/





































Текст
•V ^1
шгшшся по перетюыль\
!
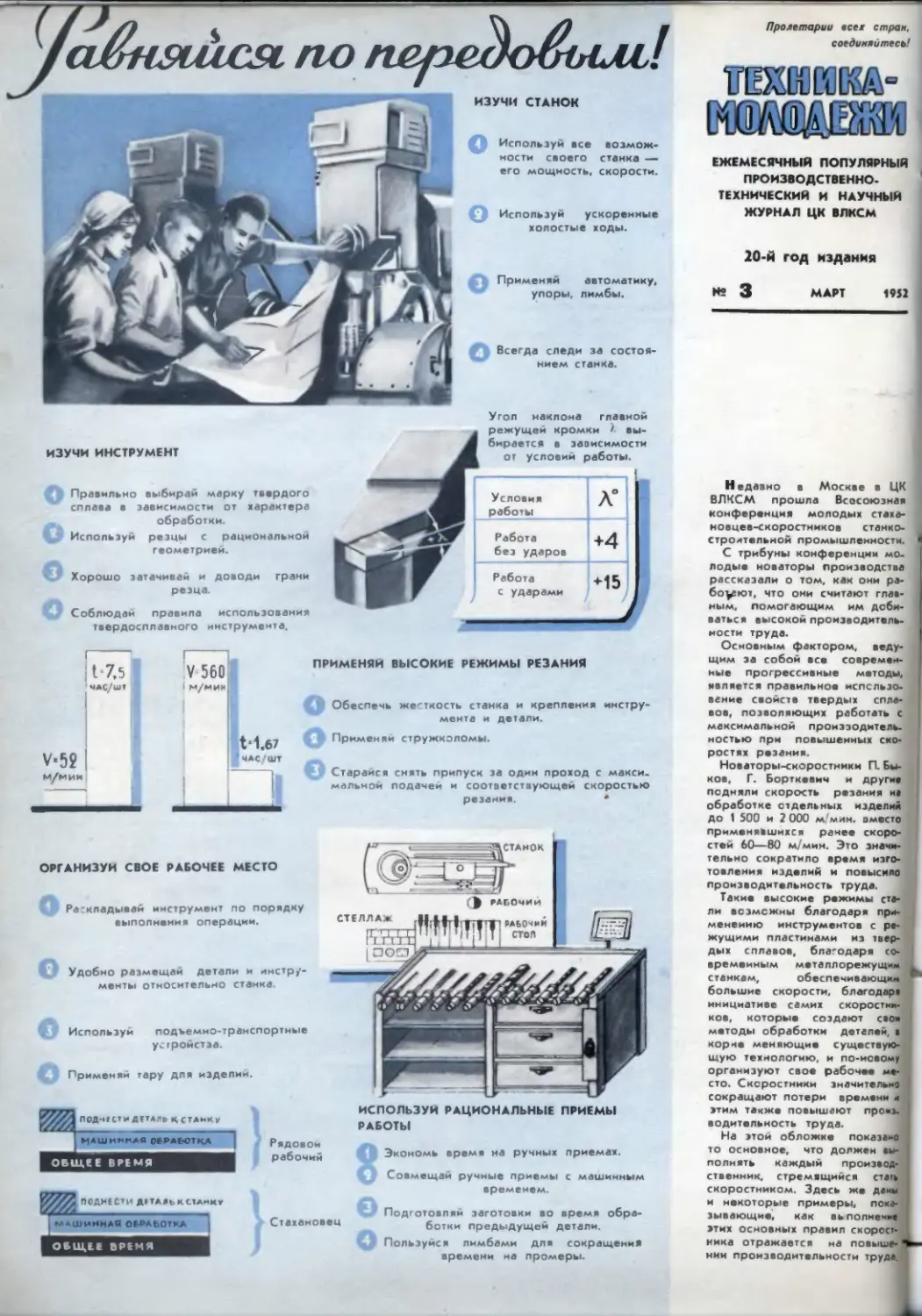
ИЗУЧИ СТАНОК
Используй все
возможности своего станка —
его мощность, скорости.
Используй ускоренные
холостые ходы.
Применяй автоматику,
упоры, лимбы.
Всегда следи за
состоянием станка.
Угол наклона главной
режущей кромки
вы-
ИЗУЧИ ИНСТРУМЕНТ
Правильно выбирай марку твердого
сплава в зависимости от характера
обработки.
Используй резцы с рациональной
геометрией.
Хорошо затачивай и доводи грани
резца.
Соблюдай правила использования
твердосплавного инструмента.
бирается в зависимости
от условий работы.
11-7.5
чдс'шт
V 560
м/мин
м/мии
1 1.67
'ЧАС ШТ
ПРИМЕНЯЙ ВЫСОКИЕ РЕЖИМЫ РЕЗАНИЯ
Обеспечь жегткость станка и крепления
инструмента и детали.
Применяй стружколомы.
Старайся снять припуск за один проход с макси.
мальной подачей и соответствующей скоростью
резания. *
ОРГАНИЗУЙ СВОЕ РАБОЧЕЕ МЕСТО
Раскладывай инструмент по порядку
выполнения операции.
Удобно размещай детали и
инструменты относительно станка.
Используй подъемно-транспортные
усгройстэа.
Применяй тару для изделий.
а _ • ^_— -^СТАНОК Я
V - — - а. -^7 ш \
(\ рабочий
СТЕЛЛ
ЛОД'НСТИДГТАЛе КСТАНКУ
ОБЩЕЕ ВРЕМЯ
ПОДНЕСТИ ДГ ТАЛЬ К СТАНКУ
ОбЩИ ВР1МЯ
Рядовой
рабочий
Стахановец
ИСПОЛЬЗУЙ РАЦИОНАЛЬНЫЕ ПРИЕМЫ
РАБОТЫ
Экономь время на ручных приемах.
Совмещай ручные приемы с машинным
временем.
Подготовляй заготовки во время
обработки предыдущей детали.
Пользуйся лимбами для сокращения
времени на промеры.
Пролетарии всех стран,
соединяйтесь!
ТЕХНИКА-
ЕЖЕМЕСЯЧНЫЙ ПОПУЛЯРНЫЙ
ПРОИЗВОДСТВЕННО-
ТЕХНИЧЕСКИЙ И НАУЧНЫЙ
ЖУРНАЛ ЦК ВЛКСМ
20-й год издания
№ 3 МАРТ 1952
Недавно в Москве в ЦК
ВЛКСМ прошла Всесоюзная
конференция молодых
стахановцев-скоростников
станкостроительной промышленности.
С трибуны конференции
молодые новаторы производства
рассказали о том, как они ра-
бо^ют, что они считают
главным, помогающим им
добиваться высокой
производительности труда.
Основным фактором,
ведущим за собой все
современные прогрессивные методы,
является правильное
использование свойств твердых
сплавов, позволяющих работать с
максимальной произзодитель-
ностью при повышенных
скоростях резания.
Новаторы-скоростники П.
Быков, Г. Борткевич и друг**
подняли скорость резания н«
обработке отдельных изделий
до 1 500 и 2 000 м'мин. вместо
применявшихся ранее
скоростей 60—80 м/мин. Это
значительно сократило время изго- \
товления изделий и повысило
производительность труда.
Такие высокие режимы ста-|
ли возможны благодаря при-|
менеиию инструментов с рв-\
жущими пластинами из
твердых сплавов, благодаря со-|
временным металлорежуи
станкам, обеспечиаающ*
большие скорости, благодаря
инициативе самих скорости»
ков, которые создают свс
методы обработки детален,
корне меняющие существуй
щую технологию, и по-исвом|
организуют свое рабочее м«
сто. Скоростники эначитель*
сокращают потери времени
этим также повышают произ
водительность труда.
На этой обложке показа»'
то основное, что должен вь
полн ять каждый произвол
ственник, стремящийся стач
скоростником. Здесь ж* да*
и некоторые примеры, пока
эывающие, как вьполнеь
этих основных правил скорое!
ника отражается на повыш!
нии производительности труд*
Герой Социалистического Труда,
лауреат Сталинской премии
академик И. П. БАРДИН
БОЛЬШЕ
МЕТАЛЛА
СТРАНЕ
Выступая перед избирателями 9 февраля 1946 года,
Иосиф Виссарионович Сталин, в своей исторической
речи наметив пути развития нашей страны, указал
и на задачи, стоящие перед металлургами в
ближайшие пятнадцать лет. «Нам нужно, — сказал товарищ
Сталин, — добиться того, чтобы наша промышленность
могла производить ежегодно до 50 миллионов тонн
чугуна, до 60 миллионов тонн стали...» С тех пор
советские металлурги упорно стремятся к достижению
намеченной цели.
Сколь своевременными были поставленные
товарищем Сталиным задачи, мы видим сейчас,
накануне пуска Волго-Донского канала, в дни, когда
отчетливо вырисовываются черты и других великих строек.
Огромного количества металла уже сейчас требуют
эти стройки вместе со всем выросшим народным
хозяйством Советского Союза. И с каждым годом
металла нам будет нужно все больше.
Товарищ Сталин еще тогда предвидел, как масса
невиданных ранее сложных машин и мощных
механизмов, управляемая нашими людьми, повернет русла
рек, создаст новые моря, возведет плотины, как на
огромных просторах нашей родины будут развернуты
грандиозные работы по преобразованию природы и на
тысячи километров засияют огнями стройки
коммунизма. И вот через шесть лет мы стали свидетелями
всего этого.
Впервые в мире комплексно решаются три
грандиозные проблемы: энергетическая —
строительство мощных гидроэлектростанций на Волге, Дону,
Днепре и Аму-Дарье, создание единой энергосистемы
для всей почти европейской части страны, с
огромными запасами гидроэнергии; транспортная —
соединение морей и рек каналами, изменение русел и
профилей рек, превращение их в полноводные
судоходные магистрали; ирригационная —
обводнение и орошение миллионов гектаров плодородной
земли, борьба с засухой и суховеями, создание
цветущих полей в Заволжье, Прикаспии, в безводных
украинских и крымских степях. И все это будет со-
Разработка рисунков и комментарии к ним выполнены
лауреатом Сталинской премии инженером Н. К. Леонидовым;
иллюстрации— художниками: А. Катковским, В. Богаткиным, И.
Петровым.
"*!>/
Ы'к.г-
коксовая ПЕЧЬ
[ I I I Ш. г 1\ I И I ^
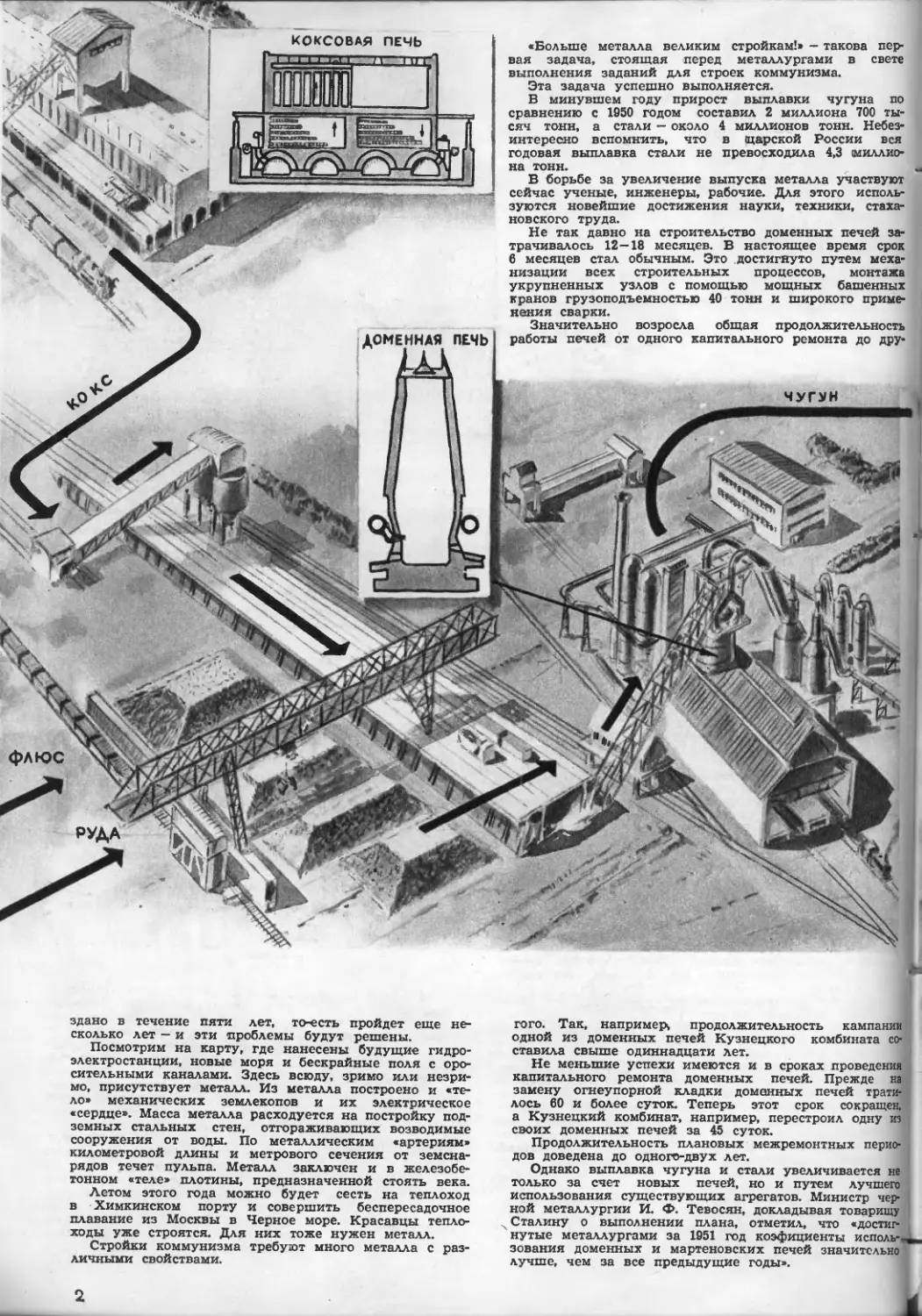
«Больше металла великим стройкам!» — такова
первая задача, стоящая перед металлургами в свете
выполнения заданий для строек коммунизма.
Эта задача успешно выполняется.
В минувшем году прирост выплавки чугуна по
сравнению с 1950 годом составил 2 миллиона 700
тысяч тонн, а стали — около 4 миллионов тонн. Небез-
интересно вспомнить, что в тарской России вся
годовая выплавка стали не превосходила 4,3
(миллиона тонн.
В борьбе за увеличение выпуска металла участвуют
сейчас ученые, инженеры, рабочие. Для этого
используются новейшие достижения науки, техники,
стахановского труда.
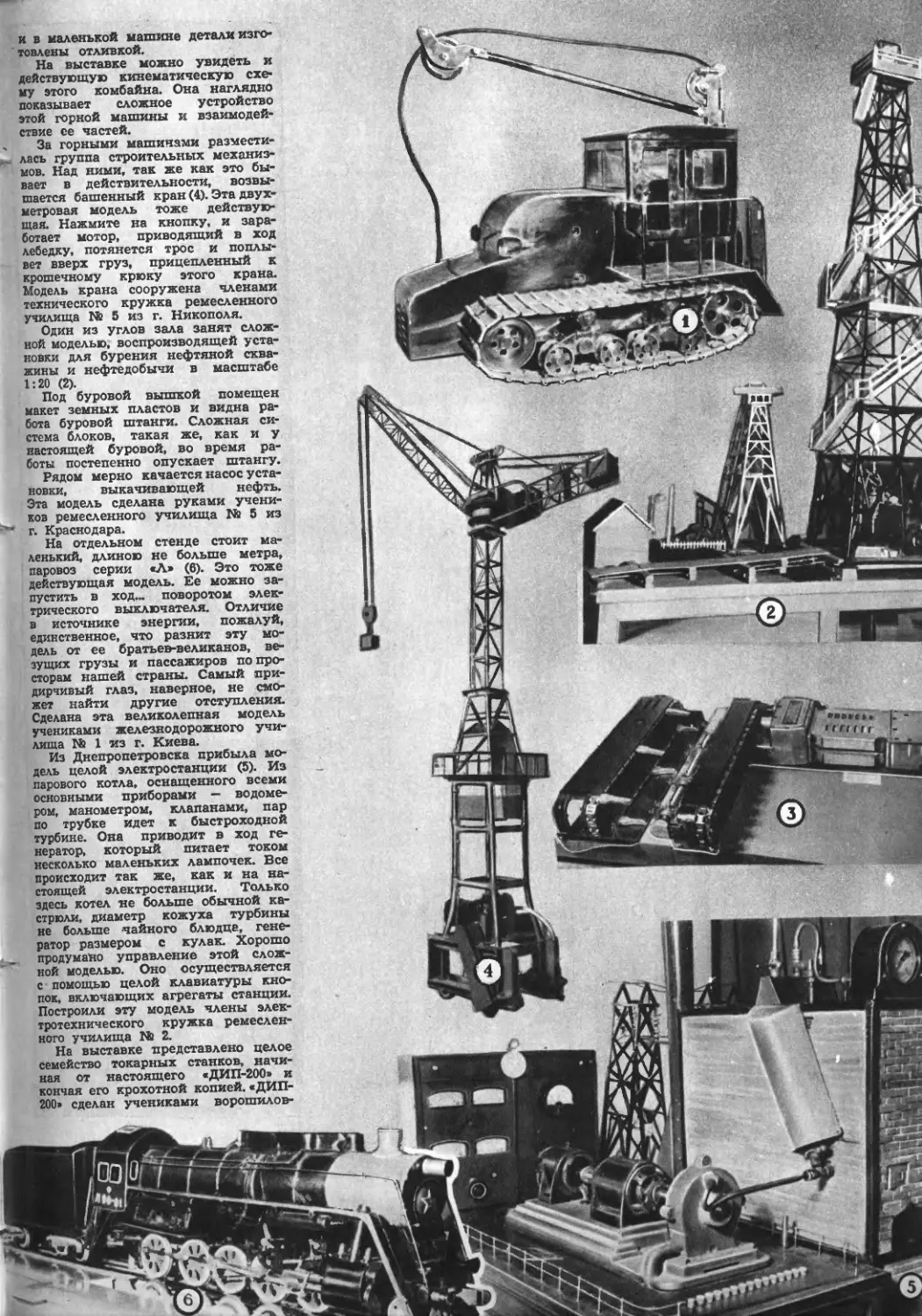
Не так давно на строительство доменных печей
затрачивалось 12—18 месяцев. В настоящее время срок
б месяцев стал обычным. Это достигнуто путем
механизации всех строительных процессов, монтажа
укрупненных узлов с помощью мощных башенных
кранов грузоподъемностью 40 тонн и широкого
применения сварки.
Значительно возросла общая продолжительность
работы печей от одного капитального ремонта до дру-
здано в течение пяти лет, то-есть пройдет еще
несколько лет — и эти проблемы будут решены.
Посмотрим на карту, где нанесены будущие
гидроэлектростанции, новые моря и бескрайные поля с
оросительными каналами. Здесь всюду, зримо или
незримо, присутствует металл. Из металла построено и
«тело» механических землекопов и их электрическое
«сердце». Масса металла расходуется на постройку
подземных стальных стен, отгораживающих возводимые
сооружения от воды. По металлическим «артериям»
километровой длины и метрового сечения от
земснарядов течет пульпа. Металл заключен и в
железобетонном «теле» плотины, предназначенной стоять века.
Летом этого года можно будет сесть на теплоход
в Химкинском порту и совершить беспересадочное
плавание из Москвы в Черное море. Красавцы
теплоходы уже строятся. Для них тоже нужен металл.
Стройки коммунизма требуют много металла с
различными свойствами.
гого. Так, например* продолжительность кампании
одной из доменных печей Кузнецкого комбината
составила свыше одиннадцати лет.
Не меньшие успехи имеются и в сроках проведения!
капитального ремонта доменных печей. Прежде н
замену огнеупорной кладки доменных печей
тратилось 60 и более суток. Теперь этот срок сокращен,
а Кузнецкий комбинат, например, перестроил одну из!
своих доменных печей за 45 суток.
Продолжительность плановых межремонтных
периодов доведена до одного-двух лет.
Однако выплавка чугуна и стали увеличивается не
только за счет новых печей, но и путем лучшего
использования существующих агрегатов. Министр
черной металлургии И. Ф. Тевосян, докладывая товарищу
ч Сталину о выполнении плана, отметил, что «достиг
нутые металлургами за 1951 год коэфициенты испольч
зования доменных и мартеновских печей значительно
лучше, чем за все предыдущие годы».
МАРШЕНОВСКАЯ ПЕЧЬ
РОЖДЕНИЕ МЕТАЛЛА
и сходным продуктом для
" производства черных
металлов является железная руда и
каменный уголь.
Каменный уголь поступает
в коксовые печи, в которых
благодаря нагреву из угля
удаляются летучие газы, исполь-
зуемые как химическое сырье
н топливо, а углеродистый
остаток спекается, ооразуя кокс.
Кокс вместе с рудой
загружается в доменную печь,
в нижнюю часть которой —
горн — подается нагретый
воздух. В горне кокс сгорает, пре.
вращаясь в окись углерода»
Углерод кокса и окись углеро.
да отнимают кислород от
окислов железа руды,
восстанавливая железо. Железо растворяет
в себе углерод кокса, а также
восстановленные вещества —
марганец, кремний, фосфор и
другие, образуя чугун.
Чугун перерабатывается а
сталь либо в конвертере,
в котором содержащиеся в
чугуне примеси выгорают
благодаря продувке воздуха через
жидкий чугун, либо в
мартеновской печи, в которой
чугун сплавляется с чугунным
или стальным ломом и другими
промышленными отходами
металла, а также с рудой.
Окислы железной руды,
восстанавливаясь, сами окисляют
ненужные примеси чугуна.
Если нужно получить
высококачественную сталь, мягкую
сталь, полученную в
мартеновской печи, направляют в
электропечь, где железо
сплавляется с различного рода
полезными добавками — хромом,
никелем, молибденом, вольфра-
мои и другими.
Из конвертеров,
мартеновских и электрических печей
сталь выпускается в ковши,
а затем разливается в
металлические формы — изложницы.
Полученные слитки весом до
12 т направляются в
прокатные цехи. Сначала они
обжимаются на мощных станах
либо на блюмингах в
квадратную заготовку — блюмы —
сечением от 125x125 мм до
450 х450 мм, либо на
слябингах в плоскую заготовку —
слябы — шириной от 400 до
1 000 мм и толщиной от 75 до
200 мм.
Обжим слитков производится
пропуском их между двумя
валками. Вращаясь в '
противоположные стороны, валки
увлекают слиток и обжимают его
до нужного размера.
Заготовка далее
направляется на другие прокатные станы,
где путем дополнительного
обжима ей придается необходимое
сечение.
Перед прокаткой на
обжимном стане слиток
подогревается. Такому же нагреву
подвергается перед последующей
прокаткой заготовка.
На прокатных станах
получаются изделия, нужные для
строительства и
машиностроения.
Наши новаторы научились без вложения
материальных средств, без капитального строительства из
месяца в месяц увеличивать выпуск металла. Старые
рабочие и инженеры помнят время, когда коэфициент
использования полезного объема доменной печи был
равен 1,5 или даже 1,8, то-есть на каждую тонну
выплавленного чугуна приходилось 1,5—1,8 м3 полезного
объема печи. Доменщики Магнитки, достигнувшие коэ-
фициента ниже 0,8, по существу, творчеством своим
создали на каждую домну вторую
«невидимую домну».
В городе Серове на Урале
старший горновой металлургического
завода молодой доменщик Петр
Лопатин добился невиданного в
истории техники коэфициента
использования объема домны: 0,580. Это
равносильно тому, что Петр
Лопатин вместе с бригадой соорудил
две новые домны.
ПРОИЗВОДИ- /
ШЕЛЬНОСШЬ
РАСХОД, КОКСА
Ш ЧУГУНА
ВОЗДУШНОЕ
ДУГПЬЕ,
ПЫЛЕВИДНАЯ
ШИХГПА
Р
Борясь за металл, наши ученые и инженеры вносят
много нового в металлургию.
Раньше домны работали только на воздушном
дутье. Это значит, что с каждой частью кислорода
в домну поступало четыре части инертного,
балластного газа — азота, который в химических реакциях
никакого участия не принимает, унося к тому же из
печи тепло и часть пылеватой шихты.
Теперь при применении дутья, обогащенного
кислородом, на одну часть кислорода приходится
меньше азота, значит и его вредное действие
уменьшается. При паровоздушном дутье происходит
разложение водяного пара с образованием водорода,
который, как известно, является очень хорошим
восстановителем. Вместе с окисью углерода он интенсивно
забирает кислород у окислов железа.
Советские доменщики намного превзошли технико-
экономические показатели по выплавке чугуна в
лучший предвоенный 1940 год. Чугуна в 1051 году
выдано в полтора раза больше, чем в 1940 году.
Великие стройки—это памятники сталинской эпохи.
Возведенные ныне, они уйдут в века. Поэтому
металл, уложенный в эти сооружения, должен обладать
«бессмертием».
Это второе требование, которое предъявляют
металлургам стройки коммунизма. Советская сталь в
настоящее время является лучшей в мире.
Работы выдающихся русских металлургов Аносова,
Чернова и других в области производства
качественных сталей и богатейший опыт производства
специальных сталей, имеющийся у советских металлургов,
позволяют обеспечить потребность великих строек
в качественном металле.
Большим достижением советских
сталеплавильщиков является успешное освоение ими выплавки в
обычных мартеновских печах большого количества марок
высококачественных сталей.
Бели медь в свое время в огромной степени
способствовала развитию электротехники, а алюминий -
авиастроения, то легированные добавки в металл
позволят сейчас создавать стали, отвечающие почти
любым свойствам.
Добавки марганца делают сталь устойчивой против
истирания. Вольфрам увеличивает способность стали
СЕКРЕТ ДОМНЫ
Усовершенствовав
технологию доменного
производства, применяя
повышенное давление, а
в отдельных случаях
паровоздушное дутье и
дутье, обогащенное
кислородом, а также и ряд
других новшеств,
советские доменщики
подняли интенсивность
доменных печей на 15—20э/в
выше лучших доменных
печей за рубежом.
При обычной работе
на воздушном дутье в
доменную печь с каждой
молекулой кислорода
приходит около 4 молекул
азота. Поток газов при
этом подпирает шихту,
препятствуя ее
опусканию в горн, где
происходит горение кокса и
плавление чугуна, а
также увлекает с собой
много пылеватой шихты.
Если работа идет на
подготовленной шихте, то
газам легче пройти
между крупными кусками
шихты, чем между
мелочью.
Еще лучше идет
работа доменной печи при
повышенном давлении.
С повышением давления
уменьшается объем газов
и понижается их
скорость, что сокращает
вынос пыли;
уменьшается живая сила газов, что
понижает подпор,
создаваемый газами,
задерживающий опускание
шихты в доменной печи.
Метод работы доменных
печен с повышенным
давлением впервые в
мировой практике
осуществлен в СССР.
Дутье, обогащенное
кислородом, значительно
улучшает работу домны.
Обогащение
кислородом воздуха,
вдуваемого в доменную печь,
уменьшает количество
газов, циркулирующих в
доменной печи, так как
азота в них становится
меньше, и производит
такое же качественное
действие, как и
повышенное давление, но
более сильное. Применение
кислорода в доменной
плавке — это ближайшее
будущее нашей
металлургии.
