/






























































































































































































Автор: Кардашов Д.А.
Теги: химическая технология химическая промышленность строительство машиностроение строительные материалы полимеры
Год: 1978




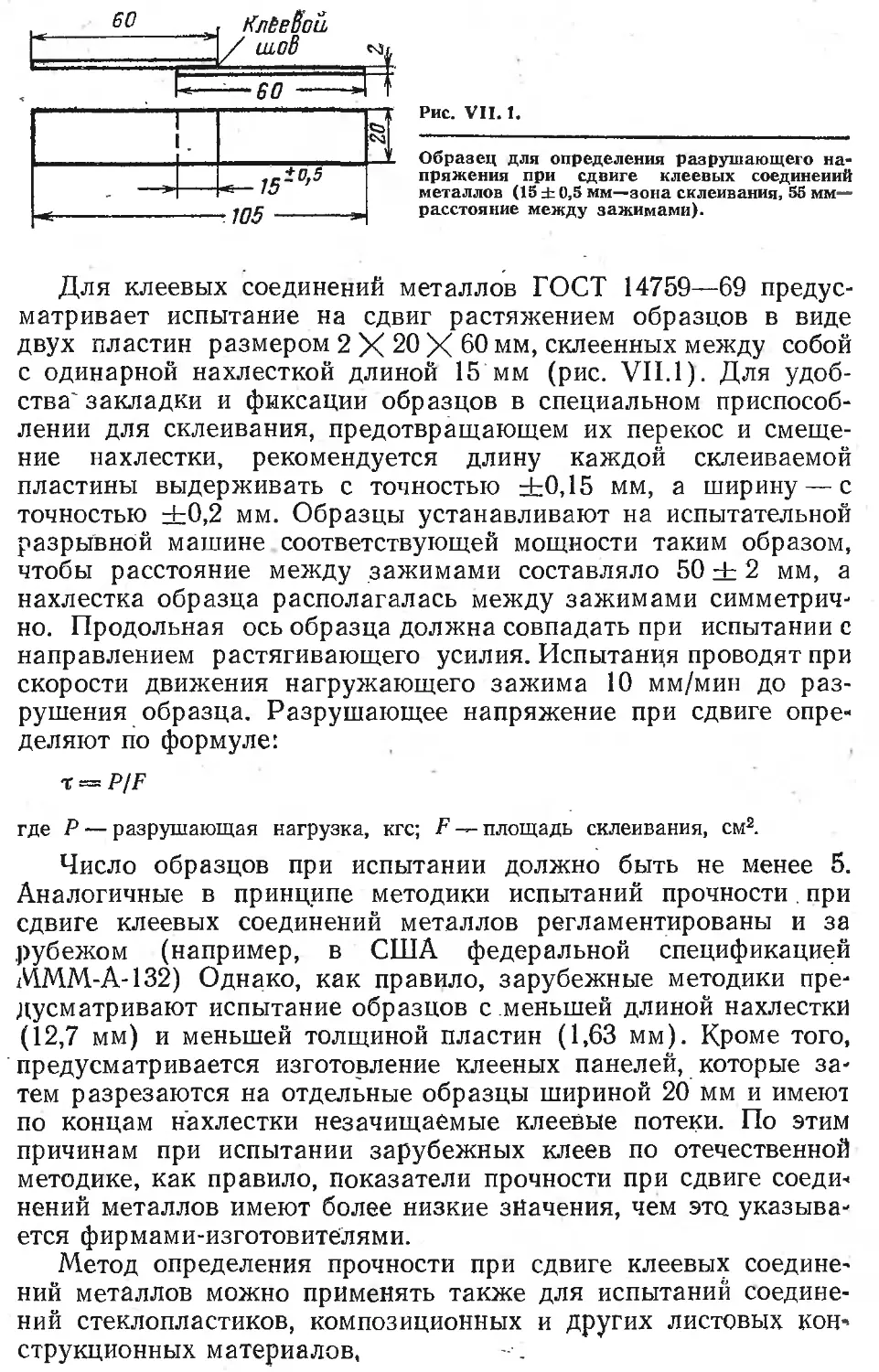
Текст
ПОЛИМЕРНЫЕ
МАТЕРИАЛЫ
В НАРОДНОМ
ХОЗЯЙСТВЕ
ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
В НАРОДНОМ ХОЗЯЙСТВЕ
НАУЧНЫЕ ОСНОВЫ И ПРАКТИКА ПРИМЕНЕНИЯ
Москва
ИЗДАТЕЛЬСТВО „ХИМИЙ“1978
КЛЕИ
И ГЕРМЕТИКИ
Под редакцией
Д. А. КАРДАШОВА
Москва
ИЗДАТЕЛЬСТВО „ХИМИЯ" 1978
6П7.56
К 48
УДК 668.395.6/.7
К48 Клеи и герметики. Под ред. Д. А. Кардашова —
М.: Химия, 1978. — с., ил. 44.
В книге, входящей в серию «Полимерные материалы в народном
хозяйстве», показано, как из огромного числа клеев и герметиков
выбрать наиболее подходящие для данной конкретной области приме-
нения, какие типы клеевых и клеемеханнческих соединений наиболее
рациональны, каковы тенденции в производстве клеевых и герметизи-
рующих материалов.
Книга рассчитана на широкий круг специалистов различных отрас-
лей народного хозяйства — как производящих клеи и герметики, так
. и их потребляющих (машиностроение, строительство, приборостроение
и др.).
200 с., 40 табл;, 44 рис., список литературы 348 ссылок.
__ 31410-070 __
К 050(01)-78 70' 6П7.56
t
© Издательство «Химия», 1978 г,
СОДЕРЖАНИЕ
Предисловие 8
ЧАСТЬ ПЕРВАЯ КЛЕИ 9
Введение 9
ГЛАВА I. Общие сведения о клеях 13 Клеи для склеивания металлов и неметаллических конструкционных материалов 13 Клеи для склеивания неметаллических материа- лов 21 Резиновые клеи 30
ГЛАВА II. Основные эксплуатационные свойства клеевых
соединений 33
Стойкость к тепловому старению 34 Водостойкость 40 Радиационная стойкость 44 Атмоеферостойкость 45 Длительная прочность 48 Усталостная прочность 54
ГЛАВА III. Основы технологии применения клеев 56 -•
Подготовка поверхности склеиваемых материалог 56 Нанесение клеев 60 Запрессовка склеиваемых элементов и отвержде- ние клея 61 Контроль качества готовых изделий 63 Техника безопасности 63
ГЛАВА IV. Клееные конструкции 65
65
Трехслойные клееные конструкции 69
ГЛАВА V. Применение клеев 72 Применение клеев в авиационной промышленно- сти 72 Применение клеев в строительстве 74 Применение клеев в автомобильной промышлен- ности 81
Применение-клеев й станкостроении 84 Применение клеев’ в деревообрабатывающей и мебельной промышленности 86 Применение клеев в радиоэлектронике 89 Применение клеев в судостроении 91 Применение клеев в приборостроении 93 Применение клеев в различных областях техники 94 Применение клеев в медицине 95 Применение клеев в быту 96
ГЛАВА VI. Экономические аспекты применения клеев 99
ГЛАВА VII. Методы испытания клеев и клеевых соединений 108 Методы определения физических н физико-хими- ческих свойств клеев 108 Методы испытания механической прочности клее- ’ вых соединений 113 Методы неразрушающего контроля качества клее- вых соединений 119
ГЛАВА Vfll. Прогнозирование свойств клеевых соедииеиий 121 Литература 126
ЧАСТЬ ВТОРАЯ. ГЕРМЕТИКИ 132
ГЛАВА IX. Общие сведения о герметиках 133 Классификация герметиков 133 Способы изготовления и упаковка герметиков 137 Основные требования, предъявляемые к гермети- кам 138
ГЛАВА X. Состав и основные свойства герметиков 140 $ Невысыхающие герметики 140 Вулканизующиеся герметики 147 Высыхающие герметики 165
ГЛАВА XI. Технология герметизации 170 Методы герметизации 170 Основные операции герметизации 171 Техника безопасности 176
ГЛАВА XII. Применение герметиков 177
ГЛАВА XIII. Методы испытания герметиков 181 Методы испытания вулканизующихся и высыхаю- щих герметиков 181 Методы испытания невысыхающих герметиков 187 Методы оценки герметиков за рубежом 189 Литература 192
ПРЕДИСЛОВИЕ
В настоящее время синтетические клеи и герметики применяются
практически во всех отраслях народного хозяйства. Современ-
ные синтетические клеи склеивают любые материалы, клеевые
соединения долговечны, способны работать в широком интерва-
ле температур и в любых климатических условиях. Однако не
каждый клей и не каждый герметик пригоден для применения в
любой области. Правильный выбор клея, рациональной техно-
логии его нанесения, создание прочной и надежной клееной
конструкции, невозможны без знания научных основ Применения
клеев; Эта книга призвана помочь как производителям, так и
потребителям клеев и герметиков выбрать нужный материал для
данной конкретной области применения, сформулировать требо-
вания, к нему предъявляемые, определить методы инженерной
оценки и контроля качества этого материала.
Авторы отдают себе отчет в том, насколько трудна эта зада-
ча, поэтому все критические замечания будут приняты ими с
благодарностью.
Глава I написана Д. А. Кардашовым, главы II и VIII —
А. С. Фрейдиным, III и IV — В. П. Батизатом, V — Д. А. Карда-
шовым, А. С. Фрейдиным, А. П. Петровой и И. М. Заманским,
VI — X. Р. Паркщеяном, VII — И. М. Заманским, главы IX —
XIII написаны Р. А. Смысловой.
Д. А. КАРДАШОВ
ЧАСТЬ ПЕРВАЯ
КЛЕИ
ВВЕДЕНИЕ
Клеи представляют собой индивидуальные вещества или смеси
органических, элементоорганических или неорганических соеди-
нений, которые обладают хорошей адгезией, когезионной проч-
ностью, достаточной эластичностью и долговечностью в усло-
виях применения и способны отверждаться с образованием
прочных клеевых соединений [1].
При контакте клеящего вещества (адгезива) и склеиваемого
материала (субстрата) между ними возникают различные свя-
зи — межмолекулярные, химические, водородные (для более
прочного взаимодействия контактирующие материалы должны
содержать в своем составе способные к взаимодействию функ-
циональные группы). Природа этих связей определяет прочность
клеевых соединений. Кроме того, на прочность клеевого соеди-
нения влияют химическая природа и структура адгезива и суб-
страта, и состояние поверхности склеиваемых материалов,
условия формирования клеевых соединений и ряд других фак-
торов [2].
В основу классификации клеев могут быть положены самые
разнообразные признаки: области применения, свойства клеевых
соединений, природа адгезива и т. п. Однако классифицировать
клеи по областям их применения или по свойствам клеевых со-
единений (прочность, термостойкость, атмосферостойкость
и т. д.) нецелесообразно, так как одни и те же композиции
используются для склеивания материалов в различных изде-
лиях, а характеристики клеевых соединений также часто зави-
сят от свойства склеиваемых материалов. ч
Обычно клеи классифицируют, исходя из того, к какому
классу полимеров — термореактивным или термопластичным —
относится основной компонент. Это в подавляющем большинстве
случаев определяет и 'Области использования клеев, посколь-
ку термореактивные соединения обычно являются основой
. конструкционных клеев, а термопласты используются, как пра-
вило, для склеивания' неметаллических материалов и приклеи-
вания их к металлам в изделиях несилового назначения.
При пользовании данными по клеям необходимо учитывать
следующие Ьбстоятельства. Показатели прочности клеевого со-
единения не являются константами клея, так как зависят от
конфигурации, размеров соединения и, следовательно, от формы
и размеров испытуемых образцов. Приведенные характеристики
клеевых соединений относятся к стандартным образцам и явля-
ются в большинстве случаев минимальными показателями, га-
рантируемыми официальной технической документацией.
В некоторых случаях приводятся типичные данные, представля-
ющие собой результаты научно-исследовательских работ.
Свойства клеевых соединений изменяются во времени, а так-
же при длительном воздействии эксплуатационных факторов
(различные нагрузки, повышенные и пониженные температуры,
вода, тропический климат и т. д.). Величина возможного изме-
нения прочности в результате старения зависит от конструкции
клеевого соединения, метода подготовки поверхности перед
склеиванием и других факторов.
Данные о старении, полученные на стандартных образцах, не
могут быть положены в основу оценки сроков службы клеевых
соединений в конструкциях; ими можно пользоваться при срав-
нении поведения различных клеев в одинаковых условиях.
Необходимо напомнить, что продолжительность выдержки
при отверждении считается с момента достижения в клеевом
соединении определенной температуры, которая и является тем-
пературой склеивания.
При выборе клея для изделия следует учитывать комплекс
его физико-механических и технологических свойств, а также
результаты испытания опытных клеевых конструкций в усло-
виях, максимально приближающихся к эксплуатационным.
Клеи бывают однокомпонентными и многокомпонентными.
Однокомпонентные клеи, поступающие к потребителю в готовом
виде, приготавливают на специализированных предприятиях, и
способы их изготовления ниже не приводятся. Многокомпонент-
ные клеи готовят на месте применения в количествах, которые
могут быть использованы в течение срока жизнеспособности
клея. Методы их приготовления зависят от состава клеящих
композиций и их физического состояния (жидкие, пастообраз-
ные, твердые, пленочные).
Жидкие и пастообразные клеи приготавливают, как правило,
в клеемешалках. Качество клея во многом зависит от конструк-
ции клеемешалки, которую выбирают с учетом вязкости компо-
нентов и готовой композиции, и степени однородности компо-
нентов.
Для приготовления конструкционных многокомпонентных
клеев часто используют клеемешалки' вертикального типа с пла’
10
нетарным или встречным вращением месильных лопастей. Для
приготовления больших количеств эпоксидных и других клеев
хорошо зарекомендовали себя клеемешалки горизонтального
типа с Z-образными лопастями {2].
Во многих случаях (например, фенолоформальдегидные клеи
типа ВИАМБ-3, полиуретановые типа, ПУ-2, ряд эпоксидных
композиций) в процессе приготовления клея необходимо под-
держивать определенную температуру, поэтому стенки и дно
бака клеемешалок делают двойными для циркуляции между
ними холодной или горячей воды. Бачки клеемешалок и месиль-
ные лопасти предпочтительно изготавливать из нержавеющей
стали. Если клеящая композиция обладает высокой адгезией,
внутреннюю поверхность бачков и лопасти целесообразно по-
крывать антиадгезионным составом (например, суспензией фто-
ропласта) .
Твердые порошкообразные клеи, например Эпоксид П, гото-
вят путем измельчения и перемешивания компонентов в шаро-
вых мельницах. Твердый клей, например Эпоксид Пр, получают
из порошка клея в нагретых до 100—120 °C пресс-формах с
последующей запрессовкой при небольшом давлении и охлажде-
нии.
Пленочные клеи, неармированные и содержащие раствори-
тели (например, фенолокаучуковые и эпоксидно-полиамидные),
получают поливом растворов жидких клеевых композиций из
фильер, чаще всего на машинах ленточного типа, применяемых в
производстве кинофотопленок. • В таких машинах поверхностью
для формирования пленки служит бесконечная металлическая
лента, охватывающая два барабана. Для свободного съема
пленки клея,с ленты ее предварительно покрывают подслоем, не
имеющим адгезии к клеевой композиции. В зависимости от
состава клея для этой цели можно использовать кремнийорга-
нические эластомеры холодного отверждения, суспензии, фто-
ропластов, полиэтилен и др. Для изготовления армированных
пленочных клеев из композиций, содержащих, растворители,
можно использовать вертикальные и горизонтальные пропиточ-
ные машины, шпрединг-машины и другие устройства.
Пленочные клеи, не содержащие растворителей, например
модифицированные эпоксидные клеи, также могут быть получе-
ны различными методами. Так, пленочные клеи на основе эпок-
сидно-новолачных смол и поливинилбутираля получают экстру-
зией гранулированного порошка, приготовленного смешением и
вальцеванием порошкообразной смолы и поливинилбутираля
при 140—160 °G. Известен также способ получения эпоксидных
пленочных клеев путем прокатки расплава клеевой композиции
горячими (70—100 °C) вальцами между двумя слоями полиэти-
лентерефталатной пленки.
Специфической разновидностью клеящих материалов явля-
ются липкие ленты, Их изготавливают, как правило, нанесением
11
из растворов липкого клея на подложки из пленок, тканей,
металлической фольги, бумаги. Для этих целей применяют
шпрединг-машины, оснащенные специальными сушилками или
специализированные машины для производства липких лент.
Такие машины могут иметь различные устройства для нанесения
клея: «купающиеся» валики (одна сторона валика касается зер-
кала клея в ванне, другая — покрываемой подложки), фильеры
для полива клея на подложку и т. д.
Ниже подробно описаны современные клеящие материалы,
применяемые для склеивания практически всех материалов —
пластических масс, каучуков, резин, древесины, кожи, бумаги,
тканей, фарфора, керамики, графита, а также стали, меди,
серебра, алюминиевых, магниевых, титановых сплавов и других
металлов и неметаллических материалов [3].
Глава 1
ОБЩИЕ СВЕДЕНИЯ
О КЛЕЯХ
КЛЕИ ДЛЯ СКЛЕИВАНИЯ МЕТАЛЛОВ
И НЕМЕТАЛЛИЧЕСКИХ КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ
Склеивание металлов и неметаллических конструкционных ма-
териалов — наиболее важная и обширная область применения
клеев. Клеевые соединения металлов и других конструкци-
онных материалов должны обладать высокой прочностью, дол-
говечностью в различных климатических условиях, термостойко-
стью. Поскольку последний показатель является одним из
важнейших, то ниже мы и рассмотрим клеи в соответствии с их
тер мостойкостью.
КЛЕИ С ТЕРМОСТОЙКОСТЬЮ ДО 80 °C
В эту группу входят эпоксидные клеи ВК-24, К-153, Л-4,
ВК-32-ЭМ, полиурётановый клей ПУ-2, фенолополивинилаце-
тальный клей БФ-2, клей Циакрин. Эти клеи применяются'в
основном для склеивания различных металлов и таких неметал-
лических материалов, как стеклотекстолиты, а также для соеди-
нения пластмасс (ПУ-2, БФ-2, К-153, Л-4, ВК-32-ЭМ), пенопла-
стов, древесных пластиков, древесины (ПУ-2, БФ-2, К-153, Л-4)
и других материалов.
При применении этих клеев необходимо учитывать следую-
щие обстоятельства.
1. Для создания такого клеевого соединения, которое прак-
тически не содержало бы пор, следует использовать эпоксидные
клеи, в состав которых не входят растворители (ВК-24 (4],
ВК-32-ЭМ, К-153, Л-4).
2. Полиуретановый клей ПУ-2 быстро отверждается при
комнатной температуре, имеет высокие прочностные характери-
стики, хорошо заполняет зазоры между склеиваемыми поверх-
ностями, но обладает токсичностью и требует соблюдения спе-
циальных мер по технике безопасности (см. с. 63),
Таблица 1.1
Технологические характеристики клеев для склеивания металлов
и неметаллических конструкционных материалов с термостойкостью до 80 °C
Марка клея Тип клея Жизнеспо- собность при 20 °C (срок хранения) Режим склеивания Расход клея на каждый СЛОЙ, г/м2 Число слоев Основное назначение
темпера- тура, °C время, ч давление, МПа
ВК-24 Пленочный или жидкий Не менее 3 мес 175 1 0.05-Т-0,! 0,15—0,3 350—400 (масса пленки) 1 Склеивание сотовых конструкций с металлическим и неметаллическим заполнителем, работающих при тем- пературах от —60 до 4-80 °C
К-153 Жидкий много- компонентный 45—60 мин 80 6 0,1-0,3 200—250 1 Склеивание металлов, стеклотексто- литов, пенопластов и других мате- риалов, работающих при ±60 °C
Л-4 Жидкий много- компонентный 45—90 мин 1) 20 2) 120 721 4J 0,01-0,1 200—250 1 Склеивание металлов между собой и с неметаллическими материалами в конструкциях, работающих при ±60 °C • Склеивание сталей, алюминиевых, титановых сплавов, стеклотекстоли- тов в конструкциях, работающих при ±60 °C
ВК-32-ЭМ Пастообразная масса, много- компонентный 24 ч 150 3 0,05—0,2 250—350 1
ПУ-2 Жидкий много- компонентный 3 ч 1) 20 2) НО 241 4J 0,2-0,5 * 150—400* 1 Склеивание металлов, пластмасс, древесины, оргстекла и неметалли- ческих материалов, работающих при ±60 °C
БФ-2 Жидкий одно- компонентный 6 мес 140-160 1 0,5-2,0 150—200 1—3 и более Склеивание металлов, пластмасс, древесины и других материалов, работающих при ±60 °C
* В зависимости от склеиваемого материала.
Рис. I. 1.
Зависимость прочности при сдвиге клеевых
соединений алюминиевого сплава Д-16 на
клеях с теплостойкостью до 80 °C от темпе-
ратуры:
ВК-24; 2—БФ-2, 5—К-153; 4—Л-4;
5—ПУ-2.
3. Пленочный клей ВК-24 на основе модифицированного
эпоксидного полимера обладает хорошей технологичностью и
пригоден благодаря содержанию незначительного количества
летучих веществ для склеивания сотовых конструкций без пер-
форации.
4. Клеи ПУ-2, Л-4, К-153 могут отверждаться при комнатной
температуре, однако в этом случае максимальные прочностные
(как правило, более низкие, чем при горячем отверждении)
характеристики клеевых соединений достигаются в течение зна-
чительно более продолжительного времени, чем при отвержде-
нии в условиях повышенных температур.
5. Клей Циакрин отверждается при комнатной температуре
практически моментально. Его используют для склеивания
небольших поверхностей металлов и неметаллических материа-
лов. Клей хранят в полиэтиленовых запаянных ампулах. Проч-
ность клеевых соединений колеблется от 9 до 13 МПа [8].
В табл. I. 1 приведены технологические характеристики этих
клеев, а на рис. 1/1 показаны зависимости прочности клеевых
соединений алюминиевого сплава Д-16 от температуры испыта-
ния.
КЛЕИ С ТЕРМОСТОЙКОСТЬЮ ДО 150 °C
К этой группе клеев относятся эпоксидные клеи горячего отвер-
ждения ВК-1, Эпоксид П и Пр и эпоксидные клеи холодного
отверждения ВК-9 и ЭПЦ-1. Клеи не содержат растворителей,
отличаются высокой текучестью, хорошо заполняют зазоры
между склеенными поверхностями и позволяют проводить скле-
ивание при относительно низком давлении. Клеи обладают хо-
рошими, диэлектрическими свойствами, но ограниченно устойчи-
вы к воздействию различных климатических условий.
Клеи данной группы применяются в основном для склеива-
ния металлов, стекла, керамики, кварца, дерева, стеклотексто-
литов и других неметаллов, а также для изготовления клеезак-
Депочных и клеерезьбовых соединений.
Таблица 1.2
Технологические характеристики клеев для склеивания металлов
и неметаллических конструкционных материалов с термостойкостью до 150 °C
Марка клея Тип клея Жизне- способ- ность при 20 °C (срок хра- нения) Режим склеивания Расход клея на каждый слой, г/м2 Число слоев Макси- маль- ная ра- бочая темпе рату- ра, °C Основное назначение
темпера- тура, °C время, ч давление, МПа
ВК-1 Вязкая масса, многокомпонен- тный 48—72. ч 1) 150 2) 120 3) 100 1 ) з г 10 ) 0,05—0,1 250—300 1 150 г Клеевые, клеерезьбовые и клеезаклепочиые соединения металлов и стеклотекстоли- тов
Эпоксид П и Пр Порошок (Эпок- сид П) или пру- ток (Эпоксид Пр) 1 год 1) 200 2) 180 3) 150 40 минЧ 2 ! 5 ) 0,02—0,3 125—200 — 100 Склеивание металлов и неме- таллических материалов в конструкциях, работающих при температурах до 100 °C и в криогенных условиях
ВК-9 ч Вязкая масса 2,5 ч 20 24 0,01—0,05 160—300 — 125 Склеивание сталей, алюми- ниевых сплавов между собой и с неметаллическими мате- риалами
ЭПЦ-1 Вязкая жидкость, многокомпонент- ный Не менее 2 ч 20 24 0,01—0,5 200—300 1—2 150 Склеивание асбестоцемента, стали и других неметалли- ческих материалов
Рис. 1.2.
Зависимость прочности при сдвиге клеевых соединений алюминиевого сплава Д-16 на
клеях с теплостойкостью до 150 °C от температуры:
/—ВК-1; 2— Эпоксид П и Пр; 3—ВК-9-
В табл. I. 2 приведены технологические характеристики этих
клеев, а в табл. I. 3 — показатели их диэлектрических свойств.
На рис. I. 2 показаны зависимости прочности клеевых соедине-
ний при сдвиге от температуры испытания.
Таблица 1.3
Диэлектрические характеристики клеев ВК-1, Эпоксид П и Пр и ВК-9
Марка клея tge Е 9S ОМ Ом «см Электрическая прочность, кВ/мм
ВК-1 0,06 5,4 1,2- 10й 8- 1013 15
Эпоксид 0,01 4,4 1,2- 10й 7 • 1013 22
П и Пр ВК-9 0,05 4,3—7,1 5,1 • 1018 5,6-1013 22
КЛЕИ С ТЕРМОСТОЙКОСТЬЮ 200-350 °C
' Клеи этой группы содержат в своем составе полимеры на основе
модифицированных фенолоальдегидных смол, гетерополиариле-
нов и термостойких эпоксидных смол. Они применяются для
склеивания инструмента..
Фенолокаучуковые клеи ВК-13, ВК-13М, ВК-32-200 и
ВК-13 отличаются высокой эластичностью и стойкостью к дли-
тельному старению. Они относительно мало текучи и при склеи-
вании требуются высокие давления (0,4—2,0 МПа). Температу-
ра склеивания может колебаться от 130 до 200 °C.
Клеи ВК-3 и ВК-13М рекомендуются для работы при темпе-
ратурах до 200 °C, а клеи ВК-32-200 и ВК-13 — кратковремен-
но до 300 °C. Их можно применять для закрытых и сотовых
конструкций.
Фенолополивинилацетальные клеи ВС-10-Т, ВС-350 и
ВФР-2 имеют более высокую текучесть, и ими можно склеивать
Таблица I. 4
Технологические характеристики клеев для склеивания металлов
и неметаллических конструкционных материалов с термостойкостью 200—350 °C
Марка клея Тип клея Жизнеспо-" собность при 20 °C (срок хранения) Режим склеивания Расход клея на каждый слой, г/м2 Число слоев Основное назначение
темпера- тура, °C время, ч давление, МПа
вк-з Пленка или жидкий двухкомпо- нентный 1 год 6—24 ч 160—170 1 0,8—2,0 200—250 2 Склеивание металлов, стеклопла- стиков и сотовых блоков из фольги, работающих при температурах от —60 до 4-200 °C
ЕК-13М Пленка д или жидкий двухкомпо- нентный 1 год 24 ч 145—155 2 0,4—0,6 150—200 2 Склеивание металлов и стеклопла- стиков, длительно работающих при температурах от —60 до 4-200 °C
ВК-32-200 Пленка или жидкий двухкомпо- нентный 1 год 24 ч 180 1 1-2 200—250 2 Склеивание металлов, стеклопла- стиков, сот и пенопластов типа ФК, работающих при 200 °C и кратко- временно при 300 °C
ВК-13 Пленка или жидкий двухкомпо- нентный 1 год 24 ч 180—200 2 0,6-1,0 200—250 2 Склеивание металлических и стекло- пластиковых конструкций, работаю- щих при температурах от —60 до 4-300 °C
ВС-ЮТ Однокомпо- нентный 6 мес. 180 2 0,08—0,5
ВС-350 Однокомпо- нентный 6 мес. 200 2 0,06—0,2
БФР-2 Однокомпо- нентный 6 мес. 150-175 1 1.0—2,0
ВК-16 Многокомпо- нентный 1 ч 1) 20 2) 60 72 3 0,05—0,3
ПБИ-1К Многокомпо- нентный 30 сут 320 1 1.0-1,5
СП-6К Двухкомпо- нентный I мес. при темпера- туре не выше 10 °C 350 1 0J-0.3
150—250
150—200
200—250
150—200 1
600—800
200 1
Склеивание металлов и неметалли-
ческих материалов в конструкциях,
работающих при 200 °C и кратко-
временно до 300 °C; приклеивание
накладок к тормозным колодкам
Склеивание металлов в конструк-
циях, работающих при темпера-
турах до 350 °C -
Склеивание металлов, пластмасс,
производство фольгированных ма-
териалов и печатных схем
Склеивание металлов и неметал-
лических материалов в конструк-
циях, работающих при температу-
рах от —60 до 4-250 °C ,
Склеивание металлов, стеклотек-
столитов и сотового заполнителя,
работающих при температурах от
—60 до 4-300 °C
Склеивание многослойных сотовых
конструкций с применением стекло-
пластиков, работающих длительно
при 300 °C
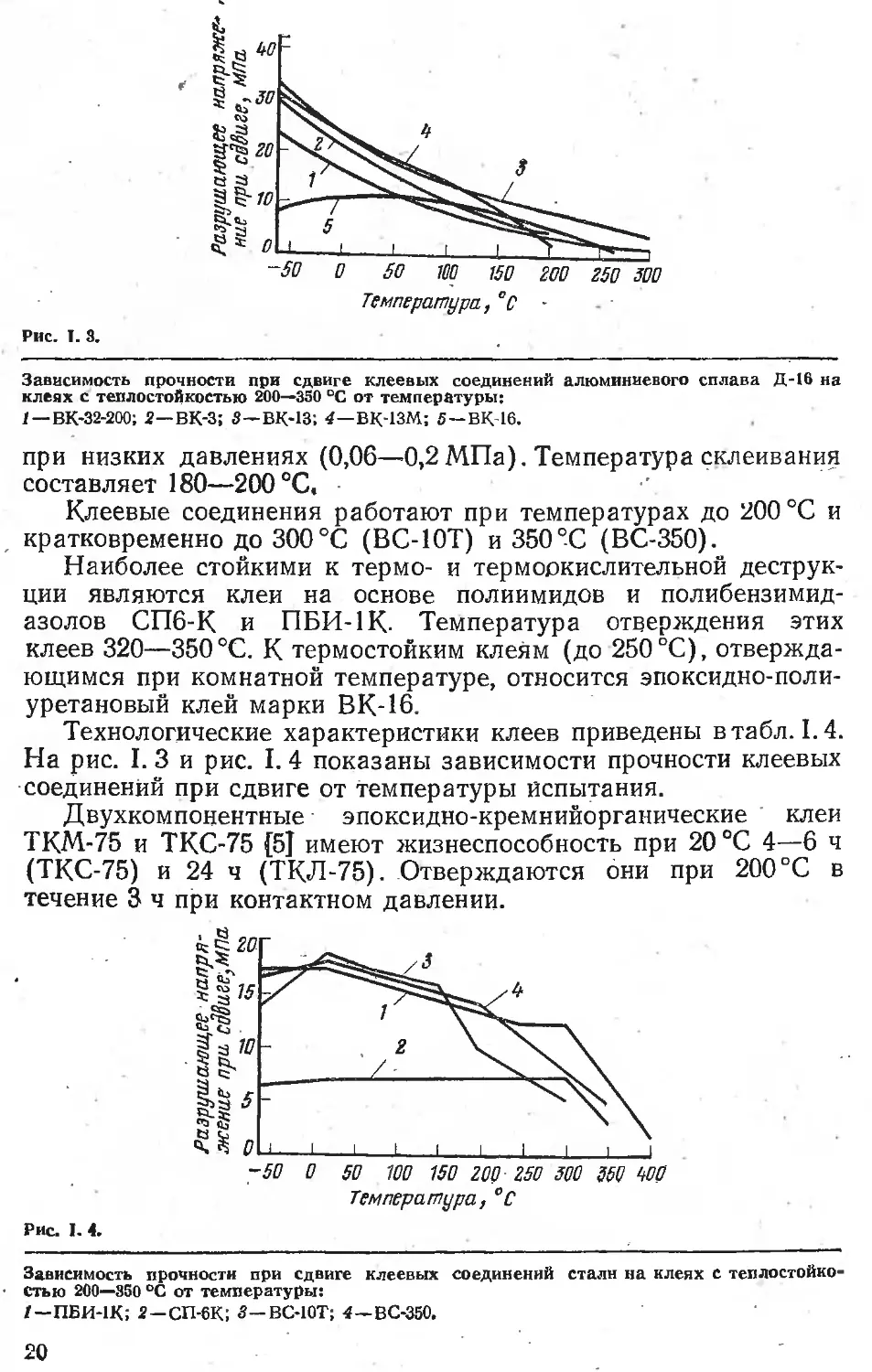
Рис. I. 3.
Зависимость прочности при сдвиге клеевых соединений алюминиевого сплава Д-16 на
клеях с теплостойкостью 200—350 °C от температуры:
/ — ВК-32-200; 2—ВК-3; ВК-13; 4—ВК-13М; 5 — ВК-16.
при низких давлениях (0,06—0,2 МПа). Температура склеивания
составляет 180—200 °C,
Клеевые соединения работают при температурах до 200 °C и
кратковременно до 300°C (ВС-ЮТ) и 350°C (ВС-350).
Наиболее стойкими к термо- и терморкислительной деструк-
ции являются клеи на основе полиимидов и полибензимид-
азолов СП6-К и ПБИ-1К- Температура отверждения этих
клеев 320—350°C. К термостойким клеям (до 250°C), отвержда-
ющимся при комнатной температуре, относится эпоксидно-поли-
уретановый клей марки ВК-16.
Технологические характеристики клеев приведены в табл. 1.4.
На рис. I. 3 и рис. I. 4 показаны зависимости прочности клеевых
соединений при сдвиге от температуры испытания.
Двухкомпонентные эпоксидно-кремнийорганические ' клеи
ТКМ-75 и ТКС-75 [5J имеют жизнеспособность при 20 °C 4—6 ч
(ТКС-75) и 24 ч (ТКЛ-75). Отверждаются они при 200 °C в
течение 3 ч при контактном давлении.
-50 0 50 100 150 200 250 500 550 W0
Температура, °C
Рис. I. 4.
Зависимость прочности при сдвиге клеевых соединений стали на клеях с теплостойко-
стью 200—350 °C от температуры:
/—ПБИ-1К; 2— СП-6К; 5—ВС-ЮТ; 4 — ВС-350.
!0
Прочность клеевых соединений стали при сдвиге при 20 °C
составляет 18—20, а при 300 °C— 1—3 МПа. Клеевые соедине-
ния на клее ТКС-75 при 350 °C сохраняют прочность при сдвиге,
равную 1,5 МПа.
Клей Т-30 {5] имеет термостойкость до 400 °C; отверждение
проводится при 200 °C в течение 3 ч при контактном давлении.
Прочность клеевых соединений стали при 20 °C—16 МПа, при
400 °C —3 МПа.
Фенолокаучуковые композиции обладают высокой термоста-
бильностью. Например, клеи ВК-32-200 и ВК-З выдерживают
старение при 150 °C в течение более 25 000 ч. При этом прочность
при сдвиге клеевых соединений алюминиевого сплава Д16 со-
ставляет 16—18 МПа (20 °C).
КЛЕИ ДЛЯ СКЛЕИВАНИЯ
НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Для склеивания различных пород древесины применяются фе-
нолоформальдегидные, карбамидные и резорциноформальде-
гидные клеи. Кроме того, при склеивании деревянных конструк-
ций ответственного назначения используется клей ПУ-2.
Феноло- и резорциноформальдегидные композиции являются
более водостойкими по сравнению с карбамидными клеями.
Для склеивания фанеры с повышенной водостойкостью при-
меняется клей на основе фенолоформальдегидной смолы марки
«ЦНИИФ водостойкая» [7].
Эти клеи рекомендуются также для склеивания стеклотек-
столитов, различных пенопластов и других пористых материа-
лов.
Для склеивания различных марок органического стекла и
приклеивания к нему других материалов могут быть использо-
ваны клеи В31-Ф9 (фенолоформальдегйдный), ПУ-2, а также
клей В К-14.
Склеивание теплозвукоизоляционных материалов, тканей и
декоративно-отделочных материалов с металлами и неметалли-
ческими материалами может производиться клеями 88НП
(см. стр. 29), ПУ-2, ВК-Н, ХВК-2а, ТМ-60, а также композици-
ями В КТ-2 и ВКТ-3 (для теплостойких соединений). Клей
ВКТ-3 быстрее «схватывается», но имеет пониженную жизне-
способность.
КЛЕИ С ТЕРМОСТОЙКОСТЬЮ 700 °C И ВЫШЕ
К этой группе относятся композиции на основе модифицирован-
ных фенольных смол и кремнийорганических соединений ВК-8,
вК-15, ВК-18, ВК-18М [6] и ВК-20.
Клеи, как правило, малоэластичные и не рекомендуются
Аля соединений, подвергающихся воздействию неравномерного
21
Таблица 1 5
Технологические свойства клеев для склеивания металлов
и неметаллических конструкционных материалов с термостойкостью 700 °C и выше
1 Марка клея Тип клея Жиз неспо- собность при 20 °C (срок хранения) Режим склеивания Расход клея на каждый слой,£г/м2 Число слоев Основное назначение
темпера тура, °C время, ч давление, МПа
ВК-8 Однокомпо- нентный 6 мес. 200 3 0,3—0,8 200—250 2 Склеивание сталей, титановых спла- вов, графита и Других материалов, работающих кратковременно при 100 °C
ВК-15 Однокомпо- нентный 6 мес. 150 2 0,1—0,3 200—250 1 Склеивание, металлов и тепло- стойких неметаллических ма- териалов, работающих кратко- временно при температурах до 1200 °C
ВК-18 Многокомпо- нентный 8 ч 180—200 3 0,03—0,2 200—300 1—2 Склеивание инструмента и другие соединения металлов, работающие при температурах до 700 °C
ВК-18М Многокомпо- нентный 8 ч 200 зате 250 1 м з 0,03—0,2 200—300 1—2 Склеивание металлов и изготовле- ние клеесбориых инструментов, кратковременно работающих при температурах до 900 °C
ВК-20 Многокомпо- нентный 7 ч 150 3 0,03—0,15 — — Склеивание инструмента и другие соединения металлов, работающие при температурах до 700 °C
рис. I- 5-
' Зависимость прочности при сдвиге клее-
вых соединений стали на клеях с тепло-
стойкостью 700 °C н выше от темпера-
туры:
1—ВК-8; 2—ВК-15; З-ВК-18; 4-ВК-18М.
Температура, °C
отрыва и ударных нагрузок. В табл. I. 5 приведены технологиче-
ские характеристики этих клеев.
'КЛЕИ ДЛЯ КЛЕЕСВАРНЫХ СОЕДИНЕНИЙ
Для клеесварных соединений используются преимущественно
эпоксидные клеи марок ВК-1МС, КЛН-1 и К-4С. Эти клеи
содержат небольшое количество летучих, ими можно склеивать
практически без приложения давления, они хорошо заполняют
зазоры между соединяемыми поверхностями.
• Применение клеев способствует уменьшению концентрации
напряжений вблизи сварных точек, а также повышению прочно-
сти соединений.
Технологические характеристики клеев приведены в табл.
1.6. На рис. I. 5 показаны зависимости прочности клеевых со-
единений при сдвиге от температуры испытания.
Таблица I. 6
Основные характеристики многокомпонентных эпоксидных клеев
- . для клеесварных соединений
Марка клея Жизне- способ- ность при 20 °C (срок хранении) Режим отвер- ждения Тем- пера- тура испы- тания, °C Усталост- ная прочность (напряже- ние на базе 10-106 циклов), МПа Дли- тель- ная проч- ность *, МПа Снижение прочности, после выдержки в течение 30 сут, %
темпера- тура, °C время, ч в воде в условиях тропичес- кого кли- мата
ВК-1МС До 40 мин 120 3 20 5 17 8 30
80 3,5 3,3 17 50
КЛН-1 До 20 мин 1) 18—25 24—48 20 3,5 8 36 54
2) 95-105 4 80 1,5 0,8 59 0
К-4С До 30 мин 120—130 3 20 6 13,5 25 30
80 3 2 41 33
* После 500 ч образцы не разрушились.
j ^Технологические характеристики клеев приведены в табл.
Таблица 1.7
Технологические характеристики многокомпонентных фенола-, резорцино-
и карбамидоформальдегидных клеев для склеивания древесины и других неметаллических материалов
Марка клея Жизнеспо- собность при 20 °C (срок хранения) Режим склеивания Расход клея на каждый СЛОЙ, Г/М2 Прочность клеевых соединений древесины (ясень), МПа Основное назначение
темпера- тура, °C, не менее время, ч давление, МПа -60 °C 20 °C 60 °C
ВИАМ Б-3 {КБ-3) 2—4 ч при 16—25 °C 16 0,25 0,05—0,5 200—250 15,0—18,0 13,0—16,0 15,0—17,0 Склеивание древесины, древес- ных пластиков, пенопластов, стеклотекстолитов, работающих
ВИАМФ-9 3—5 18 18 0,2 150—200 14,0—17,0 13,0—15,0 13,0—14,0 при ±60 °C Склеивание древесных и пори- стых материалов, тканей в из-
ФР-12 2—4 делиях, работающих при дЬбО°C
18 15 24 0,2—0,3 200—250 14,0—16,0 13,0—15,0 13,0—14,0 Склеивание изделий из раз- личных пород древесины, ра- ботающих при ±60 °C
К-17 До 2 ч при
6—12 0,1—0,5 200—250 18,0* 13,8* 15,6* Склеивание древесины в из? делиях несилового назначения, работающих при ±40 °C
(УКС) В31-Ф9 15—30 °C 3,0—3,5 ч
20 15 0,1—0,2 150—200 16,0 ** 11,0 »* 12,5** Склеиваинё органического
при- стёкла между собой н с тканью
ВК-14 18—20 °C из синтетического волокиа
До 1 года 20 24 0,1—0,2 100—120 14,0 ** 21,0** 10,0 ** Склеивание органического
стекла
Древесина дуба.
Органическое стекло.
Таблица 1.8
Технологические характеристики клеев для склеивания теплозвукоизоляционных материалов,
тканей и других материалов с металлами и неметаллическими материалами
Марка клея Тип клея Жизнеспо- собность при 20 °C (срок хранения) Склеиваемые материалы Режим склеивания Темпе- ратура испыта- ния, °C Прочность клеевого соединения, МПа Основное назначение
темпера- время, ч Давление
тура, °C
ВК-11 Полиуре- тановый, многоком- понентный 6—8 ч Павинол+ +фанера 20 24 Прика- тывание роликом 20 10,0—11,0 Склеивание декоративно-отде- лочных материалов, ткаии, поролона с деревом и алю- миниевыми сплавами в изде- лиях, работающих при ±60 °C Склеивание полиэтиленовой и полиэтилентерефталатной пленки в изделиях, работаю- щих при температурах от — 150 до +100 °C
ТМ-60 Полиэфир- ный, двух- компоиент- иый Полиэти- леитереф- талатная пленка 150—160 Прика- тывание горячим роликом 20 Не менее 8% от проч- ности пленки
ХВК-2а Перхлорви- ниловый, одиокомпо- неитный 1 год Ткань+ +фанера Не ниже 18 8 Кон- тактное 20 4,0 Склеивание хлопчатобумаж- ной ткаии с древесиной и фа- нерой в изделиях, работающих при 60 °C
ВКТ-2 и вкт-з Кремний- органичес- кие, ВКТ-2-од- нокомпо- нентный * 45—60 мин Теплоизо- ляционный материал + +иержа- веющая сталь 15—30 5—15 Кон- тактное 20 300 0,25 0,05 Склеивание стекловолокнис- тых теплоизоляционных мате- риалов со сталями в кон- струкциях, работающих при 200 °C длительно и 300—400 °C кратковременно
Клей ВКТ-3 представляет собой клей ВКТ-2, к которому добавлены сухие цинковые белила.
Таблица 1.9
Технологические характеристики клеев для склеивания невулканизованных резин с металлами
Марка клея Тип клея Жизне- способ- ность при 20 °C (срок хранения) Склеиваемые материалы Режим склеивания Темпера- тура испыта- ния, °C Прочность клеевого соедине- ния Основное назначение
темпера- тура, °C время, ч давление
Термопрен Одноком- понентный До 20 мес. Резина 2651 + сталь-3 143±2 Не ме- нее 4 Прика- тывание роли- ком 20 Не ме- нее 0,5 МПа Крепление к металлам резин из натурального или натрийбутадненового каучука в изделиях, ра- ботающих при темпера- турах до 60 °C
Кр-5-18 Двухком- понентный 8 ч Резина 3826 + сталь-3 Нагрева! вулканит !ие по ре> 5ации рези киму иы 20 Не ме- нее 48 МПа Склеивание невулкани- зоваиных нитрильных ре- зин с металлами или стеклотекстолитами в из- делиях, работающих при температурах от —60 до +120 °C
Лейконат Одпоком- понентный 1,5 ч Резина 3826 + сталь-3 Нагревание по режиму вулканизации резины 20 Не ме- нее 40 МПа Крепление к металлам невулканизованных ре- зни на основе натураль-
ВКР-15 Одноком- понентный 6 мес
ВКР-16 Двухком- понентный 8 ч
Резина
3826 +
алюмииие-
вый сплав
Д16
Нагревание по режиму
вулканизации резины
Резина
181 +
алюминие-
вый сплав
Д16
80—85 2 1,5 МПа
ноге, ннтрильного, нйи- ритового, натрийбутадие- нового и стирольного каучуков в изделиях, работающих при темпе- ратурах от —60 до + 130 °C
20 Не ме- нее 40 МН/м Крепление к алюминие- вым сплавам и сталям невулканизованиых ре- зин на основе иитриль- ного и других каучуков в изделиях, работающих при температурах от —50 до +200 °C
20 Не ме- нее 25 МН/м Склеивание вулканизо- ванных резин на основе ннтрильного каучука с металлами' н стеклотек- столитами в изделиях, работающих при тем- пературах от —50 до + 150 °C и кратковремен- но при температурах др 200 °C
Таблица 1.10
Технологические характеристики резиновых клеев для склеивания резин
и резинотканевых материалов
Марка клея Тип клея Жизне- способ- ность при 20 °C (срок хранения) Склеи- ваемые мате- риалы Режим склеивания Темпера- тура испыта- ния, °C Прочность клеевого соеди- нения, МН/м Основное назначение
темпера- тура, °C время, ч давление
4508 Одноком- понеит- ный 6 мес Миткаль или бязь Нагревание по режиму вулканизации резины 20 Не ме- нее 7 Склеивание невулканизованных резин иа основе натурального н других каучуков с последую- щей вулканизацией *; рабочие температуры ±50 °C
КР-6-18 1 Одноком- понент- ный 6 мес Резина 3826 Вулканизация при 143±2°С 20 24 Склеивание невулканизованных резин с последующей вулкани- зацией; рабочие температуры от —60 до +200 °C
4НБув Одноком- понент- ный 3 мес Губка Р-29 Вулканизация при 143±2 °C 20 2,8 Склеивание вулканизованных резин и резинотканевых мате- риалов на основе наиритового, натурального и других каучу- ков; рабочие температуры от —50 до +120 °C
ВИ-4-18Б Одноком- понент- ный 3 мес Бязь Вулканизация при 143±2°С, 20 .10 Склеивание бензо- и маслостой- ких иевулкаинзоваиных ми- тральных резин в конструкциях, работающих при температурах от —60 до +130 °C
। ।
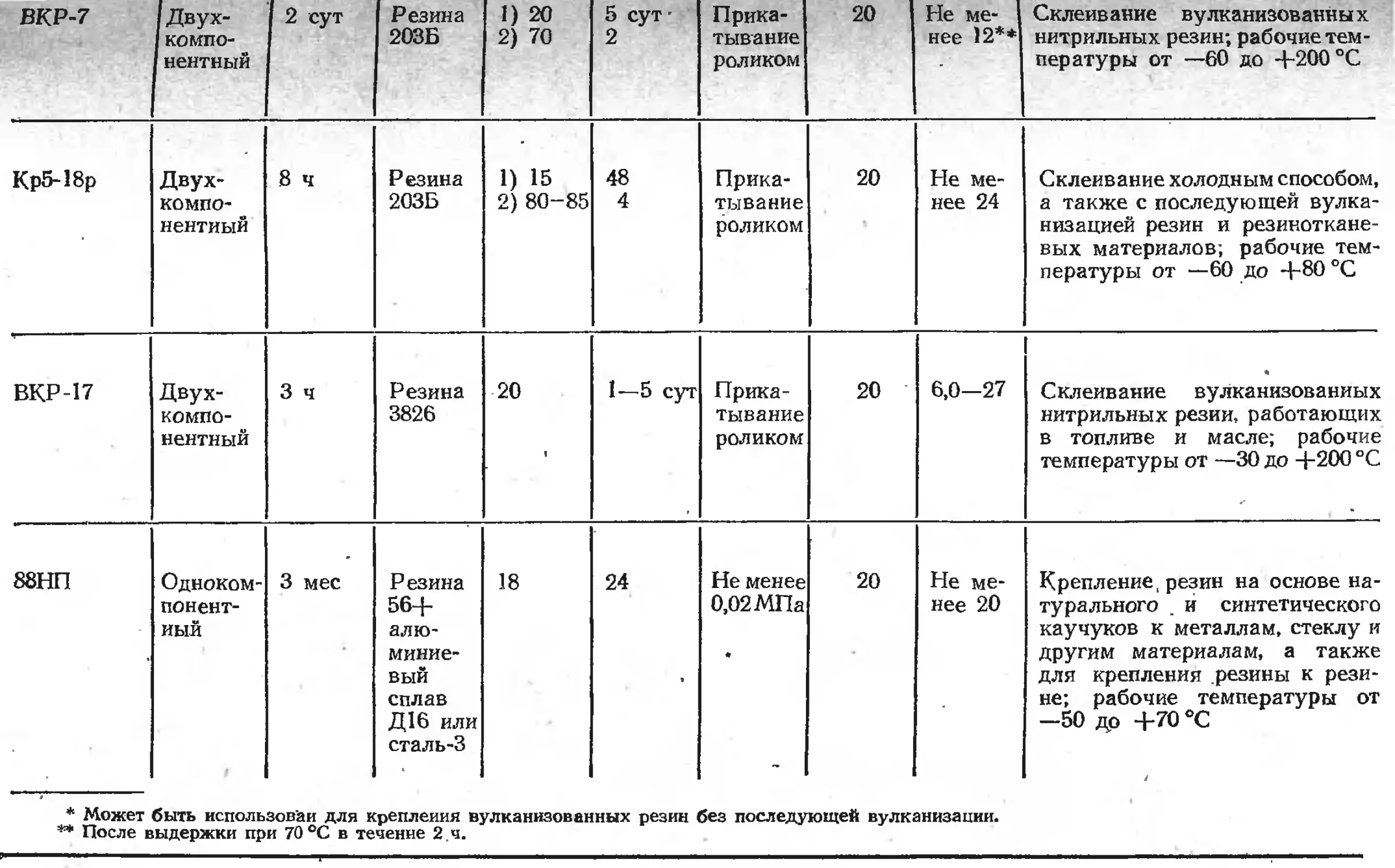
ВКР-7 /Двух- I компо- нентный 2 сут Резина 203Б 1) 20 2) 70 5 сут 2 Прика- тывание роликом 20 Не ме- нее 12** Склеивание вулканизованных нитрильных резин; рабочие тем- пературы от —60 до +200 °C
Кр5-18р Двух- компо- нентный 8 ч Резина 203Б 1) 15 2) 80-85 48 4 Прика- тывание роликом 20 Не ме- нее 24 Склеивание холодным способом, а также с последующей вулка- низацией резин и резиноткане- вых материалов; рабочие тем- пературы от —60 до +80 °C
ВКР-17 Двух- компо- нентный 3 ч Резина 3826 20 1—5 сут Прика- тывание роликом 20 6,0—27 Склеивание вулканизованных нитрильных резин, работающих в топливе и масле; рабочие температуры от —30 до +200 °C
88НП Одноком- понент- иый 3 мес Резина 56+ алю- миние- вый сплав Д16 или сталь-3 18 24 Не менее 0,02 МПа 20 Не ме- нее 20 Крепление,резин на основе на- турального . и синтетического каучуков к металлам, стеклу и другим материалам, а также для крепления резины к рези- не; рабочие температуры от -50 др +70 °C
* Может быть использован для крепления вулканизованных резин без последующей вулканизации.
** После выдержки при 70 °C в течение 2,ч.
РЕЗИНОВЫЕ КЛЕИ
Резиновые клеи подразделяются на три группы: клеи для скле-
ивания резин с металлами, клеи для склеивания резин и рези-
нотканевых материалов и клеи для склеивания силиконовых и
фторорганических резин с металлами и между собой.
КЛЕИ ДЛЯ СКЛЕИВАНИЯ
РЕЗИН С МЕТАЛЛАМИ
Клеи термопрен, КР-5-18, лейконат, ВКР-15, BKP-I6 применя-
ются для крепления невулканизованных резин к металлам, при-
чем склеивание проводится в процессе вулканизации. Клеи
88НП, ВКР-16, КР-5-18, отверждающиеся при комнатной тем-
пературе, применяются для крепления вулканизованных резин к
металлам и другим материалам.
Основой клеев КР-5-18, ВКР-15, ВКР-16 являются бутадиен-
акрилонитрильные каучуки, клея 88НП — полихлоропрен. Клей
термопрен представляет собой раствор термически обработан-
ной смеси натурального каучука и n-фенолсульфокислоты. Клей
лейконат является раствором трифенилметантриизоцианата в.
дихлорэтане.
Клей 88НП для крепления при комнатной температуре резин
к металлам и другим материалам является практически универ-
сальным.
Технологические характеристики клеев этой группы приведе-
ны в' табл, 1.9.
КЛЕИ ДЛЯ СКЛЕИВАНИЯ РЕЗИН
• И РЕЗИНОТКАНЕВЫХ МАТЕРИАЛОВ
К ?той группе относятся клеи для склеивания невулканизован- 1
ных резин ..и прорезиненных тканей с последующей паровой
вулканизацией (4508, КР-6-18, 4НБ ув, Вп-4-18Б и др.) и компо-
зиции для склеивания вулканизованных резин при комнатной
температуре (ВКР-7, Кр5-18р, ВКР-17, 4НБ ув, 88НП, 4508).
Кроме клея холодного отверждения марки 88НП производится
близкий ему по свойствам клей 88Н. Получающиеся клеевые
соединения обладают хорошей атмосферостойкостью.
Технологические характеристики клеев приведены в табл,
I. 10.
ТЕРМОСТОЙКИЕ КЛЕИ ДЛЯ СКЛЕИВАНИЯ
КРЕМНИИОРГАНИЧЕСКИХ И ФТОРОРГАНИЧЕСКИХ РЕЗИН
С МЕТАЛЛАМИ И МЕЖДУ СОБОЙ
Для склеивания кремнийорганических и фторорганических
резин между собой и с металлами используются клей
9М-35Ф, МАС-IB, КТ-15, КТ-25 и КТ-30. Для склеивания
Таблица 1.11
Технологические характеристики термостойких резиновых клеев
Марка клея Тип клея Жизне способ- ность при 20 °C (Срок хранения) Склеиваемые материалы Режим склеивания Темпера- тура испыта- ния, °C Прочность клеевого соедине- ния, МПа Основное назначение
темпера- тура, °C время, ч давление, МПа
9М-35Ф Одноком- понент- ный 6 мес Резина ИРП-1287 + сталь Нагревание по режиму вулканизации резины 20 200 4 0,8 Склеивание теплостойких ие- вулкаиизованных резин на ос- нове фторкаучуков с металлами в изделиях, работающих при температурах от —40 до +200 °C
МАС-1В Двухком- понент- ный 6 мес (без от- вержде- ния) Резина ИРП-1266 + сталь Нагревание по режиму вулканизации резины 20 200 Не ме- нее 1,2 0,8 Склеивание невулканизоваиных силиконовых резин с металлами в изделиях, работающих при температурах от —60 до +350 °C
КТ-15 Двухком- понент- ный 3 мес Резина 14Р-2 + +сталь 200 1 0,2—0,3 20 200 300 Не менее 0,5 0,5 0,3 Склеивание вулканизованных резин на основе каучука СКТ с металлами в деталях неси- лового назначения
КТ-25 Много- компо- нентный 48 ч Резина ИРП-1287 +сталь 150 3 0,02—0,03 20 200 4 0,8 Склеивание вулканизованных резин на основе фтороргаии- ческих каучуков с металлами в изделиях, работающих при температурах от—30 до +250 °C
КТ-30 Одноком- понент- ный 6 мес Резина ИРП-1266 4-сталь 20 48 0,02—0,03 20 200 Не менее 1,2 0,4 Склеивание вулканизованных силиконовых резин с металла- ми в изделиях, работающие при температурах от —60 до +350 °C
невулканизованных фторорганических резин с последующей
вулканизацией используют клей 9М-35-Ф с термостойкостью до
200 °C. Для склеивания невулканизованных кремнийорганиче-
ских резин с металлами с последующей вулканизацией приме-
няют клей МАС-1 В с термостойкостью 250—300 °C.
