — С2 СМ1—СМ2 Э32С1К ЭБ50СМ2К
верток, режущих ножей Бронза мягкая и медь Латунь Чугун белый, отбелен- ный и серый Эбонит, фибра, бакелит. Карборунд черный КЧ 40 СМ1 КЧ40СМ1К
мрамор, шифер и др. ; Алюминий Твердые сплавы Карборунд черный и рунд белым Карборунд зеленый кчяэе 32 25 СМ1 СМ1-СМЗ ЭБ32СМ1К К325СМ2К
Передвижные универсальные опило-
вочно-зачистные машинки с гибким ва-
лом. Основные типы таких установок по-
казаны на рис. 108.
Наиболее проста установка, изображен-
ная иа рнс. 108, а. Она состоит из электро-
двигателя переменного тока мощностью
0,25—0,6 кет и соединенного с ним гиб-
кого валика. Электродвигатель распола-
гается на верстаке или непосредственно
на рабочем месте.
Недостатками установки являются огра-
ниченная маневренность при пользовании
гибким валиком и постоянное число обо-
ротов, не превышающее прн обычной ча-
стоте тока 3000 об-мин.
В передвижной установке, смонтирован-
ной на тележке (рнс. 108. б), электродви-
гатель имеет четырехступенчатый шкив,
передающий вращение па шкив контрпри-
вода, непосредственно соединенного с гиб-
ким валиком. В этом случае оказывается
возможным изменять число оборотов гиб-
кого валика путем перекидки ремня на
ступенчатом шкиве.
Установки, показанные на рис. 108. виг,
более мзневренны в эксплуатации. Элект-
родвигатели в них вместе с ременными
передачами н контрприводами могут быть
повернуты в наиболее удобное для рабо-
чего положение и закреплены с помощью
специальной рукоятки.
Для шлифования внутренних полостей,
а также поверхностей, расположенных в
труднодоступных местах (рис. 109), при-
меняют насадки в виде цанговых патро-
нов /, закрепляемых на конце гибкого
вала 2 (рис. ПО).
Механизированные ручные шлифо-
вальные машинки. Основные типы шли-
фовальных машинок, изготовляемых отече-
ственными заводами, приведены на рис. 111.
Наиболее распространены так называе-
мые прямые машники с электрическим
(рис. 111, а) и пневматическим (рнс. 111, б)
двигателями. Рабочим инструментом в этих
машинках является плоский шлифовальный
круг, работающий периферией. Прямые
шлифовальные машинки применяются для
грубой зачистки (зачистки сварных швов,
очистки литья, удаления больших припу-
сков и т. д.).
Для более точной обработки плоскостей
служат вертикальные или угдовые машин-
ки (рис. 111, в и г). Инструментом в них
являются шлифовальные круги, работаю-
щие торцом.
Технические характеристики двух наибо-
лее распространенных типов электрошли-
фовальиых машинок приведены в табл. 129.
17. М. А. Сергеев
Рис. 1П. Меинизировгнные шлифовальные машинки.
Раздел двенадцатый. Опиливание, зачистка и по тирована? металлов
Зачистка поверхностей абразивными кругами и головками
259
Таблица 129
Технические характеристики электро шлифовальных машинок
Ненменспание и тип машинки Диаметр рабочего круга, в мм а Ном ж иальнсе ЧИСЛО оборотов шпинделя в минуту Электродвигатель асинхрон- ный трсхфазныЯ 3 аеод-изготов ител ь
рабочее напряже- ние, в в МОЩНОСТЬ» П в/П частота ток г, в пер,'сек. вес, п кг
Электрошлифо- вально-полироваль- 150 4 700 220 580 180 8,0 Горьковский автомобильный
ная угловая машин- ка типа ШПУ-б з-д
Электрошлифо- 200 2 320 36 800 180 5.5 З-д .Электро-
вальная машинка ти- па С-499 инструмент’ (г. Даугавпилс)
Элекг рошлифо- 175—200 2 750 220 •850 .50 26,5 З-д .Красный
вальная машинка ти- па С-475 с гибким маяк’ (г. Яро- славль)
валом и с прямой
шлифовальной го- ловкой 4
То же, с угловой 125—180 3900 220 850 50 25,7 З-д .Электро-
шлифовальной го- ловкой инструмент’ (г. Выборг)
Электрошлифо- 100 2 300 220 380 50 7,7 То же
вальная машинка ти- па И-138А ♦
Более широкое применение по сравне-
нию с электрошлпфовальными имеют ма-
шинки пневматическою действия. мене<
чувствительные к перегрузкам и безопас
ные в работе.
Таблица 130
ические характеристики
устраненных типов
,иф овальных машинок
Тйбл. 130.
наиболее
пневматических
приведены в
Технические харакгериСгики пневматических шлифовальных машинок
Тип машинки Диаметр ра- бочего круга, в мм Число оборо- тов шпинделе н минуту Мощность, в л. е., пр л давлении воз- духа 5 кПсл? Расход возду- ха, п м\мик Диаметр шланга в све- ту, в мм Длина ма- шинки, в мм Вес, в кг 3 авод-нэготов ител ь
П1ГГГ До 15 30 000 0.05 од 9 188 0,44 Заводы судострои- тельной промышленно- сти
ШМ25-50 25—50 8 000 0,25 0,4 9 250 0,9 То же
ШР-06 60 6 000 0.3 0.7 13 426 2,1 З-д .Пневматика*
И-44 А (тор- цовая) 125 5000 1,4 1,8 12 411 (вы- сота) 5,1 Среднеуральский сов- нархоз Приднепровский сов-
ШР-2 150 3000 1.4 1.7 16 585 6,9 вархоз Заводы судострои-
ШРТ (торцо- вая) 150 4 000 1Д 1.7 16 250 (вы- сота) 8,6 тельной промышленно- сти
17*
260
Раздел двенадцатый Опиливание, зачистка и полирование металлов
Наряду с универсальными шлифоваль-
ными машинками, выпускаемыми специа-
лизированными заводами, некоторые пред-
приятия изготовляют для собственных нужд
различные специальные машинки, удовле-
творяющие частным требованиям того или
иного производства.
При более высоких требованиях к деталям
предварительной обдиркой на точилах
уменьшают лишь общий припуск на опи-
ливание, обеспечивая этим значительное
повышение производительности труда при
последующем чистовом опиливании.
На рис. 112 изображена подставка 2, поз-
Рис. 112. Крствгейн-лопстмж» ялз улер- Рмс. 113. Комбинированный точнльпо-шеточмнй станок,
жаяия ручной шянфовьпьноА машинки.
В приборостроении, а также в инстру-
ментальном производстве при изготовле-
нии штампов и пресс-форм для снятия
в труднодоступных местях небольших при-
пусков применяют высокооборотные мало-
габаритные шлифовальные машинки. Число
оборотов шпинделей таких машинок (при
холостом ходе) достигает в некоторых кон-
струкциях 80 (ХМ) об/мин.
Рис. 114. Настольная шлифовальная головка.
Шлифовальные головки и специаль-
ные шлифовальные станки. Наиболее про-
стыми станками, применяемыми для пол-
ной или частичной замены ручного опили-
вания шлифованием, являются обычные
точила. При невысоких требованиях к обра-
батываемым деталям (заготовкам) обдирка
их на точиле в значительном числе случаев
может заменить грубое ручное опиливание.
воляющая использовать сверлильную или
шлифовальную машинку / как стационар-
ное верстачное точило.
На зарубежных заводах широко приме-
няются комбинированные точильно-щеточ-
ные станки (рис.Т13). Такой станок представ-
ляет собой обычное двустороннее точило,
иа одном конце которого вместо шлифо-
вального круга надета металлическая щетка.
Это позволяет снимать большие
припуски на шлифовальном круге
и тут же удалять заусенцы метал-
лической щеткой. На таких станках
удобно удалять наплывы и брызги
с небольших сваренных деталей,
закруглять кромки, снимать из-
лишние припуски, зачищать за-
брииы н другие неровности.
На рис. 114 показан общий вид
настольной шлифовальной голов-
ки, wa которой производится ме-
ханизированная зачистка разных
плоских деталей.
Основной частью головки яв-
ляется электродвигатель 5, смон-
тированный вертикально в спе-
циальном корпусе 4. На верхнем
конце вала электродвигателя за-
креплены торцовый абразивный
круг 8 и вентилятор 3.
Шлифуемая деталь кладется об-
рабатываемой плоскостью на по-
верхность крышки .9 и переме-
щается по ней, входя в контакт
с торцом круга. Перемещение детали огра-
ничивается упором 2.
Абразивна» пыль и металлическая струж-
ка отводятся через приемник I в специаль-
ный пылеуловитель 6. Погрешность, свя-
занная с износом круга, компенсируется
периодическим поворотом регулировочного
резьбового кольца 7, опускающим вниз
крышку 9.
Зачиетка поверхноетсй и шфсоалънсй шкиркой и абрсзиоными лентами
261
8. ЗАЧИСТКА И ПОЛИРОВАНИЕ ПОВЕРХНОСТЕЙ ШЛИФОВАЛЬНОЙ
ШКУРКОЙ И АБРАЗИВНЫМИ ЛЕНТАМИ
Шлифовальные шкурки изготовляются
из абразивных зерен и порошков, наклеи-
ваемых на полотно илл бумагу.
Шкурка шлифовальная водостойкая ЭС
производится из зеленого карбида крем-
ния (ГОСТ lW54-6i).
Шкурки для сухого шлифования на бу-
мажной (ГОСТ 0456-62) и тканевой осно-
вах (ГОСТ 5009-62) изготовляются зерни-
стостью от № W0 до №> 3 (шлифзерна
и шлифпорошки), а также М40 и М28 (мнк-
ропорошки) с размерами зерен соответ-
ственно 40 28 и 28—20 мкм.
Шкурки зернистостью № 100—200 при-
меняют для грубой зачистки, № 63 и
80 — для получистовой, а ЛЬ 50—3, М40 и
М28—для чистовой зачистки, тонких от-
делочных работ я полирования.
Для шлифования дерева, эбонита и тому
подобных материалов употребляют шкурки,
изготовленные из кремниевого или стеклян-
1) текстильные ленты (жгуты), покрытые
абразивными пастами. Эти ленты шиооко
применяются на полировальных работал
при производстве подшипников каче-
ния;
2) абразивные ленты с тонким слоем
абразивного зерна или ленты из рулонной
шлифовальной шкурки. Абразивный слой,
толщин.! которого в 1,5—4 раза превышает
размер зерна, укрепляется на основе лен-
ты мездровым или синтетическим клеем
либо же жидким стеклом. Эта группа лент
имеет наибольшее распространение. Чаше
всего ленты склеиваются внахлестку из
обычной или водоупорной шлифовальной
шкурки. Наиболее рационально склеивать
их шевронным или косым швом (рис. 115)
Шов делается на очищенных от абразива
концах ленты;
3) гибкие абразивные ленты с толстым
слоем абразивного зерна. Связкой в этом
кого порошка.
Характеристика шлифовальных шкурок
приведена в табл. 131.
Абразивные ленты разделяются на сле-
дующие три группы:
случае служит резина или синтетические
смолы, а основой — бесконечные ремни
(из бельтинга или аналогичной ткани). Тол-
щина абразивного слоя составляет 3—8 мл.
В связи с недостаточной эластичностью и
Таблица 131
Шкурка шлифовальная для сухого шлифования (зачистки)
[шлифматериалы: стекло (СД креысяь (Кр), электрокорулд (Э),
карбид кремния черный (КЧ)* карбид кремния зеленый (КЗ)]
Наименование шкурки Размеры, в ж к Номере зернистости
рулетов (ши рниа) ЛИСТОН ОС к 91 fi 1 ж я оу в от S?x 001 и 0У1 ’Й1 €
Шкурка шли- фовальная иа тканевой основе (ГОСТ 5009-62) на бязи техни- ческой (БТ) 725 210x285 725x615 725x635 725x660 — — 4- + 4- 4- —
на нанке ар- тикул 1137 (г!) 775 775X575 775 x595 775x615 + 4- + + — — —
на сарже технической № 2 (СТ) 775 775x575 775x595 775X615 4- 4- + — — — —
Шкурка шли- фовальная на бу- мажной основе (ГОСТ 6456-62) бумага БШ-100, БШ-120. БШ-140. БШ-200 ) 720 ) 900 720 x 780 900x620 1 1 II 4- 1 1 + + 4- + + 4- + 4- 4- 4- 4- 4- 1 4* 4-
262
Раздел двенадцатый. Опишвпние, зачистка и мчирование металлов
высокой стоимостью ленты этого типа имеют
пока еще ограниченное применение.
Рве. 115. Формы шпов при сшенпг-
пин абразивных лепт.
Способы зачистки и полирования по-
верхностей шлифовальными шкурками и
абразивными лентами. Зачистка и поли-
рование шкурками производятся вручную
с помощью универсальных и переносных
машинок и на стационарных станках, а
абразивными лентами — механизированны-
ми инструментами и на специальных стан-
ках.
Выбор способа зачистки и полирования,
а также количества, характера и последо-
вательности отдельных переходов зависит
от обрабатываемого материала и требова-
ний к поверхности, ее состояния, конст-
рукции и размеров детали и величины
припуска.
Припуски на зачистку и полирование
обычно находятся в пределах 0,05—0,3 мм.
Наиболее часто применяющаяся после-
довательность переходов при полировании
приведена в табл. 132. Как видно из этой
таблицы, при полировании можно повысить
чистоту поверхности за один переход на
один-два класса.
Количество переходов определяется в за-
висимости от заданной шероховатости и
состояния поверхности. Так, например, если
поступающая на полирование поверхность
имеет шероховатость V 6 класса, то для
получения поверхности V 8—9 классов
требуется всего два перехода: 2 и 3 и т. д.
Таблица 132
Последовательность переходов при зачистке и полировании
№ переходов Название переходов Зернистость абразивного зерна Классы шерс- ховатостн обработанной поверхности
I Грубая обдирка (зачистка). . . . • 1С0—200 6
2 Шлифование (зачистка) . . . . . . . * • - 32—80 7—8
3 Полирование предварительное . . . 3—25 8-9
4 . окончательное М40—М28 9—10
5 Зеркальное полирование М10—М5 и тонкая паста ГОИ 11—12
Таблица 133
Характеристика способов зачистки поверхностей шлифовальными
шкурками и абразивными лентами
шлифовальной шкуркой
Ручная зачистка
Шлифовальную, шкурку навертывают на
деревянную оправку прямоугольного (поз. /)
или круглого (поз. 11) сечения (в зависимости
от формы зачищаемой поверхности).
Зачистку ведут сначала грубыми шкур-
ками. а затем более тонкими.
Ручная зачистка является малопроизво-
дительной операцией.
Зачистка поверхностей шифровальное шкурное и абразивными лентами
263
Продолжение табл. 133
Зачистка и полирование шлифовальными шкурками
с помощью универсальных переносных машинок
Шлифовальную шкурку склеивают в виде
колец (поз. /) и закрепляют их на эластичном
основании специальных разжимных головок. Го-
ловки устанавливают на рабочих концах шпинде-
лей универсальных электрических и пневматиче-
ских машинок.
Для механизированной зачистки внутренних
полостей в труднодоступных местах (поз. //)
слесарем-новатором А. Н. Платоновым предложен
способ закрепления шлифовальной шкурки, пока-
занный в поз. ///.
Дли закрепления шкурки в оправке из
инструментальной стали прорезается шлиц раз-
мерами 0.6Х(25—30) мм. В него заводится конец
пологий шкурки. Затем шкурку’ навертывают на
оправку и после 1*5—2 оборотов конец шкурки
косо завертывают. Далее хвостовиком напильника
шкурку прижимают к торцу оправки. В таком
виде шкурка оказывается надежно закрепленной
на оправке,
Зачистка и
полирование шлифовальными шкуркамп
помощью специальных ручных
механизированных инструментов
В поз. / показана угловая дисковая шлифовальная машинка типа С-516 с элект-
рическим приводом. Рабочим инструментом здесь является гибкий (резиновый)
диск 1 диаметром 130 мм, на который крепится шлифовальная шкурка. На перед-
нем конце корпуса машинки имеется резиновый кожух 2, служащий пылесбор-
ником.
264
Раздел двенадцатый. Опиливание, зачистка и полирование металлов
Продолжение табл. 133
В поз. // показана
пая пневматическая шлифовальная машинка для зачистки и полирования плоских
и выпуклых поверхностей.
Благодаря незначительным размерам машинка удобна в обращении. Слесарь
продевает руку под ремень и опирается сю на дюралюминиевый корпус. На кор-
пусе отлиты ребра, ЗЭ которые слесарь берется пальцами.
По своему устройству эти машинки подобны универсальным пневматическим
созланняя на заводе
Электросила* высокопроизводитель-
машинкам роторного типа.
В качестве инструмента применяют абразивную бумагу (или шкурки), фетр
с пастой ГОИ и др. Для обработки деталей из стали, ковкого чугуна, твердой
бронзы и других металлов применяют злектрокорундовые шкурки зернистостью
25-32.
Для обработки мягких материалов, алюминиевых сплавов, обычных и мягких
бронз и чугуна берут карбидкремниевые шкурки с более крупным зерном (зер-
нистость 40—50). Для тонких работ, когда нужно обеспечить плотиое прилегание
пригоночных поверхностей, используют шкурки зернистостью от 16 до М40.
В поз. /// и /V приведены две мало-
габаритные полировальные машинки,
рабочим инструментом в которых слу-
жит шлифовальная шкурка, закрепляе-
мая на специальных платформах (подуш-
ках) 1 и 2, совершающих вращательное
и возвратно-поступательное движения.
Машинка первого типа (поз. ///) вы-
полнена с одной платформой /, совер-
шающей круговые движения по неко-
торой траектории. Эти движения напо-
минают движения рук рабочего при
отделочных операциях ручного шлифо-
вания абразивной шкуркой.
Вторая машинка (поз. /V7) имеет две
платформы, которые совершают воз-
вратно-поступательное движение, соот-
ветствующее движениям рук рабочего
при грубой шлифовке абразивной шкур-
кой.
В соответствии с этим машиика пер-
вого типа предназначается для оконча-
тельных, а второго типа —для предва-
рительных операций при механизиро-
ванной отделке поверхностей.
Рассмотренные машинки изготов-
ляются отдельными предприятиями в
нужд. Серийного выпуска их пока еще
небольших количествах для собственных
нет.
I
Зачистка поверхностей шлифовальной шкуркой и абразивными лентсгш
255
Продолжение табл. 133
Зачистка и полирование с помощью специальных ручных
механизированных инструментов с абразивными лентами
Для зачистки и полирования могут применяться обычные электрические или
пневматические шлифовальные машинки 1 |(юз. / и //), оборудованные надстав-
кой в виде телескопической стойки 2 и двух шкивов 3 п 5. Ведущий шкив 5,
укрепляемый на шпинделе такой машинки, облицовывается резиной. Ведомый
шкив вращается на оси, закрепленной в стойке.
Конструкция стойки 2 такова, что длину ее можно регулировать, чем обеспе-
чивается сохранение постоянства натяжения абразивного ремня 4. Обычно исполь-
зуют ремни шириной 12—50 мм и длиной 700—800 мм.
Для аналогичных целей успешно применяется и ручная ленточная электри-
ческая шлифовальная машинка 11-106 (поз. ///).
Абразивная лента 8 склеивается бакелитовым клеем БФ-2 и надевается нз два
ролика — ведущий 9 и ведомый 5. Ведущий ролик получает вращение от встроен-
ного в корпус электродвигателя 3 мощностью ОД кет через систему зубчатых
передач. Пружина 6 поддерживает ленту в натянутом положении. Внутренняя
поверхность нижней ветви ленты скользит по пластинке 7, имеющей резиновую
прокладку.
При работе шлифовальная машинка поддерживается и направляется рукоят-
ками 1 и 4. Включение и выключение электродвигателя осуществляется курком 2.
268
Раздел двенадцатый Опиливание, зачистка и полирование металлов
Продолжение гпабл. 133
Зачистка и полирование на специальных стационарных
ленточно-шлифовальных станках
В поз. / приведен общий вид настоль-
ного ленточно-полировального станка
типа НЛ11С, предназначенного для поли-
рования и шлифования взамен опили-
вания по контуру, для снятия флспк и
заусенцев, зачистки сварных швов и т. п.
Зачистка на станке ведется при помощи
абразивных лент.
На таких станках могут обрабаты-
ваться поверхности мелких и средних
деталей различной формы.
При небольшой переналадке станок
может быть использован для работы
с правым или левым положением ленты
и направлением ее движения вверх или
вниз.
Для обработки фасонных поверхно-
стей используется средний контактный
ролик, профиль которого должен соот-
ветствовать профилю поверхности.
Станок ИЛПС имеет гаиаритные раз-
меры 500x350x810 мм; число оборо-
тов— 2860 в минуту; мощность элект-
родвигателя— 1 кет; максимальная ши-
рина ленты — 50 мм.
В поз. // показан общий вид ленточно-шлифовального станка модели 3890,
на котором зачистка производится непосредственно на верхней ветви бесконеч-
ной абразивной ленты / размерами 150X1420 мм.
Наибольший вес обрабатываемой детали на этом станке 10 кг; мощность при-
вода—1,8 кет.
В поз. /// приведена принципиальная схема станка с бесконечной абразивной
лентой, изготовленного на ленинградском заводе .Красногвардеец*.
Здесь вращение от электродвигателя / мощностью 2,8 кет посредством ремен-
ной передачи 2 передается валику с ведущим роликом 3. Бесконечная абразивная
лента 4. к которой прижимается деталь 5, проходит через ролик 3. ведомый
ролик 6 и натяжной ролик 7.
Зачистка и полирование поверхностей щетками и эластичными кругами
267
Продолжение табл. 133
Для полирования мелких отверстий в фильерах. матрицах и других дсгалях
используют станок, схема которого показана в поз. IV. Узкая абразивная лента 1
пропускается через обрабатываемое отверстие детали 2 и натягивается между
ведущим 3 и направкиюЩим 4 роликами. Чтобы обеспечить требующееся натяже-
ние ленты, съем и установку при вкладывании ее в отверстие новой обрабаты-
ваемой детали, напраълякущШ ролик 4 снабжают натяжной пружиной.
В поз. V приведена схема станка для полирования профильных отверстий
крупногабаритных деталей с использованием узких лент.
Абразивная лента /. поддерживаемая направляющим роликом 3, приводится
в движение ведущим диском 6. Деталь 2 для полирования подводится к абразив-
ной ленте. Натяжение ленты создается натяжным роликом 5. Выдвижной конец
стойки 4 в зависимости от положения обрабатываемой детали можно поворачивать
в гнезде для установки под любым углом.
9. ЗАЧИСТКА И ПОЛИРОВАНИЕ ПОВЕРХНОСТЕЙ ВРАЩАЮЩИМИСЯ
ЩЕТКАМИ И ЭЛАСТИЧНЫМИ КРУГАМИ
Для зачистных работ часто применяют
вращающиеся металлические щетки нз
стальной или латунной проволоки, при этом,
однако, не удается получить высокой чи-
стоты поверхности, а лишь сбиваются за-
усенцы н детали очищаются от грязи,
стружки и окалины. Для получения более
гладкой н чистой поверхности на щетку
наносят абразивную ласту.
Полирование эластичными кругами ши-
роко используется в качестве окончатель-
ной декоративной отделки и подготови-
тельной операции перед никелированием,
хромированием и другими гальванически-
ми покрытиями. Полируются детали, не
требующие высокой точности обработки:
махсвички, рукоятки, втулки, рефлекторы
и другие детали автомобилей, мотоциклов,
станков, а также предметы широкого по-
требления.
В практике полирования эластичными
кругами разтичают два принципиально
различных процесса:
1. Полирование кругами с нанесенным
иа них слоем абразивных зерен. Этот про-
цесс дает ссветг.анную поверхность с низ-
кой способностью отражения света. Форма
и размеры изделия не контролируются.
2. Полирование мягкими кругами, покры-
тыми полировальными постами. Этот про-
цесс обеспечивает получение высоких клас-
сов чистоты поверхности обрабатываемых
деталей, при этом сохраняется точность их
изготовления, полученная на предшествую-
щей операции.
Эластичные полировальные круги выпол-
няются из фетра и войлока, различных
тканей н прессованной бумаги, из резины,
кожи и т. п. Фетровые и войлочные круги
просты в изготовлении, но имеют ограни-
ченное применение из-за высокой их стои-
мости. Наиболее распространены текстиль-
ные (матерчатые) круги. Их делают из
хлопчатобумажной ткани путем склеивания
и прессования отдельных сшитых секций.
Полировальные станки с эластичными
кругами различны ио конструкции и на-
значению.
Шпиндели полировальных станков рабо-
тают с большими числами оборотов и
со значительным давлением при полиро-
вании.
268
Раздел двенадцатый. Опиливание, зачистка и полирование металлов
На рис. 116 показан шлнфовалыю-полп-
ровальный станок модели ЗД5 витебского
станкостроительного завода нм. С. М.
Кирова. Он имеет два шпинделя с приво-
вые шпиндельные бабки, установленные
на станине. Такое конструктивное решение
станка дает возможность сравнительно
легко заменять шкивы, изменяя в случае
Рис. 116. Шлифовально-полнрова'гьиый станок модели 385:
1 — шпиндели; 2 — елекуродингетелк; а - подшипники; 1 — ствнина; 5— шпиндельная бабка.
дом от двух электродвигателей. Оба шпнн- необходимости число оборотов шпинделя
деля, снабженные консолько расположен- от 1300 до 3000 об/мин.
нымн шкивами, вмонтированы в одинако-
Таблица 134
Характеристика шлифовально-полировальных станков
Элементы хвр&ктернстпкн Станок модели 385 с двумя влектро- Двигателями 1 Ставок модели 385А с одним электро- двигателем
— тип 2
Мощность электродвигате- ля, в кет .......... Число оборотов шпинделя в минуту Расстояние между круга- ми. в мм .......... Расстояние от круга до ста- нины, в мм Габариты станка, в мм. . Занимаемая станком пло- щадь пола, в мм * ’1 2003 1600 300 1830X830X1150 1000X620 3 или 22 2000 1200 130 1430x830x1160 1000x625 22 1545 1020 1220x500x1050
10. НОРМЫ ВРЕМЕНИ НА ОПИЛИВАНИЕ ПОВЕРХНОСТЕЙ
Норма штучного времени (Тип) на опи-
ливание поверхностей определяется по сле-
дующей формуле:
Тшт—(TFA+7'g)X f 1+глл^ мин., (8)
\ 1UV/
где Г — норма времени на опиливание 1 елг2
плоской открытой поверхности на
детали (сталь ав—40—60 кГ.М-М2}
закрепленной в тисках, при удоб-
ном положении рабочего; прини-
мается по табл. 135;
F — площадь опиливаемой поверхно-
сти, в ел1;
k — поправочный коэффициент, учиты-
вающий изменение условий рабо-
ты, принятых при определении
норм времени иа опиливание I см1
поверхности по табл. 135; значения
поправочных коэффициентов k да-
ны в табл. 136;
х — дополнительное время не обслу-
живание рабочего места и есте-
ственные надобности рабочего; бе-
рется в размере от 6 до 10%;
Нормы времени на опиливание поверхностей
269
ТЛ—вспомогательное время на уста-
новку, закрепление, открепление
и снятие опиливаемых деталей,
принимаемое по табл. 96.
Приведенными в табл. 135 кормами вре-
3) очистить от стружки обрабатываемую
мени предусматривается выполнение сле-
дующих приемов работы:
1) взять напильник и подвести к обра-
батываемой детали,
2) опилить поверхность,
поверхность и напильник,
4) отложить напильник иа место.
Пример. Определить норму штучного
времени на опиливание стальной плитки
(св=70 кГ мм*) размерами 8Юх120 лык при-
пуск иа опиливание h=0,6 мм (рис. 117);
опиливание производится по 5-му классу
точности в тисках на верстаке при удоб-
ном положении рабочего.
Согласно формуле (8), находим состав-
ляющие ее элементы: Г=0,39 мм (по
табл. 135); /^12X8- 96 глг", Л=1,15 на опи-
ливание углеродистой стали св=70 кГ'мхР
(см. табл. 136) и k=0,9 для получения 5-го
класса точности обработки (см. там же);
х—6%; ТЛ~ОД мин. (по табл. 96).
Подставив принятые значения в форму-
лу (8), получим:
Гшт -(О,39>'96Х1,15x0.9+0.3)X
X (1 + =41.39 мин.
\ Ivv /
Нормы времени на опи,
Таблица 135
см" открытых поверхностей вручную
Ширим* опиливаемых поверхностей, а см Припуск на обработку, в мм
по 0,1 0,11—0,2 0.2 -ОД ’i WJ1-0.4 0,41-0.5 0.51—0.6 0.61—0.7 0,71-0,8
Вр*;МЯ Г, Б мин.
До 1,0 1.1—2,0 2,1-3.0 3,1—4,0 4,1—5.0 5.1—6.0 6.1—7,0 7.1—8.0 8.1—9,0 9,1—10.0 0,09 0.07 0.08 0,08 0.09 0.09 0,10 0,10 0,11 0,11 0,15 0,12 0,13 0,14 0,15 0.16 0,16 0,17 0,17 0,18 0.20 0,16 0.18 0,19 0.20 0,21 0,22 0.23 0,24 0.24 0,23 0.24 0,26 0,27 0.28 0.29 ОДО 0.29 0,23 0.26 ► Of 0.28 0,30 0.32 0.34 0,35 0,35 0,33 0Д6 0.39 0Д1 0.32 0,35 0Д6 0.38 0,39 0,40 037 0.29 0.33 0,35 0.36 0.39 0,41 0,42 0,43 (1.44 0,41 0,32 0,36 0,33 0,40 0.42 0,44 0.46 0,48 0,50
Таблица 136
Поправочные коэффициенты k на измененные условия работы
(к табл. 135)
Условие работы 1ИЗИП -Мфф€С}| Условия работы Коэффи- циент
1 Обрабатываемый материал: сталь углеродистая ой=40— бронза //5=60—80 кГ.мм* . медь, латунь средней твердо- 0.60
60 Г Г MAfi то же, оа™61—80 кГ мм* . . сталь хромоникелевая с„= 1,00 1.15 сти 2. Размеры обрабатываемой по- верхности; 0.45
=60—80 к Г мм * чугун НВ = 140—180 кГ,ммг . 1.20 длина до 10 мм 1.85
0,70 . . 11—20 мм . . 31 мм и выше . . 1.50 1,00
27Q
Раздел двенадцатый Опиливание, зачистка и полирование металлов
Продолжение табл. 136
Условия работы Кп»Ы>и* I агент Условия работы Коэффи- циент
3. Классы точности; 2-й 3-й 4-Й 5-й .... - 4. Степень доступности обработки: открытые поверхности .... поверхности, закрытые с од- ной стороны ........ то же, с двух сторон .... . . . трех , .... 5. Форма обрабатываемой по- верхности: плоская 1.50 1,20 1,00 0,90 1,00 1,35 2,50 3,75 1,00 выпуклая вогнутая 6. Удобство выполнения работы: обработка в тисках (удобная) то же, на месте (неудобная). . нежесткое крепление детали . 7. Сопряжение обрабатываемой поверхности: без сопряжения с другими поверхностями сопряжение с одной поверх- ностью то же, с двумя поверхности ми 1,20 1,40 1,00 1.25 1,40 0,90 1,00 1.50
РАЗДЕЛ ТРИН АДЦАТ ЫЙ
ШАБРЕНИЕ
Шабрение применяется с целью обеспе-
чения плотного прилегания поверхностей.
Шабрение лает возможность получить
точность поверхности от 0,()ОЗ до 0,01 мм.
За один проход шабером снимается слой
металла толщиной 0.005 -0,07 мж. прн
среднем давлении на шабер толщина струж-
ки составляет не более 0,01—0,03 мм.
1. ПРИПУСКИ НА ШАБРЕНИЕ
Припуск на шабрение устанавливается
в зависимости от размеров обрабатывае-
мых плоскостей или диаметра отверстий.
Припуски должны быть небольшими и не
превышать величин, указанных в табл. 137
и 138.
Таблица 137
Припуски на шабрение плоскостей
Ширина плоскости, в мм л Длина плоскости, в мм
WO-500 | 500—1 {Юр } 1 О0О—2 000 2 000—4 О0с| 4 0W>—6 000
Припуск ма сторону, в мм
До 100 св. 100 до 500 . 500 . 1(00 0,1 0,15 0,18 0,15 0,20 0,25 0,20 1 0,35 0,25 0,30 0,45 0,30 0,40 0,50
Таблица 138
Припуски на шабрение отверстий
Диаметр отверстия, о мм Длина отверстия, в мм
До 100 190 200 200—300
Припуск на сторону, а мм
До 80 св. 80 до 180 . 180 . 360 . 360 0,03—0,05 0,05—0,10 0,10—0,15 0,20 0,05—0,08 0,10—0,15 0,15—0,20 0,25 0,10—0,12 0,15—0,25 0,20—0,35 0,35
2. ШАБЕРЫ
По форме режущей части шаберы под-
разделяются на плоские, трехгранные и
фасонные. По числу режущих граней раз-
личают шаберы односторонние и двусто-
ронние (табл. 139.)
Шаберы изготовляют из инструменталь-
ной углеродистой стали марок У10А—У12А
и подвергают термической обработке (за-
калке) до твердости tfHC—5G—64.
т
Раздел тринадцатый. Шабрение
Таблица 139
Основные типы шаберов
Плоские шаберы
Плоские шаберы применяются для
шабрения плоских поверхностей —
открытых плоскостей, пазов, канавок
и т. д. По числу режущих концов
плоские шаберы могут быть двусто-
ронними (поз. /) И ОДНОСТОРОННИМИ
(поз. //).
Большое значение имеет форма
режущего лезвия шабера. Весьма
рациональной является выпуклая фор-
ма лезвия (гюз. ///. д). Ее рекомен-
дуется очерчивать дугой радиуса
30- 40 мм для получистового шаб-
рения и 40—55 мм'— для чистового
шабрения.
При отсутствии такого закругле-
ния лезвия (поз. III. б) шабер со-
скабливает металл всем лезвием, что
требует приложения больших уси-
лий.-Кроме того, острые углы ша-
бера при малейшем отклонении его
режущей кромки от обрабатываемой
плоскости врезаются в металл и вы-
зывают появление царапин.
Такая форма шабера используется
лишь при грубом шабрении. В целях
повышения производительности ре-
жущее лезвие желательно делать по
возможности более широким.
При получистовом шабрении длину
прямолинейного режущего лезвия
несколько уменьшают, а также при-
меняют шаберы с односторонней
радиусной заточкой (поз. III. в).
Плоские шаберы изготовляются с
прямыми (поз. IV, а) и с отогнутыми
концами. Для шабрения открытых
плоскостей используются, как правило, шаберы с прямыми концами; для обра-
ботки стеиок пазов, канавок и смежных плоскостей, а также мягких металлов
(алюминия, цинка, баббита и др.) —шаберы с отогнутым концом (поз. IV, б).
Трехграниые шаберы (целые)
Трехгранные шаберы выполняются пря-
мыми и изогнутыми. Они применяются для
шабрения криволинейных поверхностей (на-
пример, отверстий но вкладышах подшипни-
ков и пр.).
Составные шаберы облегченного типа
Составные шаберы отличаются сравнительно малым весом при большой длине.
Так, например, если плоские шаберы длиной 400 мм весят 0,48 кг, то составные
шаберы с деревянной рукояткой длиной 600 мм весят 0,37 кг.
Продолжение табл. 13&
Шаберы
По форме режущей части со-
ставные шаберы делятся нз плоские
(поз. /), трехгранные прямые (поз.//)
и трехгранные изогнутые (поз. ///).
Составные шаберы хорошо пру-
жинят и отличаются большой чувстви-
тельностью. поэтому при пользовании
ими удобно регулировать толщину
снимаемого стоя металла. Они при-
меняются в гяжелим и крупном ма-
шиностроении.
Шаберы со сменными режущими пластинами
поз. // и jfj
п
Шабер с радиусной заточкой
Основное преимущество таких шаберов за
смены режущих пластин / (пох /), что обтегч
разных шабровочных работ.
Режущими лезвиями могут служить пластинки и
1вердиги сплава.
Различные способы крепления пластинок в корпусе
ается возможности быстрой
мснсние инструмента для
быстрорежущей стали в
Режущая часть / затачивается по неко-
торому радиусу, что облегчает шабрение,
так как требует приложения меньших уси-
лий, чем при шабрении плоским шабером.
Для предварительного шабрения Л=30—
40 мм, г для окончательного 7?=40—55 мм
Дисковый шабер
। . Режущая часть в вихе стального закаленного
' диска / прикреплена с помощью ганки 2 к корпусу 3.
С—У л J„ ) Диаметр диска —50-60 лл, толщина —3—4 мм.
~ По мерс затупления диск поворачивается на некото-
рый угол, и работа вехется незатупнвшимся участком. Таким образом используется
весь диск шабера.
Заточка диска производится на круглошлнфовальном станке.
Этот тип шаберов применяется для шабрения широких плоскостей.
1Ь М. Л. Сергеев
274
Раздел тринадцатый. Шабрение
Продолжение табл. 139
Специальные шаберы-кольца
Зги шабгры изготовляются из
обойм изношенных конических роли-
ковых подшипников путем заточки их
на шлифовальном круге (поз. /) и
последующей доводки торца на
мелкозернистом круге (поз, //К
Применяются они для шабрения
отверстий вкладышей подшипников
(поз ///.)
Шаберы-кольца обеспечивают бблыиую производительность шабрения чем
трехгранные шаберы.
Фасонные шаберы
пластинки
шабрению.
ных). закрепляемых иа стержне
с рукояткой.
Форма и размеры режущей
формы и размеров фасонных поверхностей, подлежащих
₽ зависимости от характера раооты и ма-
териала обрабатываемой детали.
3. ЗАТ А И ЗАПРАВКА (ДОВОДКА) ШАБЕРОВ
Геометрия заточки шаберов. Угли за- Наиболее распространена заточка плос-
точки режущих граней шаберов выбирают кого шабера с углом заострения р=91)
—----------------------- --------- — (рис. 118). При установке такого шабера
под углом а=15—25° (приближенно) угол
резания В» 105—125 . При таком угле
резания шабер легко снимает металл,
излишне не врезается в него и не про-
скалиыпает (табл. 140).
Наиболее целесообразной формой за-
точки режущего лезвия является радиус-
ная форма (табл. 139).
Рис. 118. Геометрия плоского
шабера.
Таблица 140
Рекомендуемые углы режущей части шабе
Углы режу шер части Материал обрябатыпасмоД аетали
сталь чугун к Оронза алюминий и латунь сталь чугун и бронза АЛЮМИНИЙ и латунь
Плоский шабер Трехгранный шабер
Угол заострения Ji° 75—90 90—100 35j—40 65—75 75—85 30—40
Угол установки а° 15-25 15—25 20—30 15—25 15—25 20—30
Угол резания 8" 90—115 105—125 55—70 80—100 90—110 55—70
Точность шабрения и контроле качества
275
Практика заточки и заправки шаберов.
Заточка режущих поверхностей шаберов
производится на заточных станках шли-
фовальным кругом. У плоских шаберов
сначала затачивают боковые грани, а потом
торцовую (рис. 119). Схема заточки трех-
гранного шабера показана на рнс. 120.
Рис. 120. Заточи» грехграинигО
•иабера.
шабера иа бруске
Рис. 121. Дооохка
Заправку шаберов обычно производят
Шаберы затачиваются с охлаждением через 1,5 2 часа работы. Затачивают ша-
при небольшом давлении на шабер. беры после 4—5 правок их.
Доводка (заправка) шаберов осущест-
вляется вручную на чугунных плитах, по-
крытых мелкозернистым абразивным по-
рошком, или на мелкозернистых абразив-
ных брусках. Сначала запраатяют торцо-
вую (рис. 121, б), а затем уже боковые
грани шабера (рис. 121, а).
4 ТОЧНОСТЬ ШЛБРЕ
И
ТРОЛЬ КАЧЕСТВА
Краска для шабрения. В процессе ша*
брения для контроля качества поверхно-
сти на поверочную плиту наносят топкий
равномерный слой краски, которая пред-
ставляет собой смесь машинного масла
с порошком лазури или сажи, измельчен-
ных настолько, что между пяльцами не
ощущается зерен. Краску наносят нг по-
верхность прн помощи тампона (рис. 122),
сделанного из чистой тряпки.
таких пятен судят о каче-
ъ шабрения определяется числом
ых пятен (точек), приходящихся
Bt-рхпосги. В качестве еди-
1сти (берут квадрат разме-
ть Чем больше гаких гичек
равномернее они расположены, тем
качество шабрения и точнее поверх-
распред
стве ша
TcntOi
окрашен
на един;
ницы поверхнт
рами 25x25 м
и чем ।------1
выше качество
ность.
Рнс. 122. Нанес им не краски
на гоесрочную плиту.
Точность шабрения. После проверки
поверочной плитой или линейкой пришаб-
риваемой поверхности на выступающих
местах ее остаются отдельные окрашенные
пятна-точки. По количеству, размерам и
Рис. 121 Контроль качеств® шабрения плоскости.
Контроль качества шабрения. Для про-
верки качества шабрения пользуются спе-
циальной проверочной рамкой (рис. 123).
Ее накладывают на поверхность и считают
количество точек краски, находящихся
в окне рамки. Окончательно определяют
их число как среднее арифметическое
18*
276
Раздел тринадцатый Шабрение
замеров в нескольких местах проверяемой
поверхности (табл- •*!)-
При подсчете количества пятен пришаб-
иеллулоидный шаблон
Рис. 124. Комтрсл» качества шабрении
оклелиша подшипника.
ренных от
или вкладышей под*
шнпников о пользоваться целлулоид-
ным шаблоном (рнс. \24), согнутым по
радиусу вкладыша. На «шаблон наносится
сетке с квадратами 25x25 мм, с помощьк
которой легко определить частоту рас-
положении пятен краски. Качество шабре-
нии можно считать удпнлетнлрительным.
когда 73% клеток шаблонз-сстки имеет
среднее число пятен, отвечающее техни-
ческим условиям.