Уменьшение объема
газов, циркулирующих в
доменной печи,
увеличивает время их
пребывания в ней, что
способствует лучшему
использованию тепловой и
восстановительной энергии
газов, ведя к понижению
расхода кокса на 1
тонну чугуна.
К этому же ведет и
■ применение
паровоздушного дутья.
При работе на
воздушном дутье каждые 2
молекулы
восстановительного газа СО,
получаемого путем сжигания
углерода, несут с собой
около четырех молекул
балластного азота, не
участвующего в процессе.
При окислении
углерода водяным паром
балластного азота ие
получается.
ЧУДЕСНЫЕ ДОБАВНИ
Сгаль и чугун пред*
ставляют собой
сплавы железа с углеродом.
Сплавляя сталь и чугун
в разных пропорциях,
с различными добавка,
ми — кремнием,
марганцем, хромом и другими
веществами, можно
получить сплавы с самыми
разнообразными
свойствами — от мягкого
железа до самой твердой
стали и белого чугуна.
Углерод при
повышении содержания до 1,7о/,
повышает прочность
стали, дальнейшее же
повышение содержания
углерода понижает
прочность.
Кремний вводится в
обычную углеродистую
сталь в количестве до
0>4%» для получения
более однородной,
плотной стали и
повышения ее упругости и
прочности.
Кремнистые стали с
содержанием 1,5—2,8 °/,
кремния при 0,5—0,75 */•
углерода применяют
главным образом для
изготовления пружин и
рессор. Кремнистые стали
с содержанием 2 — 4 •/•
кремния и углерода до
0,1 V, легко
намагничиваются и
размагничиваются— их применяют в ди-
намомашинах и
трансформаторах. Сталь с15—
2б1/0 кремния обладает
кислотоупорными
свойствами (против действия
серной и азотной
кислоты).
Марганцовистая сталь,
содержащая 11—14°/,
марганца и 0,9—1 А »/°
углерода, обладает после
закалки большой
устойчивостью против
истирания при ударной
нагрузке.
Хром увеличивает
твердость и прочность стали,
ее вязкость, стойкость ее
против ржавления и
окисления как при
нормальных, так и при высоких
температурах. Стали с 1—
2о/п хрома идут на
изготовление деталей машин.
В нержавеющих и
жароупорных сталях хрома
содержится от 12 до ЗОо/„.
17—20'/# хрома и 8—11%
никеля делают сталь
кислотоупорной.
Никель вводится в сталь
в пределах от 0,5 до
4,50/,,. Никель уменьшает
склонность ее к
ржавлению и увеличивает
вязкость стали при низких
температурах. При
большем содержании никеля
прочность стали
возрастает, но вязкость
снижается.
Вольфрам, входя в
состав хромовольфрамовой
стали, придает стали
способность сохранять
твердость при нагреве до
красного каления. Эти
стали, именуемые
быстрорежущими, широко
применяются при обработке
металлов.
Молибден при
введении в сталь в пределах
0,05о/0 и выше придает
стабильность
механическим свойствам при
высоких температурах,
устраняет хрупкость стали
после отпуска и
повышает ее химическую
сопротивляемость.
Ванадий добавляется в
сталь в пределах 0,15—
0,35»/»,. Он увеличивает
прочность и вязкость
стали, придает ей
устойчивость против
динамических напряжений и
износа.
Титан в виде
небольшой добавки около 0.1 \
значительно повышает
качество стали, образуя
соединения с азотом,
растворенным в стали, и
предотвращая тем самым
выделение его в виде
пузырьков.
Кобальт сообщает
стали твердость и входит
в состав твердых
сплавов и быстрорежущих
сталей.
Советская металлургия
обеспечивает
машиностроительную
промышленность всеми видами
специальных сталей,
необходимых для
изготовления мощных
механизмов, используемых в
громадных масштабах для
механизации
строительных работ, а также
гидротурбин, насосов и т. д.
*=>
сохранять твердость при нагреве до красного
каления. Незначительные добавки молибдена улучшают
механические свойства стальных изделий, работающих
при высоких температурах. С примесью хрома сталь
делается жароупорной и нержавеющей, а хромонике-
левые стали - кислотоупорными. Хром и никель есть
тот «элексир молодости», с помощью которого
советские инженеры делают сталь «бессмертной».
350 тысяч тонн стали дополнительно выплавили
в 1951 году наши металлурги. Один только сталевар
Николай Переверзев на заводе «Азовсталь» дал в
прошлом году 1,5 тысячи тонн стали сверх плана.
Комсомолец Пахретдин Убайдуллаев на Казахском
металлургическом заводе дал в фонд мира рекордную плавку.
Он провел ее за 5 часов 10 минут и снял с каждого
метра пода печи по 9,4 тонны стали.
В СССР установлены мировые рекорды по
использованию мартеновских печей, на которых достигнут
самый высокий уровень автоматизации тепловых
процессов.
Характерной особенностью советской металлургии
является высокая степень механизации и
автоматизации всех операций.
Неиссякающая творческая мысль советских
металлургов неустанно ищет новых путей
совершенствования металлургических процессов.
Длинный путь проходит сталь с той секунды, когда
сталевар пробивает выпускное отверстие мартена
и огненный металл выливается в огромный ковш,
начиная путешествовать по заводу, пока не превратится
в рельс, швеллер или фигурный профиль шпунта.
м Из козшей сталь разливается в изложницы — метал-
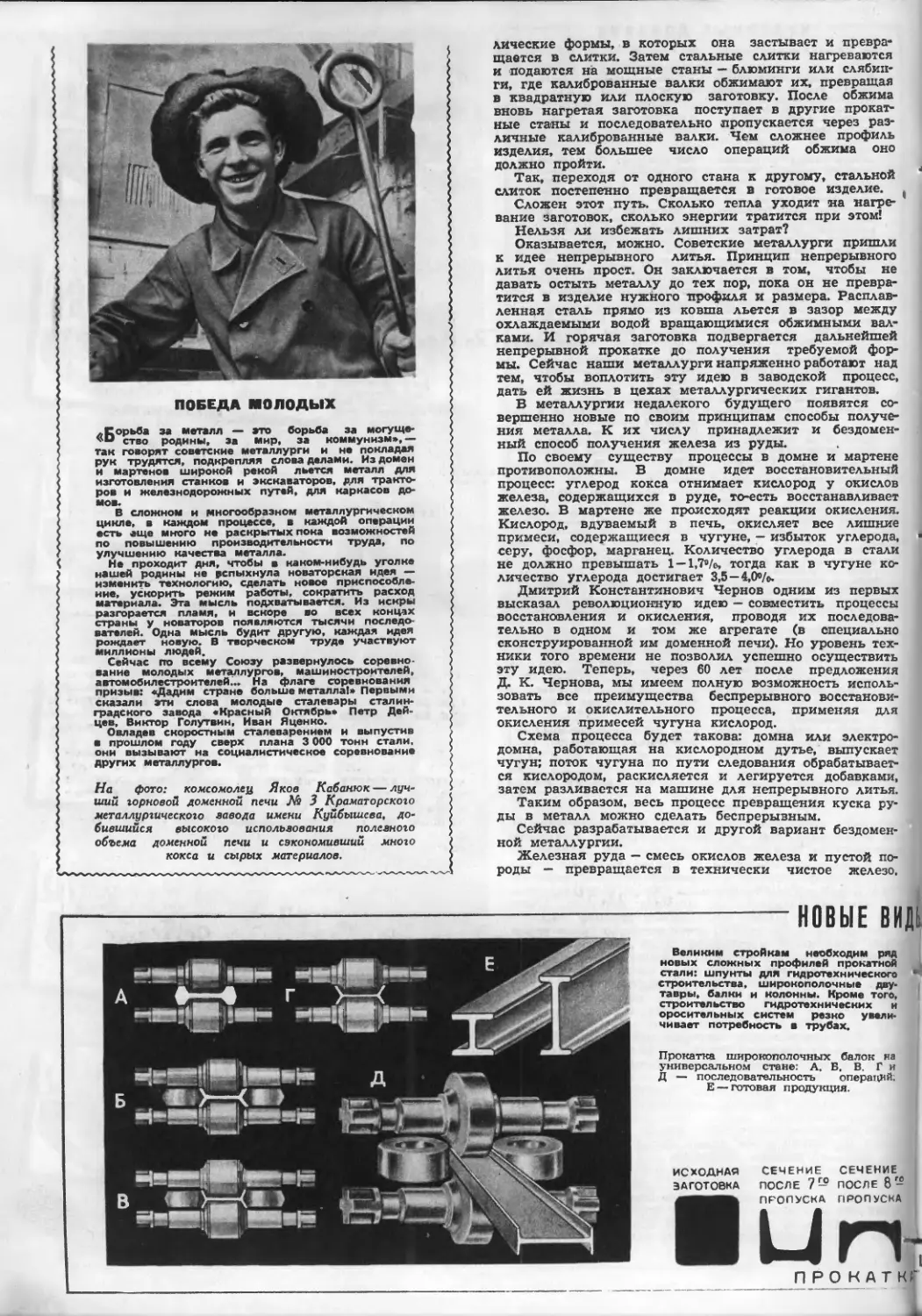
ПОБЕДА МОЛОДЫХ
^Сорьба за металл — »то борьба за могуще-
*° ство родины, за мир, за коммунизм»,—
так говорят советские металлурги и не покладая
рук трудятся, подкрепляя слова делами. Из домен
и мартенов широкой рекой льется металл для
изготовления станков и экскаваторов, для
тракторов и железнодорожных путей, для каркасов
домов.
В сложном и многообразном металлургическом
цикле, в каждом процессе, в каждой операции
есть еще много не раскрытых пока возможностей
по повышению производительности труда, по
улучшению качества металла.
Не проходит дня, чтобы в каком-нибудь уголке
нашей родины не вспыхнула новаторская идея —
изменить технологию, сделать новое
приспособление, ускорить режим работы, сократить расход
материала. Эта мысль подхватывается. Из искры
разгорается пламя, и вскоре во всех концах
страны у новаторов появляются тысячи
последователей. Одна мысль будит другую, каждая идея
рождает новую. В творческом труде участвуют
миллионы людей.
Сейчас по всему Союзу развернулось
соревнование молодых металлургов, машиностроителей,
автомобилестроителей... На флаге соревнования
призыв: «Дадим стране больше металла!» Первыми
сказали эти слова молодые сталевары
сталинградского завода «Красный Октябрь» Петр Дей-
цев, Виктор Голутвин, Иван Яценко.
Овладев скоростным сталеварением и выпустив
а прошлом году сверх плана 3 000 тонн стали,
они вызывают на социалистическое соревнование
других металлургов.
На фото: комсомолец Яков Кабанюк —
лучший горновой доменной печи № 3 Краматорского
металлургического завода имени Куйбышева,
добившийся высокого использования полезного
объема доменной печи и сэкономивший много
кокса и сырых материалов.
лические формы, в которых она застывает и
превращается в слитки. Затем стальные слитки нагреваются
и подаются на мощные станы — блюминги или
слябинги, где калиброванные валки обжимают их, превращая
в квадратную или плоскую заготовку. После обжима
вновь нагретая заготовка поступает в другие
прокатные станы и последовательно пропускается через
различные калиброванные валки. Чем сложнее профиль
изделия, тем большее число операций обжима оно
должно пройти.
Так, переходя от одного стана к другому, стальной
слиток постепенно превращается в готовое изделие. (
Сложен этот путь. Сколько тепла уходит на
нагревание заготовок, сколько энергии тратится при этом!
Нельзя ли избежать лишних затрат?
Оказывается, можно. Советские металлурги пришли
к идее непрерывного литья. Принцип непрерывного
литья очень прост. Он заключается в том, чтобы не
давать остыть металлу до тех пор, пока он не
превратится в изделие нужного профиля и размера.
Расплавленная сталь прямо из ковша льется в зазор между
охлаждаемыми водой вращающимися обжимными
валками. И горячая заготовка подвергается дальнейшей
непрерывной прокатке до получения требуемой
формы. Сейчас наши металлурги напряженно работают над
тем, чтобы воплотить эту идею в заводской процесс,
дать ей жизнь в цехах металлургических гигантов.
В металлургии недалекого будущего появятся
совершенно новые по своим принципам способы
получения металла. К их числу принадлежит и
бездоменный способ получения железа из руды.
По своему существу процессы в домне и мартене
противоположны. В домне идет восстановительный
процесс: углерод кокса отнимает кислород у окислов
железа, содержащихся в руде, то-есть восстанавливает
железо. В мартене же происходят реакции окисления.
Кислород, вдуваемый в печь, окисляет все лишние
примеси, содержащиеся в чугуне, — избыток углерода,
серу, фосфор, марганец. Количество углерода в стали
не должно превышать 1 —1,7»/о, тогда как в чугуне
количество углерода достигает 3,5—4,0*/<>.
Дмитрий Константинович Чернов одним из первых
высказал революционную идею — совместить процессы
восстановления и окисления, проводя их
последовательно в одном и том же агрегате (в специально
сконструированной им доменной печи). Но уровень
техники того времени не позволил успешно осуществить
эту идею. Теперь, через 60 лет после предложения
Д. К. Чернова, мы имеем полную возможность
использовать все преимущества беспрерывного
восстановительного и окислительного процесса, применяя для
окисления примесей чугуна кислород.
Схема процесса будет такова: домна или
электродомна, работающая на кислородном дутье, выпускает
чугун; поток чугуна по пути следования
обрабатывается кислородом, раскисляется и легируется добавками,
затем разливается на машине для непрерывного литья.
Таким образом, весь процесс превращения куска
руды в металл можно сделать беспрерывным.
Сейчас разрабатывается и другой вариант
бездоменной металлургии.
Железная руда — смесь окислов железа и пустой
породы — превращается в технически чистое железо.
НОВЫЕ
вид!
Великим стройкам необходим ряд
новых сложных профилей прокатной
стали: шпунты для гидротехнического
строительства, широкополочные
двутавры, балки и колонны. Кроме того,
строительство гидротехнических и
оросительных систем резко
увеличивает потребность в трубах.
Прокатка широкополочных балок на
универсальном стане: А, Б. В. Г и
Д — последовательность операций;
Е — готовая продукция.
ИСХОДНАЯ СЕЧЕНИЕ СЕЧЕНИЕ
ЗАГОТОВКА ПОСЛЕ 7- ПОСЛЕ 8-
ПРОЛУСКА ПРОПУСКА
ип
ПРОКАТК»'
1
г
комсомольский почин
I* жаром откликнулись !на призыв
и сталинградцев молоды* металлурги
московского завода «Серп и молот».
Партийная, профсоюзная и
комсомольская организации завода
возглавили широко* социалистическое
соревнование за сверхплановый выпуск
продукции, запевалами которого
выступила молодежная смена
прокатного стана «300» сортопрокатного цеха.
С помощью мастеров, опытных
вальцовщиков, они овладели сложным
искусством проката стали и, успешно
справившись с планом прошлого
года, записали в свой лицевой счет
сотни тонн металла, выпущенного
сверх плана.
В наступившем 1952 году молодые
патриоты решили дать сверх плана
еще больше проката и приняли на
себя повышенные обязательства.
Обязательства молодежного
коллектива скрепили своей подписью
вальцовщики А. Бондарев, А. Каза-
чище, мастер А. Грудаков,
подручный сварщика А. Бодров.
Вслед за прокатчиками выступили
сталевары молодежной смены 2-го
мартеновского цеха. Воспитанник
комсомола молодой коммунист М. Шки-
тин в конце прошлого года был
выдвинут из сталеваров в мастера.
Коллектив, которым он руководит, работает
дружно, хорошо овладевает
скоростным сталеварением и умело ведет
борьбу за экономию, бережливость,
за снижение себестоимости
выпускаемой продукции.
В текущем году комсомольцы и
молодежь вместе с начальником
смены тов. А. Вартаняном приняли
обязательства работать еще лучше, чем
в прошлом.
Не отстали от молодежной смены
2-го мартеновского цеха и сталевары
1-го мартеновского цеха. Здесь
работают знатные сталевары — лауреаты
Сталинской премии А. Субботин,
Н. Чесноков, В. Михайлов, мастера
высокой выработки, выпускающие
отличную продукцию.
И так, цех за цехом, коллектив
за коллективом с новой силой
поднимают на «Серпе и молоте» борьбу
за металл. Каждый день приносит
металлургам новые победы в этой битве.
Людно в эти дни в комитете
комсомола. Сюда заходят комсорги
сортопрокатного, мартеновского и других
цехов. Здесь рассказывают о
первых успехах в соревновании,
советуются друг с другом молодые
сталевары, прокатчики, вальцовщики,
резчики. Вместе они. решают, как
устранить помехи и неполадки в работе.
Коллектив «Серпа и молота» верит
в свои силы и знает, что слово свое
сдержит с честью.
Фронт соревнования за получение
большего количества металла охватил
многие предприятия. На Московском
автозаводе имени И. В. Сталина
началось движение за экономию
металла, за снижение его расхода.
«Мы, —пишут автозаводцы, —
предлагаем начать соревнование за
комплексное снижение расхода металла
на каждое выпускаемое изделие. Для
этого мы создаем комплексные
творческие бригады в составе
конструкторов, технологов и
производственников».
Широко был подхвачен и этот
почин.
Растет число последователей,
новаторов в металлургии. Растет и
выпуск металла. Пишутся новые
страницы трудовой славы.
На снимке: металлурги завода «Серп и молот» мастер П. Баюнин, начальник
смены А. Вартанян, сталевары Н. Жарков и А. Белоаеров подписывают свои
социалистические обязательства.
Сначала в печи будет происходить восстановление.
Потом для отделения восстановленного железа вся
смесь мелко дробится, размельчается и помещается
в поле сильного магнита. Происходит магнитная
сепарация: крупинки железа извлекаются из общей массы,
и чистый продукт готов для дальнейшей обработки.
Из него можно варить сталь различных сортов,
прибавляя нужные количества легирующих элементов.
Из железного порошка можно сразу штамповать
готовые изделия, не теряя при этом металла на отходы
при обработке.
В лабораториях заводов и институтов, на
экспериментально промышленных установках разрабатываются
и проверяются различные варианты прямого получения
железа из руды.
Много технических трудностей предстоит
преодолеть новаторам-металлургам, много проблем —
технологических, экономических, производственных — надо
еще разрешить. Но зато впереди возможность
получения высокосортного дешевого металла.
Бездоменный процесс — это металлургия будущего!
Великие стройки не останутся в долгу перед
металлургией. На базе грандиозного производства
электрической энергии возникнет самая передовая и
высокопроизводительная металлургия —
электрометаллургия. Электричество широким фронтом пойдет на
помощь заводу, оно органически войдет во все
процессы металлургического цикла, облегчая, удешевляя и
совершенствуя его.
МЕТАЛЛУРГИЧЕСКОЙ ПРОДУКЦИИ
:а
Советская металлургия имеет
широкий диапазон трубопрокатных и
трубосварочных станов,
обеспечивающих получение труб любого диа-
+* метра, вплоть до 1 200 мм.
Г Удовлетворить потребность в
трубах помогает и новый способ литья
на центробежных мешинах.
Прокатка шпунта на рельсобалоч-
ном стане: А, В. В. Г —
последовательность расположения клетей. Д —
разновидности шпунтов. Цифрами
обозначена последовательность
прокатки.
СЕЧЕНИЕ СЕЧЕНИЕ ГОТОВЫЙ
ПОСЛЕ 11^ ПОСЛЕ 15^ ПРОФИЛЬ
ПРОПУСКА ПРОПУСКА ПОСЛЕ 16 —
ПРОПУСКА
1_гч*тг
• ШГШНТА ШК-П
к»
ДЛЯ ВЫПЛАВКИ
СШАЛИ Р"
■. ■■ - • ■ * —-.^гтт
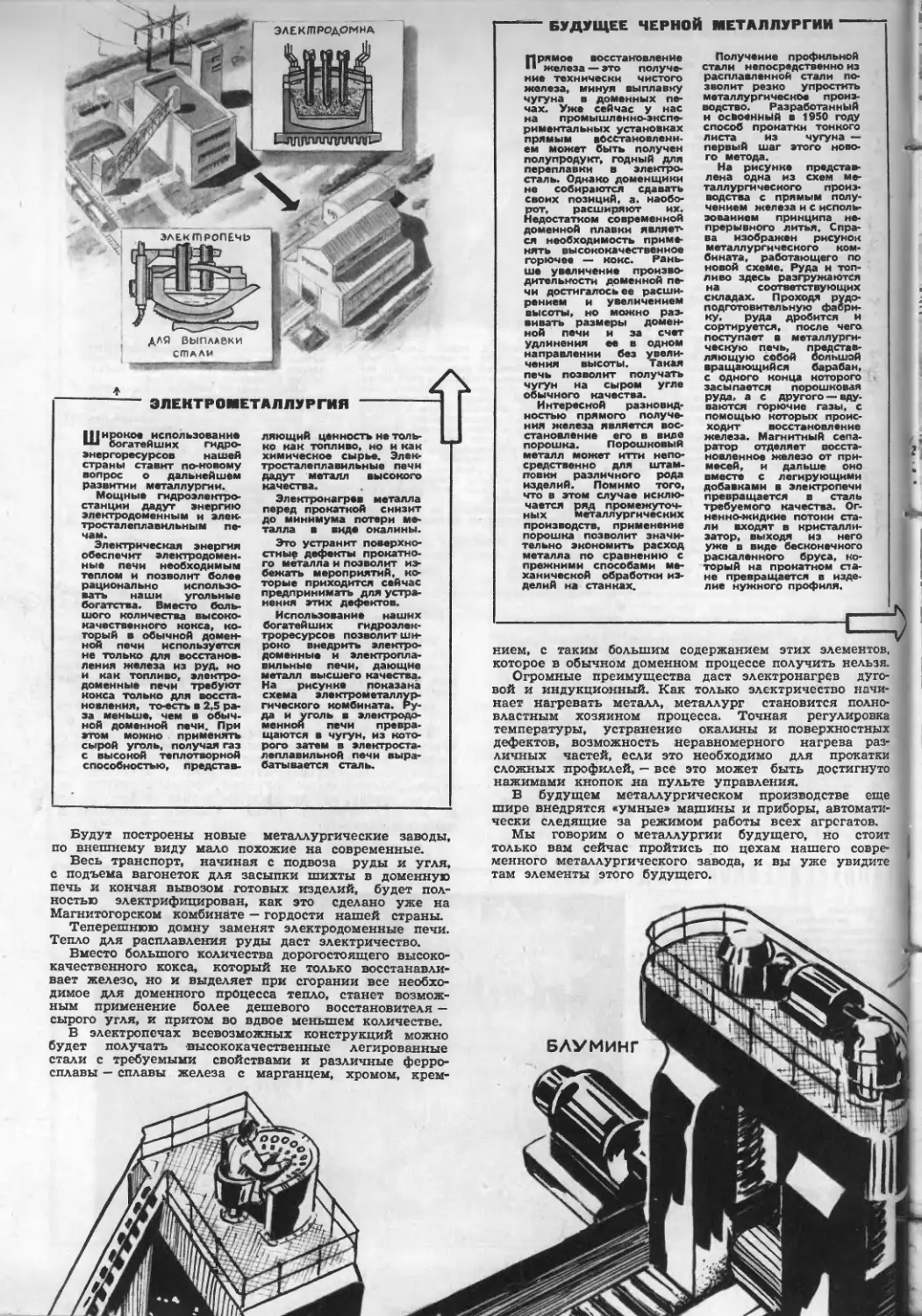
ЭЛЕКТРОМЕТАЛЛУРГИЯ
<0
Широко* использование
богатейших
гидроэнергоресурсов нашей
страны ставит по-новому
вопрос о дальнейшем
развитии металлургии.
Мощные
гидроэлектростанции дадут энергию
электродоменным и
электросталеплавильным
печам.
Электрическая энергия
обеспечит
электродоменные печи необходимым
теплом и позволит более
рационально
использовать наши угольные
богатства. Вместо
большого количества
высококачественного кокса,
который в обычной
доменной печи используется
не только для
восстановления железа из руд, но
и как топливо,
электродоменные печи требуют
кокса только для
восстановления, то-есть в 2,5
раза меньше, чем в
обычной доменной печи. При
этом можно применять
сырой уголь, получая газ
с высокой теплотворной
способностью,
представляющий ценность не
только как топливо, но и как
химическое сырье.
Электросталеплавильные печи
дадут металл высокого
качества.
Электронагрев металла
перед прокаткой снизит
до минимума потери
металла в вид* окалины.
Это устранит
поверхностные дефекты
прокатного металла и позволит
избежать мероприятий,
которые приходится сейчас
предпринимать для
устранения этих дефектов.
Использование наших
богатейших гидроэлек-
троресурсов позволит
широко внедрить
электродоменные и
электроплавильные печи, дающие
металл высшего качества.
На рисунка показана
схема
электрометаллургического комбината.
Руда и уголь в
электродоменной печи
превращаются в чугун, из
которого затем в
электросталеплавильной печи
вырабатывается сталь.
Будут построены новые металлургические заводы,
по внешнему виду мало похожие на современные.
Весь транспорт, начиная с подвоза руды и угля,
с подъема вагонеток для засыпки шихты в доменную
печь и кончая вывозом готовых изделий, будет
полностью электрифицирован, как это сделано уже на
Магнитогорском комбинате — гордости нашей страны.
Теперешнюю домну заменят электродоменные печи.
Тепло для расплавления руды даст электричество.
Вместо большого количества дорогостоящего
высококачественного кокса, который не только
восстанавливает железо, но и выделяет при сгорании все
необходимое для доменного процесса тепло, станет
возможным применение более дешевого восстановителя —
сырого угля, и притом во вдвое меньшем количестве.
В электропечах всевозможных конструкций можно
будет получать высококачественные легированные
стали с требуемыми свойствами и различные
ферросплавы — сплавы железа с марганцем, хромом, крем-
БУДУЩЕЕ ЧЕРНОЙ МЕТАЛЛУРГИИ
Прямое восстановление
железа — это
получение технически чистого
железа, минуя выплавку
чугуна в доменных
печах. Уже сейчас у нас
на промышленно-экспе-
риментальных установках
прямым
восстановлением может быть получен
полупродукт, годный для
переплавки в
электросталь. Однако доменщики
не собираются сдавать
своих позиций, а,
наоборот, расширяют их.
Недостатком современной
доменной плавки
является необходимость
применять высококачественное
горючее — кокс.
Раньше увеличение
производительности доменной
печи достигалось ее
расширением и увеличением
высоты, но можно
развивать размеры
доменной печи и за счет
удлинения ее в одном
направлении без
увеличения высоты. Такая
печь позволит получать
чугун на сыром угле
обычного качества.
Интересной
разновидностью прямого
получения железа является
восстановление его в виде
порошка. Порошковый
металл может итти
непосредственно для
штамповки различного рода
изделий. Помимо того,
что в этом случае
исключается ряд
промежуточных металлургических
производств, применение
порошка позволит
значительно экономить расход
металла по сравнению с
прежними способами
механической обработки
изделий на станках.
Получение профильной
стали непосредственно из
расплавленной стали
позволит резко упростить
металлургическое
производство. Разработанный
и освоенный в 1950 году
способ прокатки тонкого
листа из чугуна —
первый шаг этого
нового метода.
На рисунке
представлена одна из схем
металлургического
производства с прямым
получением железа и с
использованием принципа
непрерывного литья.
Справа изображен рисунок
металлургического
комбината, работающего по
новой схеме. Руда и
топливо здесь разгружаются
на соответствующих
складах. Проходя рудо-
подготовительную
фабрику, руда дробится и
сортируется, после чего
поступает в
металлургическую печь,
представляющую собой большой
вращающийся барабан,
с одного конца которого
засыпается порошковая
руда, а с другого
—вдуваются горючие газы, с
помощью которых
происходит восстановление
железа. Магнитный
сепаратор отделяет
восстановленное железо от
примесей, и дальше оно
вместе с легирующими
добавками в электропечи
превращается в сталь
требуемого качества.