Для склеивания вулканизованных кремнийорганических ре-
зин следует применять клей КТ-30 с термостойкостью до 350 °C.
Вулканизованные фторорганические резины крепятся к металлу
с помощью клея КТ-25; клеевые соединения имеют рабочие
температуры от — 30 до 250 °C.
Технологические характеристики клеев приведены в табл.
I. 11.
КЛЕИ ДЛЯ СКЛЕИВАНИЯ
ИНЕРТНЫХ МАТЕРИАЛОВ
Полиолефины, фторорганические и кремнийорганические поли-
мерные материалы можно склеивать с помощью клеев ПУ-2,
К-153, ВК-32-200, ВС-10-Т, БФ-2 после предварительной обра-
ботки поверхности.
При склеивании, например, полиолефинов поверхность мате-
риала обрабатывается смесью, состоящей из 75 масс. ч. двухро-
мовокислого калия и 1500 масс. ч. серной кислоты, растворен-
ной в 120 масс. ч. дистиллированной воды.
При склеивании фторорганических полимеров поверхность
материала обрабатывается в течение 15 мин при 20 °C раствором
металлического натрия в смеси нафталина и тетрагидрофу-
рана [2].
Глава II
ОСНОВНЫЕ
ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА
КЛЕЕВЫХ СОЕДИНЕНИЙ
При эксплуатации клеевых соединений обычно происходит
ухудшение их свойств в результате старения. Понимание причин,
приводящих к снижению несущей способности или других важ-
нейших свойств клеевых соединений, является залогом верного
выбора клея для тех или иных условий. Правильные представ-
ления о механизме старения позволяют разработать научно
обоснованные пути прогнозирования свойств клеевых соедине-
ний, что имеет первостепенное значение для практики.
Изменение свойств клеевых соединений может "быть вызвано
химическими, физическими и механическими процессами. Под
химическими процессами понимаются процессы, обусловленные
деструкцией клея, под физическими — процессы усталости
вследствие воздействия различных напряжений, а под механи-
ческими — изменение упругих релаксационных свойств клея
вследствие структурирования или других процессов, влияющих
на прочность соединений с неравномерным распределением на-
пряжений по площади склеивания.
Следует различать деструкцию клея и деструкцию адгезион-
ных связей. В первом случае при снижении прочности происхо-
дит когезионное разрушение по клею, а во-втором разрушение
имеет адгезионный характер. В зависимости от действия того
или иного фактора различают термическую, термоокислитель-
ную, гидролитическую деструкцию. Реже клеи в соединениях
подвергаются фотолизу или радиолизу-.
Однако роль деструкции при изменении свойств клеевых
соединений часто переоценивается [9]. Не отрицая возможности
протекания процессов деструкции, следует подчеркнуть, что ре-
лаксационная природа полимерной основы клеев, с одной сто-
роны, и неравномерность напряжений в клеевых соединениях, а
также неоднородность их напряженного состояния, с другой,
могут явиться причиной того, что по мере возрастания прочности
и модуля упругости клея вследствие его структурирования (а не
деструкции) прочность клеевого соединения может снижаться.
Снижение прочности вследствие усталостных процессов вы-
зывается напряжениями, возникающими при действии внешней
нагрузки, остаточными напряжениями, возникающими при фор-
мировании клеевых соединений, и напряжениями, возникающими
при эксплуатации клеевых соединений вследствие различия
коэффициентов линейного расширения, деформации при увлаж-
нении и т. д. Другими словами, снижение прочности клеевых
соединений происходит вследствие действия и физических, и
(меньше) химических факторов.
СТОЙКОСТЬ К ТЕПЛОВОМУ СТАРЕНИЮ
При длительном действии повышенной температуры на клеевые
соединения происходит изменение прочности вследствие терми-
ческой или термоокислительной деструкции или же вследствие
действия термических напряжений из-за разности коэффициен-
тов линейного расширения склеиваемых материалов и клея. По-
следнее обстоятельство является большей частью решающим
при эксплуатации клеевых соединений в условиях низких темпе-
ратур или резкого температурного перепада. Если склеиваемые
материалы при действии температуры высыхают и при этом
деформируются, то также возникают напряжения (влажност-
ные) , которые могут быть более губительными, чем термические.
Поэтому очень важно выяснить преимущественный механизм
старения.
Общие закономерности, проявляющиеся при тепловом старе-
нии клеевых соединений, сводятся в основном к следующему.
Жесткие сильносшитые полимеры наиболее стойки к термо-
окислению, но в процессе теплового старения испытывают на-
ибольшие перенапряжения, что приводит к значительному сни-
жению прочности при малой потере" массы. Более редкие или
эластичные Связи способствуют релаксации перенапряжений.
Тот же эффект достигается при нанесении под жесткий клей
эластичных полимерных грунтов [9, 16, 19].
При длительном действии - повышенной (а иногда и пони-
женной) температуры может изменяться характер поверхности
склеиваемых материалов. У металлов, которые перед склеива-
нием часто подвергают механической обработке, травлению
и т. д., на поверхности создается специфическая структура, ха-
рактеризующаяся повышенной склонностью к адсорбции и вы-
сокой поверхностной энергией. Если температура старения, та-
кова, что структура поверхности может постепенно перестраи-
ваться, то это приводит к снижению адгезионных характеристик
в уже сформированных клеевых соединениях.
Сами склеиваемые материалы иногда могут катализировать
термоокислительную деструкцию ряда клеев. Примером таких
34
материалов могут служить металлы переменной валентности.
В частности, этим объясняется относительно меньшая стабиль-
ность клеевых соединений стали по сравнению с соединениями
алюминия. В то же время следует иметь в виду, что оксиды
металлов, которые обычно образуются на поверхности, не обла-
дают такой каталитической активностью.
Заметная деструкция эпоксидных клеев начинается при
150 °C, если они отверждаются алифатическими аминами, при
180 °C — ароматическими аминами и при 200 °C — малеиновым
ангидридом. В условиях длительного прогрева более стабиль-
ными являются клеи, модифицированные алифатическими эпок-
сидными смолами, низкомолекулярными каучуками и другими
активными модификаторами, а не инертными пластификаторами
типа дибутилфталата [2, 9].
В связи с тем, что при тепловом старении сначала может
происходить доотверждение клея и его упругие характеристики
будут возрастать, прочность соединенней увеличивается в зави-
симости от напряженного состояния. При испытаниях на сдвиг
соединения алюминиевого сплава на эпоксидном клее ЭПЦ-1,
отвержденном алифатическими аминами, выдерживают нагре-
вание на воздухе или в вакууме при 150 °C в течение 13 000 ч [9];
при этом прочность соединения уменьшается незначительно.
Повышенной стабильностью отличаются соединения на эпок-
сидно-фенольных, эпоксидно-полиамидных и эпоксидно-крем-
нийорганических клеях. В ряде случаев в клеи вводят некоторые
стабилизирующие добавки, например антиоксиданты, хелаты и
нафтенаты металлов, цинковую пыль, которые препятствуют
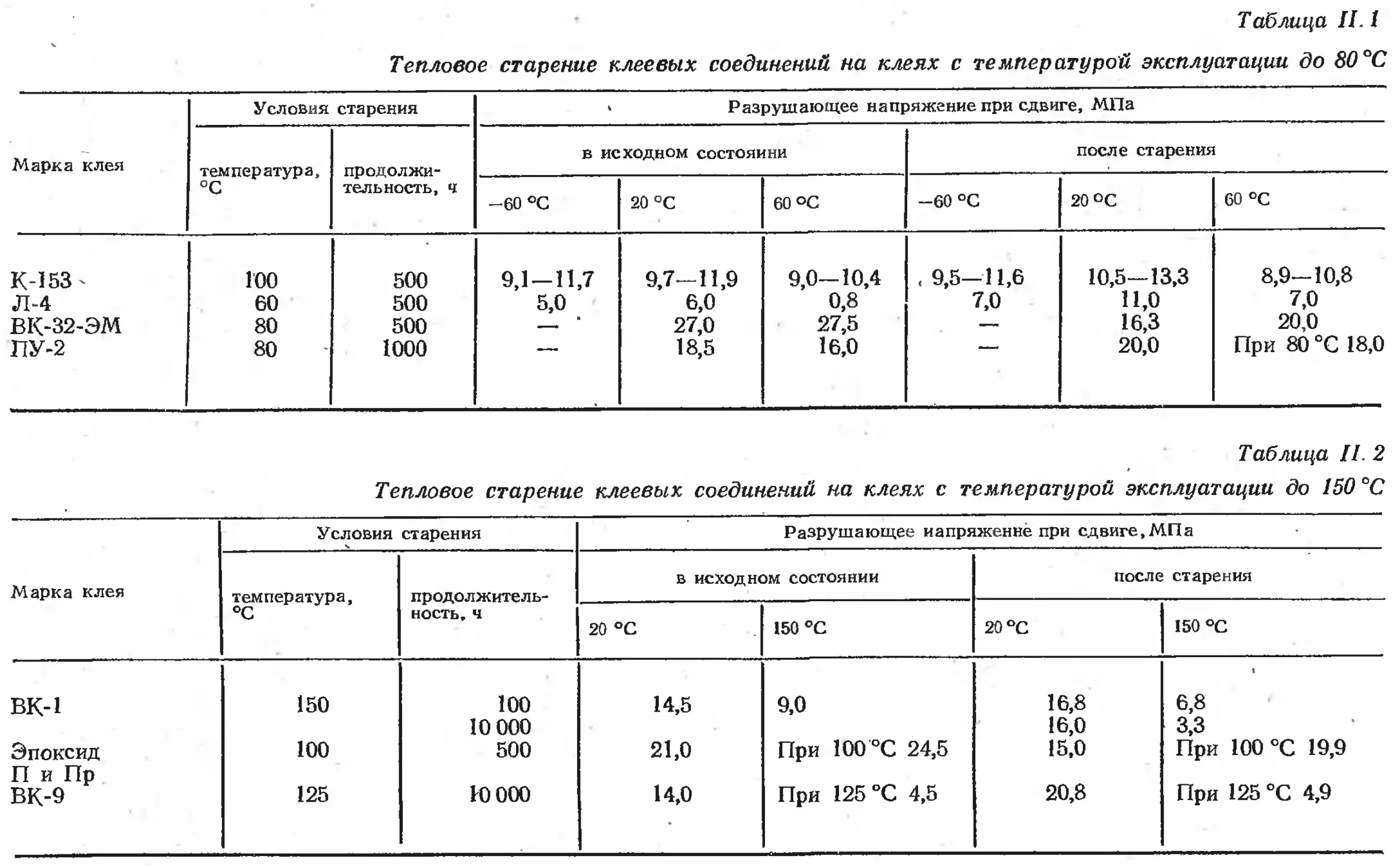
тепловому старению. В табл. II. 1 й II. 2 приведены данные о
тепловом старении клеевых соединений на клеях с температурой
эксплуатации до 80 и 150 °C.
Фенолоформальдегидные клеи отличаются высокой термо-
стабильностью. Основная потеря массы резитов происходит при
400—700 °C. На процессы деструкции фенолоформальдегидных
клеев значительное влияние оказывают соотношение между фе-
нолом и формальдегидом при синтезе смолы, катализатор син-
теза, условия отверждения и т. д. Окисление низкомолекуляр-
ных продуктов перекисью водорода и их связывание резорцином
или резорциновыми смолами способствуют возрастанию стойко-
сти к тепловому старению. На примере смолы марки Резол
300 показано, что с. уменьшением молекулярной массы повыша-
ется термостойкость отвержденного продукта [2]. Основным
недостатком чистых фенольных клеев является не столько их
недостаточная термостабильность, сколько высокая жесткость и
хрупкость. Вследствие этого даже незначительные перенапря-
жения при старении могут разрушать клеевые соединения. Чи-
стые фенольные и резорциновые или фенолорезорциновые клеи
применяются в настоящее время почти исключительно для скле-
ивания древесины в наиболее ответственных конструкциях.
2*
35
Таблица II. 1
Тепловое старение клеевых соединений на клеях с температурой эксплуатации до 80 °C
Марка клея Условия старения » Разрушающее напряжение при сдвиге, МПа
температура, °C продолжи- тельность, ч в исходном состоянии после старения
-60 °C 20 °C 60 °C -60 °C 20 °C 60 °с
К 153 100 500 9,1-11,7 9,7-11,9 9,0—10,4 , 9,5—11,6 10,5—13,3 8,9—10,8
Л-4 60 500 5,0 6,0 0,8 7,0 11,0 7,0
ВК-32-ЭМ 80 500 27,0 27,5 — 16,3 20,0
ПУ-2 80 1000 — 18,5 16,0 20,0 При 80 °C 18,0
Таблица II. 2
Тепловое старение клеевых соединений на клеях с температурой эксплуатации до 150 °C
Марка клея Условия старения Разрушающее иапряженнё при сдвиге,МПа
температура, °C продолжитель- ность, ч в исходном состоянии после старения
20 °C 150 °C 20 °C 150 °C
ВК-1 150 100 14,5 9,0 16,8 6,8
10 000 16,0 3,3
Эпоксид 100 500 21,0 При 100 °C 24,5 15,0 При 100 °C 19,9
П и Пр
ВК-9 125 10 000 14,0 При 125 °C 4,5 20,8 При 125 °C 4,9
Гораздо большее применение находят комбинированные фе-
нолоэпоксидные, фенолополивинилацетальные, фенолокаучуко-
вые и другие сополимерные клеи, обладающие повышенной
способностью к перераспределению напряжений [2,9].
При тепловом старении клеевых соединений на фенолополи-
винилацетальном клее БФ-2 их прочность повышается; разру-
шающее напряжение при сдвиге (20 °C) образцов, предвари-
тельно выдержанных в течение 192 ч при повышенных
температурах (до 175 °C) возрастает (вследствие дополнитель-
' ного отверждения клея) и лишь при температурах выше 200 °C
прочность оказывается ниже исходной.
Фенолоэпоксидные клеи могут эксплуатироваться при темпе-
1 ратуре до 300 °C в течение 100—200 ч.
Хорошие данные при длительной эксплуатации при повы-
шенных температурах получены для фенолокаучуковых клеев
(ВК-З, ВК-13 и др.). Они выдерживают нагревание при 200°C
до 5000 ч, а при 300 °C — до 1000 ч для ВК-13 и до 10 000 ч для
ВК-13М (табл. II. 3). Термостабильность фенолополивинилаце-
тальных клеев повышается при введении алкоксисиланов. Такие
наполнители, как оксиды некоторых металлов, например четы-
рехшшсь циркония [10], моноуреиды фталевой кислоты, моно-
аммонийфосфат и другие, также повышают стойкость к тепло-
вому старению модифицированных фенольных клеев.
Карбамидные клеи в соединениях древесины характеризу-
ются относительно небольшой термостабильностью. Однако
причиной этого, очевидно, является не термоокислительная де-
струкция клея, а большая жесткость отвержденного продукта и
значительные остаточные напряжения в клеевом шве [9, 11].
Значительно более термостабильны меламиновые и карбами-
домеламиновые клеи. В этих полимерах, а также в некоторых
полиэфирах с триазиновыми кольцами в цепи термостабильность
обусловлена дииминометиленовыми мостиками между триази-
новыми циклами. В то же время ненасыщенные полиэфиры на
основе полиэфирмалеинатов обладают довольно низкой стойко-
стью к тепловому старению (при 80 °C до 180 сут). Однако и для
полиэфиров следует учитывать не только деструкцию, но и рост
остаточных напряжений.
К весьма термостабильным клеям относятся большинство
клеев на основе кремнийорганических полимеров. Потеря массы
. этих клеев происходит вследствие деструкции боковых групп, а
не основной цепи. При этом происходит дальнейшее структури-
I рование полимера и, рост его термостабильности. Склеиваемые
.материалы, как правило, не ускоряют уменьшение прочности
соединений при старении. Наблюдаемое снижение прочности
' соединений на кремнийорганических клеях, видимо, в значи-
тельной степени объясняется увеличением их жесткости, по-
: скольку модификация полиорганосилоксанов эластичным поли-
органом еталлосилокса ном приводит к росту термостабильности.
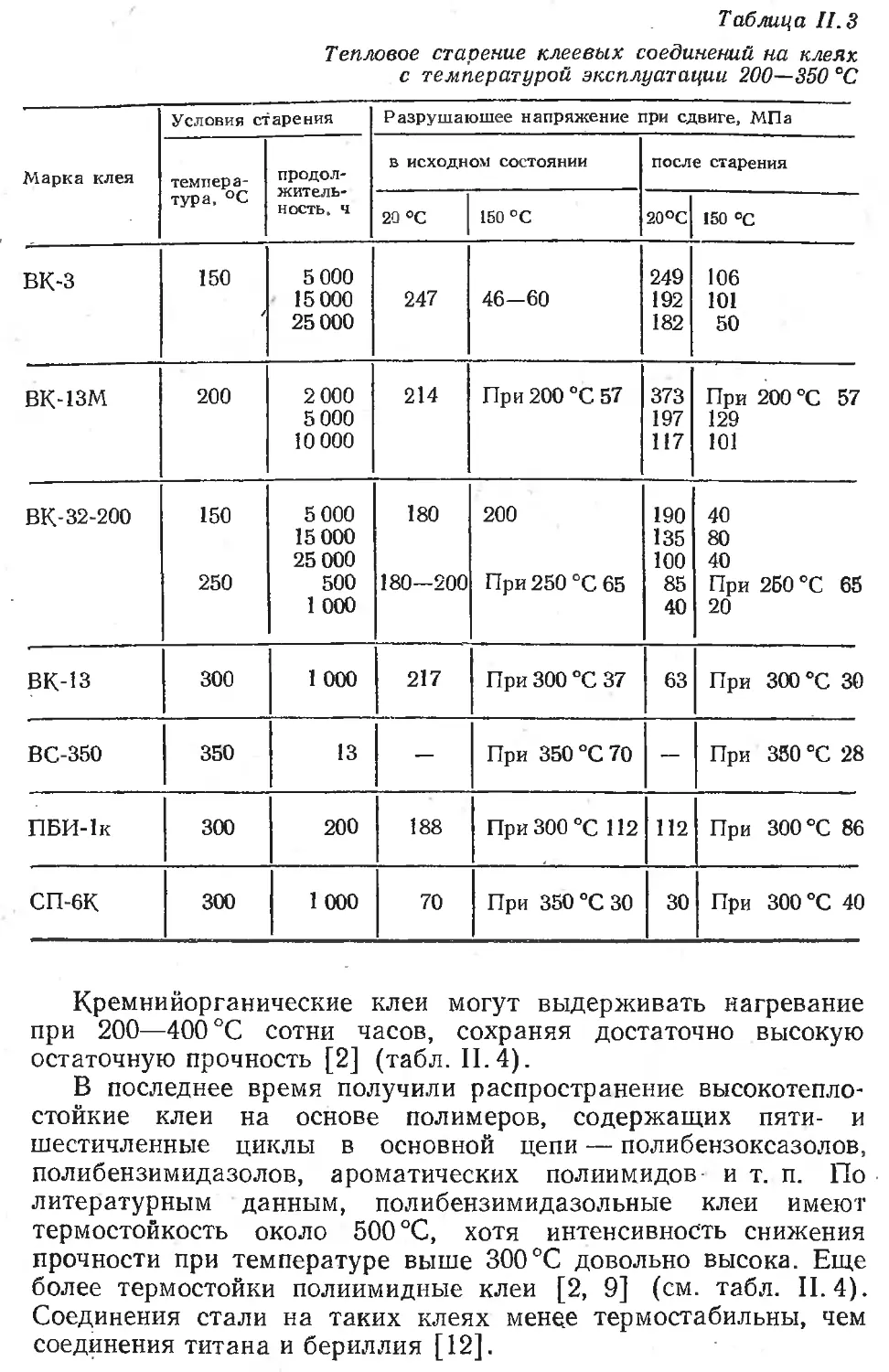
Таблица 11.3
Тепловое старение клеевых соединений на клеях
с температурой эксплуатации 200—350 °C
Марка клея Условия старения Разрушаюшее напряжение при сдвиге, МПа
темпера- тура, °C продол- житель- ность. ч в исходном состоянии после старения
20 °C 150 °C 20 °C 150 °C
вк-з 150 Z 5 000 15 000 25 000 247 46—60 249 192 182 106 101 50
ВК-13М 200 2 000 5 000 10 000 214 При 200 °C 57 373 197 117 При 200 °C 57 129 101
ВК-32-200 150 250 5 000 15 000 25 000 500 1 000 180 180—200 200 При 250 °C 65 190 135 100 85 40 40 80 40 При 250 °C 65 20
ВК-13 300 1 000 217 При 300 °C 37 63 При 300 °C 30
ВС-350 350 13 — При 350 °C 70 — При 350 °C 28
ПБИ-1к 300 200 188 При 300 °C 112 112 При 300 °C 86
СП-6К 300 1 000 70 При 350 °C 30 30 При 300 °C 40
Кремнийорганические клеи могут выдерживать нагревание
при 200—400 °C сотни часов, сохраняя достаточно высокую
остаточную прочность [2] (табл. П.4).
В последнее время получили распространение высокотепло-
стойкие клеи на основе полимеров, содержащих пяти- и
шестичленные циклы в основной цепи — полибензоксазолов,
полибензимидазолов, ароматических полиимидов- и т. п. По
литературным данным, полибензимидазольные клеи имеют
термостойкость около 500 °C, хотя интенсивность снижения
прочности при температуре выше 300°C довольно высока. Еще
более термостойки полиимидные клеи [2, 9] (см. табл. II. 4).
Соединения стали на таких клеях менее термостабильны, чем
соединения титана и бериллия [12].
Таблица II. 4
Тепловое старение клеевых соединений на клеях
с температурой эксплуатации до 700 °C и выше
Марка клея Условия старения Разрушающее напряжение при сдвиге, МПа
темпера- тура, °C продол- житель- ность, ч в исходном СОСТОЯНИИ после старения
20 °C 400 °C 20 °C 400 °C
ВК-8 400 800 1000 5 0,25 0,1 15,5 При 1000 °C 1,2 6,4 2,4 1,3 3,1 2,6
ВК-15 600 1000 1000 1 н.о При 425 °C 4,0 При 1000 °C 1,4 3,0 2,0 При 425 °C 3,0
ВК-18М 400 2000 13,5 При 400 °C 11,0 4,3 При 350 °C 5,5
Высокой стойкостью к тепловому старению обладают эле-
ментоорганические и неорганические полимеры, содержащие
бор и фосфор. Клеи на основе фосфатных связующих выдержи-
вают нагревание до 1000 °C, однако вследствие высокой хруп-
кости и несовпадения коэффициентов линейного расширения
прочность клеевых соединений при этом может сильно сни-
жаться.
Поскольку в вулканизатах каучуков подвижность молекул
больше, чем в застеклованных полимерах, диффузия кислорода
в них облегчена и они в большей степени подвержены термо-
окислительной деструкции. В клеях на основе кристаллизую-
щихся каучуков в процессе старения может меняться степень
кристалличности полимера и соответственно прочность соедине-
ний. Полихлоропреновые клей при тепловом старении окис-
ляются и дегидрохлорируются. Выделяющийся хлористый водо-
род связывается оксидом магния. При введении в полихлоро-
преновые клеи замещенных фенольных смол повышается ста-
бильность таких клеев по сравнению с клеями, в которые введе-
ны инденкумароновые смолы [13]. Окисление каучуков значи-
тельно ускоряется солями металлов переменной валентности, что
следует учитывать, например, при соединении резины с металло-
,, кордом [14]. Естественно, что введение антиоксидантов значи-
' тельно повышает стойкость соединений на каучуковых клеях.
Это относится и к соединениям на клеях на основе
термопластичных полимеров типа поликапроамида, полиэти-
лена, полипропилена, и к многочисленным клеям-расплавам,
получившим большое распространение в последнее время.
39
ВОДОСТОЙКОСТЬ
При длительном действии воды на клеевое соединение происхо-
дит уменьшение его прочности. Эффект уменьшения прочности
зависит от 'вида клея, склеиваемых материалов, технологии
склеивания и т. д., а также от отношения площади клеевого
соединения к его периметру, открытого действию воды [9].
Механизмы снижения прочности могут значительно различать-
ся. В большинстве случаев конечный эффект определяет разви-
тие напряжений при увлажнении или сушке независимо от
характера разрушения — адгезионного, когезионного или по
склеиваемым материалам. Ряд клеев подвержен гидролитиче-
ской деструкции, некоторые клеи при длительном действии воды
растворяются. Устойчивость адгезионных связей в воде колеб-
лется для разных систем, причем, если клей находится в высо-
коэластическом состоянии, разрушение связей может иметь об-
ратимый^арактер, и после сушки прочность восстанавливается.
Это свойственно, например, соединениям резины с древесиной и
другими материалами на клее 88НП.
. При определении водостойкости необходимо знать, прони-
кает ли вода в клеевой шов по капиллярному или диффузион-
ному механизму, каковы поверхностные силы, действующие в
клеевом соединении, а также какова смачиваемость клеевого
соединения. При этом следует различать проникновение воды
по клею (а в некоторых случаях и склеиваемому материалу) и
по границе клей склеиваемый материал.
Ниже рассматривается водостойкость соединений на различ-
ных синтетических клеях, главным образом описанных выше.
Наиболее подвержены гидролитической деструкции карбамид-
ные клеи (УКС, КС-68М и др.). Являясь клеями средней
водостойкости при действии холодной воды, они быстро гидро-
лизуются при нагревании. Их водостойкость можно повысить
модификацией меламином, резорцином или соответствующими
смолами [7].
Сравнительно легко гидролизуются полиамидные клеи, по-
этому их целесообразно применять для соединения негигроско-
пичных материалов. Эпоксидные смолы сравнительно стойки
к гидролизу, но присутствующие в отвержденном продукте слож-
ноэфирные группировки могут омыляться в присутствии щело-
чей. Имеются также данные о возможности гидролиза и других
связей в макромолекулах эпоксидных смол [15]. Однако при
сопоставлении действия воды на эпоксидные клеи в свободном
виде и в клеевом соединении можно сделать вывод о том, что
причиной снижения прочности в основном является не гидролиз
полимера, а разрушение адгезионных связей. Клеи на основе
ненасыщенных полиэфирмалеинатов (смола ПН-1 .и т. п.) гид-
ролитически достаточно устойчивы в большинстве соединений,
однако, если склеиваются .материалы щелочной природы, на-
пример асбестоцемент и бетон, то может происходить гидролиз
полиэфиров. Следует отметить, что в эпоксидно-полиэфирных
клеях (К-153 и др.) пониженная водостойкость соединений ме-
таллов при длительном действии воды объясняется гидролизом
полиэфиракрилата МГФ-9 или разрушением связей полиэфира
со склеиваемым материалом. Удаление полиэфира из клеев
К-153, К-115 и др. резко повышает водостойкость [9].
Водостойкость соединений металлов зависит от природы са-
мого -металла и способа подготовки его поверхности. Изменение
прочности клеевых соединений при сдвиге после их выдержки
в воде в течение 30 сут, камере тропического климата (30—35 °C;
95%-ная влажность) и в других условиях характеризуется дан-
ными, приведенными в табл. II. 5 и II. 6.
Таблица II. 5
Изменение прочности при сдвиге клеевых соединений металлов
после выдержки в воде, в тропическом климате и в других условиях
Марка клея Склеиваемые материалы Темпе- ратура испы- тания, °C Уменьшение прочности 'после выдержки, %
в воде в тече- ние ‘ '30 сут (20 °C) в камере тропического климата в течение 3 мес в склад- ских усло- виях в те- чение 5 лет на откры- той пло- щадке в течение 5 лет
вк-з Алюминиевый 20 20 12 5 . 5
сплав Д-16 80 15 15 25* 25*
ВК-13М То же 20 6 10 12 7
200 11 20 30 15
ВК-32-200 » 20 ' 0 0 15** 10**
200 0 0 23 ** 23 **
ВК-13 Сталь ЗОХГСА 20 0 14 13 *** 14 ***
300 9 30 25 *** 14 ***
ВС-ЮТ То же 20 36 — 15 30
300 17 — 20 50
ВС-350 » 20 5 — 30 27
350 0 — 0 12
вк-ю » 20 5 27 0* 0*
250 20 55 20* 70*
ПБИ-1К » 20 0 17 0 0
300 14 4 0 0
СП-6К Спеченный алю- 20 15 20 — —
миниевый сплав 300 10 15 • — —°
* Продолжительность выдержки 3-года.
** Сталь ЗОХГСА. -
*** Алюминиевый сплав Д-16.
Обычно соединения стали несколько более водостойки, чем
соединения алюминия. Оксидирование, особенно электрохими-
ческое, алюминия и травление или опескоструивание стали по-
вышает водостойкость соединений на эпоксидных клеях. При
Таблица II.6
Изменение прочности при сдвиге клеевых соединений стали
на клеях с температурой эксплуатации 700 °C
и выше после выдержки в воде и в тропическом климате
Марка клея Температура ис- пытания, °C Уменьшение прочноетч после выдержки, %
в воде в тече- ние 30 сут в камере тропического климата
30 сут 120 сут
ВК-15 20 10 — 20
425 0 — 0
ВК-18 20 12 20 —
400 0 0
использовании большинства других клеев правильная подго-
товка поверхности этих металлов также влияет на водостой-
кость, но в гораздо меньшей степени. Повышенную водостой-
кость обеспечивает окисление поверхности титана перед склеи-
ванием [16, 17]. Снижение прочности всегда пропорционально
температуре воды. Повышенная влажность воздуха также
влияет на прочность, однако в меньшей степени, чем вода. В тех
случаях, когда вода пластифицирует клей, напряжения распре-
деляются по-другому и прочность может даже повыситься. Та-
ким образом, вода влияет и на остаточные напряжения в клеях,
о чем можно судить на примере эпоксидных клеев [9].
Некоторые данные о действии воды на соединения алюмини-
евого сплава Д-16 после выдержки его в воде, камере тропиче-
ского климата (30—35°C; 95%-ная влажность), в складских
условиях и на открытой площадке приведены в табл. II. 7.
Соединения бетона и асбестоцемента на эпоксидных клеях
водостойки. Очевидно, это является результатом особенностей
химического состава бетона, а не его пористости. Соединения
такого пористого материала, как древесина, на эпоксидных
клеях ограниченно' водостойки. Достаточно высокой водостой-
костью независимо от природы склеиваемых материалов отли-
чаются соединения на эпоксидных клеях, отвержденных низко-
молекулярными полиамидами (ПО-ЗОО, Л-20 и т. п.), в то время
как избыток алифатических аминов против стехиометрического
количества приводит к снижению прочности и переходу от коге-
зионного разрушения к адгезионному [9]. Модификация эпо-
ксидных клеев кремнийорганическими полимерами увеличивает
их водостойкость. Достаточно привести в качестве примера
эпоксидно-кремнийорганические клеи [29], Клеи-герметики на
основе кремнийорганических эластомеров тем не менее без
применения специальных грунтов дают ограниченно водостой-
кие соединения металлов.
Вообще применение при подготовке склеиваемых материалов
грунтов на основе полимеров или особым образом подобранных
Таблица II. 7
Изменение прочности при сдвиге клеевых соединений
алюминиевого сплава Д-16 после выдержки в воде,
в тропическом климате и в других условиях
Марка клея Темпера- тура ис- пытания, °C Уменьшение прочности после выдержки, % Уменьшение прочности прн хранении в течение 5 лет
в воде в течение 30 сут в камере тропического климата
30 сут 60 сут 90 сут в склад- ских усло- виях на откры- той пло- щадке
ВК-24 20 10 30
80 7 25 —
К-153 20—60 10 — .— —
Л-4 20 40 35 — 50 27 57
-60 0 0 — 100 15 47
ВК-32-ЭМ 20 0 — 5 — 16 27
60 5 — 0 — 17 0
ПУ-2 20—60 15-25 .— .— — 1 0-5* 23—25
БФ-2 20 10 — — ! 12 0
60 —> — — — 55 42
ВК-1 20 28 18 •— 55 55 45
150 37 40 .—. 60 60 60
Эпоксид 20 18 37 48 — 40 48
П и Пр 100 12 38 48 — 57 50
ВК-9 20 24 7 — — 40 50
125 0 0 — — 77 77
* Отверждение клея выполнено
при нагревании; поверхность
сплава анодирована.
поверхностно-активных веществ является эффективным сред-
ством повышения водостойкости клеевых соединений. Это объ-
ясняется тем, что энергия взаимодействия указанных веществ
с субстратом превышает энергию взаимодействия воды с субст-
ратом, и при эксплуатации вода не может попасть на границу
раздела. Причем имеется в виду, что грунт достаточно активен
по отношению к клею и эксплуатационные характеристики со-
единений не ухудшатся. Эффективность подобной операции
неодинакова для клеев разных типов. Довольно значительно
водостойкость повышается при обработке стекла при нанесении
полиэфирных и эпоксидных клеев, алюминия при нанесении
эпоксидных клеев, при соединении полиэтилена со сталью, тио-
коловых герметиков с алюминием и др. Фенольные, фенолокау-
чуковые и некоторые другие клеи менее чувствительны к приме-
нению грунтов. Помимо полимеров в качестве грунтов можно
использовать и такие вещества дифильного характера, как стеа-
риновая и олеиновые кислоты, октадециламин, и кремнийорга-
нические соединения (ЭС 1, ГВС-9 и т. д.) [9, 19, 20, 41]. Если
при добавлении подобных веществ в клей энергия его взаимо-
действия с субстратом превысит энергию взаимодействия
43
субстрата с водой, то таким клеем можно склеивать под водой
[21, 22].
В ряде случаев клеевые соединения работают в жидких
агрессивных средах. В целом стойкость клеевых соединений
больше определяется стойкостью клея и склеиваемого мате-
риала к действию данной среды и меньше — адгезией. Соедине-
ния на термореактивных клеях (ВК-З, БФ-2, К-153, ВК-9 и др.)
стойки к большинству углеводородов (топливам, маслам и т. д.).
Каучуковые и полиэтиленовые клеи в этих средах ведут себя
хуже [9, 39]. Довольно кислотостойкими (до определенной кон-
центрации) являются фенольные (в том числе модифицирован-
ные) ,' кремнийорганические, эпоксидные и некоторые другие
клеи. Значительно менее стойки клеи к действию щелочей.
Таблица II. 8
» Прочность клеевых соединений при сдвиге
после выдержки в воде при 20°С в течение 180—360 сут
Склеиваемые материалы Вид клея Марка клея Остаточная прочность, %
Алюминий Эпоксидный ЭПЦ-1 70
К-153 70
Асбестоцемент Эпоксидный ЭПЦ-1 80
К-153 80
Резорциновый ДТ-1 80
» дт-з 60
Древесина Резорциновый ФР-12 70
Фенольный КБ-3 70
Карбамидный К-17
УКС 65
М-70
Стеклопластик Полиэфирный ПН-1 75
Фенольный КБ-3 75
Алюминий + пенопласт ПС-1 Каучуковый 88Н 90
В табл. II. 8 приведем данные об изменении прочности кле- '
евых соединений различных материалов при длительном дей-
ствии воды.
РАДИАЦИОННАЯ СТОЙКОСТЬ
При действии ультрафиолетового излучения происходит фото-
химическая деструкция полимеров, что особенно важно для
оптически прозрачных клеевых соединений. Для предотвраще-
ния фотодеструкции в клеи вводят стабилизаторы или краси-
тели.
Замечено, что фотолиз (полиуретанов и полиэтилена) на
поверхности раздела с твердым' телом происходит интенсивнее,
чем в свободной пленке [23, 24].
44
При малых интегральных дозах ионизирующего излучения
происходит структурирование ряда синтетических клеев, а при
больших — деструкция. При дозах 10—50 Мрад происходит
структурирование фенольных, полиэфирных, поливинилбути-
ральных клеев и увеличение прочности. При дозах 150 Мрад
и более происходит деструкция эпоксидных, фенолокаучуковых,
полиамидофёнольных клеев и соответственно ухудшение проч-
ности.
АТМОСФЕРОСТОЙКОСТЬ
К основным атмосферным факторам, которые влияют на клеевые
соединения, относятся воздействия температуры, света, кисло-
рода и влаги. Поскольку все эти факторы действуют периодиче-
ски (зональная, суточная и сезонная периодичность), то атмос-
ферное старение носит ярко выраженный циклический характер.
В результате в соединениях возникают циклические темпера-
турно-влажностные напряжения, которые приводят к развитию
процессов усталости в клеевом шве. Это обстоятельство (а не
только химическая деструкция) в основном определяет атмос-
феростойкость большинства клеевых соединений.
Для оценки атмосферостойкости клеевых соединений прово-
дят специальные испытания. Так как такие испытания занимают
довольно продолжительное время, то часто используются уско-
ренные методы, основанные на циклическом изменении темпе-
ратуры и влажности.
Скорость изменения прочности в процессе ускоренного ста-
рения зависит от скорости перехода от одних экстремальных
условий к другим, что влияет на возможность релаксации на-
пряжений в клеевом шве, а также от масштабного фактора.
Наиболее эффективны эти методы для соединений материа-
лов, сильно деформирующихся при увлажнении и сушке (древе-
сины, асбестоцемента и др.) и значительно различающихся по
коэффициентам линейного расширения.
Высокой стойкостью к ускоренному старению отличаются
соединения металлов на эпоксидных клеях, древесины на резор-
циновых клеях (фенольные клеи ведут себя хуже) и соединений
различных материалов на каучуковых клеях [9]. Соединения
металлов с древесиной и других разнородных материалов, су-
щественно различающихся по деформациям при действии тем-
пературы и влаги, на жестких клеях характеризуются низкой
стойкостью к ускоренному старению.
' При оценке действия на клеевые соединения климатических
факторов особое внимание следует уделять кондиционированию
образцов после окончания натурных испытаний с тем, чтобы
исключить в них обратимые изменения. Время кондиционирова-
ния зависит от скорости удаления влаги из образца, что, в свою
' 45
очередь, зависит от природы склеиваемых материалов и от от-
ношения периметра клеевого соединения к его площади [9, 29].
Наибольшие изменения прочности при атмосферном старении
происходят за первые 1—3 года. Так, прочность при сдвиге
соединений алюминия на эпоксидных клеях за 5—10 лет снижа-
ется на 25—70% в зависимости от рецептуры клея, режима
отверждения и т. д. Более высокую стабильность имеют клеи,
отверждаемые низкомолекулярными полиамидами (ПО-ЗОО
и т.п.); в присутствии полиэфир акрилатов (МГФ-9 и т.п.) как
модифицирующих добавок атмосферостойкость несколько сни-
жается.
Эпоксидные клеи, модифицированные эластомерами (К-139,
К-153), при прочих равных условиях обеспечивают более высо-
кую атмосферостойкость клеевого соединения благодаря пере-
распределению температурных и влажностных напряжений,
возникающих при изменении погодных условий. Это относится
к склеиванию как однородных, так и разнородных материалов.
Введение в клей наполнителей, способствующих сближению ко-
эффициентов линейного расширения клеев и склеиваемых мате-
риалов, повышает атмосферостойкость. В районах с более
влажным и жарким климатом снижение прочности соединений
на эпоксидных клеях более значительно, чем в районах с сухим
климатом. В то же время выдержка в тропической камере при
отсутствии перепада температур мало влияет на прочность этих
клеевых соединений. Доотверждение, например эпоксидных
клеев, происходящее во времени, и рост их жесткости могут
отразиться на атмосферостойкости, особенно при испытаниях на
неравномерный отрыв или раздир.
Высокой атмосферостойкостью отличаются соединения асбе-
стоцемента на различных эпоксидных клеях, в том числе высо-
комодульных (ЭПЦ-1, К-153). При склеивании стекла должны
применяться эпоксидно-каучуковые клеи, например К-134.
О прочности клеевых соединений асбестоцемента и алюмини-
евого сплава в различных климатических зонах можно судить по
данным табл. II. 9.
Высокой атмосферостойкостью, не уступающей атмосферо-
стойкости склеиваемых материалов, отличаются соединения
стеклопластиков на полиэфирных клеях (ПН-1 и т. п.). Хорошей
атмосферостойкостью характеризуются клеевые соединения на
основе фенольных смол, особенно соединения древесины и неко-
торых стеклопластиков на немодифицированных фенольных и
резорциновых клеях, а также соединения металлов и других
конструкционных материалов на модифицированных фенольных
клеях — фенолоацетальных, фенолокаучуковых и др. [2, 9, 25].
В этих клеях второй компонент — каучук или термопласт —
существенно повышает релаксационную способность системы.
Это же относится . и к соединениям асбестоцемента на
резорцинотиокольных клеях ДТ-1 и ДТ-3, представляющих со-
46
Таблица II. 9
Изменение прочности при сдвиге (в %) клеевых соединений алюминия
и асбестоцемента на эпоксидных клеях после выдержки
в течение 3—7 лет в различных климатических условиях
Клеи -Ташкент (сухой, жаркий климат) Баку (теплый, нормальный климат) Москва (холод- ный, нормальный климат) Якутия (сухой, холодный климат)
Алюминий
ЭПЦ-1 30 10 25 10
К-153 15 10 40 15
К-139 — 50 70' 15
К-147 10 10 45 15
Асбестоцемент
ЭПЦ-1 40 10 20 10
К-153 40 10 20 10
бой композиции на основе алкилрезорциновой смолы ДФК-1А,
тиокола, формалина и наполнителя [29]. Высокой атмосферо-
стойкостью обладают клеи на основе хлоропренового каучука.
Наиболее длительно клеевые соединения в условиях атмо-
сферных воздействий эксплуатируются при их применении
в строительстве. Так, известны случаи более.чем 25-летней
эксплуатации несущих деревянных клееных конструкций на ре-
зорциновых (ФР-12) и некоторых фенольных клеях (КБ-3).
Примерно в течение такого же времени применялись клеевые
трехслойные панели со средним слоем из сотопласта и пено-
пласта.
В табл. II. 10 приведены данные о прочности клеевых соеди-
нений различных материалов на фенольных, резорциновых, по-
лиэфирных и каучуковых клеях в районе с нормальным холод-
ным климатом.
Таблица 11.10
И вменение прочности при сдвиге (в %) клеевых соединений
на различных клеях после выдержки в течение 3—7 лет
в районе с нормальным холодным климатом
Склеиваемые материалы Фенольный КБ-3 Резорциновый ФР-12 Полиэфирный Каучуковый 88Н и 88НП
Древесина (сосна) 20 20 — —
Стеклопластик поли- — — 20 —
эфирный КАСТ-В 20 20 —
Алюминий с пенопластом .—. — 30 20
ПС-1
47
ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ
В процессе эксплуатации клеевые соединения подвергаются
длительному действию различных статических и динамических
нагрузок и внутренних напряжений. При этом в силу кинетиче-
ской природы прочности [26, 27] несущая способность клеевых
соединений неизбежно будет меньше кратковременной прочно-
сти, причем степень этого уменьшения тем больше, чем дли-
тельнее действует нагрузка. Прочность — это первое предель-
ное состояние, по которому должна рассчитываться конструк-
ция. Вторым предельным состоянием, которое учитывается при
расчете, является деформативность. Под действием постоян-
ной нагрузки деформативность клеевого соединения возрастает
и может достигнуть величины, не допускаемой по соображениям
безопасной работы конструкции.
При определении длительной статической прочности соеди-
нений на клеях, находящихся в стеклообразном состоянии,
можно пользоваться экспоненциальной зависимостью [26] проч-
ности от времени действия нагрузки
т = Ле-а<т (II. 1)
где т — долговечность; Л, а — константы; а — напряжение.
Соединения на клеях, находящихся в высокоэластическом
состоянии, в большей мере подчиняются степенной зависимости
[27, 28]:
т = Ba~b (II. 2)
где В,Ь — константы.
Поскольку при эксплуатации большинства клеевых соедине-
ний в них возникает концентрация напряжений, то при исполь-
зовании зависимости (II. 1) следует учитывать коэффициент
концентрации напряжений п:
т = Ае~апа (II. 3)
Роль релаксационных процессов в клеевых соединениях осо-
бенно возрастает при длительном действии нагрузки. Перерас-
пределение напряжений в результате релаксации может приво-
дить к появлению изломов на кривой зависимости в координатах
IgT — о. Отклонение этой зависимости от линейной в области
малых значений т тем меньше, чем более эластичен клей [9].
Изломы на рассматриваемой зависимости наблюдаются также
при повышении температуры, что подтверждает их единый ме-
ханизм. Если под нагрузкой испытываются соединения без кон-
центрации напряжений (сдвиг при кручении), то излома на
графике зависимости Igx — <у не наблюдается [29].
Долговечность соединений часто определяется не природой
клея или адгезией, а склеиваемыми материалами, поскольку при
48
действии постоянной нагрузки разрушение происходит по этим
материалам. Это характерно для клеевых соединений асбесто-
цемента на эпоксидных клеях, древесины на фенольных и ре-
зорциновых клеях, металлов с большинством пенопластов: В то
же время по мере увеличения продолжительности действия по-
стоянной нагрузки вероятность разрушения по границе раздела
клей — склеиваемый материал возрастает. По-видимому, это
объясняется тем, что при действии нагрузки напряжения концен-
трируются в зоне действия адгезионных связей на границе
раздела материалов, различающихся модулями упругости, ко-
эффициентами линейного расширения и другими характеристи-
ками.
Длительную прочность удобно выражать в виде коэффици-
ента длительной прочности Кал, представляющего собой отно-
шение длительной прочности ст к кратковременной ст0
Кдл = Ст/Стэ (II. 4)
Так, при действии нагрузки в течение 107—108 с коэффициент
Лдл для соединений металлов на эпоксидных клеях при разных
видах сдвига составляет 0,4—0,55. [9,29—31]. Приблизительно
такое же значение имеет длительная когезионная прочность
эпоксидов. Вообще следует отметить, что при одинаковом напря-
женном состоянии и соблюдении технологии изготовления кле-
евых соединений Кдл клея должен примерно соответствовать Кдл
клеевых соединений. Однако поскольку в клеевых соединениях,
работающих под нагрузкой, могут возникать остаточные, терми-
ческие и другие напряжения, то в большинстве случаев Кдл кле-
евых соединений ниже, чем Кдл клея или склеиваемых материа-
лов.
В табл. II. 11—II. 14 приведены данные о~влиянии длитель-
ной статической и динамической нагрузки на соединения алю-
миниевого сплава и стали на различных клеях.
Таблица 11,11
Влияние длительного действия нагрузки на прочность
при сдвиге клеевых соединений алюминиевого сплава Д-16
Температура испытан ия,--°С Усталостная прочность Длительная статическая прочность
Марка клея напряжение, МПа ЧИСЛО ЦИКЛОВ до разрушения напряжение, МПа время до раз- рушения, ч
ВК-1 Эпоксид П Эпоксид Пр ВК-9 20 150 20 100 20 125 6,0 4,5 4,0 4,0 3,0 2,5 з-ю6 3-106 з-ю6 8-Ю5* 10-Ю6 10-10е 9,0 2,3 10,0 9,0 7,0 0,8 Более 500 Более 100 Более 345 Более 405 Более 500 Более 500
* Разрушение по металлу.
49
Таблица 11.12
Влияние длительного действия нагрузки на прочность
при сдвиге клеевых соединений алюминиевого сплава Д-16
на клеях с температурой эксплуатации до 80 °C
Марка клея Длительная статическая прочность Усталостная прочность
время до разруше- ния, ч напряжение, МПа темпера- тура испы- тания, °C число цик- лов до раз- рушения напряже- ние, МПа
20 °C 60 °C 80 °C
ВК-24 500 21 20 107 7,0
К-153 . 500 10,5 3,0 20 5-10е 6,0
1000 9,5 2,8 — 60 107 4,0
Л-4 300 -— 0,2 — 20 3- 10е 1,5
ВК-32-ЭМ 50 — — 4,0 20 107 3,0
ПУ-2 300 — 6,5 1,5 20 10е 4,0
1500 11,5 «— — 60 10е 1,8
БФ-2 300 -— 1,3 —— 20 6-10е 2,6
2000 6,0 — — 60 104 1,0
Таблица II. 13
Влияние длительного действия нагрузки на прочность при сдвиге
клеевых соединений на клеях с температурой эксплуатации 200—350 °C
Марка клея Склеиваемые материалы Темпера- тура ис- пытания, °C Длительная прочность Усталостная проч- ность, МПа
напряже- ние, МПа время до раз- рушения, ч I06 циклов 107 ЦИКЛОВ
вк-з Алюмииие- -
- вый сплав 20 12,0 420 8,0 7,8
д-16 200 3,0 Более 500 4,8
ВК-13М То же 20 11,5 500 — 8,5
200 4,3 500 — 3,0
ВК-32-200 Сталь 20 14,0 Более 500 .— 9,0
ЗОХГСА 200 6,5 Более 500 — 6,0
300 3,0 30 2,3 —
ВК-13 То же 20 12,5 1000 —- 10,5
300 1,0 500 — 4,5
ВС-ЮТ 20 Ю,0 Более 300 — 7,5
300 4,5 Более 5 — —
ВС-350 200 — — — 7,5
ВК-16 350 4,0 5 — —
п 20 8,0 Более 500 5,0 4,0
ПБИ-1К 200 3,0 Более 500 — 1,2
20 14,0 Более 500 — 4,0
СП-6К 200 6,5 100 — 3,0
Спеченный 20 4,8 500 3/
алюминие- вый сплав 300 4,2 500 — 2,0
Таблица II. 14
Влияние длительного действия нагрузки на прочность
при сдвиге клеевых соединений стали на клеях
с температурой эксплуатации 700°С и выше
Марка клен Температура испытания,°C Длительная прочность Усталостная прочность
напряжение, МПа время до разрушения,ч напряжение, МПа число циклов до разрушения
ВК-8 20 12,0 1300 10,0 2,5- 106
400 0,12 2 2,0 70 103
1000 1,0 0,1 0,5 37- 103
ВК-15 20 5,0 11 3,0 10- 106
300 2,5 Более 170 2,0 10- 106
1000 0,6 350 0,5 2- 106
ВК-18 20 14,0 500* 10,0 1 104
200 9,0 215 8,7 1 • 104
400 3,0 2 — —
* Без разрушений.
Коэффициент Кдл при сдвиге для соединений стеклопластика
на полиэфирном клее и древесины и стеклопластика на феноль-
ном составляет 0,6. Для соединений асбестоцемента на эпок-
сидных клеях Кдл = 0,4 при отрыве и 0,6 при сдвиге, причем
разрушается склеиваемый материал.
Приведенные данные относятся к клеям, находящимся в
стеклообразном состоянии. Для соединений на клеях в высоко-
эластическом состоянии Кдл обычно меньше и составляет при
сдвиге 0,17—0,3 [9,29].
Совместное действие постоянной нагрузки и температуры не
является аддитивным. Строго говоря, нельзя коэффициент дли-
тельной прочности при 20 °C и коэффициент снижения
кратковременной прочности при заданной температуре перемно-
жить для того, чтобы учесть одновременное действие нагрузки и
температуры. В табл. II. 15 сопоставлены данные, полученные
при непосредственном определении длительной прочности при
различных температурах (<т<), и данные, полученные путем пере-
множения коэффициентов снижения кратковременной прочности
при данной температуре (mt) и длительной прочности при 20 °C
(о) [32]. В зависимости от напряженного состояния и темпера-
туры разница в значении длительной прочности неодинакова не
только по величине,, но и по знаку, что объясняется различным
соотношением процессов разрушения и релаксации напряжений.
Температурная зависимость длительной прочности полимеров
описывается уравнением [26]:
»о-УО
т = тое kT
(П. 5)
51
где То — постоянная; Uo — энергия активации элементарного акта разрушения
в отсутствие напряжения; у — коэффициент, зависящий от природы и струк-
туры материалов; о — напряжение; k — постоянная Больцмана; Т — абсолют-
ная температура.
Таблица II. 15
Длительные сопротивления (в МПа) соединений металлов
на эпоксидном клее ЭПЦ-1
Вид напряженного состояния Температур а,°C
-10 20 40 60
0 С 0 0-m^
Сдвиг при растяжении 7,2 4,8 4,6 4,6 3,2 5,1 1,3 4,6
Сдвиг при кручении — — 15,0 15,0 6,0 12,0 1,5 9,0
В зависимости от напряженного состояния клеевых соедине-
ний меняется угол наклона температурных кривых долговечно-
сти. На кривых долговечности могут иметься участки, не подчи-
няющиеся уравнению (II. 5). Первый участок соответствует
области невысоких температур и больших напряжений; вто-
рой — области повышенных температур и малых напряжений
[9].
Температура, при которой соединение может длительно со-
противляться нагрузкам, значительно ниже, чем предельная
температура при кратковременном нагружении. Так, полиимид-
ные клеи длительно выдерживают нагрузку при 260 °C и
кратковременно при 500 °C [2, 9].
При совместном действии длительной нагрузки и жидких
сред длительная прочность снижается. Если среда обладает
поверхностно-активными свойствами, то снижается энергия ак-
тивации разрушения связей в вершине растущей трещины и
облегчается ее,разрастание.
Данные о прочности клеевых соединений алюминия на эпок-
сидном клее ЭПЦ-1 при выдержке их в воде под постоянной
нагрузкой приведены в табл. II. 16. При нагрузке, составляющей
30% от кратковременного разрушающего напряжения, снижение
прочности за 1,5 года не превышает снижения прочности образ-
цов, выдержанных в воде в течение того же времени без на-
грузки. Однако характер разрушения под нагрузкой меняется от
когезионного к адгезионному [9, 29]. В электролитах длитель-
ная прочность зависит от pH среды и природы аниона кислоты
[34]. При pH менее 4 все соединения на эпоксидных клеях
быстро разрушаются, а в щелочных средах долговечность со-
единения определяется составом клея и природой металла.
52
Таблица II. 16
Влияние постоянной нагрузки {20 °C) на кратковременную прочность
соединений алюминия на эпоксидном клее ЭПЦ-1
Продолжи- тельность выдержки, сут Прочность при сдвиге, МПа Когезионное разрушение, %
на воздухе в воде без нагрузки в воде под нагрузкой на воз- духе в воде без нагрузки в воде под нагрузкой
0 12,4 12,4 12,4 100
30 12,6 11,9 11,4 100 80 70
90 . 12,8 11,3 - 11,0 - 100 60 50
180 11,8 10,8 10,5 100 >30 10
360 11,3 10,5 9,2 100 10 0
540 11,4 8,6 9,0 100 0 0
710 11,3 11,5 11,3 100 0 0
На практике очень важно оценить длительную прочность
соединений в атмосферных условиях. Высокую атмосферостой-
кость (25 лет и более) имеют клееные деревянные конструкции
на фенольных и особенно резорциновых клеях после обработки
их маслянистыми антисептиками и др. Если на клеевые соеди-
нения металлов на эпоксидных клеях действует постоянная на-
грузка (до 30% от кратковременной разрушающей), то, по
крайней мере, в течение нескольких лет разрушения не происхо-
дит в различных климатических районах [9, 29, 35]. Длительная
прочность на воздухе ниже, чем в помещении,- видимо, вслед-
ствие действия влаги. По некоторым данным, длительная проч-
ность на воздухе составляет 13—20% от длительной прочности
в помещении. Попеременное увлажнение и высушивание кле-
евых соединений древесины, находящихся под постоянной на-
грузкой, составляющей около 10% от кратковременной прочно-
сти, приводит к снижению прочности [38]. . Снижение
кратковременной прочности после выдержки коррелирует с
влажностью воздуха в период, предшествующий удалению об-
разцов со стенда [9, 29].
Совместная работа клеевого шва и заклепки в клеезакле-
почных соединениях под постоянной нагрузкой повышает их ат-
мосферостойкость [41].
