/



























Текст
* ^'
\
-^.
**
"V
> ^1
X --
икш
Пролетарии всех стран,
соединяйтесь]
ТЕХНИКА-
МОЛОДЕЖИ
ежемесячный популярный
производственно- \
технический и научный
журнал цк влксм
20-й год издания
№ 7 ИЮЛЬ 1952
ВЫПОЛНЕНИЕ -т-твг--^^Ю5А
НОРМ -^^ЗШ^— "
^ПРОЦЕНТАХ)
'.45
СН№НИЕ
брака
(в процЕНтдх)
±
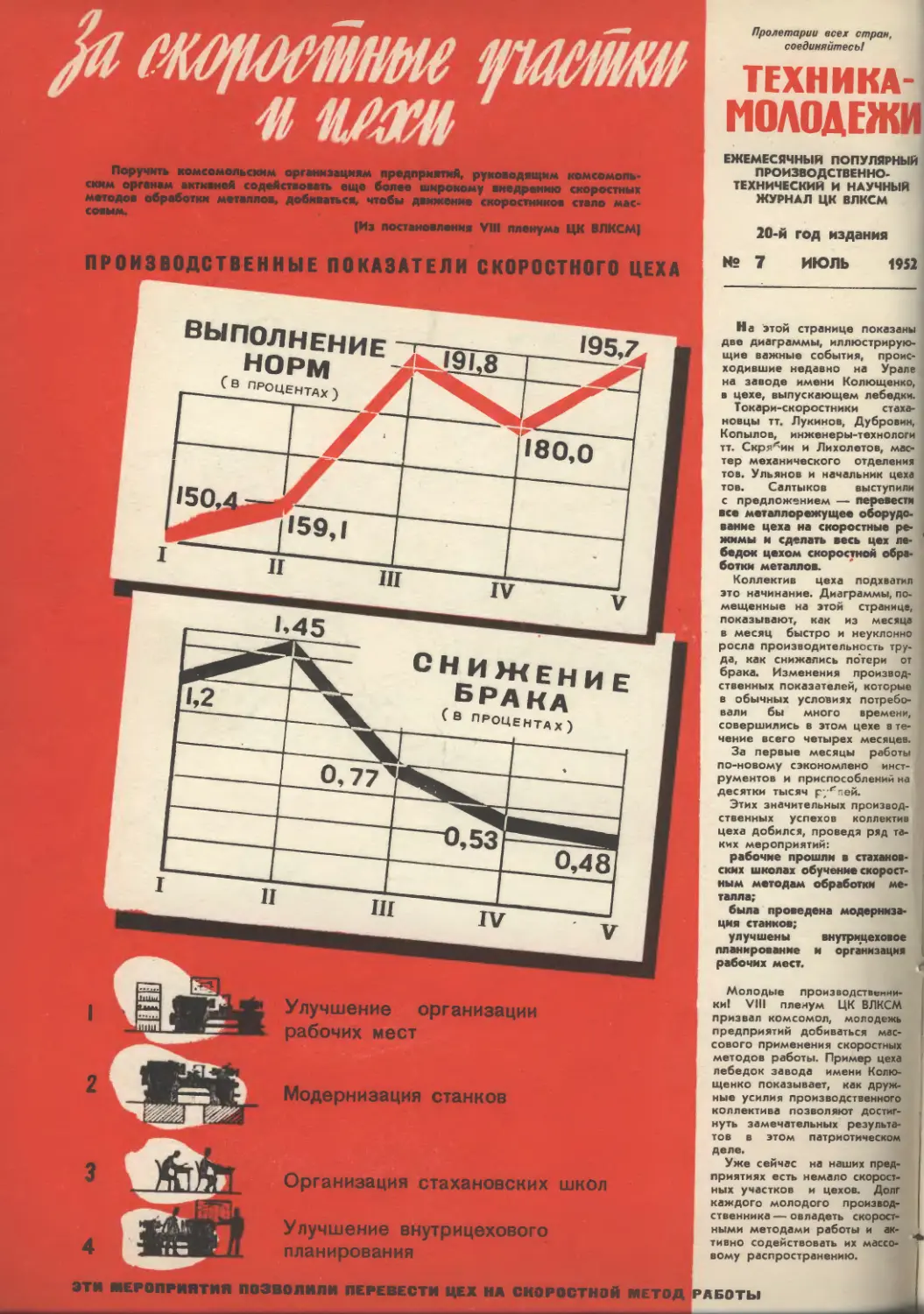
На этой странице показаны
две диаграммы,
иллюстрирующие важные события,
происходившие недавно на Урале,
на заводе имени Колющенко,
в цехе, выпускающем лебедки.
Токари-скоростники
стахановцы тт. Лукинов, Дубровин,
Копылов, инженеры-технологи
тт. Скрябин и Лихолетов,
мастер механического отделения
тов. Ульянов и начальник цеха
тов. Салтыков выступили
с предложением — перевести
■се металлорежущее
оборудование цеха на скоростные
режимы и сделать весь цех
лебедок цехом скоростной
обработки металлов.
Коллектив цеха подхватил
это начинание. Диаграммы,
помещенные на этой странице,
показывают, как из месяца
в месяц быстро и неуклонно
росла производительность
труда, как снижались по'тсри от
брака. Изменения
производственных показателей, которые
в обычных условиях
потребовали бы много времени,
совершились в этом цехе в
течение всего четырех месяцев.
За первые месяцы работы
по-новому сэкономлено
инструментов и приспособлений на
десятки тысяч р/^тей.
Этих значительных
производственных успехов коллектив
цеха добился, проведя ряд
таких мероприятий:
рабочие прошли в
стахановских школах обучение
скоростным методам обработки
металла;
была проведена
модернизация станков;
улучшены внутрицеховое
планирование и организация
рабочих мест.
Молодые
производственники! VIII пленум ЦК ВЛКСМ
призвал комсомол, молодежь
предприятий добиваться
массового применения скоростных
методов работы. Пример цеха
лебедок завода имени
Колющенко показывает, как
дружные усилия производственного
коллектива позволяют достиг- л
нуть замечательных
результатов в этом патриотическом
деле.
Уже сейчас на наших пред
приятиях есть немало скорост-^1
ных участков и цехов. Дел*
каждого молодого производи
ственника — овладеть
скоростными методами работы и
тивно содействовать их масс
вому распространению
'АБОТЫ
массоЛиГ
Л
Инструктор скоростных
методов обработки металла на
Кировском заводе лауреат
Сталинской премии Евгв'
иий Савич и стахановка-
комсомолка Айна Петрова.
РАБОТЫ ЛАУРЕАТОВ
СТАЛИНСКИХ ПРЕМИЙ
Е. ХРИСТОФОРОВ
(Ленинград)
Рис. А. КАТКОВСКОГО
Года два тому назад в одной из лабораторий
Ленинградского дома научно-технической пропаганды
собралась большая группа работников
машиностроительных предприятий. Они внимательно слушали
худощавого человека с пытливым, умным взглядом
исследователя и крепкими, огрубевшими от постоянного
обращения с металлом руками рабочего. Это был
Евгений Францевич Савич — инструктор по внедрению
скоростных методов труда на Кировском заводе.
То, о чем рассказывал Савич, многим из
присутствующих было знакомо: весть о выдающихся
достижениях знатного фрезеровщика давно уже облетела
цехи ленинградских предприятий. И все же, слушая
рассказ новатора, рассматривая принесенные им
с собой чертежи и таблицы, вдумываясь в скупой, но
выразительный язык названных им цифр, Люди не
могли скрыть своего восхищения. Перед ними,
представителями техники, производства, раскрывались
новые широкие горизонты и захватывающие
перспективы. Каждая цифра, каждый пример, приведенные
Савичем, с убеждающей ясностью свидетельствовали
об одном: скоростное фрезерование уже не мечта,
а вполне реальное, осуществимое дело. Высокие
скорости, сберегающие время и труд человека во многих
других областях производства, стали приобретать все
права гражданства и в области фрезерования.
Савич пригласил присутствующих к одному из
стоящих в лаборатории фрезерных станков.
- Покажи-ка товарищам свое искусство, — чуть
улыбаясь, обратился он к своей спутнице, молоденькой
девушке-фрезеровщице.
Девушка, слегка волнуясь, быстро установила
деталь, закрепила фрезу и, отрегулировав подачу, пустила
станок. Мотор завыл на высоких оборотах, горизон-
1Г
1
о
тальный стол станка с закрепленной на нем деталью
стремительно двинулся вперед. Вгрызающиеся в
металл зубцы бешено вращающейся фрезы сразу стали
неразличимыми: они слились в один сверкающий круг,
опоясанный огненной лентой стружек.
Все это было столь необычным, столь не
вяжущимся с привычной картиной фрезерования, что гости
невольно переглянулись и встревоженно придвинулись
к станку. Вот сейчас послышится характерный
скрежет, треск, фреза «сядет» — выкрошится и...
Но ни девушка, стоявшая у станка, ни Савич не
проявляли ни малейших признаков беспокойства.
Закончив одну операцию, фрезеровщица выключила
станок, быстро сменила один набор фрез другим и так же
спокойно продолжала работу. Молча, затаив дыхание,
наблюдали гости за ее ритмичными, уверенными
движениями, за тем, как она быстро устанавливала
детали и снимала готовые. Горка обработанных изделий
с непостижимой быстротой росла на столике возле
станка. И когда демонстрация была закончена,
каждому из присутствовавших стало ясно: он был свидетелем
рождения новой технологии, технологии будущего,
начисто опрокидывающей и отметающей устарелые,
традиционные нормы, меняющей самое понятие о
фрезерной обработке как об одной из «тихоходных*.
1
г
...Сейчас этот эпизод, как и многое из того, что
сопровождало первые шаги скоростного фрезерования
на заводе, для Савича и его товарищей по работе
уже «история*. За время, прошедшее с тех пор, они
далеко шагнули вперед. Внедрение скоростного
фрезерования в цехе, где работает Савич, позволило
значительно снизить трудоемкость обработки деталей,
высвободить для других работ десятки рабочих и 14 станков.
Три четверти всех механических операций в цехе
выполняются на повышенных режимах. Цех удостоен
звания стахановского.
Имя Евгения Францевича Савича мы прочитали
недавно в почетном списке лауреатов Сталинских
премий. Это заслуженная награда новатору за его
упорный, самоотверженный труд.
Чтобы яснее представить себе всю значимость и
важность этой работы, понять огромную ценность
почина Савича для нашей промышленности, нужно
мысленным взором окинуть весь путь, приведший
новатора к победе.
Потомственный кировец, страстный новатор по
самой природе своей, Евгений Савич давно уже лелеял
мечту о скоростном фрезеровании. Первые попытки
в этом отношении были им сделаны еще в 1946 году.
Но результаты были малоубедительными: сказывалось
отсутствие опыта, необходимых навыков и знаний.
Савич накапливал и то и другое, упорно учился, много
читал. Через некоторое время ему удалось добиться
повышения скорости резания, изменив заточку • фрезы.
Савич чувствовал, что встал на правильный путь.
Именно так — изменяя, совершенствуя инструмент,
создавая новый, вводя в действие различные
приспособления - можно было добиться успеха. Чем больше
думал новатор, тем яснее понимал: перед ним не
один вопрос, не одна проблема, а целая серия, целый
комплекс вопросов. Ясно, например, что нужны будут
фрезы с ножами не только новой геометрии, но и из
другого, более стойкого материала, способного
выдержать повышенные скорости. Вполне понятно, что
придется внести кое-какие изменения и в конструкцию
самих станков. Но это не все. Нельзя было
ограничиться одним лишь усовершенствованием
непосредственно самого процесса резания, не подумав о
соответствующей оснастке для быстрого и надежного
закрепления деталей. В противном случае весь
выигрыш во времени, полученный в результате скоростной
обработки, почти начисто «съедался» бы так
называемыми подготовительными операциями и возник бы
вопиющий разрыв между рабочим, или, как его еще
называют, машинным временем, идущим на
непосредственную обработку металла, и вспомогательным,
которое тратится на установку детали, инструмента,
наладку станков и т. д.
Но и это было не все. Ведь Савич думал не только
о себе, о своей лишь работе. Он хотел добиться
массового распространения скоростных методов. Значит,
нужно было подумать и о том, как организовать
изготовление, заточку и доводку твердосплавного
инструмента, изготовление оснастки, надо было отработать
режимы резания, обеспечить подготовку оборудования
цеха к переводу на скоростные режимы.
Конечно, справиться со всем этим было бы не под
силу одному человеку. Комплекс вопросов нужно было
и решать совместными усилиями — комплексно. Так
возникла мысль о создании в цехе специальной,
комплексной бригады. В бригаду, кроме Савича, вошли
инженер заводской лаборатории резания, работники
отдела главного технолога — конструктор по режущему
инструменту, технолог и конструктор по
приспособлениям, технолог цеха и ряд других инженеров.
Деятельное участие в работе бригады принял доцент
Ленинградского политехнического института кандидат
технических наук А. В. Щеголев. Так сложилось
действенное творческое содружество стахановца-новатора
с инженерно-техническими работниками и учеными,
содружество, направленное к решению одной, общей
для всех цели. На первых порах бригада новаторов
решила перевести на скоростное фрезерование 75
процентов операций, а когда это было успешно
выполнено, продолжила свое наступление на оставшиеся
25 процентов. Недавно уже 90 процентов фрезерных
операций в крупнейшем цехе выполнялось
скоростными методами.
Пройдемся по просторному, светлому помещению
механического цеха, где сейчас на новых скоростных
режимах работают десятки станков.
Прежде всего о самих станках. На первый взгляд
это те же самые станки, что стояли здесь несколько
лет назад. Но опытный глаз специалиста сразу же
подметит в них несколько новых деталей. Они
нужны для того, чтобы станок мог выдержать возросшую
нагрузку при работе на больших скоростях. Обращают
на себя внимание специальные маховики. Эти
маховики обеспечивают более равномерное вращение
шпинделя, применение их повышает качество обработки и
увеличивает стойкость фрез. Нижние части, так
называемые столы, многих станков укреплены
дополнительными металлическими кронштейнами, придающими
станку, как говорят механики, большую «жесткость»,
большую сопротивляемость повышенной нагрузке, -
ведь и скорость вращения шпинделя и быстрота
подачи увеличились в несколько раз!
Есть изменения и невидимые снаружи. Разрежем
мысленно «хобот» одного из стоящих в цехе
горизонтально-фрезерных станков. Мы не увидим здесь
обычных бронзовых вкладышей, служивших раньше
подшипниками, поддерживавшими оправку, на которую
насажена фреза. При работе на высоких оборотах
такие вкладыши быстро нагревались и выходили из
строя. Членами бригады для этой цели применен
роликовый упорный подшипник, позволяющий работать
на больших скоростях.
Известно, что концентрация операций — один из
эффективных способов обеспечения высокой
производительности труда при обработке деталей на станках.
Принцип этот осуществляется двумя параллельными
путями. С одной стороны, стараются обрабатывать
одновременно на каждом станке максимально большее
число деталей, с другой — стремятся совместить
одновременную работу максимального количества
инструментов, то-есть совместить на одном станке возможно
больше различных операций.
Примером глубокой перестройки технологии, проводимой
бригадой Е. Ф. Савича, может служить операция
фрезерования щек и прорези в детали «рычаг». Раньше эти детали
фрезеровались по одной штуке и при обычных режимах.
Бригада новаторов перевела операцию на скоростной режим —
повысила скорость резания и подачу. Одновременно была
проведена концентрация обработки. Для этого 1-местное
приспособление было заменено 4-местным. Приспособление
сделано так, что позволяет совместить машинное и
вспомогательное время: пока идет фрезерование четырех закрепленных
в кассете приспособлений рычагов, рабочий «заряжает»
необработанными рычагами вторую кассету. В результате такой
рационализации производительность на этой операции
выросла в 2,2 раза.
ФРЕЗЫ
МАХОВИКИ
СХЕМА ОБРАБОТКИ
РЫЧАГА
СКОРОСТЬ
РЕЗАНИЯ-19.9^
ПОДАЧА-0.03$*
Тмаш * 0.7мим.
То&щш 2.2мин.
РАНЬШЕ
'СКОРОСТЬ
ревлния-186.5^
ПОДАЧА- 0.06$$*
ДЕТАЛЬ
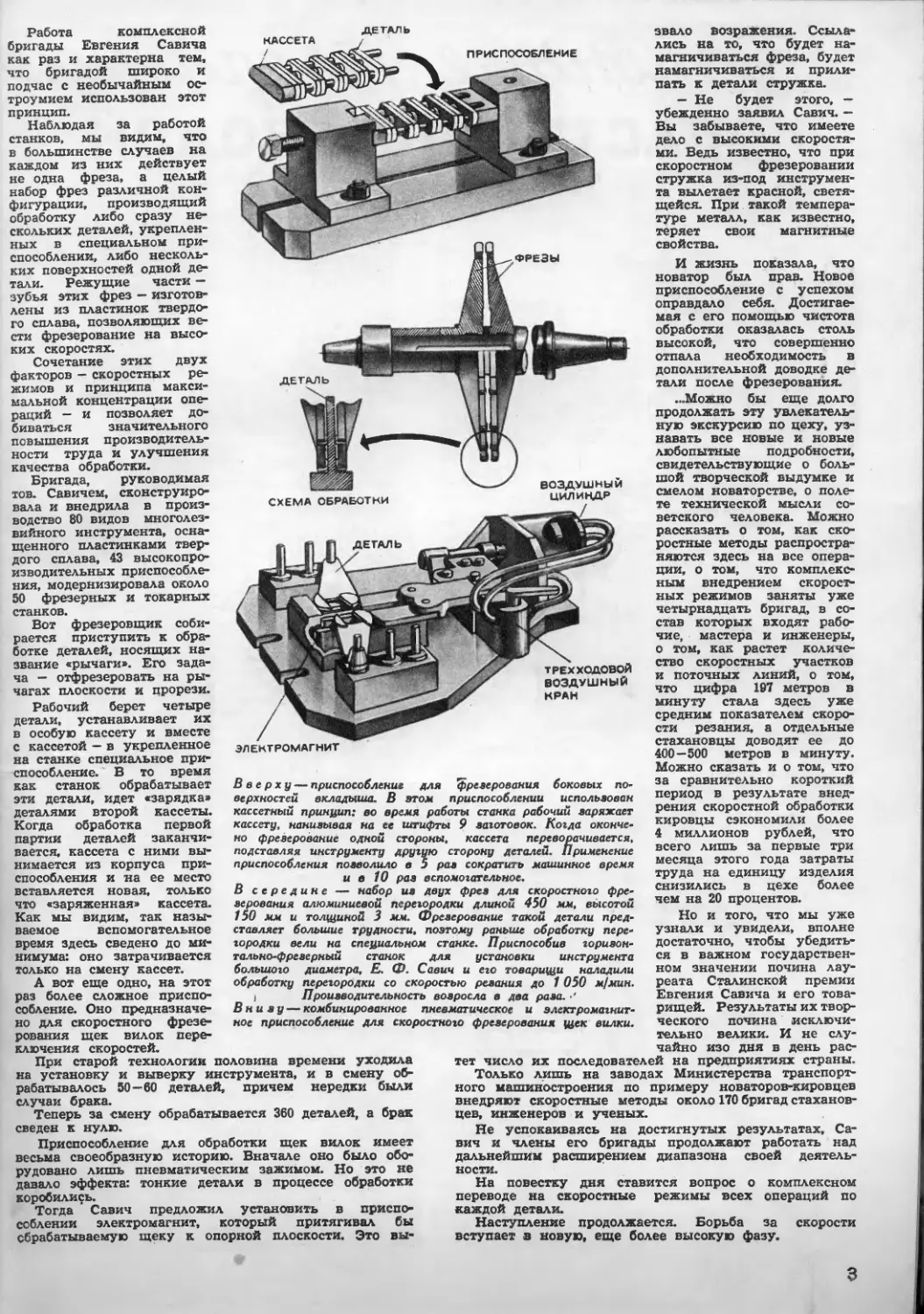
Работа комплексной
бригады Евгения Савича
как раз и характерна тем,
что бригадой широко и
подчас с необычайным
остроумием использован этот
принцип.
Наблюдая за работой
станков, мы видим, что
в большинстве случаев на
каждом из них действует
не одна фреза, а целый
набор фрез различной
конфигурации, производящий
обработку либо сразу
нескольких деталей,
укрепленных в специальном
приспособлении, либо
нескольких поверхностей одной
детали. Режущие части —
зубья этих фрез —
изготовлены из пластинок
твердого сплава, позволяющих
вести фрезерование на
высоких скоростях.
Сочетание этих двух
факторов — скоростных
режимов и принципа
максимальной концентрации
операций — и позволяет
добиваться значительного
повышения
производительности труда и улучшения
качества обработки.
Бригада, руководимая
тов. Савичем,
сконструировала и внедрила в
производство 80 видов
многолезвийного инструмента,
оснащенного пластинками
твердого сплава, 43
высокопроизводительных
приспособления, модернизировала около
50 фрезерных и токарных
станков.
Вот фрезеровщик
собирается приступить к
обработке деталей, носящих
название «рычаги». Его
задача — отфрезеровать на
рычагах плоскости и прорези.
Рабочий берет четыре
детали, устанавливает их
в особую кассету и вместе
с кассетой — в укрепленное
на станке специальное
приспособление. В то время
как станок обрабатывает
эти детали, идет «зарядка»
деталями второй кассеты.
Когда обработка первой
партии деталей
заканчивается, кассета с ними
вынимается из корпуса
приспособления и на ее место
вставляется новая, только
что «заряженная» кассета.
Как мы видим, так
называемое вспомогательное
время здесь сведено до
минимума: оно затрачивается
только на смену кассет.
А вот еще одно, на этот
раз более сложное
приспособление. Оно
предназначено для скоростного
фрезерования щек вилок
переключения скоростей.
При старой технологии половина времени уходила
на установку и выверку инструмента, и в смену
обрабатывалось 50—60 деталей, причем нередки были
случаи брака.
Теперь за смену обрабатывается 360 деталей, а брак
сведен к нулю.
Приспособление для обработки щек вилок имеет
весьма своеобразную историю. Вначале оно было
оборудовано лишь пневматическим зажимом. Но это не
давало эффекта: тонкие детали в процессе обработки
коробились.
Тогда Савич предложил установить в
приспособлении электромагнит, который притягивал бы
обрабатываемую щеку к опорной плоскости. Это вы-
ПРИСПОСОБЛЕНИЕ
ЭЛЕКТРОМАГНИТ
боковых по-
использован
Вверху — приспособление для фрезерования
верхностей вкладыша. В этом приспособлении
кассетный принцип: во время работы станка рабочий заряжает
кассету, нанизывая на ее штифты 9 заготовок. Когда
окончено фрезерование одной стороны, кассета переворачивается,
подставляя инструменту другую сторону деталей. Применение
приспособления позволило в 5 раз сократить машинное время
и в 10 раз вспомогательное.
В середине — набор из двух фрез для скоростного
фрезерования алюминиевой перегородки длиной 450 мм, высотой
150 мм и толщиной 3 мм. Фрезерование такой детали
представляет большие трудности, поэтому раньше обработку
перегородки вели на специальном станке. Приспособив
горизонтально-фрезерный станок для установки инструмента
большою диаметра, 22. Ф. Савич и его товарищи наладили
обработку перегородки со скоростью резания до 1 050 м/мин.
> Производительность возросла в два раза. •'
Внизу — комбинированное пневматическое и
электромагнитное приспособление для скоростного фрезерования щек вилки.
звало возражения.
Ссылались на то, что будет
намагничиваться фреза, будет
намагничиваться и
прилипать к детали стружка.
— Не будет этого, —
убежденно заявил Савич. —
Вы забываете, что имеете
дело с высокими
скоростями. Ведь известно, что при
скоростном фрезеровании
стружка из-под
инструмента вылетает красной,
светящейся. При такой
температуре металл, как известно,
теряет свои магнитные
свойства.
И жизнь показала, что
новатор был прав. Новое
приспособление с успехом
оправдало себя.
Достигаемая с его помощью чистота
обработки оказалась столь
высокой, что совершенно
отпала необходимость в
дополнительной доводке
детали после фрезерования.
...Можно бы еще долго
продолжать эту
увлекательную экскурсию по цеху,
узнавать все новые и новые
любопытные подробности,
свидетельствующие о
большой творческой выдумке и
смелом новаторстве, о
полете технической мысли
советского человека. Можно
рассказать о том, как
скоростные методы
распространяются здесь на все
операции, о том, что
комплексным внедрением
скоростных режимов заняты уже
четырнадцать бригад, в
состав которых входят
рабочие, мастера и инженеры,
о том, как растет
количество скоростных участков
и поточных линий, о том,
что цифра 107 метров в
минуту стала здесь уже
средним показателем
скорости резания, а отдельные
стахановцы доводят ее до
400—500 метров в минуту.
Можно сказать и о том, что
за сравнительно короткий
период в результате
внедрения скоростной обработки
кировцы сэкономили более
4 миллионов рублей, что
всего лишь за первые три
месяца этого года затраты
труда на единицу изделия
снизились в цехе более
чем на 20 процентов.
Но и того, что мы уже
узнали и увидели, вполне
достаточно, чтобы
убедиться в важном
государственном значении почина
лауреата Сталинской премии
Евгения Савича и его
товарищей. Результаты их
творческого почина
исключительно велики. И не
случайно изо дня в день
растет число их последователей на предприятиях страны.
Только лишь на заводах Министерства
транспортного машиностроения по примеру новаторов-кировцев
внедряют скоростные методы около 170 бригад
стахановцев, инженеров и ученых.
Не успокаиваясь на достигнутых результатах,
Савич и члены его бригады продолжают работать над
дальнейшим расширением диапазона своей
деятельности.
На повестку дня ставится вопрос о комплексном
переводе на скоростные режимы всех операций по
каждой детали.
Наступление продолжается. Борьба за скорости
вступает а новую, еще более высокую фазу.
трехходовой
воздушный
КРАН
3
АС ТУТ ПОД ВОДОЙ
Инженер А. ЧУЙКО
Рис. А. ПОБЕДИНСКОГО
и Н. СМОЛЬЯНИНОВА
Бетон, этот искусственный камень, долговечен и
прочен, как природный гранит. На него
опираются дома, маяки, мосты. Из него возводят
сооружения, высоко поднимающиеся над землей и
глубоко уходящие под воду. Условия бетонирования на
суше и под водой резко различны. На суше бетон
просто отливается в формы, где он твердеет. А
отливку бетонных оснований в воде раньше производили
лишь с помощью кессонов, что было связано с
немалыми трудностями и не позволяло создавать большие
подводные сооружения из бетона.
Строительство величайших в мире
гидроэлектростанций требует сейчас возведения под водой
огромных бетонных массивов. Выполнить их кессонным
способом нельзя. Но и укладывать бетонную смесь
непосредственно в воду недопустимо. Ее составные
части будут оседать неравномерно: песок и
цемент - медленнее, щебень или гравий — быстрее.
В результате вяжущее вещество — цемент —
останется во взвешенном состоянии, в то время как крупные
заполнители, образующие каркас бетона, осядут.
Поэтому бетон, уложенный в подводную конструкцию
непосредственно через слой воды, оказывается
рыхлым, непрочным.
Чтобы бетонирование под водой шло успешно,
необходимо было найти такой способ работы, при
котором свежий бетон не мог бы соприкасаться с водой.
Но как это сделать? Задача на первый взгляд
кажется невыполнимой. Но советские инженеры
решили ее.
Сейчас на наших стройках применяют два способа
подводного бетонирования. Бетонные работы на
глубине до 20 м производят с помощью вертикально-
перемещающейся трубы. Вторым способом,
называющимся «восходящая заливка», можно укладывать бетон
на глубине втрое большей.
БЕТОН ТРАНСПОРТИРУЕТСЯ НАСОСОМ
У каждого бетонного сооружения при его
возведении имеется своя деревянная «рубашка» — опалубка.
В нее, как в форму, заливается бетон.
Для бетонирования под водой опалубка возводится
на всю высоту подводной части сооружения и
выводится на поверхность водоема.
Когда с помощью водолазов опалубка опущена
и установлена на дне, в нее можно подавать бетон.
Но здесь-то и начинаются трудности. Бетон нужно
опустить через многометровый слой воды к нижней
части сооружения, предохранив его от
соприкосновения с водой. Для этого выступающая над водой часть
опалубки оборудуется площадкой, где из звеньев
длиною 1-2 м и диаметром 25-40 см собирается труба
необходимой длины. Подъем и опускание этого
металлического хобота осуществляется с помощью лебедки.
По нему специальный насос гонит бетон в подводное
сооружение. Через такую трубу можно бетонировать
под водой площадь до 30 кв. м, укладывая 15—20
кубометров бетона в час.
В надводной части трубы имеется приемная
воронка, снабженная клапаном, регулирующим скорость
__.. *«-в«и»ччв*»шв^вж«'^*.»<ч п°Дачи бетонной смеси. В горло-
^^^^^?1УУ1^иДдрпКДГ <Ш вине воронки устанавливается
^.-.^Г^гЭйг!/^»гг«^7Д>.<жз шарнирная заслонка,
закрывающая вход в трубу. Перед
началом бетонирования в трубу
укладывается пробка из мешочной ткани. Затем труба
опускается в воду до дна котлована. При закрытой
горловине трубы производится загрузка воронки
бетонной смесью. После открытия заслонки бетон
устремляется в трубу, заполняет ее целиком, и
пробкой из мешковины, как поршнем, он вытесняет воду.
В это время воронка доверху загружается новой
порцией бетона. Трубу осторожно приподнимают, а затем,
как только уровень бетона в воронке начнет
повышаться, быстро опускают вниз. Вокруг устья
образуется куча бетона. Теперь погруженная в бетон труба
готова к работе. Нужно только следить, чтобы
уровень бетона в ней все время был выше уровня
горизонта воды.
Бетонная смесь, укладываемая в подводную
конструкцию, должна обладать хорошей подвижностью,
легко растекаться и равномерно заполнять всю
площадь бетонируемой конструкции. Подача бетонной
смеси в подводный массив не должна прекращаться
ни на минуту. Перебои могут вызвать расслаивание
бетона и ослабление конструкции. Выходя из трубы,
бетон легко растекается по дну опалубки. Этому
способствует вибрация трубы, вызываемая работой
насоса. С ростом подводного сооружения труба
постепенно поднимается, но с таким расчетом, чтобы ее
нижнее отверстие было постоянно погружено в бетонную
массу на глубину не меньшую, чем один метр.
