/




















































Автор: Быков Б.В.
Теги: тяга поездов на железных дорогах подвижной состав железнодорожный транспорт транспорт издательство москва издательство трансинфо
ISBN: 5-94069-009-2
Год: 2006


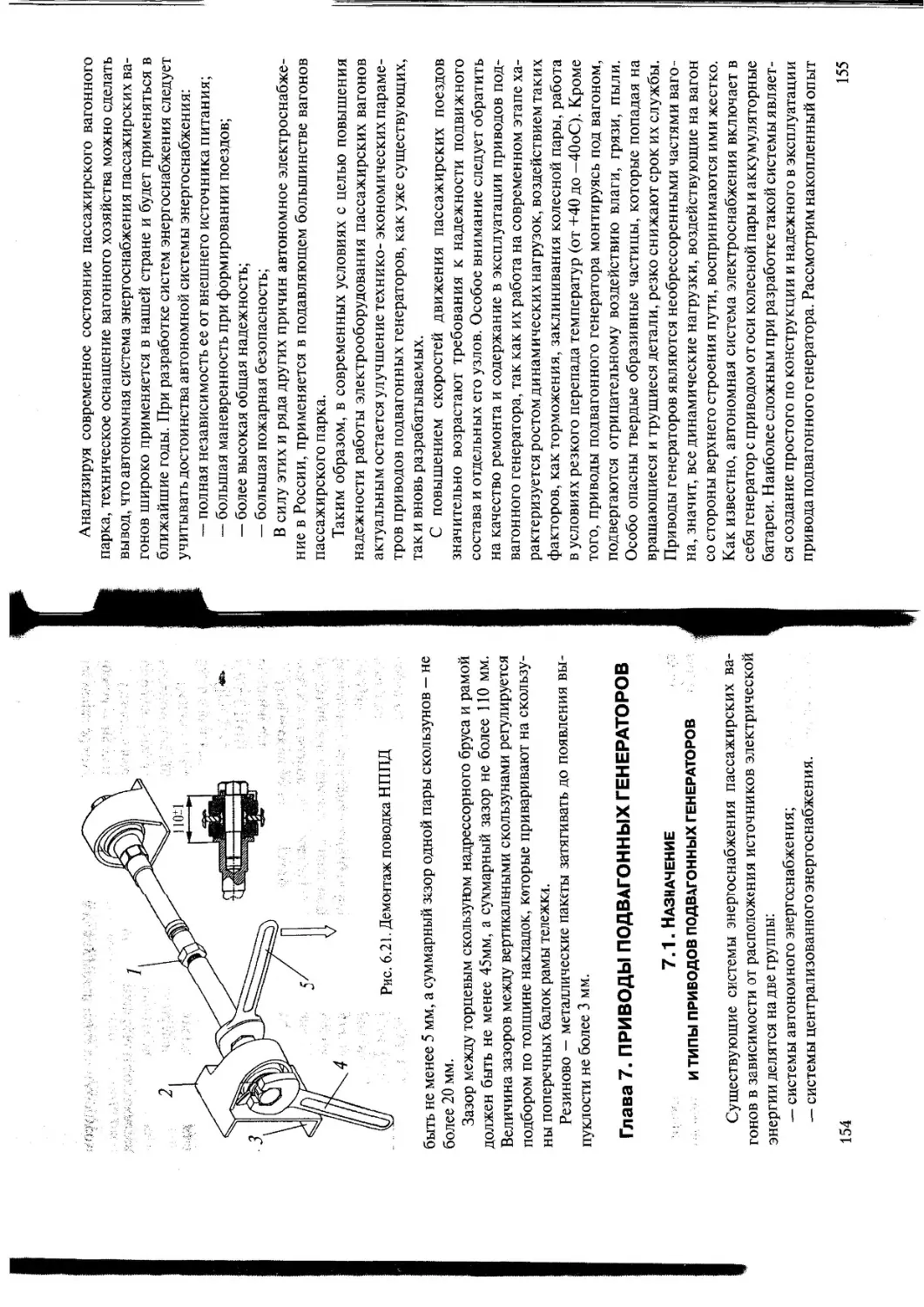
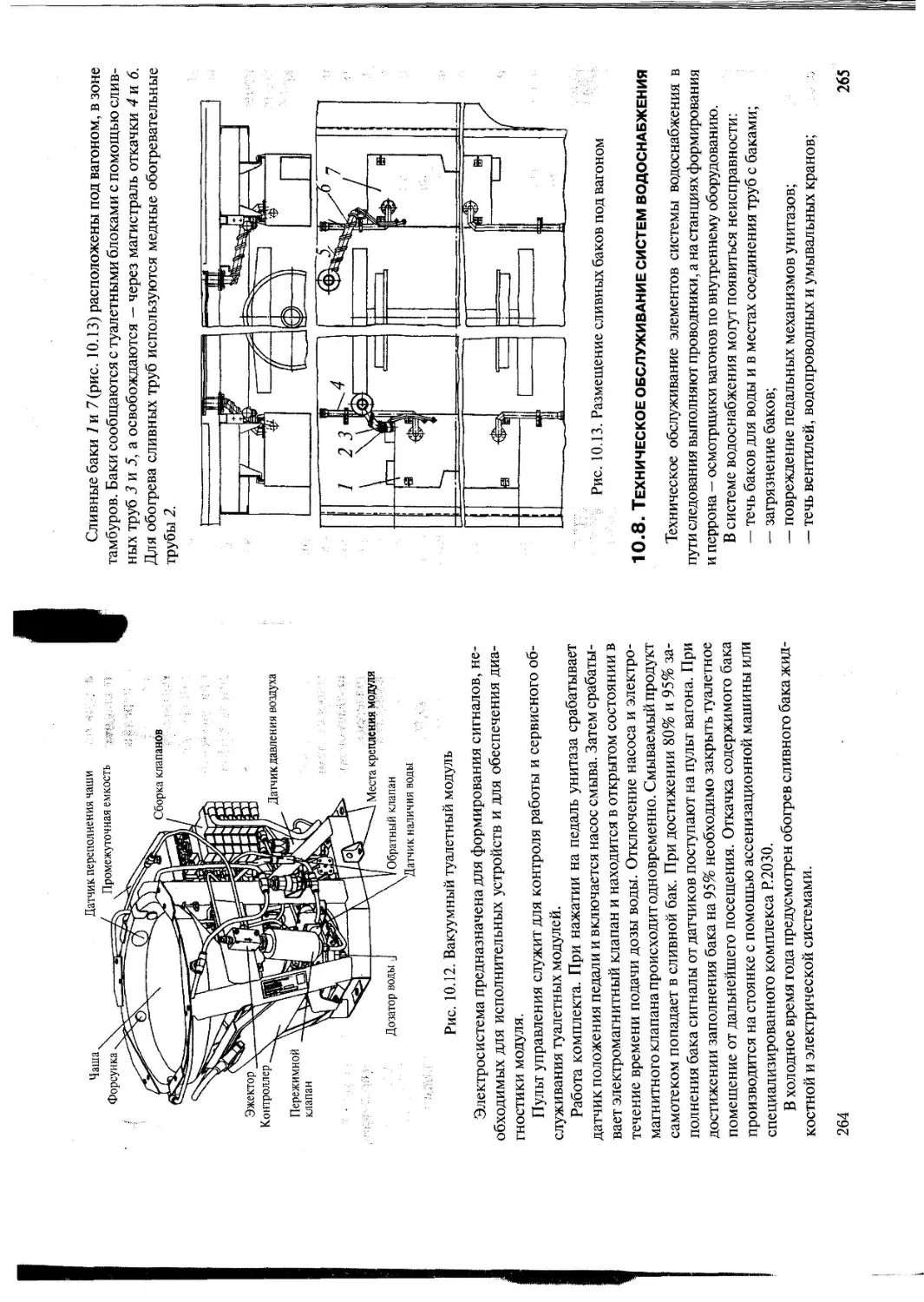
Текст
Б.В. БЫКОВ
УСТРОЙСТВО
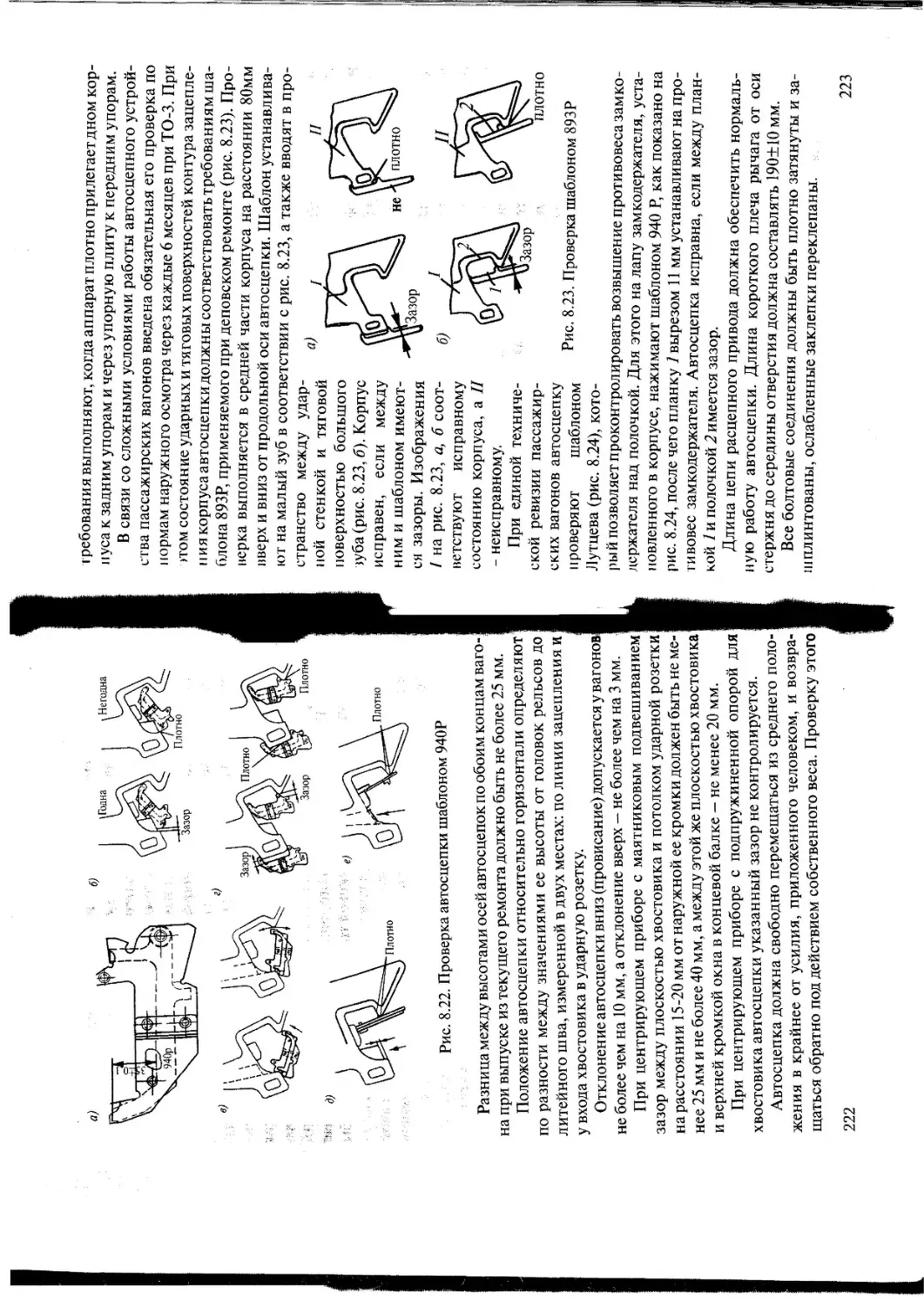
И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ПАССАЖИРСКИХ ВАГОНОВ
Пособие осмотрщику, осмотрщику-ремонтнику
и слесарю по техническому обслуживанию
и текущему ремонту пассажирских вагонов
Желдориздат i
Трансинфо
Москва 2006
УДК 629.45
ББК 39.24
Б95
Издано при финансовой поддержке Федерального агентства РФ
по печати и массовым коммуникациям в рамках Федеральной *
целевой программы «Культура России».
Быков Б.В. Устройство и техническое обслуживание пассажирских
вагонов. — М.: Желдориздат, Трансинфо, 2006. —344 с.
Изложены сведения о конструкции современных пассажирских вагонов, передо-
вые методы выявления и устранения неисправностей пассажирских вагонов в поездах
и при текущем ремонте. Приведен порядок подготовки пассажирских составов в рейс,
их осмотр и ремонт при различных видах технического обслуживания.
Подробно рассмотрена конструкция и неисправности колесных пар, буксового
узла, тележек, приводов подвагонного генератора, в наибольшей степени влияющих на
безопасность движения, а также внутреннего оборудования, систем кондиционирова-
ния воздуха, санитарно-технического оборудования, обеспечивающих благоприятные
условия для пассажиров в пути следования. Особое внимание уделяется описанию вы-
явления скрытых неисправностей вагонов и путей устранения этих неисправностей.
Указаны перспективы совершенствования конструкции и повышения комфорта-
бельности пассажирских вагонов.
Книга адресована осмотрщикам, осмотрщикам-ремонтникам, слесарям, занятым
техническим обслуживанием пассажирских вагонов, а также будет полезна всем ра-
ботникам железнодорожного транспорта, связанным с эксплуатацией, обслуживани-
ем и ремонтом пассажирских вагонов.
ISBN 5-94069-009-2 . л @ БыковБВ
' .уч • © Желдориздат, 2006
Подписано в печать 30.07.06. Формат 60х90>/1б- Бумага офсетная.
Печать офсетная. Печ.л. 23,5. Тираж 1500. Заказ 17189.
Q7X171
ООО «Желдориздат»,
123458, Москва, Таллинская ул., 8, кор. 1, офис 139
ПГУПС
Н в учи о-техничесхм
б®Лютатйие в оао
Адрес для писем:
107078 Москва а/я 286
«Саратовский полиграфический комбинат»
------——440004, г. -Саратов, ул. Чернышевского, 59.
ПГУПС |
Научно-техническая
библио’-
ВВЕДЕНИЕ W >' <
Железные дороги занимают ведущее место в транспортной систе-
u России. Около 40% пассажирооборота выполняется железнодо-
>жпым транспортом. В 2004 году пассажирооборот только в поез-
1ч лвльнего следования составил 114,6 млрд пассажирокилометров
предполагается его дальнейшее увеличение.
большая работа проделана и ведется по созданию удобных и на-
। «пых новых типов пассажирских вагонов, которые смогут успеш-
но конкурировать с другими видами транспорта.
( оврсменные пассажирские вагоны могут эксплуатироваться
о скоростями до 200 км/час, имеют привлекательный внешний и
нугренний вид, разнообразную планировку. В конструкции кузова
‘«''пользуются нержавеющие стали и пожаробезопасные материалы
высокими эстетическими качествами. Разработаны новые типы
< пежек, букс, автосцепок, приводов генератора, компактные по-
««ночные кондиционеры, экологически чистое санитарно-техниче-
кос оборудование.
Уровень комфорта и ассортимент сервисных услуг в современных
пионах учитывает потребности и финансовые возможности различ-
ных категорий пассажиров.
11ассажирские вагоны оборудуются средствами связи, видеокон-
цюля и системами диагностики состояния оборудования.
Вместе с тем, при эксплуатации пассажирских вагонов в них по-
чиняются различные неисправности, которые нарушают благопри-
И111ые условия для пассажиров, приводят к задержке движения по-
с |дов и могут вызвать аварийные ситуации.
Существующая система технического обслуживания вагонов, их
состояние невозможны без таких профессий, как осмотрщик ваго-
нов, осмотрщик-ремонтник и слесарь по ремонту подвижного со-
става. Эти профессии относятся к числу наиболее важных, интерес-
ных и многочисленных на железнодорожном транспорте.
Осмотрщики и осмотрщики-ремонтники вагонов осуществляют
контроль исправного состояния вагонов в эксплуатации и устраня-
ют обнаруженные неисправности.
Профессия осмотрщика и осмотрщика-ремонтника требует глу-
боких знаний по конструкции всех узлов и систем пассажирских ва-
гонов, умения выявлять и устранять не только явные, но и скрытые
3
неисправности вагонов, которые в пути следования могут создать
аварийные ситуации и приводят к срыву графика движения поезда.
Конструкция вагонов непрерывно совершенствуется, изменяются
требования к их техническому обслуживанию, поэтому осмотрщики
вагонов обязаны постоянно пополнять свои знания, знакомиться с
передовыми методами обнаружения и устранения неисправностей
вагонов.
Качественная подготовка осмотрщиков, осмотрщиков-ремонт-
ников и слесарей по ремонту вагонов, в совершенстве владеющих
знаниями и умениями по конструкции вагонов, передовыми метода-
ми и приемами обнаружения и устранения различных неисправно-
стей подвижного состава, является важным резервом в организации
безопасного и своевременного движения пассажирских поездов.
Глава 1. ОБЩИЕ СВЕДЕНИЯ О ПАССАЖИРСКИХ
ВАГОНАХ
। 1. Назначение и классификация пассажирских вагонов
К пассажирским вагонам относятся вагоны для перевозки нас-
трои, вагоны-рестораны, вагоны-бары, почтовые, багажные,
и пильные (например, вагон для перевозки спецконтингента,
ин । пн для перевозки драгоценностей, вагон-прачечная, вагоны для
Пррспозки высших должностных лиц ОАО «РЖД» и др.) и служеб-
11п технические (вагоны-лаборатории, вагоны восстановительных
< пиарных поездов, вагоны-дефектоскопы и др.).
11ассажирские вагоны либо постоянно эксплуатируются в пре-
.IX одной дороги, либо после каждого рейса возвращаются на
рогу, к которой приписаны. Внутри дороги эксплуатацией и тех-
итсским обслуживанием пассажирских вагонов распоряжаются
। 'рскции по обслуживанию пассажиров (ДОП). Региональные
i'll входят в состав Федеральной пассажирской компании, кото-
। в вл яется дочерним акционерным обществом ОАО «Российские
к-тные дороги ».
Па железных дорогах России эксплуатируется большое количе-
< । ва гонов, построенных в ГД Р, а в настоящее время основным по-
। циникомпассажирскихвагоновлокомотивнойтягиявляетсяОАО
I псрской вагоностроительный завод » (г. Тверь). Вагоны-рестора-
ны, багажные и межобластные вагоны выпускает завод им. Егоро-
ва в Санкт-Петербурге. Выпуск вагонов электропоездов освоен на
Дсмиховском заводе под Москвой. Для повышения надежности,
уровня комфорта, увеличения количества новых вагонов планиру-
f ten создать конкуренцию в сфере их производства путем открытия
Нескольких новых вагоностроительных заводов. Один из них будет
И ( амаре, другой, видимо, в Красноярске. Кроме того, одним из ny-
tril обновления пассажирского парка является привлечение к стро-
II 1с льс гву, ремонту и эксплуатации вагонов частного капитала.
11ассажирские вагоны бывают самоходными и несамоходными.
I (есамоходные вагоны перемещаются локомотивом. К самоход-
ным вагонам относятся автомотриссы, вагоны электро- и дизель-
носздов, которые двигаются от собственного энерго-сетевого обо-
рудования.
5
ц
Для России выпускают вагоны для эксплуатации по железным
дорогам с шириной колеи 1520 мм. Большинство зарубежных стран
имеют ширину 1435 мм.
В зависимости от дальности перевозок пассажирские вагоны от-
личаются своим устройством и разделяются по назначению на ва-
гоны:
— дальнего следования - для перевозки пассажиров на расстоя-
ние свыше 700 км. Эти вагоны бывают купированными и некупи-
рованными. Они оборудуются жесткими и мягкими диванами для
лежания и поэтому называются жесткими и мягкими вагонами;
— межобластного сообщения — для перевозки пассажиров на
расстояние до 700 км, преимущественно в дневное время. Эти ва-
гоны оборудованы удобными диванами для сидения и бывают ку-
пейными или открытого типа;
— пригородные — для перевозки пассажиров на небольшие рас-
стояния в сравнительно короткое время (1-2 часа). Они оборуду-
ются диванами для сидения и рассчитаны на наибольшую вмести-
мость;
— вагоны-рестораны — для организации питания пассажиров в
пути следования;
— почтовые — для перевозки почтового груза;
— багажные — для перевозки багажа; -ч
— почтово-багажные — выполняющие работу почтовых и ба-
гажных вагонов на участках железных дорог с небольшими пасса-
жирскими перевозками.
По габариту подвижного состава различают вагоны, предназна-
ченные для обращения по всей железнодорожной сети страны, ва-
гоны, обращение которых допустимо только на реконструирован-
ных участках дорог РФ и вагоны для международных сообщений.
Подвижной состав, в том числе и вагоны, строятся по определен-
ному габариту с целью предупреждения возможности соприкосно-
вения вагонов со станционными сооружениями, расположенными
вблизи железнодорожного пути. По своим размерам вагоны соот-
ветствуют габаритам подвижного состава (ГОСТ 9238-83).
Под габаритом подвижного состава подразумевают предельное
поперечное, перпендикулярное оси пути очертание, в котором,
не выходя наружу, должны помещаться установленные на прямом
горизонтальном пути как в порожнем, так и в нагруженном состо-
6
мини не только новые вагоны, но и имеющие максимальные нор-
мируемые допуски и износы.
Рп 1меры вагонов должны также удовлетворять габариту прибли-
♦ < nun строений железных дорог С, которым называется предельное
tn iiicpc'iiioe, перпендикулярное оси пути очертание, внутрь которо-
। юм и мо подвижного состава, не должны заходить никакие части
>ружсиий и устройств, а также лежащие около пути материалы,
ыспые части и оборудование, за исключением устройств, пред-
шпченных для непосредственного взаимодействия с подвижным
(ИНОМ.
Между габаритами подвижного состава Т и приближения стро-
и II (' оставляется некоторое пространство, предназначенное для
шсний подвижного состава, которые вызываются допускаем ы-
• <н клонениями в состоянии отдельных элементов пути, а также
«оными и вертикальными колебаниями подвижного состава на
сорном подвешивании и понижением его из-за износов в дета-
< ч I абарит подвижного состава связан с размерами колеи желез-
ных дорог: чем шире колея, тем шире и выше может быть подвиж-
<1. >й состав, обращающийся по этой колее.
ГОСТ устанавливает следующие габариты подвижного сос-
. .па:
габарит Т предназначен для подвижного состава, допускае-
। о к обращению по путям общей сети железных дорог России
габарит 1-Т — для подвижного состава, эксплуатируемого по
м путям железных дорог России, других стран СНГ, Монголии
1|||ЛТИИ.
габариты 1-ВМ, О-ВМ, 02-ВМ и 03-ВМ предназначены для
шижного состава, допускаемого к обращению как по железным
ногам СНГ колеи 1520 (1524)мм, так и по железным дорогам за-
>сжных стран колеи 1435 мм.
Для вагонов РЖД внутреннего сообщения основным габаритом
нппяется габарит 1-ВМ, а для пассажирских вагонов международ-
ник) сообщения для всех стран Азии и Европы — габарит 03-ВМ.
Имею гея в эксплуатации вагоны, построенные и по другим габа-
1»| гам.
Для отличия вагонов внутреннего сообщения от международ-
ных, на кузовах вагонов габаритов 1-ВМ, О-ВМ, 03-ВМ наносят
|наки соответственно: «МС-1», «МС-0», «МС».
7
В зависимости от своего назначения, внутреннего оборудова-
ния и уровня комфортабельности вагоны имеют различную пла-
нировку.
1.2. Части вагона, их назначение
Каждый вагон состоит из
ходовой части, рамы, кузо-
ва, ударно-тяговых приборов
и автоматических тормозов
(рис. 1.1).
Кузовом вагона называет-
ся часть вагона, расположен-
ная над рамой и служащая
для размещения пассажиров,
внутреннего и санитарно-
технического оборудования.
Кузова пассажирских ваго-
нов имеют прочную цельнометаллическую конструкцию с тепло-
изоляцией и декоративным внутренним покрытием. Для размеще-
ния пассажиров и создания им в пути следования максимальных
удобств, внутри кузова имеется необходимое оборудование, кото-
рое по расположению различают на внутривагонное и располо-
женные в крышевом пространстве.
Внутривагонное оборудование включает диваны, полки, сто-
лики, места для сидения и размещения багажа, санитарно-тех-
ническое оборудование, щиты управления, телеаппаратура и т.д.
Санитарно-техническое оборудование включает системы обеспе-
чения жизнедеятельности пассажиров: холодного и горячего водо-
снабжения, отопления, вентиляции, холодильные установки.
В крышевом пространстве размещены элементы системы вен-
тиляции, электропроводка, трубы системы отопления, водяные
баки и трубопроводы систем водоснабжения. В вагонах последних
лет выпуска вся установка кондиционирования воздуха монтиру-
ется в крышевом пространстве.
Рама вагона является основанием кузова и состоит из жестко со-
единенных между собой продольных и поперечных балок. На раме
крепятся кузов, ударно-тяговые приборы, части автоматического и
8
I •» 'I hoi о тормозов, элементы электро — и холодильного оборудова-
। В цельнометаллических пассажирских вагонах рама являет-
|цним из основных элементов кузова, представляющего собой
11 v ю несущую конструкцию. Рама вагона передает нагрузки на
оные части.
Кодовые части являются опорой кузова и обеспечивают движе-
и,' нагона по рельсовому пути с необходимой плавностью хода.
11 । нагонах России в качестве ходовых частей используются только
и ж к и, состоящие из колесных пар с буксами, рессорного подве-
Н1П11ИЯ, рам, надрессорных балок, рычажной передачи автотор-
ы и других деталей, обеспечивающих безаварийную работу.
Ударно-тяговые приборы служат для сцепления вагонов и локо-
• । ина, удержания их на определенном расстоянии друг от друга,
• । । к же для передачи силы тяги от локомотива к вагонам и смягче-
нии ударов, возникающих при сцеплении или набегании вагонов
и поезде. В качестве ударно-тяговых приборов на вагонах России
IIрн мен яют автосцепное устройство, включающее автосцепку, рас-
ЦГПНОЙ привод, центрирующий механизм и упряжное устройство.
Ни каждом вагоне два комплекта автосцепных устройств, разме-
шен 11 ы х в концевых частях рамы. Переходные площадки автосцеп-
п ы х ус тройств обеспечивают безопасный переход из вагона в вагон
Пассажиров и поездной бригады.
Тормоз — это устройство на подвижном составе, с помощью ко-
lupoi o создается сопротивление движению поезда или отдельного
Итона, необходимое для остановки поезда или регулирования его
।корости.
Тормоза бывают ручные и автоматические. На пассажирских
итонах установлены как автоматические, так и ручные тормоза.
Ни вагонах эксплуатационного парка применяются электропнев-
►| пические колодочные тормоза, а на вагонах новой постройки
(исковые и магниторельсовые.
Все вагоны пассажирского парка для скоростей движения до 160
•/час строятся с цельнометаллическими кузовами длиной 23,6 м
н шириной 3106 мм и различаются по планировке и внутреннему
• •••орудованию, конструкции кузова и рамы.
Увеличение пассажирских перевозок на железнодорожном
11 и пс1 юрте, возросшие требования к комфорту в вагонах, а также
повышение скоростей движения — все это привело к значится ьно-
9
му улучшению конструкции кузова и внутреннего оборудования
вагонов. Типовым является цельнометаллический вагон с прину-
дительной вентиляцией, системой отопления, водоснабжения и
электроснабжения. Многие типы вагонов имеют установки кон-
диционирования воздуха.
Внутренняя планировка пассажирского вагона зависит от его
типа. В вагонах поездов дальнего следования должны быть созда-
ны наибольшие удобства для пассажиров: достаточный объем пас-
сажирского помещения с благоприятным климатом, удобные ме-
ста для сидения и лежания, рациональное размещение туалетных
отделений и надлежащее их оборудование, достаточное освещение
(естественное и искусственное), хорошая внутренняя отделка.
1.3. Разновидности планировки пассажирских вагонов
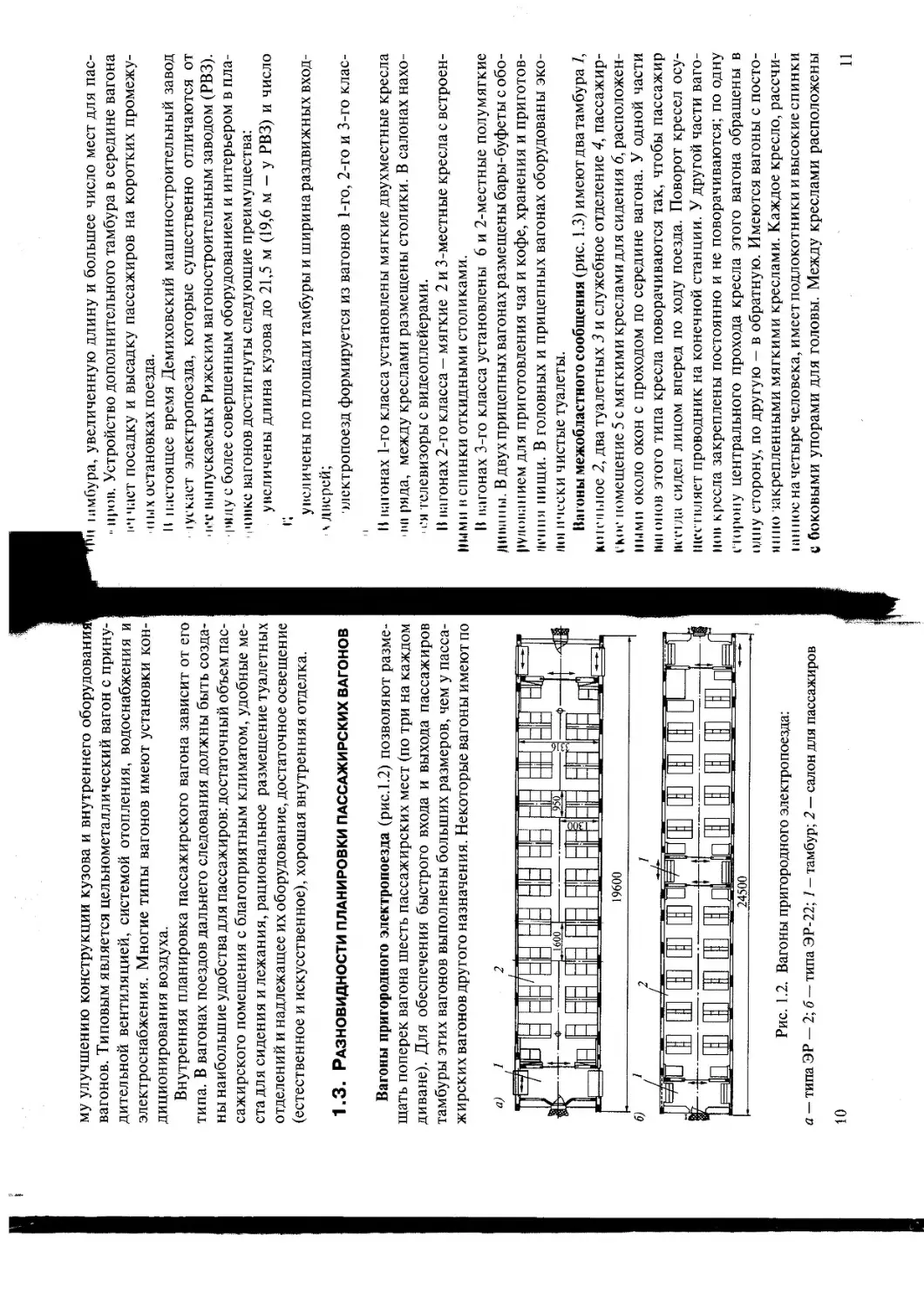
Вагоны пригородного электропоезда (рис.1.2) позволяют разме-
щать поперек вагона шесть пассажирских мест (по три на каждом
диване). Для обеспечения быстрого входа и выхода пассажиров
тамбуры этих вагонов выполнены больших размеров, чем у пасса-
жирских вагонов другого назначения. Некоторые вагоны имеют по
Рис. 1.2. Вагоны пригородного электропоезда:
а — типа ЭР — 2; б — типа ЭР-22; 1 — тамбур; 2 — салон для пассажиров
10
тли । и мбура, увеличенную длину и большее число мест для пас-
upon. Устройство дополнительного тамбура в середине вагона
иччаст посадку и высадку пассажиров на коротких промежу-
11 i.i х остановках поезда.
II настоящее время Демиховский машиностроительный завод
। ус кает электропоезда, которые существенно отличаются от
и'с выпускаемых Рижским вагоностроительным заводом (РВЗ).
ряду с более совершенным оборудованием и интерьером в пла-
|Ц»вкс вагонов достигнуты следующие преимущества:
увеличены длина кузова до 21,5 м (19,6 м — у РВЗ) и число
г;
увеличены по площади тамбуры и ширина раздвижных вход-
хдверей;
электропоезд формируется из вагонов 1-го, 2-го и 3-го клас-
II вагонах 1-го класса установлены мягкие двухместные кресла
- ив ряда, между креслами размещены столики. В салонах нахо-
ея телевизоры с видеоплейерами.
II вагонах 2-го класса — мягкие 2 и 3-местные кресла с встроен-
ными в спинки откидными столиками.
II вагонах 3-го класса установлены 6 и 2-местные полумягкие
ди на 11 ы. В двух прицепных вагонах размещены бары-буфеты с обо-
||у)|онанием для приготовления чая и кофе, хранения и приготов-
1ИЧП1Я пиши. В головных и прицепных вагонах оборудованы эко-
п<я плески чистые туалеты.
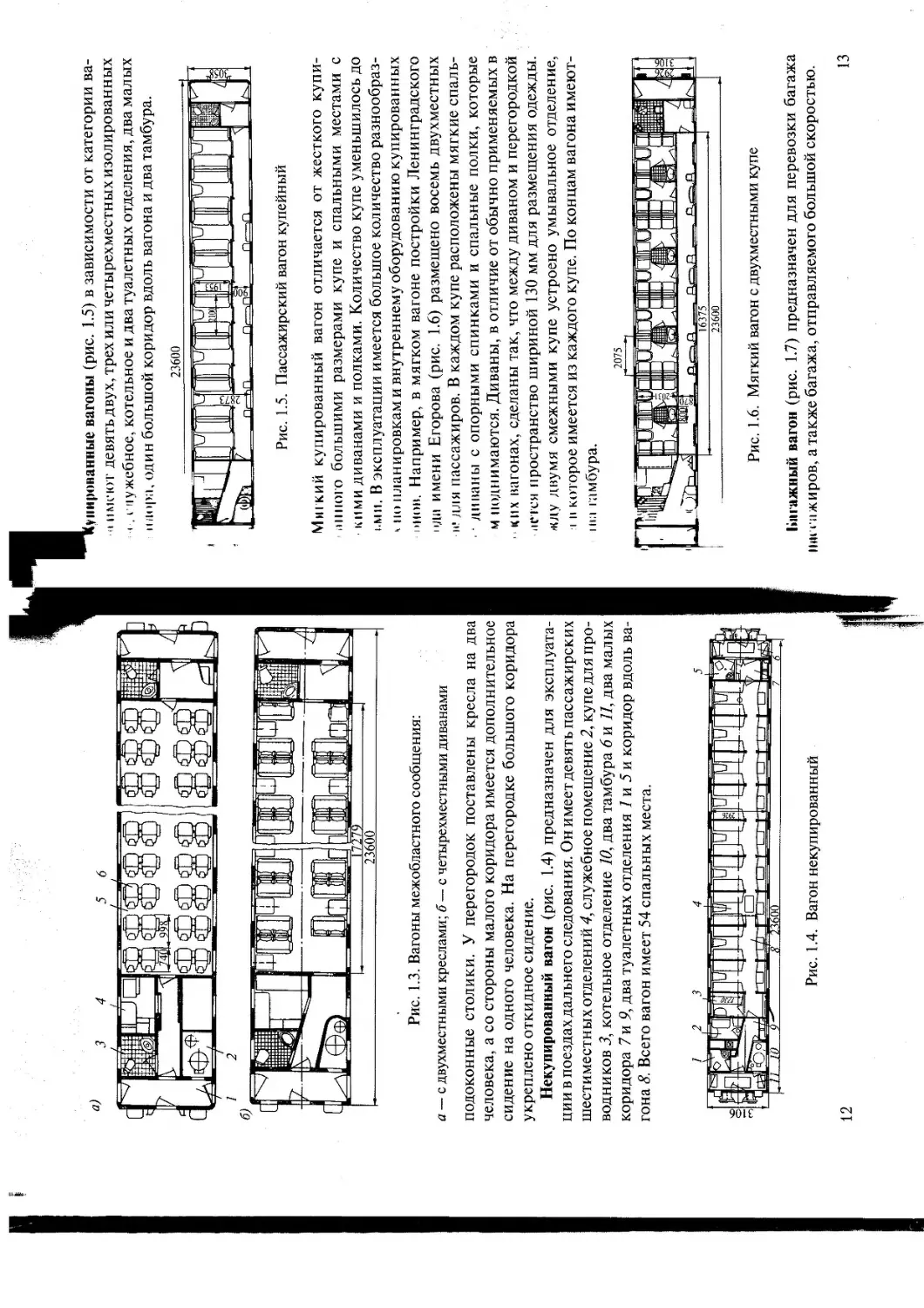
Вагоны межобластного сообщения (рис. 1.3) имеют два тамбура 7,
Мпсныюе 2, два туалетных 3 и служебное отделение 4, пассажир-
ское помещение 5 с мягкими креслами для сидения 6, расположен-
ным и около окон с проходом по середине вагона. У одной части
шпонов этого типа кресла поворачиваются так, чтобы пассажир
исегда сидел лицом вперед по ходу поезда. Поворот кресел осу-
ществляет проводник на конечной станции. У другой части ваго-
нов кресла закреплены постоянно и не поворачиваются; по одну
сторону центрального прохода кресла этого вагона обращены в
одну сторону, по другую — в обратную. Имеются вагоны с посто-
янно закрепленными мягкими креслами. Каждое кресло, рассчи-
iiiHiioc начетыре человека, имеет подлокотники и высокие спинки
С боковыми упорами для головы. Между креслами расположены
11
а) 3 4 5 6
1 2
Рис. 1.3. Вагоны межобластного сообщения:
а — с двухместными креслами; б—с четырехместными диванами
подоконные столики. У перегородок поставлены кресла на два
человека, а со стороны малого коридора имеется дополнительное
сидение на одного человека. На перегородке большого коридора
укреплено откидное сидение.
Некупированный вагон (рис. 1.4) предназначен для эксплуата-
ции в поездах дальнего следования. Он имеет девять пассажирских
шестиместных отделений 4, служебное помещение 2, купе для про-
водников 3, котельное отделение 10, два тамбура 6 и 11, два малых
коридора 7 и 9, два туалетных отделения 1 и 5 и коридор вдоль ва-
гона 8. Всего вагон имеет 54 спальных места.
Рис. 1.4. Вагон некупированный
12
1
" Купированные вагоны (рис. 1.5) в зависимости от категории ва-
< имеют девять двух, трех или четырехместных изолированных
I, служебное, котельное и два туалетных отделения, два малых
шюра, один большой коридор вдоль вагона и два тамбура.
Рис. 1.5. Пассажирский вагон купейный
Мягкий купированный вагон отличается от жесткого купи-
>) и пою большими размерами купе и спальными местами с
ними диванами и полками. Количество купе уменьшилось до
i.mii. В эксплуатации имеется большое количество разнообраз-
н но планировкам и внутреннему оборудованию купированных
>нов. Например, в мягком вагоне постройки Ленинградского
иди имени Егорова (рис. 1.6) размещено восемь двухместных
«• для пассажиров. В каждом купе расположены мягкие спаль-
диваны с опорными спинками и спальные полки, которые
М поднимаются. Диваны, в отличие от обычно применяемых в
к их вагонах, сделаны так, что между диваном и перегородкой
ас гея пространство шириной 130 мм для размещения одежды,
жду двумя смежными купе устроено умывальное отделение,
। в которое имеется из каждого купе. По концам вагона имеют-
nia тамбура.
Рис. 1.6. Мягкий вагон с двухместными купе
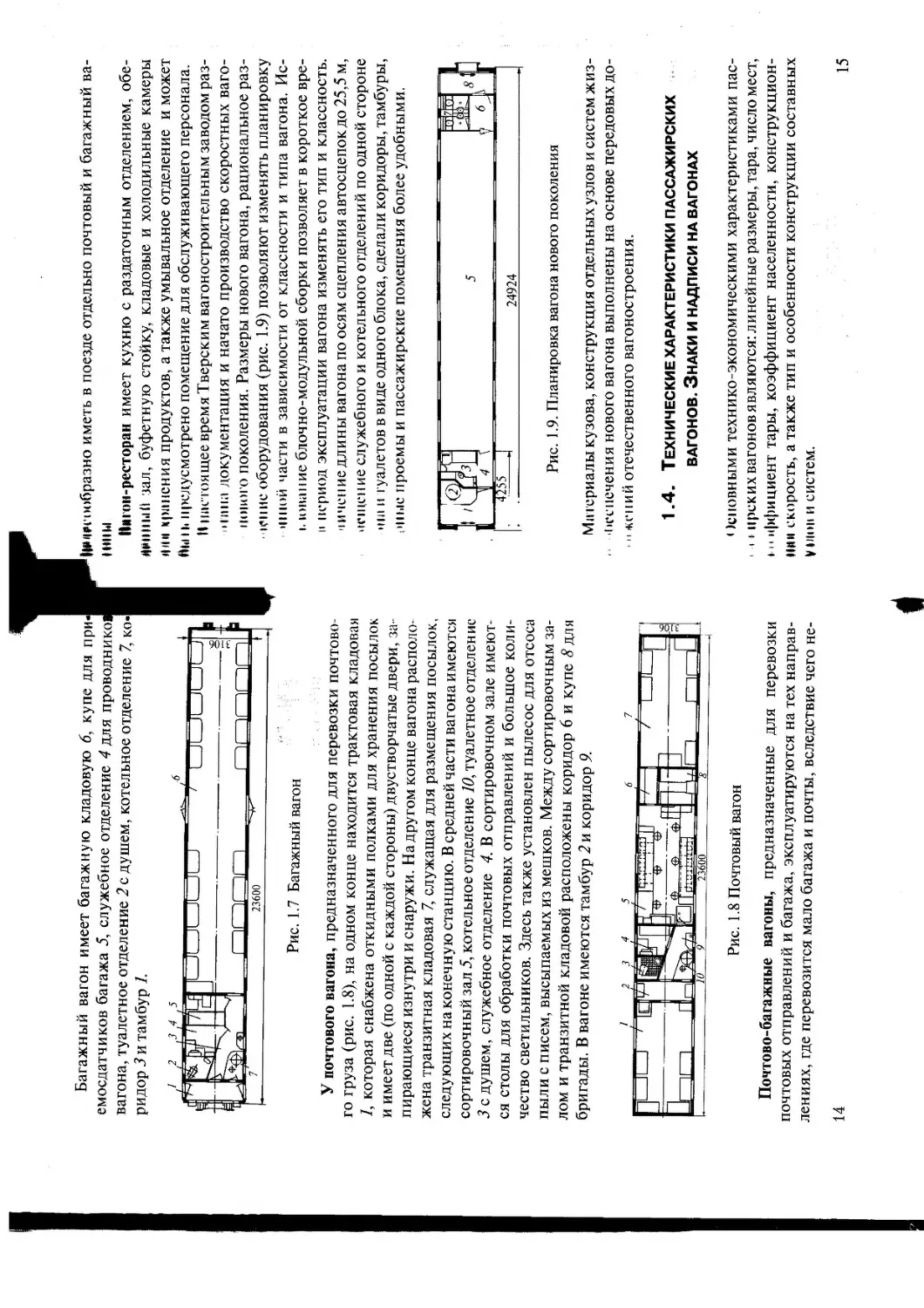
Ьпгажный вагон (рис. 1.7) предназначен для перевозки багажа
Ош гпжиров, а также багажа, отправляемого большой скоростью.
13
Багажный вагон имеет багажную кладовую 6, купе для при4
емосдатчиков багажа 5, служебное отделение 4 для проводников
вагона, туалетное отделение 2 с душем, котельное отделение 7, ко-
ридор 3 и тамбур 1.
У почтового вагона, предназначенного для перевозки почтово-
го груза (рис. 1.8), на одном конце находится трактовая кладовая
1, которая снабжена откидными полками для хранения посылок
и имеет две (по одной с каждой стороны) двустворчатые двери, за -
пирающиеся изнутри и снаружи. На другом конце вагона располо-
жена транзитная кладовая 7, служащая для размещения посылок,
следующих на конечную станцию. В средней части вагона имеются
сортировочный зал 5, котельное отделение 10, туалетное отделение
3 с душем, служебное отделение 4. В сортировочном зале имеют-
ся столы для обработки почтовых отправлений и большое коли-
чество светильников. Здесь также установлен пылесос для отсоса
пыли с писем, высыпаемых из мешков. Между сортировочным за-
лом и транзитной кладовой расположены коридор 6 и купе 8 для
бригады. В вагоне имеются тамбур 2 и коридор 9.
Рис. 1.8 Почтовый вагон
Почтово-багажные вагоны, предназначенные для перевозки
почтовых отправлений и багажа, эксплуатируются на тех направ-
лениях, где перевозится мало багажа и почты, вследствие чего не-
14
Шиггообразно иметь в поезде отдельно почтовый и багажный ва-
шим
Ни1 он-ресторан имеет кухню с раздаточным отделением, обе-
rtvifiii.iil зал, буфетную стойку, кладовые и холодильные камеры
»|(Н1 хранения продуктов, а также умывальное отделение и может
ЙЫ11< предусмотрено помещение для обслуживающего персонала.
II настоящее время Тверским вагоностроительным заводом раз-
> t ина документация и начато производство скоростных ваго-
нового поколения. Размеры нового вагона, рациональное раз-
ит ие оборудования (рис. 1.9) позволяют изменять планировку
•иной части в зависимости от классности и типа вагона. Ис-
I. кжание блочно-модульной сборки позволяет в короткое вре-
и период эксплуатации вагона изменять его тип и классность,
ч имение длины вагона по осям сцепления автосцепок до 25,5 м,
исщсние служебного и котельного отделений по одной стороне
>пп и туалетов в виде одного блока, сделали коридоры, тамбуры,
иные проемы и пассажирские помещения более удобными.
Рис. 1.9. Планировка вагона нового поколения
Мп гериалы кузова, конструкция отдельных узлов и систем жиз-
•псспечения нового вагона выполнены на основе передовых до-
и «гний отечественного вагоностроения.
1.4. Технические характеристики пассажирских
вагонов. Знаки и надписи на вагонах
Основными технико-экономическими характеристиками пас-
• > । нреких вагонов являются: линейные размеры, тара, число мест,
। >1 >ффициент тары, коэффициент населенности, конструкцион-
нии скорость, а также тип и особенности конструкции составных
V iiiiiB и систем.
15
Линейные размеры определяют базу вагона, длину по осям сце^^^Ми
пления автосцепок, длину и ширину кузова и высоту его от голон^^^И*
ки рельса.
Базой вагона называется расстояние между центрами пятни кои
вагона. Базу вагона определяют исходя из условий вписывания и
кривые и устойчивости вагона на рельсовом пути. Она зависит 01
длины и ширины вагона, а также от наименьших радиусов кривы)!
участков пути. I
Пассажирские вагоны для скоростей движения до 160 км/чаа
построены с одинаковыми основными размерами: длиной 23,6 м|
шириной 3,105 м и базой 17,0 м . 1
Новые пассажирские вагоны имеют увеличенную длину до 21
м, что сделало возможным получить более удобными пассажир!
ские салоны, тамбуры, туалетные отделения и дверные проемы. |
Тара вагона Т — масса порожнего вагона. Тара указывается
нижней части кузова. |
Количество мест в вагоне зависит от его типа, назначения и
уровня комфорта, предоставляемого пассажирам. j
Коэффициент тары — отношение массы тары к числу мест в ва!
гоне — является основным показателем экономичности вагона. |
Снижение массы кузова и его коэффициента тары за счец
применения более легких и коррозийностойких сталей, тепло!
изоляционнных материалов с улучшенными теплотехническими
характеристиками, а также более эффективных систем кондици!
онирования воздуха, позволит значительно снизить расходы на
эксплуатацию вагонов и сделает их более удобными. В настоящее
время коэффициент тары для пассажирских вагонов недопустимо!
высок и составляет 1-2 т/пассажира, что в десять раз уступает авто!
мобилестроен ию.
Для вагонов пригородных поездов определяют массу тары]
приходящуюся на 1м2 площади пола, так как в таких вагонах учи!
тывается число пассажиров, которые могут находиться стоя.
В технической характеристике вагона указывается вид систем]
отопления, установок кондиционирования воздуха, тип тележек,
привода генератора, автосцепки, генератора, тормоза, наличие
дополнительного оборудования: холодильника, микроволновой
печи, установок пожаротушения и других комплектующих эле-
ментов.
16
S3
2Г
г<3
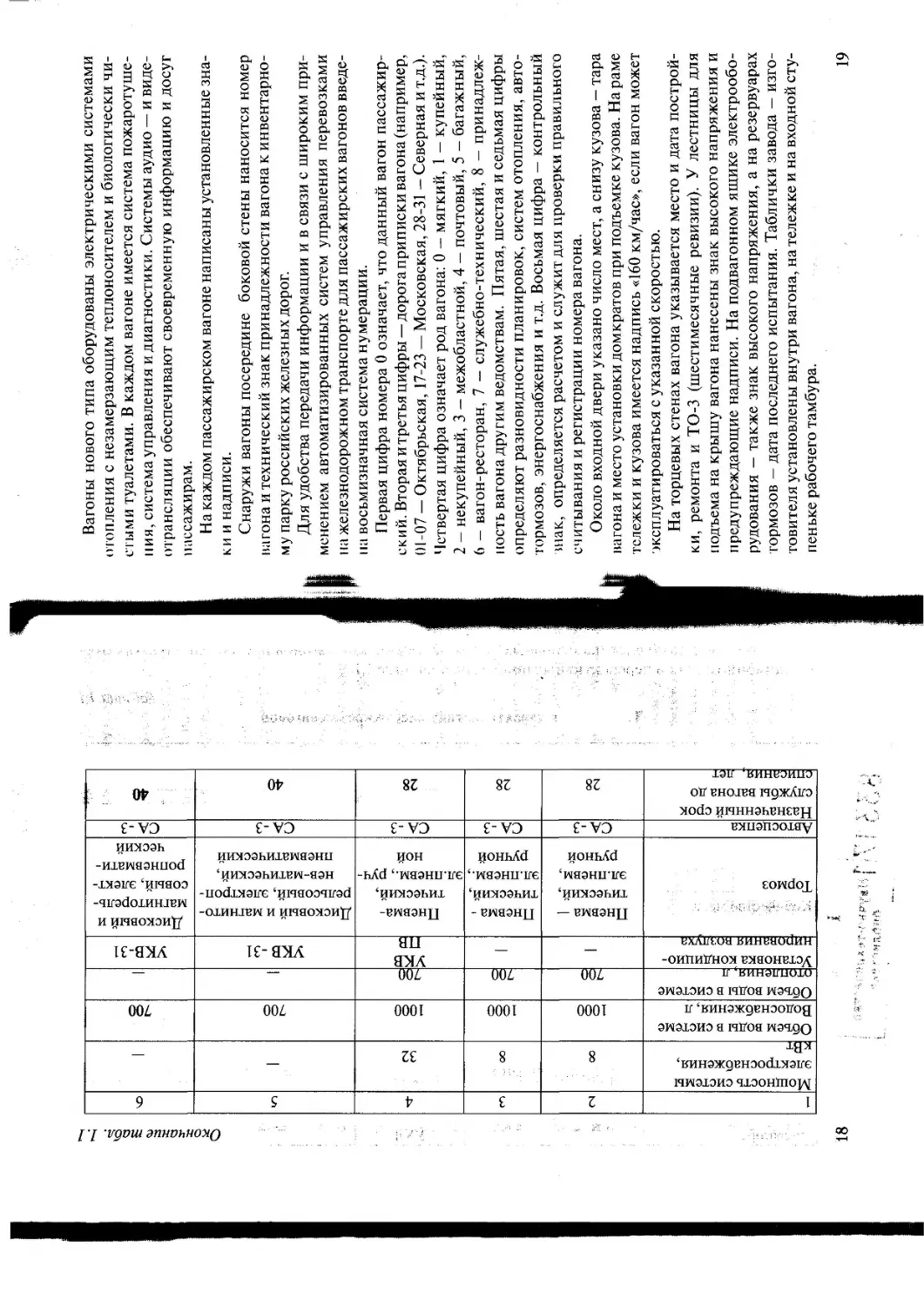
Техническая характеристика основных типов пассажирских вагонов
плуатационного. так и перспективных приведена в таблице 1.1.
Техническая характеристика пассажирских вагонов
§ 5 § о с о о о к а о к § bi -41 штабной 40 57 38 для сидения 1 для сидения 1 200 68 -4075 68 -4076 Центра - лизованное электро-снаб- жение
61-4170 «П 57 48 для сидения 1 для сидения 200 68-4075 68-4076 Централи- зованное электро снабжение
Модели в; Эксплуатационного парка 61-4179 т 56,7 £ СЧ 091 in 40 40 40 О О эгв 08. VI ACT -32 УХЛ
61-828 ел 50,3 60 спален 1 спален 1 1 160 68-875 68 -876 Генератор ЭГВ 0008.2 ТК-2
61 -4177 гч 53,5 54 спален 2 спален 160 68-875 68 -876 Генератор ЭГВОЫУ ТК-2
Параметры Масса тары вагона, т | Количество мест: I для пассажиров ! для проводников 1 — < Конструкционная ско- 1 ППСТК k’Xf /час .1.. Гележка . j Электроснабжение Привод генератора
ПГУПС
17
Вагоны нового типа оборудованы электрическими системами
о топления с незамерзающим теплоносителем и биологически чи-
стыми туалетами. В каждом вагоне имеется система пожаротуше-
ния, система управления и диагностики. Системы аудио — и виде-
отрансляции обеспечивают своевременную информацию и досуг
пассажирам.
На каждом пассажирском вагоне написаны установленные зна-
ки и надписи.
Снаружи вагоны посередине боковой стены наносится номер
вагона и технический знак принадлежности вагона к инвентарно-
му парку российских железных дорог.
Для удобства передачи информации и в связи с широким при-
менением автоматизированных систем управления перевозками
на железнодорожном транспорте для пассажирских вагонов введе-
на восьмизначная система нумерации.
Первая цифра номера 0 означает, что данный вагон пассажир-
ский. Вторая и третья цифры — дорога приписки вагона (например,
01-07 — Октябрьская, 17-23 — Московская, 28-31 - Северная и т.д.).
Четвертая цифра означает род вагона: 0 — мягкий, 1 — купейный,
2 - некупейный, 3 — межобластной, 4 — почтовый, 5 — багажный,
6 - вагон-ресторан, 7 — служебно-технический, 8 — принадлеж-
ность вагона другим ведомствам. Пятая, шестая и седьмая цифры
определяют разновидности планировок, систем отопления, авто-
тормозов, энергоснабжения и т.д. Восьмая цифра — контрольный
шак, определяется расчетом и служит для проверки правильного
считывания и регистрации номера вагона.
Около входной двери указано число мест, а снизу кузова — тара
вагона и место установки домкратов при подъемке кузова. На раме
тележки и кузова имеется надпись «160 км/час», если вагон может
эксплуатироваться с указанной скоростью.
На торцевых стенах вагона указывается место и дата построй-
ки, ремонта и ТО-3 (шестимесячные ревизии). У лестницы для
подъема на крышу вагона нанесены знак высокого напряжения и
предупреждающие надписи. На подвагонном ящике электрообо-
рудования — также знак высокого напряжения, а на резервуарах
тормозов — дата последнего испытания. Таблички завода — изго-
товителя установлены внутри вагона, на тележке и на входной сту-
пеньке рабочего тамбура.
19
Внутри вагона для пассажиров имеются поясняющие надписи
и знаки.
1.5. Состоянием перспективы развития пассажирского
ВАГОНОСТРОЕНИЯ В РОССИИ
В настоящее время в инвентарном парке ОАО «РЖД» насчитыва
ется около 24000 вагонов локомотивной тяги, предназначенных для
перевозки пассажиров. Из них примерно половину составляют ку
пированные вагоны. Эксплуатационный парк во многом устарел
физически и морально и в настоящее время его старение пропс
ходит быстрее, чем обновление. Износ вагонов в среднем состав
ляет 60%.
Это связано с падением объема перевозок с 1991 года и резким со
крашением закупки новых вагонов. Финансовые возможности МП(
России не позволяли выделять в достаточном количестве средства
на разработку новых конструкций и обновление материальной базы
вагоностроительной и вагоноремонтной промышленности.
Большинство эксплуатируемых вагонов имеют низкую надеж
ность и требуют в эксплуатации больших затрат на поддержание
в исправном состоянии. По своим потребительским качествам:
оформлению интерьера, скорости движения, температурным ре-
жимом, уровню шума и вибрации вагона несоответствуют совре-
менным требованиям. Использование вагонов с истекшим сроком
службы резко ухудшает показатели безопасностидвижения, сдер
живает увеличение скорости и делает невозможным организацию
пассажирских перевозок на безубыточном уровне.
Для изменения сложившегося положения ОАО «РЖД» разрабо
тана Концепция по содержанию пассажирского вагона XXI века.
В Концепции определены основные направления развития пасса
жирских перевозок в области создания новых вагонов, модерниза
ции существующих, в совершенствовании ремонтного и эксплуата
ционного хозяйства, включая качественную подготовку персонала
Основными задачами Концепции являются:
— создание и освоение выпуска новых комфортабельных ваг<>
нов с уменьшением массы и энергопотребления;
— обновление пассажирского парка за счет строительства но
вых и модернизации существующих вагонов;
20
п
..•нышсние скорости движения;
И .ик-спечение безопасности движения.
I и и решения этих задач необходимы разработки новых типов
*гк, а итосцепных устройств, автотормозов, систем обеспече-
ния ^деятельности пассажиров, использование новых мате-
ч(И1 н конструкции кузова и внутреннего оборудования.
И настоящее время вагоностроительными заводами освоен вы-
нагонов повышенной комфортности с применением:
ноной системы кондиционирования воздуха с использовани-
щоиогически чистого хладоносителя;
повой системы отопления с экологической регенерацией
ы,
экологически чистых туалетов;
новых огнестойких материалов;
новых систем противопожарного контроля и тушения огня;
новых систем сервисного обслуживания пассажиров;
нержавеющих материалов и покрытий кузовов.
1 овременные вагоны рассчитаны на скорость движения 200—
км/час, имеют централизованное энергоснабжение, кондици-
ронание воздуха, централизованную систему диагностики и
управления.
11ассажирский вагон нового поколения имеет внешне привле-
Н1.НЫЙ вид с более совершенной аэродинамикой. Интерьер
пный и уютный. Микроклимат в купе регулируется кондици-
ром с тепловым насосом. Имеются системы информации, ин-
I' ндуальные радиопрограммы, установлены телефоны и видео-
анка.
Jacca вагона значительно уменьшена. Несущие конструк-
। высокопрочные, антикоррозийные, долговечные. Пред-
ч > । рено уменьшение износов в трущихся узлах.
§ I ня внутренней отделки применены негорючие, нетоксичные
и н вандальные материалы. Вагон оборудован никель-кадмие-
III аккумуляторными батареями и статистическими преобра-
। гелями энергии на новой элементной базе. Такая конструкция
>на позволит сократить расходы на его эксплуатацию.
i 1,ля повышения конкурентоспособности пассажирских же-
нодорожных перевозок изменяется планировка, внутренняя
елка вагонов, внедряются новые виды и формы услуг в поез-
21
дах. Во многих фирменных поездах имеются вагоны с детски
ми, бытовыми и интернет-купе, спутниковой связью, а в вагонах
СВ — цветные телевизоры и душевые кабины. Более ста штабн ы \
вагонов имеют купе и туалет для инвалидов. Такие вагоны имен и
более широкие коридоры и подъемники для посадки и высадки
пассажиров-инвалидов.
Эксплуатируются вагоны класса «Люкс» по 4—5 купе в вагоне,
с индивидуальными туалетами и душем, с современным интерьс
ром и набором услуг, обеспечивающим максимальный уровень
удобств для пассажиров.
Все пассажирские вагоны новой постройки оборудованы ком
пактными установками кондиционирования воздуха, полносч ью
размещенными в воздуховоде над потолком вагона. Тележки со
временных вагонов имеют безлюлечную конструкцию и увеличен
ную плавность хода при повышенных скоростях движения.
Глава 2. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО
ОБСЛУЖИВАНИЯ ПАССАЖИРСКИХ ВАГОНОВ
2.1. Виды И СРОКИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
ПАССАЖИРСКИХ ВАГОНОВ
Все пассажирские вагоны приписаны к отдельным дорогам, ни
которых организацию работ по обслуживанию пассажиров, тех
ническому обслуживанию вагонов выполняют дирекции.
Как правило, существуют отдельные дирекции по дальним и
пригородным перевозкам, что позволяет лучше организовать вы
имодействие железных дорог и органов регионального управления
и обеспечивает получение дорогами компенсаций за льготный
проезд пассажиров.
Пассажирские вагоны, обладая высокой надежностью и проч
ностью, имеют сложное оборудование и требуют в эксплуатации
постоянного и квалифицированного контроля и обслуживания. В
течение года и на протяжении суток происходят значительные ко
лебания температуры наружного воздуха. Поэтому в работе систем
отопления, вентиляции, холодильных установок следует изменял к
режимы работы.
22
Чин обеспечения безаварийного и своевременного движения
щон в настоящее время выполняют следующие виды техниче-
<1 обслуживания пассажирских вагонов: ТО-1, ТО-2, ТО-3.
। О | выполняют на пунктах формирования, оборота и в пути
। bib 11 и я. В пути следования вагоны обслуживает поездная бри-
, включающая проводников, электромеханика и начальника
11и Современные вагоны оборудованы средствами диагности-
оюрые постоянно контролируют работу основных узлов и си-
। вагонов и своевременно сигнализируют поездной бригаде о
пн'пиях в работе какого- либо оборудования.
। Li пунктах формирования, оборота, а также на промежуточ-
। । акциях, где предусмотрена стоянка поезда и есть пассажир-
II ГО (пункт технического обслуживания), ТО-1 выполняют
ирщики- ремонтники.
1 абогпики ПТО обязаны в полном объеме выполнить осмотр
мон г наружного и внутреннего оборудования пассажирских
нов и несут ответственность за безопасное проследование ва-
п| (»ез отцепки от поезда на протяжении всего рейса от станции
м ирования до станции оборота и обратно.
иг гем ы электроснабжения, водоснабжения и конденсиониро-
IH воздуха должны обеспечить в каждом вагоне необходимые
о| । ри я гн ые условия для пассажиров в соответствии с санитар-
ах и ическими нормами.
। <) 2 выполняется перед началом летних или зимних перевозок
з ючаст комплекс работ по подготовке и работе в новых услови-
ле гем отопления, вентиляции, водоснабжения и холодильного
>удопания.
। < )-3 с ревизией основных узлов пассажирских вагонов выпол-
। см через шесть месяцев в пунктах формирования поездов с от-
• <>й и подачей вагонов на специализированные пути.
। Р — текущий ремонт вагона с его отцепкой от состава и no-
il на специализированный путь выполняется, если у вагона
• । ру же на неисправность, которую в составе поезда отремон-
>па । ь невозможно. Наиболее часто в текущий ремонт подают
игы из-за неисправностей колесных пар, буксового узла, при-
||| генератора.
плановым видам ремонта пассажирских вагонов относятся
। нс кой и капитальные.
23
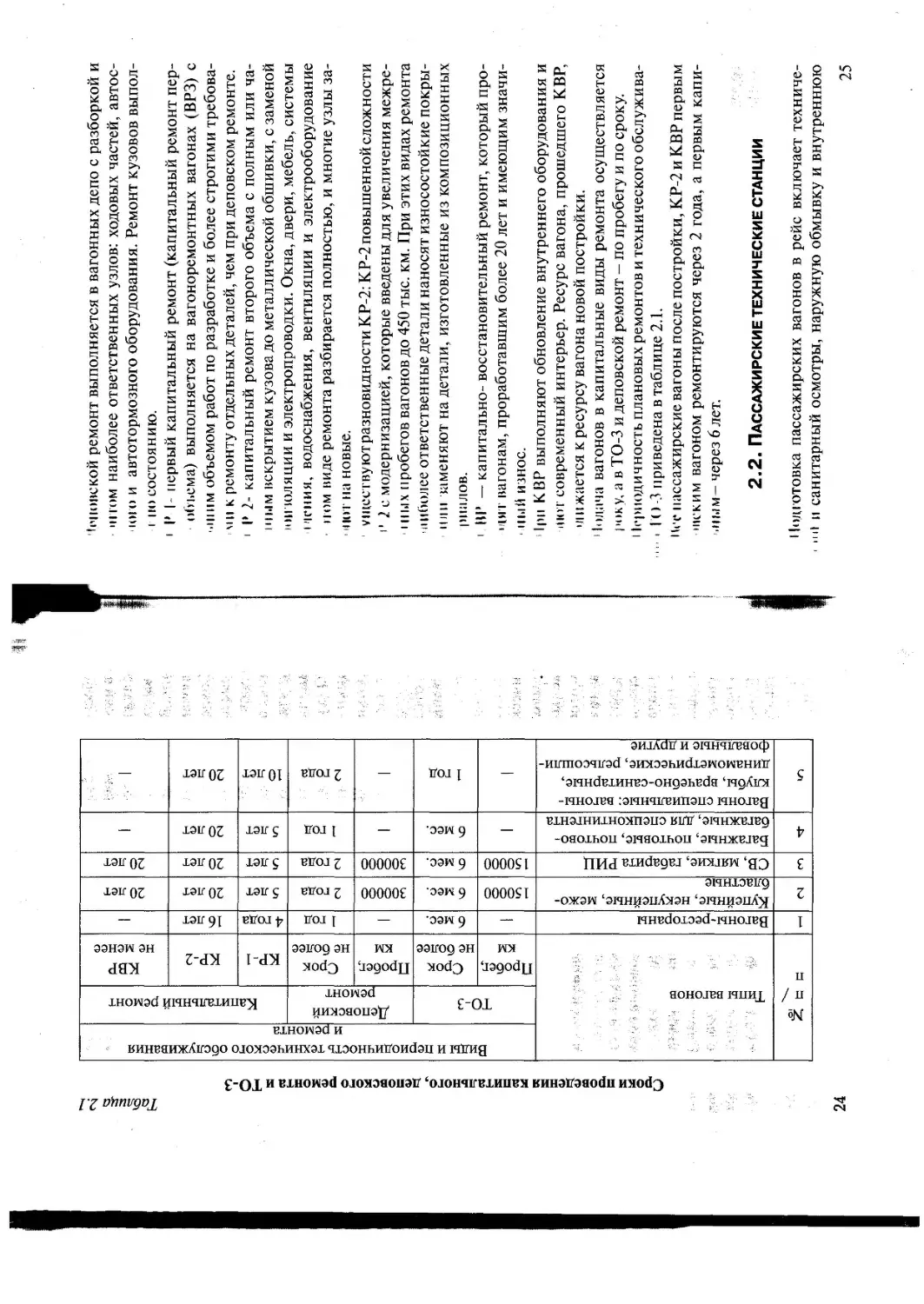
24
1<’||<>вской ремонт выполняется в вагонных депо с разборкой и
hi гом наиболее ответственных узлов: ходовых частей, автос-
юго и автотормозного оборудования. Ремонт кузовов выпол-
। по состоянию.
1 I' I -первый капитальный ремонт (капитальный ремонт пер-
объема) выполняется на вагоноремонтных вагонах (ВРЗ) с
.inим объемом работ по разработке и более строгими требова-
ми к ремонту отдельных деталей, чем при деповском ремонте.
1 I’ 2- капитальный ремонт второго объема с полным или ча-
п| ы м вскрытием кузова до металлической обшивки, с заменой
нт золяции и электропроводки. Окна, двери, мебель, системы
пения, водоснабжения, вентиляции и электрооборудование
пом виде ремонта разбирается полностью, и многие узлы за-
нют на новые.
уществуютразновидности КР-2: КР-2 повышенной сложности
। * 2 с модернизацией, которые введены для увеличения межре-
Н1ЫХ пробегов вагонов до 450 тыс. км. При этих видах ремонта
пиболее ответственные детали наносят износостойкие покры-
п ип заменяют на детали, изготовленные из композиционных
риалов.
1 III* — капитально- восстановительный ремонт, который про-
пои вагонам, проработавшим более 20 лет и имеющим значи-
мый износ.
1рп КВР выполняют обновление внутреннего оборудования и
и юг современный интерьер. Ресурс вагона, прошедшего КВР,
•л и ждется к ресурсу вагона новой постройки.
Подача вагонов в капитальные виды ремонта осуществляется
року, а в ТО-3 и деповской ремонт - по пробегу и по сроку.
11ерподичность плановых ремонтов и технического обслужива-
। ГО З приведена в таблице 2.1.
Нес пассажирские вагоны после постройки, КР-2 и КВР первым
hick им вагоном ремонтируются через 2 года, а первым капи-
И1ЫМ- через 6 лет.
2.2. Пассажирские технические станции
Подготовка пассажирских вагонов в рейс включает техниче-
nil и санитарный осмотры, наружную обмывку и внутреннюю
25
уборку; текущий ремонт наружного и внутреннего оборудован»!
установок кондиционирования воздуха, систем электро- и вод
снабжения, радиооборудования; дезинфекцию и дезинсекци!
экипировку - снабжение постельными и чайными принадлежи
стями, водой, топливом и культинвентарем. Одновременно прои и
водят подготовку вагонов- ресторанов, вагонов- баров, почтовы х Ц
багажных вагонов. Завершается подготовка состава его приемкой
специальной комиссией, в составе помощника начальника дире,
ции по обслуживанию пассажиров, санитарного врача и нача и.
ника поезда.
При больших размерах движения на станциях формирован ,1 я и
оборота составов организуют пассажирские технические станции,
где осуществляется комплексная подготовка составов в рейс. В ь,
висимости от объема работы и местных условий различают пасс,
жирские технические станции следующих типов:
— крупные (многопарковые) — формирующие более 15 состаппи
в сутки;
— средние (однопарковые) — формирующие от 5 до 15 составам
в сутки.
На станциях с меньшим объемом работ организуют техни1
ские парки.
Многопарковые станции бывают с последовательным распо;
жением парков и ремонтно-экипировочных устройств и с napi
дельным расположением парков.
Для выполнения необходимых работ на пассажирской тех!
ческой станции имеются парки приема, отправления, отстоя
гонов; депо для ремонта и экипировки; моечные машины для <
мывки вагонов, транспортные дорожки, сеть энергоснабжен:
оборудование для дезинфекции и газовой обработки, устройс
канализации и др.
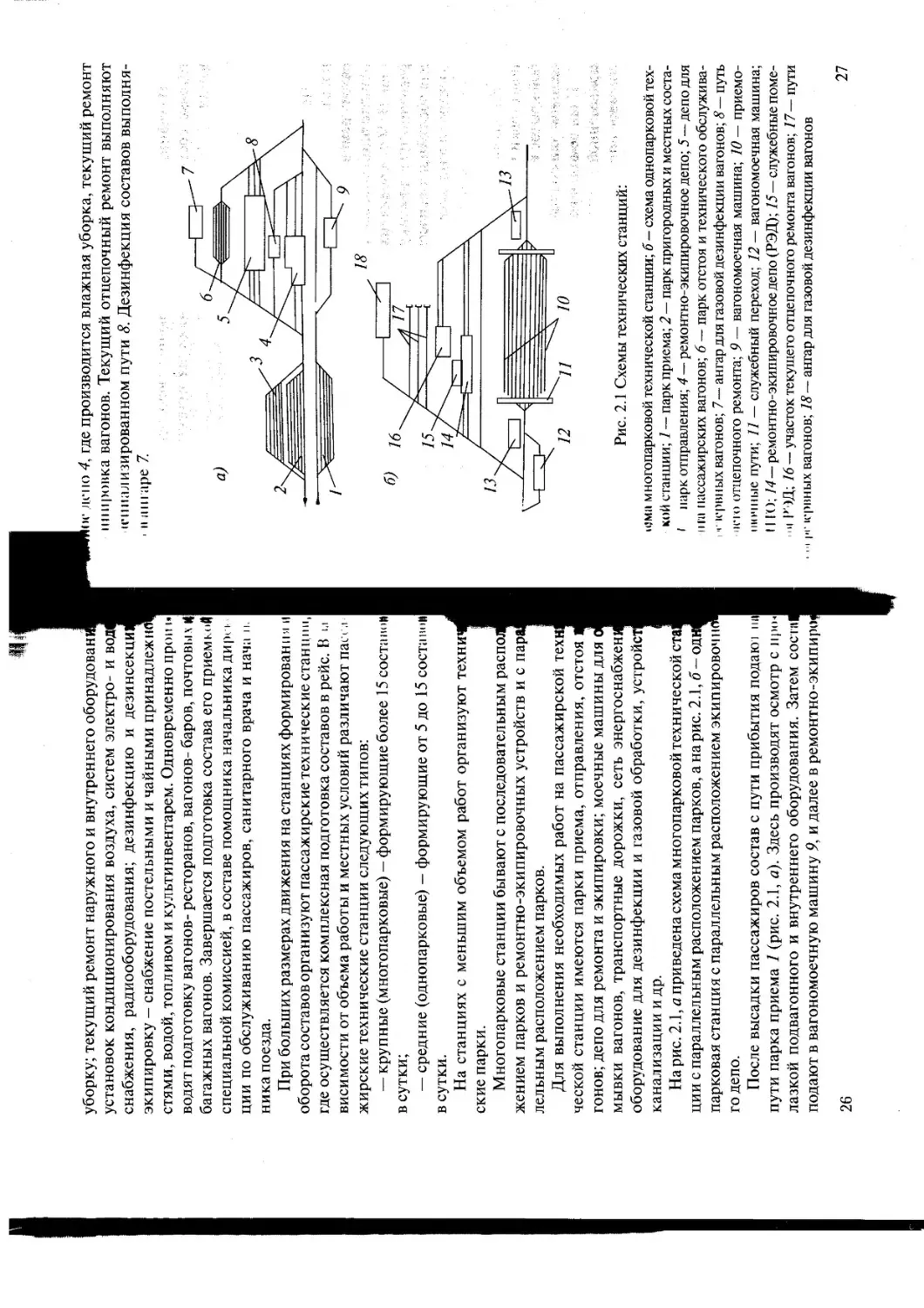
На рис. 2.1, а приведена схема многопарковой технической ста
ции с параллельным расположением парков, а на рис. 2.1, б — одн
парковая станция с параллельным расположением экипировочн
го депо.
После высадки пассажиров состав с пути прибытия подаю , пи
пути парка приема 1 (рис. 2.1, а). Здесь производят осмотр с лр<
лазкой подвагонного и внутреннего оборудования. Затем сосни
подают в вагономоечную машину 9, и далее в ремонтно-экипиро.
26
Йос депо 4, где производится влажная уборка, текущий ремонт
ниировка вагонов. Текущий отцепочный ремонт выполняют
цчшализированном пути 8. Дезинфекция составов выполня-
। и и и rape 7
i0Mii многопарковой технической станции; б — схема однопарковой тех-
кой станции; 1 — парк приема; 2 — парк пригородных и местных соста-
1 парк отправления; 4 — ремонтно-экипировочное депо; 5 — депо для
и га пассажирских вагонов; 6 — парк отстоя и технического обслужи ва-
г к-рвных вагонов; 7—ангар для газовой дезинфекции вагонов; У— путь
кто отцепочного ремонта; 9 — вагономоечная машина; 10 — приемо-
точные пути; 11 — служебный переход; 12 — вагономоечная машина;
II ГО; 14— ремонтно-экипировочное депо (РЭД); 15—служебные поме-
"Ч Р' )Д; 76 — участок текущего отцепочного ремонта вагонов; 17— пути
। |>с к-рпных вагонов; 18 — ангар для газовой дезинфекции вагонов
27
Подготовленный к рейсу состав подают в парк отправлен и
где его принимает комиссия с участием начальника поезда. Пос;
устранения выявленных недостатков состав подают на путь i
правления для посадки пассажиров.
На станциях, где нет экипировочных депо, все работы по п<
готовке составов в рейс выполняют на путях парка форми|
вания.
2.3. Сооружения и устройства для подготовки
ПАССАЖИРСКИХ ПОЕЗДОВ
Подготовка пассажирских составов в рейс выполняется с 1
пользованием различных устройств и сооружений. К ним отн>
сятся: ремонтно-экипировочное депо или парки; контрольны
пункты автотормозов (АКП), пункты технического обслужи ни
ния (ПТО), специализированные пункты единой технически!
ревизии, пути для текущего отцепочного ремонта, обустройсп!
для обслуживания пассажиров, вагономоечные машины, систем!
электро- и воздухоснабжения и т.д.
2.3.1. Ремонтно-экипировочное депо
Ремонтно-экипировочные депо (РЭД) служат для комплексно!
подготовки в рейс пассажирских составов. РЭД представляет со
бой крытое помещение (ангар), в который устанавливают состав!
целиком или по полсостава на каждый путь.
