/



































































































































































































































































































































































































Текст
ПРИСАДКИ К МАСЛАМ
ТРУДЫ ВТОРОГО ВСЕСОЮЗНОГО
НАУЧНО-ТЕХНИЧЕСКОГО СОВЕЩАНИЯ
ПОД РЕДАКЦИЕЙ
С. Э. КРЕЙНА, П. И. САНИНА, А. М. КУЛИЕВА,
Е. А. ЭМИНОВА, Л. П,- ГОЛОВАНОВОЙ
ИЗДАТЕЛЬСТВО «ХИМИЯ»
МОСКВА 1966
УДК 621.749.425:662.68
П-77
15 сборнике помещены доклады, представленные на вто-
рое научно-техническое совещание по присадкам к минераль-
ным маслам. Доклады посвящены синтезу и технологии по-
лучения моющих, антиокислителъных, антикоррозионных,
противоизносных, консервационных и других присадок к мас-
лам, а также исследованию механизма их действия, методам
исследования эффективности действия присадок, результа-
там лабораторных, стендовых и эксплуатационных испы-
таний присадок и их композиций в маслах. В докладах
освещены основные направления в развитии синтеза присадок
в нашей стране и за рубежом, а также сформулированы тре-
бования к маслам и присадкам в связи с задачей резкого уве-
личения ресурса двигателей и механизмов.
Сборник рассчитан на работников научно-исследова-
тельских организаций нефтяной, химической, машинострои-
* тельной и других отраслей промышленности, занятых раз-
работкой, исследованием и испытанием присадок, а также
на инженерно-технических работников промышленности,
сельского хозяйства и транспорта, связанных с эксплуата-
цией машин и механизмов и применением нефтепродуктов.
Материалы сборника представляют также интерес для
студентов, аспирантов и преподавателей нефтяных и
нефтехимических вузов и техникумов.
СОДЕРЖАНИЕ
Предисловие .................................................... 6
СИНТЕЗ ПРИСАДОК
Синтез, исследование и применение новых антиокислительных присадок к мотор-
ным маслам. А. М. Кулиев, Г. А. Зейналова, К. И. Садыков, Г. Р. Гасан-заде,
И. М. Оруджева, П. С. Мамедова, М. Расулова, Ш. А. Рагимова, Ш. Нав-
рузов, Н. П. Мустафаев, Р. Г. Алиева, Р. К. Мамедова, X. Н. Кулиева ... 7
Синтез и сравнительные испытания присадок типа ДФ-11, полученных на основе
различных спиртов. П. И. Санин, В. В. Шер, И. Ф. Благовидов, Н. Г. Пуч-
ков, М. С. Боровая, И. Е. Добкин, И. Д. Афанасьев, Г. Г. Виннер, Т. А. Ро- .
гачевская, О. С. Облеухова, А. Б. Виппер ............... 15
Получение присадок — магниевых солей жирных кислот на основе высокомолеку-
лярных синтетических жирных кислот (СЖК). Н. И. Ладыжникова,
А. В. Дружинина, И. Б. Губенко................................ 22
Получение присадки БашНИИ НП. А. И. Карташевский, Э. С. Тетелъбаум,
А. Г. Кашина.............................................. 27
Синтез, исследование и применение противоизносных присадок к маслам для транс-
миссионных и гипоидных передач. А. М. Кулиев, А. А. Атальян, Г. А. Зей-
налова, А. Г. Зульфугарова, 3. А. Ализаде, А. М. Левшина, А. Б. Абдинова,
Ф. Г. Сулейманова, И. И. Элъович, А. Ф. Асланов, И. К. Зейналов .... 32
Синтетические присадки типа эфиров фосфорной, тиофосфорной и фосфиновых кис-
лот, содержащих трихлорметильную группу. Е. С. Шепелева, А. О. Мянник,
Ю. Я. Подольский, П. И. Санин ................... 43
Исследование присадок, полученных на основе фосфонитрилхлорида. Э. И. Мян-
ник, В. В. Шер, П. И. Санин .................... 53
Противоизносная присадка к смазочным маслам, полученная на основе аромати-
ческого экстракта масел и пятисернистого фосфора. А. М. Равикович,
Е. И. Петякина, П. П. Багрянцева, С. Б. Борщевский........ 60
Термостабильная многофункциональная присадка к смазочным материалам на базе
алкилксантогеновых кислот. А. А. Фалъковская, М. Ш. Оберфельд, Е. М. Хей-
фец, И. Б. Рапопорт....................................... 67
Синтез диалкилбензилдисульфидов и их применение в качестве присадок к маслам
Л. М. Рогачева, В. Л. Казанский, А. М. Равикович, Е. И. Петякина ... 73
Синтез азот-, серу-, фосфор- и галоидсодержащих органических соединений на ос-
нове алкилфенолов и ароматических тиолов как присадок к смазочным маслам.
А. М. Кулиев, Ф. Г. Сулейманова, Ф. Н. Мамедов, Ш. А. Мхитарян,
Ф. А. Мамедов, М. Батыров, Б. Ягшиев, А. Б. Кулиев, С. А. Сардарова,
А. С. Арабова, А. Е. Мушалов................................... П
Синтез эфиров алкенилянтарной кислоты (противоржавейныеприсадки). Е. М. Хей-
фец, С. М. Черняк, И. Б. Рапопорт, И. В. Зарубина.............. 90
Синтез магнийсульфоно-сульфонатной присадки и разработка композиций на ос-
нове этой присадки для получения масел различных серий. Н. А. Бутков,
В. Ф. Филиппов, Г. П. Барабанова .............................. 95
Новый непрерывный метод получения высших эфиров метакриловой кислоты как
сырья для производства беззольных присадок. В. И. Исагулянц, В. А. Тро-
фимов ........................................................ 100
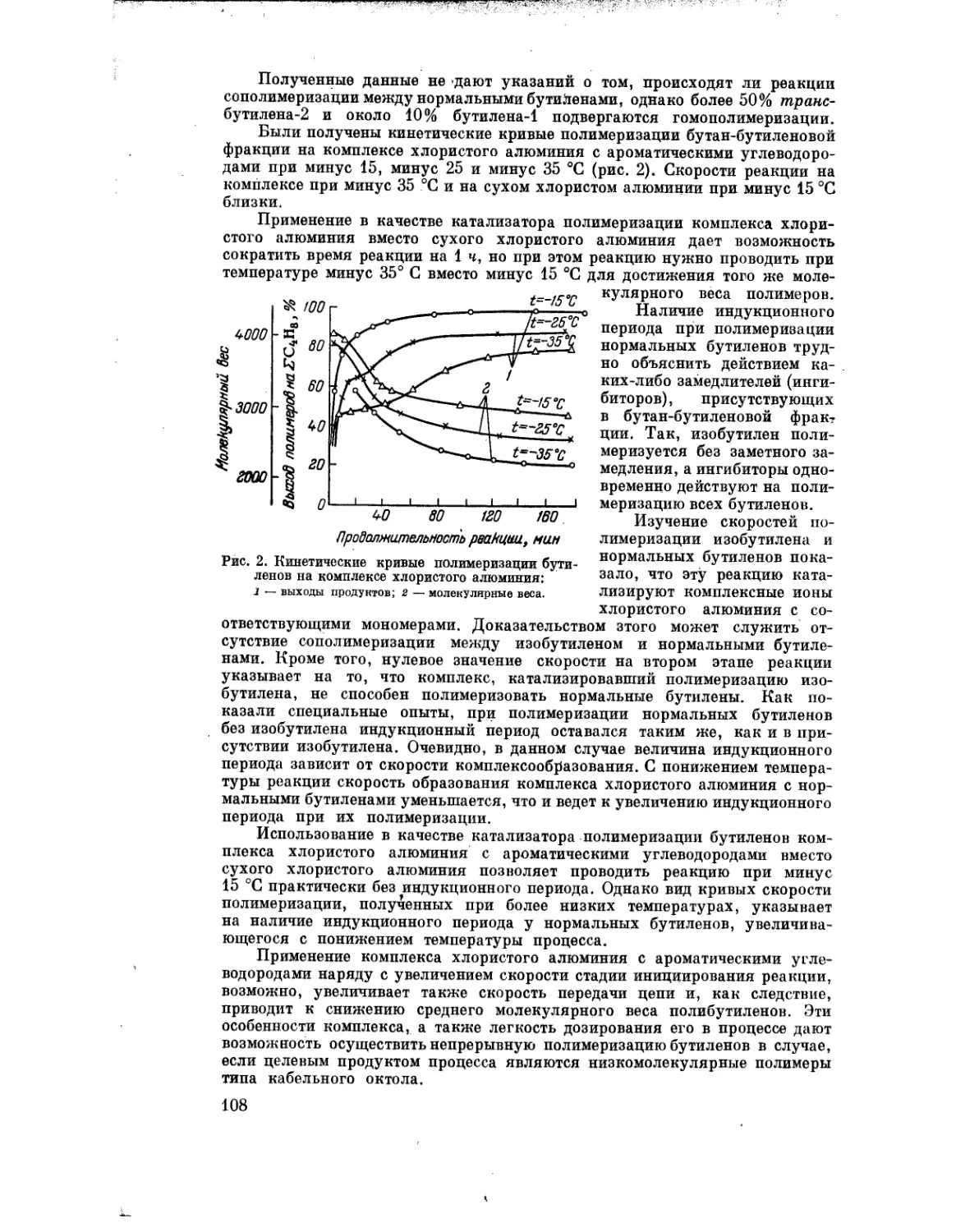
Совместная полимеризация бутиленов. А. В. Немков, В. Л. Казанский,
А. И. Динцес ................................................. 106
Определение строения дитиофосфатных присадок по инфракрасным спектрам по-
глощения. К. И. Зимина, Г. Г. Котова, П. И. Санин, В. В. Шер . 109
Синтез присадок на основе солей алкилсалициловых кислот и изучение их свойств
как присадок к смазочным маслам. Н. А. Дмитриева, Г. Г. Краснянская,
В. Н. Монастырский ........................ 115
Синтез и некоторые превращения диалкилфенилдитиофосфатов. А. А. Фуфаев,
В. Н. Волкова, В. Н. Монастырский............................. 121
1* ’ 3
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПРИСАДОК
Технология получения присадки ионол и синтез других алкилфенольных присадок.
И. Д. Афанасьев, П. Г. Гушанская, И. Е. Добкин, Л. Ф. Сычева. 129
Производство антиокислительной присадки НГ-2246. В. И. Исагулянц,В. П. Калаш-
ников, В. К. Гусев, И. А. Денисова, П. С. Белов.............. 133
Высокощелочная алкилфенольная присадка ВНИИ НП-370 п. А. В. Дружинина,
Г. С. Тарманян, И. В. Морозова, И. В. Попова................. 138
Опыт эксплуатации промышленных установок сульфирования серным ангидридом
в жидком сернистом ангидриде. В. Д. Песков, В. В, Дунаев, В. И. Горячева,
Ю. Н. Шехтер, В. И. Гершенович.......... ........... 141
Присадки — ингибиторы коррозии и рабоче-консервационные масла на их основе.
С. 9. Крейн, Ю. Н. Шехтер, М. К. Левитин, А. В. Виленкин, В. П. Калашни-
ков, А. Л. Дольберг, В. И. Горячева, Л. Д. Хорошилова, К. И. Бессмертный 148
Некоторые технологические и аппаратурные решения при производстве приса-
док (сульфонатных, алкилсалицилатных и формальдегидных). Е. А. Алфи-
мова, В. М. Рождественский ..................... 158
Отделение механических примесей при производстве присадок к минеральным
маслам. Д. А. Власенков, А. А. Руттер, А. В. Дружинина, С. Б. Вселюб-
ский......................................................... 163
Проектирование и опыт освоения производства многофункциональных алкилфе-
нольных присадок. В. Ф. Смовский . . ........................ 171
Проектирование установок по производству сульфонатных присадок. Л. И. Кова-
лев ............... . .... ’................................ 176
Проектирование установок для производства алкилсалицилатных присадок.
Г. Ф. Ладыгина............................................... 179
МЕХАНИЗМ ДЕЙСТВИЯ ПРИСАДОК
О механизме действия антиокислителей типа диалкилдитиофосфатов металлов.
П. И. Санин, В. В. Шер, Л. Ф. Чернявская, Н. В. Мелентьева, Н. И. Комис-
сарова, Г. Н. Кузьмина ...................................... 183
О взаимодействии ароматических аминов. с гидроперекисями углеводородов.
Е. Д. Вилянская, К. И. Иванов, А. В. Корякин................. 190
Окисление углеводородов масел в условиях работы двигателя. А. В. Дружинина,
Т. А. Цигуро................................................ 195
Условия окисления масла в двигателях внутреннего сгорания. А. В. Непогодьев. 202
Исследования солюбилизирующей способности присадок к моторным маслам.
С. 9. Крейн, А. Б. Виппер, Ю. Н. Шехтер, 3. А. Клейменова.... 210
К вопросу о дисперсной фазе моторных масел с присадками. С. Б. Вселюбский,
И. А. Коваленко, А. А. Руттер ................... 215
Исследование механизма действия моющих присадок к моторным маслам. Г. И. Шор,
Ю. С. Заславский, И. А. Морозова, В. П. Лапин................ 219
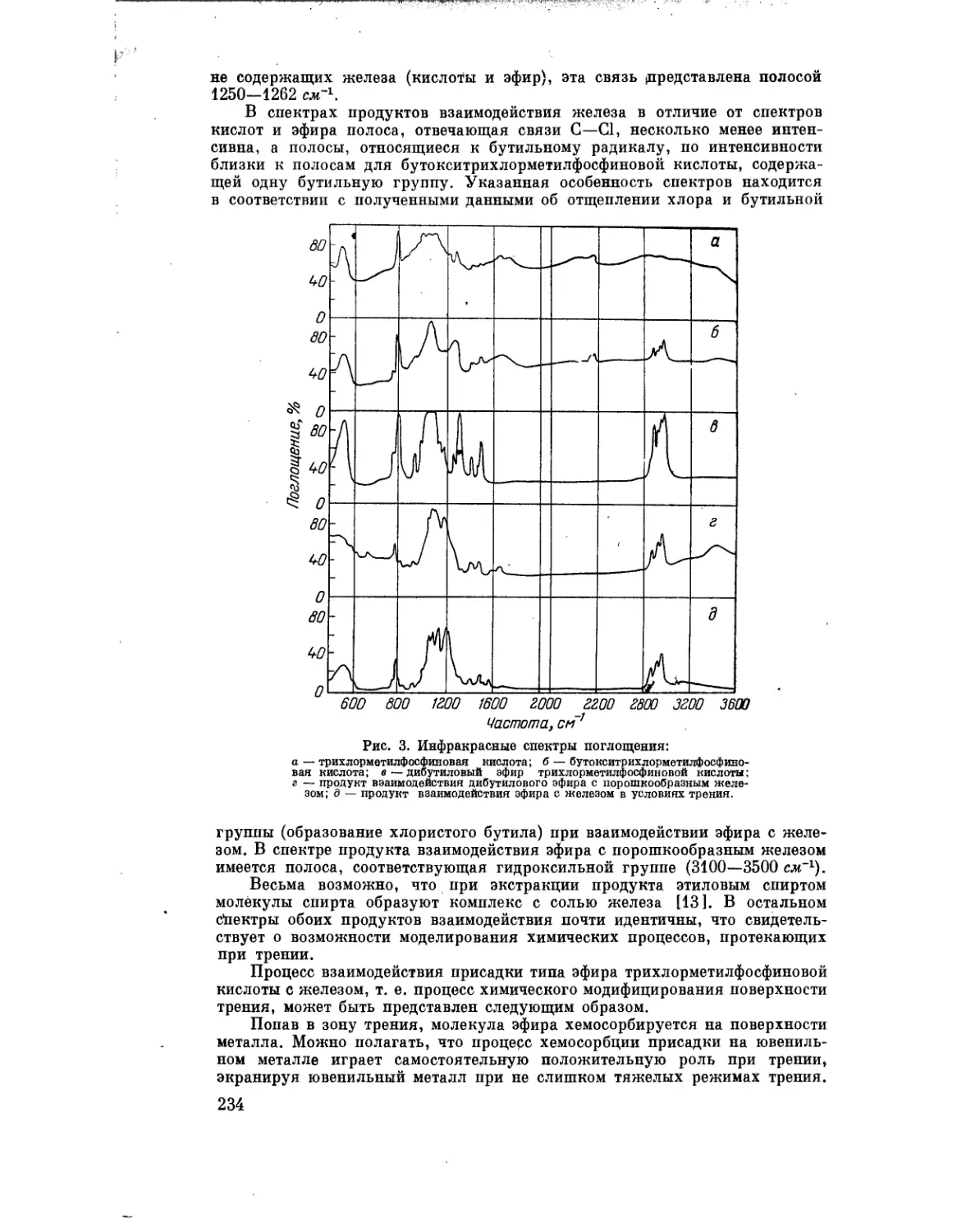
Взаимодействие хлорфосферорганических соединений с металлической
поверхностью трения. Б. В. Клейменов, П. И. Санин, Д. М. Олейник,
М. В. Шишкина............................................... 228
Результаты исследования влияния полимерной присадки на скорость реакции
в масляной среде. К. С. Рамайя, Р. X. Силы................ 236
Присадки, снижающие диэлектрические потери в трансформаторных маслах.
Р. А. Липштейн, Е. Н. Штерн .................. , 242
Присадки, повышающие газостойкость трансформаторных масел в электрическом
поле. Р. А. Липштейн, Е. Н. Штерн . . . ...................., 245
ИСПЫТАНИЕ И ПРИМЕНЕНИЕ МАСЕЛ С ПРИСАДКАМИ
Новые композиции присадок к моторным маслам. А. М. Кулиев, Ф. Г. Сулейма-
нова, В. Е. Башаев, Г. А. Зейналова, Ш. А. Мхитарян, В. М. Аншелес,
А. Ф. Асланов .......................... ... ............... 254
О рациональном использовании присадок к моторным маслам. А. М. Кулиев,
Ф. Г. Сулейманова, В. Е. Башаев, А. Г. Владимиров, В. Б. Ликша .... 265
Исследование эксплуатационных свойств масел для тракторных дизелей с над-
дувом. Г. П. Белянчиков, И. Ф. Благовидов, Н. Г. Пучков ........ 273
. Опыт эксплуатации двигателей ЗИЛ-130 при применении масла АС-8 с присадкой
ВНИИ НП-360. О. С. Облеухова, В. В. Протасов, Т. Т. Киселева, Г. В. Бур-
цева ................................. 281
Результаты испытания масел с присадками на двигателях ЯМЗ-238 НБ. Н. И. Си-
гал, Е. П. Слабое, В. И. Ефремов, Г. М. Гусев, Г. П. Белянчиков, И. А.- Трак-
товенко, И. А. Холомонов, Н. В. Ершов........................ 286
Эффективность применения присадок к маслам для гидропередач автомобилей.
О. С. Облеухова, И. Н. Крючешникова.......................... 291
Сочетание зольных и полимерных беззольных присадок в моторных маслах — путь
дальнейшего улучшения их качества. Е. Г. Семенидо, И. А. Трактовенко,
И. В. Щеголев, М. А. Сеничкин, А. С. Лозарь, В. И. Шарапов....... 297
4
Подбор оптимальных композиций присадок к моторным маслам на установке с
одноцилиндровым двигателем воздушного охлаждения. В. Ф. Филиппов,
С. М. Губарев.............................. 301
Испытания отечественных и зарубежных моторных масел на одноцилиндровых
установках УИМ-6-НАТИ и УИМ-6Н-НАТИ. С. Г. Арабян, Г. П. Белян-
чиков, И. Н. Данилов, Т. Хапларов, И. А. Холомонов, О. Н. Шейнина,
Е. Н. Фирсанова .......................... . 310
Подбор и моторная оценка эксплуатационных свойств масел и присадок к ним
для двухтактных бензиновых двигателей. В. Ф. Филиппов, В. М. Вуколов,
В. М. Гаврюхин ....................... .... 319
Оценка эффективности присадок к маслам при работе их в двигателях тепловозов.
В. В. Васильева.................................... 324
Оценка срабатываемости масел с присадками по методу «Серия поршней».
К. К. Папок, А. П. Зарубин, Г. В. Захаров.......... 328
Изменение свойств масел различных классов при хранении и оценка степени их
чистоты. К. К. Папок, Б. С. Зусева................. 336
Получение консервационных моторных масел. В. С. Лунева, В. Ф. Филип-
пов, М. К. Левитин ............................... 341
Противоизносные свойства масел с различными присадками при трении некоторых
антифрикционных сплавов по черным металлам. А. Н. Торопчинов,
И. Г. Цуркан ..................................... 348
Исследование новых зарубежных присадок к моторным маслам. К. К. Папок,
С. Э. Крейн, А. Б. Виппер, Б. С. Зусева, М. А. Лисовская ........ 353
Композиция присадок к турбинным маслам для современных паровых турбин и
турбоагрегатов различного назначения. Е. А. Эминов, А. А. Козорезова 360
Применение парных антиокислителей для турбинных масел. К. И. Иванов,
А. А. Лужецкий, Е. Д. Вилянская, А. Н. Александров ........ .. 370
Композиции присадок для стабилизации трансформаторных масел М. И. Шахно-
вич .................................. 374
Исследование присадок и масел с присадками потенциометрическим методом.
В. С. Лунева, Л. П. Бурденюк.........................'............ 379
Алфавитный указатель авторов статей..................................... 389
Библиографический именной указатель.................................... 391
Предметный указатель.................................................... 395
ПРЕДИСЛОВИЕ
В 1960 г. состоялось первое Всесоюзное совещание по химии и примене-
нию присадок к маслам и топливам (Труды совещания «Присадки к маслам
и топливам», Гостоптехиздат, 1961). Совещание подвело итоги работ в области
синтеза новых эффективных присадок, усовершенствования технологии их
производства, а также исследований и испытаний предлагаемых присадок
и их композиций.
Проведенные работы позволили существенно улучшить качество выраба-
тываемых масел, главным образом для двигателей внутреннего сгорания,
используемых на транспорте, в промышленности, сельском хозяйстве и в дру-
гих областях, а также для машин и агрегатов различного назначения, экс-
плуатируемых в •народном хозяйстве страны. Важное значение имели работы
по накоплению и изучению опыта применения смазочных и других масел
с присадками, а также в области подбора высококачественных масел с при-
садками для новых двигателей и механизмов.
Все эти исследования были направлены на максимальное повышение
надежности и длительности безремонтной работы машин и механизмов.
Со времени первого совещания накопилось много новых данных по
химии, технологии и применению присадок, которые предполагается обсу-
дить на втором Всесоюзном совещании в 1966 г. В настоящей книге помещены
доклады, представленные на это совещание.
Доклады посвящены результатам синтеза и разработке технологии
получения моющих, противокоррозионных, противоизносных, антиокисли-
тельных, консервационных и других присадок к маслам; изучению механизма
их действия;- методам исследований и испытаний эффективности присадок,
а также результатам лабораторных, стендовых и эксплуатационных испыта-
ний присадок и их композиций, применяемых или рекомендуемых для при-
менения.
В докладах освещаются основные направления в развитии синтеза при-
садок в Советском Союзе и за рубежом и обобщаются требования к присадкам
и маслам, учитывающие задачу дальнейшего увеличения ресурса работы
двигателей и механизмов.
Сборник состоит из четырех основных разделов.
1. Синтез присадок.
2. Технология производства присадок.
3. Механизм действия присадок.
4. Испытания и применение масел с присадками.
Публикация трудов совещания даст возможность широкому кругу
специалистов ознакомиться с основными результатами исследований в об-
ласти присадок к маслам и будет способствовать дальнейшему развитию
этой важнейшей отрасли народного хозяйства.
6
СИНТЕЗ ПРИСАДОК
СИНТЕЗ, ИССЛЕДОВАНИЕ И ПРИМЕНЕНИЕ НОВЫХ
АНТИОКИСЛИТЕЛЬНЫХ ПРИСАДОК К МОТОРНЫМ МАСЛАМ
А. М. КУЛИЕВ, Г. А. ЗЕЙНАЛОВА, К. И. САДЫХОВ,
Г. Р. ГАСАН-ЗАДЕ, И. М. ОРУДЖЕВА, И. С. МАМЕДОВА,
М. РАСУЛОВА, Ш. А. РАГИМОВА, Ш. НОВРУЗОВ,
И. И. МУСТАФАЕВ, Р. Г. АЛИЕВА, Р. К. МАМЕДОВА,
X. И. КУЛИЕВА
Для улучшения антиокислительных свойств моторных масел были син-
тезированы антиокислительные присадки следующими методами.
1. Конденсацией алкилфенолов с формальдегидом и анилином и дальней-
шей обработкой продуктов конденсации пятисернистым фосфором и гидратом
окиси бария.
2. Конденсацией алкилфенолов с формальдегидом и жидким аммиаком
и дальнейшей обработкой продуктов конденсации пятисернистым фосфором
и гидратом окиси бария.
3. Конденсацией алкилфенолов с формальдегидом и уретаном и дальней-
шей обработкой продуктов конденсации пятисернистым фосфором и гидратом
окиси бария.
4. Взаимодействием алкилфенилфосфитов с алкилсульфидами.
5. Взаимодействием непредельных углеводородов с пятисернистым фос-
фором и дальнейшим омылением полученного продукта гидратами окисей
металлов.
Конденсацией алкилфенолов с формальдегидом и анилином синтези-
рован ряд азот- и гидроксилсодержащих соединений, которые были иссле-
дованы как окислительные присадки для моторных масел [1, 2].
Для использования в качестве исходного сырья были синтезированы
изопропил-, п-трет-бутъл , пчпрет-эмял-, emop-гексил-, втор-гептил-,
n-mpem-октил-, втор-нонил- и втор-децилфенолы.
Указанные алкилфенолы подвергали конденсации с формальдегидом и
анилином в щелочной среде. Показатели физико-химических свойств продук-
тов конденсации соответствовали теоретически вычисленным [1, стр. 70—71 ].
Исходя из литературных данных, можно предполагать, что реакция
совместной конденсации протекает по схеме [3—51:
Антиокислительные и противокоррозионные свойства и термическая
стабильность синтезированных азот- и гидроксилсодержащих соединений
в смеси с маслом Д-11 были определены по методам ВТИ и АзНИИ.
Результаты определения стабильности по методу ВТИ масла Д-11,
содержащего в качестве присадки синтезированные продукты, показали,
что при добавлении 0,05% указанных соединений к этому маслу значительно
уменьшается количество осадка и снижается кислотное число масла. Однако
эти соединения незначительно улучшают термическую стабильность и про-
тивокоррозионные свойства масел.
Для увеличения эффективности действия присадки в состав полученных
азотсодержащих соединений вводили фосфор и серу, обрабатывая эти соеди-
нения пятисернистым фосфором и гидратом окиси бария [1, стр. 98 ]. Продукт
конденсации промышленного алкилфенола анилином, обработанный пятисер-
нистым фосфором и омыленный гидратом окиси бария, был назван присадкой
ИНХП-25. Некоторые данные по этой присадке приведены в табл. 1.
ТАБЛИЦА 1
Анализ присадок, содержащих азот, фосфор и серу
Присадка Золь- ность % Содержание, %
N р S
ИНХП-25 12-14 2,2 2,4 6,6
ИНХП-21 16—18 2,0 2,5 4,0
ИНХП-36 11—13 3,0 2,0-2,5 4,0
ИНХП-40 5,0 . — 2,25 5,0
Масло Д-11 с присадкой ИНХП-25 было испытано на антиокислительные
и противокоррозионные свойства. Результаты этих испытаний приведены
в табл. 2, где для сравнения даются также результаты испытания зарубежных
антиокислительных присадок Сантолюб-493, ОЛОА-267 и ЛАНИ-317.
ТАБЛИЦА 2
Результаты предварительных испытаний дизельного масла Д-Ц
в смеси с различными присадками
Продукт Стабильность по методу ВТИ при 160 °C Коррозия в присутствии катализатора нафтената меди по методу НАМИ Ata/ At* Термоокисли- тельная стабильность по методу Папок мин
осадок в окисленном масле % кислотное число AtaKOH/a
д-11 0,45 1,57 325 21
д-11 + 0,5% ИНХП-25 .... 0,08 0,68 149
Д-Н + 1% ИНХП-25 .... 0,005 0,49 0,45 91
Д-11 + 1% ИНХП-21 0,005 0,54 0,61 90
Д-11+0,5% ИНХП-36 .... — — 59
Д-11+4% ИНХП-36 .... — — 16,3 121
Д-11 + 1% ДФ-11 0,005 0,60 2,0 60
Д-11 + 1% ЛАНИ-317 .... 0,004 0,37 4,0 61
Д-11+ 0,7 % Сантолюб-493 . . — — 1,75 80
Д-11+ 0,6% ОЛОА-267 . . . — — Отсутствует 44
Из приведенных данных видно, что присадка ИНХП-25 значительно
улучшает противокоррозионные свойства и стабильность масел против оки-
сления в объеме и тонком слое.
Смесь 1% ИНХП-25 и 6% СК-3 с маслами АС-10 и АС-6 была испытана
на двигателе ГАЗ-61 [6]. Результаты испытания сравнивали с результатами
испытания масла АС-10 с композицией присадок, состоящей из 6% СК-3
и 1,2% ДФ-11.
8
Испытания показали, что композиция, содержащая присадку ИНХП-25,
по снижению нагарообразования и уменьшению износа деталей двигателя
не уступает композиции, содержащей антиокислительную присадку ДФ-11,
и эталонному маслу с 1,5% Монто-613 и 0,7% Сантолюб-493 [1, стр. 307].
Композиция присадок, состоящая из 6% СК-3 и 1% ИНХП-25, в смеси
с маслом АС-6 была испытана в зимних эксплуатационных условиях на авто-
мобильных двигателях ЗИЛ-164 и ГАЗ-51. Результаты испытания показали,
что масло группы М6Б с данной композицией присадок обеспечивает нор-
мальную работу этих двигателей.
Вторая группа антиокислительных присадок получается на основе про-
дукта конденсации алкилфенолов с формальдегидом и аммиаком. При этом
в начале реакции аммиак взаимодействует с формальдегидом. Образующиеся
соединения вступают в реакцию с фенолом, а аммиак освобождается и дей-
ствует далее как щелочной катализатор.
Однако непрерывное поступление аммиака в реакционную смесь приво-
дит к образованию продуктов, содержащих некоторое количество связанного
азота (3—4%). По-видимому, бензольные кольца в таких продуктах соеди-
няются не только группами —СН2— и —СН2—О—СН2—, но и группами
-CH2-NH-CH2- [7]:
ОН ОН он
I I I
Z\ Z\ pit уи f’ii„ Z\
21 ||+2CH2O+NH3-----I || 2 | Щ-2Щ0
\Z
Конденсацией алкилфенола с формальдегидом и аммиаком синтезиро-
ваны азот- и гидроксилсодержащие соединения, физико-химическая харак-
теристика которых приведена в литературе [1, стр. 70—71].
Наличие и положение аминогруппы в продуктах конденсации алкилфено-
ла с формальдегидом и аммиаком было установлено при помощи инфракрас-
ных спектров поглощения. Результаты спектрального анализа показали,
что в синтезированных соединениях азот находится во вторичной амино-
группе.
, В дальнейшем для получения фосфор-, серу- и азотсодержащего соеди-
нения продукт конденсации алкилфенола с формальдегидом и аммиаком об-
рабатывали пятисернистым фосфором и гидратом окиси бария. Полученный
продукт был назван присадкой ИНХП-21 [1, стр. 96]. Содержание активных
компонентов присадки дано в табл. 1.
Присадка ИНХП-21 прошла ряд предварительных и стендовых испыта-
ний. В табл. 2 приводятся результаты этих испытаний. Как видно из данных
этой таблицы, маслд Д-11 в смеси с 1% присадки ИНХП-21 обладает высо-
кими противокоррозионными свойствами. Оно является также стабильным
против окисления в тонком слое при испытании по методу Папок при 250 °C.
В связи с тем, что обычно антиокислительные присадки применяются
в композиции с моющими присадками, было оценено влияние присадки
ИНХП-21 на щелочность масла с моющей присадкой при 150, 200, 250 и
300 °C. Результаты испытания показали, что присадка ИНХП-21 по терми-
ческой стойкости превосходит присадки ДФ-11 и Сантолюб-493, которые при
температуре выше 200 °C разлагаются с образованием кислых продуктов.
Присадка ИНХП-21 в композиции с сульфонатными и алкилфенолят-
ными присадками была испытана на различных двигателях. Результаты
испытаний показали, что присадка ИНХП-21, добавленная в композицию-
присадок для масел групп Б, В и Г, равноценных по моторным качествам
эталонным образцам, существенно снижает концентрацию основных компо-
нентов по сравнению с ранее принятыми композициями.
Результаты испытаний показали ряд преимуществ присадки ИНХП-21
по сравнению с известными отечественными антиокислительными присадками.
ДФ-11 и ЛАНИ-317 (табл. 3).
9>
ТАБЛИЦА 3
Результаты испытаний масла АС-10 с различными присадками
Показатели Масло АС-10 + 5% АзНИИ-8У с добавлением 1% присадки
ИНХП-21 ЛАНИ-317 ДФ-11
Износ, 343 поршневых колец первого 5,2 15,1 22,4
второго 10,9 23,1 24,7
третьего 21,3 44,1 38,5
комплекта 37,4 82,3 85,6
вкладышей шатунных подшип- ников верхнего 35,0 60,7 39,8
нижнего 15,0 29,5 19,1
Подвижность колец, баллы .... Чистота юбки, баллы 0 0 0
1,01 1,7 0,88
Количество нагара, г на кольцах 1,06 1,61 1,23
» канавках 0,67 0,73 1,04
» боковых поверхностях поршня 0,80 1,00 1,00
Технология получения присадки ИНХП-21 близка к технологии полу-
чения присадки БФК. Сырье и реагенты для получения обеих присадок
почти одни и те же. За основу секции обработки конденсированного продукта
пятисернистым фосфором установки по синтезу присадки ИНХП-21 может
быть принята одна из имеющихся в Советском Союзе типовых установок по
получению фосфорсодержащих антиокислительных присадок.
Третья группа антиокислительных присадок представляет собой ги-
дроксил- и азотсодержащие соединения, полученные реакцией совместной
конденсации алкилфенолов и уретанов с формальдегидом [1, 9L Для реак-
ции были использованы н-бутил- и н-амилуретаны, получаемые при взаимо-
действии мочевины и соответствующих спиртов.
Предполагают, что реакция совместной конденсации алкилфенолов
и уретанов с формальдегидом протекает по следующей схеме:
/OR' /OR'
ОС( +СНаО-------► ОС<
4NHa xNHCHaOH
ОН
/OR' J\ /OR' 9H
OC< +f ||----------- ос/ J
xNHCHaOH 4NH-CHa-{ ]| + Ha0
r у
R
В качестве алкилфенолов для реакции конденсации были взяты и-крезол,
-втпор-алкилфенолы с боковой алкильной цепью С4—С10, тпретп-алкилфенолы
с боковой цепью С3, С4, Св, С8 и промышленный алкилфенол.
Результаты анализа [1, стр. 22] показали, что показатели физико-хи-
мических свойств синтезированных азот- и гидроксилсодержащих соедине-
ний близки к теоретически вычисленным.
Далее на базе продуктов конденсации алкилфенолов с уретанами и форм-
альдегидом было получено фосфор-, серу- и барийсодержащее производное.
Этот продукт был назван присадкой ИНХП-36. Результаты анализа присадки
ИНХП-36 приведены в табл. 1.
-10
Изучено влияние присадки ИНХП-36 на противокоррозионные, анти-
окислительные и моющие свойства дизельного масла Д-11. Результаты испы-
тания показали, что при добавлении присадки ИНХП-36 к дизельному маслу
Д-11 повышается его термостабильность и улучшаются противокоррозион-
ные свойства. Бариевая соль фосфор- и серусодержащего производного
«-бутилуретана обладает также высокими моющими свойствами, при доба-
влении к дизельному маслу Д-11 в количестве 4% она снижает показатель
ПЗВ до 0,5 балла.
Испытание присадки ИНХП-36 в композиции с присадками СБ-3 и БФК
также дало хорошие результаты.
В качестве антиокислительных присадок были также синтезированы
триалкилдитиофосфаты путем непосредственного присоединения диалкил-
дитиофосфорных кислот к олефинам [10—12]. Синтезировано 28 новых три-
алкилдитиофосфатов, которые по физико-химическим свойствам и элемен-
тарному составу соответствуют индивидуальным соединениям. Получение
триалкилдитиофосфатов состоит из следующих стадий:
1) получение олефинов;
2) получение диалкилдитиофосфорных кислот;
3) взаимодействие диалкилдитиофосфорных кислот с олефинами.
Олефины были получены дегидратацией соответствующих спиртов над
активной окисью алюминия при 370—380 °C. Дегидратации были подверг-
нуты нормальные первичные спирты — гексиловый, гептиловый, октиловый,
нониловый и дециловый. По физико-химическим свойствам полученные оле-
фины соответствуют гексену-2, гептену-2, октену-2, нонену-2 и децену-2.
Диалкилдитиофосфорные кислоты были получены при взаимодействии
пяти сернистого фосфора со спиртами по реакции:
4ROH + P2Ss--► 2(RO)2PSSH + H2S
Получены диметил-, диэтил-, дипропил-, диизопропил-, дибутил- и ди-
изобутилдитиофосфорные кислоты, которые по элементарному составу и фи-
зико-химическим свойствам соответствуют соединениям, описанным в лите-
ратуре.
Взаимодействие диалкилдитиофосфорных кислот с олефинами проходит
по уравнению:
(RO)2PSSH + CnH2n--- (RO)2PSSRz
где R — это Сх—С4; R' — это Св—С10.
Лабораторные испытания на приборе ДК-2 и четырехшариковом аппарате
образцов масла Д-11 с 2% триалкилдитиофосфатов показали, что триалкил-
дитиофосфаты обладают хорошими противокоррозионными свойствами и уве-
личивают прочность масляной пленки.
В результате взаимодействия пятисернистого фосфора с олефиновыми
углеводородами и дальнейшего омыления полученных продуктов гидратом
окиси бария получен ряд бариевых, кальциевых и цинковых солей различ-
ных диалкенилдитиофосфиновых кислот и изучено их действие на масла.
Исследования показали, что эти продукты могут быть использованы в ка-
честве противокоррозионных и антиокислительных присадок к смазочным
маслам.
При обработке остатка термического крекинга (петролатума) пятисер-
нистым фосфором получена фосфор- и серусодержащая присадка ИНХП-40.
Испытания масел с композицией присадок ИНХП-40 и СБ-3 лабораторными
методами и на двигателях показали, что присадка ИНХП-40 является такой
же эффективной антиокислительной присадкой, как и антиокислительная
присадка ОЛОА-267 фирмы «Оробис».
Синтезированы также антиокислительные беззольные присадки — ал-
килфенилфосфиты и серусодержащие дифосфиты [13, 14].
Указанные соединения были получены на базе индивидуальных алкил-
фенолов и промышленного алкилфенола.
11
Синтез серусодержащих дифосфитов состоит из следующих -стадий:
1) получение сульфидалкилфенолов;
2) получение хлорангидридов алкилфенилфосфористой кислоты;
3) конденсация сульфидалкилфенолов с хлорангидридами алкилфенил-
фосфористой кислоты.
* Синтезировано 16 новых соединений. Анализ этих соединений показал,
что элементарный состав, содержание серы и фосфора в них близки к теоре-
тически вычисленным данным [1, стр. 90—92].
Получены также полные фосфористые эфиры различных алкилфенолов
(с использованием индивидуальных алкилфенолов и промышленного алкил-
фенола) и исследованы в качестве присадок к маслам.
Результаты предварительных испытаний по методам АзНИИ и ВТИ
показали, что при добавлении не более 0,5% этих присадок повышается ста-
бильность специальных масел при 300—350 °C и улучшаются другие эксплу-
атационные показатели, в частности антиокислительные свойства масел
АС-6 и Д-11.
Установлено также, что синтезированные серу- и фосфорсодержащие
соединения совместимы с многофункциональными присадками СБ-3, СК-3,
БФК и АзНИИ-7.
Исследовано влияние серу- и фосфорсодержащих присадок на деполи-
меризационную устойчивость различных вязкостных присадок. Результаты
исследования показали, что при добавлении этих присадок к маслу турбин-
ному Л, загущенному полимерными присадками, значительно увеличивается
их тёрмическая стабильность к деполимеризации.
Для получения серу- и фосфорсодержащих антиокислительных присадок
был осуществлен также синтез ряда соединений путем взаимодействия хлор-
ангидридов циклогексанола и метилциклогексанола с индивидуальными
алкилфенолами и сульфид- и дисульфидалкилфенолами.
Установлено, что эти соединения весьма эффективно повышают тер-
мическую стабильность масла Д-11 и улучшают его противокоррозионные
свойства.
Кроме указанных выше антиокислительных присадок, содержащих
фосфиты, амины или их производные, были синтезированы беззольные суль-
фидные присадки.
Необходимо было получить беззольную присадку, действующую в ши-
роком интервале температур, для масел, применяемых при форсированных
режимах двигателей.
Сырьем служили- различные алкилфенолы и ксантогенаты. В качестве
связывающего звена ароматического ядра алкилфенола с остатком ксанто-
геновой кислоты был использован формальдегид. Предполагалось получить
соединения, имеющие следующую структуру:
Г ?
^\ZCH2-S-C-O-R'
С/
I
R
При такой структуре метиленовая группа является буфером, ослаб-
ляющим индукционное влияние ароматического ядра на сульфидную серу.
В литературе подобные соединения не описаны.
Для синтеза были взяты эквимолекулярные количества фенола илй ал-
килфенола, калиевая соль ксантогеновой кислоты и растворитель — бензол
в двух-трехкратном количестве по отношению к общему весу реагентов.
Затем реакционную смесь охлаждали до 0 °C и через нее при сильном пере-
мешивании пропускали сухой хлористый водород, являющийся катализа-
тором и служащий для превращения соли ксантогеновой кислоты в свобод-
ную кислоту. Реакция должна протекать при температуре не выше 0—
12
плюс 5 °C, так как при повышении температуры образуются побочные соеди-
нения и уменьшается выход целевого продукта.
После того как вся ксантогеновая соль превратится в кислоту, к реак-
ционной смеси постепенно в течение 30—40 мин прибавляют рассчитанное
количество параформальдегида. Продолжительность реакции зависит от
количества используемых реагентов. Например, для 0,1 моль ксантогената
после подачи всего параформальдегида необходимо перемешивать смесь
в течение 4—5 ч; затем реакция продолжается при комнатной температуре
еще 3—4 ч.
Реакция образования оксиалкилбензилксантогеновых эфиров идет по
следующей схеме:
ОН ОН
СН2ОН
ОН он
1 xch2oh+hs-c-or Г II II 1 .CH»—S—С—OR Г II II
I S Az ь 1 Az s 1
1 R 1 R
Результаты анализа эфиров ксантогеиовых кислот
ТАБЛИЦА 4
Эфиры ксантогеиовых кислот Молекуляр- ный вес Найдено, % Вычислено, %
най- дено вычи- слено С И S С н S
ОН
д zch»-s-c-o-c2h6 f у. ' п U s он 225,1 228,3 52,78 5,74 27,29 52,60 5,29 28,08
1Q К сч о 1 о 1 О =и 4 1 и 1 CI к о „ А щ „ ~А_<~° °’ 315,0 312,5 61,95 8,09 21,30 61,50 7,74 20,52
1 zCH4-S-t-O-C9H19 AZ ь 1 С6н13 он 405,5 410,7 67,01 10,04 15,11 67,26 9,33 15,61
А\/сн2-з-с-о-свн1в 1 II “ AZ s 1 c8H17 он 437,0 438,7 68,07 10,20 13,90 68,46 9,65 14,62
1 /CH2-S-C-O-C,HU 1 II s Az b 1 СвН19 448,0 452,8 68,44 9,98 13,50 68,99 9,79 14,16
13
Образующаяся в процессе реакции вода растворяет КС1, благодаря чему
в значительной степени уменьшается гидролиз целевого продукта.
Полученные таким образом продукты реакции промывают водой, фильт-
руют и подвергают вакуумной перегонке для удаления растворителя и не
вошедших в реакцию компонентов. Выход целевого продукта составляет
в среднем около 60% от теоретического.
Физико-химические свойства и элементарный состав полученных соеди-
нений приведены в табл. 4.
Сохранение гидроксильной группы в ароматическом ядре установлено
при получении ацетильных производных указанных соединений. Все соеди-
нения, полученные из различных алкилфенолов и ксантогенатов, предста-
вляют собой маслообразные жидкости, менее вязкие, чем исходные алкил-
фенолы. Они хорошо растворимы в углеводородах и минеральных маслах,
нерастворимы в воде и стабильны против действия кислот.
Производные, полученные из изоамилксантогената, бутилксантогената
и промышленного алкилфенола, были исследованы в качестве антиокисли-
тельных и противокоррозионных присадок к моторным маслам. Было уста-
новлено, что при добавлении 1% этой присадки к маслу Д-11 коррозия сни-
жалась от 324 до 2 г/ле2.
Было проведено краткосрочное 150-часовое испытание масла Д-11 с ком-
позицией присадок БФК, СБ-3 и 1% данной присадки. При этом также были
получены положительные результаты.
выводы
1. При конденсации различных алкилфенолов с аминами и альдегидами
и дальнейшем взаимодействии синтезированных продуктов с пятисернистым
фосфором и гидратом окиси бария получен ряд азот-, фосфор- и серу содер-
жащих соединений, которые испытаны в качестве присадок к моторным
маслам.
Наиболее эффективные из них — присадки ИНХП-21 и ИНХП-25 —
прошли все стадии предварительных и эксплуатационных испытаний, по-
ложительные результаты которых позволили рекомендовать эти присадки
для промышленного внедрения.
2. При взаимодействии пятисернисдого фосфора с непредельными угле-
водородами синтезирована присадка ИНХП-40, представляющая собой цин-
ковую соль диалкенилдитиофосфорной кислоты. Краткосрочные испытания
этой присадки дали положительные результаты.
3. Получены беззольные антиокислительные присадки, представляющие
собой продукты конденсации хлорангидридов различных алкилфенолов с со-
ответствующими сульфидалкилфенолами; эти присадки обладают способ-
ностью повышать термическую стабильность и улучшать другие эксплуата-
ционные свойства минеральных масел и синтетических м|сел специального
назначения.
4. Фосфор- и серусодержащие беззольные присадки синтезированы также
на базе нафтеновых углеводородов. Эти присадки улучшают противокорро-
зионные свойства и повышают термическую стабильность моторных масел.
5. Разработаны условия синтеза оксиалкилбензилового эфира ксанто-
геновых кислот как нового класса соединений, не описанного в литературе.
Продукты, полученные из промышленного алфилфенола и ксантогенатов,
могут быть использованы как беззольные антиокислительные и противокор-
розионные присадки к моторным маслам.
ЛИТЕРАТУРА
1. К у л и ев А. М., Присадки к смазочным маслам, Изд. «Химия», 1964.
2. К у л и е в А. М., Азерб. хим. ж., № 6 (1964).
3. Б а р г Э. И., Технология синтетических пластических масс, Госхимцздат, 1954.
4. А и д р и а н о в К. А., Кар.дашев Д. А., Практические работы по искус- .
ственным смолам и пластмассам, Госхимиздат, 1946.
14
5. Петров Г. С., Рутовский Б. Н., Лосев И. П., Технология синте-
тических смол и пластмасс, Госхимиздат, 1946.
6. Авт. свид. 166802, 1964 г., Бюлл. изобр., № 23 (1964).
7. П е т р о в Г. С., Левин А. Н., Термореактивные смолы и пластмассы, Гос-
химиздат, 1959.
" у л и ев
у л и е в
у л и е в
у л и е в
у л и е в
Кулиев
Кулиев , ,
менской ССР, 1963, стр. 179.
8.
9.
10.
И.
12.
13.
14.
к
к
к
к
к
А.
А.
А.
А.
А.
А.
А.
М-, Кулиева X. Н., Азерб. хим. ж., № 2 (1962).
М. ' ..............
М.
М. м МР’, А““. '*'•» *
М. и др., Азерб. нефт. хоз., № 5 (1964).
М. и др., Азерб. хим. ж., № 3 (1963).
М. и др., сб. «Нефтехимия», под ред. С. Р. Сергиенко, Изд. АН Турк-
и др., Азерб. хим. ж., № 3 и 4 (1963).
и др., Азерб. хим. ж., № 4 (1961).
и др., Азерб. хим. ж., № 1 (1964).
и др., Азерб. хим. ж., № 3 (1963).
СИНТЕЗ И СРАВНИТЕЛЬНЫЕ ИСПЫТАНИЯ ПРИСАДОК
ТИПА ДФ-11, ПОЛУЧЕННЫХ НА ОСНОВЕ РАЗЛИЧНЫХ СПИРТОВ
Я. И. САНИН, В. В. ШЕР, И. Ф. БЛАГОВИДОВ,.
Н. Г. ПУЧКОВ, М. С. БОРОВАЯ, И. Е. ДОБКИН,
И. Д. АФАНАСЬЕВ, Г. Г. ВИННЕР, Т. А. РОГАЧЕВСКАЯ,
О. С. ОБЛЕУХОВА, А. Б. ВИППЕР'
В настоящей работе предполагалось определить возможность примене-
ния различных спиртов для получения присадок типа ДФ-11 (диалкилдитио-
фосфатов цинка); результаты работы, таким образом, могут привести к рас-
ширению сырьевых ресурсов для производства присадок этого типа.
ПОЛУЧЕНИЕ ПРИСАДОК
Для получения присадок использовали спирты, которые производятся
или будут производиться в ближайшее время в промышленном масштабе..
Были использованы этиловый, изопропиловый, w-бутиловый, изобутиловый,
изоамиловый и 2-этилгексиловый спирты; смесь вторичных гептиловых спир-
тов, полученных прямым окислением гептана; спирты состава Св—Cg и С7—С8,
полученные оксосинтезом; спирты, полученные прямым окислением фракции
синтипа 230—270 °C; головная низкокипящая часть спиртов (20%), получен-
ных прямым окислением фракции синтина 270—320 °C.
Каждую присадку, так же как и присадку ДФ-11, получали на основе
двух спиртов — низкомолекулярного и относительно высокомолекулярного,
взятых в эквимолекулярных количествах. Весь процесс получения присадок
осуществляли по следующим реакциям:
4ROH + P2S6 2 (RO)2PSSH + H2S
2 (RO)2PSSH + ZnO -- [(RO)2P (S) S]2Zn-bH2O
Последнюю реакцию проводили в среде легкого масла, вводимого в та-
ком количестве, чтобы конечная присадка представляла собой 50%-ный
раствор диалкилдитиофосфата цинка в масле. Все реакции проводили при
ранее установленных оптимальных условиях.
При получении диалкилдитиофосфорных кислот спирты брали в избытке
(5% по отношению к теоретическому количеству). Пятисернистый фосфор
добавляли к спиртам при перемешивании в течение 30 мин при температуре-
от 55 до 85 °C в зависимости от молекулярного веса спиртов. После доба-
вления всего количества пятисернистого фосфора реакционную массу нагре-
вали еще 1 ч при 75—100 °C. К полученным диалкилдитиофосфорным кисло-
там добавляли легкое масло (30% от всего количества необходимого масла}
и масляные растворы фильтровали через складчатый бумажный фильтр.
15
ТАБЛИЦА 1
Присадки типа ДФ-11
Присадка Исходные спирты
наименование строение углеводородного радикала
ДФ-11-А Этиловый 2-Этилгексиловый с-с- С-(С)з-С-С- 1 с-с
ДФ-11-Б Изопропиловый 2-Этилгексиловый С\г cz С-(С)3-С-С- 1 с-с
ДФ-11-В Изопропиловый с\г су
Первичные спирты, получен- ные методом оксосинтеза Сд С8
ДФ-11-Г Изопропиловый Первичные спирты, получен- ные методом оксосинтеза С\с CZ С7 св
Дф-И-Д Изопропиловый Вторичные спирты, получен- ные прямым окислением синтина 270—320Q С, голов- ная фракция С\с CZ С12—С18
ДФ-11-Е Изопропиловый Вторичные спирты, получен- ные прямым окислением син- тина, фракция 240—270° С с\с_ CZ С10—С14
ДФ-11-3 Изопропиловый Вторичные гептиловые спирты с\с CZ С7
ДФ-11-И н-Бутиловый 2-Этилгексиловый с-с-с-с- С-(С)3-С-С- 1 с-с
ДФ-11-К Изобутиловый С\г> г CZC
Первичные спирты, получен- ные методом оксосинтеза Cg—с8
ДФ-11-Л Изобутиловый Вторичные спирты, получен- ные прямым окислением син- тина, фракция 240—270° С С\с г CZ Сю—Си
ДФ-11-М Изоамиловый 2-Этилгексило вый 1 I и и и 1 1 I 0—0 о 1 1 о ио о
Дф 11-Н Изоамиловый с>с-с-с-
16
Фильтраты, содержащие диалкилдитиофосфорные кислоты, смешивали, до-
бавляли остальное количество масла (40%), а затем при перемешивании,
в два приема вводили окись цинка в избытке (20% по отношению к теорети-
ческому количеству); при этом раствор саморазогревался примерно до 50 °C
и светлел. Перемешивание продолжали еще 4 ч при комнатной температуре.
Для удаления паров воды через реактор пропускали сухой воздух. Избыток
окиси цинка отделяли центрифугированием на лабораторной центрифуге
периодического действия со скоростью вращения 8000 об!мин. Затем присадку
нагревали в вакууме для удаления влаги: температура бани 60—75 °C,
остаточное давление 10—15 мм рт. ст., продолжительность 30—60 мин.
Всего было получено 13 образцов присадок, строение которых приведено
в табл. 1.
Наиболее трудно осуществимым процессом при получении присадок
является отделение избытка окиси цинка от готовой присадки. В отдельных
случаях, например при получении присадок из спиртов прямого окисления
синтина, для получения прозрачного раствора необходимо длительное цент-
рифугирование.
Все присадки, за исключением ДФ-11-А, представляют собой светло-
желтые прозрачные вязкие жидкости.
Для проверки термоустойчивости присадок их наливали в пробирку,
помещали ее в прозрачную баню, которую нагревали до 130 °C со скоростью
не более 1 °C в 1 мин, и выдерживали при этой температуре 30 мин. Во время
нагревания вели визуальное наблюдение за состоянием присадки.
Все присадки, за исключением ДФ-11-3, выдерживали это испытание.
Присадка ДФ-11-3 выдерживала нагревание только до 120 °C, а при нагре-
вании при этой температуре в течение 10 мин присадка мутнела. Образцы
импортных присадок Сантолюб-493 и Оробис-267 также выдерживали испы-
тание по этой методике.
В табл. 2 приведены результаты анализа присадок.
ТАБЛИЦА 2
Результаты анализа присадок типа ДФ-11
Присадка Найдено, % Вычислено, % Эквивалент щелочного гидролиза, мг КОН/г Соотношение атомов в присад- ке (по результа- там анализа)
р S Zn Р S Zn
най- дено вычис- лено р S Zn
ДФ-11-Б .... 4,51 9,43 6,06 4,91 10,16 5,17 89,3 88,9 2 4,06 1,27
ДФ-11-В .... 5,02 10,10 6,16 5,14 10,62 5,42 93,4 93,0 2 3,89 1,16
ДФ-11-Г 4,79 9,65 5,98 4,91 10,16 5,17 89,6 88,9 2 4,07 1,28
Дф-Н-Д .... 4,02 8,21 4,71 3,88 8,02 4,09 74,2 70,2 2 3,92 1,12
ДФ-11-Е .... 4,30 — 5,32 3,88 8,02 4,09 75,1 70,2 2 — 1,17
ДФ-11-3 .... 5,02 10,00 6,04 5,14 10,62 5,42 92,7 93,0 2 3,88 1,14
ДФ-11-И . . . . 4,52 9,84 5,99 4,70 9,73 4,96 87,4 85,1 2 4,20 1,13
Дф-И 5,00 9,70 5,93 4,70 9,73 4,96 91,4 85,1 2 3,76 1,13
ДФ-11-К .... 4,94 10,32 6,10 4,91 10,16 5,17 91,1 88,9 2 4,06 1,17
ДФ-11-Л .... 3,80 8,18 5,20 3,75 7,76 3,95 74,9 67,8 2 4,17 1,29
ДФ-11-М .... 4,89 10,32 6,16 4,51 9,33 4,76 90,9 81,7 2 4,09 1,19
ДФ-11-Н . . . . 5,02 10,58 6,04 5,14 10,62 5,42 93,7 93,0 2 4,07 1,14
Сантолюб-493 . . 7,47 15,73 9,64 — — — 135,0 — 2 4,09 1,22
Оробис-267 . . . 8,24 16,95 9,82 — —' — 139,1 —' 2 3,99 1,13
Как видно из приведенных данных, содержание фосфора и серы близко
к теоретическому, а содержание цинка во всех присадках несколько выше
рассчитанного. При пересчете аналитических данных на соотношение атомов
Р, S и Zu (это соотношение в диалкилдитиофосфатах цинка равно 2:4:1)
оказалось, что для всех образцов присадок содержание цинка повышено
на 15—20%. Аналогичные результаты получены для образцов импортных
присадок.
2 Заказ 60.
17
Величина эквивалента щелочного гидролиза характеризует способ-
ность диалкилдитиофосфатов цинка количественно реагировать со щелочью
по реакции
[(RO)2P(S)S]2Zn + 2KOH-- 2(RO)2P(S)SK + Zn(OH)2
При определении эквивалента щелочного гидролиза присадки растворяли
в спирто-бензольной смеси (0,2 г присадки в 50 мл смеси; соотношение спирта
и бензола 1:1) и титровали 0,1 н. спиртовым раствором КОН в присутствии
фенолфталеина.
В табл. 2 приведены для каждой присадки также значения эквивалента
щелочного гидролиза, выраженные в миллиграммах КОН на 1 г присадки.
Для технических присадок этот показатель весьма удобен для контроля
за содержанием активного вещества в присадке или, что то же самое, за сте-
пенью разбавления присадки маслом. Этот показатель может быть также
рекомендован и для контроля за процессом производства присадки в завод-
ских условиях.
ИСПЫТАНИЯ ПРИСАДОК
Были определены антиокислительные, противоизносные, противокорро-
зионные и некоторые другие свойства присадок. Испытания проводили на
маслах ДС-11 и ДС-8. Параллельно испытывали более сложные композиции,
соответствующие реальным маслам Серии 2 для дизелей.
Композиция 1. Масло ДС-11 + присадка ДФ-11 (1,2%) + моющая
присадка АСК (6,0%) + противопенная присадка ПМС-200А (0,005%).
Композиция 2. Масло ДС-11 + присадка ДФ-11 (1,2%) + импортная
присадка Монто-613 (9,0%).
Наряду с синтезированными присадками типа ДФ-11 испытывали им-
портную присадку аналогичного строения Сантолюб-493 в концентрации
0,7%, равной концентрации 1,2% присадки ДФ-11 по фосфору.
Антиокислительные свойства
Результаты определения термоокислительной стабильности масел с при-
садками (ГОСТ 9352—60) приведены в табл. 3. Все синтезированные присадки
типа ДФ-11 повышают термоокислительную стабильность масел. Наиболее
высокие значения получены для композиций, содержащих, помимо присадок
ДФ-11, моющие присадки: для большинства образцов композиции 1 значения
термоокислительной стабильности Т№0 выше 90 мин. Однако наблюдается
довольно значительный разброс абсолютных значений термоокислительной
стабильности для отдельных образцов. Если сгруппировать присадки ДФ-11
в зависимости от строения углеводородных радикалов (первичные и вторич-
ные), то в пределах каждой группы разброс значительно уменьшается, нали-
чие вторичных радикалов приводит к более высоким значениям Tii0. Полу-
ченные данные подтверждают хорошо известную зависимость антиокисли-
тельных свойств диалкилдитиофосфатов цинка от строения углеводородных
радикалов.
Результаты работ по окислению масел с присадками типа ДФ-11 в при-
боре ДК-2 представлены в табл. 4. Из данных таблицы видно, что при доба-
влении присадок ДФ-11 к маслу увеличивается количество осадка, образу-
ющегося в процессе окисления; одновременно повышается вязкость масла.
Однако при окислении композиций с моющими присадками количество осадка
и вязкость после окисления ниже, чем для чистого масла. Очевидно, моющие
присадки как сильные поверхностно-активные вещества переводят часть
осадков в коллоидное состояние. Импортная присадка Сантолюб-493 не от-
личается в этом отношении от присадок ДФ-11.
В этой же таблице приведены данные по образованию смол в условиях
работы установки ПЗВ. Было определено содержание «суммарных силика-
гелевых смол» в образцах масла ДС-8, содержащих 1,5% присадки типа
18
ТАБЛИЦА №
Термоокислительная стабильность масляных композиций
с присадками типа ДФ-11
(T2i0 В мин)
Присадка Масло ДС-11 + 1,2% присадки Композиция 1 Композиция ' Масло Д С-8+ 1,5 % присадки
Масло без присадки . . 31 31 31 19
ДФ-11-Б 49 90 94 42
ДФ-11-В 51 98 87 60
ДФ-11-Г 67 >100 93 45
ДФ-11-Д 49 >100 88 40
ДФ-11-Е 56 >100 98 70
ДФ-11-3 50 89 85 70
ДФ-11-И 48 >100 72 48
ДФ-11 51 82 76 42
ДФ-11-К 47 >100 74 42.
ДФ-11-Л 50 99 74 46
ДФ-11-М 43 >100 65 40
ДФ-11-Н 44 >100 74 35
Сантолюб-493 56 >100 80 —
ДФ-11, после испытания их на установке. Судя по полученным результатам,
стабильность масла повышается, количество образовавшихся при этом смол
уменьшается примерно в 2 раза.
ТАБЛИЦА 4
Результаты окисления масляных композиций с присадками типа ДФ-11
в приборе ДК-2 и на установке ПЗВ
Присадка Содержание осадка, % Содержание смол в отра- ботанном масле ДС-8+1,5%. присадки %
масло ДС-11 + 1,2% присадки композиция 1 композиция
Масло без присадки . . 6,5 • 6,5 6,5 15,2
Дф-П-Б ’10,2 2,6 2,5 9,7
ДФ-11-В 7,3 3,6 7,5 7,5
ДФ-11-Г 8,2 2,4 1,7 5,4
ДФ-11-Д 11,1 5,2 5,2 8,3
ДФ-11-Е 9,8 1,5 2,2 5,8
ДФ-11-3 8,0 2,8 3,1 —
ДФ-11-И 11,2 — 1,6 6,9
ДФ-11 8,3 1,7 1,8 6,8
ДФ-11-К 8,9 3,2 3,1 6,0'
ДФ-11-Л 11,6 3,6 4,2 11,3
ДФ-Н-М 10,4 3,0 2,5 4,3
ДФ-11-Н 10,7 2,4 4,1 6,4
Сантолюб-493 10,5 1,3 1,2 —
Установить какую-либо закономерность, связывающую результаты,
полученные при окислении масел на приборе ДК-2 и на установке ПЗВ,
не удалось. Обращает на себя внимание лишь пониженная активность при-
садок ДФ-11-Д и ДФ-11-Л, полученных на основе высших спиртов прямого
окисления синтипа.
Для дальнейшей сравнительной оценки антиокислительных свойств
синтезированных присадок были проведены опыты по окислению углеводо-
родов, в которых определяли количество поглощенного кислорода в приборе
без циркуляции кислорода (видоизмененный прибор О. Г. Пипик) и на уста-
новке с циркуляцией воздуха (установка ИНХС АН СССР с автоматической
компенсацией кислорода). На основании результатов этих опытов получали
кинетические кривые поглощения кислорода.
2* 19
При окислении метано-нафтеновых углеводородов при температуре
150 °C все присадки проявляют сильные антиокислительные свойства —-
происходит длительная стабилизация процесса окисления. При повышении
Влияние присадок типа ДФ-11 на окисление метано-
нафтеновых углеводородов и масла ДС-11.
Температура окисления 150° С, концентрация приса-
док 1,2%:
температуры окисления до
170 °C и уменьшении кон-
центрации присадок до
0,5% действие присадок
ослабляется, и становится
возможным установить
влияние строения приса-
док на их активность как
антиокислителей. В этих
опытах было установлено
некоторое различие в дей-
ствии присадок, содержа-
щих первичные и вторич-
ные углеводородные ради-
калы. Однако это различие
выявляется лишь в спе-
циально подобранных
условиях окисления.
На рисунке приведены
кривые поглощения кисло-
рода при окислении ме-
тано-нафтеновых углеводо-
1 — метано-нафтеновые углеводороды; 2— то же + присадка
ДФ-11-В; 3 — тоже + присадка ДФ-И-К; 4— масло ДС-11 +
0,02% нафтената меди; 5 — то же + присадка ДФ-11-В; 6—
то же + присадка ДФ-И-К.
родов, выделенных из ма-
сел ДС-8 и масла ДС-11,
в присутствии присадок
ДФ-11-В и ДФ-И-К. Эти
данные свидетельствуют о высокой активности присадок, причем при окисле-
нии масла ДС-11, содержащего в качестве катализатора окисления 0,02%
нафтената меди, обе присадки, как с изопропильным, так и изобутильными
радикалами, оказались одинаково активными.
Противоизносные свойства
Проводились определения обобщенного показателя износа ОПИ (ГОСТ
9490—60), а также критической нагрузки заедания Рк на четырехша-
риковой машине трения. Полученные данные приведены в табл. 5.
ТАБЛИЦА 5
Противоизносные свойства присадок типа ДФ-11
Присадка типа ДФ-11 Обобщенный показатель износа (ОПИ) для «Г для масла ДС-8+ 1,5% присадки
масла ДС-11 компози- ции 1 компози- ции 2
с 1,2% присадки с 5% присадки
Масло без присадки . . 30 30 30 30 92
ДФ-11-Б 48 49 43 46 160
ДФ-11-В 48 54 43 45 165
ДФ-11-Г 44 49 45 49 160
ДФ-11-Д 46 50 45 45 135
ДФ-11-Е 44 50 41 43 135
ДФ-11-3 48 51 41 43 180
ДФ-11-И 43 46 44 43 140
ДФ-11 42 48 44 49 160
ДФ-И-К 45 47 45 49 155
ДФ-11-Л 46 46 43 42 140
ДФ-11-М 39 44 43 44 140
ДФ-11-Н 45 46 41 47 180
Сантолюб-493 47 — 43 47 160
20
Из данных табл. 5 видно, что все присадки типа ДФ-11 повышают про-
тивоизносные свойства масел. С помощью, большинства присадок ОПИ
масла ДС-11 может быть повышено с 30 до 50. При дальнейшем увеличении
концентрации присадки значение ОПИ несколько повышается. Введение
в масло моющих присадок (композиции 1 и 2) практически не влияет на ве-
личину ОПИ. Строение присадок также мало сказывается на противоизнос-
ных свойствах масла. По-видимому, наибольшие различия в значениях ОПИ
обусловлены различной молярной концентрацией диалкилдитиофосфатов
цинка в образцах, которая в свою очередь зависит от их молекулярного
веса. Это было подтверждено и при испытании масла ДС-8.
Критическая нагрузка масла ДС-8 (92 кГ) с помощью синтезированных
присадок может быть повышена до 140—180 кГ. Масло ДС-8, содержащее
1,5% присадки ДФ-11-Л, имело Рк, равное 140 кг, а для масла с 1,86%
ДФ-11-Л (эквимолекулярное количество диалкилдитиофосфатов цинка
в 1,5%-ных растворах присадок ДФ-11-В, ДФ-11-3 и ДФ-11-Н) Рк = 185 кГ.
Противокоррозионные свойства
Противокоррозионные свойства присадок типа ДФ-11 оценивали на
приборе ДК-2. Коррозионность масла ДС-11 с присадками и композиций
с моющими присадками определяли в присутствии 0,02% нафтената меди;
продолжительность испытаний 25 ч. Полученные результаты приведены
в табл. 6.
ТАБЛИЦА 6
Коррозионность масляных композиций с присадками
типа ДФ-11
(в г/м'1)
Присадка Масло ДС-11 + 1,2% присадки Композиция 1 Композиция 2
Масло без присадки . . 150—200
ДФ-11-Б 2,3 0,2 0,3
ДФ-11-В 3,6 0,3 0,4
ДФ-11-Г 2,4 0,1 0,5
ДФ-11-Д 2,8 0,4 0,7
ДФ-11-Е 3.5 0,8 0,8
ДФ-11-3 3,4 0,4 1,0
ДФ-11-и 1,3 0,2 0,7
ДФ-11 1,2 0,2 0,9
ДФ-11-к 1,6 0,4 0,9
ДФ-11-л 2,9 0,4 1,1
ДФ-11-М 1,0 0,3 0,9
ДФ-11-н 1,0 0,2 0,3
Сантолюб-493 1,0 0,4 0,3
Все синтезированные присадки типа ДФ-11 обладают весьма высокой
противокоррозионной активностью: они снижают коррозионную агрессив-
ность масла ДС-11 в условиях опыта примерно в 100 раз. Это свойство при-
садок ДФ-11 полностью сохраняется и в присутствии моющих присадок.
Абсолютные значения коррозии, полученные при испытании композиций
1 и 2, несколько ниже, чем для образцов масла с присадками ДФ-11, и нахо-
дятся в пределах 0,1—1,0 г!м2.
Другие свойства присадок типа ДФ-11
В лабораторных условиях были проведены испытания масла ДС-8
с 1,5% присадок типа ДФ-11 на установке ПЗВ для характеристики моющих
свойств, а также определена их деэмульгирующая способность, т. е. были
исследованы свойства присадок, в основном связанные с их адсорбцией на
поверхности раздела двух фаз.
21
Известно, что поверхностная активность диалкилдитиофосфатов цинка,
содержащих относительно короткие углеводородные радикалы, ниже, чем
поверхностная активность бариевых или цинковых солей с большими угле-
водородными радикалами (Са0—С22). В соответствии с этим исследуемые
присадки типа ДФ-11 лишь немного улучшают свойства чистого масла.
Так, моющие свойства масла ДС-8 в присутствии 1,5% присадок характери-
зовались в среднем 2,5—3 баллами, тогда как чистое масло — 4—4,5 баллами.
Деэмульгирующая способность (определяемая по количеству неразложив-
шейся эмульсии) в присутствии присадок типа ДФ-11 составляет в среднем
10% (для чистого масла 22%).
выводы
1. Изучено 12 образцов присадок типа ДФ-11 (диалкилдитиофосфатов
цинка), полученных на основе различных спиртов и содержащих углеводород-
ные радикалы различного строения.
2. Как показали лабораторные испытания, полученные присадки яв-
ляются сильными антиокислителями и значительно повышают противокор-
розионные и улучшают противоизносные свойства масел. Существенных
отклонений в активности присадок различного строения не установлено.
3. По основным свойствам присадки типа ДФ-11 не уступают зарубеж-
ным присадкам того же типа.
4. На основе полученных данных были отобраны партии присадок для
дальнейших испытаний на двигателях.
5. На основании лабораторных испытаний можно считать, что при
получении присадок могут быть использованы различные спирты. Последнее
является весьма благоприятным фактором с точки зрения расширения ресур-
сов для производства присадок типа ДФ-11.
А А.
ПОЛУЧЕНИЕ ПРИСАДОК - МАГНИЕВЫХ СОЛЕЙ ЖИРНЫХ КИСЛОТ
НА ОСНОВЕ ВЫСОКОМОЛЕКУЛЯРНЫХ СИНТЕТИЧЕСКИХ
ЖИРНЫХ КИСЛОТ [СЖК] *
Н. И. ЛАДЫЖНИКОВА, А. В. ДРУЖИНИНА,
И. Б. ГУБЕНКО
Кубовый остаток синтетических жирных кислот получается после от-
гона фракций кислот, идущих для мыловарения. Его производство исчис-
ляется десятками тысяч тонн в год.
В настоящее время на нефтеперерабатывающих заводах кубовый остаток
используют главным образом как топливо, несмотря на то, что в его состав
входят весьма ценные компоненты — кислоты, которые могут быть исполь-
зованы как сырье для нефтехимического синтеза. При изыскании новых
видов сырья для синтеза присадок к маслам был подробно исследован кубо-
вый остаток синтетических Жирных кислот. Было установлено, что экстракт,
получающийся при обработке кубового остатка пропаном, пригоден для даль-
нейшего получения присадок.
Фракционирование кубового остатка синтетических жирных кислот
в растворе жидкого пропана было выполнено на опытных установках ВНИИ
НП периодического (автоклав) и непрерывного действия [1, 2].
* Некоторые результаты испытаний описанных в докладе присадок приводятся
в работе В. Ф, Филипова, В. М. Вуколова и В. М. Гаврюхина (см, стр. 319).
22
Условия фракционирования (температура, кратность) выбирали с уче-
том общих закономерностей растворимости в пропане. В данном случае
нижним температурным пределом фракционирования являлась температура,
близкая к температуре плавления исходного кубового остатка, т. е. около
50-55 °C.
На основании полученных экспериментальных данных были определены
следующие основные технологические показатели процесса:
Кратность пропан : сырье (но объему) 10—12 : 1
Температура, °C
низа колонны .................... 40—45
верха колонны.................. 60
Выход экстракта, %................. —50
Содержание оксикислот в экстракте, % не более 1
Процесс можно осуществить на типовых действующих установках по
деасфальтизации гудронов.
Данные анализа продуктов разделения — экстракта и остатка от экст-
ракции — представлены в табл. 1 и 2.
ТАБЛИЦА 1
Результаты анализа кубового остатка синтетических жирных кислот (СЖК)
и продуктов его разделения
Продукт
Кубовый остаток СЖК
Экстракт .............
Остаток от экстракции
100 114
44,6 93
55,4 117
29 11
18 7
32 15
«в
gg
О. $8
Sb
в S
Цвет
Черный с
коричневым
оттенком
Желтый
Черный
Содержание, %
26,8 57,0
•
33,2' 63,7
22,0 37,1
16,2
0,4
40,9
Как следует из табл. 1 и 2, экстракт, окрашенный в желтый цвет, имеет
более высокую температуру застывания (58 °C) по сравнению с температурой
ТАБЛИЦА 2
Характеристика жирных кислот и неомыляемых веществ
Исходные продукты Жирные кислоты Неомыляемые вещества
кислотное число мг КОН/0 эфирное число мг КОН/г карбониль- ное число мг КОН/г иодное число * мг КОН/г молекуляр- ный вес температура застывания °C цвет молекуляр- ный вес ** температура застывания °C цвет
Кубовый остаток
СЖК..............
Экстракт
Остаток от экстрак-
ции ................
165
16
153 15
7,5
27
176
22
30
684
503
921
55
61
Черный
с корич-
невым
оттенком
Желтый
Черный
810
Черный
с корич-
невым
оттенком
1300
33,5 Темно-
корич-
невый
40 Черный
* По Гюблю — Баллеру.
** По Расту.
23
застывания исходного кубового остатка (50 °C) и практически не содержит
оксикислот. Основная масса оксикислот и смолистых, окрашенных в черный
цвет соединений концентрируется в остатке от экстракции. Кислоты экстрак-
та, как показали данные хроматографического анализа, представляют собой
смесь кислот с числом углеродных атомов в молекуле в основном от 22 до
27 (рис. 1).
Кислоты остатка от экстракции, судя по высоким значениям молекуляр-
ного веса (921), являются более высокомолекулярными кислотами; по сравне-
нию с кислотами экстракта они имеютболыпие иодные числа и более низкую
температуру застывания.
Неомыляемая темноокрашенная часть продуктов разделения согласно
результатам анализа содержит примесь высокомолекулярных кислород-
содержащих соединений.
Проведенные исследования показали, что можно широко использовать
продукты фракционирования кубового остатка синтетических жирных кис-
Рис. 1. Результаты фракционирования
жирных кислот экстракта с помощью
адсорбционной хроматографии.
лот. Концентрат оксикислот (остаток
от экстракции) рекомендуется для ис-
пользования в качестве присадки к спе-
циальным битумам для улучшения их
реологических свойств в широком диа-
пазоне температур [3]. Концентрат
жирных кислот (экстракт) можно реко-
мендовать для производства присадок
к смазочным маслам [4 ]. Как показали
исследования, кислоты экстракта обла-
дают высокими защитными свойствами,
поэтому концентрат жирных кислот
также может быть использован вместо
стеариновой кислоты при получении
консервационных материалов.
В настоящем сообщении приведены
результаты работ по получению приса-
док для моторных масел на базе кон-
центрата жирных кислот.
Для получения масел Серии 3 и Серии 4 широко применяются высоко-
щелочные присадки. При добавлении таких присадок как в чистом виде,
так и в композиции с другими присадками обеспечивается нормальная работа
двигателей на высокосернистом топливе. К числу известных высокощелоч-
ных присадок относятся присадки ПМС’Я, МАСК, ВНИИ НП-370п и др.
Получение присадок с высокой щелочностью на базе концентрата жир-
ных кислот и окиси магния было осуществлено в лабораторных условиях
и на пилотной установке.
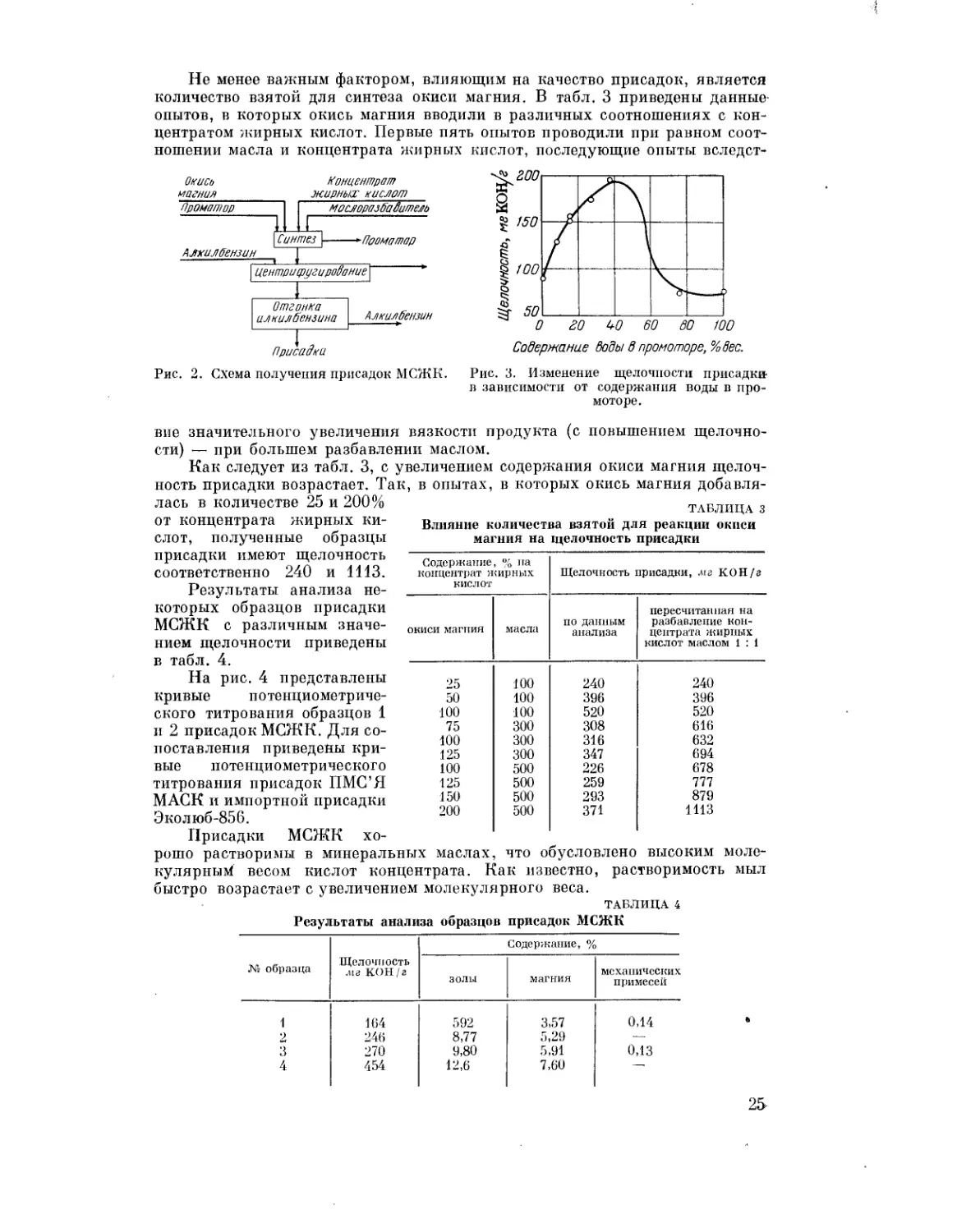
Присадки получают обработкой концентрата жирных кислот окисью
магния в присутствии промотора при нагревании и перемешивании (рис. 2).
Затем к присадке добавляют растворитель, отделяют механические примеси
центрифугированием и отгоняют растворитель. Промотором служат кислород-
содержащие производные углеводородов, например соединения, содержащие
гидроксильную группу.
В зависимости от условий синтеза присадки могут иметь различные зна-
чения щелочности: от 50 до 500 .лг КОН/г. При точном соблюдении режима
можно получить присадку с заданным значением щелочности.
Одним из факторов, оказывающим существенное влияние на качество
синтезируемых присадок, является наличие воды в промоторе. На рис. 3
представлена кривая изменения щелочности присадки в зависимости от со-
держания воды в промоторе. Кривая показывает, что с повышением содержа-
ния воды щелочность присадки увеличивается, но до известного предела:
при содержании воды около 40 вес. % щелочность достигает максимального
значения, а при дальнейшем увеличении содержания воды она снижается.
24
Не менее важным фактором, влияющим на качество присадок, является
количество взятой для синтеза окиси магния. В табл. 3 приведены данные
опытов, в которых окись магния вводили в различных соотношениях с кон-
центратом жирных кислот. Первые пять опытов проводили при равном соот-
ношении масла и концентрата жирных кислот, последующие опыты вследст-
Окись Концентрат
магния жирных кислот
Пронатор
Алхилбензин
[Синтез )
мослоразбавитем
Пооматар
| центрифугиро8ание\
Отгонка
илкилбензина
Алкилбензин
Содержание воды в промоторе, % Вес.
Присадки
Рис. 2. Схема получения присадок МСЖК.
Рис. 3. Изменение щелочности присадки-
в зависимости от содержания воды в про-
моторе.
вне значительного увеличения вязкости продукта (с повышением щелочно- сти) — при большем разбавлении маслом. Как следует из табл. 3, с увеличением содержания окиси магния щелоч- ность присадки возрастает. Так, в опытах, в которых окись магния добавля- лась в количестве 25 и 200% таблица з от концентрата жирных ки- Влияние количества взятой для реакции окиси слот, полученные образцы магния на щелочность присадки
присадки имеют щелочность содержание, % на соответственно 240 И 1113. концентрат жирных Результаты анализа не- кислот Щелочность присадки, мг КОН/а
которых образцов присадки МСЖК с различным значе- окиси магпия нием щелочности приведены масла по данным анализа пересчитанная на разбавление кон- центрата жирных кислот маслом 1 : 1
На рис. 4 представлены 95 кривые потенциометриче- 50 ского титрования образцов 1 100 и 2 присадок МСЖК. Для со- поставления приведены кри- 125 вые потенциометрического що титрования присадок ПМС’Я 125 МАСК и импортной присадки 150 Эколюб-856. 200 Присадки МСЖК хо- рошо растворимы в минеральных маслах кулярныМ весом кислот концентрата. F быстро возрастает с увеличением молекул; 100 100 100 300 300 300 500 500 500 500 что о iaK изг грного 240 396 520 308 316 347 226 259 293 371 бусловлено естно, рас веса. ТАБЛ 240 396 520 616 632 694 678 777 879 1113 высоким моле- творимость мыл [ИЦА 4
Результаты анализа образцов присадок МСЖК
№ образца Щелочность Ata КОН/г Содержание, %
золы магния механических примесей
1 164 592 3,57 0,14 ’
2 246 8,77 5,29 —
3 270 9,80 5,91 0,13
4 454 12,6 7,60 —
25
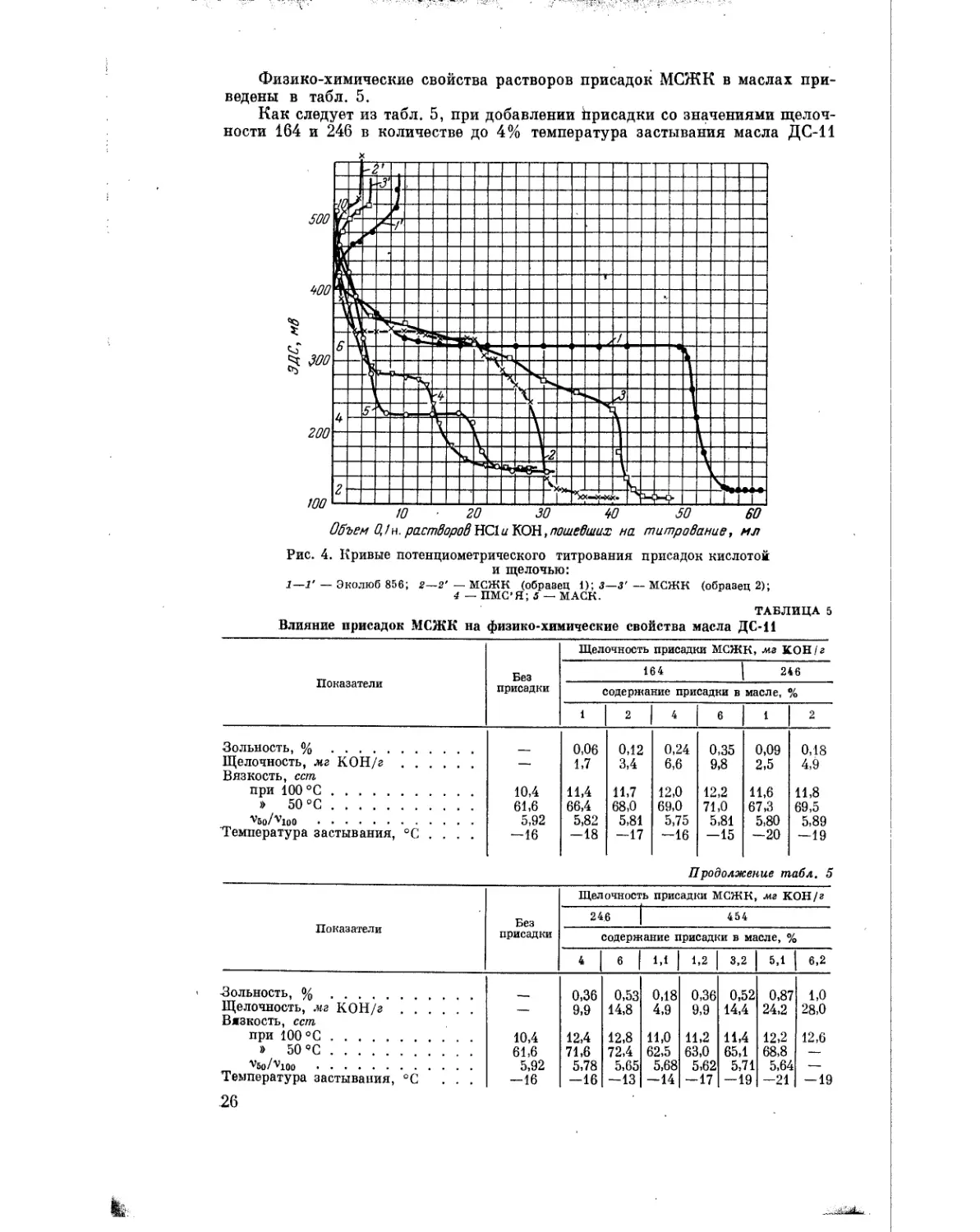
Физико-химические свойства растворов присадок МСЖК в маслах при-
ведены в табл. 5.
Как следует из табл. 5, при добавлении йрисадки со значениями щелоч-
ности 164 и 246 в количестве до 4% температура застывания масла ДС-11
Рис. 4. Кривые потенциометрического титрования присадок кислотой
и щелочью:
1— 1' — Эколюб 856; 2—г' — МСЖК (образец 1); 3—3'— МСЖК (образец 2);
4 — ПМС’Я; 5 — МАСК.
ТАБЛИЦА 5
Влияние присадок МСЖК на физико-химические свойства масла ДС-11
Показатели Без присадки Щелочность присадки МСЖ 164 К, мг КОН/г 246
содержание присадки в масле, %
1 2 4 6 1 2
Зольность, % Щелочность, мг КОН/г 0,06 0,12 0,24 0,35 0,09 0,18
— 1,7 3,4 6,6 9,8 2,5 4,9
Вязкость, сет при 100 °C 10,4 11,4 11,7 12,0 12,2 11,6 11,8
» 50 °C 61,6 66,4 68,0 69,0 71,0 67,3 69,5
'v5o/ VjoO 5,92 5,82 5,81 5,75 5,81 5,80 5,89
Температура застывания, °C ... . -16 -18 -17 -16 -15 -20 -19
Продолжение табл. 5
Показатели Без присадки Щелочность присадки МСЖК, мг КОН/г
246 454
содерж ание присадки в масле, %
4 6 1,1 1,2 3,2 5,1 6,2
Зольность, % 0,36 0,53 0,18 0,36 0,52 0,87 1,0
Щелочность, мг КОН/г Вязкость, ест — 9,9 14,8 4,9 9,9 14,4 24,2 28,0
при 100 °C 10,4 12,4 12,8 11,0 11,2 11,4 12,2 12,6
» 50 °C 61,6 71,6 72,4 62,5 63,0 65,1 68,8 —
Vso/Vioo 5,92 5,78 5,65 5,68 5,62 5,71 5,64 —
Температура застывания, °C ... -16 -16 -13 -14 -17 -19 -21 -19
26
снижается. Присадка со щелочностью 454 действует как депрессор при до-
бавлении ее в количестве от 1 до 6%. На отношение вязкости при 50 и 100° С
добавление присадки существенного влияния не оказывает.
Присадка МСЖК хорошо совмещается с антиокислительными, противо-
извосными и другими присадками, поэтому ее можно добавлять при наличии
большой щелочности в относительно малых концентрациях к моторным
маслам Серии 3 и Серии 4 для двигателей, работающих на высокосернистом
топливе.
Масла различных серий с присадками МСЖК в композиции с другими
присадками находятся в стадии испытаний в различных двигателях.
Как показали предварительные опыты, высокощелочные магниевые
присадки можно получать также на основе смеси концентрата жирных ки-
слот с сульфокислотами или алкилфенолами.
выводы
1. Разработан способ выделения высокомолекулярных жирных кислот
из кубового остатка синтетических жирных кислот экстракцией пропаном.-
2. На основе высокомолекулярных синтетических кислот получены
присадки — магниевые соли жирных кислот (МСЖК).
ЛИТЕРАТУРА
1. Губенко И. Б., Дружинина А. В., Ладыжникова И. И., авт.
свид. 164650, 1963 г., Бюлл. изобр., № 16, 23 (1964).
2. Губенко И. Б., Дружинина А. В., Ладыжникова Н. И., Масло-
жировая промышленность, № 4, 21 (1965).
3. Руденская И. М., Губенко И. Б., Финашин В. М., авт. свид.
173647, 1963 г., Бюлл. изобр., № 15, 159 (1965).
4. Дружинина А. В., Ладыжникова Н. И., авт. свид. 168396, 1963 г.,
Бюлл. изобр., № 4, 53 (1965).
ПОЛУЧЕНИЕ ПРИСАДКИ БашНИИ НП
А. И. КАРТАШЕВСКИЙ, Э.С. ТЕТЕЛЬБАУМ,
А. Г. КАШИНА
В последнее время вместо универсальных присадок все чаще применяют
композиции из присадок, взаимно дополняющих и усиливающих друг друга.
В основном рекомендуются композиции сульфонатных, алкилфенольных
(типа ВНИИ НП-370, БФК), алкилдитиофосфатных и ксантогенатных при-
садок. В состав композиций, предложенных ВашНИИ НП, кроме сульфо-
натной присадки ПМС’Я, входит присадка, полученная на основе кислород-
содержащих соединений, выделенных из окисленного парафина.
Способ получения этой присадки к моторным маслам заключается в экст-
ракции кислородсодержащих соединений из окисленного парафина,
обработке полученного экстракта пятисернистым фосфором, смешении фос-
фированного экстракта с алкилфенольным компонентом и последующей ней-
трализации смеси гидратом окиси бария.
1. ЭКСТРАКЦИЯ КИСЛОРОДСОДЕРЖАЩИХ СОЕДИНЕНИЙ
ИЗ ОКИСЛЕННОГО ПАРАФИНА [ОКСИДАТА]
В литературе имеются сведения по экстракции кислородсодержащих
соединений из окисленного парафина, «вторых неомыляемых», выделяемых
в процессе получения синтетических жирных кислот, и продуктов оксосин-
теза. Для экстракции применяли различные растворители, наиболее под-
ходящими из них оказались этанол и метанол. Метанол обладает высокой
27
растворяющей способностью по отношению к кислородсодержащим соеди-
нениям и минимальной — по отношению к парафину.
При двукратной экстракции оксидата в делительной воронке при 60 °C
трехкратным количеством метанола извлечено 68,8% кислородсодержащих
соединений, а при трехкратной экстракции в тех же условиях — 78,6%.
При противоточной экстракции на лабораторной колонке высотой
1200 мм и диаметром 25 мм, при температурах 58—61 °C (низ колонки) и
45—50 °C (верх колонки), при скорости подачи оксидата 200 мл/ч, мета-
нола — 600 мл/ч выход экстракта составляет 22,2—52,6% в зависимости
от количества кислородсодержащих соединений в исходном оксидате. Выход
жирных кислот 72—74%, а нейтральных кислородсодержащих соедине-
ний — 41—45% от содержащихся в оксидате. Содержание парафина с
40—60% в оксидатах снизилось до 11—17% в экстрактах.
В табл. 1 приведены характеристики некоторых экстрактов, получен-
ных из парафина при различной глубине окисления.
ТАБЛИЦА I
Характеристика экстрактов, выделенных из парафина при
различной глубине его окисления
Онейдат Экстракт
кислотное число мг. КОН/е количество кислород- содержащих соединений вес. % кислотное число мг КОН 1г количество кислородсодер- жащих соединений, вес. % содержание парафина %
кислот * нейтральных соединений
10,0 30,9 43,0 33,3 43,0 17,0
11,6 37,3 36,4 32,5 46,7 17,1
20,4 42,8 53,0 36,7 41,1 15,1
31,7 47,8 68,0 40,9 38,0 13,9
44,0 55,8 80,5 47,2 34,0 12,1
76,3 59,1 114,6 57,8 20,5 11,5
Без учета содержания водорастворимых кислот.
Из приведенных в табл. 1 данных видно, что по мере увеличения глу-
бины окисления парафина (начиная с образца с кислотным числом 20 мг
КОН/г) в экстрактах изменяется соотношение между содержанием кислот
и нейтральных кислородсодержащих соединений в сторону увеличения доли
кислот и уменьшается средний молекулярный вес кислот.
2. ФОСФИРОВАНИЕ КИСЛОРОДСОДЕРЖАЩИХ СОЕДИНЕНИЙ
Экстракты представляют собой сложную смесь кислот, спиртов, эфиров
и карбонильных соединений. Все эти соединения в определенных условиях
реагируют с пятисернистым фосфором. При этом из кислот образуются тио-
кислоты, из сложных эфиров — эфиры тиокислот, из кетонов — тиокетоны,
из спиртов — в основном диалкилдитиофосфорные кислоты.
Реакция между пятисернистым фосфором и такой сложной смесью', как
экстракт кислородсодержащих соединений из окисленного твердого пара-
фина, удовлетворительно протекает при 80—100 °C; при 70 °C скорость
реакции чрезвычайно мала, а при температуре выше 100° С наблюдается
смолообразование. Увеличение температуры реакции в интервале 80—100 °C
благоприятно сказывается на скорости реакции, как это видно из рис. 1,
на котором представлены кривые изменения кислотного числа, содержания
серы и фосфора в фосфированных экстрактах в зависимости от длительности
реакции.
28
Для фосфирования экстрактов брали от 20 до 40% пятисернистого фос-
фора (в расчете на экстракт); обычно достаточно было 30%, причем часть
пятисернистого фосфора не вступала
в реакцию.
Полученные экстракты, разбавленные
маслом в соотношении 1:1, содержали
5,5—6,5% серы и 3,3—3,6% фосфора.
3. НЕЙТРАЛИЗАЦИЯ ФОСФИРОВАННОГО
ЭКСТРАКТА И АЛКИЛФЕНОЛЬНОГО
КОМПОНЕНТА ГИДРАТОМ ОКИСИ БАРИЯ
При нейтрализации фосфированных
экстрактов гидратом окиси бария в боль-
шинстве случаев происходит коагуляция
нейтрализованного продукта. Если коагу-
ляция не наступает, значит в присадке
сохранилась небольшая кислотность, и
присадка характеризуется неудовлетвори-
тельными моющими свойствами (1,5—
2 балла) и не обладает противокоррозион-
ными свойствами.
Чтобы предотвратить свертывание
присадки, были применены стабилиза-
торы, в качестве которых использовали
алкилфенол, бис-алкилоксифенилдисуль-
фид и бариевую соль бис-алкилоксифенил-
метана. Для стабилизации присадки до-
статочно добавить 30% алкилфенольного
компонента на экстракт. Увеличение
алкилф'енольного компонента в присадке
вызывает незначительное уменьшение
зольности, содержания бария, серы и фос-
фора (табл. 2). Однако уменьшение содер-
жания бария, серы и фосфора, по-види-
мому, отрицательно не сказывается на
Рис. 1. Изменение кислотного числа,
содержания серы и фосфора при
фосфировании экстрактов
1 — при 80 °C; 2 — при 90 °C;
3 — при 98 °C.
основных свойствах присадки, так как при этом несколько улучшаются про-
тивокоррозионные свойства и, как показали испытания на установке ИТ9-3,
образцы, содержащие 100% алкилфенольного компонента, имеют лучший
моторный индекс, чем образцы, содержащие 50% алкилфенольного компо-
нента (соответственно 7,2—7,7 и 11,0—12,7 балла).
Введение алкилфенольного компонента в присадку позволяет не только
стабилизировать ее, но и ввести в ее состав больше металла, чем можно ввести
в каждый из ее компонентов. Без стабилизатора в присадку удалось ввести
13,5% бария. По литературным данным, в алкилфенольный компонент форм-
альдегидной конденсации можно ввести до 16% бария. При совместной ней-
трализации фосфированного экстракта и алкилфенольного компонента в при-
садку было введено до 21% бария.
Для нейтрализации смеси фосфированного экстракта с алкилфенольным
компонентом применяли гидрат окиси бария в количестве 90—130% на
экстракт. При увеличении количества гидрата окиси бария, взятого для
нейтрализации, в присадке повышались содержание бария, щелочность,
улучшались ее противокоррозионные свойства. Улучшение свойств присадки
заметно при увеличении количества гидрата окиси бария до 100—110%
и в меньшей степени — при дальнейшем увеличении расхода гидрата окиси
бария.
Присадка БашНИИ НП характеризуется удовлетворительными мою-
щими свойствами по методу ПЗВ (0,5—1 балл при испытании масла МТ-16
29
ТАБЛИЦА 2
Влияние содержания алкилфенольного компонента на свойства присадки
Количество алкилфеноль- ного компонента % на экстракт * Зольность % Содержание, % Коррозионность масла МТ-16 с 3% присадки, г/м‘ Моющие свойства баллы
Ва S Р без катализатора с 0,02%'нафтената меди
30 ч 40 ч 20 ч 25 V
0 , 18,9 11,1 4,40 2,22 23 2,0
0 21,0 13,5 4,50 1,81 68 83 58 — 1,5
30 33,2 21,5 3,62 2,00 — — — — —
50 32,8 20,7 3,22 1,88 1,9 5,3 19,2 43,4 —
70 31,8 20,5 3,06 1,56
100 30,2 19,8 2,63 1,52 1,2 3,3 5,4 29,0 1,0
* В опыте 1 был взят фосфированный экстракт, содержащий 5,85% серый 3,35% фосфора; в последующих опытах — экстракт, содержащий 6,52% серый 3,57%
фосфора.
Результаты испытаний масла ДС-11 с присадками иа установке ИТ9-3 по методу ИДМ-50Ф*
ТАБЛИЦА 3
Присадки Подвижность поршневых колец Цвет отложе- ний, баллы Количество отложений, г Износ поршне- вых колец г Моторный индекс
всего (без днища) в первой канавке и на первом кольце во второй канавке и на втором кольце в третьей — пятой канавках, на третьем — пятом кольцах, на гребне и на перемычках на днище с учетом износа колец без - учета износа колец
1,5% Монто-613 + 0,7% Санто- люб-493 ** Первое плот- ное, остальные свободны 3,0 — — — — — — 9,7 9,1
4% Монто-613 + 0,25% Сантолюб-493 Все свободны 2,0—2,5 0,95 0,26 0,09 0,11 0,14 0,22 5,4 4,3
3% БашНИИ НП То же 2,5 1,43 0,43 0,22 0,14 0,08 0,15 7,3 6,7
1,5% БашНИИ НП + 1,5% ПМС’Я » 2,5 0,82 0,37 0,06 0,08 0,09 0,10 5,2 4,7
3% БашНИИ НП+ 1% ПМС’Я 2,0 0,66 0,17 0,15 0,08 0,08 0,14 4,5 3,8
4% БашНИИ НП + 4% ПМС’Я + ^-0,005% ПМС-200А » 1,5 0,60 0,27 0,04 0,03 0,07 0,12 4,1 3,5
* Испытания проведены под руководством старшего научного сотрудника БашЦИИ НП Н, Г. Торопцева,
** Данные ВНИИ НД.
с 3% присадки) и высокими противокоррозионными свойствами. Из рис. 2, а
и б, на котором даны результаты испытаний коррозионности масла МТ-16
с различными присадками на приборе ДК-3 без катализатора окисления
и с 0,02% нафтената меди, видно, что масло с присадкой БашНИИ НП экви-
валентно маслу с двойным количеством присадки ВНИИ НП-360 и маслу
с присадкой Монто-613.
В табл. 3 приведены данные испытаний масла ДС-11 с различными при-
садками на установке ИТ9-3. Как видно из таблицы, масло ДС-11 с 3% при-
садки БашНИИ НП (приведен средний результат испытания четырех образ-
а
6
Рис. 2. Коррозионность масла МТ-16 с присадками:
а — без катализатора: б — с 0,02% нафтената меди: 1 — 1,5%
Монто-613; 2 — 1,5% БашНИИ НП; 3 — 3% ВНИИ НП-360; 4 — 6%
ВНИИ НП-360; 5 — 3% БашНИИ НП; 6 — 0,25% Сантолюб-493;
7 — 4% Монто-613; 8 — 6 % БашНИИ НП.
цов присадки) по моторному индексу несколько лучше масла группы
Б (ДС-11 + 1,5% Монто-613 + 0,7% Сантолюб-493) и уступает маслу группы
В (ДС-11 + 4% Монто-613 + 0,25% Сантолюб-493). Масло, содержащее ком-
позиции присадок БашНИИ НП и ПМС’Я, аналогично или несколько лучше
масла с зарубежной присадкой группы В.
Испытания масла ДС-11 с композицией, состоящей из 4% присадки
БашНИИ НП, 4% ПМС’Я и 0,005% ПМС-200А, на установке УИМ-6Н,
проведенные во ВНИИ НП, показали, что это масло не уступает маслу с за-
рубежными присадками группы Г.
выводы
1. Взаимодействием кислородных соединений экстракта окисленного
парафина с пятисернистым фосфором с последующей нейтрализацией полу-
ченного продукта гидратом окиси бария получена присадка БашНИИ НП.
2. При добавлении к маслу ДС-11 присадок БашНИИ НП и ПМС’Я
можно получать масла групп В и Г.
СИНТЕЗ, ИССЛЕДОВАНИЕ И ПРИМЕНЕНИЕ ПРОТИВОИЗНОСНЫХ
ПРИСАДОК К МАСЛАМ ДЛЯ ТРАНСМИССИОННЫХ
И ГИПОИДНЫХ ПЕРЕДАЧ
А. М. КУЛИЕВ, А.А.АТАЛЬЯН, Г. А. ЗЕЙНАЛОВА,
А. Г. ЗУЛЬФУГАРОВА, 3. А. АЛИ-ЗАДЕ, А. М. ЛЕВШИНА,
А. Б. АБДИНОВА, Ф. Г. СУЛЕЙМАНОВА, И. Т. ЭЛБОВИЧ,
А. Ф. АСЛАНОВ и И. К. ЗЕЙНАЛОВ
Противоизносные свойства масел для смазки тяжелонагруженных
узлов трения могут быть улучшены присадками, содержащими различные
функциональные группы. Роль присадок, добавляемых к маслам для гипоид-
ных и трансмиссионных передач, заключается в том, что они при повышенной
температуре, вступая в химическую реакцию с металлом, создают на тру-
щихся поверхностях прочную защитную пленку при режиме граничного тре-
ния [1 ].
В качестве противоизносных присадок были предложены многочислен-
ные органические соединения, содержащие в основном серу, фосфор, хлор
и кислород, и некоторые из них оказались высокоэффективными противо-
износными присадками (присадки Хлорзф-40, Л3-23к, ЛЗ-6/9, ОТ-1, Со-
вол и др.).
Синтез противоизносных присадок проводился нами в следующих на-
правлениях.
1. Получение хлор- и серусодержащих присадок ИНХП-16 и ИНХП-30.
2. Получение хлор- и фосфорсодержащих присадок.
- 3. Получение серу- и фосфорсодержащих присадок ИНХП-31 и
ИНХП-32.
4. Получение хлор-, серу- и фосфорсодержащих присадок ИНХП-46
и ИНХП-47.
I. СИНТЕЗ И ИССЛЕДОВАНИЕ ХЛОР- И СЕРУСОДЕРЖАЩИХ ПРИСАДОК
ИНХП-16 И ИНХП-30
Противоизносная присадка ИНХП-16 представляет собой продукт сме-
шения хлорированной нафты каталитического крекинга с присадкой БФК
в соотношении 5 : 2. Эта присадка применяется в смеси с маслом П-28 на
Бакинском шинном заводе и в редукторах импортных прессформаторов-
вулканизаторов.
Моторное масло Д-11 в смеси с 7% присадки ИНХП-16 было испытано
с положительными результатами также в редукторах двухузлового двигатель-
ного комплекса судов.
Присадка ИНХП-30, представляющая собой серу- и хлорсодержащее
соединение, была синтезирована при взаимодействии стирола с двуххлори-
стой серой и дальнейшей нейтрализации полученного продукта гидратом
окиси металла.
Реакция протекает по следующему уравнению:
2CeH6CH=CH2 + SC12-- С1СН2—CH-S-CH-CH,C1
I I
CgHs CeH5
Анализ полученного соединения приведен ниже.
Вычислено Найдено
Молекулярный вес Содержание, % 311 318
углерода . . . . 61,0 59,7
водорода . . . . 5,1 5,07
серы 10,2 . 11,0
хлора 22,8 22,0
32
Результаты испытания масла АК-15 с присадкой ИНХП-30 на четырех-
шариковой машине трения и противокоррозионные свойства по методу
НАМИ и по швейцарскому методу приведены в табл. 1. Для сравнения при-
ведены данные для противоизносной присадки Хлорэф-40.
ТАБЛИЦА 1
Результаты испытаний масла АК-15 присадками ИНХП-30
и Хлорэф-40
Образец ОПИ * Коррозия, г/л»2
по методу НАМИ (25 ч) по швейцар- скому методу
Масло АК-15 23 106 0,5
Масло АК-15 + 3% ИНХП-30 100 5 +2,3
Масло АК-15+ 2% Хлорэф-40 95 121 —
* ОПИ — обобщенный показатель износа, определяемый на четырех-
шариковой машине трения по ГОСТ 9490—60.
Из табл. 1 видно, что 3% присадки ИНХП-30 в масле АК-15 по противо-
износным свойствам дают такие же показатели, как 2% присадки Хлорэф-40.
По противокоррозионным свойствам присадка ИНХП-30 значительно пре-
восходит присадку Хлорэф-40.
Результаты предварительных испытаний показали, что 1,5% присадки
ИНХП-30 также значительно повышают противоизносные и противокорро-
зионные свойства масла Д-11.
Р- Как известно, в состав композиций присадок в маслах групп В, Г и Д
(Серия 1, Серия 2 и Серия 3) входит противоизносная присадка Л3-23к.
Для определения возможности замены этой присадки присадкой ИНХП-30
были исследованы в лабораторных условиях масла Д-11 с присадкой БФК
при добавлении оптимальных количеств присадок Л3-23к и ИНХП-30.
Результаты лабораторных испытаний масла Д-11 с различными присад-
ками и композициями присадок приведены ниже.
опи
Масло Д-11+ 1,5% ИНХП-30..... 100
Масло Д-11+0,5% Л3-23к........ 66
Масло Д-11+ 6% БФК +1,5% ИНХП-30 97
Масло Д-Ц + 6% БФК+0,5% Л3-23к 56
Исходя из приведенных данных, полученных при замене присадки
Л3-23к присадкой ИНХП-30, была приготовлена композиция присадок для
масла группы Г. Сравнительные результаты испытаний противоизносных
свойств масла Д-11 с композициями присадок, содержащими присадки
Л3-23к и ИНХП-30, приведены ниже.
опи
Масло Д-11 + 11% БФК+4% СБ-3 +
+0,5% Л3-23к+0,005% ПМС-200А 47,3
Масло Д-11 + 11% БФК + 4% СБ-3 +
+ 2% ИНХП-30+0,005% ПМС-200А 101,8
Как видно из приведенных данных, при замене присадки Л3-23к при-
садкой ИНХП-30 противоизносные свойства масла Д-11 с композицией при-
садок значительно улучшаются.
Было проведено длительное (600 ч) испытание масла Д-11 с компози-
цией присадок, состоящей из 11% БФК, 4% СБ-3, 1% ИНХП-30 и 0,005%
ПМС-200А, на двигателе ЯАЗ-204.
Результаты этих испытаний были сравнены с результатами испытаний
эталонного масла группы Г (масло Д-11 с 9% Монто-613 и 0,7% Санто-
люб-493). Оказалось, что присадка ИНХП-30 обеспечивает нормальную
работу двигателя на уровне, соответствующем эталонному маслу группы Г.
3 Заказ 60.
33
II. СИНТЕЗ И ИССЛЕДОВАНИЕ ХЛОР- И ФОСФОРСОДЕРЖАЩИХ
ПРИСАДОК
Хлор- и фосфорсодержащие присадки были получены на основе алкило-
вых и ариловых эфиров а-монохлоргидрина глицерина. Алкиловые эфиры
а-монохлоргидрина глицерина были получены путем конденсации эпихлор-
гидрина с различными спиртами, содержащими от одного до шести углерод-
ных атомов. Реакцию проводили в присутствии концентрированной серной
кислоты [2]. Ариловые эфиры а-монохлоргидрина глицерина получали путем
конденсации эпихлоргидрина с фенолами в присутствии пиридина [3].
Реакция протекает по следующему уравнению:
О
НОН + СН2-СН-СН2С1 ► ROCH2-CHOH—СН2С1
где R — алкиловый или ариловый радикал.
Полученные эфиры а-монохлоргидрина глицерина обрабатывали трех-
хлористым фосфором в растворе бензола. Реакцию проводили при О °C
в атмосфере азота в присутствии триэтиламина. Количество реагирующих
компонентов брали согласно уравнению реакции:
/ROCH24 \
3ROCH2CHOH-CH2C1 + PC1s ► )СНО Р + ЗНС1
\ СН2СИ /з
3 (C2H5)3N + ЗНС1-- 3 (C2H5)3N . НС1
Полученные продукты представляли собой а-хлорметил-0-алкокси-
(или арилокси)-этиловые зфиры фосфористой кислоты. Физико-химические
показатели полученных эфиров приведены в табл. 2.
ТАБЛИЦА 2
Физико-химические характеристики эфиров фосфористой кислоты типа
/НОСН2Ч \
)СНО Р
\сн2с1 / я
R Выход % Плот- ность «г Показа- тель прелом- ления п20 "в Молекуляр- ный вес Найдено, % Вычислено, %
найде- но вы- числе- но С1 Р С1 Р
СН3 67,2 1,2787 1,4732 383,1 401,7 26,69 7,90 26,48 7,71
С2Н5 64,7 1,2018 1,4698 434,5 443,8 23,73 7,08 23,97 6,98
н-С4Не 57,4 1,1781 1,4634 518,2 527,9 19,69 5,51 20,15 5,87
н-СйН13 56,1 1,1034 1,4662 600,8 612,1 16,86 5,24 17,38 5,06
с6н5 78,3 — 1,5517 570,4 587,9 17,61 5,03 18,09 5,27
л-СНа—С,Н4 .... 77,0 — 1,5456 611,6 629,9 16,61 4,58 16,88 4,92
Взаимодействием алкиловых и ариловых эфиров а-монохлоргидрина
глицерина с 0-хлорэтиловым эфиром дихлорангидрида фосфористой кислоты
были получены соответствующие смешанные эфиры фосфористой кислоты [4 ].
Результаты анализа этих продуктов приведены в табл. 3.
В результате проведенной работы было получено более 14 органических
соединений, которые были испытаны на противоизносные и противокоррози-
онные свойства в смеси с маслами МК-22 и АК-15.
Результаты предварительных испытаний приведены в табл. 4.
Как видно из\ приведенных данных, исследуемые соединения придают
базовым маслам высокие противоизносные свойства. При добавлении полу-
ченных эфиров к маслу в количестве 2—3% ОПИ повышается в 3—4 раза.
34
ТАБЛИЦА 3
Физико-химические характеристики смешанных эфиров фосфористой-кислоты
/носн2. \
типа )СНО РОСН2СН2С1
Vch2ci х А
R Выход % Молекулярный вес Найдено, % Вычислено, %
найдено вычисле- но С1 р С1 Р
сн3 79,2 361,2 357.6 29,17 8,36 29,74 8,66
С2н5 77,5 382,1 385,7 26,93 8,25 27,58 8,03
и-С3Н7 79,4 400,6 413,7 24,55 8,04 25,71 7,49
н-С4Н8 68,4 458,2 441,8 23,46 6,56 24,08 7,01
я-с6нп 63,4 441,9 469,8 21,34 5,93 22,64 6,59
н-СвН1з 69,1 481,3 497,4 19,48 5,74 21,36 5,43
с,н5 87,7 470,4 481,7 21,48 6,19 22,08 6,43
п-СН3—СвН4 85,7 484,4 509,3 19,88 5,93 20,68 6,08
ТАБЛИЦА 4
Результаты испытания простых и смешанных эфиров
фосфористой кислоты
к Эфиры фосфористой кислоты типа zroch!4 \ ( >СНО Р ' CHtCr А в смеси с маслом МК-22 Эфиры фосфористой кислоты типа /БОСН2. , I )сно ) РОСН2СН2С1 \ СН2СГ /2 в смеси с маслом АК-15
содержание присадки % опи содержание присадки % опи
СН3 .... 2 68,5 2 70,6
с2н5 .... 2 74,5 2 96,1
«-С3Н7 . . . — — 2,3 108,0
н-С4Нв . . . 2,6 79,2 2,5 117,0
н-С6Ни . . — — 2,6 112,5
н-СвН1з . . 3 108,5 2,8 110,7
с6н5 .... 2 99,2 2 104,9
п-СН3-С„Н4 2 93,2 2 107,0
При этом смешанные эфиры фосфористой кислоты по сравнению с простыми
являются более эффективными противоизносными присадками. При испыта-
нии масла АК-15 с этими соединениями на коррозионность были получены
удовлетворительные результаты.
III. СИНТЕЗ И ИССЛЕДОВАНИЕ СЕРУ- И ФОСФОРСОДЕРЖАЩИХ
ПРИСАДОК
Серу- и фосфорсодержащие присадки были получены двумя способами.
1. Взаимодействием промышленного алкилфенола с монохлоруксусной
кислотой и дальнейшей обработкой полученного продукта пятисернистым
фосфором и гидратом окиси бария.
2. Конденсацией промышленного алкилфенола с формальдегидом и
дальнейшей обработкой продуктов реакции пятисернистым фосфором и
гидратом окиси бария.
3*
35
Реакцию конденсации алкилфенола с монохлоруксусной кислотой
проводили в щелочной среде при 140 °C в течение 3—4 ч.
Реакция протекает по следующей схеме:
ВСвН4ОН + С1СН2СООН —“ RC9H4OCH2COONa —- RC9H4OCH2COOH
Продукт конденсации обрабатывали пятисернистым фосфором и гидра-
том окиси бария:
RCeH4OCH2CO(\ /8
4ВС9Н4ОСН2СООН + Р286 -► 2 >P<f +H2S
ВСвЩОСЩСОСГ XSH
RC9H4OCH2COO4 zS
2 >P<f +Ba(OH)„----►
ВСвЩОСЩСОО/ XSH
RC9H4OCH2COO4 zS Sx ,OOC-CH2OC9H4R
---> )P<f +2H2O
ВСоЩОСНгСОСГ XS— Ba—Sz XOOC-CH2OC6H4R
Полученное соединение содержит 3,6% серы и 5,8% фосфора (золь-
ность 13%). При смешении его с хлорированной нафтой в соотношении 3 : 2
была получена присадка ИНХП-31. Результаты анализа этой присадки при-
ведены ниже.
Вязкость при 100 °C, сст......... 15,6
Зольность, %...................... 8,4
Содержание, %
хлора........................ 13,2
серы ......................... 2,7
фосфора......................... 1,8
Как показали результаты исследований масла АК-15 с 5% присадки
ИНХП-31, ОПИ масла АК-15 повышается с 23 до 90—95, а коррозия по швей-
царскому методу находится в пределах нормы (0—5 г/м2). Хорошие резуль-
таты были получены также при испытании такого масла в редукторах
(мостах) автобусов.
Продукт конденсации промышленного алкилфенола с монохлоруксус-
ной кислотой был испытан с положительными результатами в качестве
ингибитора коррозии для краски, применяемой при окрашивании трубчатых
опор (свай) морских и нефтепромысловых сооружений.
Полученные результаты позволяют рекомендовать алкилфеноксиуксус-
ную кислоту для промышленного применения в качестве активной добавки
к краскам.
Второй тип противоизносной присадки, содержащей серу и фосфор,
был получен конденсацией промышленного алкилфенола с формальдегидом
в щелочной среде и дальнейшей обработкой продукта конденсации пяти-
сернистым фосфором и гидратом окиси бария (присадка ИНХП-32). Резуль-
таты анализа этой присадки приведены ниже.
Вязкость при 50 °C, сст .... 22,8
Зольность, % 15,0
Содержание, %
серы........................ 4,5
фосфора ................... 2,5
Присадка ИНХП-32 в смеси с маслами МК-22 была испытана в лабора-
торных и производственных условиях. Предварительные испытания на че-
тырехшариковой машине трения и стендовые испытания на машине ЛТТО
(Ленинградского Политехнического института) показали, что 6% присадки
ИНХП-32 в 1,5 раза повышают предельную нагрузочную способность,
а также улучшают противокоррозионные свойства масла МК-22. Широкие
испытания масла МК-22 с 6% присадки ИНХП-32 были проведены в Харь-
кове, Баку и Небит-Даге.
36
Результаты этих испытаний показали, что при применении этого масла
в электробурах увеличивается стойкость торцовых пар электробуров и
уменьшается расход масла.
Масло АК-15 с 6% присадки ИНХП-32 было испытано на автомобильных
двигателях с положительными результатами.
IV. СИНТЕЗ И ИССЛЕДОВАНИЕ СЕРУ-, ФОСФОР- И ХЛОРСОДЕРЖАЩИХ
ПРИСАДОК
За последние годы в качестве эффективных противоизносных присадок
применяются хлор-, фосфор- и серусодержащие органические соединения,
в которых хлор находится в виде трихлорметильной группы [1, 5].
Соединения подобного типа были получены конденсацией различных
алкилбензолов и алкилфенолов с хлоралем, а также конденсацией альдеги-
дов и кетонов с хлороформом или четыреххлористым углеродом и дальней-
шей обработкой полученных продуктов конденсации пятисернистым или
треххлористым фосфором.
В результате исследования было получено более 30 органических соеди-
нений, содержащих трихлорметильную группу, серу и фосфор.
Конденсацию алкилбензолов с хлоралем проводили в присутствии кон-
центрированной серной кислоты и хлористого алюминия, а конденсацию
алкилфенолов с хлоралем — в присутствии серной кислоты.
Реакции протекают по следующим уравнениям:
2RC6H5 + CC13C^° (RC6H4)2CHCC13+H2O
ХН
RC0H6 + CClaC^0 RC6H4CHOHCC13
XH
2RCeH4OH + CCl3C<^ (RCeH3OH)2CHCCl3 + H2O
В качестве исходных продуктов были взяты алкилбензолы и алкилфе-
нолы, содержащие в боковой алкильной цепи от одного до пяти углеродных
атомов, нафта каталитического крекинга, полиалкилбензол и промышленный
алкилфенол. Хлораль был получен действием на хлоральгидрат концентри-
рованной серной кислоты.
Конденсацию алкилбензолов с хлоралем в присутствии серной кислоты
вели при 60—70 °C в течение 3—4 ч. Количество реагирующих компонентов
брали согласно уравнению реакции; расход кислоты составил 10—15% на
взятый алкилпродукт.
Реакцию конденсации алкилбензолов с хлоралем в присутствии хлори-
стого алюминия проводили при 0 °C в течение 6—7 ч. Количество хлористого
алюминия составило 3—5% на взятый алкилпродукт.
Продукты реакции, полученные как в присутствии серной кислоты,
так и в присутствии хлористого алюминия, после промывки и сушки под-
вергали вакуумной перегонке. Продукты конденсации, полученные из про-
мышленного алкилфенола, нафты каталитического крекинга и полиалкил-
бензола, не перегоняли в вакууме.
Физико-химические показатели синтезированных продуктов приведены
в табл. 5 и 6.
С целью получения серу-, фосфор- и хлорсодержащих соединений про-
дукты конденсации алкилароматических соединений с хлоралем были обра-
ботаны пятисернистым и треххлористым фосфором.
Реакции протекают по следующим уравнениям:
2(RCeH3OH)2CHCCl3 + P2S6 2CHCCl3(RCeH3O)aP (S)SH-|-H2S
rRCeH4CHO
4RCeH4CHOHCCl3 + P2S5--► 2
CC13
P (S) SH + H2S
37
ы оо Характеристика алкплфеноловых производных хлоральгидрата (хлораля) ТАБЛИЦА 5
Температура, °C Молекулярный вес Найдено, % Вычислено, %
Формула кипения (л(Л( рт. ст.) плавления найдено вычислено С И С1 С И G1
(СН3СеН4)2СНСС13 156—170 (0,5) 85 307 312 61,66 ' 5,06 34,04 61,02 4,79 34,02
[(СН3)2С6Н3]2СНСС13 150—156 (0,3) — 341 341 63,10 5,60 31,93 63,34 5,67 31,23
(С2Н5С6Н4)2СНСС13 180—185 (1) — 335 341 63,18 6,18 31,52 63,34 5,67 31,23
(С3Н7С6Н4)2СНСС1з 190-195 (0,5) — 371 369 65,04 6,48 29,06 65,04 6,93 28,06
(С4НвС6Н4),СНСС13 — 141 390 397 65,42 7,06 26,56 66,50 6,74 26,07
(С6НиС6Н4)2СНСС13 220—223(1) — 418 425 67,30 7,49 24,93 67,76 7,29 24,91
(С3Н7С6Н3ОН)2СНСС13 — 170 400 401 59,20 5,89 25,6 59,82 5,73 26,5
(С4Н9С6Н3ОН)2СНСС13 — 162 421 429 61,38 6,39 24,53 61,53 6,29 24,9
(СБН11С6Н3ОН)2СНСС13 — 137 458 457 61,47 6,62 22,5 60,80 6,7 23,3
(RC6H3OH)2CHCC13 • — — 665 — 62,05 7,11 20,5 — — —
ТАБЛИЦА 6
Характеристика алкилфеноловых производных хлоральгидрата (хлораля)
Формула Температура, °C Молекулярный вес Найдено, % Вычислено, %
кипения при 0,5—1 мм рт. ст. плавления найдено вычислено С н С1 ОН с н С1 он
СН3С6Н4СН(ОН)СС13 140—143 61 233 239 46,20 4,12 43,87 6,2 45,69 3,73 44,47 7
С2Н5С6Н4СН(ОН)СС13 140-142 — 254 253,5 47,67 4,68 42,4 6,51 47,34 4,33 42,02 6,8
(СН3)2С6Н3СН(ОН)СС13 ..... . 145-150 71—72 258 253,5 47,63 4,7 41,8 6,7 47,37 4,33 42,01 6,74
С3Н7СвН4СН(ОН)СС13 136—140 64 271 267,5 48,36 5,12 39,62 5,7 48,61 4,86 39,81 6,4
С4Н9С6Н4СН(ОН)СС13 145-150 — 290 281,55 51,20 6,01 37,25 5,8 51,15 5,33 37,83 6
С5Н11С,Н4СН(ОН)СС13 150—154 — 294 295,5 53,49 5,53 35,38 5,09 54 5,88 36,04 5,7
RC8H4CH(OH)CC13 — — 300 — 50,13 9,4 34,5 5,5 — — — —
RCeH3(OH)CH(OH)CCl3 — — 350 — 60,50 5,76 25,72 7,01 — — — —
Взаимодействие треххлористого фосфора с продуктами конденсации
алкилфенолов с хлоралем протекает по следующему уравнению:
3(RC,H3OH)2CHCC13+2PC13 [CCI3CH (RCeH3O)2]3P2 + 6HCl
Результаты анализа полученных продуктов приведены в табл. 7 и 8.
ТАБЛИЦА 7
Физико-химические характеристики эфиров дитиофосфорной кислоты типа
ГВС6Н4Ч 1 +
)СНО Р"
СС1/ J2 XSH
R Температура плавленмя °C .Найдено, % Вычислено, о/ /о
Р S CI Р S G1
СН3 163 4,85 10 36,5 5,4 11,1 37,2
С2Н6 160 4,7 9,83 36 5,1 10,6 35,4
(СН3)2 120—121 4,55 9,4 35,01 5,1 10,6 35,4
С3н7 130—131 4,05 8,98 34,5 4,9 10,1 33,8
C7II15, <'sH17 — 5,63 8,3 23,3 — — —
ТАБЛИЦА 8
Физико-химические показатели эфиров фосфористой кислоты типа
[СС13СН (RC„H3O)2]3 р2
R Темпе- ратура плавле- ния °C Найдено, % Вычислено, %
С н Р С1 С н р С1
трет-С^Ну 59 57,13 4,71 4,4 23,6 57,97 5,58 4,61 23,76
emop-C5Hn 54 59,9 5,3 4,1 22,1 60,54 6,09 4,37 22,3
С7н16, С8Н17 49 61,03 5,95 4,55 13 — — — —
Продукт конденсации промышленного алкилфенола с хлоралем, обра-
ботанный пятисернистым фосфором, был назван присадкой ИНХП-46,
тот же продукт, обработанный треххлористым фосфором, был назван присад-
кой ИНХП-47. Результаты анализа присадок ИНХП-46 и ИНХП-47 приве-
дены ниже:
Содержание, % ИНХП-46 ИНХП-47
хлора.............. 18,2 13,3
серы .............. 7,0 —
фосфора........ 3,9 4,5
ТАБЛИЦА 9
Результаты испытания продуктов конденсации алкилбензолов
с хлоралем на противоизносные и противокоррозионные свойства
Продукт опи Коррозия по швей- царскому методу г/ м2
Масло АК-15 23 0,5
Масло АК-15 + 3% 1,1,1-трихлор-2,2-бис- (метилфенил) этан 61,58 0,46
Масло АК-15 + 3% 1,1,1-трихлор-2,2-бис - (кумил) этан 56,9 2,83
Масло ДК-15 + 3% продукта конденсации полиалкилбензола с хлоралем 62,1 0,85
39
Все синтезированные соединения в смеси с маслом АК-15 были испытаны
на противоизносные и противокоррозионные свойства. Результаты этих
испытаний, приведенные в табл. 9, 10 и 11, показывают, что полученные
продукты, содержащие CCls-группу, серу и фосфор, обладают высокими
противоизносными и противокоррозионными свойствами. '
таблица 10
Результаты испытания противоизносных и противокоррозионных
свойств присадок ИНХП-46 и ИНХП-47
Продукт опи • Коррозия по методу НАМИ (25 ч) г/л12
Масло АК-15 23 106
Масло АК-15 + 3% ИНХП-46 102 1,1
Масло АК-15+3% ИНХП-47 110 7,2
Образцы масла АК-15 в смеси с композициями присадок ИНХП-46 и
ПМС-200А, а также ИНХП-47 и ПМС-200А были испытаны в качестве транс-
миссионных масел на стенде с замкнутым контуром коробки переменных
передач автомобиля ГАЗ-51. Результаты стендовых испытаний опытных об-
разцов приведены ниже.
Интенсивность
износа деталей
по содержанию
железа в масле,
мг/ч
Масло АК-15 .............. 9,15
Эталонное масло для коробки
передач по ГОСТ 4002—53 5,2
Масло АК-154-2% ИНХП-46 +
+ 0,005% ПМС-200А .... 3,57
Масло АК-15+2% ИНХП-47 +
+0,005% ПМС-200А .... 4,51
Масло АК-15+ 7% ЛЗ-6/9 . . 5,6
Результаты испытания противоизносных свойств продуктов конден-
сации алкилароматических соединений с хлоралем приведены ниже.
опи
Масло АК-15+3% 1 ,1,1-трихлор-2-окси
(толил) этан........................88
Масло АК-15 + 3% 1, 1, 1-трпхлор-2-окси
(этилфенил) этан.................... 67,5
Масло АК-15 + 3% 1,1, 1-трихлор-2-ок-
си (ортоксилил) этан................ 97,5
Масло АК-15 + 3% 1, 1,1-трихлор-2-ок-
си (метаксилил) этан................ 81,4
Масло АК-15+3% 1,1, 1-трихлор-2-окси
(параксилил) этан ................... 64
Масло МК-15 + 3% 1,1,1-трихлор-2-окси
(кумил) этан......................... 92
Масло АК-15 + 3% продукта конденса-
ции промышленного алкилфенола с
хлоралем............................. 90
Масло АК-15+3% продукта конденса-
ции нафты каталитического крекинга
с хлоралем.......................... 98,0
Масло АК-15........................... 23
Результаты испытаний показали, что композиции, состоящие из 2%
ИНХП-46 и 0,005% ПМС-200А и из 2% ИНХП-47 и 0,005% МПС-200А,
в смеси с маслом АК-15 эффективнее снижают износ деталей коробки пере-
менных передач, чем масло без присадок. Полученные при стендовых испы-
таниях данные также показали, что масло АК-15 с указанными компози-
циями присадок превосходит по своим эксплуатационным качествам транс-
миссионные масла, выпускаемые по ГОСТ 4002—53.
40
На автозаводе им. Лихачева было проведено стендовое испытание масла
АК-15 с присадкой ИНХП-46 на агрегатах трансмиссий автомобилей, кото-
рое также дало положительные результаты. В настоящее время проводятся
широкие испытания этого масла на автомобилях со спирально-коническими
передачами.
ТАБЛИЦА 11
Результаты испытания противоизносных и
противокоррозионных свойств эфиров дитиофосфорных кислот
типа
Г КС6Н4Х >сно . СС1/ Xs p<f 2 XSH
R Содержание присадки % опи Коррозия по методу НАМИ (25 ч) г! м2
СНз 3 124 11,2
о-(СН3)2 3 119 5,5
и-(СН3)2 3 122 9,3
п-(СН3)2 3 121,3 2,75
с3н7 3 121,7 0,14
Масло АК-15 . . — 23 106
Противоизносная присадка, содержащая СС1з-группу, была также полу-
чена конденсацией ацетона с хлороформом и дальнейшей обработкой продукта
конденсации пятисернистым фосфором и гидратом окиси бария. Реакцию
проводили при 10—15 °C в течение 3—4 ч в щелочной среде. Реакция проте-
кает по следующему уравнению:
(СН3)2СО + СНС13 (СН3)2СОН-СС13
Продукт, полученный конденсацией ацетона с хлороформом, предста-
вляет собой белое кристаллическое вещество с температурой плавления
97—98 °C, содержащее 47,2% хлора.
Испытания масла АК-15 в смеси с 5% продукта конденсации на четырех-
шариковом аппарате показали, что ОПИ повышается с 25—30 до 60. Продукт
конденсации, обработанный пятисернистым фосфором, обладает более эффек-
тивными противоизносными свойствами; так, ОПИ масла АК-15 с этой при-
садкой повышается до 120.
Были проведены также работы по получению трансмиссионных масел
путем загущения маловязких масел полимерными соединениями. В настоя-
щее время в трансмиссиях с зубчатыми передачами в условиях крайне низ-
ких температур применяют маловязкие масла, которые обеспечивают нор-
мальную работу таких систем. Более целесообразно для этих целей применять
загущенные масла. Однако было установлено, что существующие полимер-
ные присадки (полиизобутилен, полиметакрилат и др.) при работе в зубча-
тых передачах автомобилей имеют низкую устойчивость против деструк-
ции.
Всесезонные трансмиссионные масла получали путем добавления
к масляной основе синтезированной нами вязкостной присадки ИНХП-20.
Эта присадка была получена сополимеризацией изобутилена со стиролом
в соотношении 90 : 10 в присутствии металлоорганического катализатора
Циглера—Натта (смесь триэтил алюминия и четыреххлористого титана).
Проведенные предварительные испытания на деполимеризационной
установке нескольких образцов трансмиссионных масел, полученных на
базе низкомолекулярных сополимеров изобутилена со стиролом, показали,
41
что такие масла при высоких градиентах скорости сдвига (до 105 сек-1)
имеют явное преимущество перед другими загустителями по устойчивости
против механической деструкции (см. рисунок).
Эти масла обладают также высокой деполимеризационной устойчивостью
к термическому воздействию. Использование низкомолекулярной и высоко-
стабильной в отношении механической деструкции присадки ИНХП-20 по-
зволило получить всесезонное трансмиссионное автомобильное масло. Это
масло получали добавлением 2,8% сополимера к смеси 75% масла
Время, ч
Кривые, характеризующие механическую деструкцию полиме-
ров в растворе масел:
1 — масло АС-6 + 1,4% полиизобутилена (автол 10); 2 — масло АС-6 +
+ 1,1% сополимера (автол 10); 3 — масло АКЗп-10; 4 — масло 10W + SAE30.
Полученное масло, испытанное в агрегатах механических трансмиссий
с коробками передач двигателя ГАЗ-51, показало удовлетворительную устой-
чивость против деполимеризации (табл. 12).
При добавлении присадки ИНХП-20 к маловязкой основе была полу-
чена уплотняющая жидкость для заполнения шпинделей электробуров
с ртутными уплотнениями и систем ртутной гидрозащиты вращающихся
ТАБЛИЦА 12
Результаты сравнительной оценки деполимеризационной устойчивости масел,
загущенных полимерами
Время отбора пробы Вязкость при 50 °C, ест Потеря вязкости при 50° С в результате деструкции, сст
масла с сопо- лимером ИНХП-20 масла с товар- ным полиизобу- тйленом масла с сополи- мером ИНХП-20 масла с товарным полиизобутмле- ном
До испытания 95,43 95,35
Через 15 мин, 94,56 93,34 0,87 2,01
» 24 ч 89,15 85,92 5,41 7,42
» 48 ч 84,67 79,38 10,76 15,97
» 72 ч 82,45 75,84 12,98 19,51
» 96 ч 81,00 72,63 14,43 22,72
» 120 ч 78,00 70,42 17,43 24,93
» 144 ч 78,00 69,16 17,43 26,19
» 168 ч 76,39 68,78 18,64 26,57
деталей шахтных механизмов. Результаты предварительной оценки крити-
ческой скорости показали, что с помощью этой присадки могут быть повы-
шены пределы работоспособности ртутных уплотнений.
42
выводы
1. Было получено более 40 органических соединений, содержащих
серу, фосфор и хлор. Изучены физико-химические свойства синтезированных
соединений и исследовано их действие на противоизносные и противокорро-
зионные свойства смазочных масел.
2. Взаимодействием алкиловых и ариловых эфиров а-монохлоргидрина
глицерина с треххлористым фосфором и p-хлорэтиловым эфиром дихлор-
ангидрида фосфористой кислоты синтезировано 14 новых простых и смешан-
ных эфиров фосфористой кислоты. Эти соединения улучшают противоизнос-
ные свойства минеральных масел.
3. Конденсацией алкилбензолов и алкилфенолов с хлоралем и дальней-
шей обработкой полученных продуктов иятисернистым и треххлористым
фосфором был получен ряд органических соединений и изучено их действие
на противоизносные и противокоррозионные свойства трансмиссионных
масел.
Аналогичного типа соединения, полученные на основе промышленного
алкилфенола, обладают высокими противоизносными и противокоррозион-
ными свойствами.
4. Синтезирована вязкостная присадка ИНХП-20 (сополимер изобути-
лена со стиролом) с молекулярным весом 7000—10 000, при добавлении кото-
рой к маловязким маслам получены высококачественные трансмиссионные
масла для зубчатых передач и смазочная композиция для ртутного уплотне-
ния электробуров и других механизмов.
ЛИТЕРАТУРА
1. С а и и и П. И., Шепелева Е. С.’, Труды Института нефти, т. 14, 1960, стр. 98.
2. F 1 о г о с Н., Gollardo С., Pollard D., J. Org. Chem., 12, № 6, 831 (1947).
3. S t e p h e n s о n O., J. Chem. Soc., № 5, 1571 (1954).
4. К а б а ч н и к M. И., Российская И. А., Изв. АН СССР, ОХН, № 3, 295
(1946).
5. Санин И. И., Шепелева Е. С., Шер В. В., Нефтехимия, № 5, 781 (1963).
СИНТЕТИЧЕСКИЕ ПРИСАДКИ ТИПА ЭФИРОВ ФОСФОРНОЙ,
ТИОФОСФОРНОЙ И ФОСФИНОВЫХ КИСЛОТ, СОДЕРЖАЩИХ
ТРИХЛОРМЕТИЛЬНУЮ ГРУППУ
Е. С. ШЕПЕЛЕВА, А. О. МЯННИК,
Ю. Я. ПОДОЛЬСКИЙ, П. И. САНИН
Известно, что наиболее активными добавками к минеральным маслам,
понижающими износ при трении в условиях высоких нагрузок, являются
тиофосфорорганпческие и хлорфосфорорганические соединения. Особый
интерес в этом отношении представляют фосфорорганические соединения,
содержащие трихлорметильную группу. Однако систематических исследо-
ваний в этой области не проводилось.
Нами были синтезированы и изучены некоторые эфиры фосфорной,
тиофосфорных, дитиофосфорной, метил- и трихлорметилфосфиновых кислот.
Преимущественно были синтезированы эфиры, содержащие в молекуле три-
хлорметильную группу. Для сравнения были также синтезированы эфиры,
содержащие вместо трихлорметильной группы метильную.
Для изучения влияния строения отдельных функциональных групп
синтезированных соединений на их активность как противоизносных приса-
док проводили комплекс испытаний в условиях трения. Синтезированные
и исследованные соединения представлены в табл. 1—3.
43
ТАБЛИЦА 1
Эфиры дитиофосфорной кислоты
№ п/п Формула Температура кипения, °C (jvi.u pm. cm.) n20 nD Критиче- ская нагрузка кГ
1 СН3 (CH2)3SP(OC2H6)2 II S 120-121 (5) 1,0766 1,4970 69
2 CH3(CH2)8SP(OC4H8)2 II s 173-174 (1) 0,9769 1,4681 89
3 СН3(СН2)48Р(ОС5Нп-изо)2 II s 147-148 (1) 0,9872 1,4845 89
4 CC13(CH2)4SP(OC2H6)2 II s 164-165 (1) 1,2895 1,5270 125
5 CC13(CH2)8SP(OC2H5)2 II s 184-185 (1) 1,2010 1,5140 125
6 CCl3(CH2)4SP(OC3H7-uao)2 II s 151-152 (1) 1,2282 1,5135 119
7 CCl3(CH2)4SP(OC4He-u3o)2 II s 168-169 (1,5) 1,1932 1,5110 119
8 CCl3(CH2)4SP(OC5Hn-u3o)2 II s 179-180 (1) 1,1742 1,8092 125
9 CC13(CH2)4SP(OC8H17-U3O)2 II s — 1,1032 1,5010 145
10 CCl3(CH2)4SP(OCieH33)2 II s 61,5-62,5 * — — 135
* Температура плавления.
Соединения, содержащие трихлорметильную группу, были получены
на основе трихлоралкиловых спиртов и тетрахлоралканов взаимодействием
с соответствующими хлорангидридами или солями фосфорной, тиофосфор-
ных, дитиофосфорных и фосфиновых кислот [1, 21.
Все синтезированные эфиры, за исключением кристаллических трихлор-
этиловых эфиров фосфиновых кислот (№ 10, табл. 1; № 5 и 7, табл. 3), пред-
ставляют собой жидкости, хорошо растворимые в углеводородных раствори-
телях и минеральных маслах.
Сравнительные испытания проводили на четырехшариковой машине
трения [3]. Концентрация эфиров в опытном образце масла высокой степени
очистки (вязкость 20,8 сст при 50° С) составляла 6 ммоль на 100 г масла,
или 1,4—2,2%. Применяли шары диаметром 12,7 мм, изготовленные из
стали ШХ-9. Относительная скорость скольжения поверхностей трения ша-
ров составляла 0,23 м/сек (600 об/лшн).
Эфиры фосфорной кислоты значительно повышают критическую на-
грузку, выдерживаемую маслом до наступления заедания поверхностей
трения. Так, критическая нагрузка Рк для масла составляет 80 кГ, а для
раствора диэтилизоамилового эфира фосфорной кислоты 120 кГ. Нагрузку
порядка 220—230 кГ выдерживает масло с эфирами, содержащими три-
хлорметильную группу, причем изменение величины алкильных радикалов
44
ТАБЛИЦА 2
Эфиры фосфорной и тиофосфорных кислот
Ке п/п Формула Температура кипения, °C (мм рт. ст.) о20 Критиче- ская нагрузка рк кг
1 (СН3)2СН(СН2)2ОР(ОС2Н5)2 85-88 (3) 1,0164 1,4150 150
II О
2 СС13СН2ОР(ОС2Н5)2 119-20 (4) 1,3473 1,4490 200
II О
3 СС13СН2ОР(ОС4НВ)2 II ' ' О 126-27 (2) 1,2097 1,4480 223
4 СС13(СН2)4ОР(ОС2Н5)2 II О 155-56 (2) 1,2685 1,4850 227
5 СС13(СН2)4ОР(ОС4Н9)2 11 196-97 (2) 1,1637 1,4550 223
О
С CH3(CH2)4SP(OC2H5)2 11 145—46 (6) 1,0434 1,4575 150
О
7 CH3(CH2)8SP(OC2H6)2 II 177—78 (2) 0,9985 1,4600 140
II О
8 CC13(CH2)4SP(OC2H6)2 165-67 (2) 1,2892 1,4940 200
II О
9 CC13(CH2)4SP(OC3H7)2 186—87 (2) 1,2226 1,4890 210
II О
10 СС13(СН2)48Р(ОС4Н9-мзо)2 II 183—84 (2) 1,1875 1,4850 200
О
11 CC13(CH2)8SP(OC2H6)2 II О 217—18 (2) 1,1900 1,4885 200
12 СН3СН2ОР(ОС2Н5)2 II S 88—89 (8) 1,0746 1,4480 145
13 СН3(СН2)3ОР(ОС2Н6)2 120—21 (5) 1,0412 1,4505 120
II S
14 СС13СН2ОР(ОС2Н5)2 II s 130—31 (3) 1,3414 1,4840 200
15 СС13(СН2)4ОР(ОС2Н6)2 II 153-54 (4) 1,2647 1,4873 170
S
45
ТАБЛИЦА 3
Эфиры фосфиновых кислот
№ п/п Формула Температура кипения °C (лл рт. ст) 020 4 Критическая нагрузка Рк кГ
1 СН3Р (ОС2Н6)2 II ' О 74-75 (10) 1,0685 1,4140 140
2 СН3Р [О(СН2)4СН3]2 II О 98-99 (2) 0,9618 1,4307 130
3 CC13P(OC2HS)2 II О 88-89 (2) 1,3738 1,4645 190
4 СС13Р[О(СН2)4СН3]2 II О 123-24 (1) 1,1745 1,4601 —
5 СН3Р(ОСН2СС13)2 II О 63,0-63,5 * — — >300
6 СН3Р[О(СН2)4СС13]2 II О 177-78(1) 1,3838 1,4941 >300
7 СС13Р(ОСН2СС13)2 II О 94,0—94,5 * — — >300
* Температура плавления.