Большую роль в достижении высокой длительной прочности
играет правильная подготовка поверхности под склеивание. Осо-
бенно это относится к металлам. В зависимости от способа под-
готовки алюминия и титана долговечность меняется в пределах
двух порядков [36, 37]. Повышенной долговечностью отличают-
ся соединения алюминия, подвергнутые хромовокислому трав-
лению или анодированию, и соединения титана с анатазной
формой окиси поверхности металла. Стабилизация анатаз-ной
формы обеспечивается при обработке титана кислыми раствора-
ми с добавкой сульфата натрия [17].
53
.УСТАЛОСТНАЯ ПРОЧНОСТЬ
Одним из критериев усталостной прочности является коэффици-
ент усталости, представляющий собой отношение прочности при
заданном времени динамических испытаний к кратковременной
статической прочности:
-Куст == Туст/Ткр
Существует условный предел усталости, т. е. напряжение,
при котором соединения не разрушаются в течение достаточно
длительного-времени. Реальные клееные конструкции практиче-
ски не выдерживают более 106 —108 циклов нагружения. По
разным данным [9, 29—31], независимо от вида клея коэффи-
циент усталости клеевых соединений металлов составляет 0,15—
0,20. Расчетные значения прочности соединений стали на эпок-
сидных клеях (сдвиг при кручении) на базе 107 циклов,
составляет 8—10 МПа, причем действие воды снижает это
значение примерно на 25% [9, 29, 40]. Данные по усталостной
прочности соединений алюминиевого сплава и стали на различ-
ных клеях, различающихся теплостойкостью, были приведены в
табл. II. 11—II. 14.
Для клеевых соединений древесины Куст на базе 2-106 циклов
составляет около 0,5, что соответствует длительной статической
прочности, причем разрушение практически происходит по дре-
весине [43, 44].
При циклических испытаниях клеевых соединений в них так-
же протекают релаксационные процессы. При повышении тем-
пературы или при пластификации клея скорость релаксации
увеличивается, в результате чего более медленно снижается
прочность, однако одновременно снижается и предел усталости
[9, 29, 45]. Другими словами, в соединениях на клеях с повы-
шенной релаксационной способностью процесс накопления по-
вреждений, связанный с прорастанием трещин, замедлен.
По мере утомления характер разрушения становится адгези-
онным. -Так же как и при действии статических нагрузок, это
объясняется преимущественным характером развития усталости
в контактной зоне, где' концентрируются остаточные напряже-
ния.
Выше указывалось, что чрезмерная деформативность может
препятствовать применению клеевых конструкций. Под постоян-
ной нагрузкой материалы деформируются необратимо, однако
скорость ползучести при определенных нагрузках может быть
весьма невелика. Для соединений на полихлорпреновом клее
88Н абсолютная деформация при т=0,ЗтКр составляет 0,67 мм,
причем включение в рецептуру хлорнайрита (клей КС-1) сни-
жает деформацию до 0,41 мм. Вулканизующиеся клеи, например
содержащие изоцианаты, имеют меньшую ползучесть. Следует
-54
стремиться применять клеи, ползучесть которых слабо зависит
от температуры. Резко повышаются деформации при переходе
полимера из стеклообразного состояния в высокоэластическое, в
связи с чем температура эксплуатации соединений на клеях в
застеклованном состоянии должна быть ниже температуры
стеклования. В этом случае ползучесть весьма невелика. Так,
для эпоксидных клеев при нагрузке 11,7 МПа (т = 0,4ткр) ско-
рость деформации 0,92-10~7 мм/ч, а при 8,8 МПа (т = 0,5тКр).
скорость деформации практически равна нулю [9,29].
Глава III
ОСНОВЫ ТЕХНОЛОГИИ
ПРИМЕНЕНИЯ КЛЕЕВ
Технологический процесс склеивания конструкций определяется
рядом факторов: особенностями изделия, его назначением и
условиями эксплуатации, свойствами выбранных клеев, приро-
дой используемых в конструкции материалов, масштабами про-
изводства, экономической целесообразностью и др.
Следует отметить, что та и только та конструкция будет
эффективной, которая спроектирована с учетом условий ее
эксплуатации, при использовании наиболее эффективной техно-
логии склеивания, правильном сочетании склеиваемых материа-
лов, выборе соответствующих клеев и др. Другими словами,
проектирование изделия и разработка технологии начинаются
одновременно.
Тем не менее технология склеивания — это специальная об-
ласть, требующая особых знаний, опыта и навыков. Технологи-
ческий процесс склеивания конструкций состоит из следующих
основных стадий: подготовки поверхности склеиваемых матери-
ален, нанесения клеев, запрессовки склеиваемых элементов, от-
верждения клея и контроля качества готовых изделий.
ПОДГОТОВКА ПОВЕРХНОСТИ
СКЛЕИВАЕМЫХ МАТЕРИАЛОВ
Подготовка поверхности склеиваемых материалов определяется
прежде всего их природой, назначением и условиями эксплуа-
тации изделий, требованиями к прочности и надежности клееных
конструкций. Поскольку в конструкции применяются самые раз-
нородные материалы, то и подготовка их поверхности к склеи-
ванию существенно различается.
56
| ХИМИЧЕСКИЕ МЕТОДЫ
Сплавы алюминия. Сплавы алюминия широко применяются в
авиации, приборостроении и в некоторых других отраслях про-
мышленности. Поскольку они имеют повышенную коррозионную
активность и длительный (как правило) срок эксплуатации,
оптимальной подготовкой их поверхности является анодирова-
ние в серной н хромовой кислотах. С точки зрения защиты от
коррозии предпочтительным является анодирование в серной
кислоте (оптимальная толщина анодной пленки 7—8 мкм, тем-
пература анодной ванны 10—15°С) с последующим наполне-
нием анодной пленки в горяче^г растворе натриевого (или ка-
лиевого) хромпика.
Предельная прочность при сдвиге, достигаемая при склеива-
нии конструкционными клеями, колеблется в пределах от 20 до
25 МПа и определяется прочностью сцепления анодной пленки о
поверхностью металла [46]. Кроме того, с повышением жестко-
сти клея прочность клеевого соединения внахлестку на стандар-
тном образце, как правило, снижается вследствие увеличения
концентрации напряжений по концам нахлестки. Разрушение
происходит в результате отрыва анодной пленки от поверхности
металла.
Более совершенным способом подготовки поверхности явля-
ется анодирование алюминиевых сплавов в хромовой кислоте.
При этом способе прочность достигает 35—45 МПа [46], причем
анодная пленка, как правило, не отслаивается от металла.
Следует подчеркнуть, что максимальная прочность клеевых
соединений при обоих способах анодирования достигается толь-
ко в том случае, когда клей наносят на чистую анодную пленку
не позже, чем через 0,5—1 ч после анодирования, без предвари-
тельного обезжиривания поверхности. При обезжиривании по-
верхности особенно с применением механического воздействия
происходит некоторое снижение прочности. Поэтому его следует
избегать, а с целью исключения загрязнения анодированные
детали рекомендуется хранить в специальной упаковке (напри-
мер, в полиэтиленовых мешках).
Весьма эффективным способом подготовки поверхности алю-
миниевых сплавов является травление в растворе следующего
состава (в масс, ч.) [47]:
H2SO4 (конц.)........................................... 22,5
NagCrgO?................................................ -7,5
Н2О . . . . . . 76
Травление осуществляется (после обезжиривания поверх-
ности) при 60—70 °C в течение 30 мин. Этот способ подго-
товки поверхности позволяет реализовать полную прочность
клея (особенно если детали предварительно опескоструить).
57
В настоящее время не существует другого спрсоба подготовки
поверхности, позволяющего получить более высокую прочность
клеевых соединений сплавов алюминия.
Магниевые сплавы. Магний и его сплавы обладают очень
высокой химической активностью, поэтому перед склеиванием их
обязательно подвергают химическому оксидированию. Получае-
мая оксидная пленка имеет относительно низкую прочность
сцепления с поверхностью металла. В результате этого проч-
ность при сдвиге клеевого соединения в зависимости от состава
ванны и режимов оксидирования колеблется обычно от 0,4 до
1,5 МПа [46].
Нержавеющие стали. Существует много вариантов травления
нержавеющих сталей. Например, травление при 20—30 °C в те-
чение 10—20 мин (после обезжиривания) в растворе НС1
(конц.) —50% (об.), HNO3 (конц.) —5% (обл.), Н2О —45%
(об.) и РеС1з-6Н2О—150 г на 1 л раствора кислот. Однако с
точки зрения прочности клеевого соединения травление не имеет
преимуществ перед механическим способом подготовки поверх-
ности (пескоструйная обработка).
Углеродистые стали. Углеродистые стали в редких случаях
перед склеиванием подвергают химической обработке — травле-
нию. Травление проводят, например, 25—40%-ным раствором
соляной кислоты в воде при 25 + 5 °C в течение 2—4 мин с
последующей промывкой в воде при 70—82 °C [48]. Поскольку в
процессе сушки на поверхности сталей образуется ржавчина, то
для ее устранения удаление воды с поверхности углеродистой
стали после травления и промывки необходимо производить 96—
98%-ным этиловым спиртом, что не всегда желательно.
Другие металлы (медь и ее сплавы, сплавы цинка и т. п.)
обычно подвергают механической обработке перед склеива-
нием.
Титановые сплавы. Титановые сплавы широко используют в
клееных конструкциях, особенно в авиации и судостроении. Од-
нако до настоящего времени не разработаны достаточно эффек-
тивные способы химической обработки поверхности и для этой
пели широко используется травление в растворах минеральных
кислот различного состава. Например, очень эффективными
способами являются травление при 90°С в течение 5—10 мин в
конц. H2SO4 [49] или травление при комнатной температуре в
течение 2—3 мин, в водном растворе 5% (масс.) тринатрийфос-
фата, 0,9% (масс.) фтористого натрия и 1,6% (масс.) плавиковой
кислоты с последующей тщательной промывкой и сушкой при
65—70 СС [48].
Существуют различные варианты анодирования титановых
сплавов в 15%-ном растворе серной кислоты (а также с добав-
кой 2% хромовой кислоты), в 15%-ном растворе ортофосфорной
кислоты, в 5%-ном растворе формалина и др. [50]. Однако
анодирование титана и его сплавов недостаточно хорошо изуче-
58
но, а опробованные варианты недостаточно эффективны по срав-
нению, например, с пескоструйной обработкой.
При химическом способе подготовки поверхности титана и его
сплавов следует обращать особое внимание на то, что, несмотря
на высокую коррозионную стойкость, в некоторых случаях они
вступают во взаимодействие с компонентами растворов и (или)
их поверхность наводороживается (значительное растворение в
сплаве выделяющегося при обработке атомарного водорода).
Это может привести к значительному снижению его прочности,
что отрицательно скажется на прочности и надежности клееной
конструкции. В связи с этим в каждом отдельном случае необ-
ходимо выяснить, как влияет используемый для повышения
адгезии клея химический способ обработки поверхности на проч-
ность клеевых соединений титана и его сплавов.
Трудносклеиваемые материалы. К ним обычно относят поли-
этилен и фторопласт. Склеивание таких материалов возможно
после обработки их, например, в натрийнафталиновом комплексе
[48] или с использованием других методов, обеспечивающих
химическое преобразование их поверхности (обработка кисло-
родноацетиленовым пламенем, обработка рентгеновскими луча-
ми или у-лучами и др.) [48 а].
МЕХАНИЧЕСКИЕ МЕТОДЫ
К ним относят обычно механическую либо пескоструйную обра-
ботку. Более эффективным способом является пескоструйная
обработка. По достигаемой прочности и производительности она
конкурентноспособна с химическими способами подготовки по-
верхности и поэтому широко применяется в промышленности.
Недостатком этого метода является отрицательное воздействие
на организм человека (возможно заболевание силикозом).
При этом способе подготовки поверхности рекомендуется
обязательное обезжиривание поверхности бензином и ацетоном
и нанесение клея не позднее, чем через 30 мин после песко-
струйной обработки. Увеличение такой выдержки приводит
обычно к снижению прочности клеевых соединений и их ста-
бильности. Пескоструйную обработку можно использовать для
алюминиевых, титанов&х и медных сплавов, углеродистых и
нержавеющих сталей, конструкционных пластмасс, стеклопла-
стиков и композиционных материалов.
Одним из вариантов механической обработки поверхности
стеклопластиков и композиционных материалов является ис-
пользование специальных защитных слоев, удаляемых непо-
средственно перед нанесением клея [51]. Сущность этого спосо-
ба заключается в том, что при изготовлении деталей или листов
из стеклопластика или композиционного материала на склеива-
емую поверхность в процессе выкладки слоев препрега уклады-
вают слой (наружный) специальной ткани (обычно лавсановой).
После прессования деталь (лист) подвергают механической
59
обработке (если необходимо) и только непосредственно перед
нанесением клея защитный слой ткани удаляют и получают
чистую, подготовленную к склеиванию, поверхность пластика.
Этот способ исключительно производителен, обеспечивает высо-
кую прочность клеевых соединений, при механической обработке
пластиков- не образуется вредная для работающих пыль.
ХИМИЧЕСКАЯ МОДИФИКАЦИЯ
ПОВЕРХНОСТИ
Химическая модификация поверхности — это -принципиально
новый способ подготовки поверхности, заключающийся в том,
что на склеиваемую поверхность наносят тончайший слой специ-
ального соединения, молекулы которого за счет химического
взаимодействия закрепляются на поверхности субстрата и реа-
гируют с клеем. В результате удается получить качественно
новое клеевое соединение.
Этот способ модификации поверхности широко применяется
для обработки стекловолокна при изготовлении стеклопластиков
[52]. В последнее время он используется для обработки поверх-
ности металлов, стеклопластиков и других композиционных ма-
териалов.
Для химической модификации используют органосиланы об-
щей формулы XRSi(OR')3- В результате достигается высокая
адгезия клея к склеиваемой поверхности. Более того, при такой
обработке в качестве клея могут использоваться такие вещества,
как полиэтилен [53], вулканизующиеся по двойным связям кау-
чуки [51], которые без химической обработки совершенно не
могут взаимодействовать с поверхностью и не могут служить
клеем.
Химическая модификация поверхности применяется, как
правило, в сочетании с обезжириванием, травлением, анодиро-
ванием, пескоструйной обработкой и др. Одно из важнейших
достоинств этого способа — увеличение отрезка времени от хи-
мической обработки поверхности до нанесения клея (в некото-
рых.случаях 15—30 сут).
НАНЕСЕНИЕ КЛЕЕВ
Нанесение жидких клеев. Жидкие клеи обычно наносят кистью,
распылением с помощью сжатого воздуха или безвоздушным-
распылением, в электрическом поле и т. п. Очень важными
показателями в процессе нанесения жидких клеев являются:
число наносимых слоев клея на" каждую склеиваемую поверх-
ность, расход клея при нанесении каждого слоя и режимы сушки
(каждого слоя и всех слоев вместе). Дело в том, что, регулируя
число слоев, расход клея при нанесении каждого слоя клея и
используя оптимальные режимы сушки, можно добиться того,
чтобы в клеевом слое оставалось минимальное количество рас-
60
творителя, который отрицательно влияет на свойства клеевых
соединений, снижая прочность (особенно при повышенной тем-
пературе), термостабильность, вспенивая клеевую прослойку,
исключая возможность применения неперфорированного запол-
нителя в сотовых конструкциях и др. Поэтому при нанесении
жидких клеев необходимо добиваться предельно полного уда-
ления из клеевого слоя остатков растворителя. Кроме того, для
уменьшения трудоемкости этой операции необходимо стремить-
ся к ее максимальной механизации.
Нанесение пастообразных клеев. Пастообразные клеи нано-
сят шпателем, роликом и другими приспособлениями под давле-
нием или в электрическом поле. Если клей содержит в своем
составе растворитель, то поверхности обязательно подвергаются
открытой выдержке и сушке для его удаления.
Пастообразные клеи обычно не содержат растворителя, но
при комнатной температуре обладают некоторой текучестью.
Поэтому при их нанесении следует строго контролировать рас-
ход, так как при недостатке клея возможны непроклеи, а при
избытке — сильное его растекание и попадание на оснастку.
В этом отношении применение таких клеев сопряжено с опреде-
ленными неудобствами.
Нанесение пленочных клеев. С точки зрения производитель-
ности труда, чистоты и культуры производства, обеспечения
строго регламентированного расхода этот тип клеев является
наиболее предпочтительным. Пленочные клеи, особенно моди-
фицированные эпоксидные ' клеи, применяются без нанесения
жидкого подслоя. Чаще всего они используются в сочетании с
адгезионными грунтами.
Недостатком таких клеев является то, что при их нанесении
। раскрой пленкй, укладка и прикатка ее к склеиваемой поверх-
ности осуществляются вручную.
Нанесение порошкообразных клеев. В последнее время за
рубежом появились порошкообразные клеи [51], которые по-
зволяют в значительной мере автоматизировать процесс их на-
1 несения в электрическом поле, а также подвешивая детали на
конвейере подобно тому, как это делается при нанесении по-
рошкообразных'красок. После нанесения и оплавления порошка
детали охлаждают и хранят до сборки с нанесенным слоем клея
в течение требуемого срока (до 15—30 сут). Однако эти клеи не
нашли еще широкого применения и находятся в стадии опытных
разработок.
ЗАПРЕССОВКА СКЛЕИВАЕМЫХ ЭЛЕМЕНТОВ
Л1 ОТВЕРЖДЕНИЕ КЛЕЯ
Запрессовка и отверждение клея являются исключительно от-
ветственными операциями. При склеивании клеевой шов должен
формироваться под давлением, т. е. в условиях, при которых обе
61
склеиваемые поверхности находятся в контакте с клеем. Для
этой цели склеиваемые элементы должны Прижиматься друг к
другу. Как отмечалось ранее, в процессе Сушки нанесенного
жидкого клея не удается полностью удалить растворитель, тем-
пература кипения которого, как правило, ниже температуры
склеивания (для клеев горячего отверждения). В пастообразных
и пленочных клеях могут находиться пузырьки воздуха (или
растворитель), которые попадают в клеи в процессе их приго-
товления или при изготовлении пленки. При нагревании остатки
растворителя (в том числе и летучие продукты, образующиеся
при отверждении клея) и воздух выделяются из клея и вспени-
вают его.
Для предотвращения вспенивания клея необходимо прило-
жить противодавление. В зависимости от типа клея оно может
быть в пределах от 0,05 до 2 МПа. При этом достигается расте-
кание клея и получается плотный клеевой слой с требуемыми
свойствами.
Давление создается за счет вакуума, а также с помощью
пресса или в автоклаве. Создание давления с помощью вакуума
или в автоклаве осуществляется с помощью эластичного пуансо-
на (вакуумного мешка или покрывала), принимающего контуры
детали. При склеивании в автоклаве или с помощью вакуумного
мешка значительно упрощается оснастка, но время нагревания
до температуры склеивания очень велико, так как нагревание
производится конвекционным способом.
При склеивании в прессе за счет теплопроводности плит
пресса можно резко сократить время нагревания до температу-
ры склеивания, однако для осуществления процесса требуется
сложная оснастка.
Склеивание с помощью вакуумного мешка — очень распро-
страненная операция, но при его осуществлении необходимо
знать, может ли клей отверждаться в условиях пониженного
давления (вакуума) без вспенивания клеевого слоя или нет.
Если клей при отверждении в вакууме вспенивается, то приме-
нение вакуумного метода для склеивания изделий ответственно-
го назначения недопустимо.
Склеивание в автоклаве имеет ряд особенностей. В мешке,
при помощи которого проводится склеивание, не рекомендуется
создавать вакуум (для предтовращения вспенивания слоя
клея), но его следует соединить с атмосферой (особенно при
склеивании сотовых конструкций). Это позволяет исключить
вспенивание клея.
Таким образом, оптимальным способом созданця давления
при склеивании является автоклавный способ.
После создания давления детали нагревают до температу-
ры склеивания и выдерживают при этой температуре для отвер-
ждения клея. После отверждения клея детали охлаждают
обычно до 60—80 °C, снимают давление и охлаждают детали до
62
комнатной температуры. При охлаждении следует обращать
особое внимание на его равномерность. При больших размерах
склеиваемых элементов и при перепаде температур в конструк-
ции 10—15° может происходить разрушение клеевых соедине-
ний или необратимая (пластическая) деформация металличе-
ских элементов. Оба эти дефекта приводят к браку [46, 48, 51].
КОНТРОЛЬ КАЧЕСТВА ГОТОВЫХ ИЗДЕЛИЙ
Качество готовых клееных конструкций контролируется различ-
ными методами. Применение этих методов зависит от типа де-
фектов: непроклеи (пустоты) в клеевом шве, утолщенный кле-
евой слой (в том числе и вспененный), пониженная адгезия клея
к субстрату и неполное отверждение клея.
Непроклеи и утолщенная клеевая прослойка довольно ус-
пешно выявляются простукиванием, а также с помощью прибо-
ров [54] (см. стр. 120). Труднее выявляется такой дефект, как
неполное отверждение. Его можно выявить с помощью прибора
Бондтестер (фирма «Fokker», Голландия). Принцип выявления
такого дефекта основан на том, что неотвержденный клей имеет
меньший модуль упругости.
К сожалению, современные методы контроля качества не
могут выявить такой дефект, как пониженная адгезия клея к
субстрату. В связи с этим в СССР и за рубежом для получения
качественных клеевых соединений введен строгий пооперацион-
ный контроль выполнения технологического процесса склеива-
ния. Именно строгий пооперационный и инструментальный
контроль гарантирует высокое качество клееных конструкций.
ТЕХНИКА БЕЗОПАСНОСТИ
При работе с синтетическими клеями следует соблюдать специ-
альные меры по технике безопасности и охране труда, так как
большинство клеев является в той или иной степени токсичными
веществами.
Токсичность эпоксидных клеев обусловлена не только сами-
ми смолами, но и некоторыми отвердителями, в частности ами-
нами и ангидридами многоосновных органических кислот. Эпок-
сидные смолы могут вызвать заболевания кожи (дерматит,
экзема). Гексаметилендиамин является высокотоксичным
веществом — он вызывает изменения в составе крови и снижение
кровяного давления. Высокие концентрации полиэтиленполи-
амина в воздухе приводят к нарушению дыхания и угнетению
нервной системы [150].
Фенолоформальдегидные клеи токсичны в основном из-за
содержания в них свободных фенола и формальдегида. Моди-
фицированные фенольные клеи (фенолокаучуковые, феноло-
поливинилацетальные и др.) значительно менее токсичны.
63
Присутствие в полиуретановых клеях изоцианатов делает их
сильно токсичными и требует соблюдения особых мер предосто-
рожности при работе с ними.
Клеи на основе производных акриловой кислоты являются
слаботоксичными.
Токсичность резиновых клеев обусловлена главным образом
токсичностью таких растворителей, как дихлорэтан, ароматиче-
ские углеводороды и др.
Вся работа с клеящими материалами, т. е. все операции,
связанные с приготовлением и применением клеев, должна про-
водиться в специально отведенных для этого помещениях с
хорошей приточно-вытяжной вентиляцией, обеспечивающей
безопасную для работающих концентрацию токсичных веществ
в воздухе [151].
При работе с клеями повышенной токсичности на рабочих
местах должны быть установлены дополнительные вытяжные
устройства — вытяжные шкафы, зонты, бортовые или низо-
вые отсасывающие приспособления. При работе с наиболее ток-
сичными веществами необходимо применять, специальные рес-
пираторы, обеспечивающие непрерывную подачу свежего
воздуха в зону дыхания.
При попадании токсичных клеев или их компонентов на кожу
необходимо сразу же удалять загрязнение. Фенол смывают с
кожи мыльной водой, спиртом или слабым раствором питьевой
соды. Затем кожу тщательно промывают водой. Формалин смы-
вают водой.
При случайном попадании фенола или формалина внутрь
следует выпить много молока и экстренно обратиться к врачу.
Изоцианаты удаляют с кожи тампоном из ваты, смоченным
ацетоном или этилацетатом, после чего моют руки теплой водой
с мылом.
При работе с клеящими составами, содержащими легковосп-
ламеняющиеся вещества, необходимо строгое соблюдение спе-
циальных мер противопожарной безопасности.
Глава IV
КЛЕЕНЫЕ
КОНСТРУКЦИИ
Правильно спроектированная конструкция должна сочетать вы-
сокую прочность и надежность при минимальных массе, стоимо-
сти и материалоемкости. Кроме того, при проектировании дол-
жна быть предусмотрена возможность использования суще-
ствующих методов контроля качества конструкции как в процес-
се ее изготовления, так и в процессе эксплуатации. Создание
легкой и прочной, пригодной к длительной эксплуатации и одно-
временно надежной и безопасной клееной конструкции возмож-
но только при условии, что при ее проектировании и изготовле-
нии в полной мере учтены достоинства и недостатки клеев и
клеевых соединений. Например, клеевые соединения имеют вы-
сокую прочность при сдвиге, их можно длительно эксплуатиро-
вать при одновременном воздействии сложных климатических
факторов и сред. В то же время они очень чувствительны к
отдирающим нагрузкам, часто требуют применения эффектив-
ной защиты от воздействия влаги и различных жидкостей, до-
вольно сложной подготовки поверхности под склеивание и, са-
мое главное, очень строгого соблюдения технологического режи-
ма в процессе производства.
Ниже рассмотрены основные типы клеевых соединений —-
закрытые (сплошные) клеевые соединения и трехслойные (сото-
вые) конструкции.
ЗАКРЫТЫЕ СОЕДИНЕНИЯ
К закрытым клеевым соединениям относят соединения типа
лист — лист, лист — подкрепляющий элемент и труба — труба
(соединения по цилиндру и конусу). В зависимости от направ-
ления действующих главных нагрузок (по отношению к плоско-
сти клеевого соединения) несущая способность такого соедине-
ния существенно изменяется. На рис. IV. 1 показаны примеры
типовых клеевых соединений листовых материалов, предназна-
3 Зак, 930 63
Рис. IV. 1.
Соединение листовых материалов:
а—встык; б—одинарная нахлестка; в—одинарная нахлестка с подсечкой; г—одинарная
нахлестка с накладкой; д—двойная нахлестка; е — на ус; ж—ступенчатая нахлестка.
ченных для работы при действии в основном растягивающих
нагрузок.
Из-за малой толщины склеиваемых элементов, более низкой
прочности клеев по сравнению со склеиваемыми материалами
(металлами) соединение листовых материалов встык
(см. рис. IV. 1а, ) трудно осуществимо и нерационально, так как
при воздействии незначительного изгибающего напряжения оно
разрушается. Достаточно надежно ведут себя подвергающиеся
сдвигу при растяжении соединения внахлестку — одинарная,
одинарная с накладкой или подсечкой и двойная. Несущая
способность таких соединений определяется многими парамет-
рами: длиной нахлестки, соотношением и толщиной склеиваемых
элементов и их модулем упругости, концентрацией напряжений
по концам нахлестки (определяемой в основном эластичностью
клея, модулем упругости склеиваемых материалов, толщиной
листов и длиной нахлестки). Из соединений, показанных на
рис. IV. 1, наиболее эффективным с точки зрения несущей спо-
собности является соединение внахлестку (рис. IV. 1, е) или его
модификация — ступенчатая нахлестка (рис. IV. 1,ж). В таком
соединении растягивающая нагрузка действует практически в
•плоскости клеевого соединения и концентрация напряжений по
концам нахлестки минимальна — отсутствует изгиб, за счет
уменьшения толщины увеличивается деформационная способ-
ность основного материала и т. д.
Представленные на рис. IV. 1 типы соединений пригодны для
склеивания практически любых листовых материалов.
Очевидно, что сам по себе лист не способен противостоять
сжимающим нагрузкам ввиду преждевременной потери устой-
чивости. Поэтому для повышения жесткости листа в промыш-
ленности используют различные способы подкрепления
(рис. IV. 2), выполняемые с использованием клеев. При этом
соединение элемента жесткости и листа осуществляется обычно
заклепками или точечной сваркой. Однако известно, что конст-
рукция способна работать длительное время при воздействии
вибрационных и повторно-статических нагрузок при условии
66
Рис. IV. 2.
Соединения обшивки с подкрепляющими элементами:
а—лист с листом; б—лист с уголком; в—лист с тавром; г — листе гофром; д—лист с прес-
сованным профилем; е — лист со швеллером; ж, з — комбинированные соединения—лист—
лист—профиль.
устранения концентратов напряжений. В то же время в клепа-
ном соединении (обшивка — подкрепляющий элемент) созна-
тельно проделывается большое число отверстий (иногда в
несколько рядов) с шагом 15—40 мм. Таким образом, в клепа-
ной конструкции в момент ее изготовления закладывается
большое количество дефектов в виде отверстий — концентрато-
ров напряжений — источников усталостного разрушения.
В отличие от клепаной конструкции клеевое соединение по-
зволяет получить идеальную (т. е. без концентраторов напря-
жений в несущих элементах) конструкцию. Благодаря отсут-
ствию концентраторов напряжений соединение подкрепляющих
элементов с помощью клеев имеет неоспоримое преимущество
перед клепкой или точечной сваркой.
В ряде конструкций, например в крыле самолета, изгибаю-
щие нагрузки от несущей обшивки воспринимают лонжероны.
Изготовление клееной конструкции лонжерона обеспечивает
существенное повышение долговечности и ресурса. Это
подтверждается почти тридцатилетним успешным опытом экс-
плуатации самолета Фоккер F-27 (фирма «Fokker», Голландия),
лонжероны крыла которого изготовлены по варианту, показан-
ному на рис. IV. 3, д [55]. Первые самолеты этого типа начали
эксплуатироваться .еще в 1948 г. Никаких, замечаний к клееной
конструкции лонжерюна за это время не было.
Весьма эффективным оказалось совмещение склеивания с
механическими способами крепления —• заклепками [56], точеч-
ной сваркой [57] и др. Оно существенно повышает несущую
способность таких соединений (см. рис. IV. 3).
Рис. IV. 3
Соединения типа обшивка—лонжерон:
а—обшивка — штампованный из листа швеллер; б—обшивка —клепаный лонжерон; в, г» д.
е—обшивка—клееный лонжерон.
3*
67
Соединения трубопровода:
а—встык; б, ж—внахлестку с развальцовкой; в, а, д—внахлестку; е — по конусу.
Естественно, что использование в клеевом соединении меха-
нического подкрепления приводит к снижению ресурса конст-
рукции (вследствие введения в силовые элементы концентрато-
ров напряжений). Тем не менее такие комбинированные
соединения имеют значительно больший ресурс (в 1,5—5 раз),
чем чисто механические, например клепаные соединения [58].
Это объясняется тем, что клеевое соединение при появлении в
одном из элементов, усталостной трещины тормозит ее распро-
странение за счет некоторого увеличения напряжений в другом
элементе.
Подход к разработке конструкции цилиндрических соедине-
ний (труба — труба) во многих отношениях аналогичен подходу
к разработке соединений листовых материалов. Например, со-
единение цилиндрических элементов встык (рис. IV. 4, а) так же
недопустимо, как и в случае склеивания лист — лист. Однако
есть и существенные отличия: соединения внахлестку
(рис. IV. 4, б—д) могут выполняться только при использований
клеев, способных затекать в зазор, так как невозможно создать
давление на клеевой шов при отверждении клея. Поэтому при
изготовлении таких конструкций рекомендуется использовать
анаэробные клеи на основе акрилатов, эпоксидные и другие не
содержащие растворителя клеи. При изготовлении соединений,
показанных на рис. IV, е, ж, могут применяться любые клеи, так
как имеется возможность за счет осевого перемещения элемен-
тов создать необходимое при отверждении клея давление, обес-
печивающее получение герметичного прочного клеевого соедине-
ния без пор и дефектов.
При разработке конструкции клеевых соединений труба —
труба для трубопроводов, работающих под-большим давлением,
следует избегать применения такого соединения, как соедине-
ние, представленное на рис. IV. 4,а; рекомендуется применять
только соединения типа б, в, д, е, .ж. Дело в том, что при боль-
ших давлениях, когда происходят заметные деформации элемен-
тов, зона клеевого соединения имеет повышенную жесткость.
В результате этого внутренний элемент прижимается к наруж-
68
ному и в клеевом соединении наряду со сдвигом вдоль оси дей-
ствуют сжимающие напряжения. Исследования этого явления,
выполненные на цилиндрических образцах (рис. IV. 4,5) из не-
ржавеющей стали Х18Н9Т (внутренний диаметр 50 мм, толщина
стенки 2 мм), показали, что прочность клея (ВК-1) при сдвиге
в условиях действия внутреннего давления, вызывающего сжа-
тие клеевого слоя, и наличия даже пластических деформаций в
металле (т. е. в условиях сдвига со сжатием), возрастает до 45—
50 МПа при комнатной температуре (исходная прочность 15 —
20 МПа).
ТРЕХСЛОЙНЫЕ
КЛЕЕНЫЕ КОНСТРУКЦИИ
Трехслойные панели с легким заполнителем имеют ряд преиму-
ществ. В таких панелях тонкая обшивка за счет подкрепления
легким заполнителем при действии изгибающих нагрузок не
теряет устойчивости вплоть до проявления пластических дефор-
маций (при правильном соотношении толщины и прочности об-
шивки и клеевого соединения обшивка — заполнитель и момента
инерции в зоне действия максимального изгибающего момента).
Однако, учитывая, что сотовые панели в реальных конструкциях
имеют конечную длину, фактором, определяющим работоспо-
собность трехслойной панели, является конструкция заделки ее
кромок, т. е. наличие элементов, предотвращающих перемещение
обшивок друг относительно друга на кромке панели.
На рис. IV. 5 представлены рекомендуемые типовые вари-
анты заделки силовых трехслойных панелей, которые обеспечи-
вают их высокую работоспособность. Следует обратить особое
внимание на необходимость соединения законцовочных элемен-
тов панели с заполнителем с помощью клея (обычно вспениваю-
.щегося, так как в таком соединении невозможно создать давле-
ние при отверждении клея).
Рис. IV. 5.
Виды заделок трехслойных панелей:
I-обшивка; ^-усиливающая накладка; 3-вспенивающийся клей;
Водный профиль; 5—U-образиый наклонный законцовочный профиль, 6 законцовочный
профиль в виде швеллера; 7—специальный полый законцовочный профи .
69
Рис. IV. 6.
Типовые варианты стыковки трехслойных панелей между собой.
Изготовление самой панели не является конечной целью, так
как в конструкции изделия она всего лишь отдельный силовой
элемент, который необходимо соединить с другими. Кроме того,
иногда оказывается невозможным изготовить трехслойную па-
нель требуемых размеров и ее приходится изготавливать из
нескольких частей. В связи с этим требуются надежные методы
стыковки этих частей, обеспечивающие минимальную массу, так
как в противном случае весь эффект, достигнутый от применения
такой панели в конструкции изделия, может быть сведен на
нет.
На рис. IV. 6 представлены типовые варианты соединения
трехслойных панелей между собой. Каждый вид соединения с
учетом трудоемкости, прочности и других факторов имеет, ко-
нечно, свои- достоинства и недостатки. Однако исследование их
несущей способности (на примере соединений типа ж, з, и, к)
Типовые варианты стыковки трехслойных панелей между собой при сборке конструкции.
70
Таблица IV. 1
Сравнение различных вариантов соединений, представленных на рис. IV. 6
Тип соединений Вид нагружения Эффективность, % по отношению к панели
по прочности по массе
э/с Сдвиг Растяжение 92,3 17,4 99,3
3 Сдвиг Растяжение Изгиб 107,9 77.8 83,9 96,6
и Сдвиг Растяжение Изгиб 103,5 39,3 39,2 94,9
к Сдвиг Растяжение Изгиб 112,6 47,0 35,2 97,4
показывает (табл. IV. 1), что эти соединения являются наиболее
легкими и прочными [59].
На рис. IV. 7 показаны примеры стыковки трехслойных пане-
, лей между собой. Эти способы соединения позволяют изготов-
лять конструкции из отдельных трехслойных панелей (например,
легкие разборные контейнеры для перевозки грузов).
В заключение необходимо отметить, что представленные ви-
ды клеевых соединений рассмотрены в самом общем виде.
В данной главе ничего не говорилось о влиянии свойств склеи-
ваемого материала на особенности конструктивного оформления
клеевых соединений, хотя они должны учитываться при проек-
тировании конкретных конструкций.
Глава V
ПРИМЕНЕНИЕ КЛЕЕВ
ПРИМЕНЕНИЕ КЛЕЕВ
В АВИАЦИОННОЙ ПРОМЫШЛЕННОСТИ
В авиационной промышленности для соединения металлов и
неметаллических материалов в узлах, панелях, секциях и целых
агрегатах широко используются клеи. Такие клеевые соединения
имеют пониженную массу, повышенный предел усталости,
большую долговечность, более высокую надежность и ряд других
преимуществ по сравнению с обычными стрингерными конструк-
циями [18].
Во многих случаях клеевое соединение 'металлов с неметал-
лическими материалами является единственно возможным ре-
шением, обеспечивающим высокую прочность конструкций.
Применение трехслойных клееных конструкций с сотовым
заполнителем из металлической фольги или специальной поли-
амидной бумаги позволяет увеличить удельную прочность и
значительно сократить число деталей в конструкции. Трехслой-
ные конструкции с сотовым заполнителем используются в про-
изводстве рулей высоты и направления, закрылков, панелей
фюзеляжа, элеронов, стабилизаторов, обтекателей, различных
перегородок, деталей интерьера и т. п. [60].
Клеи применяются также для изготовления слоистых конст-
рукций путем склеивания тонких листов металла необходимой
геометрической формы, что обеспечивает нормальное распреде-
ление напряжений и малую скорость распространения трещин в
изделии.
Весьма эффективны комбинированные — клеесварные, клее-
заклепочные и клеерезьбовые соединения. В ряде случаев ком-
бинированные соединения обеспечивают высокие усталостные
характеристики конструкций и являются весьма экономичными
[61].
Авиационная техника широко использует различные клеи
для склеивания элементов конструкций из стеклотекстолитов,
органических и силикатных стекол, для крепления к металлу и
72
дереву теплоизоляционных, декоративно-отделочных материа-
лов, резины, пластмасс и многих других материалов [48, 51].
Очень перспективно применение в самолетостроении компо-
зиционных материалов, преимущественно угле- и боропластиков
с эпоксидным связующим в клееных конструкциях, повышающих
прочность и снижающих массу изделий [62].
В качестве конструкционных клеев в авиационной технике
применяются преимущественно пленочные, а также жидкие клеи
на основе модифицированных эпоксидных и фенолокаучуковых
полимеров.
Для склеивания конструкций из неметаллических материалов
и приклеивания их к металлам обычно используются эпоксид-
ные, полиуретановые и резиновые клеи.
В качестве примера использования клеевых соединений в
отечественной авиационной промышленности можно привести
применение клея ВК-З в производстве лопастей вертолетов [63].
Применение сотового заполнителя в хвостовой части лопасти
вертолета позволило создать наиболее рациональную конструк-
цию,- сочетающую малую массу и высокую усталостную проч-
ность каркаса.
Весьма эффективным оказалось применение сотового запол-
нителя, не содержащего дренаж-отверстий, однако клей при
этом должен содержать минимальное количество летучих. Для
этой цели используют, например, клей В К-24 (содержание лету-
чих не более 2%).
Клеесварные соединения были впервые разработаны и при-
менены в СССР в производстве самолетов типа АН-24 и
ЯК-40 [64]. Получили распространение два основных техноло-
гических варианта изготовления клеесварных соединений: точеч-
ная сварка по предварительно нанесенному на сопрягаемые по-
верхности деталей слою жидкого клея и обычная точечная свар-
ка с последующим введением клея капиллярным методом в зазор
между сваренными элементами. В зависимости от свойств кле-
евой композиции, а также от конструктивных особенностей из-
готовляемого изделия применяют первый или второй вариант.
Точечная сварка по клею более эффективна и снижает
возможность возникновения непроклеев в комбинированном сое-
динении. Для клеесварных соединений используются клеи
ВК-1МС, К-4С и КЛН-1.
За рубежом клеи широко используются в авиационной про-
мышленности для соединения авиационных силовых и несиловых
конструкций [65]. Большое распространение получили сотовые
конструкции.
Большое применение находят клеи и в ракетной технике [66].
В настоящее время нет ни одной ракеты, ни одного космического
летательного аппарата, где бы не использовались клеевые
соединения. Клеи выдерживают очень высокие температуры
и глубокое охлаждение, сохраняя, достаточную прочность.
73
Основными клеями для склеивания металлов и неметаллических
материалов в конструкциях космических аппаратов являются
различные эпоксидные, кремнийорганические, алюмохром-
фосфатные клеевые композиции, а также полиуретановые, рези-
новые и некоторые другие типы клеев.
ПРИМЕНЕНИЕ КЛЕЕВ
В СТРОИТЕЛЬСТВЕ
Рациональность применения клеев в строительстве определяется
рядом факторов. Одной из основных проблем современного
строительства является снижение веса зданий и сооружений, что
дает очень большой экономический эффект. Эта важнейшая
проблема решается (наряду с прочим) путем использования
легких, в том числе клееных, несущих и ограждающих конст-
рукций. В качестве примера можно назвать клееные деревянные
несущие конструкции (арки, балки, рамы), навесные стеновые
клееные каркасные и трехслойные панели со средним слоем из
пенопластов, сотопластов и других теплоизляционных материа-
лов.
Часто применение клееных конструкций является единствен-
но возможным. Например, в агрессивных химических средах
клееные деревянные конструкции оказываются значительно
долговечнее стальных и железобетонных сооружений. Традици-
онной областью применения клеев является изготовление сто-
лярных строительных изделий (окон, дверей и т. п.), а также
ограждающих конструкций — панелей с деревянным каркасом
[71].
Применение клеев дает возможность существенно понизить
трудоемкость изготовления конструкций и ускорить процесс
строительства.
Клеи применяются для соединения железобетонных элемен-
тов в сборном мостостроении и при устройстве дорожных по-
крытий. Весьма экономично применение клеев при ремонте и
усилении различных конструкций. Они позволяют быстро и эф-
фективно ремонтировать и модернизировать устаревшие или де-
фектные конструкции — отдельные детали панелей, элементы
колонн и целые здания (например, заделка трещин после зем-
летрясений) .
Нельзя обойтись без клеев в отделке зданий. Применение
современных клеев для приклеивания линолеума, обоев и других
отделочных материалов позволяет ускорить процесс строитель-
ства, снизить токсичность и пожароопасность и отказаться от
использования пищевых продуктов (мучного клейстера, казеина
и т. п.).
Огромный объем современного строительства, его индустри-
альность, преимущественное изготовление строительных конст-
рукций и деталей в заводских условиях на потоке предъявляют
74
Рис. V. 1.
Изменение несущей способности деревян-
ных клееных балок в зависимости от сте-
пени армирования.
жесткие и специфические требования к свойствам клеев. Глав-
ные из них — это сочетание большого срока эксплуатации со
стойкостью к длительному действию статических и в ряде слу-
чаев динамических нагрузок и атмосферных факторов.
Расчетные нагрузки на клеевой шов в большинстве строи-
тельных конструкций сравнительно невелики по сравнению, на-
пример, с нагрузками в авиации. Однако срок службы в тяже-
лых условиях эксплуатации для многих клееных строительных
изделий должен составлять десятки лет, что несравненно боль-
ше ресурса работы летательных аппаратов. В связи с этим в
строительных конструкциях должен быть большой запас проч-
ности по отношению К расчетным нагрузкам [67].
Массовость строительных клееных изделий требует, чтобы
клеи были технологичными, недорогими, имели -обеспеченную
сырьевую базу. Все это не позволяет, как правило, применять в
строительстве клеи, разработанные для других отраслей про-
мышленности.
Широкий ассортимент синтетических смол и каучуков, выпу-
скаемых химической промышленностью, позволяет получать
клеевые композиции, пригодные для склеивания всех конструк-
ционных строительных материалов: древесины, металлов, сили-
катных и бетонных материалов, стеклопластиков и др. [68,
69, 70].
Новым видом конструкций являются армированные деревян-
ные конструкции, представляющие собой обычные клееные пря-
молинейные элементы, в которые вклеена металлическая или
стеклопластиковая арматура [72]. Это позволяет существенно
повысить несущую способность таких конструкций (рис. V. 1).
Основная трудность при их разработке обусловливалась значи-
тельным различием в деформативности древесины и арматуры
при действии температуры и влажности [73, 74].
Большие размеры деревянных конструкций, а также включе-
ние участков склеивания в поток деревообрабатывающего про-
изводства затрудняют устройство эффективной вентиляции и
обеспечение пожаро- и взрывобезопасности. В связи с этим
приобретает особое значение использование малотоксичных
клеев и клеев, не содержащих горючих растворителей [75].
7-5
Рис. V. 2.
Несущие клееные деревянные конструкции:
а — криволинейные конструкции; б—конструкции из прямолинейных элементов.
Для изготовления столярных изделий наиболее широко при-
меняются карбамидные клеи главным образом с пониженным
содержанием свободного формальдегида. В тех случаях, когда
требуется повышенная водостойкость, используют модифициро-
ванные карбамидные клеи, в частности карбамидомеламинопо-
ливинилацетатный клей КС-В-СК, который по водо- и атмосфе-
ростойкости приближается к фенольному клею КБ-3, но менее
токсичен и пожаро- и взрывобезопасен. Перспективно примене-
ние карбамидо-бензгуанаминовых клеев, например на основе
смолы СМБ-25 [75—77]L
Несущие деревянное конструкции широко применяются в
сельскохозяйственных сооружениях (коровники, свинарники,
птичники, склады минеральных удобрений и т. п. [78]. К насто-
ящему времени такие здания строятся пролетом до 45 м
(рис. V. 2). Деревянные конструкции можно применять также
при строительстве спортивных сооружений, рынков и других
зданий гражданского назначения. К достоинствам деревянных
конструкций особенно больших сечений относятся кроме их
стойкости в агрессивных средах высокая огнестойкость, значи-
тельно превосходящая огнестойкость металлических конструк-
ций [79].
В отечественной практике для склеивания деревянных кон-
струкций до последнего времени применялись в основном фе-
нольные клеи, а за рубежом — почти исключительно резорци-
новые и комбинированные фенолорезорциновые. Фенольные
клеи менее стойки к ускоренному температурно-влажностному
старению и, кроме того, в них присутствуют кислые отвердители
(сульфокислоты), которые могут гидролитически расщеплять
древесину. Серьезным недостатком фенольных смол является их
небольшой срок хранения (2—3 мес.). Невысокая стоимость л
доступность наряду с достаточно высоким качеством клеевых
соединений определяют то, что фенольные клеи с успехом при-
76
меняются до сих пор. В связи с этим разработан и постепенно
должен заменять клей КБ-3 фенольный клей на основе мало-
токсичной смолы СФХ, также не содержащий горючих раство-
рителей и малотоксичный (содержание фенола до 1% и фор-
мальдегида до 1,5%) [75, 77, 84].
Однако фенольные клеи все больше заменяются алкилрезор-
циновыми клеями на основе продуктов переработки горючих
сланцев [75, 80, 81]. Эти клеи (ФР-100, ДФК-1АМ) хорошо себя
зарекомендовали и выпускаются в достаточном количестве
(около 500 т/год). Их стоимость в 2 раза ниже, например,
стоимости резорцинового клея ФР-12, и имеет тенденцию к сни-
жению. Ограничивает применение алкилрезорциновых клеев их
относительно невысокая когезионная прочность, которая сопо-
. ставима с прочностью древесины мягких хвойных пород, но ниже
прочности твердых лиственных пород (дуб и т. п.), и относитель-
но малая жизнеспособность клея вследствие повышенной актив-
ности алкилрезорцинов по сравнению с резорцином.
Фенолорезорциновые клеи по своим свойствам не уступают
резорциновым клеям, но значительно дешевле их и позволяют
экономить до 50% дефицитного кристаллического резорцина.
Большинство таких клеев характеризуется относительно боль-
шим содержанием свободного фенола (14—18% для некоторых
зарубежных марок). В'Советском Союзе успешно применяется
фёнолорезорциновый клей ФРФ-50, содержащий до 6% свобод-
ного фенола, что сопоставимо с этим показателем для феноль-
ных смол. Осваивается производство фенолоалкилрезорциново-
го. клея [75, 82, 83]. Фенолорезорциновые и фенолоалкилрезор-
циновые клеи не содержат горючих растворителей, что
позволяет изготовлять оборудование для работы с ними в обыч-
ном, а не в пожаро- и взрывобезопасном исполнении, и дает
значительный экономический эффект. Отечественный резорци-
новый клей ФР-12 не уступает по прочности и долговечности
лучшим зарубежным резорциновым клеям. Он применяется при
изготовлении наиболее ответственных уникальных конструкций
для крытых катков и других гражданских и промышленных со-
оружений.
При работе с клеями следует учитывать не только содержа-
ние в них свободных токсичных продуктов, но и возможность
выделения последних в воздух в процессе их - использования.
Было показано [85], что выделение токсичных продуктов из
клеев для древесины не пропорционально их содержанию в
исходных продуктах; за время склеивания в воздух выделяется
лишь небольшая доля свободных фенола и формальдегида. Это
дает возможность на научной основе проектировать системы
отопления и вентиляции предприятий по применению клеев и
получать значительный экономический эффект, поскольку расчет
вентиляции проводится не на суммарное содержание токсичных
веществ, а на реально выделяемое количество [85, 86].
77
Для вклеивания арматуры в армированные деревянные кон-
струкции наиболее рационально применять эпоксидные клеи,
например ЭПЦ-1 и К-153. Они обеспечивают сочетание опти-
мальных технологических и прочностных характеристик при
требуемой долговечности клеевых соединений [72—74].
Из относительно новых областей применения клеев в строи-
тельных конструкциях следует назвать слоистые панели с об-
шивками из тонколистовых металлов, главным образом алюми-
ния, стеклопластика, фанеры, асбестоцемента и средним несу-
щим слоем из пенопластов, сотопласта. Подобные прямые и
криволинейные панели сочетают большую жесткость и прочность
с небольшой массой и являются весьма перспективными для
применения в качестве стен, покрытий и оболочек [87, 88].
Панели могут быть с каркасом и без него, причем материалы
каркаса и обшивки могут различаться. Клееные светопрозрач-
ные панели из полиэфирного стеклопластика, являясь частью
стен или крыши, заменяют оконные проемы и фонари в про-
мышленных и общественных зданиях. Для покрытий зданий
широко применяется плоский штампованный металлический на-
стил, к которому приклеивается пенопласт.
Опытное строительство и длительная эксплуатация зданий
различного назначения с такими конструкциями показали их
эффективность и позволили подобрать гамму наиболее рацио-
нальных клеев для их изготовления. Выбор клеев зависит как от
технологии изготовления панелей, так и от вида соединений
материалов [68]. Наиболее перспективна технология, совмеща-
ющая склеивание с одновременным вспениванием пенопласта в
полости панелей. Наиболее рационально в этом случае исполь-
зование клеев (например, каучуковых), заранее нанесенных на
обшивки и высушенных до полного удаления растворителей; при
вспенивании происходит тепловая активация клеящего слоя.
Хорошие результаты дает использование клея 88Н и т. п. Чтобы
избавиться от горючих растворителей, все шире применяют ла-
тексные клеи (например, клей-грунт из бутадиен-стирольного
латекса СКС 65-ГП). Малая водостойкость ограничивает при-
менение этого грунта. Хорошие адгезионные свойства характер-
ны для поливинилацетатной дисперсии, водостойкость которой
можно повысить совмещением с фенольными смолами [89].
В этом случае для получения наибольшего эффекта требуется
термообработка нанесенного грунта. Использование в качестве
грунта дисперсии сополимера винилхлорида обеспечивает полу-
чение водостойких соединений пенопласта с металлическими и
асбестоцементными обшивками без термообработки.
В качестве грунта на металлических обшивках хорошие ре-
зультаты дает применение лакокрасочной грунтовки АК-069 и
ВЛ-023 [90]. Если панели имеют каркас, то он, как правило,
склеивается с обшивкой. Для асбестоцементных панелей с кар-
касом из асбестоцементных швеллеров следует применять эпок-
Рис. V. 3.
Виды клееных стыков балочных железобетонный,
конструкций в мостостроении:
1 — плоские; 2—плоские .с уступом; 3—зубчатые.
сидные клеи [68, 70]. Жилые дома с такими панелями успешно
эксплуатируются с 1960 г. [87]. Распространены асбестоцемент-
ные панели с деревянным каркасом, однако, вследствие разли-
чия в деформациях склеиваемых материалов при сушке и ув-
лажнении применение клеев (алкилрезорциновых ФР-100 или
ДФК-1АМ и резорцинового ФР-12) преследует в основном тех-
нологические цели. Для панелей с алюминиевыми каркасами и
такими же обшивками рационально применять клеесварные и
другие клеемеханические соединения на эпоксидных клеях [68,
87]. Сочетание клеев и традиционных видов крепления — бол-
тов, винтов и сварки наиболее перспективно также для метал-
лических ферм, успешно испытанных вантовых конструкций и
других, поскольку при этом улучшается работа соединения на
неравномерный отрыв и повышается надежность в случае по-
жара.
Весьма интересным является использование эпоксидных кле-
ев для омоноличивания сборного железобетона в гидротехниче-
ском строительстве, мостостроении, промышленном и граждан-
ском строительстве [91, 93]. При монтаже пролетов мостов клеи
наносят на стыкуемые поверхности, элементы соединяются и да-
ется натяжение сквозной металлической арматуры (рис. V. 3).
После отверждения клея можно производить монтаж очередно-
го элемента. Хотя несущая способность моста обеспечивается в
основном за счет предварительно напряженной арматуры, нали-
чие клея вместо так называемого сухого стыка или стыка на
цементном растворе дает и существенные преимущества. Темпы
монтажа возрастают на 30—40%, трудоемкость снижается в
1,8—2 раза, значительно увеличивается качество стыков. Наи-
лучшие результаты получаются при тонких (до 1 мм) стыках,
поскольку при этом снижается деформативность. Высокие тре-
бования предъявляются и к качеству изготовления отдельных
блоков. Число мостов, изготовленных с применением клеевой
технологии, приближается к ста, в том числе это мосты через
такие крупные реки, как Днепр, Дон, Ока, Москва и др.
При соединении элементов железобетонных колонн путем
стыкования арматурных стержней замена сварки склеиванием
обеспечивает большую трегциностойкость, снижение металлоем-
кости и трудоемкости работ [92, 94]. Такие колонны внедряются
79
при строительстве ряда промышленных зданий и являются
весьма эффективными. Наиболее перспективно применение кле-
ев для создания новых конструкций, например пространствен-
ных железобетонных конструкций. Так, сборные железобетон-
ные сегментные элементы на эпоксидном клее применены для
сложного криволинейного покрытия оперного театра в Сиднее
(Австралия). Имеется опыт применения клеев в пространствен-
ных железобетонных конструкциях и в нашей стране [95].
Клеи используются также для усиления существующих же-
лезобетонных конструкций, подвергаемых действию перерезы-
вающих и изгибающих сил, динамических импульсных нагрузок
и т. д. [92]. Усиление производится приклеиванием железобе-
тонного или стального элемента. Подобное армирование дает
значительный эффект. При работе таких конструкций в пере-
менных температурно-влажностных условиях следует учиты-
вать возможность снижения прочности соединений разнородных
материалов.
Весьма технологично и довольно широко применяется креп-
ление закладных деталей в железобетоне с помощью эпоксид-
ных клеев. Особенно перспективно крепление с помощью клеев
анкерных болтов в железобетонных полах для монтажа станков
[96].
Самостоятельное значение имеет применение клеев для по-
вышения сцепления нового бетона со старым. В этом случае клей
является своего рода адгезионным грунтом, обеспечивающим
совместную работу старого и нового бетона. Прочность контакта
превосходит прочность бетона. Для этих целей может приме-
няться эпоксидный клей. В ряде случаев положительные резуль-
таты дает также использование грунта из поливинилацетатной
дисперсии. Нанесение эпоксидного и некоторых других клеев на
готовый бетонный элемент перед укладкой нового бетона обес-
печивает равнопрочность соединения с монолитом. Подобный
способ используется при строительстве из монолитного железо-
бетона, ремонте дорожных сооружений, элементов гидротехниче-
ских плотин и т. д. Естественно, что весьма рационально исполь-
зование высокопрочных наполненных эпоксидных составов как
самостоятельного материала для ремонта железобетонных эле-
ментов.
Следует сказать и о введении эпоксидных клеев в трещины
железобетонных конструкций, что позволяет отказаться от пол-
ной замены таких конструкций, например при восстановитель-
ных работах в районах землетрясений. Подобный ремонт также
позволяет снизить количество заводского брака.