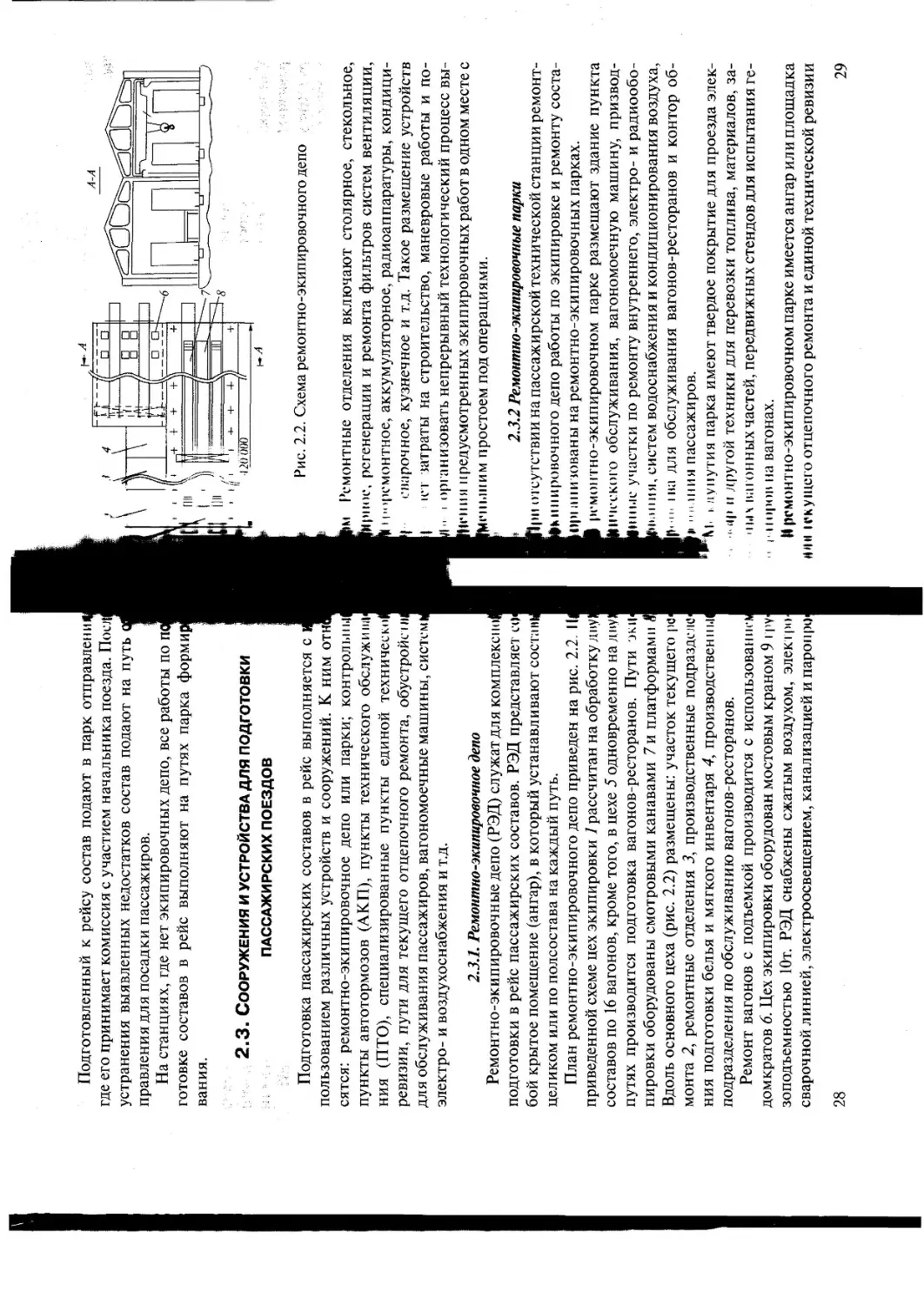
План ремонтно-экипировочного депо приведен на рис. 2.2. II
приведенной схеме цех экипировки 1 рассчитан на обработку дну
составов по 16 вагонов, кроме того, в цехе 5 одновременно на дну
путях производится подготовка вагонов-ресторанов. Пути эки
пировки оборудованы смотровыми канавами 7и платформами /
Вдоль основного цеха (рис. 2.2) размещены: участок текущего ре
монта 2, ремонтные отделения 3, производственные подразделе
ния подготовки белья и мягкого инвентаря 4, производственны
подразделения по обслуживанию вагонов-ресторанов.
Ремонт вагонов с подъемкой производится с использование!
домкратов 6. Цех экипировки оборудован мостовым краном 9 i pv
зоподъемностью Ют. РЭД снабжены сжатым воздухом, электро
сварочной линией, электроосвещением, канализацией и паропро
28
120 000
Рис. 2.2. Схема ремонтно-экипировочного депо
I.
ь
□ □
п~~п
□ □
Ремонтные отделения включают столярное, стекольное,
|рм
pipiioe, регенерации и ремонта фильтров систем вентиляции,
11'"ремонтное, аккумуляторное, радиоаппаратуры, кондици-
|| сварочное, кузнечное и т.д. Такое размещение устройств
| кт затраты на строительство, маневровые работы и no-
il .. । организовать непрерывный технологический процесс вы-
hir 11 и и предусмотренных экипировочных работ в одном месте с
[Меньшим простоем под операциями.
4
И
* 2.3.2 Ремонтно-экипировочные парки
flpit о । сутствии на пассажирской технической станции ремонт-
(Кипировочного депо работы по экипировке и ремонту соста-
l*pi пнизованы на ремонтно-экипировочных парках.
I ремонтно-экипировочном парке размещают здание пункта
Иннчкого обслуживания, вагономоечную машину, призвод-
tiiii.ie участки по ремонту внутреннего, электро- и радиообо-
Щспыния, систем водоснабжения и кондиционирования воздуха,
КЦ"", та для обслуживания вагонов-ресторанов и контор об-
№ ' > hi и я пассажиров.
И । нупутин парка имеют твердое покрытие для проезда элек-
<|(| и другой техники для перевозки топлива, материалов, за-
чыч нагонных частей, передвижных стендов для испытания ге-
<♦ । миров на вагонах.
И ремонтно-экипировочном парке имеется ангар или площадка
НИН I гнущего отцепочного ремонта и единой технической ревизии
29
вагонов, склад топлива, кладовая запасных частей, мусоросжш л
тельные печи.
Междупутья оснащены колонками для снабжения водой, сжл
тым воздухом и заряда аккумуляторных батарей.
2.3.3. Пункты единой технической ревизии
и текущего ремонта вагонов
Для поддержания пассажирских вагонов в исправном сани
тарно-техническом состоянии через каждые 6 месяцев их раб<> 111
или через 150 тыс. км пробега выполняют единую техничесьл м
ревизию (ЕТР). Ревизии подлежат внутреннее устройство и все ни
ружные узлы пассажирских вагонов. Особое внимание удел я ни
ходовым частям, автотормозам, автосцепному устройству и эл* ।
трооборудованию. Объем работ значительно превышает рабшы.
выполняемые при ТО-1. Буксовые узлы подвергают промежунп
ной ревизии, гидравлические гасители испытывают на стенд* ।
записью рабочей диаграммы, автосцепное устройство проверяй >i
в объеме наружного осмотра и т.д.
Единую техническую ревизию выполняют на отцепленном вл
гоне после выдачиуведомления ВУ-23. Единая техническая ревиш ч
пассажирским вагонам производится на специально выделен и и \
для этой цели ремонтно-экипировочных и специализирован ши
путях, имеющих необходимое оборудование и приспособления,
а также канализацию, устройства для слива воды при пром мп
ке систем отопления и водоснабжения. На специализирован!но
ремонтных путях выполняется также и текущий ремонт (ТР) вл
гонам, отцепленным от составов поездов. В зависимости от к и»
матических и местных условий пункт для производства ЕТР и н
кущего ремонта располагается на открытой площадке, в здании
легкого типа (ангаре) или в капитальном отапливаемом здании
Единая техническая ревизия выполняется комплексными бри
гадами, состав которых устанавливается на основании Типовым
норм времени на единую техническую шестимесячную ревизии»
пассажирских цельнометаллических вагонов.
ЕТР с выкаткой тележек производят вагонам:
— обращающимся со скоростями 140—200км/ч (с очисткой if
лежек, их прокаткой, тщательным осмотром и измерением otbci
ственных деталей);
30
международного сообщения;
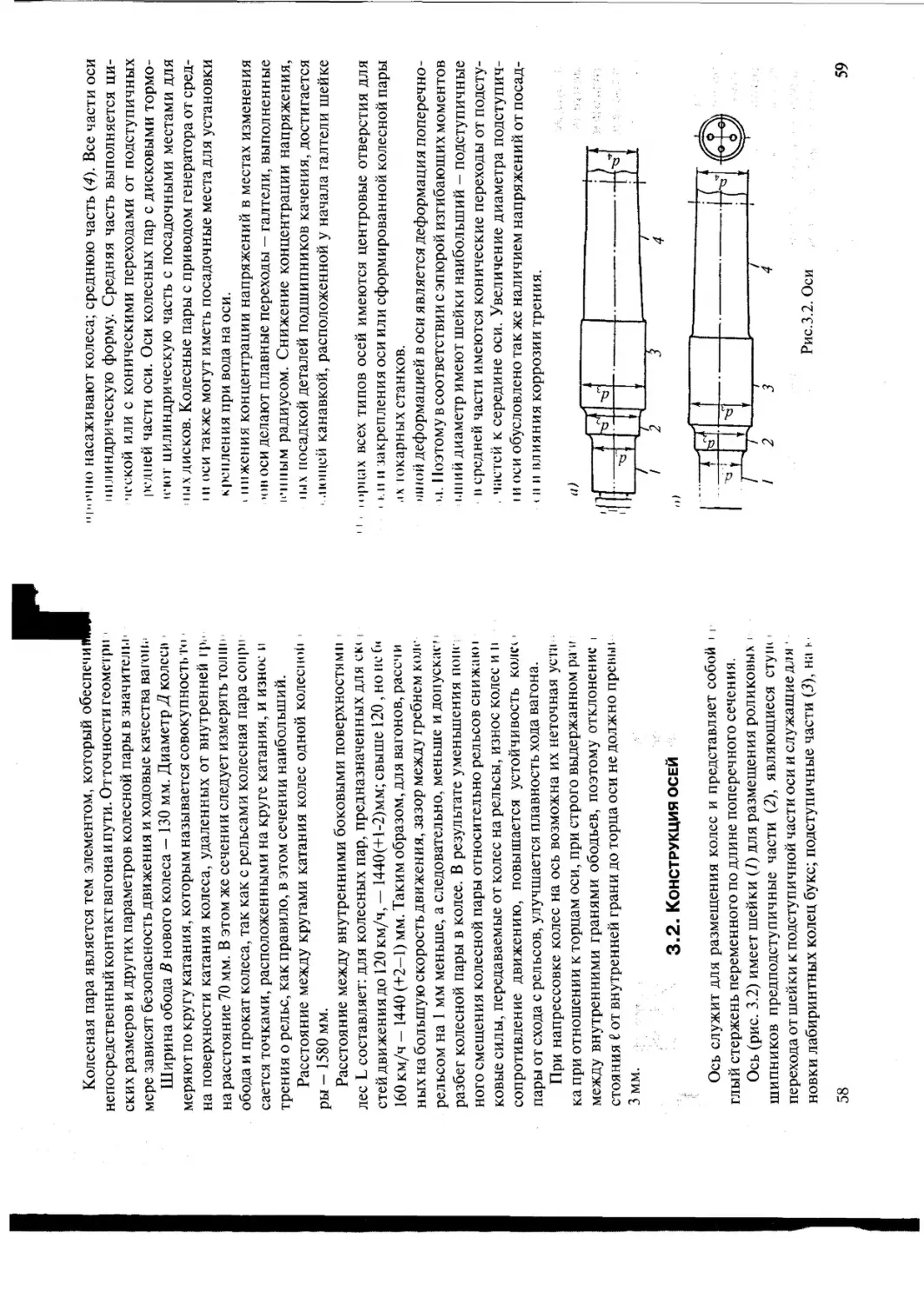
€ при подами генератора от средней части оси или при необхо-
димости демонтажа ведущего шкива приводов ТРКП и ТК-2;
при необходимости замены колесной пары;
при необходимости производства полной ревизии букс;
при неисправностях, требующих подъемки кузова.
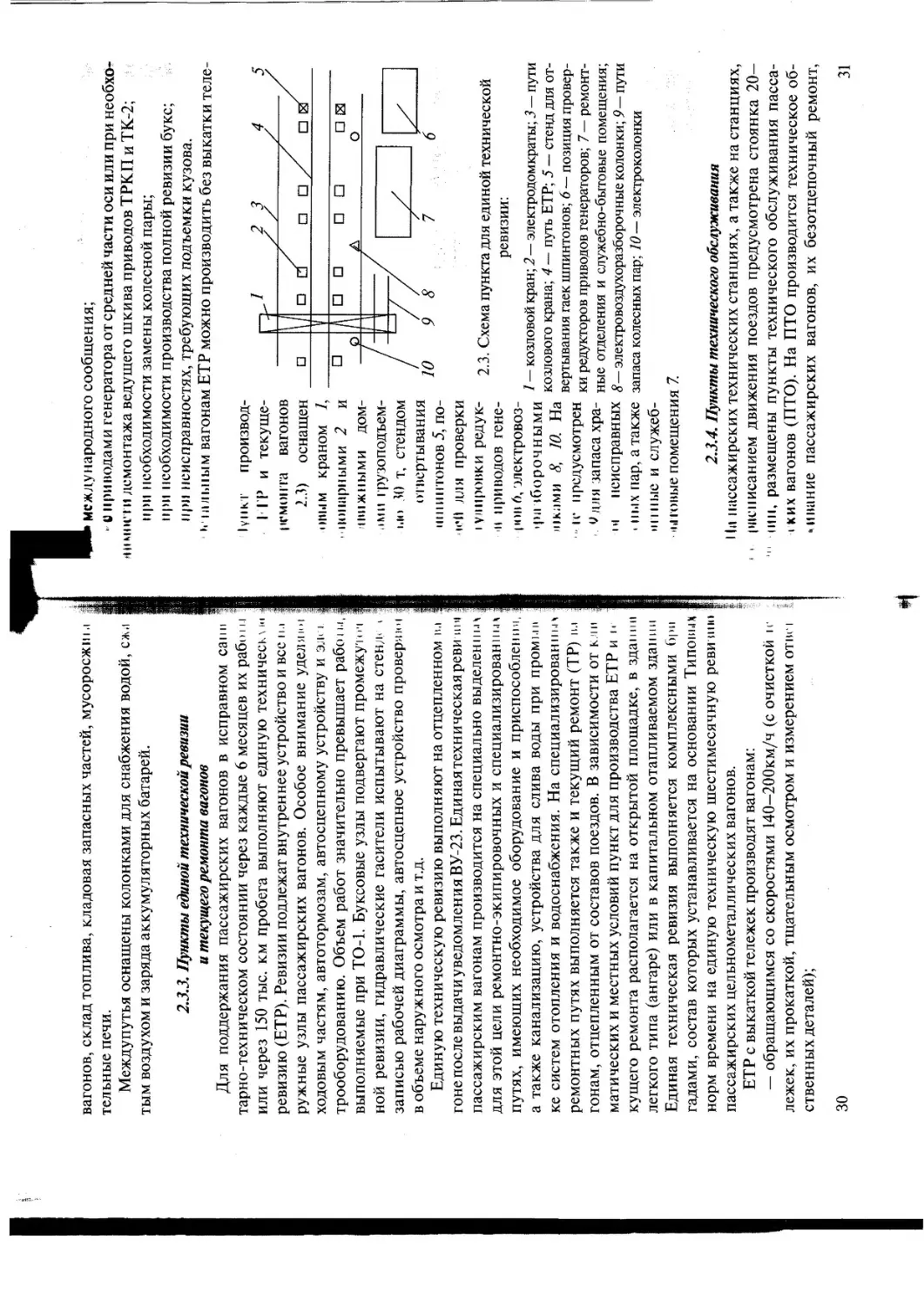
><i ильным вагонам ЕТР можно производить без выкатки теле-
ком произвол-
IIP и текуще-
ргмонга вагонов
2.3) оснащен
оным краном 1,
попарными 2 и
1НИЖ11ЫМИ дом-
1ми грузоподъем-
ыо 30 т, стендом
отвертывания
ни hi нтонов 5, по-
ii’ll для проверки
lymipoBKH редук-
п приводов гене-
рив 6, электровоз-
ов! 1борочными
иными 8, 10. На
•|с предусмотрен
Vдля запаса хра-
14 неисправных
. пых пар, а также
2.3. Схема пункта для единой технической
ревизии:
1 — козловой кран; 2 — электродомкраты; 3 — пути
козлового крана; 4 — путь ЕТР; 5 — стенд для от-
вертывания гаек шпинтонов; 6 — позиция провер-
ки редукторов приводов генераторов; 7 — ремонт-
ные отделения и служебно-бытовые помещения;
8— электровоздухоразборочные колонки; 9— пути
запаса колесных пар; 10 — электроколонки
•iiiiibie и служеб-
ы говые помещения 7.
2.3.4. Пункты технического обслуживания
I In пассажирских технических станциях, а также на станциях,
* • расписанием движения поездов предусмотрена стоянка 20—
inн, размещены пункты технического обслуживания пасса-
। ких вагонов (ПТО). На ПТО производится техническое об-
бивание пассажирских вагонов, их безотцепочный ремонт,
31
экипировочные работы. Организация технического обслужи ни
ния предусматривает наибольшее совмещение операций по осмо
тру, ремонту и экипировке пассажирских вагонов в пунктах фор
мирования и оборота пассажирских составов. Схема технически! и
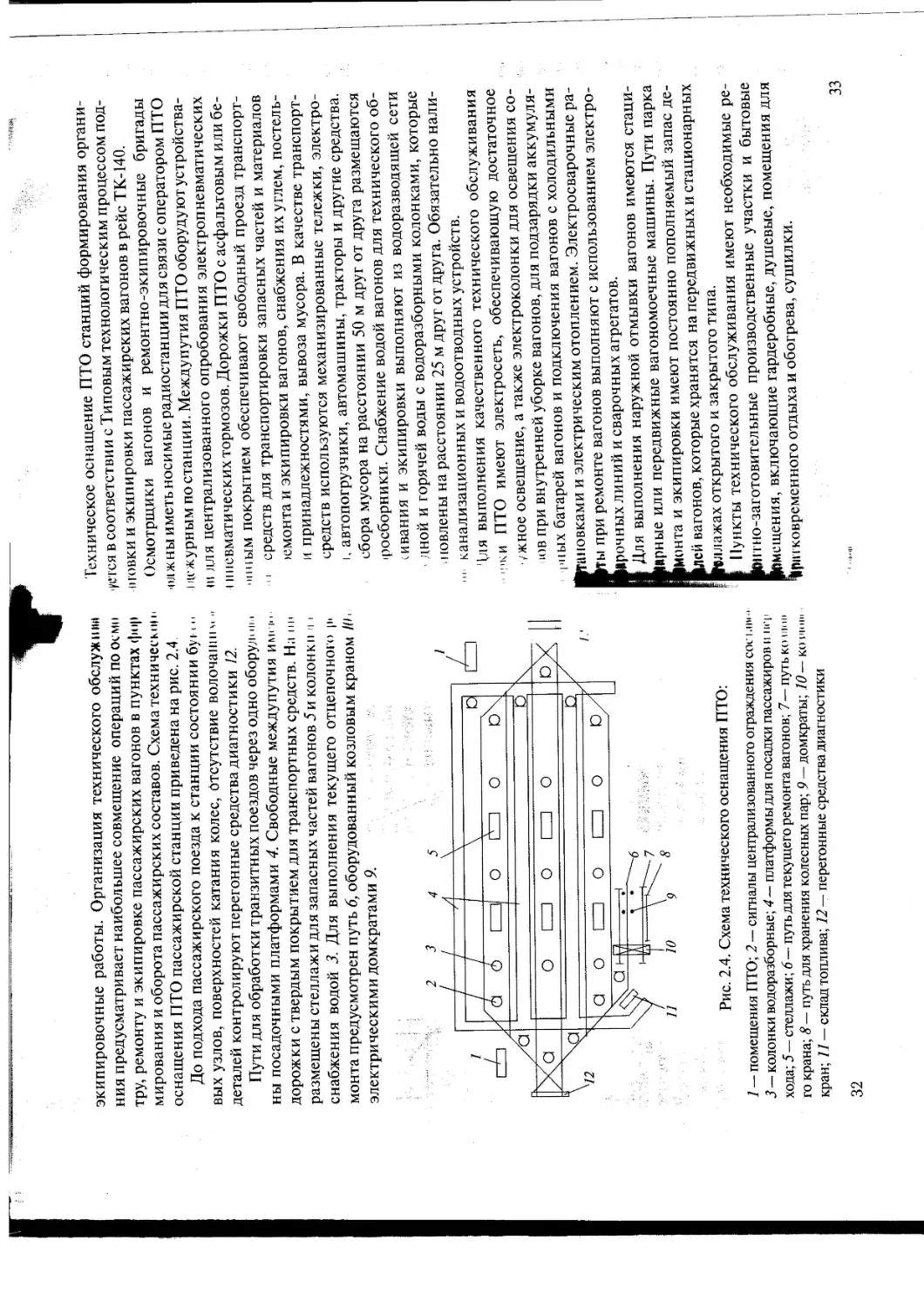
оснащения ПТО пассажирской станции приведена на рис. 2.4
До подхода пассажирского поезда к станции состоянии бу• <
вых узлов, поверхностей катания колес, Отсутствие волочашиз' «
деталей контролируют перегонные средства диагностики 12.
Пути для обработки транзитных поездов через одно оборул>>п >
ны посадочными платформами 4. Свободные междупутия им, г
дорожки с твердым покрытием для транспортных средств. На ни
размещены стеллажи для запасных частей вагонов 5 и колон к и и >
снабжения водой 3. Для выполнения текущего отцепочноп»
монта предусмотрен путь 6, оборудованный козловым краном 10 «•
электрическими домкратами 9.
Рис. 2.4. Схема технического оснащения ПТО:
1 — помещения ПТО; 2 — сигналы централизованного ограждения сое i .пн ••
3 — колонки водоразборные; 4— платформыдля посадки пассажиров и игр
хода; 5 — стеллажи; 6 — путь для текущего ремонта вагонов; 7— путь ко пи >и
го крана; 8 — путь для хранения колесных пар; 9 — домкраты; 10 — коз..
кран; 11 — склад топлива; 12 — перегонные средства диагностики
32
Техническое оснащение ПТО станций формирования органи-
ке гея в соответствии с Типовым технологическим процессом под-
оговки и экипировки пассажирских вагонов в рейс ТК-140.
Осмотрщики вагонов и ремонтно-экипировочные бригады
плжны иметь носимые радиостанции для связи с оператором ПТО
I дежурным по станции. Междупутия ПТО оборудуют устройства-
|ц для централизованного опробования электропневматических
। пневматических тормозов. Дорожки ПТО с асфальтовым или бе-
• шным покрытием обеспечивают свободный проезд транспорт-
ч средств для транспортировки запасных частей и материалов
>емонта и экипировки вагонов, снабжения их углем, постель-
и принадлежностями, вывоза мусора. В качестве транспорт-
средств используются механизированные тележки, электро-
I, автопогрузчики, автомашины, тракторы и другие средства,
сбора мусора на расстоянии 50 м друг от друга размещаются
|росборники. Снабжение водой вагонов для технического об-
.ивания и экипировки выполняют из водоразводящей сети
дной и горячей воды с водоразборными колонками, которые
новлены на расстоянии 25 м друг от друга. Обязательно нали-
", канализационных и водоотводных устройств.
1ля выполнения качественного технического обслуживания
;>ки ПТО имеют электросеть, обеспечивающую достаточное
/жное освещение, а также электроколонки для освещения со-
1ов при внутренней уборке вагонов, для подзарядки аккумуля-
|Ч1ых батарей вагонов и подключения вагонов с холодильными
тнновками и электрическим отоплением. Электросварочные ра-
ты при ремонте вагонов выполняют с использованием электро-
црочных линий и сварочных агрегатов.
Для выполнения наружной отмывки вагонов имеются стаци-
йрные или передвижные вагономоечные машины. Пути парка
Монта и экипировки имеют постоянно пополняемый запас де-
Лсй вагонов, которые хранятся на передвижных и стационарных
еллажах открытого и закрытого типа.
I Пункты технического обслуживания имеют необходимые ре-
ВИгно-заготовительные производственные участки и бытовые
|рмещения, включающие гардеробные, душевые, помещения для
Ipn । ковременного отдыха и обогрева, сушилки.
33
2.4. Техническое обслуживание вагонов i
В ПУНКТЕ ФОРМИРОВАНИЯ И
В комплексную подготовку пассажирских составов и отдел й
них вагонов в рейс в пункте формирования входят: *
— техническое обслуживание; ! 1
— наружная очистка, обмывка и внутренняя уборка; I
— санитарная обработка; 1
— экипировка постельными принадлежностями, мягким ин
вентарем, углем, водой, инвентарным имуществом, настолып
играми, предметами чайной торговли, посудой.
Нормы времени на техническую подготовку пассажирски ч
ставов в рейс приведены в таблице 2.2.
Таблиц
Нормативы подготовки составов в рейс
Вид поезда Время нахожде- ния в пути сле- дования в один конец (сутки) Время на подготовку состава,
В пункте формиро- вания В пункте обо|
общее в том числе на техподго- товку общее В Т* 1 числ* техт» TOBI.
Международный Скоростной Дальний — 9,5 7,5 7,5 -
— 9,5 7,5 7,5 5>
свыше 5 9,5 7,5 7,5 5/'
от 3 до 5 7,5 5,5 5,5 3.'
до 3 7,5 5,5 3,5 2,0
Местный — 5,5 3,5 2,5
Пригородный — 4,5 3,0 — -
Техническая подготовка транзитных поездов производится ы
время стоянки согласно действующему расписанию.
При подходе пассажирского поезда к станции расположении
ПТО осмотрщики вагонов заблаговременно выходят к пути прибы
тия и размещаются в установленном технологическим процессом
месте для контроля состава на ходу, до его остановки. Многие н<
исправности колесных пар, буксового узла, приводов генераторов
34
t"ii।нс гидравлических гасителей проще выявить у движущего-
п ж кого состава. Кроме того, от диспетчера ПТО поступает
ipcMCHHO информация о неисправностях, возникающих в
зопания и выявляемых приборами диагностики и бригадой
К средствам диагностики состояния пассажирских вагонов
। »i ус тройства контроля перегрева буксового узла КТСМ-
п пеке технических средств модернизации ПОНАБ), ДИСК
пионная система контроля). К базовой системе контроля
। о узла ДИСК-Б могут быть подключены системы контроля
(ДИСК-Т), волочащихся деталей (ДИСК-В), контроля ко-
н к К К). Имеются в эксплуатации средства технического диа-
ч ><»папия состояния автосцепного устройства.
ч || предварительном поступлении на ПТО информации от
|цка поезда или от средств диагностики о необходимости
ния неисправностей вагонов, руководитель смены ПТО за-
менно сообщает об этом осмотрщикам вагонов.
। рщи к и вагонов имеют информацию о количестве и о рас-
1Ии в прибывающем поезде букс с повышенным нагревом,
зефектами на поверхности катания и о наличии волоча-
ieзалей или узлов.
и; остановки поезда контроль вагонов выполняется группа-
ждой по два осмотрщика, которые следуют по обе стороны
Осмотрщики вагонов производят контроль состояния ко-
пир, буксовых узлов, рам и надрессорных балок, централь-
пуксового рессорного подвешивания, приводов генерато-
.ШИЛЫ1ОСТИ положения кузова на тележке, автосцепного
। на, переходных площадок, подвагонного оборудования,
иные неисправности осмотрщики вагонов записывают в
|.курного осмотра. После высадки пассажиров, выгрузки
и после окончания технического обслуживания состав по-
i.i путь парка формирования.
рный по станции сообщает оператору о передаче состава со
। высадки пассажиров на пункт формирования, а оператор
поря жен ие осмотрщикам вагонов произвести осмотр соста-
। у», а также сообщает им о уже выявленных неисправностях,
шаемый в пункт формирования состав осматривается на
шейх сторон. После остановки и отцепки локомотива co-
in I hi ждается, после чего оператор дает команду о начале про-
35
изводства контроля технического состояния вагонов. Ограждений
состава производится централизованно. |
Осмотр состава производится осмотрщиками вагонов, осмоц|
рщиками по электрооборудованию, осмотрщиками внутренн. i«i|
оборудования одновременно. Два осмотрщика вагонов иду I
раллельно с обеих сторон состава. При этом осмотрщики про |
ют: сроки периодического планового ремонта и единой шее i ; 5
сячной ревизии вагонов; состояние хвостовика автосцепки, к н|
тягового хомута и его крепление, поглощающего аппарата и*
крепление, состояние переходных площадок, поручней, деря »;
и рычагов расцепного привода автосцепки, буферных приб 11
осей, колес и мест их сопряжения между собой, болтовых сое; |
ний (наличие гаек и шплинтов), рам тележек, надрессорны х б |
подвесок (тяг, валиков, серег) и поддонов, надбуксового поди i
вания; крепление коробок скользунов, износ вкладышей и за tif
между скользунами; положение надрессорной балки и пово । ®
гидравлических амортизаторов; состояние балок рам вагоно!
ковых и торцевых стен, крыш, редукторно-карданных прин<
крепление подвагонного оборудования. i
Осмотрщик по электрооборудованию совместно с поез.н.нм
электромехаником проверяет состояние электрооборудования ыш
гонов в соответствии с требованиями действующей Инструкции ц||.
техническому содержанию оборудования пассажирских Baroiu>|ti
Кроме проверки неисправностей, записанных поездным эле i । ро i
механиком в книгу формы ВУ-94 проверяется состояние пред i 4
нителей, положение автоматических выключателей, правиль г,
функционирования систем освещения, контроля нагрева • |
контроля замыкания электрооборудования на корпус вагона ।
тиляции, электрических калориферов, установок кондицион и ц i
ния воздуха, холодильного оборудования, автоматики и устриц । м
высоковольтного отопления, состояние проводов, надежность < р>'
пления контактов (в доступных местах и на монтажной ст(ч»’И₽
распределительных щитов), состояние изоляции в системе элск ।рч
оборудования относительно корпуса вагона, работа выключат ни ;
и пакетных переключателей, сигнальных фонарей, электродви i a i г
лей вентиляции и водяных насосов, обогревателей водоналивным и
сливных труб, электрокипятильников, охладителей питьевой 1)одЫ(
электромашинного преобразователя. У аккумуляторных батарей
36
। "I io гея уплотнения и замки крышек аккумуляторных ящи-
। и пяционные патрубки и дефлекторы, исправность аккуму-
* । ч батарей в соответствии с ТУ-104. Неисправные аккумуля-
U-I in ются на равноценные по емкости. Один развтри месяца
> шниси в книге формы ВУ-94 необходимо производить за-
кумуляторных батарей от стационарного источника тока.
। электролита соответствующей плотности или дистилли-
Й поды производится по мере необходимости. Элементы
но избежание их перемещения во время движения поезда
ныть надежно закреплены в подвагонных аккумуляторных
Проверяется наличие электролита в чехлах и производится
। нпс.
। ряс гея система пожарной сигнализации (СПС) в соответ-
11 нструкцией для электромеханика поезда, разработанной
и зготовителем вагонов.
• । р внутреннего оборудования вагонов производят специа-
лсленные для этого осмотрщики.
псиные неисправности осмотрщики вагонов записывают
натурного осмотра ВУ-15. Оператор составляет наряд и вы-
масгерам (бригадирам) комплексных ремонтных бригад
аюдс гва при выполнении работ.
агоны, требующие плановых видов и текущего ремонта
। цепкой, а также выполнения единой технической ревизии
। мотрщик вагонов выписывает и вручает оператору уведом-
>рмы ВУДЗ. Далее производят переформирование состава,
иная обмывка вагонов состава может производится после
. в нарке прибытия пункта формирования и после техниче-
й ' л у ж и вания, экипировки и ремонта перед подачей состава
। к у или в парк отстоя, в зависимости от местных условий,
шрование состава производится после окончания техни-
обслуживания, экипировки и санитарной обработки ва-
рсд подачей в парк отстоя или под посадку.
шение неисправностей вагонов производится комплексны-
лдами на основании нарядов, выданных оператором. Для
ния времени простоя вагонов в ремонте неисправные дета-
। я ю г готовыми или заранее отремонтированными. Ремонт
яс гея с максимальной параллельностью работ. Количество
i.iB комплексных бригад определяется расчетом в зависимо-
37
сти от числа обрабатываемых поездов и трудоемкости работ ня
гонах различных типов.
В состав комплексной бригады по ремонту и экипировке нас
жирских вагонов входят:
— слесарь по ремонту ходовых частей и автосцепного устр(
ства;
— слесарь по ремонту автотормозов;
— слесарь по ремонту электрооборудования;
— радиомеханик по ремонту радиооборудования;
— слесарь по ремонту и подзарядке аккумуляторных батарс!
— слесарь по ремонту холодильного оборудования;
— слесарь по ремонту внутреннего оборудования;
— слесарь по ремонту систем отопления и водоснабжени я.
В случае необходимости всостав бригад ы вводятся допол н итв
ные рабочие ремонтно-заготовительных участков и отделений,
Техническое обслуживание составов в пункте оборота вып
няется по рассмотренной выше технологии, за исключением <><
служивания внутреннего, электро- радиооборудования, котор»
производится лишь по заявке начальника поезда.
Особенностью технического обслуживания и экипировк
гонов-ресторанов, вагонов-баров и вагонов с купе-буфета мй
ляется то, что они выполняются на специально выделенном 11
При этом осмотр и ремонт внутреннего и технологического (
рудования осуществляется комплексной бригадой во главе с I
гадиром и при участии представителя организации, осущест,
ющей торговое обслуживание вагонов-ресторанов, купе-буф' н
и вагонов-баров.
Уборка внутренних помещений вагонов-ресторанов, вагон"П
баров и купе-буфетов выполняется работниками торгового ирг
приятия, а купе для пассажиров — экипировщиками пункта <|ш
мирования и оборота составов.
2.5. Техническое обслуживание пассажирских поездо!
НА ПРОМЕЖУТОЧНЫХ СТАНЦИЯХ
На промежуточных станциях, где есть пассажирское П И)
графиком движения предусмотрена стоянка поезда, вагонам пр
изводят ТО-1 и, при необходимости, текущий ремонт.
38
Hii,iiui;i контроля поезда осмотрщики вагонов получают со-
оператора ПТО о результатах проверки прибывающего
I нтон н ими средствами технической диагностики, поста-
ми пости и бригадой поезда.
:ниц, технического состояния вагонов начинают на ходу
опки)и поезда.
остановки поезда один из осмотрщиков получает от ло-
зой бригады информацию о работе тормозов и о замечен-
। и следования неисправностях вагонов.
Юль технического состояния вагонов после ограждения
остановленным порядком выполняется группами, каж-
i.i осмотрщика, идущими параллельно с обеих сторон ва-
рщики вагонов производят осмотр: автосцепного устрой-
ссных пар, рам тележек, надрессорных балок, централь-
> лдбуксового рессорного подвешивания, буксовых узлов,
i веских амортизаторов, правильность положения кузова
остояние балок рамы вагона, упругих площадок, приво-
ра торов, крепления подвагонного оборудования в соот-
* с И иструкцией осмотрщику вагонов ЦВ-ЦЛ-408.
зоны, требующие текущего ремонта с отцепкой, выпи-
и уведомления формы ВУ-23, такие вагоны отцепляют от
। направляют на специализированный путь текущего ре-
। р п необходимый ремонт внутреннего оборудования ваго-
же электрооборудования, кондиционеров и холодильных
• производится по требованию начальника (механика-
>а) поезда. При обнаружении в пути следования неисправ-
ч обенно ходовых частей, начальник (механик-бригадир)
и и жен своевременно сообщить объем работы на ближай-
< >, имеющий необходимые устройства.
1>а вагонов, у которых обнаружены неисправности, и виды
•Hoc гей, осмотрщики вагонов записывают в книгу натур-
огра.
। рщи к-автоматчик, находящийся в головной части поезда,
। у машиниста локомотива состояние и качество работы
Ирмо юв и приступает к их осмотру. Обнаруженные при осмо-
чп правности устраняются за время стоянки поезда.
39
После осмотра, ремонта и опробования тормозов осмотрнпщ
оформляет справку формы ВУ-45 об обеспеченности поезда - г
мозами и исправном их действии. |
После окончания осмотра и ремонта старший осмотрщш |
гонов расписывается в книге готовности состава к отправлении о
сообщает о его готовности оператору ПТО или диспетчеру. ?
2.6. Контроль технического состояния пассажирскою |
ВАГОНА С ПРОЛАЗКОЙ g
Перечень станций для контроля технического состояния трит
зитного пассажирского поезда с пролазкой устанавливается ирИИ
казом начальника дороги. На пунктах оборота составов, а так же цм
ПТО, где производится смена локомотива, техническое обслужив
вание вагонов производится также с пролазкой.
При получении сообщения о прибытии поезда осмотрщики р»<
монтники вагонов выходят к месту остановки хвостового вагопи О
встречают поезд «сходу». Контрольтехнического состояния нанИ|
нов производится после отцепки локомотива и огражден ия сое ।
бригадой осмотрщиков-ремонтников в количестве не менее
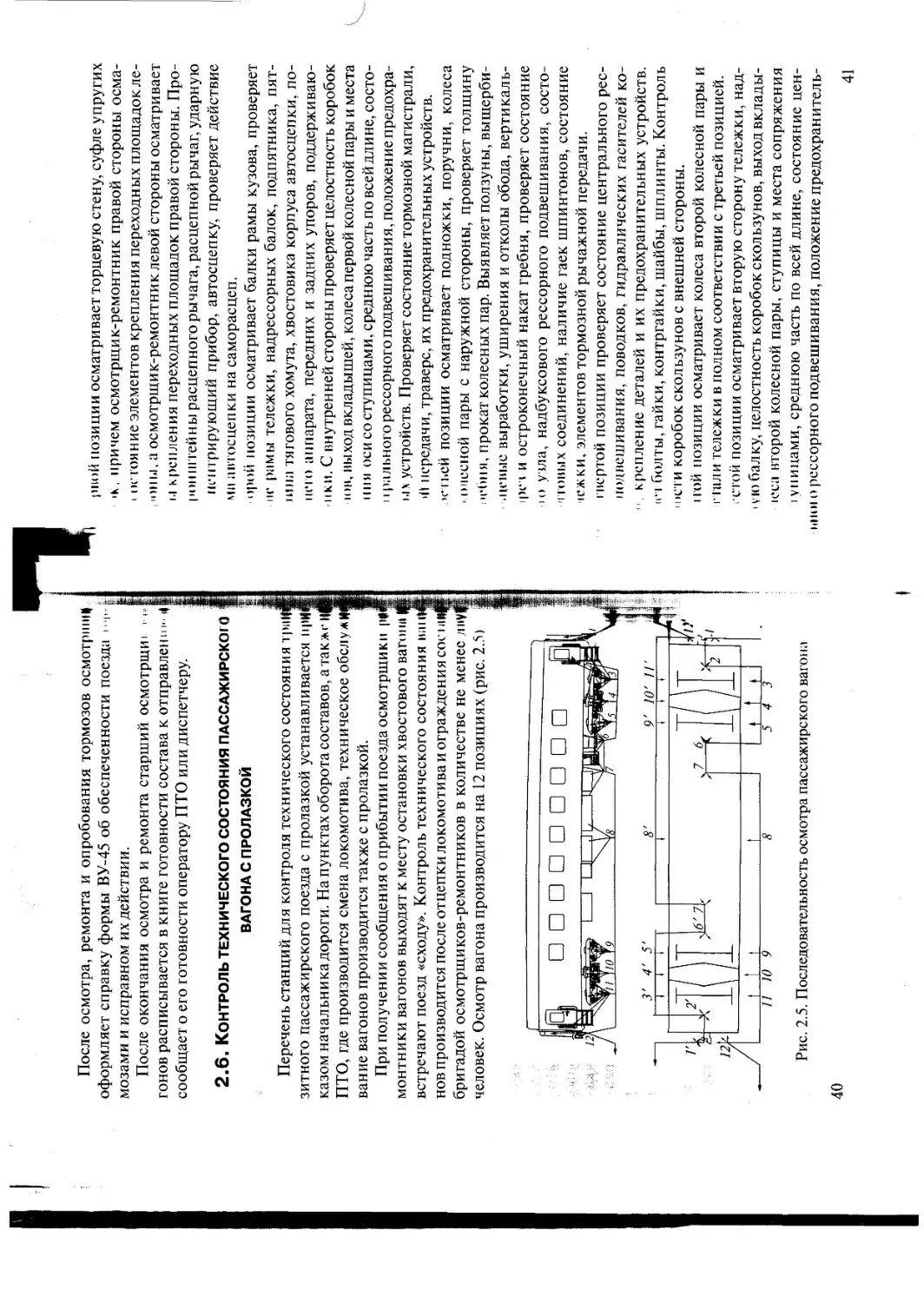
человек. Осмотр вагона производится на 12 позициях (рис. 2.5)
Рис. 2.5. Последовательность осмотра пассажирского вагона
40
рвой позиции осматривает торцевую стену, суфле упругих
>к, причем осмотрщик-ремонтник правой стороны осма-
। остояние элементов крепления переходных площадок ле-
И1И1 ы, а осмотрщик-ремонтник левой стороны осматривает
и крепления переходных площадок правой стороны. Про-
рок штейны расцепного рычага, расцепной рычаг, ударную
центрирующий прибор, автосцепку, проверяет действие
мп автосцепки на саморасцеп.
крой позиции осматривает балки рамы кузова, проверяет
не рамы тележки, надрессорных балок, подпятника, пят-
iniia тягового хомута, хвостовика корпуса автосцепки, по-
пето аппарата, передних и задних упоров, поддерживаю-
11 к и. С внутренней стороны проверяет целостность коробок
юн, выход вкладышей, колеса первой колесной пары и места
пня оси со ступицами, среднюю часть по всей длине, состо-
11 рального рессорного подвешивания, положение пред охра-
1.1 х устройств. Проверяет состояние тормозной магистрали,
•й передачи, траверс, их предохранительных устройств.
'с гьей позиции осматривает подножки, поручни, колеса
опесной пары с наружной стороны, проверяет толщину
ч*(»ня, прокат колесных пар. Выявляет ползуны, выщерби-
иевые выработки, уширения и отколы обода, вертикаль-
|рсз и остроконечный накат гребня, проверяет состояние
к» узла, надбуксового рессорного подвешивания, состо-
। юных соединений, наличие гаек шпинтонов, состояние
ц'жки, элементов тормозной рычажной передачи.
। вертой позиции проверяет состояние центрального рес-
ноднешивания, поводков, гидравлических гасителей ко-
крепление деталей и их предохранительных устройств.
н* । болты, гайки, контргайки, шайбы, шплинты. Контроль
• >с ги коробок скользунов с внешней стороны.
। гой позиции осматривает колеса второй колесной пары и
। тали тележки в полном соответствии с третьей позицией.
стой позиции осматривает вторую сторону тележки, над-
। у 10 балку, целостность коробок скользунов, выход вклады-
icca второй колесной пары, ступицы и места сопряжения
|упицами, среднюю часть по всей длине, состояние цен-
hiioi о рессорного подвешивания, положение предохранитель-
41
ных устройств. Проверяет состояние тормозной магистрали
чажной передачи, траверс, их предохранительных устройств, i
или проворот редуктора на средней части оси, ослабление б<
крепления опоры против скручивания редуктора от средней ч
оси, состояние предохранительных устройств, карданных и;
муфт, следы касания карданного вала о предохранительные
бы или другие детали тележки, погнутости, вмятины и други
ханические повреждения карданного вала, повреждение сип
надрыв и расслоение плоских ремней привода, нагрев шарн
карданного вала и фрикционной муфты, а также вмятины к<
сов шарниров, трещины и отколы шкивов клиноременного и
скоременного приводов.
На седьмой позиции осматривает балки рамы, крепление
стояние генератора, холодильных установок, аккумулято
ящиков, крепление деталей тормозного и другого подвагог*
оборудования.
На восьмой позиции осматривает крепление подвагонного
рудования с наружной стороны вагона.
Контроль технического состояния второй половины на
производится в обратной последовательности соответствен г
девятой-двенадцатой позициях. Осмотрщик-ремонтник л
стороны осуществляет контроль технического состояния на
по позициям, отмеченным цифрами со штрихом. Детали ра
ного привода, валик подъемника, его крепление осматриваю! д-
позициях 1 и 12. Осмотр с пролазкой первой тележки произноси
правый осмотрщик-ремонтник, второй тележки — левый. 4
При обнаружении неисправностей, требующих отцепки вагоМ1
осмотрщик-ремонтник сообщает об этом начальнику поезда и*|
журному по станции. | i
2.7. Техническое обслуживание пассажирского поезд*
на пути следования.
Действия в аварийных и нестандартных ситуациях
В пути следования пассажирского поезда содержание >
правном состоянии внутривагонного оборудования возложс
начальника поезда, поездного электромеханика и проводи
Поездная бригада несет полную ответственность за исправи>
42
1
। и Им щудования вагонов и незамедлительно принимает меры
in к новен ии неисправностей, угрожающих безопасности
' ч, создающих угрозу травматизма пассажиров и поездной
и также когда не обеспечены необходимые комфортные
иля пассажиров.
। сажирских станциях, где стоянка поезда предусмотрена
ши, проводник вагона обязан контролировать исправное
if тележек, приводов генераторов, тормозного и другого
июго оборудования. При стоянке на станции более Юмин
пк должен в зимнее время удалить лед с рычажной пере-
нрдаиного вала привода не оставляя при этом вмятин на
i.i и и и. Также необходимо очистить от снега и льда дефлек-
умуляторной батареи.
о in и кновении в вагоне неисправности, угрожающей жиз-
и пли безопасности движения, проводник должен немед-
IIIповить поезд стоп-краном и по радиосвязи или цепочке
поездного электромеханика и начальника поезда. Началь-
|Ц|| совместно с поездным электромехаником определяют
кк ть следования поезда до ближайшего ПТО.
in в пути следования возникают неисправности вагонов,
nice движение с которыми требует от работников, выпол-
гехпическое обслуживание вагонов, принимать нестан-
решения. Рассмотрим порядок действий в случае возник-
.тарийных и нестандартных ситуаций.
’. /. ( рабатывание системы контроля нагрева букс (СКНБ)
рабатывании СКНБ проводник обязан остановить поезд
Шим, оградить его красным сигналом, по цепочке вызвать
ика поезда или поездного электромеханика, проверить на
а грев букс. Если роликовая букса имеет чрезмерный на-
совместно с машинистом локомотива принимается опе-
< решение и устанавливается режим движения поезда до
ней станции для замены колесной пары или отцепки ваго-
нпаяся букса требует внимательной всесторонней провер-
। не выявлены следы сдвига корпуса с шейки оси и отсут-
жлинивание колесной пары, рекомендуется следование до
П1П1СЙ станции со скоростью не выше 15 км/ч с остановками
। каждые 5—6 км для контроля состояния буксы.
43
При выявлении недопустимого схода корпуса буксы по о । -
шению к лабиринтному кольцу, дальнейшее следование по
производится при постоянном контроле буксы членом посзл
бригады или осмотрщиком вагонов, который должен Henpepi
следить за греющейся буксой, находясь на подножке или след)
обочине рядом с аварийным вагоном. Скорость движения п<
не должна превышать 5—7 км/ч. При обнаружении увелич< г
схода буксы следует остановить поезд и начальник поезда дот |
передоть поездному диспетчеру о невозможности дальней! i
следования. *
При позисторной системе СКНБ срабатывание на преры ви< i /
сигнал указывает на нарушение цепи, в этом случае вызывается
ездной электромеханик для устранения неисправности. ОстаноиЦ
поезда стоп-краном производится на непрерывный сигнал. Щт
2.7.2. Замыкание на корпус вагона ’ll
В случае полного замыкания на корпус вагона (одна сигналы ыЦ
лампочка на щите погасла, другая горит полным накалом), пр< н«и Д
дник обязан обесточить электрощит (нажатием аварийной к i к ни -
ки на электрощите) и вызвать по цепочке начальника поезд;..
поездного электромеханика для принятия решения. Запрета,
давать питание или питаться от соседнего вагона при ......и
«+» или «-» на корпус вагона.
2.7.3. Заклинивание колесных пар
При заклинивании колесных пар (вибрация вагона, скр< । >|
проводник вагона останавливает поезд стоп-краном, огра л ।. I
красным сигналом, вызывает начальника поезда или посзл"
электромеханика для принятия решения.
При наличии ползунов на колесных парах выключается
духораспределитель при помощи ручки разобщительного к|
выпускается воздух из запасного резервуара при помощи вы i
ного клапана. При глубине ползуна более 1 мм, но не более .
разрешается довести вагон в составе поезда со скоростью нс t
100 км/ч до ближайшего пункта смены колесных пар. При н< ш
чине ползуна от 2 до 6 мм допускается следование до ближанш. и
станции со скоростью до 15км/ч, а при величине от 6 до 12 м м
скоростью до 10 км/ч. При ползуне более 12мм допускается с.т , •
44
МННр no ближайшей станции co скоростью ДО 10км/ч при условии
ЦН'•нигиия вращения колесной пары.
2.7.4. Саморасцеп между вагонами в поезде
При епморасцепе в составе поезда проводники отцепившейся
HH.I приводят в действие ручные тормоза. Начальник поезда
....здпой электромеханик совместно с локомотивной брига-
।веря ют исправность механизмов автосцепок, при их не-
ги производят сцепление вагонов.
। ипсправности механизма автосцепки заменяют неисправ-
лли за счет снятия с хвостовой автосцепки.
ипение снятой автосцепки производится на ближайшем
2.7.5. Возникновение посторонних шумов
возникновении посторонних шумов под вагоном поезд не-
ю остановить стоп-краном, оградить красным сигналом.
"1ке вызывается начальник поезда или поездной электро-
к для выявления причины появления посторонних шумов
। ги я оперативных мер.
'. 6. Неисправность узлов тележки и приводов генераторов
* позере или обрыве двух, трех клиновых ремней в приво-
И.1 ГРК (комплект из 4-х ремней) или ТК-2 (комплект из
иней) генератор должен быть отключен, а на промежуточ-
ен и и комплект ремней должен быть восстановлен.
' отключении работы генератора мощностью 32 кВт в при-
вил EUK-160/1M, ВБА 32/2 проводник должен выключить
грощите систему электроснабжения. На промежуточной
и карданный вал должен быть демонтирован. При отрыве
одного болта крепления он должен быть демонтирован на
।с. 11орядок действий при повреждении редукторов рассмо-
•лзделе 7.8.
< ицущении незатихающий колебаний кузова после прохода
и с трелок, гасители колебаний должны быть осмотрены и
>оходи мости заменены на исправные во время стоянки на
v точной станции. Волочащиеся детали и другие посторон-
111 н дметы должны быть закреплены или удалены с вагона.
45
2.7.7. Срабатывание приборов защиты
Все приборы защиты — реле максимального напряжения (РМ11 •
пониженного напряжения (РПН), плавкие предохранители, a in
магические выключатели находятся внутри распределительном!
шкафа, открывать который проводнику запрещается.
При срабатывании РМН и других электропотребителей вы ниц ь £
электромеханика, который имеет право восстановить РМН но про* f
мя остановки поезда. При повторном срабатывании РМН его ны» J
ключение не допускается до выяснения причин срабатывай и я.
При срабатывании РПН автоматически выключаются нее пш J
требители, кроме СКНБ, аварийного освещения, хвостовых сии J
нальных фонарей и освещения шкафа, о чем необходимо срочий J
сообщить ПЭМ. Включение РПН происходит автоматически, но* t
еле зарядки аккумуляторной батареи и системы сигнализации. ||
2.7.8. Действия поездных бригад
при вынужденной остановке на перегоне
При вынужденной остановке поезда на перегоне и невозмож । н • |
сти удержать поезд на месте на автотормозах, по сигналу машин и «
ста (три длинных) поездная бригада обязана привести в дейенш. |
имеющиеся в вагонах поезда ручные тормоза. g
При неисправности поездной радиосвязи машинист обязан пн»Ж
править через помощника машиниста или поездную бригаду cti»>
общение о случившимся дежурному по станции или поездному!
диспетчеру с ближайшего пункта, имеющего телефонную связь *
На участках, оборудованных автоблокировкой, при останонк## I
на перегоне, проводник хвостового вагона при получении комар» ? |
ды обязан оградить поезд, проверить видимость поездных сигни» 7 \
лов, внимательно наблюдать за перегоном и в случае подхода везгд й
идущего поезда принять меры к его остановке.
Решение об ограждении поезда при остановке на перегоне при*
нимает машинист.
2.7.9. Действия поездных бригад при возникновении пожара
При обнаружении пожара в любом вагоне поезда каждый pai >> и
ник поездной бригады обязан:
— остановить поезд стоп-краном, за исключением случаев, । •
да поезд находится на искусственных сооружениях (тоннелях, мо
46
। л.). Остановка поезда возможна после проезда искусствен-
•ружений;
' редать информацию о пожаре начальнику поезда, маши-
юкомотива, поездному электромеханику с помощью всех
вязи;
нссточи ть вагон, оставив только аварийное освещение в
время;
। >1н । ять меры к тушению пожара;
ршпизовать эвакуацию пассажиров, вызвав проводника,
iiiei ося на отдыхе. При этом необходимо: открыть и зафик-
11. тамбурные боковые, аварийные выходы и торцевые двери
.и ной для эвакуации стороны. При отсутствии аварийных
к и невозможности эвакуации пассажиров через тамбурные
। мзбить или открыть окна, расположенные за очагом пожара
•накуации пассажиров. Объявить порядок эвакуации. Убе-
|| полной эвакуации пассажиров;
рис ту пить к тушению пожара первичными средствами и
яками пожаротушения.
t ex случаях возникновения пожара начальник поезда через
пивную бригаду ил и дежурного по станции и поезд ного дис-
а должен вызвать территориальное пожарное отделение или
11 ы й 1 юезд и одновременно принять меры к расцепке состава
л у горящего вагона на расстояние, исключающее возмож-
на ту на огня на соседние вагоны или близко расположенные
। и сооружения (но не менее 10 м). При этом локомотивная
н и ни обя зана действовать по указанию начальника поезда.
11|ш обнаружении в пути следования обрыва и утери узлов ваго-
। начальник поезда через машиниста и поездного диспетчера дол-
н передать информацию о случившемся машинистам локомотива
। m поездов и водителям специального подвижного состава о не-
1н/|имос ги следования по этому участку с особой бдительностью.
У.8. Организация труда работников пто. обязанности
МОТРЩИКОВ ВАГОНОВ и слесарей по ремонту подвижного
состава
Работой пункта технического обслуживания пассажирских
|- попон руководит начальник ПТО. В его подчинении находятся
47
сменные мастера, бригадиры и старшие осмотрщики вагонов, ।
торые организуют и обеспечивают качественную и своевремеп u > • I
подготовку пассажирских составов. Ж
Для технического обслуживания и экипировки пассажирски!»
вагонов создаются комплексные бригады. Их количество и соспМ®
зависят от числа обрабатываемых поездов и трудоемкости ремой IмК
За каждой комплексной бригадой на ПТО станций формирование
закрепляют группу составов, которая, в свою очередь, прикрепи!»
ется к путям пункта формирования. |
Контроль технического состояния каждого прибывающей»
пассажирского поезда выполняет группа, в состав которой входи»
не менее двух осмотрщиков вагонов, один — два осмотрщика iifS
автотормозному оборудованию, осмотрщики по электрообору/И!»
ванию, осмотрщики внутреннего оборудования.
В состав комплексной бригады по техническому обсл уж и ва 11 нМ»
и ремонту вагонов в парке ремонта и экипировке входят: Ж
— слесарь по ремонту ходовых частей и автосцепных устройстве
— слесарь по ремонту автотормозов;
— слесарь по ремонту внутреннего оборудования; Ду
— слесарь по ремонту отопления и водоснабжения; <»
— слесарь по ремонту электрооборудования;
— слесарь по ремонту и подзарядке аккумуляторных батарейДЖ
— слесарь по ремонту холодильного оборудования; Ж
— радиомеханик по ремонту радиооборудования.
Работой всех комплексных бригад руководят сменный маснф(>
бригадир или старший осмотрщик, которые, в случае необходима» В
сти, организуют перестановку отдельных ремонтных групп и <><»• ж
спечивают ремонтные группы запасными частями.
Для производства единой технической ревизии создастся, ким|
правило, отдельная специализированная бригада.
Для повышения производительности труда и своевременной
подготовки составов в рейс работа комплексных бригад строи н Н
так, что непосредственно на вагоне выполняется мелкий ремой ।
Детали и узлы, требующие более крупного ремонта или ос<
технологической оснастки для своего восстановления, заме!
заранее отремонтированными в подсобно-заготовительных
делениях. Для ремонта, изготовления и комплектования узл
деталей вагонов непосредственно в ремонтно-заготовителын.н
48
' iiних создается отдельная специализированная комплекс -
। гида. Организация работ и технологическая оснастка pe-
in готовительных участков выполняется в соответствии с
м технологическим процессом подготовки и экипировки
прских вагонов в рейс ТК 140.
црщики вагонов, осмотрщики- ремонтники и слесари по
подвижного состава — основные работники пункта тех-
но обслуживания, от труда которых в решающей степени
качественное обеспечивание пассажирских перевозок.
попняют работы по выявлению и устранению неисправно-
нссх узлах и системах пассажирских вагонов.
111 >i п и к вагонов должен хорошо знать констру к цию и работу
рских вагонов и их составных частей: тележек, автосцеп-
14 о тормозных устройств, приводов генераторов, внутрен-
прудования, систем водоснабжения, отопления, вентиля-
। ргоспабжения, холодильного оборудования. Осмотрщик
/юл жен знать неисправности вагонов, их причины и до-
пас размеры, владеть умениями и навыками по выявлению
нрсждснию неисправностей.
hiрщики-ремонтники и слесари по ремонту подвижного
цолжны уметь выполнять работы по разборке, ремонту и
, тон, деталей и систем вагонов, уметь пользоваться изме-
ым инструментом и технологическим оборудованием.
ic конструкции вагонов осмотрщик вагонов и осмотрщик-
шк должны знать:
। ipiiiiiuia технической эксплуатации железных дорог России
»I
11нс грукцию по сигнализации на железных дорогах России;
। hit грукцию по движению поездов и маневровой работе на
in.IX дорогах России;
11 не грукцию осмотрщику вагонов;
11 нс грукцию по техническому обслуживанию оборудования
' । И К 1> ЦВ;
111 и гру кцию по техническому обслуживанию РД 32 ЦП-026-91;
Инструкцию по ремонту и обслуживанию автосцепного
И' । на подвижного состава железных дорог России;
Инструкцию по ремонту тормозного оборудования ва-
«II,
49
— Инструкцию по эксплуатации тормозов подвижного cor i
железных дорог;
— Инструкцию по осмотру, освидетельствованию, ремоп г.
формированию вагонных колесных пар;
— Инструктивные указания по эксплуатации и ремонту в?
ных букс с роликовыми подшипниками;
— Типовую инструкцию по охране труда осмотрщиков ваг И
и слесарей по ремонту подвижного состава;
— Положение о дисциплине работников железнодорол ।
транспорта России; |
— Соответствующие разделы и положения технология!
процессов работы ПТО;
— Технические требования к вагонам, используемых в м< |
сударственном сообщении; I
— Приказы и распоряжения, относящиеся к своей прак> к
ской деятельности. f
Слесари по ремонту вагонов должны знать и владеть бе ।
ными методами выполнения работ по разборке, ремонту и ci г;
узлов вагонов и знать относящуюся к их обязанностям ине - J
тивную и техническую документацию. Работники ПТО пер< >
чалом рабочей смены должны проверить наличие и исправ • ц
инструмента, измерительных шаблонов, запасных частей, 11
одежды. <
Осмотрщиками-ремонтниками и осмотрщиками вагонов нй»
значают работников из числа слесарей по ремонту подвижи!»^
состава, прошедших обучение в учебных заведениях желе mo/igt
рожного транспорта по подготовке кадров массовых профсч <
Подготовка осмотрщиков вагонов включает теоретическую, 11 |М*
тическую подготовку и сдачу экзаменов квалификационной мв
миссии. Успешно выдержавшие экзамен получают свидетель! i мой
присвоении профессии осмотрщика вагонов. Не реже чем од и > । > 11
в два года осмотрщики вагонов экзаменами подтверждают тн и|
по своей специальности. Оплата труда осмотршиков-ремош и
повременно-премиальная, а слесарей текущего ремонта - с
но-премиальная.
Расчет заработной платы ведется по часовым тарифным >
кам в соответствии с должностью и разрядом по професси и । >
ника.
50
* >•> шчикается премия из фонда заработной платы за своевре-
п качественное выполнение работ (работу без браков, за-
и»е щов, и нарушений технологической дисциплины).
«ci । ие о премировании пересматривается ежегодно и утверж-
гководством и профсоюзным комитетом предприятия.
и.1 текущего премирования применяются следующие виды
II.кого поощрения:
। н*м ирование по итогам соревнования между цехами депо;
нпонременное премирование за выполнение важных про-
ченных заданий;
премирование по итогам года;
111н“м ирование за выявление особо опасных, трудновыявляе-
। к'н равностей вагонов.
>ей практической деятельности осмотрщики-ремонтники
чин мание должны уделять выявлению таких неисправно-
<>нов, которые могут привести к крушениям и авариям по-
ыиматизму пассажиров и поездной бригады.
11.1 но техническому обслуживанию вагонов выполняются
vточно с продолжительностью рабочей смены 12 часов по
и tv му графику. Начало и окончание работ ремонтных бри-
। оОно-заготовительных участков определяется рабочим
>м.
а началом работы каждой смены мастер или начальник
оводят совещания, где дают анализ работы предшеству-
1сн, знакомят работников с приказами, распоряжениями,
ихся их обязанностей, а также ставят задание на предстоя-
>оч у ю смену.
щнр или старший осмотрщик принимает подъемные при-
। пня, транспортные средства и инвентарь общего поль-
. неисправные ремонтируют на месте или отправляют в
<• депо. Работники ремонтных групп получают из разда-
I. ладовой при вступлении на дежурство личный инстру-
нтеряя его состояние. Осмотрщики-ремонтники вагонов
юг в парке на своих участках наличие запасных частей и
юв на стеллажах, состояние и размещение механизмов и
< Юлений, о результатах проверки докладывают старшему
11 шику вагонов, который принимает меры к устранению не-
iilKOII.
51
Указания работающим на путях осмотрщикам и ремонты
бригадам мастер или старший осмотрщик передают с помог
переносной радиостанции или через оператора ПТО.
Важное значение имеет бесперебойное снабжение пун*
технического обслуживания запасными частями и материал.
Бригадир или мастер ПТО организуют транспортировку гол
деталей и материалов к стеллажам в парки и на специально hi
ленные пути, а также сбор и доставку в ремонт неисправных.
Перечень и объем неснижаемого запаса материалов и зашк
частей для каждого ПТО устанавливается в технологическом i
цессе работы этих пунктов.
В ночное время суток все работники смены обеспечиваю гея
дивидуальными электрическими фонарями.
Перед началом работы мастер или старший осмотрщик iiai <
проводит инструктаж для работников смены по правилам бе ю
ного осмотра и текущего ремонта вагонов, разработанным с у ч<
местных условий, проверяет исправность личного инструмен >
правильность расстановки рабочей силы.
По окончанию смены рабочие места в парках должны быть ।
готовлены к сдаче. Снятые при ремонте негодные детали ваг
убирают на определенные места. Запас исправных деталей на <
лажах пополняют до нормы. Инструмент и приспособления о<
го пользования убирают. Личный инструмент, сигнальные
надлежности и фонари сдают в раздаточную кладовую.
Старший осмотрщик вагонов или мастер ПТО подводит и
работы смены, указывая на допущенные недостатки при обр;
ке поездов.
Для обеспечения безопасности движения на железнодоро/
транспорте предусматривается выполнение комплекса
лактических мероприятий. Основными мероприятиями для 1111
пассажирских вагонов являются:
— изучение и распространения опыта передовой технои.
технического обслуживания вагонов;
— периодические испытания работников, связанных с дг
нием поездов, в знании ПТЭ, других нормативных актов и дон*
ностных инструкций;
— анализ состояния безопасности движения, выяшкшн
«узких» мест, разработку и осуществление мер по их устранению,
52
широкое использование материальных и моральных форм
иронания обеспечения безопасности движения, а так же
гние материальной ответственности за причиненный
। брака, аварии или крушения;
«•следование каждого случая нарушения безопасности
ни с разбором результатов в установленном порядке;
поведение постоянной работы по созданию и внедрению
< тройств, приборов безопасности и систем диагностики в
। гви и с государственной программой по повышению без-
ги движения и имеющимся разработкам на местах.
2.9. Характеристика работ слесарей
ПО РЕМОНТУ ПОДВИЖНОГО СОСТАВА, ОСМОТРЩИКОВ
И ОСМОТРЩИКОВ-РЕМОНТНИКОВ ВАГОНОВ
вено единому тарифно—квалификационному справочни-
। и профессий слесари по ремонту подвижного состава,
ники и осмотрщики-ремонтники вагонов должны в соот-
п с присвоенным разрядом знать и уметь выполнять следу-
ibon.i.
2.9.1. Осмотрщик-ремонтник вагонов
ХКП'РИСТИКА РАБОТ. Техническое обслуживание с
ой для выявления и устранения неисправностей, угрожа-
।-зопасности движения поездов и безотцепочный ремонт
ответственных узлов рамы, ходовых частей, автосцепных
। в, тормозов и рычажных передач с авторегуляторами,
is узлов с подшипниками качения, редукторно-кардан-
н подов, холодильных, моторвентиляционных установок,
и радиооборудования, приборов отопления вагонов. Об-
щие сложных универсальных установок или самоходных
предназначенных для ремонта вагонов. Содержание в ис-
। состоянии и ремонт электродвигателей электрического,
ичсского, пневматического и подъемного оборудования
.1льных установок и машин. Оформление технической
нации на поврежденные вагоны. Передача информации
пической готовности поезда и отдельных вагонов. Техниче-
53
ский осмотр, ремонт вагонов. Ведение учета неисправных ваго
Определение и выполнение объема ремонтных работ на ваго
Организация и руководство работой бригад. Ограждение по
при ремонте.
2.9.2. Осмотрщик вагонов
ХАРАКТЕРИСТИКА РАБОТ. Технический осмотр Baroni
пролазкой для выявления неисправностей, угрожающих безо:
ности движения поездов, сохранности подвижного состава. ()1
деление дефектов в ходовых частях, кузове, узлах идеталях ваге
при помощи измерительных инструментов и по наружному и
Нанесение меловых пометок о неисправностях вагонов, подл(
щих устранению, без отцепки и с отцепкой вагонов от поезд
оформление уведомлений о неисправности вагонов, определс
объема ремонтных работ вагонов. Контроль качества ремонт»
гонов, выполненного вагоностроительными и вагоноремонтны
предприятиями. Осмотр и сдача в эксплуатацию вагонов после
ремонта. Ограждение поезда при ремонте. Навешивание и с|
тие сигналов для обозначения хвоста поезда. Участие в работах
устранению неисправностей вагонов.
2.9.3. Слесарь по ремонту подвижного состава
В соответствии с сборником тарифно-квалификационных
рактеристик профессий рабочих, занятых на железнодорож
транспорте 1999 г. слесари по ремонту подвижного состава д<
ны владеть знаниями и уметь выполнять работы, приведен н
таблице 2.3.
Таблица
Примеры работ слесарей по ремонту подвижного состава
Примеры работ
Раз
1. Балки качающиеся люлечного подвешивания тележек
вагонов электросекций, рукава токоприемников - снятие,
установка
2. Вентиляторы, жалюзи, вентиляции, калориферы, амор-
тизаторы — снятие и установка
3. Детали рамы и кузова вагона — снятие и установка
4. Диски тормозные — разборка
Окончание табл. 2.3
Примеры работ Разряд
чы концевые, разобщительные, стоп-краны, пуско- .шапы, пусковые клапаны зазоров дверок шуровоч- । перс гия топки — снятие, установка < «метры - снятие, установка с проверкой 1 падки переходные упругие, водомеры и термометры го отопления, грязевики котлов, умывальные чаши, и и клапаны промывочных устройств - снятие, ре- 1 гановка .1 окон подвижного состава — снятие, ремонт, уста- опоры хода насосов, регуляторы давления компрес- гормозные цилиндры, клапаны тормозного и пнев- ' «кого оборудования — снятие и установка «бы предохранительные, башмаки, колодки тормоз- । пятне, установка
1 ы на роликовых подшипниках - полная ревизия пили электропневматических тормозов — ремонт, г испытание, регулировка и гель колебаний гидравлический — разборка, ре- борка, испытание, регулировка на стенде пипы холодильные и оборудование вагонов — раз- ремонт, сборка < сдачи рычажные, оборудование тормозное — испы- 11". и регулировка 1IpnOopi.i тормозные, магистраль воздушная — ревизия |гнежки пассажирских вагонов с гидравлическими i'1'i it iaгорами - ремонт 5 1
'' " «сцепные устройства подвижного состава — ремонт 'и и нь, компрессор — проверка шатунно-поршневой । ""1.1 и газораспределения '1" '< пь генераторная установка — регулировка соедине- нгровка 1 h иноды карданные — наладка и регулировка • орпая подвеска тележек — регулировка 6 '
1 «рудование автотормозное — испытание и регули- па локомотиве, вагоне । ы тележек и кузова подвижного состава — проверка и . |ровка положения по опорам и шкворневым узлам 'одильные установки и компрессоры — испытание 1
55
• Глава 3. КОЛЕСНЫЕ ПАРЫ
,3.1. Назначение, типы колесных пар,
И ИХ ОСНОВНЫЕ РАЗМЕРЫ
Колесная пара является наиболее ответственной частью nai
от исправности которой во многом зависит безопасность двн
ния. Колесные пары несут на себе массу всего вагона, напрани
его по рельсовому пути и воспринимают жесткие и разнообра I
по направлению удары от неровности пути, собственных дсфы
и стыков рельсового пути. При торможении колесная пара ш <
значительный износ от тормозных колодок, а при движен и и к
на поверхности колеса образуется выработки, называемые по
нами. Особенно быстро износ гребня колеса происходит при i
хождении поезда кривых участков пути. Большинство пасса я
ских вагонов в пути следования делают частые остановки, коз »
происходят после срабатывания автоматических тормозов. I
торможениях отдельные участки колес нагреваются до выс<
температур и получают местную закалку с образованием уча»
повышенной твердости, которые в последствии из-за ударны1
грузок имеют трещины или приводят к выкрашиванию ме га а
поверхности колеса. До 30% аварий, крушений, отцепок вагон
текущий ремонт происходят из-за неисправностей колесных
Работники ПТО вагонов должны в совершенстве знать kohci
цию колесных пар, уметь своевременно выявлять их неиспра
сти и не допускать эксплуатацию вагонов, если неисправное 11 >
лесных пар могут создать аварийные ситуации.
Техническое обслуживание колесных пар и их ремонт вы
няют в соответствии с инструкцией по осмотру, освидетельсп
нию, ремонту и формированию колесных пар - ЦВ/3429. В на
яшее время в России для пассажирских вагонов, эксплуатиру»
со скоростями движения до 160км/ч, используются типы коле»
пар, указанные в таблице 3.1.
В последние годы колесные пары выпускают с номиналы
диаметром 957 мм. Тип колесной пары определяется типом <
диаметром колес, а также конструкцией подшипников и слое»
крепления их на оси. Буквы РУ и Ш в обозначении типа оси <
<• ' Д|У*<Н» 4 ic'
56
Таблица 3.1.
Типы колесных пар вагонов
1ОЙ .1 Тип оси Диаметр колеса, мм Тип подшип- ника на ко- лесной паре Применение
2 3 4 5
НО РУ1 950 Качения На всех грузовых и пассажирских вагонах
9М) РУ1Ш 950 Качения На всех грузовых и пассажирских вагонах
роликовая, т.е. для подшипников качения; У — унифици-
|Ц, т.е. для грузовых и пассажирских вагонов; Ш — крепле-
III ин ников при помощи шайбы.
« лежках пассажирских вагонах последних лет постройки
«уют дисковые тормоза. В этом случае на средней части
ю гея посадочные места для крепления тормозных дисков.
i.ie нары пассажирских вагонов, эксплуатируемые со ско-
। дни жения более 160км/ч, для увеличения устойчивости и
ню взносов имеют измененный профиль поверхности ка-
oiicca.
« н ыс пары РУ1-950 и РУ1Ш-950 отличаются друг от друга
। нами шеек осей. Приводы генератора с клиноременными
лм и от шейки оси могут быть установлены только на колес-
..IX типа РУ1-950 (РУ1-957).
« пая пара (рис. 3.1) состоит из оси 7 с напрессованными
двумя колесами 2.
«ля поверхность ко-
со| I ри касающаяся
>м, называется по-
ило катания. Про-
понсрхности ката-
к-ет определенную
। размеры. Гребень
• направляет колес-
ипру и предохраняет
и иг схода с рельсов.
57
Колесная пара является тем элементом, который обеспечил
непосредственный контакт вагона и пути. Отточности геометрн
ских размеров и других параметров колесной пары в значителы1
мере зависят безопасность движения и ходовые качества вагон.'
Ширина обода В нового колеса — 130 мм. Диаметр Д колеси
меряют по кругу катания, которым называется совокупность то
на поверхности катания колеса, удаленных от внутренней гр.-
на расстояние 70 мм. В этом же сечении следует измерять тол пн
обода и прокат колеса, так как с рельсами колесная пара сопри
сается точками, расположенными на круге катания, и износ и
трения о рельс, как правило, в этом сечении наибольший.
Расстояние между кругами катания колес одной колесной
ры — 1580 мм.
Расстояние между внутренними боковыми поверхностями
лес L составляет: для колесных пар, предназначенных для ск< ।
стей движения до 120 км/ч, — 1440(+1-2)мм; свыше 120, нонсСх
160 км/ч — 1440 (+2—1) мм. Таким образом, для вагонов, рассч и
ных на большую скорость движения, зазор между гребнем коле
рельсом на 1 мм меньше, а следовательно, меньше и допускаем
разбег колесной пары в колее. В результате уменьшения нош
ного смещения колесной пары относительно рельсов снижаю!
ковые силы, передаваемые от колес на рельсы, износ колес и и
сопротивление движению, повышается устойчивость колец
пары от схода с рельсов, улучшается плавность хода вагона.
При напрессовке колес на ось возможна их неточная усти
ка при отношении к торцам оси, при строго выдержанном ран
между внутренними гранями ободьев, поэтому отклонение ।
стояния € от внутренней грани до торца оси не должно прении
Змм.
3.2. Конструкция осей
Ось служит для размещения колес и представляет собой ।
глый стержень переменного по длине поперечного сечения.
Ось (рис. 3.2) имеет шейки (7) для размещения роликовых ।
шипников предподступичные части (2), являющиеся стуш >
перехода от шейки к подступичной части оси и служащие для
новки лабиринтных колец букс; подступичные части (5), на х
58
прочно насаживают колеса; среднюю часть (4). Все части оси
цилиндрическую форму. Средняя часть выполняется ци-
ческой или с коническими переходами от подступичных
родней части оси. Оси колесных пар с дисковыми тормо-
нчог цилиндрическую часть с посадочными местами для
। и х дисков. Колесные пары с приводом генератора от сред-
। и оси также могут иметь посадочные места для установки
к решения при вода на оси.
i i жжения концентрации напряжений в местах изменения
>ои оси делают плавные переходы — галтели, выполненные
ичшым радиусом. Снижение концентрации напряжения,
H.IX посадкой деталей подшипников качения, достигается
.нощей канавкой, расположенной у начала галтели шейке
" |<>рцах всех типов осей имеются центровые отверстия для
। I.и и закрепления оси или сформированной колесной пары
их юкарных станков.
>нной деформацией в оси является деформация поперечно-
i.i.l 1оэтому в соответствии с эпюрой изгибающих моментов
1.Н1ИЙ диаметр имеют шейки наибольший - подступичные
и средней части имеются конические переходы от подсту-
час гей к середине оси. Увеличение диаметра подступич-
। и оси обусловлено так же наличием напряжений от посад-
< и и влияния коррозии трения.
Рис.3.2. Оси
59
В вагонных колесных парах применяются оси двух типов:
и РУ1Ш. все они предназначены для размещения подшинн
качения и различаются конструктивным исполнением шеек
висимости от способа торцевого крепления подшипников: гай
или шайбой (рис. 3.2, а).
Конструктивное исполнение оси РУ1 характеризуется налимн
ем на ее концах резьбовых частей Ml 10 для гаек, а на торцах
зов с двумя резьбовыми отверстиями (резьба М12) для размещу
стопорных планок и крепления их болтами.
Ось РУ1Ш (рис. 3.2, б) имеет на торцах четыре резьбовых от
стия (резьба М20) для крепления приставной шайбы болтами,
при этом получается короче, а ее изготовление упрощается. В
плуатации имеются оси и с тремя резьбовыми отверстиями.
Свободные участки торцов осей используют для нанеш
клейм и знаков о изготовлении, формировании и освидетельс
вании колесных пар.
Диаметры отдельных частей оси dv d2, d2 и d4 (рис. 3.2) cool
ственно составляет 130, 165, 194 и 172 мм.
Гарантийный срок эксплуатации осей установлен 8,5 л
средний срок службы — 15 лет.
Вагонные оси изготавливают из стали ОСВ методом кс
штамповки, винтовой прокатки или радиально — ротацион
горячего деформирования. Оси должны быть подвергнуты h
нической обработке и упрочнению накаткой роликами по
длине оси, включая галтели. Каждая ось при изготовлении и
монте испытывается магнитопорошковым и ультразвуковым
тодами неразрушающего контроля и выборочно — на растя же
и твердость.
3.3. Конструкция колес
Вагонные колеса, особенно поверхность катания, являк
наиболее изнашиваемыми и повреждаемыми частями вагона,
этому к материалу колес, их размерам, форме и технологии
готовления всегда предъявлялись повышенные требование '•
основании многолетнего опыта эксплуатации в настоящее в| <
серийному изготовлению приняты цельнокатаные стальные i
са с номинальным диаметром 957 мм.
60
Лнс грукция и основные раз-
» । > юса приведены на рис. 3.3. *
И< н.иокатаное колесо (рис.