в алкоксигруппах или в трихлоралкоксигруппах практически не влияет на
величину Рк.
Аналогичные результаты были получены и с эфирами тиофосфорных
кислот, содержащими тиольную, тионную и оба вида серы. Различие заклю-
чается лишь в том, что введение трихлорметильной группы в эти эфиры
дает несколько меньший эффект, чем введение ее в эфиры фосфорной кис-
лоты.
Влияние содержания серы в молекуле эфиров показано на рис. 1, где
приведены результаты сравнительных испытаний различных типов эфиров:
не содержащего серы, содержащего тиольную, тионную и оба вида серы.
Как видно из приведенных данных, значения Рв составляют 200, 170
и 130 кГ соответственно для эфиров, содержащих тиольную, тионную и оба
вида серы; для эфира без серы Рн = 227 кГ.
Полученные результаты о влиянии серы на активность эфиров соответ-
ствуют ранее полученным данным. Как было ранее показано, при увеличении
содержания серы в триалкилтиофосфитах и триалкилтиофосфатах критиче-
ская нагрузка, выдерживаемая маслом, уменьшается. Вместе с тем присут-
ствие серы понижает износ и способствует прирабатыванию поверхности
трения в области выше критических нагрузок [4].
Более точные данные о влиянии различных типов серы (тиольная и
тионная) на эффективность присадок (в особенности при нагрузках выше
критических) были получены при испытаниях на высокоскоростной четырех-
шариковой машине трения МТ-3, сконструированной Г. В. Виноградовым
и Ю. Я. Подольским [5].
Испытания проводили при постоянном ускорении [6]. В течение опыта
при помощи специального программного устройства увеличивали скорость
вращения верхнего шара с заданным постоянным ускорением от 0 до 2 или
от 0 до 4 м!сек. В течение опыта (71 сек) непрерывно автоматически регули-
ровалась сила трения тензометрическим динамометром с записью его
46
показаний на ленте электронного потенциометра. В результате каждого опыта
устанавливали зависимость силы трения от скорости скольжения при за-
данной осевой нагрузке, а также среднее значение диаметра лунок износа
на нижних шарах.
Серия опытов при различных нагрузках давала зависимость критической
нагрузки от скорости скольжения.
Типичные диаграммы трения для чистого масла и растворов присадок
в нем приведены на рис. 2. По оси абсцисс каждой диаграммы отложена ско-
рость скольжения, рассчитанная для точечного контакта шаров; по оси
Рис. 1. Зависимость износа от нагрузки.
Эфиры фосфорной и тиофосфорных кислот.
Концентрация; эфиров в масле 6 ммоль па 100 г масла:
J—масло; 2 — масло-|-CCIS(CH2)4OP(OC2H5)2; а — масло + CC12(CH2)4SP(OC2H5)2;
II II
о О
4 —масло + СС1а(СН2)4ОР(ОС2П8)2; S—масло + CC13(CH2)4SP(OC2H6)2
ct—линия упругой деформации; в—износ при сухом трении.
ординат — коэффициент трения. Осевые нагрузки, при которых прово-
дились опыты, указаны сверху и относятся соответственно ко всем располо-
женным под ними диаграммам. Начало и конец опыта указаны стрелками.
Из диаграммы трения следует, что наиболее стабильный режим трения во
всем диапазоне примененных скоростей и нагрузок достигается в случае
раствора эфира, содержащего тиольную серу (кривые 4, рис. 2). Заедание,
сопровождающееся небольшим повышением коэффициента трения, с увели-
чением скорости скольжения быстро устраняется. Образец с эфиром, содер-
жащим тионную серу (кривые 3, рис. 2), способен устранять заедание до
осевой нагрузки 150 кГ. При этом уже начиная с нагрузки 105 кГ наблю-
дается довольно резкое повышение коэффициента трения при заедании.
Раствор эфира фосфорной кислоты (кривые 2, рис. 2) удовлетворительно
действует в еще более узком интервале нагрузок (до 120 кГ). Для раствора
эфира дитиофосфорной кислоты (кривые 5, рис. 2) характерны высокие зна-
чения коэффициента трения при низких нагрузках и узкий интервал нагру-
зок, при которых устраняется заедание поверхностей трения.
47
На рис. 3 представлена зависимость диаметров пятен износа на нижних
шарах от нагрузки. Износ измеряли в конце пробега машины по достижении
максимальной скорости скольжения или скорости, при которой, установка
автоматически отключалась вследствие превышения предельного значения
силы трения. Из приведенных данных видно, что различия в противоизнос-
ных свойствах присадок становятся заметными лишь при нагрузках, превы-
шающих Рк (для базового масла 60 кГ), наименьшие значения износа были
получены при испытании растворов эфиров тиофосфорных кислот, содержа-
&-
£
О,15л
0,05
0J5
0,05
0,15
О,,05-
0,15
0,05
0,15
Р=ВОкГ
0,25
Р=90кГ
Р=120кГ Р=150кГ Р-210кГ Р=24ОкГ
0.20
доя
. 0,5 1,5 0,5 1,5 0,5 1,5 0,5 1,5 0,5 1,5 0,5 1,5
5
Скорость скольжения V, м/сек
Рис. 2. Диаграмма трения.
Эфиры фосфорной и тиофосфорных кислот. Концентрация эфиров в масле
6 ммоль на 100 г масла:
1 —масло; 2 — масло + СС13(СН2)4ОР(ОС2Н„)2; 3 —масло + СС13(СН2)4ОР(ОС2Н2)2;
II II
О S
3-масло + СС13(СН!)1ЗР(ОС2Н6)2; 5— масло+ CCl3(CH2)4SP(OC2Ht)2.
II II
О S
9
£
I
3
щих тиольную серу (кривые 4 и 6, рис. 3), при этом в первом случае даже
значительное увеличение осевой нагрузки (до 240 кГ) приводило лишь
к равномерному возрастанию износа.
Из кривых, приведенных на рис. 4, видно, что эфиры метилфосфиновой
кислоты (кривые 2 и 3) по своей активности близки к эфиру фосфорной кис-
лоты (№ 1, табл. 2). Эти эфиры не содержат в молекуле атомов серы или
хлора и соответственно при нагрузках выше критических дают исключи-
тельно высокий износ шаров. При введении в молекулу эфира трихлорме-
тильной группы износ при высоких нагрузках резко снижается и практи-
чески устраняется схватывание поверхностей трения. Так, при трении в при-
сутствии масла, содержащего соответствующие эфиры фосфиновых кислот
(кривые 6, 7 и 8, рис. 4), схватывания поверхностей трения не наблюдалось
во всем интервале примененных нагрузок, вплоть до 300 кГ.
48
Диаметр пятна износа на нижних шарах, мм
+ ССЬ(СНг)
Осевая нагрузка, к Г ,
Рис. 3. Зависимость износа от нагрузки.
Эфиры фосфорной и тиофосфорных кислот.
Концентрация эфиров в масле 6 ммоль на 100 г масла:
г—масло; 2 — масло + СС13(СН2)4ОР(ОС2Н5)2; 3 — масло + СС13(СН2)4ОР(ОС2Н2)2; 4 — масло4-
Л II
О S
Рис. 4. Зависимость износа от нагрузки.
Эфиры фосфиновых кислот. Концентрация эфиров в масле 6 ммоль на 100 г масла,
/—масло; 2 — масло + СН2Р(ОС2Н5)2; 3-масло + СС13Р[0(С112)4СН3]2; 4 —масло + СС13Р(ОС2Н6)2;
II II II
о-о о
5-масло+СС1зР[О(СН2)4СН3]2; 6-масло + СН3Р(ОСН2СС13)2; 7 —масло +СН2Р[О(СН2)4СС1312’
II II II
О о о
8 — маслоРСС13Р(0СН,СС12)2; а—линия упругой деформации; б—износ при сухом трении.
О
4 Заказ 60.
49
Для-более точной оценки относительной эффективности эфиров, содер-
жащих одну, две и три трихлорметильные группы, проводили сравнительные
испытания на машине трения МТ-3. Эфир метилфосфиновой кислоты значи-
тельно повышает критические параметры Рк и (кривые 2, рис. 5), при этом
схватывание поверхностей трения завершается катастрофическим заеданием
и износом.
Эфиры трихлорметилфосфиновой кислоты обладают разной активностью.
Так, в случае диэтилового эфира заедание наступает при более высоких
Рис. 5. Диаграмма трения.
Эфиры фосфиновых кислот.
Концентрация эфиров в масле 6 ллюль на 100 е масла:
1—масло; 2—масло + СНиРКДСН.ДСНзЪ; 3—масло + СС1,Р(ОС,Н8)г; 4—масло + СС13Р[0(СН,)4СН>]1.
II II II
о О О
скоростях и легко устраняется (кривые 3, рис. 5). В случае диамилового
эфира при нагрузке 165 кГ сильное заедание наступает уже при скорости
скольжения 0,25 м/сек и сопровождается более высоким коэффициентом
трения и износом (кривые 4, рис. 5 и 6). Чрезвычайно активными присадками
оказались эфиры метилфосфиновой кислоты, содержащие две трихлорме-
тильные группы.
Во всем интервале примененных скоростей и нагрузок не наблюдалось
ярко выраженного заедания (кривые 1 и 2, рис. 7). Однако в случае эфира,
содержащего три трихлорметильные группы (кривые 3, рис. 7), уже при
нагрузке 90 кГ наблюдалось сильно выраженное заедание, сопровождаемое
повышенным износом (кривая 3, рис. 8). Возникновение кратковременного
предварительного заедания при низких скоростях скольжения (0,3—0,4 м/сек)
в последнем случае говорит о низкой химической активности соединения,
связанной, по-видимому, с его высокой термической стабильностью.
В результате испытаний на двух машинах трения были установлены
следующие закономерности, связывающие химическое строение и эффектив-
ность испытанных соединений как присадок.
50
1. В условиях низких скоростей скольжения длина алкильных групп
в алкоксирадикалах всех синтезированных эфиров не оказывает существен-
ного влияния на их активность.
Рис. 6. Зависимость износа от нагрузки.
Эфиры фосфиновых кислот.
Концентрация эфиров в масле 6 ммоль на 100 г масла:
масло; 2-масло + СН3Р[О(СН1)<СН>К; 3 —масло + СС13Р(ОС2НБ)2; 4— масло + СС1»Р[О(СН!)4СН3]!.
J II II
О О О
Р = 60кГ Р=90кГ Р = /20кГ Р=150кГ Р=21ОкГ
Скорость скольжения V, м/сек
Рис. 7. Диаграмма трения.
Эфиры фосфиновых кислот.
Концентрация эфиров в масле 6 ммоль на 100 а масла:
1— масло+ СС1зР(ОСНгаа1з)2; 2масло-р СНаР[О(СН2)4СС1а]2; 3—масло + СС13Р(ОСН2СС1а)».
II II II
0 0 о
2. Эфиры фосфорных и фосфиновых кислот, не содержащие трихлор-
метильную группу, значительно повышают критические нагрузки и крити-
ческие скорости скольжения, но заедание в их присутствии завершается
катастрофическим повышением износа.
4* 51
1
3. Эфиры фосфорной, тиофосфорных, дитиофосфорных и фосфиновых
кислот, содержащие трихлорметильную группу, резко снижают износ при
высоких нагрузках. Присутствие двух трихлорметильных групп в эфирах
метилфосфиновой кислоты практически полностью устраняет схватывание
поверхностей трения как при высоких нагрузках, так и при высоких скоро-
стях скольжения. Действие трихлорметильной группы в условиях заедания-
Рис. 8. Зависимость износа от нагрузки.
Эфиры фосфиновых кислот. Концентрация эфиров в масле
6 ммоль на 100 г масла:
1— масло + сН3Р(ОСН1СС1з)«; 2—масло + СНаРЩССН.^ССЦ],; 3 — масло+ СС13Р(0СН,ССЬ),.
II II II
0 0 о
4. В эфирах тиофосфорных кислот только тиольная сера положительно
влияет на эффективность действия фосфорорганических соединений, содер-
жащих трихлорметильную группу.
выводы
1. С целью исследования влияния строения соединений (отдельных
функциональных групп) на их активность как синтетических присадок про-
изведен синтез ряда фосфорорганических соединений — эфиров фосфорной,
тиофосфорных и фосфиновых кислот. Большинство синтезированных соеди-
нений содержало трихлорметильную группу.
2. Сравнительными испытаниями установлено влияние химического
строения соединений на их свойства как противоизносных присадок. Пока-
зано, что сравнительная оценка присадок различного строения может быть
произведена только всесторонними испытаниями в широком диапазоне ско-
ростей скольжения и нагрузок.
3. Показана высокая эффективность эфиров метилфосфиновой и тио-
фосфорной кислот (тиольная сера), содержащих трихлорметильную группу.
Ряд синтезированных и испытанных соединений может быть рекомендован
для дальнейшего широкого исследования в качестве противоизносных при-
садок для реальных узлов трения.
ЛИТЕРАТУРА
1. С а н и и П. И., Шепелева Е. С., Шер В. В., Нефтехимия, № 5, 782 (1963).
2. М я и и и к А. О., Шепелева Е. С., Санин П. И., Нефтехимия, № 6,
899 (1964).
3. С а н и и 11. И., Шепелева Е. С., Шер В. В., Ульянова А. В.,
Химия и применение фосфорорганических соединений, Труды первой конференции,
Изд. АН СССР, 1957, стр. 112.
4. SaninP.L, Shepeleva Е. S., U 1 j ап о v а А. V., Kleimenov В. V.,
Wear (Amsterdam), 3, № 3, 200 (1960).
5. Виноградов Г. В., Подольский Ю. Я., сб. «Приборы для исследо-
вания физико-механических свойств и структуры металлов и материалов», вып. 8,
ЦИТЭИН, 1960.
6. Виноградов Г. В., Подольский Ю. Я., Шепелева Е. С., Изве-
стия высших учебных заведений, Нефть и газ, № 4, 63 (1961).
ИССЛЕДОВАНИЕ ПРИСАДОК, ПОЛУЧЕННЫХ НА ОСНОВЕ
ФОСФОНИТРИЛХЛОРИДА
Э. И. Мянник, В. В. Шер, П. И. Санин
Исследование свойств фосфорорганических соединений, содержащих
серу, хлор и металлы, показало эффективность некоторых из них как при-
садок к минеральным маслам различного назначения [1—4].
Некоторые из указанных соединений, обладающие противоизносными
антиокислительными и моющими свойствами, нашли практическое приме-
нение.
Как сообщалось ранее [5, 6], полные эфиры трифосфонитриловой кис-
лоты также могут рассматриваться как противоизносные присадки к сма-
зочным маслам.
В настоящей работе описывается ряд соединений, полученных заме-
щением атомов хлора в тримере фосфонитрилхлорида на алкокси-, меркапто-
и аминогруппы различного строения.
Все синтезированные соединения были исследованы как противоизнос-
ные и антиокислительные присадки; была определена также термическая
стабильность некоторых соединений.
Тример фосфонитрилхлорида, применяющийся как исходный продукт,
был получен взаимодействием пятихлористого фосфора с хлористым аммо-
нием в растворе тетрахлорэтана [7]; после перекристаллизации из петро-
лейиого эфира, возгонки в вакууме (или перегонки с водяным паром) и по-
вторной перекристаллизации из гептана тример имел температуру плавле-
ния 112—113° С (литературные данные 114° С [8]).
Полные эфиры трифосфонитриловой кислоты были получены взаимо-
действием тримера фосфонитрилхлорида с алкоголятами или фенолятами
натрия в среде сухого .м-ксилола при нагревании при температуре кипе-
ния .м-ксилола (139° С) в течение 20—35 ч; эти синтезы подробно описаны
в работе [6].
Продукты замещения одного или двух атомов хлора в молекуле тримера
фосфонитрилхлорида па алкоксигруппы (С3НаО, и-С3Н7О, изо-С3Н7О) были
получены аналогично полным трифосфонитриловым эфирам, но в более
мягких условиях (в абсолютном диэтиловом эфире при комнатной темпера-
туре).
В принятых условиях синтеза вместе с диалкокситрифосфонитрилтетра-
хлоридами образовались и продукты замещения одного атома хлора в три-
мере, что подтверждено элементарным анализом.
Разделить полученные продукты многократной перегонкой в глубоком
вакууме не удалось вследствие незначительной разницы в температурах их
кипения. Дифенокситрифосфонитрилтетрахлорид N3P3 (ОСвНа)аС14 был
53
получен взаимодействием тримера фосфонитрилхлорида с фенолом в присут-
ствии пиридина при комнатной температуре; аналогичное соединение на
основе га-крезола было получено взаимодействием n-крезолята натрия с три-
мером фосфонитрилхлорида в .и-ксилоле при 139° С. Ароматические заме-
щенные соединения перегоняли при 3—5 мм рт. ст.
Продукты неполного замещения атомов хлора в тримере на алкокси-
и арилоксигруппы в литературе не описаны.
Полные тиоэтиловый и тиофениловый эфиры трифосфонитриловой
кислоты получали взаимодействием меркаптидов натрия с тримером фос-
фонитрилхлорида в растворе 'тетрагидрофурана при 66° С; аналогич-
ным образом проводили синтез диэтилмеркаптотрифосфонитрилтетра-
хлорида NSPS (SC2H8)2C14 и дибутилмеркаптотрифосфонитрилтетрахло-
рида NgPg (SC4H9)2C14 [9].
Для получения фосфонитрильных производных монометил- и диметил-
амина эфирный раствор тримера фосфонитрилхлорида перемешивали встря-
хиванием в течение 10 мин с водным раствором соответствующего амина [10 ],
затем очищали перекристаллизацией из петролейного эфира (перегонялся
в пределах 40—60° С) или гептана.
Производное монобутиламина было получено взаимодействием сухого
монобутиламина с тримером фосфонитрилхлорида в кипящем диэтиловом
эфире [И ].
Продукты замещения двух, трех и четырех атомов хлора в молекуле
дизтилмеркаптотрифосфонитрилтетрахлорида (и одного, двух и трех атомов
хлора в молекуле его аналога с бутиловым радикалом) на диметиламино-
группы были получены реакцией с сухим диметиламином в диэтиловом
эфире при 70 °C в автоклаве. Бесцветные вязкие продукты неполного заме-
ТАБЛИЦА 1
Характеристика эфиров, полученных на основе тримера фосфонитрилхлорида
№ 0/0 Формула Темоература кипения °C (» pm. cm.) Температура плавления °C 020 4 n20 P„, КГ Л ’
минераль- ное масло ДИОКТИЛ- себацинат
1 NgP з(ОС2Н5)б 115-116 (8-IO’3) — 1,1881 1,4571 135 165
2 N3P3(OC4He)e 170,5 (5 • IO’3) —— 1,0365 1,4548 105 170
3 N3P aCOCiHg-uaoJo 163,5 (5 • IO’3) — 1,0388 1,4500 115 —
4 N3P3(OC10H21)e — 48,4-48,6 — — 105 —
5 N3P3(OCnH23)e — 51,0-51,5. — — — —
6 N3P3(OCieH33)B — 67,5—68,0 — — 115 —
7 N3P3(OG,H8)e . — 100—111 — — 105 —
8 NSPS(OC2H6)nCle _ „ 1<л<2 82,0—87,0 (1 • IO’2) — 1,5816 1,5172 160 165
9 NsP3(OC3H.)nCl, _ 0 3\ 0 i/Tt в л l<n<<2 96,0-98,0 (8 • IO’3) — 1,4137 1,5005 150 —
10 N8P3(OC3H7-ueo)nCl,.n 1 <ra<;2 88,0—89,5 (9 • IO"3) — 1,4901 1,5060 155 —
И NgP^OCeHshCl, 180-181 (5) — 1,4935 1,5737 160 160
12 N3ps(OCeH4CH8)nCle,n 4<n<5 280—282 (2) — —’ — 160 160
54
щения общей формулы N3P3(SC2Ha)2 [N (СН3)2 ]ПС14_П очищали перегон-
кой при 8—9-10~3 мм рт. ст.
ДиэтилмеркаптотрифосфонитрилтетрадиметиламидМ3Р3(8С2Н5)2[]Ч(СН3)2]4
очищали перекристаллизацией из диэтилового эфира. Соединения такого
типа в литературе также не описаны. Синтезированные соединения анали-
зировались на фосфор, азот, серу, хлор, углерод, водород; в отдельных слу-
чаях определяли молекулярный вес криоскопическим методом, при этом
растворителем служил бензол.
Характеристика соединений приведена в табл. 1 и 2.
ТАБЛИЦА 2
Характеристика тиоэфиров и амидов, полученных на основе
тримера фосфонитрилхлорида
№ п/п Формула Температура кипения °C (мм pm. cm.) Температура плавления °C Q20 4 nD PK,«r
минераль- ное масло диоктил- себацинат
1 N3P3(SC2H6)e — 33,5—34,5 — — 165 175
2 N3P3(SC6Ha)8 — 152,5-152,7 — — — 150
3 N3Ps(SC2H5)2C14 123—127 (8 IO-3) — 1,5300 1,5845 160 185
4 N3P3(SC4H8)2C14 137-140 (7 • IO'3) — 1,3605 1,5565 155 155
5 N3P3(NHCH3)2C14 — 99,0-100,0 —— — 230
6 NsP3(NHC4H,)2C14 — — — — 210 —
7 N3P3[N(CH3)2]2C14 — 103,5-104,5 — — 160 165
8 N3P3[N(CH3)2]3C13 — 105,5—106,0 — — 160 150
9 N3P3(SC2He)2[N(CHo)2]nC14 - n 2O<3 144-148 (9 • 10~3) — 1,2221 1,5508 135 180
10 N3P3(SC2H5)2[N(CH3)2]4 — 61,0—62,0 — — 125 —
11 N3P3(SC4He)2[N(CH3)2]nCl4_^ 2<TI<3 151,0—152,5 (8- IO'3) — 1,2173 1,5404 135 180
12 N3P3C16 112,5-113,5 — — 165 185
Большая часть синтезированных соединений хорошо растворима в угле-
водородах и минеральных маслах; растворимость полного гексадецилового
эфира (№ 6, табл. 1), димонометиламинотрифосфонитрилтетрахлорида
(№ 5, табл. 2), а также тримера фосфонитрилхлорида находится в пределах
применяемых концентраций (около 1%); полные фениловый и тиофениловый
эфиры почти нерастворимы в маслах и алифатических углеводородах.
В литературе имеются указания на высокую термическую устойчивость
фосфонитрильных производных [12—15], что является весьма важным
свойством, если иметь в виду их применение в качестве присадок к маслам,
работающим в условиях повышенных температур.
Термическую стабильность двенадцати из синтезированных соединений
(№ 1—3, 6—8, табл. 1; № 2—5, 9, 12, табл. 2) определяли термографиче-
ским методом на автоматическом фоторегистрирующем пирометре Н. С. Кур-
никова [16 ]. Начало термических превращений для всех соединений было
зарегистрировано при температурах не ниже 240 —250° С, за исключением
продуктов замещения одного или двух атомов хлора в тримере фосфонитрил-
хлорида на зтокси- и монометиламиногруппы (187 и 178° С), а также полного
этилового эфира (200° С).
Наибольшей стабильностью обладают полные фениловый и тиофенило-
вый эфиры (400 и 310° С соответственно).
55
ИСПЫТАНИЕ СИНТЕЗИРОВАННЫХ СОЕДИНЕНИЙ
Противоизносные свойства. Синтезированные фосфонитрильные произ-
водные и тример фосфонитрилхлорида были испытаны на четырехшарико-
вой машине трения как противоизносные присадки. Применяли растворы
соединений в масле (2 ммоль на 100 г масла, или 0,7—3,1 % на масл о). Исполь-
зовали легкое минеральное масло высокой степени очистки (вязкость масла
Рис. 1. Влияние фосфонитрильных производных на износ при трении (концентрация при-
садки 2 ммоль на 100 г масла):
1 —минеральное масло; масло с присадками; 2—N3P3(OC2H2)2; 3—N3P3(OC4H,)3; 4 — N3P3(OC13Hs3)e;
5-N3P3(OC«H,)e; e-N3Ps(OCtH,)nCle+n; 7-N3P3(OCeH2)2Cl4; 8-N3P3(SC2H3)e: 9 —
N>P.(SClH3),Cl<; JO-N3P3(NHCH3),C14; 11— N3P3[N(CH3)2]2C14; I2-N3P3(SC!H3)s[N(CH3)2]nCl1_ii;
13-N3P3(SCtH6)2]4 [N(CH3)2]4; 74-N3P,,Cl..
а —линия упругой деформации; б—износ при сухом трении.
при 50 °C 31,71 сст) и синтетическое масло — диоктилсебацинат (ди-2-этил-
гексиловый эфир себациновой кислоты — технический продукт с вязкостью
при 100 °C 3 сст).
Результаты испытаний в минеральном масле, приведенные в табл. 1
и 2, а также на рис. 1, показывают, что все испытанные соединения увели-
чивают критическую нагрузку масла Рк (Рк чистого масла 85 кГ, диаметр
пятна износа нижних шаров 0,88 мм; рис. 1, кривая 1) и могут рассматри-
ваться как присадки, предотвращающие схватывание поверхностей трения
и уменьшающие износ при нагрузках ниже критических. Вместе с тем сле-
дует отметить высокий износ шаров при критических и более высоких на-
грузках (см. рис. 1).
Полные эфиры повышают критическую нагрузку, выдерживаемую
маслом, незначительно — на 20—30 кГ (рис. 1, кривые 3, 4, 5), причем
56
величина нагрузки практически не зависит от длины углеводородного ра-
дикала эфира. Масло с добавкой этилового эфира трифосфонитриловой кис-
лоты выдерживает несколько повышенную критическую нагрузку — 135 кГ
(рис. 1, кривая 2). Тиоаналог последнего соединения значительно более
эффективен: наряду с высокой критической нагрузкой (165 кГ) наблюдается
уменьшение износа при критической и более высоких нагрузках (рис. 1,
кривая 8).
Испытания продуктов замещения одного и двух атомов хлора в моле-
куле тримера фосфонитрилхлорида на алкокси-, меркапто- и диметиламино-
группы показали, что все эти соединения независимо от характера замести-
теля дают близкие значения критических нагрузок, а именно в пределах
150-160 кГ.
Замещение двух, трех и четырех атомов хлора в димеркаптотрифосфо-
нитрилтетрахлоридах на диметиламипогруппу вызывает последовательно
понижение критической нагрузки до 135 и 125 кГ (рис. 1, кривые 12 и 13).
Сопоставление результатов испытаний соединений неполного замеще-
ния приводит к выводу, что их активность как присадок в значительной
мере определяется присутствием в их молекуле атомов хлора.
Весьма высокие критические нагрузки (210—230 кГ) выдерживает масло
с добавками производных монометиламина и мопобутиламина (рис. 1, кри-
вая 10). Эти соединения содержат активный атом водорода аминогруппы.
Аналогичное соединение (№ 7, табл. 2), но не содержащее активного атома
водорода в аминогруппе, является менее эффективной присадкой. Роль актив-
ного атома водорода аминогруппы рассматриваемого типа присадок не
вполне ясна и требует дополнительного изучения. Однако несомненно, что
его присутствие повышает химическую активность соединения и способ-
ствует химическому модифицированию поверхности трения.
Масло с добавкой тримера фосфонитрилхлорида, как и в случае полного
тиоэтилового эфира, имеет Рк = 165 кГ. Интересно отметить, что замена
атомов хлора в тримере фосфонитрилхлорида на группу SR не снижает
критической нагрузки.
Влияние концентрации присадок на противоизносные свойства масла
было изучено на примере полного изобутилового эфира трифосфонитриловой
кислоты.
При увеличении концентрации эфира от 2 до 4, 6. 8 и 10 ммоль на 100 ?
масла (1,1—5,4%) критическая нагрузка повышается от 115 до 140, 170,
180 и 195 кГ соответственно; при концентрации, равной 12 ммоль, заедание
(Рк = 195 кГ) сопровождается свариванием стальных шаров. Следовательно,
концентрация 6—8 ммоль на 100 г масла (3,3—4,4%) является оптимальной.
При испытаниях растворов присадок в диоктилсебацинате (Рк = 120 кГ,
диаметр пятна износа пижних шаров 1,83 мм\ рис. 2, кривая 1) присадки
также оказались эффективными; увеличение критической нагрузки во всех
случаях составляло 30—65 кГ (табл. 1 и 2, рис. 2).
н-Бутиловый эфир как представитель группы полных эфиров трифосфо-
нитриловой кислоты вызывает увеличение критической нагрузки па 50 кГ,
в то время как в опытах с минеральным маслом критическая нагрузка уве-
личивается на 20 кГ (рис. 1, кривая 3; рис. 2, кривая 3).
Полный тиоэтиловый эфир при испытании в диоктилсебацинате прак-
тически дал те же результаты (Рк = 175 кГ), что и полные алкоксиэфиры
(рис. 2, кривая 6).
Сопоставление кривых 4, 5, 7 и 8 на рис. 2 показывает, что все продукты
неполного замещения хлора в тримере фосфонитрилхлорида на алкокси-,
арилокси-, меркапто- и диметиламиногруппы вызывают увеличение Рк
диоктилсйбацината на величину порядка 35—45 кГ. Исключение составляет
соединение N3P3 (SC2H5)2C14, при добавлении которого критическая на-
грузка увеличивается на 65 кГ (рис. 2, кривая 7).
Продукты неполного замещения хлора в димеркаптотрифосфонитрил-
тетрахлориде на диметиламиногруппы N3P3(SR)2 [N (СН3)2 ]ПС14_П в про-
57
тивоположность результатам Испытаний на минеральном масле оказались
активнее диалкокси-(арилокси-), а также ди-диметиламинозамещенных.
При добавлении их к диоктилсебацинату относительное увеличение Рк
«оставляет 60 кГ (рис. 2, кривая 9).
Диоктилсебацинат с добавкой тримера фосфонитрилхлорида выдержи-
вает практически такую же критическую нагрузку, а именно 185 кГ.
Рис. 2. Влияние фосфонитрильных производных на износ при трении (концентрация при-
садки 2 ммоль на 100 г масла):
J— диоктилсебацинат; Маслове присадками: 2 — NaP«(OCaH»)«;3— N3P3(OC4H3)3; 4 — N3P3(OC3H,)nCl
5— N3P3(OC4H3)SC14;
e—N,P3(SC3H.)«; 7—N3P3(SC,H,),C14;
N3Pi(SCsHll)1[N(CH3)1]nCl4_n; 10-N.P.C1
«— NsPdNCCHsJjbCh;
e-n‘>
9 —
а—линия упругой деформации; б—износ при сухом трении.
По результатам испытаний минерального масла и диоктилсебацината
можно судить о влиянии химической природы масла на активность при-
садок.
Влияние концентрации присадок на противоизносные свойства диоктил-
себацината было установлено на примере полного н-бутилового эфира три-
фосфонитриловой кислоты.
При добавлении к синтетическому маслу 2 ммоль бутилового эфира
на 100 г масла (1,1%) критическая нагрузка, выдерживаемая маслом, уве-
личилась со 120 до 170 кГ. Дальнейшее увеличение концентрации эфира
от 2 до 10 ммоль (от 1,1 до 5,4%) повысило Рк всего на 10 кГ.
Интересно отметить, что известная противоизносная присадка трикре-
зилфосфат в концентрации 2 ммоль на 100 г масла (0,8%) повышает Рк ди-
октилсебацината только до 140 кГ. Для того чтобы синтетическое масло вы-
t держивало Рк, равную 180 кГ, в него необходимо ввести 15 ммоль (4,8%)
58
трикрезилфосфата. Эти данные свидетельствуют о сравнительно высокой
активности присадок, полученных на основе тримера фосфонитрилхлорида.
Антиокислительные свойства. Определяли влияние фосфонитрильных
производных на скорость поглощения кислорода при окислении смеси пара-
финовых и нафтеновых углеводородов (средний молекулярный вес 399,
п™ = 1,4720), выделенных из масляной фракции ромашкинской нефти, и
диоктилсебацината (температура кипения 194—195 °C при 2 • 10~2 мм рт. ст.;
п™ = 1,4508). Окисление проводили при 150 °C в видоизмененном приборе
О. Г. Пипик [1 ].
Время, мин
Рис. 3. Влияние фосфонитрильных про-
изводных на окисление парафино-нафте-
новой фракции:
1 — парафино-нафт?новая фракция; парафино-
нафтеповая фракция с присадкой: 2—N3P3C13;
3—N3P3(OC3H6),; 4—NsParNfCHjhbClp, 5 —
КзРз(8С,Н,),С14; «—КзРз(8С,Н5),[ЩСН3),]Г,
7 -КзРз(ЗСзНз),; 8 -NsPsCSC.Hj),.
Рис. 4. Влияние фосфонитрильных производ-
ных на окисление ди-2-этилгексилсебацината:
1 —ди-2-этилгексилсебацинат; ди-2-этилгексилсеба-
цинат с присадкой; 2 — КзР3(8СзН5)зС14; 3 —
КзРз(8СзН3)2[М(СНз)2Ц; 4-N3P3(SCsH3)3; 5-
N3P3(SC,Hs),.
Концентрация присадок во всех опытах составляла 2 ммоль на 100 г
масла (0,7—5,1%).
Характер кривых поглощения кислорода при окислении парафино-
нафтенойых углеводородов показывает, что из всех соединений антиокисли-
тельными свойствами обладают только полные тиоэфиры трифосфонитрило-
вой кислоты (рис. 3, кривые 7 и 8). Соединения, содержащие наряду с мер-
каптогруппами хлор и диметиламиногруппы, не только не задерживают,
но даже несколько повышают скорость окисления углеводородов (рис. 3,
кривые 4, 5 и 6).
Как было установлено, тиоэтиловый эфир является сильным антиокисли-
телем, тормозящим окисление диоктилсебацината (рис. 4). После поглоще-
ния незначительного количества кислорода наступила полная стабилизация
диоктилсебацината (рис. 4, кривая 4).
Интересно, что диэтилмеркаптотрифосфонитрилтетрадиметиламид также
задерживает процесс окисления диоктилсебацината (рис. 4, кривая 5); это
соединение при окислении парафино-нафтеновых углеводородов оказывает
промоторное действие (рис. 3, кривая 6).
59
ВЫВОДЫ
1. На основе фосфонитрилхлорида получен ряд трифосфонитрильных
производных — эфиров, тиоэфиров и амидов.
2. Сравнительные испытания на машине трения показали эффективность
некоторых синтезированных соединений как противопзносных присадок
к минеральным маслам и синтетическому маслу — диоктилсебацинату.
Химическая природа масла оказывает существенное влияние на активность
присадок.
3. Наиболее активными присадками являются некоторые аминопроиз-
водные и тиоэфиры трифосфонитриловой кислоты.
4/ Как было установлено, некоторые тиоэфиры трифосфонитриловой
кислоты могут рассматриваться также как антиокислители минеральных
масел и синтетического масла — диоктилсебацината.
ЛИТЕРАТУРА
1. С а п и н П. И., Шер В. В., Ч е р н я в с к а я Л. Ф., М елентьеваН. В.,
Г л у х о д е д И. С., Присадки к маслам и топливам, Труды научно-технического
совещания, Гостоптехиздат, 1961.
2. Сани п П. И., Шепелева Е. С., Клейменов Б. В., Химия и применение
фосфорорганических соединений, Труды второй конференции, Изд. АН СССР, 1962,
стр. 112.
3. S a n i n Р. I., S h е р е 1 е v а Е. S., S h е г V. V., U 1 j а п о v а А. V., Synthesis
of friction weur — reducing additives and investigation of the mechanism of their action,
Доклад на VI Международном нефтяном конгрессе во Франкфурте-на-Майне, сек-
ция 6, 1962, стр. 27.
4. Sanin Р. I., Shepeleva Е. S., MannikA. О., Kleimenov В. V.,
Chemical modification of friction surfaces, Доклад па Международной конференции
в Вашингтоне, ASME — ASLE International lubrication conference, Journal of Basic
Engineering, Transactions of the ASME, Series D, 87, № 3, 771 (1965).
5. M я ii ii и к Э. И., Шер В. В., Санин П. И., Фосфонитрильные соединения —
синтетические присадки к смазочным маслам, сб. «Теория трения и износа», Изд.
«Наука», 1965.
6. М я н н и к Э. И., Ш е р В. В., Санин П. И., Нефтехимия, № 5 (1965).
7. Pat at F., К oil inski F., Makromol. Chem., 6, 292 (1951).
8. Stokes H. N., Am. Chem. J., 19, 782 (1897).
9. С а г г о 11 A. P., Shaw R. A., Chem. Ind., 44, 1908, (1962).
10. Beck e-G 6 h г i n g M., John K., F 1 u c k E., Z. anorg. chem., 302, 1—2
(1959).
11. Ray S. K., Shaw R. A., J. Chem. Soc., 872 (1961).
12. J okojama M., J. Chem. Soc., Japan, 80, 1189 (1959).
13. P a t a t F., D e r s t P., Angew. Chem., 3, 105 (f959).
14. Fitzsimmons B. W., Shaw R. A., Proc. chem. Soc., 258 (1961).
15. W e n d e A., Joel D., Zeitschrift fur Chemie, 3, 12, 466 (1963).
16. Цуринов Г. Г., Пирометр Курпакова, Изд. АН СССР, 1953.
ПРОТИВОИЗНОСНАЯ ПРИСАДКА К СМАЗОЧНЫМ МАСЛАМ,
ПОЛУЧЕННАЯ НА ОСНОВЕ АРОМАТИЧЕСКОГО ЭКСТРАКТА
МАСЕЛ И ПЯТИСЕРНИСТОГО ФОСФОРА
А. М. РАВИКОВИЧ, Е. И. ПЕТЯКИНА,
И. И. БАГРЯНЦЕВА, С. Б. БОРЩЕВСКИЙ
Для повышения долговечности узлов трения и увеличения допустимых
нагрузок на поверхности трения к смазочным маслам добавляют противо-
износные и противозадирные присадки.
Почти до последнего времени не устанавливали существенного различия
между противозадирными и противоизносными присадками, и их объеди-
няли под одним названием — присадки для сверхвысоких давлений.
60
Противозадирные присадки повышают предельно допустимые нагрузки
(критические), при которых начинаются задир и сваривание, тогда как про-
тивоизносные присадки снижают износ поверхностей трения при нагрузках
ниже критических. Противоизносные присадки применяют в маслах, пред-
назначенных для механизмов, поверхности трения которых не испытывают
воздействия нагрузок выше критических, но подвергаются повышенному
износу вследствие неблагоприятных кинематических и температурных
условий и других факторов.
Различие между противоизносными и противозадирными свойствами
масел хорошо иллюстрируется двумя разными методами оценки этих свойств
на четырехшариковой машине трения. Метод оценки противозадирных
свойств заключается в серии кратковременных испытаний (каждое продол-
жительностью от 2,5 до 60 сек в зависимости от методики) при повышении
нагрузки для каждого последующего испытания. Для этого метода оценоч-
ными показателями являются: 1) кривая «диаметр метки износа нижних
шаров — нагрузка», причем берут среднее значение нагрузок на метки
износа в ряде испытаний при разных постоянных нагрузках; 2) максималь-
ная нагрузка Рк кГ до начала задира поверхности шаров; 3) нагрузка Рс кГ,
при которой шары начинают свариваться.
Противоизносные свойства оценивают испытанием при нагрузке значи-
тельно ниже Рк, но испытание ведут несколько часов; оценочным показате-
лем является средний диаметр меток износа нижних шаров. При испытании
для оценки противозадирных свойств по ГОСТ 9490—60 для минеральных
масел без присадок Рк составляет около 70 кГ, а при испытании на износ
постоянная нагрузка обычно не превышает 20 кГ.
В табл. 1 приведены показатели противозадирных и противоизносных
свойств некоторых присадок при испытаниях на четырехшариковой машине
трения. Здесь и дальше противозадирные свойства масел оценивали по ме-
тоду ГОСТ 9490 — 60 в условиях: шары диаметром 12,7 мм из стали ШХ-15,
скорость вращения верхнего шара 1420—1430 об!мин, температура комнат-
ная, продолжительность одного испытания 10 сек. Противоизносные свой-
ства определяли в условиях: шары, скорость вращения и температура те же,
что и при определении противозадирных свойств, нагрузка на верхний
шар 20 кГ, продолжительность испытания 4 ч.
ТАБЛИЦА 1
Противозадирные и противоизносные свойства различных присадок в растворе
минерального масла ТС-14,5
Присадка Содержа- ние при- садки в масле % Противозадирные свойства Противоизносные свойства (диа- метр метки износа) /Л мм
они кг рс кГ
Без присадки 0 31 71 158 0,89
Осерненные терпены (28% серы) . . ЛЗ-6/9 — диизобутилксантат этиле- 5 64 89 447 0,88
на [ 1 j Хлорированный парафин (43% хло- 5 62 89 447 0,88
ра) 5 58 100 282 1,3
ДФ-11 (5,4% фосфора, 9,9% серы, 5,9% цинка) ВНИИ НП-354 (2,5% фосфора, 5% 3 48 100 224 0,3
серы, 2,6% цинка) 5 38 71 224 0,3
Приведенная в табл. 1 присадка ДФ-11 представляет собой 50%-ный
концентрат диалкилдитиофосфата цинка с 2-этилгексил- и изобутилалки-
лами [2], присадка ВНИИ НП-354 — 50%-ный концентрат ди-(алкилфенил)-
дитиофосфата цинка с алкилами С8—Сха [3].
Из табл. 1 видно, что износ снижают только присадки, содержащие фос-
фор, тогда как хлорсодержащие его даже повышают. Присадки ДФ-11
61
и ВНИИ НП-354 содержат, помимо фосфора, также серу, что обусловливает
известное противозадирное действие этих присадок одновременно с хорошим
противоизносным действием.
Специфичность действия фосфора как противоизносного элемента,
а серы и хлора как противозадирных элементов присадок отмечена недавно
при исследовании действия присадок в пластичных смазках [4].
Механизм действия прбтивоизносных фосфорсодержащих присадок за-
ключается во взаимодействии содержащегося в них фосфора с металличе-
скими поверхностями трения с образованием фосфидов металла; на сталь-
ных поверхностях образуются фосфиды железа [5, 6]. Установлено, что
слой фосфида железа, образовавшийся при трении в присутствии фосфор-
содержащих присадок, взаимодействует с нижележащими слоями железа
с образованием низкоплавких эвтектик, которые становятся жидкими на
контактирующих микровыступах поверхностей в условиях граничного тре-
ния и стираются при скольжении поверхностей с образованием гладких
полированных поверхностей.
На основе продукта реакции пятисернистого фосфора с экстрактом се-
лективной очистки остаточных масел разработана новая противоизносная
присадка ЭФО [7 ] для трансмиссионных масел, обладающая также анти-
окислительным и депрессорным действием.
ХАРАКТЕРИСТИКА ПРИСАДКИ ЭФО
Присадку ЭФО получают взаимодействием около 2,5 моль ароматиче-
ского экстракта остаточных масел со средним молекулярным весом 500—
600 и 1 моль пятисернистого фосфора при 160—170 °C, алкоголизом продукта
реакции 2 моль изобутилового или изопропилового спирта, нейтрализа-
цией продукта алкоголиза окисью цинка и гидратом окиси бария, разбавле-
нием 50% масла ИС-12 (считая на экстракт) и фильтрацией в присутствии
отбеливающей земли.
Экстракт фенольной очистки остаточных масел, на основе которого
получены типовые образцы присадки, имел следующие свойства: = 1,5530;
= 0,9805; вязкость при 100 °C 62 ссш; температура вспышки в открытом
тигле 277 °C; температура застывания 30 °C; содержание серы 3,2%; цвет
раствора 1 вес. ч. экстракта в 9 вес. ч. бензина «Галоша» по ГОСТ 2667—62
со стеклом № 3—5 мм. При хроматографическом анализе на силикагеле
получено 23,1% фракции ароматических углеводородов с 4° = 1,481
1530 ; 70,5% фракции ароматических углеводородов с двумя и тремя коль-
цами с = 1,531 -ь 1,581 и 6,4% смол.
Присадка ЭФО — жидкость темно-коричневого цвета, прозрачная в тон-
ком слое, имеет вязкость при 100 °C 15—25 сст, зольность 7,5—10%, содер-
жит 1,7—2,1% фосфора, 5—6% серы (в случае получения из экстракта сер-
нистых нефтей), 1,3—1,8% цинка и 2,5—3% бария.
Результаты оценки противоизносных и противозадирных свойств типо-
вого образца присадки ЭФО (1,9% фосфора; 5,7% серы; 1,7% цинка;
3,0% бария; зольность 8,5%) в минеральном масле ТС-14,5 (ВТУ 110—61)
приведены в табл. 2. Для сравнения приведены также присадки Хлорэф-40
и ДФ-11. Присадка Хлорзф-40 представляет собой дибутиловый эфир три-
хлорметилфосфиновой кислоты [8].
В табл. 3 показано влияние этих же присадок на окисляемость масла
ТЭ-15 (вязкость при 100 °C около 15 сст, состоит из смеси 65—70% экстракта
остаточных масел и 35 —30% масла ИС-20) при испытании в приборе ДК-2
(ГОСТ 8245—56) при 135 °C в течение 48 ч.
Из табл. 3 видно, что присадка ЭФО обладает антиокислительным дей-
ствием и снижает количество осадка в окисленном масле (определено с при-
менением петролейного эфира, 60—80 °C) с 0,39 до 0,06%, тогда как при-
садки Хлорэф-40 и ДФ-11 повышают количество осадка до 3,6 и 0,6% соот-
ветственно.
62
ТАБЛИЦА 2
Противоизносные и противозадирные свойства
фосфорсодержащих присадок в растворе масла ТС-14,5
Присадка Содержа- ние при- садки в масле % Противозадирные свойства ; Противоизносные свойства (диаметр метки износа)
опи Pr кГ рс кГ
Без присадки . . ЭФО (1,9% фос- — 31 71 158 0,89
фора) Хлорэф-40 (10% 5 39 89 200 0,30
фосфора) .... ДФ-11 (5,4% фос- 2 80 126 447 0,44
фора) ..... 3 49 100 282 0,32
ТАБЛИЦА 3
Результаты окисления масла
ТЭ-15 с фосфорсодержащими
присадками в приборе ДК-2
при 135 °C в течение 48 ч
Присадка Содержание, %
присадки в масле осадка в окисленном масле
Без присадки 0,39
ЭФО (1,9% фосфора) 5 0,06
Хлорэф-40 (10% фосфора) 2 3,6
ДФ-11 (5,4% фосфора) 3 0,6
Присадка ЭФО ингибирует ржавление стали в присутствии коррозион-
ных хлорсодержащих присадок. Так, пластинки из стали Ст. 40 выдержи-
вали в масле с присадкой при 120 °C в течение трех суток, затем их промы-
вали бензином, взвешивали и помещали на семь суток в эксикатор над слоем
воды при температуре около 20° С, а потом вновь взвешивали; привес пла-
стинок являлся показателем степени ржавления и бцл равен для смеси
масла ТС-14,5 с 5% сульфола [9] 9,8 г/м2, а для смеси масла ТС-14,5 с 5%
сульфола и с 5% присадки ЭФО — 1,9 г/м2. При добавлении 5% присадки
ЭФО к маслу ТЭ-15, содержавшему 1% депрессорной присадки АФК (алкил-
фенолят кальция), температура застывания снижалась с — 17'до —28 °C.
ПОЛУЧЕНИЕ ПРИСАДКИ ЭФО
Пятисернистый фосфор реагирует при 100—300 °C с олефиновыми угле-
водородами с образованием соединений, имеющих связи Р—С.
Значительное число присадок типа детергентов и диспергаторов полу-
чают в настоящее время на основе нейтрализованных продуктов реакции
пятисернистого фосфора и полимеров изобутилена или пропилена с моле-
кулярным весом 500—1500 [10].
Установлено, что основная реакция между пятисернистым фосфором
и циклогексеном проходит по уравнению [И ]:
Реакцией пятисернистого фосфора с алкенами С6—Сю при 105—110 °C
получены диалкенилдитиофосфиновые кислоты [12 ].
Реакция между пятисернистым фосфором и ароматическими углеводо-
родами экстракта протекает аналогично реакции с циклогексеном:
8Х /8
2RH+ >P-S-P<
W S
R-P( >P-R + H2S
s s
II
63
Для этой реакции на 1 моль пятисернистого фосфора брали около
2,5 моль экстракта (избыток в 0,5 моль для компенсации присутствия не
реагирующих с пятисернистым фосфором углеводородов).
Соединение I за счет групп SH имеет один эквивалент кислотного числа
(при титровании до pH — И) на один атом фосфора. Фактически продукты
реакции пятисернистого фосфора с ароматическими экстрактами имели кис-
лотные числа на 10—25% меньше теоретических. Это говорит о том, что
одновременно с основной реакцией образования соединения I протекает
также реакция превращения соединения I в соединение II. Возможно также
(по аналогии с легкой полимеризуемостью диалкилдитиофосфорных кислот),
что соединение I образует полимер примерной формулы
HS
Соединения II и III растворимы в ароматических углеводородах, но
нерастворимы в минеральных маслах, содержащих парафино-нафтеновые
компоненты, и выпадают в осадок при их разбавлении минеральным маслом.
Полученные нами фосфоросерненные экстракты представляют собой совер-
шенно прозрачные в тонком слое вязкие жидкости при температурах выше
100 °C, застывающие при комнатной температуре в твердую массу, также про-
зрачную в тонком слое. Эти фосфоросерненные экстракты выделяют осадок
при растворении в минеральном масле или бензине прямой перегонки, но
дают прозрачные и стабильные растворы в ароматических углеводородах —
бензоле и толуоле.
После обработки фосфоросерненных экстрактов спиртом при 80—100 °C
резко улучшается их растворимость в масле и бензине, и сами продукты
значительно разжижаются.
Возможны следующие реакции алкоголиза фосфоросерненных экстрак-
тов:
.SHHS, .SH
R-P< \Р-R-|-2C4H9OH 2R—Р< +H,S
и \ / II II хос4н9
s \SZ s s
IV
/Sv /SH
R —Р< >P—R + 2C4H9OH------► 2R—P<
II XSZ II II xoc4h9
S S S
HS
.SH
2«R— P( , +H2S
II XOC4H9
s
Алкоголиз сопровождается значительным выделением сероводорода.
Продукт алкоголиза нейтрализуют вначале окисью цинка в количе-
стве 1 моль на 2 моль фосфора (окись цинка берут с некоторым избытком).
Анализ нейтрализованного продукта после удаления избытка окиси цинка
дает соотношение атомов Р : Zn, примерно равное 2:1, что соответствует
цинковой соли соединения IV:
Zn
2
Обработка цинковой соли V гидратом окиси бария позволяет ввести
в нее дополнительно к цинку еще 1 моль бария на 2 моль фосфора. В каком
виде барий находится в молекуле соединения, пока неясно. Наличие неподе-
64
ленных электронных пар в атомах кислорода и серы соединения V содей-
ствует образованию координационных связей с барием.
Одновременное присутствие в присадке цинка и бария улучшает ее
антиокислительные свойства и термическую стабильность и уменьшает кор-
розионность в отношении меди. Это видно из табл. 4, в которой все присадки
получены из одного и того же кислого продукта реакции пятисернистого
фосфора с экстрактом и изобутиловым спиртом.
ТАБЛИЦА 4
Нейтрализованные продукты реакции пятисернистого фосфора с экстрактом
и изобутиловым спиртом после разбавления маслом ИС-12
Показатели Кислый продукт Zn Ва Zn и Ва
Содержание, %: фосфора 2,1 2,0 2,0 2,0
цинка — 1,7 — 1,7
бария — — 5,7 3,2
Кислотное число при титровании до рН= И, лэ КОН/г 30
Щелочность при титровании до pH = 4, мг КОН/г —8 0 3 4
Температура начала разложения *, °C 160 220 240 270
Продолжительность испытания на корро- зию по ГОСТ 2917—49 при 100° С 5%-ного раствора присадки в масле ТС-14,5 до начала потемнения пластин- ки, ч Потенциальная коррозионность в отноше- нии меди 5%-ного раствора присадки в масле ТС-14 5 по ГОСТ 8245—56, но при 100° С в течение 24 ч: изменение веса пластинки, г/.ч2 . . . 1 2,5 12 24
-2,4 -0,4 -1,6 -0,4
цвет пластинки Черный Фиолето- Темный Светло-фио-
Содержание осадка 5%-ного раствора при- садки в масле ТС-14,5 в приборе ДК-2 при 135° С в течение 48 ч, % 2,5 вый 0,31 0,35 ЛОТОВЫЙ 0,02
Противозадирные свойства 5%-ного рас- твора присадки в масле ТС-14,5 по ГОСТ 9490-60: ОПИ 49,2 43,7 38,0 39,1
Рк, кГ 100 89 89 89
Рс, кГ 224 224 224 200
Средний диаметр метки износа, мм . . . 0,64 0,30 0,31 0,30
* Для определения температуры начала разложения 5 г присадки наливают в стеклянный ста-
канчик диаметром 32 ли«, этот стаканчик помещают в герметически завинчивающийся стальной баллон,
который нагревают 1 ч при заданной температуре. При отсутствии видимых изменений присадки нагре-
вание повторяют при температуре на 10° С выше и ото повторяют до тех пор, пока присадка не за-
твердеет или из нее не выпадет осадок.
Технологическая схема получения присадки ЭФО
Принципиальная технологическая схема производства присадки ЭФО
показана на рисунке. Основными аппаратами являются два реактора ем-
костью по 2—10 №, каждый из которых снабжен рубашкой, механической
мешалкой, обратным конденсатором, центробежным насосом и обвязкой
для циркуляционного перемешивания. Реактор нагревается до 17 °C, давле-
ние атмосферное, материал реактора — углеродистая или нержавеющая
сталь.
В первый реактор закачивают экстракт с температурой 50—80 °C, пу-
скают механическую мешалку и циркуляционное перемешивание; при
температуре смеси 80—100 °C подают 0,3% серы, считая на загруженный
5 Заказ 60. . 65
экстракт, и затем пятисернистый фосфор. Расход реагентов указан ниже
(в вес. ч.):
Экстракт........................................... 60,6
Сера.......................... 0,2
Пятисернистый фосфор.......... 9,1
Изобутиловый спирт............ 6,1
Окись цинка.........•......... 2,4
Гидрат окиси бария (октагидрат) 4,9
Масло ИС-12.................. 30,3
Отбеливающая земля........... 3,0
Всего .... 116,6
Потери составляют 0,117%
полной растворимости пробы в бензоле
Технологическая схема получения присадки
ЭФО:
1 — первый реактор; 2 — второй реактор; 3 — пер-
вая ступень фильтрации или центрифугирования;
4 — вторая ступень фильтрации; 5 — теплообмен-
ник; в — емкость; 7 — мешалка; 8 — конденсатор;
9 — вентилятор; 10 — насос.
Линии: I — экстракт; II — сера; III — пятисерни-
стый фосфор; /V — изобутанол; V — двуокись угле-
рода или азот; VI — окись цинка; VII — гидрат
окиси бария; VIII — масло ИС-12; IX — отбелива-
ющая земля; X — теплоноситель; XI — готовая
присадка.
Смесь перемешивают 2 ч при 100 °C, затем температуру поднимают до
160—170 °C в течение 3 ч и перемешивают при этой температуре 1—2 ч до
или толуоле. После этого про-
дукт охлаждают до 75—85 °C и при
этой температуре добавляют в те-
чение 1—2 ч изобутиловый спирт,
смесь перемешивают 1,5 ч при
100 °C, продувают углекислотой
или азотом и перекачивают во вто-
рой реактор. В случае применения
изопропилового спирта вместо
изобутилового его добавляют при
температуре реакционной смеси
70 °C и перемешивание ведут 3—
4 ч при 80 °C.
Во втором реакторе к получен-
ной смеси добавляют окись цинка,
перемешивают 2 ч при 100 °C, под-
нимают температуру смеси до
135 °C в течение 2 ч, разбавляют
маслом ИС-12, добавляют гидрат
окиси бария при температуре смеси
130—140 °C, смесь нагревают до
150 °C в течение 2 ч, перемешивают
цри этой температуре 2—3 ч, сме-
шивают с отбеливающей землей и
фильтруют.
ИСПЫТАНИЯ МАСЕЛ С ПРИСАДКОЙ
ЭФО
В НАТИ проведены стендовые
испытания масла ТЭ-15 с 5% при-
садки ЭФО на трансмиссиях тракторов ДТ-54. Эти испытания показали, что
применение масла с присадкой ЭФО повышает долговечность трансмиссий
_ до 6000 ч, что на 20% выше существующего срока службы трансмиссий,
работающих на автотракторном трансмиссионном масле (нигроле) по
ГОСТ 542—50. Испытание в таких же условиях масла ТЭ-15 без присадки
дало неудовлетворительные результаты в отношении износа и загустевания
масла. Добавление к минеральным маслам обычных противозадирных при-
садок, таких как осерненные терпены, хлорированный парафин и ЛЗ-6/9,
давало отрицательные результаты в отношении износа тракторных транс-
миссий, возможно, вследствие высоких рабочих температур.
По результатам испытаний в НИИАТ масло ТЭ-15 с 5% присадки ЭФО
обеспечивает работу коробки передач автомобиля ГАЗ.
Масло ТС-14,5 с 5% присадки ЭФО на Ярославском моторостроитель-
ном заводе прошло с хорошими результатами 800-часовые испытания в ко-
66
робках передач ЯМЗ-235 (для дизельных автомобилей), при этом масло
ТС-14,5 с 5% присадки ЭФО дало лучшие результаты, чем масло ТС-14,5
с 5% присадки ЛЗ-6/9.
Северное автомобильное масло ТС-10 (температура застывания —40 °C)
с 5% присадки сульфол и 5% присадки ЭФО прошло с положительными
результатами испытание на стенде «Глиссон» автозавода им. Лихачева.
Свойства присадки ЭФО и результаты испытаний позволяют судить
о возможности широкого применения присадки ЭФО в трансмиссионных
и индустриальных маслах самостоятельно и в сочетании с противозадир-
ными присадками.
ЛИТЕРАТУРА
1. Афанасьев И. Д., сб. «Присадки к маслам и топливам», Гостоптехиздат
1961, стр. 58.
2. Санин П. И., Шер В. В., Виппер А. В., Глуходед И. С., Ни-
китская Е. А., сб. «Присадки к маслам и топливам», Гостоптехиздат, 1961,
стр. 26.
3. Монастырский В. Н., Ф у ф а е в А. А., П е р е л ь м и т е р М. С.,
сб. «Присадки к маслам и топливам», Гостоптехиздат, 1961, стр. 128.
4. С а 1 h о и и F., Murphy I. Р., Scientific Lubrication, 15, № 3, 153 (1963).
5. Davey W., Ind. Eng. Chem., 42, 1841 (1950).
6. T h о r p e R. E., Larsen R. I., Ind. Eng. Chem., 41, 938 (1949).
7. Равикович A. M., Петякина E. И., Багрянцева П. П., Узун-
коян П. И., Ястребов Г. И., Михайлов Ю. А., Жабин С. И.,
Писарчик А. Н., авт. свид. 161855, 1/1V 1964 г., Бюлл. изобр., № 8 (1964).
8. Шепелева Е. С., Санин П. И., сб. «Присадки к м:аслам и топливам», Гос-
топтехиздат, 1961, стр. 67.
9. Санин П. И., Фрейдлина Р. X., Шепелева Е. С., Петрова Р. Р.,
Карапетян Т. Н., Облеухова Е. С., Петякина Е. И., Вино-
градова И. Э., Эминов Е. А., авт. свид. 142364, 1962 г., Бюлл. изобр.,
№ 21 (1961).
10. К а г 1 1 R. Е., Peterson J. V., Advances in technology of motor oil deter-
gents, Доклад на VI Международном нефтяном конгрессе во Франкфурте-на-Майне,
секция 6, 1962, стр. 285.
11. F а у Р., L a n k el m а Н. Р., Journal of the American Chemical Soc., 74, 4933
, (1952).
12. Мамедова P. К., Кулиев A. M., Садыхов К. И., Азерб. хим. ж.,
№ 4, 9 (1961).
ТЕРМОСТАБИЛЬНАЯ МНОГОФУНКЦИОНАЛЬНАЯ
ПРИСАДКА К СМАЗОЧНЫМ МАТЕРИАЛАМ
НА БАЗЕ АЛКИЛКСАНТОГЕНОВЫХ КИСЛОТ
А. А. ФАЛЬКОВСКАЯ, М. Ш. ОБЕРФЕЛЬД,
Е. М. ХЕЙФЕЦ , И. Б. РАПОПОРТ
Противозадирные присадки, действующим элементом которых является
сера, применяемые для улучшения эксплуатационных свойств смазочных
масел при температурах выше 150° С, обладают недостаточной термической
стабильностью или коррозионно агрессивны по отношению к меди и ее спла-
вам, что в значительной степени ограничивает область их применения.
Ранее проведенные исследования авторов показали, что такие соедине-
ния, как бис-алкилксантогены общей формулы
ROC—S—S—COR
II II
S S
получающиеся при окислительной конденсации алкилксантогенатов калия,
отличаются высокой противозадирной эффективностью, но термически
нестабильны и коррозионно агрессивны по отношению к медным сплавам
5*
67
при температурах выше 100° С. Термическая нестабильность и повышенная
коррозионная агрессивность бис-алкилксантогенов, по-видимому, объяс-
няются структурными особенностями этих соединений и наличием легко
отщепляющихся, связанных между собой атомов серы, вступающих во взаи-
модействие с контактирующими металлическими поверхностями при сравни-
тельно низких температурах.
Реакционная способность бис-алкилксантогенов может быть несколько
снижена разобщением связи — S— S— и включением между атомами радика-
лов —СН2—СН2—.
Это было показано при синтезе противозадирной присадки Ме-
зульфоль-2, представляющей собой бис-алкилксантат этилена
CBHUC SCH2CH2 8СОСвНи [2, 6], а также при разработке отечественных
II II
S S
противозадирных сераорганических присадок ЛЗ-6/9 и Л3-23к на базе
бис-бутил- и бис-изопропилксантатов этилена. Однако таким образом
удается лишь незначительно повысить термическую стабильность и умень-
шить коррозионную агрессивность ксантатных соединений по отношению
к меди, сохраняющуюся при температурах выше 150 °C.
Было выдвинуто предположение, что коррозионное действие ксантатных
производных может быть уменьшено, а термическая стабильность улучшена
путем экранирования реакционноспособных атомов серы высокомолекуляр-
ными углеводородными радикалами [4, 5]. При этом можно рассчитывать
на то, что взаимодействие активной серы с контактирующими металличе-
скими поверхностями будет происходить при значительно более высоких
температурах.
С этой целью были синтезированы эфиры алкилксантогеновых кислот
строения
RO-C-SR'
где R и R' — высокомолекулярные алкильные радикалы, содержащие от
8 до 12 атомов углерода.
Наличие у этих эфиров ксантатной группы позволило рассчитывать на
наличие противозадирных свойств при пониженной агрессивности по отно-
шению к меди по сравнению с бнс-алкилксантогенами и бнс-алкилксанта-
тами этилена.
Эфиры алкилксантогеновых кислот получаются при взаимодействии
алкилксантогенатов Калия с галоидными алкилами при стехиометрических
соотношениях реагентов при 65—85 °C по уравнению
RO-C-SK + XR' ► KX + RO-C-SR'
где R и R' — алкилы с_ числом углеродных атомов от 8 до 12;
X — атом галоида.
Исходными веществами при синтезе служили полученные в лаборатории
90%-ные амил- и нонилксантогенаты калия и выпускаемые Союзхимреакти-
вом чистые галоидные алкилы.
Как видно из табл. 1, указанная реакция протекает с хорошими выхо-
дами целевых продуктов лишь в случае применения бромистых алкилов.
С хлористыми алкилами, даже в случае применения йодистого калия в каче-
стве катализатора, выход эфиров не превышает 30% от теоретического.
Все синтезированные эфиры представляют собой маслянистые жидкости
светло-желтого цвета, нерастворимые в воде, хорошо растворимые в мине-
ральных и эфирных маслах и ограниченно растворимые в некоторых крем-
нийорганических (фенилметилполисилоксановых) жидкостях. В табл. 2—4
68
ТАБЛИЦА 1
Результаты синтеза эфиров алкилксантогеновых кислот на базе алкилксантогенатов
калия и бромистых или хлористых алкилов
Исходный алкил- ксантогенат калия Исходный галоидалкил Формула синтезированного эфира Содержание S, % Выход эфира % от тео- ретиче- ского
найдено вычислено
Амилксанто- генат Бромистый децил C5HUOCSC10H21 II . S 19,9 21,0 89,5
Нонилксанто- генат То же CeH1BOCSC10H21 II s 17,5 17,7 96,4
То же Хлористый децил C9HleOCSC10H„1 II s 16,2 17,7 20,6
» То же CeHleOCSC12H„5 II s 14,3 16,5 26,0
» Хлористый доде- цил (в присут- ствии KI в ка- честве катализа- тора) CsHuOCSCjJLs II s 14,7 16,5 31,8
ТАБЛИЦА 2
Физико-химические характеристики эфиров алкилксантогеновых кислот
Формула синтезиро- ванного эфира Молекуляр- ный вес Найдено, О/ /о Вычислено, % п20 Пр Плот- ность, 4 Вяз- кость, v2e сст
найде- но вычис- лено С Н S С н S
C6HnOCSC10H21 II 286 304 63,2 10,3 19,5 63,5 10,5 21,0 1,5020 0,927 10,93
S CnHijOCSCjoIIoj II 337 360 66,3 11,03 17,5 66,6 11,1 17,7 1,4930 0,935 17,28
s C,Hj,OCSC12H26 II s 358 388 68,9 11,6 15,9 68,0 11,3 16,5 1,4935 0,948 29,47
ТАБЛИЦА 3
Резул ьтаты проверки термической стабильности децилового эфира
ионилксан тогеновой кислоты (присадки В15/4НД) и его растворов в кремний-
органической жидкости Сополимер-2Л
Содержание серы, %
Образец в исход- ной пробе после нагревания при 150 °C после нагревания при 175 °C
10 ч 20 ч 30 ч 40 ч 50 ч 10 ч 20 ч 30 ч 40 ч 50 ч
Присадка В15/4НД .... 16,5 16,5 16,5 16,6 16,3 16,3 15,5 15,3 15,3 15,3 15,3
Сополимер-2+ 6% В15/4НД 0,94 0,92 0,90 0,90 0,92 0,92 0,92 0,93 0,92 0,92 0,92
Сополимер-2+3% В15/НД 0,57 0,55 0,52 0,53 0,52 0,52 0,50 0,50 0,51 0,52 0,53
Сополимер-2 +1,5% В15/4НД 0,27 0,27 0,27 0,26 0,25 0,26 0,26 0,25 0,27 0,27 1.0,26
69
ТАБЛИЦА 4
Коррозионная агрессивность эфиров алкилксантогеновых кислот при
нагревании в течений 25 ч при 150 и 175 °C *
Концентрация эфиров и ингибитора коррозии в испытуемых пробах, % Коррозия меди, мг/см‘
дециловый эфир амилксантогено- вой кислоты дециловый эфир нонилксанто- геновой кислоты додециловый эфир нонилксан- тогеновой кислоты бензотриазол при 150 °C при 175 °C
5,0 -0,98 —4,54
5,0 —. — 0,5 0 -1,22
— 5,0 — — —0,41 -0,87
— 5,0 5,0 0,5 0 0
— — 5,0 —. -0,53 —1,25
— — 0,5 0 -0,21
* Базовое масло—диоктилсебацинат.
и на рис. 1 приведены некоторые физико-химические характеристики синте-
зированных эфиров и результаты проверки их термической стабильности
и коррозионной агрессивности при температурах 150 и 175 °C. Термическую
стабильность изучали по результатам
определения содержания серы в исход-
ных образцах и после выдержки их
в термостате при указанных температу-
рах, а также По ГОСТ 9352—60 на
аппарате ДК-2 [3].
Содержание серы, %
Время, ч Время, ч
Рис. 2. Результаты испытания противо-
задирных свойств присадок В15/4НД
и В15/4НДД на четырехшариковой ма-
шине трения (1500 об/мин, диаметр ша-
риков 12,7 лл{):
1 — диоктилсебацинат (150 °C); 2 — диоктил-
себацинат + 3% В15/4НД (150 °C); 3 — ди-
октилсебацинат + 5% В15/4НД (150 °C); 4 —
диоктилсебацинат + 5% В15/4НДД (150 °C);
5 — Сополимер-2 (200 °C); 6 — Сополимер-2 +
+ 3% В15/4НД (200 °C).
Рис. 1. Результаты испытания термической
стабильности децилового эфира нонилксанто-
геновой кислоты (присадки В15/4НД) и его рас-
творов в кремнийорганической жидкости
Сополимер-2:
а — после нагревания при 150 °с; 6 — после нагре-
вания при 175 сС:
1 — присадка В15/4НД; 2 — Сополимер-2, + 6 %
В15/4НД; 3 — Сополимер-2 + 3% В15/4НД; 4 — Со-
полимер-2 + 1,5% В15/4НД.
а
Как видно из приведенных данных, наименьшей агрессивностью по
отношению к меди при высоких температурах обладает дециловый эфир
нонилкс автогенов ой кислоты, условно названный присадкой В15/4НД. Этот
эфир не вызывает коррозии меди в присутствии бензотриазола в качестве
ингибитора коррозии и отличается высокой термостабильностью. На стали
марки Ст. 20 с диоктилсебацинатом при 150 и 175 °C коррозии не наблюда-
лось. '
70
Дециловый эфир нонилксантогеновой кислоты был испытан в качестве
противозадирной присадки к смазочным материалам. Лабораторные, испыта-
ния, проведенные на аппарате ДК-2 (табл. 5), показали, что для компози-
ции, содержащей минеральное масло ДС-18, моющую присадку МАСК
(многозольный алкилсалицилат кальция) и 3—5% присадки В15/4НД,
коррозии меди и свинца не наблюдается даже при 220 °C. При этом одновре-
менно улучшаются противозадирные свойства масла и его термоокислитель-
ная стабильность.
Дециловый и додециловый эфиры нонилксантогеновой кислоты (присадки
В15/4НД и В15/4НДД) испытывали на четырехшариковых машинах трения
при комнатной температуре по ГОСТ 9490-60 и при температурах 150 и 200 °C.
Из приведенных в табл. 6 и 7 и на рис. 2 данных видно, что при добавлении
ТАБЛИЦА 5
Лабораторные испытания моторных масел с присадкой — дециловым эфиром
нонилксантогеновой кислоты (В15/4НД)
Образец Термо- окисли- тельная стабиль- ность (по ГОСТ 9352—60) мин Испытания па аппарате ДК-2 при 220 °C, 50 ч Коррозия меди(при 220 °C, 6 ч) г/.и1 Обобщен- ный пока- затель износа (ОПИ) по ГОСТ 9490-00
осадок % вязкость масла по- сле испы- таний Vioo, сст корро- зия * свинца г/м*
Масло ДС-11 28 6,5 24,0 175 Медная 26,0
Масло ДС-И+ 3% В15/4НД 30 3,2 23,8 63 пластин- ка тем- неет Отсут- 40,5
Масло ДС-18+ 25% МАСК . . 100 Отсутст- 26,0 Отсут- ствует То же 45,0
Масло ДС-18+ 25% МАСК + + 3% В15/4НД 119 вует То же 21,8 ствует То же » 53,7
Масло ДС-18+25% МАСК + + 5% В15/4НД 124 » 22,7 » » 58,8
* При 140 °C в течение 25 ч в присутствии нафтената свинца в качестве катализатора.
децилового эфира нонилксантогеновой кислоты к минеральному маслу ДС-11
ОПИ повышается с 26 до 42—45, а при добавлении его к маслу ДС-18 с при-
садкой МАСК — с 44 до 53—57.
Аналогичный эффект достигается и при испытании эфирного масла.
Добавка 5% эфира -к диоктилсебацинату увеличивает критическую нагрузку
задира Рк вдвое (с 40 до 80 кГ) при 150 °C. Додециловый эфир нонилксанто-
таблица в
Противозадирные свойства децилового эфира нонилксантогеновой
кислоты (присадки В15/4НД) по ГОСТ 9490—60
Образец Содержание серы % Критическая нагрузка, кГ ОПИ
задира Рк сваривания 1'с
Масло ДС-11 56 158 26,0
ДС-11+3% В15/4НД 0,51 79 224 40,5
ДС-11+5% В15/4НД 0,85 84 282 45,0
ДС-18+25% МАСК ДС-18+25% МАСК+ — 100 200 45,0
+3% В15/4НД . ' ДС-18+25% МАСК + 0,51 112 224 53,0
+5% В15/4НД . 0,85 141 224 58,8
Мобильгард-593 . . 1,0 126 251 55,0
71
ТАБЛИЦА Т
Противозадирные свойства децилового и додецилового эфиров
нонилксантогеновой кислоты (присадок В15/4НД и В15/4НДД) при
испытании на четырехшариковой машине трения при повышенных
________________________температурах______________________
Образец Условия испытаний Содержание серы % Критическая нагрузка задира Рк кГ
Диоктилсебацинат . . . Диоктилсебацинат +3% 150 °C, 1500 об/мин, диа- метр шариков 12,7 мм — 54
В15/4НД Диоктилсебацинат + 5% То же 0,51 75
В15/4НД Диоктилсебацинат + 5% » 0,85 90
В15/4НДД » 0,78 70
Сополимер-2 Сополимер-2 + 3% 300 °C, 1500 об/мин, диа- метр шариков 12,7 мм —' 20
В15/4НД То же 0,51 40
геновой кислоты обладает несколько меньшей противозадирной эффектив-
ностью, чем дециловый эфир той же кислоты.
Кроме испытаний на лабораторных четырехшариковых машинах тре-
ния, были проведены сравнительные 36-часовые стендовые испытания мотор-
ного масла ДС-18 с присадкой В15/4НД на дизель-компрессоре ДК-2
(табл. 8). Результаты проведенных стендовых испытаний показали, что
композиция, состоящая из моторного масла ДС-18, 25% многозольного
алкилсалицилата кальция (МАСК) и 5% В15/4НД, по полученным показа-
телям не уступает высококачественному импортному маслу группы Е —
Мобильгард-593, предназначенному для мощных морских дизелей.
ТАБЛИЦА 8
Результаты стендовых испытаний на дизель-компрессоре ДК-2 масла
ДС-18 без противозадирных присадок и с присадкой В15/4НД
(Результаты испытаний выражены в процентах, за 100% приняты
результаты испытаний эталонного импортного масла группы Е
Мобильгард-593)*
Образец Износ комплекта поршневых колец % Отложения на поршнях (по методу 344Т), %
со стороны' продувки со стороны выхлопа
ДС-18 4-25% МАСК 115 65 86
ДС-118 4- 25% МАСК 4-5% В15/4НД 85 42 65
* Испытания проводились на Редкинском опытном заводе под руководством канд.
техн, наук В. Д. Резникова.
выводы
1. Разработана эффективная многофункциональная присадка к смазоч-
ным материалам на базе эфиров алкилксантогеновых кислот, получающихся
при взаимодействии высокомолекулярных алкилксантогенатов калия и бро-
мистых алкилов.
2. Высокомолекулярные эфиры алкилксантогеновых кислот (С8 и выше)
являются термостабильными маслорастворимыми соединениями, улучша-
ющими (при содержании их в масле от 3 до 5%) противозадирные свойства
и термоокислительную стабильность базовых масел, как минеральных, так
и синтетических, при одновременном понижении их коррозионной агрессив-
ности по отношению к свинцу.
72
ЛИТЕРАТУРА
1. Ф а ль ков ск а я А. А., В а в у л А. И., X е й ф е ц Е. М., Рапопорт И. Б.,
Листов В. А., Петякина Е. А., Присадки к маслам и топливам, Гос-
топтехиздат, 1961.
2. Д и н ц е с А. И., Дружинина А. В., Синтетические смазочные масла, Гос-
топтехиздат, 1959.
3. Моторные топлива, масла и жидкости, со. под ред. К. К. Папок и Е. Г. Семенидо,
Гостоптехиздат, 1959.
4. Antler М., Erdol п. Kohle, 9, 751 (1959).
5. Antler М., Ind. Eng. Chem., 6, 753 (1959).
6. W e s t H. L., J. Inst. Petr. 34, № 297, 774 (1948).
СИНТЕЗ ДИАЛКИЛБЕНЗИЛДИСУЛЬФИДОВ И ИХ ПРИМЕНЕНИЕ
В КАЧЕСТВЕ ПРИСАДОК К СМАЗОЧНЫМ МАСЛАМ
Л. М. РОГАЧЕВА, В. Л. КАЗАНСКИЙ,
А. М. РАБИНОВИЧ, Е. И. ПЕТЯКИНА
Органические соединения серы широко применяются в качестве присадок
к смазочным маслам. Простейшими серусодержащими противозадирными
присадками известного строения являются дисульфиды и полисульфиды.
Из присадок этой группы промышленное применение получил дибензилсуль-
фид [1—3].
Одним из методов получения дисульфидов является синтез их на базе
галоидных алкилов или бензилхлоридов.
Нами получены диалкилбензилдисульфиды из алкилбензолов, входящих
в состав фракции, имеющей пределы кипения 156—190 °C, и выделенной из
продуктов каталитического риформинга на Новокуйбышевском НПЗ.
Синтез диалкилбензилдисульфидов проводили по следующей схеме:
RW\ Rwwch2ci
| II +СН2О + НС1 ► | II +н2о
rW\/CH2C1 rW4/ch2-s-s-ch2WX/r
I II +Na2s2-----> I II I II +2NaCl
R,/\/\R» R,/\/\R» R"/\/\R'
где R, R', R" — соответственно CH3, C2H8, C4H9.
1. ХЛОРМЕТИЛИРОВАНИЕ
Углеводородный состав фракции алкилбензолов, применяемый для
синтеза диалкилбензилдисульфидов, определенный методом спектров ком-
бинационного рассеяния, приведен ниже (в вес. %).
о-Ксилол ....................... 3,80
л»-Ксилол....................... 0,48
Этилбензол ..................... 0,48
и-Пропилбензол.................. 8,80
Изопропилбензол ................ 0,03
1-Метил-З-этилбензол ...........10,41
1-Метил-4-этилбензол ........... 9,84
1-Метил-2-этилбензол ........... 4,54
1, 3, 5-Триметилбензол .... 7,30
1, 2, 4-Триметилбензол .... 37,95
1, 2, З-Триметилбензол .... 11,72
н-Бутилбензол................... 0,14
Остаток......................... 4,50
Как следует из этих данных, фракция ароматических углеводородов
состоит почти наполовину из изомеров триметилбензола. В меньшем коли-
73
честве содержатся изомеры метилэтилбензола — 24,7 вес. %, другие арома-
тические углеводороды содержатся в небольших количествах.
Хлорметилирование алкилбензолов проводили путем их контактирова-
ния с 37%-ным водным раствором формальдегида и концентрированной
(34 %-ной) соляной кислотой при непрерывном пропускании через реакцион-
ную смесь газообразного хлористого водорода или путем контактирования
с параформальдегидом и концентрированной соляной кислотой без подачи хло-
ристого кислорода. В первом и втором случаях катализаторы не применяли.
Алкилбензолы хлорметилировали до получения продукта с показателем
преломления 1,5400—1,5420 при 20 °C, что соответствовало содержанию
хлора 21—22 вес. %.
Процесс проводили при 60—80 °C, при изменении температуры в преде-
лах 40—100 °C скорость хлорметилирования существенно не менялась,
а нрй температурах выше 100 °C получались продукты с пониженным содер-
жанием хлора.
Время реакции, в течение которого получали продукт с необходимым
количеством хлора, составляло примерно 3 ч. В течение этого времени через
реакционную смесь непрерывно пропускали газообразный хлористый водо-
род в количестве 2 моль на 1 моль алкилбензилхлорида. При увеличении
скорости подачи НС1 вдвое (4 моль на 1 моль алкилбензола) и при интен-
сивном перемешивании продолжительность реакции не сокращалась.
Большое влияние на процесс хлорметилирования оказывает скорость
перемешивания. При недостаточном перемешивании реакция практически
прекращается.
Продукт хлорметилирования после промывания раствором соды и водой
использовали во второй стадии.
2. ПОЛУЧЕНИЕ ДИАЛКИЛБЕНЗИЛДИСУЛЬФИДА
К спиртовому или водному раствору дисульфида натрия NaaSa, полу-
ченному из сернистого натрия Na2S-9H2O и порошковой серы, медленно
при перемешивании добавляли хлорметилированный алкилбензол. Смесь
перемешивали в течение 6—20 ч. За 0,5 ч до конца перемешивания к смеси
добавляли растворитель (толуол или исходную фракцию ароматических угле-
водородов) для снижения вязкости полученного продукта.
Раствор диалкилбензилдисульфида промывали водным раствором едкого
натра и сернистого натрия для удаления активных сернистых соединений,
после чего растворитель отгоняли.
Свойства полученного диалкилбензилдисульфида приведены ниже.
Плотность g®°........................... 1,108
Показатель преломления ................ 1,6205
Вязкость при 100 °C, сст................. 20,6
Элементарный состав, вес. %
углерод............................. 70,69
водород............................. 7,67
сера ............................... 21,5
хлор...............................отсут-
ствует
Противозадирные свойства по ГОСТ 9490—60 *
обобщенный показатель износа (ОПИ) 63,8
максимальная нагрузка до начала зади-
ра Рк, кГ ......................... 24
нагрузка начала сваривания Ро, кГ . . 36
Антиокислительная стабильность* при 135 °C,
в течение 48 ч в приборе ДК-2:
осадок, вес. %....................... 0,15
* Противозадирные свойства и антиокислительную ста-
бильность определяли на масле ТС-14,5 по МРТУ
36-1-150—65 с 3% диалкилбензилдисульфида.
3%-ный раствор присадки в масле ТС-14,5 выдерживал испытание на
коррозию по ГОСТ 2917—49 на медных и стальных пластинах.
74
3. ПОЛУЧЕНИЕ ДИАЛКИЛБЕНЗИЛДИСУЛЬФИДА
(АБС-2) НА ОПЫТНО-ПРОМЫШЛЕННОЙ УСТАНОВКЕ
Принципиальная схема опытно-промышленной установки приведена
на рисунке.
Первую стадию процесса — хлорметилирование смеси алкилбензолов —
проводили в эмалированном реакторе 1 емкостью 500. л. Реакционная смесь
перемешивалась якорной мешалкой со скоростью 60 об/мин.
Реактор обогревали, подавая пар в змеевик, расположенный в рубашке
реактора, заполненной маслом.
Реакцию вели при следующих условиях:
Температура, °C.....................60—80
Давление, ат........................... 1
Скорость подачи газообразного хло-
ристого водорода, м3/мин........... 1
Продолжительность реакции, ч . . . 24
В реактор 1 загружали 95 л фракций алкилбензолов с пределами кипе-
ния 156—190 °C, 70 л 37?4>-ного формалина и 190 л концентрированной
(34%-ной) соляной кислоты.
После нагревания реакцион-
ной смеси до 60—80 °C в низ
реактора через реометр не-
прерывно подавали сухой
хлористый водород.
После окончания реак-
ции смесь отстаивалась, ниж-
ний слой, содержащий отра-
ботанную соляную кислоту
и непрореагировавший фор-
малин, выводили из реактора,
а верхний слой, состоящий
из смеси алкилбензилхлори
дов и непрореагировавших
углеводородов, промывали
водным раствором соды и
Технологическая схема получения присадки АБС-2:
1—реактор; 2 — мешалка; 3— змеевик; 4—ротаметр;
5 — емкость для приготовления растворов Na2CO3 и NaCI;
6 — дозировочная емкость; 7— электромотор; 8—насос;
» — реактор; 10 — промежуточная емкость; 11 — конденса-
тор; 12 — сборник растворителя.
Линии: I — сырье; II — пар.
раствором хлористого натрия.
Концентрация хлористого
водорода в нижнем слое
30,6 вес. %, в то время как
его начальная концентрация
в смеси соляной кислоты
и формалина 26,75 вес, %.
В лабораторных опытах при использовании для хлорметилирования
отработанной соляной кислоты скорость хлорметилирования не изменялась.
Следует обратить особое внимание на необходимость интенсивного пере-
мешивания реакционной смеси. При хлорметилировании на опытно-промыш-
ленной установке реагенты контактировались в реакторе, у которого мешалка
имела сравнительно небольшую скорость вращения (60 об/мин), кроме того,
сама конструкция мешалки не обеспечивала интенсивного перемешивания.
Эти причины обусловили низкую скорость процесса хлорметилирования
в промышленных опытах. Реакция хлорметилирования в лабораторных усло-
виях заканчивалась через 2—4 ч, а на промышленной установке продолжи-
тельность процесса составляла 24 ч. Для улучшения перемешивания реак-
ционной смеси в промышленных опытах подавали повышенное количество
хлористого водорода.
75
Свойства полученных после хлорметилирования продуктов приведены
ниже.
Хлорметилированный алкилбензол
Плотность ........................... 1,0633
Показатель преломления ............... 1,5420
Молекулярный вес........................ 172
Содержание хлора, вес. %................. 16
Фракционный состав, вес. %
н. к. —190 °C...................... 29,5
190—250 °C ....................... 49,9
250—280 °C ..................... 13,5
Остаток, вес. %......................... 6,8
Отработанная соляная кислота
Плотность .........................1,53
Концентрация, вес. %
НС1............................30,6
формальдегида ................ 4,3
Из приведенных данных следует, что органическая часть продуктов
реакции содержит 29,5% непрореагировавших ароматических углеводородов,
49,9% монохлорпроизводных ароматических углеводородов и 13,5% продук-
тов дихлорметилирования. Остаток после перегонки состоит в основном из
производных дифенилметана.
Вторая стадия процесса заключается в осернении полученного продукта
хлорметилирования. Процесс проводили в стальном реакторе, обогреваемом
паром, подаваемым в змеевик, расположенный внутри реактора. Реакцион-
ная смесь перемешивалась пропеллерной мешалкой со скоростью 210 об/мин.
В реактор 9 загружали 71 кг сернистого натрия, 60 л воды и 11 кг порош-
ковой серы, смесь нагревали до 80—90 °C и перемешивали при этой темпе-
ратуре в течение 2 ч.
Затем при этой же температуре и постоянном перемешивании в реактор
из емкости 10 непрерывно подавали продукт хлорметилирования. После
подачи всего продукта (110 кг) смесь перемешивали в течение 15 ч. За 0,5 ч
до конца перемешивания в реактор заливали 50 л толуола.
После отстоя в течение 1 ч нижний водный слой сливали, раствор при-
садки дважды промывали в реакторе 35%-ным водным раствором сернистого
натрия при 90—100 °C, а затем водой до нейтральной реакции.
После просушки раствор присадки нагревали до 110—130 °C и при этой
температуре и остаточном давлении 200—250 мм рт. ст. отгоняли толуол
и непрореагировавшие ароматические углеводороды.
Свойства готовой присадки приведены ниже.
Плотность ........................1,1188
Вязкость при 100 °C, сст.......... 40
Содержание, вес. %
сера .......................... 22,7
хлор ........................... Отс.
вода ........................... Отс.
Химический состав, вес. %
дисульфиды..................... 98,2
элементарная сера ............... 1,8
Полученная присадка в отличие от ранее синтезированных лаборатор-
ных образцов характеризуется повышенными вязкостью (40 против 20,6 сст
при 100 °C) и плотностью (1,1188 против 1,080).
В таблице приведены результаты лабораторных испытаний присадки
АБС-2 по сравнению с серусодержащей присадкой ЛЗ-6/9 по ГОСТ 9973—62,
которая используется в автомобильных трансмиссионных маслах ТАП-15
по ГОСТ 8412-57. Испытания проводились в масле ТС-14,5 МРТУ 38-1-150—65
при концентрации присадок 3 вес. %.
76
Свойства противозадирных серусодержащих присадок АБС-2 и ЛЗ-6/9
по ГОСТ 9973—62
(3% присадок в масле ТС-14,5 по МРТУ 38-1-150—65)
Показатели Масло ТС-14,5
без присадки с 3% АБС-2 с 3% ЛЗ-6/9
Вязкость при 100 °C, ест 14,2 14,5 13,9
Температура застывания, QC Антиокислительная стабильность, %: -29 —29 -29
увеличение вязкости . * — 13,8 14,8
осадок в петролейном эфире Коррозия при 100 °C в течение 3 ч: — 0,15 0,10
стальных пластинок Выдерживает
медных пластинок »
Противозадирные свойства:
ОПИ 30 64 56
. Рк, кГ 22 24 24
Рс, кГ 29 36 36
Противоизносные свойства (диаметр пятна из-
носа шаров за 4 ч, нагрузка 20 кГ), мм . . . 0,90 0,88 0,86
Присадка АБС-2, так же как и ЛЗ-6/9, не ухудшает вязкостных и низко-
температурных свойств базовых масел, характеризуется высокой антиокисли-
тельной стабильностью (прибор ДК-2, 135 °C, 48 ч) и хорошими противо-
коррозионными свойствами. Кроме того, присадка. АБС-2 имеет ряд преиму-
ществ перед ЛЗ-6/9 по противозадирным свойствам (ГОСТ 9490—60), отсут-
ствию запаха, более доступным ресурсам сырья и по себестоимости.
Необходимо отметить, что присадка АБС-2 является хорошим деэмульга-
тором, поэтому ее можно рекомендовать для использования в промышленных
зубчатых передачах.
ЛИТЕРАТУРА
1. Davey W., Petroleum, 13, 279 (1950). ♦
2. К р е й н С. Э., Л и п ш т е й н Р. А., Присадки, улучшающие эксплуатационные
свойства масел, Гостоптехиздат, 1948.
3. Greenhill Е. В., J. Inst. Petrol., 34, 659 (1948).
СИНТЕЗ АЗОТ-, СЕРУ-, ФОСФОР- И ГАЛОИДСОДЕРЖАЩИХ
ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ НА ОСНОВЕ АЛКИЛФЕНОЛОВ
И АРОМАТИЧЕСКИХ ТИОЛОВ КАК ПРИСАДОК
К СМАЗОЧНЫМ МАСЛАМ
А. М. КУЛИЕВ, Ф. Г. СУЛЕЙМАНОВА, Ф. И. МАМЕДОВ,
Ш. А. МХИТАРЯН, Ф. А. МАМЕДОВ, М. БАТЫРОВ,
В. ЯГШИЕВ, А. В. КУЛИЕВ, С. А. САРД А РОВ А,
А. С. АРАБОВА, А. Е. МУШАИЛОВ
КОНДЕНСАЦИЯ АЛКИЛФЕНОЛОВ И МОНОСУЛЬФИД АЛКИЛФЕНО ЛОВ
С ФОРМАЛЬДЕГИДОМ И ВТОРИЧНЫМИ АМИНАМИ
Конденсация высокомолекулярных алкилфенолов и моносульфидалкил-
фенолов с формальдегидом и вторичными алифатическими аминами мало осве-
щена в литературе [3—8 ]. Были проведены реакции конденсации алкилфеио-
77
лов и моносульфидалкилфенолов с формальдегидом и пиперидином по
схеме:
В реакции были использованы n-mpem-бутилфенол, и-шрет-амилфенол,
и-трт-октилфеиол и моносульфиды этих алкилфенолов, полученные
по методу, описанному в литературе [9, 10]. В качестве амина был взят
пиперидин (температура кипения 106 °C); формальдегид применяли в виде
37%-ного раствора. Реагирующие вещества были взяты в различных соотно-
шениях.
Во всех случаях конденсации алкилфенолов с формальдегидом и пипе-
ридином основными продуктами реакции оказались монозамещенные произ-
водные алкилфенолов (I). Продукты эти перегоняются в вакууме и представ-
ляют собой белые кристаллы.
Конденсацию моносульфидалкилфенолов с формальдегидом и пипериди-
ном проводили также при различных соотношениях исходных веществ.
При этом единственными продуктами реакции являются моно(П) и дизаме-
щенные (III) аминометильные производные моносульфидалкилфенолов. Вы-
ход этих-соединений изменяется в зависимости от соотношения реагирующих
веществ: при увеличении количества амина и формальдегида по отношению
к моносульфидалкилфенолу повышается выход дизамещенного продукта,
а при уменьшении количества конденсирующихся веществ возрастает выход
монозамещенного продукта.
Реакцию конденсации алкилфенолов и моносульфидалкилфенолов с фор-
мальдегидом и пиперидином проводили по известному в литературе методу
[4, 5]. Образующиеся продукты реакции конденсации разделяли, обрабаты-
вая сырой продукт н-гексаном. При этом монозамещенные аминометильные
производные извлекались раствором н-гексана, а дизамещенные амино-
метильные производные выпадали в виде белых порошков.
Содержание активного водорода в полученных соединениях определяли
методом Чугаева — Церевитинова [И ].
Характеристика полученных соединений приведена в табл. 1.
ЗАМЕЩЕННЫЕ ПРОИЗВОДНЫЕ АЛКИЛТИОФЕНОЛОВ
Среди многочисленных органических соединений мало изученными
являются ароматические тиолы и их S-замещенные производные. Как ука-
зывается в работе [12], исследования в этой области ограничиваются синте-
зом некоторых низкомолекулярных тиолов ароматического ряда.
78
ТАБЛИЦА 1
Характеристика производных метилпиперидина
Формула Температура кипения °C (хм рт. ст.) Температура плавления °C Молекулярный вес Содержание активного водорода, % Найдено, % Вычислено, %
найдено вычислено найде- но вычис- лено С н N S G н N S
°н
A/CH2-n > 1 II 4 А/ 162-164 (1) —. 244,0 247,4 7,17 6,87 77,20 10,59 5,81 — 77,68 10,18 5,66 —
С4Н9
он /—\
А/сн’-л > । II х 1 167-170 Ю — ' 260,0 261,4 6,35 6,50 78,71 10,65 5,23 — 78,11 10,41 5,39 —
csHu
он z_
Д/ОЩ-N \ 1 II А/ 1 173-176 (0-5) 297,0 303,5 5,88 5,60 78,87 11,50 4,51 79,15 10,96 4,61 —
С8н17
он он _ A > 1 irs 1 II х \/ А/ — — 423,9 427,6 8,05 7,95 73,65 9,34 4,24 6,86 73,0 8,72 3,27 7,50
1 1 С4Н9 С4Н9
00
о
Продолжение табл. 1
Формула Температура кипения °C (мм рт. ст.) Температура плавления °C Молекулярный вес Содержание активного водорода, % Найдено, % Вычислено, %
найдено вычислено найде- но вычис- лено С н N S С Н N S
ОН ОН _ к 1 ,CH2-N \ Z\_ с—^\Z \ / 1 II 1 II \z ^z — — 448,0 455,7 7,75 7,46 73,47 9,95 3,04 7,17 73,80 9,07 3,07 7,03
1 1 свнп С6НП
\ он он _ ~CH2\J\ J4/CH2-N > к/Г — 132 534,1 524,8 6,70 6,48 72,70 9,17 4,63 6,70 73,23 9,22 5,34 6,11
С4Н9 С4Н9
\ N он он -gh2\J\ Jx/ch2-n2> 1 1ГЬ~1 II \z \z — 116 557,9 552,8 6,33 6,15 • 74,46 9,44 4,23 6,70 73,86 9,48 5,07 6,16
1 1 C5H11 СбНц <
Взаимодействием алкилтиофенолов с треххлористым фосфором [13],
этиленхлоргидрином [14 ], монохлоруксусной кислотой [15 ] и хлоралем [16]
нами получены соответствующие S-замещенные производные, которые испы-
таны в качестве присадок к смазочным маслам.
Продолжая исследования в области синтеза S-замещенных производных
алкилтиофенолов, нами осуществлены реакции взаимодействия последних
с эпихлоргидрином. Известно, что реакция между алифатическими меркапта-
нами и эпихлоргидрином в присутствии активированного угля приводит
к получению тиоэфира хлорпропанола [17 ]. Из эпихлоргидрина и тиофенола
образуется 1-хлор-3-фенилтиопропанол-2.
Установлено, что в зависимости от условий реакции взаимодействия
алкилтиофенола с эпихлоргидрином может быть получен глицидный эфир
алкилтиофенола по реакции
О О
RC«H4SH + C1CH2-CH—СН2 -^5- rc,h4sch2-ch—сн2
а также 1,3-ди-[алкилфенилмеркапто ]-пропанол-2
О
2RCeH4SH + ClCH2-CH—СН2 RCeH4SCH2(CHOH) CH2SC,H4R
что вполне согласуется с результатами работ, посвященных получению
1,3-дибензилмеркаптопропанола-2 [17] и алкил аминоалкил эфиров 1,3-бис-
(арилокси)-пропанола-2 [18 ].
Глицидные эфиры алкилтиофенолов получали следующим образом:
к смеси эквимолекулярных количеств алкилтиофенола и эпихлоргидрина
при 80 °C прибавляли рассчитанное по уравнению реакции количество 27%-
ного водного раствора едкого натра, после чего реакционную смесь переме-
шивали в течение 1,5 ч. Полученный продукт извлекали эфиром, промывали
водой и сушили сернокислым натрием. Эфир отгоняли, а продукт перегоняли
в вакууме.
При соотношении алкилтиофенола, эпихлоргидрина и едкого натра
1 : 0,5 : 1 в качестве основного продукта реакции был получен 1,3-ди-(алкил-
фенилмеркапто)-пропанол-2. Характеристики синтезированных соединений
приведены в табл. 2 и 3.
Синтез а-(ге-алкилфенилмеркапто)-р, р, [J-трихлорэтиловых
эфиров фосфористой кислоты
С целью получения фосфорсодержащих соединений проведена конден-
сация треххлористого фосфора с n-алкилфенил (а-окси-Р,Р,(3-трихлорэтил)-
сульфидами [16] в присутствии триэтиламина. Условия и методика проведе-
ния реакции аналогичны получению эфиров фосфористой кислоты [19]
RCeH4Sx /RCeH4S. \
3 )СНОН + РС13—> >СНО- Р + ЗНС1
С13(У \ С13СХ /з
Характеристика синтезированных эфиров фосфористой кислоты при-
ведена в табл. 4.
S-ЗАМЕЩЕННЫЕ ПРОИЗВОДНЫЕ ТЕТРАЛИНТИОЛА [20]
Был синтезирован ряд S-замещенных производных тетралинтиола,
а именно метил-, нонилциклопентил- и ряд других сульфидов [21 ]. Основы-
ваясь на литературных данных по получению S-замещенных производных
тионафтолов, тиофенолов и др., взаимодействием тетралинтиола с этилен-
хлоргидрином, эпихлоргидрином, монохлоруксусной кислотой, бромистым
6 Заказ 60. 81
ТАБЛИЦА 2
ts5
Характеристика глицидных эфиров алкилтиофенолов
Формула Температура кипения °C (мм рт. ст.) п20 nD «Г MRj) Молекулярный вес Найдено, % Вычислено, %
найде- но вычислено найде- но вычислено С н 8 С н S
О
C,H6SCH2CH-CH2 О 99—100 1,5805 1,1432 48,41 48,80 165,6 166,2 65,17 6,22 19,06 65,02 6,06 19,29
CH3CeH4SCH2CH-CH2 О 104—106 (1) 1,5693 1,1162 52,94 53,42 179,5 180,3 65,98 6,85 17,05 66,62 6,71 17,79
C2H6CeH4SCH2CH^CH2 о 117—120 (1) 1,5649 1,0926 57,91 58,04 197,0 194,3 67,70 7,51 16,99 67,99 7,26 16,50
c3H7ceH4scn2ai-cH2 О 120—124 U) 1,5560 1,0703 62,55 ,62,66 209,6 208,3 69,62 8,18 15,53 69,19 7,74 15,39
C4H,C6H4SCH2CII-CH2 О 128-131 (1.3) 1,5515 1,0559 67,24 67,27 216,1 222,4 69,39 8,29 14,66 70,21 8,16 14,42
C4H,CeH4SCH2CH-CH2 О 130—134 (1.3) 1,5500 1,0520 67,34 67,27 218,6 222,4 70,42 8,41 14,76 70,21 8,16, 14,42
C5HnC6H4SCH2CH-CH2 О 139—141 (1.5) 1,5492 1,0412 72,24 71,89 232,3 1 236,4 71,23 8,15 13,06 71,14 8,53 13,56
C&HuCeH4SCHsCH-CH2 142—145 • (1.5) 1,5452 1,0390 71,95 71,89 231,7 236,4 71,00 8,91 14,22 71,14 8,53 13,56
ТАБЛИЦА 3
Характеристика алкилфенилтиопроизводных пропанола
Формула Температура кипения °C (при 0,7 лии рт. ст.) Молекулярный вес nD MRd Найдено, % Вычислено, %
найдено вычислено найдено вычислено С н S С н S
СН3СвН48СН2СН(ОН)СН28С6Н4СН3 40—41* 295,3 304,5 — — — — 67,49 7,09 21,29 67,06 6,62 21,06
C2H6C6H4SCH2CH(OH)CH2SC6H4CH3 207-211 316.5 332,5 1,6028 1,1216 101,80 102,66 68,98 7,64 19,74 68,63 7,27 19,28
C3H,C6H4SCH2CH(OH)CH2SC6H4C3H7 220—222 362,6 360,6 1,5883 1,0894 111,40 111,90 69,95 7,80 17,78 69,94 7,83 17,78
C4H,CeH4SCH2CH(OH)CH2SC6H4C4He 77-78* 398,2 388,6 ** —г — — — 71,59 8,97 16,07 71,08 8,30 16,50
C4HeCeH4SCH2CH(OH)CH2SC6H4C4He 227-230 381,7 388,6 ** 1,5800 1,0674 121,16 121,14 71,29. 8,46 16,39 71,08 8,30 16,50
CsHnCsH.SCHoCHfOHJCHoSCJhCsHn 234-237 424,9 416,7 *** 1,5740 1,0550 130,33 130,37 72,80 7,86 15,91 72,06 8,70 15,39
C5HlllC6H4SCH2CH(OH)CH2SC6H4C5H1i 247-250 406,4 416,7 *** 1,5705 1,0498 130,32 130,37 71,90 9,31 14,60 72,06 8,70 15,39
* Температура плавления, °C; ** втор-производные; *** трет-производные.
w
ТАБЛИЦА 4
Характеристика эфиров фосфористой кислоты
Эфиры фосфористой кислоты Выход % 20 nD Содержание, %
S Cl Р
/c3H7c6H4s X \ СС13 / р 72,8 ^1,5830 10,39 34,84 4,10
/C4HeCeH4Sx \ втор-\ ’ ’ V.H0 \ СС1/ / р 3 . 80,5 1,5740 9,02 30,64 2,67
/c4h,c6h4s4 \ трет-1 ^СНО \ СС13 / р 3 74,1 1,5714 8,96 32,73 2,26
/C8HuCeH4S4 ' втор-1 , )СНО \ са3х р 3 74,8 1,5682 8,11 31,38 3,06
(C.HnW. \ трет-1 _>СНО \ CC13 р 3 70,7 1,5638 9,93 30,62 2,42 .
(C3H7)2C6H3S^ ед q СС1/ р 3 79,2 1,5021 9,93 29,16 2,03
ТАБЛИЦА 5
jK Характеристика S-замещенных производных р-тетралинтиола
Формула Температура кипения,°с (мм рт. ст.) >0 nD to 0 4 mrd Молекулярный вес Найдено, % Вычислено, %
найдено вычислено найдено вычислено С Н S С н S
СюНцЗСЩСЩОН 154-155 (1.5) 1,5986 1.1431 62,23 62,40 201,3 208,3 68,98 8,11 15,74 69,15 7,74 15,39
C10HnSCH2CH2OCH3 146—148 (2) 1,5804 1,0958 67,58 67,28 217,4 222,4 70,41 8,43 14,74 70,22 8,16 14,42
C10HUSCH2COOH 78* — — — — — — 64,38 6,69 13,94 64,83 6,34 14,42
С10НпЗСН2СООС2Н5 150—151 (2) 1,5616 1,1390 71,24 71,19 257,2 250,4 67,00 — — 67,16 7,25 12,81
C10HuSCH2CH=CH2 /°\ 138-140 (1) 1,5835 1,0536 64,85 65,02 201,4 204,3 76,82 8,17 15,47 76,42 *7,89 15,69
С10Нц8СН2СН-СН2 150—152 (2) 1,5892 1,1467 64,77 64,93 221,4 220,3 70,51 7,69 13,64 70,87 7,32 14,55
СюНцЗСНгСЩС] 150—154 (3) 1,5927 1,1619 66,11 65,88 — — 63,52 6,77 16,02 (С1) 63,56 6,67 15,63 (С1)
CioHnSCHuCHCHuSCjoHn он 257—259 (0,5) 1,6288 — — — 378,8 384,6 72,39 7,70 17,44 71,83 7,34 16,67
* Температура плавления, °C.
аллилом, дихлорэтаном и др. были получены S-замещенные производные
тетралинтиола по общей схеме:
C1OHUSH+RX —~ C1OHUSR
Р-Тетралинтиол был получен восстановлением р-тетралинсульфохлорида
[22 ] и имел = 1,5970; р!° = 1,0900.
Характеристика синтезированных S-замещенных производных (J-тетра-
линтиола приведена в табл. 5.
В опубликованных ранее работах приведены результаты опытов по син-
тезу ряда алкилнафтилтиолов и их S-замещенных производных [23—25].
В данной работе рассматривается вопрос об оксиэтилировании алкилнафта-
линтиолов, которые, судя по литературным данным, могут являться исход-
ными продуктами для производства присадок к смазочным маслам.
С этой целью была осуществлена реакция взаимодействия алкилнафта-
лиятиолов с этиленхлоргидрином [14] по схеме:
RC10H6SH + NaOH--► RC10H,SNa+H2O ;
RC10HeSNa + ClCH2CH2OH-► RC10HeSCH2CH2OH -f-NaCl '
Характеристики полученных оксиэтилированных алкилнафталинтиолов
приведены в табл. 6.
ИЗУЧЕНИЕ ВЛИЯНИЯ СИНТЕЗИРОВАННЫХ СОЕДИНЕНИЙ
НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА СМАЗОЧНЫХ МАСЕЛ
Рассмотренные выше органические соединения, а также сЬединения,
описанные в ранее опубликованных работах [1, 2], испытывали ;в качестве
присадок к смазочным маслам. В зависимости от состава указанных соедине-
ний изучали влияние их на антиокислительные, противокоррозионные
и противоизносные свойства масел. Так, аминометильные производные
алкилфенолов и моносульфидалкилфенолов [4—8 ] испытывали , как анти-
окислительные присадки в смеси с дизельным маслом Д-11. Исследования
показали, что при введении в масло 0,01% аминометильных производных
алкилфенолов и моносульфидалкилфенолов достигается максимальный анти-
окислительный эффект. Установлено также, что наиболее высокой антиокис-
лительной эффективностью обладает продукт конденсации п-оксидифенил-
амина с формальдегидом и диэтиламином [1 ]
^>-ОН
(С2Н5)2
При добавлении этого соединения к маслу Д-11 в количестве 0,5% кор-
розия снижается с 324 до 25 г/л«2, т. е. на 80%, а при увеличении концентра-
ции присадки в масле до 1,5—2,0% наблюдается уменьшение коррозии
до 6—1 г/№.
Результаты испытания масла Д-11 с присадками на приборе ДК-2 пока-
зали, что приращение вязкости испытуемого масла снижается с 12 до 3%,
а осадкообразование — с 8 до 4%. Это соединение также повышает термо-
окислительную стабильность масла с 23 до ИЗ мин при испытании по методу
Папок при 250 °C.
В табл. 7 приведены результаты испытания ряда аминометильных про-
изводных алкилфенолов и моносульфидалкилфенолов.
Из этой таблицы следует, что указанные соединения примерно на 50%
уменьшают коррозионность дизельного масла Д-11 и практически не влияют
на термоокислительную стабильность. Ряд соединений этого класса (образцы
2, 3, 4) значительно улучшает диспергирующую способность масла, которую
определяли по методу Папок [26 ].
Показатель моющего потенциала очень высок для аминометильных про-
изводных алкилфенолов и их сульфидов, полученных на основе как индиви-
85
ТАБЛИЦА 6
Характеристика алкилнафтилтиоэтанолов
Соединение Выход Температура кипения, °C (мм рт. ст.) 20 nD Молекулярный вес Число омыления ацетилпроизвОдного мг КОН/г Найдена, % Вычислено, %
найдено вычис- лено найдено вычис- лено С Н S С н S
Р-(а-Нафтилтио)-этанол 74,1 190—192 (3) 1,6638 202 204,3 222,1 227,8 70,35 6,50 16,14 70,46 6,04 15,67
р-(Р-Нафтилтио)-этанол 84,7 61—62* — 205,8 204,3 228,6 227,8 70,08 5,83 15,39 70,46 6,04 15,67
Р-(а-Метилнафтилтио)-этанол .... 80,9 220—223 (2) 1,6462 222,8 218,3 214,5 215,1 70,71 6,38 14,14 71,42 6,58 14,66
Р-(Р-Метилнафтилтио)-этанол .... 84,7 69—70 * — 210,3 218,3 218,4 215,1 71,18 5,90 15,22 71,42 6,58 14,67
Р-(Р-Пропшшафтилтио)-этанол . . . 91,3 199—202 (3) 1,6210 241,7 246,3 190,8 195,2 67,85 7,37 11,54 68,66 6,91 12,22
Р-(Р-Изопропилнафтилтио)-этанол . . 76,3 180—183 (3) 1,6070 242,1 246,3 191,1 195,2 6834 6,95 12,10 68,66 6,91 12,22
Р-(р-втор-бутилнафтилтио)-этанол 92,4 200—202 (2) 1,6198 256,2 260,4 185,4 185,5 69,32 7,93 11,59 69,52 7,29 11,60
Р-(Р-трет-бутилнафтилтио)-этанол . 72,5 196—198 (2) 1,6186 255,6 260,4 179,2 185,5 69,22 7,88 10,84 69,52 7,29 11,60
р-(а-втор-амилнафтилтио)-этанол . . 70,4 205—207 (2,5) 1,5952 275,5 274,4 169,0 177,2 70,88 7,97 10,55 70,30 7,63 11,04
Р-(а-трет-амилнафтилтио)-этанол 69,7 206-208 (3) 1,5904 274,6 274,4 176,8 177,2 69,38 8,17 11,97 70,30 7,63 11,04
Температура плавления, °C.
ТАБЛИЦА 7
Влияние производных метилпиперидина на эксплуатационные свойства масла ДС-11
। Номер образ-i 1 ца Формула Содержание присадки в масле, % Коррозия г/мг Моющий по- тенциал, % ПЗВ, баллы Стабильность по ГОСТ 9352-60
Тмо мин лакообра- зование %
12
12
— 324 0 5 23
0,5 179 4,0
1 140 48 4-4,5 28
1,5 133 96 — —
ДС-11
он
I
С8ни
он он
II
/ ^N-CH2-^\-S-^\-CH2-Nf
V Ч/
I I
С6НП С6НП
он он
I I
A-SY>CH'X_>
\/ 'ЧХ
I I
C5HU СьНц
он
I _
. [^-сн2-?К у
Ч/
I
н
0,5
1
1,5
1
2
5
140 68
150 76
152
180
185
173
158
170
2,5-
3,0
12
И
9
11
10
14
дуальных алкилфенолов, так и промышленного алкилфенола. В зависимости
от концентрации соединения он достигает 70—90%.
Однако моющие свойства при оценке их на установке ПЗВ (ГОСТ
5726—53) недостаточны. При испытании масла Д-11 в смеси с триалкилфенил-
тритиофосфитами по методу АзНИИ установлено, что указанные соединения
улучшают антиокислительные свойства масла.
Так, время поглощения 10 мл кислорода в среднем повышается с 205
до 280 мин.
Хорошие результаты были также получены при испытании фосфористых
эфиров алкилфенилмеркаптоэтанолов (табл. 8) в качестве противокоррозион-
ных присадок.
Изучали также влияние синтезированных фосфор-, серу- и хлорсодержа-
щих соединений на противокоррозионные и противоизносные свойства
масел. В качестве исходных масел были взяты масла АК-15, МК-22 и Д-11.
Противоизносные свойства масел испытывали на четырехшариковой машине,
а противокоррозионные — по методу НАМИ. Результаты этих испытаний
приведены в табл. 9.
При испытании а-(п-алкилфенилмеркапто)-|3,|3,|3-трихлорэтиловых эфи-
ров фосфористой кислоты установлено, что эти соединения обладают высо-
кими противокоррозионными свойствами. Так, при добавлении их в масла
АК-15, МК-22 и Д-11 в количестве 1—3% коррозия этих масел в среднем
снижается со 106—324 г!м2 до плюс 10—минус 15 г!м2. Они обладают также
эффективными противоизносными свойствами. При добавлении этих соеди-
87
ТАБЛИЦА 8
Результаты испытания эфиров фосфористой кислоты в смеси
с дизельным маслом Д-11
Эфиры фосфористой кислоты Содержание присадки в масле % Коррозия (по НАМИ) г/ м‘
Масло Д-11 324
(CH3CeH4SCH2CH2O)3P 1,0 11,8
(C2H6CeH4SCH2CH2O)3P 0,5 1,0 34,7 68,9
(C3H7CeH4SCH2CH2O)3P 0,5 1,0 34,9 56,8
0,5 39,1
(C7H16CeH4SCH2CH2O)3P 1,0 50,5
1,5 63,8
ТАБЛИЦА 9
Результаты испытания масла Д-11 в смеси с эфирами фосфористой кислоты
Содержа- ние Коррозия (по НАМИ), г/.и2 ОПИ
Уфиры фосфористой кислоты присадки
в масле, % АК-15 МК-22 д-11 АК-15 МК-22
Масло Д-11 — 106 20 324 24,5 28,6
C4H9CeH4Sx 1 103,5 — — 98,3 —
>СНОН 2 101,3 — — 110,5 —
СС13 3 100,5 — — 111,6 —
1 +14,4 +3,8 Н~6,1 105,8 103,2
рено р 2 + 15,2 +12,3 + 16,8 109,3 110,5
3 +17,6 + 17,5 +22,1 110,8 120,1
\ САЛ3 / 5 + 19,3 +18,3 — — 121,6
/C4HeCeH4S4 \ рено р 1 2 +10,2 +13,0 100,6 99,3 100,6 —
\ СС13 /з 3 +11,9 — — 110,4 —
/c4H0c6H4s4 \ 5 +11,0 — — 118,9 .—.
^>сно р
\ СС13 /3 3 + 13,1 — — 109,1 —
/С5НцСвН48ч \
/СН0 р 3 12,2 — — 111,7 —
\ СС13 /3
/C6HuCeH4S4 \ + 14,4
рСНО р 3 + 16,2 14,6 109,6 126,4
\ СС13 А
-(C3H7),C6H3SX 1 1 +10,3 — — 99,2 —
рСНО р 2 + 12,1 — — 103,2 —
СС13 3 3 +17,8 — — 113,2 —
нений в масла АК-15 и МК-22 в количестве 1—3% ОПИ этих масел повы-
шается в среднем в 4—5 раэ по сравнению с маслами без присадок.
Соединения, отличающиеся друг от друга растворимостью, количеством
и длиной алкильных радикалов, обладают почти одинаковыми противо-
износными и противокоррозионными свойствами.
Весьма положительные результаты были получены при испытании раз-
личных масел в смеси с продуктом конденсации р-нафтнлтиола с хлоралем.
Из табл. 10 видно, что при введении присадки в масла в количестве 1—5%
существенно улучшаются их эксплуатационные свойства.
88
ТАБЛИЦА 19
Результаты испытания масел в смеси с присадкой, полученной взаимодействием
а-нафтилтиола с хлоралем
Образец Содержа- ние присадки в масле % Коррозия, г!мг опи
АК-15 МК-22 Д-П АК-15 МК-22 Д-И
Масла без присадок — 106 — 324 24,5 28,6 —
Масло а-нафтил-(а-окситри- 1 0,6 2,1 1,5 65,4 61,4 64,5
хлорэтил)-сульфид 2 1,0 2,3 - 5,5 98,5 114,1 87,1
3 4,4 3,8 4,95 113,3 121,1 115,0
5 4,7 1,4 4,45 120,3 130,6 112,9
выводы
1. Получены и охарактеризованы новые, не описанные в литературе
аминометильные производные алкилфенолов и моносульфидалкилфенолов.
2. На основе ароматических тиолов получен ряд S-замещенных произ-
водных.
3. Изучено влияние синтезированных соединений на эксплуатационные
свойства смазочных масел.
4. Установлено, что ряд аминометильных производных алкилфенолов
и моносульфидалкилфенолов улучшает антиокислительные свойства дизель-
ных масел.
5. Установлено, что S-замещенные производные ароматических тиолов
снижают коррозионные и повышают противоизносные свойства масел.
ЛИТЕРАТУРА
1. Кулиев А. М., Присадки к смазочным маслам, Изд. «Химия», 1964.
2. Присадки к маслам и топливам, Труды научно-технического совещания, Гостоцтех-
издат, 1961.
3. Органические реакции, сб. 1, Издатинлит, 1948, стр. 408.
4. Кулиев А. М. и др., Азерб. хим. ж., № 1, 93 (1962).
5. К у л и е в А. М., Мусаева Н. Ф., Мамедов Ф. Н., Азерб. хим. ж.,
№ 1,43 (1964).
6. К у л и е в А. М., .Мамедов Ф. Н., Мусаева Н. Ф., Азерб. хим. ж.,
№ 5, 63 (1962).
7. К у л и е в А. М., Мамедов Ф. Н., Мусаева Н. Ф., Азерб. хим. ж.,.
№ 3, 37 (1963).
8. Авт. свид. 159590, 15/XI 1962 г.; Бюлл. изобр., № 1 (1964).
9. И с а г у л я н ц В. И., Егорова Г. М., Химия нефти, Гостоптехиздат, 1949.
10. И с а г у л я и ц В. И., Тишкова В. Н., сб. «Химическая переработка неф-
тяных углеводородов», Изд. АН СССР, 1956.
11. Г ат терман Л., Виланд Г., Практические работы по органической химии,
Госхимиздат, 1948.
12. К у л и е в А. М., Кулиев А. Б., Мамедов Ф. Н., ЖОХ, 34, вып. 3,
993 (1964); Азерб. хим. ж., № 2, 3 (1964).
13. Кулиев А. М., Мамедов Ф. А., Мамедов Ф. Н., Азерб. хим. ж.,.
№ 3, 55 (1964); Азерб. хим. ж., № 4, 59 (1964).
14. К у л и е в А. М., Батыров М., Мамедов Ф. Н., Азерб. хим. ж., № 4,
15 (1964).
15. К у л и е в А. М., Батыров М., Мамедов Ф. Н., Азерб. хим. ж., № 5,.
15 (1964).
16. Кулиев А. М., Кулиев А. Б., Азерб. хим. ж., № 1, 32 (1965).
17. II а к е н А. М., Эпоксидные соединения и эпоксидные смолы, Госхимиздат, 1962.
18. М i п о г М. F., Smith R. И., Cheney L. С., J. Am. Chem. Soc., 76, № 11,
2993-2996 (1954).
19. А р б у з о в А. Е., Избранные труды, Изд. АН СССР, 1952.
20. К у л и е в А. М., Сардарова С. А., Азерб. хим. ж., № 2, 1965.
21. Т и ц-С кворцова И. Н., Данилова Т. А., ЖОХ, 23, вып. 8, 1384 (1953).
22. Schraeter G., Lieb. Ann., 426, 13, 85, 117 (1922).
23. Кулиев А. М. и др. Ученые записки Азгосуниверситета им. Кирова, серия
«Химия», № 3, 35 (1964).
89
24.
25.
26.
Кулиев А. М. и др., Ученые записки Азгосуниверсигета им. Кирова, серия
«Химия», № 2 (1965).
Кулиев А. М. и др., Ученые записки Азгосуниверситета им. Кирова, серия
«Химия», № 3 (1965).
Папок К. К., 3 у с е в а Б. С., Химия и технология топлив и масел, № 8,
66 (1962).
СИНТЕЗ ЭФИРОВ АЛКЕНИЛЯНТАРНОЙ КИСЛОТЫ
(ПРИСАДКИ ПРОТИВ РЖАВЛЕНИЯ)
Е. М. ХЕЙФЕЦ , С. М. ЧЕРНЯК,
И. Б. РАПОПОРТ, И. В. ЗАРУБИНА
По Альдеру [1 ], известны три типа присоединения малеинового ангид-
рида к углеводородам: к сопряженным системам — «диеновый синтез» (а),
к ненасыщенным системам (б) и насыщенным системам — «непрямое заме-
стительное присоединение» (в):
RCH=CH-CH=CHR + СН=СН-- RCH-CH=CH-CHR
III I
ОС со НС------сн
r-ch2-ch=ch-ch2—сн-сн2
ОС со
rch2-ch,-ch=ch2+ сн=сн —►
I I
ОС со
(б)
,сн2-сн-сн2
/Х\/ I I
(в)
Подобно системе лл-сопряжения в диенкомпоненте С=С—С=С (о),
группировку атомов С=С—С—Н (б) можно рассматривать как систему стл-
сопряжения, по которой и осуществляется присоединение, формально ана-
логичное диеновому синтезу [2]. Альдер полагает, что первая стадия синтеза
характеризуется образованием ионного комплекса (I), который во второй
стадии синтеза переходит в устойчивое соединение (II):
СН—СО
СН-СО
Другими словами, присоединение малеинового ангидрида происходит
по одному из а-углеродных атомов олефина. При этом двойная связь переме-
щается [3 ]. Полнота взаимодействия малеинового ангидрида с олефинами
в значительной степени определяется структурными особенностями отдель-
ных изомеров и, в частности, положением двойной связи. Исследуя взаимо-
действие димеров изобутилена с малеиновым ангидридом, Альдер и Зель [41
90
установили, что из двух изомеров диизобутилена в реакцию вступает только
2,4,4-триметилпентен (III):
СН3
I
сн3—с—сн2—с=сн«
I I
сн3 сн3
ш
сн3
I
сн3-с-сн=с-сн3
I I
СН3 СН3
IV
Взаимодействию со вторым изомером (IV), по мнению авторов, препят-
ствуют стерические факторы. Образование простого продукта присоединения
сопровождается образованием большого числа побочных продуктов, природа
и свойства которых неизвестны. Альдер предположил, что происходит даль-
нейшее присоединение малеинового ангидрида к углеводороду. Например,
при присоединении малеинового ангидрида к пентадиену-1, 4 образуется
алкенилянтарный ангидрид, в котором благодаря перемещению двойной
связи образуется сопряженная система двойных связей; к последней в свою
очередь, присоединяется малеиновый ангидрид [2].
н»с=сн-сн2-сн=сн2+сн==сн
I I
ОС со
Н2С=СН-СН=СН-СН2-СН-СН2
I I
ОС со
^о^
I Диеновый
| синтез
Н2С-СН=СН-СН-СН2-СН-СН2
I I II
НС--------сн ОС со
I
ОС
со
В 1962 г. появилось сообщение о реакции взаимодействия малеинового
айгидрида с тримерами и тетрамерами бутилена с использованием продукта
конденсации для получения поверхностно-активных веществ [5].
Нами исследованы реакции присоединения малеинового ангидрида
к ряду олефинов, при этом были использованы нонилен-1, изонониленовая,
додециленовая и пентадециленовая фракции. Характеристика этих олефинов
приведена в табл. 1.
Нонилен-1 получен дегидратацией нонилового спирта над окисью алю-
миния при 270 °C и остаточном давлении 5 мм рт. ст.
Изонониленовая, додециленовая и пентадециленовая фракции выделены
путем многократной перегонки из промышленных продуктов полимеризации
пропилена.
Конденсацию проводили в атмосфере азота в четырехгорлой колбе,
снабженной мешалкой, обратным холодильником и термометром. Для обес-
печения полноты реакции брали избыток олефина: на 1 моль малеинового
ангидрида 2 моля олефина. На условия процесса конденсации при атмосфер-
ном давлении оказывает влияние молекулярный вес олефина; так, нонилен
и изонониленовая фракция конденсируются с малеиновым ангидридом при
91
ТАБЛИЦ^ i
Характеристика олефинов.
Олефины Пределы кипения °C Молекулярный вес Иодное число мг КОН/г п20 ПП
найде- но вычисле- но найде- но вычисле- но найде- но по литературным 'данным
Нонилен-1 144-146 128 126 198,0 200,0 1,4160 1,4158 [1]
Изонониленовая фракция 140-150 124 126 174,0 200,0 1,4284 1,4133—1,4312 [81
Додециленовая фрак- ция 175-215 158 168 1,4395 1,4287-1,4610 [8J
Пентадециленовая фракция 215—260 204 210 120,5 120,9 1,4578 —
ТАБЛИЦА 2
Характеристика алкенилянтарных ангидридов
Продукт Пределы кипения (при 4 мм рт. ст.) °C Кислотное число мг КОН/г Иодное число мг КОН / г
найдено вычисле- но найдено вычисле- но
Нониленянтарный ангидрид .... 158—162 456 460 104 113
Изонониленянтарный ангидрид . . . 159—172 455 460 106 113
Додеценилянтарный ангидрид . . . 167-188 395 394 — —
Пентадецениляптарный ангидрид . . 172-198 345 343 — —
Эфиры алкенилян
Продукты Молекулярный вес Температура кипения (при 4 мм рт. ст.) °C Плотность Q20 Найдено
эфирное । число мг КОН/г иодное число мг КОН/г содержание, %
Н с О (по разности)
Динониловый эфир но- ниленянтарной кисло- ты 494 234-240 0,9088 1,460 226 50,0 11,95 75,35 12,70
Динониловый эфир но- ниленянтарной кис- 496 240-245 1,4562 218 0 12,52 75,52 11,96
лоты Диоктиловый эфир но- ниленянтарной кисло- ты 466 225-230 0,9090 240 53,1 11,71 74,32 13,97
Ди-2-этилгексиловый эфир нонпленянтарной кислоты 466 225—230 0,9153 1,4615 236 53,0 11,76 74,41 13,83
Диизогексиловый эфир нониленянтарпой ки- слоты 410 220—225 0,9250 1,4564 270 60,2
Дифенилэтиловый эфир нониленянта рной ки- слоты 452 265—285 1,5165 247 55,0
Динониловый эфир изо- нониленянтарной ки- слоты 494 240-260 0,9161 230 48,6 11,69 75,08
Ди-2-этилгексиловый эфир изонониленян- тарной кислоты . . . 466 220—232 — 245 51,9 — —
92
144—150 °C в течение 58 ч, додециленовая фракция — при 160—170 °C
в течение 28 ч, пентадециленовая фракция — при 170—180 °C в тече-
ние 28 ч.
После отделения не вступившего в реакцию избытка олефина и малеино-
вого ангидрида остаток перегоняли в вакууме для выделения ангидридов
соответствующих кислот. Свойства полученных ангидридов приведены
в табл. 2.
. Ангидриды алкенилянтарных кислот легко этерифицируются спиртами
различного строения. В присутствии катализатора NaHSO4 этерификация
проходит в течение 2 ч. В этих условиях к молекуле ангидрида присоеди-
няются две молекулы спирта. Нами был синтезирован ряд эфиров, свойства
которых приведены в табл. 3.
Температура застывания эфиров нониленянтарной и изонониленянтарной
кислот колеблется от минус 55 до минус 65° С. С уменьшением молекулярного
веса эфиров на одну группу —СНг (в спиртовом радикале) температура засты-
вания понижается; так, динониловый эфир нониленянтарного ангидрида (№ 1,
табл. 3) имеет температуру застывания минус 56 °C, а диоктиловый эфир
нониленянтарного ангидрида — минус 67 °C. Разветвление в спиртовом
радикале (№ 3 и 4, табл. 3) заметного влияния на температуру застывания
не оказывает. Следует обратить внимание на то, что динониловый эфир изо-
нониленянтарной кислоты застывает при температуре минус 66 °C, а ди-2-
этилгексиловый эфир изонониленянтарной кислоты — при минус 55 °C
(№ 7 и 8, табл. 3).
При введении бензольного цикла в спиртовой радикал повышается тем-
пература застывания эфиров (№ 3 и 6, табл. 3). При гидрировании радикала
значительно повышается температура застывания эфиров (№ 1 и 2, табл. 3).
Динониловый эфир нониленянтарной кислоты был гидрирован над хромо-
никелевым катализатором при температуре 150 °C и давлении 100 ат.
таблица з
тарной кислоты
Вычислено Темпе- ратура застыва- ния °C Вязкость (в ест) при температуре, °C
эфирное число мг КОН/г иодное число мг КОН/г содержание, %
н с О (по раз- ности) —40 0 37,8 50 98,99
226 51,4 11,70 75,3 12,95 -56 3968,0 115,3 18,71 12,31 3,93
224 0 12,10 75 11,90 -30 — 100,1 17,44 11,66 3,82
240 54,5 11,71 74,5 13,79 -67 2064,5 76,33 14,27 9,86 3,35
240 54,5 11,71 74,5 13,79 -69 5365,0 114,5 16,92 11,08 3,44
273 61,9 — — — —65 — 77,08 12,74 8,56 2,86
248 56,4 — — — -40 — — — — —
226 51,4 11,7 75,3 — -66 9872,0 174,78 22,84 14,61 4,14
240 244,8 — — — -55 — — — —
93
Вязкость эфиров нониленянтарной кислоты с уменьшением их молеку-
лярного веса и изменением строения спиртового радикала меняется незначи-
тельно, но резко возрастает у тех же эфиров с разветвление^ углеводородных
радикалов кислоты (№ 1 и 7, табл. 3).
Были этерифицированы додеценил- и пентадеценилянтарные кислоты
окисью этилена до образования кислых эфиров. По. количеству введенной
окиси этилена (на 1 моль кислоты 0,6 моль окиси этилена) можно предполо-
жить, что образуется кислый эфир следующего строения:
RCH-COO-CH2-CH2-OOC-CHR
I I
СН2СООН СН2СООН
Свойства полученных кислых эфиров приведены в табл. 4.
ТАБЛИЦА 4
Кислые эфиры алкенилянтарной кислоты
Эфиры Кислотное число, мг КОН/г Вязкость при 100 °C сст Плот- ность п20 nD Иодное число мг КОН/г
найдено вычисле- но вычисле- но найдено
Кислый эфир додеценил- янтарной кислоты . ; Кислый эфир пентадеце- 194 188,5 174 1,02 1,4812 — —
нилянтарной кислоты 152 165 242 1,02 1,4868 74,9 65,0
Кислые эфиры алкенилянтарных кислот хорошо растворяются в мине-
ральных маслах и являются хорошими присадками против ржавления [5 ].
Особенно эффективным оказался кислый эфир пентадеценилянтарной ки-
слоты. Так, при определении по методу ASTM для турбинного масла, под-
вергнутого гидроочистке, коррозия равна 10 баллам; при добавлении 0,02%
присадки коррозия снижается до нуля. Также надежно 0,02—0,05% присадки
защищает латунные и медные поверхности трения от ржавления в присут-
ствии обводненных масел и масел, содержащих хлорные противозадирные
присадки. Проведенные в гидрокамере длительные (123 суток) испытания
эффективности действия присадки как ингибитора ржавления в индустриаль-
ных маслах в условиях, приближающихся к тропическому влажному кли-
мату, дали положительный результат. В настоящее время ведется подго-
товка к эксплуатационным испытаниям этой присадки на промышленном:
объекте *.
в ыводы
1. Эфиры, полученные этерификацией нонилен- и изонониленянтарных
ангидридов спиртами различного строения и молекулярного веса, имеют
низкие температуры застывания и высокие показатели вязкости. При гидри-
ровании эфиров температура их застывания повышается.
2. Кислые эфиры, полученные оксиэтилированием додецилен и пента-
дециленянтарных кислот, являются хорошими присадками против ржавления.
Кислый эфир пентадециленянтарной кислоты может быть рекомендован
как присадка этого типа к обводненным маслам.
ЛИТЕРАТУРА
1. Alder К., Wolff О., Ann., 576, 182 (1952).
2. Alder К., Schumacher М., Вег., 87, № 4, 447 (1954).
3. Alder К., Soli Н., Ann., 565, 73 (1949).
* Авторы приносят благодарность Е. И. Петрякиной, И. Э. Виноградовой и
Р. Н. Ошер за испытания проТиворжавейных свойств присадки и Е. А. Эминову за лабо-
раторные исследования и эксплуатационные испытания присадки.
94
4. Alder К., Soil H., Ann., 565, 57 (1949).
5. Смирнов О. К., Рыбникова А. И,, Нефтехимия, 2, № 3, 342 (1962).
6. Пат. США 2962443, 1956.
7. Словарь органических соединений, под ред. И. Хейльброна и Г. М. Бэнбери, Издат-
инлит, 1949, стр. 285.
8. Оболенцев р. Д., Физические константы углеводородов, жидких топлив и масел,
Гостоптехиздат, 1953.
СИНТЕЗ МАГНИЙ-СУЛЬФОНО-СУЛЬФОНАТНОЙ ПРИСАДКИ
И РАЗРАБОТКА КОМПОЗИЦИЙ НА ОСНОВЕ ЭТОЙ ПРИСАДКИ
ДЛЯ ПОЛУЧЕНИЯ МАСЕЛ РАЗЛИЧНЫХ СЕРИЙ
Н. А. БУТКОВ, В. Ф. ФИЛИППОВ, Г. П. БАРАБАНОВА
Применение в некоторых форсированных двигателях композиций высо-
козольных присадок, полученных на базе сульфонатов бария (СБ-3) и каль-
ция (ПМС’Й), а также алкилсалицилата кальция (АСК), не дает положитель-
ных результатов. Зольные отложения этих присадок на клапанах и седлах
клапанов, на поршне и других деталях вызывают прогар клапанов, абразив-
ный износ колец, поршней, гильз цилиндров и др.
Магний-сульфоно-сульфонатные присадки позволяют получить масла
с пониженной зольностью и высокой щелочностью.
Исходным сырьем для получения магний-сульфоно-сульфонатной при-
садки является масло ДС-11, получаемое из сернистых нефтей.
Сернистые соединения, содержащиеся в масле, относятся к классу тио-
фановых соединений с двухвалентной серой. При обработке таких масел
олеумом сернистые соединения частично окисляются до более высоких валент-
ностей серы с образованием ненасыщенных соединений, склонных к полимери-
зации с образованием кислого гудрона. Одновременно с этим наблюдается
раскисление серной кислоты с образованием SO 2. Если предварительно
окислить масло ДС-11, то сернистые соединения превращаются в сульфоны,
последующее сульфирование которых олеумом протекает без побочных реак-
ций окисления, восстановления и полимеризации.
Присутствие в сульфированном масле сульфонов благотворно сказы-
вается на последующих стадиях получения присадки.
Опыты показали, что нейтрализованные натрием сульфоно-сульфокис-
лоты в определенных условиях при обработке их раствором хлористого маг-
ния дают магний-сульфоно-сульфонатную присадку, содержащую в 5 раз
больше магния по сравнению со стехиометрическим количеством, рассчитан-
ным по содержанию сульфокислот. Сульфокислоты, не содержащие сульфо-
новых соединений, в этих условиях не присоединяют металл свыше стехио-
метрического количества. Условия обработки натриевых солей сульфоно-
сульфокислот заключаются в том, что к последним в определенных условиях
добавляют раствор хлористого магния. Если процессы обработки раствором
хлористого магния проводить в обычных условиях, то в реакцию обменного
разложения входит только стехиометрическое количество магния.
Схема получения магний-сульфоно-сульфонатной присадки предста- •
влена на рис. 1.
Расход олеума на сульфирование составляет около 50%. Расход хлори-
стого магния рассчитывают по реакции и берут с некоторым избытком.
В качестве растворителя применяют ксилол, толуол или бензин в отноше-
нии 1 : 1—1 : 2.
Выход готовой присадки равен 100—105% от исходного масла
ДС-и.
95
Магний-сульфоно-сульфонатная присадка, именуемая присадкой
ВНИИ НП-121, имеет следующие свойства.
Рис. 1. Схема получения магний-суль-
фоно-сульфонатной присадки.
Вязкость при 100 °C, сст. . . . 220,0
Щелочность, мг КОН/г.......... 168,0—170,0
Содержание, вес. %
золы.......................... 10,32
сульфатной золы............ 21,83
магния..................... 4,41
серы....................... 1,72
механических примесей . . . 0,13—0,15
В таблице приведены физико-хими-
ческие свойства масла ДС-14 с присад-
кой ВНИИ НП-121, добавленной в раз-
ных количествах.
- Данные табл. 1 [показывают, что
магний-сульфоно-сульфонатная при-
садка по многим физико-химическим
показателям улучшает качество базовых
масел. Это объясняется тем, что при-
садка содержит около 50% высоко-
очищенного масла, получающегося
в результате сульфирования масла
ДС-11.
Исследования, проведенные одним
из авторов на установках с карбюра-
торным двигателем (ИКМ-1) и дизелем
(ИТ9-3), а также накопленный в усло-
виях эксплуатации опыт показывают,
что применение масел с однокомпонент-
ными сульфонатными или алкилфеноль-
ными присадками не дает значительного
эффекта.
Сульфонаты при низких температу-
рах склонны к шламообразованию, но
их термическая стабильность выше, чем
всех других общепризнанных моющих присадок; кроме того, некоторые
сульфонаты обладают хорошими противокоррозионными свойствами.
В отличие от сульфонатов феноляты являются ингибиторами окисления,
но обладают меньшими моющими и противокоррозионными свойствами.
Свойства базовых масел ДС-14 и
Образцы Вязкость, сст Индекс вязкости ИВ Плот- ность о? Содержание, вес. %
при 100°С При 50°С ЗОЛЫ серы
Масло ДС-14 без присадки Масло ДС-144-0,83% ВНИИ НГ1-121 (15 мг/молъ магния на 1 кг масла) Масло ДС-14+1,66% ВНИИ НП-121 (30 мг/молъ магния на 1 кг масла) Масло ДС-14+ 3,32% ВНИИ НП-121 (60 мг/молъ магния на 1 кг масла) Масло ДС-14+ 5,51 % ВНИИ НП-121 (100 мг/молъ магния на 1 кг масла) Масло ДС-11 без присадки . . Масло ДС-11+ 9,2% ВНИИ НП-121 14,44 14,71 14,88 15,20 15,53 92,8 93,23 94,06 97,20 98,4 87,2 91,5 92,6 91,2 94,9 0,8904 0,8910 0,8921 0,8939 0,8955 0,003 0,20 0,39 0,61 0,90 0,90 0,89 0,92 0,95
96
Наиболее рациональным является применение сульфонатов в сочетании
с фенолятами, что при меньшем суммарном количестве присадок дает боль-
ший эффект, чем применение однокомпонентных присадок.
Оптимальное соотношение сульфонатов и фенолятов и концентрации
их в масле должны быть вполне определенными.
Для улучшения антиокислительных, противокоррозионных и противо-
износных свойств в композицию, состоящую из сульфонатов и фенолятов,
рационально добавлять ингибиторы, например дитиофосфат цинка типа
ДФ-11 или цинковую соль диалкилфенилдитиофосфорной кислоты типа
ВНИИ НП-354; особенно это необходимо для снижения износа кулачков
и толкателей форсированных карбюраторных четырехтактных двигателей.
Принцип действия дитиофосфатов цинка основан на их разложении, при
котором увеличиваются отложения на поршне и других деталях двигателя,
что требует некоторого увеличения концентрации моющего компонента;
кроме того, фосфор-, цинк- и серусодержащие присадки вызывают коррозию
фосфорсодержащей бронзы типа сплава Корро. В двигателях, в которых
имеются такие сплавы, в качестве ингибиторов целесообразно применять
присадку типа ДФ-1, представляющую собой диалкилдитиофосфат бария,
которая к тому же обладает некоторыми моющими свойствами и является
деэмульгатором.
В качестве противопенного компонента в композицию добавляют поли-
метилсилоксановую жидкость типа ПМС-200А.
Наши исследования показали, что при добавлении к маслу 0,002—
0,005 % ПМС-200А значительно снижается количество отложений на поршне,
что, видимо, объясняется меньшим окислением масла за счет снижения пено-
образования. ч
В случае применения сернистых топлив с целью нейтрализации кислых
продуктов сгорания, в том числе сернистых соединений, с повышением содер-
жания серы в топливе необходимо увеличивать содержание в композиции
высокощелочного компонента, т. е. сульфоната; содержание его обусловли-
вается также необходимым запасом на срабатываемость с учетом расхода,
доливки и смены масла. С повышением серии (группы) масла содержание
сульфонатной присадки увеличивается примерно в 2 раза.
При разработке композиции присадок к маслам на базе присадки ВНИИ
НП-121 были учтены результаты ранее проведенных нами исследований, при
которых выявлена целесообразность применения сульфонатов в сочетании
с фенолятами типа ЦИАТИМ-339, ингибиторами типа ДФ-11, ВНИИ НП-354
или ДФ-1, а также полиметилсилоксановой жидкостью ПМС-200А.
ДС-11 с присадками ВНИИ НП-121
Температура, °C Коррозия по Пинке- вичу г/л12 Устойчивость к окислению по I. Р. Отношение содержания кокса после окисления к содержа- нию кокса до окисления Отношение v378 после окисления к v37,8 до окисления
содержание кокса, вес. % вязкость v37 8, ест
засты- вания вспышки в откры- том тигле
до окисле- ния после окисле- ния до окисле- ния после окисле- ния
-18 236 10,46 0,30 1,24 181,34 279,23 4,13 1,54
-18 260 2,55 0,48 2,53 180,31 381,50 5,27 2,11
-17 258 1,84 0,56 2,75 183,55 408,09 4,90 2,22
-18 248 2,80 0,95 2,64 186,90 377,39 2,78 2,02
-18 246 2,50 1,25 2,99 192,68 411,42 2,39 2,13
— —. 14,75 0,15 1,59 121,25 194,86 10,60 1,61
— — 1,16 1,73 3,85 146,30 442,8 2,22 3,02
7 Заказ 60.
97
ПОДБОР КОМПОЗИЦИЙ К МАСЛАМ НА БАЗЕ ПРИСАДКИ
ВНИИ НП-121 НА УСТАНОВКЕ ИКМ-1 С КАРБЮРАТОРНЫМ
ЧЕТЫРЕХТАКТНЫМ ДВИГАТЕЛЕМ УД-1
Испытания масел на установке ИКМ-1 проводили по методу ИКМ-10ФГ
ВНИИ НП.
Результаты испытаний приведены на рис. 2—4. Было установлено, что
при добавлении к маслу, кроме ПМК-Д и ПМС-200А, 3% присадки ВНИИ
НП-121 моторный индекс базового масла практически не снижается.
Концентрация присадки циатим-333 в маслеt
°/0 вес.
Рис. 3. Влияние концентрации присадки
ВНИИ НП-121 на результаты испытаний
масла ДС-14 на двигателе ИТ9-3 по методу
ИДМ-50ФГ:
I—ДС-14 с 2,5% ЦИАТИМ-339 и 0,005% ПМС-200А;
2 — ДС-14 с 2,5% ЦИАТИМ-339, 1% ВНИИ НП-354
и 0,005 % ПМС-200А; 3 — линия эталона Серии 2.
Рис. 2. Влияние присадки ЦИАТИМ-339
в масле АС-6 с 3% ВНИИ НП-121, 1%
ПМК-Д и 0,005% ПМС-200А на резуль-
таты испытаний на установке ИКМ-1 по
методу ИКМ-10ФГ.
Рис. 4. Результаты испытаний по
подбору композиции присадок
к маслу ДС-14 на установке ИТ9-3
по методу ИДМ-50ФГ:
1— ДС-14 с 5,8% ВНИИ НП-121 и
0,005% ПМС-200А; 2 —ДС-14 с 5,8%
ВНИИ НП-121, 3% ДФ-11 и 0,005%
ПМС-200А; 3 — ДС-14 С 5,8% ВНИИ
НП-121, 2,5% ЦИАТИМ-339 и 0,005%
ПМС-200А; 4 — ДС-14 с 5,8% ВНИИ
НП-121, 2,5% ЦИАТИМ-339, 1%
ВНИИ НП-354 и 0,005% ЦМС-200А;
5 — линия талона Серии 2.
Присадка ЦИАТИМ-339 без сульфоната также оказалась малоэффек-
тивной.
Применение присадки ВНИИ НП-121 в сочетании с ингибиторами ДФ-11,
АФМ (алкилфенолятом магния), ВНИИ НП-354 и ЦИАТИМ-339 снижает
98
моторный индекс до 7,5—9 единиц. Повышение в композиции содержания
присадок ВНИИ НП-121 и ЦИАТИМ-339 соответственно более 1,5 и 2% для
масел группы В нерационально. Содержание присадки ВНИИ НП-354 (или
ДФ-1) обусловлено общепризнанными нормами.
Об эффективности присадки ВНИИ НП-121 в композиции можно судить
по результатам испытаний компонентов, входящих в композицию без этой
присадки, — моторный индекс повышается с 5,5 до 10.
