/



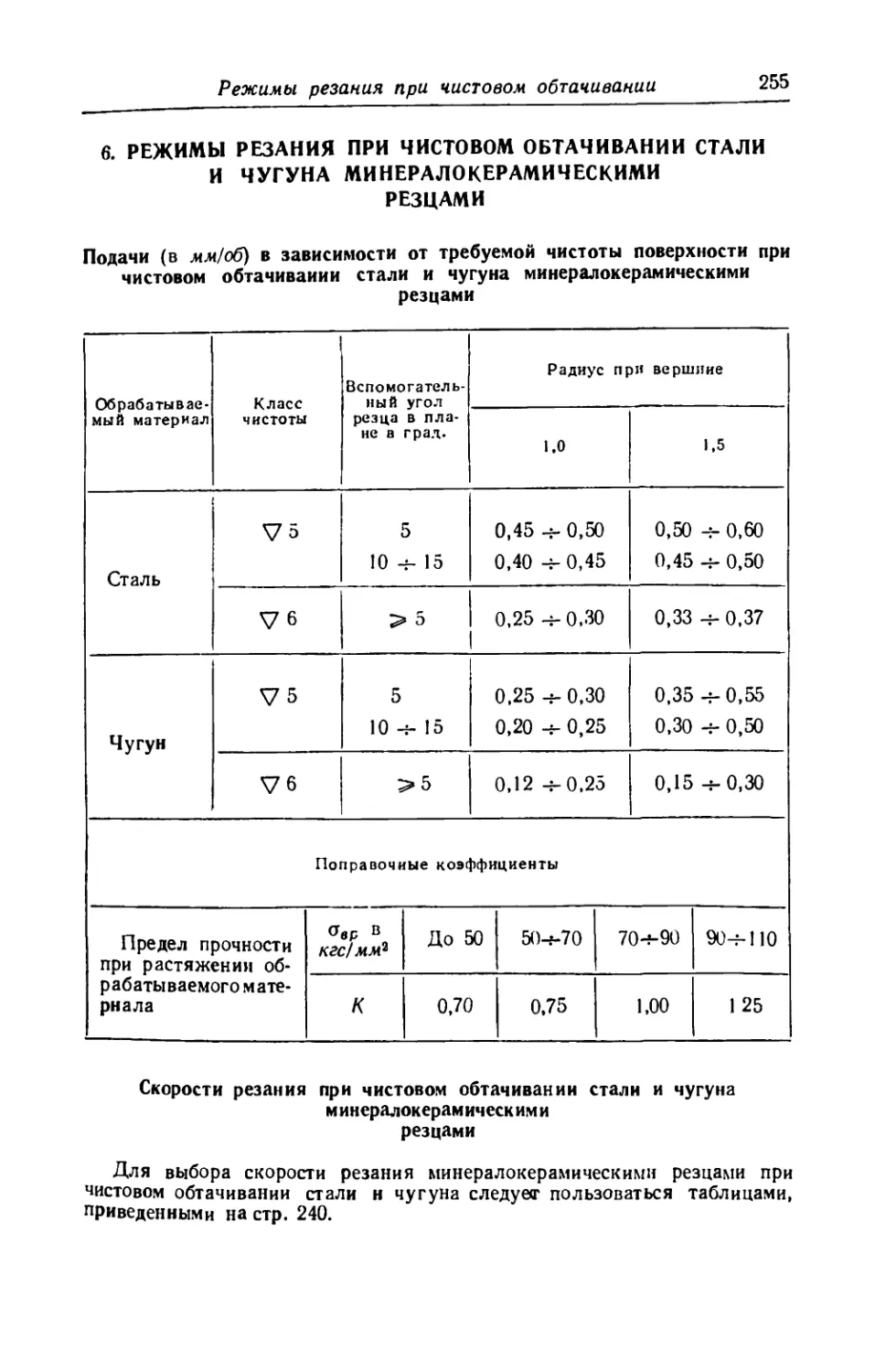
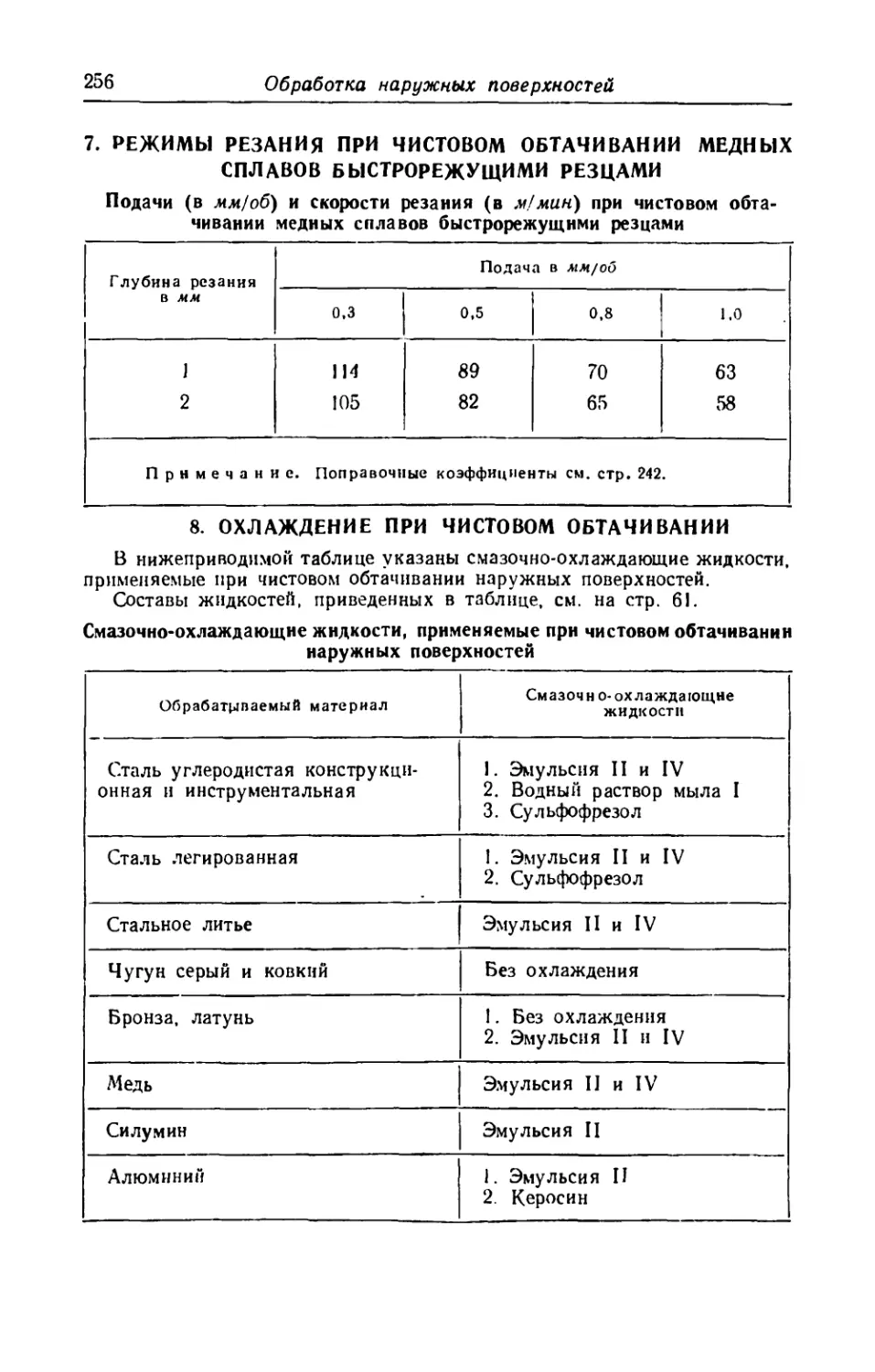
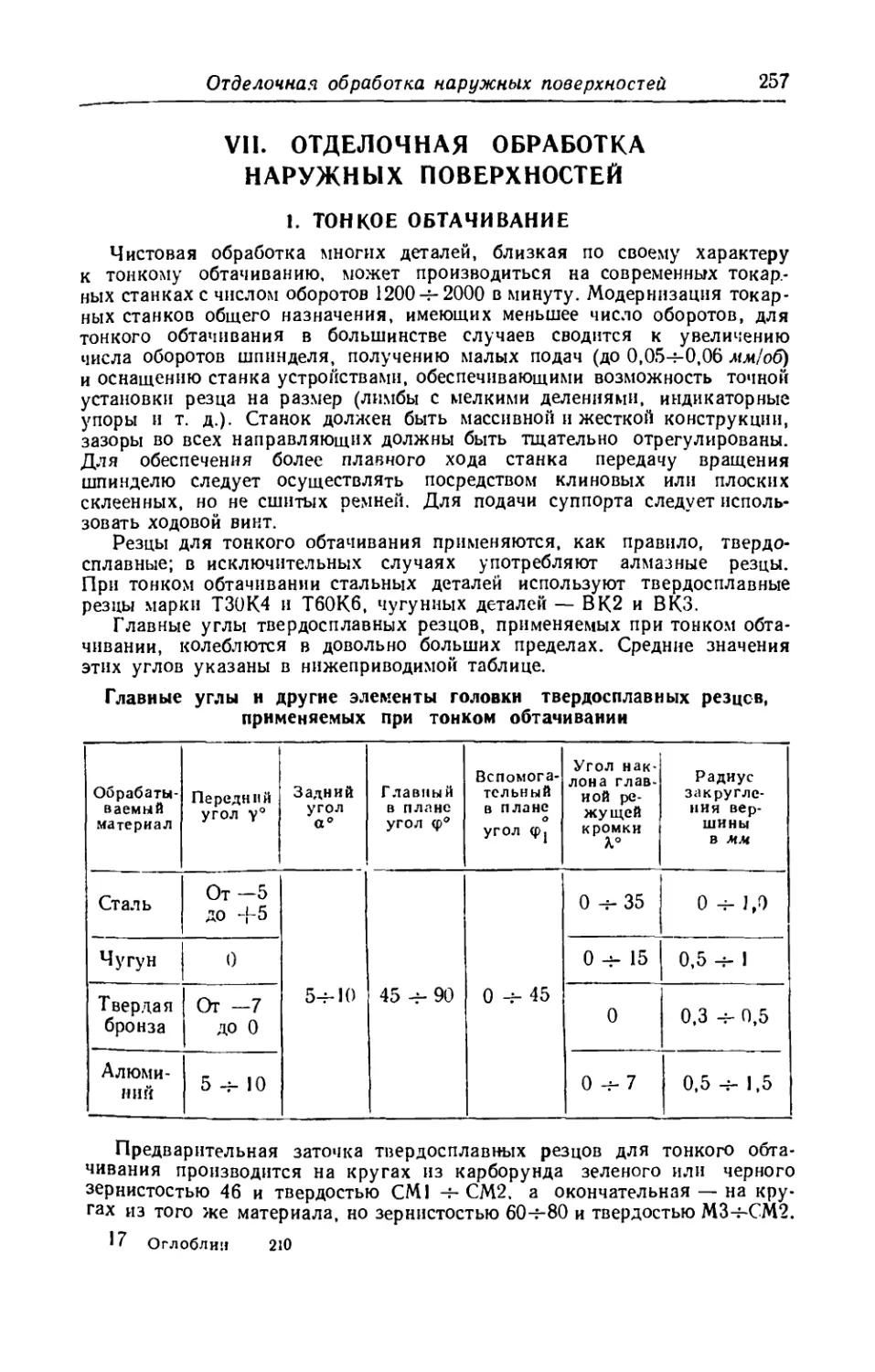
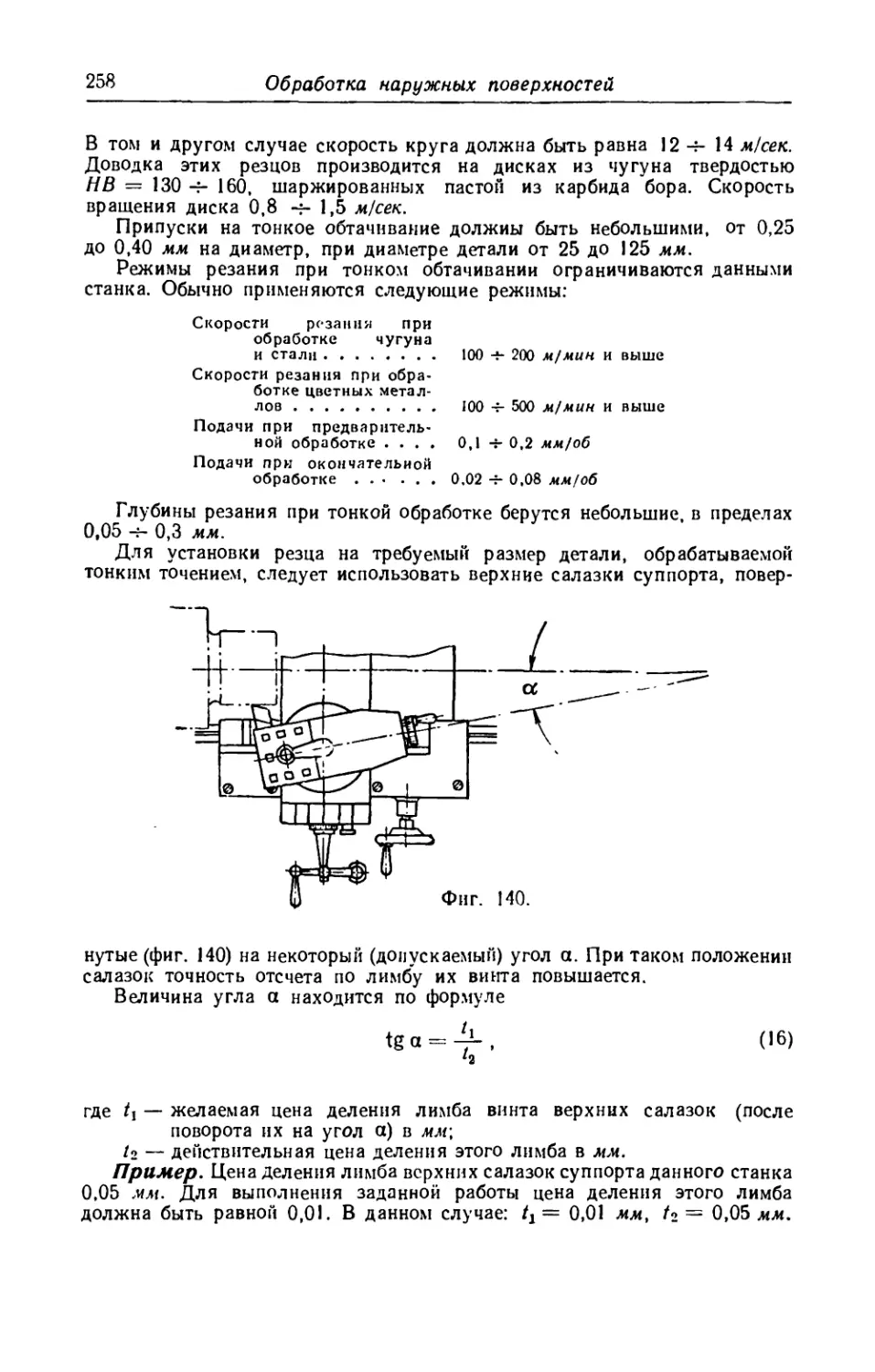


Текст
A. H. ОГЛОБЛИН
СПРАВОЧНИК
ТОКАРЯ
Издание пятое, переработанное
и дополненное
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МОСКВА 1960 ЛЕНИНГРАД
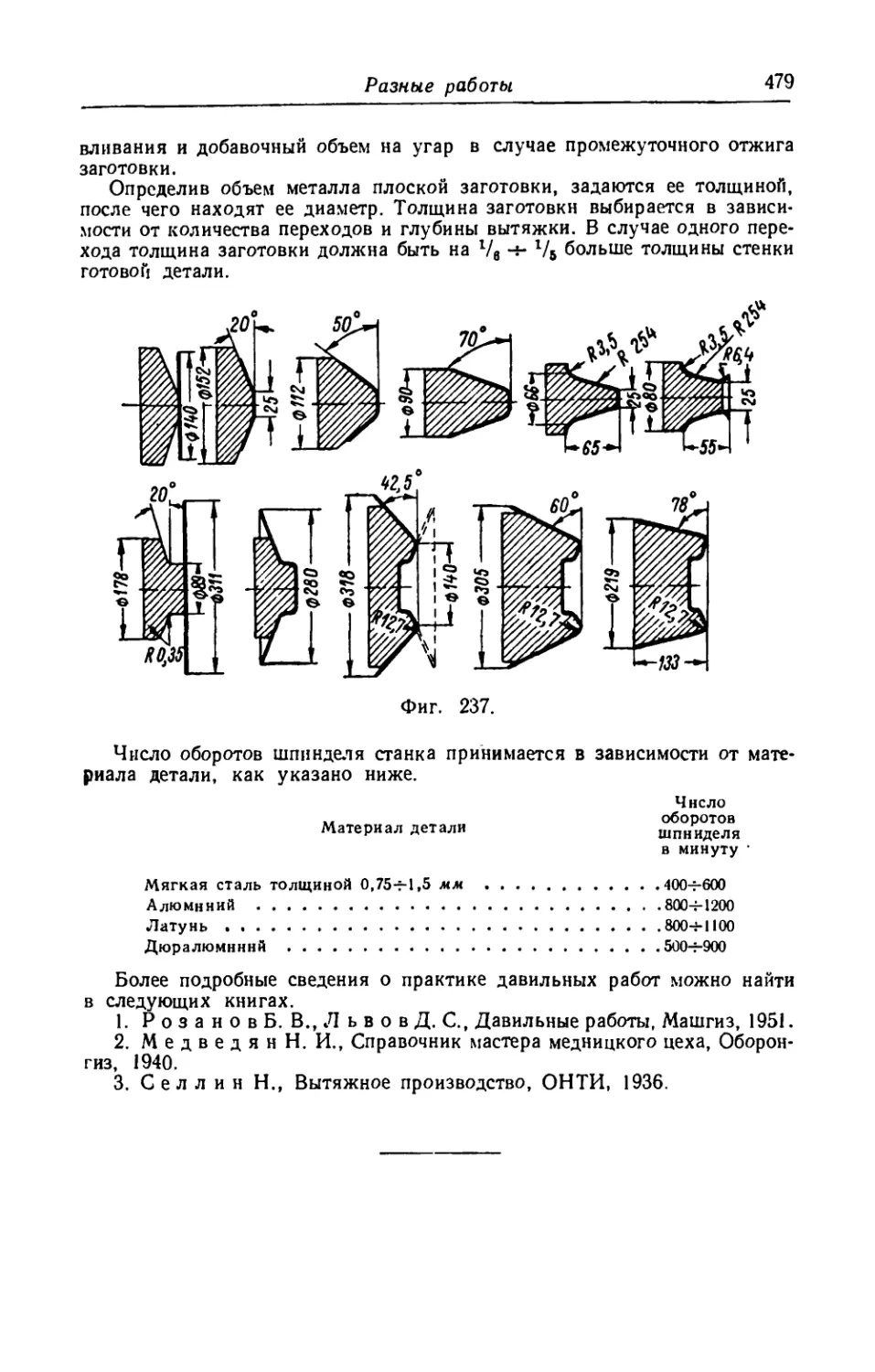
Справочник токаря содержит сведения, необходимые
для разрешения практических и теоретических вопросов,
связанных с работой на токарном стайке. Материалы,
необходимость в которых возникает в производственной
обстановке, даны в Справочнике в виде подробных таб-
лиц; некоторые данные более общего характера пред-
ставлены краткими таблицами; по вопросам, сравнительно
редким, приведены лишь формулы и примеры их исполь-
зования.
Разделы Справочника, посвященные основам теории
процесса резания металлов, точности размеров и чистоте
поверхностей обрабатываемых деталей, рекомендациям
по вопросам модернизации токарных станков, выбору
производительных зажимных приспособлений и т. п.,
даны в более или менее развернутом виде, что объясняется
характером вопросов, излагаемых в этих разделах.
Справочник предназначается для токарей, работающих
в производственных, ремонтных и отчасти в инструмен-
тальных цехах; он может быть полезен также мастерам
и бригадирам токарных участков этих цехов.
Рецензенты инж. В. Н. Березовский и 3. М. Ольбинский
Редактор инж. Г. А. Глазов
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ МАШГИЗА
Редакция литературы по технологии машиностроения
Заведующий редакцией инж. £. П. Наумов
ПРЕДИСЛОВИЕ К ПЯТОМУ ИЗДАНИЮ
Настоящее издание Справочника токаря содержит ряд новых глав
по вопросам практики и теории токарного дела; все главы, перенесенные
из 4-го издания, пополнены новыми материалами, устаревшие данные
заменены современными. В предлагаемом Справочнике отсутствуют неко-
торые полезные лишь в редких случаях таблицы, приведенные в 4-м издании.
Указанная переработка Справочника и, главным образом, расширение
затрагиваемых в нем вопросов привело к тому, что 5-е издание Справочника
отличается от 4-го и характером изложения. В то время как «старые»
разделы книги сохранили оформление, присущее справочной литературе,
«новые» разделы представлены в ряде случаев в описательной форме.
Автор счел возможным такое нарушение единства характера изложения
книги, учитывая необходимость скорейшего освоения токарями прогрес-
сивных методов работы, основанного на ясном понимании технического
существа этих методов. По мнению автора, развернутое описание совре-
менных высокопроизводительных режущих инструментов, зажимных
и других приспособлений, используемых при токарной обработке, осве-
щение опыта токарей-новаторов будут особенно полезны токарям, окон-
чившим среднюю школу и не имеющим профессионального образования,
а также токарям, работающим на заводах, расположенных вне крупных
машиностроительных центров.
Справочник написан для токарей-универсалов, работающих на стан-
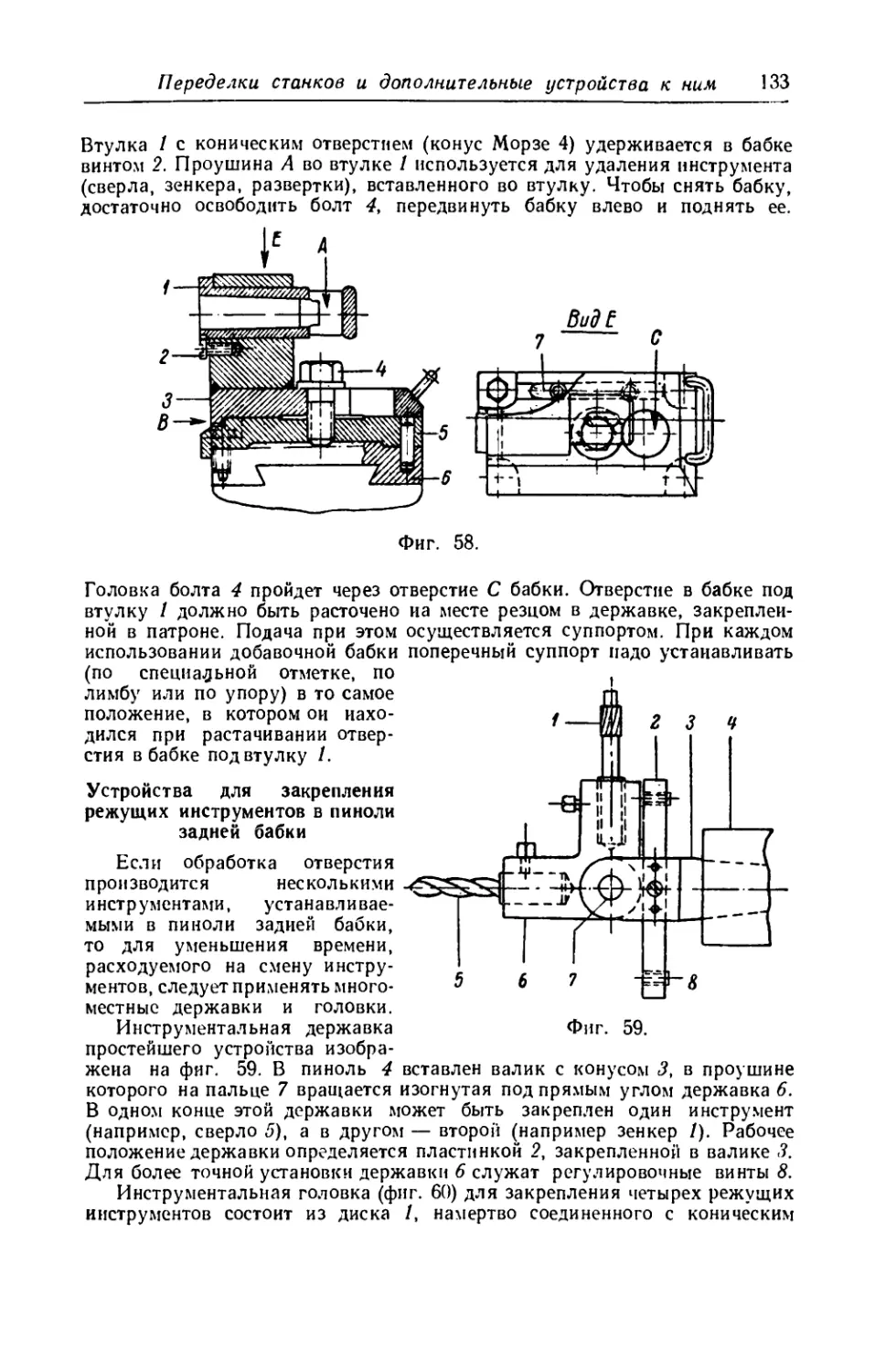
ках средних размеров в производственных, ремонтных и отчасти инстру-
ментальных цехах, поэтому в нем отсутствуют сведения, относящиеся
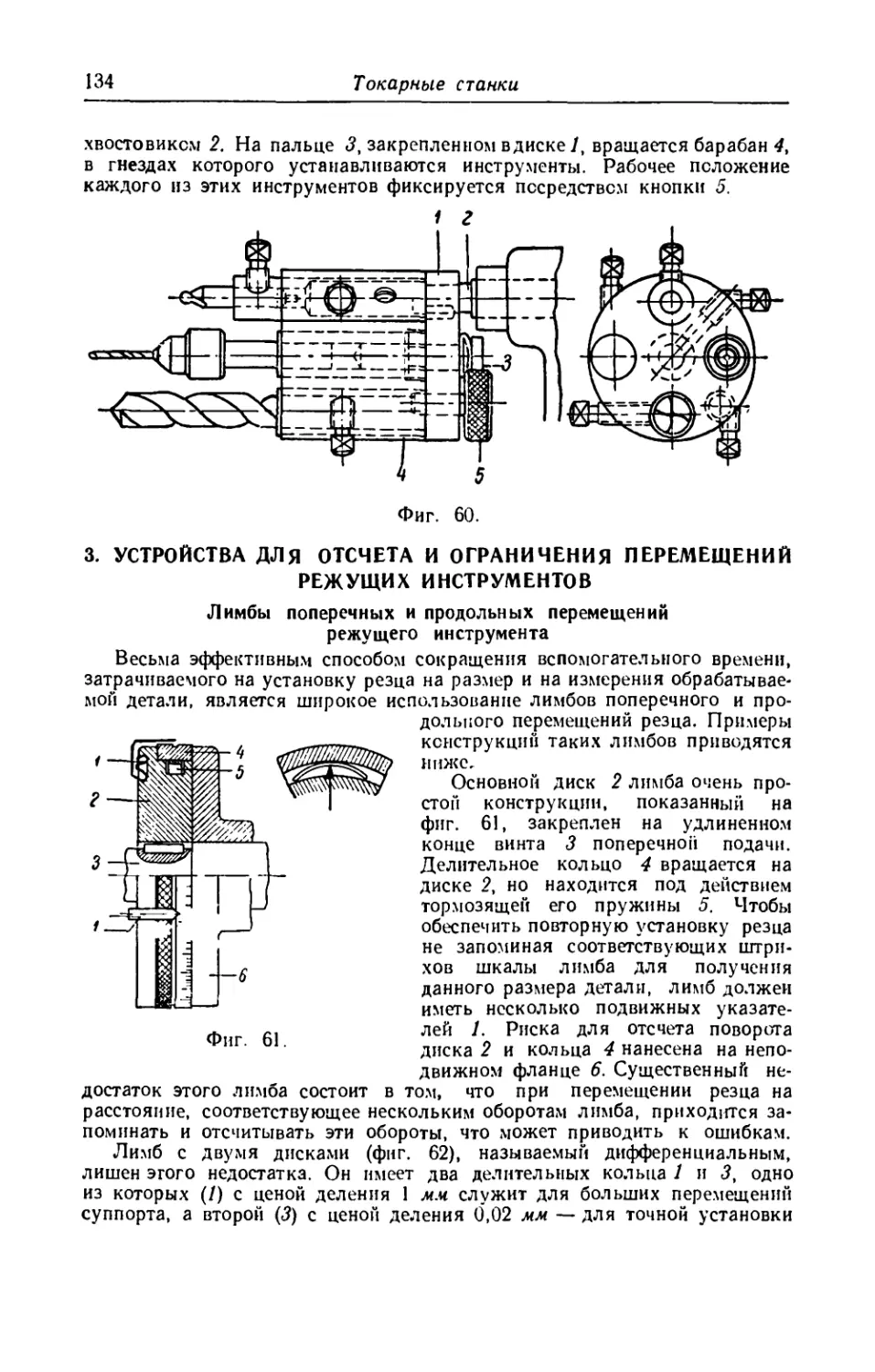
к области тяжелого машиностроения и к специальным инструментальным
работам.
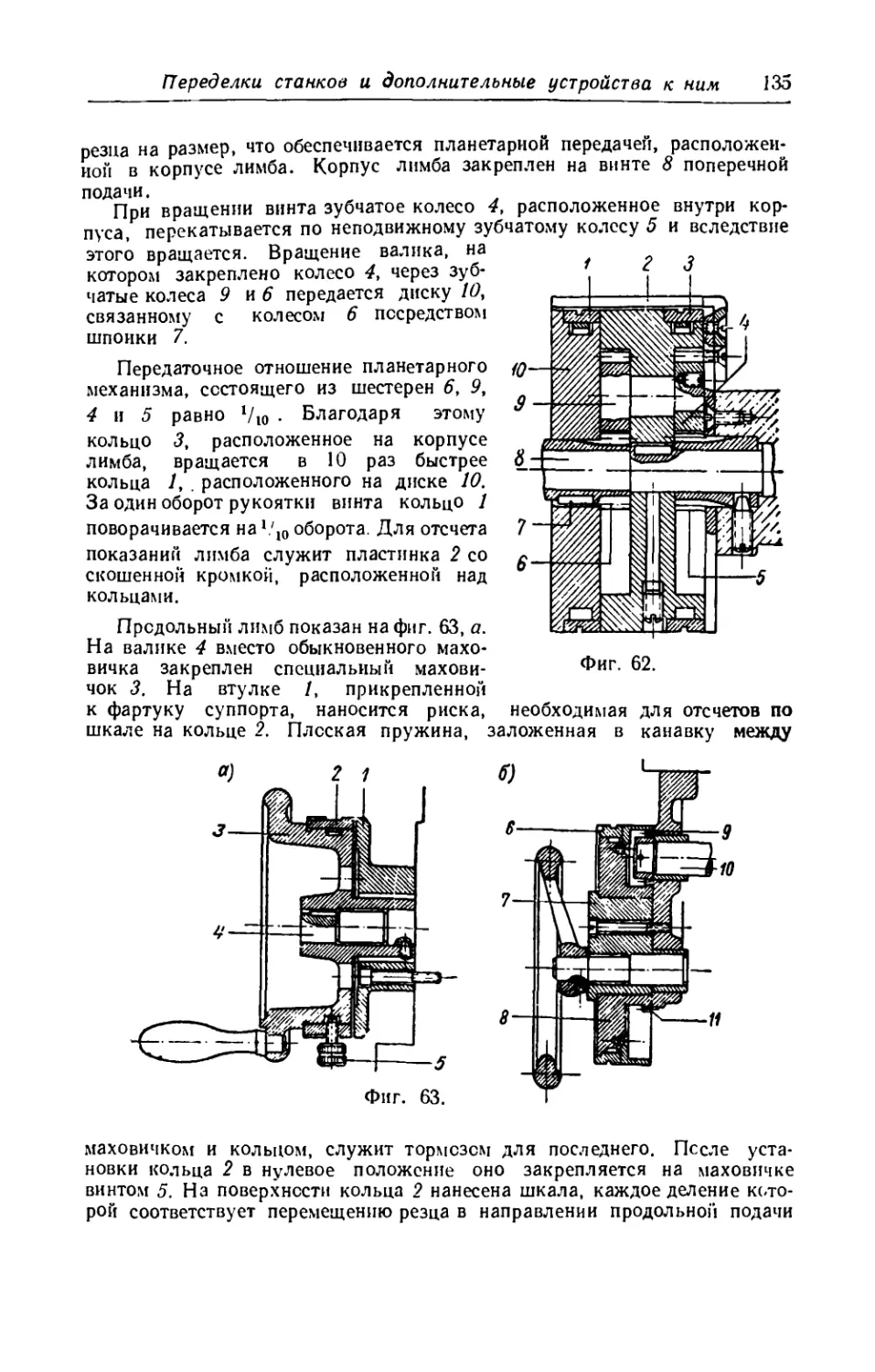
Автор пользуется случаем выразить свою признательность товарищам
токарям, сообщившим ему свои критические замечания по 4-му изданию
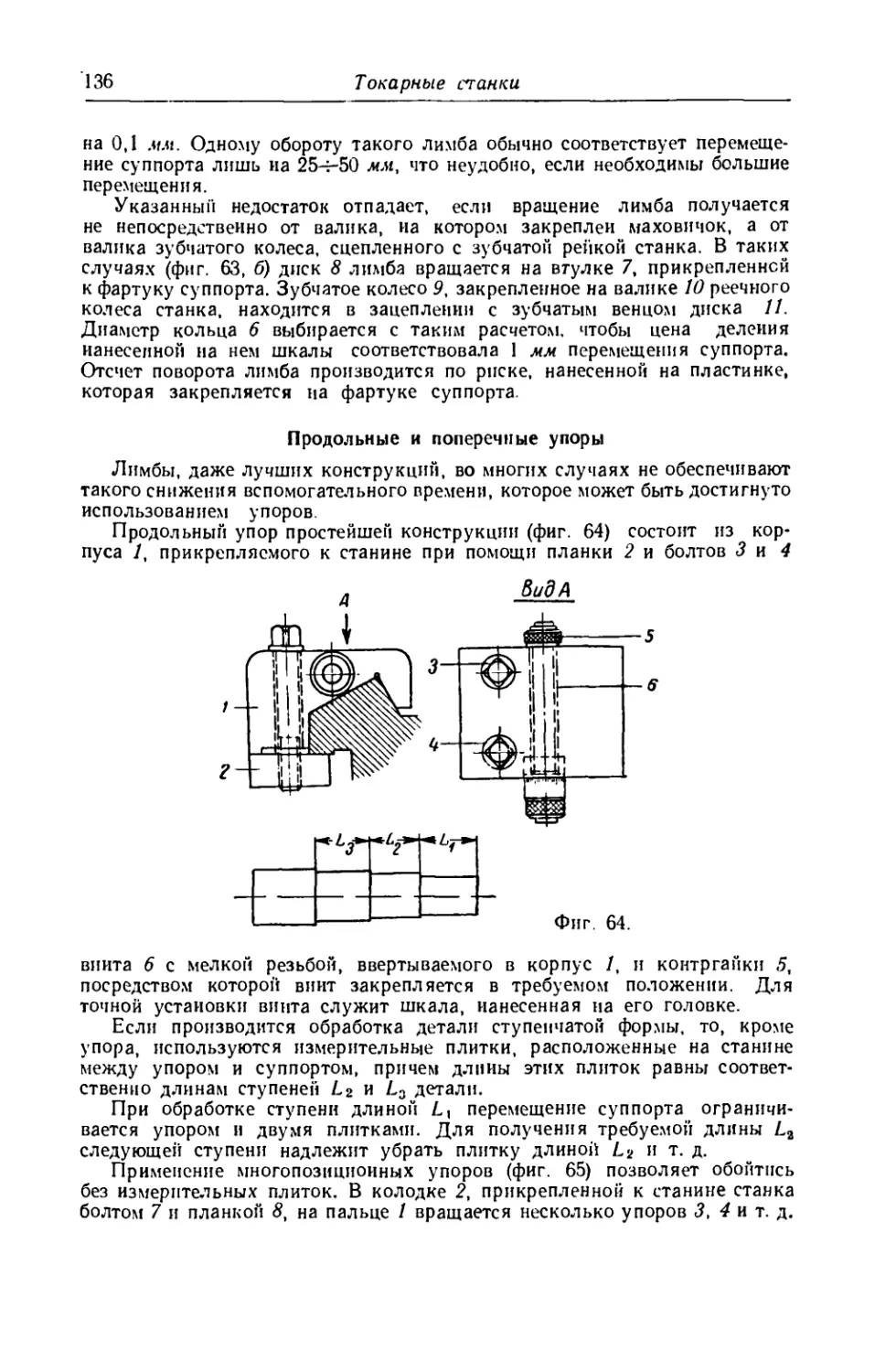
1*
4
Предисловие
Справочника токаря и рекомендации для настоящего издания. Одновре-
менно автор приносит глубокую благодарность инж. Г. А. Глазову за боль-
шую помощь, оказанную при подготовке рукописи настоящей книги.
В заключение автор отмечает, что он будет благодарен за все указания
о недостатках, которые, возможно, имеются и в предлагаемом издании Спра-
вочника токаря
Автор
ВВЕДЕНИЕ
Повышение производительности труда — повседневная задача токаря.
Успешное решение этой задачи достигается очень многими и самыми разно-
образными способами. Выбор наиболее рационального способа обработки
детали вплоть до наиболее эффективной последовательности переходов,
использование высокопроизводительных приспособлений для закрепления
обрабатываемых деталей, выбор режущего инструмента и режима резания,
широкое применение различных дополнительных устройств к станку,
способствующих уменьшению вспомогательного времени обработки, меха-
низирующих или автоматизирующих работу станка, организация рабо-
чего места — вот краткий перечень только некоторых основных напра-
влений повышения производительности обработки, вполне доступных каж-
дому токарю. Отметим лишь еще один способ повышения производитель-
ности труда токарей — это широкое использование ими различных руко-
водящих и справочных материалов, содержащих ответы на вопросы, часто
возникающие в процессе работы, и освобождающих токарей от длительных
подсчетов, предшествующих настройке станка для очередной работы и т. д.
Для повышения производительности обработки детали на металлоре-
жущих станках, в частности, токарных, особое значение имеет правильная
организация труда рабочих-станочников. И именно поэтому в поста-
новлении Пленума ЦК КПСС, состоявшегося в июне 1959 г., как одно
из важнейших направлений технического прогресса в машиностроении
отмечено широкое внедрение группового метода обработки.
Сущность группового метода, разработанного канд. техн, наук С. П. Ми-
трофановым, состоит в следующем. Все детали, обрабатываемые в данном
цехе или на данном участке, разбиваются иа классы по признаку оборудо-
вания, обеспечивающего наиболее рациональное изготовление деталей
либо полностью, либо по определенным технологическим операциям.
Например, создаются классы деталей, обрабатываемых на токарных, ре-
вольверных, фрезерных и других станках.
В пределах каждого класса детали разбиваются на группы с учетом
формы деталей, т. е. общности элементов, образующих ее конфигурацию;
общности поверхностей, подлежащих обработке; общности построения
технологического процесса изготовления этих деталей.
Обработка деталей одной группы должна производиться на однород-
ном оборудовании, с применением групповой настройки и характерных
для данной группы приспособлений и инструментов.
Для составления технологического процесса обработки деталей принятых
групп, называемого групповым, в каждой группе выделяется характерная
6
Введение
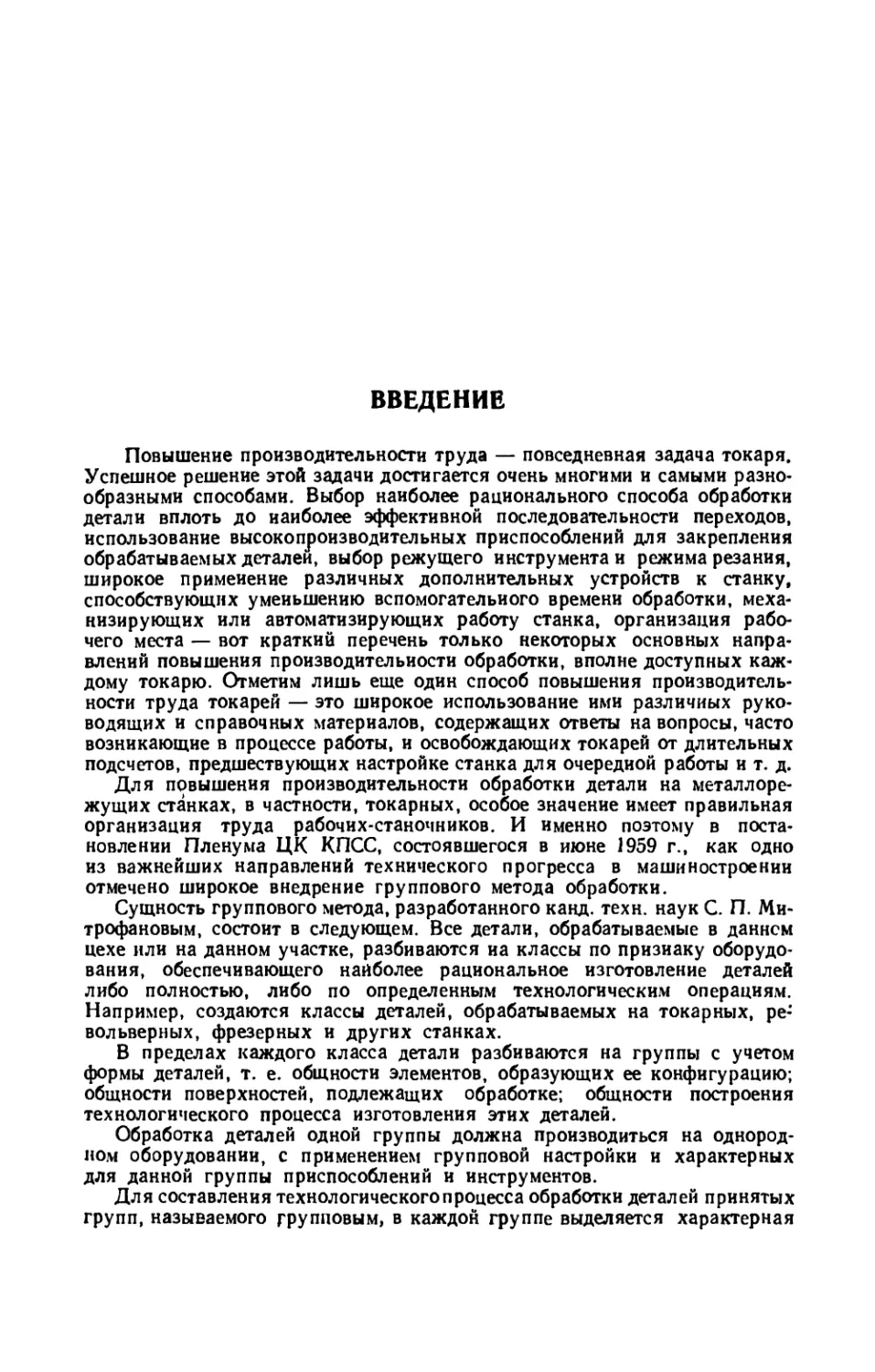
для нее деталь, называемая комплексной. Эта деталь состоит из ряда
простых поверхностей: наружных и внутренних цилиндрических, кониче-
ских, наружных и внутренних канавок, резьбовых поверхностей и т. п.
У остальных деталей имеются лишь некоторые из этих поверхностей.
Таким образом, комплексная деталь является наиболее сложной в дан-
ной группе. В отдельных случаях комплексной может служить услов-
ная, искусственно созданная деталь.
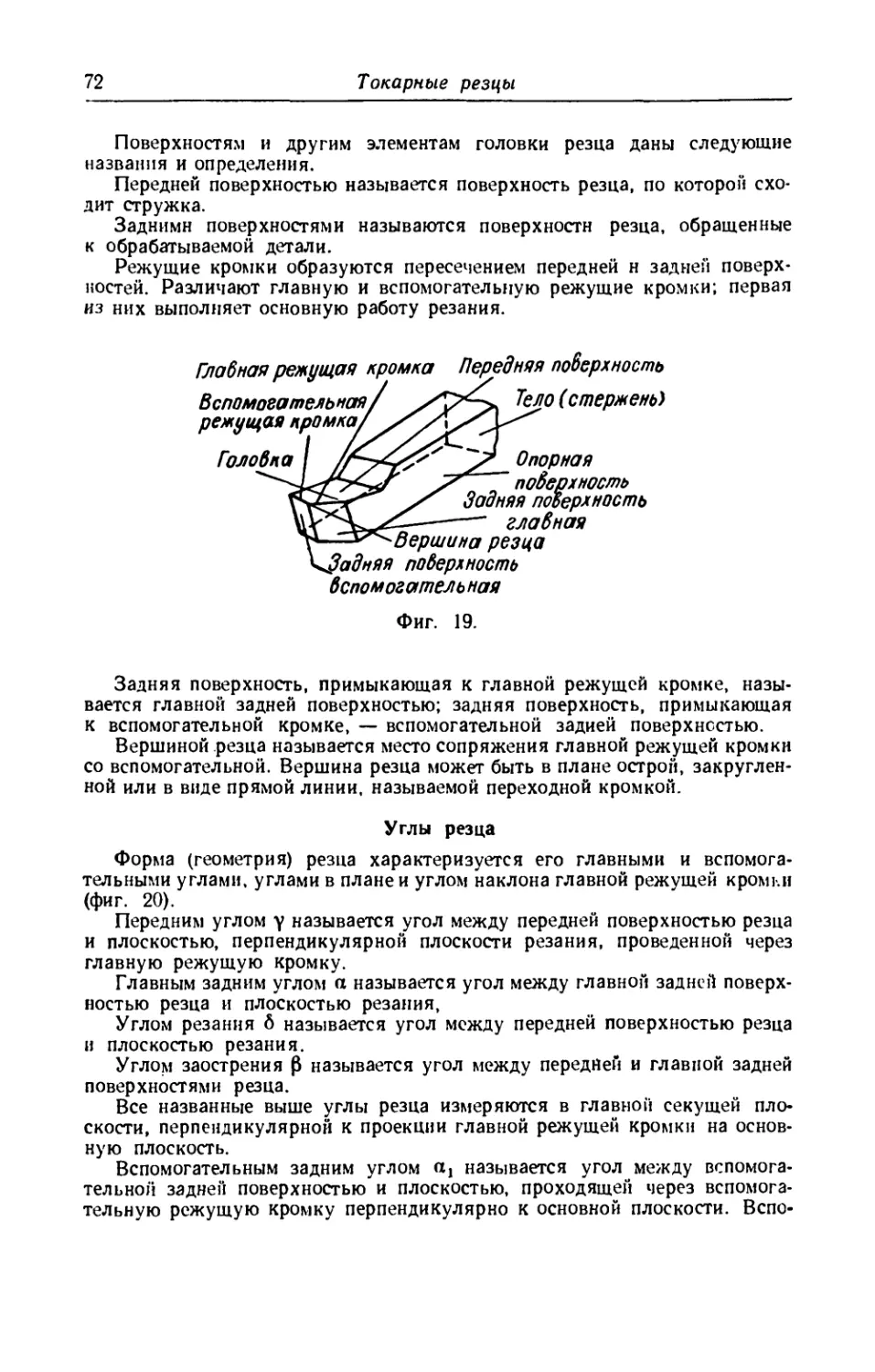
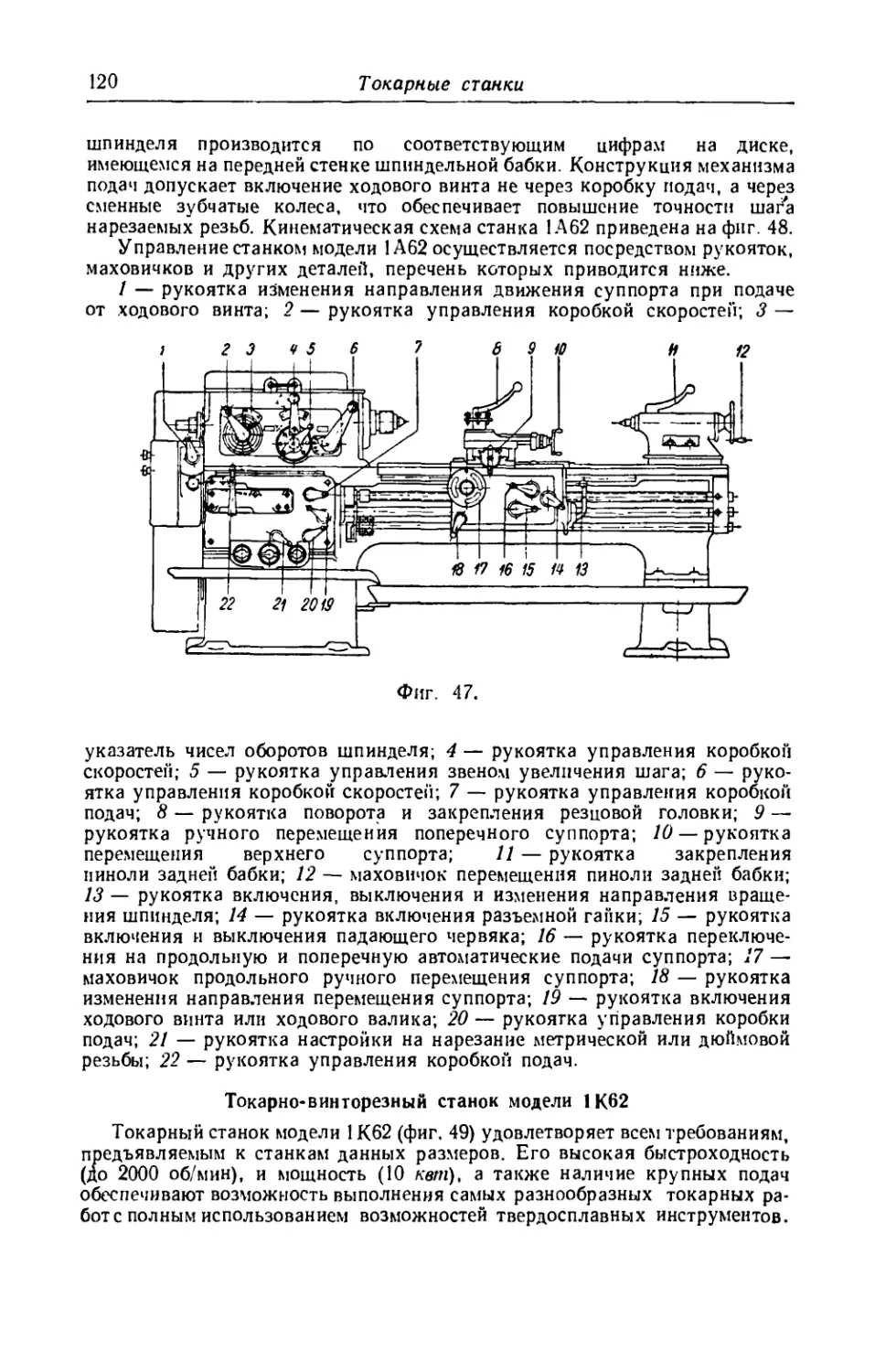
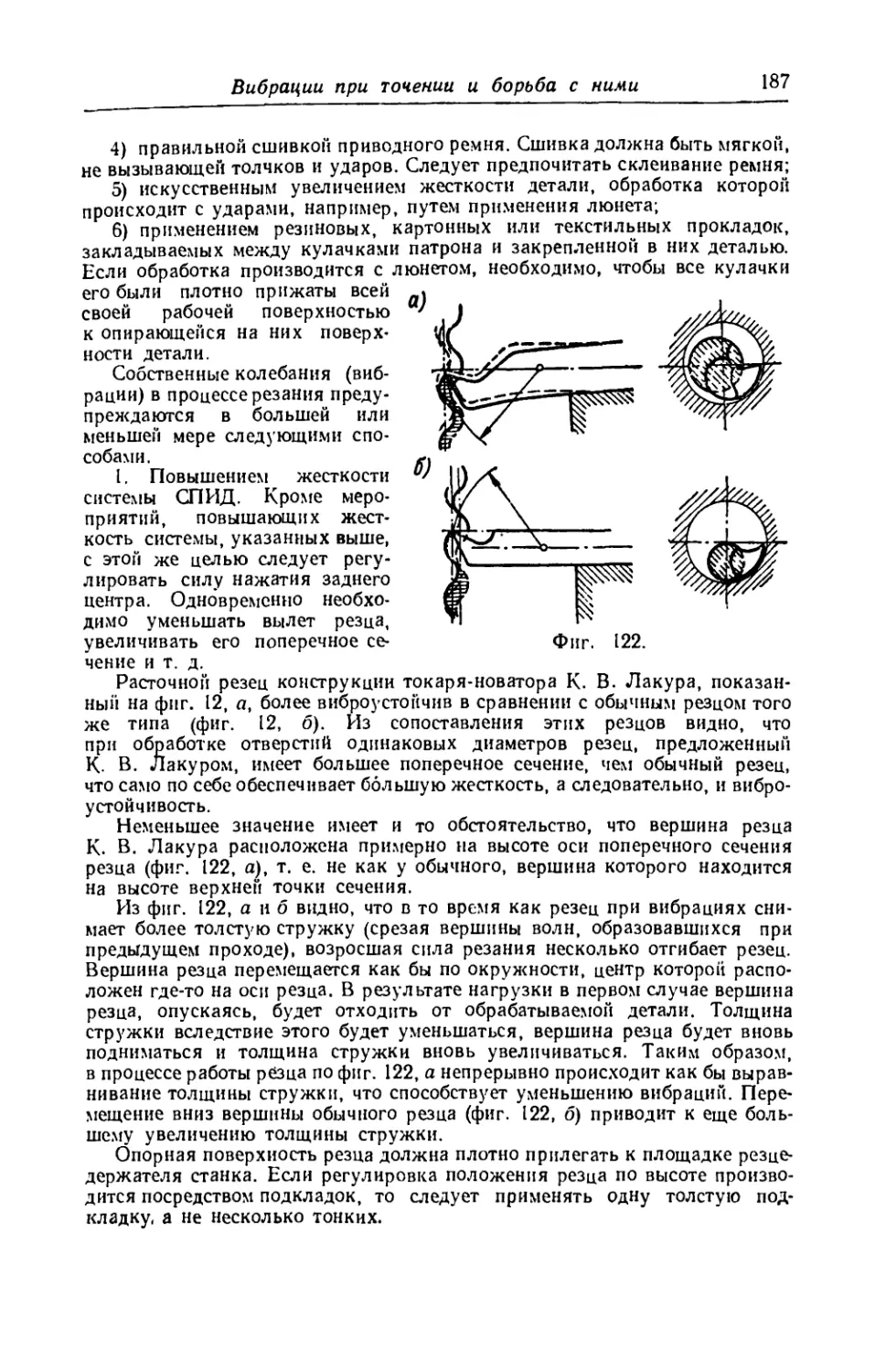
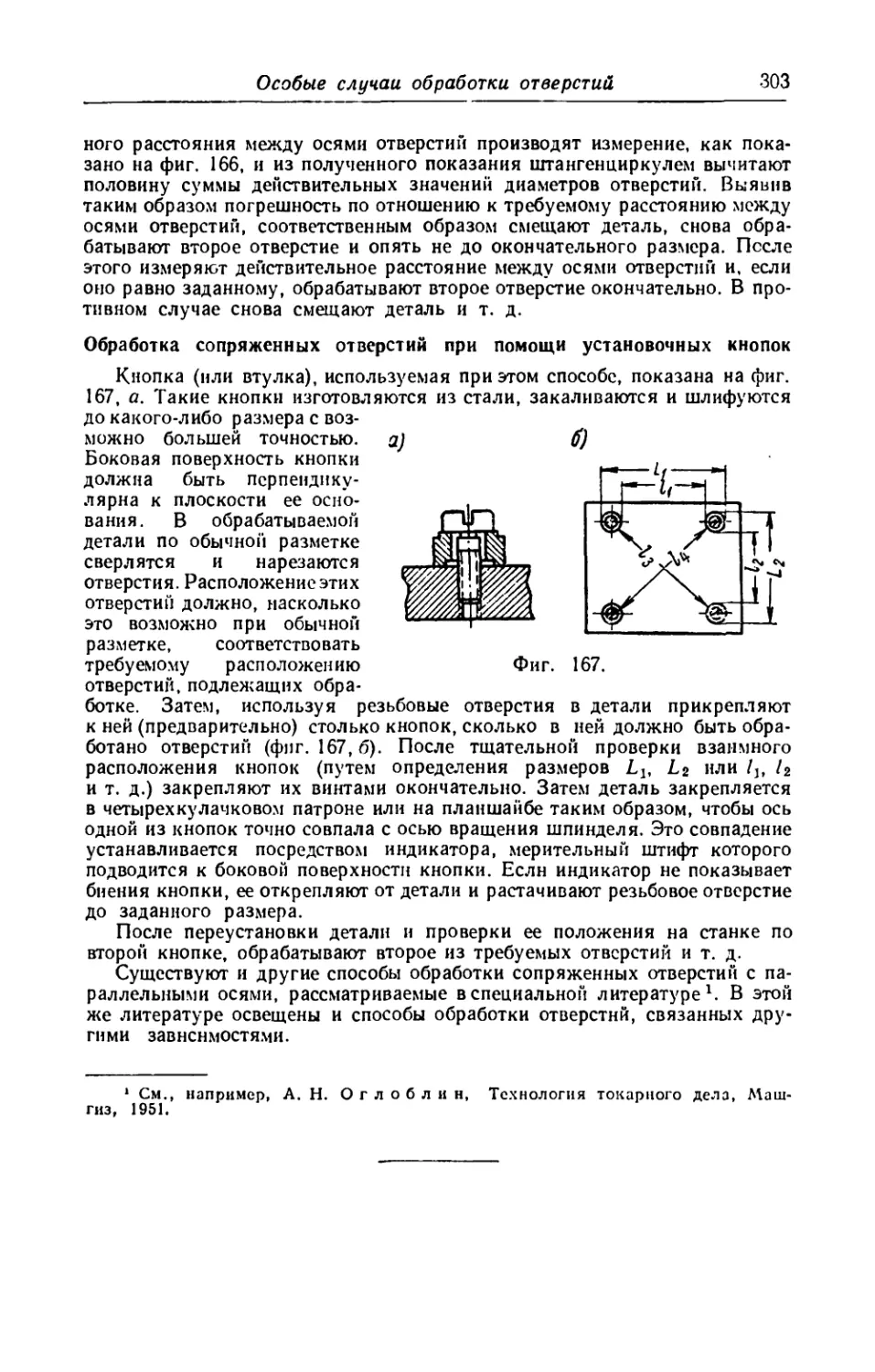
Фиг. 1.
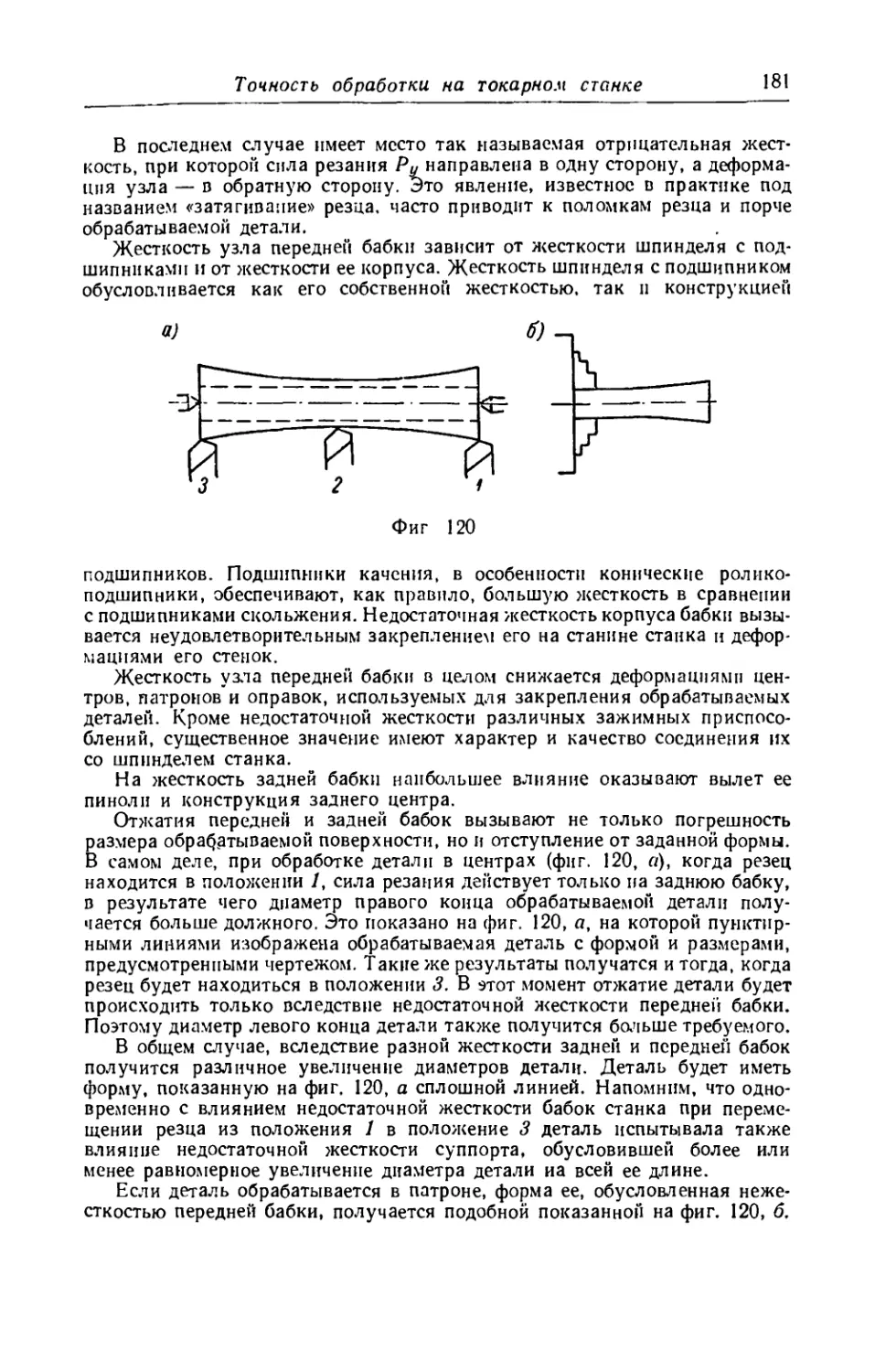
На фиг. 1, а и б показан ряд деталей, причем одинаковые (по своему