И' . стобод 7, диск2и ступицу
ii'iiiiaобода- 130мм. Переход
Иг. 1н|Ц|,| к ободу выполнен в
Иг шска, расположенного под
И|<>|>ым углом к этим частям,
Ипрпдаст колесу упругость и
М)1К'1 воздействие динамиче-
И • <« । Диск слегка конусный: у
гм его толщина больше, чем
Ии! । Гол щи на обода —70 мм.
Ииугрснняя поверхность обо-
И) шпывается внутренней гра-
И и наружная (б) — наружной
Нью
Профиль катания колеса — кон-
Ик<>н)рым образована поверх-
И|< катания (рис. 3.4). Правиль-
Мн.нщанные и обеспеченные
Иничсской обработкой разме-
ГЙрофиля катания имеют важ-
* 1и.1<1ение для рационального
Рис. 3.3. Цельнокатаное колесо
mi действия колес с рельсами,
пчивости вагона от сходов,
пи нарастания износов колес и плавности хода вагона.
Рис. 3.4. Профиль катания
61
Стандартный профиль поверхности катания (рис. 3.4) <>(»)»
ван гребнем, скруглением 15 мм, как у головки рельса, для <
жения износа, конической поверхностью с конусностями
1:3,5 и фаской 6x45.’
Гребень направляет движение и предохраняет колесную иц
схода с рельсов. Он имеет высоту 28 мм и толщину 33 мм, итм>।
ную на высоте 18 мм; угол наклона наружней грани гребня сое i ап
60 градусов. Наличие конусностей 1:10 и 1:3,5 центрирует колс<
пару на рельсовом пути и обеспечивает прохождение кривых у
ков пути. Учитывая сложные условия эксплуатации колес ман
обода должен обладать большей прочностью, ударной вязкое и
износостойкостью металл ступицы и диска — необходимой ня
тью (упругостью). Ободья колес для удовлетворения указанным
бованиям подвергают после механической обработки упрочняй
термической обработке путем прерывистой закалки и отпуска.
Условия эксплуатации колес грузовых и пассажирских ып
различны, поэтому их изготавливают из различных материи
Пассажирские вагоны эксплуатируются с высокими скоро)
с частыми торможениями, остановками, поэтому для колес и
жирских вагонов локомотивной тяги и немоторных вагонов
тро- и дизель поездов предусмотрена сталь менее склонная к ш
ке — сталь марки 1 ГОСТ 10791 с содержанием углерода 0,44 0.
В процессе изготовления колес на боковой поверхности он
наружной стороны в горячем состоянии наносят специал ыi ы<
ки и клейма в последовательности: две последние цифры гоп
готовления, марка стали колеса, номер плавки, клейма ири<
номер предприятия-изготовителя, порядковый номер колеса.
же клейма государств-собственников.
Для повышения надежности колес разработан метод нсир<
ной вакуумной разливки стали, что улучшило ее химически
став и структуру. Современные методы термообработки по як >
довести твердость материала обода до 350—380 НВ, обеспсчя
щую значительные увеличения срока эксплуатации колесиы
до образования предельно допустимых дефектов.
Зоны переходов от ступицы к диску и от диска к ободу in
няются без «перегибов» для максимального снижения кошк
торов напряжений. Диск упрочняется наклепом дробью, тон н
обода обеспечивает возможность многократного восстаношн
62
'hi поверхности катания путем обточки колесных пар на
и вагоноремонтных предприятиях.
ином депо Николаевка Московской железной дороги для
। и я безремонтной эксплуатации колесных пар производят
ii.it напыления поверхности катания, снижающие в не-
рп । интенсивность образования износов.
и п I. колесных пар поездов, эксплуатируемых со скоростя-
ми) км/ч изменен и имеет дополнительную конусность
। же увеличенной до 65° угол
hi наружной грани гребня. Кроме того, данный профиль
ри юнтальную площадку длиной 9,3 мм, расположенную
катания к внутренней грани колеса. Такая форма про-
< ныпает извилистое движение колесных пар, повышает
чивость, что особенно важно при увеличении скоростей
и.
м из мероприятий дальнейшего повышения надежности
I яс гея применения колес с механической обработкой по
грхностям обода, диска и ступицы.
3.4. Формирование колесных пар
юс соединение колес с осью — обязательное условие без-
>й эксплуатации колесных пар. Колеса плотно удержи-
ы оси благодаря натягу, образующемуся из-за разности
и нодступичной части оси и отверстия в ступице колеса.
.1 натяга составляет 0,1 — 0,25 мм. У вагонных колесных
нп.зуется прессовой способ посадки. Формирование ко-
i.ip выполняют в колесном цехе вагоноремонтного, ваго-
слиного заводов или в вагонных колесных мастерских
снащенных гидравлическими прессами. Сопрягаемые
>е । и колес и оси обрабатывают на станках до нужных раз-
шероховатости, смазывают растительным маслом и про-
п холодном состоянии напрессовку колес на ось усилием
Качество напрессовки контролируют диаграммой, полу-
|| при напрессовке каждого колеса. Нормальная диаграмма
' инн выпуклой плавно растущей вверх кривой.
•I •рмированной колесной пары проверяют размеры (рис. 3.1),
и -pi.il должны соответствовать данным таблицы 3.2.
63
Таблица
Основные размеры колесной пары
.-'Г;’ Наименование размера Обозна- чение Наимень- ший, мм Номиналь- ный, мм
Расстояние: между внутренними гранями обо- дьев колес; обращающихся со скоростями выше 120 км/ч L 1439-0,8 1439 1440 1440
Отклонение расстояний L, изме- ренных в четырех точках, располо- женных в двух взаимно перпенди- кулярных плоскостях L 0 0
Отклонение размеров 1 с одной и другой стороны L 0 0
Диаметр по кругу катания колес D 950 950 950 957
Отклонения диаметров по кругу катания у одной колесной пары: без обточки с обточкой D 0 0 0 0
Овальность по кругу катания D 0 0
Ширина обода В 130 130
Рис. 3.5. Клеймо
о формировании
Прошедшую приемку колесную г
окрашивают и на правом торце выоиг
клеймо с информацией(рис.3.5): / п<
пункта, производившего формнр
ние колесной пары; 2 — знак форм!
.вания Ф; 3— месяц и год формиропш
4 — клеймо о приемке колесной пары
При тепловой посадке ступица к<>
нагревается до температуры 240" .’(>
что создает возможность свободно! <
девания колеса на ось. При осты ва ню
лесо прочно соединяется с осью. О/п
отсутствие контроля качества йога
64
Пение снятия колес с оси при расформировании колесных
11Н1Ч ительно большие затраты энергии на нагрев сдерживают
। пение тепловой посадки на вагонах.
1.6. Осмотр и освидетельствование колесных пар
1 <и проверки исправного состояния колесных пар в эксплуата-
। контроля качества ремонта производят их ремонт под ваго-
обыкновенное и полное освидетельствование.
iVin следования неисправности выявляют средствами диаг-
। к и установками ДИСК - К, ДИСК - П, СТД - ПТО - КГ,
.1
метр колесных пар под вагонами осуществляют осмотрщики
он, поездной бригады, мастера или бригадиры текущего от-
того ремонта или пунктов производства ТО-3. Осмотр произ-
волу во время прибытия, во время стоянки и перед отправ-
ил поезда. При выполнении осмотра контролируют состояние
шоп колесной пары и соответствие их размеров допустимым
iM. Важно начинать осмотр колесных пар до остановки по-
| .к выявить многие неисправности легко по сопутствующим
i.ikiim: удары по рельсу, вертикальные перемещения рам те-
। Обыкновенное освидетельствование выполняют в колес-
гче депо, а полное на ВРЗ, ВКМ или ВЧД.
ыкноненное освидетельствование выполняют перед каждой
и кой под вагон. Предварительно ее осматривают, выявляют
шы, ослабление или сдвиг колеса на оси. Затем проверяют
। гсгвие размеров и износов установленным нормам и произ-
11 ромежуточную ревизию букс. Данные регистрируют у жур-
11У 53, при необходимости назначают вид ремонта.
• 1НОС освидетельствование колесных пар производят: возле
пий аварий и сходов вагонов; при полной ревизии букс; при
л льном ремонте; при формировании колесных пар и их ре-
со сменой элементов; при неясности клейм, а так же через
Яночку для колесных пар пассажирских вагонов или по ис-
11 п 4 лет эксплуатации. В полное освидетельствование следует
।внять колесные пары с ползуном более 1 мм, «наваром» более
। ।. неравномерным прокатом более 2 мм а для колесных пар с
pit водам и ТРКП ТК-2 с неравномерным прокатом более 1 мм.
65
Колесную пару при полном освидетельствовании осматриий!
разбирают буксы, колесную пару очищают и обмывают в мосп
машине. После обмывки ее подают на позицию дефектоскоп
где колеса и все части оси проверяют методом неразрушаюш
контроля. Затем производят обмер и при необходимости наши
ют вид ремонта. После полного освидетельствования на ле пом i
це оси выбивают клеймо, которое содержит дату и номер прели
ятия выполнившего полное освидетельствование колесной на,
В зависимости от вида неисправности различают два вили
монта колесных пар: без смены элементов и со сменой элсмгп
Ремонт колесных пар со сменой элементов выполняют в случаг
мены оси или колес, сдвига колеса на оси, несоответствия pan i
ний между внутренними гранями, при наличии трещин на кош
и осях, при толщине обода колеса менее 30мм. При ремонте ко
ной пары без смены элементов выполняют обтачивание поверх
сти катания колес, наплавку гребней колес, ремонт наплавм
механической обработкой поврежденных резьбовых поверхно<
Ml2, М20, MHO, а так же шлифовку шеек.
3.6. Средства измерения для колесных пар
Измерение колесных пар производят при их осмотре поп
гонами, обыкновенном и полном освидетельствовании, а пн
4 5 13 при ремонте. Измерение равномг|
S3
70±0,1
го и неравномерного проката, наг
ползуна, кольцевых выработок
полняют абсолютным шаблоном
измерения проката абсолютный
блон необходимо установить на г
се в соответствии с рис. 3.6. вели1
проката определяется вертикалы
движком 1, который устанап ।
ют на расстоянии 70 мм от вну i
ней грани колеса. Для этого рии
Рис. 3.6. Измерение проката колеса абсолютным шаблоном:
1 — вертикальный движок; 2 — сухарь; 3 — основание; 4 — опорная но
5 — горизонтальный движок
66
книжка 2 должна совпадать с кон-
• ">й риской на основании 3. Опорные
и шаблона должны плотно прилегать
•иней грани и вершине гребня. Вер-
ii.ni движок опускается до сопри-
п и я с поверхностью катания колеса
годится считывание показаний по
ни ж ка и нониусу.
и ниерения навара, ползуна и коль-
ныработки вертикальный движок
I. по вырезу в основании шаблона
• расположения дефекта. Толщину
измеряют горизонтальным движ-
1сремещая его до соприкосновения
м, или наложением браковочного
паблона шириной 25 мм.
•деление величины дефекта про-
в соответствии с рис. 3.7, подсче-
шчества целых делений по шкале
Рис. 3.7. Определение
показаний шаблона:
ю первой риски на правой
loimyca, затем определяют
иски на обоих лекалах со-
। и подсчитывают оконча-
। величину дефекта. Цена
। шкалы нониуса — 0,1 мм.
1.7, величина проката рав-
• М.
...роль вертикального под-
ч>сбня производят с помо-
<».|блона ВПГ (рис. 3.8). Для
г • 1я вертикального подреза
и опорными ножками уголь-
/ прижимают плотно к вну-
I — шкала движка;
2 — шкала нониуса
Рис. 3.8. Контроль вертикального подреза гребня
колеса шаблоном ВГТГ:
««Нор.... ножки угольника; 2 — основание движка шаблона; 3 — сто-
ii.ill винт
67
Рис. 3.9. Измерение толщины обода
колеса толщиномером:
1 — измерительная ножка; 2 — штанга;
3 — линейка; 4, 5 — стопорные винты;
6 — опорные ножки
тренней грани колеса Л-
жок 2 вплотную подвод и о
гребню колеса и закреп ин-
ея стопорным винтом 3 ii-
рез считается недопустим!
если рабочая поверх i и-
основания движка <<»п|
касается в верхней ча- и-
высоте 18 м с поверх и-- -
гребня.
Толщину обода кол- - а
меряют толщиномером <1
3.9) в плоскости круга i -
ния, для чего измери н -и -
ножка 1 устанавливали и
расстоянии 70 мм от штат
шаблона и закрепляется и-
том 4, далее измеритслы
линейку 3 опускают до coi i
косновения ножки 1 с ион-
ностью колеса и закрепи-
винтом 5. По шкале штанги 2 определяют толщину обода.
Измерение расстояния между внутренними гранями колес -
полняют штангеном РВП (рис. 3.10), на штанге 2которого, одна и
ка 3 закреплена неподвижно, а другая 1 может перемещаться. 11
измерении расстояния между внутренними гранями колес обе 11
Рис. 3.10. Измерение расстояния между внутренними
гранями ободьев колес
68
1
г к внутренним граням
и 11 с на штанге определяют
прусмый размер.
рсние диаметров колес
, катания и определение
। диаметров колес на
и выполняют скобой ДК
11 ). Для выполненияизме-
собходимо ослабить сто-
Рис. 3.11. Измерение диаметра
колеса
винт подвижной бабки 6 и прижать скобу опорными по-
। я м и 3, 4 к внутренней грани обода колеса. Наконечники 2,
I. 6 следует подвести до соприкосновения с поверхностью
। в положении максимального диаметра колеса подвиж-
ку фиксируют стопорным винтом, считывание показаний
hi гея по шкале 7штанги 8. Измерение диаметров колес про-
писи нс менее трех раз для каждого колеса в разных диаме-
i.iii.ix сечениях. За действительное значение диаметра колеса
hi мп ют среднее арифметическое значение трех измерений,
рнпциркуль (рис. 3.12) и линейку используют для измерения
। юн обода колеса и местного увеличения ширины обода. При
и II’ вагонов удобно использо-
мп ногабаритный автоматизиро-
н,||| прибор для измерения колес
НК
IAIIK предназначен для изме-
|<| ниаметра и толщины гребня
• Он позволяет поводить из-
ilini без выкатки колесных пар
нл вагона, автоматически вы-
i'lri разность диаметров колес
ип сной паре.
применение МАИК позволяет
кии, точность измерений бла-
|ш конструкции, обеспечиваю-
11 рп ни л ьное позиционирование
ри (ели на колесе, и автоматиче-
IV усреднению результатов из- Рис. 3.12. Измерение ширины
обода
69
мерений в нескольких точках колеса. Масса прибора 2,8 ki 1>
ность измерения ± 0,5 мм.
3.7. Неисправности колесных пар,
С КОТОРЫМИ ПАССАЖИРСКИЕ ВАГОНЫ НЕ ДОПУСКАЮТСЯ
В ЭКСПЛУАТАЦИЮ
Не допускается использование колесных пар в эксплу;ш|ь
после аварий, крушений и сходов подвижного состава, а так же ।
неясности клейм о формировании и полном освидетельствован
В этих случаях колесные пары направляют на полное освиде i
ствование. Не допускаются в осях и колесах трещины любою ।
мера и расположения.
а) б) в)
Рис. 3.13. Неисправности колес
Равномерным щ
катом (рис. 3.13,
зывают износ кол ‘ ।
за его взаимодчн >
с рельсом. Измерь
прокат вертикапы
движком абсолкн
го шаблона, в чеп н
равноудаленных мс<
каждого колеса < ।
3.6). К эксплуатант
допускаются ва roi 11
которых колесные и
имеют прокат более
— 8 мм у пассаж
ских вагонов iipi
родного и местною
общения;
— 7 мм у ван
дальнего следовании
— бммувагонов
дующих до пункта <
рота на расстоянии
лее 5000 км;
— 5 мм для ско|н
движения 120—140 к
70
1
'I м м дл я вагонов с приводом генератора от оси и скорости дви-
нн гюлее 120 км/ч.
''.|||ш>мерный прокат увеличивает сопротивление движению по-
и цы и.таетсрез болтовых соединений рельс.
игрппномерным прокатом называется неравномерный износ
рч пости катания из-за развития поверхностных дефектов и
• породности металла колеса. Измерение неравномерного про-
• выполняют абсолютным шаблоном в сечении максимально-
•11 и с каждой стороны от этого сечения на расстоянии до
। определяют разность показаний. Не допускается эксплу-
гь пассажирские вагоны, колесные пары которых имеют
•мерный прокат более 2 мм, а с приводом генератора ТК-2
11 более 1мм. Неравномерный прокат создает неуравно-
•сгь у колесной пары увеличивает напряжение в колесе и
- ость схода с рельс. У колесных пар в эксплуатации наибо-
< 1 нстречаются вертикальный подрез гребня (рис. 3.13) и его
> толщине (рис. 3.13, в).
• । ые неисправности происходят из-за неправильной сборки
I. длительной работы на участках пути с крутыми кривы-
тшений требований формирования колесных пар. Эти не-
• юсти могут вызвать сход вагона с рельсов при проходе стре-
нере водов.
• ные пары с вертикальным подрезом к эксплуатации не до-
ем . Вы я вляют такие неисправности внешним осмотром, а из-
вел и чины подреза гребня выполняют шаблоном ВПГ (рис.
шина гребня колеса, измеренная на высоте 18 мм от верши-
кна быть не более 33 мм у всех вагонов и не менее 25 мм для
со скоростью движения до 120 км/ч; не менее 28 мм для ско-
II <>| 120-140 км/ч и не менее 30 мм при скорости движения от
•ч Kill км/ч. Измеряют тол щину гребня горизонтальным движком
inn пого шаблона или вырезом на шаблоне шириной 25 мм. При
• и! между вершиной гребня и верхней кромкой выреза шабло-
. пор л юбой величины, то толщина гребня достаточна.
1 । заклинивания колесных пар на поверхности катания об-
н ползуны и навары (рис. 3.13, г).
। । ।v 11 ы вызывают сильные удары колес о рельсы и могут при-
II к и х излому. Выявить ползун можно при встрече поезда сходу
। у х. а после остановки — внешним осмотром. Глубину ползуна
71
определяют как разность измерений проката абсолютным ш
ном в двух местах - на ползуне и рядом с ним. Если ползун см'
от круга катания, то вертикальный движок абсолютного uia<> >>1
перемещают по прорези до совпадения с ползуном. |
Колесные пары с ползуном глубиной более 1 мм необходим») I
менить. Если в пути следования обнаружат ползун глубиной Оца
1 мм, но не более 2 мм, такой вагон разрешается довести до бЯ
жайшего ПТО со скоростью до 100 км/ч. I
При глубине ползуна от 2 до 6 мм разрешается следование
езда со скоростью не более 15 км/ч, а при ползуне отб до 12 мм J
скоростью не более 10 км/ч до ближайшей станции, где колсг)|1
пару необходимо заменить. При ползуне более 12 мм разрешле'
следование поезда со скоростью не более 10 км/ч, при условии
ключения возможности вращения колесной пары путем выпеи
вания или заклинивания башмаками или ручным тормозом I
бину ползуна можно определить в зависимости от его длины
Длина ползуна, мм 60 85 147
Глубина ползуна, мм 1,0 2,0 6,0
Навар выявляют и измеряют так же как и ползун. Высота паи ,
допускается не более 0,5 мм. J
Если высота навара более указанных размеров, но не более
то вагон разрешается довести со скоростью до 70 км/ч до бл и ж. 111
го ПТО. Допускается устранять навар обработкой наждачным »
гом, обеспечивая плавный переход к поврежденной поверх! кн ii
Толщина обода колеса уменьшается из-за износа в upoiii
эксплуатации и при обточках. Не разрешается эксплуатирш
вагоны толщина обода колеса которых по кругу катания менее
— 30 мм для вагонов со скоростью движения до 120 км/ч;
— 35 мм для вагонов со скоростью движения от 120 до 140 к»
— 40 мм для вагонов со скоростью движения от 140 до 160 к г
Измерения проводят толщиномером (рис. 3.9) не менее ч<
трех местах каждого колеса равномерно удаленных друг от дру, •
Колесная пара с маломерностью обода подлежит расформщ
ванию.
Очень частыми неисправностями, особенно в зимнее врем»,
за увеличения жесткости железнодорожного пути и склонное i и
72
Рис. 3.14. Измерение дефектов
колесных пар <»'
in । плеса к хрупкому разрушению, понижении температуры на-
ши о воздуха, являются выщербины на поверхности катания.
|||.||нсрбины (рис. 3.13, е) образуются на поверхности катания
• и I-заусталостногоразрушенияповерхностныхслоевметалла
" иг гнием многократно повторяющихся контактных нагрузок
hi гермотрещин, которые возникают в следствии нагрева
|рмозн ыми колодками. Часто выщербины образуются в ме-
। iy нов, наваров или светлых пятен. Светлые пятна возни-
поверхности катания при торможении в условиях нагрева
ikтвия холодного воз-
। пи материал колеса. Могут
। причинами скрытые по-
и mi-галла. Не разрешается
пировать вагоны, ко-
мары которых имеют на
|осги катания выщер-
убиной более 5мм или
ин.ш более 25 мм.
'б... глубиной до 1
in- бракуют независимо от
цы.
М воздействия неисправ-
гормозных колодок могут
•" нагься кольцевые вы-
। (рис. 3.13, ж). Выяв-
। внешним осмотром. К
нации не допускаются
и- пары с кольцевыми
..... ками на конусности 1:3,5 глубиной более 2 мм, а на других
• > ах поверхности катания — более 1 мм или шириной более
• । । рис. 3.14, а).
ину выщербин и кольцевых выработок разрешено измерять
। и ым шаблоном или толщиномером, а длину и ширину ли-
пли метром. Остроконечный накат (рис. 3.13, д)— пласти-
। । деформация металла колеса по поверхности гребня из-за
и,их нагрузок между рельсом и колесом. Приводит к сходам с
' >пределяется визуальным осмотром и при обнаружении —
УС1СЯ.
73
Ширина обода колеса допускается не менее 126 мм. '
Внутренние дефекты металлургического происхождения moi
привести к местному уширению обода колеса — раздавливанию >
в зоне фаски или к поверхностному отколу наружной грани.
Колесные пары не допускают к эксплуатации, если меня
уширение обода превышает 5 мм; глубина откола наружной i|
ни — более 10 мм, или ширина оставшейся части обода в меси1 •
кола — менее 120 мм. Выявляют неисправности внешним
тром, а измеряют кронциркулем и линейкой.
Ослабление или сдвиг ступицы колеса на оси возника» । >
за нарушения технологии формирования, а так же от удар».
авариях и крушениях. Признаками ослабления ступицы пл >
являются разрыв краски по всей по всей окружности ступит
выделением ржавчины или масла из-под ступицы. При нал им
указанных признаков колесная пара должна быть заменена и <
правлена в ремонт.
Расстояние между внутренними гранями колес должно бы 11.
менее 1437 мм и не более 1443 мм, а для вагонов со скоростью ю
жения более 120 км/ч — не менее1439 мм и не боле 1443 мм.
Изогнутость оси встречается редко и происходит преимуи
ственно при авариях и крушениях подвижного состава. Она <ш|
делятся измерениями расстояния между внутренними грани
колес штангеном РВП (рис. 3.10) в четырех диаметрально пропп
положных точках. Разность расстояний допускается не более 2 »
Измерения производят у свободных от нагрузок колесных пар.
На средне части, при несоблюдении требований по содержа! i
тормозной передачи, может образоваться протертость. К эксн
атации колесную пару не допускают, если глубина протерпи
составит более 2,5 мм. Измерения протертости выполняют дну
линейками (рис. 3.14, б)
Сварочный ожог на оси возникает при несоблюдении и pin
в выполнении сварочных работ на вагоне. В металле оси при
ходят структурные изменения вследствие нагрева, что в дальн
шем может вызвать трещины. Колесные пары со следами кон ги
с электродом или оголенным сварочным проводом в любой чп
оси к эксплуатации не допускается.
Браковке подлежат оси с обрывом резьбовой части для дети
крепления подшипников.
74
" > । повышения безопасности движения в зимнее время (для
ых регионов сроки ограничений ежегодно подтвержда-
нункта формирования не допускается отправлять вагоны
। г 111 и ползунов, наваров и выщербин не зависимо от их раз-
1 рузовой вагон включается в пассажирский поезд, то его
.1 г । шры должны соответствовать нормативам ПТЭ для пас-
। и х вагонов.
। н. Передовые методы выявления неисправностей
колесных ПАР
। ‘i n движении поезда признаками ползунов, выщербин, нерав-
...... <» проката и других неисправностей являются глухие уда-
" <’ о рельс, дребезжание рычажной передачи, более частые
..им рамы тележки.
1 1рн осмотре колесных пар после остановки поезда следует об-
ив in । и мание на состояние фаски с наружной части обода и со-
1ИИС наплыва металла на ней.
!' । шос гь высот фаски и высот наплава металла на фаску наруж-
ны и и в разных местах одного колеса примерно соответствует
Рише неравномерного проката. Замечено чтоуколес без фаски
। л неравномерного проката образуется местное увеличение
|||| и обода, величина которого примерно соответствует вели-
равномерного проката.
гствие фаски на наружной части обода указывает на нали-
юмерного проката более 6мм, а отсутствие фаски и наплыв
। па глубину равномерного проката более 8 мм.
и ia кам и трещин в осях и колесах является образование над
<>П валика из пыли и ржавчины, вздутие краски, а в Зим-
ин - инея с высотой иголок большей чем в соседних ме-
хонление пыли следует проверит металлическим щупом,
ение пыли к щупу указывает на наличие в ней металла и,
। ел ьно, трещину. Если пыль к щупу не притягивается, про-
><* место следует осмотреть с использованием лупы. Слой
•бея краски следует вскрыть и осмотреть подозрительное
использованием магнитного щупа и лупы.
и контакта с электродом или сварочным проводом мож-
75
но выявит по наличию на оси пятен, отличающихся по ци< ,
остальной поверхности.
Для выявления трещин следует выполнять обстукивание ш..
и поверхности катания колес контрольным молотком и особо, ш,
мание уделить осмотру поверхностей колес с внутренней с i«>।
так как трещины чаще образуются именно там. Более tiii.ii, >,
следует осматривать колесные пары с толщиной обода менее ' •
а так же колесные пары, имеющие на поверхности катания..
ны, навары, выщербины, неравномерный прокат. Особое вш,
ние уделяют вагонам, находящимся в эксплуатации шесть и.
месяцев после ремонта.
Нагрев буксового узла так же требует внимательного oi м
состояния поверхности катания колес, т.к. наличие на них .в, ,|
тов могло быть причиной грения букс.
Опыт работы ПТО подтверждает взаимосвязь неисправное i
тормозного оборудования вагонов и дефектов по поверхносi и г
тания и на диске колеса. Наличие на колесе неравномерного щ
ката, ползунов, выщербин, а также предельный износ обода но и
щине вызывает в работе рычажной передачи динамические уди,
деталей друг о друга, что вызывает их рассоединеие, поврежись
или утерю.
3.9. Порядок замены колесных пар на вагоне
Неисправные колесные пары заменяют на специально оборуп,
ванных путях. Для этого колесные пары исправной тележки сиг ,
ет подклинить деревянными клиньями и отсоединить рычажп
передачу вагона и тележки. Через технологические отверстия и,
удалить шкворни. Двумя электрическими домкратами пронзил
подъемку кузова со стороны неисправной тележки и выкати гь г<
жку. Далее следует установить деревянные клинья под колеси
правной колесной пары, расшплинтовать и, используя гайконер
открутить гайки шплинтов со стороны неисправной колесной пи
Иногда откручивание гаек шплинтов удобнее произвести до ио
емки кузова при сжатых надбуксовых пружинах. Применяя koi
вой или мостовой краны, поднять раму тележки до выхода ш 11 и и
нов из надбуксовых пружин. Снять детали надбуксового peccopi 1
подвешивания не обезличивая их и заменить колесную пару.
76
риТОиТР
^r 1 л
<*> «5 : J ТГ
гч Абсолютным шабло- ном не менее 4 измере- ний
< Равномерный прокат: — при v = 120-140 км/ч — при v < 120 км/ч — в поездах дальнего следования — в поездах местного и пригородного со- общения — с приводом от шейки оси
1 Не допустимо Не допустимо
Не допустим
Абсолютным шабло- ном. Измерять в сечении максимального износа и до 500 мм с каждой стороны от него Шаблон ВПГ, 3 изме- рения
Неравномерный прокат у колесных пар с приводом от шейки оси Вертикальный подрез гребня
77
Продолжение табл. 3.3
1 2 3 4
Ползун Абсолютный шаблон два измерения или по таблице: Длина, мм 60 85 147 207 Глубина, мм 12 6 12 1 1-2, V< 100 км/ч 2-6, К<15 км/ч 6-12,К<10 км/ч более 12, Г<10 км/ч и вывесить или заклинить ко- лесную пару Не допустимо
Выщербина: — глубиной — длиной Толщиномер или аб- солютный шаблон, линейка 10 25 Не допустимо
Кольцевая выработка: — глубиной — шириной Толщиномером, аб- солютным шаблоном, линейка 2 на <1:3,5 1 на< 1:10 15 0,5 0,5 10
Раздавливание (уширение) Кронциркуль, линейка 5 Не допустимо
Навар Абсолютным шабло- ном два измерения 0,5 Не допустимо
Толщина обода: — при v = 140— 160км/ч — при г = 120— ч — т < I jfhrM Толщиномер, 3 измерения 40 42
- - • -
Остроконечный накат Внешний осмотр Не допустим Не допустим
Толщина гребня: — при v= 140-160км/ч — при у=120-140км/ч — при v< 120км/ч Ширина обода Абсолютным шабло- ном не менее 3 изме- рений Кронциркуль, линейка 30-33 28-33 25-33 126 31-33 29-33 26-33 126
Ширина обода в месте откола Кронциркуль, линейка 120 126
Глубина откола наружной грани Кронциркуль, линейка 10 Не допускается
Разность диаметра колес Скоба ДК — 1
Ослабление, сдвиг колеса, трещины осей и колес Визуально Не допускается Не допускается
Протертость средней части оси Линейки 2,5 Не допускаются
След контакта электродом Визуально Не допускается Не допускается
Расстояние между внутренними гранями колес: — при v < 120км/ч ; — при v > 120км/ч Штанген РВП, Четыре измерения че- рез 90° 1437-1443 1439-1443
Разность расстояний между внутренни- ми гранями То же — 2
V— скорость движения поезда, км/ч
40
Наружную колесную пару допускается заменять без выкиГЯ
тележки, для чего, не вынимая шкворня, необходимо поднять им
сте с кузовом вагона и ремонту тележки.
Подбор колесных пар выполняет бригадир или мастер текуив
ремонта, измеряя скобой Д К диаметр оставляемой колесной пир
Подкатываемая колесная пара должна отличаться по диамп ру
более 10мм в одной тележке, а у двух тележек не более 20 мм I'a
ность диаметров колес одной колесной парыдолжна быть нс 1ни
I мм.
Размеры параметров колесной пары должны соответствпиа
данным таблицы 3.3. В таблице приведены допустимые pa imi ।
колесных пар в эксплуатации и при подкатке их под вагон при t
кущем ремонте, указаны средства и методы выявлений нет при
ностей. Такую таблицу рекомендуется работникам ПТО, особен
начинающим, иметь постоянно при себе и вносить изменении
нормах браковки колесных пар, которые часто вводятся отделы!
ми распоряжениями руководящих служб.
Глава 4. БУКСОВЫЙ УЗЕЛ
4.1. Назначение и типы букс
Буксы являются наиболее повреждаемыми частями вагона в
период эксплуатации требуют постоянного контроля за свои м 11
ническим состоянием.
Буксовые узлы передают нагрузки на шейки осей, обеспечи!
ют возможность вращения колесной пары и ограничиваю! иг
дольные и поперечные перемещения колесной пары относи генi."
тележки.
На пассажирских вагонах применяются буксы только с m
шипниками качения (роликовыми), так как они обеспечиваю! ।
ализацию высоких скоростейдвижения и осевых нагрузок, a iai
более надежны в эксплуатации.
Буксовые узлы с подшипниками качения классифицирую!
по типу роликовых подшипников, способу их посадки на шеи,
оси, по конструкции корпуса буксы и деталей крепления подпнш
ников на шейке оси.
80
14 13
12
11
16
2036
Ь\ кеа пассажирского
"I > двумя цилиндриче-
ц подшипниками с тор-
ам креплением гайкой:
8
7
6
приус буксы; 2 — лабиринтное кольцо; 3 — задний подшипник; 4 —
niiil подшипник; 5— крепительная крышка; 6— смотровая крышка;
'pncuuM гайка; 8— стопорная планка; Я— болт М12 стопорной планки
। шиюй шайбой; 10 — проволока; 11 — болт М12 смотровой крышки;
'РУАипная шайба; 13 — прокладка; 14 — кольцо уплотнительное
1 тс । ру кция букс пассажирских вагонов приведена на рис. 4.1.
• способу соединения с рамой тележки корпуса букс бывают
< ИИ.1МИ и бесчелюстными.
' челюстной корпус буксы пассажирских вагонов (рис. 4.2)
• ими заднего 1 и переднего 2 подшипников имеет два крон-
ив 3 для размещения де-
надбуксового рессорного
шикания. В кронштейнах
смотрены отверстия 4 для
ионон рамы тележки. Ла-
ннам часть отлита вместе с
' ом. В верхней части корпу-
"(ружной стороны предусмо-
। нссквозные отверстия для
'•аки (КНБ — сигнализатора
•они нагрева букс. Лабиринт-
пи.но 2 (рис. 4.1) по форме со-
Рис. 4.2. Корпус буксы
81
ответствует лабиринтной части корпуса буксы и вместе с ней ofll
спечивает герметичность буксового узла, препятствуя выте>
смазки и попаданию в буксу грязи. Лабиринтное кольцо наир
выдается на предподступичную часть оси или устанавливав >
предварительным нагревом до 125—150°С. В передней части н р-
буксы закрыт крепительной и смотровой крышками с рези ноны*
уплотнениями.
Крепительная крышка 5(рис. 4.1) с резиновым уплотнится i.ii i
кольцом 14 обеспечивает герметичность корпусу буксы с вн
стороны. Кроме того, крепительная крышка фиксирует нар
кольца подшипников в буксе, для чего при ее установке нео
мо обеспечить зазор между корпусом буксы и крышкой в пр
0,5—2 мм.
Смотровая крышка 6 (рис. 4.1) служит для производства i
жуточной ревизии, обточки колесной пары, а также для koi
в эксплуатации состояния смазки, деталей подшипников. I
ка изготавливается штамповкой из стали или алюминия г
уплотнительную прокладку 13 крепится к крепительной к,
с помощью четырех болтов М12 со стопорными шайбами.
Крепительная крышка в зависимости от типа буксово)
устанавливается на четыре или восемь болтов M20coctoiioi
шайбами.
Детали торцевого крепления подшипников служат для
пления внутренних колец подшипников в осевом направле.
Подшипники на <
РУ1 закреплены корон
той гайкой М11х4 (риг '
стопорной планкой и <>
тами М12 с крепитсяып-
шайбами. Болты свя п.1 in
мягкой (отожженной) ш
волокой диаметром I
мм, пропущенной мере i
верстия в головках бон
проволоку крепят в <|нч
цифры «8».
Рис. 4.3. Крепление подшипников На оси 2 типа 1’\
шайбой (рис. 4.3) лабирип । по.
82
।« 1111ис 3 и 4, упорное кольцо 5закреплены шайбой 6 с четырь-
III гремя болтами 7М20. Более надежным является вариант
н и ия с четырьмя болтами. Для защиты болтов от самооткру-
11 и м под их головки устанавливают стопорную шайбу, края ко-
п шгибают клещами на грани головок болтов.
тигре шайбы предусмотрено отверстие для установки центра
шикарного станка при обточках колесных пар без демонтажа
4.2. Роликовые подшипники. Смазка
Оуксах грузовых и пассажирских вагонов устанавливают два
пифических подшипника (рис. 4.1) вплотную друг к другу, при
подшипник, расположенный у галтели шейки оси, называют
нм, и у ее торца — передним.
ipnk герметика основных типов букс с роликовыми подшип-
ми. применяемых на пассажирских и грузовых вагонах, при-
|| и габлице 4.1.
Таблица 4.1
Конструкция буксового узла
рукция >го узла Обозначение подшипников Габаритные размеры под- шипников, мм Тип вагона
Переднего Заднего
шумя >иче- одшип- 30-232726 30-42726 130x250x80 Пассажир- ские и грузовые
30-232726 36-42726 140x260x80 Грузовые
30-232728 30-42728
36-232728 36-42728
чиковые подшипники (рис. 4.4) состоят из наружного 1 и
•i’llнего 3 колец, роликов 2, которые размещены в ячейках се-
iipii 4.
пменясмые подшипники имеют разновидности:
' короткими цилиндрическими роликами, однорядные с
..... внутренним кольцом (рис. 4.4, а).
83
Рис. 4.4. Роликовые подшипники
2. С короткими цилиндрическими роликами и плоским vin
ным кольцом 5 (рис. 4.4, б)
Кольца и ролики изготавливают из хромистой стали мщ
ШХ15 и ШХ15СГ, сталиэлектрошлаковогопереплавамарки III
5СГШ, а также из стали регламентированной прокаливаемо-
марки ШХ4, а сепараторы — из полиамида. Передний подшит
имеет обозначение — 232726, а задний — 42726. По обозначении
маркировке определяют размеры подшипника и его конс грм >
ные особенности.
Маркировка наносится при изготовлении на торце нар\ i- „
и внутреннего колец. Маркировка содержит данные о заводе и
товителе, дате изготовления, материале и форме деталей ноши
ника.
Ролики цилиндрических подшипников изготавливаю! с |ы
ональным контактом — «бомбиной». Образующая таких роии
в местах перехода к торцам имеет скругления радиусом 2<ННН
для уменьшения влияния перекосов буксы на работу подшпп
ка. У цилиндрических подшипников, имеющих массивные о<
клепочные латунные сепараторы, ролики удерживаются в i н<
расчеканкой перемычек, а у полиамидных сепараторов на и
мычках имеются специальные утолщения.
Поверхности, которыми кольца взаимодействуют с рот
ми, называются дорожками качения, а выступающие края н
- бортами. Борта колец воспринимают от роликов осевые ши
ки. Для производства сборки и разборки буксы, внутреннее ко
84
tfn|H iincro подшипника бортов не имеет, а заднее имеет один борт
। >• > тропы лабиринтной части.
11ри своей работе подшипники испытывают радиальные (вер-
и.иые) и осевые (горизонтальные) нагрузки. Радиальные на-
• и возникают от веса вагона, ударов колес о стыки и неровно-
сти. Осевые нагрузки действуют вдоль оси и возникают при
> кждении вагоном кривых участков пути. Для обеспечения
। В1Л1.1ЮЙ эксплуатации букс важно обеспечить между деталями
• । и и ника определенные зазоры. Под зазорами понимают но-
' ||||.ные внутренние зазоры между кольцами и роликами, ко-
। I’ позволяют перемещаться кольцам относительно друг друга.
1>ы бывают радиальные и осевые.
пщильные зазоры измеряются в радиальном направлении и
' и i n вл я ют собой сумму зазоров между роли ками и дорожками
। >1ин колец. Радиальный зазор у подшипников, установленных
• ill к у оси, должен быть не более 0,05 мм, разность радиальных
и>в подшипников одной буксы — не более 0,02 мм.
ченыс зазоры — величины, на которые могут перемешаться
। И1СЛ1.НО друг друга в продольном направлении наружные и
< реп и ие кольца подшипников. Осевые зазоры должны быть
। нес 0,06 мм и определяются замером расстояния между тор-
। । роликов и бортами колец. Увеличение зазоров приводит к
। и к новснию между роликами и кольцами ударных нагрузок, а
мнение может вызвать заклинивание подшипников, так как
> икюге подшипника кольца и ролики из-за взаимного трения
। инются и их размеры увеличиваются.
• утренние кольца подшипников устанавливаются на шей-
' и с натягом, а наружные вместе с сепаратором и роликами
отливаются в корпус буксы свободно. При движении вагона
k'iiiic шейки оси вместе с внутренними кольцами, вызывает
i‘,iiHc роликов. Ролики, вращаясь вокруг своих осей, перека-
тим но дорожкам качения колец и вызывают поступательное
мсщение наружных колец, корпусов букс и вагонов в целом.
। v । рснние кольца должны быть подобраны к шейке оси по на-
но горый составляет при ремонте 0,03—0,07 мм.
। in установки внутренних колец на шейки используют горя-
|||и прессовую посадку.
•рмчая посадка заключается в нагреве внутренних колец (при
85
этом происходит их объемное расширение), их постановке па пи i
ку оси, остывании, после которого обеспечивается необходим,
прочность соединения колец с осью.
При прессовой посадке внутренние кольца вместе с лабпрт.
ным кольцом, подобранные по натягам, с помощью пресса
лодном состоянии устанавливают за один прием на шейку
усилием 6,5—18 тс.
Смазка букс обеспечивает уменьшение трения между рол и,
кольцами, сепаратором, а также отводит тепло, защищает /
буксы от коррозии. В каждую буксу при монтаже заклады
800-900 г (новое изготовление — 900-1000 г) смазки ЛЗ-ЦНИI
ЛЗ-ЦНИИ (У), представляющей собой однородную мазь ж
цвета.
Смазка распределяется:
— в лабиринтное кольцо — 100 г;
— в блоки подшипников — 500-600 г;
— в переднюю часть буксы — 200-300 г. ь ’>
4.3. Демонтаж и монтаж букс
с ЦИЛИНДРИЧЕСКИМИ ПОДШИПНИКАМИ
Демонтаж букс с подшипниками качения выполняют ни н
ханизированной или полуавтоматической поточных линиях
ручным способом. Демонтаж букс на горячей посадке без ано
внутренних и лабиринтных колец, производят при условии и
верки оси специальным щупом ультразвукового дефектно.
Снимать внутренние и лабиринтные кольца букс на горячей
садке необходимо при их неисправностях, ремонте колесной Пн
со сменой элементов, а также при отсутствии соответствую!!
средств неразрушающего контроля.
При демонтаже буксы любым способом необходимо oni
нуть болты крепительной крышки и снять ее вместе со смотри
крышкой. Из передней части буксы удалить смазку, отвинти 1i.t
ты стопорной планки или тарельчатой шайбы, снять планку 1
шайбу. Далее с осей РУ1 отвинчивают и снимают торцевую пн
Выкручивание болтов производят с использованием демонi
ных стендов или гайковертов. Гайку снимают с помощью стт
или инерционным ключом. Снятые детали укладывают в коп i
86
> i' тин последующей обмывки. После удаления упорного коль-
ран-балкой со специальным захватом или буксосъемником
чнот корпус буксы вместе с блоками подшипников (наружное
ю с роликами и сепаратором). Из корпуса буксы пневмо или
ж россом удаляют блоки подшипников. При этом запрещает-
|||>нть молотком по корпусу буксы или подшипникам. При не-
। и мости с шейки оси с помощью
кционного нагревателя снима-
HIO или оба внутренних кольца,
рсцпоступичной части оси лаби-
носкольцо.
чнгаж букс с роликовыми под-
шками.
•статочная прочность посадки
hi и и и ков на шейке оси обеспе-
н я при условии, если подшип-
и колесные пары имеют темпе-
су окружающей среды.
|ч|наж букс на горячей посадке
шается производить не раньше
icpe i 12 ч после обмывки колес-
пар и через 8ч после обмывки
циников.
'"inаж букс с цилиндрическими
циниками на горячей посадке
uno г с установки на предпосту-
v ю часть от лабиринтного кольца
. 4.5), подобранного по натягу и
। ого до температуры 125—150°С в
рокочи, масляной ванне или ин-
1ОННЫМ нагревателем. Величина
а лабиринтных колец при ремон-
। % на составлять 0,02—0,15 мм. Ла-
11 ное кольцо должно упереться в
цредподступичной части оси. На
\ оси надевают монтажную втул-
• горой наносят по лабиринтному
। у удары, усиливающиеся по мере
Рис. 4.5. Монтаж букс
87
его остывания до получения чистого металлического звука Н|
вильность расположения кольца проверяют лекальным угол ы ни ।
и щупом. Пластинка щупа толщиной 0,04 мм не должна пром-ш
в зазор между угольником и торцом лабиринтного кольца, а т.н •
зазор между кольцом и торцом пред подступичной части оси.
Внутренние кольца подшипников подбирают к шейкам < \
том натяга, который должен составлять при ремонте 0,03—О.Оь
Кольца нагреваютдотемпературы 100-120° Стакимжеобразом,
и лабиринтное кольцо. Устанавливают кольца с помощью наир
ляющего стакана и монтажной втулки. После установки внуч"
них колец ставят упорное кольцо 4 и при помощи шайбы и бон
М20 или торцевой гайки 5 все детали затягиваются в осевом i
правлении (рис. 4.5, а). По мере остывания внутренних колеи (»
ты или гайка подтягиваются для обеспечения плотного прид, । и
деталей друг к другу. После полного остывания шайбу или i nn
упорное кольцо снимают. Плотность прилегания внутренних >
друг к другу и к лабиринтному кольцу проверяют пластин ко и ш
толщиной 0,04 мм, которая может войти в зазор между деталями
участке длиной не более 1/3 окружности.
В корпус буксы 6 после покрытия его посадочной поверх ин
цилиндровым маслом, устанавливают блок заднего подпиши
маркировкой к лабиринтной части и блок переднего подишпш
7, маркировка которого обращена к передней части оси (рис I
Пространство между роликами и проточкой лабиринтной n.i
корпуса или лабиринтного кольца заполняют смазкой по всем у i к
метру.
В одну буксу не разрешается ставить сепараторы излатуни и
лиамида, а на одну колесную пару запрещается устанавл и на in
пуса, изготовленные из алюминиевого сплава и стали.
Подготовленный корпус буксы устанавливают на ось пилон
к лабиринтному кольцу (рис. 4.5,в). Корпус буксы с блоками ।
шипников должен устанавливаться на внутренние кольца сны
но, без особого усилия.
Тугое перемещение корпуса означает, что имеются нарупн
в проверке радиальных зазоров подшипника или в подборе 1<
раторов. Далее на шейку оси устанавливают упорное кольцо
кировкой, обращенной к резьбовой части оси, навинчиваки
ку М110х4 и затягивают ее при помощи гаечного ключа и мош
88
' • ой 3 5 кг двумя-четырьмя ударами, прилагаемыми на плече
до получения чистого металлического звука (рис. 4.5, г).
нем в паз оси устанавливают стопорную планку 8, болты
ирной планки 9 с пружинными шайбами. Болты связывают
«снной проволокой 10, которую увязывают по форме циф-
При монтаже букс на осях РУ1Ш после установки упорного
ни ставят тарельчатую шайбу и крепят ее четырьмя или тре-
пцами М20. Под болты ставят стопорную шайбу. Затягивают
i.i М20 тарированным ключом усилием с крутящим моментом
’50 Н м (23—25 кгс м). Для обеспечения равномерной затяжки
нН завинчивание четырех болтов выполняют по схеме 1—2—3—
4 2 -1, а трех — дважды по периметру. Края стопорной шай-
। гиба ют на грань каждого из болтов. Одна треть свободного
|раиства передней части буксы заполняется смазкой, а кор-
iykci.1 закрывается крепительной 12 и смотровой крышками
норме крепят к корпусу буксы болтами М20 с пружинными
•ими (рис. 4.5, д)
шжду смотровой и крепительной крышкой ставят новую ре-
ную прокладку 13, а между корпусом буксы и крепительной
и кой — новое резиновое кольцо 11. Крышки скрепляют между
в почтами М12 с пружинными шайбами и затягивают усилием
1МЩИМ моментом 100—120 Н М. Общее количество смазки, за-
i.niaeMoe в буксу, должно быть 800—900 г.
||>д два болта (или один болт, если это предусмотрено кон-
иней) крепительной крышки правой буксы с левой стороны
ывливают бирку, на которой выбивают номер оси, дату пол-
। (свидетельствования и условный номер предприятия, произ-
iiinero монтаж букс.
i'iccibo монтажа буксы проверяют измерением зазора между
нем крепительной крышки и торцом корпуса, а также про-
• ч легкость вращения буксы относительно шейки оси. Допу-
1Ый неравномерный зазор должен быть не менее 0,3 мм в зоне
чюжения ушков. Вращение буксы на шейке оси должно быть
иным. Кроме того, вручную проверяют осевое смещение буксы
. шейки оси, которое должно быть свободным в пределах осе-
ни i6era.
। «еле проверки буксу окрашивают черной краской. Данные
ижа буксы заносят в журнал ВУ-90.
89
В последние годы снятие и установку лабиринтного и вн у i
них колец производят прессовой посадкой, которая значини!
сокращает время и трудоемкость работ по демонтажу и моши,
буксовых узлов.
Запрессовка лабиринтного и внутренних колец производиi
одновременно. Подбор колец к шейкам производится с теми
требованиями, что и при горячей посадке. Нажимное усилн-
прессовки на ось всего комплекта составляет 6,5—18 тс. Заир'
ванные кольца подвергают обжатию усилием 25—30 тс.
До установки торцевой гайки производят обжатие резьбы и у <
ее навинчивания до соприкосновения с упорным кольцом п<|»
него подшипника и поджатием усилием 150 Нм (15кг-м) или <> ;ш
ударом молотка массой 3-5 кг по ручке гаечного ключа. Далее ।
ку поворачивают на угол не менее 20° (шлиц и 1/4 выступа кор-
ки). Затем гайка отворачивается до образования зазора между и
и упорным кольцом.
Контроль нажимных усилий при запрессовке колец выполни
по показаниям манометра.
Для увеличения прочности резьбовых соединений в букет
узле применяют анаэробные клеи-герметики «Стопор». Это ня н
жидкости, устойчивые при хранении на воздухе и быстро затвор
вающие при нарушении контакта с воздухом. «Схватывание» i
метиков в соединении деталей начинается через 15-20 мин но
сборки резьбового соединения, а полная прочность достинв'
через 3 часа при температуре 15—20°С.
При откручивании болтов и гаек возникает затруднение и
прочности герметика. В этом случае необходимо после начл и
кручивания повернуть гайку или болт в противоположную < ।
ну на угол 120-180°, а затем произвести откручивание. Допу-
ется использовать накладной ключ и молоток массой 3—5 ki i
нагревать соединение любым способом до 150—200°С и сра ц
демонтировать.
м 4.4. Буксы с коническими подшипниками
КАССЕТНОГО ТИПА
На пассажирских вагонах новой постройки в буксовом у те
сто применяют конические подшипники. Буксы вагонов для ।
90
i ll движения до 200 км/час оборудованы только коническими
пищиками.
ь реход на применение конических подшипников возможен в
следующих их достоинств:
11 риспособленность к различным по величине и направлению
\ зкам, что позволяет реализовать большие пробеги в эксплуа-
II бе । разборки букс;
• компактность исполнения;
Осзразборная конструкция позволяет организовать экономи-
н выгодное централизованное техническое обслуживание,
отечественных вагонах конические подшипники применяют
in колесных парах РУ1Ш-950, так и на колесных парах с дис-
ми тормозами.
h mi in и п н ики производства ОАО «Волжский подшипниковый
!• тииаТВУ 130x250 устанавливаются в серийный корпус бук-
< оотнетствии с рис. 4.6.
'идшипники конические двухрядные кассетного типа напрес-
ипюгся на шейки осей РУ1Ш в холодном состоянии вместе с
усом буксы, лабиринтом и задней крышкой. В передней части
i.i подшипник зафиксирован передней крышкой и вкладышем,
1>мй крепится болтами М20 кторцу оси. Отверстие вкладыша
ы io заглушкой. Корпус буксы закрыт крепительной и смотро-
1>ы in ками. Внешним отличительным признаком такой буксы
| н я наличие на лабиринте выступающего пояса. Герметич-
|. пуксы обеспечивается кожухами совместно с уплотнитель-
и кольцами, установленными в кольцевые канавки передней
пей внутренних крышек.
м оные узлы вагонов для скоростей движения до 200 км/час
ройки ТВЗ (рис. 4.7) состоят из корпуса буксы 1, кассетного
видного подшипника 2 с размерами 230x130x150, задней 3 и
шей 4 крышек, фиксирующих внутренние кольца подшипни-
шейке оси в осевом направлении.
в в идка задней крышки на предподступичную часть оси —
оная. Передняя крышка фиксируется на оси болтами 20, сто-
Н1ИМИСЯ стопорной шайбой 5, поджимая Внутренние кольца
। и 11 и и ка.
। in предотвращения попадания влаги и пыли на дорожки ка-
пни подшипника имеются выполненные на задней и передней
91
160.0±0,1
Болт М20x60
Корпус
буксы
Крышка
смотровая
Крышка
передняя
Ко* г
Л;|Г>|||1кп|
3
-xOci.l'VI Н|
Вкладыш
Kojii.iio
yiuioiiiiiii 1
Kpi.lln, ,
lajuiii'i
Болт Ml2x35
Заглушка
Крышка
крепительная
149,25±0,75
Полниший
ГНИ I in )
Рйс. 4.6. Буксовый узел пассажирских вагонов
эксплуатационного парка
крышках кольцевые канавки, в которые вставлены кольца п,
паре с кожухами 7, вставленными в наружное кольцо подншн
ка, образующие лабиринтное уплотнение подшипника.
Наружное кольцо подшипника фиксируется в корпусе ну
при помощи задней 8и передней Укрепительных крышек, иод
маемых к корпусу буксы болтами 10.
На переднюю крепительную крышку левого буксового )
устанавливается осевой датчик, который служит для регул пр»
ния работы дискового тормоза с целью предотвращения юти
лесной пары.
Правые буксовые узлы закрываются с помощью болтов с
тровой крышкой 17.
92
Рис. 4.7. Букса скоростного вагона постройки ТВЗ ;
11римсчание: правым считается буксовый узел, на котором под
►г ними болтами передней крепительной крышки установлены
hi и с нанесенной на них маркировкой.
1 i»i предотвращения попадания влаги и грязи в буксовые узлы
мшровую крышку, датчик скольжения и между крепитель-
। крышками и корпусом буксы устанавливаются уплотни-
ii.iv прокладки 18и 19.
целью исключения несвоевременного проникновения в бук-
узлы по одному болту на передних крепительных крышках
пропой или датчике скольжения каждого буксового узла об-
чинен проволокой и пломбируются.
। >п гаж буксовых узлов с подшипниками кассетного типа вы-
шней в следующей последовательности:
>пмерить диаметр шеек и предподступичных частей. Замер
। ра внутренних колец не производится, а пользуются запи-
I паспорте на подшипник. Натяги элементов подшипника на
песней иваются конструкцией и должны быть:
। in । утренних колец на шейках осей вагонов эксплуатационно-
। парка 0,04—011 мм;
93
।
2. задних крышек на преподступечных частях оси 0,03—0,1 Кб М
3. лабиринта на преподступичных частях оси 0,012-0,15.
Замер посадочного диаметра лабиринта производится в
ветствии с инструкцией 3-ЦВРК
б) запрессовка подшипников без их разборки за один ход
жера. Монтажное усилие прилагается только к внутреннем\
цу и контролируют его по манометру;
в) затяжка болтов торцевого крепления после установки
дыша и заглушки.
Качество монтажа проверяется на легкость вращения по
ника, которое должно происходить легко, без посторонних в
Допускается повторная установка подшипника на ту >
Если легкость вращения не обеспечена, подшипник отправ
на завод-изготовитель.
Разборка подшипников кассетного типа и их ремонт вы ни
ют предприятия-изготовители сервисно.
При полном освидетельствовании колесных пар с кассе ни
подшипниками состояние деталей буксового узла проверяе i> я
зуально. Добавлять смазку в переднюю часть буксы запрещ.в i
Особенность эксплуатации букс с кассетными подшипник
связана с более высокими, примерно в 1,5 раза, нормальными
бочими температурами нагрева подшипников по сравнению ц
повыми буксами.
4.5. Неисправности буксовых узлов, их причины
От исправного состояния буксовых узлов в большой CTC1ICIII
висит безопасность движения поездов. Являясь необрессорсн
частью вагона, буксовый узел испытывает в пути следован им
чительные статические и динамические нагрузки, которые i
бенно велики при наличии на колесных парах ползунов, вы и
бин, «наваров», а также при проходе вагона по стыкам и дефг|
рельсов. При проходе кривых участков железнодорожной' и
буксы испытывают большие осевые нагрузки. Буксовый учен
бует высокой квалификации и точности выполнения рабоа н<
монту деталей и монтажу. Сложность своевременного выяви!
неисправностей объясняется и конструктивными особенноеп
Буксы герметично закрыты и за короткое время стоянки в;н <»нЯ
94
* *» нс предоставляется возможным визуально проконтролиро-
осгояние подшипников и деталей крепления. Для конструк-
• и ученых остается актуальной задача разработки более на-
их как подшипников, так и буксовых узлов в целом.
ионными неисправностями буксовых узлов на подшип-
s качения являются: разрушение деталей крепления под-
онков, обводнение смазки, ослабление натяга внутренних
иринтных колец, изломы и разрывы внутренних и упорных
। подшипников. Износ и разрушение сепараторов, как пра-
происходят из-за обводнения или недостаточного количе-
мазки в подшипниках, а так же из-за механических повреж-
п сепараторов, не выявленных при полной ревизии буксы,
н । неисправностей роликовых букс показал, что неисправ-
। де талей крепления подшипников на оси РУ1 происходят
только раз чаше, чем на оси РУ1Ш. Одной из самых распро-
1СППЫХ причин трения букс является неудовлетворительное
гпо и состояние смазки.
||>ичинами попадания влаги в смазку являются неправиль-
г хранение и нарушения технических требований к монтажу
.г Нс разрешается хранить смазку под открытым небом, не
щепную от попадания атмосферных осадков. Во избежание
пан ня влаги в буксу, не разрешается промывка колесных пар,
жпщих промежуточной ревизии, без специальной защиты
того узла. При монтаже следует закладывать смазку в ла-
н| нос кольцо равномерно по всей окружности; необходимо
|рсменно заменять резиновые прокладки и кольца на новые
пить за прочностью болтовых креплений крышек.
ионная причина разрушения торцевого крепления подшип-
н на шейке оси — нарушение требований монтажа букс: за-
н не зазоров между кольцами, неправильный подбор и уста-
। гайки М110. Следует тщательно контролировать состояние
ы । аек и шеек осей.
। попорот колец происходит из-за нарушения температурных
мои при монтаже букс, применение несовершенных или не-
нца юй настройки измерительных приборов и инструмен-
(онускаемая разница температур измеряемых деталей и ин-
1сн га — не более 3 “С.
95
4.6. Внешние признаки неисправностей
роликовых БУКС
Отдельные неисправности буксового узла проще выяви и. н>
встрече поезда с ходу. При этом следует обращать внимание ни и
ведение и состояние колесных пар, корпусов букс, рам к н >
и рычажной передачи, на наличие посторонних ударов, ом
дыма, искр, запаха горелой смазки.
Другие признаки неисправностей букс более заметны к
осмотре вагонов во время стоянки поезда, когда особое вним и.
следует обращать проверке степени нагрева корпуса, состоим
смотровых и крепительных крышек, лабиринтных колен, и-
жению корпуса буксы по отношению к лабиринтному колып
Перечень возможных неисправностей буксовых узлов с но пн.
никами качения и их внешние признаки указаны в таблице 4 '
Таблиц,.
Признаки неисправности буксового узла Возможные неисправп."
При встрече поезда с ходу
1 2
Наличие дыма, специфического за- паха горелой смазки, пощелкивание в буксе Разрушен подшип ник
Движение юзом одной из колесных пар при отжатых колодках (рис. 4.8) Заклинивание разрушим го подшипника ‘jig
“Ж" * - ’ ' Рис. 4.8. Движение колесных пар юзом
Дребезжащий стук колеса о рельс, на- личие на колесной паре нескольких ползунов Разрушен подшипник, i лики периодически uih ниваются
96
Продолжение табл. 4.2
1 2
аброс искр со стороны лабиринтной <1и Проворот внутреннего коль- ца или разрушение заднего подшипника
1 рсмещение буксы вдоль оси, черный нч крышки в зимнее время, наличие i смотровой крышке вмятин, цвета ИОгжалости Повреждено торцевое кре- пление подшипников на шейке. Оборваны болты М20 или излом стопорной план- ки, гайка Ml 10 сошла с резь- бы, разрушен подшипник
" и й стук рычажной передачи, вер- " < и>ные перемещения буксы Разрушение сепаратора
и | | ие искр между колесной парой и • П. а также между буксой и рамой >тирской тележки, слышен скре- Излом шейки оси
При осмотре буксового узла во время стоянки поезда
• рос смазки через лабиринтное
। пение на детали тележки и кузов
1.9, а). Наличие в смазке метал-
। их включений. Потеки смазки
крышки (рис. 4.9, б)
Разрушен подшипник, об-
воднение смазки, Проворот
внутреннего кольца, закли-
нивание роликов, излишнее
количество смазки
1 <е, 4.9. Выброс и потеки смазки
ппснный нагрев корпуса буксы в
ч-нии с другими буксами
Излишнее количество смаз-
ки, начало разрушения бук-
сы
Н|нИ
97
Продолжение табл. 4.2
________________1__________________________2
Двойныеударыилидребезжащие звуки Повреждено торцевое ч"
при обстукивании смотровой крышки пление подшипников (pin
ниже ее середины (рис. 4.10, а) 4.10, б)
Рис. 4.10. Проверка торцевого
крепления
Наличие на смотровой крышке пробо- Повреждение торцевого чн
ин, выпуклостей, потертостей, окали- пления подшипников
ны (рис. 4.11) j
Рис. 4.11. Повреждение смотровых
крышек:
а — пробоины; б — выпуклость
Задняя часть корпуса нагрета больше Разрушен задний иол ><)«
передней ник или нет зазора М' <
лабиринтной частью
пуса буксы и лабири...
кольцом
Передняя часть корпуса буксы нагрета Разрушен передний
больше задней шипник
98
Продолжение табл. 4.2
1 2
•-х Разность зазоров HK-rCZ? между корпусом бук- М \ сы и лабиринтным Г" J \ кольцом в верхней и | ШаЬон) нижней частях буксы / более 1мм при изме- / рении специальным j / шаблоном (рис. 4.12) । I . L \ / г* ' 4 12. Схема проверки зазоров меж- Ппбиринтным кольцом и корпусом буксы Разрушение одного из под- шипников, проворот вну- треннего кольца на шейке оси
' га Смещение корпуса бу к- иг сы относительно лаби- И ринтного кольца более ‘ * 1,4 мм (рис 4.13) Л-.. .. . г i <! . Шаблон Рис. 4.13. Схема •нерки смещения корпуса буксы । шеи гельно лабиринтного кольца Повреждение торцевого кре- пления
пение дыма, наличие запаха из । (при проверке с ходу и после попки поезда) Разрушение полиамидного сепаратора
99
Окончание табл. 4.2
_______1_____________________________________2_________
Излом надбуксовой пружины, наличие Разрушение одного или <"
ржавчины на пружинах буксового и их подшипников
центрального подвешивания пассажир-
ской тележки (рис.4.14, а)
Рис. 4.14. Проверка букс:
а — излом надбуксовой пружины;
б — проверка буксы на ощупь
Зазор А между рамой тележки и по- Полное разрушение подшни
толком буксы менее 56 мм (рис. 4.8) ников
4.7. Порядок проверки роликовых букс в эксплуатации
Для содержания буксового узла с подшипником качения и н<
правном состоянии предусмотрен их контроль в эксплуатант. .
выполнение промежуточной и полной ревизии.
Для контроля за состоянием буксового узла в пути следо!
применяются системы бесконтактного обнаружения нац
букс в поездах К.ТСМ, ДИСК, ПОНАБ. Принцип действия дп
стических систем основан на восприятии аппаратурой импх
инфракрасного излучения от греющихся букс с преобразив,
этих импульсов в электрические сигналы, их обработкой и
дачей информации о наличии и расположении перегретых •
поезде. Устройства ДИСКи КТСМ во многом способствую! <
ременному выявлению неисправных буксовых узлов и повышени
безопасности движения.
100
Буксы пассажирских вагонов оборудованы термодатчиками
К 1П>), которые своевременно сигнализируют проводнику ваго-
to ппличии недопустимого нагрева буксового узла.
Не । речая поезда с ходу, осмотрщики вагонов, используя при-
тон в соответствии с таблицей 4.2, выявляют неисправные буксы
pit вложении вагонов.
После остановки состава каждый буксовый узел должен быть
.... проконтролирован в следующем порядке:
11 проверить состояние колесной пары;
’I проверить нагрев буксы и сравнить его с другими буксами
...состава;
11 посмотреть крышки, корпус буксы, лабиринтное кольцо;
11 путем обстукивания смотровой крышки определить неправ-
ое тонкие торцевого крепления.
। io внешним признакам (табл. 4.2) выявляют неисправные бук-
м пература которых не отличается от температуры исправных,
спет, нагрева букс определяется наощупь (рис. 4.14, б).
грщик вагонов тыльной стороной ладони должен прикос-
ч к каждой буксе состава, нагрев букс одной стороны поезда
сп быть одинаков. Повышенный нагрев корпуса может быть
чрезмерного количества смазки, установленной в буксу при
<жс. Такой нагрев происходит непосредственно после ремон-
•оки которого необходимо уточнить по бирке. Этот нагрев
и прекратиться через 500—600 км. Если нагрев происходит
желания в лабиринтном уплотнении или дефектов подшип-
II, колесная пара должна быть отправлена для полного осви-
I.CI вования.
> смотровой крышке, чуть ниже ее середины, наносят легкий
золотком. Если имеется излом болтов стопорной планки или
ьча । ой шайбы, изломана стопорная планка, отвернулась гай-
це г слышен двойной удар или дребезжащий звук.
1ШС111ПИМ осмотром выявляют повреждения смотровых кры-
• ослабление их болтовых креплений.
111 колесные пары, у которых неисправности буксового узла обна-
п ы визуально, по внешним признакам, на внутренней поверх-
" писка колеса наносят меловую надпись «По внешним призна-
.1 при обнаружении нагрева букс приборами ДИСК (ПОНАБ)
ним mi надпись «Аварийная —ДИСК (ПОНАБ, КТСМ).
101
При обнаружении любой неисправности, выявлений но ни
ним признакам нагрева букс, осмотрщики вагонов принимаю!
шение о методах ее устранения. Если установить причину nai ।
буксы невозможно, колесная пара должна быть отправлена в |><
ковый цех вагонного депо для ревизии.
При остановке поезда по причине нагрева роликовой (>\
в пути следования необходимо тщательно осмотреть ее и, <
букса не имеет следов сползания с шейки оси, а колесная
свободно вращается, следовать дальше до ближайшей стаи
можно со скоростью не свыше 15 км/ч с остановками через
дые 5-6 км для осмотра состояния буксы. Тормоз вагона сш
выключить.
Если будет замечено сползание буксы с шейки оси, то '
нейшее следование поезда возможно только при сопровожл1
осмотрщиком вагонов, который обязан непрерывно следить ы
ющейся буксой, находясь на подножке или идя по обочине р
с аварийным вагоном. Скорость поезда в этом случае нс до
превышать 5—7 км/ч. Заметив увеличение сползания буксы
возникновение заклинивания колесной пары, осмотрщик в;н
обязан принять меры к немедленной остановке поезда, а манн
локомотива — доложить поездному диспетчеру о невозможн.
дальнейшего следования.
4.8. Особенности контроля букс
с КОНИЧЕСКИМИ ПОДШИПНИКАМИ
Контроль в эксплуатации буксовых узлов с коническими шы
шипниками кассетного типа выполняется с теми же требоыннь
ми, что и серийных.
Браковочными признаками, требующими отцепки вагон.। •
ляются:
— выброс смазки надиск и обод колеса, вызванный перш рсц<
подшипников;
— обрыв болтов М20 или М24 торцевого крепления подшинн’
ков на оси;
— наличие воды в корпусе буксы (определяется при подо зршн
на неисправность подшипника при снятии смотровой крышки
буксовых узлов TBU 130x250);
102
L выброс смазки на кожух подшипника или в смотровую крыш-
lb (определяется при подозрении на неисправность подшипника
ш снятии смотровой крышки);
| повышенный нагрев буксовых узлов с подшипниками кас-
I н о типа по сравнению со стандартными буксовыми узлами.
|| в буксового узла определяется на поверхности верхний ча-
m приуса буксы. Температуры корпусов букс колесных пар с
hi циниками кассетного типа должны быть примерно одина-
( ми с корпусами букс аналогичного типа других, рядом сто-
ll нагонов.
I hi । роль в пути следования вагонов с подшипниками кассет-
|| । ина осуществляется аппаратурой КТСМ.
9 гановка поезда производится по сигналу «Тревога-1» в соот-
I ни и стребованиями «Инструкции по размещению, установке
нлуатации средств автоматического контроля технического
|| иния подвижного состава на ходу поезда» ЦВ-ЦШ-453.
I (стройка пороговых значений АРМ ЛПК производится co-
ll) hi утвержденным таблицам настройки порогов срабатыва-
" ипаратуры КТСМ.
I ниц обнаружении осмотрщиками вагонов дефектов подшип-
х и! кассетного типа или дефектов на поверхности катания ко-
< । < тесной пары, не допускаемых в соответствии с Инструкци-
К' 1I B/3429 и ЦВ-ЦЛ-408 в эксплуатации, вагон отцепляется из
। на для смены колесной пары.
L 4.9. Опыт РАБОТЫ ПЕРЕДОВЫХ ОСМОТРЩИКОВ ВАГОНОВ
I ПО ВЫЯВЛЕНИЮ НЕИСПРАВНОСТЕЙ БУКС
I в'ние быстро и безошибочно контролировать состояние po-
ll нах букс — одно из важнейших требований ко всем работни-
I вязанным с эксплуатацией и техническим обслуживанием
l "он. Для приобретения необходимых умений и навыков по
I нос гике состояния букс следует постоянно изучать и исполь-
li в в своей работе опыт работы передовых осмотрщиков ваго-
l|i о выявлению скрытых неисправностей в деталях буксового
и ынинство из рассмотренных ниже признаков замечено при
1» ппчсском обслуживании букс грузовых вагонов, но их с успе-
103
хом можно использовать и для проверки буксовых узлов mil
жирских вагонов.
4.9.1. Рекомендации при встрече поезда:
1. Выходить заранее до появления поезда, занять обозначен
место (место встречи).
2. В темное время при выходе из помещения оглядеться, । .
выкнуть к темноте, проверить фонарь.
3. При встрече поезда можно обнаружить:
а) Скрежет, пощелкивание в роликовой буксе.
б) Равномерный отчетливый стук (ползун, выщербина, пав чч
в) Стук, нарастающий и затухающий, овальность колеса
равномерный прокат).
г) Обратить внимание на глухие стуки, старые закатит
ползуны — в этих колесных парах чаще бывают трещины в ди
колес и разрушения роликовой буксы.
Данные о встрече поезда передать оператору ПТО для нс|
чи осмотрщикам ремонтникам вагонов для более вниматсл!>>
осмотра колесных пар и роликовых букс.
4.9.2. Рекомендации при наружном и внутреннем осмотре бук>
При осмотре вагонов, оборудованных роликовыми бум
надо обращать внимание на наличие смазки на диске колп > •
смотровые крышки. Выпуклости на крышках говорят о том
роликовая букса неисправна. При этом корончатая гайка М11'1 п
чала сходить с резьбы шейки, согнула стопорную планку путч
ется во внутреннюю поверхность смотровой крышки. Можс i ।
такое, что болты стопорной планки отошли и тоже упирав
смотровую крышку. Причем при ударении контрольным мол<
по наружной поверхности не слышно никакого звука, идущс
нутри роликовой буксы, так как смазочный материал будет и
щать звук металла о металл, если планка ввязла в смазку.
При осмотре также надо обращать внимание на вогну
крышки. При вскрытии таких букс можно обнаружить, ч
ловки болтов в процессе эксплуатации терлись о внутрен 11 к ।
верхность смотровой крышки, причем нагрева не наблюдай >
В процессе работы установлено, что роликовая букса на ।-ч
чей посадке с выходом лабиринта более 1 мм имеет дефект.
104
|! 1.1 ход смазки из лабиринтного кольца еще не говорит о том, что
। неисправна, так как это может быть из-за избытка ее в буксе.
а и смазка располагается на диске колеса в большом количе-
ш это уже является признаком неисправности буксы.
» вскрытой буксе в первую очередь нужно обращать внима-
14 место стопорения усом стопорной планки корончатой гай-
1 ели между двумя коронками и стопорным усом стопорной
ки есть зазор, то при движении через него выдавливается
mi. Эго признак ослабления гайки Ml 10. Следует также обра-
впимание на смазочный материал, находящийся в нижней
। корпуса буксы, около смотровой крышки. Если при расти-
п в руках небольшого количества смазки будет обнаружена
и личсская пыль или мелкая стружка, то это свидетельствует
। рушении роликового подшипника со стороны лабиринтного
ив. Причем обнаруженная пыль будет того же цвета, что и
mi в буксе.
мрушение шплинтовки болтов стопорной планки, изогну-
. самой планки и выработка уса стопорной планки — все это
гея свидетельством того, что узел работает ненормально.
ри очистке от смазки стопорной планки и крепительных
>в, под головками болтов и граверными шайбами можно об-
•кпгь металлический блеск. Это уже говорит о том, что болты
ни ю г откручиваться.
hi ком случае надо проверить рукой их крепление. Если бол-
т-ют движение, то они поставлены не по резьбе или резьба
iiieiia.
матривая вскрытую буксу, категорически запрещается сту-
по корончатой гайке молотком или ломиком.
обы определить прочность закручивания гайки, осмотрщик
iob должен зачистить от грязи и пыли ломик и заложить его
v коронками так, чтобы создать рычаг. Потом ломиком по-
। вся сделать движение вперед и назад. Если гайка ослаблена,
.1 с усом стопорной планки будет создавать металлический
| »и внешнем осмотре необходимо обращать внимание на
юдступичную часть, на которой у задней галтели при раз-
ини лабиринтного кольца и его смещении остается кольце-
1|ш шая выработка.
105
4.9.3. Метод В.М. Басалаева по выявлению неисправностей
роликового буксового узла
При проверите внутреннего кольца нагрева буксы может иг 1
вообще, смазка по внешнему виду в хорошем состоянии, ।
ально подшипники исправны, а внутреннее кольцо заднем>
переднего подшипника свободно вращается на шейки оси I
ворот внутреннего кольца вызывает ступенчатый износ ш
оси, глубиной в несколько миллиметров. Такой характер и ।
объясняется тем, что внутреннее кольцо работает как подшш
скольжения. За счет ступенчатого износа шейки оси букса hi
няется. При провороте внутреннего кольца заднего подтип
возникает незначительный перекос корпуса буксы в сторону
ка колеса. Износ шейки оси от проворота кольца переднею
шипника вызывает перекос в противоположную сторону. Ро
и дорожки качения внутренних и наружных колец перетру*
ся, что приводит к усталостному выкрашиванию дорожек кач<
Это особенно опасно тем, что в начальной стадии букса пол
дает нагрева. Проворот внутренних колец приводит к разрупк
подшипников и шейки оси, но металлические примеси ни koi
выбрасываются наружу, так как скапливаются вместе со см.
внизу, в зазоре, образовавшемся при выработке оси. При ни
ных неисправностях, явно угрожающих безопасности дви*<
крепление стопорной планки не всегда нарушается и метал >
ские примеси в смазке могут быть незаметны. Сама по себе i
ность крепления болтов крепительной планки и чистота щ
еще не свидетельствуют о исправности узла.
Неисправности заднего подшипника можно обнаружить но г
нению посадочных зазоров между корпусом буксы и лабирин
кольцом. Разность радиальных зазоров двух подшипников,
новленных на одну шейку оси допускается до 20 Мкм, то есть
кос корпуса буксы по отношению к лабиринтному кольцу
тически невозможен. У исправной буксы зазор между корь
буксы и лабиринтным кольцом примерно одинаков вверху и
и составляет суммарно 1,5 мм.
Разница зазоров вверху и внизу буксы свидетельствует о и
шемся разрушении заднего подшипника. Например, в нала и и
фазе разрушения заднего подшипника заднее кольцо, проворил i
ваясь на шейке оси, даст выработку в 1 мм. Следовательно, корт
106
• ••». i.i верхней частью как бы сядет на лабиринтное кольцо. Зазор
чу корпусом и лабиринтным кольцом в нижней части буксы
мчится на 1 мм, а в верхней уменьшится на величину, равную
нютке оси или исчезнет совсем. При дальнейшей эксплуа-
н лабиринт корпуса начнет контактировать с лабиринтным
ном. Ускорится нагрев узла и его дальнейшее разрушение.
и 1|>ушение переднего подшипника - проворот, выработка до-
и качения и т.д., корпус буксы будет иметь наклон передней
и и увеличенный зазор между корпусом и лабиринтным коль-
пверху.
и ipyiiieHHe деталей крепления подшипников сопровождается
1ом корпуса буксы по отношению к лабиринтному кольцу,
юй разбег для двух цилиндрических подшипников в одной
<• обеспечивается ее конструкцией и составляет 0,68-1,38 мм.
пение корпуса на большую величину является признаком
мнения или разрушения деталей крепления на торце оси.
'овреждение торцевого крепления проворот, внутренних ко-
ра ।ру шение подшипников можно выявить специальным шаб-
•м Басалаева (рис. 4.15). Клиновой выступ шаблона вводится
v и вверху между корпусом буксы и лабиринтным кольцом
4.12). Если шаблон входит сверху и снизу на одинаковое рас-
н не, букса исправна. Если шаблон в верхней части входит
.inc, чем в нижней, то неисправен задний подшипник; если в
ней части входит больше, чем в нижней, то неисправен перед-
подшипник. Допустимой является разность зазоров сверху и
у корпуса не более 1 мм.