Огненно-жидкие потоки
стали входят в
кристаллизатор, выходя из него
уже в виде бесконечного
раскаленного бруса,
который на прокатном
стане превращается в
изделие нужного профиля.
1
*^ I
нием, с таким большим содержанием этих элементов,
которое в обычном доменном процессе получить нельзя.
Огромные преимущества даст электронагрев
дуговой и индукционный. Как только электричество
начинает нагревать металл, металлург становится
полновластным хозяином процесса. Точная регулировка
температуры, устранение окалины и поверхностных •
дефектов, возможность неравномерного нагрева раз- |
личных частей, если это необходимо для прокатки
сложных профилей, — все это может быть достигнуто
нажимами кнопок на пульте управления.
В будущем металлургическом производстве еще
шире внедрятся «умные» машины и приборы,
автоматически следящие за режимом работы всех агрегатов.
Мы говорим о металлургии будущего, но стоит
только вам сейчас пройтись по цехам нашего
современного металлургического завода, и вы уже увидите
там элементы этого будущего.
^^Щф^'Щ^^^^:
* *•-,*
Восемьдесят лет назад в
румынском городе Браила по
инициативе болгарского историка Марина
Дринова группа болгарских
ученых и литераторов основала
научное общество. Это общество сыграло
важную роль в развитии
национальной истории, фольклора,
литературного языка, литературной
критики и содействовало
укреплению дружбы между болгарским и
русским народами.
Болгарские реакционные
буржуазные правительства, особенно в
период монархо-фашистского
режима, делали все возможное, чтобы
заставить ученых служить своей
буржуазной шовинистской
антиславянской политике. После
освобождения от немецко-фашистских
захватчиков и установления
народной власти. Когда был принят
закон о преобразовании бывшей
Академии наук и искусств в
Болгарскую Академию наук (БАН), наши
ученые смогли полностью отдать
все свои силы и знания родному
народу.
На основе опубликованных
недавно закона о БАН и положения о
работе ее отделений, институтов и
других научных учреждений наша
академия вот уже несколько лет
работает над всесторонним
переустройством в Академию наук
нового, социалистического типа.
Примером и образцом для нас
постоянно служит организация
работы и достижения Академии
наук СССР. Большое значение для
нас имели и имеют поэтому
встречи и различные формы связи с
рядом видных советских ученых,
Героями Социалистического Труда,
стахановцами, изобретателями,
культурными деятелями, которые с
братской искренностью делятся с нами
своим опытом.
Необходимо также подчеркнуть,
что все мы с живым интересом
следим за научными дискуссиями,
сессиями, конференциями, которые
происходят в Советском Союзе.
Дискуссии по вопросам философии,
биологии, языкознания, физиологии
нашли самый широкий отклик
в нашей стране.
Б Болгарии также проходят
подобные научные дискуссии, сессии,
конференции.
До установления народной
власти наша академия пользовалась
жалкой субсидией, не
превышающей нескольких миллионов левов,
теперь же бюджет Академии наук
приблизительно равняется 300 мил-
НАУКА
БОЛТАНИИ
лионам левов. Вся работа прежнего
научного общества осуществлялась
несколькими секциями, где не
было никакого плана и общего
направления, и была совершенно
оторвана от практической жизни.
Ныне в Болгарской Академии наук
7 отделений, работающих по
единому плану, связанных в своей
деятельности с нуждами и
задачами нашего социалистического
строительства.
Кроме того, под руководством
академии работают 30 научных
институтов, несколько музеев и
опытных станций.
Ученые демократической
Болгарии имеют серьезные достижения
в своей работе.
За последние три года было
проведено изучение ряда районов.
Открыты новые залежи полезных
ископаемых. Получены важные
результаты в изучении
магматических процессов, тектоники и рудо-
образования в некоторых районах.
Работа ученых проводилась в
самом тесном контакте с
соответствующими министерствами и
была направлена на решение
важнейших задач народного хозяйства
страны. Новые геологические
изыскания были необходимы также
За многолетнюю
научно-исследовательскую деятельность и вклад
о дело развития геологии, минера.'
логии и петрографии Болгарии
Димитровская премия присуждена
академику проф. д-»ру Георгию
Бончеву НИКОЛОВУ.
Президент Болгарской Академии наук
академик Т. Д. ПАВЛОВ
для проектировки важнейших
объектов строительства: водохранилищ
«Сталин», «Басиль Коларов», «Сту-
денов» и др.
Институт почвоведения
участвовал в болгаро-советской
экспедиции по разработке вопросов
применения удобрений для главных
видов почв страны; организовал
музей почвоведения; создал
почвоведческую карту для некоторых
орошаемых районов южной
Болгарии, провел изучение почвенного
типа «Смолница»; вел научную
работу в сотрудничестве с
министерствами земледелия,
электрификации и мелиорации.
Животноводческий институт
работал над' вопросом выращивания
молодняка, акклиматизацией
новых пород скота, над улучшением
кормов и организацией
животноводства в общественном хозяйстве,
над повышением продуктивности
животноводства и ростом удоев
За многолетнюю
научно-исследовательскую деятельность в области
математики и, в частности, за его
оригинальный вклад в области
корней алгебраических уравнений
и нулей целых функций, сумм
расходящихся рядов, теории
вероятности и другие работы
Димитровская премия присуждена
академику проф. д-ру Николе
Димитрову ОБРЕШКОВУ.
молока и т. д. Установив тесный
контакт с министерством
земледелия, ученые ведут свою работу в
государственных земледельческих
10
хозяйствах. К числу достижений
института нужно отнести: рост
удоев молока в государственном
земледельческом хозяйстве «Георгий
Димитров», успехи в выращивании
молодняка, успешную метизацию
черной шуменской курицы с
породой «эйленд» и др.
Химический институт
плодотворно работал над проблемами
получения жиров, синтетических смол,
над изучением местных глин
и др.
Исторический институт
приступил к созданию монументального
труда по истории болгарского
народа. Большую роль сыграл в этой
работе приезд в Болгарию
выдающегося советского ученого
академика Б. Д. Грекова, который дал
нашим работникам ряд
исключительно ценных разъяснений и
консультаций по истории
Болгарии.
Археологический институт
произвел интересные раскопки,
обнаружив памятники древнейшего
периода истории Болгарии. Затем в
музее, имеющемся при институте,
была организована выставка
предметов, найденных при раскопках,
За многолетнюю
научно-исследовательскую деятельность в области
математики и, в частности, 9а
ценный и оригинальный вклад в
области диференциальных уравнений,
теорему Лягранжа и другие работы
Лимитровская премия присуждена
академику проф. д-ру Любомиру
Николову чолакову:
которую посетили десятки тысяч
людей.
Институт градоустройства и
архитектуры сосредоточил свое
внимание на решении вопросов о
детских садах, яслях, о новой,
социалистической по содержанию и
национальной по форме архитектуре,
о строительстве школ, больниц, о
планировании городов. Он
постоянно связан с министерствами
социального обеспечения и труда,
народного просвещения,
здравоохранения,, земледелия,
коммунального хозяйства, со столичным
городским народным советом, с
государственной плановой
комиссией.
В работе Института болгарского
языка важнейшую роль сыграло
появление гениального труда
товарища Сталина «Марксизм и
вопросы языкознания». Научная
сессия, посвященная этому вопросу,
положила начало реорганизации
всей работы института. Началось
составление толкового словаря
болгарского языка, технического,
земледельческого и др. Ряд ученых
трудится над словарем великого
болгарского национального поэта
Христо Ботева.
Биологический институт
добился известных успехов, работая над
выведением новых сортов пшеницы
и ржи, засухоустойчивого
подсолнуха, чая, цитрусов и т. д. Лесо-
За многолетнюю
научно-исследовательскую деятельность в области
математики и, в частности, за
достижения в области небесной
механики (движение маленькой планеты
Гекуба) и интегральных
уравнений Димит ровская премия
присуждена академику проф. д-ру Кириллу
Лтанасову ПОПОВУ.
водная секция успешно работает
над установлением водного
баланса и засухоустойчивости лесных
пород, которые используются при
лесонасаждениях в стране.
Достижения советской мичуринской
биологии широко используются
нашими учеными и служат для них
источником плодотворных научных
исследований.
Учение Мичурина и Павлова
помогает и нашим ученым,
работающим в институтах
экспериментальной ветеринарной медицины и
микробиологии. Проведены
успешные исследования бронхопневмонии
у скота, открыта новая
физиологическая закономерность у птиц
(отложение специального кальциевого
запаса в костях в период яйцено-
шения как резерва кальция,
необходимого для скорлупы яйца).
За многолетнюю
научно-исследовательскую деятельность в области
экспериментальной физики и, в
частности, за значительные
достижения в области электрометрии и
фотоэлектрических эффектов, где
им открыт новый эффект
(фотоэлектреты), Димитровская премия
присуждена академику проф.
Георгию Стефанову ИАДЖАКОВУ.
Литературный институт
проводил научные сессии, посвященные
творчеству Христо Ботева, А.
Пушкина, Д. Благоева и Ивана Ва-
зова.
Таков очень краткий и далеко
не полный перечень научных
вопросов, над которыми успешно
работают наши ученые. Нужно
сказать, что научная деятельность в
стране ведется не только
Академией наук, но и многочисленными
междуведомственными научными
коллективами.
Жизнь выдвигает перед
болгарскими учеными все более сложные
задачи. Наши скромные успехи
еще, конечно, не удовлетворяют
всех запросов растущего
народного хозяйства страны, но мы
убеждены, что, несмотря на все
трудности, под мудрым руководством и
при всесторонней помощи нашего
народного правительства и нашей
димитровской партии во главе с
товарищем Вылко Червенковым,
учась на опыте советской
Академии наук, руководствуясь во
всей нашей научной работе
великим учением Маркса—Энгельса—
Ленина-Сталина, мы превратим
БАН в академию нового,
социалистического типа и осуществим на
деле свой основной лозунг:
«Наука - на службу народу».
Студенты четвертого курса агрономического факультета болгарской
Сельскохозяйственной академии на практических занятиях.
косми
УС ко в
АТОМЫ ГАЗОВ /\ Мголи
ВОЗДУХА V МЕЗОН
• ЯДЕРНЫМ ВЗРЫВ Ъ ЭЛЕКТРОН
® ПРОТОН
О НЕЙТРОН
ЯДЕРНЫЕ
ЧАСТИЦЫ
С ПОЗИТРОН
ФОТОН
О НЕЙТРИНО
Кирилл АНДРЕЕВ
Сорок лет подряд физики всего
мира бились над загадками
космических лучей. ..Лучи,
приходящие неизвестно откуда,
проникающие сквозь стены и
Металлические экраны так же
легко, как свет через воздух;
бесконечный мировой ливень,
хлещущий из межзвездного
пространства, никогда не прекра^
вдающийся и не слабеющий:
днем и ночью, летом и зимой;
невидимые лучи, электризующие
молекулы воздуха, «засвечиваю*
щие» наглухо запертые
фотопластинки и вдребезги
разбивающие ядра атомов, — космические
лучи недаром считались до
самого последнего времени одной
из сложнейших и увлекатель-
*"* нейших загадок современной
науки.
Советские физики в погоне за таинственными
лучами поднимались на вершины высочайших гор и
спускались в глубочайшие шахты, выбрасывали шары-
зонды с приборами, регистрирующими космическое
излучение, на высоту 30 км и спускали эти приборы на
дно озера (см. 4 обл., 1, 2, 3). И мало-помалу почти все
загадки космических лучей были разгаданы.
Выяснилось, что лучи из мирового пространства
вовсе не являются электромагнитными колебаниями,
вроде рентгеновых и гамма-лучей, но представляют собой
яростный дождь заряженных частичек вещества,
непрерывным потоком «обстреливающих» землю. Были
установлены законы «размножения» и превращения
этих частиц, подсчитаны лучи «звезд», образующихся
при взрыве атомных ядер. И, наконец, эти
«космические снаряды» были сфотографированы и энергия
каждого из них была измерена с величайшей точностью.
И тогда ученые обнаружили невероятный факт:
энергии их оказались столь чудовищно большими, что
наше воображение просто бессильно это представить.
В самом деле, если при горении или взрыве
отдельные частицы разгоняются до энергии в десятки и
сотни электрон-вольт, энергия лучей радия
измеряется миллионами электрон-вольт, а энергия атомного
взрыва достигает 160—200 млн. вольт, то в
космических лучах мы встречаемся с величинами в
среднем в 10 млрд. электрон-вольт, а отдельные частицы,
создающие так называемые ливни-гиганты, влетают
в земную атмосферу с энергиями, в миллиарды раз
большими, порядка 1017 электрон-вольт.
Так перед учеными во весь рост встал
«вопрос номер первый» — величайшая загадка происхож-
Первичные космические частицы, стремительно влетающие
в атмосферу, порождают целые ливни атомных частиц. На
рисунке показана схема развития такого ливня. Первичная
космическая частица «взрывает» встретившийся ей атом.
Вылетевшие из атома электроны, пролетая вблизи ядер атомов,
тормозятся, в результате этого рождаются мощные фотоны
света. Фотоны света, родившиеся при взрыве атома и
вследствие торможения электронов, распадаются на электроны
и позитроны. Торможение позитрона, пролетающего вблизи
атома, также порождает фотоны света. Из взорванного атома
вылетают и мезоны, распадающиеся на электроны, позитроны
и нейтрино. Некоторые осколки атома, — какие именно, еще не
установлено, — сами вызывают взрывы встречающихся им
атомов. Процесс появления в ливне все новых и новых частиц
лавинообразно растет.
ЧЕСКИЙ
ИТЕЛЬ
Рис. К. АРЦЕУЛОВА, С. ПИВОВАРОВА и Н. КОЛЬЧИЦКОГО
дения космических лучей. Где, в каких глубинах
вселенной они зарождаются? Где, из каких источников
они получают свою фантастическую энергию?
Первые предположения о их земном
происхождении были скоро оставлены. Тогда их родину стали
искать на Солнце и других звездах. Но все эти поиски
ни к чему не привели. Когда ученые, укрывшись
в узком и глубоком ущелье, сквозь километровые
стены которого ни при каких условиях не смогли бы
проникнуть самые быстрые, самые энергичные
частицы, стали измерять силу этого нескончаемого
мирового дождя, то их удивлению не было границ. День
сменялся ночью, вставало и садилось солнце,
отдельные звезды и весь Млечный путь проходили прямо над
ущельем и скрывались за горизонтом, а космический
ливень лил с одинаковой силой: таинственные лучи
с поразительной равномерностью приходили из всех
точек пространства.
И вот космические лучи становятся на буржуазном
Западе самой модной темой. Газеты печатают
сенсационные интервью с учеными-физиками, лженаучные
журналы заполняются рассказами и повестями
соответствующего содержания, и даже престарелый
Герберт Уэллс пишет роман «Рожденные звездами» —
о влиянии космического излучения на жизнь
человечества.
Вслед за писателями ученые-идеалисты также
начинают создавать самые фантастические теории,
«объясняющие» происхождение и природу мировых лучей,
а также их влияние на людей. Ради ниспровержения
ненавистного им материализма буржуазные физики не
стесняются с фактами, прибегая иногда к прямым
подлогам. Они утверждают, что космические лучи
смертельно действуют на все живое и только
воздушная оболочка Земли предохраняет нас от гибели, —
иначе страшный космический вихрь испепелил бы
поверхность нашей планеты. Биологи пишут о том,
что таинственное излучение является основным
фактором эволюции.
Но особенно фантастические гипотезы выдвигают
они для того, чтобы ответить на вопрос о
происхождении космических лучей.
Все эти теории, несмотря на их кажущееся
разнообразие, роднит одно: откровенный идеализм, полное
пренебрежение фактами, стремление запугать
европейского или американского обывателя, заставить его
поверить в ничтожество и бессилие человека перед
лицом могучих сил природы. Объясняя одно
непонятное другим, еще более непонятным, западные ученые
пытаются утвердить идею о непознаваемости мира.
Среди этих «теорий» можно перечислить гипотезу
Хаксли о том, что Земля обладает чудовищно
большим зарядом и со страшной силой «засасывает» из
космоса заряженные частицы; идею Э. А. Милна о том,
что вся наша Галактика представляет собой нечто
вроде гигантского сверхтела, обладающего общим центром
тяготения, и отдельные частицы, случайно
оторвавшиеся от звезд, словно брошенный в колодец камень, с
неимоверной скоростью устремляются к этому центру
нашего «малого мира».
В звездах, вещает престарелый американский физик
Р. О. Милликен. мы видим лишь безрассудную
растрату энергии на излучение. Но где-то есть «над-
мирные реторты», где, как некая волшебная похлебка,
при синтезе элементов варится энергия космических
лучей, влетающих в мир из этой близлежащей
неизвестности.
Английские астрофизики А. Эддингтон и
Д. X. Джине разработали гипотезу о происхождении
загадочного излучения, основанную на никогда и
нигде не наблюдавшемся процессе аннигиляции, «уни-
РАБО ТЫ Л А У РЕ А ТО В
СТАЛИНСКИХ ПРЕМИЙ
чтожении» материи внутри звезд, при невообразимых
температурах и немыслимых давлениях.
Все эти «теории» и «гипотезы» лишь бесплодная
игра ума: нет ни одного факта, который мог бы их
подтвердить.
Недавно американский астрофизик Цвикки
выдвинул теорию, что космические лучи возникают во время
чудовищных мировых катастроф, которые мы
наблюдаем как вспышки так называемых сверхновых звезд.
Каждая звезда, окончившая свой жизненный путь,
считает Цвикки, дает' гигантскую предсмертную
вспышку, своего рода «лебединую песню». После
превращения всего водорода' звезды в гелий она теряет
равновесие и «спадается», как карточный домик,
разрушенный неосторожным толчком. Под страшным
давлением электроны втискиваются внутрь атомных
ядер, нейтрализуют их заряд, и все гигантское
светило превращается в комок слипшихся вместе нейтронов,
в шар диаметром всего лишь в несколько километров,
но страшной, невообразимой плотности — 100 млн. т
в одном кубическом сантиметре!
При таком полном разрушении погибшей звезды
весь запас энергии, скопившийся в ее недрах,
чудовищным потоком хлынет наружу. Такая мировая
катастрофа, конечно, могла бы объяснить энергию
космических лучей, если бы картина, нарисованная
Цвикки, не была бы лишь плодом его фантазии.
От теорий, объясняющих одно непонятное другим,
еще более загадочным, было рукой подать до теорий
мистических или до объяснения тайны происхождения
космических лучей прямым вмешательством господа
бога. Этот шаг буржуазная наука сделала в самые
последние годы.
С сенсационной «теорией» выступил «знаменитый»
аббат Леметр, профессор математики католического
университета в городе Лувене.
Его гипотеза, носящая громкое название «теории
пересохшего источника», очень проста. Она
утверждает, что нигде во вселенной не существует
источника этих быстрых частиц огромной энергии.
- Некогда, когда мир был юн, а звезды молоды, -
вещает аббат Леметр, — могучий поток космических
лучей щедро изливался в мир из их плодовитых недр.
Но с тех пор все галактики и все составляющие их
светила разлетелись далеко во все стороны, звезды
покрылись непроницаемой электрической корой.
А космические частицы, постепенно рассеиваясь,
продолжают странствовать в мировом пространстве. Это
«часы вселенной», заведенные творцом в первый день
и указывающие нам срок последнего страшного суда!..
...Рядом с нашим миром, где-то «в пространстве
Эйнштейна», расположен совершенно ему подобный
антимир, вселенная навыворот, утверждают буржуазные
физики Клей и Арли.
Если вещество нашего мира состоит из
положительно заряженных атомных ядер и отрицательных
электронных оболочек, то
в антимире, утверждают
они, все наоборот: ядра
состоят из
«антипротонов», а атомные
оболочки — из положительно
заряженных позитронов.
Оба эти
мира-антипода медленно, но
неуклонно сближаются и,
проникая друг в друга,
постепенно
уничтожаются: позитроны
аннигилируют электроны,
антипротоны пожирают
положительно заряженные
ядра. И страшный, все
усиливающийся ливень
космических лучей,
вестников уничтожения и
гибели, наполняет оба
мира: сначала идет
аннигиляция атомов, потом
уничтожаются целые
куски вещества, далее
в одно мгновение
погибают звезды. А энергия
космических снарядов
все растет, пока не
настанет день, когда они
уничтожат все жизое и
испепелят нашу Землю.
Вряд ли нужны комментарии к этим
пессимистическим, далеким от науки рассуждениям. Они — яркий
документ маразма буржуазной науки, которая ныне,
как в самую мрачную эпоху средневековья, становится
«служанкой богословия».
Всем этим «гипотезам» и «теориям» наша, советская
наука противопоставляет свою, по
сути дела первую в мире
материалистическую, гипотезу, так называемую
«теорию КИУ» профессора
Московского университета Якова Петровича
Терлецкого.
В эту теорию органической
составной частью вошли и наблюдения
академика Д. В. Скобельцына, впервые
двадцать пять лет назад увидевшего
в ионизационной камере Вильсона
следы космических частиц, и труд
профессора Л. В. Мысовского,
предложившего регистрировать быстрые
частицы на фотопластинках с очень
толстым слоем чувствительной
эмульсии. Эта теория была бы невозможна
без героических подъемов советских
исследователей на высокие горы, без
исследований в глубине моря, под
землей, на экваторе и вблизи полюса,
без полетов стратостатов и
шаров-зондов высоко в стратосферу. Теория
Терлецкого — это блистательное
завершение огромного и
самоотверженного труда большого коллектива
советских физиков, посвятивших свой
труд и вдохновение изучению
космических лучей.
Двадцать лет назад на Я. П.
Терлецкого сильнейшее впечатление
произвела работа С. А. Богуславского
«Пути электронов в электромагнитных
полях». Книга эта в значительной
степени определила творческий путь
молодого ученого. Он заинтересовался
новой тогда областью расщепления
ядер и теорией ускорителей
заряженных частиц.
Существовавшие в те годы
высоковольтные установки для ускорения частиц были
чрезвычайно громоздки. Затраты на их постройку были
весьма значительны, а энергия разогнанных ими
частиц не превышала 2—3 млн. электрон-вольт.
«Королем» всех этих ионных пушек был так называемый
Вращение звезды сказывается на ее спектре. Линии спектра,
рождаемые лучами от двигающихся по направлению к Земле
участков звезды, сдвигаются в сторону фиолетового конца
спектра, а линии света, излучаемого отдаляющимися
участками, — в сторону красного конца- Вследствие смещения
и вправо и влево каждая линия спектра расширяется.
Расширение линий в спектре звезд по большей части маскирует
расщепление линий под действием магнитного поля звезды.
Это расщепление можно обнаружить в том случае, если ось
вращения звезды направлена на наблюдателя и расширение
линий, вызываемое вращением звезды, не имеет места.
Обнаружив такое расщепление, астрономы доказали, что
звезды обладают сильным магнитным полем. Своими
магнитными полями звезды разгоняют вылетающие из них атомные
частицы.
циклотрон, где заряженные частицы разгонялись при
помощи переменного электрического поля. Но и
циклотрон давал пучки протонов и ядер гелия и не
позволял разгонять отрицательно заряженные электроны.
А для экспериментаторов это было совершенно
необходимо.
Когда источник звука начинает
приближаться к нам, тон звука становится более
высоким. 'Звуковые волны сгущаются в
направлении движения источника, длина
волны звука уменьшается. Подобный
эффект имеет место и в световых явлениях.
При приближении источника света длины
световых волн как бы укорачиваются. Все
линии в спектре света, излучаемого
источником, сдвигаются в сторону
коротковолновой части спектра. При удалении же
источника линии сдвигаются в обратную
сторону, к красному концу спектра. Для
того чтобы яти эффекты были заметны,
скорость источника света должна быть
чрезвычайно велика. Ведь скорость
источника должна быть сравнима со скоростью
распространения порождаемых им волн. —
скорость же света, как известно, колоссальна.
Если источник света поместить в
сильное магнитное поле, то в спектре этого
источника появляются изменения. В про*
стейшем случае каждая линия в спектре,
рождаемая лучами, идущими
перпендикулярно к магнитным силовым линиям,
расщепляется на три линии, а если вести
наблюдения за источником света вдоль
магнитного поля, то обнаруживается
расщепление лг'ний спектра на две составляющие.
В большинстве случаев картина расщепления
сложнее. Линии спектра распадаются на
значительно большее число составляющих.
В 1940 году 29-летний Яков Петрович Терлецкий
предложил разработанную им схему совершенно
нового электронного ускорителя, названного бетатроном.
В этом ускорителе не нужны были высокие
напряжения, он был прост, портативен и дешев. Первый
же построенный бетатрон разгонял электроны до
энергии в 2»/я млн. электрон-вольт, хотя был так
миниатюрен, что помещался на обычном лабораторном столе.
Сущность устройства бетатрона очень проста. Он
напоминает обыкновенный трансформатор, в котором
вторичная обмотка заменена изогнутой трубкой,
идущей вокруг ярма, трубкой, в которой могут двигаться
электрические заряды, например электроны,
разгоняемые переменным магнитным потоком.
При движении по кругу внутри трубки бетатрона
электроны при каждом обороте приобретают
сравнительно небольшую энергию, всего лишь несколько
электрон-вольт. Но, совершив несколько миллионов
оборотов, электроны накапливают очень большую
энергию. Трудность здесь заключается лишь в том,
чтобы заставить частицу все время двигаться точно по
кругу-
Это достигается тем, что электроны не только
обращаются вокруг пространства с изменяющимся
магнитным потоком, но и движутся в магнитном поле,
образованном силовыми линиями.
В настоящее время существуют бетатроны, дающие
пучок частиц с энергией в 100 млн. электрон-вольт.
Метод этот, как составная часть, вошел в схему
ускорителей тяжелых частиц — синхротрона и фазотрона»
разработанных советским физиком-теоретиком В. И.
Векслером.
Когда-то римский ученый Плиний в своей
«Естественной истории» утверждал, что все человеческие
изобретения лишь украдены у природы. Открытие,
например, огня он объяснил тем, что во время
сильного ветра сучья деревьев трутся друг о друга и
загораются, а человек, подсмотрев это, сам стал добывать
огонь трением двух кусков дерева.
Эта философия человеческого ничтожества,
несмотря на то, что со времен Плиния прошло две тысячи
лет, до сих пор имеет хождение на буржуазном
Западе. Но Терлецкий принадлежит к людям совсем
другого склада — он советский ученый. И он смело
приложил формулы расчета прибора, созданного чело-
веком, к космическому явлению, явлению совсем
другого масштаба. Он как бы заставил природу учиться
у людей.
Терлецкий предположил, что источником
космических лучей могут быть своеобразные природные
ускорители, своего рода «небесные бетатроны», где
заряженные частицы разгоняются до высоких энергий
в переменных магнитных полях. Именно поэтому он
назвал эту теорию «теорией КИУ» — теорией
космических индукционных ускорителей.
Земля и Солнце, рассуждал Терлецкий,
представляют собою огромные магниты, у которых магнитные
полюса не совпадают с осью вращения. Кроме того, на
Солнце имеются наэлектризованные вихри — так
называемые солнечные пятна. Естественно предположить
наличие в нашей Галактике большого количества
сильно намагниченных звезд, обладающих мощными
«звездными пятнами». У всех этих космических
объектов в окружающем пространстве должны
индуктироваться протяженные электрические поля, ускоряющие
заряженные частицы звездных атмосфер до сотен
миллионов и даже миллиардов электрон-вольт.