виду) поверхности этих деталей обозначены одними и теми же цифрами:
1 — наружная резьба; 2 — наружная канавка; 3 — цилиндрическая
наружная поверхность; 4~— коническая наружная поверхность; 5 — вну-
тренняя поверхность с уступами; 6 — внутренняя канавка; 7 — внутрен-
няя резьба; 8 — цилиндрическая внутренняя и две торцовые поверхности —
левая и -правая.
У детали, показанной на фиг. 1, а встречаются все перечисленные поверх-
ности, поэтому она является комплексной для всех приведенных на фигуре
деталей.
Нафиг. 1 представлена группа, состоящая из 11 деталей. В действи-
тельности количество деталей в группе может быть значительно больше.
Сходство поверхностей, а следовательно, и общность технологических
переходов позволяют осуществлять настройку станка, на котором должна
производиться обработка деталей данной группы по комплексной детали.
В дальнейшем окажется возможным обрабатывать все детали данной группы
на этом станке с незначительными затратами времени на его переналадки.
Организация труда по методу групповой обработки, зародившемуся
в Ленинграде и к настоящему времени применяемому наряде ленинградских
Введение
7
заводов и на заводах других городов, резко повышает производительность
труда.
Средствами для применения этого метода должны являться модерниза-
ция стайка с применением механизирующих и автоматизирующих устрой-
ств, использование которых целесообразно для обработки дайной группы
деталей, соответствующее оснащение станка, применение групповых пере-
налаживаемых приспособлений, наладка инструмента в резцовой головке
и т. д.
В справочнике эти вопросы по возможности освещены с учетом приме-
нения тех или иных усовершенствований в условиях групповой обработки
деталей.
ГЛАВА ПЕРВАЯ'
ОБЩИЕ СВЕДЕНИЯ И ДАННЫЕ
1. НЕОБХОДИМЫЕ СВЕДЕНИЯ О СПРАВОЧНИКЕ
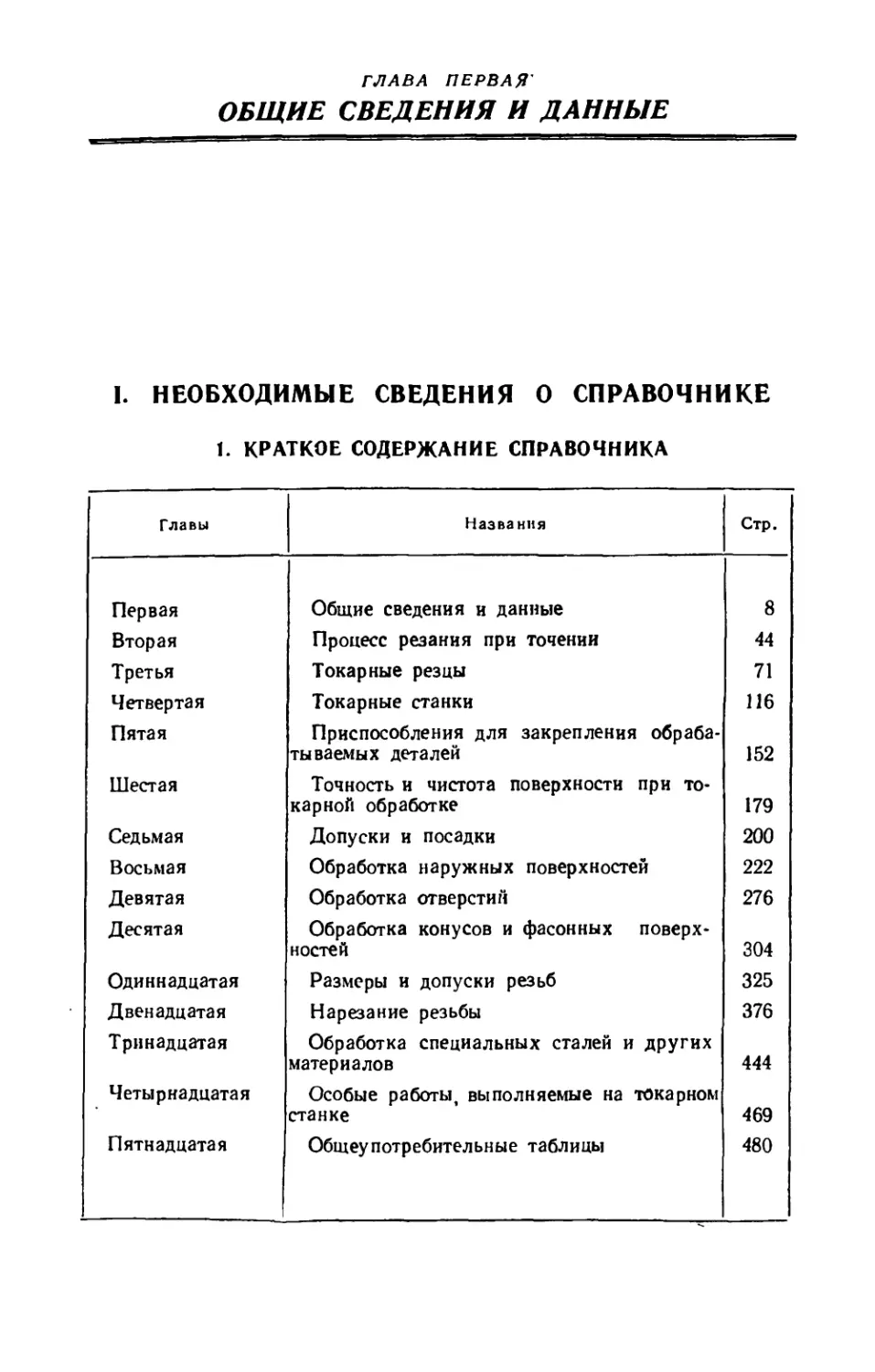
1. КРАТКОЕ СОДЕРЖАНИЕ СПРАВОЧНИКА
Главы Названия Стр.
Первая Общие сведения и данные 8
Вторая Процесс резания при точении 44
Третья Токарные резцы 71
Четвертая Токарные станки 116
Пятая Приспособления для закрепления обраба-
тываемых деталей 152
Шестая Точность и чистота поверхности при то-
карной обработке 179
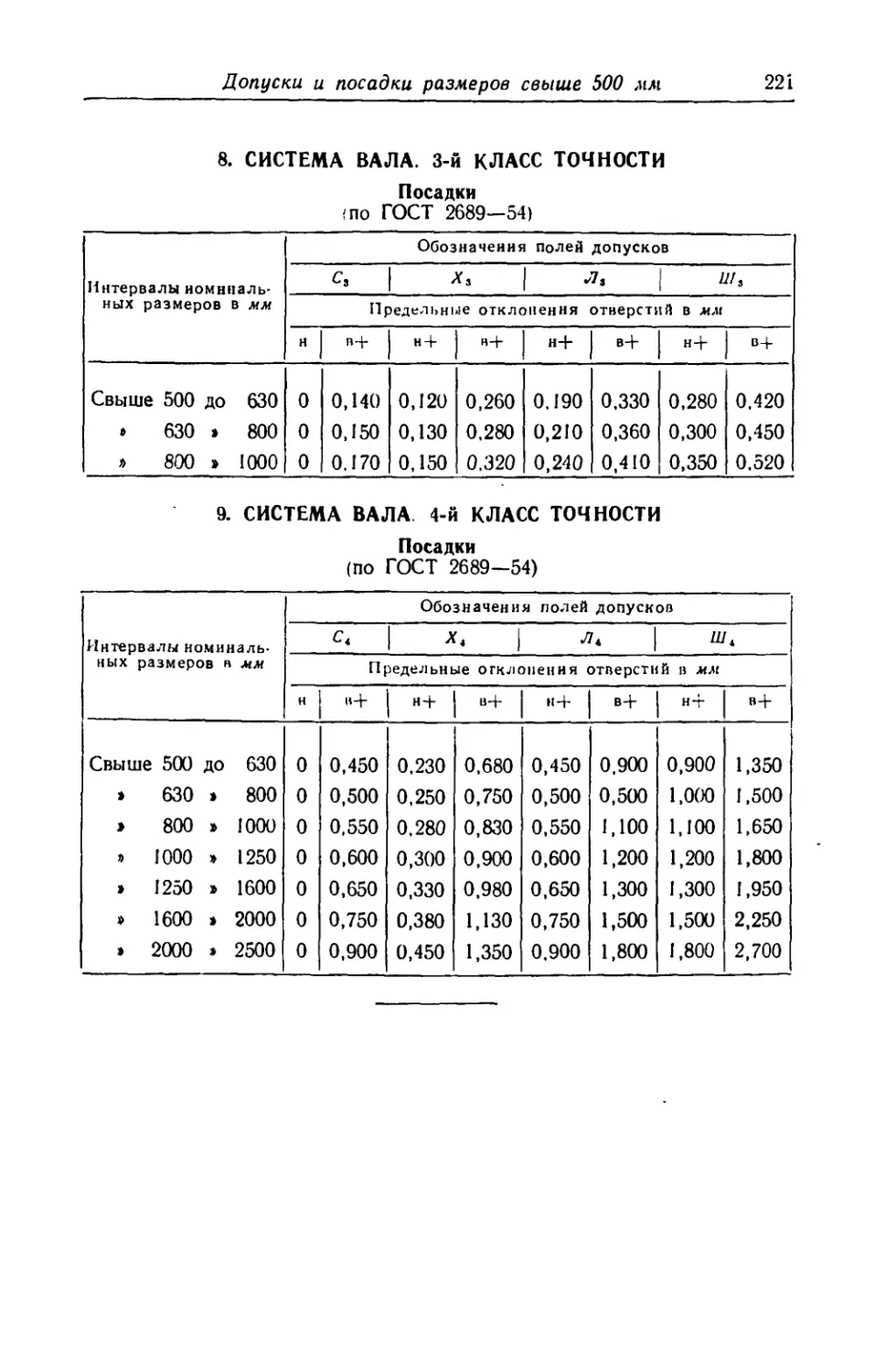
Седьмая Допуски и посадки 200
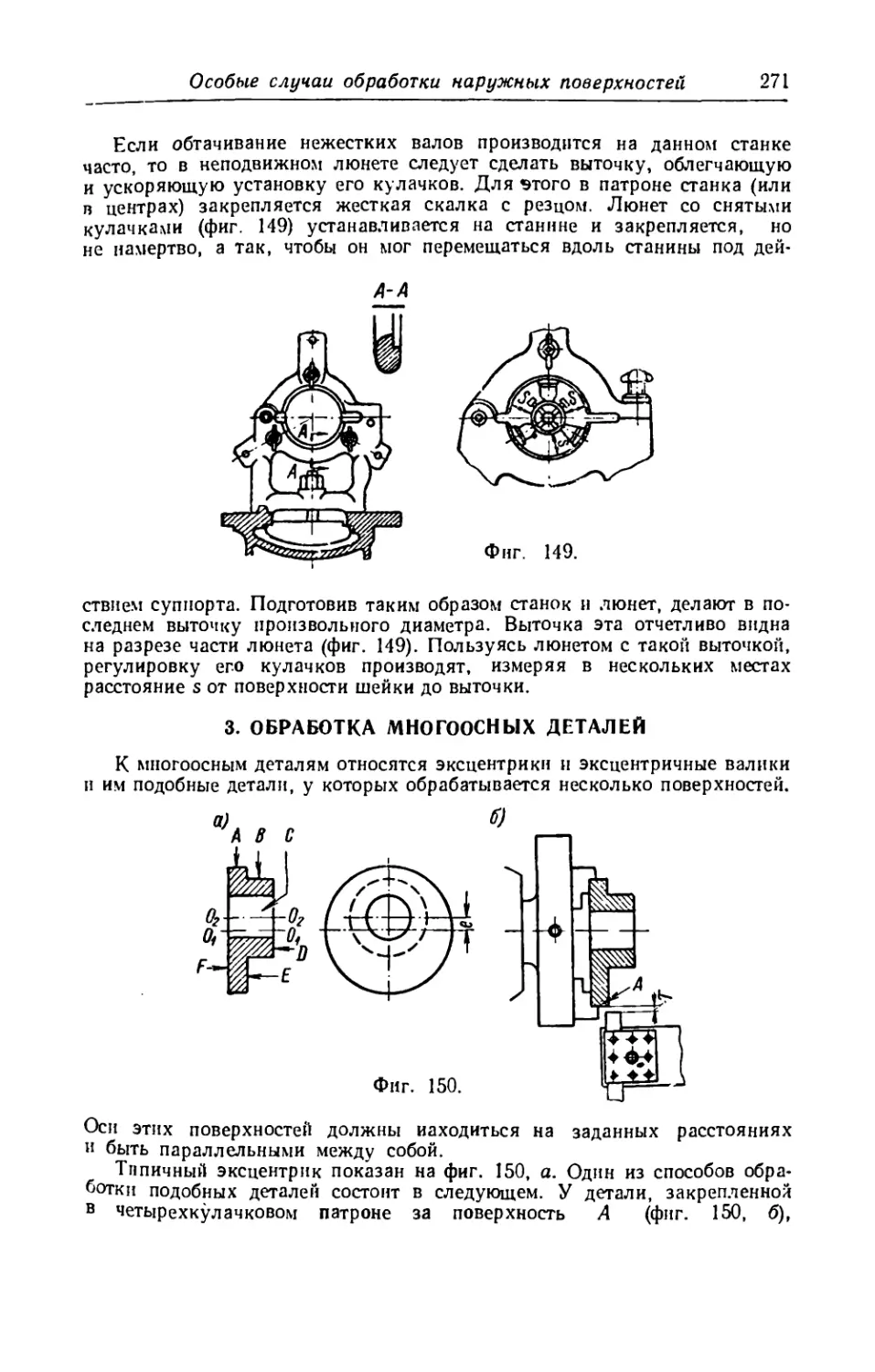
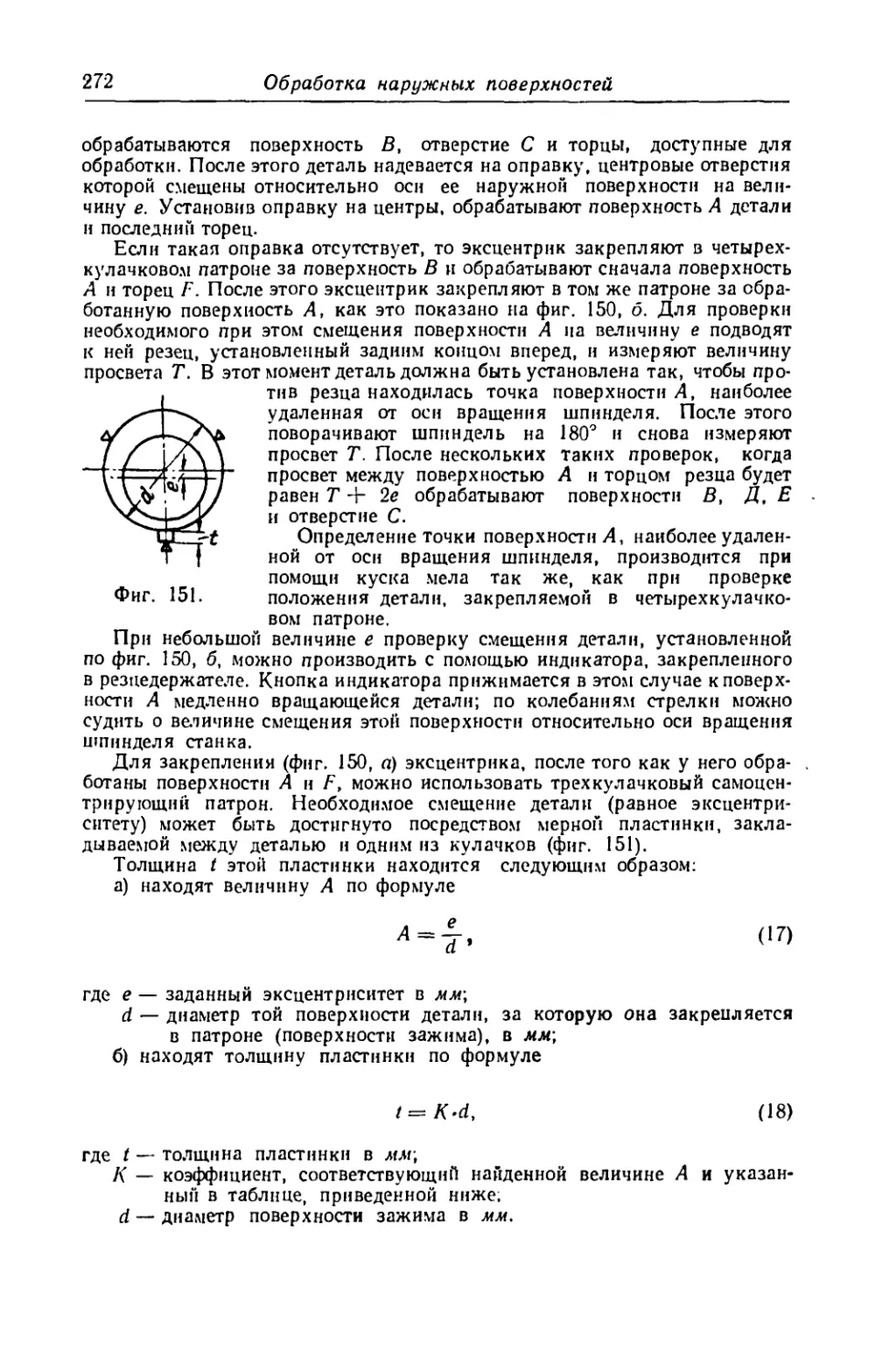
Восьмая Обработка наружных поверхностей 222
Девятая Обработка отверстии 276
Десятая Обработка конусов и фасонных поверх-
ностей 304
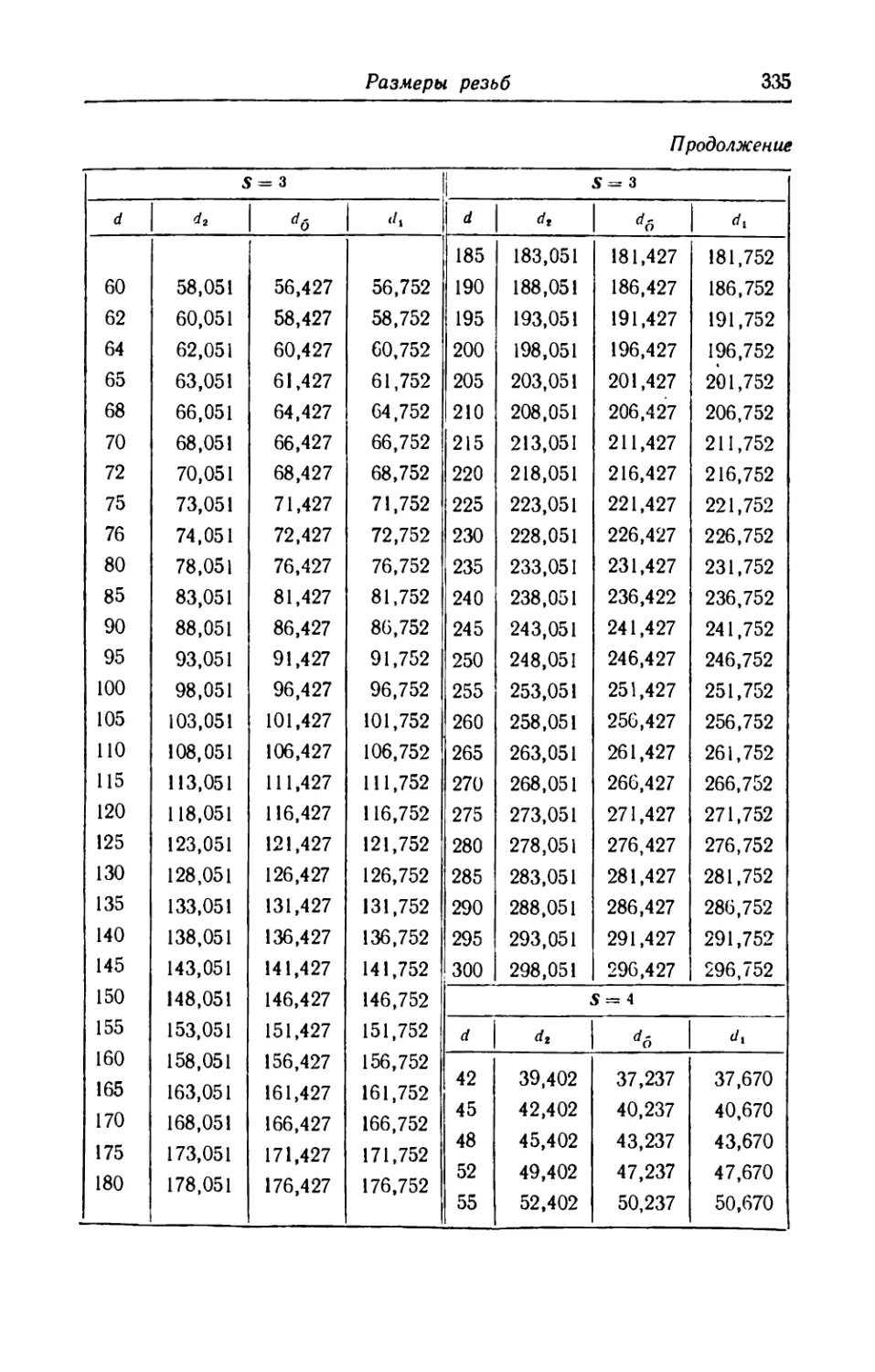
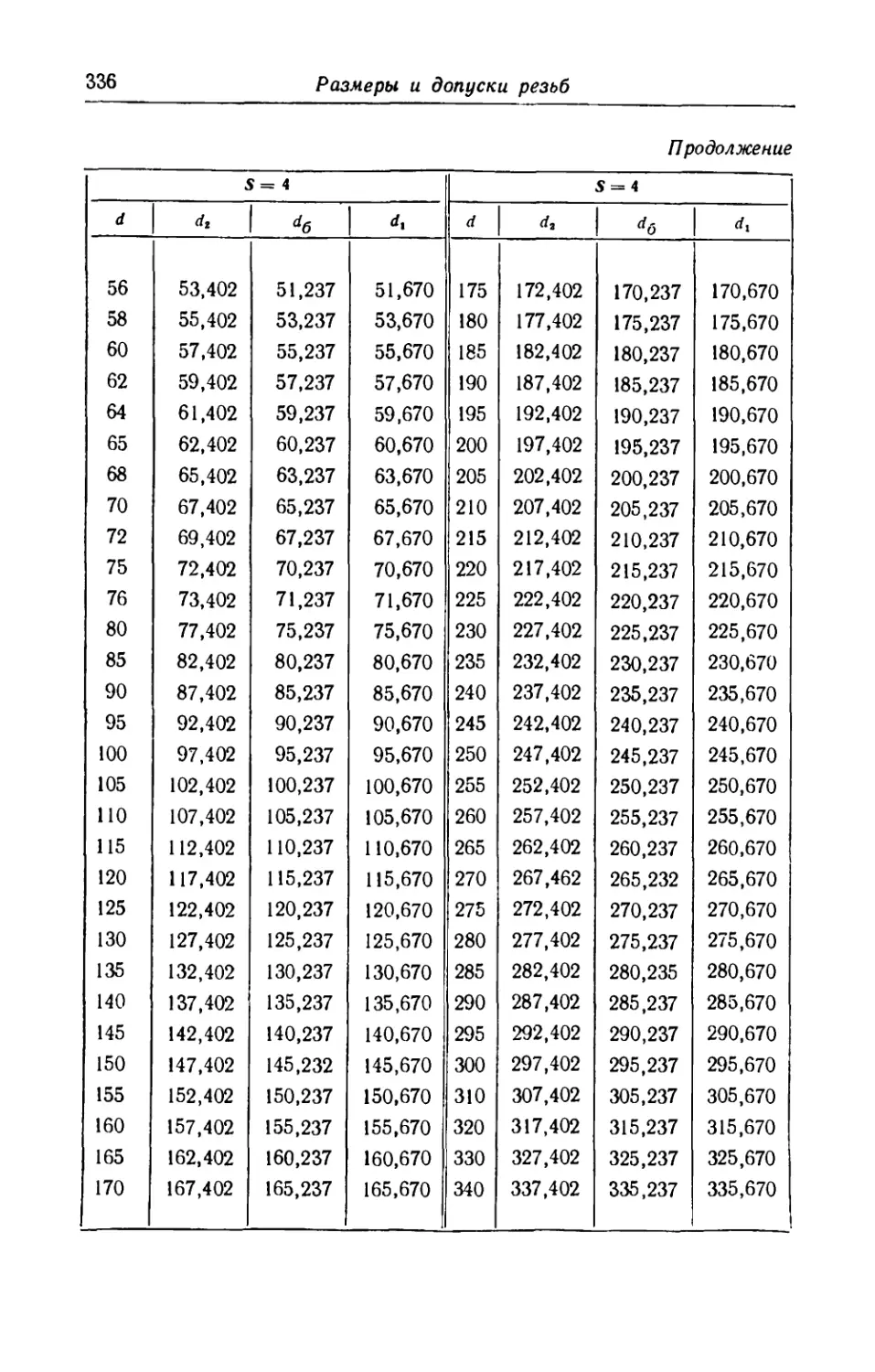
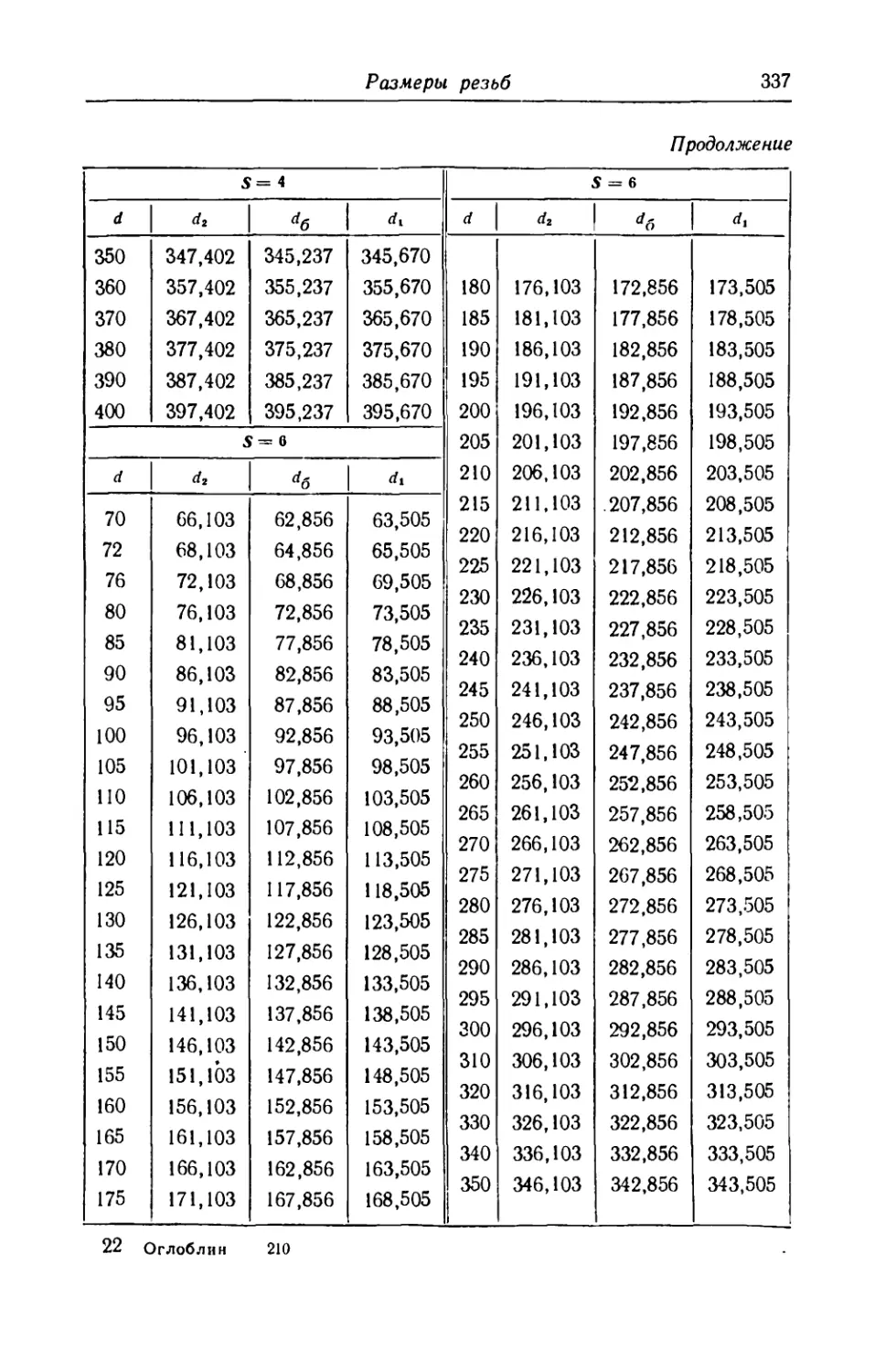
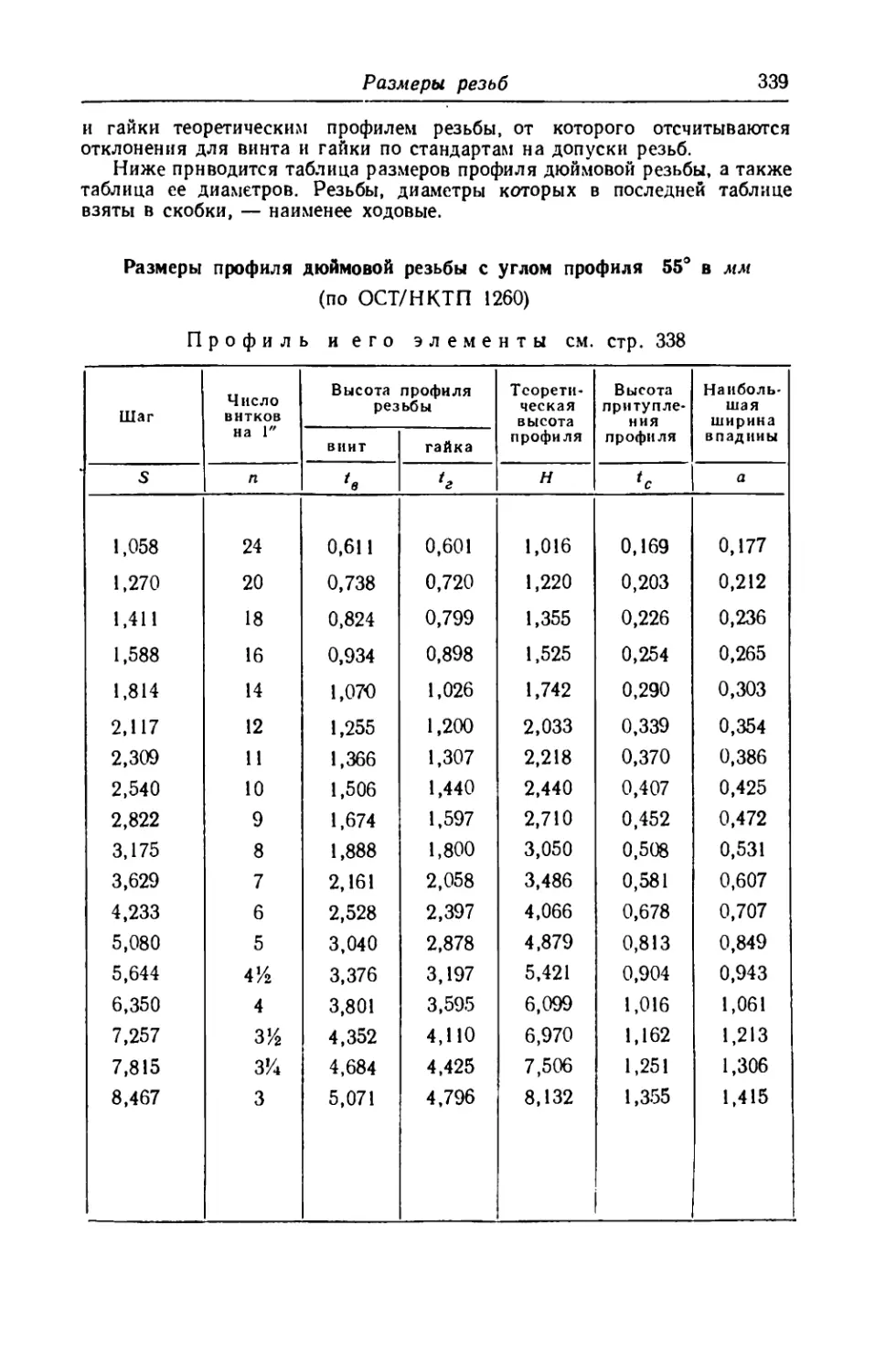
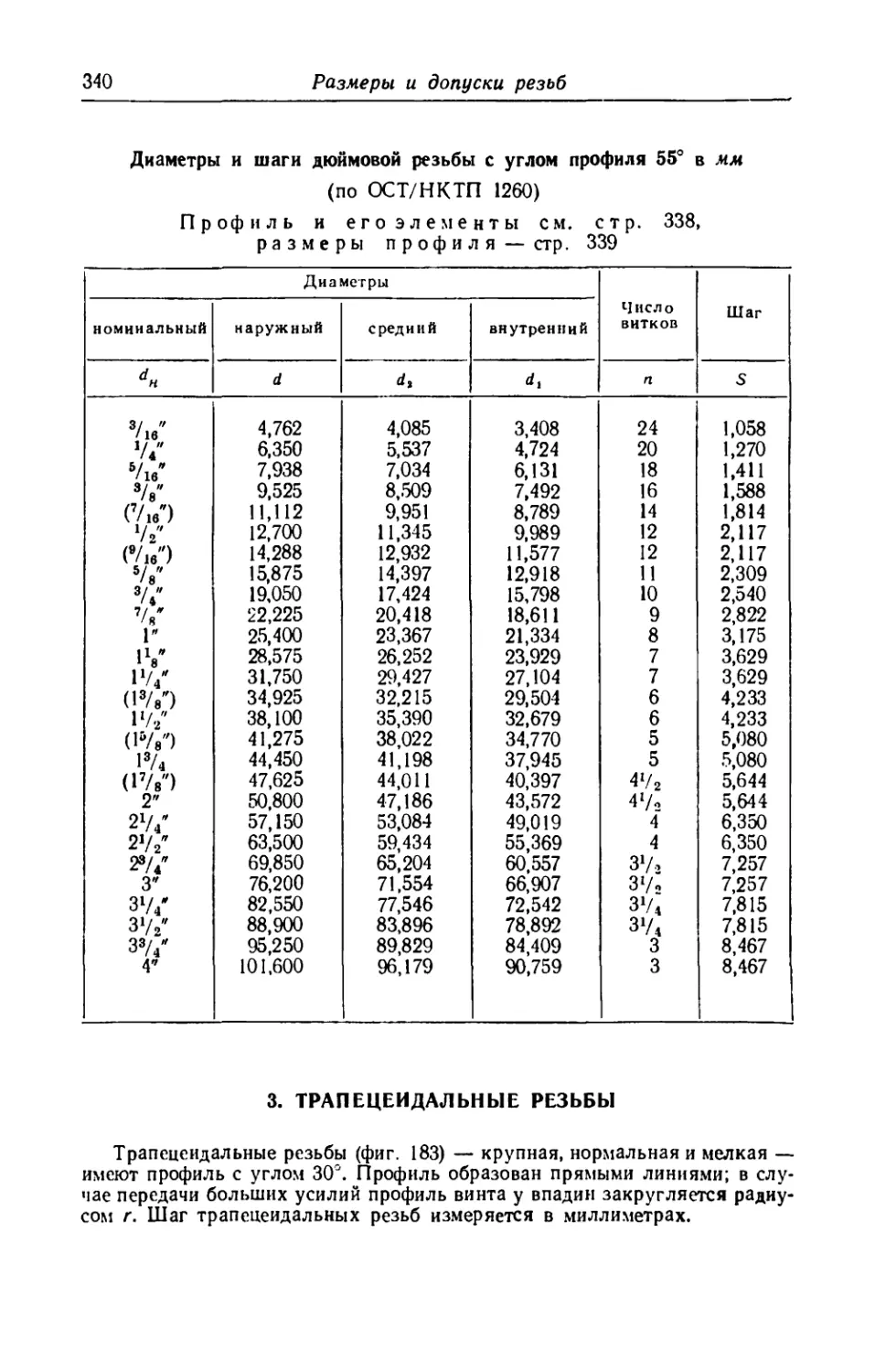
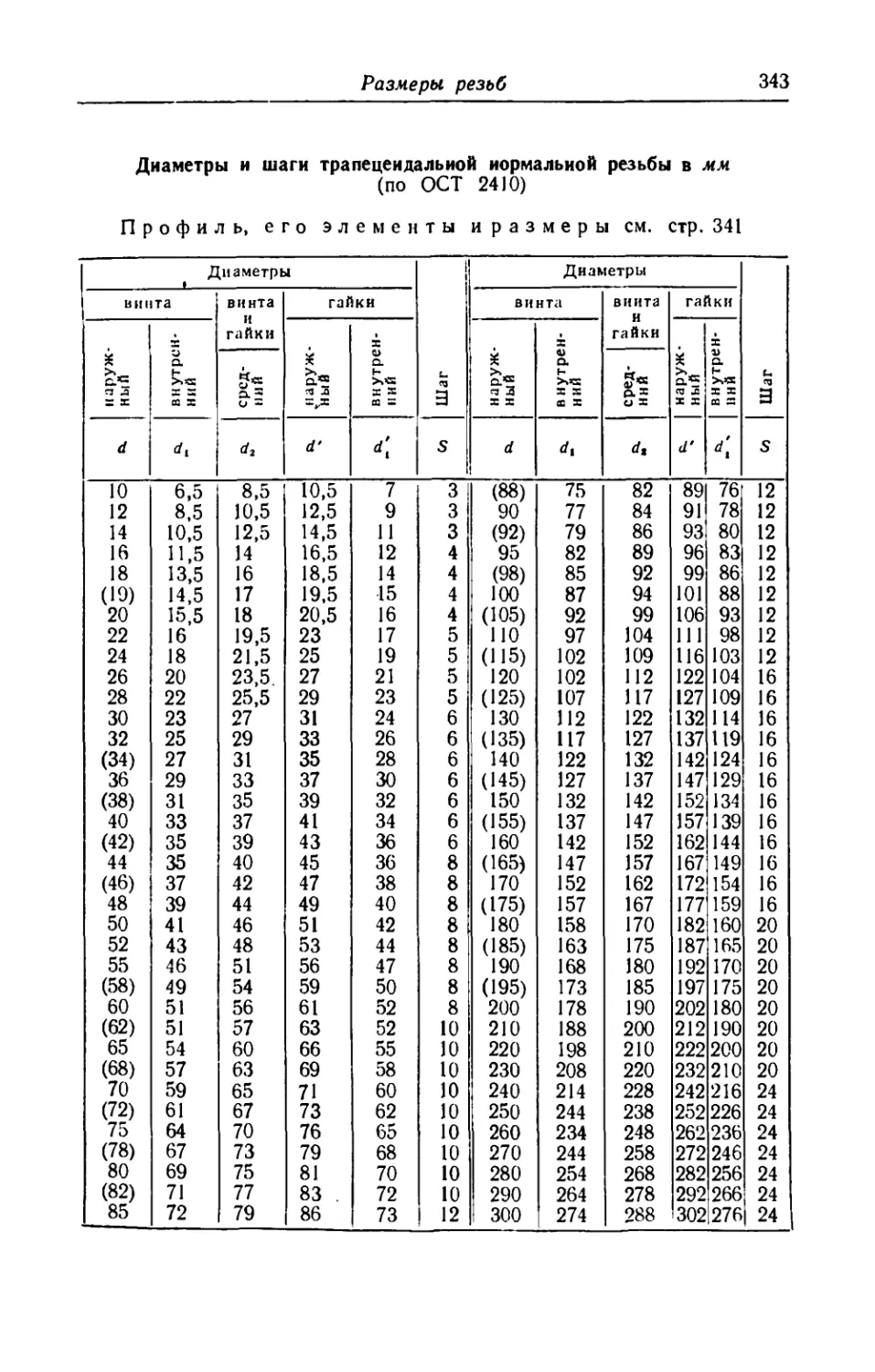
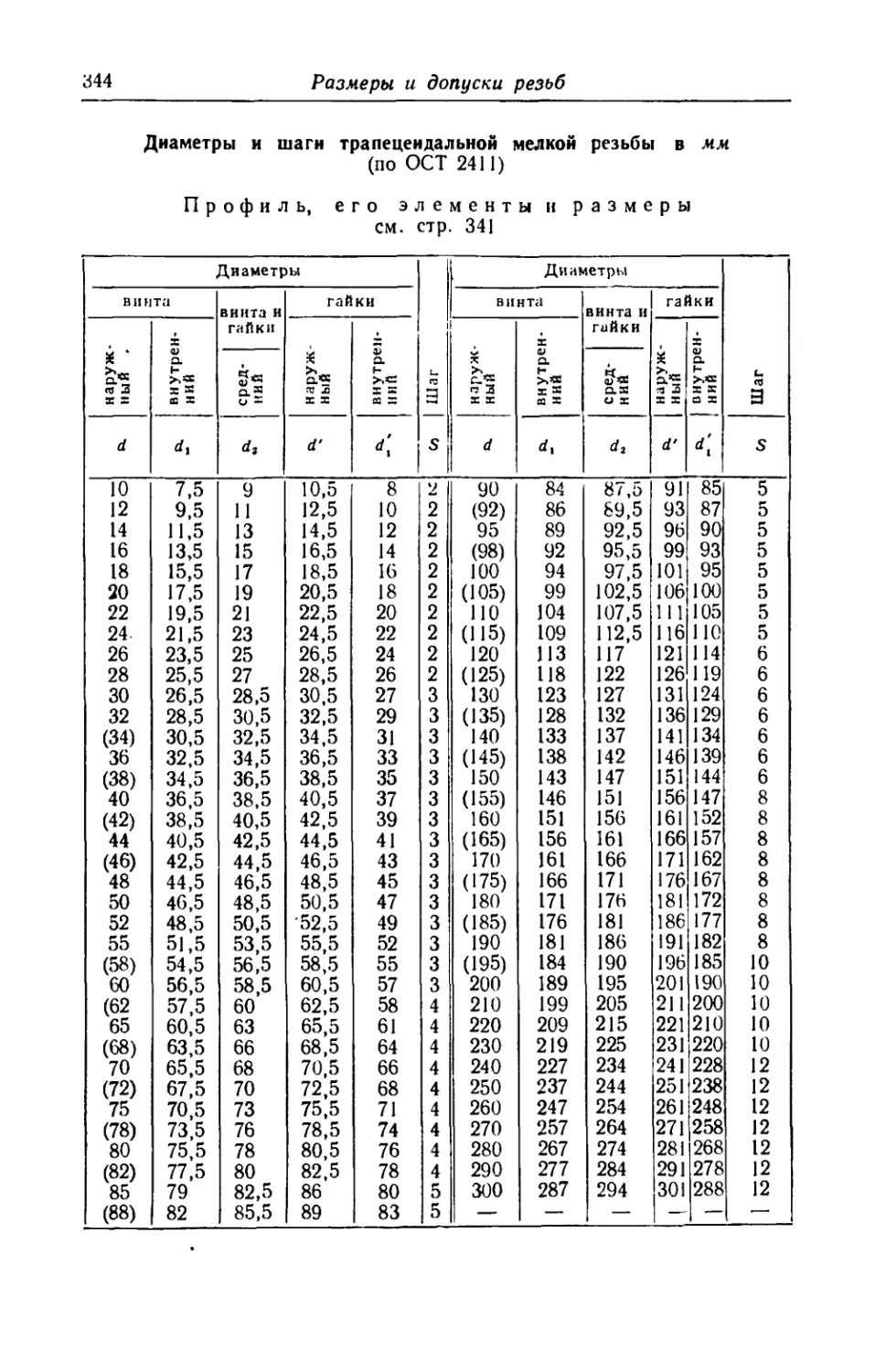
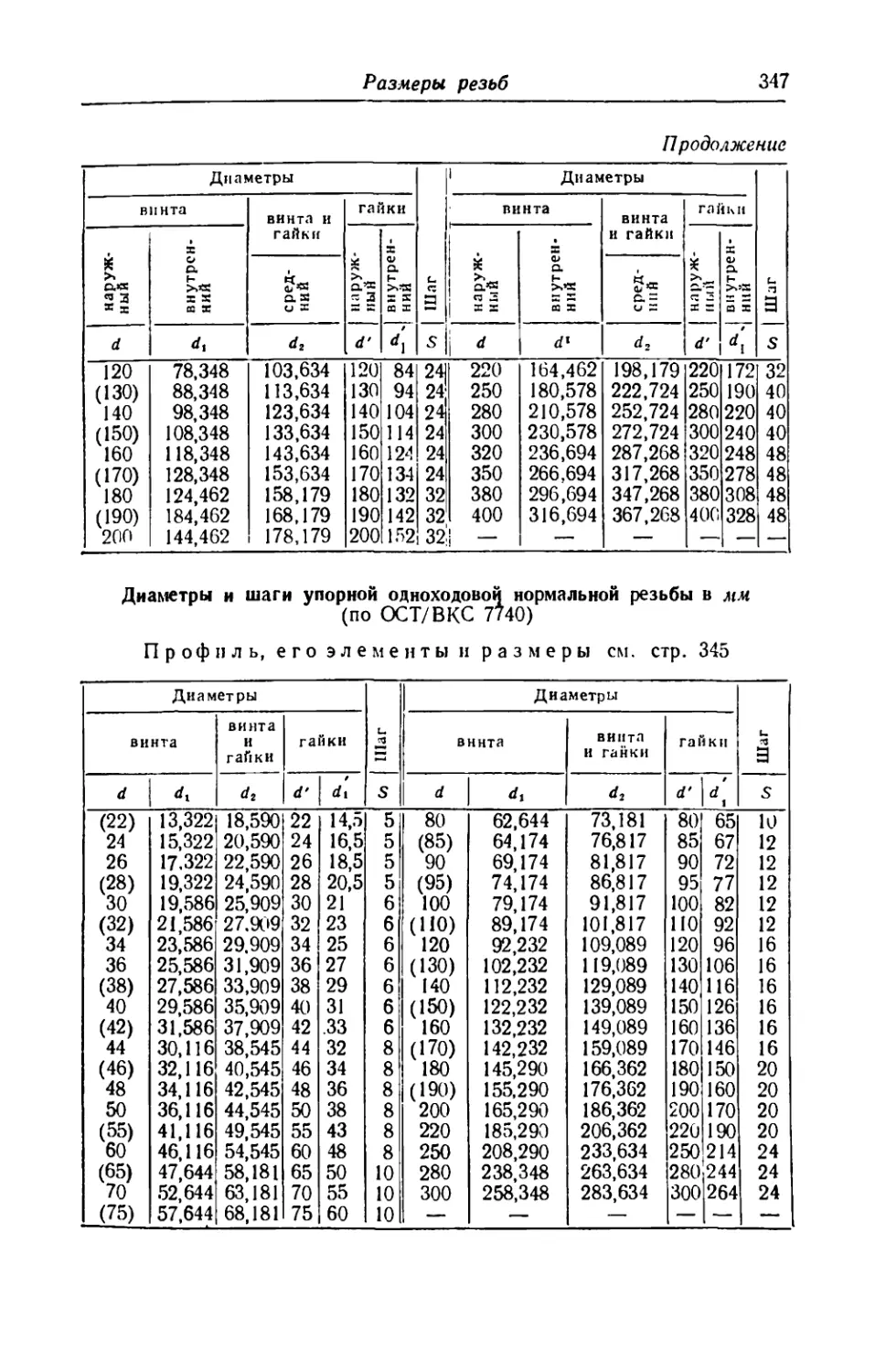
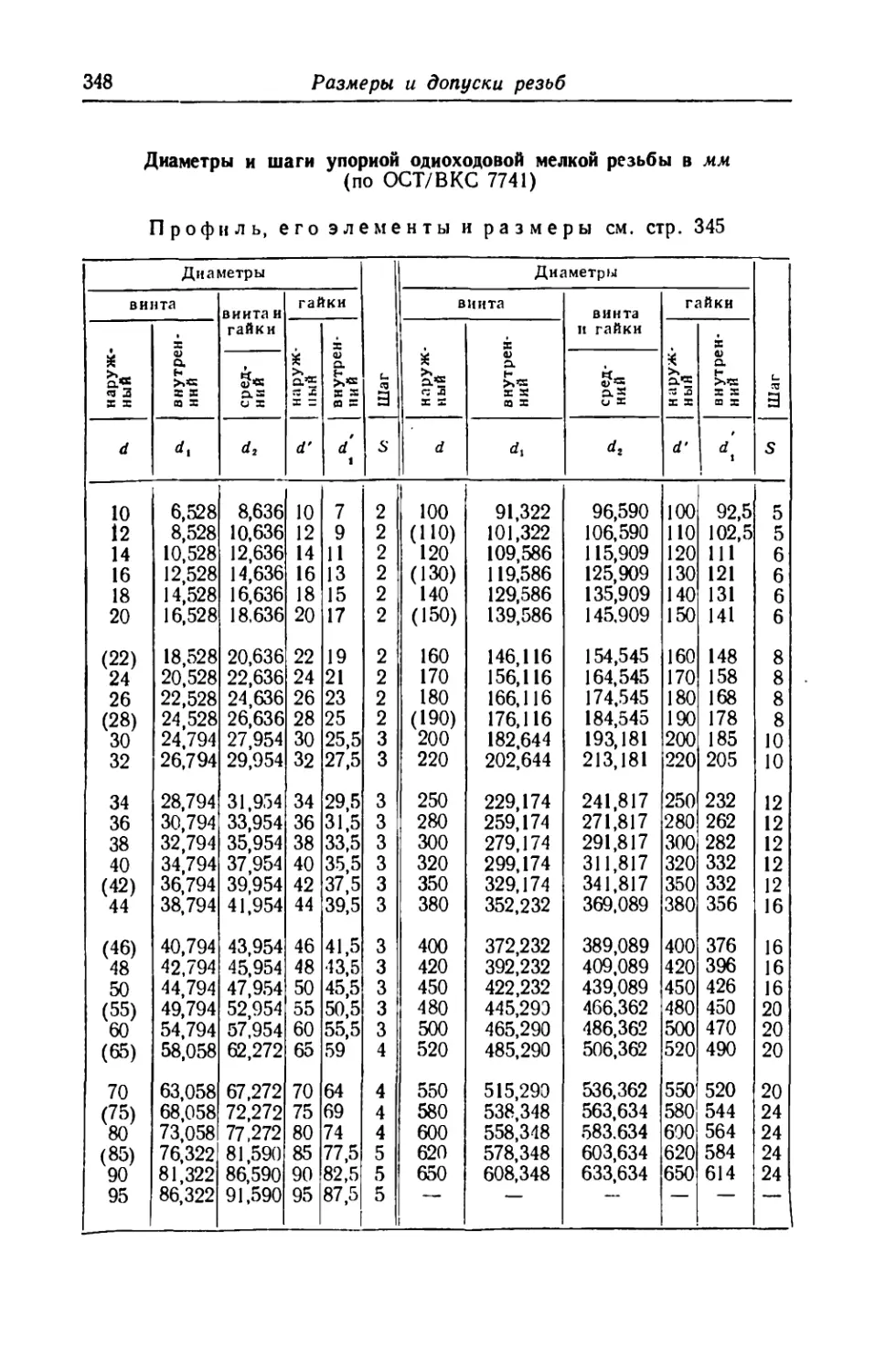
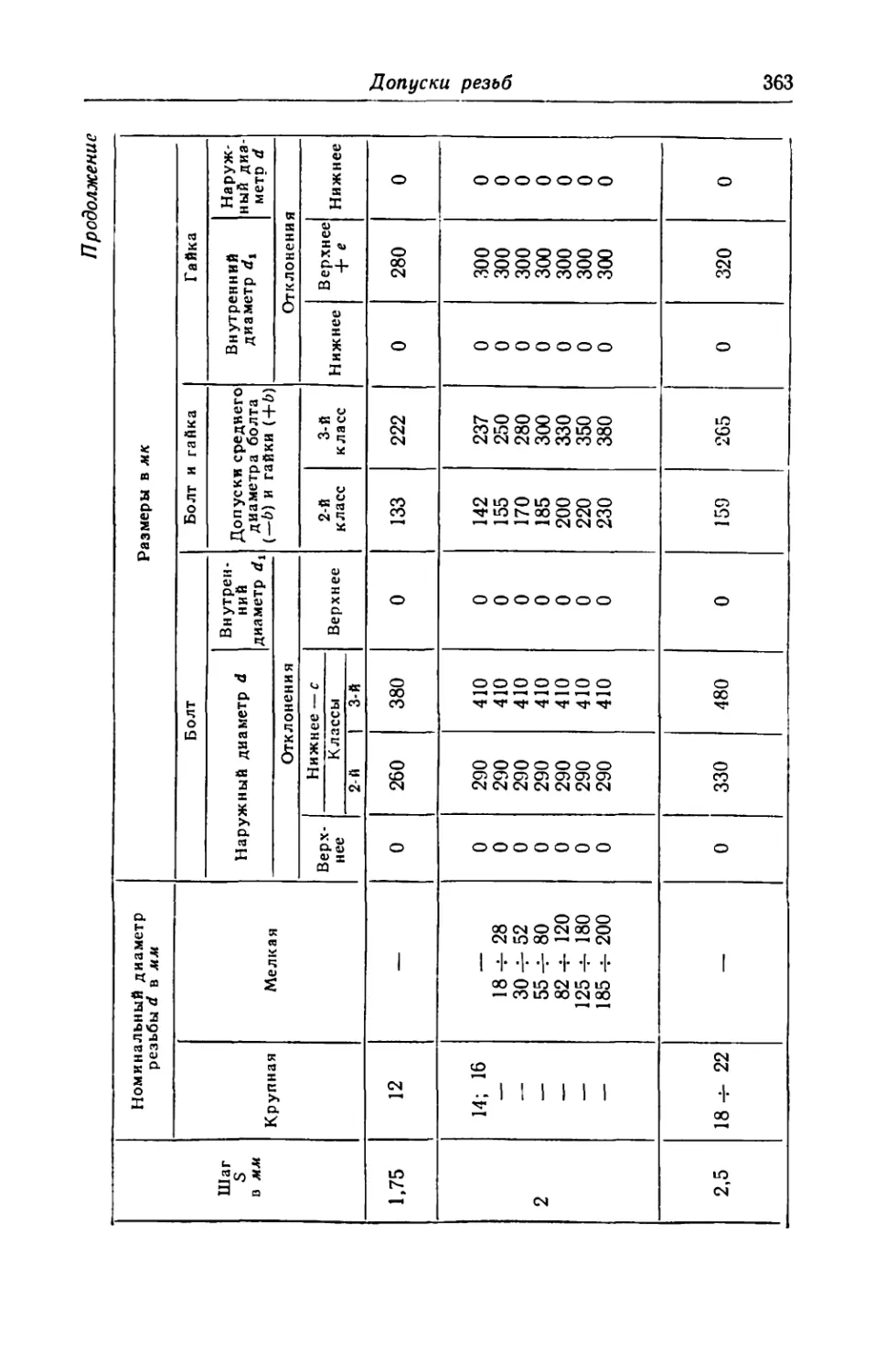
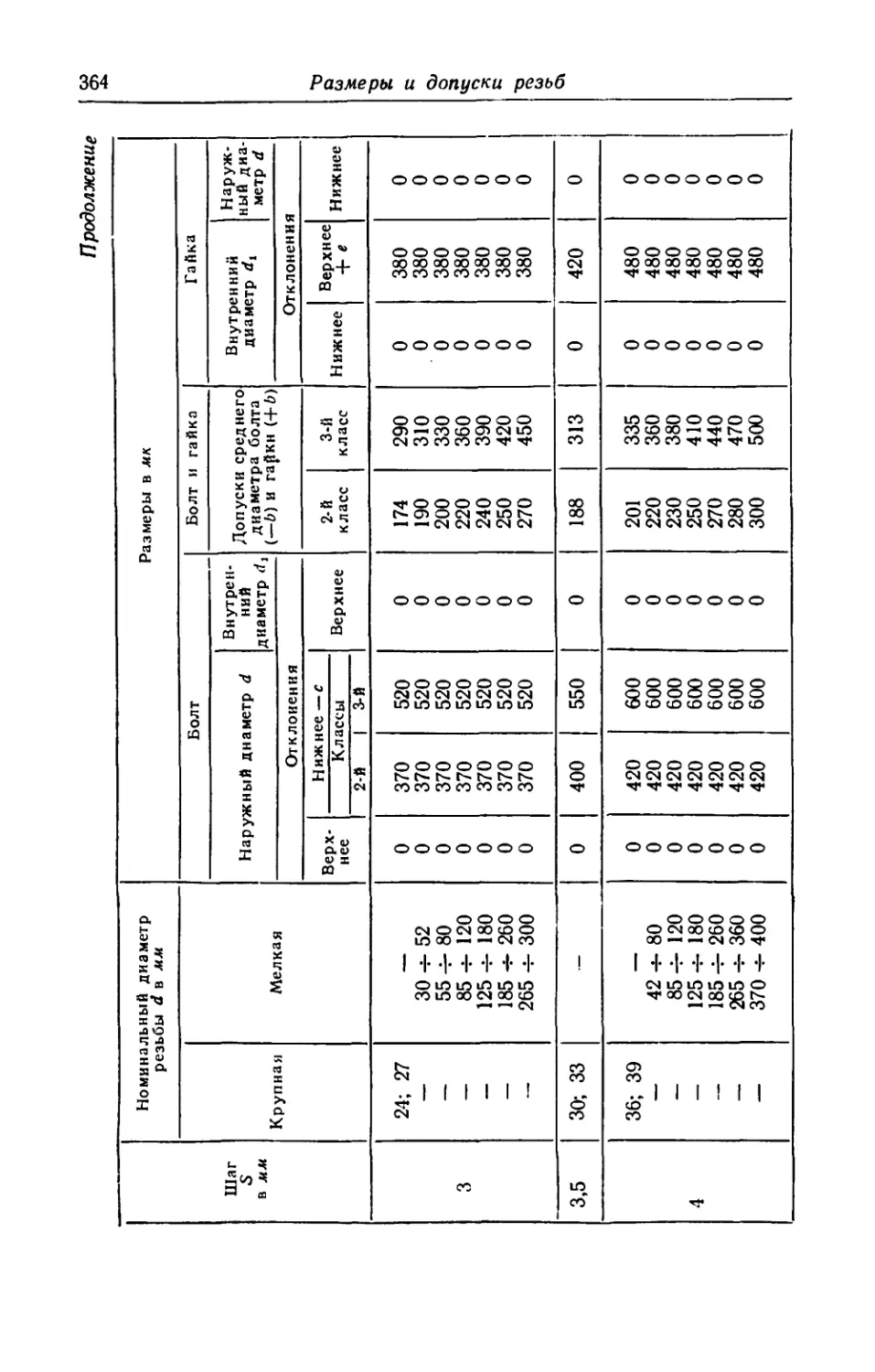
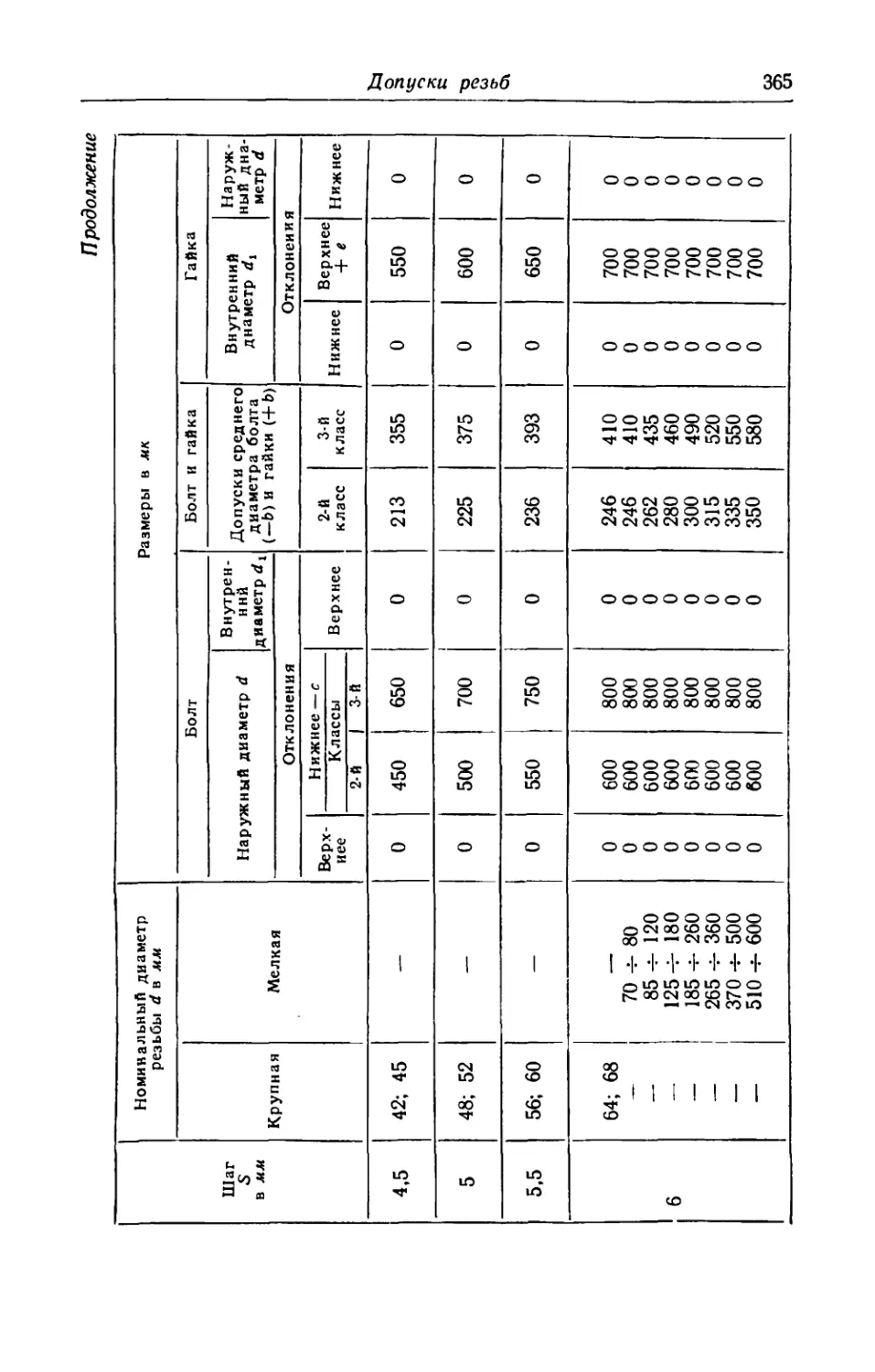
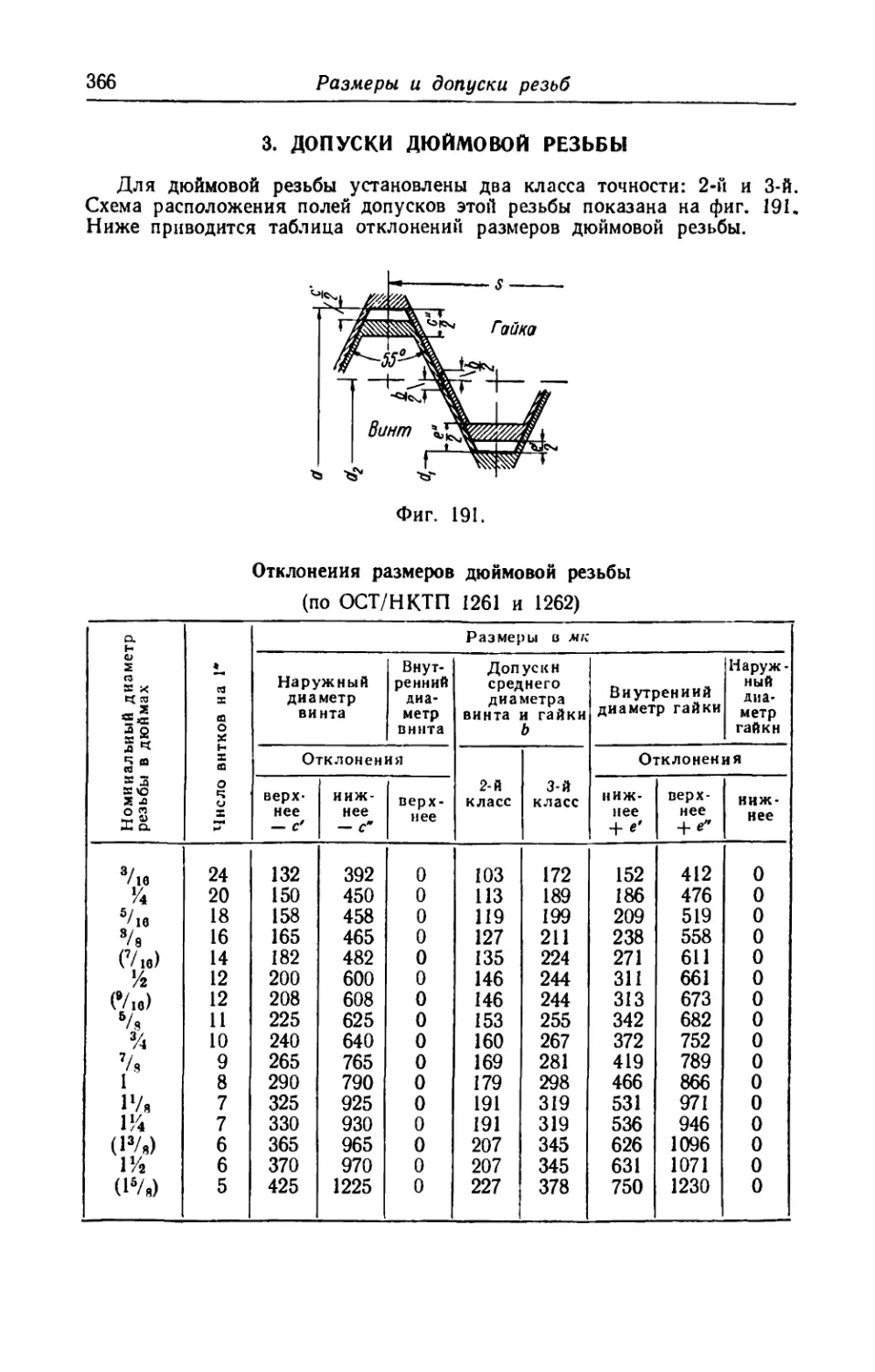
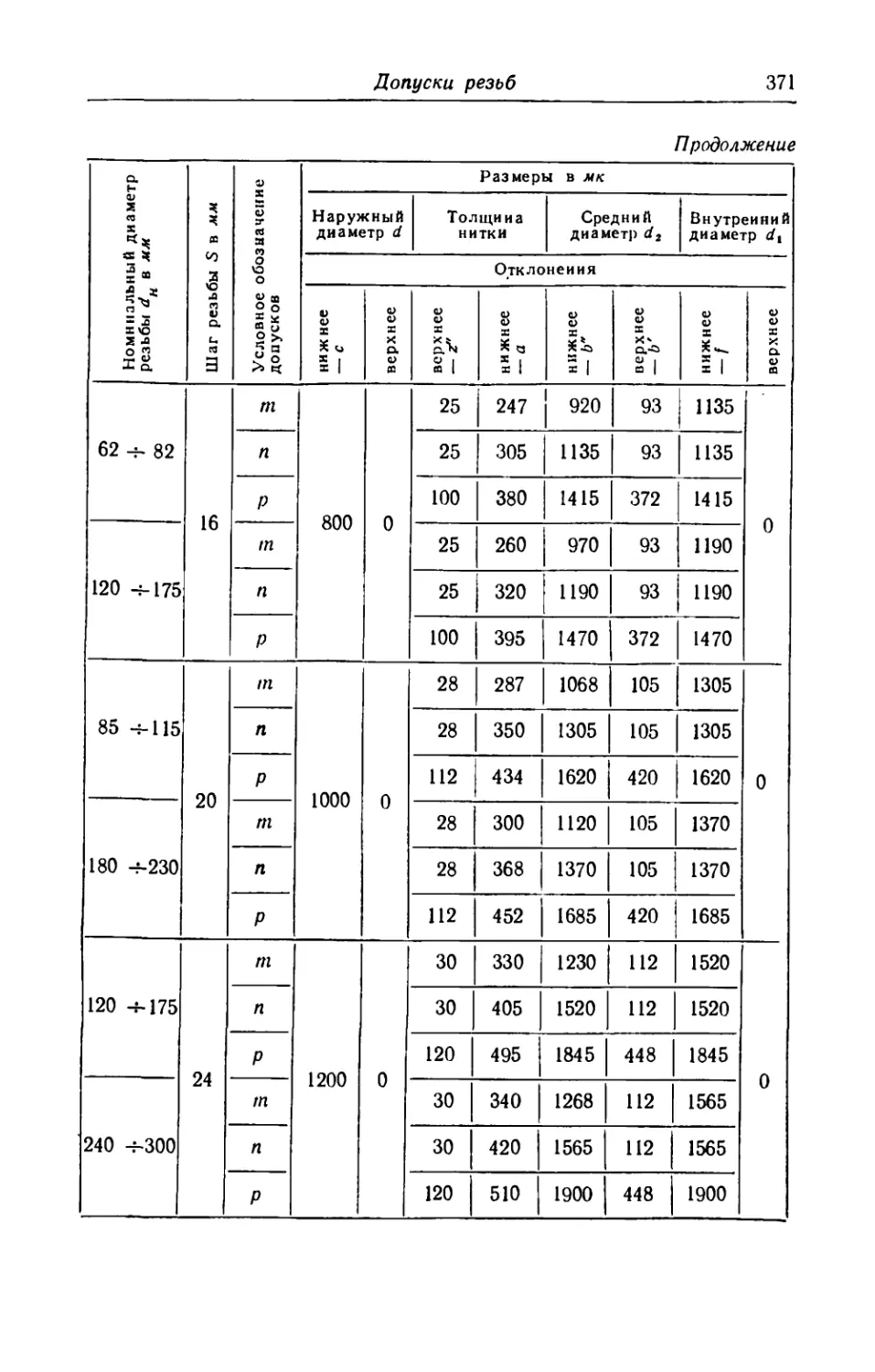
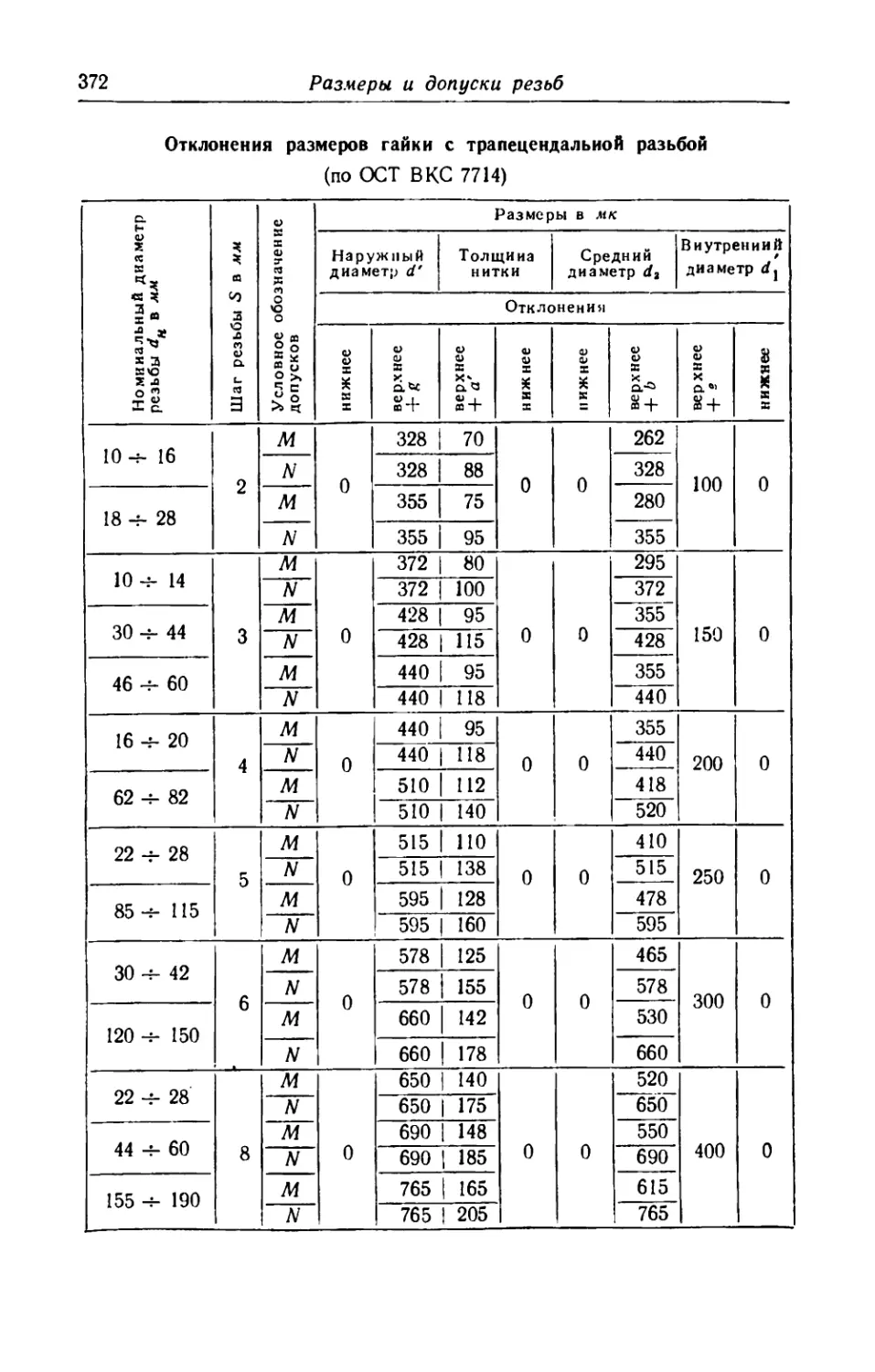
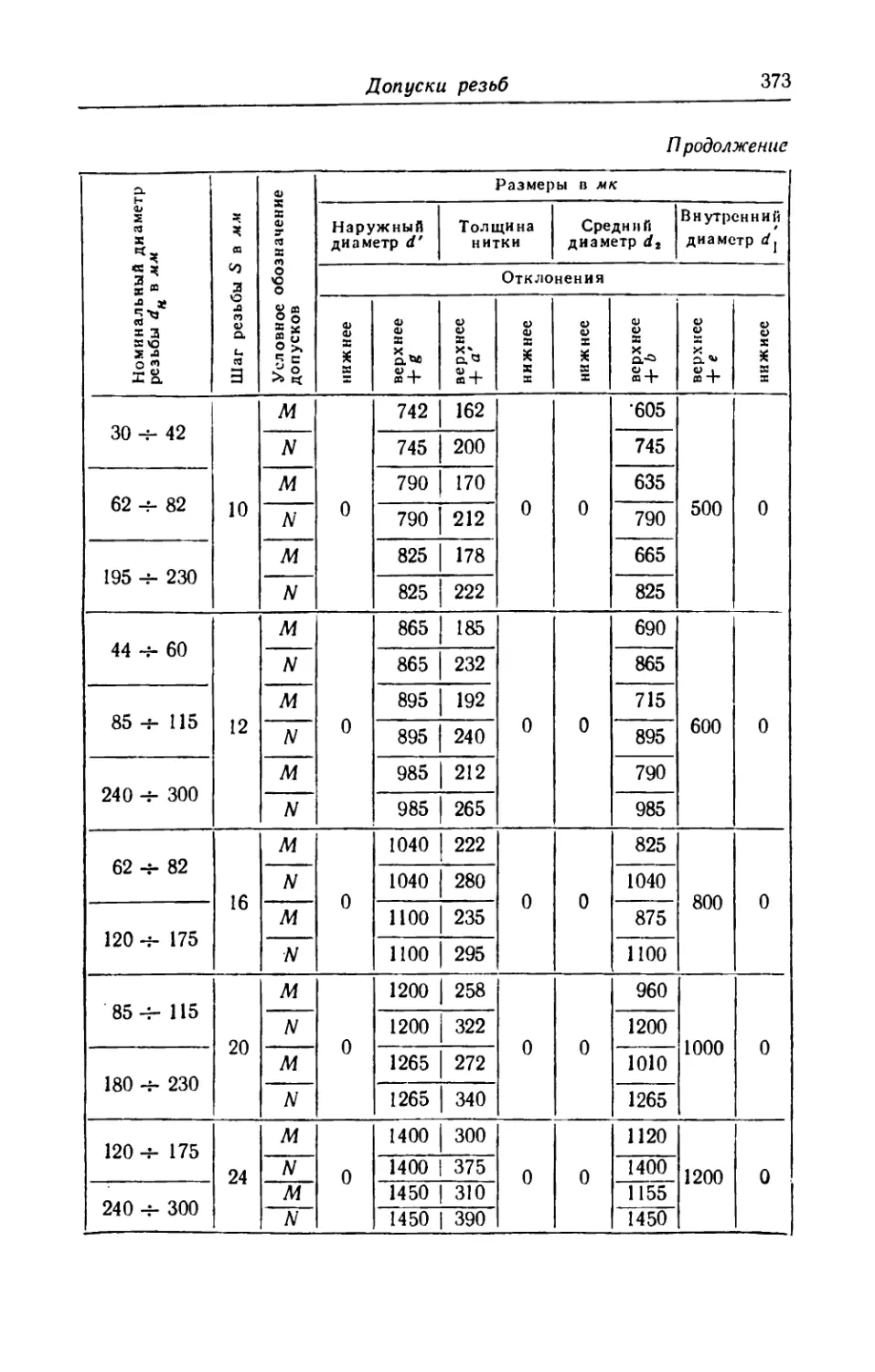
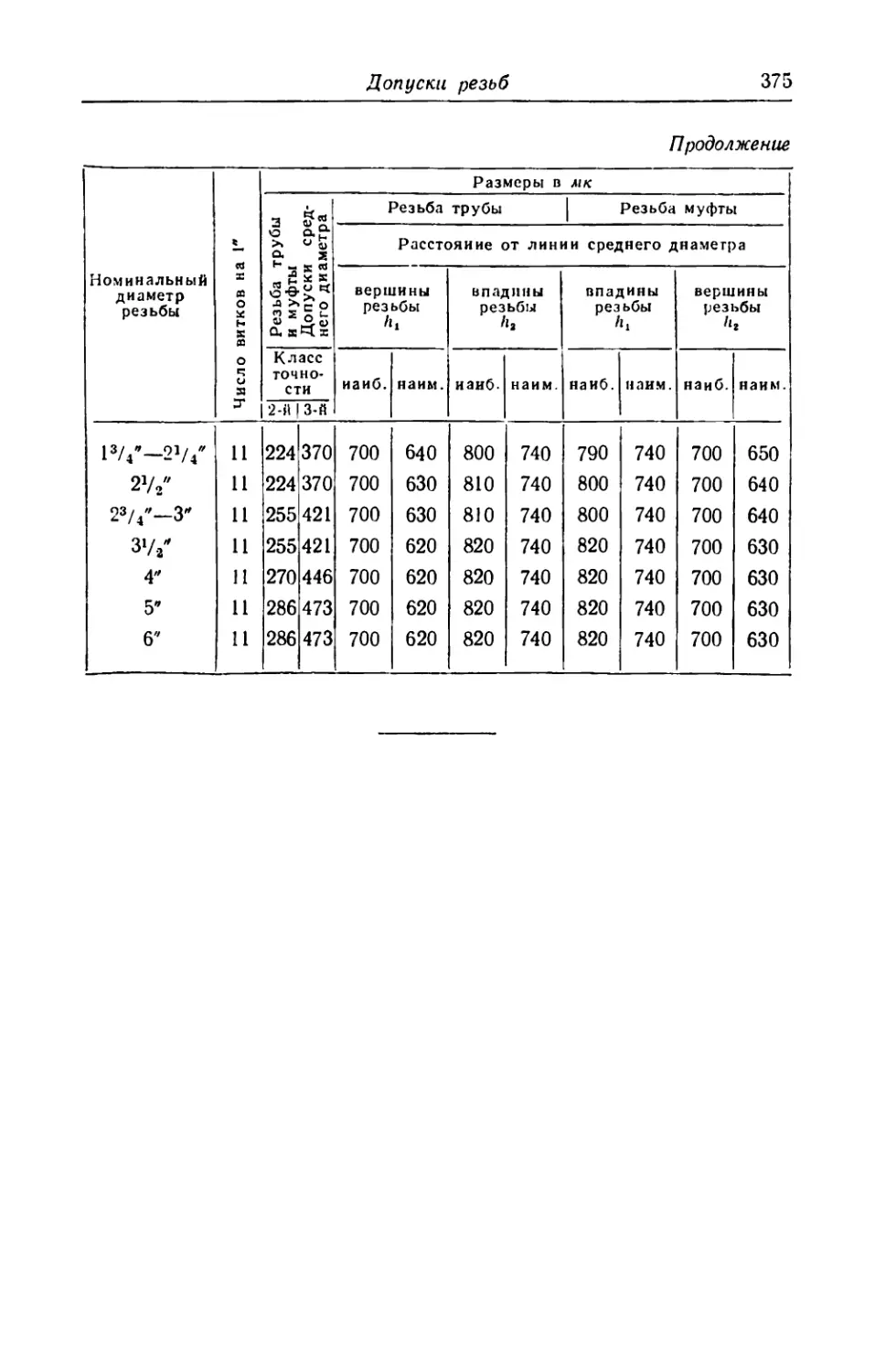
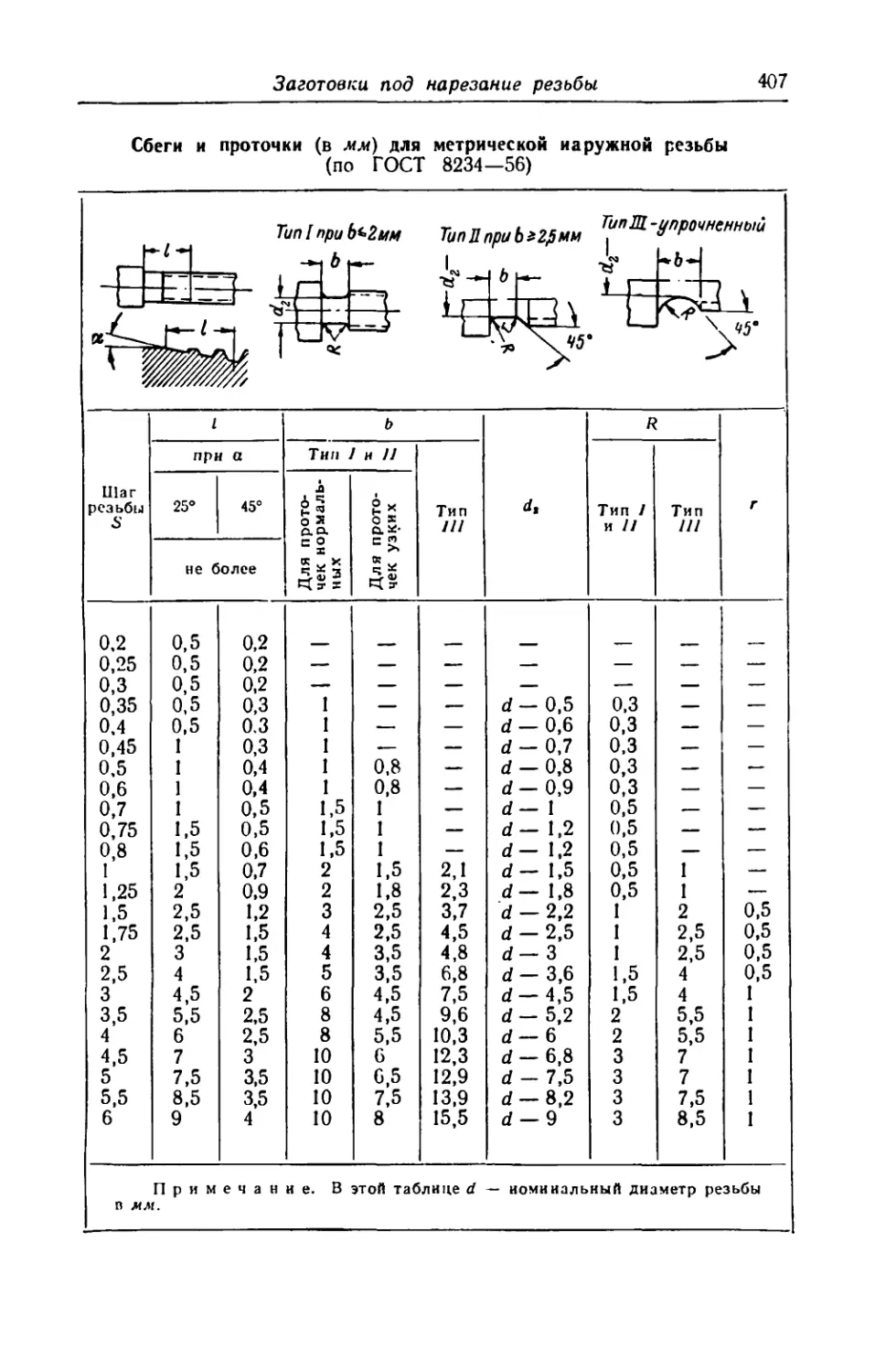
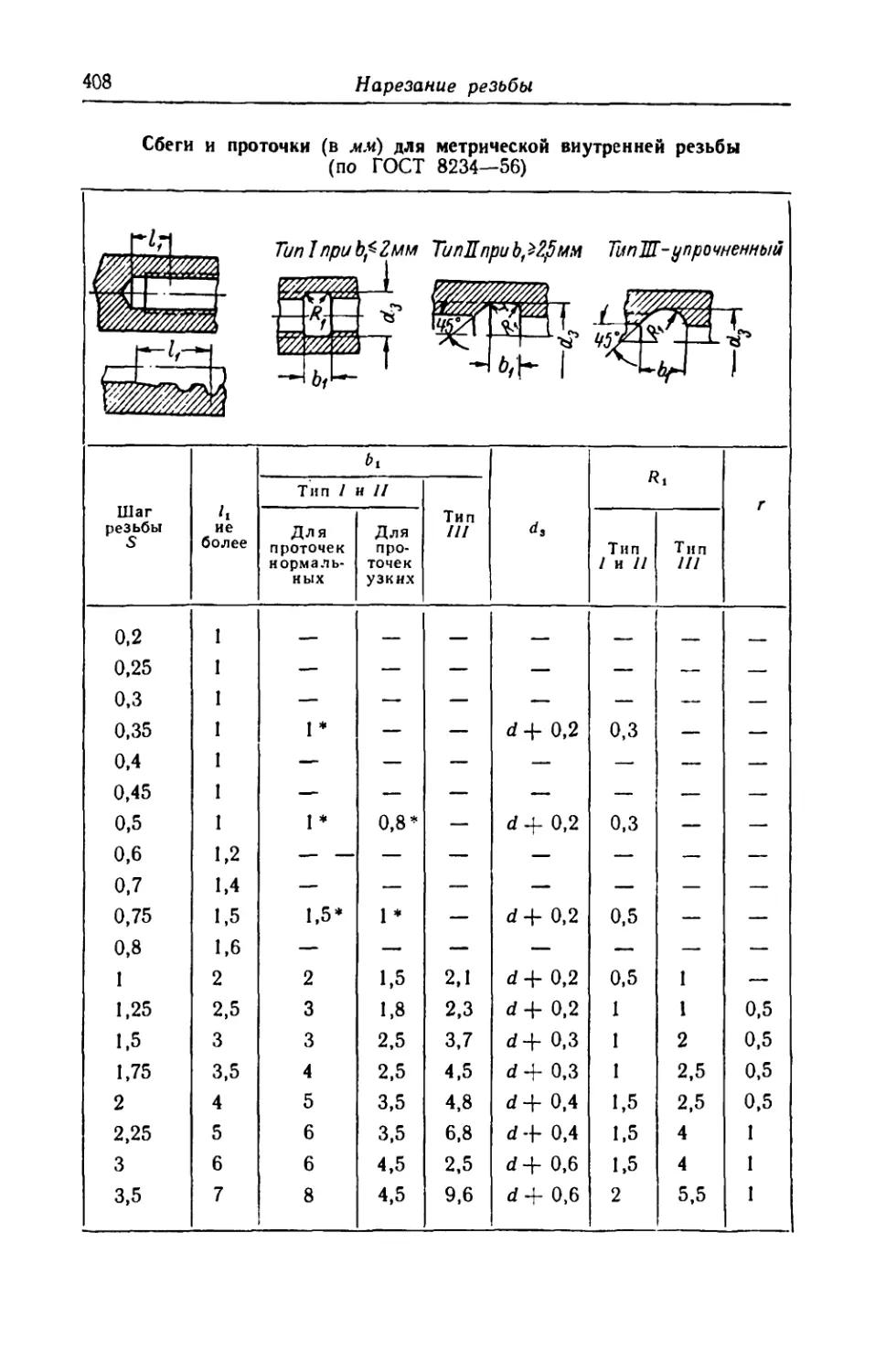
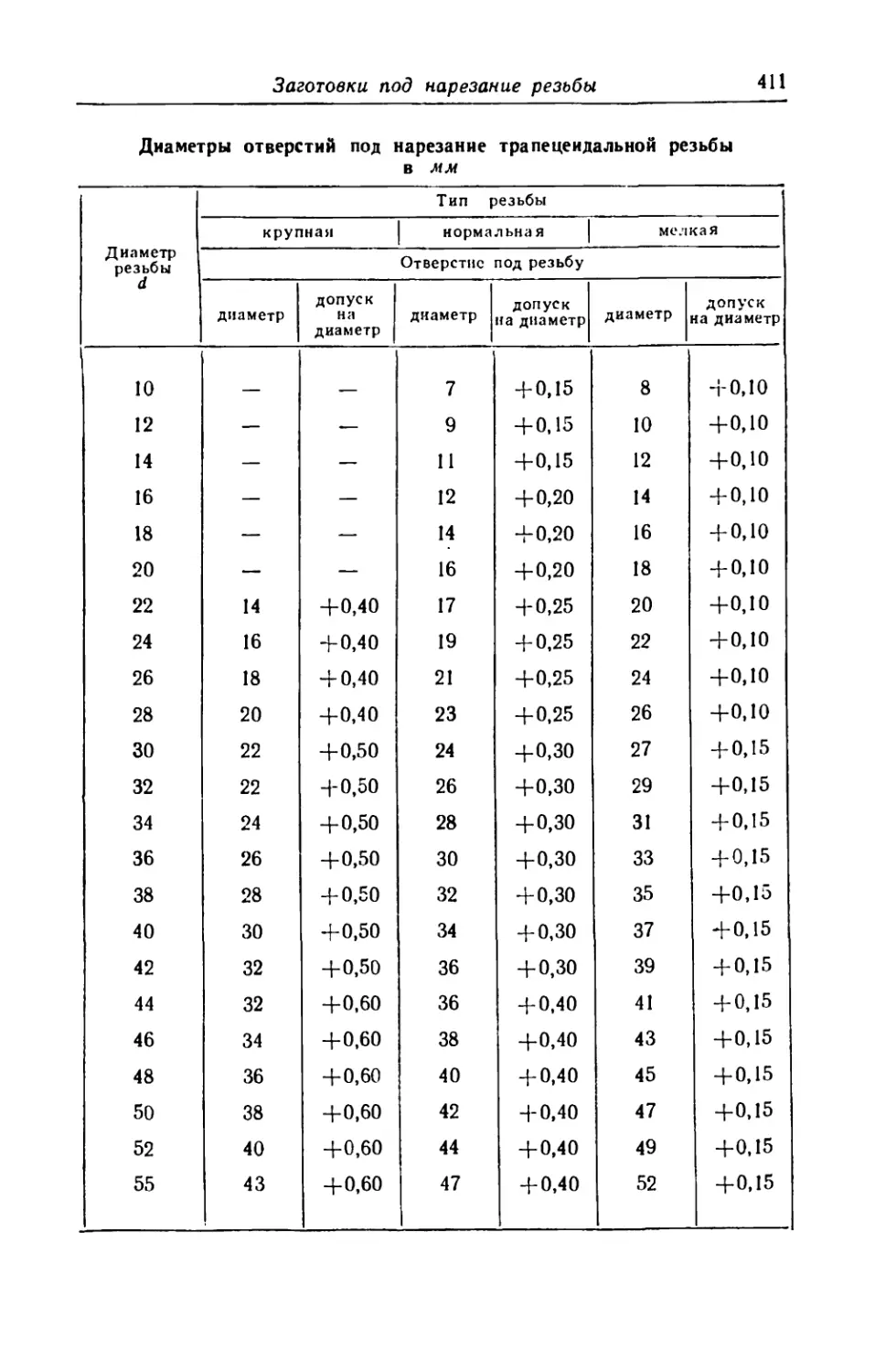
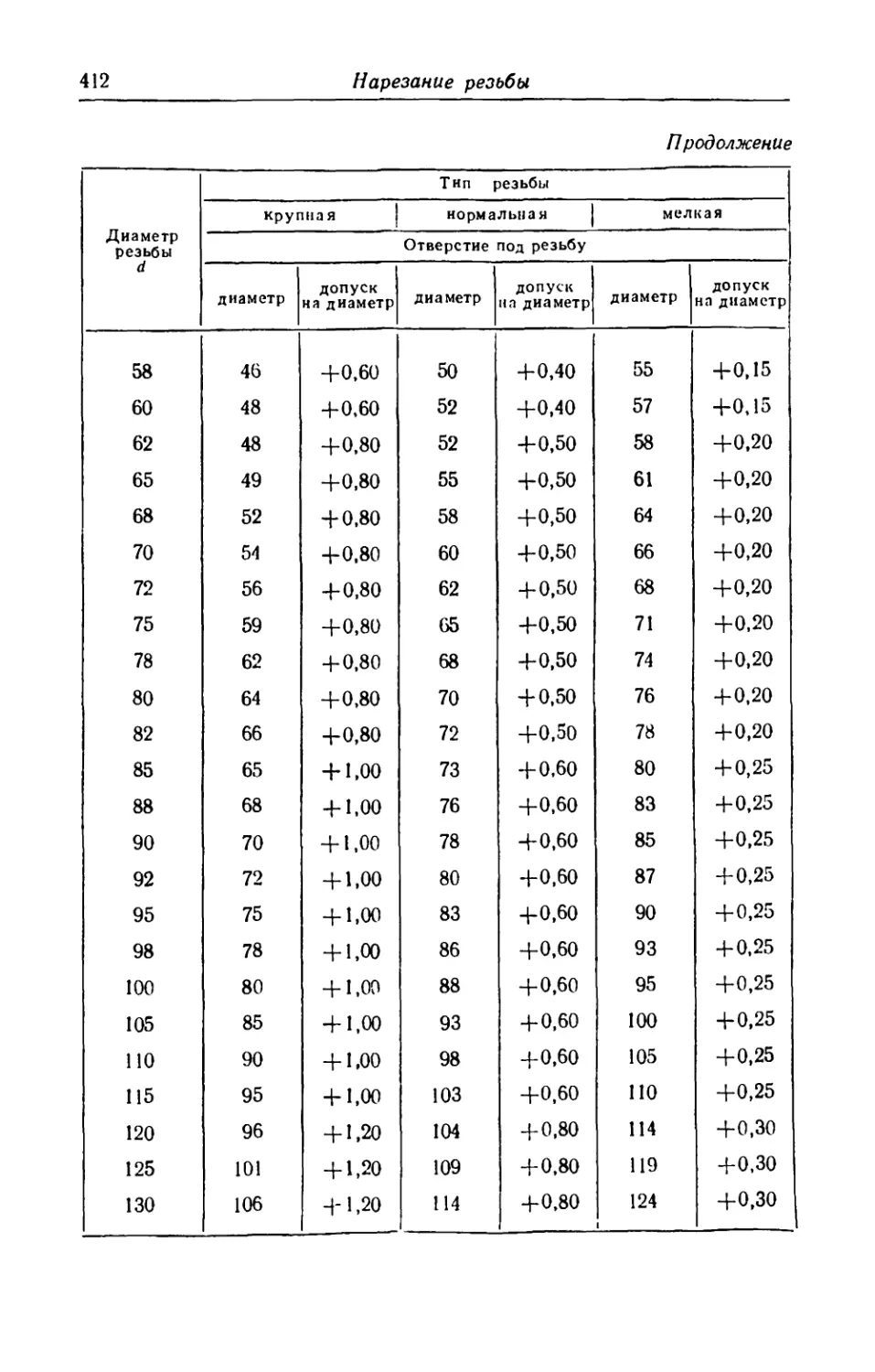
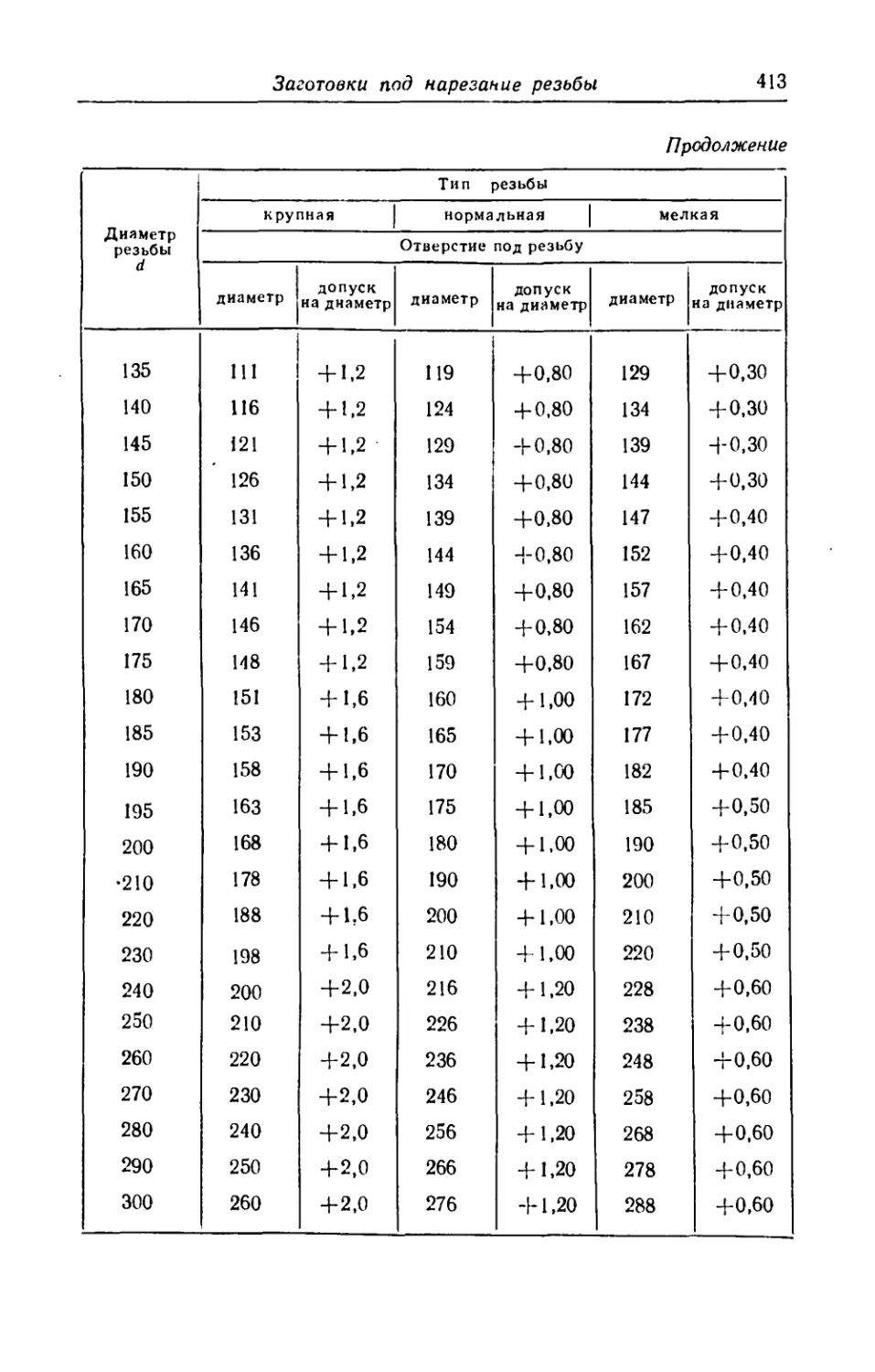
Одиннадцатая Размеры и допуски резьб 325
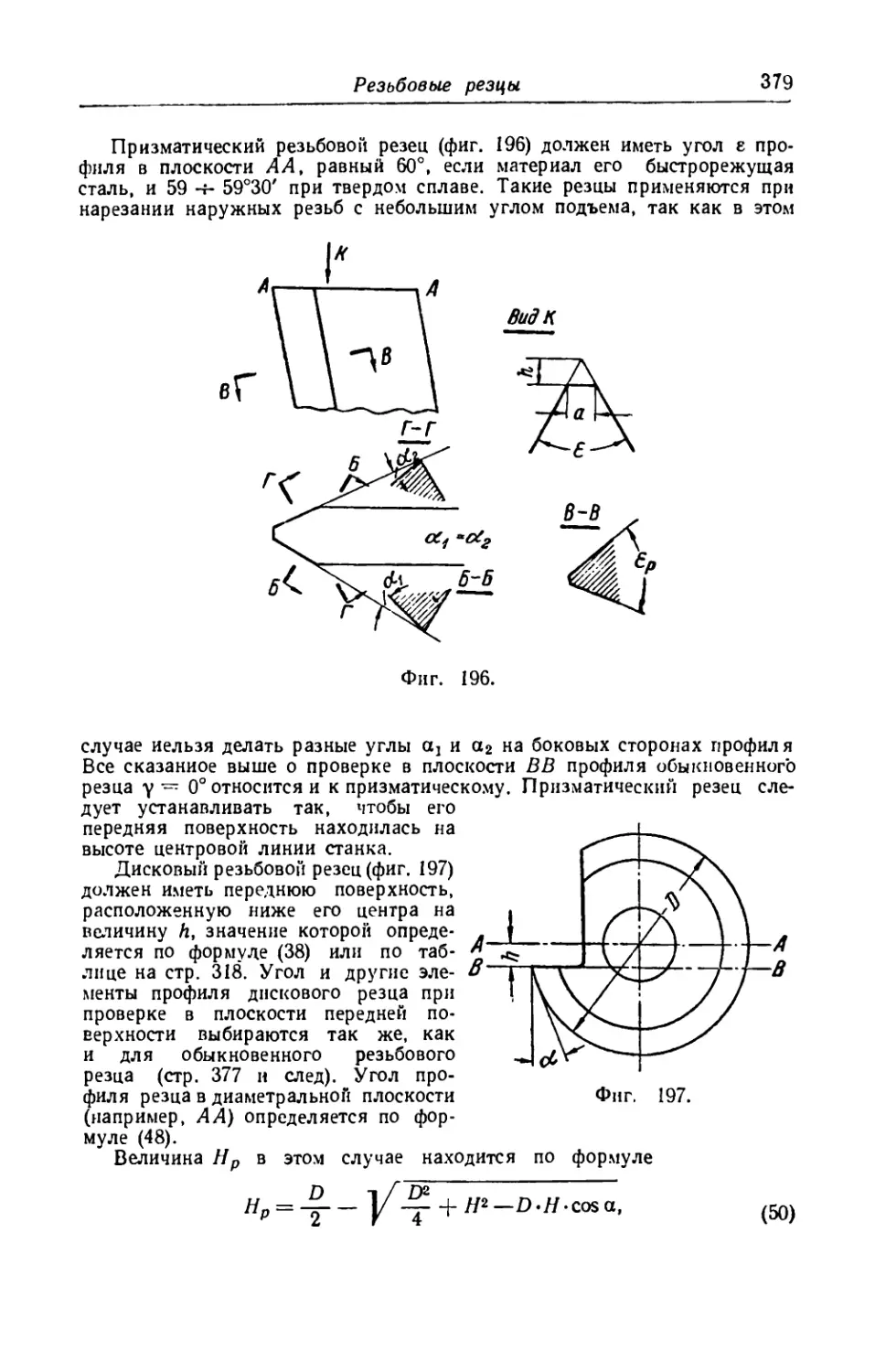
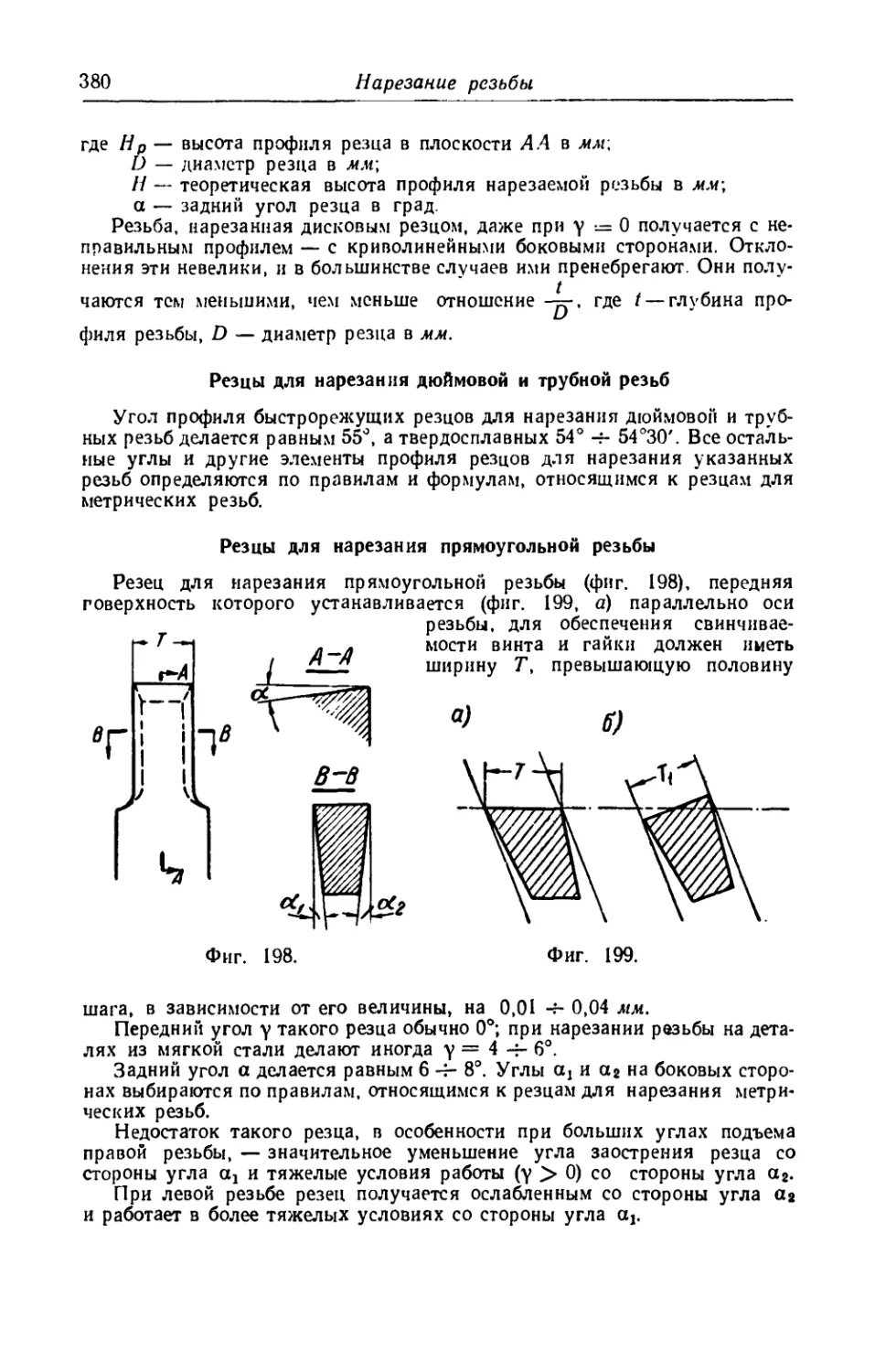
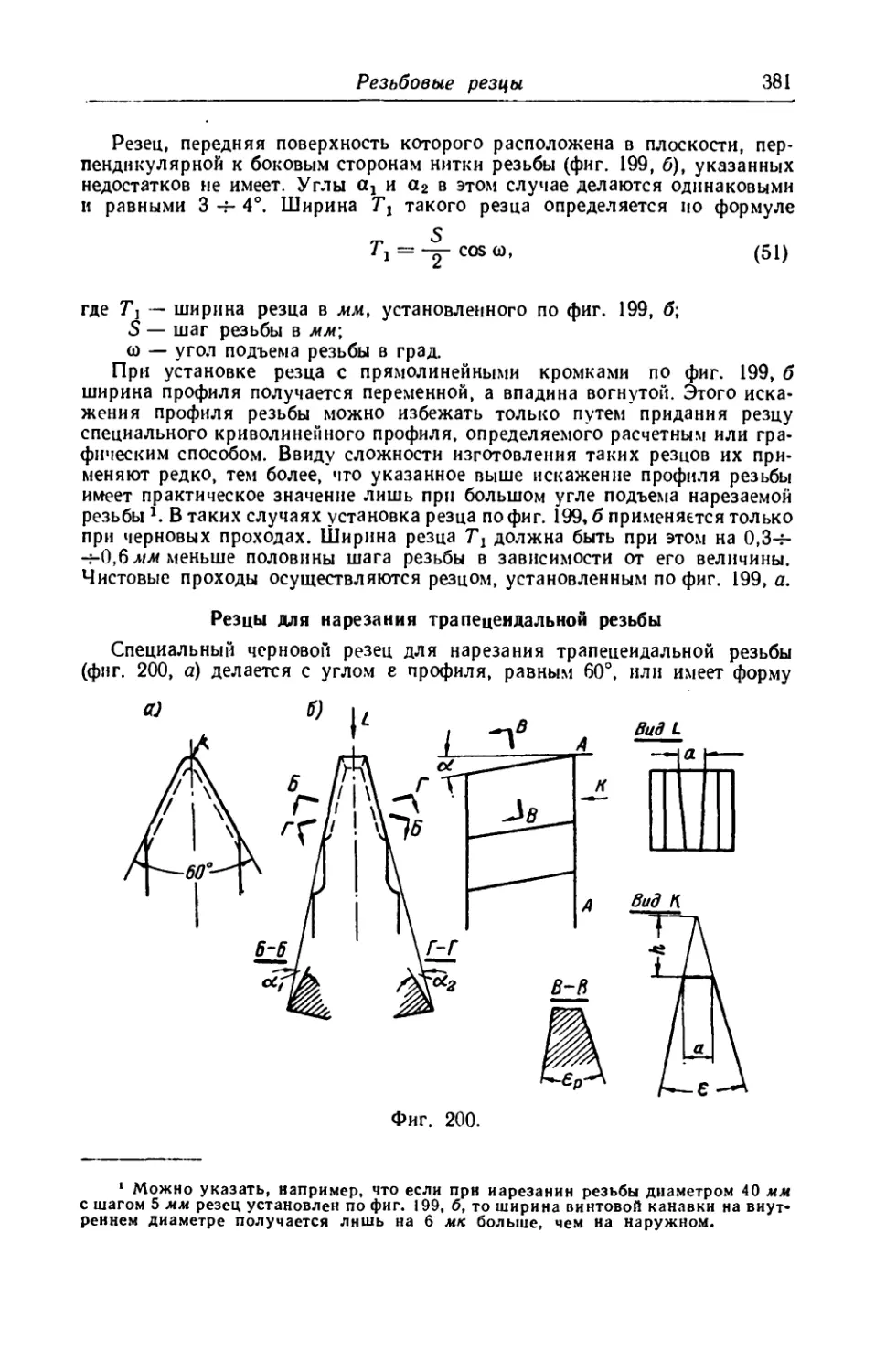
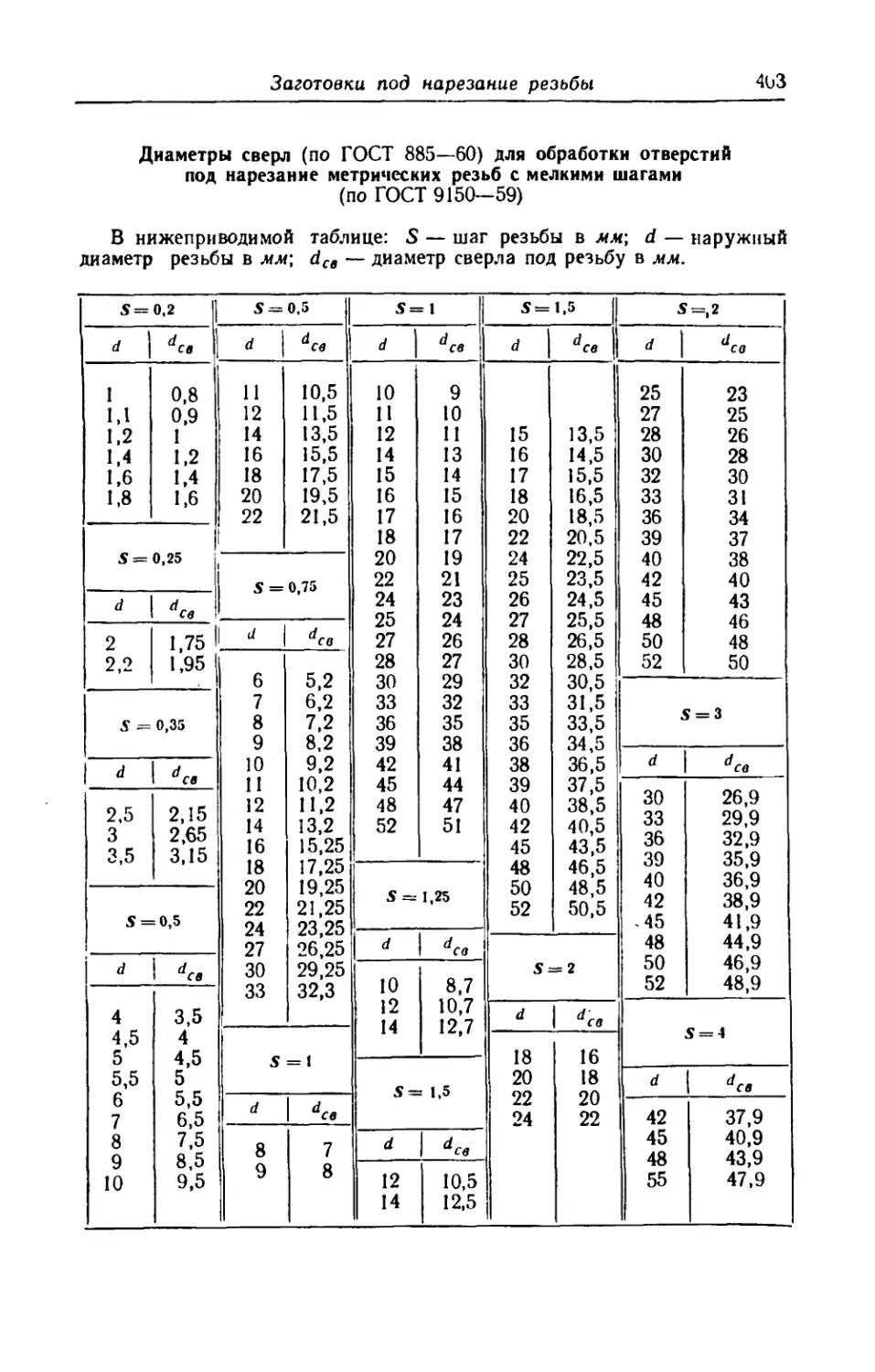
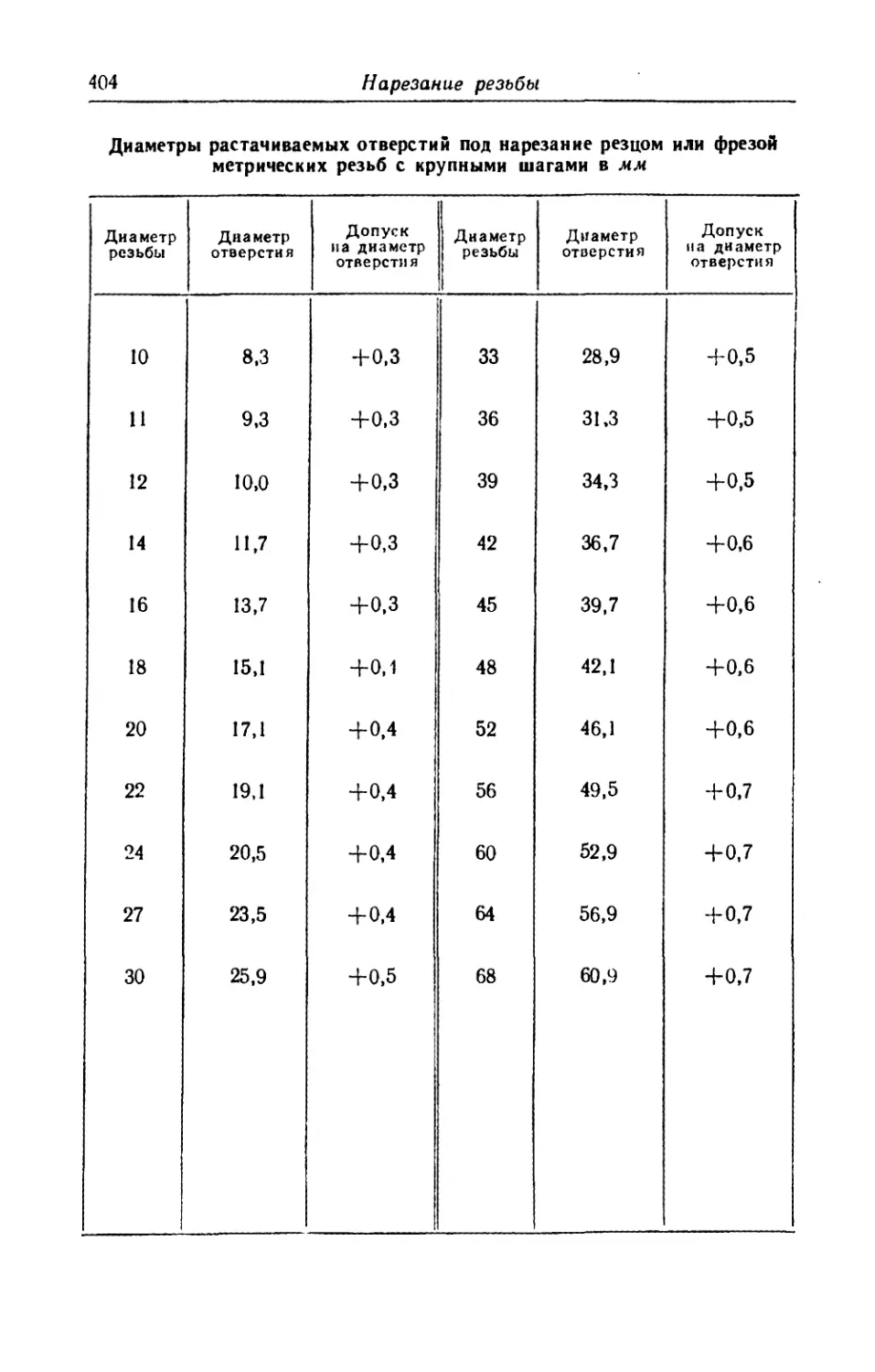
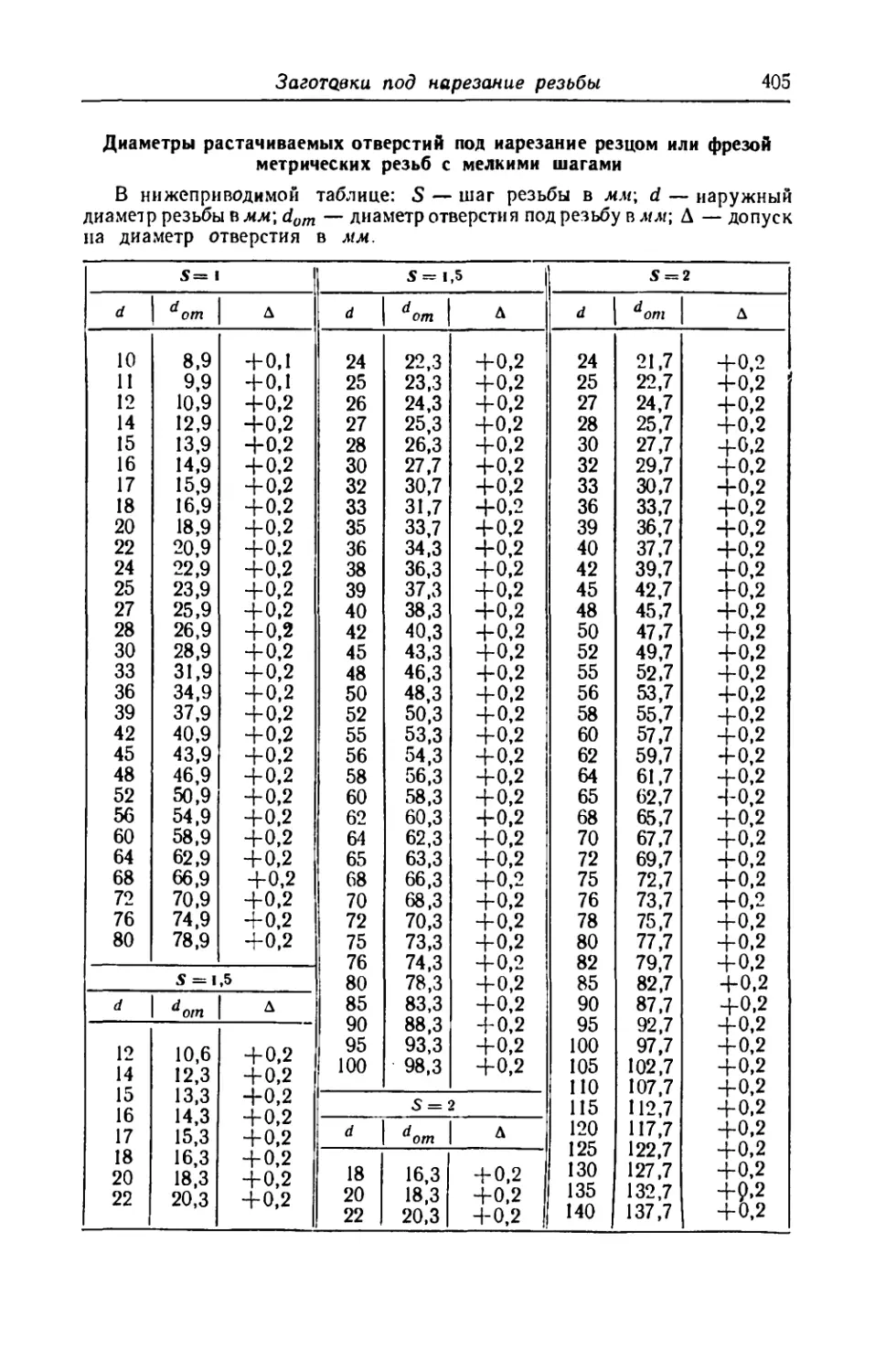
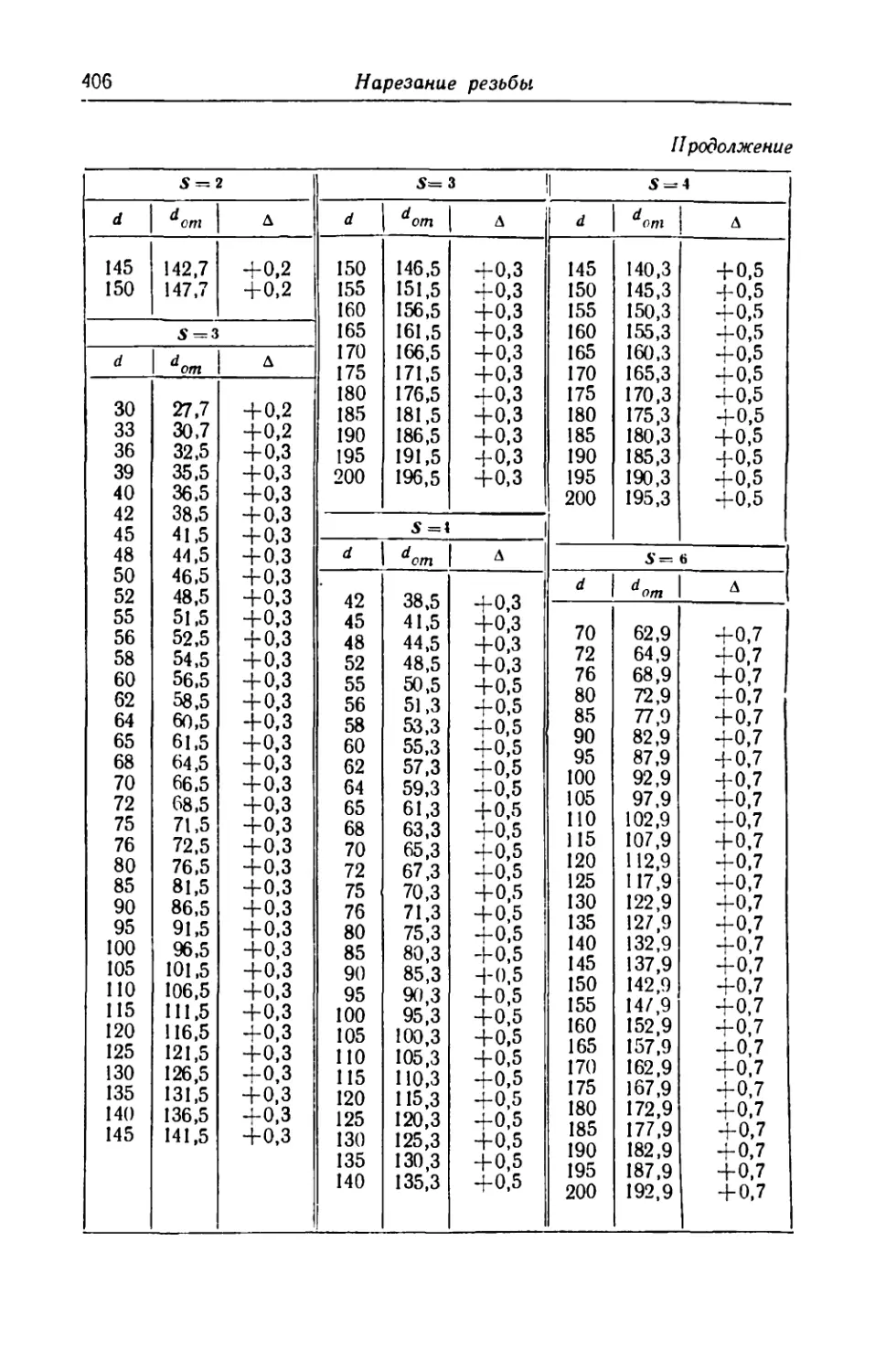
Двенадцатая Нарезание резьбы 376
Тринадцатая Обработка специальных сталей и других
материалов 444
Четырнадцатая Особые работы, выполняемые на токарном
станке 469
Пятнадцатая Общеупотребительные таблицы 480
Необходимые сведения о Справочнике
9
2. НЕКОТОРЫЕ ОБЩИЕ УКАЗАНИЯ
1. В Справочнике приняты следующие названия инструментальных
сплавов и оснащенных ими инструментов:
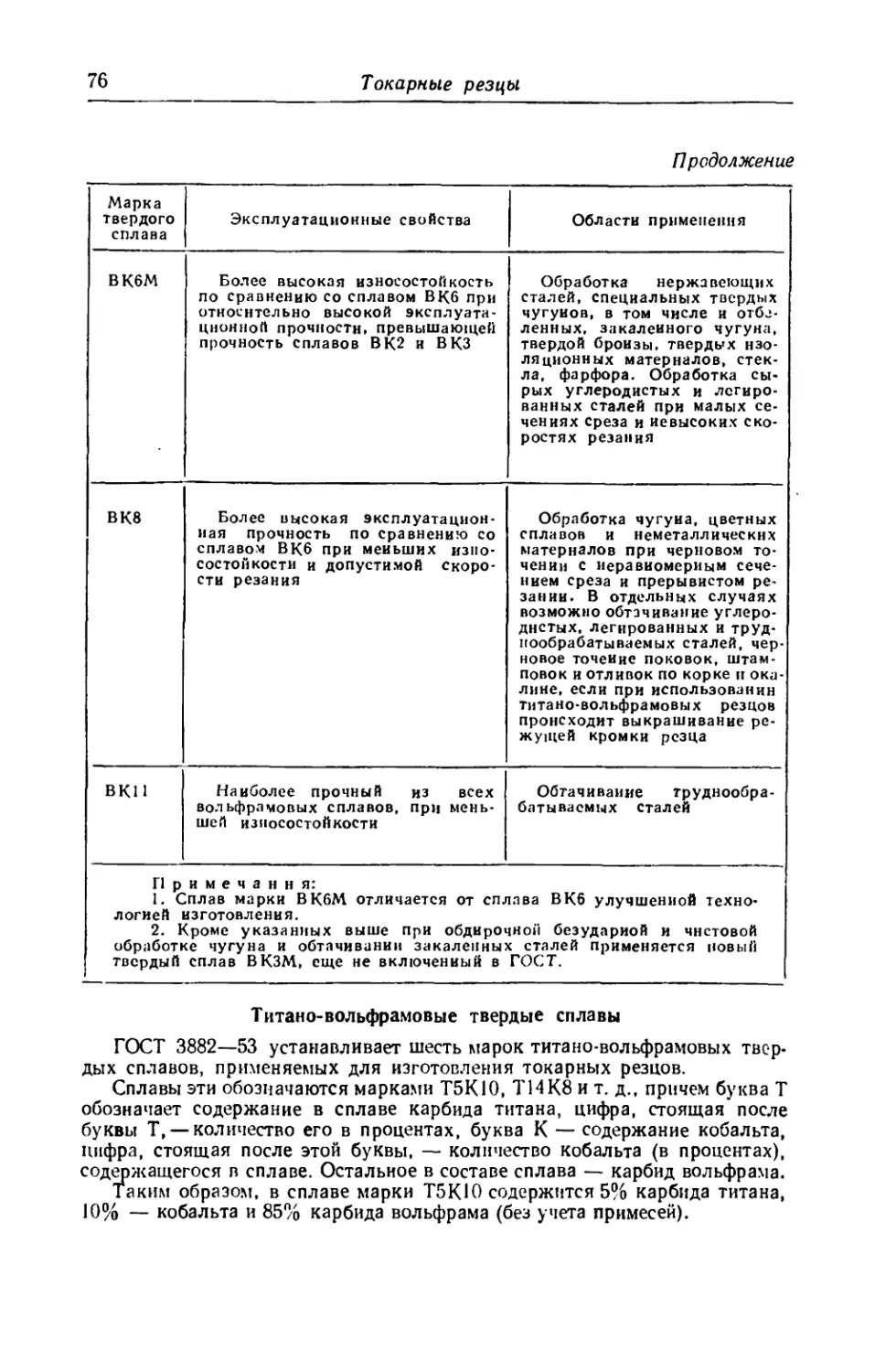
а) вольфрамо-кобальтовые твердые сплавы марок ВКЗ, ВК4, ВК6, ВК8
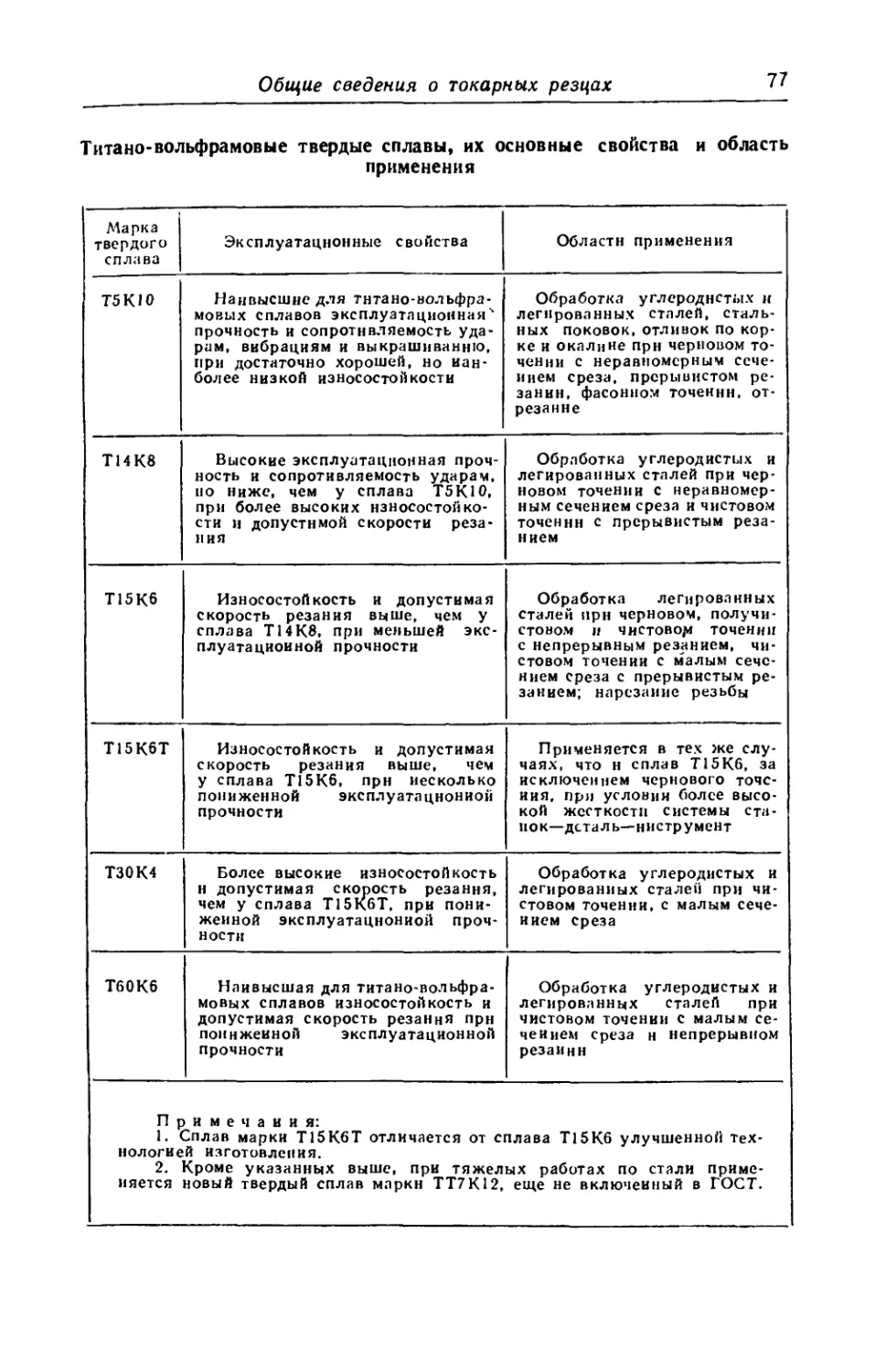
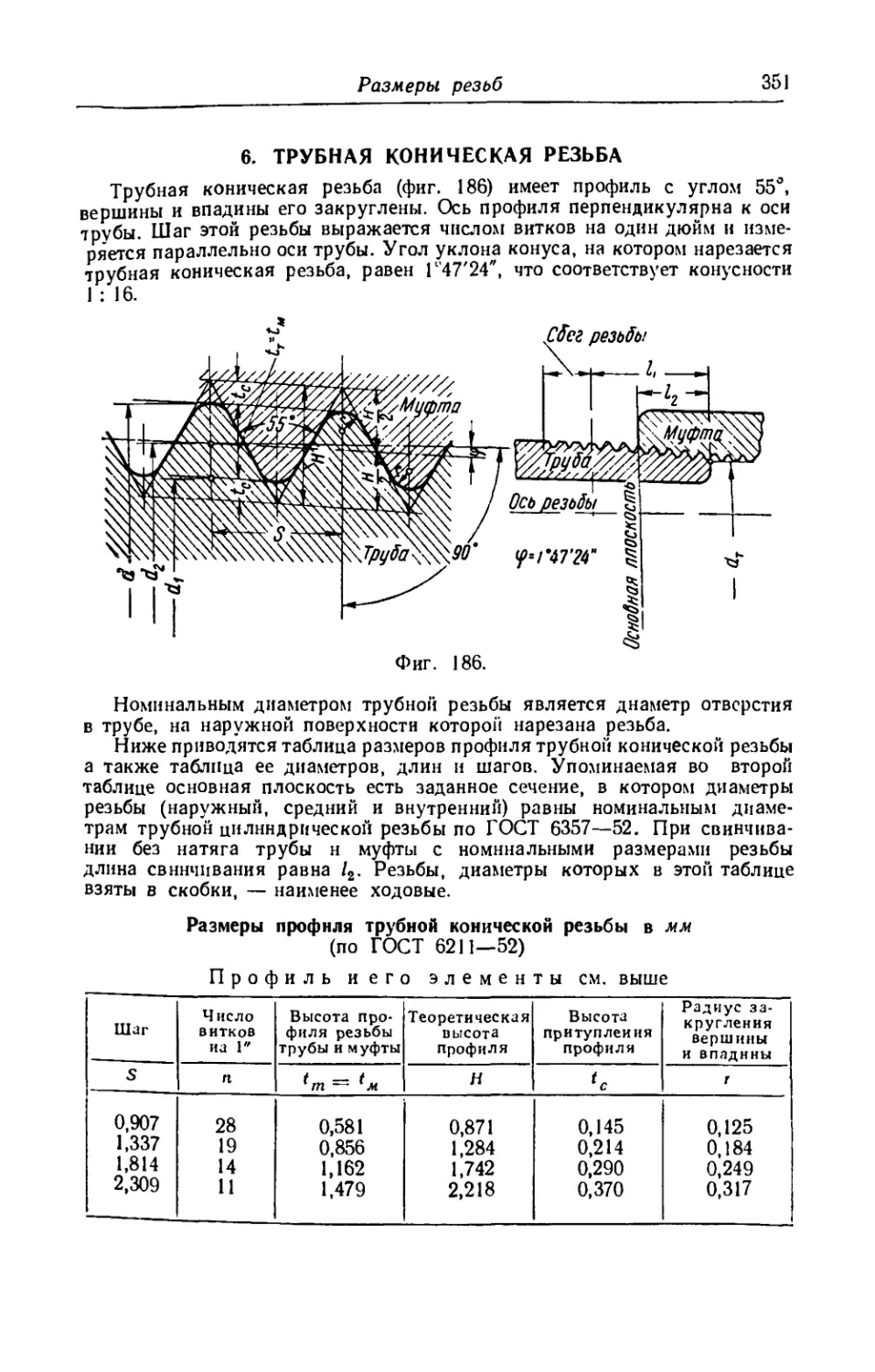
и др., а также вольфрамо-титано-кобальтовые твердые сплавы марок Т5К10,
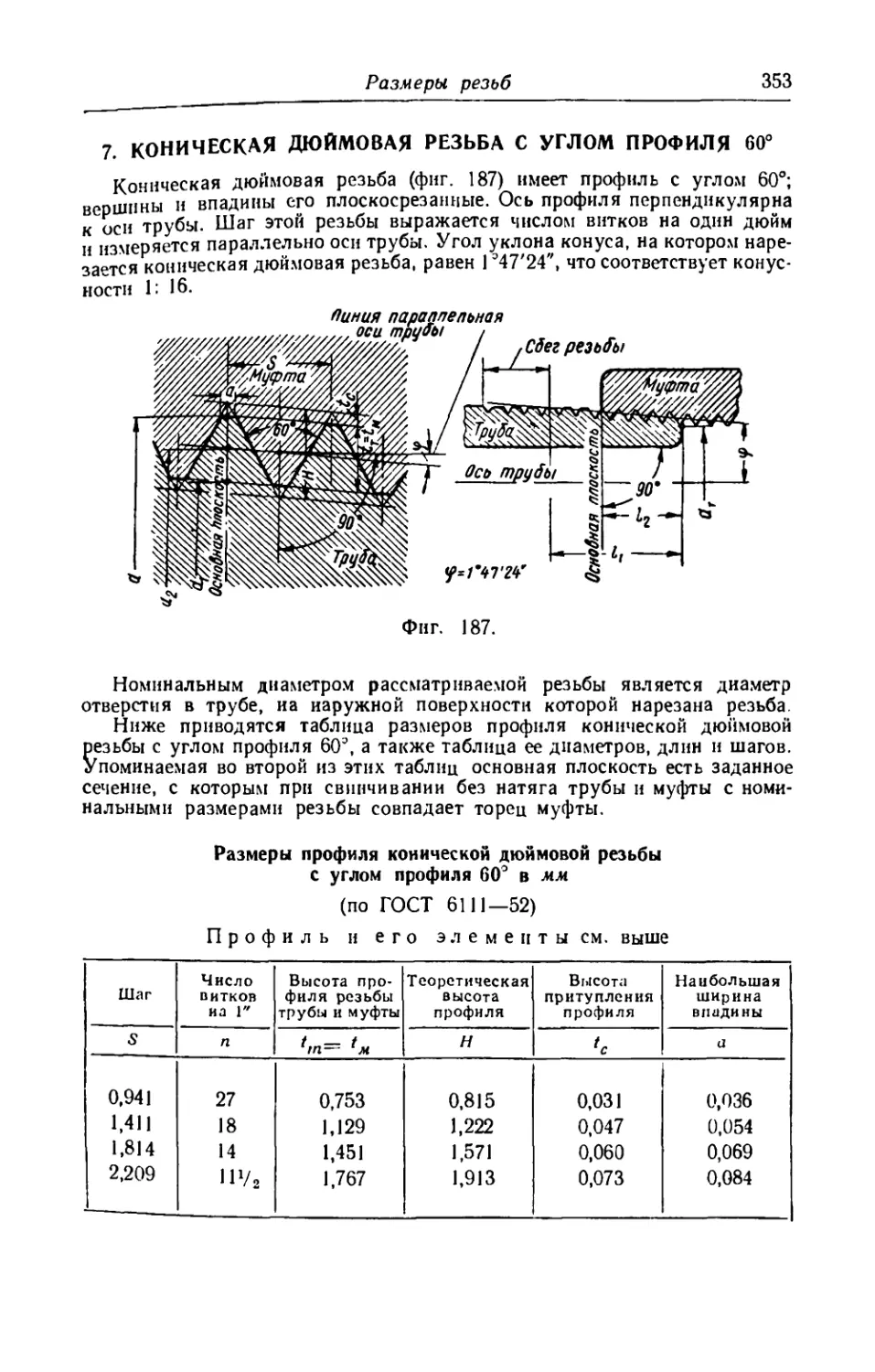
Т15К6, ТЗОК4 и др. в Справочнике называются твердыми сплавами,
а инструменты, оснащенные пластинками из этих сплавов, называются
твердосплавными;
б) сплавы, изготовляемые на основе окиси алюминия — корунда марок
ЦМ332, ТВ48 и др., в Справочнике называются минерало керамическими
сплавами, а инструменты, оснащенные пластинками из этих сплавов, —
минералокерамическими.
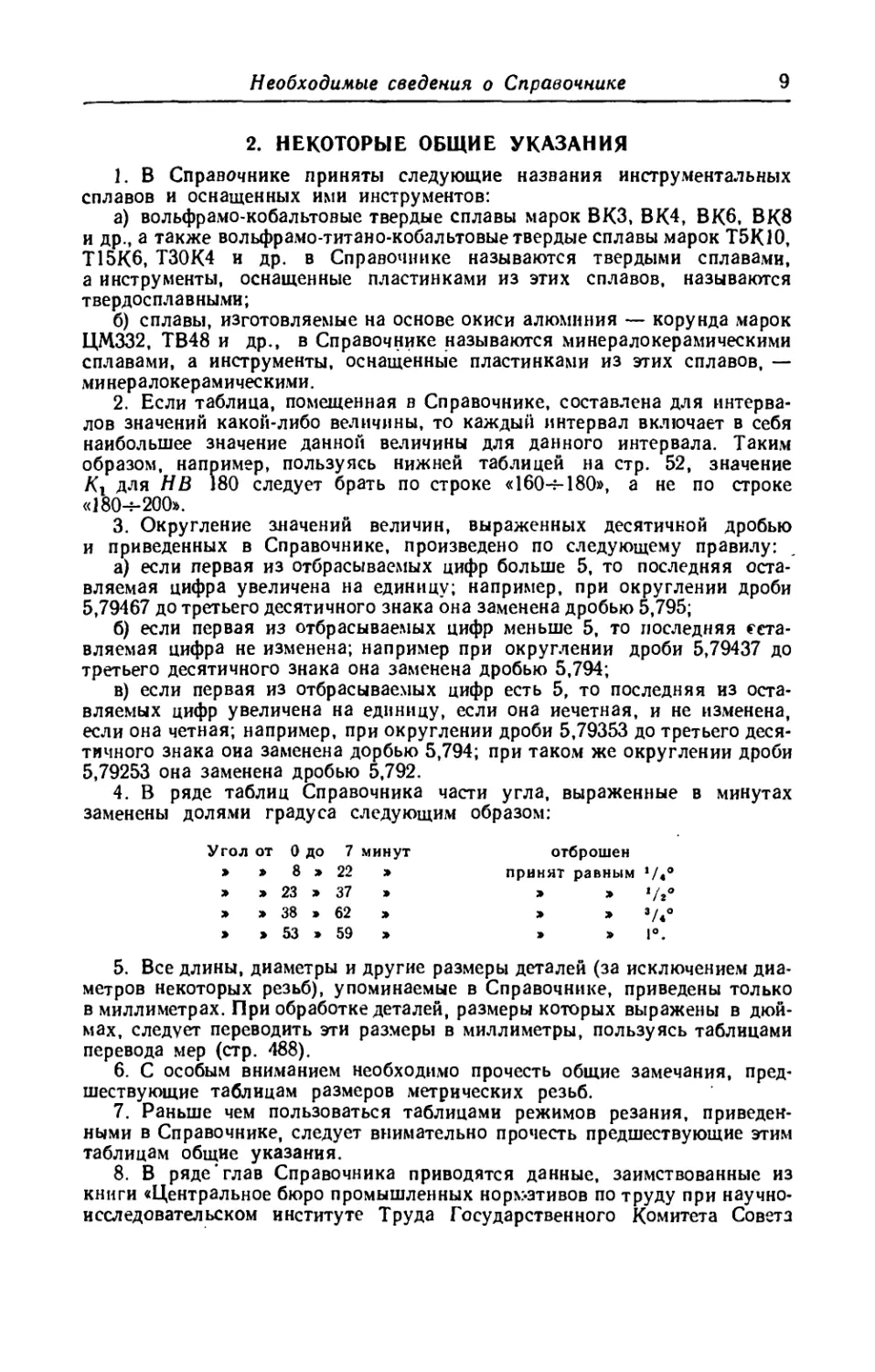
2. Если таблица, помещенная в Справочнике, составлена для интерва-
лов значений какой-либо величины, то каждый интервал включает в себя
наибольшее значение данной величины для данного интервала. Таким
образом, например, пользуясь нижней таблицей на стр. 52, значение
Кх для НВ 180 следует брать по строке «160-5-180», а не по строке
«180-5-200».
3. Округление значений величин, выраженных десятичной дробью
и приведенных в Справочнике, произведено по следующему правилу:
а) если первая из отбрасываемых цифр больше 5, то последняя оста-
вляемая цифра увеличена на единицу; например, при округлении дроби
5,79467 до третьего десятичного знака она заменена дробью 5,795;
б) если первая из отбрасываемых цифр меньше 5, то последняя гета-
вляемая цифра не изменена; например при округлении дроби 5,79437 до
третьего десятичного знака она заменена дробью 5,794;
в) если первая из отбрасываемых цифр есть 5, то последняя из оста-
вляемых цифр увеличена на единицу, если она нечетная, и не изменена,
если она четная; например, при округлении дроби 5,79353 до третьего деся-
тичного знака она заменена дорбью 5,794; при таком же округлении дроби
5,79253 она заменена дробью 5,792.
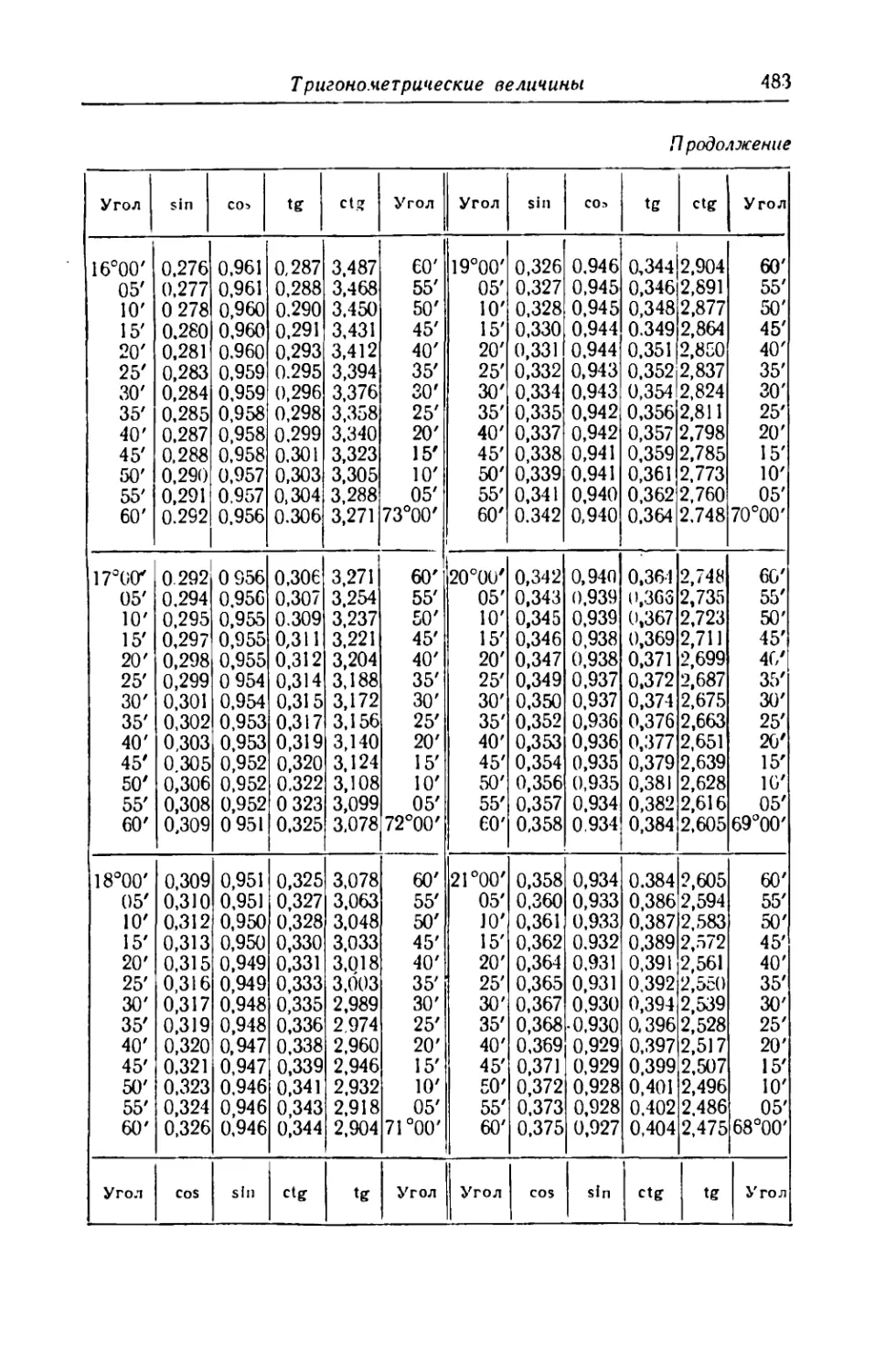
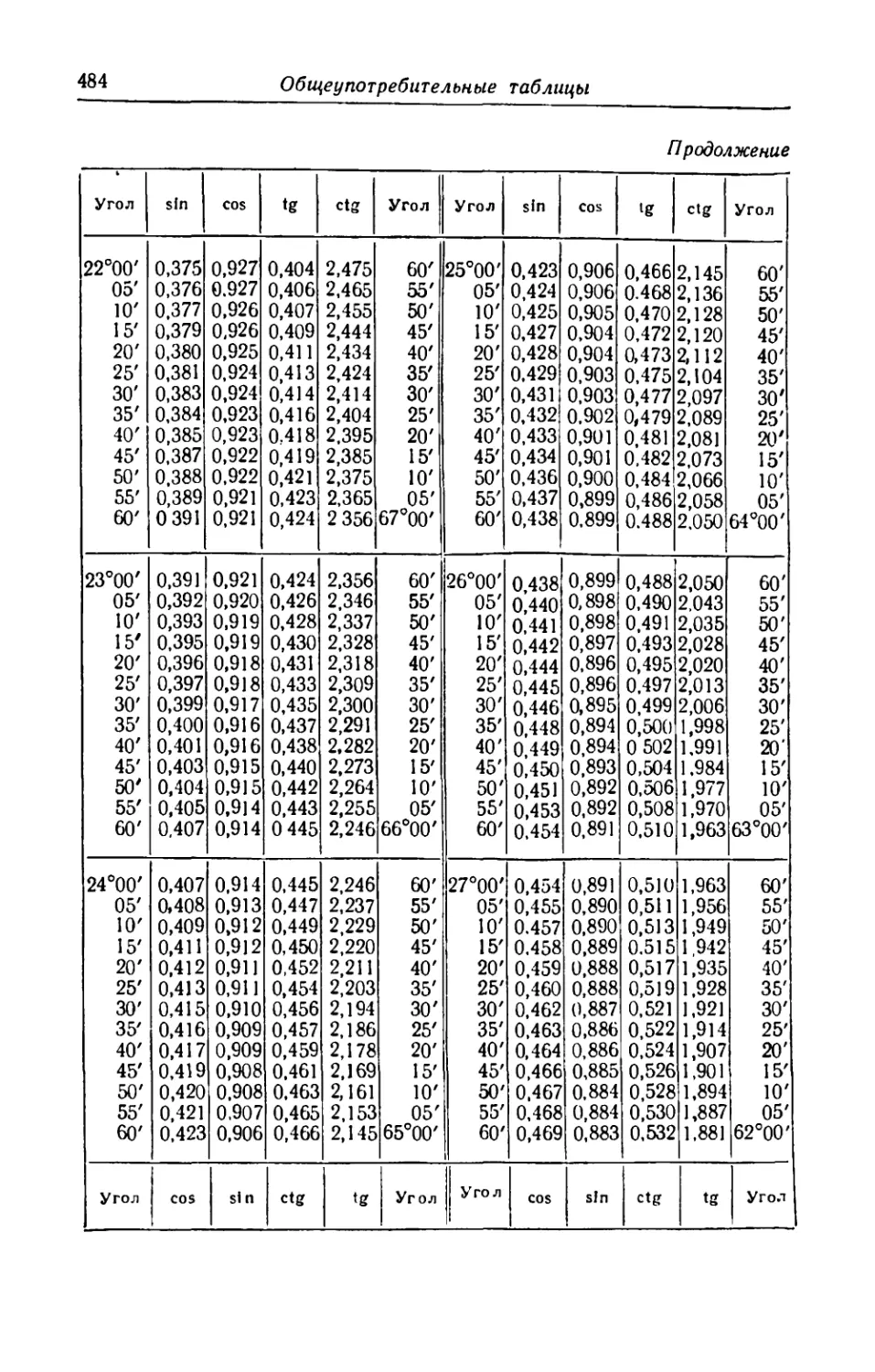
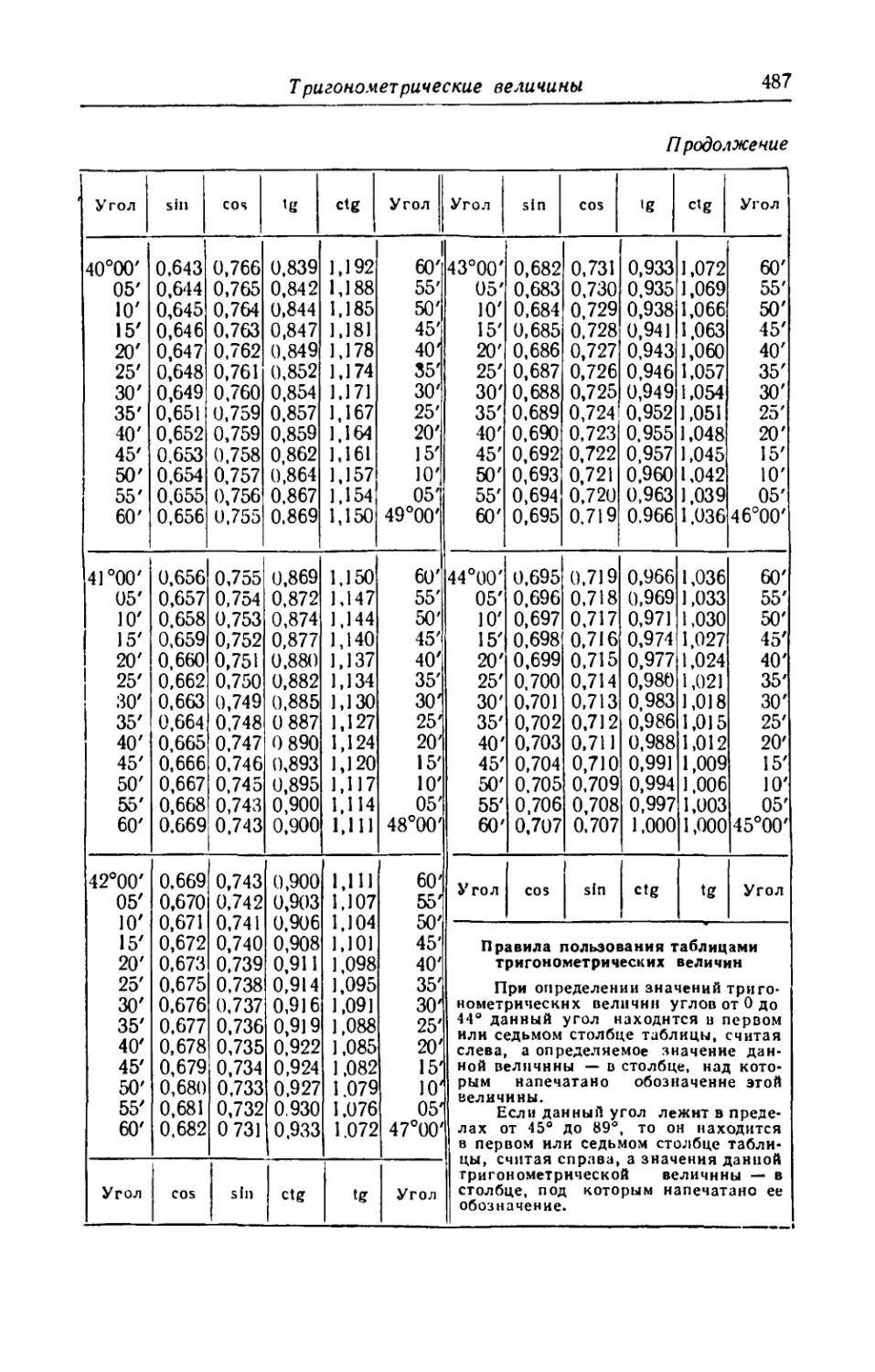
4. В ряде таблиц Справочника части угла, выраженные в минутах
заменены долями градуса следующим образом:
Угол от 0 до 7 минут
» » 8 > 22 >
> > 23 > 37 »
> > 38 » 62 >
» » 53 » 59 >
отброшен
принят равным ‘/ж®
1°.
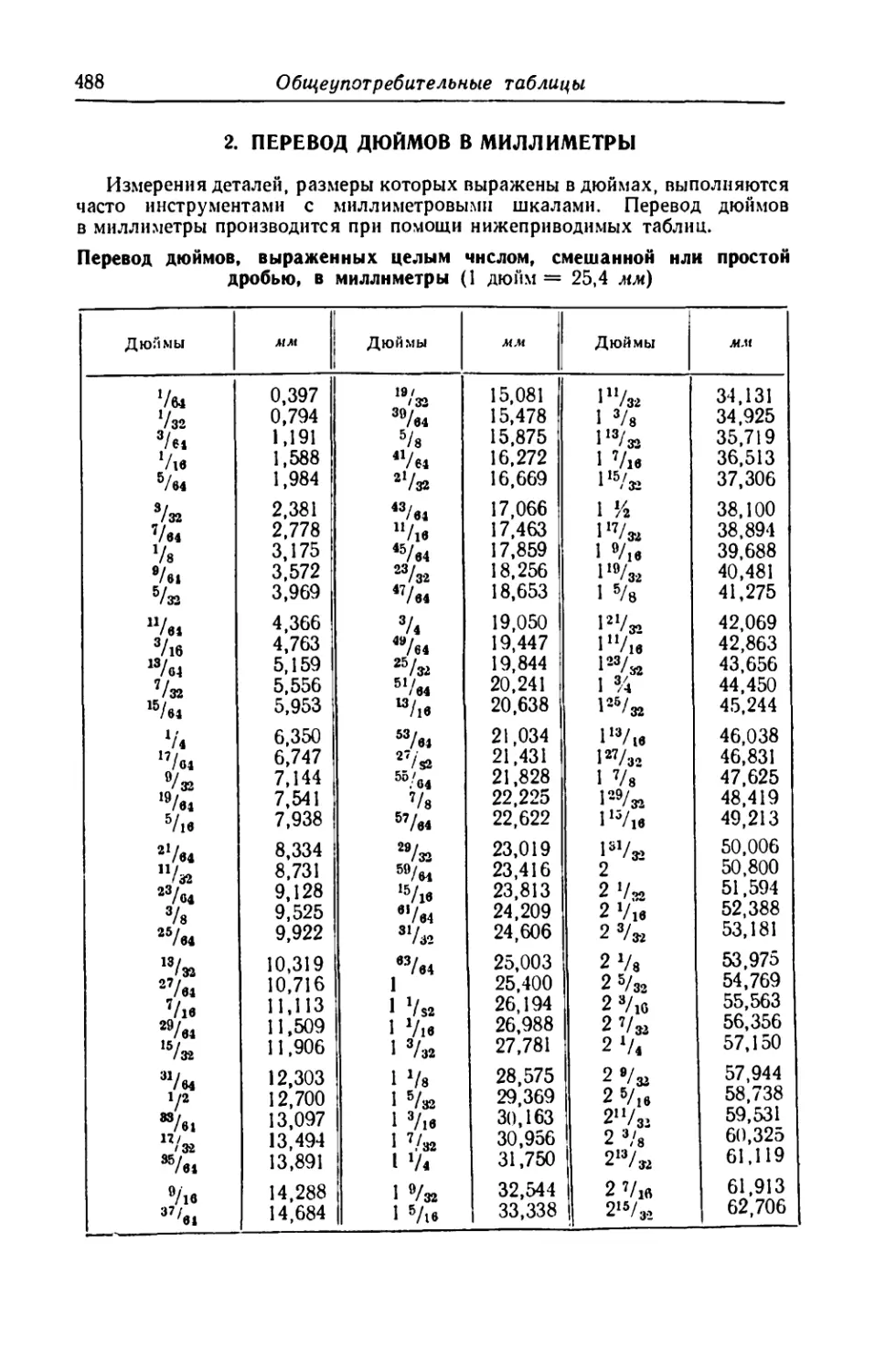
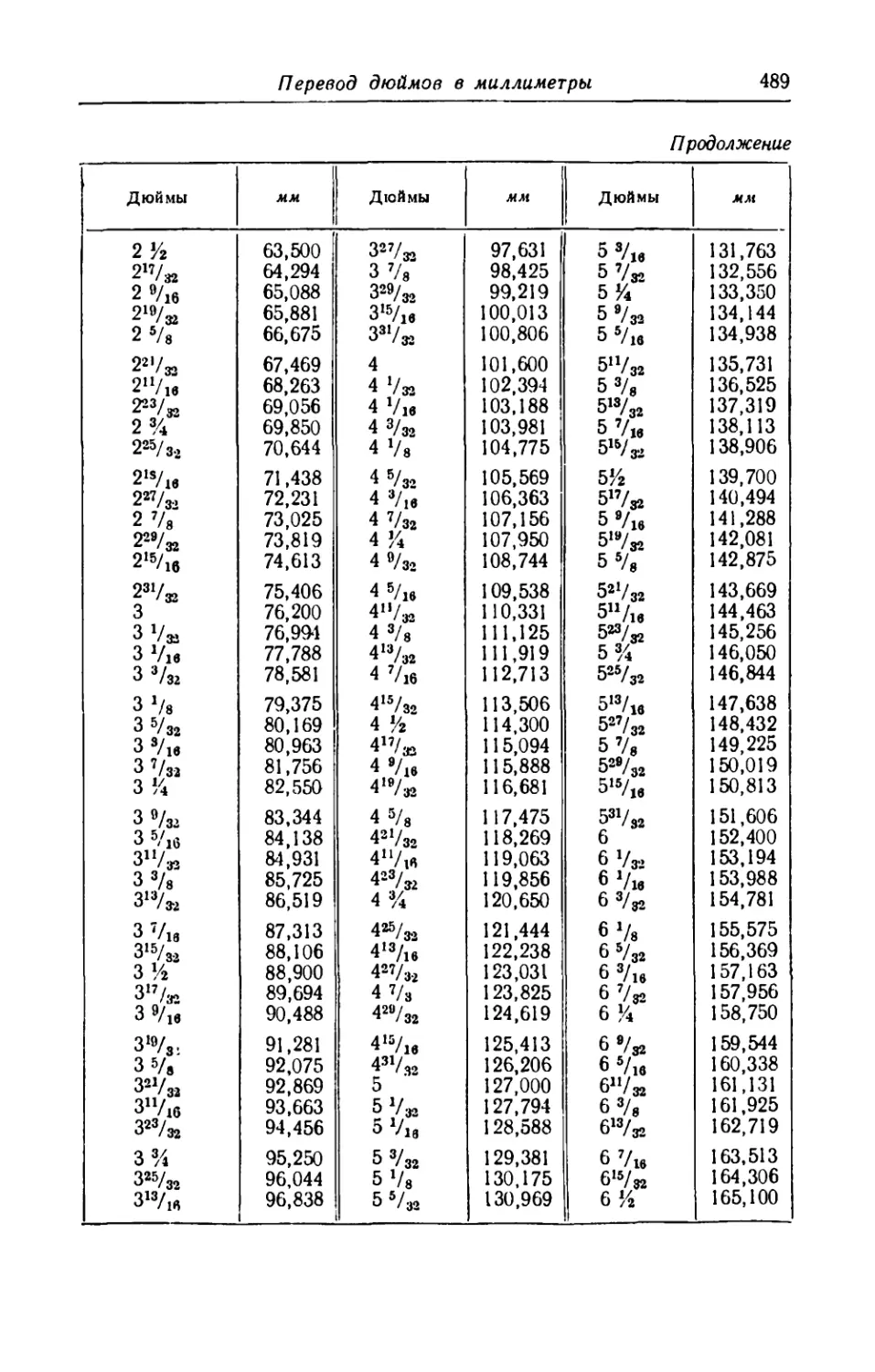
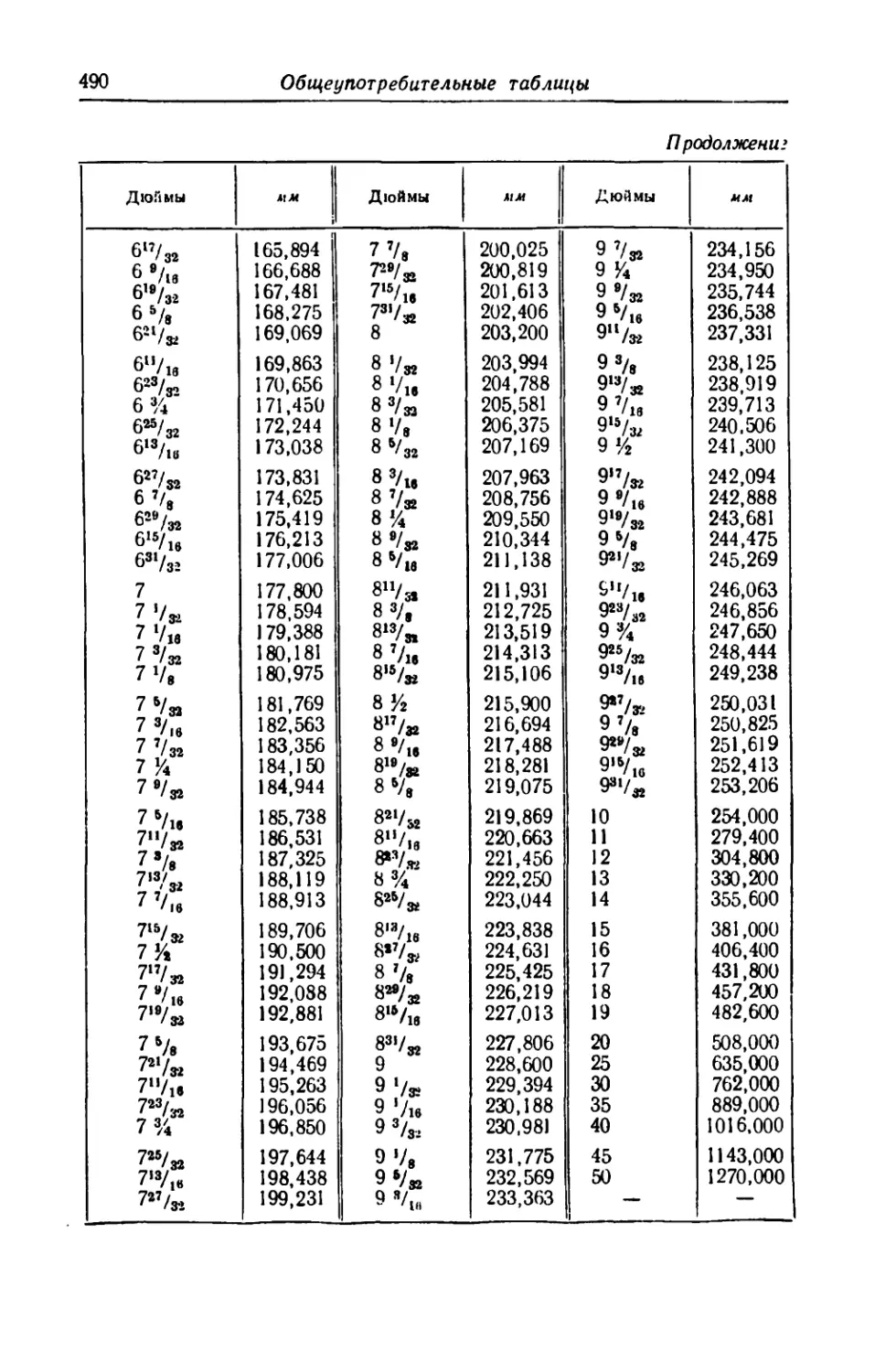
5. Все длины, диаметры и другие размеры деталей (за исключением диа-
метров некоторых резьб), упоминаемые в Справочнике, приведены только
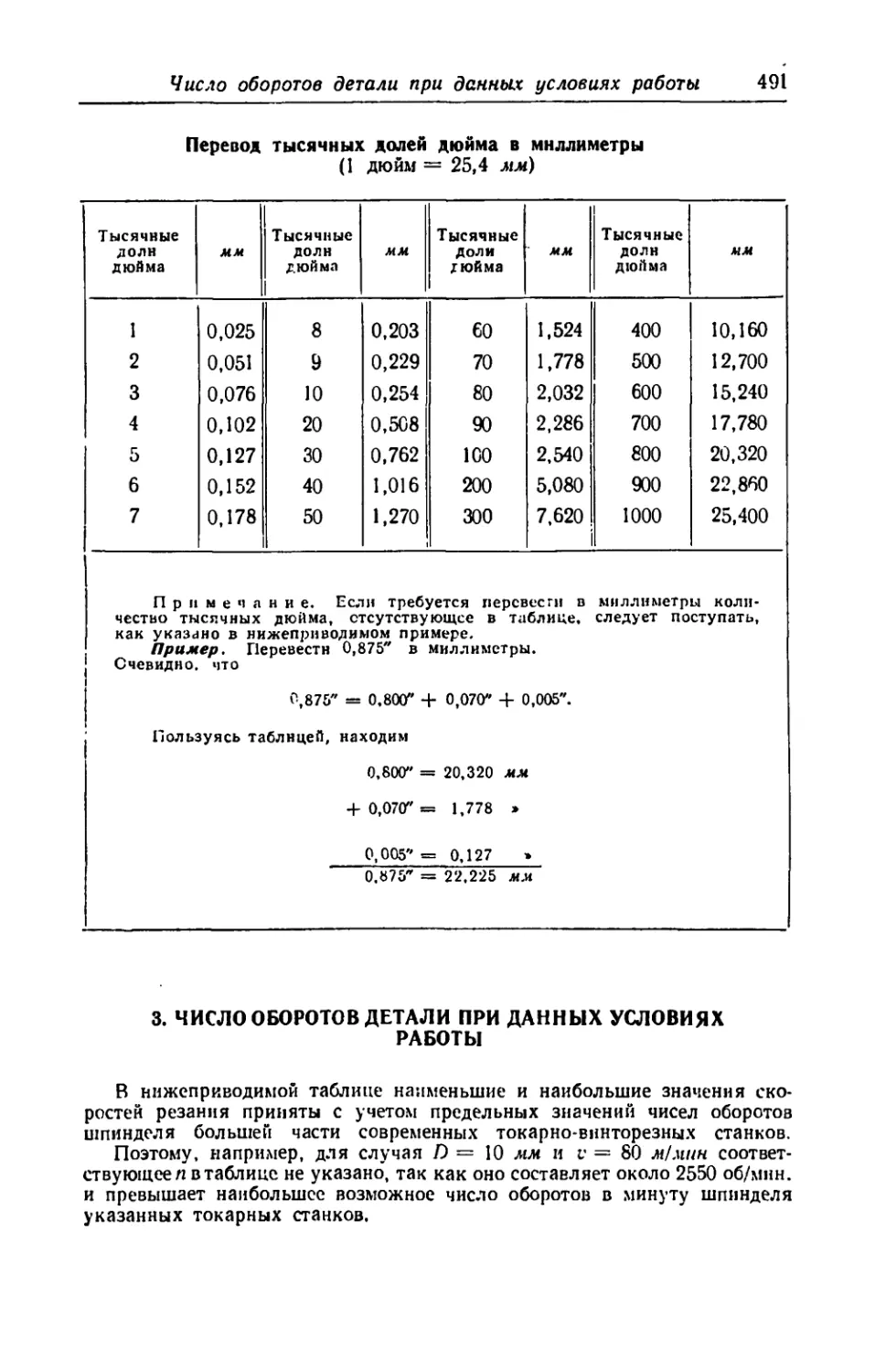
в миллиметрах. При обработке деталей, размеры которых выражены в дюй-
мах, следует переводить эти размеры в миллиметры, пользуясь таблицами
перевода мер (стр. 488).
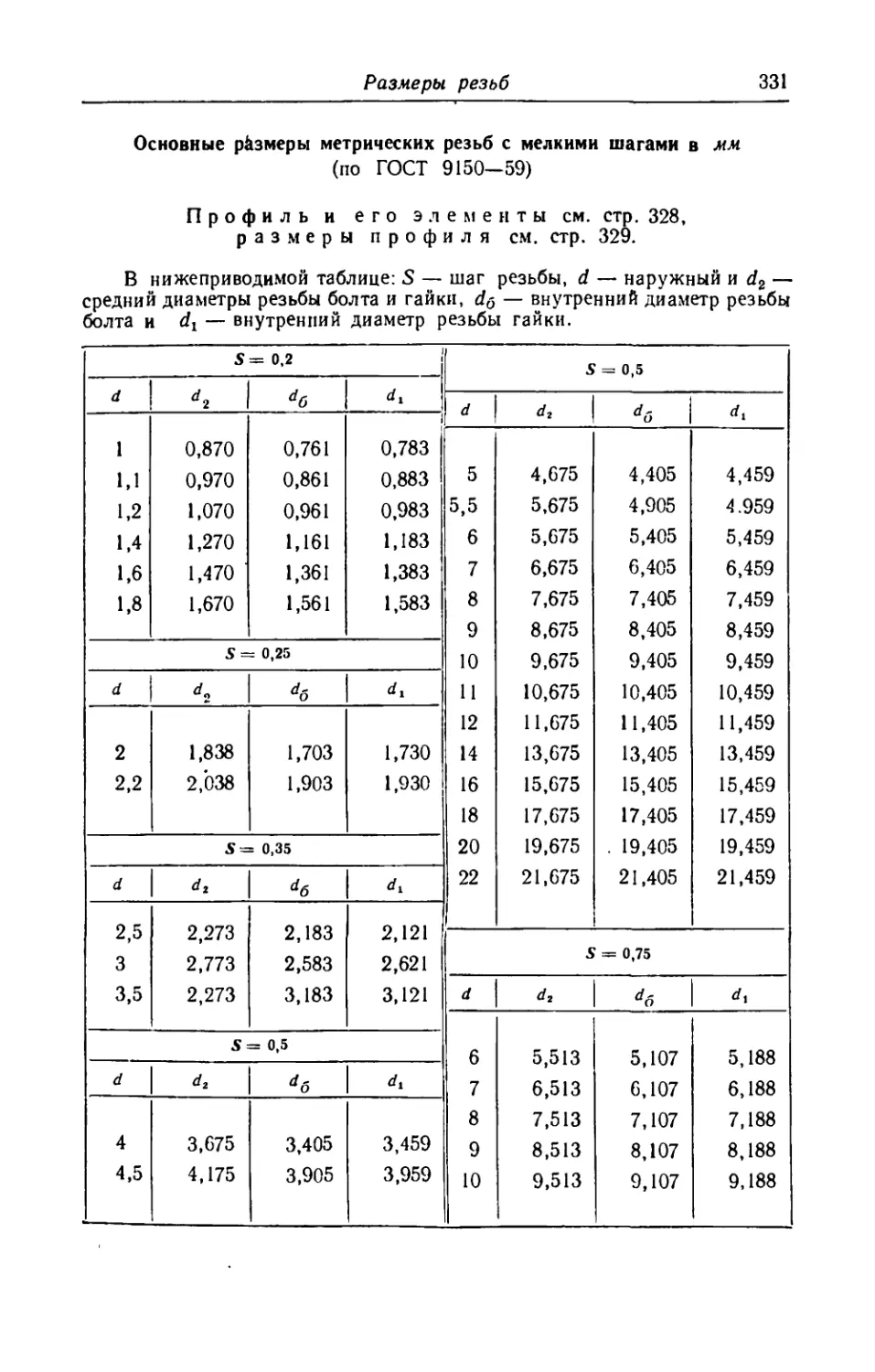
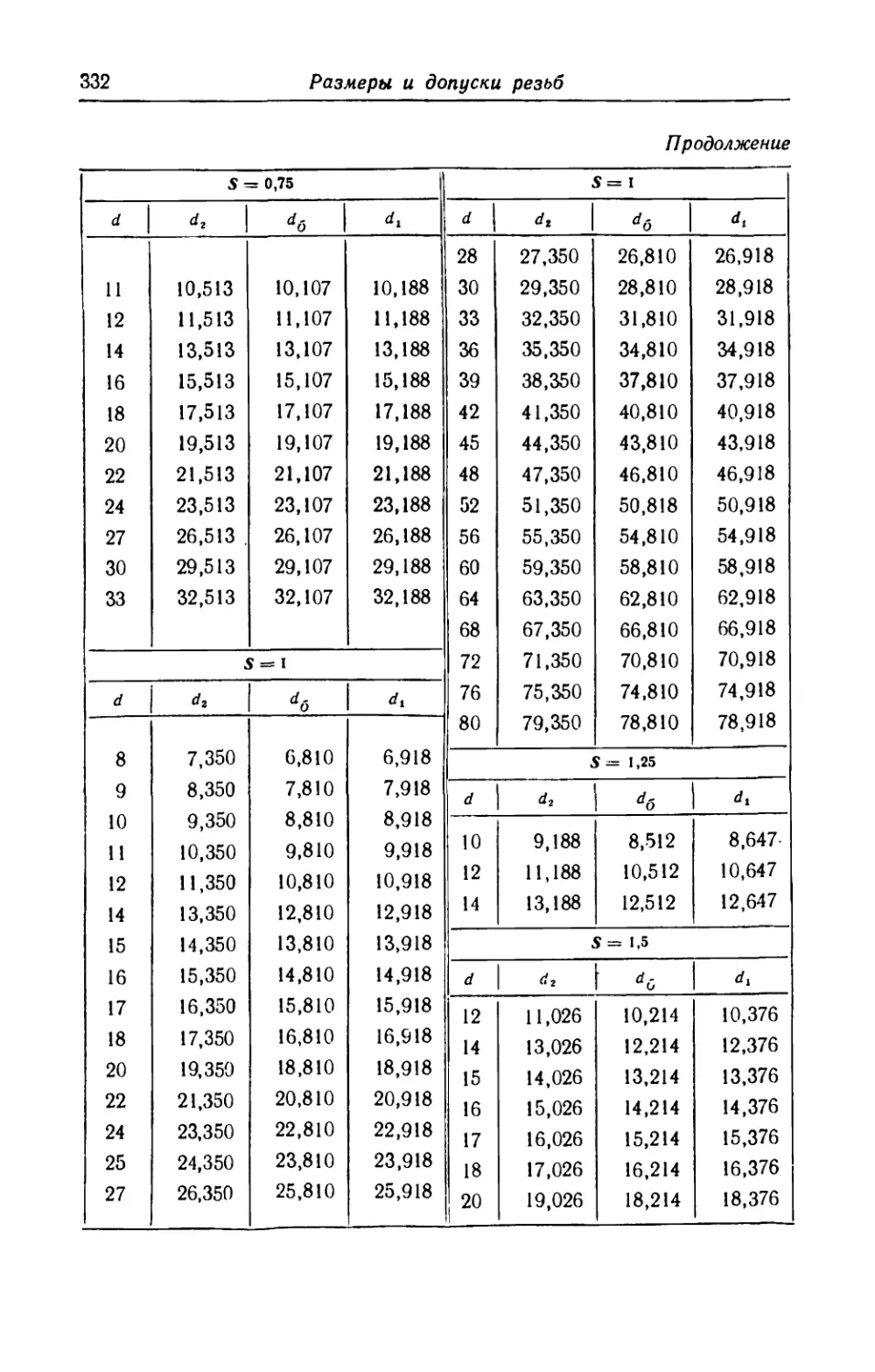
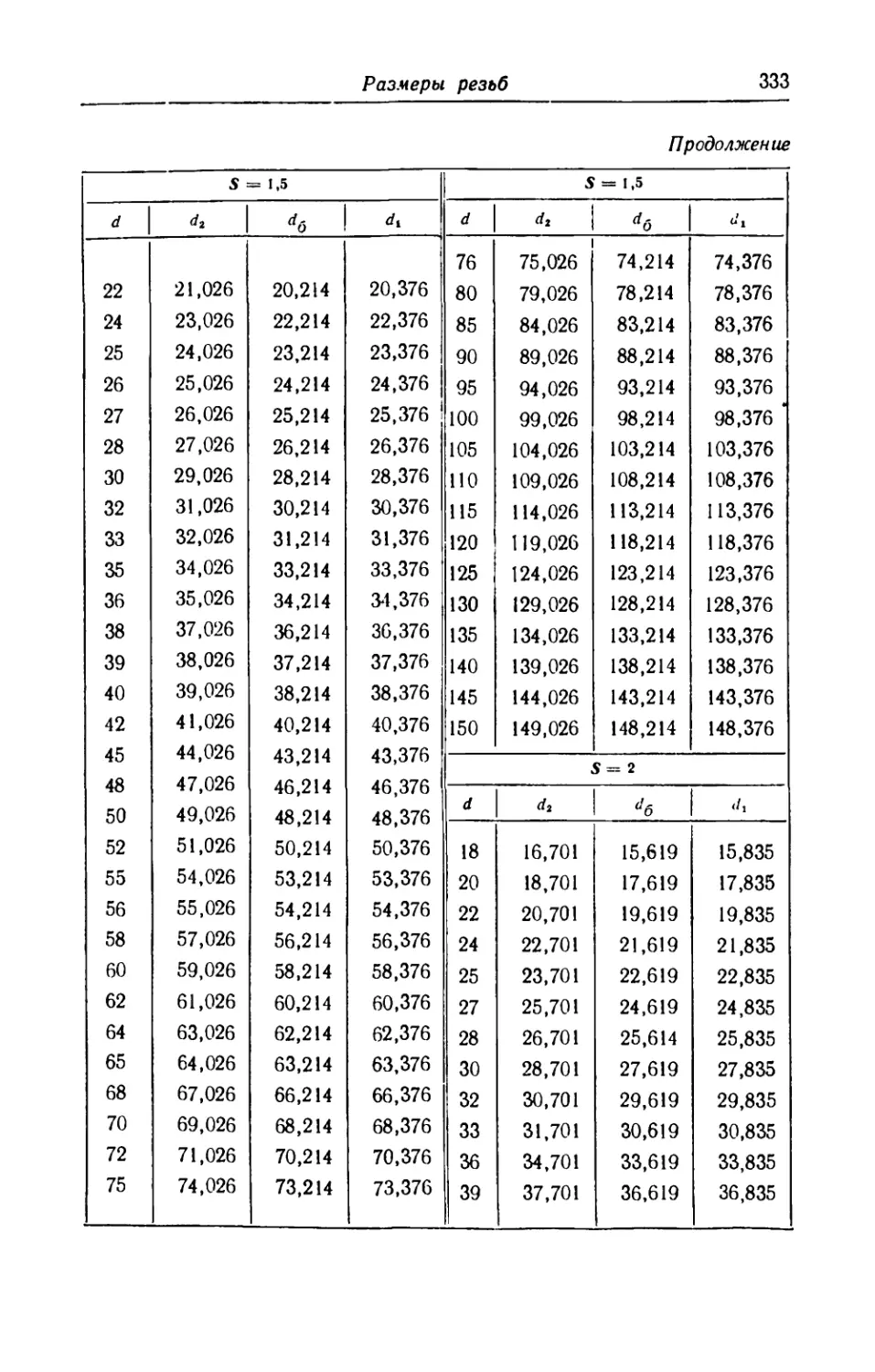
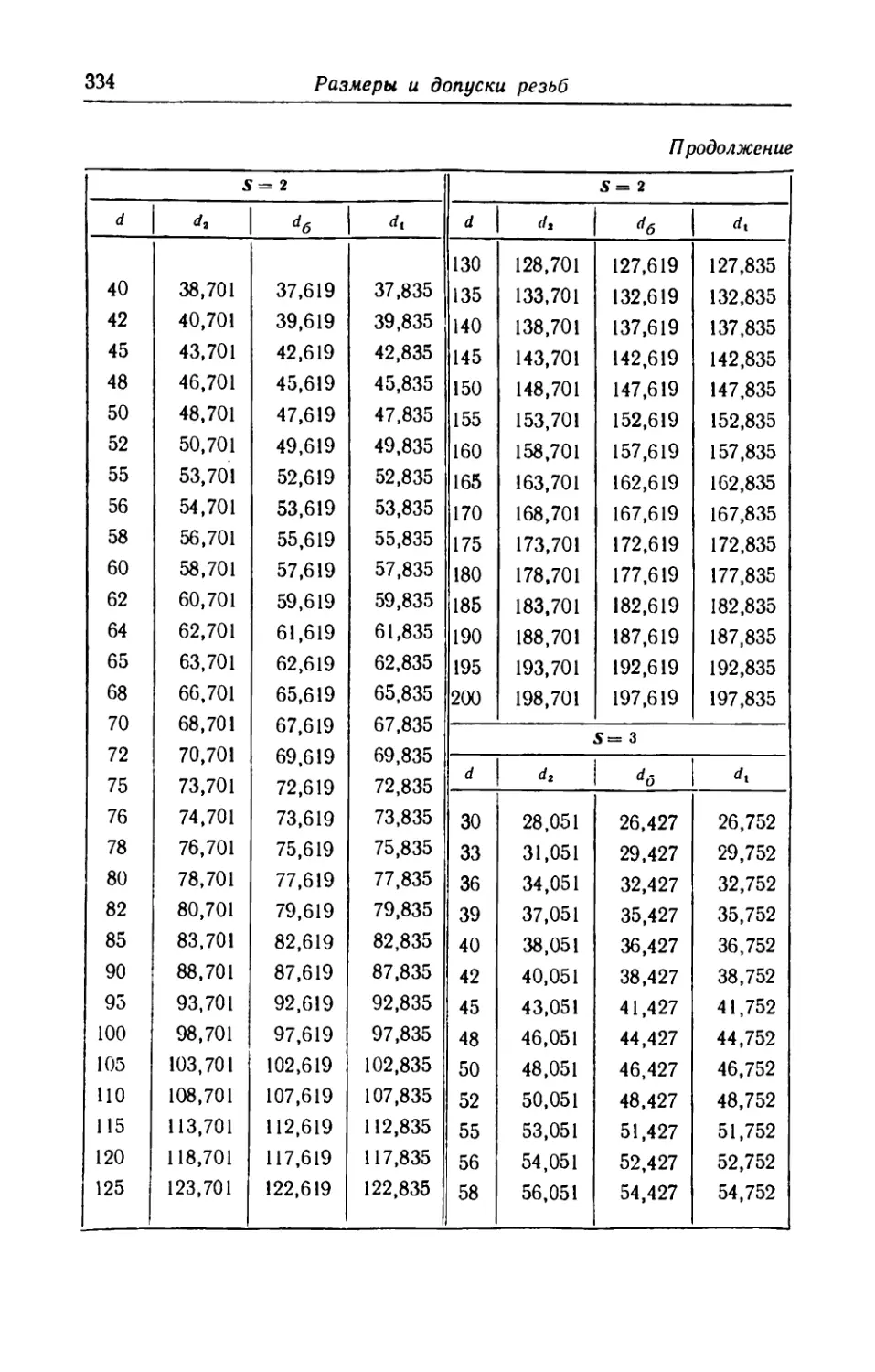
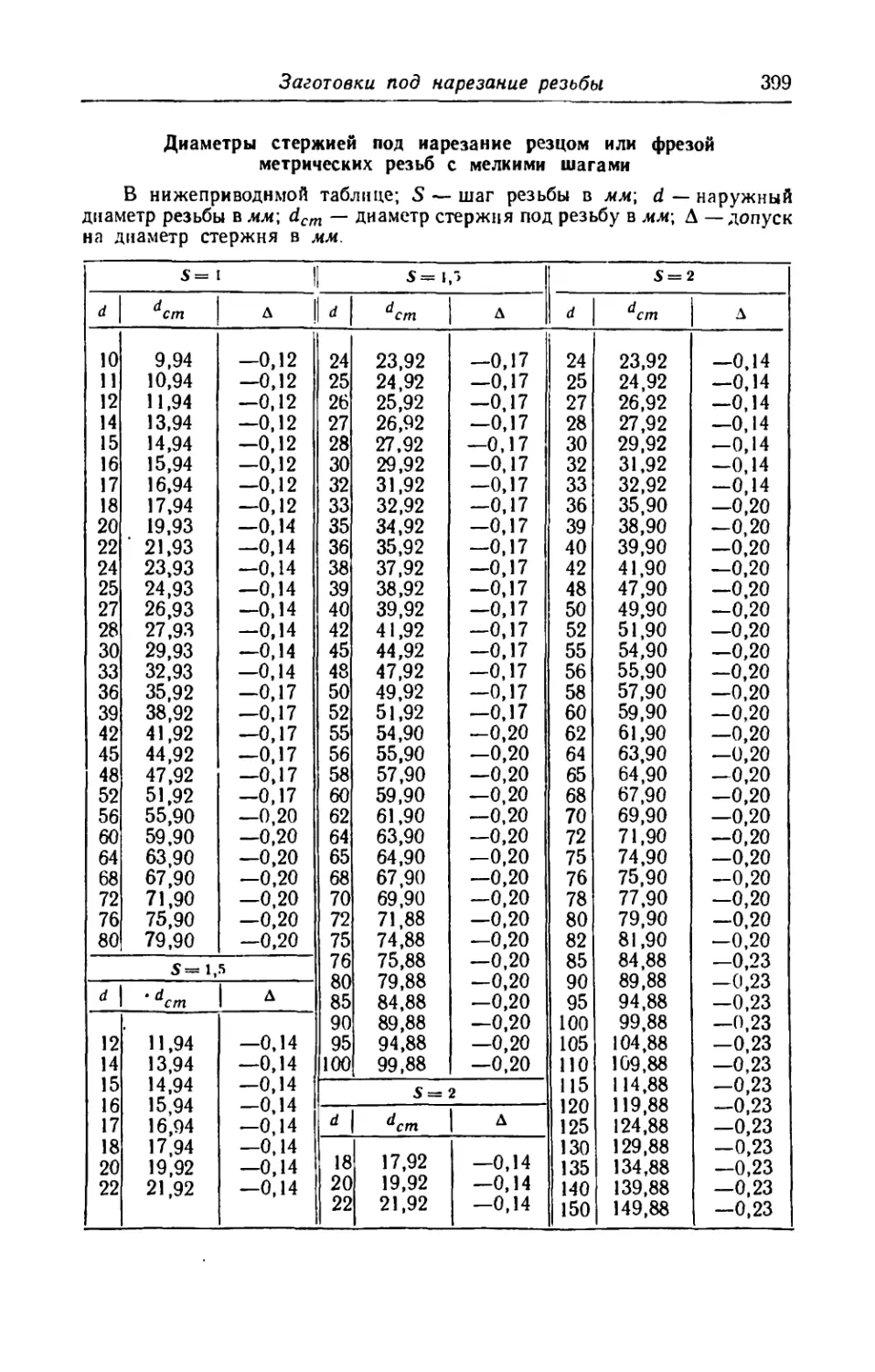
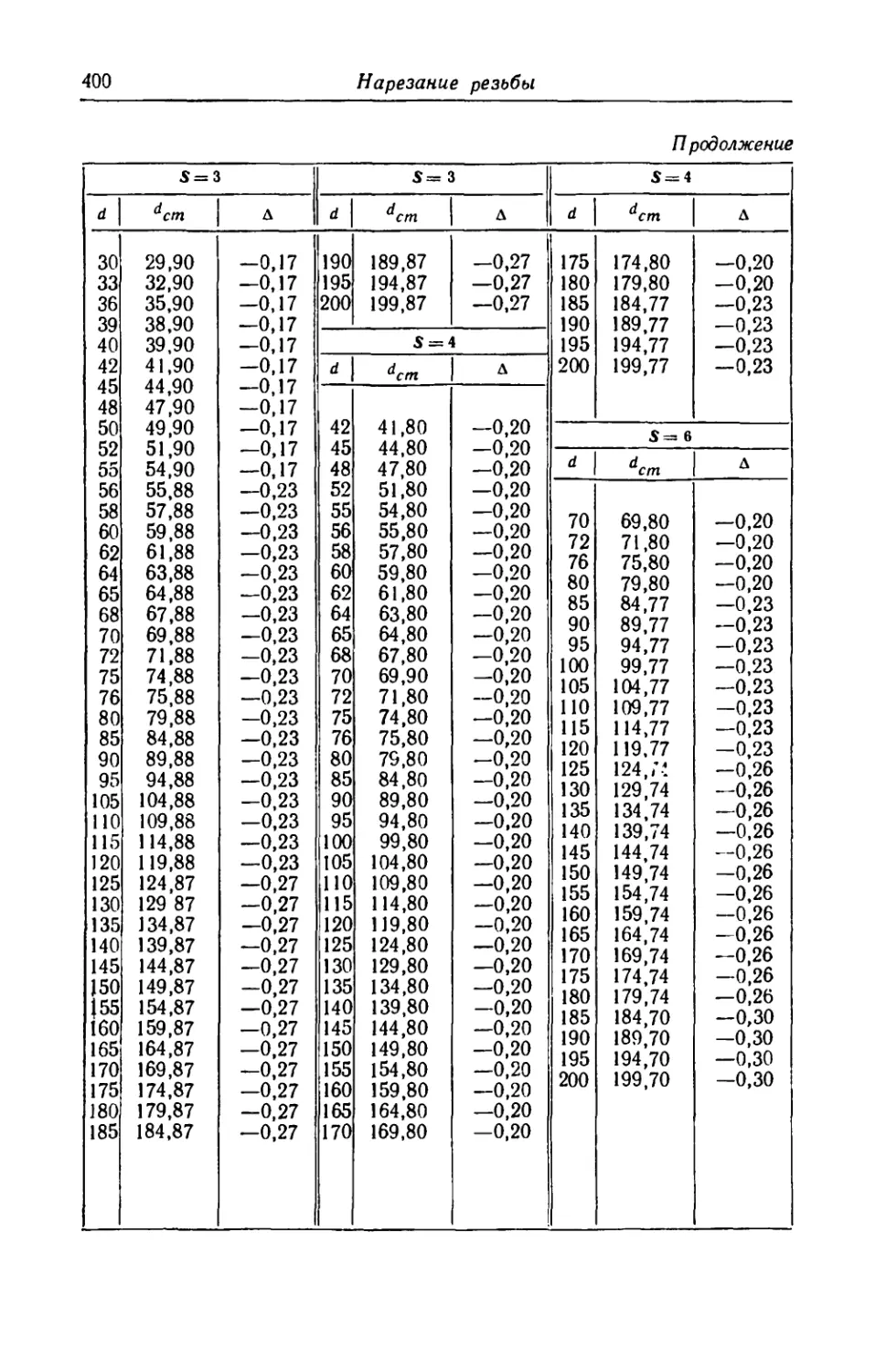
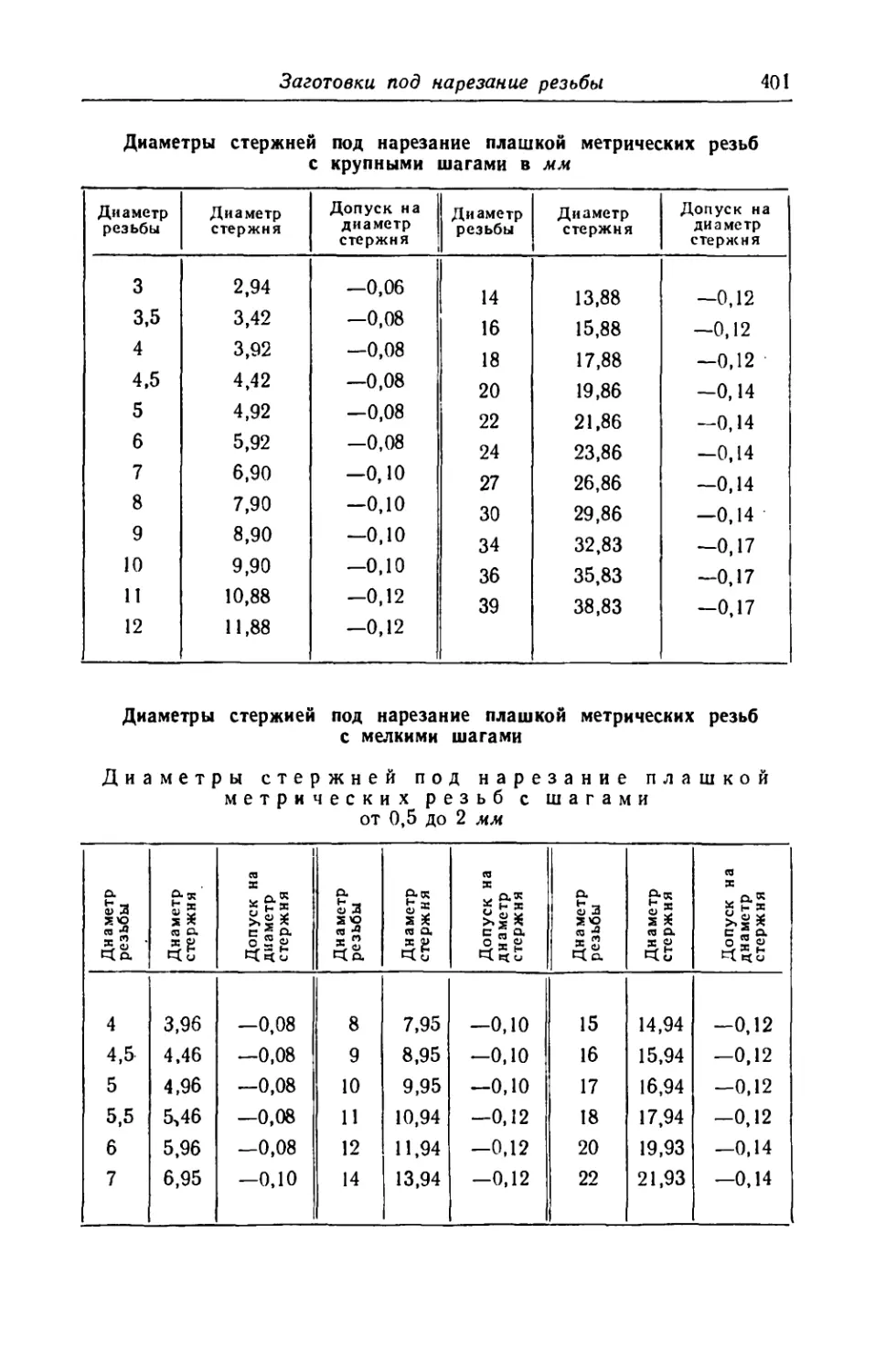
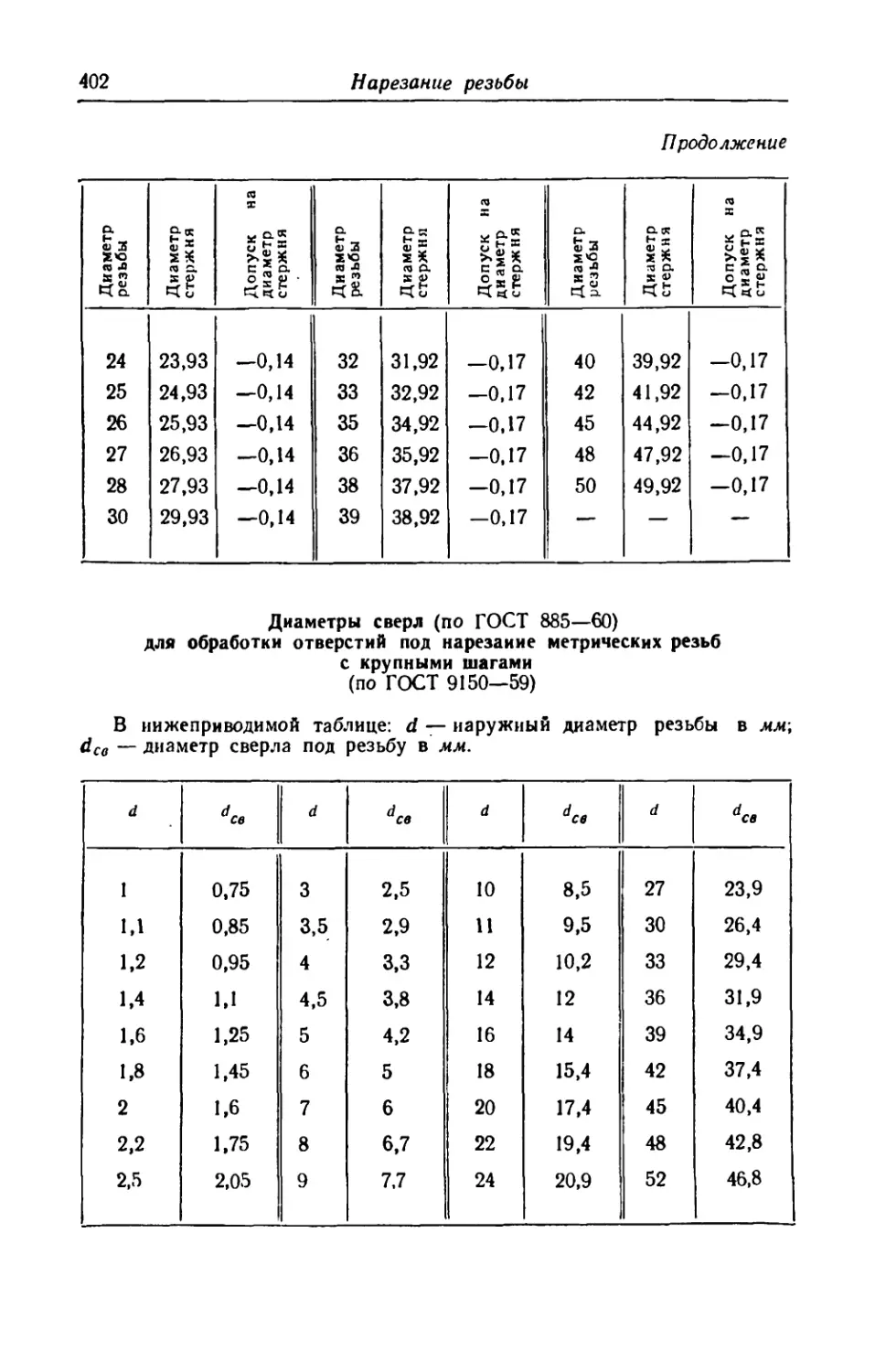
6. С особым вниманием необходимо прочесть общие замечания, пред-
шествующие таблицам размеров метрических резьб.