ырезом в основании шаблона глубиной 1,7 мм проверяют сме-
IC корпуса буксы относительно лабиринтного кольца (рис. 4.13),
рос допускается не более 1.4 мм. Смещение на большую вели-
позволяет выявить ослабление или повреждение торцевого
Рис. 4.15. Шаблон Басалаева
107
крепления подшипников на оси. Данная неисправность может (и -
выявлена с помощью крючка. Проводя крючком по месту соеди
ния корпуса буксы с лабиринтным кольцом, определяют вели
ну смещения корпуса. Торцевое крепление исправно, если крю -
зацепится за корпус буксы. Торцевое крепление повреждено, с
крючок соскочит с лабиринтного кольца на корпус буксы.
4.9.4. Метод осмотрщика-ремонтника вагонов Кривцова li.ll.
Н.И. Кривцов установил, что первые 2—3 месяца после мош
буксовый узел проходит приработку деталей. При этом возможен
брос смазки на корпус буксы и диск колеса. Но это не является ।
знаком неисправности буксы, а подтверждает нормальную ра(м>
самостоятельное удаление излишков. Если же выброс смазки пр<
ходит после трех месяцев работы, то это уже должно настораж и।
осмотрщика-ремонтника вагонов: можно подозревать какой т
дефект в буксе. Определив по срокам ремонта время эксплуага
вагона, можно безошибочно вскрывать буксы, если оно состав
шесть и более месяцев. При проверке таких букс Н.И.Кривцок.
правило, находит лопнувшее упорное кольцо на подшипника*
рячей посадки, износ резьбы крепительной гайки Ml 10, ослабл<
крепительной планки вместе с болтами, разрушение сепаратор,.
4.9.5. Опыт работы старшего осмотрщика вагонов Калеменева Л.Ч‘
По мнению Калеменева, процент выявления неисправно-
роликовой буксы при встрече поезда невелик. Как правило, пп
часть поезда проходит с большой скоростью, и услышать или
деть неисправность трудно, а при скорости 5—8 км/ч нужно i
внимательным. При такой скорости четко слышны сухие щс.
роликов при разрушенном сепараторе, как правило, они ис1
ют при большой скорости. При низкой скорости слышатся гл
удары оборванного торцевого крепления, если букса эксплуа i >
валось долго и впереди нет смазки. При встрече поезда, заня(
сто возле крестовины стрелки и видя пространство между ди<
колеса и задней частью корпуса буксы, можно увидеть следу к н
раму тележки бросает в крестовине и, если разрушено тори
крепление, имеется большой зазор, то можно увидеть, как ко,
буксы сползает с лабиринта, а, войдя на прямой участок, кор"
буксы встает на место.
108
1(собходимо, особенно в летнее время, буксы ощупывать, даже
ь шами тельная разница в нагреве может насторожить осмотрши-
I 11.11 онов.
и 1имнее время надо обращать внимание на подтеки на бук-
исульки, чистый лед на верху корпуса буксы — это результат
гнсации при нагреве роликовой буксы. При вскрытии такой
ы зимой внутри смотровой крышки будет игольчатый щит, а
шей части корпуса буксы у лабиринта — снежный воротни-
.1 летом со смазки спереди будут стекать капельки воды. При
г не и разрушении роликовой буксы будет выделяться смазка,
<» надо обращать внимание. При разрушении заднего сепара-
. когда остаются перемычки, они интенсивно начинают гнать
к у между корпусом буксы и лабиринтом. Если имеется осевой
>, то смазка наслаивается. Если смазка выступает спереди,
ю проверить крепительную крышку. Ослабление ее говорит о
что при осевом зазоре наружное кольцо переднего подшипни-
забляет крепление и обрывает болты крепительной крышки,
лждую роликовую буксу обязательно нужно проверять на
m11 ис — это делается очень просто и не занимает много вре-
। Надо крючком, изготовленным ст. осмотрщиком Калемене-
провести сзади по лабиринту. Если крючок зацепляется, зна-
i ползания нет, корпус буксы немного выступает за лабиринт,
ш крючок сорвался, буксу нужно обязательно вскрыть, какое
г было сползание 1,2,3 мм — букса перемещается. Далее щупом
еряются трещины на наружном кольце переднего подшипни-
пл упорном кольце, т.е. там, где трещину из-за смазки не видно,
и и и и отовлен из медной проволоки.
I I О. Промежуточная ревизия роликовых букс при ТО-3
и качестве профилактических мер по отдельным указаниям на
111 <»и и утях текущего отцепочного ремонта вагонов или в пунктах
...роизводству ТО-3 производят промежуточную ревизию букс.
1'свпзию осуществляет слесарь, имеющий квалификацию не
hi -I го разряда и соответствующее удостоверение.
Профилактическая ревизия производится под вагоном без де-
I“ । нк копирования стопорных планок. Надежность торцевого
i pi и пения проверяется остукиванием.
109
Порядок проведения промежуточной ревизии:
— протереть и очистить от грязи место соединения смотрош
крепительной крышек;
— снять и уложить в закрываемый ящик внутренней с гори
вверх смотровую крышку;
— удалить смазку из передней части буксы и положить ее в >
тровую крышку для дальнейшего использования (при этом
обходимо соблюдать условия, исключающие попадание в бук
крышку различных загрязнений);
— проверить смазку на посторонние примеси путем раси
ния ее небольшой порции на зеркале, суконном материале ил
тыльной стороне руки. Букса с загрязненной и обводненной i * •
кой (стальные, латунные включения, механические и другие i ।
меси) подлежит полной ревизии. При хорошем состоянии см;
(потемнение смазкине является браковочным признаком) нр<
водят дальнейший осмотр;
— проверяют состояние видимой части переднего поди
ника.
При обнаружении излома или износа сепаратора, пристав!
упорного кольца или других дефектов, колесную пару нанрш
ют в колесно-роликовый цех для производства полной рении
— при удовлетворительном состоянии подшипника ос i'
ванием контролируют болты стопорной планки или тарельч..
шайбы. Ослабшие болты М12 подтягивают, неисправные зам,
ют. Неисправную проволоку болтов стопорной планки замен
под болты стопорной планки ставят пружинные шайбы. На
ность крепления торцевой гайки проверяют ударами слесари
молотка по оправке, упираемой в одну из граней коронки и
шлиц гайки. Проверку производят в обе стороны вращения
ки. При ослаблении гайки торцевого крепления колесную
выкатывают и снимают гайку. Колесная пара и гайка с нов,
денной резьбой к дальнейшей эксплуатации не допускаются
При торцевом креплении тарельчатой шайбой, болты
освобождают от стопорения и динамометрическим ключом
веряют их затяжку (вращением по часовой стрелке). При нал i
хотя бы одного из болтов с крутящим моментом менее 5 кгс/м
болты вывертывают и проверяют визуально состояние резьб!
верстий в торце оси и болтов крепления, а также состояния м>
110
" i" кода стержня болта к головке. При обнаружении задиров в
е перехода стержня болта к головке радиусом менее 0,8 мм
। подголовника или других повреждений, болты к дальней-
' «ксплуатации в торцевом креплении не допускаются. При
>мс головки или стержня болта оставшуюся часть болта вы-
ывают из оси без повреждения резьбы резьбового отверстия,
рсжденные болты заменяются. При обнаружении срыва бо-
। рех ниток резьбы в резьбовых отверстиях оси или затрудне-
нии завертывании болтов крепления допускается резьбовые
регия исправлять метчиком. При повреждении более шести
нах ниток резьбы в резьбовых отверстиях оси колесная пара
। гы кается и подается в колесно-роликовый цех. Болты, име-
1С затяжку крутящим моментом более 5 кгсм, подтягивают с
тем 23-25 кгс м. Затяжка болтов должна быть равномерной.
н ого завинчивание трех болтов производят дважды по пери-
>v, а четырех — по схеме 1— 2-3-4-3—4—2-1 с последующим
। трением;
в случае необходимости свежую смазку (общая масса смазки
1 1111И И — 0,2 кг) добавляют в переднюю часть буксы, которую
щынают валиком (деревянной лопаткой) на видимую часть
знего подшипника, уплотняя ее пальцами так, чтобы смазка
за проникнуть между сепаратором и бортом наружного коль-
Нри этом смазку можно дозировать мерной емкостью вместо
питания;
установить смотровую крышку.
1ежду крепительной и смотровой крышками при их сборке
и г резиновую прокладку толщиной 3 мм. Внутренние по-
пости крепительной и смотровой крышек, болты М20 и М12
перстня под них смазывают тонким слоем смазки ЛЗ-ЦНИИ.
пики скрепляют между собой четырьмя болтами М12, подко-
ле устанавливают пружинные шайбы. (При этом запрещается
нанливать болты с различными размерами головок.) Болты
। и на ют с применением гаечного ключа;
результаты ревизии занести в журнал формы ВУ-92;
на смотровой крышке наносят белилами трафарет по образ-
I’ ] V-05-380 (Р — ревизия; IV05 — дата производства ревизии;
условный номер предприятия).
111
Глава 5. РЕССОРНОЕ ПОДВЕШИВАНИЕ
5.1. Назначение и состав рессорного подвешивания
От правильно выбранных параметров рессорного подвен1ин <....
зависят плавность хода, скорость движения вагонов, благоприя.
условия для провоза пассажиров. При прохождении вагонами ы
ковых соединений, неровностей рельсового пути и от собстве!..
дефектов колесных пар, возникают динамические удары, дс1Ь
ющие на детали вагонов и пассажиров, происходит колебание ।
вижного состава.
Рессорное подвешивание служит для снижения толчков и уь
и для гашения колебаний вагонов. Исправное состояние рессор।
подвешивания имеет важное значение для нормальной экспл
ции вагонов, рельсового пути и для обеспечения безопасности
жения. Снижение динамических ударов колесных пар о путь, i
чаемое в результате совершенствования рессорного подвеишп.
уменьшает напряжения в колесных парах, рамах тележек и в л|
элементах вагонов, а так же в рельсовом пути.
Рессорное подвешивание состоит из упругих элементов,
вращающих устройств и гасителей колебаний. Совокупность
устройств должна обеспечивать снижение колебательного дн
ния и воздействие динамических сил на детали вагона, обеспс
плавный ход подвижного состава при его длительной экс плут.
Параметры рессорного подвешивания должны соответствова ть
мативным значениям и существенно не изменятся в течение
тельного времени.
Упругие элементы смягчают толчки и удары, действующие на i
от неровностей пути и собственных дефектов колесных пар. 11
подвижном вагоне или при его движении по гладкому пути, у пр
элементы испытывают лишь воздействие статической нагрузки, при
гибаясь на величину статического прогиба. На пассажирских ванны
в качестве упругих элементов применяют пружины и рессоры.
Возвращающие устройства уменьшают боковые нагрузки на in
гон, возникающие при прохождении кривых участков пути, от с и hi
ветра и при извилистом движении колесных пар. Возвращаюпш
устройства препятствуют отклонению вагона от среднего поло*>
ния. В тележках пассажирских вагонов возвращающее yerpoiu in
112
Рис. 5.1. Пружина
иыполнено в виде шарнирно-маятниковой люльки и поводков. При
> । клонении кузова в поперечном направлении надрессорная балка
и чссте с ним перемещается относительно рамы тележки. Люлечные
II, di пески отклоняются и возникают возвращающее усилия, которые
|'ыравнивают положение кузова.
Гасители колебаний создают сопротивление колебательным дви-
IIиям обрессоренных деталей вагона, обеспечивая при этом необ-
• II и мую плавность хода. По принципу действия гасители колебаний
оггся на две группы: фрикционные и гидравлические. В тележках
гсажирских вагонов применяются гидравлические и фрикцион-
к: гасители колебаний.
5.2. Пружи
В тележках пассажирских вагонов в
• 1'iccme упругих элементов получили
щокое распространение витые ци-
нлрические пружины (рис. 5.1). По
||||||снию с листовыми рессорами,
и более просты в изготовлении и
монте, имеют меньшую массу и сто-
ики. и при небольших габаритных
iMcpax позволяют получить необхо-
мый прогиб и гибкость рессорного
' ц|С1пивания. Пружины, кроме того,
f<‘iпинают горизонтальные толчки и
иры, возникающие при движении
юна. Пружины изготавливают из
рую-прочных сталей марок 55С2,
' ' Для улучшения устойчивости и
равномерного восприятия на-
• . опорные витки делают плоски-
я чего концы оттягивают на 2/3
। ра. Пружины изготавливают путем навивки нагретого прут-
(.руглого сечения на специальных станках с роликами, которые
1Ш1ЮГ пружинам заданный шаг. Каждая пружина при изготовле-
||| подвергается термообработке и проверке основных размеров.
ионными параметрами пружины являются (рис. 5. 1):
113
iJ i
— наружный и внутренний диаметры — Z> и />,; ; <
— высота в свободном состоянии — Я;
— средний диаметр D\ « .
— шаг — г; j
— диаметр прутка - d;
— расстояние между прутками - а. |
У пружин различают полное и рабочее количество витков. Чис-
ло рабочих витков определяют как разность полного числа витков и <
числа опорных витков. Вновь изготовленные пружины испытывают
на остаточную деформацию под действием пробной нагрузки и на !
прогиб под рабочей нагрузкой. !
Для проверки отсутствия остаточной деформации пружину сжи-
мают на прессе два раза пробной нагрузкой и после снятия нагрузки
измеряют высоту. Пружина выдержала испытания, если ее высота
осталась неизменной. Для проверки прогиба пружину нагружают до
рабочей статической нагрузки и замеряют величину действительной
стрелы прогиба. Разность между замеренной величиной и расчетной
должна быть в пределах + 12 + —8% по отношению к расчетной стре-
ле прогиба. Пружины, не прошедшие испытаний, вновь подверга-
ются термической обработке.
Клеймо об изготовлении наносят на оттянутом конце. Для пру- ।
жины с диаметром витков 16 мм и выше, а на пружинах изготовлен- !
ных из прутка меньшего диаметра, навешивают бирку. Маркировка 1
содержит данные о номере предприятия и дате ремонта или изготов-
ления. Окрашивают пружины эмалью черного цвета.
Для увеличения срока службы пружины, ответственных узлов ва-
гонов подвергают упрочняющей обдувке дробью и заневоливанию.
Заневоливание производят путем сжатия пружины до соприкосно-
вения витков и выдерживают в таком положении от 20 до 48 часов и
затем разгружают. В витках пружины создается напряжение обрат- ,
ного знака тему напряжению, которое возникает при работе пружи-
ны на вагоне.
Для увеличения гибкости рессорного подвешивания пружины
могут быть одно, двух и трехрядными. Наружные пружины изго-
тавливают из прутков большего диаметра, но с меньшим числом
витков. Пружины навивают в разные стороны для того, чтобы
при сжатии витки внутренних пружин не зажимались витками на-
ружных. |
114
5.3. Рессоры
В конструкции тележек современных вагонов широкое распро-
странение получили резиновые и резинометаллические рессоры. Они
недороги и просты в изготовлении, хорошо амортизируют ударные
нагрузки, вибрационные колебания, уменьшают шум. В тележках
резиновые рессоры применяют в виде разнообразных по размерам и
форме прокладок в скользунах, автосцепном устройстве, буксовом и
центральном подвешивании.
Резиновые амортизационные элементы имеются в таких ответ-
ственных узлах, как продольные поводки тележек, приводы подва-
гонных генераторов. Основными деталями поглощающих аппаратов
пассажирских вагонов являются резиново-металлические элементы.
Пневматические рессоры могут быть баллонного (рис.5.2, а) и диа-
фрагменного (рис. 5.2, б) типов. В качестве упругого элемента в них
используется сжатый воздух, который подводится через патрубок 1
(рис. 5.2, а) в эластичную резинокордовую оболочку 2 с опоясываю-
щим кольцом 3. Рессора опорой 4 устанавливается на раму тележки.
Более удобны рессоры диафрагменного типа (рис. 5.2, б), так как они
позволяют регулировать величину вертикальной и горизонтальной
жесткости. В рессоре диафрагменного типа надрессорная балка 7
соединена с корпусом 3 диафрагменным баллоном 2. Внутри рессо-
ры размещен резиновый ограничитель 4, который взаимодействует
Рис. 5.2. Типы пневматических рессор
115
с упором 5 при резком падении давления в рессоре (ее разрыв) или
большой просаже надрессорной балки от действия динамических
нагрузок.
Достоинствами пневматических рессор являются небольшая мас-
са, хорошие вибро- и шумогасящие свойства, а также способность
поддерживать кузов на определенном уровне от головок рельсов не-
зависимо от величины загрузки. Однако, из-за трудностей в изготов-
лении и техническом содержании пневморессоры нашли применение
только в скоростных поездах ЭР-200 и вагонах метрополитенюв.
Свойства рессорного подвешивания тележек оценивается вели-
чиной прогиба и гибкости.
Статическим прогибом называется величина, на которую уменьша-
ется высота рессорного подвешивания от приложенной нагрузки.
Гйбкость рессорного подвешивания - это прогиб от воздействия
силы, равной единице.
Чем больше скорость движения вагона и выше плавность хода,
тем выше прогиб и гибкость рессорного подвешивания.
Жесткость — величина, обратная гибкости. Жесткость пружины
увеличивается при уменьшении ее высоты, диаметра и увеличении
сечения витков. Поэтому для увеличения плавности хода пружины
чаще устанавливают двух или трехрядными.
5.4. Фрикционные гасители колебаний
С увеличением гибкости рессорного подвешивания возраста-
ют свободные колебания кузова вагона, и может возникнуть угроза
резонанса. Для гашения этих колебаний наряду с пружинами при-
меняют гасители колебаний, которые создают силы сопротивления
колебаниям вагона.
В тележках пассажирских вагонов широкое распространение по-
лучили фрикционные гасители, работа которых основана на воз-
никновении сил трения между деталями при их взаимном трении.
Преимуществом фрикционных гасителей является простота и малая
стоимость, а недостатком — быстрый износ деталей и нестабиль-
ность работы в зависимости от степени износа трущихся деталей и
условий эксплуатации.
Значительные собственные силы трения гасителя препятствуют
прогибу рессорного подвешивания при малых скоростях движения.
116
Эффективность фрикционных гасителей ухудшается при попадании на
трущиеся поверхности влаги, смазочных материалов.
В пассажирских тележках фрикционные гасители установлены
внутри пружин надбуксового рессорного подвешивания.
Фрикционный гаситель (рис. 5.3) состоит из двух конусных ко-
лец 4, между которыми размешено шесть сухарей 5, сжатых усилием
вспомогательной пружины 3. Под действием пружины сухари при-
жимаются к втулке 2, неподвижно закрепленной на шпинтоне 1 раз-
резным конусом 9, тарельчатой пружиной 7 и гайкой 8.
При движении вагона от неровностей рельсового пути проис-
ходят колебания рамы тележки относительно букс. Пружина 1 по-
средством конической поверхности ,
колей 4 прижимает сухари к втулке,
в результате этого возникают силы
трения, которые гасят колебания.
Резиновая рессора 6 поглоща-
ет шум и вибрацию. Для надежной
работы фрикционного гасителя
при сборке тележки следует гайку
8 затянуть до выпрямления тарель-
чатой пружины 7 и обязательно за-
шплинтовать. Упругие свойства та-
рельчатой пружины препятствуют
ослаблению гайки и перемещению
втулки по шпинтону, защищая их от
износа.
В последние годы при капиталь-
ном ремонте вагонов и у вагонов
новой постройки устанавливают
сухари из прочного износостойкого
Рис. 5.3. Фрикционный гаситель
колебаний
полимерного материала и кольца с
увеличенной площадью соприкос-
новения с сухарями.
5.5. Гидравлические гасители
На пассажирских тележках всех типов установлены гидравличе-
ские гасители колебаний в центральном рессорном подвешивании,
117
Рис. 5.4. Гидравлический гаситель
а у тележек вагонов нового
поколения — и в буксовом.
Гидравлические гасители
обеспечивают вагонам более
плавный ход, так как их ра-
бота происходит при любых
вертикальныхперемегцениях
надрессорной балки. Гаше-
ние колебаний происходит
за счет перетекания масла из
одной полости в другую че-
рез малые по размеру дрос-
сельные отверстия, между
стенками которых и слоями
масла происходит трение.
Сила сопротивления гасите-
ля зависит от вязкости мас-
ла, размеров дроссельных
отверстий и пропорциональ-
на скорости перемещения
поршня.
Применяемые в тележках
гидравлические гасители
колебаний имеют телеско-
пическую поршневую кон-
струкцию. Такие гасители
колебаний (рис. 5.4) устрое-
ны следующим образом.
В рабочем цилиндре 4
перемещается поршень 3,
изготовленный заодно целое
со штоком 20. Перемещение
штока без перекосов обеспе-
чивает направляющая втулка
18. Поршневое кольцо 2 обе-
спечивает уплотнение между
штоками и рабочим цилин-
дром. Рабочий цилиндр опи-
118
рается на корпус 24 нижнего клапана 25 через металлическое уплот-
нение /.
Такой же по конструкции верхний клапан 21 установлен на резьбе
в полости поршня и укреплен стопорным кольцом 22. Уплотнение
гасителя в верхней части достигается металлическими кольцами 5,
7и резиновыми уплотнителями 6 и 16. Внутренние детали в собран-
ном виде удерживаются гайками 8, 9 и стопорными пластинами с
винтами 14 vi 15. Крепление гасителя к кронштейнам рамы и надрес-
сорной балке тележки выполняется верхней 12 и нижней 26 голов-
ками. Для уменьшения износа отверстий головок в них установлены
резиновые 11 и металлические втулки. Нижняя головка приварена
к корпусу гасителя 23. а верхняя соединена резьбой со штоком и за-
стопорена штифтом 10. Защитный кожух 19 со стопорным болтом
13 предохраняет гаситель от попадания пыли и грязи. В штоке и кла-
панах предусмотрены отверстия для прохода масла. В верхней части
каждый клапан имеет две кольцевые выточки, между которыми рав-
номерно по окружности расположены отверстия для масла. Крайняя
от центра выточка имеет углубление, через которое, при наложение
на корпус клапана диска, с большим сопротивлением перетекает
масло. Диск к выточкам клапана прижимается пружиной клапана.
Разгрузочное устройство внутри каждого клапана, состоящее
из шарика, пружины и гайки, предохраняет детали гасителя от по-
вреждений при чрезмерном давлении в гасителе, которое создается,
например, при сходе вагона с рельсового пути. Предохранительный
клапан отрегулирован на давление 45 +5 кгс/ см2.
Гаситель колебаний заполнен маслом в количестве 0,9 л марки
ВМГЗ или приборным МВП.
При движении поршня вниз (ход сжатия) верхний клапан при-
поднимается, и жидкость из подпоршневой полости цилиндра сво-
бодно перетекает в надпоршневую полость. Вследствие движения
штока давление в подпоршневой полости повышается, и часть жид-
кости с большим гидродинамическим сопротивлением перетекает
через дроссельное отверстие нижнего клапана в резервуар. В это вре-
мя давление жидкости в надпоршневой и подпоршневой полостях
цилиндра равно.
При движении поршня вверх (ход растяжения) верхний клапан
закрывается, давление жидкости в надпоршневой полости повы-
шается, и жидкость с большим гидродинамическим сопротивлени-
119
ем перетекает в подпоршневую полость цилихра. Одновременно
в этой полости наступает разряжение. Вслед вие этого нижний
клапан поднимается, и часть жидкости засасьпется в подпоршне-
вую полость из резервуара, заполняя освобождение штоком прост-
ранства.
В последние годы распространение получай гидравлические
гасители с сильфонным уплотнением, у которк вместо металличе-
ского защитного кожуха применен для защитыттока от поврежде-
ний и пыли гофрированный резиновый кожух- сильфон, который
крепится к корпусу гасителя с помощью хомут;
Гидравлические гасители новых вагонов имот другую конструк-
цию головок крепления гасителя к кронштейгм тележки и более
простое устройство деталей, установленных мкду штоком и кор-
пусом в верхней части гасителя. Принцип дел вия и техническое
обслуживание гасителей такое же.
5.6. Неисправности
И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ РЕССОРНОЕ ПОДВЕШИВАНИЯ
Исправное состояние рессорного подвешзания обеспечивает
необходимую плавность хода вагонов, снижен; на их узлы и детали
динамических нагрузок, уменьшает количест) изломов и интен-
сивность нарастания износов во всех узлах и Д1алях вагонов.
В эксплуатации рессоры и пружины имек различные износы.
Наиболее частыми неисправностями являютсязломы и трещины в
витках пружин, их просадка и потертости. В гужинах, кроме того,
встречаются неровности опорных витков.
Причинами трещин, изломов, просадки тужин являются на-
рушения режимов термообработки при изготслении или ремонте,
перегруз или неравномерная загрузка вагона, травильный подбор
по высоте.
Резиновые и резиново-металлические элеенты в период экс-
плуатации теряют упругие свойства и могут четь просадку. Осо-
бенно быстро их неисправности происходят m нарушении правил
хранения и эксплуатации, когда резиновые дали не защищены от
солнечных лучей или хранят вблизи отопите/ных приборов, а так
же в случае попадания на их поверхность горче-смазочных мате-
риалов.
120
В деталях фрикционных гасителей колебаний основными по-
вреждениями являются износы трущихся поверхностей его деталей
— сухарей, колец, втулок. Величину износов определяют при плано-
вых видах ремонта вагонов после разборки тележек. При замене по-
врежденных деталей при текущем ремонте вагонов важно правильно
подобрать исправную деталь в комплект к оставшимся, чтобы обе-
спечить соприкосновение сопрягаемых поверхностей сухарей и ко-
лец по всей площади.
Исправность элементов рессорного подвешивания контролиру-
ют при всех видах технического обслуживания вагонов. Вагоны не
допускаются к эксплуатации, если в пружинах имеются трещины
или изломы, при отсутствии хотя бы одной пружины, а также при их
просадке до соприкосновения витков.
Пружины должны быть установлены без перекосов, соответст-
вовать типу вагона и схеме размещения в зависимости от модели
вагона.
В деталях фрикционных гасителей не допускаются изломы и
трещины. Гайки шпинтонов должны быть закреплены плотно и за-
шплинтованы. Не допускаются в период эксплуатации вагона зазоры
любой величины между тарельчатой пружиной и гайкой шпинтона.
Зазор между потолком буксы и рамой тележки должен быть не менее
56 мм для тележек КВЗ-ЦНИИ всех модификаций.
5.7. Порядок работ при замене неисправных элементов
РЕССОРНОГО ПОДВЕШИВАНИЯ
Для замены надбуксовых пружин или деталей фрикционного
гасителя тележек КВЗ-ЦНИИ М и КВЗ-ЦНИИ необходимо рас-
шплинтовать и свинтить гайки шпинтонов буксовых узлов колесной
пары, где неисправная деталь. Затем следует поднять раму тележки
до выхода шпинтонов из надбуксовых пружин. У современных теле-
жек разрешается поднимать раму тележки вместе с кузовом вагона.
Неисправную деталь заменяют новой, опускают раму и собирают
тележку в порядке, обратном разборке. При навинчивании гайки
шпинтона убедиться в правильном положении тарельчатой пружи-
ны 7 (рис. 5.3). Гайку необходимо затянуть до выпрямления тарель-
чатых пружин. Разрезной конус 9 должен при этом войти в конусную
часть втулки 2.
121
Для замены неисправных пружин централного подвешивания
пассажирских тележек КВЗ-ЦНИИ М необходимо расшплинтовать
и свинтить гайки предохранительных скоб, а у тлежки КВЗ-ЦНИИ
— гайки предохранительных болтов и снять скоы или болты с рамы
тележки. Не вынимая шкворня, вагон подняь на стационарных
домкратах с одного конца вместе с тележкой швысоту 150—200 мм,
подложить под поддон со стороны неисправно! пружины подклад-
ку (деревянный брусок или другие приспосоления). Вагон опу-
стить так, чтобы между серьгами и головками иликов были зазоры
для свободного их демонтажа. Серьги снять сваликов подвесок и
поддона. Затем вагон необходимо вновь подняь до освобождения
пружинных комплектов и заменить неисправ[ую пружину. Вагон
опустить и собрать тележку в порядке, обратно! разборке.
Замену пружин центрального подвешивани на выкаченных из-
под вагона тележках производят с использовнием струбцин или
пневмоприжимов, с помощью которых поддоьподтягивают к раме
тележки для освобождения от нагрузки серег пдвесок.
При установке предохранительных скоб необходимо между ними
и крюками поддона обеспечить зазор 50± 10 м\ а между опорными
шайбами предохранительных болтов и поддонм - зазор 14-2 мм.
Для замены буксовой пружины тележек модней 68-4075(68-4076)
или 68-4095(68-4096) необходимо соединить вдрессорный брус и
раму тележки серьгой 10 (рис. 6.17), закрепив е к продольной балке
рамы осью 11, шайбой 12 и шплинтом. Разъед нить верхнее соеди-
нение гасителя 4 (рис. 6.16) с рамой тележки и репления верхнего и
нижнего поводков 5. Далее необходимо поднят кузов вагона вместе
с рамой тележки до выхода буксовых пружин и цилиндра в раме те-
лежки. Заменить неисправную пружину и продлать сборку тележки
в порядке, обратном разборки.
Для замены пружин центрального подвешиания тележек новых
типов необходимо снять вертикальные и горионтальные гасители
колебаний и продольные поводки. Далее следут поднять вагон вме-
сте с надрессорным брусом и заменить неиспавную пружину. Со-
брать тележку в обратном порядке.
Исправная работа рессорного подвешиваня зависит от выпол-
нения требований по подбору пружин в комплкт друг к другу.
По высоте надбуксовые пружины тележк КВЗ-ЦНИИ 1 и
КВЗ-ЦНИИ-М у одной буксы под тарой не должны отличаться более
122
a
Рис. 5.5. Схемы установки пружин тележек:
а — центрального; б — буксового подвешивания
чем на 4 мм. Разность высот пружин центрального подвешивания те-
лежек допускается также не более 4 мм. Пружины центрального под-
вешивания тележек КВЗ-ЦНИИ и КВЗ-ЦНИИ-М сортируют на три
группы: 1 группа — высота 506-502 мм; 2 группа — высота 501-497 мм;
3 группа — 496—491 мм. Схема установки пружин на тележке зависит
от типа вагона. Например, для вагонов межобластных модели 61-837
и некупейных модели 61-821 постройки ТВЗ пружины центрального
подвешивания устанавливают в соответствии с рис. 5.5, а.
Наружные пружины буксового подвешивания также разбивают
на три группы: 1 группа — высота 270—268 мм; 2 группа — высота
267—265 мм; 3 группа — высота 264—261 мм. Их установка для вагонов
модели 61-837 и 61-821 производится в соответствии с рис. 5.5, б.
Показателем правильности сборки рессорного подвешивания
служит горизонтальное расположение рам тележек, которое прове-
ряют на выверенном участке железнодорожного пути.
5.8. Неисправности гидравлических гасителей
Основными причинами неисправностей гидравлических гасите-
лей являются: применение загрязненного или несоответствующего
типа масла, несвоевременная замена поврежденных резиновых дета-
лей, нарушения требований ремонта, сборки и установки на тележку
гасителей колебаний.
Утечки масла - наиболее частые неисправности гидравлических
гасителей, особенно установленных горизонтально. У гасителей
сильфонного типа, особенно при эксплуатации в условиях низких
температур, распространены разрывы резинового кожуха. Часто
123
имеют место перекосы и ослабления узлов крепления гасителей к
раме и надрессорной балке.
Неисправности гидравлических гасителей, их методы выявления
и устранения приведены в таблице 5.1.
Таблица 5.1
Неисправности Признаки неисправ- ностей Способ устране- ния
1 2 3
Повреждения сальни- ков и резиновых колец, отвернулась гайка саль- ника, задиры и корро- зия штока Потеки масла, сле- ды перемещения за- щитного кожуха по корпусу более 30мм, незатухающие коле- бания кузова после прохода стыков рельс Гаситель заменить
Трещины, погнутости или обрывы кронштей- нов крепления Отремонтировать кронштейны
Повреждение резьбы крепления защитно- го кожуха или штока с верхней головкой; от- вернулась гайка корпу- са и ослаблено крепле- ние сальникового узла, утеря стопорных винта или болта Отсоединение за- щитного кожуха, его перекос относитель- но корпуса Гаситель заменить . ! . -гй
Заклинивание гасителя колебаний Погнутости или об- рывы кронштейнов крепления. Перекос надрессорной балки в вертикальной пло- скости Гаситель заменить
Износы, утеря резино- вых втулок в головках, износ валика крепле- ния Зазоры в узлах кре- пления гасителя к кронштейнам тележ- ки более 1мм Заменить неис- правную деталь
124
Окончание табл. 5.1
1 2 3
Разрегулировка затяж- ки резиновометалличе- ских поводков Перекос гасителя в кронштейнах рамы и надрессорной балки Отрегулировать затяжку поводка. Гаситель устано- вить симметрично
Ослаблено крепление резиновой втулки в го- ловке Отход бурта резино- вой втулки от боко- вой поверхности га- сителя более 2 мм Заменить резино- вую втулку
Не разрешается следование в поездах вагонов, у которых тележки
с гидравлическими гасителями имеют трещины, изломы и погнуто-
сти кронштейнов крепления гасителя; заклинивание гасителя; отсо-
единение защитного кожуха или штока от верхней головки; трещи-
ны, смятие или изломы защитного кожуха или корпуса гасителя.
В пунктах формирования и оборота пассажирских поездов не
допускается постановка в состав вагона, у которого гидравлические
гасители имеют просроченные или истекающие в пути следования
сроки ревизии; утечки масла в виде капель или сильного замасли-
вания; отсутствие резиновых и металлических втулок в головках;
протертости корпуса более 2 мм или перекос головок относительно
поперечной оси тележки более 5 мм.
Исправное состояние гидравлических гасителей можно прове-
рить контрольной прокачкой вручную под вагоном. При этом не-
обходимо отсоединить крепление верхней головки и снять валик,
вставить в головку ломик и 2—3 раза прокачать гаситель на всю дли-
ну хода штока. При прокачке шток должен перемещаться плавно,
со значительным сопротивлением, без заеданий и рывков. Количе-
ство масла в гасителе следует контролировать специальным ультра-
звуковым прибором конструкции ЛИИЖТа. Количество рабочей
жидкости должно быть не менее нормы, например, в вертикальном
гидравлическом гасителе тележки 68-4075 не менее 0,9 л (при но-
минальном количестве 1,2 л), в горизонтальном - не менее 0,5 л
(при номинальной емкости 0,6 л). При производстве ТО-2 прокач-
ка гасителей вручную на вагоне выполняется обязательно. Неис-
правные гасители снимают и отправляют в депо для прохождения
ревизии.
125
• . 5.9. Ревизия гидравлических гасителей
Гидравлические гасители колебаний подвергают ревизии через
каждые 6 месяцев эксплуатации, при неясности клейм последней
ревизии, при наличии течи масла, трещин и изломов в деталях кре-
пления гасителя к тележке, в случае ослабление резьбового соеди-
нения верхней головки со штоком, а также прг наличии в деталях
гасителя трещин и вмятин более 2 мм глубиной
Для производства ревизии гасители колебший поступают на
ремонтный участок после обмывки в моечной машине, в которой
гасители подвешивают на штырях за верхнюю головку для обеспе-
чения «растянутого» положения. Далее гасителх подвергают очист-
ке щетками, ветошью или на установке сухой счистки, где удаляют
остатки грязи. Затем у гасителя проверяют ссстояние металличе-
ских и резиновых втулок, наличие стопорною винта, прочность
соединения штока с головкой. 2—3 раза прокаливают вручную. Не-
исправные втулки заменяют. При повреждениях резьбового соеди-
нения штока, его заклинивания, течи масла через сальник гасители
ремонтируют с разборкой. Далее гасители испытывают на стенде с
записью диаграммы. Гаситель считается годные, если его диаграмма
соответствует образцу и параметр сопротивленья находится в преде-
лах 75...125 кН-c. Неисправные гасители разбирают и ремонтируют.
Гасители, прошедшие испытание, маркируют. На верхней головке
ставят клеймами номер ремонтного предприятья, букву Р и дату, на-
пример, 41.Р. 10.99. Разрешается производить Неимение на бирке,
которая крепится стопорным болтом кожуха.
Глава 6. ТЕЛЕЖКИ ВАГОНОВ
6.1. Назначение и классификация тележек
Тележки передают все нагрузки от массы хузова на рельсовый
путь и обеспечивают движение вагона с необходимой плавностью
хода. В эксплуатации используются разнообразные по конструкции
тележки.
Тележки обычно состоят из следующих чгстей: колесных пар,
буксовых узлов, рессорного подвешивания, замы, надрессорной
балки с опорами кузова и тормозной передачи.
126
Тележки вагонов классифицируются по следующим признакам:
назначению, числу осей, устройству рессорного подвешивания,
способу передачи нагрузки от кузова на ходовые части, а также от
надрессорной балки на раму тележки, устройству буксовой связи и
конструкции рамы.
По назначению тележки делятся на грузовые и пассажирские.
Тележки пассажирских вагонов отличаются от тележек грузовых ва-
гонов наличием двух ступеней рессорного подвешивания, конструк-
цией рамы и надрессорной балки.
По способу передачи нагрузки от кузова различают тележки с опи-
ранием кузова: на подпятник тележки и непосредственно на сколь-
зуны. Второй способ характерен для пассажирских вагонов локомо-
тивной тяги. Его достоинства — высокие ходовые качества за счет
гашения колебаний виляния тележки и исключения боковой качки
кузова.
По способу передачи нагрузки от надрессорной балки на раму разли-
чают тележки: с непосредственной передачей нагрузки через упругие
элементы или через упругие элементы, установленные в люльке.
Все современные пассажирские тележки имеют две колесные пары
и бесчелюстное соединение рамы с буксами, при котором передача
нагрузок на буксовый узел осуществляется через комплект рессорно-
го подвешивания. Таким образом, все детали вагона, расположенные
выше надбуксового подвешивания, являются обрессоренными.
Кроме первой ступени буксового подвешивания пассажирские
тележки имеют вторую ступень — центральное рессорное подвеши-
вание. Использование двухступенчатого рессорного подвешивания
позволяет увеличить его статический прогиб и гибкость, что очень
важно для обеспечения необходимой скорости движения и плавно-
сти хода.
Две ступени подвешивания позволяют разместить в рациональном
сочетании различные элементы рессорного подвешивания: пружины,
резиновые рессоры, гидравлические и фрикционные гасители.
В отличие от литых рам грузовых тележек, пассажирские имеют
более надежные сварные рамы и надрессорные балки. Тележки яв-
ляются основными узлами вагонов в обеспечении безопасности дви-
жения. Поэтому работы по созданию более надежных и удобных для
технического обслуживания и ремонта моделей тележек непрерывно
ведутся. Большинство вагонов эксплуатационного парка постройки
127
отечественных заводов и ГДР имеют тележки типа КВЗ-ЦНИИ-1,
КВЗ-ЦНИИ-11 и ТВЗ-ЦНИИ-М. Вагоны ТВЗ последних лет вы-
пуска оборудованы тележками моделей 68-4075 (68-4076) и 68-4075
(68-4076).
Техническая характеристика тележек приведена в таблице 6.1 .
v •••;• Таблица 6.1
Техническая характеристика пассажирских тележек
Параметр Тип тележки
КВЗ-ЦНИИ-1 квз-цнии-п твз-цнии- м
База, мм 2400 2400 2400
Масса, т 7,1-7,6 7,2-7,4 .6,9-7,4
Прогиб рессорного под- вешивания под статиче- ской нагрузкой, мм 190 154 220
Допустимая скорость, км/час 160 160 160
Масса тележек различна в связи с отсутствием или наличием при-
водов генераторов. Так же может изменяться величина статического
прогиба из-за различной массы тары вагонов.
6.2. Тележка КВЗ-ЦНИИ-1
С 1962 года под все пассажирские вагоны весом брутто до 60
т подкатывалась тележка типа КВЗ-ЦНИИ-1 (рис. 6.1). Тележка
КВЗ-ЦНИИ-1 имеет (рис. 6.1) раму 7, надрессорную балку 75 с под-
пятником 16 и горизонтальными скользунами 17, рычажную пере-
дачу 6, надбуксовое рессорное подвешивание 20 и центральное,
включающее трехрядные пружины 12 и гидравлические гасители
13, которые валиками 14и /Скрепятся к кронштейнам рамы и над-
рессорной балки.
Рама и надбуксовое подвешивание удерживается на приливах
корпуса буксы с помощью шпинтонов 5 и гаек 22, устанавливаемых
на резьбовой части шпинтонов. Шпинтоны болтами крепятся к бо-
ковым продольным балкам 77 рамы. Рычажная передача навешива-
ется на кронштейны средних продольных 10и концевых балок рамы.
128
Пружины 72центрального подвешивания установлены в поддоне 7,
который через валики 27, серьги, подвески 3 и верхние валики 18
опорными подшипниками соединен с боковыми балками рамы 7.
На случай обрыва деталей центрального подвешивания предусмо-
трена защита в виде болтов с гайками 23, на которые в критической
ситуации опирается поддон. Опора кузова на надрессорную балку
выполняется через вкладыши горизонтальных скользунов 4.
Кроме горизонтальных, на раме и надрессорной балке преду-
смотрены боковые 9 и торцевые 8 вертикальные скользуны. Пере-
мещения рамы тележки по отношению к надрессорной балке огра-
ничено подводками 2.
Рис. 6.1. Тележка КВЗ-ЦНИИ-1
5 Быков
129
Рама тележки (рис. 6.2) изготовлена сваркой из штампованных
листов и прокатных профилей из стали Ст. 3 и состоит из двух бо-
ковых балок 7, коробчатого сечения усиленных в средней части на-
кладками 5, двух средних поперечных балок 4. также коробчатого
сечения, четырех средних продольных балок 2 и четырех концевых
балок 3. К средним поперечным балкам приварены кронштейны для
рычажной передачи 8 и скользуны 6, ограничивающие перемеще-
ние надрессорной балки вдоль вагона. Поперек вагона перемещения
надрессорной балки ограничены скользунами 7, приваренными к
боковым балкам. К боковым балкам приварены кронштейны кре-
пления гидравлического гасителя 10 и поводка 13. В боковых балках
предусмотрены сквозные отверстия 12 для подвесок и отверстия с
крышками 77 для предохранительных болтов поддона.
При техническом обслуживании тележек следует уделять особое
внимание проверке целостности сварных швов балок и листов рамы,
а также исправности кронштейнов гасителей колебаний.
Надрессорная балка 75 (рис. 6.1) воспринимает нагрузку от рамы
вагона горизонтальными скользунами 77. Балка имеет сварную кон-
Рис. 6.2. Рама тележки КВЗ-ЦНИИ-1
130
струкцию и состоит из верхнего, нижнего и вертикальных листов.
Консольные части надрессорной балки в местах опоры на пружины
имеют большую ширину и усилены кольцами и обечайками, которые
образуют для пружин посадочные гнезда. В средней части верхнего
листа к балке заклепками крепится подпятник 16 (рис. 6.1), а ближе
к консолям — коробки для горизонтальных и вертикальных сколь-
зунов, а также приварены кронштейны для крепления поводка и га-
сителя колебаний. Между пятником кузова и подпятником тележки
в вертикальной плоскости предусматривается зазор 3—18 мм, вели-
чина которого регулируется постановкой прокладок под вкладыш
горизонтального скользу-
на. Пятник и подпятник
соединяются разъемным
замковым шкворнем (рис.
6.3), который состоит из
двух полушкворней 1 и
распорной вилки 2. Для
выкатки тележки перед
подъемкой кузова следу-
ет удалить шкворень через предусмотренные для этой цели в полу
вагона отверстия. Демонтаж полушкворней производят после пред-
варительного удаления вилки.
Горизонтальные скользуны (рис. 6.4) воспринимают нагрузку от
скользунов 7, приваренных к шкворневой балке рамы вагона. Сколь-
Рис 6.3. Замковый шкворень
Рис. 6.4. Горизонтальный скользун
131
зун /опирается на скользун тележки 2, изготовленный из чугуна или
полимерного износостойкого материала. Скользун устанавливается
в коробку 3, которая болтами 6 крепится к надрессорной балке. Под
скользун устанавливается резиновая прокладка 4 и, при необходи-
мости, регулировочные планки. Штифт 5центрирует коробку сколь-
зуна на надрессорной балке 7.
Вертикальные боковые скользуны сварены из цилиндрических
втулок и износостойких пластин; торцевой скользун надрессорной
балки состоит из коробки и упругого металлического вкладыша.
Между вертикальными скользунами рамы тележки и скользунами
надрессорной балки предусматриваются необходимые зазоры, ве-
личина которых регулируется поводками или заменой изношенных
пластин скользунов.
Центральное подвешивание тележки КВЗ-ЦНИИ состоит из двух
люлек, связанных между собой надрессорной балкой. На каждую
люльку установлен гидравлический гаситель колебаний, прикре-
пленный нижним концом к кронштейну надрессорной балки, а
верхним - к кронштейну, приваренному к продольной балке рамы.
Каждая люлька имеет два комплекта трех-
рядных пружин. Пружины установлены сво-
бодно одна в другую. Пружины устанавли-
ваются в поддон. Предохранение от падения
поддона на случай обрыва подвесок осущест-
влено болтами, проходящими внутри комплек-
та пружин. Болт имеет Т-образную головку, с
помощью которой он крепится в продольной
балке рамы. Снизу на болт навинчивается
гайка. Постановкой планки под головку бол-
та может производиться регулировка болта по
высоте, такая регулировка необходима при из-
менении высоты люлечных подвесок и поддо-
на над уровнем рельсов. Каждая люлька име-
ет по две тяги подвески 4 (рис. 6.5), которые
укреплены непосредственно на продольной
балке рамы с помощью валика 1, опирающего-
ся на подшипники 2. Последние расположены
в упорах 3, приваренных к продольной балке рамы. Длина подвески
регулируется планками, установленными под подшипники 2. Тяги
132
Рис. 6.5. Подвеска
люльки
к
подвесок с помощью валиков 5 соединяются с серьгами 6, которые
нижними валиками соединены с поддоном. Подвижная шарнирная
конструкция люльки позволяет кузову вагона мягко воспринимать
боковые и продольные усилия, возникающие при торможениях,
вписывании в кривые и при прохождении неровностей рельсового
пути. Подвески при этом могут качаться как вдоль, так и поперек
тележки.
Для уменьшения качки тяг подвесок на нижних листах боковых
балок установлены ограничители с резиновыми амортизаторами по
два на каждую подвеску.
Поводок (рис. 6.6) связывает надрессорную балку и раму тележ-
ки. Поводок имеет вал 8 (рис. 6.6, а), состоящий из сваренных друг
с другом трубы 12 (рис. 6.6, б), поковок 11 и 14 и фланца 13. Левым
концом поводок крепится к кронштейну 2 продольной балки рамы
тележки, а правым — к кронштейну надрессорной балки.
Резиновые амортизирующие пакеты, расположенные попарно с
каждого конца вала 8 (рис. 6.6, а) состоят из резиновой шайбы 4.
при вулканизирован ной к металлическим шайбам 3 и 5. Правый ко-
нец поводка жестко закреплен на надрессорной балке с помощью
корончатой гайки 9 и шплинта 10. Длина поводка, а следовательно,
и величина зазоров между надрессорной и средними поперечными
балками рамы регулируются за счет левого конца гайками 7, 6 и 1.
Для этой цели конец вала имеет квадратную головку.
Надбуксовое подвешивание (рис. 6.7) имеет резиновое кольцо 9,
расположенное в выточке кронштейна буксы, опорное кольцо 8,
Рис. 6.6. Поводок
133
Рис. 6.7. Надбуксовое подвешивание
второе резиновое кольцо 7, регулировочный диск 5 и надбуксовую
пружину 3, на которую опирается прикрепленный к раме тележки
шпинтон. Внутри надбуксовой пружины расположены детали фрик-
ционного гасителя колебаний: пружина 4, верхнее и нижнее кольца
10, втулка 13, сухари 14.
Нагрузки от шпинтонов, жестко закрепленных на раме тележки,
через детали буксового рессорного подвешивания передаются на
корпус буксы 15.
Снизу на шпинтон накручивают гайку 11 и шплинтуют.
6.3. Тележка КВЗ-ЦНИИ-Il и тележка
ДЛЯ ВАГОНОВ ГАБАРИТА 03-ВМ (РИЦ)
Тележка КВЗ-ЦНИИ типа II (рис. 6.8) подкатывается под ваго-
ны-рестораны, багажные, почтовые и другие, вес брутто которых
составляет от 60 до 72 т. Эта тележка имеет повышенную прочность.
Основные элементы рамы, рессорное подвешивание усилены.
Внешне тележку КВЗ-ЦНИИ-П легко отличить от тележки КВЗ-
ЦНИИ-1 по количеству гидравлических гасителей, которых на теле-
жке типа II - четыре (по два с каждой стороны).
Кроме того, тележка типа II, в отличие от тележки типа I имеет
следующие особенности конструкции:
134
6.8. Тележка КВЗ-ЦНИИ-П:
7 — надбуксовое подвешивание; 2 — рычажная передача тормоза; 3 — рама;
4 — колесная пара с буксами; 5 — люлечная серьга; 6 — поддон; 7 — гидрав-
лические гасители колебаний; 8 — поводок
— центральное рессорное подвешивание имеет другую конструк-
цию подвесок. Подвески устанавливают на опорные валики, кото-
рые вмонтированы внутрь боковых балок рамы. Для смазки валиков
в их крышках предусмотрены масленки. Защита от падения поддона
на путь в случае обрыва деталей подвесок осуществляется посред-
ством скоб, обхватывающих снизу крюки поддона. У вагонов, вес
брутто которых составляет около 70 т, пружины центрального под-
вешивания выполнены четырехрядными;
— рама тележки и надрессорная балка усилены и, в связи с другим
устройством центрального рессорного подвешивания, имеют незна-
чительные конструктивные особенности.
Тележки для вагонов международного сообщения, курсирующих
по дорогам России и соседних стран, могут иметь тележки для ко-
135
леи 1520 и 1435 мм. Перестановка тележек для разной ширины ко-
леи производится на пограничных станциях. Проводятся работы по
созданию простых и надежных колесных пар с раздвижными колеса-
ми, что позволит организовать быстрое и беспересадочное движение
между пограничными станциями.
Тележк? вагонов габарита 03-ВМ (РИЦ) предназначена для ва-
гонов весом брутто от 60 до 72 т, по конструкции подобна тележке
КВЗ-ЦНИИ типа II и основные технические данные у нее такие же,
за исключением следующих:
- статический прогиб, мм........................... 162
— высока от головки рельса до подпятника, мм........640
— масс* тележки, т:
котлового конца с редуктором......................7,7
некстлового конца.................................7,3
В последние годы ТВЗ освоен выпуск тележек моделей 68-4063 и
68-4064 для вагонов международного сообщения, изготовленных на
базе тележек ТВЗ-ЦНИИ М, с увеличенной плавностью хода и удли-
ненными серьгами. Статический прогиб рессорного подвешивания
этих тележек, в зависимости от их массы, находится в пределах от
209 до 223мм.
6.4. Тележка ТВЗ-ЦНИИ-М
Тележка ТВЗ-ЦНИИ-М — это улучшенный вариант тележек
КВЗ-ЦН1И. Имеет увеличенный прогиб рессорного подвешивания
и удлинегные серьги, по размерам которых внешне легко опреде-
ляется ти! тележки. Это самая распространенная из пассажирских
тележек. Она более 20 лет используется под всеми типами вагонов
России. Тележка ТВЗ-ЦНИИ-М (рис. 6.9) включает следующие
основныеУзлы: раму 1, колесные пары с буксовыми узлами 2. над-
рессорнуй балку 3, центральное рессорное подвешивание 4, надбук-
совое рессорное подвешивание 5 и рычажную передачу 6.
Рама тележки через шпинтоны и детали надбуксового рессорного
подвеши^ния связана с колесными парами, а с надрессорной бал-
кой связь осуществляется продольными поводками и гидравличе-
скими гасителями. Кузов опирается на тележку через горизонталь-
ные сколсзуны 7.
136
Рама тележки 1 (рис. 6.9) сварной конструкции из швеллеров и ли-
стового проката. Основные несущие балки имеют прочное коробчатое
сечение. К балкам рамы приварены пластины вертикальных сколь-
зунов, кронштейны для крепления поводков, гасителей колебаний и
рычажной передачи. Также имеются технологические отверстия для
установки шпинтонов, тяг подвесок и предохранительных скоб.
Надрессорная балка (рис. 6.10) имеет сварную коробчатую кон-
струкцию. К верхнему поясу 5 приварены две опоры 2 для установки
Рис. 6.10. Надрессорная балка
137
вертикальных 8 и горизонтальных 9 скользунов, кольцо 3 и втулка
4, выполняющих роль подпятника. Подпятниковое место усилено
ребрами 10 и планкой 11. Консольные части верхнего листа выпол-
нены с уширением и имеют в нижней части посадочные места 7для
пружин. К надрессорной балке приварены кронштейны 7 для повод-
ка и 6 для гидравлических гасителей колебаний.
Рессорное подвешивание тележки ТВЦ-ЦНИИ-М двойное. Для
увеличения плавности хода увеличен прогиб рессорного подвеши-
вания по сравнению с тележкой КВЗ-ЦНИИ и составляет:
Тележки с приводами Тележки без
генератора привода
Статический прогиб буксового подвешивания под весом брутто, мм 56,6 52,6
Статический прогиб центрального подвеши- вания под весом брутто, мм 168 158
Общий прогиб, мм 224,6 210,6
Буксовое подвешивание смягчает вертикальные нагрузки, переда-
ваемые от рамы тележки на буксовый узел и гасит колебания рамы, а
также ограничивает горизонтальные перемещения колесных пар.
Конструкция буксового подвешивания рассмотрена в главе 5. От-
личительная особенность в сравнении с рессорным подвешиванием
тележки КВЗ-ЦНИИ - более высокие пружины и один резиновый
амортизатор.
Центральное рессорное подвешивание (рис. 6.11) люлечного типа
с гидравлическими гасителями колебаний 4, продольными подвод-
ками 7, винтовыми цилиндрическими пружинами 5 и вертикально
расположенными подвесками 6 служит для смягчения и поглоще-
ния вертикальных и горизонтальных колебаний кузова. Люлька
центрального подвешивания включает стальной поддон 2, который
шарнирно подвешен к боковым балкам рамы при помощи подвесок.
Подвески состоят из тяг, серег и их соединяющих валиков. Устанав-
ливается подвеска на опорную рамку внутри боковой балки рамы
тележки через отверстия в балках. Увеличение гибкости рессорного
подвешивания в поперечном направлении достигнута за счет увели-
чения длины серег.
138
Надрессорная балка передает вертикальные нагрузки от кузова на
пружины 5 и гидравлический гаситель 4, соединенный с кронштей-
ном рамы 3. Далее нагрузка через поддон и подвеску передается на
раму тележки и на буксовое рессорное подвешивание.
Для защиты поддона от падения при отрыве подвесок предусмо-
трены скобы 7, закрепленные на балках рамы. Между крюками под-
дона и скобой необходимо обеспечить зазор Б в пределах 50—60 мм.
Поводковые устройства 1 (рис. 6.11) связывают раму и надрессор-
ную балку тележки, ограничивая их взаимные перемещения.
Рис. 6.11. Центральное рессорное подвешивание
В последние годы на тележках установлены поводки улучшенной
конструкции научно- производственного предприятия Дергачева
(НППД). Новый поводок (рис. 6.12) состоит из двух тяг: левой 5 и
правой 8, соединенных друг с другом резьбой, защищенной от смя-
тия и грязи кожухами с резиновым уплотнителем 7. Необходимая
длина поводка фиксируется стопорной гайкой 6. Амортизирующие
блоки 4 выполняют роль упругих шарниров и установлены с обеих
сторон поводковых кронштейнов рамы 10 и надрессорной балки 9.
Каждый амортизационный блок включает обойму 4.1, резиновый
амортизатор 4.2 и дистанционную втулку 4.3. Необходимое усилие
сжатия амортизаторов при их сборке на тележке обеспечивается раз-
мером двух сомкнутых дистанционных втулок 4.3 при затянутых бол-
тах 1. От ослабления болт 1 защищен стопорной шайбой 2 и упорно-
стопорным устройством «Краб» 3, которое, кроме того, передает на
амортизаторы нагрузку с внешней стороны поводка. Контрольным
размером при затяжке болтов 1 является 110± 1 мм.
139
Рис. 6.12. Поводок НППД
Поводок последней модификации (рис. 6.13) обладает повышенной
надежностью защиты болтов от самооткручивания. Тяги поводка 5 и
8 отличаются от описанных выше тем, что кроме резьбового отвер-
стия М42 с шагом резьбы 3 мм для болта 1 они имеют дополнитель-
ное резьбовое отверстие М16 с шагом резьбы 2 мм для болтов 1.1.
Болт 1 имеет сквозное отверстие для дополнительного болта 1.1. При
сборке поводка следует затянуть болт 1, затем болт 1.1 и зафиксиро-
вать головки обоих болтов относительно друг друга, разгибая на них
края стопорной планки 2. Повышенная защита от ослабления болтов
1 достигается тем, что при одновременном отворачивании болтов 1
и 1.1 за счет разности шагов резьбы происходит самозаклинивание
резьбового соединения. Вместо упорно-стопорных устройств «Краб»
используются диски 3 (рис. 6.13). Контролем для затяжки болтов при
сборке поводка является размер 110 ± 1 мм.
Необходимая длина поводка Б устанавливается в зависимости от
базового размера А, который определяется с помощью технологиче-
ских вкладышей до постановки поводка на тележку. Индивидуально
для каждого поводка. Например, при расстоянии между осями по-
водковых кронштейнов 940 мм размер А равен 110 мм, при 950 мм —
140
Рис. 6.13. Поводок новой конструкции
120 мм, при 960 мм - 130 мм и т.д. Правильный подбор необходимой
длины поводка обеспечивает симметричное положение надрессорной
балки относительно рамы тележки и равномерную загрузку аморти-
заторов. Резьбовые поверхности поводка следует смазать смазкой
ЦИАТИМ-203 или солидолом Ж.
6.5. Тележки для вагонов нового поколения
Тверской вагоностроительный завод разработал и освоил выпуск
нескольких типов тележек для вагонов нового поколения: модели
68-4071(68-4072), 68-4075(68-4076) и 68-4095(68-4096). Все указан-
ные тележки двухосные безлюлечные, обеспечивают повышенную
плавность хода вагонов и имеют расчетный срок службы основных
несущих элементов 28 лет. Техническая характеристика тележек при-
ведена в таблице 6.2.
141
Таблица 6.2
Основные параметры новых тележек
Модель
68-4075 68-4076 68-4071 68-4072 68-4095 68-4096
Габарит 1-ВМ 1-ВМ 1-ВМ
База, мм 2500 2500 2500
Статический прогиб, мм 260 280 270 288 280
Конструкцион- ная скорость, км/час 200 160 160
Масса, кг 7250 7300 6630 7300
Тормоз Дисковый, маг- нито-рельсовый Дисковый Дисковый
Тип рессорно- го подвешива- ния Двойное: надбуксовое и центральное безлюлечное
6.5.1. Тележки модели 68-4075 (68-4076)
Служат зля подкатки под пассажирские вагоны магистральных
железных дэрог для скорости движения до 200 км/час и массой брут-
то до62 т. Тележка модели 68-4075 (рис. 6.14) оборудована приводом
ручного тормоза 8.
Тележка (рис. 6.14) безлюлечного типа, с двойным рессорным
подвешиванием, с буксами на конических подшипниках кассетного
типа, с гидравлическими гасителями в буксовом и центральном под-
вешивании
Сварная рама 1 тележки связана с колесными парами 3 и 4 с по-
мощью бутсовых пружин, поводков 2 и гидравлических гасителей.
На пружины центрального подвешивания 5, установленные в
поддонах р1мы, опирается надрессорный брус 6, связанный с рамой
в продольном направлении диагонально расположенными поводка-
ми 7, а в поперечном направлении горизонтальной жесткостью пру-
жин, гидравлическими гасителями колебаний и упругими упорами.
На попере1ных балках рамы закреплены по два тормозных блока 9
с клещевыми захватами и тормозными цилиндрами со встроенным
регуляторов выхода штока.
142
К кронштейнам, расположенным с внутренней стороны про-
дольных балок рамы тележки, подвешены пневматические цилин-
дры тормозных башмаков магниторельсового тормоза 10.
Рама тележки (рис. 6.15) сварена из листового проката и состоит
из двух продольных 1 и двух поперечных 2 балок.
Рис. 6.14. Тележка модели 68-4076
143
12 7 10
Рис. 6.15.1аматележки
Продольные балки 1 в центра.ьной части имеют выгибы в верти-
кальном направлении с вваренньми в них консольно -вынесенными
в поперечном направлении подокнами, на которые устанавливаются
пружины центрального подвешивания. А по концам имеют вварен-
ные цилиндры для установки букового подвешивания.
Продольные балки соединятся между собой поперечными бал-
ками 2 трапециидального сечени.
Кроме того, на раме монтируется кронштейны 4 и 5 поводков,
кронштейны 3 и 6 для верти кал ных гасителей, кронштейны 7 для
горизонтальных гасителей, кронптейны 8для крепления тормозных
144
блоков, скользуны 9 и 70 для ограничения перемещения надрессор-
ного бруска, кронштейн 77 для привода ручного тормоза, кронштей-
ны 72 для крепления пневматических цилиндров магниторельсового
тормоза.
Буксовое подвешивание (рис. 6.16) передает нагрузки от рамы те-
лежки на буксовый узел.
Каждый комплект буксового подвешивания включает двухряд-
ные цилиндрические пружины 7, гидравлический гаситель 4 и по-
водки 5.
Рис. 6.16. Буксовое подвешивание
Пружины устанавливают в опорное гнездо 2, которое через ре-
зиновую прокладку 3 передает нагрузку на корпус буксы. Резиновая
прокладка служит для гашения высокочастотных колебаний и шума.
Гаситель колебаний, установленный вертикально по отношению к
продольной оси тележки, имеет штыревое крепление с кронштей-
ном рамы и приливом корпуса буксы с применением резиновых
амортизаторов 6, шайб 7 и гаек 8, втулок 9 и контрогаек 10. Втулки 9
предохраняют амортизаторы от чрезмерной затяжки гайками. Бук-
совые поводки связывают раму тележки с буксами и передают про-
дольные и поперечные усилия. Поводки устанавливают в клиновые
пазы кронштейнов буксы и рамы тележки и закрепляют болтами с
стопорными шайбами 72.
145
Центральное рессорное подвешивание (рис. 6.17) служит для умень-
шения вертикальных и горизонтальных колебаний кузова.
Центральное подвешивание включает винтовые цилиндрические
пружины 7, вертикальные 2 и горизонтальные 3 гидравлические га-
сители и поводки 4. Для ограничения вертикального прогиба внутри
пружин установлены сварные опоры 5 с резиновыми амортизато-
рами 6. Пружины при установке на раму тележки ориентируют так,
чтобы продольная линия между началом верхнего и нижнег? винтов
располагалось вдоль поперечной оси тележки.
Надрессорный брус связан с рамой тележки стяжным устрой-
ством, которое состоит из двух серег 10 и деталей крепления — вали-
ков 77 и шайб 12.
Гидравлические гасители двухстороннего действия заполнены
маслом ВМГЗ в количестве 0,9 л.
Надрессорный брус 6 (рис. 6.14) имеет сварную коробчатую кон-
струкцию. На надрессорном брусе приварены кронштейны для га-
сителей колебаний, поводков, опоры для ограничения продольных
и поперечных перемещений. К верхнему листу в средней части при-
варены кольцо и втулка для связи тележки с пятником кузова, а по
обе стороны от него — основания для горизонтальных скользунов.
Рис. 6.17. Центральное подвешивание
146
Опора кузова на тележку выполнена через горизонтальные сколь-
зуны, а между пятником и подпятником имеется зазор от 15 до 18 мм.
Под вкладыш скользуна уложена резиновая и регулировочная метал-
лическая прокладка.
6.5.2. Тележки модели 68-4095 (68-4096) и 68-4071 (68-4072)
Тележки модели 68-4095 (68-4096) предназначены для подкат-
ки под пассажирские вагоны массой брутто до 72 т, для скоростей
движения до 160 км/час. Спроектированы на базе тележки модели
68-4075, но основные элементы усилены. Буксовое и центральное
подвешивание имеет такую же конструкцию, как и тележка моде-
ли 68-4075. Тормоз на тележке только дисковый. Тележка модели
68-4076 оборудована приводом подвагонного генератора.
Тележки модели 68-4071 (68-4072) служат для подкатки под пас-
сажирские вагоны массой брутто до 62 т, для скоростей движения до
160 км/час.
Тележки отличаются жесткостью рессорного подвешивания, а
также наличием у тележки модели 68-4072 привода подвагонного ге-
нератора и ручного тормоза.
Конструкция рамы, надрессорной балки и центрального рессор-
ного подвешивания сходна с тележкой модели 68-4075. Буксовое
подвешивание состоит из пружин и фрикционных гасителей коле-
баний. Тип тормоза - дисковый.
6.6. Требования к пассажирским тележкам
В ЭКСПЛУАТАЦИИ
Для тележек пассажирских вагонов установлено выполнять кон-
троль исправного состояния при техническом обслуживании пасса-
жирских составов на пунктах формирования и оборота, на пунктах
технического обслуживания в пути следования, при единой техни-
ческой ревизии пассажирских вагонов. Кроме того, пассажирские
тележки подвергают плановым видам ремонта в депо и на вагоноре-
монтных заводах.
При техническом обслуживании вагонов у тележек контролиру-
ют состояние сварных швов рам и надрессорных балок, исправность
центрального и надбуксового рессорного подвешивания, наличие
валиков, шплинтов, втулок в шарнирных соединениях деталей, сте-
147
пень изнсса скользунов, надежность крепления поводков, соответ-
ствие зазсров в деталях тележек допустимым нормам. :; /
Не догускается эксплуатация вагонов, в деталях тележек которых
имеются Дешины и неисправности крепления деталей или их предо-
хранителыых устройств. На вагоне с тележками КВЗ-ЦНИИ всех мо-
дификаций кузов опирается на горизонтальные скользуны. Для теле-
жек этоготипа возвышение кромки чугунного вкладыша скользуна б
над короткой скользуна должно быть не менее 11 мм (рис. 6.18), а зазор
а между оюрной кромкой пятника и подпятником — не менее 9 мм.
Зазор лежду надрессорной балкой и рамой е (рис. 6.18) должен
быть не хенее 20мм для тележек КВЗ-ЦНИИ и не менее 25 мм — для
ТВЗ-ЦНЙИ М. Суммарный зазор между вертикальными скользу-
нами с одной стороны тележки 2а (рис. 6.19) должен быть не более
30 мм щи тележек типов КВЗ-ЦНИИ, но при этом каждый зазор
должен б>1ть не менее 5 мм.
Для тележки ТВЗ-ЦНИИ-М зазор между торцевым скользуном
надрессорного бруса и накладкой на продольной балке рамы дол-
жен бытьне менее 35 мм. При этом суммарный зазор двух торцевых
скользуюв одной тележки должен быть равен 90 + 5 мм.
Рте. 6.18. Контролируемые размеры тележки КВЗ- ЦНИИ
148
Несоответствия зазоров установленным нормам ухудшают плав-
ность хода тележек, приводят к ударам деталей друг о друга, вызыва-
ют преждевременные износы и создают угрозу безопасности движе-
ния поездов.
При проверке технического состояния тележек вагонов особое
внимание обращают на исправность колесных пар, буксового узла,
гидравлических гасителей колебаний, на состояние поводков, пре-
дохранительных болтов и скоб, крепление узла фрикционного гаси-
теля колебаний.
В фрикционном гасителе колебаний (рис. 6.7) не допускается
зазор между шпинтоном 2 и втулкой 13. Зазор может образоваться
при отсутствии или неправильной установке тарельчатой пружины
72, или ослаблении гайки крепления 11. При правильной установ-
ке тарельчатая пружина меньшим диаметром должна упираться во
втулку, а гайка должна быть зашплинтована.
При проверке защитных болтов (рис. 6.18) центрального подве-
шивания необходимо убедиться в наличии зазора в между поддоном
и резиновой шайбой. В состав деталей крепления входят металличе-
ские шайбы , гайка и шплинт .
Частой неисправностью пассажирских тележек является осла-
бление затяжки резиново — металлических пакетов продольных по-
водков, их просадка. Как следствие этого, нарушаются зазоры между
вертикальными скользунами. Для устранения неисправности гайки
поводков подтянуть до исчезновения вогнутости или до появления
выпуклости резины над металлической армировкой высотой не бо-
лее Змм. Для поводков НППД толщина пакетов амортизаторов с
каждой стороны поводка должна быть 110 ± 1 мм.
Расстояние между рамой тележек КВЗ-ЦНИИ всех типов и кор-
пусом буксы должно быть не менее 56 мм.
В зависимости от вида повреждения, неисправности тележки
устраняют в составе поезда или при текущем ремонте с отцепкой ва-
гона и подачей его на специализированный путь, где есть необходи-
мые средства механизации.
При выполнении единой технической ревизии пассажирских ваго-
нов (ТО-3) тележки выкатывают из-под всех типов вагонов. С теле-
жек снимают и отправляют для проверки и ремонта гидравлические
гасители колебаний, датчики противогазных устройств, скоростные
регуляторы нажатия тормозных колодок. Колесные пары с редукто-
149
рами от средней части оси или от торца оси выкатывают и подают
на соответствующие ремонтные позиции для контроля технического
состояния приводов генератора. Тележки очищают от снега, грязи и
осматривают.
При осмотре рам выявляют ослабление сварных швов и трещины.
Обнаруженные неисправности должны быть устранены. У тележек
КВЗ-ЦНИИ М постройки 1985-86 г. следует внимательно осматри-
вать поперечные балки, в которых имеют место случаи появления
трещин.
Проверяют состояние пружин, подвесок центрального подвеши-
вания, предохранительных скоб, поводков, деталей фрикционного
гасителя. Неисправные детали заменяют. Проверяют и регулируют
зазоры вертикальных скользунов (рис. 6.19), которые должны быть
в сумме с одной стороны тележек КВЗ-ЦНИИ всех типов не более
25 мм. При зазорах более нормы накладки вертикальных скользунов
срезают и приваривают новые, изготовленные из стали 45.
Все проверочно — регулировочные работы выполняют на теле-
жках под тарой вагона на прямом (выверенном) участке железнодо-
рожного пути.
Рис. 6.19. Проверка положения надрессорной балки
150
Зазор между предохранительной скобой и крюком поддона дол-
жен быть для тележки КВЗ-ЦНИИ М 50-60 мм. Зазор между пятни-
ком и подпятником должен быть не менее 13 мм для тележек типа
КВЗ-ЦНИИ, а между поддоном и опорной шайбой предохранитель-
ного болта — 1—4 мм.
Проверяют плотность крепления фрикционного гасителя, при осла-
блении которого производят подтягивание гаек шпинтонов до полного
выпрямления тарельчатых пружин, установленных конусом вверх.
Износ вкладышей горизонтальных скользунов допускается до
толщины 35 мм. Задиры на поверхности должны устраняться меха-
нической обработкой.
При установке гидравлических гасителей колебаний необходимо
отрегулировать зазоры б (рис. 6.19) постановкой резиновых шайб.
Величина зазоров должна быть не менее 7 мм.
Пружины, в случае замены, подбирают и устанавливают по
определенным схемам для каждого типа вагона в соответствии с
РТМ32ЦВ1-29-87.
6.7. Проверка и регулировка тележек
Все проверочно-регулировочные работы у тележек пассажирских
вагонов выполняют под тарой вагона на выверенном участке желез-
нодорожного пути перед подкаткой тележек под вагон.
Зазор между пятником и подпятником должен быть в пределах
от 15 до 18 мм для тележек КВЗ-ЦНИИ всех модификаций. Регули-
ровку выполняют постановкой прокладок под вкладыш скользуна 2
(рис. 6.4). Расстояние между выступающими частями рамы вагона и
тележки должно быть не менее 75 мм по концам тележки и не менее
50 мм в середине.
Если высота автосцепки от головок рельсов не соответствует
установленным нормам, регулировка выполняется путем разворота
валиков 4, 6 и опорных шайб 5 в одно из трех положений в соответ-
ствии с рис. 6.20. С одной стороны тележки все валики и опорные
шайбы должны быть установлены в одно из указанных положений.
Если регулировка высоты автосцепки разворотом валиков не до-
стигнута, разрешается подложить под пружинные комплекты цен-
трального подвешивания регулировочные прокладки толщиной до
30 мм, а под буксовые пружины — толщиной до 8 мм.
151
Поводки тележек устанавливают под тарой вагона. При этом не-
обходимо обеспечить симметричное расположение надрессорной
балки и гидравлических гасителей.
Затяжку резинометаллических пакетов поводков надо выполнить
до появления выпуклости не свыше 3 мм по отношению к металли-
ческой армировке пакета.
Проверкуположениянадрессорнойбалкиигидравлическогогаси-
теляколебаний производятс одновременнойрегулировкой поводков.
Зазор а (рис. 6.19) для тележек КВЗ-ЦНИИ всех типов должен быть
не менее 5 мм, суммарный зазор 2а с каждой стороны тележки — не
более 25 мм. Зазор б— не менее 35 мм, суммарный зазор 16 — не более
85±5 мм. Регулировка зазоров а и б производится подбором по тол-
щине накладок из стали 45 или 09Г2, которые следует приваривать
на раму или надрессорную балку. Регулировку положения гасителей
колебаний производят постановкой резиновых шайб 6. Зазор между
гасителем колебаний и кронштейном должен быть не менее 7 мм.
В тележках КВЗ-ЦНИИ проверяют зазор между надрессорной
балкой и боковой продольной балкой рамы, который должен быть
Рис. 6.20. Люлечная подвеска тележки
152
не менее 30 мм под тарой вагона, а между рамой тележки и корпусом
буксы — не менее 56 мм.
Разность высот надбуксовых пружин для одной буксы допускается
не более 4 мм, а зазор между крылом буксы и опорным металлическим
кольцом под пружины для всех типов тележек — не менее 5 мм.
Разность высот концов рамы тележки от головок рельсов должна
быть вдоль вагона не более 15мм, а поперек — не более 10 мм.
При установке предохранительных стержней поддона тележки
КВЗ-ЦНИИ следует обеспечить зазор 1-4 мм между поддоном и
опорной шайбой.
При всех видах технического обслуживания и текущем ремонте те-
лежек у поводков с резьбовым соединением тяг конструкции НППД
обстукиванием проверить плотность затяжки резьбовых соединений.
Ослабшие соединения затянуть. Стопорные шайбы с поврежденны-
ми усиками или лапками следует заменить. Контрольным размером
правильной затяжки болтов является размер 110 ±1 мм. Если при раз-
борке поводка НППД не удается выкрутить болт М42, то демонтаж
поводка рекомендуется выполнить в следующей последовательности
(рис. 6.21):
— отвернуть стопорную гайку 1 на несколько оборотов;
— разогнуть усики стопорной шайбы 2 болта М42. При наличии
дополнительного болта Ml6, его следует отвернуть;
— надеть гаечный ключ 4 на головку болта, упереть рукоятку клю-
ча в раму тележки 3;
— откручивать тягу поводка ключом 5. В случае необходимости на
рукоятку ключа надеть трубу — вороток. После ослабления затяжки
резьбового соединения можно возобновить отворачивание болта.
Перед монтажом поводка резьбовые поверхности деталей повод-
ка покрыть смазкой ЦИАТИМ-203 или солидолом Ж.
В тележках модели 68-4075 (68-4076) высоту автосцепки регули-
руют постановкой прокладок под пружины центрального подвеши-
вания толщиной до 15 мм, а под буксовые пружины — толщиной до
4мм. Прокладки под пружинами с одной стороны тележки должны
быть одинаковой толщины.
Поводки тележек модели 68-4075 (68-4076) устанавливают под
тарой вагона, добиваясь симметричного положения надрессорного
бруса по отношению к раме тележки. Зазор между вертикальными
скользунами подрессорного бруса и поперечной балки рамы должен
153
быть не менее 5 мм, а суммарный зьзор одной пары скользунов — не
более 20 мм.
Зазор между торцевым скользуном надрессорного бруса и рамой
должен быть не менее 45мм, а суммарный зазор не более ПО мм.
Величина зазоров между вертикальными скользунами регулируется
подбором по толщине накладок, которые приваривают на скользу-
ны поперечных балок рамы тележка.
Резиново - металлические пакеты затягивать до появления вы-
пуклости не более 3 мм.
Глава 7. ПРИВОДЫ ПОДВАГОННЫХ ГЕНЕРАТОРОВ
7.1. Назначение
И ТИПЫ ПРИВОДОВ ПОДВАГОННЫХ ГЕНЕРАТОРОВ
Существующие системы энергоснабжения пассажирских ва-
гонов в зависимости от расположения источников электрической
энергии делятся на две группы:
— системы автономного энергоснабжения;
— системы централизованного энергоснабжения.
154
Анализируя современное состояние пассажирского вагонного
парка, техническое оснащение вагонного хозяйства можно сделать
вывод, что автономная система энергоснабжения пассажирских ва-
гонов широко применяется в нашей стране и будет применяться в
ближайшие годы. При разработке систем энергоснабжения следует
учитывать достоинства автономной системы энергоснабжения:
— полная независимость ее от внешнего источника питания;
— большая маневренность при формировании поездов;
— более высокая общая надежность;
— большая пожарная безопасность;
В силу этих и ряда других причин автономное электроснабже-
ние в России, применяется в подавляющем большинстве вагонов
пассажирского парка.
Таким образом, в современных условиях с целью повышения
надежности работы электрооборудования пассажирских вагонов
актуальным остается улучшение технике- экономических параме-
тров приводов подвагонных генераторов, как уже существующих,
так и вновь разрабатываемых.
С повышением скоростей движения пассажирских поездов
значительно возрастают требования к надежности подвижного
состава и отдельных его узлов. Особое внимание следует обратить
на качество ремонта и содержание в эксплуатации приводов под-
вагонного генератора, так как их работа на современном этапе ха-
рактеризуется ростом динамических нагрузок, воздействием таких
факторов, как торможения, заклинивания колесной пары, работа
в условиях резкого перепада температур (от +40 до —40оС). Кроме
того, приводы подвагонного генератора монтируясь под вагоном,
подвергаются отрицательному воздействию влаги, грязи, пыли.