Наилучшей оказалась композиция, состоящая из 1,5% ВНИИ НП-121,
1% ЦИАТИМ-339, 1% ВНИИ НП-354 и 0,005% ПМС-200А; ее моторный ин-
декс 6,1. Компонент ВНИИ НП-354 может быть заменен присадкой ДФ-11.
ПМК-Д как депрессатор при необходимости добавляется к зимним маслам,
на другие моторные свойства масел этот компонент влияния не оказывает.
Моторные свойства указанной композиции соответствуют Серии 1 масла
с присадками фирмы «Монсанто», принятыми за эталон, и превосходят свой-
ства товарного масла с присадкой ВНИИ НП-360 (ГОСТ 10541—63).
ПОДБОР КОМПОЗИЦИЙ НА БАЗЕ ПРИСАДКИ ВНИИ НП-121
К ДИЗЕЛЬНЫМ МАСЛАМ НА УСТАНОВКЕ ИТ9-3
С ЧЕТЫРЕХТАКТНЫМ ДИЗЕЛЕМ
Испытания масел на установке ИТ9-3 проводили по методу ИДМ-50ФГ
ВНИИ НП.
Было установлено, что добавление к маслу 5,2% присадки ВНИИ
НП-121 в сочетании с противопенной присадкой, но без других компо-
нентов оказалось малоэффективным. Те же компоненты с 2,5% присадки
ЦИАТИМ-339 снижают моторный индекс с 13 до 2,9, т. е. до значений,
равноценных маслу Серии 2 с присадками Сантолюб-293 и Монто-613, при-
нятыми за эталон и ранее испытанными на двигателях по международным
и европейским стандартным методам.
При снижении содержания присадки ВНИИ НП-121 в масле с 5,2 до
2,6% в этой композиции моторный индекс практически не изменяется. Сни-
жение в композиции концентрации присадки ВНИИ НП-121 ниже 2% ока-
залось нерациональным.
Ингибиторы типа ВНИИ НП-354 (ДФ-11) или ДФ-1 при добавлении
в композицию, состоящую из присадок ВНИИ НП-121, ЦИАТИМ-339,
и ПМС-200А, значительно улучшают антиокислительные, защитные и проти-
воизносные свойства масел.
Исследования, проведенные В. Ф. Филипповым, показали, что, приме-
няя комбинированный ингибитор, состоящий из 1,5—2,5% ЦИАТИМ-339
и 0,75-1,25% ВНИИ НП-354 (ДФ-11) или 1,5-2,5% ДФ-1 и 0,002-0,005%
ПМС-300, в сочетании с моющими компонентами (2—2,5% ВНИИ НП-121
или 2—3% АСКили 1,5—2,5% ПМС’Я) можно получить масла группы В
(Серии 1) с относительно невысокой зольностью. С тем же комбинированным
ингибитором, взятым в тех же количествах, в сочетании с моющими компо-
нентами (5—6% ВНИИ НП-121 или 4—5% ПМС или 5—6% АСК) можно
получить масла группы Г (Серии 2).
Применение композиций присадок, полученных на базе магниевой при-
садки ВНИИ НП-121, целесообразно в первую очередь на форсированных
быстроходных дизелях, работающих на малосернистых топливах, в которых
высокозольные кальциевые и бариевые присадки вызывают повышенные
износы поршневой группы, отложения на поршнях, клапанах и гнездах,
прогар клапанов и абразивные износы, а также на форсированных автомо-
бильных четырехтактных карбюраторных двигателях.
выводы
Разработана магний-сульфоно-сульфонатная присадка, применяя кото-
рую в композиции с товарными присадками, можно получить масла различ-
ных серий для карбюраторных и дизельных двигателей.
7*
99
НОВЫЙ НЕПРЕРЫВНЫЙ МЕТОД ПОЛУЧЕНИЯ
ВЫСШИХ ЭФИРОВ МЕТАКРИЛОВОЙ КИСЛОТЫ
КАК СЫРЬЯ ДЛЯ ПРОИЗВОДСТВА БЕЗЗОЛЬНЫХ ПРИСАДОК
В. И. ИСАГУЛЯНЦ, В. А. ТРОФИМОВ
Известен целый ряд полимерных соединений, положительно влияющих
на вязкостно-температурную характеристику масел. Многие из них уже
являются товарной продукцией. Наиболее широко применяются поли-
изобутилен (опанол, паратон), алкилполистрол (сантодекс), полиакрилат
(глиссовискаль) и полиметакрилат (акрилоид, плексол, вископлекс). J
Большим преимуществом полиметакрилата является возможность изме-
нения его свойств в зависимости от химической структуры.
Наиболее легко химическая структура этого полимера может быть
изменена путем выбора мономера и проведением соответствующей реакции
сополимеризации.
В результате введения определенных структурных фрагментов в макро-
молекулу могут быть получены полимеры, которые оказывают различное
функциональное действие (например, кроме вязкостных и депрессорных
свойств, эти присадки могут обладать сильным моющим эффектом, антиокис-
лительными и противоизносными свойствами). Получают их сополимериза-
цией высших эфиров метакриловой кислоты, содержащих в спиртовом
радикале 10—16 атомов углерода, с различными винильными соединениями:
диэтиламиноэтилметакрилатом, 2-метил-5-винилпиридином, метакрилони-
трилом, аллиловым спиртом и др. [1—8].
Применение этого типа присадок, обеспечивающее производство все-
сезонных масел, получило широкое развитие за рубежом, особенно в США.
Основным сырьем для их производства являются высшие эфиры метакри-
ловой кислоты. Существующие способы изготовления последних основаны
на прямой этерификации метакриловой кислоты или переэтерификации
метилметакрилата (ММА) высшими спиртами в присутствии таких катали-
заторов, как концентрированная серная кислота, бензосульфокислота и др.
[9, 10], Однако применение таких катализаторов значительно усложняет
процесс, требует нейтрализации кислых продуктов реакции с последующей
промывкой и вакуумной сушкой и изготовления аппаратуры из дорогой
кислотоупорной стали.
С этой точки зрения большой интерес представляет применение катионо-
обменной смолы КУ-2, так как в этом случае не возникает указанных выше
осложнений при отделении продуктов реакции от катализатора, а процесс
может быть осуществлен в аппаратуре из углеродистой стали.
Нами осуществлен синтез высших эфиров метакриловой кислоты мето-
дами этерификации метакриловой кислоты и переэтерификации метилмета-
крилата некоторыми высшими спиртами на катионообменной смоле
КУ-2.
Переэтерификацию метилметакрилата н-нониловым спиртом в стацио-
нарных условиях осуществляли, нагревая их в присутствии катионита КУ-2
и ингибитора полимеризации — гидрохинона, постоянно удаляя образу-
ющиеся в результате трения метанол в азеотропной смеси с исходным метил-
метакрилатом. Температура кипения азеотропной смеси метанол-метилмета-
крилат 62,4° С. По окончании реакции катионит отделяли фильтрованием
от продуктов реакции, из которых разгонкой в вакууме выделяли целевой
продукт — н-нониловый эфир метакриловой кислоты. Для выделенного
эфира определяли значение молекулярной рефракции, по которому судили
о чистоте продукта.
Выход продуктов реакции переэтерификации метилметакрилата «-нони-
ловым спиртом приведен в табл. 1, характеристики полученных эфиров —
в табл. 5.
100
ТАБЛИЦА 1
Выход продуктов реакции переэтерификации метилметакрилата /г-нониловым
спиртом при периодическом методе
(Температура реакции 110—130 °C, продолжительность 4 ч)
Исходные вещества Ингибитор полимери- зации — гидрохинон г Выход эфиров
метилметакрилат к-нониловый спирт катализатор КУ-2 . г на взятый спирт % на всту- пивший в реакцию спирт %
г МОЛЬ г МОЛЬ г %
70,1 0,7 50,3 0,35 12,8 15,0 1,2* 58,3 78,5 87,0
70,1 0,7 50,4 0,35 6,4 7,5 1,2 ** 57,7 77,7 87,4
70,2 0,7 50,5 0,35 2,6 3,0 1,2 27,2 36,6 78,9
58,2 0,6 50,0 0,35 6,4 7,5 1,6 43,3 58,8 81,5
59,0 0,6 50,4 0,35 12,8 15,0 1,1 48,8 65,7 77,2
* Ингибитор — октилпирокатехин.
** Ингибитор — ди-трет-бутилгидрохинон.
Переэтерификация метилметакрилата
м-нониловым спиртом протекает
-~ю
Рис. 1. Лабораторная установка для непрерывной пе-
реэтерификации метилметакрилата на катионите КУ-2:
1 — реактор; 2 — подогреватель сырья; 3 — дефлегматор; 4 —
шприц; 5 — термометр; в — холодильник; 7— приемник для
азеотропа; а — воронка для загрузки сырья; 9 — мерный ци-
линдр; 10 — часовой механизм; 11—приемник для афирата.
успешно при молярном соотношении реагирующих веществ метилметакри-
лат : спирт, равном 2:1, температуре 110—130° С, продолжительности
реакции 4 ч и количестве
катализатора 7,5—15%.
Реакция переэтерифи-
кации может быть успешно
осуществлена по непре-
рывной схеме.
На рис. 1 показана
лабораторная установка
для непрерывной переэте-
рификации метилметакри-
лата на катионите КУ-2.
Смесь реагирующих
веществ с растворенным
в ней ингибитором поли-
меризации —гидрохиноном
с постоянной скоростью
прокачивается через змее-
виковый подогреватель и
поступает в верхнюю часть
реактора при 80—90° С.
Реактор представляет со-
бой цилиндрический аппа-
рат (диаметр 45 мм, вы-
сота 100 мм), заполненный
катионитом КУ-2 в актив-
ной водородной форме.
Перед запуском установки катионит выдерживают в течение суток
под слоем исходной реакционной смеси для полного его набухания. Это
облегчает доступ реагирующим веществам к активным центрам катионита,
расположенным внутри зерен, и увеличивает скорость реакции. Темпера-
тура в зоне реакции поддерживается в пределах 105—110° С. Пары мета-
нола в азеотропной смеси с метилметакрилатом удаляют через дефлегматор,
расположенный над реактором, а эфир собирают в приемнике и далее раз-
гоняют в вакууме для выделения целевого продукта.
Результаты синтезов приведены в табл. 2, а физико-химические харак-
теристики полученных соединений — в табл. 5.
101
ТАБЛИЦА 2
Условия и выход продуктов реакции переэтерификации
метилметакрилата высшими спиртами
(непрерывный метод)
Объемная скорость подачи сырья лм / г • ч Пропущено смеси г Получено, г Выход эфира
эфир ат а азеотропа г % на пропущенный спирт % на вступивший в реакцию спирт
н-Нониловъгй спирт (1)
0,640 74,1 63,3 10,8 32,1 70,9 91,2
0,908 79,6 68,7 10,9 32,3 66,5 91,1
1,280 70,2 59,6 10,6 23,8 55,6 91,3
ч-Дециловый спирт
0,629 83,1 70,8 12,3 36,5 70,2 91,7
0,864 79,7 67,2 12,5 32,9 65,9 91,9
1,341 82,6 71,4 11,2 28,8 55,8 91,3
н -Нониловый спирт (2)
0,792 81,1 71,2 8,9 34,9 92,5 94,4
0,610 82,1 70,5 11,6 36,7 94,1 96,0
0,985 79,5 69,7 9,8 33,7 89,9 94,0
1,450 78,4 69,8 8,6 30,6 82,0 92,8
Непрерывная переэтерификация метилметакрилата высшими спиртами
идет с высоким (92—94%) выходом при температуре в зоне реакции 105—
110° С, температуре обогрева реактора 130° С, температуре подачи сырья
80—90° С, температуре отбора азеотропа 67—72° С, количестве гидрохинона
1% от веса реагентов, объемной скорости подачи сырья 0,6—0,8 мл!г • ч
и молярном соотношении реагирующих веществ метилметакрилат: спирт,
равном 3:1 (2). Изменение соотношения реагирующих веществ до 2:1 нецеле-
сообразно (1),
Прямую этерификацию метакриловой кислоты высшими спиртами
в стационарных условиях осуществляли, нагревая кислоту и спирты в при-
сутствии катионита КУ-2 и ингибитора полимеризации — гидрохинона,
с одновременным удалением воды, образующейся в результате реакции.
В качестве выносителя воды использовали толуол. По окончании реакции
Условия и выход продуктов реакции этерификации
метакриловой кислоты высшими спиртами
(температура реакции 120—140° С)
ТАБЛИЦА 3
Исходные вещества Катализатор- катионит КУ-2 Ингибитор поли- меризации — гидрохинон Раство- ритель -- толуол мл Продолжи- тельность реакции мин Выход
метакрило- вая кислота спирт
г моль г моль г % г о/ /о г %
н-Октиловый спирт
22,0 0,25 40,0 0,28 6,0 10,0 | 0,22 | н-Дециловый 1,0 | 25 спирт | 100 1 41,0 | 82,8
22,0 0,25 46,0 0,29 6,3 10,0 | 0,22 | н-Нониловый 1,0 | 25 спирт | 120 | 45,0 I 81,1
30,0 0,34 52,0 0,36 0,8 1,0 0,30 1,0 50 180 41,7 57,9
44,0 0,50 80,0 0,55 3,0 • 2,5 0,28 0,6 50 120 -82,0 77,4
22,0 0,25 40,0 0,28 6,0 10,0 0,22 1,0 25 120 45,0 84,8
29,5 0,34 52,0 0,36 19,0 25,0 0,30 1,0 75 120 57,6 80,0
102
катионит фильтрованием отделяли от продуктов реакции, из которых раз-
гонкой выделяли целевой продукт. Синтезированы октиловый, нониловый
и дециловый эфиры метакриловой кислоты.
Установлено, что этерификация метакриловой кислоты успешно проте-
кает при температуре 120—140° С, 2,5—10% катализатора и продолжитель-
ности реакции 1—2 ч. Уменьшение количества катализатора до 1% нецеле-
сообразно.
Полученные результаты сведены в табл. 3, а физико-химические харак-
теристики эфиров — в табл. 5.
Непрерывная этерификация метакриловой кислоты нормальным нони-
ловым спиртом осуществлялась на лабораторной установке, отличающейся
от вышеуказанной (см. рис. 1) тем, что дефлегматор 3, прямой холодильник
6 и приемник азеотропа 7 заменены водоотделительной ловушкой с обратным
холодильником для сбора воды, выделяющейся в результате реакции. В каче-
стве выносителя воды использовался толуол. Условия реакции следующие.
Мольное соотношение метакриловая кисло-
та : нониловый спирт .............. 1,01
Содержание, вес. % (на сумму кислоты и
спирта)
толуола............................... 25
гидрохинона ...................... 0,5
Температура, °C
реакции ........................120—125
подачи смеси ...................75—80
Эфират, получающийся в результате реакции, подвергали вакуумной
разгонке для выделения целевого продукта — н-нонилметакрилата.
Результаты синтеза приведены в табл. 4, а физико-химические свойства
эфиров — в табл. 5.
ТАБЛИЦА 4
Непрерывная этерификация метакриловой кислоты нормальным нониловым спиртом
Объемная скорость мл / г • ч Пропущено смеси г Получено эфирата (после отгонки толуола) г Выход эфира
г о/ /о на пропущенный спирт о/ /о на вступивший в реакцию спирт
1,01 61,95 51,11 41,49 91,1 95,3
1,67 56,69 48,12 38,12 91,1 95,4
2,43 61,63 48,37 35,62 78,6 95,3
3,05 55,72 41,42 24,38 59,6 96,4
Непрерывная этерификация метакриловой кислоты идет с высоким
выходом (91%) в указанных условиях при объемной скорости подачи сырья
1,5 мл!г • ч. Увеличение объемной скорости более указываемой нецелесо-
образно.
Высшие эфиры метакриловой кислоты после перегонки всегда содержат
небольшое количество ингибитора полимеризации — гидрохинона, так как
он в условиях перегонки возгоняется; при дальнейшей полимеризации
даже незначительное содержание его в эфирах нежелательно.
Нами применен метод очистки высших эфиров метакриловой кислоты
от ингибитора полимеризации на анионообменных смолах АВ-16 и АВ-17.
При пропускании эфиров, содержащих гидрохинон в количестве 1—2%,
через стационарный слой анионита последний полностью извлекает гидро-
хинон. Для очистки эфиров использовали аниониты в активной гидроксиль-
ной форме как в сухом виде (содержание влаги не более 1%), так и воздушно-
сухом (содержание влаги 60—65%). Анионит достаточно прочно удерживает
влагу в порах. Гидрохинон легче растворяется в воде, расположенной
вблизи активных групп анионита, что в значительной степени ускоряет
103
ТАБЛИЦА 5
Физико-химические, свойства эфиров
Эфир Плот- ность «г п20 nD Пределы кипения °C (мм рт. ст.) Число омыления, мг КОН/г Молекуляр- ный вес Молекулярная рефракция
найдено I вычисле- но найдено вычисле- но теорети- чески ч L и я
Этерификация метакриловой кислоты
Периодический метод
и-Нонилметакрилат 0,8773 1,4405 108-113 (3) 260,0 264,0 215,1 212 63,4 63,8
и-Октилметакрилат 0,8800 1,4380 96-102 (3) 280,0 284,0 200,0 198 58,8 59,2
и-Децилметакрилат 0,8765 1,4410 115-119(3) 242,0 245,0 230,1 226 68,1 69,3
Непрерывный метод
и-Нонилметакрилат | 0,8716| 1,4390| 108—113 (3) | 255,8 | 264,0 | 219,0 | 212 | 63,4 | 63,3
Переэтерификация метилметакрилата
Периодический метод
и-Нонилметакрилат | 0,8762| 1,4408| 94—117(1—5) | 265,5 264,0 | 211,0 212 63,4 63,5
Непрерывный метод
н-Нонилметакрилат 0,8770 1,4408 89-107 (1-5) 266,8 264,0 210,0 212 63,4 63,4
н-ДецилметакриЛат 0,8759 1,4415 99-111 (1-5) 249,9 245,0 224,1 226 68,1 67,5
адсорбцию гидрохинона на анионите. Эфиры, полученные прямой этерифи-
кацией метакриловой кислоты очищают на анионообменной смоле как от
примеси ингибитора полимеризации — гидрохинона, так и от непрореаги-
На полимеризацию На полимеризацию
Рис. 2, Схема синтеза высших эфиров метакриловой кислоты.
ровавшей кислоты. Регенерация анибнита осуществляется промывкой его
5%-ной щелочью. Очищенные таким образом эфиры могут быть легко поли-
меризованы в присутствии ингибитора полимеризации — перекиси бензоила.
На основании полученных экспериментальных данных можно осущест-
вить синтез высших эфиров метакриловой кислоты по одному из вариантов,
приведенных на рис. 2.
104
Аппаратурное оформление описанных процессов очень несложно, в чем
можно убедиться при рассмотрении принципиальных технологических схем
производства высших эфиров метакриловой кислоты как сырья для полу-
чения присадок (рис. 3 и 4).
Рис. 3. Технологическая схема непрерывной этерификации метакриловой кислоты на
катионите КУ-2:
1—S — емкости; в — реактор; 7 — подогреватель; 8 — диафрагмовый смеситель; 9— колонна аниони-
тной очистки; 10 — конденсатор-холодильник.
Линии: I — растворитель; II — спирт; III — метакриловая кислота; IV — вода; V— эфир + раство-
ритель на полимеризацию.
Рис, 4. Технологическая схема непрерывной переэтерификации метилметакрилата на
катионите КУ-2:
1—6 — емкости; 7— реактор; 8—дефлегматор; 9—ю— конденсатор-холодильник; н, 12 — подо-
греватели; 13 — колонна для отгонки метилметакрилата; 14 — отстойник для промытогоГазеотропа;
15 — колонна для анионитной очистки.
Линии: I — гидрохинон; II — метилметакрилат; III — спирт; ГУ — вода; V — водный метанол;
VI — эфир на полимеризацию.
вывод
Этерификация метакриловой кислоты и переэтерификация метилмета-
крилата высшими спиртами на катионите КУ-2 являются простыми и удоб-
ными способами получения высших эфиров метакриловой кислоты как сырья
для производства присадок.
ЛИТЕРАТУРА
1. Присадки к маслам и топливам, Гостоптехиздат, 1961, стр. 17.
2. Англ. пат. 7990366, 1958 г.; С. А. 2603, 1959 г.
3. Англ. пат. 836303, 1959 г.; С. А. 25773, 1960 г.
4. Пат. США 3033790, 1962 г.; С. А. 3256, 1963 г.
5. Пат. США 3116249, 1963 г.; С. А. 6686, 1964 г. .
6. Пат. США 3114711, 1963 г.; С. А. 5261, 1964 г.
7. Пат. США 108964, 1963 г.; С. А. 352, 1964 г.
8. Пат. США 3100749, 1963 г.; С. А. 10454, 1964 г.
9. Пат. ФРГ 1067805, 1960 г.
10. Пат. ФРГ 1067806, 1960 г.
105
СОВМЕСТНАЯ ПОЛИМЕРИЗАЦИЯ БУТИЛЕНОВ
А. В. НЕМКОВ, В, Л. КАЗАНСКИЙ, А. И, ДИНЦЕС
В настоящее время полибутилен молекулярного веса 3000—4000 при-
меняется как механически стабильный загущающий компонент к смазоч-
ным маслам, работающим в широком интервале температур и при значи-
тельных удельных нагрузках, а также как полупродукт для синтеза различ-
ных бифункциональных присадок, обладающих противоизносными, моющими
и другими свойствами. Несмотря на перспективы потребления, этот продукт
производится в крайне ограниченных количествах в полузаводских условиях.
Рис. 1. Кинетические кривые трех опытов полимеризации смеси
бутиленов на хлористом алюминии при минус 15° С,
В настоящем докладе представлены результаты изучения совместной
полимеризации бутиленов и амиленов при получении полимеров молекуляр-
ного веса — 3000. Основные данные по технологии производства полимеров
из бутан-бутиленовой фракции на хлористом алюминии, а также сырье
и методика лабораторного исследования опубликованы ранее [1]. Допол-
нительно в качестве катализатора нами применялся комплекс хлористого
алюминия с ароматическими углеводородами, выкипающими в пределах
150—220 °C. Содержание хлористого алюминия в комплексе составляло
~40 вес.%. Изучение полимеризации бутан-бутиленовой фракции показало,
что по относительным скоростям полимеризации бутилены могут быть рас-
положены в следующий ряд: изобутилен — бутилен-1 — г^ис-бутилен-2 —
транс-бу тилен-2.
Утверждение отдельных авторов [2] о 'том, что трамс-изомеры более
активны в реакции полимеризации, чем ^ис-изомеры, очевидно, справедливо
не всегда.
Изучение влияния амиленов на полимеризацию бутиленов показало,
что амилены уменьшают конверсию бутиленов и общий выход полимеров.
В исследованных условиях полимеризовалось около 80% амиленов.
При получении полимеров молекулярного веса — 3000 присутствие
в бутан-бутиленовой фракции до 10% амиленов (на бутилены) существенно
не ухудшает показателей реакции полимеризации ни по выходу, ни по моле-
кулярному весу. При дальнейшем увеличении амиленов (до 15%) умень-
шается выход полимеров; при увеличении содержания амиленов свыше 15%
уменьшается молекулярный вес полимеров, выход же полимеров не превы-
шает 50% от суммы олефинов.
106
При увеличении содержания амиленов в сырье образуется небольшое
количество легких полимеров с температурой кипения до 300 °C.
Полимеризация пентан-амиленовой фракции в оптимальных для поли-
меризации бутан-бутиленовой фракции условиях привела к образованию
небольшого количества легкоподвижной жидкости, выкипающей в пределах
90—200 °C (температуры кипения димеров и тримеров амиленов).
Для выяснения приближенного механизма процесса полимеризации
бутиленов изучали скорость реакции полимеризации смеси бутиленов.
На рис. 1 приведены кинетические кривые полимеризации смеси бутиленов
на хлористом алюминии при температуре минус 15 °C.
Кинетическая кривая полимеризации смеси бутиленов имеет пологий
участок, что указывает на резкое замедление скорости или даже на прекра-
щение реакции через 5—7 мин после подачи катализатора. Затем через
20—30 мин после начала реакции скорость снова увеличивается, однако
реакция протекает значительно медленнее, чем в начале. Таким образом,
кривая полимеризации смеси бутиленов указывает на три этапа реакции:
первый протекает с большой скоростью, второй — со скоростью, близкой
к нулевой, и третий — со средней скоростью.
Анализ реакционной смеси, взятой через 30 мин после начала опыта
(см. таблицу), показывает, что к этому времени полностью прореагировал
изобутилен и частично бутилен-1. К концу реакции (через 3 ч) полностью
прореагировали бутилен-1 и цuc-бутилен-2, а также 50% транс-бутилена-2.
Результаты анализа реакционной смеси
Отбор пробы Содержание, вес. % Выход полимеров на исходную смесь СаН» %
изобутилена бутилена-1 транс- бутилена-2 UUC- бутилена-2
До опыта Через 30 мин после на- 38,0 37,7 14,3 10,0 —
чала опыта — 35,7 14,3 10,0 40
После окончания опыта — — 7,0 — 91
Кинетические кривые, а также данные таблицы позволяют сделать
вывод о том, что основное количество бутиленов нормального строения
полимеризуется после практически полного вступления в реакцию изобути-
лена. Качественное различие полимеров, образовавшихся на первом и
третьем этапах реакции, подтверждается также изменением молекулярных
весов полибутиленов по ходу реакции. Так, в одном из опытов полимеры,
образовавшиеся на первом этапе реакции, имеют средний молекулярный
вес смеси до 3100. Вычисленный по правилу аддитивности средний молеку-
лярный вес этих полимеров равен ~ 1800. Таким образом, степень полиме-
ризации на первом этапе равна — = 95, на втором-----гк- = 32; средняя
□О 00
степень полимеризации конечного продукта реакции = 55. Анализ
промежуточного и конечного полимеров, проведенный для серии других
опытов, дал такие же результаты.
На третьем этапе реакции полимеризуются бутилены нормального строе-
ния со скоростью, значительно меньшей скорости полимеризации изобути-
лена; средняя степень полимеризации бутиленов равна 30. Таким образом,
при полимеризации смеси бутиленов в составе бутан-бутиленовой фракции
(на хлористом алюминии при минус 15 °C) сополимеризации изобутилена
с нормальными бутиленами практически не происходит. Продуктом реакции
является смесь полиизобутиленов и полимеров бутиленов нормального
строения.
107
Полученные данные не «дают указаний о том, происходят ли реакции
сополимеризации между нормальными бутиленами, однако более 50% транс-
бутилена-2 и около 10% бутилена-1 подвергаются гомополимеризации.
Были получены кинетические кривые полимеризации бутан-бутиленовой
фракции на комплексе хлористого алюминия с ароматическими углеводоро-
дами при минус 15, минус 25 и минус 35 °C (рис. 2). Скорости реакции на
комплексе при минус 35 °C и на сухом хлористом алюминии при минус 15 °C
близки.
Применение в качестве катализатора полимеризации комплекса хлори-
стого алюминия вместо сухого хлористого алюминия дает возможность
сократить время реакции на 1 ч, но при этом реакцию нужно проводить при
температуре минус 35° С вместо минус 15 °C для достижения того же моле-
Рис. 2. Кинетические кривые полимеризации бути-
ленов на комплексе хлористого алюминия:
1 — выходы продуктов; 2 — молекулярные веса.
кулярного веса полимеров.
Наличие индукционного
периода при полимеризации
нормальных бутиленов труд-
но объяснить действием ка-
ких-либо замедлителей (инги-
биторов), присутствующих
в бутан-бутиленовой фрак?
ции. Так, изобутилен поли-
меризуется без заметного за-
медления, а ингибиторы одно-
временно действуют на поли-
меризацию всех бутиленов.
Изучение скоростей по-
лимеризации изобутилена и
нормальных бутиленов пока-
зало, что эту реакцию ката-
лизируют комплексные ионы
хлористого алюминия с со-
ответствующими мономерами. Доказательством этого может служить от-
сутствие сополимеризации между изобутиленом и нормальными бутиле-
нами. Кроме того, нулевое значение скорости на втором этапе реакции
указывает на то, что комплекс, катализировавший полимеризацию изо-
бутилена, не способен полимеризовать нормальные бутилены. Как по-
казали специальные опыты, при полимеризации нормальных бутиленов
без изобутилена индукционный период оставался таким же, как и в при-
сутствии изобутилена. Очевидно, в данном случае величина индукционного
периода зависит от скорости комплексообразования. С понижением темпера-
туры реакции скорость образования комплекса хлористого алюминия с нор-
мальными бутиленами уменьшается, что и ведет к увеличению индукционного
периода при их полимеризации.
Использование в качестве катализатора полимеризации бутиленов ком-
плекса хлористого алюминия с ароматическими углеводородами вместо
сухого хлористого алюминия позволяет проводить реакцию при минус
15 °C практически без индукционного периода. Однако вид кривых скорости
полимеризации, полученных при более низких температурах, указывает
на наличие индукционного периода у нормальных бутиленов, увеличива-
ющегося с понижением температуры процесса.
Применение комплекса хлористого алюминия с ароматическими угле-
водородами наряду с увеличением скорости стадии инициирования реакции,
возможно, увеличивает также скорость передачи цепи и, как следствие,
приводит к снижению среднего молекулярного веса полибутиленов. Эти
особенности комплекса, а также легкость дозирования его в процессе дают
возможность осуществить непрерывную полимеризацию бутиленов в случае,
если целевым продуктом процесса являются низкомолекулярные полимеры
типа кабельного октола.
108
Изучение влияния амиленов на полимеризацию бутиленов показало,
что амилены в определенных количествах (до 25% на сумму бутиленов)
не уменьшают скорости полимеризации изобутилена. Амилены не увеличи-
вают индукционного периода нормальных бутиленов, но в значительной сте-
пени уменьшают скорость их полимеризации. Так, присутствие 25% ами-
ленов снижает за 3 ч реакции выход продуктов полимеризации нормальных
бутиленов и амиленов более чем в три раза по сравнению с выходом поли-
бутиленов без добавления амиленов.
Изучение инфракрасных спектров полимеров подтвердило порядок
вступления в реакцию бутиленов и позволило установить наличие опреде-
ленных структур полибутиленов. Идентифицированы следующие структуры
полиизобутилена, образующегося в первом периоде реакции, и полимеров
нормальных бутиленов:
-сн-снг-сн-сн4-сн-снг-
I I I
сн, снг сн2
I I I
СН3 СН3 СНз
-СН-СН-СН-СН-
1111
СНз СН3 СН3 СН3
(полимеризация бутилена-1)
(полимеризация цис- и транс-изомеров
бутилена-2)
По кинетическим кривым, полученным при полимеризации бутан-бути-
леновой фракции (температура минус 15 °C, катализатор — порошкообраз-
ный хлористый алюминий), были вычислены константы скоростей полимери-
зации изобутилена и нормальных бутиленов. Константа скорости полимери-
зации изобутилена Ki = 0,09 сек-1, а средняя константа скорости полимери-
зации всех нормальных бутиленов К2 = 0,019 сек-1.
выводы
1. Изучено влияние амиленов на скорость полимеризации смеси бути-
ленов, а также на выход и молекулярные веса получаемых полимеров;
установлено, что амилены снижают скорость полимеризации бутиленов,
однако содержание амиленов до 10% увеличивает выход полимеров при
незначительном снижении их молекулярного веса.
2. Рассмотрен механизм совместной полимеризации бутиленов, содер-
жащихся в технической бутан-бутиленовой фракции термического крекинга.
Показано, что в условиях реакции происходит гомополимеризация изобу-
тилена и нормальных бутиленов, вследствие чего продукт полимеризации
представляет собой в основном смесь полийзобутиленов и полимеров бути-
ленов различных средних молекулярных весов.
3. По скоростям полимеризации бутилены могут быть расположены
в ряд: изобутилен — бутилен-1 — цuc-бутилен-2 — транс-бутилен-2.
ЛИТЕРАТУРА
1. Немков А. В., Д инцес А. И., Получение полибутиленов с молекулярным
весом 3000—4000, Химия и технология топлив и масел, № 5 (1965).
2. Lewis F. М., Мау о F. R., J. Am. Chem. Soc., 70, № 4, 1533 (1948).
—
ОПРЕДЕЛЕНИЕ СТРОЕНИЯ ПРИСАДОК - ДИТИОФОСФАТОВ ЦИНКА
ПО ИНФРАКРАСНЫМ СПЕКТРАМ ПОГЛОЩЕНИЯ
К. И. ЗИМИНА, Г. Г. КОТОВА, И. И. САНИН, В. В. ШЕР
Среди присадок, применяющихся в настоящее время, широко исполь-
зуются в качестве антиокислителей моторных масел диалкилдитиофосфаты
металлов и прежде всего диалкилдитиофосфаты цинка общей формулы
(RO)aP(S)SZn S(S)P(OR')2.
109
Этот тип присадок легко определить с помощью инфракрасной спектро-
метрии. В спектрах диалкилдитиофосфатов металлов имеется ряд характер-
ных полос, которые остаются заметными даже при малых концентрациях
диалкилдитиофосфата в масле. Эти полосы соответствуют связям Р — О — С
(—1000 см-1, Р= S (—650 см-1) и Р- S (—550 см -*).
По положению полос Р = S и Р—S в спектре можно судить о величине
и строении алкильных радикалов.
На основании изучения спектров диалкилдитиофосфатов цинка, никеля
и свинца* были установлены закономерности, помогающие определять
строение и величину различных алкильных радикалов солей, а также состав
технических присадок, приготовленных на их основе.
ТАБЛИЦА 1
Частоты валентных колебаний связей P=S и Р—S
Строение диалкилдитиофосфата v(P=S) * CJt"1 v(P-S) CJt”1
алкильные радикалы металл
с-с- 1 с Zn 651 (637) 532
С—(С)2—С— Zn 661 (640) 543
с-с-с- 1 с Zn 662 (640) 552
С—(C)s—С—С— 1 с-с Zn 662 (640) —
С—(C)14—С— Zn 662 (640) 550
с-с— 1 с Ni 635 544
С-(С)2-С- Ni 642, 653 552
с-с-с- 1 с Ni 638—647 635 ** 542
С-(С)8-С- Ni 643, 655 558
с-с-с- 1 с Pb 625-640 625**, 653** (640)** 550
с-с-с- 1 с Pb 630, 627 557
С-(С)4-С Pb 645 , 553
С-С-С-С- 1 1 с с Pb 635 (643) 555
с-с-с-с— 1 1 с-с Pb 628 (635, 643) —
* В скобках указаны частоты, соответствующие перегибу на основной полосе.
* * Определено в таблетках.
Спектры диалкилдитиофосфатов металлов и технических присадок
записывали на инфракрасном спектрофотометре UR-1Q в области частот
400—1600 ел-1). Спектральная ширина щели в области400—700 слГ1 (призма
КВг) была 5—6 ел'1, в области 700—1600 см-1 (призма NaCl) была 3—6 слГ1.
* Инфракрасные спектры диалкилдитиофосфатов калия см. в [1].
110
Скорость сканирования составляла 50 см~г/мин. Толщина кювет была 0,01
и 0,04 мм. Индивидуальные жидкие вещества снимали без разбавления;
твердые в виде кристаллического или стеклообразного слоя — на пластинке
КВг или запрессованными в таблетки КВг. В технических присадках соот-
ношение активного компонента и масла было не больше 1:1.
Были записаны спектры диалкилдитиофосфатов цинка, никеля и
свинца, содержащих в алкоксигруппах углеводородные радикалы различ-
ного строения: изопропил, бутил, изобутил, 1-метилпропил, 1,3-диметил-
бутил, 2-этилбутил, к-гексил, 2-этилгексил, децил и гексадецил.
Установлено, что на положение полос Р= S и Р— S влияют как природа
металла, так и строение алкильной группы [2].
Полоса Р= S (тионная сера) появляется в спектрах диалкилдитиофос-
фатов цинка в интервале 650—662 см-1 (табл. 1), в спектрах диалкилдитио-
фосфатов никеля — в интервале 635—655 см~г и свинца — в интервале
625—640 см'1. Таким образом, при переходе от солей цинка к солям свинца
полоса Р= S сдвигается в низкочастотную область примерно на 30 см"1.
Вторичные углеводородные радикалы, особенно изопропильный, пони-
жают частоту поглощения Р= S связи.
Например, в спектре диизопропилдитиофосфата цинка полоса связи
Р= S имеет частоту 651 см~г, тогда как все остальные диалкилдитиофосфаты
цинка поглощают при 662 см-1. В спектрах диалкилдитиофосфатов никеля,
содержащих алкильные радикалы нормального строения, полоса поглоще-
ния Р= S имеет частоту 642—655 см-1, а в спектре диизопропилдитиофос-
фата никеля — 635 см-1.
Полоса Р— S (тиольная сера) появляется в интервале 530—560 см-1
для солей цинка, никеля и свинца. До сравнению с полосой Р— S (тионная
сера) природа металла в меньшей мере сказывается на положении в спектре
Р— S полосы. В ряде случаев, например при переходе от цинка к никелю
или от никеля к свинцу, наблюдается сдвиг Р— S полосы в сторону больших
частот, но общей закономерности нет.
Заметное влияние на положение полосы поглощения Р— S оказывает
строение алкильных групп. В табл. 2 на примере цинковых солей показана
зависимость Р— S частоты от величины и строения алкильных групп.
Все диалкилдитиофосфаты цинка с алкильными радикалами нормального
строения, за исключением ди-к-бутилдитиофосфата цинка, поглощают
ТАБЛИЦА 2
Частоты валентных колебаний связи (Р — S) диалкилдитиофосфатов цинка
Углеводородные радикалы * V (P-S) CJ»-1 Углеводородные радикалы v(P-S) СЛ1”1
С-(С)а-С- 543-5 С-(С)3-С-С- 560
С-(С)4-С- 552* 1 с—с
С—(C)g—С— 553* с-с- 532
С—(С)12—С— 551 * 1
С-(С)и-С- 550 с
с-с-с- 552 с-с-с— 1 539*
1 с с
с-с-с-с- 551 С—(С)5—С— 1 543 *
1 с с
с-с-с-с- 549* с-с-с-с— 1 1 543 *
1 с-с с с
* Данные взяты из литературы [3].
111
в узком интервале частот (550—553 ел-1). В случае вторичных углеводород-
ных радикалов (разветвление у ближайшего к группе О—Р—S углерод;
ного атома) полоса поглощения Р—S сдвигается в низкочастотную область'
причем в тем большей степени, чем короче углеводородный радикал; для
ди-(1-метилгептцл)-дитиофосфата цинка частота полосы Р— S составляет
543 см"1, для диизопропилдитиофосфата цинка — 532 см"1.
Таким образом, на положение полос поглощения связей Р= S (тионная
сера) и Р— S (тиольная сера) в спектрах диалкилдитиофосфатов цинка,
никеля и свинца оказывают влияние как природа металла, так и строение
алкильных групп.
Найденные закономерности, в частности зависимость положения полос
поглощения Р— S от строения углеводородных радикалов, сохраняются
и в спектрах технических присадок [4], активный компонент которых —
Рис. 1. Спектры диалкилдитиофосфатов цинка с общими
изопропиловыми радикалами:
1 - (u3O-C3H,O)tP(S)SZnS(S)P(OCJH,-uao)2;
2 - (u3O-CaH,O),P(S)SZnS(S)P(OC,H,,),;
з — (U3o-CaH,O),P(S)sZnS(S)P(OR), где R = Се—Се;
4 - (u30-CsH,0)sP(S)SZnS(S)P(OR)„ где R = Си — С>«.
диалкилдитиофосфат цинка общей формулы (RO)2P ( S) SZn S ( S) Р (ОВ')г —
получали на основе двух различных спиртов: низкомолекулярных Сд—С5
(изопропиловый, изобутиловый, изоамиловый) и высокомолекулярных Св —
С14 (2 — этилгексиловый, вторичные гептиловые, смеси спиртов Q — С8
и С, - С, и смесь вторичных спиртов нормального строения среднего состава
С12 — С1в).
На рис. 1 представлены спектры смешанных диалкилдитиофосфатов
цинка с общим изопропиловым радикалом.
В трех спектрах (2, 3 и 4, рис. 1) имеется широкая полоса поглощения
со слабовыраженными максимумами 535 и 545 см"1. Записанный примерно
в тех же условиях спектр диизопропилдитиофосфата цинка (7) имеет полосу
с четким максимумом 532 см"1 и плечом 545 см"1. Увеличение поглощения
в области 545 см"1 в спектрах диалкилдитиофосфатов с различными алкиль-
ными радикалами, очевидно, объясняется поглощением, отвечающим Р— S
группам, связанным с более длинными алкильными (в том числе вторичными)
радикалами.
Представленные на рис. 2 спектры диалкилдитиофосфатов с общим
изобутиловым радикалом имеют в области 500—600 см"1 две полосы — 552
и 584 см"1. Первая относится к колебаниям Р— S связи, вторая соответст-
вует скелетным колебаниям изобутиловой группы. Различия в строении
алкильных радикалов в этом случае лишь в малой степени сказываются на
i положении и характере полосы поглощения, отвечающей Р— S связи.
112
На рис. 3 сопоставлены спектры диалкилдитиофосфатов цинка с раз-
личными короткими радикалами и общим 2-этилгексиловым радикалом.
В спектре ди-(2-этилгексил)-дитиофосфата цинка (1) в области Р— S колеба-
ний наблюдается лишь слабое поглощение, поэтому в спектрах смешанных
солей хорошо заметно влияние коротких алкильных радикалов различного
строения на поглощение Р— S связи.
Частота, см~'
Рис. 2. Спектры диалкилдитиофосфатов цинка с общими изобутило-
выми радикалами:
1 — (u30-C4H#0)2P(S)SZnS(S) Р(ОС4Н«-изо)!;
2-(U3O-C4H8O)2P(S)SZnS(S)P(OH)8, где В. = С,—С„;
3 — (uso-G4H8O)2P(S)SZnS(S)P(OR)2> где R = С,2 — Сх8.
В спектрах многих технических присадок типа диалкилдитиофосфатов
цинка появляется слабая широкая полоса с максимумом поглощения 480 слС1,
которая отсутствует в спектрах чистых солей диалкилдитиофосфатов.
Рис., 3. Спектры диалкилдитиофосфатов цинка с общими 2-этилгексило-
выми радикалами:
1 — (C,H1,O)2P(S)SZnS(S)P(OC,II17)2; 2 —(C8Hi,O)2P(S)SZnS(S)P(OC2H7-U30)2;
3 — (C8Hx,O)2P(S)SZnS(S)P(OC4H,)2; 4 — (C8Hx,O)2P(S)SZnS(S)P(OC4H,-ti30),;
5— (CsH1,O)2P(S)SZnS(S)P(OC8H1i-u30)2
Известно, что цинк легко образует соли основного характера как с мине-
ральными, так и с органическими кислотами.
При получении присадок имеются все условия для образования основ-
ных цинковых солей диалкилдитиофосфатов: избыток ZnO при нейтрализа-
ции кислот, наличие воды, выделяющейся при реакции. Поэтому было
высказано предположение, что в присадках наряду со средними солями
8 Заказ 60.
113
присутствуют и основные, и что полоса поглощения с максимумом 480 см'1
относится к колебаниям Zn—О связи.
Для подтверждения были сняты спектры основных солей строения
[(н-С4Н8О)а Р (S) S]3ZnaOHj и 1(изо-С4Н8О)а P(S) S]3ZnaOH. На рис. 4
представлены для сравнения спектры средней и основной соли ди-н-бутил-
Рис. 4. Спектры поглощения средней и основной
соли дибутилдитиофосфата цинка: ’
1 - [(H-C<H,O)1P(S)S]>Zn; 2- [(h-C4H,O),P(S)S]«Zn,OH
(раствор в веретенном масле; С=2,6 вес. %).
дитиофосфата цинка.В спектре
основной соли имеется полоса
480 слГ1, сравнимая по интен-
сивности с полосой Р— S. По-
глощение в этой области
в спектре средней соли отсут-
ствует.
Таким образом, можно счи-
тать, что полоса 480 см'1, по-
являющаяся в спектрах техни-
ческих присадок (диалкилдитио-
фосфатов цинка), соответствует
валентным колебаниям Zn—О
связи и свидетельствует о нали-
чии в присадках основных со-
лей. По интенсивности этой по-
лосы ориентировочно можно судить о количестве этих солей в присадке.
Следует отметить, что наличие полосы 480 см'1 было обнаружено во
многих образцах присадок, полученных как в лабораторных, так и в про-
Рис. 5. Спектры различных производственных образцов присадки ДФ-11:
1—s — образцы.
изводственных условиях, и эксплуатационные качества этих присадок
были удовлетворительными. Следовательно, наличие основных солей не
влияет отрицательно на качество присадок. Это было подтверждено также
при оценке антиокислительных свойств чистых основных солей по погло-
щению кислорода [5 ]: антиокислительная активность основных солей даже
несколько выше антиокислительной активности средних солей.
Полоса 480 см'1 была обнаружена также в образцах импортных приса-
док той же химической природы.
114
На рис. 5 сопоставлены спектры различных партий присадки ДФ-11.
На всех спектрах имеется полоса 480 ел*-1, соответствующая колебанию
связи Zn—О. В спектрах присадок 1 и 2 полоса Р— S имеет частоту 545 см"1
и нет полосы 584 см-1, характерной для изобутильного радикала. В при-
садках 3, 4 и 5 есть изобутильные радикалы, но концентрация диалкилди-
тиофосфата в масле различная.
Полученные данные могут быть использованы для контроля производ-
ства присадки ДФ-11.
ЛИТЕРАТУРА
1. Болотова Г. И., Котова Г. Г., Зимина К. И., И сагу ляп ц В. И.,
Прикладная химия, № 7, 1580, 1965.
2. 3 и м и н а К. И., Котова Г. Г., Санин П. И., Шер В. В., Кузь-
мина Г. Н., Нефтехимия, 5, № 4, 629 (1965).
3. Rochett Y., Appl. Spectroscopy, 16, № 2, 39 (1962).
4. Зимина К. И., Котова Г. Г., Шер В. В., Кузьмина Г. Н., С а-
, нин П. И., Химия и технология топлив и масел, № 1, 54 (1966).
5. Кузьмина Г. Н., Шер В. В., С а п и н П. И., Нефтехимия, № 3, 406 (1965).
СИНТЕЗ СОЛЕЙ АЛКИЛСАЛИЦИЛОВЫХ КИСЛОТ И ИЗУЧЕНИЕ
ИХ СВОЙСТВ КАК ПРИСАДОК К СМАЗОЧНЫМ МАСЛАМ
Н. А. ДМИТРИЕВА, Г. Г. КРАСНЯНСКАЯ,
В. Н. МОНАСТЫРСКИЙ
Одним из типов присадок, синтезируемых на основе алкилфенолов,
являются алкилсалицилатные присадки, представляющие собой соли алкил-
салициловых кислот [1—8]. Алкилсалицилатные присадки отличаются
высокой моющей способностью, а также высокими антиокислительными
свойствами [2—4].
Во ВНИИ НП были синтезированы присадки алкилсалицилатного
типа - АСК и МАСК.
Присадки АСК (алкилсалицилат кальция) и МАСК (многозольный алкил-
салицилат кальция) представляют собой концентраты в масле — разбавителе
кальциевых солей алкилсалициловых кислот с различным запасом щелоч-
ности.
На рис. 1 представлена схема синтеза алкилсалицилатов.
Основой алкилсалицилатных присадок являются алкилсалициловые
кислоты, исходным сырьем для синтеза которых служит алкилфенол.
При разработке синтеза были исследованы алкилфенолы с алкильными
заместителями от С8 до С22. Алкилфенолы, содержащие 8—12 углеродных
атомов в боковой щели и получаемые алкилированием фенола полимердистил-
лятом в присутствии бензолсульфокислоты, дают довольно высокий выход
алкилсалициловых кислот. Однако соли этих кислот плохо растворимы
в масле. Для получения растворимых в масле солей алкилсалициловых
кислот брали высокомолекулярные алкилфенолы (с числом углеродных
атомов в алкильной цепи 22—24), получаемые алкилированием фенола
хлорпарафинами в присутствии хлористого алюминия. Эти алкилфенолы
дают очень низкий выход алкилсалициловых кислот и использовать их для
дальнейшего синтеза было нецелесообразно.
Поэтому нужно было синтезировать алкилфенолы, содержащие среднее
между указанными выше алкилфенолами число атомов углерода в алкиль-
ном заместителе. Для этой цели в качестве алкилирующего агента исполь-
зовали фракцию продуктов крекинга парафина, выкипающую в пределах
240—320 °C и содержащую а-олефины с числом углеродных атомов 14—18.
8*
115
При алкилировании фенола а-олефинами крекинга парафина в присут-
ствии катализатора КУ-2 получающиеся в основном моноалкилфенолы с ради-
калами из 14—18 углеродных атомов дают очень вязкие, плохо растворимые
в масле соли алкилсалициловых кислот.
Схема получения алкилсалицилатных присадок
Рис. 1. Схема синтеза алкилсалицилатов.
При алкилировании фенола а-олефинами в присутствии бензолсульфо-
кислоты получались хорошо растворимые в масле соли алкилсалициловых
кислот. Аналогичные результаты были получены при использовании в каче-
стве катализатора хлористого цинка.
116
Расход С О,, %
Рис. 2. Зависимость зольности
присадки МАСК от расхода
СО2:
1 — в герметично закрытом аппа-
рате; 2 —с барботажем СО».
Состав алкилфенолов, строение и положение алкильного заместителя
оказывают большое влияние на свойства солей алкилсалициловых кислот.
В дальнейшем при синтезе присадок АСК и МАСК использовали широкую
фракцию алкилфенола, получаемую при перегонке в вакууме продуктов
алкилирования фенола а-олефинами крекинга парафина с числом углерод-
ных атомов 14—18 в присутствии бензолсульфокислоты.
Для получения алкилсалициловых кислот из алкилфенолов был исполь-
зован способ Кольбе — Шмитта, применяемый для производства салицило-
вой кислоты [9—11]. Способ заключается во взаимодействии безводного
алкилфенолята натрия с углекислотой под давлением 6—10 ат и темпера-
туре 140—145 °C. Одним из главных условий процесса карбоксилирования
является абсолютное отсутствие влаги в реагентах. Инертные неполярные
растворители (трлуол, ксилол, декалин и др.) удаляют воду из алкилфено-
лята, снижают вязкость и улучшают контакт алкилфенолята с углекислотой.
В данной работе в качестве растворителя был
использован ксилол.
С целью выделения алкилсалициловых кис-
лот карбоксилированный продукт разлагали
минеральной кислотой и затем промывали во-
дой для удаления образующейся натриевой
соли и избытка минеральной кислоты. Выход
алкилсалициловых кислот составлял —70%.
Для получения присадки АСК алкилсали-
циловые кислоты разбавляли маслом АС-6 в со-
отношении 1 : 1 по весу, чтобы снизить вяз-
кость для улучшения контакта при последу-
ющей обработке гидроокисью кальция. Послед-
нюю брали с небольшим избытком в расчете
на введение металла в гидроксильные и карбо-
ксильные группы. Реакцию проводили при 80 °C
в течение 2 ч. После отделения механических
примесей и отгонки растворителя синтез при-
садки АСК считали законченным.
Присадка АСК была также получена об-
менной реакцией между карбоксилированным
продуктом (алкилсалицилатом натрия) и вод-
ным раствором хлористого кальция. Реакция
достаточно полно (на 97—98%), содержание натрия в присадке составляло
0,026-0,04%.
Для получения присадки МАСК алкилсалициловые кислоты также
разбавляли маслом АС-6 в соотношении 1 : 1 по весу и обрабатывали гидро-
окисью кальция. Реакцию проводили при 80 °C в течение 2 ч. Затем в реак-
тор вводили дополнительное количество гидроокиси кальция, промотор —
метанол и реакционную массу обрабатывали двуокисью углерода.
С увеличением количества поданной углекислоты зольность присадки
возрастает, но до определенного предела, а затем резко падает. На рис. 2
представлена кривая зависимости зольности присадки от количества про-
пущенной двуокиси углерода. Во всех опытах гидрат окиси кальция пода-
вали в количестве 5,5% на вес алкилсалициловых кислот (в расчете на
окись кальция), что при полном присоединении кальция соответствует золь-
ности 22%. Максимальная зольность в наших опытах составляла 20%.
При увеличении расхода окиси кальция до 8,5% зольность возрастает до
30%. Таким образом, изменяя количество подаваемых окиси кальция и
двуокиси углерода, можно варьировать зольность МАСК.
В следующих стадиях синтеза отделяли механические примеси и уда-
ляли растворитель.
Разработанный синтез был опробован на опытной установке ВНИИ НП,
где было получено 35 партий присадок АСК и МАСК.
двойного обмена протекала
117
( ТАБЛИЦА 1
Физико-химические свойства опытных партий присадок АСК и МАСК
Присадка Зольность (сульфатная), % Вязкость при 100° С, ест Температура вспышки °C Потенциометрическое титрование, •ма КОН/а
йбщая щелоч- ность алкил- салици- лата Ca(OH)s СаСО3
АСК 8,1 21,8 59,8 39,3 16,2 4,3
7,0 21,0 232 58,4 37,3 13,7 7,4
6,4 22,4 225 51,9. 36,9 12,7 2,4
6,7 21,3 219 51,1 40,6 12,5 —
6,6 19,5 233 48,7 35,9 13,3 0,4
АСК * 7,5 24,7 — 57,7 45,5 7,4 4,6
МАСК 17,2 18,8 200 138,1 35,0 28,0 76,2
16,1 ‘ 19,3 — 124,5 35,5 20,4 69,6
20,1 18,7 — 161,0 42,4 20,0 99,3
17,2 18,8 223 126,4 39,1 19,3 68,0
16,0 20,8 234 132,1 43,7 23,0 61,0
18,2 20,0 ,231 136,0 44,4 24,6 67,0
* Опытно-промышленный образец присадки, изготовленный на Ярославском нефтемаслозаводе
им. Менделеева.
В табл. 1 приведены физико-химические свойства некоторых образцов
полученных присадок.
Для оценки химического состава присадок по содержанию алкилсали-
цилата кальция, гидрата окиси кальция и карбоната кальция использован
разработанный во ВНИИ НП метод потенциометрического титрования.
Метод заключается в потенциометрическом титровании 0,1 н. раствором
соляной кислоты навески образца, растворенной в смеси изопропилового
или этилового спирта с бензолом. Конечными точками титрования служат
скачки потенциала. z
Приведенные в табл. 1 результаты показывают, что полученные образцы
присадок АСК и МАСК обладают стабильными значениями зольности,
вязкости и аналогичны по химическому составу.
Анализируя приведенные результаты, можно отметить, что присадка
АСК, помимо алкилсалицилата кальция, содержит некоторое количество
гидрата окиси кальция и карбоната кальция. Наличие в присадке этих
соединений при зольности 6,5—8% позволяет предположить, что кальций
не замещает водород гидроксильных групп. Сделанное предположение под-
тверждается тем фактом, что не удается получить алкилфенолят кальция
непосредственным взаимодействием исходного алкилфенола с гидроокисью
кальция.
Присадка МАСК отличается большим содержанием карбоната кальция
и гидрата окиси кальция при таком же содержании алкилсалицилата
кальция.
По всей вероятности, присадка МАСК представляет собой коллоидную
систему, содержащую, помимо алкилсалицилата кальция, также карбонат
кальция и гидрат окиси кальция.
Было проведено исследование влияния присадок АСК и МАСК на
эксплуатационные свойства масел в лабораторных условиях. Изучали окис-
ление по методу НАМИ на приборе ДК-2, термоокислительную стабильность
по методу Папок и коррозионные свойства по ужесточенному методу*.
Присадки АСК и МАСК добавляли к маслам в различных количествах.
Полученные результаты показали, что при добавлении присадок АСК и
МАСК к маслам значительно повышается их термоокислительная стабиль-
ность по методу Папок. С увеличением концентрации этих присадок в масле
* С добавлением нафтената меди.
118
до 10% термоокислительная стабильность масла возрастает почти в прямо-
линейной зависимости (рис. 3).
При окислении .масла в приборе ДК-2, помимо снижения осадкообразо-
и МАСК активнее других отечественных
присадок тормозят повышение вязкости
испытуемого масла (рис. 5). При оценке
коррозионных свойств масел с присадками
АСК и МАСК по ужесточенному методу
Рис. 3. Влияние различных присадок
на термоокислительную стабильность
масла ДС-11.
Рис. 4. Влияние присадок на осадкообразование
при окислении масла в приборе ДК-2.,
при 140 °C в присутствии нафтената меди также получены хорошие резуль-
таты. Присадки АСК и МАСК резко уменьшают коррозионную агрессив-
ность масел (рис. 6).
Рис. 5. Влияние присадок на вяз- Рис. 6.; Влияние присадок на коррозионную
кость масла ДС-11 при окислении агрессивность масла ДС-11.
в приборе ДК-2.
Следует отметить также, что присадки АСК и МАСК совместимы с дру-
гими присадками, при этом их положительное действие не снижается. Так,
в сочетании с сульфонатными присадками алкилсалицилатные присадки
значительно повышают термоокислительную стабильность, определяемую
в приборе ДК-2 (табл. 2). '
119
ТАБЛИЦА 2
Влияние присадок АСК и МАСК на свойства масла ДС-11
из сернистых нефтей в сочетании с малозольными
и многозольными сульфонатами
Образец Осадкообразо- вание при окислении в приборе ДК-2. % Термооки- слительная стабильность, .HUH
ДС-11+ 10% СБ-3 12 38
ДС-11+ 10% СБ-3+8% МАСК .... Отсутствует 86
ДС-11+ 10% СК-11 11 35
ДС-11 + 10% СК-11 + 8% МАСК . . . Отсутствует 80
ДС-11+ 10% ПМС » 25
ДС-11+ 10 % ПМС+ 10% МАСК или
АСК » 107
В композиции с противоизносной присадкой Л3-23к можно получить
масло, по своим свойствам не уступающее лучшим зарубежным маслам
(табл. 3).
. ТАБЛИЦА 3
Эксплуатационные свойства масла ДС-16 с присадками
Образец Термо- окислитель- ная стабиль- ность мин Коррозия г/м‘ Окисление в приборе ДК-2 опи Коксу- емость па плите баллы
осадок после окисле- ния % вязкость после окисления при 100° С с ст
Мобильгард 151—165 35 Отсут- 32-41 52-56 1-2
ДС-16+25% Оробис-218а ДС-16+25% МАСК.+ Более 120 20-27 То же 18 61 1
+ 0,5% Л3-23к . . . 87-92 Отсут- ствует » 23—27 49-52 1
Результаты предварительной оценки эксплуатационных свойств при-
садок АСК и МАСК лабораторными методами позволили рекомендовать
масла с этими присадками в композиции с другими присадками для испы-
тания на двигателях различного назначения.
Присадка АСК испытана с положительными результатами на форсиро-
ванных дизельных двигателях (масло М-16Г, ВТУ 144—63) и на двухтакт-
ных бензиновых двигателях (масло М-8Б-14, ВТУ 176—64).
Присадка МАСК испытана с положительными результатами в маслах
для лубрикаторной смазки цилиндров судовых дизелей и свободнопоршне-
вых генераторов газа, работающих на тяжелых высокосернистых топливах
(масло М-16Е, МРТУ 12 Н-119-64).
выводы
1. Разработан синтез алкилсалицилатных присадок АСК и МАСК —
кальциевых солей алкилсалициловых кислот с различным запасом щелоч-
ности.
2. Проведена проверка синтеза на опытной установке ВНИИ НП и на
Ярославском нефтемаслозаводе им. Менделеева.
3. Выявлены высокие моющие и антиокислительные свойства синтези-
рованных присадок. •
120
ЛИТЕРАТУРА
1. Dodgson D., Petroleum, 21, № 4, 119—123, 130 (1958).
2. Пат. США 2197837, 1940 г.
3. Англ. пат. 729376, 1958 г.
4. Англ. пат. 734598, 1958 г.
5. Англ. пат. 759344, 1958 г.
6. R е i f f О. М., Ind. Eng. Chem. 33, 351-357 (1941).
7. M a n a s t у r s к i у W. N., Avaliani T. K., Dmitrieva H. A., В o-
rov aj a M. S., Freiberger Torschungshefte, Heft. A. 250, 237—245 (1962).
8. Монастырский В. H., Дмитриева Н. А., Краснянская Г.Г.,
авт. свид. 852168,' Бюлл. иаобр. № 22, 1962 г.
9. LudseyA, Jeskey Н., Chem. Revs., 57, 583 (1957).
10. Wessely H., Benedick К., В e n g e r H., Monatshefte fur Chemie., 81,
1071 (1950).
И. Несмеянов A. H., Луценко H. Ф., ДАН СССР, 59, 707 (1948).
СИНТЕЗ И НЕКОТОРЫЕ ПРЕВРАЩЕНИЯ
ДИАЛКИЛФЕНИЛДИТИОФОСФАТОВ
А. А. ФУФАЕВ, В. Н. ВОЛКОВА, В. Н. МОНАСТЫРСКИЙ
Производные диэфиров дитиофосфорных кислот принадлежат к присад-
кам, значительно улучшающим эксплуатационные свойства смазочных масел.
За последние 10—15 лет промышленная выработка соединений этого типа,
в частности солей диэфиров дитиофосфорных кислот как антиокислительных,
противокоррозионных и моющих присадок к моторным маслам, постоянно
увеличивается. Кроме того, производные дитиофосфорной кислоты широко
используются как инсектофунгисиды и флотационные агенты.
Реакция пятисернистого фосфора со спиртами, открытая Кариусом
[1 ] более 100 лет назад, подробно изучалась в последующие годы Пищему-
кой [2, 4], Мастином [5] и др. Было доказано, что наряду с основным про-
цессом образования диэфира дитиофосфорной кислоты по реакции
ROX /S
4ROH + P2S5------2 -]-H2S
RCr XSH
(1)
протекает ряд побочных процессов; в продуктах реакции были обнаружены
меркаптаны, сульфиды и другие соединения. Исследованиями Комби [6 ]
доказано, что в реакционной смеси присутствуют различные промежуточные
продукты, в том числе тиопроизводные мета- и пирофосфорных кислот.
Количественные закономерности реакции (1), связанные, в частности,
с выделением сероводорода, не рассматривались.
В работах Бенце и Бабоцки — Кампоса [7], посвященных изучению
реакции пятисернистого фосфора со спиртами и алкилфенолами, авторы
доказали, что количество выделяющегося при реакции сероводорода не
превышает вычисленного по уравнению (1). Ранее указывалось [8], что
одной из возможных побочных реакций при взаимодействии алкилфенолов
с пятисернистым фосфором является образование тиоангидрида дитиофос-
форной кислоты по уравнению
RCh /S
2
bROZ 'SH
+H2s
(2)
при котором выделяется сероводород, суммарное количество которого может
превышать вычисленное по реакции (1). Дальнейшие работы [9] подтвер-
дили это предположение.
121
Несмотря на обилие работ [10, 11] по синтезу производных дитиофос-
форной кислоты, многие важные закономерности синтеза, имеющие большое
практическое значение, остались нерассмотренными. В первую очередь
это относится к выяснению условий оптимального выхода диэфиров дитио-
фосфорных кислот, получаемых из алкилфенолов, из термической стабиль-
ности, склонности к гидролизу и получению солей взаимодействием кислот
с окисями , и гидратами окисей металлов.
Настоящая работа посвящена изучению синтеза диалкилфенилдитио-
фосфорных кислот взаимодействием алкилфенолов с пятисернистым фосфо-
ром и их цинковых солей, используемых в качестве присадок к моторным
смазочным маслам.
ВЗАИМОДЕЙСТВИЕ ОКТИЛФЕНОЛА С ПЯТИСЕРНИСТЫМ ФОСФОРОМ
На рис. 1 приведены кривые изменения кислотного числа и количества
выделившегося сероводорода при взаимодействии октилфенола с пятисер-
нистым фосфором при НО и 130 °C. На этом рисунке количество выдели-
Продолжительноть, ч
Рис. 1. Изменение кислотного числа и количества вы-
делившегося сероводорода при взаимодействии октил-
фенола с пятисернистым фосфором:
1 — сероводород, 130 °C; 2 — сероводород, 110 °C; з — кислот-
ное число, НО °C; 4 — кислотное число, 130 °C.
вшегося сероводорода (ось
ординат) выражено в мо-
лях, отнесенных к 4 моль
исходного октилфенола.
Это позволяет в одном и
том же масштабе графиче-
ски выразить изменение
кислотного числа и количе-
ство сероводорода. При
однозначном протекании
реакции (1) кривые изме-
нения кислотного числа
и количества выделивше-
гося сероводорода для дан-
ной температуры совпали
бы и достигли 100% по
кислотному числу и 100 х
Х10“2 моль на 4 моль ок-
тилфенола ио выделению
сероводорода. Однако на-
ряду с образованием дитио-
фосфорной кислоты проте-
кают побочные процессы, в связи с чем выход дитиофосфорной кислоты
колеблется в пределах 76—92%. Кривая изменения кислотного числа реак-
ционной массы (пропорционального выходу кислоты) проходит через
максимум.
Положение максимума кислотного числа в реакции октилфенола с пяти-
сернистым фосфором достигается тем скорее, чем выше температура (при
110 °C примерно за 5,5 ч, при 130 °C примерно за 1 ч), абсолютная величина
максимума уменьшается с увеличением температуры (для температур НО
и 130 °C выход кислот соответственно равен 84,5 и 76%).
Количество выделившегося сероводорода в каждый момент реакции
превышает количество, вычисленное по уравнению (I) (по кислотному числу
реакционной массы), а при достаточной продолжительности реакции превы-
шает стехиометрическое.
Зависимость изменения кислотного числа и выделения сероводорода
сохраняется при взаимодействии октилфенола с пятисернистым фосфором
в интервале температур 60—140 °C.
Аналогичный характер изменения кислотного числа и выделения серо-
водорода наблюдается при взаимодействии пятисернистого фосфора с раз-
личными гидроксилсодержащими соединениями: гептиловым и нониловым
122
спиртами, фенолом, алкил-
фенолами с алкильными
з аместителями, имеющими
нормальное строение, с чи-
слом углеродных атомов
10—12 и 14—16.
На рис. 2 изображены
кривые изменения кислот-
ного числа и выделения
сероводорода, характери-
зующие термическую ста-
бильность диоктилфенил-
дитиофосфорной кислоты
при 120 °C. Данные, приве-
денные в табл.1, по соста-
ву продукта, соответству-
ющего точкам 1,ПиШна
Рис. 2. Изменение кислотного числа и количества вы-
делившегося сероводорода при термической обработке
(120 °C) диоктилфенилдитиофосфорной кислоты:
1 — выделение сероводорода; 2 — кислотное число.
рис. 2, позволяют предположить, что образуется тиоангидрид по реакции (2).
Способность продуктов I, II и III к солеобразованию проверена при
взаимодействии их с окисью цинка в оптимальных условиях для протекания
реакции нейтрализации.
ТАБЛИЦА 1
Характеристика продуктов взаимодействия октилфеиола
с пятисернистым фосфором
Показатели Пробы Вычислено
I II in Для (RO)2PSSH ДЛЯ [(RO)2PS]8S
Кислотное число, мг КОН/г . . 70,5 94,7 8,4 110,7 0
Содержание, %: •фосфора 4,4 6,4 6,9 6,1 6,4
серы 7,8 11,2 6,1 12,6 9,8
Молекулярный вес — 510 953 506 978
Примечание. R — октилфенил.
В табл. 2 приведены данные по содержанию цинка в полученных солях.
Данные показывают, что во всех случаях содержание цинка соответствует
ТАБЛИЦА 2
Содержание цинка в продуктах взаимодействия
диоктилфенилдитиофосфорной кислоты с окисью цинка
Содержание,% Пробы
I II Ш
Найдено 2,2 2,9 0,4
Вычислено * 2,2 3,0 0,3
* По кислотному числу исходной дитиофосфорной кислоты.
кислотному числу исходной кислоты. Однако термическое превращение
диоктилдитиофосфорной кислоты приводит к образованию соединения,
не способного реагировать с окисью цинка.
ПОЛУЧЕНИЕ СОЛЕЙ ДИАЛКИЛФЕНИЛДИТИОФОСФОРНЫХ КИСЛОТ
Соли дитиофосфорной кислоты получали взаимодействием кислоты
с окисью цинка по реакции:
RO. ,S RO. ZS S4 ZOR
2 >P<f +ZnO-------► >P<f NP< +H2O (3)
ROZ XSH ROZ Ns-Zn—Sz XOR
123
Реакция экзотермична и протекает с большой скоростью. Из-за высокой
вязкости конечного продукта синтез проводили при разбавлении дитиофос-
форной кислоты минеральным маслом в соотношении 1 : 1 на исходный
алкилфенол.
При работе с чистой дитиофосфорной кислотой реакция (3) гладко
протекает при 80 °C. Реакции предшествует индукционный период
до 3 мин. Содержание цинка в образующейся соли соответствует вычис-
ленному на основании кислотного числа исходной кислоты. В случае
применения технической диалкилфенилдитиофосфорной кислоты реак-
и не до конца.
Сообщение Бэкона и Бэр-
ка [12], исследовавших взаимо-
действие диалкилдитиофосфор-
ных кислот с окисью цинка и
пришедших к выводу об отно-
сительной легкости получения
нормальных и даже основных
солей, где не подтвердилось при
получении солей диалкилфенил-
дитиофосфорных кислот.
Были проведены опыты по
получению цинковых солей при
Рис. 3. Кривая изменения температуры при ‘ использовании в качестве ней-
нейтрализации диалкилфенилдитиофосфорных ки- тралиэующего агента свеже-
слот окисью цинка: осажденного карбоната цинка
ш — индукционный период. вместо окиси цинка. Однако
в этом случае наблюдали то же,
что и с окисью цинка. По-видимому, примеси, содержащиеся в технической
диалкилфенилдитиофосфорной кислоте, ингибируют реакцию.
Реакция нейтрализации, сводящаяся в конечном итоге к ионной реакции
Н++ОН- —► Н2О
. (4)
должна лучше протекать в полярной среде, либо в присутствии полярных
веществ.
Дальнейшие эксперименты показали, что при добавлении к реакцион-
ной массе небольших количеств воды (0,5—2,0%) реакция нейтрализации
проходит гораздо полнее.
На рис. 3 представлена типичная кривая изменения температуры в про-
цессе получения цинковой соли при обработке диалкилфенилдитиофосфор-
ТАБЛИЦА 3
Влияние воды на содержание цинка
в диалкйлфенилдитиофосфате
Опыты Содержание цинка, %
до обра- ботки водой после обра- ботки водой
Лабораторные На установке Оренбургского НМЗ На установке Ферганского НПЗ / 0,91 1 0,21 1,12 1,15 0,53 0,54 1,97 0,43 2,01 2,05 2,50 2,47 2,50 2,40 2,15 2,35 2,46 2,70 2,41 2,60
124
ной кислоты окисью цинка в условиях, близких к адиабатическим. В этих
условиях повышение температуры реакционной массы пропорционально
количеству тепла, выделившегося при реакции нейтрализации. Анализ
продукта до обработки реакционной смеси водой и после обработки показал,
что содержание цинка в продукте реакции заметно увеличилось. В табл. 3
приведены данные о влиянии небольших количеств воды на полноту нейтра-
лизации диалкилфенилдитиофосфорной кислоты окисью цинка. Температур-
ный скачок при добавлении к реакционной смеси воды после небольшого
(несколько минут) индукционного периода превышал, как правило, 10 °C,
а в отдельных опытах достигал 15—18 °C. Характерно, что повышение содер-
жания цинка в растворе дитиофосфата в масле связано с повышением вязко-
сти в среднем (по нескольким десяткам опытов) с 14 до 21,4 сст (при 100 °C).
Такую закономерность наблюдали как в лабораторных опытах, так и в опы-
тах на промышленных установках.
Введение воды в реакционную массу при синтезе дитиофосфорного
компонента присадки ВНИИ НП-360 позволило повысить содержание цинка
в присадке с 0,23 до 0,70%. Таким образом, реакция нейтрализации проте-
кает при определенном содержании воды в реакционной массе. Этим можно
объяснить наблюдаемый нами индукционный период реакции. При работе
с технической диалкилфенилдитиофосфорной кислотой реакционной воды,
которая расходуется на побочные процессы (гидролиз), становится не^оста-
точно для завершения реакции нейтрализации. Введение дополнительного
количества воды позволяет получить цинковую соль нормального замещения.
ГИДРОЛИЗ ДИОКТИЛФЕНИЛДИОФОСФОРНОЙ КИСЛОТЫ И ЕЕЩИНКОВОЙ соли
Выделение сероводорода в количестве более стехиометрического при
синтезе диалкилфенилдитиофосфорной кислоты, возможно, происходит при
образовании ее солей. Гидролиз дитиофосфорной кислоты и ее соли может
происходить и при действии реакционной воды, выделяющейся при нейтра-
лизации.
В литературе приведены довольно противоречивые данные о стабиль-
ности диэфиров дитиофосфорной кислоты и их производных, в том числе
солей. Большинство исследователей [5, 13—18] отмечает высокую стабиль-
ность диэфиров, полученных при реакции алифатических спиртов (от мети-
лового до октилового) с пятисернистым фосфором, Отмечено также, что
диэфиры, полученные из низших спиртов, перегоняются в вакууме без раз-
ложения. По другим данным [19], при реакциях производных дитиофос-
форной кислоты с гидроксилсодержащими соединениями один из атомов
серы в дитиофосфорной кислоте заменяется на кислород. В работах, посвя-
щенных синтезу солей дитиофосфорной кислоты [20, 21] и исследованию их
ТАБЛИЦА 4
Результаты анализа диоктилфенилдитиофосфатов цинка
Показатели Без разбавления маслом С разбавлением маслом
кислота солъ кислота СОЛЬ
найдено вычис- лено найдено вычис- лено
Кислотное число, мг КОН/г ’ Содержание, % цинка ....... фосфора серы Относительное понижение содержания серы, % 89,5 6,4 10,8 5,0 6,2 8,5 16,5 5,2 6,1 10,2 51,4 3,4 6,1 3,0 3,2 5,3 11.8 3,0 3,3 5,9
125
'«Ч.-ЦЧ’ 'ЧТГ- т
Рис. 4.
ствйи
Выделение сероводорода при взаимодей-
диоктилфенилдитиофосфорной кислоты
с окисью цинка.
свойств как присадок к смазочным маслам [22, 231, полученным соединениям
приписывают формулу дитиофосфатов. Вместе с тем исследователи [7, 9]
отмечают пониженное (на 15—30%) содержание серы [9] в присадке по
сравнению с вычисленным, а также выделение сероводорода [7] при реакции
нейтрализации, особенно при
получении солей щелочнозе-
мельных металлов.
При исследовании умень-
шения содержания серы в про-
цессе нейтрализации диалкил-
фенилдитиофосфорной кислоты
сухой окисью цинка к реакцион-
ной массе добавляли небольшое
(до 2%) количество воды; оказа-
лось, что при реакции нейтра-
лизации выделяется сероводо-
род и содержание серы в про-
дукте реакции ниже вычислен-
ного.
На рис. 4 приведена кривая
выделения сероводорода при по-
лучении цинковой соли диалкилфенилдитиофосфорной кислоты. Кривая
показывает, что содержание серы снижается примерно на 25% на исходное
содержание серы в диэфире дитиофосфорной кислоты.
В табл. 4 приведены данные анализа по содержанию цинка, фосфора
и серы в диоктилфенилдитиофосфорной кислоте (разбавленной медицинским
маслом и без разбавления) и
соответствующей цинковой со-
ли. Данные показывают, что со-
держание серы по сравнению
с вычисленным снижается на
11,8-16,5%.
После дополнительной об-
работки водой содержание серы
еще больше понижается, как это
видно из данных табл. 5.
Гидролиз диоктилфенилди-
тиофосфорной кислоты и ее цин-
ковой соли в большом избытке
воды изучали при 90—100 °C.
На рис. 5 приведены кривые
выделения сероводорода при
гидролизе. Данные о выделе-
нии сероводорода (см. рис. 5) и
Рис. 5. Выделение сероводорода при гидролизе
диоктилфенилдитиофосфорной кислоты и ее цин-
ковой соли:
1— кислота, 90 °C; 2 — соль, 100 °C.
ТАБЛИЦА 5
Влияние добавления воды при получении дитиофосфатов цинка на их состав
Показатели Опыт 1 Опыт 2
до обработки водой после обра- ботки водой до обработки, водой после обра- ботки водой
Содержание, % цинка 5,0 5,3 3,1 3,0
фосфора 6,2 6,0 3,6 3,5
серы 8,5 7,0 5,7 5,2
Относительное понижение содержа- ния серы, % — 17,7 — 8,8
126
содержании серы в продукте до и после гидролиза (табл. 6) показывают,
что дитиофосфат цинка устойчив к действию воды при 90 °C. Диоктилфе-
нилдитиофосфорная кислота при этой температуре и ее цинковая соль при
100 °C практически полностью гидролизуются с выделением сероводорода.
Анализ минерализата после гидролиза на содержание фосфорной кислоты
показывает, что цроисходит не только замена атомов серы на кислород,
но и в значительной степени гидролиз образовавшихся диэфиров фосфор-
ной кйслоты.
ТАБЛИЦА 8
Изменение состава диоктилфенилдитиофосфорной кислоты
и ее цинковой соли в процессе гидролиза
Показатели Кислота, 90° С Соль
90° С; продолжи- тельность 5 ч 100° С; продолжи- тельность 10ч
до гидро- лиза после гидролиза до гидро- лиза после гидролиза до гидро- лиза после гидролиза
Содержание, % цинка 3,1 3,1 3,1 0,05
фосфора 6,4 3,4 3,6 3,5 3,6 0,9
серы ... 11,2 4,1 5,7 5,4 5,7 0,8
Молекулярный вес 510 410 — — — —
предположить следующую
кислоты:
На основании приведенных данных можно
схему гидролиза диоктилфенилдитиофосфорной
Скорость реакции А на порядок выше скорости реакции Б. Реакция В
в изучаемых нами условиях протекает на 50—70%.
Гидролиз цинковой соли диоктилфенилдитиофосфорной кислоты идет
аналогично гидролизу кислоты. Скорость гидролиза соли при 100 °C заметно
не отличается от скорости гидролиза кислоты.
выводы
1. В результате изучения реакции октилфенола с пятисернистым фос-
фором установлено, что побочные реакции связаны с выделением сероводо-
рода в количестве сверх стехиометрического и образованием в основном
тиоангидрида кислоты. На основании проведенной работы могут быть реко-
мендованы оптимальные условия процесса взаимодействия алкилфенолов
с пятисернистым фосфором.
127
2. Установлено, что реакция нейтрализации диалкилфенилдитиофос-
форных кислот окисью цинка катализируется небольшими количествами
воды.
ЛИТЕРАТУРА
1. С а г i u s L., Ann., 112, 190 (1859); 119, 289 (1861).
2. Пищемука П. С., ЖРФХО, 44, 1406—1554 (1912).
3. Пищ ему к а П. С., К вопросу о реакциях пятисернистого фосфора в связи
с двухатомной серой и селеном., Диссертация, Харьков, 1915.
4. Пищемука П. С., ЖРФХО, 56, И—14 (1925).
5. М a s t i n Т. W. и др., J Am. Chem. Soc., 67, 1662—1664 (1945).
6. С о m b i L., La Chimica e 1’Industria, 22, 26, 97 (1944).
7. Benze P., Baboczky — К am p 6s K., Acta Chimica Acad. Scient. Hung.,
31, 1-3, 52-65 (1962).
8. Монастырский В. H., Фуфаев А. А., Перельмитер М. С.,
сб. «Присадки к маслам и топливам», Гостоптехиздат, 1961, стр. 128—133.
9. Тишкова В. Н., Исагул'янц В. И., Чжан С ю-ч ж е н, Уцми-
ева Н. М., сб. «Присадки к маслам и топливам», Гостоптехиздат, 1961,
стр. 34—48.
10. Kosolapoff G. М., Organophosphorus Compounds, New York — London, 1950.
И. V a n Water J. R., Phosphorus and its Compounds, v. I, New York, 1958.
12. В а с о n W. E., В о r k J. F., J. Org. Chem., 27, 4, 1484-1485 (1962).
13. К а б а ч н и к M. И., Мастрюкова Т. А., Изв. АН СССР, ОХН, № 1,
121 (1953).
14. Мастрюкова Т. А., Прилежаева Е. Н. и др., Изв. АН СССР, ОХН,
№ 4, 443—450 (1956).
15. Санин П. И., Шер В. В., ДАН СССР, 107, 551-553 (1956).
16. Мельников Н. Н., Швецов а-Ш иловская К. Д., Каган М. Я.,
Мильштейн И. М., ЖОХ, 29 1612-1614 (1957); 23, 1357 (1953).
17. Кабачник М. И., Иоффе С. Т., Мастрюкова Т. А., ЖОХ, 25,
684-693 (1955).
18. М е л ь н и к о в Н. Н., Швецов а-Ш иловская К. Д., ЖОХ, 23, 1352—
1357 (1953).
19. W agner-J auregg Т., Lennartz Т., К othny Н., Вег., 74, 9, 1513—
*4 1521 (1941).
20. Ш в р В В., Синтез некоторых фосфорорганических соединений и исследование
их влияния на свойства минеральных масел, Диссертация, М., 1952.
21. С а н ин П. И., Шер В. В., Химия и технология топлив и масел, № 3, 38—
47 (1957).
22. Larson R., Scient. Lubrication, 10, 48, 12—19 (1958).
23. Сапин П. И., Шер В. В., Чернявская Л. Ф., Мелентьева Н. В.,
ДАН СССР, 139, № 2, 393-395 (1961).
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПРИСАДОК
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ПРИСАДКИ ИОНОЛ
И СИНТЕЗ ДРУГИХ АЛКИЛФЕНОЛЬНЫХ ПРИСАДОК
И. Д. АФАНАСЬЕВ, П. Г. ГУШАНСКАЯ, И. Е. ДОБКИН,
Л. Ф. СЫЧЕВА
В последние годы как в Советском Союзе, так и за рубежом широко
применяется антиокислительная присадка 2,6-ди-шре/п-бутил-4-метилфенол,
известная под различными наименованиями — ионол, парабар, керабит,
топанол-0 и др. Согласно многочисленным литературным и подтвержденным
практикой данным, эта присадка является не только эффективным ингиби-
тором окисления масел и топлив, но и достаточно хорошим стабилизатором
полимерных продуктов (синтетических каучуков, пластических масс и др.).
Не исключено применение иопола для пищевых и медицинских целей.
Ионол относится к классу так называемых экранированных фенолов, не-
обычные свойства которых в настоящее время еще не достаточно подробно
изучены. В литературе имеются указания, что механизм ингибирования
экранированными фенолами основан на действии свободных радикалов.
В настоящее время производство ионола осваивается па опытно-про-
мышленной установке Новокуйбышевского нефтеперерабатывающего завода.
Сырьем служит каменноугольный крезол, из которого перегонкой выделяют
фракцию, содержащую м- и re-крезол и незначительное количество изойерных
ксиленолов, этилфенолов и других гомологов фенола. Предусмотренное
проектом алкилирование такой смеси изобутиленом (или бутан-бутиленовой
фракцией газов крекинга) приводит к образованию наряду с целевым про-
дуктом большого количества побочных алкилпроизводных. Поэтому техно-
логическая схема установки предусматривает громоздкую операцию деалки-
лирования, которая, однако, не обеспечивает возвращения в цикл затрачен-
ного изобутилена и только крайне, усложняет процесс. В результате выход
ионола низок, а себестоимость очень высока. Кроме того, ресурсы крезола,
но имеющимся данным, весьма ограничены, и уже сейчас освоение и промыш-
ленный пуск установки Новокуйбышевского завода в значительной степени
осложняются отсутствием крезольного сырья.
В результате исследовательских работ, проведенных на заводе им. Шау-
мяна, была разработана новая технология получения ионола на основе
недефицитного сырья — толуола. Согласно этой технологии, синтез склады-
вается из следующих основных стадий.
1. Сульфирование толуола и получение толуолсульфонатриевой соли:
CeH5CH3+H2SO4 — - CH3CeH4S03H + II20
2ClI3CeH4SO3H+Nai>SO3 — > 2CH3CeH4SO3Na + H20 + SO2
2. Щелочное плавление толуолсульфонатриевой соли и получение
и-крезола:
CH3C3H4SO3Na + 2NaOH CH3CeH4ONa+Na2SO3 + H2O
2CH3CeH4ONa-f SO2-|-H2O —* 2GH3CgH4()l£4-NanSO3
9 Заказ СО.
129
3. Алкилирование n-крезола изобутиленом и получение 2,6-ди-третп-
бутил-4-метилфенола (ионола):
СН3С6Н4ОН + 2(СН3)2С=СН2 —- СН3(С4Нв)2СвНгОН
ионол
Сульфирование осуществляется в жидкой или паровой фазе. Второй
путь является предпочтительным, так как нагретые до определенной темпе-
ратуры (140 °C) пары толуола, взятого в определенном избытке, проходя
через нагретую серную кислоту, не только сульфируются с образованием
толуолсульфокислоты, но и способствуют удалению реакционной воды из
сферы реакции. Для перевода сульфокислоты в сульфосоль продукты суль-
фирования обрабатывают раствором сульфита натрия, образующегося на
последующих стадиях процесса.
Щелочное плавление осуществляется при 340—350 °C; полученный плав
разлагается (после растворения в воде) сернистым газом, образующимся на
стадии нейтрализации толуолсульфокислоты сульфитом натрия.
При ректификации сырых крезолов выделяется 10—12% о-крезола
и до 88% n-крезола. Как видно из табл. 1, выход n-крезола составляет 55—
60% от теоретического (на толуол).
При алкилировании n-крезола изобутиленом при 75 °C в присутствии
катализаторов (олеум, серная кислота) изобутилен расходуется в основном
на получение целевого продукта; выделяют присадку простой кристаллиза-
цией.
ТАБЛИЦА 1
Результаты опытов по получению п-крезола
(опыты 1—4—жидкофазное сульфирование, опыт 5 — парофазное сульфирование)
Но- мер опы- та Взято то- луола г Выход крезолов (до разгонки) Выход, % (к смеси крезолов) Остаток % Потери % Выход п-кре- зола * % от теоретиче- ского (па то- луол)
г % от теоре- тического (на толуол) о-крезол п-крезол
1 347 295 72,5 3,7 89,3 4,9 2,1 64,6
2 347 298 73,2 6,7 87,0 4,7 1,5 64,0
л 347 301 74,0 12,0 79,0 6,0 3,0 58,5
4 347 278 68,9 9,5 84,5 5,0 1,0 57,7
5 282 208 63,0 9,0 88,0 2,4 0,6 55,5
* Содержание чистого п-крезола 94—96%.
С целью получения предварительных технологических показателей син-
теза ионола по новой технологии во ВНИИ НП проводили алкилирование
n-крезола в алкилаторе роторно-дискового типа непрерывного действия;
в качестве алкилирующего агента использовали бутан-бутиленовую фракцию
газов крекинга, к которой добавляли около 22% изобутилена. Отдельные
опыты были проведены с чистым изобутиленом. Полученные результаты
приведены в табл. 2.
Из литературы известно, что некоторые алкилфенольные присадки,
у которых в пара-положении к гидроксилу находятся радикалы с большим
числом углеродных атомов, чем СН3 (например, С2Н6, С4Н8), обладают более
эффективными антиокислительными свойствами, чем ионол. По описанной
выше технологии была получена одна из таких присадок, а именно 2,6-ди-
тре/п-бутил-4-этилфенол. Новая присадка была подвергнута стендовым
испытаниям на трансформаторах во ВТИ им. Дзержинского. Полученную
присадку сравнивали с ионолом и английской присадкой топанол-0 на
базовом трансформаторном масле фенольной очистки Ново-Уфимского завода.
Испытания показали, что все три присадки почти в одинаковой степени
130
Результаты алкилирования
ТАБЛИЦА 2
Способ алки- лирования Режим алкилирования Выход продуктов алкилирования
тем- пера- тура °C катализатор алкилирующий агент алкилат, % (на ' п-крезол) технический ионол товарный ионол
название % (на п- крезол) название % от тео- ретиче- ского (на п-крезол) % (на п- крезол) % от тео- ретиче- ского (на п-крезол) % (на п- крезол) % от тео- ретиче- ского (на п-крезол)
Периодп- 70-75 Олеум 3,8 Изобути- 121,4 232,0 158,5 77,7 134,0 64,5
ческий 70-75 » 3,8 лен 123,2 227,0 166,0 81,5 144,2 72,0
Непрерыв- ный 75 Серная кислота 5,0 Изобути- лен 127,0 232,9 125,7 65,9 113,0 59,2
75 То же 5,0 Бутан-бу- тиленовая фракция 117,0 241,6 127,9 67,7 114,8 60,8
предотвращают образование осадка и в значительной степени снижают
склонность масла при старении уменьшать механическую прочность твердой
изоляции; наилучшими присадками оказались ионол и топанол-О, имеющие
одно и то же строение.
«Гипрогазтоппром» провел сопоставление основных технико-экономи-
ческих показателей производства ионола из толуола и крезола. Было уста-
новлено, что в первом случае более чем в 3 раза сокращается необходимое
количество бутан-бутиленовой фракции, снижается расход серной кислоты,
бензина, щелочи, значительно сокращаются энергетические расходы (расход
воды, пара, электроэнергии и т. д.). Значение разработанного процесса не
исчерпывается вышеизложенными преимуществами. Из толуола получают
технический п-крезол чистотой не менее 94—96%. Такой продукт может быть
использован для синтеза не только ионола, но и ряда других стабилизаторов
и антиокислителей (А-2246 и др.). При дальнейшей очистке техниче-
ского n-крезола от примеси л-крезола методом дробной кристаллизации
получали п-крезол очень высокой чистоты.
СИНТЕЗ ДРУГИХ АНТИОКИСЛИТЕЛЕЙ НА ОСНОВЕ ФЕНОЛОВ
Большой практический интерес могут представить антиокислители,
синтезируемые на основе фенола, например соединения типа бис-алкилфено-
лов, используемые в последнее время за рубежом в качестве эффективных
присадок к топливам, маслам, пластичным смазкам, каучукам, жирам,
животным и растительным маслам, эпоксидным смолам и некоторым поли-
мерам. Из таких соединений можно отметить в первую очередь антиокисли-
тельную присадку ,4,4'-метилен-бис-2,6-ди-пгрепг-бутилфенол, известную,
по отдельным зарубежным данным под наименованием Этил-702. В работе
[1 ] представлены многочисленные экспериментальные данные лабораторных
и стендовых испытаний термоокислительной стабильности различных масел
(турбинных, моторных), согласно которым эффективность действия этой
присадки превосходит действие эталонного антиокислителя — ионола.
Разработанная технология синтеза присадки 4,4'-метилен-бис-2,6-ди-
треш-бутилфенол состоит из следующих стадий.
1. Получение феноксида алюминия:
6СвИ5ОН + 2А1---2 (СвН5О)3А1 + ЗН2
2. Алкилирование фенола изобутиленом в орто-положение к гидроксилу
с получением 2,6-ди-шрепг-бутилфенола:
СвН5ОН+2(СН3)2С=СН2 (С4Нв)2С„Н3ОН
9*
131
3. Конденсаций 2,6-ди-т.ренг-бутилфенола с формальдегидом:
С«Н, /С4Н,
2(с4н9)2свн3он+сн2о HO-<^J/-ch2-^—^-он+н2о
, с!н, с4н9
Согласно литературным данным [2], при алкилировании фенола (или
его гомологов) непредельными углеводородами в присутствии катализа-
тора — феноксида алюминия наблюдается преимущественное алкилирование
фенола в орто-положение к гидроксилу. Реакционная способность олефина
в этой реакции увеличивается в ряду: этилен —> пропилен —> бутилен —>
изобутилен. Если алкилирование бутиленом (смесь бутена-1, тпранс-бутена-2
и 1{ис-бутена-2) проходит при температуре 190—200 °C и давлении 45 ат,
то с разветвленным олефином (изобутиленом) реакция протекает с количест-
венным выходом целевого продукта уже при температурах 100—110 °C
и давлении 15—18 ат.
Реакцию орто-алкилирования осуществляли в стальном пятилитровом
автоклаве. На основе фенола при 157—160 °C готовили феноксид алюминия.
Изобутилен в требуемом количестве вводили в автоклав в жидком виде.
По окончании процесса продукты реакции после обработки кислотой для
разложения феноксида фракционировали на лабораторной ректификацион-
ной колонне с отбором основных продуктов алкилирования. На основании
полученных экспериментальных данных было установлено, что реакция
орто-алкилирования проходит с преимущественным образованием 2,6-ди-
тпретп-бутилфенола (в виде технического продукта), количество которого
составляет в среднем 80—82% на смесь алкилфенолов; кроме того, образуется
7—9% 2-трет-бутилфенола и 9—11% 2,4,6-три-третп-бутилфенола.
Для получения чистого 2,6-ди-трет-бутилфепола техническую фракцию
перекристаллизовывали из спирта. Результаты алкилирования приведены
в табл. 3.
таблица з
Результаты алкилирования фенола изобутиленом
Исходные реагенты Содержание катализатора, % Условия алкилирования Получено
фенол г изобутилен темпера- тура, °C макси- маль- ное давле- ние ат продол- житель- ность ч-мин алкилат % на ис- ходный фенол целевая фракция % на ал- килат 2,6-ди- mpem-бу- тилфенол % от тео- ретиче- ского (на фенол)
г % от тре- буемого по урав- нению
497 600 101,0 8 110-118 15,0 2-50 86,3 83,5 52,4
498 600 100,6 И 110-130 15,0 2-30 91,5 81,0 55,5
498 600 100,6 15 110-129 16,2 2-00 89.0 81,0 57,5
497 750 125,0 8 110-120 17,0 6-30 85.0 80,0 56,3
497 700 118,0 И 110-125 15,0 4-30 84,0 84,5 67,6
500 750 126,0 И 110-120 15,8 4-50 82,5 84,5 68,0
Синтез присадки 4,4'-метилен-бис-2,6-ди-7пре7п-бутилфенола, условно
названного МБ-1, осуществляли путем конденсации 2,б-ди-тпреш-бутилфе-
нола с формальдегидом в присутствии щелочного агента в среде этилового
спирта. Чтобы исключить возможность окисления 2,6-диалкилфенола в
щелочной среде и образования хиноидного соединения, конденсацию про-
водили при непрерывном пропускании инертного газа через реакционную
массу. Температура конденсации 50—60 °C. Кристаллический продукт
отфильтровывали и перекристаллизовывали из соответствующего раствори-
теля (бензин, н-гептан и др.). Выход присадки составлял в среднем 70%
от теоретического (считая, 2,6-ди-тпрет-бутилфенол).
Эффективность действия присадки проверяли на дистиллятных маслах
МК-8 и МС-6, ла маслах, предназначенных для применения в гидросистемах
132
(масла ВНИИ НП-1 и АМГ-10, загущенные полиизобутиленом), а также
на синтетических маслах.
Наиболее целесообразным оказалось использование присадки МБ-1
для синтетических масел, выпускаемых заводом им. Шаумяна. Лаборатор-
ные испытания этих масел с присадкой МБ-1 при 200 °C показали, что кис-
лотное число масла при испытании практически не увеличивается, после
испытания в масле отсутствует осадок, нерастворимый в изооктане, и масло
сохраняет первоначальный вид; коррозия сталей ШХ-15 и АК-4 не наблю-
дается. В настоящее время присадка испытывается в качестве стабилизатора
для каучуков и других полимерных материалов.
Использование реакции орто-алкилирования позволяет синтезировать
ряд новых антиокислителей на основе 2,6-диалкилфенола. Так, путем взаимо-
действия 2,6-ди-третп-бутилфенола с формальдегидом и сернистым натрием
была получена антиокислительная присадка (с выходом около 40% от тео-
ретического на прореагировавший фенол), отвечающая формуле:
CiHe ^С4Нв
НО-^ ^>-CH2-S-CH2-^~ ^>-ОН
С^Нв С4Н,
Предварительные исследования антиокислительного действия этой при-
садки в маслах и различных полимерных продуктах показали ее высокую
эффективность.
Путем конденсации 2-7претп-бутил-6-метилфенола (продукта орто-алки-
лирования о-крезола) с двухлористой серой была синтезирована антиокис-
лительная присадка 4,4'-тио-бис-(2-метил-6-7претп-бутилфенол):
СН3 /СН3
но-0-8~0он
Синтез этой присадки представляет определенный интерес в связи с тем,
что уменьшение степени экранизации фенольного гидроксила приводит,
согласно литературным данным, к повышению антиокислительного действия.
ЛИТЕРАТУРА
1. Ind. Eng. Chem., 3, № 2, 230 (1958).
2. Angew. Chem., № 22, 699 (1957).
ПРОИЗВОДСТВО АНТИОКИСЛИТЕЛЬНОЙ ПРИСАДКИ НГ-2246
В. И. ИСАГУЛЯНЦ, В. П. КАЛАШНИКОВ, В. К. ГУСЕВ,
И. А. ДЕНИСОВА, И. С. БЕЛОВ
В последние годы в Советском Союзе и за рубежом синтезировано и
исследовано в качестве антиокислителей большое количество веществ,
принадлежащих к различным классам соединений. Среди них алкилфенолы
занимают одно из первых мест [1, 2], так как они имеют ряд преимуществ
перед антиокислителями других типов. Например, несколько уступая
в эффективности аминопроизводным, алкилфенолы в отличие от них без-
опасны в работе, не взаимодействуют с кислотами, не влияют на работу
двигателя, не ухудшают электроизоляционных свойств, не токсичны [3].
Кроме того, большинство аминов ухудшает цвет полимеров, алкилфенолы же
133
не окрашивают полимер и цветостабильны, поэтому их в основном приме-
няют в белых и светлых материалах.
Установлено, что наиболее эффективными среди алкилфенольных анти-
окислителей являются замещенные фенолы, у которых в пара-положении
и в одном из орто-положений к гидроксильной группе находятся метильный
радикал и метиленовый мостик, а второе орто-положение занимает третичная
бутильная группа, оптимально экраинирующая водород оксигруппы. По-
этому большинство известных и используемых в промышленности анти-
окислителей является той или иной разновидностью этого типа соединений:
например, широко известный 2,6-ди-трет-бутил-4-метилфенол (ионол),
2,2'-метилен-бис (4-метил-б-третп-бутилфенол) (НГ-2246) и т. д.
Впервые описанная в 50-х годах [5 ] реакция орто-алкилирования в при-
сутствии феноксида алюминия позволяет сравнительно легко получить
целый ряд новых фенольных антиокислительных присадок с самыми различ-
ными орто- и пара-заместителями.
Среди широко используемых в настоящее время антиокислителей типа
алкилированных фенолов одним из наиболее эффективных является 2,2'-
метилен-бис (4-метил-б-шреш-бутилфенол) [2, 3, 6]. Он, обладая всеми
преимуществами алкилфенольных антиокислителей, имеет сравнительно низ-
кую летучесть, а это обстоятельство очень важно, особенно при стабилизации
продуктов, эксплуатируемых при повышенных температурах.
Производство этого антиокислителя достигло значительных размеров
в США, Англии, ГДР и других странах.
На московском заводе «Нефтегаз» пущена в эксплуатацию опытная
установка по производству антиокислителя 2,2'-метилен-бис (4-метил-6-
mpem-бутилфенола), на которой получают продукт хорошего качества;
его товарное название НГ-2246.
Антиокислитель НГ-2246 представляет собой мелкокристаллический
порошок от белого до кремового цвета с температурой плавления около
131° С, растворимый в органических растворителях и нерастворимый в воде,
не имеющий вкуса и запаха. Эмпирическая формула С23Н32О2. Молекуляр-
ный вес 340. Химическая формула
ОН ОН
СН3 СН3
Основным сырьем для получения антиокислителя НГ-2246 является
п-крезол.
В настоящее время проектируется опытно-промышленная установка
для получения n-крезола по хорошо известному и освоенному за рубежом
методу сульфирования толуола с последующим плавлением [7]. Более
экономически выгодным может оказаться производство и-крезола через
цимол. Из литературы известно, .что ведется разработка этого метода [8].
В последнее время в литературе был описан метод прямого окисления
толуола [9] с получением крезолов. В лаборатории завода «Нефтегаз» был
разработан метод получения концентрата n-крезола из отходов Калужского
комбината синтетических душистых веществ. Этот метод при малых капи-
тальных затратах, простоте технологического процесса и незначительной
стоимости отходов позволил в очень короткий срок построить установку
и получать на ней концентрат n-крезола. Метод основан, на различной ско-
рости взаимодействия м- и n-крезолов с формальдегидом.
Разработка этого метода и пуск установки по получению концентрата
n-крезола позволили своевременно освоить процесс получения антиокисли-
теля НГ-2246, выработать около 1 т препарата для широких промышленных
134
испытаний и выдать регламент для проектирования промышленного произ-
водства этого антиокислителя.
Получение антиокислителя НГ-2246 на установке осуществляется
периодическим способом в несколько стадий.
1. Алкилирование n-крезола изобутиленом.
2. Получение кристаллического 6-щретте-бутил-4-метилфенола (полупро-
дукта).
3. Конденсация полупродукта с формалином.
4. Получение готового продукта.
АЛКИЛИРОВАНИЕ
Алкилирование фенолов олефинами, спиртами и галоидалкилами в на-
стоящее время в литературе описано довольно подробно [1]. В качестве
катализатора этого процесса применяют практически вс» минеральные и
органические кислоты, безводородные кислоты и окислы как в чистом виде,
так и с различными добавками. На опытной установке катализатором про-
цесса алкилирования служила серная кислота. Взаимодействие п-крезола
с изобутиленом и в присутствии серной кислоты изучалось многими исследо-
вателями [10]. В результате было установлено, что при понижении темпе-
ратуры реакции выход эфиров повышается, при увеличении количества сер-
ной кислоты снижается выход целевого продукта и, так же как при повыше-
нии температуры реакции, увеличивается смолообразование.
На установке п-крезол алкилируется изобутиленом при температуре
75—80u С и атмосферном давлении в присутствии серной кислоты в коли-
честве 5% от /г-крезола. На 1 моль n-крезола подается 1 моль изобутилена
с тем, чтобы проходило лишь моноалкплирование. Процесс идет по реакции
ОН ОН
J\ 9Нз 1 /С (СН3)3
Г' || + С=СН, H2-S0A (
\ СН3 у
СН3 СН3
Основным продуктом реакции является 4-метпл-6-треш-бутилфенол,
побочными продуктами — 2,6-дп-1прет-бутил-4-метплфенол (ионол), эфиры,
диизобутилен, смолы и т. д.
Результаты проведенных нами работ [111 показывают, что в качестве
селективного катализатора алкилирования n-крезола изобутиленом можно
использовать катионообменную смолу КУ-2, которая представляет собой
сульфированный сополимер стирола и дивпнилбензола.
Если имеющиеся лабораторные данные подтвердятся в условиях опыт-
ной установки и учитывая значительный срок службы катионита, приме-
нение этого катализатора в промышленности даст большой экономический
эффект, так как без ущерба .для выхода целевого продукта позволит:
исключить процессы нейтрализации серной кислоты, промывки водой
алкилата и отстоя;
освободиться от крайне нежелательных сточных крезольных вод, полу-
чающихся при нейтрализации и промывке;
отказаться от кислотостойкой аппаратуры;
осуществить непрерывный процесс.
ПОЛУЧЕНИЕ КРИСТАЛЛИЧЕСКОГО 4-МЕТИ Л-6-ТРЕТ-БУТИЛФЕНО ЛА
(ПОЛУПРОДУКТА)
В настоящее время продукты алкилирования нейтрализуют на установке
содово-солевым раствором (поваренная соль применяется для понижения
растворимости непрореагировавшего n-крезола в промывных водах) и после
135
отделения от воды разгоняют на ректификационной колонне с отбором
целевой фракции, которую далее выкристаллизовывают из четыреххлори-
стого углерода. Кристаллы отфильтровывают на нутч-фильтре (температура
плавления их не ниже 47° С).
На нашей установке ректификация осуществляется на насадочной
колонне периодического действия с числом теоретических тарелок около 8.
Как показали лабораторные опыты, при разгонке алкилата на ректификацион-
ной колонне с 25—28 теоретическими тарелками целевая фракция получается
достаточно чистой (95—96%) и ее без кристаллизации и фильтрации можно
посылать на конденсацию.
КОНДЕНСАЦИЯ ПОЛУПРОДУКТА
Конденсация полупродукта с формалином идет по реакции
ОН
2(CH3)3CXJX
I II +сн20
I
сн3
H,so4
ОН он
(СН3)3СХ I I /С (СН3)3
Y>CH.-rY +Н.0
I I
сн3 сн3
и осуществляется эмульсионным методом, имеющим большое преимущество
перед конденсацией в блоке. Размеры частиц и, следовательно, качество
готового продукта зависят от степени дисперсности реагирующих частиц
и поверхности их контакта. Эмульсионный метод в этом случае дает хорошие
результаты. Для получения стойкой эмульсии к загруженным в конденсатор
полупродукту и воде (дисперсионная среда) добавляют 10 вес. % (от полу-
продукта) бензина «Галоша» (растворитель) и 2 вес. % (от полупродукта)
сульфонола — пасты (эмульгатор). Затем содержимое конденсатора нагре-
вают до 80—85 °C и медленно подают формалин. Молярное соотношение
полупродукта и формалина 2:1.
Конверсия полупродукта приближается к 100%, при четком соблюдении
оптимальных технологических параметров побочные продукты практически
не образуются.
ПОЛУЧЕНИЕ ГОТОВОГО ПРОДУКТА
Полученный в процессе конденсации антиокислитель НГ-2246 отфильтро-
вывают от жидких продуктов, промывают водой до полного отсутствия
иона SO4~ - и сушат.
Получаемый на опытной установке (см. рисунок) продукт не уступает
по качеству лучшим зарубежным образцам. Так, на Кусковском химическом
заводе испытывали различные образцы препарата НГ-2246 в качестве стаби-
лизатора полиформальдегида и ударопрочного полистирола. Результаты
этих испытаний приведены в табл. 1.
Антиокислитель вводили в полимер вместе с другими компонентами в ко-
личестве 0,5—1% от веса полимера. Как видно из таблицы, отечественный
таблица t
Сравнение отечественного и зарубежных образцов антиокислителя НГ-2246
Антиокислитель Характеристика антиокислителя Индукцион- ный период ч
температура плавления °C внешний вид
Зарубежные образцы (ЧССР, ГДР) Отечественный образец . . 122—125 129-130 Мелкий светло-розовый порошок Мелкий белый порошок 20—25 25-35
136
образец лучше зарубежных, а его индукционный период выше примерно
на 20%. Имеется большое количество литературы по применению этого
антиокислителя в различных полимерах и продуктах переработки нефти.
В статье [12] описаны результаты стабилизации масла МС-6 различными
алкилфенольными антиокислителями, в том числе НГ-2246. Некоторые из
этих данных приведены в табл. 2. Окисление проводили при 175 °C, подаче
воздуха 3 л/ч, в течение 10 ч. Из этой таблицы видно, что НГ-2246 эффективнее
чем ионол, снижает кислотное число, но меньше влияет на образование осадка.
Однако зарубежный опыт показывает, что антиокислитель НГ-2246
ввиду его сравнительно высокой стоимости и благодаря белому цвету неток-
сичности, цветостабильности, индеферентности к кислотам, хорошим электро-
Принципиальная технологическая схема установки по производству антиокислителя
НГ-2246:
1 — испаритель изобутилена; 2 — осушитель; 3 — реактор-алкилатор; 4 — дозер п-крезола; 5, 16 —
холодильники трубчатые; 6 — отстойник; 7ректификационная колонна; 8 — куб перегонный;/?—
вакуумная ловушка; 10 — приемник первой фракции; 11 — приемник второй фракции; 12 — водный
приемник; 13—чаша-кристаллизатор; 14 —дефлегматор; 15 — мерник для четыреххлористого угле-
рода; 17 — мерник для кислоты; 18 — нутч-фильтр; 19 — реактор-конденсатор; 20, 21 — приемники
фильтрата; 22 — друк-фильтр; 23 — сушилка.
изоляционным свойствам наиболее рационально применять в ценных и от-
ветственных материалах — светлых полимерах, пищевых и медицинских
резинах и т. д.
ТАБЛИЦА 2
Результаты стабилизации масла МС-6 алкилфенольными антиокислителями
Присадка Содержание присадки вес. % Осадок, % Кислотное число мг КОН/г
Масло без присадки — 1,7 1,82
2,6-Ди-чгр«п-бутил-4-метилфенол (ионол) — ан- глийский образец 0,75 0,13 0,48
2,6-Ди-вгретп-бутил-4-метилфенол (ионол) — об- разец завода им. Шаумяна 0,75 0,13 0,43
4,4'-Метилен-бис (2,6-дичпречг-бутилфенол) — об- разец завода им. Шаумяна 0,75 0,02 0,34
2,2'-Метилен-бис (4-метил-6-чгречг-бутилфенол) — антиокислитель НГ-2246 завода «Нефтегаз» 0,75 0,35 0,34
В последние годы проведено много работ, указывающих на возможность
стабилизации различных материалов несколькими присадками, взаимоуспли-
вающими друг друга, так называемыми синергетическими смесями. Результаты
защиты минеральных масел от окисления синергетической смесью из НГ-2246
и дидецилсульфида [13] приведены в табл. 3.
137
ТАБЛИЦА 3
Результаты защиты минеральных масел от окисления
синергетической смесью
Стабилизатор Содержание % Индукционный период * ч
НГ-2246 0,0067 12,7
Дидецилсульфид 0,03 12,7
НГ-2246 + дидецилсульфид .... 0,0067 + 0,03 54,7
Хороший синергетический эффект дают также смеси алкилфенолов
и алкилфосфитов [4 ].
Прекрасные результаты, показанные антиокислителем НГ-2246 в синер-
гетических смесях, еще более расширяют область его применения.
ЛИТЕРАТУРА
1. Шуйкин Н. И., Викторова Е. А., Успехи химии, № 10 (1960).
2. Старение и стабилизация полимеров, под ред. Н. Б. Неймана, Изд. «Наука», 1964.
3. Р а й т Р. Б., Экспресс-информация, Химия и переработка нефти и газа, № 9,
73 (1963).
4. Knapp G., Orlaff D., Ind. Eng. Chem., 53, 63 (1961).
5. К о 1 k a A., Napolitano P., Filbey H. H., Ecke G. G., J. Org.
Chem., 22, 642 (1957).
6. Scott G., Chem. Ind, 7, 271-281 (1963).
7. Englund S. W., Ind. Eng. Chem., 45, 189 (1953); Chem. Eng., 60, 127 (1953).
8. Д и p и x с А., К у б и ч к а Р., Фенолы и основания из углей, Гостоптехиздат,
1958, стр. 24.
9. Chem. Trade J., 128, 1500 (1951); пат. США 3033904, 8/V 1962 г.
10. М а м е д а л и е в К). Г., Миш и ев Д. Е., Труды Йнститута нефти АН АзССР,
т. V, стр. 138—148, 1961.
И. Исагулянц В. И., Белов И. С., ЖПХ, № 8, 1797—1802 (1964).
12. Крылова Г. И., Крейн С. Э., КалайтанЕ. Н., Афанасьев И. Д.,
Новые антиокислительные прпсадки типа экранированных фенолов для смазочных
масел, Сб. «Научно-аналитический и. тематический обзор», Улучшение эксплуата-
ционных свойств смазочных масел, ЦНИИТЭнефтегаз, 1964, стр. 54.
13. Ind. Eng. Chem., 48, 1917 (1956). ,
ВЫСОКОЩЕЛОЧНАЯ АЛКИЛФЕНОЛЬНАЯ ПРИСАДКА
ВНИИ НП-370п
А. В. ДРУЖИНИНА, Г. С. ТАРМАНЯН,
И. В. МОРОЗОВА, И. В. ПОПОВА
При изучении механизма действия присадок было выяснено значение
нейтрализующих свойств алкилфенола [1]. Число нейтрализации в настоя-
щее время вводится как показатель, которым пользуются при выборе ра-
циональной композиции присадок для современных двигателей.
При получении алкилфенольных присадок формальдегидной конденса-
цией была доказана возможность получения присадок этого типа с различ-
ной зольностью и соответственно с различным числом нейтрализации [2].
В настоящее время в промышленных условиях по разработанной схеме
освоены две алкилфенольные присадки формальдегидной конденсации —
ВНИИ НП-370 и ВНИИ НП-371. Эти присадки в композиции с сульфо-
натными и другими присадками широко применяются при производстве
масел различных серий [31. Присадку ВНИИ НП-370 и высокощелочную
присадку ПМС'Я берут в соотношении 3:1. Для снижения расхода приса-
док в тех же композициях была приготовлена на базе промышленного алкил-
138
фенола и формальдегида в присутствии промотора алкилфенольная присадка
ВНИИ НП-370П.
Сравнительная физико-химическая характеристика присадок ВНИИ
НП-370, ВНИИ НП-370п и ПМС'Я приведена в табл. 1.
ТАБЛИЦА 1
Физико-химическая характеристика присадок ВНИИ НП-370п,
ВНИИ НП-370, ПМС’Я
Присадка Зольность о/ /0 Содержание кальцин % Щелочность мг КОН/г (в эфирной вытяжке) Вязкость при 100 °C сст Содержание механических примесей о . О
ВНИИ 1Ш-370П .... ВНИИ НП-370 17,9 5,27 144,5 49,4 0,14
(МРТУ 12Н, 13-66) ПМС’Я (МРТУ 12Н, 7 2 Не менее 35 25-40 Не более 0,25
9-62) Не менее 18 Не менее 5 100 22-60 0,25
Как видно из приведенных в таблице данных, число нейтрализации
присадки ВНИИ НП-370п в 4 раза выше числа нейтрализации присадки
ВНИИ НП-370, а также несколько выше числа нейтрализации присадки
ПМС’Я.
Как показали результаты исследования, присадку ВНИИ НП-370п
можно применять в количествах, вдвое меньших, чем ВНИИ НП-370п.
ТАБЛИЦА 2
Результаты испытания масел с присадками ВНИИ НП-370п и ВНИИ НП-370
стандартными лабораторными методами
Масла и присадки Коррозия по ужесточенному методу , г/м- Термическая стабильность, мин Окисление по мето- ду НАМИ в при- боре ДК-2 Зольность,% Щелочность мг КОН/г
остаток % вязкость при 100 °C сст
АС-9+3% ВНИИ НП-370 + ->-1% ПМС’Я+0,5% Л3-23к + -1-0,005% ПМС-200А Отсут- 67 4,5 18,8 0,45 1,97
АС-9,5-1-1,5% ВНИИ НП-370п+ + 1% ПМС’Я + 0,5% Л3-23к + -4-0,005% ПМС-200А ствует То же 60 0,9 16,6 0,45 1,97
ДС-11-1-5% ВНИИ НП-370 + + 2% НМС’Я + 0,5?„ ЛЗ-23К + + 0,005% ПМС-200А » 74 2,0 22 0,7 3,07
ДС-11+2,5% ВНИИ НГ1-370п + 2% ПМС’Я +0,5% Л3-23к + 0,005% ПМС-200А » 72 Отсут- 19,0 0,7 3,07
ДС-11 +11% ВНИИ НП-370 + -4-4% ПМС’Я+0,5 Л3-23к + 0.005% IIMC-200A » 85-95 ствует То же 27—30 1,3 6,0
ДС-11+ 5% ВНИИ НП-370п + 4% ПМС’Я+0,5% ЛЗ-23к+0,05% ПМС-200А » 85 25,6 1,3 6,0
ДС-11 + 15% ВНИИ НП-370+6% ПМС’Я + 0,5% ЛЗ-23к + 0,005 ПМС-200А » 100 » 23-33 1,7 8,57
ДС-11+ 7,5% ВНИИ НП-370п+6% ПМС’Я+0,5% Л3-23к +0,005% 1IMC-200A » 90 » 19,5 1,7 8,57
139
Следует также отметить, что в условиях окисления (по методу НАМИ)
вязкость масел в присутствии присадки ВНИИ НП-370п повышается
значительно меньше, чем для композиций, составленных с присадкой
ВНИИ НП-370. Соответствующие данные приведены в табл. 2.
Полученные композиции масел были испытаны на одноцилиндровом
двигателе. Результаты испытания приведены в табл. 3. Данные этой таблицы
показывают, что масло ДС-11 Серии 2 с композицией присадок, в состав
которой наряду с другими присадками входит 5% ВНИИ НП-370п вместо
11% ВНИИ НП-370, по своим эксплуатационным свойствам не только
превосходит эталонное масло Серии 2 с присадками фирмы «Монсанто»,
таблица з
Результаты испытания масла ДС-11 с присадками на двигателе ИТ9-3
Масло и присадки
ДС-11+ 0,7% Санто-
люб-493+9,0 %
Монто-613
ДС-11+ 5%
(ВНИИ НИ-370П +
+ПМС’Я+ПМС-200А)
ДС-11+ 11 %
ВНИИ НП-370 +
+ 0,005%
ПМС-200А
я
В
а
о
й
о СХ
ss g
G д
Все
сво-
бодны
То же
ев „
S в
S3 «
о СХ
в
©2
Я в
я д
ьВВ
s&g
ЯиВ
S3
в
в
ев
S3
Количество отложений, г
Износ, г
st
К «
Д сх
Сб
и 5
Сб о
S и
s « s
ж.
К С?
д а
a v
и ев
д я
д «
о сб
д №
0,89 0.09 0
0,24 0,03 0
0,40 0,03 0
S3
ев
я
и
ев
я
S*
3
£
ев
Мотор-
ный
индекс
ев
н
и
8
д
ев
S3
В
я
S3
= =. 8
5^ §
“ - я
S
it 5
Sa
Й5 v <D Сб
Д о » ю ©
0 0,01 0 0,36 0,18 0,37 0,99 4,6 2,8
0 0,02 0 0,17 0,10 0,30 1,1 3,8 2,3
в
о
и
я
к “ £
о
д
§
X
и
л
л
в
д
»
2
2
3
ТАБЛИЦА А
Результаты испытания присадки ВНИИ НП-370п в композиции
с кальциевыми солями жирных кислот
Масла и прцсадки
Анализ отра-
Вязкость при ботанного
100 °C, ест масла по
ГОСТ 381-55
к
я
g
8
5
сб
Примечание
s
я
о
£
о
О*
Масло ДС-11+ 0,005%
ПМС-200А ........
Масло ДС-11+ 0,005%
ПМС-200А + 11%
ВНИИ НП-370 +
+ 4% ПМС’Я . . . .
Масло ДС-11+0,005%
ПМС-200А + 11% каль-
циевой соли жирных
кислот+ 4%
ВНИИ НП-370И . . .
От- 11,2
сутст-
вует
11,8 12,2
9,8 11,3
15,9 От- От- 80 На пластинке темно-ко-
сутст- сутст- ричневый нагар и лак
вует вует •
21,2 0,17 То же 10 На пластинке налет ко-
ричневого цвета
17,5 Отсут- 10 На пластинке широкая
ствует светлая полоса
140
но и несколько лучше, чем масло ДС-11 Серии 2, в состав композиции кото-
рого входит 11% присадки ВНИИ НП-370.
Высокощелочные присадки алкилфенольного типа могут быть исполь-
зованы не только в композиции с нейтральными сульфонатами, но и с солями
высокомолекулярных карбоновых кислот. Некоторые данные по исследова-
нию противонагарных свойств присадки ВНИИ НП-370п в композиции
с кальциевыми солями жирных кислот приведены в табл. 4. Исследование
противонагарных свойств проводили по методу стекания масла на наклонной
пластинке при 300° С.
Данные табл. 4 показывают, что в композиции с кальциевыми солями
жирных кислот присадка ВНИИ НП-370п в значительно меньших количе-
ствах более эффективно повышает противонагарные свойства масла ДС-11,
чем в композиции с присадкой ПМС'Я.
выводы
1. Доказана возможность получения формальдегидной конденсацией
алкилфенольных присадок со щелочностью 120—140 мг КОН/г.
2. При получении масел различных серий расход присадки ВНИИ
НП-370п может быть значительно снижен по сравнению с расходом присадки
ВНИИ НП-370.
3. Доказана возможность получения композиции масел с присадкой
ВНИИ ПН-370п и с солями высокомолекулярных карбоновых кислот.
ЛИТЕРАТУРА
1. Дружинина А. В., Т а р м а н я н Г. С., Морозова И. В., Химия
и технология топлив и масел, № 10 (1957).
2. Д р у ж и и и и а А. В., Т а р м а и я и Г. С. и др., Сб. «Присадки к маслам й
топливам», Труды научно-технического совещания, Гостоптехиздат, 1961.
3. Благовидов И. Ф., Боровая М. С., Дружинина А. В. и др.,
Химия и технология топлив и масел, № 3 (1963).
ОПЫТ ЭКСПЛУАТАЦИИ ПРОМЫШЛЕННЫХ УСТАНОВОК
СУЛЬФИРОВАНИЯ СЕРНЫМ АНГИДРИДОМ В ЖИДКОМ
СЕРНИСТОМ АНГИДРИДЕ
В. Д. ПЕСКОВ, В. В. ДУНАЕВ, В. И. ГОРЯЧЕВА,
Ю. Н. ШЕХТЕР, В. И. ГЕРШЕНОВИЧ
Серный ангидрид является активным сульфирующим агентом, облада-
ющим, кроме того, сильным окислительным действием. Поэтому при сульфи-
ровании олеумом или газообразным серным ангидридом алкилароматических
углеводородов наряду с основной реакцией сульфирования, в результате
которой получаются моносульфокислоты, образуются полисульфокислоты,
сульфоны, продукты окисления и вторичные продукты уплотнения окислен-
ных соединений (так называемый кислый гудрон) [1].
Предложены многочисленные варианты сульфирования, уменьшающие
образование кислого гудрона: сульфирование в аппаратах пленочного
и форсуночного типа, сульфирование с циркуляционным охлаждением
реакционной массы и т. д.
Одним из методов, позволяющих полностью исключить побочные
реакции окисления, является сульфирование серным ангидридом в жидком
сернистом ангидриде [1, 8]. Этот процесс имеет следующие особенности:
а) реакция проходит в гомогенной среде;
б) реакция проходит при температуре минус 10° С, которая обеспечи-
вается испаряющимся во время реакции сернистым ангидридом;
141
в) реакция проходит в среде сернистого ангидрида, который является
восстановителем и препятствует проявлению окислительных свойств серного
ангидрида.
Этот метод прошел лабораторную и опытно-промышленную проверку
при сульфировании различного сырья: алкилбензолов [8], олефиновых угле-
водородов крекированного керосина и парафина, оксиэтилированных фено-
лов, сланцевой смолы и сланцевого масла [7 ], разнообразных минеральных
масел [1, 12].
В промышленном масштабе этот процесс осуществлен при производстве
сульфонола в г. Сумгаите и при производстве маслорастворимых и водо-
маслорастворимых сульфонатов на московском заводе «Нефтегаз» [2, 3].
Схема промышленной установки сульфирования минеральных масел
и получения маслорастворимых сульфонатов кальция показана на ри-
сунке.
Газообразный серный ангидрид конденсируется в конденсаторе 3 и само-
теком поступает в сборник 4. Несконденсированные пары и газы через деаэра-
тор 5 системы SOs поступают на газоулавливание. В деаэраторе происходит
конденсация остальных паров SOs. В межтрубные пространства конденса-
тора, деаэратора, в рубашки сборника серного ангидрида и линии жидкого
SOs подается охлажденный водой велосит. Тем самым в системе линий
и аппаратов серного ангидрида поддерживается температура 30—34° С.
При этой температуре жидкий серный ангидрид находится в моноформе
и не кристаллизуется. Получение жидкого серного ангидрида таким образом
не представляет проблемы на тех заводах, где имеются установки по про-
изводству газообразного SOs. Его очень просто сконденсировать. Для
обеспечения необходимой чистоты жидкого SOs можно применить схему
печной газ — моногидрат — олеум — отгонка SOs — конденсация его —
моногидрат. Жидкий серный ангидрид дозировочным насосом 6 из сборника 4
закачивается в смеситель 7, куда из промежуточной емкости 8 подается жид-
кий сернистый ангидрид под избыточным давлением 3—5 ат. Смесь SOs
и SO2 через форсунки поступает в сульфуратор I, куда также через форсунки
дозировочным насосом 2 подается масло.
Применение сульфатора форсуночного типа дает возможность вести
сульфирование мягко, без пережогов в тонкодисперсном состоянии с макси-
мальным выходом целевых сульфокислот.
Просульфированное масло — сырье забирается из нижней части суль-
фуратора насосом 14 и через подогреватель 10 подается в распылитель
колонны доотпарки сернистого ангидрида 11. Основная масса SO 2 испа-
ряется в сульфураторе, что и обеспечивает температуру в сульфураторе ми-
нус 10° С. Однако значительная часть SO2 все же плохо отпаривается
от просульфированного (кислого) масла. Применение колонны доотпарки
SO2, работающей под вакуумом и с распылением кислого масла, избавляет
от необходимости доотдувки сернистого ангидрида от кислого масла сжатым
воздухом, как это делается, например, при производстве сульфонола. В ко-
лонне доотпарки SO 2 поддерживается температура 50—60° С и вакуум
порядка 50—80 мм рт. ст., создаваемый компрессором 9. Испаряющийся
в сульфураторе и колонне 11 сернистый ангидрид, предварительно пройдя
очистку в колбнне 13, засасывается компрессором 9, сжижается и подается
в промежуточную емкость сернистого ангидрида 8, откуда поступает вновь
на смешение с серным ангидридом.
Кислое масло, освобожденное от сернистого ангидрида, с низа колонны
доотпарки SO2 самотеком поступает в нейтрализатор 12. В нейтрализатор
подаются также нейтрализующий агент и промоторы. За счет тепла реакции
нейтрализации температура защелоченного продукта повышается до 80—
85° С. Водный продукт с такой температурой поступает на центрифугу пред-
варительной очистки 16. Механические примеси, отделяемые на центрифуге
и состоящие из извести, гипса (в случае нейтрализации кислого масла изве-
стковым молоком), увлеченного ими масляного раствора сульфоната и неболь-
142
Технологическая схема производства сульфонатных присадок:
1 — сульфуратор; г, в, 14, 15, 23, 25, 27, 30, 35 — насосы; 3 — конденсатор SO3; 4 — сборник жидкого SO3; 5 — деаэратор системы конденсации SO3; 7 — смеситель;
8 — накопительная емкость SO2; 9 — компрессорная установка; 10 — подогреватель кислого масла; 11 — колонна доотпарки ,SO2; 12 — нейтрализатор; чз — ко-
лонна очистки SO2; 16, 22, 31—центрифуги; 17— экстрактор; 18—'каплеотбойник с эжектором; 19—барометрический конденсатор; 20— колонна отпарки воды;
21 — перегреватель водного продукта; 24, 2в, 29, 34 —^коробки; 28, 32 — напорные промежуточные аппараты; 33 — сверхцентрифуга.'
Линии; I — газообразный SO3; II — масло — сырье; III — жидкий SO3; IV — жидкий SO2; V — сульфирующая смесь; VI — кислое масло; VII — газообразный SO2;
VIII—водный продукт; IX— обезвоженный продукт; X—масло на экстракцию; XI—масло с экстрагированными сульфонатами; XII— готовый продукт;
XIII — горячая вода; XIV — холодная вода; XV — масло .«велосит»; XVI греющий вапор; XVII — сжатый воздух; XVIII — нейтрализующий агент и промоторы.’
того количества воды, непрерывно поступают в экстрактор 17, а освобо-
жденный от основной массы механических примесей продукт из коробки 24
насосом: 25 направляется на обезвоживание. Попутно этот продукт смеши-
вается с маслом, подаваемым насосом 30 из коробки 29. Обезвоживание про-
дукта производится в колонне однократного испарения воды 20. Водяные
пары с верха колонны отсасываются барометрическим конденсатором 19.
В целом система непрерывной отпарки воды состоит из перегревателя 21,
колонны 20, барометрического конденсатора 19 с отбойником и эжекто-
ром 18.
Перед входом в перегреватель водный продукт смешивается сначала
с маслом, содержащим экстрагированные из механических примесей суль-
фонаты, подаваемые насосом 30, а затем с восьмикратным количеством цирку-
лирующего обезвоженного продукта. Циркуляция обезвоженного продукта
осуществляется насосом 15. Такое смешение позволяет довести температуру
продукта еще до прохождения им перегревателя 21 до 125° С. Кроме того,
сильно возрастает скорость движения, что увеличивает коэффициент тепло-
передачи и препятствует отложению частиц извести в трубе перегрева-
теля.
Пройдя через перегреватель, продукт с температурой свыше 140° С
подается через разбрызгивающее устройство в верхнюю часть колонны 20.
В результате резкого падения давления в колонне происходит однократное
испарение перегретой воды, продукт обезвоживается и температура его па-
дает до 100° С. С этой температурой продукт попадает в нижнюю часть
колонны 20, которая представляет собой теплообменник кожухотрубчатого
типа, в котором пар — теплоноситель конденсируется в межтрубном про-
странстве, а обезвоженный продукт, проходя по трубкам, перегревается до
140° С и выводится из аппарата. Одна часть продукта поступает на центри-
фугу 22, а восемь частей — на циркуляцию. После центрифуги масляный
раствор сульфоната кальция, в котором содержится не более 0,2—0,3%
механических примесей, из коробки 26 насосом 27 закачивается в промежу-
точный напорный аппарат 32 и затем центрифугируется на сверхцентрифуге
33 при 120° С. Содержание механических примесей в продукте после сверх-
центрифуги не превышает 0,1% и может быть доведено до значительно
меньшей величины — порядка 0,01—0,02%. Готовый продукт из коробки 34
насосом 35 подается в емкости готовой продукции (на схеме не указаны)^
и анализируется. Механические примеси, отделяемые на центрифуге 16,
так же как и с центрифуги 22, поступают в экстрактор 17. В экстракторе про-
исходит извлечение минеральным маслом из механических примесей масло-
растворимых сульфонатов. Масляная суспензия, состоящая из механических
примесей и масла в соотношении 1:1, насосом 23 из экстрактора подается
в напорный промежуточный аппарат 28 и затем центрифугируется на центри-
фуге 31. Масло с экстрагированными из механических примесей сульфонатами
насосом 30 из коробки 29 подается на смещение с продуктом перед обезво^
живанием, а осадок, отделяемый на центрифуге 31, является отходом про-
изводства.
Опыт эксплуатации установки сульфирования жидким серным ангид-
ридом в жидком сернистом ангидриде показывает, что описанная выше
технологическая схема производства сульфонатных присадок имеет ряд
особенностей.
1. Процесс получения сульфонатных присадок непрерывен.
2. На всех стадиях получения сульфонатов отсутствуют горючие рас-
творители, что значительно повышает безопасность эксплуатации установки
и упрощает, технологический процесс.
3. При сульфировании не образуется кислый гудрон, что выгодно
отличает этот способ сульфирования от других.
4. Применяемые при нейтрализации сульфокислот промоторы (напри-
мер, уксусная кислота) не требуют в дальнейшем их выделения и регенера-
ции. Благодаря применению непрерывной однократной отпарки воды из
144
нейтрализованных сульфокислот значительно улучшается качество целе-
вого продукта [5].
5. Использование процесса экстракции маслорастворимых сульфокана-
тов из механических примесей позволяет значительно сократить потери
сульфонатов. Без экстракции выход масляного раствора сульфоната кальция
составляет 95—100%, в случае же экстракции — 105—110% (в пересчете
на неразбавленный масляный раствор сульфоната кальция).
В табл. 1 приводится материальный баланс производства масляного
раствора сульфоната кальция из масла АС-5 НК НПЗ с экстракцией и без
экстракции сульфонатов из механических примесей.
ТАБЛИЦА 1
Материальный баланс сульфирования масла АС-5
(НК НПЗ)
Продукты Без экстракции С экстрак- цией
Взято, %:
Масло АС-5 100,0 100,0
Жидкий SO3 Известковое молоко (в пересчете на 10,0 10,0
100% СаО) 16,5 16,5
Масло на экстракцию — 33,0
Итого ... 126,5 159,5
Получено, %:
Масляный раствор сульфоната . . . 99,0 143,0
Отходы производства и потери . . . 27,5 16,5
Итого . . . 126,5 159,5
Исследования показали, что механические примеси, не прошедшие ста-
дию экстракции, содержат свыше 10% сульфонатов (в пересчете на 100%-
ный сульфонат), а прошедшие стадию экстракции — всего около 2%.
6. Вследствие слабого коррозионного действия веществ, применяемых
в данном способе производства сульфонатных присадок, все узлы и аппараты
установки выполнены из обычной углеродистой стали и чугуна.
Особенности этой технологической схемы позволяют получать сульфо-
натные присадки высокого качества и с низкой себестоимостью готовой
продукции. Так, при одинаковой мощности производства на Ярославском
нефтемаслозаводе и на заводе «Нефтегаз» стоимость присадки ПМС'Я в не-
сколько раз больше стоимости присадки НГ-104. При массовом производстве
сульфонатных продуктов описанным выше методом их стоимость не будет
превышать 150—200 руб. за 1 т.
Для получения маслорастворимых сульфонатных продуктов высокого
качества исходное сырье (масло) должно быть свободно от полициклических
углеводородов с короткими боковыми цепями и смол. Мягкое сульфирование
ЭОз в жидком ЭОг доочищенных масел восточных нефтей (МС-20, АС-9,5
и др.) позволяет получать светлые сульфонатные продукты (присадка НГ-104,
табл. 2). Такие чистые продукты, лишенные загрязняющих примесей, лучше
темных сульфонатных присадок.
Присадка НГ-104 в качестве моющей, детергентно-диспергирующей при-
садки к моторным маслам успешно прошла лабораторные и стендовые испы-
тания [4].
Наряду с работами по совершенствований) технологии сульфирования
и аппаратурного оформления процесса проводили исследования механизма
действия сульфонатных продуктов, изучали возможность практического
применения различных нефтяных сульфонатов.
10 Заказ 60.
145
ТАБЛИЦА 2
Свойства и основное применение некоторых сульфонатных продуктов
Показатели Присадка пмс Присадка НГ-104 Водомасло- растворимый сульфонат натрия Среднемоле- кулярный сульфонат кальция (КСЮ С ол!^ сульфо- кислот и аминов
Исходное сырье для сульфирования ДС-11 Доочищенное масло АС-9,5 или МС-20 АС-6 АС-6 АС-6 или АС-9,5
Способ сульфиро- вания Газообраз- ный SO3 Серный ангид эид в жидко м сернистом ангидриде
Особенности за- Известковое Известковое Каустик Известковое Органиче-
щелачивания и молоко—в при- МОЛОКО — молоко — : ские
конечной обра- ботки сутствии фе- нола, про- пускание СО2, отгонка фенола, центрифуги- рование в бензине в присутствии уксусной кислоты, однократ- ная отпарка воды, центри- фугирование без бензина одно- кратная от- парка воды, центрифу- гирование без бензина полиамины
Выход (на мас- ло), % 5 (кйслый гудрон) 95 (Во всех случ НО аях кислого 105-110 гудрона не 110 образуется)
Основное при- Детергентно-диспергирующие Эмульгатор Ингибитор Ингибитор
менение присадки к мо торным маслам (эмульсол НГЛ-205) коррозии (смазка НГ-203) коррозии 11 детергент присадки к маслам и топливу
Внешний вид Густая черная масса Желтая прозрачная жидкость Коричнев ая подвижн* стая жидкое^ 1Я масляни- гь
Зольность, % 15 10 2 5 0
Щелочность (ин- дикатор бромфе- нол синий),
мг КОН/г 120 100 5 10 6
Вязкость при
100 °C, сст 70 25 15 15 8
Цвет по NPA:
без разбавления Более 8 4 8 8 6
разбавление 1 : 30
в бензине » » 0 3 6 2
Работами С. Э. Крейна, А. Б. Виппера, Е. А. Мышкина и др. [1—7 1
была установлена зависимость между поверхностно-активными свойствами
нефтяных сульфонатов и качеством их как детергентов, солюбилизаторов и
ингибиторов. Было доказано, что эффективность высокомолекулярных суль-
фонатных присадок к моторным маслам во многом зависит от их способ-
ности солюбилизировать промежуточные продукты окисления, загрязня-
ющие масло. Другими словами, высокомолекулярные сульфонаты работают
в масле не только как детергентные и диспергирующие вещества по отноше-
нию к уже образовавшимся смолистым и сажистым продуктам, но и как
ингибиторы, препятствующие окислению масла благодаря мицеллярной
солюбилизации [6].
Наряду с высокомолекулярными маслорастворимыми («красными») и
водорастворимыми («зелеными») сульфонатами практическое применение
нашли среднемолекулярные сульфонаты — прекрасные эмульгаторы и инги-
биторы коррозии. Кальциевые соли таких сульфонатных продуктов наиболее
эффективно снижают поверхностное натяжение масла на границе с водой,
повышают краевой угол капли масла на поверхности воды и, как следствие,
вытесняют воду с поверхности металла. Адсорбционные пленки таких суль-
146
фонатов не пропускают воду и пары воды к поверхности металла и не разру-
шаются водой.
Благодаря своим поверхностно-активным свойствам среднемолекуляр-
ный сульфонат кальция, получаемый из масла АС-6 (КСК), как ингибитор
коррозии в десятки раз превосходит высокомолекулярные сульфонаты
(присадки к моторным маслам ПМС'Я, СБ-3, СК-11, НГ-104 и др.), хотя
и уступает последним в моющем эффекте.
На основе среднемолекулярного сульфоната кальция выпускается
защитная смазка НГ-203 (МРТУ 12Н, 78—64), применяемая для наружной
и внутренней консервации двигателей и механизмов, а также в качестве
ингибирующей присадки к сернистым топливам [9, 10].
Большой практический интерес представляют беззольные комплексные
соли нефтяных сульфокислот и органических аминов. Такие соли получают
либо прямым защелачиванием сульфокислот аминами, либо обменными реак-
циями через сульфонаты натрия, кальция, аммония [13]. Часто используют
тройные комплексные соли нефтяных сульфокислот, синтетических жирных
кислот и аминов [14].
Образцы комплексных беззольных солей на основе маслорастворимых
сульфокислот и аминов показали очень хорошие результаты в качестве
присадок — ингибиторов коррозии и детергентов в маслах и топливах.
Среднемолекулярные сульфонаты натрия и аммония относятся к классу
водомаслорастворимых соединений мицеллярного действия. Эти соеди-
нения обладают прекрасными солюбилизирующими свойствами, позволя-
ющими получать так называемые «растворимые масла» и эмульсии. Исполь-
зуя солюбилизирующие свойства таких сульфонатов, в прозрачные водные
растворы удается вводить в значительных количествах не только минераль-
ные масла, но и такие присадки, как ДФ-1, ДФ-11, НГ-104, ЭЗ-2, ЭЗ-5 и др.
На основе среднемолекулярного сульфоната натрия в настоящее время выра-
батывают эмульсол НГЛ-205, имеющий значительные преимущества перед
стандартными эмульсолами на асидоле [11].
Потребность народного хозяйства в среднемолекулярных сульфона-
тах — ингибиторах коррозии и особенно в эмульгаторах огромна. Уже
сегодня требуются десятки тысяч тонн эмульсолов на сульфонатах, так как
при их применении в несколько раз увеличивается стойкость абразивного
инструмента, повышается чистота обработки металла на массовых операциях
резания, шлифования, протяжки, фрезерования и пр.
Проведенные работы по изучению поверхностно-активных свойств
сульфокислот и сульфонатов различного строения и молекулярного веса
показали возможность получения продуктов заданных оптимальных качеств
в результате комбинации исходных сульфонатных продуктов. Комбиниро-
ванные сульфонатные присадки открывают новые перспективы их промыш-
ленного использования.
Таким образом, производство нефтяных сульфонатов должно ориенти-
роваться на выпуск не только присадок к моторным маслам, но и других,
не менее важных продуктов — ингибиторов коррозии, эмульгаторов, при-
садок к топливам. Промышленное производство этих веществ сульфирова-
нием минеральных масел SOa в жидком S02 в настоящее время уже освоено.
Необходимо строительство новых промышленных установок сульфирования
этим методом.
ЛИТЕРАТУРА
1. Шехтер Ю. Н., Крейн С. Э., Калашников В. П., Маслораство-
римые сульфонаты, Гостоптехиздат, 1963.
2. Производство жидких и консистентных защитных смазок на московском заводе
«Нефтегаз», Сборник ИТЭИнефтегаз, 1962.
3. Нефтепереработка и нефтехимия, ГОСИНТИ — ЦНИИТЭнефтегаз, № 6 (1961);
№ 8 (1961); № 3 (1965).
4. К р е й н С. Э., Калашников В. П., Шехтер Ю. Н. и др., Химия
и технология топлив и масел, № 2 (1962).
10*
147
5. Ill e x т e p Ю. H., Дунаев В. В., Химия и технология топлив и масел, № 4
(1962).
<6. Крейн С. Э., Виппер А. Б., Ш е х т е р Ю. Н., Химия и технология
топлив и масел, № 11 (1963).
7. Химия и технология топлива и продуктов его переработки, Сборник, Гостоптехиздат,
1962, [Труды ВНИИТ, вып. 11].
8. Гершенович А. И., Хомяков Д. Г., Хим. пром., № 5 (I960); Химия
и технология топлив и масел, № 8 (1957).
9. Ингибированные масла и топлива, Сборник ЦНИИТЭнефтегаз, 1964.
10. Ш е х т е р Ю. Н., Защита металлов от коррозии (ингибиторы, масла и смазки),
Изд. «Химия», 1964.
11. Станки и инструмент, Машгйз, 1964, стр. 6; Химия и технология топлив и масел,
№ 4 (1963).
12. Пат. США 2743288, 1956 г.; 2800503, 1957 г.; 2828331, 1958 г.; 2863912, 1958 г.; пат.
ФРГ 862007, 1957 г.; англ. пат. 666154, 1959 г.; 676960, 1952 г.
13. Пат. США 3058910, 1962 г.; 3025239, 1962 г.; 2989387, 1961 г.; 3005847, 1961 г.
14. Пат. США 3040074,1962 г.; 3044860,1962 г.; 3025240,1962 г.; 2992081, 1961 г.; 3017257,
1962 г.
ПРИСАДКИ-ИНГИБИТОРЫ КОРРОЗИИ И РАБОЧЕ-КОНСЕРВАЦИОННЫЕ
МАСЛА НА ИХ ОСНОВЕ
С. Э. КРЕЙН, Ю. Н. ШЕХТЕР, М. К. ЛЕВИТИН,
А. В. ВИЛЕНКИН, В. П. КАЛАШНИКОВ, А. Л. ДОЛЬБЕРГ,
В. И. ГОРЯЧЕВА, Л. Д. ХОРОШИЛОВА,
К. И. БЕССМЕРТНЫЙ
Из опыта эксплуатации автотракторной техники следует, что детали
двигателей и трансмиссии подвергаются в процессе работы и хранения
ржавлению под воздействием попадающих в смазочное масло извне и обра-
зующихся в нем влаги и кислых продуктов. Поскольку моторные и транс-
миссионные масла товарного ассортимента обладают неудовлетворительными
защитными (противоржавейными) свойствами [1 ], а жидкие консервацион-
ные масла типа К-17, НГ-203 и др. — недостаточными эксплуатационными
свойствами [1, 2], возникает необходимость в разработке рабоче-консерва-
ционных масел, имеющих одновременно высокие защитные и эксплуатацион-
ные свойства. Для этого к существующим товарным маслам необходимо
добавлять наряду с присадками, улучшающими эксплуатационные свойства,
еще и специальные присадки, являющиеся ингибиторами коррозии. Приме-
нение рабоче-консервационных смазочных масел увеличивает срок службы
автотракторной техники и в конечном счете дает заметный экономический
эффект.
В качестве защитных присадок рекомендуют применять маслораствори-
мые ингибиторы корррозии: продукт взаимодействия тиофосфорных кислот
с хиноидными соединениями и другие фосфорсодержащие вещества [3],
различные производные аминов [4], органические кислоты, их эфиры и соли
[5], производные сульфокислот [6], нитрованные продукты [7] и др.
В результате лабораторных исследований защитных и эксплуатацион-
ных свойств масел с различными ингибиторами коррозии было установлено,
что эффективные защитные присадки могут быть получены на базе нитро-
ванных масел, подвергнутых специальной обработке. При разработке техно-
логии производства этих присадок, потребовалось предварительно решить
такие вопросы, как выбор сырья для нитрования и выбор нитрующего агента,
а также изыскание оптимальных условий нитрования и конечной обработки
продукта. При нитровании минеральных масел протекают две основные
реакции;
собственно нитрование
RAr RArNO2
148
окисление
RAr RArCO2H
где RAr — алкилароматические и нафтено-ароматические углеводороды
масла.
В результате реакции окисления получаются различные кислородсо-
держащие соединения: кислоты, оксикислоты, лактоны, эфиры и т. п.,
способные к следующим вторичным реакциям:
а) уплотнению (полимеризации, конденсации) вплоть до образования
асфальтоподобных осадков;
б) нитрованию, так как кислородсодержащие соединения масла нитру-
ются значительно легче, чем исходные масла (последнее подтверждается
нитрованием предварительно окисленных масел).
Выделяющиеся при реакции окисления бурые пары окислов • азота
,(NO2, N2O4, NO) в свою очередь способствуют окислению углеводородов.
Поэтому при значительном выделении паров окислов азота процесс окисле-
ния масла может стать автокаталитическим.