Весьма перспективно применение клеящих композиций для
повышения прочности сцепления кирпичной кладки [97], что
очень важно для сейсмических районов и индустриализации
строительства кирпичных зданий. Создается возможность мон-
тажа здания с помощью легких и прочных кирпичных панелей,
80
подобно сборному железобетону. Наиболее перспективно ис-
пользование полимерцементных составов на основе различных
водных дисперсий (ВХВД-65-ПЦ, СКС 65ГП-6, ПВА). При этом
прочность сцепления возрастает в 2—8 раз по сравнению со
сцеплением при использовании цементного раствора. Содержа-
ние полимера в отвердевшем растворе составляет всего 3По-
следует упомянуть также о применении клеев в сантехнике.
Для склеивания пластмассовых трубопроводов применяется
обычно перхлорвиниловый клей. Интересна замена склеиванием
эпоксидными клеями резьбовых соединений стальных трубопро-
водов горячего и холодного водоснабжения. Такие соединения
весьма экономичны, требуют меньше трудозатрат, характеризу-
ются высокой долговечностью. Эпоксидные клеи применяются
также для монтажа раковин и других сантехнических изделий,
а клеи на основе термопластов и каучуков — для монтажа элек-
троустановочных изделий.
ПРИМЕНЕНИЕ КЛЕЕВ
В АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ
К клеям, применяемым в автомобилестроении, предъявляются
следующие требования [98]: они должны легко наноситься ка-
ким-либо механизированным способом, приспособленным к ре-
жиму конвейера; иметь низкую стоимость; длительно работать
при воздействии ударных нагрузок и вибрации, а в некоторых
случаях при длительном воздействии ультрафиолетовых лучей;
совмещаться с другими неметаллическими материалами (кра-
сками, резиной, пластмассами и др.); в некоторых случаях скле-
ивать слегка загрязненные или промасленные поверхности.
В настоящее время в автомобилестроении применяется ши-
рокий ассортимент клеев'как для склеивания металлов, так и
для приклеивания различных облицовочных материалов к эле-
ментам кузова.
Клеи для металлов применяют главным образом для склеи-
вания неотделанных еще деталей кузова, причем могут приме-
няться как чисто клеевые, так и клеесварные соединения. Чисто
клеевые соединения металлов применяют при соединении на-
ружных облицовочных листов с усилительными элементами, на-
пример при приклеивании дуг капота двигателя и крышки ба-
гажника, склеивании подкосов жесткости в области дверей,
крыши, боковых частей и др. Условия эксплуатации клеевого
соединения в этих элементах весьма благоприятны, поскольку
возникают напряжения только на срез и на растяжение.
Клеи для металлов применяют также при склеивании стыко-
вого шва с отбортовкой кромок. В. этих случаях наиболее рацио-
нальным является клеесварное соединение. Клей наносят шприц-
пистолетом в кромку перегнутого листа.
81
Сравнительно недавно в автомобилестроении начали приме-
нять клееную крышу, изготовленную соединением двух листов
металлов. Применение такой крыши позволяет избавиться от
усилительных дуг, которые затрудняют монтаж внутри салона, и
сделать салон более комфортабельным.
Наиболее предпочтительным клеем для соединения металлов
в автомобилестроении являются поливинилхлоридные пласти-
зольные клеи [99]. Они высокоэластичны, имеют хорошие тик-
сотропные свойства, слой клея может иметь толщину до 8 мм.
Этими клеями можно склеивать замасленные поверхности;
прочность клеевых соединений при срезе достигает 15 МПа.
Клеи отверждаются при температуре от 140 до 180 °C, способны
работать в интервале температур от —40 °C до 120 °C и
кратковременно до 230 °C. Примерами поливинилхлоридных
пластизольных клеев являются отечественный клей ИПК-КС-2П
[100] и зарубежный клей Терокал 3281-547 (фирмы «Teroson»).
Кроме пластизольных клеев для соединения усилительных
дуг с капотом двигателя, крышкой багажника, дверями и т. п.
могут применяться клеи на основе синтетических каучуков с
высоким содержанием твердых веществ, а при склеивании сты-
ковых швов с отбортовкой кромок — однокомпонентные эпок-
сидные клеи. Примером такого эпоксидного клея является клей
Cimedine 1350, выпускаемый фирмой «Cimedine» (Япония)
[101]. Он имеет хорошую адгезию к неокрашенным и окрашен-
ным поверхностям, отверждается при 170—180 °C за 15—30 мин
при прохождении через электростатическую краскосушильную
печь; прочность клеевых соединений составляет до 60 МПа.
Широкое применение нашли модифицированные фенольные
клеи для приклеивания тормозных накладок к тормозным ко-
лодкам. Отверждение их проводят при 155 °C и давлении 7 МПа
в течение 12 мин в прессе, окончательное отверждение прово-
дят— при 150 °C в течение 11 ч [101, 102].
Ведутся работы по использованию клеев для соединения
отдельных элементов двигателя внутреннего сгорания и изго-
товления головок блоков цилиндров вместо производства цель-
ной конструкции методом литья. Такие клеи должны иметь
высокие прочность (прочность при сдвиге должна быть более
40 МПа) и теплостойкость (260°C). Предъявляемым требовани-
ям удовлетворяет эпоксидный клей ЕС-2258. Применение такого
метода изготовления деталей позволяет уменьшить массу кон-
струкции и обеспечить экономию за счет снижения трудоемкости
работ [103, 104].
При установке ветровых и задних стекол в США в настоящее
время используют предварительно формованную ленту на осно-
ве бутилкаучука, имеющую постоянное поперечное сечение, со-
храняющую липкость в течение длительного времени и прили-
пающую и к окантовке, и к стеклу. Опрессовку проводят под
давлением 0,27 МПа в течение 30 с [105].
Широко применяются клеи при внутренней отделке автомо-
биля — для приклеивания резиновых уплотнителей и прокладок,
а также для приклеивания различных изолирующих материа-
лов. Эти клеи должны длительно сохранять липкость на случай
продолжительного отрезка времени между операциями нанесе-
ния клея и склеивания и быстро схватываться после соединения
склеиваемых поверхностей. Клеевое соединение должно быть
стойким к воздействию влаги и температуры до 90 °C. Для этих
целей применяют клеи на основе различных типов каучуков,
особенно хлоропренового и ннтрильного в виде растворов в
органических растворителях. Чаще всего в качестве растворите-
ля используют бензин.
Материалы с нанесенным ворсом, применяемые в качестве
ковриков, крепят чаще всего с помощью полиуретановых или
акриловых клеев.
Широкое распространение в автомобилестроении получили
липкие ленты. Их используют при окраске кузова для защиты
отверстий и резьб от попадания краски, для временного крепле-
ния деталей во время сборки автомобиля, при упаковке и кон-
сервации деталей [105].
В последнее время в автомобилестроении начинают приме-
няться так называемые анаэробные составы. В СССР их выпу-
скают под марками Анатерм и Унигерм, в США и других стра-
нах под марками Локтайт. Эти материалы используют при
сборке автомобильных двигателей (для контровки болтов и
шпилек, уплотнения различных разъемов, установки подшипни-
ков), для соединения деталей двигателя и трансмиссии автомо-
биля, при сборке роликоподшипников задней оси автомобиля,
Таблица V. I
Основные технологические характеристики анаэробных составов Анатерм
Показатели Марки
125р 125ц 6В 25B . 25В С
Внешний вид Вязкая жидкость без посторонних включений
Вязкость по Хепплеру, при 20° С, сП 125±20 и мех 125±20 анических 6000 ±900 примесеи 25000± 25000±3750
Жизнеспособность при 5—25°С, мес. 12 12 12 3750 12 12
Полное время отверж- дения на алюминии, ч при 20° С 72 72 72 72 72
» 120° С 0,5 0,5 0,5 0,5 0,5
Разрушающее напряже- ние при сдвиге СтЗОХГСА через 48 ч (для резьбовых сое- динений), МПа 8-10 4-5 8-10 8-10 3—4
83
для соединения крышки наружного кольца подшипника и его
обоймы, для герметизации корпуса двигателя и для других
целей [106]. Соединения, полученные с помощью анаэробных
составов, хорошо выдерживают вибрации, возникающие при
высоких скоростях. Применение анаэробных составов для фик-
сации подшипников распределителя позволило обеспечить
5-кратное повышение надежности по сравнению с соединением
натягом. Анаэробные материалы весьма удобны для автомати-
зации производственных процессов и их можно использовать на
конвейере. Показатели свойств анаэробных составов Анатерм
различных марок приведены в табл. V. 1 [107].
ПРИМЕНЕНИЕ КЛЕЕВ
В СТАНКОСТРОЕНИИ
В станкостроении клеи применяются для склеивания зубчатых
колес, для соединения элементов гидростатических опор и пере-
дач с несущими поверхностями сложной формы и для других
целей [108, 109]. К клеям, применяемым в станкостроении,
предъявляются следующие требования: склеивание должно
производиться без применения давления; должна обеспечивать-
ся точность посадки одной детали относительно другой; должна
иметься возможность заполнения зазоров, возникающих вслед-
ствие менее точной обработки охватываемой детали; в процессе
отверждения не должно происходить усадки; клеевое соедине-
ние должно иметь высокую прочность.
Применение клеевых соединений упрощает технологию изго-
товления конструкций. Так, при изготовлении элементов гидро-
статических опор и передач и креплении их к несущим поверх-
ностям сложной формы с высокой точностью обрабатывают
только охватываемую деталь, а охватывающую деталь обраба-
тывают довольно грубо. Образующийся между ними зазор ком-
пенсируют за счет клея. Для этих целей рекомендуется приме-
нять эпоксидный клей, наполненный металлическим порошком,
следующего состава: смола ЭД-20—100 масс, ч., пластификатор
ЭТФ-10 — 20 масс, ч., полиэтиленполиамин — 18 масс. ч. и
железный порошок— 100—150 масс. ч. Наиболее высокая точ-
ность посадки достигается при толщине слоя 1 мм, погрешность
формы как в продольном, так и в поперечном направлениях не
превышает 0,005 мм, усадка составляет 0,005—0,001 мм.
Весьма сложной и трудоемкой операцией в станкостроении
является обработка канавок, необходимых для подачи смазки,
на внутренних поверхностях гидростатических опор и передач.
При изготовлении таких деталей склеиванием эта-задача реша-
ется сравнительно просто: на соответствующих поверхностях
охватываемых деталей крепятся с помощью герметика марки
У-1-18 антиадгезионные пленки, которые после отверждения
герметика легко удаляются,
84
Для склеивания зубчатых колес применяют эпоксидный клей
[109], состоящий из смолы ЭД-20 и отвердителя — продукта
№ 254, выполняющего одновременно и роль пластификатора.
Особенностью изготовления клееных зубчатых колес является
то, что зубчатый венец и ступица после склеивания не подверга-
ются никакой дополнительной механической обработке. Для
обеспечения концентричного расположения зубчатого венца от-
носительно ступицы и высокой прочности клеевого соединения
толщина слоя клея должна составлять 20—35 мкм. Склеивание
проводят по режиму: скорость назревания детали не выше
1,7°С/мин до 155 ±5 °C, выдержка при этой температуре
60 мин, скорость охлаждения 0,3—0,4°С/мин до 100 °C и после-
дующее охлаждение на воздухе.
В станкостроении широко применяются винтовые пары (хо-
довой винт — гайка). При изготовлении винтов в процессе тер-
мообработки происходят некоторое их коробление и деформация
в продольном направлений. Для уменьшения деформации вин-
тов и снижения трудоемкости изготовления после термообра-
ботки отдельных частей склеивают резьбовую часть с хвостови-
ками. Для соединения используют эпоксидный клей следующего
состава: смола ЭД-20— 100 масс, ч., тиокол жидкий марки
НВБ-2 — 30 масс, ч., полиамид Л-20—60 масс. ч. Осевое усилие
до 30 кН не разрушает такое клеевое соединение [НО]
Наполненные эпоксидные клеи можно применять для вос-
становления изношенных поверхностей валов и неподвижных
сопряжений, при этом натяг должен быть равным: 0,01; 0,02;
0,04; 0,06; 0,08; 0,10; 0,16 мм. Износостойкость клеевой компози-
ции в таком соединении в 1,6 раза выше, чём у закаленной стали
[Н1].
Весьма важной областью применения клеев является склеи-
вание инструмента. За последнее время разработан ряд новых
материалов, применение которых позволяет обрабатывать высо-
ко- и жаропрочные металлы и сплавы. Однако применение этих
материалов сопряжено с определенными трудностями — при
пайке их возникают микротрещины и брак из-за их образования
достигает 10—20%. Замена пайки и сварки инструмента склеи-
ванием позволяет понизить температуру термообработки при
изготовлении инструмента с 900 до 150—200 °C и благодаря
этому исключить брак из-за образования микротрещин, упро-
стить процесс изготовления инструмента за счет исключения
ряда операций, значительно сократить расход инструменталь-
ных материалов путем замены целиковых конструкций клеены-
ми, увеличить срок службы инструмента в 1,5—4 раза и умень-
шить шероховатость обработанной поверхности [5].
Для склеивания инструмента мохкно применять различные
клеи, теплостойкость которых не ниже температуры, развиваю-
щейся в клеевом шве при работе инструмента. Эти клеи должны
иметь хорошую адгезию к инструментальным материалам,
85
высокую ударную вязкость при сдвиге (неменее 14—18кДж/м2),
стойкость к смазочноохлаждающим жидкостям, склеивать без
давления или при незначительном давлении [112].
В основном для изготовления инструмента применяют чистые
и модифицированные эпоксидные клеи. Для инструмента, рабо-
тающего при температурах до 80 °C, применяют клеи холодного
отверждения ВК-9 и ЭКИ-1. Клеи применяют при изготовлении
протяжек, расточных резцов некоторых типов, абразивного, из-
мерительного и вспомогательного инструмента.
Для изготовления монолитного твердосплавного инструмента
со. стальными хвостовиками, разверток, метчиков, резцов калиб-
ров и т. п., при работе которых в клеевом шве развиваются
температуры до 250 °C, широкое применение. находит клей
ВК-28. При его использовании прочность соединения составляет
10 МПа в интервале температур 20—250 °C. Отверждение клея
проходит по ступенчатому режиму: выдержка при 150 °C — 1 ч,
нагревание до 200 °C с выдержкой при. этой температуре в тече-
ние 2 ч.
Наиболее термостойкими клеями, применяющимися для
склеивания инструмента, являются клеи ВК-18М и ВК-20. Рабо-
чая температура этих клеев достигает 700 °C. Клей ВК-18М
нашел применение при изготовлении некоторых типов резцов.
Клей ВК-20 применяется при склеивании сверл, разверток, мет-
чиков, фрез, а также инструмента с синтетическими сверхтвер-
дыми материалами (эльбор, карбонадо и др.) [102].
ПРИМЕНЕНИЕ КЛЕЕВ
В ДЕРЕВООБРАБАТЫВАЮЩЕЙ И МЕБЕЛЬНОЙ
ПРОМЫШЛЕННОСТИ
Синтетические клеи в деревообрабатывающей и мебельной про-
мышленности приобрели исключительно большое значение. Их
используют при изготовлении бакелизированной и водостойкой
фанеры, фанерных плит и труб, древеснослоистых пластиков,
древесностружечных и столярных плит, декоративных и отде-
лочных материалов, при изготовлении деревянной, мягкой и
других видов мебели.
Фенолоформальдегидные клеи холодного отверждения
ЦНИИМОД-1, ЦНИИПС-2, СН-2, горячего отверждения С-1,
С-45, СКФ, СФМ-2, СКС-1 и другие применяются главным об-
разом для склеивания ответственных изделий из древесных
материалов — водостойкой фанеры, древесных пластиков, дета-
лей из древесной крошки и т. д. Для соединения древесины для
работы в течение .длительного времени с сохранением стабиль-
ных свойств в тяжелых температурно-влажностных условиях
используют не содержащие кислых отвердителей клеи на основе
резорциновых смол (ФР-12, ФР-100).
86
В деревообрабатывающей и мебельной промышленности
преимущественно применяются клеи на основе карбамидофор-
мальдегидных смол МФ-17, М-60, М-70 и др. Клей М-70 имеет
высокую скорость отверждения, применяется для скоростного
склеивания и фанерования, особенно при нагреве токами высо-
кой частоты и при контактном электроподогреве. Жизне-
способность клея при введении 1 % хлористого аммония в каче-
стве отвердителя составляет 2 ч, но ее можно увеличить, если
отвердитель применять в виде 10%-ного водного раство-
ра [38].
Карбамидные смолы УКС и М-19-62 имеют по сравнению со
смолой МФ-17 большую степень полимеризации, отверждаются
быстрее (время фанерования сокращается на 30%), содержат
меньше свободного формальдегида (1,2% вместо 3—4%); все
это улучшает условия труда при их применении. Эти клеи ис-
пользуют при фанерировании щитовых элементов, гнутоклееных
деталей, массивной древесины, для шиповых соединений.
Клей на основе карбамидомеламиноформальдегидной смолы
ММС позволяет получать соединения с повышенной водостой-
костью. Технология склеивания практически не отличается от
применяемой для карбамидоформальдегидных клеев. Прочность
при скалывании составляет 2,1—2,6 МПа в сухом состоянии и
2,6—2,8 МПа после 24 ч выдержки в воде. Склеивание с нагре-
вом токами высокой частоты позволяет получать на этом клее
соединения древесины с более высокой прочностью.
Помимо жидких карбамидоформальдегидных клеев могут
использоваться также клеи из порошкообразных карбамидных
смол. При этом исчезает необходимость транспортирования во-
ды, входящей в состав жидких смол, что при больших масшта-
бах их применения, имеет весьма существенное значение. Кроме
того, порошкообразные клеи могут храниться длительное время.
Недостатками порошкообразных карбамидных смол являются
их более высокая стоимость и токсичность.
Для уменьшения жесткости клееных швов применяются карб-
амидолатексные клеи, в состав которых входят дисперсии по-
лиметилметакрилата, поливинилацетата, каучуковые латексы.
Латексы либо совмещают с раствором смолы, либо вводят их в
процессе синтеза смол. Подобные клеи используют для прикле-
ивания декоративных бумажнослоистных пластиков и фанеро-
вания горячим способом. Совмещением смолы и латекса в рас-
творах получают, например, клей на основе смолы МФ-17 и сопо-
лимера бутадиена с метилметакрилатом ДММА-65-1ГП(7:30),
применяемый для приклеивания без нагрева древеснобумаж-
ного пластика. Совмещением в процессе синтеза готовят клей
КП-25 (на основе карбамидной смолы и поливинилацетата).
Этот клей используют для горячего и холодного приклеивания
декоративного древеснобумажного пластика к древесностру-
жечным плитам, причем прочность при неравномерном отрыве
87
составляет 2,5 МН/м против 1,0 КН/м для клея У КС. Клей
КП-25 можно наносить на вальцах. Карбамидолатексные клеи
не просачиваются через строганный шов, что улучшает декора-
тивный -вид изделий.
Клеи-дисперсии применяют в производстве мягкой мебели
для склеивания губчатой резины, пенополиуретана, ватина, тка-
ней, при изготовлении корпусной и решетчатой мебели для шпо-
новых и шкантовых соединений. Ими приклеивают также синте-
тические пленки и декоративные ткани. Чаще всего из клеев
этого типа используют эмульсии поливинилацетата. Их приме-
няют для облицовки столов, склеивания элементов решетчатой
мебели, упрочнения мест постановки шурупов в древесностру-
жечные плиты, склеивания отходов, приклеивания древесносло-
истых пластиков, декоративных пленок и тканей; для склеивания
древесины используют эмульсии ПВА с малым (4—6%) содер-
жанием пластификатора. При склеивании очень сухой древеси-
ны вода быстро удаляется из клея, затрудняя его нанесение.
В этих случаях клей нужно сильно разбавить водой и ввести в
него моющие препараты СП-7 или ОП-Ю [113]. Следует учиты-
вать, что низкая теплостойкость во влажной атмосфере клеев на
основе эмульсий ПВА (не выше 60 °C) ограничивает их приме-
нение для облицовки пластиками кухонной мебели.
IR. мебельцом .цроизаодстре применяются тякж.е....каучуколя-
тексные клеи. Так, клей, приготовленный из 100 масс. ч. наири-
тового латекса МХ-30, 3 масс. ч. казеина и 10 масс. ч. толуола,
используют для приклеивания тканей без нагревания и тканей с
поролоном при нагревании до 50—60 °C в производстве мягкой
мебели. При облицовке щитов пленками применяется клей
на основе латекса ДММА-65-1, альгината натрия и толуола
[Н4].
Резиновые клеи 88Н, 88НП и другие в мебельном производ-
стве применяют для облицовки непрерывным и периодическим
способами, приклеивания декоративных бумажнослоистых пла-
стиков, склеивания пенопластов, тканей. Применение этих клеев
дает возможность выполнять одностороннюю облицовку жест-
ким пластиком, уменьшая коробление. Кроме того, они не про-
никают на лицевую сторону изделий даже при фанеровании
микрошпоном. Наряду с обычной технологией (соединение де-
талей после сушки клея до отлива) в мебельном производстве
применяется также высокотемпературная сушка резиновых
клеев с последующим быстрым склеиванием или реактивацией
слоя клея нагревом (в оборудовании непрерывного дейст-
вия).
При ребросклеивании шпона клеевые нити (стекловолокно,
покрытое полиамидом) в процессе стяжки шпона нагревают до
размягчения, укладывают зигзагом и прижимают холодным
катком. С помощью клеевых нитей стяжку шпона можно произ-
водить со скоростью 30 м/мин.
ПРИМЕНЕНИЕ КЛЕЕВ
В РАДИОЭЛЕКТРОНИКЕ
В радиоэлектронике клеи применяют в производстве фольгиро-
ванных диэлектриков, многослойных печатных плат, для креп-
ления радиодеталей в микроминиатюрном исполнении (транзи-
сторов, диодов, микроиндуктивностей и т. д.) на микроплатах,
для склеивания деталей и узлов сложной геометрической формы
на основе ферритов и других хрупких материалов из несложных
заготовок, а также для прочих целей, характерных и для
других отраслей промышленности (контровка резьбовых соеди-
нений, приклеивание неметаллических материалов к металлам
и т. д.). Использование клеев в радиоэлектронной аппаратуре
позволяет снизить трудоемкость сборочных работ на 20—
30% [Н8].
Наиболее широкое применение в радиоэлектронной промыш-
ленности находят эпоксидные клеи, которыми соединяют разно-
родные материалы. Такие клеевые соединения имеют высокие
прочностные характеристики, выдерживают динамические на-
грузки. Некоторые клеи выдерживают воздействие температур
от —196 до 300 °C. При производстве радиоэлектронной аппа-
ратуры применяют эпоксидные клеи ВК-9, К-300-61, К-400 и др.
Широко применяется клей ЭПК-1, представляющий собой
эпоксидно-полиамидную композицию с наполнителем и актив-
ным разбавителем (эпоксидное низкомолекулярное алифатиче-
ское соединение). Его интервал рабочих температур колеблется
от —196 до 250 °C. Клей используют для изготовления печатных
схем, магнитных лент, для склеивания металлических деталей
измерительной аппаратуры. Им можно склеивать инертную по-
лиамидную пленку ПМ-1 после предварительной активации ее
поверхности, а также склеивать ее с металлами (сталью, медью,
алюминиевыми сплавами) [Н9].
Для изготовления фольгированных диэлектриков, склеива-
ния меди и приклеивания ее к гетинаксу и стеклопластикам
применяют фенолополивинилацетальные клеи БФ-2, БФ-4,
БФР-2 и БФР-4. Эти клеи являются однокомпонентными и их
можно разбавлять до низкой вязкости, что позволяет наносить
их на склеиваемые поверхности механизированными способами.
Клеи БФ-2 и БФ-4 применяют в изделиях, работающих в усло-
виях воздействия температур до 80 °C, БФР-2 — БФР-4 —
до 200 °C [120].
За рубежом в электронной промышленности широко приме-
няют кремнийорганические клеи-герметики (RTV-силиконы) для
склеивания керамики между собой и с металлами и стеклами
[121, с. 52]. Эти материалы, поставляются в готовом для приме-
нения виде, отверждается при комнатной температуре и сохра-
няют в процессе работы высокую эластичность. Их применяют
также для приклеивания микролент на подложки из стеклоткани,
89
для изоляции катушек электродвигателей. Рабочие температуры
соединений достигают 250 °C.
Для соединения различных материалов в радиэлектронной
аппаратуре применяют таллиевые клеи, которые называются
также клеями-припоями. Соединения, получаемые на основе
этих клеев, имеют высокие теплопроводность и электропровод-
ность, достаточно высокую механическую прочность-, повышен-
ную стабильность размеров в процессе эксплуатации, выдержи-
вают воздействие температур от —196 до 800 °C, отверждаются
при комнатной температуре [118, с. 77]. Таллиевые клеи приме-
няют вместо пайки и сварки при монтаже выводов аппаратуры,
при изготовлении пьезокерамических датчиков, микроминиатюр-
рых схем, высокотемпературных штепсельных разъемов, для
создания металлизованных переходов в диэлектриках при изго-
товлении плат связей, а также при ремонте трубчатых предох-
ранителей для склеивания металлических колпачков со стеклян-
ными или фарфоровыми трубками [5].
Важное место в производстве радиоэлектронной аппаратуры
занимает электромонтажная пайка, однако она не всегда при-
емлема, поскольку при той температуре, при которой проводят
пайку, нередко нарушается режим работы термочувствительных
элементов [118, с. 66]. В связи с этим все чаще начинают
применять токопроводящие клеи, называемые контактолами.
Основное назначение — монтаж термочувствительных полупро-
водниковых приборов, получение внутренных соединений в
Таблица V. 2
Показатели свойств токопроводящих клеев
Марка контак- тола Полимерная основа Режим отверждения Удельное объем- ное электричес- кое сопротивле- ние, Ом-м Рабочие темпера- туры, °C
темпера- тура, °C время, ч
К-8 Эпоксидная 115-125 или 185-195 3 1 3,5- 10~в От —60 до -}-125
К-12а Эпоксидная 65-75 10 1,5-10-5 От тг-60 до +85
К-136 Лак АК-ПЗ 65-75 7 5-10“° От —60 до +100
К-16 Лак АК-546 145-155 165-175 4-6 2-4 4•10~° От —60 до +100
К-17 Лак ПЭ-933в 175-185 4 5-10“° От —60 до +155
тпкк-з Клей БФ-4 55-65 7 1,7 • 10“4 От —60 до +80
ЭНКС-2 Эпоксидная 70—90’ ил 70-90 н 100—120 12 и 2 3 1,0-10“4 От —60 до +80
ВК-2ОТ Полиурета- новая 200 2 1,0-10“° От —196 до +400
90
труднодоступных для пайки местах, крепление активных эле-
ментов на микроплатах в процессе производства гибридных
микросхем, восстановление проводящих участков печатных плат,
радиочастотное экранирование, заземление конденсаторов и
других радиоэлементов, непосредственно устанавливаемых на
шасси. Свойства токопроводящих клеев приведены в табл. V. 2.
ПРИМЕНЕНИЕ КЛЕЕВ
В СУДОСТРОЕНИИ
В судостроительной промышленности клеи применяются для
склеивания деталей внутреннего оборудования из древесины,
металлов (цветных и черных), стеклопластиков, пластмасс, от-
делки кают, приклеивания резиновых деталей, монтажа прово-
дов и электрожгутов, контровки резьбовых соединений и т. д.
В ряде случаев клеевые соединения применяют и для склеивания
корпусов мелких судов, изготовленных из стеклопластиков
[122].
Применяемые в судостроении клеи должны быть стойкими к
любым погодным условиям и, в частности к действию соляного
тумана и морской воды.
В судостроении используют фенолополивинилацетальные
клеи БФ-2, БФ-4, ВС-ЮТ, полиуретановый клей ПУ-2 (при от-
верждении с нагревом и без нагрева), эпоксидные клеи горячего
отверждения Д-2, Д-16, Д-54, Д-86, Д-95, Д-149, Д-93 (клей-
герметик), эпоксидные клеи, отверждаемые без- нагрева, Д-6,
Д-9, Д-10, модифицированные эпоксидные клеи К-139, К-300-61,
К-153 [122, 123], цианакрилатный клей Циакрин ЭО (для
соединений с невысокой водостойкостью), модифицированный
полиуретановый клей ВК-Н для приклеивания павинолов и
других декоративно-облицовочных материалов и т. д.
Особые требования предъявляются к клеям, используемым
для ремонта наружных деталей и узлов судов, а также при
работе на недостроенных судах, спущенных на воду. В этих
условиях клеи приходится наносить на влажные или покрытые
инеем поверхности, а процесс склеивания вести в атмосфере с
высокой влажностью, а иногда и под водой.
Для ремонта металлических и стеклопластиковых судов, а
также для подводного склеивания применяется эпоксидный
клей УП-5-177 [124]. Клей готовится перед употреблением, от-
личается повышенной жизнеспособностью, им можно склеивать
при температуре 5 °C и выше (при 15—30 °C необходима выдер-
жка более 48 ч) на воздухе и под водой сухие или увлажненные
поверхности металлов, стеклопластиков, древесины. Прочность
при отрыве соединений стали-3 при склеивании под водой
12 МПа, прочность при сдвиге соединений стеклопластика 10—
11 МПа. Для соединений анодированного алюминиевого сплава
при склеивании на воздухе сухих поверхностей прочность при
91
отрыве составляет 24 МПа, при нанесении клея на влажную
поверхность и склеивании на воздухе — 21 МПа, при подводном
склеивании — 19 МПа. Применение этого клея и его низковязкой
модификации УП-15-177-1 при ремонте палубы только одного из
дизель-электроходов позволило сэкономить 66 тыс. руб. [127].
Водостойкий конструкционный клей ВАК также способен
отверждаться при повышенной влажности воздуха, под водой,
кроме того, им можно склеивать необезжиренные поверхности.
Клей готовят перед употреблением смешением 100 масс. ч. осно-
вы, 10 масс, ч. продукта АТЖ, 6—8 масс. ч. перекиси бензоила
(или ее 50%-ного раствора в дибутилфталате) и 0,5—1,0 масс. ч.
диметиланилина. В зависимости от количества вводимой переки-
си жизнеспособность клея составляет 1—3 ч. Склеивание произ-
водят при 5—60 °C и давлении 0,02 МПа, расход клея 0,5 кг/м2.
Прочность при сдвиге соединений стали-3 при склеивании под
водой через 10 сут достигает 16 МПа, соединений стали со стек-
лопластиком при склеивании на воздухе — 30 МПа [125].
Влажные поверхности или поверхности, покрытые инеем,
склеивают вспенивающимся полиуретановым клеем КИП-Д,
предназначенным для крепления теплозвукоизоляции, в частно-
сти пенопласта ПВХ-1. Клей негорюч, малотоксичен, имеет
низкую плотность (менее 400 кг/м3), отверждается за 15—20 ч
при 10—35 °C и за 36—40 ч при температуре от — ГО до 4-10°С.
Клей готовят перед употреблением из основы и катализатора —
трис (диметил аминометил) фенола. При этом либо одну из по-
верхностей смачивают 1О°/о-ным водным раствором катализа-
тора, затем наносят клеевую основу, через 10—15 мин клей
вспенивается и поверхности соединяют; либо катализатор вво-
дят непосредственно в основу — жизнеспособность клея стано-
вится меньше, но составляет не менее 6 ч. При испытании со-
единений стали с пенопластом ПВХ-1 разрушение происходит по
пенопласту, в соединениях стали-3 прочность при отрыве состав-
ляет 12 МПа [126].
Для контровки (стопорения) резьбовых соединений в по-
следнее время в судостроении начали применять анаэробные
материалы (Анатерм марок 125р, 125ц, 6В, 26В, 25ВС), гер-
метичные в .морской воде и стойкие к топливам, маслам и гриб-
кам. При склеивании керамики, пластиков и неактивных метал-
лов (например, кадмированной или оцинкованной стали), а так-
же при температурах ниже 15 °C склеиваемые поверхности обра-
батывают активатором КВ (раствор диметиланилина и каптак-
са). Жизнеспособность Анатерма с активатором сокращается
с 12 до 6 мес., прочность при сдвиге возрастает для стали до
8,0—10,0 МПа, для марки 125ц — до 4,0—6,0 МПа, для марки
25ВС — до 3,0—4,0 МПа.
Для монтажа проводов, электрожгутов и других деталей в
судостроении применяется клей-мастика ЛИ, с помощью кото-
рой при необходимости можно выполнять и демонтаж (подрез-
кой слоя мастики или растворением ее). Мастика представляет
собой композицию, которую готовят на месте потребления из
3 масс. ч. наирита (20%-ный раствор в дихлорэтане), 1 масс,
ч. клея Лейконат и 1,2 масс. ч. двуокиси титана. Отверждение
мастики происходит за 48 ч при 25 ± 10 °C или 8 ч при 65 ± 5 °C
[122].
ПРИМЕНЕНИЕ КЛЕЕВ
В ПРИБОРОСТРОЕНИИ
К клеям, применяемым в приборостроении, предъявляются сле-
дующие основные требования: они должны склеивать металлы,
кварц, стекло, керамику и другие неметаллические материалы;
выдерживать одновременное воздействие вакуума и повышен-
ной температуры; склеивать материалы с различными термиче-
скими коэффициентами линейного расширения; не выделять
газообразных продуктов в процессе работы при высоких темпе-
ратурах и в вакууме.
Широкое применение в приборостроении нашли эпоксидно-
кремнийорганические клеи на основе смолы Т-111 с различными
отвердителями. Клей К-400 работает при температурах до 320 °C
[2]. Приборы, изготовленные с применением этого клея, сохра-
няют вакуум в течение 30 мес. после откачивания.
Эпоксидно-кремнийорганические клеи применяют также для
соединения постоянных магнитов с валом в конструкциях рото-
ров электродвигателей, для наклеивания фирменных планок на
корпуса приборов и для других целей.
Для склеивания корпусов электровакуумных приборов при-
меняют кремнийорганические клеи-герметики, например герме-
тик У-2-28. Приборы, изготовленные с его применением, способ-
ны работать при температуре 250°C и сохранять вакуум в
течение года.
В приборостроении находят применение также алюмофо- .
сфатные и алюмохромфосфатные клеи для крепления витков
рамочных сеток в приемоусилительных лампах, в газоразрядных
приборах для крепления деталей узла поджига, в СВЧ-приборах
для крепления деталей и подогревателей катода, для склеивания
внутренних деталей электровакуумных приборов, для крепления
проволоки различного диаметра к металлам и диэлектрикам.
Клеевые соединения способны работать в интервале температур
от —60 до 1400°C. При работе клеи не выделяют токсичных
летучих продуктов [5].
В приборостроении широко применяют магнитопроводы, ко-
торые изготавливают путем склеивания в пакет пластин из маг-
нитных материалов. Клеи для склеивания магнитопроводов
должны быть однокомпонентными и иметь низкую вязкость. Они
должны наноситься очень тонким слоем, не искажающим маг-
нитных свойств пакета. Для изготовления магнитопроводов
93
применяют клеи БФ-2 и БФ-4 (для работы при температурах до
80°C) и клей БФР-2 (для работы при температурах до 200°C).
Для вспомогательных целей (крепление этикеток, бандажа
и др.) можно применять липкие клеи, например клей КЛЛ-1, для
маркировки проводов — маркировочные липкие ленты.
ПРИМЕНЕНИЕ КЛЕЕВ
В РАЗЛИЧНЫХ ОБЛАСТЯХ ТЕХНИКИ
Синтетические клеи применяются на железнодорожном транс-,
порте, при изготовлении нефтепромыслового оборудования, в
электротехнической, полиграфической промышленности и других
областях народного хозяйства.
Склеивание металлов и неметаллических материалов исполь-
зуется как в строительстве железнодорожных вагонов, так и в
локомотивном хозяйстве. При производстве пассажирских и
грузовых вагонов клеящие материалы используются для креп-
ления обшивки и внутреннего оборудования, соединения деталей
системы водоснабжения, приклеивания листовой и рулонной
кровли.
Ремонт железнодорожных электродвигателей и двигателей
внутреннего сгорания, букс и других конструкций осуществляет-
ся также с помощью клеев. Применяются клеи и в устройствах
связи, сигнализации и энергоснабжения на железнодорожном
транспорте. i
При ремонте электровозов применяют эпоксидные и поли-
эфирные клеевые составы. Для склеивания деревянных деталей
обшивок используются фенолоформальдегидные и карбамидные
клеи горячего и холодного отверждения.
Фенолокаучуковые клеи, а -также клеи БФ представляют
интерес для отделки пассажирских вагонов металлизированной
фанерой.
Известно применение клеевых трехслойных панелей с пропи-
танным смолой бумажным или тканевым заполнителем для
изготовления перегородок, полов и дверей пассажирских ваго-
нов вместо деревянных или фанерных щитов. Для этих целей
используют полиуретановые, фенолоформальдегидные и моди-
фицированные эпоксидные клеи [128, 129].
Для клееболтовых конструкций изолирующих рельсовых
' стыков клеи типа ВК-24 применяются для омоноличивания ар-
мированных стеклотканью крестовин стрелочных переводов
[129].
При изготовлении нефтепромыслового оборудования прихо-
дится склеивать металл с полиэтиленом. С помощью эпоксидных
клеев может быть выполнено восстановление и ремонт нефтяных
емкостей, трубопроводов, насосного и силового оборудования, а
также осуществлена герметизация резьбовых, фланцевых и свар-
ных соединений в гидро- и пневмосистемах и т. д. [130, 131].
94
Различные композиции на основе эпоксидных смол весьма
перспективны для склеивания изоляторов наружного исполне-
ния [132]. Для склеивания различных деталей электрических
машин рекомендуются эпоксидно-кремнийорганические клеевые
композиции холодного отверждения К-300-61 и К-400 [133].
Эпоксидные клеи предложены для склеивания статорного
железа в электрических машинах [134]. Для производства на-
гревостойких стеклослюдинитов с теплостойкостью до 300 °C
применяются полиорганосилоксановые клеящие составы [135].
.(Для склеивания токопроводящих элементов с электроизоля-
ционной оболочкой и стеклопластика предложен токопроводя-
щий эпоксидный клей КТП-1 [136]?}1
Весьма эффективно применение различных клеящих матери-
алов в полиграфической промышленности [137]. В частности,
представляет большой интерес изготовление брошюр, каталогов
и других изделий бесшвейным способом на клеях-расплавах.
Клеи-расплавы на основе сополимеров этилена с винилацетатом
марки Сэвилен с добавками производных абиетиновой кислоты
и парафинового воска (марки 10405—56 и др.) применяют для
склеивания брошюр [138].
Эпоксидные клеи используются при получении адгезивов для
шинногсу корда [139], для склеивания медных и алюминиевых
трубок кондиционеров [140].
В тензометрии могут быть использованы клеи на основе
азотсодержащих ненасыщенных полиэфиров [141] и цианакри-
латный клей [142].
Для футеровки гальванических ванн поливинилхлоридом
предложен клей ГИПК-21-11 на основе полихлоропренового ка-
учука, модифицированного фенольной смолой, и хлорированного
натурального каучука [143].
На основе жидких полиуретановых, полиорганосилоксано-
вых, фторированных, бутадиен-нитрильных, карбоксилатных и
хлоропреновых каучуков разработан способ герметизации ваку-
ум-плотных узлов при криогенных температурах [144].
ПРИМЕНЕНИЕ КЛЕЕВ В МЕДИЦИНЕ
К клеям, применяемым для медицинских целей, предъявляются
специальные требования: склеивание должно происходить в те-
чение короткого времени во влажной среде раны при темпера-
туре человеческого тела, причем клей должен легко обеззара-
живаться и по мере естественного срастания выводиться из
организма; клей не должен оказывать местного или общего
раздражающего или токсического действия на человека.
Исследование возможности применения для соединения жи-
вых тканей и костей эпоксидных, полиуретановых композиций
и некоторых других клеев не дало положительных результатов.
Успех был достигнут при применении клеев на основе эфиров
95
а-цианакриловой кислоты, особенно клея Циакрин [146, 147].
В настоящее время различные марки клеев на основе
этил-2-цианакрилата, модифицированного поливинилацетатом
(марки МК-2 и МК-6), выпускаемые отечественной про-
мышленностью, используются для склеивания мягких тканей
[148]. Цианакрилатные клеи довольно широко используются в
клинической практике при выполнении различных видов остео-
синтеза при оперативных вмешательствах на сердце, сосудах,
легких, почках, кишечнике [149]. Представляет интерес опыт
склеивания пораженной кожи, фиксации кожных транспланта-
тов при некоторых гинекологических операциях, а также в оф-
тальмологии. Весьма перспективной является применение Циак-
рина для адгезионного звукового остеосинтеза, известного в
литературе как метод ультразвуковой сварки костей. Цианакри-
латные клеи применяют также для ремонта зубных протезов
[И5]. Анализ имеющихся данных свидетельствует о возможно-
сти применения цианакрилатов почти во всех областях хирургии.
[148].
ПРИМЕНЕНИЕ КЛЕЕВ В БЫТУ
Возможности применения синтетических клеев в быту неограни-
ченны, их сдерживает только сравнительно узкий ассортимент
клеев, поступающих сейчас в продажу.
Для бытового применения удобны «универсальные» клеи,
способные склеивать* материалы различной природы. К их числу
относятся, в частности эпоксидные клеи, склеивающие почти все
материалы (кроме полиэтилена, лавсана, фторопластов, органи-
ческого стекла). Поскольку эпоксидные клеи готовятся на месте
применения непосредственно перед употреблением, то очень
важное значение имеет их упаковка. За рубежом для удобства
дозировки компонентов таких клеев к упаковке прилагаются
чашечки, совки и другие приспособления, емкость которых со-
ответствует соотношению компонентов клея. Выпускаются так-
же пастообразные эпоксидные клеи в виде напоминающих пла-
стилин палочек, завернутых в пленку, отделяющую основу клея
от отвердителя. Практикуется упаковка компонентов эпоксид-
ных клеев в тубы с разным диаметром входных отверстий.
В этом случае можно выдавливать жгуты компонентов равной
длины, получая нужное соотношение их в клее [2].
Отечественной промышленностью выпускается, в частности
паста «Полиметалл» для приклеивания эмали, отколовшейся от
раковин, и т. п. [100]. Жизнеспособность клея после смешивания
компонентов — 30 мин. Приклеенные детали желательно остав-
лять под грузом на несколько часов. Эпоксидный клей «ЭПО»,
предназначенный для склеивания в быту металлов, стекла, ке-
рамики, древесины, заделки трещин, также упаковывается в
тубы [100, 123]. Основу и отвердитель смешивают в массовом
' 96
3
соотношении 10: 1 и наносят на склеиваемые детали прилагае-
мым к упаковке шпателем. Детали выдерживают после склеива-
ния под легким грузом не менее 3—4 сут.
При использовании эпоксидных клеев в быту следует по-
мнить, что' они токсичны. Помещение после работы с клеем
нужно хорошо проветрить, попавшие на кожу частицы клея
смыть теплой водой с мылом, а затем желательно эти места
протереть спиртом и смазать косметическим кремом.
Эпоксидный клей ИПК-Л-10 выпускается с приспособлением
для капельной дозировки компонентов. На 10 капель основы
следует добавлять 1 каплю отвердителя. После смешения клей
можно использовать в течение 1 ч. Соединенные детали под
легким грузом выдерживают сутки. Клей огнеопасен. Предна-
,значен для склеивания стекла, хрусталя, керамики [100, 123].
Довольно широко в быту применяется отечественный универ-
' сальный клей БФ-2, способный склеивать металлы и многие
неметаллические материалы. Однако в домашних условиях его
применять не очень удобно, так как клеевое соединение нужно
прогревать при 140—160 °C.
Клей БФ-6 предназначен только для склеивания тканей.
Края ткани увлажняют, хорошо отжимают, наносят клей в два
слоя и сушат на воздухе до отлипа. Затем куски ткани соединя-
ют и через влажную тряпку проглаживают утюгом, нагретым
до 100—120 °C [3].
Различные неметаллические материалы (кожу, ткани, древе-
сину, фанеру, кожезаменители) склеивают водостойким клеем
«Марс» [100, 123]. Клей огнеопасен (не работать вблизи откры-
того огня!), но нетоксичен. Клей наносят из тюбика в два слоя,
каждый слой сушат 5 мин и соединенные детали помещают под
груз на 30 мин.
Безопасны и удобны в обращении клеи на основе водных
эмульсий или латексов» К их числу относятся, например, поли-
винилацетатная эмульсия или специальные клеи для быта на ее
основе (например, синтетический клей «ЭПВА», клей ГИПК-141,
«Орион»), Такие клеи наносят на склеиваемые детали, соеди-
няют, их и держат в руках или под грузом 5—10 мин. Клеи этого
типа применяют для склеивания бумаги, кожи, древесины,
ткани.
Клей ГИПК-141 рекомендуется для приклеивания декора-
тивных пленок из поливинилхлорида к древесине и древесново-*
локнистым плитам [100, 123].
Латексный каучуковый клей «Бустилат» также нетоксичен,
неогнеопасен, наносится в один слой, при склеивании требуется
лишь контактное давление. Основное его назначение — приклеи-
вание обоев и линолеума.
Выпускаются и поступают в продажу и клеи более узкого
назначения. Например, для ремонта плащей из поливинилхло-
ридной пленки и тканей типа «болонья» предназначен клей
4 Зак. 930
97
МЦ-1 (его же можно’ использовать для склеивания кожи, фар-
фора, некоторых пластиков). Клей наносят в один слой, прогла-
живают соединенные детали тканью для удаления пузырьков
воздуха, 2—3 мин придерживают пальцами и затем оставляют в
неподвижном состоянии 3—4 ч. Склеенные изделия стойки к
стирке в теплой воде. Следует учитывать, что этот клей огнеопа-
сен, а помещение после работы с ним следует хорошо проветрить
[НО].
Различные клеи выпускаются для склеивания магнитофон-
ных лент (например, клей «Мелодия») и кинопленок (клей «Эк-
ран»), Как правило, эти клеи наносят в один слой, быстро
соединяют ленту или пленку и выдерживают так 3—5 мин. Эти
клеи огнеопасны и требуют соблюдения соответствующих мер
предосторожности [100].
Из резиновых клеев бытового назначения наиболее известен
клей 88Н. Им можно приклеивать вулканизованные резины к
металлу, стеклу и другим материалам, оклеивать павинолом и
другими декоративными материалами металл, фанеру и т. д.
Клей наносят в два слоя и сушат 8—10 мин (второй слой — до
отлипа), детали соединяют и выдерживают в неподвижном со-
стоянии не менее суток. Этот клей можно использовать и для
приклеивания фотоотпечатков, но со временем возможно по-
желтение фотографий.
Очень удобен для склеивания самых различных материалов
быстросхватывающийся клей Циакрин. К сожалению, сейчас он
поступает в продажу в очень неудобной таре (флаконы емко-
стью 50—100 г с широким горлышком) и его неиспользованная
часть быстро портится (из-за попадания влаги из воздуха).
Значительно удобнее выпускаемые за рубежом полиэтиленовые
ампулы с клеем емкостью 3—5 г. Копачок такой ампулы про-
тыкают иглой, выдавливают нужное число капель клея, а затем
отверстие ампулы заваривают с помощью спички — и клей вновь
герметично упакован.
Широкое применение в быту находят различные липкие
Ленты. Сейчас выпускаются главным образом электроизоляци-
онная поливинилхлоридная лента, липкая полиэтиленовая лента
для детского художественного творчества и липкая лавсановая
лента КЛТ для склеивания магнитофонных лент [100].
Глава VI
ЭКОНОМИЧЕСКИЕ АСПЕКТЫ
ПРИМЕНЕНИЯ КЛЕЕВ
Для определения сравнительной эффективности применения
синтетических клеев необходимо иметь представление об услов-
ной экономии затрат в результате замены одних клеев другими,
чтобы выбрать наилучший вариант использования данного по-
лимерного клеевого материала.
Главной методической основой для правильного определения
эффективности использования полимерных клеевых материалов
является учет текущих и единовременных затрат на всех стадиях
движения продукта — от добычи исходного сырья, изготовления
материала, его переработки в изделие до потребления готовой
продукции; учет этих затрат не только в отрасли, использую-
щей клеевые материалы, но и в смежных (сопряженных) отрас-
лях и в отраслях-потребителях; выбор варианта, эффективного
не только для отдельной отрасли, но и для всего народного
хозяйства. По существу, расчеты эффективности необходимо
переносить в конечную.стадию потребления продукции, учиты-
вая формирование затрат на всех предыдущих этапах [152].
Показателем сравнительной экономической эффективности
капитальных вложений является минимум приведенных за-
трат.
Совокупность технических, экономических, организационных
и других факторов, влияющих на размеры и уровень эффектив-
ности применения синтетических клеев в народном хозяйстве,
получает в конечном счете отражение в четырех основных сто-
имостных показателях, на основе которых можно количественно
измерить величину этого эффекта: себестоимость производства,
капитальные затраты на изготовление продукции (с учетом со-
пряженных отраслей), себестоимость продукции, изготовленной
при помощи средств труда (или годовых расходов по эксплуа-
тации этих средств в отрасли-потребителе); капитальные затра-
ты, связанные с эксплуатацией оборудования с конструктивными
4*
99
элементами на основе клеевых материалов в отраслях-потреби-
телях.
Значительные трудности определения экономической эффек-
тивности использования полимерных клеевых материалов пред-
ставляют собой варианты, в которых отсутствуют аналоги для
сравнения. Речь идет о случаях, когда полимерные клеи исполь-
зуются в новых конструкциях машин и оборудования, которые
нельзя сравнить с ранее созданными, а также в существующих
конструкциях, но без замены традиционных материалов.
Для расчета эффективности использования полимерных кле-
ев в новых областях, а также в традиционных, но без замены
других материалов, рекомендуется перенести расчет по возмож-
ности в сферу эксплуатации и сравнивать технико-экономиче-
ские показатели выполнения единицы работы новыми и пре-
жними конструкциями. Здесь эффект определяется сравнением
текущих и единовременных затрат на приобретение основных
фондов для выполнения равного объема, работ.
Кроме того, нужно принять в качестве эффекта необходимые
капитальные вложения на прирост производства полимерных
клеев в потребных количествах с учетом нормативного коэффи-
циента эффективности. Поскольку указанные варианты все рав-
но подлежат .реализации, использование нормативного коэффи-
циента эффективности как предельной величины позволит учесть
минимальные размеры Экономии от необходимых капитальных
вложений.
При проведении экономических расчетов очень важное
значение имеет и специфика производства самих клеев, кото-
рая должна учитываться в показателях общей эффектив-
ности.
В настоящее время клеевые материалы могут быть получены
в виде растворов, дисперсий, безрастворных жидких компози-
ций пленок и порошков.
Для того чтобы выявить перспективность развития произ-
водства каждого из указанных типов клеевых композиций и
материалов, необходимо прежде всего произвести сравнитель-
ный экономический анализ затрат на их производство.
Расчеты экономической эффективности производства кле-
евых материалов зависят от многих факторов. Прежде всего
весь процесс производства и применения клеевых материалов
можно условно разделить тщ следующие стадии:
1) производство исходного сырья и полупродуктов;
2) производство основного полимера (адгезива);
3) изготовление клеевых материалов;
4) применение и эксплуатация изделий (объектов) с исполь-
зованием клеевых материалов.
Основными моментами для определения наиболее эффектив-
ного способа применения клеевых материалов являются третья и
четвертая стадии. Предполагается, что равноценное качество
100
склеивания может быть достигнуто при применении каждого
вида. клеевого соединения.
Анализ экономической эффективности производства и при-
менения клеевых материалов по видам показывает, что наиболее
целесообразно создавать безрастворные жидкие клеевые мате-
риалы. Этим материалам несколько уступают твердые клеи
(пленочные и порошковые). Наименее выгодны клеи, получае-
мые с применением органических растворителей.
В настоящее время для расчета приведенных затрат произ-
водства и применения клеевых материалов различных видов, а
также оценки выбора экономически выгодного направления
разработки клеевых материалов используются обобщенные тех-
нико-экономические показатели по себестоимости, ценам, капи-
тальным вложениям и др.
Хотя все технико-экономические показатели на клеевые ма-
териалы даются в руб. на 1 т, для экономических расчетов
наиболее приемлемы эквивалентные пересчеты на 1 м3.
Клеи на основе термореактивных полимеров можно подраз-
делить на дешевые (до 1 тыс. руб./м3), средней стоимости (от
1 до 2 тыс. руб./м3) и дорогие (более 2 тыс. руб./м3).
Клеи на основе термопластичных смол делятся на следующие
группы: до 1,2 тыс. руб., от 1,3 до 2,3 тыс. руб. и более 2,4 тыс.
руб. за 1 м8. Важное значение имеют и полные капитальные
затраты на производство некоторых видов полимерных клеевых
материалов, применяемых в народном хозяйстве. По уровню
капиталоемкости клеи можно разделить следующим образом.
Для термореактивных клеев: низкий (до 1 тыс. руб./т), средний
(от 1 до 3 тыс. руб./т), высокий (более 3 тыс. руб/т); для
термопластичных клеев: до 1 тыс. руб., от 1,1 до 2 тыс. руб. и
более 2 тыс. руб. за 1 т. Так, например, если принять стоимость
1 м3 карбамидоформальдегидных клеев за 100%, то фенолофор-
мальдегидные клеи будут в 4—6,6 раза дороже их, эпоксид-
ные — в 19—25 раз, а элементоорганические — более чем в
45 р'аз в эквивалентном объеме. Аналогичные соотношёния вы-
явлены и по удельным капитальным вложениям.
Эффект от применения 1 м3 клеев в машиностроении колеб-
лется от 650 до 4500 тыс. рублей, цикл изготовления практи-
чески всех конструкций снижается на 24—35%, трудоемкость на
40%, металлоемкость конструкций на 10—25% и срок службы
деталей увеличивается в 4—5 раз.
Эффект от применения полиэфирных, эпоксидных, крем-
нийорганических и модифицированных клеев в электротехни-
ке наиболее высок — от 2,5 до 9,4 тыс. руб. за 1 м3.
,Новые конструкции электрической изоляции крупных элект-
рических машин, созданные с применением клеевых материалов,
повышают мощность их почти на 10%, снижают вес на 20—22%
и позволяют получить огромную экономию традиционных мате-
риалов,
101 .
Анализ технико-экономических и эксплуатационных харак-
теристик всего ассортимента клеев показал, что автомобильная
промышленность потребляет в настоящее время более 35 марок
клеев. Кроме того, в перспективе предприятиям автомобильной
промышленности потребуются клеи для крепления элементов
жесткости в кузовах и для замены механического крепления в
узлах радиатора (латунной горловины и чугунных датчиков),
для клеесварных соединений верхней панели передка с верхней
панелью облицовки радиатора, приклеивания фирменных знаков
и облицовки кузова, внутренней отделки потолка, склеивания
проводов и т. д.
Удельная эффективность 1 м3 клеев в автомобильной про-
мышленности составляет: для эпоксидных клеев — 4,2 тыс. руб.,
каучуковых—1,2—1,6 тыс. руб., фенольного типа 0,8—1,1 тыс.
руб.
Полимерные клеи в строительстве в настоящее время ис-
пользуются в основном в трех направлениях:
при проведении отделочных работ (покрытие полов, отделка
стен и т. д.);
при изготовлении строительных конструкций (ограждающие
конструкции, пространственные конструкции, кровли, теплоизо-
ляция, гидроизоляция и т. д.);
при монтаже сантехники и трубопроводов.
В большинстве, случаев требования к прочности клеевых со-
единений в строительстве значительно ниже, чем в машиностро-
ении и других отраслях. Однако следует учитывать то обстоя-
тельство, что полимерные клеи в строительстве должны служить
50 лет и более, иметь большой «срок жизни» без ухудшения
свойств,, нетоксичность при эксплуатации, отверждаться в нор-
мальных условиях (без повышенных температур и давлений) и
иметь сравнительно низкую стоимость.
Применение клея КС на основе эпоксидной смолы при скле-
ивании асбоцементных труб, вентиляционных решеток, крепле-
ния фаянсовых санитарных приборов снижает трудоемкость на
56%, а себестоимость работ на 52%.
Применение поЛимербетонных клеев (эпоксидная смола +
+ бетон) для устройства стыков железобетонных конструкций
гидротехнических сооружений (замена металлического стыка
кольца колодца-оболочки на клееный стык стаканного типа)
снижает трудоемкость работ на 26%, а стоимость — в 3 раза.
Использование эпоксидных клеев для мостовых конструкций
при стыкований русловых консолей пролетных строений умень-
шает затраты труда в 1,8—2 раза по сравнению с традиционны-
ми методами крепления, увеличивая темпы сборки при этом в
5 раз.