Таков был первый набросок «теории КИУ»,
опубликованный в 1945 году. Но подлинная научная теория
не застывшая догма, а живой, развивающийся
организм. Она, опираясь на факты и обобщая их,
подсказывает новые факты, она отбрасывает устаревшее и
нежизненное и, обогащаясь новыми наблюдениями и
сопоставлениями, победоносно движется вперед.
Первое предположение Я. П. Терлецкого о
существовании сильно намагниченных звезд блестяще
подтвердилось в 1947 году — всего лишь через два года
после первой публикации ученого.
Еще великий русский физик П. Н. Лебедев
предполагал, что всякое массивное и быстро вращающееся
тело создает вокруг себя магнитное поле. Его
последний опыт, прерванный смертью, состоял в том, что он
пытался. измерить магнитное поле массивного кольца,
которое вращалось со скоростью 35 тыс. об/мин.
Магнетизм Солнца был открыт и измерен еще при
жизни Лебедева. Давно уже было известно, что
раскаленные газы и пары, находящиеся в сильном
магнитном поле, изменяют свой спектр. Спектральные линии
расширяются и распадаются на несколько
составляющих. По величине этого расщепления удалось
измерить как общее магнитное поле Солнца, так и поле
солнечны?" пятен. Но звезды, которые длже в самые
сильные телескопы видны лишь как точк.х, бережно
хранили от ученых тайну своего магнетизма.
Для современной техники ядерной артиллерии вполне
возможно создать искусственные космические лучи. На рисунке
изображен вид гипотетической установки для равгона элемсн-
тарных частиц до скоростей первичных космических частиц.
Темная туманность «Конская голова» в созвездии Орион.
Магнитные поля таких туманностей, состоящих из
космической пыли, искривляют пути первичных космических частиц
и убыстряют их полет.
Пятнадцать лет назад академик Г. А. Шайн
обнаружил, что спектральные линии некоторых звезд, так
называемых ранних спектральных классов О, В и А,
сильно расширены. Шайн истолковал это как
свидетельство их быстрого вращения — ведь один край
звезды приближается к нам, другой удаляется. При
приближение к нам источника света световые волны
как бы укорачиваются и поэтому спектральные линии
смещаются к фиолетовому концу, а при приближении
сдвигаются к красному концу спектра. Этот-то
так называемый принцип Допплера и раскрыл
тайну вращения звезд: при одновременном сдвиге
к обоим концам спектра мы наблюдаем расширение
линий.
Однако некоторый процент звезд—белых гигантов —
не обнаруживал подобного расширения. Лишь линии
водорода и гелия имели необычную форму.
Естественно было предположить, что это тоже быстровращаю-
щиеся звезды, но их ось вращения направлена
непосредственно на нас. А расширение отдельных линий
имеет не допплеровский характер, а объясняется
сильнейшими магнитными полями на этих небесных
телах. Благодаря целому ряду сложнейших и
остроумных приспособлений удалось довольно точно измерить
их магнетизм. Напряженность его оказалась
чрезвычайно высокой. Достаточно сказать, что если она
у Земли равна 0,6 гаусса, а на полюсе Солнца дости-
гает 50 гаусс, то у звезды 78 Девы она превышает
1500 гаусс!
Больше того, были обнаружены звезды с
переменным магнитным моментом. Например, НД 125248.
Напряженность ее магнитного поля всего лишь за
несколько дней изменяется от плюс 7 800 до минус
6 500 гаусс! Это и было то недостающее звено, которое,
с одной стороны, было предсказано теорией, а с
другой — определило ее дальнейшее развитие. Звезды
с переменным магнитным полем и оказались теми «не»
бесными бетатронами», теми космическими
ускорителями, что разгоняют заряженные частицы в своих
переменных магнитных полях и чья «схема работы»
совершенно соответствует схеме земных бетатронов.
Точные подсчеты показали, что «небесные
бетатроны» способны извергать заряженные частицы с
энергиями в тысячи миллиардов электрон-вольт. А так
как подобных переменных звезд примерно 5% от всего
«звездного населения» Млечного пути, то именно их
излучением определяется основной состав
космического дождя, попадающего к нам на землю.
Но чем объяснить тот странный факт, что
космические лучи падают на нашу планету со всех сторон
с одинаковой интенсивностью? И каково
происхождение тех отдельных частиц фантастических энергий,
что вызывают в земной атмосфере необыкновенное
явление космических сверхливней?
Здесь вступает в действие второй — ускоряющий
и рассеивающий — механизм теории Терлецкого.
Межзвездное пространство далеко не пусто. В нем
хаотически блуждают темные облака, нечто вроде
дыма, выброшенного звездами. При движении таких
намагниченных хлопьев разряженного вещества в них
могут индуцироваться электрические поля, также
способные ускорять электрические заряды, случайно
влетевшие в такое облако.
До сих пор все теоретические расчеты Терлецкого
блестяще совпадали с известными нам фактами. Но был
один пункт в «теории КИУ», который противоречил
наблюдениям. Дело в том, что небесные ускорители
должны разгонять в своих магнитных и электрических
полях самые разнообразные заряженные частицы.
Однако в первичных космических лучах физики
долгое время обнаруживали лишь одни протоны.
1948 год принес теории Терлецкого новое торжество.
На толстослойных пластинках, поднятых в стратосферу
на высоту 30—35, а позже и на 150 км, ученые
обнаружили толстые следы частиц, гораздо более тяжелых,
чем протоны. Это оказались сильно ионизированные
атомы гелия, лития, железа и многих других
элементов — приблизительно в той же пропорции, как они
содержатся в атмосферах звезд. Так эксперименты
подтвердили факты, предсказанные теорией.
Представим теперь путь заряженной частицы,
разогнанной небесным ускорителем и попавшей к нам на
землю.
Навиваясь на силовую линию намагниченной
звезды, она, постепенно увеличивая свою энергию, вылетит
в мировое пространство.
Многократно сталкиваясь с намагниченными
космическими облаками, заряженная частица может либо
растратить свою энергию на излучение — так обычно
бывает с электронами, либо, если это тяжелая,
положительно заряженная частица, при каждом
столкновении получать дополнительное ускорение. Тогда она
ворвется в земную атмосферу с такой силой, что
разразится чудовищным космическим сверхливнем.
Подобные блуждания заряженной частицы могут
длиться десятки, сотни и даже тысячи лет. Поэтому-то
космические лучи поступают к нам со всех сторон
равномерно: за много лет они утеряли свое
первоначальное направление.
Ну, а частицы, выброшенные Солнцем, ускоренные
солнечными пятнами? Будем ли мы наблюдать их
в виде космических лучей?
Магнитное поле Земли отклоняет все космические
частицы и искривляет их траекторию. Но если
частицы высоких энергий будут изменять свой путь очень
мало, то солнечное излучение будет собираться
преимущественно около полюсов. Именно этим
солнечным частицам мы обязаны полярными сияниями,
магнитными бурями, радиопомехами.
Но в настоящее время человек уже не
удовлетворяется тем, что объясняет явления природы: он хочет
их повторить, воспроизвести в своей лаборатории.
Нет сомнения, что в самое ближайшее время мы
сможем создать космические лучи искусственно.
«Теория КИУ» еще полностью не завершена. Быть
может, новые факты заставят внести в нее некоторые
изменения. Но так или иначе эта теория уже
принята советской наукой, а ее автор, Яков Петрович
Терлецкий, удостоен в 1950 году Сталинской премии.
II едавно состоялась кон-
■ ■ ференция молодых
рабочих-скоростников заводов
Министерства станкостроения
СССР, организованная ЦК
ВЛКСМ совместно с
Министерством станкостроения.
Задолго до назначенного
часа в помещениях ЦК
ВЛКСМ собрались молодые
новаторы, съехавшиеся из
разных мест Союза: им не
терпелось встретиться со
своими товарищами с других
заводов, завязать личное
знакомство, обменяться опы-
том.
Известные влему Союзу скоростники пожимали протянутые
со всех сторон руки, отвечали на приветливые восклицания,
обращенные к ним.
Иногда возникали споры. «Ну-ка, ну-ка! Как, ты говоришь,
затачивается резец для этого случая? А мы не так1» Еще до
начала конференции чувствовалось, что сюда собрались люди,
воодушевленные одними чувствами, одними мыслями. И
поэтому так^ быстро возникло взаимопонимание при обсуждении
сложнейших технических вопросов, развертывании планов
работы в государственных масштабах.
Широкая и интересная повестка конференции была
рассчитана на три дня. Первый день был отведен для докладов на
пленарном заседании.
С огромным интересом прослушали участники конференции
выступление министра станкостроения А. Н. Костоусова. Ои
рассказал о состоянии станкостроения в нашей стране.
В станкостроительной промышленности уже работают
123 скоростных цеха, 170 участков скоростной обработки.
А ведь совсем недавно мастер завода «Красный пролетарий»
лауреат^ Сталинской премии тов. Белов организовал первый
в нашей промышленности скоростной участок.
Перед скоростниками стоит почетнейшая задача —
распространить свой опыт, поднять до своего уровня молодых
рабочих, недавно пришедших на производство.
Заканчивая речь, министр подчеркнул, что надо работать не
только скоро, но и
всячески стремиться к
удешевлению изделий и повы-
шению качества
продукции.
Директор
Экспериментального
научно-исследовательского института
металлорежущих станков
лауреат Сталинской
премии А. П. Владзиевский
изложил перед
собравшимися проблемы
современного конструирования
скоростных станков.
Директор Всесоюзного
научно -
исследовательского инструментального
института лауреат
Сталинской премии Е. П. Наде-
инская рассказала о
большие успехах,
достигнутых в нашей стране
в деле создания нового
инструмента.
Молодые скоростники,
разъехавшиеся по
заводам, не раз вспомнят эти
доклады в своей
повседневной деятельности.
Доклад токаря,
лауреата Сталинской премии
Юрия Дикова «Опыт
нарезания скоростной
резьбы», насыщенный
множеством технических указа-
Г. БОРТКЕВИЧ,
лауреат Сталинской премии
(завод имени Свердлова, г. Леиинг
Коллектив завода, на котором я '
ботаю, поставил перед с4
цель — работать только на скоро
режимах. В 1949 году у нас два1
карных участка стали скорость1
В 1950 году на заводе'был уже
скоростников, в 1951 году их Ы
Два.
По двум направлениям шла у
борьба за организацию скорост!
цехов.
Во-первых, по пути сокращения
трат времени на организационные
л а. Прежде всего решено было
вести строгий порядок на нам
рабочем месте: каждой паре смен
ков был выдан набор необходи!
режущих и мерительных инстру!
тов. Рабочие взяли на социалист
скую сохранность эти инструме
шкафчики, в которых они храня
стеллажи для деталей, станок.
Чтобы уменьшить потери врем
рабочим на заточку инструмента,
ганизовали вначале цеховое отд
ние заточки, а потом — заводе
Так же централизованы были в
хе хранение и ремонт приспосо
ний.
Вторым направлением, по нотор
шла наша работа, было максималь
ускорение всех производствен!
процессов.
16
ний, в то же время был посвящен крепкой, нерушимой дружбе
молодых рабочих, помогающей им соревноваться друг с другом.
На ярком фоне этого рассказа чудовищным выглядел «домик
в цехе», с которым пришлось ему встретиться на одном
финляндском заводе. Там токарь, нашедший новые приемы работы,
потребовал, чтобы его рабочее место огородили сплошной стеной:
«Иначе соседи «украдут» мой метод работы», — заявил этот
токарь— человек другого, капиталистического мира.
Планировка рабочего места, рационально устроенный
шкафчик для инструмента, правильная организация заточки
инструмента играют в скоростных методах не меньшую роль, чем
инструмент новой формы. На этих вопросах подробно остановился
инициатор скоростной обработки металлов лауреат Сталинской
премии Генрих Борткевич. Этой важнейшей теме были
посвящены доклады тов. Вильчинского «Скоростные методы
обработки и вопросы организации производства» и тов. Воробьева
«Организация скоростных участков и скоростных цехов».
О скоростном шлифовании — самом молодом из скоростных
методов — рассказал тов. Карташев (ВНИИМАШ).
Яркое впечатление оставило у делегатов посещение
лучших московских заводов, где происходили занятия секций.
Здесь, непосредственно в цехах, вставав за станки,
молодые скоростники демонстрировали друг другу свои методы
работы, осматривали новые станки, машины, приборы.
Секретарь ЦК ВЛКСМ А. Н. Шелепин в своем
выступлении подвел итог работы конференции.
Чрезвычайно важно, подчеркнул он, чтобы основные
задачи, о которых говорилось на конференции, нашли быстрейшее
разрешение благодаря еще большей активизации участия
комсомольских организаций и всей молодежи в развитии скоростных
методов обработки металла.
...С огромным воодушевлением, под несмолкаемые
аплодисменты участники конференции послали письмо лучшему другу
и учителю молодежи товарищу Иосифу Виссарионовичу
Сталину. I
Читатели журнала «Техника — молодежи» по статьям
«Токарь Климов и его школа», «Стахановский завод», «1 500
метров в минуту», «В 70 раз быстрее» и т. д. уже знакомы с
работами многих скоростников — участников конференции. Из
публикуемых сегодня статей читатели смогут угнать о
новейших достижениях этих и многих других молодых новаторов.
ЗА СКОРОСТНЫЕ УЧАСТКИ И ЦЕХИ!
Для перевода на скоростные
режимы резания все токарные станки
были модернизированы.
Увеличив мощность станков, мы
тут же подумали и об экономии
электроэнергии. С этой целью на
станки установили приспособления,
отключающие мотор от сети при
остановке шпинделя.
Помня, что лучшие условия труда
помогают его ускорению, мы все
станки снабдили продольными
лимбами, а станки, на которых
обрабатываются валики, —
электромеханическими продольными лимбами,
автоматически выключающими подачу,
когда проточена заданная длина.
Для удобства рабочего мы
установили на станки новые, разработанные
у нас на заводе резцедержатели,
которые позволяют устанавливать резец
в 12 различных положениях вместо
четырех.
Борьбу за скоростные участки и
цехи мы вели, сооевнуясь со
скоростным участком Московского завода
имени Орджоникидзе. Это
соревнование очень помогло и нашему
коллективу и москвичам.
Сейчас у нас на заводе идет
большая работа по внедрению нового
инструментального материала —
термокорунда. Пока что мы наладили)
обработку чугуна. Точение стали еще
налаживаем, но уже сейчас видно,
что термокорунд завоюет, и очень
скоро, почетное место в
металлообработке.
Ю. ДИКОВ,
лауреат Сталинской премии
(завод имени Орджоникидзе, г. Москва)
Ц а нашем заводе более 300 скоро-
П стников, работающих при
скоростях резания 300—500 м/мин.
Скоростными методами работают 19
пролетов и один механический цех. Более
35о/й станков снабжено
твердосплавным инструментом. 85о/в резцов,
90о/„ торцовых фрез, 35о/„ зенкеров,
16«/л сверл, используемых нашими
рабочими, оснащены твердым
сплавом. Широко применяются новые
марки твердых сплавов «Т14К8»,
«ВК-2».
Этих успехов коллектив нашего
предприятия добился благодаря
большой и горячей поддержке, которую
оказали партийная, комсомольская и
общественные организации завода,
распространению передовых методов.
Решающее значение здесь сыграло
социалистическое соревнование.
Известно, что на нашем заводе
родился метод скоростного нарезания
резьбы. Успех в этом деле
объясняется ие только применением высоких
скоростей резания, а целым
комплексом мероприятий. Сюда входит
улучшение организации рабочего места,
обеспечение жесткости крепления
детали на станке, выбор подходящей
марки твердого сплава, правильная
заточка инструмента, умелое
распределение припусков между черновой и
чистовой нарезкой, использование
высоких скоростей.
Сразу же, как были достигнуты
первые успехи в скоростной нарезке
резьбы, у нас на заводе приступили
к распространению этого метода.
Были модернизированы станки,
улучшена организация рабочих
мест — заведены инструментальные
тумбочки, стеллажи для деталей.
Заточка инструмента стала
производиться централизованно.
Улучшены и планирование и
подготовка производства. Каждый
рабочий получает теперь ежедневное
задание. После смены у нас
проводятся пятиминутки, иа которых
разбираются результаты работы за
день. Широко развернулось у нас
соревнование за досрочное
выполнение плана, отличное качество
продукции, высокую культуру
производства.
Полным ходом работают
стахановские школы. Наш опыт говорит, что
лучшие результаты дает обучение
небольшими группами — по 2—3
человека.
Недавно окончившие такие школы
молодые рабочие Коновалов, Палачев,
Орлов добиваются десятикратного
выполнения норм.
Товарищ Сталин учит нас не
останавливаться иа достигнутом. Мы
приложим все силы, чтобы закрепить
успехи и повести борьбу за еще
лучшую работу участков и цехов, чтобы
сделать их все скоростными.
3 «Техник*-молодежи» N 3
17
а
.,-■■>>
'•■Г''
Директор экспериментального научно-исследовательского института
металлорежущих станков, лауреат Сталинской премии
А. ВЛАДЗИЕВСКИЯ
Советский Союз является родиной
скоростных методов обработки
металлов резанием.
Эти новые методы, характерные
для великой эпохи перехода к
коммунизму, возникли в гуще
народа, в рядах передовых людей
рабочего класса, по инициативе ста-
хановцевЧжоростников — токаря
Московского станкостроительного
завода П. Быкова и токаря
Ленинградского станкостроительного
завода имени Свердлова Г. Бортке-
вича. Их последователи широко
внедряют скоростные методы не
только в токарную обработку, но
и в фрезерование, строгание,
сверление, шлифование.
Сейчас происходит переход от
достижений отдельных
скоростников к организации стахановских
участков и цехов. Всем известен
стахановский цех, руководимый
лауреатом Сталинской премии
Н. Российским. В цехе, где
работает инструктором лауреат
Сталинской премии Г. Борткевич,
осуществлен полный переход на режимы
скоростного резания. Уже сегодня
мы можем насчитать десятки
стахановских цехов.
Ближайшей нашей задачей
является перевод на скоростные
методы резания всего станочного
парка Советского Союза. Это дело
чести научных и
инженерно-технических работников, наших
рабочих-стахановцев и прежде всего
молодежи.
Достижения
стахановцев-скоростников тесно связаны с борьбой
за повышение производительности
труда, снижение себестоимости
продукции, за повышение качества
изделий и культуры производства.
Но сами по себе достижения
скоростников не могут решить всех
этих проблем, они лишь ставят
новые задачи как перед советской
наукой * и научно-технической
мыслью, так и перед всем рабочим
классом.
Широкое внедрение скоростного
резания проводится сейчас
совместно стахановцами-скоростниками
и работниками науки и техники,
при ближайшем участии заводских
лабораторий и
научно-исследовательских учреждений. На
основании этого опыта советскими
станкостроителями уже создано
значительное количество новых
моделей быстроходных и мощных
станков, могущих значительно более
эффективно использовать те
поистине неисчерпаемые резервы,
которые скрыты в новом,
коммунистическом отношении к труду.
Скоростные методы обработки
требуют значительного увеличения
мощности и быстроходности
металлорежущих станков, что тесно
связано с повышением их жесткости и
виброустойчивости. Известно, что при
работе на высоких скоростях
появляется опасность (возникновения
вибраций вследствие
недостаточной жесткости станков, наличия
люфтов и несбалансированности
отдельных быстровращающихся
частей станка или обрабатываемой
детали.
Приоритет в области
исследования вибраций станков и
инструмента, а также изучения физики
резания принадлежит советским
ученым и инженерам.
Многочисленные исследования
последних лет показали, что
виброустойчивость станка неразрызно
связана с его жесткостью.
Необходимым условием резания на
высоких скоростях является жесткость
отдельных узлов и механизмов
станка, а также объединение в
единую жесткую систему самого
станка, приспособления,
обрабатываемой детали и инструмента.
Поглощение вибраций может быть
также достигнуто путем
применения в станках приспособлений и
инструмента специальных, так
называемых демпфирующих
устройств. В последнее время
предложены специальные устройства,
позволяющие бороться с вибрациями
(виброгасители ЭНИМС ЛПИ,
ЦНИИТМАШ и др.)
При балансировке
быстровращающихся частей в
производственных условиях, в частности
шлифовальных кругов, с успехом
применяются специальные
приборы (например, виброскоп «ВК»).
Современные станки,
рассчитанные на скоростные методы
работы, должны предусматривать
специальные приспособления для
защиты от стружки и ее ломания.
Однако применяющиеся на
практике многочисленные конструкции
стружколомателей и стружкозави-
ТОКАРНЫЕ
РЕВОЛЬВЕРНЫЕ
ШЛИФОВАЛЬНЫЕ
,67%
ч*1 '. '■'
дип-го
ОРГАНИЗАЦИОННОЕ
ВРЕ МЯ
г~Т—1 ПОДГОТОВИТЕЛЬНО-
»■-■■• ■'■' ЗАКЛЮЧИТЕЛЬНОЕ
ЗАКЛЮЧИТЕЛЬНОЕ
ВРЕМЯ
ВСПОМОГАТЕЛЬНОЕ
ВРЕМЯ
■■".••- •."I-'-',Ц Зм^
МАШИННОЕ ВРЕМЯ
вателей еще далеки от
совершенства.
Для защиты от стружки
применяются также специальные
ограждения в виде защитных кожухов.
Все они должны быть быстро-
съемными и не должны
препятствовать наблюдению за работой.
Таковы основные принципы,
положенные в основу современных
скоростных станков. Однако
возникшие при переходе к
качественно новым методам работы новые
станки, в свою очередь,
предъявляют к обслуживающим их
рабочим целый ряд требований, —
станки сами по себе не могут
полностью разрешить задачу повышения
производительности труда.
Необходима значительная перестройка
всей технологии
машиностроительной промышленности.
За последнее время ЭНИМСом
было проведено всестороннее
изучение опыта работы как лучших
стахановцев-скоростников, так и
рядовых рабочих.
Анализ собранных данных
показал, что на машинную работу,
во время которой происходит
непосредственно резание,
расходуется от 30 до 75«/0 всего рабочего
времени. На вспомогательную
работу — закрепление и открепление
деталей, промеры, смену
инструмента и управление станком — от
20 до ЗО^/о. На
подготовительно-заключительную работу — установку
приспособлений для крепления
деталей, наладку станка и установку
режимов резания — от 5 до 20»/о. И,
наконец, на организационную
работу (ознакомление с чертежом,
ожидание инструмента и
деталей, хождение за ними, потери,
зависящие от рабочего) — от 3 до
20»/о,
Эти цифры говорят о том, что
одно резкое увеличение скоростей
резания далеко еще не решает
проблемы значительного
повышения производительности труда и
снижения себестоимости
продукции.
Вместе с уменьшением
машинного времени возникают новые
проблемы: создание новой,
высокопроизводительной технологии,
механизация вспомогательных
приемов, улучшение организации
труда самого рабочего.
Вместе с тем исследование
показало, что распределение времени
у рядовых рабочих и у лучших
стахановцев-скоростников различно.
Так, например, если у рядового
рабочего завода «Красный
пролетарий», работающего на токарном
станке «1А62», машинное время
составляет 35,8%, то у стахановца-
скоростника завода имени С.
Орджоникидзе токаря Н. Чикире-
ва, работающего на таком же
станке и обрабатывающего такие же
детали, машинное время составляет
69,3*/о.
У рабочего завода имени
С. Орджоникидзе, обслуживающего
круглошлифовальный станок,
машинное время составляет лишь
37,2о/о, у стахановки же завода
«Красный пролетарий»
Кузнецовой - уже 73,9«/о.
Продуманность всех движений
позволяет скоростникам
снижать затраты времени на
всякого рода вспомогательные операции
и увеличивать долю машинного
времени — времени резания. Если
вспомогательное время у рядового
СТАНКИ—НА ПОЛНЫЙ ХОД!
рассказывая о своей работе, скоростники много интересного сообщили
■ о том, как модернизация станков и их умелое использование помогли им
поднять производительность труда.
— Переход к скоростному резанию, — рассказал токарь ереванского завода
А. Тумикян, — я начал с модернизации своего станка. По моей просьбе 2,5-кило-
ваттный двигатель был заменен 5-киловаттным, устранены все люфты,
вибрации, отрегулированы клинья. После этого, установив в резцедержателе
инструмент с твердым сплавом «Т15К6», я мог поднять скорость резания до
250—280 м/мин. А заменив неподвижный центр вращающимся, кулачки
люнета — роликами, оснастив резец стружколомом, я смог поднять скорость
резания до 500 м/мин.
Во время конференции произошло несколько встреч скоростников и
инженеров — создателей станков.
Скоростники стремились узнать, какие станки будут выпускаться в
ближайшем будущем. Со своей стороны, инженеры интересовались: хороши ли
выпускаемые сейчас станки. Ведь кто же, как не скоростники, может дать
исчерпывающую оценку станкам.
Молодые новаторы охотно высказали свои соображения по улучшению
конструкций станков.
Ряд предложений, относящихся к станну «1А62», дал токарь 'лауреат
Сталинской премии Г. Нежевенко. Он рекомендовал сделать поперечный упор
на супорте. Это позволит подводить резец, не заглядывая на нониус.
Нежевенко предложил увеличить точность делений на лимбе, сделать риски на
пнноли задней бабки.
Лауреат Сталинской премии Н. Чикирев просил конструкторов ввести на
станке «1А62» принудительную смазку — это позволит полнее использовать
возможности станка.
Лауреат Сталинской премии Г. Борткевич предложил улучшить крепление
патрона на этом же станке. При постоянной работе на больших скоростях
патрон «разбалтывается». Борткевич просил также конструкторов
предусмотреть лучшую защиту ремня от стружки. Разлетаясь с большой силой, она
иногда портит ремень.
На снимке (слева направо): И. Чикирев, Ю. Диков, главный
конструктор завода «Красный пролетарий» В. Филатов и Г. Борткевич.
рабочего составляет 45—60»/о от
всего оперативного (штучного)
времени, то у стахановца-скоростника
оно не превышает 30—40°/о. Соз-
мещая приемы вспомогательных
операций и используя упоры,
ускоренные отводы, подводы,
скоростники снижают вспомогательное
время даже до 25—35°/о от общего
времени.
Свои выводы из этого
исследования сделали и советские
конструкторы станков. Создавая
новые, приспособленные для
скоростных методов работы модели
станков, они в то же время
стремятся помочь рабочему как можно
больше сократить затраты времени
на вспомогательные процессы.
Поэтому в новых станках введены
дополнительные механизмы.
Советские станки последних выпусков
обеспечивают:
1. Пневматическое закрепление
и открепление деталей (при
обработке их в патронах).
2. Применение самозажимных
хомутиков, поводковых патронов и
других приспособлений для
крепления деталей в центрах.
3. Ускоренный подвод и отвод
продольного и поперечного супор-
тов, шлифовального круга и стола
круглошлифовального станка.
4. Автоматический поворот с
закреплением и откреплением
револьверной головки.
5. Автоматическое измерение
деталей.
6. Применение упоров.
7. Блокировку основных
движений станка.
Применение этих механизмов
дает возможность снизить затраты
вспомогательного времени почти
вдвое, значительно уменьшить
утомляемость рабочего и
обеспечить резкое увеличение
производительности труда.
Советские станкостроители
создали значительное количество
новых моделей быстроходных и
мощных станков, полностью
использующих режущие свойства
современных инструментов из твердых
сплавов.