Таблица 141
Требуемая точность шабрения поверхностей в зависимости от их назначения
Количество точек в Кондрате 25x25 мм при проверке «и KpisCKy Характер шабруемых поверхностей
Не менее 25 Рабочие поверхности поверочных линеек 1-го класса точности длиной до 1500 л.к; плиты поверочные 0-го .1 1-го классов
Не менее 2U Линейки поверочные l-го класса точности длиной свыше 1500 мм; лииейки поверочные 2-го класса точности длицой до 1500 мм, нлшы поверочные 2-го класса точности; ответственные поверхности сколь- жения прецизионных станков
Не менее 15 Линейки поверочные 2-го класса точности длиной свыше 1ГЯХ> мм: плоскости направляющих подвижных деталей станков, передвигаю-! щихся по плоскостям неподвижных деталей (например, каретки стан- ков. суппорты, поправляющие столов шлифовальных и других станков)!
Не менее 12 Панты поверочные 3-го класса точности; плоскости скольжении, неподвижных деталей станков, по которым перемешаются подвижные детали (направляющие станин ставков, направляющие 'рукавов ради алвно-сверлильных станков и пр.); вкладыши потшциников для валов тиаметром до 120 мм
Не менее 10 п Плоскости скольжения сопряженных деталей, относительное пере- мещение которых требуется лишь при игладке машины, а не во г.рем-ч| ее работы (направляющие задних бабок токарных станков, направ- ляющие неподвижных люнетов н т. д.). вкладыши валов (начет ром свыше 120 ми
Не менее В—10 Плоскость сопряжения неподвижных деталей, где исключено oi-i иосительиое перемещение (неподвижные стойки стан кон. кронштейны;
Поверочные линейки и плиты
•'III
5. ПОВЕРОЧНЫЕ ЛИНЕЙКИ И ПЛИТЫ
Для проверки прямолинейности, плос-
костности н взаимного расположения шаб-
руемых плоскостей служат поверочные
плиты, линейки, угловые линейки и при-
змы, а для проверки цилиндрических я
конических отверстий — валики соответ-
ствующих размеров и формы (табл. 142.)
Часто для проверки качества шабрения
поверхностей используются поверхности
деталей, к которым они пришабриваются.
Поверочные инструменты для шабрения плоскостей
Поверочные плиты
Таблица 142
Применяются для проверки широких по-
верхностей на краску.
Плиты изготовляют из плотного мелко-
зернистого чугуна. По точности они раз-
деляются на три класса: 0-й, 1-й и 2-й, нз
которых 0-й класс—самый точный.
Рабочие поверхности плит имеют сле-
дующие размеры: 100x200, 200x200,
2U0X3W, 300 X400. 400x400, 450 X600,
.500X800, 75ОХЮ0О, 1000X1500 лгл.
Плиты надо всячески оберегать от уларов, царапин и загрязнения. После
окончания работы их Следует тщательно вытирать, смазывать минеральным мас-
лом или вазелином и накрывать, деревянной крышкой.
Поверочные линейки с широкими ребрами
Сложат длн проверки длинных шабруемых
поверхностей (например, направляющих ста-
нин м столов металлорежущих станков).
Как и Плиты, литые линейки снабжаются
ребрами жесткости (поз. /), они изготовля-
ются из мелкозернистого чугуна.
Размеры линеек следующие: 500, 750, 1000,
1500, 2000, 2500. 3000, 4000. 5000 и 6U0O мм.
Контроль ведется либо на краску, либо же
с помощью щупа или папиросной бумажки.
Наибольшую точность дает контроль с по-
мощью папиросной бумажна (поз. 7/). Об от-
клонениях от плоскостности ы зтом случае
судят по усилию, которое требуется приложигь. чтобы вытянуть бумажку а из-под
линейки.
Лекальные линейки
Применяются для контроля прямолинейности на про-
свет. О величине отклонения от прямолинейности судят
по размерам световой щели.
Угловые линейки
Используются для проверки на краску
плоскостей, расположенных под углом (на'-
пример, направляющих типа ласточкина хво-
ста н др.).
278
Раздел тринадцатый. Шабрение
6. СПЕЦИАЛЬНЫЕ ВСПОМОГАТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ И УСТРОЙСТВА
ДЛЯ ШАБРЕНИЯ
Таблица 143
Специальные приспособления и устройства для шабрения
Стенды и приспособления для установки и крепления
пришабриваемых деталей
Для установки и крепления средних
по габаритам деталей при шабрении
применяются специальные стенды и
приспособления, обеспечивающие наи-
более удобное расположение пришаб-
риваемой поверхности относительно рук
рабочего. Для деталей, которые необ-
ходимо поворачивать в процессе шаб-
рения, используются поворотные при-
способления и кантователи.
Простейший неподвижный стенд для
шабрения приведен в поз. /. Он пред-
ставляет собой угольник /, в котором
при помощи винта 2 крепится в верти-
кальном положении деталь—шатун 3.
В поз. 11 показано поворотное при-
способление для закрепления деталей
узлов) при шабрении. Здесь деталь А
на плите 1 и закре-
губкой с винтом 2. Со стой-
ми 4 плита соединена шарнирно и
)и необходимости может быть повер-
нута в вертикальной плоскости и за-
креплена в требуемом положении вин-
том 3. В горизонтальной плоскости
плита / может быть повернута вместе
с основанием 5. Таким образом, сбор-
тик имеет возможность установить
деталь или узел ь любом удобном для
себя голоженин.
Поворотное приспособление (универсальный кантователь), применяемое при
шабрении втулок в корпусных деталях типа передних бабок, коробок скоростей
Поверочные линейки и плиты
279
Продолжение табл. 143
и т. п., приведено в поз. ///. В этом случае обрабатываемая деталь 4 по роль-
гангу 3 заводится внутрь поворотной части 2 кантователя и закрепляется в ней
винтами 1. Поворотная часть вместе с установленной в ней деталью (узлом)
может во время шабрения без особых усилий поворачиваться па роликах 5
в любое удобное для рабочего положение вокруг горизонталььой оси.
Макеты контрдеталей и профильные плиты
Э
Наряду с обычными плоскими эталонными плитами пользуются профильными
шабровочными плитами, а также специальными макетами контрдеталей. Послед-
Спспиальныс ус
Диафрагма
Плита
ние п
выполненные
Так,
рение н
макеты пригоняемых деталей облегчеаного веса, точно
шабровочная глитя / значительно облегчает шаб-
кина хвоста в детали 2.
т в а для перемещения и подвески
А плит
При шабрении плоскостей, как правило, применяются эталонные плиты зна-
чительного веса. Это существенно усложняет работу, особенно при шабрении
горизонтальных плоскостей, расположенных на большой высоте, и вертикальных
плоскостей.
Для облегчения этих процессов используются специальные устройства для
перемещения и подвески плит.
В поз. 1 показан общий вид пневматического приспособления, применяемого
на Уральском турбомоторнон заводе для механизации перемещения фундамент-
ной рамы б (весом более 3 гл) по корпусу подшипника 7 во время шабрения
установочных поверхностей А
Для определения подлежащих шабрению мест на плоскость разъема корпуса
подшипника накладывают покрытую краской фундаментную раму, затем пере-
двигают ее по подшипнику 7 с помощью механизированного пневматического
таскателя.
280
Раздел тринадцатый. Шабрение
Продолжение табл. 143
Цилиндр 3 таскателя шарнирно связан со специальным кронштейном 1, за-
крепленным на шпонке 8 корпуса; поршень и шток 4 стяжками 5 скреплены
с фундаментной рамой 6.
При повороте рукоятки 2 трехходового пневматического крапа сжатый воз-
дух толкает шток н связанную с ним раму 6 в одну сторону, а ири переключе-
нии крана рама перемещается в обратном направлении.
Для удержания па несу тяжелых контрольных плит применяются легкие подъ-
емные краны п уравновешивающие балансиры. При пригонке тяжелых деталей
нередко пользуются и легкими поворотными кранами, укрепляемыми на корпусе
машины непосредственно над пришабриваемой плоскостью. В целях облегчения
перемещений деталей такие краны также снабжаются специальными разгрузоч-
ными устройствами, уравновешивающими вес деталей.
В поз. // показано устройство для механизации перемещения диафрагм
паровых турбин в процессе пришабрннання косых плоскостей их разъема. Вес
отодвигаемой половины диафрагмы уравновешивается набором грузов, подвешен-
ных через блоки на гибком тросе. После этого ее может перемещать без боль-
ших усилии один рабочий.
7. ОСНОВНЫЕ ПРИЕМЫ ШАБРЕНИЯ
При шабрении крупных детален поверочную плиту, покрытую краской, на-
кладывают па пришабрииасмую поверхность (поз I) и с легким" нажимом пере-
мещают в разных направлениях два-ipn раза. При шабрении небольших детален,
наоборот, деталь пришабриваемой поверхностью кладут на поверочную плиту и
перемещают по ней таким же образом (поз. !Г).
На хорошо подготовленной поверхности окрашенные выступы располагаются
по всей площади, на плохо подготовленной — густо окрашиваются отдельные
большие участки и наряту с этим кое-где образуются слабо окрашенные пятна,
наконец, на очень плохо подготовленной поверхности окрашиваются всего лишь
две-три точки.
Основные приемы, шабрения
281
Продолжения табл. 144
Процесс шабрения заключается в постепенном снятии металла с окрашенных
мест.
Вначале приступают к так называемой разбивке больших пятен — сильными
движениями шабера соскабливают стружку с окрашенных мест. Поверхность
очищается от стружки и снова проверяется на краску, после чего процесс шаб-
рения повторяется. Когда пятна расположатся на поверхности равномерно, раз-
бивку заканчивают и приступают к увеличению количества пятен, соскабливая
вес появляющиеся после проверки по плите или линейке окрашенные места.
Очевидно. чп» каждое последующее снятие стружки будет уменьшать высо-
ту неровностей, которые будут делиться на несколько менее высоких выступов,
а общее число их будет увеличиваться, при этом направление рабочего хола
шабера каждый раз изменяется, так что слеты шабера от предыдущего прохода
пересекаются со следами последующего шабрения под углом примерно 45—90 .
а площадки, образуемые штрихами, имеют вид ромбиков или квадратиков (поз. III).
При шабрении плоскости шабер, удерживаемый правой рукой за рукоятку,
устанавливают под углом 20—30 к поверхности (лоз. IV). а левой рукой нажимают
на конец шабера вблизи режущей кромки и двигают его вперед (рабочий ход)
и назад (холостой х
I’
Для придания пришабриваемой поверхности деко-
>ативного вида иногда па ней наносится так пазывае-
мороз* различной формы — симметрично рас-
ложенные клеточки или полоски.
Пум получистовом и чистовом шабрении целесо-
образно применять метод шабрения на себя (предло-
жен сдесарсм А. А. Барышниковым). В этом случае
шабер берется за среднюю часть обеими руками в об-
хваг 1поз, V), а верхняя его часть концом деревянной
рукоятки упирается в плечо работающего.
При таком методе работы положение шабера ока-
зывается белее устойчивый, улучшается качество об-
работки поверхности, а в конце штриха не остается
заусенцев. Все это позволяет повысить производительность ручного шабрения
в 1,5—2 раза по сравнению с обычным методом шабрения от себя.
Шабрение плоскостей по методу трех плит
Поверочные плиты, а т&юже анитлажные
и бортовые угольники обычно шабрятся
комплектом по 3 шт. к притом так. что
каждая плита (угольник) проверяется по
двум другим плитам (угольникам).
При шабрении по методу трех плит одна
из плит комплекта (например. /) прини-
мается за основную и по пей пригоняются
две другие (// и ///). Затем эти две плиты
пришабриваются одна к другой. Далее эти
плиты поочередно снова пришабриваются
к основной плите / и затем попеременно
между собой.
После каждой подобной пригонки плиты
будут получаться более точными, и в кон-
це работы все три плиты будут совер-
шенно плоскими.
На рисунке цифрами /, II и III обозна-
чены цомсра пришабриваемых плит, а цифрами 1, 2, 3.. .7— последовательность
выполнения работы. Отступления от плоскостности плит здесь показаны в преувели-
ченном виде.
Таким же способом пришабривают поперечные линейки и угольники.
98?
Раздел тринадцатый Шабрение
Продолжение табл. 144
Шабрение крупных угольников на перпендикулярность
н плит — на параллельность
В целях уменьшения объема шабровочных работ и в частности для умень-
шения числа контрольных проверок применяют следующий способ шабрения
крупны» угольников на перпендикулярность.
Установив величину отклонения от перпендикулярности, шабрят не всю по-
верхность угольника, а только две тонкие полоски / и 2 (поз. После этого
шабрят сначала грубо, а потом и науисто всю плоскость, стремясь достигнуть
равномерного распределения пятен по всей плоскости (включая полоски / и 2).
Точно так же шабрят и плнты крупных размеров. Например, если требуется
шабрить плиту на параллельность по размеру 1<К> мм (поз. //), то вначале про-
мером в четырех углах устанавливают отклонение от параллельности. Допустим,
что в двух углах
а в двух других —
четырех
шабрят
включая
от параллельности. Попу
размеры оказались одинаковыми, т. е. равными 100,1 мм,
100,2 мм. Сначала пришабривают два угла так, чтобы у всех
углов размер был 100,1 мм. Далее вначале грубо, а затем и окончательно
всю плоскость до равномерного распределения пятен по поверхности,
и два пришабренных угла.
Шабрение вкладышей подшипников
вкладыша будет
нее 3/« поверхности
ренне можно прекратить.
Окрашенный тонким слоем краски вал
укладывают на нижний вкладыш и, по-
ставив верхний вкладыш, равномерно
с угла на угол и нс туго затягивают
крышку гак, чтобы вал с некоторым
усилием можно было повернуть в под-
шипнике вправо к влево на 2—3 обо-
рота. После этого, разобрав подшипник,
шабрят окрашенные места вкладыша,
перемещая шабер по окружности вкла-
дыша. Следы от шабера должны иметь
форму четырехугольника. Когда не не-
равномерно покрыто пятнами краски, шлб-
Применение пасты ГОН
При точном шабрении иногда используют грубую (реже среднюю) пасту ГОИ.
После 1—2 проходов шабером по детали разведенную керосином пасту наносят
на поверочную плиту. Затем на этой плите ведут притирку шабруемой поверх-
ности до тех пор. пока паста нз зеленой нс превратится "в черную. Процесс по-
вторяют 3—4 раза.
После этого, вытерев начисто поверхность детали, снимают с нее шабером
блестящие пятна и вновь притирают пастой до получения поверхности тре-
буемого качества.
Пользуясь пастой ГОИ, нужно до и после работы тщательно контролировать
состояние поверочной плиты, так как паста способна срабатывать не только
деталь, но и плиту.
Применение паст ГОН позволяет повысить производительность точного шаб-
рения в 1,5—2 раза.
Замена ручного шабрения механической обработкой
283
8. ЗАМЕНА РУЧНОГО ШАБРЕНИЯ
МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
Замена ручного шабрения механической
обработкой достигается путем дополнитель-
ных отделочных проходов при механиче-
ской обработке или введения в процесс
таких операций, как шлифование, чистовое
строгание, отделочное фрезерование, тон-
кое течение и растачивание, притирка,
протягивание и прошивание, разверты-
вавие, накатывание поверхности роликами
2—1 поверхностей
полной или частичной
ия как окончатель-
операции, при
два случая;
и шариками и т. д.
Замена шабрения шлифованием. Дан-
ные ряда заводов показывают, что приме-
нение шлифования в качестве отделочной
операции сопрягающихся
дает возможность
замены ручного
ной
этом следует
При соответствующих режимах резания
и правильном выборе кругов чистота об-
работанной поверхности при шлифовании
легко обеспечивается в пределах 5?6— V7.
В ремонтно-механических цехах для шли-
фоаания станин ремонтируемых станков
применяются также специальные самодви-
жущиеся шлифовальные головки. Преиму-
ществом таких головок является то, что дхя
них не требуются обычно загруженные
крупные продольно-строгальные ' станки.
Благодаря специальному устройству такая
головка совершает на шлифуемой детали
Рис. 125. ПГ'1ифоеаиие направляющих стан
токарного станка (взамен их шабрения). ос;
ствлясмое на продольно-строгальном
1) шлифование одной из сопрягав
поверхностей с последующим пришабрива»
пнем по ней соответствующей поверхности
второй детали. Такой способ применяется
при обработке сложных сопряжений; на-
пример, направляющие станины токарного
станка шлифуются, а направляющие ка-
ретки суппорта пришабриваются по ним,
2) шлифование обеих сопрягаемых по-
верхностей, Этим способом обрабатываются
более простые по форме и менее точные
сопряжения (например, стыки корпусов,
фланцев, вкладышей и т. п).
Для замены шабровочных работ шлифо-
вапием необходимы универсальные или
специальные плоскошлифовальпые станки.
При отсутствии шлифовальных станков
соответствующих размеров шлифование
крупных деталей может быть выполнено
на фрезерных, строгальных и карусельных
станках путем применения специальных
шлифовальных готовок.
На рис. 125 изображена схема шлифова-
ния на продольно-строгальном станке ста-
нины токарного станка с помощью универ-
сальной шлифовальной головки, установ-
ленной на подушке резцедержателя.
Использование подобных головок в ре-
ьюнтно-механических цехах позволяет зна-
чительно сократить объем ручного шабре-
ния, занимающего обычно до 35—40% вре-
мени. затрачиваемого на ремонт стачка,
136. Самоднижущаяся шлифовальная головка,
заменить шабрение направляющих
1 станков шлифованием их.
необходимые возвратно-поступательные ра-
бочие движения.
O6nvrw вид сапой из самолвижущихся
шлифовальных головок, установленной на
станине токарного станка, приведен на
рис. 126. На. линте 5 со сменными направ-
ляющими 1 и 6 смонтированы: шлифоваль-
ная головка 4, представляющая собой элек-
тродвигатель с удлиненным валом, на конце
которого насажен чашечный абразивный
круг, два поворотных суппорта 2 и 3,
позволяющие устанавливать головку под
требуемым углом, и червячный редуктор
с индивидуальным электродвигателем для
перемещения шлифовального устройства.
Перемена направления вращения электро-
двигателя редуктора для обеспечения воз-
вратно-поступательного движения устрой-
ства производится автома1ически по упо-
раи или вручную
Замена шабрения тонким (финишным)
строганием. Применение этого метода осо-
бенно эффективно при обработке крупных
чугунных деталей. На чистовое строгание
(с. учетом вспомогательного времени, за-
трачиваемого на установку, выверку, креп-
ление и снятие обрабатываемых деталей,
а также на контрольные операции, уста-
новку резцов и т. и.) затрачивается вре-
мени в 8—15 раз меньше, чем на ручное
шабрение. После тонкого строгания при-
Раздел тринадцатый. Шабрение
бегают лишь к декоративному шабрению —
наведению .мороза*.
Рекомендуемые режимы строгания чу-
гунных деталей: о = 6—10 м мин; t =
= 0.05—0,1 мм и 5 = 8—18 м.чдв. лод.
Рис 127. Головка 1W [.аб'ряшсго фрезерования.
Опыт показывает, что применение глу-
бины резания менее 0,05 мм при строгании
неэффективно, 1ак как резец при этом про-
ска тьывает по по. /рхности детали.
Замена шабрения тонким (шабрящим)
фрезерованием. При этом методе финиш-
ной обработки можно добиться шерохова-
тости поверхности V 7. Надобность в ша-
брении после такой обработки отпадает.
На рис. 127 показана специальная фре-
зерная головка, монтируемая па' суппорте
продольно-строгального станка. Шпиндель
фрезерной головки 2 и связанный с ним
ременной передачей электродвигатель 3
мощностью 2,8 кет с числом оборотов
950 об мин. смонтированы на общей плите 1.
Отсутствие зубчатых передач обеспечивает
плавную, беа толчков и вибрации, работу
головки. На гиловке установлен твердо-
сплавный резец 4. Головка може> устана-
вливаться под углом относительно направ-
ления продольной и поперечной подач, что
важно для получения точной плоскостности.
Шабрящее 'фрезерование в 2,5—3 раза
производительнее торцевого шлифования
или строгания широким резцом.
Замена шабрения другими видами ме-
ханической обработки. В ряде случаев
объем шабровочных работ по подгонке чу-
гунных и бронзовых втулок в одноосных
отверстиях значительно уменьшается благо-
даря применению специальных разверток.
Еще более эффективной оказывается за-
мена шабрения протягиванием н проши-
ванием. В отдельных случаях шабровочные
работы успешно заменяют механизирован-
ной притиркой поверхностей пастами
9. МЕХАНИЗ ЕССА ШАБРЕНИЯ
Таблица 145
Механизированный инструме.
ia6 рения
шабровочные
в к и
Установки для механизм
Специальные
иного шабре-
ния состоят нз передвижн электродвигате-
лей с редукторами, гибких иалмков и спе-
циальных шабровочных головок. От электро-
двигателя / мощностью 0.25—0,6 кет через
редуктор 2 посредством гибкого валика 3
вращательное движение перелается меха-
низму шабровочной головки I, который пре-
образует его в возвратно-поступательное
движение шабера 5.
Электродвигатель и редуктор могут быть
смонтированы на переносной стойке, как по-
казано на рисунке, или подвешены к спе-
циальной тележке на монорельсе над рабочим
местом шабровщика.
Меганч.чоцич процесса июбренич
285
ПроЭоллеение табл. 145
Электрические шаберы
Одной нз разновидностей ме-
ханизированных шаберов являет-
ся ялекгрошабер. Он состоит из
корпуса со встроенным электро-
двигателем мощностью 50 вт.
работающим от трехфазиого тока
напряжением 220 в.
Длина хода режущей кромки
шабера регулируется в пределах
от I до 20 .«.и; частота — 1200 хо-
дов в минуту.
Б отличие от механических и электрических шабровочных головок, пневма-
тические шаберы не делают резких толчков при изменении направления движе-
ния, а также допускают возможность регулирования числа двойных ходов и вели-
чины усилий на инструмент.
Механизированный шабер с пневматическим приводом конструкции Б. А. Са-
тина и Б. А. Бромберга (поз. Г) состоит из четырех основных частей: ротатив-
ного пневматического двигателя, планетарной передачи, конической передачи и
кривошипного механизма. л
В свою очередь. ротативный двигатель состоит из статора 2 и ротора 3
с четырьмя лопатками 4. В зависимости от количества подаваемого через руко-
ятку / и регулировочный клапан воздуха ротор может развевать от 8000 до
12000 об/мин. Через планетарный механизм, находящийся внутри роюра и умень-
шающий число оборотов в 10 раз, вращение от ротора передается шестерне 5
и далее через конические шестерни 6 и 7 — на валик кривошипного механизма &
От последнего через шатун 9 возвратно-поступательное движение сообщается
ползуну 10 с шабером //.
Общий вес пневматического шабера этой конструкции 1,5 кг.
Рабочий держит шабер правой рукой за рукоятку /. а левой, удерживая за
хобот в месте А’, прижимает его к обрабатываемой поверхности.
Пневмоэлектрический шабер конструкции П. П. Ильина (поз.//) изготовлен и
используется на Сызранском заводе тяжелого машиностроения для шабрения боль-
ших плоских горизонтальных поверхностей. Он состоит из корпуса / с электромаг-
нитам» ;» и 3. пневматического двигателя 9, редуктора и собственно шаоера «5.
Брашзтельное движение от пневматического двигателя посредством криво-
шипно-шатунного механизма преобразуется в возвратно-поступательное движение
рычага резне держателя 4. в гнездо которого вставляется шабер 5.
При включении микровыключателя 11 срабатывают электромагниты 2 и 3,
шабер прижимается к обрабатываемой поверхности и остается в таком положении
во время шабрения одной ее зоны, постепенно поворачиваясь на 120—150'.
286
Раздел тринадцатый. Шабрение
Продолжение табл /45
С помощью винта 6 регулируется давление шабера на поверхность. Гайками
7 и 8 устанавливаются толщина стружки и длина хода шабера.
Число двойных ходов шабера в пределах до 560 в минуту регулируется
с помощью рычага нневмокрана 10\ максимальный ход шабера~40 мм, вес ма-
шинки — 11,8 кг.
10. БРАК ПРИ ШАБРЕНИИ И ЕГО ПРЕДУПРЕЖДЕНИЕ
Таблица 146
Виды брдко при шабрения и меры его предупреждения
Виды брака и дефектов Причины брака и дефектен Способы их предотвращение
Полное покрытие при- шабриваемой поверх- ности краской Нанесение на поверочную плиту слишком <олстого слоя краски Краску наносить осторож- но гонким слоем
Окрашивание сере- дины или края пришаб- риваемой поверхности Неправильная предвари- тельная обработка поверх- ности Проверять правильность предварительной обработки поверхности
Наличие блестящих полос на пришабривае- мой поверхности Шабрение водном направ- лении Производить шабрение в различных направлениях, пе- рекрещивая штрихи под уг- лом примерно 45—60“
Неравномерное рас- положение пятен на при- шабриваемой поверх- ности Шабрение длинными штри- хами или сильный нажим на шабер Соблюдать осторожность при шабрении, не делать длинных рабочих ходов (при черновом шабрении не бо- лее 10- -15 мм, а при чисто- вом — 5—10 ж.и)
Образование рисок на пришабриваемой по- верхности Плохая заправка шабера или наличие заусенцев на его кромках; наличие твердых примесей в краске Проверять качество за- правки и состояние режу- щей кромки шабера; про- верять состав и качество краски
Нормы времени на пришабривание плоскостей и поверхностей 287
Продолжение табл. 146
Вит брака и де«-*ктов Причины брвка и дефектов Способы их предотвращения
Глубокие впадины на пришабриваемой по- верхности Сильный нажим на шабер • Подготовлять деталь к шаб- рению предварительным опи- ливанием и черновым шаб- рением с малыми просве- тами; снимать шабером стружку небольшой толщины
Наличие заусенцев и шероховатостей на по- верхности Неправильная заточка и заправка шабера, неправиль- ное движение шабера при работе Правильно затачивать и заправлять шабер; не рабо- тать тупым шабером
Неточность шабруе- мой поверхности Применение неточного по- верочного инструмента; не- правильное пользование ин- струментом; неправильное перемещение шабруемой детали по поверочному ин- струменту или неправиль- ное перемещение инстру- мента по обрабатываемому предмету при проверке нс краску Своевременно проверять точность поверочного инстру- мента, содержать в чистоте рабочие поверхности пове- рочного инструмента и по- верхности обрабатываемой детали; правильно пользо- ваться инструментом при работе, не нажимать сильно на инструмент при прооерке па краску
II. НОРМЫ ВРЕМЕНИ НА ПРИШАБРНВАНИЕ ВРУЧНУЮ ПЛОСКОСТЕЙ
И ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Норма штучного времени на пришзбри-
вание плоских и цилиндрических поверх-
ностей определяется по следующей фор-
муле:
Гшт = ^TFk + То) х(1 + мин., (9)
где Т — время на мришабрнвание 1 mi5
поверхности, в мин., принимаемое
для плоских поверхностей по
табл. 147, а для цилиндрических —
по табл. 148;
F— площадь пришабриваемой поверх-
ности. в см1-,
k — коэффициент,учитывающим изме-
нение условий работы по сравне-
нию С данными табл. 147 и 148
(см. табл. 150);
х— дополнительное время на обслу-
живалие рабочего места и есте-
ственные надобности рабочего, со-
Ставляюиее в зависимости от ус-
ловий рзбогы от 6 до 10%;
Тв — вспомогательное время на уста-
новку я Снятие детали, нанесение
краски и контроль обрабатывае-
мых поверхностей, принимаемое
по табл. 149.
Таблица 147
Нормы времени на пришабривание плоских поверхностей и углов
Время пришабрнвания 1 гм' соперхиости. я мни. рнва- 1 и внут- призы углов, j Время пришабриввиня 1 СМ1 поверхности, в мни. рнвэ- м пнут- , призм УГ191В.
ОбрэПвтымем: поверхность, к НЗ ПЛОСКОСТ- НОСТЬ с соблюде- нием парал- лельности сторон с собл юле- нием угла наклона е соблюдением параллель- ности сторон н размеров Время прншаб пи, внешнего реикего углов, и трехгртык 0 MIIIT. Обрабатываем: поверхность, а на плоскост- ность с соблюдением пар.ллелы- ностн сторон с соблюае- ииом угла наклона с соблюдением параллель» кости сторон и размеров Время пришэб ния внешнего репного углов, н трехгранных а мин.
50 0,45 0,50 0,53 0,57 055 80 0.41 0,40 0.48 052 0,50
60 0.41 0.49 0,51 055 0.53 90 0,40 0,45 0,47 051 0,49
70 0,42 0,47 0,49 0,53 051 100 0,39 0,44 0,46 0,50 0.48
288
Раздел тринадцатый. Шабрение
Продолжение табл. 147
Л > ° о h S =• с-а 8s Время нришабриваиня 1 гм* поверхности, п МИН. Время пришабрила- ння чиешиего и пнут» репного углов, ирнам и трехгрантих углов, в мнн. Обрабатываем ля поверхность, в гм’ Время пришабривання 1 гм* повсрхнсстн. в Mill!. Время пришабри па- пня внешнего и впут- реинего у г; он. призм и трекграияых углов, в мин.
и j плоскоет- 1 пость с -соблюдением пзрйллель- ПОСТИ сторон с соблюде- нием угла HJK1OHJ с соблюдением пэ ралл ель- носги сторон н размечи нз плоское-- нлеть с соблюдением параллели» нпеги сторон с соблюде- нием уг«и нзгтомз с соблюдением параллель- ности сторон и размеров
125 150 175 2СХ» 250 300 350 490 0.38 0,37 0.36 0,35 0.33 0.32 (1.31 0,30 0.42 0.41 0,40 0,39 0.37 0,36 0,35 0,34 0.44 0.42 0.11 0.40 0,38 0,37 0.36 0.35 0.48 0,46 0.45 0.43 0.42 0,40 0,39 0,38 0.46 0,41 0.12 0.41 0,40 0.38 0,37 0.36 450 500 G00 700 800 900 1 000 0.29 0,29 0.28 0,27 0,26 0.26 0.25 0,33 ОД2 0,31 0,31 0.30 0,29 0.28 0,34 0,33 0.32 0.31 0,31 0.30 0.29 0.37 0,36 0,35 0,34 0.33 0,32 0,31 0,33 0,3-1 0,33 0,32 0,31 0,31 0.30
Таблица 148
Нормы времени на прншабривание цилиндрических поверхностей
Дпнна цилиндре. ВпутрснипП .маымр обрсбатыэасиого инлннлра а В СМ
2-S. . а « 5 * в • « 10 | 11 1 12 1 13 | 13
в см Врсмм 1:р|11и&бривЬнпя 1 гм’ понерхности, в ним
-•2,5 0,85 0,76 0.67 0.62 0.57 . — ж— — —» —-
. 3 0,76 0.70 0.63 0,60 0,54 0,50 — — — — —
1 0,67 0,61 0,55 0,51 0,49 0,44 0,12 0,39 — —. — — — —.
5 0,62 O.frO 0,51 0,47 0,43 0.41 0,39 0.37 0.36 0.34 — —
6 0,57 0.54 0,47 0,43 0.40 0,37 0,36 0,34 одз 0,32 0,31 0,29 —. —
7 — ОЛО 0.44 0.41 0.37 0,35 0,33 0.32 0.31 0,30 0.28 0,27 0,26 0.25
8 — — 0,42 0.39 0.36 0,33 0,31 0,30 039 0,28 0,27 0.26 035 0,24
9 — — 039 0,37 0.3-1 0,32 0,30 039 0,28 0.27 036 0.25 0,24 0,23
10 — — — 0.36 U.33 0.31 0,29 038 0,27 0.26 0.25 0.24 0,23 032
11 — — 0.34 0.32 0,30 0,28 0,27 0.26 0,25 0,24 0,23 0.22 031
12 — —— — —— 0.31 0.28 0,27 0,26 0.25 0.24 0.23 0.22 032 0,21
13 — 0,29 0.27 0,26 035 0,24 0.23 032 031 0.21 0.20
14 — -— — — — 0,26 0,25 0,24 озз 0,22 0,22 031 0,20 0,20
15 — — — — 0,25 0,24 0,23 0,22 0,21 0,21 озо 0,20 0,10
Таблица 149
Вспомогательное время на прншабривание поверхностей
Приемы вспомогательной работы ОбшМя поьержиость пришабри в ан ня, к cmz
до 300 201—400 101—«о 601-800 801—10Э0
Вспомог отельное время, в мнн.
Установка летали лля пришэбрн- вания ........ . Смазывание краской поверхности один раз 035 0,30 0,60 0,50 1,00 0,70 1,50 0,85 2,00 1,00
Нормы времени на пришабривание плоскостей и поверхностей
289
Продолжение табл. /49
Приемы вспомогательной работы Общая поверхность пришабрив ан пя, п см1
10 200 201—400 401—600 601-800 кл—кхю
Вспомогательное прем», п мин.
Проверка поверхности линейкой один раз Установка контрольной плнты на поверхность для проверки и снятие 0.15 ОДО 0.25 0.30 035
0.20 0,35 0.45
ее 0.25 0.60
Проверка обрабатываемой поверх- ности контрольной плитой по крас- ке один раз 0.00 О.Ю 0.13 0,16 ОДО
Проверка обрабатываемой по- верхности уровнем один раз . . . 1.00 150 2.00 2,50 3.00
Зачистка углов . Удаление стружки с обрабатывав- 2ДХ) 0,10 3,00 3.50 0.20 4,00 5,00 0.30
мой поверхносткГ . . . 0,15 0.25
Снятие обработанной детали . 0.15 0.35 0,60 0.90 1,30
Таблица 15й
Поправочные коэффициенты k на измененные условия работы
(к табл. 147 и 148)
Значение Ь
Усюния роботы ♦ еГ А 1Я гиюскнх поверхностей для иидинзрияе- ежнх поверхностей
1. Обрабатываемый материал Сталь = 40—50 нТ^им* . °в = 61—80 кг]мма , ов — 81—100 кГ]мма Чугун Нв = 140—180 кГ1мма ............ . Нв = 181—220 кГ/мм- Бронза средней твердости Баббит 2. Форма обрабатываемой поверхности Плоская .. ...... Выпуклая Вогнутая 3. Припуск на обработку До а = 0,15 мм ................... . а =« 0,16—0,25 мм 0,80 0,90 0,65 1,00 1,15 1,20 1,00 1.25 > ।।।§।§ В lit 5 §
* Для лиаметров до 75 мм.
* - - 1выше 75 мм.
19 Я А. Сергеев
2W
Раздел тринадцатый. Шабрение
Продолжение табл.
Условия работы Значение k
д/я плоских поверхностей для ЦКЛРНДрМ- чсскмя ооверхнеетеА
4. Количество пятен на 1 см3 До 2 . 5—6 5. Точность размеров при п р и ш а б р и в а н и и Но 1-му классу . 2-му . 6. Удобство выполнения работы Удобно ......... Неудобно . . < 7. Характер контроля Без проверки по плите . ......... С проверкой по контрольной плите 0.90 1,00 1,30 1,60 1,00 1.00 1,10-1,25 0,85 1,00 0,85 1.00 1Д) 1,60 I.W 1.00 1,10-1,25
Пример. Определить норму штучного
времени на пришабрнвание плоской по-
верхности стальной плиты (за = 70 кГ'мзР);
припуск на ибрабо!Ку Л = 0,15 мм (рис. 128).
Работа производится при удобном положе-
нии рабочего. После пришабривання по-
верхность проверяется контрольной плитой.
Соответственно формуле (9) находим со-
ставляющие ее элементы:
Т — время на пришабрнвапие 1 см3 при-
нимаем по табл. 147; при F = 1000 см"3 и
k = 1 время пришабривання всей плиты
будет составлять 0,25 X 1000 = 250 мин.,
Тв — вспомогательное время на установку
и снятие детали, нанесение краски и кон*
троль обрабатываемом поверхности прини-
маем пи табл. 119.
I) на установку и снятие детали (при
F = 1000 слРу.
2 + 1,3 = 3,3 мни.;
2) на смазывание краской обрабатывае-
мой поверхности 10 раз:
1,00 X 10» Ю мшц
3) на установку контрольной плиты и
проверку по краске 10 раз:
(0.60 + 0,20) X Ю = 8 мин.;
4) на зачистку углов —5 мин.
Таким образом, Тп = 26,3 мин.;
х—время обслуживания рабочего места
принимаем равным б%.
Общее штучное время:
= (250 + 26,3) X Г1 + = 293 м,|н-
РАЗДЕЛ ЧЕТЫРНАДЦАТЫЙ
ПРИТИРКА
1. ОБЩИЕ СВЕДЕНИЯ О ПРИТИРКЕ
Притирка является более точной, чем ша-
брение, чистовой отделочной операцией и
применяется главным образом для обеспе-
чения плотных, герметичяыл (непроницае-
мых) разъемных и годвлзжиых соединений.
В машиностроении притирке подвер-
гаются уплотнительные повл рхностн арма-
туры, пробки и корпуса кралов, клапана и
седла двигателей и т. п.
Разновидностью притирки яаластся до-
водка. служащая для получеянч не только
требуемых формы и чистоты поверхности,
но и заданных размеров детали с весьма
высокой точностью.
Существуют два способа притирки:
1) притирка сопрягаемых деталей непо-
средственно друг к другу с помощью абра-
зивных порошков и паст, наносимых На
притираемые поверхности;
2) притирка поверхности по специальному
инструменту—притиру, в поверхность ко-
торого вдавливается абразивный материал.
Сущность процесса притирки заключается
в механическом или химико-механическом
удалении с обрабатываемых поверхностей
частиц металла притирочными (абразивны-
ми) материалами.
Точность размеров, получаемых после
притирки, находится в пределах 1-го класса,
а шероховатость поверхности — в преде-
лах 10—14-го классов.
Перед притиркой изделие обрабатывается
каким-либо методом, обеспечивающим точ-
ность обработки не ниже 2-го класса. К та-
ким методам относятся чистовое шлифова-
ние, хонингование, развертывание, протя-
гивание, тонкое точение, тонкое фрезеро-
вание н т. п.
2. ПРИТИРОЧНЫЕ МАТЕРИАЛЫ
Притирка производится абразивными ма-
териалами в виде порошков, смешиваемых
со смазывающими веществами, а также
специальными пастами.
К абразивным материалам относятся:
наждак, корунд, карборунд и др.
Дробленые абразивные материалы по ве-
личине зерен делятся условно на три
группы: шлнфзерна. шлифпорошки и ми-
кропорошки.
Зернистость абразива обозначается но-
мером и характеризуется величиной зерен
(см. стр. 255)l
Кроме твердых при притирке приме-
няются также мягкие (химические) мате-
риалы. изготовляемые главным образом из
окисей различных металлов: хрома, же-
леза. алюминия и др. Наибольшее распро-
странение из этой группы притирочных
материалов получили пасты ГОИ. выпу-
скаемые в виде прессованных столбиков
(табл. 151).
Состав притирочных материалов ока-
зывает большое влияние на производитель-
ность промесса притирки и качество поверх-
ности. Для грубой и чистовой притирки
наиболее производительными являются
твердые материалы: для грубой притирки —
молотые абразивные порошки, а для чисто-
вой— мнкропорОшки марок М28 и М20.
Тонкая паста ГОИ является лучшим при-
тирочным материалом для отделочных опе-
раций при ручной притирке.
Применение паст обеспечивает также по-
вышение износоустойчивости обработан-
ных деталей, так как на поверхности не
остается включений твердых абразивных
материалов, способствующих изнашиванию
поверхностей.
При механической притирке микропо-
рошки М20, М14 и MIO более производи-
тельны. чем грубая н средняя пасты ГОИ,
использование которых оправдывает себя
при индивидуальной ручной притирке.
Состав смазывающих веществ оказы-
вает большое влияние на производитель-
ность процесса притирки. Смазывающие
вещества выбирают в зависимости от при-
меняемого абразивного материала, мате-
{жала притира и характера обработки
табл. 152).
19*
292
Раздел четырнадцатый Притирка
Таблица 151
Состав н шлифующая способность паст ГОИ (ъ'мгсм снимаемого слоя)"
Наименование показатетей Сорт пасты
।рубая <-рец:яе т .тикая
1. Состав пасты, в %:
окись хрома . 81 75 74
стеарин 10 10 10
расщепленный жир 5 10 10
керосин 2 2 2
силикагель (кремнезем) 2 2 1.8
олеиновая кислота .... — -— 2.2
2. Цвет пасты Темно- Темно- Светло-
3. Размер столбиков пасты, в ж.и: зеленый зеленый зеленый
диаметр , . . . 35 25 20
высота .ж I. . 4. Шлифующая (притирочная) способность 50 50 20
в мкм Ч . . ГТ .г. 40-17 16—8 7—1
для притирки
Состав
Таблица 152
Абразивный ыыериа! Материал притира См азы ваюшие вещества
Карборунд Чугун Мягкая сталь Газолин, керо масло Лярдовое Macj смн. скипидар, лярдовое ю, машинное масло
Медь Лярдовое мае масло по, скипидар, машинное
Корунд Окись хрома Окись железа Чугун Медь Чугун тигельный Мягкая сталь Сплав меди, олова и алюминия Газолин, лярдовое масло Содовая вода, скипидар Винный спирт Скипидар Керосин
3. ПРИТИРЫ
Форма и размеры притиров зависят от
конфигурации и размеров обрабатываемых
деталей.
Основные типы притиров, используемые
при притирке и доводке поверхностей,
приведены в табл. 153.
* Шлифуют»я (пригирпчмля способность пасты
определяется толщиной стоя металле, снимаемого
с Предварительно проштифов энной закаленной сталь-
ное пластинки размерами 35x9 мм ври 100 движе-
ниях ее по чугунной отите размерами 410x400 мле
поверхность которой покрыта пастой (общий путь —
около 40 М).
Притиры
203
Таблица 153
Основные типы притиров
Притиры для плоскостей
В качестве неподвижных притиров используют чугунные плиты с чисто и точно
обработанными плоскостями. Плиты для предварительной притирки снабжают
канавками глубиной 1—2 мм. расположенными на расстоянии 10—15 мм друг
от друга (поз. /). В этих канавках собирается притирочный материал. На плитах
для окончательной притирки канавок не делают (поз. //).