При замене паркетных полов поливинилхлоридным линолеу-
мом и плитками экономический эффект на 1 м2 пола достигает
4 руб., а в расчете на 1 т полимерного сырья — около
102
4200 руб., при этом трудоемкость работ снижается в 4,5 раза
и доля эффекта, приходящаяся на единицу клеевого материала,
составляет 15% общей суммы эффекта.
В о'тделке стен жилых зданий при замене облицовочных
керамических плиток слоистыми пластиками или пленками,
крепящимися полимерными клеями, эффект на 1 м2 поверхности
равен 3—4 руб., а удельный экономический эффект на 1 т — от
6 до 14 тыс. руб., в том числе доля полимерных клеев составляет
18% от суммы эффекта.
Приведенные примеры достаточно ярко характеризуют вы-
сокий экономический эффект использования полимерных клеев в
строительстве.
Как показали расчеты, экономически целесообразный уро-
вень потребления полимерных клеевых материалов составляет
около 1,2 т на 1 млн. руб. строительно-монтажных работ и около
0,2 т на 1 тыс. м2 жилой площади.
Крупнейшим потребителем клеев на основе растительных и
натуральных продуктов является пищевая промышленность.
Клеи используются на одной из завершающих стадий выпуска
пищевой продукции — при ее упаковке и этикетировании. Почти
всю тару, предназначенную для упаковки пищевых продуктов,
склеивают в настоящее время клеями на основе растительных и
натуральных продуктов — крахмальными, декстриновыми, казе-
иновыми, костными, желатиновыми и т. п., для производства
которых используют огромное количество ценного пищевого
сырья — зерна, картофеля, молока и т. п. Поэтому проблема
замены натуральных клеев синтетическими является в настоя-
щее время очень-важной. Расчеты показали, что на выработку
казеина, например, расходуется более 700 тыс. т обезжиренного
молока, а .половина всего вырабатываемого крахмала идет на
изготовление клеев и т. д.
В настоящее время в пищевой промышленности для строго
определенных целей разрешается применять клеи на основе
модифицированной фенолоформальдегидной смолы и поливи-
нилбутираля, клеи 'на основе карбамидомеламиноформальде-
гидных смол, клеи на основе поливинилацеталей и поливинило-
вого спирта, клеи на основе карбоксиметилцеллюлозы и
некоторых видов синтетических латексов.
Помимо определенного комплекса санитарно-гигиенических
свойств полимерные клеи должны обладать определенной вяз-
костью, хорошей адгезией, водорастворимостью, большой ско-
ростью отверждения, жизнеспособностью и т. д.
Полимерные клеи, применяемые сейчас в пищевой промыш-
ленности, используются главным образом в трех направлениях:
Для производства упаковочной тары под различные пищевые
продукты; для этикетирования различной пищевой тары и
продукции, для склеивания некоторых материалов и изде-
лий.
103
Расчеты экономической эффективности использования поли-
мерных клеевых материалов в пищевой промышленности
несложны, так как применение их связано с • прямой заменой
клеев на основе растительных и натуральных продуктов. Так,
замена декстринового клея для приклеивания этикеток клеем на
основе карбамидоформальдегидной смолы -обеспечивает эконо-
мию в расчете на 1 млн. банок — 46,5 руб. на разнице в ценах на
оба клея и разнице в расходе — 3,4 кг и 1,5 кг соответственно.
Применение для этих же целей карбоксиметилцеллюлозного
клея на 1 млн. банок дает экономию 1597 руб., хотя стоимость
1 кг на 97 коп. выше. Применение полиакриламидного клея
вместо декстринового на тот же объем дает 1400 руб. экономии.
Высокая эффективность применения полимерных клеев ха-
рактерна и для легкой промышленности. Например, клеевое
крепление деталей верхней одежды повышает производитель-
ность труда на 6—11% и соответственно снижает себестоимость
на 0,5—1,0%.
При склеивании дублированных материалов значительно уп-
рощается технология пошива, в результате чего затраты на
изготовление изделий из капроновой ткани, сдвоенной с пороло-
ном или с шерстяной тканью, снижаются на 20—30%- В издели-
ях из этих материалов не применяется бортовая прокладка, а в
изделиях из сдвоенной капроновой и шерстяной тканей изна-
ночная сторона выполняет роль подкладки, поэтому затраты на
изготовление изделий из этих материалов снижаются на
10—14%.
Применение нетканых материалов снижает себестоимость
изделий в следующих размерах: в зимних изделиях за счет
вязально-прошивного хлопчатобумажного ватина — на 1—1,5%,
в других изделиях за счет флизелина вместо, льняной бортовой
прокладки — на 1,5—2,0%-
Благодаря использованию паролона в качестве утепляющей
прокладки себестоимость изделий снижается на 1—1,5%.
В обувной промышленности изготовление стелечного картона
с отделкой (с применением полиамидного клея) вместо оклеи-
вания тканью дает возможность высвободить для других нужд
народного хозяйства около 2,5 млн. м ткани и свыше 45 т
крахмала в год, а суммарный эффект составляет около
700 тыс. руб.
В обувном производстве применение клея на основе синтети-
ческого каучука и глифталевой смолы для приклеивания подошв
позволит повысить производительность труда за счет сокраще-
ния времени прессования подошв с 15 мин до 40 с.
Применение липких лент и пленок в народном хозяйстве
обеспечивает большой экономический эффект как в сфере про-
изводства промышленной продукции, так и в сфере ее
эксплуатации за счет улучшения технических и экономических
характеристик изделий (машин, аппаратов, конструкций и т. п-)«
104
Благодаря быстрому, развитию производства и внедрению
липких лент многие декоративно-отделочные работы могут вы-
полняться без больших трудовых затрат. При этом качество
отделки и ее эстетическое оформление улучшаются. Использо-
вание липких лент позволяет исключать малопроизводительные
и трудоемкие способы крепления при помощи болтов, шурупов и
гвоздей.
Экономическая эффективность от внедрения новых декора-
тивных материалов с липким слоем получается в основном от
снижения трудоемкости отделочных работ.
Внедрение декоративных обивочных материалов с липким
слоем в судостроении также дает большой экономический эф-
фект. Например, если площадь отделочных работ составляет
120 м2, то общая длина участка крепежных работ, выполняемых
с помощью шурупов или винтов, составляет 4000 пог. м. Расход
шурупов на 1 пог. м составляет примерно 9 шт., а на весь объем
отделочных работ — 36 000 шт., илЙ*43,4 кг.
Трудоемкость 1 пог. м отделочных работ равна 0,52 чел/ч, или
0,23 руб., а в пересчете на весь объем отделочных работ это
составит 920 руб. Следовательно, общие затраты по отделочным
работам при механическом способе крепления составят
945,3 руб.
Для клеевого метода крепления (материала с липким слоем)'
затраты составляют: расход клея на 1 м2 рулонного отделочного
материала — 120 г, а на весь объем — 14,4 кг.
При стоимости 1 кг клея 3 руб. расход клея на весь объем
отделочных работ в денежном выражении составит 43,2 руб.
Учитывая снижение трудоемкости производства отделочных
работ при внедрении материала с липким слоем примерно в
2,3 раза, затраты по заработной плате на 1 пог. м отделочных
работ составят 0,1 руб., а на весь объем отделочных работ —
400 руб. После внедрения новых материалов общие затраты
составят 443,2 руб. Экономия от внедрения новых отделочных
материалов с липким слоем на этот объем работ составит
502,1 руб. Экономический эффект на 1 т клея для декоративной
пленки составит 34,9 тыс. руб.
Кроме того, липкие ленты с высокими адгезионными показа-
телями могут быть использованы для приклеивания кожаных
обтяжек к капроновым каблукам. При этом ликвидируются две
операции: активация (нагревание) клея в сушильной зоне и
шероховка капроновых каблуков. Эффективность применения,
например, липких лент на 1 млн. пар обуви составляет 9,3 тыс.
Руб., а в пересчете на 1 м3 клея — 3,8 тыс. руб.
^Весьма важным вопросом является определение перспектив-
ной потребности в полимерных клеевых материалах. Анализ и
выявление тенденций, связанных с техническим прогрессом, по-
зволили сделать вывод, что при данном уровне развития техники
установилась известная, вполне определенная устойчивость в
IQ5
отношениях между ростом производства промышленной про-
дукции и объемом использования полимерных клеевых материа-
лов. '
Перспективная потребность в полимерных клеевых материа-
лах определяется с различной степенью детализации в масшта-
бах предприятия, подотрасли, отрасли и народного хозяйства в
целом.
По очередности удовлетворения потребности области исполь-
зования полимерных клеевых материалов в народном хозяйстве
могут быть сгруппированы следующим образом:
Независимо от экономи-
ческого эффекта
С учетом экономического
эффекта
В зависимости от величи-
ны экономического эф-
фекта
Области, в которых полимерные клеевые
материалы технически необходимы и
не заменимы другими материалами
Расширение освоенных областей при-
менения; замена дефицитных тради-
ционных материалов и т.п.
Новые области использования и заме-
на традиционных материалов
В современных условиях распределение ограниченных ресур-
сов полимерных клеевых материалов должно осуществляться на
основе экономического анализа потребности и показателей
сравнительной эффективности их производства и применения с
учетом указанных выше факторов.
В настоящее время около 60% всей продукции народного
хозяйства изготавливается с применением пластмасс и синтети-
ческих смол, и среди огромной номенклатуры применяемых хи-
мических продуктов и материалов особая роль принадлежит
клеевым соединениям и адгезивам.
Доля полимерных клеевых соединений в общем объеме при-
меняемых в народном хозяйстве пластмасс составляет около
14,9%. Причем полимерные клеевые соединения в технике почти
полностью вытеснили клеевые материалы на основе природных
продуктов. Так, в настоящее время она составила (по расчету)
97,8%.
Клеевые соединения в технике выполняют в основном две
функции: клеевые способы соединения узлов и деталей и про-
питку, капсулирование и цементацию конструкций.
Потребность народного хозяйства в клеящих полимерных
материалах по этим направлениям в настоящее время характе-
ризуется следующими данными: на клеевые способы соединений
она составляет 67,0%, на пропитку, цементацию и капсулирова-
ние—33,0%).
Потребность отдельных’отраслей народного хозяйства в кле-
ях в девятой пятилетке увеличилась более чем в 1,9—2,6 раза,
причем наибольший рост применения клеев наблюдается в авто-
10^
мобилестроений, судостроении, электромашиностроении, авиа-
строении. В этот период не только увеличился объем
-производства, но и заметно изменилась его структура. Хотя в
девятой пятилетке по-прежнему преобладающая роль Принад-
лежала «традиционным» поливинилацетатным и эпоксидным
клеям, а также клеям на основе синтетических каучуков, тем не
менее ’ в перспективе заметно возрастет доля полиэфирных,
------------------- ------------------ модифицированных
кремнийорганических, полиуретановых,
эпоксидных клеев и т. д.
Широкое производство и применение клеевых материалов
позволяет не"' только, получить экономию
______ > традиционных мате- -
риалов, но' и изменить технологию производства изделий и
конструкции машин, а также создавать принципиально новые
конструкции. Все это в целом обеспечит более высокую народ-
нохозяйственную эффективность производства и применения по-
лимерных клеев.
Глава VH
МЕТОДЫ ИСПЫТАНИЯ КЛЕЕВ
И КЛЕЕВЫХ СОЕДИНЕНИЙ
В настоящей главе описываются основные методы испытания
физических и физико-химических свойств клеев, определения
статической и динамической прочности клеевых соединений, а
также способов неразрушающего контроля их качества.,
МЕТОДЫ ОПРЕДЕЛЕНИЯ ФИЗИЧЕСКИХ
И ФИЗИКО-ХИМИЧЕСКИХ СВОЙСТВ КЛЕЕВ
Внешний вид. Для определения внешнего вида чистую сухую
стеклянную палочку погружают в пробу клея (25—50 г) и под-
нимают на 10—20 см над емкостью с пробой. Определение
производится визуально. Стекающая струя клея должна быть
однородной, без сгустков и посторонних включений. При испы-
тании клеев с ограниченной жизнеспособностью следует исполь-
зовать свежеприготовленный клей.
Относительная плотность. Выбор метода испытаний зависит
от вида клея и требуемой точности определения. Для жидких
клеев наиболее точным является определение относительной
плотности с 'помощью пикнометра (метод применим также и для
испытаний твердых клеев). Использовать для этой цели арео-
метр можно только в тех случаях, когда жидкие клеи не содер-
жат осадка.
Достаточно просто относительная плотность пастообразных и
жидких клеев определяется с помощью шприца. Для испытаний
пастообразных клеев используют обычный медицинский шприц
емкостью 15—30 см3 без иглы, для жидких композиций — с
толстой иглой. Клей набирают в шприц, удаляя пузырьки воз-
духа, затем выдавливают во взвешенную колбочку с притертой
пробкой и определяют массу клея. Таким же образом находят
массу дистиллированной воды в том же объеме. Относительную
плотность вычисляют делением массы клея на массу воды,
108
Вязкость является важным показателем при оценке качества
различных клеящих композиций. Клей с высокой вязкостью
трудно наносить на соединяемые поверхности; маловязкий клей
легко выдавливается при запрессовке, кроме того, он может
быстро впитываться в пористые материалы — в результате по-
явятся непроклеи. Вязкость характеризует также стабильность
состояния клея в процессе его хранения и применения.
- Для определения вязкости клеевых композиций широко при-
менются вискозиметры ВЗ-1/ВЗ-4, воронка НИИЛК, реже —
прибор Оствальда — Пинкевича, ротационные (с вращающими-
ся цилиндрами) и электрические вискозиметры (в которых
измеряется изменение динамического сопротивления двигателя
при погружении в испытуемую жидкость сменной роторной на-
садки).
Вискозиметр ВЗ-1 представляет собой металлический резер-
вуар, переходящий внизу в полый конус со съемным соплом
диаметром 2,5 ± 0,025 мм или 5,4 ± 0,025 мм. Резервуар уста-
навливают в ванну с водой, доводя ее температуру до 20 °C.
Затем в вискозиметр наливают клей, доводят его температуру до
20 ±0,2 °C, вынимают стержень, закрывающий сопло, и заме-
ряют время истечения 50 мл клея (в с), характеризующее его
условную вязкость. Прибор ВЗ-1 предназначен для определения
условной вязкости в пределах 10—150 с. Близким по конструк-
ции и методике применения является вискозиметр ВЗ-4 с соплом
диаметром 4 ± 0,2 мм. Перед заливкой клея сопло закрывают
-щальцем илй шариковым клапаном, а затем также определяют
условную вязкость по времени истечения 50 мл клея. Прибор
ВЗ-4 предназначен для измерений вязкости в пределах 20—
150 с.
Воронка НИИЛК позволяет быстро испытывать материалы,
имеющие вязкость не менее 100 сП. Вязкость в этом случае
характеризуется временем (в с), в течение которого из воронки
вытекает 100 см3 жидкости.
Ротационные вискозимеры (например, разработанный Вола-
ровичем вискозиметр РВ-7 или выпускаемые в ГДР вискозимет-
ры Реотест) используют для определения вязкости весьма вяз-
ких систем, расплавов, суспензий и эмульсий. Прибор РВ-7, в ча-
стности, позволяет определять абсолютную вязкость в пределах
5—10 П в интервале температур от •—70 до 180 °C.
Жизнеспособность, как правило, определяют для компози-
ций, приготавливаемых смешением компонентов на месте по-
требления. Под жизнеспособностью клея понимается промежу-
ток времени от получения клея, годного для нанесения, до
момента, когда клей становится непригодным к употреблению.
В большинстве случаев о жизнеспособности клея судят по
изменению его вязкости во времени. Нормальная жизнеспособ-
ность клеев регламентируется стандартами, ТУ или инструкция-
ми на приготовление композиций; для многокомпонентных
109'.
систем она, как правило, не должна быть меньше 1—2 ч. Напри-
• мер, для фенолоформальдегидных клеев с кислым отвердителем
(контакт Петрова) определение жизнеспособности производят
следующим образом. Навеску 200 г свежеприготовленного клея
помещают в стакан емкостью 200—300 см3 и выдерживают в
термостате или на водяной бане до достижения клеем темпера-
туры 20 °C. Далее определяют начальную вязкость клея и по-
_ вторяют ее определение каждые 30 мин, пока клеевая масса
не достигнет максимально допустимой вязкости (для клея
ВИАМ Б-3, применяемого при склеивании древесины, допусти-
мый интервал вязкости 20—90 с, а для клея В31-Ф9, используе-
мого при склеивании органического стекла с ткаными лентами,
интервал 25—100 с по ВЗ-1).
Иногда при невозможности определения вязкости (напри-
мер, для пастообразных композиций типа полиуретанового клея
ПУ-2) жизнеспособность определяют, нанося клей кистью или
шпателем на металлические пластины размером 20 X 60 мм
через каждые 30 мин. Отмечают время, в течение которого клей
пригоден для нанесения.
В некоторых случаях жизнеспособность клеев характеризу-
ется временем, в течение которого приготовленный клей обеспе-
чивает определенную прочность склеивания. Например, полиуре-
тановый клей ВК-5 должен в пределах своей жизнеспособности
обеспечивать при склеивании образцов из дуралюмина Д-16АТ
по стандартному режиму прочность при сдвиге не менее 7,5 МПа
(75 кгс/см2) при 20 °C и не менее 1,5 МПа (15 кгс/см2) —при
температуре испытаний 60 °C.
Время отверждения. Эту характеристику определяют как
для компонентов клеев, так и для готовых клеевых композиций,
например на основе модифицированных различными полимера-
ми и мономерами фенолоальдегидных смол, а также для полу-
чения ориентировочных данных, необходимых при разработке
новых клеев.
Для определения продолжительности отверждения навеску
клея (0,5—2 г) наносят на нагретую металлическую поверхность
электрической полимеризационной плитки и, помешивая клей
. стеклянной палочкой или шпателем, наблюдают за его поведе-
нием при нагревании. Время отверждения — это время, необхо-
димое для перехода композиции в неплавкое состояние. Темпе-
ратура испытаний в зависимости от природы компонентов клея
может колебаться от 100 до 300 °C.
Концентрация клея. В большинстве случаев концентрацию
клея определяют путем нагревания навески клея до постоянной
массы. Например, 1—2 г раствора фенолоформальдегидной
смолы выливают на пластинку из стекла или нержавеющей
стали размером 8X8 см (или в просушенный бюкс), помещают
в термостат и выдерживают при 105 °C в течение 2 ч, после чего
взвешивают. Последующие взвешивания повторяют через каж-
110
дые 30 мин, пока разница между двумя взвешиваниями не будет
превышать 0,001 г. Концентрацию (в %) вычисляют по форму-
ле:
В-100
где д — масса высушенной смолы, г; С — навеска смолы, г.
Содержание летучих в пленочных клеях. Эту характеристику
определяют либо с целью контроля правильности сушки пленоч-
ных клеев, приготавливаемых из раствора (фенолокаучуковых
или эпоксидно-полиамидных), либо для проверки максимально
допустимого содержания летучих, выделяющихся в процессе
склеивания пленочными эпоксидными клеями, не содержащими
растворителей, В первом случае пленку клея при испытании
прогревают по стандартному режиму, во втором — по режиму,
соответствующему применяемому режиму склеивания. Напри-
мер, для определения содержания летучих в пленочных феноло-
каучуковых клеях ВК-З, ВК-32-200 и других два кусочка пленки
размером 5ОХ'5О мм вырезают с двух сторон рулона на рассто-
янии 10 см от края, взвешивают на аналитических весах с
точностью до 0,0002 г, затем надевают на тонкую медную про-
волоку и выдерживают в сушильном шкафу при 130±2°С в
течение 4 ч; затем охлаждают в эксикаторе до комнатной тем-
пературы и вновь взвешивают. Содержание летучих веществ
(в %) вычисляют по формуле<
юо
о
где а — масса пленки до сушки, г; Ъ — масса пленки после сушки, г.
По аналогичной методике определяется содержание летучих
в пленочных эпоксидных клеях, но выдерживают в сушильном
шкафу при 175±5°С (клей ВК-24) в течение 3 ч или в течение
-времени, необходимого для склеивания конкретных клеевых кон-
струкций.
Усадка. Усадку клеев, не содержащих растворителей (на-
пример, эпоксидных композиций и сополимеров ненасыщенных
полиэфиров), можно определить по разности плотностей исход-
ного клея и клея в отвержденном состоянии. Относительную,
плотность исходного и отвержденного клея при этом определяют
одним из описанных выше методов. Если большая точность не
требуется, относительную плотность можно определить следую-
щим образом: мерный стеклянный цилиндр емкостью
50 см3 покрывают изнутри антиадгезионным составом (раствор
этилцеллюлозы в спиртобензольной смеси, кремнийорганическая
смазка К-21 и др.) для устранения прилипания клея к стенкам
Цилиндра. Затем цилиндр взвешивают, заполняют клеем и
10
взвешивают вновь. Отверждение клея проводят по режиму, прп-
меняемому для изготовления клеевых соединений. По окончании
отверждения клей извлекают из цилиндра и снова взвешивают,
а затем определяют его объем по объему вытесненной дистил-
лированной воды при погружении образца в цилиндр с водой.
Относительную плотность неотвержденного клея определяют по
формуле:
А — в
Ро— 50
где А — масса цилиндра с клеем, г; В — масса пустого цилиндра, г.
Относительную плотность отвержденного клея вычисляют по
формуле:
р = РУ
где Р — масса отвержденного клея, г; V — объем образца отвержденного
клея, мл
Усадка х (в %) рассчитывается по формуле:
где ро — относительная плотность исходного клея, г; р — относительная плот-
ность отвержденного клея, г.
Внутренние напряжения. В процессе отверждения клеевых
пленок в результате усадки клея в клеевом шве возникают
внутренние напряжения, влияющие на прочность шва. Как пра-
вило, эти напряжения являются растягивающими, так как при
отверждении объем клеевой прослойки может только умень-
шиться.
Для определения внутренних напряжений можно использо-
вать консольный метод. На пластинку из металла или другого
материала определенной толщины и длины, консольно закреп-
ленную в соответствующем приспособлении, наносят слой жид-
кого клея. По мере отверждения клеевой пленки в ней возникает
упругая сила Р=св = Ьа (где ов— внутренние напряжения, b —
ширина и а — толщина пленки). Под действием силы Р на кон-
це закрепленной пластины возникает изгибающий момент, рас-
считываемый по формуле:
м= .?^.А...Ьа
где q — толщина пластины.
Угол отклонения пластины характеризует внутренние напря-
жения, вызывающие деформацию .пластины за счет изгибающе-
го момента М.
П?
МЕТОДЫ ИСПЫТАНИЯ МЕХАНИЧЕСКОЙ
ПРОЧНОСТИ КЛЕЕВЫХ СОЕДИНЕНИЙ
При испытании прочности клеевых соединений приходится иметь
дело с соединением, состоящим из клеевой прослойки и по
крайней мере двух соединяемых элементов. Поэтому для опре-
деления прочности клеевых соединений пользуются специально
разработанными методами. При этом кроме величины прочности
необходимо фиксировать характер разрушения, осматривая обе
части, испытанного образца. Различают следующие виды разру-
шения: по склеиваемому материалу (материалам); по клею (ко-
гезионное разрушение); по границе раздела клей — склеивае-
мый материал; по защитному покрытию или адгезионному
грунту (если таковые имеются); по границе раздела склеивае-
мый .материал— грунт (покрытие). Оценка каждого вида раз-
рушения проводится визуально с точностью 5—10% от номи-
нальной площади склеивания.
При проведении всех вйдов испытаний механических свойств
клеевых соединений рекомендуется соблюдать следующие об-
щие правила (кроме случаев, для которых регламентированы
особые условия испытаний). Клеевые -потеки на испытуемых
образцах после снятия давления следует осторожно, но тща-
тельно зачистить. Склеенные образцы до испытаний должны
быть выдержаны в комнатных условиях не менее 24 ч. Образцы,
склеенные термопластичными иЛи гигроскопичными клеями, ре-
комендуется хранить при 20 ±5 °C и относительной влажности
воздуха 55 ±5%. Если температура испытаний отличается от
комнатной, то образцы клеевого соединения помещают в нагре-
вательную или холодильную камеру. Нагревание образца долж-
но быть равномерным, заданная температура должна выдер-
живаться с точностью до 1 °C и контролироваться термопарой,
помещенной в непосредственной близости от центра образца.
По характеру нагружения различают три основных вида
испытаний прочности клеевых соединений: при сдвиге (напря-
жения в клеевом шве главным образом касательные к поверх-
ности склеивания); при отрыве (преимущественно нормальные
напряжения); при отдире (отслаивание, расслаивание, неравно-
мерном отрыве), когда напряжения распределяются в каждый
момент по линии, перпендикулярной направлению нагружения и
расположенной вблизи кромки шва.
4
ПРОЧНОСТЬ ПРИ СДВИГЕ
Для испытания клеевых соединений при сдвиге можно приме-
нять различные схемы нагружения: растяжение образца, сжа-
тие, кручение или изгиб. Наиболее распространены стандартные
Методы испытаний прочности на сдвиг при растяжении.
U3
Рис. VII. 1.
Образец для определения разрушающего на-
пряжения при сдвиге клеевых соединений
металлов (15 ± 0,5 мм—зона склеивания, 55 мм—
расстояние между зажимами).
Для клеевых соединений металлов ГОСТ 14759—69 предус-
матривает испытание на сдвиг растяжением образцов в виде
двух пластин размером 2 X 20 X 60 мм, склеенных между собой
с одинарной нахлесткой длиной 15 мм (рис. VII.1). Для удоб-
ства' закладки и фиксации образцов в специальном приспособ-
лении для склеивания, предотвращающем их перекос и смеще-
ние нахлестки, рекомендуется длину каждой склеиваемой
пластины выдерживать с точностью ±0,15 мм, а ширину — с
точностью ±0,2 мм. Образцы устанавливают на испытательной
разрывной машине соответствующей мощности таким образом,
чтобы расстояние между зажимами составляло 50 ± 2 мм, а
нахлестка образца располагалась между зажимами симметрич-
но. Продольная ось образца должна совпадать при испытании с
направлением растягивающего усилия. Испытания проводят при
скорости движения нагружающего зажима 10 мм/мин до раз-
рушения образца. Разрушающее напряжение при сдвиге опре-
деляют по формуле:
x~P/F
где Р — разрушающая нагрузка, кгс; F — площадь склеивания, см2.
Число образцов при испытании должно быть не менее 5.
Аналогичные в принципе методики испытаний прочности. при
сдвиге клеевых соединений металлов регламентированы и за
.рубежом (например, в США федеральной спецификацией
МММ-А-132) Однако, как правило, зарубежные методики пре-
дусматривают испытание образцов с .меньшей длиной нахлестки
(12,7 мм) и меньшей толщиной пластин (1,63 мм). Кроме того,
предусматривается изготовление клееных панелей, которые за-
тем разрезаются на отдельные образцы шириной 20 мм и имеют
по концам нахлестки незачищаёмые клеевые потеки. По этим
причинам при испытании зарубежных клеев по отечественной
методике, как правило, показатели прочности при сдвиге соеди-
нений металлов имеют более низкие значения, чем это указыва-
ется фирмами-изготовителями.
Метод определения прочности при сдвиге клеевых соедине-
ний металлов можно применять также для испытаний соедине-
ний стеклопластиков, композиционных и других листовых кон-
струкционных материалов,
Рис. VII. 2.
Образец для определения пазрутающего напря-
жения при сдвиге растяжением соединений сотовой
конструкции.
Испытания прочности на сдвиг при растяжении применяются
также для клеевых соединений резины с металлом при горячей
вулканизации. Образцы в виде металлических грибков с квад-
ратной поверхностью склеивания (22,2X22,4 мм) и прослойкой
резины толщиной 4 мм склеивают попарно встык, а затем испы-
тывают на разрывной машине в приспособлении, обеспечиваю-
щем строгую параллельность плоскостей склеивания и направ-
ления нагружения. Скорость движения нагружающего зажима
машины — 50 мм/мин. Испытанию подвергают не менее трех
'образцов.
Прочность при сдвиге растяжением соединений сотовых за-
полнителей с обшивками определяют на образцах, показанных
на рис. VII. 2. Две панели из сотового заполнителя склеивают с
.тремя металлическими пластинами из стали или дуралюмина
толщиной не менее 5 мм, служащими для передачи на образец
усилий. Для определения прочности при сдвиге образец нагру-
жают до разрушения при постоянной скорости движения нагру-
жающего зажима около 1 мм/мин. Разрушающее напряжение
при сдвиге вычисляют по формуле
x^Pl2F
trz Р — разрушающая нагрузка, кгс; F — площадь сдвига, см2.
В случае разрушения по заполнителю метод позволяет рас-
считывать модуль упругости заполнителя [2].
Многослойные материалы (фанера, слоистые древесные пла-
стики и т. д.) также испытываются на прочность на сдвиг при
растяжении. На образцах (рис. VII. 3) делают пропилы (надре-
зы), в результате чего образуются участки склеивания с оди-
нарной нахлесткой. Расстояния между пропилами регламенти-
руются стандартами на фанеру и зависят от числа слоев шпона и
толщины фанеры. Образцы испытывают растяжением при ско-
рости нагружения 100 кгс/мин. Прочность склеивания в этом
случае определяют в кгс/см ширины образца.
Прочность на сдвиг при сжатии (скалывание) определяется
главным образом для клеевых соединений древесины и древес-
ных пластиков. Древесину склеивают из брусков, затем заготовки
115
Рис. VII. 3.
Образец для испытаний па сдвиг при растяжении клеевых соединений шпона в трехслой-
ной фанере (при £=1,5 —-2,5 мм £=15 мм; при £=3 мм и более £=20 мм).
Рис. VII. 4
Склеенные заготовки и готовый образец для определения прочности клеевых соединений
древесины при скалывании (ау=а>=Ж мм для соединений дуба, граба или ясеня;
Ci=a2=15 мм для образцов из дельта-древесины).
разрезают на образцы (рис. VII. 4) и устанавливают на
испытательную машину в специальном приспособлении, переда-
ющем скалывающую нагрузку параллельно плоскости склеива-
ния. Скорость нагружения 100—200 кгс/см2 в минуту. .
ПРОЧНОСТЬ ПРИ РАВНОМЕРНОМ ОТРЫВЕ
Прочность при отрыве определяется главным- образом на образ-,
цах стыковых соединений, имеющих цилиндрические склеивае-
мые части, так как это обеспечивает наиболее равномерное рас- •
пределение напряжений по площади склеивания.
Для клеевых соединений металлов ГОСТ 14760—69 предус-
матривает склеивание цилиндрических образцов-грибков ди-
аметром 25 мм (рис. VII. 5). Диаметры склеиваемых грибков не
должны отличаться более чем на 0,1 мм, а взаимное смещение
при склеивании, не должно превышать 0,2 мм. Образцы уста-
навливаются на разрывную машину в приспособлении, обеспе-
чивающем их центрирование относительно растягивающего уси-
лия. Испытания проводят при постоянной скорости движения
нагружающего зажима 10 мм/мин (допускается ее увеличение
до 20 мм/мин). В случае испытаний при повышенной или пони-
женной температуре образцы выдерживают до начала нагру-
жения в воздушной среде в нагревательной (холодильной) ка-
мере в течение 45—60 мин, а в среде хладоаген^а 15—20 мин.
Аналогичный в принципе метод применяется у нас и для
определения прочности при отрыве соединений резины с метал-
лом при вулканизации. Толщина слоя резины между металли-
ческими грибками составляет 10 мм, скорость движения нагру-
жающего зажима машины при испытании — 50 мм/мин. Для
соединений резины с металлом без вулканизации методика ис-
пытаний та же, но слой резины между грибками составляет 3—
4 мм.
116
Рис. VII. 5.
Образец для определения прочности при равномерном
отрыве клеевых соединений металлов.
При испытании на отрыв трехслойных панелей сотовой кон-
струкции применяют образцы-грибки цилиндрической формы со
склеиваемой частью диаметром 60 мм. Между двумя грибками
вклеивают либо сотовый заполнитель, либо цилиндрические об-
разцы трехслойных панелей с обшивками. Образцы испытывают
при скорости движения нагружающего зажима машины 100—
200 мм/мин. В зависимости от характера разрушения (по сотам
или по клеевому слою) определяют разрушающее напряжение
при растяжении сотового материала или прочность при отрыве
клеевого соединения сот с обшивкой.
Аналогичные образцы и методику испытаний используют для
определения прочности при отрыве соединений металла с твер-
дыми теплоизоляционными и другими малопрочными материа-
лами. В этом случае между двумя металлическими грибками
вклеивают кружки диаметром 60 мм; изготовленные из приклеи-
ваемого неметаллического материала
(высота предпочтительно 10 мм).
ПРОЧНОСТЬ ПРИ НЕРАВНОМЕРНОМ
ОТРЫВЕ
Эти испытания используют только для
клеевых соединений металлов или
композиционных высокопрочных мате-
риалов. Испытание сводится к растя-
жению образца, состоящего из тол-
стой, относительно жесткой пластины,
склеенной с серединой тонкой метал-
лической полосы, жестко закреплен-
ной на двух опорах (рис. VII. 6).
Образец устанавливают на разрывную
машину в специальном приспособле-
нии. Передвижнйе опоры приспособ-
ления сдвигают симметрично на рас-
стояние 200 мм, концы полосы жестко
Рис. VII. 6.
Образец для определения проч-
ности при неравномерном отрыве
клеевых соединений металлов.
117
закрепляют винтами. Оразец испытывают при постоянной ско-
рости движения нагружающего зажима 10 мм/мин. Резуль-
тат испытаний характеризуют погонным отрывающим усилием
Рпот — Р/Ь
где Р — наибольшая нагрузка, кгс; b — ширина образца, см.
ПРОЧНОСТЬ ПРИ ОТДИРЕ (ОТСЛАИВАНИИ)
Испытания на отдир (отслаивание) состоят в отделении гибкого
элемента соединения, приклеенного к другому гибкому или бо-
лее жесткому элементу. Образец нагружают под углом 90°
или 180°.
Испытания на отдир клеевых соединений металлов широко
используют в США и других странах; в Советском Союзе они
не стандартизованы, но применяются в исследовательских
работах.
Прочность на уголковый отдир (отслаивание под углом 90°)
для соединений металлов определяют на образцах, склеенных из
двух полощтолщиной 0,5 мм, размером 30 X 130 мм и участком
склеивания длиной 100 мм. Несклеенные концы полос (30 мм)
отгибают вручную под углом 90°, закрепляют в зажимы испы-
тательной машины и испытывают при растяжении со скоростью
20—25 мм/мин. При этом определяют среднее погонное отдира-
ющее усилие в кгс/см ширины образца. За рубежом применяет-
ся также видоизмененный вариант этого метода, в котором
концы расслаиваемых полос пропускают через вращающиеся
катушки. Значения прочности при отдире в этом случае, как
правило, немного выше, а разброс результатов меньше, так как
угол отдир а более постоянен [2, 16].
Испытания на отдир с помощью барабана (рис. VII. 7) при-
меняются для определения прочности склеивания обшивок с
сотовыми заполнителями. Толщина ме-
таллических обшивок — 0,6 мм, ши-
рина — 76 мм. Устройство для испы-
таний состоит из барабана с ре-
бордами, нагружающих ремней или
тросов, зажимов для крепления об-
разца и разывной машины, снабжен-
ной самописцем. Скорость нагружения
25—50 мм/мин. При испытании опре-
деляют средний крутящий момент от-
дира (в кгс/см/см).
Для клеевых соединений многих
неметаллических материалов испыта-
ние на отслаивание является основ-
ным, а иногда и единственно.возмож-
ным (ткани, пленки, теплоизоляцион-
ные материалы и т. д.). Отечествен-
Образец для испытаний на от-
дир с помощью барабана соеди-
нений обшивок с сотовым за-
полнителем.
на
ними методиками предусматривается отслаивание только под
углом 180°.
Такое испытание регламентировано для клеевых соединений
резины с металлом, резины с резиной, тканей с фанерой, рыхло-
волокнистой теплоизоляции с металлом и др. [2]. Ширина об-
разцов должна составлять 25 мм для резин и тканей, 50 мм для
приклеивания ткани к фанере и теплоизоляции к металлу. Ско-
рость отслаивания (расслаивания) 100—НО мм/мин, для соеди-
нений резины с резиной — 200 мм/мин. Среднее усилие отслаи-
вания (в кгс/см ширины образца) рекомендуется определять по
диаграмме, вычерчиваемой установленным на испытательной
машине самописцем.
ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ
Длительная прочность в настоящее время определяется только
для клеевых соединений металлов. Испытания проводят при
длительном статическом нагружении растягивающим усилием
образцов с односторонней нахлесткой по ГОСТ 14759—69.
Обычно для определения длительной прочности при сдвиге при-
меняют машины рычажного типа. Условный предел длительной
прочности определяют, проводя последовательные испытания
при различных постоянных нагрузках вплоть до разрушения
образца и вычисляя среднее по площади склеивания напряже-
ние сдвига, вызывающее разрушение за определенное время
(обычно 500 ч).
УСТАЛОСТНАЯ ПРОЧНОСТЬ
Испытания проводят для клеевых соединений металлов при
сдвиге или отрыве'на образцах, указанных в ГОСТ 14759—69
или ГОСТ 14760—69, и несимметричных знакопостоянных цик-
лах нагружения растягивающими нагрузками. Испытательная
машина должна производить нагружение с частотой 1000—3000
циклов/мин и коэффициентом асимметрии цикла ^0,1. Конт-
рольные испытания образцов проводят при заданном на-
пряжении до достижения определенного числа циклов нагру-
жения (обычно ЮХ'Ю6)- Для определения предела усталости
испытания проводят при различном числе циклов нагружения до
разрушения образцов.
МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
КАЧЕСТВА КЛЕЕВЫХ СОЕДИНЕНИЙ
* ««
В процессе склеивания из-за недостаточно совершенной техно-
логии, нарушения режимов и других причин в клеевых соедине-
ниях появляются дефекты, снижающие прочность и надежность
клееных конструкций. Для их выявления, необходимы методы
119
неразрушающего контроля (НРК). Ниже рассматриваются в
основном методы НРК, позволяющие обнаружить дефекты типа
непроклеев, т. е. нарушения сплошности клеевой пленки и отсут-
ствие ее адгезии к склеиваемым материалам.
Основным методом выявления дефектов склеивания элемен-
тов многослойных конструкций, применяемым в Советском Со-
юзе, является акустический (ультразвуковой) импедансный ме-
тод, для осуществления которого используется дефектоскоп
ИАД-3. Этот метод применим в тех случаях, когда модуль
упругости материала обшивки изделия достаточно велик (ме-
таллы, стеклопластики и т. д.). Контроль со стороны, где нахо-
дятся низкомодульные материалы, этим методом невозможен
(резины, пенопласт и др.). Импедансный метод применяется и
для контроля клееных конструкций с неметаллическими обшив-
ками, в том числе сотовых конструкций. Благодаря точечному
контакту датчика с изделием можно контролировать изделия с
малым радиусом кривизны (до 5—6 мм) [153]. Дефектоскоп
ИАД-3 обеспечивает запись результатов контроля на электро-
термическую бумагу, что позволяет автоматизировать про~
цесс НРК.
Эффективным средством НРК является также велосиммет-
рический ультразвуковой метод, осуществляемый с помощью
серийного дефектоскопа УВФД-1. Метод позволяет выявлять
дефекты в одно- и многослойных неметаллических конструкциях,
а также в изделиях, состоящих из металлических и неметалли-
ческих слоев (для цельнометаллических клееных конструкций
этот метод неприменим). Основным ограничением при использо-
вании данного метода являются помехи, наблюдаемые при рас-
положении.. датчика вблизи (на расстоянии 5—6 см) края
изделия.
За рубежом выпускаются также приборы (например, Бонд-
тестер), позволяющие без разрушения определять не только
непроклеи, но и прочность клеевого шва [48]. Описаны также
методы НРК с помощью термограмм, полученных в инфракрас-
ных лучах, ультразвуковой голографии и с помощью жидких
кристаллов на основе эфиров холестерина [16, 48], но эти мето-
ды пока не получили широкого применения.
Глава V1H
ПРОГНОЗИРОВАНИЕ СВОЙСТВ
КЛЕЕВЫХ СОЕДИНЕНИЙ
Под прогнозированием свойств клеевых соединений можно по-
нимать как разработку клеев с заранее заданными свойствами,
обеспечивающими получение соединений с требуемыми характе-
ристиками, так и предсказание поведения клеевых соединений
при действии того или иного эксплуатационного фактора или их
совокупности. В данной книге рассматривается только второе
направление.
Прогнозирование свойств клеевых соединений является весь-
ма сложной и еще далеко не решенной задачей.'Однако имеется
значительный практический опыт применения различных эмпи-
рических способов оценки клеевых соединений и их сопоставле-
ния с натурой.
Наиболее развиты эмпирические методы, основанные на ис-
пытании клеевых соединений в более жестких условиях, чем в
натуре, и сопоставлении результатов ускоренного и естественно-
го старения. К теоретическим относятся, главным образом, спо-
собы, базирующиеся на температурно-временной и других ана-
логиях.
Принято считать, что если соединение выдерживает опреде-
ленное число циклов (обычно от 3—5 до 30—50) быстрого пере-
пада температур, то изделие с такими соединениями может
длительно работать в условиях, когда скорость изменения тем-
пературы или ее перепад будет меньше, чем при испытаниях на
тепловой удар.
Известно, что соединения древесины, успешно прошедшие
циклическое температурно-влажностное старение, например по
ГОСТ 17580—72, как правило, обладают хорошей атмосферо-
стойкостью. Соединения, выдерживающие длительное пребыва-
ние в воде при повышенной температуре, при прочих равных
условиях будут более водостойки в воде с меньшей температу-
рой.
121
Однако если используются клеи, отверждение которых про-
шло не до конца, то в горячей воде они быстро доотверждаются,
а в холодной — этот процесс замедлен. В связи с этим стойкость
в горячей воде может оказаться больше, чем в холодной. Это
относится к клеям, отверждение которых происходит вследствие
поликонденсации и других химических процессов, а не в резуль-
тате испарения растворителей.
Таким образом, прогнозирование поведения клея в конкрет-
ных условиях эксплуатации зависит от его химической ак-
тивности.
В то же время, если в кипящей воде (например, по ГОСТ
17006—71) клеевые соединения неустойчивы, это еще не явля-
ется критерием их плохой стойкости в холодной воде, поскольку
скорости гидролиза в кипящей и холодной воде различаются
очень значительно. Испытания на тепловой удар в известной
степени моделируют процессы, происходящие при действии пе-
репада температур на клеевые соединения в средствах транс-
порта, строительных конструкциях. Однако эти испытания эф-
фективны только тогда, когда склеиваемые материалы и клеи
значительно различаются по коэффициентам линейного расши-
рения, причем размеры соединения должны быть довольно зна-
чительны, чтобы температурные напряжения достигли величины,
сопоставимой с прочностью.
К эмпирическим методам следует отнести также экстраполя-
цию данных, полученных при сравнительно небольших сроках
испытаний, на более длительные периоды. Для этого, в первую
очередь, следует быть уверенным, что на протяжении всего
прогнозируемого срока закономерность изменения свойств кле-
евых соединений не меняется и не отличается от закономерности,
установленной для времени эксперимента. К сожалению, уста-
новить это с достаточной степенью достоверности можно только,
проведя испытания, по длительности равные сроку эксплуатации
соединения. Это в значительной степени обесценивает методику.
Получили распространение способы прогнозирования, осно-
ванные на качественной идентичности процессов, протекающих
при разном уровне воздействия того или иного эксплуатацион-
ного фактора. Так, если изменение прочности или другого свой-
ства за время длительной выдержки при разных температурах,
например при тепловом старении, происходит по одному
механизму, то графическая зависимость в координатах степень
изменения свойства — обратная температура выражается пря-
мой линией. Это дает основание с довольно большой степенью
достоверности прогнозировать время 'снижения изучаемого
свойства при разных температурах, причем по тангенсу угла
наклона прямой можно определить'безразмерный коэффициент
скорости процесса. Однако следует решительно предостеречь от
выводов [25, 154], что старение подчиняется уравнению Арре-
ниуса, характеризующему температурную зависимость скорости
122
химических реакций в газовой фазе, и на этом основании рас-
считывать энергию активации процесса старения.
Все эти методы применяются для соединений, не испытыва-
ющих при эксплуатации нагрузок, что на практике встречается
редко. Для прогнозирования прочности соединений, работающих
под нагрузкой, следует использовать зависимости, вытекающие
из кинетической теории прочности, о чем говорилось выше. Со-
блюдение указанных зависимостей позволяет экстраполировать
временные кривые прочности на один-два порядка. Например,
при экспериментах продолжительностью 10е—107 с допустима
экстраполяция до 108 —109 с, т. е. на один-два порядка, чего, как
правило, достаточно для практических целей. По мере набора
экспериментальных данных должна быть создана возможность
определения длительной прочности клеевых соединений путем
экстраполяции ее кратковременной прочности на заданные сро-
ки с учетом продолжительности машинных испытаний, подобно
тому, как это предложено для древесины [155].
В этом случае продолжительность кратковременных испыта-
ний t следует связать с разрушающим напряжением аВр в со-
ответствии с выражением
СС(О
где со — постоянная скорость роста напряжения.
В результате ряда преобразований получаем формулу
ut.
°т ~ В + С 1g t
По этой формуле можно определить длительную прочность
путем экстраполяции кратковременной прочности на срок
эксплуатации.
Пересчет результатов, полученных при одном методе испы-
.таний, на другой возможен путем использования.критерия Бей-
-ли [156]. В соответствии с критерием Бейли
г dt _____.
J т[а(0] ~
о
можно просуммировать разрушение в условиях переменной на-
грузки. Расчетные значения долговечности, вычисленные по
критерию Бейли, могут давать отклонения от эксперименталь-
ных значений вследствие изменения структуры материала в -
процессе испытаний, разогрева (например, при циклических ис-
пытаниях) и т. п. В связи с тем, что зависимость долговечности
от напряжения и температуры носит экспоненциальный характер,
пребывание клеевого соединения под большим напряжением
123
даже в течение малого времени приведет к такому же
исчерпанию долговечности, как пребывание длительное время
под малой нагрузкой. Перерывы в действии нагрузки —«от-
дых»— в соответствии с критерием Бейли отнюдь не приводят к
увеличению долговечности по сравнению с непрерывным прило-
жением постоянного напряжения. Суммарная долговечность при
периодическом нагружении не увеличивается, а в ряде случаев'
может даже уменьшаться из-за того, что отдых влияет на пере-
стройку структуры материала [164].
Однако при исследовании клеевых соединений мягких мате-
риалов при температурах выше температуры стеклования отме-
чено [165], что при режимах с отдыхом экспериментально най-
денная долговечность значительно превышает долговечность,
определенную по критерию Бейли. Возможно, это связано с
самозалечиванием во время отдыха дефектов, полученных при
нагружении.
Вводя различные допущения, можно воспользоваться урав-
нениями, следующими из кинетической теории прочности, для
расчета самых различных клеевых соединений [157].
Для прогнозирования свойств клеевых соединений, особенно
на клеях, находящихся в высокоэластическом состоянии, перс-
пективно сопоставление релаксационных свойств и долговечно-
сти с тем, чтобы по релаксационным характеристикам судить о
сроке службы изделия [26, 158, 159].
Прогнозирование деформативности клеевых соединений мо-
жет проводиться по кривым ползучести под постоянной нагруз-
кой путем их ограниченной экстраполяции.
Весьма перспективно применение метода суперпозиций (ана-
логий) , основанного на том, что, например, повышение темпера-
туры эквивалентно увеличению времени действия более низкой
температуры. Для полимеров установлены температурно-вре-
менная, напряженно-временная, влаго-временная и другие виды
суперпозиций [166, 167], которые можно применять к клеевым
соединениям на полимерных клеях. При этом необходимо при-
нимать во внимание различные ограничения, связанные как с
недостаточной практической проверкой того или иного метода
аналогий для реальных изделий, так и с тем, что отдельные
характеристики исследуемого объекта и реального изделия раз-
личаются по напряженному состоянию, краевому эффекту, мас-
штабу и т. п. Методы аналогий основаны на использовании
факторов (температуры, влаги и др.), ускоряющих релаксаци-
онные процессы или процессы разрушения. В первом случае речь
идет о. прогнозировании деформационных свойств (ползучести
и т. п.), а во втором — о прогнозировании прочностных характе-
ристик. В настоящее время более развито направление прогно-
зирования деформационных свойств полимеров.
Методы прогнозирования применимы как для области стек-
лообразного, так и для высокоэластичного состояния полимеров.
124
Рис. VIII. 1.
Зависимость релаксации напряжений в соединениях древесины со стальной арматурой
иа клее ЭПЦ-1 от температуры.
Наиболее распространено прогнозирование ползучести и релак-
сации напряжений. Обобщенные кривые строятся путем сдвига
отрезков кривых, полученных при разных температурах (влаж-
ности и т. п.), относительно произвольно выбранной температуры
(влажности и т. п.) приведения. Коэффициент температурно-
временной редукции определяется по уравнению Вильямса —
Ланделла — Ферри [163]. Следует отметить, что при темпера-
туре выше и ниже температуры стеклования эти коэффициенты
могут различаться.
В качестве примера приложения таких способов к клеевым
соединениям можно привести данные для конструкционных и
неконструкционных клеев [161 —163]. На рис. VIIL 1 представ-
лены экспериментальные кривые релаксации средних напряже-
ний в соединениях стальной арматуры с древесиной на эпоксид-
ном клее ЭПЦ-1 при различных температурах. Начальные
напряжения составляли около 60% от значений временных со-
противлений при каждой температуре испытания, что примерно
соответствует соотношению между расчетным и временным со-
противлениями. В соответствии с методикой применения темпе-
ратурно-временной аналогии была выбрана температура приве-
дения (40 °C) и построена обобщенная кривая путем смещения,
зависимостей т — lg t вдоль оси lg i с учетом фактора приве-
дения at. Область, лежащая ниже обобщенной кривой, позволяет
судить о работоспособности соединений в исследуемом интер-
вале температур на время до 8-10* 8 с (около 30 лет), что вполне
-достаточно для практических целей.
Справедливость применения того или иного метода прогно-
зирования следует проверять, сопоставляя .результаты ускорен-
ных испытаний с поведением соединений в реальных изделиях с
учетом масштабного фактора, напряженного состояния и т. п.
Естественно, что по мере накопления экспериментальных данных
необходимость такого сопоставления должна снижаться.
125
ЛИТЕРАТУРА
1. Берлин А. А., Басин В. Е. Основы адгезии полимеров. М., «Химия», 1974.
392 с.
2. Кардашов Д. А. Синтетические клеи. Изд. 3-е. М., «Химия», 1976. 504 с.
3. Patrick R. L. Structural Adhesives. New York, M. Dekker Inc., 1976. 256 p.
4. Батизат В. П., Бек В. И., Власова-Головатая В. И. В кн.: Новые клеи и
технология склеивания. М., МДНТП им. Ф. Э. Дзержинского, 1976, с. 32.
5. Петрова А. П., Коротков Ю. В. Основные технологические 'и организа-
ционные рекомендации по применению клеев для склеивания инструмен-
та. М., Всесоюзн. науч.-исслед. ин-т- межотрасл. информ. 1975. 75 с.
6. Лурье М. Г., Кардашов Д. А., Петрова А. П. В кн.: Клеи и их примене-
ние в технике. Л., ЛДНТП, 1975, с. 20.
7. Темкина Р. 3. Синтетические клеи в деревообработке. М.,_ «Лесная про-
мышленность», 1971. 286 с.
8. Коршак В. В. и др. «Машиностроитель», 1967, № 12, с. 16—18.
9. Фрейдин А.. С. Прочность и долговечность клеевых соединений. М., «Хи-
мия», 1971. 256 с.
10. Kohn S. Assemblage adhesifs. Paris, Dunod, 1970. 189 p.
11. Gillespie R., River B. For. Prod. J., 1975, v. 25, № 7, p. 2—7.
12. Hill J. Adhes. Age, 1966, v. 9, № 8, p. 32.
13. Батисене M. Ю., Раяцкас В. Л. В кн.: Полимерные материалы и их ис-
следования. Вильнюс, 1973, вып. 13, с. 161—169.
14. Потапова К- А. и др. Учен. зап. ЯРТИ, 1971, т. 22, № 1, с. 186—194.
15. Kerr С., Macdonald N., Orman S. Brit. Polymer J., 1970, v. 2, № 1, p. 67—
72.
16. Технология изготовления клееных конструкций. Пер. с англ. Под ред.
Д.. А. Кардашова. М., «Мир», 1975. 445 с.
17. Wegman R., Bodnar М. SAMPE Quart, 1973, v. 5, № 1, р. 28—33.
18. Капелюшник И. И., Михалев И. И., Эйдельман Б. Д. Технология склеи-
вания деталей в самолетостроении. М., «Машиностроение», 1972. 224 с.
19. Михальский А. И. «Успехи химии», 1970, т. 39, № 11, с. 2050—2069.
20. Сокольникова И. М., Михайлова С. С., Фрейдин А. С.,'Чалых А. Е. Кол-
лоид. ж., 1977, т. 39, № 3, с. 582—585.
21. Bowen С. Adhes. Age, 1963, v. 6, № 4; р. 32.
22. Мышка В. И., Липатова Т. Э. В кн.: Физико-химические свойства и син-
тез высокомолекулярных соединений. Киев, «Наукова думка», 1966,
с. 47—54.
23. Липатова Т. Э. и др. В кн.: Успехи химии полиуретанов. Киев, «Наукова
думка», 1972, с. 258—266.
24. Naturliche und kunstliche Alterung Kunststoffen. Wien, Verlag Springer,
1975. 708 S.
25. Хрулев В. M. Долговечность клееной древесины. М., «Лесная промыш-
ленность», 1971. 311 с.; Синтетические клеи и мастики. М., «Высшая шко-
ла», 1970. 343 с.
26. Регель В. Р., Слуцкер А. И., Томашевский Э. Е. Кинетическая природа
прочности твердых тел. М., «Наука», 1974. 560 с.
27. Гуль В. Е. Структура и прочность полимеров. М., «Химия», 1971. 344 с.
^5) Бартенев Г. М., Зуев Ю. С. Прочность и разрушение высокоэластических
материалов. М., «Химия», 1964. 387 с.
29. Пособие по расчетным характеристикам клеевых соединений для строи-
тельных конструкций. Под ред. Ю. М. Иванова и А. С.' Фрейдина. М.,
Стройиздат, 1972. 56 с.
30. Matting A. Metallkleben. Stuttgart, Springer Verlag, 1969. 257 S.
31. Pieschel D., Schneider IF. Klebstoffe und Kunststoffe. Berlin, Verlag Tech-
nik, 1974. 139 S.
32. Фрейдин А. С. В кн.: Прогнозирование эксплуатационных свойств поли-
мерных материалов. Казань, Казанский инж.-строит. ин-т, 1976, с. 111—
U4.
33. Eichorn F.r.Hahn О., Fuchs K. «Adhasion», 1973, v. 17, №12, p. 417—422.
34. Вирлич Э. Э., Кротова И. А. Коллоид, ж., 1968, т. 30, № 2, с. 204—210.
35. Brockman W. Adhes. Age, 1976, v. 19, № 3, p. 33—40.
36. Stif el P. 19 th National SAMPE Symposium and Exhib, 1974, V. 19, New
Ind. and Appi. Adv. Mater. Technoi. Azuza, California, 1974, p. 75—81.
37. Carter G. Adhes. Age, 1969, v. 12, № 6, p. 21—29.
38. Ковальчук Л. M. Технология склеивания. M., «Лесная промышленность»,
1973. 207 с.
39. Белый В. А., Егоренков Н. И., Плескачевский Ю. М. Адгезия полимеров
к металлам. Минск, «Наука и техника», 197L 286 с.
40. Ясовский С. Р. В кн.: Новые клеи и технология склеивания. М., МДНТП
им. Ф. Э. Дзержинского, 1976, с. 127—132.
41. Вуба К- Т., Фрейдин А. С. В кн.: Новые клеи и технология склеивания.
М., МДНТП им. Ф. Э. Дзержинского, 1976, с. 124—129.
42. Королев А. Я- В кн.: Новые клеи и технология склеивания. М., МДНТП
им. Ф. Э. Дзержинского, 1973, с, 13—17.
43. Иванов А. М., Прокофьев А. С. «Межотраслевые вопросы строительства»,
1971, № 11, с. 75—77.
44. Корчинский И. Л., Беченева М. Г. Прочность строительных материалов
при динамическом нагружении. М., Стройиздат, 1966. 342 с.