За последние восемнадцать лет
мощность токарных станков от
1,5—11 киловатт повысилась до
22 киловатт, а наибольшее число
оборотов шпинделя возросло от
300-400 до 3 000 об/мин. Новые
токарные станки обладают
повышенной жесткостью и
виброустойчивостью, упрощенным, удобным
управлением и снабжены
усовершенствованными ртружколомами.
Специальные кожухи ограждают
быстровращающиеся части и
защищают рабочего от летящей стружки.
Новейшие станки снабжены
экранами из «сталинита» — термически
обработанного стекла.
Современные фрезерные станки
имеют скорости главного привода
19
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СТАНКА 1А62
I3.. . (Кг,- •* Н1, 1 центрами I мм
. И| Д- д"*?|р ТоЧ( гния нэп
"I
< во \ п. 'чих < ».о{: с гей
л... *Ь а
Чи . . ' {: т . ш гыд* ■« в мину
Т> г! > .г" Iй-" м х ,,о
К( г' И 0 об] 1 п IX < р иЛ» к
Ми юс^лр >с«" Ш1 индщ.» д мину у
ПрИ ^(.а .1 М Х.^Д^
К' .и II .. IV П Г.Д0 1ЬНЬ.< Л П ■> ШрвЧ
Ч_Х 1.'.Д Г.
П| „ ^н е ,юд.ии супирта на
I ди,1 об р| г шпинделя в мм
1|| ..л ^г<е " 'Дами суп! >р га на
омин ^>о^.\ шпиндели : мм
Чи ли ме>рических резьб
Чиию модульных реаьб
7 .0, 1 000
и 1 500
11,5 1200
18 1320
0,082 1,ЪЭ
0,027 Ц/22
19
10
Предельные углы поворота супор-
т I
Одно деление ижа^ы поперечного
иины соотг п твубт
перемещению в мм
Одно деление шнилп винта
верхнего сулорта соо вет^ гвует
перемещению в мм
рдно деление шкалы лимба
продольного х^да и/гюрт'л
соответствую перемещению а мм
Чич-лс оборото I мектродвигателя
в пин . •
Мощность >л< игр» двигателя в квт
*Ч-
./
20
&
»Я
**&'
<<*.
3 чь
и
& 26
V
'Ш
^Ч>"
»
хък
??
с,{.
'Ж
•ч.
в три раза, а подачи и мощности -
в полтора-два раза выше, чем у
станков, выпускавшихся до войны.
По своим техническим
характеристикам они значительно
превосходят подобные станки иностранных
фирм.
Повышенная виброустойчивость
достигается не только за счет
повышения жесткости и веса станков,
но и путем более рационального
распределения металла. В новых
1. Коробка скоростей, или передняя бабка. 2. Кожух сменных шестерен. 3. Коробка
подач. 4. Каретка. 5. Фартук. 6. Супорт. 7. Резцедержатель. 6. Рукоятка поворота
резцадержавки. 9. Безопасный поводковый патрон. 10. Задняя бабка. 11. Сменный
центр задней бабки, вставленный в пиноль. 12. Рукоять перемещения пнноли. 13.
Рукоять закрепления пиноли. 14. Болты, закрепляющие заднюю бабку. 15. Трубопровод
для охлаждающей жидкости. 16. Ходовой винт для нарезки резьб. 17. Ходовой
валик для самохода. 18. Валик пуска. 19. Маслоуказатель. 20. Рукоятки установки
числа оборотов шпинделя. 21. Рукоятка изменения шага нарезаемой резьбы. 22.
Рукоятка изменения направления нарезаемой резьбы (правой или левой). 23. Рукоятки
настройки нужной подачи резца, устанавливаемые в соответствии с таблицей на
коробке подач. 24. Рукоятка включения ходового викта или валика. 25. Рубильник
отключения станка от электросети. 26. Рубильник местного освещения станка.
27. Рубильник включения электронасоса. 28. Кнопочная станция — включение и
выключение электродвигателя. 29. Рукоятка включения реверса при работающем
электродвигателе. 30. Реверс хода с у порта. 31. Ручной ход супорта. 32. Рукоять для
включения механической подачи. 33. Включение и выключение гайки ходового
винта. 34. Поперечная подача супорта. 35. Продольная подача супорта.
20
конструкциях все большую роль
играют повышенная механизация
и автоматизация станков.
Разработаны новые конструкции
токарных автоматов и
револьверных станков, строгальных и зубо-
обрабатывающих станков, а также
круглошлифовальных, -внутришли-
фовальных и плоскошлифовальных
станков — быстроходных и
мощных, позволяющих полностью
использовать все ресурсы, которые
открывают перед промышленностью
новые скоростные методы
обработки металла.
Неверно было бы думать, что
мы в ближайшее время сможем
полностью заменить уже
имеющийся миллионный парк
действующих металлорежущих станков.
Поэтому наша машиностроительная
промышленность широко
применяет модернизацию старых
моделей. С другой стороны, ведется
большая работа по разработке
моделей не только сегодняшнего, но и
завтрашнего дня.
Несмотря на большие
достижения, которые имеются у нас в
деле конструирования
высокопроизводительных скоростных станков,
все же целый ряд вопросов
остается нерешенным и над ними
сейчас упорно работают и ученые и
инженеры. Одно из первых мест
здесь занимает борьба за резкое
снижение всех потерь и
непроизводительных затрат времени.
Заглядывая вперед, можно
предвидеть, что дальнейшее развитие
наших металлообрабатывающих
станков пойдет по следующим
направлениям: еще большее
повышение быстроходности и мощности
станков для наиболее выгодного
использования режущих свойств
твердосплавного и
термокорундового инструмента; автоматизация
целого цикла обработки различных
деталей (ступенчатых валиков,
фасонных, резьбовых и других
изделий); автоматизация
регулирования режимов обработки по скорости
и по мощности; дальнейшее
улучшение условий труда рабочего.
Все вместе это должно дать
новое, резкое повышение
производительности труда и снижение
себестоимости обрабатываемых
деталей во всех отраслях нашей
промышленности.
Нет сомнений, что тесное
творческое содружество
.станкостроителей со стахановцами-скоростниками
даст возможность в кратчайший
срок решить очередные задачи и
обеспечит дальнейший прогресс в
деле создания лучших в мире
советских скоростных станков.
Г
Ж-
Директор Всесоюзного научно-исследовательского института инструментов
лауреат Сталинской премии
Е. НАДЕИНСКАЯ
|/аждому молодому человеку на-
■» шей страны — и тому, кто сам
работает за станком, и тому, кто
только из газет и журналов знает
о скоростной обработке металла, —
ясно огромное
народнохозяйственное значение этой технической
революции, происходящей в нашей
промышленности: внедрение
скоростного резания обеспечивает
резкое повышение
производительности труда. Вот наглядный
пример. Изучение того, что дает
применение скоростного резания,
проведенное на большом числе
заводов Москвы и Московской области,
показало: производительность
труда увеличивается на 80—100<>/о,
себестоимость изделий снижается на
25—30%, расход инструмента на
единицу изделия уменьшается на
10-25о/в.
Но чтобы перейти к
скоростному резанию и добиться успеха,
каждый молодой рабочий должен
хорошо изучить новые
инструментальные материалы и способы их
использования.
В первую очередь необходимо
следить за правильностью выбора
марки твердого сплава для
проведения той или мной работтл.
Отечественная промышленность
твердых сплавов за последнее
время добилась значительных
успехов. Наши заводы снабжаются
широкой номенклатурой твердых
сплавов карбидовольфрамовой
группы «ВК» для обработки чугуна и
карбидовольфрамотитановой группы
«ТК» для обработки стали.
Сумма свойств твердых сплавов
определяет, с одной стороны, их
режущие свойства, а с другой —
правила их эксплуатации. Твердые
сплавы, предназначенные для
обработки чугуна, могут быть раз- ^
биты на две группы: более
прочные, но менее износоустойчивые
и, следовательно, допускающие
большие подачи и меньшие
скорости резания сплавы «ВК8» и «ВК6»
и более износоустойчивые, но
менее прочные твердые сплавы «ВК2»
и «ВКЗ», допускающие более
высокие скорости резания, но меньшие
подачи.
Сплавы для обработки стали
можно разбить на три группы:
наиболее прочные, но в то же
время наименее износоустойчивые
«Т5К10» и «Т5К7», позволяющие
работать с большими подачами, но
меньшими скоростями резания;
более износоустойчивые, то-есть
способные вести резание с
большими скоростями, но менее
прочные, «Т14К8» и «Т15К6» и,
наконец, высокостойкие сплавы «Т30К4»
и «Т60К6», обладающие, однако,
значительно меньшей прочностью.
Чтобы правильно выбрать
марку твердого сплава, необходимо
всегда учитывать его прочность, ^>
то-есть допускаемую нагрузку на
режущее лезвие, или максимально
допускаемую подачу и его изно-
ОВЛАДЕЕМ ТЕРМОИОРУНДОМ!
Завод имени Ильича
(г. Ленинград)
Ц есколько месяцев тому назад меж-
11 ду Всесоюзным
научно-исследовательским институтом абразивов и
шлифования и заводом, на котором я
работаю, был заключен договор о
совместной работе над созданием нового
инструментального
материала—термокорунда. Вскоре мне первому из
токарей нашей страны довелось снять
стружку резцом, оснащенным
керамической пластинкой.
Вначале пришлось как следует
подумать над тем, как крепить
пластинку к резцу. В наших условиях
лучшим оказалось термическое
крепление. Затем в содружестве с
инженерами завода и института я занялся
выбором наиболее удобного способа
заточки нового инструмента.
Сейчас мы выработали правила
заточки резцов, оснащенных термо-
На фотографии вверху: в цехе завода
«Красный пролетарий» участники кон.
ференции увидели токарную обработку
с помощью термокорундовых пластин.
корундом. Для этого
используем круги с
зернистостью 60—80 и
применяем обильное
охлаждение. При заточке не
следует сильно нажимать
на пластинку, как это
обычно делают, когда
затачивают
твердосплавные пластинки, а надо
подавать резец на круг
постепенно.
Много работали мы
над основным вопросом:
как лучше использовать
керамические пластинки.
Уже на первых порах
новый инструментальный
материал убедительно
показал свои
преимущества при обработке
хрупких металлов — чугуна,
бронзы, алюминия.
Особенно алюминия.
Во время этих опытов
я добился скорости резания порядка
1 200 м/мин.
Сейчас я пользуюсь резцами,
оснащенными термокорундом, в своей
повседневной работе. Вот, например,
при каком режиме я произвожу об-
Резцы, оснащенные
термокорундовыми пластинками, которыми работает
токарь Н. Васильянов.
22
точку стального полого цилиндра
длиной более 700 мм, с толщиной
в 7,5 мм.
Скорость резания — 280 м/мин.
(диаметр цилиндра невелик, а
максимальное число оборотов у станка —
1 200), глубина резания — 2,5 мм, по*
дача 0,4—0,5 мм/об. Другую деталь—
чугунный диск — я обрабатываю при
скорости в 500 м/мин.
Резцы с керамическими
пластинками быстро привились на нашем
заводе.
Токарь Н. Васильянов
15
Завод „Калибр"
(г. Москва)
Осенью 1951 года на нашем заводе
впервые появились пластинки из
термокорунда.
У нас сразу оценили его
достоинства, главное —его дешевизну. Ведь
применение термокорунда сберегает
нашей стране много дорогих и
дефицитных элементов — кобальта и
вольфрама, идущих на изготовление
твердосплавных пластинок. •
Первое время нам много хлопотТ^-
доставили поиски наиболее удобного*'
способа крепления новых пластинокв
к резцу. Лучшим, по-моему, яв-1
ляется механическое крепление. Оно4
хорошо тем, что избавляет от
необходимости тратить время на приклейку
или соединение пластинки с резцом
с помощью буры и, кроме того,
позволяет токарю быстро сменять одну
пластинку другой.
Через мои руки прошло несколько
марок керамических пластинок —
формы «А» и «207», «ЦВ», «ЦМ-332».
Мое мнение: лучшей маркой является'
«ЦМ-332». Эти пластинки показали
наивысшую стойкость. В среднем они
работают более часа.
Керамические пластинки —
материал совсем новый. Нужно еще лучше
изучать его свойства и возможности.
Это прежде всего зависит от нас,
токарей. А наши научные работники
должны постараться, чтобы поднять
«устойчивость, то-есть допустимую
скорость резания.
Исследования, проведенные во
ВНИИ, установили
физико-механические свойства твердых сплавов;
эти свойства приведены в
таблице справа. При правильном
выборе твердого сплава можно
увеличить скорость резания, а
следовательно, и производительность по
р^, машинному времени до 2 раз. Так,
если при чистовом точении стали
вместо пластинки «Т15К6» взять
пластинку «Т30К4», то можно
повысить скорость резания более чем
в 1,5 раза, а если взять пластинку
«Т60К6», то в 1,9 раза.
Точно так же, если при
фрезеровании чугуна вместо пластинки
«ВК8» взять пластинку «ВК2»,
можно повысить скорость резания более
чем в 1,5 раза.
Необходимо заметить и о
допустимых подачах. Чем больше в
сплаве карбидов вольфрама и
карбидов титана, тем большие
скорости резания он может выдержать
и тем меньшие подачи он
допускает. Сплав «ВК2» допускает
подачи, в 5 раз меньшие, чем сплав
«ВК8»; сплав «Т60К6» — также в
5 раз меньшие, чем сплгв «Т5К10».
Из этих общих характеристик
сплавов всегда нужно исходить
при выборе режимов резания.
В этих поисках в последние
годы советской наукой одержана
крупная победа. Нашими учеными
г*" изобретен новый инструменталь-
ническим
креплением
термокорундовой,
пластинки,
которым работает
Макеев.
сопротивление этого материала
изгибу С 30 КГ/СИ2 ДО 70 КГ/СМ2.
Токарь Л. Макеев
Завод имени Ильича
(г. Ленинград)
В августе 1951 года я окончил
ремесленное училище. Увидев на
заводе работу скоростников, я понял,
.что мне еще многому надо учиться.
На помощь мне пришли мои
товарищи-комсомольцы. По инициативе
заводской комсомольской организации
у нас созданы стахановские школы.
Вскоре после моего прихода на завод
нашим токарям дали термокорундовые
пластинки. Вначале я работал со
скоростью резания в 100 м/мин.
Теперь на чистовых и лолучистовых
операциях я добился скорости,
в 3—4 раза большей.
Резцы, которыми работаю я и мои
товарищи, имеют положительный
передний угол в 10—12°, задний угол
6—8° и угол в плане 45—60°. На
передней грани сделана канавка для
завивки стружки, а на главной
режущей кромке сделана фаска
шириной в ОД—0,3 мм под отрицательным
углом в 2—3°. Чтобы предохранить от
выкрашивания вершину резца,
главную режущую кромку наклоняем
вниз на 5—6°.
Токарь Н. Кузнецов
СВОЙСТВА и назначения
МАРОК ТВЕРДОГО СПЛАВА
<г ХИМИЧЕСКИЙ
О О. ° . п $ * х
3505 тУС Т,С'С,|Ка |би
РЕКОМЕНДУЕТСЯ ПРИМЕНЯТЬ
1. 1СОС
а I ш О <г
ОБРАБОТКА
СТАЛИ
85 6 9 88,5 115
78 I 14 8 89,0 115
79 115 б 90,0 ПО 0,065
66 30 4 91.0 90
НАИБОЛЕЕ ВЯЗКИЯ СПЛАВ.
ДЛЯ ОБДИРОЧНЫХ РАБОТ С
БОЛЬШИМИ ГЛУБИНАМИ
РЕЗАНИЯ И ПОДАЧАМИ, ПРИ
ПРЕРЫВНОМ РЕЗАНИИ И ПРИ
ПЕРЕМЕННОМ СЕЧЕНИИ
СТРУЖКИ.
МЕНЕЕ ВЯЗКИЯ, БОЛЕЕ
ИЗНОСОУСТОЙЧИВЫ Я. ДЛЯ ОБДИ- V?
РОЧНЫХ РАБОТ С БОЛЬШИМИ ~
ГЛУБИНАМИ РЕЗАНИЯ И ПО- *
ДАЧАМИ, ПРИ НЕРАВНОМЕР
НОЯ НАГРУЗКЕ, СО
СКОРОСТЯМИ РЕЗАНИЯ НА 25—30*/.
МЕНЕЕ ВЯЗКИЯ, ЧЕМ Т14К8.
НО I
ВЫЯ. ДЛЯ чистовых И
ПОЛУОБДИРОЧНЫХ РАБОТ
СКОРОСТИ РЕЗАНИЯ ДОПУСКАЕТ
НА 30—40»/. БОЛЬШИЕ, ЧЕМ
г-
НАИБОЛЕЕ ТВЕРДЫЙ И
ИЗНОСОУСТОЙЧИВЫЙ СПЛАВ. ЧУВ-
СТОВОГО ТОЧЕНИЯ И
ФРЕЗЕРОВАНИЯ НА ОЧЕНЬ ВЫСОКИХ
СКОРОСТЯХ РЕЗАНИЯ.
II ОБРАБОТКА ЧУГУИОВ, ЦВЕТНЫХ МЕТАЛЛОВ И
СПЛАВОВ И НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
92 — { 8 187,5 130 0,141
НАИБОЛЕЕ ВЯЗКИЯ И ПРОЧ-
НЫЯ СПЛАВ. ХОРОШО
ПРОТИВОСТОИТ УДАРАМ И
ВИБРАЦИЯМ. ДЛЯ ОБДИРОЧНЫХ РА-
БОТ С БОЛЬШИМИ ГЛУБИНАМИ
РЕЗАНИЯ И ПОДАЧАМИ. ПРИ
ТОЧЕНИИ. ФРЕЗЕРОВАНИИ И
СТРОГАНИИ ПО КОРКЕ.
! ВК8,
НО БОЛЕЕ ИЗНОСОУСТОИЧИ.
ВЫЯ. ДЛЯ ОБДИРОЧНЫХ И
ПОЛУЧИСТОВЫХ РАБОГ ПРИ
ТОЧЕНИИ И ФРЕЗЕРОВАНИИ
СО СКОРОСТЯМИ РЕЗАНИЯ НА
25*/. ВЫШЕ, ЧЕМ ДЛЯ СИЛА-
В А ВК8.
■явМм
СОУСТОЯЧИВЫИ.
ЧУВСТВИ-
А120
88-90 20-30 К0РУН
ПРИ '
200° I
1 0-Г-05М
ТЕЛЕН К УДАРАМ И ВИБРА.
ЦИЯМ. ДЛЯ ТОНКОГО и чи
СТОВОГО ТОЧЕНИЯ И ФРЕЗЕ.
РОВАНИЯ НА ОЧЕНЬ ВЫСОКИХ
СКОРОСТЯХ РЕЗАНИЯ.
МАЛАЯ ВЯЗКОСТЬ, НО
БОЛЬШАЯ ИЗНОСОУСТОЙЧИВОСТЬ
ЧУВСТВИТЕЛЕН К УДАРАМ И
ВИБРАЦИЯМ. ДЛЯ ЧИГТОВПГО
ТОЧЕНИЯ ЧУГУНА И СТАЛИ
НА ВЫСОКИХ СКОРОСТЯХ РЕ
ЗАНИЯ.
Лауреат Сталинской премии токарь
Г. Нежевенко
А. КАРПОВА
(шлифовщица завода имени Воскова,
г. Ленинград)
Я работаю на заводе имени
Воскова с 1950 года. Пришла иа завод,
окончив ремесленное училище.
На скоростном круглошлифоваль-
ном станке я обрабатываю сырые
заготовки сверл. Выработка моя —
150—200%. Что же помогает мне
добиваться такой большой
выработки? Прежде всего работа иа
скоростных режимах резания и работа
с автоматической продольной
подачей вместо ручной. Это стало
возможным после модернизации станка:
на станке были заменены шкив,
кожух, сопло для охлаждающей
жидкости.
СОВЕРШЕНСТВУЙ
ИНСТРУМЕНТ и ТЕХНОЛОГИЮ!
Автоматическая продольная подача
облегчает мне труд и дает
возможность значительно сократить
вспомогательное время.
Г. НЕЖЕВЕНКО,
лауреат Сталинской премии
(токарь завода радиальных станков,
г. Одесса)
Роль резца в работе скоростника
трудно переоценить.
Когда мы на нашем заводе начали
впервые применять скоростные
методы, огромные неприятности
доставила нам стружка. Она буквально
мучила нас, тянулась, загромождала
станок.
Однажды я заметил, что если дать
резцу дополнительную заточку,
стружка отводится очень хорошо.
Таким резцом мы теперь и работаем.
Это обыкновенный правый подрезной
резец, имеющий положительный угол
в 15° и отрицательную фаску не
больше 2—3° по основной и
вспомогательной граням резца. При этом
получается перемычка, которая
хорошо отводит стружку. Он хорошо
работает при подаче до 2,5 мм.
На конкурсе резцов во ВНИИ в
Москве этот резец занял первое место
по чистовой обработке. В
товарищеском содружестве с
инженером-конструктором Барановым мы создали
резец, который держится силами
резания. Наверху у него имеется струж-
коломатель, который прикрепляется
болтом.
Основное достоинство этого резца
в том, что по мере заточки его
пластинку можно выдвигать, пока от
нее не останется кусочек толщиной
5—6 мм.
Работаем мы нашими резцами со
скоростью 150—170 м/мин.
Резец с пластинкой твердого сплава,
заточенный по способу, предложен-
ному токарем Г. Нежевенко.
ный материал — термокорунд,
представляющий собой
кристаллическую окись алюминия (А1203). Он
не содержит никаких
дорогостоящих легирующих элементов,
специальных присадок, которые
применяются во всех других группах
инструментальных материалов.
В минувшем году в руках у
токарей некоторых заводов Москвы
и Ленинграда стали появляться
резцы с вделанными в них белыми,
напоминающими пиленый сахар
пластинками. Это и есть
термокорунд.
Исследование физикомеханиче-
ских свойств термокорунда
показало, что этот материал обладает
такой же твердостью, как и его
соперники — твердые сплавы.
Зато его красностойкость в 1,5 раза
и износостойкость в 2 раза выше,
чем у твердых сплавов. Сегодня
термокорунд уступает им только
в механической прочности — он
более хрупок. Так, сопротивление
изгибу у термокорунда равно
50 кг/мм2 — в 4 раза меньше, чем
24
у твердых сплавов. В 2—3 раза
меньше и предел прочности на
сжатие. Нет сомнения, что наши
ученые сумеют значительно
поднять прочность термокорунда. Но
сейчас эти слабые стороны
термокорунда требуют соблюдения
целого ряда условий при его
эксплуатации.
Керамические пластинки не
позволяют развивать большие
усилия резания, вследствие чего
сейчас керамику использовать можно
только для обработки материалов
с низкими свойствами и для
производства чистовых и получисто-
вых работ. В этих случаях
керамические пластинки вследствие
высокой твердости, красностойкости
и износостойкости дают
возможность применять скорости резания
значительно более высокие, чем при
работе с твердыми сплавами,
и позволяют получить стойкость
резца, в 2 раза большую, чем в
случае применения твердого
сплава.
Если правильно учитывать
физико-механические свойства
керамических пластинок, внимательно
относиться к ним, то можно
добиться хороших результатов при
чистовом и получистовом точении.
Коллектив ВНИИ разработал ряд
других конструкций инструмента,
оснащенного керамическими
пластинками.
Скоростное резание завоевало
себе прочные позиции при произ- *
водстве таких видов обработки
металла, как точение и торцевое
фрезерование. В конце 1948 года
перед нами была поставлена
задача — разработать широкую
номенклатуру рабочих конструкций
твердосплавного инструмента,
охватив все его виды (фрезы различных
конструкций, сверла, зенкеры,
развертки, зуборезный инструмент
и т. п.). Сосредоточив на решении
этой задачи внимание коллектива,
институт в 1949—1950 годах
разработал и выпустил около 1700 типо- *
размеров . рабочих конструкций
твердосплавного инструмента.
Следует отметить, что в конструкциях
твердосплавного инструмента,
разработанных в 1949-1950 годах,
использовалось в основном
крепление твердого сплава к корпусу
инструмента посредством пайки.
Но в ходе этой работы возникло
новое направление в
конструировании режущего инструмента:
возникла необходимость отказаться от
пайки и заменить ее механическим ^
креплением пластин.
Как было указано выше,
твердый сплав хрупок. При припайке
происходит нагрев двух материалов
с различными коэфициентами
теплового расширения. При остывании
и в пластинке и в корпусе,
естественно, возникают внутренние
напряжения. Появление таких
напряжений в пластинке твердого сплава
ведет к образованию в нем
Микроскопических трещин, разрушающих
пластинку или в процессе
напайки, или при заточке, или во время
работы. У крепления припайкой
есть еще недостаток: материал, из
которого делается припой, довольно
мягок и не может создать прочной
опоры для пластинки, поэтому она
работает на изгиб. Отрицательной
стороной применения напайки
является и то, что при заточке
инструмента приходится затачивать не
только пластинку, но и материал
корпуса. А это приводит к
непроизводительному износу корпусов
инструментов, абразивов и потерям
времени. Таковы основные
причины, заставившие институт перейти
к созданию конструкций
инструментов с механическим
креплением. Следует, однако, заметить, что
процесс напайки совершенствуется ^
и напайный инструмент имеет и,
бесспорно, будет иметь
применение.
Однако в большинстве случаев
механическое крепление пластинок
имеет значительные преимущества.
Прочность режущей кромки
пластинки увеличивается, так как в
ней отсутствуют вредные
внутренние напряжения. Значит, можно
применять большие скорости резания
и достичь более высокой
производительности труда. Сокращается
число поломок режущих
пластинок, что сберегает дорогостоящие
твердые сплавы. Кроме того, стало
возможным применять более
износостойкие и менее прочные
твердые сплавы, позволяющие развивать .
более высокие скорости резания,'•■*
наконец отпадает операция напай-
^
ки, сберегается* заточка и
упрощается инструментальное
хозяйство.
Сейчас создано более 350
типоразмеров конструкций
инструмента с механическим креплением.
Признаны наиболее удачными два
вида механического крепления:
с помощью сил резания и
крепление зажимами, сухарями, эксцен-
км триками и болтами.
У резцов, в которых крепление
обеспечивается силами резания,
нластинка свободно
устанавливается в гнезде корпуса.
Опоры в гнезде расположены
таким образом, что во всех
случаях обработки равнодействующая
сила резания проходит между ними
(см. рис.) и прижимает пластинку
к опорам. Эти резцы обладают
большими достоинствами. В резцах
этой конструкции удачно решается
стружкозавивание. Для увеличения
износостойкости стружкозавивателей
они покрываются карбидом бора.
В институте было изготовлено
несколько десятков тысяч таких
резцов, они были успешно внедрены.
Этот же принцип крепления
пластинок силами резания
применен в чашечных резцах. Их
стойкость значительно выше, так как
по мере износа можно
поворачивать режущую пластинку.
Интересна конструкция резца
с механическим креплением
твердого сплава при помощи винта.
^ Пластинка по мере износа
выдвигается. Для завивания и дробления
стружки в резце есть накладной
регулируемый стружколом.
Большой интерес для
промышленности представляют
исследования по обработке закаленных
сталей твердостью 62—65 по Роквел-
лу, проведенные во ВНИИ.
Токарная обработка закаленных
сталей обеспечивает высокое
качество поверхности и может быть
рекомендована промышленности
взамен шлифования. При токарной
обработке закаленных сталей для
черновых проходов следует брать
твердые сплавы «ВК8», «ВКЗ» и
«ВК2», а для чистовых — «Т30К4».
Тут важна соответствующая
геометрия резца.
Широко используется
механическое крепление в конструкциях
фрез, так как оно позволяет создать
сборные фрезы с относительно
меньшими габаритными размерами.