Особое значение при подводном бетонировании
имеет транспортировка бетона от места его приготовления
к месту укладки. Она должна быть организована так,
чтобы бетонная смесь, во-первых, не расслаивалась
в пути, а во-вторых, чтобы скорость ее вытекания из
трубы была согласована со скоростью перемещения
трубы в вертикальном направлении. Для
транспортирования бетонной смеси при подводном бетонировании
применяется поршневой насос.
Из бетономешалки смесь подается сначала в
воронку, а затем попадает в цилиндр насоса, откуда
поршень гонит ее уже в бетоновод.
По трубам бетон движется равномерными
толчками. Вследствие трения струи потока имеют различные
скорости, в результате чего происходит
дополнительное перемешивание бетона.
После того как бетонная кладка поднимется над
горизонтом воды, труба извлекается и бетонирование
надводной части ведется обычным способом, но перед
этим верхний слой бетона, находившийся в процессе
бетонирования в соприкосновении с водой, удаляется.
Бетонная смесь, в отличие от других строительных
материалов, способна твердеть, приобретать прочность
под водой, поэтому, очутившись в подводной части
возводимого сооружения, она через две-три недели
превращается в прочный каменный монолит. При этом
верхний слой бетона играет роль покрова,
предохраняющего свежеуложенный бетон от размывания.
КАМНИ СКЛЕИВАЮТСЯ ПОД ВОДОЙ
В практике современного строительства нередко
приходится возводить подводные сооружения на
глубинах более чем 20 м. В таких случаях слишком
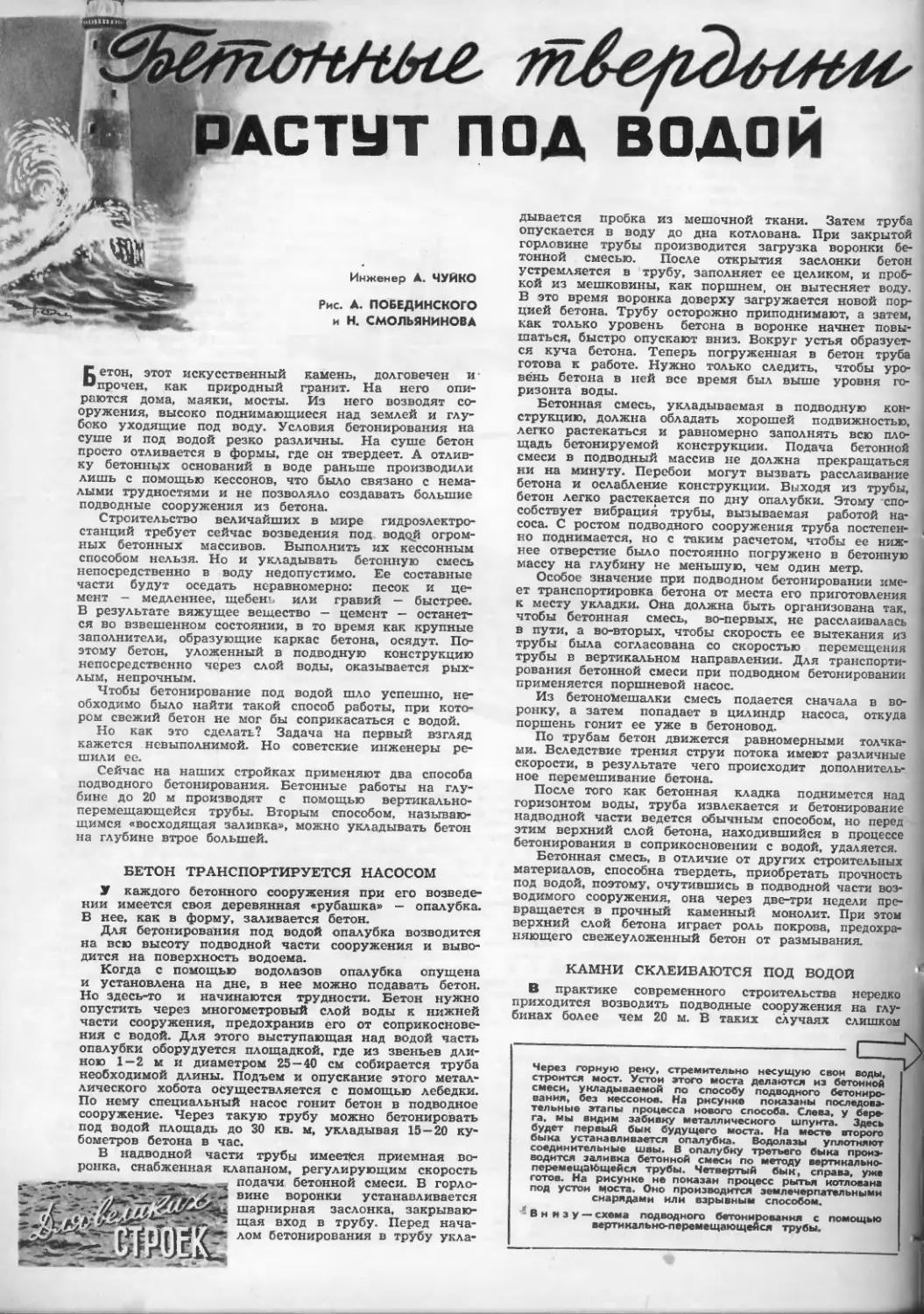
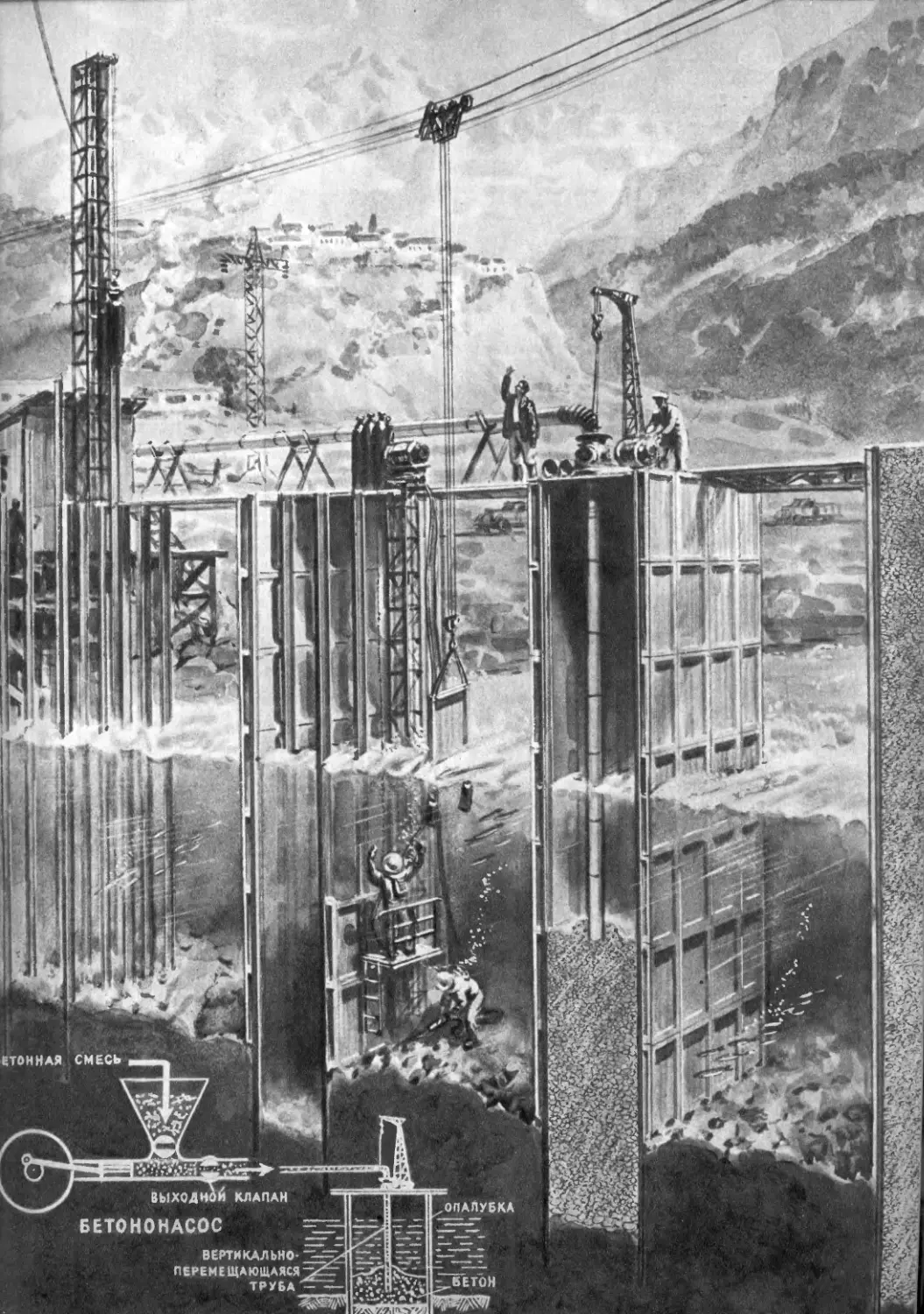
Через горную реку, стремительно несущую свои воды,
строится мост. Устои этого моста делаются из бетонной
смеси, укладываемой по способу подводного
бетонирования, без кессонов. На рисунке показаны
последовательные этапы процесса нового способа. Слева, у
берега, мы видим забивку металлического шпунта. Здесь
будет первый бык будущего моста. На месте второго
быка устанавливается опалубка. Водолазы уплотняют
соединительные швы. В опалубку третьего быка
производится заливка бетонной смеси по методу вертикально-
перемещающейся трубы. Четвертый бык, справа, уже
готов. На рисунке не показан процесс рытья котлована
под устои моста. Оно производится землечерпательными
снарядами или взрывным способом.
•* В н и з у — схема подводного бетонирования с помощью
вертикально-перемещающейся трубы.
ВЫХОДНОЙ КЛАПАН
БЕТОНОНАСОС
ВЕРТИКАЛЬНО'
ПЕРЕМЕЩАЮЩАЯСЯ
ТРУБА
длинные трубы бетоноводов сильно усложнили бы
работу. Поэтому глубинное подводное бетонирование
осуществляется по-иному.
Вместо того чтобы сразу готовить' бетонную смесь
наверху, в подготовленную опалубку на всю высоту
возводимого массива загружают камни, щебень, а при
необходимости и железную арматуру. Затем
приступают к заливке цементного раствора. Эта заливка
должна производиться непрерывно. Кратковременные,
но не частые остановки допустимы лишь при
прочистке или смене звена трубы.
Бетонировать большую площадь приходится через
несколько вливающих труб, но расстояние между
ними не должно превышать 10 м. При заливке
цементного раствора в каменную наброску устье вливающей
трубы должно находиться на 0,5 м «иже уровня
раствора. В противном случае вода будет попадать в трубу.
Глубинное подводное бетонирование
осуществляется с помощью специального растворонасоса. Такой
насос сконструирован инженерами И. В. Соколовым
и В. Н. Соколовским.
При работе растворонасос в зависимости от
направления движения плунжера (попеременно создает то
сжатие, то разрежение. Когда в насосе образуется
разрежение, масса раствора из бункера поднимает
шаровой клапан и засасывается. Когда же наступает сжатие,
всасывающий клапан садится на седло и доступ
раствора из бункера прекращается. Теперь цементный
раствор гонится из камеры насоса по нагнетательному
трубопроводу в приемную воронку, откуда через це-
ментовод поступает в подводную часть каменной
наброски бетонируемого массива.
Под действием напора цементный раствор
заполняет пустоты в каменной наброске. Твердея, он
прочно склеивает камни под водой и превращает всю
массу в монолитную бетонную конструкцию.
ОТ МАЯКА ДО КОРАБЛЯ
Советскому Союзу принадлежит первенство в
области создания новых методов подводного
бетонирования. Эти методы уже широко внедрены в практику
строительства.
Разрешение проблем бетонирования под водой
связано с исследовательской работой профессоров
Б. И. Дмитриевского, И. А. Савримовича и
доктора технических наук В. В. Стольникова, а само
бетонирование было успешно проведено инженерами
Н. С. Курочкиным, К. С. Калентьевым и другими.
ПОДАЧА
мст ворон асос цементного
Схема подводного бетонирования по способу
восходящей заливки.
Сейчас с помощью подводного бетонирования
возводятся * опоры морских буровых вытек, строятся
фундаменты маяков, молов, перемычек, опор
шоссейных и железнодорожных мостов. Применяется оно
также при кладке фундаментов зданий, расположенных
в районе обильных грунтовых вод. Этим методом
возводятся причальные устройства, стенки судоходных
шлюзов и сухие доки. Так многообразно строительство
из бетона под водой.
Особенно большое распространение приобретает
подводное бетонирование на стройках Куйбышевской,
Сталинградской и Каховской гидроэлектростанций. I
6
Инженер А. КИРЮХИН
Труженики полей сложили песни о «стальном
коне» — тракторе, и о «степном корабле» -
комбайне. Но среди многих сельскохозяйственных машин
есть и такая, которая сама, как песня, реет в воздухе.
Это сельскохозяйственный самолет. С его помощью
производится сев, химическая прополка, ведется
борьба с вредителями растений. Внешне такой самолет
почти неотличим от всякого другого; только
специальное оборудование указывает на его принадлежность-
к сельскому хозяйству. На нем установлены либо рас-
пыливатели, либо опрыскиватели, либо рассеиватели.
С помощью самолетов у нас ежегодно обрабатывают
миллионы гектаров посевов. Нигде в мире этот вид
работы авиации не достиг такого размаха, как в СССР.
ВОЙНА С ВРЕДИТЕЛЯМИ РАСТЕНИЙ
В 1025 году из Изюмского района Харьковской
области в Москву поступили тревожные сигналы: «На
плантациях сахарной свеклы появился жучок
долгоносик и губит посевы». Немедленно на борьбу с
вредителями была брошена авиация. В короткий срок
советские летчики ядом уничтожили врага и спасли
богатый урожай. В мировой практике это был первый
случай использования авиации в сельском хозяйстве.
При воздушной обработке зараженных
долгоносиком свекловичных плантаций потребовалось в пять
раз меньше рабочей силы и вдвое меньше химикатов,
чем при конной обработке,
В настоящее время сельскохозяйственная авиация
успешно борется не только с вредителями сахарной
свеклы, но и с врагами других растений.
Наши летчики опрыскивают виноградники
специальными маслами. Мельчайшие капли масел,
оседающие на виноградную лозу, образуют сплошную
пленку, и зимующие на лозе насекомые гибнут. За
день самолет может обработать 35—50 га
виноградника. При ручном опрыскивании для выполнения этой
работы требуется 100—170 человек.
Особенно выгодно применение самолетов для
борьбы с вредителями хлопчатника. Здесь работа
крылатого опрыскивателя сберегает труд 4 тысяч хлопководов.
Авиация используется и для облегчения уборки
хлопка. Если кусты хлопчатника опылить или
опрыснуть с самолета смесью цианамида-кальция и кремне-
фтористого натрия, то в течение двух-трех дней
растения сбросят листья. Это ускоряет раскрытие хлопковых
коробочек и упрощает сбор хлопка-сырца машинами.
Применяется авиахимический метод и для
уничтожения вредителей на лесных посадках.
Высаженные в степи молодые деревца сразу же
вступают в борьбу с многочисленными врагами.
Сражение идет не на жизнь, а на смерть, и перевес
сил в первые годы явно на стороне врагов. Опыление
химическими препаратами вызывает массовую
гибель воедителей, которая начинается примерно через
час.
РАБОТЫ ЛАУРЕАТОВ
'СТАЛИНСКИХ ПРЕМИЙ
Рис. К. АРЦЕУЛОВА и А. ПЕТРОВА
На больших площадях в Африке, на Аравийском
полуострове, в Афганистане, Пакистане, Индии, Иране,
США и других странах из года в год саранча
уничтожает урожаи. Это насекомое недаром называют
«летающим голодом».
В Советском Союзе опасность нашествия саранчи
устранена. Накопленный у нас богатый опыт
авиахимической борьбы с ней пригодился и зарубежным
странам. Когда полчища саранчи нагрянули на поля
Ирана, правительство Ирана обратилось за помощью
к советскому правительству. В короткий срок наши
летчики помогли ликвидировать угрозу.
Это не единственный случай бескорыстной помощи
со стороны Советского Союза народам соседних стран.
Лишь только стало известно, что на поля Германской
Демократической Республики, на земли Польши,
Венгрии и Чехословакии американские летчики сбросили
в огромном количестве опаснейшего вредителя
картофеля — колорадского жука, советское правительство
немедленно предоставило в распоряжение этих стран
отряды сельскохозяйственной авиации. Наши летчики
и ученые-энтомологи помогли чехам, венграм,
полякам и немцам уничтожить шестиногого диверсанта из
США.
АВИАХИМИЧЕСКАЯ ПРОПОЛКА
Ручная прополка полей — тяжелый труд.
Лауреаты Сталинской премии И. И. Гунар, М.
Я.Березовский и другие разработали химический способ
борьбы с сорняками. Они создали такие химические
вещества, которые, будучи распыленными с самолета,
словно роса оседают на листьях растений. Через листья
химикаты проникают в стебли сорняков, доходят до
корней и парализуют их деятельность. Через несколько
дней сорняки гибнут, а хлеба остаются
неповрежденными.
Этот метод прополки основан на том, что растворы
некоторых химических веществ убивают всходы
двудольных растений — сорняков, но совершенно
безвредны для однодольных злаковых растений — пшеницы,
овса, ржи, ячменя и других.
Самолетом можно обработать за день до 100 га
посевов. Чтобы прополоть такую площадь за день
вручную, потребовалось бы не меньше чем 300 — 400
человек.
В настоящее время авиационная прополка зерновых
культур производится у нас на миллионах гектаров
колхозных и совхозных полей. Она дает прирост
урожая в 2.6-3,5 центнера на гектар.
УДОБРЕНИЕ С ВОЗДУХА
Сельскохозяйственный самолет оказался
чрезвычайно удобен и для разбрасывания по полям
удобрений. Растения, подкормленные минеральными
удобрениями с воздуха, дают урожай на 20—25 процентов
•
у.-
ч-._^
ЙРТГО
ОС 1 ьг
/- »
'' /'.../
'' ' ''
<' У .
>~ч-?;
х щшт +
ОБРАБАТЫВАЕМЫЙ
———————
^^
'-' / /
/ /
** *ч»
УЧАСТОК.
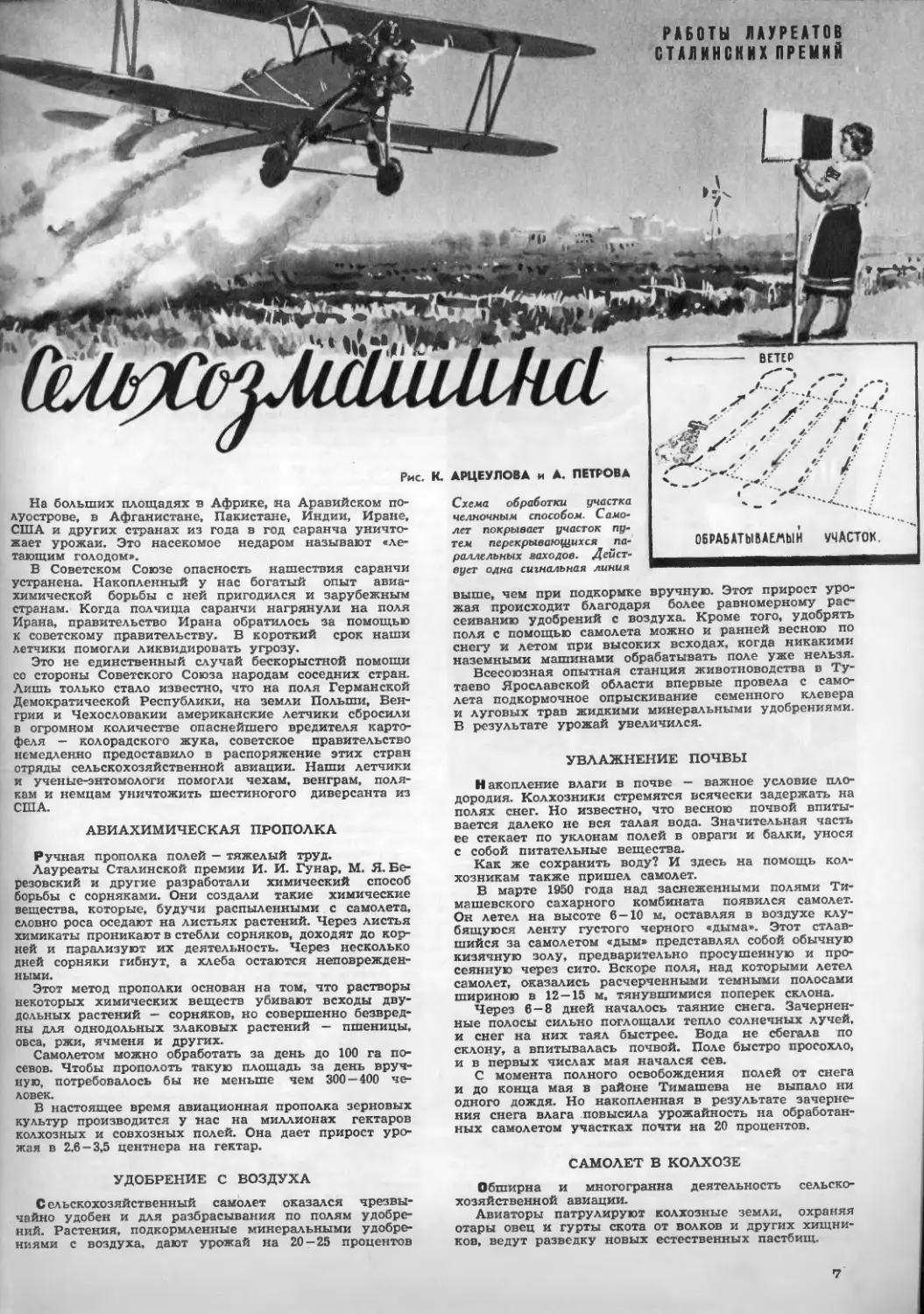
Схема обработки участка
челночным способом. Само-
лет покрывает участок пу-
тем перекрывающихся па-
раллелъных заходов.
Действует одна сигнальная линия
выше, чем при подкормке вручную. Этот прирост
урожая происходит благодаря более равномерному
рассеиванию удобрений с воздуха. Кроме того, удобрять
поля с помощью самолета можно и ранней весною по
снегу и летом при высоких всходах, когда никакими
наземными машинами обрабатывать поле уже нельзя.
Всесоюзная опытная станция животноводства в Ту-
таево Ярославской области впервые провела с
самолета подкормочное опрыскивание семенного клевера
и луговых трав жидкими минеральными удобрениями.
В результате урожай увеличился.
УВЛАЖНЕНИЕ ПОЧВЫ
Накопление влаги в почве - важное условие
плодородия. Колхозники стремятся всячески задержать на
полях снег. Но известно, что весною почвой
впитывается далеко не вся талая вода. Значительная часть
ее стекает по уклонам полей в овраги и балки, унося
с собой питательные вещества.
Как же сохранить воду? И здесь на помощь
колхозникам также пришел самолет.
В марте 1950 года над заснеженными полями Ти-
машевского сахарного комбината появился самолет.
Он летел на высоте 6—10 м, оставляя в воздухе
клубящуюся ленту густого черного «дыма». Этот
стлавшийся за самолетом «дым» представлял собой обычную
кизячную золу, предварительно просушенную и
просеянную через сито. Вскоре поля, над которыми летел
самолет, оказались расчерченными темными полосами
шириною в 12—15 м, тянувшимися поперек склона.
Через 6—8 дней началось таяние снега.
Зачерненные полосы сильно поглощали тепло солнечных лучей,
и снег на них таял быстрее. Вода не сбегала по
склону, а впитывалась почвой. Поле быстро просохло,
и в первых числах мая начался сев.
С момента полного освобождения полей от снега
и до конца мая в районе Тимашева не выпало ни
одного дождя. Но накопленная в результате зачерне-
ния снега влага повысила урожайность на
обработанных самолетом участках почти на 20 процентов.
САМОЛЕТ В КОЛХОЗЕ
Обширна и многогранна деятельность
сельскохозяйственной авиации.
Авиаторы патрулируют колхозные земли, охраняя
отары овец и гурты скота от волков и других
хищников, ведут разведку новых естественных пастбищ.
НОВЫЙ СВАРОЧНЫЙ АГРЕГАТ
Оркое пламя вспыхнуло между двумя электродами.
п Сварщик пытается сварнть этим пламенем, вводя
в него стержень наплавляемого металла, две стальные
пластины. Дело подвигается вперед очень
медленно: у пламени нам бы нехватает тепла для
расплавления металла. Да и шов получается некачественный —
с прослойками металла, окисленного кислородом
воздуха.
Но вот сварщик открыл какой-то кран, и к гудению
электрической дуги присоединился новый звук —
шипение выходящего через щель газа. И работа сразу
разительно изменилась. Из-под пламени начала
выходить ровная сверкающая полоска высококачественного
шва без малейших признаков окислов. Скорость сварки
также значительно увеличилась.
Может быть, к пламени электрической дуги
прибавилось пламя горючего газа? Нет, атомно-водородная
сварка, о которой мы рассказываем, происходит в
основном за счет тепла, развиваемого электрической
дугой.
Но облако азота и водорода, окружающее дугу,
помогает концентрировать это тепло на поверхности
металла. Происходит это так: высокая температура дуги
заставляет молекулы водорода распадаться на атомы.
Эта реакция сопровождается поглощением тепла. На
поверхности же свариваемого металла в то же время идет
другая реакция — обратное соединение атомов водорода
в молекулы. Вторая реакция идет с выделением тепла.
Так атомы водорода переносят тепло из далеко отстоя,
щих от шва участков пламени к месту сварки.
Это же облако азота и водорода защищает расплавленный
металл от действия кислорода воздуха и предотвращает
появление в шве окислов.
Однако широкое внедрение этого вида сварки дол-
гое время тормозилось из-за громоздкости
аппаратуры.
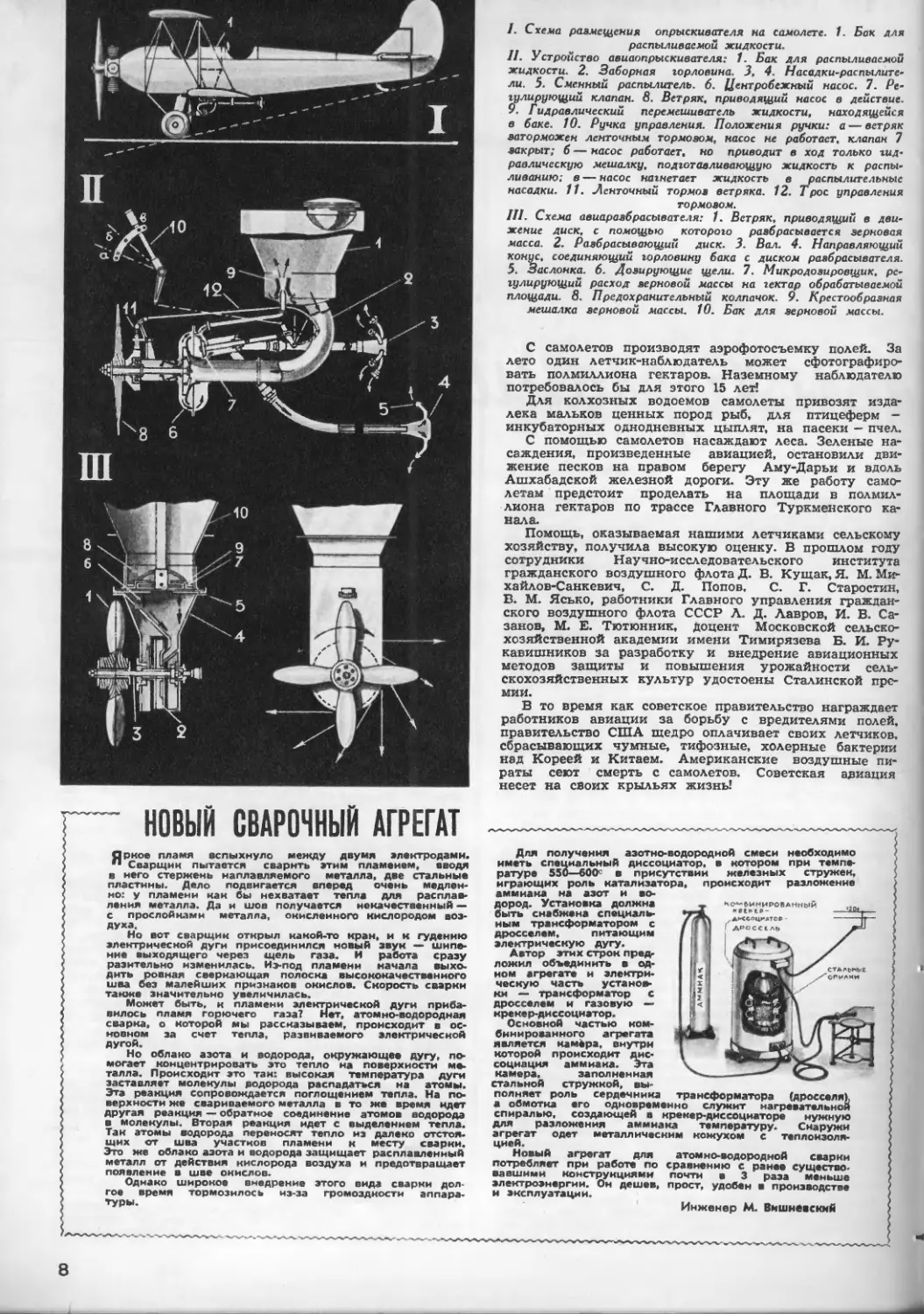
/. Схема размещения опрыскивателя на самолете. 1. Бак для
распыливаемой жидкости.
II. Устройство авиаопрыскивателя: 1. Бак для распыливаемой
жидкости. 2. Заборная горловина. 3, 4. Насадки-распылите-
ли. 5. Сменный распылитель. 6. Центробежный насос. 7.