45. Latzusch О. ZIS-Mitt., 1975, Bd. 17, №'7, S. 801.
46. Михалев И. И., Колобова 3. Н., Батизат В. П. Технология склеивания
металлов. М., «Машиностроение», 1965. 279 с.
47. «Aluminium», 1958, Bd. 34, № 6, S. 31—37; 1959, Bd. 35, № 6,. S. 21—29.
48. Кейгл Ч. Клеевые соединения. Пер. с англ. Под ред. Д. А. Кардашова.
М„ «Мир», 1971. 295 с.
48а. Handbook of Adhesion Bonding. Ed. by С. V. Cagle. New York, McGrow-
Hill, 1973. 383 p.
49. Adhes. Age, 1959, v. 2, № 5, p. 34—39; № 6, p. 27—38.
50. «Design Engineering», 1959, v. 49, № 2, p. 27—3L
51. Технология изготовления клееных конструкций. Под ред. М. Боднара.
Пер. с англ. Под ред. Д. А. Кардашова. М., «Мир», 1975. 445 с.
52. J. Polymer Sci., 1961, v. 49, № 152, р. 177—181; «Plastics», 1964, v. 29,
№ 315, p. 96—99.
53. Mater, in Design Eng., 1963, v. 57, № 2, p. 83—85.
54. Processing for Adhesives Bonded Structures. Ed. by M. J. Bodnar. N. Y.,
Interscience Publishers, 1972. 487 p.
55. «Flight and Aircraft Engineer», 1957, № 2544, p. 655—657; Sharpe H. L.,
Appl. Polymer Symp., 1966, № 3, p. 353—36L
56. AIAA Pap., 1973, № 805, p. 321—324.
57. Авт. свид. СССР 102674 (1956); Бюл. изобр., 1957, № 2, с. 11; SAMPE
Quart, 1973, v. 5, № 1, р. 37—44; Prod. Eng., 1970, v. 41, № 25,
p. 48—51.
58. SAMPE Journal, 1975, v. 11, № 3, p. 4—13; Sharpe H. L. Appl. Polymer
Symp., 1966, № 3, p. 353—361.
59. Begman R. F„ Bodnar M. J. Development of Adhesive-Bonded Joints for
Glass-Resin Composite Sandvich Structures. In: Aircraft Structures and
Materials Applications. N. Y„ Interscience Publishers, 1969, p. 523.
60. Берсудский В. E., Крысин В. И., Лесных С. И. Технология изготовления
сотовых авиационных конструкций, М., «Машиностроение», 1975. 295 с.
61. Шавырин В. Я., Андреев Н. X., Ицкович А. А. Клеемеханические соеди-
нения в технике. М., «Машиностроение», 1968, 231 с.; Ицкович А. А.
Клееметаллические соединения в строительных конструкциях. М„ Строй-
издат, 1975. 135 с.
62. Композиционные материалы в конструкциях летательных аппаратов Пер.
с англ Под ред. А. Л. Абибова. М., «Машиностроение», 1975. 272 с.;
«Composites», 1974, v. 2, № 4, р. 242—245; Adhes. Age, 1971, v. 14, № 6,
p. 28—30.
63. Сиротинский Б. С. Прочность и долговечность авиационных конструкции.
Киев, Изд. ин-та инж. гражд, авиации, 1965, вып, II. 306 с.
127
64. Appl. Polymer Symp., 1972, № 19, p 363—358; Adhes Age, 1973, v. 16,
№ 9, p. 11.
65. Aircraft Eng., 1972, v. 44," № 5, p. 80—81; Met. et constr. mec., 1973, v. 105,
№ 1—2, p. 3—8; Rev. franc, mec., 1972, № 43, p. 11—14.
66. Adhes. Age, 1972, v. 15, № 7, p. 27—29; Prod. Eng., 1966, v. 37, № 19,
p. 78—80.
67. Пособие по расчетным характеристикам клеевых соединений для строи-
тельных конструкций. М., Стройиздат, 1972. 56 с. -
68. Указания по склеиванию строительных конструкций с применением пласт-
масс, алюминия и асбестоцемента. Под ред. А. Б. Губенко. М., Строй-
издат, 1965 117 с.
69. Руководство по индустриальному изготовлению деревянных клееных кон-
струкций для строительства. М., Стройиздат, 1975. 61 с.
70. Инструкция по проектированию асбестоцементных конструкций. СН 265
(в печати).
71. Строительные нормы и правила. Деревянные конструкции. Нормы проек-
тирования (СНиП П-В.4—71). М., Стройиздат, 1972. 32 с.
72. Разработка и исследование клееных деревянных и фанерных армиро-
ванных конструкций. Под ред. Ю. М. Иванова и И. М. Линькова. Труды
ЦНИИСК, 1972, вып. 24, с. 135.
73. Вубакием, Турусов Р. А., Фрейдин А. С. Разработка и исследование клее-
ных деревянных и фанерных армированных конструкций. Труды
ЦНИИСК, 1972, вып. 24, с. 86.
74. Вуба К. Т. Исследование прочности и деформативности клеевых соеди-
нений конструкционных строительных материалов. Под ред. А. С. Фрей-
дина. Труды ЦНИИСК, 1975, вып. 53, с. 64—71.
75. Фрейдин А. С. Тезисы докладов и сообщений на Всесоюзном совещании
по производству деревянных клееных конструкций и повышению их ка-
чества, М„ ЦНИИСК, 1976, с. 33—36.
76. Шолохова А. Б. Исследование прочности и деформативности клеевых со-
единений конструкционных строительных -материалов. Труды ЦНИИСК,
1975, вып. 53, с. 23—27.
77. Тарасова С. И., Гриб А. Е., Пуховицкая' А. М. В кн.: Новые клеи и тех-
нология склеивания. М., МДНТП им. Ф. Э. Дзержинского, 1976,
с. 63—67.
78. Гриб А. Е., Смирнова Т. П. Тезисы докладов и сообщений на Всесоюз-
ном совещании по производству деревянных клееных конструкций и по-
вышению их качества. М., ЦНИИСК, 1973, с. 126—127.
79. Романенков И. Г., Кирпиченков Г. М., Овчаренко Е. П. Пожарная без-
опасность.зданий и сооружений. Обзор. М., ЦИНИС Госстроя СССР. 1976.
55 с.
80. Гриб А. Е. и др. В кн.: Фенолоформальдегидные смолы и клеи на их ос-
нове. Таллин, Таллинский политехи, ин-т, 1974, с. 85.
81. Кийслер К. Р. и др. В кн.: Совершенствование технологии и техники про-
изводства клееных деревянных конструкций. Л., ЛДНТП, 1975, с. 40—44.
82. Матюхина О. С., Фрейдин А. С., Силинг М. И. «Производство и пере-
работка пластмасс и синтетических смол». М., НИИПМ, 1975, № 8, с. 3.
83. Кристьянсон П. Г. и др. Исследование прочности и деформативности
клеевых соединений конструкционных строительных материалов. Труды
ЦНИИСК, 1975, вып. 53, с. 5—12.
84. Фрейдин А. С., Гриб А. Е. В кн.: Совершенствование технологии и тех-
ники производства клееных деревянных конструкций. Л., ЛДНТП., 1975,
с. 35—39.
85. Фрейдин А. С. и др. «Деревообрабатывающая промышленность», 1977,
№ 8, с. 7—11.
86. Александрян Э. П. Прочность и деформативность стыков железобетонных
конструкций, замоноличенных полимеррастворами. Тбилиси, Гос. ком. по
гражд. строительству и архитектуре при Госстрое СССР, 1976. 116 с.
87. Губенко А. Б. Строительные конструкции с применением пластмасс. М.,
Стройиздат, 1970. 423 с,
4
88. Рекомендации по проектированию и расчету конструкций с применением
пластмасс. М„ ЦНИИСК, 1969 149 с.
89 Годило П. В и др. Пласт, массы. 1976, № 3, с. 24—26. - -
90 Чистяков А. М., Середенкина Т. -И. Исследование прочности и деформа-
тивности клеевых соединений конструкционных строительных материалов.
Труды ЦНИИСК, 1975, вып. 53, с. 48—52.
91. Серегин И. П. В ки.: Склеивание бетона в сооружениях. Новосибирск,
Новосибирское обл. правление НТО стройиндустрии, 1971, с. 113.
92. Микульский В. Г., Козлов В. В. Склеивание бетона. М., Стройиздат, 1975.
240 с.
93. Саканский Ю. Н. В кн.: Склеивание бетона в сооружениях. Новосибирск,
Новосибирское обл. правление НТО стройиндустрии, 1971, с. 45.
94. Микульский В. Г., Матков М. Г. Применение эпоксидных составов в бе-
тонных и железобетонных конструкциях. М., ЦИНИС Госстроя СССР,
1969, 46 с.
95. Александрян Э. П. В кн.: Склеивание бетона в сооружениях. Новоси-
бирск, Новосибирское обл. правление НТО стройиндустрии, 1971, с. 93—
96.
96. Инструкция по креплению технологического оборудования фундаментов
болтами (СН 471—76). М., Стройиздат, 1975. 34 с.
97. Поляков С. В., Коноводченко В. И., Фрейдин А. С. и др. «Жилищное
строительство», 1975, № 5, с. 16—19.
98. Наумова Б. С., Петрова А. П., Самсонова Т. П. и др. «Автомобильная
промышленность», 1977, № 5, с. 14—1&.
99. Клеи фирмы «Терозон», применяемые в автомобилестроении. Проспект
фирмы «Тегозоп», 1973.
100. Сборник технических условий по клеям. Под ред. Д. А. Кардашова. Л„
«Химия», 1974. 464 с.
101. Сайто Сюндзи. «Сэттяку», 1970, v. 14, № 9, р. 611—614.
102. Петрова А. П. Термостойкие клеи. М., «Химия», 1977. 200 с.
103. «Machine Moderne», 1968, v. 62, № 717, р. 49—50.
104. Fastnacht Н. «Aluminium», 1969, Bd. 45, № 9, S. 541—544. •
105. Лисовский В. Применение липкой ленты в производстве автомобилей. Ин-
формлисток ВИМИ № 74—78. М., ВИМИ, 1974.
106. «Автомобильная промышленность США», 1972, т. 121, № 9, с. 14—17;
1974, т. 151, № 5, с. 40—44; № 4, с. 15—19; 1975, т. 152, № 11,
с. 16, 20-
107. Синеокое А. П и др. В кн.: Клеи и их применение в технике Л., ЛДНТП,
1975, с. 73—80.
108. Герасимов А. Д., Майорова Э. А., Ч.урин И. Н В кн : Новые клеи и тех-
нология склеивания. М., МДНТП им. Ф. Э. Дзержинского, 1973, 0. 140—
145.
109. Барт. В. Е., Кудишина Т. Г. В кн.: Новые клеи и технология склеивания.
М., МДНТП им. Ф. Э. Дзержинского, 1976, с. 119—124.
ПО. Майорова Э. А., Барт В. Е. В кн.: Новые полимерные материалы, их пе-
реработка и. применение в машиностроении. М., НТО «Машпром», 1972,
с. 187—190.
ill Маслов А. Н., Мотовилин Г. В. В кн.: Клеи и их применение в технике.
Л., ЛДНТП, 1975, с. 104—106.
П2, Коротков Ю. В., Шевелев В. Г., Войтенко Л. И. В кн.: Новые клеи и
технология склеивания. М., МДНТП им. Ф. Э. Дзержинского, 1973,
с. 148—153. , ..
113. Артамонов Б И., Иванов Н. А. Новые клеи в производстве мебели. М„
ВНИИПЭИЛегпром, 1972. 50 с.
114 Клеи и клеевые смолы для деревообработки. Под ред. Б. И. Прудникова.
Киев, УкрНИИНТИ, 1970. 144 с.
115. Морозова Л. П. Клеи для приклеивания резиновых подошв к верху
обуви из искусственных материалов. М., ЦНИИТЭИЛегпром, 1972 33 с.
116. Морозова Л. П. Применение клеев-расплавов в обувной промышлеян
сти. М., ЦНИИТЭИЛегпром, 1974. 52 с.
129
117. Морозова Л. П. Повышение прочности склеивания обувных материалов.
М„ ЦНИИТЭИЛегпром, 1975. 55 с.
118. Базарова Ф. Ф., Колесова Л. С. Клеи в производстве радиоэлектронной
аппаратуры. М., «Энергия», 1975. 112 с.
119. Ольшевская Т. С., Лощилина Г. П., Кузьмина В. П. В кн.: Новые мате-
риалы на основе эпоксидных смол, их свойства и области применения.
Ч. 2. Л., ЛДНТП, 1974, с. 66—67.
120. Бродский Г. С. и др. В кн.: Клеи и соединения на их основе. Ч. 1. М„
МДНТП им. Ф. Э. Дзержинского, 1970, с. 117—121.
121. Электроизоляционные материалы зарубежных фирм. М., «Информстан-
дартэлектро», 1968, вып. 6. 68 с.
122. Черняк К- И. Неметаллические материалы в судовой электро- и радио-
технической аппаратуре. Справочник. Изд. 2-е, перераб. и доп. Л., «Су-
достроение», 1970. 559 с.
Справочник по пластическим массам. Изд. 2-е. Т. 1. Под ред. В. М. Ка-
таева, В. А. Попова, Б. И. Сажина. М., «Химия», 1975, с. 296—299.
124. Оробченко Е. В. В кн.: Новые материалы на основе эпоксидных смол, их
свойства и области применения. Ч. 1. Л., ЛДНТП, 1974, с. 50.
125. Веселовский Р. А. и др. В кн.: Клеи и их применение в технике. Л.,
ЛДНТП, 1975, с. 65.
126. Веселовский Р. А. и др. В кн.: Клеи и их применение в технике. Л.,
ЛДНТП, 1975, с. 67.
127. Шаповалова Л. В. и др. В кн.: Новые клеи и технология склеивания. М.,
МДНТП им. Ф. Э. Дзержинского, 1976, с. 149.
128. Хрулев В. М. Синтетические клеи в железнодорожной технике. М.,
«Транспорт», 1965. 151 с.
129. Рубенчик С. А. Клеи для металлов и их применение в конструкциях же-
лезнодоржного транспорта. М., Трансжелдориздат, 1963. 36 с.; Рубен-
чик С. А., Донских В. И., Борисова Г. А. В кн.: Новые клеи и технология
склеивания. М., МДНТП им. Ф. Э. Дзержинского, 1976, с. 113.
130. Кершенбаум Д. М., Протасов В. Н. Восстановление нефтепромыслового
оборудования клеевыми соединениями. М., «Недра», 1970. 112 с.
131. Протасов В. И., Кершенбаум Я. М., Апашев В. И. Крепление клеевых
соединений при сооружении и ремонте технологических трубопроводов.
М., ЦНИИТЭнефтехим, 1972. 44 с.
132. Лимасов А. И. и др. В кн.: Состояние и перспективы производства и
применения эпоксидных смол и материалов на их основе. Л., ЛДНТП,
1969, вып. 2, с. 3.
133. Янко Д. И., Васильева И. А. В кн.: Современные клеи и склеивание пласт-
масс и металлов. Л., ЛДНТП, 1971, вып. 2, с. 40.
134, Федорова В. В., Лыков Т. А. В кн.: Современные клеи и склеивание
пластмасс и металлов. Л., ЛДНТП, 1971, вып. 2, с. 44.
135. Петрашко Ю. К. Канд. дис. М., ВЭН им. В. И. Ленина, 1969. '
136. Апарцева Е. Л. и др. В кн.: Современные клеи и склеивание пластмасс
и металлов. Л., ЛДНТП, 1971, вып. 2, с. 36.
137. Кизбер С. А. Клеи на синтетической основе для полиграфической про-
мышленно’сти. М., «Книга», 1971. 170 с.
138, Славина Г. Л., Бухгалтер В. И., Крундель В. X. В кн.: Новые клеи и
технология склеивания. М., МДНТП им. Ф. Э. Дзержинского, 1973, с. 57.
139. Шму рак И. Л. и др. В кн.: Состояние и перспективы производства и при-
менения эпоксидных смол и материалов на их основе. Л., ЛДНТП, 1969,
вып. 2, с. 62.
140. Махмудов М. Д., Мустафаев А. Д. «Холодильная техника», 1967, № 6,
с. 7—9; 1968, № 3, с. 31—32; 1969, № 10, с. 8—11.
141. Трунова Т. В., Валгин А. Д. В кн.: Клеи и соединения на их основе. 4.2.
М., МДНТП им. Ф. Э. Дзержинского, 1970, с. 47—48. _
142. Антонова С. Г., Полякова А. М. В кн.: Клеи и соединения на их основе.
Ч. 2, М., МДНТП им. Ф. Э. Дзержинского, 1970, с. 45—46.
143. Склярский Л. С., Мовсисян Э. А., Ерицян П. П. В кн.: Новые клеи и
технология склеивания. М., МДНТП нм. Ф. Э. Дзержинского, 1976, с. 67—68.
130
144. Хант А. В., Малумян И. С., Постолакян С. С. В кн.: Клеи и их приме-
нение в технике. Л_, ЛДНТП, 1975, с. 89.
145. Козловский А. Л. Клеи и склеивание. М., «Знание». 1976, с. 51.
146. Коршак В. В., Полякова А. М., Шапиро М. С. ЖВХО им. Д. И. Менде-
леева, 1969, т. 14, № I, с. 51—53.
147. Липовецкий Г. С. и др. «Экспериментальная хирургия и анестезиология»,
1964, т. 9, № I, с. 3—6.
148. Шапиро М. С. Цианакрилатные клеи в травматологии и ортопедии. М„
«Медицина», 1976. 102 с.
149. Александров В. Б. и др. «Экспериментальная хирургия и анестезиология»,
1971, т. 16, № 2, с. 46—48.
150. Кардашов Д. А., Кудишина В. А., Шумская Н. И. Эпоксидные смолы и'
техника безопасности при работе с ними. М., «Машиностроение», 1964.
136 с.
151. Санитарные нормы проектирования промышленных предприятий (СН
245—71). М., Изд-во литературы по строительству, 1972. 167 с.
152. Типовая методика определения экономической эффективности капиталь-
ных вложений. М., «Экономика», 1969, с. 4.
153. Ланге Ю. В. «Дефектоскопия», 1974, № I, с. 29—33; № 3, с. 70—73.
154. Gillespie R. For. Prod. J., 1965, v. 15, № 9, p. 369.
155, Иванов Ю. M. «Лесной журнал», 1975, № 5, с. 92.
156. Bailey L. Glass Ind., 1939, № 20, 21, 59, 95, 143.
157. Раяцкас В. Л., Пекарскас В.-П. В. В кн.: Фенолоформальдегидные смолы
и клеи на их основе. Таллин, Таллинский политехи, ин-т, 1974, с. 72.
158. Рабинович А. Л. Введение в механику армированных пластиков. М.,
«Наука», 1970. 482 с.
159. Зеленев Ю. В., Молотков А. П., Лоев А. М. «Механика полимеров», 1975,
№ 5, с. 804—809.
160. Уржумцев Ю. С., Максимов Р. Д. Прогнозирование деформативности по-
лимеров. Рига, «Зинатне», 1976. 415 с.
161. Пекарскас В.-П. В., Раяцкас В. Л. «Механика полимеров», 1974, № 5,
с. 937—942.
162. Вуба К. Т. Исследование прочности и деформативности клеевых соеди-
нений конструкционных строительных материалов. Труды ЦНИИСК, 1975,
вып. 53, с. 46.
163 Микульский В. Г., Козлов В. В. Склеивание бетона-. М., Стройиздат, 1975.
240 с.
164. Корабельников Ю. Г. Канд. дис. М., ЦНИИСК им. Кучеренко, 1968.
165. Наркевичус Л. М., Раяцкас В. Л. В кн.: Фенолоформальдегидные смолы
и клеи на их основе. Таллин, Таллинский политехи, ин-т, 1974, с. 69.
166. Александров А. П., Лазуркин Ю. С. ЖТФ, 1939, т. 9, с. 1249—1252.
167. Ферри 3. Вязкоупругие свойства полимеров. М., «Мир», 1963. 473 с.
ЧАСТЬ ВТОРАЯ
ГЕРМЕТИКИ
В связи с развитием современной техники и появлением новых
конструкций, машин, аппаратов и изделий, эксплуатируемых в
условиях воздействия высоких и низких температур, давления
или вакуума, различного рода агрессивных сред и излучений,
проблема уплотнения /приобретает чрезвычайно важное значе-
ние. В последнее время в качестве уплотнительных материалов
наряду с формовыми и листовыми прокладками все чаше стали
использоваться герметизирующие материалы, или герметики.
Уплотнение неподвижных соединений в настоящее время произ-
водится главным образом с помощью герметиков на основе кау-
чуков, описанию которых и посвящена эта часть книги.
Основными видами деформаций, которые испытывают гер-
метики в различных условиях эксплуатации, являются, как пра-
вило, сдвиг и растяжение (сжатие), что обусловливает два
основных требования, предъявляемых к герметикам, — эластич-
ность и адгезия к различным конструкционным материалам:
металлам, дереву, пластмассам, стеклу, бетону, камню и др.
Основой наиболее распространенных в настоящее время эла-
стичных герметиков являются синтетические высокомолекуляр-
ные каучуки и различные олигомеры (эластогены). Известны и
все еще находят некоторое применение в промышленности гер-
метики на основе синтетических смол и таких, например, при-
родных материалов, ка^к битумы, олифы, каменноугольные смо-
лы, асфальты, однако они не эластичны, I
Глава IX
ОБЩИЕ СВЕДЕНИЯ
О ГЕРМЕТИКАХ
КЛАССИФИКАЦИЯ ГЕРМЕТИКОВ
Обилие рецептур и многообразие областей применения гермети-
ков затрудняют их систематизацию и классификацию. В по-
следние годы во многих странах делаются попытки обобщения
накопленных о герметиках сведений и создания классификации
по разным признакам [1—5]. Герметики могут быть классифи-
цированы по:
отношению к процессу вулканизации;
типу исходного полимера;
состоянию в момент поставки или по выпускной форме;
состоянию в момент эксплуатации или по упругим свой-
ствам;
числу компонентов в условиях поставки;
областям применения;
температурным условиям вулканизации (или отверждения);
теплостойкости и стойкости к различным средам;
методам нанесения.
В зависимости от природы исходного полимера герметики
подразделяются на вулканизующиеся, или oтвepждaющиecяi
невысыхающие, или нетвердеющие замазки, мастики, пасты,
шпатлевки и высыхающие.
Вулканизующиеся герметики представляют собой терморе-
активные материалы, которые под воздействием тепла, влаги
или специальных химических веществ — вулканизующих или
отверждающих агентов, вводимых чаще всего непосредственно
перед применением, подвергаются необратимым физико-химиче-
ским изменениям, т. е. вулканизуются, переходя из вязкого
пластического состояния в эластичное резиноподобное практи-
чески без усадки. Герметики этого типа применяются главным
образом для уплотнения неразъемных соединений.
Идеальной основой для вулканизующихся герметиков явля-
ются низкомолекулярные, так называемые жидкие бифункцио-
133
нальные каучуки или олигомеры с концевыми реакционноспо-
собными группами (ОН, SH, СООН, Cl, NCO и др.), имеющие
молекулярную массу порядка 2-103—6-Ю3 и вязкость при
25—30°C от 5 до 120 Па-с, чаще всего 20—50 Па-с. Такие
полимеры вулканизуются, как правило, при комнатной темпера-
туре, на их основе можно получать композиции от жидкотекучей
до пастообразной консистенции без применения растворителей.
Для изготовления герметиков вулканизующегося типа, в част-
ности, применяются полисульфидные низкомолекулярные кау-
чуки (жидкие тиоколы) [6—9], силоксановый и фтор силоксано-
вый низкомолекулярные каучуки [10—13] и, как уже было
, сказано выше, бифункциональные олигомерные углеводородные
каучуки [14, 15].
Невысыхающие герметики — это термопластичные материа-
лы, которые размягчаются при нагревании при определенной
температуре и переходят в вязкотекучее состояние. При охлаж-
дении они возвращаются в первоначальное состояние (незави-
симо от числа циклов переменного нагревания и охлаждения).
Такие герметики в процессе эксплуатации остаются в
пластическом или пластоэластическом состоянии и приме-
няются чаще всего для герметизации различного рода разъем-
ных или подвергающихся периодическому демонтажу соеди-
нений.
Для изготовления невысыхающих герметиков используются
главным образом высокомолекулярные и низкомолекулярные
каучуки с низкой непредельностью (ненасыщенностью) или
полностью насыщенные (не содержащие двойных связей) — по-
лиизобутиленовый [16, 17], бутилкаучук [18, 19], этилен-пропи-
леновый [20—22]. Эти каучуки в невулканизованном состоянии
характеризуются высокой стойкостью к действию кислорода,
озона, кислот, щелочей, окислителей,, света и др., высокими
показателями диэлектрических свойств, газо- и водонепроница-
емостью, не требуют вулканизации.
Z4 “Высыхающие геометики представляют собой растворы рези-
I новых смесей определенного состава в органических раствори-
I телях и относятся к термопластичным материалам, однако в
отличие от невысыхающих они в процессе эксплуатации нахо-
|дятся в эластичном ррр^пянии-1 По эксплуатации герметики этой
’t'pyfliik‘находятся в вязкотекучем состоянии, но после нанесения
на поверхность и улетучивания растворителя делаются эластич-
ными, резиноподобными' При добавлении растворителя высыха-
ющие герметики могут быть переведены снова в вязкотекучее
состояние. Такие герметики получают на основе высокомолеку-
лярных вулканизующихся синтетических каучуков — бутадиен-
стирольных [23], бутадиен-нитрильных [24], хлоропреновых [25,
26], карбоксилсодержащих, а также нового типа невулканизу-
ющихся каучуков — термоэластопластов (бутадиен-стирольных,
изопрен-стирольных, уретановых и др.) в сочетании с феноло-
134
формальдегидными, инденкумароновыми, терпеновыми и други-
ми смолами.
По выпускной форме герметики можно разделить на фор-
мовые (или профилированные) и неформовые (в виде текучей
или пастообразной массы). Отформованными в виде жгутов,
полос или шнуров различного сечения и длины могут быть
только герметики невысыхающего типа. Такие герметики целе-
. сообразно использовать в конструкциях с небольшими допуска-,
ми и со строго регламентируемыми геометрическими размерами.
В других случаях (например, при наличии сколов, выкрашива-
нии кромок панелей и т. д.) целесообразно применять
вязкотекучие или пастообразные герметики, которые легко за-
полняют любые зазоры.
По упругим свойствам герметики условно подразделяют на
четыре группы: эластичные (упругие), пластичные, эластопла-
стичные и пластоэластичные. В действительности нет гермети-
ков, обладающих только эластическими или только пластиче-
скими свойствами; эластопластичными материалами являются
те, в которых преобладают упругие свойства, а пластоэластич-
ными те, в которых превалируют пластические свойства. В неко-
торых случаях (например, при герметизации стыков в домах)
наличие пластических свойств — положительный фактор, так
как при каждой последующей деформации (растяжении
или сжатии) в процессе эксплуатации загерметизированной
конструкции напряжения, возникающие в шве, умень-
шаются.
/ Герметики можно классифицировать также следующим об-
разом:
по теплостойкости (50—70°С; 100—150°С; выше 200°C);
по стойкости к топливам и маслам (топливостойкие и нетоп-
ливостойкие) ;
по методам нанесения в зависимости от исходной вяз-
кости; '
шпательные — для нанесения различного вида шпателями,
мастерками, лопатками, ножами, стамесками, шприцами с
фильерами разного сечения и размера;
кистевые^— для нанесения кистями; чаще всего эти гермети-
ки имеют в своем составе растворитель;
поливочные — для нанесения методами полива, облива, оку-
нания, распыления, обволакивания; эти герметики обязательно
содержат растворитель;
заливочные или литьевые, называемые иначе компаунда-
ми, — для нанесения путем заливки в зазор; такие герметики не
содержат растворитель.
По числу компонентов в момент поставки герметики подраз-
деляются на однокомпонентные и многокомпонентные (чаще
всего двухкомпонентные) ,
135
Однокомпонентные герметики могут. быть использованы по-
требителем сразу после получения с завода-изготовителя; они
сохраняют жизнеспособность в течение 3—6 месяцев.
Высыхающие и невысыхающие герметики бывают только од-
нокомпонентными. Однокомпонентными могут быть и герметики
вулканизующегося типа, имеющие в своем составе так называе-
мый скрытый иди потенциальный вулканизующий агент, способ-
ный взаимодействовать с полимером только в присутствии влаги,
кислорода или при повышенной температуре.
Многокомпонентные герметики состоят из 2—3 и более ком-
понентов, которые смешивают друг с другом в определенной
пропорции непосредственно перед применением. Жизнеспособ-
ность таких герметиков в приготовленном для нанесения состоя-
нии ограничена и колеблется, как правило, от 1 до 24 ч. Отдель-
ные компоненты герметика до смешения сохраняют свои
свойства в течение 3—12 мес. Главным компонентом является
герметизирующая, или основная, паста — компонент А, состоя-
щая из полимера, наполнителя и некоторых других добавок.
Вторым обязательным компонентом является вулканизующий
агент (отвердитель или катализатор) — компонент Б. В качестве
третьего компонента, если это требуется, применяется ускори-
тель вулканизации. Вулканизующиеся герметики, как правило,
бывают многокомпонентными.
Для смешения многокомпонентных герметиков перед нанесе-
нием требуется специальное смесительное, а иногда и дозирую1"
щее оборудование:
В действительности же как многокомпонентные, так и одно-
компонентные герметики готовятся из большого числа различ-
ных компонентов, придающих им те или иные специфические
свойства, и деление герметиков на. одно- и многокомпонентные
весьма условно. Поэтому, говоря об одно- или многокомпонент-
ных герметиках, следует иметь в виду число компонентов только
в момент поставки.
По областям применения .герметики подразделяются на
строительные, автомобильные, бытовые, авиационные, радио-
технические и др.
По температурным условиям вулканизации герметики делят-
ся на самовулканизующиеся, т. е. вулканизующиеся при ком-
натной температуре или на холоду, и вулканизующиеся при
повышенных температурах (от 70 до 150—200°C).
Так как характеристики упругих свойств герметиков недо-
статочно для оценки их поведения в условиях эксплуатации, в
последнее время предложено классифицировать герметики
строительного назначения по величине так называемой практи-
ческой деформации [5]. Под этим термином понимают' способ-
ность герметиков постоянно деформироваться при значении мо-
дуля упругости 0,2—0,5 МПа,
СПОСОБЫ ИЗГОТОВЛЕНИЯ
И УПАКОВКА ГЕРМЕТИКОВ
Процесс изготовления основных компонентов вулканизующихся
герметиков (герметизирующей и вулканизующей паст) аналоги-
чен процессу приготовления красок и состоит из двух основных
операций:
смачивание полимером ингредиентов и их предварительное
смешение в закрытом смесителе с лопастями пропеллерного или
Z-образного типа;
окончательное перемешивание (гомогенизация) и перетира-
ние смеси на трехвалковой краскотерочной машине горизон-
тального, вертикального или наклонного типа путем пропуска-
ния смеси 2—3 раза через плотно прижатые валки (зазор не
более 0,3 мм).
Приготовление паст только в смесителе без последующей
гомогенизации на краскотерочной машине возможно, но не для
всех полимеров. Для паст на основе жидких тиоколов двухста-
дийное смешение является обязательным.
Невысыхающие герметики, как правило, также готовят в две
стадии:
получение резиновой смеси в виде листа или массы на валь-
цах;
получение замазки в смесителе путем добавления в резино-
вую смесь пластификаторов и мягчителей.
В отдельных случаях (в зависимости от рецептуры) замазки
готовят при высокой температуре либо только на вальцах, либо в
резиносмесителе.
Высыхающие герметики приготовляют в две стадии — ана-
логично получению невысыхающих замазок и клеев:
получение резиновой смеси на вальцах или в резино-
смесителе;
получение герметика в клеемешалке путем введения в рези-
новую смесь растворителей.
В США, ФРГ, Франции и других странах многокомпонентные
вулканизующиеся герметики выпускаются, как правило, упако-
ванными в две емкости: в большей находится основная гермети-
зирующая паста, а в меньшей — вулканизующий агент, массовое
соотношение между которыми составляет от 100:10 до 100:15.
При этом большая емкость заполняется не полностью, а на
2/3 объема, так что в нее можно добавить вулканизующий агент.
Банки ставятся одна на другую и соединяются вместе липкой
лентой или упаковываются в общий картонный ящик. При этом
дно верхней банки часто является крышкой для нижней.
В СССР герметизирующие пасты для многокомпонентных
герметиков упаковывают в металлическую (из„ алюминиевого
сплава, оцинкованной или луженой стали, белой жести) широ-
когорлую тару емкостью не более 50 л с плотно закрывающейся
137
крышкой. Вулканизующие пасты расфасовываются, как прави-
ло, в полиэтиленовую тару емкостью не более 5 л.
Для однокомпонентных герметиков (вулканизующихся, вы-
сыхающих и невысыхающих) наиболее распространенной тарой
являются полиэтиленовые или металлические тубы различной
емкости, бумажные, картонные или картонно-металлические
патроны с фильерой емкости от 20 см3 до 1 л. Упаковка в этом
случае должна быть воздухонепроницаемой.
Высыхающие герметики упаковываются так же, как и клеи —
в банки и ведра с плотно закрывающимися или завинчивающими-
ся крышками. Невысыхающие замазки могут быть расфасованы
в целлофановые и полиэтиленовые мешочки. Они выпускаются
также в форме жгутов, шнуров и лент разнообразного попереч-
ного сечения (прямоугольного, круглого, овального и др.) с
пленочной антиадгезионной прокладкой. При выпуске профили-
рованных герметиков их наматывают на шпули или барабаны.
ОСНОВНЫЕ ТРЕБОВАНИЯ, /
ПРЕДЪЯВЛЯЕМЫЕ К ГЕРМЕТИКАМ
Основные требования, предъявлемые к герметикам, можно
сформулировать следующим образом: \
обеспечение надежной герметичности конструкции во всем
диапазоне рабочих температур и в различных средах (воздух,
вода, масла, бензин и др.); \
адгезия к герметизируемой поверхности (адгезионная проч-
ность при отслаивании не менее 1,5—2,0 кН/м);
технологичность и легкость обработки, т. е. возможность
нанесения любыми способами — кистью, шпателем, шприцем
и т. д.;
удовлетворительные физико-механические показатели (ус-
ловная прочность при разрыве — не менее 1,0—1,5 МПа, отно-
сительное удлинение при растяжении — не менее 150%);
небольшая плотность, доступность и нетоксичность компо-
нентов;
наличие ряда специфических свойств (диэлектрические пока-
затели, бензо-, масло-*, топливо-, водо-, атмосферостойкость й др.).
В герметиках сочетаются свойства, присущие как резинам,
так и клеям. Как и резины, они обладают определенной эла-
стичностью и прочностью и характеризуются такими показате-
лями, как условная прочность при разрыве, относительное и
остаточное удлинение, твердость, температура хрупкости и др.
Как и клеи, герметики обладают определенной вязкостью и
адгезией к различным поверхностям — черным и цветным ме-
таллам, минеральному и органическому стеклу, дереву, бетону,
пластикам и резинам.
С К герметикам предъявляются менее жесткие требования, чем
к резинам, по относительному удлинению и прочности при рас-
13?
тяжении и менее жесткие требования по адгезии, чем к клеям..
При полном отсутствии или при недостаточной адгезии гермети-
ка к поверхности могут применяться адгезионные подслои —
клеи, аппреты, грунтовки и пр.
В заключение отметим, что производство герметиков являет-
ся молодой отраслью промышленности, получившей развитие в
последние 20 лет, однако герметики завоевали широкое призна-
ние и популярность и применяются во всех без исключения
отраслях техники и народного хозяйства. Развитие промышлен-
ности герметиков во всех странах характеризуется достаточно
быстрыми темпами, и ежегодный рост потребления только .тио-
коловых герметиков составляет 5—7% [31,32]. При этом наряду
с увеличением производства расширяется также ассортимент
герметиков.
Глава. X
СОСТАВ И ОСНОВНЫЕ
СВОЙСТВА ГЕРМЕТИКОВ
НЕВЫСЫХАЮЩИЕ ГЕРМЕТИКИ
Эластичные невысыхающие герметики появились на мировом
рынке сразу же после окончания второй мировой войны, но,
несмотря на создание новых типов герметиков — особенно вул-
канизующихся на основе жидкого тиокола' и силоксанового кау-
чука, которые обладают целым рядом исключительных
свойств,— и в настоящее время широко применяются как в
СССР, так и за рубежом.
Прямым назначением таких герметиков можно считать гер-
метизацию разъемных соединений, так как они легко снимаются
с любых поверхностей. Однако область применения невысыхаю-
щих герметиков этим не ограничивается, и они широко исполь-
зуются для герметизации неразъемных соединений и различного
рода стыков и швов, т. е. в тех случаях, что и вулканизующиеся
герметики. '
В последние годы в связи с грандиозным размахом индуст-
риального строительства, широким применением сборных желе-
зобетонных конструктивных элементов заводского изготовле-
ния, а также профильного стекла и стеклопакетов такие
герметики завоевали прочное, положение при герметизации
строительных конструкций в гражданском, промышленном и
гидротехническом строительстве и практически полностью вы-
теснили применяемые ранее замазки на основе олиф, касторо-
вого масла и других подобных материалов [29, 30].
Невысыхающие герметики не вулканизуются и поэтому как в
момент нанесения, так и в процессе эксплуатации находятся в
одном и том же пастообразном состоянии и обладают пластиче-
скими или пластоэластическими свойствами. Такие герметики
выпускают однокомпонентными, они экономичны и удобны в
применении, долговечны в эксплуатации, незаменимы для уп-
лотнения Неразъемных соединений, способны уплотнять стыки
любой конфигурации и могут эксплуатироваться, сразу же после
НО
нанесения.’Кроме того, они дешевле всех остальных герметиков,
поскольку в качестве основы для их изготовления используются
каучуки общего назначения.
’Верхний температурный предел работоспособности этих гер-
метиков, как правило, составляет 70 °C. При более высокой тем-
пературе вначале наблюдается некоторое размягчение гермети-
ков в результате снижения вязкости, а затем они начинают
твердеть.
Недостатком невысыхающих герметиков является их ползу- '
честь при комнатной температуре, которая выражается в появ-
лении необратимых деформаций под действием небольшой на-
грузки. Кроме того, эти герметики, как правило, не выдержива-
ют даже кратковременного воздействия топлив и растворителей
[2,4].
Как уже упоминалось выше, для изготовления невысыхаю-
щих герметиков используются или полностью насыщенные или с
низкой непредельностью полимеры типа бутилкаучука, полиизо-
бутилена, этилен-пропиленового каучука, хлорированного бу-
тилкаучука различной молекулярной массы —от 10 • 103 до
200-1О3 в сочетании с полистиролом, полипропиленом и поли-
этиленом высокого и низкого давления и такими же полимерами
более низкой молекулярной массы (по 300) [1, 7, 16—21]. Эти
полимеры хорошо перерабатываются на вальцах и другом обо-
рудовании резиновой промышленности, а отсутствие двойных
связей или их малое содержание предопределяет высокую хи- ’
мическую стойкость герметиков, атмосферостоййость и стойкость
к старению.
В зависимости от молекулярной массы и исходной вязкости
каучука, а также от его содержания в композиции герметик ।
имеет различные свойства. Содержание полимера в герметике,
как правило, незначительно и колеблется от 2—5 до 12—15%.
При слишком низком содержании полимера получается герме-
тик худшего качества, особенно при низких температурах, что
видно из данных табл. X. 1 [29].
Таблица X. 1
Зависимость физика-механических показателей герметиков
на основе полиизобутилена от содержания в них полимера
Содержание полиизобутилена, вес. % Условная прочность при разрыве при —30° С, МПа Относительное удлинение при растяжении при -30° С, %
10 0,122 138
5 0,082 94
4 0,058 . 59
3 0,049 53
2 0,032 42
1 0,03 4
141
Для придания герметикам определенных свойств, а также
для их удешевления используются волокнистые (асбест различ-
ной степени волокнистости) и дисперсные минеральные напол-
нители (активные сорта углеродистой и белой саж, тальк, окись
цинка, мел, литопон, барит, каолин, диатомит, сланцевая мука,
графит, зола, слюда, кварц, окись магния, силикаты кальция и
алюминия и др.). Их содержание в герметиках составляет 50—
75% и более. Упрочняющее действие напрлнителей чаще всего
увеличивается с повышением степени их дисперсности.
Для получения герметиков более жидкой консистенции в их
состав вводят в большом количестве (25% и более) различные
углеводородные масла нефтяного происхождения (парафиновые,
нафтеновые, ароматические), а также высыхающие минераль-
ные масла. Для придания клейкости применяют канифоль, ее
эфиры, эпоксидные и новолачные фенолоформальдегидные
смолы, каменноугольные, инденкумароновые и терпеновые смо-
лы, ненасыщенные углеводороды нефтяного происхождения, би-
тумы, фактисы, а также растворители с высокой температурой
кипения (150—200°C). В состав отечественных герметиков вво-
дят также пластификаторы — масло ПН-6, приборное масло
МВП, автол, вазелин, вакуумное, веретенное, цилиндрическое и
индустриальное масла.
Невысыхающие герметики могут быть любого цвета, но вы-
гщщцщ£Я1^основно^б£щщ-ь серыми и черными. Они могут
быть липкими с поверхности. Плотность таких герметиков ко-
леблется в пределах 1000—1 700 кг/м3, а темтературы эксплуа-
тации— от минус 25 —60 до 70—120 °C.
Невысыхающий герметик можно рассматривать как много-
компонентную композицию, представляющую собой единую
дисперсную систему, состоящую из двух фаз — полимерной
(эластичной) и твердой, между которыми есть поверхность раз-
дела. Полимерная фаза представляет собой термодинамически
устойчивый раствор смеси каучука и пластификатора^ и ее мож-
но рассматривать как дисперсионную среду. Твёрдой фазой
является наполнитель и другие порошкообразные добавки и
это — дисперсная фаза. Такие многокомпонентные системы
можно считать искусственными конгломератами, свойства кото-
рых зависят от количественного соотношения компонентов, их
свойств и растворимости в системе [31—35].
Рецептуры невысыхающих герметиков описаны во многих
патентах и авторских свидетельствах [36—45]. При анализе
этих источников можно проследить определенные закономерно-
сти в составлении рецептур герметиков для определенных обла-
стей применения. Так, при создании герметиков, предназначен-
ных для гидроизоляции мягкой кровли, трубопроводов,
фланцевых соединений вентиляционных каналов, швов облицов-
ки оросительных систем и пр., а также для антикоррозионных
покрытий, каучуки совмещают чаще всего с битумом, асфальтом,
гудроном или каменноугольной смолой, которые либо предва-
рительно растворяют в петролейном эфире, гексане и других
растворителях, либо нагревают до 100—130 °C.
Для герметизации различного рода остеклений в состав гер-
метиков чаще всего вводят канифоль, ее эфиры, гидрированную
• канифоль, фенолоформальдегидные и терпеновые смолы. Для
создания герметиков, обладающих тиксотропными свойствами и
не «обвисающих» в конструкции, не изменяющих свойств в про-
цессе эксплуатации, а также таких, в которых исключена миг-
рация пластификатора, бутилкаучук или хлорбутилкаучук при-
меняют в сочетании с предварительно сшитым с помощью соли
металла и жирной кислоты, например стеарата алюминия, по-
либутеновым маслом.
Значительное повышение теплостойкости (или снижение те-
кучести при повышенной температуре) достигается при исполь-
зовании полимерных пластификаторов, представляющих собой
растворы полиизобутилена различной молекулярной массы в
масле, полученные в процессе полимеризации полиизобутилена.
Так, при сравнении двух замазок, отличающихся только типом
пластификатора (минеральное масло в сочетании е петролату-
мом и парафином или полимерный пластификатор) и имеющих
одинаковую исходную пластичность (115—120 мм-1), показано,
что после воздействия температуры 50 и 70 °C в течение 30—
180 сут замазки резко различаются по пластичности [44].
Вопросами разработки составов на различных типах поли-
меров и их сочетаниях, изучению свойств и применения невысы-
хающих герметиков посвящено много исследований [46—60].
Структура и свойства невысыхающих герметиков во многом
определяются совместимостью исходных компонентов и, следо-
вательно, их соотношением, а также гомогенностью полученных
систем [321. Так, оптимальным соотношением этиленпропи-
ленового каучкука и бутилкаучука при получении герме-
тика, предназначенного для использования в строительстве,
является 1,6 : 1,0 [45].
Основными свойствами невысыхающих герметиков, опреде-
ляющими их поведение в период герметизации и эксплуатации,
являются вязкость (мягкость, пластичность, консистенция) и
адгезия (липкость, клейкость, сцепляемость) к различного рода
поверхностям [46—55]. Знание реологических свойств и поведе-
ния герметиков в процессе самой герметизации и в условиях
эксплуатации позволяет правильно выбрать технологию герме-
тизации и соответствующее оборудование. Знание адгезионных
свойств позволяет произвести сравнительную оценку различных
герметиков и выбрать тот, который будет наиболее эффективен
Для данной конкретной конструкции. Так, исследование герме-
тиков УМС-50 и УМ-40 на основе полиизобутилена на ротацион-
ном вискозиметре типа РВ-8 в интервале температур от —50 до
80 °C дало возможность вывести формулу для расчета вязкости
143
Рис. X. 1.
Зависимость прочности связи с метал-
лом при сдвиге герметика У-22 от тем-
пературы.
герметиков -в зависимости от температуры и скорости сдвига:
- и=0,1 k .
ч t — чг=го °cKtKv
где пйо°С~ вязкость при 20 °C и скорости сдвига 0,1 м/с; k,— температур-
ный коэффициент; ka — коэффициент скорости.
При оценке адгезионной прочности тех же герметиков
УМС-50 и УМ-40 на адгезиметре АД-1 в интервале температур
от —30 до 40 °C были выведены переходные коэффициенты, по
которым можно определить адгезию мастик к бетону, цементо-
бетону и керамзитобетону:
где /420о с — сила сцепления герметиков с гладкой сухой поверхностью об-
разца из цементопесчаного раствора при 20 °C; — переходной коэффициент
от одной мастики к другой; К — переходной коэффициент от одной темпера-
туры поверхности к другой; — переходной коэффициент от температуры
самой мастики к комнатной; /Св — переходной коэффициент от сухой поверх-
ности к влажной; Кл — переходной коэффициент по длительности контакта
мастик с субстратом; Кш — переходной коэффициент от гладкой поверхности
к шероховатой, полученной в процессе изготовления герметизируемой детали;
— переходной коэффициент от гладкой поверхности к шероховатой, полу-
ченной в результате обработки готовых гладких поверхностей металлической
щеткой перед герметизацией.
На рис. X. 1 приведена зависимость прочности связи при
сдвиге замазки У-22 с металлом от температуры.
Исследованы изменения пластичности и адгезионной проч-
ности при сдвиге замазок на основе полиизобутилена (У-20А,
У-22 и УМС-50) в процессе старения при 70 °C, а также зависи-
мость изменения вязкости при 25—ПО °C [53—55].
Изучены основные свойства герметиков, применяемых в пол-
носборном домостроении, и различные методы их испытаний,
имитирующих поведение в шве, и др. [56—60].
В табл. X. 2 приведена краткая техническая характеристика
некоторых торговых марок невысыхающих герметиков, выпуска-
емых отечественной промышленностью и зарубежными фирма-
ми. Герметики отличаются друг от друга цветом, плотностью,
пластическими свойствами и назначением. Общим для всех
перечисленных герметиков является то, что они изготовлены на
J44
Таблица Х.2
Техническая характеристика некоторых торговых марок
невысыхающих герметиков, выпускаемых отечественной
промышленностью и зарубежными фирмами
Марка Фирма, страна Краткая характеристика Назначение
У-20А СССР Пластичная масса се- ро-зеленого цвета без растворителя; рабочие температуры — от —50 до +70 °C Для герметизации за- клепочных и других со- единений, для уплотне- ния стекол автомобилей
У-22 СССР . Пластичная масса тем- но-серого цвета без растворителя; рабочие температуры — от —50 до +70 °C Для герметизации окон- ных проемов легковых и грузовых автомобилей
УМС-50 СССР Пластоэластичная мас- са кремового тона; ра- бочие температуры — от —50 до +70 °C Для герметизации на- ружных стеновых пане- лей в полносборном до- мостроении, оконных и дверных блоков и для других строительных це- лей
51-Г-З СССР Пластичная масса тем- но-серого цвета; рабо- чие температуры — от —60 до +100 °C Для герметизации разъ- емных соединений раз- личных емкостей, аппа- ратов и приборов
51-Г-4 СССР Пластичная масса бе- лого цвета; рабочие температуры — от —60 до +100 °C Для герметизации разъ- емных и неразъемных (винтовых) соединений и закрепления подстро- ечных сердечников в ка- тушках индуктивности
51-Г-4м СССР Пластичная масса от белого до светло-жел- того цвета; рабочие температуры — от —60 до +100 °C Дляхзащиты паяных со- единений от коррозии и для герметизации вин- товых соединений
51-Г-6 СССР Пластичная масса чер- ного цвета; рабочие температуры — от —50 до +90 °C; плотность 1200 кг/м3 Для герметизации осте- кления легковых авто- мобилей
51-Г-7 > СССР Пластичная масса се- рого или зеленого цве- та; рабочие температу- ры — от —50 до' +90 °C (кратковременно до +100 °C); плотность 1600 кг/м3 Для герметизации от- верстий и щелей на сты- ках металлических уча- стков кузовов легковых автомобилей
Бутэпрол СССР Пластоэластичная мае- Для уплотнения стыков
са светло-серого цвета; рабочие температуры — от —50 до +70 °C конструкций крупнопа- нельных зданий (на- ружных панелей, окон- ных и дверных проемов, блоков и витражей)
145
Продолжение
Марка Фирма, страна Краткая характеристика Назначение
УН-01 СССР Пластичная масса бе- лого или светло-серого цвета; рабочие темпе- ратуры — от —35 до +100 °C Для уплотнения и гер- метизации сточных же- лобков, сварных швов, мест стыка деталей и узлов кузовов автомо- билей, а также швов хо- лодильников
Prestik АН «Bostik Ltd.» (Англия) Мягкая эластопластич- ная масса оливково-ко- ричневого цвета с хо- рошей клейкостью; ра- бочие температуры — от —30 до +90 °C; плотность 1080 кг/м3 Для герметизации непо- движных соединений при наружном и вну- треннем уплотнении
Seelastrip «Expandit Пластичная масса чер- Для герметизации раз-
PIB 50 Ltd.» (Ан- глия) ного цвета; рабочие температуры — от —32 до +100 °C; плотность 1420 кг/м3 личного рода строитель- ных элементов, стекло- пакетов
Wiedolastik «Wieder- Эластопластичная мае- Для инженерного строи-
KD 404 hold» (ФРГ) са с высоким относи- тельным удлинением (до 100%); плотность 1350 кг/м3 тельства и внутренней отделки вентиляцион- ных устройств, уст- ройств для кондициони- рования воздуха
Terostat «Teroson» Пластичная масса се- Для герметизации фа-
4001 (ФРГ) рого цвета; рабочие температуры — от —25 до +70 °C (кратковре- менно до +100 °C); плотность 1300 кг/зд3 садных элементов, кли- матических установок, стальных конструкций и др.
Terostat 81 «Teroson»' (ФРГ) Пластоэластичная мас- са черного цвета; ра- бочие температуры — от —40 до +80 °C (кратковременно до +180 °C); плотность 1200 кг/м3 Для внутришовной гер- метизации
Plastikol-8 «Deiter- Эластопластичная мае- Для внутришовной гер-
Butilhrom В matin» (Австрия) са с высоким относи- тельным удлинением (до 80%); рабочие тем- пературы— от —50 до +80 °C; плотность 1400 кг/м3 метизации
«Kemyski Kombinat Hromos» (Югославия) Пластоэластичная мас- са с плотностью 1500 кг/м3 Для уплотнения стекол в строительной технике (в монтажном строи- тельстве, для остекле- ния окон в деревянных и металлических кон- струкциях)
Продолжение
Марка Фирма, страна Краткая характеристика Назначение
Y-4010 «Minnesota Mining Manufactu- ring Со.» (США) Пластичная масса свет- ло-серого цвета; рабо- чие температуры — до + 100 °C Для уплотнения рам фа- садных элементов, ме- таллических и деревян- ных окон с беконом и каменной кладкой, при- монтаже готовых до- мов, для вентиляцион- ных и климатических помещений и установок
основе бутилкаучука, полиизобутилена, этилен-пропиленового
каучука или их сочетаний, что предопределяет высокую стой-
кость к воздействию света, кислорода, озона, кислот и щелочей.
Одним из наиболее перспективных направлений в разработке
невысыхающих герметиков является создание герметиков на
основе полимеров, обладающих масло- и бензостойкостью, на-
пример на основе акрилатных и высокомолекулярных полисуль-
фидных каучуков и др. [61].
ВУЛКАНИЗУЮЩИЕСЯ ГЕРМЕТИКИ
ГЕРМЕТИКИ НА ОСНОВЕ
ЖИДКИХ ТИОКОЛОВ
Благодаря исключительно интересному сочетанию свойств осо-
бое место среди герметиков занимают композиции на основе
жидких тиоколов, или жидких полисульфидных каучуков. Это
олигомеры, которые в результате вулканизации превращаются в
сшитые полимеры, образуя эластичные продукты с удовлетвори-
тельными физико-механическими, адгезионными и диэлектри-
ческими характеристиками, высокой эластичностью в интервале
температур от —60 до 120—130 °C, отличной стойкостью к дей-
ствию тепла, света, озона, радиации, масел и топлив, разбав-
ленных кислот и щелочей и пр. [1, 6, 7, 9, 62, 63].
В настоящее время известно большое число тиоколовых гер-
метиков, пригодных для работы в различных отраслях промыш-
ленности, характеризующихся длительным сроком службы и
достаточно простой технологией применения. Использование тио-
коловых герметиков дает значительный технико-экономический
эффект, обеспечивая надежность работы различных конструк-
ций, приборов, приспособлений, изделий.
Жидкие тиоколы — один из первых промышленных бифункци-
ональных олигомеров — получаются по реакции поликонденсации
чаще всего ди (р-хлорэтил)формаля с тетрасульфидом натрия
147
Рис. X. 2.
Зависимость жизнеспособности компо-
зиции на основе жидких тиоколов
LP-2 (/) и £Р-32 (2) от температуры
при постоянной относительной влаж-
ности воздуха 50% •
при добавке в качестве структурирующего агента 1,2,3-трихлор-
пропана. Наличие в основной цепи тиокола атомов серы пред-
определяет высокую стойкость вулканизатов ко многим агрес-
сивным средам (маслам, нефтяным топливам), а также к дей-
ствию озона, света, радиации. Отсутствие двойных связей
также обеспечивает повышенную стойкость к действию кислоро-
да и озона и повышает стойкость к старению на воздухе и при
повышенной температуре. Наличие связи О—СН2— О обус-
ловливает склонность тиоколов к гидролизу и, следовательно,
низкую стойкость к кислотам. Стойкость тиоколов к щелочам
значительно выше. Наличие таких связей оказывает влияние
также на верхний температурный предел эксплуатации вулка-
низатов на основе жидкого тиокола, ограничивая его темпера-
турой 150 °C.
Жидкие тиоколы представляют собой подвижные жидкости
медообразной консистенции от светлого до темного янтарного
цвета плотностью 1270—1300 кг/м3 со слабым запахом, прису-
щим меркаптанам. Жидкие тиоколы не являются токсичными
веществами. Они в любых соотношениях совместимы с хлориро-
ванными и ароматическими углеводородами, частично смешива-
ются с кетонами и сложными эфирами уксусной кислоты и
абсолютно не смешиваются с керосином, спиртами, глицерином,
этиленгликолем.
Выпускаемые в промышленности тиоколы различаются вяз-
костью, молекулярной массой, плотностью, содержанием мер-
каптановых групп и сшивающего агента. Чем более разветвлен
полимер, тем больше его термостабильность, стойкость к дей-
ствию масел, бензина, растворителей, выше эластичность по
отскоку и ниже относительное удлинение [64].
Вулканизация жидких тиоколов происходит в результате
окисления концевых меркаптановых (или тиольных, сульфгид-
рильных) групп SH с образованием дисульфидных связей S-—S.
В качестве окислителей применяются различные доноры кис-
лорода, способные взаимодействовать с подвижным атомом
водорода группы SH. Известны и другие реакции, не связанные
с- окислением [65].
Вулканизация жидкого тиокола протекает при комнатной и
более низких температурах и, как правило, сопровождается
выделением воды. В щелочной среде, а также в условиях повы-
шенных влажности и температуры вулканизация ускоряется
(рис. X. 2 и X. 3). Вулканизация жидкого тиокола протекает без
усадки.