При доводке (притирке) плоскостей пастами ГОИ в качестве притира служат
не чугунные плиты, а специально подготовленные плиты нз стекла марки КЗ.
Для доводки плоскостей и граней шаблонов, скоб и т. д. применяются пло-
ские притиры в виде брусков (поз. ///), закрепляемых в тисках, а также в виде
напильника (поз. /V).
Для одновременной притирки нескольких плоскостей используются комбини-
рованные притиры, состоящие из нескольких простых притиров. В поз. V приве-
ден пример такого комбинированного притира для одновременной доводки про-
ходной и непроходиой сторон скобы. Этот притир предложен А. М. Чугуновым
(УЗТМ). Он состоит из двух притиров 1 и 2. Разность высот этих притиров (раз-
мер А) соответствует разнице между проходным н непроходным концами скобы
и устанавливается согласно чертежу с помощью блока концевых мер или микро-
метра.
При работе с таким притиром количество необходимых замеров сокращается
в 2—3 раза, а производительность труда повышается на 40—50%.
Распространенным типом вращающегося притира является круглая планшайба
с канавками (поз. VI), вращающаяся вокруг своей оси. К вращающимся относятся
различного типа притиры для притирки плоскостей и торцовых поверхностей,
закрепляемые в шпинделе сверлильного или других станков и механизированных
инструментов. . .
294
Раздел четырнадцатый. Притирка
Продолжение табл. 153
Притиры для цилиндрических отверстий
Простейший притир представ-
ляет собой разрезную втулку 2
(поз. 7), надетую на оправку 1
с конусной посадочной частью
(конусность 1 :50у
При перемещении вгулки-прн-
Тира вдоль оправки рабочий диа-
метр притира (наружной поверх-
ности втулки) можно изменять
в соответствии с действительным
размером притираемого отвер-
стия. Для перемещении притира
вдоль оправки осторожно уда-
ряют мягким предметом по торцу
разрезной втулки 2.
У более совершенного притира (поз. If) перемещение разрезной втулкн-прн-
тнра 2 по конусной оправке / осуществляется с помощью регулировочных гаек 3
и прижимного болта 4„
Панами
На наружной поверхности черновых прити-
ров протачивают одну или две спиральные ка-
навки. Лучшие результаты получают при нали-
чии двух канавок — с правой и левой спиралью.
Длина чернового притира обычно в 2—д раза
больше длины притираемой детали.
При притирке особо точных отверстий на при-
тирах создают эксцентричные канавки (поз. ///).
Нанесенная на такой притир паста выжимается
нз зоны А и равномерно распределяется по поверхности притира.
Длина чистового притира равна 0,5—0,75 длины детали. Диаметр притира
должен быть на 0,01—0,025 мм меньше диаметра отверстия, подготовленного под
ириткрку.
Притиры для наружных цилиндрических
поверхностей
Для паружяых цилиндрических поверх-
ностей притиром служат разрезные втул-
ки I из мягтл металлов (поз. / и 11). Наи-
большее распространение получили втул-
ки нз серого чугуна марок СЧ 18*36 или
СЧ21-40, реже применяются втулки нз крас-
ной меди и латуни. Для окончательной при-
тирки отверстий с высокими требованиями
по шероховатости поверхности служат
втулки из дуба, бука и других твердых
пород дерева.
Отверстие втулки-притира должно быть
чисто обработано н иметь правильную гео-
метрическую форму.
Диаметр отверстия чистового притира
обычно на 0,01—0,(М мм больше диаметра
притираемой детали; диаметр же черно-
вого притира больше диаметра детали на
0,1—0,15 мм. Длина притира составляет
ОД - 0,8 длины детали.
Для сжатия притира и плотного сопри-
косновения его с притираемой поверх-
ностью используют различные держатели 2,
позволяющие с помощью болта 3 регули-
ровать диаметр рабочей поверхности при-
тира.
Практика притирки
295
Продолжение табл. 153
Плоские притиры, применяемые для притирки наружных цилиндрических
поверхностей, представляют собой чугунный или стеклянный (для оконча-
тельной притирки) брусок в форме напильника шириной 20—30 мм и длиной
150—200 мм.
Притиры для конических поверхностей
Иетарь При г up
Притир для конического отверстия
изготовляется в виде чугунной (реже
медной) оправки (поз. /). размеры и
форма которой соответствуют размерам
и форме притираемого отверстия.
Спиральные канавки (шириной
1—2 мм) должны иметь такое направ-
ление, чтобы при вращении притира
абразив и масло или паста переме-
щались по ним в направлении от боль-
шего диаметра к меньшему.
Притир закрепляют между центрами
токарного станка и сообщают ему вра-
щение, а деталь осторожно перемещают
вперед н назад вдоль притира.
Притир для наружной конической
поверхности имеет внд конусной втулки
(поз. II). Чтобы избежать перекашива-
чными болтами /, которые предварительно
м.
ния, притир снабжен гремя рсгули
точно устанавливают по щупу или
4. IIPAKI
РКИ
Практика прнтирн
Таблица 154
Подготовка к работе
Прежде чем приступить к притирке, нужно подготовить изделие и притир-
Притираемую поверхность и притир тщательно обмывают керосином и насухо
вытирают ветошью. Затем па притир наносят абразив или тонкий слой пасты.
При прямом покрытии на притир насыпают абразивный порошок и вдавли-
вают его с помощью стального закаленного бруска, ролика или цилиндрического
валика (поз. Г). Круглые притиры катают между двумя твердыми стальными пли-
тами (лоз. II) до тех пор. пока абразив не вдавится в поверхность притира.
При косвенном покрытии абразивный порошок наносят не на притнр, а на
притираемую поверхность детали, и только уже в процессе притирки абразивный
порошок вдавливается в притир, изготовленный из более мягкого материала,
чем деталь.
До начала работы необходимо выбрать соответствующий абразивный мате-
риал, смазку и пасты (см. табл. 151 и 152).
296
Раздел четырнадцатый. Притигга
Продолмгение табл. 154
Притирка плоскостей
Обрабатываемую деталь в процессе притирки передвигают круговыми движе-
ниями по всему притиру с легким нажимом иа него (поз. /). По'сле 8—10 таких
движений притупившийся абразивный материал снимают ветошью и наносят новый
слой его.
Весьма существенное влияние на качество притирки оказывает величина дав-
ления на притир. J_____
Притираемые плоскости не должны иметь завалов н перекосов. Это дости-
гается правильным размещением усилий—правильным расположением центра
тяжести притира (изделия) относительно изделия (грнтнра).
Центр тяжести изделия при притирке должен быть расположен как можно
ниже и по центру доводимой поверхности, при этом изделие будет уравновешено.
Иногда для уравновешивания изделия применяют специальные противовесы.
Повышению качества притираемой поверхности содействует правильное поло-
жение рук при ручной притирке. В поз. // показано положение рук при притирке
поз. Ш — узких поверхностей.
точных широких поверхностей, а в
Для притирки узких граней ребер (поз. /V) одиночных шаблонов / исполь-
зуют направляющие бруски (кубики) 2. обеспечивающие устойчивое положенно
притираемых деталей и высокое качество доводки. При одновременной притирке
гранен нескольких детален их собирают в пакет; в этом случае обеспечивается
более высокая производительность и отпадает необходимость в дополнительных
направляющих приспособлениях.
Практика притирки
297
Продолжение табл. 154
Для притирки тонких деталей, которые трудно или невозможно улсржатъ
руками, применяют приспособления-держатели.
В поз. V изображено приспособ-
ление для притирки плиток толщи-
ной 1—5 мм. Оно состоит из двух
точных чугунных плит 1 и 4, свя-
занных между собой болтами 3 и
гайками 2, при помощи которых
точно регулируется расстояние
между верхней и нижней пли-
тами.
В щель между плитами помещают
рамку-таскало с рукояткой. Прити-
раемая плитка вставляется в прямо-
угольное гнездо таскала. Плитка
должна быть толще таскала на 0,2—
0.3 мм.
В поз. VI показана притирка тонкой
детали (угольника) в простом держа-
теле— деревянном бруске, к которому
гвоздиками без шляпок прикреплена
притираемая деталь (угольник).
Значительного повышения произво-
дительности труда и улучшения ка-
чества притирки удается добиться при
использовании специальных прнспособ-
Ленпн для притирки. В лоз. VI! в ка-
честве примера приведено многомест-
ное 'приспособление для доводки штих-
масов.
На цилиндрической поверхности оправки I сделано Ю вырезов призматиче-
ской формы. В этих призмах закрепляются штмхмасы 2. Весь набор штихмасов
шлифуется в этом приспособлении, а затем в нем же Притирается по предвари-
тельному и окончательному притирам.
Производительность труда при использовании этого яриспбсобления в 4 раза
выше, чем при обработке каждого штнхмаса в отдельности.
VIH
Во всех случаях, когда это
тирку рекомендуется вести на
представляется возможным, предварительную при-
вращающихся притирах (поз. VIII).
298
Раздел четырнадцатый. Притирка
Продолжение табл. 154
Притирка внутренних цилиндрических поверхностей
(отверстий)
Ручная притирка отверстий (поз. Г) является малопроизводительной и тяже-
лой операцией, но ока успешно заменяется полумеханизированной и механизи-
рованной притиркой.
При полу механизирован ной притирке отверстия (поз. //) притир в виде раз-
резной втулки вращается, а притираемая деталь получает возвратно-поступатель-
ное движение от руки рабочего.
В поз. Ill приведен пример полулгеханизироваиноп притирки отверстия
в головке шатуна. Притир 2 закреплен в патроне 1 токарного станка, а деталь 3
(шатун) удерживается руками.
Притирка наружных цилиндрических поверхностей
Для наружных цилиндрических поверхностей применяется исключительно
полумехаиизированная и механизированная притирка.
При полумеханизированной притирке деталь 2 обычно закрепляют в цанговом
патроне станка или специальной притирочной бабки I (поз. /). Детали малых раз-
меров, которые трудно установить в цангах, иногда закрепляют на специальных
оправках.
Механизация процесса притирки
2S9
Продолжение табл. 154
Для крепления притира 3 часто используют обычный токарный хомутик 4,
однако при этом имеет место некоторое искажение формы притира. Лучшие
результаты по точности формы достигаются при креплении притира в специаль-
ных жнмках.
Скорость вращения детали при притирке обычно составляет 10—30 mJmuh.
Притир перемещается руками вдоль притираемой детали со скоростью примерно
30—40 двойных ходов в минуту и одновременно периодически поворачивается
вправо и влево. •
При притирке плоским притиром детали / сообщают вращательное движение,
а притир 2 накладывают на притираемую поверхность и сообщают ему от руки
возвратно-поступательное движение по касательной к детали и одновременно
перемещают вправо и влево вдоль ее образующей (поз. II).
Притирка конических поверхностей
Конические поверхности таких деталей, как краны к клапана, как правило,
притираются не с помощью специальных притиров, а по взаимно-сопрягающимся
поверхностям Двух деталей.
Другим отличием процесса притирки конических поверхностей от притирки
цилиндрических является то, что вместо возвратно-поступательного движения
вращающегося притира (или детали) осуществляется возвратно-поворотное дви-
жение притираемых деталей с периодическим отрывом нх друг от друга.
При ручной притирке конических деталей одна из них устанавливается непо-
движно, а другой ("ище пробке) сообщается переменное вращательное движение
вправо и влево с одновременным периодическим отводом ее для прекращения
соприкосновения трущихся 'поверхностей. Необходимо, чтобы угол поворота в одну
сторону (например, вправо) был несколько больше угла поворота в другую сто-
рону (влево). Притертые таким образом поверхности отличаются более высокой
точностью геометрической формы и обеспечивают плотное прилегание и непро-
ницаемость для жидкостей.
Обычный угол поворота за один двойной ход составляет 90—120°.
При притирке конической пробки крана По гнезду (отверстию) поступают так.
На кран наносят слой средней пасты ГОИ. вставляют его в гнездо и вращают
то в одну, го в другую стирону, слецм ла 1ем, чюбы П|»11ирка П|>онсхйднЛа
по всей поверхности крана н гнезда. Для проверки качества притирки нужно
провести мелом черту вдоль образующей крана и затем, вставив кран в гнездо,
повернуть его вокруг осн. Если притирка сделана хорошо, то меловая черта
сотрется равномерно по всей образующей крана.
Притирка фасонных поверхностей
1 /---т» у—у
Яг
j || ) При этом виде притирки приходится изго-
Л V / у товлять фасонный чугунный притир 2, по которому
/ “Л/ ‘ / / перемещают притираемую деталь I. Формы притира
/ / у / / бываю! весьма сложными. Они должны соответ-
Г"—Г f-----f|||y ствовать формам притираемых деталей.
5. МЕХАНИЗАЦИЯ ПРОЦЕССА ПРИТИРКИ
Ручная и даже полумеханнзнровзнная
притирка представляет собой тяжелую и
малопроизводительную операцию, поэтому
ее, как правило, заменяют притиркой на
станках млн с помощью специальных при-
способлений. Основные способы механиза-
ции притирочных работ указаны в табл. 155.
При сравжггельно небольших объемах
производства для механизированной при-
тирки может быть использовано универ-
сальное металлорежущее оборудование.
Способ использования этого оборудования
и характер его оснащения и подготовки
для выполнения притирочных работ опре-
деляются в основном видом и размерами
притираемых поверхностей.
зио
Раздел четырнадцатый. Притирка
Таблица 155
Способы механизации притирочных работ
Механизация притирки плоскостей
Притирка плоскостей на универсальных станках. Притирка плоскостей осу-
ществляется главным образом на сверлильных станках. В поз. / приведен общий
вид простого приспособления, применяемого для притирки больших кольцены.х
поверхностей иа сверлильном станке. Оно состоит из крестообразной головки 3
с притиром (чугунным кольцом) 4, двойного шарнира 2 и конусного хвостовика /.
Притираемая деталь закрепляется на сголе, а приспособление устанавливается
в шпинделе сверлильного станка.
После смазывания притираемой поверхности соответствующей пастой станок
включают и путем осторожного опускания шпиадлтя доводят притир до соприко-
сновения с этой поверхностью. В процессе обработки притираемую поверхность
периодически промывают н смазывают новым слоем пасты.
В поз. II изображено специальное приспособление к сверлильному станку для
механической притирки уплотнительных поверхностей арматуры, предложенное
новатором В. С. Богословским. В приспособлении притир 1 посредством кулисного
механизма 4 получает возвратио-врашательное движение от шпинделя 3 станка
Механизм, передающим движение притиру, включает в себя зубчатую муфту 2.
которая прн чрезмерном нажатии на притир размыкается, отчего процесс при-
тирки приостанавливается. Усилие, преодолеваемое муфтой 2, регулируется гал-
ками 5, сжимающими пружину 6, и устанавливается в зависимости от характера
притирки.
Для механизированной притирки плоскостей поршненых колец новаторами
Уральского турбомоториого завода были приспособлены обычные' вертикально-
сверлильные станки типа 2118.
Модернизация этих станков (поз. /7/) свелась к установке верхнего / п ниж-
него 2 притиров, хомута 3 и дополнительного привода с электродвигателем 6
к нижнему притиру и хомуту. Притираемая деталь (поршневое кольцо) при опу-
скании шпинделя станка попадает между вращающимися в разные стороны при-
тирами 1 и 2 и притирается с помощью абразивной пасты.
Чтобы на обрабатываемой поверхности не оставалось кольцевых рисок, порш-
невое кольцо в процессе притирки получает радиальное перемещение. Для этой
цели служит хомут 3, который через коробку подач 5 и два шпинделя 4 с экс-
центриковыми пальцами получает указанное перемещение н передает его прити-
раемому кольцу.
Мехояизация процесса притирки
301
Продолжение гпабл. 155
з ’
У
5
Время притирки одного поршневого кольца на этом станке составляет всего
2—3 млн. Шероховатость поверхности соответствует V&
Механизация притирки прямолинейных направляющих может быть осущест-
влена и путем использования строгальных станков.
В поз. IV изображена схема механизированной притирки исправляющих ста-
нины / токарного станка по сопряженному с нем суппорту.. Предварительно при-
шабренный по плите суппорт 2 свободно укладывается на станину и стержнем 5
соетиняется с суппортом 4 притольно-строгальногс станка. Пружины 5 обеспечи-
вают равномерный нажим на притираемые направляющие.
Притирка производится с применением грубой насты ГОИ. разведенной на
керосине. Как показал опыт, получаемая плоскостность лежит в пределах (>.<31 мм
на длине 2 м.
VI
Применение механизированного инструмента для притирки плоскостей.
В поз. V' приведена схема применения пневматической сверлилки для механизм-
302
Раздел четырнадцатые Притирка
Продолжение табл. 153
рованной притирки торцовых поверхностей уплотнительных колец арматуры высо-
кого давления.
Притираемое кольцо 1 устанавливается в специальную обойму 2. вставляемую
в шпиндель пневматической машинки 3. Зажимная обойма 2 выполняется сменной
для обеспечения возможности притирки колец разных размеров. Пришр 4 уга-
дывается на специальную подставку 5. При предварительной притирке в качестве
притира используется чугунная плита, а при окончательной —стеклянный притир
с использованием пасты ГОП.
Механизация притирки по этой схеме обеспечила повышение качества сопря-
жений и производительности труда.
Притирка плоскостей на специальных станках. Простейшими притироч-
ными станками, широко применяемыми на машиностроительных заводах, являются
станки с вращающимися притирочными дисками (с горизонтальной или верти-
кальной осью вращения), по которым вручную перемещаются притираемые
детали.
Более совершенны и производительны притирочные станки, у которых отно-
сительные перемещения детали По притиру или Притира но обраба1ЫваемоЙ
поверхности совершаются механически.
При серийном производстве притирку плоских открытых уплотнительных
поверхностей арматуры (дисков, тарелок клапанов и корпусов задвижек) рекомен-
дуется осуществлять н® специальных станках моделей СС-3, СС-4, СС-7а и СС-12,
изготовляемых СТе^ЛйтЗМзкским станкостроительным заводом им. В. И. Ленина.
Притир / (поз. VI) в процессе притирки на станках этих типов совершает
сложное движение ио отношению к неподвижно закрепленной притираемой
детали 2. Траектория 3 движения точки притира схематически изображена на
рисунке.
В поз. VI! показан общий вил применяемого на Уральском турбомоторном
заводе притирочного станка с Механическим перемещением обрабатываемой
детали.
К вращающемуся притиру 1 с помощью винтового прижимного устройства 3
через шарнирную передачу' прижата деталь 2. Во время работы станка деталь
перемещается по притиру, совершая маятниковые дуговые движения в горизон-
тальной плоскости Это достигается с помощью водила 4. которое получает кача-
тельное движение от стойки 6. Последняя поворачивается на небольшой угол
в своих подшипниках, закрепленных на колонне 5.
Для поворотов стойки 6 с водилом 4 предназначен червячный редуктор 9.
При вращении выводного диска редуктора укрепленный на нем кривошипный
палец 7 качает кулису 8 стойки 6 и, поворачивая ее, качает водило 4 с зажимом 3
и деталью 2.
Притирочные станки подобного типа могут быть приспособлены и для одно-
временного механического притирания нескольких деталей (поз. V1H).
Механизация процесса притирки
303
Продолжение табл. /55
Электродвигатель / через клнноременную
передачу, червячный редуктор 2 и кривошип 3
приводит в качателыюе движение тягу 4. На
последней шарнирно закреплены пить крин*
штейиов 5, которые водят обрабатываемые
детали 8 по вращающемуся чугунному при-
тиру 6. Степень прижатия деталей к притиру
регулируется перемещением грузов 7.
Дезаль находится под действием трех дви-
жений: вращательного движения притира, ка-
чательного в плоскости притира от тяги 4
и вращательного вокруг оси вследствие раз-
ности окружных скоростей, сообщаемых дета-
ли при поджиме к вращающемуся притиру.
Число одновременно притираемых деталей нередко достигает 2U—30 и даже
Солее.
цилиндрических поверхностей
Наиболее простым оборудованием, приме-
няемым для механизации притирки неболь-
ших круглых деталей, являются так называе-
мые доводочные бабки, а для детален сред-
них размеров — обычные токарные и револь-
верные станки.
Деталь в виде валика или притир при при-
тирке внутрепией поверхности втулки за-
крепляется в патроне доводочной бабки или
станка и получает вращение со скоростью
10—30 м' мин. В случае очень точной доводки
во избежание перегрева детали и искажения
ее формы скорость врящения снижают до
5—6 м{мин. Биение детали или притира при
этом не должно превышать 0,03—0,05 мм.
Притир при наружной доводке поверхно-
стей деталей типа валиков или деталь при
внутренней доводке втулок перемещают вперед и назад вдоль осн обрабатывае-
мой поверхности с одновременным поворотом попеременно вправо и влево. Эго
обеспечивает получение на притираемой поверхности так называемого путаного
штриха.
I
Замена ручной притирки механизированной на дово-
дочных бабках или токарных станках позволяет повысить
производительность труда примерно в 2 раза.
Еще большее повышение производительности может
быть достигнуто при использовании доводочных бабок
усовершенствованных конструкций. В таких бабках (поз. /)
закрепление детали или притира в цанге производится
с помощью пневматического привода А без остановки
стайка.
Для механизации притирки круглых цилиндрических
деталей могут быть использованы и простые сверлильные
станки. В поз. // показан общий вид сверлильного станка,
специально приспособленного для притирки. Здесь воз-
вратно-поступательное движение притира /, соединенного
со шпинделем станка через двойной шарнир 2, осущест-
вляется при помощи кривошипного механизма 3.
Переключение движения шпинделя вверх и вниз может
быть механизировано с помощью упоров и конечных пере-
ключателей.
304
Раздел четырнадцатый. Притирка
Продолжение табл. 155
В серийном и массовом производстве при-
тирку осуществляют на специальных притироч-
ных станках.
В поз. /// приведена схема доводки цилин-
дрических деталей иа притирочных станках мо-
дели 3816, изготовляемых Московским заводом
внутри шлифовальных станков.
Притирами на этих станках служат чугунные
или абразивные диски диаметром GOO мм, смон-
тированные на вертикальных шпинделях. Верх-
ний диск крепится к шпинделю шарнирно, что
позволяет ему самоустанавливаться по отноше-
нию к обрабатываемым деталям.
Доводимые цилиндрические детали 4 уклады-
ваются в сепаратор 2, насаженный иа палец 5
и вращающийся вокруг его оси, которая смещена
по отношению к оси вращения притирочных
дисков 1 и 3. Вследствие трения, возникающего
между вращающимися притирочными дисками
и деталями, последние в процессе доводки на-
чинают вращаться вокруг своих осей. Перекаты-
ваясь по поверхностям дисков, детали увлекаю!
за собой сепаратор 2.
Механизация притирки конических поверхностей
/ Наиболее простыми по конструкции приспособлениями
4^1 у для механизянии притирки клапанов и пробок крапов являют-
ся обычные ксловороты н специальные приспособления типа
ручных дролей (ПОЗ. 1).
fid В небольших ремонтных мастерских притирку клапанов
Ujl 1 выполняют при помопли обычного коловорота, снабженного
I* Н наконечником, входящим в прорезь на торце гарелки кла-
Ц пана.
Wj' к»? [ Для притирки на стержень клапана надевают слабую пру-
га 1 жнну ток. чтобы оно поднимала тарелку нлпплна па 5 10 мм
। <> над гнездом, затем на фаску клапана наносят притирочный
М материал и вставляют клапан в направляющую втулку. Далее
\р ki' при помощи коловорота клапан вращают вправо и влево на
I Vj—*/♦ оборота, постепенно поворачивая его кругом. При
каждой перемене направления коловорог приподнимают на
di 2—4 мм, при этом под лейст пнем пружины приподнимается
t и клапан. Через каждые 20—30 поворотов иа клапан нано-
• сят новую порцию притирочного материала.
Притирку заканчивают при появлении на фасках клапана и гнезда сплошного
матового пояска пуж*ной ширины. После удаления с клапана н гнезда остатков
притирочных материалов сопрягаемые поверхности зачищают окончательно, произ-
водя притирку на чистом машинном масле. Доводку выполняют за несколько
(5-8) возвратно-вращательных движений коловорота, после чего проверяют каче-
ство обработки.
Преимущество этого способа притирки — простота применяемого инструмента
и возможность использования его в любых условиях.
Существенными недостатками способа являются невысокая производительность
и быстрая утомляемость рабочего.
Более рационально использование для притирки клапанов специальных при-
способлений типа ручных дрелей, у которых вознрзтно-поступательное движение
клапана обеспечивается непрерывным вращением рукоятки приспособления ь одну
сторону.
Лкхамизация процесса притирки
Э05
Продолжение табл. 155
Еще большую производительность труда при притирке
обеспечивают специальные механизированные инструменты
типа пневмо- и электросверлилок.
В поз. // приведен Общий вид одного из таких инстру-
ментов, выпускаемых рядом иностранных фирм для прнтиркн
клапанов двигателей внутреннего сгорания. Этот инструмент
похож на электросверлилку, шпиндель 1 которой совершает
воэвратнп-ппвпрптнс1е (колебательное) движение иа 90 . Число
колебаний — около 400 в минуту. На конце шпинделя
поводок 2 для передачи движения клапану.
внительно небольших объемах про-
я механизированной притирки
ппвррхнпстгй может быть исплль-
ивереальное металлорежущее обо-
кпянчегк
зова
рудо вам не.
В поз. /// изображен сверлильный станок,
приспособленный для притирки конических
и других поверхностей. Возвратно-поворот-
ное движение шпинделе станка на угол 120°
обеспечивается шкивом 1 с кривошипным ме-
ханизмом, состоящим |,-з дисков 2 п 6 со
ваанлеиными в иих пальцами 3 и 5 и рыча-
га 4. В остальном конструкции станка и его
привода сохраняются без изменения.
В серийном и массовом производстве для
притирки конических поверхностей широко
используются специальные притирочные станки,
наиболее производительные из которых осуще-
ствляют одновременную притирку нескольких
деталей. Так, например, Стерлитамакским стан-
костроительным заводом им. В. И. Ленина
изготовляются специальные двухшпиндельные
станки модели СС-1а для притирки конусных
поверхностей пробок и корпусов D = 20—
100 мм и L = 25—170 мм с конусностью
1:7—1:5.
20 М. А. Сергеев
Раздел четырнадцатый. Притирка
Продолжение тпабл. 155
Механизация притирки сферических поверхностей
Притирка сферических поверхностей производится без применения специаль-
ных притиров, т. с. путем взаимной притирки двух сопрягаемых деталей.
В поз. / изображена схема механизированной притирки шаровых поверхно-
стей на радиально-сверлильном станке. Одна нз притираемых деталей (вогнутая
сфера 1} устанавливается иа столе станка. Во вторую притираемую деталь 2 встав-
ляется деревянное водило 3, хвостовик которого помешается в кольце 4. прива-
ренном к конусной втулке 5.
Осуществление этой простой схемы позволило повысить производительность
труда по сравнению с ручной притиркой в 7 раз.
В поз. И показана схема механизированной притирки нз карусельном станке
шаровой пяты с радиусом сферы 1500 мм. Нижняя сгальнам притираемая деталь 4
устанавливается на планшайбе станка 5. Верхняя сопрягающаяся с ней чугунная
деталь 3 свободно накладывается на нее и прикрепляется болтами 6 к рычагу 2,
Соединенному со штосселями (резцедержателями) 7 и 7 станка.
При вращении детали 4 в результате соответствующих перемещений штоссе-
лей вверх и вниз деталь 3 получает необходимые для притирки перемещения
по сфере в пределах ±30.
Применение механизированной притирки для окончательной обработки детали
в данном случае позволило устранить трудоемкое и весьма утомительное ручное
шабрение.
РАЗДЕЛ ПЯТИ АДЦАТ Ы Й
СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ
1. ОСНОВНЫЕ МЕТОДЫ ОБРАБОТКИ ОТВЕРСТИЙ
Сверление и рассверливание являются
основными методами обработки отверстий,
применяемыми слесарями.
Практика показывает, Что при сверлении
отверстий диаметром до 10 мм достигается
4-й класс точности, а ><р’и больших разме-
рах отверстия — 5-й класс точиости. Обра-
ботка отверстий диаметром бслыяе 30 мм
производится двумя сверлами. Диаметр
первого сверла обычно принимается рав-
ным 16—20 мм.
Отверстия, полученные отливкой или
штамповкой, рассверливать не рекомен-
дуется, так как при сверлении таких от-
верстий н результате неравномерного рас-
пределения припуска сверю сильно уво-
дит, и оно может сломаться.
Зенкерование является процессом более
производительным, чем рассверливание,
Зенкерование обычно успешно применяется
как предварительная операция для обра-
ботки отверстий, полученных штамповкой
и отливкой.
Благодаря лучшему направлению зенке-
ра н отверстии, так как у зенкера (см.
рис. 156) имеются три или четыре направ-
ляющих леиточки вместо двух у сверла,
и большей его жесткости после зеикеро-
вания отверстие получается более точным,
чем после обработки сверлом.
Зенкерование является процессом полу-
чнетовон обработки отверстий. Обычно
зенкером обрабатывают (после сверла)
отверстия 2-го н 3-го классов точности
перед их развертыванием; 4-й класс
точности может быть получен зеикеро-
ванием без последующего разверты-
вания.
Развертывание является процессом по-
лучи сто вой или чистовой обработки отвер-
стий диаметром преимущественно до
100 мм. Точность отверстий после развер-
тывания соответствует 3—2-му классам.
Отверстия диаметром до 10 мм развер-
тываются после сверления; при ббльших
диаметрах отверстия обрабагываются зен-
кером и затем развертываются одной или
двумя развертками. Шероховатость поверх-
ностей, достигаемая развертыванием, на-
ходится в пределах b’ -8-ro классов.
Особенностью развертки как инстру-
мента является то, что она ие исправляет
оси отверстия, а следует по оси уже про-
сверленного или зенкерованного отвер-
стия. В отлично от развертки, зенкер
имеет зубья на торце, которые могут
.исправить* ось отверстия (сделать ее пер-
пендикулярной к плоскости детали).
Количество и последовательность пере-
ходов при обработке отверстия устанав-
ливаются в Зависимости от требуемой точ-
ности и размеров его, а также от вида
заюювки. Последовательность переходов
при обработке отверстий 2—4-го классов
точности приведена в табл. 156 и 157.
Так, например, если в сплошном металле
необходимо обработать отверстие диамет-
ром 20А, то соответственно данным табл. 156
и 157 выбираем следующую последова-
тельность обработки и размеры инстру-
ментов: сверление — сверлом диаметром
17,5 мм; зенкерование (или рассверлива-
ние)— зенкером (или сверлом) диаметром
19,8 мм; развертывание черновое раз-
верткой 19,93 мм и развертывание чисто-
вое разверткой диаметром 12А.
2. ОСНОВНЫЕ СВЕДЕНИЯ О СВЕРЛАХ
При сверлении сквозных и глухих от-
верстий в материалах разной твердости
слесарю приходится пользоваться спираль-
ными и реже перовыми сверлами. Сверла
выполняются из углеродистых или быстро-
режущих сталей. Из быстрорежущей стали
обычно изготовляют только рабочую часть
сверла, а хвостовик — из углеродистой.
308
Раздел пятнадцатый Сверление, зенкероваиие и развертывание
Таблица 156
Последовательность обработки отверстий 2—4-го классов точности
на сверлильных станках
Диаметр отпер» СТИ1, в мм Заготовка под отверстие Последсвбтельнмть переходов
Классы точности
2-А 3-й
До 10 Сплошной мате- риал Сверление, раз- вертывание получи- стовое, развертыва- ние чистовое Сверление, раз- вертывание Сверление
Сплошном мате- риал Сверление, зен- керованне. развер- тывание получисто- вое, развертывание чистовое Сверление,зейге- рование, разверты- вание Сверление, зенкере ва- нне или разверты- вание
От 10 до Отлитое или про- шитое отверстие с припуском до 4 мм иа диаметр Зенкероъание, развертывание по- лучистивое, развер- тывание чистовое Зенкероваиие, развертывание Зенкеро- ванне
Отлитое или про- шитое отверстие с припуском свыше 4 мм иа диаметр Зенкероваиие черновое, зеикеро- вание получнетовое, развертывание но- лучнетовое, развер- тывание чистовое Зенкероваиие черновое и получн- етовое, развертыва- ние Зенкерова- ние черно- вое. зенне- ровен ие чистовое
Сплошной мате- риал Сверление, рас- сверливание, раз- вертывание получи- стовое. развертыва- ние чистовое Сверление, рас- сверливание, зен- ксрованме. развер- тывание Сверление, рассверли, ванне
От 30 до 100 Отлитое или про- шитое отверстие с припуском до 6 мм на диаметр Зенкероваиие, развертывание по- лучнето вое, развер- тывание чистовое Зенкероваиие, развертывание Зенкеро- ванне
Отлитое или про- шитое отверстие с припуском свыше 6 мм на диаметр Зенкероваиие черновое, зеиксро- ванне получнето- вое, развертывание получнетовое, раз- вертывание чисто- вое • Зенкероваиие черновое, зенкеро- ван не получнето- вое. развертывание Зенкеро- вание
Номинальные диаметры инструмента для обработки отверстий
Таблица 157
2-й класс точности 5-й класс точности 4-й класс ТОЧНОСТИ
CU i Литое или горячеттэмпо- Отверстие в «мош Литое или горяче Отверстие Литое или горячештам-
ь Отверстие в сплошном материале ванное отверстие ном материале итампованное отверстие материале повэнное отверстие
3 ° Диаметр инструмента, и мм _
5« S? сверла зенкера получи- стового развертки черно» ой * ~ о ha «ч Г» See £ с сверла зенкера пол уч и- стового развертки Л 5 Г- «С о Л • о
Ночин; отверст лох спикер пол раз- вертку раэвер! чнстоос зенкер* черное* зенкер; получи стоногс раэвер' черно» IE И S еиу ПОЛ аепхер ПОД раз- вертку зенкер Чернов зенкер получи стоооп СЬ Оа А S V зенкер £8 И О tJ rt У §•§ Sr
1,5 1.4 1,4 1.47 1.5 А 1.4 1.4 _ 1.5А, м~ 1,5 «м
2 1,9 1.9 1,97 2А — — 1,9 1.9 — 2А, — — 2,0 — — —
2,5 2,4 2,4 — 2,47 2,5А —- — — 2,4 2.4 а— 2.5 А, — — — 2р — — —
3 2,9 2,9 — 2,96 ЗА — """ 2,9 2,9 ЗА, — — 3.0 1 — — —
4 3,9 3,9 •— 3,96 4А — — - — 3.9 3,9 i 4А, — — — 4.0 •— — —-
5 4,8 4,8 496 5А 4,8 4,8 «мм 5А, — 5.0 — — —
6 5,8 5,8 5,96 6А — — 5,8 5,8 —- 6А, — — 6,0 — —- —•
8 7,7 7,7 им 7,95 8А — —— -м 7.7 7.7 — 8А3 — —— — 8,0 — —
9 8,7 8,7 — 8,95 9А м~ — W — 8,7 8.7 - 9А, — 9,0 •—
10 9,7 9,7 9.95 10А — — 9,7 9,7 м— 10А3 М— — —— 10,0 — —
11 10,7 10,7 мм 10,94 ПА ма — —• 10,7 10,7 — ИА, — — 11,0 — —
12 10,7 П,7 11,85 1194 12 А 11,0 11,85 11,94 12А 10,7 11.7 11.85 12 А, — — —— 10,7 12 —— —
13 И.7 12,7 12,85 12,94 13А 12,0 12,85 12,94 13А Н.7 12,7 12,85 13А, 12 12,85 13А3 Н,7 13 12 13
14 12,7 13,7 13,85 13.94 14А 13.0 13.85 13,94 14А 12,7 13,7 13,85 14А3 13 13,85 14А3 12,7 14 13 14
15 13,7 14,7 14,85 14 94 15А 14,0 14,85 14,94 15А 13,7 14.7 14,85 15А? 14 14.85 15А, 13,7 15 14 15
10 14,25 15,5 15,R5 15 94 16А 15,0 15,85 15,91 16А 14,25 15,5 15,85 16А3 15 15,85 16А, 14/25 16 15 16
17 15,25 16,5 16,85 16.94 17А 16,0 16,85 16,94 I7A 15,25 16,5 16,85 17А. 16 16,85 17А3 15,25 17 16 17
18 16,25 17,5 17,85 17,94 18А 17.0 17,85 17,94 18А 16,25 17,5 17,85 18А, 17 17,85 18А, 16,25 18 17 18
19 16,5 18,5 18,80 18,93 19Л 17.5 18,80 18,93 19А 16,5 18,5 18,80 19а! 18 18,80 19А, 16 л 19 18 19
20 17,5 19,5 19,80 19,93 20А 18,5 19,80 19,93 20А 17,5 19,5 19,80 20А3 19 19,80 20А3 17,5 20 19 20
21 18,5 20,5 20.80 20.93 21А 19.5- 20,80 20,93 21А 18.5 20,5 20.80 21А, 20 20,80 21А3 18,5 21 20 21
22 19,5 21,5 21.80 21.93 22 А 20.5 21,80 21,93 22А 19,5 21,5 21,80 22А, 21 21,80 22 А, 19,5 22 21 22
23 20,5 22,5 22,80 22.93 23 А 21.5 22.80 22.93 23А 20,5 22,5 22,80 23А3 22 22,80 23А3 20,5 23 22 23
24 21,5 23,5 23,80 23,93 24А 22,5 23.80 23,93 24 А 21.5 23,5 23,80 24А, 23 23,80 24 А3 21,5 24 23 24
25 22,5 24,5 24,80 24,93 25А 23,5 24,80 24,93 25А 22,5 24,5 24,80 25 А , 24 24,80 »А3 22,5 25 24 25
26 23,5 25,5 25,80 25,93 26А 24,5 25,80 25,93 26А 23,5 25,5 25,80 26А3 25 25,80 2ь А3 23,5 26 25 26
•Л 25,5 27,5 27,80 27,93 28А 26,5 27,80 27,93 28 А 25,5 27,5 27,80 28 А, 26 27,80 28А, 25,5 28 26 28
3) 27,5 29,5 29,80 29,93 ЗОА 28,5 29,80 29,93 ЗОА 27,5 29,5 29,80 ЗОА3 28 29,80 ЗОА3 27,5 30 28 30
Основные сведения о сверлах
310
Раздел пятнадцатые. Сверление, зенкероваиие и развертывание
Хвостовик приваривается встык к рабо-
чей части сверла.
Некоторое распространение при сверле-
нии чугунов и других твердых металлов
получили сверла, оснащенные пластинками
твердых сплавов. Пластинки в этих слу-
чаях припаиваются к корпусу сверла. При-
меняются также цельные твердосплавные
спиральные сверла мелких размеров.
Сверла в зависимости от назначения
имеют различные конструкции. Примерная
классификация сверл и область их исполь-
зования даны в табл. 158. Основные типы
сверл и их размеры указаны в табл. 159—162.
Сверла с цилиндрическими хвостовиками
закрепляются в патронах; сверла с кони-
ческими хвостовиками можно закреплять
в конических отверстиях шпинделя или
переходных втулок (см. табл. 177).
В табл. 163 приводятся рекомендации по
выбору диаметра сверла для сверления
отверстий под болты, винты, заклепки,
шплинты, а также под резьбу. Так. напри-
мер, для сверления отверстия под впит
5 мм рекомендуется сверло диаметром
4,2 мм-, под шплинт — 4,2 мм, а под за-
клепку (при грубой сборке) — 5,7 мм.
Кроме сверл общего назначения, имею-
щих наибольшее распространение (табл. 159
и 160), в практике применяются также
сверла специального назначения (табл. 161).
Таблица 158
Классификация и область применения основных типов сверл
Признаки классифкктиии Типы сверл Применение
По способу крепления С цилиндриче- ским хвостовиком С коническим хвостовиком Для сверления отверстий малых и средних диаметров (</=0,25—20 мм) при закреплении сверла в патроне Для сверления отверстий средних и больших диаметров (rf=6—80 мм) при закреплении свер- ла в шпинделе станка
По длине сверла Длинные • Короткие С укороченной рабочей частью Для сверления длинных или удаленных от торца детали отверстий н для сверления через кондукторную втулку Для сверления коротких отверстий Для сверления отверстий, требующего повы- шенной жесткости инструмента
По направле- нию стружеч- ных канавок С прямыми канавками С косыми канавками С правой спиралью С левой спиралью Для сверления отверстий длиной менее двух диаметров сверлами с пластинками твердого сплава и отверстий в тонких листах из вязких материалов Для сверления отверстий в листах сверлами с пластинками твердого сплава • Для большинства работ, выполняемых на сверлильных станках общего назначения При работе на токарных автоматах
Основные сведения о сверлах
311
Продолжение табл. 158
Признаки классификации Типы сверл Применение
По форме Цилиндрические Конические • Многогранные Для сверления цилиндрических отверстий постоянного диаметра Для сверления конических отверстий с конус- ностью 1:50 за один проход Для сверления отверстий с тремя, четырьмя
обрабатывае- мого отвер- стия Ступенчатые и более гранями на сверлильном стайке Для сверления концентричных отверстий.