7. Раньше чем пользоваться таблицами режимов резания, приведен-
ными в Справочнике, следует внимательно прочесть предшествующие этим
таблицам общие указания.
8. В ряде’глав Справочника приводятся данные, заимствованные из
книги «Центральное бюро промышленных нормативов по труду при научно-
исследовательском институте Труда Государственного Комитета Совета
10
Общие сведения и данные
Министров СССР по вопросам труда и заработной платы. Общемашиностро-
ительные нормативы режимов резания и времени для технического норми-
рования работ на токарных станках», Машгиз, 1959. Везде в Справочнике
эта книга для краткости называется «Нормативы режимов резания».
9. В Справочнике, как и во многих других книгах по технологии маши-
ностроения, вместо выражения «система станок — приспособление — ин-
струмент — деталь» пишется кратко система СПИД.
10. Прежде чем пользоваться этой книгой, следует самым тщательным
образом изучить ее содержание и, главное, расположение приведенного
в ней материала. Только при выполнении этого условия пользующийся
Справочником сможет быстро находить в нем ответы на возникшие вопросы.
Только в этом случае Справочник, в особенности при использовании его
непосредственно н? рабочем месте, сможет принести существенную пользу
токарю.
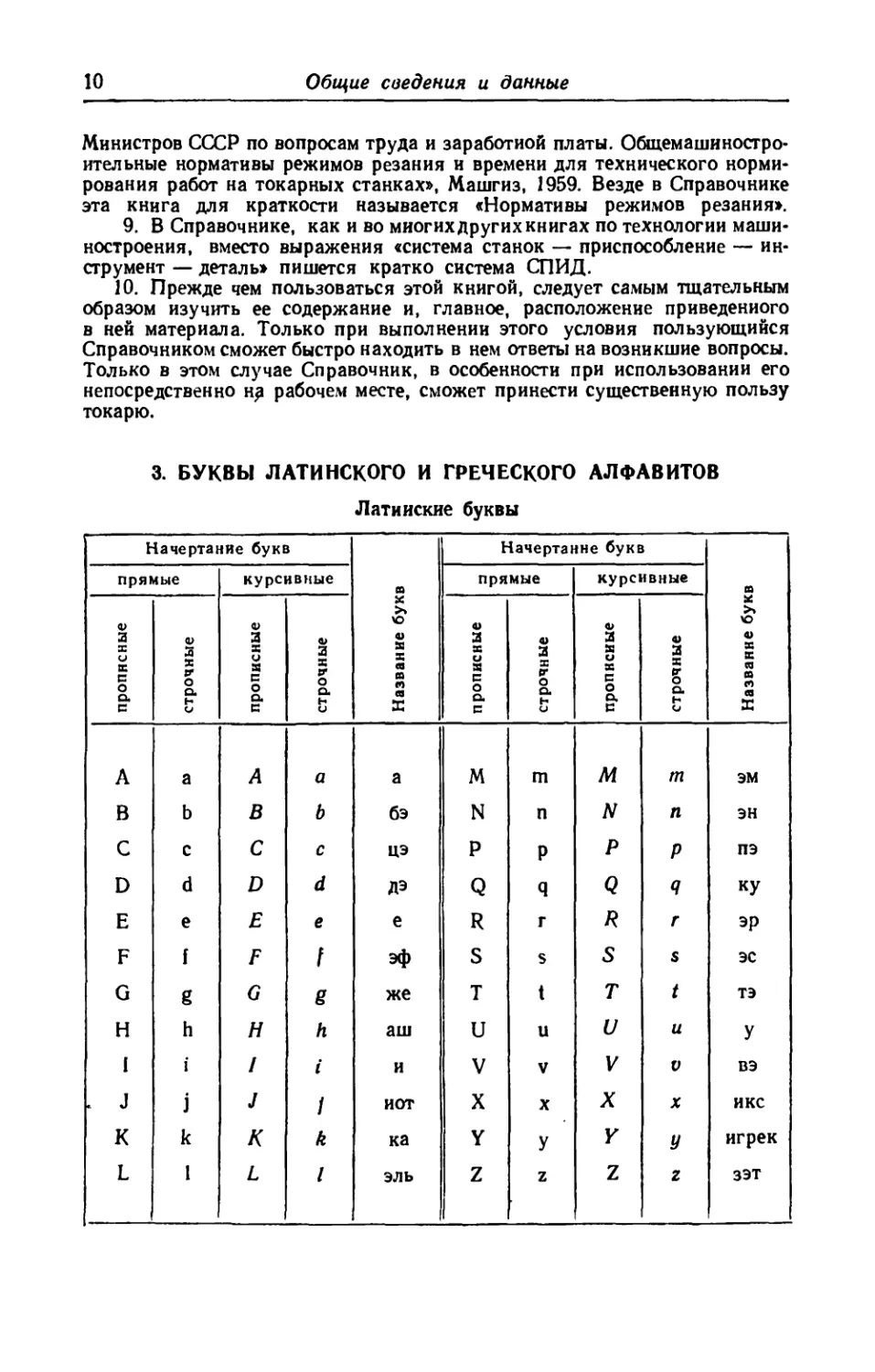
3. БУКВЫ ЛАТИНСКОГО И ГРЕЧЕСКОГО АЛФАВИТОВ
Латинские буквы
Начертание букв n Начертание букв X
прямые курсивные прямые курсивные
V 3 V a> 3 ф re бук ф 3 ф ф 3 ф ie бук
X SC 2 X X Q X 3 X ж X СВ X и X 3 X X X 3 к ж к св
Е О о. Е о о. E О Q. E о Q. co п св к Е О о. Е О о. о Е О Е о о. X <•> св к
А а A a а м m м tn эм
В b В b бэ N п N п эн
С с C c цэ Р Р Р Р ПЭ
D d D d ДЭ Q q Q Я ку
Е е E e е R г R г эр
F f F f эф S S S S эс
G g G g же Т t Т t тэ
Н h H h аш и U и и У
I i / i и V V V V вэ
. J j J 1 йот X X X X икс
К k К k ка Y У Y У игрек
L 1 L I эль Z Z Z Z зэт
Необходимые сведения о Справочнике
11
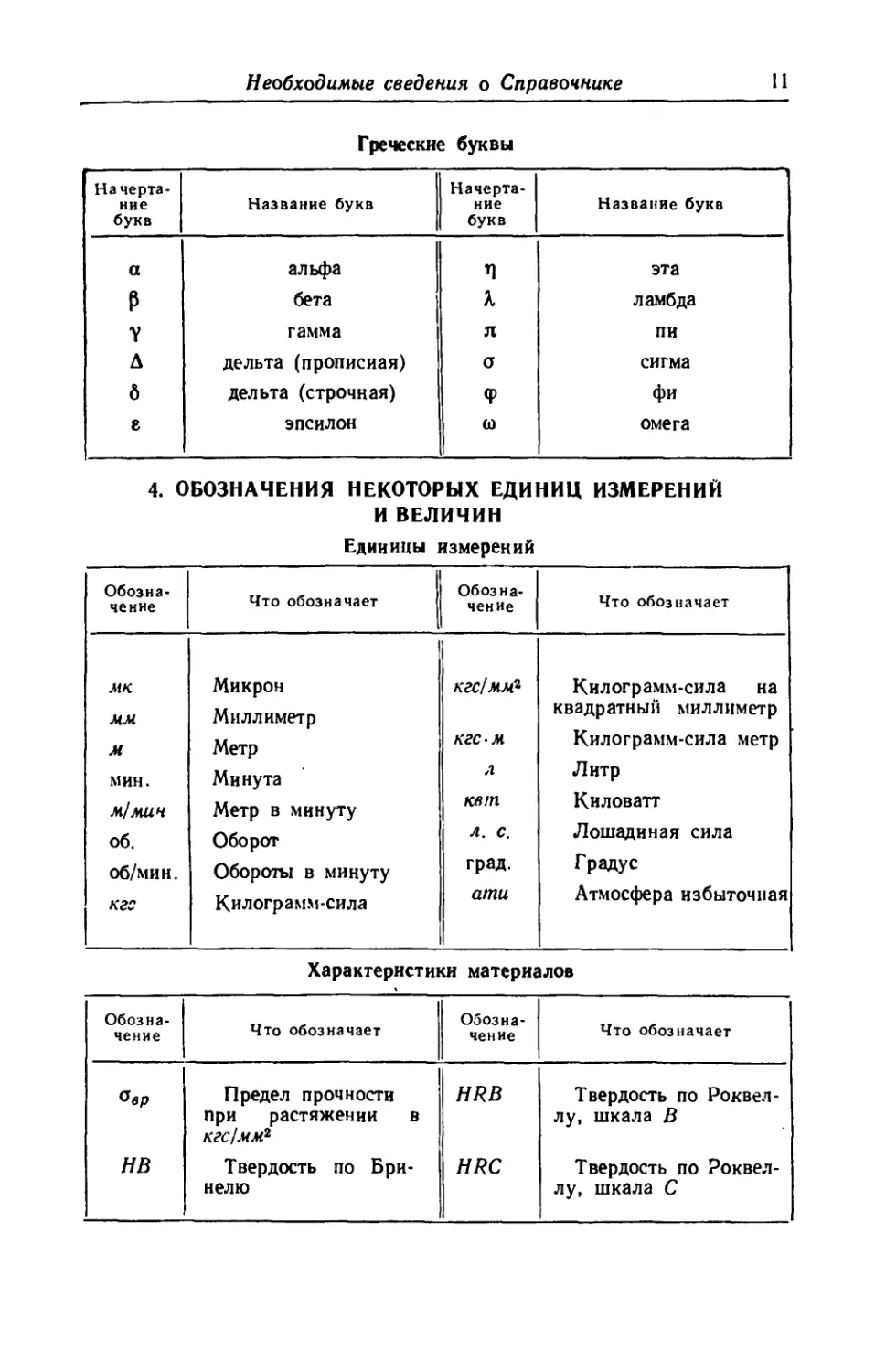
Греческие буквы
Начерта- ние букв Название букв Начерта- ние букв Название букв
а альфа п эта
₽ бета л ламбда
Y гамма л пи
А дельта (прописная) о сигма
б дельта (строчная) Ф фи
е эпсилон (0 омега
4. ОБОЗНАЧЕНИЯ НЕКОТОРЫХ ЕДИНИЦ ИЗМЕРЕНИЙ
И ВЕЛИЧИН
Единицы измерений
Обозна- чение Что обозначает 1 Обозна- чение Что обозначает
мк ММ м мин. м/мин об. об/мин. кгс Микрон Миллиметр Метр Минута Метр в минуту Оборот Обороты в минуту Килограмм-сила кгс/мм2 кгс-м л кет л. с. град. ати Килограмм-сила на квадратный миллиметр Килограмм-сила метр Литр Киловатт Лошадиная сила Градус Атмосфера избыточная
Характеристики материалов
Обозна- чение Что обозначает Обозна- чение Что обозначает
°вр Предел прочности при растяжении в кгс/мм2 HRB Твердость по Роквел- лу, шкала В
НВ Твердость по Бри- нелю HRC Твердость по Роквел- лу, шкала С
12
Общие сведения и данные
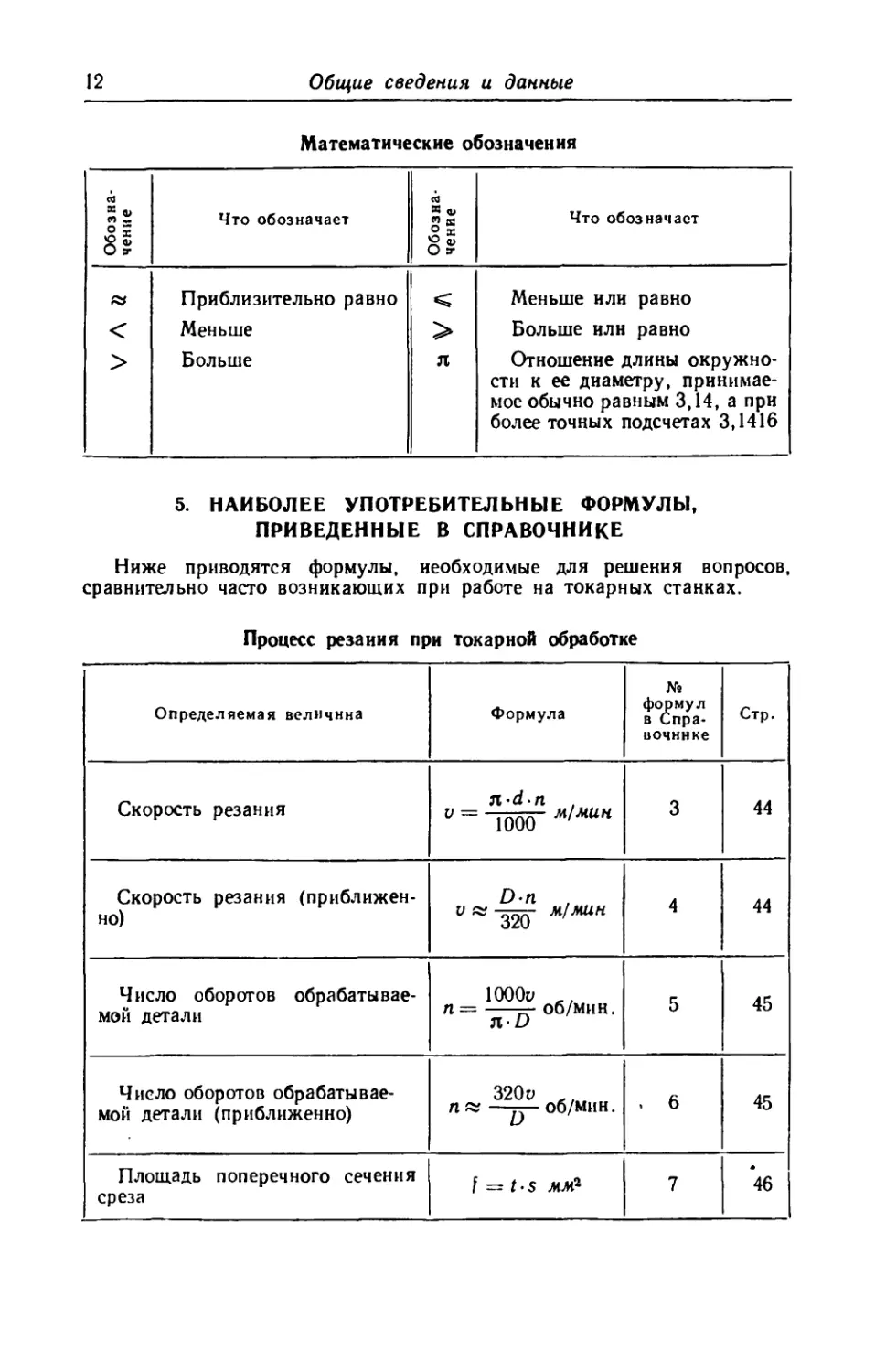
Математические обозначения
Обозна- 1 чение Что обозначает Обозна* чение Что обозначает
Приблизительно равно Меньше или равно
< Меньше > Больше илн равно
Больше Л Отношение длины окружно- сти к ее диаметру, принимае- мое обычно равным 3,14, а при более точных подсчетах 3,1416
5. НАИБОЛЕЕ УПОТРЕБИТЕЛЬНЫЕ ФОРМУЛЫ,
ПРИВЕДЕННЫЕ В СПРАВОЧНИКЕ
Ниже приводятся формулы, необходимые для решения вопросов,
сравнительно часто возникающих при работе на токарных станках.
Процесс резания при токарной обработке
Определяемая величина Формула № формул в Спра- вочнике Стр.
Скорость резания л-d-n , р = 1000 м1мин 3 44
Скорость резания (приближен- но) Dn , с'да'32О’ я/мин 4 44
Число оборотов обрабатывае- мой детали 1000с/ п = — об/мин. лй 5 45
Число оборотов обрабатывае- мой детали (приближенно) 320с/ х, п об/мин. . 6 45
Площадь поперечного сечения среза f = t- S мм2 7 46
Необходимые сведения о Справочнике
13
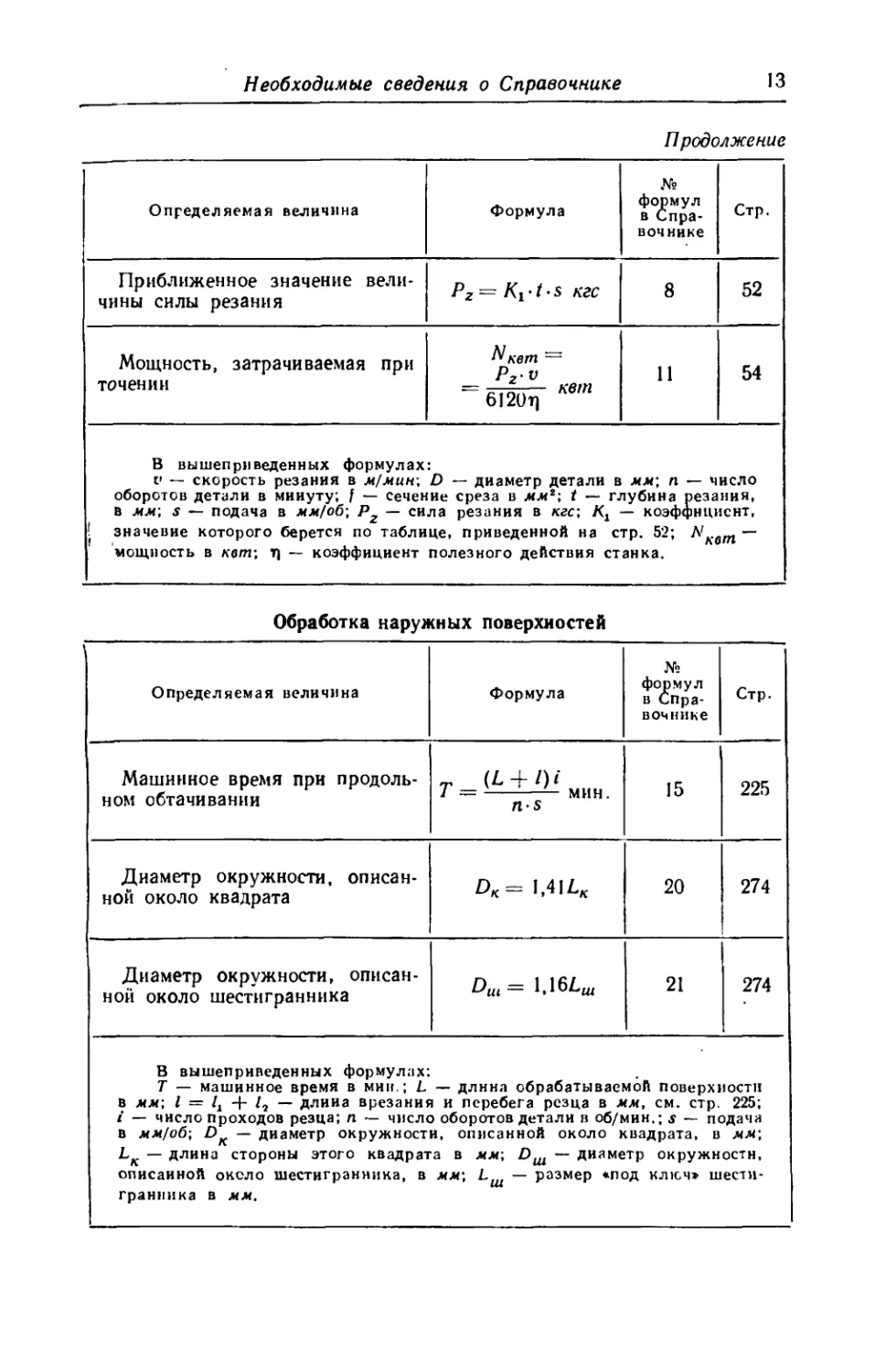
Продолжение
Определяемая величина Формула № формул в Спра- вочнике Стр.
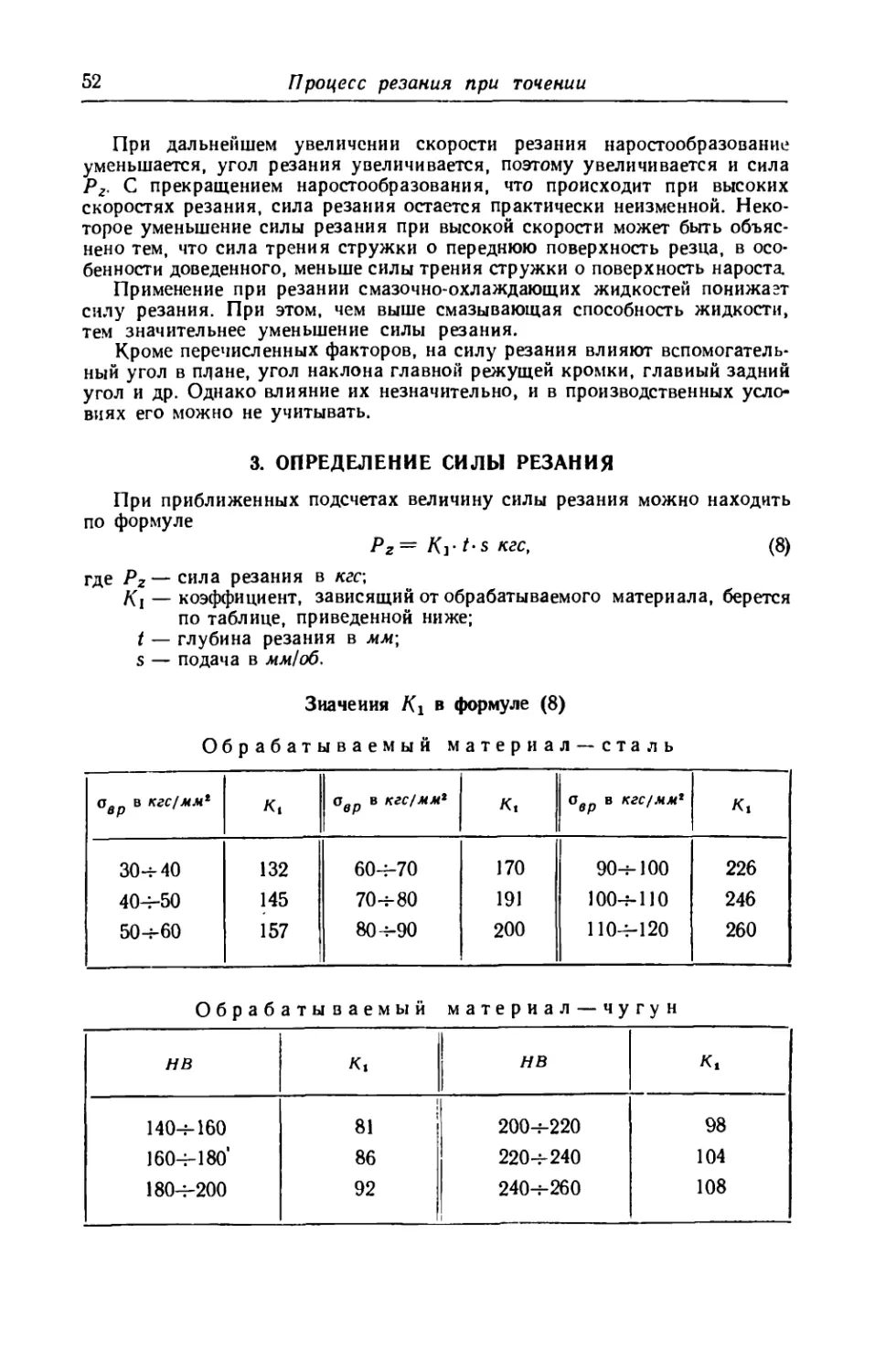
Приближенное значение вели- чины силы резания Pz= Krt-s кгс 8 52
Мощность, затрачиваемая при точении Nкет ~ Pz-v = квт 6120т] 11 54
В вышеприведенных формулах: с» — скорость резания в м/мин; D — диаметр детали в мм; п — число оборотов детали в минуту; f — сечение среза в мм2; t — глубина резания, в мм; s — подача в мм/об; Pz — сила резания в кгс; — коэффициент, ! значение которого берется по таблице, приведенной на стр. 52; Nкот ~~ мощность в кот; Т) — коэффициент полезного действия станка.
Обработка наружных поверхностей
Определяемая величина Формула № формул в Спра- вочнике Стр.
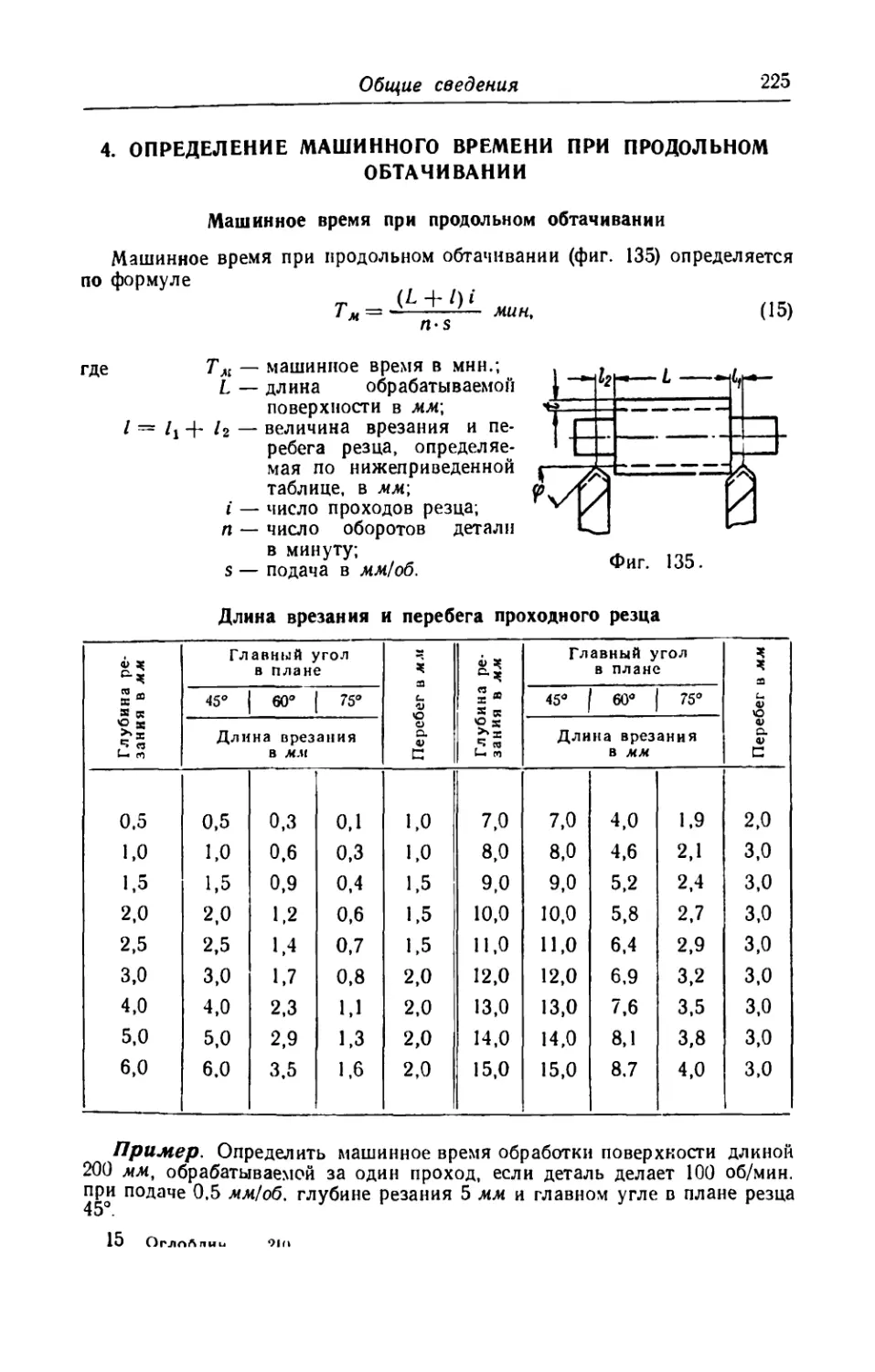
Машинное время при продоль- ном обтачивании Т = — мин. ns 15 225
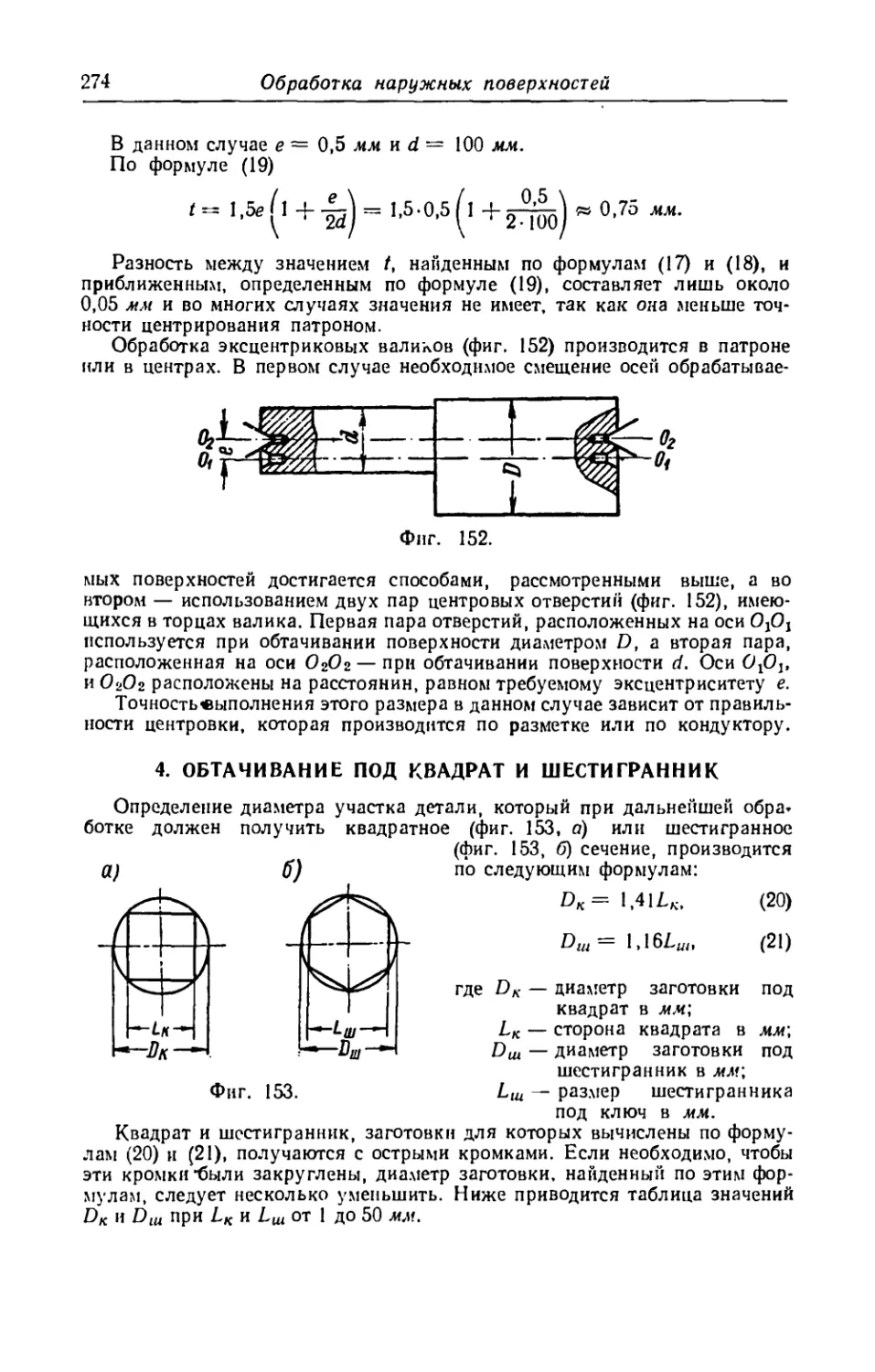
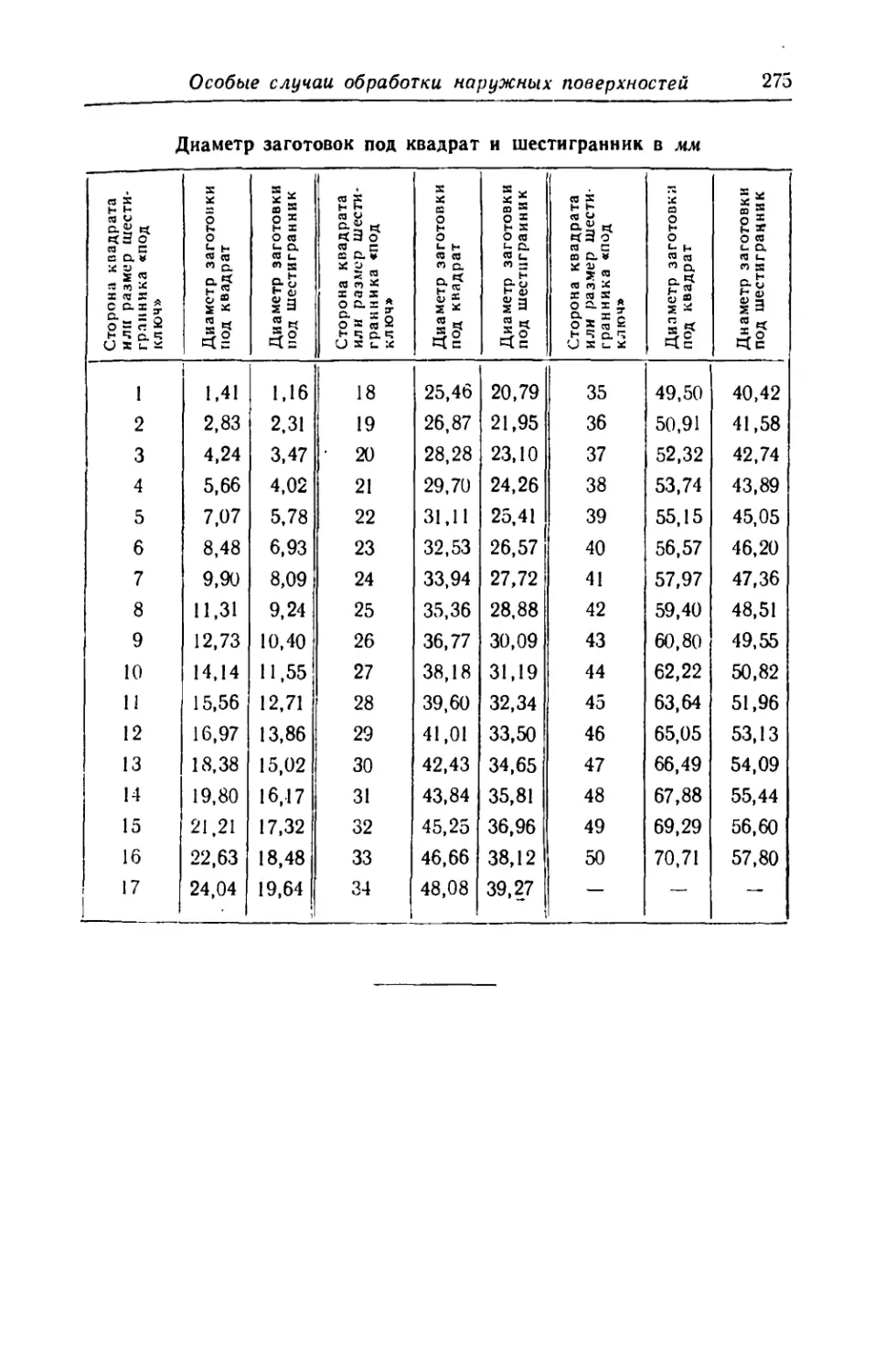
Диаметр окружности, описан- ной около квадрата &к — 1,41LK 20 274
Диаметр окружности, описан- ной около шестигранника Dtu = 21 274
В вышеприведенных формулах:
Т — машинное время в мин.; L — длина обрабатываемой поверхности
в мм-, I = — длина врезания и перебега резца в мм, см. стр. 225;
i — число проходов резца; п — число оборотов детали в об/мин.; j — подача
в мм/об; D* — диаметр окружности, описанной около квадрата, в мм;
LK — длина стороны этого квадрата в мм; &ш — диаметр окружности,
описанной около шестигранника, в мм; — размер *под ключ» шести-
гранника в мм.
14
Общие сведения и данные
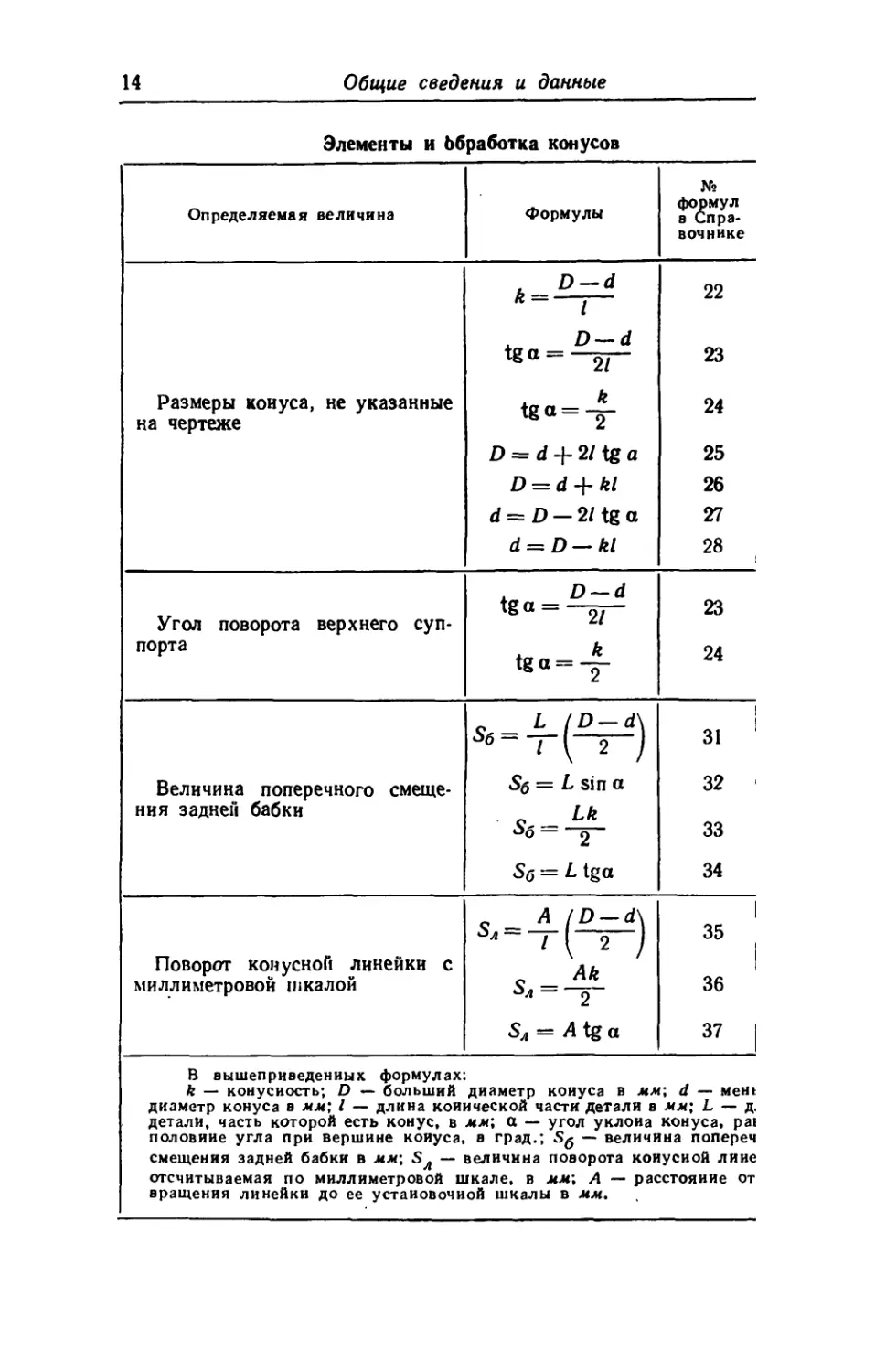
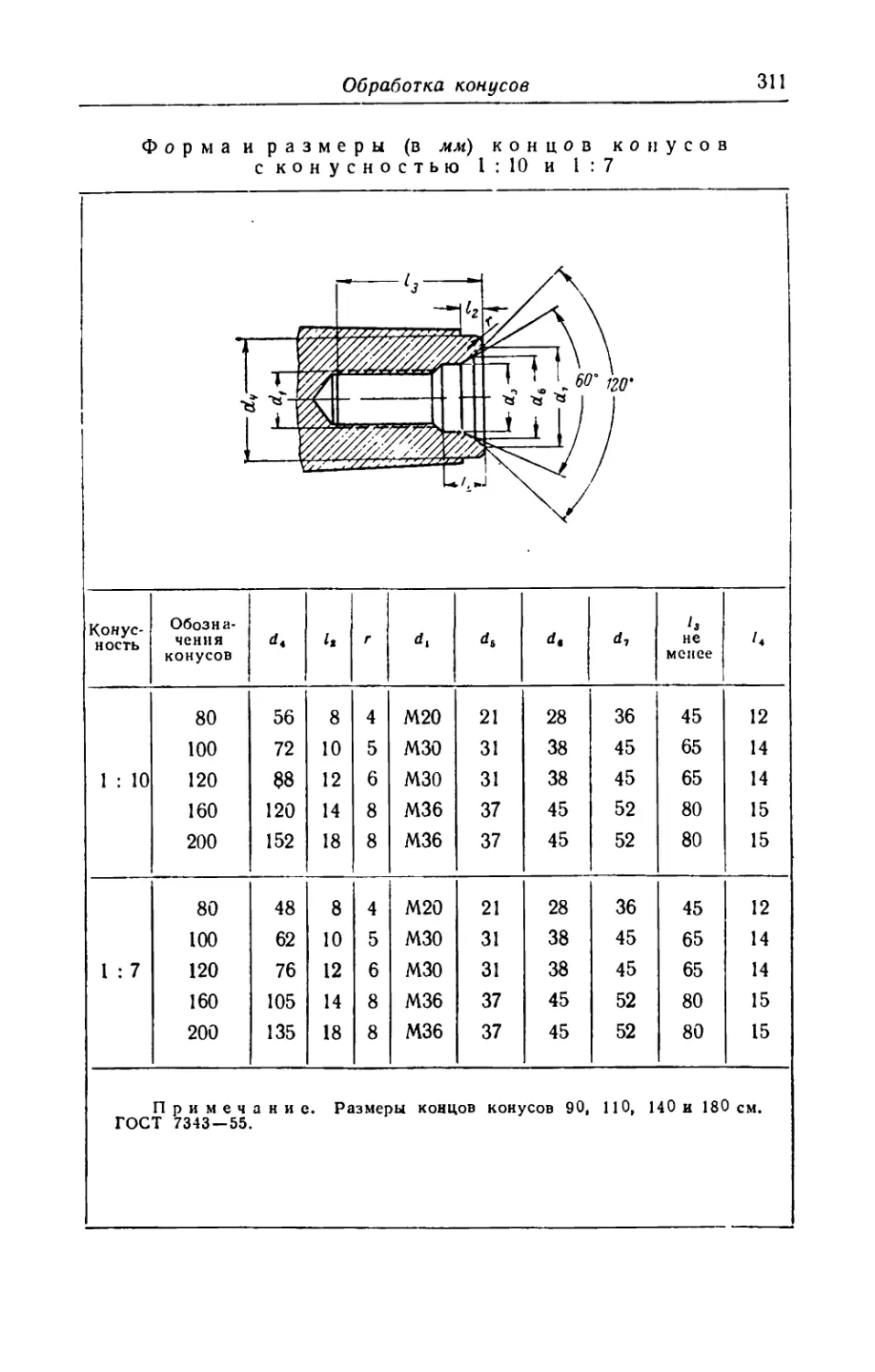
Элементы и Ьбработка конусов
Определяемая величина Формулы № формул в Спра- вочнике
Л / 22
х D — d tga= 2/ 23
Размеры конуса, не указанные на чертеже $s Q II ar 24
D = d + 2/ tg a 25
D = d + kl 26
d=D — 2ltga 27
d = D—kl 28
Угол поворота верхнего суп- порта S’ ffQ Q ° II II 23 24
« L (D-d\ 6=~\ 4 / i 31 1
Величина поперечного смеще- ния задней бабки $6= L sin a 2 _ Lk 32 33
Sq — L tga 34
Поворот конусной линейки с миллиметровой шкалой •X3 1 CM | II II 1 35 36
S4 = A tg a 37
В вышеприведенных формулах: k — конусность; D — больший диаметр конуса в мм; d — мет диаметр конуса в мм; 1 — длина конической части детали в мм; L — д. детали, часть которой есть конус, в мм; а — угол уклона конуса, pai половине угла при вершине конуса, в град.’, S& — величина попереч смещения задней бабки в мм; SA — величина поворота конусной лине отсчитываемая по миллиметровой шкале, в мм; А — расстояние от вращения линейки до ее установочной шкалы в мм.
Наиболее употребительные обозначения на чертежах
15
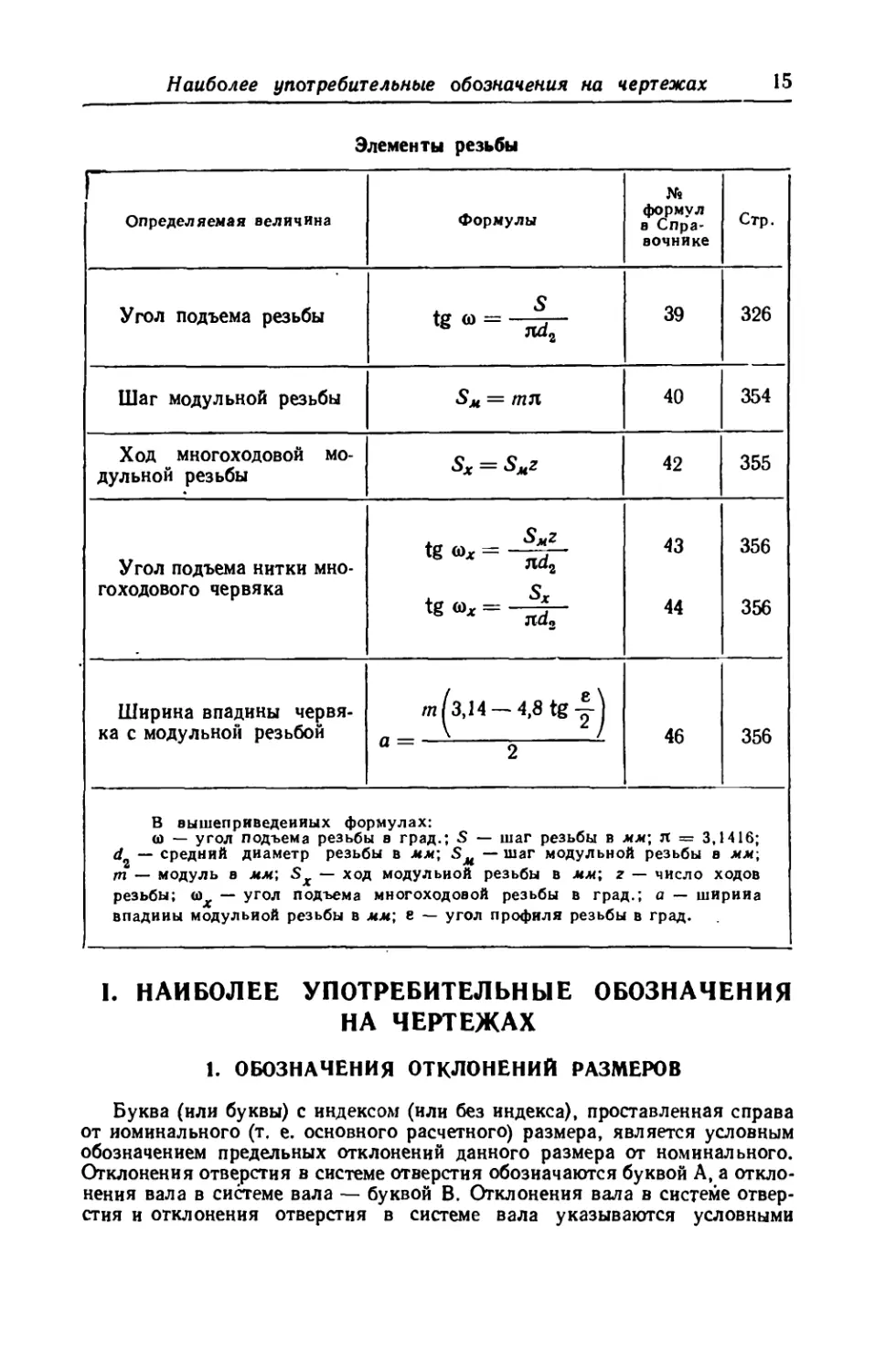
Элементы резьбы
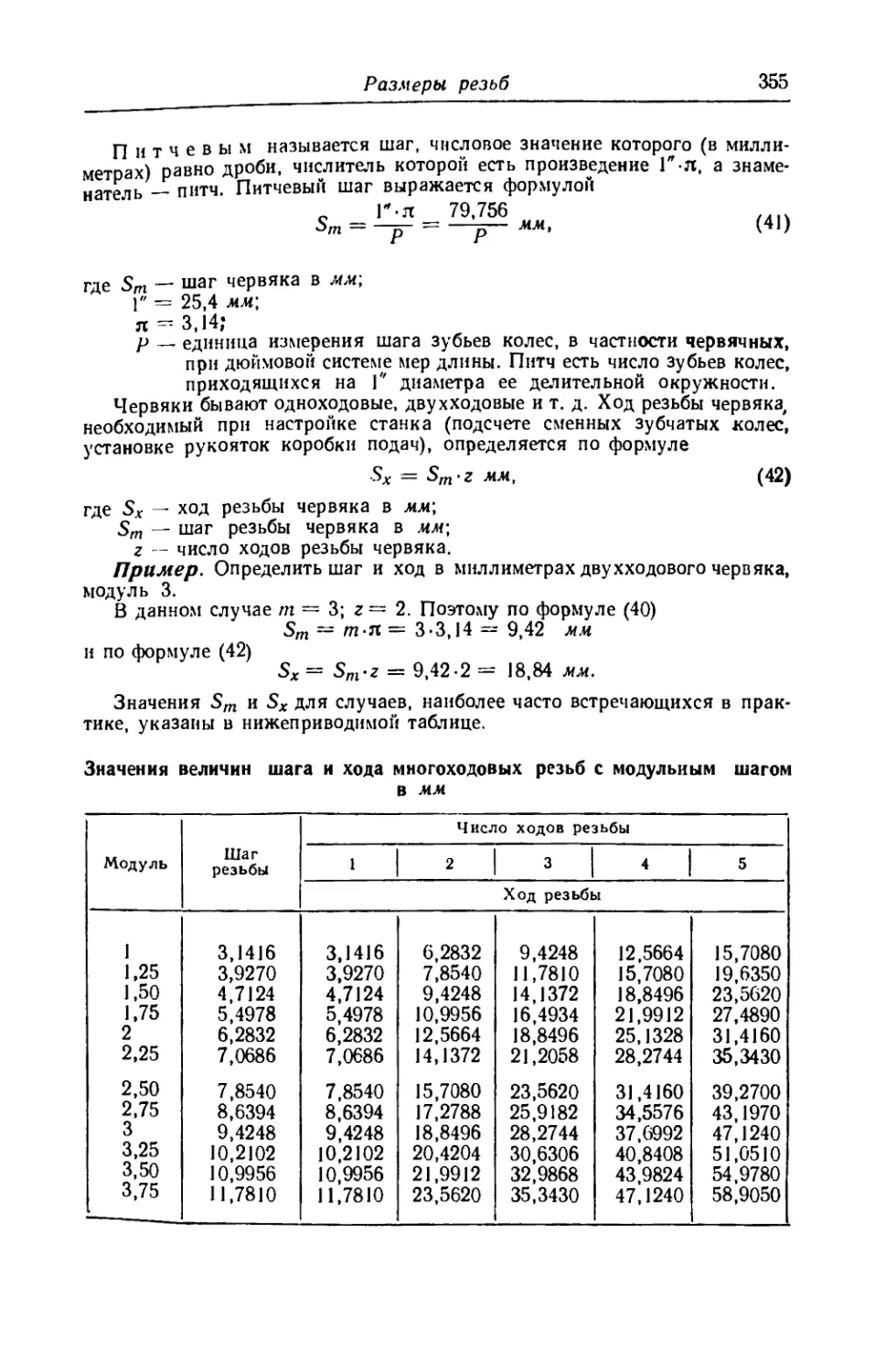
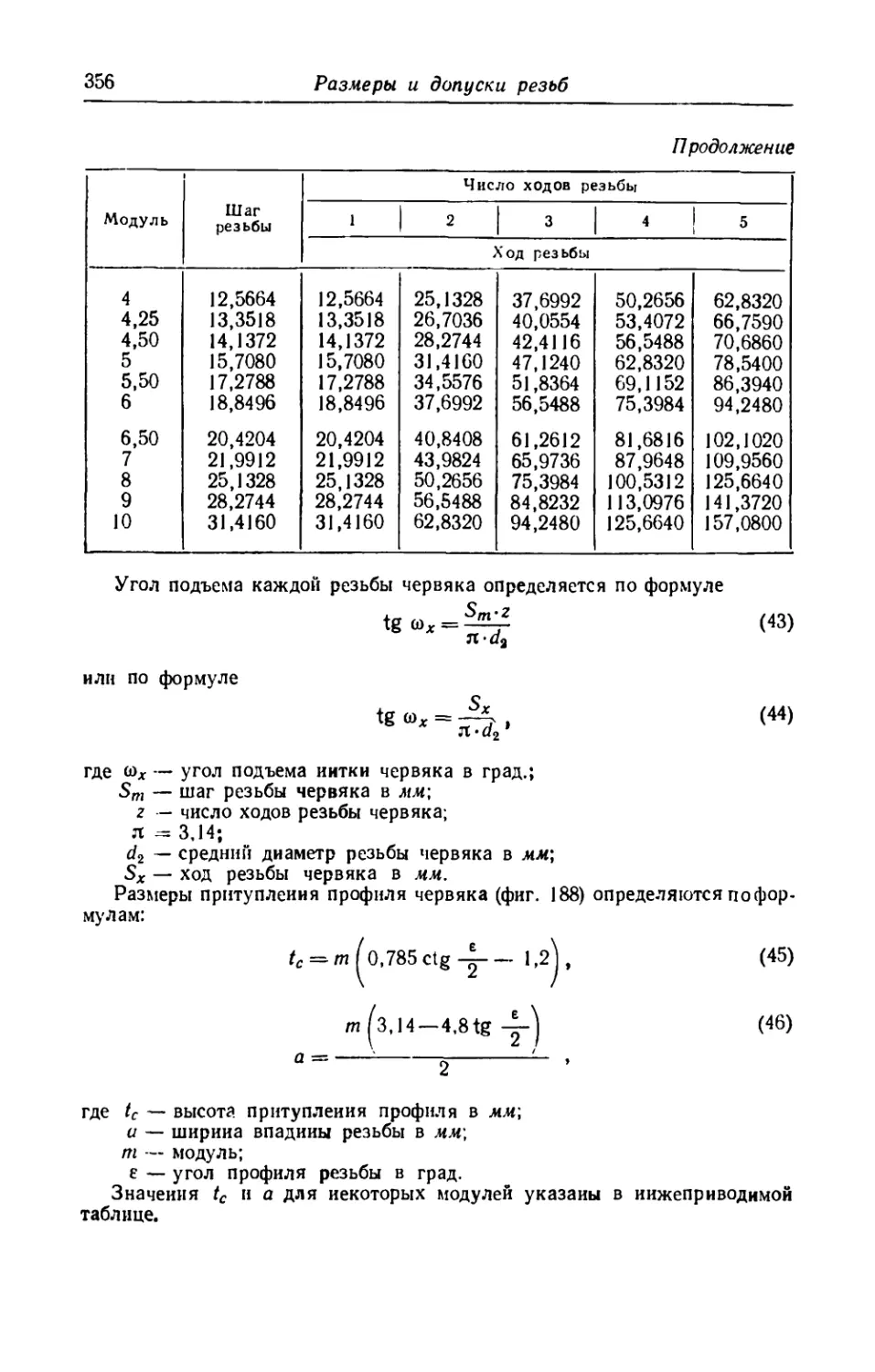
Определяемая величина Формулы № формул в Спра- вочнике Стр.
Угол подъема резьбы х S tgO== ла2 39 326
Шаг модульной резьбы SM — игл 40 354
Ход многоходовой мо- дульной резьбы Sx = SMz 42 355
Угол подъема нитки мно- гоходового червяка . SMz „d, г tg“'= nd2 43 44 356 356
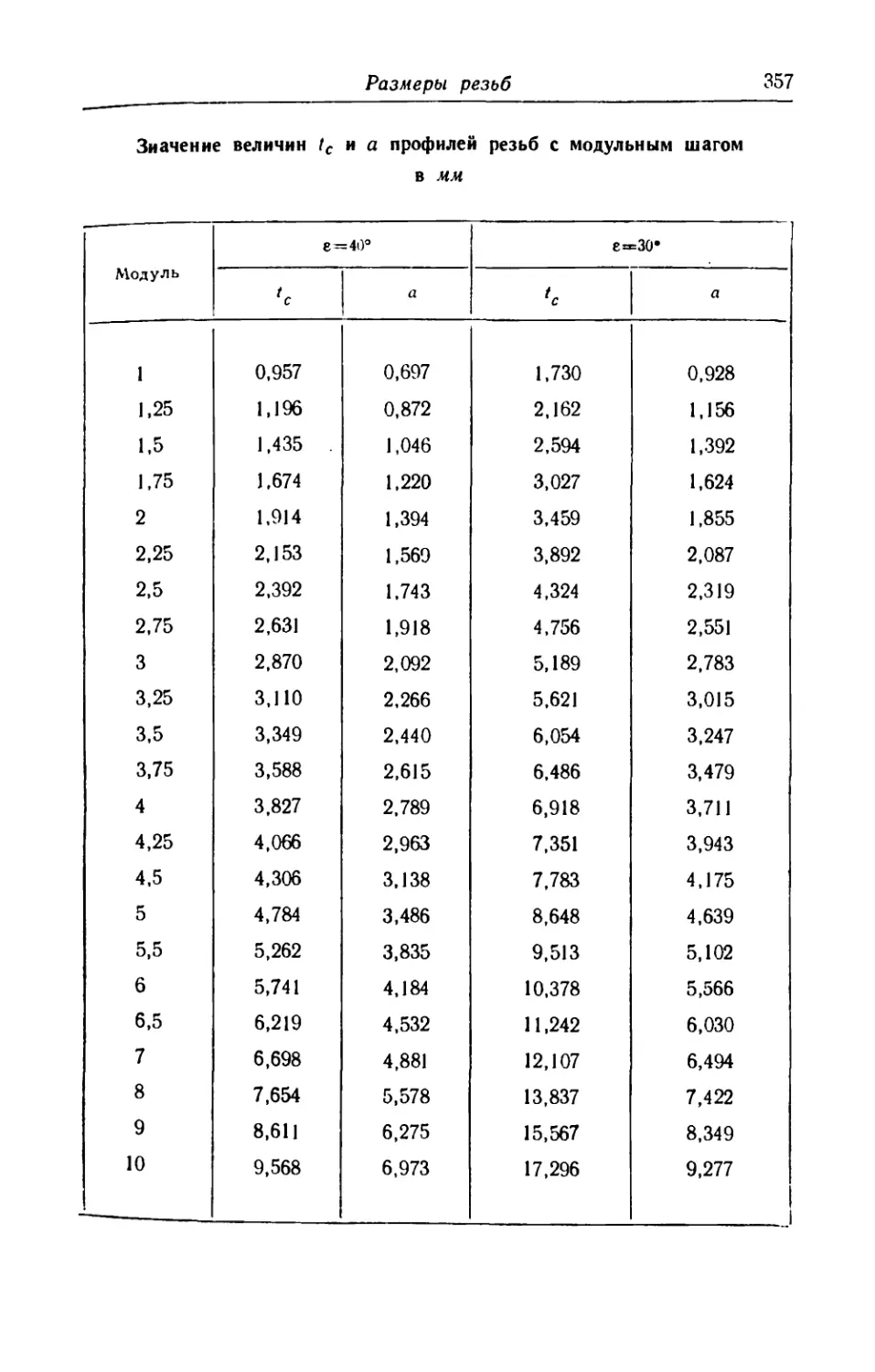
Ширина впадины червя- ка с модульной резьбой m/з.Н — 4,8 tg-|Л a~ 2 46 356
В вышеприведенных формулах: (В — угол подъема резьбы в град.; S — шаг резьбы в мм; п = 3,1416; — средний диаметр резьбы в мм; SM — шаг модульной резьбы в мм; пг — модуль в мм; Sx — ход модульной резьбы в мм; z — число ходов резьбы; св* — угол подъема многоходовой резьбы в град.; а — ширина впадины модульной резьбы в мм; е — угол профиля резьбы в град.
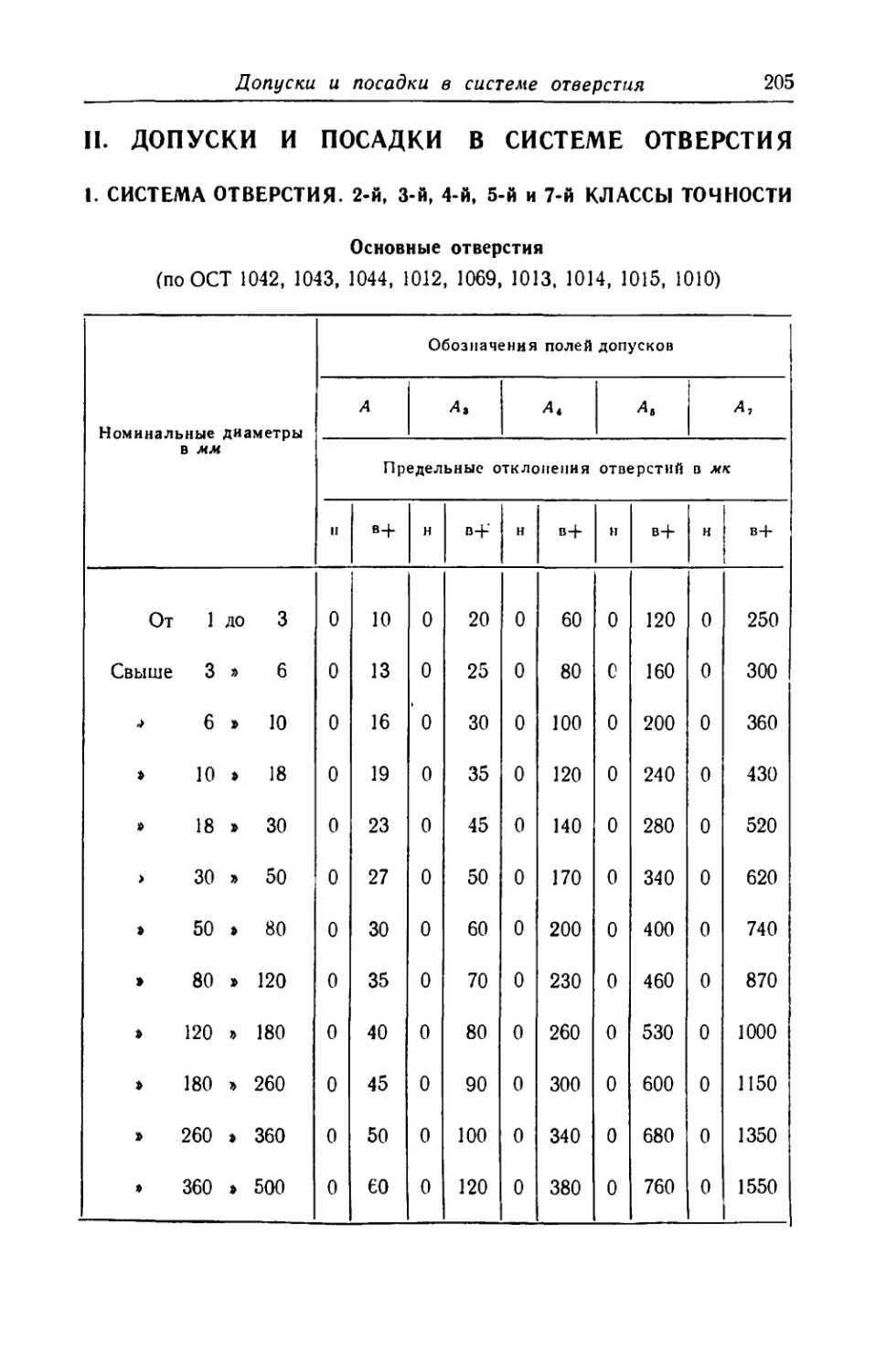
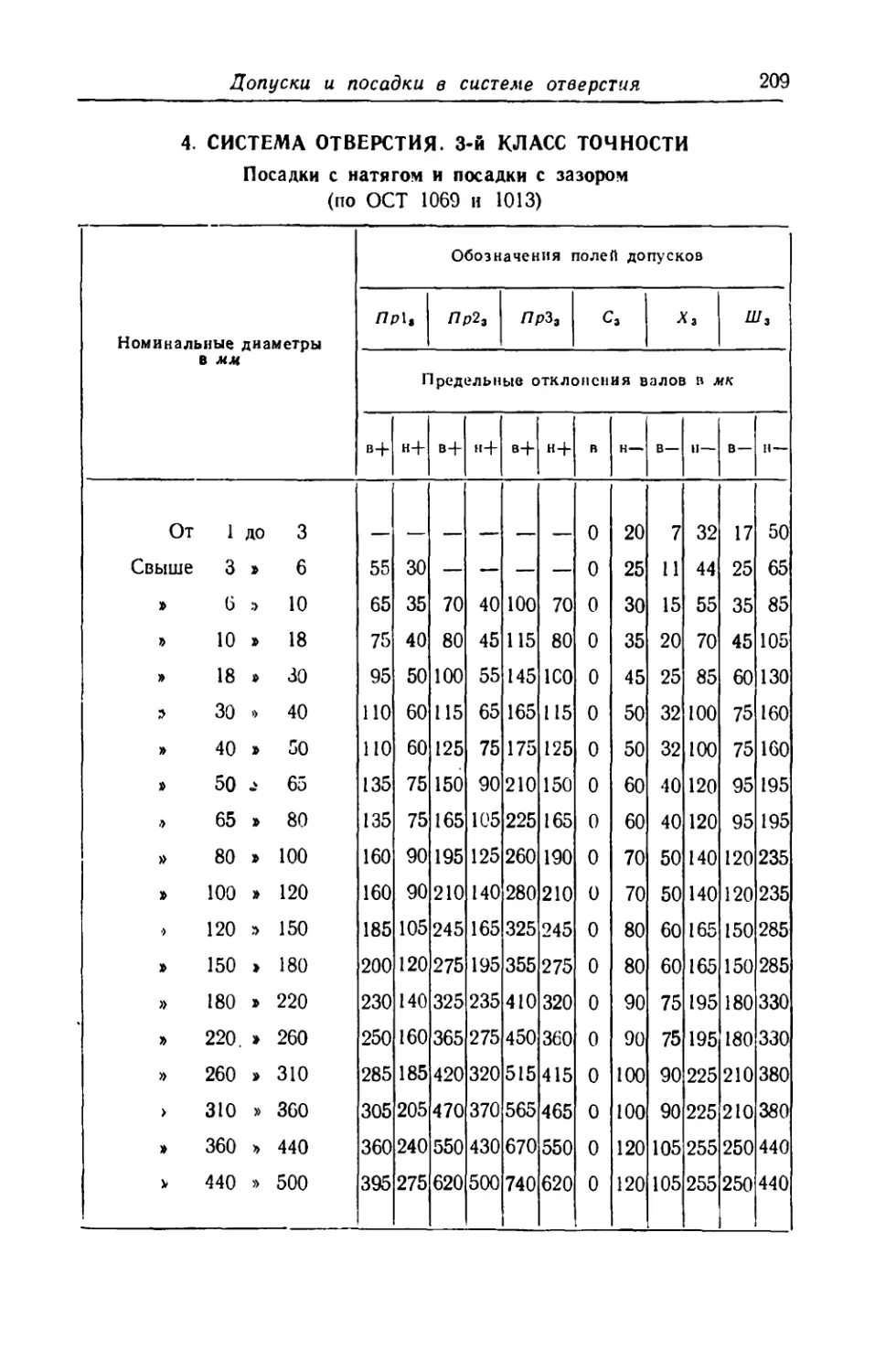
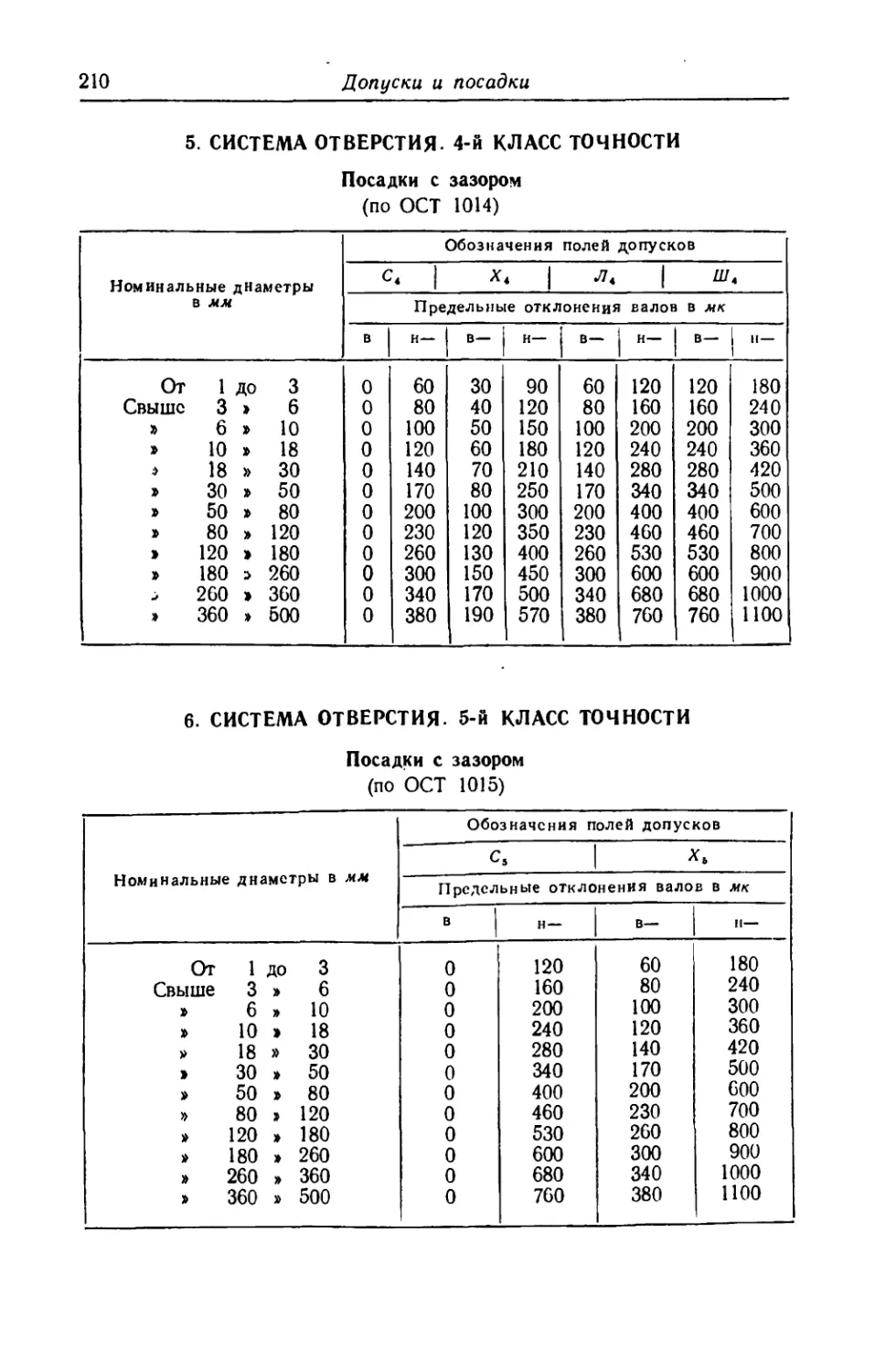
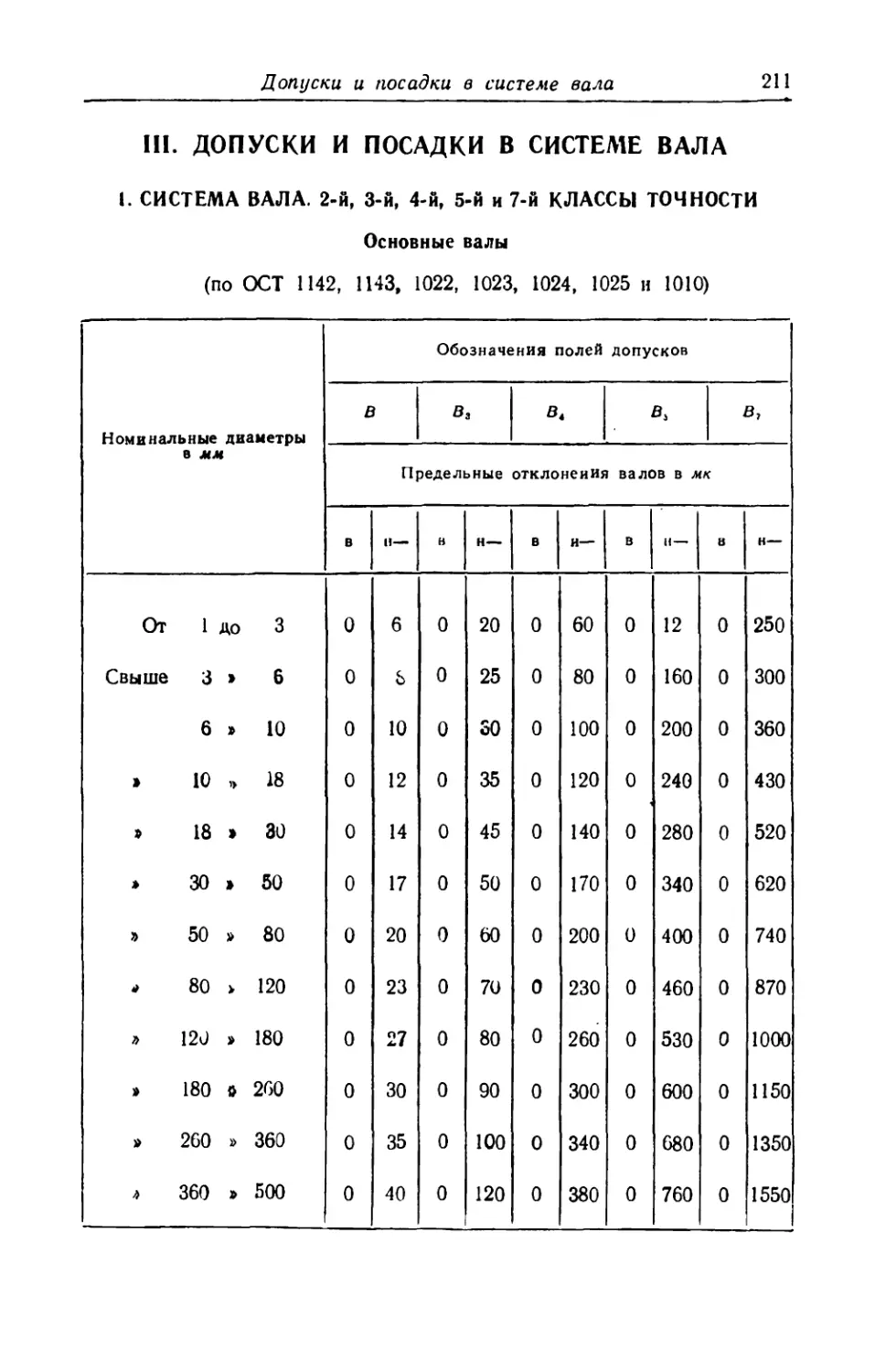
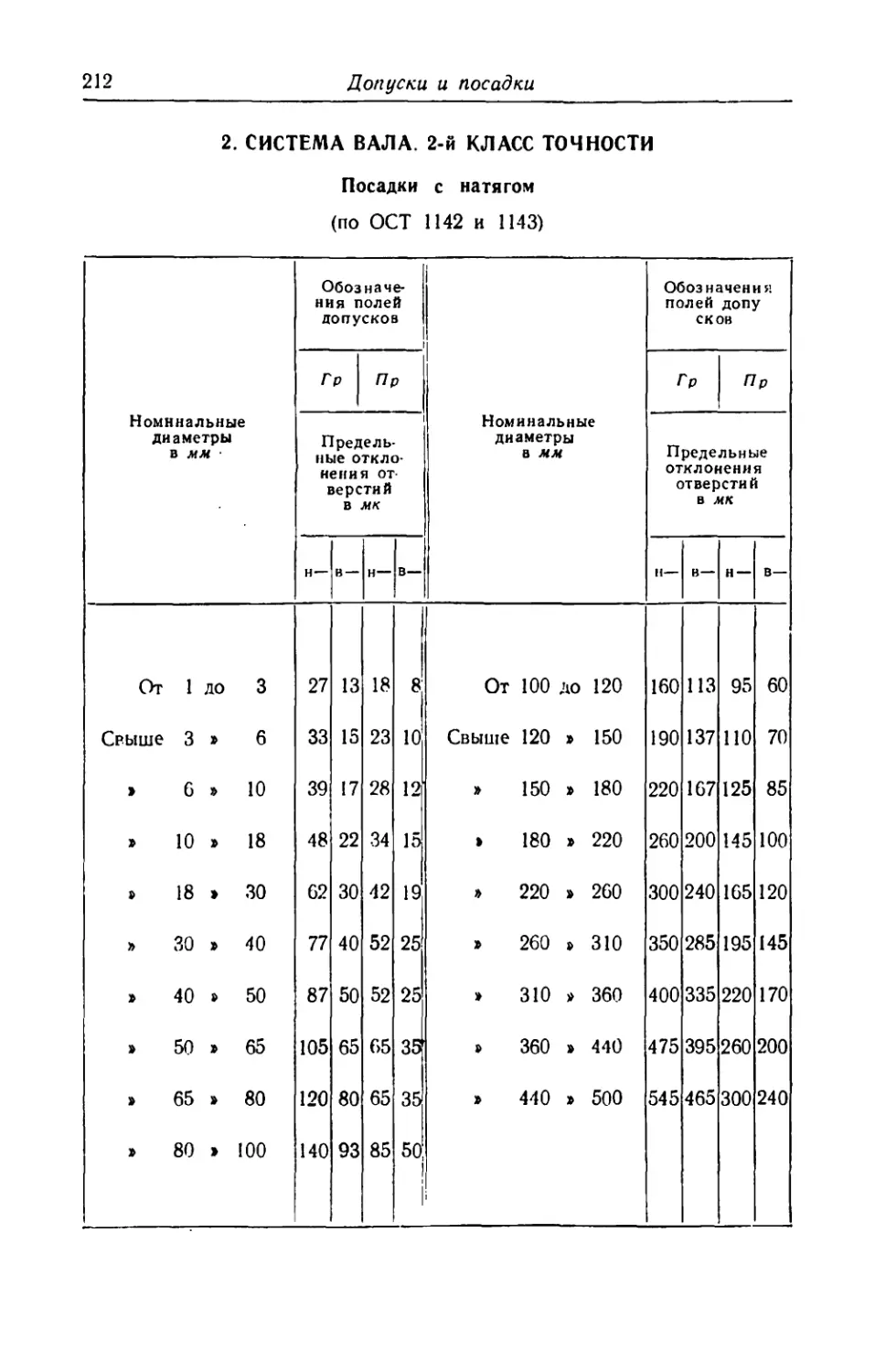
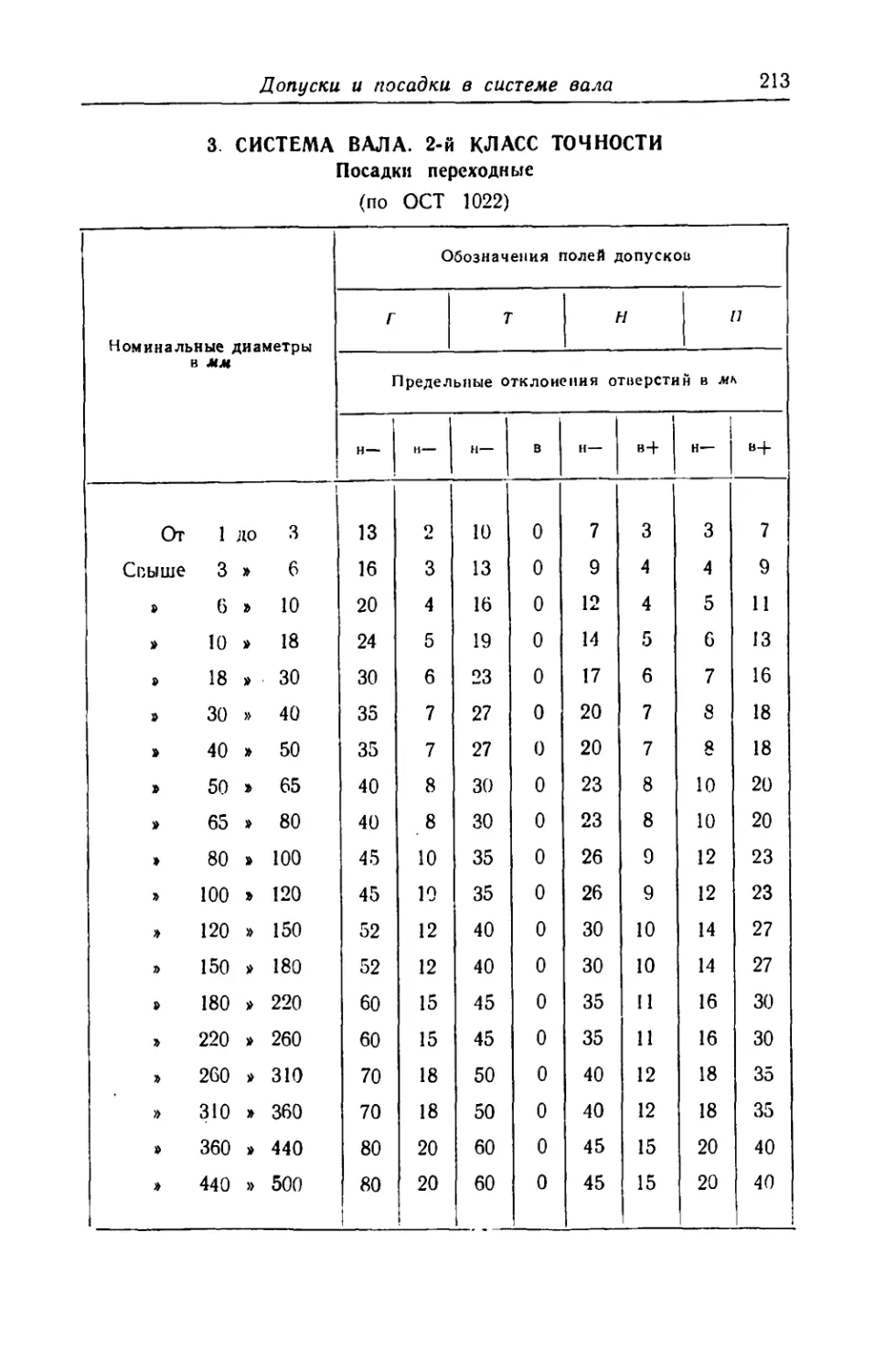
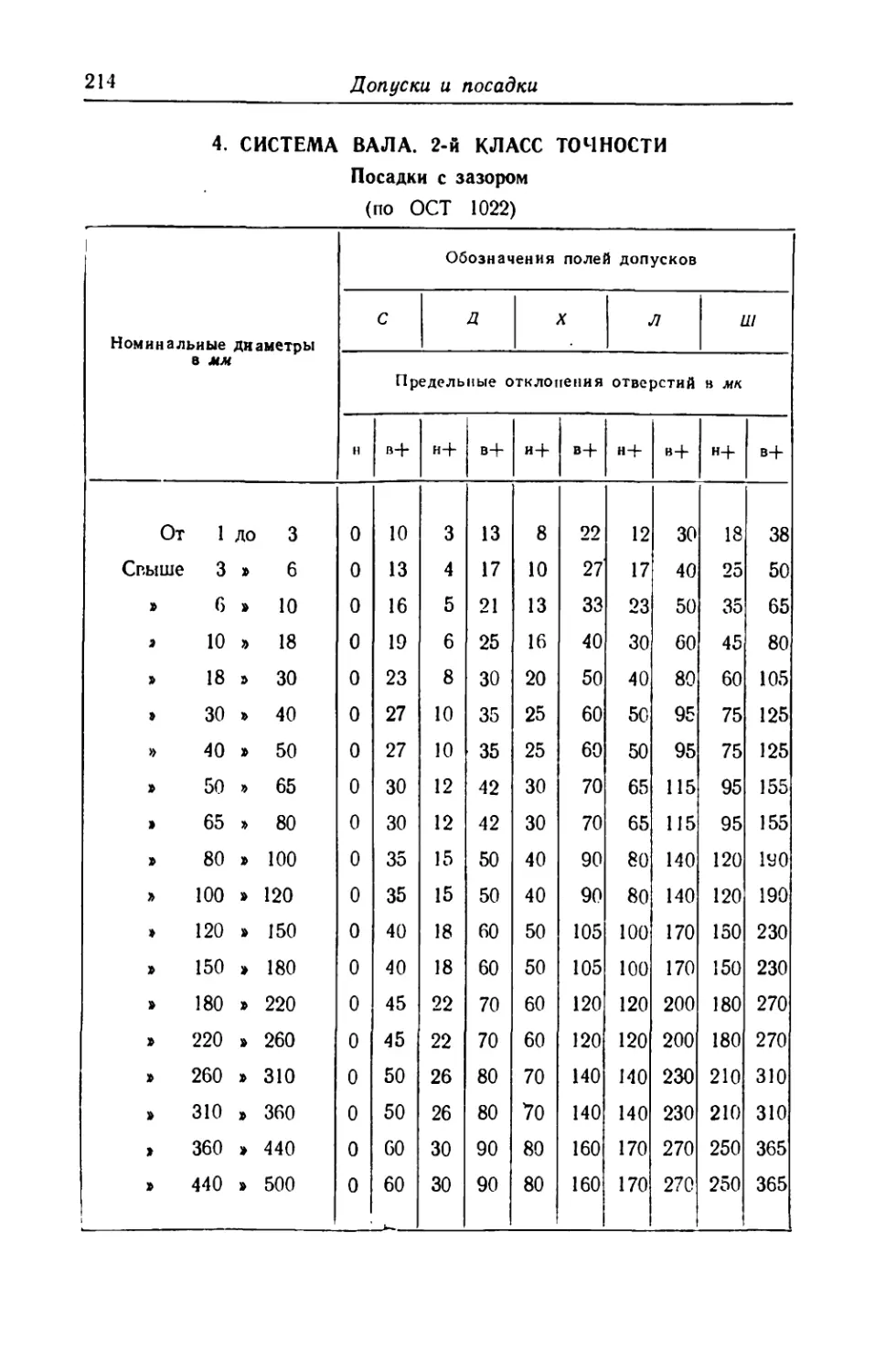
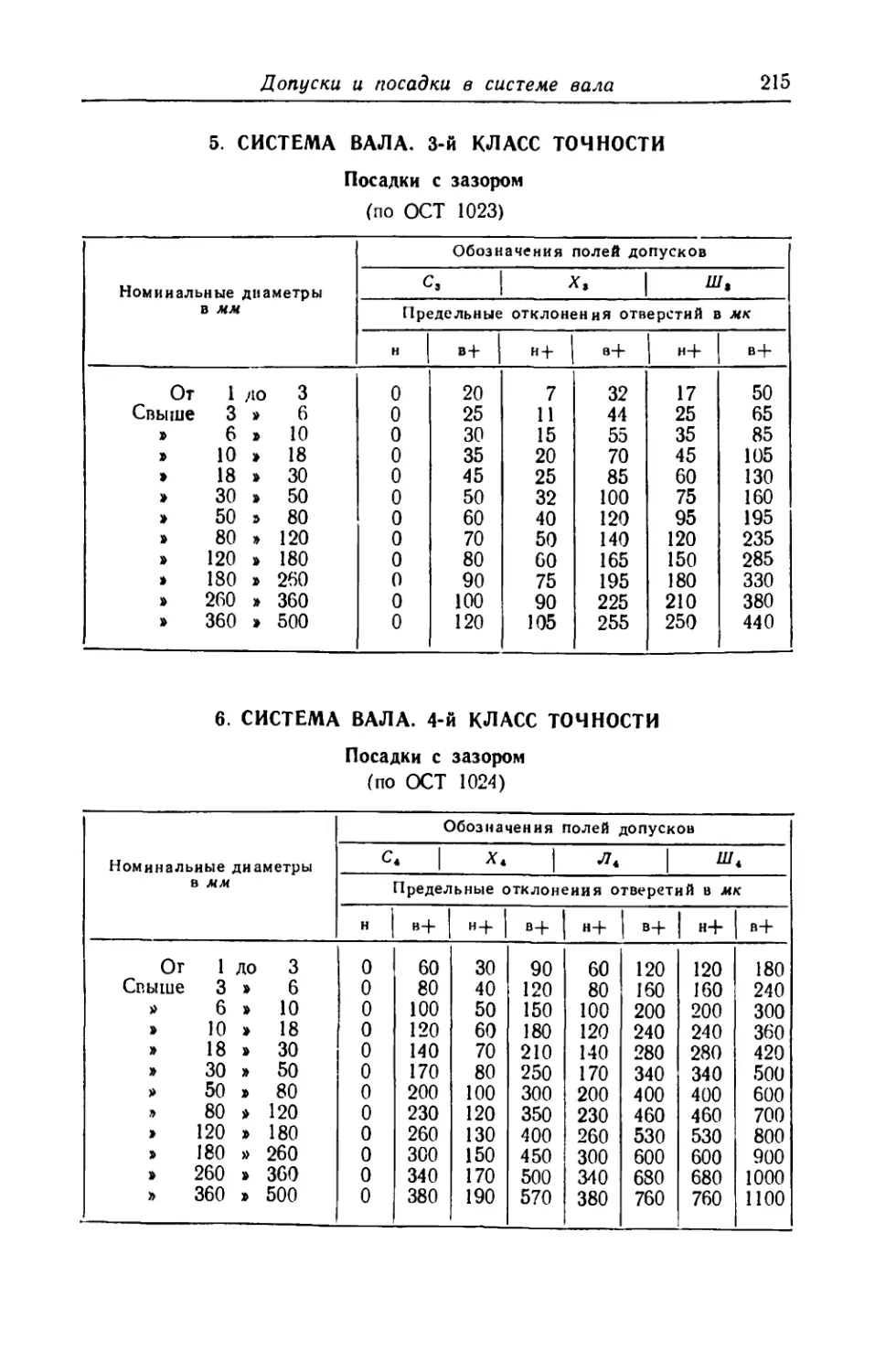
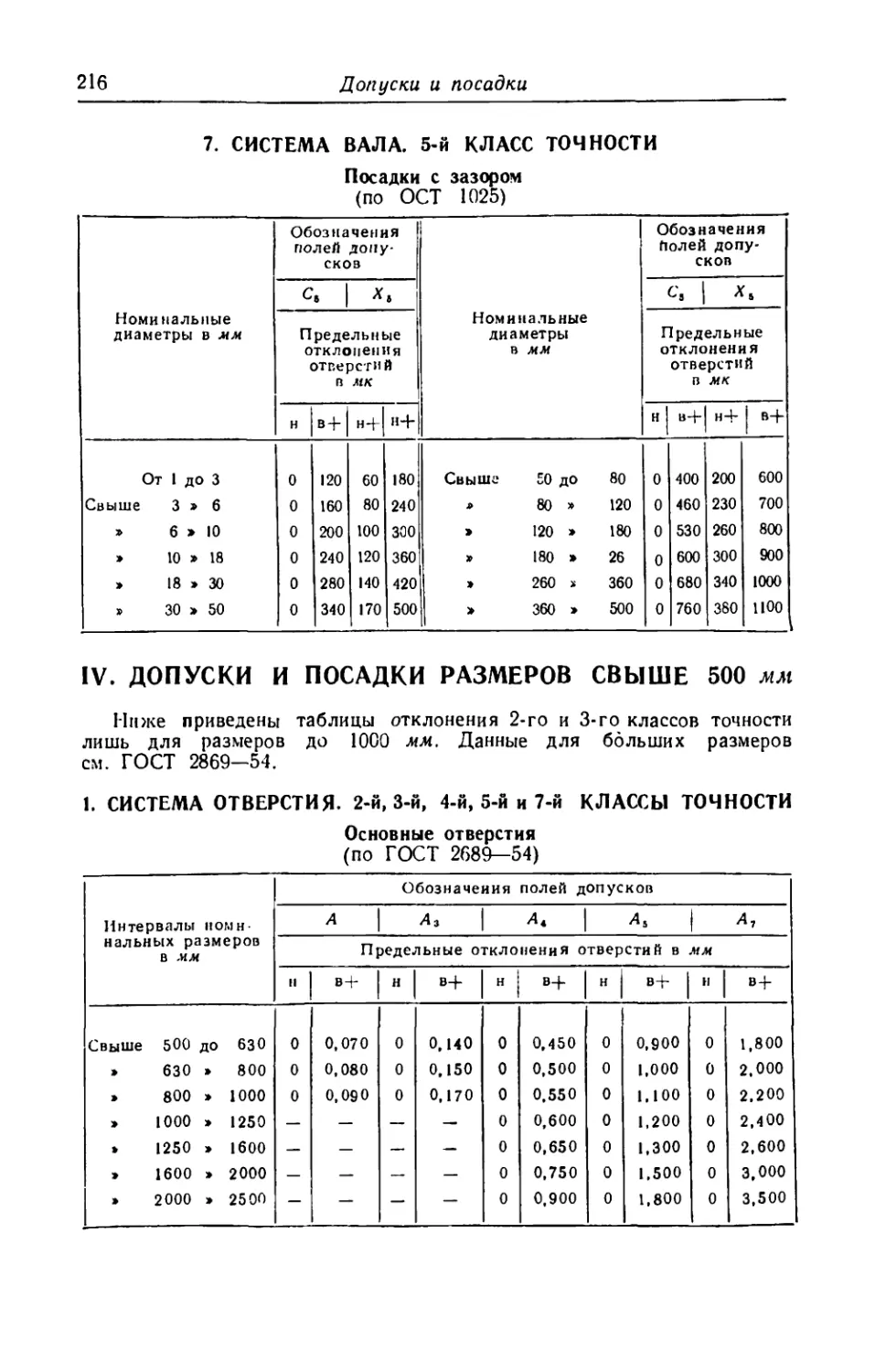
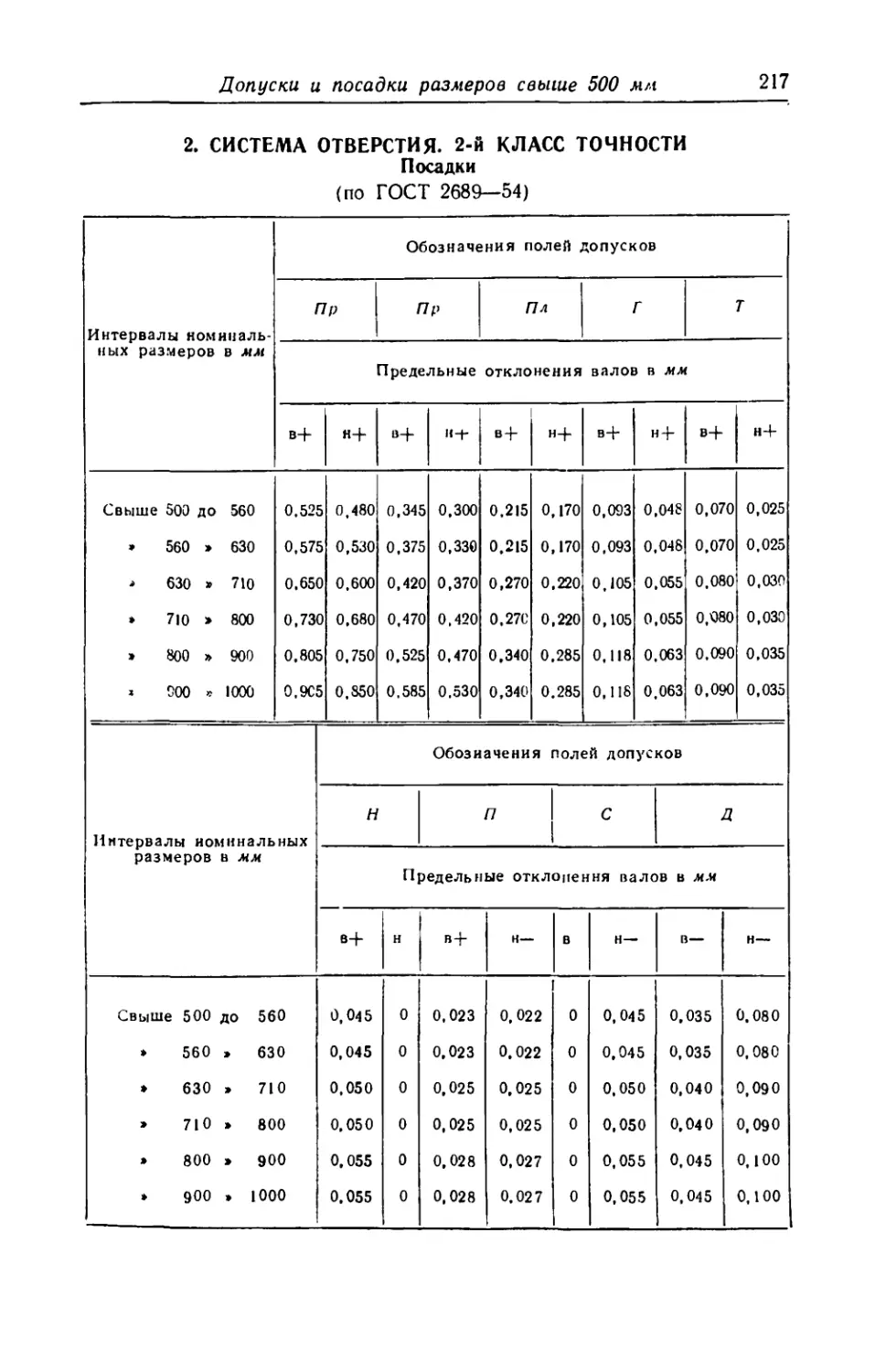
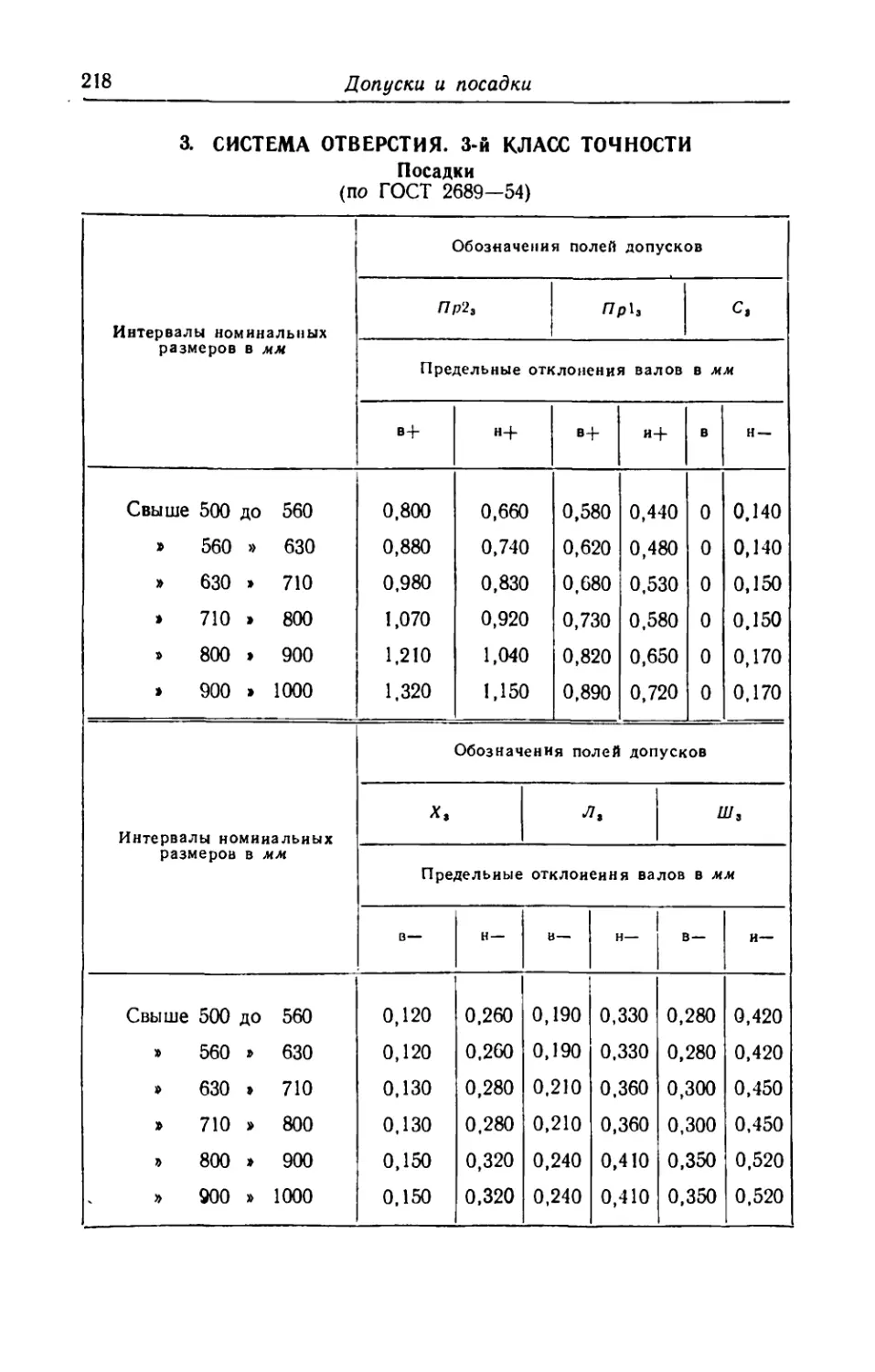
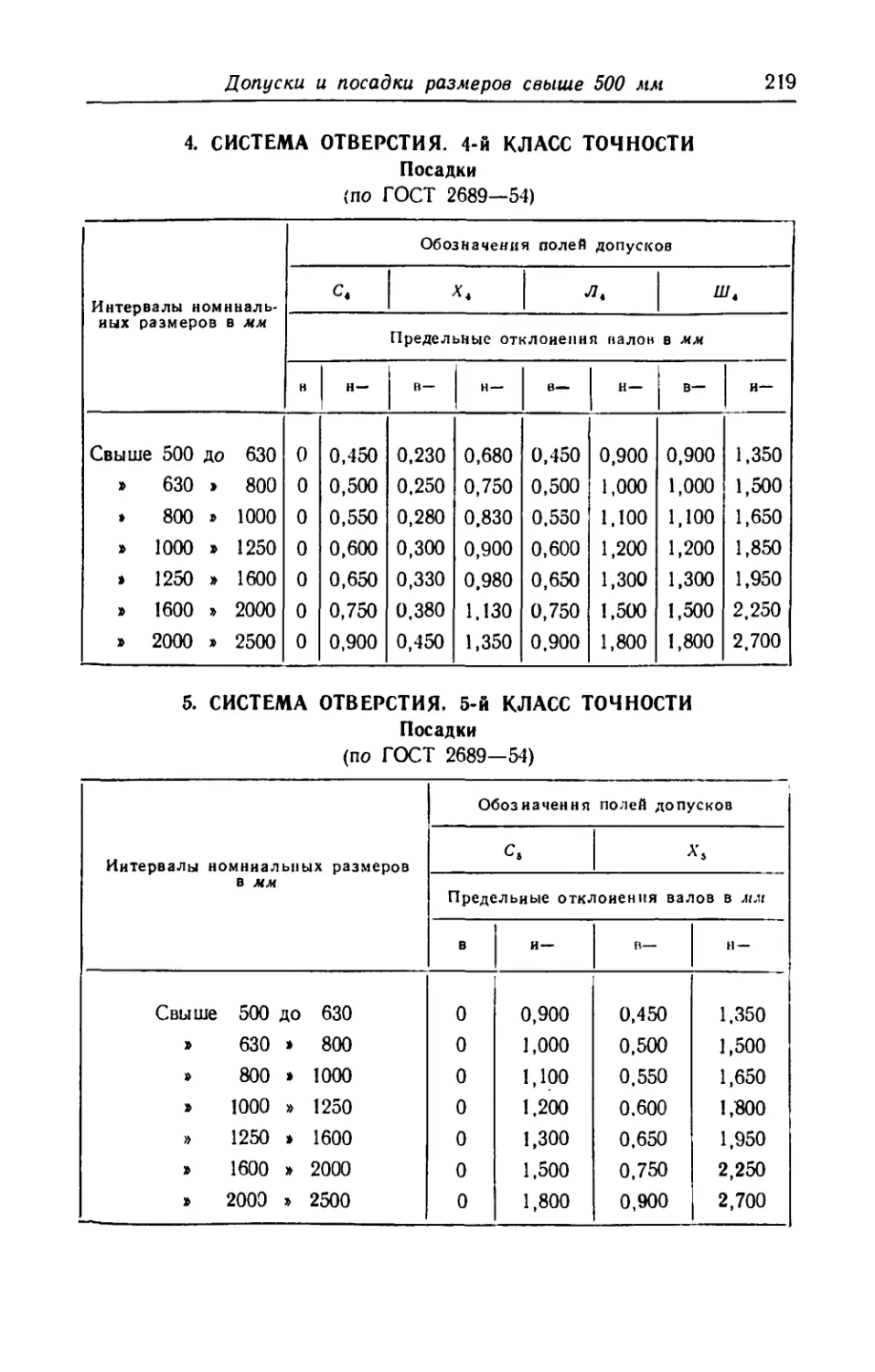
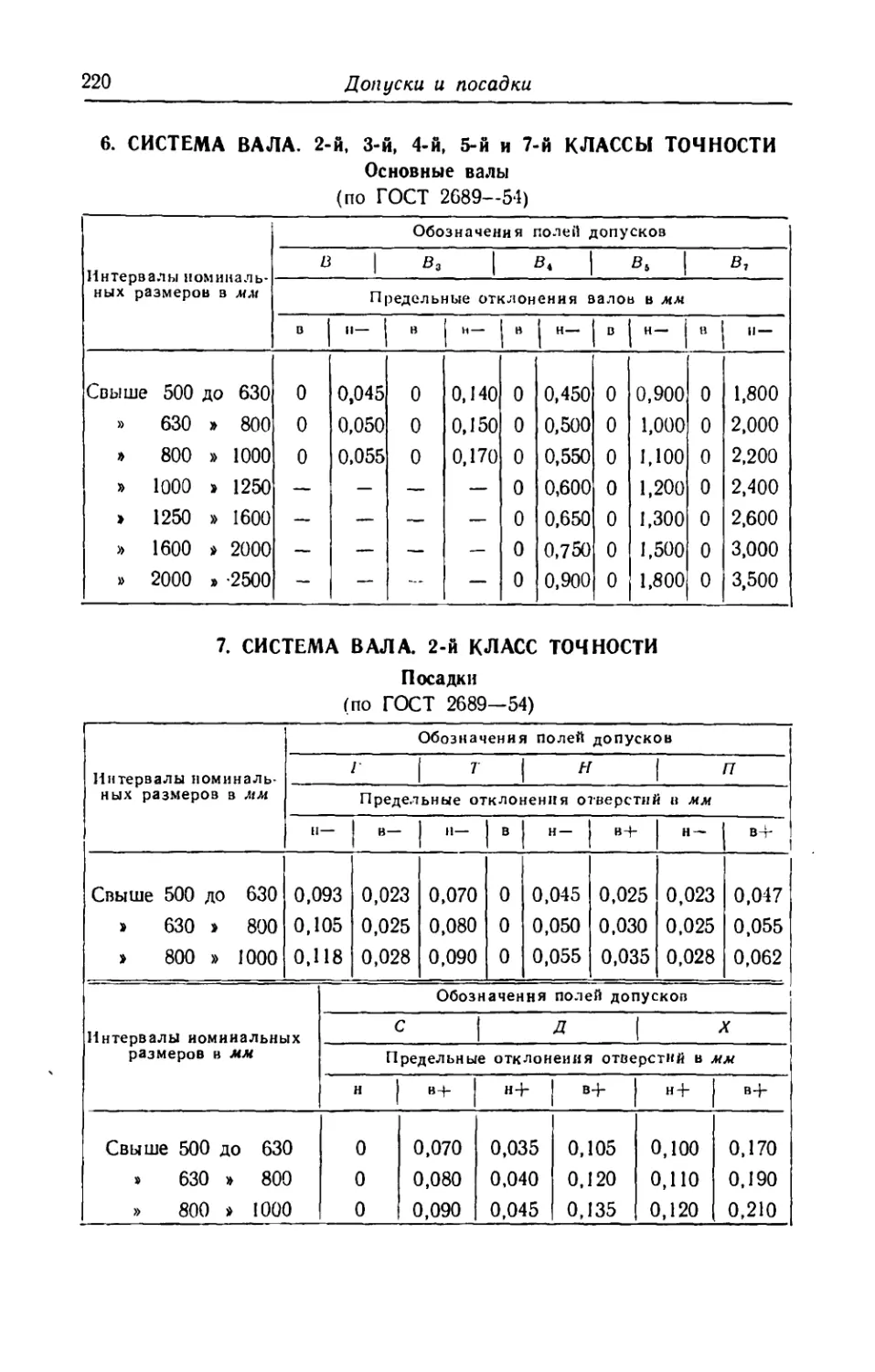
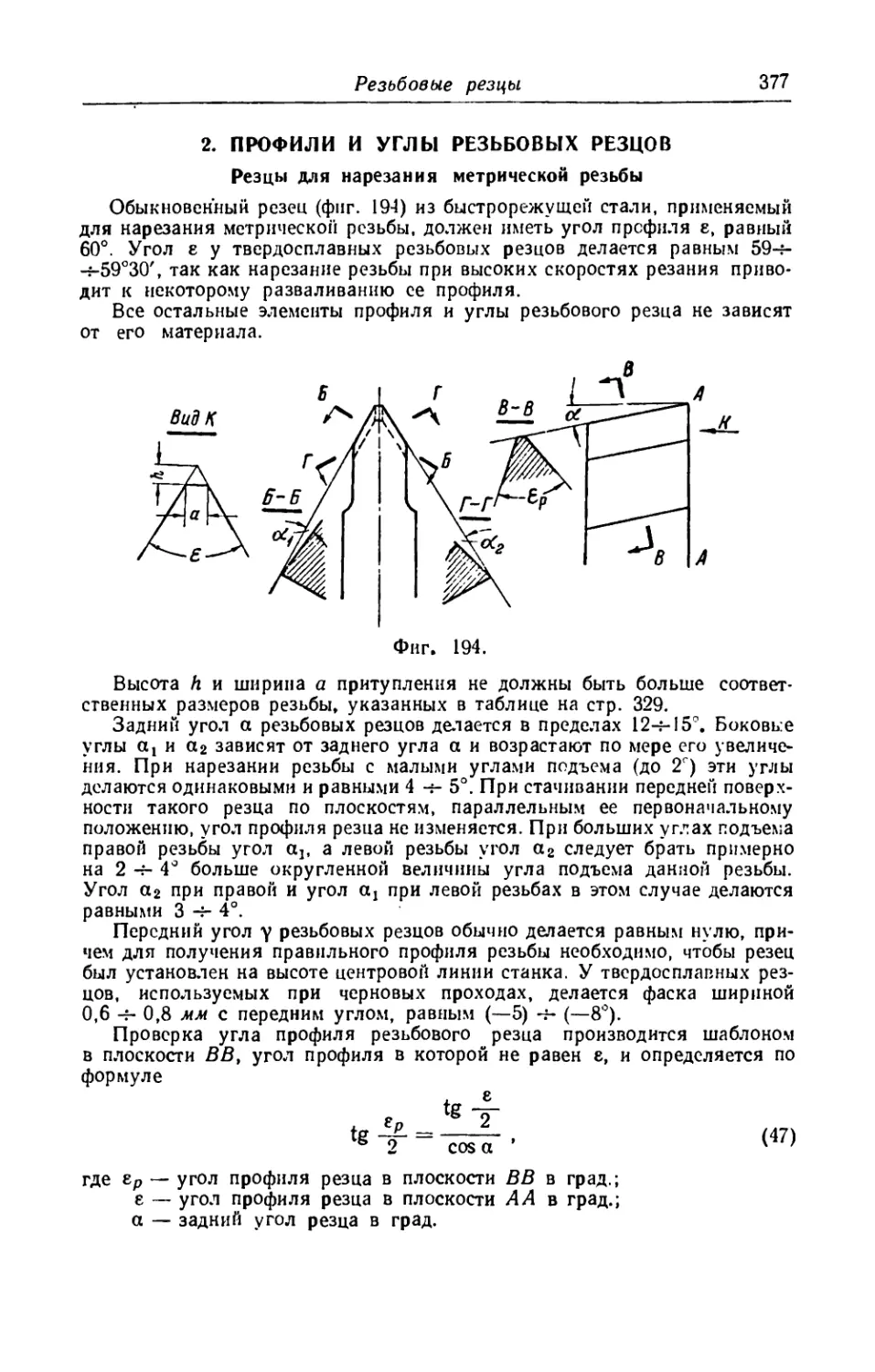
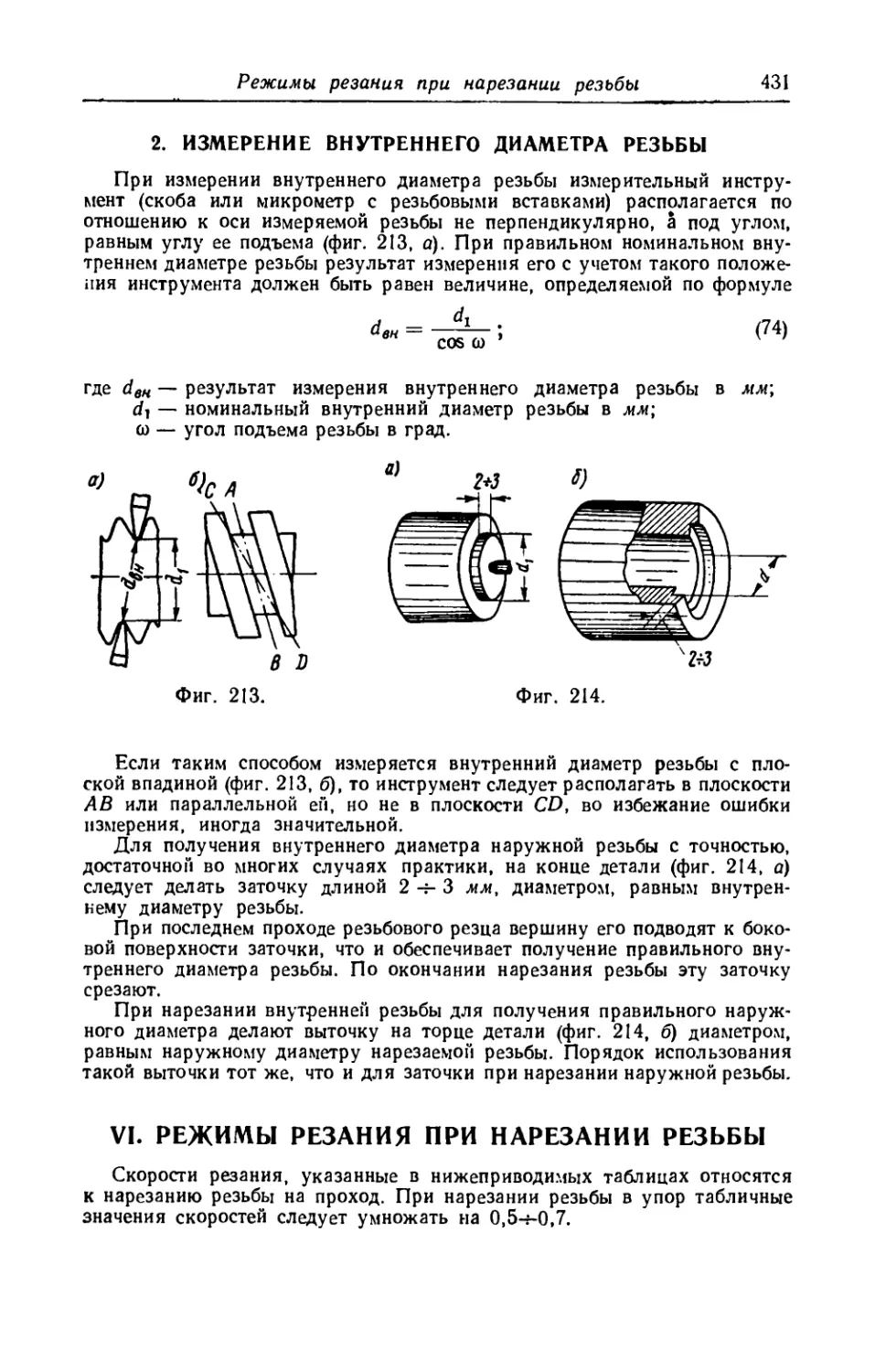
I. НАИБОЛЕЕ УПОТРЕБИТЕЛЬНЫЕ ОБОЗНАЧЕНИЯ
НА ЧЕРТЕЖАХ
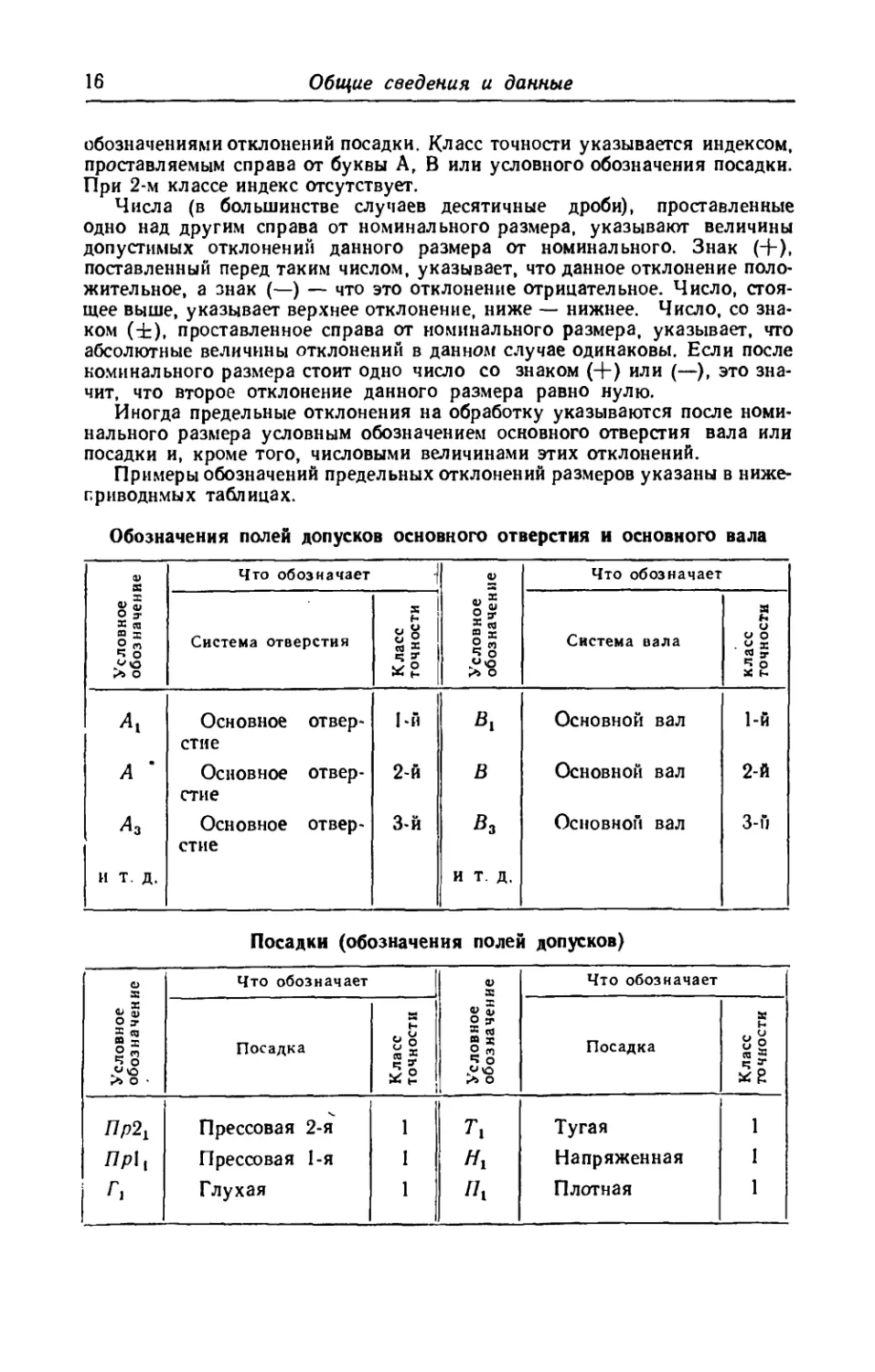
1. ОБОЗНАЧЕНИЯ ОТКЛОНЕНИЙ РАЗМЕРОВ
Буква (или буквы) с индексом (или без индекса), проставленная справа
от номинального (т. е. основного расчетного) размера, является условным
обозначением предельных отклонений данного размера от номинального.
Отклонения отверстия в системе отверстия обозначаются буквой А, а откло-
нения вала в системе вала — буквой В. Отклонения вала в системе отвер-
стия и отклонения отверстия в системе вала указываются условными
16
Общие сведения и данные
обозначениями отклонений посадки. Класс точности указывается индексом,
проставляемым справа от буквы А, В или условного обозначения посадки.
При 2-м классе индекс отсутствует.
Числа (в большинстве случаев десятичные дроби), проставленные
одно над другим справа от номинального размера, указывают величины
допустимых отклонений данного размера от номинального. Знак (+),
поставленный перед таким числом, указывает, что данное отклонение поло-
жительное, а знак (—) — что это отклонение отрицательное. Число, стоя-
щее выше, указывает верхнее отклонение, ниже — нижнее. Число, со зна-
ком (±), проставленное справа от номинального размера, указывает, <гго
абсолютные величины отклонений в данном случае одинаковы. Если после
номинального размера стоит одно число со знаком (+) или (—), это зна-
чит, что второе отклонение данного размера равно нулю.
Иногда предельные отклонения на обработку указываются после номи-
нального размера условным обозначением основного отверстия вала или
посадки и, кроме того, числовыми величинами этих отклонений.
Примеры обозначений предельных отклонений размеров указаны в ниже-
приводимых таблицах.