В качестве вулканизующих агентов могут быть использованы
неорганические перекиси или двуокиси, окислы металлов, бихро-
маты, хлораты и нитраты щелочных металлов, нитробензол,
тринитротолуол, п-хинондиоксим и другие нитросоединения, ор-
ганические перекиси, диизоцианаты, диэпоксиды и др. Наиболее
распространенными вулканизующими агентами являются неор-
ганические перекиси и двуокиси, в частности двуокиси марганца
и свинца.
С целью снижения токсичности, а также облегчения условий
введения и смешения с полимером двуокись свинца применяют
обычно в виде ласты, диспергированной в пластификаторах
(дибутилфталате, дифениловом эфире и др.) или органических
растворителях. В состав вулканизующих паст входят также по-
верхностно-активные вещества, препятствующие осаждению вул-
канизующего агента в диспергаторе и являющиеся, помимо
этого, замедлителями процесса вулканизации. Это — жирные
кислоты — стеариновая и олеиновая или их соли — стеараты
свинца, цинка, алюминия и др. Эффективность жирных кислот в
большой степени зависит от влажности окружающей среды и
при ее увеличении снижается. Соли жирных кислот менее чув-
ствительны к изменению влажности, но применяются в несколь-
ко больших количествах, чем жирные кислоты.
Активатором вулканизующей системы с двуокисью свинца
является сера, содержание которой может изменяться от 0,05
До 0,5 масс. ч. на 100 масс. ч. жидкого тиокола. При введении
более' 0,5 масс. ч. серы вулк-анизаты размягчаются, особенно
при нагревании, а при содержании серы более 0,2 масс. ч.
снижается прочность сцепления их с различными материа-
лами, в частности с металлами. Кроме серы в качестве
активаторов может применяться ацетат магния (0,1 0,5 масс. ч.
149
20%-ного водного раствора на 100 масс. ч. жидкого тиокола)^
а также дифенилгуанидин и о-толуолгуанидин [66, 67]
При использовании для вулканизации жидкого тиокола дву-
окиси марганца процесс протекает с меньшей скоростью. Дву-
окись марганца не рекомендуется применять в композициях с
фенольными смолами.
В последнее время в связи с разработкой однокомпонентных
в состоянии поставки герметиков, в которых вулканизующий
агент находится в смеси с жидким тиоколом, большое распрост-
ранение в качестве вулканизующих агентов получили перекиси
щелочных и щелочно-земельных металлов — бария, кальция,
натрия, а также перекиси карбонатов и пирофосфатов натрия
[68, 69]. В качестве активаторов используются окислы этих же
металлов и аминоспирты. Для увеличения продолжительности
хранения композиций с вулканизующим агентом рекомендуются
цеолиты.
Вопросам вулканизации жидких тиоколов посвящено боль-
шое число работ [71—75].
Важным свойством жидких тиоколов является их способ-
ность совулканизоваться с различными смолами — эпоксидны-
ми, фенольными и полиэфирными, что позволяет модифициро-
вать свойства герметиков. Совулканизации жидкого тиокола с
эпоксидной смолой протекает при комнатных температурах в
присутствии катализаторов — аминов, многоосновных карбоно-
вых кислот и их ангидридов [76]. Повышение температуры
ускоряет процесс совулканизации. Катализаторами совулкани-
зации жидкого тиокола с ненасыщенными полиэфирами служат
перекись метилэтилкетона, гидроперекись трет-бутила и др. Со-
вулканизация жидкого тиокола с фенольными и родственными
им смолами протекает за счет образования гибких полимерных
моносульфидных мостиков между кольцами фенола при взаи-
модействии меркаптановых групп тиокола и гидроксильных
групп активной метилольной группы фенольного кольца смолы.
В процессе совулканизации выделяется вода:
—R— SH + Аг—СНгОН —> —R—S—Ar—СН2—S—R—+ Н2О
В качестве активных наполнителей жидких Тиоколов чаще
всего используют мягкие полуусиливающие сажи, двуокись
кремния, двуокись титана, мел, сульфид цинка, литопон и др.
В качестве пластификаторов чаще всего применяют дибутил-
фталат, хлористый дифенил, рубракс,инденкумароно-
вые и каменноугольные смолы и др. В тех случаях, когда адгезия
герметика к субстрату невелика, вместо -пластификаторов для
повышения текучести герметика используют растворители — ме-
тилэтилкетон, толуол, ксилол и др.
Для повышения вязкости герметиков в их состав вводят
тиксотропные добавки — двуокись кремния, осажденный мел.
силикат алюминия, поливиниловый спирт и др. [77, 78].
С целью повышения адгезии герметиков к металлам в их
состав вводят фенольные и эпоксидные смолы, а также винил-
иденхлорид и хлорированные каучуки, а для повышения адгезии
к стеклу и алюминию рекомендуется вводить аминосиланы, на-
пример меркаптоалкиламиноалкилалкоксисилан, у-глицидок-
сипропилтриметоксисилан и др. Эти же соединения в виде рас-
творов в спирте или кетоне могут быть применены в качестве
подслоев. Подслоями могут служить также клеи на основе хло-
рированных каучуков, например хлоропренового, а также изо-
цианаты [79]. При введении в состав герметиков различных
порообразователей (гидридов щелочных или щелочно-земель-
ных металлов, гидразинов) могут быть получены вспененные
герметики с плотностью менее 1000 кг/м3 [80, 81].
Вулканизация тиоколовых герметиков проходит при комнат-
ной температуре. Жизнеспособность герметиков, а также про-
должительность вулканизации зависят от температуры и отно-
сительной влажности окружающей среды, количества и свойств
вулканизующего агента, жидкого тиокола, а также от приготов-
ляемого количества герметика.
При повышении температуры вулканизации на каждые 10 °C
при прочих равных условиях жизнеспособность уменьшается в
2—3 раза, а при повышении относительной влажности воздуха
на 10%—в 1,2—1,4 раза [90—91]. Общая продолжительность
вулканизации при этом соответственно сокращается. Как прави-
ло, жизнеспособность герметиков находится в пределах 2—•
8 ч. Ее изменение в ту или иную сторону достигается в основном
за счет изменения дозировки вулканизующего агента и ускори-
теля. Процесс вулканизации, обеспечивающий достижение опти-
мальных физико-механических и адгезионных свойств, заканчи-
вается за 7—10 сут.
Вулканизаты жидкого тиокола как наполненные, так и нена-
полненные плохо крепятся к металлам, стеклу, пластмассам и
другим субстратам. Поэтому их применяют либо с клеевыми
подслоями, либо вводят в их состав специальные добавки, о чем
уже было сказано выше. Не меньшее влияние на прочность
крепления герметиков оказывает тщательность подготовки по-
верхности субстрата, очистка его от посторонних включений,
масел и жира, а также обработка поверхности химическим
путем — оксидированием, фосфатированием, анодированием
и др.
Прочность связи при отслаивании герметиков от металлов
зависит от типа металла и качества обработки его поверхности и
колеблется от 1,5 до 6,0 кН/м (иногда 10—11 кН/м), от стек-
ла — от 1,0 до 2,5 кН/м. Прочность связи с металлом при отрыве
находится, как правило, в пределах от 1,0 до 3,0 МПа и тем
выше, чем выше условная прочность герметика при растяжении.
Зависимость прочности крепления герметика У-30М к стали
45ХГСА от температуры приведена на рис, X, 4. Из данных,
151
Рис. X. 4.
Зависимость прочности связи герметика У-ЗОМ
со сталью 45ХГСА при отрыве от температуры:
1 — без подслоя; 2—с клеевым подслоем на ос-
нове хлоропренового каучука.
приведенных на рисунке, видно, насколько применение клеевого
подслоя — клея на основе хлоропренового каучука увеличивает’
прочность крепления. При повышении температуры вулканиза-
ции и в процессе теплового старения адгезия герметиков к
различным поверхностям, особенно к металлическим,' увеличи-
вается. Очень важно при герметизации металлических, пласт-
массовых или каких-либо других поверхностей, окрашенных
эмалями, покрытых лаками, красками, грунтами, в каждом
конкретном случае подбирать соответствующий подслой.
Тиоколовые герметики отличаются прекрасной стойкостью к'
тепловому старению, особенно при умеренных температурах'
(5G—70 °C). Изменение физико-механических показателей в те-
чение длительной экспозиции при температурах до 100°C про-
исходит постепенно и плавно. При этом условная прочность
герметиков при разрыве практически не изменяется или изменя-
ется очень незначительно, а относительное удлинение снижается,
что видно из рис. X. 5, где приведена зависимость относительно-
го удлинения при разрыве -герметика типа У-30МЭС-10 от
продолжительности старения при различных температурах. На
основании имеющихся данных долговечность тиоколовых гер-
метиков оценивается в 20 и более лет [140].
Изучение поведения герметиков (в сочетании с клеевыми
подслоями), выпускаемых различными странами — ГДР, США
и СССР, при воздействии дистиллированной воды, гидравличе-
ского масла и керосина, высоких и низких температур, а также
их' адгезии к алюмомагниевому сплаву и различным породам
древесины, применяемым в судостроении, показало, что лучши-
ми свойствами обладают отечественные герметики марок У-ЗОМ
и УТ-31. Герметик У-ЗОМ в сочетании с эпоксидно-тиоколовым
клеем К-50 характеризуется наибольшей стойкостью к у-излуче-
нию, орошению морской водой, к старению во влажной атмо-
сфере и с успехом может применяться в судостроении [141].
Герметики на основе жидких тиоколов могут быть получены
практически любого цвета за счет введения различных красите-
152
Рис. X. 5.
Зависимость относительного удлинения
при разрыве герметика У-30МЭС-10 от
продолжительности старения при раз-
личных температурах:
/—50 °C; 2—70 °C; 3 — 90 °C; 4— ПО °C;
5—130 °C.
лей и пигментов. Однако чаще всего они выпускаются черного,
коричневого или серого .цвета из-за применения в качестве вул-
канизующего агента двуокиси свинца или марганца и сажи или
двуокиси титана в качестве наполнителя.
Тиоколовые герметики топливо-, бензо- и маслостойки и мо-
гут эксплуатироваться в среде авиационных топлив, минераль-
ных масел, бензинов и пр. Герметики стойки также к действию
морской, водопроводной и дистиллированной воды, разбавлен-
ных минеральных кислот и щелочей, к тепловому и атмосфер-
ному старению, воздействию радиации, обладают удовлетвори-
тельными диэлектрическими и теплофизическими свойствами.
Их ' недостатки — малое сопротивление раздиру и износу,
высокая остаточная деформация при сжатии и ее быстрое
Таблица X. 3
Торговые марки герметиков на основе жидкого тиокола
Марка Фирма, страна Назначение
У-ЗОМ, У-ЗОМЭС-5, У-30МЭС-10, УТ-32, УТ-34, 51-УТ-37, 51-УТ-36А, ВИТЭФ-1, ВИТЭФ-2, АМ-05. СССР Для различных отраслей промышленности
PR-1221B, 1221ВТ, 380М, Products Для авиационной техни-
1422А, 1422В, 1431, 1435, 1422А-2, 1422В-2, 701 А, 701М, 702, 703, 702А, 12010, 1005Z. «Research Company» (США) ки
PR-154, 254,255,256,400, «Je Joint Franseins» Для строительной про-
PRV-150, 399, 1Б0, 2ЕЙ, 399, 1422А, 1422В, 5000, 391НТ. (Франция) мы тленности
Thiphrom 201с, 211с, «Kemyski Kombinat Для различных отраслей
С, Т, н. Hromos» (Югославия) промышленности
153
Таблица Х.4
Свойства некоторых зарубежных и отечественных тиоколовых герметиков
Торговая марка Рабочее температуры, °C Жизнеспособность, ч Цвет Плотность, кг/м3 Твердость по Шору, уел. ед. Условная проч- ность при раз- рыве, МПа Относительное удлинение при растяжении, %
У-ЗОМ От —60 ДО 4-130 2—9 Черн ый 1450 50—60 2,5—4,0 150—300
У-ЗОМЭС-5 От —60 до 4-130 2-9 » 1450 40—60 1,5-2,5 200—400
У-ЗОМЭС-10 От —60 ДО 4-130 2—9 » J450 25—40 1,2—2,0 200—500
УТ-32 От —60 до 4-130 2—10 Серый 1750 15-25 1,5-2,5 200—500
51-УТ-36А Ог —60 до 4-130 1-4 » 1550 40—65 4,0—5,5 150—300
51-УТ-37 От —60 до 4-130 2—8 Коричневый 1550 40-55 2,0—4,0 150-350
PR-1422A-2 От -55 до 4-135 От 0,5—2 до 12-36 » 1500 50 2,45 250
PR-1422B-2 От -55 до 4-135 От 0.5—2 до 12—36 » 1450 56 2.45 410
PR-391HT — Ю 3—36 Черный 1690 30 3,0 200
PR-5000 От —40 до 4- 95 — — — 25 — 200—500
PR-380M От -70 ДО 4-105 2 Черный 1500 55 3,2 300
PR-1221B От -70 до + 105 0,25—12 Коричневый 1530 45 1,8 400
PR-1221BT От —70 до + 105 0,25—8 » 1510 45 1,5 350
PRV-150 От —40 до + 95 3—36 Черный, беже- вый, серый, се- ребристый — 15—20 — 250—750
PRV-250 От —40 до + 95 3—49 Белый и любой другой — 20—30 5,2 200
накопление под воздействием постоянной нагрузки, а также
отсутствие стойкости к действию концентрированных кислот и
щелочей.
Тиоколовые герметики не рекомендуется применять в кон-
такте с серебряными, медными и латунными поверхностями во
избежание потемнения последних [82—89, 92, 93].
Свойства некоторых торговых марок герметиков на основе
жидкого тиокола, выпускаемых в СССР и отдельными зару-
бежными фирмами, приведены в табл. X. 3 и X. 4.
ГЕРМЕТИКИ НА ОСНОВЕ
СИЛОКСАНОВОГО КАУЧУКА
Особое место среди каучуков как общего, так и специального
назначения занимают силоксановые (силиконовые,, кремнийор-
ганические) каучуки, отличительной особенностью которых яв-
ляется то, что они не содержат в основных цепях атомов угле-
рода. В вулканизованном состоянии эти каучуки обладают
повышенной морозе- и термостойкостью (от минус 60 — минус
100 до 200—300°C), высокой стойкостью к действию кислорода,
озона, света и других атмосферных факторов, высокими диэлек-
трическими показателями и хорошей эластичностью, стабильно-
стью свойств при повышенной влажности, гидрофобностью,
химической, физиологической и биологической инертностью,
прекрасными вибропоглощающими свойствами, грибостойко-
стью, стойкостью к коррозии.
К недостаткам этих каучуков следует отнести' низкую меха-
ническую прочность у вулканизатов, а также отсутствие стойко-
сти к действию топлив и масел. Однако второй недостаток от-
сутствует в тех случаях, когда органические радикалы,
обрамляющие основную цепь молекул каучука, содержат атомы
фтора, циановые и некоторые другие группы.
Для изготовления вулканизующихся герметиков наряду с
жидкими тиоколами широко используются и низкомолекуляр-
ные силоксановые каучуки с молекулярной массой порядка
ЫО3—1 - 10s, представляющие собой вязкие жидкие продукты
с вязкостью от 0,5 до 80 Па-с при 25°C, способные вулканизо-
ваться при комнатной и более низких температурах без усадки в
присутствии вулканизующих агентов [1, 10, 12, 13, 94]. Низко-
молекулярные силоксановые каучуки благодаря их высокой те-
кучести способны заполнять любые зазоры и растекаться по
поверхностям любого профиля, что обусловливает прекрасные
технологические свойства герметиков на их основе. „
Свойства силоксанового каучука в значительной степени за-
висят от природы радикала R в молекуле каучука
R R
I I
~Si—О— Si—О~
155
Так, метил- и фенилсилоксановые каучуки характеризуются
низкой стойкостью к органическим растворителям — бензолу,
толуолу, четыреххлористому углероду, а также к жидким топ-
ливам и т. д. Высокой стойкостью к этим продуктам обладают
фторсодержащие каучуки. Наибольшее распространение для
изготовления герметиков получили полисилоксаны типа:
где R—СН3, СеН5, СРгСН2СН3 и др.; т,п — от 0 до 100; р — 150 — 1000.
В качестве вулканизующих агентов применяются следую-
щие соединения, которые по механизму их действия можно
разбить на несколько групп:
диалкилдиацилоксистаннаты в комбинации с эфирами ор-
токремневой кислоты или органилалкоксисиланами ортотитано-
вой кислоты;
алкилацилоксисиланы, кре'мнийорганические соединения, со-
единения, содержащие атомы азота;
диалкилдиацилоксистаннаты в комбинации с алкилгидросил-
оксанами или полиаминами.
Соединения первой группы применяются в основном в каче-
стве вулканизующих агентов двухкомпонентных силоксановых
герметиков., второй группы — при изготовлении пористых герме-
тиков и третьей — в качестве вулканизующих агентов одноком-
понентных герметиков, которые взаимодействуют с полимером
только в присутствии влаги воздуха.
Наиболее широкое распространение в качестве вулканизую-
щих агентов для двухкомпонентных герметиков получили поли-
алкоксисиланы, например этилсиликат-40 (декаэтокситетрасил-
оксан). Поскольку вулканизация протекает крайне медленно,
то применяются катализаторы — соли металлов (Sn, Pb, Ti, Сг,
Zn и др.), металлоорганические соединения, алифатические
амины, нафтенаты Pb, Со, Zn, соединения типа Pb(OCOR)2,
R2Sn(OCOR')2 и др. Наибольшее распространение в качестве
катализаторов нашли дибутилоловодилауринат и дибутилоло-
водикаприлат, которые вводят в количестве 0,01—2 масс. ч. на
100 масс. ч. каучука. Эти же катализаторы применяются и при
вулканизации с помощью полиметилоксисилоксанов.
На скорость вулканизации и жизнеспособность двухкомпо-
нентных силоксановых герметиков влияет концентрация и ак-
тивность катализатора, а также концентрация и реакционная
способность вулканизующего агента. Активность катализатора
зависит от его структуры и возрастает с уменьшением числа
атомов углерода в алкильных радикалах и степени разветвлен-
ности. В табл. X. 5 показано, как влияют тип и содержание
156
сшивающего агента и катализатора на жизнеспособность сил-
оксановых герметиков. Оптимальные свойства двухкомпонент-
ных герметиков достигаются, как правило, после вулканизации в
течение 3—7 сут при комнатной температуре.
Таблица Х.5
Влияние природы в у лканизующего агента и катализатора
на жизнеспособность герметика
Сшивающий агент (3 масс. ч. на 100 масс ч. каучука) Катализатор (1 масс. ч. на 100 масс. ч. каучука) Жизнеспосо- бность, мин
Этилсиликат-40 Дибутилоловодилауринат 22
Дибутилоловодикапронат 11
Диизобутилоловодикапронат 142
Бутилсиликат-40 Дибутилоловодилауринат 92
2-Метоксиэтилсиликат-40 1,5
Тетрагидрофурфурилсиликат-40 2,5
Для вулканизации однокомпонентных герметиков использу-
ют вулканизующие агенты с функциональностью более трех,
например метилтриацетоксисилан, который растворяется в кау-.
чуке, и эта смесь стабильна в сухой среде. Вулканизация
протекает только под действием влаги воздуха. Концентрация
сшивающего агента колеблется от 3 до 5 масс. ч. на 100 масс. ч.
каучука. В процессе реакции выделяется уксусная кислота,
являющаяся катализатором вулканизации, которая в дальней-
шем улетучивается из герметика.
Если герметики получают на основе многофункциональных
полисилоксанов, имеющих на концах цепи быстро гидролизую-
щиеся группы, главным образом ацетатные, которые при взаи-
модействии образуют трехмерную сетку, то применения вулка-
низующих агентов не требуется [11, 95—97].
Скорость вулканизации однокомпонентных силоксановых
герметиков зависит от относительной влажности воздуха, тем-
пературы, толщины слоя герметика и, естественно, от типа вул-
канизующего агента. В табл. X. 6 показана зависимость продол-
жительности вулканизации герметика Bostik 1581 толщиной
5 мм от температуры и относительной влажности окружающей
среды [98]. При толщине слоя герметика 9,5 мм продолжитель-
ность вулканизации увеличивается втрое. Надо отметить, что
однокомпонентные герметики на основе силоксановых каучуков
вулканизуются значительно быстрее однокомпонентных тиоко-
ловых герметиков. .
В качестве усиливающих наполнителей в силоксановые гер-
метики обычно вводят мелкодисперсные минеральные наполни-
тели — двуокись титана, двуокись кремния, окись цинка, окись
Железа и др. Количество наполнителя обычно не превышает
30 масс. ч. на 100 масс. ч. каучука. Введение таких наполнителей
167
Таблица Х.6
Влияние температуры и относительной влажности воздуха
на продолжительность вулканизации
Относительная влажность, % Продолжительность вулканизации, сут.
—20 °C | о°с 25-°C 45 °C
25 10 7 36 ч
50 21 7 3 16 ч
100 17 4 1 12 ч
существенно улучшает физико-механические свойства вулкани-
затов.
Для окрашивания герметиков применяют любые минераль-
ные пигменты и некоторые органические красители (углеродные
сажи, сульфид кадмия — желтый и красный, редоксайд и дру-
гие) в количестве от 0,1—0,5 масс. ч. на 100 масс. ч. каучука.
Для повышения адгезии силоксановых герметиков использу-
ют специальные грунты или подслои на основе аминосиланов
холодного и горячего отверждения. По сравнению с тиоколовы-
ми герметиками силоксановые герметики более пластичны и
легче шприцуются.
В зависимости от типа каучука, наполнителя, вулканизую-
щего агента, красителя и других добавок разработанные и вы-
пускаемые в настоящее время силоксановые герметики отлича-
ются друг от друга по вязкости (от жидкой консистенции до
консистенции замазки), цвету (в основном прозрачные, полу-
прозрачные, белые, серые, розовые и красные), жизнеспособно-
сти (от нескольких минут до нескольких десятков часов) и по
другим свойствам. По составам герметиков имеется большое
число патентов и авторских свидетельств [99—103].
Отличительными свойствами силоксановых герметиков явля-
ются: высокая эластичность и гибкость в широком диапазоне
температур, высокие показатели диэлектрических свойств, от-
личная свето- и погодостойкость, стабильность свойств при дли-
тельной эксплуатации в условиях резкого перепада температур,
повышенной вибрации, тропического климата, УФ-излучения,
нетоксичность и инертность в отношении физиологических
жидкостей, гидрофобность и газонепроницаемость, стойкость к
действию растворов солей, разбавленных кислот и оснований,
некоторых минеральных масел (при наличии атома фтора —
стойкость к действию топлив, смазок и масел), хорошие техно-
логические свойства (возможность создания заливочных
композиций и короткое время вулканизации). К недостаткам
силоксановых герметиков относятся низкое сопротивление раз-
диру и истиранию, недостаточно высокая механическая про-
чность [3, 82, 104, 105].
158
Перечень и свойства некоторых торговых марок герметиков
на основе силоксанового каучука, выпускаемых отечественной
промышленностью и отдельными зарубежными фирмами, при-
ведены в табл. X. 7 — X. 9.
Таблица Х.7
Торговые марки герметиков на основе силоксанового каучука
Марка Фирма, страна Назначение
ВИКСИНТ-У-1-18, У-2-28, У-4-21, К-18, КЛ-4, КЛ-СВ, . КЛТ-30, КЛТ-50, КЛВАЕ-105, КЛВАЕ-155, КЛВСЕ-305, КЛФ-20.КЛФС -30, В20-1 СССР Для различных отрас- лей промышленности
PTV 502, 521,601, 731, 732, «Dow Corning» Для различных отрас-
733, 734, 735, 504, 583, 382, 585, 587, 589, 630, 860, 861, 881, 882 (США) лей промышленности
Caf, 1, 3, 4, 4160, 5, 6, 36, «Ron Pulenk» В производстве форм для
538, 557, 32, 33, 10520, Thixo. PTV, 111, 160, 265, 10543, 105, 121, 130, 143, 160, 188, 546, 547, 558, 559, 141, 151, 147, 148, 567, 1053, Calfa, Sanetan, 10503A. 10503B, 10519, 10523, CAF 4 Tikco, ЗВ, 4C. (Франция) литья, для электроизоля- ции, в качестве защит- ных покрытий Для судостроения и строительной промыш- ленности
KE 41 PTV, 42, 44, 425, 45, «Shinetsu Chemical Co Для электроизоляции
' 10, 20, 16, 12, 15, 109, 119, Ltd.» приборов и оборудова-
1091,1092,1093,103,111,112. (Япония) ния в строительной тех- нике
ГЕРМЕТИКИ НА ОСНОВЕ ЖИДКИХ
УГЛЕВОДОРОДНЫХ КАУЧУКОВ С РАЗЛИЧНЫМИ
КОНЦЕВЫМИ ФУНКЦИОНАЛЬНЫМИ ГРУППАМИ
За последние годы в производстве каучуков произошел каче-
ственный сдвиг в сторону синтеза порошкообразных и низкомо-
лекулярных (жидких) каучуков. Последние представляют собой
бифункциональные углеводородные олигомеры с различными
концевыми реакционноспособными группами — СООН, ОН, SH,
Cl, Br, NCO и др.
Вулканизация таких каучуков происходит за счет взаимо-
действия этих групп с различными химическими реагентами.
Преимущества жидких олигомеров перед высокомолекулярны-
ми каучуками — возможность вулканизации при комнатной
температуре и на месте потребления, текучесть, позволяющая
159
Свойства кремнийорганических
Свойства Виксинт У-1-18 Виксинт У-2-28 Виксинт У-4-21 ВГО-1 Эластосил П-1
Цвет белый розовый — белый белый
Плотность, кг/м3 2200 2200 1350 1900 1900
Интервал рабочих тем- ператур, °C —60 4-300 —60 4-300 -60 4-300 —60 4-250 —
Твердость по ТМ-2 50—60 40—50 40—50 20 —
Условная прочность при растяженйи, МПа, не менее 2 1,8 — 1,5 1,6
Относительное удлине- ние при растяжении, %, не менее 160 200 — 150 140
Жизнеспособность, мин 30—35 3-84 0,5-54 10—30 —
Удельное объемное со- противление- XI б"13 при 20 °C, Ом-см, не более - 1 5 5 3 10
Электрическая прочность при 20 °C, кВ/мм 5,0 5,7-8,7 15-32 — 15,0
Тангенс угла диэлектри- ческих потерь при 1 МГц, не более 0,02 0,2 .0,005 0,003 0,04
Диэлектрическая прони- цаемость при 1 МГц 6,5 3,9-4,5 3,5-4,7 3,8 4,0
160
Таблица X. 8
герметиков, выпускаемых в СССР
Силпек КЛ-4 КЛТ-30 КЛТ-50 КЛФ-20 КЛФС-30 КЛВАЕ-155
белый бесцветный прозрачный белый белый серый серый красный
600 1000 1150 1300 — 1300 —•
-60 +200 -60 +200 —60 +300 -60 +300 -75 +200 — ' -60 +250
— — 60-70 55—70 — — 50—65
— 1 0,8 1,2 0,3 — 1,0
— 100 120 120 100 — 130
—- 10-40 15—4й 15—40 15-40 — 20-35
10 10 1 — 10 — 1
— 12,3 14,5 15,0 — 20,7 —
0,02 0,005 0,01 0,02 0,005 1,1 0,01
- 2,9 3,2 3,4 4,5 3,2 3.1 3,2
'/«6 Зак, 930
161
, Таблйца Х.9
Характеристика однокомпонентных силоксановых герметиков фирмы «Shin-etsu Chemical Со., Ltd.'»
после вулканизации в течение 7 сут при комнатной температуре
Показатели КЕ 4IRT КЕ 42RT КЕ 42RT КЕ 44RT КЕ 45RT
_ i До вулканизации
Плотность при 25 °C, кг/м3 1010 1040 1000 1020 1050
Сухой остаток, % 100 100 50 (толуол) 100 100
Твердость 20 30 30 15 27
После вул каннзации > V
Условная прочность прн растяжении, МПа 1,0 3,0 2,5 1,0 1,5
Относительное удлинение при растяжении, .% 200 300 300 180 260
Удельное объемное электрическое сопротивление, Ом-м
в сухом состоянии 5,1 1013 8,7- 1013 — 6,4 1012 2,3- 1012
во влажном состоянии 8,2- 1012 3,9 1014 — 1,2- 1013 4,6 - Ю12
Электрическая прочность, кВ/мм
в сухом состоянии 20 20 — , 20 22
во влажном состоянии 20 22 — ' 20 20
перерабатывать их на оборудовании так называемого легкого
типа (краскотерки, лопастные мешалки и пр.), возможность
нанесения методами напыления и намазывания [14, 106—113].
- В СССР и за рубежом выпускается достаточно большой ассор-
тимент олигомеров подобного типа с молекулярной массой
’ 1700—6300 и вязкостью при 20—25°С 17—120 Па-с. В качестве
вулканизующих агентов могут быть использованы вещества са-
мых различных классов — диизоцианаты, эпоксидные смолы,
амины и др. Чаще всего применяют различные амины и их про-
изводные.
Наибольшее распространение за рубежом получили жидкие
полибутадиены с концевыми гидроксильными группами. На их
основе получены полиуретаны, структура основных цепей кото-
рых аналогична структуре каучуков общего назначения — СКД,
СКН, СКИ, но которые вулканизуются так же, как уретановые
каучуки. Свойства их в основном похожи на свойства СКД,. но
есть и специфические свойства, присущие уретановым каучу-
кам, — стойкость к истиранию, твердость, когезионная проч-
ность, хорошая адгезия к различным материалам при сохране-
нии эластичности, гидролитической стабильности и высокой
морозостойкости.
Вулканизация олигомеров с концевыми гидроксильными
группами осуществляется при комнатной температуре с по-
мощью диизоцианатов, которые являются токсичными вулкани-
зующими агентами. Поэтому исходные олигобутадиендиолы
сначала превращают в олигодиендиизоцианаты с концевыми
группами NCO, которые можно вулканизовать с помощью ами-
нов.
Олигомеры с концевыми карбоксильными группами вулкани-
зуются эпоксидными смолами в присутствии катализаторов
аминного типа обычно при 75—95 °C. С помощью азиридинов
они могут вулканизоваться и при комнатной температуре. Гер-
метики на основе этих олигомеров характеризуются высокими
физико-механическими показателями и морозостойкостью.
Олигомеры, содержащие на концах цепи атомы галогенов,
вулканизуются в присутствии полифункциональных аминов при
комнатной температуре с высокой скоростью. Герметики на ос-
нове этих олигомеров обладают высокой морозостойкостью.
Олигомеры с концевыми эпоксидными группами вулканизу-
ются в присутствии аминов и отличаются высокой маслостойко-
стью.
На основе всех перечисленных олигомеров выпускают двух-
компонентные герметики, на основе' олигобутадиендиолов могут
производиться и однокомпонентные герметики.
Среди других полимеров, на основе которых можно получать
вулканизующиеся герметики, представляют интерес фторорга-
нические каучуки, бутилкаучук, полиуретановые каучуки, хлор-
сУльфурированный полиэтилен и др. [1—4, 114—118].
Фторкаучуки и герметики на и^ основе характеризуются вы-
сокой химической инертностью и негорючестью. Большая энер-
гия связи С —F и ее полярность обусловливают повышенную
стойкость каучуков к тепловому старению и действию топлив,
масел, растворителей. Фторкаучуки, кроме того, обладают высо-
кой стойкостью к абразивному истиранию, удовлетворительными
диэлектрическими свойствами и высокой плотностью.
Для получения герметиков на основе фторкаучуков исполь-
зуются не жидкие низкомолекулярные каучуки с концевыми
реакционноспособными группами, а высокомолекулярные поли-
меры, вулканизация которых осуществляется либо при повы-
шенных, либо при комнатной температуре по ионному механизму
в присутствии диаминов и их производных, а также дитиолов в
сочетании с различными .ускорителями. Однако при комнатной
температуре вулканизация длится не менее 2—3 недель, по-
этому рекомендуется проводить вулканизацию при 70 °C
[1, 2, 118].
Герметики на основе фторкаучуков обладают удовлетвори-
тельными физико-механическими показателями и применяются в
сочетании с клеевыми' подслоями для повышения адгезии к
металлам. Эти герметики могут эксплуатироваться при темпера-
турах до 250 °C. Поскольку они содержат в своем составе рас-
творители (концентрация сухого вещества 30—90%), их приме-
няют в основном для поверхностной герметизации с послойным
нанесением и вулканизацией. В некоторых случаях (при
содержании минимально возможного количества раствори-
теля) герметики используются для внутришовной гермети-
зации.
Для создания вулканизующихся герметиков находит приме-
нение и бутилкаучук — низкомолекулярный типа Butyl LM
430, либо бутилкаучук, содержащий атомы Вг или,С1. Герметики
на основе бутилкаучука не содержат растворителей. В качестве
вулканизующих агентов обычно применяется п-хинондиоксим в
сочетании с двуокисями марганца или свинца. Герметики на
основе бутилкаучука находят применение в строительстве и в
быту [119].
ф Известны герметики на основе высокомолекулярных и низ-
комолекулярных хлоропреновых каучуков, вулканизующихся
при 80—100 °C и даже при комнатной температуре с помощью
окислов металлов] чаще всего цинка или магния). Полихлоро-
преновые герметики характеризуются высокой стойкостью к аб-
разивному износу. К их недостаткам следует отнести большое
водопоглощение и низкую стойкость к действию многих органи-
ческих растворителей. Хлоропреновые герметики имеют в своем
составе растворитель, и сухой остаток, как правило, составляет
от 65 до 9О°/о- Такие герметики находят применение в судострое-
нии и строительстве.
ВЫСЫХАЮЩИЕ ГЕРМЕТИКИ
^Герметики этой группы представляют собой растворы резиновых
смесей определенного состава в органических растворителях.
После нанесения на поверхность и улетучивания растворителя
они делаются эластичными и резиноподобными/ Вулканизации
эти герметики не подвергаются.
В зависимости от концентрации и вязкости герметики делят-
ся на те, которые наносят кистью и шпателем. Первые — это
подвижные легкотекучие жидкости, имеющие сухой остаток
20—35% и вязкость 10—20 Па-с, вторые представляют собой
пастообразную густую массу с вязкостью 300—500 Па-с и
содержат 45—70% сухого остатка.
Высыхающие герметики выпускаются однокомпонентными.
В отличие от невысыхающих герметиков оницребуют опреде-
ленного времени для улетучивания растворителя и образования
пленки и поэтому не могут эксплуатироваться сразу же после
нанесения. Другой особенностью этих герметиков является
необходимость многократного послойного нанесения (при нане-
сении кистью) для получения пленки требуемой толщины, что
также требует определенного времени. Шпателем герметики на-
носят слоем 2—3 мм за один прием, однако при этом в слое
герметика могут появиться несообщающиеся порыд
Высыхающие герметики, которые наносят кистью, могут при-
меняться только для поверхностной герметизации, а «шпатель-
ные»—для поверхностной и ограниченно для внутришовной.
1При загустевании герметиков их можно разбавлять’ растворите-
лями до требуемой вязкостна ’ *
К недостаткам высыхайнцих герметиков следует отнести
значительную усадку, происходящую в результате улетучивания
растворителя. Именно этот фактор, а также невысокая механи-
ческая прочность до самого последнего времени ограничивали
применение высыхающих герметиков. Появление в 70-х годах
нового класса полимеров — термоэластопластов, получаемых
анионной полимеризацией в растворе и сочетающих свойства
резин и пластмасс, изменило это положение, и в настоящее
время ассортимент высыхающих герметиков значительно рас-
ширился. Термоэластопласты — это материалы, которые в усло-
виях переработки ведут себя как термопласты, а в условиях
эксплуатации — как резины. Наиболее широкое распростране-
ние получили блок-сополимеры бутадиена, изопрена, пипериле-
на, диметилбутадиена и др. со стиролом, а-метилстиролом, ви-
нилтолуолом, этиленом, пропиленом и др. Молекулярная масса
• термоэластопластов колеблется от 60-103 до 200-103. Термо-
*эластопласты характеризуются высокими значениями прочности
»йри растяжении, относительного и остаточного удлинений, элек-
%трического сопротивления, прочности при раздире, стойкостью к
многократным деформациям, морозостойкостью [120 122].
'ч'к § § / Кинетика улетучивания растворителя-бу-
со 2/7I/ । t |1 тк л ацетата из пленки герметика 51-Г-14.
О в 16 24 ' ''
Время, ч
Для придания герметикам на основе термоэластопластов оп-
ределенных свойств в их состав могут быть введены добавки
других каучуков (бутадиен-стирольных, полиизобутилена и пр.),
а также такие полимеры, как полистирол, полиэтилен, полипро-
пилен, поливинилхлорид.
Кроме термоэластопластов в качестве основы герметиков вы-
сыхающего типа чаще всего применяют бутадиен-нитрильные и
хлоропреновые каучуки. Такие герметики характеризуются
стойкостью к действию топлив, но низкой прочностью и высоки-
ми значениями остаточных деформаций.
В состав высыхающих герметиков для придания им клейко-
сти и повышения адгезии вводятся инденкумароновые, терпено-
вые и фенольные смолы, канифоль и ее эфиры и др. в количестве
10—150 масс. ч.
Наряду со смолами в состав высыхающих герметиков входят
пластификаторы и масла, а также растворители — толуол, кси-
лол, бензин, гептан, бутилацетат, бензин:этилацетат (1 :1), гек-
сан : ацетон : толуол (1:1:1) в количестве 15—65% Природа
растворителя оказывает влияние на морфологию термоэласто-
иластов и на' свойства герметиков. Соответствующим подбором
растворителя можно получать герметики с различной твердо-
стью. Так, герметики с меньшей твердостью образуются в том
случае, когда растворитель является «хорошим» для полибута-
диена и «плохим» для полистирола. При выборе «хорошего» ,
растворителя для полистирола и «плохого» для полибутадиена
получаются герметики с высокой твердостью [123]. Наилучшими
считаются растворители с параметром растворимости 6 = 7,5 —
9,2 [124].
В качестве наполнителей используют мел, каолин, тальк,
двуокись титана, отожженную глину, углеродные сажи в боль-
ших количествах — до 400—700 масс. ч. на 100 масс. ч. полимера.
\При этом введение наполнителей не преследует цели повышений^
механической прочности герметиков — их вводят либо для уд^
шевления герметиков, либо для придания нм определенных спе-К
цифических свойств (диэлектрических, электропроводящих^
Рис. х.7.
Зависимость вязкости от концентрации (в пересчете
на сухой остаток) для герметика 51-Г-14.
Концентрация^ cJo
Для повышения свето- и озоностойкости герметиков на осно-
ве бутадиен-стирольных термоэластопластов в их состав вводят
этилвинилацетат. Оптимальная концентрация этилвинилацетата
при содержании винилацетатных групп 17,4% составляет
15 масс. ч. [125], а при содержании винилацетатных групп 28%
она равна 10—40 масс. ч. [116].
Герметики на основе бутадиен-стирольных и. изопрен-сти-
рольных термоэластопластов характеризуются высокими пока-
зателями физико-механических и адгезионных свойств, сохраня-
ют высокую эластичность в диапазоне температур от —70 до
70 °C, обладают стойкостью к истиранию и хорошими диэлек-
трическими свойствами, невысокой плотностью, "стойкостью к
минеральным кислотам и щелочам. Некоторые свойства герме-
тиков этого типа приведены ниже:
Плотность, кг/м3 ............................... 1000—1100
Условная прочность прн разрыве, МПа............... 5,0—10,0
Относительное удлинение при растяжении, % . . . 600—800
Остаточное удлинение прн разрыве, %............. 10—40
Температура хрупкости, °C......................... Ниже —74
Твердость, усл. ед....................•• .... 70—85
Эластичность по отскоку, %.................. 45—55
Прочность связи с металлом при отслаивании, Н/м . 1,5—3,5
К недостаткам этих герметиков относятся сравнительно
невысокая теплостойкость, а также отсутствие масло- и бензо-
стойкости и невысокая светостойкость [91, 127, 128].
Оптимальные свойства достигаются герметиками через 3—
4 сут после нанесения при 15—30 °C, т. е. после испарения рас-
творителя. Правда, наибольшее количество растворителя улету-
чивается в течение первых суток (90—97%). На
ьрис. X. 6 приведены данные по кинетике улетучивания раствори-
теля— бутилацетата из пленки герметика 51-Г-14. Эта зависи-
||Мость типична для герметиков других марок [127, 128].
Для получения слоя достаточной толщины герметика с со-
держанием сухого остатка 20—35% кроме многократного
167
Таблица Х.10
Свойства некоторых высыхающих герметиков, выпускаемых в СССР.^и за рубежом
Марка Страна ' Сухой оста- ток, % Раствори- тель Интервал рабочих температур, °C Цвет Я / и Назначение / -
ВГК'18 № 1 СССР 25,0 Р-5 ‘ От —50 до +100 Синий Для герметизации различного рода металли- ческих сочленений, работающих на воздухе, в топливе и воде
ВГК-18 № 2 СССР 30,0 Р-5 От —50 до +100 Красный То же
51-Г-10 СССР 47,0 Бутилаце- тат От —70 до +70 Черный Для защиты химической аппаратуры и обору- дования от воздействия разбавленных мине- ральных кислот и щелочей
Б1-Г-14 СССР 48,0 Бутнлаце- тат От —70 до +70 Черный с графитовым блеском Для защиты от коррозионного и абразивного разрушения нижней части кузовов рефрижера- торных вагонов, вагонов-ледников, днищ и крыльев легковых автомобилей и др
PR-1005 СН * США 30 Кетоны От —75 до +120 — В качестве защитного антикоррозионного по- крытия для резин, металла, дерева, в качестве клея ’
PR-1005Z СЕ-18] США США 20 70 Кетоны Метилэтил- кетон От —75 до +120 Красный Светло- зеленый В качестве защитного покрытия для резин, металлов, дерева, для герметизации топливных резервуаров, в качестве клея В качестве защитного покрытия для нанесения шприцем
нанесения с просушкой каждого слоя в течение 10—20.мин воз-
можно одноразовое нанесение в случае создания специальных
условий, обеспечивающих медленное испарение растворителя
(например, применение специального колпака с малым отвер-
стием для *уменьшения поверхности испарения). Зависимость
вязкости от концентрации (в пересчете на сухой остаток) для
герметика 51-Г-14 приведена на рис. X. 7.
По составам герметиков на основе термоэластопластов име-
ется много патентов [129—131], однако их свойства изучены еще
недостаточно. Характеристика некоторых высыхающих гермети-
ков приведена в табл. X. 10.
Глава Х7
ТЕХНОЛОГИЯ ГЕРМЕТИЗАЦИИ
МЕТОДЫ ГЕРМЕТИЗАЦИИ
Как уже упоминалось, герметизация может быть внутришовной
и поверхностной [3]. При внутришовной герметизации происхо-
дит уплотнение соприкасающихся соединяемых поверхностей,
например фланцевых и резьбовых соединений. В этом случае
tгерметик имеет двусторонний контакт с уплотняемыми поверх-
ностями. При поверхностной герметизации герметик наносят на
поверхность для ее защиты от какого-либо воздействия. В этом
случае герметик с одной стороны контактирует с защищаемой
или уплотняемой поверхностью, а с другой — со средой.
Поверхностная герметизация может быть местной и общей.
При местной герметизации герметиком покрывают участки у
кромок соединения и поверхности швов в зонах заклепок и бол-
тов, при общей — сплошной слой герметика наносят на всю за-
щищаемую поверхность. На практике часто используются одно-
временно оба метода—так называемая комбинированная герме-
тизация. Кроме того, герметики могут применяться в сочетании
с различными уплотнительными деталями и прокладками. На
рис. XI.I—XI. 3 приведены примеры герметизации различных
соединений.
Для внутришовной герметизации применяются пастообраз-
ные герметики, либо совсем не содержащие растворителя, либо
содержащие его в ограниченном количестве. Их наносят на
поверхность одной из соединяемых деталей при помощи шпри-
цев или шпателей сплошным равномерным слоем требуемой
толщины. После скрепления соединяемых деталей и узлов при
герметической сборке агрегатов необходимо, чтобы избыток
герметика выдавливался равномерно по всей длине соединения
по кромкам соединяемых деталей. Такие технологические опера-
ции, как сборка, клепка и установка болтов, должны быть
закончены до потери герметиком жизнеспособности. До оконча-
ния этого срока выдавленный герметик нужно «загладить»
шпателем до образования жгута требуемого сечения._ В случае
Рис. XI. 1.
Некоторые типичные при-
меры внутришовной гермети-
зации.
необходимости можно добавить свежий
герметик, излишки которого следует
удалить шпателем с последующим про-
тиранием этого места салфеткой, смочен-
ной растворителем, например бензином.
Разновидностью внутришовной гермети-
зации является пазовая, при которой
герметиком заполняют шов между сты-
куемыми элементами.
Для поверхностной герметизации при-
меняются как пастообразные, так и жид-
кие герметики, которые можно наносить
кистью, распылением, поливом, наливом
и другими способами. В этом случае
герметик наносят на поверхность окон-
чательно собранных деталей и, как
правило, со стороны избыточного дав-
ления.
Для уменьшения отдирающих нагрузок герметик должен
наноситься с плавным уменьшением-толщины по краям.
Выбор герметиков и схемы их применения определяются
многочисленными конструктивными, технологическими и экс-
плуатационными факторами. Так, выбор метода герметизации
зависит от конструкции изделия в целом и вида соединений,
формы и размеров узлов, условий эксплуатации (среды, темпе-
ратуры, давления, нагрузки и пр.), сложности работ по герме-
тизации и т. д.
Высокие требования по стабильности, надежности и долго-
вечности герметизируемых соединений могут быть обеспечены
только при условии дальнейшего совершенствования методов и
средств герметизации.
ОСНОВНЫЕ ОПЕРАЦИИ ГЕРМЕТИЗАЦИИ
Процесс герметизации включает, как правило, следующие ста-
дии:
приготовление герметика;
подготовка поверхности деталей и узлов;
нанесение герметика;
вулканизация герметика (в случае необходимости);
пооперационный контроль и окончательный контроль каче-
ства герметизации;
ремонт дефектных участков.
Приготовление герметика. Смешение компонентов (в случае
Двух- или многокомпонентных герметиков) производится в спе-
циальных малогабаритных планетарных, хоботовых, винтовых и
Других мешалках; с помощью пневмо- и электродрелей с укреп-
ленными в патронах насадками-мешателями в виде лопастей
7* 171
Рис. XI. 2.
Некоторые типичные примеры поверх-
ностной герметизации.
типа крыльчаток или стержней, изогнутых в форме петли; с
помощью винтообразного штока и др. Во избежание разогрева
массы герметика частота вращения лопастей смесителя не дол-
жна превышать 200 об/мин.
Для смешения применяют также буровые машины с неболь-
шой скоростью, снабженные плоской смесительной лопаткой,
перемешивающей массу со дна к поверхности и из стороны в ’
сторону в течение 5 мин до получения однородной массы, а
также электрические мешалки с двойной спиральной лопастью,
вращающейся в течение 3 мин со скоростью 600 об/мин. При
повышении частоты вращения до 1000 об/мин продолжитель-
ность смешения уменьшается. При смешении лопасть должна
пересекать массу во всех направлениях и периодически сопри-
касаться со всеми сторонами и дном емкости [29, 132—134].
В отдельных случаях при приготовлении небольших коли-
честв герметика смешение компонентов производят вручную но-
жом, лопаткой или шпателем в емкости из полиэтилена или
другого материала, с которого легко удаляются остатки герме-
тика в подвулканизованном состоянии. Однако качество смеше-
ния при этом значительно ниже. Плохое приготовление гермети-
ка в лучшем случае приводит к частичной подвулканизации или
слишком длительной вулканизации герметика, в худшем — к
недостаточной вулканизации всей массы герметика, что обус- '
ловливает недостаточную надежность герметизации. В большой
степени качество приготовления герметика зависит и от пра-
вильности дозирования компонентов.
Гомогенное равномерное перемешивание без образования
воздушных включений обеспечивается с помощью специальных
смесителей, работающих под давлением, Pules—Semse SP1350
[132]. Такой смеситель состоит из герметичного контейнера,
пневматического цилиндра для выдерживания герметика под
давлением и другого цилиндра для проталкивания сквозь гер-
метик вращающегося плунжера специальной конструкции. Кон-
тейнер охлаждается водой для предотвращения подвулканиза-
ции герметика.
Подготовка поверхности. Достаточно прочное сцепление гер-
метика с подложкой (субстратом) обеспечивается только при
правильной подготовке поверхности, подлежащей герметизации.
Предварительная обработка поверхности заключается в ее тща-
тельной очистке от различного рода загрязнений и следов кор-
розии. Поверхность очищают от металлической стружки, пыли,
Рис. XL 3.
Примеры комбинированной герметиза-
tvuirimvuiiiHiii.
грязи волосяными щетками или ершами, салфетками или
пылесосом. Поверхность пористых'материалов, например бето-
на, скоблят с помощью металлических щеток или шлифуют.
После очистки поверхность просушивают путем продувки
сжатым воздухом. Для просушки могут быть использованы па-
яльные лампы, газовые горелки, форсунки на жидком топливе,
- специальные обогревательные кожуха легкой конструкции с за-
крепленной инжекторной горелкой с принудительным поддувом
и др.
При герметизации гладких поверхностей (например, метал-
лов) их обезжиривают, протирая чистым тампоном или ветошью,
смоченными в растворителе. В качестве обезжиривающих ве-
ществ применяют органические, негорючие растворители,
которые не оказывают корродирующего действия и являются
эффективными обезжиривающими агентами — хлорированные
алифатические и ароматические углеводороды, кетоны, гликоли.
Для механизированной очистки и обезжиривания в специальных
установках могут быть использованы хлорсодержащие раство-
рители типа перхлорэтилена. После обезжиривания поверхность
протирают сухим чистым тампоном, не оставляющим на поверх-
ности волокон, до полного удаления растворителя.
С целью снятия статического электричества для обезжири-
вания целесообразно применять бензин с антистатической при-
садкой АСП-1, представляющей собой хромовую соль жирных
кислот общей формулы Сп—С20, которая, не ухудшая прочно-
сти сцепления, способствует уменьшению взрыво- и пожаро-
опасности процессов герметизации [135]. Для уменьшения ток-
сичности в качестве обезжиривающих средств рекомендуется
применять водные растворы некоторых поверхностно-активных
соединений [136].
При герметизации пористых поверхностей (бетон, кирпич,
дерево, асбестоцемент, камень),имеющих капилляры,их обраба-
тывают специальными грунтовками для закупорки пор и защиты
от проникновения основы (связующего) или пластификатора из
герметика в герметизируемую поверхность, что может привести
к некоторому охрупчиванию герметика и размягчению поверх-
ностного слоя субстрата; влаги из субстрата в герметик,
что приводит к «отмоканию» только что нанесенного гер-
метика; воздуха, щелочных и кислых сред из субстрата в
173
герметик, что мажет повлиять на скорость вулканизации гер-
метика.
После очистки и обезжиривания в случае необходимости
поверхность подвергают специальной обработке для повышения
прочности сцепления с ней герметика. Выбор для этой цели
клеев, грунтовок или аппретов зависит от состава и свойств
герметика и других, факторов.
Для улучшения внешнего вида поверхности до нанесения
подслоя или герметика края герметизируемого шва оклеивают
липкой лентой, которая после герметизации легко снимается,
герметик остается только там, где он нужен, и не загрязняет
поверхность, не подлежащую герметизации.
Нанесение герметика. Герметики не рекомендуется наносить
при температуре окружающего воздуха ниже 5 °C. При нанесе- '
нии герметика при температуре ниже 15 °C рекомендуется пред-
варительно выдержать его в помещении при 15—25 °C.
Работы по герметизации не рекомендуется производить также
во время морозов, когда поверхность, на которую наносят гер-
метик, может быть покрыта незаметной пленкой льда, а также в
дождливую погоду, если поверхность не была покрыта защитной
пленкой из полиэтилена или какого-либо другого материала.
При нанесении герметика на сильно нагретые солнцем поверх-
ности он может быстро подвулканизоваться со стороны поверх-
ности, и требуемая адгезия не будет обеспечена. Оптимальными
условиями приготовления и нанесения герметиков являются
температура 18—25 °C и относительная влажность воздуха 50—
75%.
Нанесение герметиков на небольших участках может произ-
водиться вручную с помощью шпателей, ножей, шприцев, про-
филирующих лопаток и пластинок, мастерков, однако это тру-
доемко и не обеспечивает хорошего качества герметизации. Для
механизированного нанесения герметиков используют ручные,
пневматические или гидравлические шприцы или насосы, а так-
же специальные машины для укладки герметика. Широкое рас-
пространение получили ручные шприцы со съемными полыми
картонными, бумажными или полиэтиленовыми патронами
(гильзами) разового пользования, которые заранее заполняют
герметиками на специальных установках, и съемными насадка-
ми (фильерами) из полиэтилена или фторопласта, имеющими
различное сечение.
11рименение пневматических и гидравлических шприцев со
сменными рабочими цилиндрами либо с цилиндрами, которые
являются одновременно емкостью, заполняемой герметиком
непосредственно перед применением, имеет ряд недостатков:
неравномерность толщины шва, сложность очистки патрона и.
насадки от герметика, сложность подачи сжатого воздуха в
труднодоступные места герметизации и др. Пневматический
шприц может быть снабжен рабочим наконечником с капроно-
174
вым ворсом с толщиной нитей 0,3—0,6 мм для разглаживания и
разравнивания выдавливаемого герметика. Для создания дав-
ления, требуемого для выдавливания герметика (до 0,7 МПа),
могут быть использованы переносные компрессоры.
Инструмент и оборудование очищают от герметика: в том
случае, когда' он не завулканизовался, с помощью тампонов,
смоченных растворителем (хлористым метиленом, трихлорэти-
леном, толуолом и др.) [105], если же герметик завулканизо-
вался, его удаляют ножом, стамеской или рубанком, а затем
поверхность зашлифовывают наждачной бумагой или на шли-
фовальной машине. Завулканизованный герметик с поверхности
полиэтилена легко счищается резиновой шайбой, посаженной на
шток,— вручную или на сверлильном станке, в патроне которого
закреплено приспособление для очистки патронов (гильз), и т. д.
Для заполнения деформационных швов покрытий бетонных
дорог применяются специальные комплекты оборудования,
включающие смесительный агрегат, заливщик швов и приспо-
собление для подготовки швов к заполнению.
Для нанесения герметиков на большие поверхности исполь-
зуется устройство, состоящее из шпателя, на рукоятке которого,
жестко скрепленной со шпателем, установлен вибратор [137].
Вулканизация. Для ускорения процесса вулканизации гер-
метик может быть повергнут термообработке путем продувки
нагретым воздухом или нейтральным газом, выдержки в воз-
душной печи или термостате, радиационной сушилке, местного
прогрева с помощью переносных ламп, горелок, а также с
помощью накидок или матов с вмонтированными в. них электро-
нагревателями. Для ускорения процесса вулканизации может
быть использовано электрическое поле токов высокой частоты
[138, 139].
Контроль качества герметизации включает контроль каче-
ства приготовления герметика; соответствия времени примене-
ния герметика его жизнеспособности; качества подгонки сопря-
гаемых элементов; степени очистки и обезжиривания поверхно-
сти; качества нанесения герметика; соблюдения технологии
нанесения и вулканизации; температуры и относительной влаж-
ности воздуха в помещении; состояния оборудования и оснастки;
толщины и размера покрытия; чистоты помещения и рабочего
места.
Ремонт дефектных участков. При обнаружении дефектов
герметизации (несплошность или пористость покрытия, его
недовулканизация, наличие раковин и свищей и т. д.) произво-
дят ремонт дефектного участка. Мелкие дефекты, распространя-
ющиеся на небольшую площадь (например, вокруг заклепок
болтов), устраняют,покрывая дефектный участок дополнительно
разбавленным герметиком. При вспучивании, образовании сви-
щей и раковин, незначительной пористости, отслаивании покры-
тия требуется повторная герметизация. При этом поверхность,
175
на которую ранее был нанесен герметик, либо подвергают
шероховке, либо слой герметика срезают ножом, затем это место
обезжиривают и покрывают слоем свежего герметика. В случае
неудовлетворительного качества герметизации на большой по-
верхности, приводящего к нарушению герметичности конструк-
ции, поверхность полностью очищают от герметика, обезжири-
вают и производят полную повторную герметизацию.