Торцовые (с прямой заточкой) Центровые _ ♦ имеющих две и более ступени Для сверления глухих отверстий с плоским диом Для сверления центровых отверстий
Из углеродистой или легированной Для сверления мягких материалов на стан- ках небольшой мощности
По материалу режущей инструмент альной стали Из быстрорежущей Для различных сверлильных работ
части стали " | J ♦
С режущей частью из твердого сплава ►Для сверления закаленной до высокой твер- дости стали., чугуна, титановых сплавов, стекла, збонита и других материалов на станках с боль- шой мощностью и жесткостью
Основные типы спиральных сверл из угле]
и быстрорежущей сталей (марок У10Л,
Таблица 159
.истой, легированной
2А, ЭХС, Р9 и Р18)
Сверла с цилиндрическими хвостовиками
Наименование сиерл Дмаметр d, м мм Стандарт Основные размеры, в мм
От по «Стая длина L длина рабочей части J„
Спиральные с цилиндрическим хвостовиком длинные (тип А) . . 2,0 2Ц0 ГОСТ 95—245 50-165
Спиральные с цилиндрическим хвостовиком короткие (тип А) . . . 0Д5 30.0 «86-00 ГОСТ 20—‘200 6—129
Спиральные с цилиндрическим хвостовиком и с укороченной рабо- чей частью (тип Б) 1.0 12,0 887-60 ГОСТ 30—100 8—50
4010-60 -
312
Раздел пятнадцатый. Сверление, зенкероваиие и развертывание
Продолжение табл. 15У
Сверла с коническими хвостовиками
Удлиненные
Укороченные
Нименоеавме сверл
Стандартной длины
Сверла с
Диаметр d, в мм Стандарт Основные размеры, в мм .4 конуса Морзе
от 10 общая длина L длина рабочей чести, ig
6,0 15,5 ГОСТ 888-6U 160-205 78—123 1
16,0 | 23,5 То же 225-255 130—160 2
23,9 32,5 W 290—325 170—205 3
32,9 49,5 • « 365-400 215-250 4
50.0 65,0 * 440—460 255-275 5
68,0 80.0 • • 535 285 6
6.0 15,5 гост 20/2-00 230-280 145—195 1
16,0 23.5 То же 290—340 195—235 2
23,9 30,0 » я 360—410 240—295 3
6,0 15,5 ГОСТ 8506-60 135-175 55—90 1
16,0 23,5 То же 190-210 95—115 2
23,9 32,5 • • 240—275 120-155 3
32,9 49,5 • • 310—335 160—185 4
ЗОЛ) 55.0 • 370—380 190-200 5
четырехгранным суживающимся хвостовиком
9,5
40
ГОСТ
20231-40
150—170
87—91
Основные сведения о сверлах
313
Таблица 160
Основные типы сверл, оснащенных пластинками твердых сплавов
С цилиндрическим хвостовиком спиральные
Диаметр d9 и мм Стандарт Основные рев- мери, в мм
от ЛО ибн; эи длина L длина рабочей Ч1СТИ 1.
5,0 5,2' ГОСТ 6647-60 75 40
5Л 6.0 То же 80 45
6,1 7,2 • • 85 50
72 8,4 • У0 53
8-5 9,7 • • 95- - 56
10.0 10,7 • • 100 60
11.2 12,0 115 70
С цилиндр и
т о в и к о м с косыми канавками
Тил сверла 4 Диаметр d, • мм Стака арт Основные размеры, в мм
СТ >0 общая длина L длина рабочей части 1,
2,5 3,9 ГОСТ 5349-60 65 4 5
Длинные 4.0 6.7 То же 700 5-6,5
7.0 10,5 * 130 7—10
2.5 3.9 ГОСТ 5349-60 40 4—3
Короткие ... 4.0 6,7 То же 60 5-6,5
7,0 10,5 • • 80 7-10
С коническим хвостовиком спиральные
Гил/
Тил//
314
Раздел пятнадцатый. Сверление, зенкероваиие и развертывание
Продолжение табл. 160
Тип сверле Диаметр d, в мм м конусж Морзе Стандарт Основные размеры, в мм
ОТ дс обшая длина L длина рабочей части 1»
Длинные . . . • > 6,0 12,0 19.0 28,0 11,7 18,75 27,0 30,0 1 2 3 4 ГОСТ 6647-60 То же • • • 160-185 205—235 290—305 335350 78—103 110—140 170—185 190-200
Укороченные . . ... 6,0 12,0 19,0 28,0 11,7 18,75 27,0 30,0 1 2 3 4 ГОСТ 6647-60 То же * • 120—145 165-190 220—245 265—270 35—60 63-90 95—112 118—122
Примечание. Сверла изготовляются с винтовыми канавками типа //, но
по требованию заказчика сверла могут быть выполнены с прямыми канавками
(типа I).
Основные типы н назначение специальных сверл
Таблица 161
Перовые или плоские сверла (ие стандартизованные)
Обычно изготовляются из инструментальной углеродистой стали. Применяются
главным образом для сверления ручными дреляж и трещотками неответствен-
ных отверстий диаметром до 25 мм.
Конические сверла (по ведомственным нормалям)
Применяются для сверления конических
отверстий за один проход; d=3—25 мм,
1=192—510 мм; —363 мм; конус-
ность 1 ;50.
Основные сведения о сверлах
315
Продолжение табл 16!
Двухступенчатые сверла
тго°
б-б ?5-Ч5*
Используются для одновремен-
ной обработки одноосных (ступен-
чатых) отверстий. Ступенчагые
сверла разделяются на:
1) сверла, получаемые перешли-
фовкой обычного сверла с режу-
щими кромками первой и второй
ступени на одной спирали; их при-
меняют прн сравнительно малой
разност диаметров ступеней;
2) сверла с чередующимися
кромками; каждой паре режущих
кромок соответствует своя пара
ленточек (ленточки а я b в поз. 11).
Сверла комбинированные (с другими инструментами,
например, с зенковками, развертками)
Применяются для одновременного сверления и зенкерования или разверты-
вания.
На рисунке показано сборное многоступенчатое сверло-зенкер, предназна-
ченное для одновременной обработки сложного ступенчатого отверстия.
Пустотелые (кольцевые) сверла
В практике слесарной обработки используются для сверления резины.
Изготовляются зтн сверла из углеродистой стали У10А, У11А и У12А.
В механических цехах при сверлении отверстии больших диаметров (в сплош-
ном материале) применяются специальные кольцевые сверла.
316
Раздел пятнадцатый. Сверление, зенкероваиие и развертывание
Продолжение табл. 161
Л1нпгограииые сверла
Многогранные отверстия образуют специальными сверлами, число режущих
кромок которых должно быть на одну меньше, чем число граней отверстия. Так,
например, в поз. / показано тргхгракиое сверло для сверления четырехгранного
отверстия.
При работе необходимо одновременно сочетать три движения: вращение
сверла вокруг своей оси Oi, вращение оси сверла по окружности Ог определен-
ного радиуса вокруг оси отверстия О и осевую подачу сверла.
Чтобы осуществить эти движения, используют специальное приспособление
(поз. //)• Хвостовик 3 вставляют в шпиндель станка. Режущий инструмент уста-
навливают в шпиндель 5 приспособления, расположенный эксцентрично во втул-
ке 6. Вращение оси сверла по окружности О3 осуществляется благодаря передаче
движения от шпинделя станка втулке 6 через конусный хвостовик 3 и зубчатое
колесо 4.
При вращении втулки 6 зубчатое колесо 2. закрепленное на шпинделе 5 при-
способления, обкатывается по внутреннему зубчатому венцу невращающегося
корпуса /, а сверлу сообщается главное вращательное движение вокруг своей
оси. При осевом перемещении шпинделя опускается н все приспособление, таким
образом осуществляется осевая подача сверла.
Таблица 162
Принятые размеры диаметров спиральных сверл и допуски по их диаметрам
(ГОСТ 885-60)
Градация диаметров, в мм
0,25 0.45 0,65 0.85 1.1 1.4 1.7 1,95 2,15 2,5
0,3 0,5 0,7 0,9 1.2 1.45 1,75 2 2,2 2,6
0,35 0,55 0,75 0,95 1.25 1.5 1.8 2.05 2.3 2,65
0.4 0,6 оз 1 1.3 1.6 1.9 2,1 2,4 2,7
Основные сведения о сверлах
317
Продолжение табл. 162
Градация диаметров, в мм
2.8 5Л 8,4 12,7 18,25 24.25 30 37,4 44 52
2,9 5,7 8,5 13 18,5 24,5 30.5 37.5 44,5 53
3 5,8 8,7 13,2 19 24.75 31 37,9 44,6 54
3.1 6 8,9 13,5 19,25 25 31,5 38 44.9 55
3,15 6.1 9 13,7 19,4 25.5 31,9 38,5 45 56
3,2 6.2 9.2 14 19,5 26 32 38.9 46 57
3,3 б.З 9,5 14,25 20 26,25 32,3 39 46,5 58
3,4 6,5 9.7 14,5 20,5 26.4 32,5 39,5 46,8 60
3,5 6.7 10 14.7 20,75 26.5 32,9 39,75 46.9 61
3,6 7 10,2 15 20,9 26.9 33 40 47 62
3.7 7,1 10.2 15,25 21 27 33.5 40,4 47.5 63
3,8 7.2 10,4 15.4 21,25 27,5 34 441,5 47,9 65
3,9 7,3 10,5 J 15,5 21,5 27,8 34,5 40,9 48 68
4 7,5 1ц7^ 16 22 28 34,9 41 48,5 70
4,1 7.6 11 < 16.25 225 28.5 35 41Д 48.9 71
4,2 7,7 11.2 16.5 22.75 29 35,5 41,9 49 72
4,5 7.8 11,5 17 J 23 29,25 35,9 42 49,5 75
4.8 8 11.7 17.25 23,25 29.4 36 42,8 50 78
5 8.1 11,9 17.4 23,5 29,5 36,5 43 50,5 80
5.1 8,2 12 17,5 < 23,9 | 29,6 36,9 43.5 51
5.2 8,3 12,5 18 24 29,9 37 43.9 51Д —
Допуски пс диаметрам для спиральных сверл, в мм
Ди .метры сверл, в мм Сверла для точного машино- строения и приборостроения Сверла общего назначения
Отклонения Допуск Отклонения Допуск
верхнее нижнее верхнее нижнее
От 0,25 ДО ОД —. 0 —0,010 0,010
св. 0,5 , 0,75 0 —0,009 0.009 0 —0,015 0,015
. 0.75 . 1 0 -0,011 0,011 0 —0,020 0,020
.1 .3 0 —0.014 0,014 0 -0,025 0,025
.3.6 0 —0,018 0,018 0 —0,030 0,030
.6 ,10 0 —0,022 0.022 0 —0,036 0,036
.10 .18 0 -0,027 0,027 0 —0,043 0,043
.18 .30 0 -0,033 0,033 0 —0,052 0,052
.30 .50 0 —0,039 0,039 0 -0.062 0,062
.50 .80 0 —0,046 0,046 0 —0,074 0.074
Таблица 163
Диаметры сверл, в мм, для сверления на проход под болты, винты, шпильки, заклепки, шплинты и для сверления
отверстий под резьбу
Для с перл синя не проход Для сверления под резьбу
метрическую
2 1 очная соорка 1- руиан соорка
ф X 1-я о. я 1-я 2-я
S V! § а 5 з 1 £ X 52 заклепки | Й 5 5 S ст болты. в НН гы, льки пилении болты, винты, льни шплинты .упныи тягом я X «1 о I Ягом 0.25 мм агом 0,35 мм асом 0,5 мм агом 0,75 мм агом 1 мм иге S5't поде агом 1,5 мм агом 2 мм агом 3 мм агом 4 мм е § 2 & <5
X под t шпи. т ii S с под шпи Е □ < Е Ж W □ и 3 W 3 и э и 3 1 w 3 и 3 и 3 и 3 и 3 и 2 и Ь И
0,9 — 1 к — —- —. — — —. — —
1,0 1,2 1.1 1.3 1,2 — — — —- 0,75 о.й —
1,1 — — - - — — — — — 0,85 0,9
1,2 1,4 1.3 1,5 1.4 — — — — 0,95 1
1,3 — — — — — — — —- — — — — — — — — — — — —
1.4 1,6 1.5 1,7 1.6 — — — ^1.1 1,2
1.6 1.8 — 1,9 — — — — — 1.25 1.4
1.7 1.9 1,8 2 1.9 1,45
1,8 — — - — — - — •— 2 * 1.6 — ••• — — — —— — —- — —* —
2,0 2,2 2,1 2,4 2,2 —W 23 а— —— 1.6 — 1.75 — — — — — — — — — — —
2,2 — — .—* — — — 2.5 1.75 — 1,95
2,3 2,5 2,4 2,8 2,5 —- 2,6
2,5 2.7 — 3 — — — — — 2,05 — — 2,15 — — —— — — — — — — —
2,6 2,7 3,0 2.8 2,7 3,1 2,8 — 3.1 О
3.2 3,1 3.5 3,3 — 3.5 — О 2.5 —— —> 2,65 —
ff 8.7
3.5 3.7 3,6 4 з,8 — 4 — — 2.9 — — 3,15 — — — — — — — —
3,6 — — — — — — — 4 — — — — — —• — ——• — —— — — —
Раздел пятнадцатый. Сверление, зенкерование и развертывание
Продолжены табл. 163
Для снсрлсиия пол резьбу
Для саерлеиия иа проход
i s 5 Г с а 3 1 X 1 1 1 1 1 Точная сборка Грубая сборка 1 S ё 3 g метрическую дюймовую трубную
с крупным шагом с шагом 0,2 мм с шагом 0,25 мм с шагом 0,35 мм 3 § X я 3 о с шагом 0.75 мм е шагом 1 мм с шагом 1.25 мм с шагом 1,5 мм с шагом 2 мм ♦ с шагом 3 мм с шагом 4 мм
1-я 2-я 1-я ?-«
301 болты, ЭИ»ты, I шпильки ш ё V гэ 1 пил болты, винты. IUIIM.1 ькн под зэккпки под болты, винты, ШПИЛЬКИ под заклепки иод болты, пинты, шпильки
4.0 4.2 4,1 4.5 43 5 4,5 — — 3.3 “ —- 3,5 — Л — — — — — — —
4.5 — -ч» — — — — — 3,8 — — — 4 — — — — — — —
4.6 ’ - —- — — — — 5 — —— —— —- — — — — —— — — — —
w 3.7 —
5.0 5,2 5,1 53 53 6 5,7 — — 4,2 — — 43 — — — — — — —
5,5 — — — — — — — — - -.в —• — 5 — — — —— -— —~ — — —
5,6 МВ — — — — 6 — — — — — — — — — — —
60 6,3 6,2 6,5 6,5 7 6,7 — — 5 — — — » 53 5,2 — — — — — — —
Чя 6,7 7,2 —- 7,6 — мм * 1 —I" — — — а— — — —— — — —— 5,1 11,5
7.0 73 7,2 73 — 7,7 — 6 1 — — — 63 63 — — — — — — —
7.7 — — — 8 в-я — — — — •— — — — — — —
ь/1 и в 83 — 8,5 — 9 — — — мм — — — — — — — 6,3 —
8,0 83 8,2 8,5 8,5 9 8.7 10,5 6.7 — — — 73 7,2 7 —* — — — — —
9,0 — — — — — — — 7,7 — — — 83 8,2 8 — —- — — — —
9.5 — — • —— 10 — ** — — — — — <— — — -— — —
’/в Г 9,7 — 10,2 Ж 11 12,5 мм — — — —— «— —. — — — — 7,8 15
10,0 10.5 10,5 И юз 11 10,5 12,5 — 83 — — — 93 9.2 9 8.7 —— — — — — ——
11,0 — — — — 9.5 — — 10,5 10,2 10 —— — — — —- —
7/к и 9.2 —
11.5 — 12 —- 12 — 12 — 12 — — — — — — — —”" — — —
Основные следени я о сверлах
ш
•-*
СО
Продолжена? табл. 163
I ы
8
Номинальные диаметры Для сие рдения на проход Для сверления под реэьбу
Точиад сборка Грубая сборка □од шплинты метрическую 1 я 8 я 1 Л трубную
с крупным шагом । с шагом 0,2 м« С шагом 0,25 мм с шагав 0,35 мм с шагом RS мм с шягрм 0,76 км яж i полет о с шагом 1,25 мм с шагом 1,5 мм мчс г полт э | с шагом 3 мм Jirr t иолт э
1-я 2-я 1-я 2-я
□од болты, винты. ШПИЛЬКИ под заклепки □од болты, винты, шпильки под звклепки под болты, винты, шпильки под заклепки под болты, в ниты, шпильки
12,0 12,5 13 —• 13 14,5 Ю.2 —_ 11,5 11,2 11 10,7 10,5 —
V/ 13,2 — 14 — 14,5 — 16 — л—» *— — — —— —• — — — — 10,4 18,75
13.0 — 13.5 — 13,5 — 11 —- МЫ *• — —— —а — — — е»-> к»
14.0 14,5 15 — 15 — 17 — 12 —- — 13,5 13,2 13 12,7 12,5 — — —— — -—
э/к' 12 »
15,0 — — — — — — — — — — — 14 — 13,5 — — — —
»ЛГ 16,5 —• 17 — 17 — 19 -* — — — — — «— — — — 13,5 20,75
16 16.5 16,5 17 16,5 17 17 19 — 14 — » — 15,5 15,25 15 14,5 Я— — —
17 — —— — МВ 16 —— 15,5 — — •шшм
18 18.5 — 19 — 20 — 21 — 15,4 — — — 17,5 17,25 17 — 16,5 16 — — — —
19 —• 20 — 20 —• 214 — — — »— —— — — — —- — — —
*/♦' 20 —. 21 — 22 — 23 — — — — — — — — —- — — — — 16,25 24,25
20 20,5 21 21 21 22 —f 24 — 17,4 — — —— 19,5 19,25 19 — 18,5 18 — ЯВИ» —— —.
22 22,5 23 23 23 24 241 26 — 19,4 — — —м 21,5 21.25 21 — 20,5 20 «в
т/#* 22,5 24 —• 25 — 27 — — — — —- — — — — — —, 19,25 28
24 24,5 —» 25 —— 26 — 28 — 29,9 —. * 23,25 23 — 22,5 22 —— —
25 — 26 1 26 — 27 — — —. •в — 24 23,5 23 —— — —
1* 26 — 27 — 28 31 — мм — — — — — . 22 30,5
2G - 24,5
27 28 — 29 — 29 — 32 — 23,9 — — — — 26,25 2G — 25,5 25 — — — —*
Раздел пятнадцатый. Сверление, зеккерсеание и развертывание
Продолжение табл, 163
Номинальные диаметры Для сверления па продол Для сверления под резьбу
Точная сборка Грубая сборка пол шплинты метрическую дюймовую трубную
О 4 2 3 § а. л и с шагом 0,2 мм с шагом 0,25 мм с шагом 0,35 мм ' С ШАГОМ СЦ» JUI с шагом 0,75 лм с шагом I Ш.И с шагом 1,25 мм 5 “1 3 я 3 с» с шагом 2 мм с шагом 3 мм ч S о и и 3 о
1-я 2-я 1-я 2-а
под болты, винты, шпильки под заклепки П01 болты, винты, шпильки 1 S 3 о Б ПОЛ болты, винты, шпильки 1 J Л - О в ПОЛ болты, винты, шпильки
28 PV 30 31 1з'< 33 34 Р/а’ 35 36 37 38 ’й" 40 I5/»* 42 К* 45 ¥ 50 2" 52 30 31 33 34 37 39 40 43 46 50 53 54 29 31 32 35 38 32 32 33 35 38 40 41 44 46 50 53 54 81£31 1 131 1 13 1 1 1 1 1 1 1 1 1 1 1 1 1 33 32 35 36 40 42 43 46 50 54 58 60 1 1 1 1 1 || 1 II 1 1 1 81 1 1 81 1 1 881g 35 35 37 38 42 44 45 •18 52 56 60 52 1 1 1 1 1 1 1 1 1 1 II 1 И И 1 1 1 1 1 1 1 1 26.4 23,4 31,9 — ы 34,9 37,4 40,4 42,8 40 1 1 1 1 II 1 1 1 1 1 1 1 1 1 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 И 1 II 1 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 111 1 1 § 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ! 27 29 32 35 38 41 44 47 51 26,5 28?5 30.5 31,5 34,5 37,5 38,5 40,5 43,5 46,5 48,5 50,5 26 28 30 31 34 37 38 40 43 46 48 50 26,9 29,9 32,9 35?9 36,9 38,9 41,9 44,9 46,9 48,9 Si igi|i-3i 111111 1111111111 24.75 27,8 33,5 35J5 39 41,5 4L6 35 .39 41,5 45 51
Основные сведения о сверлах
322
Раздел пятнадцатый. Сверление, зенкероваиие и развертывание
3. КОНСТРУКЦИЯ, ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ СПИРАЛЬНЫХ СВЕРЛ
И ИХ ЗАТОЧКА
Спиральное сверло (рис. 129) состоит из
рабочей части, шейки и хвостовика.
/7а рабочей части сверла профрезеро-
ваны две спиральные (винтовые) канавки,
образующие два рабочих зуба (пера). Ра-
бочая часть включает в себя режущую и
цилиндрическую (направляющую) части
с двумя ленточками, обеспечивающими на-
правление к центрирование сверла в от-
верстии.
диаметра — коническую форму и закреп-
ляется в коническом отверстии шпинделя
или в переходной конической втулке.
Лапка у сверл с коническим хвостови-
ком не позволяет сверлу провертываться
в шпинделе и служит упором при выбива-
нии сверла из гнезда.
Основные углы сверла показаны на
рнс. 130.
1. Передний угол у измеряется в пло-
Ремеущая часть располагает двумя глав-
ными режущими кромками, образованными
пересечением передних и задних поверх-
ностей и выполняющими основную работу
резания, а также поперечной кромкой (на
перемычке сверла).
скости, перпендикулярной к главной режу-
щей кромке (плоскость 11 — 11}. Он обра-
зуется касательной AM к передней поверх-
ности в точке А на режущей кромке и
Линией АК, перпендикулярной к поверх-
ности резания в той же точке.
А-А ’
Рис. 130. Геометрия спирального сверла.
Шейка светла—-промежуточная часть,
соединяющая рабочую часть сверла с хво-
стовиком.
Хвостовик служит для закрепления
сверла в шпинделе станка или патроне и
для передачи крутящего момента от шпин-
деля. У сверла небольшого диаметра хвосто-
вик имеет форму цилиндра и закрепляется
в специальном патроне; у сверла большого
Рис. 131. Спиральное сверло с хвойкой заточкой.
В различных точках режущей кромки
передний угол имеет разные значения.
Если у периферии сверла на наружном
диаметре он имеет наибольшую величин)’
(25—30). то по мере приближения к вер-
шине сверла уменьшается до величины,
близкой к нулю.
2. Задний угол а измеряется в плоскости
1 — 1, касательной к цилиндрической по-
Конструкция, геометрические параметры спиральных сверл 323
иерхности, ось которой совпадает с осью
сверла. Он образуется касательной к задней
поверхности в рассматриваемой точке А на
режущей кромке и касательной в той же
точке к поверхности резания. Задние углы
у сверла различны для разных сечений по
диаметру сверла. У периферии они меньше
(6—8), а у перемычки достигают 30°.
3. Угол наклона поперечной кромки
образуется между проекциями поперечной
кромки (рис. 129) и главными режущими
кромками на плоскость, перпендикулярную
к осн сверла.
В целях повышения стойкости сверл диа-
метром от 12 мм и выше применяют двой-
ную заточку сверл, при этом режущие
кромки имеют форму ломаной линии
(рис. 131). Основной угол 2? = 116—118°
(для сталей и чугунов), а на участке В =
= (018—0,22)0 мм затачивается второй
угол при вершине сверла 2f0 = 70—75°.
Форма заточки сверл
Таблица /64
Диаметр сверла, в мм Форма заточки Обрабатываемый матернат
няимеио'ь акне обозначе- ние •скмэ
0,25—12 Одинарная (нор- мальная) 11 Сталь, стальное литье, чу- гун
12-80 Одинарная с под- точкой перемычки нп dV Стальное литье в„ до 50 к Ki мм- с неснятой коркой
Одинарная с под- точкой перемычки и ленточки НИЛ Сталь и стальное литье до 50 к/умлР со снятой кор- кой
12—80 Двойная с под- точкой перемычки дп Стальное литье св более 50 кГ]мМз с нрснятой кор- кой, чугун с неснитой кор- кой
Двойная с под- точкой перемычки и ленточки • дпл Сталь и стальное литье % более 50 кГ/млА со снятой керкой
2Г
324
Раздел пятнадцатый. Сверление, зенкероваиие и развертывание
Стойкость сверл с двойной заточкой при-
мерно в 2 раза выше стойкости обычных
сверл. Это значит, что скорость резания
при работе сверлами с двойной заточкой
может быть принята на 15% большей, чем
рекомендуется в таблицах нормативов для
обычных сверл.
4. Угол наклона винтовой канавки w—
угол, заключенный между направлением
оси сверла и касательной к ленточке. Ве-
личина этого угла колеблется в пределах
от 18 до 30°. Для сверл малых диаметров
(«т 0.25 до 3 мм) угол <•> = 18—25е; дли
сверл диаметром от 10 мм и выше а» — 30°.
5. Угол при вершине сверла 2<р— угол,
заключенный между режущими кромками.
В зависимости от характера обрабатывае-
мого материала рекомендуется принимать
следующие значения угла 2у. при сверле-
нии сталей, чугунов и твердых бронз
2<р = 11б—118; латуней и мягких бронз
29=130°; алюминия, силумина и баббита
2? = 140Гм, красной меди 2<р = 125е; эбонита
и целлулоида 2<р = 85—90°.
В целях уменьшения усилий и облегче-
ния процесса стружкообразования при свер-
лении прибегают к двум специальным под-
точкам (рис. 131) сверла:
1) подточка поперечной кромки произ-
водится с обеих ее сторон на длину I;
2) подточка ленточки на длине 1\, при
этом ширина ленточки уменьшается до
размеров / = 0.2—0,4 мм. Такая подточка
уменьшает трение ленточки о стенки от-
верстия.
В табл. 164 приведены рекомендации по
выбору формы заточки (и подточки сверл),
а в табл. 165 —данные об углах и других
элементах заточки сверл.
Элементы заточки и подточек
Таблица 165
сверл (рис. 130 и 131)
Элементы латочки и подточек - — 1 Диаметры сверл, в мм
0,25-12 12—1.' 15-2П 20-25 25—30 30—40 40—50 50-60 60-70 71—80
Заточка
Углы между ре- жущими кромками:
2<Р° ... - - - 118 118 118 118 118 118 118 118
— 70 70 70 70 70 70
Длина вторичной кромки В, в мм - 2Д 3,5 4.5 5,5 9 11 13 15
Задний угол в4 . Угол наклоня по- 14—11 14—11 12-9 12—9 1*2—9 11-6 11—8 11—8 11—8 11-8
перечной кромки <р° 50 55 55 55 55 55 Р 55 55 55 55
П од точ ка перемычки
Длина подточен-
ной поперечной кромки А. в мм. . м 2 2.5 3 3,5 4 5,5 6,5 7,5
Длиьа подточки /,
в мм ....... - 3 4 5 6 7 9 11 13 15
Подточки ленточки
Длина подточки 1, в мм 1.5 и 2 2 3 3 4 4 4
Ширина фаски /,
в мм . 0,2— 0,2— 0.2- 0.2— 0,2— 0,2- 0,2— 0,2— 0,2—
-0,4 —0,4 —0,4 —0,4 —0,4 —0,4 —0.4 —0.4 —0.4
Задний угол aj . — 6—8 6-8 6—8 Ь—8 6—8 6—8 6—8 6—8 6-8
Конструкция, геометрические параметры спиральных саерл
325
Многие слесари и сверловщики — нова-
торы производства, стремясь улучшить ра-
боту сверл, совершенствуют их геометрию
и способы подточки. Наиболее заметных
успехов в этом направлении добился свер-
ловщик Средневолжского станкостроитель-
ного завода В. И. Жиров, разработавший
новую геометрию заточки спирального
сверла.
Рис 132. Сверло монстру»пин wntfropa В. И. Жи-
рове для сверления с большими пслечами.
Сверло конструкция R И Жирова имеет
двойную заточку (рнс. 132) и столь сильно
подточенную перемычку, что поперечное
лезвие у него вообще отсутствует. Это за-
метно уменьшает осевые усилия и облег-
чает процесс резяння при сверлении.
Сверло, изображенное и а рис. 132, реко-
мендуется применять при обработке чугу-
нов и других хрупких металлов, при этом
значения подач берутся в 1,5 раза боль-
шими, чем рекомендуемые для работы
обычным» сверлами.
сверлами внутри трубы образуются за-
усенцы. удаление которых затруднено.
Применение изображенного иа рисунке
сверла позволяет избежать излишних за-
трат труда. В этом случае сверло иа вы-
ходе из отверстия не вытягивает заусенцы,
а образует своим торцом А остаток ме-
талла в виде тонкой шайбы и при этом
почти не оставляет заусенцев.
На рис. 135. а показана заточка сверл
для сверления пластмасс, получающих все
большее распространение в мащино- н при-
боростроении.
Как видно из рисунка, сверло имеет
острые подрезающие кромки вогнутой (по
радиусу R) формы. Кромка криволинейной
формы имеет глубину профиля Л.
Ленточки подточены на длине 6. которая
должна быть на 5—10 мм больше длины
просверливаемого отверстия. Поперечную
кромку подтачивают со стороны передних
поверхностей под углом 10й.
Для сверления пластмасс и дерева (фа-
неры) применяют быстрорежущие сверла
с выступающей вершиной конструкции
В С Косарева и И. Ф. Бычкова (рнс. 135. б).
Высота выступа Л для сверл диаметром
15—18 мм составляет 3—4 мм, уголки
сверла выступают над впадиной на вели-
чину Л1 = 1.8 мм.
Заточка сверл. Заточка сверл должна
вестись так, чтобы поперечное лезвие пере-
мычки было острым, а ие закругленным.
Заточка производится по задней поверх-
ности (рис. 136). Получение заданных ве-
личин элементов геометрии сверла осно-
вано на том, чю задние поверхности сверла
Известны также и другие предложения
новаторов производства по совершенство-
ванию геометрии заточки сверл для улуч-
шения условий дробления стружки и умень-
шения осевого усилия.
На рис. 133 показана заточка сверл по
способу Е. Я. Есиновича, предложившего
прорезать на главных режущих кромках
две стружкоразделитслькые канавки. Эти
канавки дробят стружку, облегчая ее вы-
ход из отверстия во время ргботы. Улуч-
шаются также условия охлаждения. Все это
способствует повышению производитель-
ностн при сверлении.
На рис. 134 приведена специальная за-
точка сверла для сверления отверстий
в трубах нз цветного металла.
При сверлении отверстий в стенках труб
иа цветных металлов и сплавов обычными
являются частям» конических поверхностей
воображаемых конусов, а режущие кромки
его совпадают с образующими этих кону-
сов. Оси этих воображаемых конусов
взаимно перпендикулярны и составляют
с осью сверла угол р — 45е. Торцовая пло-
скость шлифовального круга совпадает
с образующей воображаемого заточного
конуса, осью которого является ось пово-
рота головки станка.
Сверло, закрепленное в головке под уг-
лом £ к ее осн, совершает при заточке
вокруг этой осн карательное движение.
Получение различных углов при вершине
сверла 2<р производится изменением угла
при вершине заточного конуса (из схемы
следует, что <р = я 4- fi).
Если, например, поворотом суппорта
с расположенной на нем осью качания
326
Раздел пятнадцатый. Сверление, зенкерование и развертывание
Рнс. 134. Заточка сверла хля сверления отверстий в стенках
труб иэ цветного металла.
Рис. 135. Сверла для сверления слоистых пластмасс и фекеры.
Схема
но/с нонуса
Рнс. 13в. Схема заточки спирального сверла.
Ручные машинки для сверления
.327
головки установить угол я равным 13°,
то при заточке получим нормальный угол
при вершине: 2«p = 2a-f-2^ = 2xl3°4-2x
X 45° = 116°.
При заточке нужип правильно закреплять
сверло в губках, зажимающих его по лсн-
мощью шлифовального круга с закруглен-
ными кромками.
Дли заточки сверл из углеродистых и
быстрорежущих сталей применяются шли-
фовальные круги из злектрокорунда нз ке-
рамической связке твердостью СМ1 и зер-
Рис. 137. Контроль правильности заточки сверл при
ПСИ01ДЯ шаблона- а — для проверки угла 2? к дли-
ны режущих кромоаг. б — для проверки угла ф.
точкам. Расстояние I от периферийных то-
чек режущих кромок сверла до зажимных
губок может выбирался по табл 166.
* Подточку перемычки и ленточки у сверла
слесарь производит обычно вручную с
нистостью 32—50 для окончательной
обработки и 63—80 — для предварительной.
Правильность заточки контролируется спе-
циальными шаблонами (рис. 137).
Таблица !6С
Расстояние I для установки с
заточке (см. рнс. 136)
Диаметр сверла, в мм Рмхгокнне 7, « мм, i 1фи И Ьрлении
норналыюй стали и чугуна мягкой стали 3-1К мяння И меди латуни
10 6 6 7
15 7 7 8
20 8 7,5 9
25 9 8,5 5.5 10
30 10 9 6 11
а5 11 9.5 6,5 —
40 11,5 10 7 —
45 12 10,5 7,5 —
50 12,5 11 8
55 13 11,5 8.5 —
60 14 12 —- —
65 14,5 12,5 —
70 15 13 — — —
75 16 14 —’ —
4. РУЧНЫЕ МАШИНКИ ДЛЯ СВЕРЛЕНИЯ
В мелких ремонтных цехах, я также на
предприятиях с единичным характером про-
изводства слесарям иногда еще приходится
прибегать к сверлению отверстий ручными
дрелями, коловоротами н трещотками.
Для сверления небольших отверстий (диа-
метром до 3 мм) применяются ручные вин-
товые дрели (рис. 138, а).
Более универсальной является оумлпя
дрель с зубчатой передачей (рис. 138, б).
328 Раздел пятнадцатый. Сверление, зейгерование и развертывание
Такие дрели удобны в работе, позволяют
сверлить отверстия диаметров! до 15 мм и
имеют сравнительно большое число оборо-
тов (до 500 об/мин.).
Коловороты (рис. 138, л) служат для руч-
ного сверления мелких отверстий в дереве,
фибре, текстолите и мягких металлах.
конец навертывается гайка 2 с конусным
упором /. Собачка 6, расположенная в вилке
рукоятки 3, под действием пружины 7 за-
скакивает в зубья храпового колеса н при
повороте рукоятки 3 по направлению ча-
совой стрелки вращает храповое колесо,
а вместе с ним и шпиндель со сверлом.
Ручные дрели с трещоткой, (рнс. 138, г)
используются для сверления отверстий диа-
метром до 30 мм в труднодоступных ме-
стах.
Ручная дрель с трещоткой имеет шпин-
дель 4, который охватывается вилкой ру-
коятки 3. На шпинделе находится храповое
колесо 5. Па одном конце шпинделя за-
крепляется сверло, а на противоположный
Таблица 167
Основные характеристики ручн
Тип Наименование дреш Нрнмснытся дгя с отверстии цнаметрс верлекия Гм, в мм Вес. в Kt
ДР-1 Ручная двухскоростная От 0,5 до 6 1,0
ДР-2 • • . 3 . 15 1.8
1-Д » односкоростная . 1.0 . 10 2,2
50-02 . двухскоростная • 12 1,9
2ДР-00 . . закрыто- го типа • • — 1— 6 2,5
5. МЕХАНИЗИРОВАННЫЙ РУЧНОЙ ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ
Для сверления небольших отверстий
в крупногабаритных узлах и деталях,
а также для сверления и зенксровання от-
верстий в процессе сборки применяются
ручные механизированные инструменты —
Гайка 2 при этом
шпинделя и, упираясь г неподвижную опо-
ру А, создаст давление, необходимое для
осуществления подачи сверла.
При пользовании трещоткой сверло по-
лучает 6—8 оборотов в минуту, а подача
составляет примерно 0,1 мм!об.
Основные характеристики ручных дрелей
приведены в габл. 167.
будет свинчиваться со
электрические и пневматические сверлиль-
ные машинки.
Производительность труда при сверлении
такими электрическими и пневматическими
сверлильными машинками в 5—6 раз выше.
Механизированный ручной инструмент для сверления
329
чем при сверлении тех же отверстий руч-
ными дрелями, коловоротами и трещотками.
Наиболее рациональным типом привода
машинок следует считать привод от двига-
телей повышенной частоты тока и от пнев-
матических двигателей. Сверлильные ма-
шинки с асинхронными трехфазными дви-
гателями нормальной частоты находит все
меньшее применение. Они отличаются боль-
шим весом и вследствие этого малой про-
изводительностью.
Основные типы сверлильных машинок
(сверлилок) приведены в табл. 168. В табл.
169 и ПО даны основные технические
характеристики электрических и пневмати-
ческих сверлильных машинок. Описание их
устройства имеется в специальной литера-
туре. *
Таблица 168
Основные типы механизированных сверлильных машинок
Машинки легкого типа
Сверлильные машинки легкого типа пред-
назнячаются для сверления отверстий диа-
метром до 8—9 мм. Корпуса таких машинок
обычно имеют форму пистолета.
ики среднего типа
Машинки этого типа обычно снабжаются одной
укояткой на задней части корпуса. Ислмь-
для сверления отверстий диаметром до
мм.
М в ш и и ки тяжелого типа
Эти машинки обычно распола-
гают двумя рукоятками на кор-
пусе (поз. Г) либо же двумя ру-
коятками и грудным упором
(поз. //>
Такими машинками можно свер-
лить в стальных деталях отвер-
стия диаметром до 20—30 мм.
Угловые сверлильные маш инк л
Машинки этого типа применяются
для сверления отверстий в труднодо-
ступных местах к под углом.
* См., наир.. Д. И. Су я а к о в и ч и Г. И. Вернадский. Справочник по мехшизированнсму ручному
инструменту. Машгиз, Л., 1961.
350
Раздел пятнадцатый. Сверление, зеккерование и развертывание
Таблица 169
Технические характеристики скерлильных машинок электрического действия,
изд О1инляемых отечественной промышленностью
Марке машинки Наиболь- ший диаметр се селе- ния, в мм Номи- нальное число оборотов ипинг.еля в минуту Габаритные размеры, в мм Вес, н кг Эл ектродв нг а теть Заеож- изготови- тель
рабочее нал ряже- ние, в в номиналь- ная по требляе- мая м: 111- ноегь, п ып Тип
И-74А 5 3000 213X70X130 17 36 200 т д
С-469 6 3000 226x63x133 1,26 220 210 к р
С-363 8 1200 230x70x130 1,7 36 200 П д
С-437 9 1 380 239X63X133 1.4 220 210 к р
1-1-385 15 710 387x120 x 230 3,15 220 400 к р
С-480 15 630 401X190x135 2,6 220 — к р
С-631 15 Ь 680 338X75X134 2,6 36 450 п в
И-59 20 350 455X112X360 7,0 36 800 п в
И-28А 20 295 485X115X370 6,0 220 600 к р
И-29А 23 ? 310 355x145x620 11.0 220 840 т л
14-151 23^ . 490 346x230x300 6,0 220 1 100 п в
С-479 23 । Тип злекг 560 продвигай гс лови не of 1ВЛЯ 4.2 !озна> 220 1 е н и я: Завис )-изготовс к 4 теле р
Т — трехфазный стоты; норма! В — Выборгский завод струмент*; .Электроин-
П — трехфазный стоты; повышенной ча- д- Даугавпилсский завод троннструмент*; .Элек-
К — коллекторный. р- Ростовский завод струмент*. .Электрони-
Таблица 170
Технические характеристики сверлильных машинок пневматического действия,
изготовляемых отечественной промышленностью
Маржа Maid инки Наиболь- ший диа- метр сверления. G лглг Полная длина (без патрона), в мм вес. в кг Наиболь- шая мош ность на шпинделе, В А. С. Расход воздух», в л’,мин » Чмсго обсуол (JB шпинделя на холо- стом ходу в минуту ДйХМеТр шланга в свету, я мм Зввох-изгото- внтсль
СД-8М 8 212 U 0,15 0,55 2000 12 Электромеха- нический з-д им. Вахрушева
(г. Томск)
РС-8 8 210 1,8 0,25 0,5 2 000 12 З-д .Пневма-
РС-22 22 342 9 1,3 1.7 400 16 тика*
РС-32 32 350 11,5 1,7 2,8 300 16 (г. Ленинград)
И-34А 32 375 14 2,0 2.0 350 16 З-ды Средне-
И-69 32 622 13,5 1,8 2,2 250 16 1 уральскою совнархоза
Д-1 Б 3 142 1.1 ОД 0,3 18 000 12
Д-1М 5 142 0,93 0.2 0,3 3 800 12 З-ды Мос гор-
Д-2Б 5 162 127 0,33 0,4 14 000 12 совнархоза
Д-2М 8 162 1,28 0,33 0,4 2 500 12 J
Механизированный ручной инструмент Оля сверления
331
Для сверления отверстий диаметром до
3 мм иногда применяют пневматические
машинки турбинного типа. Они просты по
конструкции и имеют небольшой вес. При
нажиме на курок воздух из шланга на-
правляется на лопатки турбинки, смонтиро-
ванной на шпинделе. Число оборотов шпин-
деля при атом удается довести до 10—
14 тыс. в минуту.
Для сверления отверстий в труднодо-
ступных местах, а также близко располо-
женных к ребрам и стенкам детали ис-
пользуются специальные угловые машинки
(см. табл. 168) иди обычные с угловыми
насадками.
Насадки на механизированные сверлиль-
ные машинки применяются и для других
специальных целей. Например, для повы-
шения точности сверления отверстий ма-
лого диаметра служат насадки с кондук-
торными втулками, а для удаления непра-
вильно приклепанных заклепок — насадки
для высверливания заклепок.
Сверление отверстий в труднодоступных
местах может быть также произведено
с помощью переносных электрических
сверлильных машинок с гибким валом.
Габаритные размеры и вес таких машинок
значительно меньше, чем вес и размеры
машинок со встроенным электродвига-
телем.
Для повышения производительное!и тру-
да слесаря и снижения затрат его физи-
ческих усилий при сверлении применяют
различные приспособления для закрепления
пли подвешивания машинок (табл. 171).
Таблица 171
Специальные устройства для крепления и подвешивания
механизированного инструмента
Переносные приспособления
Наиболее простое нажимное
устройство (поз. /) состоит обыч-
но нз основания /, на котором
укреплена штанга 2 с переме-
щающимся по ней кронштейном 3.
Кронштейн может закрепляться
в любом месте по длине штанги.
Необходимое осевое давление
производится с помощью винто-
вого удора 4 сверлилки 5.
сьма простыми являются так-
н приспособления в виде ско-
/ (поз. //), внутри которой
кается машинка 4. Дав-
Срло создается повер-
р у кошки 3 нажимного
jiei
гывани rj—........ _ ______
винта, яри этом упор 2 упирает-
ся в верхнюю планку скобы. При
дальнейшем повороте рукоятки сверло получает рабочую подачу — углубляется
в деталь 5. • .