Обозначения полей допусков основного отверстия и основного вала
Условное обозначение Что обозначает Условное обозначение Что обозначает
Система отверстия Класс точности Система в 1ала класс точности
А Основное отвер- стие 1-й В. Основной вал 1-й
А ‘ Основное отвер- стие 2-й в Основной вал 2-й
^3 И т. д. Основное отвер- стие 3-й В3 и т. д. Основной вал 3-й
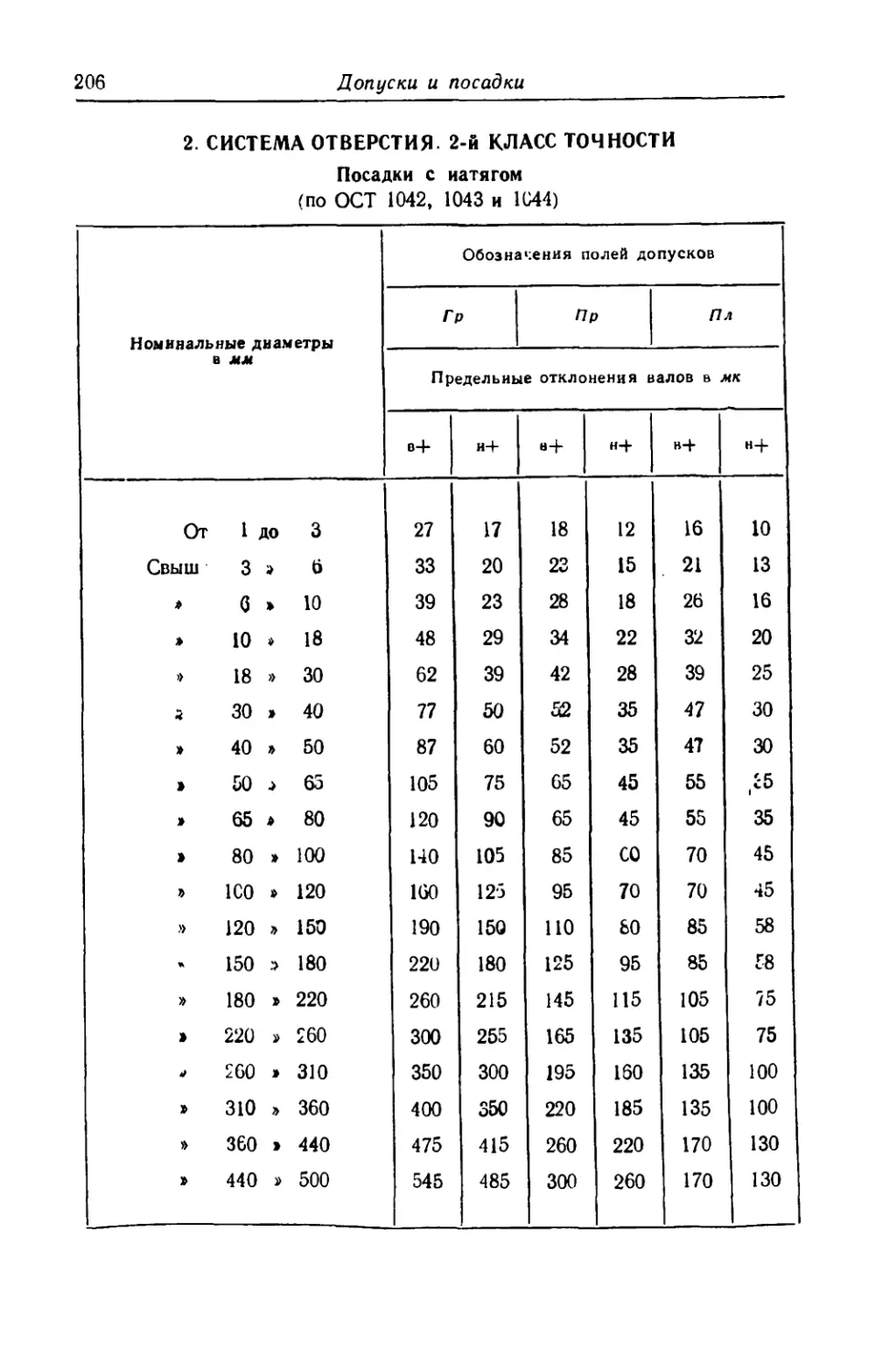
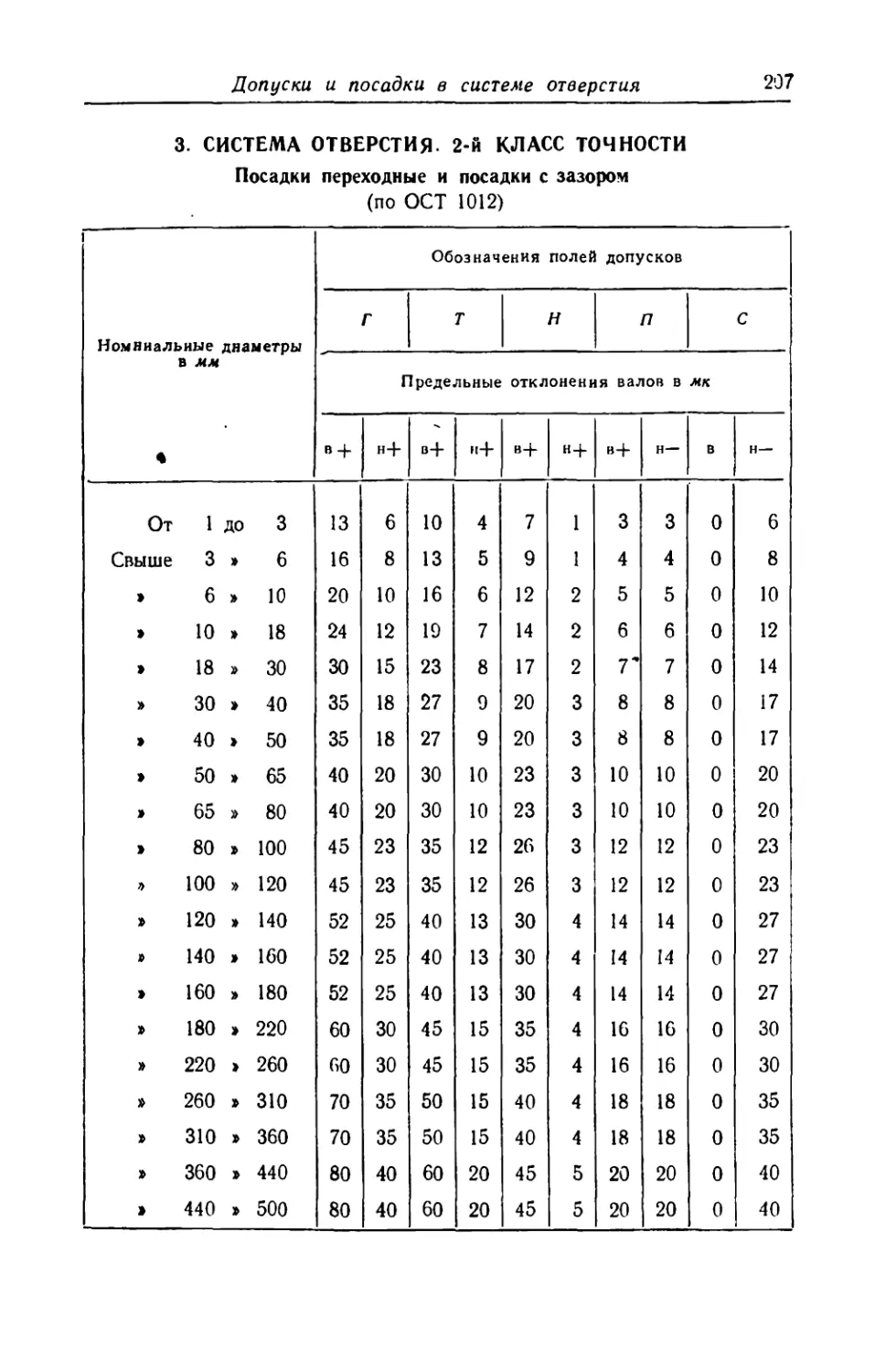
Посадки (обозначения полей допусков)
Условное обозначение Что обозначает Условное обозначение Что обозначает
Посадка Класс точности Посадка Класс точности
ПД2, Прессовая 2-я 1 Т, Тугая 1
ПрЦ Прессовая 1-я 1 Я, Напряженная 1
i r' Глухая 1 Плотная 1
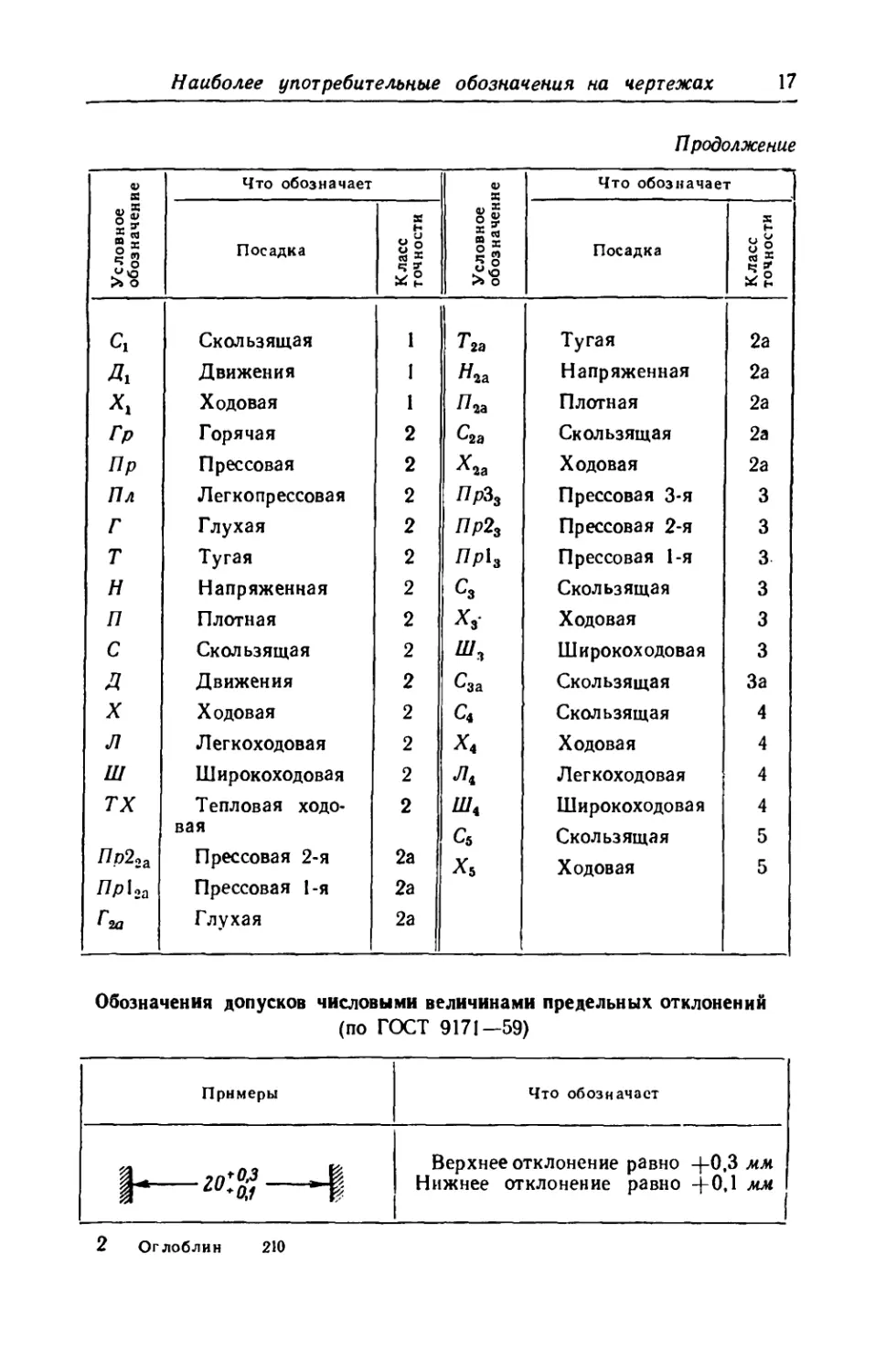
Наиболее употребительные обозначения на чертежах
17
Продолжение
Условное обозначение Что обозначает Условное обозначение Что обозначает
Посадка Класс точности Посадка Класс точности
С. Скользящая Tjg Тугая 2а
Д, Движения 1 Н2а Напряженная 2а
х» Ходовая 1 П 2а Плотная 2а
Гр Горячая 2 Cja Скользящая 2а
Пр Прессовая 2 Х2а Ходовая 2а
Пл Легкопрессовая 2 Пр33 Прессовая 3-я 3
Г Глухая 2 Пр23 Прессовая 2-я 3
Т Тугая 2 Пр13 Прессовая 1-я 3
н Напряженная 2 с3 Скользящая 3
П Плотная 2 *3' Ходовая 3
с Скользящая 2 Широкоходовая 3
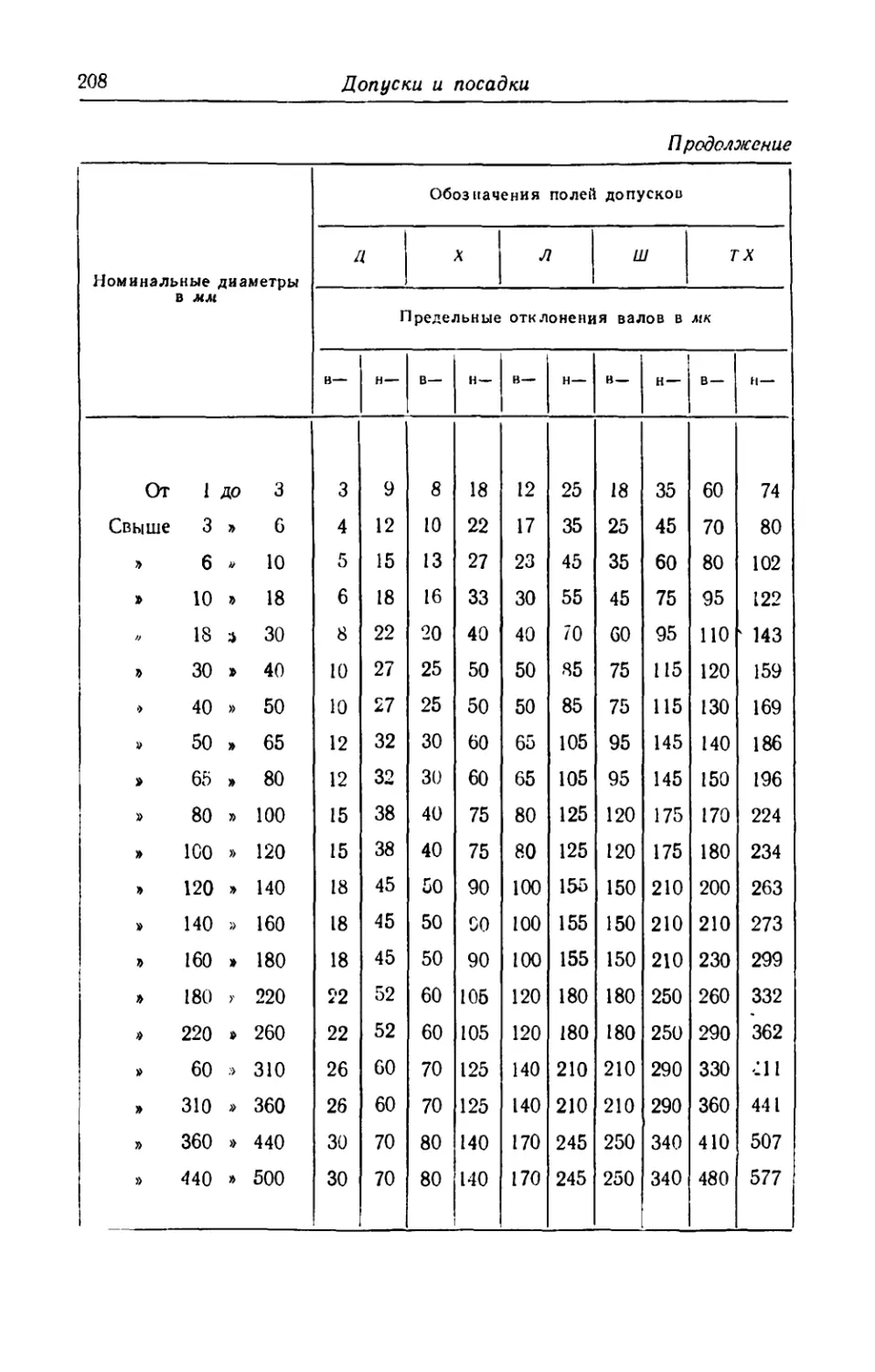
д Движения 2 Сза Скользящая За
X Ходовая 2 С4 Скользящая 4
Л Легкоходовая 2 х4 Ходовая 4
ш Широкоходовая 2 л Легкоходовая 4
тх Тепловая ходо- 2 Широкоходовая 4
вая Cs Скользящая 5
/7р22а Прессовая 2-я 2а Х5 Ходовая 5
Пр^2а Прессовая 1-я 2а
Г^а Глухая 2а
Обозначения допусков числовыми величинами предельных отклонений
(по ГОСТ 9171—59)
Примеры Что обозначает
F—1 Верхнее отклонение равно +0,3 мм Нижнее отклонение равно -j-0,1 мм
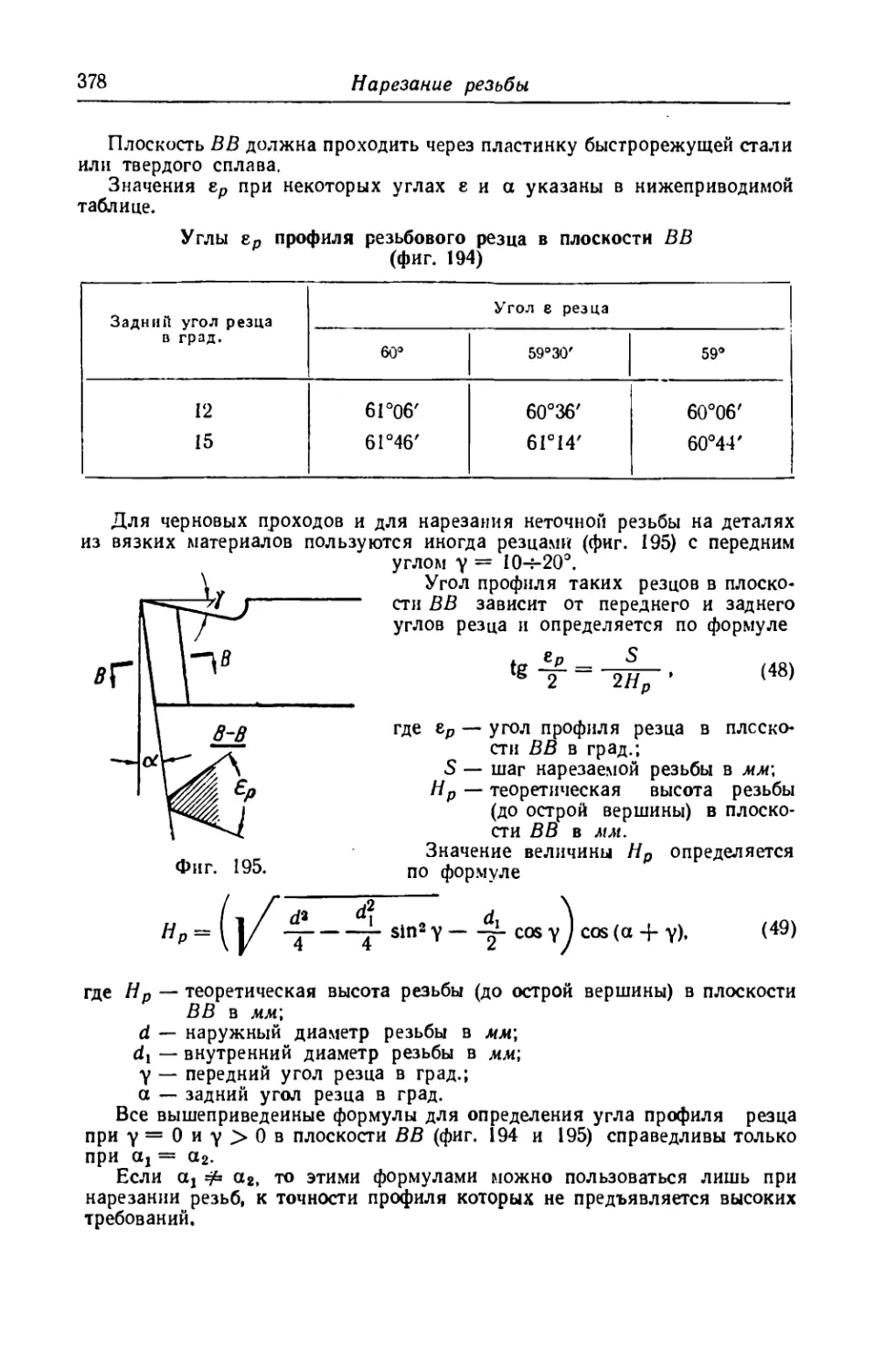
2 Оглоблин
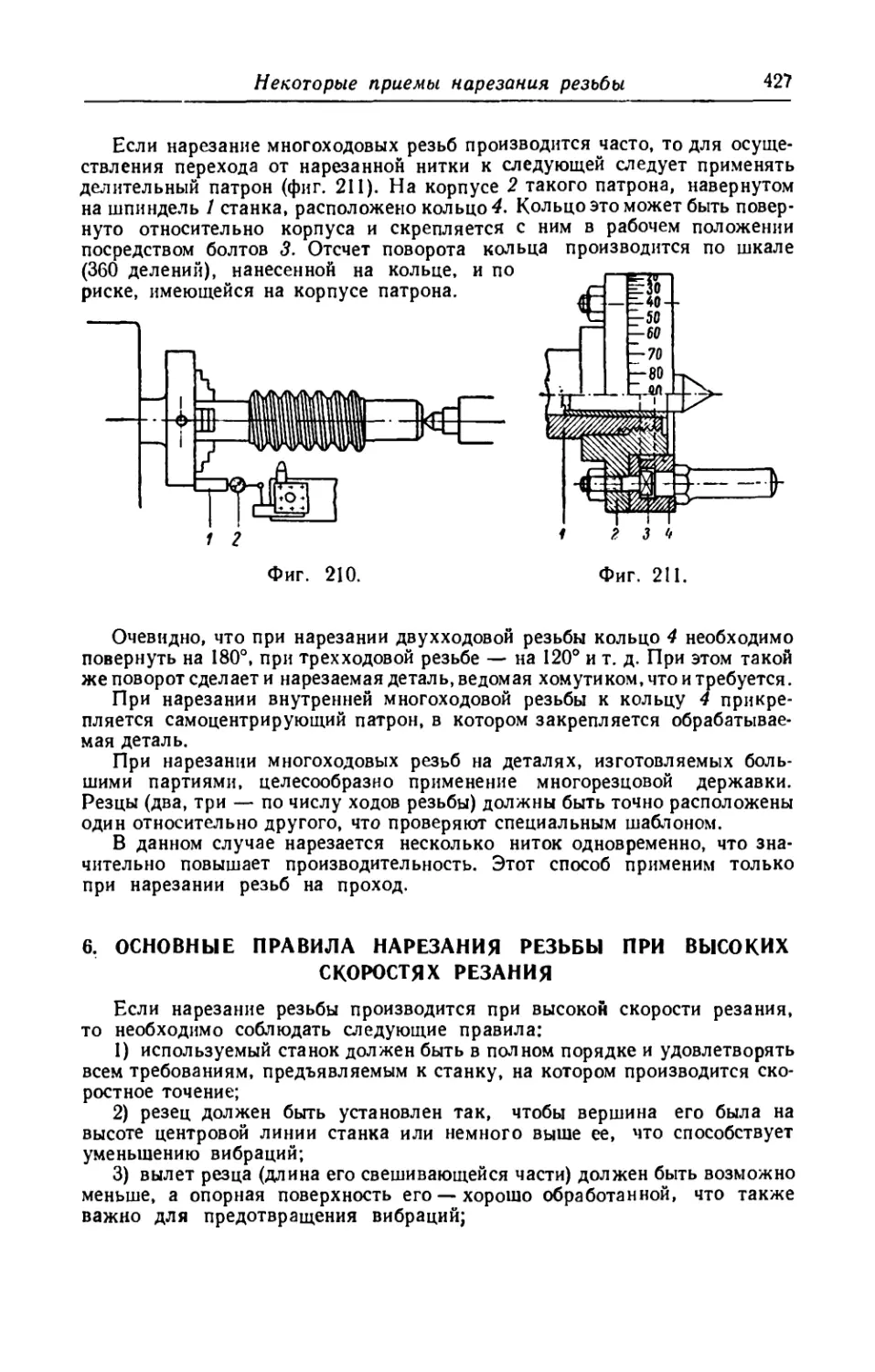
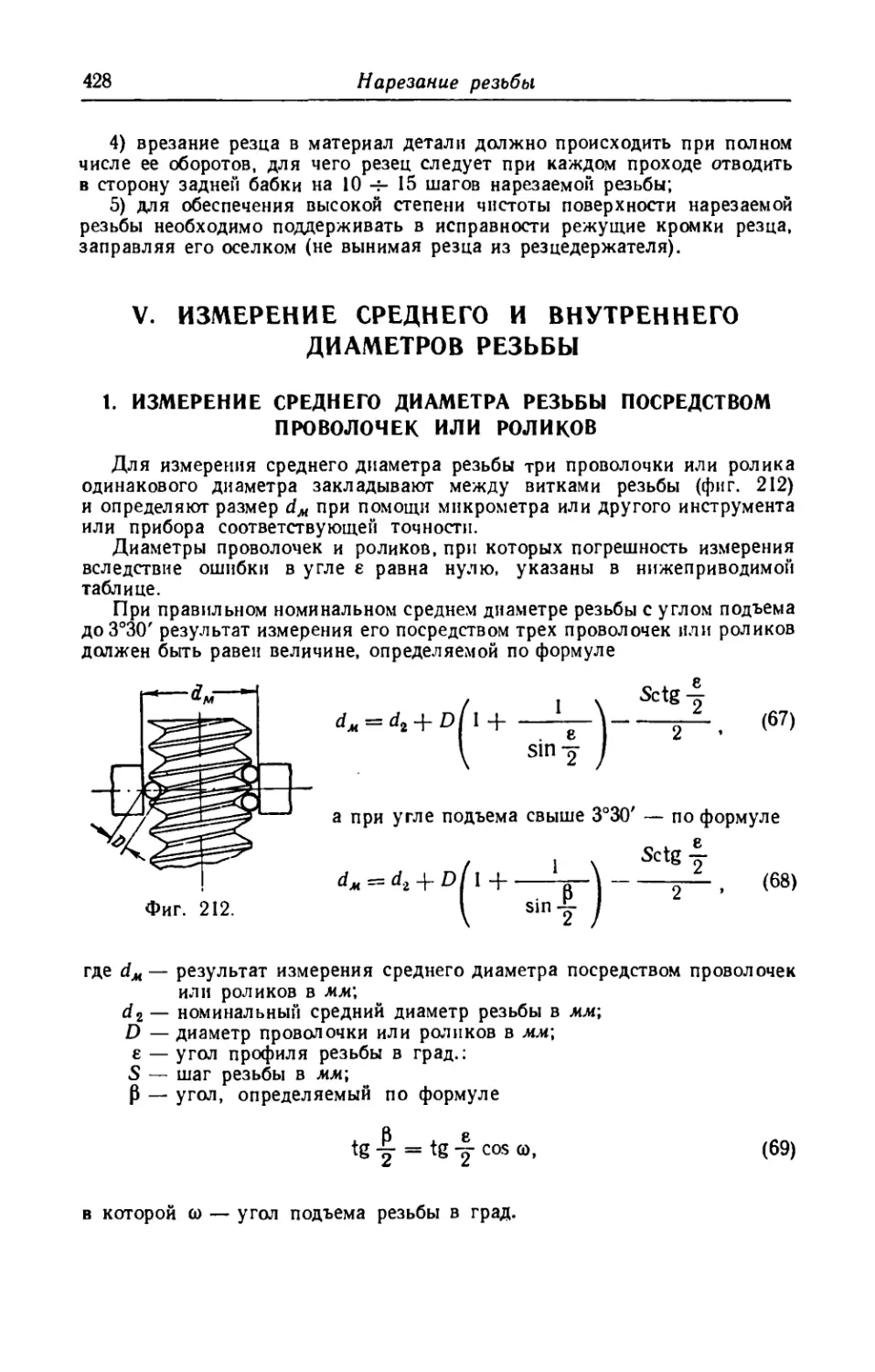
210
18
Общие сведения и данные
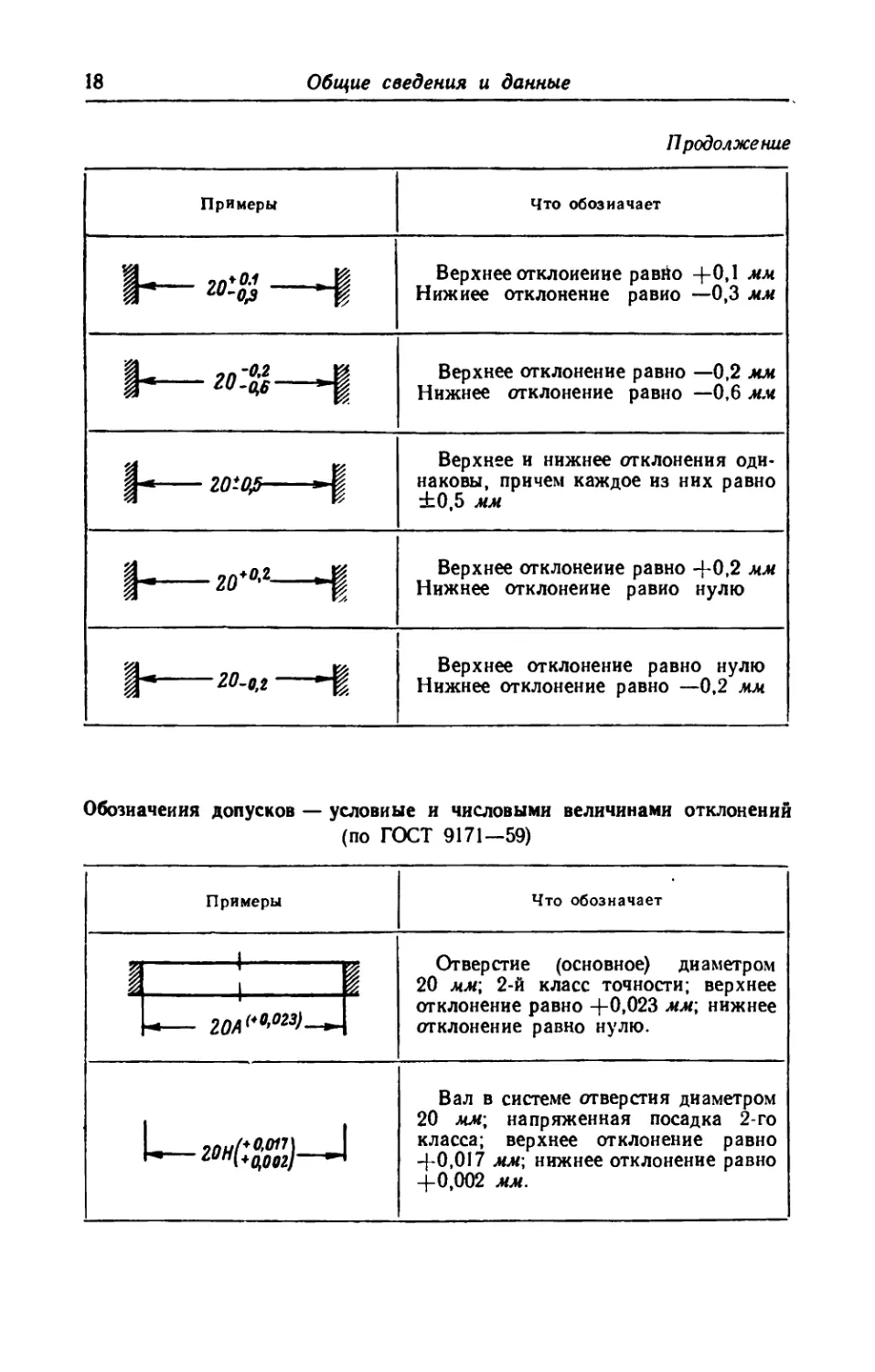
Продолжение
Примеры Что обозначает
В* zo~o$ Верхнее отклонение равно +0,1 мм Нижнее отклонение равно —0,3 мм
у см Верхнее отклонение равно —0,2 мм Нижнее отклонение равно —0,6 мм
ЧЦ Верхнее и нижнее отклонения оди- наковы, причем каждое из них равно ±0,5 мм
frO О Верхнее отклонение равно +0,2 мм Нижнее отклонение равно нулю
20-к—g Верхнее отклонение равно нулю Нижнее отклонение равно —0,2 мм
Обозначения допусков — условные и числовыми величинами отклонений
(по ГОСТ 9171—59)
Примеры Что обозначает
1 Отверстие (основное) диаметром 20 мм; 2-й класс точности; верхнее отклонение равно +0,023 мм; нижнее отклонение равно нулю.
1 | 1
к»— 2OA<te’023)-»-
L— гон(^^г)—-J Вал в системе отверстия диаметром 20 мм; напряженная посадка 2-го класса; верхнее отклонение равно +0,017 мм; нижнее отклонение равно +0,002 мм.
Наиболее употребительные обозначения на чертежах
19
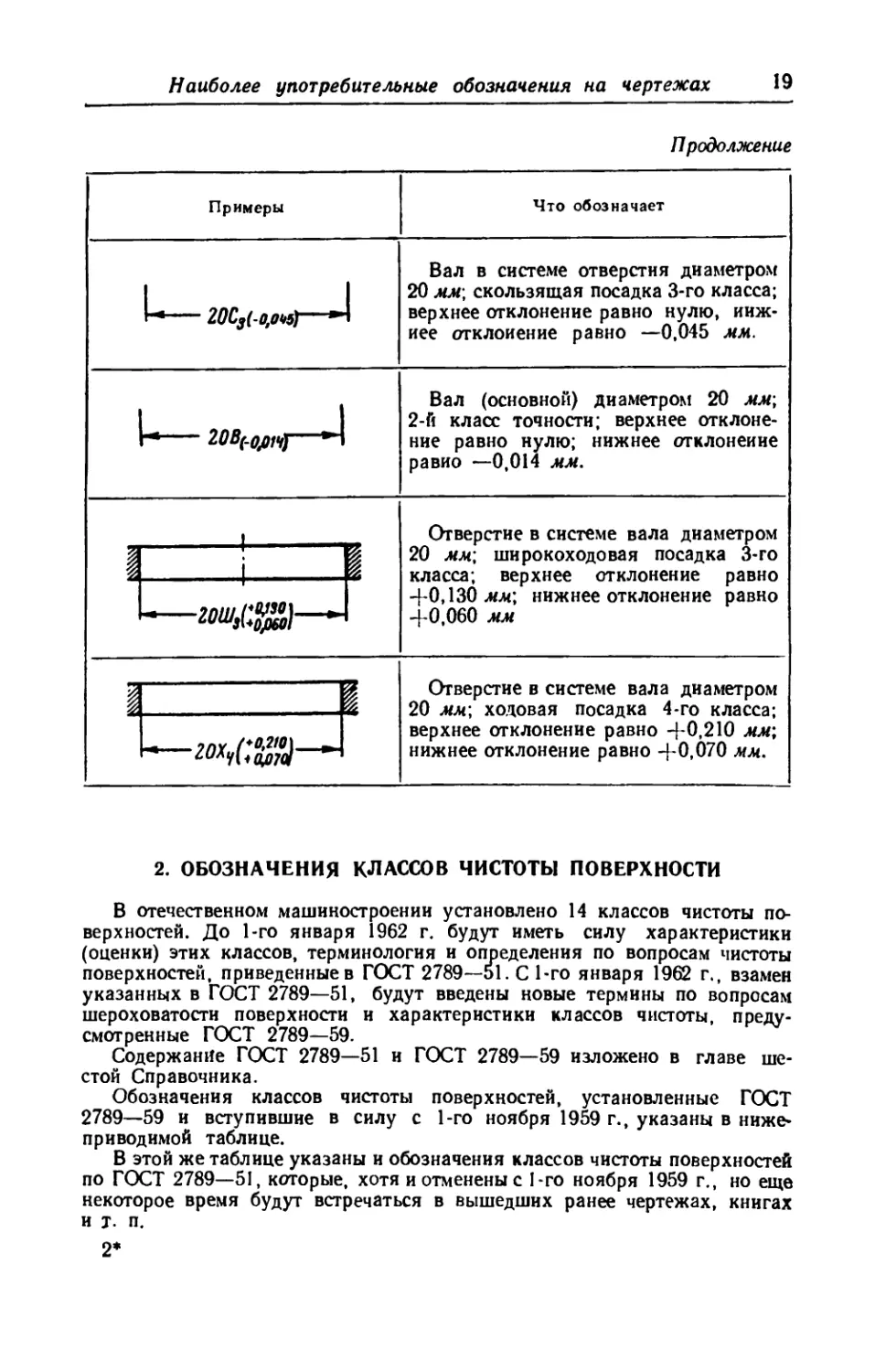
Продолжение
Примеры Что обозначает
Вал в системе отверстия диаметром 20 мм\ скользящая посадка 3-го класса;
L* 20С3(-ог(№)—J . 1 верхнее отклонение равно нулю, ииж- иее отклонение равно —0,045 мм. Вал (основной) диаметром 20 мм,
г* * 1 2-й класс точности; верхнее отклоне- ние равно нулю; нижнее отклонение равно —0,014 мм.
1 •' ' ' Р 1 j 1 Отверстие в системе вала диаметром 20 мм\ широкоходовая посадка 3-го класса; верхнее отклонение равно
+0,130 мм\ нижнее отклонение равно +0,060 мм
Отверстие в системе вала диаметром 20 мм\ ходовая посадка 4-го класса;
1—ги,еда-j верхнее отклонение равно +0,210 мм\ нижнее отклонение равно +0,070 мм.
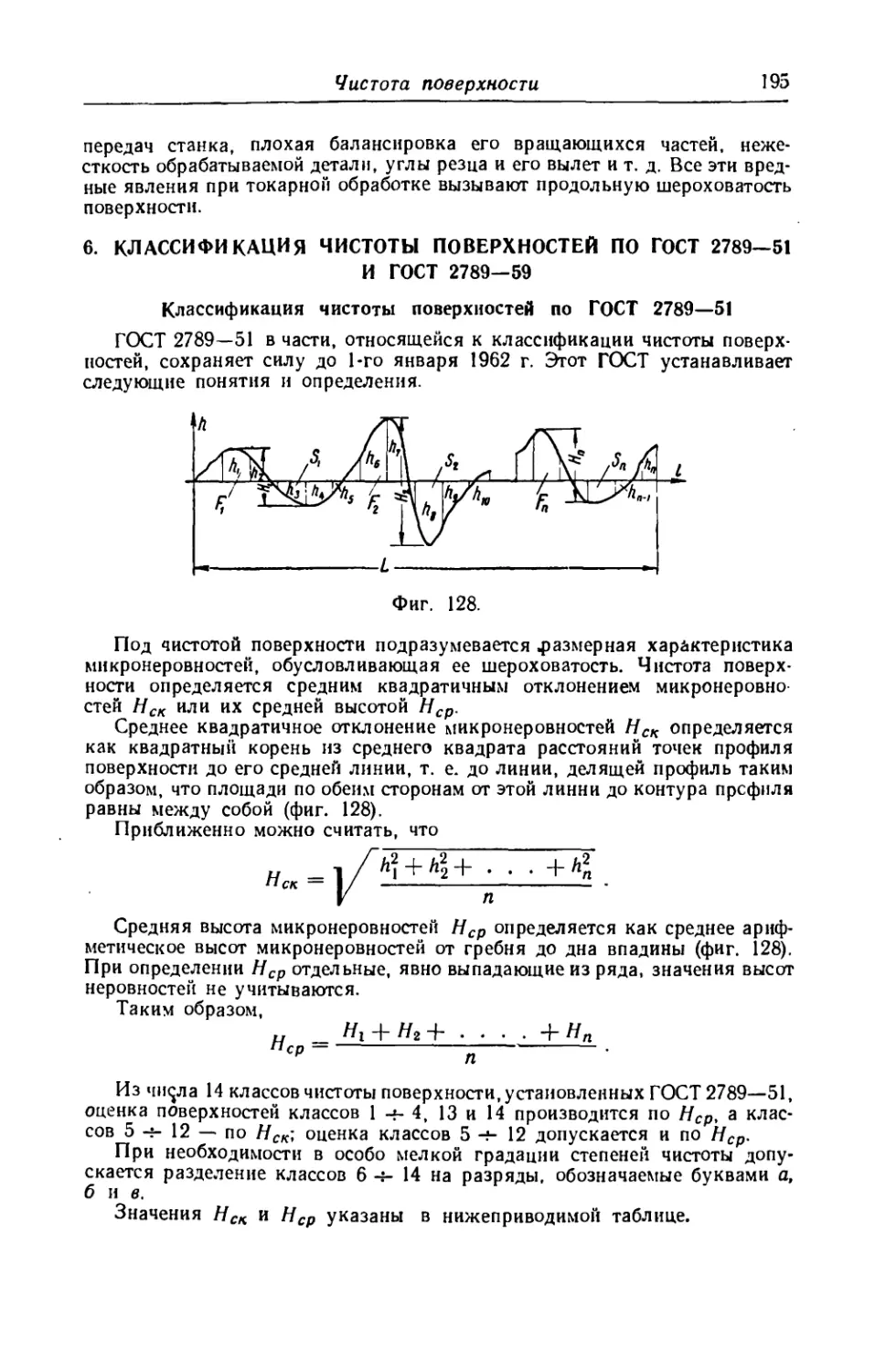
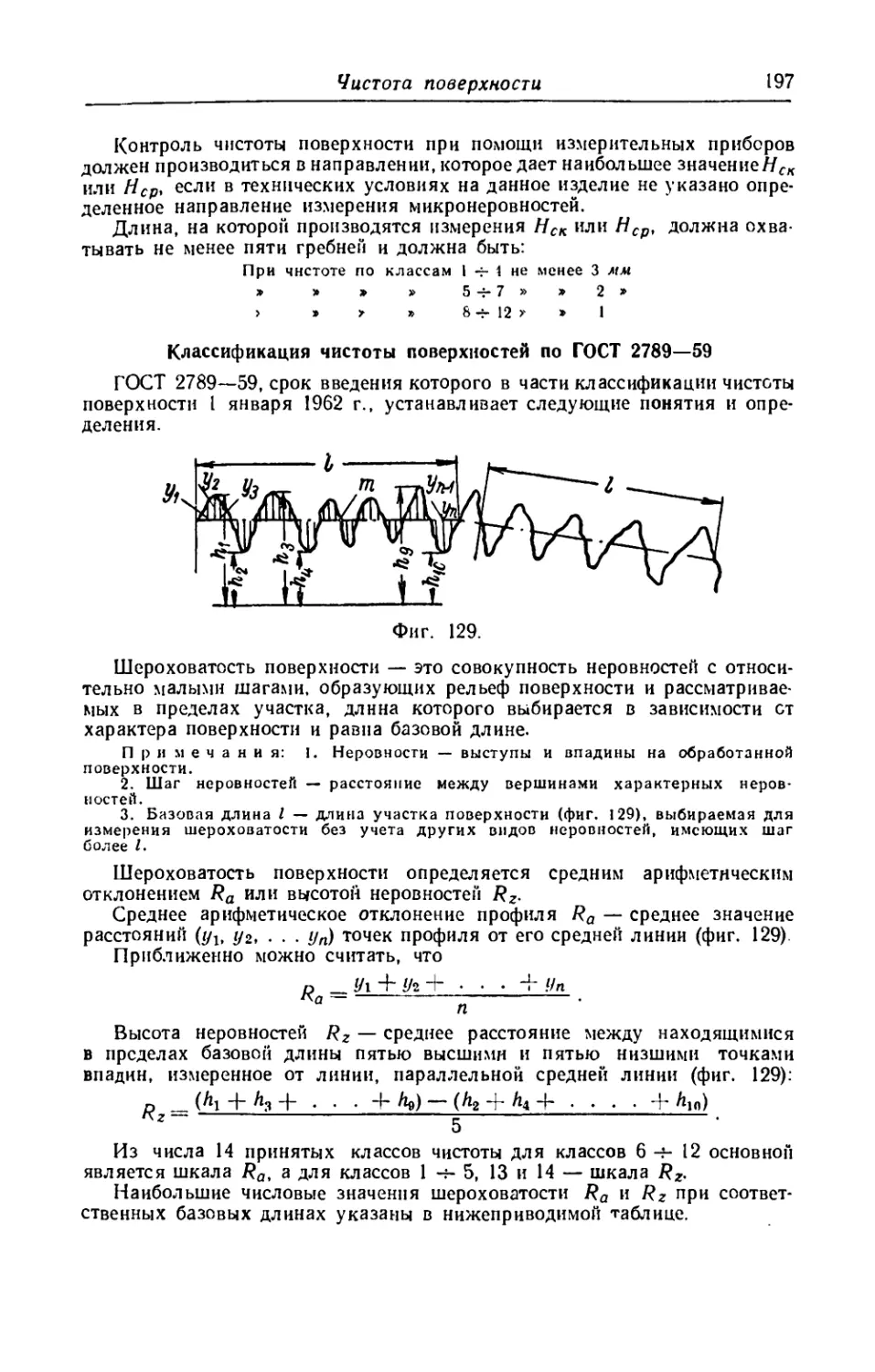
2. ОБОЗНАЧЕНИЯ КЛАССОВ ЧИСТОТЫ ПОВЕРХНОСТИ
В отечественном машиностроении установлено 14 классов чистоты по-
верхностей. До 1-го января 1962 г. будут иметь силу характеристики
(оценки) этих классов, терминология и определения по вопросам чистоты
поверхностей, приведенные в ГОСТ 2789—51. С 1-го января 1962 г., взамен
указанных в ГОСТ 2789—51, будут введены новые термины по вопросам
шероховатости поверхности и характеристики классов чистоты, преду-
смотренные ГОСТ 2789—59.
Содержание ГОСТ 2789—51 и ГОСТ 2789—59 изложено в главе ше-
стой Справочника.
Обозначения классов чистоты поверхностей, установленные ГОСТ
2789—59 и вступившие в силу с 1-го ноября 1959 г., указаны в ниже-
приводимой таблице.
В этой же таблице указаны и обозначения классов чистоты поверхностей
по ГОСТ 2789—51, которые, хотя и отменены с 1-го ноября 1959 г., но еще
некоторое время будут встречаться в вышедших ранее чертежах, книгах
и т. п.
2*
20
Общие сведения и данные
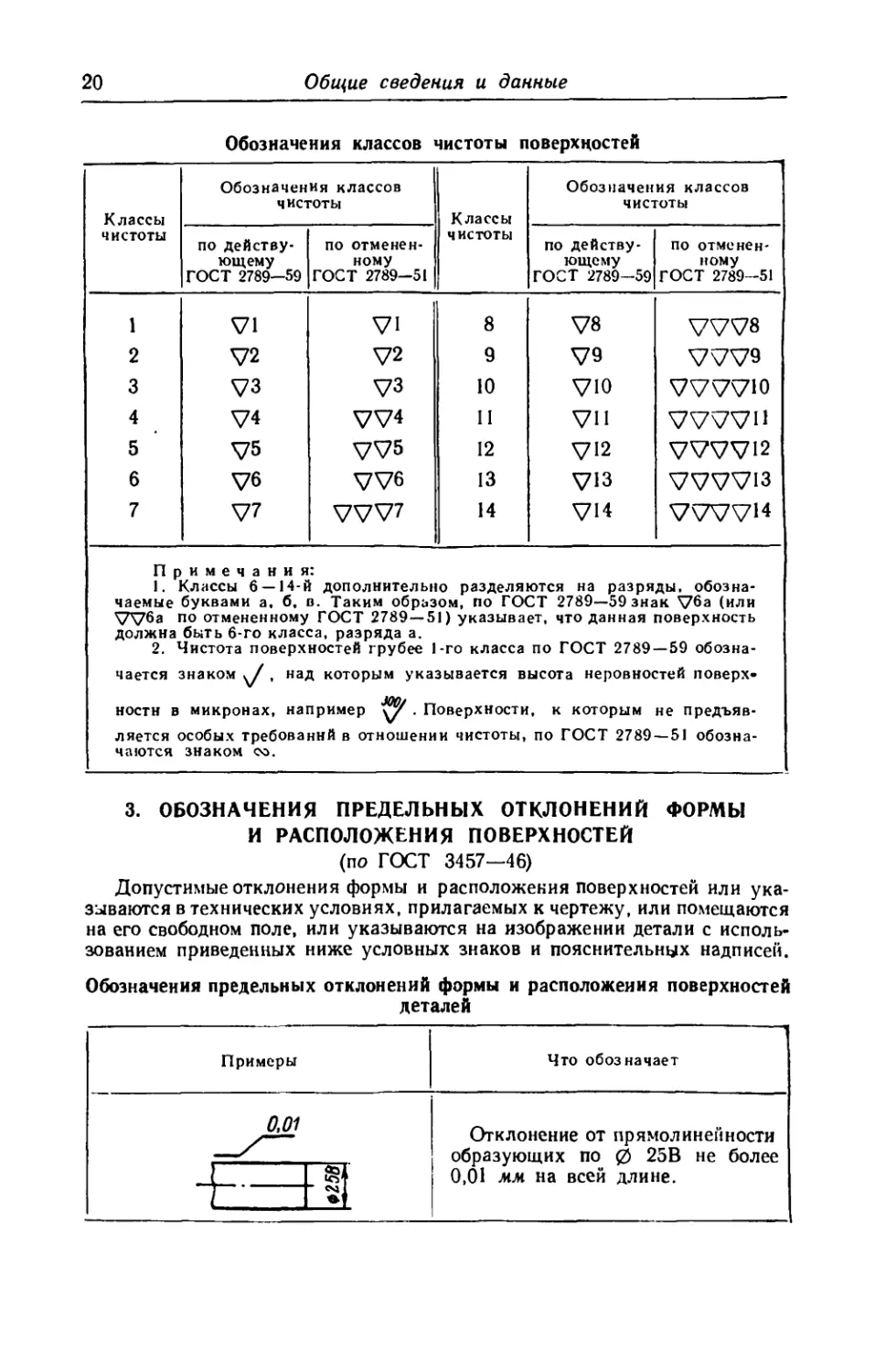
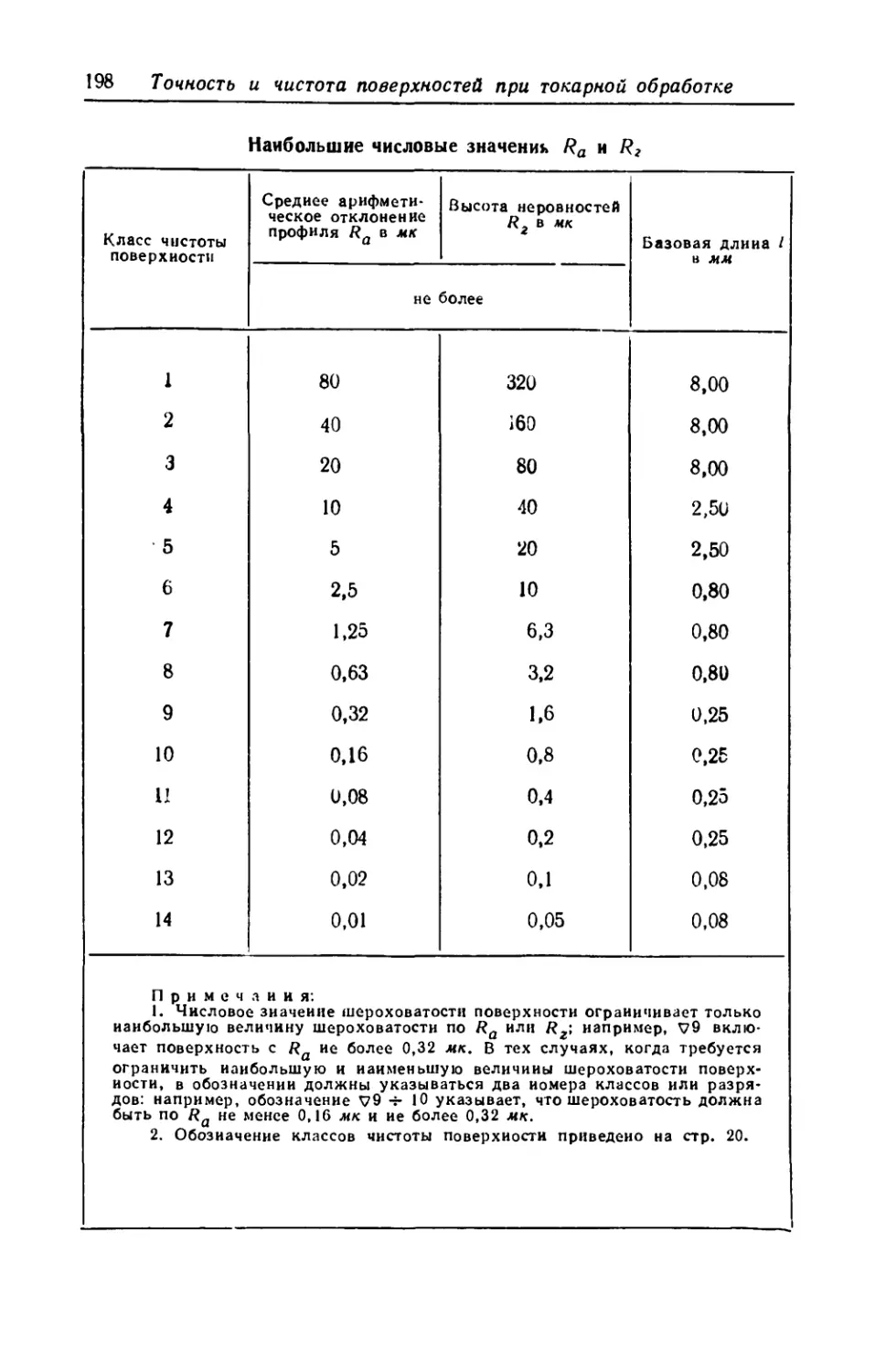
Обозначения классов чистоты поверхностей
Классы чистоты Обозначения классов чистоты Классы чистоты Обозначения классов чистоты
по действу- ющему ГОСТ 2789—59 по отменен- ному ГОСТ 2789—51 по действу- ющему ГОСТ 2789-59 по отменен- ному ГОСТ 2789—51
1 VI VI 8 V8 VVV8
2 V2 V2 9 V9 VVV9
3 V3 V3 10 V10 VVVV10
4 V4 VV4 11 VII VVVVI1
5 V5 VV5 12 V12 VVVV12
6 V6 VV6 13 V13 VVVV13
7 V7 VVV7 14 V14 WW*4
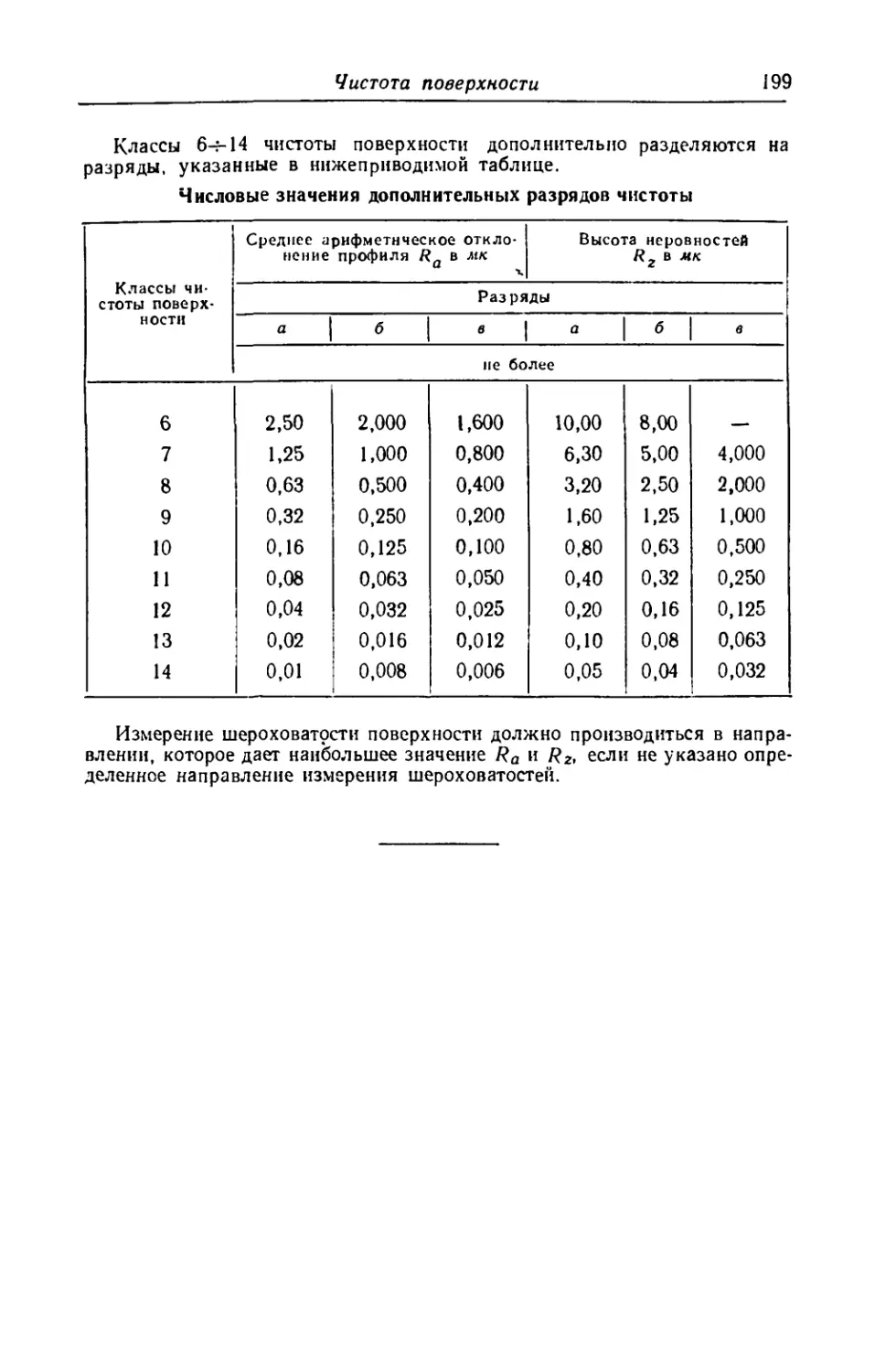
Примечания: 1. Классы 6 — 14-й дополнительно разделяются на разряды, обозна- чаемые буквами а, б, в. Таким образом, по ГОСТ 2789—59 знак V6a (или VV6a по отмененному ГОСТ 2789 — 51) указывает, что данная поверхность должна быть 6-го класса, разряда а. 2. Чистота поверхностей грубее 1-го класса по ГОСТ 2789 — 59 обозна-
чается знаком , над которым указывается высота неровностей поверх-
ностн в мл* г-, микронах, например . Поверхности, к которым не предъяв-
ляется особых требований в отношении чистоты, чаются знаком оо. по ГОСТ 2789 — 51 обозна-
3. ОБОЗНАЧЕНИЯ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
(по ГОСТ 3457—46)
Допустимые отклонения формы и расположения поверхностей или ука-
зываются в технических условиях, прилагаемых к чертежу, или помещаются
на его свободном поле, или указываются на изображении детали с исполь-
зованием приведенных ниже условных знаков и пояснительных надписей.
Обозначения предельных отклонений формы и расположения поверхностей
деталей
Примеры Что обозначает
^0,01 Отклонение от прямолинейности образующих по 0 25В не более 0,01 лслс на всей длине.
Наиболее употребительные обозначения на чертежах
21
Продолжение
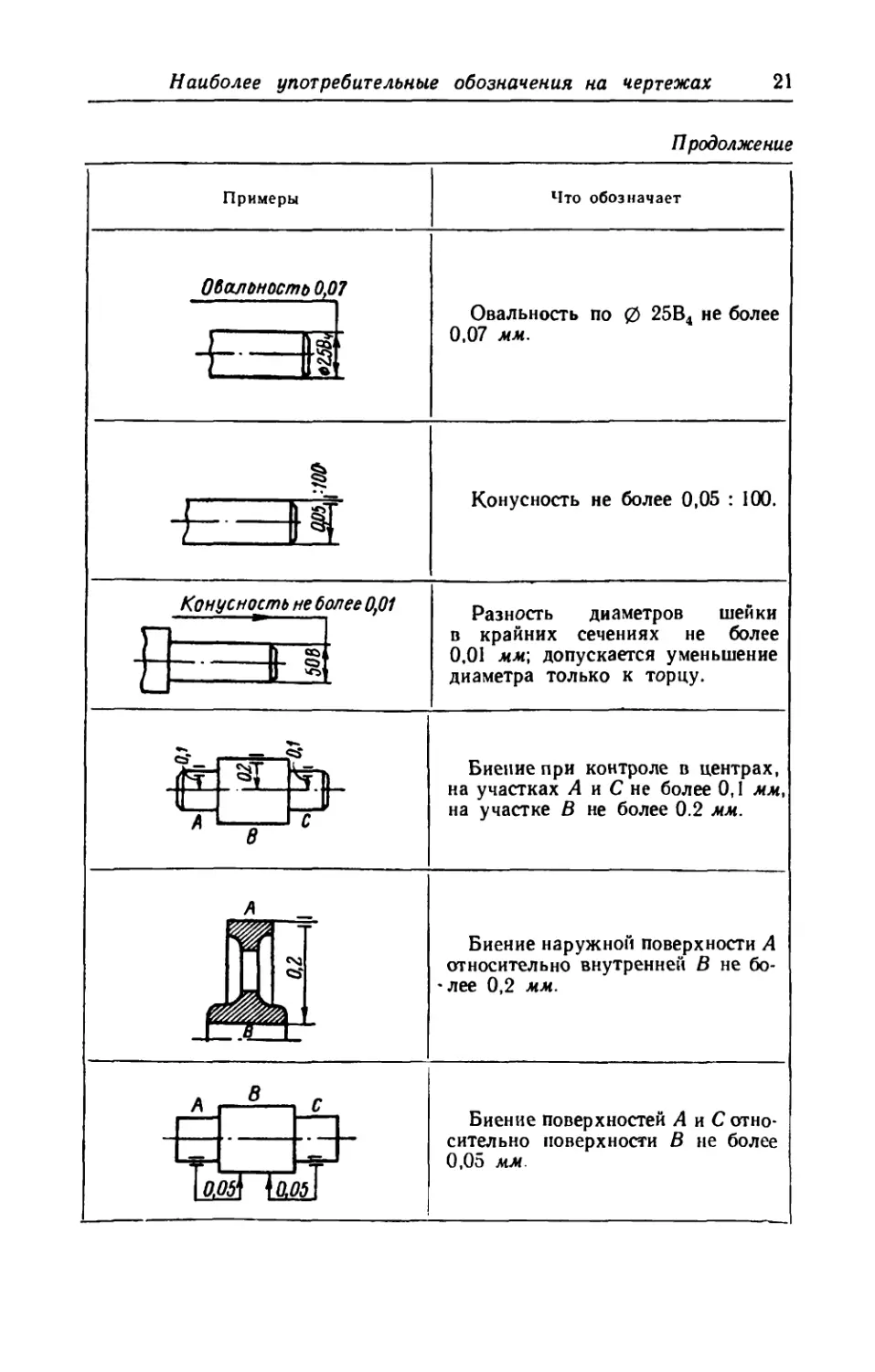
Примеры
Овальность 0,07
- .—
-F—Й
Конусность не более 0,01
Что обозначает
Овальность по 0 25В4 не более
0,07 мм.
Конусность не более 0,05 : 100.
Разность диаметров шейки
в крайних сечениях не более
0,01 мм\ допускается уменьшение
диаметра только к торцу.
Биение при контроле в центрах,
на участках А и С не более 0,1 мм,
на участке В не более 0.2 мм.
Биение наружной поверхности А
относительно внутренней В не бо-
лее 0,2 мм.
Биение поверхностей А и С отно-
сительно поверхности В не более
0,05 мм
22
Общие сведения и данные
Продолжение
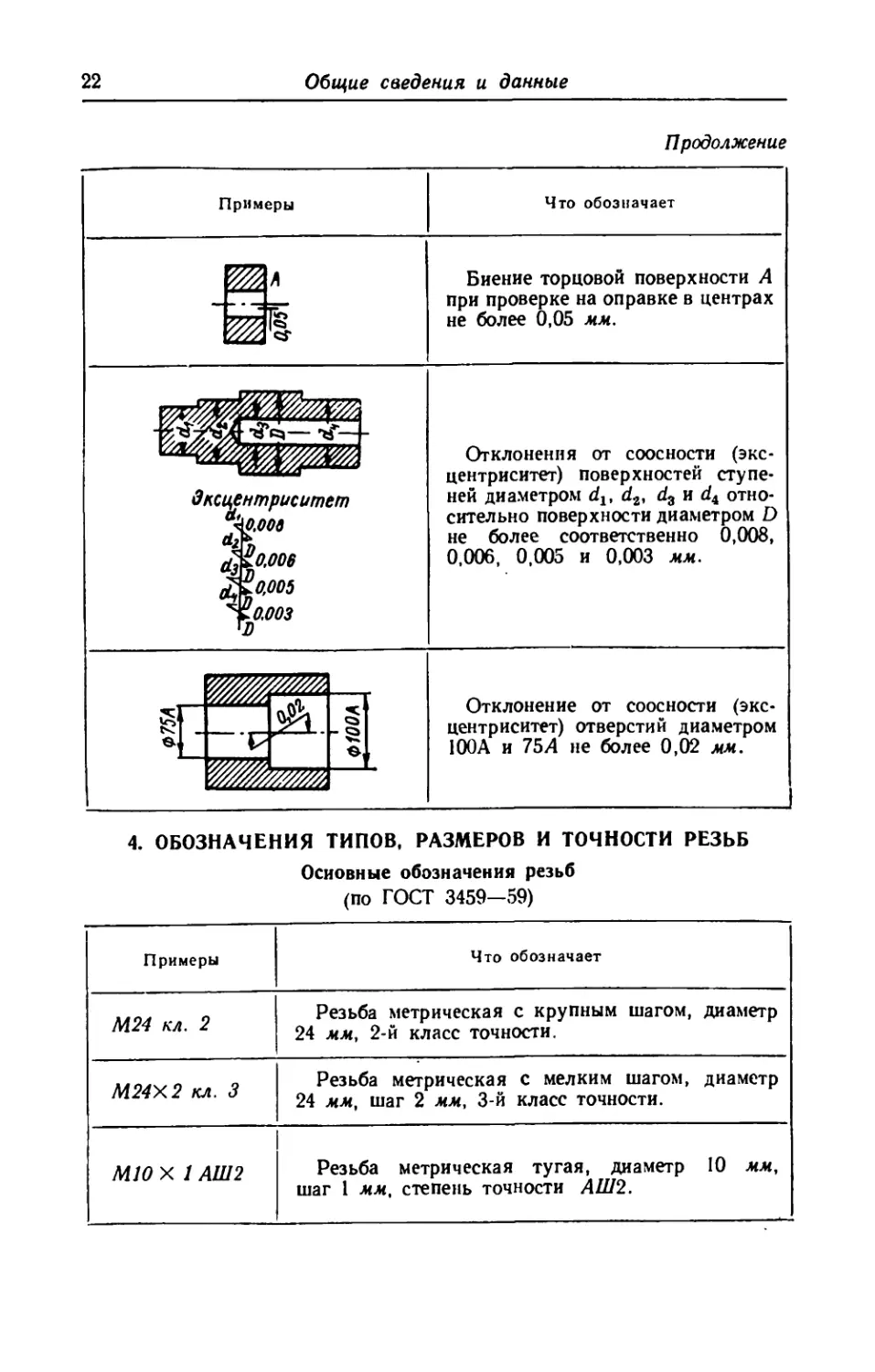
Примеры
Что обозначает
Биение торцовой поверхности А
при проверке на оправке в центрах
не более 0,05 мм.
Отклонения от соосности (экс-
центриситет) поверхностей ступе-
ней диаметром dlt d2, d3 и di отно-
сительно поверхности диаметром D
не более соответственно 0,008,
0,006, 0,005 и 0,003 мм.
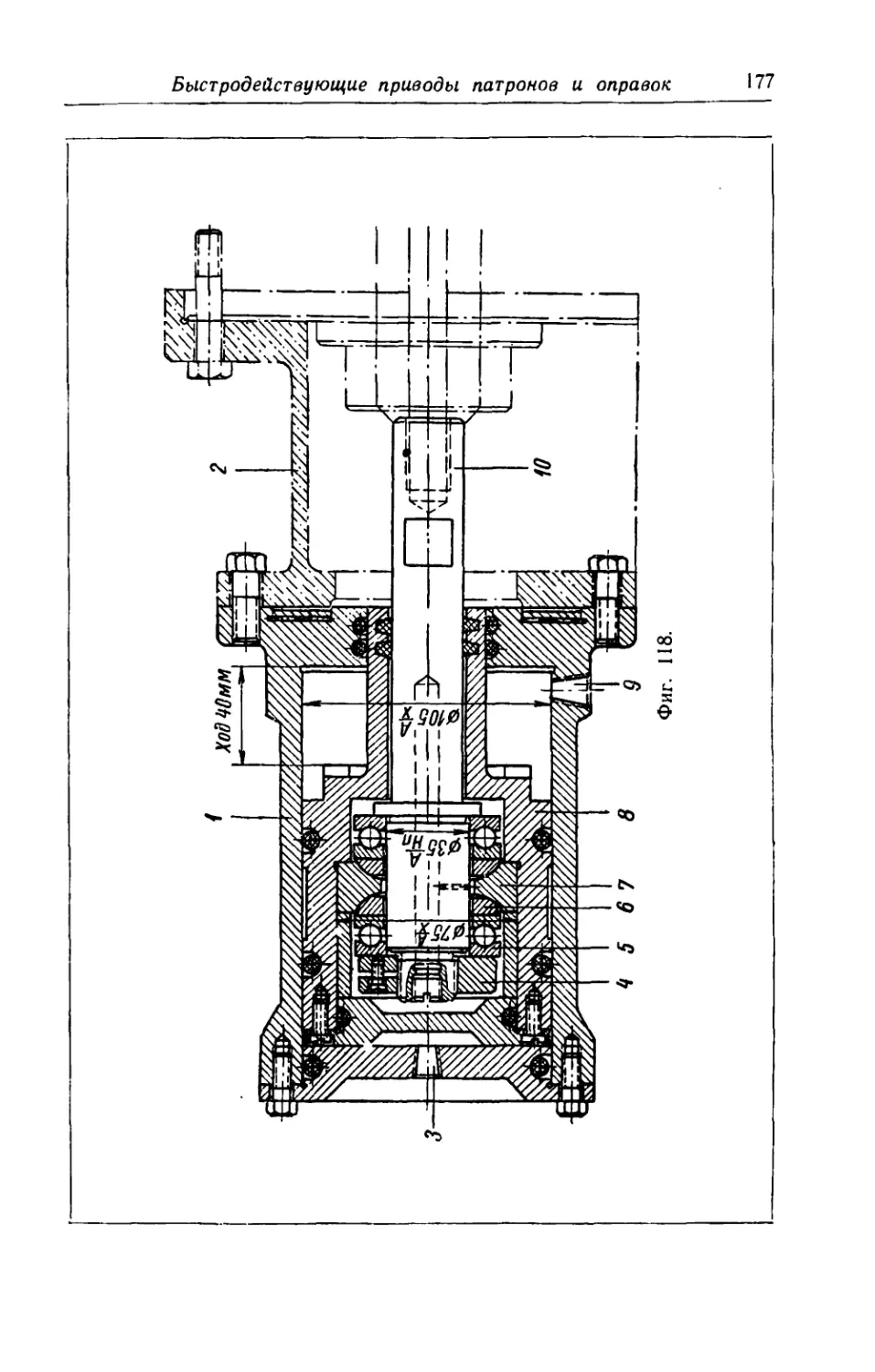
Отклонение от соосности (экс-
центриситет) отверстий диаметром
100А и 75А не более 0,02 мм.
4. ОБОЗНАЧЕНИЯ ТИПОВ, РАЗМЕРОВ И ТОЧНОСТИ РЕЗЬБ
Основные обозначения резьб
(ПО ГОСТ 3459—59)
Примеры Что обозначает
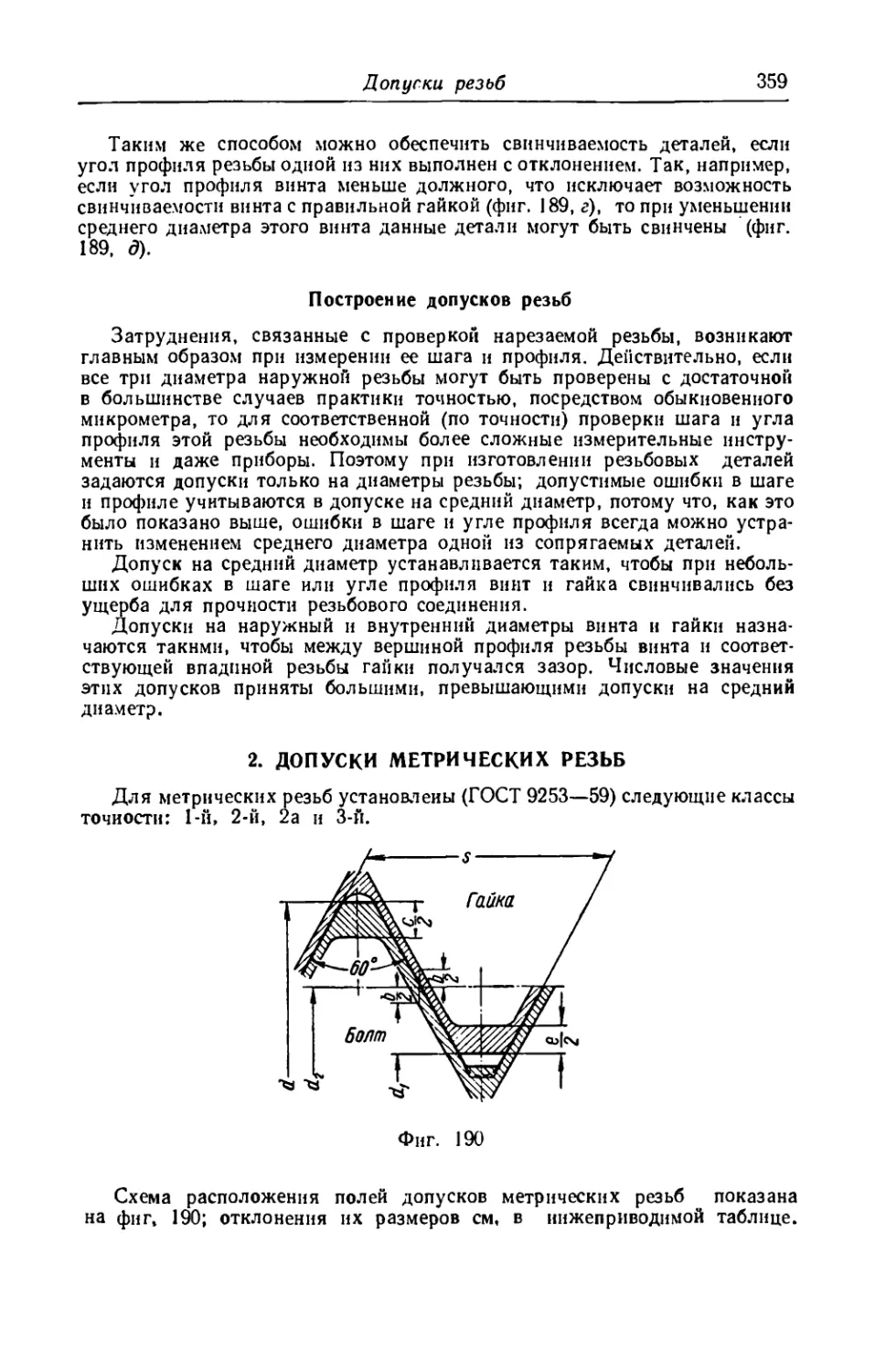
М24 кл. 2 Резьба метрическая с крупным шагом, диаметр 24 мм, 2-й класс точности.
М24Х2 кл. 3 Резьба метрическая с мелким шагом, диаметр 24 мм, шаг 2 мм, 3-й класс точности.
М10 X 1 АШ2 Резьба метрическая тугая, диаметр 10 мм, шаг 1 мм, степень точности АШ2.
Наиболее употребительные обозначения на чертежах
23
Продолжение
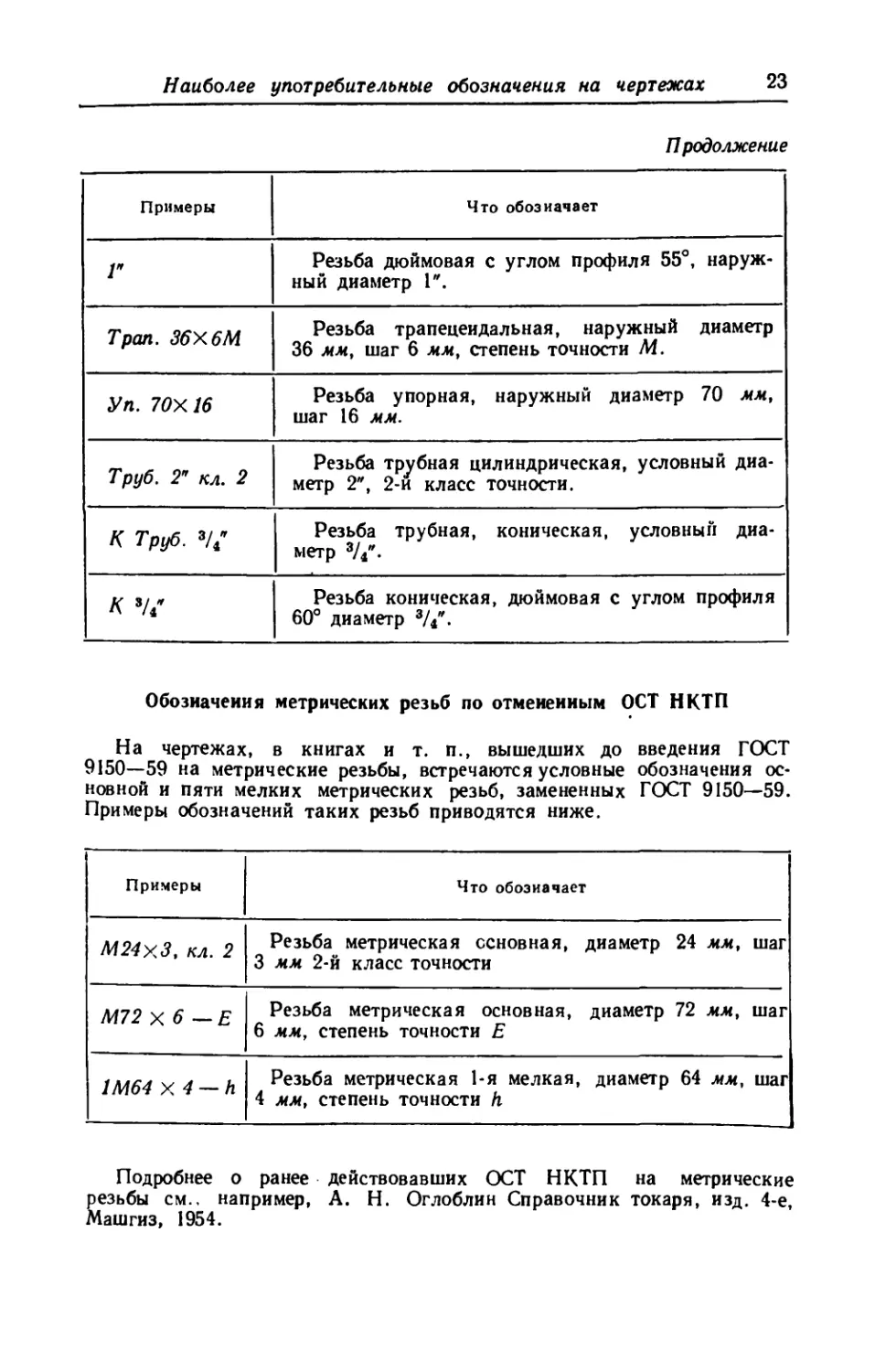
Примеры Что обозначает
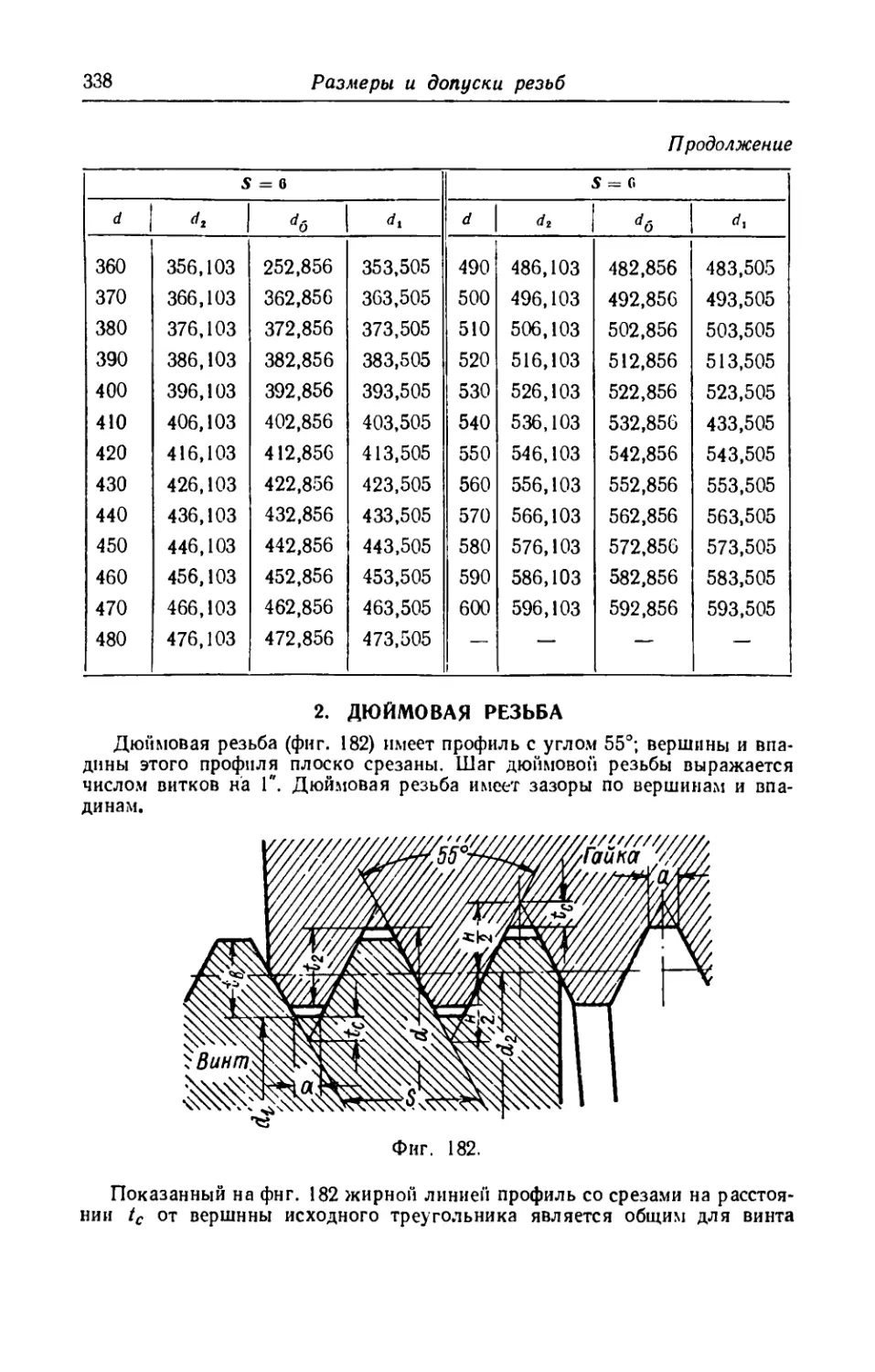
Г Резьба дюймовая с углом профиля 55°, наруж- ный диаметр 1*.
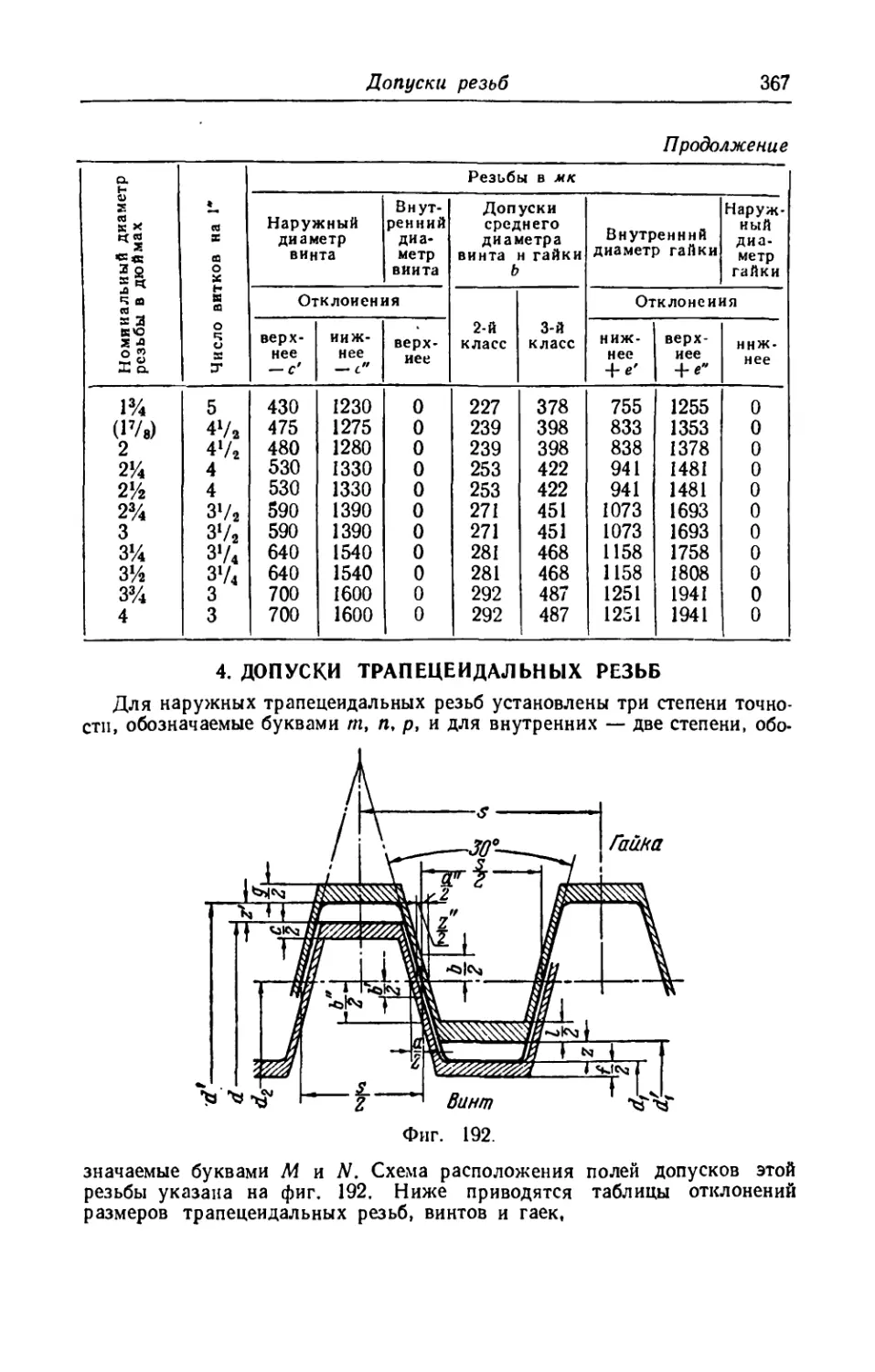
Трап. 36Х6М Резьба трапецеидальная, наружный диаметр 36 мм, шаг 6 мм, степень точности Л4.
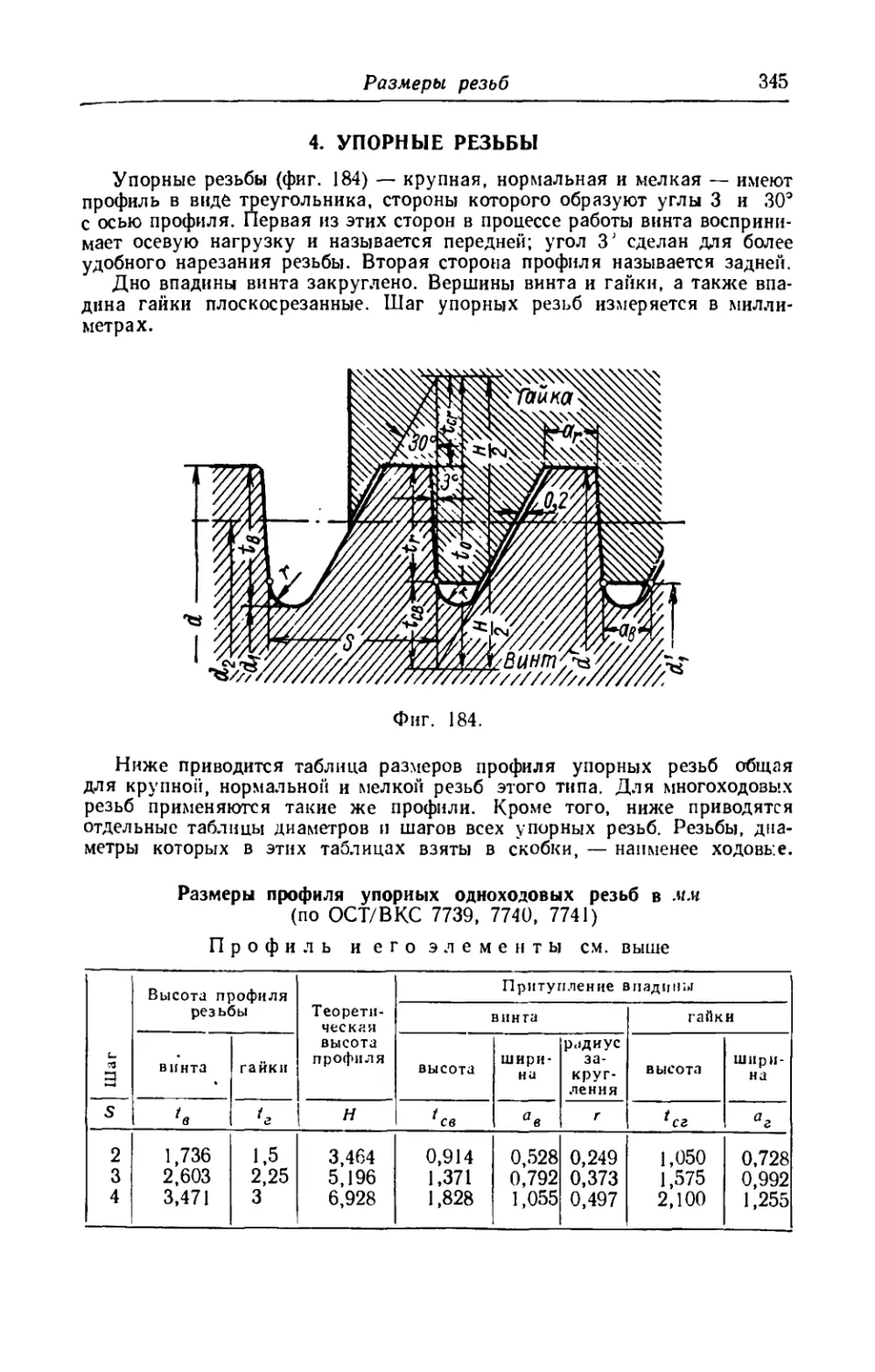
Уп. 70X16 Резьба упорная, наружный диаметр 70 мм, шаг 16 мм.
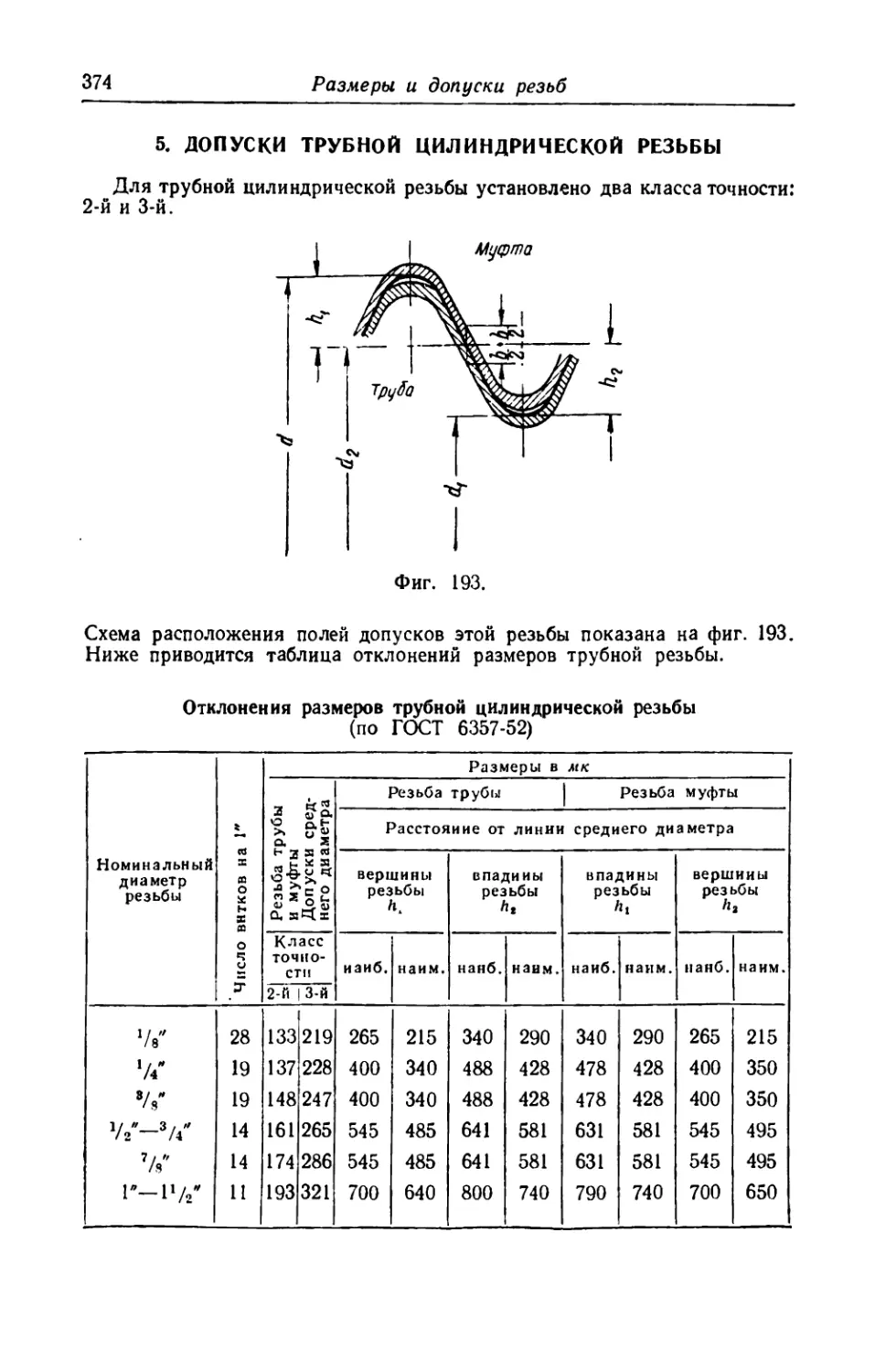
Труб. 2” кл. 2 Резьба трубная цилиндрическая, условный диа- метр 2", 2-и класс точности.
К Труб, з// Резьба трубная, коническая, условный диа- метр %".
К »/г Резьба коническая, дюймовая с углом профиля 60° диаметр 3/4".
Обозначения метрических резьб по отмененным ОСТ НКТП
На чертежах, в книгах и т. п., вышедших до введения ГОСТ
9150—59 на метрические резьбы, встречаются условные обозначения ос-
новной и пяти мелких метрических резьб, замененных ГОСТ 9150—59.
Примеры обозначений таких резьб приводятся ниже.
Примеры Что обозначает
М24хЗ, кл. 2 Резьба метрическая основная, диаметр 24 мм, шаг 3 мм 2-й класс точности
М72 х 6 — Е Резьба метрическая основная, диаметр 72 мм, шаг 6 мм, степень точности Е
1М64 X4 — h Резьба метрическая 1-я мелкая, диаметр 64 мм, шаг 4 мм, степень точности h
Подробнее о ранее действовавших ОСТ НКТП на метрические
•езьбы см., например, А. Н. Оглоблин Справочник токаря, изд. 4-е,
4ашгиз, 1954.
24
Общие сведения и данные
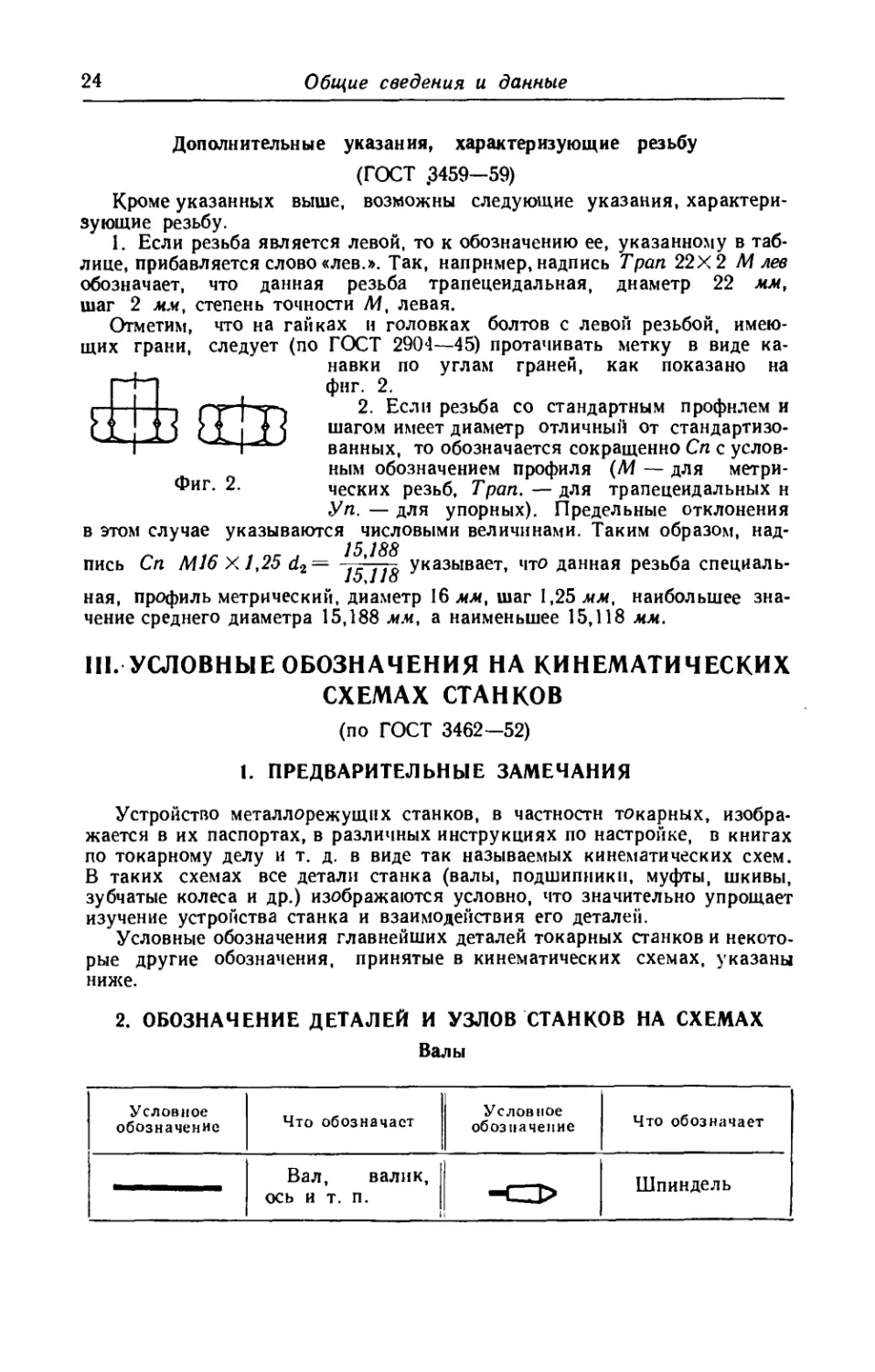
Дополнительные указания, характеризующие резьбу
(ГОСТ .3459—59)
Кроме указанных выше, возможны следующие указания, характери-
зующие резьбу.
1. Если резьба является левой, то к обозначению ее, указанному в таб-
лице, прибавляется слово «лев.». Так, например, надпись Трап 22X2 М лев
обозначает, что данная резьба трапецеидальная, диаметр 22 мм,
шаг 2 мм, степень точности М, левая.
Отметим, что на гайках н головках болтов с левой резьбой, имею-
щих грани, следует (по ГОСТ 2904—45) протачивать метку в виде ка-
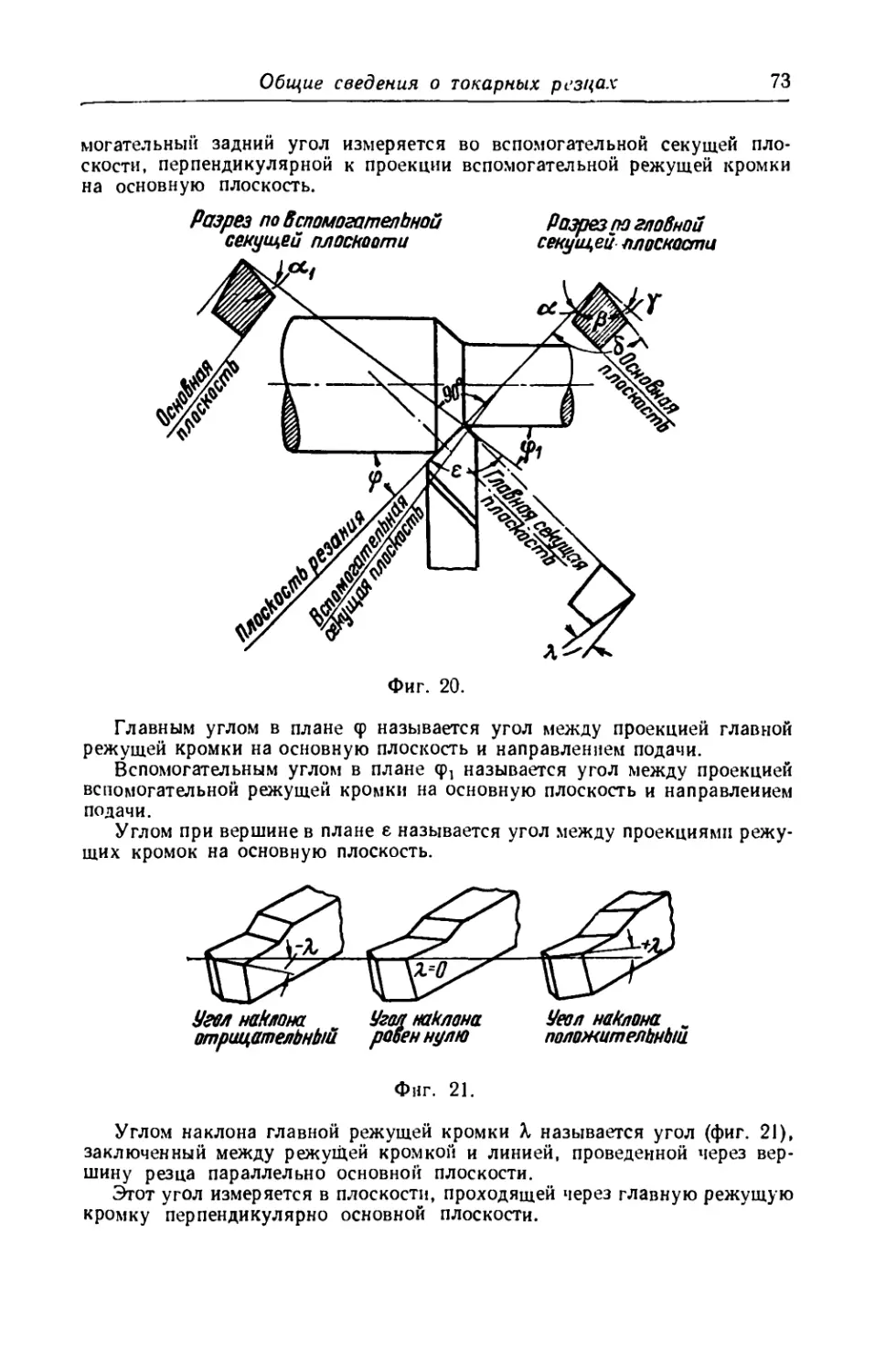
навки по углам граней, как показано на
фнг. 2.
2. Если резьба со стандартным профилем и
шагом имеет диаметр отличный от стандартизо-
ванных, то обозначается сокращенно Сп с услов-
ным обозначением профиля (М — для метри-
ческих резьб. Трап.—для трапецеидальных н
Уп. — для упорных). Предельные отклонения
в этом случае указываются числовыми величинами. Таким образом, над-
15 188
пись Сп М16 Xl,25 d2 = j указывает, что данная резьба специаль-
ная, профиль метрический, диаметр 16 мм, шаг 1,25 мм, наибольшее зна-
чение среднего диаметра 15,188 мм, а наименьшее 15,118 мм.
Фиг. 2.
111. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ НА КИНЕМАТИЧЕСКИХ
СХЕМАХ СТАНКОВ
(по ГОСТ 3462-52)
I. ПРЕДВАРИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
Устройство металлорежущих станков, в частности токарных, изобра-
жается в их паспортах, в различных инструкциях по настройке, в книгах
по токарному делу и т. д. в виде так называемых кинематических схем.
В таких схемах все детали станка (валы, подшипники, муфты, шкивы,
зубчатые колеса и др.) изображаются условно, что значительно упрощает
изучение устройства станка и взаимодействия его деталей.
Условные обозначения главнейших деталей токарных станков и некото-
рые другие обозначения, принятые в кинематических схемах, указаны
ниже.
2. ОБОЗНАЧЕНИЕ ДЕТАЛЕЙ И УЗЛОВ СТАНКОВ НА СХЕМАХ
Валы
Условное обозначение Что обозначает Условное обозначение Что обозначает
Вал, валик, ось и т. п. Шпиндель
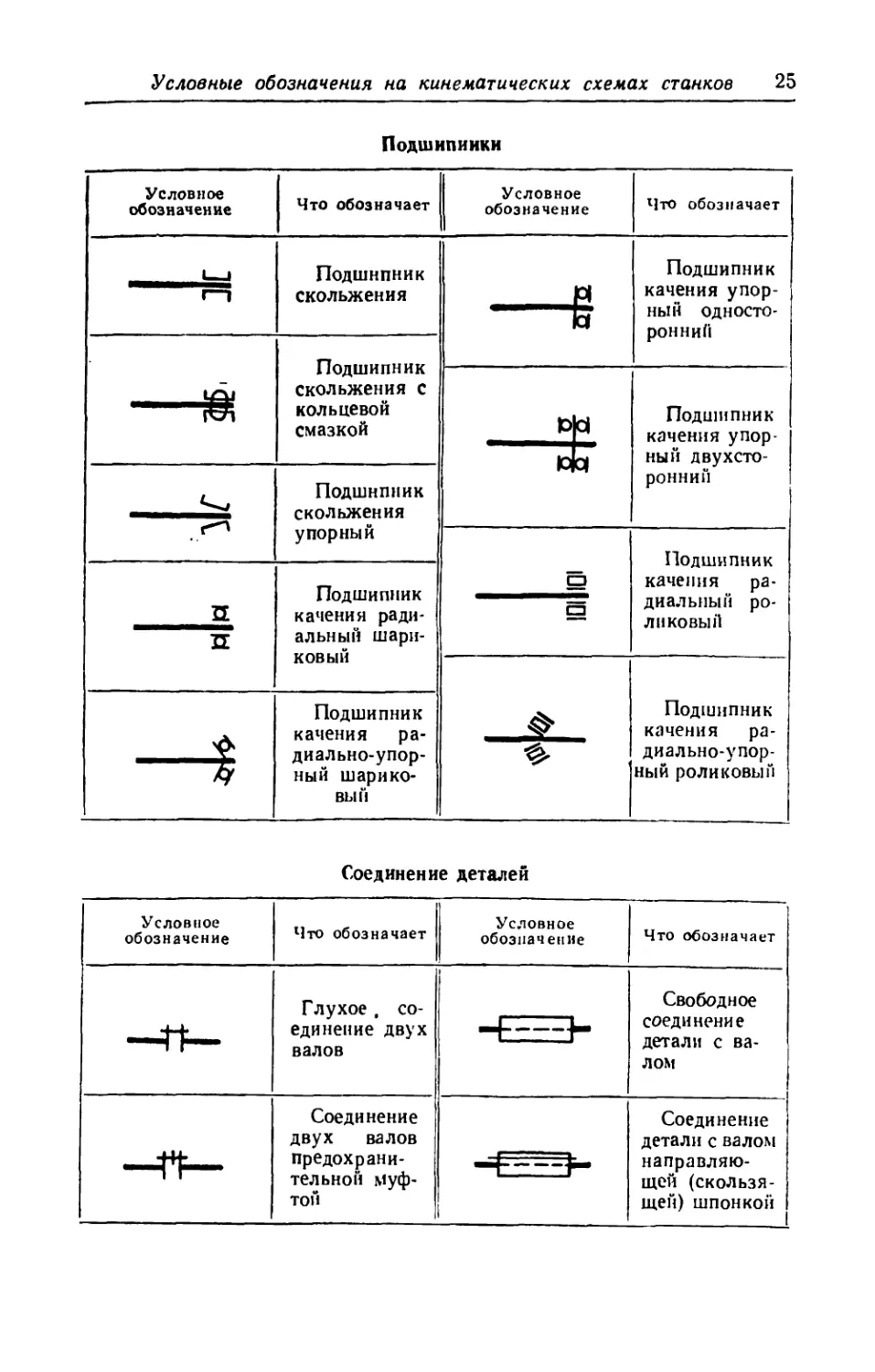
Условные обозначения на кинематических схемах станков 25
Подшипники
Условное обозначение Что обозначает Условное обозначение Что обозначает
Г—1 Подшипник скольжения —§ Подшипник качения упор- ный односто- ронний
—й Подшипник скольжения с кольцевой смазкой
Подшипник качения упор- ный двухсто- ронний
ГН Подшипник скольжения упорный
i 101101 Подшипник качения ра- диальный ро- ликовый
И Id Подшипник качения ради- альный шари- ковый
Подшипник качения ра- диально-упор- ный роликовый
Подшипник качения ра- диально-упор- ный шарико- вый
Соединение деталей
Условное обозначение Что обозначает Условное обозначение Что обозначает
Глухое , со- единение двух валов Ч-.т-h Свободное соединение детали с ва- лом
—-. Соединение двух валов предохрани- тельной муф- той Соединение детали с валом направляю- щей (скользя- щей) шпонкой
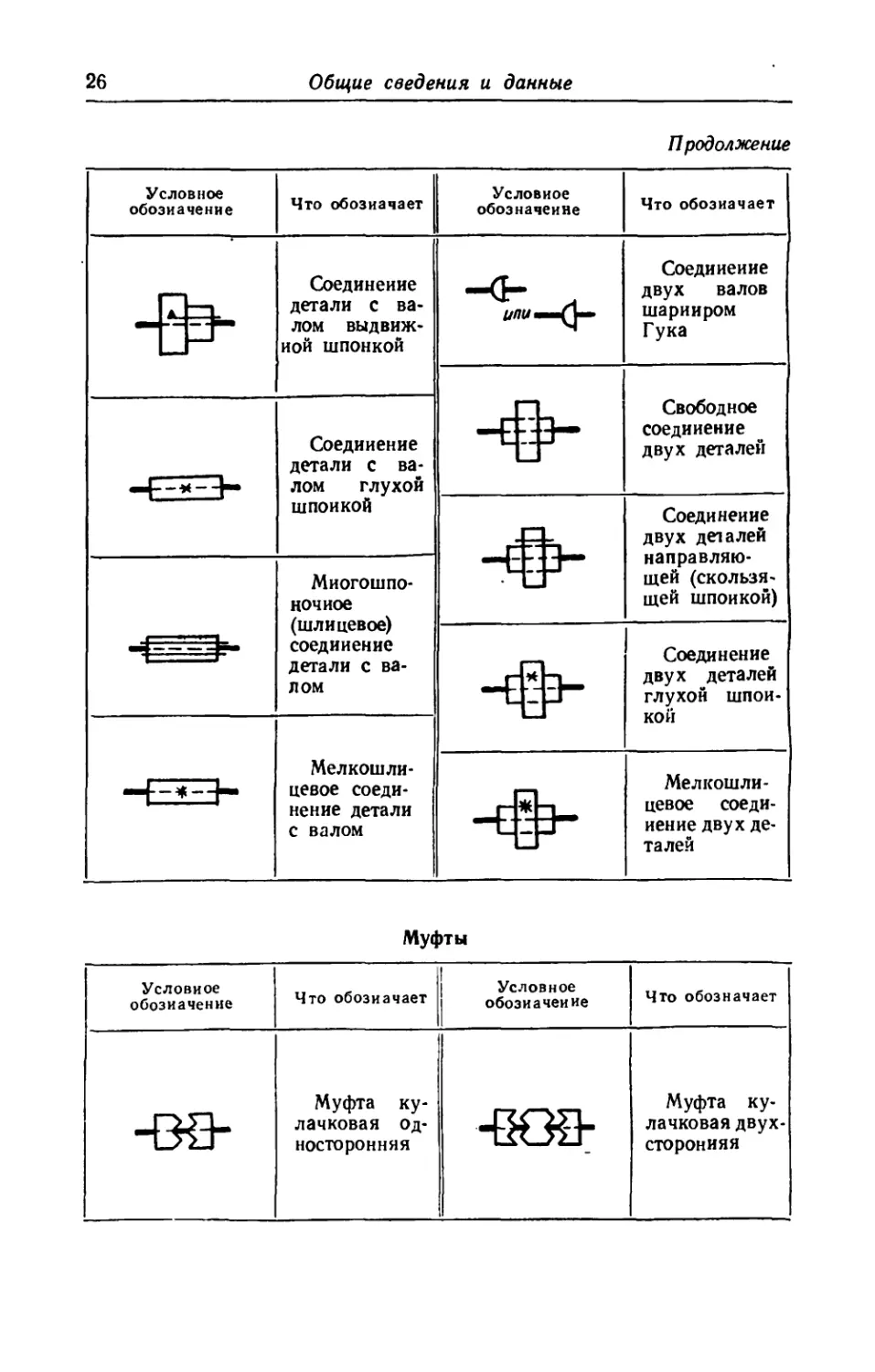
26
Общие сведения и данные
Продолжение
Условное обозначение Что обозначает Условное обозначение Что обозначает
Соединение детали с ва- лом выдвиж- ной шпонкой ///71/—0— Соединение двух валов шарниром Гука
—» Свободное соединение двух деталей
Соединение детали с ва- лом глухой шпонкой
Соединение двух дел алей направляю- щей (скользя- щей шпонкой)
Миогошпо- ночное (шлицевое) соединение детали с ва- лом
Соединение двух деталей глухой шпон- кой
—t— Мелкошли- цевое соеди- нение детали с валом
Мелкошли- цевое соеди- нение двух де- талей
Муфты
Условное обозначение Что обозначает Условное обозначение Что обозначает
Муфта ку- лачковая од- носторонняя -Й32- Муфта ку- лачковая двух- сторонняя
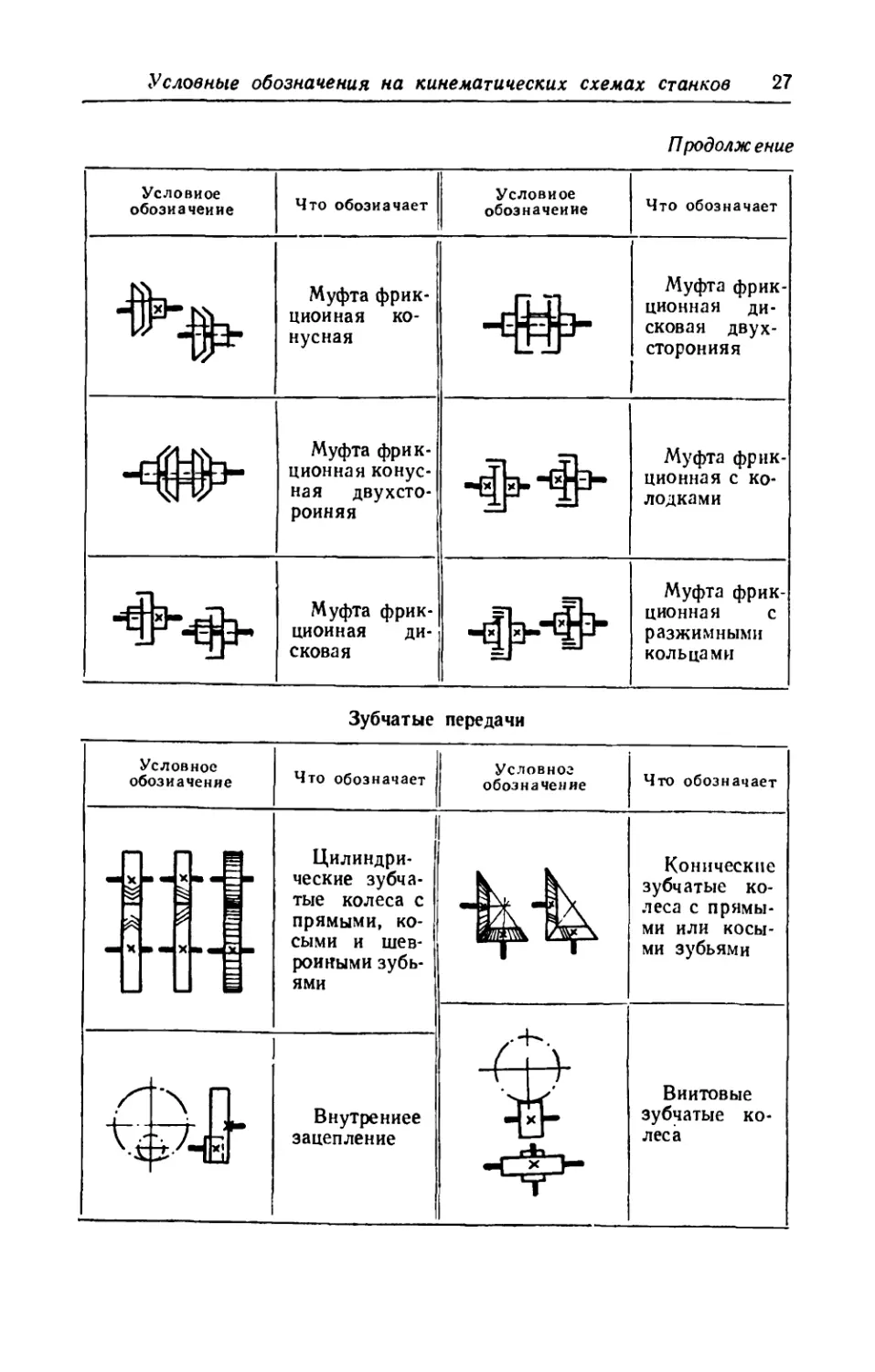
Условные обозначения на кинематических схемах станков 27
Продолж ение
Условное обозначение Что обозначает Условное обозначение Что обозначает
Муфта фрик- ционная ко- нусная Муфта фрик- ционная ди- сковая двух- сторонняя
Муфта фрик- ционная конус- ная двухсто- ронняя Муфта фрик- ционная с ко- лодками
Муфта фрик- ционная ди- сковая фиф- Муфта фрик- ционная с разжимными кольцами
Зубчатые передачи
Условное
обозначение
Что обозначает
Условное
обозначение
Что обозначает
Цилиндри-
ческие зубча-
тые колеса с
прямыми, ко-
сыми и шев-
ронными зубь-
ями
Конические
зубчатые ко-
леса с прямы-
ми или косы-
ми зубьями
Внутреннее
зацепление
Винтовые
зубчатые ко-
леса
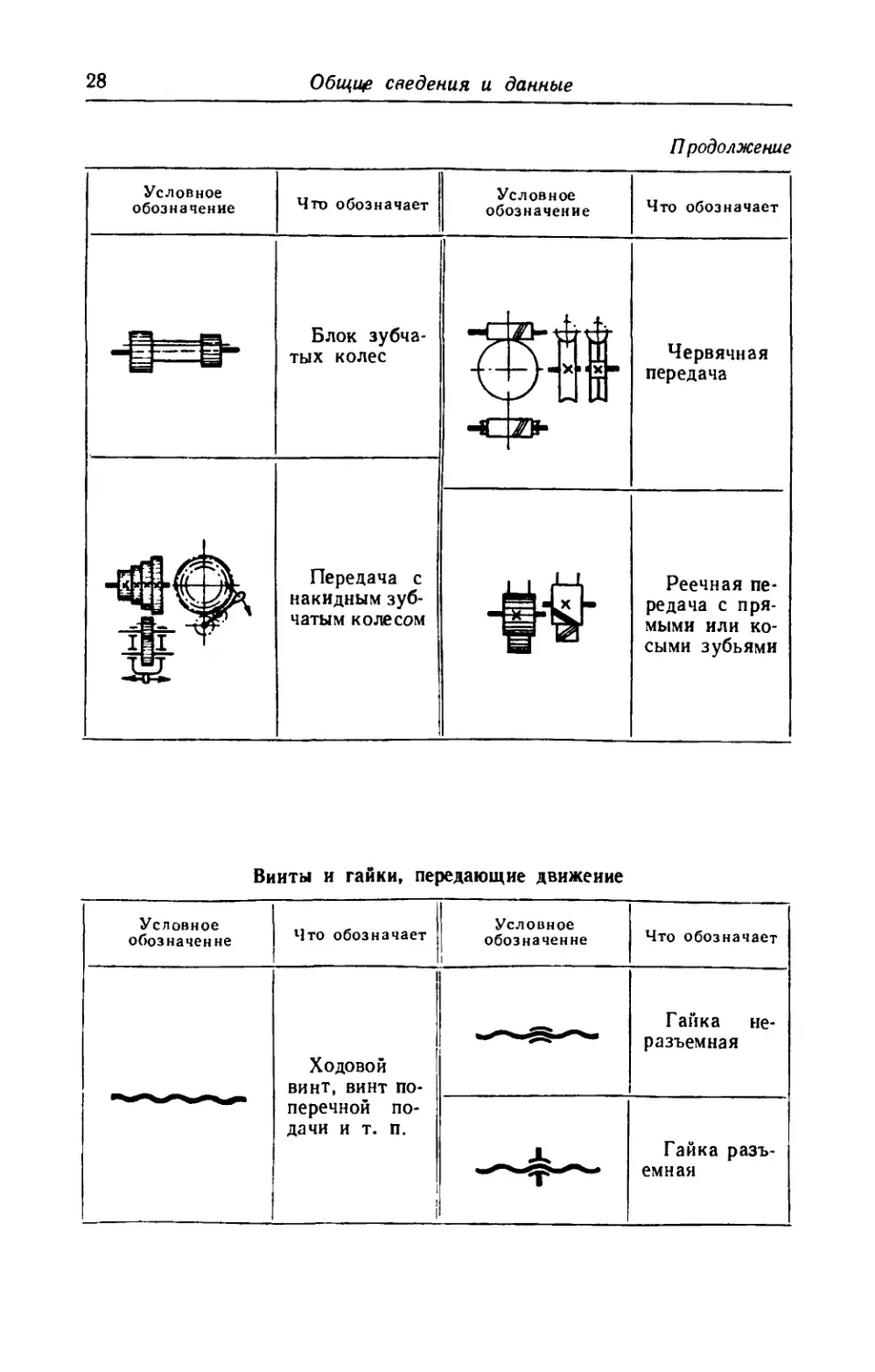
28
Общи? сведения и данные
Продолжение
Условное
обозначение
Что обозначает
Передача с
накидным зуб-
чатым колесом
Блок зубча-
тых колес
Условное обозначение Что обозначает
Т Г"*'1?Г* Червячная передача
J Реечная пе- редача с пря- мыми или ко- сыми зубьями
Вииты и гайки, передающие движение
Условное обозначение Что обозначает Условное обозначение Что обозначает
**^^^*^*^ Ходовой винт, винт по- | перечной по- дачи и т. п. Гайка не- разъемная
Гайка разъ- емная
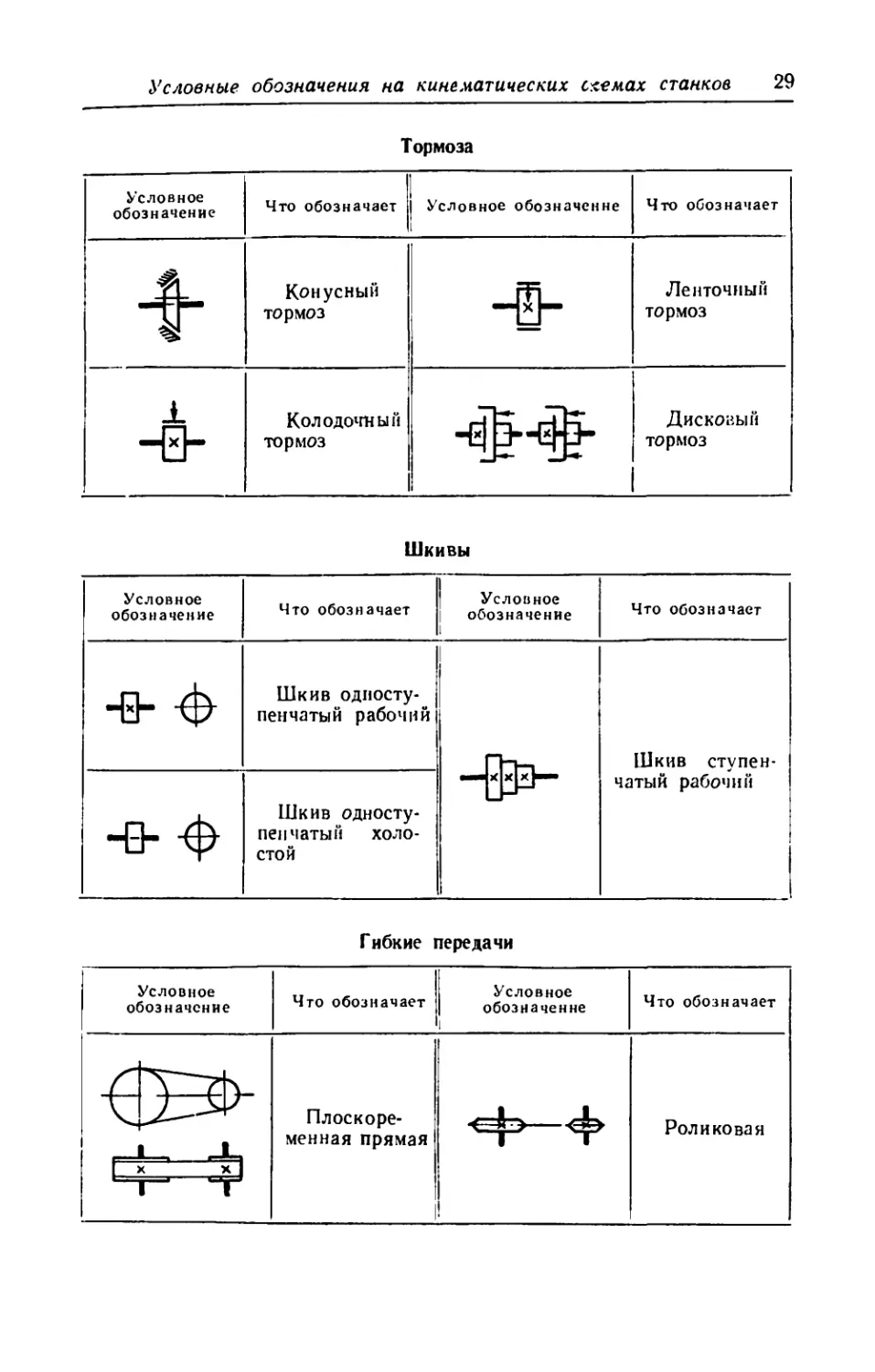
Условные обозначения на кинематических схемах станков
29
Тормоза
Условное обозначение Что обозначает ) j Условное обозначение 1 Что обозначает
Конусный тормоз — । Ленточный тормоз
Колодочный тормоз 1 Дисковый тормоз 1
Шкивы
Условное обозначение Что обозначает | Условное 1 обозначение Что обозначает
Шкив односту- | пенчатый рабочий] 1 —и|й|х|х^— Шкив ступен- чатый рабочий
1 ""О" Шкив односту- пенчатый холо- стой
Гибкие передачи
Условное обозначение Что обозначает Условное | обозначение Что обозначает
₽= ц I х х I НН -г Плоскоре- менная прямая 1 f 1 Роликовая
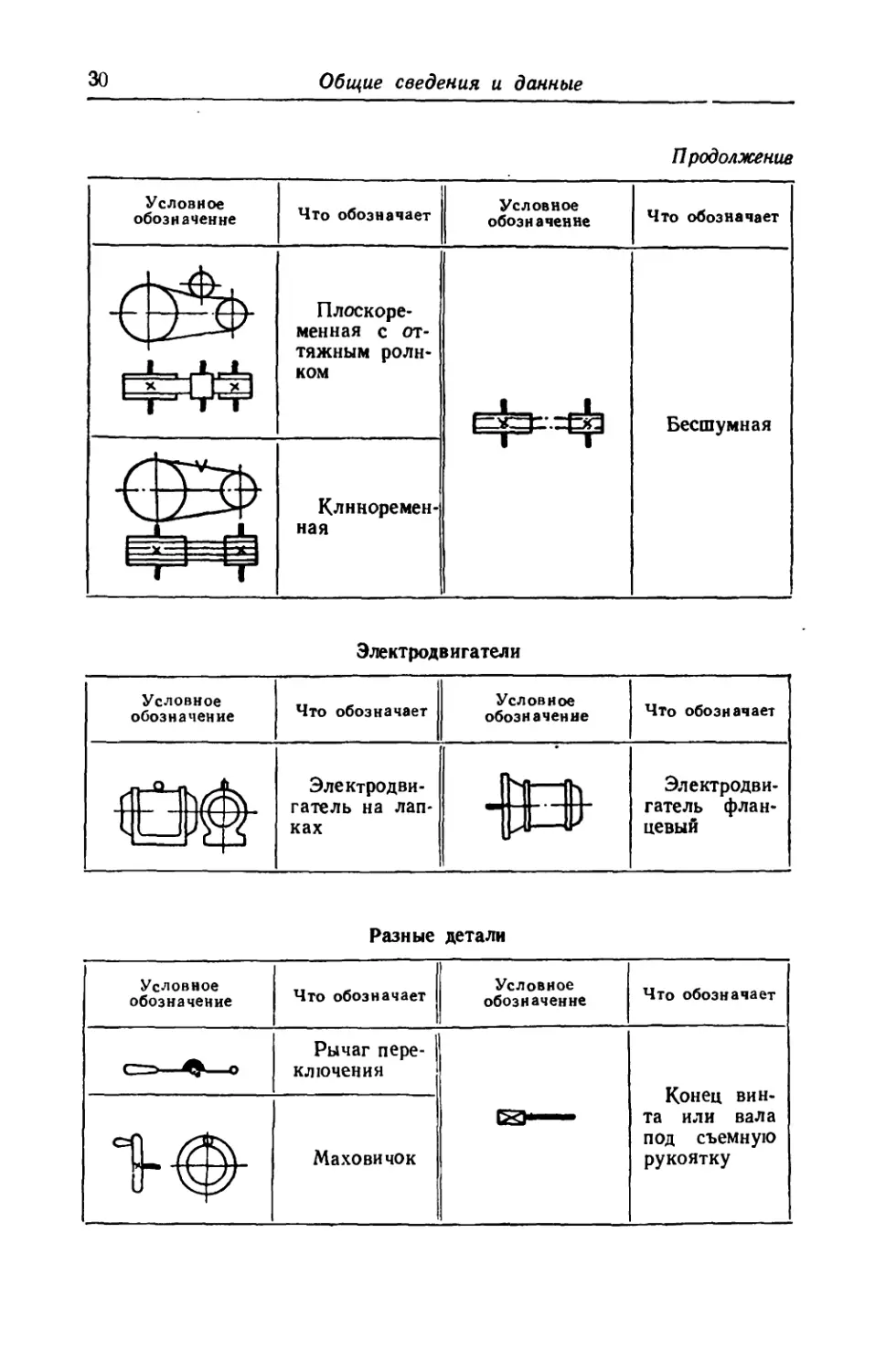
30
Общие сведения и данные
Продолжение
Условное обозначение Что обозначает Условное обозначение Что обозначает
1 Г" 1 1 Плоскоре- менная с от- тяжным роли- ком =Ф Бесшумная
Клнноремен - ная
Электродвигатели
Условное обозначение Что обозначает Условное обозначение Что обозначает
tit Электродви- гатель на лап- ках Электродви- гатель флан- цевый
Разные детали
Условное обозначение Что обозначает Условное обозначение Что обозначает
С=э— о Рычаг пере- ключения sai । Конец вин- та или вала под съемную рукоятку
'Н Маховичок
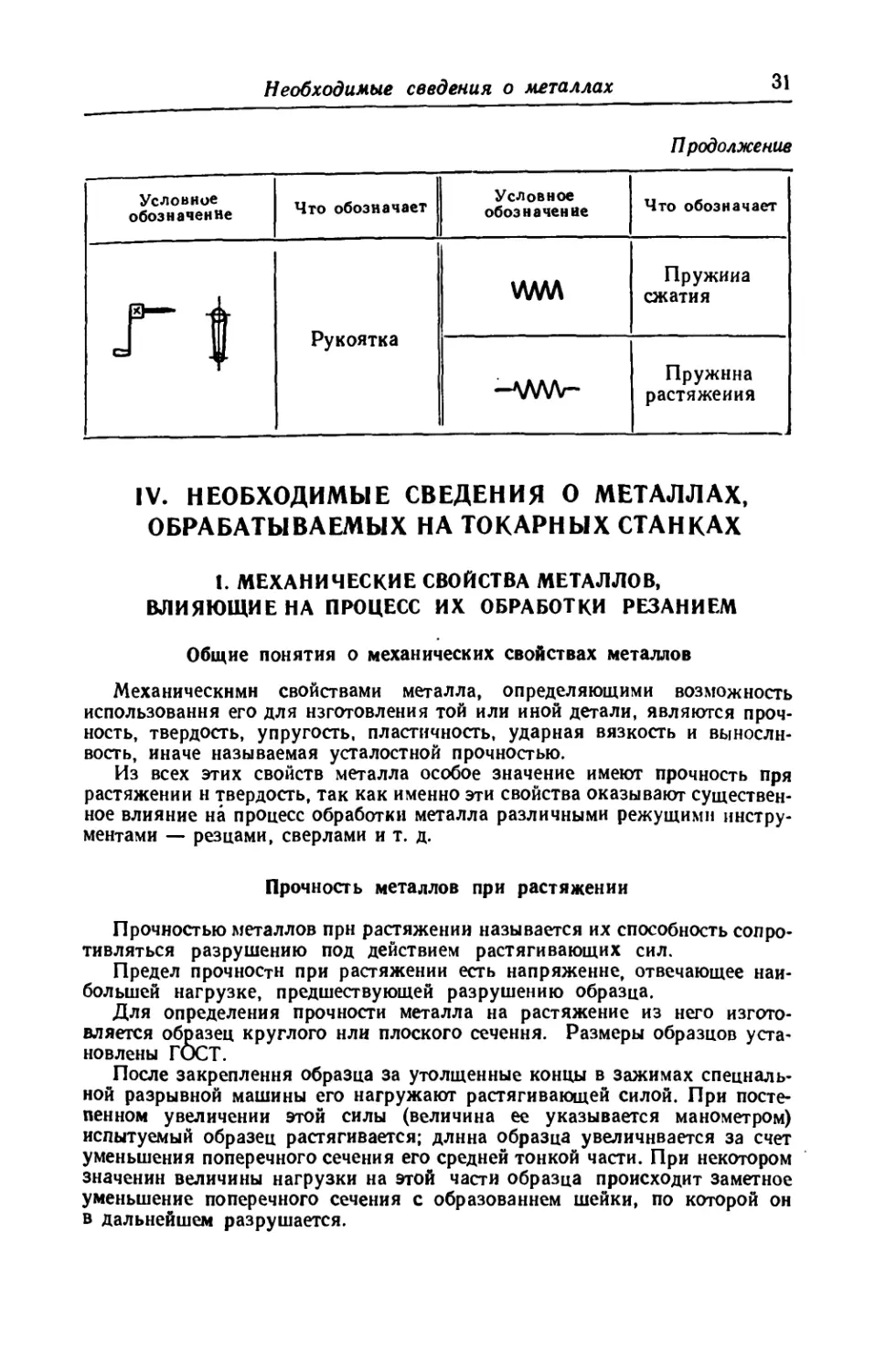
Необходимые сведения о металлах
31
Продолжение
Условное обозначение Что обозначает | Условное обозначение Что обозначает
Г t Рукоятка | VWV\ Пружина сжатия
—АЛЛЛг* Пружина растяжения
IV. НЕОБХОДИМЫЕ СВЕДЕНИЯ О МЕТАЛЛАХ,
ОБРАБАТЫВАЕМЫХ НА ТОКАРНЫХ СТАНКАХ
I. МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ,
ВЛИЯЮЩИЕ НА ПРОЦЕСС ИХ ОБРАБОТКИ РЕЗАНИЕМ
Общие понятия о механических свойствах металлов
Механическими свойствами металла, определяющими возможность
использования его для изготовления той или иной детали, являются проч-
ность, твердость, упругость, пластичность, ударная вязкость и выносли-
вость, иначе называемая усталостной прочностью.
Из всех этих свойств металла особое значение имеют прочность пря
растяжении и твердость, так как именно эти свойства оказывают существен-
ное влияние на процесс обработки металла различными режущими инстру-
ментами — резцами, сверлами и т. д.
Прочность металлов при растяжении
Прочностью металлов при растяжении называется их способность сопро-
тивляться разрушению под действием растягивающих сил.
Предел прочности при растяжении есть напряжение, отвечающее наи-
большей нагрузке, предшествующей разрушению образца.
Для определения прочности металла на растяжение из него изгото-
вляется обоазец круглого нли плоского сечення. Размеры образцов уста-
новлены ГОСТ.
После закрепления образца за утолщенные концы в зажимах специаль-
ной разрывной машины его нагружают растягивающей силой. При посте-
пенном увеличении этой силы (величина ее указывается манометром)
испытуемый образец растягивается; длина образца увеличивается за счет
уменьшения поперечного сечения его средней тонкой части. При некотором
значении величины нагрузки на этой части образца происходит заметное
уменьшение поперечного сечения с образованием шейки, по которой он
в дальнейшем разрушается.
32
Общие сведения и данные
Зная величину силы, при которой произошел разрыв образца, и вели-
чину площади поперечного сечения его средней части до испытания, можно
определить предел прочности при растяжении металла образца путем деле-
ния значения наибольшей силы (нагрузки), которую выдержал образец
до разрыва, на площадь поперечного сечения образца. Предел прочности
при растяжении измеряетси в кгс/мм2 и обозначается авр.
Зная длину образца до и после его разрыва, можно определить относи-
тельное удлинение металла, характеризующее его вязкость, по формуле
б = Z-^100,
где д — относительное удлинение в %;
/г — длина образца после испытания в мм;
1Х — длина образца до испытании в мм.
Чем больше числовое значение относительного удлинения металла, тем
больше его вязкость, и наоборот.
Твердость металлов
Твердостью называется способность металла оказывать сопротивление
внедрению в него другого твердого тела.
Определение твердости по Бринелю производится на приборе типа ТШ.
Стальной шарик вдавливается в испытуемый образец (деталь) под действием
некоторой нагрузки, прилагаемой в течение определенного времени. После
снятия нагрузки измеряется диаметр отпечатка, оставшегося на поверхно-
сти образца детали.
Число твердости по Бринелю определяется путем деления величины
нагрузки на площадь поверхности сферического отпечатка, или по таблицам.
При измерении твердости шариком диаметром 10 мм под нагрузкой,
равной 3000 кгс, с выдержкой 10 сек. перед числом твердости пишется обо-
значение НВ, например.так: НВ 200.
При других условиях измерения обозначение НВ дополняется индек-
сом, указывающим условия измерения, в следующем порядке: диаметр
шарика, нагрузка и продолжительность нагрузки. Например,
НВ 5/250/30—200 означает число твердости по Бринелю (200) при испыта-
нии шариком диаметром 5,0 мм, под нагрузкой 250 кгс, прилагаемой в тече-
ние 30 сек.
Способом Бринеля можно пользоваться, если твердость испытуемого
образца не превышает 450; при большей твердости шарик сминается и
результаты испытаний получаются неправильными.
Поэтому при твердости свыше 450 определение ее производится по Рок-
веллу на приборе типа ТК.
При измерении твердости по Роквеллу наконечник стандартного типа
(алмазный конус с углом при вершине 120° или стальной шарик диаме-
тром 1,588 мм) вдавливается в испытуемый образец (деталь). Вдавливание
конуса или шарика производится под действием двух последовательно
прилагаемых нагрузок — предварительной и основной. Предварительная
нагрузка при конусе и шарике равна 10 кгс. Величина основной нагрузки
при вдавливании конуса 140 кгс, а шарика 90 кгс. Таким образом полная
(общая) нагрузка на конус составляет 10 + 140 = 150 кгс, а на шарик
10 + 90 — 100 кгс. Происходящее при этом углубление наконечника при-
бора отсчитывается по шкале С, если наконечник — алмазный конус,
Необходимые сведения о металлах
33
и по шкале В, если наконечник — шарик Ч Величина углубления конуса
или шарика измеряется индикатором, закрепленным на приборе. Величина,
соответствующая осевому перемещению наконечника на 0,002 мм прини-
мается за единицу твердости. При использовании шкалы С полученный от-
счет вычитают из 100, при шкале В — из 130. Найденная разность и будет
в первом случае числом твердости по Роквеллу, шкала С, а во втором —
числом твердости по Роквеллу, шкала В.
Пример обозначения твердости по Роквеллу: HRC 50 (твердость 50
по шкале С).
Соотношение между пределом прочности при растяжении и твердостью
по Бринелю
Зная твердость по Бринелю данного металла, можно находить прибли-
женное значение его предела прочности при растяжении по следующим
формулам 1 2 3:
для кованой и катаной стали
авр = 0.36НВ кгс/мм2, (1)
для чугуна
НВ — 40 , 9
0вр =----------кгс/мм2. (2)
2. КРАТКИЕ СВЕДЕНИЯ О ТЕРМИЧЕСКОЙ
И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ МЕТАЛЛрВ
Цели и способы термической обработки стали
Термическая обработка стальной детали состоит из трех основных опе-
раций: нагрева детали до определенной температуры, выдержки при этой
температуре и охлаждения. Изменяя в некоторых пределах режимы этих
операций, можно стали одного и того же химического состава придавать
различные свойства.
Р зависимости от температуры нагрева и скорости охлаждения суще-
ствуют следующие виды термической обработки: отжиг, нормализация,
закалка и отпуск.
Отжиг стальных деталей применяется:
1);для улучшения механических свойств;
2) для облегчения обрабатываемости;
3) для увеличения вязкости стали, получившей наклеп при одной из
предыдущих операций: волочении, протягивании и пр.;
4) для устранения внутренних напряжений, полученных во время пре-
дыдущих операций, что необходимо для последующей обработки, например
перед закалкой;
5) с целью изменения структуры (для улучшения качества стали в жела-
емом направлении при последующей термической обработке).