Известно, что в минеральных маслах в первую очередь окисляются
и подвергаются вторичным реакциям уплотнения с образованием асфальто-
подобных продуктов полициклические ароматические углеводороды с корот-
кими боковыми цепями и смолистые вещества. Поэтому для нитрования были
выбраны масла, из которых указанные соединения предварительно удаляли
селективной очисткой. Лучшие результаты показали масла АС-9,5, ДС-8
и ДС-11, полученные из восточных нефтей (табл. 1).
ТАБЛИЦА t
Физико-химические свойства нитрованных масел
(нитрование 60%-ной азотной кислотой при 15—55 °C в течение 4 ч)
Показатели Нитрованные масла
веретенное 3 АС-6,5 АС-9,5 ДС-8 ДС-11 МС-2 0
Количество гудрона, обра- зующегося при нитрова- нии, % на масло .... Зольность, % 1,0 1,5 О гсутству ет 0,4
1,3 0,8 1,0 1,2 1,2 0,6
Щелочность по индикато- рам, мг КОН/г: фенолфталеину . . . 3,6 3,6 9,5 3,8 4,3 Ней-
бромфеноловому синему 9,5 4,2 30,8 10,1 7,1 тральио 9,9
Вязкость при 100 °C, сст 9,0 8,7 17,6 17,1 21,0 23,7
Содержание азота, % . . . — — 0,76 0,83 0,89 0,67
Нитруя минеральные масла различными способами, можно регулировать
направление этого процесса и его глубину.
Были проверены следующие варианты нитрования масел.
1. Нитрование азотной кислотой различной концентрации (от 10 до
98%), взятой при этом в различных отношениях к маслу. При этом в каж-
дом случае подбирали оптимальные режимы нитрования: время внесения
и отстоя кислоты, температуру нитрования и др. С повышением концентра-
ции азотной кислоты увеличивается содержание нитросоединений в нитро-
ванном масле без заметного увеличения содержания окисленных продуктов.
Нитрование слабыми кислотами приводит к усилению реакции окисления.
2. Нитрование нитрующими смесями, а также нитратом или нитри-
том натрия в присутствии серной кислоты. Эти способы позволяют нитро-
вать масла с образованием мононитросоединений, сводя до минимума реак-
цию окисления масла.
149
3. Нитрование с катализаторами. Применяя те или иные катализаторы,
можно направлять процесс либо в сторону нитрования (нитрит натрия,
уксусная кислота, стеарат цинка), либо в сторону окисления (соли ртути).
Из нитрованных масел методом экстракции вначале извлекали сумму
продуктов нитрования и окисления, которые затем разделялись вторичной
экстракцией бензином.
Было доказано, что основными соединениями, обеспечивающими высо-
кие защитные, диспергирующие и другие свойства нитрованных масел, явля-
ются нитросоединения. Количество азота в них, определенное по специально
разработанной методике (видоизмененный метод Кьельдаля) [8 ], показывает,
что при нитровании в обычных условиях получаются мононитросоединения
(содержание азота 3,7—3,9%). Нитрогруппа располагается в ароматическом
(или реже в нафтеновом) ядре, главным образом в пара-положении к алкиль-
ному радикалу.
Кислородсодержащие продукты, хотя и уступают по эффективности
нитросоединениям, в определенном соотношении с ними, равном приблизи-
тельно 0,5 : 1, дают синергетические смеси, обладающие наиболее высокими
защитными свойствами. Поэтому при нитровании нецелесообразно получать
только нитросоединения, например при нитровании безводными нитрующими
смесями.
В качестве основы присадок — ингибиторов коррозии к маслам и топли-
вам — было выбрано масло АС-9,5, нитрованное 40% азотной кислоты 60%-
ной концентрации. Такое масло содержит 6—7% нитросоединений и 4—
5% продуктов окисления.
После проведения процесса нитрования и удаления отработанной азот-
ной кислоты кислое нитрованное масло (кислотное число 20 мг КОН/г)
нужно защелачивать тем или иным нейтрализующим агентом. Хорошие
защитные и детергентно-диспергирующие свойства показали соли натрия,
кальция, магния и особенно свинца и алюминия [9].
Защелоченные нитрованные масла обладают высокой зольностью и
избыточной щелочностью, что указывает не только на присутствие в нитро-
ванном масле солей типа (RArCOO)2 Са, но и на наличие в нем тонко диспер-
гированной коллоидной суспензии СаО — Са(ОН)г, а возможно и СаСОз,
стабилизированной поверхностно-активными соединениями.
Были проведены работы по изучению механизма действия нитрованных
масел и продуктов, полученных на их основе (жидкие смазки НГ-204,
НГ-204у, присадка — ингибитор коррозии АКОР-1). В результате прове-
денных исследований установлено: нитрованные масла и продукты, полу-
ченные на их основе, резко уменьшают влаго- и паропроницаемость масляных
пленок [9], а также снижают (в определенной концентрации — до нуля)
поверхностное натяжение на границе масло — вода и вода — адсорбционная
пленка масла.
Они увеличивают краевой угол кацли масла на поверхности воды и
уменьшают краевой угол капли воды на поверхности масла. Эта особенность
наиболее резко выражена у присадки АКОР-1, а также у свинцовых и алю-
миниевых солей нитрованного масла, т. е. у наиболее эффективных ингиби-
торов коррозии. Способность вытеснять воду с поверхности металла и не
пропускать ее через образующиеся гидрофобные адсорбционные пленки
имеет большое практическое значение, так как позволяет использовать нитро-
ванные масла для консервации мокрых поверхностей, а также в лаках,
грунтах, красках, обводненных топливах и т. д.
Исследования, проведенные в специальной камере с внешней поляриза-
цией пластинок электротоком [1 ], показали, что натриевые и кальциевые
соли нитрованных масел имеют ярко выраженный характер маслораствори-
мых анодных ингибиторов атмосферной коррозии, в то время как свинцовые
и алюминиевые соли адсорбируются как на анодных, так и на катодных
участках коррозируемого металла, и защита этих участков носит экраниру-
ющий характер.
150
При разработке присадок — ингибиторов коррозии к моторным и транс-
миссионным маслам — ставились две задачи.
1. Разработка присадки — ингибитора коррозии, которая при доба-
влении в базовые масла или в масла, содержащие комбинацию присадок,
придавала бы этим маслам повышенные защитные свойства без ухудшения
моторных свойств.
2. Создание многофункциональной присадки — ингибитора коррозии, ко-
торая при добавлении в базовые масла придавала бы им повышенные за-
щитные свойства с одновременным улучшением моющих и антикоррозион-
ных свойств.
В качестве присадки первого типа могут быть использованы сами нитро-
ванные масла и их соли (натрия, кальция или алюминия). Для создания
многофункциональных присадок второго типа в качестве основы также берут
нитрованное масло. Однако для улучшения детергентно-диспергирующих
свойств присадок защелачивание кислых нитрованных масел проводят в при-
сутствии специальных добавок — промоторов.
Наличие промоторов при защелачивании, так же как применение спе-
циальных технологических приемов (однократное быстрое испарение воды,
пропускание углекислого газа и др.), приводит к резкому увеличению золь-
ности и щелочности масляного раствора присадки и, как следствие, к улуч-
шению его моющих свойств.
В качестве промоторов рекомендованы и проверены авторами алкил-
фенолы, ариламины, спирты, синтетические жирные кислоты, оксиэтилиро-
ванные продукты и многие другие соединения.
Таким образом, после соответствующих уточнений была принята сле-
дующая технология получения присадки АКОР-1: масла селективной очи-
стки ДС-8 или ДС-11 обрабатывают 30% азотной кислоты 60 %-ной концен-
трации, затем добавляют 10% стеариновой кислоты, смесь нейтрализуют
20% окиси кальция, нагревают до 120° С для удаления воды и центрифуги-
руют.
По описанной технологии на опытно-промышленной установке завода
«Нефтегаз» были получены две производственные партии присадки. Мате-
риальный баланс этого процесса приведен ниже.
Взято, % Получено, %
Получение нитрованного масла
Минеральное масло ДС-8 . . 100
60%-ная азотная кислота . . 30
Гидрат окиси натрия
(100%-ный)............... 3
Итого..........133
Нитрованное масло.........103
Летучие продукты;.......... 3
Отработанная азотная кислота
(30%-ная)................ 20
Механические примеси .... 4
Потери .................... 3
Итого...........133
Получение присадки АКОР-!
Нитрованное масло.........100
Стеариновая кислота....... 10
Окись кальция ............ 20
Итого..........130
Присадка АКОР-1.........102
Отходы.................. 28
Итого.........130
Несколько лабораторных партий присадки АКОР-1 было получено
при замене стеариновой кислоты синтетическими жирными кислотами.
Установлено, что синтетические жирные кислоты хорошо сочетаются с нитро-
ванным маслом (табл. 2), а получаемые при этом присадки обладают большой
эффективностью (табл. 3).
Аппаратурное оформление и технологическая схема производства при-
садки АКОР-1 на заводе «Нефтегаз» рассматриваются ниже.
Минеральное масло (рис. 1) и азотная кислота непрерывно поступают
в реактор 1. В результате реакции нитрования выделяется тепло, которое
снимается холодной водой. Реакционная смесь поступает в реактор 2, где
151
ТАБЛИЦА 2
Физико-химические свойства присадии АКОР-1, полученной с использованием
синтетических жирных кислот
Показатели Используемые синтетические жирные кислоты
широкая фракция завода им. Менде- леева фракция Сю—С,. Шебекин- ского комбината фракция Ci?—Сяо Волгоград- ского завода фракция Cgt—Сзо
Зольность, %: общая 5,6 5,0 5,5 4,9
сульфатная 12,5 10,0 10,2 7,5
Щелочность по индикаторам, мг КОН/г: фенолфталеину 41,3 16,7 27.9 10,4
бромфеноловому синему .... 89,4 46,2 76,4 51,9
Вязкость при 100 °C, сст 44,8 54,8 38,8 41,1
реакция нитрования продолжается еще в течение 3 ч при 55° С. Затем смесь
направляют в отстойники 3 и 4. Отработанная кислота самотеком сливается
в аппарат 5 и возвращается на нитрование. Кислое нитрованное масло по-
ступает в аппарат 6, где смешивается с расплавленным стеарином (или
СЖК) и нейтрализуется гидратом окиси кальция. После этого продукт
обезвоживается в системе теплообменник 9 — колонна 10. С низа колонны 10
продукт поступает на центрифугу 12, нагревается в емкости 14 и повторно
чистится на суперцентрифуге 15, откуда готовую присадку направляют в то-
варную емкость.
Полученная описанным способом защитная присадка АКОР-1 имеет
сравнительно высокую зольность (5—10%). Снизить содержание золы
Получение присадки АКОР-1
Масло, под- вергнутое нитрованию 60%-ной азотной кис- лотой (30% на сырье) Добавка (10% на нитро- ванное масло) Нейтрализующий агент Количество нейтрализую- щего агента % на нитро- ванное масло Количество осадка при очистке, % на нитро- ванное масло
АС-9,5 Стеариновая кислота Гидрат окиси кальция 5 —
АС-9,5 » » Гидрат окиси натрия 2,5 25,2
АС-9,5 СЖК, фракция С20—С30 Гидрат окиси кальция 5 5,7
АС-9,5 » » » Гидрат окиси натрия 1,8 5,3
АС-9,5 СЖК, фракция С1в—С20 То же 2,0 25,0
АС-9,5 » » » » 1,5 1
АС-9,5 » » » Гидрат окиси кальция 2,0 J о»и
ДС-11 Стеариновая кислота То же 5,0 —
ДС-И » » Гидрат окиси натрия 2,5 23,2
ДС-11 » » То же 2,0 1
ДС-11 » ъ Гидрат окиси кальция 3,0 J
ДС-11 СЖК фракция Сц—С20 Гидрат окиси натрия 3,0 14,2
ДС-11 )> » » Гидрат окиси кальция 5,0 —
ДС-И » » » Гидрат окиси натрия 2,0 1 4,7
ДС-11 » » » Гидрат окиси кальция 3,0 J
152
Рис. 1. Технологическая схема производства присадки АКОР-1:
1, 2— реакторы; 3, 4 — отстойники; 5— аппарат для закрепления отработанной азотной кислоты;
о — смеситель-нейтрализатор; 7 — насос для подачи продукта в теплообменник; 8 — циркуляционный
насос; S—теплообменник; 10 — колонна отпарки воды; 11— каплеотбойник; 12— центрифуга;
13 — насос для подачи продукта на окончательное центрифугирование; 14 — напорная промежуточная
емкость; 15 — суперцентрифуга; 16 — дозатор азотной кислоты.
Линии: I — минеральное масло; II — 60%-ная азотная кислота; III — кислотно-масляная эмульсия;
IV — отработанная кислота; V — 98%-ная азотная кислота; VI —питромасло в смеситель-нейтрализа-
тор; VII — расплавленный стеарин или СЖК; VIII — известковое молоко; IX—водный продукт;
X — обезвоженный продукт на центрифугирование; XI, XIX — продукт на окончательное центрифуги-
рование; XII — присадка АКОР-1; XIII — холодная вода; XIV — горячая вода; XV — пар; XVI;
XVIII — обезвоженный циркулирующий продукт; XVII — целевой продукт; XX — 60%-ная азотная
кислота; выделенная из отработанной кислоты; XXI — спуск азотной кислоты.
по различной рецептуре
ТАБЛИЦА 3
Свойства образцов присадки АКОР-1, полученных по различной рецептуре
ЗОЛЬНОСТЬ % щелочность по индикаторам мг КОВ/г ВЯЗКОСТЬ при 100 °C сст растворимость в маслах
фенол- фталеину бромфено- ловому синему 10% в МТ-16 10% в трансформа- торном масле
3,8 2,3 46,7 26,1 14 суток (без осадка) 14 суток (без осад- ка)
0,9 -2,9 6,9 19,9 Сутки (осадок) 26 суток (без осадка)
3.4 6,6 55,0 39,3 50 суток (без осадка) 50 суток (неболь- шой осадок)
1,8 2,5 16,3 53,0 40 суток (без осадка) —
1,0 -5,3 18,4 14,1 Сутки (осадок) —
3,0 -1,2 ‘ 46,9 31,8 40 суток (без осадка) —
4,0 0,9 49,9 41.1 14 суток (без осад- ка) 14 суток (без осадка)
1,0 -5,2 5,3 25,0 Сутки (осадок) 27 суток (без осадка)
3,75 2,5 52,7 58,5 78 суток (без осад- ка) 36 суток (без осадка)
1,7 4,1 11,7 28,0 23 суток (небольшой осадок) 23 суток (неболь- шой осадок)
4,5 1,7 54,3 122,3 16 суток без осадка
3,7 2,5 44,8 53,1 78 суток (без осад- ка) 78 суток (неболь- шой белый оса- док)
153
в присадке удалось путем уменьшения концентрации гидрата окиси кальция
с 20 до 5%. Аналогичный эффект дало использование для нейтрализации
кислого нитрованного масла смесей гидратов окиси кальция и натрия в раз-
личных соотношениях, либо одного гидрата окиси натрия. Как следует
из табл. 3, присадка АКОР-1, полученная на базе СЖК и гидрата окиси
натрия, сохраняя эффективные защитные свойства, обладает пониженными
зольностью и уровнем вязкости при 100° С.
Лабораторные исследования позволили установить также, что вязкость
присадки АКОР-1 может быть заметно снижена, а чистота повышена, если
очистку ее в конечной стадии производства вести в бензиновом растворе.
При этом несколько усложняется технология, поскольку требуется аппара-
тура во взрывобезопасном исполнении и дополнительная установка для
отгонки бензина. Однако за-
траты на создание такой аппа-
ратуры полностью окупаются
получением продукта высо-
кого качества, по ряду пока-
зателей превосходящего за-
рубежные присадки анало-
гичного назначения.
Защитные свойства мо-
торных и трансмиссионных
масел, содержащих присадку
АКОР-1 в различной концен-
трации, были изучены в ла-
бораторных условиях. Для
этого металлические пластин-
ки из стали, чугуна, бронзы,
латуни, меди, свинца и дру-
гих цветных металлов покры-
вали тонким слоем масла
с присадкой и помещали в
воду, в камеры влажности,
а также в камеры агрессив-
пластинках появлялась на-
Продолжительность Выдерживания В термоВлаео-
клмере, сутки
Рис. 2. Кривые нарастания коррозионного пораже-
ния поверхности стальных пластин во времени
(термовлагокамера Г-4, 7 ч при 50° С, 17 ч при
20° С; влажность 100%, материал пластин Ст. 3):
1 — товарные масла; 2 — товарные масла +10% АКОР-1.
ных сред. Во всех случаях коррозия на
много позже, чем это имело место при защите пластинок маслами без при-
садок [1, 10]. В качестве примера на рис. 2 приведены обобщенные кривые
нарастания коррозионного поражения стальных пластинок в термовлаго-
камере. В случае их защиты товарными маслами кривая поражаемости пла-
стинок во времени резко идет вверх, причем пластинки, покрытые маслами
с лучшими защитными свойствами, полностью корродируют не более чем
за 30 суток. Различие в защитных свойствах масел до и после добавления к ним
тех или иных функциональных присадок иллюстрируется шириной заштри-
хованной зоны на рис. 2. Нарастание площади очагов коррозии после доба-
вления к маслам 10% присадки АКОР-1 намного замедляется и через
два месяца выдерживания пластинок в камере оказывается прокорродиро-
ванной не более 20% их поверхности.
В табл. 4 приведены некоторые данные, характеризующие защитные
свойства масел с присадкой АКОР-1 по отношению к цветным металлам.
Хорошие защитные свойства масел с присадкой АКОР-1 получили
подтверждение в процессе хранения на открытой площадке автомобильных
двигателей и коробок передач (табл. 5).
Некоторые физико-химические и эксплуатационные характеристики
масел после добавления к ним присадки АКОР-1 претерпевают изменения
(табл. 6).
Так, несколько возрастает уровень вязкости масла при 100° С, увели-
чивается зольность. Значительно улучшаются моющие и антикоррозионные
свойства масла. Заметного отрицательного действия защитной присадки
154
ТАБЛИЦА 4
Оценка защитных свойств масел в камере выхлопных газов
(30 мин при 50 °C; 2 ч при 20 °C)
& Состояние пластинок из цветных металлов после испытаний
бронза латунь алюминий
Масло состояние поверх- ности величина поверх- ности, пораженной коррозией, % состояние поверх- ности величина поверх- ности, пораженной коррозией, % состояние поверхности величина поверх- ности, пораженной коррозией, %
ЦСи-11 ДСи-11 + 10% АКОР-1 Бурый палет Без изме- нений 50 0 Точечные оча- ги коричневого цвета Едва заметвые точечные очаги 50 20 Небольшое потемнение всей поверх- ности Без изменений 0
МТ-16 МТ-16 + 10% АКОР-1 МТ-16п МТ-16п + 10% АКОР-1 Бурый налет Без изме- нений Мелкие точечные очаги тем- ного цвета Без изме- нений 70 0 100 0 Точечные оча- ги темно-буро- го цвета Едва заметные точечные очаги Точечные оча- ги темного цвета Едва заметные точечные очаги 50 20 70 10 Точечные оча- ги темного цвета Без изме- нений Небольшое потемнение всей поверх- ности Без измене- ний 50 ' 0 0
ТАБЛИЦА 5
Состояние поверхностей деталей, узлов и агрегатов, подготовленных
к консервации с использованием различных товарных масел с присадкой АКОР-1
.Марка, условный номер машины, перечень законсервированных поверхностей, узлов и агрегатов Масло Срок хранения и состояние поверхностей Состояние масляной пленки, наличие осадков и воды
Автомобиль Урал-375. № 5 Зеркальные поверхности ци- 90% ДС-8 + 21 месяц Тонкая сплошная
линдров двигателя, компрес- + 10% АКОР-1 (коррозии нет) масляная пленка
сора, клапанов Коробка передач Поверхности зубьев шестерен 90% МТ-16П + То же То же
и шлицев валов Двигатель ЯАЗ-206-А Зеркальные поверхности ци- + 10% АКОР-1 90% ДСп-8 + 19 месяцев »
линдров двигателя, распре- делительного механизма, компрессора Коробка передач Я АЗ Поверхности зубьев шестерен, + 10% АКОР-1 90% МТ-16п + (коррозии нет) То же »
валов, направляющих вали- ков, вилок переключения и стопоров Двигатель Г АЗ-51 Зеркальные поверхности ци- + 10% АКОР-1 90% АСп-9,5 + » »
линдров двигателя + 10?/о АКОР-1
155
Продолжение табл. 5
Марка, условный номер машины, перечень законсервированных поверхностей, узлов и агрегатов Масло Срок хранения и состояние поверхностей Состояние масляной пленки, наличие осадков и воды
Коробка передач ГАЗ-51 Поверхности зубьев шестерен, 90% нигрола + 19 месяцев Тонкая сплошная
валов, направляющих вали- + 10% АКОР-1 (коррозии нет) масляная в пленка
ков, вилок переключения и стопоров Блоки цилиндров двигателя ГАЗ-69 Зеркальные поверхности, пло- скости разъема То же Коробка передач ГАЗ-51 Поверхности зубьев шестерен, 90% ДС-8 + + 10% АКОР-1 90% АС-9,5 + + 10% АКОР-1 90% МТ-16п + + 10% АКОР-1 90% МТ-16п + 20 месяцев (коррозии нет) 19 месяцев (коррозии нет) То же 22 месяца То же Сплошная масляная пленка, струеобраз- ные подтеки масла на зеркальной по- верхности То же Сплошная масляная
валов, направляющих вали- ков, вилок переключения и стопоров Коробка передач ГАЗ-69 Поверхности зубьев шестерен, валов, направляющих вали- ков, вилок переключения и стопоров + 10% АКОР-1 90% ТАп-15 + + 10% АКОР-1 (коррозии нет) 19 месяцев (коррозии нет) пленка То же
ТАБЛИЦА S
Физико-химические и эксплуатационные свойства масла ДСп-11
с 10% присадки АКОР-1
Показатели Масло без присадки Присадка
нитрованное ДС-8+ + 10% стеарина + + 10% Са(ОН), нитрованное АС-9,5 + 10% стеа- рина +5% Са(ОН). нитрованное АС-9,5 + 10% СЖК (С20—Сзо) + + 10% Са(ОН), нитрованное АС-9,5+10% СЖК (С>о—Сзо) + + 10% NaOH нитрованное АС-9,5+10% СЖК (С,т С20) + + 5%Са(ОН),+ + 5% NaOH нитрованное АС-9,5 + 1 0% СЖК (С io Cie) + +3%Са(ОН)2+ +2% NaOH
Вязкость, сст при 100 °C ....
10,5 11,5 10,74 11,25 11,55 11,1 11,52
» 50 °C . . . . 60,3 69,0 61,2 66,2 68,2 65,4 —
Зольность, % Температура, °C 0,26 0,86 0,60 0,58 0,37 0,55 0,53
вспышки 226 238 — 225 — 223 225
застывания .... -22 -23 -22 -22 -21 —21 —24
Термоокислительнан ста-
бильность Т260, мин 36 33 31 30 29 27 25
Моющий потенциал,- % Моющие свойства на 20 — 50 45 45 38 30
установке ПЗВ, баллы Нагарность при 400 °C, 1,5 0-0,5 0-0,5 0-0,5 0,5 0,5 0—0,5
% Антикоррозионные свой- 1,6 6,3 5,1 6,1 6,9 6,8 , 6,4
ства на установке ПЗЗ при 200 °C (свинец) 164 86 — — — — —
156
на показатели качества моторных и трансмиссионных масел не устано-
влено.
Рабочие свойства моторных масел с присадкой АКОР-1 были проверены
в процессе стендовых испытаний на двигателях ОД-9 (одноцилиндровый
форсированный дизель), ГАЗ-69, ЯАЗ-238, 24-8,5/11, УРАЛ-375 и эксплуа-
тационных испытаний на автомобилях ГАЗ-51, ЗИЛ-157 и КРАЗ-214. Во
всех случаях было отмечено, что при добавлении присадки АКОР-1 детали
двигателей стали чище, а их износ остался практически неизменным.
выводы
1. Получена защитная присадка АКОР-1 на базе нитрованных масел,
обработанных гидратами окисей кальция, натрия или их смесью в присут-
ствии стеариновой кислоты, СЖК и других соединений.
2. Разработана и осуществлена технологическая схема процесса про-
изводства присадки.
3. Присадка АКОР-1 эффективно улучшает способность товарных мо-
торных и трансмиссионных масел защищать от ржавления детали из стали,
чугуна и цветных металлов.
4. Масла с присадкой АКОР-1 по моющим и противокоррозионным свой-
ствам лучше масел без этой присадки, а по остальным практически не отли-
чаются от них.
5. Присадка АКОР-1 в чистом виде или при разбавлении ее маловязким
маслом может использоваться наравне с жидкими консервационными маслами
для внутренней консервации механизмов.
6. Присадка АКОР-1, добавлявшаяся к моторным и трансмиссионным
маслам в концентрации 10%, прошла с положительным результатом натур-
ные испытания:
а) на защитные свойства — при консервации двигателей и агрегатов
трансмиссии автомобилей в процессе их хранения на открытой площадке
в течение более 20 месяцев;
б) на эксплуатационные свойства — при стендовых испытаниях двига-
телей ОД-9, 24-8,5/11, ГАЗ-69, ЯАЗ-238 и эксплуатационных испытаниях
автомобилей ГАЗ-51, ЗИЛ-157 и КРАЗ-214.
ЛИТЕРАТУРА
1. Левитин М. К., Крейн С. Э. и др. в Сб. «Ингибированные масла
и топлива», ЦНИИТЭнефтегаа, 1964, стр. 3—26.
2. БезбородькоМ. Д., Соломенно И. И., Т а лизин М. И., Химия
и технология топлив и масел, № 12 (1963).
3. Пат. США 3076008, 1963 г.; 3000822, 1961 г.; 3006850, 1961 г.; 2944971, 1960 г.; яп.
пат. 8625, 1957 г.
4. Пат. США 3040860, 1962 г.; 3025313, 1962 г.; 2977309, 1961 г.; 3005847, 1961 г.; 2971909,
1961 г.; 3000916, 1961 г.; 2939842, 1960 г.; 3025239, 1962 г.; франц, пат. 1301804,
1962 г.; 1311943, 1962 г.; швейц, пат. 357130, 1961 г.
5. Пат. США 2976245, 1961 г.; 2943053, 1960 г.; авт. свид. СССР 150962, 1962 г.; англ,
пат. 790472, 1958 г.; яп. пат. 6258, 1962 г.
6. Пат. США 3025240, 1962 г.; 3001940, 1961 г.
7. Пат. США 2934487, 1960 г.; 2959551, 1960 г.
8. Д о л ь б е р г А. Л., Гришаева А. С., Химия и технология топлив
и масел, № 1 (1964).
9. Ш е х т е р Ю. Н., Защита металлов от коррозии, Изд. «Химия», 1964.
10. К р е й и С. Э., Шехтер 10. Н. и др., в кн. «Защитные смазки и масла для
консервации машин и оборудования», Сб. 1, Дом НТП, 1964, стр. 68—89.
НЕКОТОРЫЕ ТЕХНОЛОГИЧЕСКИЕ И АППАРАТУРНЫЕ РЕШЕНИЯ
ПРИ ПРОИЗВОДСТВЕ ПРИСАДОК (СУЛЬФОНАТНЫХ,
АЛКИЛСАЛИЦИЛАТНЫХ И ФОРМАЛЬДЕГИДНЫХ)
Е. А. АЛФИМОВА, В. М. РОЖДЕСТВЕНСКИЙ
При технологической разработке стадий получения присадок в основу
было положено: применение непрерывной схемы, там, где это позволяют
условия синтеза; оснащение отдельных стадий более эффективными аппара-
Рис. 1. Узел непрерывного сульфирования масла
газообразным SOs:
1 — холодильник контактного газа; 2 — пленочный сульфу-
ратор; 3 — мешалка; 4 — отстойник кислого гудрона; 5 —
мешалка для нейтрализации гудрона; в—насос; 7— от-
стойник нейтрализованного гудрона.
Линии: Г — воздух; II — контактный газ; III — масло
ДС-11; IV — бензин-растворитель; V — вода; VI — кислое
масло; VII — сода; VIII — гудрон; IX — нейтрализован-
ный гудрон; X — сульфированное масло.
тами; применение типовых
аппаратов для производства
разных присадок.
Одновременно ставился
вопрос об оформлении про-
цесса получения алкилфено-
лов, который мог бы быть
решен однозначно для целого
ряда присадок как по аппа-
ратурному оформлению, так
и по применяемому катализа-
тору. В настоящем докладе
рассматриваются предложе-
ния по наиболее целесообраз-
ному аппаратурному оформле-
нию реакторов для основных
процессов производства суль-
фонатных алкилсалицилат-
ных и формальдегидных при-
садок.
ГРУППЫ РЕАКТОРОВ,
РАБОТАЮЩИХ ПО ПРИНЦИПУ
ХЕМОСОРБЦИИ
Процесс сульфирова-
ния масла является головным
при производстве сульфонат-
ных присадок и может быть
осуществлен различными
сульфирующими агентами:
серной кислотой, олеумом, га-
зообразным серным ангидри-
дом и серным ангидридом
в сернистом ангидриде.
Из перечисленных мето-
дов наиболее технологически
и экономически целесообраз-
ным, на наш взгляд, является
сульфирование газообразным
SO3. Преимущества этого ме-
тода по сравнению с указан-
ными выше заключаются в:
а) снижении расхода
сульфирующего агента по
сравнению с олеумом в 2—
2,5 раза;
б) сокращении продолжительности процесса сульфинирования;
в) более высоком выходе маслорастворимых сульфокислот;
158
г) снижении содержания свободной серной кислоты в сульфированном
масле;
д) снижении содержания кислого гудрона приблизительно на 80 %
по сравнению с олеумом.
В настоящее время газообразный SO3 применяют при получении суль-
фонатных присадок СБ-3 и АзНИИ-4. Процесс осуществляется полунепре-
рывным методом. Сырье с газообразным SOs контактируется в течение дли-
тельного времени, при этом образуется довольно значительное количество
кислого гудрона. Технологическая схема узла сульфирования изображена
на рис. 1.
Учитывая преимущества непрерывного процесса перед периодическим,
во ВНИИ НП для синтеза высокощелочных сульфонатных присадок (ПМС,
СК-11) был разработан непрерывный процесс сульфирования масла газо-
образным SO3 с применением для этой цели пленочного роторного сульфура-
тора непрерывного действия, ранее применявшегося для сульфирования син-
тетических алкилбензолов.
Для получения проектных показателей непрерывного процесса сульфи-
рования газообразным SO3 в роторном пленочном сульфураторе были про-
ведены опыты на пилотном аппарате, установленном на Щелковском химиче-
ском заводе, и на опытно-промышленном аппарате в Горловке. На
основании проведенной работы были рекомендованы следующие условия
сульфирования масла типа ДС-11 для получения сульфонатных приса-
док.
1. Сульфирование производится без растворителя, а кислое масло
сразу же после сульфирования вводится в растворитель (при механическом
перемешивании).
2. В качестве растворителя при сульфировании целесообразно приме-
нять легкокипящую фракцию, не содержащую ароматических углеводородов
и выкипающую в пределах 115—150° С.
3. Расход газообразного SO3 — 10% на масло.
4. Температура сульфирования 40° С.
5. Удельная производительность рабочей поверхности адсорбции 50—
60 кг/(м2-ч).
РЕАКЦИОННЫЕ БЛОКИ, В КОТОРЫХ СОВМЕЩЕНЫ ПРОЦЕССЫ
ПРОВЕДЕНИЯ РЕАКЦИИ И ОТГОНКИ РАЗЛИЧНЫХ ПРОДУКТОВ
Для осуществления различных процессов при синтезе присадок, в ча-
стности формальдегидной конденсации, сопровождающейся отгоном воды
(рис. 2); получения алкилфенолята натрия с отгоном ксилола и воды при
производстве алкилсалицилатных присадок; этерификации с отгоном бен-
зина и воды при получении присадки на основе полиметакрилатов (рис. 3),
используют пленочные ротационные аппараты или блоки этих аппаратов.
РЕАКТОРЫ ДЛЯ ПРОВЕДЕНИЯ НЕПРЕРЫВНЫХ ПРОЦЕССОВ
В ЖИДКОЙ ФАЗЕ
Аппараты, в которых реакция с высокой эффективностью проходит
в тонкой пленке жидкости рекомендуется использовать для нейтрализации
сульфокислот гидратом окиси кальция в процессе получения сульфонатных
присадок, для нейтрализации алкилфенолсульфокислоты до алкилфеноля-
тов кальция при получении присадки ВНИИ НП-370 (рис. 4). Процесс ве-
дется по следующей схеме: сырье для нейтрализации насосом 2 из мешалки 1
подается через подогреватель 3 в пленочный роторный реактор 4. Темпера-
тура нейтрализации в реакторе обычно 120—150° С.
При технологическом оформлении процессов получения алкилфеноль-
ных присадок особо важным является оформление головного процесса
получения алкилфенолов.
159
малин.
Рис. 2. Узел для проведе-
ния реакции фенолформаль-
дегидной конденсации:
1 — емкость для формалина; г,
5 — дозировочные насосы; з,
6 — подогреватели продуктов;
4 — мешалка; 7, 8 — пленочные
реакторы; 9—конденсатор;
10, 11 — вакуум-приемники.
Линии: I—холодная вода; II—
горячая вода; III — минераль-
ное масло; IV — алкилфенолят
кальция; V — пар; VI — фор-
Рис. 3. Узел для про-
ведения .реакции с от-
гоном продуктов:
7 — сырьевая емкость;
2 — дозировочный насос;
з— подогреватель сырья;
4, 5 — пленочные реак-
торы; б, 8 — конденса-
торы; 7, Р, 10 — вакуум-
приемники.
Линии: I — пар; 11 —
сырье; Ш — вода.
Процесс получение алкилфенолов состоит из двух основных стадий:
алкилирования фенола олефинами в присутствии катализатора и выделения
целевой фракции алкилфенола.
Одним из необходимых условий, гарантирующих в дальнейшем требу-
емое качество присадок, является получение узкой фракции алкилфенола
определенного молекулярного веса, не содержащей непрореагировавших
олефинов и свободного фенола. Постоянство состава целевого алкилфенола
может быть достигнуто при ведении процесса по непрерывной схеме при
Рис. 4. Узел непрерывной нейтрализации продуктов
сульфирования:
1 — мешалка; 2 — дозировочный насос; 3 — подогреватель продук-
тов; 4 — пленочный реактор; 5 — приемная емкость.
, Линии: I — пар; II — сырье; III — нейтрализующий агент.
строго определенном соотношении олефинов и фенола, температуре и объем-
ной скорости; при перегонке алкилата с отгоном непрореагировавшей фрак-
ции олефинов и фенола, а также при отделении целевой фракции алкилфенола
от смолистого остатка.
На действующих установках по производству различных алкилфеноль-
ных присадок (ЦИАТИМ-339, ИП-22к, ВНИИ НП-360, БФК, АзНИИ-7,
АзНИИ-ЦИАТИМ-1) процесс ведется в периодически действующих мешал-
ках. Длительность процесса 12 ч и более. Отгон непрореагировавших олефи-
нов и свободного фенола, как правило, проводится в тех же аппаратах без
ректификации и контроля качества.
На установках получения многофункциональных присадок У-47/3
для отгона указанных выше продуктов запроектирован периодически дей-
ствующий куб, в котором сначала под атмосферным давлением отгоняют
непрореагировавшие олефины, а затем под вакуумом — фенол. При такой
системе перегонки нельзя отогнать целевую фракцию от остатка и поэтому
на производство присадки поступает смесь алкилфенола и остатка, соста-
вляющего примерно 6—8% от общего количества.
11 Заказ СО. 1^1
Кроме того, отогнанные непрореагировавшие олефины и фенол возвра-
щаются обратно в процесс. Как правило, соотношение рециркулирующих
и свежих продуктов при загрузке сырья для алкилирования не регламен-
тируется. При таких условиях состав алкилфенолов от партии к партии
меняется, соответственно должно меняться и качество присадки.
В настоящее время на действующих установках по получению алкил-
фенольных присадок в качестве катализатора применяют бензолсульфоки-
слоту. Отрицательные свойства этого катализатора общеизвестны. В проекта
установки У-47/3 предусмотрено применение твердого катализатора КУ-2,
который освоен только на Ново-Горьковском НПЗ. При освоении запроек-
тированная схема была изменена. Об изменениях, внесенных в схему, рас--
сказано на конференции на Ново-Горьковском НПЗ.
Узел алкилирования работает в настоящее время по непрерывной
схеме, но несмотря на целый ряд положительных моментов, установка
имеет существенные недостатки, которые влияют на качество получаемой
присадки.
Положительным является то, что заводом освоена непрерывная схема
работы, доказана возможность работы на сравнительно больших объемных
скоростях подачи сырья (0,2 ч-1 вместо 3 ч-1). Хорошо освоена регенерация
катализатора. Недостатком, который необходимо устранить, является ра-
бота отгонной установки, так как отогнанный непрореагировавший полимер-
дистиллят содержит 9,5% фенола и около 4% алкилфенолов. Иодное число
этого продукта примерно в 2 раза ниже, чем у исходного полимердистиллята.
При этом отогнанный фенол содержит около 35% полимердистиллята, что
указывает на полное отсутствие ректификации. Эти продукты в дальнейшем
идут на следующий цикл алкилирования. На установке нет достаточного
количества емкостей, поэтому нельзя регулировать соотношение компонен-
тов. Работа на исходном сырье с различным составом компонентов приводит
к переменному качеству алкилфенолов, идущих на дальнейший синтез при-
.садок.
Установки по получению многофункциональных "присадок У-47/3 рабо-
тают и сооружаются на целом ряде заводов. Опыт Ново-Горьковского НПЗ
необходимо распространить на другие заводы с внесением изменений в схему
перегонки продуктов алкилирования.
В настоящее время весьма своевременным является решение вопроса
об использовании для алкилирования шарикового алюмосиликатного ката-
лизатора. По данным, полученным на установке У-47/3 и в лаборатории
Омского НПЗ при алкилировании фенола полимер дистиллятом, а также по
данным ВНИИ НП по алкилированию а-олефинами более высокого молеку-
лярного веса применение этого катализатора дает результаты,, не уступающие
полученным на катализаторах КУ-2 и БСК. Кроме того, в этом процессе
можно получать алкилфенолы различного строения.
Регенерацию алюмосиликатного катализатора предполагается осуще-
ствлять в регенерационной системе каталитического крекинга вместе с ка-
тализатором от этого процесса.
Одновременно с вопросом о выборе катализатора и условий алкилиро-
вания должен быть решен вопрос о фракционировании продуктов алкилиро-
вания. ВНИИ НП предлагает проверить двухступенчатую схему для алкили-
рования фенола полимердистиллятом, включающую в себя:
отгонку непрореагировавших олефинов и фенола фракций н. к,—150 °C
и 150—240 РС (последняя включает, кроме непрореагировавшего фенола,
образовавшиеся легкокипящие алкилфенолы) в ректификационной колонне;
отделение под вакуумом фракции 240— 320 °C от смолистого остатка
в испарителе.
Конечной стадией синтеза присадок является процесс отделения механи-
ческих примесей и утилизация отходов. Во ВНИИ НП для этой цели раз-
работан и рекомендуется метод двухступенчатого отделения механических
примесей. На первой ступени в центрифугах ОПН-ЮОО при 130—140 °C без;
162
растворителя или в центрифугах ZLZ-15OO в растворителей во второй сту-
пени в растворителе на сепараторах ОРТ-ЗМ6-ЛЭ. При. применении такой
схемы может быть обеспечена необходимая чистота выпускаемых промышлен-
ностью присадок. Подробно этот вопрос освещается в специальном до-
кладе.
ОТДЕЛЕНИЕ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ ПРИ ПРОИЗВОДСТВЕ
ПРИСАДОК К МИНЕРАЛЬНЫМ МАСЛАМ
* Л. А. ВЛАСЕНКОВ, А. А. РУТТЕР,
Л. В. ДРУЖИНИНА, С. Б. ВСЕЛЮБСКИЙ
При разработке промышленной технологии получения присадок про-
цессу отделения механических примесей не уделялось достаточно серьезного
внимания как со стороны научно-исследовательских институтов, разрабаты-
вающих присадки, так и со .стороны специализированных проектных орга-
низаций.
С 1962 г. во ВНИИ НП проводятся работы по совершенствованию тех-
нологии отделения механических примесей и выбору эффективного оборудо-
вания. Основным направлением работ является теоретическое обоснование
процесса отделения механических примесей на центрифугах и сепараторах,
совершенствование существующих центрифуг и выяснение возможности
применения сепараторов для эффективного отделения мелкодисперсной
твердой фазы от присадок с использованием легких растворителей. Кроме
того, совместно с Пензенским филиалом НИИХИММАШ были проведены
работы по отделению механических примесей от присадок методом фильтра-
ции на фильтрах с намывным слоем из различных фильтрующих мате-
риалов.
В настоящем докладе приводятся некоторые результаты исследований
по отделению механических примесей от присадок методами центрифугиро-
вания и сепарирования.
Содержание механических примесей в присадках, в значительной мере
определяющее стабильность последних, регламентируется техническими усло-
виями. Содержание механических примесей определяют по ГОСТ 6370—59.
По сравнению с фильтрацией, в том числе на мембранных филь-
трах, наиболее надежные результаты получаются при центрифугировании
растворов присадок в легких растворителях. Даже при содержании механи -
ческих примесей в пределах, предусмотренных нормами, фактическое содер-
жание их настолько высоко, что большинство присадок склонно к образова-
нию осадков. Последние, выпадая из присадок или масел с присадками,
отлагаются на днищах резервуаров и на деталях двигателей.
Вопрос о склонности присадок к осадкообразованию приобретает
особое значение в связи с тем, что присадки с высоким запасом щелочности
получают карбонизацией избытка окислов щелочноземельных металлов
в присутствии промоторов. Склонность к осадкообразованию присадок такого
типа или их растворов в маслах в значительной мере определяется степенью
дисперсности карбонатов и их абсолютным содержанием.
Стабильность товарных присадок всех типов зависит от содержания
в них побочных продуктов и не вошедших в реакцию реагентов, применя-
емых при синтезе присадки, т. е. в конечном счете от глубины очистки при-
садок. Значение последней стадии технологического процесса — очистки —
особенно возрастает с переходом к выработке масел групп Г, Д и Е, концен-
трация присадок в которых достигает 10—25%.
На рис. 1 и 2 показаны электронмикрофотографии трудноочищаемых
кальцийсодержащих присадок ВНИИ НП-370 „ ПМС'Я.
И* ' J63
Существенное значение для характеристики механических примесей
имеет их фракционный состав. Зная размер частиц, можно легче оценить
стабильность коллоидной системы присадка — механические примеси,
а также более квалифицированно подойти к выбору оборудования для, отде-
ления механических примесей.
Рис. 1, Присадка ВНИИ НП-370. Товарный образец.
Распределение механических примесей в присадке по размерам и массе
частиц представлено на рис. 3, из которого видно, что при отделении частиц
примесей размером, например, более 0,5 мк их число уменьшится всего на
6%, но весовое содержание примесей уменьшится на 80%.
Рис. 2. Присадка ПМС’Я. Товарный образец.
В результате центрифугирования присадок ВНИИ НП-370 и ПМС'Я
в растворе алкилата на лабораторной стаканчиковой центрифуге получены
образцы, изображенные на рис. 4 и 5. Микроскопия подобных образцов при
прямых электронных увеличениях до 50 000 рйз позволяет обнаружить
частицы неорганической дисперсной фазы главным образом коллоидных
размеров. Поле зрения занимают мицеллы вещества присадки и их ассоциа-
ции. Аналогична электроцмикроскопическая картина таких импортных при-
164
Рис. 3. Характеристика механиче-
ских примесей присадок:
1 —присадка ВНИИ НП-370; распределе-
ние частиц по размерам; 2 — присадка
ВНИИ НП-370; распределение частиц по
массе; » — присадка ВНИИ НП-370 доочи-
щенная; распределение частиц по массе.
Рис. 4. Присадка ВНИИ НП-370, доочищенная центри-
фугированием на лабораторной центрифуге в растворе
алкилата.
Рис. 5. Присадка ПМС’Я, доочищенная центрифугирова-
нием на лабораторной центрифуге в растворе алкилата.
165
садок, как Монто-613, показанная на рис. 6. Следует отметить, что содержа-
ние механических примесей в лучших импортных присадках не нормируется.
Проведенные лабораторные исследования показали возможность полного
удаления твердой фазы механических примесей из присадок путем центри-
фугирования их растворов.
Применяемые в настоящее время промышленные центрифуги и осу-
ществляемые технологические процессы не позволяют готовить присадки
высокой степени чистоты. Произвольно выбранная высокая производитель-
ность установленных центрифуг при относительно высокой вязкости
товарных присадок снижает их эффективность.
Известно, что эффективность отделения механических примесей от при-
садок находится в зависимости от их вязкости, разности плотностей твердой
Рис. 6. Присадка Монто-613,
и жидкой фаз, разделяющей способности и производительности цен-
трифуги и выражается уравнением:
rf=l/ 18Ц -4-^- (1)
|/ Тт-Тж 2 11 ‘
где d — диаметр частиц, удаляемых из присадок, м;
р, — динамическая вязкость жидкой фазы, кг-сек/м2;
ут — плотность твердой фазы, кг/м3;
у ж — плотность жидкой фазы, кг/м3;
2 — индекс производительности центрифуги, м2;
V — производительность центрифуги, м3/сек;
г, —• коэффициент эффективности центрифуги.
Одной из важных характеристик центрифуги считается фактор разделе-
ния, который, однако, не дает представления о ее действительной разделя-
ющей способности. Наиболее точно это параметр характеризуется по
В. И. Соколову [1 ] индексом производительности, который учитывает влия-
ние геометрических размеров и скорость вращения ротора центрифуги.
Согласно В. И. Соколову слишком малые частицы, имеющие размеры
меньше так называемого «предела центрифугирования», не отделяются от
жидкости независимо от продолжительности процесса центрифугиро-
вания. Понятие о пределе центрифугирования, или о пределе сепарации,
введено Г. И. Бремером [2], который для расчета диаметров частиц соответ-
ствующих пределу сепарации, предложил формулу:
^.-«,65.10-»^ ®
166
где dHp. — диаметр частиц, м;
Т — абсолютная температура, °К;
g — ускорение, м/сек2;
Fr — фактор разделения центрифуги.
Формула (2) была подтверждена Г. И. Бремером при сепарировании
эмульсий и суспензий с разностью плотностей дисперсной фазы и дисперсион-
ной среды в пределах от 0,04 до 0,2 г/см3.
Расчет диаметров частиц, соответствующих пределу центрифугирования,
при очистке присадок от механических примесей, проведенный по формуле
(2), показал, что на центрифугах не могут быть отделены частицы размером
менее 0,35—0,4 мк.
Однако специально поставленные нами опыты по глубокой очистке
присадок в растворе бензина, проведенные' на лабораторной стаканчиковой
центрифуге при продолжительном времени центрифугирования, показали,
что из растворов присадок осаждаются частицы, размер которых в десятки
раз меньше расчетного предела центрифугирования.
Исходя из этого, распространение В. И. Соколовым и другими авторами
13] формулы Бремера для определения предела центрифугирования суспен-
зий с разностью плотностей твердой и жидкой фаз выше 1 г/см3 не является
оправданным.
Одним из важных параметров, влияющих на степень отделения механи-
ческих примесей, является вязкость присадок. Присадки при нормальной
температуре характеризуются относительно высокой вязкостью. Снижение
вязкости до пределов, обеспечивающих эффективное отделение механических
примесей, возможно путем нагревания присадок или их растворения в лег-
ких растворителях. В обоих случаях одновременно со снижением вязкости
уменьшается плотность жидкой фазы, что также положительно влияет на
эффект разделения.
При повышении температуры присадок до 130—140 °C снижается их
вязкость в 2—2,5 раза по сравнению с вязкостью при температуре 100 °C
(с 16—25 сст до 6—8 сст). Центрифугирование присадок с такой вязкостью
можно считать достаточно эффективным, а температуру нагревания приса-
док до 130—140° С перед подачей их в центрифуги — оптимальной.
Растворение присадок в легких растворителях дает еще больший эф-
фект: при разбавлении присадок растворителем в соотношении 1 :1 вязкость
раствора снижается до 2,5—3,5 сст. При разбавлении больше чем 1 : 1
резкого снижения вязкости получаемых растворов не наблюдается.
Лабораторные исследования, теоретический расчет и обобщение опыта
эксплуатации центрифуг, установленных в цехах по производству присадок,
позволили четко сформулировать требования к конструкции высокоэффек-
тивной центрифуги, специально предназначенной для отделения механиче-
ских примесей от присадок.
В соответствии с разработанными требованиями и рекомендациями
ВНИИ НП Сумским машиностроительным заводом им. Фрунзе в 1963 г.
на базе серийной центрифуги ПН-1000 [4] были изготовлены две опытно-
промышленные центрифуги ОПН-1000. Обе машины были частично рекон-
струированы на Ярославском НМЗ им. Менделеева.
Опытные образцы центрифуг отличаются от серийных следующими
основными особенностями: ротор фильтрующего типа заменен осадительным;
корпус центрифуги для компенсации теплопотерь в окружающую среду
оборудован паровой рубашкой; установлены система ввода присадки и ме-
ханизм отсоса для отвода фугата из ротора после окончания цикла центри-
фугирования.
Общий вид центрифуги ОПН-1000 представлен на рис. 7.
Цри испытании центрифуг ОПН-1000 по очистке присадок ЦИАТИМ-339,
МНИ МП-22к и АСК, выпускаемых Ярославским НМЗ им. Менделеева, при
производительности 1 м3/ч и температуре 120—125 °C за один цикл
167
центрифугирования содержание механических примесеи уменьшилось
с 2—4 до 0,08-0,13%.
Проведенные испытания показали бесспорные преимущества опытной
центрифуги ОПН-1000 по сравнению с центрифугами ОТВ-600 и сверхцен-
трифугами СГО-150, применяемыми в производстве присадок, как по раз-
деляющей способности, так и по удобству эксплуатации. Эксплуатация одной
центрифуги ОПН-ЮОО при производительности 0,8—1 м3/ч, обеспечивает
работу цеха мощностью 6000—8000 т!год. Но все же центрифуги ОПН-ЮОО,
Рис. 7. Центрифуга ОПН-ЮОО:
1 — корпус с паровой рубашкой; г — ротор;
з — механизм для среза осадка; 4 — привод
с электродвигателем; 5 — механизм отсоса;
6 — трубка ввода суспензии.
обладая высокой разделяющей способ-
ностью, не удовлетворяют возросшим
требованиям к глубине очистки приса-
док от механических примесей.
Для определения возможности по-
вышения степени очистки на Ново-
Горьковском НПЗ в 1964 г. впервые
были проведены опыты на сепараторе
ОРТ-ЗМ6-ЛЭ, разделяющая способность
которого в 8—10 раз выше, чем у цен-
трифуги ОПН-ЮОО. Сепарировали при-
садку ВНИИ НП-370 при 130-150 °C
и раствор ее в алкилате в соотношении
1:1. Производительность по присадке
в обоих случаях составляла около
3 м3/ч. В результате проведения каж-
дого из четырех циклов сепарирования
нагретой присадки содержание механи-
ческих примесей, составлявшее вначале
2%, уменьшалось соответственно до 1,5;
0,89; 0,2 и 0,1%. Три цикла сепарирова-
ния раствора присадки в алкилате соот-
ветственно дали 0,27; 0,009 и 0,007%.
На рис. 8 и 9 приведены кривые
распределения по размерам частиц ме-
ханических примесей, характеризующие
ход процесса сепарирования. Эти кри-
вые получены в результате обработки
алектронмикрофотографий.
Из рис. 8 видно, что относительно
резкий эффект, наблюдающийся после
первого цикла сепарирования, ограни-
чивается лишь снижением максималь-
ного размера частиц. Последующие
циклы практически не приводят к умень-
шению максимального размера. Сравни-
тельное постоянство максимумов кривых также свидетельствует о том, что,
за исключением первого цикла, сепарирование нагретой присадки проис-
ходит в условиях относительно равномерного осаждения всех частиц.
Из рис. 9 видно, что максимальные размеры частиц механических приме-
сей после каждого цикла, особенно после первого, резко снижаются. Область
перегиба исчезает, максимумы перемещаются в область размеров менее
0,05 мк. Отсутствие заметного торможения изменений рассматриваемых
кривых свидетельствует о возможности дальнейшего углубления очистки
присадки в растворе алкилата путем снижения высокой производительности,
либо осуществления дополнительных циклов.
Для случая сепарирования нагретой присадки максимальный размер
остающихся частиц согласно формуле (1) не должен превышать 0,55 мк,
а при сепарировании в алкилате — 0,5 жк. Данные электронной микроско-
пии показали, что в первом случае максимальный размер в 2 раза превышает
168
расчетный, а во втором случае — совпадает с ним. Указанный эффект можно
объяснить .стабилизирующим действием присадки и значительным ослабле-
нием его в присутствии растворителя, позволяющим более эффективно отде-
лять механические примеси.
Рис. 8. Сепарирование нагретой присадки ВНИИ НП-370 на сепараторе
ОРТ-ЗМ6-ЛЭ. Распределение частиц механических примесей по размерам:
1 — исходная присадка; 2 — первый цикл сепарирования; з — третий цикл сепари-
рования; 4 — четвертый цикл сепарирования.
Рис. 9. Сепарирование присадки ВНИИ НП-370 в растворе алкилата
на сепараторе ОРТ-ЗМ6-ЛЭ. Распределение частиц механических приме-
сей по размерам:
1 — исходная присадка; 2 — первый цикл сепарирования; 3 — второй цикл сепа-
рирования; 4 — третий цикл сепарирования; 5 — эффект сепарации нагретой при-
садки.
Расчет показывает, что резкое повышение доли частиц размером менее
0,15 мк (более 98%) при одновременном уменьшении их абсолютной массы,
по-видимому, позволит получить присадку, практически близкую к кинети-
чески устойчивой.
Сепарирование присадки ВНИИ НП-370 в растворе алкилата показало
возможность воспроизведения в промышленных условиях результатов,
169
-полученных в лаборатории. Электронмикрофотография присадки, очищенной
на сепараторе ОРТ-ЗМ6-ЛЭ, показана на рис. 10.
Анализ промышленной эксплуатации показал, что сепараторы
ОРТ-ЗМ6-ЛЭ в настоящем исполнении нецелесообразно применять при
очистке присадок с достаточно высоким исходным содержанием механических
примесей вследствие малой емкости грязевого пространства ротора. При сепа-
рировании присадок с большим содержанием механических примесей
число циклов сепарирования и количество очисток ротора резко возрастают,
что приводит к значительному увеличению потерь присадки. Потери при-
садки с выгружаемым осадком достигают 10—12 л при каждой выгрузке.
Глубокая очистка присадок от механических примесей с рациональным
использованием высокоэффективных центрифуг и сепараторов может быть
осуществлена по двухступенчатой схеме.
Рис. 10. Присадка ВНИИ НП-370 после третьего цикла се-
парирования на сепараторе ОРТ-ЗМ6-ЛЭ в растворе алки-
лата.
Предлагаемая схема двухступенчатой очистки предусматривает уста-
новку на первой ступени высокоэффективных центрифуг ОПН-1000 (основ-
ная очистка) и на второй ступени — сепараторов ОРТ-ЗМ6-ЛЭ (тонкая
доочистка). При такой схеме 90—95% механических примесей удаляется
на первой ступени, а оставшиеся 5—10% на второй ступени.
Подача присадок, предварительно очищенных на первой ступени, на
сепараторы второй ступени позволит эффективно удалить мелкодисперсную
часть механических примесей и резко сократить потери присадки.
Центрифугирование присадок на первой ступени без растворителя суще-
ственно упрощает технологическую схему отделения механических приме-
сей. При этом решается такая проблема, как утилизация или обезвреживание
больших количеств пожароопасного осадка, содержащего легкий раствори-
тель, и отпадает необходимость применения взрывобезопасных центрифуг.
Вопрос о тонкой доочистке присадок на сепараторах ОРТ-ЗМ6-ЛЭ при
нагревании или с применением растворителя должен для каждого случая
решаться конкретно в зависимости от физико-химических свойств и дисперс-
ного состава твердой фазы сепарируемой присадки и заданной глубины
очистки.
С уменьшением размера осаждаемых частиц стабилизирующие свойства
присадок могут существенно повлиять на процесс осаждения. Поэтому глубо-
кая очистка присадок без применения растворителя даже на сепараторе,
обладающем очень высокой разделяющей способностью, по-видимому, не
170
может быть осуществлена. В этом случае применение растворителя является
необходимым.
При тонкой доочистке на сепараторах ОРТ-ЗМ6-ЛЭ с применением рас-
творителя образуется сравнительно небольшое количество осадка, что
облегчает его утилизацию или обезвоживание.
Таким образом, предлагаемая двухступенчатая очистка позволит не
менее чем в 8—10 раз снизить содержание механических примесей и при
существующем уровне технологии синтеза получить присадки, по степени
•очистки не уступающие лучшим зарубежным образцам. Кроме того, двух-
ступенчатая очистка присадок позволит в 3—4 раза сократить число устано-
вленных в настоящее время единиц оборудования, поднять производитель-
ность и значительно облегчить условия труда.
выводы
1. Проведенные исследования показали, что фактическое содержание
механических примесей в присадках существенно превышает количество их,
определяемое по ГОСТ 6370—59, и значительно выше, чем в импортных
присадках.
2. Установлено, что центрифуги и принятые режимы центрифугирова-
ния на промышленных установках не могут обеспечить получение присадок
высокой степени чистоты.
3. Разработаны требования по выбору эффективного оборудования для
отделения механических примесей.
4. Установлено, что центрифугирование растворов присадок в легких
растворителях по сравнению с центрифугированием нагретых присадок при-
водит к наиболее эффективному отделению мелкодисперсных ^механи-
ческих примесей благодаря снижению диспергирующего влияния самих при-
садок.
5. Для доведения качества присадок по содержанию механических при-
месей до уровня импортных образцов предложена и обоснована схема двух-
ступенчатой очистки с использованием на первой ступени центрифуг
ОПН-1000 и на второй ступени — сепараторов ОРТ-ЗМ6-ЭЛ.
ЛИТЕРАТУРА
1. Соколов В. И., Современные промышленные центрифуги, Машгиз, 1961.
2. Б р е м е р Г. И., Жидкостные сепараторы, Машгиз, 1957.
3. Г ригорьев И. А., Покровский Г. П., Автомобильные и тракторные
центрифуги, Машгиз, 1961.
4. Центрифуги, Каталог-справочник, Машгиз, 1963
ПРОЕКТИРОВАНИЕ И ОПЫТ ОСВОЕНИЯ ПРОИЗВОДСТВА
МНОГОФУНКЦИОНАЛЬНЫХ АЛКИЛФЕНОЛЬНЫХ ПРИСАДОК
В. Ф. СМОВСКИЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЕ ДАННЫЕ,
ПРЕДШЕСТВУЮЩИЕ ЗАПОЛНЕНИЮ ПРОЕКТНЫХ РАБОТ
Основные технологические данные синтеза присадок, выдаваемые инсти-
тутами, в основном удовлетворяют требованиям проектировщиков для соста-
вления материальных балансов и технологических схем. При разработке же
проектов промышленных установок приходится сталкиваться с серьезными
недоработками, которые в дальнейшем влияют на производительность уста-
новок и качество выпускаемых присадок.
171
Исследовательскими институтами недостаточно разрабатываются
вопросы утилизации побочных продуктов или отходов и очистки сточных
вод, а также вопросы техники безопасности.
Больше внимания должно быть уделено разработке материалов, стойких
к агрессивным средам, а также созданию нового эффективного оборудования
для производства присадок.
СОСТОЯНИЕ ПРОЕКТИРОВАНИЯ УСТАНОВОК
ПО ПРОИЗВОДСТВУ МНОГОФУНКЦИОНАЛЬНЫХ АЛКИЛФЕНОЛЬНЫХ ПРИСАДОК
Рабочие чертежи' первой установки по производству присадки
ЦИАТИМ-339 Львовский филиал Института УкрНИИгипронефть выпустил
еще в 1954 г. Первые установки были построены на Пермском, Новокуйбы-
шевском и Омском НПЗ. Установка рассчитана на производство 4500 mlzod
присадки. В настоящее время эта мощность значительно перекрыта. Ме-
ханические примеси на этих установках отделяются на центрифугах
ОТВ-600.
В начале 1959 г. нами были разработаны рабочие чертежи типовой уста-
новки для производства многофункциональных алкилфенольных присадок
мощностью 7500 тп!год по присадке ЦИАТИМ-339. На установке предусмо-
трена возможность получения присадок МНИ ИП-22к (бариевая) и АзНИИ-7.
Основные узлы и аппараты разработаны с учетом опыта работы первой уста-
новки. Механические примеси отделялись в автоматических саморазгружа-
ющихся центрифугах НОГШ-800, АОГ-800, а на второй ступени очистки —
в сверхцентрифугах СГО-150.
В 1961 г. типовой проект был переработан с учетом недостатков, обнару-
женных на первой установке Уфимского НПЗ им. XXII съезда КПСС. В но-
вой установке предусмотрено производство присадки ВНИИ НП-360, а для
отделения механических примесей установлены сепараторы ОРТ-ЗМ6-ЛЭ.
Несколько таких установок построено на Волгоградском, Ферганском и Ново-
Горьковском НПЗ.
В 1963 г. разработаны рабочие чертежи опытно-промышленной уста-
новки многофункциональных присадок мощностью 10 000 т!год по присадке
ВНИИ НП-360. На этой установке предусмотрено, кроме того, получение
присадок МНИ ИП-22к, ЦИАТИМ-339, ДФ-1 и ДФ-11. При этом испра-
влены основные недостатки, которые были выявлены при пуске и эксплуа-
тации установок в Уфе, Горьком и Волгограде.
Установка состоит из технологического корпуса и технологической
этажерки. Все основные технологические процессы сосредоточены в корпусе.
Узлы улавливания вредных газов, активаторы, реакторы, отстойные емкости
и колонны для отгона растворителя от присадки вынесены на открытую пло-
щадку. Теплоносителем служит минеральное масло, нагреваемое в трубчатой
печи. Подготовительное отделение сыпучих реагентов расположено на третьем
этаже. Реагенты поступают самотеком. Чтобы исключить образование пробок
в трубах и насосах, сыпучие реагенты подаются в виде суспензии в масле,
приготавливаемой в специальных мешалках-дозаторах, которые размещены
под основными технологическими мешалками. Таким образом, реагенты
дозируются из мешалок при постоянном перемешивании.
Механические примеси отделяются от присадки в этом же здании в фильтр-
прессах и рекомендованных НИИХИММАЩем центрифугах ОНТ-Ш-1000Н.
Но поскольку серийное изготовление этих центрифуг пока еще не нала-
жено, они были заменены сепараторами ОТ-ЗМ6-НЖП. >
В дальнейшем в проект типовой установки были внесены следующие
изменения.
1. Предусмотрена разгонка полимердистиллята с выделением целевой
фракции, выкипающей в пределах 90—180 °C, в колонне с 29 тарелками
в отличие от прежней с 13 тарелками. Для подведения необходимого коли-
чества тепла установлен испаритель.
172
2. Установлены плавильники бензолсульфокислоты такой конструк-
ции, чтобы ее можно было выплавлять как из бочки с боковой пробкой
(емкость 275 л), так и из бочек с пробками, расположенными в днище
(емкостью 100 л).
3. Внесены изменения в технологию регенерации катализатора КУ-2.
Схемой предусмотрена отмывка смолистых веществ от катализатора ацето-
ном с последующей регенерацией ацетона. .
4. Предусмотрены установки осушки инертного газа от влаги УОВ-Ю
с целью доведения инертного газа до норм по ГОСТ 9293—59.
5. Емкость дозаторов фенола увеличена до 4 №.
6. Предусмотрен наружный обогрев всех емкостей во избежание попада-
ния конденсата в полупродукты или готовую присадку.
7. Изменены конструкции дистилляционного куба К-4/1, К-4/2 и подо-
гревателя с целью лучшего обслуживания и ремонта змеевика.
8. Установлена дополнительная мешалка со скруббером для сушки
оцинкованного продукта, в котором содержится вода.
9. Установлены дополнительно к центрифугам четыре фильтрпресса
ПГ-90-1000/252 и предусмотрена возможность применения отбеливающей
глины с последующей фильтрацией.
10. Для лучшей дозировки суспензий, а также для исключения пере-
качек их насосами мешалки для приготовления суспензий пятисернистого,
фосфора, гидрата окиси бария или кальция, окиси цинка или глин устано-
влены непосредственно над основными технологическими мешалками.
Мешалки-дозаторы приняты таких размеров, чтобы обеспечить цикловую за-
грузку суспензий основной мешалки.
В связи с изложенным выше и для возможности производства ремонтных
работ высота второго этажа принята 6 м.
И. Насосы Т-15/20 и вихревые заменены шестеренчатыми насосами
РЗ-ЗО и насосами 2ИНФ, которые необходимо испытать на продуктах, содер-
жащих механические примеси.
12. Заменена трубчатая печь для нагревания теплоносителя на печь
беспламенного горения типа А с двумя рядами панельных горелок.
13. Изменены конструкции перемешивающих устройств в основных
мешалках:
в мешалках алкилирования турбинные перемешивающие устройства
заменены ремно-лопастными;
в мешалках осернения турбинные перемешивающие устройства заме-
нены планетарными;
в мешалках барирования или цинкования планетарные переме-
шивающие устройства заменены ремно-лопастными;
в мешалках фосфирования турбинные перемешивающие устройства заме-
нены ремно-лопастными.
14. Предусмотрена циркуляция продуктов синтеза через выносные подо-
греватели или охладители.
15. Там, где продукт содержит большое количество механических при-
месей, кожухотрубчатые теплообменники и холодильники заменены на
аппараты типа «труба в трубе».
Технологической схемой производства присадки ВНИИ НП-360 на опыт-
но-промышленной установке предусмотрены следующие основные процессы:
разгонка полимердистиллята;
алкилирование фенола (на БСК или КУ-2);
разгонка сырого алкилфенола;
приготовление компонента ВНИИ НП-353;
приготовление компонента ВНИИ НП-354;
приготовление компонента ВНИИ НП-350;
смешение компонентов ВНИИ НП-354 и ВНИИ НП-350, термообра-
ботка и получение присадки;
получение гидросернистого натрия.
173
Технологический расчет оборудования производили, исходя из получе-
ния 10 000 m/год присадки ВНИИ НП-360. Производительность установки
по остальным видам присадок, исходя из имеющегося оборудования и с уче-
том максимального эффективного его использования, составляет (в тыс.
ml год):
ЦИАТИМ-339 . . . 10,5
, . МНИ ИП-22к .... 7,0
ДФ-1 ........... 6000
ДФ-11 .......... 12 000
ПЕРВЫЕ ОПЫТЫ ОСВОЕНИЯ УСТАНОВОК
МНОГОФУНКЦИОНАЛЬНЫХ ПРИСАДОК И ВЫЯВЛЕННЫЕ
НЕДОСТАТКИ
Первые установки, построенные по типовому проекту, сданы в эксплуа-
тацию в 1961—1962 гг. на Уфимском НПЗ им. XXII съезда КПСС и Ново-
куйбышевском НПЗ. Наладка и пуск установок выявили целый ряд непола-
док в работе технологических узлов.
1. Количество тепла, необходимого для разгонки алкилфенола, недо-
статочно.
2. Плавильники БСК, запроектированные под гостированные бочки,,
оказались непригодными для большого количества нестандартных типораз-
меров бочек, в которых заводы получают БСК.
3. Турбинные перемешивающие устройства в мешалках с вязкими про-
дуктами осернения, барирования и фосфирования оказались недостаточно
эффективными.
4. Принятые в проекте вихревые насосы, перекачивающие продукты
синтеза, работали недостаточно эффективно, а поршневые насосы забивались
механическими примесями и сыпучими реагентами, находящимися в виде
суспензий.
5. Особенно трудно оказалось осуществить отделение механических при-
месей от присадки, так как механизм, срезающий липкий осадок, отделен-
ный на центрифугах АОГ-800, выходил из строя.
Дооборудованная установка впервые выведена на проектный режим
без разгонки алкилфенола на Ново-Горьковском НПЗ. Впервые был пущен
также узел алкилирования фенола на катализаторе КУ-2. Пуско-наладоч-
ной бригадой была изменена обвязка реакторов и активаторов и частично их
конструкция. Впервые на этом заводе прошли испытания с удовлетворитель-
ными результатами сепараторы ОРТ-ЗМ6-ЛЭ для отделения механических
примесей от присадки.
Пуско-наладочный перйод и дальнейшая эксплуатация показали, что
верхняя часть мешалок осернения, кубов разгонки алкилфенола, а также
узел получения соляной кислоты и гидросернистого натрия подвергаются
сильной коррозии. Установленные в поглотительном отделении насосы типа
1,5Х-6Д, рекомендованные заводом-изготовителем для работы на соляной
кислоте, оказались непригодными из-за быстрой коррозии рабочего ко-
леса.
Все перечисленные выше недостатки в работе технологических узлов
и отдельного оборудования были учтены в рабочих чертежах для Уфимского
и Новокуйбышевского НПЗ.
Основным сырьем и реагентами для получения присадок алкилфеноль-
ного типа являются полимердистиллят, фенол, монохлористая сера, гидрат
окиси бария или кальция, пятисернистый фосфор, качество которых коле-
блется в очень широких пределах. Это значительно влияет на отработку
технологического режима, и следовательно, на качество присадок, поэтому
необходимо разработать новые ГОСТ на сырье и реагенты.
174
ОТДЕЛЕНИЕ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ ОТ ПРИСАДОК
АЛКИЛФЕНОЛЬНОГО ТИПА
Предусмотренные в проекте дооборудованной типовой установки сепа-
раторы ОРТ-ЗМ6-ЛЭ показали неплохие результаты. Если содержание меха-
нических примесей в присадке ЦИАТИМ-339 или ВНИИ НП-360 не более
1%, то их отделяют за один цикл, если более 2%, то за два цикла. Содержа-
ние механических примесей в присадке, нормируемое цифрой 0,1%, слишком
велико. При применении растворителя, а это предусмотрено схемой, можно
снизить содержание примесей до 0,01%, т. е. в 10 раз и более.
Очень важную работу проводит институт ВНИИ НП по переоборудова-
нию центрифуг ПН-1000 для отделения механических примесей, а также по
испытанию работы сепараторов на различных по вязкости присадках.
По нашему мнению, уже сейчас необходимо заменить старые устано-
вленные в первых установках центрифуги различных марок на сепараторы
типа ОТ-ЗМ6-НЖП. Это позволит применить растворители, значительно
улучшить качество присадки, повысить производительность установок,
а также улучшить условия труда.
Установленные старые центрифуги не отвечают современным требова-
ниям. Процесс фугования иногда длится 10—15 циклов, а осадок удаляют
вручную. Новые сепараторы и центрифуги ПН-1000 (переоборудованные)
на данном этапе вполне отвечают необходимым требованиям, предъявляемым
как к качеству присадки, так и к условиям труда.
Что касается развития процессов синтеза многофункциональных приса-
док, то нужно отметить следующее. Все выпущенные проекты установок для
производства многофункциональных присадок рассчитаны на получение от
трех до пяти видов присадок на одной и той же установке с максимальным
использованием оборудования. Однако технология получения каждой из
этих присадок различна.
В результате установки оказались очень громоздкими, с большим колиг
чеством технологических трубопроводов, что затрудняет их эксплуатацию.
Как бы ни приспосабливали оборудование для всех видов присадок,
оно используется недостаточно эффективно. Для получения многих
видов присадок почти все оборудование приходится изготовлять из дорого-
стоящей нержавеющей стали.
В дальнейшем проекты установок нужно выполнять для производства
одной или двух видов идентичных по технологии получения присадок и спе-
циализировать по возможности существующие установки на выпуск опре-
деленного вида присадки.
выводы
1. Целесообразно построить несколько заводов, специализирующихся
на производстве различных присадок, в районах сосредоточения нефтепере-
работки по масляному профилю.
На этих заводах все внимание должно быть уделено детальному изуче-
нию процессов синтеза, улучшению качества и испытанию новых образцов
присадок и оборудования.
2. Проектирование непрерывных процессов производства присадок воз-
можно и необходимо. Для этого следует обеспечить постоянство качества
сырья и реагентов, т. е. они должны быть строго стандартизованы. Нужно
разработать и испытать высокопроизводительное оборудование. Эти вопросы
можно решить только при наличии заводов с экспериментальной базой.
3. Целесообразно запроектировать и построить несколько мощных уста-
новок непрерывного получения целевого алкилфенола для синтеза присадок.
Узлы получения алкилфенола из установок следует исключить, так как на
каждой установке получается алкилфенол различного качества. При цен-
трализованном синтезе алкилфенола значительно улучшится качество при-
садок.
175
4. Для выпуска качественных кальциевых присадок нужно построит
современный цех по получению извести-пушонки высокого качества. Типо-
вые и повторно-применяемые проекты для этого разработаны.
5. Необходимо ускорить работы по изготовлению эффективного обору-
дования для отделения механических примесей и применению кислотостой-
ких материалов.
ПРОЕКТИРОВАНИЕ УСТАНОВОК ПО ПРОИЗВОДСТВУ
СУЛЬФОНАТНЫХ ПРИСАДОК
Л. И. КОВАЛЕЦ
СОСТОЯНИЕ ПРОЕКТИРОВАНИЯ
Первую опытно-промышленную установку по получению сульфонатных
присадок Львовский филиал УкрНИИГИПРОнефть начал проектировать
в 1962 г. При проектировании были приняты следующие основные поло-
жения:
мощность цеха по присадке ПМС — 5000 т!год-
предусмотрена возможность выработки присадки СБ-11;
присадка должна выпускаться в виде 50%-ного концентрата;
в качестве сырья принято дизельное масло ДОИ из сернистых нефтей;
в качестве сульфирующего агента принят газообразный SO3;
в качестве промотора принят фенол.
Процесс производства присадки состоял из следующих основных опера-
ций: сульфирования, экстрагирования маслом растворимых сульфокислот;
обработки экстракта окисью кальция и карбонизации; отгонки фенола; уда-
ления механических примесей; регенерации растворителя.
Сульфирование дизельного масла предусматривалось газообразным
SO3 периодически в мешалках при 30 —35 ?С в присутствии растворителя.
Экстрагирование маслорастворимых сульфокислот водным фенолом преду-
сматривалось непрерывным способом в колонне насадочного типа при 60—
65 °C. Экстракт обрабатывали окисью кальция периодически в мешалках
при 85 °C в течение 2 ч. После этого подогревали продукт до 120 °C с одно-
временным обезвоживанием.
С целью получения многозольной присадки обезвоженный продукт
обрабатывали газообразным СО2 в мешалках в течение 4 ч. Фенол от много-
зольной присадки отгоняли периодически в кубе под вакуумом. После этого
присадку подвергали двухступенчатому фугованию: на центрифугах грубой
очистки ТН-1200 и на сверхцентрифугах СГ-150.
Растворитель из рафината регенерировали непрерывным способом
в колоннах, а рафинатное масло с содержанием около 4% фенола должно
было направляться на установку фенольной очистки масел для отгонки
фенола.
При проектировании следующих установок технологию производства
сульфонатных присадок значительно усовершенствовали. В последнем
варианте проекта производства сульфонатных присадок приняты следующие
основные положения.
1. Концентрация готовой присадки в масле принята 30% вместо 50%
п соответственно увеличена выработка.
2. Сульфирование производится контактным газом, содержащим
6,5 объемн. % SOs.
3. Экстрагирование сульфокислот фенольной водой исключено.
4. Предусмотрено предварительное отделение крупных механических
примесей от нейтрализованного сульфоната.
176
5. В качестве промотора прйнят фенол.
6. Отделение механических примесей осуществляется в растворителе
(алкилате).
7. Предусмотрена отпарка растворителя от шлама.
Процесс производства присадки по новому варианту включает следу-
ющие основные операции:
сульфирование масла;
нейтрализацию сульфокислот;
предварительное отделение механических примесей;
отгонку растворителя;
приготовление смеси для процесса карбонизации;
отгонку воды;
карбонизацию;
отгонку фенола;
окончательное отделение механических примесей;
отгонку растворителя от присадки;
извлечение остатков масла и присадки из механических примесей и
сушку осадка.
Процесс сульфирования осуществляется непрерывным способом кон-
тактным газом в роторных реакторах пленочного типа. Контактный газ посту-
пает на установку непосредственно из сернокислотного цеха и подвергается
охлаждению до 40 °C перед поступлением в сульфуратор. Сульфокислоты
обрабатывают периодическим способом в мешалках.
Предварительное отделение механических примесей производится для
того, чтобы они не откладывались в трубопроводах и аппаратах. Механиче-
ские примеси отгоняют на центрифугах.
Растворитель от нейтрализованных сульфокислот отгоняют непрерыв-
ным способом в пленочных испарителях. Смесь для процесса карбонизации
готовят, смешивая нейтральный сульфонат с водным фенолом в мешалках.
Воду от промежуточного продукта, поступающего на карбонизацию, отго-
няют аналогично процессу отгонки растворителя.
Карбонизация обезвоженного продукта осуществляется периодически
в герметических реакторах с гребным винтом. Карбонизация ведется угле-
кислым газом при 85—120 °C, абсолютном давлении 3 ат в течение 15 мин.
Фенол от карбонизированного продукта отгоняют непрерывным способом
в ректификационной колонне.
Окончательное отделение механических примесей предусмотрено в рас-
творе алкилата на импортных центрифугах ZLZ-1500. После отделения меха-
нических примесей раствор присадки поступает на отпарку растворителя
в ректификационные колонны.
Масло и присадку извлекают из шлама экстракцией растворителем
в мешалках с последующей сушкой осадка непрерывным способом в пленоч-
ных испарителях.
Сравнивая проекты первой опытно-промышленной установки с послед-
ним вариантом, необходимо отметить, что в последнем варианте процесс
значительно улучшен как по расходным показателям, так и по аппаратурному
оформлению. В первом проекте почти все операции осуществлялись периоди-
ческим способом с использованием малопроизводительного оборудования.
В последующих проектах периодические процессы постепенно заменяли
на непрерывные. К таким процессам относятся сульфирование, отгонка
растворителя и воды от промежуточных продуктов, отгонка фенола.
В результате применения аппаратов с интенсивным перемешиванием
удалось сократить время карбонизации с 4 ч до 15 мин.
Малопроизводительные центрифуги были заменены на более совершен-
ные, позволяющие работать с растворителем, что дает возможность получить
более качественную присадку.
Предусмотренный узел экстракции масла и присадки с последующей
сушкой осадка дает возможность значительно уменьшить их потери.
12 Заказ 60.
177
Однако необходимо отметить, что в процессе производства сульфонат-
ных присадок имеются еще узлы, не отвечающие современным требованиям:
нейтрализации сульфокислот, приготовления смеси для карбонизации; самой
карбонизации; экстракции присадки и масел из шлама.
Указанные узлы громоздки, обладают низкой производительностью
и требуют постоянного обслуживания. Ввиду сравнительно малой произво-
дительности установки и специфических особенностей перекачиваемых про-
дуктов (наличие механических примесей, растворителя, сульфокислот,
фенола и серного ангидрида) подбор оборудования, насосов и вентиляторов
для данной установки затруднителен.
Для сравнения ниже приведены основные расходные показатели по
первому и последнему проектам установки производства сульфонатных при-
садок (в кг):
Первый Послед-
проект ний
проект
Масло ДС-И .................... 1400 890
Серный ангидрид................141 96
Углекислый газ................. 90 70
Окись кальция ................. 106 100
Следует также отметить, что в последнем проекте удалось снизить обра-
зование кислого гудрона с 4,3 до 3,0% на масло.
ПУТИ УСОВЕРШЕНСТВОВАНИЯ ПРОЦЕССА И УЛУЧШЕНИЯ
КАЧЕСТВА ПРИСАДОК
Следующими этапами усовершенствования процесса получения сульфо-
натных присадок являются: разработка непрерывного процесса получения
присадки; замена промотора-фенола другим менее токсичным; отделение
механических примесей.
В последнем проекте только узлы нейтрализации, приготовления смеси
и карбонизации работают периодически, а остальные — непрерывно. Одним
из возможных вариантов осуществления непрерывного процесса в этих узлах
является применение высокопроизводительных герметичных реакторов с греб-
ным винтом, соединенных последовательно. Такие аппараты разработаны
Ленинградским филиалом НИИХИММАШ.
Для разработки проекта непрерывных процессов по предложенной
схеме необходимы экспериментальные данные для проектирования.
В качестве промотора в процессе получения сульфонатных присадок
рекомендован фенол. Однако фенол является сильным токсичным веществом
и применение его в производстве крайне нежелательно. За границей в ка-
честве промотора при производстве высокоосновных сульфонатных приса-
док применяют воду. При этом получаемая присадка отличается высоким
качеством. На наших заводах необходимо также в ближайшее время разра-
ботать процесс карбонизации в присутствии воды. Это даст возможность
улучшить санитарные условия работы, уменьшить капиталовложения и экс-
плуатационные расходы, а также упростить схему, сохранив качество при-
садки.
Отделение механических примесей является очень важной стадией в про-
изводстве присадок. К сожалению, этому процессу при производстве приса-
док уделяется очень мало внимания. Отделение механических примесей
производится часто на малопроизводительных центрифугах, а в последнее
время для этой цели начали применять сепараторы.
Применяемый способ определения механических примесей с использо-
ванием фильтровальной бумаги «красная лента» не дает правильного пред-
ставления о содержании механических примесей. Присадка, формально
отвечающая требованиям ГОСТ, содержит механических примесей значи-
тельно больше допустимого.
178
В производстве присадок за рубежом применяется фильтрационный
способ отделения механических примесей. Для этой цели используются
фильтры Олиферы, фильтры с намывным слоем и фильтрпрессы. При этом
к фильтруемой суспензии добавляют вспомогательные фильтрующие ма-
териалы (диатомит, кизельгур и др.).
Отфильтрованные таким способом присадки обладают однородной струк-
турой и незначительным содержанием механических примесей.
По нашему мнению, вопросам фильтрации присадок необходимо уделить
самое серьезное внимание.
ПРОЕКТИРОВАНИЕ УСТАНОВОК ДЛЯ ПРОИЗВОДСТВА
АЛКИЛСАЛИЦИЛАТНЫХ ПРИСАДОК
Г. Ф. ЛАДЫГИНА
Процесс производства ал кил салицилатных присадок (АСК и МАСК)
разработан Всесоюзным научно-исследовательским институтом нефтяной про-
мышленности и состоит из следующих операций.
1. Алкилирование фенола фракцией а-олефинов (240—320 °C) в при-
сутствии катализаторов: бензолсульфокислоты при 135 °C и атмосферном
давлении; хлористого цинка в среде хлористого водорода при 140—145 °C
и атмосферном давлении; катионообменной смолы КУ-2.
2. Нейтрализация бензолсульфокислоты газообразным аммиаком при
80 °C и атмосферном давлении.
3. Отгонка фенола от продуктов алкилирования при ПО °C и остаточ-
ном давлении 60 мм рт. ст.
4. Отделение аммонийных солей бензолсульфокислоты от продуктов алки-
лирования центрифугированием при 100—110 °C и атмосферном давлении.
5. Отгонка от продуктов алкилирования непрореагировавшей фракции
а-олефинов при 173 °C и остаточном давлении 10 мм рт. ст.
6. Выделение перегонкой целевой фракции алкилфенола при 340 °C
и остаточном давлении 3 мм рт. ст.
7. Получение алкилфенолята натрия взаимодействием целевой фракции
алкилфенолов и 40%-ного раствора едкого натра в растворе ксилола при
140 °C и остаточном давлении 50 мм рт. ст. по реакции:
ОН ONa
J\ J\
| || +NaOH | || +HaO
'ЧХц \xR
8. Карбоксилирование — получение алкилсалицилата натрия взаимо-
действием алкилфенолята натрия и углекислого газа при 140—145 °C и 6 ат
по реакции: ONa ОН .А Ах°«* 1 II +СО2 — 1 (1 \XR \xr
9. Получение алкиле а лицилатных кислот (в растворе ксилола) разложе-
нием алкилсалицилата натрия 27%-ной соляной кислотой при 60 °C и атмос-
ферном давлении по реакции:
он он J\zCOONa JX//COOH \ || - +НС1 -—► [ || +NaCl Axn \xr
12*
179
10. Получение алкилсалицилата кальция (в растворе ксилола) обработ-
кой алкилсалициловых кислот, разбавленных маслом, гидроокисью кальция
при 80 °C и атмосферном давлении по реакции:
он он он
I ,соон 1 1
2|^Y +Са(ОН)2---------*\ ц-COO-Ca-COO-j^ ц
\xR \xR >4xR
11. Отделение механических примесей от алкилсалицилата кальция
в растворе ксилола центрифугированием при 60 °C.
12. Отгонка ксилола и воды от алкилсалицилата кальция (присадка
АСК) при 140 °C и остаточном давлении 50—100 мм рт. ст.
Присадка МАСК отличается от АСК повышенной зольностью. Последо-
вательность первых десяти операций в технологическом процессе та же, что
и при производстве АСК. Начиная с одиннадцатой операции, технологиче-
ская схема изменена следующим образом.
13. Отгонка ксилола и воды от алкилсалицилата кальция при 140 °C
и остаточном давлении 50—100 мм рт. ст.
14. Получение многозольного алкилсалицилата кальция в присутствии
промотора-метанола взаимодействием алкилсалицилата кальция с допол-
нительным количеством гидрата окиси кальция и .углекислым газом при
80 °C и 3 ат по реакции:
ОН ОН
I I
I^V'C00_Ca~C00~ill +Са(ОН)2 + СО2 ►
\XR ^Xr
ОН он
I I
_ _^|-СОО-Са-СОО-^| • СаСОз+ Но0
\XR \Xr
15. Отгонка метанола и воды при 110 °C и атмосферном давлении.
16. Выделение метанола из водного метанола при 67—100 °C и атмосфер-
ном давлении.
17. Отделение механических примесей от многозольного алкилсалици-
лата кальция в растворе ксилола при 60—100 °C.
18. Отгонка ксилола от многозольного алкилсалицилата кальция при
140 °C и остаточном давлении 50—100 мм рт. ст.
Первая установка по производству алкилсалицилатных присадок раз-
рабатывалась для экспериментального цеха Ленинградского ОНМЗ им. Шау-
мяна. Цель строительства этой установки — доработка всех стадий процесса
производства присадок в полупромышленных условиях и выдача исходных
данных для проектирования промышленных установок. Проектом пред-
усмотрено проведение всех стадий как периодическим, так и непрерывным
способами. Процесс алкилирования предусматривается проводить на трех
катализаторах: бензолсульфокислоте, катионообменной смоле КУ-2 и на хло-
ристом цинке в среде хлористого водорода.
Алкилсалицилат кальция (сырую присадку) можно получать двумя
способами: выделением алкилсалициловых кислот с последующим получе-
нием алкилсалицилата кальция и непосредственно обменной реакцией.
Конечной стадией в процессе производства алкилсалицилатных присадок
на Ленинградском ОНМЗ является осветление готовой продукции обработ-
кой ее перекисью водорода.
Вторая опытная установка по производству алкилсалицилатных приса-
док построена на опытной базе института Укрниигипронефть в г. Дрогобыче;
схема этой установки упрощена, процессы периодические.
180
Алкилирование предусмотрено только на одном катализаторе — бензол-
сульфокислоте, алкилсалицилат кальция получают выделением алкилсали-
циловых кислот, стадия осветления готовой присадки исключена.
Было принято решение дооборудовать установку по производству алкил-
фенольных присадок на Ярославском ОПНМЗ им. Менделеева для получе-
ния на ней небольшого количества алкилсалицилатных присадок. Первые
партии этой присадки уже получены.
В настоящее время закончено проектное задание опытно-промышленной
установки производительностью 12 000 т!год алкилсалицилатных присадок.
Проектом предусматривается проведение процесса алкилирования на двух
катализаторах: бензолсульфокислоте и хлористом цинке в среде хлористого
водорода. Получение алкилсалицилата кальция предусматривается вести
с предварительным выделением алкилсалициловых кислот разложением
соляной кислотой алкилсалицилата натрия.
При производстве алкилсалицилатных присадок сочетаются непрерыв-
ные и периодические процессы. Процессы алкилирования на бензолсульфо-
кислоте, разложение алкилсалицилата натрия, получение алкилсалици-
лата кальция производятся периодически. Процесс карбоксилирования
предусматривается проводить двумя способами: непрерывным — в пленоч-
ном реакторе и периодическим — в реакторе мешалочного типа. Все осталь-
ные процессы и операции предусмотрено проводить непрерывно.
Аммонийные соли бензолсульфокислоты (БСК) отделяются от сырого
алкилфенола на импортной центрифуге ZLZ-1500. Механические примеси
отделяют от готовой присадки в среде растворителя — ксилола в две сту-
пени— на центрифуге ZLZ-1500 и сепараторе ОРТ-ЗМ6-ЛЭ. После отделе-
ния механических примесей от готовой присадки в осадке остается около 50 %
присадки. Для извлечения присадки из осадка его промывают ксилолом,
пускают через центрифуги, удаляют из фильтрата ксилол и выделяют чистую
присадку. Осадок окончательно освобождают от ксилола в аппаратах пле-
ночного типа.
По рекомендациям ВНИИ НП в конечной стадии получения присадок
АСК и МАСК предполагается в дальнейшем осуществить окончательное
отделение механических примесей, остающихся после центрифугирования,
фильтрацией через намывной слой вспомогательного фильтрующего
материала.
В таблице приведены технико-экономические показатели производства
присадок АСК и МАСК на бензолсульфокислоте и хлористом цинке в среде
хлористого водорода.
Технико-экономические показатели производства присадок АСК и МАСК
Показатели Единицы измерения Присадка АСК Присадка МАСК
БСК znCb + Hci век ZnCb + HCl
Сырье, реагенты, растворите- ли, катализаторы (на 1 m присадки): фенол кг 165 165 165 165
фракции а-олефинов 240— 320 РС » 565 565 565 565
40%-ный раствор едкого натра » 115 115 115 115
углекислый газ » 51 51 83 83
27%-ная соляная кислота » 155 155 155 155
гидрат окиси кальция . . » 52 52 104 104
масло-разбавитель АС-6 » 500 500 500 500
КСИЛОЛ » 8,4 8,4 12 12
181
Продолжение табл.
Показатели Единицы измерения Присадка АСК Присадка МАСК
БСК ZnCla+HC] БСК ZnCh+HCl
метанол » 4 4
бензолсульфокислота . . » 26 — 26 —
аммиак » 3 — 3 —
хлористый цинк газообразный хлористый » — 6,18 — 6,18
водород Выпуск товарной продукции » — 9,9 — 9,9
в натуральном выражении Энергетические затраты (на 1 т присадки) т 12 210 12 210 12 757 12 757
тепловая энергия .... МКйЛ 1.6 1,7 1,9 2,0
электроэнергия квт/ч 292 320 355 374
вода Капитальные затраты м3 114 112 109 108
всего тыс. руб. 2287,8 2436,3 2287,8 2436,3
на 1 т готовой продукции руб. 187,8 199,5 179,3 190,9
Обслуживающий персонал . . Производительность труда на человек 112 112 112 112
одного человека Эксплуатационные расходы т/человек 109 109 114 114
всего тыс. руб. 754,2 760,8 792,1 804,9
на 1 т готовой присадки руб. 61,7 62,2 62,2 63,0
Себестоимость 1 т присадки » 289,29 291,60 283,13 285,75
Как видно из таблицы, себестоимость присадок АСК и МАСК на двух
видах катализаторов примерно одна и та же, эксплуатационные расходы
на 1 т готовой продукции при производстве на обоих катализаторах при-
мерно одинаковы, а'капитальные затраты в случае применения катализа-
тора ZnCl2 значительно превышают капитальные затраты при алкилирова-
нии на БСК.
Проектом предусматривается получение хлористого водорода со стороны,
т. е. установку алкилсалицилатных присадок необходимо строить вблизи
производств, где получают сухой хлористый водород, так как транс-
портировать его на большое расстояние в настоящее время не представляется
возможным.
Строительство установки по получению хлористого водорода в составе
установки по производству присадок нецелесообразно из-за незначительной
ее производительности и сложности изготовления аппаратуры и оборудова-
ния малых размеров. Кроме того, капитальные затраты в этом случае еще
больше увеличиваются.
Сравнивая оба способа алкилирования, необходимо отметить, что аппа-
ратурное и технологическое оформление процесса алкилирования на хлори-
стом цинке значительно усложняется. Применение в качестве катализатора
хлористого цинка ведет к потерям такого дефицитного металла, как цинк.
Отработанный хлористый цинк в виде водного раствора сбрасывается
в сточные воды, из которых его извлекают обработкой сернистым натрием,
переводя в нерастворимую в воде соль — сульфид цинка, сбрасываемую
в отвал.
Рекомендаций по возможному использованию отработанного хлористого
цинка или другой соли цинка нет. Процесс алкилирования на хлористом
цинке в достаточной мере еще не отработан даже в лабораторных условиях,
поэтому осуществлять его в промышленном масштабе еще рано.
Заменив все периодические процессы на непрерывные, можно значи-
тельно упростить производство присадок, сократив при этом эксплуатацион-
ные затраты.
182
МЕХАНИЗМ ДЕЙСТВИЯ ПРИСАДОК
О МЕХАНИЗМЕ ДЕЙСТВИЯ АНТИОКИСЛИТЕЛЕЙ ТИПА
ДИАЛКИЛДИТИОФОСФАТОВ МЕТАЛЛОВ
П. И. САНИН, В. В. ШЕР, Л. Ф. ЧЕРНЯВСКАЯ,
Н. В. МЕЛЕНТЬЕВА, Н. И. КОМИССАРОВА,
Г. Н. КУЗЬМИНА
Диалкилдитиофосфаты металлов известны как антиокислители угле-
водородов и находят применение в качестве присадок к моторным смазочным
масдам [1, 2]. Нами были исследованы диалкилдитиофосфаты различных
металлов (натрия, калия, кальция, железа, никеля, меди, цинка, бария и
свинца) и некоторых органических оснований, содержащие углеводородные
радикалы различного строения.
Как было установлено, большинство диалкилдитиофосфатов металлов
является активными антиокислителями и обладает свойствами антикорро-
зионных присадок.
В настоящее время вследствие высокой антиокислительной активности
и хорошей растворимости в минеральных маслах значительное распростра-
нение получили присадки, представляющие собой диалкилдитиофосфаты
цинка общей формулы:
(RO)2P (S) S-Zn-S (S) Р (OR')2
Углеводородные радикалы таких присадок содержат от трех до восьми —
десяти атомов углерода (отечественные присадки типа ДФ-11, зарубежные
присадки Сантолюб-493, Оробис-267, Любризол-1060).
Указанные присадки применяют в моторных маслах для карбюратор-
ных двигателей и двигателей дизеля, обеспечивая наряду с другими свой-
ствами стабильность масла против окисления кислородом воздуха.
Антиокислительные свойства диалкилдитиофосфатов металлов в зна-
чительной мере определяются присутствием в их молекуле атомов тионной
серы. Последнее было доказано сравнительными исследованиями ряда сое-
динений.
Были синтезированы цинковые соли диалкилдитиофосфорных, диалкил-
монотиофосфорных и диалкилфосфорных кислот, содержащих различные
радикалы — бутиловый, 2-этилгексиловый и гексадециловый (см. таблицу).
Диалкилдитиофосфаты, диалкилмонотиофосфаты и диалкилфосфаты цинка
Название Формула Температура плавления °C
Ди-н-бутилдитиофосфат цинка . . . Ди-2-этилгексилдитиофосфат цинка Ди-н-гексадецилдитиофосфат цинка [(C4H,O)2P(S)S]2Zn [(C8H17O)2P(S)S]2Zn l(CieH33O)2P(S)SJ2Zn 40,0-41,0 Не кристаллизуется 40,5-41,5
183
Продолжение табл.
Название Формула Температура плавления °C
Ди-н-бутилмонотиофосфат цинка . . [(C4HeO)aP(S)O]2Zn минус 12,0—минус 11,0
Ди-2-этилгексилмонотиофосфат цин- ка l(C8H17O)2P(S)O]aZn 194,0-195,0
Ди-н-гексадецилмонотиофосфат цин- ка [(C18H33O)2P(S)O]aZn 53,0—54,0
Ди-н-бутилфосфат цинка [(C4HeO)2P(O)O]2Zn 204,0-204,5
Ди-2-этилгексилфосфат цинка . . , [(C8H1,O)aP(O)O]2Zn 290,0 (с разложением)
Ди-н-гексадецилфосфат цинка . . . [(CleH33O)2P(O)O]2Zn 73,5-74,5
Основная соль ди-н-бутилдитиофос- фата цинка I(C4H(,O)2P(.S)S]3ZnaOH 152,0-153,0
На рис. 1 даны кинетические кривые окисления углеводородов (метано-
нафтеновая фракция, выделенная из дистиллятного масла Д-8 со средним
молекулярным весом 400, п“=1,4720, р*° = 0,8588) в присутствии синтезиро-
ванных соединений. Окисление проводили в приборе, описанном в работе [3].
Из рис. 1 следует, что наиболее активными антиокислителями являются
диалкилдитиофосфаты цинка (кривые 1, 2, 3)’, лишь немного менее активны
Продолжительность опыта, мин
Рис. 1. Кинетические кривые окисления углево-
дородов в присутствии диалкилдитиофосфатов, диал-
килмонотиофосфатов и диалкилфосфатов цинка
(температура окисления 150 °C; концентрация при-
садок 1 ммоль на 100 г углеводородов, или 0,5—
1,2%; номера кривых соответствуют номерам соеди-
нений в таблице).
диалкилмонотиофосфаты цин-
ка, содержащие тионную серу
(кривые 4, 5, 6). Диалкил-
фосфаты, не содержащие серу,
не обладают антиокислитель-
ными свойствами (кривые 7,
8, 9). Высбкой активностью
обладает основная соль рд-н-
бутилдитиофосфата цинка
(кривая 10). Соли такого типа
могут образовываться при
получении технических при-
садок.
Хотя присадки типа ди-
алкилдитиофосфатов цинка
применяются на практике,
механизм их действия как
антиокислителей изучен не-
достаточно. Согласно совре-
менным представлениям оки-
сление углеводородов в
жидкой фазе протекает по
цепному механизму [4—6 ].
Начало окисления включает
зарождение цепи и реакции,
приводящие к- образованию
гидроперекиси:
RH---► R- +Н-
R- + О2---- ROa-
RO2- +RH----► ROOH + R-
При отсутствии антиоки-
слителя цепь окисления
184
6
-5
§3000
в
гй”
1
4
может обрываться в результате рекомбинации радикалов; при распаде
гидроперекиси образуются новые свободные радикалы (вырожденное развет-
вление цепи) и устойчивые продукты окисления — спирты, кетоны и кислоты.
Антиокислители могут предотвращать зарождение цепи и обрывать цепь
окисления (деактивация углеводородных и перекисных радикалов, разло-
жение гидроперекиси).
Диалкилдитиофосфаты металлов принято относить к антиокислителям,
способным прерывать цепные реакции окисления за счет разложения гидро-
перекисей [7, 8].
К. И. Иванов и Е. Д. Вилянская [6]
установили, что антиокислители углеводо-
родов (нефтяных масел) самой различной
природы можно разделить на три группы.
Представители первой группы (п-оксиди-
фениламин, фенил-0-нафтиламин) способ-
ны задерживать окисление только при до-
бавлении их в углеводородное масло до
начала реакции окисления; представители
второй группы (0-нафтиламин, п-амино-
фенол и др.) задерживают окисление не
только будучи введенными до начала оки-
сления, но и при добавлении их на раз-
личных стадиях процесса; аналогично дей-
ствуют и антиокислители третьей группы
(ионол), но они могут задерживать про-
цесс окисления лишь в автокаталитиче-
ской стадии. ,В соответствии с этим все
испытанные антиокислители задерживают
образование гидроперекисей и только
антиокислители второй и третьей групп
способствуют их разложению в процессе
окисления.
Диалкилдитиофосфаты металлов отно-
сятся ко второй группе антиокислителей.
Они задерживают реакцию окисления
углеводородов как до начала окисления,
так и в процессе окисления на самых глу-
боких стадиях его развития.
На рис. 2 и 3 приведены данные, характеризующие в этом отношении
диалкилдитиофосфаты металлов. Окисление проводили в циркуляционном
приборе с автоматической компенсацией расходуемого кислорода. Из рис. 2
видно, что диалкилдитиофосфат цинка добавляли в углеводороды до их
окисления (кривая 2), а также через 20 и 32 мин после начала окисления
(максимальная скорость окисления; кривые 3 и 4).
Полученные кривые поглощения кислорода свидетельствуют о том, что
взятый диалкилдитиофосфат цинка активно задерживает окисление на всех
его стадиях.
Следует отметить своеобразный характер хода окисления после добавле-
ния диалкилдитиофосфата в уже развитый процесс окисления. Активное
действие антиокислителя проявляется не тотчас, а лишь через некоторое
время, после чего наступает стабильное торможение процесса.
При аналогичных опытах с антиокислителями другой химической при-
роды (амины, фенолы), как правило, наблюдается сначала резкое и относи-
тельно кратковременное торможение окисления, а затем скорость процесса
возрастает до скорости окисления незащищенных углеводородов (кривые 5
и 6).
В опытах окисления содержание гидроперекисей определяли иодо-
метрическим методом электрометрическим титрованием (метод полной
185
| 1000 -
§
I
§
С5
-3
2
•у—
юо гоо зоо ^оо
Продолжительность опыта, ыин
Рис. 2. Влияние антиокислителей на
процесс окисления углеводородов
(температура окисления 150 °C; кон-
центрация антиокислителя 1 ммоль
на 100 г углеводородов):
1 — окисление чистых углеводородов; 2,
3,4 — окисление углеводородов, содержа--
щих [(CieHs,O)2P(S)S]2Zn; 5, в — окис-
ление углеводородов, содержащих бензил-
п-аминофенол
О
i зооо
/00 200 300
Продолжительность опыта, мин
Рис. 3. Влияние ди-и-октадецилдитиофосфата цинка
на процесс окисления углеводородов (температура
окисления 150 °C):
1 — поглощение кислорода при окислении углеводородов;
г — поглощение кислорода при окислении углеводородов
после добавления [(C18Ha,O)2P(S)S]2Zn (1 ммоль на 100 г
углеводородов, или 1.3%); з — содержание гидроперекисей
в окисленных углеводородах; 4 — содержание гидропереки-
сей в окисленных углеводородах после добавления
I(Ci8Ha,O)8P(S)S]2Zn.
остановки) [9, 10 ] с помощью полуавтоматического прибора. Для измерения
силы тока был применен индикатор с полупроводниковым усилителем. Полу-
ченные результаты выражали в миллилитрах сантинормального раствора
гипосульфита, пошедшего на
титрование 1 г окисленного
продукта(перекисное число),
или в весовых процентах,
условно принимая средний
молекулярный вес гидропе-
рекисей, равным 432.
На рис. 3 приведены ки-
нетические кривые поглоще-
ния кислорода при окислении
углеводородов (кривая 7),
после добавления к ним
диалкилдитиофосфата цинка
(кривая 2), а также соответ-
ствующие кривые содержания
гидроперекисей (кривые 3 и
4). Диалкилдитиофосфат цин-
ка добавляли через 28 мин
после начала окисления.
В этот момент окисляемые
углеводороды содержали
3,9% гидроперекисей (пере-
кисное число 18,2 мл 0,01 н.
раствора гипосульфита). Из
приведенных данных следует,
что торможение процесса оки-
сления в присутствии анти-
окислителя сопровождается
резким снижением содержа-
ния гидроперекисей в окисляемых углеводородах (кривая 4); уже через
12 мин после ввода диалкилдитиофосфата цинка содержание гидроперекисей
составило 0,73%, а через 32 мин—0,18%.
Рис. 4. Изменение концентрации ди-н-бутилдитиофосфата цинка и гидроперекисей в про-
цессе окисления углеводородов (температура окисления 150 °C; концентрация ди-н-бутил-
дитиофосфата цинка 0,25 л1люль на 100 г углеводородов):
1 —поглощение кислорода; 2 — содержание диалкилдитиофосфата; з —содержание гидроперекисей.
В опытах, результаты которых приведены на рис. 3, определяли также
содержание диалкилдитиофосфата цинка. Определение проводили электро-
метрическим титрованием спирто-бензольного раствора окисленного продукта
азотнокислым серебром [11 ]; использовали тот же полуавтоматический
186
прибор с той же системой измерения силы тока, что и при определении содер-
жания гидроперекисей.
Через 12 мин после добавления .1,2% диалкилдитиофосфата цинка,
наряду с резким уменьшением содержания гидроперекисей, его содержание
в окисляемых углеводородах практически понизилось до нуля и в течение
всего опыта окисления составляло не более 0,03%, что лежит в пределах
возможной ошибки самого определения. Примером параллельного измене-
ния концентрации диалкилдитиофосфата и гидроперекисей при окислении
углеводородов служат соответствующие кривые на рис. 4.
В этих опытах начальная концентрация ди-н-бутилдитиофосфата цинка
в углеводородах составляла 0,14% (0,25 ммолъ). При начальной концентра-
ции этого антиокислителя 0,38% (0,7 ммолъ) вид кинетических кривых со-
храняется, но антиокислитель полностью расходуется за 11 ч, а количество
гидроперекисей в течение всего
опыта, длившегося 25 ч, было
менее 0,1 %; соответственно рас-
ход кислорода за весь опыт
составил лишь 240 мл на 100 г
углеводородов (при окислении
чистых углеводородов в течение
2 ч расход кислорода 2200 мл).
Таким образом, диалкил-
дитиофосфаты металлов задер-
живают образование гидропере-
кисей и уменьшают их содержа-
ние в процессе окисления угле-
водородов *.
На рис. 5 приведены типич-
ные кинетические кривые расхо-
дования кислорода при окисле-
нии чистых углеводородов
(кривая 1), углеводородов, со-
держащих известные антиокис-
лители — фенолы и амины
Продолжительность окисления, мин
Рис. 5. Кинетические кривые расходования
кислорода:
1 — чистые углеводороды; 2 — углеводороды, содержа-
щие известные антиокислители (фенолы, амины); 3 —
углеводороды, содержащие диалкилдитиофосфат метал-
ла; 4 — то же при меньшей концентрации диалкилди-
тиофосфата металла.
(ионол, р-нафтиламин, бензил-и-аминофенол и др.; кривая 2), и углеводо-
родов, содержащих диалкилдитиофосфаты металлов (кривые 3 и 4).
Из рис. 5 видно, что диалкилдитиофосфаты металлов, так же как и не-
которые другие ингибиторы, задерживают процесс окисления в начальной
стадии и соответственно увеличивают индукционный период окисления.
Можно полагать, что в начальной стадии диалкилдитиофосфаты металлов
предотвращают зарождение цепей окисления (деактивация радикалов).
В этой стадии окисления диалкилдитиофосфаты действуют наиболее активно
(увеличивают индукционный период окисления) в том случае, когда в угле-
водородах до начала окисления отсутствуют продукты окисления и прежде
всего гидроперекиси; кроме того, диалкилдитиофосфаты некоторых металлов,
например никеля, вообще не влияют на величину индукционного пе-
риода .
Как было показано выше, диалкилдитиофосфаты металлов подобно
известным ингибиторам также понижают содержание гидроперекисей в окис-
ляемых углеводородах.
Диалкилдитиофосфаты металлов отличаются от антиокислителей дру-
гой химической природы тем, что в присутствии диалкилдитиофосфатов
торможение развитого процесса окисления приводит к меньшей глубине
окисления [13]. Последнее видно из сравнения кривых 2 и 4 (см. рис. 5).
Это свойство присуще всем исследованным диалкилдитиофосфатам металлов
* Некоторые данные о влиянии других типов присадок на содержание гидропере-
кисей в маслах в реальных условиях работы двигателя приведены в работе [12].
187
и, по-видимому, будет иметь существенное значение при их практическом
применении.
Сильное торможение развитого, процесса окисления, по-видимому,
может быть связано с образованием продуктов взаимодействия диалкилди-
тиофосфатов металлов (вернее, продуктов их термических превращений)
с продуктами окисления углеводородов, в первую очередь гидроперекисями.
Такое взаимодействие приводит к образованию новых веществ, являющихся
антиокислителями и тормозящих процесс окисления углеводородов. То
обстоятельство, что механизм действия диал’килдитиофосфатов металлов как
антиокислителей связан с образованием вторичных продуктов химических
превращений самих диалкилдитиофосфатов металлов, было показано пря-
мым путем — исследованием
Рис. 6. Термограмма, .полученная при нагревании
диизобутилдитиофосфата цинка [(C4HeO)aP (S) S]2Zn.
Точки 5 — температурные пределы, до которых проводилось
повторное нагревание.
продуктов термической обработки некоторых
диалкилдитиофосфатов ме-
таллов.
Одним из методов
определения термических
превращений вещества яв-
ляется дифференциально-
термический анализ, кото-
рый позволяет определить
температурные границы
превращений вещества по
тепловым эффектам наблю-
даемым на термограмме.
На рис. 6 приведена
термограмма диизобутил-
дитиофосфата цинка
[(С4Н9О)2 P(S)S]aZn, тем-
пература плавления кото-
рого 110,5—111,0 °C.
Термограмма получена
на пирометре Курнакова
с автоматической записью.
Навеска диалкилдитиофосфата составляла 0,15 г, в качестве эталона
брали прокаленную окись алюминия. Спай дифференциальной термопары
для предохранения от действия продуктов разложения диалкилдитиофосфата
помещали в кварцевый чехол. Навеску нагревали от 20 до 400° С. Характер
термограммы при нагревании как в атмосфере воздуха, так и в аргоне, был
одинаков.
На термограмме первый пик (температура 102—110° С) соответствует
эндотермическому эффекту плавления диалкилдитиофосфата цинка. При
дальнейшем повышении температуры, примерно со 162° С, наблюдается ряд
тепловых эффектов, свидетельствующих о сложных термических превраще-
ниях диизобутилдитиофосфата цинка. На термограмме фиксируются экзо-
термический эффект с двумя максимумами при 225 и 230° С, эндотермиче-
ский эффект с минимумом при 235° С и, наконец, экзотермический эффект
с максимумом при 280° С. Таким образом, диизобутилдитиофосфат цинка
претерпевает химические превращения в интервале 160—300° С.
В соответствии с полученными данными были выбраны температуры,
до которых проводили предварительное нагревание различных образцов
диизобутилдитиофосфатов цинка в условиях термографирования. На термо-
грамме точки, соответствующие этим температурам, указаны стрелками.
Диизобутилдитиофосфат цинка, после нагревания до соответствующей тем-
пературы, вводили в углеводороды (1 ммоль исходной соли на 100 г углево-
дородов), которые окисляли по указанной методике.
На рис. 7 приведены кривые поглощения кислорода при окислении
углеводородов, содержащих диизобутилдитиофосфат цинка, предварительно
нагретый в условиях термографирования до различных температур.
188
Рис. 7. Кинетические кривые поглощения ки-
слорода при окислении углеводородов, содержа-
щих диизобутилдитиофосфат цинка, подвергну-
тый термическому воздействию при различных
температурах (температура окисления 150 °C):
1 — углеводороды, содержащие диизобутилдитиофосфат
цинка; 2 — углеводороды, содержащие диизобутилдитио-
фосфатцинка, предварительно нагретый до 150 °C; а —
то же до 225 °C; 4 — то же до 245 °C; 5 — то же до 320 °C.
На рис. 7 видно, что образец диизобутилдитиофосфата цинка, подвер-
гнутый нагреванию до 155° С, когда еще не обнаруживаются тепловые эф-
фекты его превращения, обладает той же активностью, что и исходный обра-
зец (кривые 1 и 2). Нагревание другого образца до температуры 225° С,
которой соответствует ясно выраженный первый экзотермический эффект,
резко повышает активность препарата (кривая 3). При нагревании образца
до более высокой температуры его активность уменьшается (кривая 4), а при
нагревании до 320° С (кривая 5) — почти полностью теряется.
Аналогичные опыты с другими диалкилдитиофосфатами цинка, а также
диалкилдитиофосфатами бария и никеля дали те же результаты.
Интересно отметить, что
термограммы, полученные при
нагревании диалкилмонотио-
фосфатов цинка, по виду весьма
близки к термограммам соответ-
ствующих диалкилдитиофосфа-
тов. Это еще раз подтверждает
специфическую особенность со-
единений, содержащих тионную
серу.
Таким образом, повышение
антиокислительной активности
диалкилдитиофосфатов метал-
лов при действии высоких тем-
ператур действительно может
быть связано с их термическими
превращениями и образованием
новых веществ, обладающих
значительной химической актив-
ностью. Судя по термограмме,
эти новые вещества образуются
в начальной стадии термических
превращений диалкилдитиофос-
фатов металлов. Взаимодей-
ствуя с гидроперекисями в про-
цессе окисления, они образуют
соединения, также обладающие
свойствами антиокислителей.
Химические превращения
антиокислителей в процессе
автоокисления — явление хорошо известное. Особенность диалкилдитиофос-
фатов заключается в том, что эти превращения приводят к образованию
веществ с высокой антиокислительной активностью.
Химическая природа веществ, образующихся при термической обработке
диалкилдитиофосфатов металлов, изучена еще недостаточно. Имеется лишь
несколько работ, посвященных термическим превращениям диалкилдитио-
фосфатов, которые проводились в связи с решением других вопросов [14—
17].
Приведенные нами данные о некоторых особенностях антиокислителей
типа диалкилдитиофосфатов имеют существенное значение для дальнейшего
исследования механизма действия антиокислителей этого типа. Задача за-
ключается в более глубоком изучении химической природы активных ве-
ществ, образующихся при термических превращениях диалкилдитиофосфа-
тов, а также соединений, образующихся при их взаимодействии с продук-
тами окисления углеводородов.
Полученные результаты имеют также и существенное практическое зна-
чение, так как дают возможность по-новому рассмотреть вопрос о термиче-
ской устойчивости присадок этого типа. До настоящего времени температура
189
начала разложения (химических щ)евращений)-диалкилдитиофосфатов метал-
лов рассматривалась только как температурный предел практического их
применения.
выводы
1. Антиокислители типа диалкилдитиофосфатов металлов тормозят про-
цесс окисления углеводородов в его начальной стадии, по-видимому, за счет
деактивации образующихся радикалов. Вместе с тем диалкилдитиофосфаты
металлов задерживают процесс окисления на глубоких стадиях развития
процесса, понижая концентрацию гидроперекисей в окисляемых углеводо-
родах.
2. Диалкилдитиофосфаты металлов в процессе окисления углеводородов
при повышенных температурах претерпевают химические превращения
с образованием веществ, которые взаимодействуют с продуктами окисления
углеводородов, преимущественно с гидроперекисями. В результате этого
взаимодействия в свою очередь образуются антиокислители, тормозящие
процесс окисления углеводородов.
3. Антиокислительные свойства диалкилдитиофосфатов в значительной
мере определяются присутствием в их молекуле атомов тионной серы.
ЛИТЕРАТУРА
1. Санин П. И., Ш е р В. В., Химия и технология топлив и масел, № 3, 38 (1957).
2. С а н и н П. И., Шер В. В., Никитская Е. А., Химия и технология
топлив и масел, № 8, 24 (1958).
3. Санин П. И., Ш'ер В. В., Чернявская Л. Ф., Acta Chemical Acacle-
miae scicntiarum Hungaricae, 1963, стр. 381.
4. С e и e н о в H. H., О некоторых проблемах химической кинетики и реакционной
способности, Изд. АН СССР, 1958.
5. Э ма нуэ ль Н. М., Окисление углеводородов в жидкой фазе, Изд. АН СССР,
1959, стр. 9.
6. И в а н о в К. И., Вилянская Е. Д., Окисление углеводородов в жидкой
фазе, Изд. АН СССР, 1959, стр. 77.
7. Larson R., Scient. Lubrication, 10, № 8, 12 (1954).
8. Kennedy G. W., Patterson W. Z., Ind. and Eng. Chem., 48, № .1 (1956).
9. Wagner C. D., Smit t R. H., Peters E. D., Anal. Chem., 19, №12,
976 (1947).
10. Abrahamson E. W., Linschitz H., Anal. Chem., 24, № 8, 1355 (1952).
И. Алексаниан К., Артозуль Ж., Ав иго Г., Бернелен Б., Боа-
се л е А., Ш а т е м о Г., Курте Р., IV Всемирный нефтяной конгресс, Гос-
топтехиздат, т. 6, 1956, стр. 384.
12. Д р у ж и н и н а А. В., Ц и г у р о Т. А., Филиппов В. Ф., сб. «Присадки
к маслам и топливам», Гостоптехиздат, 1961, стр. 247.
13. Санин П. И., Ш е р В. В., Чернявская Л. Ф., Мелентьева Н. В.,
Г л у х о д е д И. С., сб. «Присадки к маслам и топливам», Гостоптехиздат, 1961,
стр. 87.
14. Min g-T eng I., Wear Amsterdam, 3, 309 (1960).
15. Legate С. E., Burnham H. D., Anal. Chem., 32, 1042 (1960).
16. Санин П. И., Ульянова А. В., Нефтехимия, 3, № 5, 775 (1963).
17. Luther Н., Sinha S. К., Erdol und Kohle, Erdgas Petrochemic, 17, № 2,
91 (1964).
О ВЗАИМОДЕЙСТВИИ АРОМАТИЧЕСКИХ АМИНОВ
С ГИДРОПЕРЕКИСЯМИ УГЛЕВОДОРОДОВ
Е. Д. ВИЛЯНСКАЯ, К. И. ИВАНОВ, А. В. КОРЯКИН
Согласно современным представлениям механизм действия ингибиторов
на реакцию окисления жидких углеводородов заключается во взаимодей-
ствии ингибиторов с промежуточными продуктами окисления: гидропереки-
сями, перекисными и углеводородными радикалами. Учитывая, что наиболее
активными антиокислителями являются представители ряда ароматических
190
аминов, фенолов и аминофенолов, особый интерес представляют их реакции
с веществами, моделирующими активные кислородсодержащие соединения,
образующиеся при окислении. Изучению этих реакций посвящено большое
количество работ как химического, так и физико-химического направления.
Выделены продукты превращения различных антиокислителей в окисли-
тельных реакциях, в том числе стабильные радикалы, присутствие которых
доказано методом электронно-парамагнитного резонанса.
Однако в большинстве случаев условия, при которых исследовали
взаимодействие аминов с гидроперекисями, значительно отличаются от усло-
вий окисления жидких углеводородов, в том числе от условий окисления
нефтяных турбинных масел.
Механизм действия аминных антиокислителей
изучали на простейшем ароматическом амине —
анилине. Из работ С. Э. Крейна с сотрудниками
известно, что анилин проявляет антиокислитель-
ные свойства только в очень высоких концентра-
циях (—3%) [1 ]. Нами было установлено, что при
окислении белого медицинского масла по ГОСТ
981—55 (через 30 г масла барботировалось
200 мл!мин кислорода при 120 °C) концентрация
анилина, при которой проявляется его антиоки-
слительное действие, составляет от 1,5 до 3%.
Отмечено также, что при этой концентрации
в случае введения анилина в окисляющееся масло
процесс сильно ускоряется — кислотное число
резко увеличивается, масло темнеет, появляется
осадок. Результаты опыта показывают, что ани-
лин, добавленный в окисленное масло, взаимодей-
ствует с активными промежуточными продуктами
реакции (перекисями и перекисными радикалами),
образуя при этом новые азотсодержащие ради-
калы, по активности превосходящие радикалы,
присутствующие в масле, и обусловливающие
дальнейшее развитие реакции окисления (рис. 1).
Интересно отметить, что гомологи анилина, име-
Прсдолмшпепьность опыта, о
Рис. 1. Влияние анилина
на ход окисления масла:
1 — без анилина; 2 — анилин
внесен до начала опыта; з —
анилин внесен через 5 ч после
начала опыта.
ющие заместители в бензольном ядре (о-, м- и
n-то луидины), ведут себя аналогично анилину, в то время как метил- и
диметиланилины не обладают способностью ускорять реакцию при введении
их в окисляющееся масло.
При более подробном изучении действия анилина на автокаталитическую
стадию реакции окисления белого нефтяного масла оказалось, что обраще-
ние ингибирующей способности анилина также связано с присутствием
в масле промежуточных продуктов, образующихся при распаде гидропере-
киси изопропилбензола в присутствии нафтената меди. Так, было экспери-
ментально показано, что при добавлении анилина в белое масло, окисление
которого ускорялось радикалами СНз-(образовавшимися при распаде пере-
киси ацетила), гидроперекисью изопропилбензола или перекисными ради-
калами, полученными из нее при добавлении нафтената кобальта, или нафте-
натом железа, положительного каталитического эффекта не происходит.
Только при введении анилина в масло, окисление которого было ини-
циировано гидроперекисью изопропилбензола и нафтенатом меди, способ-
ствующим разложению гидроперекиси на радикалы RO- и НО-, скорость
реакции увеличивается (рис. 2).
Таким образом, обращение ингибирующего влияния анилина на окисле-
ние белого масла, по-видимому, связано с взаимодействием его с радика-
лами RO-, а не R- и ROa-.
При изучении термического распада гидроперекиси изопропилбензола
в присутствии анилина, нафтенатов кобальта и меди и их смесей оказалось,
191
что сам анилин несколько задерживает распад гидроперекиси, нафтенаты
кобальта и меди ускоряют процесс в 2—3 раза; приблизительно также дей-
ствует смесь анилина и нафтената кобальта, в то время как смесь анилина
и нафтената меди ускоряет реакцию разложения перекиси в 8—10 раз (рис. 3).
В свете полученных результатов было интересно изучить также реак-
цию взаимодействия анилина с алкильными и арильными гидроперекисями
и попытаться установить структуру получающихся продуктов. Для этой
работы применяли свежеперегнанный анилин с = 1,5859; гидроперекись
изопропилбензола превращали в натриевую соль, подвергали соль много-
кратной очистке, а затем разлагали водный раствор соли разбавленной сер-
Продолжительность
опыта, ч
Рис. 2. Влияние добавления 3 вес* %
анилина на окисление масла, иницииро-
ванное различными катализаторами
окисления:
1 — 0,03 вес. % гидроперекиси ацетила; 2—
0,003 вес. % гидроперекиси кумола; з —
0,03 вес. % гидроперекиси кумола и 0,01 вес. %
нафтената кобальта; 4 — 0,03 вес. % гидропе-
рекиси кумола и 0,01 вес. % нафтената меди;
5 — 0,03 вес. % гидроперекиси кумола и
0,01 вес. % нафтената меди в присутствии
3 вес. % анилина.
Продолжительность опыта, ч
Рис. 3. Влияние различных добавок на тер-
мический распад гидроперекиси кумола:
1 — без добавок; 2 — 3 вес. % анилина; з —
6,01 вес. % нафтената меди; 4 — 0,01 вес. % нафте-
ната меди и 3 вес. % анилина; 5 — 0,01 вес. % на-
фтената кобальта; в — 0,01 вес. % нафтената ко-
бальта и 3 вес. % анилина.
ной кислотой (при охлаждении), отмы-
вали гидроперекись дистиллированной
водой и сушили над свежепрокаленным
сернокислым натрием.
К раствору 1 г анилина в 25 мл бензола добавляли 1,5 г гидроперекиси
изопропилбензола, растворенной в том же количестве бензола. Смесь оста-
вляли на ночь при комнатной температуре. Затем отгоняли бензол под ваку-
умом, а остаток, представляющий собой бледно-желтое масло, переносили
на часовое стекло и помещали в охладительную смесь. Масло постепенно
закристаллизовывалось; образовавшиеся кристаллы после удаления маточ-
ного раствора и тщательной промывки охлажденным петролейным эфиром
плавились при 28—29° С, а при взаимодействии с иодистым калием в них
обнаружили перекись.
При, определении молекулярного веса полученного вещества криоско-
пическим методом получили величину, среднюю между молекулярными
весами анилина и гидроперекиси изопропилбензола. Аналогично были полу-
чены кристаллические продукты взаимодействия гидроперекиси изопропил-
бензола с а- и р-нафтиламинами.
Продукт взаимодействия а-нафтиламина с гидроперекисью изопропил-
бензола представляет собой кристаллическое вещество темно-красного цвета,
плавящееся при 18—19 °C и легко растворяющееся в бензоле и спирте и плохо
в петролейном эфире. Содержание активного кислорода, определенное стан-
нометрическим методом, показало, что молекулярный вес его равен 295,
что соответствует сумме молекулярных весов а-нафтиламина и гидроперекиси
изопропилбензола, по криоскопическому методу молекулярный вес соста-
192
вил 145. Последнее указывает, что при взаимодействии а-нафтиламина и ани-
лина с гидроперекисью получаются очень неустойчивые соединения, которые
диссоциируют на исходные вещества при растворении их в бензоле при ком-
натной температуре.
Р-Нафтиламин взаимодействует с гидроперекисью изопропилбензола,
давая соединение красного цвета, плавящееся при 121° С. Это соединение
ведет себя аналогично продукту, полученному при взаимодействии а-нафтил-
амина с гидроперекисью изопропилбензола.
Все три продукта были подвергнуты спектральному анализу. Спектры
гидроперекиси изопропилбензола, анилина и продукта их взаимодействия
измеряли на спектрометре UR-10 в области от 4000 до 400 см-1 при толщине
слоя 0,01 мм. Продукт конденсации гидроперекиси с анилином снимали
в виде пасты во фторированном и вазелиновом маслах.
При сопоставлении инфракрасных спектров поглощения гидроперекиси
и анилина со спектром продукта их конденсации оказалось, что в последнем
присутствуют все частоты первоначальных веществ и нет новых полос погло-
щения. Однако в продукте конденсации отмечены следующие изменения.
1. Валентное колебание гидроксила в гидроперекисной группе сме-
щается с 3420 до 3330 см"1. Однако в области деформационных колебаний
гидроперекисной группы изменений не обнаружено (1335 см-1). Не обнару-
жено изменений для полосы поглощения с частотой 585 см-1 перекисной
группы.
2. Полоса поглощения гидроперекисной группы (800 см-1), колебание
двугранного угла х между плоскостями перекисной и гидроперекисной групп,
крутильное колебание этих групп (800 см-1), а также колебание группы 0—0
[3] не смещаются, но отношение их интенсивностей резко изменяется. В гид-
роперекиси изопропилбензола отношение интенсивностей полосы с частотой
840 см-1 к полосе с частотой 880 см-1 равно 8, в то время как для продукта
конденсации оно равно 4. Уменьшение интенсивности полосы поглощения
с частотой 840 см-1 может происходить при наличии водородной связи, что
и наблюдается для гидроперекисей карбоновых кислот [1, 2].
3. Полосы поглощения, относящиеся к валентным колебаниям амино-
группы, претерпевают следующие изменения: частоты 3430 и 3355 см-1 сме-
щаются до 3450 и 3380 см-1, причем это смещение происходит в противопо-
ложном направлении, чем при образовании водородной связи атомами
водорода аминогруппы.
На основании спектральных данных можно сделать вывод, что в про-
дукте конденсации гидроперекиси с анилином имеется водородная связь
типа
Н
I /
Детальное изучение инфракрасных спектров поглощения продуктов
конденсации гидроперекиси изопропилбензола с анилином и а- и 0-нафтил-
аминами, а также исходных соединений, показало, что в продуктах конден-
сации гидроперекиси с а- и (J -нафтиламинами сохраняется перекисная груп-
пировка СОО (585 см-1), но не гидроперекисная, так как интенсивность полос
поглощения гидроксильной группы гидроперекиси значительно умень-
шается (3450 см-1 для ОН, 1335 см-1 для ООН, 840 см-1 для СОО, ООН).
Вместе с тем в спектрах поглощения было отмечено появление двух полос
поглощения: 1600—1610 см-1 и 1640—1650 см-1, в то время как для продукта
конденсации анилина имеется одна полоса (1610 см-1). Полосу поглощения
с частотой 1640—1650 см-1, по-видимому, следует отнести к деформацион-
+
ному колебанию —NH3. Спектральные данные позволяют сделать предположе-
ние, что в продуктах конденсации гидроперекиси изопропилбензола с а-
13 Заказ 60.
193
и р-нафтиламинами протон гидроперекисной группы присоединяется к азоту
+
аминной группы с образованием NHa по следующей схеме:
Возможно, что данный продукт конденсации с внутриионизированной
>нь прочное соединение, которое в дальнейшем
перегруппировывается в соединение красного
или фиолетового цвета .типа:
Продолжительность опыта,ч
Рис. 4. Влияние добавки гидро-
перекиси кумола и продукта
конденсации анилина и гидро-
перекиси кумола на ход оки-
сления масла:
1 — без добавки; 2 — 0,04 вес. %
гидроперекиси кумола; 3 —
0,07 вес. % продукта конденсации
до начала опыта; 4 — 0,07 вес. %
продукта конденсации через 6 ч
после начала опыта.
Это предположение подтверждается тем,
что при подкислении комплекс обесцвечивается
и распадается по следующей схеме:
\ _ + /Н
-7С-О-О— -HNH=< )< +Н+--------
Z /=\Хн
н
\ I
—► 2-cooh+n-r
н
Таким образом, установлено, что при вза-
имодействии гидроперекиси изопропилбензола
с первичными ароматическими аминами, не
имеющими заместителей в ядре, образуются
весьма нестойкие соединения, распадающиеся
при растворении в бензоле и обладающие до-
полнительными по сравнению с исходными ве-
ществами связями.
В связи с этим было интересно выяснить
также характер влияния этих продуктов и
прежде всего продукта конденсации анилина
и гидроперекиси изопропилбензола на процесс
окисления белого масла. Оказалось, что при
добавлении к белому маслу 0,007 вес. % этого вещества перед началом окис-
ления реакция тормозится. Содержание гидроперекиси при этом составляет
0,04% (т. е. то количество, которое обусловливает быстрое окисление масла),
а анилина всего 0,03%. При сравнении этих результатов с данными, получен-
ными при окислении масла в присутствии чистого анилина, добавленного
до начала реакции, видно, что в последнем случае реакция замедляется при
введении анилина в концентрации, в 50 раз меньшей, чем в первом. Кроме
того, при введении 0,04% продукта конденсации в автокаталитической ста-
дии реакция тормозится, а при введении чистого анилина (1,5—3%) на этой
же стадии процесс резко ускоряется (рис. 4).
Таким образом, можно предположить, что при взаимодействии анилина
с гидроперекисью изопропилбензола происходит активация анилина как
антиокислителя, а гидроперекись изопропилбензола теряет свойства инициа-
тора окисления. При этом активированный анилин уже не реагирует с про-
194
межуточными продуктами, образуя еще более активный радикал, но действует
как антиокислитель третьей группы *, замедляя скорость протекающего
процесса окисления.
Дальнейшее исследование реакции гидроперекиси изопропилбензола
с аминами показало, что вторичные и третичные, а также первичные арома-
тические амины с заместителями в ядре не способны к образованию подобных
соединений. Попытки получить комплексные или солеобразные соединения
гидроперекиси изопропилбензола с дифениламином, о-толупдином, трифе-
ниламином и фенил-р-нафтиламином не привели к положительному ре-
зультату. Согласно данным А. Ф. Луковникова и А. Л. Корпцкого [3] при
взаимодействии дифениламина, а также фенил-р-нафтиламина с гидропере-
кисью изопропилбензола получаются азот-оксирадикалы.
выводы
1. Анилин тормозит процессы окисления углеводородов белого масла,
инициированные перекисными и углеводородными радикалами, а также
гидроперекисями, и в то же время резко ускоряет реакцию, инициирован-
ную радикалами RO-.
2. Анилин в чистом виде задерживает процесс термического распада
гидроперекиси изопропилбензола, а в смеси с нафтенатом меди, вызывающим
распад перекиси на радикалы RO- и НО-, значительно ускоряет его.
3. Взаимодействие первичных ароматических аминов без заместителей
в ядре с гидроперекисью изопропилбензола приводит в случае анилина к об-
разованию кристаллических продуктов с водородной связью но азоту, а в слу-
чае а- и р-нафтиламинов — к образованию кристаллических солеобразных
продуктов, по-видимому, обладающих внутриионизированной водородной
связью.
4. Продукт конденсации анилина с гидроперекисью изопропилбензола
обладает антиокислительной активностью, значительно превышающей актив-
ность анилина, и может рассматриваться как промежуточное соединение,
образующееся при взаимодействии аминов с гидроперекисями в процессе
окисления нефтяных масел.
5. Вторичные и третичные ароматические амины, а также первичные,
имеющие заместители в ядре, подобных соединений не образуют.
ЛИТЕРАТУРА
1. Крейн С. Э., Докторская диссертация, Москва, 1946.
2. Иванов К. И., В и л я н с к а я Е. Д., Химия и технология топлив и масел,
№ 4, 1958.
3. Луковников А. Ф., К о р и ц к и й А. Л., ДАН СССР, 147, 1125 (1962).
ОКИСЛЕНИЕ УГЛЕВОДОРОДОВ МАСЕЛ В УСЛОВИЯХ РАБОТЫ
ДВИГАТЕЛЯ
А. В. ДРУЖИНИНА, Т. А. ЦИГУРО
Влияние основных типов присадок на эксплуатационные свойства
и окисление масел в двигателе внутреннего сгорания освещены в ранее
опубликованных работах [1, 2].
В настоящем сообщении излагаются материалы по изучению влияния
строения углеводородов на образование различных видов кислородсодержа-
щих веществ, а также на распределение кислорода, расходуемого в процессе
окисления масел в двигателе, между различными продуктами окисления.
* По классификации, предложенной ранее [2].
13*
195
Исследования показали, что масло окисляется в картере работающего
двигателя и на смазываемой картерным маслом поверхности цилиндров
и поршней двигателя. Продукты окисления масла, образующиеся в картере,
составляют менее 2% их общего количества, т. е. основную роль в загряз-
нении масла играют процессы окисления его в цилиндро-поршневой части
двигателя.
В процессе работы двигателя внутреннего сгорания происходит окисле-
ние (горение) топлива и частично масла. Кроме того, в маслах образуются
продукты неполного окисления. Часто считают, что масло в процессе работы
двигателя окисляется преимущественно с образованием этих продуктов
и частично расщепляется под влиянием термических воздействий. В лите-
ратуре не имеется сведений о распределении кислорода, поступающего
с топливо-воздушной смесью в двигатель и идущего на образование продуктов
горения топлива и продуктов окисления масла. Опыты показали, что только
30% поступающего кислорода расходуется на окисление топлива. Для
окисления и выгорания масла и его компонентов необходимы следующие
количества кислорода (в %):
Масло СУ................................1,85
нафтено-парафиновые углеводороды.........2,01
малоциилические ароматические углеводороды 1,19
полициклические ароматические углеводороды 1,49
Масло АС-10,7.......................... 1,12
нафтено-парафиновые углеводороды........2,02
ароматические углеводороды..............0,82
Таким образом, кислород, расходуемый при выгорании и окислении
масла, составляет 2,7—6,3% всего кислорода, затрачиваемого на горение
и окисление топлива и масел. Приведенные данные характеризуют окисли-
тельную устойчивость масел и составляющих их углеводородов. Ароматиче-
ские углеводороды, особенно малоциклические, наиболее устойчивы.
Данные, приведенные в табл. 1, показывают, что в продуктах частичного
окисления масел находится 0,2—0,3% кислорода, расходуемого на окисле-
ние масла; более 99,5% кислорода затрачивается на выгорание масла. Ока-
залось, что содержащиеся в масле и контролируемые анализом продукты
частичного окисления составляют менее одной двадцатой части тех продуктов,
которые образуются при окислении масла в двигателе внутреннего сгорания.
На образование этих продуктов расходовалось от 0,0024 до 0,0036% кисло-
рода, поступившего в двигатель, и от 0,007 до 0,011% кислорода, израсходо-
ванного на окисление топлива и масла.
ТАБЛИЦА 1
Распределение кислорода между продуктами частичного окисления углеводородов
масел и полного окисления их до углекислого газа, окиси углерода и воды
Продукты Продолжи- тельность работы дви- гателя, ч Содержание кислорода, % на общее количество кислорода
в продуктах частичного окисления, находящихся в масле * в продуктах полного окисления (горения) **
Масло СУ 50 0,2 99,8
Нафтено-парафиновые углеводороды масла СУ 36 0,7 99,3
Малоциклические ароматические углеводороды
масла СУ 50 0,5 99,5
Полициклические ароматические углеводороды
масла СУ 40 0,6 99,4
Масло АС-10,7
нафтено-парафиновые углеводороды .... 30 0,4 09,6
ароматические углеводороды 40 0,6 99,4
* Вычислено по данным элементарного анализа отработанных масел.
** Вычислено но количеству сгоревшего масла и анализу выхлопных газов па содержание
СО2 и СО.
196
Наряду с растворенными в масле продуктами окисления образуются
твердые вещества, находящиеся во взвешенном состоянии (асфальтены,
карбены, карбоиды) и в виде отложений (нагар, лак) и осадков. Эти вещества
также представляют собой продукты термоокислительных превращений
и содержат кислород. Данные, приведенные в табл. 2, показывают, что эти
вещества содержат от 11 до 22,5% общего количества кислорода, находя-
щегося в отработанных маслах и углеводородах в форме различных кислород-
содержащих соединений. Твердые продукты, образующиеся из нафтено-
парафиновых углеводородов, содержат меньше кислорода, чем продукты,
образующиеся из ароматических углеводородов.
ТАБЛИЦА 2
Распределение кислорода между продуктами частичного окисления углеводородов
масел, образующимися во время работы двигателя
Продукты Продолжи- тельность работы дви- гателя, ч Содержание кислорода, % па общее количество кислорода
в твердых продуктах * в растворен- ных в масле продуктах **
Масло СУ 50 22,3 77,7
Нафтено-парафиновые углеводороды масла СУ Малоциклические ароматические углеводороды 36 11,7 88,3
масла СУ 50 11,5 88,5
Полициклические ароматические углеводороды масла СУ Масло АС-10,7 40 16,2 83,8
иафтено-парафиновые углеводороды .... 30 11,8 88,2
ароматические углеводороды 40 20,9 79,1
* Асфальтены, карбены, карбоиды и другие углистые продукты, находящиеся в масле, нагаре
и лаке, отложившихся на поршне и кольцах. Содержание кислорода вычислено по количеству этих
продуктов и по данным элементарного анализа.
** Гидроперекиси, соединения с окси-, оксо- и карбоксигруппами; смолы.
Высокое содержание кислорода указывает на то, что отложения в маслах
образуются главным образом за счет смолистых веществ, которые, играя
роль ингибиторов окисления углеводородов, принимают на себя атаку
активного кислорода перекисных радикалов и гидроперекисей.
Данные о распределении кислорода между различными кислородсодер-
жащими соединениями, образующимися в процессе автоокисления индиви-
дуальных углеводородов и отдельных групп углеводородов при 110—150 °C,
приведены в работе Ларсена, Торпе и Армфилда [3]. В табл. 3 приведены
соответствующие данные, вычисленные по материалам этих авторов.
Данные по содержанию кислорода в различных функциональных груп-
пах кислородсодержащих соединений, образующихся в маслах и выделенных
ТАБЛИЦА 3
Распределение кислорода между различными функциональными группами
кислородсодержащих соединений, образующихся в результате автоокисления
индивидуальных (синтетических) углеводородов [3]
Углеводороды * Содержание кислорода (в %) в группах Темпера- тура окисле- ния, °C
пере- кисных гидро- ксильных карбо- нильных карбо- ксильных сложно- эфирных
Парафиновые (3) 5,0 2,3 55,7 17,3 19,7 но
Нафтеновые (7) 13,2 8,7 50,4 11,0 16,7 но
Гомологи бензола (5) . . . . 9,8 4,8 53,0 13,9 18,5 по
Гомологи нафталина (11) . .. 3,2 21,6 22,0 15,8 37,4 150
Нафтено-ароматические (5) 6,2 12,3 39,3 8,8 33,4 НО
Средние значения (31) . . . 7,5 9,9 44,1 13,4 25,1 —
В скобках приведено число изученных индивидуальных углеводородов.
197
ТАБЛИЦА 4
Содержание кислорода в различных функциональных группах маслорастворимых
соединений, образующихся во время работы двигателя из углеводородов масел
(вычислено по перекисному, гидроксильному, карбоксильному,
кислотному и эфирному числам)
Продукты Продолжи- тельность работы дви- гателя, ч Содержание кислорода (в %) в группах
пере- кисных гидро- ксильных карбо- нильных карбо- ксильных эфирных всего
Масло СУ 10 0,004 0,24 0,18 0,01 0,05 0,48
20 0,006 0,29 0,25 0,02 0,07 0,64
30 0,006 0,31 0,28 0,03 0,09 0,71
40 0,006 0,32 0,31 0,03 0,11 0,78
50 0,006 0,33 0,33 0,04 0,11 0,83
Нафтено-парафииовые 6 0,010 0,36 0,75 0,12 0,21 1,45
углеводороды масла 16 0,012 0,56 1,01 0,19 0,31 2,08
СУ 26 0,014 0,65 1,07 0,22 0,35 2,30
36 0,014 0,71 1,14 0,25 0,37 2,28
Малоциклические аро- 10 0,008 0,26 0,47 0,02 0,09 0,85
матические углеводо- 20 0,012 0,36 0,69 0,05 0,14 1,25
роды масла СУ 30 0,014 0,42 0,80 0,07 0,17 1,47
40 0,014 0,44 0,82 0,07 0,19 1,53
50 0,014 0,46 0,84 0,09 0,20 1,60
Полициклические аро- 10 0,012 0,23 0,35 0,02 0,07 0,68
матические углеводо- 30 0,016 0,37 0,55 0,06 0,16 1,16
роды масла СУ 40 0,016 0,39 0,58 0,07 0,16 1,22
Масло АС-10,7 10 0,002 0,12 0,10 0,02 0,04 0,28
20 0,004 0,20 0,13 0,03 0,06 0,42
30 0,006 0,22 0,14 0,03 0,08 0,48
40 0,006 0,23 0,17 0,03 0,10 0,54
Нафтено-парафииовые 10 0,004 0,25 0,41 0,07 0,10 0,83
углеводороды масла 20 0,008 0,36 0,55 0,13 0,17 1,22
АС-10,7 30 0,008 0,40 0,66 0,13 0,20 1,40
Ароматические углево- 10 0,004 0,14 0,27 0,02 0,03 0,46
дороды масла АС-10,7 20 0006 0,20 0.38 0,03 0,07 0,69
30 0,008 0,23 0,45 0,04 0,09 0,82
40 0,008 0,24 0,49 0,04 0,10 0,88
Из них углеводородах при работе двигателя, приведены в табл. 4; данные
по распределению кислорода между различными функциональными группами
представлены в табл. 5 [4].
Эти данные существенно отличаются от приведённых в работе [3 ].
По-видимому, более жесткие условия работы масла в двигателе приводят
к более быстрому разрушению перекисных соединений с образованием
оксисоединешш.
Результаты, полученные при изучении динамики изменения содержания
и распределения кислорода между различными функциональными группами,
показывают, что основная часть кислорода (75—80%) сосредоточена в кар-
бонильных и гидроксильных группах. В карбоксильных группах находится
не более 10% кислорода. Содержание кислорода в карбоксильных и эфирных
группах нафтено-парафиновых углеводородов выше, чем ароматических
углеводородов. На долю активного кислорода перекисных соединений в мас-
лах приходится не более 0,6% от общего содержания его в продуктах окис-
ления.
Во время работы двигателя содержание гидроксильного и карбонильного
кислорода в маслах немного понижается (у масла СУ с 86,8% после 10 ч
работы до 80,8% после 50 ч и у масла АС-10,7 с 77,8 до 73,6%). Содержание
кислорода в карбоксильных группах в одном случае повышается (масло СУ),
198
ТАБЛИЦА 5
Распределение кислорода между функциональными группами маслорастворимых
кислородсодержащих соединений, образующихся во время работы двигателя
из углеводородов масел
Продукты Продолжи- тельность работы дви- гателя, ч Содержание кислорода (в %) в группах
пере- кисных гидро- ксильных карбо- нильных карбо- ксильных афирных
Масло СУ 10 0,8 49,6 37,2 2,1 10,3
20 0,9 45,6 39,3 3,2 11,0
30 0,8 43,6 39,4 3,5 12,7
40 0,8 41,2 39,9 3,9 14,2
50 0,8 40,4 40,4 4,9 13,5
Нафтено-парафиновые углево- 6 0,7 24,3 51,7 8,8 14,5
дороды масла СУ 16 0,6 26,9 48,5 9,1 14,9
26 0,6 28,2 46,4 9,6 15,2
36 0,6 28,6 45,9 10,0 14,9
Малоциклические ароматиче- 10 0,9 30,7 55,4 2,4 10,6
скио углеводороды масла СУ 20 1,0 28,7 55,1 4,0 11,2
3D 1,0 28,5 54,3 4,7 11,5
40 0,9 28,7 53,4 4,6 12,4
Полициклические ароматиче- 10 1,8 33,7 51,3 2,9 10,3
ские углеводороды масла СУ 20 1,6 32,4 50,7 4,1 11,2
30 1,4 32,0 47,6 5,2 13,8
40 1,3 32,1 47,7 5,7 13,2
Масло АС-10,7 10 1,0 42,4 35,4 7,1 14,1
20 1,1 47,1 30,6 7,0 14,2
30 1,2 46,2 29,5 6,3 16,8
40 1,1 42,9 31,7 5,6 18,7
Нафтено-парафиновые углево- 10 0,6 30,0 49,0 8,4 12,0
дороды масла АС-10,7 20 0,6 29,6 45,4 10,4 14,0
30 0,6 28,6 47,1 9,4 14,3
Ароматические углеводороды 10 0,9 30,2 58,2 4,3 6,4
масла АС-10,7 20 0,9 29,1 55,4 4,4 10,2
30 0,9 28,1 55,1 4,9 11,0
40 0,9 27,3 55,8 4,6 11,4
а б другом понижается (масло АС-10,7). Это явление наблюдается и б при-
сутствии присадок.