В качестве нажимных устройств при сверлении применяются скобы для работы
с подачей обрабатываемой детали (поз. Ill) я для работы с подачей инструмента
(поз. IV).
Более совершенны устройства, в которых кронштейн-суппорт /, несущий
машинку (поз. V), при помощи вмонтированного в него электромагнита притя-
гивается к обрабатываемой детали 4.
332
Раздел пятнадцатый. Сверление, зенкерование и развертывание
Продолжение табл. П1
В этом случае не требуется дополнительного крепления машинки, так как
электромагнит постоянного тока создает силу притяжения, равную 700 кГ.
На суппорте / закреплена стойка 2 с кронштейном, на котором смонтиро*
вана сверлильная машинка пневматического или электрического действия. Подача
сверла производится нажимом на рычаг 3.
Стационарные приспособления
f U
/т/мги
Сверлильную машинку 1 (пи /) с помощью хомутз прикрепляют к крон-
штейну 4. который перемещается по штативу 5, расположенному на основании 6.
Пуск и остановка машинки производятся нажатием кнопки 3, а подача сверла —
поворотом рукоятки 2.
В втом случае сверлильная машинка используется в качестве полустацнонар-
ного сверлильного ставка, что может оказаться целесообразным, когда выполняе-
мая на данном рабочем месте операция не является систематической и характер
ее не позволяет применить настольный сверлильный станок.
Для стационарного использования механизированного инструмента служат
специальные устройства типа, показанного в поз. II. Здесь в литой или сварной
стойке 9 с массивным основанием помещена рейка 7, перемещаемая вращением
рукоятки 8. На конце рейки укреплена коробка 6, удерживающая штангу 5.
Последнюю можно перемещать в коробке, изменяя величину вылета шпинделя.
Штанга 5 оканчивается поворотной головкой 4 с вмонтированной в нее скобой 10,
к которой хомутом 1 прикреплена сверлильная машинка.
Подача сверла осуществляется перемещением сверлилки вместе со скобой 10
рычагом 2. Скоба и сверлилка удерживаются s верхнем положении спиральной
пружиной 3.
Таким образом, эта установка представляет собой легкий радиально-сверлиль-
выЙ станок, позволяющий изменять вылет Н сверла, угол его наклона и высоту
расположения над плоскостью.
Механизированный ручной инструмент для сверления
333
Продолжение табл. 171
Устройства для подвешивания механизированного
инструмента
г собой легкие двух- или четырехколсспые
е, смонтированном над рабочим местом
Подвесные устройства п
тележки, установленные на
слесаря.
Чтобы машинка не мешала рабочему и то время, когда он не пользуется ею,
она подвешивается над рабочим местом на спиральной пружине (поз. /) на тросе 2
с противовесом /, вес которого равен весу машинки (поз. //), или на пружинном
балансире 1 (поз. ///).
При опускании машинки 3, подвешенной на тросе 2, ленточная пружина,
находящаяся внутри балансира /, закручивается, а при освобождении машинки —
раскручивается и поднимает ее.
Существенным недостатком Подвесных устройств
обычного типа (поз. /, II и HI) является то, что они
не воспринимают действия реактивного крутящего
момента, возникающего при работе, и этот момент
приходится преодолевать рабочему, удерживающему
инструмент. Действие реактивного момента прояв-
ляется в том, что корпус механизированного инстру-
мента, которым выполняют работу, старается повер-
нуться в сторону, обратную вращению патрона или
рабочей головки. Это повышает утомляемость рабо-
чего.
Чтобы избежать или ослабить действие реактив-
ного момента, применяют особые устройства в виде
скоб. Одна из таких конструкций показана в поз. Л7.
Здесь сверлилка закреплена в специальной скобе,
удерживающей корпус в трех местах (за рукоятки
к носок). К блоку инструмент подвешивают за кольцо,
сцепленное со скобой, .акая скоба в значительной сте-
пени уменьшает действие реактивного момента и обе-
спечивает лучшие условия работы.
Раздел пятнадцатый. Сверление, зенкеровиние и развертывание
Таблица 171
Основные неисправности механизированного инструмента
и способы их устранения
Неисправность Причина неисправности
Электроинструмент
При включении инст- румента электродвига- тель не работает 1. Нет напряжения в сети 2. Сняты или сгорели пре- дохранители в сети питания
3. Нет контакта н выключа- теле. Ослабли пластинчатые контакты и не дают плотного соприкосновения с контактами вращающегося барабанчика
Электродвигатель гудит, при этом шпин- дель не вращается или вращается медленно Нет напряжения в одной фазе электродвигателя вслед- ствие: а) неисправности выключа- теля; б) неисправности одного предохранителя
Шпиндель вращает- ся в обратную сторону Неправильное включение
При повороте ручки выключателя в его ко- робке слышно шипе- ние, из-под крышки выключателя появляет- ся дым Обгорели или замкнулись пластинчатые контакты выклю- чателя
Сильно греется кор- пус инструмента 1. Электроинструмент пере- гружен 2. Электродвигатель отсы- рел
3. Неправильная сборка
При прикосновении к корпусу электроин- струмента бьет током Произошло замыкание на корпус токоведущих частей
Греется верхняя крышка инструмента Перегревается шарикопод- шипник из-за отсутствия ИЛИ загрязнения смазки
Способы устранения
ы
1. Вызвать дежурного
электромонтера и выяснить
причину неполадок
2. Вызвать электромонтера
и поставить новые предохра-
нители
3. Вызвать электромонтера,
разобрать и исправить вы-
ключатель
Вызвать электромонтера;
а) исправить выключатель;
б) поставить новый предо-
хранитель
Вызвать электромонтера,
переменить места присоеди-
нения любых двух проводов
электроинструмента к сети
Вызвать
исправить
Ключатель
электромонтера,
или заменить вы-
ра
нажим (умень-
ку) на сверло
ть работу,сдать
мастерскую для
1.
ил
2. П
инструме
сушки двигателя согласно
существующим правилам и
нормам
3. Выключить электродви-
гатель, проверить, легко ли
вращается шпиндель от руки;
в случае тугого вращения
сдать инструмент в мастер-
скую для ремонта
Вызвать электромонтера,
найти и устранить замыка-
ние; исправить заземление
инструмента
Отправить инструмент
в мастерскую, проверить со-
стояние смазки, добавить или
заменить ее
Механизированный ручной инструмент Эля сверления
335
Продолжение табл. 172
Неисправность Причина неисправности Способы устранения
Г реется нижняя 1. Недостаточная смазка 1. Отправить инструмент
крышка инструмента в редукторе в мастерскую, добавить
Элею роинструмент 2. Неправильно собран ре- дуктор Зубья шестерен редуктора смазку 2. Отправить инструмент в мастерскую, снять крышку, перебрать редуктор Сдать инструмент в ма-
во время работы сто- изношены стерскую для замены изно-
порится П н е н я этические ротационны шейных зубчатых колес. Не допускать сильного износа зубьев шестерен, периоди- чески проверять их состояние е машинки
Машинка не разни- I. Засорилась сетка футорки 1. Прочистить и промыть
вас? нормальной мощ- ности (по паспорту), понижается расход воз- духа и число оборотов, машинка работает с пе- 2. Поставлен шланг меиь- сетку футорки керосином 2. Поставить шланг, диа-
шего диаметра, чем полагается метр которого соответствует
по паспорту указанному в паспорте
ребоями 3. Пробит шланг 4. Малое давление воздуха в сети 5. Густой смазочный мате- риал 6. Перекос ротора, рогор трется о верхнюю н нижнюю боковины 7. Погнут вал ротора Износились лопатки по 3. Заменить шланг неправ-
Ротор машинки нс ным 4. Довести давление воз- духа в сети до 5—6 агпм 5. Промыть и смазать ма- шинку согласно инструкции по смазке 6. Устранить перекос ро- тора 1. Отрихтовать вал ротора или заменить его новым Сменить лопатки
вращается высоте или их рабочие кромки
Машинка развивает Чрезмерно затянута пру- Отрегулировать пружину
повышенное число оборотов на холостом ходу Машинка расходует жнна регулятора 1. Неправильно работает ре- 1. Отрегулировать регуля-
много воздуха гулятор тор
Машинка перегре- 2. Коротки лопатки 3. Недостаточно подтянуты стяжные болты Статор покрыт смолами тек- 2. Сменить лопатки 3. Подтянуть болты до от- каза Прочистить статор и ло-
вается столита паткн, промыть их кероси-
Перегреваются под- 1. Сломались сепараторные ном 1, Сменить подшипники
шипники ротора или шпинделя кольца шарикоподшипников 2. Нет смазки 2. Смазать подшипники
336
Раздел пятнадцатый Сверление, зенкерование и развертывание
6. СВЕРЛИЛЬНЫЕ СТАНКИ
Сверлильные станки можно разделить на
следующие типы: 1) настольно-сверлильные;
2) одношпиндельные вертикально-сверлиль-
ные; 3) многошпиндельныс сверлильные;
4) радиально-сверлильные и 5) специальные
сверлильные.
Рис. 139. Н»с1олино-свсрлилы<ый стык».
по направляющим которой перемещаются
шпиндельная головка 2 и стол /.
Наибольшее распространение пока еще
имеют одношпиндельные сверлильные
станки. В серийном и массовом произ-
водстве успешно применяются многошпин-
дельные сверлильные станки, а также одно-
шпнндельные, снабженные многошпиндель-
ными головками.
Основные данные о наиболее распро-
страненных типах одношпиндельных верти-
кально-сверлильных станков приведены
в табл. 174.
Настольно-сверлильные станки (рис. 139)
применяются для сверления отверстий
диаметрами 6—12 мм и деталях неболь-
ших габаритов. Основные данные о наи-
Рис. 14-Х Одиошпиндельиый
вертикально • сверлильный
стенок.
Рис. 141. Рвдиыьио-сверл ильиий станок.
более распространенных типах настольно-
сверлильных станков приведены в табл. 173.
Вертикально-сверлильные станки (рис.
140) обычно монтируются на колонке 5,
Радиально-сверлильные станки приме-
няются для сверления отверстий в крупных
и тяжелых деталях, которые трудно пере-
двигать для совмещения кернового углуб-
ления с осью шпинделя.
В радиально-сверлильных станках (рис.
141) шпиндельная головка 3 переме-
щается в радиальном направлении по на-
правляющим траверсы 2. которая может
поворачиваться на некоторый угол вокруг
колонны /. Такны образом, шпиндель 4
легко устанавливается против любого места
детали, неподвижно расположенной на ос-
новании 5.
Технические характеристики радиально-
сверлильных станков приведены в табл. 175.
Кроме уннвереальных станков прн вы-
полнении некоторых слесарных работ при-
ходится использовать специальные свер-
лильные станки, например, такие, как
сверлильно-зенковальные — для сверления
отверстий в листах больших габаритов, пе-
реносные сверлильные — для сверления от-
верстий с горизонтально расположенными
осями и т. п.
Сверлильные станки
33?
Таблица J73
Технические харашсристики насгОЛЬно-саер.тильных станков
Основные дьикыс Модель
2АМ6 сот с-о« HC-1SA НС-12 HW25 ЭСН-11
Наибольший диаметр сверле- ния. В ММ. .... • 6 6 8 12 12 12 14
Наибольший ход шпинделя, в мм . 75 70 75 ЦХ) 100 100 80
Вылет шпинде- ля, в мм .... (25 200 205 175 200 200 250
Наибольшее расстояние or торца шпинделя до плиты, в мм . 400 325 420 400 400 390
Конус Морзе шпинделя .... № 1 (укороч.) к 1 № 2 Q КОр ОЧ.) № 2 № 1 № 1 —
Число ступеней чисел оборотов шпинделя .... 6 8 5 3 5 6
Число оборотов шпинделя r мину- ту (пределы) . . 1 545- 15 ОСО 870— 3 300 9 000 ж 450— 4 500 504— 1773 450— 4 430 1U38- 2 333
Мощность мег- тродвщателя, в кет ..... 0,6 0,6 0,6 0,65 0,6 0.6 0,5
Габариты стан- ка (длинах шири- нах высота) . . . t 614Х ХЗООХ Х70О 660 X х-юох Х7?5 740Х хззох Х745 77ОХ X4G5X X7D0 Х&Ю 760X Х47ОХ Х9&5 ВДОХ Х445Х Х900
Вес стал на. л кг 82 100 130 121 115 1 150
Таблица /74
Технические характеристики вертикально-сверлильных станков
ОсиоЬяые данные Модель
2ИВ | 2A12S 2А135 2М5О
Наибольший диаметр сверления, в мм 18 25 35 50
Наибольший ход шпинделя, в лг.к 150 175 225 300
Вылет шпинделя, в мм 200 250 3D0 350
Наибольшее расстояние от торца шпинделя до стола, в мм ..... 650 700 750 800
22 М А. Сергее»
338
Раздел пятнадцатый. Сверления, зенкероваиие и развертывание
Продолжение табл. 174
Основные денные Модель
2118 2А125 2А135 2AISJ
Конус Морзе шпинделя .... № 2 № 3 № 4 № 5
Пределы чисел оборотов шпин- деля в минуту 310—2975 97—1360 68—1 100 32—1 400
Подача шпинделя, в мм[об . . . 0,2 0,1—0,81 0,115-1,6 0,12—2,61
Мощность главного электродви- гателя, в кет 1 2,8 4^ 7
Габариты станка (длинаХшири- нахвысота), в jui 912Х55ОХ XI 740 980х 825х Х2300 1 210х810х Х2565 1 550 Х970Х Х2865
Dec * • • • • 453 927 1528 2 255
Таблица 175
Технические характеристики радиально-сверлильных станков
Основные данные - - Модель
2Л55 257
— Наибольший диаметр свер- ления, в мм ....... 25 50 75
Наибольшее расстояние (вылет) от осн шпиндели до колонки, в мм ....... 8Ц* ( 2000
Наибольшее расстояние от торца шпинделя до плиты, в мм............ 870 1750
Наибольший ход шпинделя, в мм . 130 450
Число скоростей шпинделя 4 19 | 22
Наибольший угол поворота рукава, в град. 360 360 360
Наибольший угол поворо- та бабки шпинделя в верти- кальной плоскости, в град. . 360 —• •
Пределы чисел оборотов шпинделя в минуту .... 175—983 30-1 700 11,2—1 400
Пределы подач шпинделя, в мм/об ......... Ручная 0,05—2,2 0,037—2,0
Габариты станка (длинах ХширинаХвысота), в мм . . 1800x 680x2 009 2 500x1000 x 3265 3700x1550x3 875
Вес станка, в кг 780 4100 10500
Закрепление, установка и снятие сверл
339
7. ЗАКРЕПЛЕНИЕ, УСТАНОВКА И СНЯТИЕ СВЕРЛ
Сверла с коническими хвостовиками за-
крепляют (устанавливают) либо непосред-
ственно в коническом гнезде шпинделя
(рис. 142, а), либо при помощи конусной
переходной втулки (рнс. 142. бу. Сверла
б? Ч)
а)
Рис. 142. Способы закрепления сверл.
с цилиндрическими хвостовиками закреп-
ляют в зажимных патронах (рис. 142, в).
Перед установкой сверла в шпиндель
гнездо шпинделя, а также хвостовики ин-
струмента нужно тщательно протереть чи-
стой тряпкой. Затем инструмент осторожно
вводят хвостовиком в отверстие так. чтобы
лапка хвостовика своими плоскими сторо-
нами вошла в имеющееся в шпинделе от-
верстие, предусмотренное для выбивания
инструмента. После этого сильным толчком
хвостовик плотно сажают в отверстие шпин-
деля.
Хвостовики инструментов и соответ-
ствующие мм гнезда в шпинделях станков
имеют коническую
дна типа конусов:
Морзе. Последний
распространение.
В зависимости от
пользуется тот или
Морзе (табл. 176).
Если диаметр конусного хвостовика ин-
струмента или патрона меньше диаметра
отверстия в шпинделе станка, то исполь-
зуются переходные втулки, имеющие на-
ружную коническую поверхность, соответ-
ствующую номеру конуса в отверстии
шпинделя, и внутреннее коническое отвер-
стие, в которое вставляется хвостовик ин-
струмента. Иногда применяют наборы из
нескольких переходных конических втулок,
вставляя их одна в другую. Размеры пере-
ходных втулок для инструмента с конусом
Л\орзе приведены в табл. 177.
форму. Применяются
метрический и конус
получил наибольшее
диаметров сверл ис-
инон размер конуса
стие, в которое вот
струмента. Иногда
Таблица 176
Размеры конусных хвостов.
Диаметры сверл, в мм . . 6—15,5 15,6—23,5 23,6—32, 49,5 49,7—65,0 68—30
№ конуса Морзе 1 2 3 1 4 5 6
Извлекать сверла с коническими хвосто-
виками из отверстия шпинделя можно
только при нОмсчци клина 2 (рис. 143), по
которому короткими ударами бьют молот-
ком /. Чтобы сверло не упало иа стол
станка, следует пользоваться деревянной
подкладкой 3.
При снятии сверла, установленного в пе-
реходной втулке, сначала выбивают сверло
вместе со втулкой, а затем, взяв сверло
н левую руку (рис. 144), вставляют канн
в выбивное отверстие втулки и. ударяя по
нему молотком, сколачивают втулку со
свенла.
На рис. 145 показаны усовершенствован-
ные конструкции клиньев для выталкива-
ния сверл из шпинделя.
Для сверл с конусами Морзе № 0, 1 и 2
успешно применяют клин, состоящий из
грузя / (рис. 145. а) и клиновой части 2.
Чтобы вытолкнуть инструмент, достаточно
Рис. 143. Выбивание сверла с
киническим хь остов икон из
отверстия шпинделя.
22*
340
Раздел пятнадцатый. Сверление, зенкероваиие и развертывание
Таблица Ш
Переходные втулки для инструмента с конусом Морзе (ГОСТ 9288-59)
Тип / /ул If
ntnoriHtHuc 0 Исполнение е
-jfZ- _ 4,
L Исполнение 6 °з5ЙЬ|
—с -iy
коиуса Морзе Исполне- Размеры, в мм
наружный | ине D D, Dt L i
Тип I—короткие втулки
2 jl Б 17,780 12,065 — 92,0 17,5
3 1 ‘ А 23.825 12,065 — 98,0 4,5
3 2 л j 23,825 17,780 — 112,0 18,5
(4) (1) A 31,267 12,065 — 123,0 5,3
4 2 Л " 31.267 17,780 — 123,0 5.3
4 3 Б 31,267 23,825 — 140,0 22,3
(5) (2) A i 1 44,399 17,780 — 155,5 6,3
5 3 А ' 44399 23,825 — 155,5 6,3
5 4 Б 44,309 31,267 - 171,0 21.8
(6) (3) А 63,348 23,825 - 217,5 7,9
6 4 А 63,348 31,267 - 217,5 7,9
6 5 А 63,348 । g 44,399 — 217,5 7.9
♦
Тип II — длинные втулки
1 I Б — 12,065 1 20 1 145 69,0
2 1 Б — 12,065 F 20 j 160 84,0
2 2 Б — 17,780 30 175 84,0
3 1 А — 12,065 20 J 175 98.0
3 2 Б — 17,780 30 196 103,0
3 3 Б - 23,825 36 4 215 103,0
(4) (1) А — 12,065 20 ^ 200 123,0
4 2 А — 17,780 30 215 123,0
4 3 Б — 23,825 36 240 128,0
4 4 Б — 31,267 45 265 128,0
(5) (2) А — 17,780 30 250 155,5
5 3 А — 23,825 36 270 155,5
5 4 Б — 31,267 45 300 163,0
5 5 Б — 44,399 63 335 163,0
(б) (3) А — 23,825 '36 330 217,5
6 4 А — 31,267 45 355 217,5
б 5 А — 44,399 63 390 217,5
Примечание. Втулки с размерами конусов, указанными в скобках, при-
менять не рекомендуется.
Закрепление, установка и снятие сверл
' 341
рукой слегка продвинуть клин в окно шпин-
деля. Для инструмента с конусами Морзе
№ 5 и 6 более рациональным является
эксцентриковый ключ (рис. 145, б). Эксцен-
трицитет е клина увеличивается в направ-
лении от рукоятки к концу ключа, а ра-
нне. 144. Сколачивание переходной втулки
с конического хвостовика сверла.
диус R остается постоянным. Благодаря
этому при воздействии с одним и тем не
усилием на рукоятку ключа давление на
хвостовик возрастает гем больше, чем даль-
ше конус ключа вдвинут в окно шпинделя.
Рнс. 143. Усооершснгтоопаняые канет рун пин клиньее
для выталкивания сверл.
На рис. 145, в показан универсальный
клин, пригодный для выталкивания сверл
разных размеров. К скобе 3 прикреплен
неподвижный клин 4, по которому переме-
щается подвижный клии 2 с зубчатой рей-
кой. Клин приводится в движение зубчатым
сектором /, выполненным заодно с руко-
яткой.
Ключ, изображенный на рис. 145, г, дей-
ствует по принципу рычага. Перемещение
клина 4 по клину 3 здесь осуществляется
при повороте рукоятки I с запрессованным
в ней падшем 2.
Для закрепления сверл с цилиндриче-
скими хвостовиками применяются стан-
дартные цанговые, кулачковые и специаль-
ные быстросменные патроны.
Цанговые патроны (рис. 146, а) служат
для закрепления сверл малого диаметра.
В патронах этого типа инструмент зажи-
мается в сменной конусной цанге 1 при
навинчивании колпачковой гайки 2.
Кулачковые патроны (рис. 146. б) изго-
товляются с двумя или с тремя кулачками,
зажимающими сверло.
На рис. 146, б показан трехкулачковый
пзтрон, в котором сверло (или другой ин-
струмент с цилиндрическим хвостовиком)
закрепляется ключом 2. Кулачки 3 распо-
ложены наклонно в отверстиях корпуса и
имеют резьбу, входящую в зацепление
с резьбой гайки 4, жестко соединенной
с обоймой 1. Вращение обоймы при по-
мощи ключа вызывает вращение гайки 4,
перемещение кулачков 3 и надежное за-
крепление ими инструмента.
Сверла с цилиндрическими хвостовиками
закрепляют в патронах таким образом,
чтобы хвостовик упирался в дно патрона
(рис. 147).
Быстросменные патроны (рис. 146, в)
обычно применяются в тел случаях, когда ра-
бота ведется иесхсмплсымн последовательно
заменяемыми инструментами (сверло, зен-
кер, развертка). Конструкция патрона, при-
веденного на рисунке, позволяет заменять
инструмент без остановки шпинделя станка.
При работе сменная втулка 4 с закреплен-
ным в ней инструментом удерживается
в отверстии корпуса патрона 1 шариками 2,
находящимися в лунках 6 втулки. Шарики
удерживаются в лунках муфтой 3, опущен-
ной в свое крайнее ннжнее положение.
При смене инструмента слесарь берется
рукой за муфту 3 и приподнимает ее вверх
(вращение шпинделя и патрона 1 не пре-
кращается), при этом шарики вытесняются
из лунок под действием опускающейся
втулки с инструментом, и втулка извле-
кается из патрона. Перемещение муфты
вверх и вниз ограничено пружинными
кольцами 5 и 7.
Сверлильные патроны выполняются двух
типов: тип 1—с конусным хвостовиком для
закрепления сверл с цилиндрическими и
коническими хвостовиками и тип II — с вну-
тренним конусом (укороченным) дли за-
крепления сверл с цилиндрическими хво-
стовиками (табл. 178).
342
Раздел пятнадцатые Сверление, зенкерование и развертывание
о)
Рнс. 147. Установка сверла в патроне.
Закрепление, установка и снятие сверл
343
Таблица 178
Основные размеры, в мм, сверлильных патронов
Тип!
Гул Я
Тиг I
Конус
Морзе
Конус
Морзе
укорочен-
ный
Размеры хвостовиков
сверл
КЗ1. диаметр XtiCXTO- внка конус Мо|лэС патроне D а а, <4 h
не более
0, 1 1. 2 1. 2. 3 2, 3, 4 3, 4. 5 0,5—3 1—6 1,5—9 2—12 3-15 I 2 3 4 5 40 50 65 80 100 165 205 260 325 405 100 125 160 200 250 12,065 17,780 23.8ЭД 31,267 44,399 г 1|||
Тип и
— 0,5-3 1а 25 45 — — 10,095 9,4 16
о, 1 1—6 1а 32 55 — — 10,095 9.4 16
16 34 60 — — 12,065 1U 20
1. 2 1,5-9 16 42 70 — — 12,065 11,2 20
2а 45 80 — — 15,733 14,6 26
1, 2, 3 2—12 26 55 100 — — 17,781 16,2 34
2, 3, 4 3—15 65 ПО
3, 4, 5 — — — — — — — —
344
Раздел пятнадцатый. Сверление, зенкерование и резвертыеание
8. УСТАНОВКА И ЗАКРЕПЛЕНИЕ
ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Правила техники безопасности при свер-
лении требуют закреплять обрабатываемую
деталь. Без закрепления можно сверлить
отверстия диаметром до 10 мм в деталях
весом более 10 кг.
Мелкие детали при сверлении в них от-
верстий диаметром до 10 лиг можно удер-
живать в ручных тисках (рис. 148).
Детали, не помещающиеся между губ-
ками тисков, закрепляют непосредственно
на столе с помощью планок-прихватов
и болтов, заведенных в пазы стола
(рис. 149, б).
Детали сложных конфигураций и в част-
ности такие, в которых просверливаемые
отверстия должны быть параллельны опор-
Рис. 149. Закрепление деталей. сбрвОатыаасиых на саерлилыюм
стайке.
Рис. 148. Сверление отверстия
в летали, закрепленной е руч-
ных тисках.
При сверлении отверстий большего диа-
метра детали нужно закреплять более на-
дежно, например в машинных тисках
(рис. 149, а), устройство которых очень
сходно с устройством слесарных верстачных
тисков.
При сверлении отверстий диаметром до
15 мм машинные тиски можно не закреп-
лять на столе станка, а вполне достаточно
упереть их в крепежный болт, вставленный
в паз станка.
ной поверхности, закрепляют иа угольни-
ках (рис. 149,
Детали с цилиндрическими опорными по-
верхностями закрепляют иа подкладках
призматическое» формы (рис. 149, г).
В серийном производстве для закрепле-
ния деталей при сверлении в них отвер-
стий применяют специальные приспособле-
ния — кондукторы.
9. СПЕЦИАЛЬНЫЕ ГОЛОВКИ ДЛЯ КОЛЬЦЕВОГО СВЕРЛЕНИЯ
Сверление отверстий диаметром от 15 мм
и выше в деталях нз листового материала,
а также нырезку окон, прокладок и дисков
из листов выполняют с помощью специаль-
ных головок для кольцевого сверления.
В качестве инструментов в таких голов-
ках используют корончатые сверла, раз-
движные резцы или ленточные пилы.
На рис. 1&0 изображена головка, на
корпус 3 которой насажено четырехрезцо-
вое корончатое сверло 2. Заготовка цент-
рируется по разметке центром /. Для
каждого диаметра отверстия требуется ко-
рончатое сверло определенного размера.
Это несколько затрудняет широкое внедре-
ние таких головок.
Головка с. раздвижными резцами (рис. 151)
является более универсальной. Здесь на
корпусе / закреплена траверса Д по кото-
рой могут перемещаться державки 3 со
сменными резцами 4. Таким образом, резцы
можно точно установить по шкалам 6. За-
готовка также' центрируется центром 2.
Для вырезки регулировочных шайб и
Режимы резания при сверлении
345
прокладок иногда применяют специальные
Круговые пилы (гм., иапр.. рис. 65).
Имеются конструкции держателей, кото-
рые позволяют регулировать диаметры
вырезаемых дисков в пределах от 20 до
200 мм.
б-Л
10. РЕЖИМЫ РЕЗАНИЯ ПРИ
режимом резания подразумевается
в ми-
фор-
xDn
— T7T7S;
рость резания
нуту {MjMuh} и
муле:
Рис. 150. Гслоиха с коронч агым
сверяоч дав кольцевого свер-
ления.
Под режимом резания подразумевается
определенное сочетание глубины резания,
подачи и скорости резании
Глубина резания при сверлении в сплош-
ном металле определяется расстоянием от
оси сверла ДО стенки отверстия, т. с.
t = D:2 (рис. 152). При рассверливании
отверстия
D-d
—я— мм.
где d — диаметр предварительно обрабо-
танного отверстия;
D—диаметр просверливаемого отвер-
стия.
Ппрачей при сверлении называется пе-
ремещение сверла вдоль своей осн за
один оборот. Кроме подачи на оборот
Sv мм(об различают минутную подачу
sM •.= здЯ мм'мин, где п— число оборотов
сверла за 1 .мин.
Скоростью резания при сверлении на-
сыпается скорость наиболее удаленной от
оси сверла точки режущей кромки. Ско-
в метрах
по
где v—скорость резания, в м!мин\
D—диаметр сверла, в мм,
п — число оборотов сперла в минуту;
к ss 3^14.
Чтобы определить число оборотов, кото
рые нужно сообщить шпинделю станка и
сверлу при данной скорости резания, нужно
решить приведенное ниже уравнение отно-
сительно п’.
IflOOv Л1
а = —— об/мин.
T.D ‘
(П)
Зная D и о, можно не прибегать к вы-
числениям по вгой формуле, а сразу на-
ходить нужное значение пло табл. 179.
Выбор режима резания осуществляется
в такой последовательности. Вначале вы-
бирают диаметр сверла затем —подачу по
345
Раздел пятнадцатый. Сверление, зенкерование и развертывание
табл. 180, после чего скорость резания —
по табл 181 и 182.
ТКг
ст
я, по
пин-
Рис. 152.
резании при све
Зная диаметр и скор
табл. 179 находят число
деля.
Если это число оборотов сверл
выбранную по таблице подачу мож
ществить на стайке, то на атом ны
жима резания заканчивается. Если же этих
значений п и sQ установить на стайке
нельзя, то из возможных значений выби-
рают ближайшие к ним меньшие значения
л И Sq.
Пример. Требуется выбрать режим ре-
зания при сверлении сверлом из быстро-
режущей стали отверстия диаметром 12-Илг,
L = 50 мм в чугунной детали средней
твердости (НВ = 170—229) при нормальных
условиях работы.
Решение.
1. По табл. 180 с учетом примечаний
к ней принимаем среднее значение подачи:
0,14 + 0,28
So =------rj---= 0,21 мм/об.
2
2. По табл. 181 для D = 12 мм и $0 =
= 0,21 мм/об. С'тябг = 18 м/мин. По таб-
лице 182 определяем поправочные коэффи-
циенты к ОиОлТ
а) по материалу обрабатываемой детали
для чугуна НВ = 179—229 k\ = 1,0;
Л L 50
б) по глубине сверления для — = =
= 4,12 = 0,9.
3. Определяем окончательно значение
скорости резания:
Срез = "табл X fei X ka = 18 X 1.0 X 0,9 =
= 16,2 м[мин.
4. По табл. 179 для о = 16 м/мчн и Л -
= 12 мм находим п х 398 об/мин.
Таблица 179
Числа оборотов сверла в минуту
Скорость резания V, о м/мил
Диимегр сверля О, в мм
10 20 2Ь | 30 за 40 | *> 1 60 ИЮ
Числи оборотив л в минусу
1 3180 4 780 6 370 7 960 9550 11 150 12 730 14 330 15 920 19100 31 840
2 1590 2 390 3190 3980 4 780 5 580 6 370 8060 7 960 9 560 15 920
3 1061 1 590 2120 2 660 3180 3 720 4 250 4 780 5320 6 360 10 640
4 796 1 195 1595 1 990 1 390 2 790 3 185 3 595 3 980 4 780 7960
5 637 955 1275 1590 1 910 2 230 2550 2865 3180 3 820 6 360
6 530 796 1061 1326 1 590 1 855 2120 2387 2 622 3180 5304
7 45.5 682 910 1 135 1.365 1 590 1 820 2045 2 270 2730 4 340
8 398 597 796 996 1 191 1 392 1590 1792 1992 2 338 3984
9 353 530 708 885 1061 1 238 1 415 1593 1 770 2122 3540
10 318 478 637 796 955 1 114 1273 1433 1592 1910 3184
12 265 398 530 663 796 929 1061 1 193 1326 1592 2 652
14 22/ 341 455 568 682 796 910 ‘ 1010 1136 1354 2 272
16 199 298 398 497 597 696 7G5 895 994 1 194 1 988
18 177 265 353 442 531 619 708 795 884 1062 1768
20 159 239 318 398 478 558 637 716 796 956 1592
22 145 217 290 362 435 507 580 652 724 870 1448
24 132 199 265 332 398 465 .531 597 664 796 1328
26 122 184 245 306 368 429 490 551 612 736 1224
27 113 171 227 284 341 .398 455 511 5*58 682 1 136
30 106 159 213 265 318 371 425 478 530 6-36 1060
Режимы резания при сверлении
347
5. Это расчетное число оборотов, так же
как и определенную раньше величину по-
дачи, нужно скорректировать по стайку.
Для уменьшения нагрева инструмента и
облегчения условий резания при сверлении
применяют различного рода смазочно-охла-
ждающие жидкости. Выбор их зависит от
обрабатываемого материала (табл. 183).
В табл. 184 приведены основные указа-
ния по выбору режима резания при’свер-
лении пластмасс и других слоистых мате-
риалов.
Таблица 180
Рекомендуемые величины подач при сверлении спиральными сверлами
• Обрабмыввемый материал
Ди «метр сверла, в мм сталь твердостью 2^—270 чугун твердостью НН-170—209 алюминиевые сплавы
подача дс, в мм/об
2,5 0,02—0,04 0,03—0,06 0,05-0,10
4 0,04—0,08 0,06—0,12 0,10-0,20
6 0,06—0,12 0,09—0,18 0,15—0,30
8 0,08—0,16 0.12—0,24 0,20-0,40
10 0,11—0,22 0,15-0,30 0,25—0,50
0,30—0,60
12 0,14—0,28 0,18 0,3*5
16 0,17—0,35 0,22—0,45 035—0,70
20 0,20—0,40 0,25—0,50 0,40-0,80
25 0,22—0,45 0,27—0,55 0,45-0,85
32 0,25—0,50 0,30—0,60 0,80-1,00
Примечания. Рекомендуемые этой таблицей значеиая подач даны в интер-
вале от (нижнее значение) и до (верхнее значение).
Для выбора определенного значения подачи нужно руководствоваться сле-
дующим:
1) верхние значения подач принимаются при сверлении быстрорежущими
сверлами с точностью не выше 5-го класса, а также прм сверлении отверстий
с отношением длины к диаметру меньше трех (/.;£)< 3);
2) нижние значения подач принимаются при сверлении перед развертыва-
нием или чистовым зенкерованием, а также при сверлении отверстий с отноше-
нием длины к диаметру больше восьми (А : D > 8),
3) средние значения полая принимаются при сверлении пол резьбу в усло-
виях недостаточной жесткости, а также при сверлении отверстий с отношением
длины к диаметру в пределах от 4 до 8 (L : D = 4— 8). Так. например, если задано
просверлить в чугуне средней твердости отверстие D = 10 мм на длин}' L = 40 мм,
то по таблице находим s0 = 0,15—0,3 мм]об, но принимаем среднее значение;
0.15 + 0,30 лпо
So = ----2— ----~ 0,22 мм; об;
4) при сверлении стали, твердость которой выше или ниже твердости, на
которую рассчитана таблица, вводят поправочные коэффициенты ft: для стали
твердостью НВ < 229 А = 1,3, НВ ~ 229 — 270 k 1,0, НВ> 270 k = 0,8. Выбран-
ное по таблице значение подачи должно быть умножено на поправочный коэффи-
циент: рзеч = «о табл А,
5) перевод чисел твердости по Бринелю в значения чисел твердости по Роквел-
лу см. в табл. 29 иа стр. 43.
348
Раздел пятнадцатый. Сверление, зенкероваиие и развертывание
Скорости резания при сверлении
Таблица 181
Диаметр сверл* D, в мм
Попади л» В Jt-и/оо 2,6 | « 1 6 1 8 го ° 1 16 20 23 | 32
Скорость резяиня », в м/ман
При сверлении с 4 а л и
До 0,06 17 22 26 30 33 42 —— —.
0,1 —- 17 20 23 26 28 32 38 40 44
0,15 — — 18 20 22 24 27 30 33 35
0.2 J — - 15 17 18 20 23 25 27 30
0.3 — — — 14 16 17 19 21 23 25
0,4 -• — — 14 16 18 19 21
0,6 — — — — 14 15 П
При Сверлении чугун а
До 0,06 18 22 25 1 29 30 32 33 34 35
о,1 — 18 20 Ч 23 24 26 27 28 30
0,15 — 15 17 20 22 23 25 26
0,2 — . — 15 17 18 19 20 21 22
0,3 —— — 13 15 1 17 18 19 19
0.4 — — » — —- 14 14 15 16 16 17
0,6 11 — —. 13 14 15 15
0,8 — — — — —— --- — 13
При сверлении алюминиевых tn ла вов
До 0,05 75 - — — ив
о,1 53 70 81 92 100 —• — —— —— ——
0,15 39 53 62 69 75 81 90 — — —
0.2 — 43 .50 56 62 67 74 82 —— —
03 — —— 42 48 52 56 62 68 75 —
1,4 » 1 — » — — 40 45 18 53 59 Ь4 69
0.6 — -— — 37 39 44 48 52 56
0.8 1,0 — — — 1 — — 3 1 ! 1 Й 1 8 54 43
Примечание. Рекомендуемые значения скорости резания даны при усло- вии сверления быстрорежущими сверлами материала средней твердости и при отношении L’.D < 3, При изменении этих условий указанные в таблице скорости резания нужно умножать на поправочные коэффициенты, приведенные в табл. 182.
Режимы резания при сверлении
349
Таблица 182
Поправочные коэффициенты на скорость резания (к табл. 181)
А. В зависимости от обрабатываемого материала
и материала режущей части сверла
Наименование и «арка обра- батываемого материала Гвераость НВ Поправочный коэф- фициент при свер- лении Нацменов аиие и марка обрабатываемого материала Твереость НВ Поправочный коэф- фициент ори свер. пении
Оысгро- режушммк сверлами твердо* сплавным н сверлами быстро* режущими св ер па мн твердо- СИ 1 явными сверлами
/. Сталь углеродистая качественная конструкционная 10, 15, 20 1 156 } 1,2 | 1,2 45Г2, 50Г 170—229 229-265 266-285 0,8 0,6 0,5 0,9 0.8 0,8
143-207 1.3 1,2 I 12Х2НЗА 150—217 0,9 1,0
30, 35, 40 170—22$ | 1,2 13 12Х2Н4А 179—255 0,7 ол
207—26ft 0,8 J 1,0 20ХНМ 156-207 1.1 1.0
40ХНМА 196—269 0.7 0,8
45, 50 156-207 170-22У 207—265 269—302 285—321 1,2 1.0 С,В 0,6 ол 1,и oi 35ХГС 170—241 0,6 269—321 0,5 321—375 0,4 0,8 0,8 0,7
18ХГТ 149—187 1,1 1
IJ. Сталь легированная ЗОХ ГТ 170—197 0,7 0,95
Ж
15Х. 20Х 137—179 ..3 1.2 ill. чугун Чугун серия 1 143—207 1,15 2,3
ЗОХ 156—207 1.0 1.0 . . 163-229 1 17Л . Ол1 л а 2,0 1.6 2.6 1.8 1.4
35Х, 38ХА 40Х 170—217 207—255 255—285 286—332 0,9 0.7 0,6 0,5 0,55 0,90 i 0,80 0,70 • • , ковкий , магние- вый Ч 1,3 LX] w
Б. В зависимости от глубины сверления
при сверлении всех материалов
Отношение L'.D (глубины сверления к диаметру)
До 3 4 5 6 8 10
Величина поправочного коэффициента k к v (по табл. 181)
1.0 0.9 0.85 0,8 0,75 0.7
Примечание. Перевод значений НВ в значения ав см. в табл. 29 на стр. 43.
350
Раздел пятнадцатый. Сверление, зенкерование и развертывание
Охлаждающие жидкости при сверлении
Обрабатываемый материал
Конструкционная и инструментальная
углеродистая стали
Легированная сталь
Ковкий чугун
Нержавеющие и жаропрочные сплавы
Титанопы
Бронза,
Медь, ал юм и
нит, винипласт,
листирол и др.
Текстолит, гетииакс, амичопласт
авы
то сплавы, волок-
ортаиическое стекло, по-
Чугунное литье
Таблица 183
Рекомендуемая смазочно-охлаждающая жидкость
Водные растворы соды, соды с антикор-
розийными добавками, мыла, буры и жид-
кого стекла. Эмульсия
Водные растворы соды, буры и мила.
Эмульсия
Эмульсия
Эмульсия. 5-процентный раствор эмуль-
сола с добавками хлористого бария и нит-
рита натрия
Эмульсия. Осерненное минеральное мас-
ло
Эмульсия. Обработка всухую
Эмульсия
Обдувка сжатым воздухом. Обработка
всухую
Эмульсия. Керосин. Водный раствор бу-
ры и глицерина. Обработка всухую
Таблица 184
лх материалов
Режимы резания при сверлении ил
Материал режущей части сверла Режиму- ре «анич
Обрабатываемый материал Тип сверла подача. В | Скорость рездния. В ЛС/ЖМН
Текстолит ПТ . . . Б . . . Спиральное * Р18 Р9 0,1 —0,5 0,1-41,6 40 -75 35—70
Гетинакс .... Винипласт . . . • Р9, Р18 Р9, У10 0.1-0.4 0,1-0,6 30—40 10—80
Микалекс .... Органическое стекло Полистирол . . . Карболит (К-21-22) С прямыми и пинтовыми канавками Спиральное Перовое, спи- ральное Твердые сплавы ВКЗ, ВК6, ВК8 Р18, Р9 Р18, Р9 Р18 0,05—0,25 • 0,05-0,3 0.0&-0.1 0,05—0,25 25-30 40 50 15—50
Охлаждение
Без охлажде-
ния или охла-
ждение воз-
душной струей
То же
Охлаждение
5-процентной
•эмульсией
То же
Без охлажде-
ния
Основные приемы сверления
351
11. ОСНОВНЫЕ ПРИЕМЫ СВЕРЛЕНИЯ
При сверлении отверстий перед слесарем
обычно возникают две задачи: правильно
расположить сверло относительно обраба-
тываемой поверхности и совместить ось
сверла с центром (осью) будущего отвер-
стия.