Особо опасны твердые образивные частицы, которые попадая на
вращающиеся и трущиеся детали, резко снижают срок их службы.
Приводы генераторов являются необрессоренными частями ваго-
на, значит, все динамические нагрузки, воздействующие на вагон
со стороны верхнего строения пути, воспринимаются ими жестко.
Как известно, автономная система электроснабжения включает в
себя генератор с приводом от оси колесной пары и аккумуляторные
батареи. Наиболее сложным при разработке такой системы являет-
ся создание простого по конструкции и надежного в эксплуатации
привода подвагонного генератора. Рассмотрим накопленный опыт
155
в этой области, достоинства и недостатки применяемых приводов,
их обслуживание в эксплуатации и перспективные конструкции.
Анализ работы показал, что наибольшее число повреждений
приходятся на зимний период. Это объясняется увеличением
жесткости пути, обледенением рессорного подвешивания и поте-
рей упругих свойств резиновых деталей приводов.
Приводы генераторов служат для передачи крутящего момента
от колесной пары на генератор. По расположению приводы бывают
от торца оси или от средней части оси колесной пары. По конструк-
ции приводы делятся на два типа: ременные и редукторно-кардан-
ные.
В ременных приводах имеется один плоский или комплект кли-
новых ремней. Недостатком всех ременных приводов является не-
высокая, не превышающая Юк Вт передаваемая мощность, которой
для современных вагонов недостаточно. Достоинствами данных
приводов является их, сравнительно с редукторно-карданными
приводами, небольшая масса, стоимость и более простое техни-
ческое обслуживание. В настоящее время в эксплуатации имеются
следующие типы ременных приводов генератора: плоскоремен-
ный, текстропно-редукторно-карданный (ТРКП) и текстропно-
карданный ( ТК-2) приводы. Данные приводы установлены на ва-
гонах без холодильных установок, имеющих небольшую мощность
электропотребителей.
Редукторно-карданные приводы герметичны, способны пере-
дать мощность более 30 КВт и устанавливается на вагоны с полным
кондиционированием воздуха и вагоны- рестораны. В вагонах
эксплуатационного парка наиболее распространены привода типа
EUK- 160- 1М и ВБА-32/2 постройки Германии, а также приводы
с редуктором Р-380 на вагонах постройки ТВЗ. Недостатки при-
водов от средней части оси- их сложность конструкции, высокая
стоимость, необходимость расформировывать колесную пару для
ремонта приводов с полной разборкой.
Выпуск редукторно-карданных приводов генератора от торца
шейки оси типа РК-1, РК-6, ФАГА-2 прекращен из-за их суще-
ственных недостатков:
— большая масса необрессоренных деталей, установленных на
корпусе буксы, значительно усложняют работу буксовых подшип-
ников;
156
— значительные динамические усилия на детали крепления ре-
дуктора к корпусу буксы, возникающие от неровностей пути и де-
фектов колесных пар, приводят к повреждениям деталей приводов
и создают угрозу падения на путь, создавая опаснейшие аварий-
ные ситуации.
7.2. Плоскоременный привод
Первым из группы ременных приводов стал плоскоременный
привод, который до настоящего времени применяется на почто-
вых, багажных и некоторых специальных вагонах прежних лет по-
стройки. Он состоит из ведущего шкива, размещенного на средней
части оси диаметром около 600 мм, ведомого шкива диаметром не
более 130 мм, установленного на вал генератора, и плоского рем-
ня, соединяющего оба шкива. Генератор с натяжным устройством
шарнирно подвешен на раме вагона. В настоящее время выпуск
плоскоременных приводов для пассажирских вагонов прекращен
из-за их существенных недостатков:
— невысокая, до 3 КВт передаваемая мощность;
— низкая надежность ременной передачи, особенно в осенне-
весенний период при работе в условиях повышенной влажности.
Плоскоременные приводы широко применяются на служебных
вагонах рефрижераторных секций.
7.3. Текстропно- редукторно-карданный привод (ТРКП)
С 1968 г. все пассажирские вагоны без кондиционирования воз-
духа постройки СССР, ГДР, Польши оснащались приводами ТРКП.
Данные приводы обеспечивают передачу мощности 8кВт в длитель-
ном режиме работы при скорости движения от 37 до 160 км/ч. Пере-
даточное отношение привода 4,05. Привод ТРКП (рис. 7.1) состоит
из ведущего шкива /, ведомого 2, комплекта ремней 3, редуктора 4 с
натяжным устройством 5 и карданного вала 6. Генератор 7с предо-
хранительным устройством 8 и все узлы привода смонтированы на
тележке. Ведущий шкив 1 (рис. 7.2) представляет собой литой ци-
линдр, на поверхности которого имеются четыре канавки, для раз-
мещения клиновых ремней. Средняя торцевая часть шкива выпол-
нена в виде втулки с лабиринтовыми канавками, которые входят в
157
лабиринты крепительной крышки 5. Шкив hi торце оси крепится
при помощи зубчатой гайки 6, призматически шпонки 7, клиньев
8, крестовины 9, болтов 10, двух зубчатых сек'оров 11, тарельчатых
158
пружин 72 и стопорной пластины 13. Болты ввертывают в торец оси
РУ-1. Торцевое крепление шкива закрепляют крышкой 4, которая
укреплена при помощи шести болтов 2 с шайбами 3.
Зубчатая гайка представляет собой конусную втулку с резьбой
на внутренней поверхности, которой она навертывается на шейку
оси. С другой стороны внутри гайки имеются зубья, которыми она
соединяется с секторами. Каждый сектор имеет два отверстия с
нарезкой для болтов. На торце оси ставят два клина, между кото-
рыми образуется паз для постановки крестовины. Второй выступ
крестовины располагается между секторами.
Ведомый шкив 72 (рис. 7.3) привода крепится на конусную часть
вала редуктора 8, корпус 13которого сварной. Внутри него размеще-
ны валы с большим 7и малым зубчатым колесом. Валы вращаются
в подшипниках 7, 4, 10, 77. На валу закреплен фланец 6, с помощью
которого редуктор соединяется с карданным валом, передающим
вращение генератору. Редуктор подвешен к кронштейнам рамы
тележки шарнирно с помощью вала 2, размещаемого в резиновых
втулках 3. Шарнирная подвеска редуктора позволяет производить
натяжение ремней с помощью специального устройства.
В днище корпуса редуктора имеется отверстие с пробкой для
слива масла. В верхней части корпуса сапун, связывающий вну-
треннюю полость с атмосферой и не допускающий в нем повыше-
ние давления. Зубчатые колеса редуктора смазываются смазкой
ТСП-10, а подшипники валов смазкой ЛЗ ЦНИИ. В приводе ис-
пользуются ремни типа В2360Т.
Применение редуктора в приводе позволило увеличить переда-
точное отношение до 4,1, благодаря чему генератор включается при
минимальных скоростях движения 37-42 км/ч.
Натяжное устройство 5 (рис. 7.1) состоит из болта, шарнирно
соединенного с редуктором, двух пружин и рычажной гайки, пе-
ремещающей по резьбовой части болта. Вращая гайку по часовой
стрелке, сжимают пружины, которые обеспечивают необходимое
натяжение ремней.
Карданный вал передает вращение от редуктора на генератор.
Карданный вал состоит из соединенных шлицами вала и трубы
с приваренными к ним шарнирами. Шарниры через крестовины
с игольчатыми подшипниками соединяют вал с фланцами ре-
дуктора и генератора. Шлицевое соединение закрыто защитным
159
кожухом с войлочным уплотнением, а игольчатые подшипники
крестовин имеют резиновое уплотнение. В шлицевое соединение
закладывается смазка ЖРО, а в подшипники — смазка № 158.
Наиболее частые повреждения приводов ТРКП- обрывы ремней.
Причиной является неудолитворительное качество самих ремней,
нарушение требований по их техническому содержанию, но глав-
ная причина частого обрыва клиновых ремней — наличие шар-
нирно подвешенного на тележке редуктора. При работе редуктора
из-за разных по величине крутящих моментов на входном и выход-
160
ном валах возникает реактивный момент, который увеличивает
натяжение ремней при верхней ведущей ветви ременной передачи
и уменьшает при нижней ведущей ветви (движение вагона в про-
тивоположную сторону). Кроме того, сам редуктор является слож-
ным повреждаемым узлом, требующим в эксплуатации постоян-
ного контроля. Повысить надежность и упростить конструкцию
ТРКП стало реальным после появления возможности отказаться
от редуктора в конструкции передачи, что и было сделано в тек-
стропно-карданном приводе ТК-2.
7.4. Текстропно- карданный привод ТК-2
Текстропно-карданный привод ТК-2 применяется с 1983 г. на
пассажирских вагонах без холодильных установок. Его главной от-
личительной особенностью от привода ТРК является отсутствие
редуктора. Привод ТК-2 (рис. 7.4) имеет ведущий 9, и ведомый 7
шкивы, соединенные комплектом 8 из пяти ремней типа Б2500Т,
промежуточный вал в корпусе 3 с натяжным устройством 5, кар-
данный вал с предохранительными скобами. Вращение от колес-
ной пары передается на генератор 4с предохранительными скобами
6. На случай обрыва основной подвески 1 корпус промежуточного
вала имеет защитный болт 2. Генератор и все узлы привода смон-
Рис. 7.4. Привод ТК-2
6 Быков
161
тированы на тележке. Узел крепления ведущего шкива и кардан-
ный вал имеют такое же устройство, как и у привода ТРКП.
Привод генератора ТК-2 обеспечивает передачу мощности 8кВт
при скорости движения от 40 до 160 км/ч. Передаточное отноше-
ние — 2,78. Для получения необходимого передаточного отноше-
ния увеличен диаметр ведущего шкива, а ведомого уменьшен, в
сравнении с приводом ТРК.
Узел промежуточного вала (рис. 7.5) имеет сварной корпус 9, вну-
три которого в подшипниках 7и 10установлен вал 8. Подшипни-
ковые крышки 12 с уплотнениями 5 крепятся к корпусу болтами с
шайбами. Корпус шарнирно подвешен к кронштейну рамы тележ-
ки на валике, установленном в втулках 75 в отверстие корпуса. На
одном конце вала на шпонке 14 установлен фланец 13 для соеди-
нения с карданным валом, а на другом — ведомый шкив 4. Шкив
закреплен на вале гайкой 2 с шайбами 3 и шплинтом 1. Такое же
крепление с валом имеет фланец 13.
Рис. 7.5. Узел промежуточного вала
Натяжное устройство (рис. 7.6) включает болт 8, соединенный
валиком 9 с кронштейном 10 корпуса промежуточного вала; ры-
чажною гайку 7, которая через шайбу 3 сжимает пружину 4; опору
пружины 5 с напресованной втулкой 6. Рычажная гайка 1 удер-
живается на винте шплинтом 2. Натяжение ремней происходит за
счет сжатия пружины при закручивании гайки по часовой стрелке.
Усилие от натяжного устройства передается через опору пружины
на кронштейн рамы тележки 7.
Рис. 7.6. Натяжное устройство
В современных вагонах дополнительно к имеющимся потре-
бителям электроэнергии устанавливают бытовые холодильники,
микроволновые печи, обеззараживатели питьевой воды, аудио- и
видеосистемы, а также другое оборудование для увеличения сфе-
ры предоставляемым услуг пассажирам. Это требует увеличения
мощности приводов генератора до 12—16 кВт, которую существу-
ющие приводы типа ТК-2 и ТРК передать не могут. В связи с этим
интересна разработка клиноременного привода от средней части
оси для генераторов мощностью 16-19 кВт, предложенная Твер-
ским вагоностроительным заводом и Тверским институтом ваго-
ностроения. Привод состоит из ведущего шкива 1 (рис. 7.7) диаме-
тром 585 мм, ведомого шкива 2 диаметром 205 мм, установленного
на хвостовик генератора 3 и комплекта ремней 6 из пяти или шести
клиновых ремней С(В)-3200. Генератор установлен на раме тележ-
ки 5 с помощью шарнирной подвески 4. Натяжение ремней выпол-
няет пружинно- винтовое устройство.
163
970
Рис. 7.7. Принципиальная схема клиноременного привода от средней i
части оси колесной пары
Ранее применение приводов от средней части оси сдерживала
сложность их замены в эксплуатации, для которой требовалась вы-
катка тележки и колесной пары. В настоящее время отечественные
заводы освоили выпуск корданношнуровых ремней долговечность
которых составляет 150—180 тыс км. Такой срок службы ремней по-
зволяет выполнять их плановую замену при ТО-3.
Привод от средней части оси в сравнении с приводами ТРКП и
ТК-2 имеет преимущества:
— конструкция привода существенно упрощается вследствие
исключения таких сложных узлов, как карданный вал, редуктор;
— размещение ведущего шкива на средней части колесной пары
снижает динамические нагрузки на буксовый узел, уменьшает воз-
можность перекоса и смещения осей вращения шкивов;
— значительно снижает затраты на изготовление и ремонт при-
вода.
При установке на вагоне двух приводов от средней части оси
ими можно обеспечить мощность в вагоне до 35КВт. Это позволит
отказаться от сложных дорогостоящих приводов ВБА-32/2.
Таким образом ускоренное завершение испытаний и изготовле-
ние таких приводов значительно повысит эффективность вагонов
с индивидуальным энергоснабжением.
В новом приводе предусмотрена укладка запасного комплекта
ремней во внутренней части ведущего шкива для экстренной за-
164
мены поврежденных
рабочих ремней. Кро-
ме того, в пути следо-
вания возможно ис-
пользование запасных
разъемных ремней,
которые в количестве
двух-трех комплектов
хранятся в штабном
вагоне.
Соединение ремня
(рис. 7.8) состоит из
двух плоских скоб 2 и
элемента роликовой
цепи 3. Ремни через
Рис. 7.8. Соединение ремней
отверстие диаметром 3,5 мм. с шагом 11 мм соединяются винтами
1 с скобами 2.
7.5. Редукторно-карданные приводы
(РКП) ОТ СРЕДНЕЙ ЧАСТИ ОСИ
На купированных вагонах, вагонах-ресторанах и служебных с
УКВ устанавливают приводы от средней части оси, которые могут
передать мощность более ЗОКВт. Приводы надежны при работе в
любых климатических условиях. Находясь на середине оси, они
практически безвредны для буксового узла. К недостаткам следует
отнести их высокую стоимость, сложность технического обслу-
живания и ремонта, особенно с полной разборкой. Техническая
характеристика редукторов приводов от средней части оси приве-
дена в таблице 7.1.
Редукторно-карданные приводы генератора от средней части
оси установлены на тележках КВЗ-ЦНИИ, ТВЗ-ЦНИИ-М и экс-
плуатируются в поездах со скоростями движения до 160км/ч.
Привод генератора от средней части оси (рис. 7.9) включает ре-
дуктор 1, карданный вал 3, эластичную муфту 4и предохранитель-
ные скобы 5, 6 деталей привода и 7 — генератора 2. Для зашиты
редуктора от переворота вокруг оси предусмотрена опора против
скручивания 9, укрепленная на раме тележки 10.
165
Таблица 7.1
Технические характеристики РКП от средней части оси
EUK-160-1M ВБА-32/2; Р-380
Мощность, кВт 38,4 44,68
Передаточное число 2,99 3,727
Число оборотов для включения генератора, мин1 600-700 625-770
Максимальное число оборотов, МИН’1 3000 3692
Масса привода, кг 1808 1286
7.6. Привод генератора EUK-160-1М
Редуктор привода EUK-160-1M укреплен на средней части оси,
вращение от которой передается карданному валу, фрикционной
муфте сцепления и якорю генератора. Генератор установлен на
Рис. 7.9. Привод от средней части оси
сварной раме, которая крепится к раме кузова вагона с помощью
болтов с корончатыми гайками.
Масло для подшипников и шестерен редуктора заливается в
картер через специальное отверстие, закрываемое пробкой. Раз-
брызгиваемое вращающимися шестернями масло стекает по стен-
кам картера в накопители и каналы, имеющиеся в корпусе редук-
тора, монтажных стаканах, дистанционных кольцах и боковых
крышках, откуда попадает в подшипники и обратно в картер.
Сливается масло через отверстие в нижней части корпуса, за-
крытое пробкой с намагниченным стержнем, очищающим масло
166
от металлических частиц- продуктов износа шестерен. Головка
пробки стопорится от самоотвинчивания проволокой. Для пони-
жения давления на верхней крышке установлен сапун.
Карданный вал соединен с редуктором и фрикционной муфтой
фланцами. Вал состоит из двух частей, имеющих шлицевое соеди-
нение, что позволяет ему удлинятся или укорачиваться. На кон-
цах карданного вала имеются шарниры, снабженные игольчатыми
подшипниками. С помощью карданного вала передается вращаю-
щий момент от редуктора к валу генератора. Игольчатые подшип-
ники шарнирных соединений карданного вала и шлицевых со-
единений вала смазывают при помощи масленок. Подвесная рама
предохраняет карданный вал от падения на путь при случайном
повреждении.
Для фиксации редуктора в горизонтальном положении пред-
усмотрена опора момента. Она имеет стержень, оканчивающийся с
обоих концов головками с плоскими поверхностями. Обе головки,
зажатые между резиновыми вкладышами (амортизаторами) раз-
мещаются в корпусе опоры. Кронштейн предохраняет редуктор от
вращения вокруг оси колесной пары в случаи повреждения шаро-
вой опоры. При повреждении опоры кронштейн ложится на опор-
ную скобу, укрепленную на раме тележки.
В редукторе (рис. 7.10) ведущая шестерня 1 укреплена шестью
болтами на фланце полого вала 2, надетого на среднюю часть оси
колесной пары. Полый вал крепится на оси при помощи двух рези-
новых разъемных колец 5, сжимаемых в разъемных корпусах 7 через
нажимные неразъемные кольца 4двенадцатью стяжными болтами 6.
Осевые и радиальные силы, действующие на ведомую шестерню, вос-
принимаются коническими роликовыми подшипниками с бронзо-
вым беззаклепочным сепаратором. Корпусы 7 соединяются с полым
валом с помощью фланцев 3. Ведомая шестерня, выполненная заодно
с хвостовиком — валом 8 опирается на два конических подшипника
и один цилиндрический роликовый подшипник. На шлицевой хво-
стовик малой шестерни насажена ступица фланцевой втулки 9, со-
единенная с фланцем шарнирной части карданного вала.
Фрикционная муфта сцепления отключает вал генератора от
карданного вала при малых скоростях движения и на стоянках.
Муфта подключает карданный вал привода к валу генератора при
скорости движения 40 км/ч. Кроме того, муфта сцепления явля-
167
Рис. 7.10. Редуктор от средней части оси
ется эластичным и предохранительным элементом привода, авто-
матически отключающим вал генератора от карданного вала при
резком торможении поезда и неисправности привода.
168
Муфта сцепления имеет два диска: диск трения, который жестко
закреплен на валу генератора при помощи шпонки и корончатой
гайки, и нажимной диск, механически связанный с карданным ва-
лом и имеющий привулканизированную резиновую прокладку с
фрикционной кольцевой накладкой. Внутренний механизм муф-
ты вращается в двух шарикоподшипниках, для смазки которых
служат два ниппеля с шариковым клапаном. На нажимной диск
действует шесть нажимных пружин и шесть возвратных пружин.
Возвратные пружины служат для выключения сцепления.
Работа муфты сцепления основана на действии центробежной
силы, возникающей при вращении кулачков, и противодействую-
щей силы нажимных и возвратных пружин. Когда муфта не вра-
щается, давление пружин на нажимной диск уравновешено дав-
лением возвратных пружин, передающимся через упоры кулачков.
В этом случае между фрикционным кольцом нажимного диска и
диском трения образуется зазор 1 мм; таким образом, вал генера-
тора отключается от карданного вала и может свободно вращаться
от асинхронного двигателя. При движении вагона карданный вал
вращает механизм муфты, при этом кулачки под действием цен-
тробежной силы расходятся, сжимая возвратные пружины. Когда
усилие нажимных пружин превысит усилие возвратных, нажим-
ной диск с фрикционными кольцевыми накладками продвинется
в сторону диска трения и начнет вращать вал генератора.
7.7. Привод генератора ВБА-32/2. Редуктор Р-380
Приводы генератора ВБА-32/2 имеют меньшие размеры, массу
и отличительные особенности в конструкции отдельных узлов в
сравнении с приводом EUK-160-1М. Отличительными особенно-
стями редуктора ВБА-32/2 от редуктора EUK-160-1И являются:
— ведущая и ведомая шестерни имеют другие параметры зубча-
того зацепления;
— ведомая вал-шестерня установлена на два цилиндрических и
один шариковый подшипник;
— корпус редуктора облегчен, его смотровая крышка уменьшена;
— стержень опоры момента имеет плоскую поверхность и соот-
ветствующие резиновые вкладыши. В настоящее время применя-
ют резиновые амортизаторы производства НПП Дергачева.
169
Опора против скручивания (рис. 7.11) включает опорное плечо
2, закрепленное болтами к корпусу редуктора 1 и вал 3. Вал 3 через
амортизаторы 5 и плиту 4 соединяется с рамой тележки, а снизу,
через такие же амортизаторы и крышки 6 — с опорным плечом 2.
Опора против скручивания препятствует повороту редуктора
вокруг оси колесной пары из-за возникновения при работе редук-
тора реактивного момента.
Передача крутящего момента от редуктора на генератор выпол-
няется карданным валом, который за счет своего удлинения позво-
ляет проходить вагонам кривые участки пути. В настоящее время
приводы генераторов от средней части оси оборудуют карданными
валами производства НПП Дергачева. Новый карданный вал име-
ет специальную форму зубьев шлицевого соединения, увеличива-
ет до 38° угол отклонения крестовин, улучшенную конструкцию
крепления игольчатых подшипников и специальную смазочную
камеру для шлицов.
170
Муфта ВБА-32/2 передает крутящий момент от карданного вала
на генератор. Эластичная муфта представляет собой резиновый
элемент в виде кольца с привулканизированным фланцем и сег-
ментом. Фланец соединен болтами с карданным валом, а сегмент-
со ступицей, которая на шпонке установлена на вал генератора.
Резина муфты амортизирует толчки вращении карданного вала и
защищает детали привода от поломок, например, при заклинивании
вала генератора. Резина в этом случаи разрушается и карданный вал
вместе с фланцем будет вращаться без передачи генератору нагруз-
ки. В случаи разрыва резины в пути следования муфта испытывает
сильный нагрев и карданный вал следует демонтировать.
Редуктор Р-380 устанавливается на вагоны новой постройки.
Редуктор разработан на базе редуктора ВБА-32/2 и в отличии от
него имеет некоторые особенности:
— для ликвидации избыточного давления в редукторе, послед-
ний оборудован сапуном;
— горловина корпуса редуктора усилена ребрами жесткости;
— внутри корпуса редуктора предусмотрены ребра гашения
вспенивания масла и отвода тепла.
7.8. Техническое обслуживание приводов генераторов
Проверку технического состояния приводов генератора произ-
водят на пунктах формирования и оборота пассажирских составов
и на ПТО в пути следования. При проверке особое внимание уделя-
ют состоянию ремней, наличию шума, стука при работе привода,
отсутствию нагрева шарниров карданных валов и корпусов редук-
торов в местах установки подшипников, наличию утечек масла из
редукторов, прочности креплений деталей и предохранительных
устройств.
В случае загрязнений детали привода необходимо очистить от гря-
зи, снега и льда, пользуясь деревянными молотками и скребками.
У приводов генератора Т Р К (рис. 7.1) и Т К-2 (рис. 7.4) наиболее
слабым узлом является клиноременная передача, которая при ра-
боте подвергается действию различных возмущающих факторов.
Для приводов ТРК — это, в первую очередь, действие реактивного
момента, который возникает в работающем редукторе и приводит
к уменьшению или увеличению межцентрового расстояния между
171
шкивами, что вызывает или проскальзывание ремней и их быстрый
износ, или перенапряжение и обрывы. Отрицательно на работу при-
водов влияет переменность крутящего момента, вибрации шкивов,
усиливающих или ослабляющих натяжение ремней. Большое влия-
ние на срок службы ремней оказывает нарушение правил монтажа,
непараллельность или перекосы осей больше нормы. Часто имеет
место нарушение качества изготовления ремней. Очень важно сво-
евременно регулировать натяжение ремней, которое обеспечивает-
ся сжатием пружин натяжного устройства до высоты 100 ± 5 мм для
привода ТРК и 110 ± 5 мм для привода ТК-2.
В эксплуатации замене подлежат ремни с надрывами, расслое-
нием и разлохмачиванием. Разрешается кратковременно эксплу-
атировать приводы ТК-2 и ТРК соответственно на четырех и трех
ремнях. При этом следует уменьшить натяжение ремней увеличе-
нием высоты пружины натяжного устройства на 5—10 мм и снизить j
нагрузку на генератор до 40-50% от номинальной. Заменяют рем-
ни комплектно, предварительно подобрав их по длине на приспо-
соблении, по схеме в соответствии с рис. 7.12, б.
Диаметр измерительного шкива Д для привода ТК-2 равен i
127,3 мм. Усилие Рна подвижном шкиве равно 300Н (30КГС). Рас-
четную длину L ремня при измерении на двух шкивах определяют
по формуле:
Т = 2Л + лД ...
где л — 3,14;
А — межцентровое расстояние, мм
Разница ремней по длине в одной группе в эксплуатации допу- I
скается не более 10 мм. Устанавливать в одном комплекте новые и .!
старые ремни не допускается.
В настоящее время вновь поставляемые ремни на одном или
обоих основаниях имеют маркировку, которая наряду с информа-
цией о типе ремня, его месте и дате изготовления содержит данные
о номере группы, например, «3». В этом случае подбор ремней в
комплект производят по маркировке. :
Взаимный износ ремней и канавок шкивов определяют по схеме
в соответствии с рисунком 7.12, о. При этом необходимо измерить
размер У при нормальном натяжении передачи. Зная высоту ремня
172
Рис. 7.12. Ремонт клиноременной передачи:
а — схема определения износа канавки и ремня; б — схема определения дли-
ны ремня
h и глубину канавки Н, можно вычислить зазор Xмежду дном ка-
навки и ремнем, который должен быть не менее 2 мм.
Шкивы проверяют осмотром и обстукиванием. На шкивах не
допускаются трещины, отколы и ослабление крепления. При осмо-
тре карданного вала шарниры ощупывают с целью определения
степени нагрева и прочности соединений. Температура шарниров
карданных валов, редукторов и муфт должна быть одинаковой в
сравнении с температурой нормально работающих букс. Узлы с
повышенным нагревом подлежат разборке и ремонту.
У карданных валов не допускаются вмятины, погнутости, про-
боины трубы и другие механические повреждения.
У редукторов всех типов выявляют недостаток или загрязнение
масла. Не допускаются посторонние шумы при работе редуктора,
изломы зубьев шестерен, разрушение подшипников и зазоры в по-
садке шестерен и подшипников на валах.
Ослабление или повреждение предохранительных устройств
или болтовых соединений не допускается. Если в пути следования
обнаружат заклинивание редуктора или ослабление узла крепле-
ния ведущего шкива с зубчатой фиксацией, то на перегоне не-
обходимо снять ремни и на ближайшем ПТО или в пункте фор-
мирования заменить редуктор или произвести перемонтаж узла
крепления ведущего шкива с зубчатой фиксацией.
Болты и шпильки при ослаблении необходимо устанавливать
с применением пластмассы или эпоксидного клея. Новые болты и
шпильки изготавливают из стали 40Х.
Плоскоременный привод должен иметь длину ремня, обеспечи-
вающую отклонение генератора от вертикального положения на
угол 8—15° в сторону ведущего шкива.
173
Ремень не должен иметь надрывов и расслоений, в деталях
сшивки не допускаются повреждения. Смещение ведущего шкива
выявляют по взаимному расположению ремня и шкивов, которое
в исправном состоянии должно быть симметричным.
У привода генератора от средней части оси (рис. 7.9) недопустим
сдвиг редуктора, который определяют по разрыву контрольных
красных полосок, нанесенных с обеих сторон фланцев редуктора
и вдоль оси колесной пары, а также по выдавливанию резиновых
вкладышей ведущего фланца.
У фрикционных и эластичных муфт не допускаются разруше-
ния и ослабление болтов крепления. В случае повреждений муфт
приводов от средней части оси, карданный вал демонтируют и на
пункте формирования заменяют муфту.
При обнаружении сдвига редуктора вдоль оси на перегоне или
промежуточной станции, необходимо снять карданный вал и со
скоростью не более 30 км/ч следовать до ближайшего ПТО или
пункта формирования и заменять колесную пару. При обнаруже-
нии заклинивания подшипников полого вала в пути следования,
необходимо демонтировать карданный вал, опору момента с опор-
ным и аварийным плечами, снять ведомый вал и следовать со ско-
ростью не более 30 км/ч до ближайшего ПТО или пункта форми-
рования. Редуктор при этом свободно вращается на оси.
При разрушении подшипников ведомого вала или излома ше-
стерен, их заклинивании на перегоне или промежуточной стан-
ции, следует отвернуть девять болтов ведомого вала Ml2x60 и три
болта Ml 2x40. Вместо трех болтов Ml 2x40 ввернуть три отжимных
болта Ml2x80 и вывести шестерни из зацепления. В таком поло-
жении ведомый вал необходимо зафиксировать тремя болтами
М12х80 и следовать до ближайшего ПТО или пункта формирова-
ния, где необходимо заменить колесную пару. Разрушение опоры
момента определяют по наличию стуков и толчков при работе при-
вода. При обнаружении такого дефекта необходимо снять кардан-
ный вал, принять меры к закреплению опоры, а в пункте форми-
рования выполнить ремонт.
При проверке состояния опоры против скручивания следует
убедиться в отсутствии ослабления болтовых соединений опо-
ры, которое не допускается. Для выявления просадки резиновых
амортизаторов опоры редуктора следует приложить усилие к кар-
174
данному валу. На пунктах формирования состава наличие люфта
в упругих шарнирах опоры не допускается. В пути следования или
в пункте оборота поезда величина свободного хода в упругих шар-
нирах должна быть не более 4 мм. При большей величине люфта
резиновые амортизаторы следует заменить новыми.
При контроле состояния приводов генератора на пунктах обо-
рота и формирования пассажирских составов не допускается ста-
вить в поезда вагоны, приводы которых имеют:
— просроченный или истекающий в пути следования срок ре-
визии привода;
— угловое перемещение карданного вала, измеренное на дуге
диаметром 100 мм у ступицы шарнира у привода от средней части
оси более 3 мм;
— следы редукторного масла на диске колесной пары или утеч-
ки масла через лабиринтное уплотнение;
— недостаток или отсутствие смазки в игольчатых подшипни-
ках или шлицевых соединениях карданных валов, которые можно
выявить по наличию ржавчины;
— некомплектность клиновых ремней.
Через шесть месяцев эксплуатации все приводы генератора под-
вергают технической ревизии.
Техническая ревизия приводов производится также при неяс-
ности клейм предыдущей ревизии, при обнаружении в смазке ре-
дуктора посторонних примесей, при необходимости производства
колесным парам полного освидетельствования или после обточки
колесной пары с редукторным приводом от средней части оси.
Техническая ревизия выполняется в пунктах формирования
составов и в отделениях по ремонту редукторно-карданных при-
водов вагонного депо. Перед производством ревизии все узлы
привода очищают от грязи и льда и протирают ветошью, смо-
ченной в керосине или дизельном топливе. Ревизия приводов от
средней части оси выполняется с выкаткой колесной пары, а у
приводов с клиноременной передачей — без выкатки колесных
пар, если не требуется демонтаж ведущего шкива с зубчатой фик-
сацией. Редуктор привода от торца оси с вагона должен быть снят
и разобран в ремонтном отделении. У редукторов всех типов про-
веряют состояние и износы шестерен, допуски на зазоры и биение
в соответствии с техническими требованиями. Все выявленные
175
неисправности в деталях приводов должны быть устранены. По-
сле выполнения работ по технической ревизии восстанавливают
контрольные полосы и на корпусе хвостовика редукторно-кар-
данных приводов наносят белилами надпись с указанием даты и
места выполненных работ.
7.9. Ревизия приводов ТК-2 и ТРК .
Ревизию ременных приводов генератора начинают с осмотра I
состояния ременной передачи и определения правильного рас- I
положения ремней в канавках шкивов. Шкивы следует демонти- I
ровать при изгибах и вмятинах на рабочих поверхностях канавок, 1
а также в случае их неплотной посадки. Карданный вал, редуктор,
узел ведомого шкива привода ТК-2 для ревизии снимают. |
Для снятия ремней следует ослабить натяжение рычажной гай- I
ки, отклонить редуктор или узел ведомого шкива в сторону колес- 1
ной пары и вручную снять ремни. |
Для снятия редуктора или узла ведомого шкива необходимо их I
вывесить для разгрузки валика подвески и выбить валик легкими I
ударами молотка через латунную оправку или выпрессовывать, ]
используя съемник. При этом следует сохранить регулировочные I
шайбы подвески. Для демонтажа ведомого шкива к его ступице j
крепят съемник, винт которого упирается в торец вала. Наносить I
удары по боковым граням канавок и закреплять на них съемные 1
устройства не допускается. 1
Вал узла ведомого шкива при неисправностях выпрессовывают 1
из корпуса ударами молотка через латунную оправку после предва- |
рительного снятия подшипниковых крышек и пружинных колец. I
После демонтажа необходимо замерить осевое перемещение ]
вала узла ведомого шкива, которое должно быть в пределах от 0,41 |
до 1,01 мм. j
У редуктора ТРКП после его демонтажа сливают масло, снима- 1
ют смотровую крышку, промывают редуктор внутри и замеряют. |
Осевые перемещения валов и зазор в зубчатом зацеплении, кото- |
рые должны быть в пределах норм, указанных заводом-изготови- I
телем. Если осевое перемещение ведомого или ведущего вала пре- 1
вышают предельную норму, а также при боковом зазоре в зубчатом I
зацеплении более допустимого, редуктор разбирают. J
176
При обнаружении на корпусе редуктора сильных подтеков мас-
ла в местах выхода валов, соответствующую крышку надо снять и
проверить уплотнение.
Если в редукторе или узле ведомого шкива выявлены поврежде-
ния подшипников, шестерней, валов, то необходим ремонт указан-
ных узлов с полной разборкой в соответствующем участке ПТО.
У карданного вала необходимо проверить легкость касания
фланцев и втулок относительно крестовины от руки и состояние
войлочного уплотнения.
Разборку редуктора (рис. 7.3) начинают со слива масла через ниж-
нюю пробку, затем снимают смотровую крышку, сапун, маслоука-
затель, подшипниковые крышки и разбирают торцевое крепление
подшипников. Валы редукторов выпрессовывают ударами молотка
через латунную оправку по торцу вала или легким прессом.
Для разборки неисправного узла ведущего шкива (рис. 7.2) необ-
ходимо отвернуть болты 2 крепления крышки 4 и снять крышку.
Шкив снимают вывертыванием двух диаметрально расположен-
ных болтов крепления буксовой крышки 5. Для защиты шкива
от деформации между болтами и шкивом установить прокладку
толщиной Юн-12 мм. Далее надо отвернуть болты и снять крыш-
ку. Затем следует отогнуть стопорную пластину 13 и вывернуть два
болта 10. Для удаления зубчатого сегмента 11 следует ввернуть бол-
ты 10 в его резьбовые отверстия до упора и выпрессовать первый
сегмент. Второй сегмент снимется свободно. Далее необходимо
снять крестовину 9 и клиновые планки 8. Гайка 6 снимается с ис-
пользованием рычажного или инерционного ключа. Отворачивать
и заворачивать гайку ударами молотка или зубилом по ее граням
не разрешается.
Износ ремней и канавок шкивов определяют при ТО-3 по схеме,
изображенной на рис. 7.12, а. После снятия ремней внимательно
проверяют состояние их рабочих поверхностей, которые не долж-
ны иметь трещин, складок, тканевых заусенцев и срывов резины.
Если выбраковывают хотя бы один ремень, весь комплект следует
заменить. Ставить в один комплект ремни, бывшие в употреблении
и новые не допускается. Разница по длине ремней в одном ком-
плекте — не более 4 мм. Шкивы с износами канавок протачивают
на токарном станке, если оставшаяся толщина обода не менее 6 мм.
После разборки детали крепления узла ведущего шкива осмотреть
177
и выявить на рабочих поверхностях гаек, крестовин, зубчатых сег-
ментов и клиновых планок наличие забоин и задиров, которые
следует запилить. Гайки и сегменты с трещинами, отколами, вмя-
тинами глубиной более 1,5 мм подлежат замене. Высота резьбовой
части гайки должна быть не менее 33 мм. Состояние резьбы гайки
проверяют на вытяжку. Для этого пластилином снимают слепок
участка резьбы и замеряют профиль резьбовым щупом. При не-
симметричном расположении резьбового щупа по отношению к
профилю слепка, гайку следует заменить.
Если одновременно разбирают несколько редукторов, не допу-
скается обезличивать зубчатые пары, они должны быть установле-
ны в свой корпус. Следует тщательно проверить износ и состояние
рабочих поверхностей зубчатых колес. Если на поверхности зубьев
обнаружены трещины, выкрашивание металла более 20% рабочей
поверхности, шестерни заменяют комплектно.
При ремонте карданного вала особое внимание следует обратить
на состояние подшипников и крестовин. Иголки подшипников
должны свободно проворачиваться в наружной обойме и не иметь
выкрашивания металла. Цапфы крестовин должны иметь гладкие
поверхности без следов наминов иголками.
Монтаж узла ведущего шкива (рис. 7.13) приводов ТРК и ТК-2
начинают с установки гайки 2, резьбовую часть которой покрыва-
ют смазкой ЛЗ-ЦНИИ.
Гайку следуетнавернутьспредварительнымнатягом 100—150Нм
без применения ударных нагрузок. Проверка положения гайки и ее
Рис. 7.13. Монтаж узла ведущего шкива
178
окончательная затяжка производится с применением специально-
го шаблона (рис. 7.14), укрепленного на торце оси. После предва-
рительной затяжки, ось симметрии одного из зубьев гайки должна
располагаться на шаблоне между рисками 13—19°. Если положение
гайки не соответствует этому требованию, то регулировку произ-
водят подбором упорного кольца подшипника или заменой гайки.
Применение регулировочных прокладок не допускается, так как
это приводит к ослаблению узла крепления шкива. Окончательно
затягивают гайку рычажным или инерционным ключом так, что-
бы ось симметрии зуба располагалась напротив нулевой риски, что
соответствует усилию затяжки 4—6 кН м.
При переходе оси симметрии контрольного зуба нулевой риски,
монтаж производится заново. Далее следует смазать и установить
клиновые планки 1 (рис. 7.13) прямым углом в паз оси, крестови-
ну 3 и зубчатые сегменты 4. Наклонные грани сегментов должны
179
прилегать к крестовине. Детали закрепить болтами 6с тарельчаты-
ми пружинами 5 и стопорной пластиной 7. Болты следует затяги-
вать поочередно усилием 50—60 Н м до полного сжатия тарельча-
тых пружин. При этом ударами молотка через медную прокладку
дважды поджимают крестовину, а затем зубчатые секторы. Для за-
крепления болтов края пластины отгибают на грани болтов. Далее
(рис. 7.2) в буксу закладывают смазку ЛЗ-ЦНИИ, устанавливают
крепительную крышку 5, ставят шпонку 7, шкив 1 и закрепляют
его крышкой 4 с болтами 2 и шайбами 3.
Плотную посадку шкива обеспечивают ударами молотка через
медную прокладку по торцу шкива и окончательно затягивают
болты. Зазор между торцом гайки и торцом шкива, а также зазор
между торцом лабиринта и торцом шкива должен быть не менее
2 мм. Для проверки качества сборки корпус буксы необходимо про-
вернуть на оси и убедиться в отсутствии заеданий в лабиринтном
уплотнении.
Монтаж узла ведомого шкива начинают с напрессовки на вал
шарикового подшипника и внутреннего кольца роликового под-
шипника. Их необходимо застопорить пружинными кольцами,
а затем в корпус запрессовать наружное кольцо цилиндрическо-
го подшипника и вал с шариковым подшипником. Подшипники
смазать смазкой ЖРО в количестве 0,55 кг и установить крышки
с войлочными уплотнениями, закрепив их болтами с пружинны-
ми шайбами. Войлочные кольца перед установкой пропитывают в
течение 20 мин разогретым до 80°С составом из 85% солидола Ж и
15% графита. На конусные поверхности вала установить ведомый
шкив и фланец, закрепив их гайками и шплинтами.
Сборку редуктора (рис. 7.3) привода ТРК начинают с запрессов-
ки в его корпус наружного кольца роликового подшипника 11, а
на ведущий вал 8 — внутреннего кольца. При запрессовке колец
следует применять втулочные оправки для защиты посадочных
поверхностей от задиров. Далее в корпус редуктора через смотро-
вое окошко вводят ведущую шестерню 7 и напрессовывают ее на
вал, предварительно надев маслоотбойное кольцо и дистанцион-
ную втулку. Затем на вал и в корпус запрессовывают шариковый
подшипник 10 и закрепляют его плоской шайбой и болтами. По-
сле установки подшипниковых крышек, в корпус редуктора вводят
шестерню-вал 5 и собирают его подшипниковые узлы. При сборке
180
редуктора все свободные полости и поверхности смазывают кон-
систентной смазкой.
Далее на корпус редуктора ставят сапун, крышку смотрового
окна с резиновой прокладкой, сливную пробку и напрессовыва-
ют на конусные поверхности валов ведомый шкив 12 и фланец 6.
В завершение редуктор заправляют маслом круглогодичным типа
ГСП-10 в количестве 1,8 л до уровня, который определяют щупом
по рискам в вертикальном положении редуктора. Не следует допу-
скать избыток масла, что приводит к его утечкам через уплотнения
крышек и сапун.
Шарнир подвески узла ведомого шкива смазывают шприцева-
нием солидолом Ж до появления смазки между регулировочными
шайбами.
На срок службы клиновых ремней в большой степени влияет
правильное взаимное расположение шкивов. Отклонение от одно-
плоскостного расположения шкивов и взаимное смещение их тор-
цов не должно превышать 5 мм.
Регулировку производят постановкой шайб между кронштей-
ном рамы тележки и втулкой, приваренной к корпусу редуктора
или корпусу узла ведомого шкива. Осевое перемещение узла ведо-
мого шкива в кронштейне подвески и редуктора ТРКП в шарнире
подвески не должно превышать 1мм.
При сборке шарниров карданного вала на крестовину одевают
уплотнения и вводят ее в кардан и фланец, а затем попарно запрес-
совывают игольчатые подшипники и крепят их крышками. Затем
карданный вал собирают по шлицевому соединению. В процессе
сборки в игольчатые подшипники крестовин закладывают смазку
No ]58, а в шлицевое соединение — солидол Ж.
Собранный карданный вал устанавливают между генератором
и редуктором или узлом ведомого шкива, крепят болтами с корон-
чатыми гайками и шплинтуют. Под гайки следует устанавливать
пружинные шайбы. Зазоры между фланцами соединяемых узлов
не допустимы.
После выполнения необходимых работ у приводов ТК-2 и ТРК
их работу необходимо проверить на вагоне вращением ведомого
шкива от внешнего двигателя.
На редуктор, узел ведомого шкива и карданный вал должны
ныть установлены предохранительные устройства.
181
Клиновые ремни устанавливают в последнюю очередь, вруч-
ную, без трименения каких-либо приспособлений.
Регултровку натяжения выполняют поджатием пружины на-
тяжного устройства до рабочей высоты 110+2мм у привода ТК-2 и
до 100±5—у привода ТРКП.
7.10. Ревизия редукторно -карданных приводов
ОТ СРЕДНЕЙ ЧАСТИ ОСИ
Технитеская ревизия редукторно-карданных приводов произво-
дится поеде выкатки колесной пары с редуктором из-под тележки.
Во вр:мя ревизии снимают смотровую крышку, из редуктора
сливаютмасло, его внутренние поверхности промывают дизель-
ным тошивом или керосином и просушивают сухим сжатым воз-
духом. .Шлее необходимо снять блок малой шестерни, проверить
состоите ведущей шестерни осмотром через люк картера и изме-
рить стеяень износа ее зубьев.
Технгческое состояние карданного вала, соединительных муфт,
опоры редуктора проверяют без их разборки. В ходе выполнения
ревизии теобходимо проверить зазоры в подшипниках полого вала
и подшипниках вала ведомой шестерни, а также биение корпуса
редуктор относительно оси колесной пары и биение фланца вала
ведомойшестерни.
При ыявлении неисправностей в контролируемых деталях, ра-
боты по разборке привода выполняют в необходимом объеме.
Опор: против скручивания не должна иметь ослабление резь-
бовых соединений и просадку амортизаторов. Наличие люфта в
упругихшарнирах выявляют путем прикладывания усилия к кар-
данном) валу. При наличии люфта опору редуктора разобрать и
осмотре в состояние амортизаторов. Амортизаторы, имеющие вы-
соту метее 33 мм или радиальные трещины глубиной более 3 мм,
следует вменить.
Ведуцие шестерни осматривают через люк картера. Замене под-
лежат пвстерни с трещинами зубьев, выкрашиванием металла, из-
носом более 1/3 от первоначальной толщины, а также с вмятинами
глубинсй более 1,5 мм или следами точечной коррозии диаметром
более 2 ям и глубиной более 0,5 мм.
При )евизии необходимо проверить биение корпуса редуктора
182
относительно оси колесной пары специальными индикаторными
приспособлениями. У редукторов ВБА-32/2 и Р-380 допускается
биение по фланцам корпуса редуктора до 0,15мм, а у редуктора
EUK—160-1М — не более 0,16 мм. При проверке колесную пару сле-
дует прокручивать и на слух определять неисправности подшип-
ников. Если подшипники имеют значительные износы, изломы,
трещины и раковины на дорожках качения, то проворот оси будет
затруднен, стрелка индикатора имеет скачкообразные подергива-
ния, из подшипника слышно пересыпание роликов. Суммарный
осевой зазор в подшипниках полого вала, проверяемый индика-
тором, должен быть в пределах 0,3-0,5мм для редукторов EUK-160-
1М, ВБАиР-380.
Увеличение зазора происходит из-за неправильной сборки ре-
дуктора или недопустимых износов подшипников.
Для контроля зазора в зацеплении шестерен (рис. 7.15) у редук-
тора снимают крышку, устанавливают основание 1 штатива на
корпус редуктора 2, крепят его болтом и устанавливают индикатор
3 по оси малой шестерни на середине зуба. Ось колесной пары с ве-
дущей шестерней 5 закрепляют неподвижно, а вал малой шестерни
Рис. 7.15. Контроль зазора между зубьями
183
поворачивают за фланец 4 в обе стороны до легкого соударения зу-
бьев. Стрелка индикатора указывает зазор, который должен быть
у редуктора ВБА 32/2 в пределах 0,12+0,4 мм, а у редукторов EUK-
160-1М — 0,15—0,5 мм.
При разборке на сопрягаемые детали наносят риски или отмет-
ки керном, по которым при последующей сборке определяют их
первоначальное положение.
При производстве ТО-3 следует производить демонтаж блока
малой шестерни. Для этого следует открутить болты его крепления
и в резьбовые отверстия монтажного стакана ввинтить три демон-
тажных болта, с помощью которых блок малой шестерни выжима-
ют из корпуса. После удаления болта, крепящего упорную шайбу
на торце хвостовика шестерни, при необходимости, выполняют
разборку блока малой шестерни на прессе.
Хвостовик малой шестерни проверяют на биение, которое
не должно превышать более 0,1 мм для редукторов ВБА, Р-380 и
0,15 мм - для редуктора EUK -160-1М. Изношенные посадочные
места под подшипники у валов допускается восстанавливать хро-
мированием, металлизацией.
Шлицевой фланец устанавливается на шлицевой конец вала с
натягом до 0,001 мм. Разработка шлицевых канавок допускается не
более 0,01 мм от чертежного размера.
Подшипники выбраковывают при обнаружении раковин, тре-
щин, темных пятен и задиров та поверхностях качения. Нали-
чие пятен синего цвета свидетельствует о работе подшипников с
чрезмерным нагревом, который имеет место из-за неправильной
регулировки зазоров при монтаже или из-за недостатка масла. У
исправных подшипников следует замерить радиальный зазор. При
установке на вал новых подшигников следует измерить диаметр
колец для обеспечения их плотной посадки.
В лабиринтных крышках, соединительных фланцах, монтаж-
ных стаканах, маслоотбойных ксльцах, корпусах редукторов могут
быть забоины и заусенцы, которые следует зачистить надфилем и
шлифовальной шкуркой №6 с маслом. Канавки и отверстия для
подвода масла в монтажных стаканах и других деталях прочищают
и продувают сжатым воздухом.
В корпусах редукторов допускается ремонтировать сваркой с
последующей нарезкой изношенные резьбовые отверстия. Осо-
184
бое внимание следует уделить контролю диаметров и недопусти-
мой овальности в посадочных отверстиях редукторов, приводных
колец, а также в посадочных местах под подшипники, шестерни,
приводные кольца на валах шестерен и полых валах.
Игольчатые подшипники карданного вала с повреждениями
подлежат замене. Заменяют также крестовины с износами шипов
по диаметру и длине более нормы. Крестовины устанавливают в
комплекте с подшипниками. Изношенные отверстия под подшип-
ники у вилок можно ремонтировать проточкой на токарном станке
до ближайшего большего градационного размера, постановкой ре-
монтной втулки или металлизацией посадочных поверхностей. На
трубе вала могут быть вмятины и протертости от предохранитель-
ных скоб не более 0,6 мм. Изношенное шлицевое соединение вала
допускается восстановить наплавкой и механической обработкой
до ремонтных размеров, а втулки — на протяжном станке. В этом
случае на втулке и торце вала наносят клейма Р1 или Р2 (Iй или 2й
ремонтные размеры).
Отремонтированные сваркой карданные валы подвергают дина-
мической балансировке. Дисбаланс устраняют приваркой пластин.
После сборки узла блока малой шестерни контролируют осевой
зазор подшипников, который должен быть в пределах 0,074-0,09 мм.
Регулировку необходимого зазора выполняют гайкой и контргай-
кой, которые стопорятся загибанием шайбы на их грани.
Надежная работа зубчатого зацепления зависит от точности
его сборки. Правильность зацепления определяют замером зазо-
ра в зацеплении, который регулируется прокладками под боковые
крышки, а также по расположению пятна контакта на поверхности
зуба шестерен (рис. 7.16). При выполнении этой проверки на зубья
малой шестерни наносят белила и проворачивают на полный обо-
рот большую шестерню. При правильном зацеплении контактные
пятна располагаются на середине боковых граней зубьев шестерен
и должны быть не менее 45% высоты зуба и не менее 65% его длины.
При смещении пятен регулировку производят перемещением ше-
стерен по направлению стрелок в соответствии с рис. 7.16.
У редуктора до постановки на вагон следует проверить осевые
зазоры подшипников полого вала, биение корпуса редуктора отно-
сительно оси колесной пары и биение фланца ведомой шестерни.
После выполнения работ по технической ревизии на редукторе и
185
7.16 Исправление пятка контакта:
а — неправильное расположение отпечатков; б — направление перемеще-
ния шестерней; в — правильное расположение отпечатков
карданном вале наносят контрольные полосы, а на картере редук-
тора — надпись о времени и месте производства ревизии.
Глава 8. АВТОСЦЕПНОЕ УСТРОЙСТВО
8.1. Назначение и состав автосцепного устройства
Автосцепные устройства служат для соединения вагонов друг с
другом и локомотивом, передачи и смягчения действия, растяги-
вающих и сжимающих усилий, возникающих при движении по-
езда, а также для удержания вагонов на определенном расстоянии
друг от друга.
Автосцепные устройства подвижного состава Российских же-
лезных дорог подразделяются на два типа: вагонного и паровозно-
го. Автосцепное устройство вагонного типа установлено на пасса-
жирских и грузовых вагонах, вагонах дизель — и электропоездов,
электровозах и тепловозах, а паровозного — на паровозах и специ-
альном подвижном составе.
186
Автосцепное устройство состоит из:
— автосцепки, которая соединяется с автосцепкой соседнего
вагона и воспринимает от нее ударно-тяговые усилия;
— расцепного привода, который размещен на концевой балке
рамы, соединен цепью с валиком подъемника и позволяет выполнить
расцепление автосцепки и установить ее в положение «на буфер»;
— центрирующего прибора, который возвращает автосцепку в
среднее положение после прохода вагоном кривых участков пути;
— упряжного устройства, которое смягчает и передает на раму
вагона ударно-тяговые усилия.
Применение автосцепного устройства позволило: значительно
увеличить вес поездов, сократить время на формирование соста-
вов, снизить количество травм на железных дорогах за счет ликви-
дации тяжелого труда сцепщиков.
Оборудование вагонов автосцепными устройствами является
важным мероприятием по повышению безопасности обслужива-
ния и эффективности использования вагонов. Перевод подвижно-
го состава России на автосцепку осуществлялся с 1934 по 1957 г.
Конструкция автосцепных устройств, их материалы и технология
изготовления постоянно совершенствуется. На вагонах автосцеп-
ки применяют двух видов: нежесткие и полужесткие. Нежесткие
автосцепки при движении поезда свободно перемещаются друг по
отношению к другу. Эти автосцепки более просты по конструкции,
позволяют сцепить груженые вагоны с порожними, изношенные
с новыми при предельной разности высот соседних автосцепок в
эксплуатации до 100 мм. Их существенные недостатки — повы-
шенный износ замков и корпусов автосцепок из-за взаимного тре-
ния и более вероятные саморасцепы при превышении допустимых
размеров разности высот. Большинство вагонов грузового парка
оборудовано нежесткими автосцепками.
Полужесткие автосцепки при движении поезда имеют взаим-
ные перемещения до ограничителей вертикальных перемещений,
размещенных на малых зубьях корпусов автосцепок. Такими ав-
тосцепками оборудованы пассажирские, восьмиосные и другие
вагоны, имеющие увеличенную длину и вероятность саморасцепа
у которых повышается.
Корпус автосцепки таких вагонов имеет в нижней части малого
зуба ограничитель вертикальных перемещений.
187
Жесткие автосцепки применяют в вагонах метрополитенов и
скоростных электропоездах. Такие автосцепки более сложные и
дорогие, но обеспечивают более высокие эксплуатационные ха-
рактеристики и делают возможным автоматическое соединение
воздушной и электрической магистралей.
Для увеличения плавности хода и обеспечения безопасности
перехода пассажиров и бригады поезда из вагона в вагон, пасса-
жирские вагоны оборудованы буферами и переходными площад-
ками.
8.2. Конструкция автосцепки СА-3
Автосцепка СА-3 (Советская автосцепка третий вариант, рис.
8.1) состоит из корпуса и деталей механизма. Корпус (рис. 8.1, о)
включает головную часть 7 и хвостик 2. В хвостике имеется отвер-
стие 3 для клина, соединяющего корпус с тяговым хомутом, по-
лукруглый торец 4 и перемычка 5. Головную часть образуют боль-
шой 6 и малый 7зубья. Пространство между ними носит название
зев, в котором выступают замкодержатель и замок. В сцепленном
состоянии в зев входит малый зуб соседней автосцепки. В месте
перехода головной части в хвостик отлит упор, которым автосцеп-
ка передает нагрузки на ударную розетку при соударении или рез-
ком торможении, когда поглощающий аппарат полностью сжат. В
вертикальных стенках корпуса есть отверстия для установки ва-
лика подъемника и для его удерживающего болта. Внутри корпуса
со стороны малого зуба отлит серповидный прилив — полочка 8
для верхнего плеча предохраниталя от саморасцепа, а со стороны
большого зуба — круглый шип 9 для навешивания замкодержателя
и опора для подъемника 10. В нижней части корпуса есть отверстия
для сигнального отростка замка 11, направляющего зуба замка 12 и
грязевое 13 — для удаления мусора, снега, дождевой воды. Со сто-
роны большого зуба, также в нижней части корпуса, есть четвертое
отверстие для восстановления зацепления ошибочно расцеплен-
ных автосцепок. Корпус автосцепки изготавливают литьем из ста-
ли марок 20ГЛ, 20ГФЛ, 20ФЛ-9 и других сходных по составу. После
изготовления на средней части корпуса остается литейный шов,
который в эксплуатации используют для контроля расположения
автосцепных устройств по отношению к рельсовому пути.
188
Детали механизма автосцепки — замок, замкодержатель, подъ-
емник и валик подъемника отливают из стали марки 20 ГЛ. Предо-
хранитель от саморасцепок штампуют из стали марки 38 ХС.
Замок (рис. 8.1, б) служит для удержания автосцепок в сцепном
состоянии за счет выхода в зев передней замыкающей части 20.
Замок имеет шип для предохранителя 14, перемычку 15, оваль-
ное отверстие 16 для прохода валика подъемника, сигнальный
отросток 17, окрашенный в красный цвет, который сигнализиру-
ет об уходе замка из- за какой- либо неисправности в корпус и
возможном саморасцепе. В нижней части замка имеется радиаль-
189
ная опора 19, которой замок ставится на наклонную поверхность
нижней части корпуса, и направленный зуб 18, обеспечивающий
перекатывание замка по опоре без поперечного смещения. Зам-
кодержатель предохраняет замок от ухода в глубь корпуса и пре-
дотвращает самопроизвольное расцепление автосцепок. Кроме
этого, он вместе подъемником удерживает замок в расцепленном
положении. Замкодержатель (рис. 8.1, в) имеет лапу 33, противо-
вес 35, расцепной угол 36 и отверстие 34 для навешивания на шип
корпуса. До сцепления автосцепок противовес опущен вниз, а
лапа выходит в зев корпуса. После сцепления автосцепок лапа
под давлением зуба соседней автосцепки уходит вглубь корпуса,
противовес поднимается вверх и встает напротив верхнего плеча
предохранителя.
Предохранитель замка совместно с замкодержателем препят-
ствует самопроизвольному расцеплению автосцепок. Предохра-
нитель имеет верхнее плечо 21, нижнее плечо 23 и отверстие для
навешивания на шип замка 22. У сцепленных автосцепок верхнее
плечо предохранителя лежит на полочке корпуса, упирается в про-
тивовес замкодержателя и препятствует самопроизвольному уходу
замка в корпус. При расцеплении автосцепок подъемник давит на
нижнее плечо, поворачивает предохранитель и выключает его бло-
кирующее действие на замок.
Подъемник (рис. 8.1, д) участвует в расцеплении автосцепок и
удерживает замок при установке автосцепки в положении «на бу-
фер». Подъемник имеет широкий палец 24, для перемещения пре-
дохранителя и замка и узкий 25, для взаимодействия с расцепным
углом замкодержателя и квадратное отверстие 26для валика подъ-
емника.
Валик подъемника (рис. 8.1, е) поворачивает подъемник при
расцеплении автосцепок и ограничивает выход замка в зев кор-
пуса. Валик подъемника имеет цилиндрические 27 и 29 части,
квадратную часть 28 для размещении подъемника и балансир 31 с
отверстием 32для цепочки расцепленного привода Выемка 30 слу-
жит для прохода запорного болта.
Болт валика подъемника с гайкой и запорными шайбами уста-
навливается в отверстии прилива корпуса азтосцепки и удержива-
ет в нем валик подъемника.
190
8.3. Сборка и разборка автосцепок
Сборка механизма сцепления производится в следующем по-
рядке (рис. 8.2). Внутрь корпуса автосцепки вводится подъемник
4 замка и кладется на имеющуюся снизу опору 8 и козырек 9 ши-
роким пальцем вверх. Чтобы подъемник не мешал постановке зам-
ка, он должен быть плотно прижат вправо к корпусу (к стенке со
стороны большого зуба). Замкодержатель 2 противовесом вперед
вводится в карман корпуса и овальным отверстием навешивает на
шип 7стенки корпуса со стороны большого зуба.
После этого навешивается предохранитель 3 отверстием на шип
замка так, чтобы нижнее плечо его прошло в паз замка.
Замок 7 вместе с предохранителем вводится в карман корпуса
таким образом, чтобы замок встал на свою опору, а верхнее плечо
предохранителя — на полочку.
При постановке замка нужно из-под лапы замкодержателя на-
жать металлическим стержнем на нижнее фигурное плечо собач-
ки, чтобы установить верхнее плечо на его опору — полочку. Сиг-
нальный отросток 6 и направляющий зуб должны разместиться в
соответствующих отверстиях наклонного дна кармана корпуса.
191
Имеющееся там же третье отверстие предназначено для удаления
грязи из кармана.
В отверстии в стенке корпуса со стороны малого зуба устав-
ляется валик подъемника 5, который проходит через овальный
вырез в замке и далее через квадратное отверстие в подъемнике
замка. Устанавливая валик, необходимо следить, чтобы отвер- (
стие в балансире, служащее для соединения с цепью расцепного
привода, находилось обязательно сверху. Круглый конец стержня
валика, входит в отверстие корпуса со стороны большего зуба.
После сборки проверяется действие механизма автосцепки.
Для этого рукой нажимают на замок и перемещают его внутрь
кармана корпуса заподлицо с ударной стенкой зева, а затем от-
пускают. Замок должен возвратится в свое начальное положе-
ние. После проверки подвижности замка определяют отсутствие
заеданий в деталях механизма при расцеплении. В этом случае
валик подъемника поворачивается против часовой стрелки до
отказа, а затем отпускают. Валик и другие детали должны сво-
бодно возвратится в исходное положение. Подвижность деталей
проверяют несколько раз подряд. Валик подъемника следу-
ет закрепить болтом диаметром 10 и длиной 90 мм. Болт про-
пускается через отверстие в приливе корпуса и вырез в валике
подъемника около балансира и закрепляется снизу гайкой. Края
верхней шайбы закрепляются на грани головки болта, а нижней 1
— на грани гайки.
Разбирается механизм в обратном порядке. Сначала отсоеди-
няют расцепной привод. Затем разгибают запорные шайбы болта |
валика подъемника, отвинчивают гайку, вынимают болт, извлека- !
ют из корпуса валик подъемника. После этого из кармана корпуса !
вынимают замок с предохранителем, замкодержатель и тодъемник j
замка.
8.4. Взаимодействие деталей механизма автосцепки
Сцепление автосцепок происходит автоматически. Автосцеп-
ки перед сцеплением (рис. 8.3, а) могут занимать различные вза- j
имные положения: продольные оси автосцепок могут находится ’
в одной прямой, могут быть смещены относительно друг друга в !
вертикальном или горизонтальном направлении. Смещение осей j
192
в вертикальном направлении в поезде допускается не более чем на
70 мм, а в горизонтальном — не более чем на 175 мм.
При сцеплении автосцепки механизм действует следующим об-
разом.
Автосцепки скользят одна по другой в горизонтальной плоско-
сти, направляемые скошенными поверхностями больших зубьев,
так, что малый зуб и замок каждой из двух автосцепок входят в зев
другой автосцепки.
При этом в начале (рис. 8.3, б) замки под давлением малых зу-
бьев перемещаются внутрь головы, а после того, как малые зубья
становятся на свои места, замки, ничем более не удерживаемые,
под действием силы тяжести опускаются в образовавшееся про-
странство и занимают свое нижнее положение, заперев этим автос-
цепки. Когда замок 1 (рис. 8.3, в) находится в нижнем положении,
верхнее плечо предохранителя 2 замка располагается напротив
упора 3 противовеса замкодержателя, благодаря чему у сцепленной
автосцепки исключается возможность перемещения замка. Этому
препятствует предохранитель, который упирается в противовес
замкодержателя при действии продольной силы на замок. Таким
образом, при сцеплении автосцепок, автоматически включается
предохранитель от саморасцепа.
Расцепление автосцепок происходит после перемещения замка
одной из сцепленных автосцепок внутрь кармана и удержания его
внутри корпуса до разведения вагонов. Для этого нужно расцеп-
ным приводом повернуть валик подъемника 1 (рис. 8.4, а). Вместе
с валиком повернется и подъемник, который верхним широким
пальцем 3 нажмет на нижнее фигурное плечо предохранителя зам-
ка, отчего верхнее плечо 2поднимается и встает выше противовеса
Рис. 8.3. Сцепление автосцепок
7 Быков
193
замкодержателя. В результате выключается предохранитель и соз-
дается возможность свободного перемещения замка.
При дальнейшем вращении валика подъемника широкий палец
подъемника 3 упирается в перемычку замка и, нажимая на него, от-
водит замок из зева внутрь корпуса, а узкий палец подъемника под-
ходит к расцепному углу замкодержателя и нажимает на наго сни-
зу. Замкодержатель, благодаря овальному отверстию, поднимается
вверх и пропускает узкий палец подъемника мимо расцелного угла.
Освобожденный от нажатия снизу замкодержатель под действи-
ем силы тяжести опускается и садится на шип корпуса (рис. 8.4, в).
Узкий палец подъемника оказывается за расцепным умом замко-
держателя. При таком состоянии деталей механизма автосцепка на-
ходится в расцепном положении, которое определяют по сигналь-
ному отростку 4 замка, выступающему снизу корпуса.
Замок при этом находится в верхнем положении до разведения
вагонов, потому что его удерживает широкий палец подъемника.
Подъемник назад не возвращается, так как он упирается узким
нижним пальцем в вертикальную грань расцепного угла замко-
держателя (рис. 8.4, в), а замкодержатель — в малый зуб автосцепки
соседнего вагона.
При разведении подвижного состава малые зубья автосцепок
выходят из зева соседних, лишая лапу замкодержателя упора. Тог-
да замкодержатель под влиянием своего противовеса поворачи-
вается вокруг точки подвешивания и выходит в зев автосцепки,
расцепной угол перемещается и освобождает подъемник и замок,
которые под действием силы тяжести опускаются в нижнее поло-
жение. Таким образом, механизм автосцепки снова подготовлен к
новому сцеплению.
Рис. 8.4. Расцепление автосцепок
194
Восстановление сцепления и установка механизма автосцепки
в положение «на буфер». Сцепление ошибочно расцепленных, но
еще не разведенных автосцепок, восстанавливается следующим
образом. Необходимо зайти между вагонами и через нижние от-
верстия в корпусе автосцепки со стороны большого зуба нажать
рукояткой молотка или другим стержнем на лапу замкодержателя.
От нажатия замкодержатель поднимается и узкий палец подъем-
ника лишится опоры. После этого подъемник и замок опускаются
в нижнее положение и автосцепки вновь окажутся сцепленными.
Чтобы установить автосцепку «на буфер», то есть в такое поло-
жение, при котором автосцепка не сцепляется, необходимо повер-
нуть расцепной рычаг так же, как это делают при расцеплении, но
не опускать его вниз, а положить плоскую часть на горизонтальную
полочку кронштейна. В это положение валик подъемника повора-
чивается и удерживается в таком состоянии натяжением цепи рас-
цепного привода. Вместе с валиком поворачивается и подъемник,
который широким пальцем уводит замок в карман автосцепки и
удерживает его в поднятом состоянии.
Из положения для работы «на буфер» автосцепку выводят руко-
ядкой расцепного рычага, опустив ее в вертикальное положение.
8.5. Перспективная автосцепка
ДЛЯ ПАССАЖИРСКИХ ВАГОНОВ
У пассажирских вагонов, вследствие большой гибкости рессор-
ного подвешивания по сравнению с грузовыми вагонами, проис-
ходят большие взаимные перемещения сцепленных автосцепок.
’Это увеличивает вероятность их саморасцепа и вызывает интен-
сивный износ контуров зацепления и замков. Для увеличения
надежности в эксплуатации ВНИИЖТом совместно с Тверским
вагоностроительным заводом разработана новая перспективная
автосцепка. Корпус автосцепки 7 нового типа (рис. 8.5, а) имеет
и нижней части малого зуба направляющий рог 2, позволяющий
выполнять сцепление автосцепок с разностью высот между ними
до 140 мм. После сцепления автосцепок направляющий рог не до-
пускает взаимного перемещения корпусов, что уменьшает износ
деталей. Для обеспечения отклонений автосцепки в вертикальной
195
плоскости торец хвостовика имеет сферическую форму, а центри-
рующий прибор — упругую конструкцию.
При обрыве корпуса автосцепки или утере клина тягового хому-
та автосцепка удерживается от падения на путь рогом соседней.
Детали механизма отличаются от типовых устройством и прин-
ципом действия. Замок автосцепки 3 (рис. 8.5,6) перемещается по- ’
ступательно и оборудован пружиной 7, удерживаемой выступами ;
на корпусе и замке. Подъемник 4 квадратным отверстием одет на
валик подъемника 5.
Предохранитель также установлен на валик подъемника. Пре-
дохранитель имеет короткое плечо г и блокировочное с широкой
упорной частью, которая расположена в сторону зева корпуса. Зам-
кодержатель 2 овальным отверстием при сборке автосцепки наве-
шивается на шип корпуса. Новая автосцепка имеет меньшие габа-
ритныеразмеры по высоте именьшую массу. Сцепление автосцепок
происходит автоматически при скоростях соударения сцепляемых
вагонов до 15 км в час. При сцеплении замка 3 (рис. 8.5,6), сжимая
6 2 5 8 4 6 а б — механизм автосцепки
196
пружину 1, перемещается в корпус 6. Предохранитель выключен,
так как на его короткое плечо г воздействует противовес замкодер-
жателя 2. Под воздействием малого зуба соседней автосцепки зам-
кодержатель поворачивается,а замки освобождаются от взаимно-
го нажатия и под действием пружин перемещаются в зев до упора
в кромку отверстия в корпусе автосцепки. Предохранитель из-за
большой массы блокировочного плеча самопроизвольно повора-
чивается на валике подъемника 5 и упорная часть б предохрани-
теля входит в углубление выступа замка а. Сцепление автосцепок
произошло, предохранитель от саморасцепа включен.
Расцепление автосцепок происходит после поворота рычага
расцепного привода против часовой стрелки. Цепочка расцепного
привода поворачивает валик подъемника и подъемник. Подъем-
ник узким пальцем приподнимает замкодержатель, лапа которо-
го, в свою очередь, приподнимает предохранитель и выводит его
блокирующее плечо из углубления в замке а. Валик подъемника
уводит замок в глубь корпуса автосцепки и до разведения вагонов
удерживает его опираясь на расцепной угол замкодержателя. По-
сле разведения вагонов в стороны замок под воздействием пружи-
ны возвращается в переднее положение.
Эксплуатационные испытания показали, что новый механизм
работает надежно. Один из дальнейших путей совершенствования
автосцепного устройства — разработка надежной конструкции
автосцепки с автоматическим соединением тормозных рукавов и
электрических магистралей. Создание такой автосцепки позволит
значительно сократить время простоя вагонов при формировании
составов.
Ведутся работы над созданием для поездов постоянного фор-
мирования беззазорной автосцепки жесткого типа, имеющей воз-
можность сцепления с автосцепкой СА-3 через переходник.
8.6. Расцепной привод и центрирующий механизм
Расцепной привод служит для расцепления автосцепок и для их
удержания в положении «на буфер». Расцепной привод автосцеп-
ки состоит из расцепного рычага, поддерживающего кронштейна
(державки), фиксирующего кронштейна и цепочки.
Расцепной рычаг (рис. 8.6, а) имеет короткое плечо 4 с отвер-
197
стием для регулировочного болта, стержень 3, рукоятку 5, соеди-
ненные плоской частью /. Между плоской частью и стержнем при-
варивается ограничитель продольных перемещений 2. Стержень
может иметь криволинейную форму, если повороту рычага рас-
цепного привода препятствуют буфер или другое оборудование,
размешенное на концевой балке рамы вагона.
Поддерживающий кронштейн (рис. 8.6, б) поддерживает рас-
цепной рычаг, стержень которого проходит через отверстие 6 в са-
мом кронштейне, и крепится на вагоне двумя болтами.
Фиксирующий кронштейн с полочкой (рис. 8.6, в) удерживает
расцепной рычаг в положении автосцепки «на буфер». В нормаль-
ном ее положении плоская часть расцепного рычага находится в
прямоугольном пазу отверстия 7.
Цепь расцепного привода (рис. 8.6, г) состоит из регулировочного
болта 8 с гайками, круглого звена 9, удлиненного звена 11, для со-
единения его с валиком подъемника автосцепки 12 и промежуточ-
ных звеньев 10. При этом длина цепи считается нормальной, если
при постановке рычага в положение «на буфер» замок находится
в утопленном состоянии (зашел в карман) и не выступает за пло-
скость ударной стенки зева. Допускается регулировка длины цепи с
помощью регулировочного болта или изменением числа звеньев. Их
изготавливают из прутка круглого сечения диаметром 7—9 мм.
Рис. 8.6. Расцепной привод
198
Длина цепи 480 ±10 мм без учета длины регулировочного болта.
Для расцепления автосцепок рукоятку рычага из положения I
поднимают вверх (рис. 8.6, д) и выводят плоскую его часть из паза
кронштейна, поворачивают против часовой стрелки до отказа,
пока механизм автосцепки не установится в расцепленное положе-
ние (в нижней части автосцепки должен быть виден сигнальный
отросток, окрашенный в красный свет). Затем рукоятку возвраща-
ют в исходное положение, в результате механизм будет находится в
расцепленном состоянии до разведения автосцепок.
При установке механизма автосцепки в положение «на буфер»
сохранится такая же последовательность действий, что и при рас-
цеплении, но расцепной рычаг укладывают на полочку фиксирую-
щего кронштейна 13 в положение 7/(рис. 8.6, д). Расцепной привод
будет удерживать замок и при соударении двух автосцепок между
собой их сцепление не произойдет.
Центрирующий механизм (прибор) возвращает автосцепку в
среднее положение при ее отклонениях в кривых участках желез-
ных дорог. У пассажирских вагонов применяют центрирующий
прибор маятникового типа (рис. 8.7), который состоит из центри-
рующей балочки 2 и двух маятниковых подвесок 1.
Маятниковые подвески представляют собой круглые стержни
диаметром 38 мм с двумя головками. Верхние опираются на удар-
ную розетку 3, а на нижние крючкообразными выступами навеши-
вается центрирующая балочка. Хвостовик автосцепки Попирается
на опорную поверхность центрирующей балочки. При постановке
на вагон центрирующая балоч-
ка ограничителем продольных
перемещений заходит за ниж-
нюю вертикальную стенку
ударной розетки. Отклоняясь в
сторону, центрирующая балоч-
ка одновременно поднимается
вверх, поэтому для защиты де-
талей центрирующего меха-
низма от изломов, необходимо
обеспечить расстояние от хво-
стовика автосцепки 4 до удар-
ной розетки в пределах 25—40
199
мм. При прохождении вагонами неровностей пути на центрирую-
щий механизм действуют значительные нагрузки от соседних ва-
гонов и создается угроза отрыва маятниковых подвесок особенно у
вагонов с автосцепками жесткого типа. Для устранения возможно-
сти возникновения таких неисправностей на вагонах с автосцеп-
ками новой конструкции, оборудованных направляющим рогом,
устанавливают центрирующий прибор с подпружиненной опорой
для хвостовика. Существенным различием в конструкции явля-
ется то, что в средней части центрирующей балочки расположены
цилиндрические карманы для размещения пружин, на которые
сверху устанавливается опора, несущая хвостовик автосцепки.
8.7. Детали, передающие нагрузки от автосцепки на раму
Детали, передающие нагрузку от автосцепки на раму вагона
включают тяговый хомут, его клин, упорную плиту, поглощающий
аппарат, передние и задние упорные угольники и ударную розетку.
Тяговый хомут состоит из головной и задней опорной частей, ко-
торые соединены между собой верхней и нижней тяговыми поло-
сами. В головной части тяговые полосы уширены и в них имеются
отверстия для клина тягового хомута. Кроме того, полосы в этой
части связаны соединительными планками, в проеме между кото-
рыми размещается хвостовик автосцепки.
Внизу головной части находятся приливы с отверстиями для
болтов, поддерживающих клин. Правое ушко имеет буртик с ко-
зырьком. При постановке болтов головки их заходят за этот козырек
и, в случае утери гаек, он препятствует выпадению болтов. Задняя
опорная часть тягового хомута передает нагрузку на основание по-
глощающего аппарата. Тяговой хомут и его клин передают продоль-
ное растягивающее усилие от автосцепки на поглощающий аппарат.
Для изготовления этих деталей выбирают материалы с повышен-
ным пределом прочности. Клин тягового хомута, соединяющий
автосцепку с тяговым хомутом в нижней части имеет заплечики,
которые удерживают его от выжимания вверх, упираясь в кромки
отверстия хомута. Клин устанавливают снизу в отверстие головной
части хомута и хвостовика автосцепки. Клин тягового хомута и его
крепление являются очень повреждаемым местом, поэтому для обе-
спечения надежной работы, необходимо клин закрепить типовым
200
способом (рис. 8.8). Под головки болтов устанавливают запорные
планки 6, края которых разгибают до упора в нижнюю тяговую по-
лосу хомута. К приливу хомута со стороны головок болтов прива-
ривают стенки 4 и через отверстия в них пропускают проволоку 5
диаметром 5 мм. Концы проволоки загибают под углом не менее 90о.
Под гайки устанавливают запорную пластину 3, гайки затягивают,
закрепляют проволоку 1 длиной 120 мм, диаметром 4мм и края пла-
стины 3 загибают на грани гаек. Разрешается вместо проволоки 1
устанавливать шплинты диаметром 5 мм.