1 Шкала А прибора ТК используется (при нагрузке 60 кгс) для определения
твердости азотированных и цианнрованных деталей, т. е. при тонком (0,2-=-0,3 мм)
твердом поверхностном слое.
2 А. В. Ш м ы к о в, Справочник термиста, изд. 3-е, Машгиз, 1955, стр. 49.
3 Оглоблин 210
34
Общие сведения и данные
Сущность отжига состоит в том, что деталь нагревается до некоторой
температуры, вполне определенной для каждого сорта стали, а затем мед-
ленно охлаждается (вместе с печью). В результате этого получается более
мягкий металл, легче обрабатываемый режущими инструментами.
Нормализацией называется нагрев стали до температуры несколько
выше температуры отжига с последующим свободным охлаждением на воз-
духе. В результате нормализации достигается повышение предела проч-
ности стали при растяжении, а также некоторое повышение ее твердости.
Закалка применяется для придания стали значительной твердости.
Процесс закалки заключается в том, что стальная деталь, нагретая
в печи до определенной температуры, быстро охлаждается в какой-либо
среде, вследствие чего и получает требуемую высокую твердость.
При такой закалке материал детали приобретает твердость на значи-
тельную глубину, что вызывает изменение размеров детали и понижает
ее прочность при ударных нагрузках. Поэтому многие детали в процессе
закалки нагревают так, что до требуемой температуры нагревается только
поверхностный слой материала. При охлаждении детали только этот слой
металла приобретает необходимую твердость, а сердцевина его сохраняет
свойства, которые она имела до закалки. Нагревание детали в этом случае
производится, например, посредством воздействия токов высокой частоты.
Отпуск имеет целью уменьшение хрупкости металла, образовавшейся
при его закалке. При этом твердость металла, достигнутая при закалке,
понижается, но незначительно.
Отпуск заключается в том, что закаленная стальная деталь подвер-
гается вторичному, но уже умеренному нагреванию до сравнительно невы-
соких температур.
Отпуск рекомендуется производить сразу после закалки. Это позво-
ляет обойтись без дополнительного нагрева детали. Температура отпуска
выбирается в зависимости от желаемой степени твердости и вязкости терми-
чески обработанной детали.
Цели и способы химико-термической обработки стали
Эта обработка применяется в тех случаях, когда по условиям работы
детали поверхностные слои ее материала должны быть твердыми, а нижеле-
жащие — вязкими. Наиболее употребительный способ получения деталей
с такими свойствами — цементация. Широкое применение находят также
азотирование и цианирование.
Цементация стали состоит из собственно цементации и закалки.
В процессе цементации поверхностный слой металла с низким содер-
жанием углерода, не поддающийся закалке, получает дополнительный
углерод, сообщающий поверхностному слою металла способность закали-
ваться. Это достигается путем прокаливания детали из малоуглеродистой
стали (с содержанием углерода не более 0,25%) при высокой температуре
в закрытых сосудах, наполненных веществами, богатыми углеродом, —
карбюризаторами. Карбюризаторы могут быть твердыми (например, дре-
весный уголь перемешанный с содой, поваренной солью и пр.), жидкими
(расплавленные углекислые соли) и газообразными (метан, светильный газ
и пр.). На практике наиболее часто применяются твердые карбюризаторы.
Продолжительность цементации при работе твердыми карбюризаторами
обыкновенно составляет от 4 до 8 час. (в зависимости от глубины цементуе-
мого слоя и габаритов цементуемых деталей). Цементацию обычно произ-
водят на глубину от 0,5 до 1,5 мм.
Необходимые сведения о металлах
35
После того как процесс цементации закончен, деталь закаливается
обычным способом.
Азотирование основано на способности железа поглощать и растворять
в себе азот. Для насыщения поверхностного слоя металла деталь поме-
шают в печь с температурой 500-4-550° и через печь пропускается аммиак.
При разложении аммиака выделяется азот, который и поглощается поверх-
ностью азотируемой детали.
В результате азотирования поверхность детали получается тверже, чем
после цементации, и отпадает необходимость в закалке. Особое достоин-
ство азотирования состоит в том, что в процессе его проведения деталь не
деформируется.
Цианирование производится при погружении детали в расплавленные
соляные ванны, содержащие азот и углерод. В результате этого процесса
поверхность детали насыщается углеродом и азотом, вследствие чего после
закалки и отпуска поверхностный слой детали приобретает большую твер-
дость, чем при цементации. В последнее время применяют газовое циани-
рование (газами, содержащими углерод и азот).
Старение
В процессе отвердевания после отливки чугунные детали охлаждаются
с неравномерной скоростью. Вначале отвердевают более тонкие части (стенки,
ребра и т. п.) и несколько позднее — части с более массивным сечением.
Тонкие части, отвердевшие раньше, противодействуют нормальному умень-
шению объема, а следовательно, и размеров более массивных частей во
время их охлаждения. Это вызывает в отливке появление так называемых
внутренних напряжений, которые являются причиной деформации детали
в течение более или менее длительного времени. Сравнительно интенсивные
вначале деформации со временем ослабевают, так как внутренние напря-
жения в отливке в известной степени уравновешиваются. После снятия
поверхностного слоя металла в процессе обработки детали указанное равно-
весие внутренних напряжений исчезает. Деформация детали возобновляется
настолько, что правильная форма ее, достигнутая обработкой, нарушается.
Поэтому обработку отливок, деформирующихся от действия перераспре-
деления внутренних литейных напряжений, разделяют на две, черновую
и чистовую, с введением между ними операции старения. Старение может
быть естественным или искусственным. При естественном старении детали
дают некоторое время вылежаться; лучше если это происходит при перемен-
ной температуре воздуха (во дворе). При искусственном старении деталь
погружают в печь, медленно нагревают, выдерживают в нагретом состоя-
нии несколько часов и затем также медленно охлаждают вместе с печыа
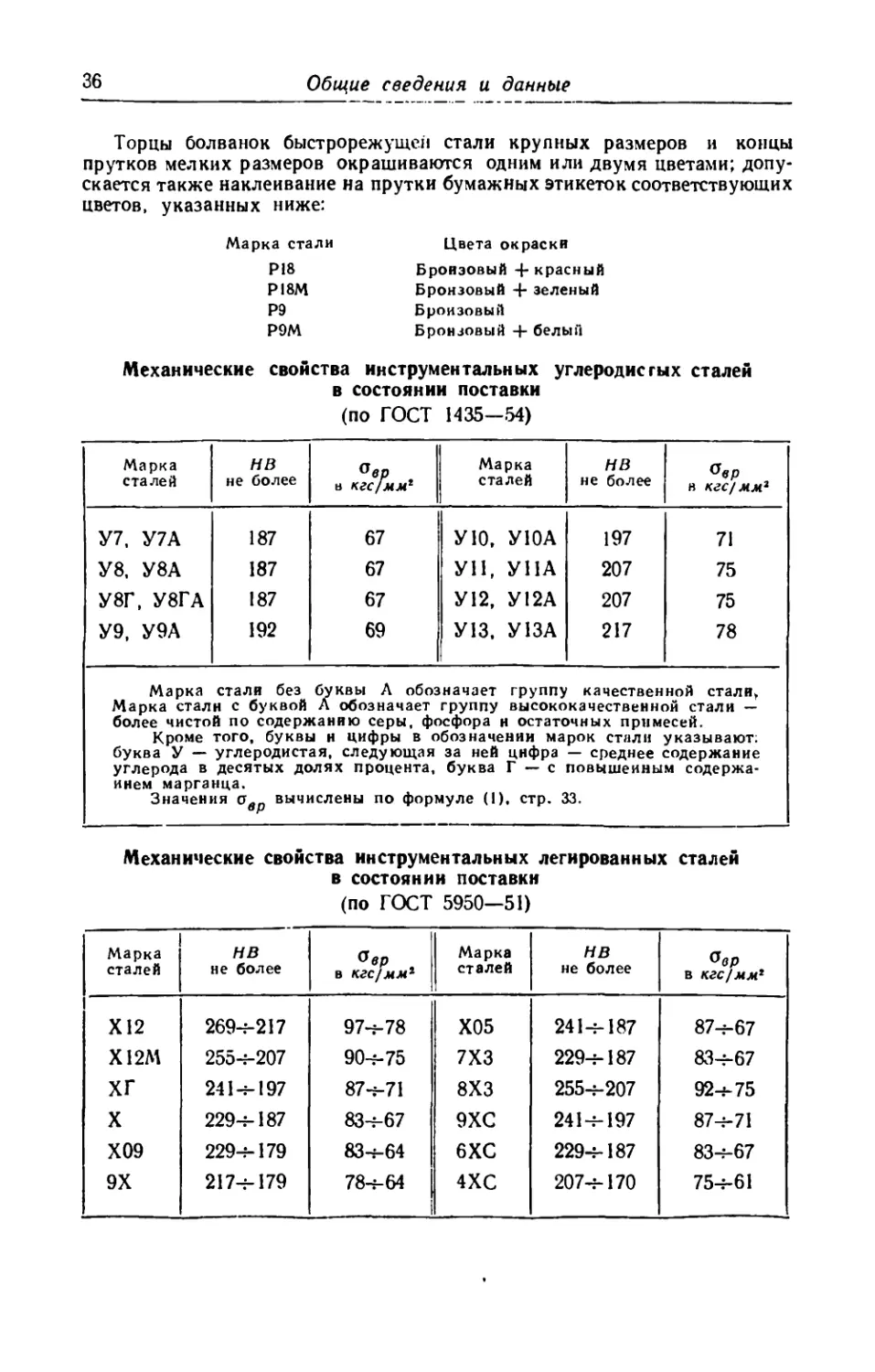
3. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Механические свойства инструментальных быстрорежущих сталей
(по ГОСТ ’5952—51)
Твердость быстрорежущих сталей марок Р18, PI8M, Р9 и РЭМ в ото-
жженном состоянии НВ 255-4-207, что соответствует авр = 95 ч- 70 кгс!мм*.
Цифры в марках быстрорежущих сталей после буквы Р указывают сред-
нее содержание (в процентах) вольфрама. Буква М указывает, что данная
сталь с повышенным содержанием молибдена.
3*
36
Общие сведения и данные
Торцы болванок быстрорежущей стали крупных размеров и концы
прутков мелких размеров окрашиваются одним или двумя цветами; допу-
скается также наклеивание на прутки бумажных этикеток соответствующих
цветов, указанных ниже:
Марка стали Цвета окраски
Р18 Бронзовый 4- красный
PI8M Бронзовый 4- зеленый
Р9 Бронзовый
Р9М Бронзовый 4- белый
Механические свойства инструментальных углеродистых сталей
в состоянии поставки
(по ГОСТ 1435—54)
Марка сталей НВ не более °вр в кгс/ммг Марка сталей НВ не более в кгс/ мм2
У7, У7А У8, У8А У8Г, У8ГА У9, У9А 187 187 187 192 67 67 67 69 У10, У10А УН, УНА У12, У12А У13, У13А 197 207 207 217 71 75 75 78
Марка стали без буквы Л обозначает группу качественной сталиу Марка стали с буквой А обозначает группу высококачественной стали — более чистой по содержанию серы, фосфора н остаточных примесей. Кроме того, буквы н цифры в обозначении марок стали указывают; буква У — углеродистая, следующая за ней цифра — среднее содержание углерода в десятых долях процента, буква Г — с повышенным содержа- нием марганца. Значения о вычислены по формуле (1), стр. 33.
Механические свойства инструментальных легированных сталей
в состоянии поставки
(по ГОСТ 5950—51)
Марка сталей НВ не более Пер в кгс/мм2 Марка сталей НВ не более &вр в кгс/мм2
Х12 269-5-217 97-5-78 Х05 241-5-187 87-5-67
Х12М 2554-207 90-5-75 7X3 229-5-187 83-5-67
хг 241-5-197 87-5-71 8X3 255-5-207 92-5-75
X 229-5-187 83-5-67 9ХС 241-5-197 87-5-71
Х09 229-5-179 83-5-64 6ХС 229-5-187 83-5-67
9Х 217-5-179 78-5-64 4ХС 207-5-170 75-5-61
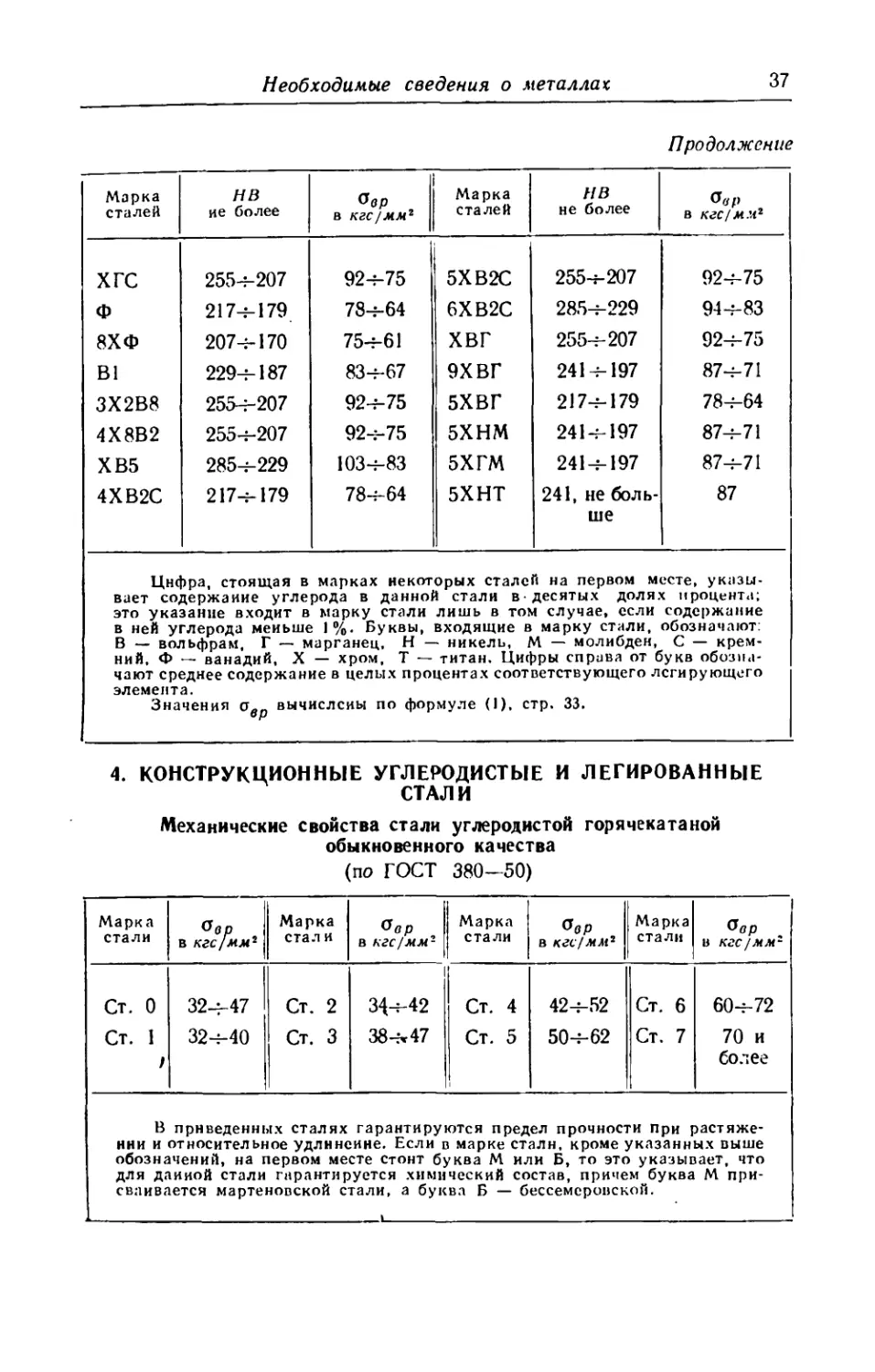
Необходимые сведения о металлах
37
Продолжение
Марка сталей НВ ие более в кгс/мм2 Марка сталей НВ не более в кгс/мм2
хгс 255—207 924-75 5ХВ2С 2554-207 924-75
ф 2174-179 784-64 6ХВ2С 2854-229 944-83
8ХФ 2074-170 754-61 ХВГ 2554-207 924-75
В1 2294-187 834-67 9ХВГ 2414-197 874-71
ЗХ2В8 2554-207 924-75 5ХВГ 2174-179 784-64
4Х8В2 2554-207 924-75 5ХНМ 2414-197 874-71
ХВ5 2854-229 1034-83 5ХГМ 2414-197 874-71
4ХВ2С 2174-179 784-64 5ХНТ 241, не боль- ше 87
Цифра, стоящая в марках некоторых сталей на первом месте, указы-
вает содержание углерода в данной стали в-десятых долях процента;
это указание входит в марку стали лишь в том случае, если содержание
в ней углерода меньше 1%. Буквы, входящие в марку стали, обозначают:
В — вольфрам, Г — марганец, Н — никель, М — молибден, С — крем-
ний, Ф — ванадий, X — хром, Т — титан. Цифры справа от букв обозна-
чают среднее содержание в целых процентах соответствующего легирующего
элемента.
Значения о вычислены по формуле (1), стр. 33.
4. КОНСТРУКЦИОННЫЕ УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ
СТАЛИ
Механические свойства стали углеродистой горячекатаной
обыкновенного качества
(по ГОСТ 380—50)
Марка стали «Тар ) в кгс/мм2 Марка стал и 00 р в кгс/мм2 Марка | стали <?0Р в кгс/мм2 Марка стали &вр в кгс/мм2
Ст. 0 32-4-47 Ст. 2 1 3<4-42 Ст. 4 424-52 Ст. 6 604-72
Ст. 1 / 324-40 Ст. 3 384т 47 Ст. 5 504-62 Ст. 7 70 и более
В приведенных сталях гарантируются предел прочности при растяже-
нии и относительное удлннеине. Если в марке стали, кроме указанных выше
обозначений, на первом месте стоит буква М или Б, то это указывает, что
для даииой стали гарантируется химический состав, причем буква М при-
сваивается мартеновской стали, а буква Б — бессемеровской.
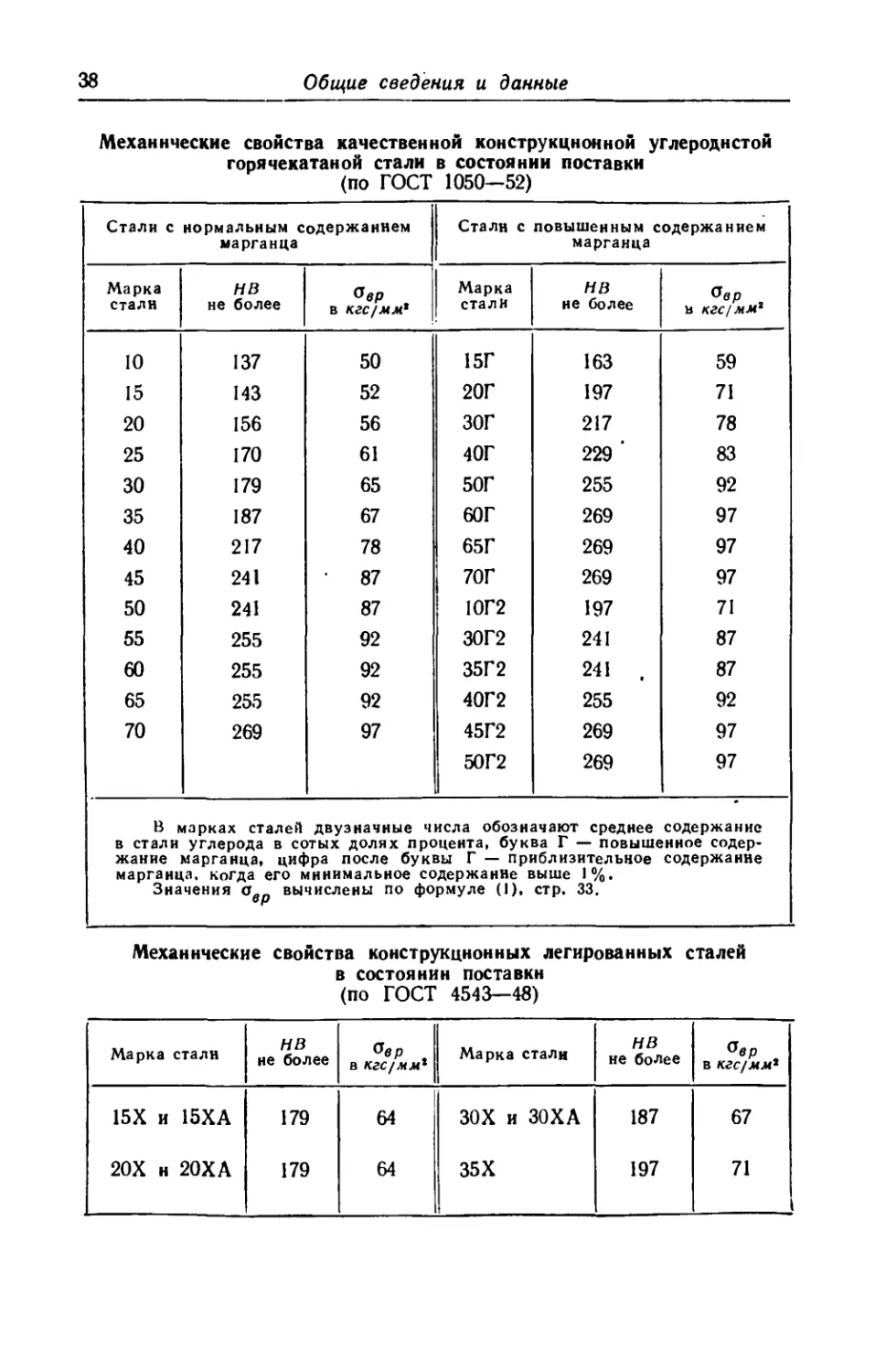
38
Общие сведения и данные
Механические свойства качественной конструкционной углеродистой
горячекатаной стали в состоянии поставки
(по ГОСТ 1050—52)
Стали с нормальным содержанием марганца Стали с повышенным содержанием марганца
Марка стали НВ не более вер в кгс/мм1 Марка стали НВ не более &вр в кгс/ммг
10 137 50 15Г 163 59
15 143 52 20Г 197 71
20 156 56 ЗОГ 217 78
25 170 61 40Г 229 ’ 83
30 179 65 50Г 255 92
35 187 67 60Г 269 97
40 217 78 65Г 269 97
45 241 87 70Г 269 97
50 241 87 ЮГ2 197 71
55 255 92 30Г2 241 87
60 255 92 35Г2 241 , 87
65 255 92 40Г2 255 92
70 269 97 45Г2 269 97
50Г2 269 97
В марках сталей двузначные числа обозначают среднее содержание в стали углерода в сотых долях процента, буква Г — повышенное содер- жание марганца, цифра после буквы Г — приблизительное содержание марганца, когда его минимальное содержание выше 1%. Значения вычислены по формуле (1), стр. 33. вР
Механические свойства конструкционных легированных сталей
в состоянии поставки
(по ГОСТ 4543—48)
Марка стали НВ не более Пар в кгс/мм1 Марка стали НВ не более &вр в кгс/мм*
15Х и 15ХА 179 64 ЗОХ и ЗОХА 187 67
20Х н 20ХА 179 64 35Х 197 71
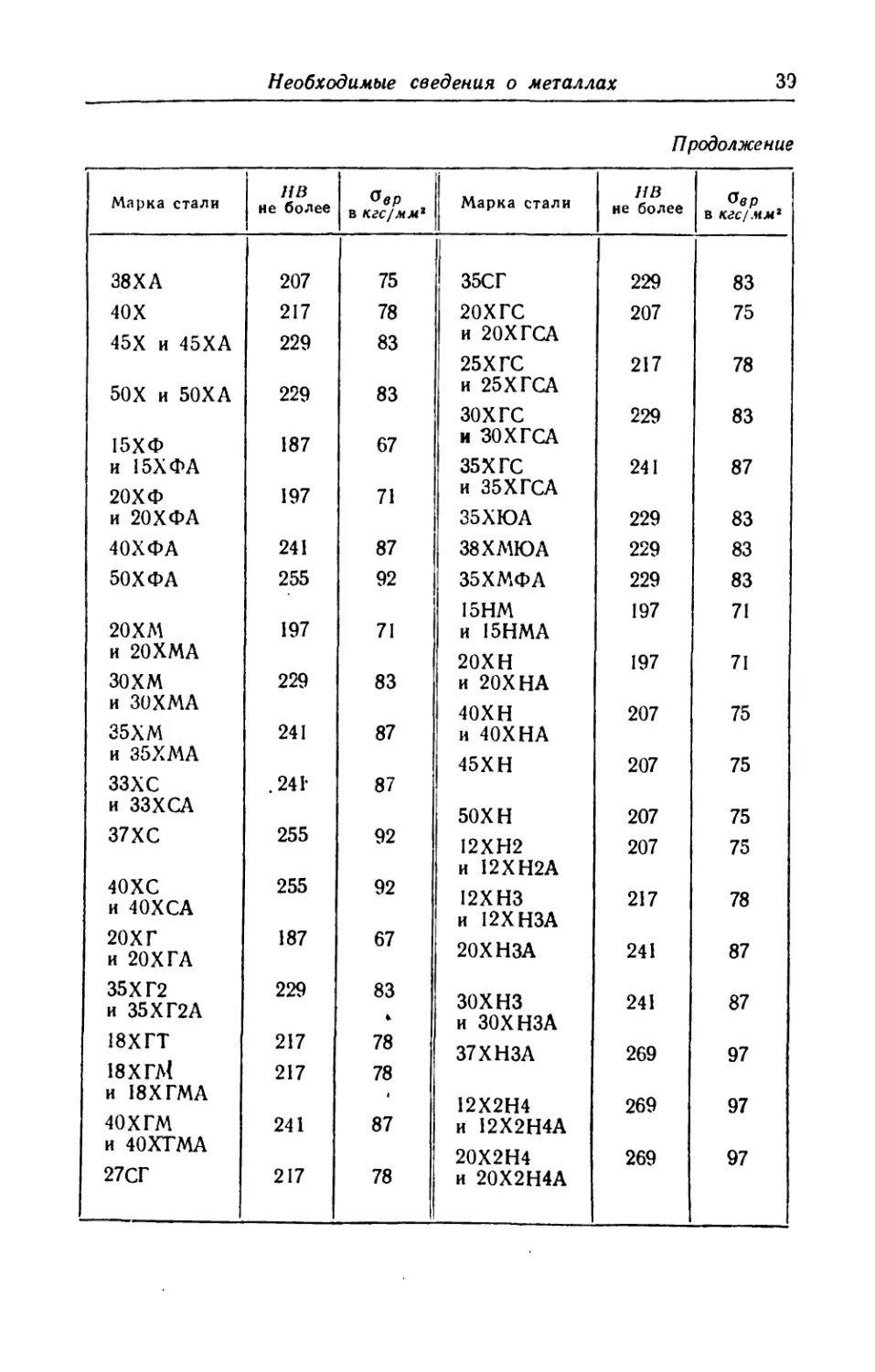
Необходимые сведения о металлах
39
Продолжение
Марка стали НВ не более вер в кгс/мм2 Марка стали НВ не более вер в кгс/мм2
38ХА 207 75 35СГ 229 83
40Х 217 78 20ХГС 207 75
45Х и 45ХА 229 83 и 20ХГСА 25ХГС 217 78
50Х и 50ХА 229 83 и 25ХГСА ЗОХГС 229 83
15ХФ 187 67 и ЗОХГСА
и 15ХФА 35ХГС 241 87
20ХФ 197 71 и 35ХГСА
и 20ХФА 35ХЮА 229 83
40ХФА 241 87 38ХМЮА 229 83
50ХФА 255 92 35ХМФА 229 83
I5HM 197 71
20ХМ 197 71 и 15НМА
и 20ХМА 20ХН 197 71
ЗОХМ 229 83 и 20ХНА
и ЗОХМА 40ХН 207 75
35ХМ 241 87 и 40ХНА
и 35ХМА 45ХН 207 75
ЗЗХС и ЗЗХСА .241- 87 50ХН 207 75
37ХС 255 92 I2XH2 и 12ХН2А 207 75
4ОХС и 4ОХСА 255 92 I2XH3 и I2XH3A 217 78
20ХГ и 20ХГА 187 67 20ХНЗА 241 87
35ХГ2 и 35ХГ2А 229 83 ЗОХНЗ и ЗОХНЗА 241 87
18ХГТ 217 78 37XH3A 269 97
18ХГЛ< и 18ХГМА 217 78 12Х2Н4 269 97
4ОХГМ 241 87 и 12Х2Н4А
и 40ХТМА 20Х2Н4 269 97
27СГ 217 78 и 20Х2Н4А
40
Общие сведения и данные
Продолжение
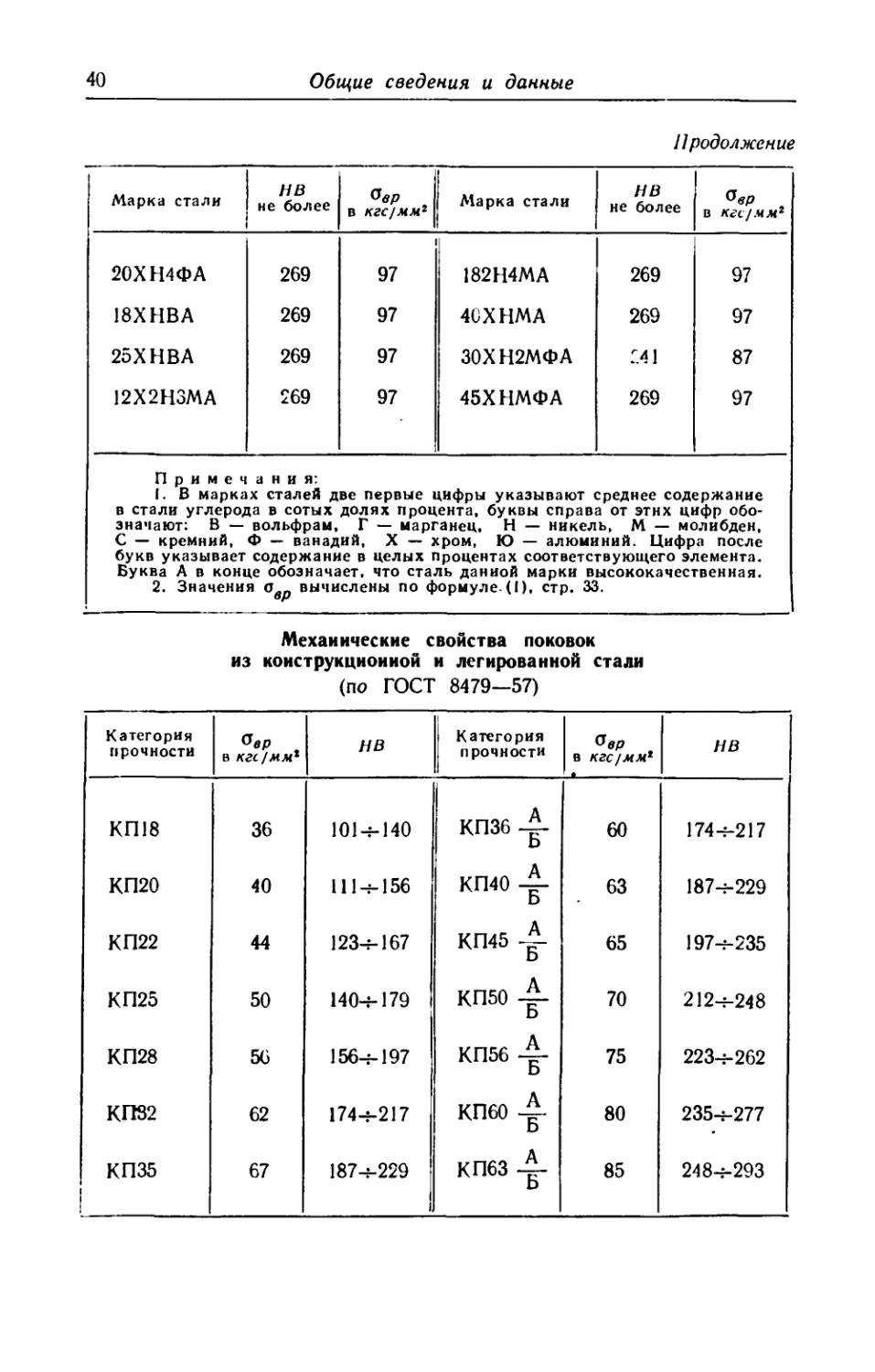
Марка стали НВ не более ®вр в ягс/лл2 Марка стали НВ не более в ягс/.илс2
20ХН4ФА 269 97 182Н4МА 269 97
18ХНВА 269 97 4СХНМА 269 97
25ХНВА 269 97 30ХН2МФА 241 87
12Х2НЗМА 269 97 45ХНМФА 269 97
Примечания:
I. В марках сталей две первые цифры указывают среднее содержание
в стали углерода в сотых долях процента, буквы справа от этих цифр обо-
значают: В — вольфрам, Г — марганец, Н — никель, М — молибден,
С — кремний, Ф — ванадий, X — хром, Ю — алюминий. Цифра после
букв указывает содержание в целых процентах соответствующего элемента.
Буква А в конце обозначает, что сталь данной марки высококачественная.
2. Значения а вычислены по формуле.(I), стр. 33.
Механические свойства поковок
из конструкционной и легированной стали
(по ГОСТ 8479-57)
Категория прочности в кгс] мм* НВ Категория прочности ®вр в кгс]мм* НВ
КП18 36 1014-140 кпзб А 60 1744-217
КП20 40 111-г-156 д КП40 -4- ь 63 187ч-229
КП22 44 123ч-167 А КП45 -А- D 65 1974-235
КП25 50 1404-179 А КП50 4- D 70 2124-248
КП28 56 1564-197 А КП56 4- D 75 2234-262
КП82 62 1744-217 А КП60 44 D 80 2354-277
КП35 67 1874-229 кпбз А D 85 2484-293
Необходимые сведения о металлах
41
Продолжение
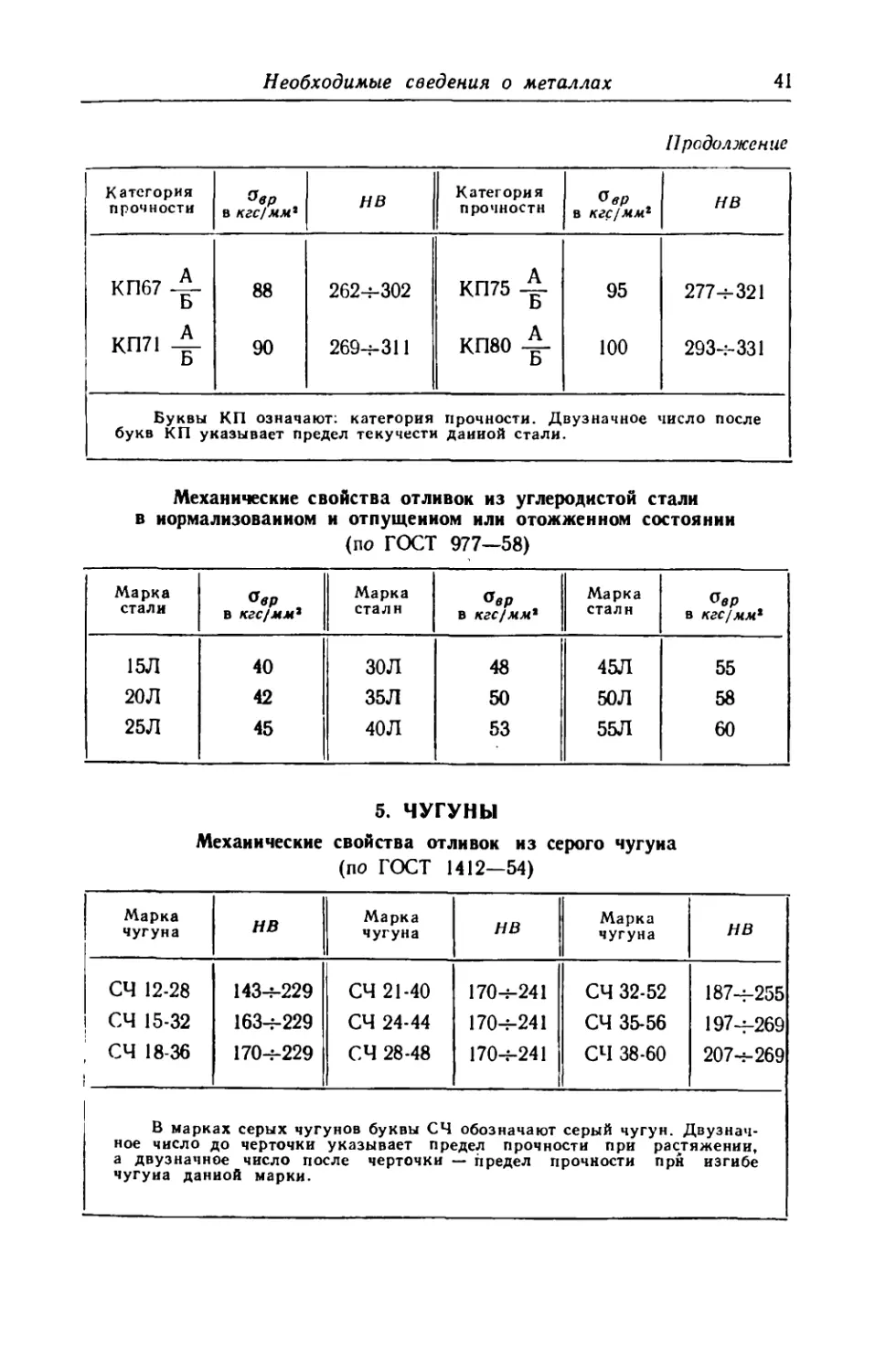
Категория прочности $вр в кгс] мм1 НВ Категория прочности &вр в кгс! мм* НВ
А КП67 4- D 88 262+302 А КП75 4 D 95 277+321
А КП71 4- ь 90 269+311 А КП80 4 D 100 293+331
Буквы КП означают; категория прочности. Двузначное число после букв КП указывает предел текучести данной стали.
Механические свойства отливок из углеродистой стали
в нормализованном и отпущенном или отожженном состоянии
(по ГОСТ 977—58)
Марка стали вер в кгс[мм* Марка стали ^вр в кгс [мм* Марка стали в кгс[м.м*
15Л 40 ЗОЛ 48 45Л 55
20Л 42 35Л 50 50Л 58
25Л 45 40Л 53 55Л 60
5. ЧУГУНЫ
Механические свойства отливок из серого чугуна
(по ГОСТ 1412—54)
Марка чугуна НВ Марка чугуна НВ Марка чугуна НВ
СЧ 12-28 143+229 СЧ 21-40 170-5-241 СЧ 32-52 1874-255
СЧ 15-32 163+229 СЧ 24-44 1704-241 СЧ 35-56 1974-269
СЧ 18-36 170+229 СЧ 28-48 1704-241 СЧ 38-60 207—269
В марках серых чугунов буквы СЧ обозначают серый чугун. Двузнач-
ное число до черточки указывает предел прочности при растяжении,
а двузначное число после черточки — предел прочности прн изгибе
чугуна данной марки.
42
Общие сведения и данные
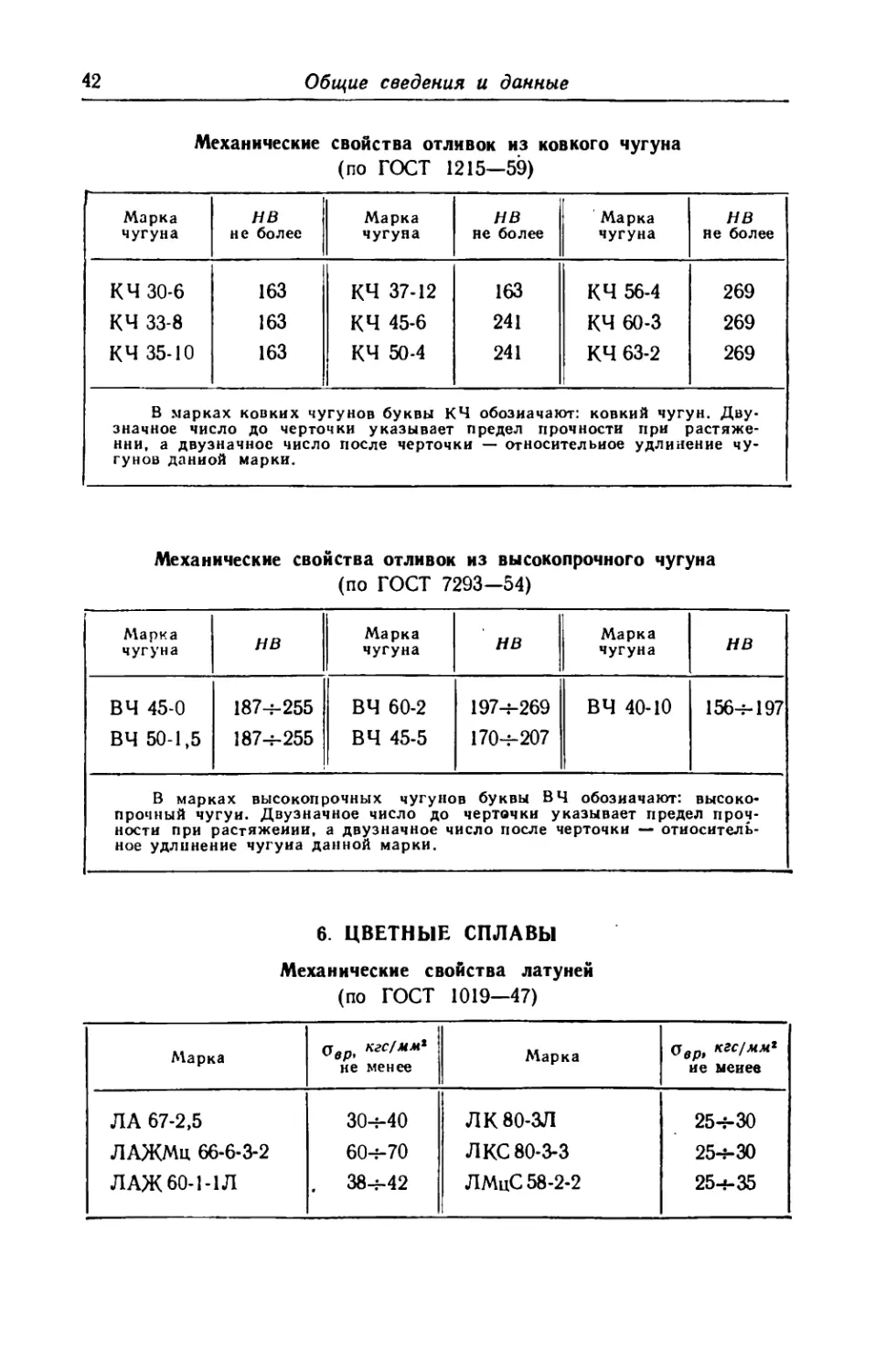
Механические свойства отливок из ковкого чугуна
(по ГОСТ 1215—59)
Марка чугуна НВ ; н е более Марка чугуна НВ не более Марка чугуна НВ не более
К ч 30-6 163 КЧ 37-12 163 КЧ 56-4 269
кч 33-8 163 КЧ 45-6 241 КЧ 60-3 269
кч 35-10 163 КЧ 50-4 241 КЧ 63-2 269
В марках ковких чугунов буквы КЧ обозначают: ковкий чугун. Дву- значное число до черточки указывает предел прочности при растяже- нии, а двузначное число после черточки — относительное удлинение чу- гунов данной марки.
Механические свойства отливок из высокопрочного чугуна
(по ГОСТ 7293—54)
Марка чугуна НВ Марка чугуна НВ Марка чугуна НВ
ВЧ 45-0 ВЧ 50-1,5 187ч-255 187ч-255 ВЧ 60-2 ВЧ 45-5 197-5-269 170-5-207 ВЧ 40-10 156ч-197
В марках высокопрочных чугунов буквы ВЧ обозначают: высоко- прочный чугун. Двузначное число до черточки указывает предел проч- ности при растяжении, а двузначное число после черточки — относитель- ное удлинение чугуна данной марки.
6. ЦВЕТНЫЕ СПЛАВЫ
Механические свойства латуней
(по ГОСТ 1019—47)
Марка авр, кгс/мм* не менее Марка кгс/мм* не менее
ЛА 67-2,5 30-5-40 ЛК80-ЗЛ 254-30
ЛАЖМц 66-6-3-2 60-5-70 Л КС 80-3-3 254-30
ЛАЖ 60-1-1Л . 38-5-42 ЛМцС 58-2-2 25ч-35
Необходимые сведения о металлах
43
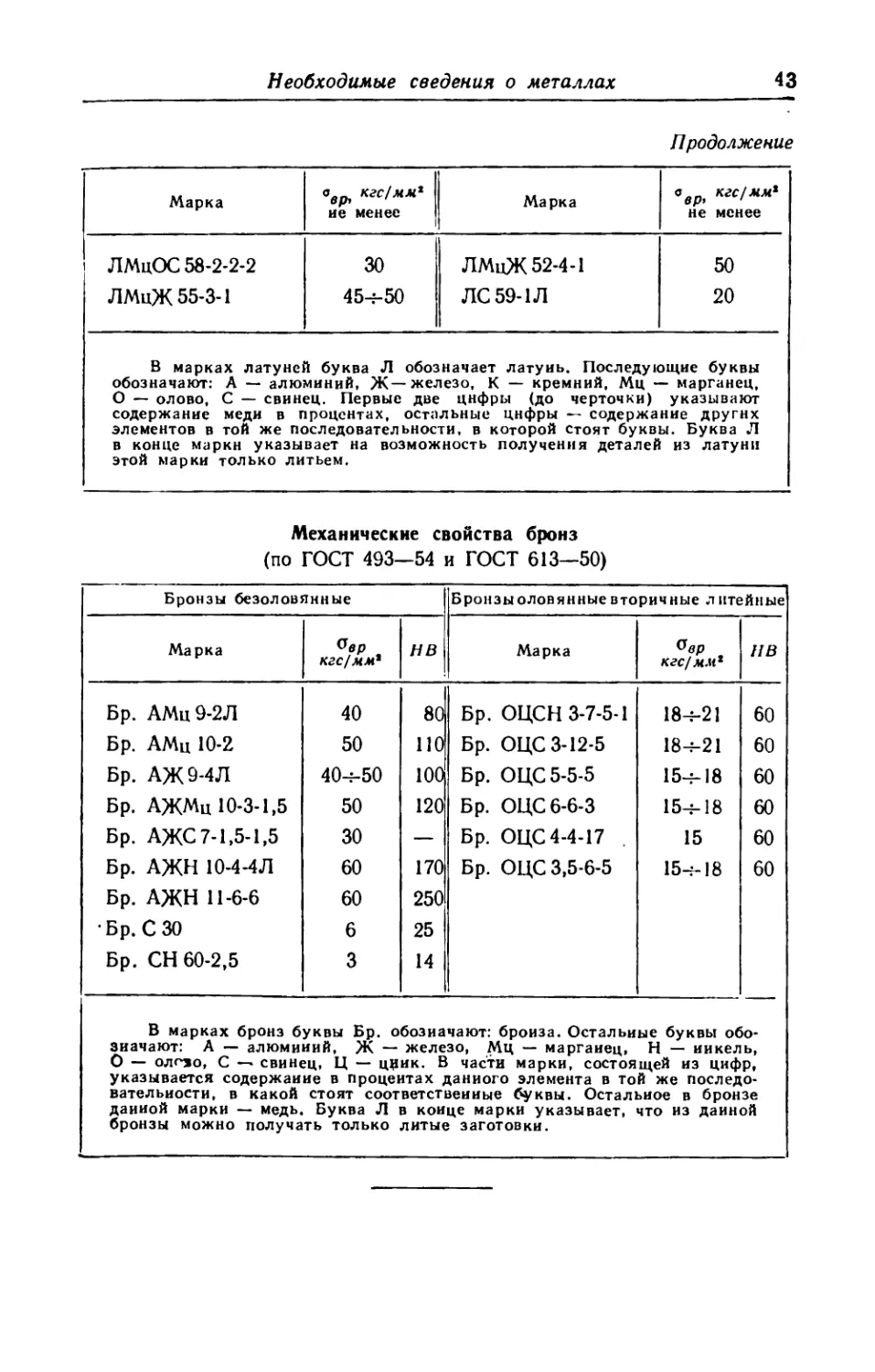
Продолжение
Марка ’ер, кгс/мм* не менее Марка °вр, не менее
ЛМцОС 58-2-2-2 ЛМиЖ 55-3-1 8 8 -1- LQ ЛМцЖ 52-4-1 ЛС 59-1Л 50 20
В марках латуней буква Л обозначает латунь. Последующие буквы
обозначают: А — алюминий, Ж—железо, К — кремний, Мц — марганец,
О — олово, С — свинец. Первые две цифры (до черточки) указывают
содержание меди в процентах, остальные цифры -- содержание других
элементов в той же последовательности, в которой стоят буквы. Буква Л
в конце марки указывает на возможность получения деталей из латуни
этой марки только литьем.
Механические свойства бронз
(по ГОСТ 493—54 и ГОСТ 613—50)
Бронзы безоловянные Бронзыоловянныевторичные литейные
Марка кгс/мм2 НВ Марка вер кгс/ мм2 НВ
Бр. АМц9-2Л 40 80 Бр. ОЦСН 3-7-5-1 18-Г-21 60
Бр. АМц 10-2 50 ПО Бр. ОЦС 3-12-5 18-7-21 60
Бр. АЖ 9-4Л 40-7-50 100 Бр. ОЦС 5-5-5 154-18 60
Бр. АЖМц 10-3-1,5 50 120 Бр. ОЦС 6-6-3 154-18 60
Бр. АЖС7-1,5-1,5 30 — Бр. ОЦС 4-4-17 . 15 60
Бр. АЖН 10-4-4Л 60 170 Бр. ОЦС 3,5-6-5 154-18 60
Бр. АЖН 11-6-6 60 250
Бр. С 30 6 25
Бр. СН 60-2,5 3 14
В марках бронз буквы Бр. обозначают: бронза. Остальные буквы обо*
зиачают: А — алюминий, Ж — железо, Мц — марганец, Н — никель,
О — олеэо, С —. свинец, Ц — ццик. В части марки, состоящей из цифр,
указывается содержание в процентах данного элемента в той же последо*
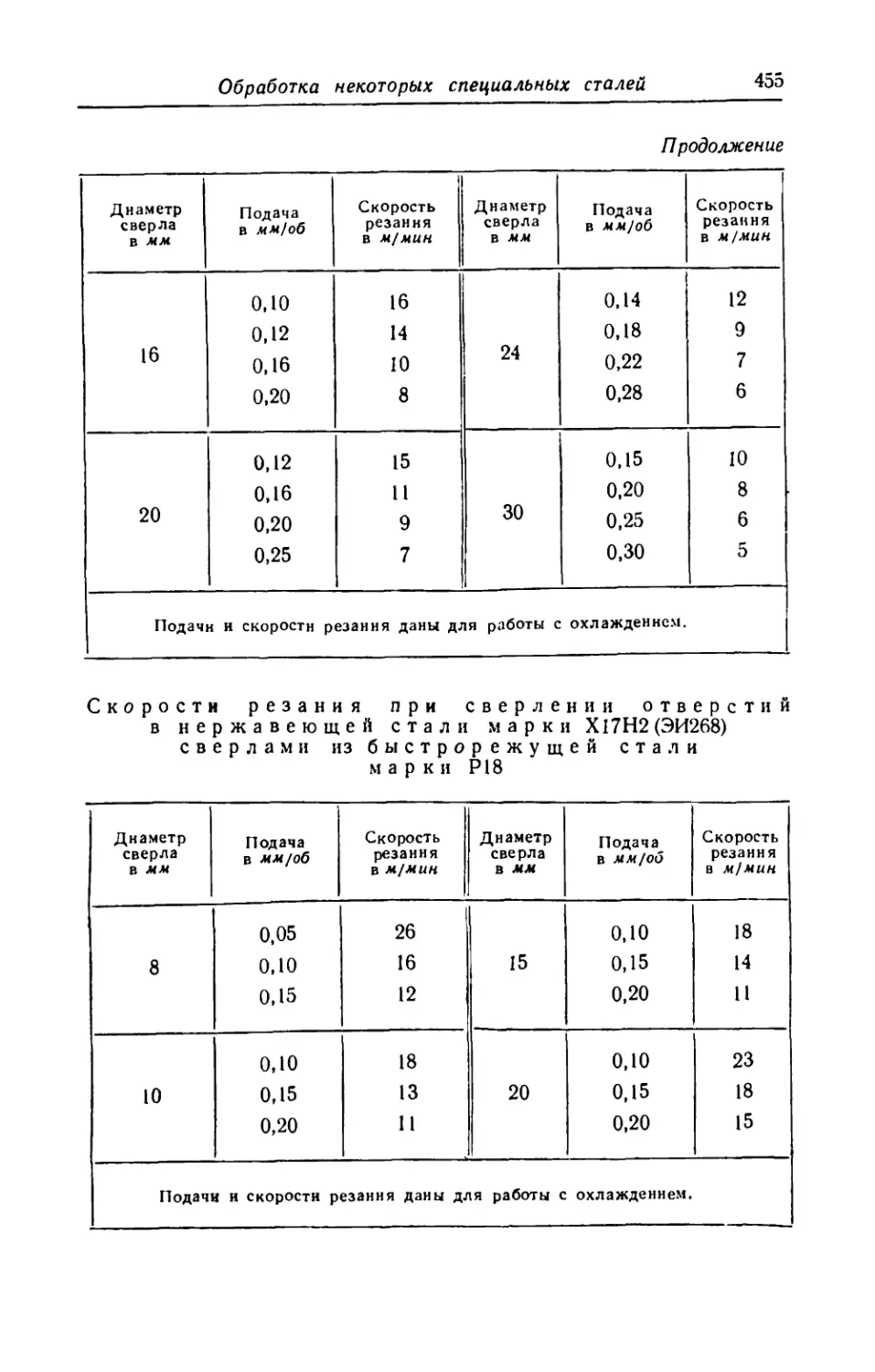
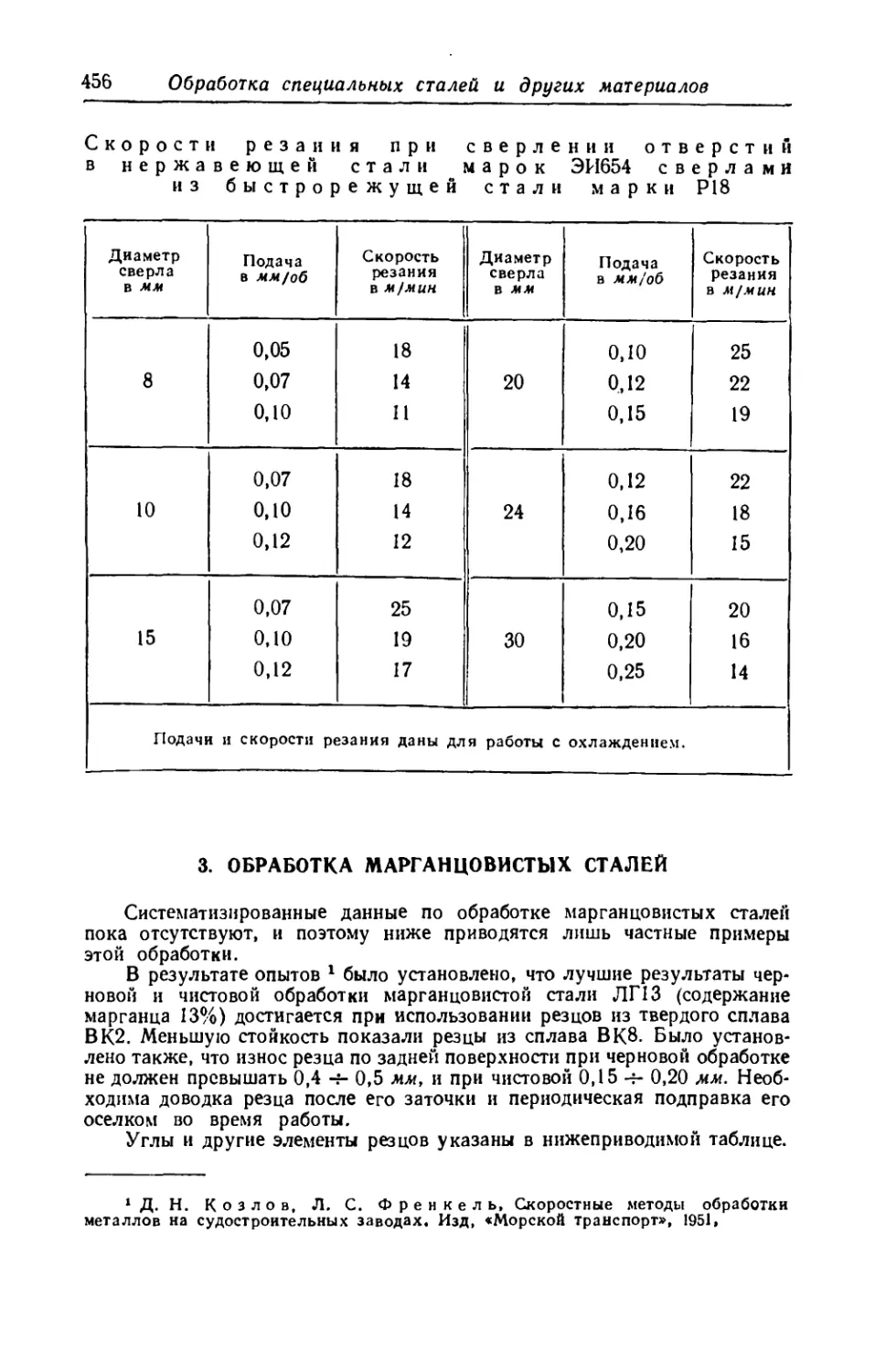
вательиости, в какой стоят соответственные буквы. Остальное в бронзе
дайной марки — медь. Буква Л в конце марки указывает, что из дайной
бронзы можно получать только литые заготовки.
ГЛАВА ВТОРАЯ
ПРОЦЕСС РЕЗАНИЯ ПРИ ТОЧЕНИИ
I. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ
I. СКОРОСТЬ РЕЗАНИЯ
Скоростью резания при точении называется длина пути, который про-
ходит в одну минуту точка обрабатываемой поверхности детали.
Скорость резания измеряется в метрах в минуту, обозначается буквой v
и определяется по формуле
v = ~ймхГ” м,мин'
(3)
где v — скорость резания в м!мин\
Л — 3,14;
D — диаметр обрабатываемой поверхности детали в мм\
п — число оборотов детали в минуту.
Пример. Определить скорость резания, если диаметр обрабатываемой
поверхности детали равен 50 мм и деталь делает 300об/мин. По формуле (3)
л-Dn
v ~ 1000
3,14-50.300
1000
= 47,1 & 47 м/мин.
Для определения приближенного значения скорости резания по дан-
ным диаметру детали и числу ее оборотов в минуту можно пользоваться
формулой
D-n
и « ~32о м! мин. (4)
По данным вышеприведенного примера, применяя формулу (4), находим:
О-п 50-300
и 320 —32^— 46,8 « 47 м/мин.
Значения величины скорости резания, вычисленные по формулам (3)
и (4), после округления получаются или одинаковыми или несущественно
отличающимися.
Элементы резания при точении
45
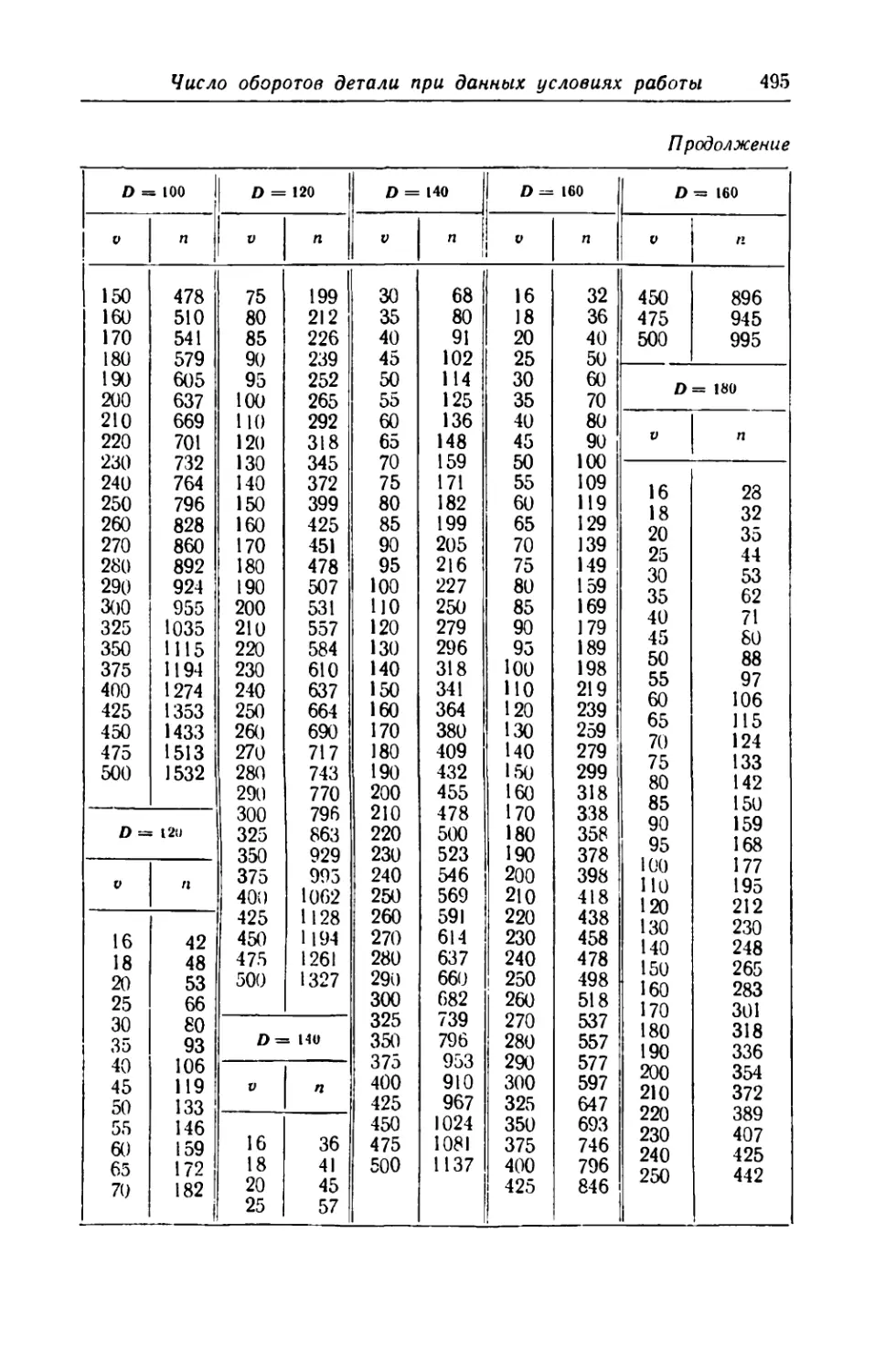
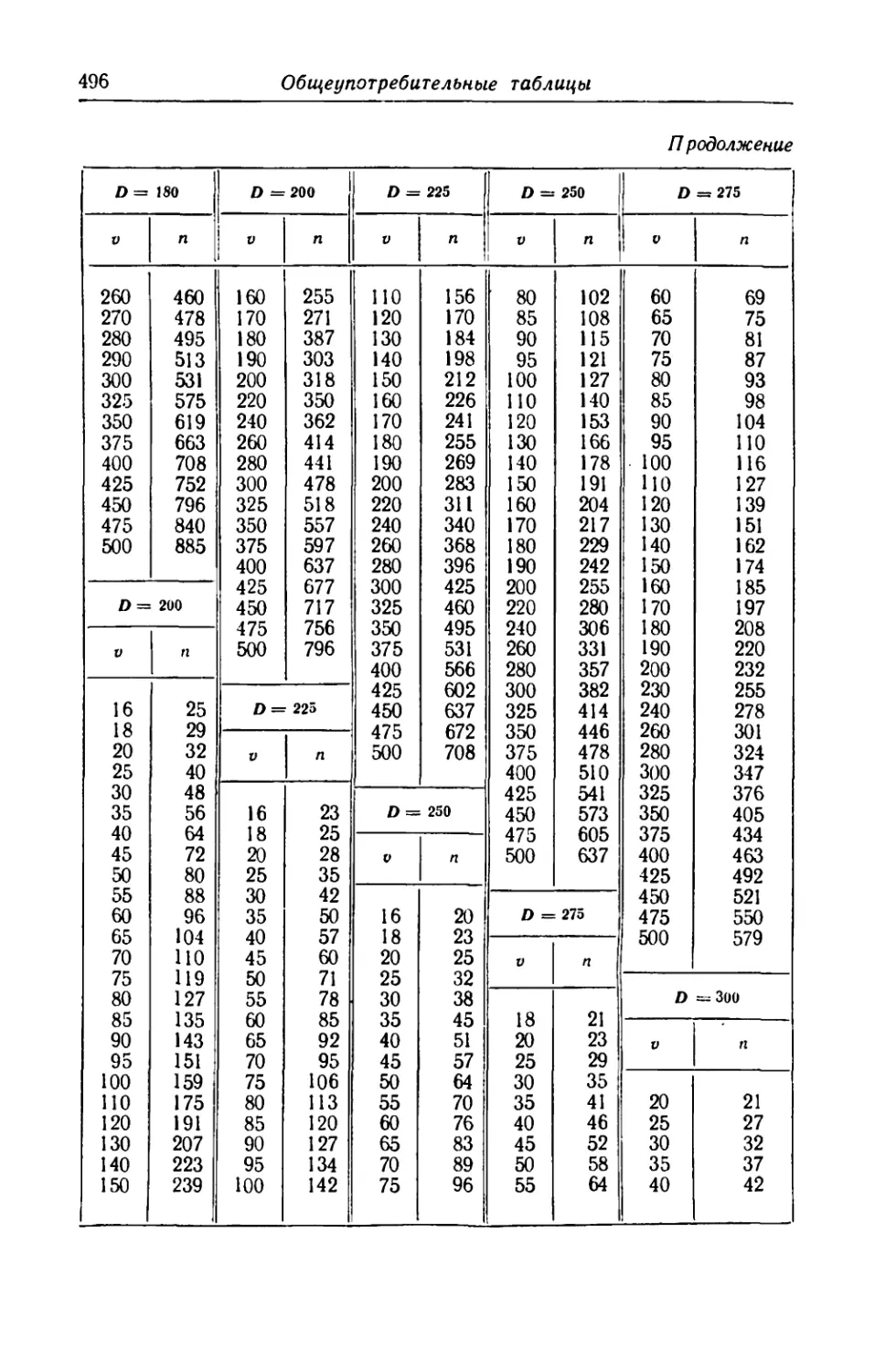
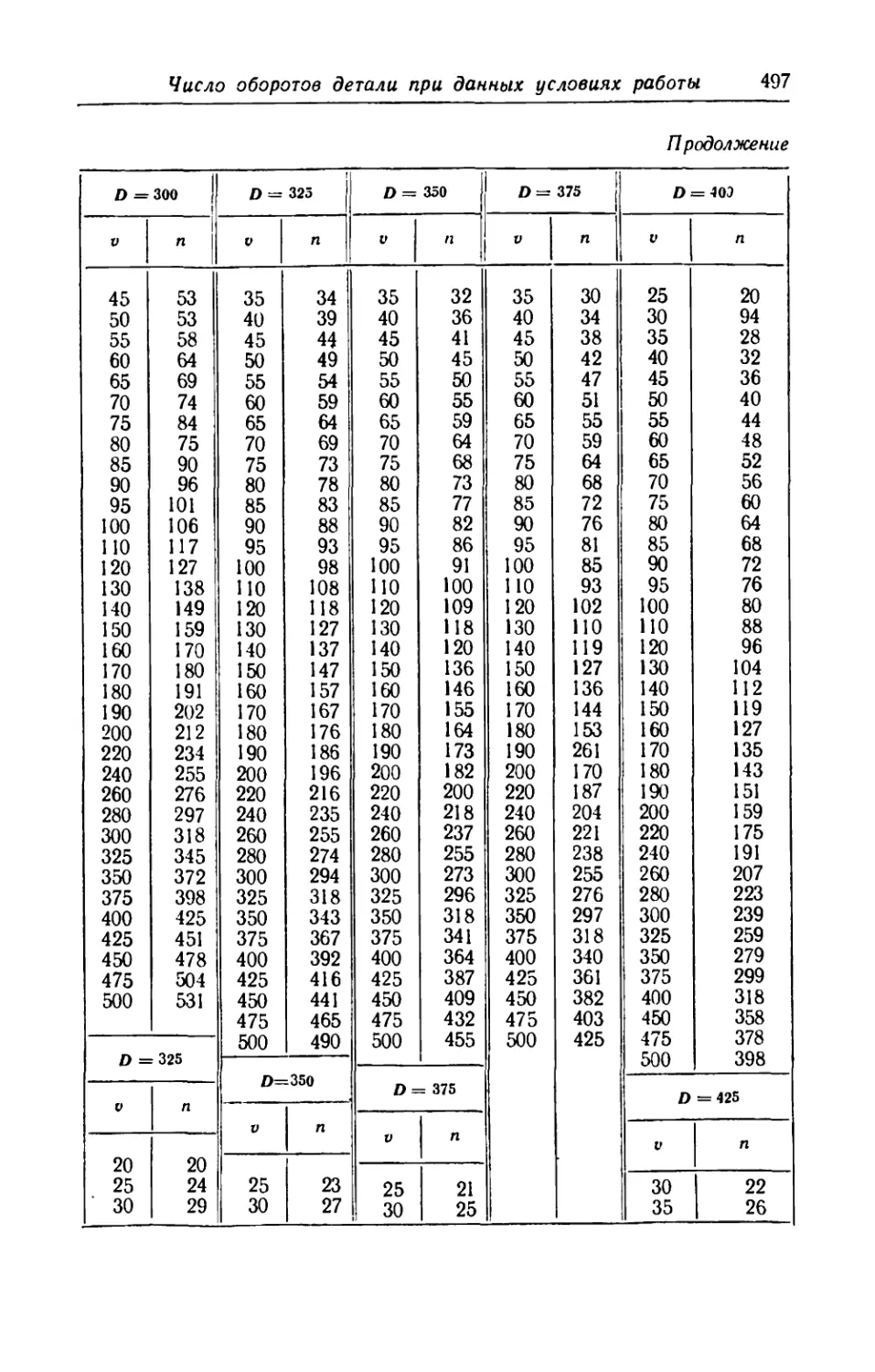
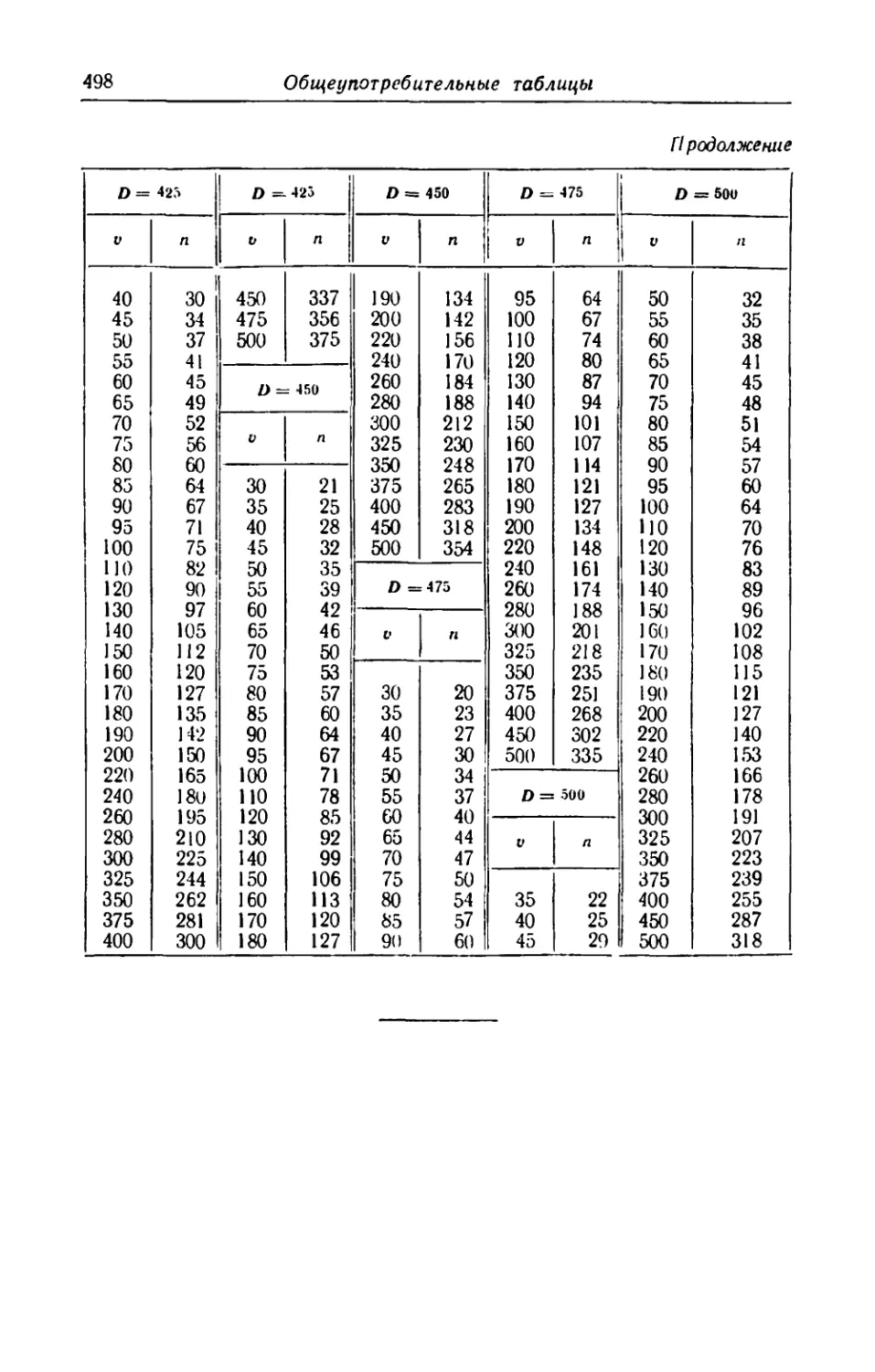
Число оборотов детали при данных диаметре и скорости резания нахо-
дится по формуле
lOOOv
п = —— об/мин. (5)
Значение букв в этой формуле см. выше.
Пример. Определить число оборотов в минуту, которое делает деталь
при скорости резания, равной 47 м/мин, если диаметр обрабатываемой
поверхности равен 50 мм.
В данном случае и — 47 м!мин и D = 50 мм. Поэтому по формуле (5)
ЮООи 1000-47
п = -n.D = "ЗЛТбб" = 300 об/мин'
Приближенное значение числа оборотов детали по данным скорости
резания и диаметру обрабатываемой поверхности определяется по формуле
320и
п » --р— об/мин. (6)
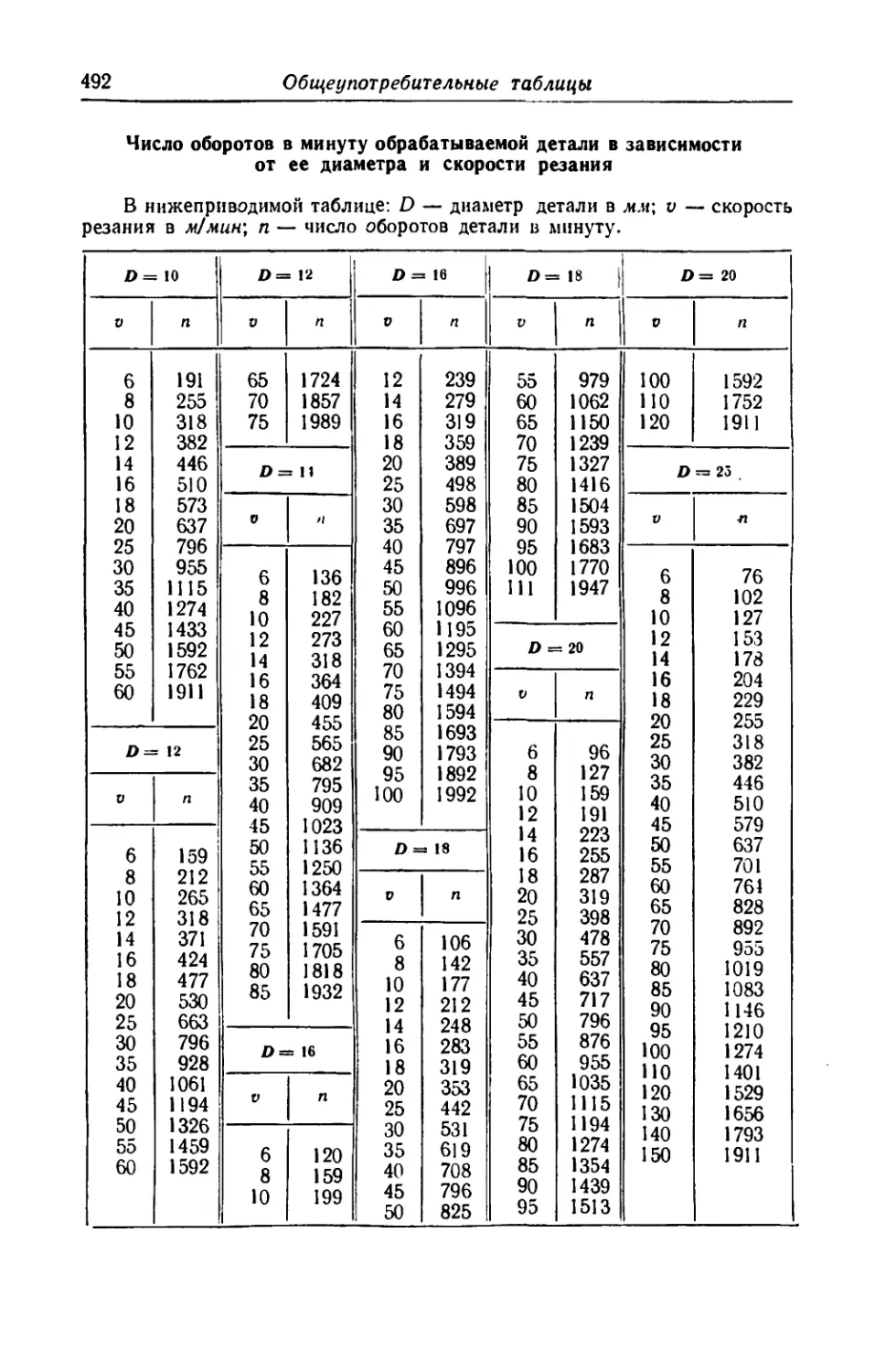
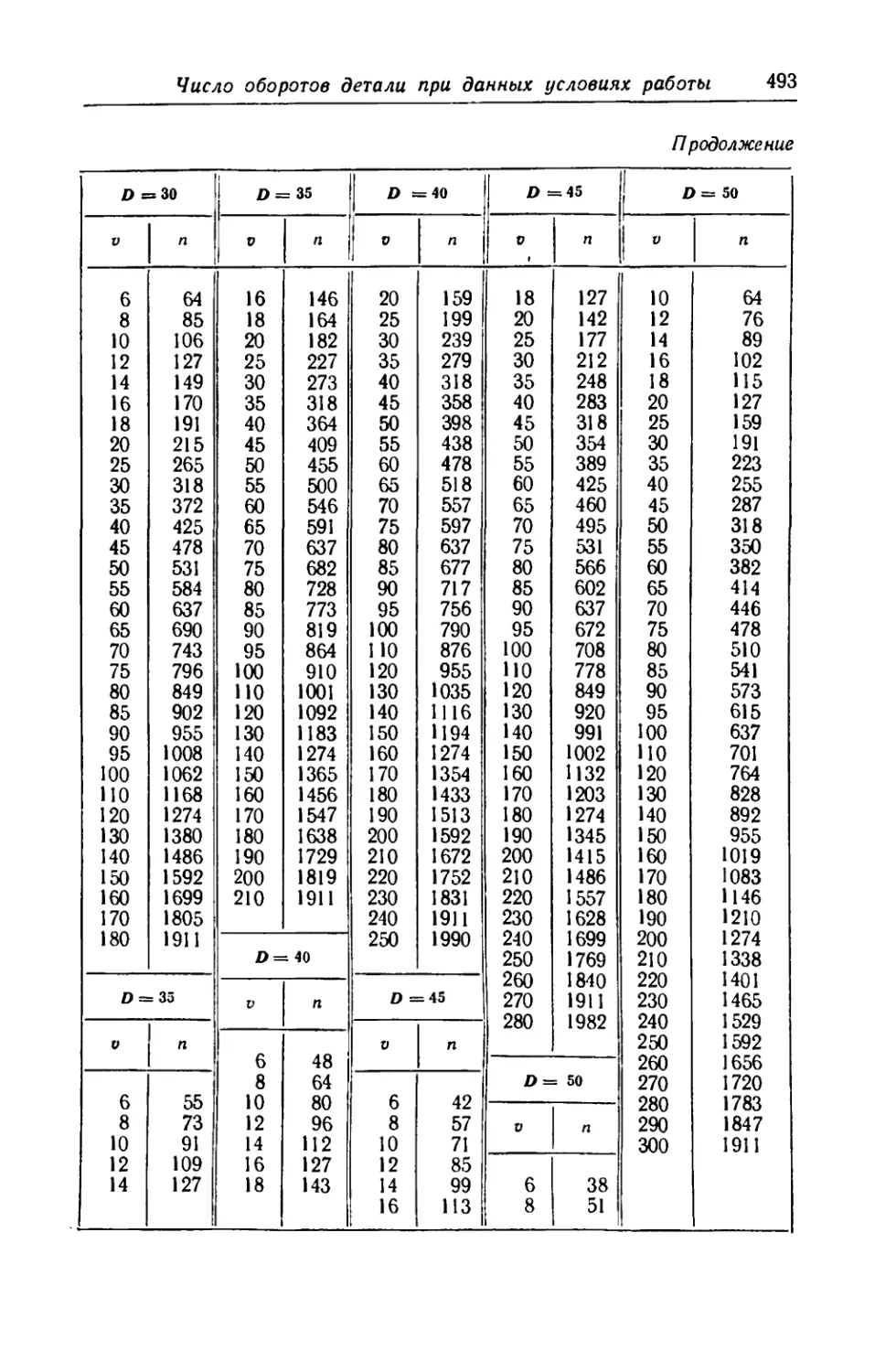
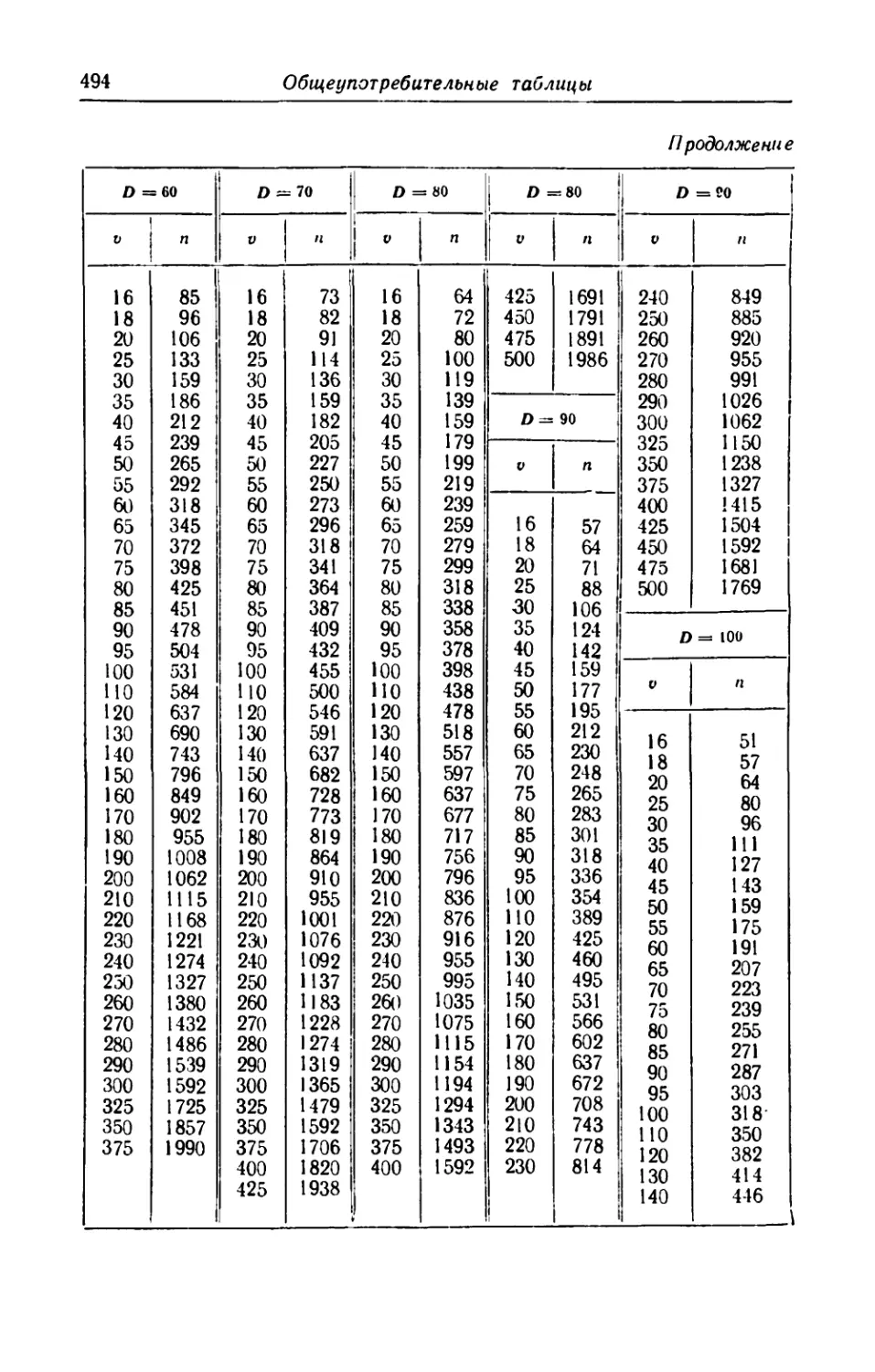
Для определения п при некоторых значениях D и v можно пользоваться
таблицей, помещенной на стр. 491 и след.
По найденному п устанавливается бли-
жайшее к нему число оборотов шпинделя
в минуту, осуществимое на данном станке.
2. ГЛУБИНА РЕЗАНИЯ И ПОДАЧА
Фиг. 3.
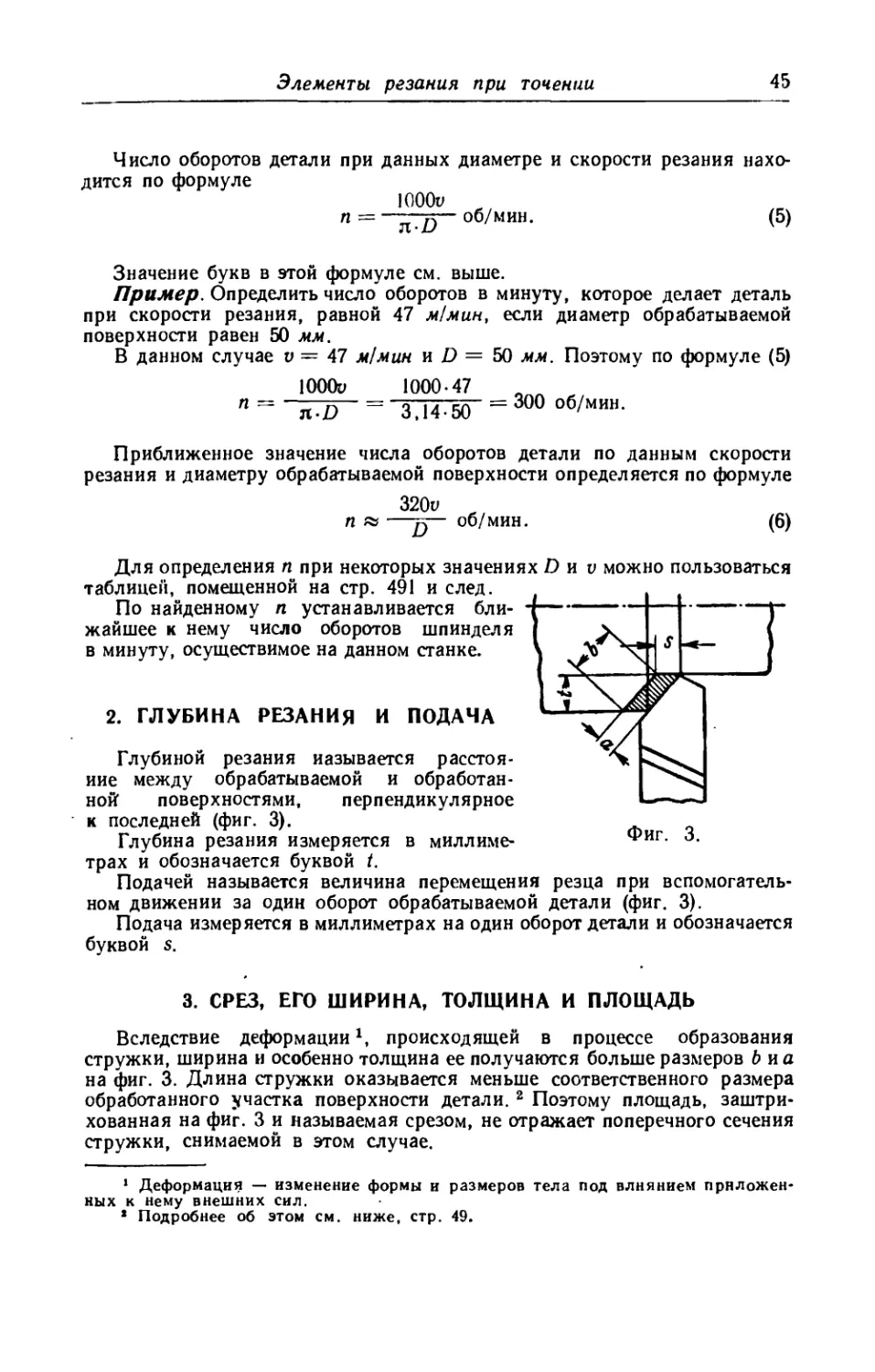
Глубиной резания называется расстоя-
ние между обрабатываемой и обработан-
ной поверхностями, перпендикулярное
к последней (фиг. 3).
Глубина резания измеряется в миллиме-
трах и обозначается буквой /.
Подачей называется величина перемещения резца при вспомогатель-
ном движении за один оборот обрабатываемой детали (фиг. 3).
Подача измеряется в миллиметрах на один оборот детали и обозначается
буквой s.
3. СРЕЗ, ЕГО ШИРИНА, ТОЛЩИНА И ПЛОЩАДЬ
Вследствие деформациих, происходящей в процессе образования
стружки, ширина и особенно толщина ее получаются больше размеров b и а
на фиг. 3. Длина стружки оказывается меньше соответственного размера
обработанного участка поверхности детали. 2 Поэтому площадь, заштри-
хованная на фиг. 3 и называемая срезом, не отражает поперечного сечения
стружки, снимаемой в этом случае.
1 Деформация — изменение формы и размеров тела под влиянием приложен-
ных к нему внешних сил.
1 Подробнее об этом см. ниже, стр. 49.
46
Процесс резания при точении
Срезом называется поперечное сечение слоя металла, снимаемого при
данной глубине резания и подаче. Размеры среза характеризуются его
шириной и толщиной.
Шириной среза называется расстояние между крайними точками рабо-
тающей части режущей кромки резца. Ширина среза измеряется в милли-
метрах и обозначается буквой 6.
Толщиной среза называется расстояние между положениями режущей
кромки резца до и после одного оборота детали, измеренное по перпенди-
куляру к режущей кромке. Толщина среза измеряется в миллиметрах
и обозначается буквой а.
Четырехугольник, заштрихованный на фиг. 3, изображает площадь
среза.
Площадь среза равна произведению глубины резания на подачу.
Площадь среза измеряется в мм2, обозначается буквой f и определяется
по формуле
f=t-s мм\ (7)
где / — площадь среза в мм2;
t — глубина резания в мм;
s — подача на один оборот в мм.
4. ЭЛЕМЕНТЫ ПРОЦЕССА РЕЗАНИЯ ПРИ РАСТАЧИВАНИИ,
ПОДРЕЗАНИИ ТОРЦОВ И ОТРЕЗАНИИ
Все эти элементы показаны на фиг. 4. Заштрихованные площадки —
сечения среза.
11. ОБРАЗОВАНИЕ СТРУЖКИ И ЯВЛЕНИЯ
ЕГО СОПРОВОЖДАЮЩИЕ
1. ВИДЫ СТРУЖКИ
Процесс образования стружки при резании металлов впервые иссле- *
довал в 1870 г. русский ученый, преф. И. А. Тиме.
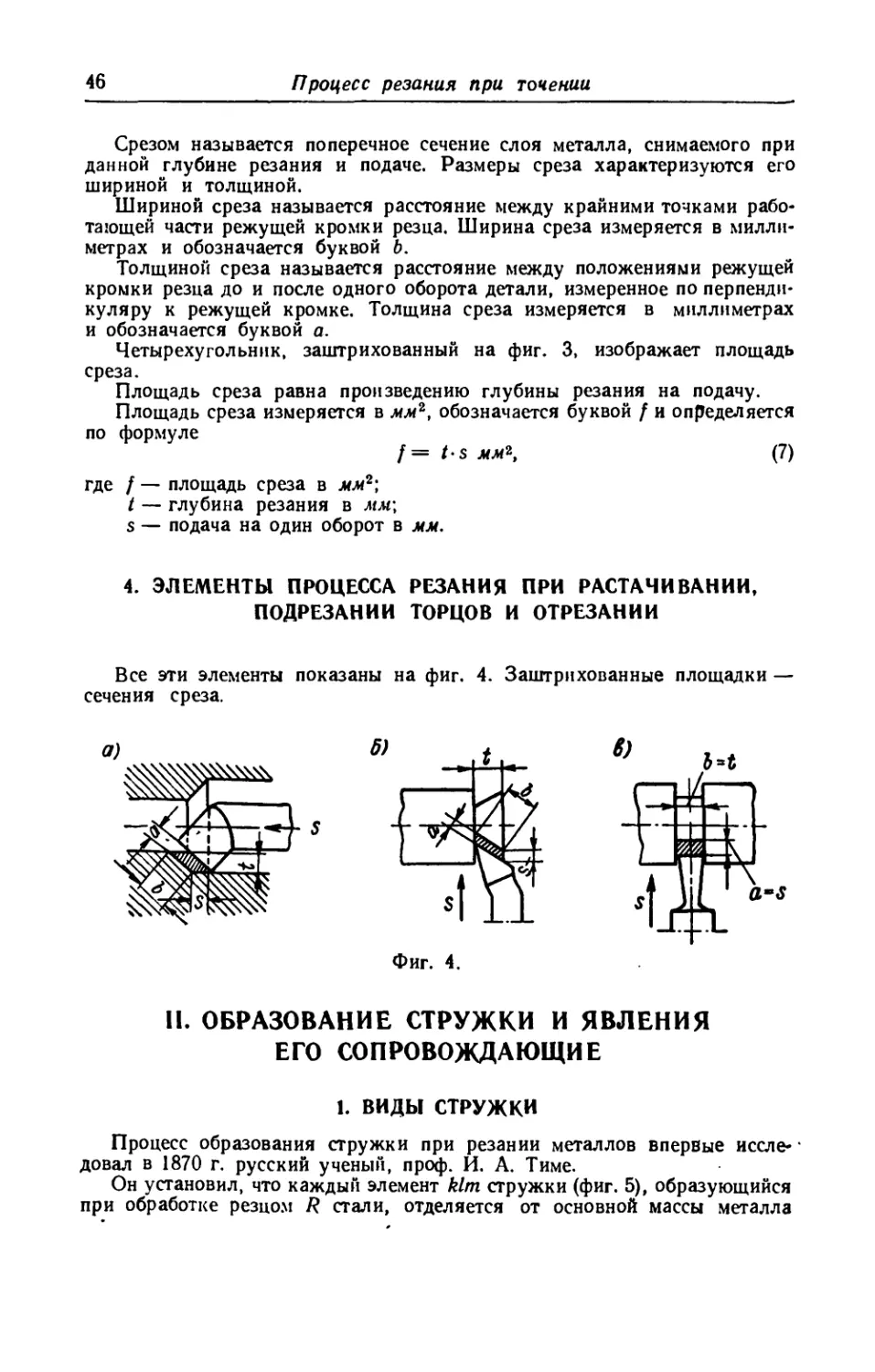
Он установил, что каждый элемент klm стружки (фиг. 5), образующийся
при обработке резцом R стали, отделяется от основной массы металла
Образование стружки и явления его сопровождающие
47
по плоскости, условно показанной на фиг. 5 линией РР и называемой
плоскостью скалывания.
По данным опытов И. А. Тиме, величина угла А, образуемого плоско-
стью скалывания с направлением движения резца, лишь незначительно
зависит от величины угла резания 6 и изменяется в весьма узких преде-
лах — от 145 до 155°.
Продолживший работу И. А. Тиме и углубивший ее результаты русский
исследователь Я. Г. Усачев доказал, что при резании вязких, но твердых
материалов, например
твердой стали и стали средней твердости, кроме
Фиг. 5.
скалывания элементов стружки, происходят еще сдвиги частиц металла
в каждом элементе по плоскостям NN (фиг. 6). Направление этих сдвигов
составляет с плоскостью скалывания угол от 0 до 30°, в зависимости от
вязкости металла: чем вязче металл, тем ближе этот угол к 30°, и наоборот.
Я. Г. Усачев установил также, что при резании более мягкой и вязкой
стали перемещения частиц стружки происходят лишь по плоскостям, парал-
лельным плоскости NN,
В результате указанных особенностей процесса резания вязких материа-
лов образуется стружка скалывания. В зависимости от механических
свойств обрабатываемого металла и некоторых других факторов процесса
резания стружка скалывания бывает трех видов: элементной, ступенчатой
или сливной.
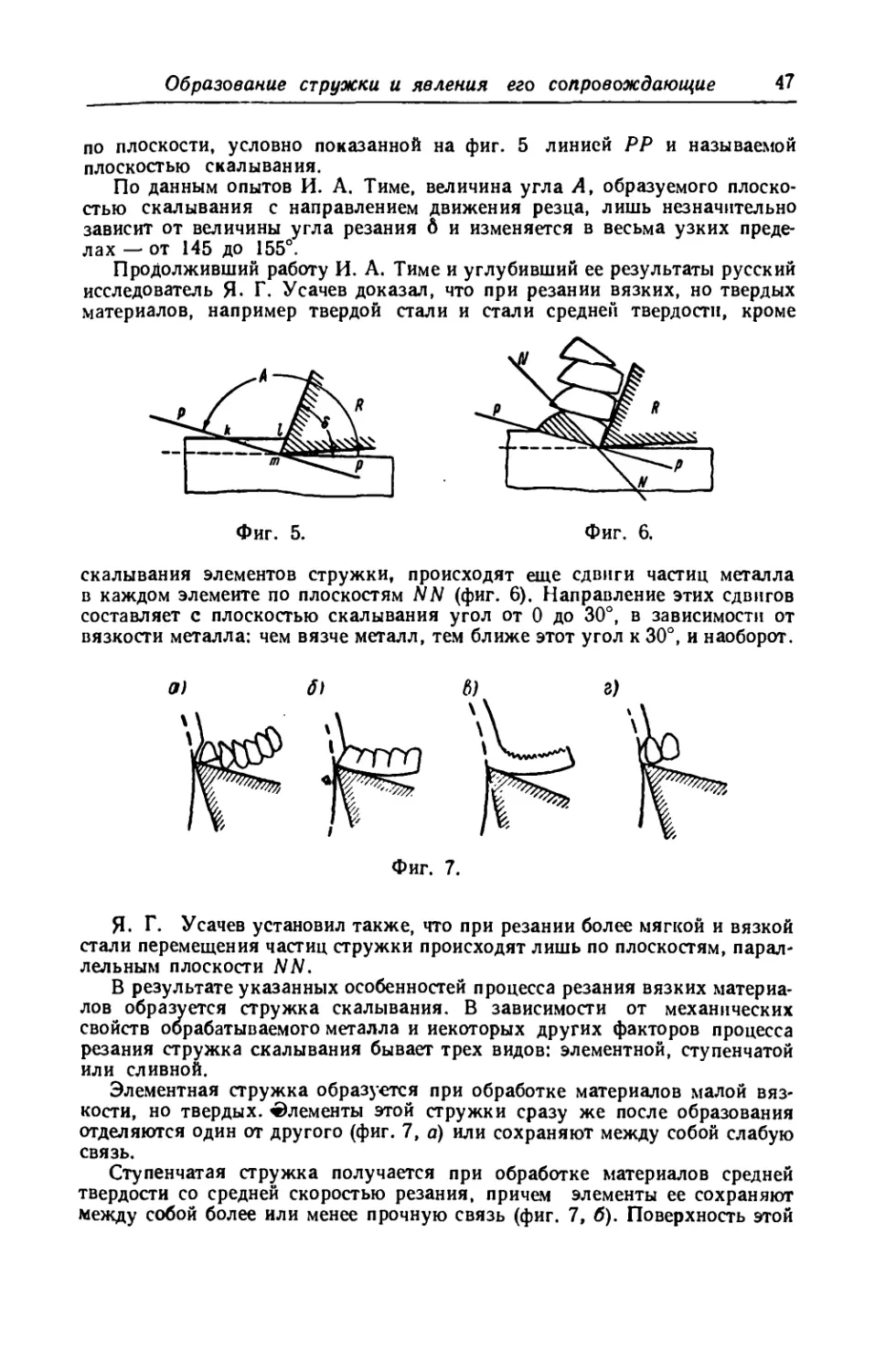
Элементная стружка образуется при обработке материалов малой вяз-
кости, но твердых. Элементы этой стружки сразу же после образования
отделяются один от другого (фиг. 7, а) или сохраняют между собой слабую
связь.
Ступенчатая стружка получается при обработке материалов средней
твердости со средней скоростью резания, причем элементы ее сохраняют
между собой более или менее прочную связь (фиг. 7, б). Поверхность этой
48
Процесс резания при точении
стружки, соприкасающаяся с передней поверхностью резца, получается
гладкой, а противоположная ей — ступенчатой.
Сливная стружка (фиг. 7, в), образующаяся при резании вязких и мяг-
ких материалов (мягкая сталь, латунь) с высокой скоростью резания,
имеет вид завивающейся ленты. Поверхность такой ленты, скользящая
по передней поверхности резца, получается гладкой, а противоположная
ей — шероховатой, иногда с едва видимыми, но в некоторых случаях
с вполне заметными сдвигами элементов, характерными для ступенчатой
стружки скалывания.
Вид стружки зависит ие только от обрабатываемого металла, но и от
других условий процесса резания. Так, например, при точении стали сред-
ней твердости резцом с большим углом резания может образоваться не слив-
ная, а элементная стружка. При повышении скорости резания элементы
стружки не успевают настолько деформироваться, чтобы отделиться один
от другого, вследствие чего вместо элементной может получиться сливная
стружка.
Стружка надлома (фиг. 7, г) образуется иначе. Вследствие хрупкости
металла (чугун, бронза), разрушение его в процессе отделения стружки
происходит без заметной пластической деформации. Элементы стружки,
в этом случае отделяющиеся от основной массы металла по произвольной
поверхности, имеют различную величину и форму.
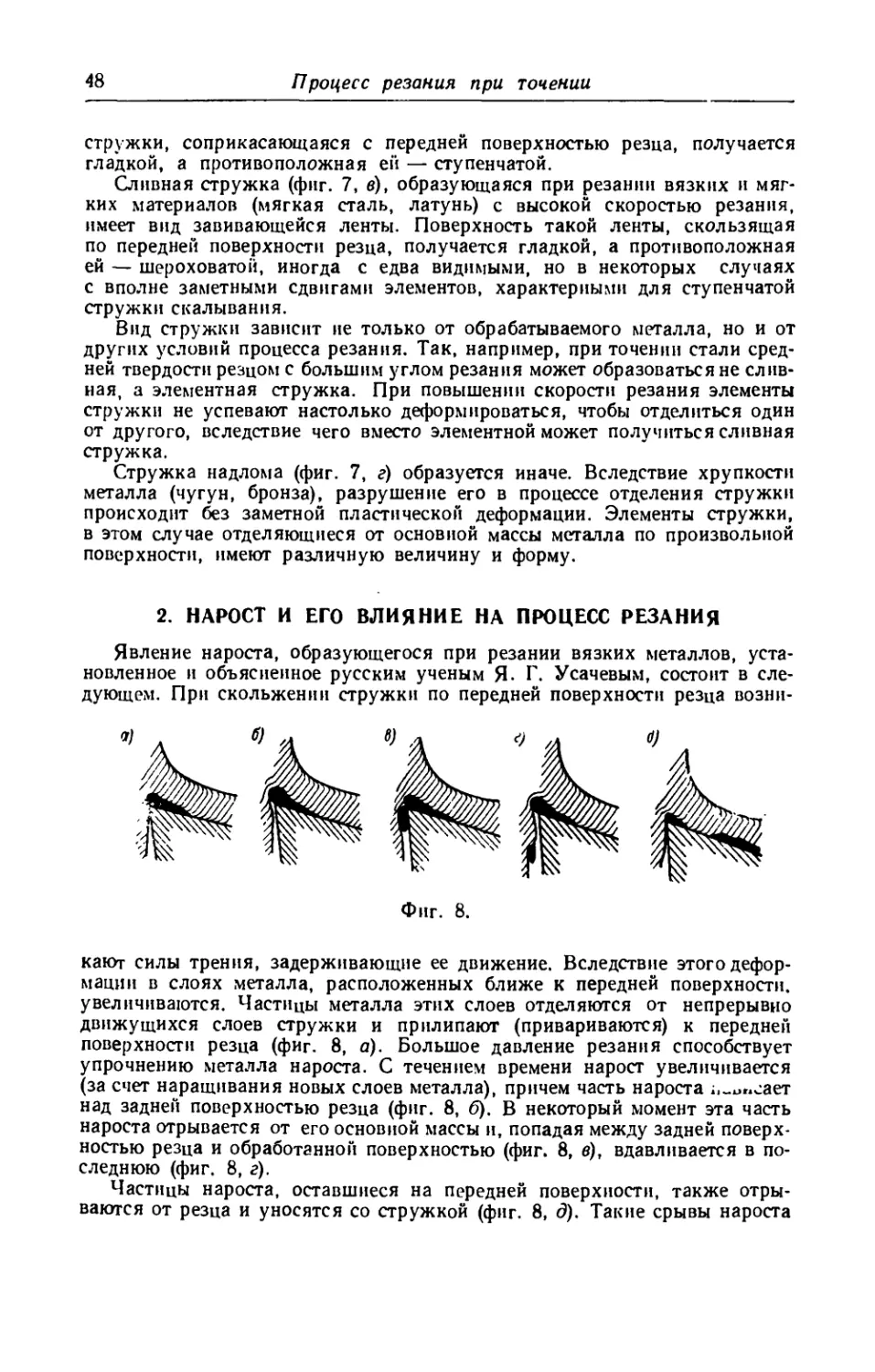
2. НАРОСТ И ЕГО ВЛИЯНИЕ НА ПРОЦЕСС РЕЗАНИЯ
Явление нароста, образующегося при резании вязких металлов, уста-
новленное и объясненное русским ученым Я- Г. Усачевым, состоит в сле-
дующем. При скольжении стружки по передней поверхности резца возни-
Фиг. 8.
кают силы трения, задерживающие ее движение. Вследствие этого дефор-
мации в слоях металла, расположенных ближе к передней поверхности,
увеличиваются. Частицы металла этих слоев отделяются от непрерывно
движущихся слоев стружки и прилипают (привариваются) к передней
поверхности резца (фиг. 8, а). Большое давление резания способствует
упрочнению металла нароста. С течением времени нарост увеличивается
(за счет наращивания новых слоев металла), причем часть нароста .^ог.сает
над задней поверхностью резца (фиг. 8, б). В некоторый момент эта часть
нароста отрывается от его основной массы и, попадая между задней поверх-
ностью резца и обработанной поверхностью (фиг. 8, в), вдавливается в по-
следнюю (фиг. 8, г).
Частицы нароста, оставшиеся на передней поверхности, также отры-
ваются от резца и уносятся со стружкой (фиг. 8, д). Такие срывы нароста
Образование стружки и явления его сопровождающие
49
происходят быстро один за другим (70-Т-80 срывов в секунду), что объяс-
няется, по-видимому, вибрациями, возникающими в процессе резания.
При малых скоростях резания (до 5 м!мин) нарост не образуется. Это
объясняется тем, что при таких скоростях температура резания получается
низкой и недостаточной для приваривания частиц стружки к передней
поверхности резца.
При увеличении скорости резания до 10-J-20 м!мин температура резания
получается достаточной для образования нароста, и именно при таких
температурах имеет место наибольшая высота нароста. При более высоких
скоростях резания (до 60ч-80 м/мин) стали средней твердости происходит
более или менее заметное образование нароста. При скорости свыше
60-7-80 м/мин нарост наблюдается реже, а при еще более высоких
скоростях он совсем не заметен.
Нарост обладает повышенной твердостью и поэтому может резать
обрабатываемый материал, защищая режущую кромку от непосредствен-
ного воздействия стружки. В этом случае соприкосновение стружки с рез-
цом происходит на площадке передней поверхности его, удаленной от режу-
щей кромки, что улучшает поглощение резцом теплоты резания. С обра-
зованием нароста увеличивается передний угол резца, что способствует
уменьшению сопротивления металла резанию. Все это создает более благо-
приятные условия резания при черновых работах.
При чистовых работах нарост вреден: сорвавшиеся и вдавленные в обра-
ботанную поверхность частицы нароста (фиг. 8, г) образуют неровности,
недопустимые при чистовой обработке деталей. Полезное в данном случае
уменьшение образования нароста достигается повышением скорости реза-
ния, применением смазочно-охлаждающей жидкости и улучшением путем
доводки чистоты передней поверхности резца.
3. УСАДКА СТРУЖКИ
В результате пластической деформации срезаемой стружки длина ее
получается меньше длины пути, пройденного резцом по поверхности
резания. Это уменьшение длины стружки называется усадкой. Одновре-
менно с усадкой происходит изменение формы, а также увеличение разме-
ров поперечного сечения срезанного слоя, называемое разбуханием стру-
жки. Ширина стружки получается почти равной ширине среза (немного
больше), а толщина значительно превышает толщину среза.
В зависимости от условий обработки величина усадки получается раз-
личной.
При обработке хрупких материалов (чугуна, твердой бронзы и т. д.),
при резании которых получается стружка надлома, усадка ее весьма
мала, что объясняется слабым сопротивлением металла резанию в сравне-
нии с сопротивлением его сжатию.
Значительно больше усадка стружки при обработке стали. Здесь в от-
дельных случаях стружка получается в 4ч-5 и более раз короче пути, прой-
денного резцом.
Чем больше передний угол резца, тем меньше усадка стружки, так как
с увеличением переднего угла резца уменьшается его угол заострения.
Внедрение более «острого» резца в металл происходит при меньшем сопро-
тивлении последнего, что и обусловливает меньшую деформацию стружки.
С увеличением радиуса закругления вершины резца усадка стружки
возрастает. Причина возрастания в том, что деформация стружки в зоне
4 Оглоблин
50
Процесс резания при точении
криволинейного участка режущей кромки резца сложнее, чем при прямо-
линейной кромке.
Чем больше скорость резания, тем меньше усадка стружки, так как
при более высокой скорости резания элементы стружки «не успевают»
деформироваться в такой степени, в какой это происходит при сравни-
тельно низкой скорости.
Нарост, образующийся на передней поверхности резца во время его
работы, существенно влияет на усадку стружки. При малых скоростях
резания, когда нароста не бывает, усадка стружки получается наибольшей.
При повышении скорости резания начинается образование нароста, перед-
ний угол резца увеличивается, усадка стружки уменьшается. При дальней-
шем повышении скорости резания нарост убывает, действительный перед-
ний угол резца уменьшается, усадка стружки увеличивается до тех пор
пока нарост не исчезнет полностью. С последующим увеличением скорости
резания усадка стружки снова уменьшается. В этом случае, при отсутствии
нароста, на процесс усадки стружки основное влияние оказывает скорость
резания.
4. НАКЛЕП ПРИ РЕЗАНИИ МЕТАЛЛА
В процессе резания пластическая деформация происходит не только
в срезаемом слое, но и в поверхностном слое основной массы металла.
Глубина распространения деформации от поверхности резания и от обра-
ботанной поверхности зависит от ряда факторов и'может достигать сотых
долей миллиметра, а в отдельных случаях даже целых миллиметров.
Пластическое деформирование вызывает упрочнение металла, его
наклеп. Твердость наклепанного слоя в ряде случаев может значительно
превышать твердость недеформированного металла.
Чем мягче обрабатываемый металл, тем большему наклепу он подвер-
гается. При резании стали наклепанный слой может быть в З-т-4 раза
тверже основного металла. Чугун упрочняется значительно меньше стали,
как по величине твердости, так и по глубине распространения. Чем
больше угол резания, радиус закругления вершины резца и подача, тем
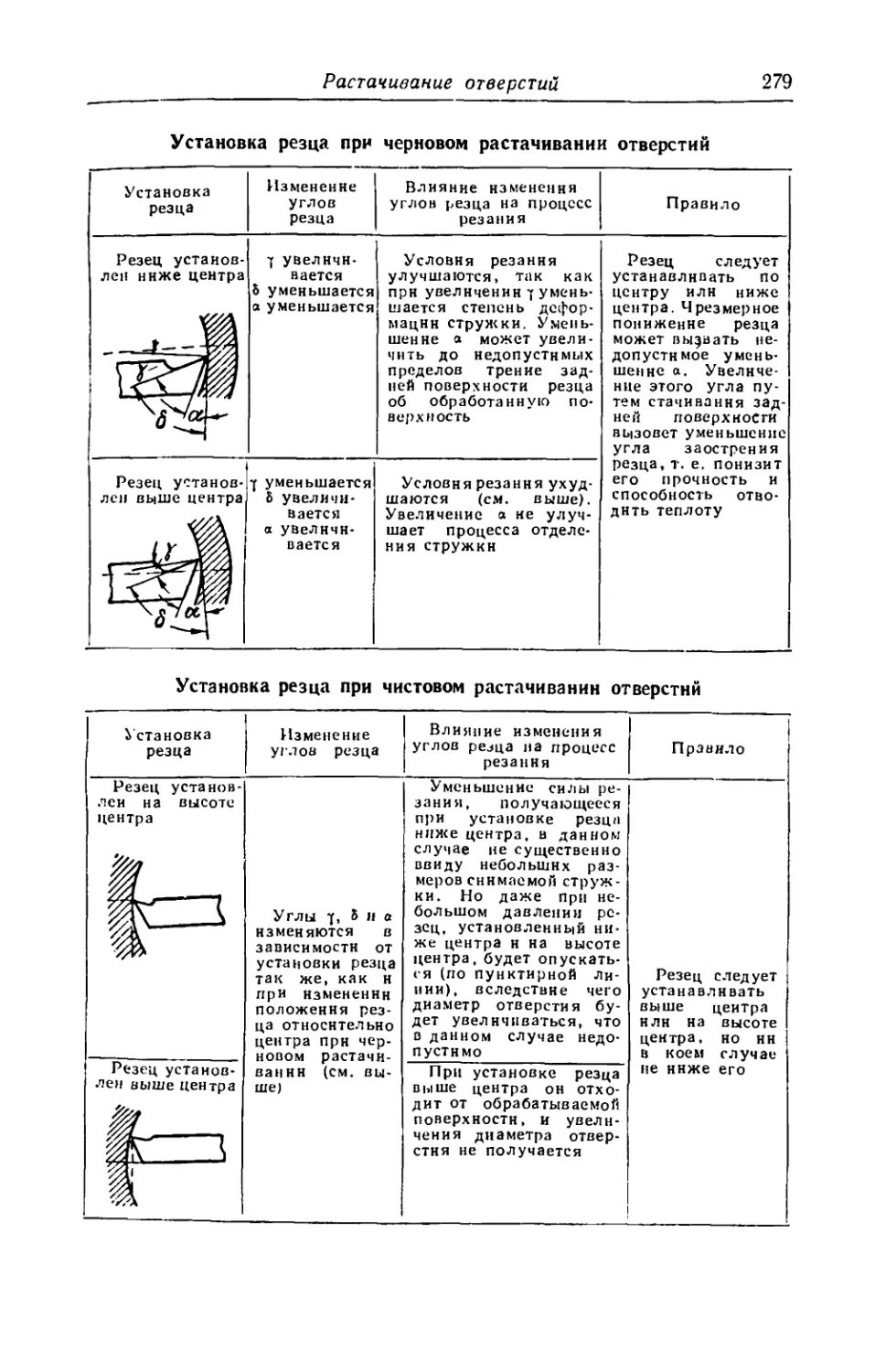
больше наклеп. При увеличении скорости резания с некоторого ее значе-
ния наклеп уменьшается.
Наклеп обработанной поверхности детали повышает ее износостой-
кость. Но с другой стороны, значительное увеличение твердости поверх-
ности может иногда вызвать затруднения при дальнейшей ее обработке.
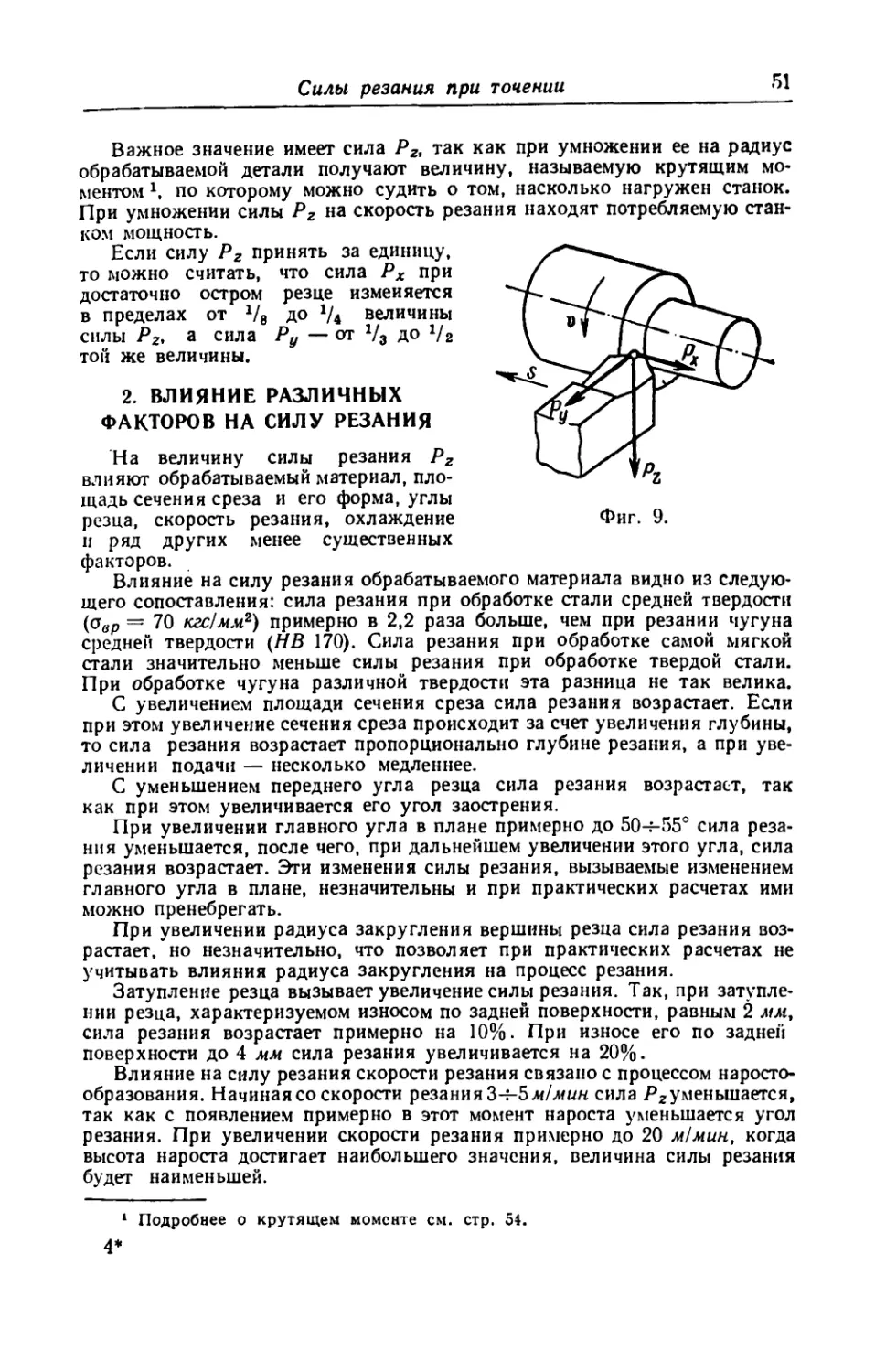
III. СИЛЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ
1. СИЛЫ, ДЕЙСТВУЮЩИЕ НА РЕЗЕЦ
В результате сопротивления срезаемого слоя металла деформации сжа-
тия, трения стружки о переднюю поверхность резца и некоторых других
причин возникает сила резания.