Благодаря этому увеличивается
область применения сборных фрез,
появляется возможность увеличить
число зубьев в фрезах и этим
поднять производительность
фрезерования.
Иначе обстоит дело с конструи-
^ рованием сверл с механическим
креплением твердосплавных
пластинок.
Здесь еще нет вполне
удовлетворительных конструкций. Правда,
в промышленности для обработки
чугуна уже применяются сверла,
оснащенные сплавом «ВК8». Этими
сверлами чугун обрабатывают со
скоростью 60-80 М/мин. при
подаче 0,3-0,6 мм/об. Это позволяет
в 2-2,5 раза увеличить
производительность по машинному времени.
Сейчас советские ученые и
инженеры упорно работают над
созданием конструкции сверл для
обработки стали. На рисунке
справа показана конструкция сверла,
предложенная профессором Криво-
уховым. Она основана на
разделении стружки на три части: пери-
*"■* ферийную, среднюю и
сердцевинную, создании положительных
передних углов резания для
периферийного участка лезвия и
уменьшении перемычки путем
образования двух второстепенных
лезвий за счет подточки
перемычки.
Исследования в области
применения твердосплавного
инструмента при зенкеровании и
развертывании показали большую его
эффективность. Твердосплавные
зенкеры дают возможность работать
по чугуну со скоростью резания
порядка 80 м/мин. с подачей 0,8—
1,1 мм/об. При развертывании
чугунных отверстий применяются
скорости резания порядка 90 м/мин.
и подача 0,6 — 1,1 мм/об.
Производительность повышается в 2,5—4
раза. Рекомендуется в процессе
резания применять охлаждающие
эмульсии.
При обработке стали
твердосплавными зенкерами
рекомендуется работать со скоростями порядка
80—100 м/мин., при подаче
0,80 мм/об. Развертывание стали
твердосплавными развертками
следует производить со скоростью
резания порядка 100 м/мин., но
с подачей 0,3 мм/об. Это повышает
производительность по машинному
времени в 3—5 раз.
Скоростное резание до сих пор
еще не применяется при обработке
шестерен.
В настоящее время во ВНИИ
создана конструкция сборной
червячной фрезы, в которой вместо
реек применены отдельные
сменные ножи и рабочая длина
уменьшена до 3 витков. Применение
отдельных ножей дает возможность
при выходе из строя одного ножа
заменить новым только этот нож,
а не выбрасывать всю рейку, как
это приходилось делать раньше.
Червячные фрезы, оснащенные
твердым сплавом, позволяют
нарезать шестерни со скоростью
резания порядка 150—200 м/мин. с
подачей 2—2,5 мм/об., то-есть
повышать производительность по
машинному времени в 2,5—3 раза.
Скоростное резание сейчас
преимущественно используется на
токарных операциях и при торцевом
фрезеровании. Ближайшей задачей
является распространение
скоростного резания на все без
исключения методы механической
обработки.
Вместе с тем перед работниками
нашей промышленности, в первую
очередь перед молодежью, стоит
задача наиболее полного
использования возможностей, даваемых
твердосплавным и
термокорундовым инструментом.
Многие рабочие уже сейчас
полностью используют режущие
свойства новых инструментальных
материалов, но встречаются еще и
такие рабочие, которые загружают
инструменты только на 60—70<>/о.
Это значит, что есть еще большие
резервы повышения
производительности труда.
Молодые скоростники —
наиболее передовая часть нашей
производственной молодежи — должны
активно включиться в борьбу за
внедрение скоростных режимов
резания во все методы механической
обработки, сделать высокие
скорости резания массовыми в
машиностроении и этим увеличить свой
вклад в дело построения
коммунистического общества в нашей стране.
■&* ^ ^Г.'; -' •' -^■■■■■/■■-л?**Ш-:ъ
<Ж11
Главный инженер «Оргстанкинпрома»
с. вильчинския
Товарищ Сталин на первом Все-
■ союзном совещании стахановцев
говорил: «...присмотритесь к
товарищам стахановцам. Что это за
люди?
Это, главным образом, — молодые
или средних лет рабочие и
работницы, люди культурные и
технически подкованные, дающие
образцы точности и аккуратности в
работе, умеющие ценить фактор
времени в работе и научившиеся
считать время не только минутами,
но и секундами».
Борясь за создание скоростных
стахановских участков и цехов,
каждый молодой рабочий должен
научиться ценить фактор времени,
бороться за сокращение числа
минут и секунд, затрачиваемых на
изготовление изделия.
В борьбе за высокую, подлинно
коммунистическую
производительность труда скорость резания
металла действительно главное
средство. Она сокращает машинное
время, то-есть то время, когда идет
непосредственная обработка детали
на станке. Но изучение опыта
работы на наших заводах показывает,
что машинное время на токарных и
фрезерных станках не превышает
в среднем 50°/о от времени, которое
приходится затратить на
изготовление детали.
Предположим, токарь-скоростник
тратил на обточку детали 2 мин. и
на вспомогательные операции
тоже 2 мин., то-есть 50«/о от всего
необходимого на изготовление
изделия так называемого штучного
времени. Применив новейшие
методы, токарь сумел обтачивать изделие
за 0,5 мин., вчетверо быстрее.
Нетрудно подсчитать, что получится.
Только 20°/о рабочего времени
пойдет на обточку, а 80°/0 будет
расходоваться на вспомогательные
работы! Может ли мириться советский
рабочий с тем, что его мощный
станок простаивает больше половины
смены?
Значит, мало заботиться только
о сокращении машинного времени.
Увеличивая режимы резания,
наши скоростники одновременно
ведут упорную борьбу за сокращение
вспомогательного времени, которое
идет на установку и снятие
деталей, инструментов и
приспособлений, на ручные приемы,
необходимые при различных операциях.
Одновременно ведется борьба за
сокращение
подготовительно-заключительного времени, которое
приходится затрачивать на подготовку
рабочего места, ознакомление
с чертежами и характером работы.
Но и этого мало. Если
отсутствует четкое планирование, то
может случиться так, что
скоростник, добившись рекордной скорости
резания, выработает меньше
других, дожидаясь, пока ему доставят
новый комплект инструментов,
заготовки или наряд на следующий
вид работы, пока примут готовую
продукцию.
Успехи стахановцев в борьбе за
высокую выработку в значительной
степени достигнуты за счет
сокращения вспомогательного времени.
Одним из примеров может
служить работа
сверловщика-скоростника Средневолжского станкозавода
В. И. Жирова. При обработке
корпуса коробки скоростей
токарного станка В. Жиров значительно
сократил вспомогательное время,
пользуясь следующими приемами.
Установив деталь, сверловщик-
скоростник включает самоход для
сверления отверстия. Затем он
с помощью крана укладывает
обработанную ранее деталь в штабель,
тут же поднимает следующую и
подводит ее к месту обработки.
Станок продолжает работать,
а В. Жиров уже устанавливает
в приспособлении сменную втулку
и инструмент для обработки
следующего отверстия. У станка стоит
удобный стеллаж. Инструменты
с него легко брать коротким
движением левой руки. Все
инструменты расположены в неизменном
порядке, соответствующем порядку
переходов обработки. Благодаря
этому В. Жиров привычно, почти
не глядя, берет со стеллажа любой
инструмент и кладет его на место.
В результате всего комплекса
своих рационализаторских
мероприятий В. Жиров в полтора раза
увеличил выработку.
Стахановцы-скоростники создают
все новые приспособления для
сокращения вспомогательного време-
г-
ВНИМАНИЕ ВСПОМОГАТЕЛЬНОМУ ВРЕМЕНИ!
Важнейшим средством сокращения
штучного времени служит
сокращение вспомогательного времени. Уча-
стники конференции рассказали о
различных путях уменьшения затрат
времени на вспомогательные
процессы.
А. КАРПОВА
(шлифовщица завода имени Бескова,
г. Ленинград)
Правильная организация рабочего
места — одно из основных условий
повышения производительности труда.
У меня всегда на тумбочке
справа лежит подготовленное для
шлифовки изделие. Всегда под руками
пара хомутиков, благодаря которым
во время шлифовки одного сверла я
успеваю подготовить к обработка
следующее. Шлифовка происходит
в 2—5 проходов (шлифовка идет и
при обратном ходе станка). За это
время я успеваю замерить скобой
шлифуемую деталь, подготовить
следующую заготовку и замерить уже
отшлифованную деталь.
И. ЗРЕЛОВ
(фрезеровщик завода имени Калинина,
г. Воронеж)
Первое, с чего я начал переход
11 к скоростным методам обработки,
это с организации своего рабочего
места. Шлифовщик
инструментального цеха выполняет самую
разнообразную работу. И для того чтобы
избежать потерь времени, я накануне
узнаю задание. В оставшиеся после
конца смены 10—15 минут
подготавливаю нужный на завтра инструмент,
обеспечиваю свое рабочее место
чертежами и технологическими картами.
Эта сделанная заранее
подготовка рабочего места значительно
облегчает мне последующую работу.
Н. ЧИКИРЕВ,
лауреат Сталинской премии
(токарь завода имени Орджоникидзе,
г. Москва)
своем выступлении лауреат
Сталинской премии Г. Нежевенио
рассказал о планировке своего
рабочего места, подчеркнув, что токарь
В
обязан продумать правильное
размещение деталей, заготовок и
инструментов. Он показал чертеж своего
ящика-тумбочки для хранения
инструмента. Кто-то из сидевших в зале
заметил: «Это филиал кладовой».
А я скажу, что каждый, кто хочет
быть скоростником,, должен сделать
такую тумбочку и рационально
распланировать свое рабочее место. У
меня лично так же организовано
хранение инструментов, и »то позволяет
сберегать мне немало секунд и
минут.
ПЛАН РАБОЧЕГО МЕСТА Н.ЧИКИРЕВА
План
рабочего места токаря Н. Чикирева и вид его инструментальной тумбочки
и стеллажа для деталей.
I
23
ни. Нередко им удается добиться
полного совмещения времени,
необходимого на съем обработанной
детали и установку новой,
например на вертикально-фрезерных или
карусельно-фрезерных станках.
Следует твердо помнить, что при
скоростной обработке затраты
времени на измерение также должны
быть сведены к минимуму.
Правильность размеров деталей при
этом следует обеспечивать
применением различных
ограничительных устройств, лимбов и
встроенных в станок контрольных
приспособлений.
Опыт новаторов-скоростников
блестяще это подтвердил. Нередко
применение даже простейших
упоров и измерительных
приспособлений поможет намного повысить
производительность труда. Еще
лучших результатов удалось
достигнуть, сочетая применение
упоров с автоматическим выключением
подачи.
Наряду с подобными мерами
особо важное значение приобретает
правильная организация рабочего
места. Рациональное размещение
деталей, инструментов, мерителей и
приспособлений значительно
сокращает вспомогательное время на
обработку деталей и облегчает
труд.
Вот пример того, как
продуманная раскладка инструмента
сверловщиком позволяет ему сберегать
время. Рабочий расположил
инструмент на рабочем шкафу в порядке
технологических переходов.
Использованный уже инструмент
укладывается глубже, а подлежащий
использованию — ближе. Выигрыш
во времени на смену каждого
инструмента составляет около 5 сек.,
а за день экономия составляет 16—
17 мин.
Важно и правильное размещение
приспособлений. Так, например,
выигрыш во времени от
рационально размещенных накладных
кондукторов составил при обсвер-
ловке консоли фрезерного станка
около 8 мин. На многих работах
подобная экономия времени может
быть гораздо большей.
Мы лишь очень коротко
ознакомились с мероприятиями по
сокращению машинного,
вспомогательного и
подготовительно-заключительного времени. Однако даже это
позволяет нам прийти к выводу,
что в результате подобных
мероприятий получается громадное
сокращение времени на каждую
операцию и на деталь в целом.
Достигнутым в этом ' важном деле
большим успехам мы обязаны
нашим станочникам-скоростникам.
Охват скоростными методами
все большего количества
металлорежущих станков и растущее
движение за организацию коллективной
стахановской работы приводят нас
к новому этапу в развитии
скоростных методов. С каждым днем
растет число скоростных участков,
пролетов и целых больших цехов.
Мы обязаны вскрыть таящиеся
почти в любой операции резервы и
борьбой за уменьшение времени
на каждую операцию дать стране
новые тысячи станков и
инструментов сверх плана, чтобы
обеспечить дальнейший подъем
советского станкостроения. Большая
работа в решении этой задачи
принадлежит нашим молодым
стахановцам-скоростникам.
Каждый день мы узнаем из газет
о больших производственных
победах трудящихся стран
народной демократии. В своей работе
наши друзья широко используют
опыт советских новаторов
производства.
Недавно мне довелось в составе
советской делегации посетить
Болгарскую Народно-Демократическую
Республику в месячник
болгаро-советской дружбы. Во время этой
поездки Александр Чутких учил
болгарских текстильщиков своим
методам работы. Знатный
каменщик Василий Королев показывал
строителям методы скоростной
кладки. А на мою долю выпало
большое счастье познакомить
болгарских токарей с методами
скоростной обработки металла, которыми
владеют советские скоростники.
На второй день приезда меня
пригласили в город Димитров, на
Механический завод имени Сталина.
Этот завод выпускает оборудование
для угольной промышленности.
Здесь в районе имеются громадные
залежи каменного угля, поэтому
жители называют свой район
Болгарским Донбассом. Проходя по
цехам завода, я видел, с каким
энтузиазмом трудятся рабочие. Так
же как и у нас, на заводе висят
«молнии» о достижениях лучших
рабочих, стенгазеты и плакаты,
призывающие к самоотверженному
труду.
Токари, по-болгарски их
называют «стругары», обратились ко мне
с просьбой: «Покажите, как вы
работаете на скоростных режимах».
Остановившись у одного станка,
где работал молодой токарь Кирилл
Боянов, недавно окончивший
заводское училище, я увидел, как он
хлопотливо обтачивал валики.
Наблюдая за его работой, я заметил,
что за 15 мин. работы он сменил
два резца, хотя шпиндель
вращался на 400 оборотах.
Резец, каким он работал, имел
неправильную заточку. Дав ему
советский резец с нормальной за-
Лауреат Сталинской премии
токарь Н. ЧИКИРЕВ
водской заточкой, я попросил
поставить его и дать станку 1000
оборотов при подаче 0,4, а на
прощанье пообещал быть у него на
другой день.
Назавтра молодой стругар
встретил меня счастливой улыбкой.
Резец работал вторую смену без
переточек. Мне оставалось только
объяснить болгарскому товарищу,
почему у его резца была плохая
стойкость, хотя резец имел
хорошую пластинку. Я подарил ему
свой резец.
На этом же заводе меня
попросили нарезать винт с диаметром
в 70 мм, длиной в 400 мм и шагом
в 3 мм. После подготовки резцов
я стал выбирать станок. Первый
налаженный мною станок немецкой
фирмы «Фаудееф» после первой
же стружки стал постепенно
останавливаться. Он не был
подготовлен для большой нагрузки. Так
я испробозал четыре станка, и все
они, как у нас, токарей, принято
говорить, не тянули. У меня
появилась какая-то робость и волнение.
Но показать надо — за моими
наладками смотрело около 200
болгарских токарей. Когда у меня что-
нибудь в работе не клеится, то
я всегда вспоминаю слова великого
Сталина о том, что для
большевиков не существует крепостей,
которых они не могли бы взять.
С этими думами я с
уверенностью подошел к пятому, к
нашему советскому модернизированному
станку «ДИП-200», зная, что станок,
сделанный руками советских
станкостроителей, уж не подведет.
Первый винт был нарезан за
4,5 мин., а каждый из остальных
9 винтов я обработал за 4 мин. —
вдесятеро быстрее, чем болгарские
токари. Когда работа была
закончена, ко мне подошел пожилой
токарь и крепко меня расцеловал.
После меня на станке по моей
инструкции три человека
выполнили ту же работу за 6 мин. Это был
невиданный еще результат на
данном заводе. Прощаясь, болгарские
27
"* народна
МЛАДЕЖ
- НАШ/
■ммн.»» •» нмм №«»* *ЛМЯМ*М«?| с»
РАБОТНИЧЕСКО
^П( Ори* ■• и«н1^«лни* Квнмм н .И ш\^ ШЛ ^^к
^*$Л ^^^_^|и«<^мпум Д1 РУЖМД1
^:ч^
>УЯг»рс1Ш1 Конутктиччм Пум
Ннкол«й Чикирмч» и Льржааин* мехячичен завод
фЗШШОЗНйНЕ
«иЯ*
ИёШТ!
'■■■■.» | .г Н «о» м» ^ мумии" ■1^,.-.^*''" »""»»мм«1
<м >«а <ши„|,. н« ??Г„ .. V"?.' >*»"• '»••• »
Ч'.»ЙНЯТ« К* >Ч»»4*
"""Л»""'!." *■**■""
?"°. гчтамт
1Н «« «млч»
- —*г~
• «»Игг.
I» »*н ново »»,.
У1*1 ргмоупеч"
'(««Ирм 1(»*1,->1>ъи
• нютв и. ЪрцлН к
»» ШОП Л „,,
«аашм с ««пит ^
> 1№ф*ПИП1 дд Ся |
«кит и фвго. |
ОТЕЧЕСТВЕН
ФРОНТ
Да изучаваме руски е
за онладяване на бог
нам^пТ НиколаЪ Чикирьов с актива '
на металните предприятия я гш„„ •
в«р. «м .*,.. Ло„ „ '"■%"Фи*"ч*я в столицата*
!»»"ги тип гч^;." "' "°**""|""'|ж>»с. <^ст„.«_ . I
/««.м^"::;„^::^л"»л^«..и.««лет^скгг'*-! *-— -»«— «»«,.*« ««««*»«—^.«
«Г^^^г"^-*»"* нормы 30 мин. за 2 мин. 45 сек.
токари обещали внедрить метод
скоростной нарезки резьбы на
всем заводе.
Большой интерес к опыту
советских токарей проявили рабочие и
инженеры завода имени Антона
Иванова в городе Пловдив,
крупнейшем хозяйственном и
промышленном центре долины реки Ма-
рицы. Сюда мы должны были
приехать в выходной для завода
день к 10 часам утра. Но по не
зависящей от нас причине мы
попали на завод лишь к 2 часам дня.
И все-таки в цехе нас ждало около
300 человек. Они стояли на
трибунах, устроенных вокруг станка,
приготовленного для работы. На
станке лежали заготовки,
инструмент и чертежи деталей. Начав
нарезку крупных винтов с шагом
в 8 мм и диаметром в 100 мм,
которые по их нормам требовали для
нарезки 180 мин., я стал выполнять
эту работу за в мин.
После показа работы пришлось
прочитать целую лекцию о
советских методах скоростного резания
металла. Выступивший после
лекции инженер завода Кошеров
сказал, что он много читал и слышал
о скоростном нарезании резьбы, но
только теперь как следует оценил
достоинства этого метода. Теперь,
убедившись воочию в совершенстве
скоростного метода, он обещал
больше помогать токарям в
овладении советским опытом.
На механическом заводе в Софии
я познакомился и вместе работал
с новаторами скоростного резания
в Болгарии лауреатом Димитров-
ской премии Стояном Модевым и
знатным токарем Александром
Младеновым. Молодой стругар Мо-
дев, изучая советскую техническую
литературу и переписываясь с
советским токарем Павлом Быковым,
добился того, что достиг скорости
резания на обточке 800 м/мин.
Показывая свою работу, я стал
нарезать винты вместо полагающейся
шит- _ Г,л" ~*$" » ««-и -Ь<ч-
■ »РЫ-
1ГМТ« Николай Чнммьл. _
" ,"*»"0|>11Т« шил н1 рая^т,,
^^;«*»РЧ Имил,! ч«-1
'Гоиин,. |
«МТп т*д-
>а мчднт?!
«•сторвт*. „.{
.. ^, ■•■ «т нот 1*м,1«н « I ао*.».**.. - '«^иос-па от гкчч
^^Й.^Ш ЭТЕЧЕСТВЕН
^-■да.геьг"""
После меня за станок встал
болгарский токарь Александр Младенов.
Такой же винт он нарезал за 4 мин.
15 сек., а Стояну Модеву на ту же
операцию (потребовалось 3 мин.
7 сек.
Механический
станкостроительный завод в Софии — это завод
высокой культуры, хотя
станкостроение в
Болгарии является молодой
отраслью
промышленности. На территории
завода разбиты газоны,
посажено много
фруктовых деревьев. В цехах
чистота. Очень хорошо
устроены рабочие места.
Рабочие завода с
любовью называют свой
завод «Болгарским
«Калибром», так как
культуре производства они
научились у московского
завода «Калибр».
Довелось побывать
мне и на великой
болгарской стройке города
Димитровграда.
Строительство этого
города началось в дни
их первой пятилетки.
Тогда юноши и девушки
из Национальной
молодежной бригады
закладывали здесь первые
камни будущих
сооружений нового города.
А ныне видишь город с
лтшщш
большими кварталами домов,
восхищаешься красавицей вновь
построенной электростанцией
имени Вылко Червенкова и
поражаешься гигантским размерам
химического комбината имени
Сталина.
Здесь, в механическом цехе
этого завода, меня, как токаря,
заинтересовало, как один из рабочих
нарезал дюймовую резьбу на трубе
диаметром в 70 мм. Как-то
непривычно было смотреть на черепашью
скорость нарезки, — такую простую
резьбу мы привыкли у себя дома
нарезать на 1200 оборотах.
Нащупав в кармане резьбовой
резец, я подошел к токарю и
попросил разрешения встать за
станок, чтобы нарезать одну деталь.
Станок сразу обступили все токари
и другие специалисты. Поставив
трубу и дав вращение шпинделю
1200 об/мин., я за три прохода
нарезал трубу. Времени на установку
и нарезку ушло примерно 1,6 мин.
Норма у них была 1 час. Здесь
же я показал подробно, как
нарезать трубу скоростным методом.
На этом заводе с большой
любовью называют имена наших
советских специалистов:
электросварщицы Кудрявцевой, инженера
Кулагина и многих других, с
чьей помощью строили и пускали
завод.
Прощаясь с рабочими, я слышал
из их уст обещания о том, что они
смело будут внедрять скоростное
резание не только на точении, но
и на нарезке резьбы.
Везде, где бы ни приходилось
нам быть, мы всюду видели у
болгарских рабочих желание работать
по-советски.
В рудниках и на заводах, на
станциях железных дорог и
электростанциях — повсюду чувствуется
могучее влияние богатого опыта
советских рабочих. Пример
советских новаторов вдохновляет и
учит болгарских рабочих, ведет их
на новые трудовые подвиги, к
новым успехам.
Когда мы улетали из Болгарии,
провожавшие нас болгарские
друзья просили передать большое
спасибо великому другу
болгарского народа товарищу Сталину
и всему советскому народу за
братскую и бескорыстную помощь. Они
обещали еше сильнее внедрять
высокие скорости.
Находясь уже в Москве, я
получил письмо от председателя ЦК
профсоюза металлистов С. Кирова
и секретаря С. Христова. Из
письма я узнал, что сейчас советский
ь$етод скоростного резания
внедряется на всех предприятих
Болгарии. И отдельные токари достиг*
ли больших результатов. Так,
например, токарь Мирчо Семенов
при обточке стальных корон
диаметром в 130 мм при 850 об/мин.
достиг скорости резания 306 м/мик.
А токарь Славчо Станов при
обточке зубчатых колес диаметром
в 700 мм добился скорости резания
470 м/мин.
Так держат слово болгарские
рабочие, строящие социализм.
Мне, молодому советскому
рабочему, приятно было получить
письмо от болгарских друзей: из него
видно, что мое пребывание в
народно-демократической Болгарии
помогло болгарским токарям
овладеть высокими скоростями, а
высокие скорости — это скорости
рабочего, укрепляющего своим трудом
дело мира во всем мире.
полнять все работы, связанные
с отделкой высококачественных по.
лов и ухода за ними.
МЕХАНИЧЕСКИЙ ПОЛОТЕР
Н
аша промышленность выпускает
передвижные мозаичношлифэваль-
ные машины для отделки по-
лов из мозаики и декоративного
бетона с помощью абразивных
камней. Эти машины отличаются
высокой производительностью и дают
хорошее качество отделки. На
новой машине имеется сменное
оборудование, расширяющее круг
выполняемых работ.
Бели вместо абразивных
камней «а шпиндель машины
закрепить деревя'вный диск, обтянутый
фетром, с надетой на «его
шлифовальной шкуркой, то она может
подправлять повреждения на
паркетном полу. С помощью
вращающейся круглой металлической
щетки машина хорошо счищает грязь
с полов. Когда на шпиндель
надета круглая щетка из жесткого
искусственного волокна, с помощью
машины можно мыть полы. Вода
при этом подается к щетке по
шлангу из расположенного
отдельно бачка. Поставив на машину
щетку из щетины или конского
волоса, ею можно натирать полы.
Новые машины найдут
распространение для ухода за полами
в производственных помещениях.
Механизация мытья пола имеет
особенно большое значение для
уборки пищевых,
фармацевтических я других предприятий, где
требуется особая чистота.
При помощи сменного
оборудования машина успешно сможет вы-
СКОРОСТНАЯ СУШКА
ШТУКАТУРКИ
В
любую жару при безветреной
погоде влага будет испаряться
медленнее, чем при ветре. Это и
учли в своем изобретении
кандидат технических наук Д. В. Жуков
и инженер А. С, Ладинский,
создавая новую сушилку для
штукатурки, в которой для быстрого
испарения влаги применили и
высокую температуру воздуха и
большую скорость его движения.
Они использовали для
дополнительного подогрева воздуха тепло
очищенного дыма. Это вдвое
уменьшает расход топлива. Вместо
громоздкого калорифера сделана
небольшая установка,
состоящая из топочной части и дожига-
тельной камеры, где продукты
горения проходят через раскаленные
кирпичные насадки и полностью
сгорают без огня и дыма. Отсюда
газы попадают в смесительную
камеру, смешиваются со свежим
воздухом и, пройдя через
циклон — искрогаситель, поступают
в вентилятор. Выбрасываемый из
вентилятора в помещение воздух
нагрет до температуры 50 —
60°. Он быстро движется вдоль
стен снизу вверх и равномерно
просушивает штукатурку. Отрабо- ^
тайный воздух снова возвращается '
в сушилку, циркулируя через печь
много раз. Прежние установки
в зимних условиях (просушивали
штукатурку лишь в течение
10 дней. Новая сушилка делает
это в 5 раз быстрее.
Вся установка весит 700 кг.
Она легко перевозится на своих
колесах и может устанавливаться
непосредственно в просушиваемом
помещении.
Новая установка может быть
изготовлена на любой
строительной площадке.
•ыход гогачгго
•ОДНА ДЛЯ СУШКИ
ШНКАТУП*
МАЛЯРНЫЙ ПИСТОЛЕТ
к
огда маляр работает обычным
пневматическим пистолетом, то
красочный факел, как туманом,
окружен мельчайшей пылью
краски.
Потеря краски при этом
достигает 15—20%. Чтобы не
дышать красочной пылью, маляру
приходится работать в маске,
которая стесняет его.
Инженеры Н. С. Петров и
М. А. Гусаков предложили новый
пневматический пистолет с
уменьшенным тумамообразованием, у
которого потеря краски не
превышает 3—5%. Они разместили
в головке пистолета вокруг сопла
10 дополнительных отверстий.
Сжатый воздух, выходя через эти
отверстия под различными углами.
окружает факел краски защитной
воздушной завесой, как чехлом, и
не дает (краске развеиваться.
Новый пистолет имеет
универсальную головку, которая
позволяет работать круглым или плоским
факелом.
Для окраски узких простенков
и откосов используется круглый
факел. Плоский факел применяют
при окрашивании больших
поверхностей.