Регулирующий клапан. 8. Ветряк, приводящий насос в действие.
9, Гидравлический перемешиватель жидкости, находящейся
в баке. 10. Ручка управления. Положения ручки: а — ветряк
заторможен ленточным тормозом, насос не работает, клапан 7
закрыт; б — насос работает, но приводит в ход только
гидравлическую мешалку, подготавливающую жидкость к распы-
ливанию; в — насос нагнетает жидкость в распылительные
насадки. 11. Ленточный тормоз ветряка. 12. Трос управления
тормозом.
III. Схема авиаразбрасывателя: 1. Ветряк, приводящий в
движение диск, с помощью которого разбрасывается зерновая
масса. 2. Разбрасывающий диск. 3. Вал. 4. Направляющий
конус, соединяющий горловину бака с диском разбрасывателя.
5. Заслонка. 6. Дозирующие щели. 7. Микродозировщик,
регулирующий расход зерновой массы на гектар обрабатываемой
площади. 8. Предохранительный колпачок. 9. Крестообразная
мешалка зерновой массы. 10. Бак для зерновой массы.
С самолетов производят аэрофотосъемку полей. За
лето один летчик-наблюдатель может
сфотографировать полмиллиона гектаров. Наземному наблюдателю
потребовалось бы для этого 15 лет!
Для колхозных водоемов самолеты привозят
издалека мальков ценных пород рыб, для птицеферм -
инкубаторных однодневных цыплят, на пасеки — пчел.
С помощью самолетов насаждают леса. Зеленые
насаждения, произведенные авиацией, остановили
движение песков на правом берегу Аму-Дарьи и вдоль
Ашхабадской железной дороги. Эту же работу
самолетам предстоит проделать на площади в
полмиллиона гектаров по трассе Главного Туркменского
канала.
Помощь, оказываемая нашими летчиками сельскому
хозяйству, получила высокую оценку. В прошлом году
сотрудники Научно-исследовательского института
гражданского воздушного флота Д. В. Кущак, Я. М. Ми-
хайлов-Санкевич, С. Д. Попов, С. Г. Старостин,
В. М. Ясько, работники Главного управления
гражданского воздушного флота СССР Л. Д. Лавров, И. В.
Сазанов, М. Б. Тютюнник, доцент Московской
сельскохозяйственной академии имени Тимирязева Б. И.
Рукавишников за разработку и внедрение авиационных
методов защиты и повышения урожайности
сельскохозяйственных культур удостоены Сталинской
премии.
В то время как советское правительство награждает
работников авиации за борьбу с вредителями полей,
правительство США щедро оплачивает своих летчиков,
сбрасывающих чумные, тифозные, холерные бактерии
над Кореей и Китаем. Американские воздушные
пираты сеют смерть с самолетов. Советская авиация
несет на своих крыльях жизнь!
Для получения азотно-водородной смеси необходимо
иметь специальный диссоциатор, в котором при
температуре 550—600° в присутствии железных стружек,
играющих роль катализатора, происходит разложение
аммиака на азот и
водород. Установка должна
быть снабжена
специальным трансформатором с
дросселем, питающим
электрическую дугу.
Автор этих строк
предложил объединить в
одном агрегате и
электрическую часть
установки — трансформатор с
дросселем и газовую —
крекер-диссоциатор.
Основной частью
комбинированного агрегата
является камера, внутри
которой происходит
диссоциация аммиака. Эта
камера, заполненная
стальной стружкой,
выполняет роль сердечника трансформатора (дросселя),
а обмотка его одновременно служит нагревательной
спиралью, создающей в крекер-диссоциаторе нужную
для разложения аммиака температуру. Снаружи
агрегат одет металлическим кожухом е
теплоизоляцией.
Новый агрегат для атом но-водород ной сварки
потребляет при работе по сравнению с ранее существо,
вавшими конструкциями почти в 3 раза меньше
электроэнергии. Он дешев, прост, удобен в производстве
и эксплуатации.
Инженер М. Вишневский
КО-*"6ИНИРОвАНМЫИ
ДМССОЦРДТСР
ДРОССЕЛЬ
8
лЛ
РАБОТЫ ЛАУРЬАНЛ* шдлинипил к г с м п п
|№1&
ВИТИШт
>■%.<.
*>•/.
'л) ■* » ' , *-'«-»^;'
Лауреат Сталинской премии, кандидат
технических наук А. МАТВЕЕВ и И. УСКОВ
Рис. Ф. РАБИЗА
О машинном зале электростанции
■* было тихо. Мощная паровая
турбина вращалась почти
бесшумно. Вдруг сильный удар потряс
здание. Погас свет, зазвенели
разбитые стекла окон. Зал наполнился
клубами пара. Авария!
Что же случилось? Аварийная
комиссия выяснила; лопнул диск
ротора турбины. Тончайшая
трещина в толще диска, появившаяся,
очевидно, во время горячей
посадки его на вал при сборке, — вот
причина гибели турбины».
Такие эпизоды расписывали
когда-то авторы научно-популярных
статей, с тем чтобы
проиллюстрировать значение прочности деталей
машин. В наши дни такие эпизоды
фантастичны.
«Почему только в наши дни? —
спросите вы. — Разве и раньше
нельзя было своевременно
обнаружить трещину в диске турбины?
Ведь в руках инженеров давно
уже есть средства заглядывать
внутрь металлов. Много лет назад
техника стала применять для
«просвечивания» деталей машин
рентгеновские лучи и гамма-лучи,
отыскивающие в них дефекты».
Все это верно. Но прежняя
техника «просвечивания»
непрозрачного зачастую была бессильна
обнаружить скрытую болезнь детали.
Лучи, создаваемые ампулами
радия и самыми мощными
рентгеновскими аппаратами, проникают
в толщу металла не более чем на
два-три десятка сантиметров.
Детали же современных мощных
машин имеют значительно большие
размеры. Но даже в тех изделиях,
которые могут быть просвечены
рентгеном или гамма-лучами
радия, далеко не всегда возможно
обнаружить все дефекты. Особенно
трудно находить тонкие трещины.
В самом деле, для четкого
выявления трещины необходимо, чтобы
лучи, прошедшие через место
с трещиной, поглощались
значительно меньше, чем лучи,
проходящие через толщу здорового
металла. Иначе не будет заметной
разницы в почернении участков
фотопленки, соответствующих
здоровым и дефектным зонам детали,
и, следовательно, на пленке не
получится изображения дефекта.
Практика показывает, что
рентгеновские лучи уверенно
обнаруживают дефект, когда его толщина
не менее 2-4 процентов
толщины изделия. Для того чтобы, ска
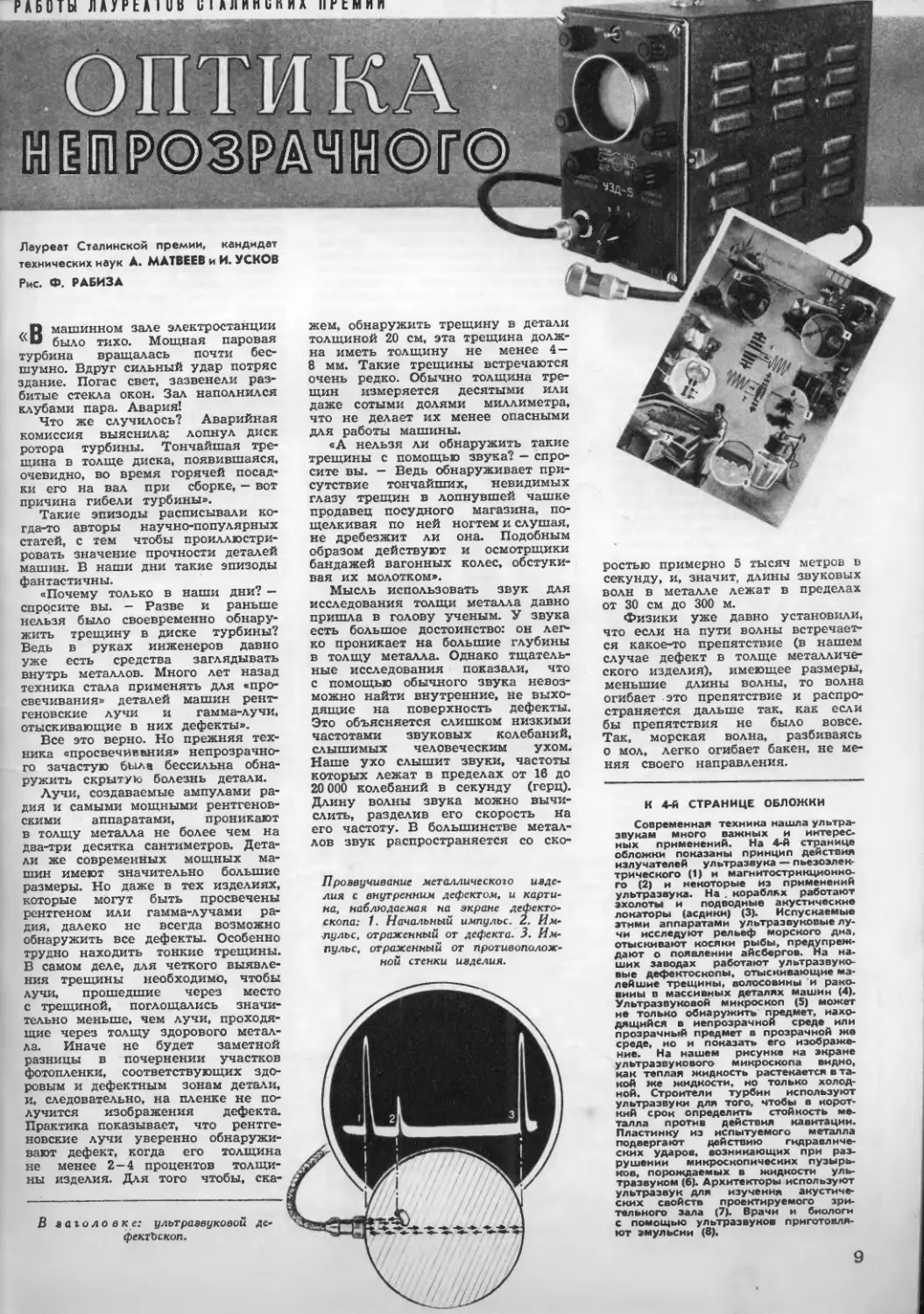
В заголовке: ультразвуковой де-
фектЪскоп.
жем, обнаружить трещину в детали
толщиной 20 см, эта трещина
должна иметь толщину не менее 4—
8 мм. Такие трещины встречаются
очень редко. Обычно толщина
трещин измеряется десятыми или
даже сотыми долями миллиметра,
что не делает их менее опасными
для работы машины.
«А нельзя ли обнаружить такие
трещины с помощью звука? —
спросите вы. — Ведь обнаруживает
присутствие тончайших, невидимых
глазу трещин в лопнувшей чашке
продавец посудного магазина,
пощелкивая по ней ногтем и слушая,
не дребезжит ли она. Подобным
образом действуют и осмотрщики
бандажей вагонных колес,
обстукивая их молотком».
Мысль использовать звук для
исследования толщи металла давно
пришла в голову ученым. У звука
есть большое достоинство: он
легко проникает на большие глубины
в толщу металла. Однако
тщательные исследования показали, что
с помощью обычного звука
невозможно найти внутренние, не
выходящие на поверхность дефекты.
Это объясняется слишком низкими
частотами звуковых колебаний,
слышимых человеческим ухом.
Наше ухо слышит звуки, частоты
которых лежат в пределах от 16 до
20 000 колебаний в секунду (герц).
Длину волны звука можно
вычислить, разделив его скорость на
его частоту. В большинстве
металлов звук распространяется со ско-
Прозвучивание металлического
изделия с внутренним дефектом, и карти-
на, наблюдаемая на экране
дефектоскопа: 1. Начальный импульс. 2.
Импульс, отраженный от дефекта. 3.
Импульс, отраженный от
противоположной стенки изделия.
ростью примерно 5 тысяч метров в
секунду, и, значит, длины звуковых
волн в металле лежат в пределах
от 30 см до 300 м.
Физики уже давно установили,
что если на пути волны
встречается какое-то препятствие (в нашем
случае дефект в толще
металлического изделия), имеющее размеры,
меньшие длины волны, то волна
огибает -это препятствие и
распространяется дальше так, как если
бы препятствия не было вовсе.
Так, морская волна, разбиваясь
о мол, легко огибает бакен, не
меняя своего направления.
К 4-й СТРАНИЦЕ ОБЛОЖКИ
Современная техника нашла
ультразвукам много важных и
интересных применений. На 4-й странице
обложки показаны принцип действия
излучателей ультразвука —
пьезоэлектрического (1) и магнитострикционно-
го (2) и некоторые из применений
ультразвука. На . кораблях работают
эхолоты и подводные акустические
локаторы (асдики) (3). Испускаемые
этими аппаратами ультразвуковые
лучи исследуют рельеф морского дна,
отыскивают косяки рыбы,
предупреждают о появлении айсбергов. На
наших заводах работают
ультразвуковые дефектоскопы, отыскивающие
малейшие трещины, волосовины и
раковины в массивных деталях машин (4).
Ультразвуковой микроскоп (5) может
не только обнаружить' предмет,
находящийся в непрозрачной среде или
прозрачный предмет в прозрачной же
среде, но и показать его
изображение. На нашем рисунке на экране
ультразвукового микроскопа видно,
как теплая жидкость растекается в
такой же жидкости, но только
холодной. Строители турбин используют
ультразвуки для того, чтобы в
короткий срок определить стойкость
металла против действия кавитации.
Пластинку из испытуемого металла
подвергают действию
гидравлических ударов, возникающих при
разрушении микроскопических
пузырьков, порождаемых в жидкости
ультразвуком (6). Архитекторы используют
ультразвук для изучения
акустических свойств проектируемого
зрительного зала (7). Врачи и биологи
с помощью ультразвуков
приготовляют эмульсии (8),
9
Трещина в диске турбины. Снимок еде-
лан после разрезки диска по дефектной
зоне, указанной ультразвуковым
дефектоскопом.
Звуковые волны, слышимые
ухом, не могут обнаружить
внутренних дефектов, если только они
не имеют очень больших
размеров или не пронизывают
изделие насквозь, полностью нарушая
нормальное распространение звука.
Проблема обнаружения
мельчайших дефектов в металле с
помощью звуковых колебаний была
решена советским ученым,
профессором С. Я. Соколовым. Ученый
предложил использовать
неслышимые звуки — ультразвуки,
частоты которых равняются сотням
тысяч или даже миллионам периодов
в секунду.
Для получения ультразвуков
ученые применяют тела,
обладающие пьезоэлектрическими или
магнитострикционными свойствами.
Если вырезать плоскую
пластинку из некоторых кристаллов
(например, кварца, турмалина или
сегнетовой соли), поместить ее
между двумя металлическими
обкладками и подать на обкладки
переменное электрическое
напряжение высокой частоты, то такая
пластинка начнет сжиматься и
расширяться в такт с
электрическими колебаниями. От пластинки
побегут узким пучком
ультразвуковые волны. Пьезоэлектрический
эффект обратим. Этим же
устройством можно обнаруживать
ультразвуки. Под действием их
пластинка начинает сжиматься и
растягиваться. При этом на ее обкладках
возникают переменные
электрические заряды.
Пьезоэлектрический эффект не
является единственным способом
получать быстрые звуковые
колебания. Если поместить стержень
или трубку, изготовленные из
никеля или некоторых других
металлов, в переменное магнитное
поле, создаваемое колебаниями
электрического тока в катушке,
стержень начнет в такт с
колебаниями электрического тока
сжиматься и расширяться. Это
явление называется магнитострикцией.
Но вернемся к нашей задаче —
отыскать тончайшую трещину
в толще металла. Прижмем нашу
пьезоэлектрическую пластинку или
конец магнитострикционного
стержня к поверхности металла. Для
получения хорошего контакта
лучше смазать поверхность металла
тонкой пленкой масла, так как
воздушная прослойка, неизбежно
получающаяся из-за неровностей
поверхности, плохо проводит
ультразвуки. В пленке масла под
влиянием вибрации пластинки или
стержня образуются периодические
сгущения или разряжения частиц.
Иначе, выражаясь языком физика,
в пленке масла возникнет волна
продольных ультразвуковых
колебаний. Эта волна имеет
определенную длину (расстояние между
соседними сгущениями). Падая на
поверхность металла под прямым
углом, волна заставляет
колебаться расположенные на этой
поверхности частицы металла. Они
передают свое движение частицам,
лежащим глубже. Возникает
продольная ультразвуковая волна,
распространяющаяся от
поверхности в толщу металла. Так как
скорость звука в металле больше,
чем в масле, длина волны в
металле также будет больше.
Если в толще металла
скрываются дефекты — трещины,
раковины, то нормальный ход
ультразвуковой волны нарушается. Часть
волн отражается обратно к
поверхности. Появляется ультразвуковое
эхо. Опыт и теория показывают,
что количество отраженной
ультразвуковой энергии не зависит от
толщины дефекта. Тончайшая
трещина отражает звук так же, как и
широкая.
В качестве приемника
отраженных ультразвуковых колебаний
можно применить
пьезоэлектрическую пластинку. Уловленное ею
эхо возбудит на ее обкладках
переменные электрические заряды. Эти
заряды можно усилить усилителем
радиотехнического типа и
привести в действие какой-нибудь
индикатор — электрический
измерительный прибор, катодный
осциллограф, самописец и т. д.
Определить глубину залегания
дефекта можно довольно просто.
Для этого достаточно посылать
ультразвук в изделие не
непрерывно, а короткими импульсами
с большими паузами между ними.
В этом случае глубина залегания
дефекта легко может быть
определена измерением времени между
посылкой начального импульса и
приходом его отражения (эха).
После всего сказанного
нетрудно понять принцип работы
ультразвукового дефектоскопа.
Основным элементом
дефектоскопа является пьезоэлектрическая
пластинка, возбуждающая
ультразвуковые импульсы в исследуемом
изделии и в паузах между ними
принимающая отраженное от
дефектов эхо. Для удобства работы
пластинка вместе с обкладками
оформляется в виде
пьезоэлектрического «щупа», соединенного
с основным прибором длинным
гибким шлангом. Специальный
электрический генератор,
смонтированный в корпусе дефектоскопа,
возбуждает в пластинке короткие
ультразвуковые импульсы, которые
можно ввести в изделие,
прикладывая щуп к различным точкам его
поверхности. Для измерения
промежутков времени между подачей
начального импульса и приходом
его отражения (эха) используется
электроннолучевая трубка.
В момент подачи начального
ультразвукового импульса в
контролируемое изделие на экране
трубки появляется выброс. В этот
же момент электронный луч
трубки начинает двигаться с
постоянной скоростью вдоль экрана слева
направо, прочерчивая на нем
горизонтальную линию. Когда приходит
им<пульс, отраженный от дефекта,
на экране появляется второй
выброс, смещенный на некоторое
расстояние от начального импульса.
Это расстояние пропорционально
времени пробега ультразвукового
импульса до дефекта и обратно.
Если размеры дефекта невелики,
то часть энергии начального
ультразвукового импульса от него
отразится, а другая часть будет
распространяться дальше до
противоположной стороны изделия, от
которой также отразится обратно,
вызывая на экране дефектоскопа
еще один выброс.
Отношение расстояния до
выброса, порожденного дефектом, и
выброса, вызванного эхом от
стенки изделия, равно отношению
глубины залегания дефекта к
полной толщине изделия.
В современных дефектоскопах
применяются частоты
ультразвуковых колебаний порядка нескольких
Распространение ультразвуковых волн в металле: 1. Распространяется только
продольная ультразвуковая волна. 2. В металле бегут одновременно продольная и
поперечная ультразвуковые волны. 3. Продольная волна испытывает полное
внутреннее отражение и затухает в «ловушке» ультразвуковой призмы. В металле
распространяется только поперечная волна. 4 и 5. Случаи, когда продольными
волнами найти дефект невозможно. Косые же пучки поперечных ультразвуковых волн
легко обнаруживают дефекты в труднодоступных участках деталей.
10
миллионов колебаний в секунду
(мегагерц). При этих частотах
длина ультразвуковой волны,
а следовательно, и минимальные
размеры дефекта, который может
быть обнаружен, равны 1—2 мм.
Глубина же проникновения в
толщу металлов ультразвуков таких
частот измеряется несколькими
метрами, что вполне достаточно
при исследовании даже самых
крупных деталей машин.
Большим преимуществом
ультразвукового дефектоскопа
является возможность проводить контроль,
имея доступ только к одной
стороне исследуемого изделия.
Практически это очень важно.
Ультразвуковым дефектоскопом можно
исследовать длинные трубы,
барабаны котлов и т. д. Другие методы
дефектоскопии (рентген, гамма-
лучи радия) требуют, чтобы
обязательно имелся доступ к
противоположной стороне изделия (с одной
стороны помещается аппарат,
создающий пучок лучей, а с
противоположной — кассета с фотопленкой).
Однако у обычного
ультразвукового дефектоскопа есть серьезный
недостаток: приложить пьезоквар-
цевый щуп возможно далеко не ко
всем точкам изделия. Как,
например, контролировать сварной шов,
поверхность которого не позволяет
создать плотного контакта между
ней и пьезоэлектрическим щупом?
На первый взгляд кажется, что
трудности обойти очень просто.
Надо создать щуп, посылающий
в металл ультразвуковую волну
под углом к его поверхности.
Тогда, устанавливая щуп на
доступное место изделия, можно послать
ультразвуковой луч в любом
направлении, в том числе и в
труднодоступное место. Заставить луч
итти под косым углом нетрудно.
Для этого достаточно между щупом
и изделием поста!'вить призму из
вещества, преломляющего
ультразвук.
Но первые попытки сделать так
окончились полной неудачей. Дело
в том, что при косом падении
продольной ультразвуковой волны на
поверхность изделия в толще
металла возникают две волны.
Первая волна продольная. Она
имеет большую скорость
распространения и сильнее преломляется.
Вторая же волна возникает за
счет колебаний частичек металла
в направлении, перпендикулярном
распространению ультразвука,—это
поперечная волна. Скорость ее
распространения значительно
меньше (для металлов почти вдвое),
чем продольной. Наличие двух
одновременно распространяющихся
волн даст два эха, отражающихся
от одного и того же дефекта, что
затрудняет расшифровку картины
на экране дефектоскопа. Кроме
того, часть посланной продольной
волны отразится от границы
металла обратно в призму и,
воздействуя на пьезоэлектрическую
пластинку, будет мешать приему эха.
Выход был найден выбором
определенного преломляющего угла
призмы и созданием призмы
специальной формы.
Преломляющий угол призмы
был сделан таким, что продольная
волна испытывает полное
внутреннее отражение на границе металла
и в толщу металла не входит.
В металле распространяется только
поперечная волна.
Отраженная же продольная
волна попадает, как в ловушку, в
верхнюю часть призмы, где, испытав
многократные отражения, затухает
и уже не может помешать приему
эха. Призматические щупы
позволили с успехом исследовать
изделия сложной формы, добираться
пучком поперечных
ультразвуковых волн до самых
труднодоступных мест изделий.
Ультразвук — одно из
острейших средств дефектоскопии. От
зоркого глаза ультразвукового
дефектоскопа не укроются даже
тончайшие трещины и другие
дефекты в ответственных деталях
машин. Ультразвуки
предупреждают о скрытой опасности и
позволяют избегать аварий машин.
Советская техника успешно
решает еще более сложную задачу.
Принцип действия ультразвукового
микроскопа.
На экране ультразвукового
дефектоскопа видны выбросы,
вызываемые ультразвуковым эхом,
отразившимся от дефектов, а не
сами дефекты. А нельзя ли
заставить ультразвуки рисовать на
экране дефектоскопа изображения
различных неоднородностей
дефектов и предметов, находящихся
в непрозрачной среде?
Основные трудности при
решении этой задачи заключаются не
только в сложности получения
ультразвукового изображения
любых размеров. Ученые научились
изготовлять ультразвуковую
оптику, то-есть различные линзы,
призмы и зеркала, которые можно
использовать для получения
ультразвуковых изображений так же, как
это делается в обычной оптике.
Ультразвуковые линзы имеют
несколько необычный вид. Для их
изготовления нет необходимости
применять прозрачные материалы.
Так, например, хорошим
материалом для таких линз является
алюминий.
Обычно в материале линз
скорость звука больше, чем в
окружающей среде (например, в воде,
масле, керосине и т. д.), поэтому
собирательная ультразвуковая
линза имеет вогнутую форму
рассеивающей оптической линзы.
Самым трудным оказывается
превратить ультразвуковое
изображение в видимое.
Для рентгеновских лучей такая
задача давно решена. На пути
лучей ставят либо экран, покрытый
веществом, светящимся в тех
точках, до которых доходят лучи, либо
фотопластинку. Веществ, которые
заметно светятся под воздействием
ультразвука, пока не найдено.
Поэтому приходится искать обходной
путь.
Наибольших успехов в решении
этой задачи добился профессор
С. Я. Соколов. Он сконструировал
прибор для получения видимых
изображений с помощью
ультразвуковых колебаний —
ультразвуковой микроскоп.
Посмотрим, как работает одна
из конструкций ультразвукового
микроскопа С. Я. Соколова.
Пьезоэлектрическая пластинка
посылает в исследуемую среду
ультразвуковые волны. Эти волны,
наталкиваясь на неоднородности
внутри среды, отражаются обратно.
На приемной пьезоэлектрической
пластинке возникает
ультразвуковая «тень», повторяющая форму
предмета. Под воздействием
ультразвуковых колебаний на
приемной пластинке появляются
электрические заряды. Там же, где
лежит «тень», зарядов на пластинке
не возникает. Таким образом,
приемная пластинка превращает
«ультразвуковое изображение» в
«электрическое».
«Электрическое изображение»
превратить в видимое уже
нетрудно. Это давно научились делать
в телевидении. Так же как и
в передающей телевизионной
трубке (иконоскопе), электрические
заряды с приемной пластинки
снимаются электронным лучом,
пробегающим последовательно все
точки пластинки. В цепи прибора
возникает переменный
электрический ток. Он усиливается, а
потом подается на трубку, подобную
приемной трубке телевизора. В
результате на экране приемной
трубки возникает изображение
того, что «увидел» ультразвук.
Мы описали простейший случай
получения с помощью ультразвука
видимого изображения
исследуемого предмета. Конечно, можно
вместо «тени» отбрасывать на
кварцевую пластинку микроскопа
изображение предмета, полученное
с помощью ультразвуковых линз
или зеркал. В этом случае удается
добиться значительных увеличений
предметов.
С помощью ультразвукового
микроскопа можно видеть не
только предметы в непрозрачной среде,
но и, что тоже очень интересно,
прозрачные предметы в прозрачной
среде. Ультразвуковой микроскоп,
например, позволяет проследить
растворение или рост прозрачных
кристаллов, которые не могут быть
обнаружены обычными приборами.
С помощью ультразвукового
микроскопа можно наблюдать
процесс распространения горячей
жидкости в такой же, но холодной.
Ультразвуковые волны
распространяются в таких жидкостях
по-разному, что дает возможность
получить их изображение на экране
микроскопа. Ультразвук позволяет
«видеть» тепло!
Для получения видимых
изображений дефектов в массивных
металлических изделиях нужно еще
много поработать над
усовершенствованием конструкции
ультразвукового микроскопа.
Нет никакого сомнения в том,
что советская наука в ближайшее
время решит эту задачу.
11
о советской
В,
ТКАЦКАЯ МАШИНА
'течение многих столетий
принято было вырабатывать ткани на
ткацких станках в виде плоского
полотна. При этом способе ткань
изготовляется из двух систем
нитей, называемых основой и утком.
Нити основы — это те нити,
которые образуют основание ткани и
располагаются в длину полотна, а
нити утка размещаются
перпендикулярно к нитям основы по
ширине ткани. Челнок с нитью утка
при этом движется вперед и назад
в горизонтальной плоскости.
Советские инженеры создали
новую ткацкую машину, в (Которой
челнок с утком имеет все время
поступательное движение по
кругу, вырабатываемая же ткань
имеет вид длинного круглого рукава.
Преимущество круглой ткацкой
машины перед ткацкими станками,
вырабатывающими плоские ткани,
заключается в том, что движение
челнока по кругу обеспечивает
большую производительность, чем
при поступательно-возвратном
движении. При переходах челнока
с одного края плоской ткани на
другой он должен
затормаживаться, а поэтому затрачиваемая
энергия на его движение расходуется
непроизводительно.
Необходимость создания круглой
ткацкой машины диктуется еще и
специфическими требованиями,
предъявляемыми к ряду таких
технических тканей, как, например,
пожарные рукава, мешочная ткань
и другие, в которых круглая форма
при высоком качестве самой
ткани наиболее рациональна.
Производительность круглой ткацкой
машины, как показали испытания,
в 1,5 раза больше обычной.
КОЛОДЦЫ В СТЕПИ
В
южных районах СССР
огромные стада скота угоняют на
все лето иа дальние пастбища.
Снабдить водой такое количество
животных в безводных пустынных
районах—очень трудная задача.
Для этого нужно копать колодцы
глубиной до 20, а то и 30 м.
Кроме того, из-за малой водонос^
ности грунтов приходится уже в
самом .водоносном слое углублять
колодец еще на несколько метров.
Сделать это лопатой невозможно.
Советские специалисты А. В.
Чумак и А. А. Швецов
сконструировали для рытья степных
колодцев специальную передвижную
машину.
Главной частью этой машины
является бур, служащий
одновременно сверлом, разрыхляющим
землю, и резервуаром для сбора
этой земли. Бур устанавливается
на вышке и работает от
бензинового двигателя мощностью в 32 л. с.
Когда бур, вращаясь,
углубляется в землю, расположенные
в его конусном дне
ножи разрыхляют
грунт, и «стружки»
грунта попадают
внутрь бура. В
верхней его части
расположены другие ножи —
«расширители». Они
срезают грунт по
окружности и расширяют
шахту колодца до диаметра
1,2 м. Периодически
бур вынимают на
поверхность, грунт из
него высыпают, и цикл
работ повторяется.
Одновременно стенки
колодца крепятся
обсадными кольцами.
Полный цикл бур совершает за
6—7 минут. За час он углубляет
колодец более чем на метр.
Машина роет колодцы
глубиной до 30 м.