От поглощающего аппарата растягивающее усилие передается
упорной плите и на передние упорные угольники (упоры). Упор-
ная плита имеет в средней части гнездо с цилиндрической опорной
поверхностью для хвостовика автосцепки. Упорная плита устанав-
ливается в переднюю часть отверстия тягового хомута и прижима-
ется к передним упорам. Сжимающее усилие передается на раму
вагона через задние упоры, а при полном сжатии поглощающего
аппарата — через ударную розетку. Задние упоры изготавливают в
виде одной отливки, а передние заодно с ударной розеткой. Такая
конструкция упоров увеличивает прочность хребтовой балки и
обеспечивает равномерную загрузку упоров при передаче ударно-
тяговых усилий на раму вагона. Упоры и ударную розетку ранее
крепили к балкам рамы вагона заклепками. Ремонт поврежден-
ных деталей, установленных на заклепках и замена заклепок очень
трудоемкие операции, поэтому вновь выпускаемые пассажирские
Рис. 8.8. Крепление клина тягового хомута
201
вагоны имеют приварные ударные розетки и упоры. Такое кре-
пление деталей более технологично по изготовлению и ремонту и
повышает прочность, как упоров, так и их крепления к хребтовой
балке. Поддерживающая планка является опорой, удерживающей
автосцепное устройство в хребтовой балке. Изготавливается ли-
тьем или из листовой стали. В зависимости от размеров хребтовой
балки планки бывают прямыми, либо выгнутыми вверх или вниз.
Планка крепится восьмью болтами М22 к нижним полкам
хребтовой балки и удерживается с помощью гаек, контргаек и
шплинтов.
Поглощающие аппараты предназначены для амортизации и
поглощения ударных сил, действующих на вагон в эксплуатации.
Правильно выбранные параметры и исправная работа аппаратов в
значительной степени влияют на повреждаемость и срок службы
вагонов, безопасность движения, обеспечивают благоприятные
условия для пассажиров.
На пассажирских вагонах применяют аппараты ЦНИИ-Н6,
Р-2П и Р-5П. Отличительная особенность аппарата ЦНИИ-Н6 - на-
личие двух частей — пружинной и пружинно-фрикционной. Аппа-
раты ЦНИИ-Н6 обеспечивают плавное трогание поезда с места и
спокойный его ход в пути следования в результате последователь-
ного включения в работу его частей.
Этот аппарат поставляется в настоящее время железным доро-
гам в качестве запасных частей для оборудования пассажирских
вагонов.
Корпус аппарата (рис. 8.9) имеет две части: горловину 9 и осно-
вание 7.
Пружинно-фрикционная часть состоит из шестигранной гор-
ловины 9, трех фрикционных клиньев 10, нажимного конуса 11,
шайбы 1, наружной 2 и внутренней 3 пружин.
Пружинная часть состоит из основания 7, центральной пружины
4, четырех больших угловых пружин 8, надетых на цилиндрические
приливы в нишах горловины, четырех малых угловых пружин 5,
расположенных в нишах основания, и четырех упорных стержней
6, которые проходят внутри угловых пружин и разделяют их своей
средней утолщенной частью, находящейся в отверстиях основания.
Пружина 4 имеет одинаковые размеры с пружиной 2, а большие
угловые пружины 5— с пружиной 3. Малые угловые пружины Jot-
202
Рис. 8.9. Поглощающий аппарат ЦНИИ-Н6
личаются от больших Уменьшим количеством рабочих витков. Обе
части поглощающего аппарата стягиваются болтом 12 с гайкой 13.
Работа аппарата происходит следующим образом. При прило-
жении к аппарату ударных или тяговых усилий сначала сжимают-
ся центральная пружина основания 4 и четыре угловые пружины
горловины 8. После того, как стержни 6, перемещаемые горлови-
ной, начнут своими утолщениям сжимать угловые пружины 5, со-
противление аппарата возрастает. Пружинно-фрикционная часть
включается в работу при нагрузке на аппарат более 120 кН. После
сжатия аппарата на величину зазора 37±5 мм горловина прижима-
ется к основанию и далее работает только пружинно-фрикцион-
ная часть аппарата. Ход аппарата (величина наибольшего сжатия)
составляет 70 мм, энергоемкость - 16-24 кДж.
Работа пружинно-фрикционных аппаратов основана на пре-
вращении кинетической энергии соударяемых вагонов в работу
сил трения фрикционных элементов и в потенциальную энергию
деформации пружин.
Недостатками аппаратов являются износы трущихся элемен-
тов и нестабильность работы в зависимости от степени износа
деталей.
203
Резинометаллические
поглощающие аппараты
Р-2П и Р-5П отличаются
простотой конструкции,
хорошей стабильнос-
тью работы, более высо-
кой энергоемкостью при
меньшей массе, по срав-
нению с пружинно-фрик-
ционными аппаратами.
Работа аппаратов основа-
на на поглощении энер-
гии соударяемых вагонов
силами внутреннего тре-
ния резины.
Поглощающий аппарат
Р-2П — резиновый, второй
вариант, пассажирский
устанавливается на пас-
сажирских вагонах экс-
плуатационного парка.
В корпусе аппарата 1 (рис. 8.10) размещена нажимная плита 2,
девять резинометаллических элементов 3 и промежуточная плита 4.
Каждыйрезинометаллический элемент состоит из двух металличе-
ских плагтин толщиной 2 мм, между которыми размещен слой спе-
циально! резины, соединенной методом вулканизации.
Ход аппарата — 70 мм, энергоемкость — 22 кДж. Аппараты Р-2П
и ЦНИР-Н6 взаимозаменяемы.
Поглнцающий аппарат Р-5П устанавливают на пассажирских
вагонах новой постройки. Аппарат Р-5П (рис. 8.11) имеет кор-
пус 5, объединенный с тяговым хомутом. В корпусе размещены:
упорная плита 2, промежуточные плиты 3 и 4, пятнадцать рези-
нометаллических элементов 7 с толщиной каждого 33± 2 мм и
стальнап плита 6. Корпус-хомут имеет увеличенные размеры от-
верстиядля клина 1, соединяющего поглощающий аппарат с ав-
тосцепюй. Ход аппарата 80+5 мм, а энергоемкость - 40—45 кДж.
Перспективным аппаратом для пассажирских вагонов являет-
ся поглощающий аппарат из термоэластопласта, обеспечивающий
204
Рис. 8.11 Аппарат Р-5П
надежную работу в течение 28 лет при температуре наружного воз-
духа от +50° до -60°С.
8.8. Переходные площадки и буфера
Между вагонами кроме автосцепного устройства размещены
переходные площадки и буфера.
Переходная площадка (рис. 8.12) служит для безопасного пере-
хода пассажиров и поездной бригады из вагона в вагон и включа-
ет ограждение 1 и переходной мостик (фартук) 5. У современных
вагонов в качестве верхнего и боковых ограждений использованы
резиново-кордовые баллоны. Баллоны закреплены в нижней ча-
сти на планке 2, соединяющей буфера 3, а вверху - на подвижной
рамке 4 кузова. Герметичность межвагонного перехода обеспечена
упругостью резиновых уплотнений. Переходной мостик 5 шарнир-
но закреплен на торцевой стене вагона и опирается противополож-
ной стороной на межбуферную связь 2. Между мостиками сосед-
них вагонов не должно быть зазоров и ступенек для обеспечения
провода багажа и безопасного прохода пассажиров.
205
Рис. 8.12. Переходная площадка
с резиновыми баллонами
Буфера служат для
ликвидации зазоров меж-
ду отдельными узлами
автосцепного устройства,
что снижает износ автос-
цепок и уменьшает веро-
ятность саморасцепа.
Буфер вагонов ТВЗ (рис.
8.13) состоит из буферного
стакана (корпуса) 1, буфер-
ного стержня 2 с тарелью 3
и пружины 4. Для увели-
чения распорного усилия
между буферами пружины
в настоящее время при-
меняют заневоленными.
В последние годы вагоны
постройки ТВЗ имеют бу-
фера с поперечным кли-
ном, который позволяет
изменять ход буфера.
Упорная часть тарелей
буферов выходит за пло-
Рис. 8.13. Буфер с увеличенным
скость сцепления автосцепок
на 65+10 мм, что обеспечивает
ликвидацию зазоров в автос-
цепном устройстве.
Конструкция межвагонного
перехода эксплуатируемых ва-
гонов в полной мере не обеспе-
чивает предъявляемых к нему
требованишрезиновыебаллоны
не защищают людей от осадков
и пыли, а переходная площадка
имеет ступеньку относительно
пола тамбура. Межвагонный
переход перспективных вагонов
распорным усилием
должен быть герметезирован, то
206
есть не пропускать дождь, снег, пыль и сохранять температурный
режим в тамбуре. Кроме того, предполагается за счет тамбура уве-
личить пассажирскую зону вагона.
8.9. Неисправности автосцепногоустройства
В ЭКСПЛУАТАЦИИ
Исправное состояние автосцепных устройств в большой степе-
ни влияет на безопасность движения подвижного состава. Повреж-
дение деталей в эксплуатации, их износы приводят к саморасцепу
автосцепок или падению поврежденных деталей на путь, вызывая
угрозу схода подвижного состава с рельсов.
Основными причинами неисправностей автосцеп ныхустройств
являются:
— значительные динамические нагрузки, которые особенно ве-
лики при торможениях и трогании с места, при маневровых рабо-
тах, при проходе составом кривых участков пути и сортировочных
горок;
— износы из-за постоянного трения деталей друг о друга;
— нарушение технологии изготовления и ремонта;
— большие перепады температур;
— незащищенность деталей от попадания в зону трения абра-
зивных частиц.
Указанные неисправности приводят к образованию в деталях
автосцепных устройств значительных выработок трущихся мест,
трещин, отколов, обрывов и изгибов.
Часто в зимнее время причинами саморасцепов автосцепок пас-
сажирских вагонов является скопление внутри корпуса автосцеп-
ки снега, льда, нарушающее работу механизма.
Не допускается эксплуатация пассажирских вагонов, в автос-
цепных устройствах которых имеются следующие неисправности
(рис. 8.14):
— трещины, изломы, отсутствие деталей;
— уширение зева и износы деталей, при которых возможен са-
морасцеп автосцепок;
— высота автосцепки А над уровнем головок рельсов более
1080 мм порожних вагонов, менее 980 мм у загруженных и экипи-
рованных вагонов;
207
— разность по высоте между продольными осями сцепленных
автосцепок более 70 мм при скорости движения до 120 км/ч и более
50 мм при скорости свыше 120 км/ч. Разность между продольными
осями автосцепок локомотива и первого пассажирского вагона бо-
лее 100 мм;
— расстояние Б от упора головы автосцепки до ударной розетки
менее 60 мм и более 90 мм, повреждения поглощающего аппарата,
вызывающее потерю упругих свойств;
— нетиповое крепление поддерживающей планки, клина тяго-
вого хомута Z, кронштейна 2 и державки расцепного привода, упо-
ров, валика подъемника;
— наличие зазора между упорными угольниками и упорной
плитой или корпусом поглощающего аппарата;
— расстояние от вертикальной кромки малого зуба корпуса ав-
тосцепки до вертикальной кромки замка менее 2 мм более 8 мм;
— длинная или короткая цепь расцепного привода 3;
— зазор между потолком розетки и хвостовиком корпуса автос-
цепки В менее 25 мм;
— повреждение или отсутствие ограничителей вертикальных
перемещений 4\
— отсутствие блокировочных устройств расцепных рычагов;
— трещины в стаканах буферов, излом их пружин;
Рис. 8.14. Проверка автосцепного устройства
208
— ослабление или нетиповое крепление буферов, разворот
стержней буферов относительно стаканов.
Повреждения в деталях автосцепных устройств в эксплуатации
выявляют визуально и с использованием шаблона 873 или специ-
альными ломиками.
8.10. Проверка автосцепок в эксплуатации
Автосцепки концевых и отдельно стоящих вагонов проверяют
шаблоном 873 (рис. 8.15, е), который позволяет выявить недопусти-
мые износы контура зацепления, уширение зева корпуса автосцеп-
ки и неисправности деталей механизма. У сцепленных автосцепок
шаблон 873 контролирует их разность по высоте. Для проверки
ширины зева шаблон вырезом у основания устанавливают на вер-
тикальную кромку малого зуба (рис. 8.15, а).
Ширина зева нормальная, если шаблон, приложенный к углу
малого зуба, не проходит мимо носка большого зуба. Износ мало-
го зуба не превышает нормы, если шаблон соответствующим вы-
резом не надевается полностью на зуб (рис. 8.15, б). Расстояние от
ударной стенки зева до тяговой поверхности большого зуба в пре-
делах нормы, если шаблон не входит в пространство между ними
(рис. 8.15, б) Две последние проверки выполняют на расстоянии
80 мм вверх и вниз от продольной оси автосцепки. Толщина замка
достаточна, если размер выреза в шаблоне меньше толщины замка
(рис. 8.15, в) Для проверки предохранителя от саморасцепа шаблон
устанавливают перпендикулярно ударной стенки зева так, чтобы
он одним концом упирался в лапу замкодержателя, а угольником-
в тяговую поверхность большого зуба. Автосцепка исправна, если
замок при нажатии уходит в карман корпуса не менее чем на 7 мм и
не более на 20 мм (рис. 8.15, г).
В таком же положении шаблона проверяют удержание замка в
расцепленном состоянии (рис. 8.15, д). Поворотом валика подъем-
ника устанавливают автосцепку в расцепленное положение, а за-
тем валик отпускают. Автосцепка годна, если замок удерживается
в верхнем положении, а после прекращения нажатия на замкодер-
жатель — отпускается в нижнее положение.
Для проверки разницы по высоте между продольными осями
автосцепок носок шаблона 1 (рис. 8.15, е) упирают в замок автос-
209
I Длина малого зуба
Автосцепка годна
Проверка удержания замка
в расцепленном состоянии
Автосцепка годна
Рис. 8.15. Проверка автосцепки шаблоном 873
цепки, расположенной выше (рис. 8.15, ж). Если между выступом 2
шаблона и низом замка расположенной выше автосцепки есть за-
зор, то разность по высоте между продольными осями автосцепок
не превышает 100 мм.
Неисправность механизмов сцепленных автосцепок проверяют
ломиком Гладуна (специальный ломик, рис. 8.16). Для проверки пре-
дохранителя от саморасцепа автосцепок, не перекрытых переходным
мостиком, ломик заостренным концом вводят между ударной стен-
210
Рис. 8.16. Ломик Гладуна
кой зева 1 одной автосцепки и замком 2 другой автосцепки (рис. 8.17,
положение Z). Поворачивая выступающий конец ломика, нажимают
заостренным концом на замок. Уход замка должен быть не более 20
мм. При этом должен быть слышен четкий металлический стук от
удара предохранителя 3 в противовес замкодержателя 4. Если сверху
ввести ломик невозможно, его вводят снизу через грязевое отверстие
и нажимают на замок в нижней части (положение IV).
Если уход замка составляет более 20 мм или он выходит за кромку
ударной поверхности
малого зуба, то не-
обходимо проверить
исправность полоч-
ки и предохранителя.
Для этого ломик изо-
гнутым концом заво-
дят за выступ замка
(положение II) и пы-
гаются вытолкнуть
замок из кармана
корпуса. Если замок
неподвижен или его
свободный ход зна-
чительно уменьшил-
ся, то это означает,
что предохранитель
соскочил с полочки.
Чтобы проверить
замкодержатель, ло-
Рис. 8.17. Положение ломика
при проверке автосцепки
211
мик вводят между ударными по-
верхностями автосцепок сверху или
снизу через отверстие корпуса, пред-
назначенное для восстановления
сцепления у ошибочно расцеплен-
ных автосцепок (положение И), и
нажимают на лапу замкодержателя.
Если замкодержатель свободно ка-
чается, то противовес изломан. На-
личие верхнего плеча предохрани-
теля проверяют ломиком, который
вводят изогнутым концом в карман
корпуса через отверстие для сиг-
нального отростка (положение III).
Упирают ломик в предохранитель и
перемещают его к полочке. Если при
опускании ломика слышен метал-
лический звук от удара предохра-
нителя о полочку, то верхнее плечо
исправно. Если ломик не упрется в
полочку, значит, она изломана.
Состояние полочки и верхнего
плеча предохранителя проверяют
поворотом валика подъемника за
цепь расцепного привода до начала
Рис. 8.18. Контроль автосцепки Ух°Да замка в карман корпуса ав-
ломиком-калибром тосцепки, затем отпускают цепь.
Четкий звук от удара верхнего пле-
ча о полочку свидетельствует о исправности деталей.
Цепь расцепного привода должна быть установленной длины,
о чем свидетельствует некоторое провисание цепи. Короткая цепь
приводит к саморасцепу автосцепок. Длину цепи проверяют с по-
мощью расцепного рычага. Длина цепи расцепного привода боль-
ше нормы, если при постановке рукоятки расцепного рычага на
горизонтальную полочку кронштейна замыкающая часть замка
выступает за ударную стенку зева автосцепки.
Короткая цепь, если невозможно положить рычаг на горизон-
тальную полочку кронштейна.
212
В пунктах формирования и оборота пассажирских поездов из-
нос контура зацепления при растянутых вагонах контролируют
пробкой-калибром (рис. 8.18, а). Ломик не должен входить своими
выступами в соответствующие зазоры (рис. 8.18, б). Крестообраз-
ная часть ломика имеет размеры (22±0,1)мм (рис. 8.18, б) для кон-
троля зазора а и (25±0,1)мм для проверки зазора 6.
Если ломик проходит в какой-то зазор, необходимо разъеди-
нить вагоны и проверить обе автосцепки шаблоном 940 Р.
8.11. Методика контроля положения автосцепки
Высота автосцепки над головкой рельсов, ее провисание и ее
задиры вверх проверяют на горизонтальном прямом участке пути
с помощью специальной рейки. Основание рейки устанавливают
на головки рельсов, а стойку с делениями прикладывают к литей-
ному шву, который проходит вдоль хвостовика автосцепки. Если
литейный шов плохо заметен, через середину хвостовика следует
провести продольную линию. Высота автосцепки измеряется в ме-
сте выхода хвостовика автосцепки из ударной розетки по передней
плоскости центрирующей балочки (рис. 8.19, точка а). Искомый
размер определяют по делению шкалы на уровне литейного шва.
Провисание или задир автосцепки определяют по разнице изме-
рений в точке айв точке б, определяемой по литейному шву на
расстоянии 125 мм от края большого зуба, которая соответствует
линии зацепления автосцепки. Точку б допускается принимать на
боковой поверхности ма-
лого зуба (рис. 8.19), от-
ступив 15 мм от его верти-
кальной кромки в сторону
зева корпуса. Провисание
автосцепки допускается
не более 10 мм, задир — не
более 3 мм.
Зазор г (рис. 8.19) между
верхней плоскостью хво-
стовика и потолком удар-
ной розетки определяется
на расстоянии 15—20 мм
от ее наружной кромки.
Рис. 8.19. Контроль положения
автосцепки
213
Зазор между потолком розетки и хвостовика корпуса автосцепки
должен быть не менее 25 мм.
Расстояние в (рис. 8.19) от ударной розетки до упора головы ав-
тосцепки измеряется метром, и должно составлять 60—90 мм.
Высота оси автосцепки, измеряемая от литейного шва, у порож-
них пассажирских вагонов не должна превышать 1080 мм, а у ваго-
нов в экипированном состоянии — не менее 980 мм.Допускаемые
в эксплуатации размеры разности по высоте между сцепленными
автосцепками приведены в таблице 8.1.
Таблица 8.1
Разность по высоте между продольными
осями сцепленных автосцепок
Тип вагонов Не более мм
Между смежными вагонами в пассажирском поезде: — курсирующем со скоростью не более 120км/час — курсирующем со скоростью более 120км/час между локомотивом и первым вагоном пассажирского поезда 70 50 100
8.12. Внешние признаки выявления неисправностей
АВТОСЦЕПНОГО УСТРОЙСТВА
Автосцепное устройство является одним из наиболее ответ-
ственных и повреждаемых узлов вагона, от исправного состояния
которого в большей степени зависит безопасность движения по-
ездов. Высокая повреждаемость деталей автосцепного устройства
объясняется их работой под постоянным воздействием больших
переменных ударно-тяговых усилий, износами из-за трения дета-
лей. Сложность технического обслужи вания этихдеталей обуслов-
лена их расположением в скрытых для визуального осмотра местах.
Поэтому осмотрщик вагонов должен не только знать конструкцию
автосцепного устройства, его работу, взаимное расположение узла
и деталей, но и уметь находить скрытые неисправности в деталях
автосцепного устройства по внешним признакам. Внешние при-
знаки неисправностей возникают после неправильной работы
поврежденных деталей автосцепного устройства в виде протерто-
214
стей, металлического блеска, а также неправильного положения
автосцепки и других узлов.
Опытные осмотрщики вагонов многолетними наблюдения-
ми установили ряд внешних признаков по которым безошибочно
можно определить неисправности поглощающих аппаратов, тя-
говых хомутов, клиньев тягового хомута и неисправности других
деталей автосцепного устройства, которые обычным способом вы-
явить невозможно.
Излом упорной плиты определяют по провисанию ее нижних
углов относительно нижней тяговой полосы (рис. 8.20, а), а верх-
ние углы касаются вертикальных стенок хребтовой балки. Между
передними упорами и поврежденными частями упорной плиты
образуются зазоры в форме треугольника (рис. 8.20, б).
Разрыв хвостовика автосцепки в зоне отверстия для клина со-
провождается изгибом хвостовика, который прикасается к упор-
।юй плите одной стороной. На упорной плите и боковых ограничи-
телях центрирующей балочки возможны блестящие поверхности и
металлическая пыль (рис. 8.21, в).
Не допускается наличие посторонних предметов под верхними
головками маятниковых подвесок и между хвостовиком автосцеп-
ки и центрирующей балочкой (рис. 8.21, б), которые устанавлива-
ют для увеличения высоты автосцепки.
При контроле автосцепного устройства признаками неисправ-
ностей являются:
— выход корпуса автосцепки от розетки до упора головки ав-
тосцепки А более 90 мм (рис. 8.20, в) является признаком таких не-
исправностей, как излом клина тягового хомута, разрыв верхней
или нижней тяговых полос, соединительных планок тягового хо-
мута или выработка отверстия в хвостовике автосцепки;
— малый выход корпуса автосцепки — расстояние от розетки
до упора головки автосцепки менее 60 мм (рис. 8.20, е) и наличие
сработанных мест упора головки автосцепки в результате удара о
розетку свидетельствует об изломе клина, упорной плиты или о
просадке поглощающего аппарата;
— наличие зазора между основанием поглощающего аппарата и
тяговым хомутом сверху (рис. 8.20, ж) — излом верхней тяговой по-
лосы. Наличие зазора снизу — разрыв нижней тяговой полосы;
— излом клина тягового хомута выявляется ударом молотка
215
Рис. 8.20. Методы выявления неисправностей автосцепного устройства
216
(рис. 8.20, г) снизу (при неисправности слышится двойной метал-
иический стук) и металлическим щупом с заостренным загнутым
концом;
— изгиб болтов, поддерживающих клин тягового хомута (рис.
8.20, д) вызывается разрывом соединительных планок и тяговых
полос, а также изломом клина тягового хомута. Изгиб заднего бол-
та возникает из-за разрыва нижней полосы хомута, а изгиб перед-
него болта- из-за разрыва верхней тяговой полосы;
— наличие сброшенных маятниковых подвесок с центрирую-
щих балочек (рис. 8.21, о) может возникнуть из-за излома упорной
плиты и клина тягового хомута, или из-за разрыва тяговых полос
хомута и его соединительных планок;
— провисание и изгиб корпуса автосцепки более 10 мм — след-
ствие разрыва верхней тяговой полосы хомута или соединитель-
ных планок, излома клина тягового хомута (рис. 8.21, г и д).
На основании анализа причин и последствий неисправностей
в автосцепном устройстве установлено ряд признаков, по которым
можно определить неисправность поглощающего аппарата и тяго-
вого хомута. Излом пружин поглощающего аппарата, можно обна-
ружить по яркому металлическому блеску на нижней и боковых по-
верхностях хвостовика автосцепки, а так же по такому же блеску на
нижней полосе тягового хомута суммарной длиной около 150 мм с
обеих сторон поддерживающей планки.
Если обнаружены следы интенсивного трения на хвостовике
автосцепки о центрирующую балочку, нужно осмотреть болты,
поддерживающие клин тягового хомута. Погнутые болты указы-
вают, что клин тягового хомута изломан. Установить это можно
ударом молотка, крючком, щупом либо лучом фонаря. Металли-
ческий блеск на хвостовике автосцепки любого размера с одной
стороны (с правой или левой) указывает на разрыв вертикальной
соединительной планки тягового хомута с этой стороны. Ослабле-
пие крепления и изгиб поддерживающей планки поглощающего
аппарата (рис. 8.21, гид) происходит из-за разрыва тяговых полос
хомута или его соединительных планок.
Механизм автосцепки чаще всего выходит из строя именно у тех
автосцепок, у которых по вышеописанным признакам аппарат те-
ряет упругость, даже частично. Следовательно, при обнаружении
яркого металлического блеска на хвостовике автосцепки (именно
217
Рис. 8.21. Признаки неисправностей автосцепного устройства
218
этот признак свидетельствует о потере упругости аппарата) необ-
ходимо тщательно осмотреть механизм автосцепки. В ночное вре-
мя через отверстие для сигнального отростка при их освещении
фонарем отчетливо видны детали: противовес замкодержателя,
предохранитель от саморасцепа и полочка. Из-за неисправности
этих деталей может произойти саморасцеп автосцепок.
8.13. Наружный осмотр автосцепного устройства
Наружный осмотр без снятия с вагона узлов и деталей автос-
цепного устройства выполняют при ТО-3 и текущем отцепочном
ремонте.
Перед выполнением наружного осмотра автосцепное устрой-
ство очищают от загрязнения или снега, проверяют его комплект-
ность, наличие трещин или изгибов, соответствие узлов и деталей
нормам, установленным для данного осмотра.
Не допускается наличие посторонних предметов под головка-
ми маятниковых подвесок или хвостовиком автосцепки. Центри-
рующая балочка с подпружиненной опорой хвостовика не должна
иметь изломанных пружин.
Цепь расцепного привода должна иметь достаточный запас
для компенсации боковых отклонений автосцепки и сжатия по-
глощающего аппарата. При необходимости проверки длины цепи
необходимо расцепной рычаг положить на полочку фиксирующего
кронштейна.
Длина цепи считается нормальной, если при таком положении
рычага замок полностью уведен внутрь кармана корпуса и не вы-
ступает за пределы ударной стенки зева. Короткая или длинная
цепь не допускается.
Рукоятка расцепного рычага должна располагаться вертикаль-
но и находиться своей плоской частью в пазу фиксирующего крон-
штейна.
Регулировочный болт цепи должен крепиться к рычагу гайкой,
контргайкой и шплинтом. Такое же крепление и у кронштейнов к
концевой балке вагона. Ослабление гаек кронштейна не допуска-
ется.
Не допускается выпуск из текущего отцепочного ремонта ваго-
нов при наличии следующих неисправностей:
219
— автосцепка не отвечает требованиям шаблона 940 Р;
— излом или трещины в деталях автосцепного устройства;
— высота продольной оси автосцепки над головками рельсов
более 1080 мм или менее 1010 мм;
— разница между высотами автосцепок по обоим концам вагона
более 25 мм, отклонение вниз (провисание) более 10 мм, отклоне-
ние вверх более 3 мм;
— цепь с незаваренными звеньями;
— при центрирующем приборе с маятниковым подвешиванием
зазор между верхней плоскостью хвостовика и потолком ударной
розетки на расстоянии от 15 до 20 мм от наружной ее кромки менее
25 мм или более 40 мм, а между той же плоскостью хвостовика и
верхней кромкой окна в концевой балке — менее 20 мм;
— замок автосцепки, отстоящий от наружной вертикальной
кромки малого зуба более чем на 8 мм или менее чем 1 мм; лапа
замкодержателя, отстоящая от кромки замка менее чем на 16 мм (у
замкодержателей, не имеющих скоса, — менее чем на 5 мм);
— валик подъемника заедает при вращении или закреплен не-
типовым способом;
— толщина перемычки хвостовика вновь устанавливаемой на
вагон автосцепки менее 48 мм;
— поглощающий аппарат неплотно прилегает к передним (че-
рез упорную плиту), а также к задним упорам;
— упорные угольники с ослабленными заклепочными соеди-
нениями;
— планка, поддерживающая тяговый хомут, толщиной менее
14 мм, либо укрепленная болтами диаметром менее 22 мм, либо без
контргаек и шплинтов на болтах (допускается крепление поддержи-
вающей планки болтами диаметром 20 мм, но в количестве 10 шт.);
— нетиповое крепление клина (валика) тягового хомута и дру-
гих деталей;
— повреждение поглощающего аппарата, вызывающее потерю
упругих свойств;
— погнутый расцепной рычаг, если при этом нарушена работа
автосцепки;
— ограничительный кронштейн автосцепки с износом гори-
зонтальной полки или изгибом более 5 мм.
При внешнем осмотре автосцепки следует обращать внимание
220
на возможное наличие трещин (в первую очередь в зоне перехода
от головы автосцепки к хвостовику), на трещины в стенках боль-
шого и малого зуба, в боковых стенках, углах кармана для замка и
замкодержателя. Трещины и изломы не допускаются.
При проверке действия механизма сцепления обращать внима-
ние на положение замка и валика подъемника. Замок должен на-
ходиться в нижнем положении (сигнальный отросток не виден).
Регулировка высоты автосцепки пассажирского вагона произ-
водится постановкой прокладок под пружинные комплекты цен-
трального или буксового подвешивания тележек, а на тележках
ТВЗ-ЦНИИ-М и КВЗ-ЦНИИ типа П — разворотом валиков и опор-
ных шайб центрального подвешивания в одно из трех положений
I, 11 или III (рис.6.20). С одной стороны тележки регулировочные
прокладки должны быть одинаковой толщины, а валики и шайбы
следует устанавливать в одно из указанных положений.
Разность высот буферов от головки рельсов на одной концевой
балке не должна быть более 15 мм, а с противоположных концов
вагона — 25 мм.
8.14. Проверка автосцепки при наружном осмотре
При наружном осмотре автосцепки проверяются шаблоном 940Р
(рис. 8.22, а). Проверки, показанные на рис. 8.22 б, в, г, д аналогич-
ны проверкам шаблоном 873. При этом изображения на рис. 8.22,
б, в, г слева соответствуют исправному состоянию автосцепки, а
справа — неисправному. Дополнительно шаблоном 940Р проверяют
отсутствие преждевременного включения предохранителя при сце-
плении автосцепок. Для этого откидной скобой нажимают на лапу
замкодержателя, лист шаблона должен касаться большого зуба (рис.
8.22, е). Автосцепка годна, если при нажатии на замок он свободно
уходит в карман. При проверке предохранителя замка (рис. 8.22, д)
свободный ход замка от кромки малого зуба должен быть не менее 7
мм и не более 18 мм (измерение проводят в верхней части замка).
Высоту автосцепки над головками рельсов на горизонтальном
и прямом участке пути измеряют с помощью шаблона И 416.00.000
110 Ренбор. Эта высота должна соответствовать 1010 — 1080 мм.
Высоту измеряют в месте выхода хвостовика автосцепки из
ударной розетки по передней плоскости центрирующей балочки.
221
Зазор
Зазор
Плотно
Плотно
Рис. 8.22. Проверка автосцепки шаблоном 940Р
Зазор
Плотно
Плотно
Разница между высотами осей автосцепок по обоим концам ваго-
на при выпуске из текущего ремонта должно быть не более 25 мм.
Положение автосцепки относительно горизонтали определяют
по разности между значениями ее высоты от головок рельсов до
литейного шва, измеренной в двух местах: по линии зацепления и
у входа хвостовика в ударную розетку.
не более чем на 10 мм, а отклонение вверх — не более чем на 3 мм.
При центрирующем приборе с маятниковым подвешиванием
зазор между плоскостью хвостовика и потолком ударной розетки
на расстоянии 15-20 мм от наружной ее кромки должен быть не ме-
нее 25 мм и не более 40 мм, а между этой же плоскостью хвостовика
и верхней кромкой окна в концевой балке — не менее 20 мм.
При центрирующем приборе с подпружиненной опорой для
хвостовика автосцепки указанный зазор не контролируется.
Автосцепка должна свободно перемещаться из среднего поло-
жения в крайнее от усилия, приложенного человеком, и возвра-
щаться обратно под действием собственного веса. Проверку этого
222
требования выполняют, когда аппарат плотно прилегает дном кор-
пуса к задним упорам и через упорную плиту к передним упорам.
В связи со сложными условиями работы автосцепного устрой-
ства пассажирских вагонов введена обязательная его проверка по
нормам наружного осмотра через каждые 6 месяцев при ТО-3. При
> гом состояние ударных и тяговых поверхностей контура зацепле-
н ия корпуса автосцепки должны соответствовать требованиям ша-
блона 893Р, применяемого при деповском ремонте (рис. 8.23). Про-
верка выполняется в средней части корпуса на расстоянии 80мм
вверх и вниз от продольной оси автосцепки. Шаблон устанавлива-
ют на малый зуб в соответствии с рис. 8.23, а также вводят в про-
странство между удар-
ной стенкой и тяговой
поверхностью большого
зуба (рис. 8.23, б). Корпус
исправен, если между
ним и шаблоном имеют-
ся зазоры. Изображения
I на рис. 8.23, а, б соот-
ветствуют исправному
состоянию корпуса, а II
- неисправному.
При единой техниче-
ской ревизии пассажир-
Рис. 8.23. Проверка шаблоном 893Р
ских вагонов автосцепку
проверяют шаблоном
Лутцева (рис. 8.24), кото-
рый позволяет проконтролировать возвышение противовеса замко-
держателя над полочкой. Для этого на лапу замкодержателя, уста-
новленного в корпусе, нажимают шаблоном 940 Р, как показано на
рис. 8.24, после чего планку 1 вырезом 11 мм устанавливают на про-
тивовес замкодержателя. Автосцепка исправна, если между план-
кой 1 и полочкой 2 имеется зазор.
Длина цепи расцепного привода должна обеспечить нормаль-
ную работу автосцепки. Длина короткого плеча рычага от оси
стержня до середины отверстия должна составлять 190± 10 мм.
Все болтовые соединения должны быть плотно затянуты и за-
шплинтованы, ослабленные заклепки переклепаны.
223
Неисправные детали, вы-
явленные при техническом
обслуживании на ПТО и на-
ружном осмотре, необходимо
заменить.
Для замены автосцеп-
ки необходимо разъединить
цепь расцепного привода от
рычага путем отвертывания
гайки и контргайки с болтом,
разобрать крепление кли-
на тягового хомута и снять
клин. Снимают автосцепки с
Рис. 8.24. Проверка автосцепки табло-вагона и ставят их на место с
номЛутцева применением разнообразных
' самоходных тележек или коз-
• ловых кранов и грузозахват-
ных механизмов. Наиболее трудоемки работы по замене неисправ-
ных деталей упряжного устройства. Для их замены разработаны
разнообразные по конструкции подъемники с пневматическим
или гидравлическим приводом.
Замену поглощающего аппарата производят после подъемки
вагона и выкатки тележек. Подъемник размещают под снимаемым
аппаратом, поднимают его площадку до прижатия к поддержива-
ющей планке. Поглощающий аппарат сжимают гидравлическим
прессом.
Удалив шплинты из болтов крепления планки, гайковертом от-
винчивают гайки. Затем аппарат вместе с тяговым хомутом, упор-
ной плитой и поддерживающей планкой отпускают и транспорти-
руют к месту ремонта.
Детали механизма автосцепки, центрирующего прибора и рас-
цепного привода заменяют без отцепки вагона от состава.
Для замены неисправных расцепного рычага или державки не-
обходимо разъединить цепь расцепного привода, отвернуть болты
крепления державки, снять державку и расцеп ной рычаг. Устано-
вить исправные детали, закрепить державку гайками, контргайка-
ми и шплинтами. Соединить рычаг с цепью расцепного привода,
отрегулировать длину цепи. Проверить работу расцепного приво-
224
да. Если длина резьбы на болте расцепного привода недостаточна
для регулировки длины, то цепь следует заменить.
Для замены неисправной детали механизма автосцепки следует
подать заявку оператору ПТО о необходимости разведения ваго-
нов. Сделать на вагоне меловую отметку. Автосцепки расцепить.
Убедиться, что вагоны раздвинуты на расстояние не меньше 10 м,
а под расцепленные вагоны со стороны промежутка уложены тор-
мозные башмаки. Снять болт крепления валика подъемника и вы-
нуть валик подъемника. Разобрать механизм автосцепки, убедить-
ся в исправности полочки для верхнего плеча предохранителя от
саморасцепа, шипа для навешивания замкодержателя, отсутствие
трещин зева автосцепки. Выявить и заменить неисправную деталь,
собрать механизм автосцепки, убедиться в его исправной работе.
Дать сигнал на соединение расцепленных вагонов. Убедившись,
что маневровый локомотив отъехал и пути вновь ограждены, еще
раз проверить действие механизма автосцепки. Проконтролиро-
вать соединение тормозных рукавов и электрических магистралей.
Убрать меловую отметку. Доложить оператору ПТО об окончании
ремонта.
Глава 9. КУЗОВА ПАССАЖИРСКИХ ВАГОНОВ
9.1. Конструкция кузовов и рам
Конструкции кузовов пассажирских вагонов эксплуатационного
парка рассчитаны на срок службы 28 лет и предназначены для экс-
плуатации на магистральных железных дорогах, оборудованных вы-
сокими и низкими платформами. Конструкции кузовов выполнены
по принципу несущих цельнометаллических конструкций, под-
крепленных каркасами из стоек, поперечных балок и продольных
связей с использованием нержавеющей, углеродистой и низколе-
гированной стали. Подножки наружных боковых дверей с тормоз-
ного конца вагона оборудованы дополнительной ступенью для вы-
хода на низкие платформы. Дополнительная ступень автоматически
убирается при опускании фартука подножки. Кузова пассажирских
вагонов состоят из несущей металлоконструкции кузова, теплоизо-
ляции, внутренней обшивки, окон, дверей, внутреннего оборудова-
К Пиков
225
ния и санитарно-технических обустройств (отопления, вентиляции,
водоснабжения), а также систем электроснабжения и освещения ва-
гона.
Металлоконструкция кузова пассажирского вагона (рис. 9.1) со-
стоит из рамы 5 со сплошной хребтовой балкой и металлическим на-
стилом пола 14, боковых 2 и торцовых 10 стен и крыши 1. В боковых
стенах 2 кузова предусмотрены проемы 3 для окон и проемы 8 для
дверей, оборудованные подножками 7и поручнями 9.
На торцевой стене 10 имеются проемы для перехода пассажиров I
из вагона в вагон, оборудованные упругими переходными площад-
ками, а также лестница для подъема на крышу. j
Забор свежего воздуха системой вентиляции осуществляется че- j
рез жалюзи 12, а удаление загрязненного воздуха — через дефлекторы
15. На раме размещены пятники и горизонтальные скользуны 6 для
Рис. 9.1. Кузов пассажирского вагона
226
соединения с тележками, емкости для хранения использованного
постельного белья 4 и ящики для устройств электрооборудования.
В крыше вагона имеются люки 11 и 13 для технического обслу-
живания и ремонта вентиляционных агрегатов и водяных баков. Ку-
юва пассажирских вагонов имеют две разновидности: со сквозной
хребтовой балкой и с хребтовой балкой только в консольных частях
рамы, так называемые кузова без хребтовой балки. Вагоны отече-
ственной постройки выпускаются в настоящее время с сквозными
хребтовыми балками переменного сечения. Вагоны постройки Гер-
мании изготовлены с рамами без хребтовых балок.
Рама вагона (рис. 9.2) состоит из хребтовой 1, двух шкворневых 2,
двух концевых балок 6, трех основных поперечных балок, размещен-
ных между шкворневыми. Кроме того, рама имеет вспомогательные
поперечные и продольные балки, которые вместе с металлическим
настилом пола и основными балками образуют единую прочную
конструкцию , обеспечивающую восприятие всех эксплуатацион-
ных нагрузок.
Хребтовая балка 1 состоит в консольных частях из двух швеллеров
№ 30 В с толщиной стенок 9,5 мм, а в средней части — из швелле-
ров № 30 а с толщиной стенок 6,5 мм. Такая конструкция хребтовой
балки обусловлена большей загруженностью консольных частей рам
при восприятии ударно-тяговых усилий от автосцепного устрой-
ства. В средней части рамы продольные усилия вместе с хребтовой
балкой воспринимают вспомогательные балки и металлическая об-
шивка кузова. В средней части швеллеры хребтовой балки связаны
диафрагмами 3, а в консольной части рамы — задними упорами ав-
23457
Рис. 9.2. Рама вагона
227
тосцепного устройства 4 и передними упорами, объединенными с
ударными розетками 7.
Шкворневая балка 2 сварена из вертикальных листов толщиной
8 мм и горизонтальных листов толщиной 10 мм. Для соединения с
тележкой в средней части нижнего листа на болтах крепится пятник,
а по бокам от него — скользуны.
Концевая балка 5 изготовлена из двух швеллеров № 30 и соедине-
на с хребтовой балкой ударной розеткой 7и листом 6.
Настил пола на участке между шкворневыми балками изготовлен
из гофрированного листа толщиной 2 мм, а в консольных частях — из
гладкого листа толщиной 3 мм.
Рама вагона без хребтовой балки усилена по консолям и боковым
балкам, а также, для обеспечения необходимой жесткости, в сред-
ней части имеет дополнительные балки, связывающие боковые про-
дольные между собой.
Боковая стена кузова (рис.9.3.) выполнена из гофрированных ли-
стов, подкрепленных с внутренней стороны вертикальными стойка-
ми 2 и верхней обвязкой 1. Нижние концы стоек боковых стен при
сборке кузова привариваются к нижней обвязке 6, являющейся бо-
ковой армировкой настила пола.
Обшивка боковых стен, крыша и листы пола снабжены продоль-
ными гофрами для увеличения жесткости этих частей.
Верхний пояс обшивки 3 выполнен из листа толщиной 2 мм,
междуоконные простенки 4 и нижний пояс 5 — из листов толщиной
2,5 мм. Стойки имеют зетообразное сечение 56x45x40x3 мм. Для
стоек, расположенных в концевых частях стен, у дверных про-
Рис. 9.3. Боковая стена кузова пассажирского вагона
228
емов, применен специальный омегообразный профиль сечением
200x70x50x3 мм.
Крыша выполнена из средних листов толщиной 1,5 мм с десятью
продольными гофрами высотой 23 мм, боковых листов толщиной 2
мм и каркаса из дуг зетобразного профиля. Концы дуг снизу при-
варены к боковым обвязкам крыши. По концам крыши боковые об-
вязки соединены поперечными обвязками из швеллера.
Торцевая стена изготовлена из гофрированных листов толщиной
2 мм, армированных угловыми стойками специального зетобразного
профиля.
В зоне дверного проема торцевая стена усилена двумя мощными
стойками из двутавров. Стойки приварены снизу к концевой балке
рамы, а сверху — к поперечной балке, образуя жесткую связь стены с
крышей.
Рама вагона изготовлена из стали 09Г2Д, каркас и обшивка кузо-
ва — из углеродистых сталей соответственно 20 кп и 15 кп. Для за-
щиты от коррозии металлические элементы кузова окрашивают
грунтовками, а в местах с наиболее интенсивной коррозией (пол и
подоконные пояса) наносят антикоррозийные мастики.
Для повышения коррозийной стойкости кузовов постоянно про-
водятся работы по использованию в их конструкции новых мате-
риалов и защитных покрытий для них. С начала 90-х годов для на-
ружной обшивки кузовов пассажирских вагонов стали использовать
более стойкую к коррозии нержавеющую сталь 12Х13Г18Д (верхний
пояс и межоконные простенки).
Кузова пассажирских вагонов нового поколения купейных, не-
купейных и открытого типа имеют более надежную конструкцию,
отвечающую требованиям качества международным стандартам.
Рама кузова новых вагонов имеет сквозную хребтовую балку пере-
менного сечения. В консольных частях хребтовая балка состоит из двух
швеллеров № ЗОВ-1, а в средней части — из одного двутавра № ЗОБ-2.
Балки, поддерживающие настил пола, размещены с наружной стороны
кузова, что улучшило качество нанесения антикоррозийных покрытий
и повысило теплотехнические свойства пола за счет сокращения пере-
ходных мостиков между слоями изоляционного материала.
Деревянный настил пола опирается на металлический через ре-
зиновые амортизаторы. Плавающая конструкция пола хорошо гасит
шум и вибрацию металлического кузова.
229
Обшивка пола и боковых стен новых вагонов изготовлена из
гладких листов нержавеющей стали. Торцевые стены изготовлены
из гладких, а крыша - из гофрированных листов малоуглеродистой
стали.
В ближайшее время планируется широкое использование в кон-
струкции кузова экструдированных алюминиевых профилей, позво-
ляющее снизить массу тары вагона до 8 т.
Срок службы пассажирских вагонов, затраты на их ремонт в ре-
шающей степени зависит от правильно выбранных защитных по-
крытий и методов их нанесения. Тверской вагоностроительный за-
вод и заводы, выполняющие капитально-восстановительный ремонт,
пассажирских вагонов, опробуют различные новейшие технологии :
нанесения защитных покрытий, которые позволяют увеличить срок
службы покрытия до 20 лет, а вагона в целом — до 40 лет.
Применение новых материалов, рациональные решения по со-|
вершенствованию конструкции рам и кузовов пассажирских ваго-|
нов позволяет для сокращения эксплуатационных затрат увеличить!
межремонтные пробеги до 1—1,2 млн км.
9.2. Изоляция И ВНУТРЕННЕЕ ОБОРУДОВАНИЕ
Конструкция кузова пассажирского вагона при температуре на-
ружного воздуха до —40°С должна обеспечить температуру воздуха
внутри вагона в зимний период года 22±2°С, а в летний — 24±2°С.
Комфортные температурные режимы поддерживаются благодаря
высоким теплоизоляционным качеством материалов кузова.
Пространство между наружной металлической и внутренней де-
ревянной обшивкой кузова заполнено изоляционным материалом,
который заложен в ячейки, образованные элементами каркаса. Изо-
ляция уменьшает проникновение холода и излишнего солнечного
тепла в пассажирские помещения, а также снижает звукопрони-
цаемость кузова вагона. На вагонах прежней постройки в качестве
изоляционного материала используются синтетические материа^
лы — полистирол или мипора. Особенно широко применяется поли-.
стирол, обладающий повышенной прочностью и меньшей по срав-
нению с мипорой влагоемкостью. 1
В современных вагонах в качестве теплоизоляции применяют не-
горючие материалы «Isover” » марки КТ или стеклянное штапельное
230
волокно “URSA” марки П-30 в пакетах из стеклоткани марки ТАФ-3
пли полиэтиленовой пленки. Пакеты теплоизоляции размещают меж-
ду наружной металлической и внутренней деревянной обшивкой.
При сборке кузова изоляция накладывается на внутреннюю по-
верхность металлической обшивки в виде матов, панелей или герме -
। изированных пакетов. Для перспективных вагонов предполагается
теплоизоляцию наносить методом напыления на металлическую об-
шивку снаружи, а затем закрывать декора-тивными нержавеющими
панелями. Новая технология нанесения теплоизоляционного слоя
снижает энергозатраты на поддержание микроклимата в вагоне на
.’()%. Внутренняя обшивка выполнена из огнезащитных фанерных
плит, которые шурупами крепят к деревянным брускам, заложен-
ным в стойках и балках каркаса кузова.
Изнутри стены пассажирского и служебных отделений облицо-
ваны декоративным бумажно-слоистым пластиком, а пол вагона и
стены тамбуров - трудногорючим линолеумом. Покрытие пола в
тамбуре вагона — рифленый стальной лист.
Внутреннее оборудование вагона предназначено для удобного раз-
мещения пассажиров, обеспечения комфортных условий труда и
отдыха обслуживающего персонала, а также для удовлетворения их
санитарно-гигиенических потребностей в пути следования.
Помещения вагона разделены перегородками, в конструкции ко-
। орых применена огнезащищенная фанерная плита.
Пассажирское отделение от коридора тормозного конца и купе
проводников отделено противопожарной огнезадерживающей пере-
городкой, доведенной до металла крыши, состоящей из двух щитов,
оез фрамуги. Каждый щит представляет собой конструкцию из двух
с лоев огнезащишенной фанерной плиты, облицованной с двух сто-
рон бумажно-слоистым пластиком.
Перегородки между пассажирскими купе огнезадерживающие из
л пух слоев огнезащищенной фанерной плиты толщиной по 10 мм, об-
лицованы с двух сторон бумажно-слоистым пластиком. Кроме того,
между третьим и четвертым и между шестым и седьмым купе с прод-
лением по коридору установлены огнезадерживающие фрамуги.
Конструкция перегородки котельного отделения представля-
ют собой замкнутый блок с металлическим каркасом и навесны-
ми створками из огнезащитной фанерной плиты толщиной 15 мм,
обшитой изнутри оцинкованным листом толщиной 0,55 мм. Кон-
231
струкция перегородки обеспечивает свободнпй доступ к элементам
котла при обслуживании и ремонте.
Кроме того, на перегородке и фрамуге между служебным отделе-
нием и купе проводников по трубам отопления установлены задел-
ки, выполненные из теплоизоляционного ма ериала.
Потолки всех помещений вагона металлические. На открывных
люках потолков предусмотрены предохранительные ремни, предот-
вращающие падение люков в случае самооткрывания замков. Кон-
струкция потолков обеспечивает возможносъ доступа для обслужи-
вания электрооборудования и трубопроводов систем отопления и
водоснабжения. С нелицевой стороны все липы и панели потолков
коридоров, пассажирского отделения, купе гроводников и служеб-
ного отделения оклеены шумовибропоглощаошим материалом.
Служебное отделение для обслуживающего персонала оборудова-
но пультом управления, системой подготовь питьевой воды, обез-
зараживателем питьевой воды, холодильнисом и микроволновой
печью, столом-мойкой для посуды, сейфом, шкафами для аптечки,
документации и комплекта запасных частей (ЗИП), креслом с под-
головником и подлокотниками, откидным с оликом. Кроме того, в
нем установлены: ППКП (пожарный приемнэ-контрольный прибор
установки пожарной сигнализации),светильник люминесцентного
освещения, светильник с лампой накаливанья, розетка для подклю-
чения к радиомагистрали для обеспечения связи обслуживающего
персонала со штабным вагоном , громкоговоритель.
На карнизе окна расположены два однсрожковых крючка для
одежды. На поручне окна установлен порядковый номер вагона.
Откидной столик складной конструкции для облегчения доступа
к креслу и холодильнику. Для приведения стошка в рабочее положе-
ние необходимо поднять крышку до упора, при этом опора столика
автоматически зафиксируется пружиной. Для складывания столика
нужно потянуть опору в направлении от боксвины и вниз и опустить
крышку.
За потолком установлен вытяжной малошумный вентилятор типа
УВО для удаления запахов пищи. Вентилятор включается автомати-
чески при работе микроволновой печи.
Купе проводников предназначено для отдыха обслуживающего
персонала. Оборудовано нижней спальной полкой с полумягкой
спинкой и рундуком, верхней спальной почкой, подоконным сто-
232
ликом, громкоговорителем, светильниками, зеркалом, телевизором
и видеомагнитофоном.
Для размещения чистого постельного белья в купе имеются ба-
гажные полки. На противопожарной перегородке установлены
держатели, поручень. На продольной перегородке установлены два
крючка для одежды. Со стороны служебного отделения в перегород-
ке расположены створки для доступа к пульту.
Купе с радиооборудованием предусмотрено в штабном вагоне для
начальника поезда. В вагоне модели 61-4186 купе оборудовано ради-
останцией “Сигнал-201Б”, радиопунктом “Союз Р-2” и аппаратом
внутрипоездной связи. В купе также имеются: стол-тумба для уста-
новки радиооборудования, поворотное кресло, шкаф для одежды и
настольная лампа.
Большой коридор купированного вагона оборудован откидными
сидениями, поручнем, рамкой для маршрутного расписания, розет-
ками для электробритв напряжением 220 В и для пылесоса напряже-
нием 110 В. На потолке установлены люминесцентные светильники,
два пожарных извещателя и два громкоговорителя с регуляторами
громкости. В районе первого и шестого пассажирских купе располо-
жены ниши с установленными в них автоматическим выключате-
лем, пожарным краном и пожарными рукавами установки водяного
пожаротушения.
По обеим сторонам большого коридора на поперечных перего-
родках установлены световые табло с информацией о текущем вре-
мени, температуре воздуха в вагоне и занятости туалетов.
Коридор тормозного конца вагона оборудован шкафом для кипятиль-
ника, столом-ящиком для топлива, огнетушителем ОУ-З-ВСЕ-(Тр),
светильниками люминесцентного освещения. На поручне окна уста-
новлен порядковый номер вагона
Коридор нетормозного конца вагона оборудован огнетушителем
<>П-5(3), ящиком для мусора, розеткой для электробритв, светиль-
ником люминесцентного освещения, водоразборным краном для
влажной уборки и отбора воды в аварийных ситуациях.
Туалеты современных вагонов оборудованы раковиной с умы-
вальным краном, туалетом замкнутого типа, настенными шкафчи-
ками для мелкого инвентаря и моющих средств, сосудом для жидко-
го мыла, ящиком для мусора, кронштейном для туалетной бумаги,
держателем для одежды, стаканом для ерша, розеткой для подклю-
233
чения электробритв ( только в туалете нетормозного конца вагона),
зеркалом, светильниками с лампами накаливания, влагозащитным
покрытием.
За потолками туалетов размещены баки горячей воды с электро-
подогревом емкостью по 19 л.
В тамбуре тормозного конца вагона размещены емкости для угля,
рукоятка ручного тормоза, стоп-кран.
В тамбуре нетормозного конца вагона размещены емкости для
запасных частей, одежды и принадлежностей, пепельница, стоп-
кран.
Устройство внутреннего оборудования пассажирского вагона за-
висит от его типа и назначения. В вагонах дальнего следования име-
ются диваны и спальные полки. В вагонах пригородного сообщения
имеются кресла для сидения. Пассажирские помещения планируют
так, чтобы обеспечивалась достаточная ширина проходов, свобод-
ный доступ к диванам и полкам и удобное размещение пассажиров
на сидениях и спальных местах.
Пассажирское отделение на шесть спальных мест жесткого неку
пированного вагона (рис. 9.4) имеет нижние диваны 5 с откидными
сидениями, под которыми расположены ящики для багажа 6. Ниж
ний продольный диван состоит из двух боковых сидений 7и средней
Рис. 9.4. Внутреннее оборудование некупейного спального вагона
234
откидной части <?.В вагонах имеются спальные полки /, багажные
полки 2, подоконные столики 3, лестницы и поручни 4. На потолке
расположены вентиляционные решетки для регулирования подачи
воздуха из вентиляционного канала.
Четырехместное купе мягкого вагона оборудовано нижними ди-
ванами и откидными спальными полками. Для размещения багажа
имеется ниша, расположенная под потолком коридора.
В современных пассажирских вагонах при изготовлении деталей
внутреннего оборудования широко используют пластмассы.
Пассажирское помещение купированного вагона состоит из де-
вяти купе и большого коридора. У части купейных вагонов девятое
купе оборудовано под бытовое помещение.
Бытовое помещение предназначено для удовлетворения санитар-
но-гигиенических потребностей пассажиров и обслуживающего
персонала поезда.
В помещении имеется душевая кабина с мойкой, двумя поручня-
ми, мыльницей, а также откидное сидение, гладильная доска, зер-
кало, держатель для полотенец, крючки для одежды, косметическая
полочка.
Пол помещения застелен резиновым диэлектрическим ковром
для тепло и электроизоляции. В душевых кабинах устанавливаются
влагозащитные покрытия “ЭСТИВАЛЬ-10”.
В последние годы ТВЗ освоил выпуск вагонов, у которых одно
из купе и одно туалетное отделение предусмотрено для перевозки и
обслуживания инвалида.
Пассажирское помещение вагона модели 61-4186 состоит из ше-
сти пассажирских купе, бытового помещения, купе для инвалида и
большого коридора.
Пассажирское купе (рис. 9.5) вагона модели 61-4186 оборудовано
нижними 6 и верхними 4 спальными полками, складными лестни-
цами 12 и поруянем 9 для влезания на верхнюю полку, держателя-
ми 1,3 для одежды, крючками для одежды 13, шниппером 10 для
предотвращения открывания двери снаружи купе, замком. Каждое
спальное место оборудовано светильниками местного освещения 5.
В купе имеется подоконный стол 11, багажная полка 8, рундук для
багажа 7. Нижние места для пассажиров оборудованы подголовни-
ками и газетными сетками 2, а верхние — держателями багажа 14 и
предохранительными поручнями.
235
Рис. 9.5. Оборудование пассажирского купе
Для установки столика в горизонтальное и вертикальное положе-
ние следует нажать на кнопку под столиком и опустить или поднять
столик в соответствующее положение.
В большом коридоре в районе второго и шестого купе имеются
ниши с размещенными в них автоматическим выключателем, по-
жарным краном и пожарными рукавами.
Купе для инвалида вагона модели 61-4186 (рис. 9.6) имеет удобную
планировку и необходимое оборудование для размещения пассажи -
236
ра-инвалида. В купе имеются нижний диван 1 для инвалида и верх-
няя спальная полка 4 для сопровождающего лица, багажная полка
над окном 3 и ниша над коридором, подоконный столик 5, кресло
6, крючки 7для одежды и поручни 11 и 12, облегчающие передвиже-
ние инвалида по купе и на спальной полке. Для подъема на верхнюю
полку имеется лестница 8, а под нижним диваном — рундук для ба-
гажа 2.
Нижняя спальная полка состоит из трех частей, две крайние из
которых могут подниматься с промежутками, равными углу наклона
около 7°, при наибольшем угле наклона подвижных частей 75°.
Такая конструкция нижней полки позволяет инвалиду сидеть в
удобном положении, опираясь спиной на поднятую часть дивана.
Установка подвижных частей в наклонное положение выполняется
регулировочными ручками, размещенными в средней части дивана.
Рис. 9.6. Купе для инвалида
237
На удобной для инвалида высоте расположены выключатели
освещения, кнопка вызова проводника, регулятор громкости радио,
В купе имеется информационное табло, выдающее световую и зву-
ковую информацию о занятости туалета нетормозного конца вагона,
температуре воздуха в вагоне и о текущем времени, а в случае ава-
рийной ситуации — дополнительное сообщение об аварии.
Туалет и коридор нетормозного конца вагона приспособлен для
пользования инвалидом-колясочником, а в тамбуре имеются два
подъемника для посадки в вагон пассажира-инвалида в коляске.
Каждое купе вагона “СВ” рассчитано на два спальных места. На
потолке купе размещены пожарные извещатели установки пожар-
ной сигнализации, люминесцентные светильники, вентиляционные
решетки для подачи свежего воздуха из воздуховода принудительной
вентиляции. Пассажирское купе оборудовано нижними спальными
полками, зеркалами, полкой для мелких вещей над каждым зерка-
лом, поручнями и держателями для одежды, шнеппером для предот-
вращения открывания двери снаружи купе, замком, выключателя-
ми, светильниками местного освещения над каждым пассажирским
местом, светильниками по обеим сторонам зеркал.
Каждое купе оборудовано розеткой для электробритв и кнопкой
вызова проводника, установлены подоконный стол и вешалки для '
одежды.
В каждом купе на полочке установлен телевизор и система аудио-
трансляции. Служебное отделение вагона “СВ” дополнительно обо-
рудовано сейфом, холодильником и микроволновой печью. В купе ,
для проводников имеется видеомагнитофон и телевизор. Часть ваго-
нов “СВ” оборудовано бытовым помещением с душевой кабиной.
Пропускная способность душевой установки — 12 человек в сутки
с периодичностью 2 часа.
Пассажирский салон вагона открытого типа модели 61-828 обо-
рудован двумя рядами двухместных кресел, багажными полками и
крючками для одежды. На потолке имеются репродукторы, датчики;
пожарной сигнализации, люминесцентные светильники и перфори-
рованный лист системы вентиляции.
Двухместные кресла оборудованы откидывающимися спинками,
столиками в спинках и подножками. Сидение и спинка кресла имеет
штампо-сварной каркас с накладными мягкими элементами из пено-
полиуретана, покрытыми обивкой из мешковины и винилискожи.
238 I
Вагоны пассажирские купейные с креслами для сидения для скоро-
стей движения до 200 км/час модели 61-4170 и 61-4188 в каждом купе
имеют два трехместных кресла, подоконный стол, багажные полки.
На багажных полках предусмотрено размещение теле и радиоаппа-
ратуры, встроенных светильников местного освещения, регуляторов
громкости радио, кнопки вызова проводника. Пассажирские крес-
ла оборудованы подголовниками и откидными подлокотниками.
Конструкция кресла предусматривает выдвижение сидения вперед
и позволяет изменять угол между сидением и спинкой. Мягкие эле-
менты кресла выполнены из эластичного пенополиуретана, а обивка
из ткани, исключающая отпотевание при длительном сидении. Вну-
тренняя обшивка боковых стен выполнена из формованного труд-
ногорючего пластика, потолков — из алюминиевых листов.
Дальнейшее совершенствование интерьера пассажирских вагонов
предполагается выполнять за счет применения новых материалов
для перегородок и панелей облицовки и совершенствования техно-
логии их изготовления. Перегородки между помещениями вагона
предполагается выполнять каркасными с сотовым заполнителем
или из теплоизоляционного материала, облицованного пластиками.
Облицованные панели внутренней обшивки стен будут изготавли-
вать из слоистых и термоформованных пластиков, а потолков — из
негорючих материалов или листовой стали. Намечено расширить
использование для узлов и деталей интерьера композиционных ма-
териалов с использованием трехслойных сотовых панелей, вакуум-
формуемых деталей из поликарбонатов. Широко будут применяться
декоративные профили из алюминиевых сплавов как в внешнем,
так и внутреннем оформлении вагонов. В качестве декоративно от-
делочных материалов в интерьере предполагается использовать алю-
мопласты, декоративные пленки ПДОАЗ, декоративные портьерные
ткани, декоративные листы из поликарбоната, гранулы из полиами-
дов для деталей фурнитуры.
9.3. Двери и окна
В пассажирском вагоне двери по конструкции подразделяют на
одностворчатые, двухстворчатые и раздвижные. В зависимости от
расположения дверей в вагоне различают тамбурные (боковые и тор-
цевые), котельного, служебного и туалетного отделения, ведущие из
239
Рис. 9.7. Дверь тамбура боковая
тамбура в пассажирское
отделение и из коридора в
купе. Наружныые боковые
(рис. 9.7) и торцевые двери
тамбура делают металличе-
скими, одностворчатыми,
У открывающимися внутрь
вагона, чтобы они в от-
крытом положении не вы-
ходили за габарит. В верх-
ней части дверей имеется
неоткрывающееся окно 2
с металлической рамой.
Со стороны тамбура стек-
ло защищено предохрани-
тельными прутками 3.
Дверь имеет каркас в
виде металлической рамы
со скобами и планками для
крепления фурнитуры. К
каркасу крепится метал-
лическая обшивка, между
наружным и внутренними
листами которой заложе-
ны пакеты теплоизоляции
9. Дверь навешивается на
три накладные петли 8,
которые позволяют вы-
полнять регулировку по
высоте. Дверь имеет два
замка: замок 6 с ручкой-защелкой 5 и засовом под барашек и замок 4
с засовом под ключ с бородкой.
Боковые и торцевые двери имеют по всему контуру уплотнение
из резинового губчатого шнура, обшитого парусиной.
Для обеспечения герметичности каждая боковая дверь имеет ме-
ханизм из рычагов и тяги, размещенной внутри двери. Управляется
механизм поджатия двери ручкой 7, а регулируется болтами 1. Люч-
ки 10 предусмотрены для смазки механизма прижима.
240
Внутренние двери вагона изготовлены из деревянных или фанер-
ных плит, облицованных пластиком, причем, двери купированных
вагонов имеют дополнительный металлический каркас. Двери пас-
сажирских и служебных купе (рис. 9.8) задвижные, подвешенные на
роликах 5, перекатывающихся по рельсу 6. Внизу дверь направля-
ется угольником 7, прикрепленным к полу. Со стороны купе на ней
установлено зеркало. Двери туалетного отделения имеют внизу вен-
тиляционную решетку, чтобы воздух из пассажирского помещения
мог выходить наружу через потолочные дефлекторы над туалетами.
Для этой же цели в дверях пассажирского помещения и пассажир-
ских купе внизу сделаны отверстия.Дверь котельного отделения
двухстворчатая, металлическая.
Двери пассажирских купе, служебного отделения, купе с радио-
оборудованием и бытового помещения щитовые из двух слоев труд-
ногорючих фанерных плит толщиной 10 и 15 мм, облицованы с
двух сторон бумажнослоистым пластиком. В верхней части двери 4
(рис. 9.8) установлен кронштейн с роликами 5, на перегородке — под-
веска с профильным рельсом 6, замком 1 и фиксатором 2. Действие
Рис. 9.8. Дверь купе проводников
241
замка выполняется ручкой 3, а со стороны коридора — ключом- трех-
гранкой через отверстие в карнизе. Двери туалетов накладного типа,
навешены на накладные петли к дверной коробке. Замки дверей туа-
летов оборудованы микровыключателями указателя занятости туале-
тов. При запирании двери туалетного помещения на информацион-
ном табло в большом коридоре и купе инвалида включается световой
сигнал.
Окна предназначены для освещения помещений вагона в дневное
время.
В пассажирских вагонах эксплуатационного парка постройки до
середины 90-х годов применяются глухие и опускные окна. Глухие
окна установлены в некупейных вагонах со стороны продольных ди-
ванов и в вагонах с установками кондиционирования воздуха.
Опускное окно состоит из деревянной коробки, прижимной рамы
и опускного стеклопакета с механизмом подъема.
Пружинно — рычажный подъемный механизм перемещает опуск-
ной пакет и фиксирует его в крайних положениях. Опускной стекло-
пакет имеет нааружную алюминиевую и внутреннюю деревянную
рамы, соединенные с деревянной коробкой шурупами и ригельны-
ми замками. В рамах используются термообработанные стекла тол-
щиной 6 мм.
Во внутренние рамы окон туалетов вмонтированы узорчатые стек-
ла толщиной 5 мм. Фиксация опускного стеклопакета в закрытом
(верхнем) положении достигается ручкой — защелкой. Прижимная
рама служит для уплотнения и стопорения опускного стеклопакета с
помощью ригельных замков.
Механизм подъема облегчает подъем пакета рам и позволяет уста-
новить окно в любом промежуточном положении.
Глухое окно не имеет пружинно — рычажного механизма и руч-
ки — защелки.
Окна вагона, за исключением окон туалетов, оборудованы свето-
маскировочными шторами и креплением для занавесок.
Штора намотана на полый цилиндрический барабан, в который
вмонтирована пружина, удерживающая штору в верхнем положе-
нии. Фиксируется штора в любом положении самозаклиниванием.
Современные вагоны оборудованы алюмопластовыми окнами, ко-
торые бывают глухими и с форточками. Окно с форточкой обеспечи-
вает вентиляцию помещения при открытом положении форточки.
242
Стеклопакет по желанию заказчика может быть:
— двухкамерным или однокамерным;
— изготавливаться из безопасного стекла или из стекла защитно-
го многослойного;
— с нанесением тонированной полимерной пленки цветом и тол-
щиной по согласованному образцу.
Окно глухое (рис. 9.9) состоит из рамы —каркаса 3, изготовленной
из алюминиевого профиля, однокамерного стеклопакета /, резино-
вых уплотнителей 4, 5, 6, 7и 9, профильного элемента “замок” 10, ре-
гулируемых упоров 11 и прижимов 12, обеспечивающих крепление
окна к обшивке вагона 8.
Внешнее стекло стеклопакета выполнено из безопасного 3-х
елейного стекла —триплекса, внутреннее — из закаленного или не-
прозрачного стекла. Стекла установлены на прокладку дистанцион-
ную 2. Уплотнитель надежно герметизирует стеклопакет относитель-
но каркаса и каркас относительно обшивки вагона.
У окна с форточкой
часть оконного про-
ема отделено подфор-
точной перемычкой и
перекрывается форточ-
кой, установленной на
Z-образных пружинах.
Пружины фиксируют
форточку в открытом (на
угол 25—30°) положении и
уменьшаютусилие закры-
тия форточки. В закры-
том положении форточка
удерживается замками. В
этом же положении фор-
точка блокируется запор-
ным устройством при его
повороте трехгранным
ключом.
Окно «аварийный вы-
ход» обеспечивает эва-
куацию пассажиров в
Рис. 9.9. Окно алюмопластовое
243
аварийных ситуациях. В зависимости от конструкции оконный пакет
выдавливается наружу после выдергивания замкового уплотнителя
или опускается вниз в межстенное пространство на резиновые амор-
тизаторы. Окно об0руд0вано механизмом подъема стеклопакета.
Все окна, кроме окон туалетных отделений, оборудованы свето-
маскировочными шторами и стеклопластиковыми прутками для за-
навесок.
9-4. Техническое обслуживание кузовов
И ВНУТРЕННЕГО ОБОРУДОВАНИЯ
В пути следования пассажирского поезда техническое обслужива-
ние оборудования вагонов выполняют начальник поезда, поездной
электромеханик и проводники вагонов, которые несут ответствен-
ность за исправное состояние оборудования.
При выявлении неисправностей, которые создают угрозу без-
опасности движения, могут привести к травматизму пассажиров и
членов поездной бригады или нарушают благоприятные условия для
пассажиров, начальник поезда принимает меры по устранению по-
вреждений с привлечением работников ПТО.
Текущий ремонт оборудования пассажирских вагонов выполня-
ется работниками ПТО по заявкам начальника поезда и по результа-
там осмотра осмотрщиками вагонов.
В балках рам пассажирских вагонов, включаемых в поезда, тре-
щины не допускаются.
Металлическая обшивка кузовов с пробоинами, сквозными по-
ражениями коррозией ремонтируется постановкой вставок или
накладок. При выполнении электросварочных работ на металли-
ческой обшивке необходимо предварительно в необходимом объ-
еме разобрать внутреннее оборудование и изоляцию, не допуская
их воспламенения или повреждений. В средней части крыши раз-
решается ремонтировать повреждения постановкой накладок из
стеклоткани. Перекос кузова пассажирского вагона допускается до
50 мм. Измеряют перекос кузова по отклонению отвеса от боковой
стены на уровне пола вагона. Местные вмятины металлической
обшивки кузова до 50 мм на одном погонном метре можно остав
лять без исправления.
244
Перед каждой отправкой поезда в рейс осматривают внутреннюю
облицовку вагона, проверяют работоспособность запорных устройств
дверей и их фиксаторов, а в летнее время года — легкость хода рам от-
крывающихся окон, целостность деталей диванов, столов, складных
и встроенных лестниц и их крепление к конструкции вагона. Заме-
няют поврежденные оконные и дверные стекла, зеркала , осматрива-
ют и выполняют текущий ремонт обшивки диванов и покрытия по-
лов, контролируют действие санитарно-технического оборудования
с заменой неисправных деталей.Проверяют техническое состояние
угольных ящиков и их запорных устройств, осматривают и ремонти-
руют переходные и откидные площадки в тамбурах вагонов. Перед от-
правлением поезда оборудование вагонов должно быть в технически
исправном состоянии. Допускается ремонтировать поврежденную
обшивку диванов заплатами из того же материала и ремонтировать
покрытие полов вставками из линолеума одинакового цвета.
9.5. Неисправности
И РЕМОНТ ВНУТРЕННЕГО ОБОРУДОВАНИЯ
Оборудование различных моделей вагонов в зависимости от его
назначения и уровня комфорта, предоставляемых пассажирам, раз-
лично. Поэтому неисправности внутреннего оборудования и методы
их устранения могут существенно различаться. Перечень характер-
ных неисправностей и рекомендации по их устранению для каждого
нагона приведены в соответствующих инструкциях и руководствах
по эксплуатации.
У всех типов вагонов в период эксплуатации на деревянных де-
талях внутреннего оборудования от ударов, толчков, резких изме-
нений температуры образуются трещины, расщепления, отколы, а
также потемнения цвета поверхности. На пластике и других облицо-
вочных материалах образуются риски и царапины. В мягкой мебели
(диваны, стулья вагонов-ресторанов) проседают пружины и рвется
обивка. Дверные пороги повреждаются и отрываются. Зеркала туск-
неют, а иногда и бьются.
Оконныые рамы из-за неисправности уплотнений утрачивают
герметичность, что особенно нежелательно зимой. Ослабление пру-
жин механизмов подъема рам и форточек также является причиной
наличия щелей. Нередко разбиваются оконные стекла.
245
В дверных замках наиболее частые повреждения — износы пру-
жин, ригелей и, как следствие, заклинивание деталей.
Из-за вибраций ослабляется крепление кронштейнов огнетуши-
телей, газетных сеток, державок для брюк, вешалок.
У деревянных деталей повреждаются бруски внутренних и наруж-
ных оконных рам, дверные планки и наличники, коробки внутрен-
них дверей и сами внутренние двери, филенки дверей, бруски дива-
нов и откидных полок, плинтусы, планки и раскладки, перегородки
в купе, коридорах и служебных отделениях, настил пола.
Ослабление крепления вешалок, поручней, лестниц, кронштей-
нов происходит из-за самовыворачивания винтов. Устранение неис-
правностей производят затягиванием винтов.
Облицовка мебели из винилискожи или искусственной кожи
часто имеет надрывы. При мелких повреждениях следует подкле-
ить клеем ПВА-К-1, казеиновым или резиновым марки «А». При
повреждениях размером около 100 мм следует наложить шов круп-
ными стежками для закрепления краев и приклеить сверху заплатку
вышеуказанным клеем. В случае значительных повреждений чехлов
спальных полок, следует заменить чехлы на новые после предвари-
тельного демонтажа полок. Замена чехлов производится в следую-
щем порядке:
— снять полки, вывернув стопорные винты и удалив оси петель.
Полки отсоединить от цепей или фиксаторов положения и
перенести на верстак, обитый мягким материалом;
— с полок снять петли, крючки — постеледержатели, предохрани-
тельные поручни, цепи;
— выдернуть скобы крепления чехлов к деревянным брускам и
- снять чехлы;
— проверить исправность огнезащитной прокладки из стеклот-
кани и деревянных брусков. Неисправные заменить или отре-
й’ монтировать;
* — новые или отремонтированные чехлы натянуть без складок на
каркас и закрепить обивочными скобами или гвоздями к дере-
вянным брускам каркаса с шагом 25....50 мм, предварительно
? наметив на чехлах положение отверстий для крепежных дета-
лей;
— прорезать по отметкам отверстия и установить снятые петли,
кронштейны, крючки;
246
— отремонтированныыые полки установить в купе. Для стопоре-
ния резьбовых соединений используют герметик «Унигерм-8»
или эпоксидный клей. s.
Наиболее частые дефекты бумажно-слоистого пластика внутрен-
ней обшивки стен — трещины и отслоения. Мелкие трещины до 100
мм следует исправить нанесением шпатлевки под цвет пластика,
при этом концы трещин рассверлить сверлом диаметром 2 мм с за-
полнением их шпатлевкой. Глубокие трещины, царапины, пробои-
ны заделывать отдельными вставками с последующим перекрытием
их деталями фурнитуры или раскладками. Использовать клей ПВА-
К-1 или резиновый 88-СА. Отслоения пластика размером более чем
110-100 мм ликвидировать принудительной закачкой клея ПВА-К-1
через просверленные отверстия диаметром 2 мм и последующем под-
жатием.
У дверей встречается оседание или перекос дверных створок в
результате износа петель в шарнирах или ослабления крепления пе-
тель.
Наружные двери следует отрегулировать с помощью винта пятни-
ка или затянуть винты и проверить наличие стопорных шайб. Вну-
тренние двери отрегулировать с помощью постановки шайб между
петлями или укрепить шурупы, заделав отверстия пробками.
При поломке дверных замков неисправные колки и пружины за-
менить новыми, при этом колки в зависимости от конструкции при-
клепать или приварить. После замены неисправных деталей необхо-
димо смазать все трущиеся поверхности замка смазкой ЦИАТИМ-201
или ЦИАТИМ-203.
Задвижные двери могут не перемешаться из-за схода с рельса. В
этом случае следует снять карниз, навесить дверь и отрегулировать
положение роликов на верхней направляющей двери и установить
ограничительные болты с зазором между рельсом и шайбой болта не
более 1 мм.
Если резиновое ограждение двери имеет глубокие с отслоением
резины трещины, его необходимо заменить.
Стеклопакеты окон при разрушении в пути следования могут
быть отремонтированы заменой разбитых стекол на новые толщи-
ной 5 мм, вырезанные строго по размерам. Следует учитывать, что
отремонтированный стеклопакет не обеспечивает в полной мере
своего назначения и в пункте формирования подлежит замене.
247
Самозакрывание опускного окна происходит из-за нарушения ре-
гулировки пантографного механизма. Неисправность устраняется
поджатием прижимной рамки поворотом по часовой стрелке риге-
лем на одном-двух замках или регулировкой пантографа.
Опущенный вниз пакет опускного окна не возвращается в исхо-
дное положение из-за ослабления или излома пружины пантографа.
Ремонт производят заменой пружины или регулировкой пантографа.
Из-за засорения дренажных отверстий происходит скопление
воды в нижней части каркаса опускного окна. Отверстия в этом слу-
чае необходимо прочистить.
При изломе или ослаблении пружины механизма намотки све-
томаскировочная штора не наматывается на барабан. Для ремонта
механизма штор следует снять карниз и дополнительно повернуть
ось барабана на 1—3 оборота или заменить пружину.
Наиболее внимательного оьслуживания требуют окна и двери
при подготовке для эксплуатации в зимний период, применяя, в слу-
чае необходимости, их дополнительное уплотнение.
Опускные пакеты окон должны быть подняты вверх до упора и за-
перты ручкой-защелкой. Ригели всех замков прижимной рамки по-
ворачивают по часовой стрелке до упора. После этого опустить пакет
вниз не представляется возможным.
Для дополнительного уплотнения окон могут применяться уни-
версальная замазка, техническое сукно на клею БФ или 88СА, само-
клеющаяся лента из полиамидной пленки, а также техническая или
бумажная лента на техническом вазелине.
Прилегание боковых входных, торцевых дверей и дверей из там-
бура в вагон должно быть плотным. Оседание, неплотности створок
устраняют регулировочными винтами, креплением ослабших петель
или постановкой дополнительных уплотнений.