Более подробно влияние присадок показано на рис. 1 и 2.
Под влиянием фенил-а-нафтиламина (антиокислительная присадка)
п п-третге-октилфенолята бария (моющая и антиокислительная присадка)
в масле СУ и в нафтено-парафиновых углеводородах, выделенных из него,
а также под влиянием n-mpem-октилфенолята бария в масле АС-10,7 резко
понижается относительное содержание кислорода в карбоксильных и сложно-
эфирных группах. Одновременно уменьшается абсолютное содержание кисло-
рода в гидроксильных и карбонильных группах. Это говорит о том, что
ингибиторы способствуют превращению возникающих в процессе окисления
перекисных радикалов и гидроперекисей в спирты, в то время как в отсут-
ствие ингибиторов гидроперекиси преимущественно переходят в карбо-
нильные соединения. Фенил-а-нафтиламин и n-mpem-октилфенолят бария
эффективно ингибируют дальнейшее окисление спиртов и хуже ингибируют
окисление карбонильных соединений (кетонов). В присутствии антиокисли-
тельных присадок цепь последовательных реакций окисления задерживается
на стадии образования спиртов и кетонов.
Для характеристики относительной эффективности присадок вычисляли
уменьшение содержания кислорода в различных функциональных группах
при применении присадок. Некоторые из полученных данных приведены
199
। в табл. 6. В этой же таблице приведены и данные по относительному умень-
шению под влиянием присадок смолистых и нерастворимых веществ (асфаль-
тенов, карбенов и карбоидов), находящихся в масле и отложениях (нагар
и лак). Приведенные данные показывают, что фенил-а-нафтиламин — более
эффективная антиокислительная присадка, чем n-mpem-октилфенолят бария.
В присутствии n-mpem-октилфенолята бария образуется гораздо больше
О Сложноэсрирные
Карбоксильные
25
Карбонильные
- SO
75
Гчдроксильные
МО Перекисные
Продолжительность испытания, ч
б 8
Рис. 1. Влияние присадок на накопление кислорода в различных функциональных груп-
пах соединений, образующихся в нафтено-парафиновых углеводородах масла СУ в дви-
гателе ИТ9-2:
А — количество кислорода в различных функциональных группах; Б — распределение кислорода
по функциональным группам.
а — без присадки; б — с фенил-а-нафтиламином; в — с n-mpem-октилфенолятом бария; 1 — всего;
2 — карбонильные группы; з — гидроксильные группы; 4 — сложноэфирные группы; 5 — карбоксиль-
ные группы; 6 — перекисные группы.
ТАБЛИЦА S-
Относительное (в %) уменьшение содержания в масле связанного кислорода,
а также смол и нерастворимых продуктов уплотнения под влиянием присадок
(после 40 ч работы двигателя)
Соединения, содержащие кислород Масло СУ Масло АС-10,7 с 2% n-mpem- октилфено- лята бария
с 0,5% фенил-а- нафтиламина с 2% n-mpem- октилфено- лята бария
Группы перекисные 67 33 50
гидроксильные 44 25 26
карбонильные 71 64 35
карбоксильные 33 67 67
сложноэфирные 55 36 50
Кислород всех видов 56 45 37
Смолы 30 36 36
Асфальтены, карбены и карбоиды 32 75 47
Нагар и лакообразные отложения на поршне 43,5 64 33
Сумма асфальтенов, карбенов, карбоидов и дру- гих веществ, нерастворимых в масле и нахо- дящихся в отложениях на поршне 37 ' 17 24
200
a'S
A 5
S''S;
10 20 30 4/7 50
10 20 30 4/7
10 20 30 4/7
10 20 30 4/7
0
Сложноэфирные
Карбоксильные
25 e
Карбонильные
50
Гидроксильные
75
Перекисные
100
Рис. 2. Влияние присадок на накопление кислорода в различных функциональных группах соединений, образующихся
в масле СУ в двигателе ИТ9-2:
А — количество кислорода в различных функциональных группах; Б — распределение кислорода по функциональным группам.
а — без присадки; б — с фенил-а-нафтиламином; в — с n-mpem-октилфенолятом бария: 1 — всего; 2 — карбонильные группы; з
гидроксильные группы; 4 — сложноэфирные группы; 5 — карбоксильные группы; 6 — перекисные группы.
to
о
смол, асфальтенов, карбенов и карбоидов, чем в маслах с другими присад-
ками; однако в присутствии этой присадки образующиеся нерастворимые
продукты в меньшем количестве откладываются на поверхности поршня
и находятся в масле в виде суспензии.
Строение углеводородов влияет на количество и характер образующихся
продуктов уплотнения. В табл. 7 приведены данные о содержании смол,
асфальтенов и углистых веществ (карбенов, карбоидов и др.) в масле СУ
и в выделенных из него углеводородах после работы двигателя.
ТАБЛИЦА 7
Содержание смол, асфальтенов и углистых веществ (в %) в масле СУ
и в выделенных из него углеводородах после 50 ч работы двигателя
Продукты Масло СУ Углеводороды
нафтено- парафиновые ароматические
малоцикли- ческие ПОЛИЦИКЛИ* ческие *
Смолы 5,86 12,72 8,03 9,41
Асфальтены 0,95 1,24 1,06 2,01
Углистые вещества 0,43 0,65 0,13 0,19
* После 40 ч работы двигателя.
ЛИТЕРАТУРА
1. Дружинина А. В., Цигуро Т. А., Филиппов В. Ф., Присадки к мас-
лам и топливам, Гостоптехиздат, 1961, стр. 247—253.
2. Дружинина А. В., Филиппов В. Ф., Цигуро Т. А., Химия и техноло-
гия топлив и масел, № 10, 40—44 (1959).
3. Ларсен Р. Г., Т о р п е Р. Е., А р м ф и л д Ф. A., Ind. Eng., Chem, 34, 183—193
(1942).
4. Цигуро Т. А., Изменения, претерпеваемые маслами и углеводородами различ-
ных структурно-химических групп в процессе работы двигателя внутреннего сгора-
ния, кандидатская диссертация, Москва, 1963.,
УСЛОВИЯ ОКИСЛЕНИЯ МАСЛА В ДВИГАТЕЛЯХ
ВНУТРЕННЕГО СГОРАНИЯ
А. В. НЕПОГОДЬЕВ
Процессы, вызывающие изменение свойств смазочного масла в двигате-
лях внутреннего сгорания, идут значительно интенсивнее, чем в большинстве
других машин, и отличаются рядом особенностей. Одной из них является то,
что наряду с образованием продуктов относительно неглубокого окисления
(оксикислот и смол) в масле накапливаются нерастворимые в бензине частицы,
состоящие в основном из продуктов глубокой окислительной полимеризации
углеводородов.
Резкое различие в составе жидкой фазы работающего в двигателе масла
и органических частиц, а также то, что при окислении в лабораторных
условиях не удается получить подобной смеси, позволило ряду исследова-
телей сделать вывод, что органические частицы представляют собой про-
дукты неполного сгорания топлива и попадают в картер вместе с прорыва-
ющимися из камеры сгорания газами.
Эта точка зрения-подтверждается опытами, из которых видно, что при
ухудшении сгорания и увеличении прорыва газов в картер ускоряется
загрязнение масла [1, 2].
Однако существуют веские доводы в пользу того, что органические
нерастворимые частицы образуются в результате окисления масла [3, 4].
202
У вол поворота коленчалюво вала, ерайуоы
Рис. 1. Парциальное давление кислорода
в цилиндрах:
1 — карбюраторного двигателя (ГАЗ-51); 2 —ди-
зеля: е=13; а = 1,6; рк = 1,0 хГ/см2; з — ди-
зеля: е = 13; а = 1,6; рк = 2,0 кГ/сл«2; 4 — ди-
зеля: в = 13, а = 1,3; рк = 1,0 кГ/см2.
В частности, доказано, что при относительно низких температурах
масла в картере его окисление является основной причиной образования
нерастворимых частиц [5]. Существует мнение, что нерастворимые частицы
образуются при истирании углеродистых отложений на стенках поршневых
канавок [6 ] или в результате окисления под влиянием температурных вспы-
шек при трении колец о гильзу цилиндра [7].
Однако эти гипотезы не могут объяснить различий в интенсивности
старения масла в дизельных и карбюраторных двигателях. Не объясняют
они и причин возрастания требований к свойствам масла по мере повышения
удельной мощности двигателей в тех
многочисленных случаях, когда тем-
пература поршневых колец при этом
не возрастает.
Отличительной чертой условий
работы масла в двигателях внутрен-
него сгорания является периодиче-
ский контакт с воздухом и горячими
газами пленки смазки, остающейся
настенке гильзы цилиндра при дви-
жении поршня от верхней мертвой
точки. На основании опубликован-
ных результатов исследований тол-
щина этой пленки равна 4—8 мк [8—
14]. При ходе поршня к верхней
мертвой точке некоторая часть этой
пленки сбрасывается в камеру сгора-
ния, остальная часть смешивается
с переносимым поршнем маслом и при
обратном ходе поршня частично воз-
вращается в картер. Таким образом,
между картерным маслом и пленкой,
покрывающей стенки гильзы ци-
линдра, существует интенсивный об-
мен [9].
Условия окисления этой пленки
определяются ее температурой и
в цилиндре.
Известно, что скорость окисления нефтепродуктов примерно пропор-
циональна давлению кислорода над их поверхностью. При увеличении
температуры на каждые 10 °C скорость окисления увеличивается приблизи-
тельно в 2 раза [15].
Поэтому отношение скоростей окисления в разных условиях может быть
оценено выражением: >
парциальным давлением кислорода
Pq 2 20"1
^о2 ’
(1)
где PQ , Р' — давление кислорода над маслами, кПсм2',
— разность температуры масел, условия окисления которых
сопоставляются, °C.
На рис. 1 показаны кривые парциальных давлений кислорода в цилин-
драх карбюраторного двигателя и двигателя дизеля (диаметр цилиндра
108 мм, ход поршня 127 мм) при трех различных степенях форсировки.
Парциальные давления подсчитывали по общему давлению в цилиндре
и содержанию кислорода в газах.
Температуру пленки масла, находящейся на открытой стенке гильзы
цилиндра, рассчитывали по методике, основанной на решении задачи неста-
203
ционарной теплопроводности через двухслойную стенку’[16]. Вычисления
показали, что температура поверхности пленки масла на участках гильзы,
не закрываемых поршнем, в течение цикла изменяется на 100—200 °C. Тем-
пература слоя, прилегающего к стенке гильзы цилиндра, остается практи-
чески постоянной. Амплитуда колебаний температуры затухает по мере'
удаления от поверхности пленки по закону, близкому к линейному. Темпе-
ратура пленки масла на участках, временно закрываемых поршнем, через
3—5 ° угла поворота коленчатого вала после их открытия становится близ-
кой к той, которую в этот момент имеет пленка на постоянно открытой части
гильзы. На рис. 2 приведены расчетные
температуры поверхности пленки
масла для четырех указанных ра-
нее двигателей (толщина пленки
масла 6 мк).
Условия окисления пленки
масла на стенке гильзы цилиндра
сопоставляли с'условиями окисле-
ния в картере и в аппарате
ДК-2 НАМИ. Температуру масла
в картере принимали равной
100 °C, а парциальное давление ки-
слорода — 0,21 кПсм2. Темпера-
тура в колбе аппарата ДК-2 НАМИ
была 200 °C.
Из кривых на рис. 3 видно,
что в дизельных двигателях оки-
сление поверхности пленки масла
в такте расширения должно идти
в 104—10® раз быстрее, чем в кар-
тере, и в 102—105 раз быстрее,
чем в аппарате ДК-2 НАМИ.
Понижение температуры плен-
ки в направлении к стенке гильзы
замедляет окисление более глубоко
лежащих слоев и затрудняет диф-
фузию в них кислорода из-за уве-
личения вязкости. Так как окисле-
ние в данном случае начинается
с поверхности и время контакта
с кислородом чрезвычайно мало,
корость процесса во всем объеме
Угол поворота коленчатого бала
от в.п.г, градусы
Рис, 2. Температура поверхности пленки
масла на стенке гильзы цилиндра:
1 — карбюраторный двигатель; г, г, 4 — дизель.
давление кислорода мало влияет на
пленки [15].
Кроме того, диффузии кислорода в глубь пленки препятствуют поверх-
ностно-активные продукты окисления масла, концентрирующиеся на гра-
нице раздела фаз и поглощающие кислород из соприкасающихся с маслом
газов. Это также замедляет процесс окисления во всем объеме пленки
[15].
В результате процесс окисления локализуется в тончайших слоях поверх-
ности пленки масла, где под действием высоких температур и парциальных
Давлений кислорода в течение одного хода поршня могут образоваться
продукты глубокой окислительной полимеризации и конденсации, а иногда
и продукты термического разложения углеводородов. Основная же часть
масла, находящегося на стенке гильзы, при этом может лишь в незначитель-
ной степени подвергаться окислению.
При следующих ходах поршня образовавшиеся продукты окисления
перемешиваются с маслом и попадают в картер. При повышении удельной
мощности двигателей, уменьшении коэффициента избытка воздуха и осо-
бенно при повышении давления наддува условия окисления пленки масла,
находящейся на стенке гильзы цилиндра, становятся жестче (см. рис. 3).
204
Это, по-видимому, является одной из главных причин повышения требований
к качеству масла по мере форсирования дизелей.
Кривые на рис. 3 позволяют также объяснить причину более медлен-
ного старения картерных масел карбюраторных двигателей по сравнению
с дизельными, в частности меньшего накопления в них нерастворимых загряз-
нений. Вероятно, существует принципиальная разница в условиях окисле-
ния масла в двигателях этих
двух типов, обусловленная
тем, что у карбюраторных §
.двигателей в большей части
такта расширения в цилиндре |
практически нет кислорода.
Второй особенностью
условий работы масла в дви-
гателях внутреннего сгора- fg
ния является присутствие
в этом масле значительно 11
больших количеств раство-
ренной воды, чем при тех же |
температурах в смазочных
маслах других машин или |
в маслах, подвергающихся §
окислению в лабораторных 'В
приборах.
В двух последних слу-
чаях содержание влаги в ма-
сле определяется уравне-
нием [18]:
С = Смак0.-Д- % (2)
/нас.
Рис. 3. Относительная жесткость условий окисления
поверхности пленки масла на стенке гильзы ци-
линдра, рассчитанная по уравнению [1]:
а — по сравнению с условиями окисления в картере; б — по
сравнению с условиями окисления в аппарате ДК-2 НАМИ;
1 — карбюраторный двигатель; 2, 3, 4 — дизели.
где сМакс. — максимальная растворимость воды в нефтепродукте при данной
температуре, %;
Рв — парциальное давление паров воды над нефтепродуктом,
мм рт. ст.',
Ркас. — давление насыщенных паров воды при температуре нефтепро-
дукта, мм рт. ст.
Максимальная растворимость воды в дизельных маслах при 50—120 °C
лежит в пределах 0,1—0,5%.
На рис. 4 показано, какое количество воды должно содержаться в кар-
терном масле в соответствии с уравнением (2).
В качестве примера взяты дизели ЯАЗ-204 и ЧН-30/38. Содержание
влаги в картерных газах в двигателе ЯАЗ-204 замеряли аспирационным
психрометром, оно составляет 5—15 г/м9. Содержание влаги в картерных
газах двигателя ЧН-30/38 составляет 18—22 г/м9.
Как видно из рис. 4, в диапазоне нормальных рабочих температур
60—110 °C содержание влаги в масле должно лежать в пределах 0,0005—
0,003%. При анализе проб масла, отобранных из ряда дизелей, оказалось,
что действительное содержание воды в картерном масле работающего
двигателя значительно выше и колеблется в пределах 0,005—0,03%
(табл. 1).
Концентрацию воды в масле определяли гидридкальциевым методом,
аналогичным описанному в ГОСТ 8287—57.
Поскольку действительное содержание воды в картерном масле зна-
чительно выше, чем вычисленное по уравнению (2), влага из него должна
испаряться [18]. Концентрация ее может сохраняться постоянной лишь
в том случае, если в масло непрерывно поступает вода со скоростью, равной
скорости испарения. Эта вода может поступать в картер исправного работа-
205
ющего двигателя в виде паров, образующихся в цилиндре при сгорании
топлива.
Для того чтобы проверить это предположение, определить скорость
поступления воды и влияние на эту скорость удельной мощности двигателя,
были поставлены специальные опыты на дизеле ЯАЗ-204. При работе двига-
теля в картерное масло через погруженную в него трубку вводили 0,35%
воды, а затем в течение 20 мин отбирали пробы и определяли содержание
воды гидридкальциевым методом. Условия испытаний приведены в табл. 2.
Полученные кривые изменения концентрации воды во времени при-
ведены на рис. 5. Условия испарения влаги из масла в опытах 1 и 2, 3 и 4
одинаковы. Поэтому более быстрое снижение концентрации воды в опыте 2
по сравнению с опытами 1, 3 и 4 связано с меньшей скоростью ее поступления.
Рис. 4. Количество воды, которое
должно содержаться в картерном
масле в соответствии с уравнением
[2]:
1 — двигатель ЯАЗ-204; 2 — двигатель
ЧН-30/38.
Рис. 5. Изменение содержания воды после искус-
ственного введения ее в масло двигателя ЯАЗ-204:.
1 — 4 — номера опытов в табл. 2.
Уменьшение содержания воды в масле в единицу времени определяется
соотношением:
V = V ИСП> Vпост.
где Уисп. — скорость испарения воды;
Упост. — скорость поступления воды.
В момент, когда в опытах 1 и 2, 3 и 4 содержание влаги в масле одинаково„
должны быть равны и скорости ее испарения. Разность в скоростях убыли
ТАБЛИЦА t
Содержание воды в картерном масле работающего двигателя
Двигатель Скорость t вращения коленчатого вала об/мин Давление наддува кГ 1 см2 Температура масла в картере °C Содержание воды в масле О/ /а
ЯАЗ-204 1700 1,4 50 0,015—0,028
90 0,01—0,018
120 0,005—0,01
12ДН-23/30 750 2,0 75 0,006-0,011
ЧН-30/38 750 2,6 65 0,016—0,025
206
Условия испытаний на двигателе Я АЗ-204
ТАБЛИЦА
Номер опыта Скорость вращения । коленчатого вала i об/мин Индикаторная мощ- ность, л. с. Температура масла °C Температура воды °C Скорость прорыва газов в картер л/мин
1 1700 102 95 85 108
2 1700 70 95 85 108
3 1700 102 65 85 114
4 1700 51 65 85 130
Влажность картер- ных газов, г/м8 Состав картерных газов, % Примечание
СО2 СО Os
6,7 0,20 0,025 20,9
5,6 0,15 0,00 20,25 Уменьшена подача топ- лива
8,0 0,20 0,025 20,8 —
8,4 0,20 0,00 20,8 Отключены второй и тре- тий цилиндры
воды из масла равна разности в скоростях ее поступления, что можно выра-
зить уравнением:
^2 (^исп. 1 Vпост, i) {Vисп- 2 Vпост, г) — пост, а Vпост. 1
На рис. 6 показаны кривые изменения скорости убывания воды из масла
в зависимости от ее содержания в нем-, полученные обработкой эксперимен-
тальных кривых рис. 5. Судя по раз-
нице этих скоростей в опытах 3 и 4,
при работе двигателя ЯАЗ-204 на
данном режиме в картерное масло
поступает воды примерно 280 г (по
140 г из каждого цилиндра). Это со-
ставляет 1,4% от количества воды,
образовавшейся за зто время в ре-
зультате сгорания топлива. В опыте
2 по сравнению с опытом 1 скорость
поступления воды в масло уменьши-
лась примерно на 110 г/ч, что соот-
ветствует 1,8% от уменьшения коли-
чества образующихся в цилиндрах
водяных паров.
Описанные эксперименты под-
тверждают, что во время работы дви-
гателя в картерном масле содер-
Рис. 6. Кривые изменения скорости убыва-
ния воды из масла в зависимости от ее кон-
центрации при испытаниях на двигателе
ЯАЗ-204:
1—4 — номера опытов в табл. 2.
жится вода, которая непрерывно по-
ступает и испаряется *.
Каталитическое влияние воды на
процессы окисления углеводородов
хорошо известно по лабораторным
опытам [15]. Как показали исследо-
вания, проведенные на двигателях ЯАЗ-204, ЧН-30/38 и ДН-23/30, неболь-
шое количество воды в картерном масле существенно влияет на его свойства.
С повышением концентрации воды увеличивается скорость образования
нерастворимых в бензине продуктов окисления (рис. 7). Ухудшаются также
диспергирующие и стабилизирующие свойства масла, возрастает количество
* В опытах на двигателе ЯАЗ-204 конденсация паров в картере или на открытых стен-
ках гильзы цилиндра практически исключена. Можно предположить, что вода попадает
из продуктов сгорания в масло при конденсации паров через зазор между поршнем и
гильзой цилиндра в момент прорыва газов через кольца [19].
207
отложений на деталях. Можно предположить, что влияние небольших коли-
честв воды на свойства масла объясняется тем, что действительное количество
проходящей через него воды невелико.
Среднее время пребывания частиц воды в масле прямо пропорционально
ее количеству в объеме масла и обратно пропорционально скорости движения
через этот объем, что можно выразить уравнением:
^пост.
где т — среднее время пребывания частиц воды в масле, сек-,
Q — количество масла в системе смазки, кг;
с — содержание воды в масле, кг/кг;
Упост. — скорость движения воды в масле, кг!сек.
Рис. 7. Зависимость скорости поступления
в масло не растворимых в бензине продук-
тов окисления от содержания в нем воды:
1 —двигатель ЯАЗ-204; 2 —двигатель ЧН-30/38.
Количество масла, Не
Рис. 8. Зависимость скорости поступления
в масло не растворимых в бензине продук-
тов от количества масла в двигателе.
1—4 — номера опытов в табл. 2.
В опытах на двигателе ЯАЗ-204 это время составляло 15—30 сек.
Испытания на дизелях ЯАЗ-204 и ЧН-30/38 показали, что когда содер-
жание воды в масле изменяется при изменении его температуры, скорость
образования нерастворимых продуктов окисления Q пропорциональна вто-
рой степени ее концентрации (см. рис. 7), а именно:
Двигатель ЯАЗ-204 ........................ 0,002-j-10a • 0,14 с2
Двигатель ЧН-30/38 ....................... 0,006-|-102 • 0,48 с2
С другой стороны, на одноцилиндровом дизеле ЧН-30/38 при увеличении
содержания воды в масле с 0,011 до 0,022% за счет долива ее в картер интен-
сивность загрязнения масла повышается в два, а не в четыре раза [17].
Нетрудно видеть, что при изменении температуры время пребывания
воды в масле изменяется пропорционально ее содержанию, а при увеличении
или уменьшении скорости поступления воды оно остается постоянным.
В связи с этим можно предположить, что при малом содержании,воды степень
ее влияния на свойства картерного масла зависит от двух факторов: от содер-
жания воды и времени пребывания ее молекул в зоне реакции. Эту зависи-
мость можно выразить уравнением:
. Q 1.
а = Ъсс — = Ьсх
Упост,
где b — константа.
208
Так как время т зависит от количества масла в системе смазки, были
поставлены опыты на одноцилиндровом дизеле ЧН-30/38, в картер которого
перед началом испытаний заливали 280—350 кг масла; в конце опытов масла
становилось на 50—150 кг меньше, чем в начале.
В отличие от испытаний, при которых количество масла в двигателе
было почти постоянным, в описываемых экспериментах скорость поступления
нерастворимых продуктов постепенно уменьшалась. Во всех четырех опытах
скорость поступления нерастворимых продуктов изменялась прямо про-
порционально количеству масла в системе смазки (рис. 8).
По мере уменьшения количества масла улучшались его диспергирующие
и стабилизирующие свойства, как и при уменьшении содержания в нем
воды. Эти результаты подтверждают, что продолжительность пребывания
воды в масле влияет на его свойства.
выводы
1. В условиях работы масла в двигателях внутреннего сгорания пленка
масла, покрывающая стенку гильзы цилиндра, периодически контактирует
с горячими газами, а из цилиндров в масло постоянно поступает вода.
2. Под действием высоких температур и давлений кислорода в тончайших
поверхностных слоях пленки масла могут образовываться продукты глубо-
кой окислительной полимеризации и конденсации углеводородов, в то время
как нижележащие слои окисляются незначительно. Образовавшиеся про-
дукты окисления смешиваются с маслом и попадают в картер.
3. Одной из главных причин повышения требований к смазочному маслу
по мере увеличения удельной мощности дизелей являются более жесткие
условия окисления масла в пленке, контактирующей с горячими га-
зами.
4. Условия окисления масла в дизелях и карбюраторных двигателях
различаются тем, что в последних в такте расширения в цилиндре практи-
чески нет кислорода.
5. При поступлении воды из цилиндра увеличивается скорость обра-
зования продуктов окисления масла и ухудшаются его диспергирующие
и стабилизирующие свойства.
6. Вредное воздействие поступающей из цилиндра воды можно умень-
шить, повысив температуру масла в картере.
ЛИТЕРАТУРА
1. К а-д м е р Е. X., Маузер X., IV Международный нефтяной конгресс, т. VIIS
Гостоптехиздат, 1957, стр. 81—102.
2. R о b е г t J. Р., Bern el in В., Revue de L'institute Francais du Petrole, 16j
№ 2, 213 (1961).
3. Л о с и к о в Б. В., П у ч к о в Н. Г., Энглин Б. А., Основы применения неф-
тепродуктов, Гостоптехиздат, 1959.
4. Резников В. Д., Боровая М. С., Химия и технология топлив и масел,
№ 10, 48—51 (1961).
5. II е п о г о д ь е в А. В., Виппер А. Б., Рязанов Л. С., В о р о ж и-
х и н а В. И., сб. «Производство и исследование присадок к маслам», ЦНИИТЭНеф-
тегаз, 1965.
6. С е м е н и д о Е. Г., Азерб. нефт. хоз., №8 (1956).
7. Венцель С. В,, Смазка двигателей внутреннего сгорания, Машгиз, 1963.
8. Б о у д е н Ф. П., Тейбор Д., Трение и смазка, Машгиз, 1960.
9. Barros F., Dyson A., J. Inst. Petrol., 46, № 433, 1—15 (1960).
10. Furuhama S., Bulletin of JSME, 3, № 10, 291—297 (1963).
11. E i 1 о n S., Saunders O. A., Proc. Inst. Meehan. Eng., 171, № 11 (1957).
12. S chaw M. S., N ussd orf er T. J., SAE Journal, 54, 8 (1946).
13. В e a u b i e n S. J., Cattaneo A. G., SAE Journal, 54, 60 (1946).
14. W a t s о n С. E., Hanley F. J., В u r c h e 11 R. W., SAE Journal, 63, № 1,
39-40 (1955).
15. ЧерножуковН. И., К p e й н С. Э., Окисляемость минеральных масел, Гос-
топтехиздат, 1955.
16. Непогодьев А. В., Подвальный Л. Д., сб. «Двигатели внутреннего
сгорания», Машгиз, № 1, 1965.
14 Заказ СО.
209
17. Непог одь ев А. В., М о р г у л и с П. С., сб. «Двигатели внутреннего сгора-
ния», Машгиз, № 3, 1965.
18. Э н г л и н Б. А., Применение моторных топлив при низких температурах, Изд.
«Энергия», 1961.
19. Резников В. Д., Пучков Н. Г., Б о р о в а я М. С., сб. «Присадки к маслам
и топливам», Гостоптехиздат, 1961.
ИССЛЕДОВАНИЕ СОЛЮБИЛИЗИРУЮЩЕЙ СПОСОБНОСТИ ПРИСАДОК
К МОТОРНЫМ МАСЛАМ
С. Э. КРЕЙН, А. Б. ВИППЕР, Ю. Н. ШЕХТЕР,
3. А. КЛЕЙМЕНОВА
При подборе моющих присадок к моторным маслам основываются глав-
ным образом на экспериментальных данных; теоретические предпосылки,
как правило, имеют при этом второстепенное значение. Это, видимо, объяс-
няется тем, что механизм действия моющих присадок все еще изучен недо-
статочно и поэтому нет полной ясности, каким образом обеспечивается эффек-
тивность действия присадок различного строения.
Механизм действия той или иной моющей присадки сложен и много-
образен и было бы неправильно сводить моющее действие к поверхностной
активности присадки, способности создавать прочные адсорбционные обо-
лочки, стабилизирующие не растворимые в масле продукты.
В последнее время все больше внимания обращают на солюбилизиру-
ющую способность моющих веществ, влияние которой на их эффективность
установлено многими авторами [1—3].
Различными исследователями [1, 6] установлено следующее. Солю-
билизация (коллоидное растворение) — это процесс перевода в раствор не
растворимых в данной среде веществ; вместе с тем в результате солюбили-
зирующего действия могут быть замедлены процессы уплотнения и конден-
сации промежуточных продуктов окисления, растворимых в масле. Дей-
ствующее начало в процессе солюбилизации — мицеллы моющего вещества,
представляющие собой коллоидные частицы — ассоциаты молекул данного
продукта (от трех-пяти до тысячи и более молекул на одну мицеллу). Солю-
билизирующее действие заключается в поглощении мицеллами моющего
вещества различных продуктов, накапливающихся в базовом компоненте;
тем самым продукты, являющиеся своего рода центрами коагуляции и заро-
дышами процессов окислительной полимеризации, изолируются, а соответ-
ствующие процессы не получают развития. В случае солюбилизации мицел-
лами моющего вещества воды размер и структура мицелл могут изменяться;
нередко следствием солюбилизации воды мицеллами является переход в кол-
лоидный раствор продуктов, не растворяющихся как в базовом компоненте,
так и в его смеси с моющим веществом; такое явление получило название
вторичной солюбилизации.
Большинство работ, посвященных исследованию процесса солюбили-
зации, проведено с водными растворами моющих агентов, в области же при-
садок к смазочным маслам таких исследований очень мало. Нашей целью
было проверить справедливость распространения на углеводородные системы
(в том числе на моторные масла) закономерностей, установленных для вод-
ных сред, а также использовать полученные экспериментальные данные
для выяснения механизма действия различных присадок к моторным маслам.
При выборе методики оценки солюбилизйрующей способности присадок
мы руководствовались результатами исследования зарубежных авторов,
установивших пригодность для этих целей различных красителей, в частности
родамина [7].
Основной^принцип использованной нами методики заключается в том,
что в базовом компоненте (изооктане) краситель родамин*С (ВТУ РУ 856—53)
210
практически нерастворим, а при введении в этот базовый компонент при-
садок, оказывающих солюбилизирующее действие, этот краситель переходит
из осадка на дне колбы в раствор, окрашивая его в красно-фиолетовый цвет.
Если фиксировать поглощение света испытуемыми образцами до и после
их взаимодействия с красителем, можно получить представление о солю-
билизирующей способности присадок, добавленных к изооктану.
Для каждого определения брали 50 мл изооктана и навеску красителя,
соответствующую 0,002 вес. % от количества израсходованного изооктана.
Типичные кривые, характеризующие процесс солюбилизации красителя
присадками, приведены на рис. 1 и 2. На основании полученных данных
можно сделать следующие выводы:
Продолжительность
опыта, ч
Рис. 2. Зависимость солюбилизирующего
действия присадок от содержания воды
в изооктане:
Продолжительность
опыта, ч
Рис. 1. Кривые, характеризующие солю-
билизирующую способность различных
присадок в изроктане (содержание воды
в изооктане 0,01—0,02%):
7 — диалкилдитиофосфат бария ДФ-1 (3,5%);
2 — полимерная металлосодержащая моющая
присадка Хайтек-919 (3,5%); 3 —сульфонат каль-
ция НГ-104 (4%),
1 — 4% НГ-104 (содержание воды в изооктапе
0,02%); 2 — НГ-104 (содержание воды в изо-
октане 0,06%); 3 — 4% Монто-613 (содержание
воды в пзооктане 0,02%); 4 — 4% Монто-613 (со-
держание воды в изооктане 0,05%).
солюбилизирующей способностью обладают присадки различного
состава: сульфонаты металлов, диалкилдитиофосфаты металлов, полимерные
металлосодержащие присадки и др.;
солюбилизирующее действие ряда присадок значительно возрастает при
проведении опыта в предварительно обводненном образце *.
Рассмотрим полученные результаты несколько подробнее.
ВЛИЯНИЕ ВОДЫ НА ЭФФЕКТИВНОСТЬ СОЛЮБИЛИЗИРУЮЩЕГО
ДЕЙСТВИЯ ПРИСАДОК
Зависимость солюбилизирующей способности присадки НГ-104 (суль-
фонат кальция) от содержания воды в изооктане приведена ** на рис. 3.
Как видно, эффективность этой присадки сначала возрастает пропорци-
онально увеличению поглощения воды в изооктане; затем (при содержании
воды, большем 0,06%) влияние воды на солюбилизирующее действие при-
садки НГ-104 практически прекращается.
Если учесть имеющиеся в литературе сведения о том, что поглощение
воды моющими веществами — свидетельство мицеллярной структуры рас-
творов этих продуктов [1 ], то можно предположить, что повышение эффек-
тивности присадки НГ-104 объясняется увеличением размера мицелл (их
набуханием) в результате поглощения воды. Поэтому стабилизацию солю-
билизирующей способности присадки НГ-104 при дальнейшем увеличении
* Обводнение проводили в камере влажности при комнатной температуре; содер-
жание воды в этих образцах колебалось в пределах 0,04—0,09%.
** Предыдущими исследованиями было показано, что присадка НГ-104 — эффек-
тивный солюбилизирующий агент [3].
14* 211
содержания воды в изооктане можно объяснить тем, что размер мицелл этой
присадки после насыщения водой остается неизменным. К аналогичному
Содержание воды
в изоокта.не,°/0
Рис. 3. Влияние воды на
солюбилизирующую способ-
ность присадки НГ-104
в изооктане (продолжитель-
ность каждого опыта 6 ч).
выводу можно придти, если учесть, что способ-
ность раствора присадки НГ-104 в изооктане по-
глощать воду ограничена; следовательно, мицеллы
присадки НГ-104 тоже не могут расти беспре-
дельно.
Таким образом, в определенных пределах по-
глощение воды мицеллами присадки‘НГ-104 оказы-
вает благотворное влияние на эффективность ее
действия, обеспечивая так называемую вторичную
солюбилизацию. Этот период, видимо, соответ-
ствует некоторому увеличению размера мицелл,
не вызывающему резкого изменения их формы
и не нарушающему равновесия коллоидной си-
стемы в целом. Увеличение количества воды в рас-
творе, содержащем присадку, выше критического
не только не приводит к положительному эффекту,
но может в конечном счете нарушить стабиль-
ность коллоидного раствора присадки и привести к ее выпадению в оса-
док [3].
Явление вторичной солюбилизации наблюдали также при испытании
импортной присадки Хайтек-90Е, представляющей собой сульфонат бария.
Результаты испытания приведены в табл. 1.
ТАБЛИЦА 1
Результаты испытания присадки Хайтек-90Е
(Изооктан + 4,5% Хайтек 90Е)
Содержание воды в изооктане % Изменение поглощения света (в %) во времени, ч
0 2 4 в 24
0,02 23 23 23 23 24
0,07 23 43 45 46 47
ВЛИЯНИЕ СТРУКТУРЫ ДИАЛКИЛДИТИОФОСФАТОВ МЕТАЛЛОВ
НА ИХ СОЛЮБИЛИЗИРУЮЩУЮ СПОСОБНОСТЬ
При сравнительных определениях солюбилизирующей способности диал-
килдитиофосфатов металлов различного строения было обнаружено, что
присадки ДФ-1 и ДФ-5, синтезированные на основе высокомолекулярных
спиртов (С20-С24), эффективнее присадки ДФ-11, полученной на основе
спиртов с более короткими радикалами (изобутилового и изооктилового);
в первой группе соединений большей солюбилизирующей способностью
обладает бариевая соль (ДФ-1), менее эффективно цинковое соединение
(ДФ-5). Характерно, что большая эффективность присадки ДФ-5 по сравне-
нию с ДФ-11 проявляется, лишь при опыте с обводненным изооктаном
(табл. 2). Учитывая ранее сказанное о влиянии воды на солюбилизирующую
способность присадок, можно полагать, что увеличение радикала в диал-
килдитиофосфатах цинка содействует образованию мицелл и, следовательно,
вторичной солюбилизации.
При сравнении солюбилизирующей способности ряда зарубежных при-
садок типа диалкилдитиофосфатов цинка было установлено их сходство
с присадкой ДФ-11 (см. табл. 2).
Есть основания полагать, что при наличии эталонов, структура которых
известна, использованная методика изучения взаимодействия присадок
с красителями может также оказаться полезной для идентификации при-
садок, относящихся к соединениям типа диалкилдитиофосфатов.
212
ТАБЛИЦА 2
Солюбилизирующая способность диалкилдитиофосфатов металлов
Образцы
Изооктан+ 3,5% ДФ-1 ..................
То же.................................
Изооктан+ 3,5 % ДФ-5 .................
То же .................................
Изооктан + 3% ДФ-11...................
То же.................................
Изооктан+ 0,5% Сантолюб-493 ..........
То же.................................
Изооктан + 0,5% Амоко-195.............
То же.................................
Изооктан + 0,5 Хайтек-948 ............
То же..................................
Содержа- ние воды в изоок- тане о/ /О Изменение поглощения света (в %) во времени, ч
0 2 4 6 24
0,02 21 45 47 49 50
0,09 21 46 48 50 51
0,02 5 6 6 7 9
0,05 5 37 38 38 40
0,02 1 3 3 3 4
0,04 1 5 6 7 10
0,02 1 3 3 4 7
0,05 1 5 6 7 10
0,02 1 4 5 5 6
0,05 1 5 6 6 6
0,02 1 4 4 6 8
0,04 1 5 8 8 10
Примечание. Во всех случаях к испытуемой смеси добавляли 0,002 вес. % родамина С
СРАВНИТЕЛЬНЫЕ ИССЛЕДОВАНИЯ ЗАРУБЕЖНЫХ МОЮЩИХ
И МНОГОФУНКЦИОНАЛЬНЫХ ПРИСАДОК К МОТОРНЫМ МАСЛАМ
Была сравнена солюбилизирующая способность присадок Сантолюб-680
и М-800 с присадкой Монто-613.
Были приготовлены три смеси изооктана с одной из следующих присадок:
4% Монто-613, 2,8% Сантолюб 680 и 2,5% М-800.
При изучении взаимодействия этих присадок с красителем было выяс-
нено, что все они оказывают солюбилизирующее действие (табл. 3); причем
при понижении содержания присадок Сантолюб-680 и М-800 в базовом ком-
поненте их эффективность по сравнению с 4% присадки Монто-613 не умень-
шается. Примечательно, что аналогичный вывод был сделан при рассмотре-
нии влияния этих присадок на моющий потенциал моторных масел [8].
ТАБЛИЦА 3
Солюбилизирующая способность зарубежных моющих и многофункциональных присадок
Продукты Содержа- ние воды в изо- октапе % Изменение поглощения света (в %) во времени, ч
0 2 4 6 24
Изооктан + 4% Мопто-613 0,02 15 18 20 22 30
То же 0,05 15 44 45 46 47
Изооктан+ 2,8% Сантолюб-680 0,02 И 15 17 20 30
То же 0,05 11 34 35 37 40
Изооктап + 2,5% М-800 0,02 14 18 20 23 32
То же 0,08 14 34 37 37 40
Изооктан+ 4,5% Монто-702 0,02 25 26 26 27 27
То же 0,07 25 44 48 48 49
Изооктан+ 3% Сантолюб-696 0,02 14 15 16 17 21
То же 0,08 14 33 37 39 42
Изооктан + 3'% Хайтек-647 0,02 15 16 18 20 28
То же 0,07 15 39 40 41 41
Изооктан + 3% Амоко-470 0,02 20 25 27 34 37
То же 0,07 20 35 39 39 40
Примечание. Во всех случаях к испытуемой смеси
добавляли 0,002 вес. % родамина С.
К числу распространенных за рубежом присадок к маслам относятся
полимерные моющие присадки. Известно, что полимерные металлосодер-
жащие соединения этого типа особенно эффективно предотвращают образо-
вание осадков в двигателях внутреннего сгорания [9, 10]. Приведенные
на рис. 1 результаты испытания присадки Хайтек-919 свидетельствуют
213
/
о том, что соединения этого типа способны оказывать солюбилизирующее
действие.
В ряду наиболее эффективных моющих присадок, применяемых за
рубежом, особое место занимают присадки, предназначенные для получения
масел Серии 3. Эти присадки применяют в исключительно тяжелых усло-
виях: при высоких температурах и использовании сернистого топлива.
Как видно из табл. 3, присадки Монто-702, Сантолюб-696, Амоко-470
и Хайтек-647, относящиеся к этому ряду, являются эффективными солю-
билизирующими агентами; присадки фирмы «Монсанто» (Монто-702 и Сан-
толюб-696) в основном действуют в результате вторичной солюбилизации,
в то время как присадки Амоко-470 и Хайтек-647 эффективны при менее
значительном содержании воды в базовом компоненте.
В заключение необходимо отметить, что основные выводы, полученные
при исследовании взаимодействия присадок с красителем родамином С,
подтвердились (на примере присадок ДФ-1, НГ-104 и Хайтек-919, до и после
обводнения изооктана) при оценке их солюбилизирующей способности по
отношению к асфальтенам.
выводы
1. Опыты, проведенные с применением изооктана и красителя рода-
мина С, показали, что диалкилдитиофосфаты и сульфонаты металлов и метал-
лосодержащие полимерные моющие присадки к моторным маслам обладают
солюбилизирующей способностью.
2. Солюбилизирующее действие сульфонатов металлов значительно
усиливается при содержании в растворе воды. Это свидетельствует об обра-
зовании указанными присадками мицелл и о преобладании вторичной солю-
билизации, связанной с воздействием воды на размер мицелл присадки
в базовом компоненте. ’
3. Эффективность солюбилизирующего действия диалкилдитиофосфатов
металлов определяется их структурой и зависит как от металла, так и от
радикала, содержащегося в присадке; бариевая соль, синтезированная
на основе спиртов с длинными радикалами (С20—С24), обладает,особенно
высокой солюбилизирующей способностью.
4. При оценке эксплуатационных свойств моторных масел с зарубеж-
ными моющими и многофункциональными присадками (Сантолюб-680, Сан-
толюб-696, М-800, Хайтек-647, Амоко-470 и др.) и специфики и± действия
необходимо учитывать, что они являются эффективными солюбилизиру-
ющими агентами.
5. Некоторые закономерности процесса солюбилизации, установленные
применительно к моющим веществам, используемым в водных растворах
(явление вторичцой солюбилизации, методика экспериментов с красителями
и др.), могут быть в полной мере распространены на углеводородные среды.
ЛИТЕРАТУРА
1. В a s с о m W. D., Kaufman S., Singleterry C. R., V Международный
нефтяной конгресс, Нью-Йорк, 1959, секция VI, доклад № 18.
2. Ребиндер П. А. Применение поверхностно-активных веществ в нефтяной про-
мышленности, Гостоптехиздат, 1961, стр. 8.
3. К р е й н С. 3., Виппер А. Б., Шехтер Ю. Н., Химия и технология топлив
и масел, № 11 (1963).
4. Zisman W. A., Murphy С. М., Advances in petroleum chemistry and refining,
Interscience Publishers, 1959.
5. M с В a i n' M. E. L., Hutchinson E., Solubilization and related phenomena,
Academic Press, New-York, 1955.
6. S t a u f f J., Kolloidchemie, Springer Verlag, Berlin, 1960.
7. Arkin L., Singletterry C. R., J. Am. Chem. Soc., 70, 3965 (1948).
8. П а п о к К. К., Крейн С. Э., В и п п е р А. Б., 3 у с е в а В. С., Л и с о в-
с к а я М. А. Труды Второго всесоюзного научно-технического совещания по при-
садкам к маслам, стр. 353.
9. Neidhart W., Mineraloeltechnik, Bd. 7, N 17, 1962.
10. Karli R. E., P e t e r s о n I. V., VI Международный нефтяной конгресс, Франк-
фурт, 1963, секция VI, доклад № 19.
214
К ВОПРОСУ О ДИСПЕРСНОЙ ФАЗЕ МОТОРНЫХ МАСЕЛ
С ПРИСАДКАМИ
С. В. ВСЕЛЮБСКИЙ, Н. А. КОВАЛЕНКО, А. А. РУТТЕР
Коллоидная природа растворов присадок в моторных маслах была
доказана в работах Пери [1, 5, 6]. С. Э. Крейн, А. Б. Виппер и Ю. Н. Шех-
тер развивают представления о механизме действия моющих присадок,
связанном с образованием ими мицелл, диспергированных в маслах [3].
Г. И. Шор, Ю, С. Заславский и И. А. Морозова изучали связь между свой-
ствами присадок и размерами образуемых ими частиц [4].
В настоящей работе приведены некоторые результаты электронно-
микроскопического изучения изменений дисперсной фазы масла с присадками
в процессе работы двигателя.
При препарировании присадок по методу Пери [5 ] получаются нечеткие
изображения. Кроме того, испарение масла с одновременным разложением
его под воздействием электронов при неконтролируемой температуре резко
нарушает вакуум в зоне объекта, ускоряет рост отложений на пути луча,
что ухудшает разрешающую способность микроскопа. Все это ведет к сни-
жению достоверности результатов расшифровки электронмикрофотографий
и увеличению погрешности результатов измерений.
Метод не позволяет получить информацию, достаточную для оценки
геометрических размеров мицелл присадки в масле, что имеет существенное
значение.
Препарирование присадок в настоящей работе вели так, чтобы устра-
нить недостатки метода Пери. Для этого дисперсионную среду присадки,
нанесенной на парлодионовую пленку — подложку препарата, много-
кратно отмывали петролейным эфиром. Мицеллы присадки оставались при-
крепленными к пленке-подложке.
Далее образец оттеняли парами хрома, что позволяло не только уве-
личить четкость изображения, но и определить высоту мицелл присадки.
В зависимости от условий нанесения присадки на пленку-подложку были
выбраны два метода.
По первому методу каплю раствора присадки распределяли на поверх-
ности тщательно отмытого плоско-параллельного стекла и прижимали
к нему второе такое же стекло. Последовательным перенесением с поверх-
ности одного стекла на другое получали слой раствора толщиной от 1 до
3 мк. Прикасаясь к такому слою пленкой-подложкой и легко нажимая на
сетку-держатель пленки, переносили тонкий слой масла с присадкой парло-
дион. Далее препарат помещали на полоску фильтровальной бумаги и из
капельницы отмывали петролейным эфиром.
По второму методу на пленку наносили каплю раствора присадки в пет-
ролейном эфире. Концентрация раствора превышала вероятные значения
критических концентраций мицеллообразования и составляла для разных
присадок 4—5 • 10-3 моль!л. После испарения петролейного эфира остатки
масла отмывали так же, как и по первому методу.
Оба метода приводили к одинаковым результатам. Тени показывали,
что в обоих случаях отдельные мицеллы представляют собой шаровые сег-
менты или цилиндры. Первая форма является наиболее вероятной. Визу-
альное изучение и съемку препаратов проводили на электронном микроскопе
ЭИ-5 при прямых электронных увеличениях до 80 000 и ускоряющих напря-
жениях 50 и 60 кв.
Для измерения на негативах применяли горизонтальный оптический
измеритель ИЗА-2.
На рис. 1 приведена микрофотография препарата присадки ВНИИ
НП-370 (алкилфенольная), а на рис. 2— присадки АСК (алкилсалицилатная).
На сером фоне видны черные кружочки — изображения мицелл присадок
и отходящие от них белые пятна — тени. Мицеллы на пленке-подложке
215
имеют форму сфероидальных сегментов, что объясняется деформацией
их первичной формы — сферической, происходящей при препарировании.
В случае присадки ВНИИ НП-370 наблюдается большое количество отдель-
ных мицелл, часто образующих парные ассоциации и цепочки, состоящие
из трех—пяти и очень редко семи мицелл. Изредка наблюдаются ассоциации
двух параллельных цепочек, состоящих из трех-четырех мицелл каждая.
Рис. 1. Электронно-микроскопический сни-
мок алкилфенольной присадки ВНИИ
НП-370 (увеличение 1 х 80 000).
Рис. 2. Электронно-микроскопический сни-
мок алкилсалицилатной присадки АСК
(увеличение 1 х 80 000).
Количество молекул
। । । । ।
4Z7 ВО вО а
, Диаметр мицелл, А
Рис. 3. Дифференциальные
кривые распределения по
размерам мицелл и количе-
ству молекул в мицелле
присадки ВНИИ НП-370:
1 — количество молекул; 2 —
диаметр мицелл.
Вычисленные по результатам измерений диаметры сферических мицелл,
содержащихся в масле, равны 35—80 А. Диаметры индивидуальных мицелл
присадки АСК несколько больше растворенных и отличаются тем, что боль-
шая часть их образует ассоциации в виде цепочек
или глобул.
Наблюдаются прямые, изогнутые и извили-
стые цепочки. Цепочки, число мицелл в которых
доходит до десяти, иногда соединены одним из
концов с глобулами, состоящими из пяти—восьми
мицелл. Наблюдаются также своеобразные агло-
мераты, состоящие из двух-трех параллельных це-
почек.
Примененный нами метод препарирования по-
зволил получить дифференциальные кривые рас-
пределения по размерам мицелл присадки ВНИИ
НП-370, растворенной в углеводородной среде,
и по количеству молекул, образующих мицеллу
(рис. 3). Приведенные на рис. 3 значения диамет-
ров вычислены для шаров. Ось абсцисс предста-
влена в виде номограммы.
Как известно, в процессе работы двигателя
в масле возникает и развивается новая дисперсная
фаза, представляющая собой продукты глубокой
конденсации углеводородов. Конечной стадией
является образование лаков и нагаров [2, 7 ].
Существенный интерес, по-видимому, представляет изучение изменений
коллоидной системы, образованной раствором присадки в масле, в процессе
работы двигателя. Уже по истечении 10 ч работы двигателя в определенных
условиях в масле наряду с описанными мицеллами присадки встречается
относительно большое количество тонкодисперсных частиц. Частицы, отли-
чающиеся на снимках от мицелл присадки большей оптической плотностью,
по размерам своим лишь незначительно превышают последние. Обращает
на себя внимание*наличие частиц размером до 0,1 мк, а также их скоплений,
состоящих из восьми—десяти отдельных частиц.
216
Микрофотография пробы масла, отобранной после 20 ч работы двига-
теля, приведена на рис. 4.
В течение следующих 10 ч растет частичная концентрация микроско-
пических частиц вещества вновь возникающей дисперсной фазы, наблюда-
Рис. 4,; Микрофотография масла с присадкой после 20 ч
работы двигателя.
емой вместе с мицеллами присадки. Размеры скоплений соответственно уве-
личиваются и достигают 0,5 мк. Соответствующая микрофотография пробы
масла, отобранной после 30 ч работы двигателя, приведена на рис. 5.
Рис. 5. Микрофотография масла с присадкой после 30 ч
работы двигателя.
В процессе дальнейшей работы двигателя частичная концентрация
мицелл присадки резко уменьшается. Максимум кривой распределения
частиц новой дисперсной фазы по размерам смещается в сторону больших
значений. На смену наблюдающимся скоплениям появляются продукты их
ассоциации — крупные, плотные агрегаты размером до 1 мк. В пробе масла,
отобранной через 40 ч работы двигателя, дисперсная фаза представлена
(рис. 6) исключительно вновь образовавшимися более крупными агрегатами.
Вероятно, агрегаты и скопления включают также и вещество присадки,
возможно, химически измененное. При отсутствии присадки в растворе масла
217
в процессе дальнейшей работы происходит взаимодействие продуктов окис-
ления, их конденсация, полимеризация и образование агрегатов еще боль-
ших размеров. Микрофотография пробы масла, отобранная через 50 ч работы
двигателя, приведена на рис. 7.
Рис. 6. Микрофотография масла с присадкой после 40 ч
работы двигателя.
В этот период механизм образования новой дисперсионной фазы, оче-
видно, аналогичен механизму работы масла без присадки. Проведенное
электронно-микроскопическое исследование масел с присадками позволило
установить природу их растворов. В случае образования коллоидных рас-
Рис. 7. Микрофотография масла с присадкой после 50 ч
работы двигателя.
творов присадки при равных концецтрациях можно различать не только
по размерам и форме ассоциаций мицелл, но и по дифференциальному рас-
пределению самих мицелл по размерам.
Последнее обстоятельство открывает новые возможности для изучения
механизма действия присадок и их композиций методом электронной микро-
скопии. Разработанная методика дает возможность -дополнить обычное
морфологическое изучение еще и количественными характеристиками дис-
персной фазы, позволяет получить картину ее коллоидно-химических пре-
вращений в процессе работы двигателя.
218
выводы
1. Для изучения дисперсной фазы моторных масел применен электронно-
микроскопический метод, позволяющий определять геометрические размеры
мицелл присадок.
2. Растворы алкилфенольной (ВНИИ НП-370) и алкилсалицилатной
(АСК) присадок в масле образуют полидисперсные системы, отличающиеся
размерами мицелл и их ассоциаций.
3. Показаны изменения дисперсной фазы масла с присадкой в процессе
работы двигателя.
ЛИТЕРАТУРА
1, Р е т i J. В., SAE I., 62, 40 (1954).
2. Децисон Г. X., Кавана Ф. В., Современные направления исследователь-
ских работ в области автомобильных смазочных масел, IV Международный нефтяной
конгресс, т. VII, Гостоптехиздат, 1957, стр. 326.
3. К р е й н С. Э., В и п п е р А. Б., Ш е х т е р Ю. Н., Химия и технология топлив
и масел, № 11, 52 (1963).
4. Шор Г. И., Заславский Ю. С., Морозова И. А., Химия и техноло-
гия топлив и масел, № 4, 55 (1965).
5. J. of the American oil Chemists Society, 35, 37—41 (1958).
6. J. of the American oil Chemists Society, 35, 110—117 (1958).
7. Черножуков H. И., Крейн С. Э., Окисляемость минеральных масел,
Гостоптехиздат, 1955.
.А.Ж.
ИССЛЕДОВАНИЕ МЕХАНИЗМА ДЕЙСТВИЯ МОЮЩИХ ПРИСАДОК
К МОТОРНЫМ МАСЛАМ
Г. И. ШОР, Ю. С. ЗАСЛАВСКИЙ, И. А. МОРОЗОВА,
В. П. ЛАПИН
Одним из важнейших эксплуатационных свойств моторных масел
является их способность обеспечивать чистоту деталей двигателя. Такая
способность называется моющим действием, которое обеспечивается специ-
альными присадками и включает комплекс физико-химических процессов.
Некоторые моющие присадки способны обеспечивать и собственно моющее
действие, механизм которого в литературе не освещен. К собственно моющему
действию относится способность присадки смывать образовавшиеся отло-
жения и предотвращать их образование на деталях двигателя в результате
сорбции заряженных частиц присадки на поверхностях углистых продуктов
сгорания топлива и окисления масла, а также на поверхностях металли-
ческих деталей двигателя. В результате сорбции образуются одноименные
электростатические заряды, а углистые частицы отталкиваются друг от
друга й от металлических поверхностей.
Исходя из этого представления о механизме собственно моющего дей-
ствия присадок к моторным маслам, йаиболыпей собственно моющей эффек-
тивностью должны обладать присадки, которые при растворении в маслах
образуют наибольшее количество частиц, несущих самый высокий электри-
ческий заряд, т. е. растворы таких присадок в маслах должны обладать
наибольшей эквивалентной (по металлу) электропроводностью.
Прямая связь между электропроводностью растворов различных при-
садок в маслах и эффективностью их собственно моющего действия была
установлена при исследовании прилипания радиоактивной сажи в процессе
окисления масла к нагретой наклонной стальной плите [1]. Как видно из
рис. 1, количество сажи, прилипающей к поверхности плиты, тем меньше,
чем выше электропроводность растворов исследованных присадок.
219
При проведении исследований исходили также из представления о том,
что масла с присадками в двигателях внутреннего сгорания выполняют
свои рабочие функции, в том числе обеспечивают собственно моющее дей-
ствие при наличии электрических полей. Последние могут иметь место
вследствие различных причин, например из-за наличия пары металлов
(алюминий — сталь и др.) в масле. Возникновение напряжения между алю-
миниевым поршнем и чугунной гильзой цилиндра, разделенных слоем масла,
было экспериментально установлено в работе Акселя Водей [2 ] при иссле-
довании электрохимической природы коррозионного износа деталей двига-
телей внутреннего сгорания.
Для оценки величины и направления электрического поля, которое
может возникать между электродами йз различных металлов, помещенных
Удельная
электропроводность, (ом-см)'’
Рис. 1. Зависимость количества
прилипающей к поверхности на-
клонной нагретой плиты меченой
сажи от удельной электропровод-
ности окисляемых масел с при-
садками.
в масла различного химического состава
с различными концентрациями моющих при-
садок, были проведены измерения на спе-
циально разработанной лабораторной уста-
Рис. 2. Блок-схема экспериментальной установки
для определения величины и направления электри-
ческого поля, которое может возникать между элек-
тродами из различных металлов, помещенных в ма-
сла с моющими присадками:
1 — электростатический экран; 2 г— измерительная ячейка;
з — потенциометр П-4; 4 — сопротивление усилителя; 5 —
усилитель постоянного тока.
новке, поскольку проведение таких измерений непосредственно на работа-
ющем двигателе внутреннего сгорания связано с большими методическими
трудностями.
На рис. 2 изображена блок-схема установки, основной особенностью
измерительного устройства которой является высокая чувствительность,
достигаемая применением специального усилителя постоянного тока *.
Использованная в наших исследованиях ячейка измерения представляет
собой (см. рис. 2) стакан из дюралюминия внутренним диаметром 14 мм,
с толщиной стенок 0,5 мм и. высотой 20 мм; в стакан помещали цилиндри-
ческий электрод диаметром 9 мм, высотой 45 мм, так чтобы расстояние между
дном стакана и торцом электрода составляло 2,5 мм. Исследовали электроды
из различных металлов: дюралюминия, железа, свинца, бронзы, меди,
олова. Масло заливали при установленном центральном электроде; при
этом уровень масла был ниже края стакана на 2,5 мм.
Проведенные измерения показали, что замеряемая э. д. с. не зависит
от размеров электродов и расстояния между ними. Были проведены опыты,
при которых центральный электрод вращали со скоростью 60 об/мин. Ока-
залось, что вращение электрода также не влияет на значение э. д. с.
* Усилитель постоянного тока представляет собой две балансные ступени усиления
с гальванической связью. Первая ступень собрана на двойном электрометрическом тет-
роде типа 2Э2П с сеточным током порядка 10~14 а, что допускает применение в цепи сетки
высокомегомного сопротивления. Токи, возникающие в измерительной ячейке, имеют
величину порядка 10-11—10~13 а и для того, чтобы такой ток создал падение напряжения,
достаточное для управления работой лампового усилителя постоянного тока, во входную
цепь усилителя включены сопротивления типа КЛМ с номиналом 10®, 1010 и 1011 ом,
220
Ячейку измерения (электроды и масло между ними) можно рассматри-
вать как генератор постоянного тока, обладающий определенной э. д, с.
и внутренним сопротивлением гя. Чтобы замерить истинное значение э. д. с.
с учетом падения напряжения на сопротивлении гя, применяют компенса-
ционную схему измерения, в которой усилитель постоянного тока служит
нуль-индикатором. Источником компенсирующего напряжения служит потен-
циометр П-4, по которому отсчитывают величину э. д. с.
На рис. 3 приведены результаты измерения э. д. с. при использовании
алюминиевого электрода в сочетании с электродами из других металлов;
значения э. д. с. приведены относительно алюминиевого электрода. Из
рис, 3 видно, что величина э. д. с. зависит не только от материала электродов,
но и от химического состава масел
и содержащихся в них присадок.
Так, при использовании неполярной
нафтено-парафиновой фракции масла
АС-6 с любыми сочетаниями элек-
тродов наличия э. д. с. не было уста-
новлено.
Проведенные измерения пока-
зали, что для некоторых сочетаний
металлов и масел величина э. д. с.
достигает 1 в, что совпадает с дан-
ными работы 12]. Следовательно,
в зазорах между деталями двигате-
лей внутреннего сгорания должно
возникать электрическое поле напря-
женностью порядка нескольких ты-
сяч вольт на 1 см. В первую очередь
это относится к непрерывно меня-
ющемуся при работе двигателя за-
зору между канавкой поршня и пор-
шневым кольцом. Электрическое поле
должно, по-видимому, влиять на ме-
ханизм собственно моющего действия
присадок к моторным маслам, по-
скольку мелкодисперсные продукты,
накапливающиеся в масле при его
Рис. 3. Результаты измерения э. д. с.
между электродами из разных металлов,
разделенными маслом АС-6 с различными
присадками:
7 — 18% Монто-702; 2 — 26% ВНИИ НП-370;
3 — 4,2% ПМС + 13% ВНИИ НП-370; 4 — 8,4%*
ПМС; 5 — АС-6.
окислении и сгорании топлива в двигателе, а также продукты износа, как
правило, несут электрический заряд или обладают полярностью [3]; под
действием электрического поля эти продукты, очевидно, будут перемещаться
в масле в сторону электродов соответствующего знака [6, 10, 11 ] и отлагаться
на них.
Для изучения механизма действия присадок, способных препятствовать
образованию отложений, исследовали поведение модельной заряженной
дисперсной фазы в электрическом поле, искусственно создаваемом в масле
[4, 5 1. В качестве такой дисперсной фазы была использована сажа микро-
некс с удельной поверхностью 100 мг!г, меченная радиоактивным изотопом
таллий-204 (0,7 Мэв).
Схема лабораторной установки, на которой исследовали перемещение
дисперсной фазы в условиях действия электрического поля и влияния раз-
личных присадок на поведение дисперсной фазы, приведена на рис. 4.
В цилиндрический сосуд из органического стекла внутренним диаметром
20 мм (соответствующим диаметру окна торцевого счетчика Гейгера МСТ-17),
высотой 10 мм и дном из алюминиевой фольги заливали исследуемое масло.
На сосуд устанавливали крышку из органического стекла с дном из алюми-
ниевой фольги толщиной 0,02 мм. К крышке крепили счетчик МСТ-17,
подключенный к радиометрической самопишущей установке. На алюмини-
евую фольгу дна и крышки подавали напряжение от высоковольтного выпря-
221
мителя, а ток замеряли микроамперметром. Измерения проводили при
температуре масла 20 ±1 РС.
Для получения устойчивой суспензии масло с введенной сажей обраба-
тывали ультразвуком.
На рис. 5 приведены автоматически записанные диаграммы, характе-
ризующие скорость отложения меченой сажи на поверхности верхнего
Рис. 4. Схема лабораторной экспе-
риментальной установки для элек-
трокинетических и радиоиндикатор-
ных исследований:
1 — крышка; 2 — сосуд из органического
стекла; з — фольга; 4—масло; 5— тор-
цевой р-счетчик МСТ-17.
электрода при различных напряжениях
электрического поля. Скорость оценивали
по углу наклона кривой нарастания
радиоактивности к оси времени. Из рис. 5
видно, что меченая сажа микронекс, вве-
денная в масло АС-6 без присадки, выде-
ляется на аноде и, следовательно, несет
отрицательный электрический заряд. Было
установлено, что скорость образования от-
ложений прямо пропорциональна концен-
трации сажи в масле и напряженности
электрического поля.
Было экспериментально установлено,
что даже в отсутствие продуктов окисле-
ния масла (оксикислот и асфальтенов) и
при комнатной температуре углистые ча-
стицы под действием электрического поля
напряженностью того же порядка, что мо-
жет иметь место в двигателе, способны об-
разовывать на поверхности металла отло-
жения.
По разработанной методике исследовали влияние различных присадок,
вводившихся в моторное масло АС-6, на скорость образования и количество
отложений в условиях действия электрического поля. Во всех опытах сажу
Рис. 5 (а, б). Автоматически записанные диаграммы, характеризующие скорость
отложения меченой сажи на поверхности верхнего электрода при различной
напряженности электрического поля.
вводили в одинаковых концентрациях в масло АС-6 с различными присад-
ками и суспензии обрабатывали ультразвуком. Для примера в табл. 1 и 2
приведены результаты некоторых опытов.
Как видно из табл. 1, при введении в масло дитиофосфатных присадок
в малых концентрациях увеличивается скорость образования отложений
сажи на аноде. При увеличении концентрации этих присадок в масле в ряде
случаев сажа перезаряжается, но скорость образования отложений все же
222
ТАБЛИЦА 1
Влияние дитиофосфатных присадок на скорость образования
отложений сажи в условиях воздействия электрического поля
Присадка Концентра- ция присадки % Знак заряда сажи Скорость электрофо- реза имп/(сек/ч) Общая активность меченой сажи на электроде •илт /сек
Без присадки 0 __ 120 >200
ВНИИ НП-353 0,01 — 500 > 200
0,1 — 160 >200
1,0 150 >200
10,0 + 60 >200
ДФ-1 0,01 — 390 >200
0,1 — 380 >200
1,0 — 200 70
10,0 + 130 0
ДФ-11 0,01 — 390 >200
0,1 — 430 >200
1,0 — 250 >200
10,0 + 60 >200
Сантолюб-493 0,05 — 300 >200
0,5 — 300 >200
.1,0 -— 350 >200
ТАБЛИЦА 2
Влияние некоторых моющих присадок на скорость образования
отложений сажи в условиях действия электрического поля
Присадка Концентра- ция присадки % Знак заряда сажи Скорость электрофо- реза имп/ (сек/ч) Общая активность меченой сажи на электроде имп/сек
ВНИИ НП-370 0,01 140 >200
0,05 — 130 >200
0,10 — 240 >200
0,20 — 270 120
0,30 — 290 30
0,40 — 310 40
0,50 — 330 30
1,0 — 400 10
Монто-702 0,01 — 100 50
0,1 + 50 0
1,0 + 530 0
9,0 + 700 0
•18,0 + 900 0
остается значительной. Только при введении в масло достаточно больших
количеств присадки ДФ-1 уменьшается скорость образования отложений
и значительно снижается общее количество сажи, выделившейся на элек-
троде. Таким образом, дитиофосфатные присадки не могут быть использо-
ваны для снижения количества отложений в условиях электрического поля,
за исключением присадки ДФ-1, взятой в больших количествах. В этом
случае, а также при исследовании некоторых моющих присадок, результаты
которых приведены в табл. 2, автоматически записанные диаграммы имеют
иной вид, нежели диаграммы, приведенные на рис. 5.
На рис. 6 приведена диаграмма, записанная при исследовании масла
АС-6 с 9% присадки Монто-702, из которой видно, что при наличии этой
присадки в масле сажа на электродах не откладывается. Вместе с тем имеют
место скачкообразные изменения записи на диаграмме в моменты изменения
полярности электродов.
223
Отделенный от масла алюминиевой фольгой толщиной 0,02 мм торцевой
счетчик Гейгера МСТ-17 способен регистрировать р-излучение таллия-204
(с энергией 0,7 Мэе) не только от частиц меченой сджи, прилипающих
к поверхности фольги, но и от сажи, находящейся в объеме масла на рас-
стоянии до 3 ж.% от счетчика. Поэтому счетчик может регистрировать изме-
нение среднего количества меченой сажи в объеме масла при ее электро-
форетическом перемещении. На диаграммах, полученных при исследовании
масла без присадок (см. рис. 5), оба эти процесса — прилипание меченой
сажи к поверхности фольги и ее электрофоретическое перемещение — отра-
жаются одной общей кривой нарастания радиоактивности. При отсутствии
прилипания сажи к поверхности фольги (см. рис. 6) скачкообразное изме-
нение записи на диаграмме отражает изменение среднего количества меченой
сажи в приэлектродном пространстве в результате быстрого электрофорети-
ческого перемещения сажи, получившей дополнительный высокий заряд
при сорбции на ее поверхности частиц присадки из масла.
Рис. 6. Диаграмма, характеризующая поведение меченой
сажи при исследовании масла с 9% присадки Монто-702*
Как видно из табл. 2, при отсутствии прилипания сажи скорость электро-
фореза тем больше, чем выше концентрация присадки Монто-702 в масле,
т. е. чем выше электропроводность раствора. Увеличение скорости электро-
фореза при увеличении заряженности дисперсной фазы в углеводородных
средах было отмечено также в работах Гарнера [6] и Бернелина [7] Таким
образом, некоторые моющие присадки препятствуют образованию отложений
заряженной дисперсной фазы на электродах в условиях электрического
поля. Можно предположить, что действие присадок в этих условиях связано
с образованием заряженными частицами присадки в зоне каждого электрода
электростатических барьеров, которые препятствуют выделению сажи на
электродах.
Исследования, проведенные с мечеными по кальцию-45 алкилфенолят-
ными и сульфатными присадками и их композициями, подтвердили такое
предположение. На лабораторной установке (см. рис. 4) автоматически
регистрировали изменение радиоактивности, которое отражало перемещение
частиц меченой присадки, содержащих кальций-45, к поверхности верхнего
электрода. На рис. 7 приведены результаты опытов на масле с меченой при-
садкой ВНИИ НП-370. Было установлено, что частицы присадок переме-.
щаются к верхнему электроду, а их концентрация в приэлектродном про-
странстве увеличивается независимо от знака заряда верхнего электрода.
Увеличение концентрации присадки в приэлектродном пространстве и соз-
дает, очевидно, электростатический барьер, препятствующий выделению
на электроде заряженной дисперсной фазы. Резкое увеличение радиоактив-
ности у верхнего электрода при приложении к нему как 4-2500 в,
так и —2500 в (см. рис. 7), сопровождающееся синхронным нарастанием
224
ме-
Рис. 7. Диаграмма, характеризующая поведение
йеной присадки ВНИИ НП-370 при приложении
к верхнему электроду сначала —2500 в, а затем
+ 2500 в.
тока в цепи, свидетельствует о сложном характере катионных и анионных
носителей заряда, образуемых присадкой ВНИИ НП-370 в масле, т. е. металл
содержится как в катионных, так и в анионных частицах.
Многократное повторение опытов с меченой присадкой ВНИИ НП-370
показало также, что длительность нарастания радиоактивности во времени
при приложении к верхнему электроду +2500 в была больше (70 сек), чем
при приложении —2500 в (45 сек), что свидетельствует о большей подвиж-
ности катионных частиц по сравнению с анионными. К такому же выводу
можно прийти, рассматривая форму кривых изменения радиоактивности
во времени при изменении знака заряда верхнего электрода: при переклю-
чении с минуса на плюс (см. рис. 7) радиоактивность резко уменьшается,
а затем медленно нарастает; такой эффект связан с тем, что при указанном
переключении более под-
вижные катионы быстро
уходят из приэлектродного
пространства, а менее под-
вижные анионы постепенно
занимают их место.
Аналогичные резуль-
таты были получены и при
исследовании меченой
сульфонатной присадки
ПМС и композиции при-
садок ВНИИ НП-370 и
ПМС.
Образование присад-
ками электростатического
барьера наблюдали только
в тех случаях, когда кон-
центрация присадки была
достаточной, чтобы части-
цы ее заняли при сорбции
всю поверхность введенной
диспергированной сажи,
а также образовали элек-
тростатический барьер
в приэлектродном про-
странстве. При меньшей
концентрации присадки сажа интенсивно выделялась на электродах.
На рис. 8 показано влияние концентрации различных присадок в масле
на количество отложений меченой сажи на верхнем электроде в условиях
действия электрического поля. Количество отложений меченой сажи на
верхнем электроде при испытании масла без присадки принято за 100%.
Из рис. 8 видно, что наиболее эффективно препятствует образованию отло-
жений присадки АСК, а сульфонатные присадки ПМС и СК-11 в рассматри-
ваемых условиях даже в максимальных концентрациях не снижают коли-
чества отложений сажи на электроде. По-видимому, эффективность действия
этих присадок связана не с образованием электростатических барьеров,
а с солюбилизацией продуктов старения масел [8].
Были проведены исследования центрифугированием на лабораторной
центрифуге (1500 об/мин) масла с присадками и с диспергированной в нем
с помощью ультразвука радиоактивной сажей. Масло разбавлялось бензи-
ном «Галоша» в соотношении 1 : 2. За выпадением дисперсной фазы следили
периодически, измеряя радиоактивность верхнего слоя центрифугируемой,
разбавленной бензином суспензии.
Из рис. 9, на котором приведены результаты этих опытов, видно, что
наибольшую стабильность суспензии из всех исследованных присадок обес-
печивала присадка ПМС.
15 Заказ 60.
Проведенные исследования показали, что механизм действия некоторых
моющих присадок в условиях электрического поля основан на сорбции
заряженных частиц присадки на сажистых продуктах и предотвращении
высаживания этих продуктов при создании повышенного содержания заря-
женных частиц присадки в зоне электродов.
Были проведены исследования на установке, показанной на рис. 4,
при которых в свежие и проработавшие в дизельном двигателе масла вводили
различные присадки и одно и то же количество меченой сажи. Было установ-
лено, что для предотвращения выделения на электроде меченой сажи из
свежего масла требуется значительно меньшее количество присадок, чем
Рис. 8. Влияние концентрации различных
присадок на количество отложений мече-
ной сажи на верхнем электроде:
1 — ПМС+СК-11; 2 — МАСК; 3 — Оробис-2112а;
4 — Монто-702; 5 — ПМС + ВНИИ НП-370;
в —АСК.
кего моторного масда, как видно из
рис. 6, достаточно 9% присадки
Монто-702, а для того же масла, про-
работавшего в дизельном двигателе
25 ч, требуется 30% той же при-
садки.
Таким образом, было доказано,
что изложенные выше выводы о ме-
ханизме действия моющих присадок,
сделанные на основании опытов с ис-
пользованием меченой сажи в каче-
стве модельной дисперсной фазы,
можно распространить и на другие
углеродистые продукты загрязнения
масла, из которых образуются отло-
жения в двигателе.
Как известно, механизм соб-
ственно моющего действия наиболее
четко проявляется в водных средах,
где роль моющего вещества сводится
в основном не к предотвращению вы-
саживания загрязнений на поверхно-
сти, а к смыванию уже образовав-
шихся загрязнений, при котором
существенное значение имеют куло-
новские силы [9]. Установлено, что
растворы некоторых присадок в мо-
торных маслах также способны смывать уже образовавшиеся отложения
сажи. Это было обнаружено при проведении опытов на той же эксперимен-
тальной установке (см. рис. 4), на которой сначала из масла без присадки,
содержавшего меченую сажу, выделяли сажу под действием электрического
ТАБЛИЦА 3
Результаты исследования эффекта смывания отложений сажи некоторыми присадками
Продукты Эффект смывания Продукты Эффект смывания
АС-6 без присадки .... АС-6+1,9% Монто-702 . . АС-6+1,7% Оробис-2112а АС-6+0,42% ПМС+1,3 ВНИИ НП-370 АС-6 + 2,6% ВНИИ НП-370 АС-6+0,84% ПМС .... АС-6+3,4% ЦИАТИМ-339 АС-6 + 1,7 ЦИАТИМ-339 + + 0,42% ПМС Отсутствует Имеется » » » Отсутствует » Имеется АС-6 + 3,2% АСК АС-6+2,5% Оробис-2054 . . АС-6+1,2% МАСК .... АС-6+2,4% Оробис-218а АС-6+1,8% Монто-613 . . АС-6 + 2,5% НГ-104 . . . АС-6+2,4% ВНИИ НП-360 АС-5 + 1,2% ИП-22К . . . Имеется » » » » Отсутствует » Имеется
226
поля 2500 в/см на поверхность верхнего электрода с образованием отло-
жений, а затем в сосуд заливали масло с исследуемой присадкой и при том
же знаке и величине заряда верхнего электрода автоматически регистриро-
вали изменение количества меченой сажи на его поверхности. На рис. 10
приведены автоматически записанные диаграммы, характеризующие
зование отложений меченой сажи на поверх-
ности верхнего электрода из масла АС-6 без
присадки и смывание этих отложений маслом
АС-6 с 1,8% присадки Монто-702. Из рис. 10
видно, что отложения сажи интенсивно смы-
ваются с поверхности электрода. Аналогич-
ный эффект наблюдается при исследовании
некоторых упругих присадок, как видно из
табл. 3.
обра-
Время, мин
Рис. 10. Диаграммы, характеризу-
ющие образование отложений ме-
ченой сажи на поверхности верх-
него электрода из масла АС-6 без
присадки и смывание этих отло-
жений маслом АС-6 с 1,8% при-
садки Монто-702:
1 — отложение сажи; 2 — смывание
сажи.
Рис. 9, Результаты определения стабильности су-
спензии меченой сажи в масле АС-6 с различными
присадками (центрифугирование):
1 — АС-6 + 4,2% ПМС + 13% ВНИИ НП-370; 2 — АС-6 +
+ 18% Монто-702; 3 — АС-6 + 17% Оробис-2112а.
ВЫВОДЫ
1. Механизм действия некоторых моющих присадок в условиях электри-
ческого поля основан на образовании заряженными частицами присадки
в зоне каждого электрода электростатических барьеров, которые препят-
ствуют выделению сажи с сорбированной на ней присадкой.
2. Некоторое моющие присадки в условиях действия электрического
поля способны смывать ранее образовавшиеся отложения.
3. При исследовании отработанных масел оказалось, что выводы о меха-
низме действия моющих присадок, сделанные на основании опытов с исполь-
зованием меченой сажи в качестве модельной дисперсной фазы, можно рас-
пространить и на другие углеродистые продукты загрязнения масла,
из которых образуются отложения в двигателе.
4. Некоторые присадки, обладающие весьма эффективным собственно
моющим действием, являются плохими стабилизаторами суспензии сажи
в масле; при высокой стабилизирующей эффективности некоторые присадки
не обладают собственно моющим действием.
ЛИТЕРАТУРА
1. Ш о р Р. И., Заславский Ю. С., Морозова И. А., Рябова Д. В.,
Химия и технология топлив и масел, № 8, 58—65 (1962).
2. В о d е у A., Deutsche Kraftfahrtforschung, Heft, 84, 1954.
15*
227
3. Венцель С. В., Телетов С. Г., Коллоидный журнал, 16, вып. 5, 322—324
(1954).
4. ПТ о р Г. И., Заславский Ю. С., Морозова И. А., Химия и техноло-
гия топлив и масел, № 4, 55—61 (1965).
5. Z a s 1 a v s к у lu. S., Shor G. I., Morozova I. A., Lebedeva F. B.,
Evstigneev E. V., Shneerova R. N., ASLE Transactions, 8, № 1, 78—
85 (1965).
6. G a r n e r F. H. et all., Journal of the Institute of Petroleum, 35, 141—170 (1949);
36, 292—294 (1950); 37, 426-430 (1951); 38, 974-978, 986-997 (1952); 39, 676-678
(1953).
7. Courtel R., Bernelin B., Larbre J., Revue de 1'Institut Francaise du
Petrole, 10, № 5, 477-486 (1955).
8. К p e й н С. Э., В и и и e p А. Б., Ill e x т e p Ю. M., Химия и технология топлив
и масел, № 11, 52—57 (1963).
9. Шварц А., Перри Дж., Поверхностно-активные вещества, Издатинлит, 1953.
10. Д е й н е г а Ю. Ф., Виноградов Г. В., Вовненко А. М., Коллоидный
журнал, 23, вып. 3, 258—261 (1961).
11. 3 а с л а в с к и й Ю. С., Шор Г. И., Морозова И. А., Коллоидный журнал,
22, вып. 5, 593—597 (1960).
ВЗАИМОДЕЙСТВИЕ ХЛОРФОСФОРОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
С МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТЬЮ ТРЕНИЯ
Б. В. КЛЕЙМЕНОВ, И. И. САНИН, Д. М. ОЛЕЙНИК,
М. В. ШИШКИНА
Граничное трение в присутствии смазочных материалов сопровождается
химическими процессами. Эти процессы играют весьма важную роль, так
как приводят к модифицированию поверхности трения и, соответственно,
к снижению коэффициента трения и, главное, к снижению износа при тяже-
лых режима^ трения.
По современным представлениям, роль противоизносных присадок
сводится к химическому модифицированию прежде всего ювенильного (обна-
женного) металла поверхности трения реакционноспособными продуктами
термического разложения присадок. В общем виде процесс химического
модифицирования металлической поверхности трения складывается из трех
стадий: адсорбции (или хемосорбции) присадки на металлической поверх-
ности, термического разложения (превращения) молекул присадки и взаимо-
действия продуктов разложения присадки с металлом [1—4].
Особый интерес представляют работы, посвященные изучению про-
Характеристика некоторых производных
Формула Температура плавления °C „20 еГ Вы С
С13СР(О)(ОС2Н5)2 — 1,4645 1,3737 —
С13СР(О)(ОС4НВ)2 — 1,4610 1,2233
С13СР(О) (ОС4НВ) [ O(NH3C4HB) ] 72,0—73,0 — — 32,89
C13CP(O)(OC4HB)[O(NH2CH3C17H37)J 44-45,5 — — 53,44
[Cl3CP(O)(OC4HB)O]2Ni 79,0-80,0 — — —
[Cl3CP(O)(OC4HB)O]2Cu 150 (разлагается) — 20,99
C13CP(O)(OH)2 • H2O 86,5-87,0 — •— —
С13СР(О)(ОС4НВ)(ОН) • Н2О 36,0 1,4794 1,4391 21,94
228
дуктов термического разложения различных классов противоизносных
присадок, так как они дают представления о возможных направлениях
химического модифицирования металлической поверхности.
Так, в работах [3, 4] было показано, что термическое разложение три-
алкилфосфитов при 250—260 °C протекает с образованием ортофосфорной
кислоты, фосфина и непредельных углеводородов, а разложение в присут-
ствии металлов приводит к образованию соответствующих фосфидов
металлов.
Термическое разложение триалкилтритиофосфитов при 250—260 °C
ведет к образованию пятйсернистого фосфора, фосфита, сероводорода и непре-
дельного углеводорода.
При термическом разложении диалкилфосфатов металлов происходит
отщепление углеводородных радикалов в виде непредельных углеводородов
и образование однозамещенных солей ортофосфорной кислоты Me (Н2РО4)2.
По мнению авторов [3], образующаяся соль играет при трении роль фосфа-
тирующего агента, образующего с железом поверхности трения смешанные
фосфаты.
Диалкилдитиофосфаты металлов при 220—250 °C образуют тиофосфат
соответствующего металла, сероводород и непредельный углеводород. Есть
указания о том, что разложение диалкилдитиофосфатов при более низких
температурах (176—177 °C) протекает постадийно. При этом отщепляется
лишь часть углеводородных радикалов и выделяется сероводород. Остав-
шемуся после разложения продукту приписывается строение продукта
конденсации диалкилдитиофосфата металла [5]. В работе [6] действие
присадок типа органических фосфатов связывается с их способностью гидро-
лизоваться с образованием фосфорных кислот, взаимодействующих с метал-
лом поверхности.
Почти не освещен в литературе вопрос о термических превращениях
хлорфосфорорганических присадок, хотя они применяются как противо-
износные присадки к маслам. Почти не изучены также механизм химического
модифицирования металлической поверхности трения и влияние отдельных
стадий этого процесса на трение.
Настоящая работа является попыткой подойти к решению этих вопросов
на примере некоторых хлорфосфорорганических соединений.
Для исследования были взяты производные трихлорметилфосфиновой
кислоты. Как известно, бутиловый эфир трихлорметилфосфиновой кислоты
(Хлорэф-40) в настоящее время применяется как активная противоизносная
присадка к трансмиссионным маслам.
В табл. 1 указаны все производные трихлорметилфосфиновой кислоты,
которые были использованы в настоящем исследовании.
трихлорметилфосфиновой кислоты ТАБЛИЦА 1
числено, % Найдено, %
н С1 Р с н CI р
— — — — — — —
— — — — — — —-
6,44 32,37 9,43 33,05 6,65 31,98 9,15
9,46 19,76 5,75 53,86 9,51 19,53 5,76
— 37,40 — — — 37,14 —
3,15 37,17 — 20,98 3,14 36,97 —
— — — — — —. —
4,69 38,90 11,33 21,73 4,68 38,70 11,35
229
Диэтиловый и дибутиловый эфиры трихлорметилфосфиновой кислоты
(№ 1 и 2, табл. 1) были синтезированы по методике, описанной в литературе
[7, 8].
Соль бутиламина и бутокситрихлорметилфосфиновой кислоты (№ 3,
табл. 1) была получена взаимодействием дибутилового эфира трихлорметил-
фосфиновой кислоты и солянокислого бутиламина при 110—115 °C по реак-
ции [9]:
О О
II /ОС4Нв II /О (NH3C4He)
l3CP< + Cl (NH3C4He)—> C13CP< +C4Hei
xOC4He ^OC4H
Аналогичным образом при 140—150 °C получалась соль метилокта-
дециламина (№ 4, табл. 1).
Рис. 1. Термограммы разложения диэтилового эфира трихлорметилфосфиновой кислоты:
а — эфир; б — эфир в присутствии окиси железа; в — эфир в ярисутствии железа.
Никелевая соль бутокситрихлорметилфосфиновой кислоты (№ 5, табл. 1)
была получена взаимодействием бутокситрихлорметилфосфиновой кислоты
с карбонатом никеля по реакции:
О 7 О \
, II /ОН II /° ]
2С13СР< -HjO + NiCO., —> С13СР< Ni + CO2 + 2H2O
^ОС4Нв \ ^ОС4Нв/2
Медная соль бутокситрихлорметилфосфиновой кислоты (№ 6, табл. 1)
получена по реакции:
° / О \
II/он , I/O ]
4С13СР< • НгО + СиСО3 • Си (ОН)2 —► 2 С13СР< Си + СО2 + 7Н2О
хОС4Нв ' \ ^ОС4Нв/2
О получении трихлорметилфосфиновой (№ 7, табл. 1) и бутокситри-
хлорметафосфиновой (№ 8, табл. 1) кислот будет сказано ниже.
Одним из удобных методов для качественной характеристики термиче-
ских превращений присадок следует считать метод термографического
анализа, с помощью которого могут быть определены тепловые эффекты,
соответствующие химическим превращениям вещества 13].
Некоторые данные по термографированию хлорфосфорорганических
соединений с целью определения их стабильности приведены в работе [10].
На рис. 1 приведены термограммы разложения диэтилового эфира три-
хлорметилфосфиновой кислоты, того же эфира в присутствии окиси железа
и железа.
В опытах термографирования для улучшения контакта присадки с желе-
зом брали стократный избыток железа (или окиси железа) по отношению
к присадке; в этом случае разложение присадки происходило действительно
на поверхности металла, что в известной мере моделировало условия взаимо-
действия присадки в зоне трения.
230
Из рис. 1 следует, что разложение чистого диэтилового эфира трихлор-
метилфосфиновой кислоты начинается при 241 °C с ясно выраженным эндо-
термическим эффектом. Было доказано, что при разложении таких эфиров
в первую очередь отщепляются алкильные группы с образованием непре-
дельных углеводородов и соответствующих трихлорметилфосфиновых кислот.
Разложение эфира в присутствии окиси железа начинается при несколько
более низкой температуре (225 °C), причем после тепловых эффектов, соот-
ветствующих разложению чистого эфира, наблюдается экзотермический
эффект. Этот эффект, по-видимому, соответствует взаимодействию продуктов
разложения эфира с окисью железа. С железом эфир весьма энергично вза-
имодействует при 61 °C, при этом на-
блюдается большой экзотермический
эффект на термограмме (рис. 1, в).
Аналогичные результаты были
получены с другими присадками
этого типа. Соответствующие данные
приведены в табл. 2.
Из табл. 2 следует, что дибути-
ловый эфир трихлорметилфосфиновой
кислоты и соль бутиламина той же
кислоты также взаимодействует с же-
лезом при относительно низких тем-
пературах.
Таким образом, производные
трихлорметилфосфиновой кислоты
взаимодействуют с железом при зна-
чительно более низкой температуре,
чем с окисью железа; эта темпера-
тура значительно ниже темпера-
Рис. 2. Зависимость износа от нагрузки
для производных трихлорметилфосфиновой
кислоты. Концентрация присадки 6 ммоль
на 100 г масла (1,5—2%);
а — линия упругой деформации; 1 — масло +
С1аСРО(ОС,Н,)г; 2 — масло + C1SCPO(OC4H,)S;
3 — масло + ClaCPO(OC4Hs) [О(КНаС»Н,)].
4>
туры разложения чистых присадок.
Указанное обстоятельство является весьма благоприятным фактором, способ-
ствующим химическому модифицированию обнаженного металла в зоне
трения.
Действительно, испытания исследованных соединений на четырехшари-
ковой машине трения показали, что их противоизносные свойства корре-
лируются с температурами взаимодействия соединений с железом: чем ниже
температура начала взаимодействия, тем лучше противоизносные свойства
(рис. 2).
ТАБЛИЦА 2
Температура начала термических превращений производных
• трихлорметилфосфиновой кислоты
Температура, ° с
Формула начала тер- мического разложения присадки начала взаи- модействия присадни с железом начала взаи- модействия присадки с окисью железа
О
II /ОС2Н6
:р<
хос2н6
о
II /ОС4Н,
С13СР<
ХОС4НВ
о
II /0С4Нв
С13СР<
XO(NH3C4H„)
241 61 225
223 128 167
183 142 168
231
Испытывались также растворы присадки в минеральном масле высокой
степени очистки (вязкость 31,71 сст при 50 °C).
Лучшими противоизносными свойствами обладает эфир трихлорметил-
фосфиновой кислоты (температура начала взаимодействия с железом 61 °C),
несколько худшими — дибутиловый зфир (128 °C) и, наконец, соль бутил-
амина (142 °C).
Интересно отметить, что температура взаимодействия присадки с чистым
железом не находится в прямой зависимости от ее термической стабиль-
ности. Из табл. 2 следует, что наиболее стабильная присадка — диэтиловый
эфир трихлорметилфосфиновой кислоты — взаимодействует с железом при
наиболее низкой температуре.
Результаты термографирования носят качественный характер и не дают
представления о химических превращениях присадки при повышенных
температурах. Поэтому результаты термографирования должны быть допол-
нены результатами изучения термических превращений присадок.
В опытах по термическому разложению присадок необходимое коли-
чество присадки (до 30 г) загружали в специальный реактор, который нагре-
вали до определенной температуры. Эта температура, естественно, иногда
не соответствует температуре, определенной при термографировании. Тем-
пературу разложения присадки устанавливали в предварительных опытах.
При установленной температуре присадку разлагали в течение нескольких
часов. Летучие продукты разложения улавливали и идентифицировали.
Остаток от разложения после соответствующей очистки анализировали.
Термическое разложение дибутилового эфира трихлорметилфосфиновой
кислоты в отсутствие металла протекает в три стадии:
о
, ||/ОС4Н,
С13СР(
о
II >он
О
II ОН
С13СР< +С4н8
ХОС4Н9
о
II /он
С13СР< ---------► С13СР( +С4н8
ХОС4Н9 4 он
о
II /ОН
С13СР< ------► 2НС1 + СО + [С1РО2]
хон В
В первых двух стадиях при 160 и 180 °C отщепляются углеводородные
радикалы с образованием бутилена и соответствующих трихлорметилфос-
финовых кислот. Образующийся а-бутилен в условиях разложения легко
изомеризуется в 0-бутилен [И], который и был идентифицирован. Прак-
тически при разложении эфира получалась смесь кислот, которую разде-
ляли молекулярной перегонкой в глубоком вакууме (2-10-5 мм рт. ст.);
кислоты получены в виде моногидратов, характеристика которых дана
в табл. 1 (№ 7 и 8). При дальнейшем нагревании полученной трихлорметил-
фосфиновой кислоты до 325 °C образуются хлористый водород и окись угле-
рода, которые были количественно определены в продуктах разложения.
Хлористый водород поглощался водой; полученный раствор титровали
раствором едкого кали; окись углерода определяли поглощением аммиачным
раствором полухлористой меди. Свободного хлора в продуктах разложения
не обнаружено.
Таким образом, при термическом разложении дибутилового эфира
трихлорметилфосфиновой кислоты образуются весьма реакционноспособные
соединения — трихлорметилфосфиновые кислоты и хлористый водород.
Казалось, что эти соединения взаимодействуют с металлической поверх-
ностью трения. В действительности термическое разложение эфира в при-
сутствии железа протекает иначе, чем разложение чистого эфира.
Было изучено взаимодействие дибутилового эфира трихлорметилфос-
финовой кислоты с железом при повышенных температурах.
232
В первом опыте порошок восстановленного железа (103 г) смачивали
дибутиловым эфиром (10 г) и затем нагревали. При 130—140 °C шла энер-
гичная экзотермическая реакция и выделялась легкокипящая жидкость,
представляющая собой чистый хлористый бутил: температура кипения
77,4-78,4 °C, е1° = 0,8864, rig = 1,4023.
Количество выделившегося хлористого бутила составляло 1 моль на
1 моль исходного эфира (96,4% от вычисленного количества). Оставшаяся
в реакторе реакционная масса содержала непрореагировавшее железо и рас-
творимое в этиловом спирте вещество; выделенное из спиртового экстракта
вещество представляло собой порошок высокой степени дисперсности. Анализ
показал, что это вещество содержит углерод, хлор, фосфор и железо.
Интересно отметить, что при термическом разложении соли бутиламина
и бутокситрихлорметилфосфиновой кислоты при 180 °C (в отсутствие металла)
также образуются хлористый бутил и полимерный продукт по реакции:
О
|| О (NH3C4H9)
С13СР(
ХОС4Н9
о I
II /О (NH2C4H9)
С1,СР<
I \он
+ С4НвС1
Во втором опыте взаимодействие дибутилового эфира трихлорметил-
фосфиновой кислоты с железом было осуществлено непосредственно в усло-
виях трения. С этой целью в узел трения четырехшариковой машины с шарами
из стали ШХ9 заливали чистый дибутиловый эфир. После длительной (3 ч)
непрерывной работы узла трения при температуре 20—50 °C (при охлажде-
нии) и осевой нагрузке 120 кГ эфир окрашивался в коричневый цвет.
Отфильтрованный эфир разбавляли «-гексаном; при этом из раствора
выпало вещество, которое несколько раз промывали «-гексаном (дибутило-
вый эфир трихлорметилфосфиновой кислоты легко растворим в гексане).
Полученное вещество полностью растворялось в этиловом спирте и после
переосаждения имело вид порошка светло-серого цвета. Это вещество, так
же как и вещество, полученное в первом опыте, содержало углерод, хлор,
фосфор и железо.
Можно предполагать, что при взаимодействии дибутилового эфира три-
хлорметилфосфиновой кислоты с железом как в условиях стационарного
опыта (нагревание с порошкообразным железом), так и в условиях трения
образуются хлористый бутил и весьма сложное хлорфосфорорганическое
соединение, содержащее железо. Полученная рентгенограмма этого соеди-
нения дает основание считать его полимером.
Таким образом, взаимодействие дибутилового эфира трихлорметил-
фосфиновой кислоты с железом может быть представлено следующей схемой:
О
II /ОС4Н„
С13СР< +F6--------
ХОС4Н9
О л
II о----Fe----ох |
С12СР( >РСС12 +С4Н9С1
В скобках указана возможная формула мономерного звена полученного
полимера. Строение полученного соединения было подтверждено инфра-
красными спектрами поглощения (рис. 3).
На этом рисунке приведены спектры двух трихлорметилфосфиновых
кислот, дибутилового эфира трихлорметилфосфиновой кислоты и продуктов
его взаимодействия с железом.
В обоих продуктах взаимодействия сохранены все связи, имеющиеся
в исходном дибутиловом эфире. Полоса 540—555 см'1 соответствует связи
С—Р, полоса 760—772 см'1 — связи С—С1, полоса 1040 см'1 — связи
Р—О—С (с алифатическим радикалом). Бутильные радикалы представлены
полосами 1385, 1468, 2880, 2910, 2940 и 2968 см'1 [12]. Полоса поглощения,
соответствующая связи Р—О (продуктов взаимодействия с железом), не-
сколько сдвинута в сторону низких частот (1170—1176 см'1); для соединений,
233
не содержащих железа (кислоты и эфир), эта связь представлена полосой
1250-1262 см~1.
В спектрах продуктов взаимодействия железа в отличие от спектров
кислот и эфира полоса, отвечающая связи С—С1, несколько менее интен-
сивна, а полосы, относящиеся к бутильному радикалу, по интенсивности
близки к полосам для бутокситрихлорметилфосфиновой кислоты, содержа-
щей одну бутильную группу. Указанная особенность спектров находится
в соответствии с полученными данными об отщеплении хлора и бутильной
Рис. 3. Инфракрасные спектры поглощения:
а — трихлормвтилфосфиновая кислота; б — бутокситрихлорметилфосфино-
вая кислота; в—дибутиловый эфир трихлорметилфосфиновой кислоты;
г — продукт взаимодействия дибутилового эфира с порошкообразным желе-
зом; д — продукт взаимодействия эфира с железом в условиях трения.
группы (образование хлористого бутила) при взаимодействии эфира с желе-
зом. В спектре продукта взаимодействия эфира с порошкообразным железом
имеется полоса, соответствующая гидроксильной группе (3100—3500 ел-1).
Весьма возможно, что при экстракции продукта этиловым спиртом
молекулы спирта образуют комплекс с солью железа [13]. В остальном
ейектры обоих продуктов взаимодействия почти идентичны, что свидетель-
ствует о возможности моделирования химических процессов, протекающих
при трении.
Процесс взаимодействия присадки типа эфира трихлорметилфосфиновой
кислоты с железом, т. е. процесс химического модифицирования поверхности
трения, может быть представлен следующим образом.
Попав в зону трения, молекула эфира хемосорбируется на поверхности
металла. Можно полагать, что процерс хемосорбции присадки на ювениль-
ном металле играет самостоятельную положительную роль при трении,
экранируя ювенильный металл при не слишком тяжелых режимах трения.
234
Железо является переходным металлом и характеризуется способностью
принимать от донора неподеленную электронную пару на свои вакантные
орбиты d-уровня. В рассматриваемом случае в качестве донора неподеленной
электронной пары выступает кислород фосфорильной группы (Р—О) эфира.
Химическая связь присадки с железом при хемосорбции возникает за счет
дополнительных, а не основных валентностей.
Присутствие в молекуле эфира сильного электроноакцептора — три-
хлорметильной группы вызывает значительную поляризацию молекулы
и некоторое ослабление эфирной связи С—О. С другой стороны, эта связь
также ослабляется в результате хемосорбции эфира (передача неподеленной
электронной пары фосфорильным кислородом железу). Сильное ослабление
связи С—О приводит к ее разрыву при относительно низких температурах
(128 °C для дибутилового эфира трихлорметилфосфиновой кислоты) с отще-
плением бутильного радикала. Присадка при этом соединяется с атомом
железа за счет основных валентных электронов по схеме:
,0—R .0—R /О—R
С13С-Р< —► С13С-Р< —► С13С-Р=0
ГО-R IRO- \0-Fe-
О О и ге
Fe Fe
Отщепившийся углеводородный радикал атакует трихлорметильную
группу, образуя галоидный алкил, а основная часть молекулы присадки
за счет образовавшихся свободных валентностей (см. схему взаимодействия
эфира с железом) образует на поверхности металла полимерный продукт.
Изложенные представления, однако, не исключают возможности ион-
ного механизма этого процесса, инициируемого ионом железа.
Описанный процесс химического модифицирования поверхности трения
в результате взаимодействия эфира трихлорметилфосфиновой кислоты с юве-
нильным металлом является основным. Вместе с тем в некоторых условиях
возможно и другое направление химического модифицирования: разложение
эфиров трихлорметилфосфиновой кислоты с образованием соответствующих
кислот, как описано выше, и взаимодействие образовавшихся кислот с желе-
зом поверхности с образованием солей железа. Как было показано, три-
хлорметилфосфиновые кислоты легко образуют металлические соли.
Две соли (меди и никеля) бутокситрихлорметилфосфиновой кислоты
были получены в чистом виде (№ 5 и 6, табл. 1).
При особо тяжелых режимах трения возможно и дальнейшее термиче-
ское превращение уже образовавшихся сравнительно сложных соединений
железа. При этом могут образоваться более простые соединения железа
(хлориды, фосфиты и др.), которые также должны существенно изменять
физико-механические свойства поверхности трения.
выводы
1. Изучены термические превращения некоторых присадок типа про-
изводных трихлорметилфосфиновой кислоты.
2. Показано, что взаимодействие присадок рассматриваемого типа с желе-
зом протекает при значительно более низких температурах, чем температуры
термического разложения присадок. При этом, чем ниже температура начала
взаимодействия соединения с железом, тем лучше его противоизносные
свойства.
3. Показана принципиальная возможность моделирования химических
процессов, протекающих на ювенильном металле в зоне трения.
4. Рассмотрен химизм взаимодействия производных трихлорметилфос-
финовой кислоты с железом. Это взаимодействие включает хемосорбцию
присадки на металле, разложение присадки и образование сложного хлор-
фосфорорганического полимерного продукта, содержащего железо.
235
ЛИТЕРАТУРА
1. Sanin Р. I., Shepeleva E. S.,Ulyanova A. V., Kleimenov B.V.r
Wear (Amsterdam), 3, № 3, 200 (1960).
2. Sanin P. I., Shepeleva E. S., Mannik A. 0., Kleimenov В. V.r
J. Basic Ing. Transactions of the ASME, Ser. D, 771 (1965).
3. С а н и н П. И., Ульянова А. В., Нефтехимия, 3, № 5, 775 (1963).
4. Ульянова А. В., Автореферат кандидатской диссертации, ИНХС АН СССР,
1963.
5. Hilget I., Schramm I., Teichmann U. H., J. prakt. Chem., 8 № 1—2,
73, 90, 97 (1959).
6. В а г с г о f t F. T., D a n i e 1 S. G., J. Basic Ing. Transactions of the ASME, Ser.
D, p. 761 (1965).
7. К а м а й Г., E г о p о в а Л. П., ЖОХ, 16, вып. 9, 1521 (1946).
8. Шепелева Е. С., С а н и н П. И., сб. «Присадки к маслам и топливам», Гостоп-
техиздат, 1961, стр. 67. .
9. М о г г i s С., В а г k 1 е у, US Pat. 2674619, 1954.
10. В и н о г р а д о в а И. Э., Присадки к маслам для снижения трения и износа, Гос-
топтехиздат, 1963.
11. Ж а р к о в а В., М о л д а в с к и й Б., ЖОХ, 17, вып. 7, 1268 (1947).
12. Беллами Л., Инфракрасные спектры молекул, Издатинлит, 1957.
13. Антипова-Каратаева И. И., Золотов Ю. А., Серякова И. В.,
Неорганическая химия, 1, № 7, 1712 (1964).
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ ВЛИЯНИЯ ПОЛИМЕРНОЙ ПРИСАДКИ
НА СКОРОСТЬ РЕАКЦИИ В МАСЛЯНОЙ СРЕДЕ
К. С. РАМАЙЯ, Р. X. СИЛЬС
Маловязкие нефтяные дистиллятные масла, загущенные полимерными
присадками, благодаря их хорошим вязкостно-температурным и другим
эксплуатационным свойствам начинают широко применять для изготовления
моторных масел разных групп. Для получения моторного масла данной
группы необходимо прибавлять к загущенному маслу значительно большее
количество моющих и других присадок, чем к дистиллятным (или компаун-
дированным) базовым маслам одинакового уровня вязкости. Возможно,
что эта разница в эффективности присадок является результатом особенностей
диффузионных процессов в загущенных маслах.
Из существующих представлений о вязкости растворов полимеров вы-
текает, что химическая реакция, скорость которой определяется доступностью
диффундирующего реагента, должна протекать с большей скоростью в за-
гущенном масле, чем в дистиллятном (или компаундированном), при одина-
ковой вязкости.
В настоящей работе приведены результаты исследования коррозии свин-
ца органической кислотой в масляной среде (в условиях работы двигателя).
Исследования, проведенные ранее, дают основание предполагать, что
скорость коррозии свинца в масляной среде определяется скоростью миграции
.молекул кислоты к поверхности свинца. Разумеется, методы определения
потенциальной коррозионности масла [1] (ГОСТ 5162—49 или ГОСТ 8245—56)
неприменимы для исследования скорости коррозионной реакции. При испы-
тании масла по этим методам параллельно протекают две реакции — окисле-
ние масла с образованием кислот и взаимодействие свинца (или его окислов)
с образующимися кислотами. В этих условиях невозможно установить,
какая из этих реакций определяет скорость процесса в целом. Скорость ре-
акции коррозии определяют по методу «действительной коррозионности
масла» [2]. По этому методу испытуемое масло, содержащее известное коли-
чество кислоты, и свинцовая пластинка контактируются с воздухом в те-
чение 30—40 мин. Было установлено, что и в этих условиях при температурах
до 170—180° С в масле не образуются кислоты, способные вызвать коррозию
236
свинца. В то же время поверхность свинцовой пластинки окисляется доста-
точно интенсивно, чтобы обеспечить протекание реакции свинца с кислотой,
содержащейся в масле. По этому методу удалось определить скорость корро-
зии свинца при разном содержании кислоты в масляной среде и рассчитать
константу скорости этой реакции [К ] при разных температурах [3]. Приме-
чательно, что энергия активации, рассчитанная по температурной зависи-
мости константы [К ] для разных органических кислот, колеблется в пределах
7000—8000 ккал/моль.
Пруттон [4, 5], исследуя взаимодействие свинца с органическими
кислотами в менее вязкой углеводородной среде — бензоле и ксилоле,
нашел, что значение энергии активации колеблется в пределах 8000—
9000 кал/моль.
Как известно, энергия активации
порядка 7000—9000 кал/мОлъ слишком
мала для химических реакций и доста-
точна для диффузионных процессов.
Поскольку диффузия в жидкой среде
непосредственно связана с вязкостью
последней, то скорость коррозии свинца
в масле должна зависеть от его вязко-
сти. Поэтому первый этап настоящей ра-
боты посвящен установлению зависи-
мости скорости коррозии свинца от вяз-
кости масляной среды.
В качестве масляной среды для
исследования было приготовлено десять
образцов смесей с разными значениями
вязкости, состоящих из нейтрализован-
ного авиационного масла МК-22 и очи-
щенного и нейтрализованного освети-
тельного керосина. К этим образцам
прибавляли олеиновую кислоту так,
чтобы кислотное число каждого из них
Рис. 1. Зависимость коррозии свинца
в растворе масла МК-22 в керосине от
температуры (продолжительность опыта
30 мин):
1 — при 85 °C; 2 — при 100 °C; 3 — при
120 °C; 4 — при 140 °C.
было равно 1 мг КОН/г.
Действительную коррозионность этих образцов определяли при 85,
100, 120 и 140 °C. Опыты проводили в приборе ДК-2 в течение 30 мин с 36,5 г
образца и в колбе со свинцовыми пластинками с поверхностью 10 см2.
Результаты опытов, графически изображенные на рис. 1, показывают,
что при каждой температуре опыта коррозия увеличивается прямолинейно
с повышением процентного содержания керосина в пробе. Это происходит
в результате понижения вязкости среды, поскольку ни керосин, ни масло
МК-22 в течение 30 мин не окисляются настолько, чтобы образовать кислоты,
способные вызвать коррозию свинца, а кислотное число всех образцов было
одинаково (1 мг КОН/г).
Наибольшая вязкость среды в этих опытах была 36,7 сст (масло МК-22
при 85 °C) и наименьшая 0,61 сст (керосин при 120 °C), а величины коррозии
при этом соответственно 2,4 и 56,8 г/м2. Возможно, что на коррозию в этих
опытах влияет только вязкость среды. Это предположение подтверждается
кривой на рис. 2, изображающей зависимость коррозии свинца от текучести
(величины, обратной вязкости). Как видно, все точки независимо от темпера-
туры опытов группируются на одной кривой. Однако необходимо отметить,
что по этой кривой невозможно установить закономерность, связывающую
скорость коррозии и вязкость среды.
Дело в том, что величина коррозии, полученная после 30 лшн'испытания,
не может быть пропорциональна скорости коррозии потому, что скорость
в любой момент пропорциональна содержанию кислоты в масле в этот
момент. Хотя начальное содержание кислоты во всех испытанных образцах
было одинаковым, расход кислоты в процессе реакции был различен в разных
237
образцах и поэтому ее содержание в образцах также было различным. Необ-
ходимо установить зависимость между константой скорости коррозии,
величиной, не зависящей от содержания кислоты, и вязкостью среды.
Для расчета константы скорости коррозииТсвинца можно пользоваться
ранее выведенным кинетическим уравнением [2]:
К = 2’303 1а -Но-
Ат » Wo—W
(1)
где К — константа скорости коррозии;
А — площадь поверхности пластинки, см2;
Wo — количество свинца, эквивалентное всему количеству кислоты в пробе
испытуемого образца, мг;
W — количество свинца, прореагировавшего за время т, мг.
Рис. 2. Зависимость коррозии свинца от
текучести растворов МК-22 в керосине
(продолжительность опыта 30 мин).
Рис. 3. Зависимость константы скорости
коррозии свинца от текучести растворов
масла МК-22 в керосине.
Для всех проведенных опытов Wo = 67,4 мг, А = 10 см2 и т — 30 мин.
Поэтому константа скорости коррозии в данных опытах будет пропор-
циональна:
где [АД — константа скорости в условных единицах.
Поэтому следует искать количественную][связь именно между [К ] и
1
текучестью —.
Как отмечено выше, при понижении вязкости среды с 36,7 до 0,61 сспг
после 30 мин испытания коррозия повышается с 2,4 до 56,8 г/м2, величина
же константы скорости коррозии [К ] повышается с 0,0157 до 0,808. Иначе
говоря, при увеличении текучести среды в 60 раз [/С ] увеличивается в 50 раз,
а коррозия — только в 24 раза после 30 мин испытания.
На рис. 3 величина [А?] графически изображена как функция текучести
1 1
— ст. В области больших значений — ст наблюдается прямолинейное
соотношение между этими двумя величинами, но в области малых ее значе-
ний, т. е. при больших значениях вязкости среды, прямолинейность нару-
шается. Возможно, причиной этого нарушения является отсутствие про-
порциональности между коррозией и диффузией. Более вероятно, что диф-
фузия растворенных в масле молекул кислоты не пропорциональна его
текучести. Нельзя ожидать такую пропорциональность для сложных жидко-
стей, какими являются высоковязкие масла и их растворы [6].
238
Если предположить, что между текучестью масляной среды и диффузией
в этой среде существует не пропорциональная, а степенная зависимость,
то можно ожидать такую же зависимость между константой скорости корро-
зии и текучестью. Доказательством служит кривая на рис. 4, на которой
группируются точки для всех испытанных образцов, указывая на то, что
искомая зависимость — степенная.
На том же рисунке точки 1, 2 и 3 для масел АС-9,5, машинного СУ и ва-
зелинового расположены ниже основной кривой, относящейся к растворам
МК-22 в керосине. Очевидно, при одном и том же значении вязкости скорость
диффузии в керосиновых растворах выше, чем в маслах, не содержащих
такого маловязкого компонента.
Рис. 4. Зависимость константы скорости
коррозии свинца от текучести среды (для
растворов МК-22 в керосине):
1 мг КОН/г олеиновой кислоты: о — при
85° С; х — при 100 °C; * — при 120 “С;
А — при 140 °C; 2 мг КОН/а олеиновой
кислоты при 140 °C: 1 — АС-9,5; 2 —машинное
СУ; а — вазелиновое; 4 — АСЗ-10 (загущен-
ное полиизобутиленом).
Рис. 5. Зависимость константы скорости кор-
розии свинца от текучести среды для рас-
творов:
1 — авиационного масла МК-22 в керосине при 85,
100, 120 и 140 °C; 2 — полиизобутилена в трансфор-
маторном масле при 80 °C; а — то же при 100 °C; 4 —
то же при 120 °C; 5 — то же при 140 °C; в — полиизо-
бутилена в веретенном масле при 120 °C.
Точка 4 для масла АСЗ-10 (веретенному из сернистых нефтей, загущен-
ному полиизобутиленом), расположенная выше основной кривой, указывает
на то, что в маслах, загущенных высокомолекулярными полимерными при-
садками, процесс диффузии, а следовательно, и коррозии протекает с большей
скоростью, чем в незагущенных маслах, при одном и том же значении вяз-
кости. Нитевидные макромолекулы полимера, движущиеся в масляной среде
в виде хаотических клубков, представляют собой своеобразные структурные
ячейки, значительно повышающие объемную вязкость среды, но они не могут
препятствовать движению молекул малых размеров, т. е. уменьшить диффу-
зию кислоты в этой среде.
Для более подробной проверки этого положения были поставлены сле-
дующие опыты. Готовили растворы полиизобутилена (молекулярный вес
20 000) с концентрациями от 1 до 7% в веретенном (v100 = 3,45) и трансфор-
маторном (v100 = 2,49) маслах. С растворами веретенного масла опыты
по коррозии проводили при 120 °C, а с растворами трансформаторного —
при 80, 100, 120 и 140 °C. Значения константы скорости коррозии свинца,,
рассчитанные по результатам этих опытов и выраженные как 1g [К ], при-
ведены на рис. 5. На том же рисунке для сравнения" приведена кривая из
рис. 4 для растворов масла МК-22 в керосине. При рассмотрении рис. 5
выявляются следующие особенности.
1. При любом заданном значении текучести среды значение [X] для
растворов полиизобутилена заметно выше, чем для растворов масла МК-22
в керосине.
239
2. При любой заданной температуре зависимость [А ] от текучести для
полимерных растворов подчиняется степенному закону, так же как и для
растворов МК-22 в керосине.
3. В отличие от растворов значение константы [А ] повышается, т. е.
для каждой температуры получается отдельная кривая.
Отмеченный выше температурный эффект не связан с какими-либо хими-
ческими реакциями. Напротив, отсутствие влияния температуры на кон-
станту [К ], отмеченное для растворов МК-22 в керосине, является аномаль-
ным, так как уравнение Стокса — Эйнштейна, выражающее соотношение
между диффузией и вязкостью, предусматривает и влияние температуры
на диффузию. Согласно этому уравнению
£=4^1 (3
N блгг) v
для данного значения радиуса г частиц, диффундирующих в жидкой среде,
коэффициент диффузии D прямо пропорционален абсолютной температуре
Т и обратно пропорционален вязкости ц (R — газовая постоянная и N —
число Авогадро).
Поэтому самым примечательным в результатах, изображенных на рис. 5,
следует считать то, что при любой заданной температуре с понижением
текучести среды значение величины [А ] для растворов полимерной присадки
уменьшается меньше, чем для растворов МК-22. Причиной этого являются
структурные особенности клубков полимерных нитевидных макромолекул
в растворе. При увеличении количества клубков в растворе расхождение,
существующее между их влиянием на вязкость раствора, и влияние на диф-
фузию в нем увеличиваются, т. е. текучесть среды уменьшается интенсивнее,
чем диффузия в ней. Подобное явление не наблюдается в растворах масла
МК-22 в керосине. Этим и объясняется сравнительно высокая коррозионная
активность в растворах полиизобутилена — высокие значения величины
[А ] при малых значениях текучести.
Необходимо отметить еще одну особенность структуры клубков, образу-
ющихся из нитевидных макромолекул в растворе. С повышением темпера-
туры они становятся более рыхлыми, благодаря чему их влияние на объемную
вязкость увеличивается. Наряду с этим молекулы растворителя, а также
молекулы реагента — кислоты в данном случае легче диффундируют через
рыхлые структуры клубков. Поэтому в растворах полиизобутилена (ПИБ)
температура в большей степени влияет на коэффициент диффузии D (неза-
висимо от изменения текучести), чем это предусмотрено по уравнению Сто-
кса — Эйнштейна.
При применении моторных масел, содержащих полимерные присадки
(загущенные масла), практический интерес представляют не абсолютные зна-
чения активности [А] при разных температурах, а их относительные зна-
чения [А]отн.. В данных опытах
_ [К] для растворов ПИБ
Joth. для растворов МК-22
Указанное соотношение при разных температурах следует находить для
растворов, имеющих одинаковый уровень вязкрсти v1Oo-
В таблице приведены значения величины [А" ]отн. для образцов с уровнями
вязкости v100, равными 10 и 6 сст. Эти значения рассчитаны на основании
тех же экспериментальных данных, которые использовались для построения
графиков рис. 5. Из таблицы видно, что резкого повышения активности [А]отн.
для растворов полиизобутилена [ПИБ ] с повышением температуры, столь
характерного для данных, изображенных на рис. 5, не наблюдается. В преде-
лах температур 100—140 °C величина [ А]0Тн. имеет более или менее постоянное
значение — около 1,8 для AG3-10 и 1,5 для AG3-6. Это является результатом
того, что растворы полиизобутилена имеют значительно более пологие
температурные кривые вязкости, чем растворы масла МК-22 в керосине.
240
Повышенная же активность кислоты в растворах полимерной присадки более
или менее постоянна при разных температурах. Таким образом, высокий
индекс вязкости загущенных масел является фактором, уменьшающим
относительную активность [/Г ]0Тн. кислоты.
Величина [К ]отн. дает принципиально правильное представление об
относительной активности реагентов в сравниваемых средах. Однако не-
обходимо иметь в виду, что эта величина не идентична отношению скоростей
реакций потому, что величина [ЛМ не зависит от концентраций реагентов,
а скорость реакции зависит от их концентраций. Поэтому кратное увеличе-
ние скорости реакции в среде загущенного масла по сравнению с реакцией
в дистиллятах несколько меньше, чем величины [К ]отн.
Значения АГОТИ.
Температура °C [XJoth.
масло с Vioo — = 10 сст * масло с Vioo = = 6 сст **
100 1,93 1,49
105 1,86 1,49
110 1,82 1,49
115 1,80 1,52
120 1,79 1,54
125 1,78 1,56
130 1,77 1,58
135 1,78 1,61
140 1,80 1,63
* 4% ПИБ в трансформаторном масле; 17,5%
керосина в МК-22.
** 2,35% ПИБ в трансформаторном масле;
28,5% керосина в МК-22.
Рис. 6. Зависимость константы скорости
коррозии свинца от текучести среды:
1, 2— растворы МС-20 в керосине (при 100
и 120 °C); з, 4 — растворы полиизобутилена
в трансформаторном масле (при 100 и 120 °C).
Повышение скорости химических реакций в двигателях при применении
загущенных масел ведет к увеличению расхода присадок, прибавляемых к ба-
зовым маслам для улучшения их эксплуатационных свойств. В мировой
практике для получения моторного масла заданного класса (или группы)
к загущенному маслу прибавляют в 1,2—1,5 раза большее количество при-
садок, чем к дистиллятному или компаундированному маслу. Значения [AJoth.,
приведенные в таблице (1,8—1,5), при расчете относительной скорости реак-
ции дают величины, близкие к указанным выше (1,2—1,5).
В опытах с растворами масла МК-22 в керосине не наблюдается непо-
средственного влияния температуры на скорость коррозии, т. е. константа
скорости коррозии является функцией текучести среды, не зависящей, от
температуры испытания. Как говорилось выше, это явление аномально.
При испытании растворов МС-20 из сернистых нефтей с керосином наблю-
дается значительный температурный эффект, иллюстрируемый кривыми
на рис. 6.
Расположение кривых для растворов МС-20 по отношению к кривым
для растворов полиизобутилена такое же, как и для растворов МК-22.
Это указывает на то, что развитые выше представления об относительно
высокой химической активности в среде растворов полиизобутилена справед-
ливы.
Все закономерности, найденные в этой работе на основании опытов
по коррозии свинца в модельных системах, справедливы также для других
реакций, скорость которых определяется диффузией реагента в масляной
среде. В условиях работы двигателя протекает много таких реакций. Как
известно, даже реакция окисления масла при высоких температурах и не-
больших парциальных давлениях кислорода, контролируется скоростью
диффузии последнего. Поэтому выдвинутые в настоящей работе положения
могут быть использованы для рационального подбора количественного со-
става присадок к загущенным маслам.
16 заказ 69.
241
ЛИТЕРАТУРА
1. Р а м а й я К. С., С и л ь с Р. X., Бен-Якир Р. Д., Метод определения потен-
циальной коррозионности масел, Труды НАМИ, вып. 80, Машгиз, 1956.
2. Р а м а й я К. С., сб. Методика исследования действительной коррозионной агрес-
сивности масел, Методы исследования ингибиторов коррозии металлов», № 7, Проф-
издат, 1958, стр.74.
3. Р а м а й я К. С., С и л ь с Р. X., Механизм коррозионной агрессивности масел
и защитного действия присадок к ним, Труды третьей Всесоюзной конференции по
тревию и износу в машинах, т. III, Изд. АН СССР, 1960, стр. 381.
4. Пруттон, Фрей и др., Коррозия металла органическими кислотами в среде
углеродистых растворителей, Ind. and Eng. Chem, 37, № 1, 90 (1945).
5. Пруттон, Дей, Коррозия свинца в растворах лауриновой кислоты в ксилоле
в присутствии квинона, Journal of physical and Colloid chemistry, 53, № 7, 1104 (1949).
6. P а м а й я К. С., Аномалия вязкости масел и ее влияние на трение в машинах, Труды
НАМИ, вып. 55, Машгиз, 1949-
ПРИСАДКИ, СНИЖАЮЩИЕ ДИЭЛЕКТРИЧЕСКИЕ ПОТЕРИ
В ТРАНСФОРМАТОРНЫХ МАСЛАХ
Р. А. ЛИПШТЕЙН, Е. Н. ШТЕРН
Диэлектрические потери в трансформаторных маслах при частоте 50 гц
являются результатом электрофоретической проводимости о, обусловленной
в основном наличием мыл, плохо растворимых кислых продуктов и смол в виде
коллоидов [1, 2]. При частоте 50 гц тангенс угла диэлектрических потерь
tg 6 и о масел — величины пропорциональные [1 ]. '
В процессе окислительного старения масел при их эксплуатации tg 6
обычно возрастает, что связано с повышением концентрации в них указанных
продуктов. Содержание меди и железа в эксплуатационных маслах дости-
гает 0,001 вес. % [3 ]. Такое количество металлов в масле в виде солей нафте-
новых или жирных кислот сильно повышает его проводимость [4].
Антиокислительные присадки тормозят процессы старения масел и тем
самым снижают скорость образования продуктов, увеличивающих электри-
ческую проводимость.
В данной статье рассматривается вопрос о возможности использования
в качестве присадок, снижающих tg 6 веществ, которые, взаимодействуя
с мылами, образуют соединения, не проводящие электрического тока.
Такие добавки в отличие от собственно антиокислительных присадок
должны не только не допускать увеличения tg 6 масла в процессе старения,
но при добавлении их в свежее или отработанное масло с высоким значением
tg 6 снижать потери в нем.
Известно, что антиокислительные присадки в зависимости от механизма
их действия делятся на: ингибиторы, реагирующие с продуктами, иницииру-
ющими и развивающими окислительные цепи; пассиваторы, образующие на
металле пленку, предотвращающую каталитическое действие металла; деак-
тиваторы, реагирующие с растворимыми в масле соединениями, содержащими
металл, с образованием комплексов, в которых атом металла экранирован.
С целью проверки способности ряда веществ снижать tg 6 масла, обусло-
вленный наличием мыл, было проведено следующее исследование. В товарном
трансформаторном масле растворяли при 110 °C 0,02 вес. % мыл (нафтенаты
меди, железа, натрия, кобальта и бария), а затем различные присадки —
0,04 вес. % Результаты этих опытов приведены в табл. 1.
В этой таблице под термином «очень сильная» подразумевается способ-
ность присадки снижать tg 6 масла с различными мылами (при 70 °C) с 3—10%
до исходной величины для масла, не содержащего мыла (0,3%).
Ранее было изучено влияние ингибирующих, деактивирующих и пасси-
вирующих присадок на стабильность масла, содержащего 0,01 вес. % нафте-
ната меди [5 ]. Результаты воздействия присадок на снижение tg 6 и повыше-
ние стабильности приведены на рисунке и в табл. 1.
242'
ТАБЛИЦА 1
Антиокислительные свойства присадок и способность их снижать tg б масла, содержащего нафтены металлов
Присадка Способность присадок снижать tg 6 масла с нафтенатом Антиокислительные свойства присадок
меди железа натрия кобальта бария ингибиру- ющие деактивирующие пассивирующие
2,6-Ди-мреда-бутил-4-мет11лфснол (ионол) 4,4- Д и амино дифенил дггс у л ь фид Сплг О >ная * тсутству Отсут- е т Очень сильные То же Отсутствуют Слабые Слабые Сильные (пленка
п-Оксидифениламин О г с у Т С Т В J ствует с т — — Сильные Очень слабые устойчивая) Отсутствуют
Антраниловая (о-аминобепзой- ная) кислота Никотиновая (.к-ииридин карбо- новая) кислота Дисалицнлпденэтилеидцамин Очень Оч Силы) ая э н ь с И Л ь I То же Отсут- гая* Сильная Отсут- Слабые Отсут- ствуют То же Очень сильные Сильные Очень сильные Сильные (пленка неустойчивая) То же Отсутствуют
8-Оксихинолин сильная * То же » ствует То же Очень ствует То же » » » »
5,7-Д11бром-8-оксихшюлдп » Очень » сильная Сильная » Отсутству- Сильные
Пирамидон 1 сильная О гсутствус т ют (потен- циальные) Очень слабые Отсутс твуют
Взаимодействует с образованием осадка.
Известный ингибитор 2,6-ди-7претп-бутил-4-метилфенол (ионол) весьма
эффективно тормозит старение масла, содержащего гомогенный положитель-
ный катализатор окисления (мыла), но не взаимодействует с мылами и не
влияет на tg б. Не изменяют tg б масла ингибитор n-оксидифениламин и
присадка пирамидон.
Ингибитор 4,4-диаминодифенилдисульфид обладает и деактивирующими
свойствами. Эта присадка относительно эффективно снижает tg 6 масла с мы-
лом. Антиокислительное действие этой присадки объясняется главным
образом ингибирующими, а не деактивирующими свойствами.
Типичные деактиваторы дисалицилиденэтилендиамин, 8-оксихинолин
и 5,7-дибром-8-оксихинолин снижают tg б масла, обусловленный наличием
медных, железных, кобальтовых мыл, и не реагируют с натриевыми и бари-
евыми мылами. Антраниловая и никотиновая кислоты реагируют со всеми
испытанными мылами, снижая tg б масла в присутствии всех этих мыл.
Все эти присадки также эффективно тормозят окисление, катализи-
руемое гомогенными катализаторами.
Механизм действия деактиватора сводится к молекулярному взаимо-
действию с мылом с образованием кислоты и комплекса присадки с металлом.
Справедливость сказанного подтверждена на примере реакции дисали-
цилиденэтилендиамина с медным мылом нафтеновых кислот в растворе масла.
Образующийся клешневидный комплекс был выделен в виде кристаллов
и идентифицирован методом рентгенофазового анализа, проведенного в МГУ
под руководством П. М.'Зоркого. На основании этого можно полагать,
что реакция протекает следующим образом:
Н2С-СН2
I I
CH CH=N N=HC CH
//\/ \Z\
НС С с сн
I II II | +(RCOO)2Cu------
НС с с сн
\/\ /\//
сн он но сн
н2с----сн2
I I
СН CH=N N=HC СН
//\/
НС с
НС с
^z\z
\z\
с сн
+ 2RCOOH
сн о
\ с сн
\/\//
о сн
ТАБЛИЦА 2
Способность некоторых прнсад ок снижать tg ё товарных трансформаторных масел
Величина при tg в при 70 °C, %
Испытуемые образцы ИСХОДНЫЙ образец после про- мывания водой после обра- ботки 3% со- ды и промы- вания водой после обра- ботки 3% ще- лочи и про- мывания водой
Масло товарное То же после добавки 3,00 2,50 1,70 2,00
антраниловой кислоты 1,35 0,67 0,50 0,50
дисалицилиденэтилендиамина . . 2,70 — — —
8-оксихинолина 2,30 — — —-
Масло (II партия) То же после добавки 2,50 2,40 1,40 1,40
антраниловой кислоты 1,34 0,74 0,80 0,73
дисалицилиденэтиленднамина . . 2,30 *— — ——
8-оксихинолипа 2,06 — — —'
244
Этот и другие полученные клешневидные комплексы при растворении
в масле не влияют на окисление и проводимость последнего.
Способность некоторых присадок снижать tg б товарных трансформатор-
ных масел представлена в табл. 2. Наиболее активно действует антраниловая
кислота, особенно при предварительной обработке масел водой, содой и
щелочью.
Способность присадок повышать стабильность и снижать tg 6 белого масла, содержащего
нафтенат меди:
а — тангенс угла диэлектрических потерь при 70 °C; б — индукционный период окисления.
О — белое масло + 0,02% нафтената меди; 1 — то же + 0,04% .антраниловой кислоты; 2 — то же +
4- 0,04% никотиновой кислоты; 3 — то же + 0,04% 5,7-дибром-8-оксихинолина; 4 — то же + 0,04%
8-оксихинолина; 5 — то же + 0,04% дисалицилиденэтилендиамщга; в — то же + 0,04% 4,4-диамино-
дифенилдисульфида; 7 — то же + 2,6-ди-трет-бутил-4-метилфенола; 3 — то же + 0,04% п-оксиди-
фениламина; 9 — то же + 0,04% пирамидона.
вывод
Доказано, что ряд веществ, являющихся деактиваторами, способны
снижать электрическую проводимость масел, обусловленную наличием мыл.
ЛИТЕРАТУРА
1. Липштейн Р. А.,Штерн Е. Н., Инженерно-физический журнал, № 2 (1962).
2, Штерн Е. Н., Получение трансформаторных масел с низким значением tg 6,
Диссертация, М., 1961 г.
3. Steiner И., Wood L. G.,J. Inst. Petr., № 417 (1958).
4. Липштейн P. А., Штерн E. H., Вестник электропромышленности, №10
(1962).
5. Липштейн P. А., Михельсон А. Я., Штерн E. H., Химия и технология
топлив и масел, № 6 (1964).
ПРИСАДКИ, ПОВЫШАЮЩИЕ ГАЗОСТОЙКОСТЬ
ТРАНСФОРМАТОРНЫХ МАСЕЛ В ЭЛЕКТРИЧЕСКОМ ПОЛЕ
Р. А. ЛИПШТЕЙН, Е. Н. ШТЕРН
Надежность работы электрических агрегатов (кабелей, конденсаторов,
трансформаторов и др.) зависит в известной степени от способности изоля-
ционных масел поглощать или выделять газы в электрическом поле. При
уменьшении газообразования снижается опасность газового пробоя.
В зависимости от условий эксплуатации масла в агрегатах изменяется
механизм протекающих реакций. Эти условия можно разделить на две группы.
245
Первая группа имеет место в кабелях и других агрегатах, в которых электри-
ческое поле большой напряженности воздействует на предварительно дега-
зированное масло. Вторая группа условий относится прежде всего к транс-
форматорам, в которых электрическое поле небольшой напряженности воз-
действует на масло, содержащее пузырьки ваза, задерживавшиеся у твердой
изоляции.
ЛИТЕРАТУРНЫЙ ОБЗОР
Под действием электрических разрядов в газах протекают химические
реакции образования активных газовых частиц и взаимодействия этих частиц
между собой и с нейтральными молекулами.
Вследствие высокой реакционной способности этих частиц с большим
запасом энергии и отсутствия избирательности в действии разрядов парал-
лельно протекает много реакций, приводящих к образованию смеси соедине-
ний, в особенности если продукты реакции не выводятся из зоны действия
разрядов [1 ]. Считают, что к химическим реакциям в электрических разрядах
неприменимы ни закон действия масс, как его трактуют в термодинамике,
ни электрохимический закон Фарадея.
Специфическим является отсутствие теплового равновесия между отдель-
ными частицами газа. Заряженные частицы (как с насыщенными, так и со
свободными валентностями), особенно электроны, могут обладать энергиями,
во много раз большими, чем энергия свободных частиц 11].
Под воздействием электрического поля углеводороды подвергаются ре-
акциям разложения, полимеризации, конденсации, гидрирования и дегидри-
рования. Электроны и ионы газа, сталкиваясь с молекулами масла и при-
садки, разрывают ковалентные связи С—Н и С—С, образуя радикалы
Н-, СН3-, C2HS • и т. д. Эти радикалы, рекомбинируясь, образуют газы
Н2, СН4 и т. д. Масло рассеивает энергию этих возбуждаемых молекул
и тем самым стабилизирует их.
Одновременно радикалы реагируют с молекулами масла [2 ] по реак-
циям:
СН3- +СпН2П+2 СН4 + СпН2п+1 (отрыв водорода)
2СпН2П+1--► С„Н2п+2 + СПН2П (диспропорционирование водорода)
Большое количество водорода в составе газов разложения объясняют
тем, что атомарный водород легче переходит в молекулярное состояние,
нежели реагирует с углеводородными молекулами или радикалами масла [2 ].
Образующиеся молекулы газа (в основном Н2) вновь ионизируются и
возникают реакции, ведущие к дальнейшему образованию газов.
В зависимости от указанных выше условий эксплуатации масел приме-
няют различные присадки.
При действии поля высокой напряженности на дегазированное масло
в результате явления электрострикции выделяются микропузырьки. Для
поглощения маслом этих пузырьков необходимо в начале процесса низко-
молекулярные радикалы Н •, СНз- и др., образующие газы, превратить в жид-
кие неактивные свободные радикалы или молекулы.
В работе [2 ] показана эффективность действия высокомолекулярных
радикалов, некоторых перекисей, хинонов, азобензола, динитрофенола,
дибензоила и других веществ, в присутствии которых ароматические угле-
водороды практически не повышают газостойкость.
Когда поле небольшой напряженности действует как на масло, так и на
газовую среду, указанные выше присадки не оказывают действия [2], так
как при наличии относительно большого объема газового пространства ско-
рость образования низкомолекулярных радикалов значительно превышает
скорость взаимодействия их с присадками.
В этих условиях активно повышают газостойкость масел ароматические
углеводороды, в первую очередь низшие гомологи бензольного ряда [3, 4 ].
246
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Изучение газостойкости вели в полукоронном разряде в приборе (рис. 1),
в котором электрическое поле небольшой напряженности действует как на
масло, так и на газовое пространство над ним [5, 6].
При возникновении поля вокруг металлического электрода непрерывно
проскакивают разряды, а верхняя часть масла в приборе вскипает — прони-
зывается мелкими пузырьками газа.
Принятые в методике условия исследования (40 °C,
10 кв) дают воспроизводимые результаты и при доста-
точной чистоте газа (водород или азот) в пределах вы-
бранной продолжительности испытания (100 мин при
воздействии поля) — постоянную скорость выделения
или поглощения газообразных продуктов, что позво-
ляет четко дифференцировать масла по этому показа-
телю.
С повышением температуры опыта скорость выде-
ления газа маслом возрастает. При повышении напря-
женности электрического поля скорость выделения
газа из деароматизированного масла прогрессивно рас-
тет, а у ароматизированного скорость поглощения газа
сначала растет, а затем по достижении критической на-
пряженности падает до нуля, и масло выделяет газ [6 ].
В атмосфере ионизированного азота (в отличие от
водорода) масла независимо от содержания в них аро-
матических углеводородов с различной скоростью вы-
деляют газ. В воздухе все масла поглощают газ, а за-
тем ведут себя, как и в среде чистого азота [6].
В атмосфере чистого водорода * в принятых усло-
виях (40 °C, атмосферное давление, напряжение 10 кв,
расчетная напряженность поля 3,4 кв!см) исследовали
газостойкость трансформаторных масел различного про-
исхождения и химического состава, а также парафино-
нафтеновой и ароматической фракций, выделенных из
трансформаторных дистиллятов анастасиевской и ба-
кинских нефтей (7 ]. В результате подтверждены из-
вестные данные [3, 4], что масла, лишенные аромати-
ческих углеводородов, выделяют газ, а масла, содер-
жащие их в определенном количестве — поглощают.
Однако было установлено, что не все фракции арома-
тических углеводородов поглощают газ. Так, фракция
моноциклических ароматических углеводородов из анас-
тасиевской нефти (</° =0,8997; « = 1,4978; Сд=18,33%)
выделяют газ. Это, по-видимому, объясняется тем, что
углеводороды этой фракции (согласно данным инфра-
красной спектроскопии) содержат относительно длинные
алкильные радикалы.
Рис. 1. Прибор для
определения газо-
стойкости масел:
1 — рабочая часть при-
бора; 2 — электрод вы-
сокого напряжения; з —
земля; 4 — раствор хло-
ристого кальция; 5 —
манометрическая трубка.
Способность товарных масел выделять или поглощать газ определяется
содержанием в них ароматических углеводородов, а также плотностью и
показателем преломления [7]. В принятых условиях масла с показателем
преломления меньше 1,475 выделяют газ, а больше 1,485 — поглощают его
[7 1.
Для парафпно-нафтеновых и ароматических фракций нет прямой связи
между газостойкостью и указанными показателями. Полученные в работе
* Основные опыты вели в атмосфере водорода, поскольку в эксплуатационных
условиях через какой-то промежуток времени в газовом пузырьке будет преобладать
водород.
247
[7 ] данные дают основание полагать, что моноциклические ароматические
углеводороды интенсивнее поглощают водород, чем бициклические.
Как указывалось выше, ароматические углеводороды, особенно низко-
кипящие, в принятых условиях повышают газостойкость масел [4, 5].
Проведено исследование влияния ароматических углеводородов (производных
бензола) на газостойкость белого деароматизированного масла (рис. 2).
Все исследованные добавки (бензол, толуол, этилбензол, изопропилбензол
и др.) в небольших количествах резко повышают газостойкость белого масла,
превращая его из выделяющего газ в поглощающий.
Из характерных кривых зависимости газостойкости бинарной смеси
(белое масло — ароматический углеводород) от концентрации компонентов
(см. рис. 2) видно, что для
каждого ароматического
углеводорода имеется своя
оптимальная концентра-
ция, при которой его спо-
собность увеличивать газо-
стойкость масла становится
максимальной. Этот макси-
мальный эффект про-
является соответственно
при добавлении около 0,5 %
бензола, 4% толуола и 6%
этилбензола. Следователь-
но, с увеличением молеку-
лярного веса добавок их
необходимое количество
повышается.
Установлено, что 1 %
фракции 160—180 °C бен-
зина платформинга эффек-
тивно повышает газостой-
кость масел, температура
вспышки при этом сни-
жается гораздо меньше по
сравнению с температурой
при добавлении бензола
и толуола.
При увеличении кон-
центрации добавки выше
оптимальной существенно
Рис. 2. Влияние ароматических углеводородов на
газостойкость белого масла:
1 — бензол; 2 — толуол; з — этилбензол; 4 — белое масло.
снижается эффективность ее действия. Оказалось, что бензол в чистом виде
не поглощает газ, а выделяет его больше, чем белое деароматизированное
масло (см. рис. 2). В то же время опыты по испытанию паров бензола без
жидкой фазы показали, что в этих же условиях при 20 и 40 °C пары бензола
под действием электрического поля поглощают водород (реакционную камеру
насыщали парами бензола заранее, продувая водород через дрексель, за-
полненный бензолом при температуре опыта). s
Эти факты нельзя полностью объяснить гипотезой, по которой механизм
действия летучих ароматических углеводородов сводится к гидрированию
их имеющимся и образующимся водородом, поскольку сам бензол в чистом
виде (в обычных условиях опыта и при наличии жидкой фазы) выделяет,
а не поглощает газы.
В связи с этим интересно в принятых условиях изучить зависимость газо-
стойкости индивидуальных ароматических углеводородов в более широком,
интервале температур, (рис. 3).
Оказалось, что все исследованные углеводороды выше какой-то характер-
ной для каждого из них температуры выделяют газ, причем с повышением
248
температуры кипения углеводорода эта критическая температура возрастает
(36 °C для бензола, 45 °C для толуола и 60 °C для этилбензола). При одной
и той же температуре наименьшей газостойкостью обладает бензол, наиболь-
шей — этилбензол.
Необходимо выяснить, не является ли причиной различной газостойкости
ароматических углеводородов и их действия на белое масло упругость их
паров, т. е. не определяется ли газостойкость этих летучих углеводородов
количеством молекул в единице объема ионизируемого газового пространства.
На рис. 4 представлены кривые зависимости газостойкости этих углеводоро-
дов от давления насыщенных паров (при разной температуре). Если кривые
этой зависимости для толуола и этилбензола весьма близки, то кривая для
бензола находится на другом, более высоком (по упругости паров) уровне.
Рис. 3. Зависимость газостойкости арома-
тических углеводородов от температуры
опыта (среда — водород, напряжение 10 кв):
1 — бензол; 2 — толуол; 3 — этилбензол.
мн рт. ст.
гоо-
а,в о,в /7> о,г о о,г о,р о,6 о<з
Количество ваза, мл:
Выделившегося позлащенного
Рис. 4. Зависимость газостойкости арома-
тических углеводородов от давления их на-
сыщенных паров (среда — водород, напря-
жение 10 кв):
1 — бензол; 2 — толуол; з — этилбензол.
Из рис. 4 видно, что при одной и той же температуре наименьшей газо-
стойкостью обладает бензол, а при одном и том же давлении насыщенных па-
ров бензол является наиболее газостойким.
Были также проведены опыты по изучению газостойкости белого масла,
содержащего бензол, толуол и этилбензол, при одинаковом давлении их на-
сыщенных паров над маслом (расчет вели, исходя из предположения, что
указанные бинарные смеси подчиняются закону Рауля). Установлено,
что при одинаковом давлении насыщенных паров над маслом (которое дости-
галось при одной температуре добавлением различного количества углеводо-
родов или при одной концентрации углеводородов и разной температуре)
добавляемые ароматические углеводороды обладают разной активностью.
И в этих условиях бензол наиболее эффективно повышает газостойкость
белого масла.
Таким образом, эти данные показывают, что прямой связи между давле-
нием насыщенных паров, газостойкостью испытываемых ароматических угле-
водородов и их способностью повышать газостойкость масел не имеется.
При проведении этих опытов отмечено, что после снятия напряжения
с прибора для определения газостойкости (через 100 мин после начала опыта)
объем газа уменьшается, достигая постоянного значения через определенный
промежуток времени, обычно через 30 мин. Оказалось, что это уменьшение
различно для различных углеводородов. На рис. 5 и 6 показано уменьшение
объема газа для бензола, толуола и этилбензола при различных температуре
и давлении насыщенных паров. При одинаковой температуре опыта или при
одинаковом давлении насыщенных паров после снятия напряжения больше
всего уменьшается объем газа у бензола, меньше всего — у этилбензола.
249
Более того, при одном и том же количестве выделившегося газа (при разных
давлении насыщенных паров и температуре опыта) сохраняется та же за-
кономерность. Абсолютная величина уменьшения объема газа, установленная
при 40 °C, достаточно велика, особенно для бензола (табл. 1).
Указанное различие в уменьшении объема газа после снятия напряжения
можно объяснить различной концентрацией в газах веществ, способных легко
полимеризоваться или конденсироваться в отсутствие электрического поля.
Таких веществ больше всего образуется в опытах с бензолом.
В связи с этим, а также для выяснения механизма реакций, протекающих
в коронном разряде, и действия присадок исследовали состав образующегося
газа.
Газ анализировали на хроматографе ХЛ-4. Присутствие водорода, кисло-
рода, азота и метана определяли в колонне (длиной 2 м и диаметром 0,4 м),
Температура, °C
Рис. 5. Уменьшение объема газа после
снятия напряжения в зависимости от
температуры:
1 — бензол; 2 — толуол; 3 — этилбензол;.
Давление насыщенных паров мм рт. ст.
Рис. 6. Уменьшение объема газа после снятия
напряжения в зависимости от давления их
насыщенных паров:
1 — бензол; 2 — толуол; \ з — этилбензол.
заполненной молекулярными ситами 13Х размером 0,2—0,4 мм, при комнат-
ной температуре, пропуская аргон со скоростью 100 мл/мин. Наличие угле-
водородных газов (за исключением метана) определяли в колонне (длиной
ТАБЛИЦА 1
[Газостойкость ароматических углеводородов '
Углеводород Количество газа, мл Уменьшение объема газа после снятия напряжения мл
выделивше- гося поглощен- ного
Бензол 0,7 0,78
Толуол —. — 0,26
Этилбензол — 1,2 0,19
Бутилбензол — 2,28 0,10
6,5 м, диаметром 0,4 л), заполненной окисью алюминия, обработанной ще-
лочью, при температуре 100 °C, пропуская гелий со скоростью 100 мл/мин.
Результаты анализа газа приведены в табл. 2.
Наибольший интерес представляют результаты опытов с бензолом в среде
азота и водорода. В опыте с азотом основными газообразными продуктами
реакций являются водород (67%), ацетилен (32%) и этилен (1%). Отсутствуют
метан, этан и пропан.