У пистолета три сменных сопла
с диаметром отверстий в 1,2 мм,
1,8 мм и 2,5 мм. Когда работают
соплом диаметром в 1,8 мм,
можно за 1 час окрасить от 25 до
347 кв. м поверхности.
Такие пистолеты выпускаются
Вильнюсским заводом.
струя воздух
краски сжимающий
струю
(Окончание)
Инженер А. БУЯНОВ
Рис. Н. СМОЛЬЯНИНОВА
0 адиоактивность — это одно из
■ удивительнейших явлений
природы. Ядра атомов радиоактивных
элементов, самопроизвольно
разрушаясь, выбрасывают из своих недр
частицы и фотоны, наделенные
большой энергией. Но ничего
загадочного в этом самопроизвольном
разрушении нет. Ядро любого
атома устойчиво до тех пор, пока не
нарушена его энергетическая
система, пока уравновешены силы
притяжения и отталкивания,
действующие между частицами в ядре. Стоит
только нарушить соотношение этих
сил, например, внедрением в него
протона, и ядро делается
неустойчивым. Когда в неустойчивом
атомном ядре протонов больше,
чем нейтронов, энергетическая
система выравнивается за счет
превращения протона оз нейтрон, с
выделением позитрона и нейтрино.
Это так называемая позитронная
радиоактивность.
Позитронное излучение
наблюдается у радиоактивного атома
углерода, содержащего в ядре
6 протонов и 4 нейтрона, у
радиоактивного азота, имеющего 7
протонов и 6 нейтронов, у
радиоактивного кремния и у других
радиоактивных элементов, имеющих в
атомном ядре протонов больше,
чем нейтронов.
Когда в неустойчивом ядре
протонов меньше, чем нейтронов, то
его энергетическая система
выравнивается за счет превращения
нейтрона в протон. При этом из
ядра выбрасывается электрон и
нейтрино. Такая радиоактивность
называется электронной. Ядро атома
радиоактивного изотопа бора имеет
5 протонов и 7 нейтронов, то-есть
12 ядерных частиц.
Оно неустойчиво. В нем один из
нейтронов переходит в протон, и
вместо бора появляется другой
химический элемент — углерод,
который более устойчив, чем изотоп
бора.
Что же происходит в ядре,
когда в него попадает «снаряд»?
Населяющие ядро частицы
находятся в постоянном движении.
Ворвавшийся «снаряд»,
обладающий энергией в несколько
миллионов электрон-вольт,
растрачивает эту энергию на повышение
кинетической энергии ядерных
частиц.
Предположим, что мы ведем
обстрел ядрами сверхтяжелого
водорода.
Снарядом из 2 нейтронов и
1 протона, наделенным энергией в
20—40 млн. электрон-вольт,
обстреливаем атомы сурьмы, ядра
которых имеют 121 нейтрон и 51 про-
1 Начало см. в № 1 и 2.
тон. Каждое прямое попадание в
ядро сопровождается вылетом из
него 4 нейтронов. В ядре нового
атома остается 119 нейтронов и
52 протона. По таблице Менделеева
мы находим химический элемент
с 52 протонами — это теллур, сосед
сурьмы справа.
Наращиваем силу удара.
Придаем «снарядам» энергию
50 млн. электрон-вольт и снова
обстреливаем атомы сурьмы.
Добившись прямого попадания, мы
становимся свидетелями вылета из
атомного ядра уже 5 нейтронов.
Теперь вместо сурьмы образуется
изотоп теллура, который на 118
нейтронов имеет 52 протона.
При энергии 100 млн. электрон-
вольт «снаряд» выбивает из ядра
около 20 частиц, то-есть способен
снизить заряд ядра на 20 единиц.
Нетрудно догадаться, что
существует какой-то предел энергии,
когда попадание «снаряда» в
атомное ядро произведет в нем такое
увеличение скорости движения
частиц. Кинетическая энергия
частиц в ядре намного превысит
потенциальную, и все частицы,
наделенные огромными скоростями,
разлетятся в стороны.
Произойдет «взрыв» атома.
Такой «взрыв» практически
наблюдается при обстреле атомного
ядра атомами тяжелого водорода с
энергией порядка 200—400 млн.
электрон-вольт.
ЭНЕРГИЯ АТОМНОГО ЯДРА
Когда-нибудь в просторных и
светлых залах музея экскурсовод
остановит группу посетителей у
маленькой витрины. «Взгляните, —
скажет он, — здесь хранится
документ, обличающий американских
империалистов в чудовищном
злодеянии — применении атомной
энергии для уничтожения людей».
И люди, не знающие ни войны,
ни угрозы войны, люди,
использующие атомную энергию для
получения света и тепла, для
приведения в ход станков и
транспорта, прочтут документ прошлого:
«16 часов тому назад
американский самолет бросил на важную
японскую военную базу Хиросима
бомбу, которая обладает
разрушительной силой, большей, чем 20 000
тонн взрывчатого вещества.
Президент США Г. Трумэн
б августа 1945 года».
В дни единоборства советского
народа с германским фашизмом
империалистические хищники
устроили в Америке «атомные
лагери» для ученых, привезенных туда
под всяческими предлогами из
разных стран. В этих лагерях во
время войны велась
исследовательская работа по использованию
атомной энергии для производства
атомных бомб. Результаты
полученных работ были злодейски
использованы для разрушения горо- '
дов Хиросима и Нагасаки, где жен- |
щины и дети послужили объектом
кровавого и страшного
эксперимента.
Атомные взрывы в Японии в
самом конце второй мировой войны
осветили международных бандитов
в США за работой по подготовке
третьей мировой войны. Они
вооружались атомными бомбами,
потрясали ими за дипломатическим
столом, цинично хвалясь
монопольным владением секрета атомной
бомбы.
Но вскоре авантюра с атомным
шантажом провалилась, так как она
строилась на абсолютно ложном
исходном расчете — будто США
являются монопольными
владельцами атомного оружия. В
действительности же советское
правительство не делало секрета из
того, что оно располагает атомным
оружием. Еще в 1947 году оно
довело до сведения международной
общественности, что секрета
атомной бомбы больше не существует.
Однако поджигатели войны не
прекратили шантажа. Они
пытались испугать народы
«сверхатомной», так называемой водородной
бомбой, которую собираются
осуществить ^кобы на принципе
звездной реакции —реакции
«сплавления» водорода в гелий.
Американская печать на все лады
расписывает разрушительную силу этой
бомбы, существующей только в
воспаленных военным психозом
головах империалистических
хищников.
Угрожая миру атомной и
водородной бомбами,
англо-американские атомщики недоучли, каким
могучим фронтом выступит
советский народ и все прогрессивное_
человечество за мир во всем мире
Они забыли о том, что в нашей
стране, стоящей на страже мира,
сделано многое в области произ'
водства атомной энергии.
Товарищ Сталин сказал:
«...недавно было проведено у нас
испытание одного из видов
атомной бомбы. Испытание атомньц
бомб различных калибров буде^
проводиться и впредь по плану
обороны нашей страны, от
нападения англо-американского
агрессивного блока».
В связи с этим испытанием у
нас атомной бомбы реакционны!
круги США подымают тревогу
кричат об угрозе безопасност]
США.
Однако никаких оснований дл:
такой тревоги у них нет.
30
«Деятеля США, — разъясняет
И. В. Сталин, — не могут не знать,
что Советский Союз стоит не
только против применения атомного
оружия, но и за его запрещение,
за прекращение его производства.
Как известно, Советский Союз
несколько раз требовал запрещения
атомного оружия, но он каждый
раз получал отказ от держав
Атлантического блока. Это значит,
что в случае нападения США на
нашу страну правящие круги
США будут применять атомную
бомбу. Это именно обстоятельство
и вынудило Советский Союз иметь
атомное оружие, чтобы во
всеоружии встретить агрессоров.
Конечно, агрессоры хотят, чтобы
Советский Союз был безоружен в
случае их нападения на него. Но
Советский Союз с этим не
согласен и думает, что агрессора надо
встретить во всеоружии.
Следовательно, если США не
думают нападать на Советский
Союз, тревогу деятелей США
нужно считать беспредметной и
фальшивой, ибо Советский Союз не
помышляет о том, чтобы когда-либо
напасть на США или на какую-
либо другую страну».
Советские ученые в короткий
срок после войны овладели
способом производства атомной энергии.
Атомная энергия, выделенная
из килограмма угля, равнялась бы
суточной выработке энергии на
всех энергетических установках
мира, которые ежедневно сжигают
его около 5 млн. тонн.
1 кг угля при сжигании дает
только 8,5 квтч., количество же
атомной энергии, заключенной в
этом количестве угля, в 3 млрд.
раз больше.
В результате расщепления ядер
атома урана получаются осколки,
которые несут крупные
положительные заряды электричества. Эти
одноименно заряженные частицы
отталкиваются друг от друга с
такой силой, что кинетическая
энергия достигает десятков и даже со-
ген миллионов электрон-вольт.
Таким скоростям движения частиц
соответствует огромнейшая
температура.
Кинетическая энергия осколков
составляет примерно 83«/« всей
энергии, выделяющейся из
разрушаемого ядра атома урана.
Остальные 17*/о выделяются в виде
энергии излучения. Сюда входит
энергия гамма-лучей, кинетическая
энергия электронов и энергия,
уносимая нейтрино. Больше
половины всей лучистой энергии
приходится на нейтрино. Остальная
часть падает на долю электронов и
гамма-лучей.
Энергия движения ядерных
частиц и энергия излучения и есть
та энергия, которую мы называем
ядерной, или атомной, энергией.
Известно, что ежесекундно из
каждого грамма радия
выбрасывается 37 млрд. ядерных частиц,
из которых каждая несет энергию
в 5 млн. электрон-вольт, что
соответствует или 1,6-10-** калорий
или 2,2*10-" квтч.
И все-таки это своеобразное
извержение энергии невелико по
концентрации.
Два месяца потребовалось бы
накапливать энергию, излучаемую
1 г радия, чтобы нагреть ею до
кипения стакан воды.
Поэтому говорить об
энергетическом использовании
радиоактивности — это все равно что
уподобиться строителям, которые
задумали воздвигнуть
гидроэлектростанцию на воде, падающей по
каплям из высокогорного озера.
Вместо естественного
радиоактивного распада, длящегося
тысячелетиями, ученые открыли путь
искусственного и мгновенного
разрушения атомных ядер, чтобы в
результате такого разрушения
можно было получить энергию
огромных концентраций.
Что-то родственное есть в этом
способе с тем процессом, который
давно уже известен человечеству,
а именно — с процессом горения.
Обычный камень, сколько бы
мы его ни зажигали, гореть не
будет, а каменный уголь можно
зажечь от одной спички. И для
«атомного топлива» — металла
урана — есть специальные «спички»—
нейтроны.
Атом урана при ударе
нейтроном малой энергии расщепляется
на ряд более простых химических
элементов, которые за счет работы
ядерных сил наделяются огромной
кинетической энергией.
Кроме урана, все остальные
элементы, словно сырые дрова,
требуют для «разжигания» каждого
атома неимоверно большой
энергии, поэтому практически их не
используют при получении атомной
энергии.
По таблице Менделеева мы
знаем о существовании химического
элемента урана с атомным весом
238. В природе же уран-238 всегда
находится вместе с «братьями-
близнецами» — ураном-235 и ура-
ном-234. Средний из них и
является «атомным топливом».
Удар быстрого нейтрона в
тысячные доли секунды
«разламывает» его. Одновременно из
разрушенного атома вылетают три новых
нейтрона, которые моментально
вызывают расщепление еще трех
атомов урана, сопровождающееся
выделением уже утроенного по
сравнению с первым количества
энергии.
Освободившиеся 0, потом 27, 81,
243 и т. д. нейтронов опять
каждый раз втрое увеличивают и
количество энергии и число
нейтронов.
Если масса куска урана
достигает известной величины —
критической массы, то спустя
мгновение процесс распространяется по
всей массе урана и вызывает
чудовищной силы взрыв.
Однако этот процесс можно
замедлить.
В качестве замедлителя для
нейтронов применяется графит
или тяжелая вода. Нейтроны при
столкновении с протонами теряют
около 60о/« всей энергии.
Атомный генератор, в котором
получают атомную энергию, или,
как его называют, урановый
котел, имеет в своем графитовом
теле ячейки, в которые помещаются
стержни из металлического урана,
запаянные в алюминиевую
оболочку для предохранения от
коррозии.
Принцип работы уранового
котла следующий.
Уран подвергается
бомбардировке нейтронами от источника
нейтронов.
Быстрые нейтроны, попадая в
ураново-графитовый котел, сначала
замедляются графитом, а затем
производят расщепление атомов
урана-235 с выделением новых
нейтронов.
Введя между урановых
стержней полосы из кадмия или железа,
можно регулировать скорость
реакции.
Уран-235 очень трудно выделить
из природной смеси, в которой
его содержится лишь 0,7%.
Поэтому проще оказалось превратить
уран-238 в новый, искусственно
созданный элемент плутоний, а из
последнего, так же как и из
урана-235, получить атомную энергию.
Стержнями из природного
урана заряжается котел. При бом-
VI КГ Ъ/РАНА
. 5м
1 кг угля
Юм
15м
1 КГ ВОДОРОДА (В ГЕЛИЙ)
■ кг
Длинный и сложный путь проходит урановая руда с момента ее добычи на руднике
до атомного топлива. На рисунке показана схема такого пути. В верхней части схемы
изображен процесс получения плутония, а в нижней — урана-235. В центре рисунка —
разрез помещения, где расположен атомный котел, то-есть ядерная энергостанция.
Цифрами обозначены: 1 — турбогенератор, 2 — котлы, 3— электричество для зданий,
4 — тепло для зданий, 5 — предохранительные стержни, 6 — элеваторная шахта, 7 —
распределение тепла и энергии, 8 — контрольные стержни, 9 — защищенная вагонетка для
транспортировки ядерною горючего, 10 — реакторный агрегат с двойной защитой,
11 — теплообменник.
бардировке нейтронами уран-238
превращается в плутоний,
имеющий атомный вес 239.
После того как заканчивается
образование плутония в урановых
стержнях, последние автоматически
передаются из котла в другие
камеры, где производится отделение
плутония.
Плутоний, % так же как и уран-
235, способен служить материалом
для атомных реакций.
Искусственное разрушение
только 1 килограмма урана может дать
такое же радиоактивное излучение,
как и весь добытый радий.
Теплом, выделяющимся при
получении 1 кг плутония, можно
нагреть до кипения 200 тыс.
кубометров воды!
С помощью уранового котла
почти все элементы Менделеевской
таблицы могут быть сделаны
радиоактивными. Таким образом,
производство атомной энергии
сопровождается «побочным»
производством радиоактивных элементов
в таких количествах, которых за
все прошедшее время человечество
не имело еще в своем
распоряжении. Этими радиоактивными
элементами широко будут
пользоваться в различных отраслях
промышленности и сельского хозяйства.
Энергия радиоактивных
излучений получила широкое
применение в медицине для лечебных
целей. Она может применяться в
химпроизво детве для ускорения
химических реакций, в сельском
хозяйстве для повышения
урожайности, в быту для освещения
«холодным» светом...
Плутоний и уран-235 в атомном
генераторе будут перерабатываться
в электрический ток.
«Топочное» тепло позволит
теплофицировать города и села на
огромной территории вокруг
энергокомбината. Города при этом
избавятся от загрязнений воздуха
печами и топками, а транспорт
освободится от крупных перевозок
топлива.
В чистом виде плутоний или
уран-235 могут быть также
использованы в качестве «атомного
динамита» для подрыва горных
массивов, для осушения больших
водоемов и т. п.
С помощью атомной энергии
можно разрушать горы, создавать
искусственные мЪря, растапливать
арктические льды, смягчать
климат и менять облик больших
районов.
Атомные энергетические
установки в районах, где сейчас нет ни
паровых, ни электрических
двигателей, позволят этим районам
перешагнуть через век пара и
электричества сразу в век атомной
энергии.
Тысячи тонн угля нужны
кораблю для плавания по океану.
Сотни килограммов бензина
требуются самолету для полета по
воздуху. Десятки килограммов
горючего съедает ежедневно автомобиль,
мчащийся по шоссе.
Тонны! Килограммы! Как
велико количество химического топлива
по сравнению с граммами и
миллиграммами ядерного топлива,
дающего ту же энергию!
Даже трудно представить, что
какие-то граммы нового топлива
смогут двигать такую громаду
металла, как корабль, поезд, без угля
и нефти начнут вращать станки и
машины, без пороха и динамита
взрывать скалы, прокладывая
новые русла рекам... Для
электростанции мощностью 100 тыс. квт.
требуется в сутки не больше
14 г ядерного топлива. А ведь все
это уже близко к осуществлению.
Новая энергия уже открыта,
нужно только разработать формы ее
использования.
До настоящего времени на
подводных лодках имелось два вида
двигателей: для подводного. хода
лодки —электромоторы, работающие
от аккумуляторных батарей.
Запаса энергии этих аккумуляторов
хватает лишь на несколько часов
полного подводного хода.
Атомное топливо — плутоний
или уран-235, не требующее
кислорода, явится идеальным топливом
для подводных лодок.
Трудно дать хоть
сколько-нибудь полный перечень
возможностей будущего использования
атомной энергии даже из числа таких,
которые совершенно реально
представляются для нашей страны уже
в завтрашнем дне.
Атомная энергия позволит нам
осуществить еще больший расцвет
нашей промышленности,
увеличить власть советского человека
над природой.
В то же время для
капиталистического мира атомная энергия
влечет за собой увеличение
безработицы.
Изобилие энергии там грозит
обесценить основные капиталы
промышленников, поэтому
капиталисты всячески тормозят работы
по мирному применению атомной
энергии.
«Если, — говорил товарищ
Маленков в своем докладе на
заседании Моссовета 6 ноября 1949
года, — атомная энергия в руках
империалистов является
источником производства смертоносных
орудий, средством запугивания,
орудием шантажа и насилия, то в
руках советских людей она может
и должна служить могучим
средством невиданного еще до сих пор
технического прогресса,
дальнейшего быстрого роста
производительных сил нашей страны».
Величайшее достижение науки
атомную энергию — капиталисты
запрятали в атомную бомбу, которой
грозят всему прогрессивному
человечеству. Их художники изощряются
в изображении картин разрушений,
которые может принести атомло
соужие.
Художник Н. М. Кольчицкий попы
тался изобразить картину перспекти
использования атомной энергии в на
шей мирной стране, строящей комму
нистическое общество. Здесь та ж
энергия, но совершенно иные цели
Не развалины городов, а цветущи
города даже в таких местах, где ца
ствует вечный холод. Не ранет
с разрушающим атомным заряде
а ракета, работающая на атом но
топливе и перевозящая сотни пасс
жиров со сверхзвуковой скорость
У нас атомная энергия служит н
средством разрушения, а средство
созидания.
32
г/ - '»-
I
гчк*
ШЙЙ
* ..т*
&№,
^ /•■■■;;.1^п-
I/"
4
"^ч*
ЖШРЩШСТПШ
БВДШПЩШ
МАС1ГШ1Р(Ф
Инженер Г. ДЕМЕНТЬЕВ
В центре Москвы в одном из
больших зданий есть
удивительные залы. В них собрано
множество представителей
многообразного мира советской техники.
Здесь можно увидеть и самый
совершенный угольный комбайн
«Донбасс», и целую серию
быстроходных пневматических прессов, и
первого помощника строителей —
башенный кран, и хозяина полей
завтрашнего дня — электрический
трактор, и ветерана
металлообработки — токарный станок, и
«новичка» в этом деле — станок
для электроискровой обработки
металла.
Более тысячи машин, аппаратов,
инструментов разместилось в этих
нарядно декорированных залах.
Залы эти относительно
невелики, и вместить в себя такое
количество машин они смогли потому
лишь, что все машины раз в 5—10
меньше, чем их собратья,
работающие в шахтах, на стройках, заводах».
Но только в размерах и
отличие. Сделайте миниатюрный забой,
и комбайн «Донбасс», имеющий
в длину не более метра, уверенно
вгрызется в угольный пласт;
вырастите карликовый хлопчатник, и
хлопкоуборщих, который можно
разместить в чемодане, так же
аккуратно, как взаправдашный,
снимет с кустов белую пену волокна.
От каждой стоящей на паркете
или на стенде машины тянется
шнур, подводящий электрический
ток, — в каждой есть мотор, каждая
может работать.
Построена каждая из этих
маленьких машин не там, где
создаются ее настоящие собратья. Их
строили не в цехах заводов.
Вся эта большая семья
маленьких машин построена искусными
руками учеников школ ФЗО и
ремесленных училищ. В
удивительных залах разместилась первая
Всесоюзная выставка творчества
учащихся трудовых резервов.
О многом говорит каждый из
экспонатов этой выставки.
Прежде всего — о глубоком
знании нашими юношами и
девушками техники. Нельзя быть
механическим исполнителем, когда дело
идет о том, чт^обы создать точное,
действующее подобие сложного
судового двигателя или миниатюрной
паровой электростанции. Тут
обязательно обстоятельное понимание
устройства и назначения каждого
агрегата, узла и детали в
настоящем двигателе или станции.
Только заручившись этим, можно
уверенно приступать к постройке
копии настоящей машины.
А внешний вид всех стоящих в
этих залах машин, сделанных с
чрезвычайной тщательностью,
свидетельствует как о мастерстве, так
и о большой любви к технике
молодых создателей этих машин.
Пройдемте по выставке.
Рядом со входом разместился
стенд, на котором находится
маленький агрегат для
электропахоты. Тут и участок линии
электрической передачи, и подключенная
к ней передвижная
трансформаторная подстанция, и электротрактор
(1) с прицепленным к нему плугом-
лущильником. Размеры поля,
которое «обрабатывает» этот трактор,
Фотомонтаж В. КАТОНИНОЯ
0,5 кв. м. Да и сам трактор невелик.
Его длина не превышает 40 см. Но
тем не менее, если просунуть
палец через дверцу в кабину
тракториста и нажать на рычаг, то
загудит мотор и трактор важно
поедет по зеленому суконному
полю.
У трактора три скорости: боль-,
шая и малая при движении вперед
и задняя. Привлекает внимание
тщательность и аккуратность, с
которой сделаны все детали
модели. Модель электротрактора
приехала из г. Харькова, где ее во
внеклассное время построили
ученики ремесленного училища N6 3.
По соседству с
электротрактором выстроился целый отряд
миниатюрных горных механизмов:
угольный комбайн «Донбасс» (3),
углепогрузчик, скребковый
транспортер. Все они в точности
повторяют настоящие большие горные
машины. Если включить ток, то
каждая из них будет работать.
Задвигаются лапы углепогрузчика и
его транспортерная лента, побежит
режущая цепь на баре угольного
комбайна, завертится его
дробильная штанга, заработает его
погрузочное устройство. Поползут и
пластинки транспортера.
Особое внимание посетителей )
выставки привлекает угольный
комбайн «Донбасс». Ученики ше- ■;-,
стого горнопромышленного училища
г. Сталино, которые сделали его,
постарались повторить не только
конструкцию большого горного
комбайна, но и технологию его
изготовления: например, там, где в
настоящей машине применено литье,
»■
и в маленькой машине детали
изготовлены отливкой.
На выставке можно увидеть и
действующую кинематическую
схему этого комбайна. Она наглядно
показывает сложное устройство
этой горной машины и
взаимодействие ее частей.
За горными машинами
разместилась группа строительных
механизмов. Над ними, так же как это
бывает в действительности,
возвышается башенный кран (4). Эта
двухметровая модель тоже
действующая. Нажмите на кнопку, и
заработает мотор, приводящий в ход
лебедку, потянется трос и
поплывет вверх груз, прицепленный к
крошечному крюку этого крана.
Модель крана сооружена членами
технического кружка ремесленного
училища № 5 из г. Никополя.
Один из углов зала занят
сложной моделью, воспроизводящей
установки для бурения нефтяной
скважины и нефтедобычи в масштабе
1:20 (2).
Под буровой вышкой помещен
макет земных пластов и видна
работа буровой штанги. Сложная
система блоков, такая же, как и у
настоящей буровой, во время
работы постепенно опускает штангу.
Рядом мерно качается насос
установки, выкачивающей нефть.
Эта модель сделана руками
учеников ремесленного училища № 5 из
г. Краснодара.
На отдельном стенде стоит
маленький, длиною не больше метра,
паровоз серии «Л» (6). Это тоже
действующая модель. Ее можно
запустить в ход... поворотом
электрического выключателя. Отличие
в источнике энергии, пожалуй,
единственное, что разнит эту
модель от ее братьев-великанов,
везущих грузы и пассажиров по
просторам нашей страны. Самый
придирчивый глаз, наверное, не
сможет найти другие отступления.
Сделана эта великолепная модель
учениками железнодорожного
училища № 1 из г. Киева.
Из Днепропетровска прибыла
модель целой электростанции (5). Из
парового котла, оснащенного всеми
основными приборами —
водомером, манометром, клапанами, пар
по трубке идет к быстроходной
турбине. Она приводит в ход
генератор, который питает током
несколько маленьких лампочек. Все
происходит так же, как и на
настоящей электростанции. Только
здесь котел не больше обычной
кастрюли, диаметр кожуха турбины
не больше чайного блюдца,
генератор размером с кулак. Хорошо
продумано управление этой
сложной моделью. Оно осуществляется
с помощью целой клавиатуры
кнопок, включающих агрегаты станции.
Построили эту модель члены
электротехнического кружка
ремесленного училища № 2.
На выставке представлено целое
семейство токарных станков,
начиная от настоящего «ДИП-200» и
кончая его крохотной копией. «ДИП-
200» сделан учениками Ворошилов-
градской школы ФЗО в учебные
часы. Они сами изготовили все -
до последнего винтика — детали
этого станка.
Готовясь к трудовой
деятельности на наших заводах, ребята еще
в стенах училищ овладевают
передовыми методами металлообработки.
Так, например, на выставке можно
увидеть быстроходный токарный
станок, на котором можно
производить скоростное точение. О
желании будущих командиров машин
уже сегодня овладеть вершинами
современной техники говорит и
станочек для электроискровой
обработки металла (9), построенный
учащимися РУ № 7 г. Омска. Станок
отлично действует. Неподалеку от
него расположился еще один
представитель новой техники —
аппарат для нанесения на режущий
инструмент твердого сплава (7). Еще
совсем недавно в печати
сообщалось об этом аппарате как о
новинке нашей промышленности, и вот
сейчас эта сложная установка
сделана молодыми руками учеников
РУ № 2 из г. Днепропетровска.
О стремлении как можно лучше
изучить технику, с которой
придется иметь дело в большой
трудовой жизни, говорит прекрасно
выполненная модель судовой
паровой машины с двойным
расширением пара (8). Это не примитивная,
действующая схема, а точная
копия одной из тех машин, которые
приводят в движение пароходы на
Волге, Днепре или Дону.
Построена эта модель будущими судовыми
механиками, учащимися РУ № 2
Рязанской области.
На выставке можно встретить и !
представителей металлургической
техники. Тут есть и макет
доменного цеха и несколько маленьких
быстроходных прессов,
действующих сжатым воздухом. Фотография
одного из таких прессов,
изготовленного техническим кружком РУ
№ 2 г. Омска, представлена на этой
странице (10). Есть и прокатный
стан, построенный учениками дне-
продзержинского РУ N2 1 (11).