В табл. 185 приведены наиболее харак-
терные примеры правильного и неправиль-
ного расположения сверла относительно за-
готовки, а в табл. 186 — основные способы
совмещения центров сверла и будущего
отверстия.
Таблица 185
Расположение сверла относительно обрабатываемой поверхности
Ось сверла должла быть перпендикулярна к поверхности, на которой сверлят
отверстие. Если это не обеспечено, то ось отверстия будет расположена косо
и возможна поломка сверла.
Стол стайка w опорные поверхности приспособлений кужно счищать от стружки
и других посторонних предметов.
При сверлении отверстий механизированным итструментом необходимо так
держать машинку в руках или на подвеске, чтобы ось шпинделя и сверла состав-
ляла угол 90° с поверхностью, иа которой сверлится отверстие.
ПреВилбке Йечробилвио Гребьлоно Ислрвбилоно
При сверлении отверстия на цилиндрической поверхности так, как это пока-
зано на рисунке, необходимо предварительно сфрезеровать или запилить пло-
щадку А для сверла к лишь после этого сверлить отверстие.
При сверлении отверстий в наклонных плоскостях следует в месте сверления
вырубить или выфрезеровать горизонтальную площадку А.
352
Раздел пятнадцатый. Сверление,
зенкероваиие и развеотивание
Таблица 18G
Способы совмещения осей сверла и просверливаемого отверстия
По разметке
При разметке на детали
(поз. /) наносят осевые ри-
ски. круговую риску /. оп-
ределяющую контуры буду-
щего отверстия,и контроль-
ную риску 2 диаметром
несколько большим диамет-
ра будущего отверстия; за-
тем кернят углубление в
центре отверстия.
При сверлении намеченный центр отверстия совмещают на глаз с центром
сверла и затем проводит пробное сверление. При ручной подаче надсверливают
углубление 3 размером около ’/* диаметра будущего отверстия. После этого
удаляют стружку и проверяют концентричность лунки и круговой риски /.
Если контуры углубления 3 (лунки) смещены относительно контура 1 (поз. II}
будущего отверстия, то от центра лунки в ту сторону, куда нужно сместить
центр отверстия, крейцмейселем прорубают 2—3 канавки. Затем вновь надсвер-
ливают отверстие и, убедившись и его правильности, окончательно просверливают
отверстие.
По сопрягаемой детали
• ая tcnputath/w
(Зегполь
?ля солргоемоя
JfrWb
разметке сверлят отверстие только в одной детали,
сопрягаемая с ней, либо размечается по
как по шаблону, либо же в ней через
деталь, как через шаблон, просверливают отвер-
Этот способ обеспечивает более полное совпадение
осей отверстий, Чем при разметке. Кроме того, примерно
на 30% уменьшается трудоемкость сверления.
По кондуктору
В кондукторе (поз. Г) заранее расточены отверстия
точно на таком расстоянии, на каком они должны быть
расположены ъ детали. В эти отверстия кондуктора встав-
лены стальные закаленные кондукторные втулки 1 с внут-
ренним диаметром, равным диаметру сверла.
После наложения (Закрепления) кондуктора на детали
сверло пропускают послеловатслыно через каждую кон-
дукторную втулку и сверлят отверстия.
Этот способ отличается наибольшей точностью и про-
изводительностью, однако использование специальных
кондукторов экономически оправдывается только в усло-
виях серийною и массового производства. “
Возможности применения кондукторов рас-
ширяются в тех случаях, когда используется
система У СП.
В последние годы большое развитие полу-
чил метод групповой обработки, разработанный
лауреатом Ленинской премии доктором техни-
ческих наук С. П. Митрофановым. Сущность этого
метода состоит в том, что все вопросы техноло-
гии, применения приспособлений, организации
производства и т. д. рассматриваются не отдельно
• для каждой детади. и Для групп деталей, имею-
щих конструктивное и технологическое подобие.
Метод групповой обработки открывает воз-
можность применения универсальных (группо-
вых) кондукторов и в условиях мелкосерийного
производства.
F поз. II в качестве примера приведен общий
вид универсального кондуктора для сверления
отверстий, перпендикулярных оси, в деталях типа
втулок и колец.
Основные приемы сверлении
353
Практические указания при сверлении
отверстий:
1. При сверлении сквозных отверстий под
деталь следует подкладывать деревянную
дощечку (рис. 153, а), а для точных дета-
в изделиях типа груб (рис. 153, в) не-
обходимо забивать внутрь металлическую
пробку А.
2. Сверление отверстий диаметром свы-
ше 25 мм следует производить последова-
Рис. 153- Практические приемы сверления.
лей — стальное кольцо или плитку с отвер-
стием для прохода сверла (рис. 1аЗ б); при
сверлении смещенных с центра отверстий
тельно двумя сверлами, руководствуясь
следующими рекомендациями по выбору
диаметра первого сверла:
Номинальный диаметр отверстия, 0 мм До 25 25-30 ЗС^Эб 36—50
Диаметр первого свер- ла, в мм Отверстие образуют одним сверлом, диаметр которого равен номинальному 15 20 25
:с> 3. В конце сверления сквозного отвер- сверление двумя сверлами. Сначала свер- ни» ви избежание поломки и заедания иом диаметром, репным заданному, спсрлят сверла следует выключить автоматическую отверстие глубиной немного меньшей, чем подачу и вручную аккуратно закончить длина рабочей части сверла, а затем свер- сверленне. лом меньшего (в 1,5 раза) диаметра про-
Рис- 154. Сверление непол-
ного отверстия с проклад-
кой.
Рис. 1S5. Свер-
ление соосных
отверстий с
помощью петь
трируюшей
оправки.
сверливякл отверстие насквозь, после чего
первым сверлом рассверливают отверстие
до заданных размеров.
5. Сверление точных отверстий следует
производить двумя сверлами, нз которых
первое должно иметь диаметр на 2—4 мм
меньше заданного (для сверл диаметром
более 5 л/.и).
б. При сверлении неполных отверстий А
(рнс. 154) рядом с деталью закрепляют
равную с ней по высоте прокладку и в та-
ком виде сверлят отверстие сразу в обеих
половинах.
Прокладка должна быть изготовлена из
материала, твердость которого близка
к твердости материала детали.
7. При сверлении соосных отверстий
сначала просверливают отверстие меньшего
диаметра, а затем вторым сверлом рассвер-
ливают большее отверстие.
Более точно соосные отверстия можно
4. При сверлении отверстий, глубина ко-
торых больше длины рабочей части сверла,
необходимо часто выводить вращающееся
сверло из отверстия и освобождать его от
стружки. В этих случаях производят также
получить (если разность диаметров отвер-
стий не менее 6 мм), просверлив сначала
отверстие большего диаметра, а затем, про-
пустив через него оправку (рис. 155), свер-
лить второе отверстие.
23 М. А, Сергеев
354
Раздел пятнадцатый. Сверление, зенкерование и развертывание
12. ВИДЫ БРАКА ПРИ СВЕРЛЕНИИ И ЕГО ПРЕДУПРЕЖДЕНИЕ
Одной иа основных причин поломок
сверл является несвоевременная замена
сверла после его затупления. Затупившее-
ся сверло очень быстро теряет способность
резать металл. Оно как бы выдавливает
металл из отверстия и при сильно уве-
личенном осевом давлении ломается. Име-
ются и другие причины поломок свер.1
(табл. 187).
Брак при сверлении может возникнуть
вследствие различных причин: из-за не-
исправности станка, приспособления, ин-
струмента и т. д. Однако чаще всего брак
происходит из-за невнимательности рабо-
чего или же незнании им правил работы
на станке.
В табл. 188 указаны основные причины
брака и способы их устранения.
Причины поломок сверл и их устранение
Таблица 187
Вид поломки Причины поломки Способы предотвращения поломок
Поломка 1. Работа затупленным сверлом 1. Правильно затачивать сверла
В1Ч1ТОПОЙ 2. Мааая скорость резания прн 2. Увеличить скорость резания
части большей подаче или уменьшить подачу
сверла 3. Малый задний угол 4. Большой люфт шпинделя в под- шипниках 5. Забивание спиральной канавки сверла стружкой 6. Сверление плохо закреплен- ных или незакрепленных деталей 3. Переточить сверло, увеличив задний угол 4. Проверить положение шпинде- ля в подшипниках; отрегулировать его положение 5. Правильно заточить сверло; увеличить скорость резания; чаще выводить сверло из отверстия и удалять стружку 6. Правильно устанавливать и за- креплять детали
Поломка 1. Плохая пригонка хвостовика к конусной переходной втулке или в гнезде шпинделя 2. Грязь и заусенцы в переход- ной втулке или в гнезде шпинделя 1. Исправить переходную втулку
лапки хвостовика или заменить ее новой 2. Вычистить и насухо протереть переходную втулку, отверстие шпинделя и хвостовик сверла
Выкраши- 1. Наличие твердых мест или 1 Срубить внутри отверстия твер-
ваиие режущих песочных раковин в обрабатывае- мой детали дое место
кромок 2. Слишком большая скорость резания 3. Недостаточное охлаждение сверла или применение неподходя- щей охлаждающей жидкости 2. Уменьшить скорость резания 3. Увеличить охлаждение сверла, правильно выбрать охлаждающую жидкость
Затупление 1. Слишком большая подача 1. Уменьшить подачу
режущей 2. Неправильная заточка сверла 2. Правильно и внимательно зата-
кром ки (слишком велик задний угол) 3. Сверло затуплено 4. Сверло провертывается в па- троне 5. Плохая пригонка конусных по- верхностей хвостовика сверла и переходной втулки чивать сверла 3. Заточить сверло 4. Надежно закреплять сверло * 5. Переменить переходную втулку
Быстрый износ режущих кромок Слишком большая скорость свер- ления Уменьшить скорость сверления
Виды брака при сверлении и его предупреждение
355
Таблица 188
Причины брака при сверлении и меры ere предупреждения
Вилы брака Притоны брака Меры предупреждения
Отверстие с грубо обработанной поверхностью а Отверстие больше задан- ного размера Смещение оси отверстия Перекос отверстия Отверстие просверлено иа глубину больше заданной • 1. Сверление тупым или не- правильно заточенным свер- лом 2. Слишком большая подача 3. Недостаточное охлажде- ние или неправильный состав охлаждающей жидкости 4. Плохая установка сверла ♦ 1. Применение сверла, уве- личенного против заданного дниметра 2. Наличие неравных углов у режущих кромок или разная длина режущих кромок 3. Люфт сверла в конусной переходной втулке 4. Люфт шпинделя станка 1. Неверная разметка детали 2. Неправильная установка и слабое крепление детали иа столе станка (изделие сдвину- лось при сверлении) 3. Биение сверла в шпин- деле 4. Увод сверла в сторону 1. Неправильная установка летали на столе станка 2. Попадание стружек под опорную поверхность детали 3. Применение неправиль- ных (непараллельных) подкла- док 4. Стол станка не перпенди- кулярен к шпинделю Неправильная установка упора 1. Правильно затачивать сверло 2. Уменьшить подачу 3. Усилить охлаждение сверла млн переменить охлаждающую жидкость 4. Внимательно проверять правиль- ность установки и крепления сверла и детали 1. Выбирать сверла необходимых размеров 2. Правильно загачивать сверла 3. Исправить или сменить втулку 4. Проверять положение шпинделя и тщательно отрегулировать его 1. Правильно размечать детали; при сверлении сначала засверливать пробитое углубление и проверять совладение отверстия с контрольной риской 2. Проверить установку и крепле- ние детали и прочно укрепить ее на столе станка 3. Хорошо выверить установку сверла 4. Проверить правильность заточ- ки; проверить сверло на биение; правильно загачивать сверла 1. Проверить установку и крепле- ние детали 2. Тщательно очищать стол и де- таль от стружек и грязи 3. Перед установкой детали сме- нить подкладки 4. Выяснить причину и устранить ее Проверить установку упора н исправить ее
23»
356
Раздел пятнадцатый. Сверление, зенкерована? и развертывание
13. НОРМЫ ВРЕМЕНИ НА СВЕРЛЕНИЕ ОТВЕРСТИЙ РУЧНЫМИ И
МЕХАНИЗИРОВАННЫМИ СВЕРЛИЛЬНЫМИ МАШИНКАМИ
Норма штучного времени Twr на свер-
ление отверстий ручными и механизиро-
ванными сверлильными машинками опре-
деляется по следующей формуле:
7-Ш1 = (Топ* + 7j«) X (1 + мин., (12)
где Ты — оперативное время сверления
одного отверстия (по табл. 189)*;
А — коэффициент, учитывающий из-
менение условий работы (по табл.
190);
Густ—вспомогательное время на уста-
новку и снятие детали с крепле-
нием и откреплением, в мин.
(по табл. 191):
х— дополнительное время на обслу-
живание рабочего места и есте-
ственные надобности рабочего.
Для нормальных условий работы
х — 6%, для тяжелых, но удоб-
ных работ х- 8% и для тяже-
лых и неудобных работ х — 10%.
Пример. Определить норму штучного
времени на сверление вяти сквозных от-
верстий диаметром 8 мм и глубиной 20 мм
при следующих условиях: материал — сталь
св = 70 кГ1мм?, сверление отверстий про-
изводится при монтаже изделия на верти-
кальной стенке электродрелью И-29; партия
деталей — 5 шт.
Решение. Норму штучного времени на
выполнение этой работы определяем по
формуле (12), где Гсп — время сверления
одного отверстия берем по табл. 189; Гоп =
— 0,65 мин.
По табл. 190 находим поправочные коэф-
фициенты: = 1Д k3 = 1,1 (с учетом верти-
кальной стенки), Ад =1,1 (с учетом коли-
чества деталей в партии), k'3" = 1,0 (с уче-
том количества отверстий).
В соответствии с примечанием к табл. 191
принимаем 7усг = 0.
Таким образом, норма штучного времени
на сверление пяти отверстий будет:
Гшг = 5 X 0.65 X X 1.1 X 1.1 X
X 1.0^1 + = 5 мни.
Таблица 189
1Ия одного отверстия механизированными
го и пневматического действия
времени
Норма оперативного
спсрлилкомп элентрич
Глубина отверстия, В ММ, ДО 5 8 12 15 20 25 35 50 70 Сверление на горизонтальней плоскости | Сверление на цилиндрической поверхности
Диаметр отверстия, в мм
3 6 10 “ 1 22 А 6 16 я
машинки весом до 4 Ki машинки несом белее 4 кз ыЖ'ти ведом машинки весом более 4 О
0,20 0,25 0.30 0,22 0,28 0,36 0,42 0,50 0.60 0,75 0.28 0.36 0.47 0,55 0,65 0,75 0,95 1,20 1,50 0,34 0,44 0,60 0,70 0,85 0.95 1,25 1,60 2,00 Время 0,42 0,56 0.75 0.90 1,10 1,30 1,70 2.30 3,00 гоп- 6 м,п 0,30 0,35 0,45 0,31 0,39 0.50 0,60 0,70 0,80 0,90 0,65 0,80 0,95 1,05 1,25 0,50 0,60 0,85 1,00 1,20 1,40 1,80 0,60 0,80 1,05 1.30 1,60 1,90 2,40
* В атей таблиц» дано врем» свср тения механизированными майниками. Ери работе ручными дрелями
нужно увеличить в 2 раза-
Нормы времени на сверление отверстий машинками
У>7
Таблица 190
Поправочные коэффициенты к табл. 189 на измененные условия работы
А. На обрабатываемый материал
Сталь конструкционная ав=40—60 кГ.м.м3........... .
То же, ав=60—80 кГ/Mjfi........ ......................
То же, до 40 кГ!мм" и чугун серый.....................
Сталь высоколегированная к жаропрочная................
Медные сплавы ....................................... .
Алюминиевые сплавы....................................
Гетннакс н текстолит..................................
Б. В зависимости от типа машинки и инструмента
Ручной машинкой...........................................
Механизированными машинками весом более 4 кг при соерлепнн
отверстий диаметрами 10, 16 и 22 мм ...............
Удлиненными сверлами .....................................
В. В зависимости от условий работы при сверлении
Глухих отверстий.............................................
В стесненном и потолочном положении ......................
На вертикальной плоскости ...................................
При количестве отверстий в детали до; ►
7...........................................................
Поправочный
коэффициент *,
1.0
\2
0.9
1.5
0,7
0,5
0,35
Поопапоч иый
коэффициент А,
2,0
1.2
1.2
Поправочный
коэффициент А,
U
1.3
1.1
1.0
10
20
0,9
0,85
30........................
При количестве деталей в партии,
11—20..................,
21—30....................
31—50.
51—100
101—200
0,75
1.1
1.0
0,9
0,85
0,75
Таблица 191
Нормы вспомогательного времени на установку и снятие детали Гус1
при сверлении отверстий
Вес летали, в кг
Характер установки и снятия детали 1 1 2 3 ’ 1 • 6 8 ю
а Время установки и смятия 1 стали , в мин.
Установка детали на верстаке без крепле- ния и снятие ее .. 0,12 0,13 0,14 0,15 0,16 0,17 0,18 0,19
Установка детали в слесарных тисках с креп- лением и снятие ее 0,26 0,28 0,30 0,32 0,34 0.36 0,37 0.39
Установка детали на верстаке с креплением струбцинами и снятие ее 0,31 0,34 0,36 0,38 0,4! 0,43 0,45 0,47
Установка детали на верстаке с креплением прижимными планками и снятие ее ..... . 0,35 0,38 0,41 0,43 0,46 0,49 0,51 0.53
Примечание. В случае сверления отверстий при монтаже время на уста- |
новку 7yCt=u.
358
Раздел пятнадцатый. Сверление, зенкероваиие и развертывание
14. КОНСТРУКЦИЯ И ГЕОМЕТРИЯ ЗЕНКЕРОВ
Зенкерование обеспечивает точность об-
работки отверстий в пределах 3—5-го клас-
сов точности и шероховатость обработан-
ной поверхности в пределах 4—6-го классов. рабо1
°} о
Г? ^acmt-Дилипа МестоОал чвсп> -S
Ленточка
вокруг осн, а поступательное — вдоль оси
отверстия.
Зенкер (рис. 156, а) обычно состоит из
' »чей части, шейки и хвостовика.
Рабочая часть состоит из ре-
жущей (заборной) и направляю-
щей (калибрующей) частей.
о Ленточки (фаски) на направил ю-
щей части зенкера уменьшают тре-
пне и облегчают резание. Ширина
хЦ-' ленточек — 0,8—2 мм. Для умень-
шения трения зенхер имеет обрат-
ный конус, т. е. уменьшение диа-
метра по направлению к хвосто-
вику 0,05—0,10 мм на 100 мм
длины.
Угол наклона винтовой канав-
ки «1 изменяется в пределах от 10
до 30°. Для обработки твердых
металлов применяют меньшне, я
для обработки мягких металлов
ббльгапе значения угла ы. При
зенкеровании отверстий в дета-
лях из чугуна <л = 0°. Для обра-
ботки прерывистых О1верС1нй не-
Рис. 156. 3eHwpiK
а—трехперый хвостовой; 0 — четырехперый иасадной.
Зенкер работает подобно сверлу при рас-
сверливании отверстия, т. е. так же, Как
сверло, совершает вращательное движение
зависимо от материала
<о = 20-30.
Задний угол а =« 8—10°.
Передний угол у выбирается
висимостн от обрабатываемого
риала:
детали
в за-
мате-
для стали средней твердости и стального лиги ... у — 8—12“
, твердой .
. мягкой
чугуна твердого
. средней твердости
алюминия и латуни . .
ерстий
у = 5—и
7 = 15—20“
7 = 5—0“
7= 6—8°
7 = 25-30°
Основные типы зенксрои для обработки цилиндр
Таблица 192
Эскиз
Диаметры d, В JfM Стандарт Габаритные размеры, в мм
от до <*щгя длина L д.чнно рабочей части 1
Зенкеры с коническим хвостовиком из инструментальных сталей
------ I '
Конус Морзе N1-3 ।
10
32 ГОСТ 1076-53 160—290 (длинные), 140—250 (короткий) 78-170 58-130
Конструкция и геометрия зенкеров
359
Продолжение табл. 192
Эскиз Диаметры d, в мм Стандарт Габаритные размеры, в мм
СП 0 общая длин» 4 длина рабочей ЧДС1Н 1
Зенкеры насадные цельные
KOft/Cfrormt, 1 JU
100
ЗЯ
14
80
Конус Мерк KPU
понуснссг.ь f SO
из
25 80 ОСТ нктп 3677 40—70 —
ые со вставными ножами из быстрорежущей
и легированной сталей
Зенкеры хвостовые
пенис мерзе нг-ч
ГОСТ
2255-51
45—70
асадные с напаянными пластинками
твердых сплавов
усиленным коническим хвостовиком
{поз. /)
ГОСТ
3231-55
160—290
(длинные)
2. Насадные (поз. /Г)
40-65
гост
3231-55
68—150
88—210
Зенкеры сборные с вставными ножами, оснащенными твердым сплавом
1. С коническим хвостовиком (поз. /)
30 50 гост 9538-60 250—300 —
2. Насадные (лоз. //)
40 100 гост 9538-60 45—70
361) Раздел пятнадцатый. Сверление, зенкеравание и развертывание
Угол при вершине <? для зенкеров нз
быстрорежущей стали принимается равным
45—60е, а для зенкеров, оснащенных твердо-
сплавными пластинками, у = 60—75°.
Диаметр зенкера для обработки ци-
линдрических отверстий выбирается в за-
висимости от материала детали, размеров
отверстия, припуска на обработку, требуе-
мой точности и принятого технологиче-
ского процесса зенкерсвания. Размеры
диаметров зенкеров для обработки отвер-
стий 2—4-го классов точнссти приведены
в табл. 157 и а стр. 309.
15. ЗЕНКОВАНИЕ (РАЗЗЕНКОВКА) ОТВЕРСТИЙ
Зенкерами выполняется не только зенке-
рование цилиндрических отверстий, но и
зенкование, т. е. снятие фасок у отверстий,
получение комических и цилиндрических
углублений для головок винтов и закле-
пок. а также подрезание торцов, плоскостей
бобышек * и т п.
Конструкции зенкеров, применяемых
в последнем случае, отличаются от кон-
струкции обычных цилиндрических зенке-
ров. Основной особенностью этих зенкеров
является наличие зубьев иа торце и на-
правляющих цапф (см. табл. 193), которыми
зенкер вводится в уже просверленное от-
верстие.
Таблица 193
Зенкование под болты, гайки, пинты и заклепки
Тип зенковки
камеры, в мм
20
16
20
25
30
40
20
16
да черновик (на чертеже размер
называется)
Пол болты с уменьшен-
ной головкой
10 I 12
18
D
16
45 55
12
24
50
20
16
D
D
Под гайки с нормальной
головкой
24 30 36
30
65
36
Под гайки нормальные,
утопленные в гнездо
До вывода черновик (на че
не указываете
60
75
:е размер
d 6 8 10 12 16 20 » 24 30 36
D 25 30 35 40 45 55 60 75 85
h Конструктивно (по месту)
Иногда гни оСрсботка называется цекованием, я инструмент нековкой.
Зенкование (раззенковка) отверстий
361
Продолжение табл. 193
Тип зенковки Размеры, ь мм
Под винты с цилиндри- ческой головкой d 4 5 6 8 10 12 16 20 —
X » -г D 6,5 8 10 13 16 20 26 32 •—
4
Л 4 5 6 7 8 10 12 15 —
Иод винты с потайной головкой d 4 5 6 8 10 12 16 20 —
л! — г —1/ D 10 12 14 18 24 28 34 42 —
-y/U-d- г 90 90 90 90 90 90 90 90
Под винты установоч- ные с квадратной головкой d 6 6 10 12 16 20 — — —
D D 20 30 35 40 50 — — —
) 3 | м
h .. X 20 28 — — —
Под заклепки 4закл 4 5 ь 8 10 13 16 19 22
— D Л ^отв 4.2 5.5 65 85 1 135 165 20 23
У// D 8 10 11.2 14.4 16 205 24.5 30 35
<Г 90 90 90 90 75 75 60 60 60
Таблица 194
Основные типы специальных зенковок для обработки цилиндрических
углублений, торцовых и конических поверхностей
Зенковки для обработки цилиндрических углублений
Направляющая цапфа 1 входит в просверленное отверстие, а режущая часть 2
зенкует цилиндрическое углубление диаметром, равным D. Диаметр цапфы дол-
жен быть равен диаметру ранее просверленного отверстия.
Иногда цапфы делают съемными; это позволяет использовать одну зенковку
для зенкования отверстий разных диаметров.
382
Раздел пятнадцатый. Сверление, зенкеравание и развертывание
Продолжение табл 194
Зенковки рассматриваемого типа исполь-
зуются не только для образования цилиндри-
ческих углублений, ио и для обработки тор-
цовых поверхностей и площадок под гайки
и головки болтов.
Пластинчатыми зенковками можно произ-
водить зенкование торцовых поверхностей
и цилиндрических углублений диаметром не
менее 25 мм.
Если режущей пластине придать конусную
форму, то такими зенковками можно зенко-
вать также конические углубления под потай-
ные винты и снимать фаски.
Зенковки насадные для подрезания внутренних
торцовых поверхностей
Такими зенковками обрабатывают торцо-
вые поверхности бобышек во внутренних ли-
хостях корпусов и других деталей.
Зенковки применяют со специальными
оправками 3 (поз. /), которые вводят во внут-
ренние помоста деталей, после чего на них
надевают зенковки 2 и закрепляют винтами /.
Зенковки .этого типа изготовляют односто-
ронними и двусторонними (поз. //).
3 е и ко в к н
для зенкования конических поверхностей
Эти зенковки используются для обработки
конических поверхностей под головки потайных
винтов, под заклепки и для снятия фасок в от-
верстиях.
В зависимости от заданного в конструкции
детали угла конусной поверхности угол 2 <р зен-
ковки берется равным 60, 75, 90 или 12(F.
Зенковки применяются как с направляющей
цапфой, так и без нее.
Режимы резания при зенкеровании
ЗА?
Комбинированные инструменты для
зенкования отверстий. В целях повыше-
ния производительности часто стараются
Рис. 157. Комби.
совместить два перехода —
сверление и зенкование от-
верстия под головку болта,
винта и т. п.
Для этого используются
комбинированные инстру-
менты— сверла - зенковки.
одна нз конструкций кото-
рых изображена на рнс. 157.
Здесь сверло 2 при помощи
винта 1 закрепляется в опре-
деленном (по высоте) поло-
жении в пустотелом корпу-
се зенковки 3.
На Ленинградском Метал-
лическом заводе им. XXII
съезда КПСС применяет-
ся высокопроизводительный
комбинированный инстпру-
вляет собой кольцо со сквозным пазом и
выступом, соответствующим спиральной
канавке сверла.
Резец-клин вставляется в паз державки
и заклинивает в ней сверло.
В зависимости от требуемой формы зен-
ковки резцу-клину придается либо конус-
Рнс. 158. Высскспроиздоднтельный ком-
бинкропвиный инструмент: сверло и ре-
зец для эенкоеання отверстий.
иированвый ии- мент дйя одновременного
струмент: саер- сверления и зенкования.
Л0 'зекАомии'11" Этот инструмент (рис. 158)
состоит из спирального
сверла 1 и резиа-клздта 3, закрепленных
в литой державке 2. Державка предста-
ная форма затачиванием под углом 60°
(рнс. 158, а), либо прямоугольная (рис. 158, б),
либо же радиусная (рис. 158, в).
16. РЕЖИМЫ РЕЗАНИЯ ПРИ ЗЕНКЕРОВАНИИ
Как видно из табл. 157, припуск под
зенкероваиие колеблется в пределах 1—
2 мм. я следовательно глубина резания при
зенкеровапии £ = 0,5—1 мм.
Рекомендуемые значения подач при ра-
боте зенкерами указаны в табл. 195.
Приведенные здесь величины подач ука-
заны для материалов средней твердости.
Наибольшие предельные величины подач
рекомендуется принимать при черновом
зенкеровании. средние — при зенкеровапии
под последующее развертывание при не-
высоких требованиях к чистоте поверх-
ности и наименьшие — при зенкеровании
по 4-му классу точности и под последую-
щее развертывание.
При обработке материалов разной твер-
дости приведенные в табл. 195 подачи сле-
дует прдитаагь с поправочными коэффи-
циентами согласно табл. 190.
Скорость реаання при зенкеровании вы-
бирается в соответствии с рекомендациями,
приведенными в табл. 196.
Таблица 195
Рекомендуемые величины подач при зенкероватигн
Диаметр зенкер 8. D ЛМ ПОДИЧЙ. В лик/об9 При (j6|J«6uiKC
стали чугуна влюмннневих сплавов
10 0,22-0,45 0,30-0,50
12 0,25-ОДО 0,35-0,60 0,3-0,6
16 0,30—0,60 0,40—0,70 0,4—0,8
20 0,38—0,75 0,45—0,80 0,6—1,1
25 0,40—0,80 0,50-0,90 0.7—1.3
32 0,40—0,80 0,55—1,00 0,8—1,5
40 0,50-1.00 0.7(Х—1,20 0,9-1,7
60 0,60—1,20 0,90—1,50 1,1—2.2
80 0,70-1,40 1,00—1.80 13-2,6
100 0,80—1,60 1,10—2,00
364
Раздел пятнадцатый. Сверление, зенкерование и развертывание
Таблица 196
Скорости резания при зснксрованнн, в я'мин
Пол^ча, в мм/об При обработке стали зенкером ди г метром, о мм При обработке чугуна зенкером диаметром, в мм При обработке алюминиевых сплавов зенкером виаметром, а мм
до 20 20—40 | >« до 20 20-40 >40 до 20 20-40 >40
0,1 46 54 60 45 52 135 155
0.15 38 42 50 39 45 46 НО 130
0.2 33 38 43 35 40 41 98 ПО 120
0.3 26 30 35 31 35 35 79 99 96
0.4 23 26 30 27 31 32 68 78 85
0.6 20 22 24 23 26 27 57 64 70
0.8 19 19 21 21 24 24 50 54 58
1.0 — 17 19 19 22 22 44 49 52
Режимы
Таблица 191
и зенковании и подрезании торцовых поверхностей
ументамн нз инструментальных сталей
ыбор подачи и скорости резания)
Н-Д 1_^ 1 i JJ
^5 кд; 1 й
। I. Подачи, в мм)об
Диаметр. обработки Dt R AIM Обрвбагыъаемый материал
стиль до (Ю кГ/мм”. мель и летунь сталь о# свыше 60 kI'imm* чугун, бронза и алюми- ниевые сплавы
15 20 30 40 50 Более 50 0.08-0,12 0.08-0,15 0,10-0,15 0,12—0,20 0,12—0,20 0,15—0,25 0,05—0,08 0,05—0,10 0,06—0.10 0,08—0,12 0,08—0,15 0,10—0,18 0,10-0,15 0,10—0,15 0,12—0,20 0,15-0,25 0,15—0,25 0.20-0,30
11. Скорости резания при работе зенковками и цековками из стали Р18
Обрабатываемые) материал Сталь вв яо 60 кГ/ми*, медь и латунь Сталь С" свыше 60 кГ/мм* Алюминиевые сплавы Чугун и бронза
работа с охлаждением • работа без о хл в ж деним
Скорости резания, в М'Мин . . . 10-18 7—12 40-60 12—25
Примечание. При работе инструментами из стали 9ХС табличные значе- ния скоростей резания следует умножать на поправочный коэффициент 0,6—0,7. а при работе инструментами из углеродистой стали — на коэффициент 0,5.
Основные типы разверток и их применение 363
17. ОСНОВНЫЕ ТИПЫ РАЗВЕРТОК И ИХ ПРИМЕНЕНИЕ
Развертывание — это процесс чистовой
обработки отверстия, обеспечивающий точ-
ность 2—3-го классов ОСТ и шероховатость
поверхности 7—8-го классов.
В зависимости от размеров отверстия
и требований к нему припуск под раз-
вертывание обычно составляет от 0,1 до
0,3 мм на сторону.
Для получения повышенной точности об-
работки припуск снимают последовательно
двумя развертками. Первая (прсдваритель-
гулируемые развертки (рис. 159) с разре-
занной продольными пазами а рабочей
частью.
При завертывании винта / конец его
упирается в шарик 2, который расклини-
вает коническое отверстие развертки, и
расстояние от режущих кромок до центра
увеличивается. После того как развертка
разведена до нужного положения, она сто-
порится и затем шлифуется по диа-
метру.
ная) снимает примерно две трети припуска,
вторам (окончательная) — остальную часть.
Развертывание осуществляется ручными
и машинными развертками. Ручной раз-
вертке вращение сообщается при помощи
воротка, который надевается на квадратный
конец хвостовика разверткн.
Машинные развертки закрепляются в ка-
чающихся державках, установленных в па-
троне нли непосредственно в шпинделе
станка.
Развертки подразделяются на ручные из
стали марки 9ХС. машинные цельные и со
вставными ножами (сборные развертки)
нз быстрорежущей стали марки Р18 нли РО
(табл. 198).
Имеются развертки, оснащенные пластин-
ками из твердых сплавов.
Кроме указанных в табл. 198 постоянных
мерных разверток применяются также ре-
Днаметры разверток для обработки ци-
линдрических отверстий принимаются в со-
ответствии с номинальными размерами
отверстия, требуемой точностью и наме-
ченной последовательностью его обработки.
Диаметры черновых разверток прини-
маются по табл. 157.
Диаметры чистовых разверток должны
соответствовать номинальным размерам
и требуемой точности обработки отвер-
стий.
При машинном развертывании, так же
как и при сверлении, наблюдается некото-
рая разработка, т. е. увеличение диаметра
отверстия.
Величина этой разработки зависит от
диаметра развертки и составляет в сред-
нем 0,01—0.02 мм при диаметре развертки
10- 20 мм и 0,02—0,03 мм — при диаметре
развертки более 20 мм.
36S
Раздел пятнадцатый. Сверление, зенкероваиие и развертывание
Основные типы разверток
Таблица 198
Эскиз Дки- мет(<ы £>. в мм Стандарт Габаритные размеры, в мм
пт ДО общая клина 1. клина рабочей части 1
Развертки
ручные цилиндрические
Тип п
Конус Марте N2 3
3154)
|54)| ГОСТ I 80—3601 40—190
| I 7722-55 | 1
машинные цельные
Тип I — с цилиндрическим
хвостовиком
31 91 ГОСТ I 60—1001 10—16
I 1672-62 | 1
ТнЛ II — с коническим
хвостовиком
(40—1801 16—20
101181 ГОСТ t
| 1672-62 J
Tun m
Конусность 1'30
25136
Тип 111 — насадные
1361 гост I 30—34 I:
I I 1672-62 | |
22-26
Основные типы разверток и их применение
367
Продолжение табл. 198
Эскиз Лиа метры D, н jum Стандарт Габаритные размеры, в мм
ОТ ко общая длина 1. длина рабо- чей части 1
Развертки ы о ш и и и ы е со вставными ножами
конус Морзе N3 и
Тип
.30-36
40-60
Тип 1 — с коническим
хвостовиком
230—275
251 401 ГОСТ I
I | 883^51 I
Тип II —
1001 ГОСТ
883-51
Развертки конические под конические штифты
насадные
45—70
(корот-
кие),
70—95
(длин-
ные)
0,61 50
40—4401 19—
Развертки конические с коническим хвостовиком
под конические штифты (конусность 1;50)
6130
I 301 ГОСТ 1155—475 I 80—
J 10081-621 | 335
368
Раздел пятнадцатый. Сверление, зенкерование и развертывание
Продолжение табл. 198
Элиз
Стандарт
ГаСаритныс размерь,
8 ММ
общая
длина L
длина
рабсжел
части I
Развертки конические пол конусы Морзе
ОСТ
НКТМ
2513-39
95—310
64—205
конические с коническим
хвостовиком
под конусы Морзе
Развертки конические (конусность 1:30)
ОСТ
НКТМ
2516-39
120—245 80—16b
Конструкция и геометрия режущих зубьев разверток
369
Продолжение табл. /98
Развертки состоят из трех основных ча-
стей: рабочей части, шейки и хвостовика
(рис 160)
Рабочая часть развертки, в свою оче-
редь. делится на режущую и калибрующую
части и обратный конус.
Режущая часть (заборный конус) дли-
ной Л имеет режущие кромки, выполняю-
щие основную работу резания.
Калибрующая часть калибрует отвер-
стие и направляет развертку в отверстии
Обратный конус 13 на калибрующей части
служит для уменьшения трения развертки
о поверхность отверстия.
Расположенные на рабочей части раз-
иеэкущия
чисть калибрующая часть
— — I1—-----------~-
называются праворежущими, а с левой
винтовой канавкой — леворежущими.
Чис по зубьев развертки определяется по
следующей формуле.
где z—число зубьев развертки;
Р>—ее диаметр.
р Обычно принимают четное число зубьев,
при этом проще измерять диаметр раз-
вертки микрометром.
Хвостовик ручной развертки имеет ци-
ейку н квадрат для пере-
момента с помощью во-
ротка. Хвостовики машин-
ных разверток диаметром
до 10—12 мм выполняются
цилиндрическими, а у более
Крупных разверток—кони-
ческими.
Основную работу резания
выполняет заборная (режу-
щая) часть развертки
Угол в Мане у (см.
рис 160) принимается для
ручных разверток равным
ОД— 1Д, а для машинных
у = 3—5е при развертыва-
нии твердых и <р= 12—15°
при развертывании мягких
и вязких металлов.
На конце заборной ча-
сти зубья имеют скос под
углом 45. Это предохра-
няет режущие зубья от вы-
крашивания.
Задний угол зуба раз-
вертки а принимается рав-
ным 6—15е. Большие зна-
чения берутся для разверток больших диа-
метров.
Передний угол у для черновых разверток
берется в пределах от 0 до 10“, а для чи-
стовых у = 0-.
ическ
и кр
<2
Напрабляю -
щий конус
^euwXtucmoBurr
Робрмвя чисть
Глобнпя
режущая
премии
Рис. 160. Геометрия развертки.
Ленточка а-А
Ь* Передняя поверхность
т*°
вертки ее режущие зубья выполняются
прямыми (прямозубые развертки) или
с винтовыми канавками (спиральные раз-
вертки).
Развертки с правой винтовой канавкой
24 М. А. Сергеев
370
Раздел пятнадцатый. Сверление, зенкерование и развертывание
Углы заострения fi н резания В опреде-
ляются в зависимости от углов а и у.
В целях повышения чистоты поверхности
отнсрстня и предотвращения появления по
грешностей его формы (огранки) зубья
рлшерток выполняются с неравномерным
шагом
Для увеличения производительности тру-
да при обработке отверстий иногда при-
меняют комбинированный инструмент —
развертку в комбинации со сверлом или
с зенкером.
19. ПРАКТИКА РАЗВЕРТЫВАНИЯ
1. Прежде чем приступить к разверты-
ванию, необходимо проверить величину
оставленного припуска. Он не должен пре-
вышать размеров, указанных в табл. 157,
отверстия ручной
верткой
в противном случае наступает быстрое
затупление и выкрашивание зубьев раз-
вертки.
До начала работы нужно также осмотреть
развертку: нет ли выкрошенных зубьев и
забоин.
что делают угольником в двух взанмно-
лерпенднкулярных направлениях — одну
полку угольника ставят на деталь, а вторую
подводят к развертке.
3. Короток нужно вращать плавно, без
рывков. Не следует сильно нажимать на
него (рис. 161). Вращать развертку в об-
ратном направлении недопустимо, так как
что яычывает поломку зубьев и задиры на
поверхности отверстия
4. Для развертывания отверстий в трудно-
доступных местах, расположенных глубоко
в детали, применяют специальные удлини-
тели, надевающиеся на квадрат развертки
как торцовый ключ; вороток надевается на
квадрат такого удлинителя.
5. Конические отверстия развертывают
последовательно двумя или даже тремя
развертками. При предварительном раз-
вертывании подачи больше, чем прн окон-
чательном.
Отверстия под конический штифт, после
того как они просверлены развертывают
двумя развертками, смазанными минераль-
ным маслом
Рис. 162. Развертывание отверстия с помощью пиевматичесио*
переносной машинки с угловой нас их ой.
2. Установив развертку с надетым на нее Диаметры отверстий, подготовленных под
воротком в отверстие, следует проверить развертывание, для конических штифтов
правильность ее положения в отверстии, указаны в табл. 199.
Режимы резания при развертывании
371
Таблица 199
Диаметры сверл для сверления отверстий под конические штифты
Наименьший диаметр штифта, в мм . . 2 3 4 6 8 10 13 16 20
Диаметр сверла, в мм . 2 3 4 6 7,8 9,8 12.8 15,8 19,7
б. Ручное развертывание требует боль-
ших затрат времени и физических усилий
рабочего. Наиболее простым мероприятием
при механизации развертывания отверстий,
особенно расположенных в труднодоступ-
ных местах, является применение простей-
ших приспособлений с трещоткой. Исполь-
зуются также электрические и пневмати-
ческие переносные машинки (см., напр..
рис. 162).
20. РЕЖИМЫ РЕЗАНИЯ ПРИ РАЗВЕРТЫВАНИИ
Глубина резания при развертывании
равна половине оставленного диаметраль-
ного припуска.
Величины подачи и скорости резания при
развертывании оказывают существенное
влияние на шероховатость поверхности
отверстия. Чем выше требования к шеро-
ховатости поверхности, тем меньше должны
быть скорости резания и подачи (таб
Подачи при развертывай
из нистру
1. Руч
Скорости резания при черновом раз-
вертывании примерно в 2 раза меньше при-
нимаемых при зенкерованмн (см табл. 196).
При чистовом развертывании разверт-
ками из инструментальных сталей скорости
резания выбираются в зависимости от ма-
териала детали, требуемой точности и чи-
стоты обработки (табл. 2U1).