Исходя из этого состава газов, можно предположить следующие реакции:
образование водорода в результате конденсации бензола
СвН„ + СвНв---- СвН5-С6Н5 + Н2
(1)
250
ТАБЛИЦА 2
Состав газа, образующегося при определении газостойкости масел и присадок
(10 кв, 40 °C, 100 мин)
Жидкая и газовая фазы Количество выделивше- гося (+) и поглощен- ного (—) газа Л1Л Умень- шение объема после сня- тия напря- жения мл Состав газа, объемн. %
водо- род метан этан этилен аце- тилен про- пан
Масло дсароматпзиро- ванное —водород . . . + 1,08 0,14 98,2 1,3 0,4 0,01 0,06
Масло — азот +1,40 0,16 4,1 0,85 0,31 — — 0,06
Бензол — водород . . . +1,48 0,58 98,97 0,12 0,03 0,07 0,83 —
Бензол — азот +1,96 0,64 3,5 — — 0,02 0,73 —
Масло+ 0,5 % бензола — водорода -4,0 0,14 97,92 1,63 0,29 0,01 0,08
Масло+ 0,5% бензола — азота +0,56 0,12 4,2 0,85 — — — __
образование ацетилена при разложении бензола
С„Н6----> ЗС2Н2
Весьма вероятно, что реакция (1) имеет более сложный радикальный
механизм:
2СвНв ► 2СвН5- +2Н-
2СвН5 ► С6Н5-СсН5
2Н ------ Н2
2СвНв---► СвН5-С,Н5+Н2
Не исключено, что реакция (2) протекает не только под действием раз-
ряда (возбужденных электронов и ионов газа) на молекулы бензола, но и в
результате разложения бензола под действием атомарного водорода:
CgHg-f-H*---* 2С3Н2 + С2Н3 • и т. д.
Реакции (1) и (2) идут с выделением газа. Израсходованное количество
бензола (реакция, по-видимому, идет в основном в газовой фазе над жидко-
стью и в пузырьках «кипящей» жидкости) восполняется из жидкой фазы.
Не исключено также, что возбужденный разрядом азот (атомарный,
ионный или молекулярный) взаимодействует с бензолом или с продуктами
его превращения с образованием жидких продуктов. Возможность протека-
ния таких реакций в присутствии масла показана в работе [8]. Эти реакции
ведут к поглощению газа. В газе присутствуют также этилен и этан. Наличие
этилена можно объяснить гидрированием ацетилена образующимся водоро-
дом (по-видимому, молекулярным). Исходя из работы [9], атомарный во-
дород может также частично участвовать в гидрировании ацетилена, но его
концентрация в газе невелика (3,5%), поэтому этан практически не образуется.
В этом опыте (в среде азота) максимально уменьшается объем газа после
снятия напряжения (0,64 мл), что можно объяснить протеканием реакции
полимеризации ацетилена:
пС2Н2---► (С2Н2)П (3)
Реакция протекает по цепному радикальному механизму. Возможно, что
полимеризат имеет более сложный состав при участии в реакции фенильного
и других радикалов. Твердый полимеризат нерастворим в органических
растворителях.
При действии разряда на бензол в среде водорода образуются ацетилен,
метан, этан, этилен, водород.
251
Кроме реакций, рассмотренных выше, возможны следующие реакции [9 ]:
гидрирование непредельных углеводородов с образованием этилена
и этана
С2Н2 + Н2----С2Н4 (4а)
С2Н4 + Н2----С2Н8 (46)
С2Н2 + 2Н2- С2Нв (4)
разложение этана атомарным водородом с образованием метана (деструк-
тивное гидрирование)
СН3-СН3 + 2Н 2СН4 (5)
В атмосфере азота при отсутствии большого количества водорода метан
не образуется. Механизм образования метана по уравнению (5) подтвер-
ждается работой [10], в которой говорится, что при взаимодействии этана
и атомарного водорода вне зоны разряда образовались метан и водород.
Не исключено, что одновременно идет реакция гидрирования бензола до
циклогексана.
При рассмотрении влияния температуры на газостойкость бензола в среде
водорода оказывается, что при температуре менее 36 °C реакции идут не с вы-
делением, а с поглощением газа.
Реакции конденсации (1) и разложения (2) идут с выделением газа.
Реакции полимеризации (3) идут с поглощением газа, однако они могут
осуществляться только за счет продуктов разложения (ацетилена и др.) и,
следовательно, в целом процесс может идти только с выделением газа.
Реакции гидрирования (4) идут с поглощением водорода. При гидриро-
вании ацетилена из 3 моль образуется лишь 1 моль газа.
Если
С1 + са > с4
то процесс идет с выделением газа (высокая температура опыта); если
с1+С«<С£4
то процесс идет с поглощением газа (низкая температура опыта).
Здесь сх, с2, с4 — скорости реакций (1), (2) и (4).
Реакция (5) не принимается в расчет ввиду относительно малой ее ско-
рости.
При низкой температуре и, следовательно, малой концентрации бензола
в парах практически беспрепятственно текут реакции разложения бензола
до ацетилена (2) и гидрирования последнего (4). Необходимое количество
бензола пополняется из жидкой фазы. Реакции конденсации (1) и полимери-
зации (3) идут с малой скоростью вследствие малой концентрации реаги-
рующих веществ.
выводы
1. Действие бензола и его гомологов при использовании их в качестве
присадок, повышающих газостойкость масел, в основном сводится к тому,
что образующийся при разложении ацетилен и другие непредельные угле-
водороды гидрируются водородом с уменьшением объема газа.
Когда присадки чрезмерно много и концентрация ее в парах велика, то
превалируют реакции конденсации с выделением водорода и разложения с об-
разованием непредельных углеводородов (2) — процесс идет с выделением
газа.
В случае оптимальной концентрации присадки давление ее насыщенных
паров невелико — превалируют реакции разложения присадки и гидрирова-
ния образующихся из нее непредельных углеводородов и в первую очередь
ацетилена — процесс идет с поглощением газа.
2. Давление насыщенных паров бензола относительно велико, поэтому
он эффективен в малой концентрации; при разложении бензол дает наиболь-
шее количество ацетилена — продукта, требующего для гидрирования мак-
симального количества водорода.
252
3. Оптимальная концентрация присадки, повышающей газостойкость
масла, определяется не только составом масла и присадки, но и условиями
эксплуатации — напряженностью электрического поля, температурой и т. д.
ЛИТЕРАТУРА
1. Андреев Д. Н., Органический синтез в электрических разрядах, Изд. АН СССР,
1953
2. Basseches Н., М с Lean D. Н., Ind. Eng. Chem., 47, № 9, 1782 (1955); Bas-
se с h е s H., В а г n е s М., Ind. Erig. Chem., 6, 959 (1958).
3. Крейн С. Э., Кулакова Р. В., Нефтяные изоляционные масла, Госэнерго-
издат, 1959.
4. Ренне В. Т., Цюй Си-синь, Журнал технической физики, № 5, 1070 (1956).
5. В е n n е tt G. Е., Power Apparatus and Systems № 6, 687 (1957).
6. Липштейн P. А., Штерн E. H., Вестник электропромышленности, № 2
(1963).
7. JI и п ш т e й н Р. А., Ш т е р н Е. Н., Электротехника, № 6 (1964).
8. X и п п е л ь, Диэлектрики и их применение, Госэнергоиздат, 1959,
9. Т о 11 е f s о n Е. L., L е Roy D. У., J. Chem. Phys., 16, 1057 (1948).
10. S t е а с i е Е. W. R., J, Chem, Phys., 6 № 1 (1938),
ИСПЫТАНИЕ И ПРИМЕНЕНИЕ МАСЕЛ С ПРИСАДКАМИ
НОВЫЕ КОМПОЗИЦИИ ПРИСАДОК К МОТОРНЫМ МАСЛАМ
А. М. КУЛИЕВ, Ф. Г. СУЛЕЙМАНОВА, В. Е. БАШАЕВ,
Г. ЗЕЙНАЛОВА, Ш. А. МХИТАРЯН, В. И. АН ШЕЛ ЕС,
А. Ф. АСЛАНОВ
В течение ряда предыдущих лет в Институте нефтехимических процессов
АН Азербайджанской ССР (ИНХП) были проведены исследования и испыта»
ния композиций присадок к маслам (из бакинских нефтей) основных пяти
групп, применяемых для смазки отечественных двигателей внутреннего
сгорания. Испытания проводили в лабораторных и стендовых условиях.
Положительные результаты испытаний позволили применять масла с
рекомендованными композициями присадок на ряде карбюраторных и дизель-
ных двигателей (ГАЗ-51, ЗИЛ-164, ЗИЛ-130, 4-8,5/11, 4-10,5/13, 4-12/14,
4-25/34, 4-15/18, Д-19/30 и др.).
Однако при общих положительных результатах применение разработан-
ных ИНХП композиций присадок на некоторых типах дизелей вызывало
повышенный износ рабочих фасок выхлопных клапанов. При применении
других композиций присадок, например содержащих присадки Л3-23к
и ДФ-И, наблюдалась коррозия деталей, изготовленных из фосфористой
бронзы.
Исследования повышенного износа и коррозии деталей двигателей по-
казали, что причиной их является недостаточная термическая стабильность
некоторых антиокислительных присадок.
Рекомендованные ранее ИНХП композиции присадок к маслам разраба-
тывались с учетом применения дизельных топлив с содержанием около 1 %
серы.
Однако при работе высокофорсированных двигателей на малосернистом
топливе необходимость в высоких концентрациях присадок к маслам отпадает,
так как значительно уменьшается (в 2—2,5 раза) количество продуктов окис-
ления в отработанном масле и изменяется характер этих продуктов.
Как показывает отечественный и зарубежный опыт, в композиции при-
садок, добавляемых к маслам для форсированных дизелей, необходимо
включать антиокислительные присадки, обладающие высокой термической
стабильностью.
1. ВЫБОР АНТИОКИСЛИТЕЛЬНОЙ ПРИСАДКИ
С целью создания эффективных и термически стабильныу антиокисли-
телей был синтезирован ряд соединений, содержащих фосфор, серу и азот.
Наиболее эффективными антиокислителями оказались следующие: ба-
риевая соль продукта конденсации алкилфенола с аммиаком и фор-
мальдегидом, обработанная пятисернистым фосфором (ИНХП-21); продукт
конденсации тиомочевины и промышленного алкилфенола с формальдегидом,
обработанный пятисернистым фосфором и гидратом окиси бария (ИНХП-36).
254
ТАБЛИЦА t
Качественные показатели антиокислительных присадок
Присадка Зольность % Вязкость при 100 °C сст Щелочность ate КОН/г Кислотное число ata КОН/г Содержание, %
S р
ИНХП-21 .... 16,3 69,7 42,8 10,6 3,3 2,5
ИНХП-36 .... 11,3 28,7, 40,8 6,7 2,4 1,4
ЛАНИ-317 . . . 13,3 7,7 18,2 60,0 5,9 3,5
ДФ-11 16,8 6,9 11,2 94,8 10,1 4,6
Сантолюб-493 . . 28,8 14,7 23,0 172,0 15-18 8-8,4
В табл. 1 приведены основные свойства этих присадок в сравнении со свой-
ствами известных антиокислителей.
Из табл. 1 видно, что содержание серы и фосфора в присадках ИНХП-21
и ИНХП-36, а также их кислотные числа заметно меньше, чем для остальных
приведенных присадок, в то же время щелочность их выше.
Рис. 1. Термоокислительная стабильность
масла Д-И с присадками:
1— ИНХП-21; 3 —ИНХП-36; 3—ЛАНИ-317;
4 — ДФ-11; 5 — Сантолюб-493.
Содержание серы, %
Рис. 2. Осадкообразование в масле Д-11
с присадками:
7—ИНХП-21; 2 —ИНХП-36; 3 — ЛАНП-317;
4 — ДФ-11; 5 — Саптолюб-493.
Влияние состава антиокислительных присадок (содержания серы) на
термоокислительную стабильность при 250 °C (Т2!>0) и осадкообразование
масла Д-11 из бакинских нефтей показано на рис. 1 и 2, из которых видно,
что все испытанные антиокислители не снижают, а даже увеличивают склон-
ность масла к осадкообразованию, оцениваемому на аппарате ДК-НАМИ.
Исключение составляет присадка ИНХП-21, которая обладает высокой тер-
мической стабильностью и антиокислительными свойствами и задерживает
процесс осадкообразования. Эта присадка придает маслу наибольшую по
сравнению с остальными антиокислителями термоокислительную стабиль-
ность.
Для выяснения причин коррозии деталей из фосфористой бронзы при
наличии в масле новых антиокислителей были проведены опыты на аппарате
ДК-2 при температуре 200 °C в присутствии катализатора окисления —
нафтената меди с пластинками, изготовленными из фосфористой бронзы.
Результаты опытов приведены в табл. 2.
Данные табл. 2 показывают, что при одинаковой концентрации в масле
(1%) присадки ИНХП-21 и ИНХП-36 не вызывают коррозии фосфористой
бронзы, в то время как остальные испытанные присадки вызывают зна-
чительную коррозию.
Чистота поршней при применении присадок ИНХП-21 и ИНХП-36
в смеси с маслом Д-11 оценивается в 2—2,5 балла, а при применении анти-
окислителей ДФ-11 и Сантолюб-493, взятых в тех же концентрациях, в 4—
4,5 балла.
255
ТАБЛИЦА 2
Коррозионное действие масла Д-11 с антиокислительными
присадками по отношению к фосфористой бронзе
Продукты Содержание присадки в масле % Зольность масла % Коррозия г/At2
Д-11 +ИНХП-21 1 0,16 +1,9
Д-11+ИНХП-36 : 1 0,13 +0,8
Д-11 + ЛАНИ-317 1 0,12 -10,6
Д-Ц + Дф-Н 1 0,17 -9,5
Д-11 + Сантолюб-493 1 0,29 —41,9
Изучалась совместимость антиокислительных присадок ИНХП-21 и
ИНХП-36 с алкилфенольными (БФК) и сульфонатными (СБ-3). При этом
установлено следующее.
1. Антиокислительные присадки повышают термо окислительную ста-
бильность масла Д-11 в смеси с присадкой СБ-3 на 22—50 мин, а с присадкой
БФК на 26—36 мин. С повышением концентрации в масле присадок СБ-3
и БФК эффективность действия ИНХП-21 понижается.
2. Присадки ИНХП-21 и ИНХП-36 снижают коррозионную агрессив-
ность масла Д-11 с присадками СБ-3 и БФК, при этом антиокислители более
эффективны в смеси с присадкой СБ-3.
3. В присутствии присадки ИНХП-21 осадкообразование в масле Д-11
с присадкой БФК снижается. Эффективность антиокислителя возрастает
с увеличением концентрации в масле присадки БФК. С повышением концен-
трации присадки ИНХП-21 в масле с присадкой СБ-3 осадкообразование
несколько увеличивается.
4. Присадка ИНХП-21 увеличивает моющий потенциал (диспергирующую
способность) масла Д-11 с присадкой СБ-3. В случае смешения масла с при-
садкой БФК антиокислитель ИНХП-21 увеличивает моющий потенциал
незначительно.
Важно было изучить также изменение щелочности масел, содержащих
моющие и антиокислительные присадки, при температурах, близких к тем-
пературе деталей двигателя. Результаты этих исследований приведены
в табл. 3.
ТАБЛИЦА 3
Влияние антиокислителей на щелочность масла с сульфонатной присадкой
в зависимости от температуры
Продукты Общая щелочность (в мг КОН/г) при температурах, °с
20-30 150 200 250 300
Д-11+10% СБ-3 0,78 0,78 0,67 0,54 0,42
Д-11+ 10% СБ-3 + 1% ИНХП-21 . . 1,07 1,00 0,84 0,58 0,47
Д-Н + 10% СБ-3 + 1% ИНХП-36 . . 1,16 0,98 0,83 0,68 0,60
Д-11+ 10% СБ-3+1% ЛАНИ-317 . 0,88 0,72 0,64 0,42 0,42
Д-11+ 10% СБ-3+1% ДФ-11 . . . 0,82 0,80 0,62 0,40* 1,4*
Д-11+ 10% СБ-3 + 1% Сантолюб-493 0,88 0,86 0,80 0,32* 1,8*
* Кислотное число, мг КОН/г. •
Из табл. 3 следует, что наиболее стойкими к воздействию высоких тем-
ператур оказались антиокислители ИНХП-21, ИНХП-36 и ЛАНИ-317.
Добавление в масло присадок ДФ-11 и Сантолюб-493 приводит к интенсив-
ному накоплению в масле при температурах 200—250 °C кислых соединений.
Положительные результаты лабораторных и предварительных моторных
испытаний масел с многофункциональными присадками и антиокислителем
256
ИНХП-21 послужили основанием для проведения длительных стендовых
испытаний на двигателе ЯАЗ-204 масла Д-11 с присадками БФК, ИНХП-21
п ПМС-200А при применении дизельного топлива по ГОСТ 305—62 с содержа-
нием около 1% серы. Затем в аналогичных условиях были испытаны масло
Д-11 с композицией присадок, в которой антиокислитель ИНХП-21 был за-
менен антиокислителем ДФ-11, и масло Д-11 с 8% присадки БФК.
Результаты этих испытаний приведены в табл. 4.
ТАБЛИЦА 4
Результаты испытаний масел с присадками на двигателе ЯАЗ-204
в течение 550 ч
Продукты Термоокис- лительная стабиль- . ность Т260 мин Осадок % Коррозия по НАМИ (ужесточен- ный метод) г/м2 Общая щелочность -иг КОН/г Моющий потенциал
Д-11+8% БФК + 1,2% ИНХП-21+0,005% ПМС-200А 100 2,7 37,6 4,5 75
Д-11+8% БФК-1,2% ДФ-11+0,005% ПМС-200А 100 8,5 84,9 4,5 70
Д-11+8% БФК . . . . 47 3,9 64,9 :3,2 66
Как видно из табл. 4, опытный образец масла с присадкой ИНХП-21
по большинству показателей лучше остальных испытанных образцов.
В табл. 5 приведены основные данные о длительных стендовых испы-
таниях .
Включение в состав композиции присадок антиокислителей обеспечивает
снижение износа компрессионных колец и гильз цилиндров, при этом влияние
ТАБЛИЦА 5
Основные результаты длительных стендовых испытаний
Показатели Испытываемые образцы
Д-11 + 8% БФК + 1,2% ИНХП-21 + + 0,005% ПМС-2 00А Д-11+8% БФК + 1,2% ДФ-11 + 0,005% ПМС-200А Д-1.1 + 8% БФК
Износ (по потере веса), мг компресси- онных колец первого 184 264 458
второго 189 239 363
третьего 80 102 165
четвертого 94 122 86
всего комплекта 547 727 1072
комплекта маслосъемных колец . . 80 127 99
вкладышей подшипников шатунных 63,6 208,2 75,0
коренных 59,8 212,4 128,0
Износ гильз цилиндров в поясе макси- мального износа (метод вырезанных лунок), мк 15,8 21,0 25,0
Отложение нагара, г в зоне поршневых колец 2,44 2,59 2,17
па продувочных окнах гильз . . 0,50 0,33 0,92
Лак на юбке поршня, баллы 1,4 1,2 2,0
Подвижность колец, баллы 0,25 0,90 0,75
Отложения на фильтрах очистки масла, г иа фильтре тонкой очистки .... 283,0 451,0 —
на фильтре грубой очистки .... 36,0 54,0 —
17 Заказ 60.
257
присадки ИНХП-21 на снижение износа этих двигателей сказывается в боль-
шей степени, чем присадки ДФ-11.
При испытании масла с композицией присадок, имеющей в своем составе
антиокислитель ИНХП-21, был получен наименьший износ маслосъемных
колец и вкладышей шатунных и коренных подшипников, изготовленных из
свинцовистой бронзы.
При применении обеих композиций присадок количество отложений
лака на поршнях и шлама в продувочных окнах гильз было одинаковым,
однако большая подвижность поршневых колец и меньшее количество от-
ложений на фильтрах очистки масла в случае применения антиокислителя
ИНХП-21 указывают на то, что масло с этим антиокислителем обладает более
высокой стабильностью, чем с присадкой ДФ-11 (см. табл. 5).
2. РАЗРАБОТКА НОВЫХ КОМПОЗИЦИЙ ПРИСАДОК
Испытаниями присадки БФК вязкостью при 100 °C от 70 до 292 сст на
двигателе ЯАЗ-204 было установлено, что оптимальная вязкость БФК равна
70—100 сст. При использовании БФК такой вязкости детали были значи-
тельно чище других при одинаковом их износе. Лабораторными исследова-
ниями присадки БФК, имеющей те же пределы вязкости, было найдено,
что максимальная величина моющего потенциала (70) достигается при
вязкости 100 сст. Как показали результаты моторных испытаний, изменение
щелочности (от 51,4 до 54,3 мг КОН на 1 г масла) и коррозии (от 88 до 46 г/лг)
с увеличением вязкости присадки БФК не влияло на работу двигателя.
Ранее было установлено, что при использовании композиций алкилфе-
нольных и сульфонатных присадок качество масел улучшается более эффек-
тивно, чем при введении в масло каждой присадки в отдельности в тех же
концентрациях. В связи с этим были проведены исследования по выбору
наиболее оптимальных соотношений присадок БФК и СБ-3.
В композиции присадок были включены также антиокислительная
(ИНХП-21 или ИНХП-36) и противопенная (ПМС-200А) присадки. Опти-
таблица в
Качество масла Д-11 -с различными композициями присадок
Продукты Зольность, % Коррозия, г/м2 Стабильность по НАМИ Термо- окисли- тельная стабиль- ность Т|5о, Общая щелоч- ность мг КОН/г Моющий потен- циал
оса- док % нарастание вязкости сст
Д-И + 8% комплекса I (БФК и СБ-3 1 :1) + 1,2% ИНХП-21+ 0,005% ПМС-200А 0,85 59 5,2 7,2 140 2,6 81
Д-11+8% комплекса II (БФК и СБ-3 2 :1) + 1,2% ИНХП-21+ 0,005% ПМС-200А 0,91 51 3,4 6,9 114 И, 85
Д-11+ 8% комплекса III (БФК и СБ-3 3:1)+ 1,2% ИНХП-21+0,005% ПМС-200А 0,93 40 5,1 8,8 118 Г 85
Д-11+ 8% комплекса IV (БФК и СБ-3 1:3)+ 1,2% ИНХП-21+ 0,005% ПМС-200А 0,76 156 6,7 33,7 122 1,6 80
Д-И + 8% комплекса V (БФК и СБ-3 1:2)+ 1,2% ИНХП-21+ 0,005% ПМС-200А 0,80 114 4,6 10,4 130 2з) 77
258
мальная концентрация антиокислителя составляла 1,2%. Включение в ком-
позиции присадок ПМС-200А обусловлено тем, что, помимо основного наз-
начения — снижения пенообразования, эта присадка повышает термоокис-
лительную стабильность, снижает количество осадка и уменьшает нарастание
вязкости базовых масел и масел с присадками БФК и СБ-3.
Результаты этих исследований приведены в табл. 6. Данные табл. 6
показывают, что композиция присадок с применением комплекса II по боль-
шинству сравниваемых показателей превосходит остальные комплексы.
Это послужило основанием для выбора комплекса II в качестве основного
компонента в композициях присадок.
В табл. 7 приведены данные о качестве масла Д-11 с оптимальным ком-
плексом присадок БФК и СБ-3 (4, 6 и 8%) в зависимости от вовлекаемого
в композицию антиокислителя. Из этих данных следует, что по всем показа-
телям масла с комплексом II и антиокислителем ИНХП-21 имеют преиму-
щество перед маслами, в которые входит тот же комплекс, но с антиокисли-
телями ЛАНИ-317 и ДФ-11. Исключение составляет показатель коррозион-
ной агрессивности масла при концентрации комплекса II, равной 4%.
Качество масел с оптимальным комплексом присадок
в зависимости от применяемого антиокислителя
ТАБЛИЦА 7
Продукты Зольность, % Коррозия, г/м2 Стабильность по НАМИ Термо- окисли- тельная стабиль- ность Т850> MUH Общая щелоч- । ность, .не КОН /г Моющий потен- циал
оса- док о/ /0 нараста- ние вязкости AvlQ0, ест
Д-11+4% комплекса 11 + 1,2% ИНХП-21+ 0,005% ПМС-200А . . 0,57 137 7,0 14,2 120 1,6 79
Д-11 + 4% комплекса II+ 1% ЛАНИ-317+ 0,005% ПМС-200А . . 0,50 152 9,5 24,2 125 1,7 79
Д-11+ 4% комплекса П + 1,2% ДФ-11+0,005% ПМС-200А .... 0,51 66 10,2 51,8 106 2,0 62
Д-И + 6% комплекса П + 1,2% ИНХП-21+ 0,005% ПМС-200А . . 0,75 90 4,7 7,0 132 2,3 83
Д-И + 6% комплекса 11 +1 % ЛАНИ-317+ 0,005% ПМС-200А 0,64 130 6,9 11,8 135 2,0 81
Д-И + 6% комплекса П + 1,2% ДФ-11+0,005% ПМС-200А . . . 0,69 95 10,5 — 114 2,9 67
Д-И + 6% комплекса II+ 1,5% ИНХП-36 +0,005% ПМС-200А . . 0,71 66 5,0 9,0 125 2,8 61
Д-11+8% комплекса П + 1,2% ИНХП-21+ 0,005% ПМС-200А . . 0,91 51 3,4 6,9 114 3,3 85
Д-11+8% комплекса II + 1 % ЛАНИ-317+ 0,005% ПМС-200А . . 0,84 84 6,7 9,3 122 3,1 85
Д-И + 8% комплекса П+1,2% ДФ-11+0,005% ПМС-200А . . . . 0,86 70 9,8 79,5 111 3,4 74
Качество масел с композициями присадок, содержащими 4, 6 и 8% ком-
плекса II, сопоставляли с качеством масел различных серий, включающих
предложенные ранее ИНХП композиции присадок, а также с качеством
соответствующих эталонных масел с импортными присадками. Результаты
этих исследований приведены в табл. 8.
Данные табл. 8 показывают, что масла с новыми композициями присадок,
имеют преимущество перед маслами со старыми композициями и импортными
эталонами по термоокислительной стабильности, моющему потенциалу и
нарастанию вязкости, но несколько уступают по противокоррозионному
действию.
В связи с тем, что на ряде форсированных дизелей в качестве базовых
масел применяют МС-20 из малосернистых и сернистых нефтей и ДС-14 из
17*
259
ТАБЛИЦА 8
Качество масел с различными композициями присадок
Продукты Зольность, % Стабильность по НАМИ Термоокислитель- ная стабильность TJ50, -иин Коррозия, г/м1 Общая щелочность мг КОН/г Моющий потенциал Моющие свойства (ПЗВ), баллы
осадок, % нарастание вязкости Avioo, сст
ДС-11 (восточное) 4-1,5% Монто- 613+0,7% Сантолюб-493 .... 0,40 6,4 16,9 76 1,1 1,5 49 0,5- 1 0
ДС-11 (восточное)+ 2,6% ОЛОА-2054+0,6% ОЛОА-267 . . 0,44 4,0 15,8 56 0,7 2,1 70 0,5- 1,0 1,0
АС-9,5+ 5% СБ-3+ 1,2% ДФ-11 . . 0,41 13,3 — 40 0,9 0,6 34
Д-11 (бакинское) + 4% комплекса П + 1,2% ИНХП-21+ 0,005% ПМС-200А 0,57 7,0 14,2 122 137 1,6 79 0,5-
ДС-11 (восточное)+4% Моп- то-613 + 0,25% Сантолюб-493 . . . 0,74 3,2 9,7 85 1,2 2,5 70 1,0 0
ДС-11 (восточное)+ 4,5% ОЛОА-2054+0,5% ОЛОА-267 . . 0,60 4,9 10,0 40 0,5 3,3 79 0
Д-11 (бакинское)+ 5% БФК+ 2% СБ-3+ 0,005% ПМС-200А 0,68 3,1 8,5 97 83 2,3 70 0
Д-11 (бакинское) + 6% комплекса П + 1,2% ИНХП-21+ 0,005% ПМС-200А 0,75 4,7 7,0 132 90 2,3 83 0
ДС-11 (восточное) + 9% Монто-613+0,7% Сантолюб-493 1,68 0,5 8,8 103 1,3 5,5 84 0
ДС-11 (восточное)+ 11 % ОЛОА-2054 1,12 Отсут- 6,3 50 4,2 7,7 89 0
Д-11 (бакинское)+ 11% БФК + 4% СБ-3+ 0,005% ПМС-200А 1,32 ствует 0,32 9,4 129 8,0 6,2 85 0
Д-11 (бакинское)+ 8% комплекса П + 1,2% ИНХП-21+ 0,005% ПМС-200А 0,91 3,4 6,9 114 51,0 3,3 85 0
Д-11 (бакинское)+ 10% комплекса П + 1,2% ИНХП-21+ 0,005% ПМС-200А 'J 1,07 3,3 — 125 61,0 4,4 86 0
сернистых нефтей, были проведены исследования новых композиций при-
садок в смеси с этими маслами (табл. 9). Результаты этих исследований по-
казали, что рекомендуемые композиции присадок заметно улучшают качество
базовых.масел и доводят их до уровня эталонных масел.
ТАБЛИЦА 9
Качество масел МС-20 и ДС-14 с новыми композициями присадок
Продукты Зольность, % 1 Стабильность по НАМИ Термоокисли- тельная стабиль- ность Тг«о, мин Коррозия г/м2 Общая щёлоч- ность, мг КОН/г Моющий потен- циал Моющие свой- ства (ПЗ В), бал лы
осадок,% нараста- ние вяз- кости А+оо’“т свинец свинцо- вистая бронза
МС-20 исходное 0,007 4,7 19,9 32 268 3,1 0,03 0 3,5
МС-20+ 4% комплекса 11 + + 1,2% ИНХП-21 + + 0,005% ПМС-200А . . 0,58 3,4 17,0 > 100 50 1,8 1,4 52 0,5
МС-20 + 6% комплекса 11 + + 1,2% ИНХП-21 + + 0,005% ПМС-200А . . 0,73 0,07 11,1 100 30 1,5 2,1 73 0
260
Продолжение табл. 9
Продукты Зольность, % Стабильность по НАМИ Термоокисли- тельная стабиль- ность Т250» MUH Коррозия г/м2 Общая щелоч- ность, .иг КОН/г Моющий потен- циал 1 Моющие свой- ства (ПЗВ), баллы
осадок, % нараста- ние вяз- кости Avioo> сст свинец свинцо- вистая бронза
МС-20+ 8% комплекса II+ + 1,2% ИНХП-21 + + 0,005% ПМС-200А . . 0,96 0,04 12,2 100 17 1,2 2,8 75 О
ДС-14 исходное (из восточ- ных нефтей) 0,007 4,9 19,8 43 151 0,07 0
ДС-14+9% Монто-613 + + 0,7% Сантолюб-493 . . 1,62 0,4 12,1 85 1,3 5,5 79
ДС-14+10% БФК + + 1% ЛАНИ-317 .... 1,19 2,7 18,9 126 53,4 5,5 73
ДС-14 + 6% комплекса 11 + + 1,2% ИНХП-21 + +0,005% ПМС-200А . . 0,78 0,7 10,1 148 92 2,4 75
ДС-14 + 8% комплекса 11 + + 1,2% ИНХП-21 + + 0,005% ПМС-200А . . 0,95 0,6 10,5 160 77 — 3,4 81 —
Таким образом, новые композиции присадок обеспечивают сохранение,
а по некоторым показателям улучшение качества масел по сравнению с ре-
комендованными ранее композициями присадок и импортными эталонами.
В то же время они позволяют значительно снизить концентрацию присадок
в маслах различных групп и уменьшить их зольность.
3. РЕЗУЛЬТАТЫ МОТОРНЫХ ИСПЫТАНИЙ НОВЫХ
КОМПОЗИЦИЙ ПРИСАДОК
Новые композиции присадок испытывали на двигателях при использова-
нии сернистого и малосернистого топлив. В табл. 10 приведены результаты
200-часовых испытаний масел (с присадками) без смены на двигателе
24-10,5/13, а в табл. И — 140-часовых испытаний на двигателе ЯАЗ-204.
ТАБЛИЦА 10
Результаты испытаний на двигателе 24-10,5/13 масел с новыми композициями
присадок и разными топливами
Показатели Топливо по ГОСТ 4749—49 Топливо по ГОСТ 305—62
Д-11+5% БФК+2% СБ-3 + + 0,005% ПМС-2 00А д-11+4% комплекса П+1,2% ИНХП-21 + + 0,005% ПМС-200А Д-11+ 5% БФК+ 2% СБ-3 + + 0,005% ПМС-200А Д-И+4% комплек- са П + 1,2% ИНХП-21+ + 0,005% ПМС-2 00А
Износ (по потере веса), мг комплекта поршневых колец . . 227 228 352 332
первого и второго компрессион- ных колец (суммарно) .... 130 130 145 160
комплекта вкладышей подшип- ников 53 53 60 56
Состояние поршневых колец, баллы 0 0 0 0
Отложение нагара, г в зоне поршневых колец .... 0,121 0,117 0,344 0,265
на бурте поршня 0,04 0,06 0,06 0,00
на перемычках поршня .... 0,0 0,005 0,005 0,009
261
Из табл. 10 видно, что при уменьшении концентрации присадок (5,2%
против 7%, зольность масла 0,57% против 0,7%) получаются равноценные
результаты, а отложение нагара в зоне поршневых колец в случае применения
новой композиции и топлива по ГОСТ 305—62 снижается примерно на 30%.
Данные табл. 11 показывают, что применение масел с композицией
присадок, состоящей из 8% комплекса II,.1,2% ИНХП-21 и 0,005% ПМС-200А,
обеспечивает снижение износа основных деталей по сравнению с применением
эталонного масла и получение таких же результатов как и при использовании
композиции присадок Серии 2 ИНХП старого состава, но при значительном
снижении концентрации присадок и, следовательно, зольности масла (содер-
жание присадок 9,2% против 15%, зольность масла 0,9% против 1,46%).
ТАБЛИЦА И
Результаты испытаний новых композиций присадок на двигателе ЯАЗ-204
Показатели Топливо по ГОСТ 4749—49 Топливо по ГОСТ 305—62
Д-11+4% БФК + 2% СБ-3+ 1,2% ИНХП-21+ + 0,005% ПМС-200А ДС-11+9% МОНТО-613+ + 0,7% Сантолюб-493 Д-11 +11% БФК + 4% СБ-з + + 0,005% ПМС-200А Д-11 + 5,4 % БФК+ 2,6% СБ-3+ 1,2% ИНХП-21 + + 0,005% ПМС-200А
Износ (по потере веса), мг комплекта компрессионных колец 212,3 437,0 309,1 350,0
комплекта малосъемных колец 45,1 75,5 60,8 43,3 ,
комплекта вкладышей под- шипников 28,0 37,0 34,0 25,2
Отложение нагара, г в зоне поршневых колец . . 2,03 1,87 ’ 1,94 2,33
на боковой поверхности поршня . . 0,52 0,73 0,46 0,21
на днище поршня 1,13 0,48 0,62 0,33
на продувочных окнах гильз 0,05 0,24 0,14 0,11
Лак на юбке поршня, баллы . . ' 0,58 0,57 0,90 0,61
Подвижность колец, баллы . . . 0,0 0,75 0,00 0,00
Итак, новые композиции присадок с антиокислителем ИНХП-21 поз-
волили в значительной степени улучшить качество и снизить зольность масел
различных групп. Дальнейшие работы проводились в направлении синтеза
малозольных и беззольных соединений, обладающих свойствами присадок.
Были синтезированы и испытаны в качестве присадок следующие соеди-
нения:
оксиалкилбензиловый эфир ксантогеновой кислоты (ИНХП-8);
бис-нонилфенолдитиофосфин бария (БФС);
кальциевая соль продукта конденсации алкилфенола с формальдегидом
(КФ К);
1,1-диокси-2-пипередил аминометил-4,4-ди-тпретп-амилдифенил-6,6-суль-
фид (М-5);
беззольная сульфонатная присадка (АзНИИ-10-Зс).
В табл. 12 приведены свойства вновь синтезированных присадок. При
проверке качества новых малозольных и беззольных противоокислителей
в качестве эталона была принята присадка ИНХП-21.
В табл. 13 приведены основные свойства композиций присадок с комплек-
сом II и новыми антиокислителями. Как видно из табл. 13, применение вновь
синтезированных антиокислителей обеспечивает сохранение основных ка-
честв композиций, получаемых при применении ИНХП-21, и при этом золь-
ность масел с присадками уменьшается на 25 —40%.
262
Свойства новых присадок, разработанных в ИНХП
ТАБЛИЦА 12
Присадка Зольность % Вязкость при 100 °C сет Щелоч- ность мг КОН/г Кислотное число Л12 КОН/г Содержание, %
S Р N
ИНХП-8 .... 0,09 10,0 0,42 3,6 10,3
АзНИИ-10-Зс . . 13,4 49,5 1,5 20,4 1,5 4,3 —
КФК 2,4 — 35,7 —
БФС 30,7 Мазь 70,2 4,7 — —
AI-5 0,03 — 149,1 Отсутствует 7,0 — 3,1
ТАБЛИЦА 13
Качество масел с композициями присадок, включающими малозольные антиокислители
Продукты Зольность, % Стабильность по НАМИ Термоокисли- тельная стафкль- 1 ность Т25 , мин Коррозия, г/.мг Щелочность Моющий потен- циал Моющие свой- ства (ПЗВ) баллы
осадок,% А« £ и и к< Я & общая мг КОН/г
Д-114-4% комплекса 11 + + 1,2% ИНХП-21 + . + 0,005% ПМС-200А . . 0,57 7,0 14,2 122 137 11,4 1,6 63 0,5-1,0
Д-11+4% комплекса 11 + + 1% ИНХП-8 + 0,005% ПМС-200А 0,36 8,5 13,4 94 114 11,6 1,6 63 0,5
Д-11+ 4% комплекса II + + 1% АзНИИ-10-Зс + + 0,005% ПМС-200А . . 0,48 9,2 12,1 115 205 11,1 1,5 63 0,0
Д-11 + 6% комплекса 11 + + 1,2% ИНХП-21+0,005% ПМС-200А 0,75 4,7 7,0 132 90 12,1 2,3 83 0,0
Д-11+6% комплекса 11 + + 1% ИНХП-8 + 0,005% ПМС-200А 0,54 6,4 9,2 96 83 12,2 2,2 67 ' 0,0
Д-11+6% комплекса П + + 1% АзНИИ-10-Зс . . . 0,65 7,7 116 136 11,3 2,2 72 0,0
Д-11+ 8% комплекса 11 + +1,2% ИНХП-21+0,005% ПМС-200А 0,91 3,4 6,9 114 51 12,3 3,3 85 0,0
Д-11+8% комплекса 11 + + 1% ИНХП-8 + 0,005% ПМС-200А 0,71 6,2 6,1 99 51 12,1 2,8 80 0,0
Д-11+8% комплекса 11 + + 1% АзНИИ-10-Зс . . . 0,82 7,7 8,9 112 103 11,6 3,0 73 0,0
Данные, приведенные в табл. 14, свидетельствуют о том, что выявлена
возможность создания малозольных и беззольных присадок, способных при-
дать маслу достаточную термическую стабильность и хорошие моющие свой-
ства, т. е. присадок, близких по своим свойствам к многофункциональной
и высокозольной присадке БФК.
Новые антиокислительные присадки ИНХП-8 и АзНИИ-10-Зс в смеси
с маслом АС-10, 4% комплекса II и 0,005% ПМС-200А испытаны на двигателе
ГАЗ-51 в течение 150 ч без смены масла. В табл. 15 приведены результаты
этих испытаний и испытаний того же комплекса присадок, но с ИНХП-21.
Из табл. 15 видно, что моторные свойства масел с новыми антиокислителями
и ИНХП-21 практически одинаковы, но при использовании новых присадок
значительно снижается износ поршневых колец.
263
ТАБЛИЦА 14
Эффективность новых многофункциональных присадок к маслам
Продукты Зольность о/ /о Стабильность по НАМИ Термоокисли- тельная ста- бильность Т850 лсин Коррозия г/№ Щелочность Моющий потен- циал Моющие свой- ства (ПЗВ) баллы
осадок о/ /о нараста- ние вяз- кости Av10o сст д а общая мг КОН/е
д-114-8% БФК . . 0,81 8,9 16,04 64 58 11,8 4,0 66 0,0
Д-114-1,5% БФС 0,49 9,7 17,9 80 62 8,4 1,34 42 1,0
Д-114-8% КФК . . 0,20 15,5 20,8 43 — 9,8 2,59 61 0,0
Д-114-1 % М-5 . . Отсут- ствует — — 52 140 7,8 1,6 68 —•
ТАБЛИЦА 15
Результаты 150-часовых испытаний масел с новыми композициями
присадок на двигателе ГАЗ-51
Показатели Д-11+ 4% комплекса 11 + + 1,2% ИНХП-21 + + 0,005% ПМС-200А Д-11 + 4% комплекса П + + 1% АзНИИ-10-Зс+ + 0,005% ПМС-200А Д-11 + 4% комплекса II + + 1% ИНХП-8 + + 0,005% ПМС-200А
Износ (по потере веса), мг
комплекта компрессионных колец 90,0 49,4 59,8
комплекта вкладышей подшипни-
ков 52,8 38,9 89,8
Отложение нагара, г
в зоне поршневых колец 1,30 1,39 1,11
на боковой поверхности поршня 2,3 1,76 1,82
на днище поршня 4,05 5,4 4,6
Лакоотложение на юбке, баллы . . . 0,90 0,95 0,50
выводы
1. Антиокислитель ИНХП-21 обладает высокими антиокислительными
и противокоррозионными свойствами, стоек к воздействию высоких темпера-
тур.
2. Разработанные на основе присадок БФК, СБ-3 п антиокислителя
ИНХП-21 композиции присадок:
5,4% БФК 4- 2,6% СБ-3 + 1,2% ИНХП-21 + 0,005% ПМС-200А;
4% БФК + 2% СБ-3 4-1,2% ИНХП-21 4- 0,005% ПМС-200А;
2,7% БФК 4- 1,3% СБ-3 4- 1,2% ИНХП-21 + 0,005% ПМС-200А
обеспечивают необходимое качество масел для двигателей внутреннего
сгорания наравне с рекомендованными ранее композициями присадок ИНХП
и эталонными маслами с импортными присадками.
3. Применение указанных новых композиций присадок позволяет
сократить общее содержание присадок в маслах на 10—40% и уменьшить
зольность масел.
4. На основе разработанных малозольных и беззольных присадок можно
создать композиции присадок, способные обеспечить нормальную работу
высокофорсированных дизелей.
О РАЦИОНАЛЬНОМ ИСПОЛЬЗОВАНИИ ПРИСАДОК
К МОТОРНЫМ МАСЛАМ
А. М. КУЛИЕВ, Ф. Г. СУЛЕЙМАНОВА, В. Е. БАШАЕВ,
А. Г. ВЛАДИМИРОВ, В. Б. ЛИКША
1. ВЛИЯНИЕ ФИЛЬТРОВ ТОНКОЙ ОЧИСТКИ МАСЛА
НА ЭФФЕКТИВНОСТЬ ИСПОЛЬЗОВАНИЯ ПРИСАДОК
В последние годы в результате интенсивных исследований разработаны
и внедрены в практику эффективные присадки к моторным маслам. Однако
система смазки поршневых двигателей внутреннего сгорания не подверглась
существенным изменениям. Между тем примепепи^смазочпых масел с вы-
соким содержанием присадок, которые, как правило, являются поверхностно-
активными веществами (ПАВ), настоятельно требует пересмотра некоторых
узлов двигателя. Это в первую очередь относится к фильтру тонкой очистки
(ф. т. о.) масла. Выпускаемые в настоящее время отечественные ф. т. о. типа
«Реготмас» и ДАСФО-ЭФА из картона и ф. т. о. из древесной муки на пуль-
вербакелитовой связке, как показывает опыт, являются энергичными адсор-
бентами с высокоразвитой поверхностью, способными в больших количествах
извлекать из масла и удерживать присадки в процессе работы двигателя.
Если фильтры указанных типов были незаменимыми при работе двигателя на
маслах без присадок, так как, помимо механических примесей, удаляли
из масел нежелательные продукты окисления, также обладающие известной
поверхностной активностью, то при применении масел с поверхностно-актив-
ными присадками их присутствие даже вредно. Поэтому в настоящее время
одной из серьезных задач является создание не активных по отношению
к присадкам ф. т. о. масла.
Однако этот вопрос не может быть успешно решен без глубокого изучения
сущности явлений, происходящих при взаимодействии присадок различных
типов с материалом ф. т. о. масла. К сожалению, имеющиеся в литературе
данные [2, 3, 4] не могут быть признаны исчерпывающими для установления
влияния эксплуатационных и конструктивных факторов на процесс извле-
чения присадок из масла. Кроме того, в указанных работах в основном иссле-
довались присадки и фильтры, не применяющиеся в настоящее время. В дан-
ном сообщении изложены результаты исследования адсорбционного взаимо-
действия широко распространенной присадки СБ-3 с отечественными ф. т. о.
Чтобы исследовать взаимодействие присадок с материалом ф. т. о.
в «чистом виде», т. е. чтобы исключить влияние не поддающихся количествен-
ному учету одновременно действующих на процесс фильтрации масла в ра-
ботающем двигателе факторов, все опыты проводились нами на специальной
безмоторной установке (рис. 1). Установка позволяла изучать влияние на
процесс адсорбции объема, температуры и времени циркуляции масла в си-
стеме, начальной концентрации присадки и типа ф. т. о.
Учитывая, что между концентрацией с растворов ПАВ и величиной по-
верхностного натяжения а на границе раздела существует однозначная зави-
симость вплоть до точки перегиба [5,6], мы для определения содержания при-
садок в отобранных пробах находили величину в на границе с дистиллирован-
ной водой в аппарате П. А. Ребиндера по методу максимального давления
пузырьков при температуре t = 20 °C. На рис. 2 приведены эксперименталь-
ные изотермы о для масла АС-6 Новокуйбышевского завода с алкилфенольной,
сульфонатной, антиокислительными и противопенной присадками. Из кри-
вых видно, что исследованные присадки отличаются друг от друга как по ве-
личине поверхностной активности, так и по концентрации, соответствующей
точке перегиба кривой о = / (с), что важно при установлении оптимальной
концентрации некоторых присадок. Кроме того, из рис. 2 следует, что вплоть
до значения с — 8% кривую а — f (с) можно надежно использовать для
определения с по величине о.
265
Рис. 1. Установка для изучения влияния различных факторов на процесс адсорбции
присадки фильтрующими элементами:
1—ротаметр РС-5; г—жидкостная рубашка для подогрева фильтра; з— манометр; 4— элемент
фильтра; 5—термометр; в — корпус фильтра; 7 — мерный цилиндр; 8 — заправочный бачок; s —
теплоизоляция; 10—электродвигатель (N = 0,27 кат; п = 2800 об/мин)', 11—масляный насос;
12 — термостат; 13 — сливные краны; 14 — кран для,сброса воздуха; 15 — трехходовой кран; 16 —
перепускной кран.
а
Рис. 2 (а,»б, в). Изменение по-
верхностного натяжения а масла
АС-6 на границе с дистиллиро-
ванной водой в зависимости от
концентрации присадки в масле
(а — в):
1 — БФК-1; 2 — СБ-3; 3 — ПМС-200А;
4— ДФ-11; 5 —ИНХП-21; 6 — Сан-
толюб-493; 7 —ЛАНИ-337.
266
На рис. 3 приведена экспериментальная кривая зависимости между
<т и моющими свойствами растворов присадки СБ-3 в масле АС-6 Новокуй-
бышевского завода, определенными по методу ПЗВ. Полученная зависимость
свидетельствует о том, что величина о может характеризовать также моющие
свойства масел с присадкой СБ-3. Измерения на работающем в стендовых
условиях автомобильном двигателе показали, что температура и расход
масла в корпусе ф. т. о. составляют соответственно 88 °C и 100 кг/ч. Эти
показатели были приняты в качестве базовых при проведении экспериментов.
Длительность испытаний была равна 20 ч, так как этого промежутка времени
оказалось достаточно для установления адсорбционного равновесия.
В табл. 1 приведены результаты опытов по изучению влияния типа ф. т. о.
на адсорбцию присадки из масла. Величину адсорбции определяли из соотно-
шения:
л __ Gm (со — с)
~ 100-6'ф
где Gu — вес масла с присадкой в системе, г;
(?ф — вес фильтрующего материала ф. т. о.,
г;
с0 ис — начальная и равновесная концен-
трации присадки в масле, %.
Из табл. 1 следует, что: 1) при началь-
ной концентрации присадки СБ-3 в масле
АС-6, равной 10% и температуре опыта 88 °C
адсорбция присадки на 1 г фильтрующего ма-
териала составляет 0,673 для ф. т. о. типа
Р-1 («Реготмас»), 0,475 для ф. т. о. типа
ДАСФО-ЭФА-1, 0,160 для ф. т. о. из дре-
весной муки; 2) общий вес фильтрующих
Моющая способность масла по
шкале ПЗВ, баллы
Рис. 3. Зависимость между по-
верхностным натяжением и мо-
ющими свойствами раствора при-
садки СБ-3 в масле АС-6.
элементов трех исследованных типов соста-
вляет 360, 560 и 1500 г соответственно и, сле-
довательно, адсорбированное ими количество
присадки равно 240, 272 и 246 г (или 60, 68
и 70% от начального содержания).
Таким образом было установлено, что наибольшее количество присадки
СБ-3 задерживается на фильтре ДАСФО-ЭФА-1. На основании результатов
исследования можно сделать заключение о нецелесообразности применения
исследованных фильтрующих материалов для двигателей, работающих
на масле с присадкой СБ-3.
ТАБЛИЦА. 1
Влияние типа ф. т. о. на адсорбцию присадки из масла
Тип фильтрующего злемента
<Реготмас» ДАСФО-ЭФА фильт p из древесной муки
К S СО i s CQ к £ А i s СО J4 F< Д
ф а д хс\ « сги а л 1 g g"» CQCO & -5S © an X BCOC0 зная рация и СБ- а £ ь
со SfflU и « и К К ' ' co KfflU O aS X L-B* КИ О « SMU к ' >& ХИ о
= щ н к «srt СГи w © «J в X co Ф F< X ДИЙ О О co x cry Д и s re © а« ах © Ь к Я X РС
X СТ о S o'* и Я* r ass 2 св F* X R в* И Й2 « « « S 4O E ЕГО 2 as B’S © x co © 5 Z к «У ф © сО и а о в и S ах as Й2 о х и о R
СО Ф а.а ах У. Pt x s? a pt co а ф co © cj е-i co о « a a «те ив со о со а а
2 0,6 0,173 2 0,5 0,105 2 0,6 0,035
4 1,3 0,278 4 1,0 0,203 4 1,0 0,070
6 1,9 0,453 6 1,6 0,309 6 1,5 0,105
10 4,0 0,673 10 3,3 0,475 10 3,0 0,160
14 5,0 0,898 14 4,0 0,684 14 3,3 0,210
267
Для установления количественной зависимости между величиной по-
глощения присадки фильтром и временем циркуляции через него определен-
ного объема масла при различных температурах была проведена серия опытов.
В каждом опыте в установку с фильтрующим элементом (типа Р-1) заправляли
4 кг масла АС-6 с 10% СБ-3. После выхода на режим через определенные
интервалы времени на протяжении 20 ч работы установки из системы отби-
рали пробы масла, для которых определяли величину.поверхностного натя-
жения на границе с дистиллированной водой. На рис.4 показаны результаты
опытов при температурах 28, 50, 88,118,128 и 138 °C в виде семейства кривых,
представляющих собой зависимость
<т = /(т, 0 (2)
где о — поверхностное натяжение, дин/см',
т — время циркуляции масла черед фильтр, ч;
t — температура циркулирующего через фильтр масла, °C.
Продолжительность циркуляции, ч
Рис. 4. Зависимость поверхностного натя-
жения масла ДС-6 с 10% СБ-3 от продол-
жительности его циркуляции при различ-
ных температурах.
Рис. 5. Зависимость содержания присадки
в масле от продолжительности его цирку-
ляции при различных температурах.
Пользуясь градуировочной кривой, приведенной на рис. 2 а, б, в, мы
перестроили крывые о = / (т, t) в кривые с = j (т, t) (рис. 5). Анализ дина-
мики изменения концентрации присадки в циркулирующем через фильтр
масле позволяет сделать следующие выводы.
1. При всех температурах наибольшая скорость поглощения присадки
фильтрующим элементом наблюдается в самом начале фильтрования, затем
она постепенно уменьшается до нулевого значения, после чего в фильтру-
ющемся масле устанавливается равновесная концентрация присадки, не
зависящая от времени фильтрования.
2. Промежуток времени от начала фильтрования до установления равно-
весной концентрации увеличивается с понижением температуры масла.
3. Максимальное уменьшение концентрации црисадки достигает 83 %
при температуре 28 °C и, замедляясь с повышением температуры масла,
принимает нулевое значение при 138 °C.
С целью получения удельных характеристик адсорбционной способности
фильтров, пригодных для сравнения фильтрующих элементов различных
габаритов при разных объемах системы смазки автомобильных двигателей
отечественных конструкций, данные рис. 5 были обработаны согласно зави-
симости (2) для времени циркуляции масла через фильтр т, равного 5, 10,
15 ч и б,олее в зависимости от температуры масла. Полученные данные пред-
ставлены на рис. 6 в виде пучка кривых.
268
Чтобы охватить все промежуточные значения величины удельной ад-
сорбции присадки в зависимости от времени циркуляции масла и его темпера-
туры, нами была подобрана эмпирическая формула вида:
Л - "’ТТб1"2’4 - 8рГЙТ (120-02-10-5 ' (3)
где А — адсорбция присадки СБ-3, г на 1 г фильтра;
t — температура масла, °C;
т — время циркуляции масла от начала работы, ч.
Формула пригодна в диапазоне температур от 28 до 138 С и времени
циркуляции масла через фильтр от 5 до 15 ч, что охватывает режим работы
ф. т. о. до его смены во всех случаях, встречающихся в практике эксплуата-
ции отечественных двигателей.
Необходимо отметить, что второе
слагаемое формулы (3) при т = 15 ч пре-
вращается в нуль, и при большей дли-
тельности фильтрования во внимание
не должно приниматься, так как адсорб-
ция А от т не зависит, а определяется
только величиной t. В этом случае рас-
чет следует проводить по формуле:
л 0,96/ —132,4
15, - ,_155;2 (4)
В табл. 2 приведены значения А,
полученные на основании опытных дан-
ных и вычисленные по формуле (3),
Температура масла, °C
Рис. 6. Зависимость адсорбционной спо-
собности фильтрующих элементов от
температуры масла АС-6 Новокуйбы-
шевского завода с 10% СБ-3.
а также величины отклонения расчетных
данных от опытных. Как видно, наи-
большее отклонение не превышает 3,7 % ,
что обеспечивает ' получение данных
с вполне достаточной для практики точ-
ностью.
Из рис. 6 можно сделать вывод, что адсорбция присадки товарными
фильтрующими элементами, исследованными нами, может быть значительно
уменьшена и даже доведена до нулевого значения путем местного повышения
температуры масла в корпусе ф. т. о.
Так как в данном исследовании процесс адсорбции присадки на ф. т. о.
изучен в чистом виде, то все сделанные выводы могут быть отнесены только
к этому случаю. В реальных двигателях внутреннего сгорания расход при-
садки на адсорбцию зависит также от количества нерастворимых в масле
примесей, свойств и размеров металлических поверхностей, с которыми кон-
тактирует масло, что следует учитывать при использовании полученных нами
закономерностей применительно к реальным условиям работы масла.
Значение адсорбции А
ТАБЛИЦА 2
Темпе- ратура масла t °C А, по- лучен- ное в опытах А, рас- считан- ное по форму- ле (3) Откло- нение % А, полу- ченное в опытах А, рас- считан- ное по формуле (3) Отклоне- ние °/ /о А, полу- ченное в опытах А, рас- считан- ное по формуле (3) Откло- нение %
т = ч т — 10 ч г > 15 ч
28 0,555 0,573 +3,1 0,715 0,734 +2,3 0,835 0,830 -0,6
50 0,660 0,651 -1,4 0,770 0,744 -3,2 0,815 0,803 —1,5
88 0,700 0,678 -3,2 0,700 0,695 —0,7 0,703 0,706 +0,4
118 0,510 0,514 +0,8 0,510 0,514 +0,8 0,510 0,514 +0,8
128 0,364 0,351 -3,7 0,364 0,352 -3,4 0,365 0,353 —3,3
138 0,000 0,001 — 0,000 0,003 — 0,000 0,001 —
269
выводы
1. Поверхностное натяжение в опытах, подобных проведенным нами,
может служить мерой концентрации в масле присадок СБ-3, БФК-1, ИНХП-21,
ЛАНИ-317, ПМС-200А, Сантолюб-493.
2. Между величиной а и моющими свойствами масла с различными
концентрациями СБ-3 существует однозначная зависимость.
3. Процесс адсорбции присадки СБ-3 на исследованных материалах
носит физический характер.
4. Учитывая достаточно большое поглощение присадки СБ-3 исследо-
ванными фильтрами, нецелесообразно применять эти фильтры на двигателях,
работающих на масле с присадкой СБ-3.
5. Выведенная формула позволяет количественно оценить величину ад-
сорбции присадки СБ-3 в диапазоне температур от 28 до 138 °C при времени
циркуляции масла в системе от 5 до 20 ч.
6. Адсорбция присадки СБ-3 товарными фильтрующими элементами
может быть уменьшена путем местного повышения температуры масла в кор-
пусе ф. т. о.
2. О РЕЖИМЕ ВВОДА ПРИСАДОК В МОТОРНЫЕ МАСЛА
Для снижения коррозионного износа, нагара, лака и т. д. при работе
теплонапряженных двигателей на сернистых топливах необходимо повышать
концентрацию присадок в смазочных маслах. Однако повышение концен-
трации присадок приводит к интенсивному непроизводительному их расходу,
особенно в начальный период испытания.
Некоторые исследователи [1, 7] относят высокий расход присадки при ее
больших концентрациях в масле за счет химического распада при окислении
и фильтрации масла через фильтры, где из масла извлекается ряд компо-
нентов присадок, находящихся во взвешенном состоянии.
Следует отметить, что при чрезмерно высоком содержании присадки
в масле и недостаточной фильтрации, не обеспечивающей удаления зольных
продуктов распада присадки, повышается абразивный износ деталей двига-
теля.
Одним из путей устранения этого явления, по нашему мнению, может
служить непрерывная дозировка присадок в процессе работы двигателя.
Для испытания такого способа введения присадок в смазочные масла нами
была собрана лабораторная установка, состоящая из емкости для заливки
масла, насоса, подогревателя и измерительных приборов (манометров,
термометров). Был принят определенный режим испытания: количество
заливаемого масла 1,5 кг, температура во время прокачки 100 °C и время
испытания 25 ч..
Испытуемое масло из бачка подавалось насосом под давлением 5 кГ!см“
в подогреватель, откуда после нагрева до 100 °C разбрызгивалось струями
и поступало в бачок. В условиях нагрева и контакта с кислородом воздуха
масло подвергалось1 окислению.
Испытания проводили двумя способами: в одном случае все количество
присадки растворяли в масле перед опытом; в другом — в бачок для испыта-
ния заливали базовое масло без присадки, а присадку вводили равномерными
порциями в течение 25 ч при помощи специального автоматического дозиру-
ющего устройства.
В качестве показателя для оценки эффективности указанных двух спо-
собов введения присадок в масло было принято значение щелочности масла,
определяющееся концентрацией присадки, которая нейтрализует кислые
коррозионно-активные продукты, образующиеся при окислении масла.
Потенциометрическое титрование масла до значения pH = 9 позволяет
определить содержание в моторных маслах сильно диссоциированных
щелочей, а при титровании до значения pH = 4 — суммарное содержание
сильно и слабо диссоциированных щелочей.
270
Исследованию подвергали масло Д-11 из бакинских нефтей без присадки
и это же масло с 10% присадки БФК или СБ-3. Результаты этих испытаний
приведены в табл. 3.
Результаты испытаний масла Д-11 с присадками
ТАБЛИЦА 3
Продукты Щелочность проб масла (в мг КОН/г), взятых после определенного срока испытания при титровании
до рН=9 ДО pH = 4
10 ч 20 ч 25 ч 10 ч 20 ч 25 ч
Д-11 без присадки Д-11 при одновременном вве- — — 0,26* — —
дении 10% БФК Д-11 при непрерывной дози- 0,89 0,72 0,72 5,55 5,01 4,47
ровке БФК . Д-11 при одновременном вве- — 0,89 1,19 — 4,04 5,82
дении 10% СБ-3 Д-11 при непрерывной дози- 0,35 0,23 0,06 1,75 1,64 1,52
ровке СБ-3 * Кислотное число. 0,23 0,25 0,32 1,62 1,98 2,20
Как видно из табл. 3, после 25-часового испытания кислотное число
масла Д-11 повысилось от исходного значения 0,1 до 0,26, мг КОН на 1 г
масла.
При аналогичных испытаниях масла Д-11 с присадкой БФК или СБ-3,
вводимой одной порцией перед испытанием, щелочность масла снижается
по мере увеличения продолжительности опыта. При непрерывной дозировке
тех же присадок щелочность масла возрастает с увеличением продолжитель-
ности испытания. Это свидетельствует о том, что при непрерывном введе-
нии присадки в работающее масло концентрация ее остается более вы-
сокой.
Для проверки эффективности непрерывного способа введения присадок
в моторные масла в условиях работы двигателя были проведены стендовые
150-часовые испытания на двигателе ГАЗ-51. Двигатель работал на'бензине
марки А-72 при одинаковых постоянных режимах испытания без смены масла.
Во время испытания температуру масла поддерживали в пределах 90 ± 5 °C,
а температуру охлаждающей воды- 80 ± 5 °C.
Было проведено четыре испытания (I—IV): два при добавке присадок
в масло перед испытанием и два при постепенном их введении в масло.
Для улучшения начального качества масла при испытаниях по способу
непрерывной дозировки перед опытом в смазочное масло вводили 40% от
общего количества присадки, добавляемой в масло. Остальное количество
подавалось автоматическим дозирующим устройством в течение всего испы-
тания.
В табл. 4 приведены характеристика и расход применяемых при испыта-
ниях смазочных материалов на двигателе ГАЗ-51 в течение 150 ч.
Расход присадки при постоянной дозировке был меньше, чем при одно-
временном вводе: СК-3 на 23% и ИНХП-21 на 21,5% (испытания I и II),
СБ-З на 14% и ИНХП-21 на 10% (испытания III и IV). Общее техническое
состояние двигателя ГАЗ-51 (табл. 5) было значительно лучше при непрерыв-
ной дозировке присадок: износ компрессионных колец на 40—50% меньше,
износ вкладышей шатунных подшипников в 1,5—2 раза меньше, чем при испы-
таниях с разовым введением присадок.
Количество нагара было одинаковым или меньшим в случае испытания
с непрерывной дозировкой присадок.
271
ТАБЛИЦА 4
Характеристика и расход смазочных материалов
Продукты Одновременное введение присадки Постепенная дозировка присадки
Расход, г
масла ИНХП-21 СК-3 СБ-3 масла ИНХП-21 СК-3 СБ-3
Испытание I
Испытание II
Масло Д-11 из ба-
кинских нефтей+
+ 5% СК-3 + 1,2%
ИНХП-21
27 250
329
1362
27 900 258 1035
Испытание III
Испытание IV
Масло Д-11 из ба-
кинских нефтей+
+ 5% СБ-3 + 1,8%
ИНХП-21
22 050 265 — 1102
23 950 237 — 947
ТАБЛИЦА 5
Общее техническое состояние двигателя ГАЗ-51
Показатели Испытания
I 11 Ш IV
Средний износ (по потере веса), мг компрессионных поршневых колец
первого 41,9 26,9 13,3 9,4
второго 34,9 24,8 18,3 12,5
комплекта вкладышей подшипников 76,8 51,7 31,6 21,9
верхнего 67,8 33,8 43,5 39,5
нижнего 36,8 16,8 35,2 11,4
комплекта 104,6 50,6 78,7 50,9
Нагар, а 1,35 1,53 1,5 1,13
на поршневых кольцах 1,10 1,33 1,29 1,0
на канавках 1,71 1,5 1,63 1,08
на боковой поверхности поршня 3,45 3,08 4,02 4,0
на днище поршня Лак на юбке поршня 1,3 1,3 1,35 1,13
Щелочность исходных масел при разовом вводе присадок была в пределах
0,65—0,75 мг КОН/г, а при испытаниях с постепенной дозировкой присадок
в пределах 0,36—0,41 мг КОН/г. Отработанное масло после 150 ч работы
двигателя при разовом вводе присадок имело кислотное число 1,8—1,9 .иг
КОН/г, а при испытаниях с дозировкой присадок незначительная щелочность
сохранялась в течение всего испытания.
Таким образом, сравнительные испытания показали, что непрерывный
способ введения присадок целесообразнее по сравнению с одновременным
введением присадок в масла.
ЛИТЕРАТУРА
1. Итинская Н. И., Д е г т я р е в М. Д., Химия и технология топлив и масел,
№ 10 (1957).
2. Д ж о р д ж и К. В., Моторные масла и смазки двигателей, Гостоптехиздат, 1959.
3. П а п о к К. К., Моторные и реактивные топлива, масла и жидкости, изд. 4-е, под
ред. К. К. Папок и Е. Г. Семенидо, т. II, Гостоптехиздат, 1963.
272
4. Григорьев М. А., Покровский Г. П., Автомобильные и тракторные цен-
трифуги, Машгиз, 1961.
5. К у с а к о в М. М., Методы определения физико-химических характеристик нефтя-
ных продуктов, ОНТИ, 1936.
6. Д у б и н и н М. М., Физико-химические основы адсорбционной техники, ОНТИ,
1935.
7. Пучков Г. Г. и др., Химия и технология топлив и масел, № 2 (1957).
ИССЛЕДОВАНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ МАСЕЛ
ДЛЯ ТРАКТОРНЫХ ДИЗЕЛЕЙ С НАДДУВОМ
Г. П. БЕЛЯНЧИКОВ, И. Ф. БЛАГОВИДОВ, Н. Г. ПУЧКОВ
В последнее время тракторная промышленность перешла к выпуску
деталей с турбонаддувом (СМД-18, Д-130, ЯМЗ-238НБ) для тракторов ДТ-90,
Т-140 и К-700. Умеренный наддув, принятый для тракторных дизелей, обес-
печивает повышение мощности базовых моделей на 25—35% и улучшение
Рис. 1. Влияние наддува на температуру поршня и гильзы цилиндра
установки УИМ-6:
а — поршень; б — гильза цилиндра:
1 — без наддува (Ne — 21 л. с.); 2 — с наддувом (Ne = 30 л. с., давление 0,5 кГ/смг).
экономичности на 5—10% (табл. 1). Форсирование тракторных дизелей с по-
мощью турбонаддува сопровождается повышением давления сгорания и тем-
пературы деталей цилиндро-поршневой группы, увеличением прорыва газов
в картер и напряженности работы масла [1 ].
Замеры температуры поршня и гильзы, проведенные на установке
УИМ-6, показали, что при работе с наддувом температура деталей повышает-
ся на 10—12 °C (рис. 1) и прорыв газов в картер увеличивается в 2 раза.
Аналогичные изменения были получены при форсировании дизеля СМД-14
(рис. 2). Наиболее высокая температура в зоне поршневых колец (230 °C)
отмечена у дизеля ЯМЗ-238НБ.
Напряженность работы масла в дизелях СМД-18 и Д-130 в 1,5—1,7 раза
выше, чем в двигателях без наддува, самым высоким показателем напря-
женности (430) характеризуется дизель ЯМЗ-238НБ.
Увеличение тепловых и механических нагрузок в дизелях с наддувом
оказывает существенное влияние на условия работы картерного масла.
Опыт эксплуатации показал, что повышенные удельные давления на поверх-
ности поршня и более высокая тепловая напряженность увеличивают износ
цилиндров и колец, причем применение масел с малоэффективными присад-
18 Заказ 00.
273
Техническая характеристика дизелей
ТАБЛИЦА 1
Показатели Без наддува С наддувом
УИМ-6 СМД-14 Д-108 УИМ-6Н СМД-18 Д-130 ЯМЗ-238НБ
Номинальная мощность, л. с 21 75 108 30 92 140 210
Среднее эффективное давление, кГ/ем2- 6,8 6,3 6,8 9,5 7,8 8,5 7,5
Литровая мощность, л. с./л 11,3 11,8 8,0 16,1 15,0 10,6 14,1
Удельный расход топлива, г/(л. с • ч) — 190 175 — 185 170 170
Максимальное давление сгорания, кГ]см? . 60 63 —— 78 83 — 93
Прорыв газов в картер, л/мин 12 30 22 25 70—85 45 140
Напряженность работы масла, условные единицы .... 212 192 178 426 292 296 430
ТАБЛИЦА 2
Физико-химические свойства масел
Продукты Группа или серия масла Вязкость Vioo сст Коксу- емость о/ /о Золь- ность % Окисление в приборе ДК-2 Коррозия по уже- сточен- ному ме- тоду г/.м* Щелоч- ность мг КОН/г Терми- ческая стабиль- ность мин ОПИ Моющие свойства (ПЗВ) баллы
вязкость •vjeo сети осадок %
ДС-11+ 3% ЦИАТИМ-339 ДС-11 + 8% ВНИИ НП-360 + 0,003% М-12 А 11,6 0,54 0,27 25,9 5,4 188 0,6 34 33 3,5
ПМС-200А ДС-11 + 3% ЦИАТИМ-339+2% ПМС’Я + М-12Б 11,8 1,5 1,2 26,3 3,2 30-50 3,2 85 35—39 1,5—2
+ 0,003% ПМС-200А ДС-11 + 5% ВНИИ НП-370+2% ПМС’Я + М-12В 11,6 0,9 0,7 20 Отсут- ствует 50—60 3,2 75 34—33 0,5
+ 0,5% ЛЗ-23к+0,005% ПМС-200А . . . ДС-11+ 11% ВНИИ НП-370 + 4% ПМС’Я + М-12В 12,2 1,14 0,7 21 Отсутствует 3,8 75 40—42 0,5
+ 0,5% Л3-23к+0,005% ПМС-200А . . ДС-11 + 3% АСК + 3% МАСК+ 1,2% М-12Г 12,4 1,8 1,5 19-21 » 7,8 85 42—46 0—0,5
ДФ-11+ 0,005% ПМС-200А . . ДС-11+0,25% Сантолюб-493 + 4% Моп- М-12Г 11,6 1,0 0,8 19 » 5,5 90 42 0—0,5
то-613 ДС-11+ 0,7% Сантолюб-493+ 9% Мон- Серия 1 11,2 0,95 0,7 22 1,3 Отсут- ствует 2,5 55 37.-42 0,5
то-613 Серия 2 11,4 2,1 1,5 19 Отсутствует 5,6 70 46-51 0—0,5
ДС-11+ 18% Монто-702 Серия 3 11,6 2,9 2,3 19 » — 60 — 0
Риму ла-30 Серия 3 11,2 2,7 2,1 18 15 43 — 0
Рис. 2. Влияние форсирования двигателя СМД
наддувом на теплонапряженность его деталей:
а — поршня; б — гильзы:
1 —без наддува; 2—с наддувом. 1 — без наддува; 2 —с
наддувом.
Температура, °C
ЮО /50 200 250
а
присадок,
ЦИАТИМ
ками вызывает пригорание поршневых колец и значительные нагароотложе-
ния на деталях двигателя.
В настоящее время основным фактором, лимитирующим срок работы
двигателей без разборки, являются недостаточно противонагарные качества
масел.
В связи с этим изучали влияние наддува тракторных дизелей на эксплу-
атационные свойства масел. В нашей работе было использовано базовое масло
из сернистых нефтей с различным содержанием отечественных и импортных
присадок (табл. 2).
Как видно из приведенных данных, масло с наиболее распространенной
присадкой ЦИАТИМ-339 имеет небольшую зольность и малый запас нейтра-
лизующих свойств. Это масло при окислении в приборе ДК-2 отличается по-
вышенными осадкообразованием и коррозионной агрессивностью, имеет
невысокую термическую стабильность и низкие противозадирные свойства,
характеризующиеся обобщен-
ным показателем износа (ОПИ).
При добавлении в базовое
масло 8% присадки ВНИИ
НП-360 эксплуатационные по-
казатели его улучшаются, одна-
' ко и это масло уступает по ка-
честву маслам Серии 1.
Значительное улучшение
товарного масла с присадкой
ЦИАТИМ-339 достигается при-
бавлением к нему сульфонатной
присадки и силиконовой жидко-
сти. Масло с композицией
состоящей из 3%
-339, 2% ПМС’Я и
0,003% ПМС-200А, по прибору
ДК-2 обладает более высокой
стабильностью против окисления, имеет меньшую коррозионную агрессив-
ность, большую термическую стабильность, больший запас щелочности
и несколько лучший показатель противоизносных свойств (ОПИ). По лабора-
торным методам оценки масло с указанными присадками имеет такое же
качество, как и масло Серии 1 с импортными присадками фирмы «Монсанто»
(Монто-613 и Сантолюб-493).
Масло с композицией присадок, состоящей из 5% ВНИИ НП-370, 2%
ПМС’Я, 0,5% Л3-23к и 0,005% ПМС-200А, обладает еще большим запасом
качеств; оно практически не уступает маслам с импортными присадками
а по отдельным показателям имеет преимущества.
С увеличением концентрации присадок в этой композиции моторные
свойства масла улучшаются (термическая стабильность, щелочность, моющие
свойства).
Алкилсалицилатные присадки АСК и МАСК обеспечивают эксплуата-
ционные свойства на уровне масел Серии 2 с импортными и отечественными
присадками при значительно меньшей зольности.
Были испытаны масла Серии 1, Серии 2 и Серии 3 с присадками фирмы
«Монсанто» и масло Серии 3 фирмы «Шелл» (Римула-30).
Испытания масел проводили в стендовых условиях на одноцилиндровой
установке УИМ-6 без наддува и с наддувом (давление 0,5 кПсм2) в течение
120 ч и на полноразмерных двигателях СМД-14, СМД-18, ЯМ 3-236
и ЯМЗ-238НБ в течение 800 ч.
При испытании на установке УИМ-6 был принят высокотемпературный
режим (температура охлаждающей жидкости — глицерина — равна 145 ®С)
по специально разработанной методике для оценки моторных свойств масел
Серии 1 и Серии 2 [2].
18*
275
Испытания на полноразмерных двигателях проводили на режимах,
утвержденных ГОСТ 491—51 для тракторных дизелей (при температуре ох-
лаждающей воды 89—90 °C), со сроками смены масла 240 ч для двигателей
СМД-14 и СМД-18, 120 ч для двигателей ЯМЗ-236 и 240 ч для двигателей
ЯМЗ-238НБ.
Во время испытаний применяли дизельное топливо по ГОСТ 305-62
с содержанием 0,9% серы.
Влияние параметров работы тракторных дизелей на эксплуатационные
свойства масла оценивали по следующим показателям: износу гильз цилинд-
ров и поршневых колец, подвижности поршневых колец, количеству нагара
на деталях поршневой группы и изменению физико-химических свойств масла.
Износ гильз цилиндров оценивали по уменьшению диаметра верхнего
рабочего пояса гильзы в зоне остановки первого компрессионного кольца,
а износ поршневых колец — по потере веса комплектом колец.
Нагарообразование оценивали в баллах в соответствии с количеством
и характерам нагара и лака в поршневых канавках и на перемычках кана-
вок, лака на юбке поршня и на его внутренней поверхности и со степенью
заполнения дренажных отверстий и прорезей маслосъемных колец отложе-
ниями. Суммарный показатель загрязненности двигателя включал также
подвижность поршневых колец.
Ухудшение физико-химических
свойств масла и срабатываемость при-
садки определяли по росту коксуемо-
сти и повышению вязкости, измене-
нию диспергирующих свойств и сни-
жению щелочности.
(по содержанию железа в масле в мг/ч):
I—УИМ-6 без наддува, масло Серии 1; 2 —
УИМ-6Н (с наддувом), масло Серии 1; 3 — то же,
масло Серии 2; 4—СМД-14; масло М-12В,’ 5 —
СМД-18, масло М-12В; 6—СМД-18, масло М-12Г.
ВЛИЯНИЕ КАЧЕСТВА МАСЛА
НА ИЗНОС ДЕТАЛЕЙ
Данные, приведенные в табл. 3
и на рис. 3, показывают, что при
форсировании двигателя износ дета-
лей увеличивается независимо от применяемого масла. Несколько мень-
ший износ наблюдается при использовании масел с противоизносной при-
садкой Л3-23к и с фосфорным компонентом (ВНИИ НП-360), а также масел,
обладающих большим запасом нейтрализующих свойств (М-12Г и Серии 2).
В дизеле ЯМЗ-238НБ вообще не наблюдалось заметного повышения
износа деталей по сравнению с менее напряженным дизелем ЯМЗ-236 вслед-
ТАНЛИЦА 3
Влияние наддува двигателя на износ деталей (в %)
Износ цилиндров двигателей Износ комплекта колец двигателей
Продукты И СО 00 238НБ д со 00 238НБ
й н: СО со
S е Й S Й й
>> и И о И
ДС-114-8% ВНИЙ НП-3604-0,003% ПМС-200А 140 140 110 155 150 100
ДС-114-3% ЦИАТИМ-3394-2% ПМС’Я4-0,003% ПМС-200А 155 150 200 210
ДС-114-5% ВНИИНП-3704-2% ПМС’Я4-0,5% ЛЗ-23к4-0,005% ПМС-200А 145 146 105 155 165 но
ДС-114-11% ВНИИ НП-370 4-4% ПМС’Я4-0,5% Л3-23к 4-0,005% ПМС-200А 145 130 — 130 140 —
* За 100% принят износ деталей при работе двигателей без наддува на тех же маслах.
276
ствие использования более износостойких материалов. Следовательно, за-
дача по увеличению долговечности дизелей, форсированных наддувом,
должна решаться путем применения как масел с хорошими противоизносными
свойствами, так более износостойких материалов и покрытий.
ВЛИЯНИЕ КАЧЕСТВА МАСЛА НА НАГАРООБРАЗОВАНИЕ
В ДВИГАТЕЛЕ
Повышенные требования двигателей с наддувом к противонагарным
свойствам масел обусловлены не только влиянием более высокой температуры
цикла, но и более интенсивным окислением масла в двигателе под влиянием
повышенного парциального давления кислорода воздуха в такте сжатия.
При испытаниях на двигателях было выявлено, что при переходе на
форсированный режим количество нагара увеличивается примерно вдвое
(табл. 4). При этом масло с присадкой ВНИИ НП-360 вызывает ухудшение
подвижности поршневых колец, большее отложение нагара на деталях
двигателя и в корпусе фильтра центробежной очистки масла. При исполь-
зовании масел М-12В сохраняется хорошая подвижность поршневых колец
двигателей (за исключением УИМ-6Н), но загрязненность поршней значи-
тельная. Хорошее состояние деталей обеспечивалось только при примене-
нии масла М-12Г (Серии 2). Суммарное количество нагара при работе на этом
масле было в 2—2,5 раза меньше, чем при работе на маслах М-12В (Серии 1).
При этом выяснилось, что для дизеля ЯМЗ-238НБ требуется масло с наилуч-
шими моющими свойствами. В этом двигателе суммарный показатель нагара
при равных сроках смены масла был примерно на 60—70% больше, чем для
двигателя СМД-18.
ТАБЛИЦА 4
Суммарная оценка загрязненности поршня
(в баллах)
Двигатели
Продукты
ДС-11+8% ВНИИ НП-360 + 0,003%
ПМС-200А....................... 20
ДС-11+3% ЦИАТИМ-339+ 2% ПМС’Я +
+ 0,003% ПМС-200А............... 7
Д-11+ 5% ВНИИ НП-370 + 2% ПМС’Я +
+ 0,5% ЛЗ-23к + 0,005% ПМС-200А . ... И
ДС-11 + 11% ВНИИ НП-370 + 4% ПМС’Я +
+ 0,5% ЛЗ-23к + 0,005% ПМС-200А ... 6
38
24
24
И
10
6
34 60 -
- 32 52
17 24 39
* Срок смета масла через 120 ч.
В случае увеличения сройа работы масла М-12В в двигателе ЯМЗ-238НБ
вдвое (240 ч) загрязненность деталей увеличилась в 1,6 раза. Однако со-
стояние их все же было лучше, чем при работе на масле с присадкой ВНИИ
НП-360. Среди масел М-12В некоторое преимущество показала композиция
присадок, состоящая из 5% ВНИИ НП-370, 2% ПМС’Я, 0,5% Л3-23к и
0,005% ПМС-200А.
Испытания масел с отечественными и импортными присадками на уста-
новке УИМ-6Н и двигателе ЯМЗ-238НБ показали преимущество масел
Серии 2 (табл. 5). Эти масла обеспечили хорошую чистоту деталей, но все же
уступали маслу Серии 3. При использовании масла Серии 3 с импортными
277
присадками фирмы «Монсанто» или масло Римула-30 загрязненность дета-
лей Даже такого напряженного двигателя, как ЯМЗ-238НБ, была незначи-
тельной. Следовательно, для форсированных тракторных дизелей с надду-
вом, работающих на сернистом топливе, необходимо применять масла не
ниже Серии 2 (группы М-12Г).
ТАБЛИЦА 5
Влияние1 качества масла на загрязненность поршневой группы
(в баллах)
Продукты Двигатель
УИМ-6Н (125 ч) ЯМЗ-238НБ (250 ч)
ДС-11+8% ВНИИ НП-360+0,003 % ПМС-200А . . . 38 38
ДС-11+0,25% Сантолюб-493+ 4% Монто-613 (Серия 1) 30,0 23
ДС-И + 0,7% Сантолюб-493 + 9% Монто-613 (Серия 2) 12 —
ДС-11 + 3% АСК+3% МАСК + 1,2% ДФ-11 +0,005% ПМС-200А 10 14
ДС-11 + 18% Монто-702 (Серия 3) 4 —
Римула-30 2 4
Изменение содержания серы в топливе оказывает меньшее влияние
на состояние деталей двигателя с наддувом, что обычно наблюдается для
малофорсированных дизелей (табл. 6).
ТАБЛИЦА 6
Влияние содержания серы в топливе на работу двигателей
Показатели
Содержание серы в топливе, % . . .
Масло и присадка................
Суммарная оценка нагароотложе-
ний, баллы.......................
Износ гильзы цилиндра, мк ... .
Износ комплекта колец, г.........
Двигатель
УИМ-6Н ЯМЗ-238НБ
0,2 0,9 -0,25% 0,2 0,9
дс-ич ДС-11+8% ВНИИ
Сантолюб-493 + 4% НП-360 + 0,003%
Монт о-613 ПМС -200А
20 31 52 60
15 17 16 11
0,48 0,53 0,51 * 0,29*
* Нехромированное первое кольцо.
При использовании малосернистого топлива количество отложений
уменьшается, однако загрязненность поршневой группы еще слишком ве-
лика. Это указывает на необходимость при эксплуатации двигателей с над-
дувом на малосернистом топливе также применять масла с хорошими мо-
ющими свойствами.
ИЗМЕНЕНИЯ ФИЗИКО-ХИМИЧЕСКИХ СВОЙСТВ МАСЛА
Ухудшение свойств масла, накопление в масле продуктов уплотнения
и расходование присадки. происходят быстрее в двигателях с наддувом
(рис. 4). При этом темп изменения вязкости и коксуемости, более интенсив-
ный в первую половину работы масла (120 ч), в дальнейшем снижается. Это,
вероятно, обусловлено отфильтровыванием части продуктов окисления,
что в некоторой степени согласуется с количеством отложений, задержанных
фильтрами (табл'. 7).
278
£
е
ч
§
к
g
5
а?
f
СМД-18 — через
с высокой щелочно-
содержавших 11%
Эти показатели находятся в прямой зависимости от запаса моющих
и диспергирующих свойств присадки, способности ее задерживать окисление
масла или удерживать в дисперсном состоянии продукты окисления.
Масла с малым запасом моющих (диспергирующих) свойств, такие как
М-12Б и М-12В, в условиях напряженной работы быстро теряли их, что вы-
зывало небольшое изменение коксуемо-
сти, но большую загрязненность дета-
лей асфальто-смолистыми отложениями.
Эти же масла в условиях работы без
наддува оказались достаточно стойкими
к окислению. Масла М-12Г за счет более
высокой концентрации применяемых
присадок содержали больше дисперги-
рованных продуктов окисления и пока-
зали большее увеличение вязкости и
коксуемости.
Нейтрализующие свойства (щелоч-
ность масла) в форсированных двигате-
лях снижались на 25—50%, наиболее
интенсивно снижалась щелочность
масла в двигателе ЯМЗ-238НБ. Масло
с присадкой ВНИИ НП-360, работавшее
в этом двигателе в течение 80 ч, прак-
тически потеряло эти свойства, в дви-
гателе СМД-18 — через 170—180 ч.
В маслах же
стыо, например
ВНИИ НП-370, до конца смены масла
сохранялись нейтрализующие свойства
на высоком уровне. В масле Римула-30
за 240 ч работы в двигателе ЯМЗ-238НБ
щелочность снизилась с 15 до 10 мг
КОН/г.
Расходование присадки на нейтра-
лизацию продуктов окисления шло ин-
тенсивнее в двигателе ЯМЗ-238НБ.
Диспергирующие свойства масел
поддерживались на достаточно высоком
уровне: у масел М-12В при работе
в двигателях без наддува и у масел
М-12Г для двигателей с наддувом
(табл. 8).
Масло с присадкой ВНИИ НП-360
быстрее теряет диспергирующие свой-
ства, особенно при работе в двигателе
ЯМЗ-238НБ. В последнем случае уже
к 80 ч работы масло практически не
обладало моющими свойствами, в двига-
теле же СМД-18 они сохранились не-
сколько дольше. В маслах М-12В диспергирующие свойства снижаются
примерно в 2 раза быстрее, если они применяются в дизелях с наддувом.
Характер изменения диспергирующих свойств масла М-12В в двигателях
без наддува близок к показателям, получающимся при работе масла М-12Г.
В масле Серии 3 (Римула-30) в течение всего срока работы диспергирующие
свойства не изменялись.
Проведенные нами испытания масел на двигателях разной форсировки,
так же, как и исследования, проведенные ранее в HATH, показали прямую
зависимость между показателями напряженности работы масла в двигателе
Рис.
4. Изменение физико-химических
свойств масла:
а—щелочности: б —вязкости; в —коксуемости.
1— масло M-12B, двигатель СМД-14: 2 —
масло M-12B, двигатель СМД-18; 3—масло
М-12В, двигатель ЯМЭ-238НВ; 4 — масло
М-12В, двигатель ЯМЗ-236; 5—масло
М-12Г, двигатель СМД-18; 6 — 3%АСК +
4-3%МАСК, двигатель ЯМЗ-238НБ; 7 —
8%ВНИИ НП-360, двигатель HM3-238HB;
3 — 8% ВНИИ НП-360, двигатель ЯМЗ-236.
279
ТАБЛИЦА 7
Количество отложений (в г) на фильтре тонкой очистки (РМЦ)
Продол- Двигатели
СМД-14 СМД-18 СМД-18 ЯМЗ-238НБ
житель- ность работы ДС-11 + + 11% ВНИИ ДС-11 + + 5% ВНИИ ДС-11 + ДС-11 +
масла ДС-П+ 5% ВНИИ НП-37 0+ 4% НП-370 + + 3% АСК +
ч НП-37 0+ 2% ПМС’Я+ +2% ПМС’Я + + 8% ВНИИ + ?%МАСК +
ПМС'Я + 0,5% ЛЗ-2 ЗК + 0,005% ПМС-200А + 0,5%' Л3-23к + + 0,005% ПМС-200А + 0,5% Л3-23к + + 0,005% ПМС-200А. НП-360 + + 0,003% ПМС-200А + 1,2% ДФ-11 + + 0,005% ПМС-200А Римула-30
60 о 240 230 150 370 100 , 150
80 170 — —. — — —
120 160 250 270 310 200 580 140 250 '
180 —— 340 320 310 800 190 260
240 300 310 355 358 700 140 185
Всего: 720 1160 2125 1018 2450 570 845
Влияние напряженности работы масла в двигателях на цагарообра-
зование;
1 —масло с 8% ВНИИ НП-360; 2— масло Серии 1; з — масло Серии 2.
Двигатель Д-28 Д-37 Д-50 Д-54 СМ-7 СМД-14 СМД-18 ЯМЗ-236 ЯМЗ-238НБ
Показатель напряжен- ности работы масла 168 138 182 90 178 192 292 250 430
Диспергирующие свойства масла
ТАБЛИЦА &
Двигатель Продолжительность работы масла, ч
40 80 120 180 240
УИМ-6 (без наддува) УИМ-6Н (с наддувом) СМД-14 СМД-18 УИМ-6Н (с наддувом) . СМД-18 ДС-11 + 30, 140- 90 130 90 ДС-11+ 11 100 140 iЦИАТИМ+ 130 80 100 80 % ВНИИ нг + 0 80 125 139-|-2% ПМС 90 40 1-370 + 4 % III 005 % ПМС-2( 70 ’Я+ 0,003% 90 70 ИС’Я + 0,5% )0А 100 ПМС-200А 80 50 Л3-23к+ 90
280
Продолжение табл. 8
Двигатель Продолжительность работы масла, ч
40 80 120 180 240
ДС-11+ 5 % ВНИИ НП -370 + 2% ПМС’Я + 0,5% Л3-23к+
+ 0,005% ПМС-200А
СМД-14 130 110 110 90 80
СМД-18 100 90 70 — 50
ЯМЗ-238НБ 70 — 50 — 30
ДС-11+8% ВНИИ НП-360 + 0,003% ПМС-200А
ЯМЗ-238НБ 40 20 0 0 0
СМД-18 70 60 50 30 —.
и загрязненностью деталей поршневой группы нагароотложениями. На
рис. 5 приведены результаты испытаний масел на двигателях с наддувом
и без наддува.
выводы
1. Форсирование тракторных дизелей с помощью наддува увеличивает
тепловую и механическую напряженность цилиндро-поршневой группы
двигателя, в связи с чем повышаются требования к антиокислительным,
моющим, диспергирующим и противоизносным свойствам масел.
2. Повышенные требования к антиокислительным и моющим свойствам
масел для двигателей с наддувом в основном обусловлены более интенсивным
окислением масла под влиянием высокого парциального давления кислорода
воздуха и высокой температуры цикла.
Повышение противоизносных свойств масел для двигателей с наддувом
имеет меньшее значение.
3. Ухудшение диспергирующих свойств и снижение нейтрализующих
свойств происходят более интенсивно в двигателях с наддувом.
4. Для двигателей с наддувом, работающих на сернистом топливе,
требуются масла Серии 2 (группы Г). Эксплуатация двигателей на маслах
Серии 1 (группы В) приводит к повышенной загрязненности деталей двига-
теля и может допускаться лишь временно с сокращенным сроком смены
масла в двигателе.
5. Проведенной работой установлено качество масла, требуемое для
тракторных двигателей с наддувом СМД-18, ЯМЗ-238НБ и подобраны масла
для этих двигателей.
ЛИТЕРАТУРА
1. Арабян С. Г., Присадки к маслам и топливам, Труды научно-технического сове-
щания, Гостоптехиздат, 1961.
2. Арабян С. Г., Белянчиков Г. П., Фирсанова Е. Н., Шей-
нина О. Н., Улучшение эксплуатационных свойств смазочных материалов,
ЦНИИТЭнефтегаз, 1964.
ОПЫТ ЭКСПЛУАТАЦИИ ДВИГАТЕЛЕЙ ЗИЛ-130
ПРИ ПРИМЕНЕНИИ МАСЛА АС-8 С ПРИСАДКОЙ ВНИИ НП-360
О. С. ОБЛЕУХОВА, В. В. ПРОТАСОВ, Т. Т. КИСЕЛЕВА,
Г. В. БУРЦЕВА
Для длительных дорожных эксплуатационных испытаний было взято
масло ДС-8 с присадкой ВНИИ НП-360, рекомендованное после длительных
(600 ч) стендовых испытаний для V-образных карбюраторных двигателей
грузовых автомобилей. Это масло с 1964 г. вырабатывается по ГОСТ 10541—63
под маркой АС-8.
281
Испытания проводили на 70 автомобилях в различных климатических
районах страны (Крым, Ставрополь, Орел, Псков) во все сезоны года на до-
рогах с твердым покрытием горного и равнинного профиля. В автохозяйстве
Крыма автомобили испытывали в условиях рядовой эксплуатации на марш-
рутах Ялта — Симферополь, Ялта — Севастополь. В других автохозяйст-
вах в условиях рядовой эксплуатации автомобили работали 10—30% от
общего времени пробега, остальное время автомобили использовали для ис-
пытания шин. Условия их эксплуатации приведены в табл. 1. Во всех авто-
хозяйствах при испытаниях применяли бензин А-76.
ТАБЛИЦА 1
Условия эксплуатации автомобилей
Автохозяйство
Скорость движения
км/ч
среднетехни-
ческая
ч
S
И
о
И к
я я
Я И
4,0
4,0
5,5
55—65 (на
асфальте,
40—55 (на
горных и
щебеноч-
ных)
51 (на
асфальте),
40 (на
гравии)
57—65 (на
асфальте)
90
90
100
700—
750
700—
750
700—
750
а
я
И
Примечание. Периодичность технического обслуживания: ТО-I через 1600—2000 км; ТО-2
через 6000—8000 км.
В ходе испытаний предполагалось заменять поршневые кольца при
расходе масла на угар до 0,8 л/100 км, а вкладыши подшипников — при
падении давления масла в системе до 1,9 кПсм2 при 1000 об!мин.
К. концу испытаний, когда пробег автомобилей достиг 108—213 тыс. км,
указанные пределы по расходу и давлению масла достигнуты не были.
Однако для продления работоспособности коленчатого вала вкладыши
подшипников были заменены почти на всех автомобилях в интервале про-
бега 100—150 тыс. км.
Поршневые кольца при пробегах автомобилей до 150 тыс. км были за-
менены лишь на 13 двигателях, работавших в Ставропольском автохозяйстве,
для обеспечения форсированных работ по испытанию шин.
Для оценки эксплуатационных свойств масла по окончании испытаний
были проведены:
а) визуальный осмотр деталей двигателей, что позволило определить
моющие, противоокислительные, противокоррозионные и низкотемператур-
ные свойства масла;
б) микрометрический замер деталей двигателей для определения про-
тивоизносных свойств;
в) анализ отработанных масел, что позволило определить изменение
их качества в процессе эксплуатации и уточнить принятую периодичность
их замены.
282
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
Состояние двигателей. При визуальной оценке состояния двигателей
было установлено, что масло АС-8 с присадкой ВНИИ НП-360 обладает
удовлетворительными моющими свойствами. Лакообразование на поршнях
в зоне холодильников составляло 5—6 баллов по шкале ПЗВ. Остальная по-
верхность юбки поршней была покрыта лаком от желтого до темно-коричне-
вого цвета. Во всех осмотренных двигателях пригорания колец не наблю-
далось, нагарообразование в камерах сгорания было незначительным. Про-
тивокоррозионные свойства масла оценивали по состоянию поверхности
антифрикционного слоя вкладышей подшипников. На всех осмотренных
вкладышах не было следов коррозионного разрушения, что указывает на
удовлетворительные противокоррозион-
ные свойства масла.
Малое засмоление деталей двигате-
лей и незначительное образование низ-
котемпературных отложений (шлама)
свидетельствуют о вполне удовлетвори-
тельных противоокислительных и низ-
котемпературных свойствах масла АС-8.
Очень важным положительным
свойством присадки ВНИИ НП-360 яв-
ляется установленная в процессе испы-
таний малая склонность к образованию
отложений солей бария на выпускных
клапанах двигателя.
Износ двигателей. Противоизнос-
ные свойства масла АС-8 с присадкой
ВНИИ НП-360 определяли микрометри-
ческим замером деталей 24 двигателей
после пробега 57—213 тыс. км.
Износ гильз цилиндров после про-
бега до 200 тыс. км для большинства
двигателей не превышал 0,1 мм, при
Рис. 1. Среднее значение максимальных
износовпо четырем двигателям ЗИЛ-130
с пробегом 135 тыс. км.
этом средний темп изнашивания составил 0,7 жк/'ЮОО км, что значительно
ниже, чем у двигателей ЗИЛ-120, имеющих хромированное верхнее ком-
прессионное кольцо, для которых темп изнашивания гильз цилиндров со-
ставляет 4,5 Л1к/1000 км.
Гильзы цилиндров двигателей ЗИЛ-130 в проведенных испытаниях из-
нашивались сравнительно равномерно по всей высоте (рис. 1), что можно
объяснить благоприятными условиями эксплуатации (пробеги на большие
расстояния без остановок, высокие скорости движения, хорошие дороги),
применением нирезистовой вставки в верхней части гильзы и использованием
масла с хорошими противоизносными свойствами.
Эффективность применения . моторных масел с высококачественными
многофункциональными присадками установлена и зарубежными исследова-
ниями.
Так, К. Энглиш [1 ] указывает, что при работе двигателя на масле сорта
НД (масло АС-8 с присадкой ВНИИ НП-360 соответствует маслу типа НД)
при температуре охлаждающей жидкости 80 °C износ гильз и поршневых
колец снижается примерно в 5 раз по сравнению с износом при работе дви-
гателя на чистом масле (без присадок).
Данные по износу поршневых колец для И двигателей приведены ниже.
Пробег двигателей,
тыс. км
57-89 ..............
108—147 .............
150—213..............
Износ:
ил: (на пробег) мк (на
10 тыс. км)
0,0029-0,020 0,5-2,5
0,020-0,128 1,3-9,8
0,021-0,100 1,4-4,7
283
Износ коленчатого вала по шатунным шейкам определяли для 24 двига-
телей, а по коренным шейкам — для 12 двигателей. Микрометрические за-
меры шатунных шеек проводили при неполной и полной разборке двигателей,
коренных — только при полной разборке. Результаты микрометрических
замеров приведены в табл. 2.
ТАБЛИЦА 2
Износ коренных и шатунных шеек двигателя ЗИЛ-130
Пробег тыс. км Износ шеек, мм *
коренных шатунных
минималь- ный максималь- ный средний минималь- ный максималь- ный средний
До 100 __ 0,000 0,007 0,003
До 150 0,010 0,080 0,020 0,000 0,009 0,004
До 200 0,008 0,066 0,037 0,000 0,011 0,003
Износ шатунных вкладышей подшипников за пробег автомобилей
135 тыс. км составил в среднем 0,0065 мм, коренных — 0,008 мм.
За указанный пробег автомобилей средняя величина зазора между ша-
тунной шейкой коленчатого вала и шатуном с вкладышами в сборе состав-
ляла 0,073 мм, а в коренных подшипниках 0,075 мм (допустимые зазоры
для новых двигателей 0,026—0,065 мм).
Износ других деталей двигателей (верхняя головка шатуна, распредели-
тельный вал, клапаны, коромысла, толкатели и др.) был незначительным
и заменять указанные детали не потребовалось при пробегах автомобилей
до 200 тыс. км.
Расход масла. Как известно, расход масла зависит от ряда факторов.
К. Джорджи [2 ] отмечает следуюпдие основные причины повышенного рас-
хода масла:
а) механические неполадки — износ кольцевых канавок на поршне
и повреждение юбки поршня; износ колец, потеря ими упругости, чрезмер-
ная, плотность или слишком слабая посадка колец в канавках; пригорание
компрессионных колец или забивка прорезей маслосъемных колец; износ,
задиры или царапины на зеркале цилиндров и т. п.;
. б) условия эксплуатации — высокий уровень масла, а также разжижение
масла горючим, вызванное неисправностью карбюратора или понижением
температуры в системе охлаждения двигателя; скорость движения автомо-
биля;
в) качество масла — испаряемость, индекс вязкости и др.
Из сказанного выше видно, насколько трудно установить эксплуата-
ционные нормы расхода масла.
В данных испытаниях расход масла учитывали по количеству, идущему
на заправку при сменах и на восполнение угара в процессе эксплуа-
тации.
Расход масла на угар в зависимости от пробега двигателей изменялся
незначительно. Так, средний расход масла на угар при пробеге автомобилей
до 50 тыс. км составил 0,3 л/100 км, до 100 тыс. км — 0,45 л/100 км. При
пробеге автомобилей до 150 тыс. км расход масла составил 0,35 л/100 км,
что объясняется, вероятно, сменой поршневых колец на некоторых двига-
телях. При пробеге автомобилей до 200 тыс. км средний расход снова возрос
до 0,4 л/100 км.
Для проверки и уточнения удельного расхода масла на угар во всех
автохозяйствах периодически проводились контрольные заезды. На рис. 2
приведены средние значения расхода масла на угар при контрольных заездах
девяти автомобилей, имевших пробег к моменту контрольных заездов 150—
180 тыс. км. Из этих данных следует, что при увеличении скорости движения
284
автомобиля с 45 до 75 км/ч расход масла на угар возрастает в 2 раза, а с 45
до 95 км/ч — почти в 4 раза.
Указанные выше средние величины расхода масла с достаточной точно-
Скорость, кп/ч
Рис. 2. Влияние скорости движения
автомобиля на расход масла.
центробежным фильтром тонкой
стью подтверждаются данными, полученными при контрольных заездах.
В табл. 3 приведены суммарные эксплуатационные расходы топлива
и масла. На основании полученных результатов, учитывая, что условия
обычной эксплуатации автомобилей иные (работа на коротких плечах, го-
родская езда, продолжительная или постоянная работа с прицепами, менее
квалифицированное техническое обслуживание), а следовательно, расход
масла повышен, целесообразно рекомендовать снижение нормы расхода масла
для двигателей ЗИЛ-130 до 2,5% к норме расхода бензина вместо 3,5%,
установленных в настоящее время для карбюраторных двигателей.
Изменение качества масла и сроки его замены. Чтобы установить ра-
циональные сроки замены масла, в процессе испытаний отбирали пробы
масел для анализа. По результатам ана-
лиза было установлено, что при смене
масла до 8 тыс. км пробега его вязкость
повышается до 47 сст при 50 °C (при
42 сст у свежего масла). В некоторых
случаях вязкость снижается до 35 сст
при попадании топлива в картер двига-
теля в зимний период эксплуатации.
При отсутствии органических ки-
слот в свежем масле кислотное число
его возрастает до 0,44 мг КОН/г.
Содержание суммарных механиче-
ских примесей возрастает до 0,65%.
Сравнительно небольшое содержание
механических примесей в масле указы-
вает па эффективную очистку масла
очистки. Неорганическая часть в суммарных примесях не превышает 0,2%.
Анализ на содержание присадки в масле показал, что содержание бария
понизилось на 35—40%, а содержание цинка — в среднем на 50%.
таблица з
Суммарные эксплуатационные расходы топлива и масла
Автохозяйство Фактический средний расход топлива л/100 к.и Расход масла при смене через 6000 км л/10 0 км Расход масла л/100 км Расход масла % на топливо
смена долив сред- ний макси- маль- ный сред- ний макси- маль- ный
сред- ний макси- маль- ный
Автоколонна № 1202, г. Ставрополь .... 45,2 0,13 0,44 0,52 0,57 0,65 1,26 1,44
Автоколонна № 1120, г. Псков 36,8 0,13 0,48 0,54 0,61 0,67 1,66 1,82
Автоколонна № 1141, г. Орел 35,4 0,13 0,39 0,45 0,52 0,58 1,47 1,64
Автохозяйство «Лива- дия», Крым 45,4 0,13 0,56 0,65 0,69 0,78 1,52 1,72
Таким образом, масло АС-8 с присадкой ВНИИ НП-360 обладает доста-
точными противоизносными, противоокислительными и другими эксплуата-
ционными свойствами и обеспечивает надежную работу двигателей ЗИЛ-130
при принятой периодичности смены масла (через 4—8 тыс. кл) в зависимости
от условий эксплуатации.
Полученные результаты по старению масла в двигателях при длитель-
ных (до 200 тыс. км) пробегах подтверждают правильность рекомендуемой
периодичности смены масла.
285
выводы ,
1. Масло АС-8 с присадкой ВНИИ НП-360, вырабатываемое по ГОСТ
10541—63, по всем эксплуатационным показателям удовлетворяет режиму
работы нагруженного высокооборотного двигателя ЗИЛ-130.
2. При работе на масле АС-8 с присадками детали двигателей ЗИЛ-130
за пробег до 200 тыс. км обладают достаточной износостойкостью.
3. Расход масел для двигателей ЗИЛ-130 может быть снижен на 2,5%
(на топливо).
ЛИТЕРАТУРА
1. Э и г л и и К., Поршневые кольца, т. 2, Машгиз, 1963.
2. Джорджи К., Моторные масла и смазка двигателей, Гостоптехиздат, 1959.
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ МАСЕЛ С ПРИСАДКАМИ
НА ДВИГАТЕЛЕ ЯМЗ-238НБ
Н. И. СИГАЛ, Е. П. СЛАБОВ, В. Н. ЕФРЕМОВ,
Г. М. ГУСЕВ, Г. П. БЕЛЯНЧИКОВ, И. A. ТРАКТОВЕНКО,
И. А. ХОЛОМОНОВ, Н. В. ЕРШОВ
Ярославский моторный завод разработал и освоил производство новых
V-образных четырехтактных дизелей с диапазоном мощности от 180 до 520 л. с.,
в том числе дизелей с наддувом. Применение четырехтактного цикла с воспла-
менением от сжатия позволило создать экономичные двигатели, обладающие
высокой износостойкостью деталей и хорошими пусковыми качествами.
В основу малогабаритных компактных силовых установок положена V-об-
разная схема расположения цилиндров. Компоновка двигателей выполнена
с учетом максимальной унификации деталей и агрегатов. При отработке
конструкции и испытании новых двигателей на дизельном масле с присадкой
ЦИАТИМ-339 было обнаружено, что это масло не соответствует требованиям
нового двигателя. Поэтому необходимо было подобрать масла для четырех-
тактных дизелей и в первую очередь для дизелей с наддувом установленных
на тракторах К-700. Хотя при предварительных испытаниях масла с присад-
кой ВНИИ НП-360 на двигателе ЯМЗ-236 были получены удовлетворитель-
ные результаты, дальнейший опыт зксплуатации тракторов К-700 с двига-
телями ЯМЗ-238НБ показал, что это масло не обеспечивает стабильную ра-
боту поршневой группы.
Для определения требований к качеству масел и выбора присадок для
двигателей ЯМЗ, учитывая особенности режимов работы тракторных дизелей
и наличие наддува, был проведен широкий комплекс испытаний на двига-
теле ЯМЗ-238НБ (четырехтактный V-образный восьмицилиндровый дизель
с непосредственным впрыском топлива). Техническая характеристика его
приведена ниже.
1 i
Обозначение по ГОСТ ................................ 844 —
14
Эффективная мощность Ne, л. с................... 210
Скорость вращения вала п, об/мин............... 1700
Диаметр цилиндра D, мм . . . ................... 130
Ход поршня S, мм.................................. 140
Число цилиндров i.................................. 8
Среднее эффективное давление Ре, кГ/смг....... 7,5
Средняя скорость поршня Ст, м/сек................ 7,95
Объем цилиндров Уд, л......................... 14,86
Расход топлива ge, г/(а. л. с.-ч)............... 170
Количество масла V, л............................. 32
Расход масла, % на топливо.....................не более 2
286
Стендовые испытания масел состояли из двух этапов — краткосрочных
240-часовых без смены масла для предварительной оценки и длительных
800-часовых со сменой масла через 120 ч.
Режим каждого испытания по ГОСТ 491—55 приведен ниже.
Скорость вращения вала, об/мин 1700 1300 1700 1700
Нагрузка, л. с.................. холо- 180 210 холо-
стой ход стой ход
Продолжительность, мин .... 10 10 210 10
Оценочными показателями являлись: количество отложений на дета-
лях поршневой группы, подвижность колец, их износ (по потере веса),
состояние рабочих фасок выпускных клапанов, степень забивки полости
ротора центрифуги (реактивная масляная центрифуга РМЦ) и изменение фи-
зико-химических свойств масла, в частности щелочности. Степень за-
грязненности поршневой группы, кроме того, определял и по балльной
системе.
При всех испытаниях применяли дизельное топливо с содержанием 1 “то-
серы. В качестве базового масла применяли масло ДС-11. Перечень масел,,
подвергнутых краткосрочным испытаниям, и их основные результаты при-
ведены в табл. 1.
ТАБЛИЦА 1
Результаты краткосрочных испытаний масел
Продукты Условное обозначение масла Зольность масла, % Суммарная оценка нага- роотложений на поршне баллы Количество нагара на поршне и кольцах, г Износ пер- вого кольца г Отложения в РМЦ за ! период испы- тания, г
ДС-11 + 0,25% Сантолюб-493+ + 4% Монто-613 Серия 1 0,70 24,5 9,8 0,14 1280
ДС-11 + 6% ВНИИ НП-360 + +0,003% 1IMC-200A .... 6% ВНИИ НП-360 0,95 39,0 14,2 0,04* 2085
ДС-11+8% ВНИИ НП-360 + + 0,003% ПМС-200А .... 8% ВНИИ НП-360 1,25 37,5 16,2 0,06* 2450-
ДС-11+ 5% ВНИИ НП-370 + + 2% ПМС’Я + 0,5% Л3-23к + 0,005% ПМС-200А 5% ВНИИ НП-370 0,70 22,5 6,4 0,27 1035
ДС-11+ 3% ЦИАТИМ-339 + + 2% ПМС’Я+0,003% ПМС-200А ЦИАТИМ-339 + 0,70 18,0 4,1 0,22 7401
ДС-11 + 3% БашНИИ-2 +1 % ПМС’Я+0,005% ПМС-200А + ПМС’Я 3% БашНИИ-2 1,05' 24,0 7,66 0,215 1060-
Д-11+ 5% БФК+ 2% СБ-3 + + 0,005% ПМС-200А .... 5% БФК 0,67 23,0 7,9 0,18 2700
ДС-11+0,7% Сантолюб-493 + + 9% Монто-613 Серия 2 1,50 21,5 9,0 0,22 1560
ДС-Й + 11% ВНИИНП-370 + + 4% ПМС’Я+ 0,05% Л3-23к + 0,005% ПМС-200А 11% ВНИИ НП-370 1,50 24,0 9,4 0,23 1590
ДС-11 + 3% АСК+ 3% МАСК+ 1,2% ДФ-11 + + 0,03% ПМС-200А АСК + МАСК 0,85 13,5 3,6 0,42 570’
Римула-30 Римула 1,0 4,0 4,1 0,25 600
* Хромированные кольца.
Из приведенных в табл. 1 данных можно сделать вывод, что все опытные
масла с присадками обеспечивают хорошую подвижность колец, но значи-
тельно отличаются по моющим и диспергирующим свойствам.
287
При испытаниях масла с 6 и 8% присадки ВНИИ НП-360 получены
наихудшие результаты по отложениям на поршневой группе и в роторе цент-
рифуги.
Масла Серии 1 с отечественными присадками обеспечивают удовлетво-
рительную чистоту деталей двигателя и показывают значительное преиму-
щество перед присадкой ВНИИ НП-360.
Масла Серии 2 с присадками фирмы «Монсанто», 11% ВНИИ НП-370
и другими не лучше масел Серии 1 по нагаро- и лакоотложениям на поршне-
вой группе, а также по количеству зольных отложений в камере сгорания
(выпускные клапаны, днища поршней). При работе на маслах Серии 2 с не-
высокой зольностью с присадками АСК и МАСК и на импортном масле Ри-
мула было отмечено наименьшее количество отложений, и детали поршневой
группы были в 1,5—2 раза чище, чем при работе на маслах Серии 1. Износ
колец за время испытаний был небольшим и практически одинаковым для
различных образцов, за исключением масла с присадками АСК и МАСК,
при работе на котором отмечен повышенный износ первого компрессионного
кольца.
Длительным испытаниям были подвергнуты масла, показавшие поло-
жительные результаты при краткосрочных испытаниях, и масла с 6 и 8%
присадки ВНИИ НП-360, применяемые сейчас для тракторов К-700.
В табл. 2 приведены результаты оценки загрязненности поршневой
группы после 800-часовых испытаний, которые подтвердили данные кратко-
срочных испытаний о неудовлетворительных моющих свойствах масла с 6
и 8% присадки ВНИИ НП-360.
ТАБЛИЦА 2
Оценка загрязненности деталей после длительных испытаний
Условное обозначение Длитель- ность испыта- ний ч Нагароотложение на поршне баллы Коли- чество нагара на порш- не и коль- цах г Отложе- ния в РМЦ за период испыта- ний г
сумма в том числе
м асла на канав- ке на юбке на дренажных отверстиях и в прорезях маслосъем- ных колец
6% ВНИИ НП-360 . , 800 59 31,5 6,6 11,2 17,8 1090
8% ВНИИ НП-360 . . 800 57 28 5,7 13,5 21,7 990
5% ВНИИ НП-370 . . 800 24 15 5,6 0,1 8,8 330
5% ВНИИ НП-370 . . 1200 33 21 4,7 0 9,17 410
5% ВНИИ НП-370 . . . 1000 35,0 24,5 4,8 1,0 11,6 470
5% ВНИИ НП-370 . . 800* 39 23 5,1 2,5 12,94 1180
ЦИАТИМ-339 + ПМС’Я 800 25,5 16,1 4,8 0 7,9 330
* Срок смены масла 240 ч, в остальных случаях 120 ч.
Как видно из табл. 2, при увеличении концентрации присадки с 6 до 8%
количество нагароотложений не уменьшается, о чем свидетельствует пример-
но одинаковая суммарная оценка нагароотложений — соответственно 59
и 57 баллов при длительных'испытаниях и 39 и 37,5 балла при краткосроч-
ных. Отмечено также, что подвижность верхних маслосъемных колец умень-
шается, а количество отложений в кольцевых канавках и на юбке поршня
увеличивается.
В процессе 800-часовых испытаний на маслах с присадкой ВНИИ НП-360
было установлено, что дренажные отверстия поршней и прорези масло-
съемных колец на 60—70% заполняются углеродистыми отложениями,
а зто при дальнейшей работе может привести к нарушению нормальной
работы поршневой группы. При работе на этих маслах отмечена также зна-
чительная загрязненность картерной части двигателя, забивка ротора цент-
рифуги и секций фильтра грубой очистки. Результаты длительных испыта-
ний приведены в табл. 3.
288
ТАБЛИЦА 3
Износ деталей после длительных испытаний
Условное обозначение масла Длитель- ность испыта- ний ч Потеря в весе, г Износ, мк
первого кольца комплек- та колец первого кольца по высоте первой канавки поршня гиль- зы
0% ВНИИ НП-360 800 0,205 0,31 и 31 12
8% ВНИИ НП-360 800 0,172 0,29 14 43 10
5% ВНИИ НП-370 800 0,46 0,73 38 25 11
5% ВНИИ НП-370 ; 1200 0,68 1,1 56 36 5
5% ВНИИ НП-370 1000 0,57 0,705 49 39 8
5% ВНИИ НП-370 800* 0,42 0,64 39 38 11
ЦИАТИМ-339+ПМС’Я 800 0,72 1,02 60 44 И
* Срок смены масла 240 ч.
Удовлетворительные результаты были получены при испытании масел
Серии 1 с 5% ВНИИ НП-370 и с присадками ЦИАТИМ-339 и ПМС’Я.
После 800-часовых испытаний масла с 5% ВНИИ НП-370 сохранилась
полная подвижность колец, невысокий суммарный балл по поршневой группе,
причем дренажные отверстия
были практически чисты, а от-
ложения в центрифуге неве-
лики. Продолжительность
испытания этого масла на том
же двигателе увеличили до
2000, а затем до 3000 ч, оцени-
вая очистку деталей и очищая
их после каждого этапа испы-
тания. С увеличением про-
должительности работы дви-
гателя отмечено некоторое
повышение загрязненности
деталей по мере износа пор-
шневой группы. Затем были
проведены 800-часовые испы-
тания со сменой масла через
240 ч, в результате которых
нагароотложение на поршне-
вой группе увеличилось до 39
баллов, причем количество
отложений увеличилось с 8,8
до 12,9 г. Однако даже в этом
случае загрязненность дета-
лей была меньше, чем при ра-
боте на масле с присадкой
ВНИИ НП-360.
Изменение щелочности масла:
1— АСК + МАСК; 2 — 5% ВНИИ НП-370; 3 — Серия 1;
4— ЦИАТИМ-339 + ПМС’Я; 3 — БашНИИ-2; в —БФК +
+ СБ-3; 7 — 8% ВНИИ НП-360; 8 — 6% ВНИИ НП-360.
Лучшие противоизносные свойства при длительных испытаниях были
получены на масле с 6 и 8% присадки ВНИИ НП-360. Несколько повышенные
износы были отмечены при работе на масле с присадками ЦИАТИМ-339 +
+ ПМС’Я (см. табл. 3).
Качество масел (кроме моющих и противоизносных свойств) оценивали
также по состоянию рабочей фаски выпускных клапанов, изготовленных из
стали ЭИ-69 (как без наплавки рабочей фаски, так и с наплавкой сплавом
19 Заказ 60.
289
ВЗК). После испытаний было установлено, что при работе на всех маслах
фаски клапанов с наплавкой находились в лучшем состоянии, чем фаски
клапанов без наплавки.
Необходимо отметить, что ранее в ряде случаев отмечалось образование
стекловидной пленки на клапанах (как с наплавкой, так и без наплавки).
В трещины и сколы этой пленки обычно прорывались газы, что в отдельных
случаях приводило к прогару клапанов.
В настоящих испытаниях масла с присадкой ВНИИ НП-360 стекловид-
ная пленка на клапанах отсутствовала.
Вопрос об образовании стекловидной пленки на рабочих фасках вы-
пускных клапанов при работе на маслах с некоторыми присадками требует
специального изучения.
При анализе масел в процессе испытаний особое внимание было обращено
на изменение нейтрализующих свойств масла.
С этой целью в процессе испытаний определяли щелочность картерного
масла. Результаты анализа приведены на рисунке. Щелочность наиболее
интенсивно снижается у масла с 6% ВНИИ НП-360. В этом образце уже после
60 ч работы обнаружены сильные кислоты, содержание которых в дальней-
шем увеличивалось. Повышение концентрации присадки до 8% мало отра-
жается на изменении нейтрализующих свойств.
Масло с 5% присадки ВНИИ НП-370 имеет наибольший запас щелоч-
ности. Близкую к нему щелочность имеет также масло с композицией приса-
док ЦИАТИМ-339 + ПМС’Я. Щелочные свойства у этих масел сохраняются
до смены масла, в других маслах Серии 1 уже к 120 ч работы обнаруживается
большая кислотность. У масел Серии 2 щелочные свойства сохраняются до
конца испытания.
Из рисунка видно, что щелочность масла в первые часы работы падает
наиболее быстро, причем быстрее у масел с присадками ВНИИ НП-360
и БФК + СБ-3. В дальнейшем наступает стабилизация щелочности масла
в результате залива свежего масла и отфильтровывания продуктов окисления.
Приведенные на рисунке данные хорошо согласуются с результатами осмотра
деталей двигателей после испытаний.
выводы
1. В результате проведенных испытаний установлено, что наилучшим
маслом для двигателя ЯМЗ-238НВ является масло Серии 1 с 5% ВНИИ
НП-370, 2% ПМС’Я, 0,5% Л3-23к и 0,005% ПМС-200А. Это масло и рекомен-
довано для эксплуатационных испытаний.
2. Масло с присадками ЦИАТИМ-339 ПМС’Я, близкое по своим свой-
ствам к маслу Серии 1, также рекомендовано для эксплуатационных испы-
таний.
3. При работе двигателя на масле с присадкой ВНИИ НП-360. образу-
ются значительные отложения на поршневой группе в роторе центрифуги,
картерной части двигателей, поэтому эта присадка не удовлетворяет требо-
ваниям надежной работы двигателя на сернистом топливе.
4. Опытом эксплуатации и испытаниями установлено, что различные
партии масла с присадкой ВНИИ НП-360 отличаются по качеству. Физико-
химические показатели, указываемые в паспортах на масла, не дают полного
представления о моторных качествах масла. Поэтому необходимо разрабо-
тать и внести в ГОСТ ускоренные методы моторной оценки свойств масел,
с тем чтобы нефтезаводы заносили в паспорта на масла результаты ускорен-
ных моторных испытаний.
ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ ПРИСАДОК К МАСЛАМ
ДЛЯ ГИДРОПЕРЕДАЧ ЛЕГКОВЫХ АВТОМОБИЛЕЙ
О. С. ОБЛЕУХОВА, Н. Н. КРЮЧЕШНИКОВА
Условия работы масла в гидравлических передачах автомобилей — ав-
томатических коробках и гидротрансформаторах, гидроусилителях руля
и др. — характеризуются: широким диапазоном температур (от —60° G
при эксплуатации автомобилей на севере до 4-130° С); высокими удельными
давлениями; малыми зазорами (особенно в автоматике управления переда-
чей); наличием деталей, содержащих значительное количество меди (до 60%
в тормозной металлокерамической ленте); контактом с резиновыми уплот-
нительными деталями и шлангами.
Ни одно из минеральных масел не обеспечивает надежной и долговеч-
ной работы этих агрегатов, так как вызывает повышенные износы и обра-
зование отложений, нарушающих работу автоматики и других узлов.
Для автоматических коробок легковых автомобилей в настоящее время
вырабатывается масло ВНИИ НП-1, которое готовят загущением полиизо-
бутиленом маловязкого глубокоочищенного и депарафинированного масла
с присадками ДФ-1, фенил-а-нафтиламин и ВНИИСК. Указанные присадки,
вводят для улучшения вязкостных, противоизносных, противокоррозионных;
противопенных и антиокислительных свойств. Показатели качества масла
приведены в табл. 1.
ТАБЛИЦА 1
Качества масел
Показатели ВНИИ НП-1 ГОСТ 10660—63 Загущенная основа масла ВНИИ НП-1 + МАСК + + ДФ-11 Веретенное АУ + МАСК + + ДФ-11
Вязкость, ест
при 100 °C 7,61 7,36 3,55
» 50 °C 26,32 25,11 12,28
» —20 °C 1902 2094 1162
» —30 °C — — 4180
» —40 °C — — — 14000
Температура застывания, °C . . Коррозия медной пластинки при —35 1 -50 -46
100 °C в течение 3 ч Цвета побежа- лости О т с у т с т ву,ет
Термоокислительная стабильность
на приборе ДК-2
осадок, % 1,15 0 »
кислотное число, мг КОН/г
масла t . 0,03 1,59 1,25
реакция Слабощелочная Нейтральная
Испытания на ЧШМ-3
нагрузка заедания, кГ . . . 71 78 78
нагрузка сваривания, кГ . . 224 224 178
ОПИ 34 36 34
Набухание резины марки 78 в те- ±2,0 —1,9
чение 72 ч при 130 °C, % . . . +0,5
Опыт применения масла ВНИИ НП-1 показывает, что необходимо улуч-
шить его качества, так как температура застывания опытных партий масла
была минус 44° С, стандартом предусмотрено минус 35° С, товарные партии
застывают при минус 32° С. Высокая вязкость масла при низких температу-
рах ограничивает его применение.
Масло обладает повышенной коррозионной агрессивностью к меди.
Испытания медной пластинки при рабочих температурах масла (110—
130° С) свидетельствуют об образовании черной, легко стирающейся пленки,
19* 291
увеличивающей износ деталей. Противоокислительная стабильность масла
недостаточна, что вынуждает заменять его максимум через 26 тыс. км про-
бега автомобиля.
Предусмотренные ГОСТ 10660—63 методы оценки стабильности масла
в приборе ВТИ, а также выдерживание масла при 140° С в течение 24 ч
ввиду мягкого режима окисления не характеризуют поведения масла при
эксплуатации.
Для оценки стабильности масел использовали прибор ДК-2 НАМИ,
в котором при различных температурах были испытаны масло ВНИИ НП-1
и импортные масла нескольких зарубежных фирм по спецификации «Тип А»
(«Дженерал Моторе») того же назначения.
Было установлено, что при окислении масла ВНИИ НП-1 при темпера-
туре 160° С осадок выпадает через 21 ч и через 50 ч его количество составляет
1,06%, в то время как в импортных маслах осадок выпадает лишь через
177-182 ч.
В качестве катализатора была использована медная пластинка таких же
размеров, как и свинцовая, применяемая при определении коррозионной
агрессивности масел на приборе ДК-2 НАМИ. Это позволило значительно
(на 30—40%) сократить время испытаний и проверить влияние масла на мед-
ную пластинку. На основании ряда испытаний был выбран следующий метод
оценки стабильности масел, применяемых в гидросистемах: после окисления
в приборе ДК-2 НАМИ при температуре 160° С в течение 60 ч в присутствии
медной пластинки масло не должно давать осадка даже при последующем
его растворении в десятикратном количестве изооктана (или петролейного
эфира) и выдерживании раствора в течение 24 ч. На медной пластинке до-
пускается появление черной нестирающейся пленки.
По указанному методу подбирали присадки, обеспечивающие повыше-
ние стабильности масла ВНИИ НП-1.
Наилучшие результаты были получены при добавлении к маслу ВНИИ
НП-1 присадок МАСК (4—4,5% при содержании кальция 0,15—0,18%),
ДФ-11 (2—2,2% при содержании цинка 0,1%) и ПМС-200А (0,005%) в ка-
честве противопенной присадки.
Лабораторные испытания показали, что опытное масло обладает высо-
кой антиокислительной стабильностью, хорошими противоизносными и про-
тивокоррозионными свойствами (см. табл. 1). Было также установлено, что
присадка МАСК, изготовленная из высокомолекулярного сырья, действует
как депрессатор и снижает температуру застывания масла ВНИИ НП-1
до минус 49° С. При применении присадки МАСК, изготовленной из низко-
молекулярного сырья, температура застывания масла может быть снижена
добавлением 0,3—0,5% полиметакрилата Д.
Масло ВНИИД1П-1 с новой композицией присадок испытывали в гидро-
передачах легковых автомобилей ЗИЛ-111. Детали гидропередач подвергали
микро метражным замерам в начале испытаний и через 50 тыс. км пробега.
Контрольные пробы масла отбирали через каждые 25 тыс. км. Масло не за-
меняли на протяжении 55 и 100 тыс. км пробега автомобилей. Результаты
испытаний сравнивали с данными, полученными на масле ВНИИ НП-1
и импортном^Шелл Донакс Т-6, которые заменяли через каждые 25 тыс. км
пробега.
Результаты: эксплуатационных испытаний опытного масла оценивали
по осадкообразованию на деталях гидропередачи и в поддоне, дефектам в ра-
боте гидропередачи, износу деталей, поведению резиновых уплотнительных
Деталей, изменению качества масла в процессе работы.
Использование опытного масла без смены на протяжении 55 и 100 тыс. км
пробега обеспечило нормальную работу гидропередач. При разборке агре-
гатов никаких продуктов окисления масла в виде смолистых отложений,
лака и т. п. не было обнаружено ни в блоке автоматического регулирования
(панель автоматики, панель редукционных клапанов, корпус центробежного
золотника), ни на других деталях гидропередачи и гидротрансформатора.
292
за
Цд
пробег 93 тыс. км в основ-
0,6
О/,
0£
О
1,5
1,0
0,5
0,1
о
0,2
too
1.
го во
Пробее, тыс. кн
Изменение содержания
s’
а
В
§5
h
продуктов окисления
Осадка в поддоне картера после пробега 50 тыс. км было 5—6 г, и он в ос-
новном состоял из неорганических примесей.
При работе гидропередач на масле ВНИИ НП-1 осадок в поддоне после
25 тыс. км пробега автомобиля составляет —20 г. Кроме того, замечено осад-
кообразование в каналах корпуса панели и в редукционных клапанах, что
в некоторых случаях приводит к их зависанию.
Все детали гидропередач, работавшие на опытном масле, не имеют гру-
бых рисок, цветов побежалости. Износ деталей
ном составляет 0,01—0,015 мм; лишь у одной
детали величина износа составила 0,08 мм
(при максимально допустимом износе 0,2—
0,3 мм).
Основным узлом, определяющим надеж-
ность и долговечность гидропередачи, яв-
ляется сцепление. Износ металлокерамиче-
ских дисков сцепления при работе на опыт-
ном масле практически отсутствовал, не было
также образования на их поверхности тем-
ных пленок. Результаты испытаний пока-
зали, что по противоизносным свойствам
опытное масло стоит на уровне импортного
масла Шелл Донакс Т-6. При применении
масла ВНИИ НП-1 износ металлокерамики
увеличивается. Анализ проб масел, отбира-
емых в процессе их испытаний, показал, что
как в опытном, так и в товарном масле
ВНИИ НП-1 несколько снижается уровень
вязкости (на 3—4 сст при 50 °C) в результате
деструкции вязкостной присадки.
Содержание
в опытном масле (органическая часть сум- '2'
марных примесей) незначительно и за весь |
срок службы масла (93 тыс. км) не превышает
0,02 —0,03%, в то время как в масле й
ВНИИ НП-1 составляет 0,54%, в том числе
0,32% асфальтенов, а в составе неорганиче-
ской части примесей (0,21%) содержится
значительное количество сработавшейся при-
садки ДФ-1. Поэтому кислотное число масла
значительно уменьшается (рис. 1).
Изменение концентрации присадок
МАСК и ДФ-11 в опытном масле в процессе
его работы незначительно (см. рис. 1).
Проведенные испытания позволяют сделать следующие выводы.
При введении в загущенную основу масла ВНИИ НП-1 присадок МАСК,
ДФ-11 и ПМС-200А получаются масла для гидропередач легковых автомо-
билей, обладающие хорошими противоизносными, противокоррозионными
и антиокислительными свойствами. Депрессорные свойства масла можно
улучшить, вводя 0,3—0,5% полиметакрилата Д.
Высокая стабильность указанного масла позволяет значительно увели-
чить период его смены и сократить эксплуатационный расход. Даже при
смене через 50 тыс. км пробега расход масла снижается на 40—45% по срав-
нению с товарным маслом ВНИИ НП-1.
Масло для гидроусилителя руля. Масло, применяемое в автоматических
коробках и гидротрансформаторах, обычно используют и в системе гидро-
усилителя руля. Хорошие вязкостно-температурные свойства этого масла
особенно важны при пуске двигателя и насоса гидроусилителя руля. Для
легковых автомобилей масло ВНИИ НП-1 подходит вполне, но для грузовых
О
Рис.
компонентов присадок, кислотного
числа и суммарных примесей
в масле в зависимости от пробега
двигателя:
1 — опытное масло; 2 — масло ВНИИ
НП-1.
293
автомобилей и автобусов, стоящих, как правило, на открытом воздухе, его
вязкостно-температурные свойства оказались неудовлетворительными.
В результате специальных испытаний, проведенных на автомобилях
ЗИЛ-130, установлено, что при температуре окружающего воздуха и масла
в насосе минус 50° G за период предпускового прогрева двигателя температу-
ра масла повышается до минус 40 °C, а затем за 1—2 мин после пуска насоса
достигает 0° С. При зтих условиях нормальную работу насоса можно обеспе-
чить, применяя масло, имеющее вязкость при минус 40° G не более 15—18 тыс.
сст и температуру застывания ниже минус 45° G.
Необходимо отметить, что при применении маловязких товарных масел
АГМ и АМГ-40, имеющих хорошие вязкостно-температурные свойства, износ
деталей повышается.
При применении масла ВНИИ НП-1 в системе гидроусилителя руля
вязкость масла снижается; после пробега 4 тыс. км вязкость при 50° С
снижается с 26 до 16—18 сст. Такое значительное снижение вязкости объяс-
няется деструкцией вязкостной присадки, вызываемой как высокой рабочей
температурой масла (до 130° С), так и постоянным дросселированием (так
как производительность насоса при 600 об/мин составляет 10 л!мин и при
изменении скорости вращения коленчатого вала двигателя избыток масла
направляется через перепускной клапан).
Таким образом, для получения масла, обладающего хорошими эксплуата-
ционными свойствами, необходимы: основа с хорошими вязкостно-темпера-
турными свойствами; вязкостная присадка, обладающая высокой термиче-
ской и механической стабильностью; противоизносная присадка, обеспечи-
вающая долговечность и надежность работы гидроусилителя руля во всех
климатических зонах страны; антиокислитель, обеспечивающий длительный
срок службы масла; противопенная присадка.
Необходимо учитывать также действие масла на резиновые уплотнения.
При разработке масла в качестве основы использовали основу масла
АМГ-10 с различными вязкостными присадками (винипол, полиизобутилен,
полиметакрилат) и масло веретенное АУ из жирновской нефти.
Противоизносные и противоокислительные присадки к указанным маслам
в различных сочетаниях предварительно испытывали на машинр трения,
а также проверяли на приборе ДК-2 для получения опытных образцов, со-
ответствующих по противоизносным свойствам и стабильности маслу, раз-
работанному для автоматических коробок. z
Были выбраны следующие сочетания присадок: МАСК (4%) и ДФ-11
(2,3%); хлорпарафин (5%) и МБ-1* (1%).
Опытные образцы масел подвергали стендовым испытаниям в насосах
гидроусилителя руля при следующих форсированных режимах.
Обкаточный режим: нагрузка насоса 125 циклов в 1 мин\ перепад да-
вления масла в системе при различных нагрузках: Pi = 10 ч- 20 кПсм2
в течение 10 ч, температура масла 115—125° G, Pi — 10 45 кПсм2 в течение
10 ч, температура масла 115—125° С. Скорость вращения вала насоса
3000 обIмин.
Рабочий режим работы насоса отличается лишь более высоким давле-
нием (10—55 кПсм2').
Продолжительность испытаний 150—200 ч. Каждый образец масла ис-
пытывают на четырех-пяти насосах.
Качество масел оценивают по изменению их физико-химических кон-
стант и по износу статора насоса, характеризуемому увеличением наимень-
шего диаметра и уменьшением веса (замеры проводили через каждые 50 ч).
Испытания масел проводили, сравнивая их с товарными маслами —
веретенным АУ, АМГ-10, ВНИИ НП-1 и импортным маслом Шелл
Донакс Т-6.
* Присадка МБ-1 (4,4-метилен-бис-2,6-ди-трет-изобутллфенол).
294
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
Противоизносные свойства
Результаты замеров износа статоров насосов приведены на рис. 2 и 3,
из которых следует, что:
при применении товарного масла АМГ-10 износ статора через 43 ч
достигает предельной величины (1,25 мм);
при введении в загущенную основу масел АМГ-10 и веретенного АУ
присадок хлорпарафина и МБ-1 значительного снижения износа статора
не наблюдается;
при введении в указанные масла присадок МАСК и ДФ-11 износ значи-
тельно снижается, особенно в случае веретенного АУ, где износ за 170 ч
Износ, ЫН
Продолжительность испытаний, ч
Рис. 2. Износ статора насоса на различных
маслах:
1—АМГ-10 товарное; 2—АМГ-10 с полиметакри-
латом, хлорпарафином и МБ-1; 3 — АМГ-10 с поли-
изобутиленом, хлорпарафином и МБ-1; 4 —веретен-
ное АУ; 5 — веретенное АУ с хлорпарафином и МБ-1.
испытаний составляет от 0,001 до
0,005 мм;
износ статора, работавшего на
товарном масле ВНИИ НП-1, за
Продолжительность испытаний, ч
Рис. 3. Износ статора насоса на различ-
ных маслах:
1 — АМГ-10 с полииаобутиленом, МАСК и
ДФ-11; 2 — ВНИИ Нп-Г, з— веретенное
АУ с МАСК и ДФ-11.
160 ч составляет 0,005—0,025 мм, а при этом же масле с присадками
МАСК и ДФ-11 до 0—0,005 мм за 200 ч работы.
Износ статора при применении импортного масла Шелл Донакс Т-6
практически отсутствует. По противоизносным свойствам наилучшие ре-
зультаты получены при применении отечественных присадок МАСК и ДФ-11.
Вязкостные свойства
Стендовые испытани показали, что вязкостные присадки значительно
деструктируются. Изменение вязкости масел в процессе испытаний показано
на рис. 4.
Наибольшее снижение вязкости наблюдается при применении полимета-
крилата (51,6%) и полиизобутилена (32—40%), меньшее в случае применения
винипола (19,4%). Уровень вязкости импортного масла также снижается
на 30%.
Характерно, что вязкость снижается в первые часы работы, после 50 ч
наблюдается некоторая стабилизация.
295
Вязкость масла веретенного АУ несколько увеличивается (на 0,39 сст
при 50° С) в результате образования асфальто-смолистых веществ. При
введении присадок повышается стабильность масла, в результате чего вяз-
кость его практически не изменяется (0,09—0,2 сст при 50° С за 150 ч испы-
таний).
Проведенные испытания показали, что применять товарные вязкостные
присадки молекулярного веса не менее 10 000 в маслах для гидроусилителя
руля нецелесообразно. Дистиллятные масла типа веретенного АУ, имеющие
Рис. 4. Изменение вязкости масла в зависимости
от продолжительности испытания:
1 — ВНИИ НП-1 товарное; 2 — ВНИИ НП-1 с поли-
иаобутиленом, МАСК и ДФ-11; 3 — импортное типа А;
4—веретенное АУ; 5 — веретенное АУ с МАСК и
ДФ-11; в — АМГ-10 с виниполом, хлорпарафином и
МБ-1; 7 — АМГ-10 с полиизобутиленом, хлорпарафином
и МБ-1; 8 — АМГ-10 с полиизобутиленом, МАСК и
ДФ-И; 9 — АМГ-10 с полиметакрилатом, хлорпарафи-
ном и МБ-1.
более низкий уровень вязкости
при рабочих температурах,
удовлетворительно смазывают
поверхности трения в присут-
ствии противоизносных приса-
док.
Противо окислительную
стабильность масел нельзя пол-
ностью определить по результа-
там стендовых испытаний ввиду
их краткосрочности (150—-
200 ч). Содержание суммарных
примесей во всех маслах незна-
чительно и составляет от 0,01
до 0,02% при полном отсутствии
асфальтенов в отфильтрованном
масле. Кислотное число масла
веретенного АУ возрастает
с 0,04 до 0,15 мг КОН/г, а в ма-
слах, содержащих присадки
МАСК и ДФ-11, снижается по
мере срабатываемости присадок
с 1,26 до 1,11 мг КОН/г. Но
цвет опытного масла за время
испытаний почти не меняется,
что указывает на его хорошую
противоокислительную стабиль-
ность.
Проведенные стендовые испытания позволили рекомендовать для до-
рожно-эксплуатационной проверки в различных климатических зонах страны
масло веретенное АУ с присадками МАСК, ДФ-11 и ПМС-200А.
выводы
1. При введении в масла композиции присадок МАСК (—4%), ДФ-11
(~2,2%) и ПМС-200А (0,005%) значительно улучшаются их противоизнос-
ные, антиокислительные, противокоррозионные и противопенные свойства,
в результате чего значительно повышаются надежность и срок службы ав-
томатических коробок и насосов гидроусилителя руля автомобилей.
2. Высокая противоокислительная стабильность масла с указанными
присадками позволяет в 2—3 раза увеличить срок его службы и значительно
сократить эксплуатационный расход масел.
СОЧЕТАНИЕ ЗОЛЬНЫХ И ПОЛИМЕРНЫХ БЕЗЗОЛЬНЫХ ПРИСАДОК
В МОТОРНЫХ МАСЛАХ —ПУТЬ ДАЛЬНЕЙШЕГО УЛУЧШЕНИЯ
ИХ КАЧЕСТВА
Е. Г. СЕМЕН ИДО, И. А. ТРАКТОВЕНКО, Н. В. ЩЕГОЛЕВ ,
М. А. СЕНИЧКИН, А. С. ЛОЗАРЬ, В. И. ШАРАПОВ
В качестве моющих, диспергирующих, противокоррозионных и анти-
окислительных присадок к моторным маслам, вырабатываемых отечествен-
ной нефтеперерабатывающей промышленностью, применяют, как известно,
только металлсодержащие органические соединения (зольные присадки),
особенно алкилфеноляты кальция и бария и их серу- и фосфорсодержащие
производные. Применяют также сульфонаты щелочноземельных металлов
и диалкилдитиофосфаты цинка.
В зависимости от назначения моторных масел содержание в них зольных
присадок может достигать 6—10% и более. Однако при работе двигателей
на маслах, содержащих большое количество зольных присадок, трущиеся
детали сильно изнашиваются, особенно цилиндро-поршневая группа. Износ
является следствием карбонизации масел в высокотемпературных зонах
двигателей с образованием окислов металлов.
Зольные присадки в моторных маслах срабатываются тем быстрее,
чем больше теплонапряженность и мощность двигателя. Для компенсации
срабатывания присадки их вводят в масла в повышенных количествах. На
срабатываемость зольных присадок влияет также холодный режим работы
двигателей в городских условиях, когда максимально проявляются гидро-
фильные свойства зольных присадок — солей щелочноземельных металлов,
т. е. усиливается образование низкотемпературных отложений.
Таким образом, зольные присадки наряду с хорошими моющими и дис-
пергирующими свойствами обладают существенными недостатками, что вы-
нуждает уменьшать содержание этих присадок в моторных маслах.
Необходимые моющие, диспергирующие, а также противоизносные свой-
ства моторных масел при предельно ограниченном содержании зольных при-
садок могут быть достигнуты при введении в масла азотсодержащих поли-
мерных (беззольных) присадок.
Беззольные присадки относятся к классу полярных полимеров и пред-
ставляют собой сополимеры алкильных эфиров метакриловой кислоты с не-
которыми азотсодержащими мономерами, например метилвинилпиридином,
диэтиламиноэтилметакрилатом и т. п.
В исследованиях, результаты которых рассматриваются ниже, исполь-
зованы беззольные присадки ВНМ, полученные В. Г. Телегиным и Е. В. Ла-
заревой [1].
Для выявления эффективности беззольных присадок в сочетании с золь-
ными моторное масло, содержащее эти присадки, испытывали на дизельном
двигателе ЯМЗ-236. Результаты испытания сравнивали с результатами ис-
пытаний на том же двигателе в аналогичных условиях моторных масел
только с зольными присадками. Продолжительность испытания каждого
образца 150 ч.
Моющие, диспергирующие и противоизносные свойства присадок оце-
нивают по:
количеству и характеру отложений на деталях двигателя и масляных
фильтрах;
подвижности поршневых колец;
износу и состоянию деталей двигателя;
изменению физико-химических свойств отработанных масел.
Ранее проведенными исследованиями и испытаниями [2] установлено,
что в моторных маслах для дизелей типа ЯМЗ-236 и карбюраторных V-об-
разных двигателей типа ЗИЛ-130 допустимо содержание зольных присадок
297
в количестве 5% (3% СБ-3 и 2% ДФ-11). Такое содержание присадок в мотор-
ном масле из восточных нефтей при работе его в дизелях обеспечивает только
удовлетворительные результаты.
Чтобы выяснить возможность резкого повышения качества масла, со-
держащего допустимое количество зольных присадок, при добавлении в него
беззольной присадки ВНМ, испытывали масло А типа АСЗп-10, содержащее
3% СБ-3, 2% ДФ-11 и 5% ВН-18 (табл. 1).
Полученные результаты сопоставляли с результатами испытаний масел
с повышенным содержанием зольных присадок: масла Б типа АСЗп-10,
содержащего 9% зольных присадок (7% СК-11 и 2% ДФ-11), и масла В типа
ДСп-11 с 6% ВНИИ НП-360, а также эталонного масла Э типа ДСп-11 с 4%
Монто-613 и 0,25% Сантолюб-493, соответствующего Серии 1.
ТАБЛИЦА 1
Результаты анализа физико-химических свойств
Масло Вязкость при 10 0° С сст Отноше- ние V>o/Viee Золь- ность % Коксу- емость % Кислотное число мг КОН/г Температура, °C
ВСПЫШКИ застывания
А 9,66 3,60 0,339 0,41 0,654 180 -40
В 10,58 4,23 0,599 0,98 1,299 176 —35
В 10,80 5,95 0,805 1,63 0,132 205 —20
Э 10,71 5,77 0,638 1,04 0,021 185 -16
Отложения на деталях двигателя, как известно, во многом определяют
его работоспособность. Они являются причиной большинства неполадок
при эксплуатации двигателя. В табл. 2 приведены данные по нагароотло-
жению масел.