При работе токарного резца (фиг. 9) эта сила разлагается на три соста-
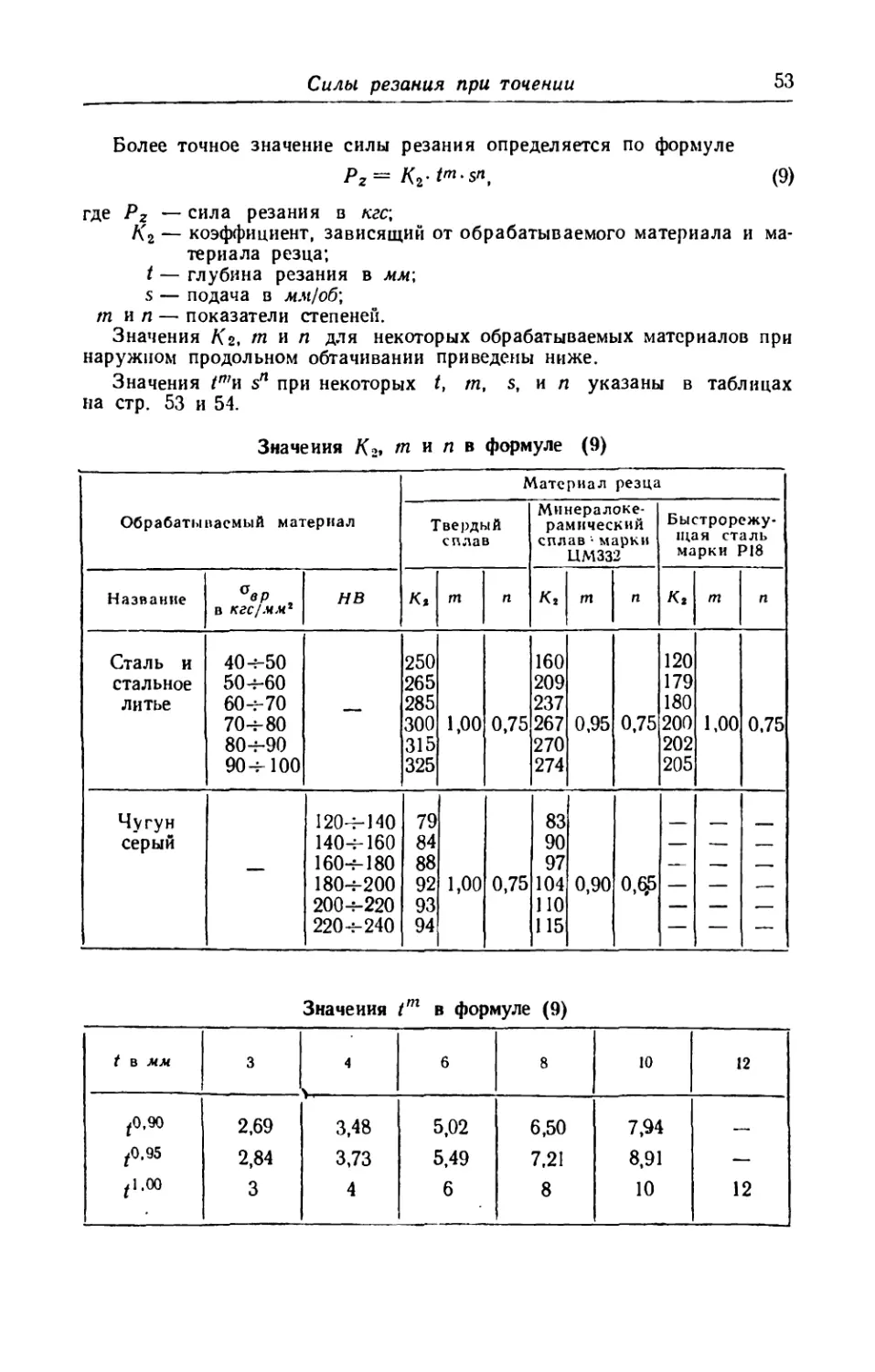
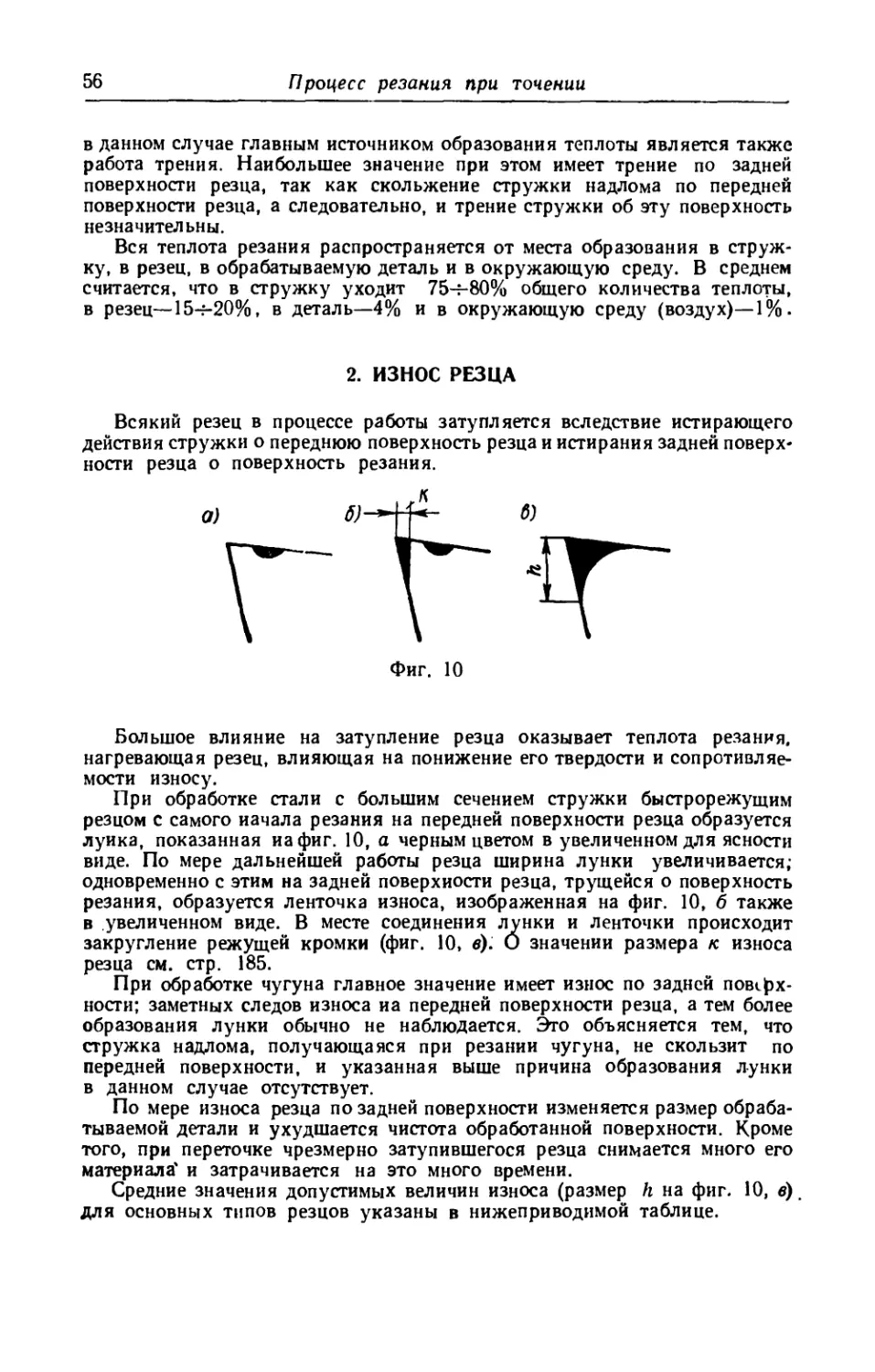
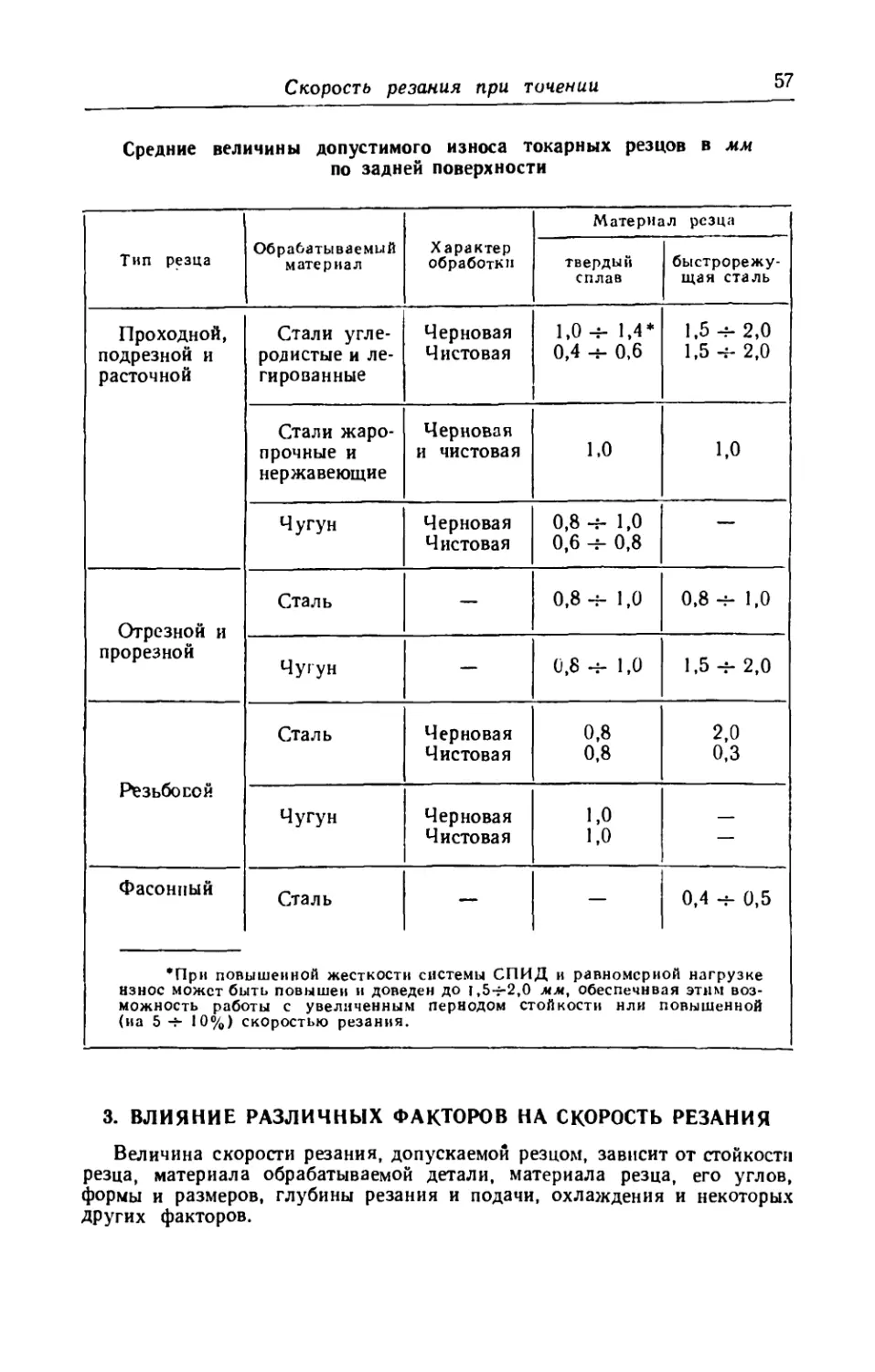
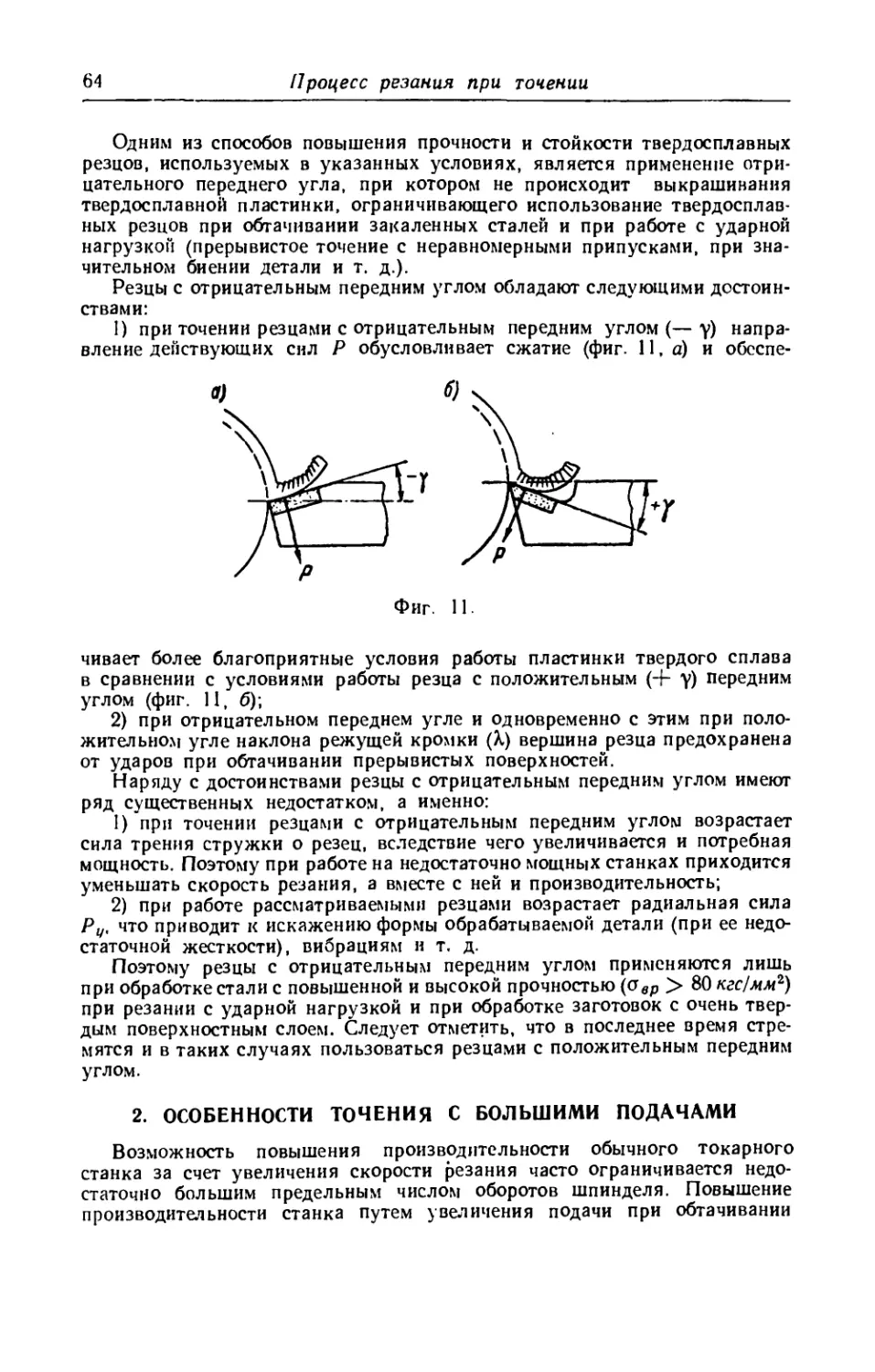
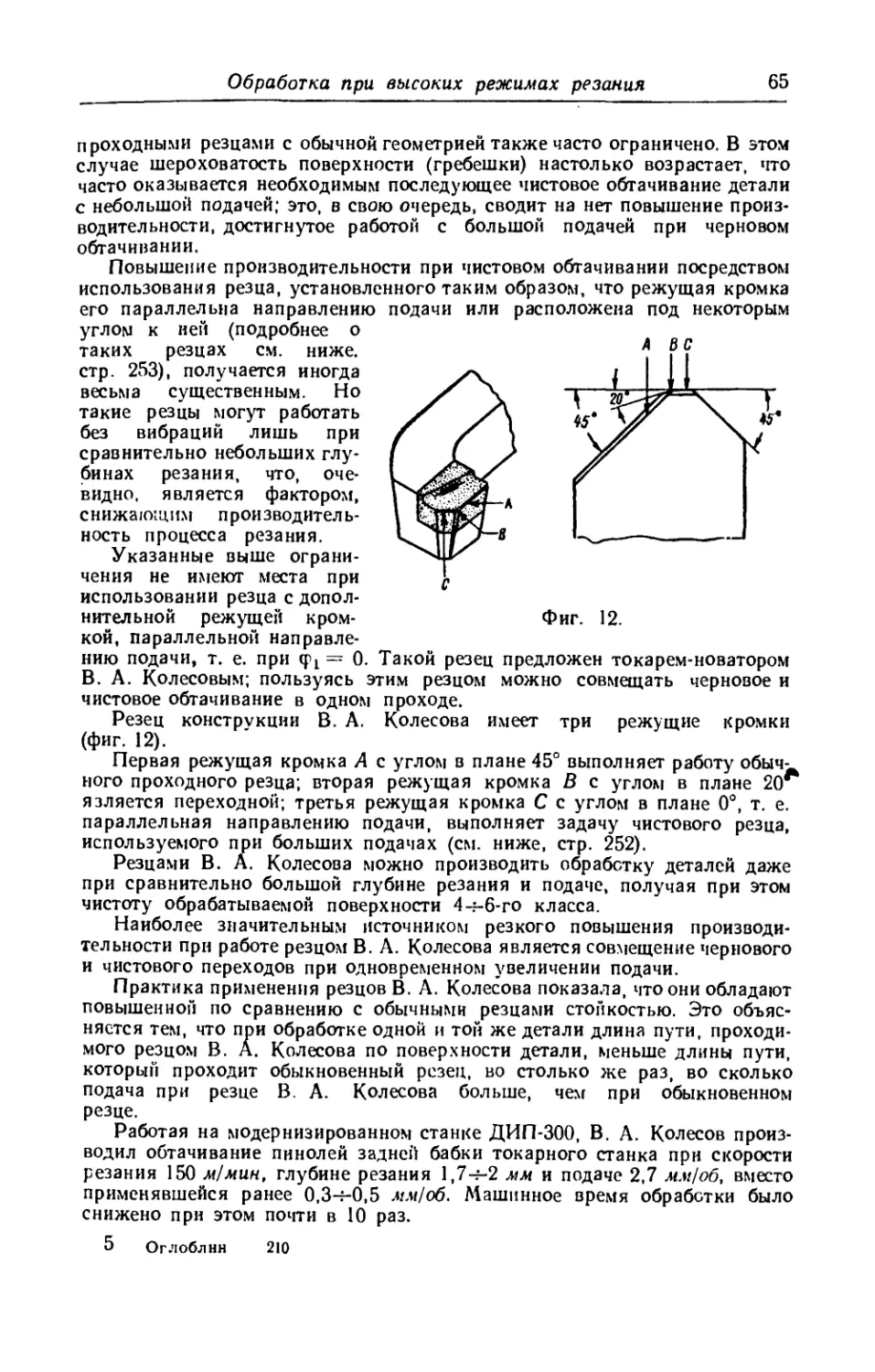
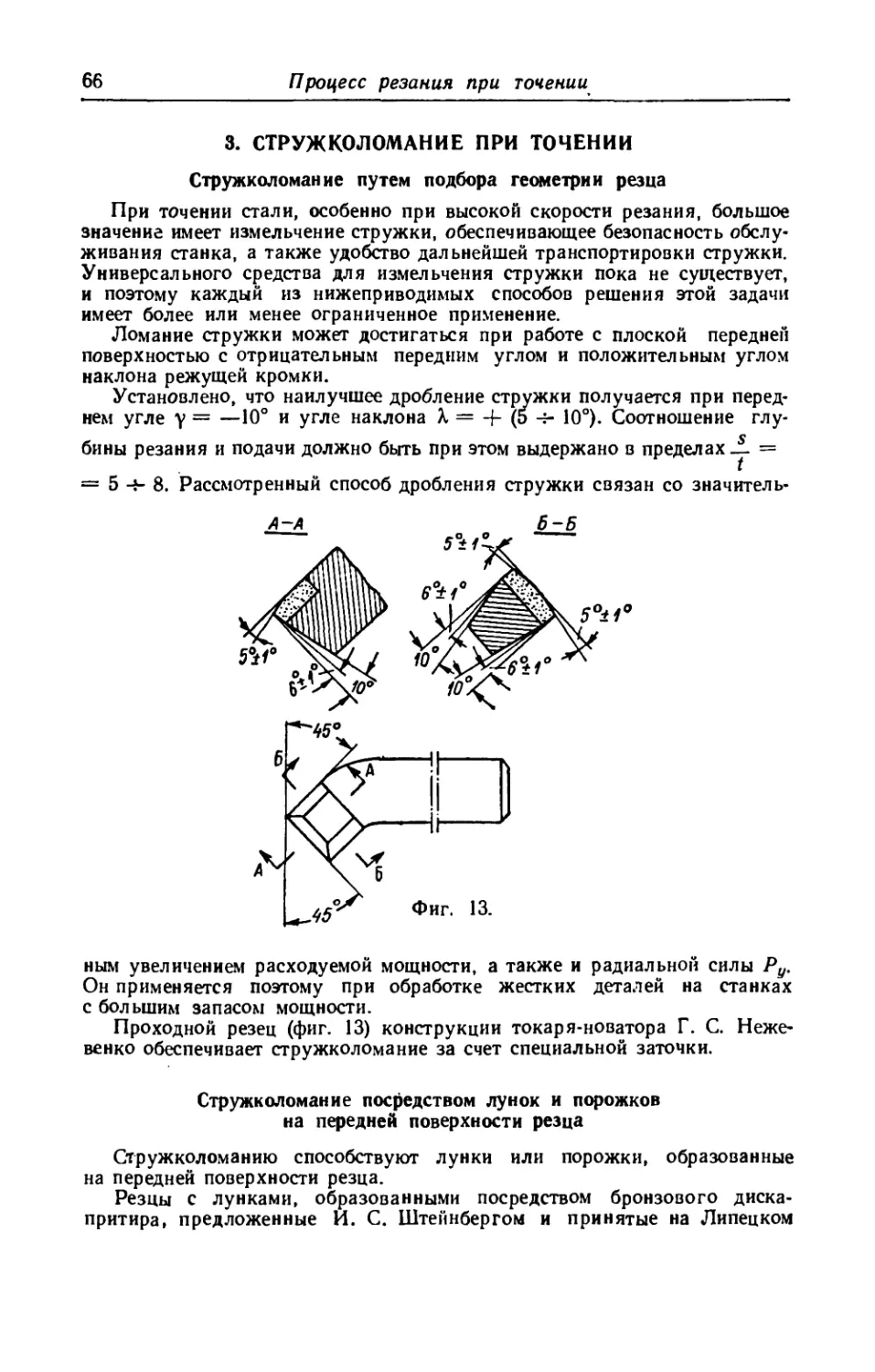
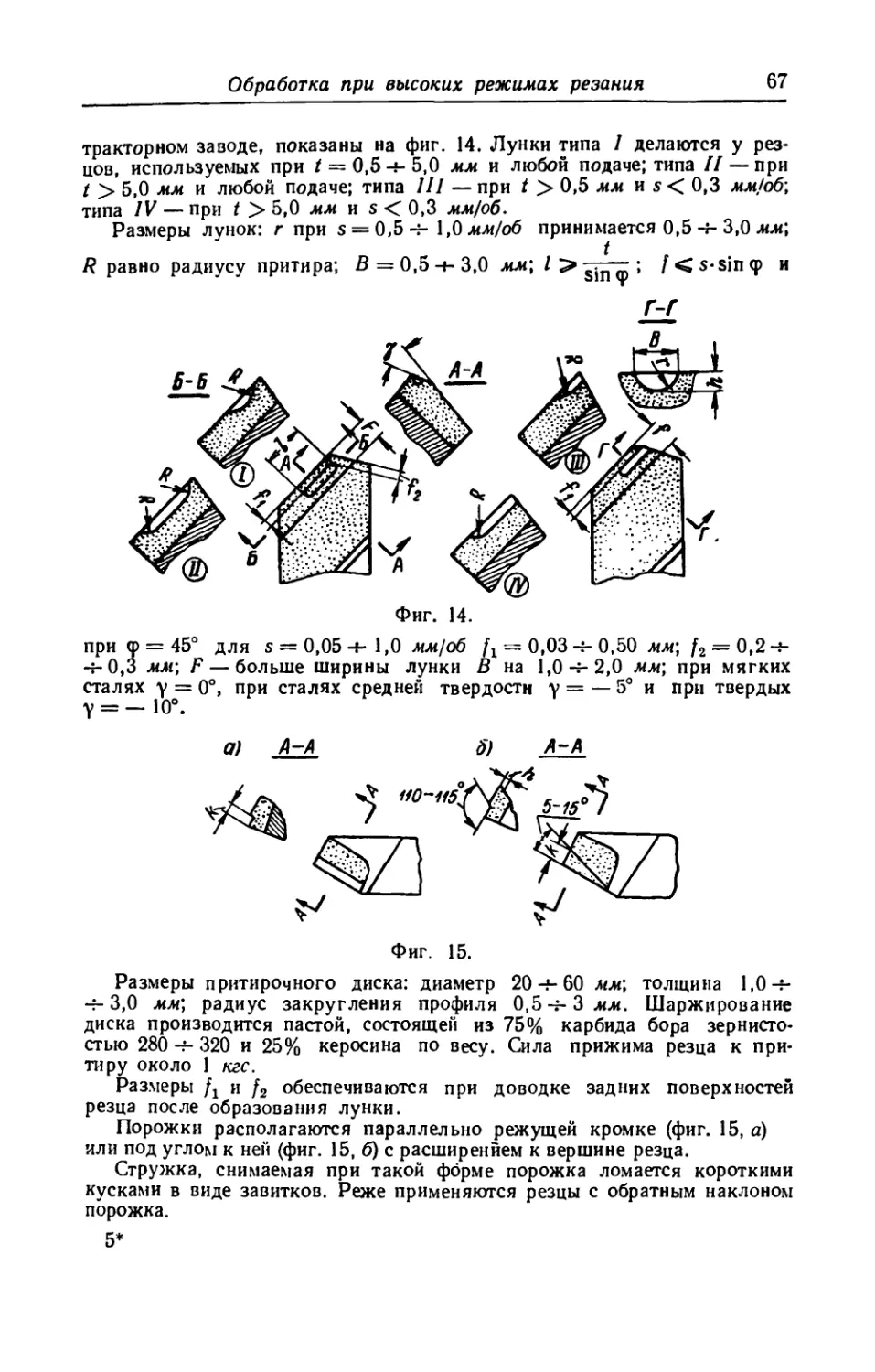
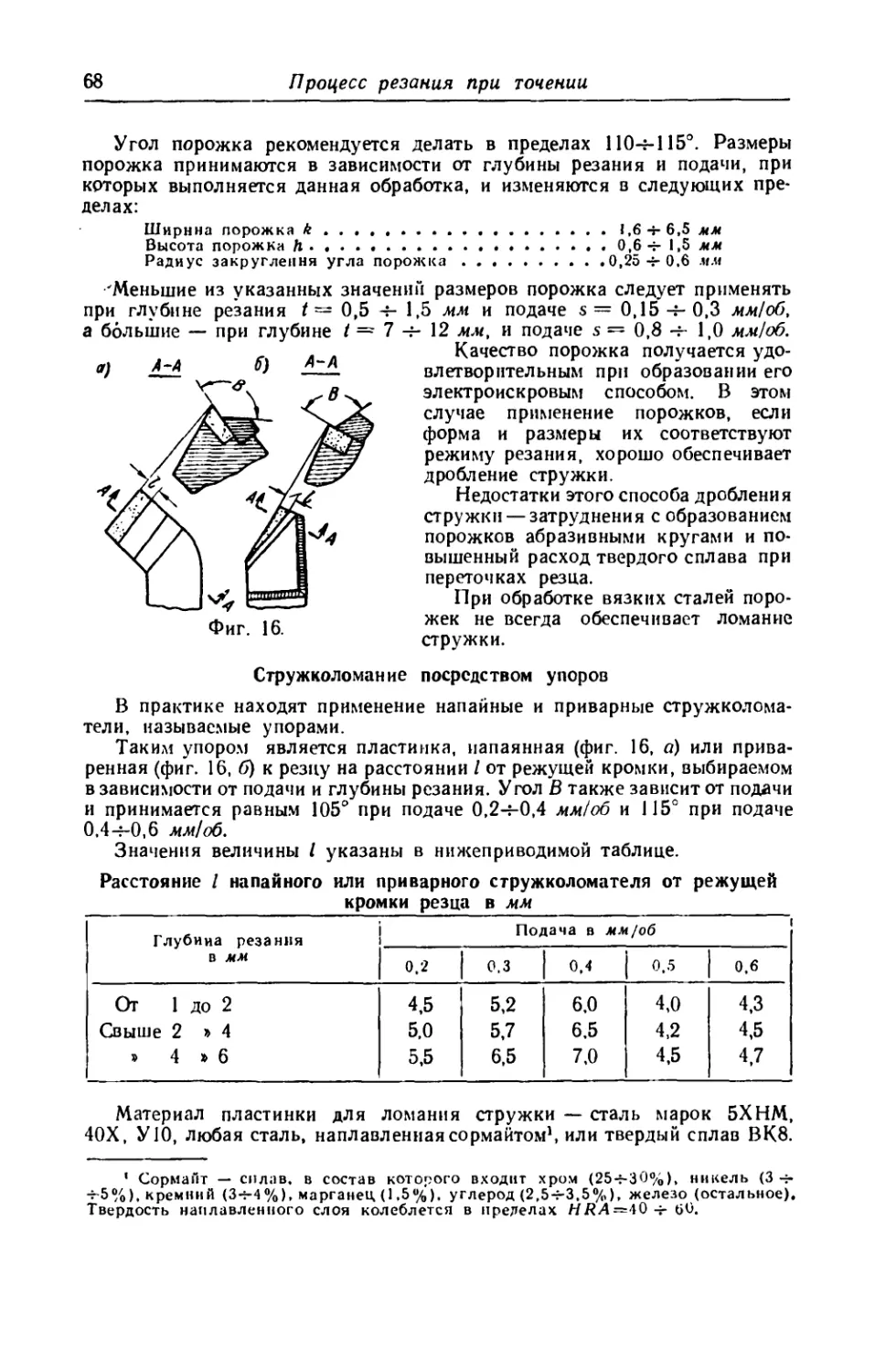
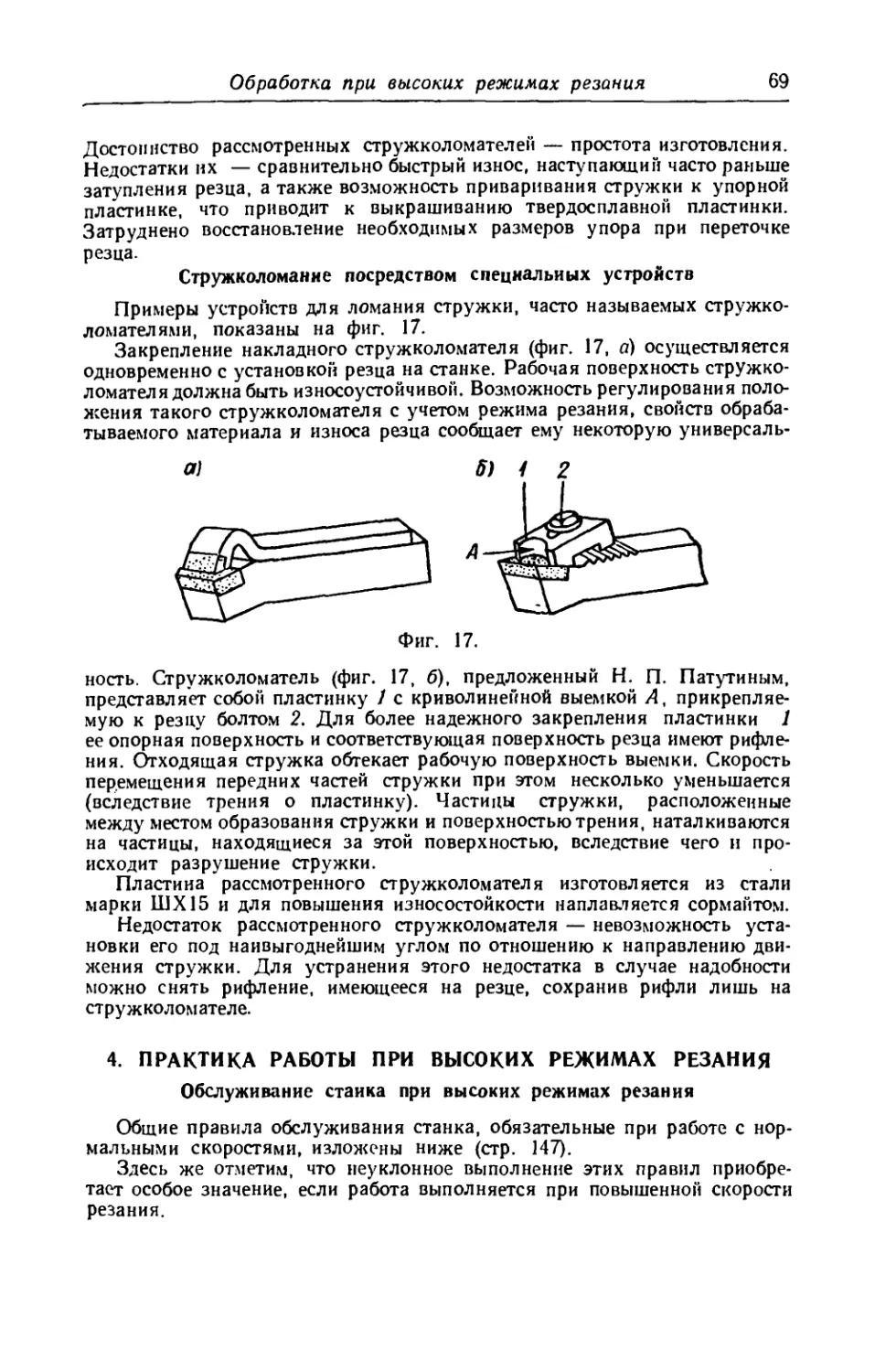
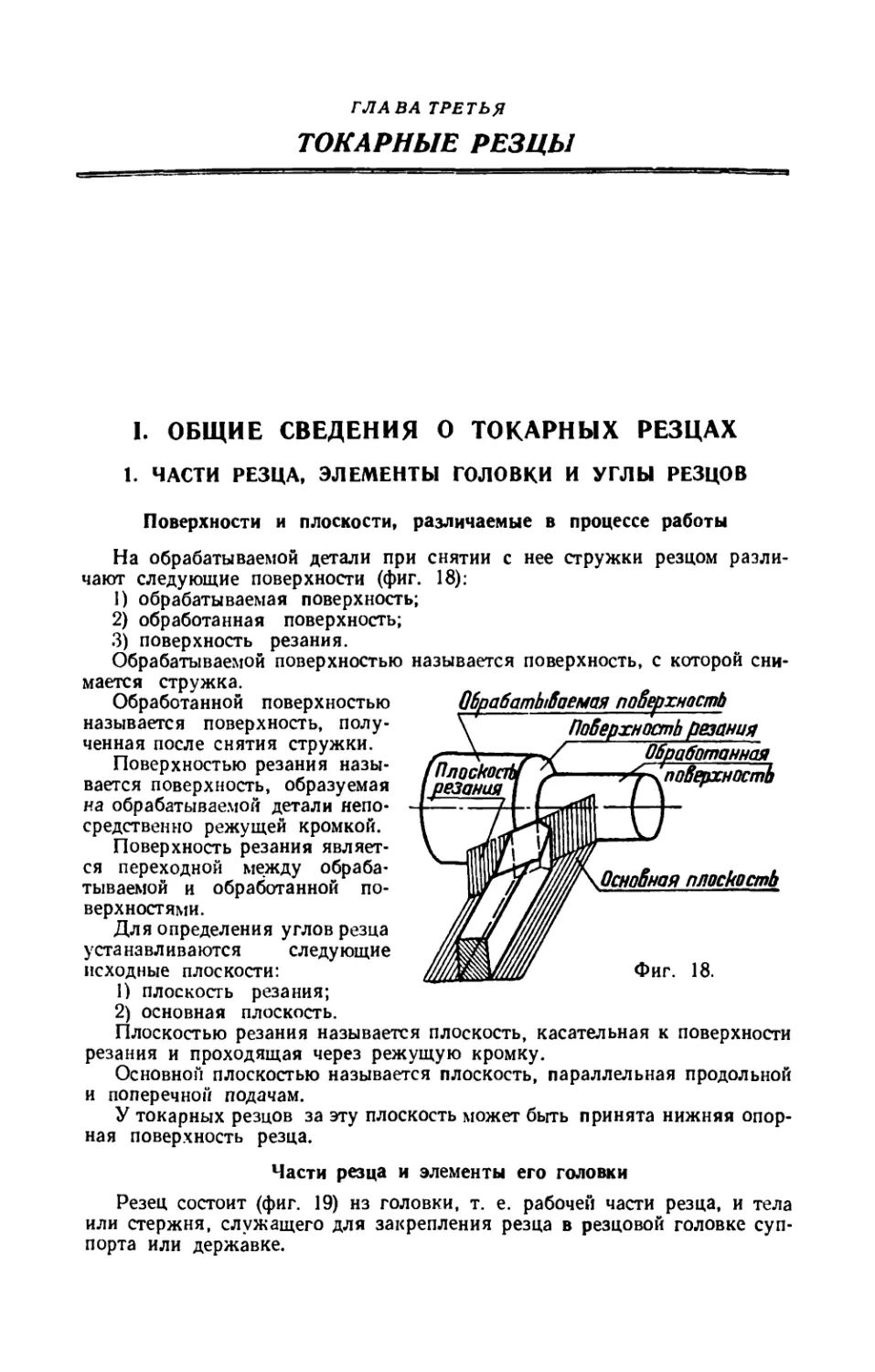
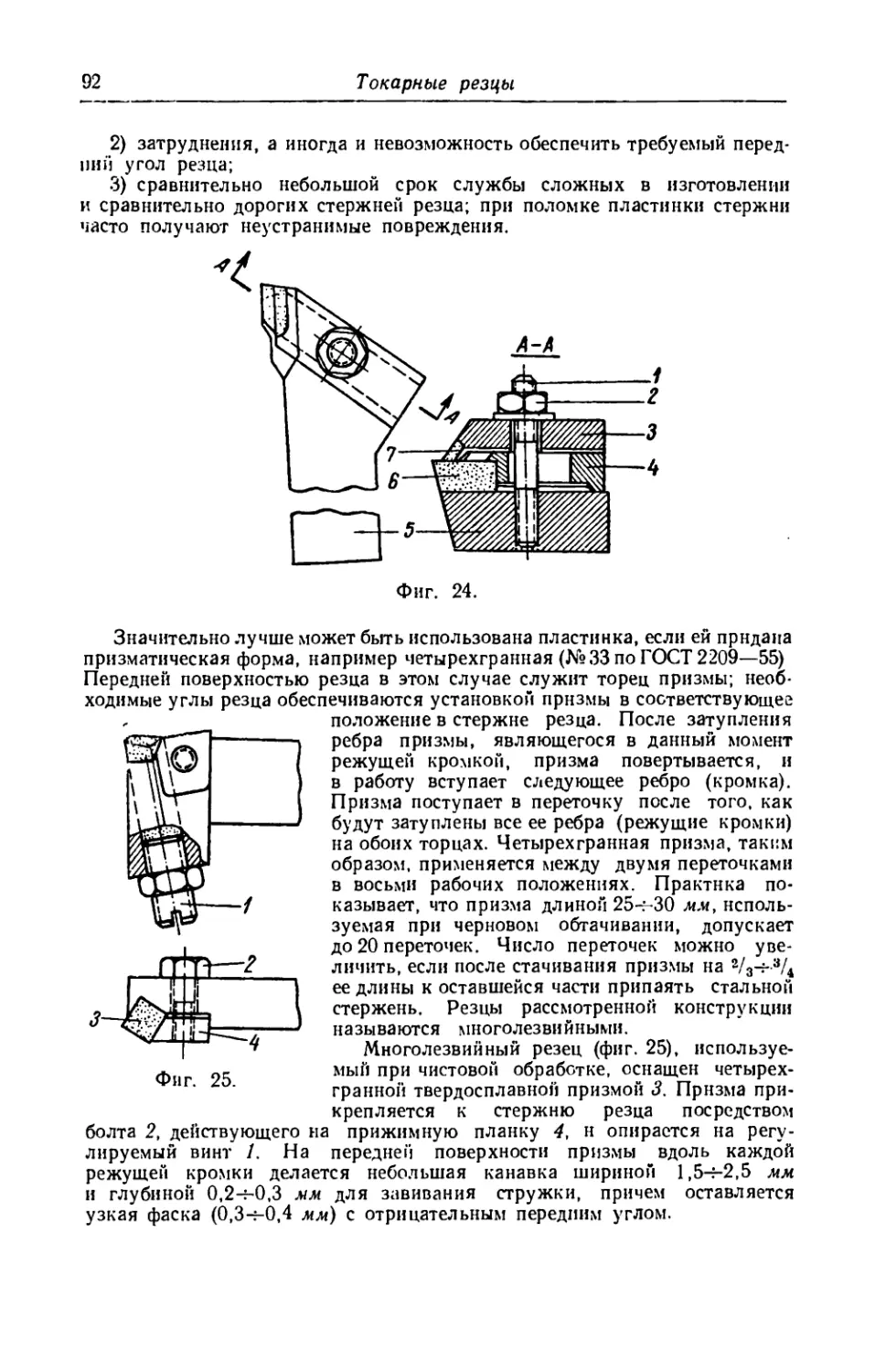
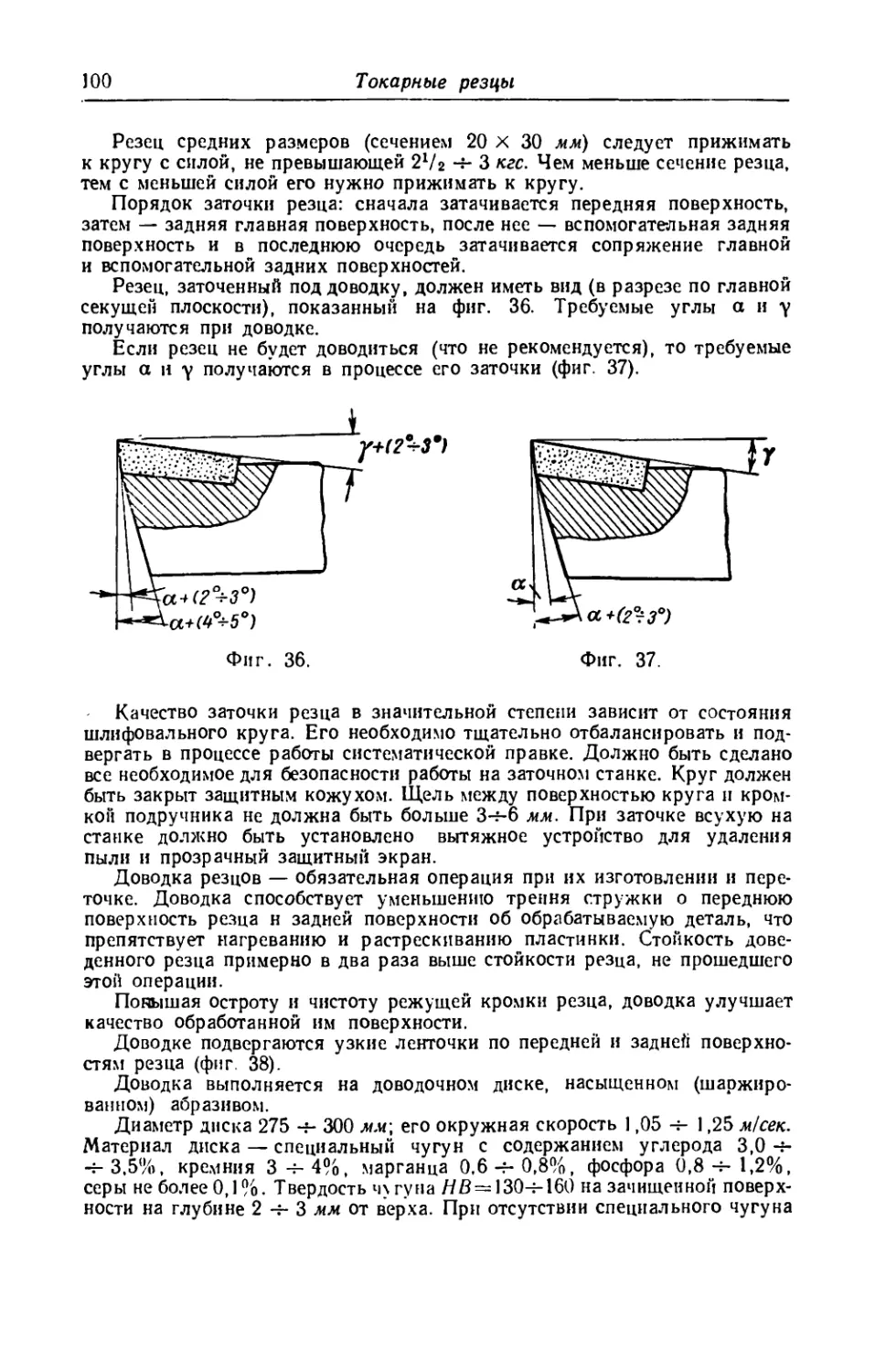
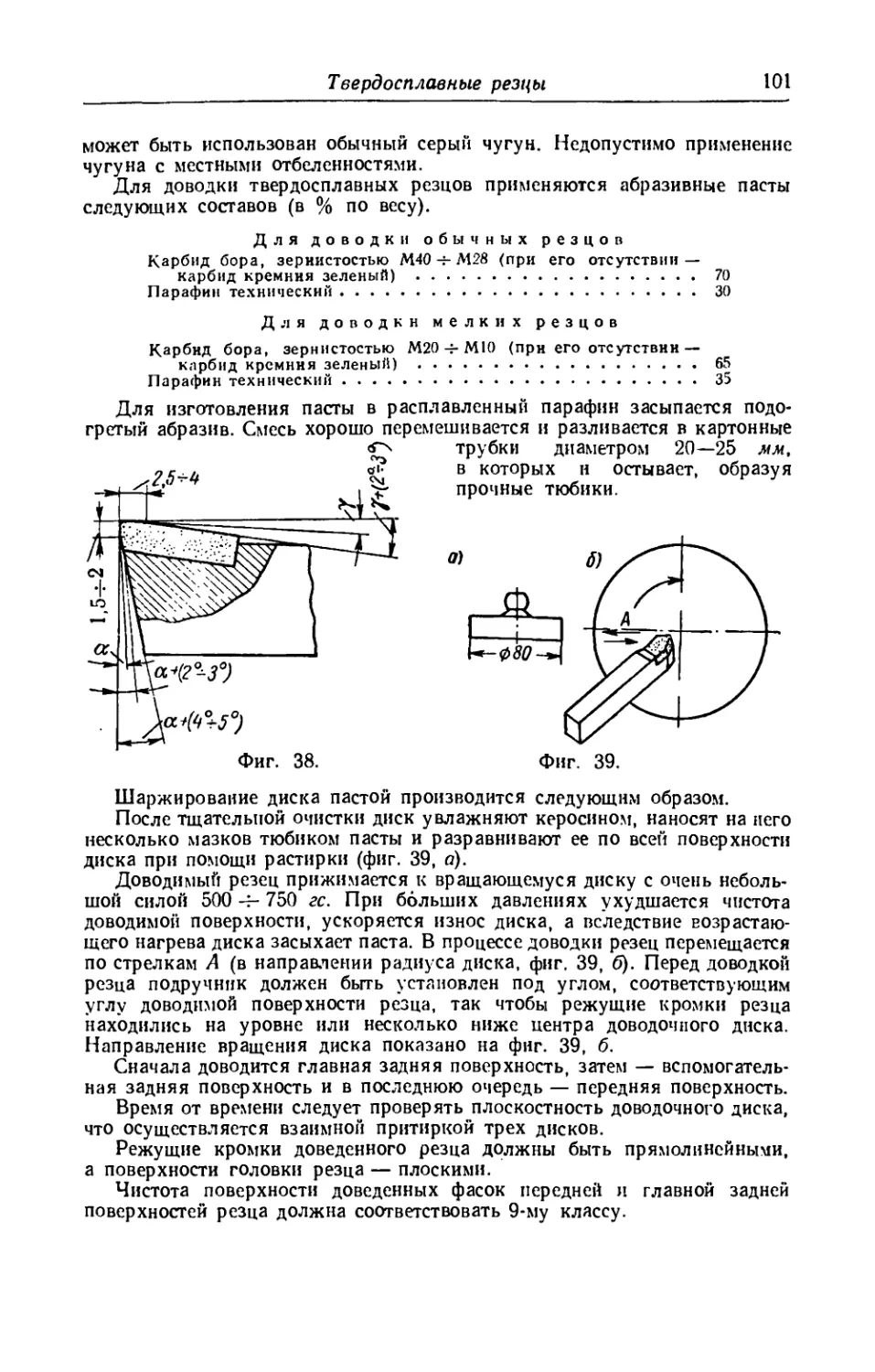
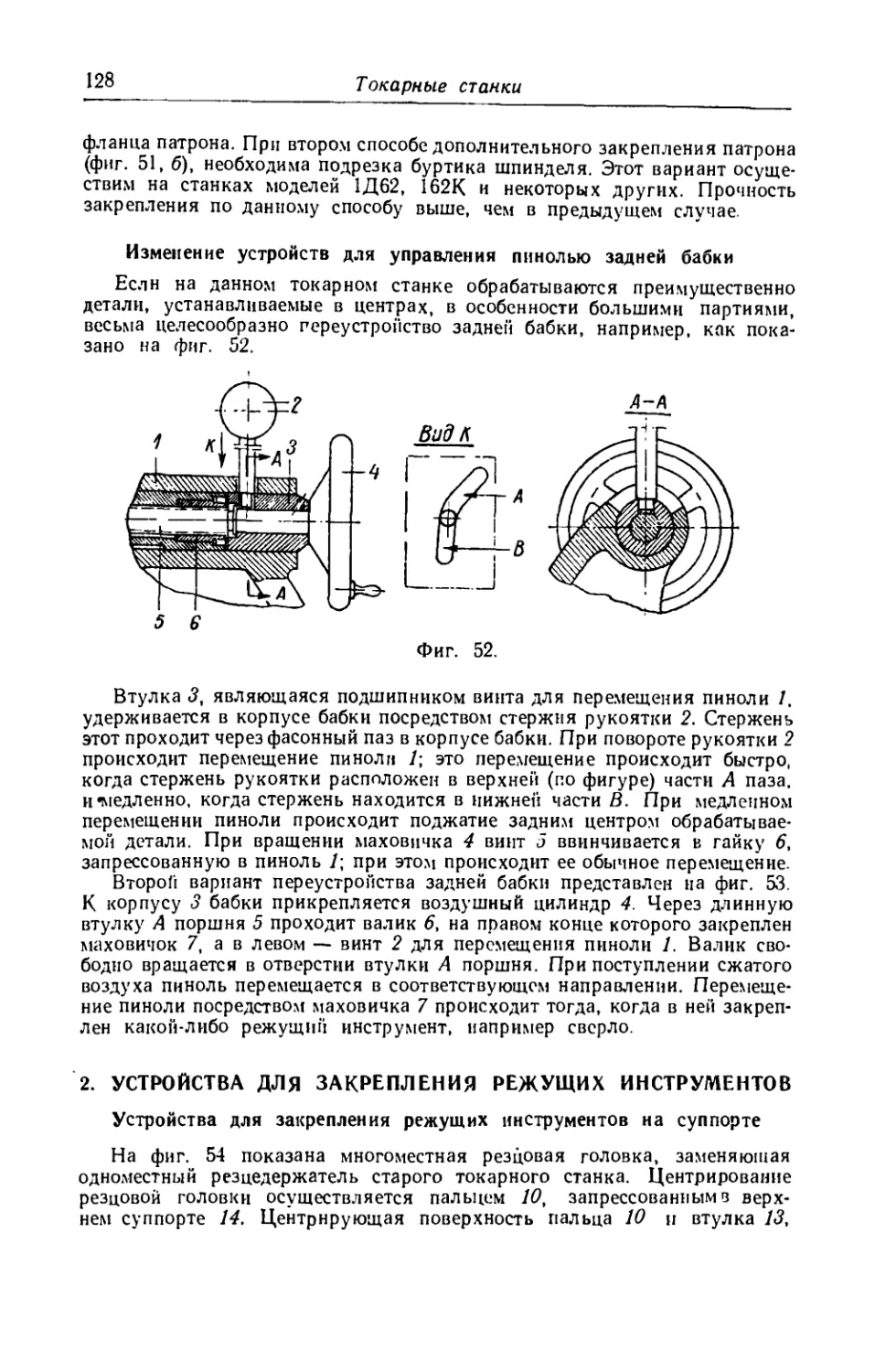
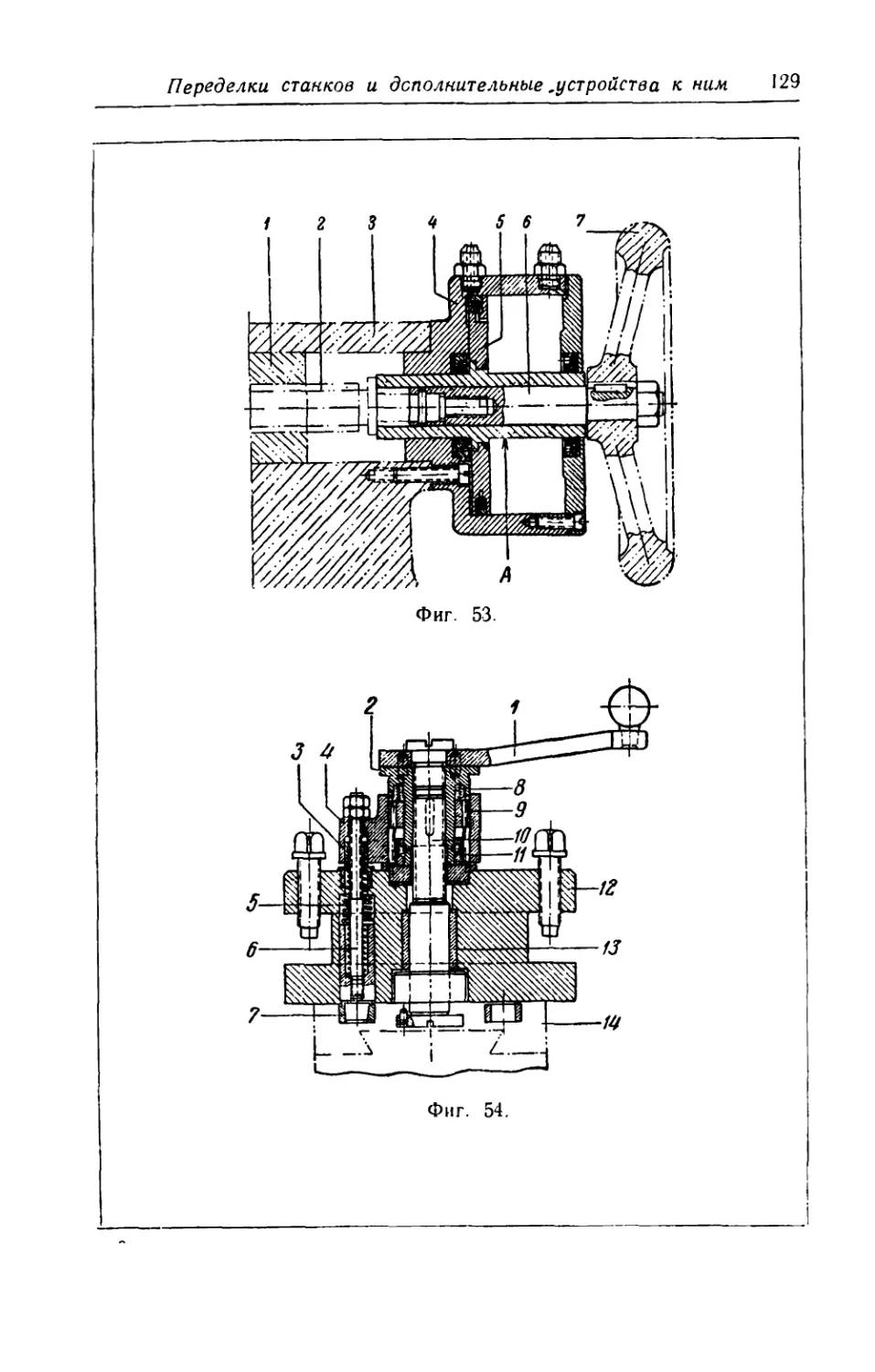
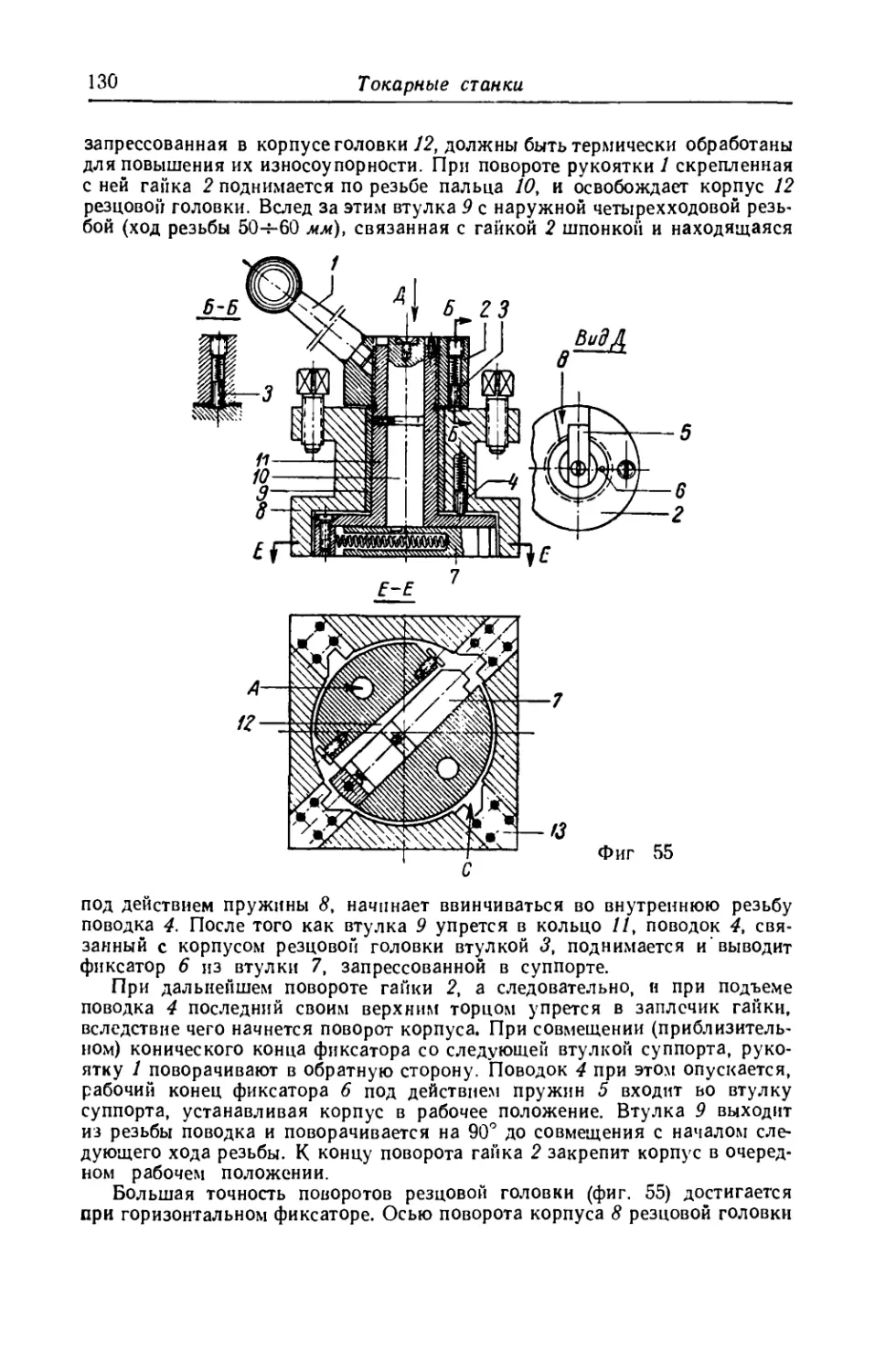
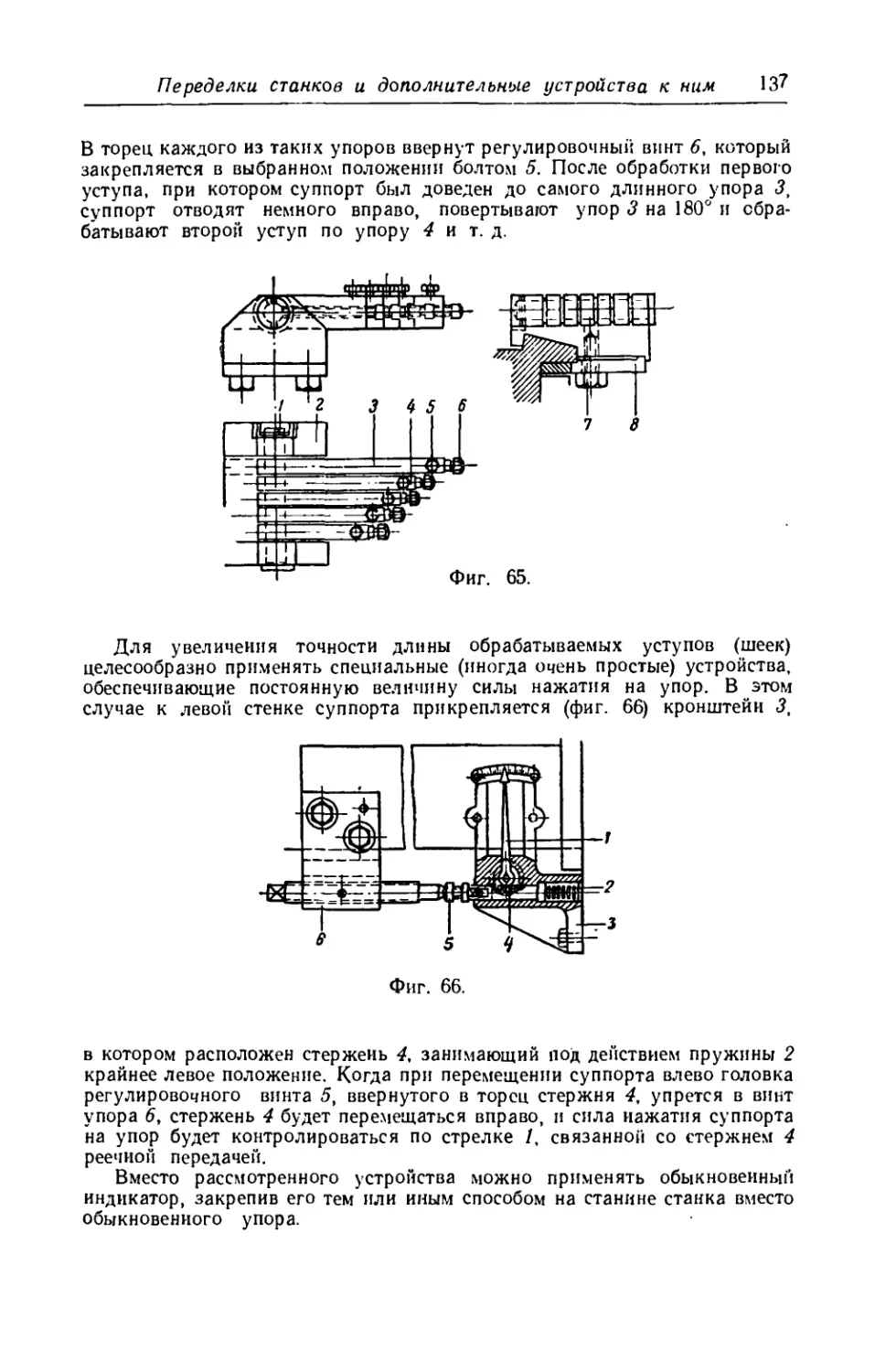
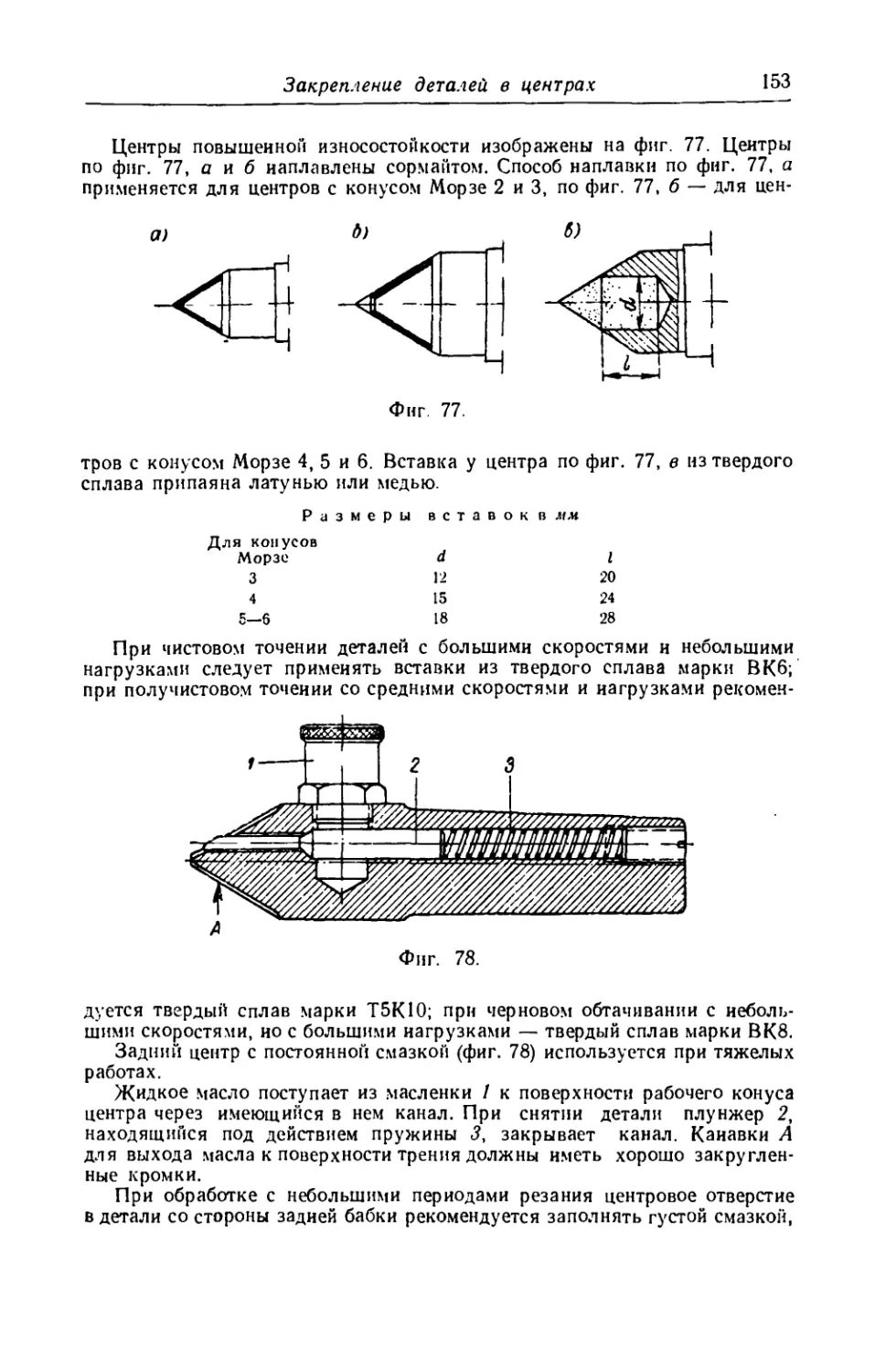
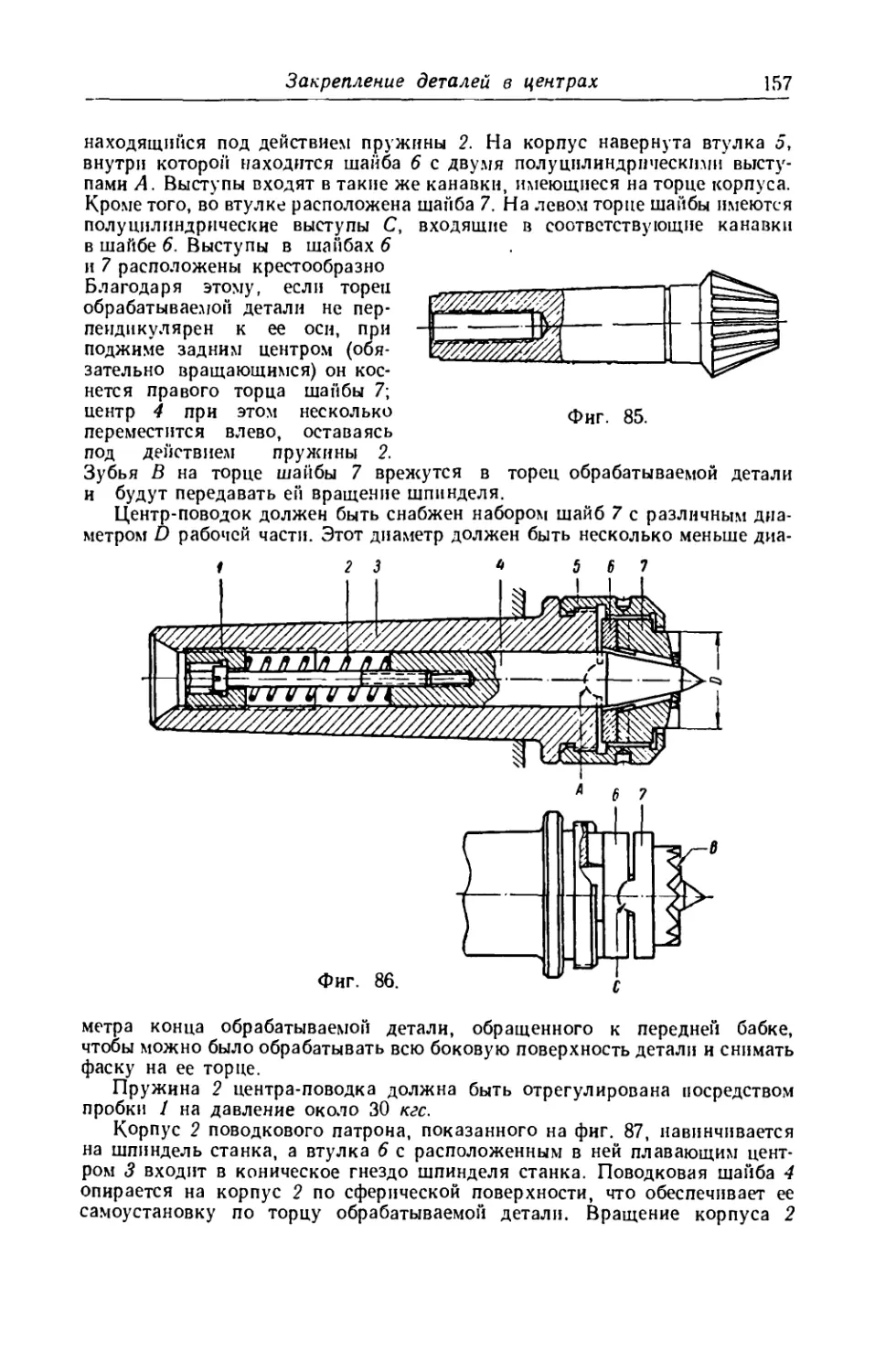
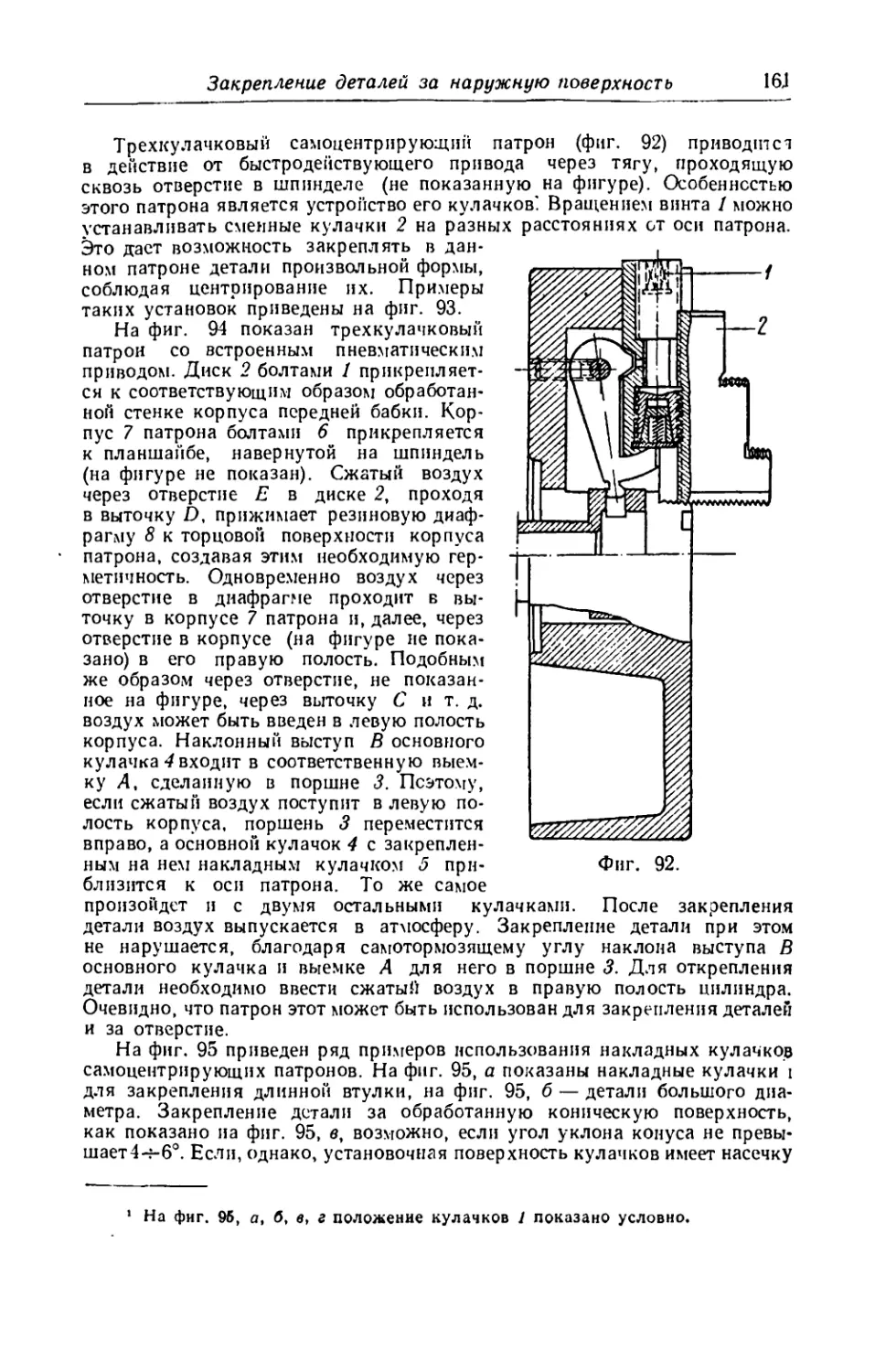
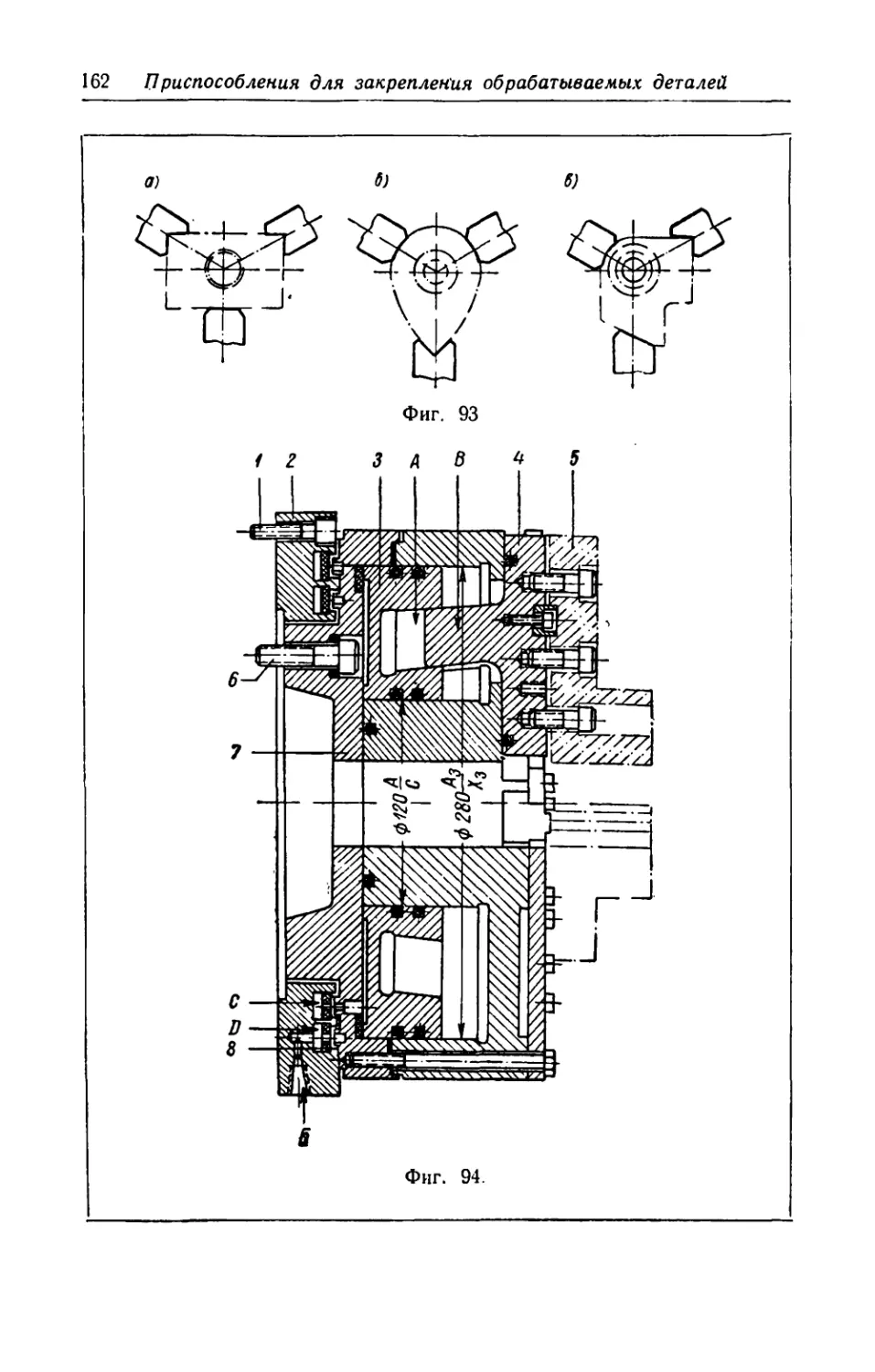
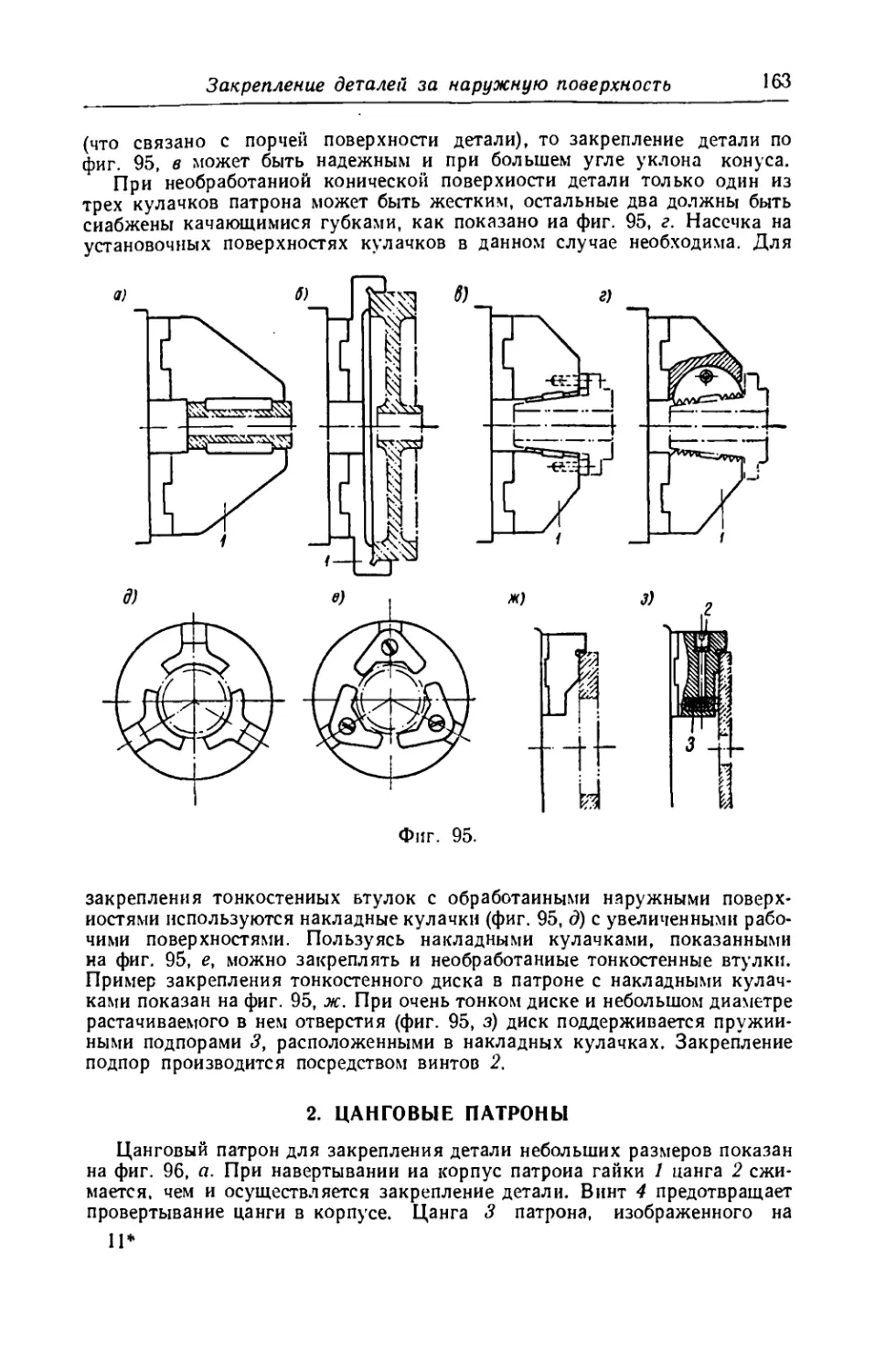
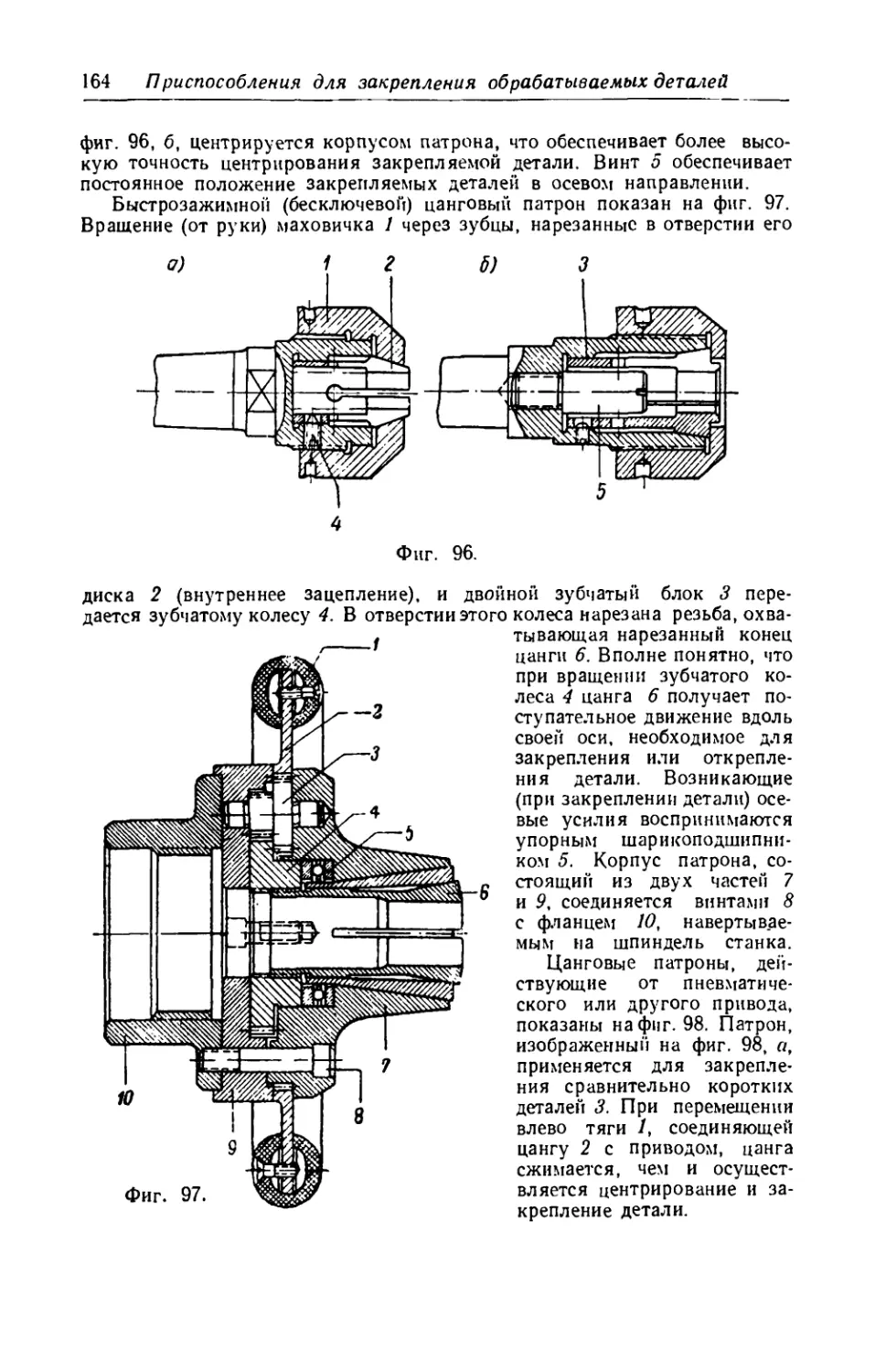
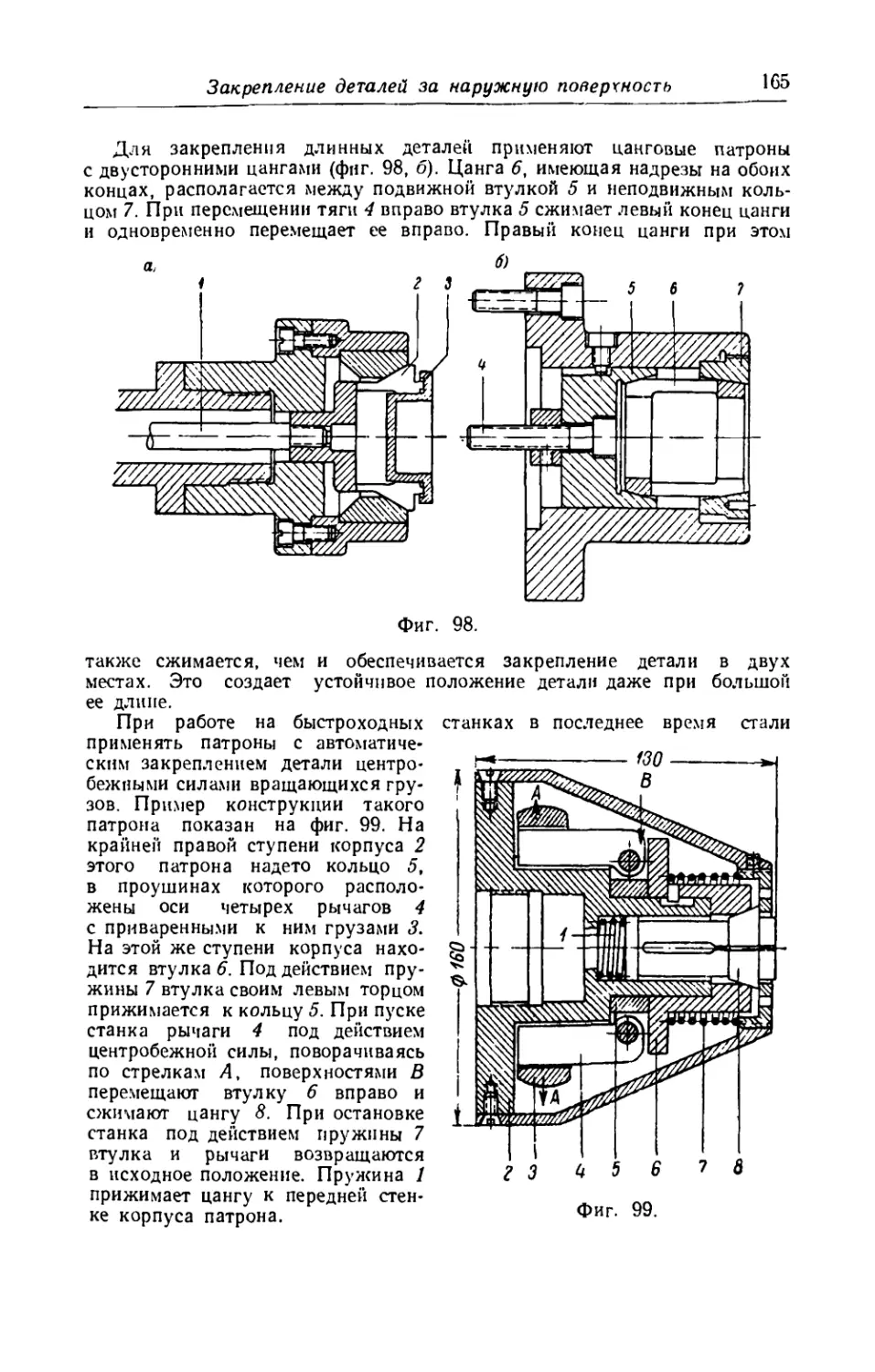
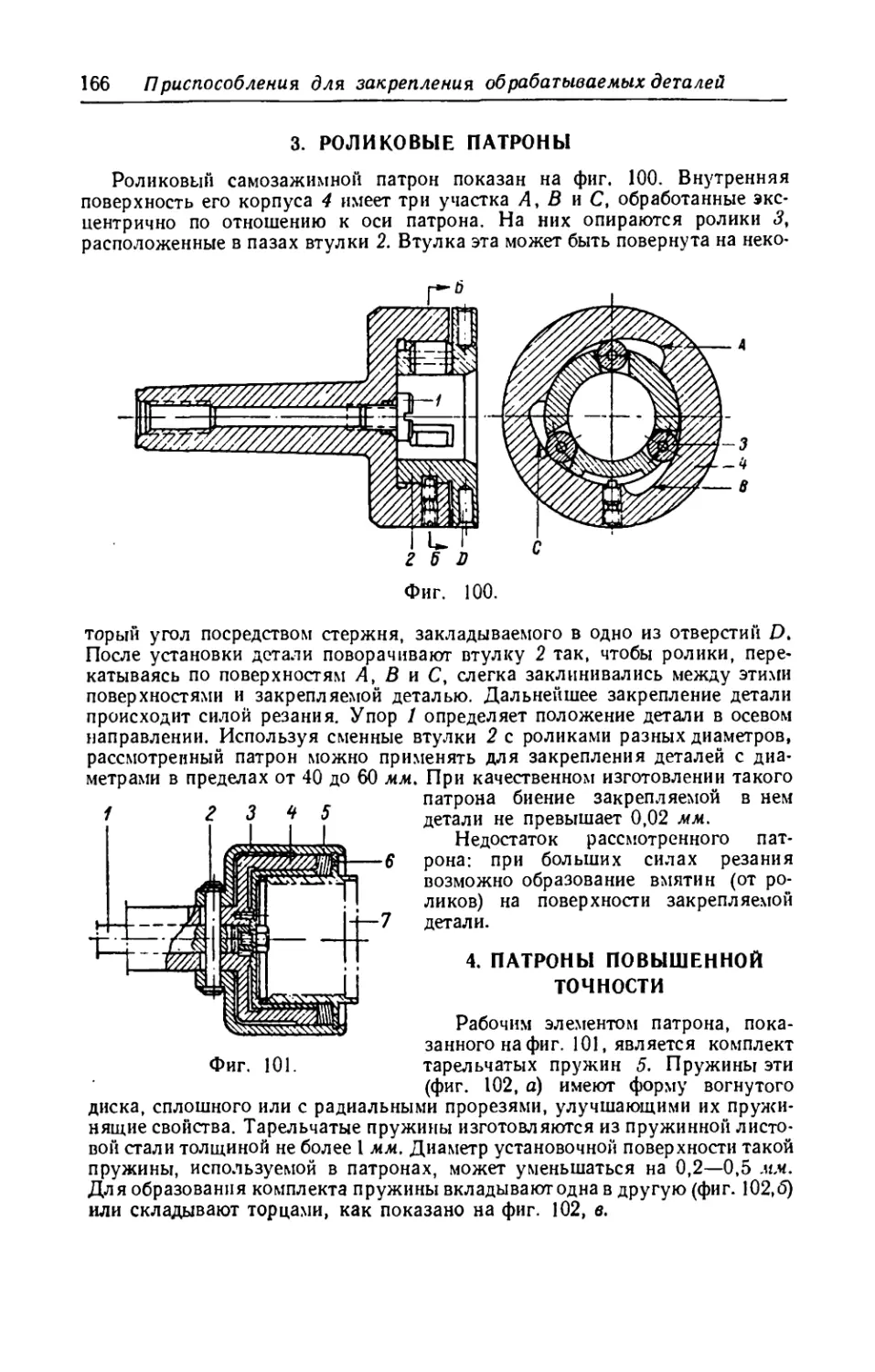
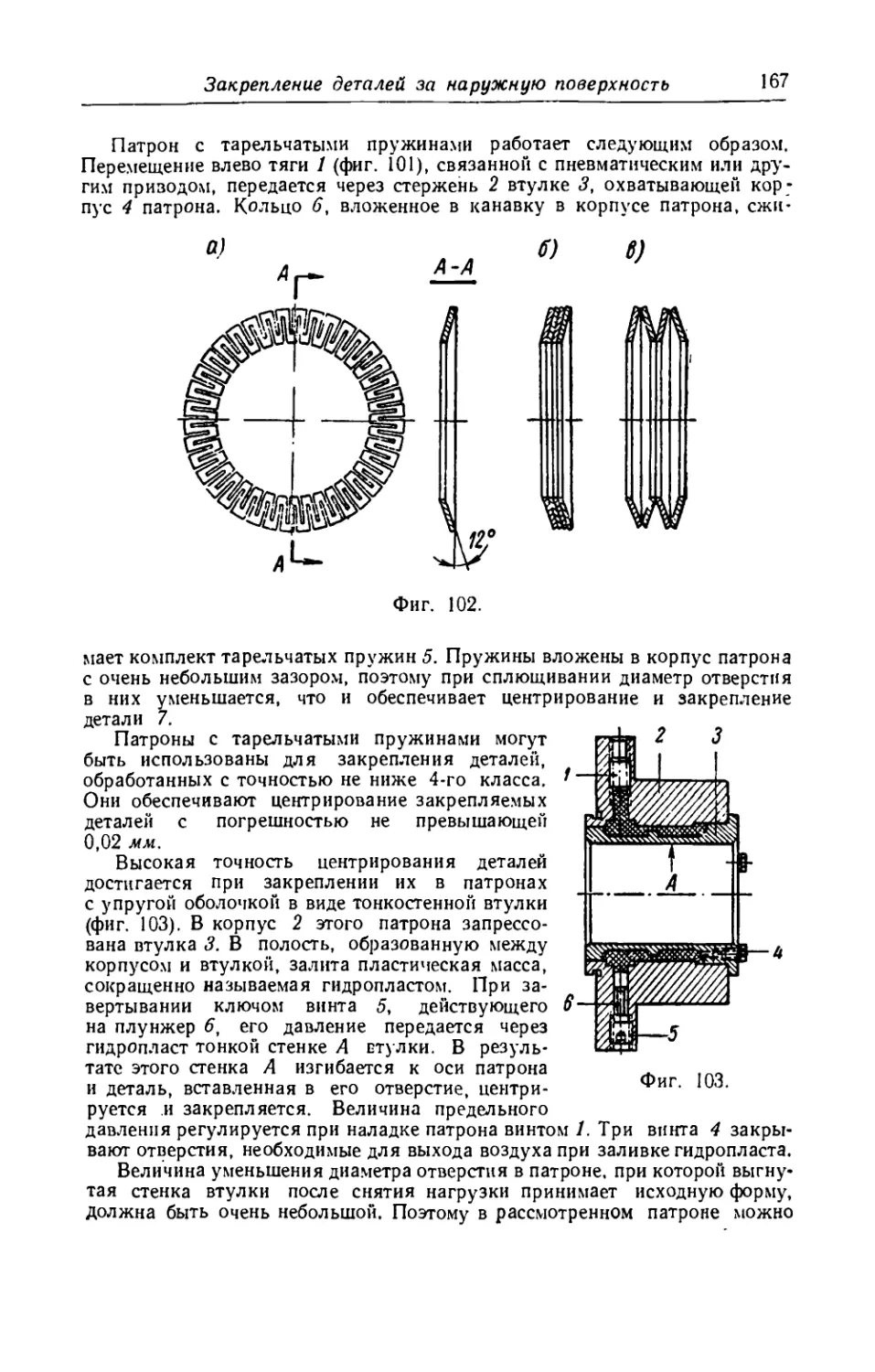
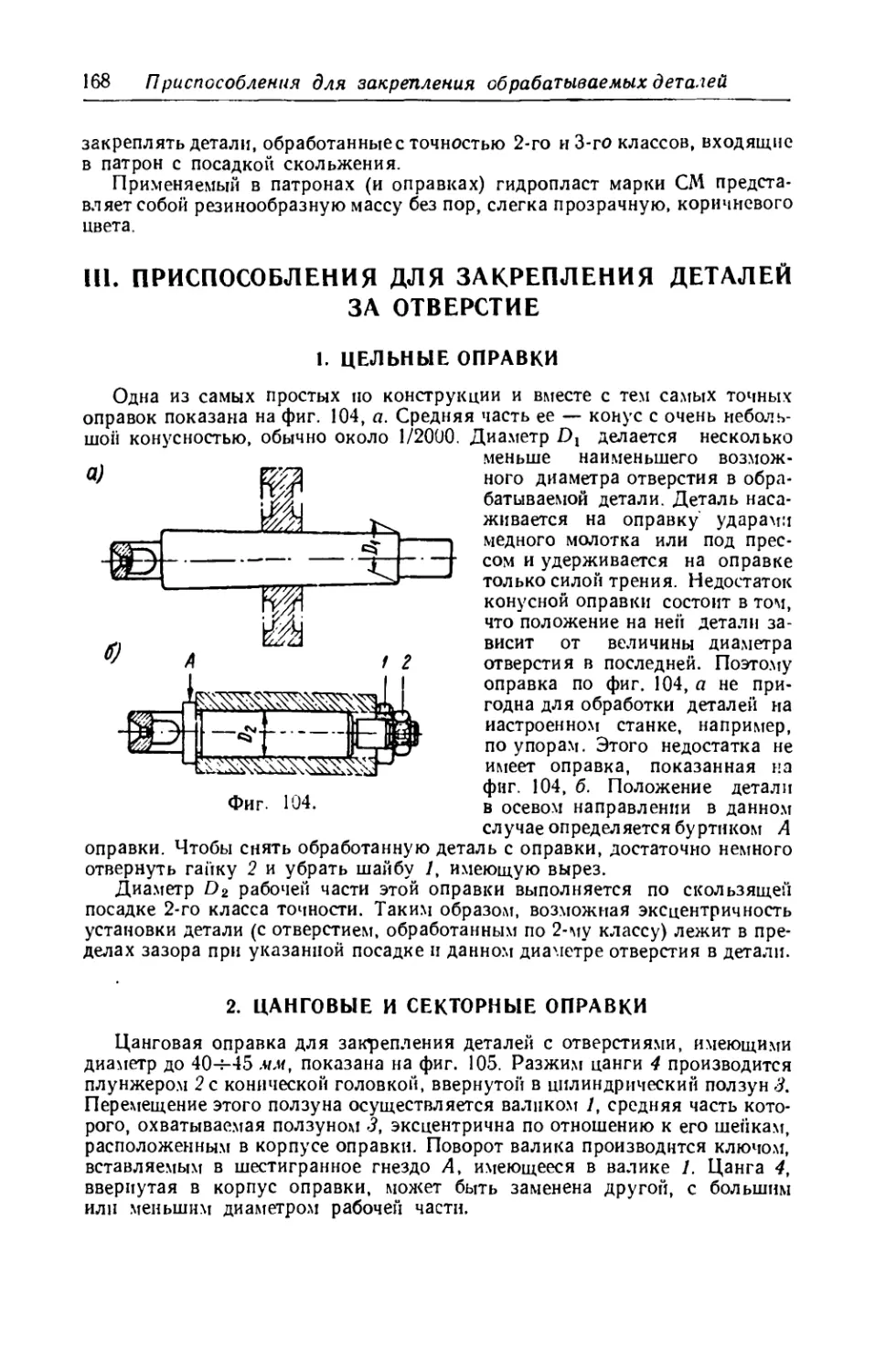
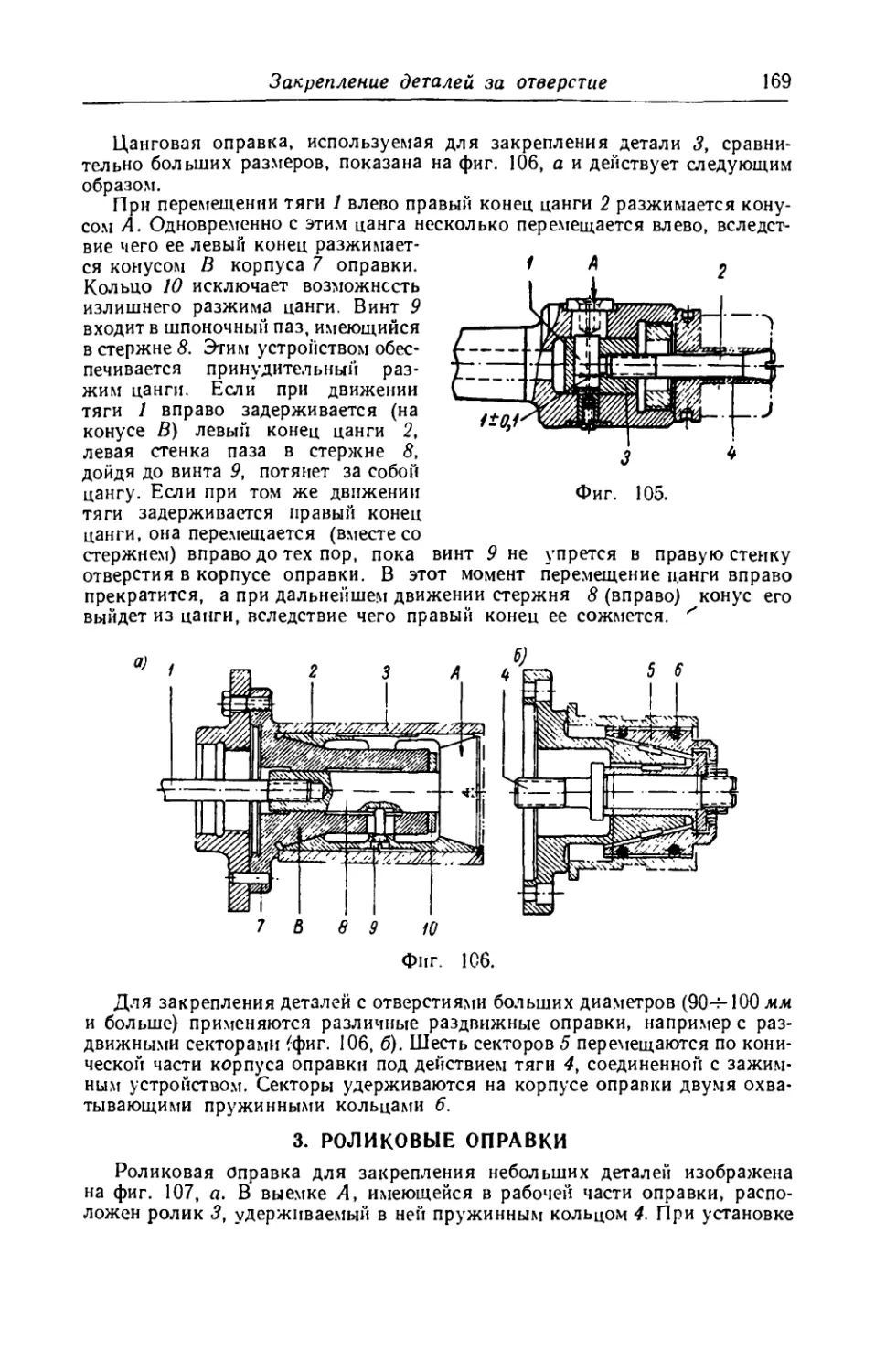
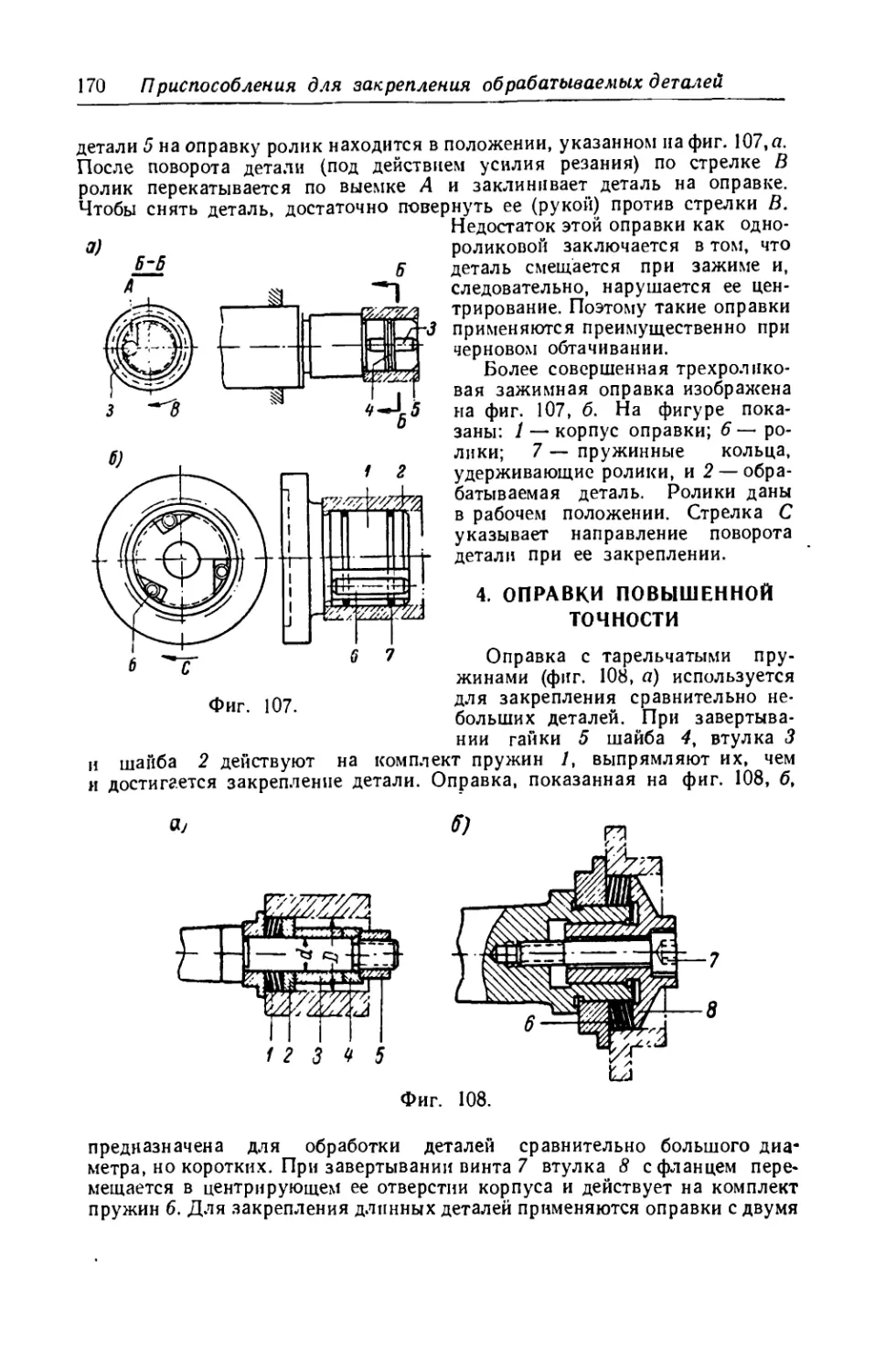
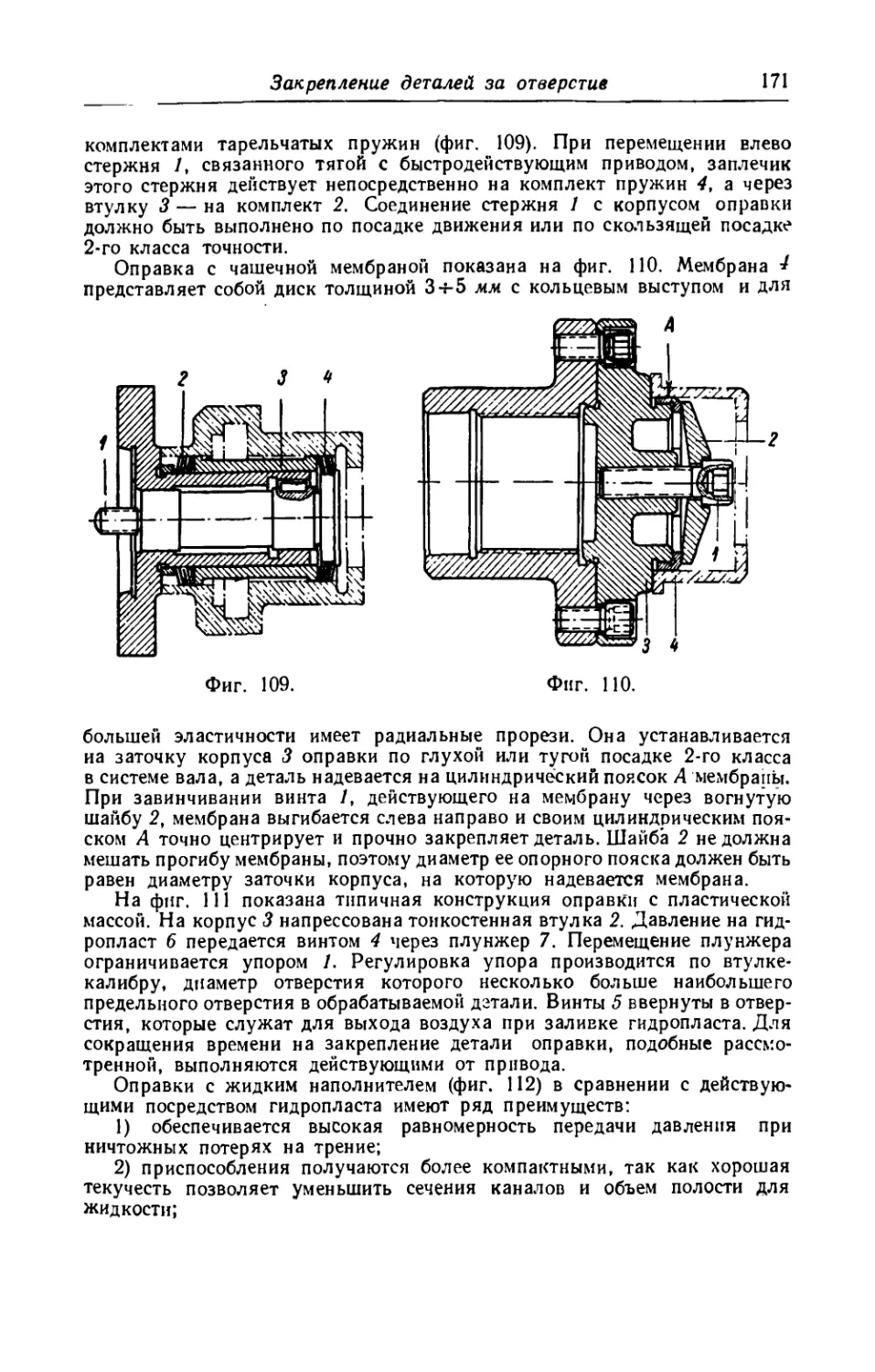
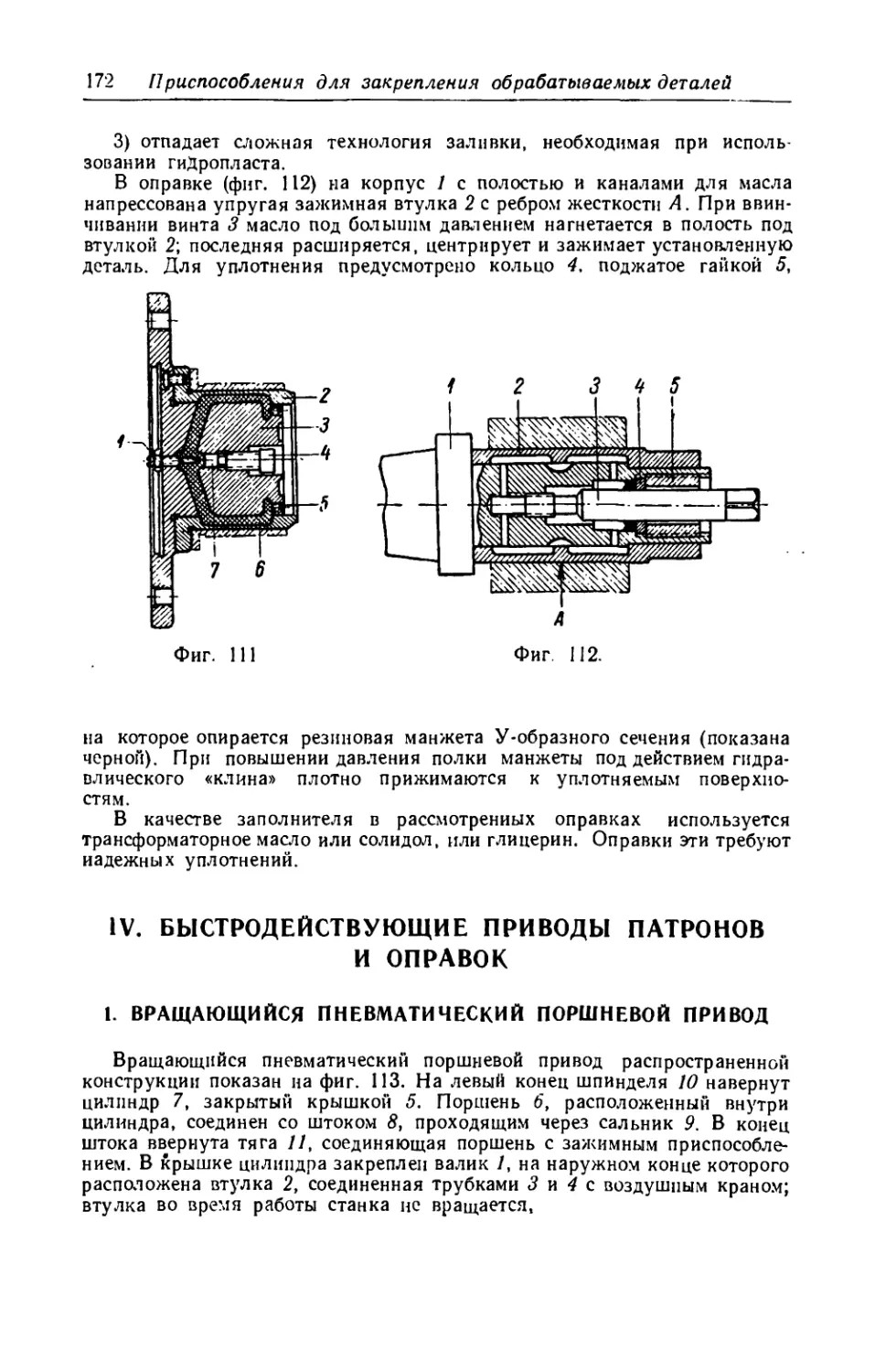
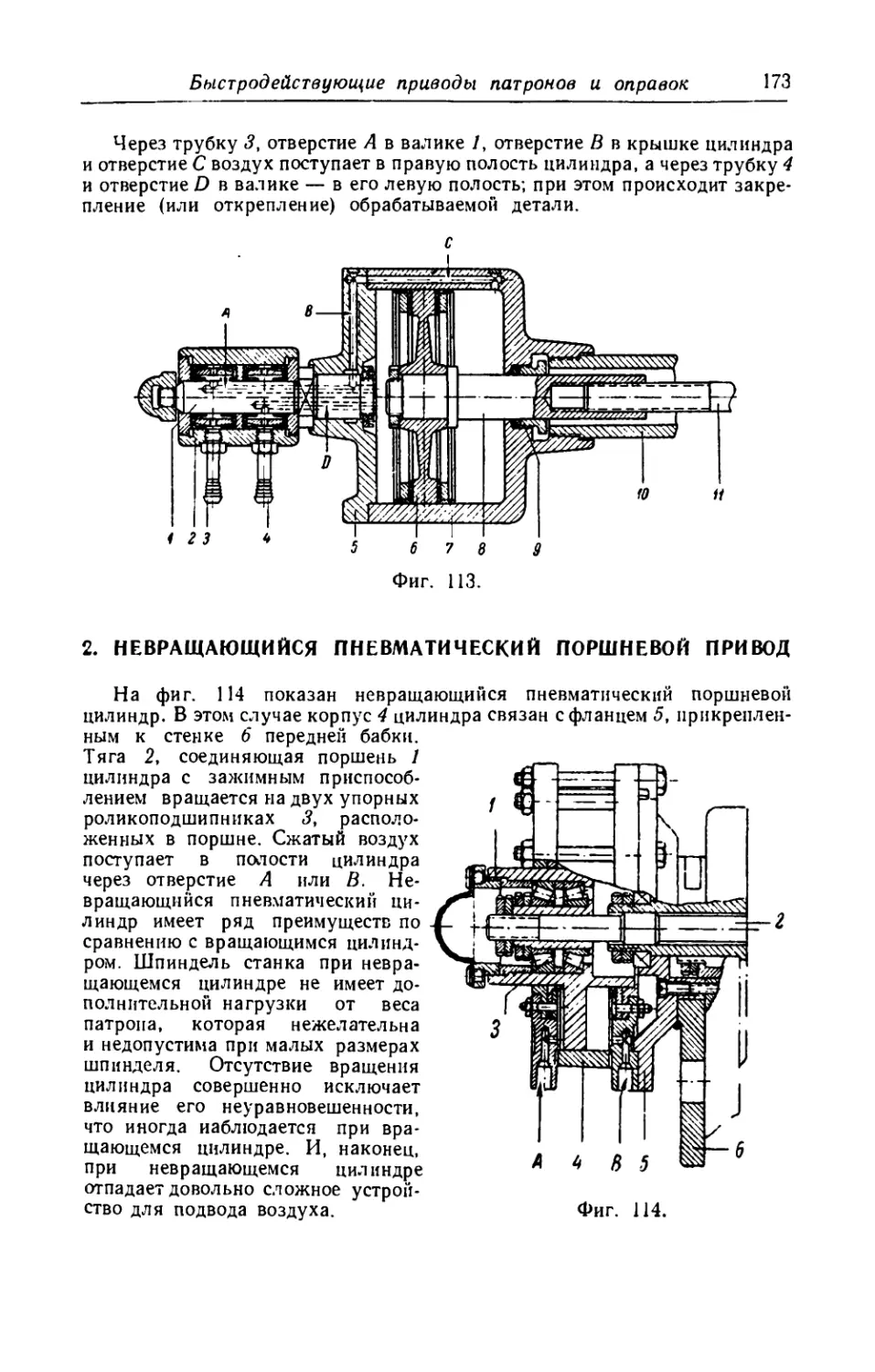
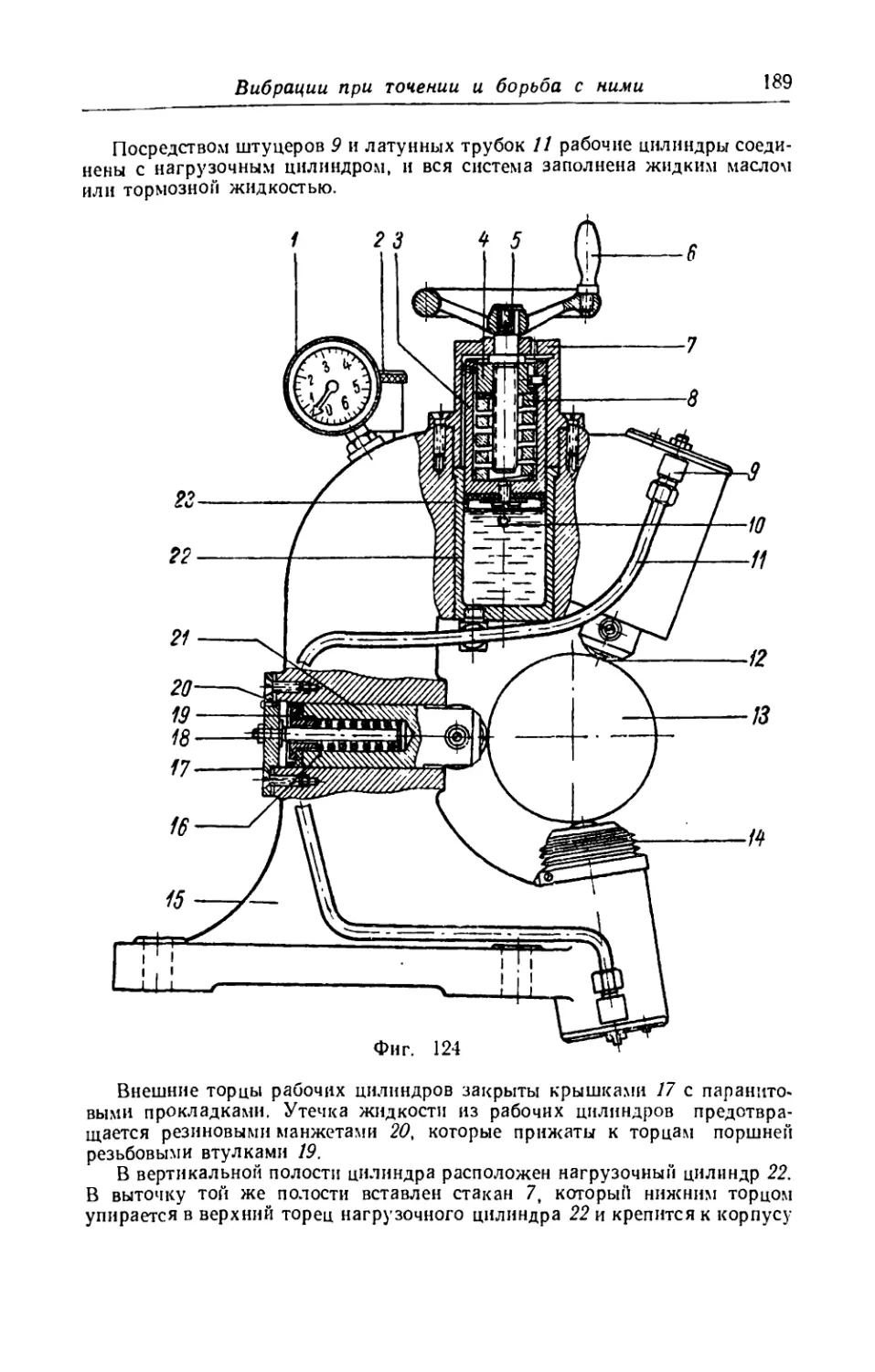
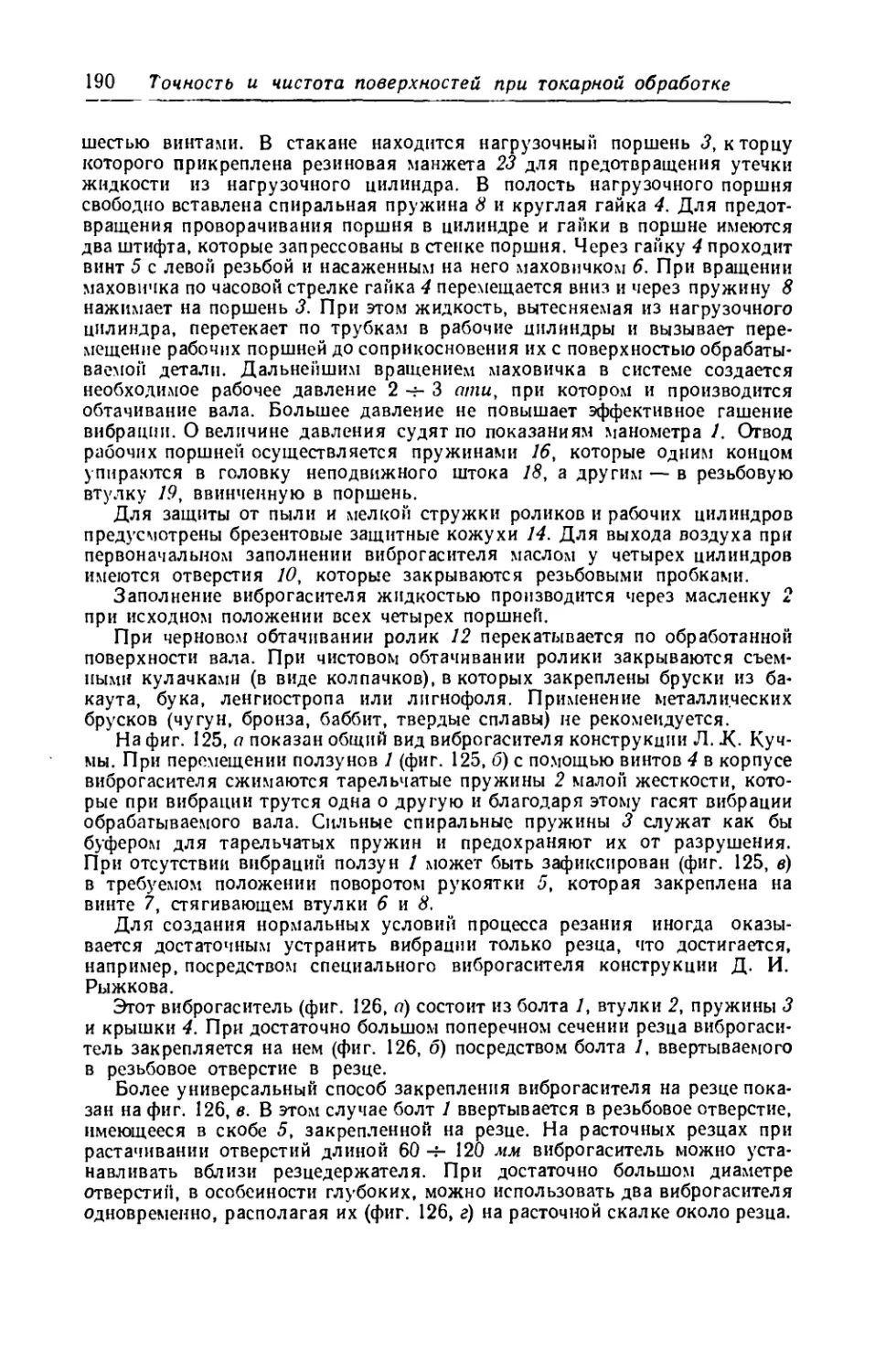
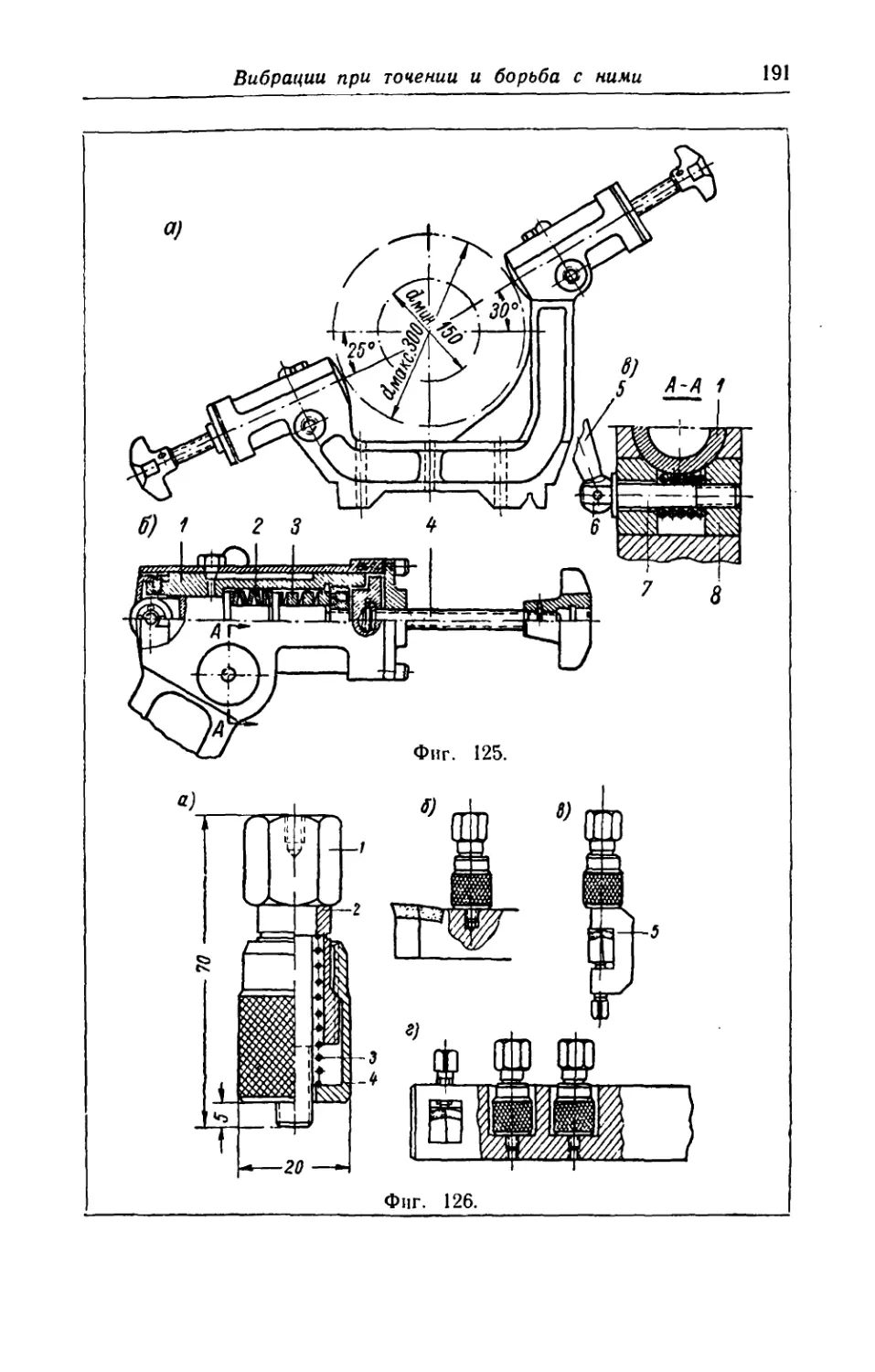
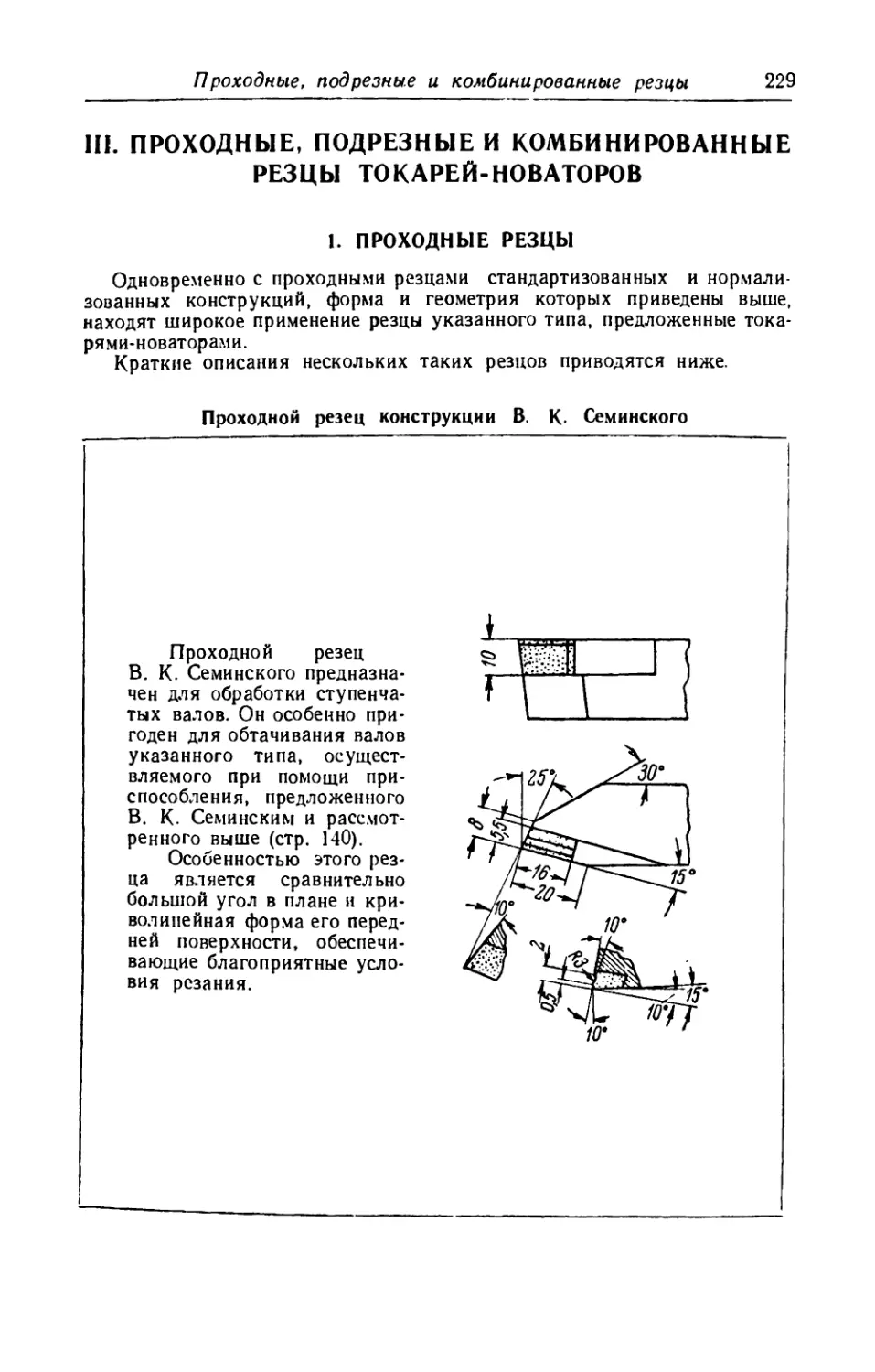
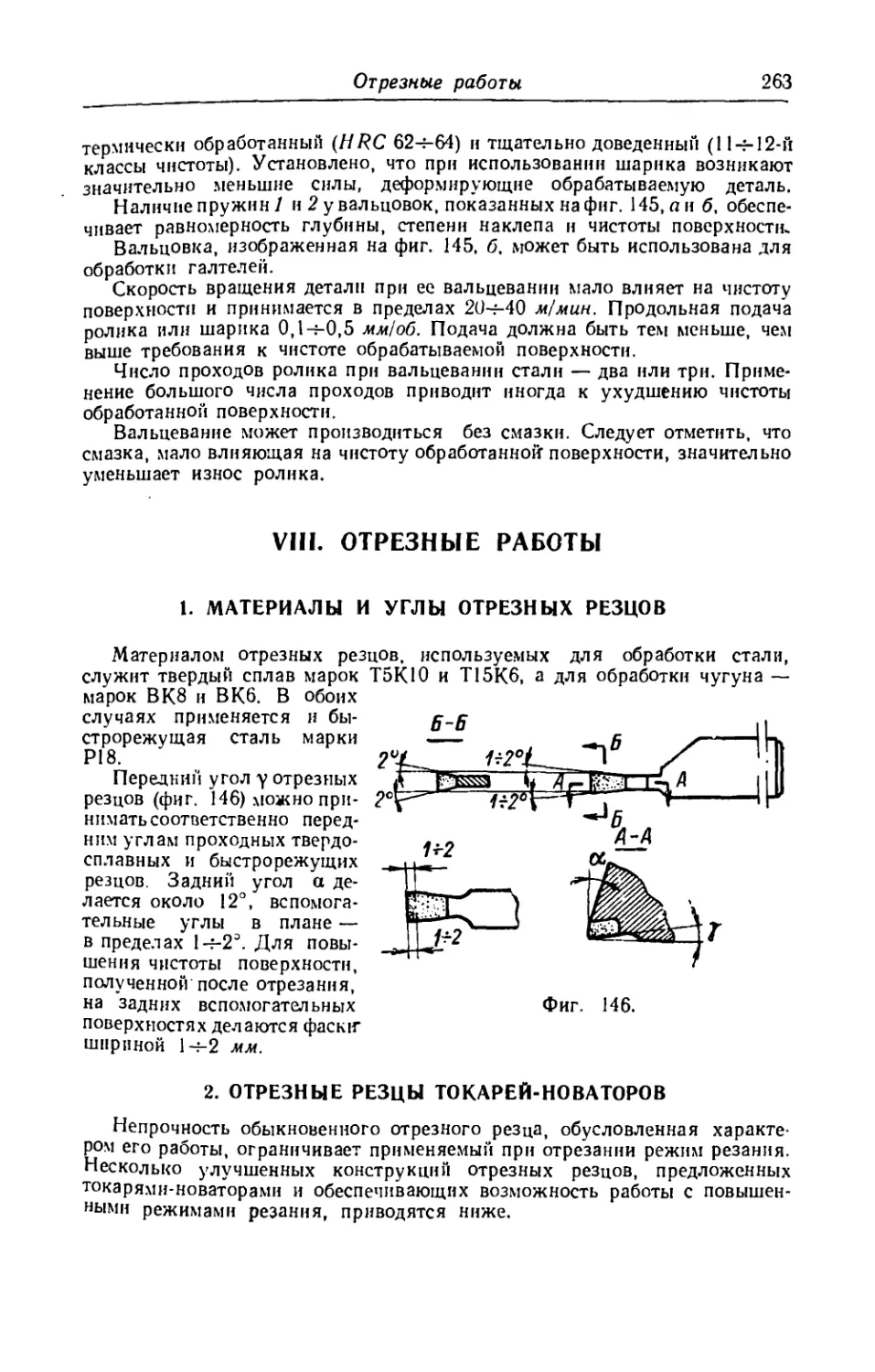
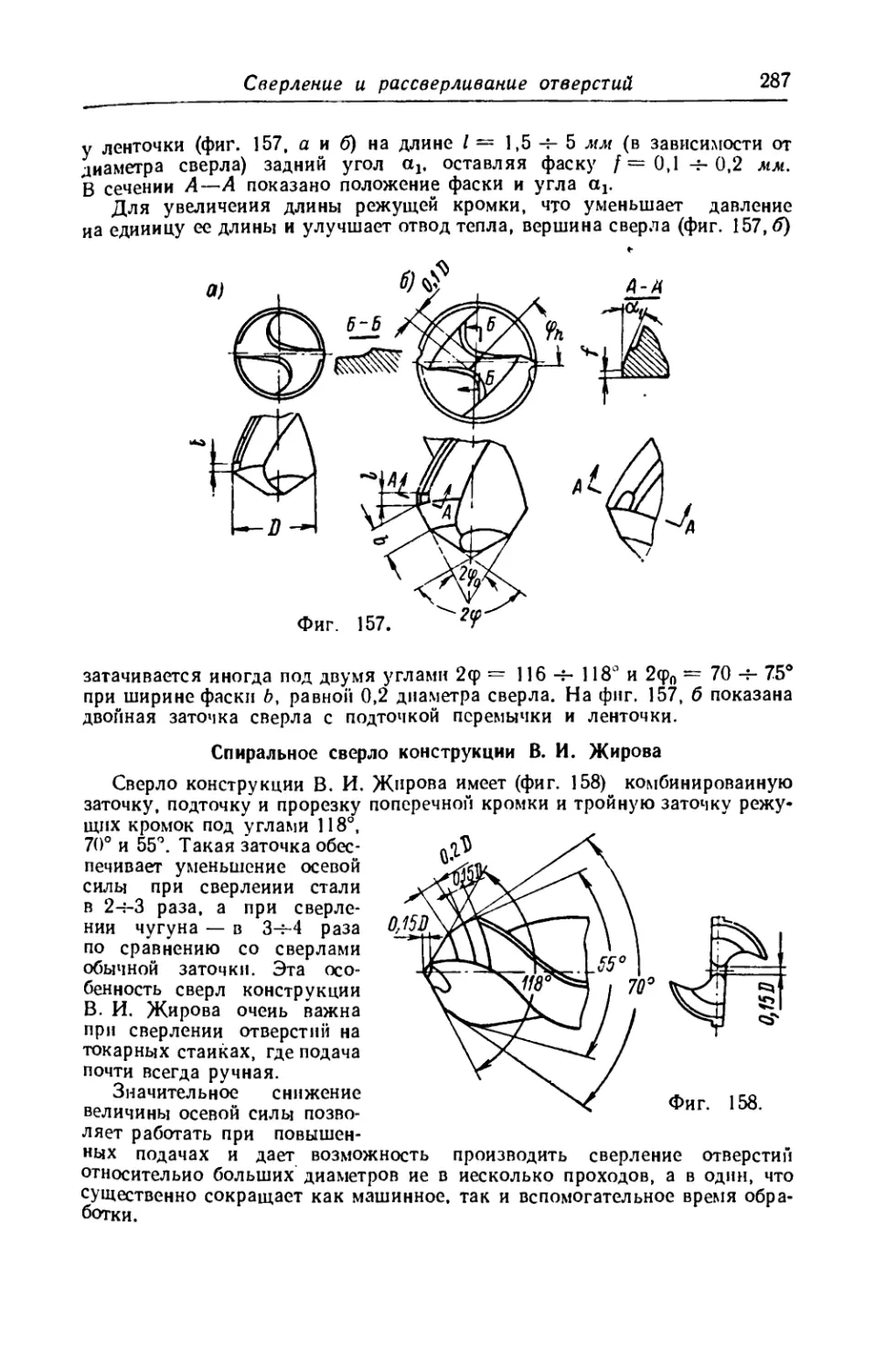
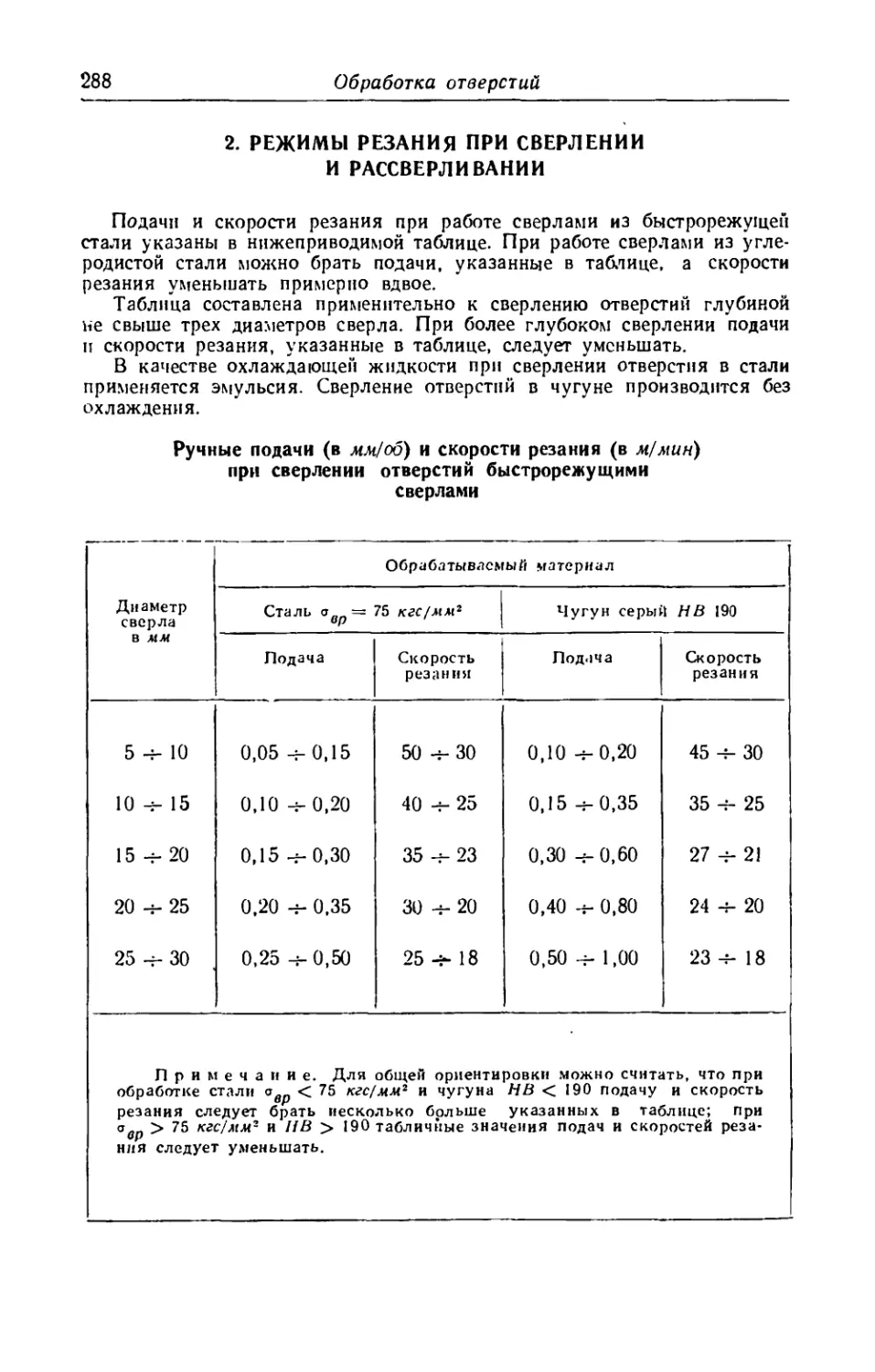
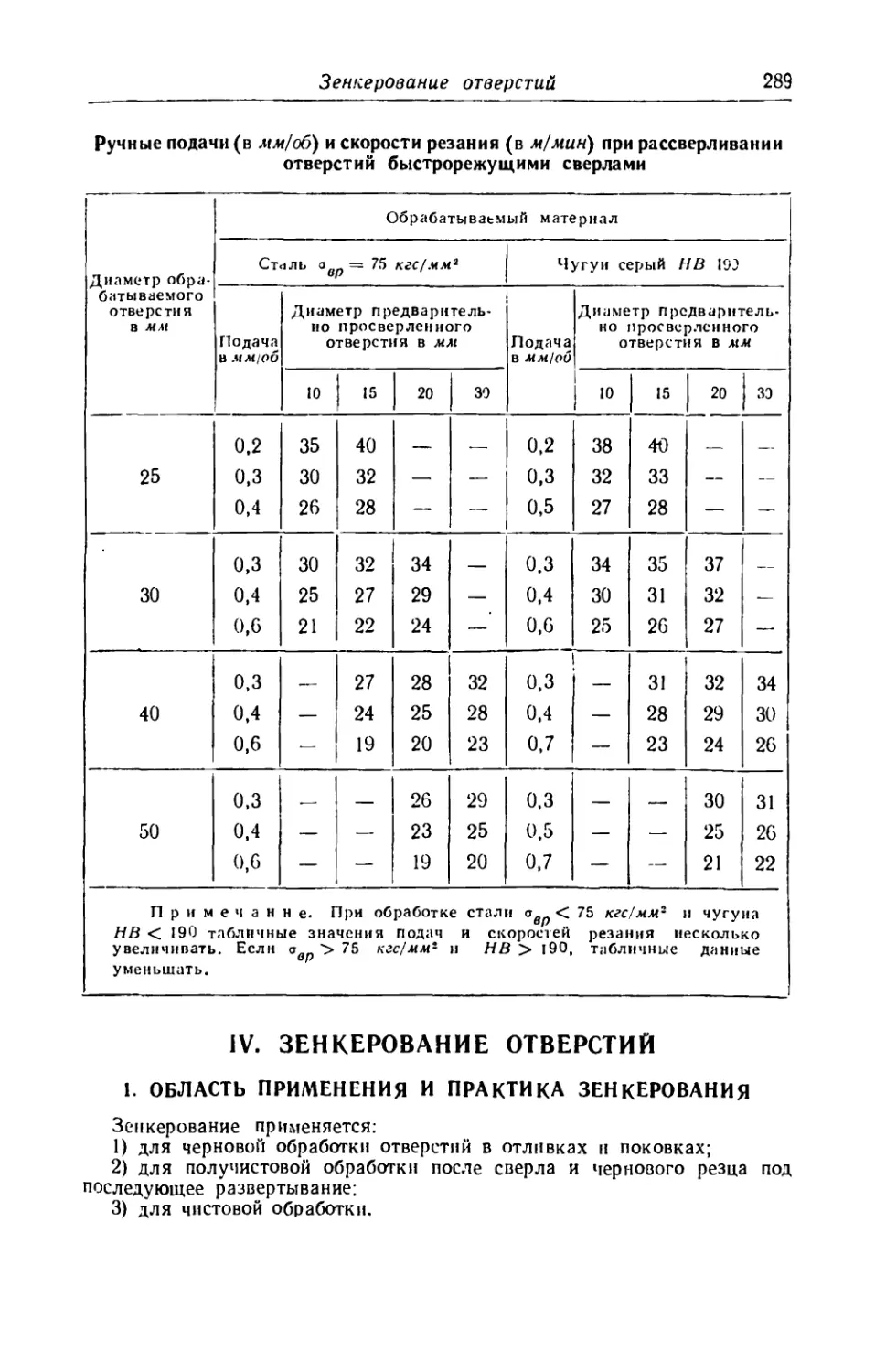
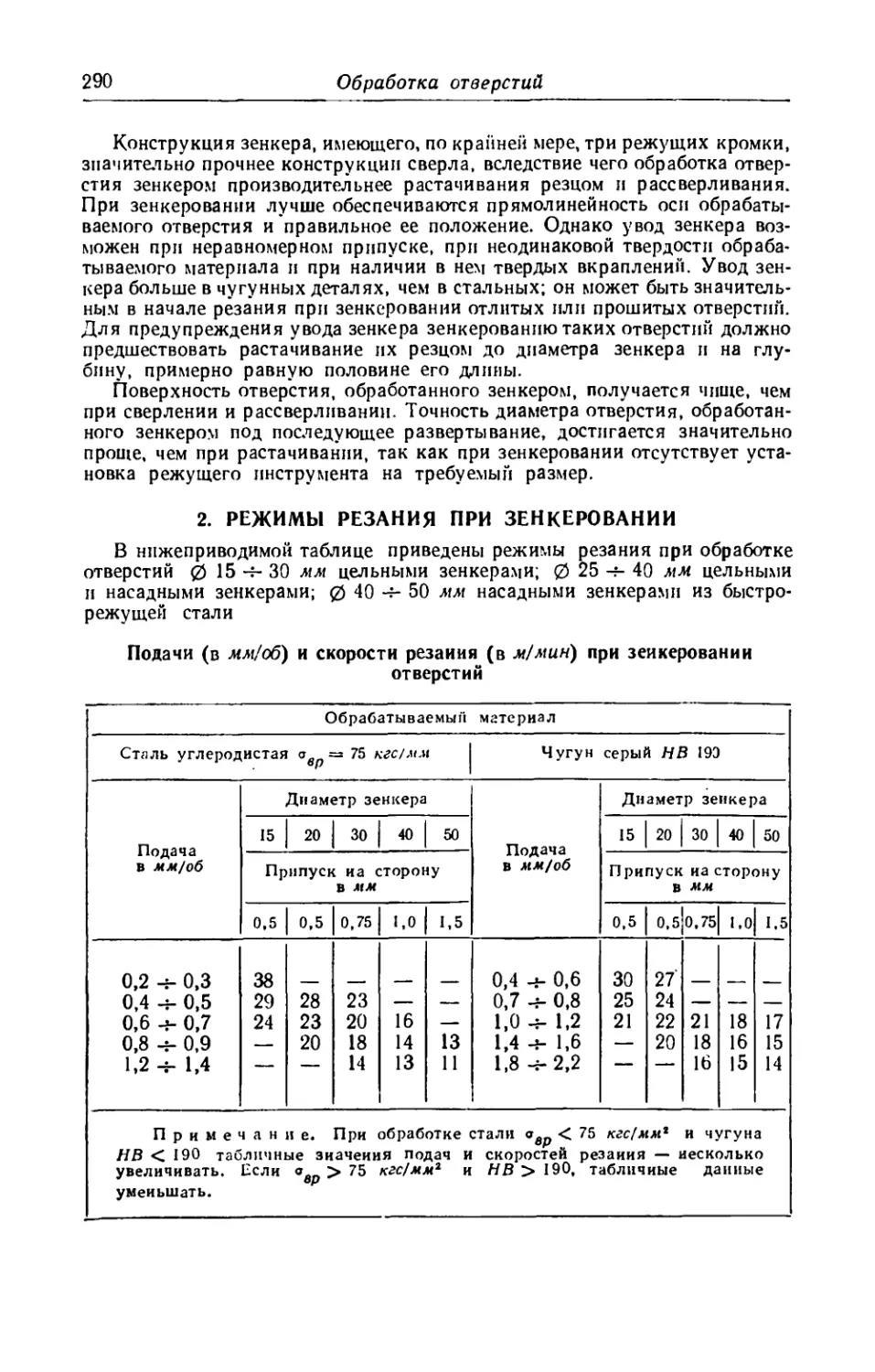
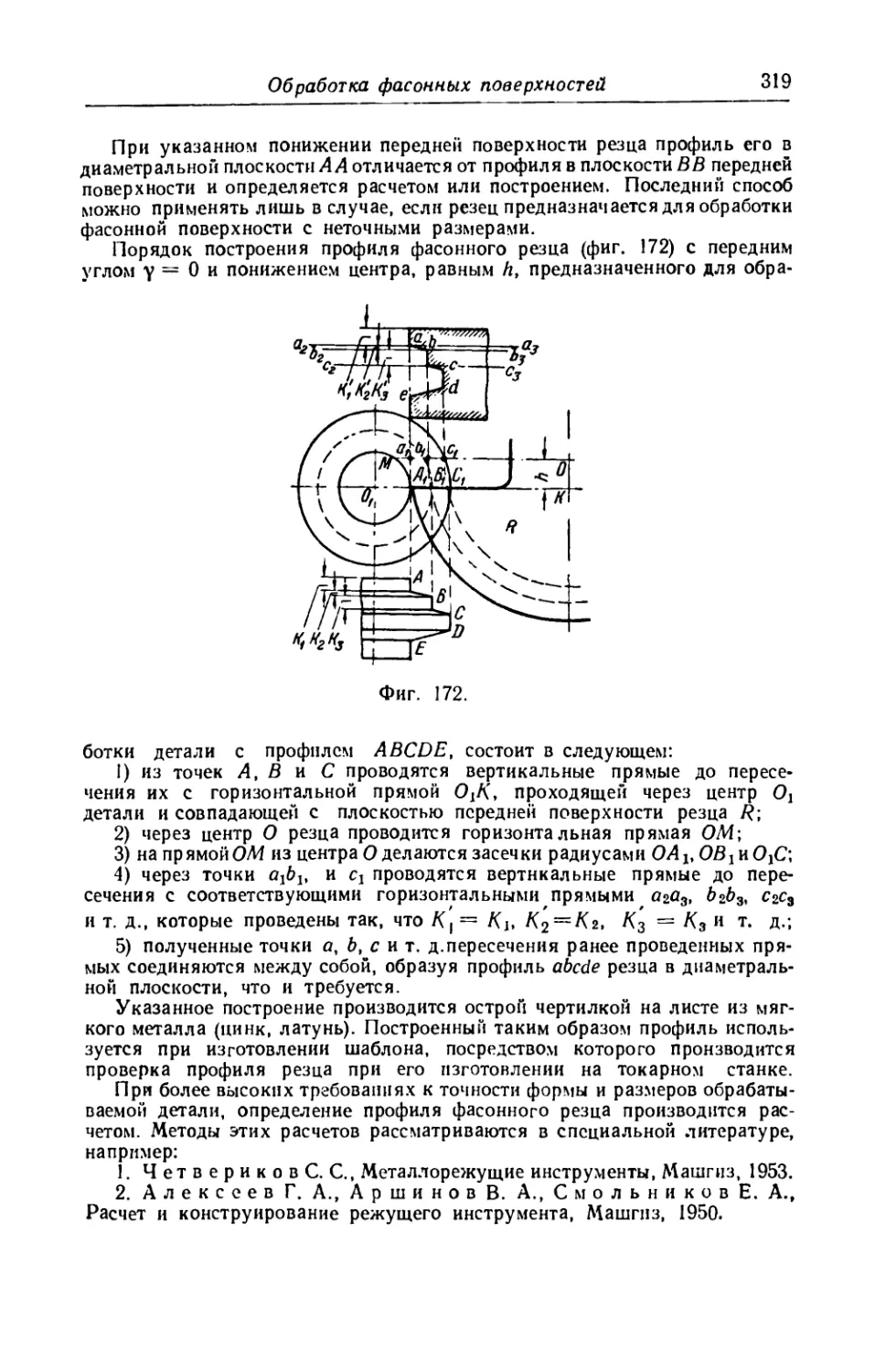
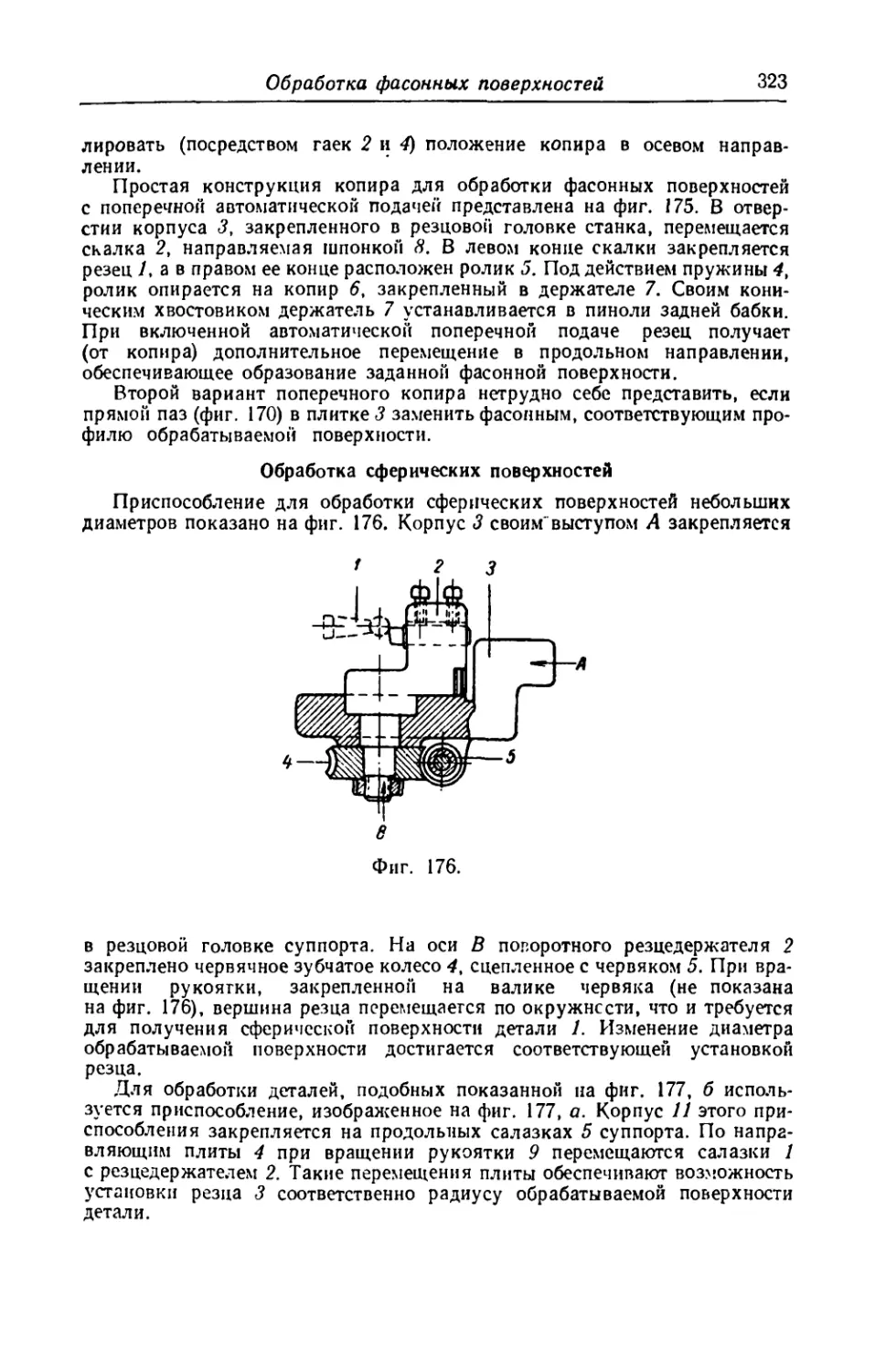
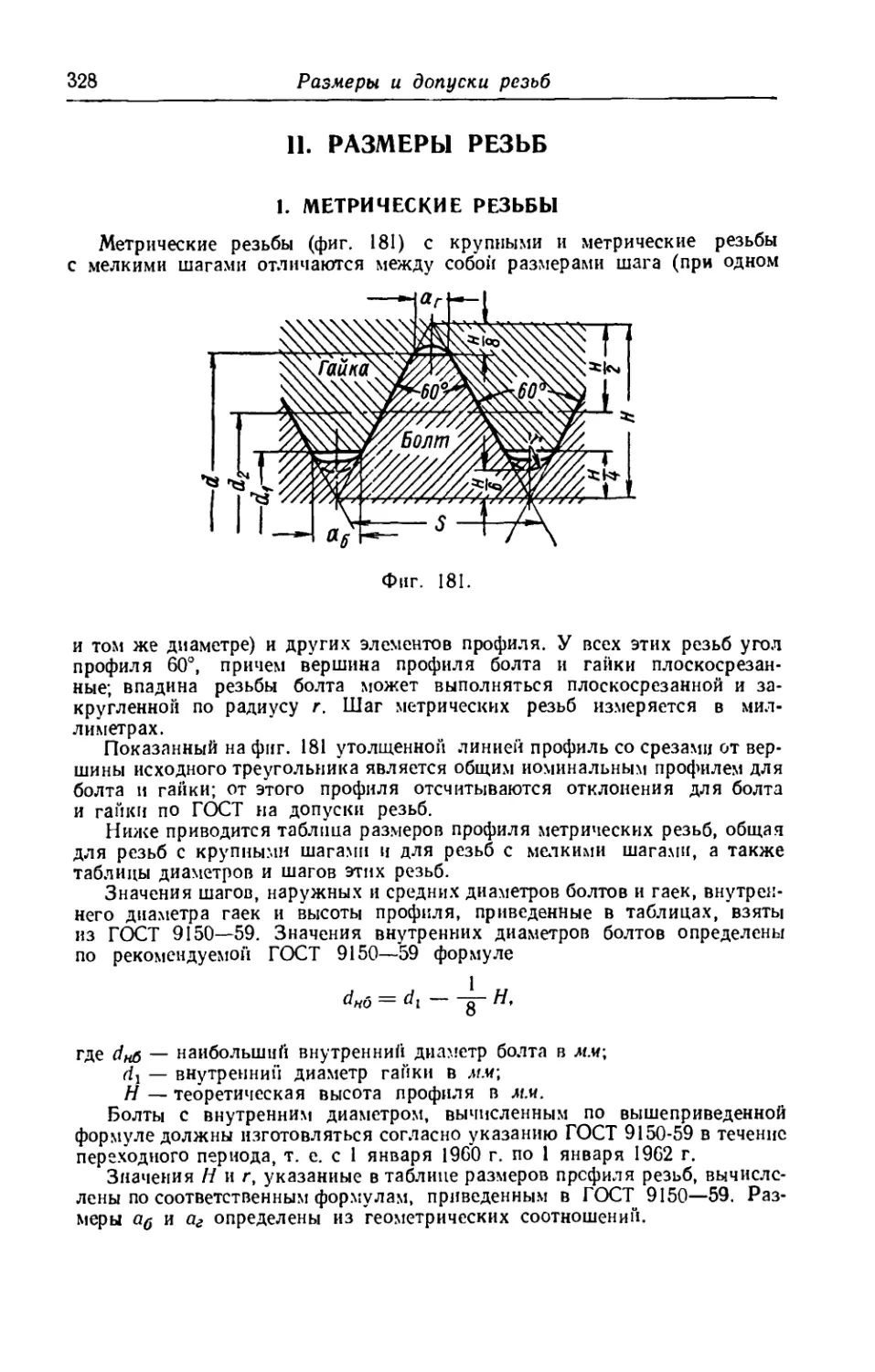
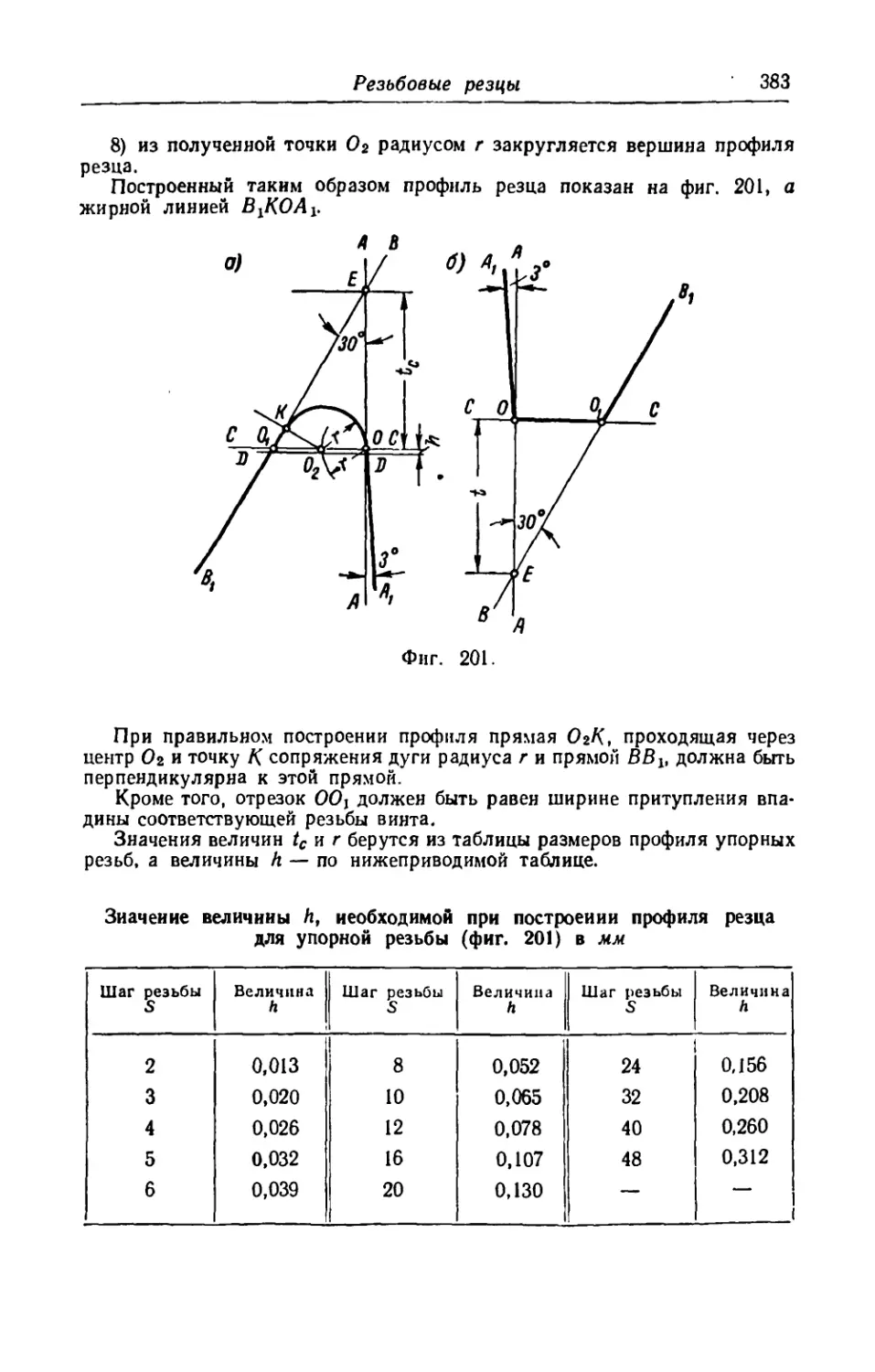
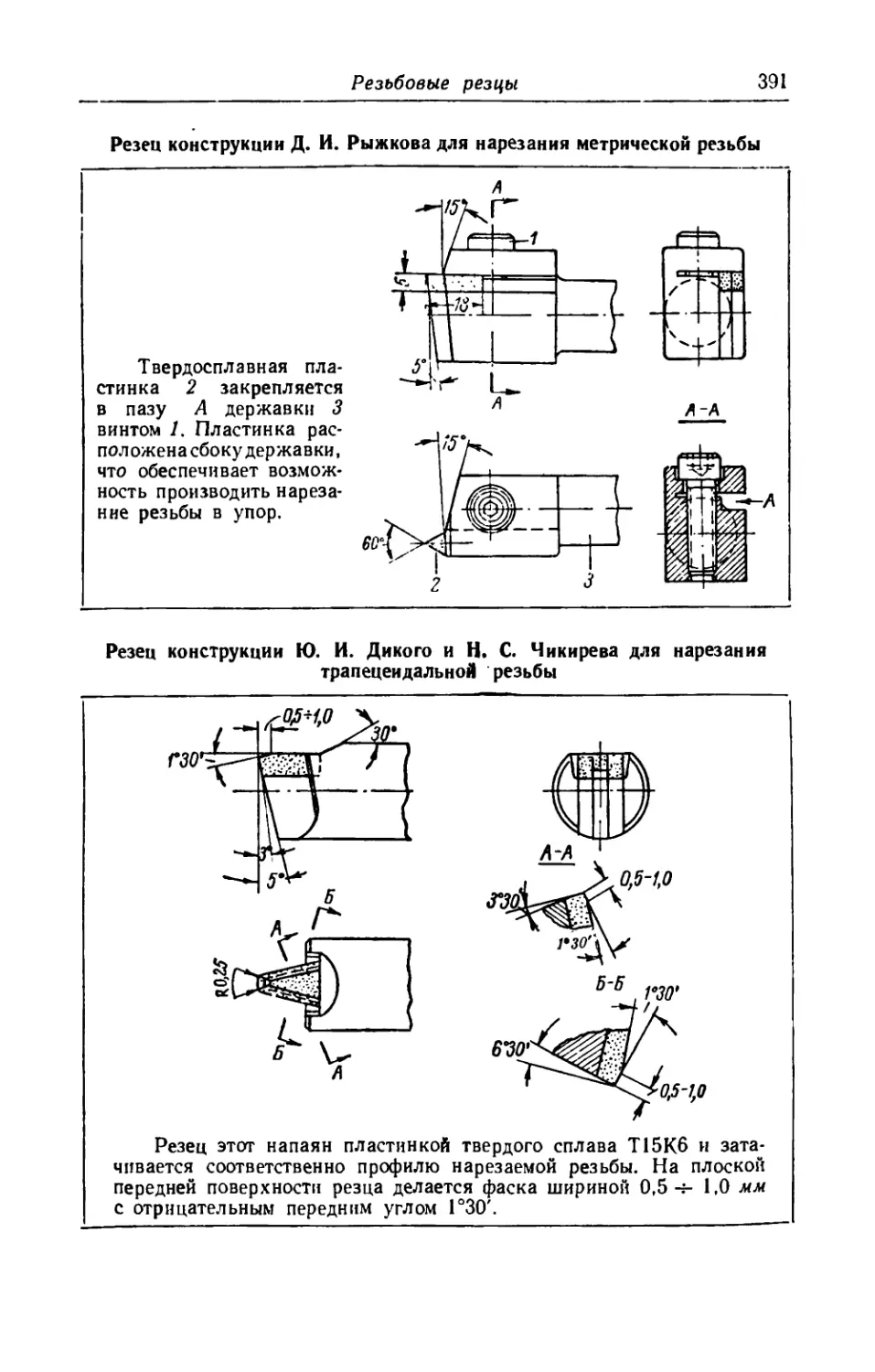
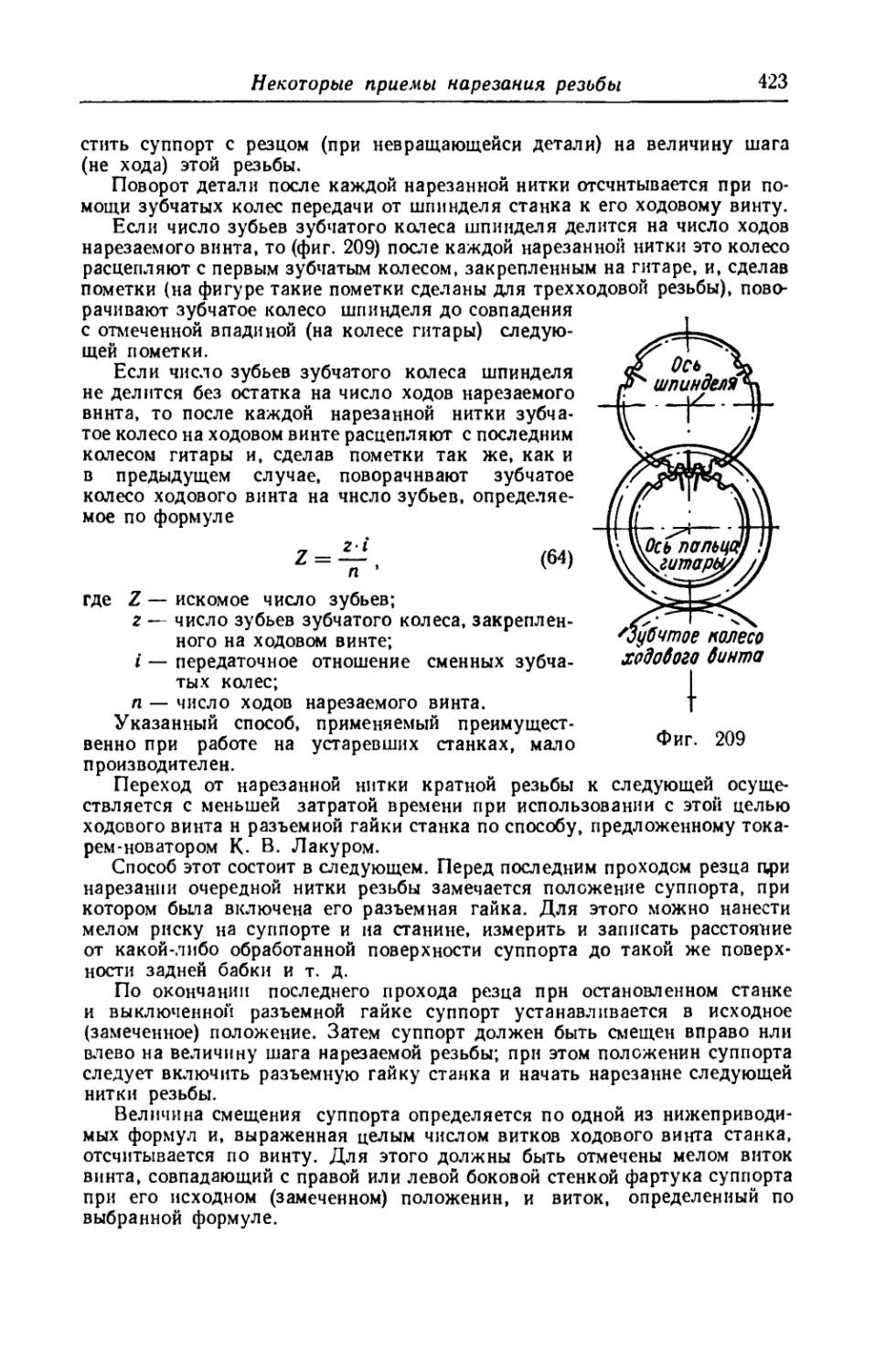
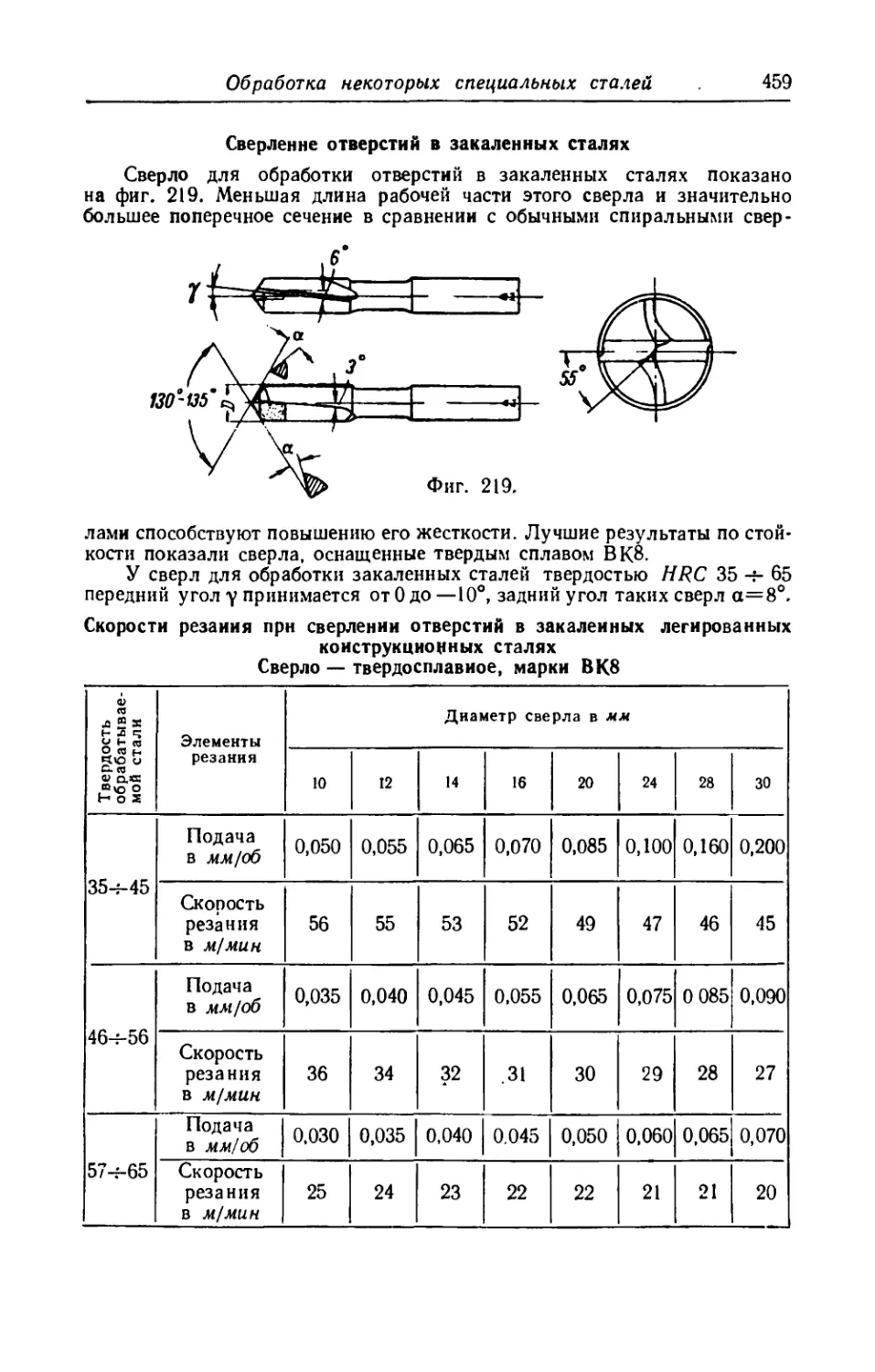
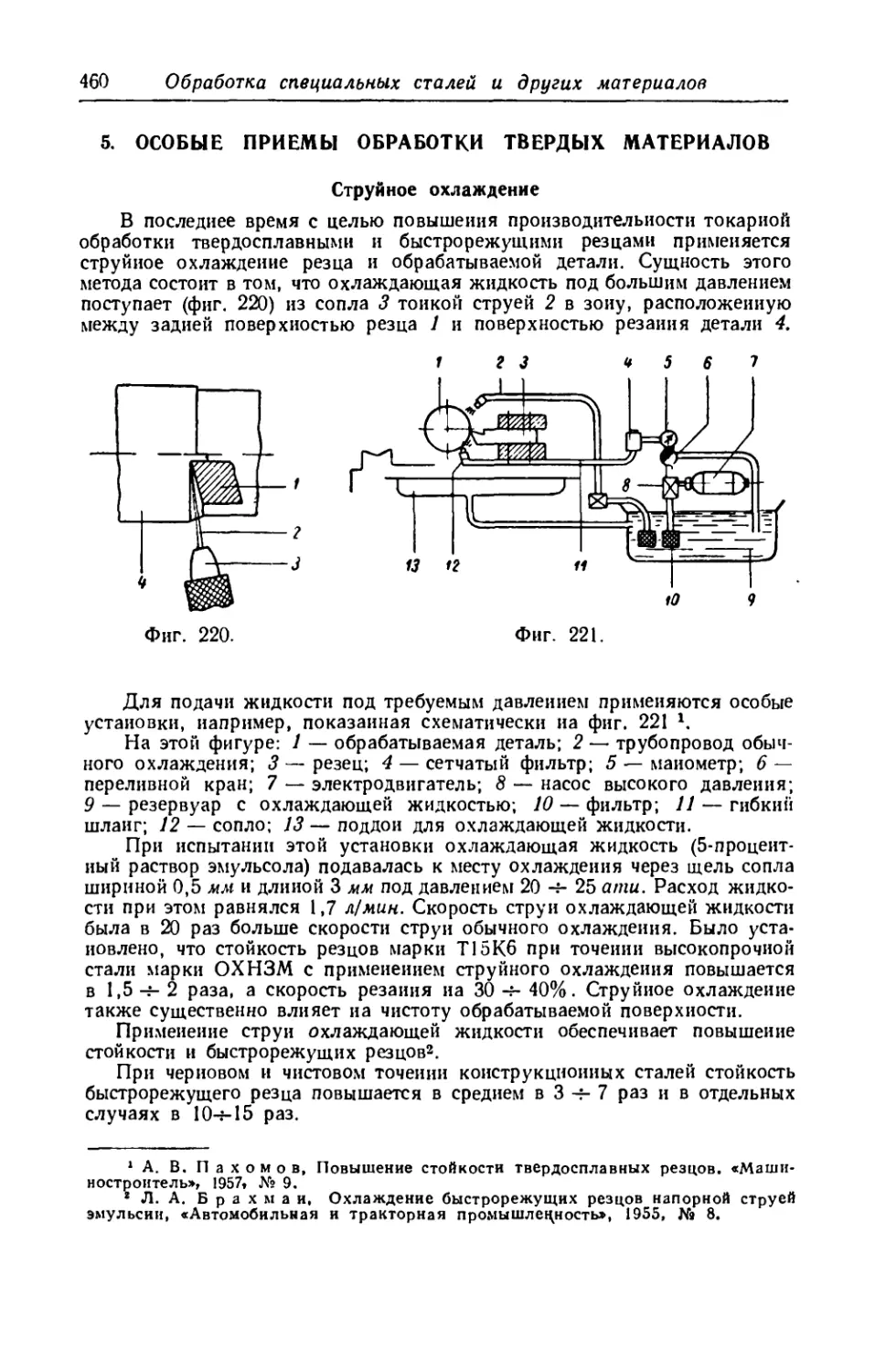
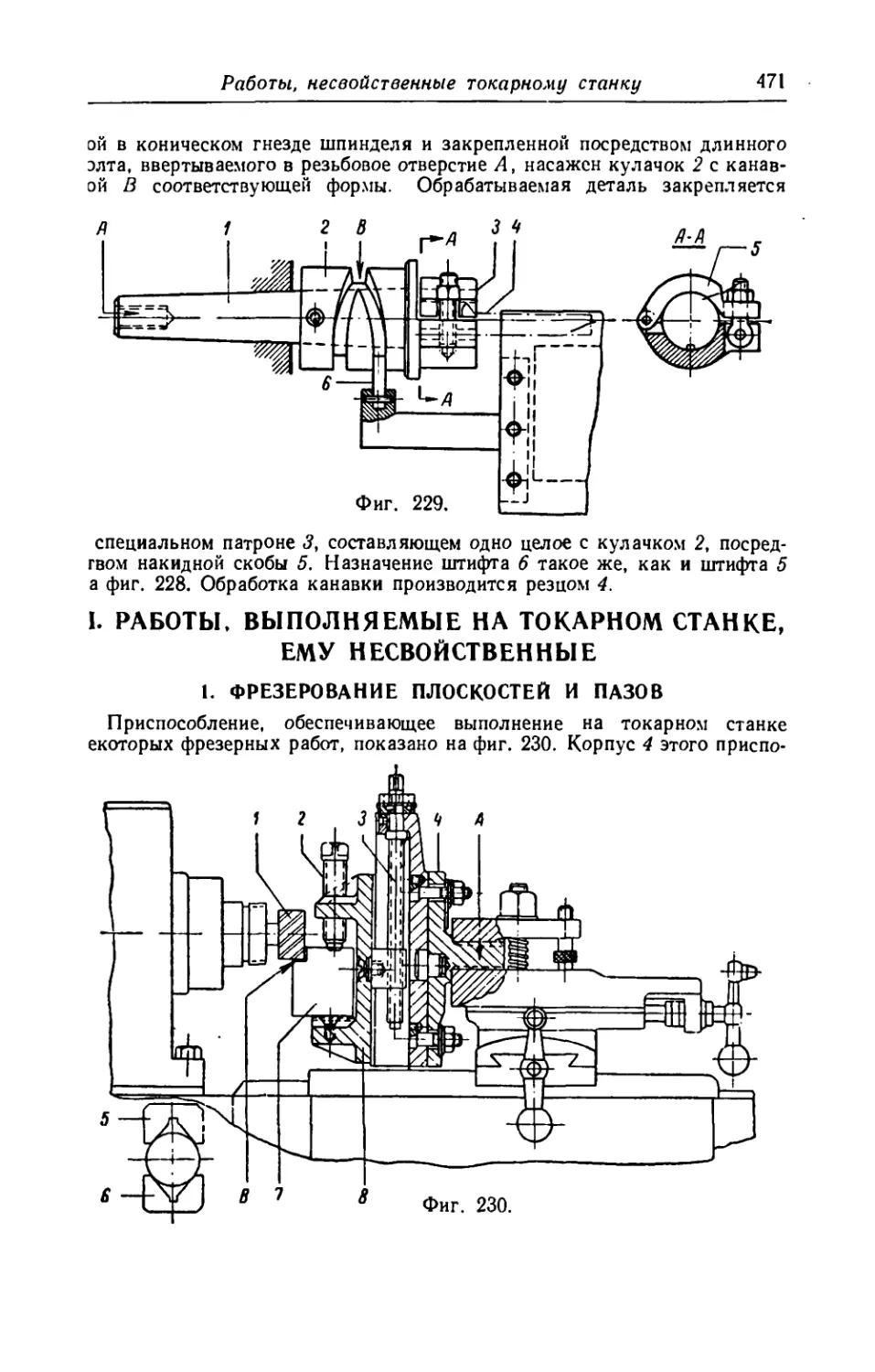
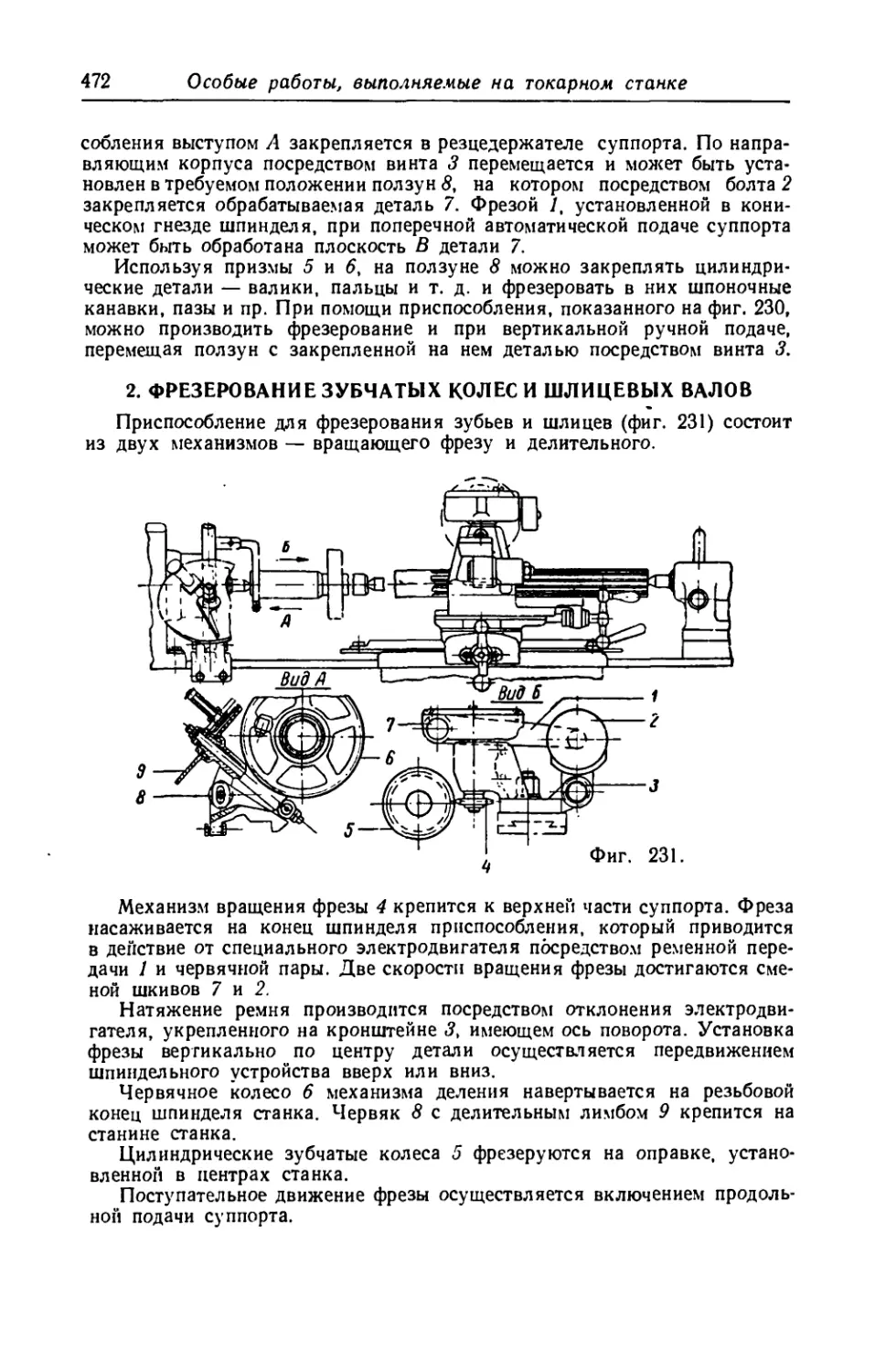
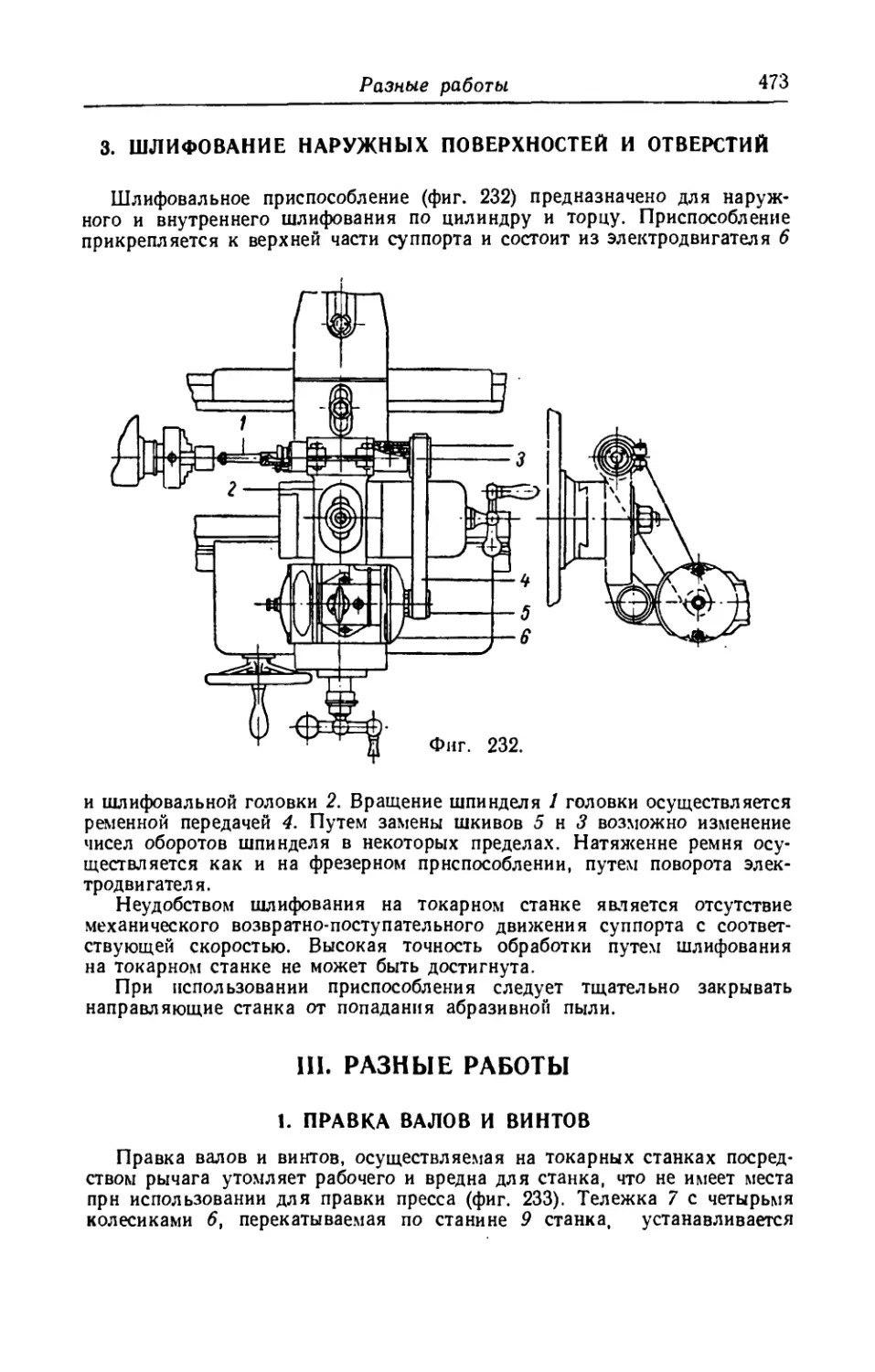
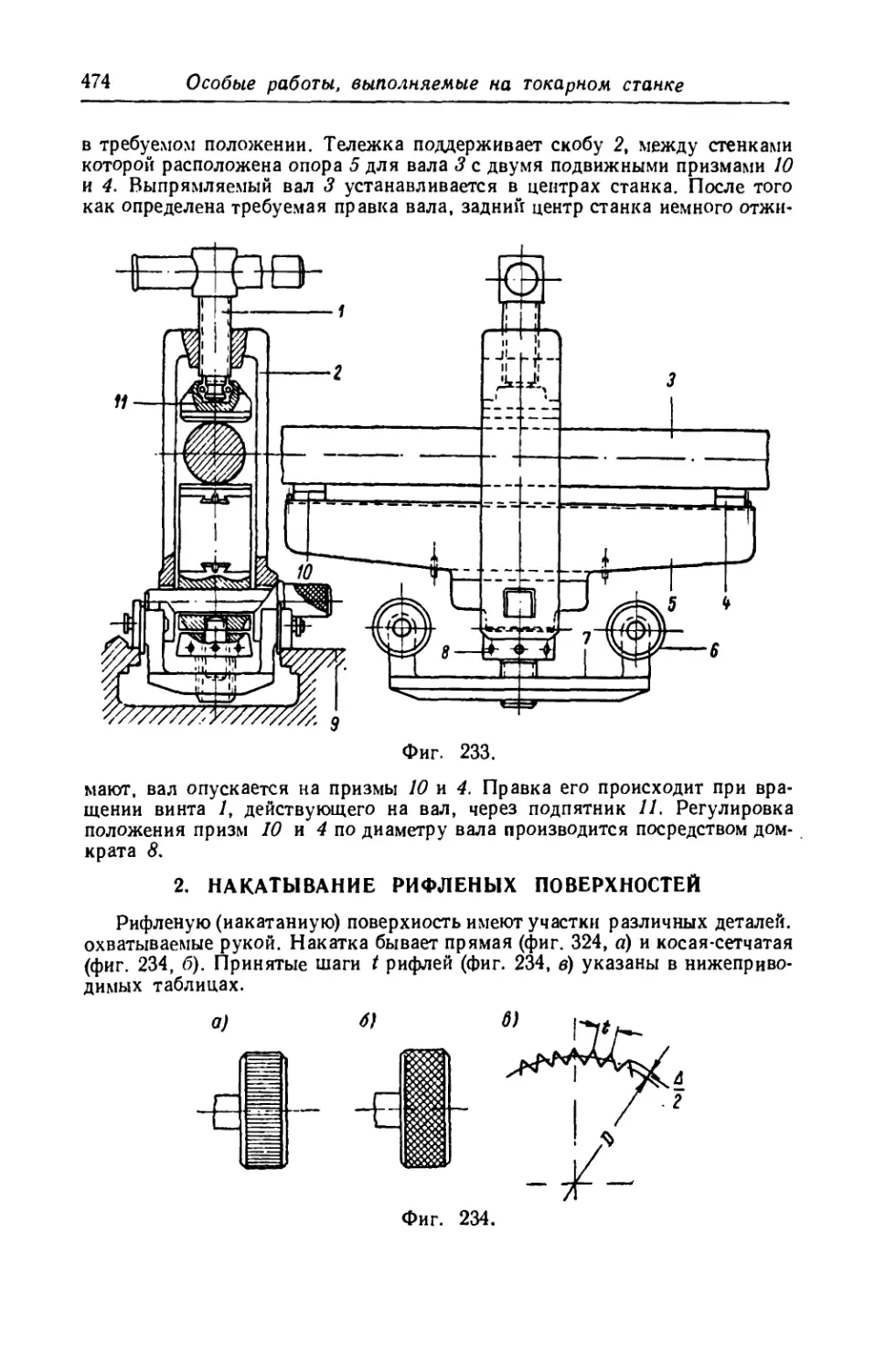
вляющие: собственно силу резания Р2, силу подачи Рх и радиальную силу
Ру. Сила резания Рг касательна к поверхности резания, действует в напра-
влении главного движения. Сила подачи Рхдействует в направлении подачи.
Радиальная сила Ру перпендикулярна к первым двум.
Все эти три силы измеряются в килограмм-силах (кгс).
Силы резания при точении
51
Важное значение имеет сила Pz, так как при умножении ее на радиус
обрабатываемой детали получают величину, называемую крутящим мо-
ментом по которому можно судить о том, насколько нагружен станок.
При умножении силы Pz на скорость резания находят потребляемую стан-
ком мощность.
Если силу Pz принять за единицу,
то можно считать, что сила Рх при
достаточно остром резце изменяется
в пределах от 1/8 до величины
силы Pz, а сила Ру — от V3 до 1/2
той же величины.
2. ВЛИЯНИЕ РАЗЛИЧНЫХ
ФАКТОРОВ НА СИЛУ РЕЗАНИЯ
На величину силы резания Pz
влияют обрабатываемый материал, пло-
щадь сечения среза и его форма, углы
резца, скорость резания, охлаждение
п ряд других менее существенных
факторов.
Влияние на силу резания обрабатываемого материала видно из следую-
щего сопоставления: сила резания при обработке стали средней твердости
(овр ~ 70 кгс/мм2) примерно в 2,2 раза больше, чем при резании чугуна
средней твердости (НВ 170). Сила резания при обработке самой мягкой
стали значительно меньше силы резания при обработке твердой стали.
При обработке чугуна различной твердости эта разница не так велика.
С увеличением площади сечения среза сила резания возрастает. Если
при этом увеличение сечения среза происходит за счет увеличения глубины,
то сила резания возрастает пропорционально глубине резания, а при уве-
личении подачи — несколько медленнее.
С уменьшением переднего угла резца сила резания возрастает, так
как при этом увеличивается его угол заострения.
При увеличении главного угла в плане примерно до 504-55° сила реза-
ния уменьшается, после чего, при дальнейшем увеличении этого угла, сила
резания возрастает. Эти изменения силы резания, вызываемые изменением
главного угла в плане, незначительны и при практических расчетах ими
можно пренебрегать.
При увеличении радиуса закругления вершины резца сила резания воз-
растает, но незначительно, что позволяет при практических расчетах не
учитывать влияния радиуса закругления на процесс резания.
Затупление резца вызывает увеличение силы резания. Так, при затупле-
нии резца, характеризуемом износом по задней поверхности, равным 2 лм«,
сила резания возрастает примерно на 10%. При износе его по задней
поверхности до 4 мм сила резания увеличивается на 20%.
Влияние на силу резания скорости резания связано с процессом наросто-
образования. Начиная со скорости резани я 34-5 м/мин сила Р2 уменьшается,
так как с появлением примерно в этот момент нароста уменьшается угол
резания. При увеличении скорости резания примерно до 20 м!мин, когда
высота нароста достигает наибольшего значения, величина силы резания
будет наименьшей.
1 Подробнее о крутящем моменте см. стр. 54.
4*
52
Процесс резания при точении
При дальнейшем увеличении скорости резания наростообразование
уменьшается, угол резания увеличивается, поэтому увеличивается и сила
Pz. С прекращением наростообразования, что происходит при высоких
скоростях резания, сила резания остается практически неизменной. Неко-
торое уменьшение силы резания при высокой скорости может быть объяс-
нено тем, что сила трения стружки о переднюю поверхность резца, в осо-
бенности доведенного, меньше силы трения стружки о поверхность нароста.
Применение при резании смазочно-охлаждающих жидкостей понижает
силу резания. При этом, чем выше смазывающая способность жидкости,
тем значительнее уменьшение силы резания.
Кроме перечисленных факторов, на силу резания влияют вспомогатель-
ный угол в пдане, угол наклона главной режущей кромки, главный задний
угол и др. Однако влияние их незначительно, и в производственных усло-
виях его можно не учитывать.
3. ОПРЕДЕЛЕНИЕ СИЛЫ РЕЗАНИЯ
При приближенных подсчетах величину силы резания можно находить
по формуле
Pz—Kyt-SK2C, (8)
где Р2 — сила резания в кгс\
— коэффициент, зависящий от обрабатываемого материала, берется
по таблице, приведенной ниже;
t — глубина резания в мм\
s — подача в мм!об.
Значения Ki в формуле (8)
Обрабатываемый материал — сталь
соп в кгс/мм1 ар иап в кгс/мм1 вр Ki ввр в кгс/мм1 К,
ЗО-е-40 132 60ч-70 170 90-5-100 226
404-50 145 70ч-80 191 1004-110 246
50-5-60 157 80ч-90 200 1104-120 260
Обрабатываемый материал — чугун
НВ НВ
1404-160 81 200-5-220 98
1604-180’ 86 220-г240 104
1804-200 92 240-5-260 108
Силы резания при точении
53
Более точное значение силы резания определяется по формуле
Р2 = K2.tm.sn, (9)
где Р2 — сила резания в кгс,
К2 — коэффициент, зависящий от обрабатываемого материала и ма-
териала резца;
t — глубина резания в мм\
$ — подача в мм/об;
tn и п — показатели степеней.
Значения Л'2, m и п для некоторых обрабатываемых материалов при
наружном продольном обтачивании приведены ниже.
Значения sn при некоторых t, tn, s, и п указаны в таблицах
на стр. 53 и 54.
Значения /(2, tn и п в формуле (9)
Материал резца
Обрабатываемый материал Твердый сплав Минералоке- рамический сплав•марки ЦМ332 Быстрорежу- щая сталь марки PI8
Название °вР 2 в кгс/ммг НВ Кя m п к2 m п К, m п
Сталь и стальное литье 40 4-50 50—60 60-70 70-80 80-90 90-100 — 250 265 285 300 315 325 1,00 0,75 160 209 237 267 270 274 0,95 0,75 120 179 180 200 202 205 1,00 0,75
Чугун серый — 120—140 140-160 160-180 180-200 200-220 220-240 79 84 88 92 93 94 1,00 0,75 83 90 97 104 ПО 115 0,90 0,§5 — 1 1 1 1 1 1 —
Значения tm в формуле (9)
t в мм 3 4 6 8 10 12
/0,90 2,69 । 3,48 5,02 6,50 7,94 —
/0,95 2,84 3,73 5,49 7,21 8,91 —
/1,00 3 4 6 8 10 12
54
Процесс резания при точении
Значения У1 в формуле (9)
S в мм/об 0,3 0,5 о.б 0,8 1,0 1,2 1,5
S0.65 0,46 0,64 0,93 0,88 1,00 1,13 1,27
$0,75 0,40 0,60 0,68 0,84 1,00 1,02 1,05
4< ОПРЕДЕЛЕНИЕ КРУТЯЩЕГО МОМЕНТА И МОЩНОСТИ
ПРИ ТОЧЕНИИ
Крутящим моментом называется произведение силы, приложенной
к какому-либо валу, шкиву и т. п., на расстояние от оси вала до точки
приложения данной силы.
Крутящий момент выражается в килограмм-сила метрах и обозначается
буквой А4.
Применительно к точению крутящий момент определяется по формуле
PZD PZD
Мд~ 1000-2 — 2000 кгс'м< <10)
где Мд— крутящий момент иа детали в кгс-м;
Pz — сила резания в кгс\
D — диаметр детали в мм.
Крутящий момент на детали не должен быть больше крутящего момента
на шпинделе станка (обозначается Мш). Величина последнего зависит от мощ-
ности станка, числа оборотов шпинделя и коэффициента полезного действия
станка при данном положении рукояток коробки скоростей. Очевидно
также, что крутящий момент на детали не должен быть больше крутящего
момента, допускаемого наиболее слабым звеном привода станка (шестерни,
коробки скоростей, фрикционной муфты). Величины значений допустимых
крутящих моментов на шпинделе станка указываются в его паспорте.
Мощность, затрачиваемая при точении, определяется по формуле
ж,
Пквпг = 6120 Квт (1 0
или по формуле
Nj>- с- = 4500т) л- с" 12)
где N — мощность, потребная на резание, в кет или л. с.\
Р2— сила резания в кгс\
v — скорость резания в м!мин\
Скорость резания при точении
55
Т} — коэффициент полезного действия (к. п. д.) станка. Для токарных
станков со ступенчатым шкивом и перебором к. п. д. можно
принимать равным 0,80 ч- 0,90, а для станков с коробкой скоро-
стей — 0,70 ч- 0,80.
Пример. Определить мощность в кет, потребную прн точении, если сила
резания составляет 952 кгс, скорость резания 30 м/мин, а к. п. д. станка
равен 0,75.
В данном случае Р2 = 952 кгс, v = 30 м/мин и т) = 0,75.
Поэтому, по формуле (11)
Р2у 952-30
N~ 6120т) “ 6120-0,75 - 6,2 кв,п'
Проверяя допустимую величину силы резания по мощности станка,
следует убедиться и в том, не превосходит ли она (в особенности при зату-
пившемся резце) наибольшее усилие, допускаемое механизмом подачи,
указываемое в паспорте станка.
При решении вопросов, связанных с мощностью при точении, при-
ходится иногда переводить мощность, выраженную в киловаттах, в мощ-
ность, выраженную в лошадиных силах, и обратно.
Необходимые для этого формулы приводятся ниже:
^квт— 0,74М л. с.\ (13)
NA,C. = 1,36 кет, (14)
где NKem — мощность в квт\
Nл с — мощность в л. с.
Пример. Мощность, потребная для точения при данных условиях,
составляет 3 кет, а мощность, указанная на табличке электромотора
станка, —4,5 л. с. Достаточна ли эта мощность?
В данном случае Ыквт — 3 кет.
Поэтому по формуле (14)
Мл.с = 1,36-3 = 4,08 л. с.
Итак, потребная мощность составляет 4,08 л. с., а мощность электро-
мотора —4,5 л. с., т. е. она вполне достаточна для данного случая.
IV. СКОРОСТЬ РЕЗАНИЯ ПРИ ТОЧЕНИИ
1. ТЕПЛОТА РЕЗАНИЯ
Причинами образования теплоты резания являются:
1) работа, затрачиваемая на пластические деформации в срезаемом слое
(стружке), а также в наружном слое обработанной поверхности (при обра-
зовании в этом слое наклепа);
2) работа, затрачиваемая на преодоление трения стружки о переднюю
поверхность резца и задней поверхности его об обработанную поверхность.
В зависимости от условий резания главное значение имеет та или дру-
гая из указанных причин. При повышении скорости резання, когда пла-
стическая деформация и затрачиваемая на нее работа уменьшаются, глав-
ное значение приобретает вторая причина.
При обработке,чугуна, т. е. сравнительно малопластичного металла,
работа пластических деформаций меньше, чем при обработке стали, поэтому
56
Процесс резания при точении
в данном случае главным источником образования теплоты является также
работа трения. Наибольшее значение при этом имеет трение по задней
поверхности резца, так как скольжение стружки надлома по передней
поверхности резца, а следовательно, и трение стружки об эту поверхность
незначительны.
Вся теплота резания распространяется от места образования в струж-
ку, в резец, в обрабатываемую деталь и в окружающую среду. В среднем
считается, что в стружку уходит 75ч-80% общего количества теплоты,
в резец—154-20%, в деталь—4% и в окружающую среду (воздух)—1%.
2. ИЗНОС РЕЗЦА
Всякий резец в процессе работы затупляется вследствие истирающего
действия стружки о переднюю поверхность резца и истирания задней поверх-
ности резца о поверхность резания.
Большое влияние на затупление резца оказывает теплота резания,
нагревающая резец, влияющая на понижение его твердости и сопротивляе-
мости износу.
При обработке стали с большим сечением стружки быстрорежущим
резцом с самого начала резания на передней поверхности резца образуется
луика, показанная нафиг. 10, а черным цветом в увеличенном для ясности
виде. По мере дальнейшей работы резца ширина лунки увеличивается;
одновременно с этим на задней поверхности резца, трущейся о поверхность
резания, образуется ленточка износа, изображенная на фиг. 10, б также
в увеличенном виде. В месте соединения лунки и ленточки происходит
закругление режущей кромки (фиг. 10, в). О значении размера к износа
резца см. стр. 185.
При обработке чугуна главное значение имеет износ по задней поверх-
ности; заметных следов износа иа передней поверхности резца, а тем более
образования лунки обычно не наблюдается. Это объясняется тем, что
стружка надлома, получающаяся при резании чугуна, не скользит по
передней поверхности, и указанная выше причина образования лунки
в данном случае отсутствует.
По мере износа резца по задней поверхности изменяется размер обраба-
тываемой детали и ухудшается чистота обработанной поверхности. Кроме
того, при переточке чрезмерно затупившегося резца снимается много его
материала' и затрачивается на это много времени.
Средние значения допустимых величин износа (размер h на фиг. 10, в).
для основных типов резцов указаны в нижеприводимой таблице.
Скорость резания при точении
57
Средние величины допустимого износа токарных резцов в мм
по задней поверхности
Тип резца Обрабатываемый материал Характер обработки Материал резца
твердый сплав быстрорежу- щая сталь
Проходной, подрезной и расточной Стали угле- родистые и ле- гированные Черновая Чистовая 1,0 ч- 1,4* 0,4 -г- 0,6 1,5 ч- 2,0 1,5 ч- 2,0
Стали жаро- прочные и нержавеющие Черновая и чистовая 1,0 1,0
Чугун Черновая Чистовая 0,8 ч- 1,0 0,6 0,8 —
Отрезной и прорезной Сталь — 0,8 ч- 1,0 0,8 ч- 1,0
Чугун — 0,8 ч- 1,0 1,5 ч- 2,0
Резьбовой Сталь Черновая Чистовая 0,8 0,8 2,0 0,3
Чугун Черновая Чистовая 1,0 1,0 —
Фасонный Сталь — — 0,4 ч- 0,5
*При повышенной жесткости системы СПИД и равномерной нагрузке износ может быть повышен и доведен до 1,54-2,0 мм, обеспечивая этим воз- можность работы с увеличенным периодом стойкости нли повышенной (на 5 -г 10%) скоростью резания.
3. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА СКОРОСТЬ РЕЗАНИЯ
Величина скорости резания, допускаемой резцом, зависит от стойкости
резца, материала обрабатываемой детали, материала резца, его углов,
формы и размеров, глубины резания и подачи, охлаждения и некоторых
Других факторов.
58
Процесс резания при точении
Стойкость резца измеряется продолжительностью работы резца между
двумя следующими одна за другой переточками.
При назначении стойкости резца следует принимать во внимание стои-
мость его материала и изготовления. Так, например, чем сложнее форма
резца, тем больше должна быть его стойкость, следовательно, стойкость
фасонного резца следует назначать больше стойкости проходного. Стой-
кость резца может быть значительно больше при обработке коротких
участков детали, при работе на настроенных токарных станках и т. д.
Ввиду такого обилия разнообразных условий, влияющих на назначе-
ние стойкости резца, все существующие формулы и таблицы для назначе-
ния режимов резания при точении составлены исходя из условной стойкости
для определенных условий работы. При других условиях скорости резания,
найденные по формуле и таблице, следует исправлять, используя для этого
соответствующие поправочные коэффициенты, приводимые обычно вслед
за формула.ту и таблицами.
Стойкость резца при увеличении скорости резания быстро уменьшается.
Так, например, если какой-либо быстрорежущий резец, работающий при
скорости резания 15 м!мин, затупляется через 90 мин. после начала реза-
ния, то тот же резец при тех же глубине резания и подаче, но при скорости
резания 18 м/мин затупится через 20 мин.
Физические свойства обрабатываемого материала существенно влияют
на скорость резания, допускаемую резцом. Поэтому скорости резания,
например, при обработке цветных сплавов значительно выше, чем при
обработке легированных сталей.
Очень большое влияние на скорость резания оказывают механические
свойства обрабатываемого металла. Чем тверже этот материал, тем с боль-
шим усилием от него отделяется стружка, тем больше сила трения стружки
о переднюю поверхность резца. С увеличением силы трения возрастает
количество теплоты, поступающей в резец, что, в свою очередь, ускоряет
его износ.
Ступенчатая стружка, образующаяся при обработке сравнительно
твердых сталей, давит на небольшой участок передней поверхности резца
(фиг. 7, 6), вследствие чего теплота резания поступает главным образом
в часть головки резца, близкую к его режущей кромке. Сливная стружка,
получающаяся при точении мягких и вязких металлов опирается (фиг. 7, в)
на довольно большой участок передней поверхности, что обеспечивает
хорошее поглощение теплоты резания частью головки резца, удаленной
от режущей кромки. Поэтому, в частности, скорость резания при обработке
сравнительно мягкой стали может быть выше, чем при обработке твердой.
Стружка надлома, образующаяся при обработке хрупких металлов, давит
(фиг. 7, г) на переднюю поверхность резца у самой режущей кромки. В дан-
ном случае резец больше изнашивается от истирающего действия стружки,
чем от действия теплоты, образующейся при резании. Это относится осо-
бенно к обработке корки чугунных деталей, т. е. поверхностного слоя
отливки, в котором всегда имеются частицы песка, истирающие поверхность
резца и затрудняющие отвод тепла.
Главнейшим свойством материала резца, влияющим на скорость резания,
является его теплостойкость, т. е. способность сохранять необходимую
твердость при нагреве.
Углы и другие элементы резца влияют на скорость резания следующим
образом. При сравнительно небольшом угле резания стружка давит
на переднюю поверхность резца с меньшей силой, чем при большом угле.
Это способствует понижению теплоты резания и обеспечивает возможность
Скорость резания при точении
59
повышения скорости резания. Но одновременно с уменьшением угла реза-
ния уменьшается и угол заострения резца, что, в свою очередь,
приводит к понижению теплоотводящей способности резца и его проч-
ности.
С уменьшением главного угла в плане скорость резания, допускаемая
резцом, увеличивается. Это объясняется тем, что одновременно с умень-
шением главного угла в плане (при неизменных глубине резания и подаче)
увеличивается ширина стружки, вследствие чего происходит увеличение
длины режущей кромки резца, участвующей в резании, и улучшается
поглощение резцом теплоты резания. Однако с уменьшением главного
угла в плане возрастает радиальная сила резания, что может вызвать виб-
рации, ускоряющие разрушение режущей кромки резца.
Увеличение радиуса закругления вершины резца способствует повыше-
нию скорости резания, так как повышает теплоотводящую способность
резца. При радиусной форме передней поверхности резца скорость резания
может быть несколько большей, чем при плоской; это объясняется тем, что
в первом случае стружка деформируется меньше, чем во втором. Увеличе-
ние поперечного сечения резца способствует повышению допускаемой им
скорости резания, так как одновременно с увеличением сечения резца воз-
растает его способность поглощать теплоту резания.
Изменение толщины и ширины стружки при неизменном ее поперечном
сечении по-разному влияет на скорость резания. Так, при увеличении
толщины стружки и соответственном уменьшении ее ширины, т. е. одно-
временно и длины режущей кромки, участвующей в резании, ухудшаются
условия отвода теплоты резания резцом, его стойкость понижается. Наобо-
рот, при увеличении ширины стружки в резании участвует большая длина
режущей кромки резца, что повышает его стойкость.
Из сказанного очевидно, что для повышения скорости резания выгодно
работать с тонкими и широкими стружками. Это может быть достигнуто
без изменения сечеиия стружки уменьшением подачи и соответствующим
увеличением глубины резания или уменьшением главного угла в плане.
Первый способ ограничивается припуском на обработку, а второй —
вибрациями, возникающими вследствие увеличения радиальной силы
резания.
Правильное применение охлаждения резца обеспечивает повышение
скорости резания.
Скорость резания зависит и от вида токарной обработки. При раста-
чивании отверстий скорость резания должна быть меньше, чем при обра-
ботке наружных поверхностей. Это объясняется тем, что размер расточ-
ного резца определяется во многих случаях размерами растачиваемого
отверстия. Поэтому сечение такого резца и размеры его головки получаются
небольшими, с плохой теплопоглощающей способностью. Охлаждение
расточного резца обычно затруднено. Скорости резания при обработке
отверстий больших диаметров могут быть равны применяемым при обтачи-
вании наружных поверхностей, так как сечение резца в этом случае может
быть большим.
При поперечном обтачивании с подачей от наружной поверхности
к центру скорость резания можно принимать большую, чем при наружном
обтачивании детали. В данном случае по мере перемещения резца к центру
детали скорость резания уменьшается. При отрезании скорости резания
должны быть меньше, чем при наружном обтачивании, так как
процесс стружкообразования здесь происходит в стесненных усло-
виях.
60
Процесс резания при точении
V. СМАЗКА И ОХЛАЖДЕНИЕ ПРИ РЕЗАНИИ МЕТАЛЛОВ
1. ВЛИЯНИЕ СМАЗКИ И ОХЛАЖДЕНИЯ НА ПРОЦЕСС РЕЗАНИЯ
Производительность процесса резания повышается, а качество обра-
ботанной поверхности улучшается, если в зону стружкообразования
непрерывно и в достаточном количестве поступает смазочно-охлаждающая
жидкость.
Смазывающее действие этой жидкости заключается в том, что она,
покрывая тонкой пленкой поверхности соприкосновения отходящей струж-
ки и резца, а также резца и обработанной поверхности детали, уменьшает
трение между ними.
Необходимо отметить, однако, что в связи с высокими давлениями на резец
на его поверхности могут удерживаться только предельно тонкие слои
жидкости, наиболее прочно связанные с металлом инструмента. Работами
акад. П. А. Ребиндера и его сотрудников доказано, что такие пленки обра-
зуются при условии, если смазочно-охлаждающая жидкость содержит
в себе в небольших количествах поверхностно-активные вещества 1.
Смазочно охлаждающая жидкость не только смазывает поверхности
трения, но одновременно проникает в микроскопические трещины срезае-
мого слоя металла, расширяет и удлиняет их облегчая тем самым разруше-
ние металла. Поверхностно-активные вещества содействуют также увели-
чению числа мнкротрещии во время деформации, что приводит к облегчению
сдвига одних слоев по отношению к другим.
Смазочно-охлаждающие жидкости способствуют и уменьшению трения
по задней поверхности резца, хотя проникновение жидкости на поверхность
трения в данном случае более затруднено, чем при смазывании передней
поверхности резца; тем не менее применение при резании смазочно-охла-
ждающей жидкости снижает интенсивность износа режущего инструмента.
Охлаждающее действие жидкостей заключается в поглощении ими тепла,
образующегося при резании, охлаждении режущего инструмента и обраба-
тываемой детали, а также в усилении отвода тепла от поверхностей, нагре-
вающихся от трения. Обильное охлаждение быстрорежущего резца дает
возможность повысить скорость резання на 20-г-25% при обтачивании стали
и на 10-~ 15% при обработке чугуна. Этот эффект снижается при высоких
скоростях резания.
2. СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
Смазочно-охлаждающие жидкости, используемые при токарной обра-
ботке, их составы и области применения указаны в нижеприводимой
таблице. Данные этой таблицы заимствованы из сборника «Охлаждающе-
смазывающие жидкости, применяемые при холодной обработке металлов
резанием. Руководящий технический материал РС-390-56 ВПТИ Ленсов-
нархоза».
1 Поверхностно-активными веществами по отношению к какой-либо жид-
кости называют такие вещества, которые при введении их в жидкость уменьшают
ее поверхностное натяжение. К таким веществам относятся стеариновая, олеи-
новая и другие кислоты н их соли.
Смазка и охлаждение при резании металлов
61
Смазочно-охлаждающие жидкости, применяемые при токарной обработке
Названия жидкостей Состав жидкости Области применения и краткая характеристика
Составляющие вещества Содержа- ние в % по весу
Водный рас- твор соды 1 Сода кальцинирован- ная техническая Вода 1,50 Остальное Черновое обтачива- ние. Введение в раст- вор нитрита натрия повышает его антикор- розийные свойства По своему охлаж- дающему действию ра- створы соды и тринат- ри йфосфата равноцен- ны
Водный рас- твор соды II Сода кальцинирован- ная техническая Нитрнт натрия Вода 0,80 0,25 Остальное
Водный рас- твор тринатриft- фосфа та 1 Тринатрнйфосфат Вода 1,50 Остальное
Водный рас- твор тринатрнй- фосфата II Три натри йфосфат Нитрит натрия Вода 0,80 0,25 Остальное
Водный рас- твор мыла I 1 i Мыло специальное калийное Сода кальцинирован- ная техническая или тринатрийфосфат Нитрит натрия Вода 0,5 + 1 0,5 -т- 0,75 0,25 Остальное Чистовое и фасон- ное точение Наряду с жидким калийным мылом мо- жет быть использовано любое водорастворимое мыло при отсутствии в нем хлористых со- лей. Хозяйственное мыло по экономическим соображениям приме- няется лишь в исклю- чительных случаях
Водный рас- твор мыла 11 Мыло специальное калийное Сода кальцинирован- ная техническая Вода 4,0 1,5 Остальное
Эмульсия на стандартном эмульсоле I Эмульсол Э-2 (Б) Сода кальцинирован- ная техническая или трннатр нйфосфат Вода 2-т-З 0,4 -т- 0,6 Остальное Обработка поверхно- стей, к которым не предъявляется требо- ваний особой чистоты, производящаяся при высоких скоростях ре- зания, с образованием длинной завивающейся стружки большого по- перечного сечения
62
Процесс резания при точении
Продолжение
Названия жидкостей Состав жидкости Области применения и краткая характеристика
Составляющие вещества Содержа- ние в % по весу
Эмульсия на стандартном эмульсоле П Эмульсол Э-2 (Б) Сода кальцинирован- ная техническая или тринатрийфосфат Вода 5-ь8 0,2 Остальное Чистовое обтачива- ние
Эмульсия на основе окислен- ного петролату- ма IV Эмульсол на основе окисленного петрола- тума Сода кальцинирован- ная техническая Нитрит натрия Вода 5 0,3 0,2 Остальное Черновое и чистовое обтачивание. Получае- мая чистота поверхно- сти выше, чем при охлаждении эмульсия- ми на стандартном- эмульсоле
Смешанное масло Индустриальное мас- ло 20 Льняное масло (2-й сорт) Керосин 70 15 15 Нарезание резьб с вы- сокой точностью. Об- работка дорогостоящи- ми фасонными инстру- ментами
Сульфофрезол — 100 Чистовая обработка с малым сечением сре- за. Применение суль- фофрезола при черно- вых работах не реко- мендуется, так как вследствие образова- ния большого количе- ства тепла происходит разложение сульфофре- зола (выделение серы), вредное для токаря
Смесь суль- фофрезола с ке- росином Сульфофрезол Керосин 90 10 Нарезание резьбы, глубокое сверление, чистовая обработка по- верхностей
Керосин — 100 Обработка алюми- ния. Обработка колеб- лющимися брусками
Примечание. В смазочно-охлаждающих жидкостях приме- няются тринатрнйфосфат и нитрит натрия 2-го сорта.
Обработка при высоких режимах резания
63
3. ПРИМЕНЕНИЕ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
Смазочно-охлаждающая жидкость подается в зону резания обычно
на стружку свободной струей со стороны передней поверхности резца.
Расход жидкости должен быть не меньше 10ч-15 л/мин. При прерывистом
поступлении жидкости возможно резкое охлаждение нагревшегося
резца, что часто служит причиной его разрушения. Указанное явление
часто происходит при работе с охлаждением твердосплавными инструмен-
тами. Именно поэтому при использовании таких резцов охлаждение при-
меняется редко.
В последнее время находит себе применение так называемое высоко-
напорное охлаждение. В данном случае жидкость подается со стороны
задней поверхности резца под давлением до 30 ати. Диаметр выходной части
трубки, по которой поступает жидкость, не более 1 мм. Охлаждающее дей-
ствие жидкости в этом случае в несколько раз интенсивнее, чем при безна-
порном охлаждении, причем расход жидкости значительно уменьшается.
Этот способ особенно эффективен при обтачивании быстрорежущими рез-
цами труднообрабатываемых сталей. Поэтому он рассматривается подроб-
нее в главе тринадцатой Справочника.
VI. ОБРАБОТКА ПРИ ВЫСОКИХ РЕЖИМАХ
РЕЗАНИЯ
1. ОСНОВНЫЕ ОСОБЕННОСТИ ПРОЦЕССА РЕЗАНИЯ
ПРИ высокой СКОРОСТИ
По закону теплопередачи количество теплоты, протекающее через еди-
ницу поверхности соприкосновения двух тел с разными температурами, тем
меньше, чем меньшее количество времени эти тела находились в соприкос-
новении. Поэтому каждая частица стружки тем меньше своей теплоты от-
дает резцу, чем больше скорость ее перемещения по передней поверхности
резца, т. е. чем выше скорость резания. При увеличении скорости резания
уменьшается и количество теплоты, переходящей из стружки в обрабаты-
ваемую деталь. Таким образом, в стружке, образовавшейся при более
высокой скорости резания, остается теплоты больше, чем в стружке,
образованной при сравнительно низкой скорости.
Вследствие этого при более высокой скорости резания температура
в зоне стружкообразования повышается, что, в свою очередь, при обработке
стали несколько понижает сопротивление последней деформированию.
В результате, как показывает опыт, силы резания при более высоких ско-
ростях резания оказываются даже несколько меньшими, чем при умерен-
ных скоростях.
Несмотря на все сказанное выше о положительном значении повышения
скорости резания, условия работы режущей кромки при этом тяжелее, чем
при менее высокой скорости. В этом случае общее количество теплоты,
поступившей в резец, вследствие более высокой скорости перемещения
стружки по резцу (а следовательно и большего количества элементов
стружки, отдавших резцу часть своей теплоты) будет больше, чем при срав-
нительно низкой скорости. Поэтому температура части резца, находящейся
в сильно нагретой зоне, оказывается значительно более высокой, чем при
умеренных скоростях.
64
Процесс резания при точении
Одним из способов повышения прочности и стойкости твердосплавных
резцов, используемых в указанных условиях, является применение отри-
цательного переднего угла, при котором не происходит выкрашивания
твердосплавной пластинки, ограничивающего использование твердосплав-
ных резцов при обтачивании закаленных сталей и при работе с ударной
нагрузкой (прерывистое точение с неравномерными припусками, при зна-
чительном биении детали и т. д.).
Резцы с отрицательным передним углом обладают следующими достоин-
ствами:
1) при точении резцами с отрицательным передним углом (—у) напра-
вление действующих сил Р обусловливает сжатие (фиг. 11, а) и обеспе-
чивает более благоприятные условия работы пластинки твердого сплава
в сравнении с условиями работы резца с положительным (+ у) передним
углом (фиг. 11, б);
2) при отрицательном переднем угле и одновременно с этим при поло-
жительном угле наклона режущей кромки (X) вершина резца предохранена
от Ударов при обтачивании прерывистых поверхностей.
Наряду с достоинствами резцы с отрицательным передним углом имеют
ряд существенных недостатком, а именно:
1) при точении резцами с отрицательным передним углом возрастает
сила трения стружки о резец, вследствие чего увеличивается и потребная
мощность. Поэтому при работе на недостаточно мощных станках приходится
уменьшать скорость резания, а вместе с ней и производительность;
2) при работе рассматриваемыми резцами возрастает радиальная сила
Ру, что приводит к искажению формы обрабатываемой детали (при ее недо-
статочной жесткости), вибрациям и т. д.
Поэтому резцы с отрицательным передним углом применяются лишь
при обработке стали с повышенной и высокой прочностью (овр > 80 кгс/мм2)
при резании с ударной нагрузкой и при обработке заготовок с очень твер-
дым поверхностным слоем. Следует отметить, что в последнее время стре-
мятся и в таких случаях пользоваться резцами с положительным передним
углом.
2. ОСОБЕННОСТИ ТОЧЕНИЯ С БОЛЬШИМИ ПОДАЧАМИ
Возможность повышения производительности обычного токарного
станка за счет увеличения скорости резания часто ограничивается недо-
статочно большим предельным числом оборотов шпинделя. Повышение
производительности станка путем увеличения подачи при обтачивании
Обработка при высоких режимах резания
65
проходными резцами с обычной геометрией также часто ограничено. В этом
случае шероховатость поверхности (гребешки) настолько возрастает, что
часто оказывается необходимым последующее чистовое обтачивание детали
с небольшой подачей; это, в свою очередь, сводит на нет повышение произ-
водительности, достигнутое работой с большой подачей при черновом
обтачивании.
Повышение производительности при чистовом обтачивании посредством
использования резца, установленного таким образом, что режущая кромка
его параллельна направлению подачи или расположена под некоторым
углом к ней (подробнее о
таких резцах см. ниже,
стр. 253), получается иногда
весьма существенным. Но
такие резцы могут работать
без вибраций лишь при
сравнительно небольших глу-
бинах резания, что, оче-
видно. является фактором,
снижающим производитель-
ность процесса резания.
Указанные выше ограни-
чения не имеют места при
использовании резца с допол-
нительной режущей кром-
кой, параллельной направле-
нию подачи, т. е. при = 0. Такой резец предложен токарем-новатором
В. А. Колесовым; пользуясь этим резцом можно совмещать черновое и
чистовое обтачивание в одном проходе.
Резец конструкции В. А. Колесова имеет три режущие кромки
(фиг. 12).
Первая режущая кромка А с углом в плане 45° выполняет работу обыч-
ного проходного резца; вторая режущая кромка В с углом в плане 2(г
язляется переходной; третья режущая кромка С с углом в плане 0°, т. е.
параллельная направлению подачи, выполняет задачу чистового резца,
используемого при больших подачах (см. ниже, стр. 252).
Резцами В. А. Колесова можно производить обработку деталей даже
при сравнительно большой глубине резания и подаче, получая при этом
чистоту обрабатываемой поверхности 4-г-б-го класса.
Наиболее значительным источником резкого повышения производи-
тельности при работе резцом В. А. Колесова является совмещение чернового
и чистового переходов при одновременном увеличении подачи.
Практика применения резцов В. А. Колесова показала, что они обладают
повышенной по сравнению с обычными резцами стойкостью. Это объяс-
няется тем, что при обработке одной и той же детали длина пути, проходи-
мого резцом В. А. Колесова по поверхности детали, меньше длины пути,
который проходит обыкновенный резец, во столько же раз, во сколько
подача при резце В. А. Колесова больше, чем при обыкновенном
резце.
Работая на модернизированном станке ДИП-300, В. А. Колесов произ-
водил обтачивание пинолей задней бабки токарного станка при скорости
резания 150 м/мин, глубине резания 1,7-г-2 мм и подаче 2,7 мм/об, вместо
применявшейся ранее 0,3-г-0,5 мм/об. Машинное время обработки было
снижено при этом почти в 10 раз.
5 Оглоблин 210
66
Процесс резания при точении
3. СТРУЖКОЛОМАНИЕ ПРИ ТОЧЕНИИ
Стружколомание путем подбора геометрии резца
При точении стали, особенно при высокой скорости резания, большое
значение имеет измельчение стружки, обеспечивающее безопасность обслу-
живания станка, а также удобство дальнейшей транспортировки стружки.
Универсального средства для измельчения стружки пока не существует,
и поэтому каждый из нижеприводимых способов решения этой задачи
имеет более или менее ограниченное применение.
Ломание стружки может достигаться при работе с плоской передней
поверхностью с отрицательным передним углом и положительным углом
наклона режущей кромки.
Установлено, что наилучшее дробление стружки получается при перед-
нем угле у = —Ю° и Угле наклона X = + (5 ч- 10°). Соотношение глу-
бины резания и подачи должно быть при этом выдержано в пределах — =
“5 + 8. Рассмотренный способ дробления стружки связан со значитель-
ным увеличением расходуемой мощности, а также и радиальной силы Ру.
Он применяется поэтому при обработке жестких деталей на станках
с большим запасом мощности.
Проходной резец (фиг. 13) конструкции токаря-новатора Г. С. Неже-
венко обеспечивает стружколомание за счет специальной заточки.
Стружколоман ие посредством лунок и порожков
на передней поверхности резца
Стружколоманию способствуют лунки или порожки, образованные
на передней поверхности резца.
Резцы с лунками, образованными посредством бронзового диска-
притира, предложенные И. С. Штейнбергом и принятые на Липецком
Обработка при высоких режимах резания
67
тракторном заводе, показаны на фиг. 14. Лунки типа / делаются у рез-
цов, используемых при / = 0,5 4-5,0 мм и любой подаче; типа // — при
t > 5,0 мм и любой подаче; типа III — при t > 0,5 мм и $ < 0,3 мм/об;
типа IV — при / > 5,0 мм и s < 0,3 мм/об.
Размеры лунок: г при s = 0,5 4- 1,0 мм/об принимается 0,5 ч- 3,0 мм;
R равно радиусу притира; В = 0,5 ч- 3,0 мм; I > ; f<s-sin<p и
Г-Г
Фиг. 14.
при Ф = 45° для s — 0,05 ч- 1,0 мм/об = 0,03 ч-0,50 льи; = 0,2 ч-
ч-0,о мм; F — больше ширины лунки В на 1,0 ч-2,0 мм; при мягких
сталях у = 0°, при сталях средней твердости у = — 5° и при твердых
у = — 10°.
Фиг. 15.
Размеры притирочного диска: диаметр 20 ч-60 мм; толщина 1,0 ч-
ч-3,0 мм; радиус закругления профиля 0,5ч-Засас. Шаржирование
диска производится пастой, состоящей из 75% карбида бора зернисто-
стью 280 ч- 320 и 25% керосина по весу. Сила прижима резца к при-
тиру около 1 кгс.
Размеры и /2 обеспечиваются при доводке задних поверхностей
резца после образования лунки.
Порожки располагаются параллельно режущей кромке (фиг. 15, а)
или под углом к ней (фиг. 15, б) с расширением к вершине резца.
Стружка, снимаемая при такой форме порожка ломается короткими
кусками в виде завитков. Реже применяются резцы с обратным наклоном
порожка.
5*
68
Процесс резания при точении
Угол порожка рекомендуется делать в пределах 1104-115°. Размеры
порожка принимаются в зависимости от глубины резания и подачи, при