Таблица 200
еских отверстий развертками
сталей
о д а ч
Пс.дача л. в
при ля «метре отверстия D, в мл
Обрабатываемый материал 6 ю 16 30 4J 60
Сталь ав < 80 кГ/мм3 0,40 0,65 0,90 1.10 1.2 м м 1,9
Сталь ов > 80 к Г] мм4 0,30 0,50 0,80 0,90 1,0 1.3 1*5
Чугун НВ 200, медные и алю- миниевые сплавы 0,90 1,60 2,00 2,40 2.8 1 3.2 4,0 4Л
Чугун НО > 200 0.60 1,00 1.30 1,60 1.8 2.1 2.5 2.9
2. Механические подачи
Диаметр отверстия, а мм Сталь Чугун НН < 200, медные и MHttHCBue сплавы влк> Чугуи НН > 200
Псдача т. а ммюв. при группах 00X8*1
" 1 ш 1 1 11 1 1 ' 1 “ 1 III
10 0.8 0,7 0,5 2,2 1,7 1.4 1,7 1.4 1.0
15 0,9 0,8 0.6 2,4 1.9 1,5 1.9 1.5 1.2
20 1.0 0,8 0.7 2.6 2,0 1,7 2,0 1.7 1,4
25 1.1 0.9 0.8 2.9 2.2 U 2.2 1.9 1.5
30 U 1.0 0,8 3.1 2.4 2,0 2,4 1.9 1.5
372 Раздел пятнадцатый. Сверление, зенкерование и развертывание
Продолжение тпабл. 20b
Диаметр отверстия, е чч Сталь Чугун НВ с 20й медные и алиниинменыЕ с пл мы Чугун НВ > 200
Подача з, я м*!об. при группах подач
1 11 ill 1 и 1П 1 1 (1 in
35 40 50 13 1,4 1.5 1.0 1,2 1.4 0,9 1,0 \2 3,2 3,4 3.8 2.6 2,7 2.9 А. <4 4 сч сч сч 2,6 2,7 3.1 2,0 2,0 22 1,5 1.7 1.9
Выбор группы подач I группа. Предварительное (черновое) развертывание под следующий чисто- вой проход рлзнерткой. // группа Чистовое развертывание отверстий осуществляется в один проход по 3—4-му классам точности или с шероховатостью поверхности по 5—6-му клас- сам. Развертывание отверстий под полирование или хонингование. /// группа, Чистиний проход производится после черноного развертывания отверстий ПО 2-М'у классу точности с шероховатостью поверхности V 6—7. Примечание. Подачи даны для обработки сквозных отверстий. Прн раз- вертывании глухих отверстий (особенно с одновременной обработкой дна отвер- стия) подачи принимают в пределах 0,2—0.5 мм!об
Таблица 201
Скорости резания при чистовом развертывании
Класс точности
2 и 2а 1 З-в н 4-й
скорость резания, в м/мин шероховатость поверхности (класс) скорость резания, в м;мим шероховатость поверхности (класс)
Сталь { 1,5—3 v6— v7 V5— v6 &—16 V5—\7б V4— V5
Чугун без охлаждения 7-11 X75— 12-16 V5—V6
Чугун с охлаждением керосином . . . 12—16 V7— 12-16 V7—V8
Алюминиевые сплавы | 8-12 15—20 V7—V8 V6—V7 25—50 Vb— v7
21. НОРМЫ ВРЕМЕНИ НА РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ
Норма штучного времени Тшт на раз-
вертывание отверстий вручную опреде-
ляется по следующей формуле;
Тщт = (7О|,А + 7В)(^1 + мнн., (U)
где То — оперативное время иа разверты-
вание одного отверстия, прини-
маемое по табл. 202,
k — коэффициент, учитывающий из-
менения условий работы, при-
нятых при определении норм
времени по табл 202; вели-
чины поправочных коэффициен-
тов приведены в табл. 203;
Гв — вспомогательное время на уста-
новку и снятие детали с крепле-
нием и откреплением, в мин. (по
табл. 191),
х — дополнительное время, в %, на
обслуживание рабочего места и
естественные надобности рабо-
чего (значения х см. на стр. 356).
Приведенные в табл. 202 нормы времени
на развертывание предусматривают раз-
вертывание отверстий на верстаке в сле-
сарных тисках при удобном положении ра-
бочего и при нормальных припусках на
развертывание.
Прн изменении этих условий приведен-
ные в табл. 202 нормы времени умно-
жаются на поправочные коэффициенты по
табл. 203.
Нормы времени на развертывание отверстий
373
Таблица 202
Нормы времени Тои на развертывание отверстий вручную
Ди аметр развертываемого Длин» । издергиваемого отверстия, в мм
Ю 1* 20 1 25 1 30 | 35 40 45 50 «0 70
отверстия.
в жле Время развертывания одного отверстия цилиндрическими развертками, и мин
5 0,15 0.21 0,27 0.32 0,37 0.42 0.47
7 0,27 0.38 0,49 0.58 0,67 0,76 0,85 0,95 1,03 — —
10 0.35 0.50 0,65 0.76 0.88 1,00 1.11 1,25 1.36 1.50 1 70
12 .0,44 0,63 0.82 0,96 1.П 1,26 1.40 1,58 1.71 1.89 2.14
15 0.59 0.84 1,10 1,29 1.49 1,69 1,87 2,12 2.29 2,53 2.85
18 0,73 1.04 1.37 1..ЭД 1,85 2,10 2,32 2.63 2,84 3.14 3.53
20 — 1.17 1.55 1,80 2,09 2,37 2,62 2.97 3.21 3.55 4.00
25 — • 1.91 2.25 2.61 2.90 3.28 3,71 4.00 4,45 5.00
30 -— —• — 2.88 3,21 3,80 4,20 4,75 5.12 5.70 6.40
Время развертывания одного отверстия коническими развертками, в ми и
5 0,22 0.30 0,39 0.46 0,54 0,61 0.68 — — — —
7 0,39 0,55 0.71 0,84 0,97 1,10 1.23 1,38 1.50 — —
10 0.51 0,73 0,94 1.10 1,28 1.45 1.61 1,81 1.98 — —
12 0.64 0,92 1.19 1.39 1.60 1,83 2.03 2,30 2.48 ' — —
15 0,86 1,22 1.60 1.87 2,16 2.45 2,71 3.08 3,32 — —
18 1.06 1,51 1,99 2,30 2.68 3.05 337 3,82 4,12 — —
20 — 1,70 2,25 2.60 3.03 1 3.43 3.80 4.30 4.65 —
Таблица 203
Поправочные коэффициенты для Тоа, определяемого по табл. 202
Условии пыггхлиеиии Ксвффи- тыв*аемыА материал К<л»Ффи-
работы НИС НТ ♦ Обраб. ПИ СИТ А
На верстаке в тис- ках. удобно 11а месте, неудобно . 1.00 1,1—1,35 Углеродистая сталь о, = 40—60 кПмлб Углеродистая сталь ав = 61—80 кГ(м.и- Сталь хромоникелевая св =60—80 кГ/мм? Чугуи серый НВ = 140—180 кГ!млР . . Бронза НВ = 70—100 Алюминий НВ = 70—90 кПмлТ1 .... 1,00 1.15 1.20 0,70 0.60 0.45
Пример. Определить штучное время на
развертывание вручную цилиндрического
отверстия диаметром 15 Аг и длиной 25лм<
при следующих условиях: материал — угле-
родистая сталь ав = 70 кГ'мм*. разверты-
вание производится иа верстаке в слесар-
ных тисках при удобном положении рабо-
чего.
Норма штучного времени определяется
по формуле (13),
где Тол — время развертывания одного от-
верстия берем из табл. 202, =
= 1,29 мин.;
k — поправочный коэффициент соглас-
но табл. 203 при развертывании
отверстия в стали ов = 70 кГмзб
составляет 1,15;
Тв — время на установку и снятие де-
талей (весом до 1 «Г) с крепле-
нием и откреплением в слесарных
тисках принимаем по табл. 191;
Ти — 0.26 мин.,
х — время на обслуживание рабочего
места и естественные надобности
рабочего 6%.
Таким образом, норма штучного времени
иа развертывание отверстия будет равна:
7^=0,29x1.15+0^6) (1+Щ))=1.85 мин.
РАЗДЕЛ ШЕСТНАДЦАТЫЙ
НАРЕЗАНИЕ РЕЗЬБЫ
1. ОСНОВНЫЕ ЭЛЕМЕНТЫ РЕЗЬБЫ
В резьбе различают следующие основные
элементы: профиль, шаг, глубину, наруж-
ный, средний и внутренний диаметры.
Профиль резьбы (рис. 163) рассматри-
вается в сечении, проходящем через ось
болта или гайки.
Вершина
резьбы
Угол прхрипя
репбы
Основание
резьбы
Рис. 163. Элементы
резьбы
Ниткой (витком) называется часы
бы. образуемая при одном полном
профиля.
Шаг резьбы — это расстояние вдоль
болта по резьбе между одноименными
ками двух нарезок одной и той же нитки.
В метрической резьбе шаг измеряется
в миллиметрах, а в дюймовой резьбе вза-
мен шага дастся число ниток (витков) на
длине одного дюйма.
Углом профиля резьбы называется угол
между боковыми сторонами профиля резь-
бы. измеряемый в плоскости, проходящей
через ось болта. В метрической резьбе этот
угол равен 60°. а в дюймовой 55“.
Высотой профиля (глубиной резьбы)
считают расстояние от вершины резьбы до
основания профиля, измеряемое перпенди-
кулярно к осн болта.
Наружный диаметр резьбы — это наи-
больший диаметр, измеряемый по вершине
резьбы в плоскости, перпендикулярной
к оси болта.
Средним диаметром резьбы называется
диаметр воображаемого цилиндра, который
делит профиль резьбы так, что ширина
витка резьбы равна ширине соответствую-
щего промежутка между витками. Средний
диаметр измеряется в плоскости, перпен-
дикулярной к оси болта или гайки.
Внутренним диаметром резьбы назы-
вается наименьшее расстояние между про-
тивоположными основаниями резьбы, из-
меренное в направлении, перпендикуляр-
ном к оси болта. Внутренний диаметр из-
меряется в плоскости, перпендикулярной
к оси болта.
Резьба может быть правой и левой в за-
висимости от направления подъема винто-
вой линии (витков) на цилиндрической по-
верхности болта или гайки. Если витки
вьются слева вверх направо (по часовой
стрелке), то резьба называется правой, при
расположении витков в противоположном
направлении (рис. 164) резьба называется
Рис. 164.
По числу ниток в резьбовой нарезке
рбзьбы разделяются на одноходовые (одно-
заходные). когда на торне винта или ганки
с такой резьбой виден только один конец
витка, и многозаходные, в которых на торце
винта или гайки видны два (двухзаходные)
или несколько концов витка. В этих слу-
чаях шагом резьбы называется расстояние
вдоль оси болта между одноименными точ-
ками витка одной и той же нитки.
2. ТИПЫ РЕЗЬБ И ИХ ОСНОВНЫЕ РАЗМЕРЫ
В табл. 204 приведены основные типы
резьб, применяемых в машиностроении.
Согласно ГОСТ 8724-58 метрические
резьбы подразделяются на резьбы с круп-
ным шагом и резьбы с мелким шагом
(см. табл. 204 и 205).
Типы резьб и их основные размеры
375
Таблица 204
Основные типы резьб и их применение
Наименование и вскнз
Характеристика, применение
и основные размеры резьбы
Метрическая резьба
(ГОСТ 9150-59)
Профиль резьбы — равносторонний
треугольник с углом при вершине 60;
Вершины выступов резьбы срезаны
Резьба находит повсеместное и са-
мое широкое применение в маши-
ностроении.
Резьба обозначается так:
I) с крупным шагом — буквой М и диамет-
ром; например: М24, М64 и т. д.
2) с мелким шагом—буквой М, диаметром
и шагом через знак X; например: М24х2,
М64Х2 и т. д.
Гип резьбы Н оминал ь mid диаметр d, в мм Шаг резьбы », е мм
С крупным ша- гом С мелким ша- гом 1—68 1—60U 0,25—6 0,25—6
Дюймовая резьба
(ОСТ НКТП 1260)
Профиль резьбы равнобедренный
треугольнике углом при вершине55'.
Шаг резьбы определяется числом
ниток. приходящихся на 1".
Эта резьба применяется преиму-
щественно в старых машинах, а так-
же в машинах некоторых иностран-
ных фирм.
Резьба обозначается диаметром, например:
11/а" (шаг — 6 ниток на Iм) и т. д.
Тип резьбы Номинальный лииметр, в дм Число кит л к на 1*
Дюймовая 24—3
Трубная цилиндрическая резьба
(ГОСТ 6357-52)
Профиль резьбы такой же, как и
у дюймовой, ио меньше по шагу.
За номинальный диаметр здесь при-
нят внутренний диаметр трубы, а не
наружный диаметр резьбы.
Применяется для соединения труб,
работающих под давлением.
Обеспечивает непроницаемость со-
единения.
Резьба обозначается сокращенным словом
.Труб* и диаметром; например: Труб 2" и т. д.
Тип резьбы Номинальный лиамстр d. в дм Число ниток ua 1* резьбы
Трубная цилиндри- ческая . . . 28—11
376
Раздел шестнадцатый. Нарезание резьбы
Продолжение табл. 204
Наименование и вскнз
Характеристика, применение
и основные размеры резьбы
Трапецеидальная резьба
(ГОСТ 9484-60)
Профиль резьбы — равнобедренная
трапеция. Угол при вершине 30°.
Применяется для передачи движе-
ния или больших усилий.
Нс.минлль- icui Шаг
Тип резьбы диаметр d, о мм резьбы дг, И МА
Резьба обозначается сокращенным словом
.Трап*, диаметром и шагом; например: Грап
60x12; то же для трехходовой левой диамет-
ром 90 мм и шагом 12 мм Трап ЭДх(Зх12)
лев. и т. д.
Упорная резьб а (ГОСТ 10177-62)
аикп
Резьба обозначается буквами .Уп*, диамет-
ром и шагом, например: Уп 80x16 и т. д.
Трапецеидаль- ная 10—640 2—48
Профиль резьбы — прямоугольный треугольник со срезанными верши- нами и закругленными впадинами Угол при вершине 30°. Применяется в деталях, восприни- мающих сильное давление, направ- ленное постоянно в одну сторону.
Тип ркзьГ>ы Наибольший инямгар </, в мм Шаг резьбы st и мм
Упорная 10—600 2—48
Таблица 20i>
Диаметры и шаги метрических резьб, в мм (ГОСТ 8724-58) (для группы диаметров
от 1 до 58 мм)
Диаметры d
1-й рнз
2-й ряз
3-Й ряя
мру иные
мелкие
1; М 1,1
1.4
13 1.8
2 2.2
'Д5
0,25 0.2
0,3 0,2
0,35 0,2
0.4 0,25
0,45 0.25
0.45 0,35
Типы резьб и их основные размеры
377
Продолжение табл, 205
Диаметры d Шеги s
1-й рва 2-Я ряд 3*й рнд крупные мелкие
3 4 5 6 8 10 12 16 20 *24 30 36 42 48 56 3,5 4,5 % 18; 22 27 33 39 45 52 (5.5) 7 9 11 17 25 (26) (28) (32) 35 (38) 40 50 55 .58 0,5 (0.6) 0.7 (0.75) 0.8 1 1,25 ' (1.25) 1,5 (1.5) 1,75 2 2 2,5 3 Р 3*5 V5 4 4 4,5 5 5 5.5 0,35 035 0.5 0Л 0,5 0,5 0.75; 0,5 1; 0,75; 0,5 1; 0,75; ОД 1,25; 1; 0,75; 0,5 1; 0,75; 0,5 1,5; 1,25; 1; 0,75; 0,5 1,5; 1,25; 1, 0,75; 0,5 1Д (1) 1Д 1; 0,75; 0.5 1Д (1) 2; 1Д 1; 0,75; 0,5 2; 1.5; 1; 0,75 2; 1Д (1) 1.5 2; 1,5; 1; 0,75 2; 1,5; 1 (3); 2; 1Д 1; 0,75 2i (3), 2; 1,5; 1. 0,75 1,5 3, 2; 1Д 1 1,5 3; 2; 1.5; 1 (3); (2); 1.5 (4); 3; 2; 1Д 1 (4); 3; 2; 1Д 1 (3). (2); 1,5 (4); 3; 2; 1Д 1 (4); (3); 2; 1Д 4; 3; 2; 1Д I (4); (3); 2; 1.5
Примечание. Диаметры в этой таблице распределены в три ряда. При вы-
боре диаметров первый ряд следует предпочитать второму, а второй — третьему.
Значения диаметров и шагов, заключенные в скобки, желательно не применять.
_______________________________________________________________________________I
2& М. А. Сергеев
378
Раздел шестнадцатый. Нарезание резьбы
Таблица 206
Диаметры, шаги и числа ниток на 1" дюймовой и трубной резьб (для группы
диаметров от 3/1к до 2")
Номиналы ный жиаметр резьбы в дм Дюймовая реэъСэ Трубная резьба
мпружпьА дизметр, в мм Ш1Г, в мм чисто ниток Н1 1* наружный диаметр, в мм шаг, в мм число нктпи не 1*
7ш 4,76 1,06 24 — — -—
Р/в)* — — (9.73) 0,91 28
‘/ж 6,35 1,27 20 13.16 1,34 19
7ы 7,94 1.41 18 — -— —
3/ь 9,52 1.59 16 16,66 134 19
C/ie) 11,11 1,81 14 — —- —
•/« 12,70 2,12 12 20.96 1,81 14
е/1а) 14,29 2,12 12 — — —
% 15,87 231 11 (22,91) 1,81 14
'/< 2Й.ОЗ 2.54 10 26.44 1,81 11
7е 22.20 2,82 9 (30.2) 1,81 14
1 25,40 л 3,17 8 33,25 2,31 11
IVe 28.57 3,63 7 (37,9) 231 11
1Уж 31,75 3.63 7 41,91 231 11
(»3/а) 34,92 4,23 6 (44,33) 231 11
Wt 38,10 4,23 6 47,8 2,31 11
(1%) 41,2/ 5,08 । 5 — — —
Па 44,45 5,08* ] 53,75 2.31 11
(17.) 47,62 5,64 — •—
2 50.80 5.64 4>/, е q дгу 2.31 11
3. ОСНОВНЫЕ ТИПЫ МЕТЧП КО
Метчики и плашки являются основными
инструментами для нарезания резьбы
в отверстиях н на стержнях. Изготовляют-
ся метчики и плашки из инструментальных
сталей марок У12 А. 9ХС. РЧ и Р1Я.
Метчики разделяются на ручные, ма-
шинно-ручные, гаечные, плашечные и ма-
точные (табл. 207).
Ручные метчики служат для нарезания
резьбы вручную.
Метчики условно обозначены: черновой
имеет на шейке одну круговую риску (ка-
навку), средний метчик — две н чистовой —
трн риски.
Машинно-ручные метчики служат для
нарезания резьбы с шагом до 3 мм в
сквозных и глухих отверстиях всех раз-
меров машинным способом и вручную.
Метчики этого типа изготовляются двух
видов: одинарные дли сквозных н глухих
отверстый и комплектные нз 2 пгт в ком-
плекте— чернового н чистового.
Гаечные метчики используются для на-
резания сквозных отверстий за один про-
ход (обычно на сверлильных станках). При
ПЛАШЕК М ИХ НАЗНАЧЕНИЕ
нарезании гаечный метчик проходит через
гайку.
Машинные метчики применяются для
нарезания на станках сквозных и глухих
отверстий.
Плашечные и млтпчные метчики слу-
жат дл^ предварительного и окончатель-
ного нарезания резьбы в плашках.
Плашки разделяются на круглые и раз-
движные.
В свою очередь, круглые плашки де-
лятся на цельные и пружинящие (разрез-
н ые).
Цельные плашки предназначены для на-
резания резьб одного определенного диа-
метра. Онн дают чистую резьбу, но срав-
нительно быстро изнашиваются.
Разрезные плашки имеют прорезь
(табл. 208), позволяющую регулировать
диаметр нарезаемой резьбы в небольших
пределах.
Раздвижные плашки (полупзашки) со-
стоят нз двух половин, расстояние между
которыми можно регулировать.
* Диаметры резьб, поставленные в скобки, по возможности не применять.
Основные типы метчиков, плашек и их назначение
379
Основные типы метчнков
Таблица 2С7
1. Ручные метчики (ГОСТ 9522-60)
черновой метчик
Типы метчиков Диаметр d. в мм или Ом Шаг рети- вы, мм, или число питон на Г Габаритны? размеры. в мм
от ао общи» длина /. длина рабочей части 1
Для метрической резьбы
с крупным шагом (1 ОСТ
9150-59) 1 52 0,25—5,0 25—152 7—60
Для метрической резьбы ♦
с мелким шагом (ГОСТ
9150-59) 1 . Ж 1 52 ОД—4.0 22—150 5—25
Для дюймовой резьбы
(OCT HKTI1 1260) . . i^VZ 2’ 20—4,5 50—165 20—60
Для трубной резьбы (ГОСТ 6357-52) г 1 л IV/ 28—11 55—105 18—40
II. Машинно-ручные метчики (ГОСТ 3266-60)
I г" — — " ь •
J яс= : 1 t
Для метрической резьбы
с крупным шагом (1 ОСТ
9150-59) 1 52 0,25—5,0 7—60
То же. с мелким шагом
(ГОСТ 9150-59) 1 52 0.2—4,0 *7*7 УЛЛ 5—60
Для дюймовой резьбы
(ОСТ 11КТП 1260) . . . . V.' 2я 20—4,5 50—160 20—60
Для трубной резьбы
(ГОСТ 6357-52) VZ Т 28-11 55—140 18—40
Для метрической резьбы
с крупным шагом (ГОСТ
9150-59) ..............
3
33
0,5—3,5
90—280
(короткие);
120—360
(длинные)
10—70
380
Раздел шестнадцатый. Нарезание резьбы
Продолжение табл. 207
Типы метчиков Диаметр d, в мм или Эм Шаг резь- бы, в мм. Габаритные размеры, в мм
ОТ до ИЛИ число ниток на 1* общая длина /. [ алиил рабочей чести 1
То же, с мелким шагом (ГОСТ 9150-50) Лля дюймовой резьбы (ОСТ НКТП 1260) .... 3 ’/г 52 IV/ 0,35—4,0 20—7 ‘Ю—280 (короткие), 120—360 (длинные) 120-280 (короткие); 200-360 (длинные) 7-80 25-70
Примечание. У одинарных метчиков для сквозных отверстий 7=6 ниткам,
а для глухих отверстий /=3 ниткам.
4. КОНСТРУКЦИЯ И ГЕОМЕТРИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ МЕТЧИКОВ И ПЛАШЕК
Рабочая часть метчика (рис. 165, а) со-
стоит ия заборной и калибрующей частей.
Заборная, или режущая, часть осуще-
ствляет всю основную работу резания,
а калибрующая, или направляющая, на-
образованы благодаря наличию канавок,
разделяющих перья.
Ручные и машинно-ручные метчики вы-
пускаются комплектами. В комплект для
нарезания основных метрических и дюй-
<4
Режущая
угол в плане
часть
Канавка
8)
Чистовой
iron конуса
режущей части
6)
Режущая
Передняя
кромка
Задняя(зап
поверх
S) Чистовой
метчик
Рис. 165. Геометрия метчика.
черновой метииН
правляет метчик в отверстии и оконча-
тельно калибрует резьбу.
Зубья метчика расположены на его ре-
жущих перьях. Режущие грани на зубьях
новых резьб входит три метчика. Первый
(черновой) метчик нарезает резьбу начер-
но, снимая при этом до 60% металла; вто-
рой (средний) метчик даст более точную
Конструкция и ееометрим режущих элементов метчихое и плашек
381
резьбу, снимая до 30% металла; третий
(чистовой) метчик производит окончатель-
ное нарезание и калибровку резьбы, сни-
мая до 10% металла.
Для нарезания трубных и мелких мет-
рических резьб используют комплект из
двух метчиков.
Метчики в комплекте отличаются друг
от друга профилем резьбы и длиной за-
борной части.
По конструкции режущей части разли-
чают два типа метчиков — цилиндрические
и конические (рис. 165, в и г).
При цилиндрической конструкции мет-
чиков (рис. 165, в) все три инструмента
комплекта имеют разные диаметры. У чи-
стового метчика полный профиль резьбы;
диаметр среднего метчика меньше нор-
мального иа 0,6 глубины нарезки, а диа-
метр чернового меньше диаметра резьбы
иа полную глубину нарезки. Длину забор-
ной части, учитывая распределение работы
но нарезанию резьбы между тремя метчи-
ками комплекта, устанавливают в соотно-
шении 4:2:1. Таким образом, у чернового
метчнка длина заборной части равна 6—
7 ниткам, у среднего — 3—3,5 и у чисто-
вого— 1,5—2 ниткам.
Цилиндрическая конструкция метчика
обеспечивает срезание вершинами зубьев
стружки н виде широких площадок.
При конической конструкции метчиков
(рис. 165, г) все три инструмента комплекта
имеют одинаковый диаметр и полный про-
филь резьбы с различной длиной заборных
частей. Резьба в пределах заборной части
делается конической и дополнительно сре-
зается по вершинам зубьев на конус.
В конических метчиках заборная часть
равна: у чернового метчика — всей длине
рабочей части, у среднего — половине этой
длины, у чистового — двум ниткам.
Конические метчики применяются обычно
при нарезании сквозных отверстий. Глухие
отверстия нарезаются цилиндрическими
метчиками.
Задняя (затылочная) поверхность
(рис. 165, б) режущих зубьев затылуется
по спирали, что позволяет сохранять
Таблица 208
Основные типы плашек
Эскиз Наименование резьбы ГОСТ (ОСЫ Номинал мша диаметр рем- бн. в км или <>« от | ап Шаг резьбы, в мм
П л а ш к Цельная Пружинящ ая (разрезная) П) и круглые, цельные Метрическая с крупным шагом То же, с мелким шагом Дюймовая (крепежная) Трубная 1 а ш к и раздвижные ( Метрическая с крупным шагом Дюймовая (крепежная). Трубная и пружин гост 4 9740-62 То же • • » • к клуппа ОСТ-4250 То же • • Я щ и 41/ Ve* «) 6 ’/Г »/.* к 68 130 2* 1’/.* 52 2" 1з/4" 0.25—6,0 0,2—6,0 20-4,5 28—11
382
Раздел шестнадцатый. Нарезание резьбы
Таблица 209
Размеры плашек, в мм, к клуппам
(ОСТ 4259)
“G л •</ 1 L
м клуп- пов Дмяметры резьб Основные размеры плаьиек, в мм
метрической; с крупным ш&гом, в ММ ДЮЙМОВОЙ. дм трубной, в дм И Л г. 4
1 Мб М8 '/< Чи — | 16 19 7 5 24
2 Мб М8 M1U М12 74 7и 7, 1 25 11 7 34
3 М8 М10 М12 М14 М16 7« 71. 7т 7. ^11111 24 12 10 40
4 М16 М18 М20 М22 % •/4 V» 1 ’/я 7» 7я . 35 42 56 в
5 М24 М27 МЗО (МЗЗ) М36 1 17в 1*/4 07Д 17.’ 7я ’/< (7в). 1 07а) 50 60 • 22 12 82
6 (МЗУ) М42 (М45) М48 (М52) 17» (17а> 13А. CV.) 2 17< (17а) 17, 07*) • €5 78 28 15 108
Конструкция и геометрия режущих хлементов метчиков и плашек
383
постоянным профиль зубьев после их пере-
точек.
Задний угол а у ручных метчнков со-
ставляет от 6 до 8 , а у гаечных метчи-
ков— от 10 до 12°.
У метчиков для нарезания резьбы в
сквозных отверстиях деталей из легких
сплавов задний угол рекомендуется делать
в пределах 5—8°, а для глухих отверстий
канавки. В целях улучшения отвода стружки
из канавок у метчиков, нарезающих сквоз-
ную (на проход) резьбу в стали и вязких
металлах, на заборной части затачивают
скос (рис. 166, а) под углом 6—10' в на-
правлении, обратном направлению резьбы,
т. е. при правой резьбе делают левый скос,
а при левой резьбе — правый. Благодаря
такому скосу стружка сходит в виде спи-
Рис. 166. Метчики со аюшмнпй запорной честью лля
улучшения стружков те слв.
Величина переднего угла -j зависит от
обрабатываемого материала: для мягкой
стали он берется равным 12—15-, для стали
средней твердости 8—10°, для твердой
стали 5е, для бронзы и чугуна 0—5°, для
латуни Ю и для лс1кил сплавив 20—30°.
Как правило, метчики имеют прямые
ради через отверстие, просверленное под
резьбу (рис. 166, б).
Для повышения производительности
труда, стойкости инструмента, а также
качества обработки применяют специаль-
ные и комбинированные метики разных
типов (табл. 210).
Специальные и комбинированные метчики
Таблица 210
Метчики с вырезанной ниткой
Эти метчики применяют:
1) при нарезании резьбы в деталях из малоуглеродистых сталей марок 10 и 20
и алюминиевых сплавов;
- -у/—\У \ /\/\ ’ Р
—уУЛ./'Л/'Х./Х-/ \/\? е пГ{М
—\Z\7\/ \/~\/Х Зе пере
2) при нарезании длинных отвер-
стий (Л > (12—15) s).
Нитки срезают иа всей длине резь-
бы в шахматном порядке (через зуб),
благодаря чему каждый оставшийся зуб
заборной части будет снимать стружку
удвоенной толщины.
Если при допускаемой длине за-
борной части толщина стружки (удвоенная) будет чрезмерно велика, то нитки вы-
резать следует только на калибрующей части.
384
Раздел шестнадцатый Нарезание резьбы
Продолжение табл. 210
Метчики со спиральными канавками
Их использую! при нарезании резьбы с пре-
рывистой поверхностью (при наличии прорезей,
окон и т. п.), а также при нарезании длинных
глухих отверстий для лучшего отвода стружки.
Угол спирали равен 8—12е.
При нарезании резьбы в сквозном отверстии
стружка выводится из отверстия в направлении
подачи метчика (поз. /). При нарезании резьбы
в глухих отверстиях целесообразно применять
метчики с противоположным направлением на-
клона винтовой канавки (поз. //).
Длина
Для н
в этих случаях
для отвода
Метчики бесканавочные
применяют для нарезания сквозных резьб диаметром
дают хорошие результаты при нарезании сквозных
шт&мпопаппых нз листа.
метчика такая же, как и у обычных машинных,
иа 3—5 ниток больше длины заборной части.
резьб бесканавочные метчики непригодны;
метчики с центральным отверстием
омбинировянные метчики
Для повышения Производительности труда
при нарезании резьбы новаторы производства
применяют метчики, комбинированные с другими
режущими инструментами для обработки отвер-
стий.
В поз. / показан комбинированный метчик,
представляющий собой как бы два метчика, смон-
тированных на одной оправке. Он состоит из
двух резьбовых частей; I — для предварительного
и 2—для окончательного нарезания. Обе нарезки
метчика прошлифованы с одной установки иа
резьбошлифовальном станке.
Условием правильной работы этого метчика
является такое соотношение между толщиной
нарезаемой детали и шириной канавки в, при
котором чистовой метчик 2 вступает в работу,
когда черновой 1 еще не вышел из нарезаемого
отверстия.
В поз. // показан метчик-сверло, позволяю-
щий совместить операции сверления и нарезания
резьбы, а в поз. /// и IV— соответственно мет-
IV
чик-разверткз и зенкер-развертка-метчик.
Замена нескольких инструментов одним ком-
бинированным позволяет значительно сократить
вспомогательное время, затрачиваемое на смену
инструмента и т. п.
недостатком комбинированного режущего
инструмента является сложность его изготовле-
ния и, как следствие этого, высокая стоимость.
Размеры отверстий и стержней под резьбу
385
Плашка (рис. 167) по конструкции прин-
ципиально аналогична метику. Если мет-
чик представляет собой стальной закален-
часть имеет конус с углом у=40—60°.
Заборная часть имеется по обе стороны
плашки. Затылуется оиа по спирали.
Рнс. 167. Круглая плашка.
ный винте прорезанными вдоль ело стерж-
ня кянявками. то плашка является закален-
ной гайкой со стружечными канавками,
образующими режущие грани.
Рабочая часть плашки состоит из забор-
ной н калибрующей частей Заборная
Калибрующря часть содержит обычно
3—5 витков.
Задниц угол а у круглых плашек при-
нимается равным 7—У1. Передний угол j
при обработке стали колеблется в преде-
лах 10—25°, чугуна 7=10—12°, латуни
у=:2(У.
5. РАЗМЕРЫ ОТВЕРСТИЙ И СТЕРЖНЕЙ ПОД РЕЗЬБУ
При нарезании резьбы метчиками и
плашками часть металла не удаляется
вместе со стружкой, а вылавливается вдоль
режущих граней инструмента, образуя
профиль резьбы на детали. С учетом этого
диаметры отверстий и стержней под резьбу
должны изготовляться не по номинальному
размеру резьбы, а несколько ниже его.
Рекомендуемые значения диаметров от-
стпй и стержней приведены в табл. 211—
вер
21b.
Таблица 21!
Диаметры сверл для сверления отверстий под метрическую резьбу
(ГОСТ 9150-5S), размеры в мм
Диаметр резьбы Шаг резьбы Диаметр сверла Шаг резьбы Диаметр сверла 1 Шаг резьбы Диаметр сверла Шаг резьбы Дяэмотр сверл/ Шаг резьбы Диаметр сверла Шаг резьбы Лнеметр сверла
1 0,25 0,75 0.2 0,8
1,4 0,3 М 0,2 1.2
2 0.4 1.6 0,25 1,75
3 0,5 2,5 0,35 2,65
3.5 0,6 2.9 0Д5 3,15
4 0,7 3,3 0,5 3,5
5 0.8 4.2 0.5 4.5
6 1 5 0.75 5,2 од 5.5
М. А. Сергеев
385
Раздел шестнадцатый. Нарезание резьбы
Продолжение табл. 211
Диаметр резьбы Шаг резьбы Диаметр сверла tUarr резьбы Диаметр сверла Шаг резьбы Диаметр сверла Ш1Г резьбы Диаметр сверле Шаг резьбы Диаметр сверла Шаг резьбы Диаметр сверла
7 8 9 10 11 12 1 1.25 1/2S 1Д 1Д 1.75 6 6,7 7,7 8,5 У.5 10,2 0,75 1 1 1,25 1 1,5 65 7 8 8,7 10 10,5 ОД 0,75 0,75 1 0.75 1,25 6,5 75 85 9 10,2 10,7 0,5 од 0,75 0,5 1 7.5 8.5 9,2 10,5 11 0,5 0,75 9,5 П.2 0.5 11,5
14 2 12 1.5 12Д 1.25 12,6 1 13 0,75 13,2 0,5 13Д
16 2 14 1Д 14,5 1 15 0,75 155 0.5 15,5 — —
18 2,5 15,4 2 16 1Д 16,5 1 17 0,75 175 0.5 17Д
20 2.5 2 18 1Д 18,5 1 19 0,75 1У5 0,5 19,5
22 1ч Д 2 20 1.5 20,5 1 21 0.75 215 0,5 21,5
24 3 / 20,9 22 13 22,5 1 23 0,75 23,2 — —
27 3 23,9 25 1.5 25,5 1 26 0,75 265 — —
30 зд 26,4 3 26,9 2 28 1.5 28,5 1 .29 0,75 295
33 зд 29,4 3^1 29,9 2 31 1Д 31Д 1 32 0,75 325
36 4 31,9 ’ 3 32,9 2 34 1.5 34,5 1 35 —— —
ЗУ 42 4 4,5 34,9 37,4 3 А 4 37,9 3 37 38,9 13 2 37,5 40 1 1.5 38 40,5 1 41
45 4Д 40,4 4 40.9 3 41,9 2 43 1.5 43,5 1 44
48 5 42,8 4 43,9 ' 3 44,9 2 46 1.5 46,5 1 47
П 1. римечания. Допуск на отверстие принимается по 5-му классу точности гладких соеднне-
НИЙ. 2. Для чугуна н других хрупких материалов размер сверла принимается на
0,1 мм меньше указанного в таблице. ‘я
Таблица 212
Диаметры сверл, в мм, для отверстий под нарезание дюймовой резьбы
(ОСТ НКТП 12(50)
Обозначение резьбы, в дм 7м % Vie 7м Vs 7м % 7а
Диаметр сверла, в мм . . 3,7 5,1 6Д 9,3 10,5 12 13,5 16,4 19,3
Обозначение резьбы, в дм 1 »’/я 1’А 1% 1’/» 13Л 17в 2
Диаметр сверла, в мм . . 22,1 24,8 27,9 30,4 33,6 35,8 39 41,6 44,8
П р и м е ч а н и я.
1. Допуск па отверстие принимается по 5-му классу точности гладких соедине-
ний.
2. Для чугуна и других хрупких материалов размер сверла принимается иа
0,1 мм меньше указанного в таблице.
Размеры отверстий и стержней под резьбу
387
Таблица 2/3
Диаметры сверл, в мм, для сверления отверстий под нарезание трубной
цилиндрической резьбы (ГОСТ 6357-52)
Обозначение резьбы, в дм ....... . */• 7* SA v> 7в 3К
Диаметр сверла, в мм 8,8 11,7 15,2 18,9 20,7 24,3
Обозначение резьбы, в дм . 7з 1 IV. V/4 l’/s 1'A
Диаметр сверла, в мм 28,1 зод 35,2 39,2 41.6 45,2
Примечание. Допуск на отверстие принимается по 5-му классу точности
гладких соединений.
При нарезании глухих отверстий глубина по чертежу глубины завинчивания Hi на
сверления И принимается больше заданной некоторую величину h (табл. 214)
Таблица 214
Глубина сверления отверстия под нарезание глухой резьбы (И = + ft)
Диаметр резьбы, в мл в А 10 12 14 16 IB 20 22 24 27 30 36 42 43
Л, в мм Сталь, бронза, чу- гун . . . 2 2,5 3 зд 4 4 5 5 5 6 6 7 8 9 10
Алюми- нии . 3 4 4 5 5 1 7 8 8 9 10 10 12 15 15 15
Таблица 2/5
Диаметры стержней, в мм, под нарезание метрической резьбы (ГОСТ 9159-59)
плашкой
Диаметр рсзь5ы Ши резьбы Диаметр стержня Шаг резьбы Диаметр стержня tUar резьбы Диаметр стержня Допуск
1 1,2 1,6 2 2Д 3 4 5 5 8 10 12 14 16 0,25 0,94 1.14 1,54 1,94 2,44 2,94 3,92 4.92 5.92 7,9 9,9 11,88 13,88 15,88 0,2 0,97 1.17 1,57 1,97 2,47 2,97 3,96 4,96 5,96 7Д5 9,95 11.94 13,94 15,94 од 0,75 1 5,96 7,95 9,95 11,91 13,94 15,94 —0.06
“0,35 0,4 0,45 0,5 0,7 0.8 1 1.25 1.5 1,75
0,25
0.35
од —(’,08
0,75 1 1.25
—0.1
1.5 1.25 —0,12
2
1
25
38b
Раздел шестнадцатый. Нарезание резьбы
Продолжение табл. 215
Диаметр резьбы Шаг резьбы Диаметр CTVpXHfc шаг резьбы Диаметр стержня Шаг резьбы Диаметр стержня Допуск
18 20 22 24 27 30 33 2,5 3 3,5 17,88 19,86 21,86 23,86 26,86 29,86 32.83 2 17,94 19,93 21,93 23,93 26,93 29,93 32.92 1.5 17,94 19.93 21,93 23,93 26,93 29,93 32.92 —0,12 —0.14
36 39 42 45 48 4 4Д 5 35.83 38,83 41,83 44,83 47,83 3 35,92 38.92 41,92 44,92 47,92 2 35,92 38,92 41,92 44,92 47,92 —0,17
Таблица 216
Диаметры стержней, в мм, под нарезание дюймовой резьбы (ОСТ НКТП 1260)
плашкой
Обозначение резьбы, и дм Стержень пол резебу Обозначение резьбы, н дм .Стержень поя резьбу
пиаметр допуск диаметр лопуск
3/.6 V* 71е 7е 7.в V» 7.6 7< 4,53 6,10 7,68 9.26 10,80 12,34 13,92 15,49 18,65 -0.16 Ч, 1 17. 1'А 1‘/. 2 21,74 24,89 28,00 31,16 37,47 40,55 43,72 45,85 50,00 —0,28
—0.34
—0,24
—050
—0.52
& ВОРОТКИ И КЛУППЫ
Нарезание резьбы ручными метчиками
осуществляется с помощью воротков, кото-
рые надеваются, на квадратные концы хво-
стовиков. Круглые и раздвижные плашки
при ручном нарезании устанавливаются
в специальных воротках и клуппах.
Наиболее распространенными являются
простые двусторонние воротки (табл. 217).
Универсальные воротки (табл. 218) пред-
ставляют собой рамку 1 с двумя сухарями —
подвижным 3 и неподвижным 4, образую-
щими квадратное отверстие. Одна из ру-
кояток 2 заканчивается винтом для зажима
квадрата метчика.
Другое исполнение универсального во-
ротка приведено на рис. 168. Этот вороток
позволяет работать с метчиками, размеры
квадратов которых колеблются от 5x5 до
25X25 _w w.
Регулировка воротка на размер квадрата
хвостовика производится завертыванием
или отвертыванием винтов 2 в планках 1.
Увеличение длины такого воротка (при
необходимости увеличить усилие резания)
производится передвижением ручек 3 по
резьбе винтов 2.
Воротки с трещоткой применяются при
Воротки и клуппы
389
Таблица 217
Основные размеры, в мм, простых двусторонних воротков
а L 1 /, d-ft d.
2,1, 2,4, 2,7 150 30 9 6 10
3,0, 3,4, 3,8 200 35 10 8 12
4Д 4,9, 5,5 250 50 12 8 14
6,2, 7, 8 300 Ж 65 16 10 20
9, 10, 11 Ж 85 23 12 28
12. 13. 14,5 480 105 30 15 35
16, 18, 20 580 120 32 18 42
22. 24. 26 680 140 40 20 56
Таблица 218
реальных воротков
Основные размеры, в
а L О н
наименьший наибольший
3 6,2 210 20 9
7 18 420 45 15
20 29 600 70 20
32 44 805 i00 28
нарезании отверстий, расположенных в не-
удобных местах, когда за один прием мож-
но повернуть вороток только на неболь-
шой угол. Эти воротки бывают односто-
ронними (табл. 21У) и двусторонними, г. е.