Кроме многочисленных
представителей нашей техники, на
выставке показаны и работы
учащихся различных художественных
училищ: картины, мозаика,
скульптура, работы по дереву.,,
Выставка пользуется большим
успехом. С огромным интересом
рассматриваются творения
будущих мастеров. Один из первых
посетителей выставки, академик
А. М. Терпигорев дал высокую
оценку работам учащихся трудовых
резервов. Чувство гордости за
нашу талантливую молодежь,
готовящуюся к большой и славной
трудовой жизни, охватывает каждого
побывавшего на выставке. Эта
выставка еще одно блестящее
подтверждение того, что созданные по
указанию нашего вождя товарища
Сталина трудовые резервы
представляют отличную школу
высокого мастерства и творческого
отношения к технике, труду.
В отряде прославленных
новаторов производства, лауреатов
Сталинской премии —
девятнадцать воспитанников трудовых
резервов. Среди них известные
\всей стране новаторы Юрий Диков,
Василий Кучер, Виталий Михайлов,
Роман Денисов и другие. А сколько
новаторов выйдет из рядов тех,
чьи первые творческие успехи
сегодня восхищают москвичей!
одаш
КНИГАХ
ЧЕЛОВЕК
ВЕЛИКОЙ ЦЕЛИ
Вы заканчиваете объемистую
книжку, и только тогда
появляется сознание: да ведь это не только
литература, — это настоящее
исследование! Это настоящий научный
труд, серьезный и глубокий,
опирающийся на новые материалы,
формулирующий свежие выводы.
Читая книгу, вы не замечаете
всего ее научного «аппарата», как
называют документальные основы
исследования ученые, потому что
все время у вас перед глазами
живой человек, искатель, боец.
Правдивый рассказ о превратностях
судьбы ученого, освещенной
великой идеей, волнует читателя, хотя
авторы книги далеки от
стремления воздействовать на него
эмоционально.
Мы имеем в виду вышедшую
недавно в серии «Жизнь
замечательных людей» издательства
«Молодая гвардия» новую монографию
о пламенном ученом-большевике
Василии Робертовиче Вильямсе,
принадлежащую братьям И. и Л.
Крупениковым.
С первых же страниц книги
возникает облик молодого
мечтателя, мыслителя и творца, твердо
решившего увидеть у себя на
родине развитие подлинно
земледельческой науки и стремящегося
к участию в этом, прорываясь
сквозь тьму препятствий.
Нерадостное детство, тяжелая
юность, отнявшая много молодых
сил... и дальше трудности
первооткрывателя, прокладывающего
дороги по не исследованным еще
областям, где приходится «столько
И. и Л. Крупеников ы,
В. Р. Вильяме. Изд. «Молодая
гвардия», 1951.
раз возвращаться назад и
начинать сначала». Здесь и разгром
революционной «Петровки» —
Петровской сельскохозяйственной
академии — и трагическое положение
русской дореволюционной
агрономической науки в целом. Эта
наука во многом достигла таких
высот, о которых не смела и мечтать
наука зарубежная, но плоды своих
трудов могла видеть только в
немногих помещичьих имениях.
Наконец Вильямсу пришлось
преодолевать тяжкий недуг, которому так
й не удалось сломить его могучий
дух.
В трудных условиях
дореволюционной науки Вильяме сумел
выйти за пределы лаборатории.
Создатель новых методов
исследования почв, процесса накопления
и разрушения их важнейшей
составной части — органического
вещества, он развил взгляды своих
предшественников — Докучаева и
Костычева. Ему удалось
расшифровать каждую стадию
почвообразовательного процесса. Таким
образом он нашел путь, по которому
может итти воздействие на почву
с целью ее переделки. Для этого
нужно создать условия,
благоприятствующие наиболее ценному
для земледелия
почвообразовательному процессу, при котором почва
приобретает мелкокомковатую
структуру — основу высокого
почвенного плодородия.
С первых же дней революции
Вильяме бесповоротно связал свою
судьбу с судьбой победившего
народа. В 1928 году Вильяме вступает
в ряды коммунистической партии.
Ученый-большевик предложил
социалистическому земледелию
обоснованную более чем
полувековыми научными его трудами
травопольную систему земледелия,
включающую в себя и
травопольные севообороты, и прогрессивные
способы обработки почвы, и
систему удобрения, и систему лесных
полезащитных полос.
Разрабатывая свою
травопольную систему земледелия и ведя
борьбу с ее противниками,
Вильяме отстаивал иногда и некоторые
ошибочные положения. Авторы
книги о Вильямсе не прошли
мимо его отрицательного отношения
к озим%ш хлебам и
противопоставления их хлебам яровым; призыва
отказаться от применения
минеральных удобрений на
бесструктурных землях; неполного учета
своеобразия местных природных
условий, что привело к известному
схематизму в его практических
советах.
Вильяме не на словах, а на
деле боролся за преодоление
замкнутости и отрыва от творческой
жизни народа, которая наблюдалась в
деятельности ряда научных
учреждений. Опираясь на учение
марксизма-ленинизма, В. Р.
Вильяме подверг разрушительной
научной критике буржуазный «закон»
о прогрессивно убывающем
плодородии почвы.
Авторам биографии удалось
донести до читателя обаяние
лучезарности этого большого ученого,
его огромной духовной силы,
неиссякаемой душевной молодости.
И. и Л. Крупениковы серьезно
и плодотворно работают в жанре
научной биографии выдающихся
ученых. Их первая книга —
о В. В. Докучаеве—была весьма
положительно встречена нашим
читателем. Хотелось бы пожелать им в
этой большой, трудной историко-
литературной работе больше
доверять силе художественного слова.
Задача писателя не только
раскрывать инструментарий ученого,
не только подмечать новое в самом
человеческом познании мира, но и
раскрыть самую поэзию научного
творчества и увлечь ею своего
читателя.
Лауреат Сталинской премии
О. Писаржевский
В НЕСКОЛЬКО СТРОК
■ фи изготовлении паранита —
прокладочного уплотнительного
материала — затрачивается большое коли,
чество бензина, причем значительная
часть его улетучивается в виде
горячих паров. Новаторами
Ленинградского асбестового завода сконструирована
специальная установка, которая
улавливает пары бензина, сжижает их и
собирает бензин в баки.
Улавливание паров бензина
сберегает заводу' почти полтора миллиона
рублей в год.
" большинстве литейных цехов
питание прибылей производится
открытый способом. Этот метод
нерентабелен из-за большого расхода
металла и значительного процента брака,
вызываемого ограниченным радиусом
действия и, при сложной конфигурации
отливки, недоступностью отдельных
тепловых узлов
На заводе имени Лепсе разработай
метод питания прибылей под газовым
давлением. Этот метод позволил
снизить брак стальных отливок на 32°/о,
а отливок ковкого чугуна — на 43%.
Другим мероприятием, значительно
увеличившим выход годного металла,
было создание вокруг прибыли
специальной теплоизолирующей оболочки,
улучшающей затвердевание прибыли.
К
раматорскии завод тяжелого
машиностроения освоил производство
крупногабаритных биметаллических втулок
весом до 500 кг. В предварительно
обработанную стальную заготовку
вводят нужное количество бронзы. Затем
отверстия втулки наглухо закрывают
и втулку нагревают в печи до
температуры плавления бронзы. После этого
нагретую заготовку укрепляют на
центробежной машине. Под действием
центробежной силы расплавленная
бронза растекается по внутренней
поверхности заготовки.
Д,
1Ля исправления рельсового пути,
деформированного движением по.
ездов, производится разгонка рельсов.
Эта трудоемкая работа,
заключающаяся в восстановлении нормальных
зазоров между стыками рельсов, обычно
выполняется вручную.
Инженер Юго-Западной ж. д. тов.
Мельниченко сконструировал разгоноч-
ный аппарат, работающий от
передвижной электростанции и полностью
механизирующий весь процесс
разгонки.
А.
57
КАТАСТРОФЫ,
ПОРОЖДЕННЫЕ СИЗНЕ
Американо-английские продажные писаки, дипломаты,
рыцари чистогана на все лады расхваливают
«американский образ жизни», усердствуя в защите
«священных» устоев капитализма.
Но вся их лживая пропаганда несостоятельна перед
лицом неумолимых фактов, которых не в силах скрыть
даже буржуазная пресса.
Страшная действительность встает из этих фактов.
В мире капитала рабочая сила всего лишь дешевый
товар. Находясь перед постоянной угрозой безработицы,
рабочие там подвергаются самой бесчеловечной
эксплуатации, их реальная заработная плата неуклонно
падает, а условия труда становятся все тяжелее.
Такие естественные, привычные для каждого советского
человека понятия, как охрана труда и техника
безопасности, отсутствуют в капиталистическом обиходе.
Владельцам американских и английских
предприятий нет никакого дела до судьбы рабочих, до их жизни
и здоровья. С преступным равнодушием обрекают они
на гибель и увечья людей. Звериный закон
капитала фото в заголовке: одна из крупных железнодорожных
катастроф на Пенсильванской железной дороге, происшедшая близ
Нью-Йорка из-за некачественного временного настила
железнодорожного полотна. Жертвами оказались рабочие утренней
смены, возвращавшиеся домой.
лизма гласит: на место погибших и искалеченных
придут другие — резервная армия безработных велика!
В конце прошлого года весь мир узнал о страшной
катастрофе 'в Уэст-Франкфорте (штат Иллинойс):
подземный взрыв и пожар убили и похоронили заживо
135 рабочих.
Подобная же катастрофа произошла в том же
районе на шахте «Сентралия» в 1947 году, погубившая
111 человек. Тогда американские власти оштрафовали
шахтовладельцев на... 1000 долларов! Жизнь каждого ч
погибшего рабочего была оценена менее чем в 10 дол- «-«
ларов!
Вот он, американский образ жизни!
Американским предпринимателям, опекаемым
властями, остается лишь, наспех отерев руки от крови,
продолжать свои злодеяния.
Ведь уэст-франкфортская трагедия не случайность,
а закономерный результат всей системы организации
труда, основанной на звериных законах капитализма.
А эти законы, не имеющие ничего общего с законами
человеческой морали, утверждают, что затраты на
технику безопасности или охрану труда суть самые
нерентабельные для капиталиста затраты, потому что не
приносят никаких барышей.
По сообщению журнала «Энджиниринг», около
двухсот угольных шахт США официально признаны
взрывоопасными, владельцы их обязаны принять
необходимые меры для безопасности работы в них. Но этот же
журнал вынужден признать, что никакие меры не
принимаются.
Без зазрения совести, пользуясь полной
безнаказанностью, американские капиталисты все усиливают
эксплуатацию, стремясь выжать из каждого рабочего
последние силы. Измученные, изнуренные и
доведенные до полного изнеможения непосильным трудом,
люди массами гибнут от катастроф и несчастных
случаев. Даже по официальным (разумеется, значительно
преуменьшенным) данным, за 13 лет (с 1930 по 1943) ^^
в американских угольных шахтах было
убито, ранено и искалечено 250 тысяч
человек.
А за 10 «месяцев 1951 года эта цифра
дошла до 26 тысяч человек, что
значительно превосходит среднее количество жертв
любого полного года из приведенных
тринадцати.
Американские журналы пестрят
сообщениями о несчастных случаях,
происшедших вследствие полного пренебрежения
к жизни и здоровью рабочих.
По сообщению журнала «Электрикел
уорлд», на фабрике абразивов в штате
Миннесота взрыв горючего газа разрушил
шестиэтажное железобетонное здание, убил на
месте 11 человек и ранил свыше 60.
В журнале лакокрасочной
промышленности «Америкен пейнт джорнал» описан
случай, когда взрыв и пожар были вызваны
искрением в неисправном рубильнике.
Пожар погубил 16 рабочих. У молодого
рабочего, включавшего неисправный
рубильник, обгорели обе руки до. плеч.
Неисправная, искрящая во всех
соединениях переносная электролампа явилась
причиной взрыва танкера, который выгружал
в одном из американских портов свой груз бензина.
Вследствие преступного пренебрежения к правилам
безопасности на стекольной фабрике в Пенсильвании
произошел взрыв, а за ним пожар, разрушивший
здание и стоивший жизни семерым рабочим.
Список злодеяний, совершенных в угоду бизнесу,*^,
можно продолжать и продолжать.
Катастрофа следует за катастрофой... Они отнюдь
не нарушают душевного покоя уолл-стритовских
воротил.
Это всего лишь незначительные ' «накладные
расходы», предусмотренные преступным бизнесом,
который они ведут. Американские бизнесмены
заняты одним — они делают золото из человеческой
крови, из слез матерей, из вдовьего горя.
Не менее мрачную картину являют собой
предприятия маршаллизованной Англии.
Подпочва Соединенного королевства изрезана
множеством подземных ходов, штолен и штреков,
проложенных в поисках полезных ископаемых.
Многие толстые пласты давно уже выработаны,
и добыча ведется теперь в более тонких и близких
к поверхности пластах. Это приводит к оседанию
поверхности, которое в ряде случаев угрожает целости
зданий в поселках и небольших городах и жизни и
обитателей. Но хозяева английских шахт, нисколь
не считаясь с угрозой катастроф, продолжают разра-
СОМ
бгтызать близкие к поверхности пласты, несмотря на
настойчивые протесты жителей. Английские власти,
разумеется, поощряют произвол капиталистов, — забота
о трудящихся никогда не обременяла этих господ.
И хотя производившееся еще в 1949 году
расследование показало, что продолжение работ в одном
Уэльском карьере грозит находящемуся вблизи него
поселку полной гибелью, работы там продолжаются.
Прибылей, которые дает капиталистам военная
промышленность, с избытком хватает на то, чтобы
откупиться от нескольких правительственных чиновников,
послушно закрывающих глаза на то, что тысяча-дру-
гая английских семей останется без отцов.
У правительственных чиновников, как и у
предпринимателей, есть все основания рассчитывать на
поддержку и сочувствие «сверху». Разве не знаменателен
факт, имевший место на шахте «Изингтон» в 1951 году?
Когда в результате катастрофы из восьмидесяти
засыпанных рабочих не удалось спасти ни одного
и погибло даже несколько членов спасательных бригад,
английский король был так «потрясен» случившимся,
что выразил свое сердечное сочувствие... не семьям
погибших рабочих, а хозяевам шахты, потерпевшим
убытки!
Горная промышленность Англии отличается самым
большим количеством несчастных случаев и катастроф.
А пожары, которых официальная английская
статистика насчитывает до 93 тысяч в год!
Длинен список катастроф на английских
предприятиях.
Вот в недостаточно продутом после выгрузки
растворителя баке насмерть задыхаются люди (журнал
«Раббер эйдж», октябрь 1950 г.). Вот площадка перед
насосной станцией остается изрытой ямами, и люди
проваливаются в них, а фирма отделывается
небольшим штрафом, «доказав», что рабочие сами виноваты
в своем несчастье (английский журнал «Электришен»,
ноябрь 1950 г.). Вот предприниматели заставляют
рабочего вручную опрокидывать над изложницей ковш
с расплавленной медью, и брызги металла обжигают
стоящих вокруг людей (английский журнал «Масс
продакшен», декабрь 1950 г.).
Поглощенные выколачиванием сверхприбыли,
дельцы столь же мало озабочены вопросом безопасности
труда рабочих на своих предприятиях, сколько и
безопасностью потребителей продукции, выпускаемой ими.
В одном из английских городов получила
смертельный удар током женщина, производившая уборку
своего сборного алюминиевого домика. Дело в том. что
электрическая проводка в этих домиках устроена
с таким же пренебрежением к правилам безопасности,
какое царит и на заводах, где они производятся.
В результате возмутительной небрежности и
полного равнодушия к судьбе своих потребителей со
стороны владельцев фармацевтических фирм на баллоне
с анестезирующим газом, предназначенным для
медицинских целей, не оказалось четкого указания о
правилах его применения, и, пользуясь этим газом, врач,
вместо того чтобы помочь больному, убил его
(английский журнал «Кемист энд драгист»). Тот же журнал
отмечает, что, «раехзаливая чудодейственные свойства
своих патентованных препаратов, английские
фармацевтические фирмы сплошь и рядом «забывают»
упомянуть об их опасных свойствах». В результате этого
зарегистрировано много случаев отравления детей,
от которых родители забыли спрятать лекарства.
Кому непонятна причина «забывчивости»
английских промышленников? Пусть гибнут дети, лишь бы
сбыть побольше своей низкопробной продукции и
набить карманы золотом — такова мораль
капиталистических людоедов.
Английское правительство, например, отлично
осведомлено об огромном количестве несчастных случаев,
которые происходят на грунтовых дорогах страны.
Чтобы избавить население от этого бедствия,
необходимо произвести большие работы по реконструкции
дорог, по улучшению освещения, установке дорожных
знаков и т. д. Но это невозможно «ввиду
напряженного состояния бюджета страны», как сообщает
английский журнал «Энджинир».
Разумеется, нынешним правителям Англии не до
того! Страна разорена и задушена планом Маршалла,
участием в корейской военной авантюре, подготовкой
к новой войне и гонкой вооружения, — на это
английские лакеи Уолл-стрита находят средства.
А мракобесы от науки занимаются между тем
сочинением гнусных теорий, освящающих
существующий порядок вещей.
Венцом подобного растленного «теоретизирования»
является книга некоего Гордона Р. Тейлора под
циничным названием «Рабочий — человек или нет?».
Негодяй, именующий себя «ученым», силится доказать,
что рабочие лишены способности мыслить и не
обладают чувством человеческого достоинства, а потому
являются существами, которым угнетение и насилие
не только полезны, но и приятны, поскольку они
отвечают «их собственным затаенным желаниям».
А журнал «Энджиниринг» (10 ноября 1950 г.) дошел
в своих квазинаучных экономических исследованиях
до неприкрытого, наглого вывода, что расходы на
устройство яслей, поликлиник, столовых для рабочих
являются «паразитическими наростами» на прибылях,
вытягивающими деньги из кармана предпринимателя.
Так выглядят в действительности волчьи нравы
капитализма, который обратил во зло величайшие
завоевания человеческой мысли, сделал человека рабом
техники, созданной им, принес миллионам простых
людей мира горе, муки, страдания и грозит еще более
тяжкими бедствиями новой войны.
Все честные люди земного шара с надеждой
обращают свои взоры к нашей великой родине, где
человек хозяин жизни, созидатель, творец.
Многочисленные иностранные рабочие делегации,
посетившие нашу страну, с восторгом рассказывают
по приезде на родину обо всем увиденном в СССР.
Недавно, например, к нам приезжала делегация
шотландских горняков. Обращаясь к своим
соотечественникам по радио, члены этой делегации выражали
свое восхищение условиями жизни советских рабочих.
Александр Моффат в своем выступлении уделил
большое внимание охране труда и организации
техники безопасности на шахтах. Сравнивая положение
английских и советских шахтеров и подробно
перечисляя достижения техники безопасности в СССР, он
заявил: «В нашей стране бывает очень много
катастроф и много людей погибает в результате взрывов
рудничного газа и угольной пыли. Такого рода
взрывы, сопровождающиеся людскими жертвами, неизвестны
в советских шахтах. В Советском Союзе нет таких
шахт, как Гресфорд или Уайтхевен. Вентиляция и
хорошие откатные пути, наряду со строгим применением
правил техники безопасности, устраняют возможность
таких взрывов. Всей работой в области техники
безопасности в шахтах руководят
научно-исследовательские институты».
В заключение своего выступления Александр
Моффат заявил: «Борьба за развитие техники
безопасности проводится в советских шахтах и в других
отраслях тяжелой промышленности СССР вне
зависимости от затрат, с которыми это сопряжено».
Сталинская забота о людях как «о самом ценном
капитале на земле» — нерушимый, священный закон
нашей жизни, нашего социалистического строя. И все
достижения науки, культуры, техники служат у нас
поэтому на пользу людям, занятым великим
созидательным трудом, — строителям коммунизма.
Во время наводнения в июле 1951 года на реках Канзас
и Миссури погибло несколько десятков и осталось без крова
свыше 100 тыс. человек. На фото: горят нефтяные
цистерны, взорвавшиеся в залитом наводнением городе Канзас-
Сити. «.
станции
НАСТОЛЬНАЯ
АЭРОДИНАМИЧЕСКАЯ ТРУБА
Существующие модели аэродинамических
труб с видимым потоком, которые
имеются в аэроклубах и домах авиации,
громоздки и дороги. В авиамодельной лабора-
юных техников имени Шверника изготовлена
модель аэродинамической трубы, которую может
истории Центральной
простая настольная
строить каждый.
Установка имеет три основные части: переднюю — коллектор с
распределителем дыма, центральную — рабочую, образованную из двух стекол от
фотопластинок, с просветом между ними, и концевую часть — диффузор
С вентилятором. Вентилятор можно приводить в действие миниатюрным
/
Дымовая распределительная
Стекло 13*18см. короька
ДИ.Г-ГуЗОР
электромоторчиком, работающим от батареек карманного фонаря. Моторчик
может быть заменен и ручным приводом.
Коллектор — передняя часть трубы — изготовлен целиком из
двухмиллиметровой фанеры. В верхней его части имеется отверстие, закрываемое
крышкой. К этой крышке приклеена фигурная коробка, сделанная из чер-
южной бумаги. Через трубку в крышке внутрь коробки подается дым.
Система направляющих полочек, вклеиваемых внутрь коробки, распределяет
дым равномерно по всей высоте рабочей части.
Центральная рабочая часть образуется из двух отмытых стекол от
фотопластинок размером 13X18 см. В нижней части между пластинками
наглухо приклеивается дно из полоски двухмиллиметровой фанеры. Справа
и слева в торцовые части пластинок вклеиваются трапециевидные
направляющие фанерные прокладки. Эти прокладки образуют по всей высоте
торцовых частей 12-18 каналов для образования струек дыма. Сверху рабочая
часть трубы накрывается съемной крышкой.
Внутрь рабочей части можно с помощью длинной иглы или проволоки
с загнутым концом установить тела любой формы. Тела эти выпиливаются
или вырезаются из двухмиллиметровой фанеры. Они плотно входят между
стеклами рабочей части. Наклон тел по отношению к потоку дымовых
струек изменяется с помощью иглы.
В качестве источника дыма для трубы удобно пользоваться горелкой,
подогревающей металлическую чашку, на которую капает машинное масло.
Чашка накрывается опрокинутой стеклянной или металлической воронкой.
Воронка присоединяется к коллектору гибкой резиновой трубкой. На
рисунке 1, 2, 3, 4, 5 — различные формы тел для испытания в нашей
аэродинамической трубе.
П. Анохин
ОТВЕТЫ НА КРОССВОРД,
ПОМЕЩЕННЫЙ В ЖУРНАЛЕ № 2
ПО ГОРИЗОНТАЛИ:
5. Монтаж. 6. Алабян. 8. Канал.
10. Перемычка. 11. Грунт. 15.
Кирпич. 18. Стекло. 19. Каховка. 20.
Портал. 21. Карниз. 24. Колонна. 26.
Паркет. 27. Плафон. 32. Мордвинов.
33. Тонна. 34. Бетон. 35. Волга.
36. Стена.
ПО ВЕРТИКАЛИ:
1. Смета. 2. Карьер. 3. Кладка.
4. Днепр. 7. Землесос. 9. Абака.
12. Насос. 13. Гидроузел. 14.
Строитель. 16. Казаков. 17. Украина.
22. Котлован. 23. Баженов. 25.
Новатор. 28. Геолог. 29. Проект. 30.
Основа. 31. Дренаж.
СОДЕРЖАНИЕ
И. Бардин, акад. — Больше
металла стране 1
Т. Павлов, акад. — Наука
в народной Болгарии ... 10
К. Андреев — Космический
ускоритель 12
Слово скоростников .... 16
За скоростные участки и цехи! 17
А. Владзиевский, к. т. н. —
Станок скоростника ... 18
Станки — на полный ход! . 19
Е. Надеинская, к. т. н. —
Инструмент скоростника . . 22
Овладеем термокорундом! . . 22
Совершенствуй инструмент и
технологию! 24
С. Вильчинский, инж. —
Рабочее место скоростника 26
Внимание вспомогательному
времени! 26
Н. Чикирев — У друаей . . 27
Заметки о советской технике 29
А. Буянов, инж. — Энергия
атомного ядра 30
Г. Дементьев, инж. —
Творчество будущих мастеров . . 34
О новых книгах 37
В несколько строк .... 37
3. Бобырь — Катастрофы,
порожденные бизнесом ... 38
П. Анохин — Для умелых
рук 40
ОБЛОЖКА: 1-я
стр.—репродукция с картины художн. А. Левитина
«Обмен стахановским опытом»
(фрагмент); 2-я стр. — художн.
А. Петрова, иллюстр. методы
скоростников; 4-я стр. — художн.
Н. Кольчицкого, иллюстр. статью
«Космический ускоритель».
Оформление художника
И. Долгополова.
Главный редактор В. Д. ЗАХАРЧЕНКО
РЕДКОЛЛЕГИЯ: БАРДИН И. П., БОЛХОВИТИНОВ В. Н. (зам. гл. редактора). ГАРБУЗОВ В. Ф., ГЛАДКОВ К. А.,
ГЛУХОВ В. В., ЗАЛУЖНЫЙ В. И., ИЛЬИН И. Я.. КОВАЛЕВ Ф. Л.. ЛЕДНЕВ Н. А.. ОРЛОВ В. И..
ОСТРОУМОВ Г. Н. (отв. секр.). ОХОТНИКОВ В. Д.. ФЕДОРОВ А. С, ФЛОРОВ В. А.
Адрес редакции: Москва, Новая пл., 6/8, тел. К 0-27-00 доб. 4-87 и 2-87
Рукописи не возвращаются
Худож. редактор Н. Перова Издательство ЦК ВЛКСМ «Молодая гвардия» Техн. редактор Г. Шебалина
А02215
Подписано к печати 27/П 1952 г.
Бумага 65x9271—2,5 бум. л.—5,4 печ. л.
Заказ № 134
Тираж 150 0О) вкз.
Цена 2 руб.
С набора типографии «Красное знамя» отпечатано на фабрике детской книги Детгиза. Москва, Сущевский вал, 49. Обложка отпечатана
в типографии «Красное знамя>. Москва, Сущевская ул., 21.
ВКЛАДЫ В СБЕРЕГАТЕЛЬНЫЕ КАССЫ СПОСОБСТВУЮТ
РАЗВИТИЮ НАРОДНОГО ХОЗЯЙСТВА СССР
СБЕРЕГАТЕЛЬНЫЕ КАССЫ
ПРИНИМАЮТ ВКЛАДЫ до
востребования, срочные, выигрышные,
условные и на текущие счета;
ВЫДАЮТ ВКЛАДЫ по первому
требованию вкладчиков;
ПЕРЕВОДЯТ ВКЛАДЫ из одной
сберегательной кассы в другую;
ВЫДАЮТ И ОПЛАЧИВАЮТ
АККРЕДИТИВЫ;
ПРОДАЮТ И ПОКУПАЮТ
облигации Государственного 3%
внутреннего выигрышного займа;
ВЫПЛАЧИВАЮТ ВЫИГРЫШИ по
облигациям государственных займов.
По вкладам, внесенным в
сберегательные кассы, вкладчикам
выплачивается доход в виде процентов
и выигрышей.
В
В
ВКЛАДЫ
В1ЬНЫЕ КАССЫ
Управление гострудсбернассами и госнредита РСФСР
СХЕМА БЕТАТРОНА
/индукционного ускорителя/
БЕТАТРОН
ПУТЬ
КОСМИЧЕСКОЙ
ЧАСТИЦЫ
СОЛНЦЕ
ОБЛАКА
МЕЖЗВЕЗДНОЙ
МАТЕРИИ
МАГНИТНЫЕ
СИЛОВЫЕ
/ ЛИНИИ
щ*.
*Е «н ее *кн*иинв-д •
/ (космический
у ЛИВЕНЬ
</