струированный и выпущенный
Люберецким заводом
сельскохозяйственных машин имени
Ухтомского. Этот
стогометатель—передвижной подъемный края, стрела
которого вооружена
раскрывающимися «когтями», захватывающими
сено. На опорной платформе
крана установлена лебедка с
бензиновым двигателем.
Работает стогометатель так.
Моторист с помощью штурвала
поворачивает колонну,
поддерживающую стрелу, и опускает
«когти» в .раскрытом положении на
копну сена. Рабочий заглубляет
«когти» В' сено, и концы их
соединяются замком. Затем моторист
включает привод, и стрела
поднимает захваченную копну.
Одновременно с этим поворачивается
колонна, и «когти» с сеном
подводятся к верхушке стога. Рабочий,
стоящий «а стоге, дергает за
прикрепленную к замку «когтей»
веревку, отчего они раскрываются и
сено падает.
Стогометатель «СКП-0,15»
совершает полный цикл всего
лишь за 60—64 секунды. Его
«когти» могут забрать за один
раз до 160 кг сена и поднять его
на высоту 7 м. За день
стогометатель укладывает до 40 т сена.
АППАРАТ ДЛЯ ГАЗОВОГО
НАРКОЗА
МОТОРНЫЙ
СТОГОМЕТАТЕЛЬ
С,
У,
борка сена у нас
механизирована почти полностью. Однако
одна из самых трудоемких .работ —
укладка сена в стога и скирды —
до последнего времени
производилась вручную. Для механизации
этого процесса создан
стогометатель марки «СКП-0,15», скон-
'оветские специалисты —
доктор технических наук М. А. Ску-
ршгин, инженеры И. А. Антонов
и В. А.
Михалев—сконструировали аппарат, с помощью
которого оперируемого больного можно
подвергать газовому (наркозу,
применяя различные газы раздельно
или в смеси.
Кислород для дыхания
подается отдельно. Больной, надевший
маску аппарата, дышит без напря-
/КсННЯ. >
Газы, выдыхаемые больным,
пропускаются через фильтр с
натронной известью, где
освобождаются от углекислого газа и влаги,
и ©новь поступают в маску. При
таком кругообращении наркотирую-
щие газы не попадают в воздух
операционной.
В отличие от обычного наркоза
аппарат точно дозирует
необходимые добавки в газовую смесь и
позволяет непрерывно наблюдать
за дыханием больного. Подача
газов контролируется счетчиками.
Новый аппарат для газового
наркоза принят к серийному
производству.
БАКТЕРИОЛОВИТЕЛЬ
В цехах пищевых,
пивоваренных, молочных, фармацевтических
и химических заводов, а также
в операционных помещениях
больниц тщательно следят за тем,
чтобы воздух не был загрязнен
бактериями. Здесь в первую
очередь важен контроль его чистоты.
Советский врач Ю. А. Кротов
сконструировал новый прибор,
позволяющий делать такой анализ
с точностью в три раза большей,
чем приборы прежних систем.
С помощью нового прибора
определяется количественный и
качественный состав микроорганизмов
в 'воздухе. Прибор Ю. А. Кротова
представляет собой закрытый
металлический сосуд, в крышке
которого проделана узкая
радиальная щель или сделаны круглые
отверстия.
Внутри прибора на особом
столике расположена чашка с агар-
агаром —студенистым веществом,
добываемым из водорослей и
являющимся питательной средой для
бактерий.
Когда включают находящийся
в приборе вентилятор, (воздух из
помещения, пройдя через щель в
крышке, ударяется о поверхность
агар-агара. Столик, несущий
чашку с агар-агаром, вращается, что
улучшает соприкосновение
воздуха с «им и позволяет осадить на
нем почти все находящиеся © струе
воздуха бактерии. Специальный
счетчик показывает, какой объем
воздуха был пропущен через
прибор. Затем определяются размеры
выросших на питательном
растворе колоний бактерий я их виды.
По отношению этих величин и
судят о степени чистоты
исследованного воздуха.
КАРТОФЕЛЕУБОРОЧНЫЙ
О этом году завод «Рязсель-
маш» выпускает первую серию
картофелеуборочных комбайнов.
Это умелые и производительные
машины. |
Проедет такой комбайн по
картофельному полю, и вместо
вянущих кустов на грядах появятся
ровные ряды корзин с
картофелем, очищенным от ботвы и земли.
Двумя укрепленными впереди
машины лемехами комбайн
подкапывает клубни на двух смежных
рядках. Вся грядка с землей,
клубнями и ботвой вползает с лемехов
в машину и попадает на
наклонный прутковый элеватор.
Элеватор непрерывно встряхивается, и
налипшая на клубнях земля
отстает и просеивается между
прутками. Затем клубни, ботва и
оставшиеся твердые комки почвы
переносятся элеватором к двум
резиновым пневматическим
цилиндрам, которые, словно валки,
разминают идущую с элеватора
массу. При этом «земляные комки
раздавливаются и просеиваются, а
клубни с ботвой переходят
наследующие транспортеры. По пути
мощная струя «воздуха прижимает
ботву к пруткам маленького
наклонного транспортера. Затем они
прижимаются еще одним
транспортером, расположенным сверху.
Ботва втягивается между этими
транспортерами, отрывается от
клубней и падает под машину, а
клубни скатываются вниз на
последний транспортер—переборщик,
туда же попадают и оставшиеся
комки' земли, камни и т. д.
По бокам переборщика стоят
двое или четверо рабочих, которые
отбирают эти примеси и
сбрасывают их под машину. Чистый
картофель идет © бункер.
Дно бункера периодически
открывается, и картофель
высыпается в подвешенную под дном
корзину вместимостью в 35 «кг. Затем
бункер закрывается, а
наполненная корзина опускается на землю.
Под бункер подвешивается
следующая пустая корзина, и процесс
повторяется.
Комбайн работает на прицепе
к трактору, от вала отбора
мощности которого приводятся в
движение все его (механизмы. За час
комбайн убирает 0,5 га
картофельного поля.
Конструкция
•картофелеуборочного комбайна разработана в Ко-
реяевском институте картофельного
хозяйства инженером П. С. Чир-
куновым.
БУДУЩЕГО
РАБОТЫ ЛАУРЕАТОВ СТАЛИНСКИХ ПРЕМИЙ
Арк. ЭРИВАНСКИЙ
"авод-автомат, на котором в единый комплекс
соединены литье, механическая, термическая и
химическая обработка металла и упаковка готовых
изделий, стал явью наших замечательных дней. Мы дали
его подробное описание в № 12 нашего журнала
за 1951 год.
В создании автоматического завода принимали
участие, помимо Экспериментального
научно-исследовательского института металлорежущих станков (ЭНИМС),
еще два научных учреждения—Всесоюзный научно-
исследовательский инструментальный институт (ВНИИ)
и Научно-исследовательское бюро взаимозаменяемости
(НИБВ) —и несколько предприятий: «Красный
пролетарий», завод имени Орджоникидзе, «Станкоконструк-
ция», «Калибр», Дмитровский завод фрезерных
станков.
Создателям завода предстояло решить большие
трудные задачи со многими неизвестными.
Достижения советской науки и техники помогли
инженерам скорей прийти к цели. Но в значительной
степени перед конструкторами лежала целина, нетронутая
технической мыслью. И нужно было поднимать ее
смелыми экспериментами, пробуя непробованное и
пытая нетронутое.
В этой статье, помещенной по просьбе наших
читателей, рассказано о нескольких эпизодах
из истории создания первого в мире советского
завода-автомата, выпускающего автомобильные поршни
без прикосновения человеческой руки.
ТОРНЫМИ ТРОПАМИ
В тот день у стенной газеты было особенно много
читателей. Общее внимание привлекал фельетон
«Автобиография поршня» — сатирический рассказ об
одной «многострадальной и полной приключений
жизни».
«Долго перекладывали меня с места на место, —
рассказывал фельетонист от имени своего героя. —
Меня стригли и брили, фрезеровали, точили и
шлифовали. А станки останавливались по двадцать раз
в день. Я часами коченел на транспортерной плитке
под ужасным дождем из эмульсии, пронизываемый
мокрым и холодным ветром, дувшим из компрессорной».
Читая сейчас покоробившийся от клея,
пожелтевший лист старой газеты, не веришь, что так
было. Могло ли происходить столько неполадок на
этом дивном заводе, изумляющем видавших виды
людей?
До нас еще, однако, сказано: творение
блистательное требует терпения меру, а труда без меры.
Те, кто творил блистательный этот завод, и
перетерпели довольно и огромный отдали труд. Станки,
наделенные ныне каким-то сверхъестественным
техническим благоустройством, действующие в
неукоснительном порядке, вовсе не сразу стали такими.
Однако томительных помех, всяческих осечек и не-
Рис. С. ВЕЦРУМБ и Л. СМЕХОВА
успехов было бы значительно больше, если бы
инженерам в их проектных расчетах приходилось
двигаться неведомыми путями. Но в советской технике
давно и много проложено дорог, ведущих к глубокой
автоматизации производства массовой продукции.
Определяя и вырабатывая типы оборудования для
первого в мире комплексного автоматического завода,
конструкторы могли оснащать его в значительной
степени существующими узлами, уже выверенными
временем и практикой.
Руководители проекта — лауреаты Сталинской
премии член-корреспсндент Академии наук СССР
Владимир Иванович Дикушин, директор ЭНИМСа Александр
Павлович Владзиевский, главный инженер ЭНИМСа
Аркадий Ефимович Прокопович, главный технолог
проекта Анатолий Григорьевич Гаврюшин, главный
конструктор проекта Арий Абрамович Левин и их
помощники — не преминули сполна использовать эту
возможность.
Инженеры изучали существующие способы
производства поршней. Ходили по московским заводам.
Ездили в Горький, в Ростов. Присматривались,
прикидывали, запоминали. А если запомнить было трудно,
запасались чертежами и сведениями. Потом «дома»
осмысливали виденное, вдумывались и определяли, что
несовершенно, что можно и нужно улучшить.
Проектировщики бывали не только на
автомобильных, но и на таких заводах, как электроламповый:
здесь конструкторов интересовала автоматическая
упаковка хрупких стеклянных пузырьков с
вольфрамовыми нитями. Ездили даже к людям, весьма далеким от
машиностроительной области, — к кондитерам и
стекольщикам.
На «Красном Октябре» гостей угощали шоколадом.
А гости, вместо того чтобы хвалить хозяйские
изделия, разглядывали, как идет автоматическая упаковка
продукции. Они смотрели на машину, которая ловко
обертывала фольгой плитки шоколада, а мысленно
видели автомат, упаковывающий поршни.
На заводе стекольной промышленности им
показали полуавтоматическую машину, отливающую
красивые флаконы самой различной формы.
Это было в дни, когда коллектив конструкторов
бился над тем, как автоматически отмеривать и
заливать порции металла в литейную машину.
С флаконом для духов дело обстояло просто:
тестообразное стекло, большой каплей нависавшее над
формой, отрезали ножницами. Но струю расплавленного
алюминия ножницами не отмахнешь. И все-таки и
машина стекольщиков и ножницы, вовсе ненужные
литейщикам, дали пищу уму. Фантазия конструкторов
получила и здесь какой-то, пусть малый, но толчок.
Для иллюстрации того, какими неожиданными
путями шагает иной раз конструкторская мысль,
любопытен такой факт. Инженеры решили, как нужно еде-
14
лать один из узлов литейной машины, наблюдая
работу... шестипозиционного токарного полуавтомата.
Литейную машину пытались строить и на Западе.
Да нехватило на это пороху. Недоделали, бросили и
объявили: невозможно!
Не сразу заработала, как надо, и наша литейная
машина. Долго бились над ее наладкой и конструктор
лауреат Сталинской премии Захаров и его
помощники — слесари Кубышкин, Назаров, Сорокин и Ко-
леснев.
Пока машину испытывали в одиночку, на холостом
ходу, действовала она вполне нормально, не к чему
было придраться. Но как только включали ее в
общезаводскую систему, так начинались неурядицы: то
форма расходилась в момент заливки, то поршни
принимались кувыркаться, то не доходил до своего места
средний клин, и Кубышкину или Сорокину
приходилось лезть в горячую машину, пока она не остыла.
А остудить машину - беда! Такая грубая на
взгляд вещь, как алюминиевая отливка, оказывается
хрупкой недотрогой. На ее качество пагубно влияет
малейшее изменение температурного режима, даже
похолодание в цехе, даже происходящая за его
стенами перемена времен года.
Это потом, когда Вячеслав Алексеевич Захаров
придумал автоматический температурный компенсатор,
сразу стало проще. А тогда, в разгар наладки, мучений
было хоть отбавляй.
Проектировать машину инженеры Захаров и
Алексеев начали, что называется, на голом месте. Было
только горячее желание сделать, сделать во что бы то
ни стало. А больше ничего не было: ни примера, ни
опыта предшественников, ни отправной точки.
Хотя нет, точка была. Только называлась она
иначе — «проектное задание». Требовалось быстрее дать
машину, автоматически ведущую весь процесс отливки.
Захаров сел за проект в марте. А когда был
закончен последний расчет, за окном сияло июньское небо.
«А ведь уже лето», - удивился он.
Машина готова. Правда, ее очертания
существовали еще только на листах бумаги. Но перед
умственным взором конструкторов машина была уже такой,
какой ее еще должны были сделать.
В воображении инженера машина уже действовала.
Периодически открывались и закрывались кокили.
Каждая из частей формы точно и плотно становилась на
свое место. И достигалось это такой простой системой!
Даже странно: почему сразу не пришло в голову это
решение, сколько раз пересчитывали, переделывали,
сколько мучились...
Чертежи были отправлены на завод, и Захаров
сменил костюм на спецовку. Там, в цехах, он и сдружился
с четырьмя слесарями, которым поручили собирать
его машину. Так впятером и «доводили» они ее здесь,
на будущем автоматическом заводе, который
назывался уже в просторечии экономным словом — «АЗ».
СУТКИ БЫЛИ ОБИДНО КОРОТКИМИ
Придет время, и появятся у нас заводы, которые
будут настолько же совершеннее «АЗ», насколько
локомотив «ИС» идеальнее первого паровоза Черепановых.
Перенесут тогда оборудование первого в мире
автоматического металлообрабатывающего завода в музей,
как поместили туда макет первой паровой машины
Ползунова или радиоаппарат Попова.
А пока еще свежи впечатления только что
отгремевших технических боев, когда сутки были обидно
короткими.
Никогда до сих пор отливки поршня не обрезались
в горячем состоянии. Их специально для этого
охлаждали. А так как поршень должен пройти и закалку, то
отливки затем нагревали снова. Затрачивали лишнее
время и лишние деньги.
Инженер Яков Владимирович Логинов поставил
своей целью дать «АЗ» такой автомат, который срезал
бы литники горячими. Но не так-то просто это
сделать, когда температура отливки почти полтысячи
градусов.
Логинов проектировал станок, который двумя
пилами отсекает литники и в то же время зачищает
всякие непрошенные вредные приливочки. Но для
передачи горячего поршня на отрезной станок надо было
придумать автоматическую «руку». А ей приходилось
тяжеловато: каждые 15 секунд бережно и безошибочно
вынимать из литейной машины горячую, хрупкую
отливку и подавать ее к тискам станка. И еще
предстояло сконструировать устройство, которое
переворачивало бы «обритый» поршень и укладывало его в лежачее
положение на конвейер термической печи. Множество
вариантов таких устройств было придумано и опробо-
Отрезные пиль< с сегментами из быстрорежущей стали
выходили из строя после обрезки 10—20 отливок.
Инженер И. Турчанинов увеличил задний и передний
углы зуба до 15° (рис. 1) и ввел капельную смазку
зубьев в процессе резания.
Новая пила успевала до переточки отрезать
2 500—3 000 литников поршней. Считая, что для
автоматического завода и эта стойкость фрезы недостаточна,
И. Турчанинов разработал еще две конструкции фрез
с механическим креплением зубьев из твердого сплава
(рис. 2 и 3). Эти фрезы выдерживают отрезку у 50 000
отливок.
Фреза на рисунке 3 имеет более простую как в
изготовлении, так и в эксплуатации конструкцию.
вано Логиновым, пока, наконец, не появился в
литейном цехе «кувыркающий механизм».
Каждое из прежних устройств не давало полной
гарантии: из тысячи транспортируемых поршней хоть
один занимал неправильное положение. Это означало
остановку. В ином производстве кратковременная
остановка не так уж страшна. При автоматизированном
литье она больше чем нежелательна. Это не только
потеря времени. Это и потеря главного — качества.
Значит, в условиях «АЗ» это авария!
А вот «кувыркающий механизм», несмотря на такое
легковесное, почти цирковое название, оказался
безупречным: каждый поршень делал и делает свой
кульбит с математической точностью.
— Короткий темп — четыре поршня каждую
минуту — держал, нас в состоянии бодрости, —
рассказывает Логинов. — Высказывались предложения давать
в минуту два поршня. Так было бы куда легче. Но все
же решили — одолеем и четыре. А потом, чем
труднее техническая задача, тем интереснее ее решать.
Особенно трудно было сделать стойкие пилы для
отрезки литников.. Литературно выражаясь, это были
дни напряженных творческих поисков. А проще
говоря — ни спать, ни есть не хотелось. Пилы отбивали
и сон и аппетит. Они обрезали пять-десять отливок
и выходили из строя. Через двенадцать с половиной
минут зубья у них забивались горячим металлом.
Изменяли геометрию фрез, изменяли режим обработки,
15
а дело не шло на лад. Нас объявили «узким местом».
Мы задерживали отладку всего завода. Представляете,
каково было?
Логинов словно вновь переживает эти тревожные
дни и принимается ходить по кабинету.
— Когда мы предложили обрезать горячие отливки,
чтобы исключить их охлаждение и вторичный нагрев,—
говорит он на ходу, — на нас кое-кто ополчился. Мы
отбились. А тут выходило — сдавать нам позиции. Но
разве это можно, если чувствуешь, что прав? В самый
разгар боя Илья Георгиевич Турчанинов подсказал
геометрию пил, которые стали обрезать по две с
половиной тысячи поршней! Министерство утвердило
вариант горячей резки. Но Турчанинов не успокоился.
Он создал еще две оригинальные конструкции
отрезных фрез, обе с механическим креплением пластинок
твердого сплава. Они без переточки обрезают
пятьдесят тысяч поршней!
ДОЛГОЛЕТИЕ ИГЛЫ
Дозатор для заливки горячего металла в литейный
автомат — сам по себе достаточно замысловатый
аппарат. Но еще сложнее было создать иглу, закрывающую
выпускное отверстие, через которое выливается в ко-
кили сплав.
Игла обязана быть не просто стойкой, а длительно
стойкой, чтобы не поддаться расплавленному металлу,
в котором ей предстоит дневать и ночевать. От нее
требуется долголетие.
Температура плавления стали намного выше, чем
у алюминия. Значит, ясно: иглу надо сделать из
прочной стали.
Но когда такой иглой попробовали заткнуть
отверстие капельника в дозаторе «АЗ», она спасовала.
Произошло это потому же, почему стальной прут,
погруженный в сплав, идущий на отливку поршней,
вскоре исчезает: его без остатка «съедает» алюминий,
имеющий очень высокую химическую активность.
Вот это обстоятельство и означало, что коллективу
конструкторов предстоят продолжительные
кропотливые поиски и опыты, заведомо таящие в сеЯе не одну
каплю горького разочарования. Так оно и было.
Досталось и поисков и разочарований.
Никто не догадался точно подсчитать, сколько было
испробовано разных вариантов. Напрасно! Цифра была
бы красноречивым свидетельством упорства и
трудолюбия. Наконец было найдено нечто подходящее —
новинка советской техники — твердосплавная игла,
испытанная академиком В. Н. Никитиным «в семи
огнях и семи водах». Острый конец этой иглы,
погруженный в расплавленный алюминий, держался молодцом.
Казалось, что решение технической задачи близко.
Подвох пришел вовсе не с той стороны, откуда это
можно было ожидать, а буквально с противоположной.
Сдавать и размягчаться стала не та часть иглы,
которая находилась в дикой жаре дозатора, а та, которая
была снаружи, на вольном чистом воздухе.
Твердому сплаву, выбранному для иглы, нипочем
оказалась страшная даже для стали высокая
химическая активность алюминия. Однако и у этого твердого
сплава была своя ахиллесова пята: нагреваясь, он
жадно соединялся с кислородом.
В дозаторе кислорода не было, а вокруг него —
сколько угодно. Окисление наружной части иглы шло
так быстро, что от нее приходилось отказываться.
Тогда стали искать защиту для той ее половины,
которая оставалась перед дозатором.
Пробовали обертывать ее стеклянной тканью — не
помогло. Применили хромирование — не выдержало.
Пробовали все: асбоцемент, кварцевое стекло,
различные керамические трубки... Легче, пожалуй,
перечислить, чего не пробовали.
В конце концов добились своего: секрет долголетия
был найден. Для этого ту часть иглы, которая
подвергалась разрушению, пришлось одеть в кольца из
твердого сплава.
Игла, закрывающая ныне дозатор литейной машины,
чувствует себя в ярящемся металле, как рыба в воде.
Может быть, это несколько неожиданное сравнение, но,
по существу, так оно и есть.
ПО ПУТИ НАИБОЛЬШЕГО СОПРОТИВЛЕНИЯ
Интересно проследить, как конструкторы
устанавливали темп работы завода.
Ритм прежних автоматических линий определялся
самой медленной операцией. Лишь когда заканчивает
работу станок, производящий самую длительную
обработку, транспортное устройство начинает двигаться по
всей своей длине и переносит детали с агрегата на
агрегат.
Естественно, что и на «АЗ» всякая операция
занимает свое, притом разное, время.
На освидетельствование поршня в
контрольно-сортировочном автомате по одному параметру уходит лишь
десять секунд. Это самый быстротечный процесс.
Чтобы подогнать поршень по весу, нужно уже двадцать
секунд. А на отшлифовку — самую длительную
операцию — требуется целых сорок секунд.
Ускорить ее без ущерба для качества нельзя.
Если бы инженеры выбрали путь наименьшего
сопротивления и готовых решений, «АЗ» выпускал бы
каждые сорок секунд один поршень. Его
производительность оказалась бы вчетверо ниже нынешней.
Но равнение было взято не на «узкое место», а на
?амое широкое. Выбранный темп равнялся десяти
секундам.
Практически это осуществлялось так. Для подгонки
по весу нужно двадцать секунд, — значит создавался
станок, который способен был одновременно
обрабатывать два поршня. Для шлифовки нужно сорок
секунд, — создали автомат, обрабатывающий четыре
поршня разом, и т. д.
Таким образом добились, чтобы и подготовка по весу
и шлифовка каждого поршня шли в темпе десяти
секунд. Станки «АЗ» стали высокопроизводительными
агрегатами.
Но ритм у каждой машины оставался попрежнему
свой. Со шлифовального станка хоть и сходило разом
четыре поршня, но все равно только через каждые
сорок секунд.
16
В то же время все эти в разном
темпе работающие станки должны
были являться единым целым. Это
очень усложняло создание
транспортных и загрузочных устройств.
От обычных предприятий,
использующих автоматическое
оборудование, автоматический завод
отличается, во-первых, применением
автоматических машин для
выполнения всех без исключения
технологических операций, во-вторых,
автоматизацией технического
контроля, управления агрегатами и
наиболее важных вспомогательных
процессов.
Однако все эти вопросы в той
или иной степени решаются в
любом современном массовом
производстве. Поэтому отличия здесь
лишь количественного порядка.
Но есть у «АЗ» одна
особенность, наиболее существенная и
принципиальная, определяющая его
качественное отличие: здесь
полностью автоматизированы транс-
портно-загрузочные операции.
Попутно с передвижением
деталей между станками
обеспечиваются закрепление изделий в
определенном положении и
правильная их ориентировка по
отношению к обрабатывающим
инструментам.
Автоматизированный транспорт
в сочетании с загрузочными
устройствами связал воедино все
агрегаты, сделал завод работающим
размеренно, с равнением на темпы
наибыстрейшей — десятисекунд-
ной — операции.
Поршни передвигают не только
цепные и штанговые транспортеры.
Подчиняясь действию силы
собственной тяжести, детали катятся
по наклонным склизам; повинуясь
силе трения, перекатываются по
бесконечно движущимся ленточным
транспортерам и по направляющим
планкам. Словом, поспешают на
различных видах транспорта и
никогда не опаздывают, всегда
вовремя появляются на месте.
Не надо, однако, думать, что
поршни, скатывающиеся по
наклонным склизам, или
транспортерным лентам, предоставлены
самим себе. И здесь, на этих
«вольных» дорогах, детали опекают
специальные автоматические
устройства.
Одни из них, названные
комплектующими, стоят на разных
участках автоматического потока.
Их обязанность - изменять
количество параллельно
транспортируемых изделий. Это делается для
того, чтобы можно было
одновременно обрабатывать наивыгоднейшее
для данной операции количество
изделий. Другие устройства -
поворотные — изменяют положение
изделия при входе в агрегат или
на выходе из него. «Рука» такого
устройства размеренным
движением «берет» беззаботно катящиеся
поршни и ставит их в нужное для
обработки положение. А после
бережно кладет их бочком на склиз:
катитесь, мол, до следующей
машины!
Таким образом, в единый
автоматически идущий поток были
соединены очень разнородные и
очень различные по
продолжительности операции: литье и
механическая обработка, химические
процессы и упаковка...
Так возник этот чудесный
завод - еще один шаг по пути к
созданию новой техники, техники
коммунистического общества.
ПОЧИП КОНТРОЛЕРА
Комсомолка Зинаида Иванова —
лучший контролер ОТК
ситценабивной фабрики комбината
«Трехгорная мануфактура». Она
ввела в систему такой метод
работы, при котором каждый метр
материи находится под
бдительным контролем.
Если при разбраковке она
обнаруживает дефект в товаре,
то прежде чем его удалить, она
вызывает по телефону
виновника брака и указывает ему на
допущенные им погрешности.
Способ контроля,
предложенный Ивановой, помогает рабочим
повышать свое мастерство и
в то же время увеличивает их
ответственность за выпуск
высококачественной продукции.
После введения этого метода
на фабрике значительно снизился брак и уменьшились отходы.
Зинаида Иванова учится на 2-м курсе вечернего текстильного
техникума.
ТВОРЧЕСКОЕ СОДРУЖЕСТВО
3. Иванова (в центре).
Бригада творческого содружества. Слесарь комсомолец Гелий Адоматш
Турбостроители завода «Пергале» в г. Каунасе первыми в Литве
подхватили почин молодых рабочих автозавода имени Сталина,
начавших социалистическое соревнование за экономию, материалов и
электроэнергии при изготовлении каждого изделия.
Мастер механического цеха Ионас Швегтда внедрил новый метод
обработки цилиндра ручного насоса. Если раньше отверстие надо было
после черновой расточки зенкеровать, а затем развертывать двумя
развертками, то теперь по предложению мастера цилиндр
растачивается в один проход двумя резцами, закрепленными в специальной
оправке. Новый способ вдвое сокращает время на обработку цилиндра,
экономит режущий инструмент и улучшает качество обработки.
Слесарь комсомолец Гелий Адомайтис изменил выкройку стального
чехла обшивки турбины. По новой выкройке чехол каждой седьмой
турбины получается из сэкономленного металла.
Комсомолец Ногинов, обрабатывая корпуса турбин на большом
строгальном станке, снабженном 14 электромоторами, ежедневно
экономит до 48 киловатт-часов энергии. Раньше при установке резца
строгальщик пускал станок на холостой ход, — молодой новатор стал
устанавливать резец с помощью рейсмуса и только после этого
включает станок.
Токарь Немов предложил новую технологию обработки бокового
кольца турбины. До изменения технологии оно рассверливалось, а
затем растачивалось до диаметра 115 мм, при этом много металла
превращалось в стружку. Сейчас внутренняя часть кольца диаметром
в 100 мм вырезается автогеном и потом растачивается. Из вырезанного
куска изготовляют овальный фланец. Время
обработки кольца сократилось в два раза. I
За проявленную инициативу в разработке
ценных предложений по экономии материалов
группа новаторов завода награждена грамотами
ЦК ЛКСМ Литвы. '
НАУКА И ТЕХНИКА
В СТРАНАХ
НАРОДНОЙ ДЕМОКРАТИИ
«$► Методы работы советских
новаторов и рационализаторов
получили широкое
распространение в странах народной
демократии. Борьба за снижение
себестоимости, за повышение
производительности труда, за
внедрение передовых методов
повсеместно развернулась на
фабриках, заводах, в сельском
хозяйстве Чехословакии.
Работники завода «Тоста»
в Аше решили наполовину
снизить количество отходов
производства. Только на этом
мероприятии они рассчитывают
сэкономить за год более
16 миллионов крон.
Группа работников бумажной
фабрики Роудницкого района
предложила новый
парогидравлический способ очистки
деревьев от коры. Этот способ
обработки значительно
облегчает труд и увеличивает
выпуск деловой древесины.
На заводе «Шкода» в
г. Градец-Кралевски всем
известен фрезеровщик
Франтишек Крейчи. Работая на
заводе, он внимательно
присматривается к производственному
процессу, изучает его. Ф.
Крейчи внес целый ряд ценных
рационализаторских
предложений. По его инициативе на
предприятии создана ударная
бригада, показывающая
образцы высокой производительности
труда. (Чехословакия.)
Производственное совещание в бригаде Ф. Крейчи.
♦3> Трудящиеся стран
народной демократии живут дружной
семьей, оказывая друг другу
всемерную поддержку и помощь.
В Венгрии ведется большое
промышленное строительство —
сооружаются фабрики, заводы,
электростанции. Предприятия
Чехословацкой республики
изготовляют для венгерских
заводов и электростанций
оборудование, которое монтируется
бригадами специалистов,
прибывших из Чехословакии.
(Венгрия.)
Бригада чехословацких
слесарей на строительстве
теплоэлектроцентрали Инота за
монтажем вентиляционной
установки, изготовленной в
Чехословакии.
1х ^ гч$>1, » .
Л** - « г •-
Один из павильонов выставки
в Кантоне.
щих тонкостью работы,
зрелостью мысли и высокой
техникой исполнения. Однако все
эти сокровища китайского
искусства и культуры были
недоступны для широких
народных масс, — они были скрыты
за стенами дворцов богачей и
феодалов. И только с
установлением народной власти
богатства, накопленные веками,
стали достоянием всех трудящихся.