которых выполняется данная обработка, и изменяются в следующих пре-
делах:
Ширина порожка k................................1,6 4-6,5 мм
Высота порожка h.............................• 0,6 4- 1,5 мм
Радиус закругления угла порожка................0,25 4- 0,6 .w.w
"Меньшие из указанных значений размеров порожка следует применять
при глубине резания t ~ 0,5 4- 1
а большие — при глубине t = 7 4
Фиг. 16.
,5 мм и подаче s= 0,154-0,3 мм!об,
- 12 мм, и подаче s — 0,8 4- 1,0 мм/об.
Качество порожка получается удо-
влетворительным при образовании его
электроискровым способом. В этом
случае применение порожков, если
форма и размеры их соответствуют
режиму резания, хорошо обеспечивает
дробление стружки.
Недостатки этого способа дробления
стружки — затруднения с образованием
порожков абразивными кругами и по-
вышенный расход твердого сплава при
переточках резца.
При обработке вязких сталей поро-
жек не всегда обеспечивает ломание
стружки.
Стружколомание посредством упоров
В практике находят применение напайные и приварные стружколома-
тели, называемые упорами.
Таким упором является пластинка, напаянная (фиг. 16, а) или прива-
ренная (фиг. 16, б) к резцу на расстоянии / от режущей кромки, выбираемом
в зависимости от подачи и глубины резания. Угол В также зависит от подачи
и принимается равным 105° при подаче 0,24-0,4 мм(об и 115° при подаче
0.44-0,6 мм!об.
Значения величины I указаны в нижеприводимой таблице.
Расстояние / напайного или приварного стружколомателя от режущей
кромки резца в мм
Глубина резания Подача в мм/об
в мм 0.2 j 1 р-3 | 0,4 0.5 | о.б
Or 1 до 2 4,5 5,2 6.0 4,0 4,3
Свыше 2 ъ 4 5.0 5,7 6.5 4,2 4,5
» 4 » 6 5,5 6,5 7,0 4,5 4,7
Материал пластинки для ломания стружки — сталь марок 5ХНМ,
40Х, У10, любая сталь, наплавленная сормайтом1, или твердый сплав ВК8.
' Сормайт — сплав, в состав которого входит хром (254-30%), никель (3 4-
4-5%), кремний (34-4%), марганец (1.5%). углерод (2,54-3.5%), железо (остальное).
Твердость наплавленного слоя колеблется в пределах НЯД=40 4- 60.
Обработка при высоких режимах резания
69
Достоинство рассмотренных стружколомателей — простота изготовления.
Недостатки их — сравнительно быстрый износ, наступающий часто раньше
затупления резца, а также возможность приваривания стружки к упорной
пластинке, что приводит к выкрашиванию твердосплавной пластинки.
Затруднено восстановление необходимых размеров упора при переточке
резца.
Стружколомание посредством специальных устройств
Примеры устройств для ломания стружки, часто называемых стружко-
ломателями, показаны на фиг. 17.
Закрепление накладного стружколомателя (фиг. 17, о) осуществляется
одновременно с установкой резца на станке. Рабочая поверхность стружко-
ломателя должна быть износоустойчивой. Возможность регулирования поло-
жения такого стружколомателя с учетом режима резания, свойств обраба-
тываемого материала и износа резца сообщает ему некоторую универсаль-
а) 5) / 2
Фиг. 17.
ность. Стружколоматель (фиг. 17, 6), предложенный Н. П. Патутиным,
представляет собой пластинку 1 с криволинейной выемкой Л, прикрепляе-
мую к резцу болтом 2. Для более надежного закрепления пластинки 1
ее опорная поверхность и соответствующая поверхность резца имеют рифле-
ния. Отходящая стружка обтекает рабочую поверхность выемки. Скорость
перемещения передних частей стружки при этом несколько уменьшается
(вследствие трения о пластинку). Частицы стружки, расположенные
между местом образования стружки и поверхностью трения, наталкиваются
на частицы, находящиеся за этой поверхностью, вследствие чего и про-
исходит разрушение стружки.
Пластина рассмотренного стружколомателя изготовляется из стали
марки ШХ15 и для повышения износостойкости наплавляется сормайтом.
Недостаток рассмотренного стружколомателя — невозможность уста-
новки его под наивыгоднейшим углом по отношению к направлению дви-
жения стружки. Для устранения этого недостатка в случае надобности
можно снять рифление, имеющееся на резце, сохранив рифли лишь на
стружколомателе.
4. практика работы при высоких режимах резания
Обслуживание стайка при высоких режимах резания
Общие правила обслуживания станка, обязательные при работе с нор-
мальными скоростями, изложены ниже (стр. 147).
Здесь же отметим, что неуклонное выполнение этих правил приобре-
тает особое значение, если работа выполняется при повышенной скорости
резания.
70
Процесс резания при точении
Неполадки при работе с высокими режимами резания
Ниже приводится перечень главнейших неполадок при точении с высо-
кими режимами резания, причины их возникновения и способы устранения.
Неполадки при точении с высокими режимами резания и способы
их устранения
Характер неполадок Причины неполадок Способы устранения неполадок
Происходит выкрашивание режущей кром- ки Неудовлетворительная за- точка резца Переточить и довести резец
Неудовлетворительная довод- ка (при крупной подаче и в особенности прн обработке по корке отливок и поковок) Тщательно довести ре- зец. Если при особо ост- рых режущих кромках наблюдается расслаивание твердого сплава, следует несколько закруглить кромки мелкозернистым оселком
Перегрев при заточке части пластинки, примыкающей к ре- жущей кромке При небольшом выкра- шивании переточить, а при значительном — заме- нить резец
Мала подача или скорость резания Увеличить подачу или скорость резаиия
Неправильные размеры по- рожка для дробления стружки или неправильная установка стружколомателя В том и другом случае устранить допущенную ошибку
Быстрый из- нос режущей кромки резца Несоответствие марки твер- дого сплава выполняемой ра- боте Заменить резец другим с пластинкой другой марки твердого сплава
Мал задний угол резца Увеличить задний угол резца
Велик радиус закругления вершины резца Уменьшить радиус за- кругления вершины рез- ца
Мала подача | Увеличить подачу
Мала или велика скорость резаиия Установить скорость ре- зания в соответствии с су- ществующими нормати- вами режимов резания
Возникают вибрации См. стр. 185 См. стр. 186
ГЛАВА ТРЕТЬ Л
ТОКАРНЫЕ РЕЗЦЫ
ОбрабатЬ^аемая поверхность
\ ПоберхностЬ резания
Обработанная
^\поберхностЬ
I. ОБЩИЕ СВЕДЕНИЯ О ТОКАРНЫХ РЕЗЦАХ
1. ЧАСТИ РЕЗЦА, ЭЛЕМЕНТЫ ГОЛОВКИ И УГЛЫ РЕЗЦОВ
Поверхности и плоскости, различаемые в процессе работы
На обрабатываемой детали при снятии с нее стружки резцом разли-
чают следующие поверхности (фиг. 18):
1) обрабатываемая поверхность;
2) обработанная поверхность;
3) поверхность резания.
Обрабатываемой поверхностью называется поверхность, с которой сни-
мается стружка.
Обработанной поверхностью
называется поверхность, полу-
ченная после снятия стружки.
Поверхностью резания назы-
вается поверхность, образуемая
на обрабатываемой детали непо-
средственно режущей кромкой.
Поверхность резания являет-
ся переходной между обраба-
тываемой и обработанной по-
верхностями.
Для определения углов резца
устанавливаются следующие
исходные плоскости:
1) плоскость резания;
2) основная плоскость.
Плоскостью резания называе*
резания и проходящая через режущую кромку.
Основной плоскостью называется плоскость, параллельная продольной
и поперечной подачам.
У токарных резцов за эту плоскость может быть принята нижняя опор-
ная поверхность резца.
Части резца и элементы его головки
Резец состоит (фиг. 19) нз головки, т. е. рабочей части резца, и тела
или стержня, служащего для закрепления резца в резцовой головке суп-
порта или державке.
Основная плоскость
Фиг. 18.
Плоско
резания
касательная к
плоскость,
72
Токарные резцы
Поверхностям и другим элементам головки резца даны следующие
названия и определения.
Передней поверхностью называется поверхность резца, по которой схо-
дит стружка.
Задними поверхностями называются поверхности резца, обращенные
к обрабатываемой детали.
Режущие кромки образуются пересечением передней н задней поверх-
ностей. Различают главную и вспомогательную режущие кромки; первая
из них выполняет основную работу резания.
Главная режущая кромка Передняя поверхность
Вспомогательная Тело (стержень)
режущая кромка
Головка
___Опорная
поверхность
Задняя поверхность
главная
Вершина резца
адняя поверхность
вспомогатель ная
Фиг. 19.
Задняя поверхность, примыкающая к главной режущей кромке, назы-
вается главной задней поверхностью; задняя поверхность, примыкающая
к вспомогательной кромке, — вспомогательной задней поверхностью.
Вершиной резца называется место сопряжения главной режущей кромки
со вспомогательной. Вершина резца может быть в плане острой, закруглен-
ной или в виде прямой линии, называемой переходной кромкой.
Углы резца
Форма (геометрия) резца характеризуется его главными и вспомога-
тельными углами, углами в плане и углом наклона главной режущей кромки
(фиг. 20).
Передним углом у называется угол между передней поверхностью резца
и плоскостью, перпендикулярной плоскости резания, проведенной через
главную режущую кромку.
Главным задним углом а называется угол между главной задней поверх-
ностью резца и плоскостью резания,
Углом резания 6 называется угол между передней поверхностью резца
и плоскостью резания.
Углом заострения р называется угол между передней и главной задней
поверхностями резца.
Все названные выше углы резца измеряются в главной секущей пло-
скости, перпендикулярной к проекции главной режущей кромки на основ-
ную плоскость.
Вспомогательным задним углом «1 называется угол между вспомога-
тельной задней поверхностью и плоскостью, проходящей через вспомога-
тельную режущую кромку перпендикулярно к основной плоскости. Вспо-
Общие сведения о токарных резцах
73
могательный задний угол измеряется во вспомогательной секущей пло-
скости, перпендикулярной к проекции вспомогательной режущей кромки
на основную плоскость.
Разрез по вспомогательной Разрез по главной
секущей плоскооти секущей плоскости
Фиг. 20.
Главным углом в плане ср называется угол между проекцией главной
режущей кромки на основную плоскость и направлением подачи.
Вспомогательным углом в плане (pj называется угол между проекцией
вспомогательной режущей кромки на основную плоскость и направлением
подачи.
Углом при вершине в плане е называется угол между проекциями режу-
щих кромок на основную плоскость.
Угол наклона Угол наклона.
отрицателЬнЬ1й ровен нулю
Уеол наклона „
положат елЬнЬш.
Фиг. 21.
Углом наклона главной режущей кромки X называется угол (фиг. 21),
заключенный между режущей кромкой и линией, проведенной через вер-
шину резца параллельно основной плоскости.
Этот угол измеряется в плоскости, проходящей через главную режущую
кромку перпендикулярно основной плоскости.
74
Токарные резцы
Угол наклона главной режущей кромки считается положительным,
когда вершина резца является низшей точкой режущей кромки, отрица-
тельным — когда вершина резца является высшей точкой режущей кромки,
и равным нулю — когда главная режущая кромка параллельна основной
плоскости.
2. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ТОКАРНЫХ РЕЗЦОВ
Предварительные замечания
Материалы, применяемые для изготовления рабочей части резцов,
должны обладать следующими основными свойствами:
1) твердостью, которая должна быть больше твердости любого металла,
обрабатываемого данным резцом;
2) красностойкостью, т. е. способностью сохранять твердость, присущую
данному материалу резца при нагреве его в процессе резания;
3) прочностью (вязкостью), обеспечивающей необходимую сопротивляе-
мость головки резца разрушению под давлением стружки, а его режущей
кромки — выкрашиванию;
4) износостойкостью от трення стружки о переднюю поверхность резца
и задней поверхности его о поверхность резания обрабатываемой детали;
5) теплопроводностью — способностью отводить тепло, образующееся
в процессе резания и поступающее в резец, от места его образования;
6) шлифуемостью — возможностью получения (при заточке н доводке)
необходимой чистоты поверхностей головки резца, а также острых (без
ощутимых шероховатостей) его режущих кромок.
В настоящее время для изготовления токарных резцов применяются
следующие материалы, обладающие в различной степени указанными выше
свойствами.
Вольфрамовые и титано-вольфрамовые металлокерамические твердые
сплавы, которые для краткости в справочнике называются твердыми спла-
вами. Они являются основным материалом для токарных резцов наиболее
употребительных типов, и удовлетворяют разным условиям токарной обра-
ботки. Красностойкость их 800-4-900° С.
Минералокерамические сплавы, обладающие еще недостаточной проч-
ностью, что ограничивает их широкое применение, хотя красностойкость
минералокерамических сплавов очень высока: около 1200° С.
Быстрорежущие стали, обладающие красностойкостью около 600° С.
Во многих случаях они не удовлетворяют требованиям современного про-
изводства и применение их для изготовления резцов постепенно сокращается.
Углеродистые стали как материал токарных резцов, по существу, вышли
из употребления ввиду своей низкой красностойкости (200ч-300° С) и при-
меняются в настоящее время главным образом при обработке неметалли-
ческих материалов.
Ниже приводятся краткие сведения о составах и основных свойствах
перечисленных инструментальных материалов, а также указания для
выбора их в различных случаях токарной обработки.
Вольфрамовые твердые сплавы
ГОСТ 3882—53 устанавливает семь марок вольфрамовых твердых спла-
вов, применяемых для изготовления токарных резцов. Сплавы эти обозна-
Общие сведения о токарных резцах 75
чаются марками ВК2, ВКЗ и т. д., причем буква В обозначает содержание
в сплаве карбида1 вольфрама, а буква К — содержание кобальта. Цифра,
стоящая после буквы К» указывает количество (в процентах) содержащегося
в сплаве кобальта. Остальное в данном сплаве — карбид вольфрама (без
учета примесей).
Таким образом, в твердом сплаве марки ВК4 содержится 96% карбида
вольфрама (без учета примесей) и 4% кобальта.
Вольфрамовые твердые сплавы, их основные свойства
и области применения
Марка твердого сплава Эксплуатационные свойства Области применения
ВК2 Наивысшие для вольфрамовых твердых сплавов износостойкость и допустимая скорость резания. Умеренная эксплуатационная прочность и сопротивляемость уда- рам, вибрациям и выкрашиванию Обработка чугуна, цветных сплавов и неметаллических ма- териалов (пластмасс, фнбры, резины, шифера, стекла, элек- тродных углей и пр.) прн чи- стовом, получнстовом и тон- ком обтачивании с малым се- чением среза; окончательное нарезание резьбы
вкз Высокие износостойкость и твер- дость, но несколько меньшие по сравнению со сплавом ВК2 То же
ВК4 Высокие износостойкость и экс- плуатационная прочность, хоро- шая сопротивляемость ударам, вибрациям и выкрашиванию. Прн температурах резан ня более 600° С прочность выше, чем у сплавов ВК6 и ВК8 Обработка чугуна, цветных сплавов и неметаллических ма- териалов при черновом точе- нии с неравномерным сечением среза; при непрерывном и пре- рывистом резании (за исклю- чением особо тяжелого преры- вистого резания); при отрез- ных работах
ВК6 Высокие износостойкость и до- пустимая скорость резания, но меньшие, чем у сплава ВК2, при более высокой эксплуатационной прочности Обработка чугуна, цветных сплавов и неметаллических ма- териалов при черновом точе- йии,если резание непрерывно; пол уч истовое и чистовое точе- ние с малым сечением среза при прерывистом резании предварительное нарезание резьбы резцом; отрезные ра- боты
Карбид — соединение металла с углеродом.
76
Токарные резцы
Продолжение
Марка твердого сплава Эксплуатационные свойства Области применения
ВК6М Более высокая износостойкость по сравнению со сплавом ВК6 при относительно высокой эксплуата- ционной прочности, превышающей прочность сплавов ВК2 и В КЗ Обработка нержавеющих сталей, специальных твердых чугунов, в том числе и отбе- ленных, закаленного чугуна, твердой броизы, твердых изо- ляционных материалов, стек- ла, фарфора. Обработка сы- рых углеродистых и легиро- ванных сталей при малых се- чениях среза и невысоких ско- ростях резания
ВК8 Более высокая эксплуатацион- ная прочность по сравнению со сплавом ВК6 при меиьших изно- состойкости и допустимой скоро- сти резания Обработка чугуна, цветных сплавов и неметаллических материалов при черновом то- чении с неравномерным сече- нием среза и прерывистом ре- зании. В отдельных случаях возможно обтачивание углеро- дистых, легированных и труд- нообрабатываемых сталей, чер- новое точение поковок, штам- повок и отливок по корке п ока- лине, если при использовании титано-вольфрамовых резцов происходит выкрашивание ре- жущей кромки резца
ВК11 Наиболее прочный из всех вольфрамовых сплавов, при мень- шей износостойкости Обтачивание труднообра- батываемых сталей
Примечания: 1. Сплав марки ВК6М отличается от сплава В Кб улучшенной техно- логией изготовления. 2. Кроме указанных выше при обдирочной безударной и чистовой обработке чугуна и обтачивании закаленных сталей применяется новый твердый сплав ВКЗМ, еще не включенный в ГОСТ.
Титано-вольфрамовые твердые сплавы
ГОСТ 3882—53 устанавливает шесть марок титано-вольфрамовых твср-
дых сплавов, применяемых для изготовления токарных резцов.
Сплавы эти обозначаются марками Т5К10, Т14К8 и т. д., причем буква Т
обозначает содержание в сплаве карбида титана, цифра, стоящая после
буквы Т, — количество его в процентах, буква К — содержание кобальта,
цифра, стоящая после этой буквы, — количество кобальта (в процентах),
содержащегося в сплаве. Остальное в составе сплава — карбид вольфрама.
Таким образом, в сплаве марки Т5К10 содержится 5% карбида титана,
10% — кобальта и 85% карбида вольфрама (без учета примесей).
Общие сведения о токарных резцах
77
Титано-вольфрамовые твердые сплавы, их основные свойства и область
применения
Марка твердого сплава Эксплуатационные свойства Области применения
Т5КЮ Наивысшие для тнтано-вольфра- мовых сплавов эксплуатационная4 прочность и сопротивляемость уда- рам, вибрациям и выкрашиванию, при достаточно хорошей, но наи- более низкой износостойкости Обработка углеродистых и легированных сталей, сталь- ных поковок, отливок по кор- ке и окалине при черновом то- чении с неравномерным сече- нием среза, прерывистом ре- зании, фасонном точении, от- резание
Т14К8 Высокие эксплуатационная проч- ность и сопротивляемость ударам, но ниже, чем у сплава Т5К10, при более высоких износостойко- сти и допустимой скорости реза- ния Обработка углеродистых и легированных сталей при чер- новом точении с неравномер- ным сечением среза и чистовом точении с прерывистым реза- нием
Т15К6 Износостойкость и допустимая скорость резания выше, чем у сплава Т14КЗ, при меньшей экс- плуатационной прочности Обработка легированных сталей при черновом, получи- стовом и чистово/и точении с непрерывным резанием, чи- стовом точении с малым сече- нием среза с прерывистым ре- занием; нарезание резьбы
Т15К6Т Износостойкость и допустимая скорость резания выше, чем у сплава Т15К6, при несколько пониженной эксплуатационной прочности Применяется в тех же слу- чаях, что и сплав Т15К6, за исключением чернового точе- ния, при условии более высо- кой жесткости системы ста- нок—деталь—инструмент
Т30К4 Более высокие износостойкость и допустимая скорость резания, чем у сплава Т15к6Т, при пони- женной эксплуатационной проч- ности Обработка углеродистых и легированных сталей при чи- стовом точении, с малым сече- нием среза
Т60К6 Наивысшая для титано-вольфра- мовых сплавов износостойкость и допустимая скорость резания при пониженной эксплуатационной прочности Обработка углеродистых и легированных сталей при чистовом точении с малым се- чением среза и непрерывном резан ни
Примечания: 1. Сплав марки Т15К6Т отличается от сплава Т15К6 улучшенной тех- нологией изготовления. 2. Кроме указанных выше, при тяжелых работах по стали приме- няется новый твердый сплав марки ТТ7К12, еще не включенный в ГОСТ.
78
Токарные резцы
Минералокерам нческие сплавы
В результате совместной работы советских специалистов по керамике,
резанию металлов и конструированию металлорежущих инструментов
был создан минералокерамический инструментальный сплав. Сплав этот
изготовляется на базе окиси алюминия, дешевого и распространенного
в природе. В этом главное преимущество минералокерамического сплава
в сравнении с твердыми сплавами, основными составляющими которых
являются редкие и дорогие элементы. Недостатком минералокерамического
сплава является его хрупкость. Поэтому он применяется при получистовой
и чистовой обработке стали, чугуна и цветных сплавов.
В процессе освоения минералокерамического сплава были подвергнуты
тщательному изучению его свойства и возможности в различных лабора-
ториях и в производственной обстановке. Было исследовано при этом
несколько марок минералокерамических сплавов — ЦВ13, ЦВ18, ТВ48,
ЦМ332 и др. Общее признание и наибольшее распространение к настоящему
времени получил минералокерамический сплав марки ЦМ332, изготовляе-
мый Московским комбинатом твердых сплавов.
Быстрорежущие стали
Быстрорежущими называются стали, содержащие больше 8% вольф-
рама и ст 3,8 до 5% хрома. В нашей промышленности применяются
(ГОСТ 4952—51) быстрорежущие стали марок Р18 и Р9. Цифры в каждой
из этих марок соответствуют среднему содержанию в стали вольфрама
в процентах. Этот же ГОСТ допускает частичную замену в указанных сталях
вольфрама молибденом. К марке стали в этом случае добавляется буква М.
В последние годы используется также быстрорежущая сталь мар-
ки ЭИ347, пока не включенная в ГОСТ.
Быстрорежущие стали, их составы и области применения
Марка стали Состав (в процентах) Область применения
Р18 Р9 ЭИ347 Углерод 0,70 ~ 0,80; вольфрам 17,5 -j- 19,0; хром 3,8 -i- 4,4; вана- дий 1,0-4- 1,4 Углерод 0,85 -4- 0,95; вольфрам 8,5 -4- 10,0; хром 3,8 4- 4,4; вана- дий 2,0 ч- 2,6 Углерод 0,70-4-0,80; вольфрам 8,5-4- 10,0; хром 4,0 -4- 4,6%, вана- дий 1,3-4- 1,7 Обработка различных материалов
Примечание. Кроме основных элементов, указанных в таблице,
в быстрорежущих сталях содержатся в незначительных количествах мар-
ганец, кремний, молибден, никель, сера и фосфор. Остальное — железо.
Твердосплавные резцы
79
Режущие свойства сталей Р9 и ЭИ347 уступают режущим свойствам
стали Р18 главным образом при обработке материалов более высокой
твердости и прочности.
Недостатком стали Р9 является ее худшая шлифуемость в сравнении
со сталью Р18. В то же время сталь Р9, вследствие более низкого содер-
жания вольфрама, имеет большую прочность. Сталь ЭИ347 превосходит
по шлифуемости сталь Р9, но в отдельных случаях ее прочность ниже, чем
прочность сталей Р9 и Р18.
Углеродистые стали
Из числа углеродистых инструментальных сталей, устанавливаемых
ГОСТ 1435—54, для изготовления токарных резцов применяются стали ма-
рок У10А, У11А и У12А. В этих марках буква У обозначает, что сталь
является углеродистой; следующие за ней цифры указывают среднее содер-
жание в стали углерода в десятых долях процента; буква А обозначает,
что данная сталь относится к группе высококачественных сталей, более
чистых по содержанию вредных примесей серы и фосфора.
II. ТВЕРДОСПЛАВНЫЕ РЕЗЦЫ
1. ФОРМЫ ПЕРЕДНЕЙ ПОВЕРХНОСТИ, УГЛЫ И ДРУГИЕ ЭЛЕМЕНТЫ
ТВЕРДОСПЛАВНЫХ РЕЗЦОВ БЕЗ ДОПОЛНИТЕЛЬНОЙ РЕЖУЩЕЙ
КРОМКИ
Ниже приводятся данные для выбора формы передней поверхности,
углов и других элементов твердосплавных резцов в зависимости от условий
работы. Данные эти разработаны Центральным бюро промышленных норма-
тивов по труду при Научно-исследовательском институте труда Государ-
ственного Комитета Совета Министров СССР по вопросам труда и заработной
платы.
Формы передней поверхности
Форма передней поверхности Область применения
№ Название | Эскиз
I Плоская с фаской —|Л» . Резцы всех ти- пов для обработ- ки стали
II Радиус- ная с фас- кой Резцы для об- тачивания и рас- тачивания стали. Радиусная лунка обеспечивает стружкозавива- ние
80
Токарные резцы
Продолжение
Форма передней поверхности Область применения
№ Название Эскиз
ДП Плоская Резцы всех ти- пов для обработ- ки чугуна и мед- ных сплавов
IV Плоская с отрица- тельным передним углом -*ifp Резцы для чер- нового обтачива- ния и растачива- ния стали при &вр = 100 кгс/мм* и более, стально- го литья с за- грязненной кор- кой; для работы с ударами
V Плоская с фаской и опущен- ной верши- ной A3+5)s Резцы для чер- нового обтачива- ния стали с круп- ными стружками (t до 20 мм\ s > 1,5 мм/об)
Примечание. При работе резцами с передней поверхностью по форме I, IV н V для безопасного удаления стружки следует применять стружколомающне и стружкоотводящне устройства.
Передние и задние углы
Обрабатываемый материал Передний угол у0 Задний угон аи
прн черно- вой обра- ботке при чистовой обработке
Сталь и ивр < ^0 кгс/мм* 12-е- 15 8 12
стальное вер > 80 кгс/мм* 10 8 12
литье иор > 1^0 кгс/мм2, об- работка по загрязнен- ной корке, с ударами —10 8 12
Чугун серый 5 8 10
ковкий 8 8 10
Твердосплавные резцы
81
Главные углы в плане
Условия работы Главный угол в плане <р°
Точение с малыми глубинами резания при особо жесткой системе СПИД 30
Точение при жесткой системе СПИД 45
Точение при недостаточно жесткой системе СПИД 60-75
Обтачивание и растачивание в упор; подрезание 90
Точение при нежесткой системе СПИД 90
Вспомогательные углы в плане
Условия работы Вспомогательный угол в плане ф°
Вытачивание канавок и отрезание Чистовое обтачивание и растачивание Черновое обтачивание и растачивание Обработка с подачей в обе стороны без перестановки резца 1 -г- 3 5 10 1015 30
Углы наклона главной режущей кромки
Условия работы Угол наклона главной режущей кромки
Чистовое обтачивание и растачивание Обтачивание и- растачивание стали и чу- гуна резцом с (р = 90э Черновое обтачивание и растачивание стали и чугуна Обтачивание прерывистых поверхностей (-2) + (-4) 0 10 12 ~ 15
6 Оглоблин
210
82
Токарные резцы
Размеры и углы фаски
Условия работы Размер фас кн /. мм Угол фаски v/
Чистовое точение Черновое точение 0,24-0,3 0,44-0,6 © о 7 । Т Т 1 1
Примечания: 1. Размер фаски не должен превышать значения 0,8s, где s — подача в мм/об. 2. Величина фаски на вершине при V форме делается равной фаске по режущей кромке нли несколько больше этой фаски.
Радиусы при вершине резца в мм
Тип резца Характер обработки Сечение резца в мм
12X20 16X25 20X20 20X30 25X25 25X40 30X30
Проходные подрезные и расточные Черновая и чистовая 0.54-1,0 1,0 1.0 1,5
Примечание. При чистовом обтачивании нежестких деталей при-
веденные значения радиусов следует уменьшать.
Размеры радиусных лунок в мм
Материал резца Элементы лунки
R В Глубина
Твердый сплав ! 44-6 24-2,5 0,14-0,15
Твердосплавные резцы
83
2. ФОРМЫ ПЕРЕДНЕЙ ПОВЕРХНОСТИ,
УГЛЫ И ДРУГИЕ ЭЛЕМЕНТЫ ТВЕРДОСПЛАВНЫХ РЕЗЦОВ
С ДОПОЛНИТЕЛЬНОЙ РЕЖУЩЕЙ КРОМКОЙ
Формы передней поверхности
Форма передней поверхности
№ Название Эскиз
Область применения
Плоская
с фаской
и лункой
в форме
сектора
Обработка стали
при глубине резания
t 0,7 мм и подаче
s > 0,7 мм] об
II
Плоская
с фаской
и порож-
ком
Обработка стали
при подаче s до 5 мм
t,MM 1.0+1.5 15+2,5 2,5+4,0
к. мм <и-5 5+6 6+8
6*
84
Токарные резцы
Продолжение
Форма передней поверхности
Область применения
№ Название Эскиз
Примечания:
1. При передней поверхности форм I и II применения дополнительных
приспособлений для отвода стружки не требуется. При форме III такие
приспособления необходимы.
2. Лунка на поверхности формы I образуется электроискровым спо-
собом.
3. Передняя поверхность формы II рекомендуется для заводов,
не имеющих электроискровой установки.
Углы и другие элементы
Обрабатываемый материал Сечение среза в мм* Углы в град. Длина допол- нительной режущей кромки 1 в мм (s подача в мм/об)
Название Механические свойства У а Ф
% t кгс/мм* НВ
Сталь До 70 — До 7 7 10 45 —7 (1,2 1,8) s
Свыше 70 — 3.5 8 45 -3,5 (1,2 ч- 1,8) s
Твердосплавные резцы
85
Продолжение
Обрабатываемый материал Сечение среза в лии1 Углы в град. Длина допол- нительной режущей кромки 1 в мм (s подача в мм/об)
Название Механические свойства У а Ф
кге/мм2 НВ
Чугун — До 220 До 7 5 8 45 —5 (1,2-ь l,8)s
Сталь До 70 — Свыше 7 5 8 45 0 1,2s
Свыше 70 — 3,5 6 45 4-3,5 1,2s
Чугун — До 220 7 6 45 0 1,2s
Сталь — — для всех размеров среза (при ф=90°) 5 8 90 0 (1,2-*- l,8)s
Чугун — До 220 3 8 90 0 (1,2-*- 1,8)5
Примечания:
1. Фаска f шириной 0,5 мм н угол У[ = —5° делаются только у резцов
для обработки стали.
2. При нежесткой системе г = 1 -- 1,5 мм, при жесткой г увеличи-
вается до 3 мм.
3. Длину I дополнительной режущей кромки по мере повышения тре-
бований к чистоте увеличивать от 1,2s до 1,8s,
3. КОНСТРУКЦИИ ТВЕРДОСПЛАВНЫХ РЕЗЦОВ
Предварительные замечания
Формы и размеры твердосплавных пластинок для различных резцов
установлены ГОСТ 2209—55 и не зависят от марки сплава. Каждой пластинке
присвоен номер, в виде четырехзначного числа, первые две цифры которого
обозначают номер формы, а последние две — номер пластинки данной
формы по размерам. Правые пластинки, а также двусторонние (не подразде-
ляющиеся на правые и левые) обозначаются нечетными номерами, левые —
четными. Пластинки толщиной менее 2,5 мм изготовляются без фасок и зад-
них углов. Наиболее употребительные формы этих пластинок и их приме-
нение указаны в нижеприводимых таблицах.
Пластинки, поступающие с изготовляющего их завода, должны быть
очищены пескоструйным аппаратом, на их поверхности при осмотре невоо-
руженным глазом не должно быть видно вздутий, слоистости и трещин.
Не допускаются в изломе пластинки раковины, расслоения и посторонние
включения.
Формы и размеры твердосплавных пластинок
В нижеприводимой таблице указаны размеры пластинок, применяемых
для резцов с поперечным сечением стержня до 25 X 40 и 30 X 30 мм.
Размеры пластинок для стержней больших поперечных сечений
ГОСТ 2209—55.
86
Токарные резцы
Основные размеры
№
форм
пла-
стинок
Эскизы
с
10
12
12
15
5,5
7,0
7,0
8,5
16
16
18
6,0
8,0
7,0
Твердосплавные резцы
87
Продолжение
№ форм
пластинок
Эскизы
06
07
08
10
№ пластинок а b с R
пра- вых левых
0601 8 7 2,5 6,0
0603 0604 10 8 3,0 6,0
0605 0606 12 10 4,0 10,0
0607 0608 12 10 5,0 10,0
0609 0610 16 14 5.0 14.0
С611 0612 16 14 7,0 14.0
0613 С614 20 18 6,0 17.5
0615 0616 20 18 8,0 17.5
№ пластинок
пра- вых левых а b с R
0701 10 6 2,5 6
0703 0704 12 7 3.0 7
0725 0726 15 9 5,0 9
0729 0730 20 11 6,0 11
пластинок
пра- вых | левых а b с R
0817 0818 12 8 3,0 8.0
0819 0820 12 8 4,5 8,0
0821 0822 15 10 4,0 10,0
0823 0824 15 10 5,5 10,0
0825 0826 18 12 4,5 12,5
0827 0828 18 12 6,0 12,5
№ пластинок
яра- | ВЫХ I | левых а b с R
1001 6 5 2,5 5,0
1003 1004 8 6 3,0 6,0
1005 1006 10 6 3,5 6,0
1007 1008 12 8 4,5 8,0
1011 1012 16 10 5,5 10,0
1015 1016 20 12 7,0 12,5
88
Токарные резцы
П р одолжение
№ форм пла- стинок Эскизы № пластинок а b с
11 й’ 1109 1101 1103 1105 1107 4 6 8 10 12 10 14 18 20 20 2,5 3,5 5,0 6,0 7,0
L!-- 1 ' 1И
13 Тип А Тип 5 3k -*-Г д U № пластинок а b с
1321 1323 1325 1307 1309 1311 1319 3 4 5 6 8 10 12 ю- 12 15 15 18 20 20 3 4 5 6 7 8 10
15 sz -i«r слг п \ж । № пла пра- вых стннок левых а b с
1501 1503 1509 1511 1502 1504 1510 1512 12 16 20 25 8 10 16 18 3 4 5 6
Твердосплавные резцы
89
/7 родолжение
№
форм
пла-
стинок
Эекизы
16
L
т-
30
Ek
г
33
—
L— i —J
37
№ пластинок j а b с Я
1601 1603 1605 1621 1625 1629 1635 8 10 12 16 20 25 30 8 10 12 14 16 20 25 3,0 3,5 4,5 5,0 6,0 7.0 8.0 4,0 5,0 6,0 8,0 10,0 12,5 15.0
№ пластинок а Qi b с
3001 3003 3005 3007 3009 3011 ЗПЗ 13,5 14,5 16.5 18,0 21,0 24.0 26,0 3 3 4 4 6 6 11 0 12.0 13,5 14,5 17,0 18,5 21.0 4,0 4.5 5,0 5,5 6.0 7,0 7,0
№ пластинок а 1
3301 3303 3305 6 8 10 15 20 25
№ пластинок а b с k
пра- вых левых
3701 3703 3705 3707 37(39 3702 3704 3706 3708 3710 10 12 14 18 22 8 10 12 14 15 4 5 7 9 10 2 2 3 3 3
90
Токарные резцы
Применение твердосплавных пластинок для токарных резцов
Типы резцов № форм пластинок Типы резцов № форм пластинок 1 Типы резцов № форм пластинок
Проходные прямые 01; 02; 03; 04; 05; 06; 07; 08 Чистовые остроносые 11 Отрезные 13
Проходные отогнутые 01; 02; 03 Чистовые широкие 01; 02 Резьбовые 11; 30
Расточные 01; 02; 06; 08; 10 Фасонные 15
Подрезные 06; 07 Прорезные (канавочные) 01; 02; 13 Га л тель- ные 16
Твердосплавные напайные резцы со стальным
стержнем
Напайные резцы являются наиболее распространенными. Стержни этих
резцов достаточно устойчивой конструкции (проходные, подрезные и т. п.)
изготовляются из качественной конструкционной углеродистой стали
марок 45 ч- 50, а также марок У7 и У8. Для стержней резцов ослабленной
конструкции (отрезные, подрезные,расточные и т. п.) применяется конструк-
ционная легированная сталь марок 40Х нли 45Х с последующей термиче-
ской обработкой до твердости HRC4Q ~ 45. Для стержней резцов, рабо-
тающих с небольшими нагрузками (резьбовые, чистовые и т. п.), допускается
применение конструкционной углеродистой стали марок 35 и 40, а также
марок Ст. 6 и Ст. 7.
Стержни резцов имеют размеры (в мм): для прямоугольного сечения —
10 X 16; 12 zX 20; 16 X 25; 20 X 30; 25 X 40; 30 X 45; 40 X 60 и для квад-
ратного — 12 zX 12; 16 X 16; 20 X 20; 25 X 25; 30 X 30; 40 X 40.
Приемы припаивания твердосплавных пластинок рассмотрены ниже.
Твердосплавные резцы с чугунным стержнем
Фиг. 22.
Стержень таких резцов получается отливкой из модифицированного
чугуна марки МСЧ38-60 или из специального легированного чугуна.
В форму укладывается (фиг. 22) пластинка
твердого сплава, а на нее — медная фольга
толщиной 0,2-т-0,3 мм. На фольгу насыпает-
ся прокаленная бура. В процессе отливки
происходит и закрепление пластинки, уложен-
ной соответствующим образом в литейной
форме. Металл стержня при этом плотно
охватывает всю неработающую часть пла-
стинки, чем достигается ее надежное закреп-
ление.
Твердосплавные резцы
91
Применяются также резцы, у которых стержень представляет чугунную
отливку с готовым гнездом для пластинки, припаиваемой так же, как
к стальному стержню.
Литые стержни изготовляются для резцов всех типов и размеров, кроме
отрезных. Они хорошо поглощают вибрации, возникающие в процессе
работы резца, что повышает его стойкость и способствует улучшению
чистоты обработанной поверхности.
Твердосплавные резцы с механическим закреплением
пластинки
Несмотря на высокое качество современных способов прнпаивани я пласти-
нок твердого сплава, изготовление напайных резцов сопровождается иногда
образованием трещин в пластинках и их разрушением в дальнейшем.
Термические напряжения в пластинках, в результате которых в них
1 2
Фиг. 23.
образуются трещины, возникают и в процессе резания вследствие разных
коэффициентов расширения стержня резца и пластинки. Поэтому получили
некоторое распространение твердосплавные резцы с механическим закре-
плением пластинок.
У резца, показанного на фиг. 23, режущая пластинка 6 лежит на под-
кладке, которая снабжена рифлями и расположена в пазу, сделанном в перед-
нем конце стержня 5 резца. Закрепление пластинки 6 осуществл^тся
посредством болта 2 и прижимной планки /, опирающейся на пластину
и переставной сухарик 3. Передний (скошенный) конец планки 7, напла-
вленный твердым сплавом, например сормайтом, служит стружколома-
телем.
В стержне 5 резца, изображенного на фиг. 24, имеется паз, в котором
располагаются режущая пластинка 6 и переставной сухарик 4 с рифлями
на верхней стороне. Сухарик этот служит упором для пластинки. Закре-
пление режущей пластинки осуществляется посредством прижимной план-
ки 3 при навинчивании гайки 2 на шпильку 1, К передней стенке прижимной
планки приварена твердосплавная пластинка 7, служащая стружколома-
телем.
Приведенные выше и многие им подобные конструкции резцов с механи-
ческим закреплением твердосплавных пластинок имеют ряд недостатков,
главнейшими из которых являются:
1) повышенный расход твердого сплава из-за ограниченного исполь-
зования пластинок;
92
Токарные резцы
2) затруднения, а иногда и невозможность обеспечить требуемый перед-
ний угол резца;
3) сравнительно небольшой срок службы сложных в изготовлении
и сравнительно дорогих стержней резца; при поломке пластинки стержни
часто получают неустранимые повреждения.
Фиг. 24.
Значительно лучше может быть использована пластинка, если ей придана
призматическая форма, например четырехгранная (№33 по ГОСТ 2209—55)
Передней поверхностью резца в этом случае служит торец призмы; необ-
ходимые углы резца обеспечиваются установкой призмы в соответствующее
положение в стержне резца. После затупления
ребра призмы, являющегося в данный момент
режущей кромкой, призма повертывается, и
в работу вступает следующее ребро (кромка).
Призма поступает в переточку после того, как
будут затуплены все ее ребра (режущие кромки)
на обоих торцах. Четырехгранная призма, таким
образом, применяется между двумя переточками
в восьми рабочих положениях. Практика по-
казывает, что призма длиной 25-:-30 мм, исполь-
зуемая при черновом обтачивании, допускает
до 20 переточек. Число переточек можно уве-
личить, если после стачивания призмы на 2/34--3/4
ее длины к оставшейся части припаять стальной
стержень. Резцы рассмотренной конструкции
называются многолезвийными.
Многолезвийный резец (фиг. 25), используе-
мый при чистовой обработке, оснащен четырех-
гранной твердосплавной призмой <?. Призма при-
крепляется к стержню резца посредством
болта 2, действующего на прижимную планку 4, н опирается на регу-
лируемый винт 1. На передней поверхности призмы вдоль каждой
режущей кромки делается небольшая канавка шириной 1,54-2,5 мм
и глубиной 0,24-0,3 мм для завивания стружки, причем оставляется
узкая фаска (0,34-0,4 мм) с отрицательным передним углом.
Твердосплавные резцы
93
Четырехгранная призма / резца, показанного на фиг. 26, закрепляется
в стержне 3 резца посредством болта 5 с клиновидной головкой и гайки 4.
Чтобы создать возможность для использования столбиков разных раз-
меров и форм, грани клиновид-
ной головки 2, соприкасающие-
ся со сторонами столбика, рас-
положены на разных расстояниях
от оси болта 5.
У резца, изображенного на
фиг. 27, призма 7 закрепляется
завертыванием болта 5, который
сжимает передний надрезанный
конец стержня 6. Посредством
винта 4, проходящего через
пластину 3, производится регу-
лировка призмы по высоте.
Стружколоматель 2 прикрепля-
ется к стержню 6 болтом 1.
Резец, представленный на
фиг. 28, может быть использо-
ван для растачивания отверстий
диаметром 100 мм и больше.
Закрепление призмы 4 осущест-
вляется стяжным болтом 3, Призма
винт 2, ввертываемый в планку 1.
В последнее время находят применение твердосплавные резцы со встав-
ками. Вставка —
Б~6
4 опирается
на регулировочный
А^А
это стальная пластинка с припаянной к ь.ей пластинкой
Фиг. 27.
из твердого сплава. Возможность быстрой замены вставки с затупившейся
пластинкой без снятия резца со станка существенно способствует умень-
шению вспомогательного времени токарной обработки. Существуют вставки
такой формы, что заменяя их можно, например, проходной резец превращать
94
Токарные резцы
Твердосплавные резцы
95
в подрезной и т. д. Заточка вставок производится при помощи специальных
державок.