При единой технической ревизии техническое обслуживание вну-
треннего оборудования начинают с проверки его наличия, а также
технического состояния. Недостающую фурнитуру пополняют. Осо-
бое внимание обращают на состояние замков, роликов, дверей купе,
оконных рам, форточек, их запоров, механизмов подъема и опуска-
ния рам, полок, вешалок, облицовки стен. Загрязненную поверх-
ность облицовки стен, диванов, мебели промывают. Панели стен
туалетов при необходимости окрашивают. Линолеум пола ремонти-
руется с постановкой вставок.
248
Для очистки диванов и полок от грязи, пыли, жировых пятен
целесообразно применять горячую воду е применением моющих
средств и мыльно-содового раствора.
Глава 10. СИСТЕМА ВОДОСНАБЖЕНИЯ
И САНИТАРНО-ТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ
10.1. Назначение, состав
И РАБОТА СИСТЕМЫ ВОДОСНАБЖЕНИЯ ;;
Система водоснабжения пассажирских вагонов обеспечивает ра-
боту санитарно-технического оборудования, снабжает пассажиров и
персонал поезда горячей и охлажденной кипяченой питьевой водой,
пополняет водой систему водяного отопления.
Горячая и холодная вода поступает в мойки служебных отделе-
ний, в умывальные чаши и душевые установки бытовых помещений,
умывальники туалетов. Холодная вода подается в кипятильники, ту-
алетные блоки, системы пожаротушения и пополняет систему ото-
пления.
Вместимость системы водоснабжения зависит от типа вагона и
его населенности.
Расчет потребного количества воды проводят по средним нормам ее
расхода на одного пассажира в сутки, которая составляет около 20 л.
Для пассажирских вагонов оптимальным является двенадцатича-
совой запас воды при ее расходовании в летнее время.
На Российских железных дорогах эксплуатируются вагоны по-
стройки разных заводов.
Несмотря на различное конструктивное исполнение принципи-
альное устройство системы водоснабжение всех типов вагонов прак-
тически одинаково.
Система водоснабжения включает в себя баки для хранения запа-
са воды, расположенные с двух сторон в верхней части вагона, разво-
дящие трубопроводы, разобщительные и спускные вентили и краны.
Заправка водой (ее поступление в баки) осуществляется снизу вагона
через заправочные патрубки, которые в зимнее время отогревают-
ся горячей водой из системы отопления. В систему водоснабжения
входит вестовая труба, не допускающая переполнения баков при не-
249
своевременном прекращении налива воды. Из баков хранения вода
самотеком поступает к умывальникам, унитазам, кипятильнику и в
водогрейную систему; система отопления наполняется с помощью
насоса.
В систему горячего водоснабжения входят: кипятильник, водо-
грейный бойлер в котельном отделении, расширитель, бак над по-
толком котельного отделения и соответствующие трубопроводы. Все
баки снабжены водопробными кранами и водомерными стеклами.
Работа системы водоснабжения происходит следующим образом:
вода из водоразборной колонки на станционных путях через налив-
ные трубы с соединительными головками поступает в бак, а из него
во все трубопроводы и другие емкости. По мере необходимости про-
изводится разбор ее и слив под вагон. Вода для нужд системы го-
рячего водоснабжения предварительно нагревается в бойлере путем
топки плиты дровами или путем нагрева ее от змеевика, подключен-
ного к котлу системы отопления. Для нужд питьевого водоснабже-
ния используют воду, полученную в кипятильнике, которую можно
охладить с помощью водоохладителя.
10.2. Система водоснабжения
НЕКУПИРОВАННОГО ВАГОНА ТВЗ
Система водоснабжения вагона модели 61-4177 включает в себя
(рис. 10.1): наливные трубы с заправочными головками 96 и 99; бак
86 вместимостью 850 л; бак 66 вместимостью 80 л; поддоны 63,85,
107; бойлерную установку 65; мойку 109; кипятильник 77; бак горя-
чей кипяченой воды 81; воздушный компрессор 135; промежуточный
бак горячей кипяченой воды 134; водоохладитель ЮЗ; трубопрово-
ды; арматуру; умывальные чаши 98 и 110; расходный бак установки
водяного пожаротушения 152; электронасос 151; обеззараживатель
питьевой воды. Вместимость системы составляет 1000 л.
Наливные трубы с заправочными головками 96 и 99 (рис. 10.1) рас-
положены с двух сторон и предназначены для подсоединения систе-
мы к водоразборной колонке на станционных путях. Концы налив-
ных труб закрыты кожухами, предохраняющими их от загрязнения во
время движения. Для возможности заполнения системы в случае вы-
хода из строя основных наливных труб, предусмотрена заправочная
головка 117 с клапаном 70, расположенная в котельном отделении.
250
251
Наполнение системы через головку 117 осуществляется с помощью
инвентарного шланга, подсоединяемого к заправочной головке. За-
правочная головка 117и кран 144 служат для отбора воды из системы
водоснабжения при тушении пожара. Кроме того, при тушении по-
жара может быть использован клапан 70.
Бак вместимостью 850 л
(рис. 10.2) служит для раз-
мещения запаса воды, необ-
ходимой для удовлетворения
санитарно-гигиенических
нужд и потребностей находя-
щихся в вагоне пассажиров и
обслуживающего персонала,
расположен за потолком ту-
алета и коридора нетормоз-
ного конца. Бак — сварной
конструкции, изготовлен из
листовой нержавеющей ста-
ли. Он состоит из корпуса 1,
крышки 5. В корпус бака вва-
рена наливная труба, вестовая
труба, воздухоотводящая тру-
ба горячего водоснабжения,
труба 3 для подсоединения
магистрального трубопрово-
да. На торцах расположены
люки 2 и 4 для чистки бака.
Бак вместимостью 80 л
(рис. 10.3) также служит для
размещения запаса воды.
Он расположен за потолком
туалета тормозного конца.
Бак — сварной конструкции,
состоит из корпуса 1 и при-
варенной к нему крышки. В
корпус 1 вварены патрубки
для подвода и отвода воды,
выпуска воздуха, установки
252
водомерного стекла 3 для периодической проверки уровня воды в
баках, люк 2 для чистки бака.
Поддоны применяются для сбора и отвода образующегося кон-
денсата. Поддоны под баками изготавлива-
ются из оцинкованной стали, под кипятиль-
ником — из нержавеющей стали.
Установка водяного пожаротушения яв-
ляется вспомогательной и предназначена для
тушения очага пожара на вагоне после ис-
пользования штатных огнетушителей.
Бойлерная установка (рис. 10.4) предна-
значена для нагревания воды системы горя-
чего водоснабжения и приготовления пищи
проводникам. Она включает в себя бойлер 7,
соединенную с ним плиту 2, установленную
на кронштейне 3, и воронку 4.
Бойлер (рис. 10.5) представляет собой те-
плообменник, вода в котором нагревается за
счет температуры отходящих от плиты через
дымовую трубу газов или циркулирующей по
змеевику воды, нагреваемой в котле системы
отопления. Он состоит из корпуса 4, змеевика
5, крышки 2, кожуха 3, дымовой трубы плиты 7.
Ниша бойлера 6 используется для размещения
посуды при приготовлении пищи. Бойлер те-
плоизолирован поропластом 8. Для периодиче-
ского контроля за температурой воды в патруб-
ке 7 установлен дистанционный термомезр.
Мойка 109 (рис. 10.1) служит для мытья
посуды проводниками и состоит из чаши, из-
готовленной из нержавеющей стали, со слив-
ной трубой и крана-смесителя.
Комбинированный кипятильник непре-
рывного действия предназначен для приго-
товления кипяченой воды при работе его на
твердом топливе (дровах) или электроэнер-
гии. Он устанавливается в нише котельного
отделения.
Рис. 10.4 Бойлерная
установка
Рис. 10.5 Бойлер
253
Бак горячей кипяченой воды вместимостью 20 л исполыуск н
Г
создания запаса кипяченой воды и размещается в служебном <н
лении.
Воздушный компрессор типа КВ-ЮМ служит для перека'и
из кипятильника через промежуточный бак 134 (рис. К). 1) и
рячей кипяченой воды 81, который размещается в служебном ш
лении.
При работе компрессора засасываемый воздух, проходи ч«
фильтр, очищается от взвешенных частиц и через систему < •
нов и нагнетательную камеру попадает в распределитель, но< >
сжатый воздух поступает в промежуточный бак 134 (рис.Ю Ii
полняемый самотеком водой из кипятильника, и вытеспя, ।
которая перетекает в бак горячей кипяченой воды, располон ",
в служебном отделении.
Охладитель питьевой воды применяется для охлаждения пн i м
воды.
Обеззараживатель питьевой воды применяется как среде пи» ।
тивоэпидемической обработки питьевой воды. В конструкции и
зараживателя использован бактерицидный эффект ультрафио ।
вого облучения проточного слоя воды.
Во время рейса в дневное время, при возникновении run pel >i к
в питьевой воде, через раздаточный кран 104 (рис. 10.1) обе и
живатель воды 139 должен быть обязательно включен и paboin
непрерывном режиме.
Холодильник пиши термоэлектрический предназначен для чр
ния продуктов, медикаментов и т.д. на транспортных среде i вач
Концы наливных труб оборудованы водяными обогревании
предохраняющими трубы от замерзания в зимнее время. ()(><>i ।
тель встроен в систему отопления.
Сливные трубы имеют воронки для отогрева их горячей полп.
Отдельные агрегаты и оборудование связаны между собой ц>
проводами. Для регулирования и управления системой водоекш
ния используются клапаны и краны.
Запас воды в баке установки водяного пожаротушения не иш
от расхода воды из системы водоснабжения.
Пожарные шланги постоянно подсоединены к трубим ip<>
установки и размещены между первым и вторым и между седьм
восьмым пассажирскими отделениями.
254
10.3. Система водоснабжения купейного вагона ТВЗ
< in гема водоснабжения купейного штабного вагона модели
'11X6 имеет вместимость 1300 л. Объем воды в установке пожаро-
Нсния 90 л. Вагон оборудован бытовым помещением с душевой
hiiioO и туалетами с ваккумными туалетными модулями.
( in гема водоснабжения включает в себя: наливные трубы с за-
точными головками 96, 99 и 117 (рис. 10.6), баки 85 и 86 вме-
нило по 600 л, бак 65 вместимостью 40 л, бак горячей воды 66
1мостью 20 л, мойку 109, кипятильник 77, бак горячей кипя-
ноды 81 вместимостью 19 л, промежуточный бак горячей ки-
•I» ной воды 134вместимостью 13 л, охладитель питьевой воды 103,
Мнрессор 135, обеззараживатель питьевой воды /39. умывальные
Ни W, ПО, расходный бак 161 вместимостью 84 л установки во-
йн о пожаротушения, трубопроводы и арматуру.
( нс гема холодного водоснабжения.
Чииравочные головки 96 и 99 (рис. 10.6) расположены с двух сто-
ll нагона. Концы наливных труб закрыты кожухами, предохраня-
iHMii их от загрязнения во время движения. Для предотвращения
ыния наливных труб при минусовых температурах наружного
л концы наливных труб оборудованы обогревателями, встро-
। и в систему отопления. В зоне пола обогреватель заполнен те-
танией и заключен в кожух.
। > гея ьном отделении предусмотрена резервная заправочная го-
117 (рис. 10.6) с краном 70. Наполнение системы через головку
ществляется с помощью инвентарного шланга, приложенно-
। 11II вагона и находящегося в емкости для хозинвентаря нетор-
|и.ч (> конца вагона.
'> шраночная головка 117, краны 87и /Услужат для отбора воды
ив гемы водоснабжения в аварийных ситуациях.
Кики 85 и 86 служат для размещения запаса воды, необходимой
I v/ювлетворения санитарно-гигиенических потребностей пас-
1иров и обслуживающего персонала, расположены за потолком
Mi'ia и коридора нетормозного конца вагона. Баки сварной кон-
скими, изготовлены из листовой нержавеющей стали. На торцах
Гинея люки для чистки бака.
255
Рис. 10.6 Система водоснабжения купейного вагона ТВЗ
61, 67, 70, 71, 73, 74, 78, 79, 80, 82, 84, 87, 88, 90, 92, 93, 94, 97, 100, 1»1
104, 105, 108, 111, 112, 113, 120, 121, 135, 137, 140, 141, 152, 153, 1'1
157, 158, 164 — краны и клапаны; 65, 66, 85, 86 - баки; 68,107 н<и (
256
v ипятильник; 95,114 — унитазы; 98, НО— умывальные чаши; 103— во-
ыдитель; 115, 116, 123 — водосливы; 109 — мойка; 120, 121 — водяные
•ры; 96, 99, 117 — головки заправочные; 139— обеззараживатель воды;
ыектрический насос; 160— фильтр
257
Установка водяного пожаротушения предназначена для тушения по-
жара в обесточенном вагоне. Работа установки обеспечивается подачей
воды электронасосом 159 из расходного бака 161 в пожарный рукав.
Система горячего водоснабжения.
Вода для нужд системы горячего водоснабжения предварительно
нагревается в баках 65и 66 (рис. 10.6) емкостью 40 и 20 л трубчатыми
электрическими нагревателями, которые включаются при коммута-
ции соответствующих тумблеров на пульте управления.
Баки термоизолированы. Ошурки для разбора воды из баков рас-
положены выше уровня расположения ТЭНов и реле ТАМ-103. Для
полного слива воды из баков (в режиме отстоя и при низких темпе-
ратурах воздуха) предназначены краны 67и 82.
На каждом из баков установлен термоограничитель. В аварийном
режиме термоограничители отключают систему нагрева баков.
Работа питьевого контура.
Вода для нужд питьевого водоснабжения нагревается в кипятиль-
нике 77 (рис. 10.6).
Охлажденную питьевую воду получают следующим образом: ки-
пяченая вода из кипятильника при избыточном давлении пара пода-
ется в бак питьевой воды 81 при этом на время перекачки кран 137 т
пароотводной трубе должен быть закрыт (находиться в положении
«Перекачка»).
В процессе перекачки воды не допускать открывания крана 106
разбора воды из кипятильника. После окончания перекачки в теме
ние двух-трех минут кран 137открыть.
Из бака 81 при открытом кране 84 вода через систему подготовки
питьевой воды (СППВ) поступает к раздаточному крану 104 питье-
вой ниши в коридоре тормозного конца вагона. При неработающем
СППВ кран Одолжен быть закрыт.
В состав СППВ входят охладитель питьевой воды, фильтр меха-
нической очистки и ультрафиолетовый обеззараживатель.
Обеззараживатель питьевой воды применяется как средство про
тивоэпидемической обработки питьевой воды. В конструкции обез-
зараживателя использован бактерицидный эффект ультрафиолето-
вого облучения проточного слоя воды.
258
10.4. Кипятильник КОМБИНИРОВАННОГО ДЕЙСТВИЯ
Кипятильник служит для приготовления кипяченой воды и уста-
новлен в нише котельного отделения. Особенностью устройства ки-
пятильника является то, что исключается, при его исправном состо-
янии, возможность отбора некипяченой воды. Кипятильник может
работать от электроэнергии и на твердом топливе.
Кипятильник (рис. 10.7) состоит из корпуса 3 с топкой 4, золь-
ника 5, крышки 1, сетчатого фильтра, поплавковой камеры 70 для
регулировки подачи в кипятильник сырой воды, указателей уровня
воды 2 и 12, термометра 6, спускного крана 8 и крана отбора готовой
воды 7. Трубка 11 предназначена для выпуска воздуха.
Вода из системы водоснабжения через открытый кран водоот-
стойника, сетчатый фильтр и соединительную трубку подается в по-
плавковую камеру 10. Затем по соединительной трубке 9 попадает в
кипятильное простран-
ство и наполняет его до
определенного уровня,
после чего поплавковый
клапан прекращает по-
ступление воды. Уровень
воды в указателе 12 дол-
жен установиться от 2
до 13 мм выше нижней
красной черты на стекле
указателя уровня. После
этого кипятильник мо-
жет быть включен тум-
блером на ПУ или расто-
плен твердым топливом
(деревом, торфом, прес-
сованной стружкой).
Растапливать кипятиль-
ник следует сначала бу-
магой и мелкими щепка-
ми при открытой дверце
зольника. При закипа-
нии воды в кипятильни-
Рис. 10.7 Кипятильник
259
ке, уровень воды в поплавковой камере понизится до нижней красной
черты и в этот момент поплавковый клапан откроет трубопровод для
поступления очередной порции воды в кипятильное пространство.
Колебание уровня воды в указателе уровня 12 поплавковой камеры
свидетельствует о том, что поплавковый клапан работает нормально и
что кипячение воды происходит. Для определения количества кипят-
ка в водосборнике служит указатель уровня кипяченой воды 2. Термо-
метр 6 показывает температуру кипяченой воды в водосборнике. От-
бор кипяченой воды происходит через водоразборный кран 7. Спуск
воды из кипятильника производится через кран 8.
10.5. Водоохладитель
Охладитель питьевой воды (рис. 10.8) состоит из компрессора 13,
приводимого в движение от электродвигателя 11 клиноременной
передачей, конденсатора 10, сборника хладагента 12, вентиля 141
фильтра-осушителя 5, автоматического расширительного клапана I
и испарителя 3. Все узлы водоохладителя собраны на общей раме. 0
качестве хладагента используется газ R12. Во время работы компрес-
сор засасывает пары перегре-
Рис. 10.8 Схема охладителя питьевой
воды
того хладагента через клапан
6 из испарителя, сжимает их
и нагнетает через клапан 7 в
конденсатор, в котором они
охлаждаются и превращают-
ся в жидкость. Конденсатор
охлаждается с помощью вен-
тилятора, насаженного на
вал электродвигателя. Далее
жидкий хладагент стекает в
сборник и через вентиль 14,
фильтр-осушитель 5 и авто-
матический расширительный
клапан 4 поступает в испари-
тель, где превращается в пар.
Расширительный клапан
регулирует подачу хладагента
автоматически в зависимости
260
от тепловой нагрузки испарителя, влияющей на разницу давлений
на входе и выходе клапана. В испарителе хладагент интенсивно ис-
паряется. Затрачиваемое на испарение тепло отнимается от воды,
находящейся в баке 2охладителя, и температура ее понижается. Пе-
регретый пар хладагента опять засасывается компрессором, и цикл
повторяется.
Работа электродвигателя компрессора управляется термостатом
9. Помещенный в бак 2 датчик 6' при понижении температуры воды
до 8° С вызывает срабатывание термостата и отключение электро-
двигателя.
При повышении температуры воды в сборнике до 13° С, термо-
стат снова включает электродвигатель.
Рукоятка переключателя термостата, расположенная на его кор-
пусе, имеет следующие положения: W — выключено, А — автомати-
ческая работа, Z — включено на непрерывную работу. Включение
охладителя питьевой воды производится переключателем, находя-
щимся на распределительном щите в служебном отделении. При
этом необходимо убедиться, что бак охладителя и бак 1 (поз. 134 на
рис. 10.1) заполнены горячей водой.
10.6. Туалетные отделения
Туалетные помещения с системами незамкнутого типа оборудо-
ваны: унитазом с откидным сиденьем и ручкой-держателем, уста-
новленными со стороны окна; умывальником; туалетным столиком,
выполненным заподлицо с горизонтальной поверхностью умываль-
ника; настенными шкафчиками для мелкого инвентаря и моющих
средств, расположенными над туалетным столиком и умывальни-
ком; зеркалами, установленными на лицевых поверхностях шкаф-
чиков; ящиком для мусора и кронштейном для туалетной бумаги;
держателем для одежды; стаканом для ерша. В шкафу установлен
бачок для жидкого мыла, изготовленный из нержавеющей стали.
В туалете тормозного конца вагона умывальник оборудован съем-
ной душевой сеткой на гибком шланге.
Столик, унитаз и умывальная чаша из нержавеющей стали.
Унитаз (рис. Ю.9) состоит из корпуса 2, крышки 1, механизма
водяного затвора, служащего для закрывания выходного отверстия
чаши унитаза и подачи в нее воды, закрытого кожухом.
9* Быков
261
Механизм водяного затвора включает в себя: чашу водяного за-
твора 3, противовес 4, тягу 5 и педаль 6.
Промывной клапан (рис. 10.10), предназначенный для подачи
воды в чашу унитаза, состоит из пробки 1, резиновых уплотнений
2 и 9, пружины 3, клапана 4 с прокладкой 5, штоком 8 и гайкой 6,
корпуса 7. Клапан крепится к стене.
При нажатии педали с помощью рычагов откидывается чаша во-
Рис. 10.10. Промывной клапан
дяного затвора, поднимается
шток промывного клапана, от-
крывая отверстие в клапане для
подачи воды, и производится
удаление и смыв нечистот под
вагон. Когда нажатие на педаль
прекращается, противовес воз-
вращает механизм в перво-
начальное положение и смыв
прекращается.
Умывальник включает в
себя раковину, сливную трубу,
на которой установлены водя-
ной затвор для предотвраще-
ния попадания холодного воз-
духа или пыли из-под вагона и
воронку для отогрева ее в слу-
чае замерзания.
Водяной затвор имеет под-
дон, в котором скапливается
262
вода при пользовании
умывальником, а за-
тем переливается под
вагон.
Умывальный кран 1
(рис. 10.11) наворачива-
ется на двухвентильный
смеситель 3. При нажа-
тии на шток пружина
2 сжимается и откры-
вается отверстие, через
которое поступает вода.
Регулировка температу-
Рис. 10.11. Умывальный кран со смесителем
ры подаваемой воды осу-
ществляется клапанами смесителя. После окончания нажатия поступле-
ние воды прекращается.
10.7. Экологически чистые туалетные системы
Современные вагоны оборудуют экологически чистыми зам-
кнутыми туалетными системами ваккумно-нагнетательного типа
с баком-накопителем и удалением отходов в парке отстоя вагонов.
Новые туалеты функционируют бесперебойно и позволяют пользо-
ваться ими при движении и на стоянке поезда.
В туалете тормозного конца купейного вагона модели 61-4186
установлен ваккумный модуль «ВАК-мини», а в туалете нетормоз-
ного конца вагона установлен модуль «Экотол-Вак».
В состав комплекта «Экотол-Вак» входят ваккумный туалетный
модуль, пульт управления и пульт сервисного обслуживания.
Ваккумный туалетный модуль (рис. 10.12) включает унитаз, пнев-
могидросистему, электросистему и декоративно-защитный кожух.
Пневмогидросистема состоит из промежуточной емкости, пнев-
моклапанов, эжектора, клапанов воды, дозатора воды, соединитель-
ной арматуры и трубопроводов.
Унитаз монтируется на пол туалетной кабины и имеет подключе-
ние к канализационной системе, выходящей из пола туалетной ком-
наты. На корпусе унитаза размещены пневмогидросистема, электро-
система и декоративный кожух.
263
Рис. 10.12. Вакуумный туалетный модуль
Электросистема предназначена для формирования сигналов, не-
обходимых для исполнительных устройств и для обеспечения диа-
гностики модуля.
Пульт управления служит для контроля работы и сервисного об-
служивания туалетных модулей.
Работа комплекта. При нажатии на педаль унитаза срабатывает
датчик положения педали и включается насос смыва. Затем срабаты-
вает электромагнитный клапан и находится в открытом состоянии в
течение времени подачи дозы воды. Отключение насоса и электро-
магнитного клапана происходит одновременно. Смываемый продукт
самотеком попадает в сливной бак. При достижении 80% и 95% за-
полнения бака сигналы от датчиков поступают на пульт вагона. При
достижении заполнения бака на 95% необходимо закрыть туалетное
помещение от дальнейшего посещения. Откачка содержимого бака
производится на стоянке с помощью ассенизационной машины или
специализированного комплекса Р.2030.
В холодное время года предусмотрен обогрев сливного бака жид-
костной и электрической системами.
264
Сливные баки 7 и 7 (рис. 10.13) расположены под вагоном, в зоне
тамбуров. Баки сообщаются с туалетными блоками с помощью слив-
ных труб 3 и 5, а освобождаются - через магистраль откачки 4 и 6.
Для обогрева сливных труб используются медные обогревательные
трубы 2.
Рис. 10.13. Размещение сливных баков под вагоном
10.8. Техническое обслуживание систем водоснабжения
Техническое обслуживание элементов системы водоснабжения в
пути следования выполняют проводники, а на станциях формирования
и перрона — осмотрщики вагонов по внугреннему оборудованию.
В системе водоснабжения могут появиться неисправности:
— течь баков для воды и в местах соединения труб с баками;
— загрязнение баков;
— повреждение педальных механизмов унитазов;
— течь вентилей, водопроводных и умывальных кранов;
265
— повреждения унитазов и умывальных чаш; неисправность ме-
ханизмов подъема крышек унитазов.
Наиболее внимательно следует проверить внешним осмотром
соединения трубопроводов системы водоснабжения. При необходи-
мости подтянуть муфтовые и фланцевые соединения, сальниковые
уплотнения или произвести замену прокладок, подмоток и сальни-
ковых набивок. Течь в соединениях не допускается.
Причинами течи воды по фланцам соединения котла и трубо-
проводов являются повреждения прокладок и ослабления затяжки
болтовых соединений. В этом случае прокладки заменяют или за-
крепляют болтовые соединения.
Течь воды в сальниковых уплотнениях вентилей и в конусных
пробках кранов возникает из-за износа уплотнения, ослабления за-
тяжки уплотнения или натяжной гайки. Неисправность устраняют
заменой набивки сальникового уплотнения, подтяжкой натяжной
гайки сальника, вентиля или конусной пробки или притиркой проб-
ки и конусному гнезду корпуса крана.
Для обеспечения надежной долговременной работы экологически
чистых туалетов их эксплуатацию и техническое обслуживание следует
проводить в полном соответствии с руководством по эксплуатации.
Виды технического обслуживания и ремонта, а также периодич-
ность их проведения указаны в таблице 10.1
Таблица 10.1
Виды и сроки технического обслуживания
Вид технического обслужива- ния и ремонта Условное обозначение Периодичность проведения
Ежедневное техническое об- служивание ТО-1 Один раз в 24 часа
Техническое обслуживание №2 ТО-2 Один раз в 3 месяца
Техническое обслуживание № 3 ТО-3 Один раз в 6 месяцев
Межсезонное обслуживание МО Ежегодно, перед нача- лом и окончанием зим- ней эксплуатации
Ежедневное техническое обслуживание (ТО-1) включает в себя
следующие работы:
266
— промывка модуля с помощью средств бытовой химии;
— произвести подряд три цикла смыва;
— проверка качества смыва из форсунок;
— произвести диагностику модуля, выбрав необходимый модуль
с помощью кнопок перемещения по меню ( на пульте управления
или пульте сервисного обслуживания) и нажав кнопку «ИНФО».
Техническое обслуживание № 2 (ТО-2) включает в себя:
— работы в объеме ТО-1;
— проверка целостности кожуха и сиденья модуля;
— слив конденсата из фильтра-регулятора;
— проверка на отсутствие течей и подтеканий воды и воздуха;
— проверка надежности крепления модуля к полу вагона, надеж-
ности закрепления и целостности трубопроводов и электрожгута.
Техническое обслуживание № 3 (ТО-3) включает в себя:
— работы в объеме ТО-2;
— проверка давлений воды и воздуха, подающихся к модулям,
проверка напряжения электропитания модулей;
— проверка настройки датчиков наличия воды, переполнения
чаши и положения шибера;
— проверка работоспособности продувки от кнопки «продувка»
на пульте управления.
Межсезонное обслуживание (МО) включает в себя:
— работы в объеме ТО-3;
— проверку герметичности промежуточной емкости в составе
пневмосистемы.
Неисправности, которые выявляются визуально при ежедневном
контроле состояния биотуалетов и методы их устранения приведены
в таблице 10.2
Таблица 10.2
Отказы, определяемые визуально
№ п/п Описание неисправности Методы устранения
1 При нажатии на кнопку «смыв» не происходит цикл смыва Убедиться в наличии сжатого воздуха и электропитания. Если работа модуля не возоб- новляется, обратиться в службу сервисного обслуживания
267
Окончание табл. 10.2
№ п/п Описание неисправности Методы устранения
2 При нажатии на кнопку «смыв» слышен щелчок от срабатывания впускной ши- берной задвижки, после чего цикл останавливается Удерживая кнопку «смыв», из- влечь посторонний предмет из рабочей зоны шиберной за- движки, после чего отключить и через 10 сек. включить элек- тропитание модуля
~З- При нажатии на кнопку «смыв» происходит смыв воды, впускная шиберная за- движка не открылась Отключить электропитание модуля, подачу сжатого воз- духа и воды. Необходимо об- ратиться в службу сервисного обслуживания
4 При нажатии кнопки «смыв» происходит цикл смыва, но следующего смыва не проис- ходит Отключить электропитание модуля, подачу сжатого воз- духа и воды. Необходимо об- ратиться в службу сервисного обслуживания
Неисправности, определяемые с пульта сервисного обслужива-
ния, их причины и методы устранения приведены в таблице 10.3.
Таблица 10.3
Отказы, определяемые с помощью пульта сервисного обслуживания
№ п/п Описание не- исправности Возможные причины Методы устранения
1 Давление < ЗВат» Модуль не подклю- чен к пневмосистеме вагона Подключить модуль к пневмосистеме вагона
Давление воздуха в пневмосистеме ваго- на меньше 4 кгс/см2 Увеличить давление в пневмосистеме вагона
Не настроено давле- ние на фильтре-регу- ляторе модуля Настроить давление на фильтре-регуляторе
268
Продолжение табл. 10.3
№ п/п Описание не- исправности Возможные причины Методы устранения
-I . Утечкавоздухавпнев- мосистеме модуля Обнаружить и устранить негерметичность пнев- мосистемы (проверить присоединение шлангов, цанговых соединений, целостности блока кла- панов)
Отсоединен разъем датчика давления мо- дуля Подключить и зафикси- ровать разъем датчика давления воздуха
Поврежден кабель датчика давления мо- дуля Заменить жгут
Не настроен датчик давления модуля Настроить датчик
Неисправен датчик давления воздуха Заменить датчик давле- ния воздуха
2 «Нет воды» (не горит индикатор на датчике наличия воды) '.? •• " Г? "•f - i Модуль не подключен к магистрали подачи воды Подключить модуль к магистрали подачи воды
Засорение водяной магистрали модуля Отсоединить модуль от магистрали подачи воды, включить режим «про- дувка». Найти засорение и устранить его.
Не настроен датчик наличия воды Настроить датчик нали- чия воды
Отсоединен кабель датчика наличия воды Присоединить и зафик- сировать разъем датчика наличия воды
Поврежден кабель датчика наличия воды Заменить жгут
269
Продолжение табл. 10.3
№ п/п Описание не- исправности Возможные причины Методы устранения
!?. i- Неисправен датчик наличия воды Заменить датчик нали- чия воды
Воздушная пробка в магистрали подачи воды Произвести 5 циклов смыва
Пробита диафрагма дозатора воды (смыв производится возду- хом) Заменить дозатор
«Переполне- ние бака» Бак переполнен Откачать бак
Неисправен датчик уровня бака Заменить датчик
Поврежден кабель датчика уровня бака Заменить или восстано- вить жгут датчика
Поврежден электро- разъем датчика уров- ня бака Заменить разъем
Загрязнен датчик уровня бака Провести очистку датчи- ка уровня
4 «Нет вакуу- ма» Негерметична проме- жуточная емкость Заменить промежуточ- ную емкость
Негерметична ши- берная задвижка Заменить шиберную за- движку
Негерметично соеди- нение промежуточ- ной емкости и шибер- ной задвижки Контролировать внеш- ний вид присоедини- тельных патрубков и дюритового шланга, за- менить уплотнительные кольца во фланцах ши- берной задвижки
5 «Шибер не открыт» Засорение впускной шиберной задвижки Заменить шиберную за- движку
Утечка воздуха в тру- бопроводах подачи воздуха к впускной шиберной задвижке Обнаружить и устранить негерметичность пнев- мосистемы (проверить присоединение шлангов, цанговых соединений, целостности блока кла- панов)
270
Продолжение табл. 10.3
№ п/п Описание не- исправности Возможные причины Методы устранения
Неисправен датчик по- ложения шибера Заменить датчик
Датчик положения шибера неверно уста- новлен на пневмоци- линдре Установить и закрепить датчик положения пнев- моцилиндра
6 «Шибер не за- крыт» . j Попадание посто- роннего предмета в рабочую зону впускной шиберной задвижки Удерживая кнопку «смыв», извлечь посторон- ний предмет из рабочей зоны шиберной задвижки
Засорение шиберной задвижки Заменить шиберную за- движку
Неисправен датчик по- ложения шибера Заменить датчик
7 «Нет сброса давления» перед прове- дением любой операции от- ключить по- дачу воздуха и сбросить дав- ление из про- межуточной емкости X;,х. г Не открылась вы- пускная шиберная за- движка Заменить шиберную за- движку
Засорена фановая тру- ба Устранить засорение фа- новой трубы
Засорение выпускной, фановой трубы -.Г* Л Отсоединить шланг сбро- са воздуха от пережимного клапана (нижний) С помощью пульта управ- ления или пульта сер- висного обслуживания в «Меню/Сервис/ Обслуж.» выполнить комнду «ВАН- ТУЗ» 3... 5 раз
Т- «Дефект над- дува» Не закрыта выпускная шиберная задвижка Заменить шиберную за- движку
Засорение эжектора Заменить эжектор
271
Окончание табл. 10.3
№ п/п Описание не- исправности Возможные причины Методы устранения
«Нестабильн. +24В» Проверить напряжение питания модуля в ре- жиме смыва В случае снижения напря- жения ниже 18 В отклю- чить модуль от электро- питания до устранения причины
К) «Переполнив чаши» ./ <;• -5 Чаша переполнена Чаша переполнена, происходит откачка. Течь через форсунки Включится цикл откачки. При отсутствии цикла от- качки с помощью пульта управления или сервисно- го обслуживания: — включить команду «от- качка чаши» — отключить модуль от подачи воды, заменить за- порный вентиль по воде
Не настроен датчик переполнения чаши Настроить датчик
Неисправен датчик переполнения чаши Заменить датчик
it ' ' Л ••• Загрязнение рабочей поверхности датчика переполнения чаши Очистить зону датчика переполнения чаши, если дефект не устраняется, снять датчик и удалить загрязнеие с внутренней стороны защитной крыш- ки и рабочей поверхности датчика
11 «Температу- ра КЗ С» Температура окружа- ющей среды близка к температуре замерза- ния пресной воды Включится цикл «про- дувка» При начале очередной эксплуатации модуля при температуре более +5°С необходимо выклю- чить и включить питание модуля
272
Неисправности кипятильников, их причины и методы устране-
ния приведены в таблице 10.4.
Таблица 10.4
Неисправности кипятильников
Неисправность Возможная причина Способ устранения
Уровень воды находит- ся при наполнении и во время эксплуатации ниже нижней красной отметки водомерного стекла (рис. 10.7) Поступает слишком мало воды или вода вообще не поступает из-за опорожнения водяного бака. Силь- ное загрязнение сет- ки фильтра Снять и промыть сетча- тый фильтр
Дефект стеклянного колпака Механическое по- вреждение Снять колпак и заме- нить
Уровень воды подни- мается выше верхней красной отметки водо- мерного стекла или вода появляется из перелив- ной трубы регулятора сырой воды Поплавковый вен- тиль не закрывается из-за дефекта про- кладки вентиля или поплавка (вероятно, в поплавок попала вода) Снять регулятор сырой воды. Заменить уплот- нения вентиля или по- плавок
Дефект термометра Механическое по- вреждение, износ Отвинтить откидную гайку и вытянуть тер- мометр 6. Заменить термометр и затянуть накидную гайку
Дефект водомерного стекла 2 или 12 .1 , Q?'"''''“'Л; ,‘Гi Механическое по- вреждение Закрыть запорный вен- тиль на водомерной арматуре. Отвернуть накидную гайку и заме- нить водомерной стекло 2 или 12, после чего затя- нуть накидную гайку
273
Окончание табл. 10.4
Неисправность Возможная причина Способ устранения
Вода при электриче- ском нагреве не нагре- вается или нагревается оченьдолго Перегорел нагрева- тельный элемент Отключить электриче- ский ток, кипятильник полностью опорожнить, снять крыш ку клеммной коробки, отсоединить электрические провода, открутить шесть шести- гранных болтов крепле- ния нагревательного элемента, заменить его
Плохо уплотнена крышка 1 Ослабло крепление. Дефект уплотнения Затянуть гайки. Снять крышку и заменить ре- зиновой уплотнение. После закрытия крыш- ки затяжку гаек произ- водить крест-накрест. Проверить установку на плотность во время экс- плуатации
Кипятильники периодически следует очищать от накипи раство-
рами уксусной или муравьиной кислоты с водой.
При проведении ТО-1 охладителям питьевой воды перед отправ-
лением пассажирского вагона, кроме наружного контроля, провер-
ки уровня масла, хладона, режимов работы холодильной установки,
проводят дозировку масла и хладона, проверяют и регулируют на-
тяжение клиновидного ремня, проверяют плотность хладоновой
системы и работу приборов автоматического управления. Хладон
дозируют с помощью специального приспособления, имеющего
фильтр-осушитель, после восстановления плотности системы хла-
доносителя. Приборы автоматики, не имеющие пломб, заменяют.
При ТО-2 баки для воды очистить со снятием крышек смотровых
люков от осадков и промыть водой.
274
Глава 11. СИСТЕМА ВЕНТИЛЯЦИИ
. • ’• м' ... TH
1.1. Назначение и виды вентиляции ‘
в пассажирских вагонах
Вентиляция — это процесс воздухообмена и внесение наружно-
го воздуха в помещение. Благодаря системе вентиляции обеспечи-
ваются не только необходимый воздухообмен, но и подпор воздуха
в вагоне, препятствующий проникновению пыли, а также необ-
работанного, не очищенного от пыли, зимой не нагретого, летом
не охлажденного воздуха через неплотности в ограждениях. До-
полнительно вентиляция создает требуемую подвижность воздуха
в зоне пребывания пассажиров, очищает воздух от пыли и прочих
механических примесей, участвует совместно с холодильной уста-
новкой в охлаждении пассажирских помещений, а при калорифер-
ном (воздушном) отоплении — также и в отоплении вагона.
Различают два вида вентиляции: естественную и механиче-
скую. В пассажирских вагонах применяются оба вида вентиляции.
Естественная вентиляция не требует затраты энергии (чаще всего
электрической). При механической приточности вентиляции воз-
дух подается в вагон с помощью вентиляционного агрегата, при-
водимого в действие электродвигателем, а удаляется естественным
путем через дефлекторы, неплотности, открытые двери и окна.
В вагонах, имеющих систему охлаждения воздуха, применяется
механическая приточная система вентиляции с частичной рецир-
куляцией воздуха. Рециркуляция воздуха заключается в использо-
вании части воздуха, взятого из вагона и возвращаемого обратно в
вагон. Она применяется для уменьшения мощности холодильных
установок летом и обеспечения нормальной работы электрических
калориферов в холодное время года. Соотношение объемов рецир-
куляционного и свежего воздуха обычно 3:1.
Естественная вентиляция вагона осуществляется через дефлек-
торы, а расположенные на крыше вагона и неплотности ограж-
дений, а в летнее время — дополнительно через открывающиеся
оконные форточки и окна.
Дефлектор размешен над крышей вагона на патрубке — возду-
ховоде. Работа дефлектора основана на принципе использования
эффекта эжекции. Верхняя рабочая часть устроена таким образом,
275
что в ней под воздействием протекающего потока воздуха проис-
ходит разряжение, благодаря чему воздух из вагона всасывается в
трубу и уходит наружу.
Дефлекторы обеспечивают удаление использованного воздуха
как при работе механической вентиляции, так и при ее выключе-
нии. Независимо от времени года дефлекторы должны быть пол-
ностью открыты в туалетах, а также в пассажирских помещениях
при полной населенности вагона. Зимой при небольшой населен-
ности и при особо низких температурах наружного воздуха деф-
лекторы открываются частично.
Форточки и опускные окна в теплое время года при необходи-
мости можно открывать, как правило, с правой стороны по ходу
поезда и при движении его со скоростью не более 100 км/час.
При естественной вентиляции воздух поступает в вагон крайне
неравномерно, а его очистка и подогрев (охлаждение) не произво-
дятся. Для обеспечения необходимых санитарно-гигиенических
требований на всех вагонах применяется механическая приточная
вентиляция с ручным и автоматическим управлением.
1.2. Механическая вентиляция
Качественное состояние воздуха в вагоне — одно из важнейших
условий создания необходимых условий для пассажиров и обслу-
живающего персонала. К системе вентиляции пассажирского ва-
гона предъявляются следующие требования:
— количество подаваемого в вагон воздуха, приходящееся на
одного пассажира, летом — не менее 25 м3/час, зимой — 20 м3/час;
— температура воздуха в вагоне летом — 22—25°С, зимой — 18—22°С;
— допускается колебания температур по длине вагона не более 3°С;
— наибольшая скорость движения воздуха в зонах пребывания
пассажиров — 0,25 м/сек;
— содержание пыли 1—3 мг/м3.
В вагонах без холодильных установок применяется вентиляция
механическая, приточная с подогревом воздуха и вытяжная есте-
ственная через дефлекторы. Вентиляционная установка может ра-
ботать в автоматическом (под управлением ртутно — контактных
термометров) и ручном режимах управления включением электро-
двигателя вентилятора.
276
Рис. 11.1. Система вентиляции
Производительность системы вентиляции летом — 45001500 м3/час,
зимой — от 1140 до 1320 м3/час.
Система вентиляции вагонов постройки ТВЗ (рис. 11.1) имеет:
— заборные решетки 13, расположенные на спусках крыши над
боковыми тамбурными дверями котлового конца вагона;
— заслонки 12 с регулирующим устройством для изменения
количества наружного воздуха, поступающего в вагон в теплое и
холодное время года;
— фильтры 11, предназначенные для очистки подаваемого воз-
духа от пыли;
— вентиляционный агрегат с электродвигателем 2;
— диффузор 10 (расширяющая часть) и конфузор 4 (сужающая
часть) нагнетательного воздуховода , между которыми расположен
водяной калорифер Рдля подогрева воздуха;
— нагнетательный воздуховод 8 размешен между крышей и
подшивным потолком вдоль всего вагона;
— вентиляционные (выпускные) решетки 7, через которые све-
жий воздух распределяется по пассажирским помещениям;
— дефлекторы 6, предназначенные для удаления использован-
ного воздуха из вагона;
— дистанционный термометр 5 для наблюдения за температу-
рой подаваемого воздуха.
Демонтаж и монтаж вентиляционного агрегата и калорифера
производят через люки 1 и 3 в крыше вагона.
Заборные решетки (жалюзи) служат для засасывания воздуха в
систему вентиляции и представляют собой планки, приваренные
под некоторым углом к прорезям в обшивке кузова. После забор-
ных решеток воздух проходит через инерционный фильтр (рис.
11.2), улавливающий крупные частицы пыли. Отделенная пыль
поступает в пылесборник, который очищается потоком воздуха
при движении вагона.
Четыре фильтра 2 (рис. 11.2) состоят из металлического корпуса
и помещенных внутри корпуса гофрированных сеток с ячейками
различной величины. Перед постановкой на вагон фильтры про-
питывают маслом. Загрязненные фильтры снимают с вагона и за-
меняют чистыми.
Вентиляционный агрегат (рис. 11.2) состоит из двух центро-
бежных вентиляторов и электродвигателя 5, смонтированных
278
на специальной металлической раме 6, причем электродвигатель
крепится на резиновых амортизаторах. Как видно из рисунка,
электродвигатель имеет вал с двумя свободными концами, на ко-
торые насажены рабочие колеса 3 вентиляторов. Кожух 4 венти-
лятора имеет конус для забора воздуха и фланец для соединения с
диффузором. Для обеспечения нормальной работы агрегата долж-
ны соблюдаться зазоры между ротором и торцом конусного флан-
ца кожуха, которые должны быть в пределах 0,5...3 мм.
Общее количество подаваемого в вагон воздуха можно регулиро-
вать изменением числа оборотов электродвигателя вентилятора или
перестановкой заслонки в заборных решетках. Практически исполь-
зуются оба способа, но при переходе с высокой (летом) на низкую (зи-
мой) производительность вентиляции предпочтение отдается перво-
му способу, как более экономичному и надежному в работе.
Диффузор служит для соединения вентиляционного агрегата с
калорифером, а конфузор, представляющий собой короб перемен-
ного сечения, для соединения калорифера с воздуховодом.
Калорифер служит для подогрева поступающего в вагон воздуха
при низких температурах наружного воздуха. Состоит из комплек-
та труб с ребрами. По трубам циркулирует вода, нагретая в кот-
ле отопления. Работает как от естественной циркуляции, так и от
принудительной от электрического центробежного насоса.
Воздуховод состоит из отдельных соединенных между собой
звеньев, изготавливаемых из оцинкованной стали. В нижней ча-
сти воздуховода имеются прямоугольные вырезы для вентиляци-
онных решеток. Вентиляционная решетка служит для регулиро-
Рис. 11.2. Фильтры и вентиляционный агрегат
279
вания количества подаваемого через нее воздуха. Решетки очень
разнообразны по типам и конструкциям.
С помощью воздуховодов и вентиляционных решеток обеспе-
чивается равномерное распределение воздуха по всем купе.
Вентиляционная решетка (рис. 11.3) имеет корпус 7 с лопатка-
ми 2. К корпусу крепится крышка 3 на петлях 6. Регулировка ко-
личества воздуха осуществляется крышкой с помощью винта 4 и
гайки 5.
Рис. 11.3. Вентиляционная решетка
Рис. 11.4. Дефлектор
Дефлекторы (рис. 11.4) слу-
жат для удаления отработанно-
го воздуха. Количество посту-
паемого воздуха в дефлектор 1
(рис. 11.4) через патрубок 2 регу-
лируется заслонкой 3.
При эксплуатации системы
вентиляции вагона дефлек-
торы в туалетах и купе летом
держат открытыми, зимой по-
луоткрытыми, а дефлектор в
тамбуре некотлового конца
вагона всегда полностью открытым. Жалюзи решеток в дверях ту-
алетов во время работы вентиляторов открывают. В холодное вре-
мя года постоянно следят по шкале дистанционного термометра,
установленного в служебном отделении, чтобы температура пода-
ваемого в вагон воздуха была не ниже 18° С. При входе вагона в
тоннель вентиляционный агрегат выключают.
Очищают воздуховод от пыли путем продувки сжатым воздухом.
280
Противопожарная заслон-
ка (рис. 11.5) установлена в
воздуховоде над купе про-
водников и предназначена
для автоматического пере-
крытия воздуховодов с целью
предотвращения распростра-
нения пламени в случае по-
жара. Нормальное положе-
ние заслонки в экслуатации
— открытое. При этом лист
заслонки 5 прижат к нижнему
листу воздуховода с помощью
механизма удержания 3, ры-
чаг 4 которого удержиается в
Рис. 11.5 Противопожарная заслонка
вертикальном положении плавкой вставкой 2.
Положение рукоятки 10 механизма удержания после установки
заслонки в открытое положение фиксируется пломбой. При по-
жаре в случае повышения температуры в воздуховоде свыше 80...
100°С плавкая вставка 2 разрушается, рычаг 4 механизма удержания
освобождает заслонку 5, которая под воздействием пружины 9уста-
навливается в закрытое положение. Положение заслонки в воздухо-
воде может быть проконтролировани с помощью сигнализатора 8,
при этом в открытом положении заслонки нижняя часть сигнализа-
тора видна в вырезе потолка, в закрытом же положении сигнализа-
тор втянут поводком заслонки в отверстие потолка и не виден.
Управление противопожарной заслонкой для перекрытия воз-
духовода в случае пожара может также осуществляться вручную.
Для этого рукоятка 10с одновременным срывом пломбы 9 повора-
чивается в любую сторону на угол 90°, т.е. рукоятка устанавливает-
ся поперек продольной оси вагона. Момент срабатывания заслон-
ки сопровождается хлопком и втягиванием сигнализатора внутрь
отверстия в потолке.
11.3. Техническое обслуживание систем вентиляции
Эксплуатация вагона с неработающей системой вентиляции не
допускается. При ТО-1 необходимо:
10 Быков
281
— проверять состояние подшивного потолка в тамбуре, надеж-
ность уплотнения люков и исправность их запоров, плотность по-
садки фильтров в гнезда и степень их загрязнения, а также нали-
чие запасного комплекта чистых исправных фильтров;
— следить за работой вентиляционного агрегата (он должен
работать без стука и обеспечивать номинальную производитель-
ность) и проверять прочность крепления его к раме и роторов на
валу электродвигателя;
— следить за состоянием воздуховодов, не допуская чрезмерной
их запыленности;
— проверять соответствие положения заслонок в воздуховодах
установленному режиму работы;
— проверять правильность регулирования сечения выпусков
воздуха в пассажирских помещениях;
— следить за достаточностью подогрева воздуха зимой и охлаж-
дения летом;
— устранять замеченные при осмотре неисправности и своевре-
менно выполнять соответствующий текущий ремонт.
В таблице 11.1 приведены наиболее часто встречающиеся неис-
правности системы вентиляции с указанием их внешних призна-
ков, возможных причин возникновения и способов устранения.
Таблица 11.1
Неисправности систем вентиляции
Признаки неис- правностей Возможные причины возникновения Способы устранения
Недостаточная подача воздуха в вагон Загрязнение фильтров или неправильное положение регулирующих заслонок Заменить или произве- сти очистку фильтров, очистить калорифер. Отрегулировать поло- жение заслонок и закре- пить их
Неудовлетвори- тельная очистка воздуха(в вагоне чувствуется за- пыленность или запах гари) Неплотная посадка филь- тров (воздухпроходитмимо фильтров) Фильтры сухие (не промас- ленные) Чрезмерная запыленность воздуховодов Правильно установить фильтры и закрепить их Заменить запасными фильтрами или зачи- стить фильтры и пропи- тать сезонным маслом
282
Окончание табл. 11.1
Признаки неис- правностей Возможные причины возникновения Способы устранения
Продуть воздуховоды или произвести очистку в депо
Неравномерное распределение воздуха по вы- пускам. Разрегулировка выпусков ‘ >' 1 . Т - Отрегулироватьсечение выпусков, обеспечить равномерное распреде- ление воздуха по вагону (выполняется в депо)
Подача в вагон чрезмерно холод- ного воздуха. !;. .г: ' . ' > . • Недостаточная подача го- рячей воды в калорифер Недостаточная температу- ра воды в котле Отключение или неисправ- ность электрокалорифера. Неправильное положение заслонки наружного воз- духа. Проверить положение кранов системы водя- ного отопления, фор- сировать топку котла, если есть насос подачи воды в калорифер, то включить его; снизить временно (до ремонта) количество забираемо- го наружного воздуха регулировкой заслон- ки. Включить электро- калорифер. Устранить неисправность электро- калорифера или его кон- тактных устройств (про- изводится на ПТО или в депо). Отрегулировать положение заслонки и закрепить ее.
Посторонние стуки и шум при работе системы. Ослабление креплений, повреждение отдельных деталей. Закрепитьили заменить неисправные детали
Замена фильтров летом производится не реже, чем через 15 дней,
а зимой — 1 раз в месяц.
Снятые загрязненные фильтры подвергают специальной обра-
ботке — восстановлению. Вначале их промывают в растворе кау-
стической соды (2—3 кг соды на 1м3 воды). Раствор подогревают до
283
90—95 С и погружают в него фильтры на 30—40 мин, после чего их
обмывают холодной водой в другом баке или из шланга в течение
3 — 5 мин и тщательно просушивают.
Промытые фильтры осматривают для выявления неисправ-
ностей, наиболее частыми из которых могут быть повреждения
каркаса и сетки, недостаточное количество и качество фильтрую-
щего материала. Неисправные фильтры ремонтируют, исправные
и отремонтированные пропитывают минеральным маслом в тече-
ние 1 часа. В зависимости от сезона применяют масла различных
марок.
В летний период (с апреля по октябрь) используют масло инду-
стриальное Н-40А или турбинное Т-22. Зимой (сноября по март)
применяют масло трансформаторное ТК, АМГ-10 или МК-8.
Фильтры, пропитанныые маслом, укладывают на специальные
стеллажи, чтобы излишнее масло стекло в ванну. На стеллажах
фильтры должны находиться от 24 до 48 часов, после чего их мож-
но ставить в вагон.
Нагнетательный воздуховод в процессе эксплуатации вагона за-
грязняется, в нижний его части скапливается пыль. При работе
вентиляционной установки, особенно в момент пуска вентилято-
ра, эта пыль поступает через выпуски в пассажирское отделение.
Поэтому при подготовке к летним перевозкам и по мере необходи-
мости производят тщательную очистку нагнетательного воздухо-
вода от пыли и грязи.
Очищают воздуховоды сжатым воздухом, продувая поочередно
все оборудование от заборных решеток над входными тамбурными
дверями до последнего выпуска нагнетательного воздуховода. Для
этого все выпуска, кроме последнего, закрывают, а к последнему
подсоединяют брезентовый рукав, по размерам решетки выпуска.
Второй конец рукава выводят через окно наружу вагона. В момент
продувки полезно производить легкое обслуживание воздуховода
снизу по потолку. Продувку считают законченной, когда из рукава
пойдет чистый воздух.
В тех случаях, когда воздуховод подлежит ремонту и вентиля-
ционные выпуски снимают, очистку можно производить через
отверстия выпусков пылесосом со специальным наконечником, а
также скребками и влажной ветошью, надетой на швабру с корот-
кой ручкой.
284
Вентиляционный агрегат при необходимости ремонтируется на
специальном участке, куда поступает он в неразобранном виде на
общей раме с электродвигателем. При разборке агрегата прежде
всего откручивают торцовым ключом гайки крепления рабочих
колес вентилятора на валу электродвигателя. Затем отвинчивают
болты крепления кожухов рабочих колес, снимают кожуха и элек-
тродвигатели. Все разобранное оборудование направляют на соот-
ветствующие участки для осмотра и ремонта.
Раму при ремонте необходимо тщательно осмотреть, особен-
но сварные швы, и обмерить для выявления искривления балок,
прогибов и непараллельности. При наличии изломов или трещин
поврежденные места ремонтируют сваркой. Для обеспечения хо-
рошего качества сварного шва кромки трещин разделывают, при
необходимости ставят усиливающие накладки.
Рабочие колеса или роторы вентилятора тщательно осматри-
вают. Для этого их предварительно очищают от пыли и промыва-
ют. Проверяют прочность заклепочных соединений и правиль-
ность установки лопаток, отсутствие пропеллерности и изгибов
лопаток, а также заусенцев и надрывов в углах их соединения с
кольцом ротора. Роторы со значительными дефектами заменяют-
ся новыми.
Отремонтированные роторы вентиляторов балансируют на
специальном приспособлении. Если масса роторов не уравновеше-
на, то более тяжелая их часть всегда будет опускаться вниз. В этом
случае разрешается на более легкую верхнюю часть ротора напла-
вить немного металла или приварить небольшую пластинку, раз-
меры которой определяются опытным путем. Максимальная тол-
щина наплавленного слоя или приваренной пластинки не должна
превышать 3 мм. Уравновешенные роторы свободно вращаются и
останавливаются в любом положении.
После сборки рабочих колес на валу электродвигателя прове-
ряют их на сложность и на отсутствие биения с помощью инди-
катора. Биение рабочих колес, измеренное на наружных кольцах,
допускается не более 0,5 мм.
Отремонтированный вентиляционный агрегат собирают на
раме с обязательным соблюдением зазоров между рабочими коле-
сами и фланцами корпуса вентилятора. В соответствии с чертежа-
ми зазоры должны быть равномерными по всей окружности и не
285
нарушаться при вращении вала вручную. Обеспечив правильность
установки и надежность крепления агрегата на раме, следует под-
ключить электродвигатель к сети с соответствующим напряжени-
ем и проверить, нет ли шума, стука, биения в подшипниках. Об-
наруженные неисправности обязательно устраняют до постановки
агрегата на вагон.
По окончании ремонта все узлы системы вентиляции собирают
на вагоне и производят опробование вентиляционной установки в
действии. При этом проверяют, нет ли повышенного шума и дре-
безжаний, надежно ли работают пусковые устройства, правильно
ли установлены заслонки, обеспечивают ли выпуски равномерное
распределение воздуха по вагону, нет ли неорганизованных подсо-
сов воздуха.
11.4. Наладка системы вентиляции
Наладка системы вентиляции производится при нарушении
количества подаваемого воздуха в купе или при его неравномер-
ном распределении. Настройка производится при температуре
окружающего воздуха не ниже +16°С специалистом - электриком
не ниже четвертого разряда. При настройке используют комплект
специальных насадок.
Проверка вентиляции проводится при закрытых окнах, дверях,
полностью открытых заслонках наружного воздуха. Вентиляци-
онные решетки должны быть полностью открыты, крышка люка
кондиционера снята. Определение количества поступающего в
вагон модели 61-4186 воздуха производится установкой насадок у
----------> Направление перемещения анемометра в одну сторону
-----------» Направление перемещения анемометра обратно
Рис. 11.6. Схема перемещения анемометра
заборной решетки
наружного воздуха
и замером скорости
движения воздуха
крыльчатым анемо-
метром. Анемометр
вводится в щель на-
садка и перемещает-
ся по схеме (рис. 11.6)
в течение 50 сек. Три-
четыре раза непре-
286
рывно. Измерение проводят не менее трех раз. Скорость движения
воздуха определяют для среднеарифметического значения числа
оборотов анемометра. Количество подаваемого в вагон наружного
воздуха через одну заборную решетку определяют по формуле:
0 = 3600 Г-К
где Q — объем подаваемого воздуха, м 3/час;
V — скорость движения воздуха , м/сек;
3600 — переводной коэффициент;
F — 0,04 м2 — поперечное сече-
ние воздуховода.
Количество подаваемого воздуха
через одну заборную решетку должно
быть (470+ 25) м3/час. Если полученное
значение меньше или больше заданной
величины, то задвижку канала наруж-
ного воздуха перемещают в другое по-
ложение (рис. 11.7), а после настройки
— затягивают гайку барашка 1 и нано-
сят краской риски с двух сторон рычага
управления 2.
Для определения количества пода-
Рис. 11.7. Указатель
положения задвижки
ваемого в вагон воздуха необходимо
через отверстие люка воздуховода в
купе с радиооборудованием с исполь-
зованием анемометра измерить ско-
рость движения воздуха в воздухово-
де. Количество подаваемого воздуха
в вагон определяется по приведенной
выше формуле, учитывая, что пло-
щадь поперечного сечения воздухо-
вода 0,21 м2. Объемная подача воздуха
в летнем режиме должна составлять
4000 — 4500 м3/час.
Проверка распределения воздуха
по купе производится крыльчатым Рис. 11.8. Насадок для замера
анемометром под каждой решеткой подаваемого в купе воздуха
287
пассажирского купе с использованием насадки (рис. 11.8). Сравне-
ние количества подаваемого воздуха в купе производят по оборо-
там анемометра с разницей между отдельными купе не более 20%.
Насадок при выполнении замера верхней частью должен плотно
прижиматься по периметру отверстия вентиляционной решетки.
Измерение числа оборотов анемометра производят в нижнем вы-
ходном отверстии насадка.
В случае отличия числа оборотов анемометра от средней вели-
чины более 20%, производят регулировку решеток путем их от-
крытия или прикрытия.
Глава 12. СИСТЕМА ОТОПЛЕНИЯ
12.1. Устройство и работа системы отопления
некупейного вагона ТВЗ модели 61-4177
Система отопления предназначена для обеспечения температу-
ры воздуха внутри вагона не ниже 18°С, а в туалетах не ниже плюс
16°С при температуре наружного воздуха до минус 40°С, а также
подогрева воздуха, подаваемого вентиляционной установкой, и
нагрева воды в системе горячего водоснабжения.
Принцип действия системы отопления заключается в следую-
щем: вода нагревается в котле и через коллектор поступает в верх-
ние разводящие трубы сети и стояки, затем в нижние обогреватель-
ные трубы, где, отдавая тепло окружающему воздуху, охлаждается
и, вследствие разности температур в котле и стояках, возвращается
в котел. Образующийся пар отводится в расширитель.
Технические данные системы отопления некупейного вагона
ТВЗ модели 61-4177
Мощность нагревательных элементов, кВт 48
Количество нагревательных элементов, шт. 24
Поверхность нагрева, м2 3,1
Площадь колосниковой решетки, м2 0,212
Вместимость котла с расширителем, л 450
Масса угля в угольных ящиках, кг 420
Циркуляция теплоносителя Естественная и принудительная
288
Система водяного отопления вагона модели 61-4177 (рис. 12.1)
включает в себя: отопительный котел с расширителем и коллекто-
ром, сеть отопления, ручной насос, электронасос, соединительные
трубопроводы, наливную трубу, водяные обогреватели наливных
труб системы водоснабжения, возвратную трубу с пробкой, трубо-
проводы для выпуска воздуха, контрольные приборы, арматуру для
регулировки и управления системой. Отопительный котел, ручной
и электронасосы, часть трубопроводов, арматуры и приборов рас-
положены в котельном отделении.
Отопительный котел служит для нагрева воды, циркулирую-
щей в системе отопления. Вода в котле нагревается путем электро-
нагрева или сгорания в топке твердого топлива.
Отопительный котел (рис. 12.2) состоит из наружной рубашки,
внутри которой расположены газоход 10 и топочная камера 12. В
нижней части камеры имеются колосниковые решетки 13 и золь-
ник 1. В верхней части котла расположены прерыватель тяги 7, ды-
мовая труба 5, расширитель 4 и коллектор 6. Верхняя часть газохо-
да закрыта кожухом 8. Пространство между наружной рубашкой
и топочной камерой с газоходом заполняется водой. Загрузка то-
плива на колосниковые решетки производится через люк топки 3.
Воздух под колосниковую решетку подается через люк зольника 1.
Над люком зольника расположен шуровочный люк 2 для прочист-
ки колосниковых решеток и удаления образующихся шлаков.
Для нагрева воды при помощи электроэнергии в водяную ру-
башку котла вертикально вмонтированы двадцать четыре высоко-
вольтных трубчатых нагревателя 11, которые распределены по все-
му периметру котла, за исключением зоны, где расположены люки
топки, зольника и шуровочного люка, и крепятся к фланцу топки
котла через прокладки из паронита.
Расширитель 4 служит для сбора расширившейся при работе
системы воды.
Коллектор 6 предназначен для подсоединения трубопроводов и
установки приборов.
Наибольшая температура воды в котле + 9О...95°С.
Прерыватель тяги 7 автоматически обеспечивает примерное
постоянство расхода воздуха через топку котла. Принцип работы
прерывателя тяги основан на использовании разности давлений
внутри и снаружи котла. Уменьшение давления внутри дымовой
289
Рис. 12.1 Схема системы отопления некупейного вагона
модели 61-4177
трубы котла подсасывается воздух из котельного отделения. Это
приводит к снижению тяги в самом котле. При выравнивании дав-
ления заслонка прерывателя возвращается в исходное положение.
Сеть отопления состоит из верхних разводящих труб, располо-
женных над потолком по коридорной стороне, стояков и нижних
обогревательных труб, образующих две ветви. Соединение труб
фланцевое. Для доступа к фланцевым соединениям предусмотре-
ны люки в потолке. Нижние обогревательные трубы выполнены с
ребрами. Отопительные трубы закрыты щитками.
Для предотвращения обмерзания подвагонных наливных го-
ловок системы водоснабжения при минусовых температурах на-
ружного воздуха предусмотрены водяные обогреватели наливных
труб 26 и 29 (рис. 12.1), один из которых расположен в седьмом купе,
290
а второй в коридоре нетормозного конца. Обогреватели встроены
в сеть отопления.
Соединительные трубопроводы соединяют отдельные состав-
ные части системы между собой.
Наливная труба с заправочной головкой 59 и запорным клапа-
ном 10 (рис. 12.1) предназначена для заполнения системы отопле-
ния водой от водоразборной колонки на станционных путях.
Возвратная труба с пробкой служит для соединения обогрева-
тельного трубопровода со стороны служебного отделения с котлом,
а также для обора и удаления механических примесей, находящих-
ся в воде.
Трубопроводы для выпуска воздуха, выведенные под вагон, пред-
назначены для удаления воздуха при заполнении системы и при
291
Рис. 12.2 Котел отопления
эксплуатации во избежание
образования воздушных
пробок и самопроизволь-
ного отключения приборов
и трубопроводов.
С помощью контроль-
ных приборов произво-
дится контроль за темпе-
ратурой и уровнем воды в
системе.
Контроль за температу-
рой воды в котле при работе
его на угле осуществляется
с помощью дистанцион-
ного термометра, прием-
ник которого вставляется
в коллектор и крепится на-
кидной гайкой. Указатель
прибора выведен в служеб-
ное отделение.
Арматура для регули-
ровки и управления системой включает в себя различные клапаны
и краны, с помощью которых можно производить подключение раз-
личных приборов и трубопроводов. Для системы отопления при-
меняется арматура с корпусами, изготовленными из стали, ковкого
чугуна или цветных сплавов. Для удобства обслуживания на створке
ниши кипятильника установлена табличка схемы системы отопле-
ния, в которой указаны основные операции по работе с ней.
Насос ручной поршневой предназначен для пополнения систе-
мы водой из системы водоснабжения. Ручной поршневой насос
(рис. 12.3) состоит из чугунного корпуса 1 с клапанной коробкой,
клапанов 3 и поршня 9 с поршневым механизмом.
В клапанной коробке, соединенной с всасывающими и нагне-
тательными каналами корпуса, имеются четыре отверстия, где
расположены на запрессованных седлах два нагнетательных и два
всасывающих клапана 3. Клапаны насоса тарельчатые, бронзо-
вые; седла клапанов латунные. Сверху клапанная коробка закрыта
крышкой 2, укрепленной болтами.
292
Рис. 12.3. Ручной поршневой насос
Ручка 4 насоса надевается на рукоят-
ку, сидящую на квадрате вала, на другом
конце вала насажен рычаг 5 с тягой 7, с
которой соединен поршень 9 при по-
мощи пальца 8. Уплотнение поршня в
цилиндре осуществляется поршневыми
кольцами, расположенными в канавках
поршня. Насос приводится в действие
качанием ручки.
В нижней части корпуса расположена
сливная пробка 6.
Насос электрический (рис. 12.4) уве-
личивает циркуляцию воды в системе
отопления если естественная циркуля-
ция не обеспечивает требуемый темпе-
ратурный режим в вагоне.
Насос электрический состоит из на-
гнетательного 3 и всасывающего 8 кор-
пусов, крыльчатки с валиком 7, спуск-
ного крана 9 и переходной втулки 4, с
помощью которой насос крепится к
корпусу электродвигателя 5, укреплен- Рис. 12.4 Циркуляционный
ного на кронштейне 6. насос
293
Насос приводится в действие электродвигателем постоянного
тока мощностью 0,5 кВт, напряжением 50 В и скоростью вращения
1400 об/мин. Вода нагнетается через патрубок 1, а всасывается че-
рез патрубок 2.
12.2. Система отопления купейного вагона ТВЗ
модели 61-4186
Схема системы отопления пассажирского купейного вагона мо-
дели 61-4186 приведена на рис. 12.5. Объем воды в системе отопле-
ния — 700 литров. Обозначение узлов системы отопления на рис.
12.5 соответствует обозначению завода-изготовителя.
Отопление вагона осуществляется нагревом воды в котле 20
(рис. 12.5) электронагревателями или твердым топливом. Вода по-
ступает через коллектор в верхние разводящие трубы отопитель-
ной сети и стояки, затем в нижние обогревательные оребренные
трубы, где, отдавая тепло окружающему воздуху, охлаждается и,
Рис. 12.5. Схема системы отопления купейного вагона модели 61-4186:
1-13, 16-19, 21, 22, 30, 34-39, 41, 43, 51-53, 71 — клапаны, краны, пробки;
20 - котел; 26, 29 - обогреватели; 33, 159 - электронасосы; 46 - ручной
294
вследствие разности температур в котле и стояках, возвращается
обратно в котел. Образующийся пар отводится по трубопроводу
через коллектор в расширительный бак.
Система отопления включает в себя отопительный котел с рас-
ширителем, коллектором и дефлектором дымовой трубы, разводя-
щие и отопительные трубопроводы, ручной насос и электронасос,
наливную трубу, обогреватели наливных труб системы водоснабже-
ния, возвратную трубу с пробкой, трубопроводы для выпуска возду-
ха, контрольные приборы, арматуру для регулировки и управления
системой.
Отопительный котел, ручной насос и электронасос, часть трубо-
проводов, арматуры и приборов расположены в котельном отделении.
В систему отопления встроены теплообменники 14 и 15 (рис. 12.5)
с теплоносителем для обогрева вакуумных накопительных баков при
работе системы отопления в холодное время года.
Заправка системы обогрева теплоносителем производится че-
рез расширительные баки 49 и 50при смене теплоносителя, а также
насос; 54 - калорифер; 55 — бак расширительный; 57 - коллектор;
58 — труба переливная; 59,96,99,117 — головки заправочные; 49,50,55 — баки;
68 — поддон; 77 — кипятильник; 120,121 — затворы водяные
295
после выполнения ремонтных работ, связанных с разгерметизаци-
ей системы обогрева.
В контур обогрева накопительных баков встроен фильтр с мано-
метром RBM 1/2. Манометр необходим только для проведения ис-
пытаний контура обогрева на герметичность давлением 0,05 МПа.
Объем теплоносителя в системе обогрева накопительных баков
не более 70 л. В качестве теплоносителя используется «Тосол».
Рабочая температура в баке должна быть не менее 9°С при тем-
пературе наружного воздуха до минус 40°С. Включение циркуляци-
онного насоса, установленного в систему обогрева, происходит по
сигналу от одного из двух датчиков температуры при достижении
температуры в баке менее 10°С, отключение электронасосов проис-
ходит при нагреве бака до температуры 13—15°С от тех же датчиков.
При отказе системы обогрева и достижении температуры в баке
менее 5°С срабатывает третье реле температуры. На пульте управ-
ления загорается аварийный красный светодиод и включается
звонковая сигнализация.
В случае, если временно не функционирует система жидкост-
ного обогрева и температура в накопительном баке снижается до
критической (0—минус ГС), в работу включается система аварий-
ного электрообогрева гибкими обогревательными пластинами,
наклеенными на днище бака.
12.3. Порядок работы системы отопления
Нагрев воздуха в вагоне осуществляется обогревательными
трубами и подогретым вентиляционным воздухом.
При работе системы отопления в режиме естественной цирку-
ляции воды должны быть открыты клапаны 4, 7, 8, 9, 11, 12, 30, 35,
36, 37, 39, 43, (рис. 12.5). Для усиления циркуляции воды в системе
нужно периодически пользоваться электронасосом 33. В этом слу-
чае необходимо клапаны 11, 37 и 43 закрыть и включить насос 33.
После прекращения работы насоса указанные клапаны открыть.
При работе в автоматическом режиме при электронагреве воды
в котле указанная зависимость обеспечивается автоматически.
Проводник обязан наблюдать при этом, чтобы вода в котле не
кипела и периодически подкачивать воду в систему ручным насо-
сом до появления ее из переливной трубы 58 (рис. 12.5).
296
Во время отопительного сезона каждые два-три месяца трубы га-
зохода необходимо очищать от сажи, для чего при открытом лючке
ввести в полость конуса газохода корпус очистителя и поочередно
прочистить трубы, поднимая и опуская груз, укрепленный на тросе.
При работе отопительной системы количество воды в ней по-
степенно уменьшается, происходит испарение воды в атмосферу.
Поэтому в процессе эксплуатации необходимо следить за уровнем
воды в системе.
Периодический контроль за уровнем воды в системе отопления
осуществляется при помощи водопробного крана 1. При отсут-
ствии воды в кране 1 необходимо систему пополнить из системы
водоснабжения при помощи ручного насоса 46 и открытом клапа-
не 71. Воду рекомендуется качать ручным насосом до появления ее
из переливной трубы 58.
В случае отсутствия воды в системе водоснабжения пополнить
систему отопления можно из посторонней емкости. Для этого не-
обходимо закрыть клапан 71, вывернуть заглушку на трубе у руч-
ного насоса, ввернуть прикладываемый к вагону рукав со штуце-
ром, опустить второй конец рукава в ведро с водой и подкачать воду
в систему ручным насосом.
Контроль за появлением воды из переливной трубы осущест-
вляется через воронку. Пополнение водой работающей системы
отопления через наливную трубу разрешается только в исключи-
тельных случаях.
Отопление вагона в зимний период в режиме отстоя должно
производиться обогревательными трубами без действия принуди-
тельной вентиляции. При этом должны быть открыты клапаны 4,
7, 8, 9, 11, 12, 30, 35, 36, 37, 39, 43, 71 (рис. 12.5).
При отсутствии воды в системе и невозможности ее пополнения
необходимо прекратить топку котла, а при отрицательных темпе-
ратурах наружного воздуха полностью слить воду из системы во
избежание ее замерзания, предварительно слить воду из системы
водоснабжения.
В летний период система отопления, хотя и не работает, но
должна быть заполнена водой (во избежание интенсивной корро-
зии труб изнутри).
Для слива воды из системы отопления необходимо открыть все
клапаны и краны, и вывернуть сливные пробки 38, 41, 53 (рис. 12.5).
297
Краны 17 и 19 открывать после опускания уровня воды ниже верх-
них разводящих труб.
Для полного слива воды из ручного насоса необходимо после
отворачивания пробок 53 прокачать насос.
Иногда в процессе эксплуатации требуется сливать не всю воду
из системы, а только из отдельных участков.
Для слива воды из обогревательных труб нужно закрыть клапаны
7, 8, 9, 35,37,39, 43, открыть кран 34 и вывернуть сливную пробку 41.
Для слива воды из котла необходимо закрыть клапаны 4, 7, 8, 9,
11, 36, 37, 43, вывернуть сливную пробку 38 м открыть краны 1 и 52.
Для слива воды из калорифера необходимо закрыть клапаны 4,
11, 30 и открыть пробку 51.
Перед ремонтом или при замене ручного насоса необходимо за-
крыть клапаны 12 и 71, а при ремонте электронасоса закрыть кла-
паны 30, 35, 36 и 39.
При техническом обслуживании нагревательных элементов,
чтобы не сливать воду из котла полностью, необходимо открыть
кран 52, который в остальное время должен быть закрыт, и закрыть
клапаны 4, 7, 8, 11, 36, 37, 43. Слив производить до окончания ис-
течения воды, наблюдаемое через воронку.
Неполный слив воды из котла можно производить в случае необ-
ходимости замены вышедшего из строя нагревательного элемента.
При отрицательныхтемпературах наружного воздуха слив воды
из системы отопления производить после слива воды из системы
водоснабжения при температуре воды в системе не ниже 60°С и при
температуре воздуха в вагоне не ниже плюс 12°С.
Для слива теплоносителя «Асол-К» из системы обогрева нако-
пительных баков предусмотрены: со стороны нетормозного кон-
ца вагона — сливная пробка 22 на обогревательных трубах нако-
пительного бака, со стороны тормозного конца вагона — сливная
пробка 21, кроме того, необходимо дополнительно слить теплоно-
ситель из фильтра 13.
12.4. Неисправности и ремонт систем отопления
При ТО-1 следует выполнять проверку уровня воды в системе
отопления водопроводным краном 1 (рис. 12.5) и при необходимо-
сти пополнить систему водой.
298
Один раз в три месяца необходимо очищать от грязи котел и гря-
зевики.
При ТО-2 необходимо проверять работу штоков вентилей и про-
бок кранов системы отопления. Перед началом зимних перевоз-
ок очищают нагревательные элементы котла, уплотнения кожуха
котла заменяют.
При подготовке к зимним перевозкам систему отопления про-
мывают в следующей последовательности:
— в систему, заполненную водой, добавить антинакипин для
растворения накипи, довести температуру в котле до 70—80°С и
при помощи электронасоса усилить циркуляцию воды в ветвях
отопления;
— после растворения накипи воду из системы слить и, не давая
накипи затвердеть, приступить к промывке ветвей сети отопления,
наполняя систему водой через наливную головку с последующим
сливом через сливные пробки и кран;
— котел для его очистки отключить вентилями от отопитель-
ных труб, открыть в нижней части промывочный люк и произве-
сти механическую очистку, а затем люк закрыть;
— котел промыть, наполняя его водой с последующим сливом
через сливную пробку.
У поршневого насоса необходимо проверить состояние сальни-
ковой набивки и при необходимости заменить.
Основные неисправности систем отопления, выявляемые при
производстве ТО-1 и ТО-2 сведены в таблицу 12.1.
Таблица 12.1
Неисправности систем отопления и их устранение
Наименование неисправности Порядок устранения
Течь во фланцевых соединениях котла, трубопроводов и соедине- ниях промывочных люков, в ре- зультате повреждения прокладки или ослабления затяжки болтовых соединений Сменить прокладку, подтянуть болтовые соединения
Появление течи воды или пара из конденсатоотвода котла из-за по- вреждения или ослабления затяж- ки уплотнительных прокладок на- гревательных элементов Сменить прокладку, подтянуть болтовые соединения
299
Продолжение табл. 12.1
Наименование неисправности Порядок устранения
Течь в резьбовых соединениях трубопроводов из-за разрушения материала подмотки, ослабления затяжки контргаек Износ стенок котла и баков более чем на одну треть от первоначаль- ной толщины из-за коррозии или пригорания металла Сменить подмотку, затянуть контргайки Заменить отдельные элементы котла или баков, вварить новые участки
Течь в сальниковых уплотнениях клапанов и в конусных пробках кранов в результате ослабления за- тяжки уплотнения или затяжки на- тяжной гайки, износа уплотнения Сменить набивку сальникового уплотнения, подтянуть натяж- ную гайку сальника клапана или конусной пробки крана, прите- реть пробку к конусному гнезду корпуса крана
Неравномерный прогрев или отсут- ствие прогрева отдельных участков системы отопления в результате неисправности или неправильного положения запорной арматуры или воздушной пробки Проверить исправность и пра- вильность открытия арматуры, удалить воздушные пробки, включив электронасос
Ручной насос не подает жидкость из-за подсасывания воздуха че- рез неплотности в соединениях, плохой притирки или засоренно- сти клапанов, износа цилиндра и поршневых колец, неправильной установки верхней крышки или прокладки Проверить соединения, затянуть гайки на шпильках или заменить прокладки. Разъединить полости корпуса насоса, осмотреть кла- паны, очистить от грязи и прите- реть клапаны Заменить насос Снять крышку, проверить, что- бы контуры уплотнительных по- верхностей крышки и корпуса со- впали с контуром прокладки
Не работает электронасос из-за неисправности автоматического выключателя Вышел из строя электродвигатель. Наличие течи между корпу- сом электронасоса и валом электро- двигателя Устранить неисправность или заменить выключатель Заменить электродвигатель. Электронасос разобрать, заме- нить манжету
Примечание: Во избежание выхода из строя узла уплотнения вала (ман-
жеты) не допускается включать электронасос без наличия в нем жидко-
сти или если приморожены крыльчатка или манжета насоса
300
Глава 13. ПОЛНОЕ КОНДИЦИОНИРОВАНИЕ
ВОЗДУХА В ПАССАЖИРСКИХ ВАГОНАХ
13.1. Требования по обеспечению климата
В СОВРЕМЕННЫХ ВАГОНАХ
Получить желаемый климат в пассажирском вагоне возможно
только с помощью совокупности разнообразных устройств: меха-
нической вентиляции, охлаждения или подогрева воздуха, элек-
трического или водяного отопления.