Теперь в Китайской
Народной Республике часто
устраиваются выставки исторических
культурных ценностей и по-
П?^,
Отдел фарфоровых изделий
на выставке.
следних достижении
промышленности и сельского хозяйства.
Выставки привлекают много
посетителей. (Китай.)
♦ За 1951 год в Польше
вступило в строй 135
промышленных объектов. В первом
квартале 1952 года сдано в
эксплуатацию еще 32 новых
предприятия.
Огромный размах строитель- мах. (Польша.)
ства свидетельствует о бурном
росте в стране всех отраслей
промышленности. С каждым
днем увеличивается
потребность в кирпиче, лесе, цементе,
стали, строительных механиз-
Монтаж мощной вращающейся печи цементного завода
в Вежбице.
Из ворот завода «Совром-
трактор» выходят новые
гусеничные тракторы.
*♦* Быстро меняется облик
румынской деревни. Растет
число коллективных и
государственных хозяйств,
организуются новые МТС и ремонтные
мастерские. Много
сельскохозяйственных машин и орудий
поставляют отечественные
заводы. На полях страны работает
много новых машин, в том
числе и новые гусеничные
тракторы, серийный выпуск которых
налажен в этом году на заводе
«Совромтрактор». (Румыния.)
V Китай — страна очень
древней культуры. Китайский
народ создал немало
художественных произведений, поражаю-
*♦* Венгерской
промышленностью выпущен новый
мощный электровоз. На нем
установлено пять моторов общей
мощностью в 3 500 л. с.
Регулировка скоростей полностью
автоматизирована. Электровоз
развивает скорость до 125 км
в час. (Венгрия.)
Нов\
ыи венгерский электровоз.
18
В. ИВАНОВА,
участнице четырех рейсов китобойной флотилии
«Слава»
Рис. А. КАТКОВСКОГО
СТРАНИЦЫ ИСТОРИИ
В течение многих столетий
Антарктика хранила от
человечества свои тайны.
Редкие корабли смелых
исследователей, пытавшихся
проникнуть в запретные
области, встречали чудовищные
двенадцатибальные штормы;
дрейфующие ледяные поля,
смыкаясь, схватывали их
железным нерасторжимым
объятием; в непроглядном
тумане белыми призраками
скользили гигантские
айсберги, столкновения с которыми
слишком часто кончались
гибелью смельчаков.
Паруса русских кораблей
первыми прошелестели у
берегов Антарктического
материка. В январе 1820 года
экспедиция на судах «Восток»
и «Мирный» под
командованием Ф. Ф. Беллинсгаузена и
М. Н. Лазарева открыла
остров Петра I и Землю
Александра I. Русские
открыли Антарктиду и положили
начало исследованию
Антарктики. Научные записки
участника экспедиции
профессора Ивана Симонова,
отчеты Фаддея Беллинсгаузена
и Михаила Лазарева сорвали
покров тайны с Антарктики и
вызвали во всем мире огромный
интерес к Южному полюсу Земли.
Царское правительство не
сумело использовать открытия русских
моряков в Антарктике, и плодами
их самоотверженной работы
воспользовались иностранцы.
Норвежские, английские,
германские, голландские и американские
китобои хлынули в Антарктику и
стали хищнически истреблять
китов. Добычей китов занимались
41 китобойная флотилия и б
береговых станций. С 1905 по 1945 год
I в Антарктике было убито 680
тысяч китов. Империалистические
государства извлекали из
китобойного промысла огромную выгоду.
Например, Англия в течение ряда
лет обеспечивала за счет китового
жира потребность населения в
маргарине на 46 процентов и лярде —
на 28 процентов.
Россия начала китобойный
промысел в Северном Ледовитом
океане еще при Петре I, когда на Мур-
мане, в поселке Кола, была создана
первач китобойная база.
В конце прошлого столетия
китобойным промыслом на Дальнем
Востоке стал заниматься капитан
Дельмов на пароходе «Геннадий
Невельской». Царское
правительство не оказало поддержки
ценной инициативе, и китобойный
промысел в России почти не
развивался. Только после Великой
Октябрьской социалистической
революции в Советском Союзе в годы
первой сталинской пятилетки была
по инициативе товарища Сталина
организована первая китобойная
флотилия «Алеут». Эта флотилия
до сих пор ведет китобойный
промысел в северном полушарии: у
берегов Камчатки, у Курильских
островов. Однако флотилия «Алеут»
приступила к промыслу,
когда наиболее ценные породы
китов в северном полушарии были
хищнически истреблены. В
настоящее время все китобойные
флотилии добывают в этом районе не
более 3 тысяч китов в год.
В 1946 году, в декабре, впервые
вышла в Антарктику на промысел
новая советская китобойная
флотилия «Слава».
КИТЫ
Синие киты, на которых мы
охотились в Антарктике, это
самые большие животные в мире.
Туша такого кита имеет длину до
30 метров и весит до 130 тонн.
Один язык весит 3 тонны, сердце
700 килограммов. Когда-то считали
кита рыбой, но кит — это большое
млекопитающее, приспособившееся
в течение многих тысячелетий
к жизни в водах полярных океанов.
Он дышит легкими и вскармливает
своих детенышей молоком. Самка
кита раз в два года приносит
китенка длиной метров в семь и
весом около 7 тонн. Такому
китенку нужно в сутки 300 литров
молока.
Плавают киты очень хорошо.
Короткие л широкие плавники
служат им рулями глубины, могучий
двухлопастный хвостовой плавник
выполняет роль пароходного
винта. Взрослый кит развивает
скорость до 40 километров в час.
Фонтаны, выбрасываемые китами на
высоту до 12 метров, состоят из
мельчайших частиц воды и пара.
В пасти синего кита — целый
частокол из длинных роговых
пластинок, — так называемый китовый
ус, служащий ему для
процеживания воды, из которой он таким
образом вылавливает планктоновых
рачков (черноглазок). Кит
поглощает за сутки не менее тонны
таких рачков. Имея огромную
пасть, в которой легко может
поместиться лодка с гребцами, кит
имеет в то же время такую узкую
глотку, что не может проглотить
большую рыбу.
Живут киты до 20—30 лет.
Обычно они плавают группой в 5—
6 штук, но бывали случаи, когда
мы наблюдали стада китов и в
несколько сот штук.
Кит-самец обычно плавает вместе
с самкой и детенышем, которых он
всячески оберегает от
нападения хищников. Если самка
погибает, то самец не уходит
от самки и мечется вокруг ее
тела. Когда же бывает убит
самец, то самка с детенышем
спасается бегством.
Однажды мы наблюдали
интересное зрелище
нападения касаток на китов. По
размерам касатка в три раза
меньше кита, но имеет острые
зубы и большую скорость
хода. Преследуя китов, эти
хищники вырывают части тела
кита, уничтожают детенышей.
Стоит нескольким касаткам
показаться среди китов, как
киты быстро начинают
уходить от них.
У кита хорошо развит слух:
он слышит на расстоянии до
7 километров, причем даже
под водой киты подают друг
Другу звуковые сигналы.
ОХОТА НА КИТОВ
В недалеком прошлом, еще
в конце XIX столетия, охота
на китов была сопряжена
с большой опасностью для
жизни человека. Охота велась
с парусных ботов, при помощи
ручного гарпуна и пики.
Приблизившись на расстояние
15—20 метров к киту, китобой
старался попасть под грудной
плавник гарпуном, к которому был
прикреплен трос. Раненый кит
зачастую сутками таскал за собой
утлое суденышко китобоев.
Нередко этот поединок человека с китом
заканчивался трагической гибелью
китобоя.
В наше время охота на китов
ведется с небольших
судов-китобойцев, водоизмещением до
500 тонн, имеющих скорость хода
до 26 километров в час.
Как только марсовый матрос
обнаружит фонтаны, китобоец
старается подойти к киту на
расстояние 20—30 метров. На носу
китобойца установлена специальная
пушка. Снаряд, которым она
стреляет — так называемый гарпун, —
снабжен гранатой, взрывающейся
при попадании в кита. К гарпуну
прикреплен нейлоновый трос
длиною до 1000 метров. Трос проходит
через систему амортизационных
блоков, находящихся в
промысловом трюме китобойца.
Если кит не убит с одного
выстрела, то раненое животное
ныряет и спасается бегством,
развивая скорость до 40 километров в
час и мощность до 1700 л. с.
Загарпуненный кит * может часами
таскать за собой китобойца, пока
не обессилеет от потери крови. Но
обычно, как только кит вынырнет
на поверхность, дается
дополнительный выстрел, и кита убивают.
У нас был случай, когда раненый
кит, вместо того чтобы спасаться
бегством, дважды бросался на
китобойное судно, ударом головы
сделал вмятину в корпусе и согнул
концевой вал.
КИТ НА «СЛАВЕ»
В теле убитого кита пикой
делается отверстие, через которое, для
того чтобы туша не потонула,
нагнетается при помощи
компрессора сжатый воздух.
На китобазе «Слава», куда
китобоец прибуксировывает убитого
кита, в кормовой части судна имеется
19
АМОРТИЗАЦИОННОЕ
УСТРОЙСТВО
КИТОБОЙНОГО
СУДНА
Г А Р>П УН -л^нь
1,1'ШИ-'
"а китобойной базе, внешний вид
и разрез которой изображены на этом
рисунке, производится переработка
кита на полуфабрикаты. Здесь
вытапливается жир—ценное сырье для
мыловарения, пищевой,
фармацевтической и других отраслей
промышленности. Мясо и кости
перерабатываются в мясную и мясокостную муку,
идущую для откорма скота. Из
эндокринных желез, мозга и некоторых
других внутренних органов
изготовляют медицинские препараты.
Отдельные части туши идут на выработку
подошвенной кожи. Не пропадают даже
зубы кашалотов—они идут на
художественные поделки как заменитель
слоновой кости.
слип, представляющий собой
наклонную поверхность, нижняя
часть которой опускается в океан,
а верхняя ведет на кормовую
разделочную палубу китобазы.
Кита подтягивают к слипу,
затем на хвостовой плавник его
набрасывают 2-тонные храпцы, по
виду напоминающие гигантские
клещи. При помощи лебедок
грузоподъемностью до 50 тонн кита
втягивают на палубу, где матросы-
раздельщики снимают вместе с
кожей слой сала толщиною до 40
сантиметров, отделяют нижнюю
челюсть вместе с китовым усом,
удаляют язык. Мне приходилось
наблюдать, как 11 человек
матросов-раздельщиков свободно
помещались в раскрытой пасти кита.
Затем китовая туша поступает
на центральную разделочную
палубу, где проходит дальнейший
процесс обработки при помощи
паровых пил. Мясо отделяется от
позвоночника; сало, мясо и кости
сбрасывают в жиротопенные котлы,
громадные горловины которых
выходят на разделочную палубу.
Часть мяса, кусками по 25—35
килограммов, поступает на «мясную
линию» для изготовления кормовой
муки. Печень забирают на посол.
Жир из жиротопенных котлов
сливают в отстойники, а потом для
очистки пропускают через
сепараторы. Очищенный жир по
гигантским трубам сливают в цистерны,
где он хранится до возвращения
«Славы» на родину. Весь раздел
китовой туши занимает *.. всего
45 минут.
Мясо кита является ценнейшим
продуктом. В Норвегии, Англии,
Японии и других странах ег/э
употребляют в пищу. Но основная
часть китового мяса идет на
изготовление мясного порошка,
употребляемого для откорма скота. Не
меньшую ценность имеет жир
кашалота. В голове этого животного
находится мешок, наполненный
жиром, носящим название
«спермацет». Из него изготовляют свечи,
а также предметы косметики:
губную помаду, кремы и др. Зубы
кашалота заменяют слоновую кость.
Вес всех китов, добытых «Славой»
за последние пять лет в
Антарктике, составляет 18 миллионов пудов.
Это вес 3 миллионов свиней!
СОВЕТСКИЕ МОРЯКИ
В АНТАРКТИКЕ
В первых двух рейсах «Славы»
нам пришлось пользоваться
услугами норвежских моряков,
считавшихся лучшими китобоями в
мире. Норвежцы-гарпунеры
тщательно охраняли тайну своего
ремесла.
Но советские моряки быстро
освоили Антарктику и овладели
китобойным делом. Советские
гарпунеры Пургин и Зарва, имевшие
опыт охоты на китов на
Дальнем Востоке, обучали своих
товарищей.
Когда к концу второго рейса
один из норвежских гарпунеров,
по существовавшей у них
традиции, предоставил свою пушку для
выстрела советскому матросу,
считая, что это должно принести ему
счастье, то произошло то, чего не
мог предвидеть норвежский
гарпунер. Матрос Щепицын выстрелил
из гарпунной пушки и попал прямо
в сердце кита-кашалота. С
норвежцем едва не случился обморок от
неожиданного успеха ученика.
В третий рейс в Антарктику
«Слава» вышла без норвежских
гарпунеров.
Все пушки находились в руках
советских моряков.
Норвежские газеты единодушно
считали, что у русских китобоев
ничего путного не получится.
«Русские не только не сумеют бить
китов, но и не найдут мест скопления
китовых стад», — писали газеты.
Председателе 'союза гарпунеров
Норвегии Сигирд Нильсен,
считавшийся «специалистом» по русским
делам, писал в норвежской
газете: «Норвежские китобои в
течение десятков лет приобретали опыт
распознавать места нахождения
китов. Этот опыт является
обстоятельством, от которого зависит
удачная охота на китов. За последние
два года русские кое-чему,
конечно, научились, но они вряд ли
приобрели опыт... Они вряд ли
добьются чего-нибудь...»
Однако советские гарпунеры
Пургин, Гниляк, Зарва, Регушев-
ский, Овсяников, Тупиков,
Николаев и другие с честью справились
с возложенной на них задачей.
Справился с нею и командный и
технический состав «Славы». Если
цех разделки при норвежцах
разделывал максимально 13 китовых
туш в сутки, то в третьем рейсе
наши моряки разделывали в сутки
по 31 китовой туше. В пятом рейсе
мы разделывали еще более —
по 40 китовых туш в сутки.
ДАЛЕКО ОТ РОДИНЫ
На обратном пути, успешно
закончив китобойный промысел,
советская китобойная флотилия
обычно заходила в Кейптаун — один из
портов Южно-Африканского Союза.
Больше всего здесь нас
поражало бесправие туземного населения.
На главной улице Адерлей-стрит
надписи: «Только для белых». При
посадке в городской автобус вы
увидите табличку: «Внизу для
белых, вверху для черных». За
городом есть дороги для белых и
дорога для туземцев. Особенно тяжело
видеть страдания детей.
Голодные и оборванные, они бродят по
причалам и выпрашивают
подаяние. Дети ныряют на дно бухты
за серебряной монетой, за кусок
апельсина исполняют танец. Живут
они в лачугах, напоминающих
собачьи конуры.
В компании с товарищами я
осматривала город. Мы шли по
центральным кварталам. Светились
тысячи огней реклам, шикарных
ресторанов и магазинов, из
полутьмы выступали очертания
роскошных особняков богатых англичан.
Мягко шелестели шины дорогих
автомашин, принадлежащих
богатым людям. Я думала о той
разнице между бедными и
богатыми, между сытыми и голодными,
которая так ярко бросается в глаза
в этом большом портовом городе.
Какая пропасть между Адерлей-
стритом и негритянскими
кварталами города, где в страшной
скученности и невероятной нищете
живут десятки тысяч людей! И эти
люди, законные хозяева своей
страны, обречены на медленное
вымирание...
...И как хорошо бывает на
сердце, когда китобойная флотилия
«Слава» возвращается к родным
берегам Одессы и ее торжественно
встречают десятки тысяч людей.
Звучит музыка, радушно
открываются широкие двери родной
страны.
ДОМОВОЗ
Двадцать тысяч различных
строений будет* вывезено со дна
будущего Сталинградского моря. Для
перевозки домов и амбаров без
разборки группа научных
работников и инженеров под руководством
кандидата технических наук И. Т.
Иванова разработала конструкцию
саней и специальную тележку.
Домовозная тележка состоит из
рамы с металлическими бал«а»ми,
поднимающимися н
опускающимися с помощью домкратов. В
цоколе перевозимого дома пробиваются
отверстия, в которые заводятся
поперечные брусья. На эти брусья
с помощью
домкратов опускаются
балки тележки, и их
скрепляют с
брусьями хомутами.
Покоящийся «а балках
дом легко
поднимают домкратами
тележки и с помощью
трактора производят
передвижку к
новому месту. На новом
месте дом
опускается на
приготовленный фундамент.
Подъем дома на
тележку и
опускание его «а новый
фундамент требуют
всего лишь 2—3
часа,, Передвижка осуществляется со
скоростью от 3 до 10 км/час.
^а^ДШ Гг^
22
Инженер А. ПЕСЕНКО
(г. Ростов-на-Дону)
Р**с. Н. СМОЛЬЯНИНОВА
Толпа, собравшаяся в летний день
1895 года на одной из окраин
Парижа, явно чего-то ожидала. Все
головы были обращены в сторону
дороги, ведущей в Бордо.
Наиболее нетерпеливые двигались по
этой дороге и почти скрывались из
виду...
Вдруг все заволновались. Вдали,
в клубах пыли, показался какой-то
экипаж, довольно быстро
приближавшийся к толпе. Когда он
поравнялся с ее авангардом, в воздух
полетели котелки, шляпы, кепки.
Еще бы! Ведь это финишировал
победитель гонок
Париж—Бордо—Париж — автомобиль марки «Пинор-
Левасор», покрывший расстояние
в 1172 км со средней скоростью
24,42 км в час. «Бешеная
скорость!» — говорили друг другу
парижане. «Пинор-Левасор» летел со
скоростью птицы!» — писали
газеты.
На наш сегодняшний взгляд
автомобиль-рекордсмен не блистал
достоинствами. Это была довольно-
таки неповоротливая машина, еще
сохранившая многие перешедшие
к ней по наследству черты конного
экипажа. Все части ее были
необычайно тяжелы, громоздки; колеса
были одеты массивными
резиновыми шинами. Поэтому на каждую
лошадиную силу, развиваемую
мотором, приходилось почти 1000 кг
веса машины. Трудно было,
конечно, при таких условиях думать
о нынешних высоких скоростях.
Перед инженерами того времени
стояла задача — облегчить
автомобиль. Но как можно было это
сделать, если толчки от малейших
неровностей дороги передавались
на корпус машины, на двигатель?
Детали приходилось делать
усиленной прочности, чтобы они
выдерживали эту постоянную тряску.
Пробовали подвешивать
автомобиль на рессорах. Однако даже
самые мягкие рессоры не смогли
смягчить жестких стремительных
толчков колес о неровности дороги.
Ведь период колебания рессоры
Три автомобиля, «обутые» в покрышки с протекторами разных рисунков,
отправились в рейс по одному и тому же маршруту. Первый мягко прошелестел шинами по
городскому асфальту и выехал на размытую весенними дождями грунтовую дорогу.
Немало усилий пришлось приложить шоферу, чтобы преодолеть встретившиеся ему
там лужи и колдобины, а въехать на небольшую покрытую скользкой глиной горку
он так и не смог: протекторы его шин имели слишком плохое сцепление с грунтом.
Второй автомобиль с треском и грохотом пролетел первую часть дороги — шашки
его протектора сильно стучали по асфальту. Зато дальнейший путь он прошел
значительно быстрее, чем первый. Шашечный протектор помогал ему вылезать из
многих ям, в которых застревал автомобиль с протектором «зигзаг», и хотя с трудом,
но ввез его на скользкую глинистую горку.
Шины третьего автомобиля имели протектор высокой проходимости — косой грунто-
'зацсп. Правда, на асфальте этот протектор вызывает биение колес, но зато ему не
страшны ухабы и лужи проселочных дорог. А в гору он въезжал с такой
скоростью, что меланхоличный щенок, кинувшийся за ним со звонким лаем, отстал на
первой же сотне метров. Попав в разные условия, каждый из протекторов
продемонстрировал свои положительные и отрицательные качества.
Различные типы
протекторов (сверху вниз).
Протекторы шин высокой
проходимости: елка,
зигзагообразный грунтозацеп.
Протекторы шин универсального
рисунка: два типа шашек и
«зигзаг».
среднего качества равен
приблизительно секунде.
За секунду же колесо
испытывает при быстром
движении несколько
десятков толчков, которые
обрушиваются всей
своей силой на корпус,
минуя рессору. Развитие
автомобилизма властно
требовало или создания
ровных, как зеркальное
стекло, дорог, или
изобретения рессор, которые
могли бы поглотить
толчки при езде по
ухабистой дороге. Ни таких
дорог, ни таких рессор
не построили и не
изобрели и доныне. Но...
Через год после
описанных автомобильных
гонок - в 1896 году -
колеса автомобиля «обули»
в пневматические шины.
А еще через год — в
1897 году — вес,
приходящийся на лошадиную
силу мощности мотора,
упал до 100 кг, скорость
же выросла почти вдвое.
Современные
автомобили массового
производства имеют на одну
МъШШш
.11 к* • *;*'•-
*• •• * П#
Прокол шины — большая неприятность для шофера. Однако есть ряд
специальных шин, которые не боятся проколов. Принципы их действия видны из рисунка.
А — шина <с самозаклеивающей массой; Б — секционная шина; В — губчатая шина.
лошадиную силу всего 15-30 кг
веса и развивают скорость до 150 —
200 км в час. Их колеса обуты
пневматическими шинами,
поглощающими все толчки от мелких
неровностей дороги.
Пневматические шины явились
для автомобиля чудесными
семимильными сапогами-скороходами.
12 МИЛЛИОНОВ КОЛЕБАНИЙ
Современное автомобильное
колесо состоит из стального диска
сложной формы, на который надета
шина. Внешняя оболочка шины —
прочная покрышка — предохраняет
внутреннюю, тонкостенную
резиновую камеру, наполненную
находящимся под давлением
воздухом.
Во время качения колеса
покрышка все время подвергается
деформации. В начальный момент
соприкосновения с землей она
вдавливается, затем снова
выпрямляется. В течение рабочей жизни
покрышки колесо автомобиля
делает 10 — 12 миллионов оборотов.
Следовательно, каждый участок
покрышки должен выдержать 10 —
12 миллионов изгибов. Лучшие
марки качественных сталей
разрушились бы от «усталости», испытав
такое число переменных нагруже-
ний. В конструкции покрышки все
рассчитано на такую полную
треволнений жизнь.
Основой покрышки, скелетом ее,
является каркас, состоящий из
нескольких слоев прорезиненной
ткани, называемой кордом. Нити в
этой ткани очень прочны и нигде
не соприкасаются непосредственно
друг с другом; они полностью
отделены друг от друга резиной. Слои
корда также отделяются друг от
друга тонкими прослойками рези~
ны. Это обеспечивает эластичность
каркаса и создает возможность
некоторого перемещения одного слоя
корда относительно другого.
24
Для предохранения боковых
слоев каркаса от механических
повреждений и действия влаги их
покрывают тонким слоем
эластичной резины. Этот слой называется
боковиной.
В бортовых частях покрышки
помещаются металлические
сердечники, изготовленные из стальных
проволок. Сердечники прочно
связаны специальными крепильными
лентами со всем каркасом.
На среднюю часть каркаса, на
которую непосредственно
обрушиваются все толчки от неровностей
дороги, накладывается так
называемый «подушечный слой»,
состоящий из эластичной резины с одним
или двумя слоями корда. На эту
подушку и ложится самый верхний
толстый резиновый слой со
специальным рисунком на наружной
поверхности, так называемый
протектор.
РИСУНОК ПРОТЕКТОРА
Мало кто из людей,
непосредственно не связанных с
автомобилизмом, задумывался над тем, для
чего протекторы шин велосипедов
Подуще'
слой
Пятк*
Сердечник крыла Носок
Строение покрышки современной
пневматической шины.
и автомобилей имеют такие
разнообразные, зачастую очень сложные
рисунки. Между тем на этот
рисунок возлагается несколько задач: он
должен обеспечить хорошее
сцепление шины с дорогой и бесшумность
при быстрой езде автомобиля, быть
износоустойчивым и
самоочищаться от грязи и влаги, хорошо
отводить тепло от шины и не
затрачивать большую мощность на
качение.
Но еще до сих пор нет такого
рисунка протектора, который в
равной мере отвечал бы всем этим
требованиям.
Рисунок протектора в виде
шашек дает очень хорошее сцепление
покрышки с дорогой, но при
быстрой езде автомобиля создает
большой шум.
Рисунок «зигзаг» не создает
шума, износоустойчив, но не
обеспечивает хорошего сцепления с
дорогой.
Рисунки обоих названных типов
не обеспечивают высокой
проходимости автомобиля при движении
по снегу или рыхлому грунту.
Поэтому для езды по бездорожью
изготовляются шины «высокой
проходимости», с своеобразными
рисунками.
Примером такого рисунка
может быть «косой грунтозацеп»,
который благодаря косому
расположению крупных выступающих
зубцов обеспечивает хорошее
сцепление.
Но при движении по хорошей
дороге рисунок типа «косой
грунтозацеп» создает вибрацию колеса:
ведь он соприкасается с дорогой
только отдельными, далеко
отстоящими друг от друга точками
на выступах и как бы
переваливается с одной из этих точек
на другую.
Также имеют свои
положительные и отрицательные стороны и
все другие типы рисунков
протекторов.
ШИНЫ, НЕ БОЯЩИЕСЯ
ПРОКОЛОВ
Легковая обтекаемая
автомашина, похожая формой кузова на
птицу, сложившую крылья,
стремительно летела по прямому, как
стрела, шоссе. Мягко шелестели
шины, взлетало и мгновенно таяло
легкое облачко пыли. Мелькали
километровые столбы. Вдруг раздался
звук, напоминающий негромкий
пистолетный выстрел. Машина
неуклюже нагнулась на один бок
и остановилась, почти
уткнувшись радиатором в канаву.
Лопнула шина...
Пневматическая шина может
подвести. Старый
ржавый гвоздь, осколки
стекла, обрезки
жести — ее злейшие
враги. Крохотный
сквозной прокол, и
красивая обувь отличного
бегуна —
автомобиля — превращается в
старую, не по номеру
калошу, хлюпающую
на каждом шагу.
Нельзя ли сделать
шину, которая не
боялась бы проколов?
В настоящее время
разработано
несколько конструкций
таких шин. Но
окончательно эта задача еще
не решена.
Интересны не
боящиеся проколов пневматические
шины, камеры которых через
каждые 50—75 мм имеют резиновые
перегородки. Эти перегородки
разделяют полость камеры на
отдельные секции; каждая из них имеет
свой собственный вентиль для
наполнения воздухом. При проколе
одной из секций покрышки
сжатый воздух других секций
растягивает перегородки так, что весь
объем поврежденной секции
оказывается заполненным.
Но возможен случай, когда
автомашина попадет на очень
засоренный участок и шина получит сразу
несколько проколов. Тогда
разделение ее на отдельные секции не
поможет.
Нельзя ли сделать такую шину,
проколы которой заклеивались бы
автоматически до того, как из нее
выйдет воздух? Есть несколько
типов и таких самезаклеивающихся
шин.
Один из образцов такой шины
имеет по всей внутренней полости
ряд ячеек, заполненных вязкой
пластической массой из
специального каучука, который и заклеивает
возможные проколы. Ячейки не
позволяют каучуку стекать под
действием центробежных сил в случае
его размягчения от нагрева.
В другом варианте конструкции
самозаклеивающихся шин как раз
используются центробежные силы.
Прямо в камеру заливается
специальный состав. Во время
движения автомобиля он прижимается
центробежными силами к
периферии. Давление воздуха и
центробежные силы выдавливают в
образовавшееся при проколе отверстие
несколько капель этого состава,
которые быстро застывают и, если
отверстие не превышает 10 мм,
накрепко его заклеивают.
Одним из таких наиболее
распространенных заклеивающих
составов является так называемый
ликпрошин (ликвидация
прорывов шин), состоящий из резиновых
стружек, талька, каолина и т. д.
Для шин «Москвича» требуется два
литра ликпрошина, «Победы» — два
с половиной литра. Есть и другие
рецепты самозаклеивающих шину
составов.
Совершенно не боятся проколов
и разрывов губчатые шины.
Изготовляются они из эластичной
резины, в которую до вулканизации
вводится тонко размолотый
специальный химикалий. Сделанное
из этой резины кольцо
закладывается, как камера, в покрышку
обычного типа. Покрышка
надевается на обод колеса, и в таком виде
ее помещают в вулканизационный
аппарат. Под действием высокой
температуры химикалий
распадается, образуя в толще резины массу
пузырьков сжатого газа. Под
давлением этого газа резина
заполняет всю внутреннюю полость
покрышки. Колесо оказывается
одетым губчатой шиной.
Губчатые шины по своей
эластичности почти не уступают
пневматическим. Крупным недостатком
их является, правда, то, что они
плохо переносят длительную работу
под большой нагрузкой, так как
при нагреве губчатой резиновой
камеры до 100-120 градусов
происходит постепенное ее разрушение,
сопровождающееся утечкой газа.
Есть еще один очень
интересный тип специальных шин. У них
вместо камеры в покрышку
вставляется резиновый массив с
воздушными камерами-секциями,
сообщающимися между собой и с наружным
воздухом узкими соединительными
каналами.
При качении колеса полые
ячейки попеременно сжимаются и
разжимаются, вследствие чего воздух
из них то выходит наружу, то
снова засасывается внутрь, —
шина как бы дышит. Это «дыхание»
обеспечивает хорошее охлаждение
шины.
Эластичность шин такого типа
может быть выбрана по желанию и
определяется величиной и формой
камер-секций и сечением
соединительных каналов.
По своим амортизационным
качествам они не уступают
пневматическим шинам высокого
давления, но совершенно не боятся
пробоин всех видов.
ЗА ДВОЙНУЮ ЖИЗНЬ ШИН
По дорогам Советского Союза
ездят миллионы автомобилей.
Перевозкой пассажиров в городах
заняты многие тысячи автобусов и
троллейбусов. По мирному небу
нашей родины прочерчивают свои
стремительные пути винтомоторные
и реактивные самолеты.