ТАБЛИЦА 2
Отложения на деталях двигателя
Масло Состояние поршней Отложения на деталях, г
поверхность юбки поршня, покрытая лаком % поверхность головки порш- ня, покрытая нагаром % ПЗВ баллы общее количество нагара отложения в центро- бежном фильтре отложения в фильтре грубой очистки
А 10-15 50-70 1,0-1,5 25,3 190 28
В 35-45 90—95 2,5-3,0 29,8 510 45
В 60 80-90 3,0—3,5 27,2 820 30
Э 30-35 80—90 2,0-2,5 24,1 365 25
Результаты испытаний
ТАБЛИЦА 3
Износ деталей двигателя
гильз цилиндро В, мк поршневых колец, г шатунных вкладышей, г
Масло юскости, зендикуляр- оси колен- »го вала плоскости, 1раллельной коленчатого 1ла / -эьвне аан! , о О ° § № й а о о - ь, S св о § и- ЙО Д ft® R /| о ® н » и 5 3 ъего ком- ;сионного ьца эрвого масло- умного кольца горого масло- умного кольца и а а И а
Eg 5 а
«Sat? ИВОЙ Q И век й В К И о П Q а а
А 8,0 7,0 7,5 0,10 0,05 0,03 0,01 0,01 0,05 0,03
Б 8,0 7,5 8,0 0,13 0,06 0,04 0,02 0,01 0,06 0,05
В 8,0 8,5 8,5 0,11 0,04 0,03 0,01 0,01 0,03 0,02
Э 7,0 6,5 7,0 0,13 0,06 0,04 0,03 0,02 0,07 0,05
298
Подвижность поршневых колец оценивают числом колец, перемеща-
ющихся под незначительным усилием (прихваченных колец при всех испы-
таниях не было), при испытаниях на масле А было два таких кольца и на
маслах Б, В и Э — по три кольца.
Рис. 1. Изменение вязкости масел в про-
цессе работы их в двигателе ЯМЗ-236.
Рис. 2. Изменение зольности масел в про-
цессе работы их в двигателе ЯМЗ-236.
Износ и состояние деталей двигателя после испытаний каждого из на-
званных выше масел примерно одинаковые. Несколько различаются износ
поршневых колец и износ шатунных вкладышей (табл. 3). Поверхность под-
дона картера после испытаний масел
А и Э была чистой, тогда как
в остальных случаях она покрыта
смолистыми отложениями.
Рис. 4. Изменение содержания механиче-
ских примесей в маслах в процессе работы
их в двигателе ЯМЗ-236.
Продолжительность работы
наела, ч
Рис. 3. Изменение содержания металла
зольвых присадок в маслах в процессе ра-
боты их в двигателе ЯМЗ-236.
Изменение физико-химических свойств отработанных масел свидетель-
ствует о большей стабильности масел А (с беззольной присадкой) и Э (эталон
ного) по сравнению с маслом В, содержащим 6% ВНИИ НП-360 (рис. 1—3).
Но присадка ВНИИ НП-360 даже при повышенной концентрации (6%)
в обычном масле не вполне обеспечивает качество, соответствующее
Серии 1.
Моющие и особенно диспергирующие свойства этой присадки явно не-
достаточны для обеспечения нормальных условий работы дизелей. Так,
из рис. 4 и табл. 2 следует, что в масле В с присадкой ВНИИ НП-360 к концу
испытаний содержалось 1,8% механических примесей, при этом отложения
в центробежном фильтре составляли 820 г, тогда как для масла Э (Серии 1) —
299
соответственно 0,7% и 365 г, для масла А (с беззольной присадкой) — 1,4%
и 190 г и масла Б — 1,1% и 510 г.
Состояние поверхности поршня после испытаний характеризуется для
масла В 3—3,5 баллами, для масел Э и А — соответственно 2—2,5 и 1—1,5
баллами.
Результатом недостаточных диспергирующих свойств присадки ВНИИ
НП-360 является относительно резкое повышение вязкости масла в процессе-
работы (см. рис. 1). Снижению эффективности этой присадки способствует
и ее повышенная срабатываемость (см. рис. 2 и 3).
Сравнительные 28-часовые испытания на холодном режиме на двига-
теле ГАЗ-51 масел с зольными присадками и смесью зольных и беззольной
присадок показали преимущества масел со смесью присадок (табл. 4).
При работе на этих маслах в двигателе образуется наименьшее количество
низкотемпературных отложений. В меньшей мере проявляется и влияние
на износ трущихся деталей кислых продуктов в масле, повышенное обра-
зование которых характерно для холодного режима работы двигателя.
ТАБЛИЦА 4
Результаты испытаний на двигателе ГАЗ-51
Масло Средний диаметраль- ный износ цилиндра мк Средний износ порш- невых колец, г Средний износ вкладышей, г Количество отложений, г
компрес- сионных масло- съемных верхнего нижнего в картере в клапан- ной коробке всего
А 0,9 0,064 0,012 0,018 0,017 6 4 10
В * 3,6 0,093 0,063 0,023 0,014 115/70** 29/57 ** 144/127 **
Э 1,8 0,065 0,011 0,014 0,007
* Испытывали образец масла с 3,5% присадки ВНИИ НП-360.
** В знаменателе приведены результаты для масла с 6% ВНИИ НП-360.
Сопоставляя приведенные данные, можно сделать вывод, что при соче-
тании в моторном масле зольных присадок с беззольной обеспечиваются его
высокие эксплуатационные качества, а одни только зольные присадки,, у луч-
шая одни показатели, ухудшают другие.
Беззольная присадка в составе композиции присадок к моторному маслу
улучшает его вязкостно-температурные свойства (ИВ, вязкость при 0° С
и ДР-)-
Запас'качества у масла А свидетельствует о возможности снижения доли
зольных присадок в масле при использовании их в сочетании с беззольной
присадкой. Это подтверждено и положительными результатами 100-часового
испытания на двигателе ЯМЗ-236 загущенного масла, содержащего беззоль-
ную присадку типа ВН, 2,5% СБ-3 и 1% ЛАНИ-317.
При производстве обычных моторных масел, содержащих зольные
и беззольные присадки (в различных сочетаниях), необходимо, учитывая
загущающую способность последних, брать исходные дистиллятные или ос-
таточные масла несколько меньшего уровня вязкости, чем при использова-
нии только зольных присадок.
ЛИТЕРАТУРА
1. Авт. свид. 160252, 8/П 1963 г. Бюлл. изобр., № 3 (1964).
2. Семенидо Е. Г., М и л ю т и к о в Ю. Д., Щеголев И. В., Р у н е н-
к о в А. В.,Ш е р е мент М.И., Сазонтов Ю. П., Автомобильный транспорт,
№ 4, 19-22 (1965).
ПОДБОР ОПТИМАЛЬНЫХ КОМПОЗИЦИЙ ПРИСАДОК
К МОТОРНЫМ МАСЛАМ НА УСТАНОВКЕ С ОДНОЦИЛИНДРОВЫМ
ДВИГАТЕЛЕМ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
В. Ф. ФИЛИППОВ, С. М. ГУБАРЕВ
Отечественные и некоторые зарубежные методы отборочных испытаний
масел и присадок на одноцилиндровых двигателях не учитывают влияния
прорыва газов в картер, расхода масла в процессе работы двигателя и дру-
гих параметров, оказывающих значительное влияние на результаты испыта-
ний. Кроме того, отечественные испытания масел и присадок проводятся
главным образом на установках и двигателях, предназначенных для
других целей и требующих сравнительно большого количества испытуемого
образца.
В связи с этим была проведена работа по созданию специальной уста-
новки для испытания масел и присадок, используемых в карбюраторных дви-
гателях, и разработка метода моторной оценки эксплуатационных свойств
их при высоких температурах.
Создание установки производилось с учетом следующих основных тре-
бований.
1. Необходимо, чтобы двигатель установки был чувствителен к качеству
масел, способствовал моделированию условий работы по термической напря-
женности и другим показателям многим современным двигателям, нормально
и без поломок работал на маслах с широким диапазоном качества и обеспе-
чивал бы их дифференцированную оценку.
2. Конструкция двигателя должна обеспечивать возможность регули-
рования и поддержания на необходимом уровне часового расхода масла, то-
плива, температуры всасываемого воздуха, прорыва газов в картер двига-
теля, давления отработанных газов и других показателей.
3. Изменение температуры масла в картере двигателя в широких преде-
лах следует осуществлять теплоносителем, исключающим подгорание масла
в картере и на стенках электронагревателя.
4. Конструкция картера должна давать возможность проведения испы-
тания на минимальном количестве масла без нарушения нормального режима
смазки трущихся деталей, а также обеспечивать быстрый и наиболее полный
слив масла после испытания и сбор отложений со стенок картера.
5. Необходимо, чтобы двигатель установки нормально работал на маслах
с широким диапазоном вязкостей (от автомобильных арктических до авиа-
ционных типа МС-20 и МК-22), оценивая масла по качеству в данных усло-
виях.
Перечисленным требованиям в наибольшей степени удовлетворяет од-
ноцилиндровый малолитражный двигатель «Ульяновец» модели УД-1, в кон-
струкцию которого (рис. 1) были внесены следующие изменения:
1. Изменен механизм регулирования охлаждения двигателя путем
установки дополнительной воздушной заслонки 27, выполненной по типу
жалюзи, для равномерного распределения потока охлаждающего воздуха,
что позволило повысить температуру цилиндра до 250—260° С и соответст-
венно температуру поршня до 270—285° С.
2. Поддон 23 картера двигателя имеет сферическую форму, менаду стен-
кой картера и поддоном циркулирует теплоноситель 24 (этиленгликоль
в смеси с водой), предназначенный для подогрева или охлаждения масла.
Система подогрева масла состоит из холодильника 7, перенесенного из уста-
новки ИТ9, шестеренчатого насоса 28 типа МШ-ЗА, электродвигателя 29
типа АОЛ 32-4 и электронагревателей 13 из установки ИТ9.
3. Смазка трущихся сопряжений осуществляется путем разбрызгива-
ния масла через отверстия 10. Масло под давлением через калиброванное
отверстие 25 поступает в масляную ванну 22, расположенную под криво-
301
шипом. Для поддержания постоянного уровня масла в ванне имеется слив-
ное отверстие 12. В отверстие нижней крышки шатуна ввинчивается черпа-
чок 11. Положение черпачка фиксируется контргайкой. Питание шатунного
подшипника маслом происходит путем разбрызгивания его черпачком при
вращении коленчатого вала двигателя. Расход масла регулируется в преде-
лах 4—40 г/ч с колебаниями ± 1 г/ч.
4. Система питания двигателя установки дополнительно оборудована
трубчатым электронагревателем, что обеспечивает значительный диапазон
изменения температуры всасываемого воздуха (от 30 до 150 °C) и поддержи-
вает ее постоянной в этом диапазоне с колебаниями ±1° С.
Рис. 1. Схема системы смазки, охлаждеиия’иТвеитиляции картера установки ИКМ-1:
1 — манометр (0—1 кГ/сл»1); г — устройство для регулирования скорости прорыва газа в картер двига-
теля; 3,9 — хромель-алюмелевые термопары; 4 — газовый счетчик типа ГК; 5 — маслозаливная горло-
вина; в — водяной манометр; 7 — холодильник установки ИТ9; 8 — змеевик-охладитель; 10 — отвер-
стия для смазки шатунного подшипника; 11 —черпачок; 12 —сливное отверстие; 13 — нагреватели
установки ИТ9 (N = 1 кет; v = 127 а); 14 — регулировочная васлонка; 15— вентилятор-маховик;
13 — контактный термометр ТК; 17 — терморегулятор; 18 — масляный насос; 19 — сливная пробка;
20 — маслоприемник; 21 — редукционный клапан; 22 — масляная ванна; 23 — масляной поддон
картера; 24 — глицерин (этиленгликоль); 25— калиброванное отверстие; 26— испытуемое масло;
27 — дополнительная заслонка — жалюзи; 28 — шестеренчатый насос МШ-ЗА; 29 — электродвигатель
АОЛ 32-4 (N = 1 кет).
Линии: I — движение масла под давлением; II — циркуляция этиленгликоля или глицерина; III —
удаление газов, прорвавшихся в Картер двигателя; IV — движение охлаждающего воздуха.
5. Для получения искусственной деформации с целью регулирования
прорыва газов в картер одно ребро цилиндра заменено специальным приспо-
соблением 2. Замер количества прорвавшихся газов производится с помощью
газового счетчика 4 типа ГК.
6. Контроль за термическим состоянием двигателя осуществляется
с помощью термопар и самопишущего электронного потенциометра типа
ЭПП-09.
Электрическим тормозом служит асинхронный электромотор типа
ЭЛ (мощность 5,8 кет, п = 1450 об/мин).
Созданная установка с одноцилиндровым карбюраторным двигателем,
предназначенная для испытания масел, условно названа ИКМ-1.
В результате проведенных предварительных исследований был принят
следующий режим испытания.
Длительность испытания, ч .................. 10
Эффективная мощность, л. с..................... 2,3 ±0,1
Скорость вращения коленчатого вала, об/мин 1500 ±25
Часовой расход топлива, кг/ч................ 0,67±0,01
Угол опережения зажигания, град................. 21 ±0,5
302
Температура, °C:
цилиндра................................. . 230 ±2
масла в картере ............................. 85 ± 1
Часовой расход масла, г/ч ...................... 10 ±1
Количество испытуемого масла, кг ............... 0,5
Для определения срабатываемости масел и присадок проводили испыта-
ния длительностью до 40 ч с оценкой показателей после 10, 20, 30 и 40 ч
без смены масла с доливкой его через каждые 10 ч по 120 г.
Качество масла оценивали по следующим показателям:
моторный индекс Им в баллах, воспроизводимость ±10%;
индекс отложений Ио в баллах, воспроизводимость ±10%;
подвижность поршневых колец Пк в баллах, воспроизводимость ±30%.
Шкала оценки подвижности колец приведена в табл. 1.
ТАБЛИЦА 1
Шкала оценки подвижности колец
Состояние колец Оценка баллы Состояние колец Оценка баллы
Чистое перед испытанием . . . 0 Защемленное:
Свободно падающее с металличе- слегка 5
ским звуком 1 частично 6
Свободно падающее 2 полностью 7
Свободно падающее с глухим зву- ком . . . . 3 Пригоревшее на: 0—90® 8
Инертное 4 90-180° ....'. 9
180-360° 10
При определении оценки подвижности каждого кольца в расчет прини-
мали среднеарифметическое значение.
Цвет отложений в зоне поршневых колец (Цзк) и на юбке поршня (Цю)
определяли по цветной шкале ВНИИ НП. Цветная шкала для оценки лако-
вых отложений на алюминиевых поршнях состоит из 11 эталонов цвета —
от светло-серого, соответствующего цвету чистого поршня, оцениваемого
баллом 0, до черного, представляющего 10 баллов. Цвет лаковых отложений
на юбке поршня и в зоне колец оценивают раздельно.
Для оценки отложений зона колец разбивается на девять поясов (гре-
бень поршня — на два пояса; перемычки и канавки соответственно предста-
вляют собой пояс). По окружности пояс делится на десять участков. Резуль-
тат определяется как среднеарифметическое значение. Оценка производится
в баллах и обеспечивает воспроизводимость ±10%.
Цвет отложений на юбке поршня Цю определяется аналогично преды-
дущему показателю и обеспечивает воспроизводимость ±20%. Юбка поршня
делится на пять поясов.
Качество масла оценивали, кроме того, по следующим показателям:
количество отложений на поршне Ко в г, воспроизводимость ±30%;
забивка отверстий маслосъемных колец и дренажных отверстий поршня
Змкв баллах — от 0 (чистые) до 10 (полностью забиты), воспроизводимость
±30%;
индекс износа Ии в баллах, воспроизводимость ±30%;
износ верхнего кольца Свк в г, воспроизводимость ±40%;
индекс коррозии Ик в баллах, воспроизводимость ±10%;
коррозионная агрессивность масла, определяемая визуально и по изме-
нению веса пластин из свинца марки С-1 (кС1), свинцовистого баббита
СОС 6-6 (кСОсб-б)’ свинцовистой бронзы СБ-30 (ксБ_30) и алюминиевого
сплава АСМ (кАсм) в а/л2, воспроизводимость ±30%;
индекс стабильности масла Исм в баллах, воспроизводимость ±20%;
увеличение вязкости масла Ув, определяемой в процентах при 50° С,
воспроизводимость ± 15 %.
303
Перечисленные показатели определяются по формулам:
Им = Ио + Ии -j- Ик Исм
Ио = Kj Пк + к2 • Цзк + кз Цю ~Г к4 Ко 4" к6 • Змк
Ии = кв • СВк
И„ = К?' (Кс-1 + КСОС в-в + КСБ-30 + КАСм)
Исм — Kg • У в
В этих формулах переводные коэффициенты ц имеют значения:
к1 = 0,25 к3 = 0,25 к6 = 0,2 к7 = 0,01
к2 = 1 к4 = 3 кв = 25 к8 = 0,05
Разработанная методика испытаний, названная методом ИКМ-10ФГ,
предназначена для оценки эксплуатационных свойств масел типа Премиум,
Хеви-Дыоти, Серия 1 и для получения дифференцированной оценки масел
указанных групп.
Результаты испытаний масла АС-6 с эталонными, стандартными и рекомен
Сорт масла Присадка Содержание присадки вес. % Моторный индекс баллы Показатели,
индекс отложений баллы показатели, входящие
по клас- сифика- ции СССР по международной классификации ПОДВИЖНОСТЬ ко- I лец, баллы цвет отложений в зоне колец баллы цвет отложений на юбке поршня баллы
разовое МА Регулярное Премиум Монто-613 Сантолюб-493 0,7 I 0,7 J 16 11,5 15 11 4,8 3,5 8,6 7,2 5,4 2
МБ Хеви-Дыоти Монто-613 Сантолюб-493 1,5 1 0,7 J 8,2 7,2 1,5 6 0
МВ Серия 1 Монто-613 Сантолюб-493 4 1 0,25 J 5,3 4,8 1 3,8 0
МБ Хеви-Дыоти ВНИИ НП-360 АЗНИИ-ЦИАТИМ-1 3,5 1 1 / 8,3 7,3 2 5 1
МА Премиум СК-11 АЗНИИ-ЦИАТИМ-1 ? 11,3 9,6 2,5 7,2 0
МБ Хеви-Дьюти ЦИАТИМ-339 ПМС’Я ПМК-Д ПМС-200А 1 1 0,5 0,3 0,005 1 6,1 5,5 1 4,6 0
мв Серия 1 ЦИАТИМ-339 ПМС’Я ПМК-Д ПМС-200А 1,5 1 0,75 0,3 0,005 5,5 5,2 1 4,4 0
МБ Хеви-Дьюти АСК ДФ-11 ПМК-Д ПМС-200А 1,5 1,2 0,3 0,003 7,8 7,2 1,3 5,7 0
МВ Серия 1 АСК ДФ-11 ПМК-Д ПМС-200А 2,5 1,2 0,3 0,003 5 4,6 1 3,7 0
* Пластины из С-1,' СОС 6-6, СБ-30, АСМ.
304
Результаты испытаний масла АС-6 с эталонными, стандартными и дру-
гими композициями присадок на установке ИКМ-1 по методу ИКМ-10ФГ
(табл. 2) были сопоставлены с результатами испытаний тех же масел с при-
садками фирмы «Монсанто» (в данном случае принятыми в качестве эталон-
ных) по методу УР 176/60Т на двигателе Питтер W-1 (табл. 3).
В результате такого сопоставления получено полное соответствие дан-
ных при более четкой дифференциации масел указанных групп (серий) по
методу ИКМ-10ФГ.
Хорошее соответствие наблюдалось также при сопоставлении наших
результатов с результатами исследований, проведенных в других организа-
циях (НАМИ, МЗМА, ВНИИ НП).
Все это позволяет сделать вывод о том, что испытания масел по методу
ИКМ-10ФГ на установке ИКМ-1 соответствуют уровню международных
стандартов.
Была проведена также работа по исследованию функциональных свойств
некоторых присадок и подбору композиций их на базе товарных
присадок. На установке ИКМ-1, в частности, исследовалось влияние крем-
ни йорганическпх соединений: алкилполисилоксановой жидкости типа
ТАБЛИЦА 2
дуемыми композициями присадок на установке ИКМ-1 по методу ИКМ-10ФГ
входящие в моторный индекс Увеличение вязкости при 50 °C, % Примечание
в индекс отложении индекс износа баллы износ верхнего кольца, г индекс коррозии баллы 1 коррозия пластин * | г/мг индекс стабильно- сти масла, баллы
количество отло- жений на порш- не, г забивка отвер- стий маслосъем- ных колец баллы
1,1 3,2 0,1 0,003 0 2 0,9 17,8
0,46 0,5 0 0,001 0 4 0,5 9,6 Эталон
0,4 0 0,1 0,002 0 4 0,5 9,3 »
0,26 0 0,1 0,002 0 2 0,4 7,1 »
0,51 0 0,1 0,003 0 4 0,9 18,1 По ГОСТ 10541-63
0,61 0 1 0,038 0 1 0,7 13,9 НАМИ, отчет № 7068
0,21 0 0,1 0,002 0 5 0,6 12,1 Оптимальная рекомендуемая композиция
0,17 0 0 0,001 0 2 0,3 5,2 То же
0,43 0 0,1 0,002 0 1 0,6 12,9 »
0,21 0 0,1 0,003 0 2 0,3 6,4 »
20 Заказ 60.
305
ТАБЛИЦА
Результаты * испытаний отечественных масел из восточных нефтей
Группа (серия) масла и композиция присадок
Показатель базовое (регулярное) МА (Премиум) + + 0,7% Монто- 613 + 0,7% Сан- толюб-493 МБ (Хеви- Дьюти) + + 1,5% Мон- то-613 + 0,7% Сантолюб-493 МВ (Серия 1) 4-4% Монто- 613+0,25% Сан- толюб-493
обра- зец 1 обра- зец 2 обра- зец 3
обра- зец 1 обра- зец 2
Оценка, баллы: юбка поршня 6,8 7,2 7,2 9,6 9,6 9,8 эта
гребень поршня 3,8 4,0 4,0 9,0 8,2 9,5 8,3
Потеря массы подшипника из свинцовистой бронзы, мг . . . 422 448 448 6 3 13 4
Увеличение вязкости при 37,8 °C, % 67,7 57,5 57,5 47,5 40,1 47,1 46,1
* Получены фирмой «Монсанто» по методу JP
176/60Т на двигателе Питтер W-1.
Рис. 2. Влияние содержания присадки ПМС-200А
на моторные свойства масла АС-6 с композицией
присадок:
1 — АС-6 4- 1% ЦИАТИМ-339 +0,5% ПМС'Я+ПМС-200А;
2 —АС-6+3,5% ВНИИ НП-360+1% АзНИИ-ЦИАТИМ-1 +
+ ПМС-200А.
I — уровень эталонного масла группы МА; II — то же
группы MB; III — то же группы МВ.
присадки ПМС-200А, приса-
док ЦИАТИМ-339, ПМС’Я,
АСК, ДФ-11 и их сочетания.
Были испытаны следующие
композиции присадок: АС-6+
+ 1% ЦИАТИМ-339 +0,5%
ПМС’Я + ПМС-200А; АС-6 +
+ 3,5 % ВНИИ НП-360 +
+ 1% АзНИИ-ЦИАТИМ-1 +
+ ПМС-200А.
Как показали результаты
испытаний (рис. 2), добавле-
ние к маслам кремнийорга-
нических соединений в не-
значительных количествах
(0,003—0,005%) заметно
улучшает эксплуатационные
свойства масел.
Испытаниями на приборе
ДК-2 установлено, что при
добавлении в масла присадки
ПМС-200А в композиции
с присадками ВНИИ НП-370
и ПМС’Я значительно сни-
жается количество продуктов
уплотнения, образующихся
при окислении масел.
Цвет отложений в зоне
поршневых колец по шкале
ВНИИ НП при испытании
масла АС-6 с присадками 1 %
ЦИАТИМ-339 и 0,5% ПМС’Я
составлял 6,9 балла, а при
добавлении 0,005% ПМС-200А
в эту же композицию он был
снижен до 4,6 балла. То же
было получено при введении 0,005% ПМС-200А в композицию присадок,
состоящую из 3,5% ВНИИ НП-360 и 1% АзНИИ-ЦИАТИМ-1, в масле АС-6.
306
Цвет отложений в данном случае в зоне поршневых колец снижается с 8
до 5,8 балла. Это позволяет масла группы МБ по ГОСТ 10541—63 доводить
до уровня группы МВ, улучшает условия работы поршневых колец и сни-
жает отложения на поршне.
Повысилась также термическая стабильность масла с указанными ком-
позициями присадок, что четко выражено в снижении интенсивности изме-
нения вязкости масла после
испытания его на установке
ИКМ-1. Например, если компо-
зиция присадок, состоящая из
1% ЦИАТИМ-339 и 0,5%
ПМС’Я, в масле АС-6 после
Рис. 3. Влияние содержания присадки ПМС'Я
на моторные свойства масла АС-6 с композицией
присадок:
1 - АС-6 + 1% ЦИАТИМ-339 + ПМС'Я + 0,005%
ПМС-200А; 2 — АС-6 + 1,5% ЦИАТИМ-339+ПМС'Я+
+ 0,005% ПМС-200А; 3 — АС-6 + 2,5% ЦИАТИМ-339+
+ ПМС'Я + 0,005% ПМС-200А.
I — уровень эталонного масла группы МА; II — тоже
группы МБ; III — то же группы МВ.
испытания вызвала увеличение
вязкости на 13,9%, то при до-
бавлении 0,005% ПМС-200А
увеличение вязкости составило
только 5,6%.
При введении в масло АС-6
композиции присадок, состо-
ящей из 3,5% ВНИИ НП-360
и1% АзНИИ-ЦИАТИМ-1, вяз-
кость увеличивается на 18,1%,
при одновременном добавлении
ПМС-200А вязкость увеличи-
вается всего на 5,4%.
Такое улучшение эксплу-
атационных свойств масла при
введении антицепной присадки
в композиции, содержащие мо-
ющие компоненты и антиокисли-
тели, может быть объяснено сни-
жением аэрации масла, влияние
которой на изменение качества
масла в двигателе весьма значи-
тельно.
Испытание присадки
ЦИАТИМ-339 в концентрациях
1,0; 1,5 и 2,5% в композиции
с 0,005% ПМС-200А показало
(рис. 3), что с увеличением
концентрации присадки
ЦИАТИМ-339 до 2,5% количе-
ство отложений на поршне сни-
жается с 0,65 до 0,32 г, подвиж-
ность колец с 1,5 до 1 балла,
цвет отложений в зоне поршневых колец — с 7,2 до 4,6 балла. Моторный ин-
декс в данном случае снижается с 11 баллов (уровень эталонного масла груп-
пы МА) до 7,5 балла, что соответствует уровню эталонного масла группы МБ.
Как показали результаты исследований, испытанные концентрации присадки
ЦИАТИМ-339 не обеспечивают достаточных моющих свойств масла, в связи
с этим в указанные композиции была введена детергентно-диспергирующая
присадка ПМС’Я в концентрациях: 0,25; 0,5; 0,75; 1; 1,25 и 1,5 вес. %.
При внесении небольших количеств новых композиций присадок подвиж-
ность колец снижается до 1 балла, цвет отложений в зоне поршневых колец
до 4,2—4,5 балла, количество отложений на поршне до 0,16—0,2 г, интенсив-
ность увеличения вязкости масла после испытания до 5—8%. Моторный ин-
декс в данном случае снижается до 5,5—6 баллов, что соответствует уровню
эталонного масла группы МВ (Серия 1). Однако необходимо отметить, что
20*
307
оптимальные значения могут быть получены только при определенном соот-
ношении присадок ЦИАТИМ-339 и ПМС’Я, которое находится в пределах
2:1. Это соотношение сохраняется и для дизельных двигателей при работе
на малосернистых топливах (рис. 4). Нарушение его приводит к увеличению
моторного индекса, что свидетельствует об ухудшении качества масла.
Подбор композиции на базе товарных присадок ЦИАТИМ-339, ПМС’Я,
полиметакрилата Д (для зшйних масел) п ПМС-200А, произведенный на
Рис. 5. Влияние содержания присадки АСК на
моторные свойства масла АС-6 с композицией
присадок, состоящей из АСК, 1,2% ДФ-11, 0,3%
ПМК-Д и 0,003% ПМС-200А.
I — уровень эталонного масла группы МБ: II — то же
группы МВ.
установке ИКМ-1 по методу
ИКМ-10ФГ, позволил предвари-
тельно рекомендовать масла,
Рис. 4. Влияние содержания при-
садки ПМС’Я на моторные свойства
масла с композицией присадок, со-
стоящей из 3% ЦИАТИМ-339, ПМС’Я
и 0,005% ПМС-200А.
были сопоставлены с результатами испытаний масел с импортными эталон-
ными присадками Монто-613 и Сантолюб-493.
Указанные выше композиции присадок были также испытаны на уста-
новке с полноразмерным автомобильным двигателем «Москвич-407» и под-
твердили правильность полученных результатов.
Таким образом, в результате исследования может быть рекомендована
следующая композиция присадок к маслам для автомобильных карбюратор-
ных двигателей (табл. 4).
Испытание другой композиции присадок, состоящей из АСК, ДФ-11,
полиметакрилата Д (для зимних масел) и ПМС-200А, в масле АС-6 произво-
дилось на установке ИКМ-1 по методу ИКМ-10ФГ, Содержание присадки АСК
в композиции изменялось от 1,5 до 3,5%. Как показали испытания (рис. 5),
уже 1,5% АСК обеспечивает получение масла, соответствующего группе
МБ (Хеви-Дыоти), при увеличении концентрации присадки АСК до 2,5%
получаются масла группы МВ (Серия 1). При этом цвет отложений на поршне
308
ТАБЛИЦА 4
Рекомендуемая композиция присадок
Присадка Содержание присадки, вес. %
группа масла
МА МБ МВ
ЦИАТИМ-339 0,5-1 1-1.5 1,5—2
ПМС’Я 0,3—0,5 0,75-1 1-1,5
Полиметакрилат Д (для зимних ма-
сел) 0,3 0,3 0,3
ПМС-200А 0,005 0,005 0,005
по шкале ВНИИ НП снижается с 5,7 До 3,7 балла, количество отложений
на поршне — с 0,43 до 0,1—0,2 г, снижается и степень нарастания вязкости
с 12,9 до 6,4%. Уменьшение моторного индекса с 7,8 до 5 баллов свидетельст-
вует также об улучшении эксплуатационных свойств масла с указанными
присадками.
Увеличение концентрации присадки АСК до 3,5% в данной компози-
ции значительно ухудшает свойства масла (см. рис. 5). Индекс отложений
при этом увеличивается с 4,6 до 5,6 балла, моторный индекс — с 5 до 6,2
балла.
Масла с указанными композициями присадок были испытаны на уста-
новке с полноразмерным автомобильным двигателем «Москвич-407». Как
показали результаты испытаний, качество рекомендованных масел несколько
лучше качества эталонных масел групп МБ (Хеви-Дьюти) и МВ (Серия 1).
Результаты исследования позволяют рекомендовать еще одну компози-
цию присадок (в вес. %) к маслам для автомобильных карбюраторных, дви-
гателей (табл. 5).
таблица 5
Рекомендуемая композиция присадок
Присадка Содержание присадки, вес. %
группа масла
МБ МВ
АСК 1-1,5 1,5—2,5
ДФ-11 или ВНИИ НП-354 0,6—1,2 0,6-1,2
Полиметакрилат Д (для зимних ма-
сел) 0,3 0,3
ПМС-200А 0,003 0,003
выводы
1. Разработан метод ИКМ-10ФГ для моторной оценки эксплуатацион-
ных свойств базовых масел и масел с присадками групп МА (Премиум),
МБ (Хеви-Дьюти), МВ (Серия 1) путем краткосрочных испытаний (10 ч)
на специальной установке ИКМ-1.
2. Используя метод ИКМ-10ФГ, можно дифференцировать масла по
группам МА, МБ, МВ, определять функциональные свойства отдельных
присадок и подбирать оптимальные композиции присадок для получения
масел соответствующих групп.
ЛИТЕРАТУРА
1. К р е й и С. Э., Рожков И. В., Зарудный П. П., Новые смазочные масла
и присадки, ВИНИТИ, 1958.
2. Филиппов В. Ф., Методы оценки эксплуатационных свойств моторных масел,
сб. «Химический состав и эксплуатационные свойства смазочных масел», Гостоитех-
изДат, 1957.
3. И а п о к К. К., Смазочные масла, Воениздат, 1962.
4. A i n s 1 е у W. G., Cleveland А. Е., McLeod М. К., The CLR Oil Test
Engine, Scientific Lubrication, 7, № 10 (1955).
5. H a 11 C. A., Collegeman S. M., Retzloff J. B., Newtest procedurcc for
aircraft piston engine oils, SAE Preprint, № 717A, 1963.
309
Мощность, л. с..............
Скорость вращения коленчатого
вала, об/мин .........
Среднее эффективное давление,
кГ/см^......................
Литровая мощность, л. с./л . . .
Степень сжатия..............
Диаметр цилиндра, мм........
ХОД ПОрШНЯ, Л4Л4............
Давление наддува, кГ [см? . . .
Способ смесеобразования . . . .
Расход топлива, кг[ч........
Емкость системы смазки, кг .. .
Удельная емкость системы смазки,
кг/л. с.............
Условный показатель теплона-
пряженности цилиндро-поршне-
вой группы .................
Условный показатель напряжен-
ности работы масла .........
Система смазки..............
Система охлаждения ......
Охлаждающая жидкость ....
ИСПЫТАНИЯ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ МОТОРНЫХ МАСЕЛ
НА ОДНОЦИЛИНДРОВЫХ УСТАНОВКАХ УИМ-6-НАТИ И УИМ-6Н-НАТИ
С. Г. АРАБЯН, Г. П. БЕЛЯНЧИКОВ, И. Н. ДАНИЛОВ,
Т. ХАНЛАРОВ, И. А. ХОЛОМОНОВ, О. Н. ШЕЙНИНА,
Е. Н. ФИРСАНОВА
Целью работы, описанной в этой статье, является создание одноцилинд-
ровой установки на базе серийного форсированного тракторного дизеля,
разработка методики испытаний и оценка различных типов моторных масел.
На созданной в HATH одноцилиндровой установке УИМ-3 на базе
тракторного дизеля Д-54 оценивали свойства масел, предназначенных для
работы в относительно легких условиях эксплуатации (типа Премиум).
Позднее была создана установка УИМ-6-НАТИ на базе тракторного двига-
теля Д-75, являющегося форсированной модификацией двигателя Д-54,
для испытания масел Хеви-Дьюти и Серии 1.
Для оценки масел Серии 2 установка было оснащена агрегатом наддува,
позволившим значительно повысить литровую мощность; эта установка по-
лучила название УИМ-6Н-НАТИ (см. рисунок).
Техническая характеристика установок УИМ-6-НАТИ и УИМ-6Н-НАТИ
приведена ниже.
УИМ-6-НАТИ УИМ-бН-НАТИ
21 30
1500 1500
6,8 9,7
11,3 16,1
16 16
125 125
152 152
- 0,5
вихрекамерный
4,5 6
5 5
0,24 0,17
53,2 71
213 426 ,
одноконтурная с мокрым
картером
двухконтурная
головка цилиндра охла-
ждается водой; гильза
цилиндра — глицерином
По основным показателям установка УИМ-6-НАТИ близка к современ-
ным тракторным дизелям СМД-14, АМ-01 и др., а УИМ-6Н-НАТИ — к трак-
торным дизелям с наддувом СМД-18 и ЯМЗ-238НБ.
При разработке методики оценки моторных качеств картерных масел
по склонности к их нагароотложениям был выбран такой режим работы
двигателя, при котором за относительно короткий срок испытания можно
было воспроизвести характер и степень загрязнения деталей отложениями,
образующимися в полноразмерных двигателях в процессе их длительной
эксплуатации.
ТЕРМОМЕТРИРОВАНИЕ ДВИГАТЕЛЯ
На процесс образования отложений в двигателе большое влияние ока-
зывает температурное состояние деталей цилиндро-поршневой группы,
в связи с этим на установке УИМ-6-НАТИ было проведено термометрирова-
ние гильзы и поршня при различных условиях работы двигателя.
310
Схема установки УИМ-6Н-НАТИ для испытания моторных масел:
1,19, 29 — ресиверы; 2 — прибор для замера расхода топлива (ПСИД-ЗМ-НАТИ); 3 — топливный бак; 4, в, 8 — лагометры; 5 —
двигатель; 9—теплообменник; 10—смесительный бачок; 11, 13— водяные помпы; 12, 18, 24 — электродвигатели; 14 — ма-
сляный фильтр; 15 — редукционный клапан; 16—масляный насос; 11 — масляный радиатор; 20—газовый счетчик- 21 —
топливный фильтр; 22 — поддон картера; 23 — ЛАТР; 25 — пьезометр; 26 — весы; 21 — термосопротивление; 28 — нагнетатель
Было установлено, что наивысшая температура днища поршня (в центре
камеры сгорания) при работе без наддува и эффективном давлении Ре =
= 6,8 кПсмг составляет 282 °C, а на боковой поверхности головки поршня
на 20 °C ниже. В зоне первой и второй канавок температура соответственно
218 и 182 °C. Применение наддува не вызывает значительных изменений в
распределении температур на поршне и гильзе цилиндра и при Ре =
= 9,5 кПсм2 температура повышается лишь на 10—12 °C.
Аналогичные результаты, приведенные ниже, получены на двигателях
СМД-14, АМ-01, СМД-18 и ЯМЗ-238НВ. При замене охлаждающей воды гли-
церином значительно повышается температура деталей двигателя. Этот
рост температур для первой и второй канавок поршня составляет 55 °C.
УИМ-6-НАТИ СМД-14 АМ-01 УИМ-6Н-НАТИ СМД-18 ЯМЗ-238НБ
Мощность, л. с. . . . Скорость вращения коленчатого вала, 21 75 110 30 92 210
об/мин Среднее эффективное 1500 1700 1600 1500 1700 1700
давление, кГ/см2 6,8 6,3 5,6 9,7 7,8 7,5
л. с./л Давление наддува, 11,3 11,8 9,9 16,1 15 14
кГ/см1 Удельная емкость системы смазки, — — — 0,5 0,35 0,35
кг/л. с....... Условный показатель тепловой напря- женности цилин- дро-поршневой 0,24 0,25 0,22 0,17 0,21 0,13
группы Условный показатель напряженности ра- 53,2 48,2 40,5 71 60,5 55,4
боты масла .... Температура поршня, °C: 212 , 192 П е р в а я 192 канавка 426 292 430
«В = 95°С . . . . 218 198 — 227 215 230
^глицер. —115 °C 272 Вторая канавка 282 — —
zB = 95°C . . . . 180 157 —. 193 177 205
^глицер, —115 °C 244 — — 253 — —
При повышении температуры глицерина на 1 °C температура поршня
повышается на 0,5 °C.
ВЛИЯНИЕ ТЕМПЕРАТУРНОГО РЕЖИМА ДВИГАТЕЛЯ
НА ИНТЕНСИВНОСТЬ НАГАРООТЛОЖЕНИЙ
Установлено [1], что интенсивность загрязнения деталей двигателя во
многом определяется тепловым режимом работы двигателя и длительностью
опыта; сократить длительность опыта можно, повысив тепловую нагружен-
ность деталей двигателя. Однако резкое повышение теплового режима работы
двигателя может изменить направление протекания физико-химических
превращений в масле и вызвать быстрое закоксовывание поршневых колец,
что исказит объективную оценку качества масла.
Поэтому, приняв длительность испытания равной 120 ч, что соответст-
вует среднему сроку смены масла в автотракторных двигателях, для выбора
оптимального теплового режима на установке УИМ-6-НАТИ были проведены
испытания масла Хеви-Дьюти при температуре охлаждающей воды 95 °C
и глицерина 96, 115 и 135 °C. Результаты испытания, приведенные в табл. 1,
свидетельствуют о том, что с повышением теплового режима, особенно при.
переходе к температуре глицерина 115 i°C, нагароотложение на поршне зна-
312
ТАБЛИЦА i
Влияние температуры охлаждающей жидкости на интенсивность
загрязнения поршня отложениями
Хеви-Дыоти
(УИМ-6-НАТИ)
Серия 1 Серия 2
(УИМ-6Н-НАТИ) (УИМ-6Н-НАТИ)
Показатели
вода
глицерин
Потеря подвижности пор-
шневых колец, баллы * **
Нагароотложение в пор-
шневых канавках, бал-
лы ***..................
Суммарная оценка нагаро-
отложения на поршне,
баллы ****..............
Количество отложений в
канавках и на поршне, г
О
1,25
1,7
0,5
0
1,9
3,4
0,9
0 0
11,2 12,1
16,2 19,0
2,2 2.5
0 0
3,7 7,1
4,5 9,8
0,9 1,1
7
10
1,4
> о
и
а
в
* По методу УПМ-6-НАТИ.
** Оценивается в баллах в зависимости от степени подвижности каждого поршневого кольца.
При этом состояние кольца, свободно перемещающегося в канавке, оценивается в 0 баллов; состояние
кольца, закоксованного по всей окружности,—в 10 баллов.
*** Оценивается в баллах в зависимости от количества и характера отложений (медеобразные,
твердые и т. д.) в каждой канавке. Совершенно чистая канавка оценивается в 0 баллов; полностью
заполненная твердыми отложениями —в 10 баллов.
**** Суммируются баллы, характеризующие загрязненность всех участков поршня. В данной
таблице и в табл. 2, 3 и 6 показатели (в баллах), характеризующие наличие отложений на юбке
поршня, на внутренней поверхности поршня и т. д. и входящие в суммарную оценку, не приведены.
чительно возрастает и суммарная оценка загрязненности поршня достигает
16,2 балла.
При повышении температуры глицерина до 135 °C скорость накопления
отложений уменьшается и суммарная оценка повышается лишь на 3 балла.
Аналогичные результаты получены при испытаниях масел Серии 1
и Серии 2 на установках УИМ-6Н-НАТИ при различных температурах ох-
лаждающих жидкостей. При испытании масла Серии 2 при переходе от тем-
пературы 115 к 135 °C ухудшается подвижность первого компрессионного
кольца и несколько уменьшается загрязненность поршня, что, вероятно,
связано с выгоранием части отложений в поршневых канавках.
На основании полученных результатов по загрязненности поршня и фи-
зико-химических свойств отработанных масел температура охлаждающей
жидкости (глицерина) была принята равной 115 °C. При этой температуре
достаточно четко дифференцируются масла Хеви-Дьюти и Серии 1 на уста-
новке УИМ-6-НАТИ (16,2 и 9,8 балла соответственно) при этой же темпе-
ратуре на установке УИМ-6Н-НАТИ суммарные оценки загрязненности
поршня отложениями для масел Серии 1 и Серии 2 различаются еще больше
(29,6 и 12 баллов соответственно); более того в процессе испытания масла
Серии 1 через 60—80 ч работы закоксовывалось первое компрессионное кольцо.
Таким образом, выбранные режимы испытаний позволили четко и на-
дежно классифицировать масла Хеви-Дьюти, Серии 1 и Серии 2.
ВОСПРОИЗВОДИМОСТЬ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
Одним из важных этапов работы при разработке методики испытаний
масел является проверка воспроизводимости результатов параллельных
опытов.
313
С этой целью неоднократно проводили испытания масел Хеви-Дьюти,
Серий 1 и Серии 2 как на одной установке, так и на нескольких установках
в HATH, ВНИИ НП, БашНИИ НП и ИНХП АН Азерб. ССР.
Результаты испытаний, приведенные в табл. 2 и 3, свидетельствуют об
удовлетворительной сходимости результатов испытаний всех типов масел.
ТАБЛИЦА 2
Результаты параллельных испытаний эталонных масел Хеви-Дьюти и Серии 1
Хеви-Дьюти | Серия 1
Показатели (в баллах) содержание серы в топливе, %
0,2 0,9
Потеря подвижности поршневых колец . . Нагароотложение в пер- вой поршневой канав- ке Нагароотложение в ос- тальных канавках . . Суммарвая оценка нага- роотложения на пор- шне 0 1,4 1,1 4,8 0 4,7 0,3 6,6 0 10 3,1 18,4 0 8,3 2,9 16,2 0 9,3 ' 1,4 15,8 0 9,2 3,4 18,8 0 5,1 2 9,8 0 4 1,7 8,4 0 4,6 1,1 7,9 0 4,8 2,5 9,9
ТАБЛИЦА 3
Результаты параллельных испытаний эталонного масла Серии 2
Показатели (в баллах) ПАТИ ВНИИ НП БашНИИ НП ИНХП АН Азерб. ССР
г И I II I II I II
Потеря подвижности поршневых колец 0 0 0 0 0 0 0 0
Нагароотложение в первой пор- шневой канавке 6,7 7,0 5,5 8,8 9,4 8,9 8,3 6,0
Нагароотложение в остальных канавках 1,6 3,0 3,2 0,9 0,7 0,6 2,1 2,3
Суммарная оценка нагароотложе- иий на поршне 10,5 14,4 11,2 12,1 10,9 11,2 13,2 11,0
СОПОСТАВЛЕНИЕ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ МАСЕЛ
НА ОДНОЦИЛИНДРОВОЙ УСТАНОВКЕ И НА ТРАКТОРНЫХ ДИЗЕЛЯХ
В ряде случаев результаты испытаний масел на некоторых- лаборатор-
ных и моторных установках не сходятся с результатами, получаемыми на
серийных, полноразмерных двигателях. Это происходит главным образом
вследствие того, что выбор режима и условий испытаний на лабораторных
и моторных установках не согласуется с особенностями конструкций и усло-
виями эксплуатации серийных двигателей.
Почти все разработанные методики позволяют в той или иной степени
классифицировать масла, однако многие из них не получили широкого рас-
пространения, так как эти же масла при испытаниях на двигателях показы-
вают несопоставимые результаты. Поэтому основными критериями для уста-
новления достоверности полученных результатов должны быть результаты,
полученные при длительных испытаниях тех же образцов масел на наиболее
распространенных двигателях.
Для определения воспроизводимости результатов были проведены ис-
пытания эталонных масел Хеви-Дьюти (на малосернистом и сернистом то-
пливах) и Серии 1 на установке УИМ-6-НАТИ и тракторных дизелях СМД-14
и Д-28.
314
Приведенные в табл. 4 показатели свидетельствуют о том, что выбран-
ный высокотемпературный режим испытаний на установке УИМ-6-НАТИ,
позволивший сократить длительность опыта до 120 ч, дает возможность по-
лучить те же результаты, что и на серийных двигателях, работающих в нор-
мальных температурных условиях в течение 500 ч. Почти по всем показателям
загрязненности поршней и колец углеродистыми отложениями установка
УИМ-6-НАТИ занимает промежуточное положение между двигателями
СМД-14 и Д-28.
Хорошо согласуются также результаты ускоренных (120 ч) испытаний
различных образцов отечественных масел на установке УИМ-6Н-НАТИ
< результатами, полученными при длительных (800 ч) испытаниях на трак-
торных дизелях с турбонаддувом СМД-18 и ЯМЗ-238НБ (табл. 5).
Результаты испытаний эталонных масел на установке
УИМ-6-НАТИ и на двигателях Д-28 и СМД-14
ТАБЛИЦА 4
Хеви-Дьюти | Серия 1
содержание серы в топливе, %
0,2 0,9
Показатели УИМ-6-НАТИ Д-28 СМД-14 УИМ-6-НАТИ Д-28 СМД-14 УИМ-6-НАТИ Д-28 СМД-14
Потеря подвижности пор- шневых колец, баллы . . 0 0 0 0 0 0 0 ' 0 0
Нагароотложение, баллы в первой поршневой ка- навке 2,6 2,6 1,0 9,2 7,6 7,0 4,8 3,7 1,6
в остальных поршневых канавках 1,3 1,7 1,1 2,4 4,4 0,9 1,8 3,3 1,2
на перемычках .... 1,1 2,0 1,7 2,0 5,6 3,6 1,6 2,7 1,3
на юбке поршня . . . 0,7 0,2 0,9 1,1 0,9 2,5 0,8 0,3 0,2
в прорезях маслосъем- ных колец.и дренаж- ных отверстиях дни- ща поршня 0,3 0,8 0,3 0,7 1,0 0,8 0,4 0,8 0,3
Суммарная оценка, баллы 6,3 8,3 6,0 16,4 21,3 16,6 9,5 11,5 4,8
Количество отложений в первой поршневой канав- ке и на кольце, г ... . 0,43 1,15 0,22 1,96 2,13 1,35 0,97 0,99 0,33
Количество отложений во всех канавках и на всех кольцах, г 0,55 1,67 0,68 2,20 3,18 2,03 1,20 1,61 0,41
Таким образом, выбранные режимы ускоренных испытаний масел на
одноцилиндровой установке как без наддува, так и с применением наддува
Позволяют объективно оценивать масла типа Хеви-Дьюти, Серии 1 и Серии 2
и тем самым значительно сократить объем дорогостоящих длительных испы-
таний на серийных двигателях.
315
ТАБЛИЦА 5
Результаты испытаний масел на установке ИМ-6Н-НАТИ
и двигателях СМД-18 и ЯМЗ-238НБ
Показатели
Масло ДС-11 с присадками
5% ВНИИ НП-370 + 2%ПМС’Я + + 0,5% ЛЗ-23К + + 0,005% ПМС-200А 3% ЦИАТИМ-339 + + 2% ПМС’Я + + 0,003% ПМС-200А 11% ВНИИ НП + + 4%ПМС’Я + + 0,5% ЛЗ-23к + 0,005% ПМС-200А
УИМ-6Н-НАТИ оо й g о ЯМЗ-238НБ УИМ-6Н-НАТИ СМД-18 ЯМЗ-238НБ УИМ-6Н-НАТИ СМД-18
Суммарная оценка нагароотло- жений, баллы Количество отложений в ка- 22,3 21,7 25 24,4 21 25,5 13,1 7,5
павках и на кольцах, г . . 2,6 3,1 4,1 3,3 2,3 2,8 1,5 1
Износ гильз, баллы 1 1,7 0,5 1 1,3 0,5 1 1,5
ИСПЫТАНИЯ ОБРАЗЦОВ МАСЕЛ
На одноцилиндровых установках УИМ-6-НАТИ и УИМ-6Н-НАТИ
при указанных ниже режимах были проведены испытания различных
образцов масел разработанных ВНИИ НП, БашНИИ НП и ИНХП АН
Азерб. ССР.
Цель испытаний — установить соответствие моторных качеств проверен-
ных масел качеством эталонных масел Хеви-Дьюти, Серии 1 и Серии 2.
Результаты испытаний масел с отечественными присадками
Масло ДС-11
Показатели 0,7% Санто- люб-493+1,5% Монто-613 (Хеви-Дьюти) 6% ВНИИ НП-360 3% ЦИАТИМ-339
УИМ-6-НАТИ й g о УИМ-6-НАТИ Д-50 СМД-14 УИМ-6-НАТИ Д-50 СМД-14
Потеря подвижности поршневых колец, баллы Нагароотложение в первой поршне- вой канавке, баллы Нагароотложение в остальных ка- навках, баллы Суммарная оценка, баллы Количество нагара на кольцах и в какавках, г .......... Износ гильз, баллы Износ первого кольца, баллы . . . Износ комплекта колец, г .... . 0 9,2 3,4 18,8 2,2 2 13 1,1 0 8 4,8 21,7 3,2 0,8 5,4 2,4 1 1 1 я 1111 1 1 11 £1 1 1 16 3 10 5 29 3,5 2,56 11,2 1,9 10 5,2 29 4,2 0,7 4,2 1,7 6 10 8 37,5 5,6 1,1 4,6 2,2
316
Хеви-Дьюти и Серия «4 Серия 2
Длительность испытаний, ч 120 120
Эффективная мощность двигателя, л. с 21 30
Расход топлива, кг/ч 4,5 6,0
Скорость вращения коленчатого вала, об/мин 1500 1500
Давление наддува, кГ/см2 — 0,5
Температура, °C
охлаждающей воды в головке цилиндра . . 90 90
глицерина в рубашке цилиндра 115 115
масла в картере 95 95
Из полученных результатов видно (табл. 6), что масло ДС-11 с 6
. ,. %
ВНИИ НП-360 по своим качествам близко к эталонному маслу Хеви-Дьюти.
Масло ДС-11 с 3% ЦИАТИМ-339 и масло с 3% ЦИАТИМ-339 + 2%
АФБ по моторным качествам значительно уступают эталонному маслу
Хеви-Дьюти. То же масло со следующими композициями присадок:
5% ВНИИ НП-370 + 2% ПМС’Я + 0,5% Л3-23к + 0,005% ПМС-200А;
3% ЦИАТИМ-339 + 2% ПМС’Я + 0,005% ПМС-200А;
7,5% БФК + 2% СК-3 + 0,5% Л3-23к + 0,005% ПМС-200А;
5% БФК + 2% СБ-3 + 0,005% ПМС-200А;
3% БашНИИ-2 + 1% ПМС’Я-|- 0,005% ПМС-200А
приближается по своим эксплуатационным свойствам к эталонному маслу
Серии 1, причем масло ДС-11 с композицией присадок, состоящей из 3%
ЦИАТИМ-339 + 2% ПМС’Я и 0,005% ПМС-200А, несколько превосходит
по своим противонагарным свойствам эталонное масло.
Результаты испытаний, полученные на одноцилиндровой установке,
полностью совпали с результатами длительных испытаний, проведенных на
полноразмерных тракторных двигателях Д-50 и СМД-14 (см. табл. 6).
ТАБЛИЦА 6
на установке УИМ-6-НАТИ и двигателях Д-50 и СМД-14
с присадками
3% ЦИАТИМ-339 + + 2% АФБ 2,5% Сантолюб-493 + + 4% Монто-613 (Серия 1) 5% ВНИИ НП-370 + + 2% ПМС’Я + 0,5% ЛЗ-23к + 0,005% ПМС-200А 3% ЦИАТИМ-339 + + 2%ПМС’Я + + 0,005% ПМС-200А 7,5% БФК + + 2% СБ-3 + + 0,5% ЛЗ-23К+ + 0,005% ПМС-200А 5% БФК + 2% СБ-2 + 0,005% ПМС-200А 3 % БашНИИ-2 + + 1% ПМС’Я + + 0,005% ПМС-200А
M-6-HATII й М-6-НАТИ Й М-6-НАТИ О Й М-6-НАТИ й Я 6ч со g й М-6-НАТИ М-6-НАТИ
S Я Й S Я й g я
>» о g и >5 и и g и g
0 1,25 0 0 0 0 0 0 0 0 0 0 0 0
10 8,5 4,8 5,2 2,7 4,5 4,5 4,5 3,7 2,8 6 6,4 1,7 6,3
5,2 6,8 2,5 1,9 2,5 2 2,9 1,5 0,9 2,6 2,3 3 2,9 1
23,2 28 9,9 10,5 9,2 10,8 12 10,4 6,9 И 12 16,9 9,2 10,8
2,9 4,6 1,1 1,3 1 0,9 1,2 1,6 0,9 1,4 1,4 2,5 1,04 —
2,2 0,8 3,1 0,8 0,6 1,1 0,9 1,45 3 1,25 2,4 0,6 3 —
6,5 2,1 5,6 2,6 3,1 5,6 3,1 3,9 4,3 2,1 3,7 3,2 3,4 —
0,5 1,3 0,5 1,1 1,35 0,4 1,1 1,9 0,7 1,2 0,7 1,5 0,5 —
317
Проведенные на установке УИМ-6Н-НАТИ испытания масла ДС-11
со следующими композициями присадок:
11% ВНИИ НП-370 + 4% ПМС’Я + 0,5% Л3-23к + 0,005% ПМС-200А;
11% БФК + 4% СБ-3 + 0,005% ПМС-200А;
4% БашНИИ-2 + 4% ПМС’Я-200А
показали (табл. 7), что по своим качествам эти масла могут быть отнесены
к эталонному маслу Серии 2; следует отметить высокие эксплуатационные
качества масла с 4% БашНИИ-2 + 4% ПМС’Я + 0,005% ПМС-200А, по-
лучившего суммарную оценку 7 баллов против 11,5 балла для эталонного
масла.
ТАБЛИЦА 7
Результаты испытаний масел Серия 2 с отечественными присадками
на установке УИМ-6Н-НАТИ
Масло ДС-11 с присадками
S
К
Показатели
S
&
S
а
а
ж
и
Потеря подвижности поршневых колец, баллы 0 0 0 0
Нагароотложение, баллы: в первой канавке 5,5 6,7 4,3 4
в остальных канавках 3,5 2,4 3,3 0,8
в перемычках 1,4 2,7 3,1 0,9
на юбке поршня 0,6 0,6 0,8 0,8
на внутренней поверхности поршня .... 0,5 0,7 0,5 0,5
в дренажных отверстиях и прорезях масло- съемных колец 0 0 0 0
Суммарная оценка, баллы 11,5 13,1 12,0 7
Количество нагара в канавках и на кольцах, г . . 1,5 ' 1,4 1,1 1,1
Износ гильз, мк 9 5,2 6,3 10,4
Износ комплекта колец, г 0,9 0,8 0,7 0,7
выводы
1. Создана одноцилиндровая универсальная установка УИМ-О-НАТИ
и ее модификация с наддувом УИМ-6Н-НАТИ для оценки эксплуатационных
свойств различных типов масел, предназначенных для современных и перс-
пективных автотракторных дизелей.
2. В результате проведения комплекса исследований подобраны режимы
и разработана методика ускоренных (120 ч) испытаний моторных масел
Хеви-Дыоти, Серии 1 и Серии 2.
3. Испытания показали, что выбранные режимы позволяют четко диф-
ференцировать масла и получать удовлетворительную сходимость и воспро-
изводимость параллельных опытов как на одной, так и на нескольких уста-
новках.
4. Результаты испытаний различных зарубежных и отечественных ма-
сел на установках УИМ-6-НАТИ и УИМ-6Н-НАТИ согласуются с данными,
полученными при длительных (500—800 ч) испытаниях тех же образцов
масел на тракторных дизелях Д-50, СМД-14, Д-28, СМД-18 и ЯМЗ-238НБ.
5. Классифицированы серийные и опытные образцы отечественных
моторных масел с композициями присадок, разработанные во ВНИИ НП,
ИНХП АН Азерб. ССР и БашНИИ НП.
318
6. Разработанные методики ускоренных испытаний масел Хеви-Дьюти
• и Серии 1 стандартизованы, а Серии 2 рекомендована для стандартизации
и широкого применения. '
ЛИТЕРАТУРА
1. А р а б я н С. Г., Изучение эксплуатационных свойств дизельных масел на одно-
цилиндровой универсальной установке УИМ-НАТИ, ОНТИ-НАТИ, вып. 87, 1959.
2. Арабян С. Г., Белянчиков Г. П., Фирсанова Е. Н., Шей-
нина О. Н., Разработка методики моторных испытаний масел Хеви-Дьюти и Серии 1
на одноцилиндровой установке УИМ-6-НАТИ, Сб. статей, ЦНИИТЭНефтегаз,
1954, стр. 78.
__
ПОДБОР И МОТОРНАЯ ОЦЕНКА ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ
МАСЕЛ И ПРИСАДОК К НИМ ДЛЯ ДВУХТАКТНЫХ БЕНЗИНОВЫХ
ДВИГАТЕЛЕЙ
В. Ф. ФИЛИППОВ, В. М. ВУКОЛОВ, В. М. ГАВРЮХИН
Как известно, масло для смазки деталей двухтактных бензиновых дви-
гателей вводится вместе с топливом через карбюратор.
В зависимости от конструкции, технического состояния и условий ра-
боты двигателей, а также качества применяемого масла и топлива отношение-
масла к топливу изменяется в пределах от 1 : 15 до 1 : 40.
Масла, предназначенные для смазки двухтактных бензиновых двига-
телей, должны удовлетворять следующим основным требованиям:
сгорать с наименьшим количеством отложений, обеспечивая минималь-
ные износы трущихся деталей двигателя при всех режимах его работы;
не содержать частиц, способных засорять систему питания двигателя;
обеспечивать нормальную смазку двигателя при наименьшем расходе-
топлива;
защищать детали и систему питания двигателя от коррозии;
в смеси с присадками и бензином необходима стабильность в отношении
эксплуатационных свойств при хранении;
в случае обводнения бензина масло и присадки не должны выпадать,
из смеси.
В мировой практике для смазки двухтактных бензиновых двигателей
применяются масла различные как по вязкости и химическому составу,
так и по содержанию присадок.
Установлено, что наименьшее количество отложений на поршне, в ка-
мере сгорания, в продувочных и выхлопных окнах и на электродах свечей
дают маловязкие масла типа АС-6 со средним индексом вязкости, устранение
заклинивания и задира поршней обеспечивает более вязкое масло типа МС-20
с высоким индексом вязкости.
Хорошие результаты дает применение смесей маловязких и вязких ма-
сел, подобранных с учетом химического состава, особенностей их эксплу-
атации и конструкции двигателей.
Добавление к маслам специальных присадок значительно улучшает
их эксплуатационные свойства. Применять товарные и автотракторные масла
с зольными присадками не рекомендуется, так как эти присадки вызывают
повышенные износы деталей и увеличивают количество отложений в про-
дувочных и выхлопных окнах, в камере сгорания и на электродах
свечей.
Следует отметить, что заводские рекомендации по применению масел
для смазки двухтактных бензиновых двигателей часто технически недоста-
точно обоснованы.
319
Создание масел со специальными присадками во ВНИИ НП началось
с разработки методики отборочных испытаний масел на двигателе СД-60Б. '
При этом было необходимо, чтобы:
метод испытаний был краткосрочным, требовал не более 0,5 кг опытного
масла для испытания и обеспечивал воспроизводимость результатов экспе-
риментов и их соответствие результатам длительных стендовых и эксплу-
атационных испытаний масел на двухтактных бензиновых двигателях раз-
личных конструкций;
двигатель создавал возможность моделировать по термической напря-
женности существующие и перспективные двухтактные бензиновые двига-
тели и обеспечивал четкую дифференциацию масел по основным эксплу-
атационным показателям, а также был прост в обращении, четко и без-
аварийно работал при различной термической напряженности, обладая
достаточным ресурсом в случае замены основных деталей: поршня и ци-
линдра.
Из существующих у нас двухтактных бензиновых двигателей этим тре-
бованиям отвечает двигатель СД-60Б *, на базе которого и были разрабо-
таны установка и методика для отборочных испытаний масел.
В отличие от двигателей транспортных машин при работе в стендовых
условиях он не требует обдува из постороннего источника. Достаточно мощ-
ный вентилятор обдува позволяет дросселированием воздушного потока
менять в широких пределах термическую напряженность двигателя и при
необходимости моделировать условия эксплуатацйи.
Техническая характеристика двигателя СД-60Б приведена ниже.
Мощность эксплуатационная *, л. с. 1,2
Скорость вращения коленчатого
вала, об/мин ..................... 4000
Охлаждение ......................... Воздушное
Горючее .......................... бензин А-66
или Б-70 с при-
месью масла
„ (25 :1) .
Расход топлива, г/л. с.-ч, не бо-
лее ............................... 550
Вес двигателя (без глушителя),
кгс.................................. 7
Гарантийный срок службы, ч . . 600
* С учетом климатических, высотных и амортизацион-
ных потерь.
При создании установки для испытаний масел в связи с изменением
назначения двигателя было произведено некоторое дооборудование, позво-
ляющее регулировать и контролировать режим его работы.
Сущность метода заключалась в краткосрочном испытании масла в дви-
гателе при высокой температуре. Моторные качества масел оценивали по
количеству отложений на поршне, в головке цилиндра, в выпускном окне
цилиндра и по степени подвижности поршневых колец.
Эксплуатационные свойства масел определяли путем сравнения резуль-
татов испытаний на одной установке эталонного и испытуемого масла по
принятым оценочным показателям.
В качестве эталонных масел принимали базовые масла, изготовленные
по соответствующим ГОСТ, и масла с присадками для двухтактных бензино-
вых двигателей, изготовленные по соответствующим ТУ или ГОСТ.
Эталонное масло исследовали через каждые 4—5 испытаний опытных
образцов. Это позволило контролировать техническое состояние установки,
ее дифференцирующую способность и идентичность условий опытов.
* Двигатель стационарный, одноцилиндровый, двухтактный с противоточной ввз-
вратной двухканальной продувкой.
320
В результате проведенных исследований были приняты следующие усло-
вия испытаний (для одного опыта требуется 320 г масла):
Продолжительность опыта, ч . . 10
Скорость вращения коленчатого
вала, об!мин.................. 4000 ±10
Степень сжатия
геометрическая................ 7,1
действительная............. 5,23
Угол опережения зажигания до
в. м. т., град.................... 27—28
Топливо........................ Бензин Б-70
ГОСТ 1012-54
Расход топлива, кг/ч........... 0,65
Состав смеси (отношение масла к
топливу)...................... 1: 25
Температура, °C
окружающего и поступа-
ющего в двигатель воздуха 40 ± 2
картера . . ............... 100 ±2
головки цилиндра .......... 220 ±2
цилиндра со стороны генера-
тора ...................... 170 ±2
цилиндра со стороны пуско-
вого механизма................... 195 ±5
выхлопных газов.................. 350 ± 5
Противодавление на выхлопе,
» вод. ст............................. 70 ± 10
Масла оценивали по ряду показателей, характеризующих их эксплуата-
ционные свойства (табл. 1).
ТАБЛИЦА 1
Результаты испытаний присадок с маслом АС-9,5 по методу ИМ2ТД-10ФГ
Присадка Содержа- ние при- садки °/ /о Индекс отложе- ний баллы Подвижность поршневых колец Цвет отложе- ний на поршне баллы на поршне .. Д © Я на днище § поршня g Ш на головке ° цилиндра ° а СР в выпускном § окне -я я суммарное w
АС-9,5 (базовое) . . 0 11 Второе приго- рело па 120° 5 0,36 0,09 0,16 0,11 0,72
АСК 1,5 10,3 Все свободны 1 0,23 0,13 0,29 0,33 0,98
ЭЭЖК 1,5 8,2 Второе приго- рело на 120° 5 0,28 0,03 0,07 0,06 0,44
сжк (С10-Си) . . . 1,5 8,8 То же 6 0,3 0,03 0,07 0,05 0,45
СЖК (С1о—С10) . . . 1 5,7 Второе приго- 5 0,15 0,02 0,03 0,04 0,28
АСК СЖК (С1о—С1в) . . . 1,5 1 1 / рело на 20°
5,2 Все свободны 1 0,10 0,1 0,12 0,15 0,47
АСК 1,5 )
СЖК (С10-С1в) . . . ТКФ 1 1 0,2 3,75 То же 0,5 0,09 0,07 0,12 0,07 0,35
ПМС-200А 0,001 >
Один из показателей — индекс отложений — является условным сум-
марным безразмерным показателем качества масла, при подсчете которого
условно принято:
Суммарное количество отложений на поршне
с кольцами, на днище поршня, в головке
цилиндра и в выпускном окне, усл. еди-
ницы ........................................... 10 (1 г)
Лакообразование на поршне, усл. единицы 1 (2 балла)
Подвижность поршневых колец, усл. единицы:
свободное .............................................. 0
плотное........................................... 0,25
пригорело:
на 360°...................................... 4
на 180°........................................ 2
21 Заказ 60.
321
Каждый образец испытывали не менее двух раз, при этом расхождение
результатов не должно было превышать для индекса отложений и суммарных
отложений ±10%, для цвета отложений ±0,5 балла. Количество нагара
определяется с точностью до 0,001 г.
Работы по подбору присадок к маслам были начаты с исследований на
установке функциональных свойств отдельных присадок.
Было установлено, что наименьшее количество отложений в камере сго-
рания и в выпускных окнах дает малозольная алкилсалицилатная присадка
АСК, добавка 1,5 вес. % которой устраняет пригорание поршневых колец,
снижает лакоотложения на поршне с 5 до 1 балла, увеличивая при этом ко-
личество отложений на днище поршня, в головке цилиндра и в выпускном
окне (см. табл. 1).
Этиловый эфир жирных кислот (ЭЭЖК) и синтетические жирные кислоты
(СЖК) значительно уменьшают количество отложений, но не устраняют при-
горания поршневых колец и не снижают лакоотложения на поршне. Концент-
рация СЖК в масле более 1% приводит к ухудшению моторных свойств
по всем оценочным показателям. Присадка ПМС-200А в композиции с при-
садками АСК и СЖК дает улучшение всех показателей.
Исследованиями установлено, что каждая из испытанных присадок в от-
дельности не улучшает свойств базового масла по всем оценочным показате-
ТАБЛИЦА 2
Результаты испытаний образцов масел с отечественными и зарубежными
присадками по методу ИМ2ТД-10ФГ
Продукты Состав горючей смеси Индекс отло- жений баллы Подвижность поршневых колец Ивет отложений на поршне баллы Количество отложений, г
на поршне на днище поршня на головке цилиндра в выпускном окне суммарное
АС-9,5 без присадки 1 : 25 13,4 Первое приго- 5 0,18 0,1 0,16 0,23 0,67
АС-9,5+3% ВНИИ НП-370+ + 1% ПМС’Я+0,5%ЛЗ-23к 1 : 25 8,7 рело на 360° 1 второе плотное Все кольца 1 0,07 0,23 0,28 0,24 0,82
АС-9,5+3,5% ВНИИ НП-360 + + 1% АзНИИ-ЦИАТИМ-1 1 : 25 8,8 свободны Первое приго- 3,5 0,12 0,2 0,16 0,2 0,68
АС-9,5 + 3% присадки ГДР для двухтактных бензиновый двигателей 1 : 25 10,9 рело на 180°, второе свободно Все кольца 4 0,25 0,15 0,24 0,18 0,82
АС-9,5 + 2,5 % присадки Амоко-661 (США) 1 : 25 8,4 свободны То же 0,5 0,15 0,13 0,21 0,33 0,82
АС-9,5 + 3% присадки Эко- люб-120 (США) 1 : 25 8,8 » 0,5 0,08 0,2 0,25 0,33 0,86
АС-9,5+1,5% АСК + 1% СЖК (С1о—С1в)+0,001% ПМС-200А 1 : 25 3,8 » 0,5 0,08 0,09 0,13 0,06 0,36
АС-9,5 +1,5% АСК+ 1,5% ЭЭЖК+ 0,5% ТЭА (двух- з вмещенный) + 0,001 % ПМС-200А 1 : 25 4 » 0,5 0,09 0,08 0,12 0,09 0,38
АС-9,5+17,5% Т-1 + 1,5% АСК + 1% СЖК(С10-С1в) + + 0,25% ВНИИ НП-354 + + 0,001% ПМС-200А .... 1 : 33 3,2 » 0,5 0,05 0,07 0,15 0,03 0,3
АС-9,5 + 17,5% Т-1+ 1,5% АСК+ 1,5% ЭЭЖК+ 0,25% ВНИИ НП-354 + 0,001% ПМС-200А 1 : 33 3,8 1 » 0,5 0,07 0,09 0,16 | 0,03 0,35
322
лям. В дальнейшем работы
по созданию масел для
двухтактных бензиновых
двигателей были направ-
лены на подбор компози-
ции присадок.
В табл. 2 приводят-
ся результаты испытаний
композиций, разработан-
ных па основе присадки
АСК в сочетании с ЭЭЖК,
СЖК, ПМС-200А, в срав-
нении с базовым маслом
АС-9,5 и с присадками за-
рубежных фирм. Более
эффективными являются
композиции, полученные
на основе АСК. Компози-
ции присадок, содержащие
синтетические жирные ки-
слоты (фракция С10—С16),
при работе в двигателях
мотопилы «Дружба-4»
в течение 850—1000 ч по-
казали несколько лучшие
Рис. 1. Воспроизводимость результатов испытаний
и сопоставление различных масел по показателю «ин-
декс отложений»:
1 — область рассеивания результатов испытаний эталонного
масла; 2— АС-9,5 (без присадки); з— АК-15 (без присадки);
4— композиция ВНИИ НП; 5 — АС-9,5 + 3% Эколюб-120;
6—АС-9,5+3% присадки из ГДР; 7—АС-9,5 + 2,5% Амоко-661.
результаты по сравнению
с композициями тех же присадок, содержащих ЭЭЖК. При применении
масла АС-9,5 с композицией присадок, состоящей из 1,5% АСК, 1% СЖК
и 0,001% ПМС-200А, в 2 раза увеличивается срок работы двигателей
«Дружба-4». Это масло рекомендовано междуведомственной комиссией опыт-
ной эксплуатации. Хорошие эксплуатационные свойства масла АС-10
Температура цилиндра, °C
Рис. 2. Влияние термической напряженности
двигателя установки ИМ2ТД-10ФГ на резуль-
таты испытаний различных масел:
1 — масло ДС-11 (без присадки); 2 — масло ДС-11
с 1,5% АСК, 1% СЖК и 0,001% ПМС-200А.
с 17,5% топлива Т-1, 1,5% АСК,
1% СЖК, 0,25% ВНИИ НП-354
и 0,001% ПМС-200А и анало-
гичной композиции с 1,5%
ЭЭЖК были подтверждены ре-
зультатами промышленных ис-
пытаний двигателей СД-60Б на
полный ресурс. При испытании
работы двигателя на масле
АС-9,5 без присадки (состав
смеси 1 : 25) через 460 ч потре-
бовалась замена поршневого
пальца и втулки верхней го-
ловки шатуна вследствие износа.
На масле АС-9,5 с разработан-
ными композициями присадок
(состав смеси 1 : 33) двигатели
отработали без замены дета-
лей и удаления отложений более
700 ч.
Разработанный метод по-
зволяет получать удовлетвори-
тельную для моторных испыта-
ний воспроизводимость резуль-
татов и достаточно четкую диф-
ференциацию масел различных
качеств (рис. 1).
21*
323
Созданная установка надежно работает в широком диапазоне темпера-
тур цилиндра. При проведении исследовательских работ она позволяет оце-
нивать масла при температурах цилиндра от 170 до 230 °C. Максимальная
температура цилиндра при испытании различных масел и присадок ограни-
чивается началом пригорания колец и задиром поршня. Для хороших ком-
позиций специальных присадок она достигает 230 °C и выше, для масел без
присадок — обычно 180—200 °C. Результаты десятичасовых испытаний при
различных температурах цилиндра позволили получать характеристики
масел в координатах: температура цилиндра — величина оценочного показа-
теля (рис. 2). Сопоставление таких характеристик различных масел позво-
ляет прогнозировать область их применения.
При проведении десятичасовых последовательных испытаний масла
в течение 40—50 ч достаточно надежно оцениваются его противоизносные
свойства. При применении масла ДС-11 без присадки за 40 ч работы при тем-
пературе цилиндра 180—210 °C суммарный износ поршневых колец составил
0,027 г, а с 1,5% АСК, 1 % СЖК (С10-С1в) и 0,001 % ПМС-200А за то же время
работы при температуре цилиндра 200—230 °C — 0,017 г.
В настоящее время изготовлена промышленная установка с двигателем
СД-60Б, на которой можно проводить испытания масел для двухтактных бен-
зиновых двигателей.
выводы
1. Разработан метод моторной оценки зксплуатационных свойств масел,
предназначенных для использования в двухтактных бензиновых двигателях.
2. Метод позволяет оценивать масла без присадок и с присадками,
определять функциональные свойства отдельных присадок и подбирать их
оптимальные композиции.
3. Метод дает удовлетворительную воспроизводимость результатов испы-
таний. Расхождение двух параллельных испытаний по индексу отложений
и суммарному количеству отложений составляет ±10%.
4. Созданная установка и разработанный метод позволили получить
во ВНИИ НП специальные масла, предназначенные для- работы в двухтакт-
ных бензиновых двигателях, со значительно лучшими эксплуатационными
свойствами, чем выпускаемые товарные масла.
5. Метод моторной оценки может быть рекомендован для государствен-
ных стандартов и ведомственных технических условий, применен в научно-
исследовательских организациях, на нефтеперерабатывающих заводах и
использован потребителями для контроля качества масел.
ОЦЕНКА ЭФФЕКТИВНОСТИ ПРИСАДОК К МАСЛАМ ПРИ РАБОТЕ
ИХ В ДВИГАТЕЛЯХ ТЕПЛОВОЗОВ
В. В. ВАСИЛЬЕВА
Многочисленные отечественные и зарубежные исследования показы-
вают, что при работе дизелей любого типа на сернистом топливе увеличи-
ваются нагароотложение и износ деталей в результате взаимодействия окислов
серы и их производных (кислот) с маслом и поверхностью металлов.
При эксплуатации тепловозных дизелей на топливе с повышенным содер-
жанием серы или при увеличенных пробегах особенно важно, чтобы присад-
ка обладала нейтрализующими свойствами, обусловленными наличием щелоч-
ных компонентов. Поэтому нейтрализующую способность масел с присад-
ками, являющуюся одним из основных параметров, характеризующих
работоспособность масла, нужно учитывать при установлении срока работы
масла в дизелях.
324 '
Разработан метод определения момента потери маслом его нейтрали-
зующей способности, характеризуемого появлением в масдах агрессивных
кислот.
Испытывали масла Д-11 и ДС-11 с тремя отечественными присадками
(ЦИАТИМ-339, АзНИИ-7 и ВНИИ НП-360), а также с искусственно приго-
товленными спиртовыми растворами кислот.
В образцах масел, отбираемых из опытных тепловозов ТЭ-3 через
каждые 3—4 тыс. км, опытного пробега, помимо стандартных физико-хими-
ческих параметров, определяли содержание агрессивных1 и карбоновых
кислот, наличие активной присадки и скорость ее срабатывания.
Рис. 1. Зависимость свойств масла ДС-11
с 5% ЦИАТИМ-339 от пробега тепловозов
ТЭ-3 при работе на топливе, содержащем
0,8—1% серы:
1 — кислотное число; 2 — содержание серной
кислоты; з — водородный показатель (pH).
Рис. 2. Зависимость свойств масла ДС-11
с 3% АзНИИ-7 от пробега тепловозов ТЭ-3
при работе на топливе, содержащем 0,8—
1% серы:
1 — кислотное число; 2 — содержание серной
кислоты; 3 — водородный показатель (pH).
Для определения содержания агрессивных кислот в масле разработан
специальный метод, позволяющий при помощи потенциометрического тит-
рования со стеклянным электродом определять содержание агрессивных
и слабых карбоновых кислот. Метод основан на различии в диссоциирующей
способности этих кислот и позволяет по pH спиртовой вытяжки из масла
(при наличии агрессивных кислот менее 5,2) количественно устанавливать
содержание кислот обоих видов.
Данные о зависимости содержания агрессивных кислот от общего содер-
жания кислот после пробега тепловоза показали, что при работе тепловоз-
ных дизелей на маслах Д-11 и ДСп-11 и малосернистом топливе при пробе-
гах около 25 тыс. км интенсивно увеличивается содержание карбоновых
кислот, а агрессивные кислоты практически не образуются.
При работе дизелей на топливе, содержащем 0,8—1% серы, в указан-
ных маслах с присадками накапливаются агрессивные кислоты и к концу
пробега содержание их, считая на серную кислоту, составляет около 170 г.
Эта кислота циркулирует в двигателе вместе с маслом и может вызвать интен-
сивное нагарообразование и резко повысить коррозионный износ деталей
дизеля (рис. 1, 2 и 3).
В масле ДС-11 с различными присадками при работе дизелей на топливе
с повышенным содержанием серы агрессивные кислоты образуются после
различных величин пробегов.
325
Исследования показали, что нейтрализующая способность масел с при-
садками зависит не только от их содержания в маслах, но и от характера
самой присадки.
Рис. 4. Зависимость свойств масла ДС-11
с 5% ЦИАТИМ-ЗЗЭп от пробега:
1 — содержание активного бария; 2 — содержа-
ние серной кислоты.
, Рис. 3. Зависимость свойств масла ДС-11
с 8% ВНИИ НП-360 от пробега тепловозов
ТЭ-3 при работе на топливе, содержащем
0,8—1% серы:
1 — кислотное число; 2 — содержание серной
кислоты; з — водородный показатель (pH).
При исследовании срабатываемости присадок в маслах при эксплуата-
ции тепловозных дизелей (рис. 4, 5 и 6), которую определяли по изменению
содержания активной присадки в маслах на протяжении всего пробега,
Рис. 5. Зависимость свойств масла ДС-11
с 3% АзНИИ-7 от пробега:
1 — содержание активного бария; 2 — содержа-
ние серной кислоты.
Рис. 6. Зависимость свойств масла ДС-11
с 8% ВНИИ НП-360 от пробега:
1 — содержание активного бария; 2 — содержа-
ние серной кислоты.
оказалось, что скорость ее срабатывания при работе дизелей на сернистом
топливе значительно больше, чем при работе на малосернистом топливе,
в результате нейтрализации агрессивных кислот щелочным компонентом
присадки (рис. 7).
326
Кроме того, установлено, что скорость срабатывания присадки зависит
также от ее стабильности при высоких температурах.
Проведенные исследования показали, что количество связанного бария
в солях алкилфенола не является показателем нейтрализующей способности
масел с присадками, так как свободные агрессивные кислоты появляются
в маслах при наличии в них активной присадки, причем содержание их
в маслах с разными присадками различно.
Поэтому единственным критерием нейтрализующей способности масел
с присадками может служить наличие в нем свободных агрессивных кислот.
Одновременное наличие в работающих маслах агрессивных кислот и актив-
ного щелочного компонента присадки объясняется гетерогенностью системы.
Рис. 7. Срабатываемость различных при-
садок в зависимости от пробега двигателя:
1 — масло ДС-11 с 8% ВНИИ НП-360 (топливо
сернистое); 2 — масло ДС-11 с 3% АзНИИ-7 (то-
пливо сернистое); а— масло ДС-11 с 5%
ЦИАТИМ-ЗЗЭп (топливо сернистое); 4 — масло
ДС-11 с 5% ЦИАТИМ-ЗЗЭп (топливо мало-
сернистое).
Рис. 8. Зависимость вязкости масел от про-
бега тепловозов:
1 —масло ДСп-11 с АзНИИ-7 (топливо серни-
стое); 2— масло ДСп-11 с ЦИАТИМ-ЗЗЭп (то-
пливо сернистое); 3— масло ДСп-11 с ВНИИ
НП-360 (топливо сернистое); 4 —масло Д-11 (то-
пливо сернистое); 5 — масло Д-11 (топливо мало-
сернистое).
Существует гипотеза о механизме взаимодействия агрессивных кислот
и щелочного компонента присадок, основанном на диффузионных процессах,
происходящих на поверхности диспергированных в масле капель кислоты.
При уменьшении концентрации активного щелочного компонента присадки
(бария) в масле и возникновении условий, снижающих скорость диффузион-
ных процессов, часть молекул кислоты вступает во взаимодействие с угле-
водородами масла, образуя соединения типа кислого гудрона, которые,
образуя вокруг капли кислоты защитную оболочку, стабилизируют ее и
создают условия для одновременного существования агрессивной кислоты
и щелочного компонента присадки.
Данные об изменении вязкости масел в процессе работы тепловозных
дизелей (рис. 8) позволяют утверждать, что окислы серы и их производные
влияют на образование смолистых продуктов в масле. Вязкость масел при
работе тепловозных дизелей снижается, однако интенсивность снижения
различна. Меньше всего снижается вязкость тех масел, где свободные агрес-
сивные кислоты обнаружены при самом малом пробеге — около 4 тыс. км
(масло ДС-11 с 3% АзНИИ-7), а больше всего — при пробеге около 17 тыс. км
(масло ДС-11 с 8% ВНИИ НП-360), где условия для образования смолистых
продуктов самые плохие.
Данные по состоянию опытных дизелей (по нагароотложению и износу)
подтвердили полученные результаты проведенных исследований.
При сопоставлении этих данных оказалось, что наиболее интенсивно
нагар откладывается в тех дизелях, где свободные агрессивные кислоты
327
в масле обнаружены при наименьших пробегах, и в дизелях, где агрессивные
кислоты образуются при самых больших пробегах.
Это дает основание утверждать, что количества отложений на деталях
двигателей и их износ резко увеличиваются в момент, когда масло теряет
нейтрализующую способность, характеризуемую появлением в масле сво-
бодных окислов серы и агрессивных кислот.
ОЦЕНКА СРАБАТЫВАЕМОСТИ МАСЕЛ С ПРИСАДКАМИ
ПО МЕТОДУ «СЕРИЯ ПОРШНЕЙ»
К. К. ПАПОК, А. П. ЗАРУБИН, Г. В. ЗАХАРОВ
При испытании масел с присадками на двигателях, как правило, основ-
ным показателем, характеризующим эффективность действия антиокисли-
тельных и моющих присадок, служит количество углеродистых отложений,
образующихся на поршне в зоне поршневых колец и на юбке поршня за
весь период испытания.
Конечные результаты испытания не дают возможности проследить за
динамикой процесса срабатываемости присадок и не позволяют раскрыть
механизм их действия, а без этого нельзя определить оптимальные сроки
работы масла в двигателе. Для решения этих вопросов разработан метод
испытания на одноцилиндровой установке ИТ9-5, основанный на исполь-
зовании серии поршней, проработавших в процесе одного и того же испыта-
ния равные промежутки времени. Этот метод может быть использован для
изучения срабатываемости масел как в чистом виде, так и с присадками;
определения срока службы масла в двигателе; установления оптимальных
концентраций присадок в маслах; изучения механизма действия присадок.
МЕТОД «СЕРИЯ ПОРШНЕЙ»
Сущность метода «Серия поршней» заключается в проведении длитель-
ного испытания двигателя на одной и той же порции масла, в течение
которого через равные периоды времени поршни заменяют новыми с таким
расчетом, чтобы в течение одного испытания получить серию поршней,
каждый из которой работал одинаковое время на масле различной степени
отработанности. ।
В основу метода положено испытание масел на переоборудованной одно-
цилиндровой установке ИТ9-5, работающей на режиме метода ГСМ-20 [1, 2 |,
а именно:
Скорость вращения двигателя, об/мин . . . 1200
Степень сжатия......................• . 4,6
Температура, °C
в камере сгорания......................... 500
масла в картере........................... 100
Скорость циркуляции масла в системе смазки
двигателя, л/ч............................ 100
Разрежение в картере, мм вод. cm. < ... . 30
Топливо ................................ авиационный
бензин Б-70
Расход топлива, кг/ч ............ 1,3
В зависимости от поставленной задачи ряд параметров испытания может
изменяться в следующих пределах:
Температура охлаждающей жидкости, °C.......... 220—240
Количество масла, заливаемого в картер двигателя, кг 2—4
Продолжительность испытания, ч................... 5—100
Периодичность смены поршней, ч................ 1—5
328
Результаты испытания оценивают по степени загрязнения боковой
поверхности поршня черными лаковыми отложениями, количество которых
определяют с помощью специальной масштабной линейки и выражают
в процентах черного лака [3].
Метод использования серии поршней для оценки работоспособности
масла в двигателе был применен в различных вариантах для выяснения
поведения масла в двигателе.
Исследование лакообразующих свойств масел без присадок
Для выяснения изменения лакообразующих свойств масел без присадок
в зависимости от степени отработанности масла были проведены 18-часовые
испытания на масле МК-22. В картер заливали 2 кг масла и не сливали его
6 7 8 9
Рпс. 1. Поршни после двухчасовых испытаний на масле
МК-22 различной степени отработанности.
и не пополняли новым в течение всего испытания. Через каждые 2 ч испыта-
ния поршень заменяли новым, так что каждый новый поршень работал 2 ч
на масле, более отработанном, чем предыдущий поршень.
На рис. 1 представлена серия из девяти поршней после двухчасовых I
испытаний на масле МК-22 различной степени отработанности, а именно:
первый поршень — после работы на свежем масле, второй — после работы
на масле, отработавшем до этого в двигателе 2 ч, третий — на масле, отрабо-
тавшем 4 ч, и т. д., девятый поршень — после испытания на масле, отрабо-
тавшем 16 ч.
В первые часы работы масла в двигателе лакообразование остается
постоянным или даже увеличивается, а затем по мере увеличения продол-
жительности работы масла в двигателе — уменьшается, что особенно отчет-
ливо проявляется для масел, проработавших в двигателе 10 ч и более (см.
рис. 1, поршни 6, 7, 8 и 9).
Из рис. 2, на котором представлены два поршня — первый после 4 ч
работы на свежем масле МК-22 и второй после 4 ч работы на масле МК-22,
отработавшем до этого 18 ч, видно, что работавшее масло менее склонно
к образованию лаковых отложений на поршне, чем свежее масло.
329
При испытании на той же одноцилиндровой установке и по той же
методике масла МС-20 были получены результаты, аналогичные приведенным
выше (рис. 3).
Степень загрязнения поршней лаковыми отложениями в процессе испы-
таний, характеризуюшая качество работающего масла, достаточно хорошо
1 2
Рис. 2. Поршни после четырехчасовых
испытаний на масле МК-22 различной сте-
пени отработанности:
1 — на свежем масле; 2 — на масле, отработав-
шем 18 ч.
Рис. 3. Поршни после четырехчасовых ис-
пытаний на масле МС-20 различной сте-
пени отработанности:
1—на свежем масле; 2 — на масле, отработав-
шем 18 ч.
согласуется с показателями (вязкость, кислотное число, термоокислительная
стабильность и лак), получаемыми при анализе проб отработанного масла.
Исследование лакообразующих свойств масел с присадками
По методу «Серия поршней» были проведены 20-часовые испытания
различных классов масел, полученных на базе масла ДС-11, а именно:
Премиум — ДС-11 + 0,7% Сантолюб-493 + 0,7% Монто-613;
Серия 1 — ДС-11 + 0,25% Сантолюб-493 + 4% Монто-613;
Серия 2 — ДС-11 + 0,7% Сантолюб-493 + 9% Монто-613;
Серия 3 - ДС-11 + 18% Монто-702.
Поршни при этих испытаниях меняли через 5 ч работы двигателя.
Полученные результаты (табл. 1 и рис. 4) свидетельствуют о том, что
по мере увеличения продолжительности работы двигателя качество масла
Премиум быстро ухудшается и после 15 ч испытания оно не отличается
от масла ДС-11 по своим лакообразующим свойствам, так как за следующие
5 ч работы двигателя образует на поршне 100% черного лака, т. е. столько
же, сколько образуется лака за пятичасовое испытание на свежем масле
ДС-11.
ТАБЛИЦА 1
Лакообразование на поршнях при 20-часовых испытаниях масел
по методу «Серия поршней»
(температура охлаждающей жидкости 220 °C,
количество масла 2 кг)
Масло Лакообразование на поршнях по пятичасовым этапам, % черного лака
I П ПТ IV
ДС-11 95
Премиум 30 50 75 100
Серия 1 15 20 50 55
Серия 2 20 30 30 30
Серия 3 0 15 10 20
330
ТАБЛИЦА 2
Лакообразование на поршнях при 30-часовых испытаниях
масел по методу «Серия поршней»
(температура охлаждающей жидкости 240 °C, количество масла 3 кг)
‘ Масло Лакообразование на поршнях по пятичасовым этапам .% черного лака
I II Ш IV V VI
Премиум 45 40 60 95 90 80
Серия 1 35 2.) 40 45 35 40
Серия 2 30 30 25 20 25 30
Серия 3 0 15 15 15 5 20
Масло Серии 1 отли-
чается от масла Премиум бо-
лее высоким содержанием
моющей присадки, поэтому
оно срабатывается медленнее.
Если масло Премиум за 15 ч
работы двигателя полностью
теряет свойства, приданные
ему присадками, то эффектив-
ность масла Серии 1 за 20 ч
снижается примерно наполо-
вину.
Масла Серии 2 и Серии 3
на протяжении всего 20-ча-
сового испытания сохраняют
свои свойства. При этом масло
Серии 3 эффективнее масла
Серии 2.
По методу «Серия пор-
шней» испытывали 3 кг масла
в течение 30 ч и 4 кг масла
в течение 40 ч. Испытания
проводили при более высо-
ком температурном режиме
(температура охлаждающей
жидкости 240 °C). Получен-
ные результаты (табл. 2 и 3)
хорошо согласуются с резуль-
татами 20-часовых испытаний
этих масел. Эксперименталь-
ные данные показывают, что
по методу «Серия поршней»
можно легко проследить за
срабатываемостью присадок
при работе масла в двига-
теле.
Рис. 4. Поршни поело 20-часовых
испытаний масел различных клас-
сов:
Г--Премиум; 2 — Серия 1; 3 — Серия 2;
4 — Серия 3.
331
ТАБЛИЦА 3
Лакообразование на поршнях при 40-часовых испытаниях
масел по методу «Серия поршней»
(температура охлаждающей жидкости 240° С, количество масла 4 кг)
Масло Лакообразование на поршнях по пятичасовым этапам, % черного лака
I II III IV V VI VII VIII
Премиум 55 60 75 85 85 85 100 100
Серия 2 25 15 15 25 30 25 10 20
Определение наивыгоднейших условий долива свежего масла к отработанному
Метод «Серия поршней» может быть использован для установления
оптимальных сроков и условий долива свежего мавла. Примером служат
результаты испытаний масел Премиум и Серии 2.
Испытания состояли из четырех циклов по 20 ч каждый при температуре
охлаждающей жидкости 240° С. Испытуемое масло сначала заливали в кар-
тер в количестве 3 кг, а через каждые 20 ч работы доливали 50% свежего
масла, для чего составляли смесь из 1,5 кг отработанного масла и 1,5 кг
свежего.
Таким образом, первый цикл испытаний проводили на свежем масле,
второй, третий и четвертый циклы — на смесях отработанного масла со
свежим. В течение всего 80-часового испытания после каждых 5 ч работы
меняли поршни.
Результаты испытаний приведены в табл. 4.
ТАБЛИЦА 4
Лакообразование на поршнях при 80-часовых испытаниях
с доливом свежего масла через каждые 20 ч
Масло 20-часо- вые циклы Лакообразование на поршнях за каждые 5 ч при испытании на масле разно# отработанности, % черного лака
I И III IV
Премиум 1 35 50 70 90
2 40 70 90 80
3 50 90 85 90
4 40 100 85 90
Серия 2 1 30 20 15 30
2 25 25 15 25
3 10 25 20 25
4 5 25 20 25
При испытании масла Премиум оказалось, что после 15 ч работы в дви-
гателе оно почти полностью теряет эксплуатационные свойства, приданные
ему присадками, и поэтому свежее масло, добавленное через 20 ч работы
двигателя, не восстанавливает этих свойств.
Основываясь на результатах испытаний первого 20-часового цикла,
можно предположить, что при доливе свежего масла через 10 ч эксплуата-
ционные свойства масла восстановились бы. В этом нас убеждают резуль-
таты испытания масла Серии 2.
Как видно из результатов, приведенных в табл. 4, даже после первого
20-часового испытания масла Серии 2 лакообразование на поршне оказы-
вается незначительным (30% черного лака), т. е. в работавшем масле сохра-
няется достаточный запас качества.
332
В этом случае свежее масло, добавленное через 20 ч, обеспечивает хоро-
шее состояние поршневой группы и после 80 ч испытания.
Эти примеры показывают, что эффективность использования масла
с присадкой во многом зависит от условий долива свежего масла в процессе
эксплуатации двигателя.
ОЦЕНКА СРАБАТЫВАЕМОСТИ МОЮЩИХ И АНТИОКИСЛИТЕЛЬНЫХ
ПРИСАДОК
Срок службы масел с присадками в двигателях зависит от режима
работы двигателя и его состояния, особенностей эксплуатации масляной
системы (объем, скорость циркуляции, система фильтрации, условия долива
и др.), условий эксплуатации двигателя, ка-
чества масла и топлива.
При строго стандартном режиме работы
двигателя в стендовых условиях и при стан-
дартных условиях эксплуатации масляной
системы срок службы масла в двигателе це-
ликом зависит от качества масла и прежде
всего от скорости срабатывания присадок,
содержащихся в масле.
В настоящее время наиболее важными
и- распространенными присадками к мотор-
ным маслам являются моющие и антиокисли-
тельные присадки.
Вопросу срабатываемости этих присадок
в двигателях посвящено довольно много ра-
бот [4—9 и др.], в которых говорится о дина-
Проволжительность испытания, ч
Рис. 5. Кривые лакообразования:
1—50% масла Премиум; 2— 10%
масла Серии 2; 3 — 100% масла Пре-
миум; 4 — 5% масла Серии 4.
мике срабатывания присадок в зависимости
от продолжительности испытания, концен-
трации присадки в масле, содержания серы
в топливе, прорыва газов из камеры сгорания, режима работы двигателя,
условий долива свежего масла и др.
И хотя исследователям удалось вскрыть ряд интересных закономерно-
стей, проблема срабатывания присадок в двигателях еще не разрешена.
В большинстве работ степень срабатываемости присадок определяли
по зольности, щелочности, кислотности, содержанию металла присадки
в масле и пр., т. е. по показателям, не дающим полного представления об
изменении действительной эффективности присадок.
Как было сказано выше, метод «Серия поршней» позволяет оценивать
изменение лакообразующей способности масел с присадками и тем самым
получать прямую характеристику эффективности моющих и антиокислитель-
ных присадок, содержащихся в испытуемом масле.
Для сравнительной оценки срабатываемости моющих и антиокислитель-
ных присадок предлагается использовать метод «Серия поршней» в следую-
щем варианте. Образец масла с присадками в количестве 2 кг при темпера-
туре охлаждающей жидкости 220 °C испытывают на одноцилиндровой уста-
новке по методике, приведенной выше, в течение 20 ч со сменой поршней
через каждые 5 ч испытания. Таким образом, за время испытания получают
серию поршней с различным количеством лака на их боковой поверхности.
Полученные результаты выражают в процентах черного лака и по ним
строят кривую лакообразования в зависимости от продолжительности
испытания (рис. 5). Для построения кривой лакообразования берут такую
серию поршней, в которой на последнем поршне содержится не менее 70%
черного лака. На кривой лакообразования находят точку, соответствующую
50% черного лака, и, опустив из нее перпендикуляр на ось абсцисс, опреде-
ляют время в часах, за которое поршень при работе на испытуемом масле
покрывается на 50% черным лаком.
333
При образовании на поршне 50% лака считают, что действие присадки
практически прекратилось, а время, потребовавшееся для образования на
поршне 50% лака, взято в качестве характеристики срока действия при-
садки.
Для оценки масел с высокоэффективными присадками (Серия 1, Серия 2
и др.), которые за 20 ч испытания дают незначительное лакообразование
на поршнях, их разбавляют эталонным маслом так, чтобы при испытании
этой смеси в течение 20 ч можно было получить серию поршней, обеспечи-
вающую построение кривой лакообразования.
При испытании смеси испытуемого масла с эталонным маслом срок
действия присадок вычисляют по формуле:
Т - 100г
И
где Т — срок действия присадок, ч;
t — время, в течение которого при испытании смеси масел образуется
50% лака на поршне (определяется графически), ч;
V — содержание испытуемого масла в эталонном масле, %.
Приведенные в табл. 5 результаты испытаний масел различных классов
в смеси с эталонным маслом ДС-11 показывают, что срок действия присадок
достаточно точно определяется при содержании испытываемых масел в эта-
лонном масле от 2 до 25 %, что соответствует содержанию присадок в сме-
сях от 0,35 до 1,9%.
ТАБЛИЦА 5
Результаты испытания различных смесей масел по методу «Серия поршней»
Состав масла Лакообразование на порш- нях за пятичасовые этапы, % черного лака Время работы ^смеси до образо- вания 50% чер- ного лака (по графику), ч Срок действия присадок, ч
I И Ш IV
Масло Премиум 30 50 75 100 10 10
50% масла Премиум+ 50% ДС-11 .... 45 75 — — 6 12
25% масла Премиум4-75% ДС-11 .... 65 85 —. — 3,5 .14
25% масла Хеви-ДьютиД-75% ДС-11 . . . 45 95 — -— 5,5 22
25% масла Сории 1 + 75% ДС-11 15 50 70 85 10,5 42
10% масла Сории 1 + 90 % ДС-11 60 100 — — 4 40
25% масла Лопглайф+75% ДС-11 . . . 20 45 80 — И 44
10% масла Лопглайф -|-90% ДС-11 . . . 70 95 — —. 3,5 35
20% масла Серии 2 + 80% ДС-11 ...... 10 25 50 70 15,5 78
10% масла Серии 2 + 90% ДС-11 25 65 85 — 7,5 75
10% масла Серии 3 + 90% ДС-11 30 60 80 — 8,5 85
5% масла Серии 3 + 95% ДС-11 45 100 — 1 5,5 110
5% масла Серии 4 + 95% ДС-11 15 30 40 75 15,5 310
2% масла Серии 4 + 98% ДС-11 15 70 100 — 6,5 325
Таким образом, по методу «Серия поршней» при испытании масел,
содержащих 0,5—2% присадки, удается получить (максимум за 20 ч испыта-
ния) кривую лакообразования, позволяющую оценить срок действия при-
садок. По показателю «Срок действия присадок», как это видно из табл. 6,
можно дифференцировать масла различных классов по их лакообразующим
свойствам. Следует отметить, что срок действия масел без присадок но
методу «Серия поршней» равен 2—6 ч.
Из приведенных выше сведений можно сделать вывод, что метод «Серия
поршней» можно использовать не только для оценки срока действия приса-
док, содержащихся в неизвестном масле, но и для сравнительной оценки
срока действия новых присадок.
334
ТАБЛИЦА 6
Результаты испытания различных масел по методу «Серия поршней»
Класс масла Состав масла Срок действия присадок ч
Премиум ДС-11 + 0,7% Сантолюб-493+ 0,7% Монто-613 10
Хеви-Дьюти ДС-11+0,7% Сантолюб-493+ 1,5% Монто-613 20
Серия 1 ДС-11+ 0,25% Сантолюб-493+ 4% Монто-613 ДС-11+0,7% Сантолюб-493+ 9% Монто-613 40
Серия 2 75
Серия 3 ДС-11+ 18% Монто-702 100
Серия 1 Л онглайф 40
Для судовых ди- зелей ДС-11+25% Оробис-218Л 320
Хеви-Дьюти АС-9,5 + 0,7% Сантолюб-493 +1,5% Монто-613 30
Серия 1 АС-9,5+ 0,25% Саптолюб-493 + 4% Монто-613 45
То же МТ-16 НКЗ + 4,5% ИП-22к + 2% БФК-1 + + 0,002% ПМС-200А 55
» ДС-11 + 6,5% БФК-1+0,5% ЛАНИ-317 + 0,2% ПМС-200А 60
ДС-11+ ю% БФК-1 + 1% ЛАНИ-317+ 0,005% 75
ПМС-200А
выводы
1. Разработан метод испытания масел с присадками на одноцилиндро-
вом двигателе, основанный на использовании в одном испытании нескольких
поршней.
2. Метод «Серия поршней» может быть использован:
для изучения срабатываемости масел как в чистом виде, так и с при-
садками;
для определения срока службы масла в двигателе;
для установления оптимальной концентрации присадки в масле;
для изучения механизма действия присадок;
для классификации масел по стабильности.
ЛИТЕРАТУРА
1. 11 а п о к К. К., Зарубин А. И., Захаров Г. В., Азорб. нефт. хоз., № 9
(1956).
2. Папок К. К., 3 а р у б и н А. П., Захаров Г. В., Химия и технология
топлив и масел, № 2 (1959).
3. П а п о к К. К., 3 а р у б и н А. П., Захаров Г. В., Влияние топлив и масел
на образование отложений в двигателях, ЦНИИТЭнефть, 1956.
4. П у ч к о в Н. Г., Боровая М. С., Б е л я п ч и к о в Г. П., Г а в р ю-
х и н В. М., Химия и технология топлив и масел, № 2 (1957).
5. И т и н с к а я Н. II., Дегтярев М. Д., Химия и технология топлив и масел$
№ 10 (1957).
6. В и п п е р А. Б., М о с и х и н Е. П., Белова С. Р., Химия и технология г
топлив и масел, № 1 (1959).
7. Косякин А. Р., Химия и технология топлив и масел, № 3 (1960).
8. Р е з н и к о в В. Д., Боровая М. С., Химия и технология топлив п масел,
№ 10 (1961).
9. Пучков II. Г., Резников В. Д., Химия и технология топлив и масел, № 5
(1964).
ИЗМЕНЕНИЕ СВОЙСТВ МАСЕЛ РАЗЛИЧНЫХ КЛАССОВ
ПРИ ХРАНЕНИИ И ОЦЕНКА СТЕПЕНИ ИХ ЧИСТОТЫ
К. К. ПАПОК, Б. С. ЗУСЕВА
ИЗМЕНЕНИЕ ТЕРМООКИСЛИТЕЛЬНОЙ СТАБИЛЬНОСТИ И МОЮЩЕГО
ПОТЕНЦИАЛА МАСЕЛ С ПРИСАДКАМИ ПРИ ХРАНЕНИИ
Чтобы выяснить, как изменяется термоокислительная стабильность
и моющий потенциал масел с присадками в процессе хранения, на базе
масла ДС-11 с различными композициями зарубежных и отечественных при-
садок были изготовлены масла различных классов (от Премиум до Серии 3)
и заложены на длительное хранение.
В августе 1961 г. в лабораторных условиях была приготовлена партия
масел с зарубежными присадками. Каждый образец готовился в количестве
0,5 л. Пробы масла хранили в стеклянной таре на рассеянном свету в неота-
пливаемом закрытом хранилище. Контрольные анализы были сделаны
в феврале 1964 г. и в апреле 1965 г.
Анализы показали (табл. 1), что после 2 лет и 7 месяцев хранения все
масла с бариевыми и кальциевыми композициями зарубежных присадок
сохранили термоокислительную стабильность (за исключением Серии 3
кальциевой), а после 3 лет и 9 месяцев хранения у 50% образцов, а именно
в маслах класса Хеви-Дьюти, Серии 1 и Серии 3 с бариевыми присадками
и у масел Премиум, Серии 1 и Серии 3 с кальциевыми присадками термоокис- '
лительная стабильность снизилась на 10—25 мин.
таблица 1
Изменение свойств масел различных классов при хранении их в стеклянной таре
Термо окислительная стабильность, мин Моющий потенциал, %
Масла Содержание присадок О Fi ГО ф V R Ю О Еч й ь го « ГО
в масле ДС-11 № 4 S+ № «Эк "si
иго "gs ИГО О И «si
и го 2 g ® ® 2 £ И Го ® 2 ® го g
s А ON Я 3® « О С— ГО S® В,
И н и я н и о и и й1 й н и
Премиум 0,7% антиокислительной +0,7% бариевой . . 0,7% антиокислительной 52 49 i 55 10 5 10
Хеви-Дьюти
+1,5% бариевой . . 60 56 50 20 20 20
Серия 1 0,25% антиокислитель- ной + 4% бариевой . 0,7% антиокислительной 60 58 34 50 50 60
Серия 2
+ 9% бариевой . . . 86 84 — 75 80 —
Серия 3 18% бариевой 76 73 63 85 85 90
Премиум Хеви-Дьюти 0,6% антиокислительной 0,6% антиокислительной 45 49 35 20 5 5
+ 2,6% кальциевой . 0,5% антиокислительной 45 40 45 60 30 35
Серия 1
+ 4,5% кальциевой . 45 40 35 65 — 60
Серия 2 11% кальциевой .... 47 46 45 85 — 90
Серия 3 17% кальциевой .... 68 52 54 85 — 90
Для судовых 25% кальциевой .... 110 92 139 85 — 90
двигателей
Моющий потенциал у всех масел после 3 лет и 9 месяцев хранения
остался без изменения, за исключением масел Премиум и Хеви-Дьюти с каль-
циевыми присадками, у которых моющий потенциал резко снизился даже
через 2 года и 7 месяцев.
336
В августе 1962 г. из ВНИИ НП была получена партия масел различных
классов в железных бочках, приготовленная в полузаводских условиях.
Из этих бочек были отобраны пробы масел по 0,5 лив стеклянной таре поста-
влены на хранение в неотапливаемое закрытое хранилище. Бочки с маслами
хранили на открытой площадке.
В феврале 1964 г. и в апреле 1965 г. были сделаны контрольные анализы,
результаты которых приведены в табл. 2.
ТАБЛИЦА 2
Изменение свойртв масел различных классов при хранении*
Масла Условия хранения Термоокислительная стабильность, мин Z Моющий потенциал, %
у исходного образца после 1,5 го- да хранения после 2 лет и 8 месяцев хранения у исходного образца после 1,5 го- да хранения после 2 лет и 8 месяцев хранения
С бариевыми присадками: Премиум В стеклянной таре 55 42 38 20 10 10
В железных бочках 55 40 — 20 0 .—
Хеви-Дьюти В стеклянной таре 62 46 40 30 40 20
В железных бочках 62 47 — 30 40 —
Серия 2 В стеклянной таре 75 50 40 85 85 80
В железных бочках 75 50 — 85 85 —
Серия 3 В стеклянной таре 70 41 35 90 85 85
В железных бочках 70 40 — 90 85 —
С кальциевыми присадками: Хеви-Дьюти В стеклянной таре 45 32 29 50 50 30
В железных бочках 45 32 — 50 50 —
Серия 1 В стеклянной таре 37 44 30 60 50 20
В железных бочках 37 39 — 60 60 —
Серия 2 В стеклянной таре 40 42 40 90 90 30
В железных бочках 40 38 — 90 80 —
Серия 3 В стеклянной таре 75 64 35 90 90 30
В Железных бочках 75 62 — 90 85 —
* Содержание присадок в различных маслах то же. что и в табл. Г.
Как видно, уже после 1,5 года хранения как в стеклянной таре, так
и железных бочках термоокислительная стабильность всех масел, за
исключением масел Серии 1 и Серии 2 с кальциевыми присадками, снизи-
лась на 12—30 мин, а после 2 лет и 8 месяцев хранения наблюдалось даль-
нейшее снижение термоокислительной стабильности масел, хранившихся
в стеклянной таре (после 1,5 года хранения наблюдение за маслами в бочках
было прекращено).
Моющий потенциал у всех масел, за исключением масла Премиум с барие-
выми присадками, за 1,5 года хранения не изменился, а за 2 года и 8 месяцев
хранения у всех масел с кальциевыми присадками моющий потенциал сни-
зился на 20—60 единиц.
Интересно, что масла лабораторного приготовления (август 1961 г.)
при хранении в стеклянной таре оказались более стабильными, чем масла,
приготовленные в полузаводских условиях (см. табл. 1 и 2). Это дает осно-
вание предполагать, что условия смешения масел с присадками влияют на
стабильность масла при хранении.
Результаты анализов масел с отечественными присадками приведены
в табл. 3.
Через 1,5 года хранения термоокислительная стабильность всех масел
(за исключением двух образцов) практически осталась неизменной, а через
22 Заказ 60.
337
ТАБЛИЦА 3
Изменение свойств масел различных классов с отечественными присадками
при хранении
Масла Содержание присадок в масле ДС-11 Условия хранения Термоокислительная стабильность, мин Моющий потен- циал, %
у ИСХОДНОГО образца после 1,5 го- да хранения после 2 лет и 8 месяцев хранения у исходного образца после 1,5 го- да хранения после 2 лет и 8 месяцев хранения
Хеви- Дьюти 3% ВНИИ НП-370+1% В стеклянной таре 65 62 45 50 60 40
ПМС’Я+ 0,5% ЛЗ-23к+0,005% ПМС-200А В железных бочках 65 65 — 50 60 —
Серия 1 5% ВНИИ НП-370+2% ПМС’Я + 0,5% ЛЗ-23к + 0,005% ПМС-200А В стекляйной таре В железных бочках 68 68 68 53 53 55 55 55 60 60
Серия 2 11% ВНИИ НП-370+4% ПМС’Я + 0,5% ЛЗ-23к+0,005% ' ПМС-200А В стеклянной таре В железных, бочках 77 75 62 '75 69 90* 90* 50* 70* о
Серия 3 15% ВНИИ НП-370 + 6% ПМС’Я+0,5% Л3-23к + 0,005% ПМС-200А В стеклянной таре В железных бочках 89 89 82 80 80 95* 95* 40* 0
* Фильтрованные образцы.
2 года 8 месяцев хранения в стеклянной таре снизилась на 8—20 мин. Мою-
щий потенциал масел Хеви-Дьюти и Серии 1 после 2 лет и 8 месяцев хране-
ния не изменился, у масел Серии 2 и Серии 3 после 1,5 года хранения сни-
зился на 20—55 единиц, после 2 лет и 8 месяцев хранения дошел до нуля.
ИССЛЕДОВАНИЕ ЧИСТОТЫ МОТОРНЫХ МАСЕЛ И ПРИСАДОК
Для определения чистоты масел и присадок разработан следующий
метод. Исследуемый образец масла или присадки при комнатной температуре
растворяют в бензине «Галоша» и пропускают под вакуумом с остаточным
^давлением 20—30 мм рт. ст., через биологический фильтр № 4 с диаметром
27 мм, заложенный в разъемную металлическую воронку (ГОСТ 10734—64).
При определении чистоты масел берут навеску 5 г и растворяют в 45 мл
бензина «Галоша», при определении чистоты присадок берут навеску 1 г
и растворяют в 49 мл бензина «Галоша». (
Степень чистоты масла или присадки определяют по числу фильтраций
и по количеству загрязнений в масле. Число фильтраций определяют по
количеству фильтров, необходимых для полного отфильтровывания всего
раствора масла или присадки, при обязательной смене фильтров через каж-
дые 5 мин.
Количество загрязнений определяют по разности весов биологического
фильтра до и после фильтрации раствора масла (с доведением до постоянного
веса при 100 °C). В тех случаях, когда при фильтрации растворов испытуе-
мых продуктов, содержащих большое количество загрязнений, приходится
несколько раз менять фильтры, за показатель загрязнения масла принимают
сумму осадков на всех фильтрах. Количество загрязнений выражают
в лег/100 г испытуемого масла или присадки.
338
Расхождение между параллельными опытами не должно превышать
20 .wa/lOO г при загрязнениях до 200 .мг/100 г, а при загрязнениях свыше
200 .мг/100 г расхождение должно быть не более 10% от наименьшего резуль-
тата. Степень загрязнения масла ориентировочно может быть оценена и визу-
ально по цвету фильтров.
При проверке чистоты моторных масел без присадок оказалось, что все
товарные масла, как правило, имеют высокую степень чистоты: число филь-
траций равно 1, т. е. они хорошо фильтруются через один фильтр, а количе-
ство загрязнений в них не превышает 30 .мг/100 г.
Степень чистоты моторных масел, содержащих различные присадки,
колеблется в очень широких пределах: на фильтрование отдельных образ-
цов нужно до шести фильтров, а содержание загрязнений доходит до
300 .мг/100 г (табл. 4).
ТАБЛИЦА 4
Степень чистоты масел различных классов
Масло Содержание присадок в масле ДС-11 Степень чистоты
ЧИСЛО фильтраций загрязнение лег/ 100 г
Премиум 0,7% Сантолюб-493-f-О, 7% Монто-613 1 40
0,6% Оробис-267 1 26
5% СК-114-1,2% ДФ-11 2 . 168
5% СК-34-1,2% ДФ-11 1 96
0,7% ЛАНИ-3174-0,7 %БФК-1 1 46
Хеви-Дьюти 0,7% Сантолюб-493+ 1,5% Монто-613 1 36
0,6% Оробис-2674-2,6% Оробис-2054 3% ВНИИ НП-3704-1% ПМС’Я4-0,5% Л3-23к4- 1 26
4-0,005% ПМС-200А 2 236
5% БФК-14-2% СБ-34-0,005% ПМС-200А . . . 2 106
0,7% ЛАНИ-3174-1,5% БФК-1 1 72
Серия 1 0,25% Сантолюб-4934-4% Монто-613 1 36
0,5% Оробис-267 4-4,5% Оробис-2054 5% ВНИИ НП-3704-2% ПМС’Я4-0,5% Л3-23к4- 1 50
4-0,005% ПМС-200А 5% БФК-14-3% СБ-34-0,5% ЛЗ-23к4-0,005% 2 116
ПМС-200А 2 184
0,25 ЛАНИ-3174-4% БФК-1 1 74
Серия 2 0,7% Сантолюб-4934-9% Монто-613 1 36
11% Оробис-2054 11% ВНИИ НП-3704-4% ПМС’Я4-О,5% Л3-23к4- 1 32
4-0,005% ПМС-200А 11% БФК-14-4% СБ-34-0,5% Л3-23к 4-0,005% 6 308
ПМС-200А 0,5% ЛАНИ-3174-6,5% БФК-14-0,005% 2 142
ПМС-200А 2 64
Серия 3 18% Монто-702 1 30
17% Оробис-2112А 15% ВНИИ НП-3704-6% ПМС'Я4-0,5% Л3-23к4- 1 34
4-0,005% ПМС-200А 15% БФК-14-6% СБ-34-0,5% ЛЗ-23к4-0,005% 5 258
ПМС-200А 1 136
1% ЛАНИ-3174-Ю% БФК-14-0,005% ПМС-200А 1 88
Масла с присадками Монто, Сантолюб и Оробис имеют высокую степень
чистоты: число фильтраций у них равно 1, а количество загрязнений в пре-
делах 26—40 .мг/100 г. Масла же с присадками ВНИИ НП-370, БФК-1,
СБ-3 и др. очень загрязнены: число фильтраций доходит до 6, а содержание
загрязнений — до 308 .мг/100 г.
Изменение чистоты минеральных масел под влиянием присадок объяс-
няется тем, что сами присадки недостаточно чисты (табл. 5). Из таблицы
22*
339
видно, что для присадок ЛАНИ-317, Сантолюб-493, Монто-613, 702 и Оро-
бис-267, 2054, 2112А число фильтраций равно 1, а количество загрязнений
в них не превышает 80 .адг/ЮО г.
ТАБЛИЦА 5
Степень чистоты различных присадок
Присадки Степень чистоты
ЧИСЛО фильтраций загрязнение лег/100 г
Сантолюб-493 1 75
Монто-613 1 75
Оробис-2054, 267, 2112А 1 80
Монто-702 1 . 1 50
ЛАНИ-317 1 80
ЦИАТИМ-339 1 140
БФК-1 1 190
Л3-23к 1 210
ВНИИ НП-371 1 220
ВНИИ НП-360 1 380
АзНИИ-ЦИАТИМ-1 2 660
АзНИИ-7 2 850
ИП-22 4 520
ВНИИ НП-370 4 850
ВНИИ НП-167 4 1260
СВ-3 4 1350
ПМС’Я 9 2070
Большинство же присадок уступает по этим показателям упомянутым
выше присадкам, а такие присадки, как ПМС’Я, СБ-3 и ВНИИ НП-370,
очень сильно загрязнены (от 850 до 2070 лгг/100 г) и имеют числа фильтраций
от 4 до 9. Но любая из присадок может быть изготовлена с различной сте-
пенью чистоты.
Была проверена степень чистоты масел с зарубежными присадками
лабораторного (август 1961 г.) и полузаводского (апрель 1964 г.) смешения
ТАБЛИЦА 6
Степень чистоты масел различных классов при лабораторном
и полузаводском смешении
Ь 1асло Степень чистоты
число фильтраций загрязнение, мг/t00 г
лаборатор- ное смеше- ние полузавод- ское смеше- ние лаборатор- ное смеше- ние полузавод- ское смеше- ние
С зарубежными ками Премиум бариевыми присад- 1 1 28 46
Хеви-Дьюти 1 2 48 104
Серии 2 . . 1 3 38 198
Серии 3 . . 1 2 30 96
С зарубежными садками Премиум кальциевыми при- 1 54
Хеви-Дьюти 1 2 30 56
Серии 2 . . 1 2 32 152
С отечественными присадками ВНИИ НП Серии 1 4 72
Серии 2 . . —- 6 — 308
Серии 3 . . — 5 — 258
340
и отечественных масел полузаводского смешения. Как видно из табл. 6,
масла полузаводского смешения значительно грязнее масел лабораторного
смешения, этим, по-видимому, и объясняется различие в их стабильности
при хранении.
Для контроля за чистотой масел и присадок рекомендуется использовать
метод оценки степени чистоты и руководствоваться нормами, приведенными
в табл. 7.
ТАБЛИЦА 7
Допустимые нормы степени чистоты
Степень чистоты
Продукты ЧИСЛО загрязнение
фильтраций лиг/100 г (не более)
Масла без присадок 1 30
Масла с присадками 1 50
Присадки 1 150
выводы
1. У масел различных классов (от Премиум до Серии 3 включительно)
как с зарубежными, так и отечественными присадками при длительном хра-
нении снижаются термоокислительная стабильность и моющий потенциал.
2. Масла с кальциевыми присадками менее стабильны в отношении
изменения моющего потенциала при хранении, чем масла с бариевыми
присадками.
3. У масел с недостаточной степенью чистоты термоокислительная
стабильность и моющий потенциал при хранении изменяются значительно
раньше, чем у более чистых масел.
4. Разработан лабораторный метод оценки степени чистоты масел и
присадок и рекомендуются нормы по степени чистоты для масел без при-
садок, масел с присадками и для присадок.
ПОЛУЧЕНИЕ КОНСЕРВАЦИОННЫХ МОТОРНЫХ МАСЕЛ
В. С. ЛУНЕВА, В. Ф. ФИЛИППОВ, М. К. ЛЕВИТИН
Основными требованиями, предъявляемыми к консервационным маслам,
являются обеспечение длительного хранения машин и механизмов [1, 2]
и возможность работы двигателя непосредственно после консервации, т. е.
без замены масла, что должно исключить расходы, связанные с процессами
переконсервации механизмов.
За границей созданы масла [3, 4], обладающие и моторными, и предо-
хранительными свойствами. В отечественной и зарубежной литературе
имеются патенты и многочисленные рекомендации по использованию анти-
коррозионных присадок и присадок, улучшающих моторные качества масел
[5—7]. Однако не все антикоррозионные присадки обладают хорошими
защитными свойствами.
Хорошими защитными свойствами обладают многозольный сульфонат
кальция (ПМС’Я), полнозамещенный алкилфенолят кальция формальдегид-
ной конденсации (ВНИИ НП-370п), оксипропилированный алкилфенолят
бария (ВНИИ НП-380), синтетические жирные кислоты с углеводородными
радикалами Сг0 — Сз0, выделенные из кубового остатка (СЖК), и др. [8].
Слабыми защитными свойствами обладают тиофосфаты и алкилсалици-
латы металлов, а также товарные масла без присадок.
341
Защитные свойства исследованных масел и присадок определяли на пла-
стинах из разных металлов «методом циклов» [9], сравнивая их с промыш-
ленными консервационными присадками [10, 11] типа К-17н и НГ-203Б.
Один цикл испытания над водой продолжается 24 ч, причем сначала испыта-
ние ведут при 50 °C и относительной влажности ф = 100 % в течение 2 ч, нагре-
вают 2 ч и охлаждают 2 ч (всего 6 ч), затем при температуре 20 °C и ф = 60% —
в течение 18 ч. Испытания проводили в присутствии SO2 (1 мг/л) и без него.
При определении защитных свойств масел с присадками и компози-
циями присадок оказалось, что с уменьшением концентрации присадок пони-
жается защитный эффект масла. Сочетание присадок различного типа в опре-
деленных концентрациях может обеспечить удовлетворительную защиту
металлов от коррозии.
При подборе композиции присадок учитывали опыт применения мотор-
ных масел [12, 13] и функциональное действие присадок различных типов
[5, 6]. Например, присадка ПМС’Я является одним из компонентов в ком-
позиции присадок для многих моторных масел, она обладает хорошими мою-
щими и антикоррозионными свойствами; при сочетании присадок ПМС’Я
и ВНИИ НП-380 зти свойства усиливаются и одновременно улучшаются
адгезионные свойства. Для улучшения депрессорных, антиокислительных
и противоизносных свойств была использована присадка ВНИИ НП-167
(диалкилфенилдитиофосфат бария); для улучшения смазывающих и противо-
износных свойств добавляли также присадку СЖК.
Установлено, что при повышении содержания СЖК в композиции улуч-
шается защитный эффект, но ухудшаются антикоррозионные свойства масла
по отношению к свинцу.
В результате предварительных исследований была подобрана компози-
ция присадок КП следующего состава (в вес. ч.):
ВНИИ НП-380 ............... 7,5
ПМС’Я...................... 7,5
СЖК................। . 3
ВНИИ НП-167 ................ 1
ПМС-200А.................. 0,005
ТАБЛИЦА 1
Физико-химическая характеристика композиции присадок и масел с присадками
Показатели Композиция присадок КП вес. ч. Масло с композицией присадок
МТ-16 + 20% КП АС-9,5+ 20% КП
Вязкость, сст при 100 °C 22,2 15,90 11,09
» 50 °C 205,1 123,88 74,88
Коксуемость, % — 1,47 1,63
Зольность, % 9,9 1,98 2,37
Содержание механических примесей, % — 0,1 0,1
Температура, °C: застывания -20 —25 -20
вспышки в открытом тигле .... — 225 194
Коррозионность на пластинах из свинца С-1, г/ле2 7,8 3,24 4,52
Содержание воды ОПИ Следы 34,1 33,8
Предельная нагрузка сваривания Рс, кГ __ 32,0 31,0
Критическая нагрузка Рк, кГ — 22,0 22,0
Реакция, ±ДрН 1,2 1,2 0,8
Общая щелочность (титрованием до pH = 2), мг КОН/г 66,7 15,2 17,4
Общая кислотность (титрованием до pH = 10), мг КОН/лел 3,7 , 1,2 1,0
342
Физико-химическая характеристика КП и масел, содержащих КП,
приведена в табл. 1. На рисунке и в табл. 2 приведена характеристика
кислотно-основных свойств [14 ] присадок и масел с композицией присадок.
Объем 0,1 н. растворов НС1 а КОН,
пошедших на титрование, пл
Объем 0, /н.растворов НС1 и КОН,
пошедших на титрование, мл
б
Кривые потенциометрического титрования кислотой
и щелочью:
а — исходных присадок; б — масел с присадками:
1 — ВНИИ НП-380; 2 — ПМС'Я; 3 — СЖК (~ С.в);
4 — МТ-16 + КП; 5 — АС-9,5 + КП.
При введении 19—20% указанных присадок в базовые товарные масла
защитный эффект повысился до трех — пяти циклов при испытании с сер-
нистым газом и до десяти циклов без сернистого газа (табл. 3), т. е. были
получены лучшие результаты, чем при применении консервационных сма-
зочных материалов типа К-17н и НГ-203Б и масла с 4,5% присадки Любри-
343
ТАБЛИЦА 2
Оценка кислотно-основных и защитных свойств присадок и масел с присадками
Продукты Кислотно-основные свойства (потенциометрический метод) Защитные свойства (метод циклов с сер- нистым газом)
реакция, ±ДрН общая щелоч- ность мг КОН/г общее кислот- ное число мг КОН/г чугун сталь/свинцовистая бронза
число циклов балл коррозии* число циклов балл кор- розии *
ВНИИ НП-380 . . . 7,8 42,8 8 0 8 0/0
ПМС’Я 2,0 125,4 — 10 0 6 0/4
СЖК (~С25) -1,8 —— 106 8 2° 3 3/5°
ВНИИНП-167 . . . —2,4 — 21,4 1 5" 1 0/2
МТ-16+КП 2,1 15,2 1,4 5-6 3° 5-7 0/0
К-17н 1,3 10,1 0,34 4 4 3 2/0
НГ-203Б -1,0 5,05 5,9 6 4 8 2/6
* Баллом коррозии оценивают распространение коррозии по площади (от 0 — отсутствие до 10 —
по всей площади), а индексом отмечают ее интенсивность.
зол-276, улучшающей защитные свойства масел. Масла с композицией при-
садок имеют слабощелочную реакцию в пределах ДрН = 2; они не агрессивны
по отношению к черным и цветным металлам. Значения ОПИ, Рс, Рк (см.
табл. 1) у масел, содержащих КП, близки к показателям для трансмиссион-
ных масел. Защитные свойства ТАП-15 с КП заметно улучшаются (см.
табл. 3).
Результаты более длительных испытаний защитных свойств масел с КП,
проведенных методом циклов в термовлагокамере ТВК-2н, приведены
в табл. 4.
Моторные свойства масел, содержащих КП,, оценивали на установке
ИКМ-1 по методу ИКМ-10ФГ для карбюраторных масел и на установках
ИТ9-3 по методу ИДМ-50Ф для дизельных масел [15] (табл. 5 и 6).
Результаты испытания в термовлагокамере защитных свойств товарных масел
Ст. 3 Ст. 45
в начале испытания по окончании испыта- ния в начале испытания по окончании испыта- ния
Масла число цик- лов 1 коррозия число цик- лов коррозия потеря в весе г/м2 число цик- лов коррозия число цик- лов коррозия потеря в весе г/м2
Композиция присадок
КП — — 56 Отсут- ствует 0,0034 — — 56 Отсут- ствует 0,0037
АСп-9,5 + 20% КП . . . — — 56 1 т. 0,0040 — — 56 1 т. 0,0040
ДСп-11+ 20% КП . . . 33 3 т.* 56 3 т. 0,0048 56 1 т. 0,006
МГ-16п + 20% КП . . . — — 56 Не- сколько точек 0,0026 33 1 т. 56 2 т. 0,0076
АСЗп-10 + 20% КП . . . — — 56 3 т. 0,0044 — — 56 3—5 т. 0,0033
* Точки коррозии.
344
ТАБЛИЦА 3
Оценка защитных свойств масел без присадки и масел с присадками
(методом циклов с сернистым газом и без него)
Наименование Чугун легированный и серый Сталь/свинцовистая бронза
ЧИСЛО циклов балл кор- розии привес ЧИСЛО циклов балл коррозии привес е/м8
С сернистым газом
МТ-16 .... 1 10" 1 8'/10" —
АС-9,5 .... 1 10" .— 1 0/4° —
АСп-9,5 . . . 1 9" — 1 9710 —
АСЗп-10 . . . 1 10" — 1 574° —
ТАП-15 . . . 1 8' — 1 0/3° —
МТ-16 4 3° — 4 0/0 —
АС-9,5 4 3° — 10 0/0 —
АСп-9,5 +20% КП 3 3° — 10 0/0 —
АСЗп-10 8 3° — 10 0/0 —-
ТАП-15 6 О О — 5 0/8° —
МТ-16+4,5% Любризол-276 . 1 9 — 1 9/0 —
Б е з сернистого газа
МТ-16+КП . 40 4° 0-0,4 40 0/0 0,4
АС-9,5+КП . 40 3° 0,35-0,8 40 0/0 0,00
К-17н .... 30 3 0,8-1,4 30 0/3 1,2
НГ-203Б . . . 24 3 0,9—1,1 30 0/0 0,2
Испытания показали, что в соответствии с принятой международной
классификацией масел с присадками [13, 15 ] масло МТ-16 с КП может быть
отнесено к Серии 2, а масла АС-9,5 с КП и АС-6 с КП несколько лучше
масел Серии 1.
Проведенные исследования позволяют рекомендовать для широкой
эксплуатационной проверки разработанную композицию присадок КП.
ТАБЛИЦА 4
j композицией присадок ВНИИ НП на пластинах из различных материалов
Чугун белый Чугун легированный
в начале испы- тания по окончании испытания в начале испытания по окончании испытания
цик- « цик- « [ в весе цик- цик- в весе
о S о о & л о о и и S о о л §• отеря о ц о коррозия о О 0 S о коррозия к л §5.
С != к в- г? к Р* R в- R И ев
— — 56 Отсут- ствует 0,0040 — — 56 Отсутст- вует 0,0102
33 Не- сколько точек 56 1 т. 0,0032 33 Несколько точек 56 Несколько точек 0,0045
33 То же 56 1 т. 0 33 То же 56 1 т. 0,0011
33 » 56 3—5 т. 0,025 33 Мелкая рыжая сыпь 56 Мелкая рыжая сыпь 0,003
33 » 56 3—5 т. 0,04 33 Отсутст- вует 56 Отсутст- вует 0
345
346
ТАБЛИЦА 5
Результаты моторных испытаний масел на установке ИКМ-1 по методу ИКМ-10ФГ
Сорт масла Состав масла Моторный индекс баллы Показатели, входящие в моторный индекс
по класси- фикации СССР по междуна- родной клас- сификации индекс отложений баллы показатели, входящие в индекс отложений индекс износа, баллы ! । износ первого компрес- сионного кольца, г индекс коррозии баллы । суммарная коррозия пластин *, г/л<г индекс стабильности масла, баллы увеличение вязкости масла при 50 °C, %
подвижность поршневых ко- лец баллы цвет отложений в зоне колец баллы цвет отложений на юбке поршня баллы количество отложений на поршне, в забивка отвер- стий мало- съемных колец баллы/
Базовое Регулярное АС-6 без присадки 16,0 15,0 4,8 8,6 5,4 1,1 3,2 0,1 0,003 0 1,6 0,9 17,8
МА Премиум АС-6+0,7% Сантолюб-493 + 0,7% Монто-613 10,2 9,9 3,5 7,6 1,0 0,46 0,5 0 0,001 0 4,8 0,3 6,4
МБ Хеви- Дьюти АС-6+0,7% Сантолюб-493+1,5% Монто-613 84 7,9 1,5 6,0 0 0,40 0 0,1 0,002 0 4,5 0,5 9,2
МВ Серия 1 АС-6+0,25% Сантолюб-493+4% Монто-613 5,7 5,3 0,5 4,4 0 0,26 0 0,1 0,003 0 3,2 0,4 7,1
М6-Б (ГОСТ 10541—63) Премиум АС-6+3,5 % ВНИИНП-360 + 1% АзНИИ-ЦИАТИМ-1 10,3 9,4 2,0 8,0 0 0,32 0 0,1 0,003 0 5,0 0,3 54
МБ (МВ) Хеви- Дьюти (Серия 1) АС-6+7,5% ВНИИНП-380 + 7,5% ПМСЯ + 3% СЖК (^0-030)+1% ВНИИ НП-167 + 0,005% ПМС-200А 7,3 6,6 1,0 5,5 0 0,30 0 0 0,001 0 3,3 0,7 14,6
МБ Хеви- Дьюти АС-9,5 + 1% ЦИАТИМ-339+0,5% ПМС’Я+ 0,005% ПМС-200А 7,6 7,3 1,5 6,0 0 0,31 0 0 0,001 0 5,9 0,3 6,7
МБ Хеви- Дьюти АС-9,5+7,5% ВНИИ НП-380+ +7,5%ПМС'Я + 3% СЖК (С2о-Сзо)+1% ВНИИ НП+67+ +0,005% ПМС-200А 8,3 74 1,0 5,6 0 0,51 0 0 0,001 0 4,8 0,9 17,2
Значения условных переводных коэффициентов — 0,25 1,0 0,25 3,0 0,20 — 25,0 0,01 0,05
Пластины из свивца С-1, свинцовистой меди СБ-30, сплава СОС-66 и алюминия.
ТАБЛИЦА 6
Результаты испытания моторных масел на установке ИТ9-3 по методу ИДМ-50Ф
Продукты Моторный индекс Подвижность поршневых колец Количество отложений на поршне г Коррозия свинцовой пластины г/м‘
с учетом износа колец без учета износа колец
0,7% Сантолюб-493 + 9 % Монто-613 3,1 2,7 Все сво- 1,26 0,7
МС-20 + 2,5% ЦИАТИМ-339+ 15% ПМС’Я+ 0,005% ПМС-200А 2,0 1,5 бодны То же 0,29 1,5
МС-20 + 3% АСКП-22 + +0,005% ПМС-200А 1,8 1,3 » 0,13 1,8
ДС-14+0,7% Санто- люб-493+9% Монто-613 3,2 2,9 » 1,32 0,4
ДС-14 + 3% ЦИАТИМ-339+ 2% ПМС’Я+ 0,005% ПМС-200А 2,7 2,3 » 0,41 0,6
МТ-16+6% АСКП-24 + + 1% ВНИИ НП-167+ +0,005% ПМС-200А 1,6 1,1 » 0,13 0
МТ-16+ 7,5% ВНИИ НП-380 + 7,5% ПМС (без Na) + 1% ВНИИ НП-167 + 3% СЖК + +0,005% ПМС-200А . ' 2,4 2,0 » 0,32 0,3
МТ-16+0,7% Санто- люб-493+9% Мон- то-613 2,9 2,0 » 0,49 0,1
МТ-16 + 4,5% МНИ ИП-22к + 1% АзНИИ-ЦИАТИМ-1 + + 0,002% ПМС-200А . 4,0 3,7 » 1,35 0
ЛИТЕРАТУРА
1. Сб. «Методы консервации металлических изделий при хранении с помощью ингиби-
торов и защитных смазок», Материалы семинара, Изд. Дома научно-технической
пропаганды, 1961.
2. «Ингибированные масла и топлива», под ред. проф. С. Э. Крейна, Серия «Нефтепере-
работка и нефтехимия», ГОСИНТИ, 1964.
3. Тара и упаковка, перев. с англ., Машгиз, 1961.
4. SAE № 9, 30-32 (1963).
5. Сб. «Присадки к маслам и топливам», Гостоптехиздат, 1961.
6. Сб. «Топлива и масла, применяемые за рубежом», ИТЭИ Нефтегаз, М., 1963.
7. S е 11 е i Н., Lubrication and the Theory of Corrosion, Scientific Lubrication, № 12
(1963).
8. Лунева- В. С., Дружинина А. В., Филиппов В. Ф., сб. «Произ-
водство и исследование присадок к маслам», ГОСИНТИ, 1965.
9. ТУ 50—59 на поставку оборудования в страны с тропическим климатом.
10. ГОСТ 10877—64 на К-17н.
11. МРТУ 12н № 78—64 на НГ-203.
12. Благовидов И. Ф., Боровая М. С., Дружинина А. В. и др., Химия
и технология топлив и масел, № 3 (1963).
13. Д ж о р д ж и К. В., Моторные масла и смазка двигателей, Гостоптехиздат, 1959.
14. Л у н е в а В. С., Д р у ж и и и н а А. В., Нефтепереработка и нефтехимия, № 12
(1963).
15. Филиппов В. Ф., Химия и технология топлив и масел, № 4 (1964).
ПРОТИВОИЗНОСНЫЕ СВОЙСТВА МАСЕЛ С РАЗЛИЧНЫМИ
ПРИСАДКАМИ ПРИ ТРЕНИИ НЕКОТОРЫХ АНТИФРИКЦИОННЫХ
СПЛАВОВ ПО ЧЕРНЫМ МЕТАЛЛАМ
А. Н. ТОРОПЧИНОВ, И. Г. ЦУРКАН
В современной технике широко используют биметаллические подшип-
ники скольжения. Характерной парой трения при этом является пластич-
ный сплав цветных металлов по твердому черному металлу. Используют
свинцовые, алюминиевые, цинковые и другие сплавы. Материалом цапфы
может быть сталь или чугун. Режимы трения при этом сравнительно мягки.
Такие подшипники применяют, в частности, в узлах коленчатого вала
транспортнйх дизелей, в том числе тепловозных и судовых. Особенностью
работы таких узлов является то, что система смазки двигателя, его цилиндро-
поршневой группы и коленчатого вала, работающих в резко различных
условиях, одна и та же. При подборе присадок к дизельным маслам учиты-
вают в основном условия работы цилиндро-поршневой группы, но часто
выходят из строя и подшипники коленчатого вала. Установлено, что боль-
шое влияние на их работу оказывает качество масла. При переводе тепловоз-
ных дизелей 2Д100, работающих на масле Д-11 из бакинских нефтей без
присадок, на смазывание маслом М-12В с 8% присадки ВНИИ НП-360
количество выходящих из строя подшипников увеличилось в несколько раз,
при этом количество выходящих из строя поршней сократилось во столько же
раз. Интенсивность пластического деформирования поверхности подшип-
ника при трении, образование хемосорбированных пленок, интенсивность
температурных вспышек и другие особенности 'трения могут оказывать
существенное влияние на развитие процесса выкрашивания. Кроме того,
подшипники выходят из строя в результате большого износа антифрикцион-
ного слоя при отсутствии усталостных повреждений. Это, как правило,
сопровождается комплектным выходом подшипников вала дизеля.
Противоизносные свойства масел испытывают на машине МИ с исполь-
зованием пары «антифрикционный сплав — черный металл», работающей
при умеренных нагрузках, и оценивают по суммарной величине износа
подшипника без учета характера изнашивания. Но при этом не удается
классифицировать смазочные масла с различными присадками в соответствии
с поведением масел в эксплуатации.
В настоящее время общепризнано, что трение скольжения в условиях
тяжелого режима при наличии смазочных сред, содержащих активные
присадки, сопровождается химическими процессами [1—4].
Доказано, что в присутствии присадок, вызывающих повышенный
химический износ при трении в более мягких условиях (до развития лавин-
ного процесса заедания), заедание происходит при более высоких нагрузках.
Согласно работам Д. Н. Гаркунова о роли окислительно-восстанови-
тельных потенциалов при трении при применении антифрикционных мате-
риалов важнейшее значение имеет природа металлов, находящихся в кон-
такте со сталью. Интересно было дать оценку комплексным присадкам к
дизельным маслам при их использовании с антифрикционными сплавами,
применяемыми в настоящее время, и перспективными.
При проведении испытаний использовалась стандартная машина трения
типа МИ, приспособленная для работы с радиоактивными изотопами [5J.
Исследовали поведение масел при трении неполного подшипника,
изготовленного из антифрикционного сплава, по цапфе из черного металла
(рис. 1). Купающаяся цапфа обеспечивала обильную подачу масла к зоне
трения. Малогабаритные электронагревательные устройства, вмонтирован-
ные в корпус масляной ванны 7 и в державку подшипника 4, позволяли
проводить испытания при различных температурах узла трения и масла.
348
Испытания проводили в наиболее неблагоприятных условиях работы
подшипников коленчатого вала дизеля тепловоза: при нагрузках Р <
<75 кГ1см\ скоростях v 1 м/сек и температурах i = 160 °C.
Оценочными критериями были износ подшипника, величина трения
и интенсивность микросхватывания подшипника с цапфой. Для определения
износа и микросхватывания при изготовлении подшипника в жидкий металл
антифрикционного сплава вводили радиоактивные изотопы.
Износ подшипника определяли по радиоактивности продуктов износа,
накапливающихся в масле. Интенсивность микросхватывания определяли
по радиоактивности металла, перенесенного с подшипника на цапфу. Для
Рис. 1. Схема узла трения:
I — изоляция; 2, 9—нагревательные элементы;
з — съемное нагревательное устройство; 4 — дер-
жавка подшипника; S — подшипник; в — цап-
фа; 7 — масляная ванна; 8 — изоляция.
Рис. 2. Зависимость момента трения от
температуры масла:
1 —масло ДС-11; 2 — масло ДС-11 с 1% олеи-
новой кислоты; з — нефтено-парафиновая фрак-
ция масла МС-20.
сопоставления величин износа и схватывания, полученных при трении
подшипников, активированных разными радиоактивными изотопами, услов-
ные единицы радиоактивности переводили в единицы веса.
Опыты проводили при постоянных нагрузке и скорости, увеличивая
температуру масла от 20 до 160 °C в течение 2 ч; такая температура масла
близка к рабочей температуре в тепловозных дизелях. Повышение темпера-
туры дало возможность получить значение критической минимальной тем-
пературы на кривой «момент трения — температура» (рис. 2).
Необходимо было хотя бы йримерно определить роль механического
и химического износа при трении в смесях неполярных и адсорбционно-актив-
ных компонентов (олеиновая кислота). Интересно было также сопоставить
результаты этих опытов и опытов с минеральным маслом, содержащим естест-
венные полярные компоненты.
На рис. 2—4 приведены результаты испытаний чистого масла ДС-11,
масла ДС-11 с 1% олеиновой кислоты и неполярной нафтено-парафиновой
фракции масла МС-20, использованных в качестве сред при трении баббита
БК-2 (0,35-0,55% Са; 0,25-0,5% Na; 1,5-2,5% Sn; твердость НВ = 16)
по стали марки СТ5.
Из рисунков видно, что противоизносные и антифрикционные свойства
нафтено-парафиновой фракции неудовлетворительны. Минимум на кривой
«момент трения — температура» (см. рис. 2) для этой фракции соответствует
примерно 60 °C. Уже через 40 мин опыт прекратили из-за резкого увеличе-
349
ния момента трения. При этом наблюдались повышенный износ подшипни-
ков, интенсивное схватывание и перенос материала подшипника на цапфу
(см. рис. 3 и 4).
Роль естественных полярных компонентов наглядно проявилась при
испытании масла ДС-11, при этом были получены более низкие значения
Рис. 3. Износ и схватывание подшипника
с цапфой:
1 — масло ДС-11; 2 — масло ДС-11 с 1% олеино-
вой кислоты; 3 — нафтено-парафиновая фракция
' масла МС-20.
моментов трения, значительно мень-
шие износ и интенсивность схваты-
вания. Кривая трения имеет ярко
выраженный минимум, соответству-
ющий 120 °C.
При испытании масла ДС-11
с олеиновой кислотой перенос ме-
талла от схватывания резко сни-
зился, но износ подшипника был
больше, чем без добавки. Это явле-
ние можно объяснить химическим
износом при трении, непрерывным
образованием на поверхности трения
и удалением с нее хемосорбирован-
ного слоя мыла олеиновой кислоты.
Интенсивное удаление мыла связано,
по-видимому, с тем, что температура
опыта выше температуры плавления
олеата свинца. Интересно отметить,
что при наличии антифрикционного
слоя мыла на поверхности металла
момент трения не уменьшается, что,
по-видимому, связано с высокой
пластичностью самого подшипнико-
вого сплава (баббит БК-2).
Аналогичные испытания были проведены на цинковом сплаве ЦАМ9-1,5
(1,5% Си, 9% А1; твердость НВ = 107). В этом случае при введении олеиновой
1
2
3
Рис. 4. Радиоавтографы трущейся поверхности цапф:
1—нафтено-парафиновая Фракция масла МС-20; 2— масло ДС-11;
з — масло ДС-11 с 1% олеиновой кислоты.
кислоты в масло также было достигнуто надежное разобщение трущихся
поверхностей и значительное меньшее схватывание, чем при применении
масла без присадки.
350
Кроме того, резко снизился общий износ в отличие от баббита БК-2.
Это объясняется тем, что с одним из компонентов сплава — алюминием —
олеиновая кислота образует мыло с температурой плавления около 200 °C,
превышающей максимальную температуру опыта. Слой этого мыла прочно
удерживается на поверхности трения, затрудняя доступ олеиновой кислоты
к металлу подшипника и уменьшая таким образом интенсивное развитие
химического износа при трении.