с рукоятками по обе стороны головки.
Для предохранения метчика от поломок,
особенно прн нарезании глухих отверстий,
в некоторых случаях пользуются мротками
с выключающимися кулачками (рис. 169).
В этом воротке корпус I и втулка 2 имеют
сцепляющиеся косые кулачки. Когда уси-
390
Раздел шестнадцатые.. Нарезание резьбы
Основные размеры воротков с трещоткой, в мм
Таблица 2/9
лив рабочего превышает усилие пружи-
ны 3, кулачки корпуса выходят из заце-
пления с кулачками втулки, корпус про-
которой помешается плашка Она удержи-
вается в отверстии от провертывания тремя
стопорными винтами, конические концы
Рис. US. Вороток с выключающимися кулачками пля нарезания
резьбы в глухих отверстиях.
должает вращаться, а метчик остается не-
подвижным.
Воротки для круглых плешек (табл. 220)
представляют собой рамку, в отверстии
которых входят в углубления на боковой
поверхности плашек. Четвертый винт вхо-
дит в разрез регулируемой плашки и фик-
сирует правильный размер резьбы.
Таблица 220
Основные размеры воротков для круглых плашек, в мм
о °- » 4 h L D о, а d, .» £
16 25 7 5 5 130 25 40 12 б 8,5 250
20 30 7 б 5 200 30 45 11 8 7*5 300
20 30 9 б 6,5 200 30 45 14 8 10 300
25 40 9 б 6,5 250 38 60 13 10 9,5 380
Практика нарезания резьбы метчиками и плашками вручную
391
Продолжение табл. 220
D А ь rf, л L D А 0 д, А L
38 60 17 10 13 380 55 85 20 14 15 580
4о 70 13 12 9,5 480 55 85 25 14 20 580
45 70 22 12 17 480 65 95 22 16 17 680
55 85 16 14 • 11 580 65 95 28 16 23 690
Таблица 2'21
Основные размеры клуппов для раздвижных плашек, в мм
м хлупи а Диаметры нарезаемых резьб в А с 1 а
метрической ДЮЙМОВОЙ трубной
1 Мб—М8 —-» 17 20 40 280 6
2 Мб—М12 */<— 21 26 55 380 10
3 М8—М16 / -’// > 25 31 66 480 10
4 М16-М24 £/д-1" t м»’ 36 43 86 750 14
5 М24—М39 l-ivr 52\ 62 125 (XX) 16
6 М39—М52 Р/3-2" 68 80 165 1000 20
Клуппы для раздвижных плашек
(табл. 221) представляют собой косую рамку
с двумя рукоятками. В центральном от»
верстии рамки устанавливаются и центри-
руются полуплашки. Установка полупла-
шек на требуемый размер осуществляется
с помощью нажимного винта, действующего
на сухарь
Для нарезания резьбы на трубах поль-
зуются специальными клуппами, которые
отличаются от обычных тем. что в прорези
обоймы клуппа входят четыре стальные
гребенки 2 (рнс. 170). Повертыванием верх-
ней рукоятки / можно сближать или раз-
двигать гребенки и благодаря этому поль-
зоваться одним и тем же клуппом для
нарезания резьбы на трубах различных
диаметров. Трубный клупп снабжается на-
правляющими 3. которые регулируются
так же, как и плашки, нижней рукояткой 4;
Рис. 170. Kiynn *1* нарезания
резьбы на трубах.
этим обеспечивается правильное положение
клуппа на трубе при нарезании резьбы.
7. ПРАКТИКА НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКАМИ И ПЛАШКАМИ ВРУЧНУЮ
1. Смазанный смазкой (см. табл. 225) мет-
чик вставляют в просверленное отверстие
и, слегка прижимая его к детали левой
рукой, осторожно поворачивают вороток
правой рукой до тех пор, пока метчик не
захватит металл и его положение в отвер-
стии не станет устойчивым. После этого
вороток берут двумя руками н вращают
392
Раздел шестнадцатый. Нарезание резьбы
с перехватом рук через каждые пол-оборота
(рнс. 171).
После одного-полутора оборотов метчик
вращаю? в обратную сторону примерно
на четверть или пол-оборота. Это необхо-
димо для того, чтобы стружка сломалась и
по канавкам метчика удалилась из отвер-
стия, не заклинив метчик. Закончив наре-
зание, вращением воротка с обратную сто-
рону вывертывают метчик ’из отверстия
или пропускают его насквозь.
Второй и третий метчики смазывают
маслом и вводят в отверстие без воротка;
только после того, как метчик правильно
установится по резьбе, накладывают воро-
ток и продолжают нарезание резьбы.
2. Точно так же следует вести нарезание
резьбы плашками. Здесь, однако, кроме
круговых движений по стрелке а (рис. 172)
Рис. 172. Движения при нарезании резьбы плашками.
воротку следует сообщать также некоторый
нажим вниз по стрелке в.
В процессе нарезания необходимо, чтобы
давление на обе ручки было равномерным.
3. В начале нарезания резьбы следует
следить за правильным положением мет-
чика и плашки по отношению к осям от-
верстия и стержня. Непараллельность осей
и неперпендикулярность их к торцу детали
контролируются угольником и устраняются
изменением положения инструмента.
4. Нарезать резьбу в мелких и глухих
отверстиях небольшого диаметра нужно
особенно осторожно, не перегружая мет-
чик и часто очищая его от стружки.
5. При нарезании резьбы в глубоких от-
верстиях следует время от времени (2—
3 раза) вывертывать метчик из отверстия
для прочистки.
би При необходимости получить точные
и чистые резьбы на стержнях нарезание
их следует вести двумя плашками (черно-
вой и чистовой).
7. При работе клуппами с раздвижными
плашками последние следует поджимать
только в начале прохода; после прохода
по всей длине нарезки клупп сгоняют в об-
ратную сторону, затем вновь поджимают
плашки винтом и проходят резьбу второй
раз. Поджимать плашки на середине стерж-
ня не следует. Раздвижными плашкам»
резьбу нарезают за несколько проходов.
8. Нарезание резьбы на трубе произво-
дят при закреплении се в специальном
прижиме (рис. 173). Нарезаемый конец
трубы смазывают маслом (олифой), а затем
на длине не более 2—3 ниток устанавли-
вают клупп, сближая плашки с таким рас-
четом, чтобы резьба была нарезана на пол-
ную глубину в 2—3 прохода. Для диамет-
ров до 1" ограничиваются двумя проходами;
при диаметре свыше 1" хорошую резьбу
можно получить только за 3—1 прохода.
Перед каждым повторным проходом поверх-
ность нарезаемой резьбы и резьбу плашек
необходимо тщательно очищать кистью от
стружен и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно
производят в четыре приема; за каждый
прием нужно повернуть клупп на ’/* обо-
рота.
Резьбу диаметром до 17а* нарезает один
слесарь; при больших диаметрах резьбы
работают вдвоем. При спаренной работе
полный оборот клуппа также нужно делать
в четыре приема.
Механизация нарезания резьбы
393
8. МЕХАНИЗАЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ
Нарезание резьбы вручную является ма-
лопроизводительной операцией, требующей
значительны* затрат физических усилий
рабочего.
Имеется несколько способов механизации
Ероцесса нарезания резьбы, при исполь-
хения с ручным приводом. На рнс. 174 по-
казано такое приспособлен не для нареза-
ния метчиками резьбы на небольших де-
талях, устанавливаемых на подобранной по
размеру подкладке пли на специальном
регулируемом по высоте статике.
ПрисаоссСление для иерез*ння реэьСы плешкей.
Рис. 174. Резьбонарезное Рис. 175.
приспособление.
зовании которых производительность труда
значительно повышается.
Применение стационарных приспосо-
блений с ручным н механическим при-
Аналогичное приспособление для наре-
зания плашками деталей типа шпилек и
болтов приведено на рис. 175.
В шпинделе 5, вращающемся в опорах 4.
Риг. 176. Реэквов»р«зно* приспособление
с механизированным привезем.
водом для нарезания резьбы. Простей;
шими приспособлениями для механизации
процесса нарезанчя резьбы являются туч-
ные дрели и специальные резьбонарезные
приспособления с ручным приводом.
Ручными дрелями нарезают резьбу диа-
метром до 6 мм.
Удобными в работе являются простейшие
стационарные резьбонарезные приспособ-
грн помощи цанги 2 и колпачковой гайки 3
зажимается нарезаемая деталь. Плашка
крепится в плашколернсЕтеле /. Рукоятка б
служит для нарезания вручную. Приспо-
собление может работать также от электри-
ческой или пневматической дрели; в этом
случае используется хвостовик 7 па вторам
конце шпинделя.
394
Раздел шестнадцатый. Нарезание резьбы
На рис. 176 показана резьбонарезная го-
ловка с механическим приводом. Она со-
стоит из собственно головки, столика для
установки детали и электродвигателя. При-
вод осуществляется от электродвигателя /
вала 5, что обеспечит вращение шпинделя,
а следовательно и нарезание резьбы.
По окончании нарезания салазки с де-
талью отводятся вправо, при этом шпин-
дель будет отодвинут вправо, а шпилька 7
через ременную передачу 2 и червячную Я
Червячное колесо закреплено на пустотелом
валу 5. свободно вращающемся на шпин-
деле 4. Метчик 10 крепится в державке 9,
закрепляемой в шпинделе.
Столик для установки детали состоит из
стойки 14 и салазок 12, свободно пере-
двигающихся по стойке. Деталь 11, в кото-
выйдст из зацепления с валом 5 и войдет
в зацепление с кулачками шестерни & По-
следняя, получая вращение от шестерен 6,
16 и 15, вращается с увеличенной в 2 раза
скоростью в обратную сторону. При обрат-
ном вращении метчик вывертывается из
нарезанного отверстия.
Применение специальных переносных
А-А
Рис. 17В. Пневматический резьбой аре эатель.
рой требуется нарезать резьбу, может
быть закреплена на салазках. По направ-
ляющим плиты 13 производится переста-
новка стойки 14. Как только метчик при
подводе салазок 12 к шпинделю коснется
кромки нарезаемого отверстия, шпиндель
начнет перемещаться влево, при втом са-
лазки 12 будут передвигаться до тех пор,
пока шпилька 7, запрессованная в шпин-
дель, ие войдет в зацепление с кулачками
машинок (резьбонарезателей) с электри-
ческим и пневматическим приводами.
Механизированные резьбопарезагели по
внешнему виду напоминают механизиро-
ванные сверлилки. Общий вид одной из
конструкций элсктрорезьбонарсзателя по-
казан на рис. 177, а. Основными частями
его являются: электродвигатель 1. редук-
тор и реверсивный механизм 2 и нагруд-
ник 3.
Механизация нарезания резьбы
395
Принцип работы электрорезьбонарезателя
ясен из кинематической схемы, приведенной
на рис. 177. б. На валу ротора электродвига-
теля / закреплено зубчатое колесо 2, кото-
рое через шестерни /3. 12, 11, 10 и 9 со-
общает вращение свободно насаженным
зубчатым колесам 6 и 3. Оба эти колеса
вращаются в разные стороны; кадесо 3—
со скоростью 80 об/мин., а колесо 6 —
160 об/мин.
Если нажать на корпус инструмента
Сверху вниз, то шпиндель 7 вдвинется
внутрь и его фланец 5 войдет в заценле-
В втой насадке реверс осуществляется
перемещением вместе со шпинделем /
подпружиненных плоскими пружинами 2
шпонок 3, которые соединяют шпиндель
либо с шестерней 4 обратного хода, либо
с шестерней 5 рабочего хода. Шпиндель
насадки вращается со скоростью 74 об/мин.
при рабочем ходе и 91 об/мин. — при об-
ратном ходе (прн числе оборотов шпинделя
сверлилки 680 в минуту).
Габаритные размеры насадки Ц1 —294х
Х85Х?5 мм, вес ее с патроном — 1.93 кг.
Аналогичные насадки изготовляются от-
ние с выступами 4 зубчатого колеса 3; мет-
чик при этом начнет ввертываться в от-
верстие. После нарезания резьбы и пре-
кращения нажатия шпиндель 7 выдвинется
из корпуса, и фланец 5 войдет в зацепле-
ние с выступами 3 зубчатого колеса 6. Но
так как последнее вращается в два раза
быстрее, то метчик начнет с удвоенной
скоростью вывертываться из отверстия.
Рсзьбопарсзятель снабжен электродвига-
телем трехфазного тока мощностью 0,9 кет.
Как и у элсктросверлилок. пуск двигателя
здесь осуществляется поворотом колпачка
выключателя, помещенного па конце пра-
вой рукоятки.
С помощью такого инструмента можно
напезать резьбу диамет]юм до 24 ж.«.
На рис. 178 показана конструкция пнев-
матического резьбонарезателя легкого тина
ПРН-8 для некрупных резьб диаметром до
МН. Принцип работы этого инструмента
такой же, как и электрорезьбонярезатсля,
изображенного на рис. 177.
Наибольший размер нарезаемой резь-
бы— 8 мм; число оборотов шпинделя —
200 в минуту; мощность двигателя—0,7 кет,
вес инструмента — 3.2 кг.
При использовании обычных механизи-
рованных сверлилок для нарезания резьбы
применяют специальные насадки. Пример
конструкции подобной насадки (типа Ц1)
для электросверлилок С-480 и С-531, изго-
товляемых выборгским заводом .Электро-
ниструмснт*, Приведен на рис. 1/У,
дельными предприятиями и к пневматиче-
ским сверлилкам.
При работе электрическими и пневмати-
ческими резьбонарезателя ми во избежание
Рис. III). Применение приепо-
соблеяня Х’1Я направления мет.
чнка при нарезании резьбы
механизированными резьбокв-
резателями.
поломки метчиков рекомендуется приме-
нять специальные приспособления, исклю-
чающие перекос инструмента при нареза-
нии резьбы (рис. 1Ь0).
396
Раздел шестнадцатый. Нарезание резьбы
Значительное распространение получило
также нарезание резьбы на сверлильных
стайках, снабженных специальными резьбо-
нарезными патронами, отрегулированными
на определенный максимальный крутящий
момент (см. следующий параграф).
В табл. 222 приведены данные о количе-
стве используемых машинных метчиков
в зависимости от тина и размеров наре-
заемого отверстия.
Выбор рационального
количества метчиков
Таблица 222
При нарезании сквозных отверстий При наре- зании глухих отверстий
Диаметр резьбы, в мм ........ d < 20 d>26
Длина резьбы . . l=d 1 > d l=d I > d
Количество метчиков
Резьба метрическая и дюймовая . . . 1 2 2 3 3
Резьба трубная . . • • • • 4 1 2 1 2 2
9. ПАТРОНЫ ДЛЯ МЕТЧИКОВ
Для предохранения метчиков от поломок
при нарезании резьбы на сверлильных
станках применяются специальные патроны,
автоматически выключающиеся при превы-
шении максимального крутящего момента,
на который они отрегулированы, например,
при достижении дна глухого отверстия
(табл. 223).
Таблица 223
Специальные патроны
для машинных метчиков
Кулачковые патроны
Величина максимального крутящего момента, на который дол-
жен быть установлен патрон, регулируется с Помощью гайки 4,
сжимающей пружину 3. Ня цилиндрической части хвостовика 5
имеется шкала, на которой указаны диаметры резьб. При большом
крутящем моменте полумуфты / и 2 расцепляются, и вращение
метчика прекращается.
Кулачковые патроны изготовляются трех размеров:
Лмзмегр резьбы, в ММ 5* нонуга Морзе Наибольший размер пэтроиэ, в мм
н в ружный диаметр длина
От 8 до 18 3 80 254
• 11 . 30 . ... 4 110 318
• 18 . 42 5 150 400
Патрпны для метчиков
ЗЯ
Продолжение табл. 223
Фрикционные патроны
Действие патронов этого типа основано на проскальзывании фрикционных днс-
ков при внезапном увеличении усилия резания.
В поз. / приведена одна из конструкций фрикционного патрона. Вращение от
шпинделя станка передается переходной втулке / с зажатым в ней метчиком через
диск 7 начинает проскальзывать,
жнмает шарики 6 к подушке 3. На втулке
ответствии с диаметром нарезаемой
тяте г о момента
конусный хвостовик 5 и на-
бор диском; стальных 2 и
фибровых 3. Вращением на-
жимной гайки 4 обеспечи-
вается необходимая сила
трения между дисками.
При внезапном увели-
чении усилии резания дис-
ки начнут проскальзывать,
и стакан 6 перестанет пе-
редавать движение гильзе 7,
связанной с ним при по-
мощи шпонки.
В другой конструкции
(поз. //) вращение метчику,
укрепленному в промежу-
точной втулке 2, передается
через корпус /. в выточке
которого расположен тек-
столитовый диск 7, поджа-
тый фланцем хвостовика 4.
Величина нажима, опре-
деляющая максимальный
крутящий момент, регули-
руется втулкой 5, конусная
поверхность которой прн-
для настройки в со-
максимального кру-
«етчнка прекращается.
Патроны с храповым ме
о м
Эти патроны (предложенные слесарем-новатором ленинград-
ского завода .Экономайзер* П. Л. Ивановым) отличаются боль-
шой чувствительностью к перегрузке и применяются для наре-
зания мелких резьб — диаметром 4—8 мм.
В вырезах фланца хвостовика 5 располагаются кулачки
с зубьями, входящими в такой же формы вырезы на торце
фланца валика 6. При превышении заданного крутящего мо-
мента пружины 3 сжимаются, фланцы хвостовика 5 и валика 6
выходят из зацепления, и метчик, закрепленный в шарнирном
патроне /, прекращает вращаться.
При перекосе осей шарнир дает возможность метчику сле-
довать по оси отверстия, чем предотвращаются поломки мет-
чика.
Наибольший крутящий момент устанавливается с помощью
диска 4 и стакана 2, сжимающих пружины 3.
398
Раздел шестнадцатый. Нарезание резьбы
Продолжение табл. 223
Реверсивные патроны
При нарезании резьбы на сверлильных
станках, не имеющих реверсивного вращения
шпинделя, применяются реверсивные резьбо-
нарезные патроны.
Реверсивный патрон (поз. /) заключен в си-
луминовый корпус, в крышке которого смон-
тирован хвостовик 4, получающий вращение
от шпинделя станка. На конце хвостовика за-
креплена фрикционная чаша 5. в верхней ча-
сти которой нарезаны зубья. В нижней части
корпуса в шарикоподшипнике расположена
фрикционная чаша 6, внутри которой нахо-
дится шпиндель 7.
На верхнем конце шпинделя установлен
двойной фрикционный конус,?, изготовленный
из текстолита. На другой конец шпинделя
насажена втулка 8. в которой крепятся смен-
ные вставки — метчикодержатели 9.
При нарезании резьбы метчик, соприка-
саясь с деталью, приподнимает шпиндель, со-
единяет фрикционный конус 3 с верхней ча-
шей 5 и получает правое вращение. При
подъеме шпинделя станка вверх метчик вытя-
гивает конус из чаши 5 и соединяет его
с нижней чашей 6, при этом метчик получает
левое вращение через чашу 5, шестерни 10,
2, 4 и чашу 6.
С помощью этого патрона на сверлильных
станках нарезаются резьбы диаметрами М1,7,
н Ml
зс
7
6
3
ь
3
2
Другой (малогабаритный) реверсивный резьбонарезной
патрон показан в поз. И. В корпусе 7 патрона запрессо-
ваны штифты 6. Через паразитную шестерню 3 смонти-
рованная в корпусе шестерня 2 сцеплена с шестерней 4.
установленной на шпинделе и имеющей На торце два ку-
лачка. При нарезании резьбы шпиндель получает правое
вращение, соединяясь с корпусом через шпонку 5 и
штифт 6.
При подъеме шпинделя станка метчик получает левое
вращение вследствие того, что шпонка входит в зацеп-
ление с торцовым кулачком шестерни 4, при этом ско-
рость левого вращения в 2 раза больше скорости правого
вращения.
Метчики зажимаются в закрепленном на шпинделе
патроне /.
Режимы резания при нарезании резьбы
399
!0. РЕЖИМЫ РЕЗАНИЯ ПРИ НАРЕЗАНИИ РЕЗЬБЫ
Глубина резания н подача при нареза-
нии резьбы определяются диаметром пред-
варительно просверленного отверстия и
конструктивными размерами метчика. Ос-
новными параметрами режима резания,
которые нужно выбирать при резьбонаре-
зянии, являются скорость резания и соот-
ветствующее ей число оборотов метчика
в минуту.
В табл. 224 указаны значения скорости
резания, рекомендуемые при нарезании
резьбы 2-ю класса точности машинным
метчиком из быстрорежущей стали Р18.
На стойкость метчиков и плашек, а так-
же на качество резьбовой нарезки суще-
ственное влияние оказывает смазочно-
охлаждающая жидкость.
Таблица 224
Режимы резания при нарезании резьбы машинными метчиками
Диаметр резьбы </, в мм Шаг резьбы S, в мм Обрабатываемый материал
сталь ,уг^Жй
углеридми а* -50-80 гГ/мм4 хромистая и хромоникелевая %-75 кГ/мм1 жжпопрсЧнни 1Х18Н91 (ЭЯ И)
Скорость резания V, в м]мин
0.5 F В 9-4 8,5 — 10.2
0,8 6.3 5.7 4.9 6.8
г- 0.75 V 7.5 6.3 8,9
О 1,0 г,4 5.8 4,9 6,9
Q 1.0 9.0 8,2 6,9 9,8
D 1.25 7.4 6.7 5,7 8,0
1 Л 1.0 11,8 10,7 9,1 12.В
10 13 8,2 1 7.4 6,3 8.9
1 о 1.25 12,0 10.6 9,2 12,1
1.75 8,9 8,0 6,В 9,6
Поправочные Коэффициенты на скорость в зависимости
от класса точности резьбы
Обрабатываемый материал Класс точности
1-й 2-й
Сталь, чугун и алюминиевые сплавы 0.8 1,0
Силумин „ 1,3 1,65
Дюралюминий и электрон 0,77 1.0
В качестве охлаждающей жидкости при-
меняются эмульсии, масла, различные смеси
масла и керосин.
При ручном нарезании резьбы воротком
или клуппом используется густая смазка —
вареное льняное н сурепное масло или
техническое сало. Иногда при нарезании
резьб малых диаметров применяют техни-
ческий вазелин (табл. 225).
Таблица 225
Смазочно-охлаждающие жидкости при нарезании резьбы
Обрабатын аемый MSTVpHa.l Смазочно-охлажддощая жидкость Обрабатываемый материал См ЭЭОЧНО-О хл ажд а*: щая жидкость
Углеродистая, конструьционн ая и инструменталь- ная сталь Эмульсия. Осерисн- ное масло. Осерненное масло с керосином. Сме- шанные масла Закаленная хро- моникелевая сталь Смесь 60% сульфо- фрезола, 25% керосиня и 15% олеиновой кис- лоты
400
Раздел шестнадцатый. Нарезание резьбы
Продолжение табл. 225
Обрабатываемый материал Смазочно-cxn ажд ающая ЖИДКОСТЬ Обрзбатыв асмый материал Смазей но оклаждлхашая жидкость
Специальная легированная сталь Стальное литье Ковкий чугун Чугунное литье Нержавеющие жароупорные сплавы и стали Титановые сплавы • Эмульсия. Осернен- ное масло. Осерненное масло с керосином. Осерненное масло с ке- росином и олеиновой кислотой. Смешанные масла Эмульсия. Осернен- иое масло. Смешанные масла 3—5-процентная эмульсия Без охлаждения. 3— 5-процентная эмульсия. Смешанные масла. Ке- росин Смесь 50% осернен- ного масла. 30% керо- сина и 20% олеиновой кислоты или 80% суль- фофрезола и 20% олеи- новой кислоты Касторовое масло. Олеиновая кислота. Смесь 85% сульфофре- зпля и 15% олеиновой кислоты Бронза Цинк Латунь Медь Никель Алюминий и его сплавы Волокнит, вини- пласт, оргстекло, полистирол, поропласт и т. п. Текстолит, гети- накс и т. д. Без охлаждения. Смешанные масла Эмульсия Без охлаждения. 3— 5-процентная эмульсия. Осерненное масло. Смешанные масла Эмульсия. Смешан* ныс масла Эмульсия Без охлаждения. Эмульсия. Смешанные масла. Керосин 3—5-процентная эмульсия Без охлаждения. Об- дувка сжатым возду- хом
II. НЕПОЛАДКИ ПРИ НАРЕЗАНИИ РЕЗЬБЫ И СПОСОБЫ ИХ УСТРАНЕНИЯ
Таблица 226
Характер неполадок при нарезании резьбы и меры их устранения
Неполадки Причины неполадок Меры устраиення
Рваная резьба Тупая резьба 1. Затупившийся метчик 2. Неудовлетворительное ох- лаждение 3. Перекос метчика относи- тельно отверстия при неправиль- ной установке 1. Завышенный диаметр отвер- стия под резьбу 2. Низкие твердость и чистота поверхности зубьев, малые пе- редние и задние углы и износ метчиков; высокая вязкость ма- териала летали 1. Тщательная заточка инстру- мента 2. Рациональное и достаточ- ное охлаждение 3. Правильная установка мет- чика (без перекосов) 1. Правильные подбор диа- метра и обработка отверстия под резьбу 2. Использование метчнков требуемой конструкции и гео- метрии с учетом обрабатывае- мого материала
Неполадки при нарезании резьбы
401
Продолжение табл. 226
Неполадки Причины неполадок Меры устранения
Неудовлетвори- тельная чистота поверхности про- филя резьбы 1. Л!алая величина переднего угла метчика 2. Недостаточная длина забор- ного конуса 3. Сильное затупление и не- правильная заточка метчика 4. Низкое качество смазочно- охлаждающей жидкости 5. Несоответствующее каче- ство материала детали б. Применение чрезмерно вы- соких скоростей резания 1—3. Использование метчиков необходимой конструкции и гео- метрии 4—5. Применение соответст- вующей смазочно-охлаждающей жидкости 6. Выбор рациональных ско- ростей резания
Провал по калибрам-пробкам 1. Разбивание резьбы метчиком при неправильной его установке 2. Большое биение метчика 3. Снятие метчиком стружки при вывертывании 4. Применение повышенных скоростей резания 5. Использование случайных смазочно-охлаждающих жидко- стей 6. Неправильное регулировЗ' ние плавающего патрона или его непригодность 1. Правильная установка ин- струмента 2—3. Использование метчиков с допустимым биением и пра- вильными канавками 4. Выбор нормальных скоро- стей резания 5. Применение наиболее эф- фективной смазочно-охлаждаю- щей жидкости 6. Выбор исправного патрона
Тугая резьба 1. Неточные размеры метчика 2. Большая шероховатость резьбы 1—2. Применение метчиков необходимых размеров
Конусность резьбы 1. Неправильное вращение метчика (разбивание верхней ча- сти отверстия) 2, Отсутствие у метчика обрат- ного конуса (зубья калибрующей части срезают металл) 1. Правильная установка мет- чика 2. Использование метчиков правильной конструкции
Несоблюдение размеров резьбы (проходной калибр не проходит, непроходной — проходит) 1. Неправильные размеры метчика 2. Перекос метчика при уста- новке и нарушение нормальных условий его эксплуатации 3. Срезание резьбы при обрат- ном ходе метчика 1. Замена инструмента ис- правным 2—3. Правильная установка метчика и соблюдение нормаль- ных условий работы
Ухудшение качества резьбы 1. Выкрашивание зубьев мет- чика (повышенные твердость и хрупкость). Завышенная величина передних и задних углов, корот- кая заборная часть и сильное за- тупление метчиков 2. Неравномерная подача мет- чика (удар о деталь) в начале нарезания резьбы 1. Использование инструмен- тов с правильной термообработ- кой; своевременная замена за- тупившихся метчиков. 2. Внимательное отношение сверловщика к работе
26 М А. Сергеев
402
Раздел шестнадцатый. Нарезание резьбы
Продолжение табл. 226
Неполадки Причины иеполйдо» Меры устранения
Бряк резьбы из-за поломки метчика Срыв резьбы 1. Повышенная хрупкость ре- жущей части метчика, трещины на ней, недостаточная глубина отверстия пол резьбу, малый объем Стружечных канавок и не- правильный отвод стружки, за- щемление стружки при вывер- тывании метчика 2. Заниженный диаметр отвер- стия под резьбу 1. Диаметр просверленного от- верстия под резьбу меньше тре- буемого 2. Затупившийся метчик 3. Стружка забивается в канав- ках метчика 1. Применение метчиков тре- буемой конструкции с правиль- ной термообработкой 2. Выполнение правильных по размеру отверстий под резьбу 1. Сверление отверстия под резьбу по диаметру 2. Работа метчиком с острыми режущими кромками 3. Периодическое извлечение метчика из отверстия для уда- ления стружки
Таблица 227
Способы удаления поломанных метчнков нз отверстий
При помощи специальных
оправок
Оправка 2 имеет на торце четыре выступа,
которыми она входит в канавки метчика /.
Поворачивая оправку с помощью воротка за
квадратный хвостовик, вывертывают поло-
манный метчик из отверстия.
Для извлечения метчиков разных диамет-
ров необходимо иметь набор таких оправок.
С помощью специального зенкера
Пустотелым зенкером 2 (предложение Б. А, Тараненко и
Б. А. Алешина) в детали высверливают отверстие диаметром d
так, что поломанный метчик 1 входит в отверстие зенкера.
Затем в отверстии нарезается новая резьба большего диа-
метра и в него завертывается резьбовая пробка, в которой
высверливается и нарезается резьба нужного диаметра.
Нормы времени на нарезание резьбы метчиками и плашками
403
Продолжение табл. 227
Путем наплавки электродом хвостовика
к обломку метчика (предложение
А. Ф. Дворцова)
Для извлечения метчиков, поломанных в деталях из си-
лумина, на обломок метчика / электродом наплавляют хво-
стовик 2. Это оказывается возможным, так как сталь не при-
варивается к силумину.
После остывания метчик свободно вывертывается из от-
верстия за гайку 3, которая приваривается к концу хвосто-
вика 2.
Путем высверливания метчика
Этот способ применяют в тех случаях, когда метчик прочно за-
клинился и его трудно вывернуть.
Перед высвечиванием метчик отжигают вместе с деталью в горне
или же при помощи газовой горелки. Затем напильником или крейц-
мейселем выравнивают заломанный торец метчика, накернивают его
центр и высверливают сердцевину, не затрагивая режущих перьев.
Последние петом удаляются маленькими зубилами.
В поломанных метчиках больших размеров таким же способом
сверлят отверстие. затем разделывают его на квадрат или трехгран-
ник, после чего, вставив в отверстие соответствующей формы ключ /,
вывертывают метчик.
12. НОРМЫ ВРЕМЕНИ НЛ НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ И ПЛАШКАМИ
Норма штучного времени Тшт иа наре-
зяние резьбы вручную определяется после-
дующей формуле:
Тщт — (ТА + Тв) + щи
мин., (14)
где Т — время на нарезание резьбы в од-
ном отверстии, принимаемое по
табл. 228, а для одного стержня —
по табл. 229;
А— коэффициент, учитывающий из-
менение условий нарезания резь-
бы по сравнению с условиями,
применительно к которым состав-
лены табл. 228 и 229; величины
поправочных коэффициентов А
приведены в табл. 230;
Тв — вспомогательное время на уста-
новку и смятие детали, прини-
маемое по табл. 191.
х — дополнительное время, в %, на
обслуживание рабочего места и
естественные надобности рабо-
чего; для нормальных условий
работы х — 6%.
Пример. Определить норму времени на
нарезание вручную резьбы в четырех от-
верстиях детали весом 1 кг при следующих
условиях: материал сталь св=50 кГ1мл&',
нарезание производится на верстаке при
удобном положении рабочего.
Соответственно предыдущему находим
значения величин, которые затем подстав-
ляем в формулу (14).
По табл. 228 находим: для М12 Г=1,54 мин.
Условия нарезания соответствуют усло-
виям, на которые рассчитана таблица, и
поэтому поправочный коэффициент А=1.
По табл. 191 7в=0,26 мин.
Таким образом,
Тип= (4-1,54-14-0,26) f l + “i^jj-) *6,8 мин.
Нормы времени на нарезание резьбы ручными метчиками
Таблица 228
ве £ Метрическая резьба Дюймовая резьба Трубная резьба
Диаметр нарезаемого отверстия
а £ 1 5 5 ч ч 5 ч ч 5 Via* •г 7м' W А’ 7»’ V 7/ 7Z 7,’ •А* %• V.’
Я <0 <© X е £2 во ^4
п К Шаг нарезаемой резьбы, о мм
S D - W х » М 1,0 1,25 13) 1,75 2Д 2,5 2,5 1,058 1.27 1,411 1,588 2,117 23» «4 0,007 1,337 1,337 1,814 1,814 1,814 1,81*1
П s Время нарезания охного отверстия, в мни.
5 1,42 1,30 1,15 1,06 — " — 1,22 1,10 0,87 0,82 0,88 ММ — 1,61 1.27 1,02 1,10 1,32 МВ —
10 2,21 2,05 1,81 1,66 1,54 1,4-4 — — 1,93 1,70 1,38 1,30 1,42 1,76 — 2,54 2,0 1,60 1,70 2,04 2,86 —
15 2,90 2,08 2,37 2,18 2,02 1,89 2,07 2228 2,52 2,20 1,80 1,70 1,90 2,35 3,10 3.30 2,60 2,20 2,25 2,70 3,80 4,75
20 3,50 3,20 2,83 2,60 2,41 2,26 2.48 2,74 3,07 2,70 2,20 2,05 2,30 2,90 3,80 4,00 3,15 2,55 2,75 зло 4,62 5,76
25 4,0 3,70 3^7 3,03 2,80 2,62 2,88 3,18 3,60 3,10 2,50 2,40 2,70 3,40 4,42 4,57 3,60 2,95 3,10 3,73 5,22 6,52
.30 — 4,20 3,71 3,42 3,17 2,97 3,26 3,60 — 3,50 2,80 2,70 3,10 3,85 5,10 — 4.05 3,30 3,50 4,20 5,90 7,40
35 — — 4,05 3,73 3,45 3,23 3,54 3.90 — —• 3,40 3,00 3,50 4,20 5,70 — 3,60 3,90 4,80 6,70 8,40
40 — — 4,42 4,07 3,77 3,53 3,88 4,28 ив — —• 3,50 3,80 4,70 6,20 — — 4,20 5,05 7,10 8,90
50 — — — 4,67 4,31 4.05 4,45 4,90 — — — — 4.40 5,50 7,20 — — — — 5,40 7,60 9,50
Примечание. Приведенными нормами времени предусматривается выполнение следующих приемов работы:
1) взять вороток с метчиком, смазать и подвести к отверстию;
2) нарезать резьбу в отверстии;
3) отложить метчик и вороток на место;
4) очистить от стружки метчик и обрабгтываемое отверстие.
Раздел шестнадцатый. Нарезание резьбы
Нормы времени на нарезание резьбы вручную плашками
Таблица 229
1 Метрическая резьба Дюймовая резьба Грубиая резьба
а Диаметр изрезаемого стержня
Я £ 4 л ж X ч ч ч X ч 5 ’А/ V.’ %' V •Г 7/ V.' •Д’ %’ 1’
о 5 in '•D 00 е еч м т я
а Шаг нарезаемой резьбы, а ми
сх ю я «а ОС О я S к © Л § к 9 2 Г» § Я 8 Гм Я 3 5 • г S »т Л 2 оо §
X С* м М М •ч см сч сч м м м м С4 еч э м — м м ” 1
Л Время нарезания одного стержня. S мин.
5 0,65 0.60 0,54 0,50 — — м_ 0.59 0,53 0,42 0,39 0,42 М— — — 0,95 0,75 0,60 0.65 0,78 — — -М
10 1,10 1.03 0,93 0.86 0,76 0,75 — — 0,93 0,82 0,66 0,62 0,68 0,85 — 1,50 1,18 0.95 1,00 1.21 1.69 —
15 1,50 1.39 1.25 1,15 1,03 1,02 1,24 1,35 1,21 1,05 0,87 0,82 0,92 1,13 1,49 — 1,95 1Л4 1,30 1,33 1,59 2,24 2,80
20 1,85 1.71 1,54 1,43 1.28 U6 1,55 1,69 1.47 1,30 1,06 0,99 1,10 1,39 1,52 2,25 2,36 1,86 1,50 1,62 1,95 2,72 3,40 4,15
25 2,20 2,03 1,83 1,69 1.52 1,50 1,85 2.02 1,73 1,49 1.20 1,15 1,30 1,63 2,12 2,61 2.70 2,12 1,74 1,83 2,20 3,09 3,84 4,60
30 — 2,37 2,14 1,98 1,78 1,76 2,17 2,37 1,68 1,34 130 1,49 1,85 2,44 3,02 — 2,39 1,95 2,06 2,48 3,50 4,35 5,25
35 — — 2.41 2,23 2,00 1,97 2,43 2.6G — — 1,63 1,44 1,68 2,02 2,73 3,45 — — 2,12 2,30 2,83 3,96 4,95 6,05
40 — — 2,67 2.47 2,21 2,19 2.70 2,95 — — 1,68 1,82 2,26 2.95 3,75 — — — 2,48 2,98 4,20 5,25 6,40
50 — — — 2,87 2,57 2,53 3.12 3,41 — — — — 2,12 2,64 3,46 4,35 — —• — 3,19 4,50 5.60 6,95
Нормы времени на нарезание резьбы метчиками и п.шшками
Примечание. Приведенными в таблице нормами времени предусматривается выполнение следующих приемов работы:
1) взять клупп с плашками, смазать маслом к подвести к стержню;
2) нарезать резьбу на стержне;
3) отложить клупп с плашками на место,
4) очистить от стружки плашки и обрабатываемую деталь.
406
Раздел шестнадцатый. Нарезание резьбы
Таблица 230
Поправочные коэффициенты к нормам времени, приведенным в табл. 228 и 229
Условие работы Значения А
при нарезании резьбы в отверстиях прн нарезании резьбы на стержнях
Обрабатываемый материал Сталь углеродистая ая=4О—60 к Г)мм1 ....... 1,00 1.00
. . od=_6O—80 к Г! mu’ 1,15 1,15
. хромоникелевая оя=60—80 kIImm* 1.20 1.20
Чугун /7/3=140—180 0.70 0,70
Бронза ///3=70—11)0 0.60 0,60
Характер нарезаемого отверстия Сквозное ...... . 1,00 __
Глухое 1,20 —
Удобство выполнения работы Нарезание производится на верстаке (удобно). . . 1,00 1.0
Нарезание ведется при сборке (неудобно) 1,35 1.1-1.35
Ц05 5
Тлгг.ешя Ik....гена
s-да Лшппа^пра"
ПЕРЕЧЕНЬ РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Аникин Н. А. и др. Справочник
изобретателя и рационализатора. Маш-
гиз, Свердловск. 1857.
2. Б а р у н В. А Работа на сверлиль-
ных станках. Профтехиздат, М.. 1963.
3. Гринберг Д. Е. Разметчик меха-
нических цехов. Изд. 2-е. переработанное
н дополненное. Под ред. М. А Сергеева
Машгиз, Л.. 1963.
4. Дешевой Г. М. Ми рош н и че н-
ко Б. Я. и Ласточкин С. Б. Спра-
вочник разметчика машиностроителя
Машгиз. Л.. 1962.
5. .Краткий справочник по машинострои-
тельным материалам*. Под общей ред
В. М Раскатова. М.. 1963.
б. Кропивницкий Н. Н. Общий
курс слесарного дела. Машгиз. Л., 1963
7. Лакедомский А В. и Хряпин
В. Е. Справочник паяльщика. Изд. 2-е.
переработанное. Машгиз. М., 1963.
8. Марков А. Л. и В о л о с е в н п Ф. П.
Краткий справочник контрольного мас-
тера машиностроительного завода. Л.,
1961.
9. М и х н е в М М. Чтение машино-
строительных чертежей Оборонгиз. М..
1962.
10. Сергеев М. А. Повышение про-
изводительности труда прн слесарных
и сборочных работах. Изд. 2-е, перера-
ботанное и дополненное. Машгиз. Л.
1963.
11. .Справочник металлиста* в пяти томах.
Под ред. С А. Чер невского. Маш-
гиз. М.. 1957.
12. .Справочник технолога машинострои-
теля* в двух томах. Под ред. В. ЛА Ко-
ва н а. Изд. 2-е. исправленное и допол-
ненное Машгиз. М.. 1963.
13. Судакович Д. И. и Вернад-
ский Г. И. Справочник по механизи-
рованному ручному инструменту. Маш-
гиз, Л., 1961.
14. Сухопаро» А А и Устинов
Ю. Т. Слесарь по монтажу промышлен-
ного оборудования. Изд. 2-е, перерабо-
танное и дополненное. Машгиз, Л., 1963.
15. Федоров Б. Ф. Механизация и
автоматизация слесарно-сборочных работ.
Машгиз. Свердловск. 1962.
16. Чернышев Е. И. н Чернышев
В. Е. Справочник сверловщика. Машгиз,
М., 1962.
17. Яковлев В. И. Справочник сле-
саря-монтажника. Изд. 2-е. переработан-
ное и дополненное. .Машиностроение*,
М.. 1964.
Михаил Афанасьевич Сергеев
.СПРАВОЧНИК СЛЕСАРЯ*
Редактор Л1. С. Чернова
Технический редактор Т. А. Шермушенко
Корректор А. Г. Ткалич
Слано в набор 11/1Х 1964 г. Подписано и печати 24 VI 1965 г.
Формат бумаги 70x108'/^- Физ. печ. л. 25Д Усл. печ. л. 35,7.
Уч. на*. л. Тираж 50 000 экз. М-3124В. Заказ М 1371
Лениздат, Ленинград, Фонтанка, 59
Типография им. Володарского Лениздата, Фонтанка, 67
Цена J р. 19 к.