Каждый автомобиль имеет не
менее четырех шин. Автобусы,
троллейбусы и самолеты также
обуты в резиновую пневматическую
обувь. Трудно подсчитать, сколько
сотен тысяч рублей экономии
принесло бы повышение рабочего
пробега пневматических шин хотя бы
на десять километров! Увеличение
пробега автомобильных шин только
на 5 процентов сверх
установленной нормы дало бы миллионы
рублей экономии! А между тем лучшие
водители умеют удвоить жизнь
шины, в полтора-два раза
увеличить ее пробег. В чем секрет
успеха этих водителей?
Тайны здесь никакой, конечно,
нет. Но есть целый ряд важных
технических правил, выполнение
которых доступно любому водителю.
Каждый водитель может вдвое
увеличить жизнь пневматической
обуви своего автомобиля.
Кажется, большое ли значение
имеет снижение или повышение
давления воздуха в шине на
десятые доли атмосферы по сравнению
с нормой? Между тем километраж
пробега шины уменьшается от
этого на 15 — 20 процентов. Водитель
должен неуклонно следить за
внутренним давлением в шинах.
Такие же результаты влечет за
собой перегрузка шин. При
перегрузке перенапрягаются и рвутся
нити корда. Достаточно перегрузить
шину на 15 процентов, как на
25 процентов снизится
продолжительность ее жизни.
Невнимание или халатность
водителя, неисправность отдельных
механизмов автомобиля также
могут резко сократить срок службы
шин. Сколько их гибнет от
проколов! Как старят шины перегревы
при интенсивной работе! Как
сильно сокращает их жизнь
нечеткая работа тормозов или
рулевого механизма! Водитель,
содержащий в порядке весь
автомобиль, тем самым удлиняет и срок
службы шин.
Вот в основном и все на
первый взгляд нехитрые «мелочи»,
которые не только обеспечивают
безотказную работу шины в течение
всего гарантийного срока, но и, как
показал опыт лучших водителей,
удлиняют ее жизнь в
полтора-два раза. Учитывать их в
своей работе, неуклонно исполнять
все правила технической
эксплуатации автомобиля может каждый
водитель.
И тогда обувь наших машин
будет «носиться» два срока.
Три автомобиля одновременно выехали в длинный пробег, рассчитанный на полный
износ шин. У одного из них ишны были накачаны до давления на 30 процентов меньше
нормы. Проехав половину пути, шофер вынужден был сменить шины. Шофер второй
машины допустил перегрузку своей машины на 20 процентов. Ему удалось проехать
немного дальше первого шофера. И только третья машина, шофер которой соблюдал
все технические правила эксплуатации, благополучно достигла финиша.
25
свотцяк:
А каждым днем сварка металлов находит все боль-
** шее и большее применение в народном хозяйстве
нашей страны. До Великой Отечественной войны у нас
работало свыше 100 тысяч сварщиков, на заводах
и-новостройках действовало более 50 тысяч сварочных
агрегатов, ежегодно выпускалось 2 миллиона тонн сварных
конструкций. В настоящее время объем сварочных
работ значительно возрос. Теперь у нас нет ни одного
предприятия, ни одной стройки, которые обходились бы
без сварщиков. Во многих отраслях машиностроения
эта профессия является ведущей.
А не так уж давно — лет пятьдесят назад —
основным способом неразъемного соединения металлов была
клепка. Собственно сваркой занимались только
кузнецы, да и то в очень ограниченных размерах.
СВАРЩИК-КУЗНЕЦ
В полутемной кузне пылают горны. Освещенные
их красным заревом, у наковальни проворно хлопочут
кузнецы, перемазанные в саже, в прожженных
передниках. Вот кузнец-мастер
выхватывает клещами из
горна добела накаленную
пластину и бросает ее на
наковальню. Подмастерка
О ПРОФЕССИЯХ
Инженер И. ДОБРЫНИН
Ряс. А. ПЕТРОВА
такую же пластину кладет на другую наковальню.
Молотобойцы бьют по пластинам, оттягивая их концы.
Потом их снова нагревают в горне. Как только
пластина начинает отбрасывать белые искры, подмастерка ^
вынимает ее из горна и кладет на наковальню. Кузнец
накладывает другую и легкими, частыми ударами
молотка сваривает обе пластины.
Кузнец должен сварить пластины с такой
быстротой, чтобы они не успели остыть. Он учащает удары.
Далеко разлетаются раскаленные брызги окалины.
В кузне жарко и дымно. Шумят и охают ручные мехи,
дрожат и гудят наковальни...
Самое важное в кузнечной сварке — соблюсти
нужный температурный режим, уловить сварочные жар.
При слишком сильном нагреве металл может
перегореть. При недогреве же куски металла не сварятся.
Кузнец угадывает сварочный жар по цвету
нагреваемого металла.
Большие физические усилия и огромное количество
времени затрачивал кузнец для выполнения самой не-
В заголовке: влектросварщица комсомолка Мария
Болдырева — участница строительства Цимлянского гидро-,
узла. Мастер электросварки, она перевыполняла норму в пять
раз.
сложной сварочной работы. Но вот изобретательская
мысль человека создала другие, значительно более
производительные и сравнительно простые способы сварки
металлов: электрический, газовый, газо-прессовый
и термитный. Теперь тем или иным из этих способов
сварщик в несколько часов выполняет работу, над
которой раньше трудился бы несколько дней.
Изобретение этих способов сделало возможным изготовление
различных машин и металлических конструкций,
которые раньше, когда была известна только кузнечная
сварка, считались невыполнимыми.
Но, пожалуй, самым ценным завоеванием в этой
области техники явилось то, что при сварке от рабочего
теперь совсем не требуется большое физическое
напряжение. Современные сварщики — прежде всего
технически образованные люди. Сейчас главное в их
труде — это не богатырская сила, а умелое управление
физико-химическими процессами, инструментами и
механизмами, которые и осуществляют сварку.
ЭЛЕКТРОСВАРЩИК
И зделиями,
созданными с помощью
электросварщиков, мы
пользуемся буквально на
каждом шагу — и
проходя по стальному
сварному мосту через реку, и
проезжая в
цельнометаллических вагонах' метро
или в железнодорожных
вагонах сварной
конструкции...
Электросварка
разделяется на два вида:
электрическую дуговую сварку и электрическую
сварку сопротивлением, или контактную.
В основе дуговой электросварки лежит
использование тепла электрического пламени — дуги Петрова —
явления, открытого в 1802 году крупнейшим русским
физиком академиком В. В. Петровым. Великая заслуга
применения дуги Петрова для электросварки
металлическим стержнем принадлежит выдающемуся русскому
электротехнику-металлургу Н. Г. Славянову, а для
сварки угольным электродом — изобретателю Н. Н. Бе-
нардосу.
Увлекательна работа электросварщика! Зоя
Полякова, молодая электросварщица — стахановка
строительства Цимлянской гидроэлектростанции, говорит:
- Электросварка — чудесное дело, великолепное...
Вот два бруска металла. Ты приближаешь к ним
электрод, вспыхивает яркая-яркая молния, и вместо двух —
один брусок. Огромная сила соединила их, они скорее
разломятся в новом месте, чем по шву... И эта могучая
сила у тебя в руках, ты ею управляешь...
Как работает электросварщик? На многих наших
заводах его постоянное рабочее место — сварочный
пост — оборудовано в специальной кабине, где
установлены металлический стол и стул. Около стола
помещен регулятор тока и сварочный трансформатор —
аппарат, преобразующий переменный ток высокого
напряжения в так называемый сварочный ток, имеющий
напряжение 30 — 70 вольт.
Изолированным гибким медным кабелем сварщик
соединяет трансформатор с держателем электрода.
Другим проводником он соединяет с трансформатором
свой рабочий стол. Так образуется электрическая
сварочная цепь. Затем сварщик берет в одну руку элек-
трододержатель, а в другую щиток для предохранения
глаз и кожи лица от вредного действия лучей
электрической дуги. Словно спичкой о коробок, он
«чиркает» электродом по стыку свариваемых частей
металла. Цепь тока замыкается, и могучая сила
электричества начинает действовать.
При зажигании дуги прикосновение стержня
электрода к металлу никогда не бывает плотным. Между
ними всегда имеется тонкая воздушная прослойка.
Эта. прослойка увеличивает в контактной точке
сопротивление прохождению тока и приводит к сильному
нагреванию конца электрода и металла под ним. От
нагревания же, как известно, свободные электроны,
имеющиеся в каждом куске металла, развивают
настолько энергичное движение, что они отрываются от
металла и вылетают в воздух.
Электроны, летящие с огромной скоростью,
сталкиваясь с молекулами воздуха, расщепляют их на
положительно и отрицательно заряженные частицы —
ионы. Вследствие ионизации воздух, который при
обычных условиях является изолятором, в месте
столкновения с электронами становится проводником
электрического тока.
Под действием электрического напряжения
сварочной цепи положительные ионы устремляются потоком
к отрицательному полюсу — катоду, а отрицательные
ионы - к аноду, образуя длительный электрический
разряд в воздухе. Этот разряд и есть дуга Петрова.
В контактной точке выделяется очень много тепла.
Температура дуги на конце электрода достигает
2400—2600°. Под воздействием этой температуры металл
стержня и изделия плавится. В свариваемом изделии
образуется заполненное жидким металлом углубление,
которое сварщики называют сварочной ванной. В эту
ванну капля за каплей переходит металл электрода.
Происходит это быстро. Нормальный электрод длиной
450 мм расплавляется за 2 минуты. Когда металл
сварочной ванны застынет, разрозненные части изделия
соединятся воедино.
Поддерживая электрод на расстоянии 2—4 мм от
сварочной ванны, сварщик накладывает валик шва,
равномерно передвигая конец электрода вдоль линии
сварки. Поступательная скорость этого передвижения
при наложении шва высотой 6 мм составляет
приблизительно 120 мм в минуту.
Простой расчет показывает, насколько ручная
дуговая электросварка производительнее клепки. Ученые
подсчитали, что для заклепочного соединения
площадью 56 кв. см, воспринимающего усилие в 62 т,
требуется поставить 11 заклепок, затратив при этом
1,72 человеко-часа. А сварной шов такой же площади
и воспринимающий то же усилие требует затрат
рабочего времени всего 0,71 человеко-часа. Следовательно,
дуговая электросварка вдвое повышает
производительность труда и к тому же дает значительную экономию
металла.
СВАРЩИКИ-
ВОДОЛАЗЫ
Обычно, прежде чем
возвратить к жизни
сильно поврежденный
корабль, водолазы
заделывали в нем пробоины.
Затем, сняв корабль с
камней, его для ремонта
доставляли в док.
Но вот на дно моря
опускается сварщик.
Разрезая подводный
мрак, сверкает пламя
электрической дуги.
Обходя корпус корабля, сварщик заваривает на нем
поврежденные места. Теперь не нужно доставлять
корабль в док: пловучесть корабля вполне восстановлена
электросваркой.
Честь создания процесса подводной электросварки
принадлежит советской технике. Первые опыты
подводной сварки были проведены на Черном море
в 1932 году. В годы Отечественной войны
электросварка и резка металлов под водой получили широкое
практическое применение.
Устойчивость горения дуги под водой достигается
применением специального электрода, изобретенного
лауреатом Сталинской премии, действительным
членом Академии наук УССР К. К. Хреновым.
У
ЭЛЕКТРОСВАРОЧНОГО АВТОМАТА
После смерти Славянова
и Бенардоса их
изобретение не получило
дальнейшего сколько-нибудь
заметного
распространения в России. Только
после Великой
Октябрьской социалистической
революции, открывшей
свободный путь для
развития отечественной
техники, электрическая
сварка в нашей стране стала
внедряться повсеместно.
В 1927 году советский изобретатель лауреат
Сталинской нреМии инженер Д. А. Дульчевский
предложил новый способ дуговой сварки — сварку под.
слоем порошкообразных материалов. Герой Социали-
27
стического Труда, заслуженный деятель науки,
академик Е. О. Патон и его сотрудники продолжили эти
работы и создали автоматическую дуговую сварку под
флюсом.
При автоматическом способе электросварки
основные операции: зажигание дуги, поддержание дуги
постоянной длины, подача электрода и передвижение
его вдоль соединения, производятся специальным
механизмом — сварочной головкой. Установленный на
подвижной каретке аппарат — сварочный трактор —
автоматически передвигается по свариваемой
конструкции. Он может сваривать швы какой угодно
сложной формы и в горизонтальной плоскости и
в вертикальной.
Роль автосварщика заключается в регулировке
механизмов.
Главное достоинство автоматической сварки под
флюсом состоит в том, что она дает возможность
намного увеличить силу сварочного тока. Благодаря
большой силе тока и флюсу, который ровным слоем
покрывает шов и конец электрода и тем не позволяет
теплу дуги рассеиваться, плавление основного
металла и электродной проволоки происходит в 5 — 10 раз
быстрее, чем при сварке ручным способом, причем
металл проваривается на большую глубину.
Однако ручная электросварка сейчас
распространена еще довольно широко.
Это объясняется тем, что ручной способ обладает
своего рода универсальностью, его оборудование
невелико по размерам. Вот почему советские
электросварщики - ученые, инженеры, рабочие-новаторы —
в настоящее время упорно ищут пути для увеличения
производительности ручного способа сварки. Они
разрабатывают повышенные режимы, создали и уже
внедрили в производственную практику скоростные
способы: сварку погруженной дугой, пучком
электродов, в защитной атмосфере инертных газов,
многодуговую сварку и др.
СВАРЩИКИ
НА КОНТАКТНЫХ
ЭЛЕНТРОМАШИНАХ
Контактная сварка,
или электросварка
сопротивлением, основана
, .——^^р^л^. ,_ на использовании тепла,
СЗ ТксЯН&ВРш^Нк || развиваемого электриче-
*Т- чУдт^^^Ч^шЯ ■ ским током, движущим-
р 1М* ', -»*^^ЩиИ ся по металлу. Свари-
" ~* ' т ваемые детали в этом
. , случае закрепляют в
*' специальной машине
между двумя зажимами
и приводят в
соприкосновение — в «контакт». К зажимам подводят ток.
Проходя по металлу, ток встречает наибольшее
сопротивление в месте соединения деталей. Это место
нагревается всего сильнее. Когда металл разогреется до
пластического состояния, ток автоматически
выключается и машина сжимает размягченные части
деталей так, что они сливаются в одно целое.
Контактную электросварку выполняют также
машинами-автоматами. Они работают очень быстро.
Например, на автозаводе имени И. В. Сталина в Москве
установлена контактная машина отечественного
производства, сваривающая дверцу автомобиля в 112 точках
за две с половиной минуты.
Различают три разновидности контактной
электросварки: стыковую, точечную и шовную.
Если соединение частей металла происходит по
всему поперечному разрезу, как, например, при сварке
арматурных стержней, тогда сварка называется
стыковой. *""
При точечной сварке два наложенных один на
другой листа металла разогревают и сваривают всякий
раз в одной точке под сжимающими эти листы
медными штифтами — электродами. Если при точечной
сварке ставить точки вплотную одну возле другой, то ,
получится сплошной шов. Для наложения такого шва
удобнее заменить штифты роликами, отчего
контактная сварка этого вида нередко называется, роликовой.
В 1943 году на наших железных дорогах впервые
появились электросварщики с автоматической
стыковой машиной для контактной сварки железнодорожных
рельсов. Созданная коллективом Тамбовского завода
«Революционный труд», эта машина позволила
отказаться от применявшейся ранее для стыковки рельсов
термитной сварки, сравнительно дорогой и
медлительной.
ГАЗОСВАРЩИК
Р абочий-газосварщик
в одной руке держит
проволоку, а в другой
горелку, соединенную
резиновыми шлангами с
двумя металлическими ^
баллонами. В баллонах
кислород и горючий
газ — ацетилен.
Открыв краны,
сварщик пропускает
кислород по внутреннему
каналу горелки, а по
наружному — ацетилен.
Кислородно-ацетиленовое пламя обладает очень
высокой теплопроизводительностью: его температура
достигает 3500°. Этим пламенем сварщик нагревает до
расплавления кромки свариваемых частей металла и
проволоки, или, как говорят сварщики, присадочный,
то-есть добавочный, металл.
Примерно до 1935 года газовая сварка довольно
широко применялась у нас для скрепления стальных
Схемы различных способов сварки металлов: 1. Кузнечная
сварка. 2. Электрическая дуговая сварка. 3. Электродугоеая
автоматическая сварка под слоем флюса. 4. Электродуговая
сварка под водой. 5. Контактная электрическая сварка: А —
стыковая, Б — точечная, В — роликовая. Стрелками показано
направление сжимающих сил. 6. Газовая сварка. 7.
Газопрессовая сварка. Стрелками указано направление сил, сжимаю- с
щих трубы при сварке. 8. Термитно-муфелъная сварка. с
труб при прокладке нефтяных или газовых
трубопроводов. Но сейчас ее вытеснила из этой области
строительства газопрессовая сварка, основанная также на
использовании тепла ацетилено-кислородного пламени.
НА ГАЗОПРЕССОВЫХ
АППАРАТАХ
Газопрессовая
сварка — сравнительно
новый способ
металлообработки. Его впервые
применили, освоили и
внедрили в 1944 году
строители газопровода
Саратов—Москва.
Для сварки этим
методом сварщики
закрепляют концы труб в
особой сварочной головке.
В ней имеется
кольцевая многопламенная горелка, нагревающая кромки
свариваемых труб до размягченного состояния. Затем
в ход пускают специальное гидравлическое
приспособление, сжимающее трубы вдоль оси и по окружности.
Под этим нажимом концы труб соприкасаются так
плотно, что свариваются.
Газопрессовая сварка осуществляется просто и
быстро. Насколько производительна эта сварка, говорят
следующие цифры: чтобы в одни сутки собрать и
сварить ручным способом 500 м газопровода, требуется
около 45 человек, а при газопрессовой сварке для этой
работы нужно всего 16—17 рабочих.
Применение газопрессовой сварки в Советском
Союзе с каждым годом расширяется. Сварщики,
управляющие газопрессовыми аппаратами, работают на
железнодорожном транспорте, где они сваривают детали
подвижного состава, на любой гидротехнической
стройке, где они скрепляют крупные арматурные стержни,
составляющие основу железобетонных конструкций.
СВАРЩИК-
ТЕРМИТНИК
Термитная сварка
осуществляется, так же как
и газопрессовая сварка,
под давлением. Но
нагрев кромок металла
совершается не ацетилено-
кислородным пламенем,
а особым веществом —
термитом.
До недавнего времени
для этого вида сварки
пользовались только
алюминиевым термитом —
и^сыо, состоящей из мелких зерен алюминия и
окиси железа — окалины. При зажигании этой смеси
происходит бурная реакция соединения алюминия
с окисью железа. Окалина отдает свой кислород
алюминию и превращается в чистое железо. Алюминий
же, соединяясь с кислородом окалины и воздуха,
образует шлак — окись алюминия. При этом развивается
высокая температура, около 3000°. В процессе реакции
термитная смесь расплавляется. Эту жидкую
металлическую массу сварщики и применяют для сплавления
концов деталей.
Особенно широко используется этот вид сварки для
соединения трамвайных рельсов встык.
В 1944 году работники Всесоюзного
научно-исследовательского института железнодорожного транспорта
создали новый термитно-магниевый вид сварки. Окись
магния при реакции не плавится, а лишь спекается
в пористую, как губка, но твердую массу,
впитывающую в себя жидкое железо и его окислы.
На основе нового термита создана термитно-муфель-
ная сварка.
Вооруженный несложными орудиями — стяжкой
с блоками, сварочными клещами и термитно-муфель-
ными шашками, сварщик-термитчик появляется всюду,
где требуется быстро и надежно соединить стальные
провода.
По оси шашки сделан канал. В него сварщик
вводит концы проводов, предварительно стянутые
блоками. Специальной термоспичкой он воспламеняет
шашку. Через 6—7 секунд она сгорает. На проводе
остается муфель из спекшейся окиси магния, нагретой до
белого каления. После этого сварщик сжимает клещи,
производя осадку концов провода, размягченных
высокой температурой.
Когда муфель остынет, клещи снимают с провода и
ударами сбивают с него остатки сгоревшей шашки.
За годы сталинских пятилеток у нас выросли
тысячи стахановцев-сварщиков. Многие из них,
настойчиво овладевая прогрессивными методами сварки,
достигли замечательных успехов в труде, заслужили
уважение народа. Например, знатный электросварщик
Минского тракторного завода Михаил Антоник избран
депутатом Верховного Совета Белорусской ССР.
За высокое мастерство и творческое трудолюбие
в создании крановых электромоторов Иван Власов —
молодой новатор-сварщик Московского завода
«Динамо» имени С. М. Кирова — удостоен почетного звания
лауреата Сталинской премии. А. Сидоров, сварщик
Ленинградского металлического завода имени
И. В. Сталина, хорошо овладев техникой дела, достиг
высокой скорости сварки. Он ежедневно не менее чем
вдвое перевыполняет сменные нормы при отличном
качестве работы. В нынешнем году
электросварщику А. Сидорову .присуждена Сталинская премия.
Этой высокой награды удостоены также мастера
газопрессовой сварки Максим Сердюк, Василий
Молчанов.
В нашей стране все шире и шире развертывается
мирное строительство, направленное к дальнейшему
подъему промышленности и сельского хозяйства,
всемерному росту благосостояния и культуры народа.
В это великое дело частицу своего труда вносят и
советские сварщики. В стране, строящей
коммунистическое общество, для дих, как я для рабочих других
профессий, открыто безграничное поле деятельности.
-^п
ъ
(Продолжение 1)
В. СЫТИН
Рис. К. АРЦЕУЛОВА
ТРЕВОЖНАЯ НОЧЬ
Две спугнутые кем-то сороки,
борясь с порывами ветра и
словно ныряя по воздушным
волнам, пролетели мимо дома.
— Посмотрите, Леночка, как они
рулят хвостами, — сказал
Терехов. — Вот сейчас собираются
садиться, опускают хвосты. Почти
у всех лесных птиц хвосты
длинные. Это помогает лавировать на
лету между ветками...
Лена Павленко с удивлением
и укоризной поглядела на
Терехова.
О чем он думает, прости
господи! Такой праздник для него, такая
победа... СЭС уже дала ток...
Правда, не с намеченного горизонта,
а только с семи километров... Но
это неважно. Главное — идея
подтвердилась на опыте! А он?..
Пришел к своим старым
ветродвигателям. Сияющий, правда, счастливый.
Но говорит о чем? Сначала о том,
как он доволен, что я хорошо
работаю. Подумаешь, работа —
наблюдать вместе с техником за
состоянием автоматов! Потом о Тру-
бокурове - какой он умный и
талантливый... И вдруг о сорочьих
хвостах!
Лена Павленко передернула
плечами. Чудак он, Михаил
Иванович! А может быть, просто
легкомысленный человек?
— Посмотрите, Леночка, — снова
заговорил Терехов. — Посмотрите,
как они уселись на провод. У обеих
головы против ветра. И так все
птицы. Все обязательно садятся
головами против ветра. Иначе им
трудно было бы удержаться.
И взлететь было бы труднее...
Лена Павленко с неприязнью
взглянула на двух сорок,
раскачивавшихся рядышком на проводе.
И, чтобы что-нибудь сказать,
заметила:
— Они похожи на две ваши
СЭС.
— Две? Вы говорите — две? —
повторил Терехов и вдруг резко
повернулся в сторону сорок.
Теперь Лена Павленко
обиделась окончательно.
— Михаил Иванович! — сказала
1 Начало см. в № 4, 5 и б.
она сухо. — Я пойду проверю
работу установки номер два...
Терехов не ответил. Опустив
голову, он над чем-то глубоко
задумался, даже не поправляя шляпу,
которую ветер сдвинул ему совсем
на ухо.
В этот момент из башни
установки № 1 выскочил техник Валь-
шар Ниязов и с криком: «Товарищ
Терехов, товарищ Терехов!» —
бросился за инженером.
— Звонил академик
Никольский, — кричал на ходу Ниязов, —
цросил скорее вас разыскать! Вы
срочно нужны на станции!
— Чудесно! — ответил Терехов,
не заметив волнения Ниязова. —
Вот я и посоветуюсь сейчас с
академиком... насчет сорок.
И, весело кивнув головой Лене
и технику, он зашагал к дачкам.
Ниязов сделал было несколько
шагов вслед за инженером, затем
остановился, постоял немного и
подошел к Лене.
— Авария там! — показал он
глазами на небо. — Академик
сказал мне... А Михаилу Ивановичу
я сказать не мог...
Лена по-детски ойкнула и, не
дослушав, побежала к станции.
Насвистывая марш, Терехов
подходил к домику, где помещалась
«контора» опытной станции. И
вдруг сквозь равномерное
жужжание ветросиловых установок
инженер уловил доносившееся со
стороны стартовой площадки характерное
гудение. Работала лебедка для
сматывания троса! Терехов невольно
вздрогнул и поднял голову.
На фоне потемневшего неба
ярко вырисовывался быстро
снижающийся парашют, поддерживающий
падающий трос... На полкилометра
выше светился точкой второй... За
ним — третий... Трос опускался на
землю отдельно от гондолы СЭС!
Это говорило о том, что система
ушла в свободный полет: ведь
именно на тот аварийный случай,
когда экипажу СЭС понадобилось
бы отцепиться от троса, последний
был снабжен автоматическими
парашютами. Иначе, падая, он мог бы
натворить на земле много
неприятностей.
Машинально Терехов поднял
руку и протер глаза, а затем
быстро побежал к «конторе». Он не
слышал, как его окликнул
появившийся из-за угла Дубников, не
понял, что сказал ему Трубокуров,
вышедший на крыльцо. Терехов
ворвался в радиоаппаратную и
закричал: «Что с ними? Что
случилось?»
— СЭС отцепилась от троса, но
почему — неизвестно, — холодно
ответил начальник станции и
протянул журнал радиоразговоров
с Панюшкиным.
Терехов лихорадочно перелистал
журнал. Вот и страничка, на
которой записаны последние принятые
от воздухоплавателей сообщения:
«19 час. 10 мин. Панюшкин I
просит разрешения продол-
жать подъем до высоты, где |
30
намечено провести испытания.
Разрешение дано.
19 час. 20 мин. Панюшкин
докладывает: подъем проходит
нормально, со скоростью ста
метров в минуту.
19 час. 30 мин. Панюшкин
сообщает: высота десять
тысяч метров. Ветер резко
усилился. СЭС начинает бросать
в стороны и по вертикали.
Академик Никольский
предлагает соблюдать осторожность,
уменьшить скорость подъема.
19 час. 33 мин. Панюшкин
сообщает: оболочка,
деформируясь, рывками колеблется
вверх и вниз. Гондолу сильно
бросает. Он предполагает
вихревое движение воздушного
потока. Связь внезапно
обрывается после слов Панюшки-
на: «Разрешите...» Академик
Никольский приказывает
немедленно прекратить опыт,
выпустить газ из первой
секции и снижаться.
Подтверждения о принятии приказа
не получено.
19 час. 34 мин. Панюшкин
на вызовы не отвечает.
Приказ академика Никольского
повторен.
19 час. 35 мин. То же.
19 час. 36 мин. То же.
19 час. 37 мин. То же».
Терехов не мог отвести глаз от
аккуратных строчек, вписанных
дежурным радистом в журнал.
- Что же с ними случилось?
Что?.. Отцепились они или
оторвались?
- Пойдемте ко мне в кабинет, —
прервал его начальник станции. —
Там обдумаем... •
На фоне потемневшего неба ярко
вырисовывались парашюты, поддержи-
веющие падающий трос.
В кабинете начальника
собрались академик Никольский,
профессор Трубокуров, инженеры и
сотрудники станции, председатель
правления колхоза «Красная заря»
Сельчуков, старик Дубников.
— Открываю совещание, —
сказал начальник станции,
усаживаясь за свой стол. — Слово имеет
академик Никольский.
Академик тяжело поднялся
с кресла, в которое только что
опустился. И все присутствующие
впервые увидели, что он очень
стар. Хотя многие не раз слышали,
как Никольский говорил, что ему
«через два-три годика восемьдесят
годков стукнет», редко кто не
сомневался в этом. Очень уж бодро
выглядел старик. Но сейчас он как-
то сразу осунулся.
— Итак... нас постигла...
неудача... — начал Никольский. — На
нижней границе стратосферы СЭС
попала в вихревой поток... О том,
что такого типа потоки существуют
на высоте порядка девяти-десяти и
более километров, науке известно
не было. А точнее, мы, ученые,
просто недооценили некоторых
данных практики... Стратостат «Осо-
авиахим-1» 30 января 1934 года
погиб, как известно, потому, что
гондола его оторвалась от оболочки.
Выяснилось, что его нес очень
сильный и быстрый воздушный
поток. Но каков был характер этого
потока? Мы не стали решать этого
вопроса. Мы не задумались также,
когда летчики, совершившие
высотные подъемы, отмечали, что в зоне
тропопаузы и нижних слоях
стратосферы их машины нередко
сильно бросало...
Мы не создали по сие время
методов изучения характера, я
подчеркиваю, характера воздушных
потоков на больших высотах. Ведь
наблюдения с помощью угломерных
инструментов над подъемами
шаров-пилотов и шаров-зондов давали
данные о ветре только для
тропосферы. Лишь изредка аэрологам
удавалось наблюдать их полет
в стратосфере. Метод же
пеленгации радиозондов для изучения
характера воздушных потоков
недостаточно точен. С помощью
пеленгации мы получаем лишь
ограниченные сведения о
направлении и скорости ветра. А
облаков, которые помогли бы увидеть
самый характер ветра —
порывистый он или нет, налетает ли
вихрями — на больших высотах, как
вы знаете, не бывает.
И вот... печальный результат
нашего легкомыслия. Мне тяжело
произнести это слово в мои годы.
Но правда превыше всего. Да, мы,
и я в частности, легкомысленно
допустили, что на высотах якобы
не происходит таких столкновений
теплых и холодных воздушных
масс, которые «делают погоду» в
тропосфере и рождают воздушные
потоки разных типов и разного
характера, вплоть до смерчей. Мы
представляли себе, что ветры
в стратосфере дуют сильные, но
воздушные струи там, грубо говоря,
параллельны. Это наше незнание и
привело к тому, что СЭС
отделилась от троса.
Академик Никольский замолчал,
низко склонив свою седую голову.
Наконец он заговорил снова:
— Я представляю себе, что
произошло это так. В вихревом потоке,
благодаря огромной разности их
$1
Дверь в «контору» снова распахнулась, и на крыльцо выскочил дежурный радист.
объемов, баллон и гондола начали
то сталкиваться, то разлетаться.