При введении в масло олеиновой кислоты момент трения цинкового
сплава резко уменьшается.
В опытах с алюминиевым сплавом А9-2 (9% Sn; 1,5—2,5% Си; твердость
НВ = 50), более твердым, чем баббит, олеиновая кислота проявляет себя так
же, как в опытах с цинковым сплавом.
Таким образом, установлено, что преждевременный выход подшип-
ников из строя является следствием интенсивного химического износа.
Необходимо хотя бы приблизительно оценить роль химического износа
при трении в присутствии комплексных присадок к дизельным маслам.
В дизелях тепловозов широко применяется базовое масло ДС-11 с при-
садкой ВНИИ НП-360 (масло М-128). В настоящее время во ВНИИ НП
разработано и рекомендовано для дизелей тепловозов масло Серии 2 (М-12Г),
содержащее присадки ВНИИ НП-370, ПМС’Я, Л3-23к и ПМС-200А. Резуль-
таты эксплуатационных испытаний указанных выше масел описаны в работ©
[6 ]. Имеются также данные об эксплуатационных испытаниях в тепловоз-
ных дизелях [6] импортной присадки для дизельных масел Монто-702
(масло М-12Г). Ниже приведены'результаты испытаний этих присадок на
машине МИ по указанной выше методике.
Данные, полученные при трении подшипника из баббита БК-2 по цапфе
из черного металла (см. таблицу), могут служить для приближенного срав-
нения.
Результаты испытаний масел с присадками при трении подшипника о цапфу
Продукт Критическая температура разрыва масляного слоя °C Износ подшип- ника мг Перенос металла подшипника на цапфу мг х 10-а Состояние поверх- ности трения цапфы после испытаний
ДС-11 (базовое) ДС-11+ 8% ВНИИ НП-360 120 15 110 Покрыта мелкими рисками
(М-12В) ДС-И + И% ВНИИ НП-370+ 4% ПМС’Я+ 0,5% Л3-23к + 130 17 20 Без рисок и на- летов
+0,005% ПМС-200А (М-12Г) . . 134 15 40 То же
ДС-11+ 9% Монто 702 (М-12Г) ... 132 19 5 Покрыта тонкой пленкой красно- го цвета
Из таблицы видно, что износ при применении присадок примерно тот
же, что и при применении базового масла. Для масел с присадками минимум
на кривой «момент трения — температура» сдвигается в сторону более высо-
ких температур, что свидетельствует об образовании более прочных пленок
на поверхностях трения, чем при применении масла, без присадки. Главным,
что отличает масла с присадками от базового масла, является резкое сниже-
ние схватывания поверхностей при трении, оцениваемое по переносу металла
подшипника на цапфу. Учитывая при этом, что суммарный износ примерно
одинаков, можно сказать, что снижение схватывания свидетельствует об
увеличении химического износа при трении.
351
Наиболее характерно это явление для масла с присадкой Монто-702.
Увеличение химического износа при трении выражается в появлении харак-
терных красных полос на поверхности цапфы, что свидетельствует о наличии
химического взаимодействия присадки с поверхностями трения. Механиче-
ский износ практически отсутствует и переход металла подшипника в масло
целиком связан с химическим износом при трении.
Меньше всего роль химического износа проявляется при испытании
масла М-12Г.
В настоящее время проходит широкое эксплуатационное испытание
в качестве материала подшипников коленчатого вала алюминиевый сплав
А9-2, более твердый, чем баббит, и обладающий большей механической
прочностью.
Результаты испытаний этого сплава на машине МИ показаны на рис. 5
и 6. Необходимо отметить, что на этом сплаве при применении базового масла
Рис. 5. Зависимость момента трения
, от температуры масла:
1—масло М-12Г с присадкой ДФ-11;
2 — масло М-12Г с присадкой Л3-23к.
1 — масло М-12В; 2 — масло М-12Г; 3 — масло М-12Г
сДФ-И; 4— масло ДС-11 с 0,5% Л3-23к; 5 — масло
ДС-11 с 0,5% ДФ-11; 6 — масло ДС-11.
уровень износа ниже, чем на баббите, что является следствием его большей
механической прочности. По-видимому, с этим же связано сдвигание в сто-
рону меньших температур минимума на кривой «трение — температура».
При испытании базового масла и этого же масла с присадкой ВНИИ НП-360
(масло М-12В) величина износа одинакова. Такие же результаты были
получены при испытании базового масла и масла с присадкой на баббитовом
сплаве. К сожалению, при испытании алюминиевого сплава не было воз-
можности оценить интенсивность схватывания поверхностей трения. Это
связано с тем, что олово в сплаве содержится в виде отдельных структурных
составляющих и не входит в твердый раствор основы сплава.
Значения износа в опытах с маслом М-12Г были повышенными. Из
этого можно сделать вывод, что на поверхности алюминиевого сплава при
трении интенсивно протекают химические процессы, в то время как на
баббите эти процессы выражены наименее ярко. Наиболее вероятной причи-
ной этого явления на алюминиевом сплаве является наличие в масле ксанто-
генатной противозадирной присадки Л3-23к.
Для проверки этого предположения было испытано масло ДС-11 с 0,5%
присадки Л3-23к. Износ подшипника в этом опыте равен износу, получен-
ному при испытании масла М-12Г, что является подтверждением указанного
выше предположения. Полученные результаты ставят под сомнение целесо-
образность применения масла М-12Г в дизелях, оборудованных подшипни-
ками из этого сплава. Требуется, по-видимому, заменить присадку Л3-23к
другой, не вызывающей повышенного химического износа при трении.
Широко известно, что износ при умеренных нагрузках снижают фосфорсо-
держащие присадки. Промышленность в настоящее время выпускает при-
352
садку такого типа (тиофосфорное соединение ДФ-11). При добавлении этой
присадки в масло ДС-11 износ снижается гораздо резче, чем при добавлении
присадки Л3-23к. Было испытано также масло Серии 2М-12Г, в котором
присадка Л3-23к была заменена присадкой ДФ-11. Результаты показали, что
и в этом случае не наблюдается повышенного износа.
выводы
1. Проведен анализ результатов испытаний по скольжению пары «анти-
фрикционный сплав — черный металл» при давлениях в несколько десятков
атмосфер и линейных скоростях до 1 м/сек. Доказано, что механический
износ, связанный с пластическими деформациями и микросхватыванием
поверхностей, сопровождается износом антифрикционного сплава в резуль-
тате химического взаимодействия его со смазочной средой.
2. Химический износ обусловлен непрерывным образованием и удале-
нием в процессе трения более пластичных, чем материнский сплав, хемо-
сорбированных слоев солей металла подшипника и химически активных ком-
понентов среды. Присадки, уменьшающие схватывание трущихся поверх-
ностей, не снижают химического износа при трении.
3. Наилучшими антифрикционными и противоизносными свойствами
обладает композиция присадок к маслу Серии 2 с антифрикционным спла-
вом — баббитом БК-2. Для подшипников из алюминиевого сплава А9-2
присадку Л3-23к в этой композиции предложено заменить тиофосфорной
присадкой ДФ-11, не повышающей химического износа при трении.
ЛИТЕРАТУРА
1. Виноградов Г. В., Применение и механизм действия фосфорорганических
соединений как противоизносных присадок к маслам, сб. «Химия и применение фос-
форорганических соединений», Изд. АН СССР, 1957.
2. Виноградов Г. В., Подольский Ю. Я., Противоизносные и антифрик-
ционные свойства нефтяных масел и других смазочных сред. Доклад на VI мировом
нефтяном конгрессе, Франкфурт-на-Майне, Гостоптехиздат, 1963 г.
3. 3 а с л а в с к и й Ю. С., Ш ор Г. И., Шнейерова Р. Н., О механизме дей-
ствия некоторых видов присадок к маслам, сб. «Присадки к маслам и топливам»,
Гостоптехиздат, 1961.
4. Санин П. И., Шепелева Е.С., Ульянова А. В., Клейменов Б. B.s
Влияние синтетических присадок к маслам на износ при трении, Труды III конферен-
ции по трению и износу в машинах, т. 3, Изд. АН СССР, 1960.
5. Шадикян В. С., Торопчинов А. Н., Методика оценки противоизносных
свойств дизельных масел при помощи радиоактивных изотопов, Вестник Всесоюз-
ного научно-исследовательского института железнодорожного транспорта, № 6
(1960).
6. Теренин Д. Ф., Цуркан И. Г. и др., Результаты испытаний дизельных масел
с отечественными и импортными присадками, сб. «Улучшение эксплуатационных
свойств смазочных материалов», ЦНИИТЭНефтегаз, 1964.
ИССЛЕДОВАНИЕ НОВЫХ ЗАРУБЕЖНЫХ ПРИСАДОК
К МОТОРНЫМ МАСЛАМ
К. К. ПАПОК, С. Э. КРЕЙН, А. Б. ВИППЕР,
Б. С. ЗУСЕВА, М. А. ЛИСОВСКАЯ
Вопросам улучшения качества моторных масел с присадками в послед-
ние годы уделяется особое внимание. Это объясняется тем, что применение
масел с повышенными эксплуатационными свойствами позволяет увеличить
моторесурс двигателей внутреннего сгорания и приводит к значительному
экономическому эффекту.
По производству присадок СССР пока еще не достиг необходимого уровня.
В США выпускается около 100 видов присадок, и производство их достигает
500 тыс. т/год [1].
23 Заказ 60-
353
Интересно проанализировать тенденции в создании присадок к мотор-
ным маслам, наметившиеся в зарубежных странах, а также сопоставить
результаты исследований новейших присадок, синтезированных ведущими
зарубежными фирмами.
Опыт производства и испытания присадок к моторным маслам свиде-
тельствует о том, что из антиокислительных (противокоррозионных) добавок
по-прежнему наиболее широко применяются диалкилдитиофосфаты метал-
лов — преимущественно соединения цинка, содержащие алкильные или
арильные группы различного строения.
Применение диалкилдитиофосфатов металлов приводит иногда к неже-
лательным результатам, в частности, к повреждению втулок верхней головки
шатуна [2], поэтому в качестве антиокислителей используются также дру-
гие соединения — беззольные присадки. В эту группу входит 4,4'-метилен-
бис(2,6-ди-игретп-бутилфенол), добавляемый к маслам для авиационных
поршневых двигателей. Данная присадка эффективна при сравнительно
высокой температуре, а также положительно влияет на противоизносные
и противокоррозионные свойства масла [3].
Из моющих присадок наряду с сульфонатами и алкилфенолятами метал-
лов (барий, кальций, магний и др.) все более широко используются поли-
мерные металлсодержащие присадки и беззольные сополимеры. Первые, как
правило, представляют собой кальциевые или бариевые соли продукта
реакции полимера (например, полиизобутилена со сравнительно низким
молекулярным весом) с пятисернистым фосфором [4, 5]. При соотношении
бария и фосфора 5 : 1 эти присадки обладают ярко выраженной способностью
препятствовать образованию низкотемпературных осадков; если данное
соотношение равно 10 : 1, то для этих присадок характерны хорошие высоко-
температурные свойства [4]. Преимуществом присадок указанного стреения
является также их сравнительно невысокая стоимость.
Сведения об эффективности беззольных сополимеров противоречивы:
наряду с данными об их благотворном действии [3, 6, 7] встречаются ука-
зания о том,, что они по своей эффективности уступают металлсодержащим
добавкам к моторным маслам [4, 8].
По-видимому, беззольные полимерные моющие присадки более целесо-
образно применять в бензиновых, а не в дизельных двигателях [9]. Одновре-
менным введением в масло беззольной моющей, металлсодержащей моюще-
диспергирующей и антиокислительной присадок можно получить образцы
с исключительно высокими эксплуатационными свойствами. В частности,
при правильном сочетании перечисленных компонентов в смеси можно уве-
личить срок бессменной работы масла в современных автомобильных бензи-
новых двигателях до пробега протяженностью 16—20 тыс км [10 ]. Полу-
ченные т^ким способом масла с присадками получили название долгорабо-
тающих (long-life).
Обычно высокая эффективность отдельных присадок и композиций
достигается при сравнительно невысокой концентрации их в масле: более
того, в целом суммарное содержание присадок в моторных маслах различ-
ных серий за последние годы понизилось в 1,5—2 раза: так, к маслам Серии
3 добавляют 10—12,5% вместо прежних 18—20% присадок, к маслам Серии
1—2,5—3,5% вместо 4—6%. Это свидетельствует о существенном повышении
эффективности новых присадок, созданный за рубежом.
В 1963 г. в отечественной литературе приводились результаты исследо-
ваний моющих и антиокислительных присадок англо-американских фирм
«Монсанто Кемикалс» и «Оробис» [11, 12 ]. Это позволило составить предста-
вление об эффективности присадок, добавляемых к зарубежным моторным
маслам, а также классифицировать отечественные масла с присадками при-
менительно к международной системе подразделения масел на различные
серии.
Некоторые зарубежные присадки, принятые в соответствующих иссле-
дованиях в качестве эталона, уже устарели и сняты с производства (напри-
354
мер, присадка Монто-613), поэтому вполне своевременно характеризовать
эксплуатационные свойства новых присадок, синтезированных за рубежом
в последние годы (на примерах лабораторных испытаний серии новейших
присадок фирмы «Монсанто Кемикалс» и ряда других зарубежных фирм).
Рассмотрим краткую характеристику исследованных присадок *.
Сантолюб-680, Сантолюб-688 и М-800 ** — моюще-диспергирующие
агенты, применяемые в смеси с диалкилдитиофосфатом цинка (Сантолюб-493)
и другими антиокислительными присадками для получения масел различ-
ных серий; на базе присадок Сантолюб-680 и М-800 могут быть приготовлены
масла до Серии 2 включительно, на основе присадки Сантолюб-688 — до
Серии 1. Состав присадок Сантолюб-680, Сантолюб-688 и М-800, а также
рекомендуемые концентрации этих присадок в масле приведены в табл, 1 и 2.
ТАБЛИЦА 1
Состав присадок Сантолюб-680, Сантолюб-688 н М-800*
Присадка Содержание, вес. %
Ба са Р S N
Сантолюб-680 10 0,8 3
Санто люб-688 7,5 2,9 0,6 2,4 —
М-800 6,2 2,3 0,5 2,2 0,35
* По данным проспектов фирмы «Монсанто Кемикалс».
ТАБЛИЦА 2
Рекомендуемые концентрации присадок фирмы «Монсанто Кемикалс»
,для масел Серии 1 и Серии 2
Тип масла Моющая присадка Антиокислительная присадка
наименование содержание вес. % наименование содержание вес. %
Серия 1 Сантолюб-680 2,8-3,4 Сантолюб-493 0,3-0,5
» 2 То же 6-8 То же 0,6
1 Сантолюб-688 2-2,2 » 0,5-0,7
» 1 М-800 2,4-2,6 » 0,5—0,6
» 2 » 6 » 0,6
Сантолюб-696 — многофункциональная присадка, предназначенная для
масел Серии 3, соответствующих спецификации MJL-L-45199; она добавляет-
ся к маслу в количестве 12,5%, в ее составе содержится 7,5—7,8% бария,
2,6—2,9% кальция, 0,1—0,2% фосфора, 2,3—3% серы и до 0,1% хлора.
Сантолюб-691 — многокомпонентная присадка, обладающая высокими
противоокислительными и моюще-диспергирующими свойствами, эффектив-
ная в условиях высоких и низких рабочих температур; будучи добавлена
к маслу в количестве 7,7% эта присадка обеспечивает получение масла,
превосходящего по своим эксплуатационным свойствам масло Rotella Т
фирмы «Шелл»; в составе присадки содержится 3,9% бария, 3,5% кальция
0,7% фосфора и 3,2% серы.
М-789*** — беззольная моющая присадка, содержащая 1,5% бора и
1,9% азота; рекомендуется вводить 3—3,5% ее для получения масел Серии 1.
Сантолюб-372, Сантолюб-394С и М-817 — беззольные антиокислитель-
ные присадки, применяемые в смеси с моюще-диспергирующими агентами
для получения масел различных серий.
* По данным проспектов фирм.
** В настоящее время присадкаМ-800 переименована и называется Сантолюб-683.
*** В настоящее время присадка М-789 переименована и называется Сантолюб-908.
23* 355
Сантолюб-689 — многокомпонентная присадка, применяемая для полу-
чения масел, пригодных для длительной бессменной работы в двигателе
(long-life)-, в составе присадки содержатся антиокислительный, беззольный
моюще-диспергирующий компонент и моющий агент на основе бария и
кальция; рекомендуемая концентрация присадки — 5,7 вес. %.
Хайтек-805, Хайтек-948 и Хайтек-99 — диалкилдитиофосфаты цинка.
Присадка Хайтек-805 получена на основе первичных спиртов, присадка
Хайтек-948 — на основе спиртов с радикалами изостроения; присадка
Хайтек-99 — высококонцентрированный продукт, содержащий 10,6% цинка,
9,9% фосфора и 20% серы. Рекомендуемая концентрация этих трех приса-
док — 0,5—1,25 вес. %.
Хайтек-919 — полимерная моюще-диспергирующая присадка, эффек-
тивно снижающая образование низкотемпературных и высокотемператур-
ных отложений. В составе присадки содержится 9,5% бария, 1% фосфора
и 1,6% серы. В смеси с присадками Хайтек-805, Хайтек-948 и Хайтек-99
присадка Хайтек-919 позволяет получить масла до Серии 1 включительно.
Хайтек-905 — смесь полимерного моюще-диспергирующего агента
с ингибитором окисления и коррозии. Для получения масел Серии 1 при-
садку Хайтек-905 добавляют в количестве 3,3—3,7%. Присадка содержит
10,5% бария, 2,3% цинка, 2,4% фосфора и 5,8% серы.
Хайтек-647 — многокомпонентная присадка на основе бария и кальция,
предназначенная для получения масел Серии 3; добавляется к маслу в коли-
честве 12,5%.
Хайтек-801 — многокомпонентная присадка, специально предназначен-
ная для дизельных масел, подвергающихся в процессе работы воздействию
высоких температур. В составе присадки содержится 3,45% кальция, 1,2996
магния и 2,7% серы. Рекомендуемая концентрация присадки — 5,7—6,2
вес. %.
Если учесть, что большая часть перечисленных присадок Хайтек
является аналогами соответствующих (по номерам) присадок Эколюб фирмы
«Эссо Петролеум» и практически равноценна ряду добавок Паранокс (фирмы
«Энджей»)*, то проведенные исследования присадок позволяют судить об
эффективности присадок, выпускаемых ведущими зарубежными фирмами.
Результаты определения лабораторными методами эксплуатационных
свойств масла ДС-11 с перечисленными присадками приведены в табл. 3—10;
в некоторых из них наряду с этим помещены данные об эффективности при-
садок Монто-613 и Монто-702, в недавнем прошлом использовавшихся для
получения масел Серии 1, Серии 2 и Серии 3. Для получения масел Серии 1
и Серии 2 присадка Монто-613 применяется в смеси с диалкилдитиофосфатом
цинка — Сантолюб-493.
На основании представленных в табл. 3 данных анализа можно заклю-
чить, что масла различных серий с новыми присадками фирмы «Монсанто»
(Сантолюб-680, 688, 696 и М-800) обладают более высоким моющим потен-
циалом, чем однотипные масла, содержащие присадки Монто-613 и 702;
особенно четко это видно на примере масел Серии 1. Вместе с тем новые
присадки оказывают менее значительное влияние на термоокислительную
стабильность масла в тонком слое.
Моющие свойства масел одной и той же серии (лакообразование на порш-
не установки ПЗВ оценивали по ужесточенной методике) сохраняются
прежними (в баллах):
Серия 1................ 1—1,5
Серия 2................0,5—1
Серия 3................ 0—0,5
Следует отметить, что применение новых присадок также несколько
понижает нагарность масла.
* Хайтек-948 и Паранокс-14; Хайтек-805 и Паранокс-15; Хайтек-919 и Пара-
нокс-351.
356
ТАБЛИЦА 3
Эксплуатационные свойства масел Серии 1, Серии 2 и Серии 3 на основе присадок
фирмы «Монсанто Кемикалс»
Продукт Тип масла Термоокислительная стабильность Т260 мин Испаряемость при 250 °C за 30 мин % Лакообразование при 250 °C за 3 0 мин % Критическая темпера- тура лакообразования °C Моющий потенциал при 250 °C % Моющие свойства по ПЗВ баллы Нагарность при 400 °C % Коррозия по ПЗЗ при 200 °C г /лг Щелочность мг КОН/г
ДС-1 + 4% Монто-613 + 4-0,25% Сантолюб-493 Серия 1 60 57 0 265 50 1,5 4 40 2,5
ДС-11+ 2,8% Санто- люб-680+0,5% Санто- люб-493 То же 53 67 0 265 70 1 3 18 1,2
ДС-11 + 2,5% М-800 + 0,5% Сантолюб-493 » 2» 70 1 255 85 1 2,9 14 2,1
ДС-11+ 2,2% Санто- люб-688+0,5% Санто- люб-493 » 33 69 4 245 75 1,5 2,5 5 2,4
ДС-11+ 9% Монто-613 + + 0,7% Сантолюб-493 . . Серия 2 86 55 0 275 75 1 6,3 10 5
ДС-11 + 7% Сантолюб-680 + + 0,6% Сантолюб-493 . . То же 70 65 0 265 85 0,5 4 12 2,7
ДС-11 + 6% М-800 + 0,6% Сантолюб-493 » 28 67 0 260 90 0,5 3,5 6 4,1
ДС-11+ 18% Монто-702 . . Серия 3 76 56 0 265 85 0-0,5 16,7 15 7,7
ДС-11+ 12,5% Сантолюб-696 То же 40 63 2 250 90 0-0,5 9 34 11,5
Для этой группы новых моющих и многофункциональных присадок
характерна высокая эффективность при сравнительно небольшой концентра-
ции их в масле, что приводит к повышению экономичности эксплуатации.
В масла с указанными присадками часто вводится еще противопенная
добавка (полисилоксан), в результате действия которой термоокислитель-
ная стабильность и моющий потенциал масла дополнительно возрастают
(табл. 4).
ТАБЛИЦА 4
Влияние полиметилсилоксана (ПМС-200А) на термоокислительную стабильность
и моющий потенциал масла с различными присадками
Продукт Термоокислительная ста- бильность Т2бо, мин Моющий потенциал при 25 °C, %
без ПМС-200А с добавкой 0,003% ПМС-200А без ПМС-200А с добавкой 0,003% ПМС-200А
ДС-11+ 4% Монто-613+ 0,25% Сан- толюб-493 60 85 50 75
ДС-11+2,8% Сантолюб-680+ 0,5% Сантолюб-493 53 95 70 80
ДС-11+2,5% М-800+0,5% Санто- люб-493 26 60 85 85
ДС-11 + 2,2% Сантолюб-688+ 0,5% Сантолюб-493 33 66 75 85
ДС-11 + 3% Сантолюб-688+0,5% Сантолюб-394С 32 78 70 85
Высокие значения моющего потенциала характерны и для ряда других
пфисадок, в частности беззольного полимера М-789, для многокомпонентных
присадок Сантолюб-689, Сантолюб-691 и Хайтек-801 (табл. 5). У металлсо-
357
держащих полимерных соединений величин^ моющего потенциала меньше,
что частично компенсируется более высокой термоокислительной стабиль-
ностью масла с присадками указанного строения (Хайтек-919).
ТАБЛИЦА 5
Эффективность моющих и многофункциональных присадок*
присадка Термо- окислитель- ная ста- бильность мин Коэффи- циент лакообразо- вания - Моющий потенциал при 250 °C %
Монто-613 80 0,3 70
Монто-702 43 0,5 60
Сантолюб-680 63 0,3 85
Сантолюб-688 42 0,7 90
М-800 39 0,6 90
Сантолюб-689 44 0,5 90
Сантолюб-691 25 1,2 90
М-789 43 0,6 >95
Хайтек-801 45 0,5 90
Хайтек-905 43 0,4 60
Хайтек-919 70 - 0,2 65
Хайтек-647 26 1 40
* Концентрация присадок в масле ДС-11—6,5 вес. %.
Сравнивая результаты испытаний антиокислительных присадок (табл. 6),
можно заключить, что беззольные соединения по эффективности противо-
окислительного действия практически не уступают диалкилдитиофосфатам
цинка.
ТАБЛИЦА 6
Эффективность антиокислительных присадок*
Присадка Тип присадки Термо- окислитель- ная стабильность Т tso мин Коэффициент лакообразо- вания
Сантолюб-493 . . . Диалкилди- тиофосфат цинка 78 0,3
Хайтек-805 То же 42 0,4
Хайтек-948 » 78 0,3
Хайтек-99 » 78 0,2
Сантолюб-372 . . . Беззольный антиокисли- тель 69 0,2
Сантолюб-394С . . . То же 83 0,2
М-817 » 50 0,5
* Концентрация присадок в масле ДС-11 —1 вес. %.
Аналогичный вывод мЪжно сделать и в отношении композиции этих
двух типов ингибиторов окисления с моющей присадкой; по термоокисли-
тельной стабильности, моющему потенциалу, моющим свойствам и нагар-
ности беззольные антиокислительные компоненты Сантолюб-394С и М-817
в смеси с присадкой Сантолюб-688 равноценны присадке Сантолюб-493;
по эффективности противокоррозионного действия при 200 °C они значитель-
но уступают присадке Сантолюб-493*. /
* Оценка противокоррозионных свойств масел с присадками на установке ПЗЗ
выполнена А, П. Зарубиным и Г. В. Захаровым.
358
Сочетание беззольной моющей и беззольной антиокислительной при-
садок (М-789 и М-817) обеспечивает получение масел Серии 1 с высокими
моющими, антиокислительными и противокоррозионными свойствами
(табл. 7).
ТАБЛИЦА 7
Эффективность композиций на основе беззольных присадок М-789, М-817
и Сантолюб-394С
Продукт Термо- окисли- тельная стабиль- ность Т iso мин Моющий потен- циал при 250 °C % Моющие свойства по ПЗВ баллы Нагар- ность при 400 °C % Корро- зия по ПЗЗ при 200 °C г/л»’ Щелоч- ность мг КОН/г
ДС-11+ 3% Сантолюб-688 + + 0,5% Сантолюб-394С 32 70 1 2,4 68 3,1
ДС-11+ 2,2 % Санто- люб-688+0,75% М-817 35 65 1,5-2 3,2 67 2,5
ДС-11 + 3% М-789 + 0,75% Сантолюб-493 40 90 0,5 4,3 3 1,1
ДС-11+3% М-789 + 1 % М-817 63 90 0,5 4,0 1 1,0
Характерная особенность смесей беззольных моющих и антиокислитель-
ных присадок — сравнительно невысокая щелочность. Поэтому к маслам,
предназначенным для длительной бессменной работы в двигателе (long-life),
добавляются многокомпонентные присадки (Сантолюб-689), в состав которых
наряду с антиокислительным и беззольным моющим агентами входит мою-
щий металлсодержащий компонент.
Результаты анализа масла, содержащего присадку Сантолюб-689
(табл. 8), показывают, что оно значительно превосходит по своим эксплуата-
ционным свойствам масла Серии 1 и близко по качеству к маслам Серии 2.
ТАБЛИЦА 8
Эксплуатационные свойства масла ДС-11 с многокомпонентными присадками
Продукт Термо- окисли- тельная стабиль- ность Т tso мин Моющий потен- циал при 250 °C % Моющие свойства по ПЗВ баллы Нагар- ность при 400 °C % Корро- зия по ПЗЗ при 200 °C г/м2 Щелочность мг КОН/г
ДС-11+ 5,7% Сантолюб-689 37 90 0,5 3,5 2 4,3
ДС-11+ 7,7% Сантолюб-691 23 90 0-0,5 5,1 1 7,3
ДС-11+6% Хайтек-801 . . 27 90 0-0,5 5,1 59 6,6
Очень сходны по своим свойствам присадки Сантолюб-689, Сантолюб-691
и Хайтек-801. Основное отличие последних от Сантолюб-689 — более высо-
кая щелочность; присадке Хайтек-801 характерна также меньшая эффек-
тивность противокоррозионного действия.
Результаты испытаний масла ДС-11 с различными присадками на уста-
новке ИТ9-5 по методу «Серия поршней» [13] подтверждают правильность
выводов, сделанных на основании лабораторных методов исследования эффек-
тивности моющего действия присадок.
Приведенные в настоящей статье данные могут быть положены в основу
требований к качеству новых отечественных присадок к моторным маслам
и эффективности соответствующих композиций, предназначенных для совре-
менных форсированных двигателей внутреннего сгорания.
359
выводы
1. Новые моющие металлсодержащие присадки Сантолюб-680, Санто-
люб-688, Сантолюб-696, М-800, Хайтек-919 и Хайтек-801 отличаются вы-
сокой эффективностью моющего действия.
2. Беззольные антиокислительные присадки практически равноценны
диалкилдитиофосфатам цинка по своему противоокислительному действию,
но уступают им по противокоррозионной способности.
3. Сочетание беззольной моющей и беззольной антиокислительной
присадок (М-789 и М-817) обеспечивает получение масел Серии 1 с высокими
моющими, противоокислительными и противокоррозионными свойствами.
4. Композиция на основе антиокислительного агента, металлсодержа-
щего моющего и беззольного моющего веществ (присадка Сантолюб-689)
обеспечивает высокие эксплуатационные свойства масел, близкие к качеству
масел Серии 2.
5. Комплексное применение использованных в настоящем исследовании
лабораторных методов дает возможность получить дифференцированную
оценку эксплуатационных свойств моторных масел различного качества
и установить требования к отечественным присадкам, предназначенным для
получения масел разных серий.
ЛИТЕРАТУРА
1. Зелькинд Е. М., Фейгин С. А., Технический прогресс и задачи нефтепере-
рабатывающей и нефтехимической промышленности СССР, ЦНИИТЭНефтегаз, 1965.
2. В е 11 I. R., Schneider L. G., SAE Preprint, № 110A (1960).
3. Hall С. А., В a r 11 e s о n I. D., R e t z 1 о f f I. B., SAE Preprint, № 554C (1962).
4. N eidhart W., Mineraloel-techik, 7, Ks 17 (1962). z
5. К a p л P. E., П e т e p с о н И. В., VI Международный нефтяной конгресс, Франк-
фурт, секция VI, доклад 19, Гостоптехиздат, 1963.
6. Christiansen F. A., Clingan W. W., Hartmann L. М., SAE Prep-
rint, № 544A (1962).
7. Hall C. A., Retzloff J. В., C ollege mann S. M., SAE Journal, 71,- № 8,
88 (1963).
8. Me Reynolds L. A., M i t a с e k B., SAE Preprint, № 544C (1962).
9. Виппер А. Б., Клейменова 3. А., Лисовская M. А., Химия и тех-
нология топлив и масел, № 8 (1963).
10. Cree J. С., N е w m a n Р., Automobile Engineer, № 9 (1963).
11. П а п о к К. К., 3 у с е в а Б. С., Химия и технология топлив и масел, № 3 (1963).
12. Благовидов И. Ф., Боровая М. С. и др., Химия и технология топлив
и масел, № 3 (1963).
13. Папок К. К., Зарубин А. П., Захаров Г. В., Труды второго всесоюзного
научно-технического совещания по присадкам к маслам. Изд-во «Химия», 1966,
стр. 328.
КОМПОЗИЦИЯ ПРИСАДОК К ТУРБИННЫМ МАСЛАМ
ДЛЯ СОВРЕМЕННЫХ ПАРОВЫХ ТУРБИН И ТУРБОАГРЕГАТОВ
РАЗЛИЧНОГО НАЗНАЧЕНИЯ
Е. А. ЭМИНОВ, А. А. КОЗОРЕЗОВА
Опыт применения турбинных масел из сернистых и несернистых нефтей
в современных паровых турбинах и различных турбоагрегатах показывает,
что эти масла быстро стареют и при контакте с водой образуют стойкую
эмульсию, содержащую осадок (шлам), отлагающийся на деталях, в масля-
ных емкостях циркуляционных систем и на стенках маслопроводов. Сильное
эмульгирование масла и шламообразование особенно заметны при эксплуа-
тации турбин ПВК-150-ХТГЗ, в которых обычно происходит обводнение
масла, циркулирующего в маслосистеме.
360
Следствием обводнения и эмульгирования масла является также.силь-
ная коррозия металлических деталей турбин: корпусов подшипников, сте-
нок сливных маслопроводов и масляных баков, а также поршней и золот-
ников в системах регулирования.
Значительное вспенивание масла в процессе циркуляции является также
недостатком турбинных масел, так как ускоряет процесс их старения и за-
трудняет нормальную эксплуатацию турбин.
Раннее старение масел вызывает увеличение их расхода и потерь. Это
препятствует длительной и надежной работе механизмов паровых турбин
и различных турбоагрегатов.
Интенсивное старение, сопровождающееся шламообразованием, и пло-
хие деэмульгирующие свойства особенно заметно проявляются у турбинных
масел из сернистых нефтей.
До настоящего времени эксплуатационные свойства масел турбинных
22 и 30, применяемых в паровых турбинах, улучшали, добавляя антиоки-
слительные присадки в небольшой концентрации (до 0,2%), что было малоэф-
фективным, так как не обеспечивало ни достаточной стабилизации, ни улуч-
шения всех указанных выше свойств турбинных масел, особенно выраба-
тываемых из сернистых нефтей.
Известно применение олеиновой кислоты в качестве противокоррозион-
ной присадки к маслам турбинным 46 для защиты от коррозии деталей при
длительной консервации специальных морских турборедукторных меха-
низмов.
Следует отметить, что зарубежные ведущие нефтяные фирмы выпускают
турбинные масла в широком ассортименте. Ряд масел этой группы, аналогич-
ных по уровню вязкости и назначению отечественным маслам турбинным
22 и 30, содержат присадки, улучшающие их антиокислительные, противо-
коррозионные, деэмульгирующие и противопенные свойства.
Такие масла обеспечивают нормальную эксплуатацию паровых турбин
без смены масла в условиях жестких режимов и обводнения более 10 лет.
В целях разработки высококачественных турбинных масел, обеспечивающих
эффективную эксплуатацию паровых турбин и не уступающих по своим
свойствам лучшим маркам зарубежных турбинных масел, исследовали
различные присадки (деэмульгирующие, противокоррозионные, антиокисли-
тельные) при их индивидуальном и совместном применении.
Исследования проводили на турбинных маслах ТС-22 из сернистых
нефтей и турбинных 22 (Л) из малосернистых (бакинских) нефтей.
Для сравнения исследовали также импортные турбинные масла Шелл-
Турбо-Ойл-27 и Сенчери-п-610, соответствующие по уровню вязкости маслам
турбинным 22. Физико-химические свойства и состав исследованных масел
приведены в табл. 1.
В качестве деэмульгатора нефтей были исследованы синтезированные
во ВНИИ НП группой сотрудников под руководством Д. Н. Левченко
маслорастворимые продукты — дипроксамины, представляющие собой азот-
содержащие блоксополимеры окисей этилена и пропилена.
В результате исследования деэмульгирующей активности дипроксаминов
при различных концентрациях в масле (0,003%, 0,005% и 0,01 %) был выбран
наиболее активный деэмульгатор — дипроксамин-157 (ДПК-157).
Как показали работы Д. Н. Левченко, дипроксамины, хорошо раство-
ряясь в маслах, не вымываются водой, что является ценным свойством этих
продуктов, так как в этом случае обеспечивается длительный эффект деэмуль-
сации. Будучи поверхностно-активными веществами, дипроксамивы, адсор-
бируясь на поверхности раздела, понижают поверхностное натяжение на
границе масло — вода (см. табл. 1).
Эффективность деэмульгатора предварительно оценивали, определяя
время деэмульсации масел по методу JP-19/56 (определяется время отстоя
20 мл масла при 93—96 °C из эмульсии, образующейся при пропускании
пара через масло, т. е. время четкого обозначения границы масло — вода).
361
Физико-химическже свойства
Образец
Турбинное ТСп-22 МРТУ
12Н № - - ------------
ионола)
18-63 (0,2%
Турбинное
+ 0,02%
+ 0,01%
+ 0,2%
+ 0,005%
Турбинное 22 (Л),
ГОСТ 32—53 .
ТСп-22 +
В-15/41 +
ДПК-157 +
ионола +
ПМС-200А
Турбинное
+ 0,02%
+ 0,01%
+ 0,2%
+ 0,005%
Турбинное Сенчери-п-610
22 (Л) +
В-15/41 +
ДПК-157 +
ионола +
ПМС-200А
Турбинное Шелл-Турбо-
Ойл-27 ..............
Кинемати- ческая вяз- кость, сст t
О
и о
о о
о о
№ №
& &
п
IS
22,24
22,21
22,52
22,36
20,67
19,9
5,45
5,40
5,18
5,15
5,16
5,12
97
94
69
69
95
100
0,006
0,003
0,022
0,01
0,013
0,016
Темпера-
тура,
°C
к
S
М
со
Сб
-15
-16
-28
-24
-17
-И
196
206
190
192
208
210
Стабильность
по ВТИ
Q
ч
оо
В »
И*
0,0043
0,023
0,002
0,02
0,09 ,
0,11
осадок
Отсут-
ствует
То же
0,14
0,1
Отсут-
ствует
То же
О
I
В1
S3
gis
X 3
0,18
0,2
0,35
0,53
0,094
0,16
s
М
<0
>6
0,8
0,89
0,25
0,76
§
2
ч
8
&
К л,
v X
а© з
«на*
50 сек
3,5
1,5
° ч
я &
s
3
X
X
ч
в X
5
ТАБЛИЦА 2
Эффективность различных деэмульгаторов
Содержание деэмульгатора в масле % Время деэмульсации, мин—сек
дипроксами- на-157 дипроксами- на-176 дипроксами- на П-560
0,003 1-0 1-55 2-25
0,005 0-50 1-45 2-10
0,01 0-53 1-43 2-10
Опыты проводили на маслах с различными деэмульгаторами и без них,
отобранных из лабораторной циркуляционной установки после 50 ч цирку-
ляции при 70 °C с 10% воды.
В табл. 2 показано время деэмульсации масла турбинного 22 из серни-
стых нефтей, содержащего 0,2% антиокислительной присадки Топанол-О.
Время деэмульсации исход-
ного масла без деэмульгатора
более 5 мин (согласно ино-
странным спецификациям
масло имело неудовлетвори-
тельные деэмульсационные
свойства).
В качестве противокор-
розионной присадки была
исследована присадка
ВНИИ НП-15/41, синтезиро-
под руководством И. Б. Рапо-
ВНИИ НП
группой сотрудников
ванная по
порт. Эта присадка представляет собой кислый эфир пентадеценилянтарной
кислоты.
Противокоррозионный эффект присадки ВНИИ НП-15/41 оценивали
по методу ASTM D 665-60. По этому методу стальные стержни, опущенные
в масло (с 10% воды), нагретое до 60 °C, выдерживали (при перемешивании
362
ТАБЛИЦА 1
исследованных турбинных масел
Поверх- ностное натяже- ние на границе с водой, дин/ см Химический состав я R О 3 s? Коэффициент рефракции п20 nD Спек- тральный анализ
метано-нафте- новые угле- водороды легкие аро- матические углеводороды средние аро- матические углеводороды тяжелые аро- матические углеводороды
□оог ийп при 60 °C % п2® nD % п2» nD % п20 nD % п20 nD
22,3 19,8 59,4 1,4662- -1,4806 7,97 1,4852- -1,4969 16,77 1,5039— -1,5348 13,22 1,5478 2,14 1,489 —
21,5 12,8 — — — — — — — — — — —
23,9 20,8 71,07 1,4720— -1,4832 12,4 1,4862— -1,5260 6 1,5315— -1,5720 9,86 1,6038— -1,6042 0,67 — —
17,5 10,2 ..
81,07 1,4664- -1,4760 10,72 1,4848— -1,5228 7,61 1,5390— -1,5481 0,6 1,4800 Ионола ~1%, кремния 0,0003%
18,5 16,4 73,8 25,8 0,4 1,4789 Ионола — 1%, фосфора 0,05%, кремния 0,0004%
масла) 12—24 ч. Степень коррозии оценивали по десятибалльной шкале.
Исследования, проведенные с маслами ТСп-22 и турбинным 22 (Л), показали,
что оба масла без противокоррозионной присадки вызывают коррозию всей
поверхности испытательных стержней (оценка 10 баллов). При добавлении
0,02% присадки ВНИИ НП 15/41 коррозия была полностью устранена
(оценка 0 баллов).
На рис. 1 показан внешний вид испытываемых стержней после испытаний
масел без присадки и с присадкой ВНИИ НП-15/41.
Стальные стержни испытывали в течение 220 ч в циркуляционной
установке при 70 °C. По истечении нескольких часов на стержнях, испыты-
ваемых в масле без присадки, начали появляться следы коррозии, через
20 ч вся поверхность стержней была покрыта очагами коррозии и налетом
шлама (рис. 2).
Сравнительная количественная оценка коррозионного эффекта приве-
дена в табл. 3.
Наряду с высокой эффективностью присадки ВНИИ НП-15/41 как
ингибитора коррозии было установлено, что эта присадка отрицательно
влияет на деэмульгирующие свойства масел (например, проверка времени
деэмульсации по методу IP и ГОСТ 1321-57 показала, что при добавлении
0,02% присадки ВНИИ НП-15/41 к маслу ТГС-30, имеющему время деэмуль-
сации 30 сек, и к маслу турбинному 22 из сернистых и малосернистых
нефтей со временем деэмульсации 1,5—2 мин деэмульсация значительно
363
1
2
3
4 5 6
Рис. 1. Противокоррозионный эффект присадки
ВНИИ НП-15/41 и композиции присадок к турбинным маслам:
1— ТСп-22; 2 — Т-22 (Л); 3 — ТСп-22 + 0,02 ВНИИ НП-15/41:
4 — Т-22 (Л) + 0,02% ВНИИ НП-15/41; 5 — ТСп-22 + композиция при-
садок; в — Т-22 (Л) + композиция присадок.
1 2 3 4
Рис. 2. Противокоррозионный эффект композиции присадок к турбинным маслам:
1 — ТСп-22; 2 — ТС-22 + композиция присадок; 3 — Т-22 (Л); 4 — Т-22 (Л) + композиция присадок.
364
ТАБЛИЦА 3
Результаты испытаний противокоррозионного действия присадок
Масло Ст. 45 | Медь М2
Коррозия
потеря в весе г/м2 по методу ASTM баллы внешний вид потеря в весе г/м2 внешний вид
Турбинное ТСп-22 то- варное (с 0,2% ио- нола) -70 9—10 Очаги коррозии —0,66 Легкая побежа-
Турбинное ТС-22 с композицией при- садок 4-0,25 0 и слой шлама по всей поверх- ности Без изменений —0,2 лость То же
Турбинное 22 (Л) то- варное -38 9-10 Очаги коррозии + 0,05 Без изменений
Турбинное 22(Л) с композицией при- садок -1-0.08 0 и слой шлама по всей поверх- ности Боз изменений . 0 То же
ухудшается, время отделения воды от масЛа увеличивается до 7—
10 мин).
При совместном применении присадки ВНИИ НП-15/41 и деэмульга-
тора ДПК-157 эффект деэмульсации не снижается. Дальнейшие исследова-
ния были проведены с композицией присадок, состоящей из 0,01% ДПК-157,
0,02% ВНИИ НП-15/41, 0,2% ионола и 0,003% противопенной присадки
ПМС-200А.
Деэмульсационные и противокоррозионные свойства масел турбинных
ТС-22 и 22 (Л) с указанной выше композицией присадок и этих же масел
в исходном виде (масло ТСп-22 в последнем случае содержало 0,2% ионола)
сравнивали при длительной (200 ч) циркуляции масел с 10% воды при 70 °C
в циркуляционной установке. Для обеспечения более жестких условий
работы масел кратность циркуляции была равна 16 вместо 8—10, обычно
применяемой в циркуляционных системах паровых турбин (ПВК-150 и др.).
В объеме масла находились стальные (Ст. 15) и медные пластинки (М2).
Приведенные на рис. 3 данные показывают высокую деэмульгирующую
активность ДПК-157: отделение воды в пробах товарных масел турбинное
22 (Л) началось через 2,5 ч, в пробах масел ТСп-22 — через 4,5 ч; количество
отстоявшейся воды, содержащейся в масле турбинном 22, составило
1% через 2,5 ч и 10% через 24 ч, для масла ТСп-22—1,5— 2% через 4,5 ч
и 18% через 24 ч. В обоих случаях в пробах присутствовал значительный
промежуточный слой нерасслаивающейся эмульсии. В маслах с компози-
цией присадок происходило быстрое и четкое разделение фаз масло — вода
без какого-либо промежуточного слоя эмульсии: уже через 10 мин в масле
ТС-22 выделилось 60% воды, а в масле 22 (Л) — 40%, через 3 ч выделилось
90 и 80% воды соответственно; через 24 ч отделилась практически вся вода,
содержащаяся в масле.
Аналогичные результаты были получены и для масел с разной продол-
жительностью циркуляции (рис. 4), например, после 200 ч циркуляции масла
ТС-22 с композицией присадок уже после 2 ч отстоя отделилось 95%
воды. д
Для сравнительной оценки стабильности масел против окисления,
в том числе и склонности к осадкообразованию, был использован несколько
365
видоизмененный метод определения стабильности по НАМИ — ВНИИ НП
в приборе типа ДК-3.
Этот метод предназначен для оценки способности моторных масел «про-
тивостоять старению под длительным окислительным воздействием воздуха
при высокой температуре» (ГОСТ 11063—64).
Рис. 3. Деэмульгирующая активность дипроксамина-157 и композиции присадок в тур-
' бинных маслах;
1—ТСп-22+0,01% дипроксамина-157 (средние из 5 опытов); 2 — ТС-22 о композицией присадок
(средняя из 20 опытов); з — ТС-22 с композицией присадок (максимальные значения, средние из 5 опы-
тов); 4 - Т-22 с композицией присадок (средние из 17 опытов); 5 — ТСп-22 товарное (эмульсия); 6 --
Т-22 товарное (эмульсия).
В качестве оценочных показателей были приняты содержание осадка
и изменение вязкости и кислотного числа в исследуемых маслах. Окисление
проводили при 100—150° С. Для интенсификации процесса окисления в ма-
Рис. 4. Выделение воды из масла турбинного ТСп-22 с композицией
присадок в зависимости от продолжительности циркуляции:
1 — 75 ч; 2 — 100 ч; 3 — 125 ч; 4 — 200 ч.
ело вводили 0,02% нафтената меди. В процессе работы был проверен также
метод определения стабильности по IP при 200 °C в течение 12 ч с продув-
кой масла воздухом (15 л/ч).
Результаты окисления оценивали по тем же показателям, что и в при-
боре ДК-3.
На рис. 5 показаны результаты окисления в приборе ДК-3 цри 150 °C
масел турбинных 22 (Л) и ТС-22 товарных (масло ТС-22 без ионола) и с ком-
позицией присадок, а также зарубежных масел Шелл-Турбо-Ойл-27 и Сен-
чери-п-610.
366
Полученные данные показывают следующее:
по склонности к осадкообразованию масла турбинные ТС-22 и 22 (Л)
с композицией присадок, содержащей 0,2% ионола, значительно уступают
испытанным зарубежным маслам: так, если содержание осадка в масле
ионола), МРТУ 18—63; 5 — турбинное ТС-22 с композицией присадок; в — Сен-
чери-п-610; 7—Шелл-Турбо-Ойл-27.
ТС-22 составило 0,68% и в масле 22 (Л) 1,58%, то для масел Шелл-Турбо-
ойл-27 и Сенчери-п-610 оно было равно 0,23 и 0,48% соответственно;
антиокислительная присадка ионол в заданной концентрации значительно
эффективнее стабилизирует турбинное масло
до 0,65 % после добавления ионола) по сра-
внению с маслом из малосернистых нефтей
(с 1,75 до 1,58% соответственно). Это обсто-
ятельство вполне согласуется с известными
данными о хорошей совместимости глубоко-
очищенных сернистых масел с антиокисли-
тельной присадкой ионол;
присутствие в маслах ТС-22 и 22 (Л)
композиции присадок (содержащей деэмуль-
гатор и ингибитор коррозии) не отразилось
на стабильности против окисления, достига-
емой применением Присадки ионол;
для кислотных чисел окисленных масел
характерны те же закономерности в'оценоч-
ных характеристиках, что и в случае осадко-
образования, исключение составляет масло
Сенчери-п-610, кислотное число которого ока-
залось на том же уровне, что у масла ТС-22;
полученные значения вязкости для всех
окисленных масел (кроме ТС-%2 без присадок)
находятся примерно на одном уровне и не
позволяют дифференцировать масла по этому
из сернистых нефтей (с 2,6%
Рис. 6. Кислотное число и содер-
жание осадка в масле ТСп-22 при
различной концентрации присадки
ДПК (ионола):
1 — содержание осадка; 2 — кислотное
число.
показателю.
Как показали результаты окисления, применяемая в настоящее время
для товарного масла ТСп-22 и использованная нами в данных опытах кон-
центрация антиокислительной присадки ионол 0,2% не обеспечивает необхо-
367
t
димого улучшения стабильности против окисления турбинных масел. В связи
с этим были проведены опыты окисления в приборе ДК-3 масла ТС-22 с
композицией присадок, содержащей различные концентрации ионола;
0,2; 0,5; 0,7 и 1%.
с композицией присадок (1 % ионола).
Увеличение концентрации ионола приводит к уменьшению осадко-
образования масла ТСп-22.
В результате применения принятой концентрации ионола для товарного
масла (0,2%) образующийся осадок составляет 0,68%, при увеличении
концентрации до 0,5; 0,7 и 1% понижается количество осадка — 0,57, 0,37
и 0,15% соответственно (рис. 6).
Приведенные в табл. 1 данные спектрального анализа исследованных
зарубежных масел показывают, что содержание в них достаточно большой
концентрации присадки типа ионол обусловливает высокую стабильность
против окисления.
На рис. 7 приведены сравнительные результаты окисления исследован-
ных нами масел, в том числе масла ТСп-22, содержащего композицию при-
садок с разной концентрацией ионола. При концентрации 0,7% ионола тур-
368
бинное масло из сернистых нефтей по содержанию осадка и кислотному числу
в масле после окисления равноценно маслу Сенчери-п-610. При концентрации
ионола 1% масло ТСп-22 по наиболее важному показателю — осадкообра-
зованию — несколько превосходит масло Шелл-Турбо-Ойл-37 (содержание
осадка у этих масел составило 0,15 и 0,23% соответственно).
Проведенные для сравнения опыты окисления указанных выше масел,
кроме масла Шелл-Турбо-Ойл-27 (из-за недостаточного количества послед-
1 — турбинное 22 (Л) базовое, ГОСТ 32—53; 2 — турбинное 22 (Л) с композицией присадок; 3— турбин*
' ное ТСп-22 базовое; 34 — турбинное ТС-22 с композицией присадок; 5 — Сенчери-п-610.
него), в приборе ДК-3 (рис. 8) ни при более мягком температурном режиме
(100 °C), ни при 200 °C по методу IP (рис. 9) не позволили получить сравни-
тельных оценок испытанных масел, четко согласующихся с данными, полу-
ченными при жестком режиме окисления.
ВЫВОДЫ
1. Подобрана композиция присадок к маслам для паровых турбин
и других турбоагрегатов, улучшающая деэмульгирующие, противокоррозион-
ные, противопенные и антиокислительные свойства масел.
2. Проведенными исследованиями установлено, что при использовании
турбинных масел с композицией присадок в циркуляционных системах
в условиях обводнения обеспечиваются быстрое отделение воды из образу-
ющейся эмульсии и надежная защита металлических поверхностей от кор-
розии.
3. Показано, что принятая в настоящее время концентрация анти-
окислительной присадки ионол 0,2% не обеспечивает достаточной стабили-
зации .масла турбинного 22 из сернистых нефтей и что увеличение концен-
трации этой присадки до 0,7—1% эффективным образом улучшает антиоки-
слительные свойства указанного масла.
4. Масла турбинные 22, в частности масла из сернистых нефтей, с подо-
бранной композицией присадок (в которых увеличена концентрация анти-
окислительная) по своим основным эксплуатационным свойствам равно-
ценны зарубежным турбинным маслам.
--'
24 Заказ 60.
369
ПРИМЕНЕНИЕ ПАРНЫХ АНТИОКИСЛИТЕЛЕЙ
ДЛЯ ТУРБИННЫХ МАСЕЛ
К. И. ИВАНОВ, Е. Д. ВИЛЯНСКАЯ,
А. А.ЛУЖЕЦКИЙ,. А. Н. АЛЕКСАНДРОВ
Общепризнанной теории, объясняющей явление синергизма при приме-
нении смесей ингибиторов (антиокислителей, замедлителей) окисления угле-
водородов, т. е. наблюдаемого в ряде случаев взаимного усиления их дей-
ствия, еще не создано.
В настоящее время существуют две основные точки зрения на природу
синергизма. Согласно одной из цих (в случае смеси ароматических аминов
с фенолами) одна молекула амина в присутствии фенолов, а также спиртов
и других гидроксилсодержащих соединений дезактивирует не один-два,
как обычно, а гораздо большее число перекисных радикалов. Это возможно
либо в результате радикального взаимодействия между ингибиторами, на-
пример по схеме
AmH-|-RO2----»Am-+ROOH
Am- +НОФ s=4 АмН + ФРя ,
когда восстанавливается исходный амин [1], либо в результате образования
продуктов конденсации амина с фенолом (или гидроксилсодержащими про-
дуктами реакции) с водородной связью по азоту Ф — N ... НОФ, явля-
Н
ющихся активными ингибиторами, обрывающими цепи без расходования
(в конечном счете) NHj-группы, но с участием ОН-группы фенола (2].
Согласно второй точке зрения на природу синергетического эффекта
ингибиторы делятся на три кинетические группы, отличающиеся по химиче-
скому строению и способные дезактивировать различные промежуточные
продукты, от которых зависит инициирование и развитие цепной реакции
окисления [3—5]. Исследованиями ВТИ доказано, что замедлители I группы
взаимодействуют только со свободными углеводородными радикалами R •
и не реагируют с гидроперекисями ROOH и со свободными перекисными
радикалами ROa-; замедлители II группы энергично взаимодействуют
с гидроперекисями и с ROa- и не реагируют с углеводородными радикалами
R-; замедлители III группы реагируют с R- и ROa- и умеренно или вовсе
не взаимодействуют с гидроперекисями [5].
В связи с этим можно было предположить, что при одновременном
применении антиокислителей различных групп (I и II; II и III; I и III)
их действие взаимно усиливается (синергетический эффект) и в результате
окислительный процесс максимально тормозится.
Например, можно предположить, что при совместном применении-
замедлителей I и II групп антиокислитель I группы деактивирует большин-
ство радикалов R-, возникающих в период инициирования, а те из них,
которые сохраняются и успевают превратиться в RO2-, захватывает анти-
окислитель II группы.
Ингибиторы II и (в известной степени) III групп могут, кроме того,
вызвать синергетический эффект, взаимодействуя с накапливающимися
гидроперекисями, что препятствует разветвлению реакционной цепи.
Первая гипотеза согласуется с тем, что в ряде случаев аминные ингиби-
торы способны образовывать комплексы с гидроксилсодержащими соеди-
нениями, при этом возникает водородная связь по азоту, как это было пока-
зано на примере первичных ароматических аминов и гидроперекиси кумола.
Эти комплексы также обладают ингибирующими свойствами. Однако эта
теория не учитывает того, что действие ингибиторов окисления заключается
370
в захвате не только перекисных радикалов ROa-, но и других активных
частиц (углеводородных радикалов R-, алкоксирадикалов RO-). Не учиты-
вает эта теория и экспериментально установленную разницу в способности
различных ингибиторов в зависимости от их строения реагировать с разными
промежуточными продуктами окислительного процесса.
Эти факторы учитываются второй теорией. Используя эту теорию, можно
широко и обоснованно подбирать компоненты смеси ингибиторов, обеспечи-
вающие синергетический эффект. Возможность такого подбора эксперимен-
тально подтверждена в лабораторных и промышленных условиях.
Лабораторные и эксплуатационные испытания показали, что при пра-
вильном подборе стабилизирующее действие двух присадок на турбинные
масла превосходит эффективность каждой из них, взятой в удвоенной кон-
центрации. Это является доказательством того, что мы имеем дело не с про-
стым сложением действий двух антиокислителей, а с взаимным усилением
их активности. Кроме того, доказано, что смесь антиокислителей одной кине-
тической группы, как правило, не дает синергетического эффекта [61.
Особый практический интерес для торможения окислительного старения
смазочных и изоляционных масел вследствие возможного синергетического
эффекта представляет использование смесей противоокислительных приса-
док, в которые, помимо истинных ингибиторов (т. е. веществ, обрывающих
реакционные цепи), входят замедлители с иным механизмом действия —
в первую очередь дезактиваторы и пассиваторы металлов (главным образом
медь и железо), соприкасающихся в условиях эксплуатации с турбинными
и трансформаторными маслами и каталитически ускоряющих процесс их
старения.
При испытании различных пар антиокислителей следует учитывать,
что они должны хорошо растворяться в маслах, й, обеспечивая стабильность
масел, не ухудшать их других эксплуатационных свойств.
Парный антиокислитель, состоящий иэ 0,1% 0-нафтола, принадлежа-
щего согласно предложенной ранее [6] классификации к III группе, и
0,03% фенил-0-нафтиламина — антиокислителя I группы, после лаборатор-
ных исследований испытывали в масляной системе турбогенератора мощно-
стью 17 000 кет. Масло с этой парой антиокислителей проработало в течение
1,5 года без применения адсорбентов. Кислотное число стабилизированного
масла после 1,5 года эксплуатации было значительно ниже, чем у нестабили-
зированных масел, работающих ранее в этой турбине с адсорбентами такой
же период времени.
Была испытана еще одна смесь, состоящая из антиокислителя III группы
(компонент А), обладающего одновременно свойствами дезактцватора метал-
лов, и антиокислителя I группы (компонент Б). Эффективность действия
этой смеси проверяли в лабораторных условиях по ГОСТ 981—55. Резуль-
таты испытаний приведены в таблице. Кай следует иэ таблицы, предлага-
Эффективность действия парного антиокислителя
в лабораторных условиях
Продукт Общая стабильность по ГОСТ 981-^-55
кислотное число мг КОН/г Содержание осадка %
Масло турбинное I 0,61 0,080
То же +0,02% компонента А . . . 0,18 0,010
» -5-0,1% компонента Б ... 0,17 0,023
» -1 -0,01% компонента А . . .
+ 0,05% компонента Б . . . 0,05 Следы
Масло турбинное II 0,46 0,06
То же -|-0,01% компонента А . . . 0,14 0
» 4-0,05% компонента Б '. . . 0,25 0,04
» 4-0,01% компонента А+ . .
4-0,05% компонента Б ... 0,07 0,01
24*
371,
Пробалжитглыюоть испытания
Рис. 1. Изменение кислотного числа масла после введения
парного антиокислителя:
1 — общее кислотное число; 2— кислотное число за счет водораствори-
мых кислот; 3 — введение парного антиокислителя.
х. °J°7
04
£ 0,06
§ 0,05
1962г 1963г 196Ьв 1965г
Проболжительность испытания
Рис. 2, Изменение стабильности масла после введения парного
антиокислителя:
1 — кислотное число; 2 — содержание нелетучих кислот; з — содержание
летучих кислот; 4 — содержание осадка; 5 — введение парного антиокис-
Рис. 3. Изменение кислотного числа
масла после введения парного анти-
окислителя:
1 — общее кислотное число; 2 — кислот-
ное число за счет водорастворимых ки-
слот; 3 — введение парного антиокисли-
теля.
372
емый парный антиокислитель весьма энергично тормозит старение турбин-
ного масла. Кислотное число после старения в 12 раз меньше кислотного
числа чистого масла и в 3 раза меньше кислотного числа того же масла,
содержащего один из компонентов в удвоенной концентрации. Количество
осадка также уменьшается, что подтверждает эффективность этого парного
антиокислителя.
Затем были проведены эксплуатационные испытания этой пары анти-
окислителей в турбогенераторе мощностью 24 000 кет.
На рис. 1 показано изменение кислотного числа стабилизированного
масла в процессе эксплуатации турбогенератора. На рис. 2 показано изме-
нение стабильности масла (по ГОСТ 981—55) после введения парного анти-
окислителя.
В результате испытаний установлено, что после 3,5 года эксплуатации
кислотное число масла равно 0,03 мг КОН/г, т. е. почти не отличается от
нормы на свежее масло (0,02 мг КОН/г). Необходимо отметить, что допол-
нительно на свежее масло за 3,5 года присадку не вводили. При осмотре тур-
бины (после 2 лет эксплуатации) было установлено, что масляная система
в очистке не нуждается. Из опыта эксплуатации предыдущих лет видно, что
без парного антиокислителя масло в этой турбине работало в течение 2 лет
только с непрерывной регенерацией его адсорбентом.
При этом адсорбент неоднократно меняли, что повышало трудовые за-
траты и значительно увеличивало расход дорогостоящего адсорбента.
Этот же парный антиокислитель был испытан в другой турбине. На рис. 3
показано изменение показателей масла в этой турбине. Испытания успешно
продолжаются. .Предложенный парный антиокислитель, как показали
эксплуатационные испытания, активнее тормозит процесс старения турбин-
ного масла по сравнению с другими антиокислительными присадками и не
требует специального наблюдения со стороны обслуживающего персонала.
В настоящее время эксплуатационные испытания парного антиокислителя
проводятся в четырех турбогенераторах.
выводы
1. Смеси антиокислителей для турбинных масел, подобранные на основе
развитых нами теоретических представлений, дают при испытаниях в лабо-
раторных условиях резко выраженный синергетический эффект.
2. Результаты лабораторных исследований подтверждены данными
эксплуатационных испытаний парного антиокислителя, в присутствии
которого исходные свойства масел полностью сохраняются в течение дли-
тельного времени эксплуатации.
ЛИТЕРАТУРА
1. Карпухина Г. В., М а й з у с 3. К., Эмануэль Н. М., ДАН СССР, 152 s
№ 1, 110 (1963).
2. Д е н и с о в Е. Т., X а р и т о н о в В. В., Изв. АН СССР, ОХН, 1963, 2222.
3. И в а н о в К. И., Вилянская Е. Д., сб. «Вопросы химической кинетики,
катализа и реакционной способности», Изд. АН СССР, 1955.
4. И в а н о в К. И., Вилянская Е. Д., Химия и технология топлив и масел,
№ 4 (1957).
5. И в а н о в К. И., В и л я н с к а я Е. Д., ДАН СССР, 121, № 1 (1958).
6. И в а и о в К. И., Вилянская Е. Д., Л ужецкий А. А., Новое в теории
и практике применения антиокислителей для стабилизации энергетических масел,
Теплоэнергетика, № 11 (1960).
КОМПОЗИЦИИ ПРИСАДОК ДЛЯ СТАБИЛИЗАЦИИ
ТРАНСФОРМАТОРНЫХ МАСЕЛ
„ , . М. И. ШАХНОВИЧ
Повышение долговечности и надежности трансформаторов наряду с усо-
вершенствованием их конструкций достигается применением стабилизиру-
ющих присадок для масел. Из числа изоляционных и конструкционных мате-
риалов, используемых в трансформаторе, наиболее активным катализато-
ром окисления нефтяных электроизоляционных масел является медь.
В условиях эксплуатации медные конструкции соприкасаются с маслом,
а в самом масле в растворенном состоянии находится медь в виде солей
органических кислот.
В отработанном трансформаторном масле содержится до 0,0001% меди
{1 ]. Доказано [2], что для торможения окисления углеводородов в присут-
ствии меди расход антиокислительных присадок оказывается значительно
большим, чем в соответствующих условиях без катализатора. В условиях оки-
сления масел в трансформаторах при наличии большого количества меди при-
ходится брать очень большие количества антиокислителей (0,3—0,5 вес. %).
Более эффективно стабильность трансформаторных масел можно повы-
сить, применяя деактивирующие и пассивирующие присадки. Действие
деактиваторов заключается в химическом взаимодействии их с солями метал-
лов, растворенными в масле. При этом образуются клешневидные комплексы,
в которых металл экранирован и не проявляет своего каталитического
действия, Образующиеся комплексы могут выпадать в осадок или раство-
ряться в масле,
В качестве деактиваторов применяются салицилидены — шиффовые
основания, получаемые конденсацией аминов с ароматическими альдегидами.
Несколько иначе действуют пассиваторы, которые, взаимодействуя
с медью, образуют на ее поверхности каталитически неактивную пленку.
Предполагается, что пассиватор при этом хемосорбируется.
К числу пассивирующих присадок относятся некоторые аминокислоты.
Часто одни и те же соединения действуют и как деактиваторы, и как пасси-
ваторы [1].
В работе, [3] описаны опыты по применению присадок такого типа
и их комбинаций, однако было интересно изучить, как эти добавки повышают
стабильность отечественных товарных трансформаторных масел различного
происхождения (таблица).
Основные физико-химические показатели трансформаторных масел
Масло Очистка Плотность с Коэффициент преломления п20 пр Вязкость при 20 °C ест tg в при 70 °C % Структурно-групповой анализ
о/ /о СА о/ /о сн кА кн
Из смеси бакинских Кислотно- 0,8832 1,4875 27,2 t 1,1 11,3 42,7 0,34 1,72
нефтей Из бузовнинской не- щелочная Адсорбци- 0,8839 1,4893 28,9 0,4 14,2 38,3 0,44 1,55
фти Из смеси эмбенских онная Кислотно- 0,8887 1,4897 22,1 2,5 13,3 45,1 0,48 1,70
нефтей Из анастасиевской нефти Из туймазинской не- фти То же щелочная То же 0,8967 1,4975 49,6 2,5 22,7 38,0 0,56 1,48
Фенольная 0,8610 0,4750 25,7 0,3 5,1 34,6 0,14 1,85
Гидрирова- 0,8876 1,4960 25,3 0,2 20,4 28,5 0,62 1,13
Импортное (ГДР) ние и кон- тактная доочистка 0,8946 1,4928 25,9 0,7 14,3 42,8 0,42 1,64
374
Были испытаны присадки — дисалицилиденэтилендиамин (деактиватор)
и антраниловая кислота (пассиватор), а также комбинации этих присадок
друг с другом и с антиокислителями: фенил-0-нафтиламином и 2,6-ди-пгрелг-
бутил-4-метилфенолом (ионолом).
Рис. 1. Кинетические кривые поглощения кислорода трансформаторными маслами с при*
садками при их окислении под воздействием электрического поля (а — е):
1 — масло импортное (ГДР) без присадки; г — то же масло с 0,05% антраниловой кислоты; з — масло
из бакинских нефтей без присадки; 4 —то же масло с 0,05% антраниловой кислоты; 5 — окисление
без меди; в — масло из туймазинской нефти, гидроочищенное, контактной доочистки, без присадки;
7 — то же масло с 0,05% антраниловой кислоты; 8 — масло из туймазинской нефти, фенольной очистки,
без присадки; 9 — тоже масло с 0,05% антраниловой кислоты и 0,3% ионола; Ю — то же масло с 0,05%
дисалицилидензтилендиамина и 0,3% ионола; 11 — масло из анастасиевской нефти без присадки; 12 —
то же масло с 0,5% антраниловой кислоты; 13 — масло из бузовнинской нефти, адсорбционной очистки,
без присадки; 14 — то же масло с 0,05% антраниловой кислоты. В скобках даны значения tg6 масел
(при 70 °C, в %) после их окисления.
Эффективность этих присадок оценивали лабораторными методами,
которые моделируют основные условия работы масла в трансформаторах.
Один из методов заключается в 44-часовом окислении масла кислородом
в статических условиях в присутствии катализаторов (медь и железо),
в электрическом поле напряженностью 49 кв/см при 100 °C. Окисляемость
масел оценивают по скорости поглощения кислорода и по изменению свойств
375
масла. По другому методу масло окисляют без электрического поля в тече-
ние 1000 ч при 95 °C в присутствии медного катализатора в условиях свобод-
ного доступа воздуха. По показателям качества масла после 240, 480, 720 ч
наблюдают изменение скорости окисления. В совокупности упомянутые
лабораторные методы позволяют получить предварительную оценку эксплуа-
тационных свойств трансформаторных масел с присадками и без них.
Данные лабораторных опытов, как это принято в настоящее время при
оценке качества трансформаторных масел, сопоставляли с результатами
испытаний образцов масел с композициями присадок в небольших трансфор-
маторах на стенде [5].
Предварительными опытами было установлено, что при введении в транс-
форматорные масла (см. табл. 1) 0,2 вес. % антиокислительной присадки
ионол не всегда улучшается их стабильность и прежде всего ее электрофизи-
ческие показатели (тангенс угла диэлектрических потерь tgfi).
Иные результаты получены при использовании деактивирующих и пас-
сивирующих присадок.
Опыты в электрическом поле свидетельствуют (рис. 1), что при добавле-
нии 0,05 вес. % антраниловой кислоты к различным маслам окислительный
процесс заметно тормозится. Кинетические кривые поглощения кислорода
маслами с добавкой антраниловой кислоты имеют плавный характер и почти
полностью совпадают с кривой окисления соответствующего масла без при-
садки и без катализатора. Для кривых окисления масел с антраниловой
кислотой характерно, что в начале окисления кислород поглощается мед-
ленно и при этом не наблюдается длительного индукционного пери-
ода, который обычно бывает при окислении масел с ингибирующими добав-
ками.
Для эксплуатации трансформаторных масел важна стабильность пока-
зателя tg 6, характеризующего их электроизоляционные свойства. В про-
цессе окисления tg 6 масел с антраниловой кислотой увеличивается гораздо
медленнее, чем для масел без этой присадки.
Анализируя результаты 1000-часового окисления масел (рис. 2), можно
отметить, что стабилизирующее действие антраниловой кислоты проявляется
при окислении масел различного происхождения и с различным содержанием
углерода в ароматических кольцах (% Сд ).
Для масел с антраниловой кислотой характерно медленное увеличение
tg 6 в процессе окисления. Кривые накопления осадка отличаются малым
углом наклона, в незначительной степени изменяется исходный цвет масел,
в большинстве случаев существенно снижаются коррозионная агрессивность
масла по отношению к меди и величина переходного сопротивления медных
пластин. В отличие от ингибированного окисления в случае масел с антра-
ниловой кислотой кинетические кривые изменения количества кислот носят
плавный характер, причем количество кислот в процессе окисления умень-
шается. Последнее связано с расходованием присадки, которая имеет кислый
характер.
При длительном старении масел пассивирующая пленка, образовавшаяся
на поверхности меди, разрушается по мере расходования пассиватора и дей-
ствия продуктов окисления, а дальнейшее окисление масла протекает так,
как будто никаких добавок в нем не содержится. Особенно отчетливо это
проявляется при окислении масел с относительно невысоким содержанием
естественных ингибиторов. Для предохранения адсорбированного слоя от
действия продуктов окисления и сохранения его на длительное время в масло
вводят наряду с пассиватором антиокислительную присадку. При этом,
поскольку каталитическое действие меди не проявляется, расход ингибитора
уменьшается, а стабильность масла возрастает.
На примере масел из анастасиевской и бузовнинской нефтей (рис. 3)
доказано, что при использовании композиции, состоящей из 0,005% антра-
ниловой кислоты и 0,2% фенилнафтиламина, окисление масел сильно замед-
ляется.
376
Предыдущими опытами установлено, что при использовании каждой из
этих присадок в отдельности такого эффекта не наблюдается. При применении
двух присадок тангенс угла диэлектрических потерь масла стабилен даже
в тех случаях, когда раздельное введение 0,7 вес. % ионола или 0,05 вес. %
антраниловой кислоты не дает должного эффекта.
Так, при окислении масла из туймазинской нефти с каждой из назван-
ных присадок уже после 240—480 ч опыта tg6 масла увеличивается на 100%.
При введении же в масло композиции, состоящей из 0,02% дисалицилиден-
этилендиамина и 0,2% ионола, tg 6 масла после 1000 ч окисления увеличи-
вается только на 43%.
Рис.
О 240 460 720 1000 О 240 460 720 1000
Продолжительность испытании, ч
2. Кинетические кривые изменения показателей при окислении (1000 ч)
трансформаторных масел с 0,05% антраниловой кислоты
(обозначения см. рис. 1).
Существенно улучшается стабильность масла из эмбенских нефтей при
добавлении 0,05% дисалицилиденэтиленамина и 0,02% антраниловой ки-
слоты, чего не удавалось достигнуть при использовании одной присадки.
В этом случае одновременно проявляется действие деактиватора на гомоген-
ный катализатор — растворенную медь и пассиватора на гетерогенный ката-
лизатор — металлическую медь. Поскольку в состав молекулы антраниловой
кислоты входит аминогруппа, то этот пассиватор оказывает также слабое
ингибирующее действие.
Следует заметить, что в тех случаях, когда масла содержат относительно
большое количество естественных ингибиторов, при введении наряду с пас-
сиватором (антраниловой кислотой) ингибирующей присадки стабильность
увеличивается незначительно.
Проведенные ранее опыты с маслом из туймазинской нефти после его
гидроочистки подтверждают это. Результаты лабораторных опытов по оценке
эффективности композиции присадок подтвердились при стендовых испыта-
ниях в небольших трансформаторах.
377
Композиции присадок, состоящие из 0,05% антраниловой кислоты
и 0,2% фенилнафтил амина, а также из 0,02% антраниловой кислоты и 0,05%
дисалицилиденэтилендиамина, улучшают стабильность масел из анастасиев-
ской и эмбенской нефтей. В частности, значительно снижается коррозия меди
и в 2—3 раза замедляется разрушение образцов твердых изоляционных мате-
риалов, находившихся в масле.
Композиция, состоящая из 0,05% антраниловой кислоты и 0,2% ионола,
более эффективно улучшает стабильность туймазинского масла фенольной
Продолжительность испытаний, ч
Рис. 3. Кинетические кривые изменения показателей при окислении (1000 ч)
трансформаторных масел с композициями присадок:
15— масло из эмбенских нефтей без присадок; 16— тоже с 0,02 антраниловой кислоты
и 0,05% дисалицилиденэтилендиамина (остальные обозначения см. рис. 1).
очистки, чем композиция, состоящая из 0,05% дисалицилиденэтилендиамина
й 0,2% ионола. Наиболее заметна разница в действии двух композиций на
величину относительного износа твердой изоляции.
вывод
Показано, что при применении пассивирующей присадки — антранило-
вой кислоты (0,05 вес. %) в чистом виде и особенно в композиции с анти-
окислительными присадками (ионол, фенил-р-нафтиламин) обеспечивается
лучшая стабильность (прежде всего электрофизическая) товарных транс-
форматорных масел различного происхождения и химического состава,
чем при использовании только одной ингибирующей присадки.
ЛИТЕРАТУРА
1. Л и п пгт е й н Р. А., Ш ахи ович М. И., Трансформаторное масло, Изд. «Энер-
гия», 1964.
2. Pederson С. J., Ind. and Eng. Chem., 41, № 5, 924—28 (1949).
3. Wood-Mallok J. C., Steiner H., Wood L. G., J. Inst. Petrol., 44,
№ 418, 320—332 (1958).
4. Шахнович M. И., Бессонова E. И., Курилина А. И., Электротех-
ническая промышленность, № 4 (1961).
5. Шахнович M. И., Данилова А. И., Горчакова Л. А., Электротех-
ника, № 12 (1963).
378
ИССЛЕДОВАНИЕ ПРИСАДОК И МАСЕЛ С ПРИСАДКАМИ
ПОТЕНЦИОМЕТРИЧЕСКИМ МЕТОДОМ
В. С. ЛУНЕВА, Л. Н. БУРДЕНЮК
Целесообразность использования потенциометрического метода для
оценки кислотно-основных свойств присадок и масел с присадками и их сра-
батываемости в условиях работы двигателей разных типов подтверждается
рядом проведенных исследований [1, 2].
О ЩЕЛОЧНОСТИ ПРИСАДОК
Щелочность присадок обусловливается наличием свободных и связанных
щелочных компонентов [3, 4]. Щелочность присадок определяли потенцио-
Объем OJti. НС1, пошедшей, па титрование, мл
Рис. 1. Кривые потенциометрического титрования присадки
МАСК:
1—5 — различные партии.
1 г присадки, растворенный в 40 мл спирто-бензольной смеси (1 : 2), разла-
гали спиртовым 0,1 н. раствором НС1. Кривые титрования приведены на
рис. 1—6. Как видно, характер кривых изменяется в зависимости от типа
разлагаемых солей: алкилсалицилатных (АСК, МАСК), алкилфенольных
(ВНИИ НП-370, ЦИАТИМ-339, ВНИИ НП-370п), сульфонатных (ПМС’Я),
тиофосфатных (ДФ-11, Сантолюб-493) и др. Длина горизонтальных участков
на кривых титрования пропорциональна концентрации разлагаемых солей
при титровании одинаковых навесок. Присадки, содержащие катионы Са,
Ва и Mg, имеют щелочную реакцию (pH = 8-4-13 или АрН = 1 ч-6).
Свободной щелочностью обладают алкилсалицилатные (АСК, МАСК)
и сульфонатные (ПМС’Я) присадки (см. начальные участки кривых
на рис. 1—6). Алкилфенольные присадки (ЦИАТИМ-339, ВНИИ НП-370п
и др.) не содержат свободных щелочей.
Кривые титрования указывают на то, что полное разложение большин-
ства присадок осуществляется при ЭДС около 100—120 мв (рН = 2).
Известно, что общая щелочность (О. Щ.) большинства присадок эквива-
лентна содержанию в них металла. Это подтверждается данными, приведен-
ными в табл. 1.
Однако в присадках ПМС’Я и ВНИИ НП-370 такого соответствия не
наблюдается, поэтому в общем случае по щелочности следует определять
379
Объем 0,1н. НС1, пошедшей на титрование, мл
Рис. 2. Кривые потенциометрического титрования алкилфе-
нольных присадок:
Объем 0,1 н. НС1, пошедшей на титрование, мл
Рис. 3. Кривые потенциометрического титрования присадки
ПМС'Я:
1—6 — различные партии.
380
Рис. 4. Кривые потенциомет-
рического титрования тиофос-
фатов цинка щелочью и ки-
слотой:
1 — ВНИИ НП-354; 2 —
ДФ-11; 3—Любризол-1380; 4—
Сантолюб-493; 5 — Эко-
люб-99.
Объем 01н. растворов НС1 и КОН,
пошедших на титрование, мл
Рис. 5. Срабатываемость масла
АС-9,5 с 0,6% Оробис-Олоа-267
на установке ИТ9-2:
1 — содержание сульфатной золы;
2— общее кислотное число; 3— общая
щелочность; 4 — реакция.
Рис. 6. Срабатываемостьмасла М14-В (ДС-14 с 3% ЦИАТИМ-339, 2% ПМС'Я
и 0,003% ПМС-200А) в двигателе СМД-14 за I и IV циклы:
1 — общее кислотное число; 2 — общая щелочность; з — реакция.
381
ТАБЛИЦА 1
Результаты потенциометрического определения реакции, щелочности, содержания
эффективного металла и сульфатной золы в присадках
Присадки Реакция ±АрН Щелочность мг КЭН/г Содержание, % Зола сульфат- ная* (А) Разность А-Б
кальция золы суль- фатной (Б) % мг КОН/г % мг КОН/г
АСК-8В 3,2 62,8 2,24 7,60 7,59 62,54 -0,01 —0,26
АСК-7в 3,8 67,5 2,41 8,20 8,20 67,50 0,0 0,0
МАСК 3,6 150 5,40 18,15 18,00 148,3 -0,15 -1,7
МАСК 2,8 - 126,8 4,57 15,34 16,34 134,6 1,0 7,8
ПМС’Я 2,0 125,4 4,46 15,30 23,60 196,0 8,30 70,6
ПМС’Я 4,5 134,5 4,76 16,27 19,00 156,56 2,73 22,06
ВНИИ НП-370П .... 0,8 140,0 5,00 16,94 16,98 139,9 0,04 -0,1
ВНИИ НП-370П .... 2,7 195,5 6,98 23,65 23,90 198,0 0,25 2,5
ВНИИ НП-370 .... 3,5 39,5 1,41 4,78 7,60 63,0 2,82 •23,5
ЦИАТИМ-339 5,2 42,2 5,09 ** 8,80 8,60 41,2 -0,2 -1,0
ЦИАТИМ-339 4,2 46,5 5,68 ** 9,60 9,70 47,0 0,1 0,5
АФБ 6,3 78,26 9,54 ** 15,78 15,78 78,26 0,0 0,0
МСЖК 1,3 165,2 3,58 *** 17,67 17,60 164,8 0,0 -0,4
* Определяли сжиганием присадки с серной кислотой.
** Барий.
Магний.
эффективное содержание металла, т. е. содержание, эквивалентное той части
присадки, которая принимает участие в нейтрализации продуктов сгорания
топлива. При введении композиций присадок в масла необходимо учитывать,
что сульфатная зольность присадки ПМС’Я превышает общую щелочность
почти в 1,5 раза. При одинаковой зольности присадки ПМС’Я имеют различ-
ную щелочность (см. табл. 1). Увеличение зольности масла по мере срабаты-
ваемости присадок является одной из причин повышения износов, недоста-
ток щелочностй — одной из причин увеличения отложений. Поэтому необ-
ходимо контролировать щелочность и зольность как исходных масел с при-
садками, так и в процессе их работы в двигателях.
ИССЛЕДОВАНИЕ ПРИСАДОК ТИПА ДИТИОФОСФАТОВ ЦИНКА
Благодаря амфотерным свойствам цинка его соли разлагаются и кисло-
той, и щелочью. На рис. 4 представлены кривые потенциометрического
титрования диалкил-и диарилдитиофосфатов цинка, из которых видно, что
скачок потенциала при титровании кислотой выражен менее резко, что
обусловливается накоплением в растворе присадки (помимо соляной) тио-
фосфорной кислоты. Разложение осуществляется по реакции
'R—Оч /SI R—Оч .SH
>Р< Zn + 2HC1-----► 2 +ZnCl.2
R—СИ ''S 2 R-СИ
При разложении присадок щелочью по реакции
R—Ch ,S—Zn—S /О-R R—Оч SK
>Р< +4КОН-------->2 >Р< + K2ZnO2 + 2Н..0
R-СИ 'S S' ХО—R R-СИ
скачок потенциала выявляется более отчетливо.
При титровании малых навесок (0,1 а) можно выявить два скачка потен-
циала (см. рис. 4), которые соответствуют разложению солей с образованием
тиофосфорной кислоты и тиофосфата калия или разложению солей с разными
спиртовыми радикалами.
382
Полное разложение дитиофосфатов цинка щелочью сопровождается
скачком потенциала в области 460—600 мв (рН=9—12). По расходу щелочи
при титровании до 520 мв (pH = 10) определяют общее кислотное число при-
садки (О. К. Ч.).
Общее кислотное число по приведенным ниже формулам пересчитывают
на содержание цинка и фосфора.
О. К. Ч. мг КОН/г
гдеУ1 — количество спиртового раствора 0,1 н. КОН, израсходованного на
титрование раствора присадки до pH = 10 (520 ме), мл;
У 2 — количество того же раствора, израсходованного на титрование рас-
творителя (холостой опыт) до pH = 10 (520 ме), мл;
Т — титр 0,1 н. раствора КОН, г/мл;
1 — навеска присадки, г.
Содержание цинка
О. К. Ч.-0,583 0/
=й----------- %
Содержание фосфора
где 0,583 — коэффициент, полученный делением атомного веса цинка на
молекулярный вес КОН;
0,55 — коэффициент, полученный делением атомного веса фосфора на
молекулярный вес КОН;
10 — коэффициент для перевода в проценты.
Пример. Для присадки Сантолюб-493:
О. К. Ч. = (29.3—0,1)5,19 = 151 5 Mg кон/г
151,5-30,98 _ 151,5-0,55
Х2~ 56,1-10 ~ 10
Преимуществами потенциометрического метода определения цинка и
фосфора в присадках по сравнению со спектральным, весовым и калориметри-
ческим [7, 8] являются несложность и быстрота анализа, отсутствие потерь
при сжигании или окислении и осаждении; продолжительность определений
(1,5—2 ч) более чем в 20 раз меньше по сравнению с другими существующими
в настоящее время методами [7, 8, 9].
В табл. 2 результаты потенциометрического определения цинка и фос-
фора в присадках сопоставлены с результатами, полученными по другим
методам. В табл. 3 приведены результаты потенциометрического определения
реакции, общего кислотного числа, содержания фосфора и цинка; из таблицы
видно,что все анализируемые тиофосфорные присадки имеют кислую реак-
цию, обусловленную наличием сильного аниона тиофосфорной кислоты. Со-
держание фосфора в импортных присадках значительно выше, чем в отече-
ственных. Точность результатов определений неодинакова: для зарубежных
присадок она составляет ± 0,02%, для отечественных — от 0,02 до 0,25%;
расхождение в определениях составляет от 2,4 до 9%. Потенциометрическим
методом можно установить наличие небольших количеств цинка и фосфора
(десятые и сотые доли процента).
Наличие серы в указанных присадках не мешает потенциометрическому
определению фосфора и цинка, при этом значения э. д. с., измеряемые сурь-
мяным электродом, не искажаются.
383
ТАБЛИЦА 2
Результаты количественного определения фосфора и цинка в присадках
разными методами
Образцы Содержание, %
Р Zn
потенциоме- трическим методом спектраль- ным методом (ГОСТ 9436—63) потенциоме- трическим методом спектраль- ным или весовым методом (ГОСТ 9899-61)
Сантолюб-493 8,32 8,1 8,80 8,7
Оробис-Олоа-267 8,41 8,3 8,89 8,7
Любризол-1360 7,65 7,85 8,08 —
ДФ-11 4,94 4,5* 5,31 5,28
ВНИИ НП-354 2,75 2,5 2,67 2,5
ЛАНИ 3,76 3,69* 3,97 3,7
Масло, содержащее опытный обра- зец дитиофосфата цинка 0,16 0,15—0,18 0,17 0,15—0,18
* Определяли калориметрическим методом (ГОСТ 9827—61).
ТАБЛИЦА 3
Результаты определения реакции, общего кислотного числа, содержания
фосфора и цинка в присадках типа дитиофосфатов металлов потенциометрическим
методом
Образцы Навеска е Реакция ±ДрН Общее кислотное число мг КОН/г Содержание, %
Р Zn
Сантолюб-493 1 —1,6 151,5 8,33 8,81
0,1 —1,5 151,5 8,31 8,80
Оробис-Олоа-267 1 —1,1 152,7 8,41 8,88
0,1 —1,2 153,2 8,42 8,90
Любризол-1360 1 —2,1 139 7,65 8,09
0,1 -0,8 139 7,65 8,08
Эколюб-99 1 —1,9 217,8 11,98 12,58
ЛАНИ ДФ-11 0,1 —1,6 217,9 11,98 12,59
образец 1 1 —3,6 68,2 3,76 3,97
образец 2 1 —2,2 89,9 4,94 5,31
ВНИИ НП-354 0,1 —1,7 106 5,82 6,18
Масло, содержащее опытный образец ди- тиофосфата цинка 0,1 -3,7 48,5 2,75 2,67
образец 1 1 -3,3 • 1,38 0,07 0,08
образец 2 1 —1,9 2,90 0,16 0,17
Все сказанное выше позволяет рекомендовать метод потенциометриче-
ского титрования дитиофосфата цинка щелочью для количественного опре-
деления фосфора и цинка в присадках. Метод можно использовать при про-
ведении исследовательских работ и для контроля за качеством присадок.
Потенциометрическое исследование присадок различных типов позво-
ляет рассчитать коэффициенты для перехода от общей щелочности к эффек-
тивному содержанию металла и сульфатной золы, а также для перехода
от общей кислотности тиофосфатов цинка к содержанию в них цинка и фос-
фора (табл. 4).
384
ТАБЛИЦА 4
Переводные коэффициенты К
Присадка Опреде- ляемые элементы От общей щелочности к содержа- нию *, % От содержа- ния металла (1)и суль- фатной золы (2) к общей щелочно- сти ** От содержа- ния золы к содержанию металла (1) и наоборот (2) От общей кислотности к содержа- нию ***, %
метал- ла суль- фатной золы 1 2 1 2 Zn р
АСК, МАСК, ПМС’Я, ВНИИ НП-370, ВНИИ НП-370п Кальций 0,357 1,21 2,80 0,824 0,293 3,395
ВНИИ НП-350, ЦИАТИМ-339, АФБ . Барий 1,22 2,08 0,817 0,480 0,588 1,69 —
Эколюб-856, МСЖК . . Магний 0,217 1,07 4,78 0,932 0,202 4,95 — —
Сантолюб-493, ОробисЦ Цинк ,0,583 1,44 1,71 0,695 0,405 2,47 0,583 —
Олоа-267, ДФ-11 . .) Фосфор — — — — — — — 0,55
% (здесь Ме — содержание металла; MeSO< —
мг КОН/г.
* Расчетная формула: Me (MeSO4) = О. Щ. К : 10,
содержание сульфатной золы). ।
** Расчетная формула: О. Щ. = Me (MeSO4) К • 10,
О к ч • к
*** Расчетная формула: Zn(P) = —:—---------, %.
К ВОПРОСУ О СРОКАХ СЛУЖБЫ МАСЛА В ДВИГАТЕЛЯХ
Срабатываемость масел с присадками является основным вопросом при
обосновании сроков смены и службы масла в двигателях, этот вопрос привле-
кает внимание многих исследователей [10—13].
ТАБЛИЦА б
Физико-химические и моторные свойства масла с присадками до и после
работы в двигателе ГАЗ-51
Кислотно-основ-
ные свойства
Содержа-
ние, %
Масло
с присадками
Срабатываемость
Моторная оценка
М-10Б (АС-9,5 +
+ 1,5 Моито-613 +
-|-0,7% Санто-
люб-493):
исходное
1,3 3,1
после 600 ч —3,8 0,5
работы
М-10Б (АС-9,5 +
4-3,5% АСК +
1,2% ДФ-11 +
+ 0,003%
ПМС-200А):
исходное . . 1,0 4,2
после 600 ч
работы
-2,7 1,4
0,4.
1,6 —5,1 —2,6
1,1
4,4
—3,7 —2,8
1,2
4,7
10,7
0,12 65 12,4
25 Заказ 60.
Продолжение табл. 5
Кислотно-основ-
ные свойства
Срабатывав мость
Моторная оценка
Содержа-
ние, %
Масло
с присадками
<1
-Н
М-10А (АС-9,5 +
+ 1,5% АСК +
1,2% ДФ-11 +
+0,003%
ПМС-200А):
исходное . .
0,7 3,1 0,8
9,7 0,32 0,22
после 600 ч
работы
—3,0 — 2,5 1.6
3,5
0,05 39
10,2 0,83; 0,10
В свое время [1 ] был поставлен вопрос о применении потенциометриче-
ского метода для оценки кислотно-основных свойств масел с присадками
и срабатываемости их в двигателях разных типов.
Расход присадок, вычисленный по изменению зольности масла, не со-
ответствует действительному расходу, что показано на рис. 5, 7 и в табл. 5.
Число этапов
Рис. 7. Срабатываемость
масла М-20 В (МС-20
с 2,5% ЦИАТИМ-339,
15% ПМС’Я и 0,005%
ПМС-200А) в двигателе
М-7:
1 — общее кислотное число;
2 — общая щелочность; з—
реакция; t — зольность;
5 — коксуемость; в — вяз-
кость.
386
Как видно, щелочность при срабатываемости в двигателях изменяется
не пропорционально зольности. Кислотность изменяется в зависимости от
типа присадок, реакция (ДрН), как правило, из щелочной становится кислой
или почти нейтральной (см. рис. 5—7).
При этом, как известно, увеличиваются вязкость масла и коксообра-
зование (рис. 1,6).
При работе двигателей на одинаковых режимах (например, ГАЗ-51)
срабатываются одинаковые количества щелочных компонентов, несмотря на
разницу в составах (см. табл. 5). Количество отложений и износ несколько
меньше при большей щелочности масла.
Масло ДС-14 без присадок обеспечивает работу двигателя ЯАЗ-204
не более 26 ч, с присадками — 85 ч, при этом отложения появляются при ще-
лочности не более 0,5 мг КОН/г.
Масло ДС-14 с 3% ЦИАТИМ-339, 2% ПМС’Я и 0,005% ПМС-200А обеспе-
чивает нормальную работу двигателя СМД-14 в течение 800 ч (см. рис. 6).
В двигателе Д-2 Коломенского завода через 500 ч появляются отложения,
щелочность при этом не превышает 0,4 мг КОН/г. Щелочность исходных
масел была неодинакова (масло, работавшее в двигателе СМД-14, было
более щелочным).
Масло М-20В (МС-20 с 2,5% ЦИАТИМ-339, 1,5% ПМС’Я и 0,005%
ПМС-200А) в двигателе М-7 работает 1300 ч (26 этапов по 50 ч каждый) вме-
сто предусмотренных 300 ч. Состояние двигателя было удовлетвори-
тельным.
Из полученных данных (см. рис. 5—7) видно, что уменьшение щелоч-
ности зависит не только от продолжительности, но и от режимов работы дви-
гателей.
выводы
1. Показана возможность и целесообразность использования прямого
титрования присадок до 120—100 мв (рН^2) для определения общей щелоч-
ности и эффективного содержания металла в них, а также сульфатной золы
(последнее для тех присадок, где щелочность эквивалентна зольности).
2. Сульфонатные присадки (ПМС’Я) резко различаются между собой
по общей щелочности, а следовательно, по эффективному содержанию каль-
ция; содержание неразлагаемых соединений в них неодинаково и достигает
9% в переводе на сульфат кальция.
3. Анализируемые тиофосфаты цинка имеют кислую реакцию, величина
кислотного числа у них пропорциональна содержанию фосфора и цинка;
импортные присадки по сравнению с отечественными содержат значительно
больше фосфора и цинка. Предложен принципиально новый метод количе-
ственного определения фосфора и цинка титрованием дитиофосфата цинка
до скачка потенциала или в общем случае до 520 мв (рН=10). Точность метода
от 0,02 до 0,25%, воспроизводимость от ±2,4 до ±9%, продолжительность
определений 1,5—2 ч.
4. При исследовании кислотно-основных свойств масел с присадками
в двигателях разных типов выявлены срабатываемость щелочного компонента
и накопление кислых соединений, разных по силе; при этом щелочность
изменяется непропорционально зольности. Установлено, что в двигателях,
работающих на одинаковых режимах (ГАЗ-51), но на маслах с разными
композициями присадок, запас щелочности изменяется примерно одинаково.
Наблюдается взаимосвязь между изменением щелочности и чистотой и изно-
сом некоторых двигателей.
5. Показана целесообразность использования потенциометрического ме-
тода оценки срабатываемости масла с присадками для обоснования сроков
смены и службы масла с присадками в двигателях разных типов.
25*
387
ЛИТЕРАТУРА
1. Л у н ? в а В. С.* Дружинина А. В., Нефтепереработка и нефтехимия, № 12,
11 (1963).
2. Л у и е в а В. С., Химия и технология топлив и масел, № 12, 56 (1964).
3. Дружинина А. В., Тарманян Г. С., Морозе в а М. С., М fl-
чина М. С., Присадки к маслам и топливам, Гостоптехиздат, 1961, стр. 20.
4. М о н а с ты рений В. Н., А в а л и ан и Т. К., Присадки к маслам и топливам,
Гостоптехиздат, 1961, стр. 145.
5. С а и и и П. И., Шор В. В., Виннер А. Б., Г л у х о д е д Н. С., Н и к н т-
с к а я Е. А., Присадки к маслам и топливам, Гостоптехиздат, 1961, стр. 26.
6. L arson R., Sceint. Lubricat., 10, № 2, 12 (1958).
7. ГОСТ 9436—63.
8. ГОСТ 9827-61.
9. ГОСТ 9899—61.
10. Пучков Н. Г., Р е з н и к о и В. Д., Химия и технология топлив и масел, № 5,
57 (1964).
И. Папок К. К.,-Химия и технология топлив и масел, № 6, 1 (1964).
12. Т а у р р е т Р. В., Международная конференция по смазке и износу машин, ГОНТИ,
1962, стр. 480.
13. Dyson A., Richards L. J., Williams К. В., Proc. Inst. mech. Eng.,
171, 23 (1957),
АЛФАВИТНЫЙ УКАЗАТЕЛЬ АВТОРОВ СТАТЕЙ
А
Абдинова А. Б. 32
Александров А. Н. 370
Али-Заде 3. А. 32
Алфимова Е. А. 158
Ашпелес В. И. 254
Арабова А. С. 77
Араб ян С. Г. 310
Асланов А. Ф. 32, 254
Атальян А. А. 32
Афанасьев И. Д. 15, 129
Б
Багрянцева П. П. 60
Барабанова Г. П. 95
Батыров М. 77
Башаев В. Е. 254, 265
Белов П. С. 133
Белянчиков Г. П. 273, 286, 310
Бессмертный К. И. 148
Благовидов И. Ф. 15, 273
Боровая М. С. 15
Борщевский С. Б. 60
Вуколов В. М. 319
Бурдёнюк Л. Н. 379
Бурцева Г. В. 281
Бутков Н. А. 95
В
Васильева В. В. 324
Виленкин А. В. 148
Вилянская Е. Д. 190, 370
Виннер Г. Г. 15
Владимиров А. Г. 265
Власенков Л. А. 163
Виппер А. Б. 15, 210, 353
Волкова В. Н. 121
Вселюбский С. Б. 163, 215
Г
Гаврюхин В. М. 319
Гасан-Заде Г. Р. 7
Гершенович В. И. 141
Горячева В. И. 141, 148
Губарев С. М. 301
Губенко И. Б. 22
Гусев В. К. 133
Гусев Г. М. 286
Гушанский П. Г. 129
д
Данилов И. Н. 310
Денисова И. А. 133
Динцес А. И. 106
Дмитриева Н. А. 115
Добкин И. Е. 15, 129
Дольберг А. Л. 148
Дружинина А. В. 22, 138, 163,,195
Дунаев В. В. 141 ‘
Е
Ершов Н. В. 286
Ефремов В. Н. 286
3
Зарубин А. П. 328
Зарубина И. В. 90
Заславский Ю. С. 219
Захаров Г. В. 328
Зейналов И. К. 32
Зейналова Г. А. 7, 32, 254
Зимина К. И. 109
Зульфугарова А. Г. 32
Зусева Б. С. 336, 353
И
Иванов К. И. 190, 370
Исагулянц В. И. 100, 133
К
Казанский В. А. 73? 106
Калашников В. П. 133, 148
Карташевский А. И. 27
Кашина А. Г. 27
Киселева Т. Т. 281
Клейменов Б. В. 228
Клейменова 3. А. 210
Коваленко Н. А. 215
Ковалец Л. И. 176
Комиссарова Н. И. 183
.Корякин А. В. 190
Котова Г. Г. 109
Краснянская Г. Г. 115
Крейн С. 3. 148, 210, 353
Крючешникова Н. Н. 291
Кузьмина Г. Н. 183
Кулиев А. Б. 77
Кулиев А. М. 7, 32, 77, 254, 265
Кулиева X. Н. 7
Л
Ладыгина Г. Ф. 179
Ладыжникова Н. И. 22
Лапин В. П. 219
Левитин М. К. 148, 341
Левшина А. М. 32
Ликша В. Б. 265
Лишптейн Р. А. 242, 245
Лисовская М. А. 353
Лозарь А. С. 297
389
Лужецкий А. А. 370
Лунева В. С. 341, 379
М
Мамедов ф. Н. 77
Мамедова П. С. 7
Мамедова Р. К. 7
Мелентьева И. В. 183
Монастырский В. Н. 115, 121
Морозова И. А. 219
Морозова И. В. 138
Мушаилов А. Е. 77
Мянник А. О. 43, 53
Н
Немков А. В. 106
Непогодьев А. В. 202
Новрузов Ш. 7
О
Оберфельд М. Ш. 67
Облеухова О. С. 15, 281, 291
Олейник Д. М. 228
Оруджева И. М. 7
П
Папок К. К. 328, 336, 353
Песков В. Д. 141
Петякина Е. И. 60, 73
Подольский Ю. Я. 43
Покровский Г. П. 171
Попова И. В. 138
Протасов В. В. 281
Пучков Н. Г. 15, 273
Р
Равикович А. М. 60, 73
Рагимова Ш. А. 7
Рамайя К. С. 236
Рапопорт И. Б. 67, 90
Расулова М. 7
Рогачева Л. М. 73
Рогачевская Т. А. 15
Рождественский В. М. 158
Руттер А. А. 163, 215
С
Садыхов К. И. 7
Санин П. И. 15, 43, 53, 109, 183, 228
Сардарова С. А. 77
Семенидо Е. Г. 297
Сеничкин М. А. 297
Сигал Н. И. 286
Сильс Р. X. 236
Слабое Е.П. 286
Смовский В. Ф. 171
Сулейманова Ф. Г. 32, 77, 254, 265
Сычева Л. Ф. 129
Т
Тарманян Г. С. 138
Тетельбаум Э. С. 27
Торопчинов А. Н. 348
Трактовенко И. А. 286, 297
Трофимов В. А. 100
Ф
Фальковская А. А. 67
Филиппов В. Ф. 95, 301, 319, 341
Фирсанова Е. Н. 310
Фуфаев А. А. 121
X
Ханларов Т. Т. 310
Хейфец Е. М. 67, 90
Хмитарян Ш. А. 254
Холомонов И. А. 286, 310
Хорошилова Л. Д. 148
ц
Цигуро Т,А. 195
Цуринов Г, Г. 60
Цуркан И. Г. 348
Ч
Чернявская Л.Ф. 183
Черняк С.М. 90
Г
ш
Шарапов В. И. 297
Шахнович М. И. 374
Шейнина О. Н. 310
Шепелева Е. С. 43
Шер В. В. 15, 53, 109, 183
Шехтер Ю. Н. 141, 148, 210
Шишкина М. В. 228
Шор Г. И. 219
Штерн Е. Н. 242, 245
щ
Щеголев Н. В. 297
Э
Эльович И. Т. 32
Эминов Е. А. 360
БИБЛИОГРАФИЧЕСКИЙ ИМЕННОЙ УКАЗАТЕЛЬ
Цифры в скобках указывают номера ссылок
А
Авалиани Т. К. 388 (4)
Авиго Г. 190 (И)
Алексаниан К. 190 (И)
Андреев Д. Н. 253 (1)
Андрианов И. Д. 14 (4)
Антипова-Каратаева И. И. 236 (13)
Арабян С. Г. 281 (1, 2), 319 (1, 2)
Арбузов А. Е. 89 (19)
Армфилд Ф. А. 202 (3)
Артозуль Ж. 190 (И)
Афанасьев 67 (1), 138 (12)
Б
Барг Э. И. 14 (7)
Багрянцева П. П. 60 (7)
Батыров М. 89 (14, 15)
Безбородько М. Д. 157 (2)
Беллами Л. 236 (12)
Белов П. С. 138 (И)
Белова С. Р. 335 (6)
Белянчиков Г. П. 281 (2), 319 (2), 335 (4)
Бен-Якир Ф. Д. 242 (1)
Бернелен Б. 190 (И)
Бессонова Е. И. 378 (4)
Благовидов И. Ф. 141 (3), 347 (12), 360 (12)
Боаселе А. 190 (И)
Болотова Г. И. 115 (1)
Боровая М. С. 141 (3), 209 (4), 210 (19),
335 (4,8), 347 (12), 360 (12)
Боуден Ф. П. 209 (8)
Бремер Г. И. 171 (2)
В
Вавул А. И. 73 (1)
Венцель С. В. 209 (7), 228 (3)
Викторова Е. А. 138 (1)
Виланд Г. 89 (11)
Вилянская Е. Д. 190 (6), 195 (2), 373 (3—6)
Виноградов Г. В. 53 (5, 6), 228 (10), 353
(1- 2)
Виноградова И. Э. 67 (9), 236 (10)
Вовненко А. М. 228 (10)
Ворожихина В. И. 209 (5)
Виппер А. Б. 67 (2), 148 (6), 209 (5), 214
(3, 8), 219 (3), 228 (8), 335 (6), 360 (9),
388 (5)
Г
Гаврюхин В. М. 335 (4)
Гаттерман Л. 89 (11)
Гершенович А. И. 148 (8)
Глуходед Н. С. 60 (1), 67 (2), 190 (13),
388 (5)
Горчакова Л. А. 378 (5)
Григорьев М. А. 171 (3), 273 (4)
Гришаева А. С. 157 (8)
Губенко И. Б. 27 (1-3)
д
Данилова А. И. 378 (5)
Данилова Т. А. 89 (21)
Дегтярев М. Д. 272 (1), 335 (5)
Дей 242 (5)
Дейнега Ю. Ф. 228 (10)
Денинсон Г. X. 219 (2)
Денисов Е. Т. 373 (2)
Джорджи К. В. 272 (2), 286 (2), 335 (13)
Динцес А. И. 73 (2), 109 (1)
Дирихс А. 138 (8)
Дмитриева Н. А. 121 (8)
Дольберг А. Л. 157 (8)
Дружинина А. В. 27 (1, 2, 4), 73 (2),
141 (1—3), 190 (12), 202 (1, 2), 335 (12),
347 (8, 14), 387 (1, 3)
Дубинин М. М. 273 (6)
Дунаев В. В. 148 (5)
Е
Егорова Г. М. 89 (9)
Егорова Л. П. 236 (7)
Ж
Жабин С. И. 67 (7)
Жаркова В. 236 (И)
3
Зарубин А. П. 335 (1-3), 360 (13)
Зарудный П, П. 309 (1)
Захаров Г. В 335 (1—3), 360 (13)
Заславский Ю. С. 219 (4), 227 (1), 228
(4, 11), 353 (3)
Зелькинд Е. М. 360 (1)
Зимина К. И. 115 (1, 2, 4)
Золотов Ю. А. 236 (13)
Зусева Б. С. 90 (26), 214 (8), 360 (И)
И
Иванов К. И. 190 (6), 195 (2), 373 (3-6)
Иоффе С. Т. 128 (17)
Исагулянц В. И. 89 (9, 10), 115 (1), 128
(9), 138 (И)
Итинская Н. И. 272 (1), 335 (1)
391
к
Кабачник М. И. 43 (4), 128 (13, 17)
Кавана Ф. В. 219 (2)
Каган М. Я. 128 (16)
Кадмер Е. X. 209 (1)
Калайтан Е. И. 138 (12)
Калашников В. Л. 147 (1, 4)
Камай Г. 236 (7)
Карапетян Т. Н> 67 (9)
Кардашев Д. А. 14 (7)
КарлР. Е. 360 (5)
Карпухина Г. В. 373 (1)
Клейменов Б. В. 60 (2), 353 (4)
Клейменова 3. А. 360 (9)
Корицкий А. Л. 195 (3)
Косякин А. Р. 335 (7)
Котова Г. Г. 115 (1, 2, 4)
Краснянская Г. Г. 121 (8)
Крейн С. Э. 77 (2), 115 (2, 4, 5), 138 (12),
147 (1, 4), 148 (6), 157 (1, 10), 195 (1),
209 (15), 214 (3, 8), 219 (2, 7), 228 (8),
253 (3), 309 (1)
Крылова Г. И. 138 (12)
Кубичка Р. 138 (8)
Кулакова Р. В. 253 (3)
Кулиев А. Б. 89 (16)
Кулиев А. М. 14 (1, 2), 15 (8-14), 67 (12),
89 (1, 4—7, 12—16, 20, 23), 90 (24, 25)
Курилина А. И. 378 (4)
Курте Р. 190 (11)
Кусаков М. М. 273 (5)
Л
Ладыжникова Н. И. 27 (1, 2, 4)
Ларсен Р. Г. 202 (3)
Левин А. Н. 15 (7)
Левитин М. К. 157 (1)
Лишптейн Р. А. 77 (2), 245 (1, 4, 5), 253
(6, 7), 378 (1)
ЛисовскаяМ. А. 214 (8), 360 (9)
Листов В. А. 73 (1)
Лосев И. П. 15 (5)
Лосиков Б. В. 209 (3)
Лужецкий А. А. 373 (6)
Луковников А. Ф. 195 (3)
Лунева В. С. 335 (14), 347 (8), 387 (1, 2)
Луценко Н. Ф. 121 (11)
М
Майзус 3. К. 373 (1)
Мамедалиев Ю. Г. 138 (10)
Мамедов Ф. А. 89 (13)
Мамедов Ф. Н. 89 (5—7, 12—15)
Мамедова Ф. К. 67 (12)
Мастрюкова Т. А, 128 (13, 14, 17)
Маузер X. 209 (1)
Мелентьева Н. В. 60 (1), 128 (23), 190 (13)
Мельников Н. Н. 128 (16, 18)
Милыптейн И. М. 128 (16)
Милютиков Ю. Д. 300 (2)
Михайлов Ю. А. 67 (7)
Михельсон А. Я. 245 (5)
Мишиев Д. Е. 138 (10)
Молдавский Б. 236 (И)
Монастырский В. Н. 67 (3), 128 (8), 388 (4)
Моргулис П. С. 210 (17)
Морозова И. А. 227 (1), 219 (4), 228 (4, И)
Морозова И. В. 141 (1) I
Морозова М. С. 387 (3) '
Мосихин Е. П. 335 (6)
Мусаева Н. Ф. 89 (5—7)
392
Мянник А. О. 53 (2), 60 (5, 6)
Мячина М. С. 387 (3)
Н
Немков А. В. 109 (1)
Непогодьев А. В. 209 (5, 16), 210 (17)
Несмеянов А. Н. 121 (11)
Никитская Е. А. 67 (2), 190 (2), 388 (5)
О
Облеухова Е. С. 67 (9)
Оболенцев Р. Д. 95 (8)
П
Пакен А. М. 89 (17)
Папок К. К. 90 (26), 214 (8), 272 (3), 309 (3),
335 (1-3), 360 (11, 13), 388 (11)
Перельмитер М. С. 67 (3), 128 (8)
Петерсон И. В. 360 (5)
Петров Г. С. 15 (5, 7)
Петрова Р. Р. 67 (9)
Петякина Е. А. 67 (7, 9), 73 (1)
Писарчик А. Н. 67 (7)
Пищемука П. С. 128 (2—5)
Подвальный Л. Д. 209 (16)
Подольский Ю. Я. 53 (5, 6), 353 (2)
Покровский Г. П. 273 (4)
Прилежаева Е. Н. 128 (14)
Пруттон 242 (4, 5)
Пучков Н. Г. 209 (3), 210 (19), 273 (7),
335 (4, 9), 338 (10)
Р
Равикович А. М. 67 (7)
Райт Р. Б. 138 (3)
Рамайя К. С. 242 (1, 2, 6)
Рапопорт И. Б. 73 (1)
Ребиндер П. А. 214 (2)
Резников В. Д. 209 (4), 210 (19), 335 (8, 9),
388 (10)
Ренне В. Т. 253 (4)
Рожков И. В. 309 (1)
Российская Л. А. 43 (4)
Руденская И. М. 27 (3)
Руненков А. В. 300 (2)
Рутовский Б. Н. 15 (5)
Рыбникова А. И. 95 (5)
Рябова Д. В. 227 (1)
Рязанова Л. С. 209 (5)
С
Садыхов К. И. 67 (12)
Сазонтов Ю. П. 300 (2)
Санин П. И. 43 (1, 5), 53 (1—3), 60 (1, 2,
5, 6), 67 (2, 8, 9), 115 (2, 5),. 128 (15,
21, 23), 190 (1—3, 13, 16), 236 (3, 8),
353 (4), 388 (5)
Сардарова С. А. 89 (20)
Семенидо Е. Г. 209 (6), 300 (2)
Семенов Н. Н. 190 (4)
Серякова И. В. 236 (13)
Сильс Р. X. 242 (1, 2)
Смирнов О. К. 95 (5)
Соколов В. И. 171 (1)
Соломенно И. И. 157 (2)
Т
ТализинМ. И. 157 (2)
Тарманян Г. С. 141 (1, 2), 387 (3)
Тауррет Р. В. 388 (12)
Тейбор Д. 209 (8)
Телетов С. Г. 228 (3)
Теренин Д. Ф. 353 (6)
Тиц-Скворцова И. Н. 89 (21)
Тишкова В. Н. 89 (10), 128 (9)
Торпе Р. Е. 202 (3)
Торопчинов А. Н. 353 (5)
У
Узункоян II. И. 67 (7)
Ульянова А. В. 53 (3), 190 (16), 236 (3,4),
353 (4)
Уцмиева Н. М. 128 (9)
Ф
Фальковская А. А. 73 (1)
Фейгин С. А. 360 (1)
Филиппов В. Ф. 190 (12), 202 (1, 2), 309
(2), 347 (8, 15)
Финашин В. М. 22 (3)
Фирсанова Е. Н. 281 (2), 319 (2)
Фрей 242 (4)
Фрейдлина Р. X. 67 (9)
Фуфаев А. А. 67 (3), 128 (8)
X
Харитонов В. В. 373 (2)
Хейфец Е. М. 73 (1)
Хиппель 253 (8)
Хомяков Д. Г. 148 (8)
Ц
Цигуро Т. А. 190 (12), 202 (1, 2, 4)
Цуркан И. Г. 353 (6)
Цюй Си-синь 253 (4)
Ч
Черножуков Н. И. 209 (15), 219 (7)
Чернявская Л. Ф. 60 (1), 128 (23), 190
(3, 4, 13)
Чжан Сю-чжен 128 (9)
Ш
Шадикян В. С. 353 (5)
Шатемо Г. 190 (11)
Щахнович М. И. 378 (1, 4, 5)
Шварц А. 228 (9)
Швецова-Шиловская К. Д. 128 (16, 18)
Шейнина О. Н. 319 (2)
Шепелева Е. С. 43 (1, 5), 53 (1—3, 5), 60
(2), 67 (8, 9), 236 (8), 353 (4)
Шер В. В. 43 (5), 53 (1, 3), 60 (1, 5, 6),
67 (2), 115 (2, 5), 128 (15, 20, 23), 190
(1—3, 13), 388 (5)
Шеремент М. И. 300 (2)
Шехтер Ю. Н. 147 (1, 4), 148 (5, 6, 10),
157 (9, 10), 214 (3), 219 (3), 228 (8)
Шнейерова Р. Н. 353 (3)
Шор Г. И. 219 (4), 227 (1), 228 (4, И), 353 (3)
Штерн Е. Н. 245 (1, 2, 4, 5), 253 (6, 7)
Шункин Н. И. 138 (1)
щ
Щеголев Н. В. 300 (2)
Э
Эмануэль И. М. 190 (5), 373 (1)
Эминов Е. А. 67 (9)
Энглин Б. А. 209 (3), 210 (18), 286 (1)
Я
Ястребов Г. И. 67 (7)
А
Abrahamson Е. W. 190 (10)
Alder К. 94 (1—3), 95 (4)
Ansley W. G. 309 (4)
Antler М. 73 (4, 5)
Arkin L. 214 (7)
В
Baboczky-Kampos К. 128 (7)
Bacon W. Е. 128 (12)
Barcrotf F. T. 236 (6)
Barkley 236 (9)
Barnes M. 253 (2)
Barros F. 209 (9)
Bartleson I. D. 360 (3)
Bascom W. D. 214 (1)
Basseches H. 253 (2)
Beaubien S. J. 209 (13)
Becke-Gohring M. 60 (10)
Belt I. R. 360 (2)
Benedick K. 121 (10)
Benger H. 121 (1)
Bennett G. E. 253 (5)
Benze P. 128 (7)
Bernelin B. 209 (2), 228 (7)
Bork J. F. 128 (12)
Burchell R. W. 209 (14)
Burnham H. D. 190 (15)
Calhoun F. 67 (4)
Carius L. 128 (1)
Carroll A. P. 60 (9)
Cattaneo A. G. 209 (13)
Cheney L. C. 89 (18)
Christiansen F. A. 360 (6)
Cleveland A. E. 309 (4)
Clingan W. W. 360 (6)
Collegemann S. M. 309 (5), 360 (7)
Combi L. 128 (6)
Courtel R. 228 (7)
Cree J. C. 360 (10)
D
Daniel S. G. 236 (6)
Davey W. 67 (5), 77 (1)
Derst P. 60 (13)
Dodey A. 227 (2)
Dodgson D. 121 (1)
Dyson 20§ (9), 388 (13)
E
Ecke G. G. 138 (5)
Eilon S. 209 (11)
Englund S. W. 138 (7)
Evstigneev E. V. 228 (5)
393
f-
Fay P. 67 (11)
Filbey H. H. 138 (5)
Fitzsimmons B. W. 60 (14)
Flores H. 43 (2)
Fluck E. 60 (10)
Furuhama S. 209 (10)
Q
Garner F. H. 228 (6)
Gollardo C. 43 (2)
Greenhill E. B. 77 (3)
H
Hall C. A. 309 (5), 360 (3, 7)
Hanley F. J. 209 (14)
Hartmann L. M. 360 (6)
Hilget I. 236 (5)
Hutchinson E. 214 (5)
J
Jeskey H. 121 (9)
Joel D. 60 (15)
John 60 (10)
Jokojama M. 60 (12)
К
Karli R. E. 67 (10)
Kaufman S. 214 (1)
Kennerly G. W. 190 (8)
Kleimenov В. V. 53 (4), 60 (4), 236 (1,2)
Knapp G. 138 (4)
Кolka A. 138 (5)
Kollinski F. 60 (7)
Kosolapoff G. M. 128 (10)
Kothny H. 128 (19)
L
Lankelma H. P. 67 (11)
LarbreJ.228 (7)
Larsen R. T. 67 (6)
Larson R. 128 (22), 190 (7)
Lebedeva F. B. 228 (5)
Legate С. E. 190 (15)
Lennartz T. 128 (19)
Le Roy D. Y. 253 (9)
Lewis F.M. 109 (2)
Linschitz H. 190 (10)
Ludsey A. 121 (9)
Luther H. 190 (17)
M
Mannik A. O. 60 (4), 236 (2)
Mastin T. W. 128 (5)
Mayo F. R. 109 (2)
McBain M. E. L. 214 (5)
McLean D. H. 253 (2)
McLeod M. K. 309 (4)
McReynolds L. A. 360 (8)
Ming-Teng I. 190 (14)
Minor M. F. 89 (18)
Mitacek B. 360 (8)
Monastyrskiy W. N. 121 (7)
Morozova I. A. 228 (5)
Morris C. 236 (10)
Murphy С. M. 214 (4)
Murphy I. P. 67 (4) *
N
Napolitano P. 138 (5)
Neidhart W. 214 (9), 360 (4)
Newman P. 360 (10)
Nussdorjer T. J. 209 (12)
394
о
Orlaff D. 138 (4)
P
Patat 60 (7, 13)
Patterson W. Z. 190 (8)
Pederson C. J. 378 (2)
Peri J. 219 (1)
Peters E. D. 190 (9)
Peterson J. V. 67 (10), 214 (10)
Pollard D. 43 (2)
R
Ray S. K. 60 (11)
Reiff О. M. 121 (6)
Retzloff J. B. 309 (5), 360 (3, 7)
Richards L. J. 388 (13)
Robert J. P. 209 (2)
5
Sanin P. I. 53 (4), 60 (3, 4), 236 (1, 2)
Saunders О. A. 209 (11)
Schaw M. S. 209 (12)
Schneider L. G. 360 (2)
Schraeter G. 89 (22)
Schramm I. 236 (5)
Schumacher M. 94 (2)
Scott G. 138 (6)
Sellei H. 347 (7)
Shaw R. A. 60 (9, 11, 14)
Shepeleva E. S. 53 (4), 60 (3, 4), 236 (1, 2)
Sher V. V. 60 (3)
Shneerova R. N. 228 (5)
Shor G. I. 228 (5)
Singleterry C. R. 214 (1, 7)
Sinha S. K. 190 (17)
Smith R. H. 190 (9)
Smith R. R. 89 (18)
Soil H. 94 (3), 95 (4)
Stauff J. 214 (6)
Steacie E. W. 253 (10)
Steiner H. 245 (3), 378 (3)
Stephenson O. 43 (3)
Stokes H. N. 60 (8)
T
Teichmann V. H. 236 (5)
Thorpe R. E. 67 (6)
Tollefson E. L. 253 (9)
U
Uljanova A. V. 53 (4), 236 (1)
V
Van Warrer J. R. 128 (11)
IV
Wagner C. D. 190 (9)
Wageer-Jaupegg T. 128 (9)
Watson С. E. 209 (14)
Wende A. 60 (15)
Wessely H. 121 (10)
West H. L. 73 (6)
Williams К. B. 388 (13)
Wolff O. 94 (1)
Wood L. G. 245 (3), 378 (3)
Wood-Mallok J. C. 378 (3)
Z
Zaslavsky lu. S. 228 (5)
Zisman W. A. 214 (4)
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Алкенилянтарная кислота, эфиры 90 сл.
Алкилбензолы
конденсация с хлоралем 37 сл., 43
хлорметилирование 73 сл.
Алкилирование
В синтезе алкилфенольных присадок
130 сл.
фенола 161 сл.
Алкилксантогеновые кислоты, эфиры 68 сл.
Алкилнафталинтиолы 85, 86
Алкилполистирол 100
Алкилсалицилаты 115 сл., 159, 179 сл.
а-(гг-Алкилфенилмеркапто)-0, 0, 0-три-
хлорэтиловые эфиры фосфори-
стой кислоты 81, 83
Алкилфенилфесфиты 11
Алкилфеноксиуксусная кислота как ин-
гибитор коррозии для красок 36
Алкилфенолы
в синтезе алкилсалицилатов 115 сл.
— — антиокислительных присадок
7 сл.
конденсация с монохлоруксусной кис-
лотой 35, 36
— — формальдегидом 7 сл., 77, 78
— — хлоралем 37 сл., 43
получение 161 сл.
эфиры фосфористые 12
Алкилфенольные присадки 129 сл., 138 сл.,
161 сл., 171 сл.
Алкоголиз ароматических экстрактов в
синтезе присадки ЭФО 62, 64
Амиды на основе тримера фосфонитрил-
хлорида 54, 55
Амилены 106 сл.
Амины ароматические, взаимодействие с
гидроперекисями углеводородов
190 сл.
Ангидриды кислот
алкенилянтарные 91 сл.
малеиновый 90 сл.
Анилин при окислении масел 191 сл.
Антиокислительные присадки 18 сл., 85,
129 сл., 242 сл., 254 сл., 333 сл.,
354 сл.
к моторным топливам 7 сл.
механизм действия 183 сл.
срабатываемость 333 сл.
Антраниловая кислота 243 сл., 375, 376
Ацетон, конденсация с хлороформом 41
Б
Беззольные присадки И, 12, 14, 297 сл.,
354, 355, 359, 361
Беззольные присадки
сырье для производства 100 сл.
Белое масло, окисление анилином 191 сл.
Бензолсульфокислота как катализатор
в производстве присадок 162,
173, 174, 181, 182
Бис-алкилксантогены 67, 68
Бремера формула для определения предела
центрифугирования 166, 167
Бутилены, совместная полимеризация
106 сл.
В
13 язкость
масел 274, 291, 295, 296, 362
присадок 167
Г
Газостойкость трансформаторных масел
245 сл.
Гидролиз диоктилфенилдитиофосфорной
кислоты и ее цинковой соли
125 сл.
Гидроперекиси углеводородов 184 сл.
взаимодействие с ароматическими
аминами 190 сл.
Глицидные эфиры алкилтиофенолов 81, 82
д
Деактиваторы 375
электропроводимости масел 242 сл.
Деполимеризационная устойчивость масел
41, 42
Дециловый эфир нонилксантогеновой кис-
лоты 69 сл.
Деэмульгаторы 361 сл.
Диаграммы трения эфиров фосфорной,
тиофосфорных и фосфцновых кис-
лот 47, 48, 59
Диалкенилдитиофосфиновые кислоты И, 63
Диалкилбензилдисульфиды 73 сл.
Диалкилдитиофосфаты цинка 15 сл., 61,
183 сл., 212 сл., 356
Диалкилдитиофосфорные кислоты в син-
тезе присадок 11, 15 сл.
Диалкилмонофосфаты цинка 183, 184, 189
Диалкилтиофосфаты цинка 97, 109 сл.
Диалкилфенилдитиофосфаты 121 сл.
Диалкокситрифосфонитрилтетрахлориды
395
4,4-Диаминодифенилдисульфид 243 сл.
Дибензилсульфид 73
5,7-Дибром-8-оксихинолин 243, 245
Дибутилмеркаптотрифосфонитрилтетрахло-
рид 54
2,6-Ди-треот-бутил-4-метилфенол 129 сл.,
243, 244
Диизобутилксантат этилена 61
Димонометиламинотрифосфонитрилтетра-
хлорид 55
Диоктилсебацинат 56 сл., 71, 72
Дипроксамины 361, 366
Дисалицилиденэтилендиамин 243 сл., 375
Диспергирующие свойства масел 280, 281
Дисперсная фаза моторных масел с при-
садками 215 сл.
Дитиофосфаты цинка 382 сл.
Дитиофосфорная кислота, производные 39,
43, 44, 121 сл.
Дифенокситрифосфонитрилтетрахлорид 53,
54
Дифосфиды, содержащие серу И, 12
Диэлектрические потери в трансформатор-,
ных маслах 242 сл.
Ди-2-этилгексилсебацинат, окисление 59
ДиэтилмеркаптотрифосфонитрилтетраДиме-
тиламид 55, 59
Диэтилмеркаптотрифосфонитрилтетрахло-
рид 54
Ж
Жирные кислоты в синтезе присадок 22 сл.
3
Загущение масел полимерами 41 сл.
И
Износ 52
зависимость от нагрузки для эфиров
фосфорной, тиофосфорных и фос-
финовых кислот 47, 49, 51 -
подшипников и влияние присадок 352
при трении, влияние фосфонитрильных
производных 56 сл.
деталей двигателей и качество масел
276, 277, 283 сл., 289
Ингибиторы 242 сл.
коррозии 97, 146 сл.
Ионол 129 сл., 243, 244, 375
Испытание
масел на одноцилиндровых установках
301 сл., 310 сл.
— по методу «серия поршней» 328 сл.
— при трении антифрикционных спла-
вой по черным металлам 348 сл.
— с присадками 66, 67, 85, 87 сл.,
254 сл.
присадок 56 сл., 70 сл., 98, 99
К
Катализаторы в производстве присадок
162, 173, 174, 181, 182
Кислота (ы)
алкенилянтарная, эфиры 90 сл.
Кислота (ы)
алкилксантогеновые, эфиры 68 сл.
алкилсалициловые, соли 115 сл.
алкилфеноксиуксусная 36
антраниловая 243 сл., 374, 375
диалкенилдитиофосфиновые И, 63
диалкилдитиофосфорные И, 15 сл.
дитиофосфорная, производные 39, 43,
44, 121 сл.
ксантогеновые, эфиры 13, 14
метакриловая, эфиры 100 сл.
никотиновая 243 сл.
тиофосфорные 43 сл., 47 сл.
трифосфонитриловая, эфиры 53 сл.,
57
трихлорметилфосфиновая, производ-
ные 228 сл.
фосфиновые 43, 44, 46, 48 сл.
фосфористая 34, 35, 39, 81, 83, 87, 89
фосфорная 43 сл., 47 сл.
Конденсация
алкилбензолов с хлоралем 37 сл., 43
алкилфенолов и моносульфидалкил-
фенолов с аминами 77, 78
— с монохлоруксусной кислотой 35, 36
— формальдегидом 7 сл., 35, 36
— хлоралем 37 сл., 43
ацетона с хлороформом 41
2,6-ди-трет-бутилфенола с формаль-
дегидом 132, 133
олефинов с малеиновым ангидридом
90 сл.
хлораля см. Хлораль
Консервационные моторные йасла 148 сл.,
341 сл.
Коррозионная агрессивность
масел 119
эфиров алкилксантогеновых кислот 70
n-Крезол, алкилирование изобутиленом
130, 131, 135
Ксантогеновые кислоты, эфиры 13, 14
Л
Лакообразующие свойства масел 329 сл.
М
Магний-сульфоно-сульфонатные присадки
95 сл.
Малеиновый ангидрид, конденсация с оле-
финами 90 сл.
Масло (а)
АК-15 33, 36, 37, 39 сл.
АС-6 5, 7, 8, 9, 10, 12, 196, 197, 198,
221, 265, 280, 304, 305, 321
АС-8 281 сл.
АС-9,5 152
АС-10 8, 10
белое, окисление анилином 191 сл.
вязкость 274, 291, 295, 362
газостойкость 245 сл.
Д-11 8, 9, И, 12, 14, 33, 85, 87, 88,
89, 255, 271, 272
деполимеризационная устойчивость
41, 42
диспергирующие свойства 280, 281
для гидропередач легковых автомо-
билец 291 сл.
396
Масло (а)
— двигателей тепловозов 324 сл.
— двухконтактных бензиновых дви-
гателей 319 сл.
— трансмиссионных двигателей с над-
дувом 273 сл.
ДС-8 20, 21, 22
ДС-11 18, 20, 30, 31, 71, 87, 96, 97,
139, 140, 152, 153, 274, 325
ДС-14 96 сл., 260, 261
ДС-1871 72
ДСП-11 155, 156
загущенные полимерами 41 сл., 236 сл.
ИНХП-46 39 сл.
ИНХП-47 39 сл.
ИС-12 65, 66
испытание см. Испытание масел
качество и влияние на износ деталей
276, 277
коррозионная агрессивность 119
лакообраэующие свойства 329 сл.
МК-22 23 сл., 36, 89
моторные см. Моторные масла
МС-6 137
МС-20 260, 261
МТ-16 29 сл.
нагарообразование в двигателях 277,
278
нитрование 148 сл.
окисление анилином 191 сл.
— в двигателях внутреннего сгорания
202 сл.
рабоче-консервационные 148 сл.
с присадками, испытание и применение
254 сл.
срабатываемость 328 сл., 385 сл.
СУ 196, 197, 198
термоокислительная стабильность 8,
9, 12, 18 сл., 118 сл., 255, 291,
397 сл.
трансмиссионные 33 сл., 41 сл.
трансформаторные 242 сл., 374
ТС-10 67
ТС-14,5 61 сл., 66, 67
турбинные 360 сл., 370 сл.
ТЭ-15 62, 63
углеводороды, окисление при работе
двигателя 195 сл.
фильтры тонкой очистки 265 сл., 280
хранение 336 сл.
чистота 338 сл.
эксплуатационные свойства 85 сл.
ЭФО 62, 63, 66, 67
Метакриловая кислота, эфиры 100 сл.
4,4-Метилен-бис-2,6-ди-?гарет-бутилфенол
131 сл.
2,2-Метилен-бмс (4-метил-6-трет-бутил-
фенол) 134 сл.
Метилпиперидин, производные 78 сл., 85,
87
Механизм действия
диалкилдитиофосфатов цинка 183 сл.
моющих присадок 219 сл.
Механические примеси присадок, отделение
162 сл., 175
Многозольный алкилсалицилат кальция 71,
72, 115 сл.
Многофункциональные присадки 10 сл.,
67 сл., 161, 162, 171 сл., 358, 359
Моносульфидалкилфенолы и алкилфенолы,
конденсация с формальдегидом и
аминами 77, 78
а-Монохлоргидрин глицерина, эфиры
34, 43
Монохлоруксусная кислота, конденсация
с алкилтиофенолами 81
— алкилфенолами 35, 36
Моторные масла 210 сл., 301 сл.
дисперсная фаза 215 сл.
и антиокислительные присадки 7 сл.
— моющие присадки 210 сл.
— новые композиции присадок 254 сл.
зарубежные и присадки к ним 310 сл.,
353 сл.
испытания 310 сл.
консервационные 341 сл.
режим ввода присадок 270 сл.
Моющие присадки 210 сл., 354 сл.
механизм действия 219 сл.
срабатываемость 333 сл.
Н
Нагарообразование в двигателях
и влияние качества масел 277, 278
— температурный режим 312, 313
а-Нафтил-(а-окситрихлорэтил)-сульфид 89
Никотиновая кислота 243 сл.
Нитрование масел 148 сл.
О
Окисление
масел 62, 63, 95
в двигателях внутреннего сгорания
195 сл., 202 сл.
трансформаторных 375 сл.
турбинных 366 сл.
парафино-нафтеновой фракции 59
углеводородов в присутствии диал-
килдитиофосфатов 84 сл.
Оксидат, экстракция кислородсодержащих
соединений 27, 28
п-Оксидифениламин 243 сл.
8-Оксихинолин 243 сл.
Октилфенол, взаимодействие с пятисерни-
стым фосфором 122, 123
п-третга-Октилфенолят бария как присадка
199 сл.
Олефины, конденсация с малеиновым ан-
гидридом 90 сл.
Отделение механических примесей в про-
изводстве присадок 162 сл., 175
П
Парафин хлорированный 61, 66
Парные антиокислители для турбинных
масел 370 сл.
Пассиваторы 243 сл., 375, 376
Переэтерификация метилметакрилата выс-
шими спиртами 105
Пирамидон как присадка 243 сл.
Поверхность 228 сл.
трения металлов, химическое модифи-
цирование 228 сл.
Полиизобутилен 41, 42, 100, 239 сл.
Полимеризация бутиленов 106 сл.
Полимерные присадки 41, 42, 100, 236 сл.,
297 сл.
397
Полиметакрилат 100
Полиметилсилоксановая жидкость 97 сл.
Потенциометрическое исследование при-
садок и масел 379 сл.
Предел центрифугирования (сепарации)
присадок 167
Присадки
, АБС-2 75 сл.
адсорбция из масел 265 сл.
АзНИИ-7 12, 161, 172, 325 сл.
АзНИИ-10-Зс 262, 263
АзНИИ-ЦИАТИМ-1 161
АКОР-1 150 сл.
алкилсалицилатные 115 сл., 159,179 сл.
алкилфенольные 129 сл., 138 сл.,
161 сл., 171 сл.
Амоко-195 213
Амоко-470 213, 214
антиокислительные см. Антиокисли-
тельные присадки
АСК 115 сл., 179 сл., 216, 226
БашНИИ НП 27 сл.
беззольные см. Беззольные присадки
БФК 10 сл., 32, 161, 256 сл.
БФС 262, 263
В15/4НД 69 сл.
В15/4НДД 70 сл.
ВНИИ НП-121 96 сл.
ВНИИ НП-15/41 362 сл.
ВНИИ НП-353 223
ВНИИ НП-354 61, 62, 97 сл.
ВНИИ НП-360 161, 172, 174, 226,
277 сл., 281 сл.
ВНИИ НП-370 138, 139, 163 сл.,
168 сл., 216, 223, 226
ВНИИ НП-370п 24, 138 сл.
вязкость 167
для трансформаторных масел 374 сл.
ДС-11 119, 120
ДС-16 120
ДФ-1 172, 212 сл., 223
ДФ-5 212, 213
ДФ-11 9, 10, 15 сл., 61 сл., 97 сл.,
114, 115, 172, 183, 212, 213,
255 сл., 266, 353
ИНХП-8 262, 263
ИНХП-16 32
ИНХП-20 41 сл.
ИНХП-21 9, 10, 14, 254 сл., 266
ИНХП-25 8, 9, 10
ИНХП-30 32, 33
ИНХП-31 36
ИНХП-32 36, 37
ИНХП-36 10, И, 254 сл.
ИНХП-40 11, 14
ИП-22к 161, 172
испытание 56 сл., 70 сл., 98, 99 1
как ингибиторы коррозии 146 сл.
к моторным маслам 254 сл.
КФК 262, 263
ЛАНИ-317 8 сл., 255, 256, 259
ЛАНИ-337 266
Л3-23к 33, 68, 254
ЛЗ-6/9 61, 66, 68, 76, 77
Любрисо л-1060 183
М-5 262, 263
М-789 (М-5013) 355, 358
М-800 (Сантолюб-683) 355
М-817 355, 358
магниевые соли жирных кислот 22 сл.
магний-сульфоно-сульфонатные 95 сл.
МАСК 24, 71, 72, 115 сл., 179 сл., 379
Присадки
Мезульфоль-2 68
механизм действия 183 сл.
многофункциональные 10 сл., 67 сл.,
161, 162, 171 сл., 358, 359
Монто-613 9, 30, 166', 213, 226, 358
Монто-702 213, 214, 226, 227, 353,
354, 358
моющие см. Моющие присадки
на основе алкилксантогеновых кислот
67 сл.
— — спиртов 15 сл.
— — фосфонитрилхлорида 55 сл.
НГ-104 145 сл., 214
НГ-2246 133 сл.
ОЛОА-267 8, И
Оробис-2112а 226, 227
Оробис-218а 226, 227
Оробис-267 183
отделение механических примесей
162 сл., 175
ПМГ 905 99К
ПМС-200А 33, 40, 41, 257 сл., 266, 274,
275 357
ПМС’Я 24, 29, 138, 139, 163 сл.,
226, 275 сл., 341 сл., 379 сл.
полимерные 41, 42, 100, 236 сл., 297 сл.
предел центрифугирования 167
производство 129 сл., 158 сл.
противозадирные 61 сл., 67 сл., 73 сл.
противоизносные 20, 21, 32 сл., 39 сл.,
53, 56 сл., 60 сл., 229 сл.
противокоррозионные 8, 11, 20, 21, 33,
39 сл., 362 сл.
против ржавления 90 сл.
режим ввода в масла 270
Сантолюб-372 355, 358
Сантолюб-394С 355, 358
Сантолюб-493 8, 9, 18 сл., 30, 31, 183,
213, 255, 260, 274, 275, 358, 493
Сантолюб-680 213, 214, 355, 358
Сантолюб-688 355, 358
Сантолюб-689 356, 358
Сантолюб-691 355, 358
Сантолюб-696 213, 214, 355
СБ-3 11, 12, 14, 256, 258, 259, 266
СВ-11 176
сепарирование 163, 168 сл.
синтез 7 сл.
СК-3 8, 12
смывание отложений сажи 226, 227
снижающие диэлектрические потери
в маслах 242 сл.
собилизирующее действие 210 сл.
содержащие азот, фосфор и серу 8 сл.
— серу, фосфор и хлор 37
— хлор и серу 32 сл.
— — — фосфор 34, 35
— трихлорметильную группу 43 сл.
сульфонатные 141 сл., 158,159, 176 сл.,
262, 263
термическая и термоокислительная
стабильность 69, 70, 85
У-47/3 161, 162
Хайтек-90Е 212
Хайтек-99 356, 358
Хайтек-647 213, 214 ,
Хайтек-801 356, 358 '
Хайтек-805 356, 358
Хайтек-905 356, 358
Хайтек-919 214, 356, 358
Хайтек-948 213, 356, 358
398
Присадки
Хлорэф-40 33, 62, 63
центрифугирование 163 сл., 172, 175
ЦИАТИМ-339 97 сл., 161, 172 сл.,
274, 275, 280, 325, 339 сл.
чистота 338 сл.
щелочность 9, 24 сл., 379 сл.
ЭФО 62 сл.
Проектирование установок по производству
алкилсалицилатных присадок 179 сл.
алкилфенолъных присадок 171
сульфонатных присадок 176 сл.
Пропанол, алкилфенилтпопроизводные 81,
83
Противозадирные присадки 61 сл.,
67 сл., 73 сл.
Противоизносные присадки 20, 21, 32 сл.,
39 сл., 53, 56 сл., 60 сл., 229 сл.
Противокоррозионные присадки 8, 11,
20, 21, 33, 39 сл., 362 сл.
Пятисернистый фосфор в синтезе присадок
к маслам 7 сл., 27 сл., 35 сл.,
62 сл., 121, 122, 127
Р
Рабоче-консервационные масла 148 сл.
Реакторы в производстве присадок 158 сл.
С
Сепарирование присадок 163, 168 сл.
Синергетические смеси 137, 138
Синергетический эффект 370 сл.
Синтез
алкилсалицилатов 115 сл.
а-(п-алкилфенилмеркапто)-0, 0, 0-три-
хлорэтиловых эфиров фосфори-
стой кислоты 81
диалкилбензилдисульфидов 73 сл.
диалкилфенилдитиофосфатов 121 сл.
присадок антиокислительных 7 сл.
— типа магниевых солей жирных кис-
лот 22 сл.
— магний-сульфоно-сульфонатных
95 сл.
— многофункциональных 67 сл.
— на основе алкилфенолов и тиофе-
нолов 77 сл.
— — — спиртов 15 сл.
— противоизносных 32 сл.
— содержащих серу и фосфор 35, 36
— — серу, фосфор и хлор 37 сл.
— — хлор и фосфор 34, 35
— ЭФО 63 сл.
эфиров алкенилянтарной кислоты
90 сл.
Собилизирующее действие присадок 210 сл.
Сополимер-2 69
Спектры поглощения
диалкилтиофосфатов 110 сл.
продуктов конденсации гидроперекиси
кумола с аминами 193
трихлорметилфосфиновых кислот 233,
234
Спирты в синтезе
метакриловой кислоты 100 сл.
присадок типа ДФ-11 15 сл.
Срабатываемость масел 385 сл.
с присадками 328 сл.
Стабильность
термическая см. Термическая стабиль-
ность
термоокислительная см. Термоокисли-
тельная стабильность
Сульфонатные присадки 141 сл., 158,
159, 176 сл., 262, 263
Т
Т ермическая стабильность
присадок 69, 70
эфиров алкилксантогеновых кислот
68 сл.
— на основе тримера фосфонитрил-
хлорида 54
Термоокислительная стабильность
масел 8, 9, 12, 18 сл., 118 сл., 255,
291, 357 сл.
присадок 85
Терпены осерненные 61, 66
Тетралинтиол, S-замещенные производные
81, 84, 85
Тиолы ароматические, производные 78, 81
Тиофосфонитриловая кислота, эфиры 53 сл.,
Тиофосфорные кислоты, эфиры 43 сл.,
47 сл.
Тиоэфиры на основе фосфонитрилхлорида
54, 55
Трансмиссионные масла 41 сл.
Трансформаторные масла
газостойкость 245 сл.
диэлектрические потери 242 сл.
стабилизация 374 сл.
Триалкилдитиофосфаты 11
Трихлорметилфосфиновая кислота, про-
изводные 228 сл.
Турбинные масла 360 сл.
и парные антиокислители 370 сл.
У
Углеводороды
газостойкость 250
гидроперекиси 184 сл., 190 сл.
окисление в присутствии диалкилди-
тиофосфатов 184 сл.
— при работе двигателей 195 сл.
Установки
для изученияадсорбции присадок филь-
трующими элементами 266
по производству алкилфенольных при-
садок 171 сл.
---сульфонатных присадок 176 сл.
Ф
Фенил-а-нафтиламин 199 сл.
Фенол, алкилирование изобутиленом 131 сл.
Фильтры тонкой очистки масел 265 сл.,
280
Формальдегид, конденсация с алкилфе-
нолами 35, 36, 132, 133
Фосфиновые кислоты, эфиры 53, 44, 46,
48 сл.
Фосфирование экстрактов в синтезе при-
садки БашНИИ НП 28,’ 29
399
Фосфонитрилхлорид и присадки иа его
основе 53 сл.
Фосфористая кислота, эфиры 34, 35, 39, 81,
83, 87, 88
Фосфорная кислота, эфиры 43 сл., 47 сл.
X
Хлораль, конденсация
с алкилбензолами и алкилфенолами
37 сл.
— алкилтиофенолами 81
— а-нафтилтиолом 89
Хлорметилирование алкилбензолов 73 сл.
Хранение масел 336 сл.
ц
Центрифугирование присадок 163 сл., 172,
175
Циклогексен в синтезе присадок ЭФО 64
Ч
Чистота масел и присадок 338 сл.
щ
Щелочность присадок 9, 24 сл., 379 сл.
Э
Экстракты в синтезе присадок 28 сл., 62 сл.
Эмульсолы 147
Эпихлоргидрин в синтезе производных
алкилтиофенолов 81
Этерификация метакриловой кислоты
102 сл.
Эфиры
алкенилянтарной кислоты 90 сл.
алкилксантогеновых кислот 68 сл.
глицидные алкилтиофенолов 81, 82
дитиофосфорной кислоты 39, 43, 44
ксантогеновые 13, 14
метакриловой кислоты 100 сл.
а-монохлоргидрина глицерина 34
тиофосфорных кислот 43 сл., 47 сл.
трифосфонитриловой кислоты 53 сл.,
57
трихлорметилфосфиновой кислоты
228 сл.
фосфиновых кислот 43, 44, 46, 48 сл.
фосфористой кислоты 34, 35, 39, 81,
83, 87, 88
фосфористые алкилфенолов 12
фосфорной кислоты 43 сл.
Эффект
синергетический 370 сл.
смывания отложений сажи присадками
226, 227
ПРИСАДКИ К МАСЛАМ
М., Издательство «Химия», 1966 г.
400 с. УДК 665.409.4
Редактор Г. И. Коледова
Техн, редактор 3, И. Яковлева
Художник Ю. М. Сигов
Корректоры: С. Л. Федотова, Г. А. Быковская
Подписано к печати 16/HI 1966 г. Т-02299.
Формат бумаги 70 x 1081/1». Печ. л. 25. Бум. л. 12,5.
Уч.-изд. л. 36,63. Тираж 4000 экз. Типогр. бумага № 2.
Заказам 60. Цена 2 р. 65 к.
Заказное издание.
Ленинградская типография № 14 «Красный Печатник»
Главполиграфпрома Комитета по печати при Совете
Министров СССР.
Московский проспект, 91.