Установки полного кондиционирования воздуха включают все
вышеперечисленные устройства и позволяют поддерживать вну-
три вагона желаемый климат независимо от параметров наружно-
го воздуха.
Современные климатические установки должны обеспечить
следующие параметры воздуха в пассажирском вагоне:
— температура воздуха +22 ±2°С при температуре наружного
воздуха от —50 до +40°С;
— содержание пыли в воздухе не более 1—3 мг/м3;
— скорость движения воздуха летом — не более 0,25 м/сек, зи-
мой — 0,2 м/сек;
— - влажность воздуха 45± 15% при влажности наружного воздуха
от 30 до 100%.
В современных вагонах предусматривается возможность регу-
лирования температурных режимов в каждом купе по желанию
пассажира. В качестве холодильного агента используется экологи-
чески чистый и пожаробезопасный фреон R 318.
Пассажирские вагоны, купейные, рестораны и габарита РИЦ
постройки Германии оборудованы установками кондиционирова-
ния воздуха МАБ-П. Установка МАБ- II включает системы венти-
ляции, водяного и электрического отопления, охлаждения и авто-
матического управления.
Начиная в 1999г на вагонах производства АО ТВЗ и прошедших
капитально-восстановительный ремонт (КВР) на вагоноремонт-
ных заводах России и Украины устанавливаются климатические
установки следующих типов:
— УКВ ПВ производства АО «ЛАНТЕП», г. Москва;
— УКВ-31 производства ЗАО «Остров», г. Мытищи;
301
— КЖ-2 производства ООО «БСК», г. Пушкин, Ленинградс-
кая обл.
Данные климатические установки по питанию, габаритным
размерам и посадочным местам унифицированы и включают сле-
дующие составные блоки:
— кондиционер;
— электрокалорифер;
— водяной калорифер;
— управления;
— диагностики.
Вышеперечисленными установками в настоящее время обору-
дуются вагоны купейные, мягкие, некупейные и межобластные.
13.2. Холодильные установки МАБ-П
Пассажирские вагоны эксплуатационного парка постройки
Германии имеют индивидуальную систему электропитания от
подвагонного генератора и установку кондиционирования возду-
ха МАБ-П (рис.13.1), которая состоит из систем вентиляции, сме-
шанного отопления, охлаждения и управления.
Система вентиляции (рис.13.1) включает решетку забора наруж-
ного воздуха /, масляные фильтры 2, вентиляционный агрегат 3,
воздуховод с размещенными в нем воздухоохладителем 6, каплеу-
лавливателем 7, водяным калорифером 8, электрокалорифером 9.
Воздуховод расположен над всеми пассажирскими помещениями
и обеспечивает равномерное поступление воздуха в купе через ре-
гулируемые выпуски 70 типа «мультивент» и перфорированную (с
отверстиями) обшивку потолка 77.
Производительность системы вентиляции составляет
5000 м3/час воздуха летом (из них 1000 м3/час наружного воздуха) и
4000 м3/час зимой (из них 800 м3/час наружного воздуха). Холодо-
производительность установки - 27000 ккал/час
При работе системы вентиляции наружный воздух забирается
через решетку над входными боковыми дверями тамбура котло-
вого конца вагона, очищается двумя парами сетчатых фильтров и
подается вентилятором в нагнетательный воздуховод. В зависимо-
сти от температуры внутри и снаружи вагона подаваемый воздух
подогревается в водяном или электрокалорифере или охлаждается
302
6 7 8 9 10 11
303
в воздухоохладителе и далее по воздуховоду через выпуски посту-
пает в купе. Каплеулавливатель /служит для задержки влаги, со-
держащейся в воздухе. Он представляет собой набор вертикальных
пластин, на которых водяные капли задерживаются и скатывают-
ся в поддон.
Система отопления - комбинированная и электрическая.
Комбинированное отопление состоит из котла 23 (рис. 13.1), рас-
ширителя 24, трубопроводов, арматуры, батарей отопления 14,
циркуляционного насоса калорифера 22 и насоса в сети отопления
21, а также водяного калорифера 8. Вода в котле отопления может
нагреваться при сжигании твердого топлива и от высоковольтных
нагревательных элементов.
Циркуляция воды в калорифере обеспечивается циркуляци-
онным насосом 22, автоматически, в зависимости от температуры
воздуха в воздуховоде. Усиление циркуляции воды в трубах ото-
пления осуществляется насосом 21, включаемым по мере необхо-
димости.
Электрическое отопление выполняется электропечами 14
(рис. 13.1), установленными в купе и служебном отделении под сто-
ликами и в туалетных отделениях, а также электрокалорифером 9
мощностью 6 кВт.
Электроотопление в переходный период года является самосто-
ятельным, а зимой работает в дополнение к водяному. Электрока-
лорифер используют только в переходный период при неработаю-
щем водяном калорифере.
Холодильная установка МАБ-П (рис. 13.1) включает компрес-
сорный 15и конденсаторный /Рагрегаты, установленные под ваго-
ном, а также воздухоохладитель 6 с терморегулирующими 4 и со-
леноидными 5 вентилями и каплеотделителем 7, смонтированные
в воздуховоде.
Компрессор типа 5 с электродвигателем смонтирован на раме,
которая через резиновые амортизаторы опирается на раму ваго-
на. Компрессор сжимает пары холодильного агента (хладагента)
до необходимого давления. Компрессор поршневой, V-образный
с углом развала цилиндров 60°, четырехцилиндровый. Компрес-
сор имеет устройство для уменьшения холодопроизводительности
установки посредством отключения двух или трех цилиндров, а
также устройство для подогрева масла при запуске установке при
304
низких наружных температурах. Управление и контроль за рабо-
той компрессора выполняют реле давления 17 и электромагнит-
ные вентили 76(рис. 13.1).
Конденсатор 79(рис. 13.1) состоит из последовательно соединен-
ных ребристых оцинкованных труб. В конденсаторе газообразный
холодильный агент преобразуется в жидкий за счет отбора от него
тепла наружным воздухом, подаваемым вентилятором 20.
Ресивер 18 (рис. 13.1) смонтирован на раме конденсаторного
агрегата и служит для накопления жидкого хладагента, количе-
ство которого контролируют по двум смотровым стеклам — указа-
телям наибольшего и наименьшего уровня.
Испаритель-воздухоохладитель изготовлен, как и конденса-
тор, из ребристых оцинкованных труб. В испаритель холодильный
агент поступает после терморегулирующего вентиля, в зависимо-
сти от параметров холодильного агента на выходе из испарителя.
В качестве холодильного агента в установке МАБ-П исполь-
зуется фреон 12 (R12), который имеет низкую температуру кипе-
ния. Фреон 12 при атмосферном давлении кипит при температу-
ре —29,8°С. При кипении он поглощает значительное количество
тепла из окружающего его воздуха. Температура кипения жидкого
хладагента может быть повышена или понижена в зависимости от
величины давления в испарителе. С повышением давления повы-
шается и температура кипения и наоборот. Фреон газообразный
и жидкий не имеет цвета и запаха. Для человека газообразный
фреон-12 безвреден, но в жидком виде, попадая на кожу, вызыва-
ет ожоги. Фреон не горит, но в присутствии открытого огня выде-
ляет ядовитые вещества. Пары фреона, попадая в зону открытого
пламени, в присутствии красной меди, изменяет его цвет. На этом
свойстве основано обнаружение утечек фреона с использованием
галоидных ламп. При незначительных утечках пламя окрашивает-
ся в зеленый цвет, при больших — в синий.
Фреон обладает очень высокой текучестью. В любом состоянии
он проникает через малейшие поры металла и неплотности соеди-
нений трубопроводов холодильной машины. Утечка фреона — одна
из самых распространенных неисправностей холодильной уста-
новки. При выполнении работ по техническому обслуживанию
следует обеспечить максимальную герметичность всех соедине-
ний. Фреон хорошо растворяется в масле, поэтому оно циркулиру-
305
ет вместе с хладагентом по всей системе, смазывая трущиеся узлы
компрессора и способствуя созданию уплотнений в соединениях.
Утечку фреона можно обнаружить по наличию масляных пятен на
деталях холодильной установки.
Рассмотрим принцип действия холодильной установки, ис-
пользуя принципиальную схему, изображенную на рис. 13.2.
Пары хладагента через вентиль 8 закачиваются в компрессоре
6 и после сжатия подаются в конденсатор 11. Вентилятор 12, ра-
ботающий от двигателя постоянного тока 13 обдувает оребренные
трубки конденсатора воздухом. В конденсаторе пары хладагента
превращаются в жидкость, стекающую в ресивер 14. Затем жид-
кий хладагент очищается в фильтроосушителе 5 и через соленоид-
ный вентиль 4, терморегулирующий вентиль 2 и распределитель-
ную головку 3 поступает в испаритель 1, где происходит кипение
хладагента с интенсивным поглощением теплоты и охлаждением
воздуха подаваемого по воздуховоду в купе. Испаритель имеет две
секции, одну из которых, для снижения холодопроизводительно-
сти установки, можно отключать вентилем 4.
Электродвигатель /вращает компрессор 6 через упругую муфту 10.
Магнитные клапаны 20 служат для изменения холодопроизво-
дительности, посредством воздействия на клапаны компрессора.
Реле максимального давления 19, манометры 22, 23 и 24, оборудо-
ванные ручными запорными клапанами 21, обеспечивают кон-
троль и управление работой компрессора. Заполнение компрессо-
ра маслом происходит через вентиль 9. Техническое обслуживание
холодильной установки выполняют с использованием запорных
вентилей 15, 16, 17, 18.
Работой холодильной установки МАБ-П управляют приборы
автоматики в зависимости от температуры воздуха. В воздуховоде,
на пути приточного воздуха и в вагоне между четвертым и пятым
купе, установлены термостаты, отрегулированные на определен-
ные температуры.
Включение систем отопления или охлаждения происходит в
зависимости от положения режимного переключателя на пульте
управления в служебном купе.
Положение «отопление переходное» обеспечивает работу элек-
трических печей и электрокалорифера, который автоматически
включается при температуре нагнетаемого воздуха менее 18°С и
306
Рис. 13.2. Принципиальная схема установки МАБ-П
отключается при температуре 22°С. Такое положение используют
в осенне-весенний период при неработающей системе комбиниро-
ванного отопления.
В положении «Отопление основное» работает водяное комби-
нированное отопление и электропечи.
Положение «Отопление дежурное» предусмотрено в период на-
хождения вагона на путях отстоя. Комбинированное отопление
обеспечивает температуру в вагоне 8°С.
В положении «Охлаждение» обеспечивается работа холодиль-
ной установки в ручном или автоматическом режиме.
Включение вентиляционной установки в пути следования про-
исходит автоматически, при температуре в воздуховоде более 16°С,
независимо от положения выключателя климатической установки.
Для контроля исправности холодильной установки следует не
реже двух раз в день проверять показатели манометров на панели
управления служебного купе.
307
13.3. Установка кондиционирования воздуха УКВ ПВ
В настоящее время пассажирские вагоны новой постройки и
после капитально-восстановительного ремонта оборудуются под-
крышевыми моноблочными установками кондиционирования
воздуха с использованием экологически безопасного хладагента.
Климатическая установка (КУ) с помощью микропроцессорного
устройства при температуре наружного воздуха до —40°С при ра-
боте системы отопления и вентиляции поддерживает температуру
воздуха в пассажирских помещениях вагона в пределах 20—24°С, а
летом при работе кондиционера — 22—26°С.
Начиная с 1999 г. климатические установки имеют технические
характеристики, приведенные в таблице 13.1.
В установках УКВ ПК используется хладагент RC-318 или его
аналоги.
АО «ЛАНТЕП» ранее поставлял УКВ ПВ с высокооборотным
турбокомпрессором Л ТТК2, а в настоящее время этим предприяти-
ем освоен выпуск УКВ с низкооборотным спиральным компрессо-
ром. Практика эксплуатации вагонов показывает, что климатиче-
ские установки с низкооборотными компрессорами обеспечивают
заданный температурный режим в любое время года.
Общий вид климатической установки представлен на рис. 13.3.
Климатическая установка состоит из двух отделений: конденсатор-
ного и испарительного. В конденсаторном отделении расположены
компрессор 1, осевой вентилятор 3 и конденсаторы 4. В испаритель-
ном отделении находится воздухообрабатывающее оборудование:
воздухоохладители 5, водяные воздухонагреватели 6, фильтрую-
щие ячейки 7 и электрические воздухонагреватели 8. Все агрегаты
установки смонтированы на раме 9, которая закрывается щитами
из оцинкованной жести с наклеенной на них с внутренней стороны
звуко- и теплоизоляцией.
Климатическая установка размещается в подкрышевом про-
странстве со стороны рабочего тамбура и крепится к балкам карка-
са кузова при помощи монтажных кронштейнов и болтов с упру-
гими амортизаторами.
Гидравлическая схема установки УКВ ПК приведена на рис. 13.4
Схема холодильного цикла представляет собой замкнутую герме-
тичную систему, заполненную озонобезопасным хладоном RC318.
Масло в холодильном цикле отсутствует.
308
Таблица 13.1
Технические характеристики климатических установок
Наименование параметра Величина
Холодопроизводительность, кВт 28
Масса хладона, кг 16
Мощность, потребляемая в номинальном режиме ра- боты: — двигателем компрессора, не более, кВт — двигателем вентилятора конденсатора, кВт — двигателем приточного вентилятора, кВт 15 2,2 1,5
Теплопроизводительность водяного калорифера, кВт 20
Электрокалориферы: — напряжение питания, В — родтока — теплопроизводительность, кВт ПО постоянный 6
Масса УКВ ПВ, кг 760
Габаритные размеры, мм 2360/690/1700
Работа холодильного цикла УКВ ПВ осуществляется следую-
щим образом.
Сжатые компрессором пары хладона подаются в конденсаторы,
где конденсируются за счет отвода теплоты конденсации возду-
хом, продуваемым вентилятором конденсатора. Из конденсаторов
жидкий хладон последовательно поступает во вспомогательный и
основной теплообменники и далее через терморегулирующий вен-
тиль основного потока — испаритель. Небольшая часть жидкого
хладона после конденсатора поступает в контур вспомогательного
потока для охлаждения электродвигателя турбокомпрессора, а за-
тем поступает на сжатие во вторую ступень турбокомпрессора. В
испарителе жидкий хладон кипит за счет подвода теплоты испа-
рения от охлаждаемого воздуха и превращается в пар. Пары хла-
дона из испарителя подогреваются в основном теплообменнике,
охлаждая жидкий хладон прямого потока, и поступают на сжатие
в первую ступень турбокомпрессора. Далее холодильный цикл по-
вторяется.
309
4
Рис. 13.3. Общий вид климатической установки
Обработка воздуха.
Рециркуляционный воздух (возвратный воздух из вагона) с
каждой боковой стороны УКВ ПВ смешивается в камерах смеше-
ния с необходимым для воздухообмена количеством свежего воз-
духа, поступающего через воздушные заслонки.
Воздух после камер смешения пропускается через фильтры, где
очищается от частиц пыли и подается в испарители.
Далее воздух перед подачей в вагон охлаждается в испарителях
(летний режим) или подогревается электрокалориферами (пере-
ходной режим) или водяными калориферами (зимний режим),
после чего нагнетается вентилятором испарителей в воздуховод и
распределяется по купе и вспомогательным помещениям вагона.
Параметры воздуха, подаваемого в вагон, контролируются прибо-
рами автоматического регулирования УКВ и системы электропи-
тания вагона.
Турбокомпрессор типа ЛТ ТК-2 предназначен для сжатия паров
хладона до давления конденсации и подачи в нагнетательный тру-
310
Рециркуляционный
воздух
Рис. 13.4. Схема пневмогидравлическая УКВ ПВ:
1 — вентилятор испарителя; 2 — теплообменник основной; 3, 4— испари-
тель; 5 — водяной калорифер; 6, 7 — электрокалорифер; 8, 9 — воздушная
заслонка; 10, 11 — фильтр; 12, 13 — конденсатор; 14 — вентилятор конден-
сатора; 15 — теплообменник вспомогательный; 16 — компрессор; 17— тер-
морегулирующий вентиль; 18— клапан; 19— мановакуумметр
бопровод. Турбокомпрессор центробежного типа сжимает хладон в
двух ступенях сжатия, включенных последовательно. Ступень сжа-
тия включает в себя входной патрубок, рабочее колесо, диффузор,
сборную камеру (улитку). Сжимаемый пар подводится к входному
патрубку компрессора и затем поступает в каналы, образованные
лопатками быстро вращающегося рабочего колеса. Под действием
311
центрабежной силы пар отбрасывается к периферии рабочего ко-
леса. При движении в колесе повышается давление и увеличива-
ется скорость движения пара. Производительность компрессора
регулируется изменением частоты вращения рабочих колес.
Испаритель предназначен для охлаждения приточного воздуха.
Охлаждение осуществляется оребренными змеевиками, в которых
испаряется хладон. Испаритель представляет собой ребристую ба-
тарею с общей теплопередаюшей поверхностью 50 м2. Змеевик ис-
парителя сделан из луженых медных трубок с насаженными на них
ребрами из алюминия. Ребра закреплены на трубках с помощью
дорнирования — протяжки шарика. Расположение трубок в возду-
хоохладителе — шахматное.
Воздушный конденсатор предназначен для конденсации пред-
варительно сжатого хладона в компрессоре. Конденсатор сделан
по тому же принципу, что и испаритель. Его поверхность теплопе-
редачи равна 67 м2 и рассчитана на передачу в окружающую среду
21 кВт тепла.
Вентилятор испарителя центробежного типа, с двухсторонним
подводом воздуха и электродвигателем мощностью 1,5 кВт обеспе-
чивает подачу приточного воздуха в вагон в режимах охлаждения,
вентиляции и отопления в количестве 4000+500 м2/ч. Направление
вращения вентилятора — по часовой стрелке со стороны вала.
Вентилятор конденсаторов осевого типа предназначен для созда-
ния потока воздуха, необходимого для охлаждения конденсаторов
— снятия теплоты конденсации хладона. Направление вращения
вентилятора — по часовой стрелке со стороны рабочего колеса. Рабо-
чее колесо вентилятора насажено на вал электродвигателя. Электро-
двигатель вентилятора мощностью 2,2 кВт устанавливается на крон-
штейнах, которые имеют отверстия под болты крепления к раме.
Теплообменник основной предназначен для перегрева паров хла-
дона, отсасываемых из испарителя в компрессор, и переохлажде-
ния жидкого хладона перед ТРВ. Теплообменник вспомогатель-
ный предназначен для предварительного охлаждения хладагента,
поступающего из конденсатора. Теплообменники конструктивно
выполнены одинаково — внутри стального корпуса расположен
змеевик из оребренных медных труб, по которым протекает жид-
кий хладагент и отдает свое тепло парообразному хладону обрат-
ного потока в межтрубном пространстве.
312
Заслонка воздушная предназначена для регулирования подачи
свежего наружного воздуха, подаваемого в вагон. Заслонки могут
быть открыты автоматикой управления УКВ ПВ в четырех фикси-
рованных положениях, изменяя количество подаваемого воздуха.
Фильтр воздушный предназначен для очистки смеси наружного
и рециркуляционного воздуха, поступающего в камеру смешения.
В качестве фильтрующего элемента используется полотно нетка-
ное клееное объемное фильтровальное или его заменитель.
Эффективность очистки воздуха двухслойным фильтром — 95%.
К приборам автоматического регулирования, защиты и контроля,
входящим в состав УКВ ПВ, относятся терморегулирующие вен-
тили и датчики-реле температуры.
Терморегулирующий вентиль предназначен для автоматиче-
ского регулирования расхода жидкого хладона, поступающего в
змеевики испарителя, и обеспечения полного его испарения с под-
держанием постоянного перегрева паров хладона.
Настройка вентиля на правильный перегрев производится за-
водом-изготовителем УКВ ПВ. Перенастройка терморегулирую-
щего вентиля запрещена.
Термочувствительный патрон вентиля устанавливается на тру-
бопроводе выхода паров из испарителя. Там же подключается ка-
пиллярная трубка уравнительной линии.
Датчики-реле температуры предназначены для защиты элек-
трокалориферов от перегрева, отрегулированы на максимальную
температуру поверхности калорифера 90°С±2% и выдают сигнал о
перегреве в схему управления УКВ ПВ.
В УКВ ПВ установлены 2 мановакуумметра, которые показы-
вают давление паров хладона на линиях всасывания и нагнетания
компрессора.
13.4. Техническое обслуживание установок УКВ ПВ
Ремонт установок кондиционирования воздуха моноблочного
типа выполняют специализированные предприятия, осуществля-
ющие сервисное обслуживание, а в период гарантийного срока —
завод-изготовитель. Опыт эксплуатации климатическихустановок
показал их высокую надежность. В среднем за один год гарантий-
ной эксплуатации на два вагона приходится один вызов предста-
1 1 Быков
313
вителей предприятия - изготовителя для устранения неисправно-
стей. При этом в четырех случаях из пяти неисправными являются
электронные модули статического преобразователя, питающего
климатические установки от генератора, аккумуляторной батареи
или внешней сети напряжения 380 В.
В период эксплуатации техническое обслуживание климатиче-
ских установок выполняют осмотрщики вагонов по холодильному
оборудованию и поездная бригада. Надежная работа климатиче-
ской установки возможна при точном выполнении требований за-
вода-изготовителя к техническому обслуживанию УКВ ПВ.
Для УКВ ПВ предусмотрены следующие виды и сроки техни-
ческого обслуживания:
— предрейсовое техническое обслуживание; .г и ;
— полумесячное техническое обслуживание; ..
— месячное техническое обслуживание;
— предсезонное техническое обслуживание;
— ежегодное техническое обслуживание.
Перечень выполняемых работ при техническом обслуживании
УКВ ПВ приведен в таблице 13.2
Таблица 13.2
Техническое обслуживание УКВ ПВ
Наименование работы Виды технического обслуживания
предрей- совое полуме- сячное ежеме- сячное предсе- зонное ежегодное
Проверка работоспособности вен- тилятора испарителей + + + + +
Проверка наличия хладона в конту- ре холодильного цикла УКВ ПВ + + + + +
Замена воздушных фильтров — + + + +
Снятие зимней крышки с защитной решетки на крыше вагона на выхо- де вентилятора конденсаторов УКВ ПВ — — — + март —
314
Окончание таблица 13.2
Наименование работы Виды технического обслуживания
предрей- совое полуме- сячное ежеме- сячное предсе- зонное ежегодное
Установка зимней крышки на за- щитную решетку на крыше вагона на выходе вентилятора конденсато- ров УКВ ПВ — — — + октябрь —
Контроль резьбовых и фланцевых соединений — — + +
Очистка теплообменных аппаратов — — — + март —
Работоспособность вентилятора испарителя определяется по
наличию приточного воздуха в купе вагона при его пробном вклю-
чении.
Наличие хладона в контуре определяется сличением показаний
манометров с таблицей 13.3 в зависимости от температуры воздуха
окружающей среды или в тамбуре вагона. Допускается отклонение
показаний манометра от табличных значений до 10%.
При отклонении показаний манометров более чем на 10% необ-
ходимо произвести проверку количество хладона в УКВ ПВ и при
необходимости провести дозаправку.
Проверка количества хладона производится путем слива хладо-
на из УКВ ПВ в мерный сосуд и последующим взвешиванием.
Замена воздушных фильтров производится из запасного комплек-
та. Фильтрующие блоки вынимаются из держателей. При проведении
работ по замене фильтров необходимо убедиться в плотности посад-
ки фильтрующих блоков в соответствующие гнезда УКВ ПВ.
Металлические корпуса фильтрующих блоков очищаются от
загрязнения, после чего производится замена фильтрующего ма-
териала. Восстановленные фильтры откладываются в запасной
комплект. При отсутствии нового фильтрующего материала до-
пускается использование старого после мойки и просушки. Филь-
трующий материал можно использовать для повторного использо-
вания не более двух раз.
315
Давление хладагента
Таблица 13.3
Параметры хладона RC 318 в состоянии насыщения
Давление избыточное, кг/см2 Температура, °C
7,00 55
5,58 50
4,74 45
3,99 40
3,31 35
2,70 30
2,16 25
1,68 20
1,23 15
0,879 10
При эксплуатации вагона в условиях интенсивного загрязнения
фильтров (тополиный пух и т.п.) рекомендуется проводить данную
работу еженедельно.
В зимнее время допускается проводить замену фильтров еже-
месячно.
Снятие и установка защитной зимней крышки производит-
ся согласно инструкции по техническому обслуживанию вагона.
Работа УКВ в режиме кондиционирования при неснятой защит-
ной зимней крышке на выходе вентилятора конденсатора УКВ ПВ
запрещена.
Контроль резьбовых и фланцевых уплотнений холодильного кон-
тура конденсаторного отделения следует производить каждые полго-
да во время предсезонной подготовки. Работы проводятся через люк
конденсаторного отделения. Работа заключается в проверке герме-
тичности соединений холодильного контура обмыливанием или га-
лоидным течеискателем (ГТИ-6), подтяжкой резьбовых и фланцевых
соединений (при необходимости) с последующей проверкой герме-
тичности. Во время проведения данной работы производится очист-
ка конденсаторного отделения с применением пылесоса.
Работы внутри конденсаторного отделения необходимо прово-
дить осторожно, не допуская смятия мягких ребер конденсатора и
повреждений трубопроводов и оборудования.
Перед очисткой испарителя следует снять воздушные фильтры.
Очистка испарителя производится сжатым воздухом и неметалли-
316
ческой щеткой. Очистка конденсатора производится моющим рас-
твором (стиральный порошок, растворенное мыло и другие мою-
щие средства, не вызывающие химическую коррозию материалов
конденсатора) и щеткой с последующей промывкой водой и про-
сушкой сжатым воздухом. После очистки конденсатора необходи-
мо произвести очистку конденсаторного отделения.
Работы по техническому обслуживанию производятся с помо-
щью универсального инструмента, специального инструмента не
требуется.
Основные неисправности УКВ ПВ, вероятная причина отказа и
методы их устранения приведены в таблице 13.4.
Таблица 13.4
Неисправности климатических установок
№ Неисправность Вероятная причина Метод устранения
1 Режим вентиляции
1.1 Отсутствует вен- тиляция в вагоне Вентилятор испари- теля исправен, но не пускается. Не работает вентиля- тор испарителя Проверить наличие входного напряжения питания согласно схеме электрических соеди- нений. Отремонтировать вен- тилятор испарителя
2 Режим кондиционирования
2.1 Слишком высокое давление конден- сации (более 8 кг/см2) Сильное загрязнение поверхности конден- саторов Очистить конденса- торы продувкой их сжатым воздухом через технологический люк кондиционера
2.2 Недостаточное количество воз- духа подаваемого в вагон Вентилятор испари- теля работает не на полную производи- тельность. Сильное загрязнение воздушных фильтров Отремонтировать вен- тилятор испарителя. Заменить воздушные фильтры
317
Окончание табл. 13.4
№ Неисправность Вероятная причина Метод устранения
2.3 Недостаточная холодопроизводи- тельность Недостаток хладона в холодильном цикле. Неисправен вентиль терморегулирующий Устранить причину утечки хладона и про- извести дозаправку Заменить неисправ- ный вентиль
2.4 Показания обоих манометров прак- тически одинаковы Неисправность ком- прессора. Неправильное враще- ние ротора компрес- сора Заменить компрессор. Проверить правиль- ность подключения и при необходимости изменить подключе- ние
3 Режим подогрева
3.1 Воздух, подава- емый в вагон, не достаточно подо- гревается Не работают элек- трокалориферы Отремонтировать электрокалориферы
1 3.5. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ УСТАНОВОК
КОНДИЦИОНИРОВАНИЯ ВОЗДУХА МАБ-Н
При ТО-1 на пунктах формирования и оборота пассажирских по-
ездов холодильное оборудование установок МАБ-П следует очи-
стить и осмотреть снаружи и внутри вагона.
При осмотре оборудования снаружи вагона обращают внимание
на неисправность крепления болтовых соединений компрессорно-
го 1 (рис. 13.5) и конденсаторного 2 агрегатов, наличие исправных
предохранительных устройств и на отсутствие вмятин в деталях хо-
лодильной установки. Во время очистки оборудования проверяют
утечку хладагента галоидной лампы ЛГ—7, обращая внимание на
фланцевые соединения 7, 8 отдельных узлов холодильной машины
и резьбовые соединения трубопроводов. Признаками утечек хла-
дагента являются наличие масляных пятен на деталях установки, а
также изменение цвета пламени галоидной лампы. В последнее вре-
318
мя проверку герметичности соединений производят электронными
течеискателями. Места обнаружения утечек помечают мелом, а после
устранения — повторно проверяют галоидной лампой или течеиска-
телем. Уровень хладагента в ресивере 6 должен быть не ниже нижней
кромки нижнего смотрового стекла. Заправку хладагентом выпол-
няют через угловой заправочный вентиль рессивера 5 (рис. 13.5).
Наиболее часто утечки хладагента встречаются в сальниковых
уплотнениях компрессоров и в местах соединения трубопроводов
подключения отдельных узлов. При обнаружении утечек повреж-
денный участок холодильной установки отключают вентилями.
Например, чтобы отключить участок, где установлены фильтры-
осушители 4 (рис. 13.5), достаточно перекрыть вентили 3 и 5.
Уровень масла контролируют по показаниям смотрового стекла
компрессора. Уровень масла должен быть в пределах смотрового
стекла.
Дозаправка масла компрессора установки МАБ-П производит-
ся путем его засасывания через маслозаправочный штуцер картера
компрессора после предварительного вакууммирования картера с
помощью вакуум-насоса. Для полной заправки компрессора типа
Vтребуется около 4 л масла ХФ-12-18.
Первая плановая перезаправка масла производится после
100 часов работы холодильного оборудования, так как в этот период
происходит приработка деталей и масло содержит много продук-
тов износа. На вагоне контролируют отсутствие утечек хладагента
в приборах управления работой испарителя и местах присоедине-
ния контрольно-измерительной аппаратуры. Внутри вагона обо-
рудование осматривают с вскрытием смотрового люка испарителя.
Если в поддоне испарителя имеется вода, сливную трубу необхо-
димо прочистить. ,
Рис. 13.5. Компрессорно-конденсаторный агрегат
319
Исправное состояние холодильной установки следует прове-
рить в автоматическом режиме работы по показаниям приборов,
установленных в служебном купе (рис. 13.6):
2 — манометр высокого давления;
3 — манометр низкого давления;
4 — манометр давления масла;
5—датчик реле давления.
Ручные вентили 1 должны быть открыты только на период про-
верки показаний приборов. При исправном состоянии холодиль-
ной установки МБА-П показания приборов должны находиться в
пределах:
— температура испарения,°C 0-9
— давление всасывания, МПа (кгс/см2) 0,25—0,319
(2,5-3,19)
— температура конденсации, °C 30—55
— превышение температуры конденсации над
температурой наружного воздуха, °C 15
— давление нагнетания, МПа (кгс/см2) 0,66—1,51
(6,6-15,1)
— давление масла за вычетом давления 0,08—0,13
всасывания, МПа (кгс/см2) (0,8-1,3)
— температура воздуха внутри вагона, °C 23—25
320
Неисправности компрессора выявляют по наличию шумов и
стуков. Температура картера компрессора должна быть не более
60—70°С.
Наличие влаги в хладагенте выявляют по обмерзанию терморе-
гулирующего вентиля. В этом случае производят осушку системы
с использованием технологического фильтра-осушителя.
В пути следования поезда состояние холодильного оборудова-
ния проверяют осмотром снаружи и внутри вагона по показаниям
приборов управления (рис. 13.6) и по температурным режимам в
вагоне. В случае обнаружения неисправностей, угрожающих безо-
пасности движения поездов или создающих угрозу выхода из строя
оборудования, поездная бригада и работники ПТО принимают ре-
шения по устранению повреждений.
Работу холодильного оборудования проверяют два раза в сут-
ки с записью показаний манометров в рейсовом листе поездного
электромеханика.
Холодильные установки за 30 минут до посадки пассажиров
включают на первую ступень работы, а после отправления поезда
устанавливают на автоматический режим работы.
В случае повреждений системы автоматического управления
режимный переключатель переводят на одну из позиций ручного
управления в зависимости от температуры снаружи и внутри ваго-
на. При этом следует выдерживать зависимость наружной и вну-
тренней температуры в соответствии с таблицей 13.5
Таблица 13.5
Зависимость температуры внутри вагона
от температуры наружного воздуха
Температура наружного воздуха, °C Температура воздуха в вагоне °C, соз- даваемая установкой МАБ-П
26 20-22 4
От 26 до 30 21-23 5
От 30 до 35 22-24 6
Свыше 23-25 7
Примечание. В знаменателе указано положение переключателя
режимов работы установки.
321
При ТО-2 в весенний период года холодильные машины при-
водят в рабочее состояние и проверяют на работоспособность по
требованиям ТО-1.
При ТО-2 в осенний период года у холодильных машин откачи-
вают хладагент в рессивер до остаточного давления в трубопрово-
дах и аппаратах (0,02-0,03) МПа (0,2-0,3) атм.
При ТО-3 выполняют все виды работ технического обслужи-
вания ТО-2, кроме того, очищают сжатым воздухом при давлении
2-3 атм. наружные поверхности испарителя, конденсатора и дру-
гого оборудования.
Глава 14. ВОПРОСЫ ОХРАНЫ ТРУДА
14.1. Общие положения
Работы по техническому обслуживанию пассажирских вагонов
должны проводиться в строгом соответствии с требованиями Пра-
вил технической эксплуатации железных дорог России, правил и
инструкций по технике безопасности, производственной санита-
рии и противопожарной безопасности, инструкциями по технике
безопасности по каждой профессии.
К ремонтным работам допускаются работники, прошедшие ме-
дицинское освидетельствование, обучение безопасным методам
работы и проверенные в знаниях Правил и инструкций по техни-
ке безопасности и производственной санитарии по профессиям,
«Правил по технике безопасности и промсанитарии при ремон-
те и осмотре вагонов в депо и на пунктах технического осмотра.
ЦВ-2125», «Инструкцией по обеспечению пожарной безопасности
в вагонах пассажирских поездов. ЦВ/ЦУО № 4290» и другими до-
кументами.
Выполнение требований охраны труда является служебной обя-
занностью осмотрщиков вагонов, а их нарушение влечет за собой,
в зависимости от последствий, дисциплинарную или уголовную
ответственность.
К работе по техническому обслуживанию вагонов допускаются
лица не моложе 18 лет, прошедшие предварительный при посту-
322
плении на работу, а в дальнейшем периодически! медицинский
осмотр; вводный и целевой инструктаж, инструктаж на рабочем
месте, обучение, стажировку и проверку знаний. В процессе рабо-
ты работники должны проходить повторный, не р;же одного раза
в три месяца, и внеплановый инструктажи.
Работники, связанные с техническим обслужитанием и ремон-
том вагонов должны:
14.1.1. Знать действие на человека опасных и врещых производ-
ственных факторов, возникающих во время работ.
14.1.2. Знать правила оказания первой (доврачебной) помощи.
14.1.3. Содержать в исправном состоянии инструмент, приспо-
собления, инвентарь, средства индивидуальной зациты (СИЗ).
14.1.4. Внимательно следить за сигналами и распоряжениями
руководителя работ и оператора ПТО и выполнятьих команды.
14.1.5. Выполнять требования запрещающих, гредупреждаю-
щих, указательных и предписывающих знаков, нащисей и сигна-
лов, Подаваемых водителями транспортных средстз и машиниста-
ми кранов.
14.1.6. Обращать внимание на движущиеся по смежным путям
вагоны и локомотивы при проходе вдоль пути.
В случае нахождения во время движения состаюв на междупу-
тье необходимо быть внимательным к негабаритном грузам, оста-
новиться и дожидаться прохода (остановки) состаш и лишь после
этого снова продолжить движение.
14.1.7. Переходить пути разрешается только подпрямым углом,
не наступая на головки рельс, обходя стрелочные переводы, пред-
варительно убедившись в отсутствии движущегос! по путям под-
вижного состава. При переходе путей для осмотра i ремонта ваго-
нов в плохую погоду (туман, снегопад, метель, долдь и т.д.), когда
видимость световых и звуковых сигналов значитшьно снижена,
необходимо остановиться в средней части междупутья и убедиться
в отсутствии движущегося поезда.
Пути следует переходить после проследования юдвижного со-
става.
14.1.8. Помнить о сооружениях и устройствах, которые распо-
лагаются на междупутьях, о которые можно гравироваться при
проходе по станционным путям, особенно в ночюе время. Под-
лезать под автосцепку, перелезать через автосцепку, подлезать под
не огражденный состав запрещается.
323
14.1.9. Переходить путь, занятый подвижным составом, только
через переходные площадки.
14.1.10. Обходить стоящие на путях группы вагонов или локо-
мотивов на расстоянии не менее 5 м от автосцепки. Между расце-
пленными вагонами расстояние не менее 10 м и проходить следует
по середине разрыва.
14.1.11. Предварительно убедиться в отсутствии движущегося по
пути подвижного состава, выходя из помещения обогрева, а так-
же из-за стрелочных постов и других зданий, закрывающих обзор
пути.
Выходя из служебных помещений в ночное время, необходимо
выждать, пока глаза привыкнут к темноте и установится нормаль-
ная видимость окружающих предметов.
14.1.12. Транспортировать запасные части, материалы и другие
грузы через пути необходимо по поперечным настилам.
14.1.13. Транспортировать вдоль подвижного состава по между-
путью запасные части и материалы транспортными средствами,
оборудованными для передвижения по узкой колее или дорожкам
с твердым покрытием. При этом крупногабаритные детали долж-
ны быть устойчиво уложены и не выступать за габариты транс-
портного средства. При транспортировке запасных частей из депо
или кладовых на стеллажи, установленные на междупутьях, груз
необходимо укладывать на середину платформы или специально
предназначенные для этой цели площадки и подклинивать его для
предупреждения сдвига.
Спецодежда должна быть всегда отремонтирована и содержать-
ся в чистоте.
Запрещается:
— переходить или перебегать пути перед движущимся подвиж-
ным составом (локомотивом, мотовозом, дрезиной и т.п.);
— становиться или садиться на рельс;
— садиться на подножки вагонов или локомотивов и сходить с
них во время движения;
— находиться на междупутье между поездами при безостано-
вочном их следовании по смежным путям;
— переходить стрелки, оборудованные электрической центра-
лизацией, в местах расположения остряков и поперечных скрепле-
ний стрелочных переводов;
324
— ремонтировать электроинструмент, токопроводящие кабели,
штепсельные соединения;
— касаться вращающихся частей электроинструмента.
При подъеме и перемещении тяжестей вручную, руководство-
ваться нормами, указанными в действующей нормативной доку-
ментации.
Осмотрщики и слесари, обслуживающие самоходные ремонт-
ные установки и работающие с другими механизмами с электри-
ческим приводом, должны иметь квалификационную группу по
электробезопасности не ниже второй.
На электрифицированных участках железных дорог запреща-
ется:
— выполнять ремонтные работы, приближаясь самим или с по-
мощью применяемых приспособлений к находящимся под напря-
жением и не огражденным проводам или частям контактной сети
на расстояние менее 2 метров;
— дотрагиваться к оборванным проводам контактной сети не-
зависимо от того, касаются они земли или заземленных конструк-
ций или нет;
— касаться посторонних предметов (отрезки проволоки, вере-
вок и др.), находящихся на проводах контактной сети.
Осмотрщики, слесари, обнаружившие обрыв проводов или дру-
гих элементов контактной сети, а также посторонние предметы,
свисающие с них, обязаны немедленно сообщить об этом через опе-
ратора дежурному по станции, оградить это место любыми подруч-
ными средствами и до прибытия работников контактной сети сле-
дить за тем, чтобы никто не приближался к оборванным проводам
на расстояние менее 8 метров.
Если оборванные провода или другие элементы контактной
сети выходят за пределы габарита приближения строений и могут
быть задеты при проходе поезда, опасное место необходимо огра-
дить переносными сигналами согласно Инструкции по сигнали-
зации на железных дорогах РФ.
При обнаружении посторонних предметов на проводах или
других элементах контактной сети осмотрщик, слесарь обязаны
поступить также, как и при обнаружении обрыва проводов кон-
тактной сети.
На подвижном составе, находящемся на путях, до отключения и за-
325
земления проводов контактной сети, расположенных над этими путя-
ми и получения распоряжения руководителя работ запрещается:
— подниматься на крышу вагона, находится на ней и выполнять
какие-либо работы;
— прикасаться к оборудованию электроподвижного состава.
Осмотрщик, принимающий поезд сходу, должен находиться на
специально оборудованном рабочем месте (островок безопасно-
сти).
На рабочем месте должна поддерживаться постоянная чисто-
та и порядок, а также выполняться требования Правил пожарной
безопасности на ж.д. транспорте.
Осмотрщики должны правильно укладывать вагонные дета-
ли, запчасти и материалы на стеллажи, расположенные на между-
путьях, в отделениях и производственных участках, обеспечивая
свободные проходы.
Осмотрщики должны знать порядок ограждения составов и от-
дельных групп вагонов.
При отсутствии централизованного ограждения составов или
отдельных групп вагонов переносные сигналы ограждения уста-
навливают на оси пути на расстоянии 50 м от крайних вагонов (на
сквозных путях с обеих сторон, на тупиковых со стороны стрелоч-
ного перевода). Если расстояние от вагона до предельного столби-
ка менее 50 м, переносной сигнал ограждения с этой стороны уста-
навливают на оси пути против предельного столбика.
При техническом обслуживании вагонов в поездах, от которых
локомотив не отцепляется, их ограждают, как с головного вагона,
так и с хвостового вагона в установленном порядке. При этом осмот-
рщик устно предупреждает машиниста локомотива о начале осмо-
тра и, убедившись в безопасности ведения работ по осмотру вагонов,
приступает к работе.
Перед техническим обслуживанием поезда, от которого локо-
мотив отцеплен, но находится на данном пути, сигнал ограждения
устанавливают на свободном участке пути между локомотивом и
головным вагоном и уведомляют об этом машиниста локомотива.
При наличии устройств централизованного ограждения дежур-
ный по станции ограждает состав порядком, установленным ин-
струкцией по ограждению, разработанной применительно к мест-
ным условиям.
326
Об окончании технического обслуживания состава каждая ре-
монтно-смотровая группа сообщает дежурной по станции. Полу-
чив сообщение от последней группы, дежурный по станции объ-
являет по двусторонней парковой связи о снятии ограждения.
Переносные гидравлические домкраты перед работой должны
быть проверены на работоспособность и устанавливаться в стро-
го вертикальном положении на прочные прокладки. На опорную
поверхность головки домкрата должна быть положена перед подъ-
емкой вагона деревянная прокладка из твердых пород дерева тол-
щиной 15-20 мм.
При техническом обслуживании вагонов в темное время суток
осмотрщики должны пользоваться аккумуляторными фонарями.
При определении температуры букс рукой, соблюдать осторож-
ность во избежание травм.
Осмотрщик-ремонтник имеет право выполнять только входя-
щую в круг служебных обязанностей или порученную начальни-
ком ПТО, мастером и старшим осмотрщиком работу. Перед нача-
лом работы осмотрщики должны пройти целевой инструктаж.
Перед началом работы старший группы обязан проверить чис-
ленный состав рабочих в прикрепленной к нему группе, наличие и
исправность у них инструмента, измерительных приборов, шабло-
нов, сигнальных принадлежностей и спецодежды, а также наличие
на стеллажах запасных частей и материалов и в случае необходи-
мости принять меры к их пополнению.
Запрещается движение поезда с раскрытой в рабочее положение
лестницей для влезания на крышу. В закрытом положении лестни-
ца должна быть опломбирована.
Запрещается движение поезда с опущенными откидными сту-
пенями подножек тамбура тормозного конца вагона (с поднятыми
фартуками подножек).
Осмотрщики вагонов обязаны без задержек сообщать своему не-
посредственному руководителю о всех замеченных нарушениях.
14.2. Требования техники безопасности
ПЕРЕД НАЧАЛОМ РАБОТЫ
Осмотрщики перед началом работы должны надеть полагаю-
щуюся им спецодежду, сигнальные жилеты и привести их в соот-
ветствующий порядок:
327
— застегнуть на пуговицы обшлага рукавов;
— заправить свободные концы одежды так, чтобы она не свисала.
Не допускается носить спецодежду расстегнутой и с подверну-
тыми рукавами.
При производстве работ и нахождении на путях, ношение сиг-
нальных жилетов обязательно.
Перед началом работы осмотршик-ремонтник и слесарь обяза-
ны проверить наличие и исправность инструмента, измеритель-
ных приборов, шаблонов, а также наличие на стеллажах запасных
частей и материалов и в случае необходимости принять меры к их
пополнению.
Неисправный инструмент, измерительные приборы, шаблоны
должны быть заменены на исправные.
В случае необходимости работы с приставной лестницей необ-
ходимо проверить:
— срок очередного испытания лестницы (на лестнице должен
быть инвентарный номер и указана дата следующего испытания);
— наличие на нижних концах лестницы оковки с острыми на-
конечниками (при работе на грунте), а при использовании лестни-
цы на гладкой поверхности (бетон, металл и т.д.) на нижних концах
лестницы должны быть башмаки из резины, стяжки и вставные сту-
пени.
14.3. Требования безопасности во время работы
14.3.1. Требования безопасности при подъеме
и опускании вагонов
Поднимать и опускать вагоны домкратами разрешается только
под руководством мастера или бригадира.
Перед подъемом вагона на опорную поверхность домкрата не-
обходимо положить прокладку из твердых пород дерева толщиной
15-20 мм.
Перед подъемом и опусканием вагона необходимо убедиться в
отсутствии людей в вагоне и под ним.
Работы необходимо производить синхронно всеми домкратами.
Работники, управляющие домкратами и руководящие работой, не
должны оставлять рабочие места.
Перед подъемкой вагонов все тормозные тяги должны быть
разъединены.
328
При подъемке одного конца вагона все колесные пары тележки
с противоположной стороны вагона должны быть подклинены с
двух сторон. Подъемка пассажирского вагона с людьми возможна
только одновременно четырьмя домкратами. Кузов вагона должен
подниматься строго в горизонтальной плоскости. В течение вре-
мени производства работ по подъемке вагона, подкатка и выкатка
тележек, выход пассажиров из вагона и вход в него запрещен.
14.3.2. Требования безопасности
при ремонте тормозного оборудования
Перед ремонтом рычажной тормозной передачи вагона, воздух
из тормозной магистрали и воздушного резервуара должен быть
выпущен.
При смене воздухораспределителей, выпускных клапанов, дета-
лей тормозного оборудования, запасных резервуаров, подводящих
трубок к воздухораспределителю, перед вскрытием тормозных ци-
линдров и регулировкой рычажной передачи, воздухораспредели-
тель должен быть выключен, а воздух из запасного и двухкамерно-
го резервуаров выпущен.
При замене стоп-крана, разобщительного крана, концевого кра-
на и подводящей трубки от магистрали до разобщительного крана
необходимо разобщить тормозную магистраль с источником пита-
ния. Замену производить при отсутствии давления в магистрали.
При регулировке рычажной передачи для совмещения отвер-
стий в головках тяг и рычагах необходимо пользоваться бородком
и молотком.
Контролировать совпадение отверстий пальцами не допускается.
При продувке магистрали во избежание удара соединительным
рукавом, необходимо использовать кронштейн для подвески ру-
кава или придерживать его рукой возле соединительной головки.
Кран следует открывать плавно.
При ремонте тормозного оборудования под вагоном запреща-
ется находиться у головки штока поршня тормозного цилиндра со
стороны выхода штока и прикасаться к головке штока.
Запрещается обстукивание резервуаров рабочей камеры и воз-
духораспределителя при их очистке сжатым воздухом, а также от-
вертывать заглушки тормозных приборов и резервуаров, находя-
щихся под давлением. .
329
При опробовании автотормозов запрещается производить ра-
боты по ремонту ходовых частей, рамы, тормозного оборудования
вагонов.
14.3.3. Требования безопасности
при ремонте автосцепных устройств
Перед удалением двух последних (расположенных по диагона-
ли) гаек с болтов поддерживающей планки для снятия с вагона по-
глощающего аппарата и тягового хомута под планку должен быть
подставлен подъемник. Установка на вагон и снятие поглощающе-
го аппарата должна выполняться с использованием специального
пресса.
Установку замка с предохранителем при сборке автосцепки произ-
водить нажатием на нижнее плечо собачки бородком или стержнем.
При сборке и разборке автосцепки не класть детали механизма на
корпус автосцепки.
14.3.4. Требования безопасности
при ремонте ходовых частей
Подкатка и выкатка тележек из-под вагона производится под ру-
ководством мастера или бригадира. Расстояние между тележкой и
выступающими частями рамы и другого оборудования поднятого
вагона должно обеспечить свободную подкатку и выкатку тележек.
Транспортировка тележек должна быть механизирована. При
подкатке и выкатке тележек не допускается находится на тележке
и на пути её перемещения, а также размещать детали вагонов в не-
посредственной близости от перемещаемой тележки.
После установки тележек на путях следует подклинить колёс-
ные пары с обеих сторон. Работы по разборке, сборке и переме-
щению деталей тележек должны выполняться с помощью стен-
дов-кантователей, грузоподъемных механизмов или специального
оборудования. Оборудование перед началом работы должно быть
осмотрено. При этом обращают особое внимание на исправность
захватов, зажимов и предохранительных устройств.
14.3.5. Требования безопасности
при производстве сварочных работ
Подготовка деталей к сварочным и газосварочным работам.
330
При разделке трещин, удалении шлаковых включений, подго-
товке под сварку инструментом, а также при производстве поверх-
ностного наклепа сварных швов и околошовной зоны необходимо
соблюдать требования Правил техники безопасности и производ-
ственной санитарии при холодной обработке металлов.
Электрический ручной инструмент (электродрели, шлифоваль-
ные машинки и т.п.) должен питаться напряжением не выше 36 В.
Пневматические молотки должны быть снабжены приспосо-
блениями, не допускающими вылета бойка.
Зубило должно быть длиной не менее 130 мм, а оттянутая часть
зубила — 60-70 мм.
При работе зубилом, крейцмейселем и другим инструментом
рабочий должен пользоваться защитными очками.
Ударный инструмент (зубила, крейцмейсели, бородки и т.п.) не
должен иметь трещин, заусенцев и наклёпа. Слесарные молотки и
кувалды должны иметь выпуклую, без трещин и наклёпа поверх-
ность бойка и должны быть надежно укреплены на ручках путём
расклинивания металлическими заершёнными клиньями.
Для защиты глаз и лица от излучения сварочной дуги сварщик
должен пользоваться исправным шлемом-маской или щитком со
светофильтрами различной прозрачности в зависимости от величи-
ны сварочного тока. Светофильтр Э-1 применяется при сварочном
токе 30-75 А, Э-2 — при токе 75-200 А, Э-3 — при токе 200—400 А и Э-4
при токе свыше 400 А. Для предохранении тела от ожогов каплями
расплавленного металла или воздействия лучей сварочной дуги руки
сварщика должны быть защищены брезентовыми рукавицами, а сам
сваршик должен быть одет в костюм с огнестойкой пропиткой.
Для предупреждения воздействия лучей дуги на других рабо-
чих, места выполнения сварки должны быть осаждены перенос-
ными ширмами, щитками, которые окрашиваются в светлые цвета
(серый, голубой, желтый) с добавлением в краску окиси цинка с
целью уменьшения отражения ультрафиолетовых лучей дуги.
При всех видах сварки плавлением наиболее опасным видом
травматизма является поражение электрическим током.
Корпуса и кожуха сварочных машин, а также шкафы и аппарат-
ные ящики сварочного оборудования должны быть заземлены, а все
электросварочные установки с источниками переменного и посто-
янного тока оснащены устройствами автоматического отключения
331
напряжения холостого хода или ограничения его в соответствии с
требованиями Правил технической эксплуатации электроустано-
вок потребителей и Правил техники безопасности при эксплуата-
ции электроустановок потребителей.
Сварочные провода должны иметь исправную изоляцию. Ру-
коятку электрододержателя нужно изготовлять из изолирующего
огнестойкого материала.
В ненастную погоду сварочные работы должны производиться
под навесами или прикрытиями, обеспечивающими безопасность
работ.
Рабочий сварочный провод, подводящий ток от источников пи-
тания к электрододержателю так же, как и обратный, должны быть,
заизолирован и не иметь скруток. Электросварщик и лицо, работа-
ющее с ним, должны быть проинструктированы о вредном действии
сварочной дуги на глаза и кожу.
При появлении боли в глазах у лиц, выполнивших сварку или
присутствующих при ее выполнении, необходимо немедленно об-
ратиться к врачу.
Производство сварочных работ на изделиях, находящихся под
давлением, запрещается.
Во всех случаях и повреждения сварочного оборудования необ-
ходимо немедленно выключить ток и заявить бригадиру (мастеру,
начальнику ПТО, электромонтеру) о повреждении.
Очистку сварного шва от шлака сварщик должен производить в
защитных очках.
Минимальное расстояние от свежеокрашенных вагонов при
производстве сварочных работ должно быть не менее 5 м.
При работе внутри какого-либо металлического резервуара в це-
лях обеспечения изоляции тела от соприкосновения со стенками
сварщик должен пользоваться сухой обувью и сухими брезентовыми
рукавицами, а также иметь диэлектрический резиновый коврик.
При выполнении газосварочных работ необходимо соблюдать
все правила Техники безопасности, предусмотренные действую-
щими Правилами безопасности в газовом хозяйстве, Правилами
техники безопасности и производственной санитарии при произ-
водстве ацетилена, кислорода и газопламенной обработке метал-
ла, а также Правилами устройства и безопасной эксплуатации со-
судов, работающих под давлением.
332
При эксплуатации кислородных баллонов необходимо соблю-
дать следующие требования:
1. транспортировку кислородных баллонов производить на
специальных тележках или переноской на носилках; переноска
баллонов на руках или плечах не допускается;
2. перевозка баллонов разрешается только с навинченными
предохранительными колпаками;
3. при погрузке и выгрузке баллонов запрещается бросать их,
ударять друг о друга и сгружать баллоны колпаками вниз;
4. укреплять баллон на сварочном посту необходимо при помо-
щи хомутов или цепей, прикрепленных к приспособлению. На сва-
рочном посту не следует иметь более двух заполненных баллонов;
5. на постах баллоны должны быть расположены на расстоянии
не менее 5 м от горелки, резака, и других источников тепла;
6. при производстве сварочных работ под открытым небом бал-
лоны должны находиться в наклонном положении, чтобы вентиль
был выше башмака;
7. в летнее время баллоны для предохранения от нагревания
солнечными лучами должны быть накрыты брезентом;
8. каждый баллон, поставленный на место работы, должен быть
осмотрен и закреплен, после чего разрешается снять колпак рукой
или при помощи ключа, при этом ударять по нему категорически
запрещается.
14.3.6. Меры безопасности
при обслуживании санитарно-технического оборудования
Все операции, связанные с управлением режимами работы са-
нитарно-технических систем, выполнять только с помощью входя-
щих в комплект и исправных инструментов — маховиков, ключей,
рукояток и др. Размер отверстий маховиков и зева ключей долж-
ны соответствовать размерам квадратов на шпинделях вентилей и
пробках кранов.
Не разрешается прилагать больших усилий при пользовании
запорной арматурой путем применения дополнительных рычагов,
удлинителей и пользоваться ударами.
При выполнении различных работ за потолком вагона необ-
ходимо пользоваться инвентарной лестницей, убедиться в исправ-
ности предохранительных и запорных устройств открываемых лю-
333
ков и обеспечить достаточную освещенность в зоне выполнения
работы.
Для предотвращения ожога горячей водой воздушные краны
системы отопления открывать плавно и пользоваться шлангом
или емкостью, исключающими разбрызгивание. Воздушные и во-
допробные краны системы водоснабжения также открывать и за-
крывать плавно.
В зоне производства работ не должно быть посторонних пред-
метов. Близко расположенные створки шкафов, люков, полок и
диванов должны быть зафиксированы в необходимом положении.
Инвентарь и инструмент должны храниться в специально пред-
усмотренных местах и не загромождаться посторонними предме-
тами.
Запрещается применять для растопки водогрейного котла.
Плиты и кипятильника легковоспламеняемые жидкости — бен-
зин, керосин и др.
Запрещается мыть котел и оборудование котельного помеще-
ния при наличии высокого напряжения (3000 В) на элементах.
После проведения исп ытаний водой на плотность, обм ывки котел ь-
ного отделения, а также после отстоя необходимо предварительно
до подачи напряжения затопить котел углем для просушки.
Перед включением электрических нагревателей котла или рас-
топкой котла твердым топливом необходимо убедиться в наличии
воды в котле и системе.
Запрещается растопка котла и водогрейной плиты при неис-
правных запорных устройствах их топок.
При сливе воды из систем отопления и водоснабжения не до-
пускается слив на пол вагона. Под сливные устройства необходимо
поставить ведро, лоток, совок или использовать шланг.
14.3.7. Меры безопасности при техническом обслуживании
электрооборудования вагонов
Лица, допущенные к обслуживанию и ремонту электроустано-
вок, должны быть обучены практическим приемам освобождения
пострадавшего человека от тока, приемам искусственного дыхания,
правилам оказания первой помощи и правилам тушения пожара в
электрических установках и иметь удостоверение на право работы на
высоковольтных и низковольтных установках.
334
Все работы, связанные с устранением неисправностей в электро-
схемах, должны выполняться при отключенном напряжении и по-
сле принятия мер по исключению его случайного подключения.
Работы, связанные с устранением неполадок в электрической
схеме охладителя питьевой воды, должны выполняться электри-
ками не ниже четвертого разряда.
Ремонтные работы, связанные с холодильной схемой, должны
выполняться механиком холодильного оборудования.
Внешний осмотр и проверку вращения электронасоса системы
отопления, насоса установки водяного пожаротушения и вентиля-
тора производить при отключенном электропитании, обеспечив
невозможность их случайного подключения.
При устранении течи воды в кипятильнике необходимо предва-
рительно отключать электропитание кипятильника и ближайших
потребителей.
«Во избежание ложных срабатываний пожарных извещателей,
расположенных над пультом управления в служебном отделении,
и установки пожаротушения пульта запрещается в служебном от-
делении и купе проводников курить и пользоваться открытым ог-
нем без отключения установки пожаротушения пульта.
При выкатке тележек с аккумуляторами из бокса и обслуживании
аккумуляторной батареи необходимо использовать диэлектрические
перчатки, т.к. для исключения ускоренного саморазряда аккумуля-
торной батареи выкатные тележки с аккумуляторами в штатном ре-
жиме электрически изолированы от корпуса бокса и кузова вагона.
Не допускается эксплуатация аккумуляторной батареи с уров-
нем электролита в аккумуляторах над пластинами менее 5 мм.
Запрещается проводить заряд батареи в период отстоя с закрытой
крышкой на каждом аккумуляторном боксе (одна крышка на каж-
дом боксе должна быть открыта) и закрывать крышки аккумулятор-
ных боксов ранее, чем через два часа после окончания заряда.
Не допускается движение и эксплуатация вагона с открытыми
крышками подвагонных ящиков и коробок.
14.3.8. Меры безопасности при обслуживании водоохладителей,
установок кондиционирования воздуха МАБ-11
Во время осмотра и ремонта холодильного оборудования и осо-
бенно внутренних частей компрессора и аппаратов нельзя пользо-
335
ваться для освещения открытым пламенем, так как под действием
огня хладон-12 выделяет ядовитые вещества. Разрешается при-
менять переносные электрические лампы напряжением не выше
12 В или электрические аккумуляторные фонари. Нельзя удалять
иней с испарителя подогревом открытым пламенем, а также поль-
зоваться при удалении инея металлическими предметами, кото-
рыми можно повредить аппарат и вызвать утечку хладагента.
При эксплуатации холодильных установок следует обращать
особое внимание на исправность манометров и автоматических
приборов регулирования (реле давления, предохранительного
клапана и др.). Нельзя эксплуатировать холодильные установки,
если на манометрах нет пломб, истек срок их проверки или на их
шкале не нанесена красная черта предельно допускаемого рабоче-
го давления. При повышении давления более допустимого по па-
спорту, установка немедленно должна быть выключена.
Испытательные стенды и контрольно-измерительные приборы,
применяемые при ремонте холодильного оборудования, должны
быть снабжены паспортами и инструкциями по их использованию
и содержаться в исправности. Не разрешается эксплуатировать ре-
зервуары, работающие под давлением, если истек срок их освиде-
тельствования.
Запрещается эксплуатировать холодильное оборудование (ком-
прессоры, вентилятор конденсатора и др.) при снятых или неисправ-
ных устройствах, ограждающих приводные ремни, движущиеся и
вращающиеся части. Нельзя крепить соединения трубопроводов и
аппаратов и затягивать болты компрессора во время работы уста-
новки, а также оставлять запорные вентили компрессора и других
аппаратов со снятыми колпачками. Запрещается проверять нагрев
внутренних подшипников на ходу, т.е. при работающем двигателе.
Работники, ремонтирующие и обслуживающие холодильное
оборудование, должны работать в специальной, хорошо защища-
ющей тело одежде и защитных очках, так как попадание жидкого
хладагента на открытые, незащищенные участки тела может вы-
звать их обморожение, а глаза- повредить.
При использовании метилового (древесного) спирта (например,
для заливки системы в целях ее осушки или для протирки пред-
полагаемых мест утечки хладагента) необходимо помнить, что
это — сильнодействующий яд.
336
14.3.9. Меры безопасности при техническом обслуживании установок
кондиционирования воздуха УКВ ПВ
В УКВ ПВ используется хладон RC 318. Хладон RC 318 — бесцвет-
ный газ, который не имеет запаха, биологически инертен, не горит
и в смеси с воздухом не воспламеняется, тяжелее воздуха. В отличие
от применяемых в настоящее время хладонов (R12, R22, R134 и т.д.)
в хладоне R318 ядовитый фосген отсутствует. Температура кипения
жидкого хладона при нормальных условиях -6°С. Попадание жид-
кого хладона на кожу обмораживания не вызывает.
В установке предусмотрены болты заземления. Максимальное
значение сопротивления между частями заземленных аппаратов,
которые могут оказаться под напряжением более 42 В и болтами
заземления — 0,01 Ом.
Минимально допустимое сопротивление изоляции между лю-
быми проводами, а также между проводами и корпусом при нор-
мальных климатических условиях не менее 30 Мом, при повышен-
ной влажности и температуре — не менее 1 Мом.
В статоре турбокомпрессора установлен терморезистор для воз-
можности проведения контроля температуры обмотки статора.
Система электропитания и управления обеспечивает: защиту
электрокалориферов от перегрева и сохранение отключенного со-
стояния до деблокировки; защиту от одновременной работы холо-
дильной установки и электронагревателей; защиту от одновремен-
ной работы УКВ ПВ в любом режиме без вентилятора испарителя;
защиту от возможности работы компрессора без вентилятора кон-
денсатора; отключение УКВ ПВ при обрыве или нарушении фа-
зировки питающего напряжения компрессора и вентиляторов; за-
щиту электрооборудования УКВ ПВ от коротких замыканий.
К техническому обслуживанию УКВ ПВ допускаются лица,
прошедшие специальную подготовку по техническому обслужи-
ванию холодильного оборудования.
При техническом обслуживании УКВ ПВ запрещается:
— пользование неисправными инструментами и принадлежно-
стями;
— устранять неисправности электрооборудования, находяще-
гося под напряжением;
— производить работы по устранению негерметичностей в УКВ
ПВ, заполненной хладагентом, с помощью пайки или сварки.
337
14.4. Требования безопасности по окончании работы
И ЛИЧНАЯ ГИГИЕНА
По окончании работы осмотрщики должны вернуться в полном
составе в отведенные места под руководством старшего в группе,
привести в порядок рабочее место, сложить инструмент, инвентарь
и приспособления в специально предназначенные для них места.
Снять спецодежду или другие средства защиты и убрать в шкаф
гардеробной. (При необходимости сдать спецодежду в химчистку).
После работы или в случаях загрязнения частей тела принять
душ с теплой водой и мылом. В случаях же загрязнения только рук
обязательно мыть их водой с мылом.
Все средства измерения и оборудование после окончания рабо-
ты должны быть очищены от грязи и осмотрены на предмет их ис-
правности.
Обо всех неисправностях и недостатках, замеченных во время
работы и о принятых мерах к их устранению, необходимо доло-
жить старшему осмотрщику, мастеру или начальнику ПТО.
Для питья следует использовать ежедневно сменяемую остужен-
ную кипяченую воду, которая должна находиться в бачках фонтан-
ного типа. В отдельных случаях по согласованию с санитарно-эпи-
демиологической станцией допускается пользоваться некипяченой
водой.
Перед едой необходимо тщательно вымыть руки теплой водой
с мылом.
Нельзя хранить и принимать пищу на рабочих местах. Прини-
мать пищу можно только в столовой или в специально оборудован-
ном для этого помещении.
Все рабочие должны уметь оказывать первую медицинскую по-
мощь пострадавшим, а также знать, где находятся средства меди-
цинской помощи, аптечка или сумка с необходимыми перевязоч-
ными материалами.
Ответственным за безопасность труда и производственную са-
нитарию на ПТО по обслуживанию вагонов являются начальник
ПТО и главный инженер вагонного депо.
Ответственным за выполнение работниками Правил техники
безопасности и требований технологического процесса являются
начальник, мастер ПТО, ПОТ, КП по техническому обслуживанию
338
вагонов, а в сменах — старшие осмотрщики вагонов, которые обяза-
ны лично и своевременно инструктировать работников по технике
безопасности и показывать им безопасные приемы работы. Руково-
дители ПТО, ПОТ, КП обеспечивают:
— устранение причин, порождающих производственный трав-
матизм;
— исправное содержание механического и электрического обо-
рудования, подъемных механизмов и приспособлений;
— выдачу работникам защитных средств, спецодежды и спецо-
буви, исправного инструмента;
— испытания в срок подъемных механизмов и приспособлений;
— правильную расстановку рабочей силы и выполнение работ в
соответствии с установленным технологическим процессом;
— своевременное и правильное ограждение путей, на которых
производится обслуживание и ремонт вагонов, исправное состо-
яние сигналов;
— своевременное испытание работников в знании инструкции
по ТБ и производственной санитарии, ПТЭ, инструкций по сигна-
лизации и движению поездов, должностной инструкции.
339
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Авдовский А.А. Организация железнодорожных пассажирских
перевозок. — М.: Академия, 2004
2. Быков Б.В., Писарев В.Е. Технология ремонта вагонов. — М.: Жел-
дориздат, 2001
3. Вагоны пассажирские и грузовые колеи 1520 мм. Отраслевой ка-
талог. — М.: Желдориздат, 2004
4. Инструкция осмотрщика вагонов ЦВ-ЦЛ-408. — М.: Транспорт,
1997
5. Инструкция по осмотру, освидетельствованию, ремонту и фор-
мированию вагонных колесных пар ЦВ/3429
6. Инструкция указания по эксплуатации и ремонту вагонных букс
с роликовыми подшипниками 3-ЦВРК
7. Инструкция по ремонту и обслуживанию автосцепного устрой-
ства подвижного состава железных дорог. ЦВ-ВНИИЖТ-494
8. Коломийченко В. В. Техническое обслуживание и ремонт автосцеп-
ного устройства подвижного состава железных дорог. — М.: Трансин-
фо, 2004
9. Инструкция по техническому обслуживанию оборудования №
104 ПКБ ЦВ М.: Транспорт, 1986
10. Инструкция по техническому обслуживанию РД 32 ЦП-026-91
М.:ПКБЦВ 1994
11. Пастухов И.Ф. Конструкция вагонов. — М.: Желдориздат, 2000
12. Руководство по эксплуатации: Окна алюминопластовые для
пассажирских вагонов. — М.: ПФ «КМТ», 1999
13. Руководство по эксплуатации: Комплект «Экатол-ВАК». — М.:
НПП»Циркон-сервис», 2002
14. Руководство по эксплуатации: Вагон пассажирских купейный
штабной. Модель 61-4186 Тверь ОАО ТВЗ, 2000
15. Руководство по эксплуатации: Установка кондиционирования
воздуха пассажирских вагонов. — М.: АО «Лантеп», 1998
16. Техническое описание и инструкция по эксплуатации: Вагон
пассажирский некупейный. Модель 61-4177. — Тверь: АООТ «Твер-
ской вагоностроительный завод», 1996
17. Техническое описание и инструкция по эксплуатации: Ва-
гон пассажирский открытого типа с креслами для сидения модели
61-828. - Тверь: ТВЗ, 1992
18. Типовая инструкция по охране труда ТОЙ Р32-ЦВ-460-97. —
М.: МПС, 1997
19. Типовой технологический процесс подготовки и экипировки
пассажирских вагонов в рейс ТК-140. — М.: МПС, 1986
340
СОДЕРЖАНИЕ
ВВЕДЕНИЕ............................................. 3
Глава 1. Общие сведения о пассажирских вагонах....... 5
1.1. Назначение и классификация пассажи рских вагонов. 5
•Я 1.2. Части вагона, их назначение.................. 8
1.3. Разновидности планировки пассажирских вагонов.... 10
1.4. Технические характеристики пассажирских вагонов.
Знаки и надписи на вагонах.......................... 15
1.5. Состояние и перспективы развития пассажирского
вагоностроения в России............................. 20
Глава 2. Организация технического обслуживания пасса-
жирских вагонов .................................... 22
2.1. Виды и сроки технического обслуживания и ремонта
пассажирских вагонов ............................... 22
.2.2. Пассажирские технические станции............ 25
2.3. Сооружения и устройства для подготовки пасса-
жирских поездов..................................... 28
2.4. Техническое обслуживание вагонов в пункте форми-
рования ............................................ 34
2.5. Техническое обслуживание пассажирских поездов
на промежуточных станциях........................... 38
2.6. Контроль технического состояния пассажирского
вагона с пролазкой ................................. 40
2.7. Техническое обслуживание пассажирского поезда
на пути следования. Действия в аварийных и нестандарт-
ных ситуациях ...................................... 42
2.8. Организация труда работников ПТО. Обязанности
осмотрщиков вагонов и слесарей по ремонту подвижного
состава............................................. 47
2.9. Характеристика работ слесарей по ремонту подвиж-
ного состава, осмотрщиков и осмотрщиков-ремонтников
вагонов............................................. 53
Глава 3. Колесные пары.............................. 56
3.1. Назначение, типы колесных пар, и их основные размеры 56
3.2. Конструкция осей............................ 58
3.3. Конструкция колес........................... 60
3.4. Формирование колесных пар................... 63
3.5. Осмотр и освидетельствование колесных пар.. 65
341
3.6. Средства измерения для колесных пар........ 66
3.7. Неисправности колесных пар, с которыми пассажирс-
кие вагоны не допускаются в эксплуатацию.......... 70
3.8. Передовые методы выявления неисправностей колес-
ных пар........................................... 75
3.9. Порядок замены колесных пар на вагоне...... 76
Глава 4. Буксовый узел............................ 80
4.1. Назначение и типы букс..................... 80
4.2. Роликовые подшипники. Смазка............... 83
4.3. Демонтаж и монтаж букс с цилиндрическими подшип-
никами ........................................... 86
4.4. Буксы с коническими подшипниками кассетного типа 90
4.6. Внешние признаки неисправностей роликовых букс . 96
4.7. Порядок проверки роликовых букс в эксплуатации .... 100
4.8. Особенности контроля букс с коническими подшип-
никами .......................................... 102
4.9. Опыт работы передовых осмотрщиков вагонов по
выявлению неисправностей букс.................... 103
4.10. Промежуточная ревизия роликовых букс при ТО-3... 109
Глава 5. Рессорное подвешивание.................. 112
5.1. Назначение и состав рессорного подвешивания. 112
5.2. Пружины................................... 113
5.3. Рессоры .................................. 115
5.4. Фрикционные гасители колебаний............ 116
5.5. Гидравлические гасители................... 117
5.6. Неисправности и техническое обслуживание рессор-
ного подвешивания................................ 120
5.7. Порядок работ при замене неисправных элементов рес-
сорного подвешивания............................. 121
5.8. Неисправности гидравлических гасителей.... 123
5.9. Ревизия гидравлических гасителей.......... 126
Глава 6. Тележки вагонов......................... 126
6.1. Назначение и классификация тележек........ 126
6.2. Тележка КВЗ-ЦНИИ-1........................ 128
6.3. Тележка К ВЗ-ЦНИИ-П и тележка для вагонов габари-
та 03-ВМ (РИЦ)................................... 134
6.4. Тележка ТВЗ-ЦНИИ-М........................ 136
6.5. Тележки для вагонов нового поколения...... 141
6.6. Требования к пассажирским тележкам в эксплуатации 147
6.7. Проверка и регулировка тележек............ 151
342
Глава 7. Приводы подвагонных генераторов............ 154
7.1. Назначение и типы приводов подвагонных генераторов 154
7.2. Плоскоременный привод........................ 157
7.3 Текстропно- редукторно-карданный привод (ТРКП).. 157
7.4. Текстропно- карданный привод ТК-2............ 161
7.5. Редукторно-карданные приводы (РКП) от средней
части оси........................................... 165
7.6. Привод генератора EU К-160-1 М............... 166
7.7. Привод генератора ВБА-32/2. Редуктор Р-380... 169
7.8. Техническое обслуживание приводов генераторов. 171
7.9. Ревизия приводов ТК-2 и ТРК.................. 176
7.10. Ревизия редукторно-карданных приводов от средней
части оси........................................... 182
Глава 8. Автосцепное устройство..................... 186
8.1. Назначение и состав автосцепного устройства... 186
8.2. Конструкция автосцепки СА-3.................. 188
8.3. Сборка и разборка автосцепок............... 191
8.4. Взаимодействие деталей механизма автосцепки.. 192
8.5. Перспективная автосцепка для пассажирских вагонов 195
8.6. Расцепной привод и центрирующий механизм...... 197
8.7. Детали, передающие нагрузки от автосцепки на раму 200
8.8. Переходные площадки и буфера............... 205
8.9. Неисправности автосцепного устройства в эксплуатации 207
8.10. Проверка автосцепок в эксплуатации.......... 209
8.11. Методика контроля положения автосцепки....... 213
8.12. Внешние признаки выявления неисправностей авто-
сцепного устройства................................. 214
8.13. Наружный осмотр автосцепного устройства...... 219
8.14. Проверка автосцеп ки при наружном осмотре.... 221
Глава 9. Кузова пассажирских вагонов................ 225
9.1. Конструкция кузовов и рам.................... 225
9.2. Изоляция и внутреннее оборудование........... 230
9.3. Двери и окна................................. 239
9.4. Техническое обслуживание кузовов и внутреннего обо-
рудования........................................... 244
9.5. Неисправности и ремонт внутреннего оборудования . 245
Глава 10. Система водоснабжения и санитарно-техническое
оборудование........................................ 249
10.1. Назначение, состав и работа системы водоснабжения 249
10.2. Система водоснабжения некупированного вагона ТВЗ 250
343
10.3. Система водоснабжения купейного вагона ТВЗ. 255
• 10.4. Кипятильник комбинированного действия....... 259
10.5. Водоохладитель............................ 260
10.6. Туалетные отделения....................... 261
10.7. Экологически чистые туалетные системы..... 263
10.8. Техническое обслуживание систем водоснабжения.. 265
Глава 11. Система вентиляции....................... 275
11.1. Назначение и виды вентиляции в пассажирских
вагонах............................................ 275
11.2. Механическая вентиляция................... 276
11.3. Техническое обслуживание систем вентиляции. 281
11.4. Наладка системы вентиляции................ 286
Глава 12. Система отопления........................ 288
12.1. Устройство и работа системы отопления некупейного
вагона ТВЗ модели 61-4177.......................... 288
12.2. Система отопления купейного вагона ТВЗ моде-
ли 61-4186......................................... 294
12.3. Порядок работы системы отопления.......... 296
12.4. Неисправности и ремонт систем отопления.... 298
Глава 13. Полное кондиционирование воздуха в пассажир-
ских вагонах....................................... 301
13.1. Требования по обеспечению климата в современных
вагонах............................................ 301
13.2. Холодильные установки МАБ-П .............. 302
13.3. Установка кондиционирования воздуха УКВ ПВ. 308
13.4. Техническое обслуживание установок УКВ ПВ.. 313
13.5. Техническое обслуживание установок кондициониро-
вания воздуха МАБ-П................................ 318
Глава 14. Вопросы охраны труда..................... 322
14.1. Общие положения........................... 322
14.2. Требования техники безопасности перед началом
работы 327
14.3. Требования безопасности во время работы... 328
14.4. Требования безопасности по окончании работы
и личная гигиена................................... 338
Список использованной литературы................ 340