Стропы стали испытывать сильные
рывки. Постепенно их крепления
начали отрываться, и тогда...
— Тонка оболочка... тонка, —
вдруг загрохотал бас Дубникова, —
Верно это, верно вы говорите...
Для СЭС металл нужен...
— Тише, товарищ! —
поморщился начальник опытной станции
приподнимаясь. — Тише!
Академик Никольский бросил
недовольный взгляд на начальника.
— Почему же это «тише»? Иван
Михайлович дело говорит. И
раньше говорил, сигнализировал. А мы
понадеялись на расчетный запас
прочности. А нужно было бы еще
раз все продумать. Может быть,
вспомнили бы об «Осоавиахиме»,
задумались бы над тем, как он погиб,
и, возможно, сообразили бы, что и
СЭС может попасть в
неблагоприятные условия. А вы, молодой
человек, «тише»!
Так вот, обнаружив опасность
отрыва гондолы, воздухоплаватели,
■ повидимому, приняли решение
отцепиться от троса и ушли в
свободный полет. Рывки, которые
потрясали гондолу, вероятно,
испортили рацию. Иначе мы имели бы
связь... Будем надеяться, что сами
воздухоплаватели от этих рывксв
не пострадали. Тот факт, что они
отцепились, говорит в пользу этого
предположения. Я надеюсь также —
нет, уверен, — что они сумеют
благополучно опуститься.
Александров, кажется, очень опытный
пилот. И, тем не менее, нужно
принять некоторые меры... Конечно,
помочь им в полете мы не сможем
ничем. Но в момент приземления
необходимо быть там, где они будут
садиться. Надо постараться поймать
какую-нибудь стропу или гайдроп,
если они его выпустят, чтобы
гондола не волочилась по земле. Ветер
ведь не утихает... Ну и, конечно,
там должны быть представители
медицины... Сейчас подготовят к
выезду обе наши машины. Но где
опустится СЭС? Разрешить этот
вопрос нам надо во что бы то ни
стало и как можно скорее.
Подумаем, товарищи, все вместе...
Александров и Панюшкин
отцепились в 19 часов 33 минуты на
высоте десяти километров. Скорость
ветра была там около ста
пятидесяти километров в час. Направление
восточное. Следовательно, СЭС
понесло на восток. Но, по всей
вероятности, она не долго летела в этом
потоке. Когда пилоты вскрыли
разрывное приспособление и начали
снижаться, СЭС попала в более
спокойную зону. А затем...
— Их, пожалуй, унесет так
далеко, что на наших машинах не
догонишь! — прерывая Никольского,
воскликнул начальник станции. —
Предлагаю поставить в известность
Уральский облисполком. Пусть
организуют поиски...
— А затем, — продолжал
академик, жестом останавливая
начальника, — СЭС, очевидно, попала в
зону потока, идущего в обратном
направлении. Ведь сейчас дует
западный ветер. Можно думать, что
в этом потоке она пролетит
довольно большое расстояние на запад.
Я подсчитал, что при нормальном
снижении Александров и
Панюшкин приземлятся даже к западу от
той точки, где мы находимся, в
радиусе двадцати-тридцати
километров. Следовательно, автотранспорт
нам нужен. Но мой расчет очень
приблизителен.
— Разрешите? — сказал Трубо-
куров, когда академик замолчал.
— Пожалуйста.
— Можно ли пустить радиозонд
и получить с помощью пеленгации
данные о скорости и направлении
ветра по всем высотам?
— Зонд уже выпущен в
девятнадцать сорок. Сейчас двадцать
часов. Через десять минут мы будем
иметь ветровой разрез...
— И тогда я немедленно дам
расчет возможных вариантов...
— Очень хорошо. Но все же, как
уточнить место приземления?
Локатора у нас здесь нет...
— А у летчиков есть! —
поднялся председатель колхоза Сельчу-
ков. — Не у наших, а в летной
школе в Пригорске.
— Пригорск слишком далеко, —
покачал головой Никольский. -
Но... Это идея. У них, конечно, есть
учебные машины с локаторами.
Простите, я покину вас. Времени
терять нельзя.
— Ну что же, товарищи?
Продолжим заседание, — сказал начальник
станции, когда академик скрылся
за дверью. — Кто просит слова?
— Я хочу, - пробасил Дубников.
Начальник станции пожал пле- <
чами.
— Только прошу по существу
вопроса.
— Я по существу. — Дубников
поднялся. — Первое — надо
выставить посты для наблюдения за
воздухом. Ежели через час СЭС
пронесет, может, они заметят. Второе -
прошу председателя дать грузовик
с прожектором... Да нет! Не вас,
уважаемый, а товарища Сельчуко-
ва... Тот грузовик с прожектором,
что в поле берем подсвечивать,
когда ночная работа...
— Какой может быть разговор!
Сейчас скомандую. И твоего Кольку
на нем пошлю, — ответил Сельчу-
ков. — И посты чтобы были,
скомандую. У нас в деревне, в полевых
бригадах на станах.
Сельчуков и Дубников поднялись
и вышли. Вслед за ними вышел и
Терехов.
Уверенность Никольского, что
Панюшкин и Александров
опустятся благополучно, несколько
успокоила инженера. И все же на душе ^
у него было очень тяжело. Терехов
прекрасно понимал, что те, кто
скептически относились к его
проекту, будут теперь настаивать на
нецелесообразности продолжать
работы над СЭС и затрачивать на
это деньги и силы, будут уверять,
что и на твердой земле вполне
достаточно энергетических
ресурсов. Следовательно, предстоит еще
более острая борьба с противниками
идеи СЭС.
Нет, Терехов не боялся этой
борьбы. Любому изобретателю
приходится ее вести. Это неизбежно. |
Но сейчас Терехов не чувствовал
обычной энергии. Слишком уж
резким был переход от радостного
ощущения полного успеха к
опасениям за судьбу людей, которые
испытывают СЭС, к горькому
ощущению неудачи.
Эх! Надо было сразу
ориентироваться на металл! И нужно было
побольше подумать о
специфических условиях стратосферы. Прав
Никольский... Т
Терехов вышел на крыльцо.
У крыльца стояла небольшая *
группа. Слышался голос Дубникова: т
— Понял? Садись на свою двух- .'
колеску и беги... И чтобы через А
пятнадцать минут ты был здесь, на\^
машине с прожектором.
Сейчас же от группы отделилась
фигурка электрика Коли и
скрылась за углом.
— Михаил Иванович! *- вдруг
окликнул Терехова женский
голос. — Михаил Иванович!
Инженер не сразу понял, что его
зовет Лена Павленко, а когда
понял, быстро сбежал с крыльца.
— Как нехорошо получилось,
Леночка! — сказал он
взволнованно. — Произошла...
— Я знаю... — тихо ответила
Лена и взяла Терехова под руку. -
Успокойтесь... Очень, очень прошу|
вас... Все будет хорошо...
— И в этом мы сами виноваты!]
И в первую очередь я, да, д;
я сам! - продолжал Терехов.
32
Надо было сразу ориентироваться
на металл...
- Успокойтесь же, успокойтесь,
ну, пожалуйста... Все обойдется, -
повторила Лена ласково.
Терехов глубоко вздохнул:
- Спасибо, Леночка... Я уже
в норме... почти... — и,
усмехнувшись, добавил: — Леночка! Давайте
помечтаем. Скоро Александров и
Панюшкин опустятся. Мы приведем
систему в порядок и, когда ветер
стихнет, снова подымем ее... Она
обязательно будет работать. Она
ведь уже работала! Давала ток...
А тем временем мы подготовим
новую СЭС... Да, да, новую! О, это
будет система, которой не страшны
никакие вихри. Она будет целиком
из металла. Да, да... Вы понимаете,
гениальный Циолковский
предлагал еще в конце прошлого века
строить дирижабли переменного
объема из волнистого,
гофрированного металла. Он доказывал, что
сни в десять раз более устойчивы,
чем имеющие оболочку из ткани.
А если взять два металлических
баллона?.. Да, да! Два! И соединить
их жесткой фермой, а на этой
ферме смонтировать два-три ветроко-
леса... Понимаете?
Увлекшись, Терехов постепенно
повышал голос, по привычке
широко размахивая руками.
- Такая система должна быть
очень устойчива даже в самом
сильном воздушном потоке...
И знаете, кто подсказал мне идею
такой СЭС? Вы! Да, да. вы,
Леночка!.. Вспомните сорок на проводе.
Вы сказали тогда: они похожи на
две СЭС. Ну и у меня мелькнула
мысль: нельзя ли? И вот,
представьте себе... В небо, в область
вечных бурь, поднимаются два
сверкающих стальных дирижабля.
Они будут светиться, как утренняя
звезда. На дирижаблях —
просторные герметические кабины для
экипажа. Находясь там, мы будем
смеяться над вихрями и ураганами
стратосферы...
На «контору» вдруг упал сноп
яркого света. Терехов и Лена
Павленко увидели, что по дороге
мчится машина с прожекторной
установкой. Машина остановилась.
Хлопнула дверь, и на крыльцо
вышел академик Никольский. Щурясь,
он поманил к себе Терехова и
сказал:
— Самолеты с локаторами уже
на предполагаемой трассе полета
СЭС. Минут через десять мы
должны получить первые донесения. Вы
поедете с нами на поиски?
— На поиски? Ну, конечно! —
воскликнул Терехов.
— Сейчас Трубокуров закончит
расчеты, - продолжал академик. -
Но должен тебя предупредить,
Мишенька... положение оказывается
более серьезным, чем я
предполагал. По нашему расчету, они
должны были бы пролететь над этим
районом в пределах видимости.
Но все наблюдатели сообщают, что
ничего не видели...
— Вы предполагаете, что они не
могут управлять спуском?
Никольский промолчал.
— Это ужасно, — чувствуя, как
снова сжимает сердце тревога за
товарищей, прошептал Терехов.
Дверь в «контору» опять
хлопнула, и появился Трубокуров.
Он протянул академику листок
бумаги. Никольский быстро
схватил записку и поднес к глазам. Но
прожектор потух, и он сказал:
— Скажите, что вы принесли,
профессор?
— Это расчеты, — тихо ответил
Трубокуров. - Если бы разрывное
приспособление было вскрыто в
течение первой минуты после отцеп-
ления и спуск происходил
нормально, СЭС была бы уже на земле,
западнее нашей станции
километрах в двадцати. Но этого не
произошло. Очевидно, после отцепления
СЭС снова бросило на
значительную высоту. Расчет показывает, что
если разрывное было вскрыто
позже, когда система снова
уравновесилась на высоте 14—15 километров,
то СЭС должна быть отнесена к
востоку на большое расстояние.
И, следовательно, обратным потоком
ее принесет в район самой станции
через десять-пятнадцать минут.
Если же...
— Что «если же», Сергей? —
прервал Трубокурова Терехов. —
Ты хочешь сказать, если же они
лишились возможности управлять
СЭС?
— Да! Если воздухоплаватели не
смогли вскрыть разрывное
приспособление, то система опустится
лишь после естественного
охлаждения газа и будет отнесена на
восток еще дальше. Она
приземлится тогда примерно в пятидесяти-
шестидесяти километрах от нас.
Скажем, в долине Урала...
— Вот почему я и предложил
сообщить в Уральский
облисполком, — раздался уверенный голос
начальника станции. Стоявшие на
крыльце не заметили, как он
подошел.
— Впрочем, я уже сообщил туда.
Ну, а нам придется ждать и...
надеяться. И еще я сообщил об
аварии в институт. Мне ответили, что
завтра сюда вылетает комиссия для
выяснения причин... и что мне
придется быть ее председателем.
— Ну, об этом потом! —
воскликнул Никольский. — Сейчас наша
задача — ехать и искать
товарищей... по всей возможной трассе
снижения СЭС на восток...
Дверь в «контору» снова
распахнулась, и на крыльцо выскочил
дежурный радист:
— Товарищ академик! Пилот
«Л-1070» сообщает: «Квадрат 17
высоте 13 тысяч обнаружена СЭС. Она
медленно снижается, но, повидимо-
му, неуправляемая...»
(Продолжение следует)
роликовые подшипники
ИЗОБРЕТЕНЫ В РОССИИ
...19 марта 1838 года коллежский секретарь Василий
Иванович Линденвальд подал в канцелярию
«Московского общества сельского хозяйства» ааявление, в
котором сообщал, что он несколько лет производил
изыскания и нашел «общую систему механизма, удобно
прилагаемого ко всем без различия машинам, повозкам
и экипажам, для облегчения движущей силы».
Перечисляя высокие качества своего изобретения,
Линденвальд далее писал: «Механизм мой прост,
несложен, весьма дешев, не требует особого искусства от
работника или нового устройства дорог». В конце
своего заявления он просит «подвергнуть испытанию
представляемые... модели: 2-колесной тележки и 4-колес-
иых роспусков и одну тачку настоящей величины».
Вместе с тем изобретатель требует, чтобы до
получения им привилегии его механизм «остался тайною,
известною одним г.г. Членам Комитета, назначенным от
Общества». На горьком опыте других русских
изобретателей, у которых были похищены их изобретения,
Линденвальд убедился в том, что осторожность в
таких случаях не мешает.
Московское общество сельского хозяйства выделило
специальную комиссию для проведения испытаний
нового изобретения. 28 марта 1838 года комиссия
произвела испытания в зале общества. Новинка блестяще
зоос
зеве
эгес
зове
выдержала экзамен. В протоколе комиссии было
зафиксировано, что «механизм г. Линденвальда убавляет
силу движения более чем на две трети в ручной тачке,
а в конной четырехколесной почти на две трети».
Что же собой представляло изобретение
Линденвальда? На этот вопрос мы находим ответ в патенте,
выданном изобретателю 13 ноября 1839 года и
именуемом «Привилегия на механизм, уменьшающий
трение осей в машинах и экипажах посредством системы
соединенных цилиндров». «В представленном описании
сего изобретения Линденвальд изъясняет, — сообщает
привилегия, — что сущность оного в отношении к
экипажам состоит в том, что на оси надеваются или
врезаются цилиндры так, что внутренняя поверхность
колесной ступицы прилегает не к оси, а к этим цилиндрам,
свободно вертящимся при вращательном движении
колеса». Далее говорится о том, что «Такие два
цилиндра с катками помещаются на круглую или
четырехгранную железную ось, один от другого на
1,2 вершка или более... и потом надевается колесо
с железною или медною втулкой».
Из приведенного описания легко понять, что ре*ь
идет о нашедшем себе в настоящее время самое
широкое применение в технике роликовом подшипнике.
Линденвальду, повидимому, не удалось найти
состоятельных людей, желавших помочь ему реализовать
его изобретение, а поэтому он попал в число забытых
изобретателей. Из-га косности царских чиновников
Россия ие смогла использовать изобретение, имевшее
такое важное значение для развития техники.
Доцент А. Вейсман
8
Э(*С
эбес
КНИГА НОВАТОРА
За последние годы вышло
много книг, написанных новаторами
производства. Почетное место
среди этих книг займут выпущенные
Профиздатом записки лауреата
Сталинской премии
токаря-скоростника Московского завода
шлифовальных станков Павла Борисовича
Быкова «Путь к счастью».
Рассказать о своей жизни,
о жизни советского рабочего,
воспитанного великой партией
большевиков, заводским коллективом,
всей нашей советской
действительностью, помочь читателям книги
работать лучше, производительнее,
охотнее учиться, выше всего на
свете ценить благородный
социалистический труд как самый
верный путь к счастью — так
определяет сам автор свою задачу.
Жизнь Павла Быкова похожа на
жизнь сотен тысяч таких же, как
он, советских рабочих.
Подростком, окончив курсы
в Центральном институте труда,
Павел Быков приходит на завод.
Здесь он с первых же шагов
убеждается, что ему надо еще многому
учиться, чтобы стать настоящим
токарем. На помощь молодому
рабочему приходит коллектив цеха-
таков неписаный закон наших
предприятий.
Терпеливо и заботливо
воспитывали молодого токаря инженер
коммунист Цезарь Львович Кун-
ников, парторг цеха Николай
Андреевич Маркин, мастер Михаил
Гаврилович Кашехлебов,
секретарь партийной организации
завода Илья Иванович Кузнецов и
многие другие. Они прививали
ему любовь к профессии, к
верному другу токаря - станку, своим
примером показывали, как надо
трудиться.
Каким глубоким укором звучат
слова старого токаря Гавриила
Ивановича Малахова,
заметившего, что Быков нерадиво относится
к станку:
— Скоро же ты, Быков, свой
станок убираешь. А я вот вожусь да
вожусь! Ведь «нужно хорошо
протереть направляющие, ходовой
винт, коробку скоростей. Надо все
посмотреть, все смазать, все
почистить от пыли, от стружки.
Зато уж и станок меня никогда не
подводит. Полных четыреста
восемьдесят минут непрерывной
работы!..
Глубоко на всю жизнь
засели в памяти Павла эти простые
слова.
Освоив в совершенстве станок,
технологию обработки деталей,
Павел стал видеть недочеты в своей
работе. Начинаются поиски новых
приемов, новых методов. Вот и
первое рационализаторское
предложение Быкова: заменить центровую
Павел Быков, Путь к
счастью. Профиздат, 1951, 191 стр., тир.
15 000, ц. 5 руб.
оправку, на которой обтачивались
шестерни, консольной оправкой
с разжимной втулкой.
Экономия — минута на каждой
шестерне. Потом потребовались
запасные разжимные втулки, и опять
экономия в 12 минут на 30
деталях. Молодого рационализатора
поддерживал коллектив, отмечал
его успехи, и это обязывало
работать еще лучше.
Успех подчас сменялся
неудачами. Преодоление трудностей
требовало настойчивости, мастерства,
сноровки.
Особый интерес представляют
главы «По стахановской
технологии» и «Поиски новой геометрии
резца». В них Павел Быков
предстает перед читателем
высококвалифицированным мастером своего
дела.
Подвергнув тщательному
анализу технологическую карту,
стахановец-новатор пришел к выводу,
что она излишне усложнена. Это
порождало непроизводительную
затрату времени и простои
станков. Быков расчленил
предусмотренные старой технологией .две
сложные операции обработки
шестерни на девять простейших
переходов. Этим сокращалось число
замеров, достигался одинаковый
режим резания. В результате на
обработку шестерни стало уходить
лишь 1 час 12 минут вместо 7
часов, затрачиваемых по старой
технологии. Так перед читателем
раскрываются неисчерпаемые
возможности увеличения
производительности труда.
Особенно занимал Павла
Борисовича и его товарищей вопрос
о стойкости резцов. Ведь от этого
зависела судьба нового метода
труда — скоростного резания
металлов.
Дело в том, что при больших
скоростях резцы быстро
«садились». Режущая кромка резца
выкрашивалась и «обгорала». Это
происходило потому, что углы
заточки резца не соответствовали
режимам работы. Кроме того, при
скоростном резании раскаленная
стружка, стремительно сходя с
резца, зачастую обматывалась вокруг
детали и патрона. Станок
приходилось останавливать.
Упорные поиски дали Быкову
возможность найти правильную
геометрию резца. Это была еще
одна победа. Скорость резания
стала быстро возрастать: 500 метров
в минуту, 600, 800...
Главы «В демократической
Венгрии», «Новые друзья» и «В
гостях у германских рабочих»
посвящены поездкам автора в страны
народной демократии в составе
советских делегаций. Рабочие этих
стран учатся стахановскому труду
у советских людей.
Прощаясь -с Быковым, лучший
токарь механических мастерских
строительства канала
Дунай—Черное море Колаш с благодарностью
заявил: «Теперь скоростные
методы советских стахановцев дошли и
до долины Кара-Су...»
А вот Быков в Германской
Демократической Республике.
Актовый зал Дрезденского высшего
технического училища заполнен дс-
отказа. В первых рядах —
профессора, доценты, преподаватели.
Многие из них — известные
теоретики немецкого станкостроения.
Задние скамейки заняты
студентами. Павел Быков подробно
рассказывает о своем творческом
пути.
«После окончания лекции один
из слушателей, доцент Бертольд,
поднялся на подмостки и
направился к огромной доске.
— Пусть меня извинит наш
уважаемый гость, но мы, ученые,
привыкли верить только фактам.
Какова мощность мотора на
станке?
— Тридцать киловатт.
— Резать металл со скоростью
две тысячи четыреста метров в
минуту при таком слабосильном
моторе невозможно. Я утверждаю,
что на станок должен быть
поставлен мотор мощностью сто
киловатт. Вот мои расчеты...
— Вы оперируете старыми
данными, а ведь я работаю на новом
советском станке, — отвечает
Быков, — Мой резец из новых
советских сверхтвердых сплавов. Да
и геометрия резца совершенно
новая. Вы живете старыми
понятиями, почерпнутыми из ваших
учебников». И Быков демонстрирует
свои резцы...
«Путь к счастью» — хорошая,
нужная книга. Она зовет к
неутомимым поискам нового,
показывает величие созидательного труда
советского человека.
Н. Захарченко
ЧТО ЧИТАТЬ ПО НОМЕРУ
„Бригадир новаторов4'
Б. Л. В и л е н с к а я и М. И.
Гольдберг. Новое в
скоростном фрезеровании на Кировском
заводе. Лениздат, 1951.
„Сварщик"
Д. Л. Г л и з м а н е н к о. Сварка
и резка металлов. Трудрезервиз-
дат, 1951.
И. Ф. Добрынин.
Стахановский опыт ручной
электросварки. Изд-во литературы по
строительству и архитектуре, 1952.
„Оптика непрозрачного"
Проф. Б. Б. Кудрявцев.
Неслышимые звуки. Гостехиздат,
1950.
„Крылатая сельхозмашина"
Г. Коротких и С.
Старост и н. Авиационно-химическая
защита урожая. Изд. отдел
Аэрофлота, 1947.
34
ОСАДОЧНЫЕ ПОРОДЫ
И а обрывистых берегах рек
часто приходится наблюдать
толстые пласты наносных пород.
Общая толщина этих наносных
пород достигает местами многих
сотен метров.
Откуда берется материал, из
которого образуются эти наносы?
Ю. Павликов (г. Рига)
Земная кора не представляет
собой нечто неизменное.
Некоторые ее участки — так называемые
геосинклинальные области —
довольно быстро (в геологическом
смысле этого слова) прогибаются, а
в дальнейшем сминаются
гигантскими складками. Так
образовались
величественные горные хребты
Кавказ, Альпы.
В
противоположность геосинклиналь-
ным, другие
участки земной коры —
платформы —
характеризуются очень
незначительными за те
же периоды времени
вертикальными
перемещениями.
Примером такого участка
может быть Русская платформа,
занимающая все пространство
Восточно-Европейской низменности.
■ При горообразовании в
геосинклинальных областях часто
происходят разломы земной коры. По
этим разломам устремляются из
земных недр расплавленные
массы - магмы. При застывании из
них образуются такие горные
породы, как гранит, базальт и т. п.
Эти породы составляют большие
части горных хребтов.
Повсеместно горные породы
подвергаются разрушительному
действию воды, ветра, ледников, смены
температур. В разрыхленном и
размельченном виде они сносятся
вниз.
Большая часть этих
измельченных пород попадает в море. Там
они осаждаются либо в виде
механических, либо в виде
химических, либо в виде биогенных
(возникающих в результате
жизнедеятельности живых существ)
осадков. В зависимости от условий,
в которых происходит этот
процесс, а также в зависимости от
состава первичного материала
образуются те или иные отличные друг
от друга породы. Геолог,
просматривая в обрыве реки напластования
земной коры, может рассказать,
как изменялись в этом месте кли-
р матические, географические и
другие условия.
Не только вода, но и ветер могут
способствовать образованию
осадочных пород. Лессовые почвы Китая,
толщина пластов которых достигает
многих десятков метров, — вот
пример такой, созданной ветром
породы.
Осадочные породы также
изменяются. Они могут в результате
геологических процессов оказаться
в глубинах земной коры, где под
влиянием высоких температур и
Больших давлений часто
претерпевают очень большие изменения
внутренней структуры. Они могут
'подвергнуться выветриванию,
переносу на новое место и т. д.
Познание сложных закономер-
■■ «остей образования слагающих
земную кору пород позволяет вести
научно направленные поиски
полезных ископаемых.
Аспирант Л. Тарасов
ИСКУССТВЕННЫЙ ЖЕМЧУГ
Что такое настоящий жемчуг и
как делается искусственный?
А. Васильев (г. Пенза)
В природе почти на каждом
шагу можно встретиться с примерами
хитроумной самозащиты слабых
существ от нападения хищников.
Слабый и нежный моллюск строит
себе, например, надежное
убежище — раковину, которая при первых
признаках опасности мгновенно
накрепко захлопывается. Если
песчинка, кусочек водоросли или какое-
либо паразитное существо попадает
в это убежище, то моллюск
начинает усиленно вырабатывать
специальный состав, который слой за
слоем откладывается вокруг
пришельца. Из него и образуется
жемчужина — драгоценная
гробница непрошенному гостю.
Образование и рост жемчужины есть
защитная реакция живого организма.
Узнав, как растет жемчуг,
человек, вводя в раковину посторонние
тела, начал выращивать
натуральный жемчуг. Ему по желанию
можно придавать самые причудливые
формы. Более доступным и
быстрым оказался
способ создания
искусственного жемчуга. -.., , -^ж^л:
Слой специальной ^%5Г^*1№. «Р
краски, нанесенной ^^/3^ Х****4^
на поверхность *"*м""*"*'~~ч*
стеклянных шариков, придает им
вид настоящих жемчужин.
Лучшей краской для этого
является так называемая жемчужная
эссенция, добываемая из чешуи
рыбок-уклеек. Собранную чешую
растирают и отмучивают в воде. Затем
мельчайшие частицы красящего
вещества отделяются с помощью
фильтра от крупных. Их
смешивают с бесцветным раствором
желатина, полученной массой
покрывают поверхность стеклянных бус.
АВТОМАТИЧЕСКИЙ
ПРЕСС СТУДЕНТА
МЕРКИНА
В технологическом
процессе производства
шарикоподшипников до
самого последнего
времени не удавалось
механизировать одну из
важнейших операций —
вставку заклепок и
клепку их при сборке
шарикоподшипников со
змейковым сепаратором.
А. Ф. Меркин, студент
Московского станкоин-
струментального
института имени И. В. Сталина,
сконструировал пресс-
автомат, на
котором можно производить
клепку таких
шарикоподшипников различных
типов н размеров. Все
операции — подача
проволоки, отрезка
заготовок, высадка головок
заклепок, поворот
шарикоподшипника на угол,
соответствующий углу
между отверстиями под
заклепку, — полностью
автоматизированы.
Механизмы пресса
приводятся в движение
от коленчатого вала.
Проволока подается
прерывисто- вращающимися
желобчатыми роликами
через отверстия матрицы
до специального упора.
Нож отрезает от нее
заготовку для заклепки и
переносит на линию
высадки, куда в этот же
момент поступает
шарикоподшипник со
змейковым сепаратором.
Заготовка заталкивается в
отверстие сепаратора, а
затем производится
осадка головок заклепки.
Ориентировочные
подсчеты показывают, что
каждый пресс-автомат
увеличивает
производительность сборки
подшипников в 7 раз,
высвобождает 30 рабочих
и дает экономию около
200 тысяч рублей в год.
Материалы о новом
пресс-автомате студента
Меркина опубликованы
в сборнике работ
студенческого научного
общества МСИ имени
И. В. Сталина.
"ПРОЕКТ
КИТОБОЙНОЙ
БАЗЫ
Вытапливание на
китобойных базах китового
жира осуществляется в
специальных котлах. Для
работы этих котлов
требуется большое
количество пара, а
следовательно, дефицитной
пресной воды. Жир,
вытапливаемый в котлах, теряет
часть своих ценных
качеств, содержание
витамина «А» в нем
уменьшается.
Советские специалисты
предложили новый
способ получения китового
жира — прессованием
больших кусков сала на
специальных валках.
Жир, выжатый таким
способом, полностью
сохраняет все свои ценные
качества. А из
соединительной ткани, из
которой отжат жир.
вырабатывается отличная кожа.
Однако новая технология
применяется только на
стационарных
установках.
Студент Московского
технического института
рыбной промышленности
В. Д. Петров предложил в
своей дипломной работе
проект китобойной базы,
рассчитанной на
переработку 900 китов в сезон
и оборудованной вместо
жиротопенных котлов
выжимными валками.
Переработка китов на
китобойной матке,
спроектированной Петровым,
не только даст
высококачественный китовый
жир, но и погволит
использовать остающуюся
после выжимки
клетчатку как сырье для
кожевенной промышленности.
По расчетам, каждый
кит может дать около
60 кв. м
высококачественной кожи. Та . ее
часть, которая получена
выжимкой из
поверхностных слоев сала, должна
итти на изготовление
ремней и подошв, другая
часть — из глубинных
слоев — на нежную и
мягкую гамшу.
35
В НЕСКОЛЬКО СТРОК
V бычная причина поломок штам-
повочно-ковочных машин — это
возникающие во время работы большие
ударные нагрузки. Главный механик
Уралвагонзавода тов. Щукин
предложил использовать при штамповке
мягкий амортизатор, представляющий
собой пакет из прессованной
прорезиненной ткани. Подложенный под
привалочные плоскости молота
амортизатор более чем в 2 раза повышает
стойкость основных деталей машин.
Советскими инженерами
разработана конструкция нового
электромагнитного звукоуловителя» с помощью
которого можно легко установить
неправильности в работе отдельных
частей двигателя. Микрофон этого
прибора снабжен тонкой иглой, при
помощи которой можно «отвести»
в усилитель производимые
работающей деталью звуки. Изучение этих
звуков позволяет обнаружить
неверную регулировку зазоров пружин,
клапанов, проверить работу
подшипников, шатунов и т. д.
О лаборатории ВНИИ
промышленных сооружений разработан
новый вид панелей для междуэтажных
перекрытий. Нижняя часть разборной
железобетонной панели разделена
с внутренней стороны на отдельные
ячейки, застилаемые минеральной
ватой или другим звукопоглощающим
и теплоизолирующим материалом.
Главное достоинство панели — ее
высокие звукоизоляционные свойства,
удобство и легкость монтажа.
В Лен»
шнграде, на заводе
«Редуктор», изготовлен автоматический
станок для производства керамических
плиток с шестицветными рисунками
и орнаментами. Автомат заменяет
труд более 40 рабочих.