ТЕХНИКА БЕЗОПАСНОСТИ
Все операции по приготовлению герметиков и герметизации
должны выполняться рабочими, прошедшими специальное обу-
чение, аттестацию и инструктаж по технике безопасности. Рабо-'
ты по приготовлению герметиков необходимо проводить в поме-
щениях с эффективной приточно-вытяжной вентиляцией, под
тягой или при местном отсосе с подачей свежего воздуха.
В том случае, когда в состав герметика входит растворитель,
содержание паров растворителя в воздухе не должно превы-
шать предельно допустимые нормы. Необходимо соблюдать
также правила пожарной безопасности.
В цехах должны быть умывальники с подводом теплой воды.
При работе необходимо пользоваться спецодеждой, респирато-
рами, хирургическими резиновыми или биологическими перчат-
ками. В некоторых случаях (при длительном непосредственном
контакте с герметиком и растворителями) под резиновые пер-
чатки следует надевать хлопчатобумажные перчатки. В таких
же случаях перед тем как надеть резиновые перчатки, руки
можно намылить мылом и дать им просохнуть. После окончания
работы, резиновые перчатки следует сразу же снять и вымыть.
Категории пожароопасности участков герметизации 'опреде-
ляют на каждом предприятии индивидуально в зависимости от
особенностей оборудования и технологического процесса. Меры
предосторожности при работе с конкретными марками, гермети-
ков указываются в соответствующей технической документации
на герметики.
Глава XII
ПРИМЕНЕНИЕ ГЕРМЕТИКОВ
Очень широко применяются герметики в строительстве. В насто-
ящее время большая часть всех выпускаемых герметиков идет на
нужды строительства — жилищного, промышленного, дорожно-
го, гидротехнического.
В связи с огромным развитием сборного панельного и блоч-
ного домостроения и непрерывным ростом объема строительства
увеличивается потребность в герметиках для уплотнения стыков
наружных стеновых панелей. Герметики в горизонтальных и
вертикальных стыках панелей поперечных и продольных наруж-
ных стен полносборных зданий должны защищать здайия в
период эксплуатации от проникновения влаги и воздуха и потерь
тепла. Характер работы герметиков зависит от нагрузки стен и
конструкции здания. В домах с продольным разрезом стен
горизонтальные стыки практически не испытывают температур-
ных деформаций, а подвергаются только осадочным деформа-
циям, как правило, распределенным равномерно по всему пери-
метру здания. Вертикальные стыки таких стен кроме осадочных
деформаций (сдвиговых) постоянно испытывают значительные
температурные деформации.
Герметизация горизонтальных стыков производится во время
монтажа, так как после окончания строительства такие стыки
работают только на сжатие. Применяющиеся герметики долж-
ны обладать достаточно высокой эластичностью для того,
чтобы при монтаже здания заполнить все неровности стен.
В вертикальных стыках герметики должны сохранять эластич-
ность в течение всего периода эксплуатации здания [143].
В строительстве применяются стыки двух типов — закрытые
(полностью загерметизированные) и открытые. Для герметиза-
ции закрытых стыков чаще всего используются невысыхающие
замазки или герметики вулканизующегося типа на основе
Жидкого тиокола, силоксанового каучука и бутилкаучука.
177
6
a
I
Рис. XII. 1.
Схема стыков трехслойных панелей
наружных стен дома вертикаль-
ного (а) н горизонтального (б) ти-
пов:
I —панели наружных стен; 2—изоля-
ция; 3—термовкладыш; 4—панель
внутренней стены; 5—тяжелый бетон;
6—герметик; 7—цементопесчаный
раствор; 8—упругая прокладка;'
S —панель перекрытия; 10—керамзн-
Тобетонные ребра.
Используются и различные комбинации этих герметиков — на-
пример полиизобутиленовая замазка УМС-50 в сочетании с
тиоколовым герметиком АМ-05. Один из возможных вариантов
конструкции стыков закрытого типа панелей наружных стен
крупнопанельных жилых зданий приведен на рис. XII. 1.
При герметизации стыков открытого типа допускается про-
никновение в их наружную часть влаги, которая затем попадает
в специальные водоотводящие и воздухозащитные устройства,
отделенные друг от друга. Схема конструкции вертикального
стыка открытого типа приведена на рис. XII. 2. В данном случае
для предотвращения капиллярного подсоса влаги в качестве
грунтовки применяется тиоколовый герметик АМ-05 или высы-
хающие герметики.
Конфигурация стыков в зоне герметизации должна обеспе-
чивать экономный расход и удобство нанесения герметиков, а
также возможность его замены без нарушения условий эксплу-
атации. Защита герметика в стыке путем, например, окраски или
расшивки швов значительно увеличивает срок эксплуатации
герметика. В закрытом стыке герметик долговечнее, чем в от-
крытом, что особенно важно в вертикальных стыках, где
герметик работает только до тех пор, пока не потеряет
способности изменять размеры после снятия нагрузки
[144—147].
Наряду с герметизацией стыков в строительстве герметики
находят широкое применение для уплотнения различного рода
остеклений. Герметики необходимы для уплотнения стекол и
стеклопакетов в конструкциях переплетов и в ограждениях из
стеклопрофилита, а также для герметизации стыков в перепле-
тах, для склеивания стекол и стеклопакетов, герметизации сты-
ков между элементами остекления в вертикальных светопроз-
рачных ограждениях и в фонарях верхнего света; для приклей-
178
Рис. XII. 2.
Схема вертикального стыка открытого типа:
1 — грунтовка; 2—водоотбойная лента; 3 —воздухо-
защитная лента; 4—утепляющий пакет; 5 — цемент-
ный раствор.
вания к стеклу и переплету уплотняющих и герметизирующих
прокладок.
Наиболее широкое применение нашли стеклопакеты, ис-
пользуемые в основном в конструкциях промышленных и адми-
нистративных зданий. Установлено, что коэффициент теплопере-
дачи стеклопакетов с воздушной прослойкой 12 мм и толщиной
стенки 6 мм почти вдвое меньше коэффициента теплопередачи
соответствующего обычного стекла [141]. Это объясняется чрез-
вычайно низким коэффициентом теплопроводности сухого воз-
духа, находящегося внутри загерметизированного стеклопакета.
Обеспечение лучшей теплоизоляции приводит к значительному
снижению энергетических затрат на отопление помещения.
В настоящее время в строительстве используются двух-, трех- и
четырехслойные стеклопакеты, которые по способу герметиза-
ции подразделяются на сварные, паяные и клееные. Для сварных
и паяных стеклопакетов герметики не применяются, для клее-
ных — используются вулканизующиеся герметики (главным об-
разом на основе жидкого тиокола) в сочетании с невысыхаю-
щими герметиками или только вулканизующиеся герметики.
Герметики используют также для гидроизоляции кровель
зданий й мелиоративных сооружений [20, 56, 60, 143, 147]; при
монтаже фасадов небоскребов, собираемых из нержавеющей
стали и стекла; для уплотнения стыков плит лабораторных по-
лов, бассейнов, искусственных катков; для герметизации сопря^
жений между полом и стенами, стенами и потолком в опера-
ционных и других стерильных помещениях.
В дорожном строительстве герметики применяют для герме-
тизации швов в цементобетонных, бетонных и асфальтовых по-
крытиях автомобильных дорог, взлетно-посадочных площадок,
рулевых дорожек на аэродромах и др. [148—150].
В радиоэлектронике и электротехнике герметики нашли при-
менение для защиты различного рода приборов, датчиков и
разъемов от воздействия паров, воды и т. д. в условиях вибрации
179
и колебания температур; для изготовления форм при отливке
изделий из пластмасс: в качестве демпфирующего подслоя для
'Защить! ’Чувствительных элементов конструкций (пермаллоя,
феррита и др.) перед их заливкой жесткими материалами; для
заливки мест сращивания кабеля [104].
Для защиты химической аппаратуры и других конструкций
от воздействия агрессивных сред и для герметизации и изоляции
бетонных нефтехранилищ также используются герметики
[4, 105, 151, 152].
Герметики широко применяются в современном машиностро-
ении для уплотнения болтовых, заклепочных, резьбовых, флан-
цевых и других соединений, а также в качестве антифрикцион-
ного состава для замены бронзовых и баббитовых деталей ма- .
шин, работающих на истирание [153].
В автомобиле- и тракторостроении герметики используют
для уплотнения ветровых оконных стекол и бензобаков, защиты
днища, крыльев и Других частей кузова от механических по-
вреждений и коррозии, изоляции проводов системы зажигания,
уплотнения внутренних и наружных сварных швов кузова, для
защиты от шума и коррозии кабелей, проводок и пр., для
выравнивания трещин и пор, приготовления уплотняющих полос
V'-образных канавок.
Герметики используют в судостроении для заделки трещин и
уплотнения оконных рам, палуб кораблей, плавательных бас-
сейнов, лодок [66, 67, 140]; для уплотнения переборок и над-
строек, в которых предусмотрены клепаные и болтовые соеди-
нения [141], фланцевых соединений трубопроводов различного
назначения и штуцерных соединений маслопроводов; для защи-
ты стальных корпусов судов от кавитации и эрозии [4, 142].
Иногда герметики применяют для герметизации стиральных
машин и холодильников.
В медицине они нашли применение для изготовления отти-
сков коронок в зубном протезировании, легких наружных про-
тезов, в качестве имплантантов, для моделирования частей тела
в пластической хирургии, для изготовления электрохирургиче-
ских инструментов [154].
Герметики на различной основе могут быть использованы не
только по прямому назначению, но и в качестве клеящих и
крепящих составов, антикоррозионных материалов, гидроизоля-
ционных и теплозащитных составов и покрытий, как основа для
изготовления макетных форм, матриц, моделей, эла-
стичных красок для росписи в декорационной технике кино, теат-
ров и пр., для покрытия полей и дорожек стадионов и манежей.
Глава XIII
МЕТОДЫ ИСПЫТАНИЯ
ГЕРМЕТИКОВ
При испытании герметиков используются главным образом ме-
тоды, принятые для оценки свойств резин, клеев и нефтепродук-
тов, поскольку основными показателями герметиков, характери-
зующими их работоспособность, являются прочность сцепления с
герметизируемой поверхностью и эластичность [1]. Существую-
щие методы испытания герметиков можно разбить на две
группы:
методы испытания эластичных вулканизующихся и высыха-
ющих герметиков;
методы испытания пластичных и пластоэластичных невысы-
хающих ’ герметиков.
МЕТОДЫ ИСПЫТАНИЯ
ВУЛКАНИЗУЮЩИХСЯ И ВЫСЫХАЮЩИХ
ГЕРМЕТИКОВ
Вулканизующиеся и высыхающие герметики, которые представ-
ляют собой вязкотекучие или пастообразные массы, а в процессе
эксплуатации приобретают эластические свойства, испытывают
сразу после приготовления или в момент нанесения, а также
после проведения вулканизации или после полного улетучивания
растворителя. Сразу после приготовления определяют внешний
вид, плотность, вязкость, концентрацию, липкость, жизнеспо-
собность и скорость вулканизации или высыхания герметика, что
позволяет судить о его технологических качествах и поведении
при нанесении. После вулканизации определяют плотность, ус-
ловную прочность при разрыве, относительное и остаточное уд-
линение, твердость и эластичность, температуру хрупкости,
прочность связи с металлами при отрыве, сдвиге и отслаивании
и др. Эти испытания дают представление об эксплуатационных
качествах герметика. *
181
Рис. XIII. 1.
Рео-вискометр:
1 — рычаг; 2—шар; 3 —гайка; 4 — цилиндр; 5—чашка; 6— гири; 7—измеритель; 8—винт;
9—эксцентрик; 10—регулировочный винт; 11— баня.
Внешний вид герметика определяют визуально при нанесе-'
нии его тонким слоем на стеклянную пластинку. Герметик дол-
жен быть однородным по цвету и консистенции и не содержать
посторонних включений, а также частиц порошкообразных ком-
понентов.
Вязкость жидких герметиков (в основном герметиков, имею-
щих в своем составе растворитель) определяют по ГОСТ 8420—
74 [155] на вискозиметре марки ВЗ-1 как время (в секундах)
истечения определенного количества герметика при температуре
20 ± 2 °C через сопло определенного диаметра.
Определение вязкости густых (вязкотекучих и пастообраз-
ных) герметиков производят на рео-вискометре (рис. XIII. 1)
или вискозиметре Хепплера. Вязкость (в Па-с) определяют по
формуле:
Т] = PtKo
где Р — нагрузка в г/см2; t— время прохождения стрелки циферблата от 0
до метки, с; Ко — константа, взятая из таблицы коистант конкретного прибора.
Вязкость густых паст определяют на приборе, который назы-
вается конус погружения НИИЛК (рис. ХЦ1.2). Она выра-
жается расстоянием (в см), пройденным конусом определенной
массы (37,41 г) через массу герметика за 5 с.
Плотность герметиков после их приготовления определяют в
соответствии с ГОСТ 3900—47 [156].
Рис. XIII. 2.
Конус погружения:
1—стопорный винт; 2— кронштейн; 3 —ро-
лик; 4 —шнур; б— площадка для груза;
б— чашка для противовеса; 7 — стержень;
3 — направляющая втулка; 9—кронштейн;
/О—стопорный винт; 11— конус; 12—стойка;
13—установочный винт; 14“Основание.
Концентрацию (в пересчете на сухой остаток) определяют в
соответствии с ГОСТ 2199—66 [157].
Жизнеспособность. Под жизнеспособностью герметиков по-
нимают время, в течение которого они легко наносятся на гер-
метизируемую поверхность, хорошо размазываются шпателем и
прилипают к поверхности. Определение жизнеспособности про-
изводят через каждые 15—30 мин при 15—30 °C и отмечают
время, когда герметик еще можно наносить, он хорошо разма-
зывается и прилипает к поверхности.
• Липкость. Определение времени исчезновения липкости про-
водят органолептически через каждые 15—30 мин после приго-
товления герметика и нанесения его на подложку (металл, стек-
ло). Отсутствие прилипания герметика к .стеклянной палочке
диаметром 5 мм с оплавленным концом при легком прикоснове-
нии ее к поверхности герметика (герметик не вытягивается вслед
за палочкой и не оставляет на ней следов) свидетельствует об
исчезновении липкости. Как и при определении жизнеспособно-
сти, в данном случае должны фиксироваться температура и
относительная влажность воздуха.
Плотность герметиков в виде пленок определяют пикномет-
рическим способом в соответствии с ГОСТ 267—73 [158].
Условная прочность при растяжении, относительное и оста-
точное удлинение, сопротивление раздиру, морозостойкость. Из-
готовление образцов герметиков для проведения соответствую-
щих испытаний производят путем свободного заполнения форм
~ЩЗ
Рнс.ХШ.3, ‘
Металлическая форма для изготовления
образцов герметика.
без вакуумирования и давления, что имитирует условия герме-
тизации (нанесения герметиков) в натуре.
Образцы пастообразных герметиков готовят следующим об-
разом: на пластины из полиэтилена, металла, стекла, фторопла-
ста и др. помещают шаблон толщиной 1 или 2 мм и с размером
внутренней части, кратным 110X130 мм. Эту внутреннюю часть
заполняют приготовленным герметиком и выравнивают поверх-
ность герметика пластинкой с ровными краями. Толщина образ-
цов должна быть 1 + 0,2 мм и 2 + 0,3 мм. В случае применения
пластин из металла или стекла их поверхность перед нанесением
герметика покрывают антиадгезионным составом (например,
воском, парафином, 5—10%-ным раствором полиизобутилена в
бензине и др.).
Образцы вязкотекучих герметиков заливочной консистенции
готовят в металлических формах (рис. XIII. 3), покрытых с
внутренней стороны антиадгезионным составом. Внутреннюю
часть формы заполняют герметиком, и в том случае, если состав
плохо растекается, выравнивают его поверхность пластиной с
ровными краями. Поверхность образцов должна быть'ровной,
без бугров и раковин. Допускается наличие небольших несквоз-
ных пор, волнистость.
Приготовленные указанными выше способами образцы под-
вергают вулканизации по режимам, принятым в технической
документации на данную марку герметика,- Для испытания ис-
пользуют приборы и оборудование, указанные в ГОСТ 270—
64 [159]*, ГОСТ 7912—74 [160], ГОСТ 262—73 [161]..
Прочность связи герметиков с металлом при отслаивании
определяют в соответствии с ГОСТ 411—69 [164] по методу А**.
Прочность связи герметиков с металлом при отрыве. Метод
заключается в определении прочности связи герметиков с суб-
стратом при действии на образец напряжения, направленного
перпендикулярно поверхности отрыва. Поверхность каждого из
двух металлических грибков (стальных, дюралевых), изготов-
* С 1 января 1978 г. взамен ГОСТ 270—64 вводится в действие ГОСТ
270—75 [162] и ГОСТ 21751—76 [163].
** С 1 января 1978 г. вводится в действие ГОСТ 21981—76 [1651,
Рис. XIII. 4.
Образец для испытания герметиков на сопротивление
сдвигу.
*75-4$
ленных в соответствии с ГОСТ 209—75 [166], очищают от пыли и
щрязи, обезжиривают и покрывают с помощью шпателя или
ножа слоем герметика толщиной 1,0—1,5 мм, после чего прижи-
мают друг к другу таким образом, чтобы толщина слоя герме-
тика составляла 2,25 ± 0,75 мм. Излишек герметика выдавлива-
ют из образовавшегося зазора между поверхностями грибков и
снимают ножом или шпателем.
В случае применения пастообразных герметиков прижатые
друг к другу грибки выдерживают на горизонтальной поверх-
ности в течение 24 ч при комнатной температуре.
При использовании жидкотекучих герметиков заливочного
типа соединенные грибки во избежание их перекашивания и
вытекания герметика обматывают по торцевой поверхности по-
лиэтиленовой пленкой или изоляционной лентой, после чего вы-
держивают на горизонтальной поверхности в течение 24 ч при
комнатной температуре.
В случае применения клеевого подслоя под герметик перед
нанесением герметика на поверхность грибков наносят клей.
Режим сушки клея и число слоев устанавливают‘по технической
документации на данную марку клея. Режим вулканизации или
сушки герметика устанавливают в зависимости от типа гермети-
ка и полимера и оговаривают в соответствующей документации
на данный герметик.
Для испытания образцов при различных температурах ис-
пользуют оборудование, указанное в ГОСТ 270—64. Испытание
образцов герметика производят по ГОСТ 209—75 [167] при
скорости движения нижнего зажима 100 + 20 мм/мин.
Прочность связи с металлом при сдвиге. Поверхность метал-
лических или других пластин размером 100 X 25 X 1—2 мм
(рис. XIII. 4) очищают от пыли и грязи, обезжиривают и по-
крывают ровным слоем герметика толщиной 2,25 + 0,75 мм.
Излишек герметика выдавливают из образовавшегося зазора
между поверхностями пластин и снимают ножом или шпателем.
В случае применения клеевого подслоя перед нанесением
герметика на поверхность субстрата наносят клей.
Для испытания образцов при различных температурах
используют оборудование, указанное в ГОСТ 270—64. Испыта-
ния производят при скорости движения нижнего зажима
ЮО ± 20 мм/мин.
Твердость и эластичность. Образцы для определения твердо-
сти и эластичности изготавливают на пластинках из стекла,
185
50
Рис XIII. 5.
Образец-шов для испытания герметиков строитель-
ного назначения.
металла, фторопласта или полиэтилена. Поверхность стеклян-
ных или металлических пластин должна быть покрыта
антиадгезионным составом. На пластинку помещают шаблон в
виде кольца шириной 7 мм, внутренним диаметром 45 мм и
высотой 6 мм, также смазанный антиадгезионным составом.
Шаблон заполняют приготовленным герметиком и выравнивают
верхнюю поверхность пластинкой с ровными краями. Вулкани-
зацию производят в соответствии с действующей технической
документацией на конкретный герметик. После вулканизации
шаблон снимают и определяют твердость по ГОСТ 263—75 [168]
и эластичность по отскоку по СТ СЭВ-108—74 [169].
Относительное удлинение образцов-швов (для герметиков
строительного назначения). Испытания производят на образцах,
состоящих из двух бетонных кубиков размером 50X50X25 мм,
между которыми располагается испытуемый герметик сечением
6X12 мм или 12X12 мм и длиной 50 мм (рис. XIII. 5).
Указанная форма шва достигается с помощью деревянных
вкладышей прямоугольной формы, которые накладывают на бе-
тонные кубики. Поверхность ограничительных вкладышей, об-
ращенную в сторону герметика, покрывают антиадгезионным
составом для того, чтобы он не прилипал к вкладышам. Перед
нанесением герметика кубики осматривают, чтобы на них не
было трещин и больших сколов, а затем обезжиривают.
Подготовленные образцы герметика в формах вместе с вкла-
дышами подвергают вулканизации по режимам, принятым для
каждой конкретной марки герметика.
Рнс. XIII. 6.
Захват для закрепления образца-шва
в зажимах разрывной машины для
испытанна.
При испытании образцы освобождают от вкладышей, изме
ряют их толщину с точностью до 0,1 мм и помещают в спецп
альные захваты, закрепленные в зажимах разрывной машины
для испытания (рис. XIII. 6). Испытания производят при скоро-
сти движения нижнего зажима 10 мм/мин. Относительное уд-
линение герметика при разрыве (в %) определяют по формуле:
е= Ир~И°- юо
"о
где И? — длина образца при разрыве, мм; Нв — расстояние между кубиками-
образцами до испытания, мм.
МЕТОДЫ ИСПЫТАНИЯ
НЕВЫСЫХАЮЩИХ ГЕРМЕТИКОВ
Важнейшими показателями невысыхающих герметиков являют-
ся: внешний вид, плотность, пластичность, концентрация, водо-
поглощение, тепло- и 'морозостойкость, прочность крепления к
различным поверхностям и некоторые другие. Определение
внешнего вида невысыхающих герметиков, их плотности, кон-
центрации, прочности крепления к металлам методами отрыва
и сдвига, а также относительного удлинения при разрыве на
образцах-швах производят так же, как для эластичных гер-
метиков.
Пластичность определяют на пенетрометре при температуре
20 ±2 °C в соответствии с ГОСТ 5346—50 [18]. Показате-
лем пластичности является в данном случае пенетрация, опре-
деляемая как степень погружения в герметик стандартного ко-
нуса или иглы при точно заданных продолжительности, нагрузке
и температуре и выражаемая в мм-1.
Водопоглощение. Определение водопоглощения основано, на
изменении массы и толщины слоя герметика, нанесенного на
подложку из стекла или металла, после воздействия на него
воды в течение 24 ч при 20±2°C. Водопоглощение (в %) вы-
числяют по формуле:
т0 — т
w = —=---100
т
где то — масса образца герметика до испытания, г; т — масса образца гер-
метика после испытания, г.
Теплостойкость. Определение теплостойкости заключается в
установлении максимальной температуры, при которой герметик
еще не течет.
Для оценки теплостойкости герметиков, применяемых в стро-
ительстве, испытания проводят с помощью лотка, изготовленно-
го из листовой стали или алюминия толщиной 1,0 1,5 мм,
длиной 250 мм, шириной 20 мм и глубиной 30 мм. Перед
заполнением лотка герметик предварительно выдерживают в
187
Рис. XIII. 7.
Лоток для определения теплостой-
кости (текучести) герметиков.
термостате не менее 1 ч при температуре испытания. Затем лоток
заполняют герметиком вровень с верхними и торцевыми обреза-
ми стенок и устанавливают в термостат с заданной температуррй
в вертикальном положении выступающей частью лотка вниз.
В термостате лоток выдерживают в течение 24 ч. После извле-
чения образца из термостата «сплыв» герметика по выпускаю-
щей части лотка ниже его боковых стенок не должен превышать
2 мм (рис. XIII. 7).
Морозостойкость. Определение морозостойкости герметика
заключается в установлении температуры хрупкости охлажден-
ного образца при его изгибе на 180° вокруг неподвижного стер-
жня. При испытании высоковязких герметиков готовят образцы
в виде валика диаметром 5 ± 0,5 мм и длиной 75 ± 5 мм. Вокруг
валика закатывают нитку для того, чтобы образец можно было
подвесить. При испытании более жидких герметиков образцы
готовят, нанося слой герметика толщиной 0,25 ±0,05 мм на
полоску алюминиевого сплава размером 25 X 75 X 1 мм.
Слой герметика при этом должен покрывать металл пол-
ностью.
Для проведения испытаний используют холодильную камеру
или сосуд Дьюара, наполненный смесью этилового спирта И
углекислоты, и деревянный или пластмассовый стержень диа-
метром 10 ± 1 мм. Приготовленный образец охлаждают в тече-
ние 1 ч в холодильной камере на деревянной подставке или в
течение 30 мин в сосуде Дьюара в подвешенном состоянии,
после чего вынимают и быстро (не более чем за 30 с) изгибают
вокруг стержня, закрепленного неподвижно. Стержень предва-
рительно охлаждают вместе с образцом.
В случае разрушения образца повышают температуру охла-
дительной смеси в сосуде Дьюара или в холодильной камере на
5 ± 1 °C. При сохранении образцом гибкости температуру соот-
ветственно понижают. Наивысшую температуру, при которой
образец разрушается или дает трещину, принимают за темпера-
туру, характеризующую морозостойкость герметика.
Миграция пластификатора. Образец герметика, приготовлен-
ный для испытания, хранят при комнатной температуре на под-
ложке, не поглощающей пластификатор. Для проведения испы-
тания применяют латунное кольцо высотой 5 мм, наружным
диаметром 25 мм, внутренним диаметром 20 мм и фильтроваль-
ную бумагу с содержанием золы 0,00012 г в фильтре диаметром
70 мм. На стеклянную плитку кладут фильтр и ставят на него
латунное кольцо, которое заполняют герметиком. Изготовлен-
ный таким образом образец выдерживают при 100 ±5 °C в
течение 4 ч. Результат испытания считают положительным, если
на фильтре нет следов пластификатора вне наружного диаметра
кольца.
МЕТОДЫ ОЦЕНКИ ГЕРМЕТИКОВ
ЗА РУБЕЖОМ
В настоящее время постоянной комиссией СЭВ по строительству
унифицированы методы испытания герметиков, применяемых
для уплотнения швов в сборном строительстве [171]. Согласно
этой унификации, методы испытания герметиков подразделяют-
ся на две группы: экспресс-методы, предназначенные для теку-
щего контроля и предварительной оценки свойств новых герме-
тиков, и аттестационные методы, являющиеся основной оценкой
пригодности новых герметиков для строительства. Экспресс-ме-
тоды составляют неотъемлемую часть аттестационных методов.
Эти испытания включают определение свойств самих герме-
тиков и определение свойств герметиков в модельном шве. При
испытании герметиков определяют их внешний вид, консистен-
цию, жизнеспособность, плотность, потери массы, прочность при
растяжении. Испытания герметиков в модельном шве включают
определение когезии и адгезии, относительного удлинения, сте-
кания.
К аттестационным методам испытания относятся методы оп-
ределения миграции пластификатора из герметика, стойкости к
старению, воздухопроницаемости шва и некоторые другие.
Наиболее интересным среди применяемых за рубежом мето-
дов оценки технологических свойств герметиков является метод
определения жизнеспособности вулканизующихся герметиков,
заключающийся в установлении времени, которое проходит с
момента выдавливания порции герметика из аппарата в опреде-
ленных условиях до момента выдавливания в таких же условиях
порции герметика, масса которой на 60% меньше массы перво-
начальной порции. Схема аппарата представлена на рис. XIII. 8.
Заданными условиями испытания являются:
Время после приготовления герметика.........
Температура ................................
Время выдавливания..........................
Диаметр отверстия сопла.....................
Давление воздуха ...........................
Периодичность испытаний . . . . ............
Число параллельных испытании................
Допустимое отклонение по массе между параллель-
ными порциями ..............................
Точность взвешивания........................
5 мин
20±2 °C
20 с
3 мм
0,4 МПа
30 мин
3
Не более 20%
0,01 г
189
Рис. XIII. 8.
Схема аппарата для определения жиз-
неспособности герметиков:
1—резиновый шланг; 2, 3—клапаны;
4—манометр; 5—выравнивающий ци-
линдр; 6 — сосуд для герметика; 7—пор-
шень; 8—воздуховод низкого давления;
9—сопло; 10—крышка; 11— редукцион-
ный клапан; 12—штатив.
Этот метод в отличие от дру-
гих методов оценки жизнеспо-
собности наиболее объективен и
надежен.
Из методов оценки эксплуа-
тационных качеств ’герметиков
наибольший интерес представляет
метод определения воздухопро-
ницаемости модельного шва, за-
ключающийся в установлении
возрастания воздухопроницаемо-
сти шва в зависимости от уста-
лости герметиков, вызванной
многократным знакопеременным
нагружением, т. е. сжатием и
растяжением. Схема установки
для определения воздухопрони-
цаемости герметиков приведена
на рис. XIII. 9. Установка состоит
из комплекта приборов, обеспе-
чивающих многократное растя-
жение — сжатие шва с амплиту-
дой деформации 10; 15, 20, 25 и
30%’ и с максимальной ско-
ростью нагружения 5—6 мм/ч,
фиксирующих число циклов на-
гружения и обеспечивающих не-
прерывное измерение воздухопроницаемости каждого образца
при одновременном испытании не менее 3 образцов.
В процессе циклических испытаний в замкнутую полость,
ограниченную герметиком, подается воздух под давлением
40 мм вод. ст., что соответствует напору ветра в 6 баллов, т. е.
сильному ветру со скоростью 10,8—13,8 м/с (величина избыточ-
ного давления может быть принята иной в зависимости от рас-
четных значений скорости ветра в разных климатических
районах). Коэффициент фильтрации воздуха вычисляют по
формуле:
Q
zip
где Q — количество воздуха, прошедшего через образец, дм3; I — длина (пе-
риметр) шва, м; р^- избыточное давление воздуха, мм вод. ст.; т — время, ч,
За рубежом для оценки конечного состояния герметиков
вулканизующегося типа также применяют’те же методы испы-
таний, что для резин и клеев [172—180]. Для оценки же свойств,
характеризующих поведение герметиков в процессе вулканиза-
ции, предлагается ряд методов, разработанных специально для
190
Рис. XIII.
Схема установки для определения
воздухопроницаемости герметиков:
/ — неподвижная плита; 2— подвиж-
ная плита; 3 — герметик; 4—замкну-
тая полость; 5 —привод с кулачковым
механизмом; 6 — электродвигатель по-
стоянного тока; 7—микроманометр;
8 — газовый счетчик; 8 — воздушный
кран; 10 — пылесос.
герметиков. Это — методы оценки жизнеспособности, липкости,
текучести, продолжительности вулканизации [69].
Для определения липкости кроме субъективного метода
оценки с помощью стеклянной палочки описан метод, при кото-
ром герметик считается не липким, если пленку полиэтилена,
прижатую к его поверхности под определенным давлением,
можно -отслоить спустя минуту так, чтобы на ней не осталось
следа от герметика.
При определении текучести измеряется расстояние, пройден-
ное определенным количеством герметика за 30 с при нанесении
его на стандартную площадку на вертикальной поверхности [181].
Следует отметить, что с помощью применяемых в настоящее
время методов испытаний нельзя достаточно определенно отве-
тить на вопрос, насколько пригоден тот или иной герметик в
конкретных условиях эксплуатации. Такая оценка может быть
получена, только при исследовании поведения герметика на
практике, .
Л ИТЕРАТУРА
1. Кошелев Ф. Ф., Корнев А. Е., Климов Н. С. Общая технология резины.
М., «Химия», 1968. 560 с.
2. Федорова В. Г., Смыслова Р. А. В кн.: Достижения науки и технологии
в области резины. М., «Химия», 1969, с. 69—79.
3. Барановская Н. Б., Козловская Л. Н. В кн.: Энциклопедия полимеров.
Т. I. М., «Советская энциклопедия», 1972, с. 603—605.
4. Лабутин А. Л., Федорова Н. С. Герметики на основе каучуков. Л., о-во
«Знание», 1962. 47 с. г
б. Проспект фирмы «Teroson GmBH» (ФРГ). Abdichtfibel fur Konstrukteure
und Praktiker. 1972.
6. Апухтина H. П., Шляхтер P. А., Новоселок Ф. Б. «Каучук и резина», 1957,
№6, с. 7—11.
7. Кирпичников П. А., Аверко-Антонович Л. А., Аверко-Антонович Ю. О.
Химия и технология каучука. Л., «Химия», 1976. 528 с.
8. Шляхтер Р. Ал и др. В кн.: Справочник резинщика. М., «Химия», 1971,
с. 161—167.
9. Шляхтер Р. А., Новоселок Ф. Б. В кн.: Синтетический каучук. Л., «Хи-
мия», 1976, с. 552—573.
10. Борисов С. Н., Галил-Оглы Ф. А. В кн.: Справочник резинщика. М, «Хи-
мия», 1971, с, 136—150.
11. Шетц М. Силоксановый каучук. Пер. с чешек. Л., «Химия», 1975. 192 с.
12. Южелевский Ю. А, Каган Е. Г. В кн.: Синтетический каучук. Л., «Хи-
мия», 1976, с. 462—500.
13. Долгов О. Н, Воронков М. Г., Гринблат М. П. Кремнийорганические кау-
чуки и материалы на их основе. Л., «Химия», 1976. 112 с.
14. Кофман Л. С., Петров Г. Н., Калаус А. Е. ЖФХО им. Д. И. Менделеева,
1974, т. 19,. № 6, с. 676—685.
15. Петров Г. Н, Калаус А. Е., Белов И. Б. В кн.: Синтетический каучук. Л.,
«Химия», 1976, с. 411—460.
16. Лабутин А. Л. В кн.: Справочник резинщика. М., «Химия», 1971, с. 184—
192.
17. Аносов В. И. В кн.: Синтетический каучук. Л., «Химия», 1976, с. 328—341.
18. Белозеров Н. В. Технология резины. М. — Л., «Химия», 1964. 660 с.
19. Девирц Э. Я. В ки.: Справочник резинщика. М.,' «Химия», 1971, с. 101 —
118.
20. Прокофьев А. Н., Щербакова Н. В. В кн.: Синтетический каучук. Л., «Хи-
мия», 1976, с. 342—355.
21 Рейх В. Н„ Миронюк В. П. В кн.: Справочник резинщика. М., «Химия»,
1971, с. 107—118.-
22. Лившиц И. А., Кисин К- В. В кн.: Синтетический каучук. Л., «Химия»,
1976, с. 294—316.
23. Шаталов В. П. и др. В кн.: Синтетический каучук. Л., «Химия», 1976,
с. 283—293.
24. Радченко И. И. и др. В- кн.: Синтетический каучук. Л., «Химия», 1976,
с. 356—367.
25 Житловская А. И. В кн.: Справочник резинщика. М., «Химия», 1971,
с. 85—100.
26. Карапетян Н. Г., Клебанский А. Л., Долгопольский И. М. В кн.: Синтети-
ческий каучук. Л., «Химия», 1976, с. 368—386.
27. Rubb. World, 1970, v. 161, № 5, р. 61—64.
28. Rubb. World, 1974, v. 167, № 5, p. 35—38.
29. Ганичев И. А. и др. Применение герметиков в капитальном строитель-
стве СССР. М„ ЦИНИС Госстроя СССР, 1967 206 с.
30. Смыслова Р А. Герметики невысыхающего типа Обзор. М., ЦНИИТЭ-
нефтехим, 1976. 51 с.
31. Панкратов В. Ф. Канд, дис. М., ВНИИ новых строительных материалов,
1966.
32. Ровдо Л. Е. Канд. дне. М., ВНИИ полимерных строительных материалов
и мягкой кровли, 1975.
33. Рыбьев И. А. «Строительные материалы», 1965, № 1, с. 11—14.
34. Якуб О. Ю. Канд. дис. М., ЦНИИ экспериментального проектирования
жилища, 1970.
35. Хрулев В. М. В кн.: Синтетические клеи и мастики. Под ред. Д. А. Кар-
дашова. М., «Высшая школа», 1970, с. 291—299.
36. Авт. свид. СССР см.: Открытия. Изобр. Пром, образцы. Товарн. знаки):
237676 (1969, № 8); 286572 (1970, № 34); 287565 (1970, № 35); 316706
(1971, № 30); 317690 (1971, № 31); 321495 (1971, Ns 35); 324259 (1972,
№ 2); 383724 (1973, № 24); 398586 (1973. № 38); 418488 (1974, Ns 9);
437797 (1974, №28); 448215 (1974, № 40); 449088 (1974, №41); 482487
(1975, № 32); 484240 (1975, № 34).
37. Пат. США 3139412, 353653, 3634005, 3637556, 3716515, 37597806, 3767503,
3767608, 3817904, 3849354, 3852225, 3932341.
38. Англ. пат. 1074591, 1220457, 1232254, 1244208.
39. Яп. пат. 7141, 7226, 11730, 14426, 11978, 16334, 26988, 46766, 72260.
40. Фр. пат. 2050931, 2147507, 2246612.
41. 'Бельг, пат. 692652, 694990, 695574, 735077.
42. Пат. ФРГ 2217004, 2220401, 2261334, 2303698, 2325894, 24_33052.
43. Бялер И. Я. и др. Укр. хим. ж., 1973, т. 39, № 1, с. 100—102.
44. Танхилевич Р. А., Смыслова Р. А. «Каучук и резина», 1975, №9, с. 35—37.
45. Поманская М. П. и др. «Строительные материалы», 1972, № 6, с. 23—25.
46. Ивянский Г. Б. и др. Герметизация стыков крупнопанельных зданий. М.,
Стройиздат, 1964, 28 с.
47. Гуреев А. Т. Коллоид, ж., 1966, т. 28, № 4, с. 494—497.
48. Ивянский Г. Б., Гуреев А. Т. «Строительные материалы», 1965, № 12,
с. 17—18.
49. Ивянский Г. Б., Гуреев А. Т., Рыкова И. Н. «Строительные материалы»;
1964, № 2, с. 14—16.
50. Рыкова И. Н. В. кн.: Физико-химические исследования процессов. Созда-
ние и разработка структур новых строительных материалов. М., ЦИНИС
Академии архитектуры и строительства СССР, 1962, с. 27.
51 Бенькова Л. Ф.. Бухгалтер В. И., Емельянова В. И. Пласт, массы, 1973,
№ 3, с. 19—21.
52. Поманская М. П. и др. «Труды ВНИПК и полимерных строительных ма-
териалов и мягкой кровли», 1975, вып. 42, с. 100—106.
53. Смыслова Р. А., Танхилевич Р. А. «Каучук и резина», 1972, № 2, с. 33—34.
54. Смыслова Р. А., Танхилевич Р. А., Федорова В. Г. «Автомобильная про-
мышленность», 1970, № 3, с. 19—21.
55. Смыслова Р. А., Танхилевич Р. А., Шмырева Л. К. «Труды ВИМИ», 1972,
вып. 1.
56. Ватажина В. И. и др. «Труды ВНИИ новых строительных материалов»,
1966, вып. 14 (22), с. 19—26.
57. Пфлаумер О. Э., Светова Е. Я., Елисеева Н. П. «Строительные материа-
лы», 1967, № 7, с. 28—30.
58. Серебрянникова И. Д. «Строительные материалы», 1973, Ns 7, с. 11—14.
59. Хоменко 3. С., Поманская М. П. «Труды ВНИИ новых строительных ма-
териалов», 1968, вып. 19 (27), с. 47—53.
60. Пфлаумер О. Э., Светова Е. Я., Пеньков А. В. «Труды ВНИИ новых
строительных материалов», 1968, вып. 21 (29), с. 64—69.
61. Говорова О. А., Галил-Оглы Ф. А. Акрилатные каучуки. Обзор. М.,
ЦНИИТЭнефтехим, 1972. 84 с.
62. Смыслова Р. А. Герметики на основе жидкого тиокола. Обзор. М.;
ЦНИИТЭнефтехим, 1-974. 82 с. .
63. Dachselt Е. Thioplaste. Leipzig, VEB Deutscher Verlag fur Grundstoffin-
dustrie. 1971. 164 S.
64. Апухтина H. П. и др. «Каучук и резина», 1967, № 9, с. 12—15.
65. Фишер К. X., Уитби Г. С., Бевера Е. М. В кн.: Синтетический каучук.
Пер. с англ. Л., Госхимиздат, 1957, с. 870—877.
66. Dietz D., Wesser Р. «Plaste u. Kautschuk», 1962, Bd. 9, № 12, S. 605—610.
67. Dietz D., Wesser P. «Plaste u. Kautschuk», 1964, Bd. 11, № 9, S. 518—522.
68. Adhes. Age, 1970, v. 13, № 10, p. 14.
69. Jackson B. S. J. Rubb., 1966, v. 148, № 9, p. 46, 50, 54.
.70. Пат. США 2095387, 2814600, 2893906, 2910922, 2930958, 2933470, 2940959,
2964503, 3036049, 3046248, 3114727, 3114724, 3225017, 3215677, . 3243403,
3247138, 3297473, 3402151, 3402165, 3457099, 3499864, 3518211, 3538063,
3635880, 3697472, 3849386, 3838078, 3813368, 3817947, 3764372, 3736301,
3737415, 3717617, 3714132, 3681301, 3653959, 3697472, 3852214, 3856740,
3912696
71. Пат. ФРГ 1098655, 1103570, 1111817 1117803, 1343677, 1413724.
72. Англ. пат. 877970, 885975, 895678, 929467, 951472, 993963, 1035209, 1003841.
73. Яп. пат. 49—12894, 49—5613, 49—9621, 50—9010, 29479.
>74. Авт. свид. СССР 105339; Бюл. изобр., 1957, № 2; 162613; Бюл. изобр. и то-
варн. знаков, 1964, № 4; 178923; Бюл. изобр. и товарн. знаков, 1964, № 10.
75. Гофман В. В. В кн.: Вулканизация и вулканизующие агенты. Пер. с англ.
Л., «Химия», 1968, с. 367.
76. Пакен А. М. Эпоксидные соединения и эпоксидные смолы. Пер. с англ.
Л., «Химия», 1962, с. 417—665.
77. Майоров А. В., Комлякова И. И., Деменкова Е. А. «Каучук и резина»,
1970, № 10, с 31—33.
78. Авт. свид. СССР 178923; Открытия. Изобр. Пром, образцы. Товарн. знаки,
1964, № 4.
79. Adhes. Age, 1974, v. 17, № 11, р. 25—26.
80. Соломатин А. В. и др. «Каучук и резина», 1967, № 5, с. 23—26.
81. Hunter В. A., Kleinfeld М. J. Rubb. World, 1965, v. 153, № 3, р. 84—85.
82. Букина М. Ф. и др. «Каучук и резина», 1973, № 1, с. 20—22.
83. Таврин А. Е., Тейтельбаум Б. Я. «Каучук и резина», 1972, Ns 10, с. 27—28.
84. Таврин А. Е., Смыслова Р. А., Тейтельбаум Б. Я. «Каучук и резина»,
1972, № 4, с. 26—28.
85. Смыслова Р. А., Стрекопытова Н. Г. «Каучук и резина», 1974, № 2, с. 31—
32.
86. Мухутдинова Т. 3., Аверко-Антонович Л. А. «Каучук и резина», 1971,
Ns 12, с. 35—38.
87. Аверко-Антонович Л. А., Кирпичников П. А., Прохоров Ф. С. «Каучук и
резина», 1968, № 5, с. 18—20.
88. Аверко-Антонович Л. А. и др. «Каучук и резина», 1968, Ns 4, с. 11—14.
89. Шляхтер Р. А., Новоселок Ф. Б., Апухтина Н. П. «Каучук и резина»,
1971, Ns 2, с. 35—37.
. 90. Смыслова Р. А. «Каучук и резина», 1977, Ns 1, с. 26—29.
91. Смыслова Р. А., Котлярова С. В. Справочное пособие по герметикам на
основе каучуков. М., «Химия», 1976. 71 с.
92. Шолохова А. Б. и др. «Вестник машиностроения», 1968, Ns 7, с. 48—51,
93. Барановская Н. Б., Руденко Н. И., Зельбет Л. Е. «Каучук и резина», 1967,
Ns 2, с. 28—29.
94. Козловская Л. Н., Соловей В. В. «Каучук и резина», 1966, № 9, с. 13—15.
95. Северный В. В. и др. Высокомол. соед., 1976, т. 18, Ns 6, с. 1276—1281.
96. Северный В. В. и др. «Каучук и резина», 1976, № 12, с. 9—11.
97. Северный В. В., Минскер Е. И., Овечкина Н. А. Высокомол. соед., 1977,
т. 19, Ns 1, с. 37—42.
98. Проспект фирмы «Bostik Ltd.» (США):
99. Панченко Б. И., Андреев Б. М., Гринблат М. П. «Каучук и резина», 1973,
Ns 9, с. 6—7.
100. Пат. США 3622529, 3719634, 3719635, 3758441, 3762978, 3766127, 3766128,
3772240, 3770847, 3779986, 3796686, 3811799, 3825618, . 3847848, 3850886,
3888815, 3892707, 3925277, 3931105, 3943091, 3956209, 3957701, 3957713,
3960802.
101. Пат. ФРГ 1694209, 1910014, 2007002, 2112522, 2316184, 2333966, 2364856.
102. Англ. пат. 931699, 963784, 972900, 1317908, 1345457, 1401804, 1420345
1434528.
103. Авт. свид. СССР (см.: Открытия. Изобр. Пром, образцы. Товарн. знаки)-
246853 (1969, Ns 21); 302014 (1975, № 35); 338107 (1975, № 35); 375302
(1973, № 16); 423816 (1974, № 14); 456819 (1975, № 2); 456820 (1975,
№ 2); 473732 (1975. № 22); 485132 (1975, № 35).
104. Кан К- Н., Николаевич Л. Д., Гинзбург Л. Д. В кн.: Герметизация изде-
лий полимерными материалами. Л., «Химия», 1976, с. 17—24.
105. Лабутин А. Л., Федорова Н. С., Монахова К. С. Антикоррозионные и гер-
метизирующие материалы на основе жидких каучуков. Л., «Химия», 1966.
149 с.
106. Белов И. Б., Коган 3. Е., Калаус А. Е. Лекции по разработке и внедрению
эластомеров в машиностроении. М., о-во «Знание» РСФСР, 1973,
с. 38—43.
107. Singer Н. «Plaste u. Kautschuk», 1975, Bd. 22, № 5, S. 404—409.
108. Калаус А. Е. и др. «Каучук и резина», 1974, № 7, с. 7—10.
109. Седов Л. Н. В кн : Энциклопедия полимеров. Т. I. М., «Советская энцик-
лопедия», 1972, с. 778—780.
11'0 . Белов И. Б., Савинский П. А., Шибанов О. И. «Каучук и резина», 1972,
№ 2, с. 33—36.
111. Савинский П. А. Новые герметизирующие материалы, свойства, примене-
ние. Л., о-во «Знание» РСФСР, 1971. 17 с.
112. Танхилевич Р. А., Смыслова Р. А. «Каучук и резина», 1975, № 8, с. 45.
113. Германова Е. Б. и др. «Каучук и резина», 1976, Ns 10, с. 7—9.
114. Галил-Оглы Ф. А., Новиков А. С.. Нудельман 3. Н. В кн.: Фторкаучуки
и резины на их основе. М., «Химия», 1966. 234 с.
115. Соколов С. В., Долгопольский И. М. В кн.: Синтетический каучук. Л.,
«Химия», 1976, с. 501—522.
116. Галил-Оглы Ф. А. В кн.: Справочник резинщика. М., «Химия», 1971,
с. 150—161.
117. Соколов С. В., Каган Е. Г., Иванова Т. Л. ЖВХО им. Д. И. Менделеева,
1974, т. 19, Ns 6, с. 651—660.
118. Котлярова С. В. и др. Производство шин, РТИ и АТИ, 1976, № 4, с. 10—
12.
119. Елшин И. М., Гвенетадзе А. Р. Пласт, массы, 1973, № 11, с. 43—44.
120. Лабутин А. Л., Куриленко С. А., Анпилова Р. А. В науч.-техн. сб.: Про-
мышленность СК. М., ЦНИИТЭнефтехим, 1974, № 5, с. 18—21.
121. Morris Harris L. J Elast a. Plast, 1974, v. 6, Ns 3, p. 121—124
122. Mater, plast ed elast., 1974, v. 40, № 12, p. 936—943.
123. Кондратьев A. H. и др. Тезисы доклада в школе ВДНХ «Термоэласто-
пласты и их применение в народном хозяйстве». <М., ЦНИИТЭнефтехим,
1973, с. 12.
124. Edmond L. О. Adhes. Age, 1971, v. 14, № 12, р. 15.
125. Бобович Б. Б., Динзбург Б. Н., Еремеев В. С. Кож.-обувн. пром., 1973,
№ 10, с. 42—43.
126. Offic. plast. caoutch., 1974, v. 21, Ns 21, p. 229.
127. Коняева 3. Ф., Смыслова P. А. В кн.: Клеи и соединения на их основе.
М„ о-во «Знание», 1970, сб 2, с. 88—92.
128. Коняева 3. Ф., Смыслова Р. А. В кн.: Лекции по разработке и внедре-
нию эластомеров в машиностроение. М., о-во «Знание», 1973, с. ПО—
113.
129. Пат. США 3427269, 3677638.
130. Англ. пат. 1166799, 1193626, 1217919, 1221130, 1347459.
131. Пат. ФРГ 2094568.
132. Adhes. Age, 1963, v. 6, № 2, р. 32.
133. Ивянский Г. Б. и др. Герметизация стыков крупнопанельных зданий. М.,
Изд-во литературы по строительству, 1964. 32 с.
134. Ватажина В. И. и др. Герметизация стыков панелей наружных стен жи-
лых и промышленных зданий, М., Стройиздат, 1973. 46 с.
135. Николаева Т, Г., Журавлев В. С., Медведева А. М. В кн.! Промышлен-
• ность шин, резиновых технических и асбесто-технических изделий. М
ЦНИИТЭнефтехим, 1976, № 3, с. 32;-33.
136. Майорова Э. А., Филипова А. И. В кн.: Новые клеи и технология склеи-
вания. М., о-во «Знание» РСФСР, 1976, с. -86—87.
137. Авт. свид. СССР 358490; Открытия. Изобр. Пром, образцы и товарн. зна-
ки, 1972, № 34.
138. Александров А. П., Чернов И. В. Труды Каз. хим.-техн, ин-та, 1960
вьш. 29, с. 95—98.
139. Александров А. П., Чернов И. В., Зубкова Ю. Д. Труды Каз. хйм.-техн.
ин-та, 1960, вып. 33, с. 274—279.
140. Черняк К- И. Неметаллические материалы в судовой, электрической и ра-
диотехнической аппаратуре. Справочник. Л., «Судостроение» 1970, с 524—
549.
141. Wernicke Н. «Plaste u. Kautschuk», 1962, Bd. 9, № 9, S. 433—437.
142. Лабутин А. Л. Каучуки в антикоррозионной технике. М., Госхимиздат,
143. Хант В. Современные стеновые навесные панели. Пер. с англ. М., Строй-
пздат, 1962 410 с.
144. Бурлаченко П. Е., Панкратов В. Ф. «Строительные материалы», 1962, № 3
с. 17—19.
145. Берлин Л. Е., Миркин Р. Д., Сазонов С. Г. «Строительные материалы»,
1963, № 10, с. 17—20.
146. Кашкаров К. П. «Строительство и архитектура Москвы», 1963, № 1,
с. 15—16.
147. Панкратов В. Ф. В. «Труды ВНИИ новых строительных материалов»,
1965, вып. 7 (16), с. 23—27.
148. Зацепин А. И., Апестин В А. «Автомобильные дороги», 1969, № 1,
с. 16—18.
149. Зацепин А. И., Апестин В. А., Смирнов Э. Н. «Автомобильные дороги»,
1969, № 4, с. 26—28.
150. Апестин В. К., Шипович 3. В. «Автомобильные дороги», 1969, Ns 7, с. 11—
14.
151. Лабутин А. Л., Зубова О. А. «Гидролизная и лесотехническая промыш-
ленность», 1965, № 5, с. 3—6
152. Лабутин А. Л., Зубова О А. Материалы конференции по борьбе с кор-
розией, Горький, 1962, с. 75—90.
153. Курмаев А. Д. Пласт, массы, 1964, № 8, с. 33—36.
154. Mater in Desing Eng., 1966, v. 12, Ns 2, p. 119—121.
155. ГОСТ 8420—74. Материалы лакокрасочные. Методы определения условной
вязкости.
-156. ГОСТ 3900—47. Нефтепродукты. Метод определения плотности.
157. ГОСТ 2199—66. Клей резиновый.
158. ГОСТ 267—73. Резина. Методы определения плотности.
159. ГОСТ 270—64. Резина. Метод определения предела прочности при раз-
рыве.
160. ГОСТ 7912—74. Резина. Метод определения температуры хрупкости.
161. ГОСТ' 262—73. Резина. Метод определения сопротивления раздиру.
162. ГОСТ 270—75. Резина. Метод определения ударопрочностных свойств
при растяжении.
163. ГОСТ 21751—76. Герметики. Метод определения условной прочности, от-
носительного удлинения при растяжении и остаточного удлинения при
разрыве.
164. ГОСТ 411—69. Резина. Метод определения прочности связи с металлом
при отслаивании.
165. ГОСТ 21981—76. Герметики. Метод определения прочности связи с ме-
таллом при отслаивании.
166. ГОСТ 209—75. Резина. Определение прочности связи резины с металлом
методом отрыва.
167. ГОСТ 209—75. Резина и клей. Определение прочности связи с металлом
при отрыве.
168. ГОСТ 263—75. Резина. Метод определения твердости.
169. СТ СЭВ-108—74. Резина. Метод определения эластичности.
170. ГОСТ 5346—50. Смазки консистентные. Метод определения пенетрации.
171. Унификация методов испытания и критериев оценки материалов Для гер-
метизации швов в сборном строительстве. М, Гипротис, 1970, 27 с.
172. ASTM 792 Плотность при 20 °C.
173. ASTM 445. Вязкость при 20 °C в пуазах.
174. ASTM 676. Твердость по Шору А.
175. DIN 51757. Плотность при 20 °C.
176 ASTM 624 Сопротивление раздиру.
177. DIN 52456 Вязкость при 20 °C в пуазах.
178’ DIN 53505. Твердость по Шору А.
[79. DIN 53504. Прочность при разрыве.
180. DIN 52454. Текучесть.
181. Jackson В. Rubb. J., 1968, v. 150, № 3, р. 12; № 4, р. 46; № 5, р. 65,
КЛЕИ И ГЕРМЕТИКИ
Виктор Пантелеевич Батизат,
Исаак Михайлович Заманский,
Давид Алексеевич Кардашов,
Христофор Рубенович Паркшеян,
Алефтина Петровна Петрова,
Римма Александровна Смыслова,
Анатолий Семенович Фрейдин
Редакторы Медникова Г. М„ Рогайлина А. А.
Художник Сумнительный Е. А.
Художественный редактор Носов Н. В.
Технические редакторы Кочетова Л. С.,
Вознесенская Р. М„ Лебедева В. В.
Корректор Волкова Л. А.
ИБ № 502
Сдано в набор 13.01.78. Подп к печ. 29.08.78. Т-16501.
Формат бумаги 60Х90’/16. Бумага тип. № 2. Гарнитура
литературная. Печать высокая. Усл. печ. л. 12,5.
Уч.-нзд. л. 12,65. Тираж 20 000 экз. Заказ № 930.
Иена 65 коп. Изд. Ns 1447.
Издательство «Химия». 107076, Москва, Стромынка, 13.
Ордена Трудового Красного Знамени Ленинградская
типография № 2 имени Евгении Соколовой
«Союзполиграфпрома» при Государственном комитете
Совета Министров СССР по делам издательств,
полиграфии и книжной торговли. 198052, Ленинград, Л-52,
Измайловский проспект. 29
ИЗДАТЕЛЬСТВО «ХИМИЯ»
Готовится к выпуску в 1979 г. в серии
«Полимерные материалы в народном хозяйстве»
Конструкционные стеклопластики (Под ред.
В. М. Катаева)
Книга содержит систематические сведения по основным
аспектам применения стеклопластиков. В ней рассмотрены
свойства компонентов и композиционных стеклопластиков и
влияние на них различных факторов. Изложены принципы со-
здания таких материалов с высокими механическими, оптиче-
скими, диэлектрическими и другими свойствами. Даны реко-
мендации по переработке композиционных материалов, расчету
и конструированию изделий из них. Приводятся сведения по
токсикологии этих материалов и противопожарной безопас-
ности.
Книга предназначена для инженерно-технических работни-
ков, занимающихся производством и применением армирован-
ных полимеров.
Предварительные заказы на книгу следует направлять в
• книжные магазины, распространяющие научно-техническую
литературу.