"а рыбокомбинате «Зарубино»
успешно применен для разделки рыб
новый станок конструкции
инженеров Старжинского и Лебедева.
Станок имеет две самостоятельные ветви
бесконечной цепи, приводимой в
движение от мотора. Зажимы,
укрепленные на этой цепи, крепко
удерживают рыбу при подводе к узлу
станка, на котором укреплены ножи и
щетки для ее разделки и очистки,
а затем автоматически освобождают
разделанную рыбу, и она падает
в приемный бункер.
**авод «Сетьмаш» выпускает
мощные буровые машины для великих
строек. Буровая машина «БИ-7» за
8—10 минут готовит котлованы
двухметровой глубины и такого же
диаметра под фундамент опор
высоковольтной сети.
Другой тип машины производит
не только рытье котлованов, но и
установку столбов для электросети.
■* процессе монтажа легких
дюралюминиевых переборок часто
приходится отдельные листы пригонять
по месту. Обычно припуск обрезали
вручную кровельными ножницами
или обрубали пневматическим
зубилом. Рационализаторы Н. Костенко
и Н. Якимец предложили
специальное приспособление для резки листов
толщиной до 2 мм. Приспособление
состоит из пневматического
двигателя, дисковой фрезы и защитного
кожуха, с рукояткой для управления
движением фрезы. Применение
приспособления намного сократило и
облегчило работы по пригонке листов.
V ЫМкп/нЫи,
В пустые квадраты вставьте числа
так, чтобы результат первого
горизонтального ряда равнялся сумме
первого вертикального ряда;
результат второго горизонтального ряда —
сумме второго вертикального ряда
и т. д. ,
Все числа, встречающиеся в
задаче, больше нуля.
числовой КОВРИК
I 1хП-Г5|х[31-Гэ~|
□ - Щ-.Ю х □ -сц
ю-а -оа -со
Ю+СООМИН
БЕЗ ОЧКОВ
(Рассказ-загадка)
Николай Петрович быстро шагал по
склону горы, то лавируя между
голыми глыбами серого камня, то
пересекая рощицы прекрасного строевого леса.
Старый геолог возвращался в свой
лагерь, к товарищам, от которых он
неделю тому назад отделился, чтобы
исследовать отрог горной цепи. Доотказа
набитый образцами ценных минералов
рюкзак оттягивал плечи. Было чем
порадовать своих спутников, к которым
Николай Петрович рассчитывал
присоединиться уже сегодня около полудня.
В одной из рощиц расселина
преградила путь геологу.
Внизу, зажатый между скалами,
бесновался поток.
Николай Петрович пошел вдоль
ущелья, ища переправы. Вскоре ему
повезло. Подмытая вешними водами осина
рухнула и лежала теперь поверженная,
еще скрепленная корнями с почвой
одного берега ущелья, а вершиной опиралась
на другой 'берег.
Геолог ступил на ствол и смело
двинулся вперед. Он уже приближался
к первым ветвям дерева, как вдруг,
поскользнувшись, потерял равновесие.
Падая, геолог успел схватиться за ветку
и кое-как удержался на дереве.
Передохнув немного, он поднялся и, теперь уже
держась за ветки, добрался до другого
берега.
очки? Очков в кармане не было, — они,
очевидно, упали в воду.
Через час геолог добрался до
стоянки, но на хорошо знакомом ему месте не
нашел ни товарищей, ни палаток. Там,
где стояли палатки, геолог увидел
стрелку, аккуратно выложенную на земле ив
белых камешков. Стрелка указывала на
большой камень. Николай Петрович
сразу понял смысл того, что увидел. Он
подошел к большому камню, перевернул
его. Под ним в ямке лежала
картонная коробка из-под папирос. Открыв
ее, геолог вынул записку,
развернул, привычным жестом сунул руку
в карман и тотчас же с огорчением
опустил ее. Ведь очков в (кармане уже не
было.
Ярко светило солнце, а он, как
слепой, смотрел на столь важные для
него строки и ничего не мог прочесть. Он
ведь только вдаль хорошо видел без
очков. Геологу грозило долгое
блуждание по горам и лесам в одиночестве, без
пищи.
Но Николай Петрович не пришел
в отчаяние. К счастью, он хорошо знал
оптику. Минуту подумав, он нашел
простой выход из трудного положения.
Черев пять минут записка была прочтена,
а через два часа Николай Петрович,
следуя указаниям записки, без всякого
труда разыскал новую стоянку геологов.
Рис. С. Пивоварова
Присев на камень, геолог подсчитал
потери. Сверток с провизией, который
нес в руках, исчез в потоке. Но это не
страшно: база экспедиции совсем близко.
Нагрудный карман куртки разорван.
Зашпиливая булавкой карман, Николай
Петрович спохватился: очки, где же
Подумайте, как же сумел Николай
Петрович прочесть записку?
Мы можем подсказать, что для
решения задачи геологу не потребовалось
ничего, о чем не было бы упомянуто
в рассказе.
Кандидат физико-математических наук
А. Луизов (Ленинград)
36
ВОДА
1. Теплопроводность латуни почти
в 2,5 раза больше, чем
теплопроводность нержавеющей стали.
Значительно ли, однако, отразится на
интенсивности работы конденсатора или
теплообменника, если трубки в нем
сделать не из латуни, а из
нержавеющей стали?
2. Почему жаро-
топочные трубы
паровых котлов
располагают не в
центре, а
несколько сбоку?
3. Малейшие трещинки в стенках
барабанных котлов, которые широко
применялись в начале нашего
столетия, обыкновенно вызывали огромные
взрывы. Почему такие же дефекты
совершенно безопасны в современных
прямоточных котлах, хотя они
вырабатывают пар значительно более
высоких параметров, чем прежние
барабанные котлы?
Теплотехника — один из
главнейших разделов
современной техники. Без
знания ее законов нельзя
спроектировать ни такой
сложной машины, как
реактивный двигатель, ни
такого простого на первый
взгляд механизма, как
букса (подшипник)
железнодорожного вагона. И к
проекту двигателя внутреннего
сгорания и к чертежам
нового жилого дома
обязательно прилагается
тепловой расчет. В какой бы
области вы ни работали, вам
обязательно приходится
сталкиваться с теми или
другими вопросами
теплотехники.
Проверьте свои знания
в этой области техники,
попробуйте ответить на
следующие вопросы:
4. Какой пар, расширяясь в
цилиндрах паровой машины или в
соплах паровой турбины, произведет
большую работу — с давлением
в 50 атмосфер при температуре 500°
или с давлением в 100 атмосфер при
температуре 400°?
5. Раньше старались строить
высокие дымовые трубы, чтобы усилить
тягу топочных газов. В настоящее
время тягу создают воздуходувки и
дымососы. Однако трубы попрежнему
продолжают строить высокими.
Почему?
6. Почему в холодильниках для
масла, циркулирующего через
подшипники паровых турбин, давление
охлаждающей воды должно быть меньше,
чем давление масла?
^Дш^роБсигжЯ
»
ОГОНЬ под водой
Великий русский физик
академик В. В. Петров в 1802 году
открыл электрическую дугу.
С помощью несложных
приспособлений—двух угольков,
проводов и батареи — он сделал
открытие, которое обессмертило
его имя.
Мы повторим его опыт —
создадим маленькую электрическую
дугу.
Но прежде чем приступить
к опыту, нужно позаботиться
о предохранении глаз от яркого
света дуги. Для этого закоптите
тонким слоем небольшой кусок
стекла и укрепите его так,
чтобы он загораживал от ваших
глаз яркий свет дуга.
Поскольку вместо батареи мы
будем пользоваться
электрической сетью, то надо уменьшить
ее напряжение. Возьмите
электрическую плитку и
последовательно в ее цепь включите
два заточенных уголька от
батарейки карманного фонаря, как
это показано на рисунке. Во
избежание удара током привяжите
угольки к двум деревянным
сухим палочкам.
Штепсельную вилку надо
включить в розетку только одним
концом.
После включения в сеть ток
должен итти по следующему
пути: из розетки через ножку
вилки в плитку, затем через другую
штепсельную вилку в провод,
присоединенный к одному из
угольков, затем через пламя
дуги ток попадает на второй
уголек и через провод — во второе
гнездо розетки.
Пока еще угольки не
соединены и дуга не горит, проверьте
соединения и, взяв деревянные
держатели в обе руки,
коснитесь угольками друг друга.
Вспыхнет ослепительный свет
дуги (берегите глаза!).
Электрическая дуга способна
гореть и в воде. Для того
чтобы в этом убедиться, опустите
угольки в наполненный водой
стакан.
37
ашел*
-щ.(°$Э
Ю. КЛЕМАНОВ
Рис, А. ВЕДЕРНИКОВА
Косые лучи солнца пробивались
сквозь окно кабинета.
Йене Хенрик Фарисхольм встал
из-за стола, подошел к окну и
задумчиво уставился на хорошо
знакомую ему картину. За небольшим
фабричным двором начинался
широкий фиорд. А там, дальше, за
неясной и дымчатой линией
горизонта...
Впрочем, чорт с ней, с этой
страной, которая расположилась
где-то- там, за линией горизонта!
Фарисхольм решительно снял очки.
И без того приходится чуть ли
не каждые двадцать минут
вспоминать о ее существовании, причем
отнюдь не по столь отвлеченным
поводам. То на улице встретишь
нагло ухмыляющегося янки, то
в газете прочтешь о новом
повышении цен, то, как сегодня,
взволнуешься из-за маленькой, ничего,
казалось бы, не значащей заметки,
напечатанной в заокеанском
журнале.
Фарисхольм отошел от окна,
взял с этажерки свежий, еще
пахнущий типографской краской,
пестрящий рекламой журнал и, вновь
нацепив очки, близко поднес его
к глазам. Это был «Кемикал
инжиниринг», последний номер.
Поморщившись, Фарисхольм еще раз
прочитал ту же заметку. Она была
набрана мелким курсивом, на
последней странице. Какой-то инженер
из европейской страны (страна даже
не была названа), подписавшийся
лишь одним инициалом «Ф»,
довольно меланхолично сообщал, что
небольшой фармацевтический завод,
которым он руководит,
систематически получал по плану Маршалла
от американских фирм
неполноценное и некомплектное оборудование.
«Мне не хотелось бы прослыть
ворчуном, но эти неполадки могут
взбесить кого угодно», — писал
далее инженер и заканчивал свою
заметку недоуменным вопросом:
«Неужели американские фирмы
выпускают для экспорта только
бросовое оборудование?»
Ничего сенсационного, как
видим, в журнальной заметке не
было. Тысячу раз повторяющаяся
история с поставками разного
хлама по плану Маршалла. Фарисхольм
хорошо знал все это по
собственному опыту. Но сейчас он с досадой
швырнул журнал на стол и
зашагал по комнате.
38
— Тут вполне могла бы стоять
и моя подпись! — пробормотал он
мрачно. — Разве на нашей
фабрике не та же картина?
Технического директора и
совладельца фармацевтической
фабрики «Хенгболд, Фарисхольм и
К°» огорчала, однако, не упущенная
«литературная слава». Наоборот, он
опасался того, как бы кто-либо не
подумал, что именно он-то и
является автором этого текста, столь
вызывающего и столь бестактного
по отношению к заокеанским
«друзьям Норвегии». И заподозрит
это в первую очередь не кто иной,
как старший компаньон фирмы
господин Хенгболд. От этой мысли
Фарисхольм облился холодным потом.
Дело в том, что господин
Хенгболд, в компании и без оной, был
человек крутой и отличался от
своего компаньона двумя личными
достоинствами: совершенно
сложившимися взглядами на вещи и
пятьдесят одним процентом акций
основного капитала фабрики.
Первое преимущество
практически выражалось в том, что до
1945 года господин Хенгболд
состоял в партии Квислинга и
приветствовал знакомых гитлеровским
«хейль», а ныне перешел в партию
«Венстре» и соответственно
щеголял словечками вроде «о'кэй» и
«хэлло». Такое завидное
«постоянство» политических взглядов
выгодно отличало его в глазах правящих
в стране социал-демократов от
неустойчивого Фарисхольма с его
чересчур «пытливым» умом.
Фарисхольм же никак не мог понять
некоторых простых истин,
преподанных из-за океана.
Второе преимущество Хенгболда
сводилось к тому, что, перекупив
еще в 1940 году (когда
растерявшийся от нашествия гитлеровцев
Фарисхольм решил бежать за
границу) несколько солидных пакетов
акций, он стал ныне фактическим
хозяином фабрики.
«Хенгболд будет, конечно,
неистовствовать в своих подозрениях
и обвинять меня в
«непатриотическом поступке», — думал
напуганный Фарисхольм. — За то время,
пока выяснится, что писал заметку
не я, он успеет разыграть
«благородное возмущение» и выставит
меня из компании».
Погруженный в свои
неприятные мысли, Фарисхольм не
заметил, как двери комнаты широко
распахнулись и перед ним
появился сам предмет его мрачных дум.
— Хэлло, Йене, — громко сказал
Хенгболд. — Вы грезите? Или
просто спите?
Фарисхольм испуганно взглянул
на вошедшего.
— Нет, просто задумался, —
тихо сказал он, тяжело вздохнув. -
Всякие неприятности...
— Ерунда! К чорту
неприятности! — весело пробасил Хенгболд. -
Я принес хорошие вести. Мы
можем, кажется, сделать
великолепный бизнес! Дело пахнет
несколькими десятками тысяч крон!
Фарисхольм протер очки и
вопросительно взглянул на
компаньона. Но- лицо Хенгболда не
выражало ничего, кроме обычной
алчности и самодовольства.
— Не верите? — спросил он. —
Могу заключить пари на тысячу
долларов. Или даже... — он
усмехнулся, — на тот самый один
процент акций, который устанавливает
между нами... гм... некоторую
связь...
Фарисхольм молча * проглотил
обидный намек.
— Так вот, - продолжал
Хенгболд. — Я имею точную
информацию от крупного
правительственного чиновника — кстати,
распорядитесь, чтобы ему перевели из нашей
наличности десять тысяч крон -
о том, что...
— Десять тысяч? — удивленно
перебил его Фарисхольм.
— Да! Его фамилия Кристиан-
сен, счет номер семь тысяч триста
одиннадцать...
— Но... Я полагаю... —
Фарисхольм был крайне удивлен. -
Десять тысяч, это...
— Это, это! — передразнил его
Хенгболд. — Это минимум сорок
тысяч чистой прибыли, черт возьми!
— Да, но... — Фарисхольм
попытался улыбнуться. — Как-то не
верится... В нынешние времена...
— Нынешние времена могут не
нравиться только нытикам и
ворчунам! — отрезал Хенгболд.
Фарисхольм при этих словах нервно
вздрогнул. - Скажите лучше: у нас
лежит еще на складе вата, которую
пришлось зарезервировать в
прошлом году?
— Да, конечно, — Фарисхольм
пожал плечами. — Десять тонн.
— Отлично! — сказал Хенгболд. -
Завтра же пускаем ее в ход!
Фарисхольм опять испытующе
посмотрел на компаньона. До сих
пор за ним ничего такого не
наблюдалось. Хенгболд пил очень
умеренно. Но сегодня... Такую чушь
можно сказать только спьяну.
— Да, да! — продолжал
Хенгболд, опять настроившись на
мажорный лад. — И не смотрите на
меня, как на согрешившую
богоматерь! Завтра мы пускаем эту
вату в ход!
— Ничего не понимаю, —
пробормотал Фарисхольм.
— О'кэй! Это хорошо, что не
понимаете... Значит, не поймут и
наши конкуренты... Кстати, куда это
девался Мориссен? Я что-то не
встречал его последнее время в
общественных местах? .
— Как? Разве вы не знаете? -
в свою очередь, удивился
Фарисхольм. — О его поездке писали
все газеты!
— Это насчет Москвы? -
злобно сказал Хенгболд.. — О том,
будто бы он поехал на Экономическое,
совещание? Ерунда! Я этому не
верю. Мориссен — наш человек.
Что ему делать в Москве, когда
вся наша политика повернута...
гм... совсем в другую сторону?
- Но я знаю совершенно точно,
что Мориссен в Москве! — сказал
Фарисхольм.
Это сообщение явно развеселило
господина Хенгболда.
- Тем лучше! — сказал он
саркастически. — Пока
путешественник очухается, мы выдадим весь
заказ на-гора!
- Какой заказ? — Фарисхольм
почувствовал, как у него
радостно подскочило сердце. — На всю
вату?
- Угу! — самодовольно
улыбнулся Хенгболд. — За десять тысяч
крон я получил совершенно
достоверную информацию: правительство
включило в программу вооружений
несколько десятков тысяч
кровоостанавливающих пакетов... Ясно?
Заказ будет распределяться между
фирмами ровно через три недели.
Надо полагать, что той фирме,
которая сможет предъявить
несколько тонн уже готовой продукции,
будет отдано предпочтение?
- Да, да, конечно, — ответил
Фарисхольм. Он с огорчением
убедился, что сердце его вновь
вернулось в обычное состояние: — Но...
- Никаких «но»! — властно
сказал Хенгболд. — Завтра же
запускайте вату в производство.
- Но... на чем? Вы же знаете,
что у нас нет оборудования.
- Как нет? — воскликнул
Хенгболд. — А новый американский
фильтр-пресс?
■ — Не работает, — кротко
сказал Фарисхольм. — В головке
обнаружились раковины, отломалась
кромка соединительного фланца...
- Чорт... — выругался Хенгболд
поморщившись. — Почему же вы
не послали им рекламации?
- Я давал уже три
телеграммы, - вздохнул Фарисхольм. —
Кроме трещины в головке,
обнаружилась еще недостача двух
сложных деталей.
- Вы с ума сошли! —
воскликнул Хенгболд испуганно. — Нам
этот пресс нужен дозарезу!
- Ничего нельзя сделать, — все
так же кротко продолжал
Фарисхольм. — Это поставки по фонду
американской помощи.
Американские фирмы знают, что мы все
равно должны брать все, что нам
пришлют. Поставки оплачиваются
авансом из особого
правительственного счета. Никому нет дела до
наших рекламаций.
- Чорт возьми! — забеспокоился
Хенгболд. — Как же быть?
Он мгновенно оценил обстанов
ку и теперь лихорадочно искал
выхода из положения. Фарисхольм
безучастно пожал плечами.
- До прошлого года такие
пресс-фильтры выпускала фирма
сТимзи и К°» в Осло. Но за
отсутствием сбыта, она закрылась.
- Да, да, припоминаю, — все
так же лихорадочно соображая,
отозвался Хенгболд. -1 Естественно:
она не выдержала конкуренции.
- Не совсем так, — поправил
его Фарисхольм. — Просто все
заказы на фильтр-прессы были вклю-,
чены в счет обязательных поставок
из Америки.
- Чорт возьми, как же нам
быть? — повторил свой вопрос
Хенгболд. — Может быть...
Он осекся, сам испугавшись
своих мыслей.
- Да, можно было купить фильтр-
пресс в Чехословакии, — как бы
читая его мысли, сказал
Фарисхольм. - Но что скажут
американцы? Их конгресс запретил поставки
из Чехословакии. Вообще же
лучшие фильтр-прессы сейчас
выпускают в Ленинграде. — Он вздохнул
с грустью... — Два дня пути...
Хенгболд прищурился.
Фарисхольм опустил глаза и с
преувеличенным интересом стал
рассматривать свои ногти.
Воцарилось молчание. Хенгболд
встал и, злобно откатив кресло,
начал расхаживать по кабинету.
— Неужели ничего нельзя
придумать? — сказал он наконец. В
голосе его уже не было прежней
уверенности, с какой он только что
излагал свой заманчивый план.
— Что же придумаешь? —
кротко заметил Фарисхольм. — Разве
только дать еще одну телеграмму...
Хенгболд безнадежно махнул
рукой. Он не любил нереальных
предложений.
— Сволочи! — вдруг сказал он
убежденно, как бы подытоживая
свои размышления. — Конечно, они
знают, что делают!
Фарисхольм искоса бросил
удивленный, но настороженный взгляд
на собеседника. Это было нечто
новое в политическом кредо
господина Хенгболда.
— Возможно, они просто
перегружены собственной программой
вооружений, — примирительно
сказал он.
Фарисхольм был осторожным
человеком.
— Бросьте вы их защищать! —
злобно заорал Хенгбольд. — Я-то
знаю их лучше, чем вы... Сволочи
и мародеры! Прислали нам
бракованный пресс, а сами теперь
перехватят заказ... — Можете быть
уверены: они раньше нас узнают о
намерениях нашего правительства. —
Он криво усмехнулся. — И за
меньшие деньги...
Бессильная злоба исказила его
лицо. Фарисхольм, не меньше
Хенгболда заинтересованный в
выгодном заказе, все-таки не столь
тяжело переживал разочарование. Он
даже почувствовал некоторое
превосходство над компаньоном.
— Не надо огорчаться,
старина, — сказал он Хенгболду тоном,
которым не обращался к нему
уже много лет. — Не только мы
страдаем от американских
поставок. Вот, смотрите, что пишет «Ке-
микал инжиниринг».
И Фарисхольм протянул
компаньону пестрый журнал.
Хенгболд молча прочитал
злополучную заметку. Он ничего не
сказал. Достаточно ему было своих
неприятностей... Но потом, бросив
еще раз рассеянный взгляд на
страницу со столь подозрительной
подписью «Ф», он что-то сообразил.
Фарисхольм, напряженно следивший
за выражением его лица, вдруг
мучительно покраснел...
— Ерунда! — наконец сказал
Хенгболд сухо. — Ваши
литературные упражнения не меняют дела...
Фарисхольм покраснел еще
гуще.
— Не понимаю, о каких...
литературных упражнениях... вы
говорите? - начал ои, не зная еще,
как себя вести.
— Я полагаю, что вы написали
все это не просто так, чтобы
поворчать? — грубовато спросил
Хенгболд. — Очевидно, вами руководили
интересы фирмы?
— Да... нет... — замялся
Фарисхольм. — Я не...
— Бросьте, Йене! — просто
сказал Хенгболд. — Я понимаю, что вы
хотели заставить их выполнить
рекламацию... Но...
Он вдруг нахмурился, и лицо его
приняло обычное надменное
выражение:
— Но получилось глупо и
бестактно по отношению к нашим...
заморским друзьям.
Фарисхольм содрогнулся. Он
мысленно обругал себя за
опрометчивый поступок и опять стал
рассматривать свои ногти.
Пауза была бы еще более
мучительной, если бы в комнату не
вошла фрекен Ингер, секретарь, и
не положила на стол свежий номер
«Вечернего телеграфа».
Хенгболд развернул газету,
пробежал глазами заголовки и
хотел уже было отложить в сторону,
как вдруг его внимание привлекла
небольшая информация в разделе
«Приезды и отъезды». Он впился
в нее глазами, и, по мере того как
он читал, Фарисхольм все больше
и больше укреплялся в мысли, что
сейчас произойдет скандал:
затылок партнера начал краснеть.
— Так! — зловеще сказал
Хенгболд, оторвавшись, наконец, от
газеты. — Оказывается, вы были
правы...
Он протянул «Вечерний
телеграф» Фарисхольму.
Преодолевая волнение, тот
быстро прочитал заметку. В ней
сообщалось, что возвратившийся утром
на родину глава фирмы «Мориссен
и сын», господин Мориссен-стар-
ший, вкратце рассказал
корреспонденту о некоторых выгодных
сделках, заключенных им во время
Экономического совещания в
Москве. В частности, указывалось, что
на том же пароходе, который
доставил удачливого предпринимателя
в порт, прибыли закупленные им
в Ленинграде станки и пресс-
фильтры, которые...
Дальше Фарисхольм уже не
читал, а лишь со смешанным
чувством испуга, укора и
разочарования посмотрел на компаньона.
Хенгболд сидел молча,
уставившись взглядом в одну точку.
Трудно сказать, какие мысли пробегали
на этот раз в голове старшего
партнера фирмы «Хенгболд,
Фарисхольм и К°». Но когда он встал,
собираясь уходить, по лицу его
было ясно, что в качестве
материала для очередного номера
юмористического журнала эти мысли
никак не годятся...
Уходя, Хенгболд счел полезным
протянуть на прощанье руку
своему политически невыдержанному
компаньону.
— До завтра, — сказал
Хенгболд глухо и отвернулся. —
подумайте все-таки об этом деле за
ночь... Может быть, можно еще что-
нибудь предпринять...
— Да, да! — поспешно ответил
Фарисхольм, даже не
усмехнувшись. И лишь когда Хенгболд был
уже далеко за дверью, добавил:
Хэлло, мистер... Вот тебе и о'кэй!
Это была единственная
вольность, которую он себе позволил по
отношению к своему несколько
расстроенному старшему компаньону.
Затем он подошел к окну и
невесело посмотрел на сильно
потемневшую дымку горизонта.
Окно кабинета выходило прямо
на запад.
39
ШАЖШ]
ХОМУТИК
/Л
ПЕРЕХОДНАЯ
ВТУЛКА ^1
Каждую ночь сотни и тысячи телескопов устремляют в
черную бездну неба свои внимательные стеклянные зрачки. Среди
них и гигантские рефракторы наших обсерваторий, и
замечательные, не дающие искажений телескопы Максутова, и
небольшие трубы многочисленной армии астрономов-любителей.
Как расширяются границы вселенной для глаза,
вооруженного хотя бы простейшим телескопом! Там, где самое лучшее
зрение отказывается увидеть что-нибудь, кроме абсолютно
черного пространства небесного свода, появляются новые
многочисленные светящиеся точки. Млечный путь распадается на
сверкающую россыпь отдельных звезд, а немигающие огоньки
планет превращаются в серебряные диски, на которых можно
различить некоторые детали их строения. На пепельной
поверхности нашего ночного спутника вырастают горные цепи и
гигантские кратеры-цирки. А вокруг Сатурна повисает
загадочное сверкающее кольцо.
Простейший телескоп может сделать всякий. Самую дорогую
деталь его — два очковых стекла — придется купить в
оптическом магазине. Кроме этого, потребуется картон, клей,
несколько досок для штатива и несколько кусочков жести.
Стекло окуляра (+10 диоптрий) вставляется в оправу из
толстого картона или фанеры и укрепляется в картонной
вычерненной изнутри трубе, как показано на чертеже. Стекло
объектива (+1 диоптрия) также укрепляется в своей картонной
трубе, диаметр которой должен быть таким, чтобы она плотно
налезала «а трубу окуляра.
Телескоп надо укрепить на штативе, так как малейшее
дрожание рук исказит изображение. Штатив изготовляется из
досок. Переходная втулка и хомутик делаются из жести.
После изготовления телескоп надо отрегулировать. Для
этого его направляют на какой-либо предмет, находящийся на
расстоянии 200—250 метров, например на вершину дерева, и,
осторожно выдвигая трубу окуляра, стараются получить
отчетливое перевернутое изображение.
СОДЕРЖАНИЕ
Е. ХРИСТОФОРОВ — Бригадир новаторов 1
А. ЧУЙКО, инж. — Бетонные твердыни растут под водой , 4
А. КИРЮХИН, инж. — Крылатая сельхозмашина .... 6
М. ВИШНЕВСКИЙ, инж. — Новый сварочный агрегат . . 8
А. МАТВЕЕВ, канд. техн. наук, и И. УСКОВ — Оптика
непрозрачного 9
Заметки о советской технике 12
Арк. ЭРИВАНСКИЙ — Рождение завода будущего ... 14
Молодые новаторы 17
Наука и техника в странах народной демократии .... 18
В. ИВАНОВА — Завод в Антарктике 19
Домовоз 22
А. ПЕСЕНКО, инж. — Обувь автомобиля 23
И. ДОБРЫНИН, инж. — Сварщик 26
В. СЫТИН — Покорители вечных бурь 30
Страницы прошлого . « 33
О новых книгах * 34
Переписка с читателями 35
Молодежь в науке 35
В несколько строк '. 36
В свободный час 36
Ю. КЛЕМАНОВ — Покупатели поневоле 38
Для умелых рук. Телескоп 40
ОБЛОЖКА: 1-я стр. — худож. Н. КОЛЬЧИЦКОГО,
2-я стр. — худож. А. ПЕТРОВА, 4-я стр. — худож. К. АР-
ЦЕУЛОВА и А. КАТКОВСКОГО.
Главный редактор В. Д. ЗАХАРЧЕНКО
Редколлегия: И. П. БАРДИН. В. Н. БОЛХОВИТИНОВ (заместитель главного редактора). К. А. ГЛАДКОВ.
В. В. ГЛУХОВ. В. Я. ЗАЛУЖНЫЙ. И. Я. ИЛЬИН, Ф. Л. КОВАЛЕВ. Н. А. ЛЕДНЕВ.В. И. ОРЛОВ.
Г. И. ОСТРОУМОВ (ответственный секретарь). В.Д.ОХОТНИКОВ, Г. И. ПОКРОВСКИЙ. А.С. ФЕДОРОВ, В. А.ФРОЛОВ.
Адрес редакция! Москва» Новая ал.» 6/8, тел. Б 3-99-53, К 0-27-00, доб. 4-67 и 5-87
Художественный редактор Н. Пероеа Рукописи ше возвращаются Техн. редактор Г. Шебалина
Издательство ЦК ВЛКСМ «Молодая гвардия»
АО4098.
Подписано к печати 13/У1 1952 г.
Бумага 65 х 927* "» 2,5 бум. л.» 5,4 печ. л.
Заказ 664.
Тираж 150000 экз. Цена 2 руб.
С набора типографии «Красное знамя» отпечатано на фабрике детской книги Детгиза. Москва, Сущевский вал, 49.
Обложка отпечатана в типографии «Красное знамя». Москва, Сущевская ул., 23.
ВКЛАДЫ В СБЕРЕГАТЕЛЬНЫЕ КАССЫ СПОСОБСТВУЮТ ДАЛЬНЕЙШЕМУ РАЗВИТИЮ
НАРОДНОГО ХОЗЯЙСТВА СССР:
ПРИНИМАЮТ ВКЛАДЫ и выдают их по первому требованию
^ вкладчиков:
ПЕРЕВОДЯТ ВКЛАДЫ по поручению вкладчиков из одной
сберегательной кассы в другую;
ВЫДАЮТ И ОПЛАЧИВАЮТ аккредитивы.
По вкладам, внесенным в сберегательные кассы, вкладчикам
выплачивается доход в виде выигрышей или процентов.
Вносите вклады в сберегательные кассы!
Управление гострудсбернасс и госкредита РСФСР