У резца, показанного на фиг. 29, вставка 4 с твердосплавной пластинкой <3
закрепляется болтом 2. Одновременно происходит и закрепление стружко-
ломателя /, оснащенного твердосплавной пластинкой. Верхняя плоскость
вставки сделана наклонной, что улучшает условия заточки и переточки
твердосплавной пластинки н предотвращает смещение вставки в процессе
работы резца.
Фиг. 31.
Резец, изображенный на фиг. 30, имеет вставку 4, оснащенную четырьмя
твердосплавными пластинками 3. Вставка закрепляется в стержне 6 резца
посредством болта 7 и гайки 1, Одновременно закрепляется и стружколо-
матель 2. Для предотвращения поворота вставки во время работы служит
штифт 5, который запрессован в стержне резца и входит в одно из четырех
отверстий в опорной поверхности вставки.
Резец со сменными вставками, предложенный инженерами В. Б. Сереб-
ровским и В. Г. Рожковым, представлен на фиг. 31, а.
Вставка 1 этого резца имеет вертикально расположенный клиновой
выступ В, а стержень его — соответственный клиновой паз. Большой
уклон (1:6) этого соединения позволяет легко и быстро производить
замену вставки, не снимая резца со станка. Заменяя вставку, можно сооб-
щить резцу форму проходного, подрезного или упорного, как это показано
иа фиг. 31, б.
4. ИЗГОТОВЛЕНИЕ ТВЕРДОСПЛАВНЫХ РЕЗЦОВ
Припаивание твердосплавных пластинок
У припаиваемых пластинок должно быть устранено шлифованием
коробление опорной плоскости, если таковое имеется. Одновременно эта
плоскость и боковые плоскости пластинок, соприкасающиеся со стержнем
должны быть тщательно очищены от окалины и случайных загряз-
нений.
Стержни, изготовленные кузнечным способом из углеродистых сталей,
должны быть подвергнуты отжигу при температуре 8004-850° С а изгото-
вленные из сталей марок 40Х и 45Х — при температуре 840ч-870° С.
96
Токарные резцы
Опорные поверхности стержня должны быть обработаны, что необ-
ходимо для обеспечения правильной установки при последующей меха-
нической обработке стержня, его заточке, доводке и проверке углов
резания, а также прн установке резца
Фиг. 32.
более удобного затачивания
на станке.
Гнездо под пластинку не должно
иметь заусенцев, порожков и т. д., чтобы
пластинка располагалась в гнезде стержня
плотно, без качки.
Угол уп вреза пластинки (фиг. 32),
измеренный в главной секущей плоско-
сти, следует делать равным переднему углу
резца или немного меньше этого угла.
Для уменьшения стачивания пла-
стинки при первой заточке резца гнездо
в нем должно быть таким, чтобы пла-
стинка выступала над державкой на 0,5-г-
ч-0,6мм, как это показано на фиг. 32,Для
резца по передней поверхности верхняя пло-
скость пластинки должна быть выше верхней поверхности стержня резца на
1,04-1,5 мм. Глубина h не должна быть больше х/3 высоты стержня резца.
Если невозможно выполнить это условие, следует уменьшить угол вреза
пластинки.
Припои, используемые для припаивания пластинок, должны иметь
температуру плавления примерно на 300° С выше температуры, возникаю-
щей в процессе резания, сохранять прочность и пластичность при резании,
обладать хорошей жидкотекучестью и обеспечивать быстрый отвод тепла
от пластинки к стержню резца.
Рекомендуемые припои, их составы и свойства указаны в нижеприво-
димой таблице.
Для предохранения поверхности гнезда в стержне и припаиваемой
пластинки от окисления, для облегчения удаления окислов, а также для
лучшего смачивания поверхностей во время пайки применяется флюс.
В качестве флюса используется бура, предварительно расплавленная,
истолченная и просеянная через мелкое сито. Бура может быть в виде
Припои для твердосплавных пластинок
Название Состав в % Темпера- тура пла- влен ИЯ в град. Область применения
Медно-никс- левый Медь 68,7 Никель 27,5 Алюминий 0,8 Цинк 3,0 1 1170 Для резцов, работаю- щих с большими на- грузками и нагревом до 900° С I
Твердосплавные резцы
97
Продолжение
Название Состав в °/0 Темпера- тура пла- вления в град. Область применения
Электроли- тическая медь Медь 99,9 Примеси 0,1 1083 Для резцов, работаю- щих с большими на- грузками и нагревом до 700° С
Латунно-ни- ке левый Медь 68,0 Цинк 27,0 Никель 5,0 1000
Латунь мар- ки Л62 Медь 62,0 Цинк 38,0 900 Для резцов рабо- тающих со средними нагрузками и нагревом до 600°
Серебряный марки ПСр 10 (ГОСТ 8190—56) Серебро 10 Медь 53 Цинк 37 720 Для припаивания пластинок марок Т30К4 и Т60К6
Примечание. Припои применяются в виде тонких пластинок, фольги или кусочков проволок. Перед употреблением они должны быть обезжирены.
порошка, или в виде пасты, состоящей из трех частей буры и двух частей
вазелина (по весу).
. При использовании латунных припоев флюс должен состоять из буры
(50%) и борной кислоты (50%). При серебряном припое следует применять
флюс, состоящий из фтористого кальция (43%) и борной кислоты (57%).
При охлаждении резца поЛш припаивания пластинки, а также в процессе
его работы, особенно при больших нагрузках, в пластинке и в стержне резца
возникают напряжения, различные по своей величине. В результате этого
в пластинке, особенно длинной и тонкой, могут образоваться трещины.
Чтобы предупредить это явление, вызывающее в дальнейшем разрушение
пластинки, применяют компенсационные прокладки между резцом и пла-
стинкой (фиг. 33). Материал прокладок — малоуглеродистая сталь или пер-
малот (железо-никелевый сплав). Толщина прокладки 0,2 ч- 0,5 мм. Чем
больше сечение резца, тем толще должна быть прокладка. Отверстия диа-
метром 1 н-2 мм в прокладке должны быть расположены на расстоянии 3 ч-
-г- 5 мм одно от другого в шахматном порядке. Компенсационная прокладка
должна быть расположена не только под твердосплавной пластинкой, но
и у боковой стороны (фиг. 33). При закрытом гнезде прокладка должна
/ Оглоблин 210
98
Токарные резцы
быть у двух боковых сторон пластинки. Прокладка, положенная на место,
должна несколько выступать из-под пластинки. Применение прокладок
особенно необходимо при изготовлении резцов из наиболее хрупких высо-
котитановых твердых сплавов.
Для уменьшения напряжений, возникающих в пластинке твердых спла-
вов марок Т30К4 и Т60К6, особенно склонных к растрескиванию,
рекомендуется припаивать их только по опорной
/плоскости. Чтобы не происходило припаивания
Го"§ б оз / боковых поверхностей таких пластинок, в зазоры
18-.O 8 о § между пластинкой и стенками гнезда помещаются
\ прокладки из слюды или графита.
/ При припаивании пластинки в муфельной печи
/ нагревают головку стержня до температуры пла-
I / вления флюса (при использовании буры — до 800°).
---------v Не вынимая резца из печи, посыпают гнездо флюсом
и, вынув резец из печи, металлической щеткой
Фиг. 33. очищают гнездо от шлака. Затем гнездо вновь по-
сыпают флюсом, укладывают на него пластинку
(и компенсационную прокладку, если она применяется), сверху кладут
припой и вновь посыпают флюсом, чтобы он сплошным слоем покрыл
припой и пластинку. Все это надо делать возможно быстрее, чтобы стер-
жень не успел охладиться. После этого резец помещают в печь с темпера-
турой около 1200°. Как только припой расплавится, резец быстро вынимают
из печи и остроконечным стержнем прижимают пластинку к поверхности
Фиг. 34.
гнезда. Для медленного охлаждения резца его помещают в ящик с размоло-
тым древесным углем или сухим песком.
Использование для припаивания пластинок токов высокой частоты
наиболее производительно, дешево, удобно и обеспечивает высокое качество
напайки.
Нагревание стержня резца и пластинки в этом случае производится
в индукторе (фиг. 34, а), форма которого зависит от формы головки резца.
Размер рабочего пространства индуктора должен быть на 2-г-З леи больше
соответственных размеров головкн резца.
После того как гнездо стержня посыпано смесью припоя и флюса, в него
укладывается пластинка, которая сверху засыпается той же смесью.
Затем резец устанавливают в индуктор и нагревают до температуры плавле-
ния припоя. Следует избегать при этом чрезмерно быстрого нагревания
пластинки, чтобы не произошло ее растрескивания. После расплавления
Твердосплавные резцы
99
припоя резец вынимают из индуктора, и поступают с ним так же, как прн
нагревании его в муфельной печи.
При нагревании стержня резца и напаиваемой пластинки на электро-
сварочном стыковом аппарате стержень зажимается в контактных губках
тисков (фиг. 34, б), после чего к нему подводится торцовый контакт. Он
должен быть расположен на 2ч-3 мм ниже пластинки. После посыпки стерж-
ня флюсом его нагревают периодическим включением и выключением тока
до температуры плавления флюса. Выключив ток и очистив гнездо от шла-
ков, посыпают его бурой и укладывают на место пластинку, а на нее припой
и флюс. Затем включают ток для расплавления припоя. Дальнейший поря-
док припаивания такой же, как указанный выше.
Припаивание пластинок с нагреванием ее и стержня резца пламенем
ацетилено-кислородной горелки следует выполнять лишь при невозмож-
ности применить другие способы, поручая ее опытному сварщику. Пламя
горелки должно быть восстановительным (с избытком ацетилена) и напра-
влено на стержень (фиг. 34, в), а не на пластинку. Процесс припаивания
подобен рассмотренным выше.
Заточка и доводка твердосплавных резцов
Перед заточкой твердосплавного резца излишки его стержня по задним
поверхностям должны быть сняты шлифовальным кругом из нормального
электрокорунда зернистостью 24ч-36, твердостью СМ2 ч- С1 на керами-
ческой связке.
Заточка твердосплавных резцов про-
изводится вручную на станках, снабжен-
ных подручниками.
Для заточки резцов из вольфрамовых
сплавов применяются круги из карбида
кремния черного (прима), зернистостью 46,
твердостью СМ1 ч- СМ2 на керамической
связке, при окружной скорости круга
12-7-16 м/сек. При заточке резцов из
вольфрамо-титановых сплавов круг дол-
жен быть из карбида кремния зеленого
(экстра), зернистостью 46, твердостью
МЗч-СМ1 на керамической связке; окруж-
ная скорость круга 10ч-12 м/сек. Сравни-
тельно низкие окружные скорости шлифо-
вальных кругов в том и другом случаях
обеспечивают более высокие производительность, чистоту шлифуемых
поверхностей и меньшее растрескивание твердосплавных пластинок.
Заточка твердосплавных резцов производится или всухую или с обильным
охлаждением (20ч-40 л/мин). Охлаждающая жидкость — 5ч-10-процентный
раствор технической соды в воде.
Направление вращения круга должно быть таким, как показано на
фиг. 35, т. е. на режущую кромку во избежание выкрашивания ее, образо-
вания рванин на шлифуемой поверхности и даже разрушения пластинки.
Режущая кромка резца должна находиться на центровой линии станка или
на Зч-5 мм ниже ее.
Затачиваемый резец следует перемещать по рабочей поверхности круга
(по стрелкам А) для более равномерного износа последнего.
7*
JOO
Токарные резцы
Резец средних размеров (сечением 20 х 30 мм) следует прижимать
к кругу с силой, не превышающей 2V2 -4- 3 кгс. Чем меньше сечение резца,
тем с меньшей силой его нужно прижимать к кругу.
Порядок заточки резца: сначала затачивается передняя поверхность,
затем — задняя главная поверхность, после нее — вспомогательная задняя
поверхность и в последнюю очередь затачивается сопряжение главной
и вспомогательной задних поверхностей.
Резец, заточенный под доводку, должен иметь вид (в разрезе по главной
секущей плоскости), показанный на фиг. 36. Требуемые углы а и у
получаются при доводке.
Если резец не будет доводиться (что не рекомендуется), то требуемые
углы а и у получаются в процессе его заточки (фиг. 37).
Качество заточки резца в значительной степени зависит от состояния
шлифовального круга. Его необходимо тщательно отбалансировать и под-
вергать в процессе работы систематической правке. Должно быть сделано
все необходимое для безопасности работы на заточном станке. Круг должен
быть закрыт защитным кожухом. Щель между поверхностью круга и кром-
кой подручника не должна быть больше Зч-б мм. При заточке всухую на
станке должно быть установлено вытяжное устройство для удаления
пыли и прозрачный защитный экран.
Доводка резцов — обязательная операция при их изготовлении и пере-
точке. Доводка способствует уменьшению трепня стружки о переднюю
поверхность резца н задней поверхности об обрабатываемую деталь, что
препятствует нагреванию и растрескиванию пластинки. Стойкость дове-
денного резца примерно в два раза выше стойкости резца, не прошедшего
этой операции.
Повышая остроту и чистоту режущей кромки резца, доводка улучшает
качество обработанной им поверхности.
Доводке подвергаются узкие ленточки по передней и задней поверхно-
стям резца (фиг. 38).
Доводка выполняется на доводочном диске, насыщенном (шаржиро-
ванном) абразивом.
Диаметр диска 275 ч- 300 мм\ его окружная скорость 1,05 ч- 1,25 м/сек.
Материал диска — специальный чугун с содержанием углерода 3,0 ч-
ч- 3,5%, кремния 3 ч- 4%, марганца 0,6 ч- 0,8%, фосфора 0,8 ч- 1,2%,
серы не более 0,1 %. Твердость чхгуна /7В~130ч-160 на зачищенной поверх-
ности на глубине 2 ч- 3 мм от верха. При отсутствии специального чугуна
Твердосплавные резцы
101
может быть использован обычный серый чугун. Недопустимо применение
чугуна с местными отбеленностями.
Для доводки твердосплавных резцов применяются абразивные пасты
следующих составов (в % по весу).
Для доводки обычных резцов
Карбид бора, зернистостью М40 -ь М28 (при его отсутствии —
карбид кремния зеленый) ................................ 70
Парафин технический........................................ 30
Для доводки мелких резцов
Карбид бора, зернистостью М20 4-М10 (при его отсутствии —
карбид кремния зеленый) .................................65
Парафин технический.........................................35
Для изготовления пасты в расплавленный парафин засыпается подо-
гретый абразив. Смесь хорошо перемешивается и разливается в картонные
трубки диаметром 20—25 мм,
в которых и остывает, образуя
прочные тюбики.
О)
б)
Фиг. 39.
Шаржирование диска пастой производится следующим образом.
После тщательной очистки диск увлажняют керосином, наносят на него
несколько мазков тюбиком пасты и разравнивают ее по всей поверхности
диска при помощи растирки (фиг. 39, а).
Доводимый резец прижимается к вращающемуся диску с очень неболь-
шой силой 500 -г- 750 гс. При больших давлениях ухудшается чистота
доводимой поверхности, ускоряется износ диска, а вследствие возрастаю-
щего нагрева диска засыхает паста. В процессе доводки резец перемещается
по стрелкам А (в направлении радиуса диска, фиг. 39, б). Перед доводкой
резца подручник должен быть установлен под углом, соответствующим
углу доводимой поверхности резца, так чтобы режущие кромки резца
находились на уровне или несколько ниже центра доводочного диска.
Направление вращения диска показано на фиг. 39, 6.
Сначала доводится главная задняя поверхность, затем — вспомогатель-
ная задняя поверхность и в последнюю очередь — передняя поверхность.
Время от времени следует проверять плоскостность доводочного диска,
что осуществляется взаимной притиркой трех дисков.
Режущие кромки доведенного резца должны быть прямолинейными,
а поверхности головки резца — плоскими.
Чистота поверхности доведенных фасок передней и главной задней
поверхностей резца должна соответствовать 9-му классу.
102
Токарные резцы
III. МИНЕРАЛОКЕРАМИЧЕСКИЕ РЕЗЦЫ
1. ФОРМЫ ПЕРЕДНЕЙ ПОВЕРХНОСТИ, УГЛЫ И ДРУГИЕ ЭЛЕМЕНТЫ
МИНЕРАЛОКЕРАМИЧЕСКИХ РЕЗЦОВ
Ниже приводятся данные для выбора формы передне!*! поверхности углов
и других элементов минералокерамических резцов в зависимости от условий
работы. Данные эти разработаны Центральным бюро промышленных нор-
мативов по труду при Научно-исследовательском институте труда Госу-
дарственного Комитета Совета Министров СССР по вопросам труда и зара-
ботной платы.
Формы передней поверхности
Форма передней поверхности Область применения
№ Название Эскиз
1 Плоская с фаской Ш+0,3 J uL у/ Резцы для об- тачивания и рас- тачивания стали и чугуна. При обработке стали требуется наклад- ной стружкозави- ватель
а
11 Радиус- ная с фас- кой Л/ Глубина ГСП aS 1 лунки 0,10+0,1$ Резцы для об- тачивания и рас- стачивания стали. Радиусная лунка обеспечивает стружкозавивание
ш Плоская с порож- ком Х_1 Высот $ порожка 1,0+2, & Резцы для об- тачивания и рас- тачивания стали. Порожек обеспе- чивает стружко- завивание
Минералокерамические резцы
103
Передние н заднне углы
Обрабатываемый материал Передний угол у® Задний угол а0
Сталь овр <70 кгс/мм2 авр >70 кгс/мм2 lO-z-15 10 1 5-7-6 f
Чугун НВ < 220 НВ > 200 1 10 0-5-5 1 5-5-6
Углы фаски
Обрабатываемый материал Условия работы Угол фаски
Сталь Глубина резания / < 2 мм Подача s < 0,3 мм/об (-5) ч- (-10)
Глубина резания />-2 мм Подача s = 0,1-5-0,7 мм/об -25
Чугун —• -5
Углы в плане
Условия работы Главный угол в плане <р® Вспомогательный угол в плане
Чистовая обработка Черновая обработка
Точение с малыми глубинами резания при особо жесткой системе СПИД 30 5-5-10 10-7- 15
Точение при жесткой системе СПИД (наиболее распространенный угол) 45 5-5-10 10-7- 15
Точение при недостаточно жесткой системе СПИД 60-г-75 5-5- 10 10-7- 15
Обтачивание и растачивание в упор. Подрезание 90 5-7-10 Ю-7- 15
Точение при нежесткой системе СПИД 90 5-5-10 10 4- 15
104
Токарные резцы
Углы наклона главной режущей кромки
Условия работы Угол наклона главной режущей кромки Х°
Обработка с равномерным припуском О-т-5
Обработка с неравномерным припуском 1 10-4-18
При обработке стали и чугуна радиус при вершине резца принимается
равным 1,0 ч- 1,5 мм.
2. КОНСТРУКЦИИ МИНЕРАЛОКЕРАМИЧЕСКИХ РЕЗЦОВ
Формы и размеры минералокерамических пластинок
Формы и размеры минералокерамических пластинок, выпускаемых
Московским комбинатом твердых сплавов, соответствуют некоторым
формам и размерам твердосплавных пластинок (см. выше, стр. 85—89)
или являются специальными.
Выпускаются стандартные пластинки следующих форм и размеров <по
ГОСТ 2209—55):
0109
0111
ОНЗ
0121
0203 0725 1007 1307
0223 0726 1008 1309
0225 0729 1011 1311
0227 0730 1012 1325
0229 0733 1015
0734 1016
Кроме того, выпускаются пластинки (фиг. 40. а) форм 1207 и 1209, диа-
метром 28,6 и 32 мм.
Специальные минералокерамические пластинки показаны на
фиг. 40, б — д.
Минералокерамические резцы
105
Примеры конструкций минералокерамических резцов
Минералокерамические резцы делают напайными и с механическим
закреплением пластинок.
Способ припаивания минералокерамнческих пластинок в общем такой же,
как и при изготовлении твердосплавных резцов. Но в данном случае необ-
ходимы особые предосторожности во избежание растрескивания пластинок,
происходящего при их быстром и неравномерном нагреве. Однако даже при
тщательном выполнении всего процесса припайки избежать растрескивания
пластинок не всегда удается; прочность
припайки к стержню резца нередко полу-
чается недостаточной. Поэтому на прак-
тике все чаще прибегают к механическому
закреплению пластинок различными спо-
собами.
Примеры напайных минералокерамиче-
ских резцов показаны на фиг. 41, причем
на фиг. 41, а изображен проходной резец
с открытым гнездом для пластинки, на
фиг. 41,6 — с закрытым и на фиг. 41, в —
с врезным гнездом.
Минералокерамический резец с меха-
ническим закреплением пластинки пред-
ставлен на фиг. 42, а. Закрепление,, пла-
стинки 6 осуществляется затягиванием
болта 5. Шестигранная форма пластинки
создает возможность использовать ее без
переточек двенадцать раз. Большой угол
при вершине в плане (120°) способствует
получению чистой обработанной поверх-
ности. Цифрой 4 обозначена прокладка
из мягкой латуни, уменьшающая возмож-
ность выкрашивания пластинки при ее
закреплении, а также амортизирующая
удары по ней. Болтом 1 крепится стружко-
ломатель 2. Прокладка 3 введена для
упрощения формы гнезда в стержне резца,
конструкции показан на фиг. 42, б.
У резца, изображенного на фиг. 43, закрепление пластинки 3 осуще-
ствляется посредством болта /, сжимающего надрезанную переднюю
часть резца. Головка винта 2, расположенная эксцентрично по отношению
к его резьбовой части, служит регулируемым упором для пластинки.
Закрепление минералокерамической пластинки в стержне резца осу-
ществляется иногда при помощи прижимных устройств, подобных приве-
денным на фиг. 23 и 24.
Фиг. 41.
Отогнутый резец аналогичной
3. ИЗГОТОВЛЕНИЕ МИНЕРАЛОКЕРАМИЧЕСКИХ РЕЗЦОВ
Припаивание минералокерамических пластинок
Для лучшей смачиваемости припоем соединяемых поверхностей загряз-
ненные пластинки перед их припайкой следует обезжиривать промывкой
в спирте, бензине или ацетоне.
106
Токарные резцы
Фиг. 42.
Фиг. 43.
Минералокерамические резцы
107
Припаиваемая пластинка должна легко входить в гнездо стержня и
плотно прилегать к его опорной плоскости. Для этого необходимо, чтобы
обработанные поверхности гнезда были плоскими и очищены от заусениц.
Зазор между боковыми поверхностями пластинки и гнезда рекомендуется
делать не более 0,3 4- 0,5 мм.
В открытых гнездах пластинка припаивается специальным порошком,
состоящим из алюминия в опилках — 40%, свинцового сурика — 50%,
и фтористого натрия — 10% по весу. Для припаивания пластинок в закры-
тых гнездах применяется латунь Л62 или указанный порошок. Припаива-
ние пластинок во врезных гнездах осуществляется латунью марки Л62.
Прижатие пластинки к дну паза при использовании порошка производится
ручным прессом.
Независимо от применяемого припоя нагревание стержня резца может
производиться как в муфельных печах, так и токами высокой частоты.
В последнем случае припаиваемые пластинки должны быть подвергнуты
предварительному подогреву до температуры 8004-900°, что уменьшает
возможность растрескивания пластинки при сравнительно быстром нагреве
ее токами.
Припаивание пластинок с нагревом токами высокой частоты произво-
дится следующим образом. Стержень, гнездо которого посыпано бурой,
укладывают в индуктор и нагревают до красного цвета. Затем стержень
вынимают из индуктора, в его гнездо помещают припой и посыпают бурой.
После этого резец снова помещают в индуктор и разогревают до распла-
вления припоя. Резец вынимают из индуктора и нагретую пластинку при-
жимают к его стержню.
При использовании муфельной печи предварительное нагревание мине-
ралокерамических пластин не обязательно. В этом случае, если припаи-
вание пластинок производится латунью, стержень резца нагревается в газо-
вой или нефтяной печи до температуры 700°; окончательное припаивание
производится при температуре около 900°.
Важно при этом вынуть резец в тот момент, когда припой начинает
стекать в гнездо. Вынув резец из печи, прижимают пластинку к стержню.
Для предупреждения растрескивания пластинок при охлаждении рез-
цов после напайки их укладывают в печь с температурой 200 4- 400° и охла-
ждают вместе с печью.
Охлаждение резца в горячем угле или песке очень часто приводит к рас-
трескиванию пластинки.
Для уменьшения растрескивания минералокерамических пластинок
в процессе их припайки на некоторых заводах применяют металлизацию
пластинок медью. Подготовленная таким образом пластинка имеет метал-
лическую (медную) опорную поверхность и легко припаивается к стержню 1
Заточка и доводка минералокерамических резцов
Для заточки минералоксрамических резцов используются круги из кар-
бида кремния зеленого зернистостью 46, твердостью М3 4- СМ! на керами-
ческой связке. Окружная скорость круга не больше 104-12 м!сек. Заточка
осуществляется в том же порядке, как и для твердосплавных резцов.
Во избежание перегрева и вызываемого этим растрескивания пластинки
заточку минералокера.мических резцов необходимо производить с обильным
1 Подробнее см. Минералокерамический инструментальный материал ЦМ332,
Металлу ргизд ат, 1957,
108
Токарные резцы
охлаждением 5 10-процентным раствором технической соды в воде.
Из этих же соображений нельзя прижимать резец к кругу слишком сильно.
Приемы доводки минералокерамических резцов и применяемые при этом
пасты—такие же, как и при доводке твердосплавных резцов (см. стр. 100).
IV. БЫСТРОРЕЖУЩИЕ РЕЗЦЫ
1. ФОРМЫ ПЕРЕДНЕЙ ПОВЕРХНОСТИ, УГЛЫ И ДРУГИЕ ЭЛЕМЕНТЫ
БЫСТРОРЕЖУЩИХ РЕЗЦОВ
Ниже приводятся данные для выбора формы передней поверхности
и других элементов быстрорежущих резцов в зависимости от условий
работы.
Данные эти разработаны Центральным бюро промышленных нормативов
по труду при Научно-исследовательском институте труда Государственного
Комитета Совета Министров СССР по вопросам труда и заработной платы.
Формы передней поверхности
Форма передней поверхности
№ Название Эскиз
Область применения
Резцы всех типов для
обработки стали. Тре-
буется накладное струж-
коломающее устройство
Резцы для обтачива-
ния и растачивания
стали. Радиусная лунка
обеспечивает стружко-
завивЛние
Резцы всех типов для
обработки чугуна н
медных сплавов
Быстрорежущие резцы
109
Передние и задние углы
Обрабатываемый материал Передний угол у° Задний угол а0
при черновой обработке | 1 при чистовой обработке
< 80 кгс/мм2 Сталь ' 25 6 12
овр > 80 кгс/мм2 20 6 12
Медные сплавы 12 8 ‘ 12
Прочие углы и элементы
Значения главного и вспомогательного углов в плане, а также угла
наклона главной режущей кромки быстрорежущих резцов можно брать
по соответственным данным для твердосплавных резцов (стр. 81).
Фаска f при I и II формах передней поверхности делается шириной
1,0 мм только у черновых резцов.
Значения радиуса г закругления вершины резца, а также размеры R
и В радиусной лунки передней поверхности по форме II указаны ниже.
Элементы формы Сечение резца в мм2
12X20 16X25 20X20 20x30 25x25 25x40 30X30
г черновой резец 1,5 1,5 2,0 2,0
чистовой резец 2,0 2,0 3,0 3,0
R 21-25 26—30 31—40 41—50
В . 5—6 7—8 9—10 11 — 13
но
Токарные резцы
2. КОНСТРУКЦИИ БЫСТРОРЕЖУЩИХ РЕЗЦОВ
Общие замечания
Быстрорежущие резцы очень небольших сечении и специальных профи-
лен (например, отрезные), используемые в державках, изготовляются
цельными.
Во всех остальных случаях быстрорежущие резцы изготовляются состав-
ными; головка (или часть головки) из быстрорежущей, а стержень из угле-
родистой стали.
Головка из быстрорежущей стали приваривается к стальному стержню
на стыковом электросварочном аппарате.
Из быстрорежущей стали может также изготовляться только часть
головки, каковой обычно является пластинка из стали марок Р9 или Р18,
прочно присоединенная к стержню, или наплавленный на него слой стали
марки Р18.
Формы и размеры пластинок из быстрорежущей стали установлены
ГОСТ 2379—44.
Наиболее употребительные формы этих пластинок и их применение ука-
заны в нижеприводимых таблицах.
Формы пластинок из быстрорежущей стали, применяемых для токарных
резцов
(по ГОСТ 2379-44)
Быстрорежущие резцы
111
Применение пластинок нз быстрорежущей стали для токарных резцов
Типы резцов № форм по ГОСТ Типы резцов № форм по ГОСТ Типы резцов № форм по ГС СТ
Проходные прямые 44 и 45 Чистовые отогнутые 52 Отрезные 49
Проходные отогнутые 41 и 42 Чистовые широкие 41 Резьбо- вые 47
Подрезные 42 и 43 Расточные для глухих отверстий 46 Галтель- ные 52
Материал стержней и размеры их сечений такие же, как и для твердо-
сплавных резцов (см. стр. 90).
3. ИЗГОТОВЛЕНИЕ БЫСТРОРЕЖУЩИХ РЕЗЦОВ
Приварка пластинок нз быстрорежущей стали
Наиболее производительный способ присоединения пластинок из быстро-
режущей стали к стержню резцов — это приварка их на электросварочном
аппарате. Пластинка и стержень располагаются при этом в особых губках
(электродах) аппарата и с большим усилием прижимаются друг к другу.
Сваренный таким образом резец сразу же помещают в печь, подвергают
отжигу и затем дальнейшей термообработке.
Другой способ присоединения пластинки осуществляется при помощи
различных сварочных порошков.
Для приварки пластинок из быстрорежущей стали марки Р18 применяют
измельченный ферромарганец, смешанный с прокаленной мелкоистолчен-
ной и просеянной бурой; в полученном таким образом порошке содержится
30 и- 40% буры.
При приварке пластинок из стали марки Р9 к ферромарганцу для сни-
жения температуры его плавления прибавляют медь. Добавка эта осуще-
ствляется путем сплавления ферромарганца (92%) с медью (8%) или сме-
шивания порошка ферромарганца с медным порошком.
Подготовленный к приварке стержень нагревают в печи до 800 900°,
после чего в гнездо для пластинки насыпают буру и удаляют окалину про-
волочной щеткой. Затем насыпают в гнездо сварочный порошок слоем тол-
щиной 3 -г 4 мм и сверху кладут пластинку. На пластинку насыпают сва-
рочный порошок и покрывают всю пластинку слоем буры толщиной 3 ~-
-г- 4 мм. Затем стержень с пластинкой помещают в печь. После расплавле-
ния порошка резец быстро вынимают из печи, поправляют положение пла-
стинки в гнезде и прижимают ее к стержню винтовым прессом. В крайнем
случае прижим пластинки можно осуществить легкими, но частыми ударами
кузнечной кувалды (через гладилку).
112
Токарные резцы
Фиг. 44.
Наплавка быстрорежущей стали
Наплавка быстрорежущей стали на стержень резца производится
преимущественно электродуговым методом на сварочных трансформаторах
переменного тока, хотя возможно использование для этой цели сварочных
машин постоянного тока.
В качестве электродов используются прутки из быстрорежущей стали
марки Р18, покрытые специальной обмазкой.
Диаметр проволок для стержней электродов выбирается в зависимости
от ширины наплавляемого слоя (фиг. 44):
Ширина на- Диаметр
плавляемого стержня элек-
слоя в мм трода в мм
До 8 4
8-=-12 5-т-б
Свыше 12 7v8
Применение обмазки обеспечивает вос-
становление выгорающих в процессе на-
плавки элементов электрода, создание
шлаковой защиты против окисления при
стекании капель металла с конца элек-
трода в выемку стержня, образование шлакового покрытия, замедляющего
остывание быстрорежущей стали. Применение обмазки также препятствует
разбрызгиванию металла.
Для изготовления обмазки составляется сухая смесь, которая разводится
безводным жидким стеклом (в количестве 20% от веса сухой смеси).
Состав сухой смеси для изготовления электродов
Составляющие элементы Содержание в °/0 (по весу)
Обмазка типа А Обмазка типа Б
Ферротитан (ГОСТ 4761—49) 10
Феррохром (ГОСТ 4757—49, марки Хр4) 8 8
Ферромарганец (ГОСТ 4755—49, марки Мн-2) 2 2
Ферросилиций (ГОСТ 1415—49, марки Си-75) 6 8
Мел технический 46 54
Плавиковый шпат 26 26
Графит серебристый 2 2
100 100
Примечание. Присутствие в обмазке типа А ферротитана обес-
печивает получение наплавленного металла большой плотности и облегчает
проведение процесса наплавки. Обмазка типа Б применяется при отсут-
ствии ферротитана, дает наплавленный металл хотя и хорошего качества,
но менее плотный, чем при обмазке типа А.
Быстрорежущие резцы
113
Процесс изготовления электродов состоит в следующем. Составляющие
элементы тщательно перемешиваются в чистой металлической посуде, при-
чем элементы добавляют в следующем порядке: серебристый графит, ферро-
титан, ферросилиций, ферромарганец, феррохром, плавиковый шпат,
технический мел. Затем сухая смесь разводится до сметанообразного
состояния жидким стеклом, предварительно разведенным водой, до удель-
ного веса 1,23 -+ 1,25, и стержень погружается в обмазку. Толщина слоя
обмазки зависит от плотности обмазочной массы и скорости извлечения
стержня из сосуда с обмазкой. Чем больше эта скорость, тем толще слой
обмазки, и наоборот. Диаметр готового электрода должен быть примерно
в 1,4 раза больше диаметра стального стержня.
Обмазанные электроды подвергаются естественной сушке в вертикаль-
ном положении при температуре не менее 18° в продолжении 10-4-12 час.
После этого обмазанный конец электрода зачищается на шлифовальном
круге до получения металлического блеска. Окончательная сушка (прокал-
ка) электрода осуществляется в электрошкафу также в вертикальном поло-
жении при температуре 200-4-260° в продолжении одного часа.
Наплавка резцов производится в медных или графитовых формах,
предварительно подготовленных для каждого типа и размера резца, а также
и в формовочной земле (фиг. 44).
Поверхность резца, на которую ложится наплавленный слой, должна
быть очищена до металлического блеска.
Наплавка, в процессе которой заполняется пространство А, произ-
водится валиковым швом на режущую кромку резца. При наплавке следует
поддерживать короткую дугу. Стержень резца не подогревается. Наплавка
выполняется в два слоя с тщательной очисткой каждого слоя. Процесс
наплавки ведется без отрыва дуги, начало валика и конец его должны
быть у основания головки с тем, чтобы на режущей кромке был непрерыв-
ный валик.
Ковка быстрорежущих резцов
Ковка резцов из быстрорежущей стали сопряжена, как правило, с пони-
жением се качества — выгоранием полезных примесей, образованием тре-
щин и т. д. Поэтому такой способ изготовления быстрорежущих резцов
следует применять лишь в случае действительной необходимости.
При ковке резца необходимо соблюдать следующие правила:
а) предварительный нагрев резца надо вести возможно медленнее
во избежание появления в стали трещин; дальнейшее нагревание следует
производить возможно быстрее;
б) ковать следует сильными и частыми ударами;
в) число нагревов должно быть возможно меньше (не больше двух-трех),
чтобы избежать ухудшения качества стали; охлаждение откованного резца
следует производить медленно;
г) начало ковки должно производиться при температуре 1140-4-1180° С,
что соответствует светло-желтому цвету нагрева, а конец — при темпера-
туре 850-4-900°, т. е. при светло-красном цвете нагрева.
Термическая обработка быстрорежущих резцов
Закалке напаянных, наплавленных и откованных быстрорежущих
резцов должен предшествовать их отжиг, который производится при тем-
пературе, указанной для данной марки стали в нижеприводимой таблице,
с выдержкой З-г-4 часа. Охлаждение таких резцов производят вместе с печью
114
Токарные резцы
сначала до 750ч-760° С со скоростью 20ч-40° в час, затем до 600° со ско-
стью 10° в час и далее — на воздухе.
Нагрев резцов при закалке производится «ступенями». Нагрев до пер-
вой ступени осуществляется возможно медленнее, несколько быстрее —
до второй и быстро — до третьей. Охлаждать резец следует в масле или
струе холодного воздуха. Для отпуска резца его нагревают, выдерживая
в печи 3 — 4 часа, после чего охлаждают в масле или в струе воздуха.
Материал резца улучшается, если отпуск производить 2 — 3 раза с выдерж-
кой в печи в течение одного часа после нагрева.
Предельные температуры процессов термической обработки быстрорежу-
щей стали указаны в таблице, приведенной ниже.
Закалка резцов из стали марки Р9 требует особого внимания и тща-
тельности, так как даже незначительное отступление от температуры закал-
ки, указанной в таблице, снижает режущие свойства резца.
Температура и цвет иагрева »при отжиге, закалке и отпуске резцов
из быстрорежущей стали
Процесс Марки стали
Р9 PI8
Температура нагрева Цвет нагрева Температура нагрева Цвет нагрева
Отжиг 8604- 880 Светло- красный 8604-880 Светло- красный
За- калка 1-я ступень нагрева 4004-600 Темно- коричневый 5004-650 Темно- коричневый Коричнево- красный
2-я ступень нагрева 820-5-850 Светло- красный 8404-860 Светло- красный
3-я ступень нагрева 12404-1260 Светло- желтый 12804-1300 Ярко-белый
Отпуск 5504-570 (три раза с выдержкой по часу) Темно- коричневый 5604-580 Темно- коричневый
Примечание. Цвет нагрева дает лишь примерное представле-
ние о температуре нагрева резца.
Заточка и доводка быстрорежущих резцов
Предварительная заточка резцов, изготовленных ковкой, а также
резцов с приваренными пластинками и наплавленных производится до их
закалки шлифовальным кругом из Электр о к орун да нормального зернисто-
Быстрорежущие резцы
115
стью 24 ч- 36 и твердостью С1 ч- СТ1. Все углы резца должны быть полу
чены во время этой заточки.
Окончательная заточка таких резцов производится на круге из электро-
корунда белого зернистостью 46 или 60 и твердостью СМ ч- СМ 1, при
окружной скорости 25 ч- 35 м/сек.
Эту заточку необходимо выполнять при обильном охлаждении затачи-
ваемого резца, чтобы не допустить его нагрева. С этой же целью не следует
слишком сильно прижимать резец к шлифовальному кругу.
Резцы, форма головки которых получена механической обработкой,
а также резцы с аккуратно наваренной пластинкой или с наплавкой затачи-
ваются полностью после термообработки (без предварительной заточки).
Окончательно заточенный резец заправляют абразивными брусками или
доводят на вращающемся диске.
Для доводки быстрорежущих резцов применяются пасты следующих
составов в % (по весу).
Крупнозернистая
Электрокорунд белый или нормальный зернистостью М40-е-М28 70
Стеарин технический .................................... 28
Олеиновая кислота ....................................... 2
Мелкозернистая
Электрокорунд белый Илн нормальный зернистостью М20-?-М10 65
Стеарнн технический ..................................... 32
Олеиновая кислота......................................... 3
Из прокаленной окиси хрома
Окись хрома...............................................65
Стеарин технический.......................................31
Олеиновая кислота......................................... 4
Приемы доводки быстрорежущих резцов такие же, как и твердосплав-
ных.
ГЛАВА ЧЕТВЕРТАЯ
ТОКАРНЫЕ СТАНКИ
I. ОБЩИЕ СВЕДЕНИЯ О ТОКАРНЫХ СТАНКАХ
ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА
1. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НЕКОТОРЫХ ТОКАРНЫХ
СТАНКОВ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА
Используемые в нашей промышленности токарные станки отечествен-
ного производства по их современности, степени возможности осуществле-
ния на них производительных методов работы, уровню механизации и авто-
матизации могут быть разделены на три группы.
1. Станки вполне современные, имеющие достаточно высокий верхний
предел чисел оборотов шпинделя, большую мощность привода главного
движения и широкие пределы подач. Основные узлы этих станков обладают
достаточной жесткостью и виброустойчивостью.
2. Станки в большой мере удовлетворяющие современным требованиям,
но имеющие недостаточно высокий предел чисел оборотов шпинделя и недо-
статочную мощность главного привода. Число оборотов шпинделя рассчи-
тано главным образом на работу быстрорежущими инструментами. Жест-
кость и виброустопчивость некоторых станков этой группы оказываются
недостаточными при тяжелых режимах резания.
3. Станки устаревших конструкций, не рассчитанные на работу инстру-
ментами из твердых сплавов и имеющие весьма малый верхний предел
чисел оборотов шпинделя и малую мощность. К этой группе относятся
главным образом станки со ступенчато-шкивным приводом, например моде-
лей ТВ25, TH 12, ТН20 и др. Без замены ступенчатого шкива коробкой
скоростей и переустройства ряда других узлов, эти станки в большинстве
случаев использовать нецелесообразно.
Техническая характеристика некоторых токарных станков первых двух
групп приводится ниже.
2. НЕОБХОДИМЫЕ СВЕДЕНИЯ О НАИБОЛЕЕ УПОТРЕБИТЕЛЬНЫХ
ТОКАРНЫХ СТАНКАХ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА
Токарно-винторезный станок модели 1616
Токарный станок модели 1616 (фиг. 45) обладает достаточной быстро-
ходностью (наибольшее число оборотов шпинделя в минуту 1980) и мощно-
стью (4,5 кет). Сплошное основание станка, вместо обычных тумбочек —
ножек, повышает жесткость и виброустопчивость станка. Коробка скоростей
станка расположена в его основании; переборное устройство находится
в шпиндельной бабке. Управление коробкой скоростей однорукояточное.
Коробка подач закрытого типа. На станке имеются лимбы продольной
Общие сведения о токарных станках
117
Основные данные некоторых отечественных токарных станков
Группа Модель 1 Высота центров в мм Расстояние меж- ду центрами в мм Количество ско- ростей шпинделя Пределы чисел оборотов шпин- деля в минуту Пределы про- дольных подач в мм/об j Мощность в кет 1
1616 160 750 12 44-5-1980 0,С6--3,60 4,5
1А616 160 750 21 11,2-5-2240 0,08-4-2,64 4,5 и 7
1А62 200 750. 1000, 1500 24 11,5-5-1200 0,08-4-1,59 7,8
IK62 200 710, 1000, 1400 24 12,5-5-2000 0,08--4,46 10
1 1620 200 1000 Бесступенчатый 18-5-3000 0.05-;-1,0 13
1М620 200 1000 Бесступенчатый 124-3030 0,08-1-4,46 14
1623 225 1000 12 45-5-2000 0,06-4-2,09 14
1624 240 1000 12 32-5-1400 0,07-4-2,00 7
IA64 400 2800 24 7,5-5-750 0,20-^3,05 20
165 500 3000 24 54-500 0,20-5-3,05 28
162СП 160 750, 1000 8 24-5-482 0,06-4-2,12 1 1,3
1615 160 750 8 264-492 0,06н-2,72 1,5
1615М 160 750 8 414-1000 0,06-^2,72 2,8
1617 175 750 8 314-720 0,09--2,96 3,2
162К 210 750 8 244-596 0,07-7-4,18 5,8
2 1Д62 205 750, 1000, 1500 18 12-5-600 0,12-2,15 4,3
1Д62М 205 750, 1000, 1500 18 124-600 0,08-?-1,59 4,3
1Д63 300 1500,3000 18 9,6-5-480 0,15-г-2,б5 7,8
1Д64 400 800, 3000 18 84-362 0,22н-3,15 10,4
1Д65 500 до 5000 12 4,25-5-192 0,22-7-3,15 18
118
Токарные станки
и поперечной подач. Резцовая головка быстродействующая, четырех-
познционная. К станку прилагается копирная линейка и четырехпозицион-
ная головка продольных упоров. Кинематическая схема станка 1616 при-
ведена на фиг. 46, на которой, как и на фиг. 48 и 50, указаны числа
зубьев зубчатых колес. Детали управления станком перечислены ниже.
/ — рукоятка управления трензелем; 2— рукоятка управления перебором;
3—рукоятка управления коробкой подач; 4—махознчок продольной
ручной подачи; 5 — маховичок поперечной ручной подачи; 6 — рукоятка
для поворота и закрепления резцовой головки; 7 — маховичок подачи
верхнего суппорта; 5 —рукоятка включения разъемной гайки; 9—руко-
ятка включения, выключения и реверсирования вращения шпинделя;
10 — рычаг закрепления задней бабки; 11 — маховичок перемещения
пиноли задней бабки; 12— рукоятка включения поперечной автоматиче-
ской подачи; 13 — рукоятка включения продольной автоматической
подачи; 14— рукоятка включения предохранительной муфты; /5—руко-
ятка включения ходовбго винта; 16—рукоятка управления редуктором;
/7 — рукоятка управления коробкой подач.
Токарно-винторезный станок модели 1А62
Токарный станок модели 1А62 (фиг. 47) является результатом значи.
тельного усовершенствования общеизвестного станка 1Д62М (ДИП200).
Станок 1А62 значительно быстроходнее и мощнее станка 1Д62М, он имеет
большое количество скоростей, более удобное управление. Коробка подач
упрощена. Для сокращения вспомогательного времени на обслуживание
станка уменьшено количество рукояток управления коробкой скоростей
установлены лимб продольной подачи и быстродействующий поворотный
резцедержатель. Установка иа необходимую скорость числа оборотов
Общие сведения о токарных станках
119
120
Токарные станки
шпинделя производится по соответствующим цифрам на диске,
имеющемся на передней стенке шпиндельной бабки. Конструкция механизма
подач допускает включение ходового винта не через коробку подач, а через
сменные зубчатые колеса, что обеспечивает повышение точности шага
нарезаемых резьб. Кинематическая схема станка 1А62 приведена на фиг. 48.
Управление станком модели 1А62 осуществляется посредством рукояток,
маховичков и других деталей, перечень которых приводится ниже.
/ — рукоятка изменения направления движения суппорта при подаче
от ходового винта; 2 — рукоятка управления коробкой скоростей; 3 —
Фиг. 47.
указатель чисел оборотов шпинделя; 4 — рукоятка управления коробкой
скоростей; 5 — рукоятка управления звеном увеличения шага; 6 — руко-
ятка управления коробкой скоростей; 7 — рукоятка управления коробкой
подач; 8 — рукоятка поворота и закрепления резцовой головки; 9 —
рукоятка ручного перемещения поперечного суппорта; 10 — рукоятка
перемещения верхнего суппорта; 11 — рукоятка закрепления
пиноли задней бабки; 12 — маховичок перемещения пиноли задней бабки;
13 — рукоятка включения, выключения и изменения направления враще-
ния шпинделя; 14 — рукоятка включения разъемной гайки; 15 — рукоятка
включения и выключения падающего червяка; 16 — рукоятка переключе-
ния на продольную и поперечную автоматические подачи суппорта; 17 —
маховичок продольного ручного перемещения суппорта; 18 — рукоятка
изменения направления перемещения суппорта; 19 — рукоятка включения
ходового винта или ходового валика; 20 — рукоятка управления коробки
подач; 21 — рукоятка настройки на нарезание метрической или дюймовой
резьбы; 22 — рукоятка управления коробкой подач.
Токарно-винторезный станок модели 1К62
Токарный станок модели 1К62 (фиг. 49) удовлетворяет всем требованиям,
предъявляемым к станкам данных размеров. Его высокая быстроходность
(до 2000 об/мин), и мощность (10 квпг), а также наличие крупных подач
обеспечивают возможность выполнения самых разнообразных токарных ра-
бот с полным использованием возможностей твердосплавных инструментов.
Фиг. 48.
Общие сведения о токарных станках
122
Токарные станки
Конструкцией станка обеспечивается значительное уменьшение вре-
мени на обслуживание станка: предусмотрено быстрое механическое уста-
новочное перемещение суппорта, однорукояточное управление задней
бабкой, возможность автоматической подачи при работе инструментами,
закрепленными в пиноли задней бабки путем присоединения ее к суппорту,
имеется четырехпозиционный резцедержатель с точной фиксацией в рабочих
положениях и т. п. На станке установлен амперметр, показывающий на-
грузку главного двигателя при данных условиях работы. Шкала амперме-
тра состоит из трех частей: белой, соответствующей недогрузке главного
двигателя, зеленой, показывающей нагрузку двигателя в пределах от 85
до 100% и красной — соответствующей его перегрузке.
Фиг. 49.
Кинематическая схема станка 1К62 приведена на фиг. 50.
Управление станком модели 1К62 осуществляется посредством рукояток,
маховичков и других деталей, перечень которых приводится ниже.
/ — рукоятка управления коробкой скоростей; 2 — рукоятка управле-
ния звеном увеличения шага; 3 — рукоятка управления трензелем;
4 — рукоятка управления коробкой скоростей 5 — рукоятка поворота
и закрепления резцовой головки; 6 — рукоятка подачи верхнего суппорта;
7 — кнопка включения быстрых перемещений суппорта (встроена в руко-
ятку /5); 8 — рукоятка закрепления пиноли задней бабки; 9 — амперметр,
показывающий нагрузку главного двигателя; 10 — выключатель насоса
охлаждения; И — главный выключатель; 12 — выключатель местного
освещения; 13 — маховичок подачи пиноли; 14 — рычаг закрепления
задней бабки; 15 — рукоятка включений продольных и поперечных
перемещений суппорта; 16 — рукоятка включения, выключения и изме-
нения направления вращения шпинделя; 17 — кнопочная станция пуска
и остановки главного двигателя; 18 — рукоятка включения разъемной
гайки; 19 — рукоятка ручного перемещения поперечного суппорта;
20 — маховичок ручного продольного перемещения суппорта; 21 —
кнопка включения реечной шестерни суппорта; 22 — рукоятка включения,
выключения и изменения направления вращения шпинделя; 23 — штурвал
для установки величины перемещения суппорта; 24 — рукоятка выбора
типа резьбы или подачи.
Общие сведения о токарных станках
123
124
Токарные станки
11. ОСНОВНЫЕ НАПРАВЛЕНИЯ МОДЕРНИЗАЦИИ
ТОКАРНЫХ СТАНКОВ
1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ТОКАРНЫМ СТАНКАМ
ПРИ ИХ МОДЕРНИЗАЦИИ
Станок, подвергнутый модернизации, должен отвечать следующим
требованиям.
1. Числа оборотов шпинделя станка должны быть достаточно большими
для возможности полного использования современных твердосплавных
инструментов.
2. Количество подач и верхний предел их должны обеспечивать воз-
можность полного использования резцов с современной геометрией и полу-
чение требуемой чистоты поверхности.
3. мощность электродвигателя должна быть достаточной для всех
работ, выполняемых на данном станке, с учетом его быстроходности и проч-
HotTH его механизмов.
4. Жесткость и безвибрационность станка должны быть такими,
чтобы при точении с высокими режимами резания обеспечивались необхо-
димая точность и требуемая чистота поверхностей обрабатываемых деталей.
5. Устройство отдельных узлов станка: суппорта, задней бабки и т. д.—
должно обеспечивать устойчивую работу его и наименьшую затрату
времени на вспомогательные приемы.
6. Обслуживание станка должно быть безопасным для рабочего.
Приобретают особое значение отсутствие выступающих частей у зажимных
приспособлений, защита токаря от отходящей стружки путем установки
защитных прозрачных экранов и т. п.
2. МОДЕРНИЗАЦИЯ ПРИВОДА ГЛАВНОГО ДВИЖЕНИЯ
Способы повышения быстроходности и мощности токарных станков
Для повышения скорости вращения шпинделя токарного станка
с коробкой скоростей применяются следующие способы.
1. Увеличение диаметра шкива (или числа зубьев зубчатого колеса)
электродвигателя и уменьшение диаметра шкива (числа зубьев зубчатого
колеса) станка. Этот способ является наиболее простым и неосуществим
лишь для станков с фланцмотором.
2. Изменение передаточного отношения одной пары зубчатых колее
в коробке скоростей. Этот способ может быть использован для любого
станка, ио может вызвать сложную его переделку. Применение его иногда
ограничивается невозможностью в условиях данного завода обеспечить
изготовление зубчатых колес необходимой точности.
3. Замена электродвигателя другим, с большим числом оборотов.
Прн этом способе в отдельных случаях может быть достигнуто увеличение
всех скоростей шпинделя в 1,5-^-2 раза.
Следует учитывать, что с повышением скорости вращения шпинделя
возрастает мощность, расходуемая на холостой ход станка, т. е. пони-
жается его коэффициент полезного действия.
Если модернизируемый станок предназначается только для выпол-
нения чистовой обработки (при небольших сечениях стружки) или обра-
ботки мягких металлов, то при увеличении его быстроходности можно
Основные направления модернизации токарных станков 125
не повышать его мощность. При модернизации станка, предназначаемого
для тяжелых работ, одновременно с повышением его быстроходности нужно
увеличить и мощность. >
Ни одно из указанных выше мероприятии по повышению быстроход-
ности станка не должно быть осуществлено без предварительной проверки
расчетом скорости, допустимой для подшипников шпинделя и промежуточ-
ных валиков коробки скоростей зубчатых колес этой коробки и т. д.
Способы повышения мощности токарных станков
Во многих случаях практики мощность станка может быть повышена
и без модернизации его, посредством следующих простых способов:
1) увеличением натяжения приводного ремня путем уменьшения его
длины — перешивкой или переклепкой, или увеличением расстояния между
осями шкивов передачи, перемещением электродвигателя по салазкам,
поворотом качающейся плиты, на которой он установлен, и т. д. Однако
чрезмерное натяжение ремня ускоряет износ подшипников валов передачи.
Канифоль и другие смолистые вещества, применяемые иногда для умень-
шения проскальзывания ремня, способствуют его разрушению;
2) регулированием неисправных фрикционных муфт, имеющихся
во многих коробках скоростей. Признаком неисправности муфты служит
чрезмерный нагрев ее, происходящий из-за недостаточного сцепления
частей муфты во включенном состоянии и неполного разобщения их при
выключении.
В случаях, когда указанные мероприятия не достигают цели, для повы-
шения мощности станка необходима его модернизация.
Если мощность электродвигателя станка больше допускаемой вполне
исправными звеньями станка, то следует усиливать наиболее слабые
из этих звеньев одним из следующих приемов.
1. Увеличением тяговой способности приводного ремня — заменой
хлопчатобумажного ремня кожаным или прорезиненным. Этой же цели
можно достигнуть увеличением толщины или ширины плоского привод-
ного ремня. В первом из этих случаев ускоряется износ ремня от изгиба
на меньшем шкиве; с этим часто приходится мириться во избежание смены
шкивов, обычно необходимой при увеличении ширины ремня. Полезно
применение натяжных роликов, посредством которых увеличивается дуга
обхвата шкивов (в особенности меньшего) ремнем. В этом случае необхо-
димо особенно хорошее соединение концов ремня; применение шарнирных
соединений при этом не допускается. Лучшим средством усиления рассмат-
риваемого звена привода является замена плоского ремня клиновидным.
Если слаба существующая клйноременная передача, то она может быть
усилена увеличением сечения каждого из ремней или увеличением числа
их. В том и в другом случаях необходима смена шкивов.
2. Увеличением крутящего момента, передаваемого фрикционной муф-
той, посредством установки дополнительных дисков (если позволяют
размеры станка) или замены их материала. В последнем случае следует
иметь в виду, что на ивы годнейшими материалами дисков фрикционных
муфт являются бронза, фибра, феродо и текстолит в сочетании со сталью.
Замену фрикционной муфты кулачковой следует применять очень осто-
рожно, так как при этом отпадает возможность переключения скоростей
шпинделя без остановки станка. Необходимо учитывать также, что фрик-
ционная муфта часто является устройством, предотвращающим поломку
станка при перегрузке. Это свойство фрикционной муфты приобретает
126
Токарные станки
особое значение, когда станок работает от электродвигателя, соединенного
с ведущим валом коробки скоростей зубчатыми колесами, т. е. когда
отсутствует приводной ремень, проскальзывающий по шкиву или даже
соскальзывающий с него при перегрузке.
3. Усилением зубчатых колес коробки скоростей, заменой материала,
термообработкой и т. д.
4. Повышением качества подшипников скольжения заменой их мате-
риала и улучшением их смазки — заменой смазки разбрызгиванием или
фитильной смазкой, централизованной или под давлением.
В отдельных случаях подшипники скольжения должны быть заменены
шариковыми или роликовыми подшипниками.
Если состояние, размеры и прочие данные звеньев станка соответствуют
мощности установленного электродвигателя, то повышение мощности
станка достигается путем замены электродвигателя более мощным
с одновременным усилением слабых звеньев привода.
Для повышения мощности станка со ступенчатым шкивом устанавли-
вается многоскоростиой редуктор, соединяемый ремнем с одной из ступеней
шкива. Если мощность электродвигателя станка (с коробкой скоростей
или со ступенчатым шкивом) оказывается недостаточной для выполнения
данной работы, то допускается перегрузка двигателя: в течение 30 мин. —
до 25%, 15 мин. —до 35%, 3 мин. —до 50%.
Еще раз отмечаем, что даже незначительные переустройства станка
(замена ремней, зубчатых колес и др.), а тем более замена электродвигателя
(более быстроходным или мощным) недопустимы без предварительной
проверки возможности этих переустройств.
3. МОДЕРНИЗАЦИЯ ПРИВОДА ПОДАЧ
В настоящее время производится обработка с большими подачами,
достигающими 6-^-7 мм/об. Большая часть токарных станков, используе-
мых в нашей промышленности, таких подач не имеет. Для устранения
этого недостатка токарных станков в процессе их модернизации применяют
два способа;
1) смещение всего диапазона подач за счет изменения передаточных
отношений колес гитары, последней зубчатой пары коробки подач, пере-
дающей движение ходовому валику, и колес фартука;
2) расширение диапазона подач с сохранением нижнего и увеличением
верхнего пределов за счет установки дополнительных колес в цепи подач
во множительном механизме коробки подач и на валах привода подачи
в коробке скоростей.
При модернизации станков с коробкой подач на четыре — восемь
ступеней с небольшим диапазоном, с многократной перестройкой гитары,
например станков моделей 1615, 161 AM, 162СП, 1617 и др. возможны сле-
дующие способы:
1) в случае использования станка на обдирочных и получистовых
работах рекомендуется смещение диапазона подач за счет дополнительной
настройки гитары с доведением наибольшей подачи до 4-г-5 мм/об\ мини-
мальная подача при данной настройке составит 0,5-=-0,6 мм/об\
2) в случае использования станка в условиях универсальной работы
с выполнением чистовых операций, рекомендуется выбирать настройку
гитары с минимальной подачей, обеспечивающей требуемую чистоту обра-
батываемой поверхности и при получистовых проходах работать с наиболь-
шей подачей, получающейся при данной настройке.
Переделки станков и дополнительные устройства к ним
127
При модернизации станков с универсальными коробками подач на 32ч-
ч- 48 ступеней, с широким диапазоном подач без перестройки гитары,
например станков 162, 162К, 1Д62, 1Д62М, 1А62, 1Д63 и др. можно реко-
мендовать такие приемы:
1) в случае использования станков на обдирочных и получистовых
операциях диапазон подач смещать вверх с доведением наибольшей подачи
до 3—6 мм/об при помощи соответствующей настройки гитары; увеличе-
ние подачи желательно производить за счет уменьшения ведомого колеса;
.2) при использовании станков в условиях универсального производ-
ства с выполнением чистовых операций на станках следует сохранять малые
подачи; в этом случае рекомендуется расширять диапазон подач за счет
введения дополнительных зубчатых колес в цепи подач станков 1.
III. ПЕРЕДЕЛКИ СТАНКОВ И ДОПОЛНИТЕЛЬНЫЕ
УСТРОЙСТВА К НИМ
1. ПЕРЕДЕЛКА ПЕРЕДНЕГО КОНЦА ШПИНДЕЛЯ И ЗАДНЕЙ БАБКИ
Устройства против самосвинчивания токарных патронов
При высоких числах оборотов шпинделя и резком его торможении раз-
виваются большие инерционные силы, которые при обычном способе
закрепления патрона (на резьбе шпинделя) могут вызвать самосвинчиваиие
патрона. Во избежание этого применяют дополнительные устройства для
закрепления патрона, навернутого на шпиндель. Два таких способа 2,
наиболее простые и достаточно надежные приведены ниже.
В первом случае (фиг. 51, а) втулка 2 фланца патрона укорачивается
на 12ч-14 мм, после чего на ней нарезается левая резьба; на заточку шпин-
деля напрессовывается кольцо 3 также толщиной 12ч-14 мм. Плотно при-
жатое к заплечику А шпинделя (навернутым на шпиндель патроном)
кольцо 3 фиксируют четырьмя штифтами 4. Закрепление патрона осуще-
ствляется гайкой /, охватывающей кольцо 3 и навертываемой на втулку
1 Подробнее об этих способах см. ЭНИМС, Модернизация токарных ставков,
Машгиз, 1958.
* См. там же.
128
Токарные станки
фланца патрона. При втором способе дополнительного закрепления патрона
(фиг. 51, б), необходима подрезка буртика шпинделя. Этот вариант осуще-
ствим на станках моделей 1Д62, 162К и некоторых других. Прочность
закрепления по данному способу выше, чем в предыдущем случае.
Изменение устройств для управления пинолью задней бабки
Если на данном токарном станке обрабатываются преимущественно
детали, устанавливаемые в центрах, в особенности большими партиями,
весьма целесообразно переустройство задней бабки, например, как пока-
зано на фиг. 52.
Втулка 3, являющаяся подшипником винта для перемещения пиноли 1,
удерживается в корпусе бабки посредством стержня рукоятки 2. Стержень
этот проходит через фасонный паз в корпусе бабки. При повороте рукоятки 2
происходит перемещение пиноли 1; это перемещение происходит быстро,
когда стержень рукоятки расположен в верхней (по фигуре) части А паза,
немедленно, когда стержень находится в нижней части В. При медленном
перемещении пиноли происходит поджатие задним центром обрабатывае-
мой детали. При вращении маховичка 4 винт 5 ввинчивается в гайку 6,
запрессованную в пиноль /; при этом происходит ее обычное перемещение.
Второй вариант переустройства задней бабки представлен на фиг. 53.
К корпусу 3 бабки прикрепляется воздушный цилиндр 4. Через длинную
втулку А поршня 5 проходит валик 6, на правом конце которого закреплен
маховичок 7, а в левом — винт 2 для перемещения пиноли 1. Валик сво-
бодно вращается в отверстии втулки А поршня. При поступлении сжатого
воздуха пиноль перемещается в соответствующем направлении. Перемеще-
ние пиноли посредством маховичка 7 происходит тогда, когда в ней закреп-
лен какой-либо режущий инструмент, например сверло.
2. УСТРОЙСТВА ДЛЯ ЗАКРЕПЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ
Устройства для закрепления режущих инструментов на суппорте
На фиг. 54 показана многоместная резцовая головка, заменяющая
одноместный резцедержатель старого токарного станка. Центрирование
резцовой головки осуществляется пальцем 10, запрессованным в верх-
нем суппорте 14. Центрирующая поверхность пальца 10 ц втулка 13,
Переделки станков и дополнительные .устройства к ним 129
130
Токарные станки
запрессованная в корпусе головки/2, должны быть термически обработаны
для повышения их износоупорности. При повороте рукоятки / скрепленная
с ней ганка 2 поднимается по резьбе пальца 10, и освобождает корпус 12
резцовой головки. Вслед за этим втулка 9 с наружной четырехходовой резь-
бой (ход резьбы 504-60 мм), связанная с гайкой 2 шпонкой и находящаяся
под действием пружины 8, начинает ввинчиваться во внутреннюю резьбу
поводка 4. После того как втулка 9 упрется в кольцо 11, поводок 4, свя-
занный с корпусом резцовой головки втулкой 3, поднимается и выводит
фиксатор 6 из втулки 7, запрессованной в суппорте.
При дальнейшем повороте гайки 2, а следовательно, и при подъеме
поводка 4 последний своим верхним торцом упрется в заплечик гайки,
вследствие чего начнется поворот корпуса. При совмещении (приблизитель-
ном) конического конца фиксатора со следующей втулкой суппорта, руко-
ятку 1 поворачивают в обратную сторону. Поводок 4 при этом опускается,
рабочий конец фиксатора 6 под действием пружин 5 входит во втулку
суппорта, устанавливая корпус в рабочее положение. Втулка 9 выходит
из резьбы поводка и поворачивается на 90° до совмещения с началом сле-
дующего хода резьбы. К концу поворота гайка 2 закрепит корпус в очеред-
ном рабочем положении.
Большая точность поворотов резцовой головки (фиг. 55) достигается
при горизонтальном фиксаторе. Осью поворота корпуса 8 резцовой головки
Переделки станков и дополнительные устройства к ним 131
служит палец 11 с фланцем на нижнем конце. Винтами, проходящими
через отверстия А, палец // прикрепляется к суппорту. Центрирующая
часть пальца 11 и втулка 9, запрессованная в корпусе резцедержателя,
должны быть термически обработаны. При повороте гайки 2 за рукоятку /
на небольшой угол корпус освобождается. Вслед за этим вертикальная
стенка паза В, имеющегося в верхнем торце гайки, упрется в поводок 5,
прикрепленный к валику 10. Поэтому при дальнейшем повороте гайки 2
вместе с ней будет поворачиваться и валик 10. Под действием эксцентрич-
ного выступа, имеющегося на нижнем торце валика и входящего в попереч-
ный паз фиксатора 7, последний выходит из гнезда С корпуса. Гнездами,
в которые входит фиксатор, служат вырезы по форме рабочего конца
фиксатора, сделанные в закаленных пластинках 13. Посредством клина 12
обеспечивается точное перемещение фиксатора в пазу корпуса резцовой
головки. При дальнейшем повороте гайки собачка 3 поворачивает корпус 8\
во время этого поворота стержень 4 скользит по фланцу пальца 11. Как
только поводок 5 упрется в штифт 6, поворот гайки прекращаемся. При
повороте ее в обратном направлении корпус головки не вращается, удер-
живаемый, как тормозом, стерженьком 4. Эксцентричный выступ валика
к концу поворота гайки не удерживает фиксатор 7, и последний под дей-
ствием пружины входит в гнездо корпуса. После поворота гайки ыце
на некоторый угол корпус резцовой головки закрепляется в очередном
рабочем положении.
Быстрая замена одного резца другим с установкой последнего в точное
положение и с прочным закреплением достигается при использовании
быстросменных державок (фиг. 56), заменяющих многоместную резцовую
головку. На суппорте станка устанавливается втулка 2, на боковой
поверхности которой нарезаны зубья. Втулка центрируется выступом А
верхних салазок суппорта, фиксируется (от поворота) штифтом 6 и закреп-
ляется болтом 5 с гайкой 3. К втулке примыкает сменный держатель 7
с резцом 4, прочно скрепленный с ней хомутом 8\ два Т-образных выступа В
хомута входят в такие же пазы держателя 7. Хомут натягивается при пово-
роте рукоятки 9 эксцентриком. Положение держателя по высоте опреде-
ляется регулировочным винтом /.
Дополнительные устройства для закрепления
режущих инструментов
Количество одновременно закрепленных на станке режущих инструмен-
тов может быть увеличено использованием дополнительных устройств,
примеры которых приведены ниже.
Дополнительный суппорт для закрепления резцов показан на фиг. 57.
Плита 8 посредством болтов 10 закрепляется на направляющих попереч-
ного суппорта. По этой плите перемещается ползун 1 с закрепленным
на нем резцедержателем 4. Поворот рукоятки 5, закрепленной на валике 9
через зубчатое колесо 7 и рейку 6 сообщает ползуну / перемещение в тре-
буемом направлении. Движение ползуна ограничивается регулировочным
болтом 2, головка которого упирается в планку 3. Этим обеспечивается воз-
можность получения (без измерения) диаметра обрабатываемой поверх-
ности, • например выточки. Дополнительный суппорт может быть исполь-
зован и для отрезных работ.
Добавочная бабка для установки сверл представлена на фиг. 58. Ее
основание 5 закрепляется четырьмя болтами и фиксируется двумя штиф-
тами на обработанных узких площадках поперечного суппорта 6. Положе-
ние бабки 3 на основании определяется шпонкой 7 и заплечиком В.
132
Токарные станки
Переделки станков и дополнительные устройства к ним 133
Втулка / с коническим отверстием (конус Морзе 4) удерживается в бабке
винтом 2. Проушина А во втулке / используется для удаления инструмента
(сверла, зенкера, развертки), вставленного во втулку. Чтобы снять бабку,
достаточно освободить болт 4, передвинуть бабку влево и поднять ее.
Фиг. 58.
Головка болта 4 пройдет через отверстие С бабки. Отверстие в бабке под
втулку / должно быть расточено иа месте резцом в державке, закреплен-
ной в патроне. Подача при этом осуществляется суппортом. При каждом
использовании добавочной бабки поперечный суппорт надо устанавливать
(по специальной отметке, по
лимбу или по упору) в то самое
положение, в котором он нахо-
дился при растачивании отвер-
стия в бабке под втулку /.
Устройства для закрепления
режущих инструментов в пиноли
задней бабки
Если обработка отверстия
производится несколькими
инструментами, устанавливае-
мыми в пиноли задней бабки,
то для уменьшения времени,
расходуемого на смену инстру-
ментов, следует применять много-
местные державки и головки.
Инструментальная державка Фиг. 59.
простейшего устройства изобра-
жена на фиг. 59. В пиноль 4 вставлен валик с конусом 3, в проушине
которого на пальце 7 вращается изогнутая под прямым углом державка 6.
В одном конце этой державки может быть закреплен один инструмент
(например, сверло 5), а в другом — второй (например зенкер /). Рабочее
положение державки определяется пластинкой 2, закрепленной в валике <?.
Для более точной установки державки 6 служат регулировочные винты 8.
Инструментальная головка (фиг. 60) для закрепления четырех режущих
инструментов состоит из диска /, намертво соединенного с коническим
134
Токарные станки
хвостовиком 2. На пальце 3, закрепленном в диске/, вращается барабан 4,
в гнездах которого устанавливаются инструменты. Рабочее положение
каждого из этих инструментов фиксируется посредством кнопки 5.
3. УСТРОЙСТВА ДЛЯ ОТСЧЕТА И ОГРАНИЧЕНИЯ ПЕРЕМЕЩЕНИЙ
РЕЖУЩИХ ИНСТРУМЕНТОВ
Лимбы поперечных и продольных перемещений
режущего инструмента
Весьма эффективным способом сокращения вспомогательного времени,
затрачиваемого на установку резца на размер и на измерения обрабатывае-
мой детали, является широкое использование лимбов поперечного и про-
дольного перемещений резца. Примеры
конструкций таких лимбов приводятся
ниже.
Основной диск 2 лимба очень про-
стои конструкции, показанный на
фиг. 61, закреплен на удлиненном
конце винта 3 поперечной подачи.
Делительное кольцо 4 вращается на
диске 2, но находится под действием
тормозящей его пружины 5. Чтобы
обеспечить повторную установку резца
не запоминая соответствующих штри-
хов шкалы лимба для получения
данного размера детали, лимб должен
иметь несколько подвижных указате-
лей 1. Риска для отсчета поворота
диска 2 и кольца 4 нанесена на непо-
движном фланце 6. Существенный не-
Фиг. 61.
достаток этого лимба состоит в том, что при перемещении резца на
расстояние, соответствующее нескольким оборотам лимба, приходится за-
поминать и отсчитывать эти обороты, что может приводить к ошибкам.
Лимб с двумя дисками (фиг. 62), называемый дифференциальным,
лишен эгого недостатка. Он имеет два делительных кольца 1 и 3, одно
из которых (/) с ценой деления 1 мм служит для больших перемещений
суппорта, а второй (3) с ценой деления 0,02 мм — для точной установки
Переделки станков и дополнительные устройства к ним
135
резца на размер, что обеспечивается планетарной передачей, расположен-
ной в корпусе лимба. Корпус лимба закреплен на винте 8 поперечной
подачи.
При вращении винта зубчатое колесо 4, расположенное внутри кор-
пуса, перекатывается по неподвижному зубчатому колесу 5 и вследствие
этого вращается. Вращение валика, на
котором закреплено колесо 4, через зуб-
чатые колеса 9 и 6 передается диску 10,
связанному с колесом 6 посредством
шпонки 7.
Передаточное отношение планетарного
механизма, состоящего из шестерен 6, 9,
4 и 5 равно »/10 . Благодаря этому
кольцо 3, расположенное на корпусе
лимба, вращается в 10 раз быстрее
кольца /, . расположенного на диске 10.
За один оборот рукоятки винта кольцо 1
поворачивается на 1/10 оборота. Для отсчета
показаний лимба служит пластинка 2 со
скошенной кромкой, расположенной над
кольцами.
Продольный лимб показан на фиг. 63, а.
На валике 4 вместо обыкновенного махо-
вичка закреплен специальный махови-
чок 3. На втулке /, прикрепленной
Фиг. 62.
к фартуку суппорта, наносится риска,
шкале на кольце 2. Плеская пружина,
необходимая для отсчетов по
заложенная в канавку между
маховичком и кольцом, служит тормозом для последнего. После уста-
новки кольца 2 в нулевое положение оно закрепляется на маховичке
винтом 5. На поверхности кольца 2 нанесена шкала, каждое деление кото-
рой соответствует перемещению резца в направлении продольной подачи
136
Токарные станки
на 0,1 лл«. Одному обороту такого лимба обычно соответствует перемеще-
ние суппорта лишь иа 25-?~50 мм, что неудобно, если необходимы большие
перемещения.
Указанный недостаток отпадает, если вращение лимба получается
не непосредственно от валика, иа котором закреплен маховичок, а от
валика зубчатого колеса, сцепленного с зубчатой рейкой станка. В таких
случаях (фиг. 63, б) диск 8 лимба вращается на втулке 7, прикрепленной
к фартуку суппорта. Зубчатое колесо 9, закрепленное на валике 10 реечного
колеса станка, находится в зацеплении с зубчатым венцом диска 11.
Диаметр кольца 6 выбирается с таким расчетом, чтобы цена деления
нанесенной на нем шкалы соответствовала 1 мм перемещения суппорта.
Отсчет поворота лимба производится по риске, нанесенной на пластинке,
которая закрепляется на фартуке суппорта.
Продольные и поперечные упоры
Лимбы, даже лучших конструкций, во многих случаях не обеспечивают
такого снижения вспомогательного времени, которое может быть достигнуто
использованием упоров.
Продольный упор простейшей конструкции (фиг. 64) состоит из кор-
пуса /, прикрепляемого к станине при помощи планки 2 и болтов 3 и 4
винта 6 с мелкой резьбой, ввертываемого в корпус /, и контргайки 5,
посредством которой впит закрепляется в требуемом положении. Для
точной установки винта служит шкала, нанесенная на его головке.
Если производится обработка детали ступенчатой формы, то, кроме
упора, используются измерительные плитки, расположенные на станине
между упором и суппортом, причем длины этих плиток равны соответ-
ственно длинам ступеней L2 и £3 детали.
При обработке ступени длиной перемещение суппорта ограничи-
вается упором и двумя плитками. Для получения требуемой длины L2
следующей ступени надлежит убрать плитку длиной L2 и т. д.
Применение многопозициоиных упоров (фиг. 65) позволяет обойтись
без измерительных плиток. В колодке 2, прикрепленной к станине станка
болтом 7 и планкой 5, на пальце / вращается несколько упоров 3, 4 и т. д.
Переделки станков и дополнительные устройства к ним 13?
В торец каждого из таких упоров ввернут регулировочный винт 6, который
закрепляется в выбранном положении болтом 5. После обработки первого
уступа, при котором суппорт был доведен до самого длинного упора 3t
суппорт отводят немного вправо, повертывают упор 3 на 180° и обра-
батывают второй уступ по упору 4 и т. д.
Для увеличения точности длины обрабатываемых уступов (шеек)
целесообразно применять специальные (иногда очень простые) устройства,
обеспечивающие постоянную величину силы нажатия на упор. В этом
случае к левой стенке суппорта прикрепляется (фиг. 66) кронштейн 3,
в котором расположен стержень 4, занимающий под действием пружины 2
крайнее левое положение. Когда при перемещении суппорта влево головка
регулировочного винта 5, ввернутого в торец стержня 4, упрется в винт
упора 6, стержень 4 будет перемещаться вправо, и сила нажатия суппорта
на упор будет контролироваться по стрелке /, связанной со стержнем 4
реечной передачей.
Вместо рассмотренного устройства можно применять обыкновенный
индикатор, закрепив его тем или иным способом на станине станка вместо
обыкновенного упора.
138
Токарные станки
Для ограничений перемещения инструмента в поперечном направлении
(фиг. 67) к поперечному суппорту 1 прикрепляется корпус 2 обыкновенного
упора. На продольном суппорте закрепляется плита 4, на которой в
удобном для данного случая обработки
положении закрепляется ограничитель 3.
Многопозиционный поперечный упор
(фиг. 68) устанавливается на продольных
салазках суппорта. В подшипниках 1 и 5
вращается валик 2, в средней утолщенной
части которого имеются продольные пазы
в форме ласточкина хвоста. В этих пазах
закрепляются в различных положениях су-
хари 3. Перемещение поперечного суппорта
ограничивается упором 4, прикрепленным
к вертикальной стенке этого суппорта.
Вид А
1
Фиг. 67.
Фиг 68.
При обработке деталей с более точными диаметрами вместо обыкновен-
ных поперечных упоров следует применять упоры, снабженные индикато-
ром.
4. УСТРОЙСТВА,
МЕХАНИЗИРУЮЩИЕ РАБОЧИЕ И ХОЛОСТЫЕ ПЕРЕМЕЩЕНИЯ
РЕЖУЩЕГО ИНСТРУМЕНТА
Устройства для автоматического выключения продольной подачи
Если в механизме подачи станка не предусмотрено устройство для ее
автоматического выключения (например, падающего червяка), то оно может
быть достигнуто посредством несложной переделки механизма подачи.
Если требуется выключение подачи, действующей от задней бабки
к передней, то между концом последнего вала коробки подач и ходовым
валиком станка вводится следующее устройство (фиг. 69). На конец вала 1
коробки подач насаживается и закрепляется корпус 6. Передача вращения
этого вала ходовому валу 5 станка осуществляется посредством кулачко-
вой муфты, одна часть 3 которой закреплена на конце ходового вала 5, распо-
ложенном в корпусе 6, а другая 4 — служит крышкой корпуса. Сцеп-
ление частей муфты обеспечивается пружиной 2. действующей на вал 5
Переделки станков и дополнительные устройства к ним
139
через деталь 7. Суппорт, перемещающийся от задней бабки к передней,
дойдя до кольца 8, закрепленного в определенном месте на ходовом валу,
заставляет последний перемещаться влево. При выключении кулачковой
муфты подача прекращается. При перемещении суппорта вправо кулачко-
вая муфта вновь включается под действие.м пружины.
Если необходимо автоматиче-
ское выключение подачи, дейст-
вующей в направлении от задней
бабки к передней или наоборот, то
может быть полезно устройство,
изображенное на фиг. 70. На концы
валика / коробки подач и ходового
вала 9 насажены и связаны с ними
скользящими шпонками кулачко-
вые муфты 4 и 5, охватываемые
втулкой 7. Крышки 2 и 8 скре-
плены со втулкой 7 винтами.
Втулка 7 связана посредством
штифта 10 с валом коробки подач.
Внутри втулки имеется буртик, к которому обе кулачковые муфты при-
жимаются пружинами 3 и 6. При таком положении муфт зубья их сцеп-
лены и вращение вала коробки подач сообщается ходовому валу. Выклю-
чение подачи, направленной от задней бабки к передней, произойдет после
Фиг. 70.
того, как двигающийся суппорт упрется в кольцо 12, закрепленное на
ходовом валу, вследствие чего этот вал будет перемещаться влево
и упором 11 выключит муфту 4'. При обратном направлении подачи
суппорт действует на кольцо, закрепленное на ходовом валу справа
от суппорта. Ходовой вал при этом перемещается вправо, упор 11, дей-
ствуя имеющимся на нем заплечиком на муфту 5, выключает ее.
Устройство для механической подачи режущих инструментов,
закрепленных в пиноли задней бабки
Если обработка отверстий инструментами, закрепленными в пиноли
задней бабки, производится на данном станке часто, то очень полезной
является механизация подачи при таких работах. Для этого (фиг. 71)
в боковую стенку продольных салазок 2 суппорта ввертывается стержень 3,
140
Токарные станки
а к торцовой стенке основной плиты 5 задней бабки прикрепляется про-
ушина 4 с отверстиями для стержня 3. Защелка /, проходящая через про-
ушину и отверстие, имеющееся в стержне 3, связывает суппорт с задней
бабкой. При некотором отжатии гаек болтов 6, закрепляющих бабку
на станке, автоматическая подача суппорта передается задней бабке,
а следовательно, и закрепленному в ней инструменту.
Устройство, механизирующее подачу верхнего суппорта при обработке
конусов
Часто применяемая обработка конусов при повернутых верхних салаз-
ках суппорта затрудняется тем, что подача этих салазок ручная. Устрой-
ство, механизирующее эту подачу, представлено на фиг. 72.
На ходовом валике 13 посажено на шпонке зубчатое колесо 12, состоя-
щее из двух скрепленных между собой частей. Колесо это находится
в постоянном зацеплении с колесом //. Нижний конец длинной втулки
колеса 11 вращается в шариковом подшипнике 8, а верхний — в бронзовой
втулке 6. Подшипник и втулка расположены в корпусе 7 рассматриваемого
приспособления, прикрепленного к станине 15 станка болтами 3 (через
клин 14). Осевые усилия, действующие на втулку колеса //, восприни-
маются упорными подшипниками 9 и 5, а регулирование ее положения
в осевом направлении производится гайками 10 н 4. В центральное отверстие
втулки колеса, входит соединенный с втулкой поводок 2 гибкого вала /.
Другой конец этого вала соединяется с винтом подачи верхнего суппорта.
Длина гибкого вала 1.5—-2 м
5. УСТРОЙСТВА ДЛЯ ОБРАБОТКИ СТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ
Копировальное приспособление конструкции В. К. Семинского
На фиг. 73 показано копировальное приспособление для обработки
ступенчатых деталей, предложенное токарем-новатором В. К. Семнн-
ским. Внутри корпуса 5 приспособления, устанавливаемого на суппорте
станка, вместо обычной резцовой головки помещается скалка 3 с резцом 2,
перемещающаяся в осевом направлении. Под действием пружины 6 щуп 4
прижимается к поверхности копира 8. Копир представляет собой штангу
с лысками, образующими ступенчатую поверхность. Длина ступеней копира
Переделки станков и дополнительные устройства к ним
141
142
Токарные станки
равна длине шеек обрабатываемой детали /, а высота их соответствует
разности радиусов ее ступеней. Копир 8 посредством шарнира 9, тяги 10
и хвостовика 11, состоящего нз соединительного фланца с цилиндрическим
нарезанным стержнем, связан с кронштейном 13, закрепленным на станине
станка. Хвостовик проходит через расположенное горизонтально продол-
говатое отверстие, имеющееся в кронштейне 13. Наличие такого отверстия
обеспечивает возможность перемещения копира (вместе с поперечными
салазками суппорта); посредством гаек 12 и 14 производится установка
копира в осевом направлении.
При продольной автоматической подаче суппорта щуп 4 скользит
по поверхности очередной ступени копира. В момент, когда щуп доходит
до уступа копира (напоминаем, что в процессе работы суппорт переме-
щается влево, а копир неподвижен), он быстро соскакивает под действием
пружины 6 на следующую ступень копира. Так как скалка расположена
под углом 75° к оси станка, резец, отходя назад, несколько смещается
в сторону задней бабки, что обеспечивает отход резца от уступа детали.
После того как деталь 1 обработана и снята, скалка 3 перемещается вперед
с помощью эксцентрика 7, управляемого рукояткой. Тем самым копир 4
выводится из соприкосновения со штангой 8, и суппорт может быть отве-
ден в исходное положение.
Заменяя копир другим, можно с помощью рассмотренного приспособле-
ния обрабатывать, кроме ступенчатых, также конические и фасонные
поверхности.
Через отверстие Л в корпусе копира проходит болт, посредством кото-
рого приспособление закрепляется на суппорте станка.
Гидрокопировальный суппорт конструкции завода имени Орджоникидзе
Схема устройства гидравлического копира или гндросуппорта модели
КСТ-1 (конструкция завода имени Орджоникидзе) показана на фиг. 74.
Гидросуппорт устанавливают на специальных поперечных салазках
позади станка; таким же образом в особых бабках устанавливают образ-
цовую деталь 6, являющуюся копиром. Под действием насоса 12 масло
из бака 13 по гибкому шлангу 11 поступает в канал D неподвижного штока 9
поршня 10. Через поперечное отверстие С в штоке масло попадает в полость F
подвижного гидравлического цилиндра, расположенного внутри суппорта 7.
Из полости F масло поступает через отверстие В поршня в полость Е
и оттуда через гибкий шланг 5 и золотник в сливной трубопровод 4.
Отверстие В имеет очень небольшой диаметр и оказывает большое
сопротивление при проходе масла из полости F в полость Е. Вследствие
этого при достаточно большой щели А золотника 2 давление в полости Е
будет значительно меньше, чем в полости F. Давление масла, действуя
на заднюю крышку цилиндра, будет перемещать корпус гидросуппор-
та назад.
Если золотник 2 закроет щель Л, то в полостях Е и F установится оди-
наковое давление. Но так как площадь передней крышки цилиндра больше
площади задней крышки (на величину площади поперечного сечения
штока 9), то при одинаковом давлении сила, действующая иа переднюю
крышку, будет больше силы, действующей на заднюю крышку, и суппорт
станет перемещаться вперед.
Может быть установлена такая величина щели, что давление в полости Е
будет меньше, чем в полости F, а силы, действующие на переднююн заднюю
Переделки станков и дополнительные устройства к ним
143
крышки, окажутся одинаковыми. В этом случае гидросуппорт останется
неподвижным.
Последнее положение соответствует обтачиванию цилиндрической
поверхности.
Золотник 2 под действием пружины 3 прижимается к качающемуся ры-
чагу 1 щупа, который опирается на поверхностьобразцовой детали 6. Когда
щуп опирается на цилиндрическую поверхность детали, золотник занимает
указанное выше положение, при котором гидросуппорт остается неподвиж-
ным. Если профиль образцовой детали имеет подъем, то при продольном
движении суппорта рычаг 1 будет отклоняться и перемещать золотник 2
назад. При этом щель А будет увеличиваться, а давление в полости £
цилиндра падать. При падении давления в полости £ гидросуппорт под
действием давления в полости F станет перемещаться назад. Вместе с гидро-
суппортом перемещается и корпус золотника 2, что приводит к уменьше-
нию щели А и прекращению движения гидросуппорта.
Таким образом, гидросуппорт как бы следит за положением щупа,
поэтому подобная система управления движением суппорта называется сле-
дящей.
Если профиль образцовой детали имеет падение, золотник под действием
пружины перемещается вперед и прикрывает щель А. Давление в полости Е
возрастает, и гидросуппорт перемещается вперед. Такая конструкция
гидропривода позволяет обрабатывать ниспадающие профили с углом
не более 25 -н30э.
При обработке перпендикулярных уступов щуп, упираясь в уступ,
перемещает золотник 2 назад, открывает щель А, и гидросуппорт начинает
перемещаться назад. Так как гидросуппорт двигается по направляющим,
расположенным под углом 45°, ои одновременно смещается относительно
нижних салазок в направлении задней бабки, компенсируя продольное
перемещение нижних салазок. Таким образом, резец перемещается в
144
Токарные станки
плоскости, перпендикулярной к оси обрабатываемой детали 8, и подре-
зает торец соответствующей ступени.
Такая конструкция гидросуппорта позволяет обрабатывать только те
торцы, которые обращены в сторону задней бабки. Поэтому большинство
деталей приходится обрабатывать с двух установок с поворотом, обтачивая
сначала торцы, обращенные в сторону задней бабки а затем противо-
положные.
Опыт ряда заводов показал, что гидросуппорт обеспечивает точность
в пределах между 3 и 4-м классами точности.
Используя рассмотренный гидросуппорт можно производить обработку
конических и фасонных наружных поверхностей, а также обработку
отверстий.
Существуют и другие конструкции гидрокопировальных суппортов.
IV. ПРОГРАММНОЕ УПРАВЛЕНИЕ
ТОКАРНЫМИ СТАНКАМИ1
1. ОСНОВНЫЕ ВИДЫ СИСТЕМ ПРОГРАММНОГО УПРАВЛЕНИЯ
Для автоматизации управления металлорежущими станками все более
широко используются системы программного управления, основанные
на применении вычислительной техники. При наличии таких систем все
движения рабочих органов стайка выполняются автоматически в опре-
деленной последовательности как по величине перемещения, так и по ско-
рости и по направлению хода от заданной программы. Целесообразный
выбор системы программного управления обеспечивает резкое повышение
производительности металлорежущих станков.
Наиболее успешное применение системы программного управления
нашли в ряде новых моделей фрезерных, расточных, сверлильных, а также
и некоторых станков токарной группы.
Можно различать две группы систем программного управления. Одна
группа применяется для получения требуемого положения режущего
инструмента по отношению к обрабатываемой заготовке. Такие системы
находят применение, например, в расточных и сверлильных станках.
Другая группа систем программного управления предназначена для осуще-
ствления требуемого движения режущего инструмента по отношению
к заготовке. Системы программного управления этой группы служат для
обработки поверхностей деталей со сложными криволинейными контурами.
Автоматизация токарных станков может быть достигнута с помощью
как той, так и другой группы систем программного управления.
При обработке тел вращения со ступенчатыми поверхностями, обра-
зующие которых прямолинейны, находит применение первая группа систем
программного управления. Примером применения этих систем может
служить токарная обработка ступенчатого валика. Вторая группа систем
программного управления обеспечивает получение тел вращения с криво-
линейными образующими.
Для обтачивания двух указанных выше разновидностей деталей в настоя-
щее время применяются различные копировальные приспособления
с электрическими или гидравлическими следящими устройствами, например
Параграф написан канд. техн, наук доц. Н. И. Шавлюгий.
Программное управление токарными станками
М5
гидрокопировальные суппорты, один из которых описан в предыдущем
параграфе. Степень вытеснения этих приспособлений системами про-
граммного управления будет определяться их сравнительной экономиче-
ской эффективностью. Так например, при единичном изготовлении фасонных
деталей сложной формы и при значительном разнообразии этих деталей
система программного управления может оказаться экономически зна-
чительно более выгодной, чем изготовление требующегося количества
копиров для каждого вида конфигурации обрабатываемых деталей.
Запись программы работы станка может производиться на перфори-
рованных, магнитных, кино-лентах и других видах программоносителей.
В системе программного управления станком должны иметься аппараты
для прочитывания программоносителя и воспроизведения соответствующих
импульсов. Импульсы, получаемые от прочитывающих аппаратов, пере-
даются в усилители, после чего они смогут оказать воздействие на испол-
нительные приводы рабочих органов станка. Для записи программы по таб-
лицам координат точек требуемого контура детали могут применяться
как простейшие перфораторы и записывающие головки, так и счетно-
вычислительные машины.
Большое значение имеет систематический контроль положения или отно-
сительного перемещения рабочих органов станка, задаваемых программой.
С этой целью применяют датчики обратной связи, приводимые от переме-
щающихся рабочих органов станка. От этих датчиков по цепи обратной
связи поступает серия импульсов в счетчик рассогласования, где она срав-
нивается с количеством импульсов, получаемых от программоносителя.
Наличие рассогласования в числах этих импульсов является показателем
того, что в положении или движении рабочего органа станка имеется
отклонение от заданных программой координат. Разность в количествах
импульсов вызывает появление электрического напряжения, которое
после усиления окажет воздействие на регулируемый исполнительный
привод кинематической цепи данного рабочего органа станка. В результате
его движение получит либо ускорение, если он отстает от заданной про-
граммы, либо замедление, если он опережает программу. Это изменение
в скорости движения рабочего органа станка будет действовать до вырав-
нивания получаемых счетчиком рассогласования чисел импульсов,
т. е. до сведения рассогласования к нулю. Существует много разновидностей
конструкции датчиков обратной связи как кругового, так и линейного
типа.
В качестве привода в некоторых станках с программным управлением
нашли применение также шаговые электродвигатели с угловым шагом
поворота ротора от 1,5 до 6Э за каждый импульс.
2. ПРИМЕР ТОКАРНОГО СТАНКА С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Одним из примеров реконструкции токарного станка с целью превра*
щения его в полуавтомат с программным управлением может служить
токарный станок модели 1616. Для этого станка Тульский механический
институт разработал систему программного управления, у которой
программоносителем служит магнитная лента.
Для сообщения суппорту продольных и поперечных подач должны
быть установлены продольный и поперечный гидроцилиндры, связанные
соответственно с продольными и поперечными салазками суппорта. Каждый
нз золотников управляется от электромагнитов, на которые воздействуют
импульсы, считываемые с дорожек магнитной ленты и получаемые от
148
Токарные станки
датчиков обратной связи, контролирующих перемещение салазок суп-
порта как в продольном, так и в поперечном направлениях.
На фиг. 75 дана схема системы программного управления х, относящаяся
к поперечным салазкам суппорта токарного станка. Импульсы, считы-
ваемые головкой 2, поступают через усилитель <3, специальное устройство 4
и усилитель 5 в обмотку 15 катушки электромагнита. От измерительной
Фиг. 75.
системы 12, контролирующей действительное перемещение суппорта, сиг-
налы поступают по цепи обратной связи 13, 8 иа фазовый детектор 6,
в который также передаются импульсы и от командной цепи. Пройдя
дифференцирующее устройство 9 и усилитель 7, сигналы рассогласования,
измеренного фазовым детектором, поступают от фазового детектора
на обмотку 14 катушки электромагнита. Катушки 15 и 14 связаны с мем-
браной 19, на которой сидит поршень 16 гидроусилителя. Последний управ-
ляет поршнем 17 золотника гндроцилиндра поперечных салазок суп-
порта.
Головка 1 считывает сигналы, которые, пройдя усиление и действуя
на реле 11, вызывают переключение цепи 10, питающей током обмотку 18
электромагнита. Изменение направления тока в этой обмотке соответ-
ственно вызовет перемену напряжения смещения катушек 15 и 14
и поршня 16, что в свою очередь изменит и направление движения подачи.
Точно такая же система применена и для продольных салазок суппорта.
1 На фиг. 75, а приведена общая схема рассматриваемого устройства, а на
фиг. 75, б — конструктивная схема узла А этого устройства.
Обслуживание токарного станка
147
Каждый магнитный импульс, записанный на магнитной ленте, вызы-
вает перемещение суппорта на вполне определенную величину (в данном
случае около 0,02 мм). Направлением перемещения салазок суппорта
управляет отдельная дорожка магнитной ленты.
В этой системе программного управления токарным станком наиболь-
шее число импульсов может доходить до 400 -ь 500 в секунду, обеспечивая
наибольшую величину подачи до 500 ч- 600 мм/мин. Кроме описанной
выше системы программного управления токарным станком, разраба-
тывается и ряд других систем.
Из применяемых в настоящее время разнообразных средств автомати-
зации металлорежущих станков системы программного управления
являются наиболее универсальными и им принадлежит будущее.
V. ОБСЛУЖИВАНИЕ ТОКАРНОГО СТАНКА
1. ОБЩИЕ ПРАВИЛА УСТАНОВКИ СТАНКА
Станок должен быть установлен на жестком основании (фундаменте
или бетонном полу) и закреплен фундаментными болтами. Для проверки
станка во время его установки под тумбы станины подкладываются сталь-
ные клинья шириной 40ч- 60 мм с углом наклона 5°. Расстояние между
основаниями тумб и фундаментом должно быть не меньше 15 мм. Выверка
станка на фундаменте или на бетонной плите осуществляется в продольном
и поперечном направлениях при помощи прецизионного уровня. Выверка
станины по длине производится передвижением уровня по ее плоским
направляющим; в поперечном направлении выверка осуществляется при
помощи точной линейки с установленным на ней уровнем. Линейка кла-
дется на специальные бруски, уложенные на плоских направляющих
сначала около передней бабки, а затем на заднем конце ста-
нины.
После устранения (подколачиванием клиньев) обнаруженных неточ-
ностей установки станка или искривления его станины производится
последняя контрольная проверка станины от ее правого конца к передней
бабке. Необходимая точность установки в продольном и поперечном
направлениях — до 0,02 мм на 1000 мм. По окончании выверки станка
фундаментные болты заливаются цементным раствором. Выверенный
на клиньях станок до затяжки фундаментных болтов проверяется на гео-
метрическую точность и точность обработки. При затяжке гаек фунда-
ментных болтов (через 5-^-7 дней после затвердевания цемента) станок еще
раз проверяется уровнем. Гайки следует затягивать равномерно и плавно
во избежание нарушения точности установки станка. Установка станка
заканчивается подливкой жидкого цементного раствора под тумбы станка.
2. ПРОВЕРКА ТОЧНОСТИ ТОКАРНЫХ СТАНКОВ
Порядок и приемы проверки, а также нормы точности новых токарных
станков общего назначения установлены ГОСТ 42—56. По этому же ГОСТ
производится проверка точности станков общего назначения, прошедших
капитальный ремонт. Станки повышенной точности проверяются
по ГОСТ 1969-43.
148
Токарные станки
Некоторые проверки токарных станков общего назначения
(по ГОСТ 42-56)
Что проверяется Метод проверки Допуск в мм
Прямолинейность продольного пере- мещения суппорта в вертикальной плоскости На суппорте (ближе к рез- цовой головке) параллельно направлению его перемеще- ния устанавливается уровень Суппорт перемещается в про- дольном направлении на всю длину хода. При проверке станков с длиной хода суп- порта до 6 л замеры произ- водятся не более чем через 500 мм. Методы проверки станков с большей длиной хо- да суппорта см. ГОСТ 42—56 Ha 1 м хода суппор- та — 0,02 На всей длине хода суп- порта: до 2 м — 0,04 » 4 м — 0,06 > 8 м — 0,08 Допускается только вогнутость
Радиальное бие- ние центрирующей шейки шпинделя На станке устанавливается индикатор так, чтобы его ме- рительный штифт касался центрирующей шейки шпин- деля и был перпендикулярен к ее образующей. Шпиндель приводится во вращение Для станков с наи- большим диаметром обрабатываемой детали до 400 мм — 0,010, до 800 мм — 0,015
Радиальное бие- ние оси отверстия шпинделя В коническое гнездо шпин- деля плотно вставляется ци- линдрическая оправка. На станке устанавливается инди- катор так, чтобы его мери- тельный штифт касался по- верхности оправкц. Шпиидель приводится во вращение. Производится два измерения: первое — у торца шпинделя и второе — на расстоянии 300 мм от него Для станков с наи- большим диаметром об- рабатываемой детали до 400 мм при первом измерении — 0,010, при втором — 0,020. Для станков с наиболь- шим диаметром обраба- тываемой детали до 800 мм при первом из- мерении — 0,015, прн втором — 0,025
Осевое биение шпинделя В коническое гнездо шпин- деля вставляется короткая оправка, торцовая поверх- ность которой перпендику- лярна к ее оси. На станке устанавливается индикатор так, чтобы его мерительный штифт касался торца оправ- ки у его центра. Шпиндель приводится во вращение Проверка производится прн затянутых упорных подшип- никах Для станков с наи- большим диаметром об- рабатываемой детали до 400 мм — 0,010, до 800 мм — 0,015
Обслуживание токарного станка
149
П родолжение
Что проверяется Метод проверки Допуск в мм
Расположение осей конических гнезд шпинделя и пн ноли на одной высоте над направ- ляющим станины для суппорта Задняя бабка с полностью выдвинутой пинолью устанав- ливается примерно на % наи- большего расстояния между центрами В конические гнезда шпин- деля и пиноли плотно встав- ляются оправки, имеющие на конце цилиндрические шейки одинакового диаметра На суппорте устанавливается индикатор так, чтобы его ме- рительный штифт касался по- верхности шейки одной из оправок у ее верхней обра- зу ющей Верхняя часть суппорта пе- ремещается в поперечном на- правлении вперед и назад для определения наибольшего показания индикатора. Затем без изменения положения Ин- дикатора на суппорте такой же замер производится по шейке второй оправки Неточность определяется разностью наибольших пока- заний индикатора в обоих за- мерах Д^ля станков с наи- большим диаметром об- рабатываемой детали до 400 мм — 0,06, до 800 мм — 0,10
3. ИСПЫТАНИЕ СТАНКА
После проверки точности станка производится его испытание на холостом
ходу и проверка в работе.
В процессе испытания станка па холостом ходу проверяются следующие
факторы.
1. Нагрев подшипников шпинделя. Время непрерывного вращения, если
станок был в холодном состоянии, — около 2 час.; если станок ранее рабо-
тал — не менее 1 часа. Рекомендуется станок сразу не включать на верхнюю
ступень чисел оборотов. Предельная допустимая температура корпуса 60ч-
ч-70°С;
2. Шумность. Шум при работе станка оценивается на слух; он должен
быть слабым и ритмичным.
3. Работа всех механизмов, их смазка, отсутствие самопроизвольных
включений и выключений, правильность работы блокирующих устройств
и т. д. Работа механизмов должна быть спокойной, без толчков и сотрясений,
вызывающих вибрации станка.
Пуск и реверсирование механизмов должны производиться без рывков
и ударов.
150
Токарные станки
Механизм подачи должен быть испытан на холостом ходу при мелких,
средних и крупных подачах; при этом должна отсутствовать заметная для
глаза неравномерность подачи.
Перед началом проведения дальнейших испытаний все обнаруженные
дефекты должны быть устранены.
Проверка станка под нагрузкой производится, как указано в нижепри-
водимой таблице.
Проверка станка в работе
Что проверяется Метод проверки Допуск в мм
Правильность гео- метрической формы наружной цилин- дрической поверх- ности образца пос- ле его чистовой об- работки на прове- ряемом станке Стальной или чугунный ва- лик обрабатывается при за- закреплеяии в патроне или в коническом гнезде шпинде- ля (без поддержки центром задней бабки). Диаметр вали- ка должен быть не менее наибольшего диаметра детали, обрабатываемой иа данном станке. Длина образца долж- на быть равна трем его диа- метрам, но не более 500 мм Для станков с наи- большим диаметром об- рабатываемой детали до 400 мм овальность — 0,0)0, конусность — 0,0)0 на длине 100 мм Для станков с наи- большим диаметром об- рабатываемой детали до 800 мм овальность — 0,0)5, конусность — 0,030 иа длине 300 мм
Плоскостность торцовой поверх- ности образца по- сле чистовой обра- ботки иа проверяе- мом стайке У закрепленного в патроне стального или чугунного ди- ска диаметром ие менее х/2 наибольшего диаметра детали, обрабатываемой на данном станке, обтачивается торцо- вая поверхность Результат обработки опре- деляется следующим образом. К поверхности обточенного диска или к двум установ- ленным у ее наружной кром- ки калиброванным плиткам одинаковой высоты приклады- вается точная линейка Щупом и плитками изме- ряется просвет между гранью линейки и обработанной по- верхностью При диаметре образ- ца 200 мм — 0,0)5 300 мм — 0,020 400 мм — 0,025 500 мм — 0,030 600 мм — 0,040 700 мм — 0,050 800 мм — 0,060 (допускается только вогнутость)
4. СМАЗЫВАНИЕ СТАНКА
Своевременное смазывание всех трущихся частей станка имеет особо
важное значение.
В корпус коробки скоростей должно быть налито в достаточном коли-
честве индустриальное масло марки 30 или 45. Коробки скоростей многих
станков имеют указатели уровня масла, что облегчает наблюдение за коли-
чеством последнего. Смазывание механизмов коробки скоростей осуще-
ствляется во время работы стайка разбрызгиванием масла зубчатыми коле-
сами. Смену масла в коробке скоростей рекомендуется производить не реже
Обслуживание токарного станка
151
одного раза в месяц. Если станок запускается в работу впервые, то масло,
залитое в коробку при пуске станка, необходимо сменить в первый раз через
10 дней его работы, во второй — после 20 дней и лишь после этого перейти
на регулярную смену масла. После спуска отработанного масла коробку
следует промыть чистым керосином. Заливаемое масло рекомендуется
фильтровать через сетку.
Очень тщательно следует смазывать подшипники шпинделя станка.
У многих современных станков смазка переднего подшипника шпинделя
и фрикционной муфты производится посредством специального электро-
насоса. Необходимо постоянно наблюдать за его исправностью. Если
смазывание подшипников фитильное, надо при заполнении проверить исправ-
ность фитилей. Для этого необходимо, заполнив каждую масленку маслом,
вынуть фитили и посмотреть, проходит ли масло к месту смазывания.
Коробка подач смазывается так же, как и коробка скоростей, — раз-
брызгиванием. Кроме того, иногда для дополнительной фитильной смазки
подшипников коробки подач в верхней ее части имеется резервуар для
масла. Через фитили и особые трубки масло (индустриальное марки 45)
из этого резервуара поступает к местам смазки.
Наиболее ответственные детали фартука, например падающий червяк,
смазываются разбрызгиванием масла, заполняющего соответственные
резервуары. Все прочие трущиеся поверхности деталей фартука получают
фитильную смазку из общих резервуаров, расположенных в верхней части
фартука, или через отверстия, закрытые шариком.
Через такие же отверстия смазываются один раз в смену все скользящие
поверхности частей суппорта. Не менее чем один раз в смену необходимо
смазывать чистым индустриальным маслом марки 45 направляющие станины
и частей суппортов, поверхность ходового винта и ходового валика и их
подшипники.
Необходимо также один раз в смену смазывать пиноль и винт задней
бабки.
Смазывание некоторых частей стайка производится техническим вазе-
лином, которым должна быть наполнена масленка, имеющаяся вблизи
от смазываемых поверхностей.
ГЛАВА ПЯТАЯ
ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ
ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
I. ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ,
ОБРАБАТЫВАЕМЫХ В ЦЕНТРАХ
1. ОБЫКНОВЕННЫЕ ЦЕНТРЫ
Обыкновенный центр стандартной конструкции показан иа фиг. 76.
Рекомендуемый материал таких центров — инструментальная углеро-
дистая сталь марок У7 и У8. Конус с углом 60° и торец хвоста центра
должны быть закалены; твердость HRC 55 ~ 58. Размеры таких центров
указаны в нижеприводимой таблице.
Размеры обыкновенных центров в мм
(по ГОСТ 2573—44)
Конус Морзе О, <i2 /. 1 t г
2 17,981 16 14,534 13 105 69,0 4 1,5
3 24,052 22 19,760 18 130 85,5 4 1,5
4 31,544 30 25,909 24 160 108,5 5 2,0
5 44,732 42 37,470 35 205 138,0 6 2,0
6 63,762 60 53,752 50 280 192,0 7 3,0
Шпиндели некоторых крупных токарных станков имеют конические
гнезда с конусностью 1 : 10 и 1:7. Размеры центров для таких станков
установлены ГОСТ 7344—55.
Закрепление деталей в центрах
153
Центры повышенной износостойкости изображены на фиг. 77. Центры
по фиг. 77, а и б наплавлены сормайтом. Способ наплавки по фиг. 77, а
применяется для центров с конусом Морзе 2 и 3, по фиг. 77, б — для цен-
а)
тров с конусом Морзе 4, 5 и 6. Вставка у центра по фиг. 77, в из твердого
сплава припаяна латунью или медью.
Размеры в с т а в о к в мм
Для конусов
Морзе d I
3 12 20
4 15 24
5—6 18 28
При чистовом точении деталей с большими скоростями и небольшими
нагрузками следует применять вставки из твердого сплава марки ВК6;
при получистовом точении со средними скоростями и нагрузками рекомен-
Фиг. 78.
дуется твердый сплав марки Т5КЮ; при черновом обтачивании с неболь-
шими скоростями, ио с большими нагрузками — твердый сплав марки ВК8.
Задний центр с постоянной смазкой (фиг. 78) используется при тяжелых
работах.
Жидкое масло поступает из масленки 1 к поверхности рабочего конуса
центра через имеющийся в нем канал. При снятии детали плунжер 2,
находящийся под действием пружины 3, закрывает канал. Канавки А
для выхода масла к поверхности трения должны иметь хорошо закруглен-
ные кромки.
При обработке с небольшими периодами резания центровое отверстие
в детали со стороны задней бабки рекомендуется заполнять густой смазкой,
154 Приспособления для закрепления обрабатываемых деталей
Закрепление деталей в центрах
155
состоящей из тавота (65%), мела (25%), серы (5%) и графита (5%). Сера
и графит должны быть тщательно размолоты. При длительной обработке
детали применяется смазка заднего центра чистым тавотом. На рабочем
конусе центра полезно делать неглубокие канавки, задерживающие смазку.
2. ВРАЩАЮЩИЕСЯ ЦЕНТРЫ
На фиг. 79 показаны вращающиеся центры. Центр по фиг. 79, а исполь-
зуется при легких радиальных нагрузках (до 200 -ь 250 кгс). Центр по
фиг. 79, б предназначен для средних нагрузок, не превышающих 600 кгс.
Радиальное биение шпинделя нового вращающегося центра не должно
превышать:
Для центров 1-го класса точности
» > 2-го > »
» * 3-го » »
0,006 мм
0,010 мм
0,015 мм
Проверка на биение производится по рабочей конусной части центра.
Вращающийся центр повышенной точности изображен на фиг. 80.
В нем предусмотрена возможность
регулировки зазора в подшипни-
ках 1 н 5, осуществляемая следую-
щим образом. При вращении чер-
вяка 3 (посредством ключа, встав-
ленного в квадратное отверстие
в торце валика червяка) вращается
и сцепленное с ним червячное ко-
лесо 4. Соединенное резьбой с
кольцом 2, оно при повороте свин-
чивается с него; расстояние между
левым торцом кольца и правым тор-
цом колеса увеличивается, что и
требуется для устранения излиш-
него зазора в подшипниках 1 и 5.
Универсальный вращающийся
центр (фиг. 81) со сменным нако-
нечником 1 применяется для обра-
ботки деталей с центральным от-
верстием (например,труб) или с глу-
бокой выточкой на торце. При
снятом наконечнике этот центр
может быть использован для обра-
ботки детали с наружными (обрат-
ными) центрами.
Регулируемый вращающийся центр (фнг. 82) для обработки деталей
с центральным отверстием большого диаметра (от 250 до 500 мм) имеет смен-
ное кольцо 2 с четырьмя винтами 1. Посредством этих винтов производится
центрирование обрабатываемой детали.
Если поверхность отверстия в детали обработана, то применяются
винты с медными наконечниками.
Для замены кольца 2 другим, большего или меньшего наружного
диаметра, достаточно немного вывернуть болт 3, убрать быстросъемную
шайбу 4 и снять деталь 5.
156 П риспособления для закрепления обрабатываемых деталей
Для обработки точных или тяжелых деталей применяются вращающиеся
центры, встроенные в пиноль задней бабки (фиг. 83).
В этом случае обыкновенный центр 1 вставляется в шпиндель 5, который
вращается в пиноли 8 задней бабки в подшипниках 3 и 7. Осевые силы,
Фиг. 83.
действующие на центр /, воспринимаются упорным подшипником 4. Радиаль-
ный зазор в роликовом подшипнике 3 регулируется резьбовым кольцом 2.
Для выталкивания заднего центра служит стержень 6.
Если пиноль 8 используется для закрепления сверл, зенкеров и т. д.,
то шпиндель 5 фиксируется стопором 9. Некоторые современные станки,
например модели 1623, имеют
две сменные пиноли: одну
обычной конструкции, а дру-
гую со встроенным вращаю-
щимся центром.
Периодическое шлифова-
ние рабочего конуса вра-
щающегося центра произво-
дится, как показано на
фиг. 84 (предложение то-
каря-новатора К- В. Лакура).
На левом торце валика 2
имеется обычное центровое
отверстие, а на правом — лишь накерненное. Вращение переднего
центра 1 передается заднему центру 3 через валик 2, зажатый между цен-
трами с силой, обеспечивающей возможность обработки центра 3 шли-
фовальным кругом 4.
3. ПОВОДКОВЫЕ УСТРОЙСТВА
Обработка наружных поверхностей деталей с достаточно большим
центральным отверстием успешно выполняется при использовании перед-
него центра с рифленой боковой поверхностью (фиг. 85). Правый конец обра-
батываемой детали поддерживается при этом вращающимся задним центром.
В корпусе 3 центра-поводка (фиг. 86) конструкции Ленинградского
станкостроительного завода им. Свердлова расположен подвижный центр 4,
Закрепление деталей в центрах
157
находящийся под действием пружины 2. На корпус навернута втулка 5,
внутри которой находится шайба 6 с двумя полуцилиндрическими высту-
пами А. Выступы входят в такие же канавки, имеющиеся на торце корпуса.
Кроме того, во втулке расположена шайба 7. На левом торне шайбы имеются
полуцилиндрические выступы С,
в шайбе 6. Выступы в шайбах 6
и 7 расположены крестообразно
Благодаря этому, если торец
обрабатываемой детали не пер-
пендикулярен к ее оси, при
поджиме задним центром (обя-
зательно вращающимся) он кос-
нется правого торца шайбы 7;
входящие в соответствующие канавки
Фиг. 85.
центр 4 при этом несколько
переместится влево, оставаясь
под действием пружины 2.
Зубья В на торце шайбы 7 врежутся в торец обрабатываемой детали
и будут передавать ей вращение шпинделя.
Центр-поводок должен быть снабжен набором шайб 7 с различным диа-
метром D рабочей части. Этот диаметр должен быть несколько меньше диа-
метра конца обрабатываемой детали, обращенного к передней бабке,
чтобы можно было обрабатывать всю боковую поверхность детали и снимать
фаску на ее торце.
Пружина 2 центра-поводка должна быть отрегулирована посредством
пробки 1 на давление около 30 кгс.
Корпус 2 поводкового патрона, показанного на фиг. 87, навинчивается
на шпиндель станка, а втулка 6 с расположенным в ней плавающим цент-
ром 3 входит в коническое гнездо шпинделя станка. Поводковая шайба 4
опирается на корпус 2 по сферической поверхности, что обеспечивает ее
самоустановку по торцу обрабатываемой детали. Вращение корпуса 2
158 Приспособления для закрепления обрабатываемых деталей
передается шайбе с тремя штифтами 5. На торце шайбы 4, обращенном к зад-
ней бабке, сделаны три радиальных паза, в которые вложены и закреплены
штифтами закаленные бруски 1 фасонного профиля (на фигуре показан в уве-
личенном масштабе), острые углы
Фиг. 87.
В дальнейшем, под действием силы
лями.
которых врезаются в торец детали
и передают вращение шпинделя
обрабатываемой детали.
Поводковый патрон (фиг. 88)
конструкции В. К. Семинского ра-
ботает следующим образом. В пер-
вый момент после пуска станка
центр 9 с закрепленным на нем
фланцем 8 остается неподвижным.
В то же время корпус 1 патрона
с прикрепленным к нему кольцом 7
начинает вращаться. Пальцы 2, за-
крепленные в этом кольце и вхо-
дящие в продольные пазы кулач-
ков 5, поворачивают последние
около их осей 3 до соприкоснове-
ния с обрабатываемой деталью,
резания, стремящейся повернуть
деталь, поворачиваются и кулачки, вследствие чего усилие зажима детали
возрастает. Рабочая поверхность кулачков — цилиндрическая с риф-
Кольцов, в котором закреплены оси 3 кулачков,— плавающее, что обес-
печивает равномерное действие зажимного усилия со стороны всех трех
кулачков. Это особенно важно при закреплении детали с неравномерным
припуском на обработку. Для снятия детали достаточно повернуть ее
в сторону, обратную по отношению к направлению вращения шпинделя,
Закрепление деталей в центрах
159
что вызовет поворот кулачков, необходимый для снятия детали со станка.
Указанному повороту кулачков способствует пружина 4. Диапазон диа-
метров деталей, закрепляемых в патроне, 20ч-25 мм. Он может быть увели-
чен при наличии сменных кулачков.
Обработку деталей больших диаметров можно производить используя
патрон (фиг. 89). В вырезе, сделанном на диске 4, расположена и может
двигаться плита 5. Перемещение плиты невелико и получается только
Фиг. 89.
за счет зазора между поверхностями отверстий в ней и винтами 3, посред-
ством которых она удерживается в вырезе диска 4. Перемещение плиты
необходимо для того, чтобы устранить влияние неточности изготовления
патрона и кулачков. При неподвижной плите, вследствие этой неточности,
на деталь действовал бы только один кулачок, вызывая смещение детали
с оси станка. Кулачки 2 вращаются на винтах 6, ввернутых в плиту 5.
Наружные поверхности кулачков обработаны эксцентрично по отношению
к осям их вращения, а наружные кромки несколько скошены.
Валик устанавливают в центрах станка, нажимая им на скошенные края
кулачков перемещением пиноли задней бабки. При повороте валика
против стрелки (фиг. 89) кулачки расходятся и открывают ему доступ
к переднему центру, вставленному, как обычно, в коническое гнездо шпин-
деля. После того как валик установлен в центрах, кулачки прижимаются
к нему под действием подпружиненных стерженьков 1. При повороте
валика (под действием давления резания) по стрелке (фиг. 89) кулачки также
будут поворачиваться на своих осях, причем усилие зажима валика будет
возрастать.
Для снятия валика с центров необходимо остановить станок и повернуть
валик против стрелки (фиг. 89).
При обработке деталей, отличающихся друг от друга диаметром части,
зажимаемой в патрон, необходимо иметь сменные кулачки.
160 Приспособления для закрепления обрабатываемых деталей
11. ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ
ЗА НАРУЖНУЮ ПОВЕРХНОСТЬ
I. ДВУХКУЛАЧКОВЫЕ И ТРЕХКУЛАЧКОВЫЕ ПАТРОНЫ
Для закрепления небольших деталей, при установке которых не тре-
буется точного центрирования, следует применять двухкулачковые патроны.
Двухкулачковый патрон ручного действия показан на фиг. 90. Пере-
мещение кулачков этого патрона осуществляется посредством винта 2,
один конец которого имеет правую, а другой — левую резьбу. Осевые
Фиг. 91.
перемещения винта исключаются подшипником /, охватывающим шейку
винта. К основным кулачкам 3 патрона прикрепляются винтами накладные
кулачки 4\ форма рабочих поверхностей этих кулачков выбирается в соот-
ветствии с конфигурацией обрабатываемой детали. Несколько примеров
использования накладных кулачков (для трехкулачковых патронов)
приведены ниже.
Управление двухкулачковым патроном, изображенным на фиг. 91,
осуществляется посредством быстродействующего пневматического или
гидравлического привода1. Тяга 6, проходящая через отверстие в шпин-
деле станка, соединяет втулку 5 с приводом. Перемещение этой тяги, а сле-
довательно, и втулки 5 вызывает поворот около оси 2 неравноплечего
рычага /, действующего на основной кулачок 3 патрона. Таким же образом
действует и второй рычаг, не показанный на фиг. 91.
Основные типы таких приводов рассматриваются ниже.
Закрепление деталей за наружную поверхность 16J
1
~—Z
Фнг. 92.
Трехкулачковый самоцентрирующий патрон (фиг. 92) приводите!
в действие от быстродействующего привода через тягу, проходящую
сквозь отверстие в шпинделе (не показанную на фигуре). Особенностью
этого патрона является устройство его кулачков' Вращением винта 1 можно
устанавливать сменные кулачки 2 на разных расстояниях от оси патрона.
§то даст возможность закреплять в дан-
ном патроне детали произвольной формы,
соблюдая центрирование их. Примеры
таких установок приведены на фиг. 93.
На фиг. 94 показан трехкулачковый
патрон со встроенным пневматическим
приводом. Диск 2 болтами 1 прикрепляет-
ся к соответствующим образом обработан-
ной стенке корпуса передней бабки. Кор-
пус 7 патрона болтами 6 прикрепляется
к планшайбе, навернутой на шпиндель
(на фигуре не показан). Сжатый воздух
через отверстие Е в диске 2, проходя
в выточку D, прижимает резиновую диаф-
рагму 8 к торцовой поверхности корпуса
• патрона, создавая этим необходимую гер-
метичность. Одновременно воздух через
отверстие в диафрагме проходит в вы-
точку в корпусе 7 патрона и, далее, через
отверстие в корпусе (на фигуре не пока-
зано) в его правую полость. Подобным
же образом через отверстие, не показан-
ное на фигуре, через выточку С и т. д.
воздух может быть введен в левую полость
корпуса. Наклонный выступ В основного
кулачка 4 входит в соответственную выем-
ку А, сделанную в поршне 3. Поэтому,
если сжатый воздух поступит в левую по-
лость корпуса, поршень 3 переместится
вправо, а основной кулачок 4 с закреплен-
ным на нем накладным кулачком 5 при-
близится к оси патрона. То же самое
произойдет и с двумя остальными кулачками. После закрепления
детали воздух выпускается в атмосферу. Закрепление детали при этом
не нарушается, благодаря самотормозящему углу наклона выступа В
основного кулачка и выемке А для него в поршне 3. Для открепления
детали необходимо ввести сжатый воздух в правую полость цилиндра.
Очевидно, что патрон этот может быть использован для закрепления деталей
и за отверстие.
На фиг. 95 приведен ряд примеров использования накладных кулачков
самоцентрирующих патронов. На фиг. 95, а показаны накладные кулачки i
для закрепления длинной втулки, на фиг. 95, б — детали большого диа-
метра. Закрепление детали за обработанную коническую поверхность,
как показано на фиг. 95, в, возможно, если угол уклона конуса не превы-
шает4~-6°. Если, однако, установочная поверхность кулачков имеет насечку
1 На фиг. 95, а, б, в, г положение кулачков 1 показано условно.
162 Приспособления для закрепления обрабатываемых деталей
Закрепление деталей за наружную поверхность
163
(что связано с порчей поверхности детали), то закрепление детали по
фиг. 95, в может быть надежным и при большем угле уклона конуса.
При необработанной конической поверхности детали только один из
трех кулачков патрона может быть жестким, остальные два должны быть
снабжены качающимися губками, как показано иа фиг. 95, г. Насечка на
установочных поверхностях кулачков в данном случае необходима. Для
Фиг. 95.
закрепления тонкостенных втулок с обработанными наружными поверх-
ностями используются накладные кулачки (фиг. 95, д) с увеличенными рабо-
чими поверхностями. Пользуясь накладными кулачками, показанными
на фиг. 95, е, можно закреплять и необработанные тонкостенные втулки.
Пример закрепления тонкостенного диска в патроне с накладными кулач-
ками показан на фиг. 95, ж. При очень тонком диске и небольшом диаметре
растачиваемого в нем отверстия (фиг. 95, з) диск поддерживается пружин-
ными подпорами <?, расположенными в накладных кулачках. Закрепление
подпор производится посредством винтов 2.
2. ЦАНГОВЫЕ ПАТРОНЫ
Цанговый патрон для закрепления детали небольших размеров показан
на фиг. 96, а. При навертывании иа корпус патрона гайки 1 цанга 2 сжи-
мается, чем и осуществляется закрепление детали. Винт 4 предотвращает
провертывание цанги в корпусе. Цанга 3 патрона, изображенного на
И*
164 Приспособления для закрепления обрабатываемых деталей
фиг. 96, б, центрируется корпусом патрона, что обеспечивает более высо-
кую точность центрирования закрепляемой детали. Винт 5 обеспечивает
постоянное положение закрепляемых детален в осевом направлении.
Быстрозажимной (бесключевой) цанговый патрон показан на фиг. 97.
Вращение (от руки) маховичка 1 через зубцы, нарезанные в отверстии его
диска 2 (внутреннее зацепление), и двойной зубчатый блок 3 пере-
дается зубчатому колесу 4. В отверстии этого колеса нарезана резьба, охва-
тывающая нарезанный конец
цанги 6. Вполне понятно, что
при вращении зубчатого ко-
леса 4 цанга 6 получает по-
ступательное движение вдоль
своей оси, необходимое для
закрепления или открепле-
ния детали. Возникающие
(при закреплении детали) осе-
вые усилия воспринимаются
упорным шарикоподшипни-
ком 5. Корпус патрона, со-
п стоящий из двух частей 7
° и 9, соединяется винтами 8
с фланцем 10, навертывае-
мым на шпиндель станка.
Цанговые патроны, дей-
ствующие от пневматиче-
ского или другого привода,
показаны нафиг. 98. Патрон,
изображенный на фиг. 98, а,
применяется для закрепле-
ния сравнительно коротких
деталей 3. При перемещении
влево тяги /, соединяющей
цангу 2 с приводом, цанга
сжимается, чем и осущест-
вляется центрирование и за-
крепление детали.
Закрепление деталей за наружную поверхность 165
Для закрепления длинных деталей применяют цанговые патроны
с двусторонними цангами (фиг. 98, б). Цанга 6, имеющая надрезы на обоих
концах, располагается между подвижной втулкой 5 и неподвижным коль-
цом 7. При перемещении тяги 4 вправо втулка 5 сжимает левый конец цанги
и одновременно перемещает ее вправо. Правый конец цанги при этом
Фиг. 98.
также сжимается, чем и обеспечивается закрепление детали в двух
местах. Это создает устойчивое положение детали даже при большой
ее длине.
При работе на быстроходных
применять патроны с автоматиче-
ским закреплением детали центро-
бежными силами вращающихся гру-
зов. Пример конструкции такого
патрона показан на фиг. 99. На
крайней правой ступени корпуса 2
этого патрона надето кольцо 5,
в проушинах которого располо-
жены оси четырех рычагов 4
с приваренными к ним грузами 3.
На этой же ступени корпуса нахо-
дится втулка 6. Под действием пру-
жины 7 втулка своим левым торцом
прижимается к кольцу 5. При пуске
станка рычаги 4 под действием
центробежной силы, поворачиваясь
по стрелкам Д, поверхностями В
перемещают втулку 6 вправо и
сжимают цангу 8. При остановке
станка под действием пружины 7
втулка и рычаги возвращаются
в исходное положение. Пружина 1
прижимает цангу к передней стен-
ке корпуса патрона.
станках в последнее время стали
фиг. 99.
166 Г1 риспособления для закрепления обрабатываемых деталей
3. РОЛИКОВЫЕ ПАТРОНЫ
Роликовый самозажимной патрон показан на фиг. 100. Внутренняя
поверхность его корпуса 4 имеет три участка Д, В и С, обработанные экс-
центрично по отношению к оси патрона. На них опираются ролики <?,
расположенные в пазах втулки 2. Втулка эта может быть повернута на неко-
Фиг. 100.
торый угол посредством стержня, закладываемого в одно из отверстий
После установки детали поворачивают втулку 2 так, чтобы ролики, пере-
катываясь по поверхностям Д, В и С, слегка заклинивались между этими
поверхностями и закрепляемой деталью. Дальнейшее закрепление детали
происходит силой резания. Упор 1 определяет положение детали в осевом
направлении. Используя сменные втулки 2 с роликами разных диаметров,
рассмотренный патрон можно применять для закрепления деталей с диа-
метрами в пределах от 40 до 60 мм.
При качественном изготовлении такого
патрона биение закрепляемой в нем
детали не превышает 0,02 мм.
Недостаток рассмотренного пат-
рона: при больших силах резания
возможно образование вмятин (от ро-
ликов) на поверхности закрепляемой
детали.
4. ПАТРОНЫ ПОВЫШЕННОЙ
ТОЧНОСТИ
Рабочим элементом патрона, пока-
занного на фиг. 101, является комплект
тарельчатых пружин 5. Пружины эти
(фиг. 102, а) имеют форму вогнутого
диска, сплошного или с радиальными прорезями, улучшающими их пружи-
нящие свойства. Тарельчатые пружины изготовляются из пружинной листо-
вой стали толщиной не более 1 мм. Диаметр установочной поверхности такой
пружины, используемой в патронах, может уменьшаться на 0,2—0,5 мм.
Для образования комплекта пружины вкладывают одна в другую (фиг. 102,6)
или складывают торцами, как показано на фиг. 102, в.
Закрепление деталей за наружную поверхность
167
Патрон с тарельчатыми пружинами работает следующим образом.
Перемещение влево тяги 1 (фиг. 101), связанной с пневматическим или дру-
гим приводом, передается через стержень 2 втулке 3, охватывающей кор-
пус 4 патрона. Кольцо 6, вложенное в канавку в корпусе патрона, ежи-
Фиг. 102.
4
Фиг. 103.
погрешностью не превышающей
точность центрирования деталей
при закреплении их в патронах
мает комплект тарельчатых пружин 5. Пружины вложены в корпус патрона
с очень небольшим зазором, поэтому при сплющивании диаметр отверстия
в них уменьшается, что и обеспечивает центрирование и закрепление
детали 7.
Патроны с тарельчатыми пружинами могут
быть использованы для закрепления деталей,
обработанных с точностью не ниже 4-го класса.
Они обеспечивают центрирование закрепляемых
деталей с
0,02 мм.
Высокая
достигается
с упругой оболочкой в виде тонкостенной втулки
(фиг. 103). В корпус 2 этого патрона запрессо-
вана втулка 3. В полость, образованную между
корпусом и втулкой, залита пластическая масса,
сокращенно называемая гидропластом. При за-
вертывании ключом винта 5, действующего
на плунжер 6, его давление передается через
гидропласт тонкой стенке А втулки. В резуль-
тате этого стенка А изгибается к оси патрона
и деталь, вставленная в его отверстие, центри-
руется и закрепляется. Величина предельного
давления регулируется при наладке патрона винтом 1. Три винта 4 закры-
вают отверстия, необходимые для выхода воздуха при заливке гидропласта.
Величина уменьшения диаметра отверстия в патроне, при которой выгну-
тая стенка втулки после снятия нагрузки принимает исходную форму,
должна быть очень небольшой. Поэтому в рассмотренном патроне можно
168 Приспособления для закрепления обрабатываемых деталей
закреплять детали, обработанные с точностью 2-го иЗ-го классов, входящие
в патрон с посадкой скольжения.
Применяемый в патронах (и оправках) гидропласт марки СМ предста-
вляет собой резинообразную массу без пор, слегка прозрачную, коричневого
цвета.
III. ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ
ЗА ОТВЕРСТИЕ
1. ЦЕЛЬНЫЕ ОПРАВКИ
Одна из самых простых по конструкции и вместе с тем самых точных
оправок показана на фиг. 104, а. Средняя часть ее — конус с очень неболь-
шой конусностью, обычно около 1/2000. Диаметр Dx делается несколько
меньше наименьшего возмож-
ного диаметра отверстия в обра-
батываемой детали. Деталь наса-
живается на оправку’ ударами
медного молотка или под прес-
сом и удерживается на оправке
только силой трения. Недостаток
конусной оправки состоит в том,
что положение на ней детали за-
висит от величины диаметра
отверстия в последней. Поэтому
оправка по фиг. 104, а не при-
годна для обработки деталей на
настроенном станке, например,
по упорам. Этого недостатка не
имеет оправка, показанная на
фиг. 104, б. Положение детали
в осевом направлении в данном
Фиг. 104.
случае определяете я буртиком А
оправки. Чтобы снять обработанную деталь с оправки, достаточно немного
отвернуть гайку 2 и убрать шайбу 1, имеющую вырез.
Диаметр D2 рабочей части этой оправки выполняется по скользящей
посадке 2-го класса точности. Таким образом, возможная эксцентричность
установки детали (с отверстием, обработанным по 2-му классу) лежит в пре-
делах зазора при указанной посадке и данном диаметре отверстия в детали.
2. ЦАНГОВЫЕ И СЕКТОРНЫЕ ОПРАВКИ
Цанговая оправка для закрепления деталей с отверстиями, имеющими
диаметр до 40ч-45 мм, показана на фиг. 105. Разжим цанги 4 производится
плунжером 2 с конической головкой, ввернутой в цилиндрический ползун
Перемещение этого ползуна осуществляется валиком 1, средняя часть кото-
рого, охватываемая ползуном 3, эксцентрична по отношению к его шейкам,
расположенным в корпусе оправки. Поворот валика производится ключом,
вставляемым в шестигранное гнездо А, имеющееся в валике /. Цанга 4,
ввернутая в корпус оправки, может быть заменена другой, с большим
или меньшим диаметром рабочей части.
Закрепление деталей за отверстие
169
Фиг. 105.
Цанговая оправка, используемая для закрепления детали 3, сравни-
тельно больших размеров, показана на фиг. 106, а и действует следующим
образом.
При перемещении тяги 1 влево правый конец цанги 2 разжимается кону-
сом А. Одновременно с этим цанга несколько перемещается влево, вследст-
вие чего ее левый конец разжимает-
ся конусом В корпуса 7 оправки.
Кольцо 10 исключает возможность
излишнего разжима цанги. Винт 9
входит в шпоночный паз, имеющийся
в стержне 8. Этим устройством обес-
печивается принудительный раз-
жим цанги. Если при движении
тяги 1 вправо задерживается (на
конусе В) левый конец цанги 2,
левая стенка паза в стержне 8,
дойдя до винта 9, потянет за собой
цангу. Если при том же движении
тяги задерживается правый конец
цанги, она перемещается (вместе со
стержнем) вправо до тех пор, пока ви
отверстия в корпусе оправки. В этот
прекратится, а при дальнейшем движении стержня 8 (вправо) конус его
выйдет из цанги, вследствие чего правый конец ее сожмется.
it 9 не упрется в правую стенку
момент перемещение цанги вправо
7 В 8 9 10
Фиг. 106.
Для закрепления деталей с отверстиями больших диаметров (90-нЮО мм
и больше) применяются различные раздвижные оправки, например с раз-
движными секторами (фиг. 106, б). Шесть секторов 5 перемещаются по кони-
ческой части корпуса оправки под действием тяги 4, соединенной с зажим-
ным устройством. Секторы удерживаются на корпусе оправки двумя охва-
тывающими пружинными кольцами 6.
3. РОЛИКОВЫЕ ОПРАВКИ
Роликовая Оправка для закрепления небольших деталей изображена
на фиг. 107, а. В выемке Д, имеющейся в рабочей части оправки, распо-
ложен ролик 3, удерживаемый в ней пружинным кольцом 4. При установке
170 Приспособления для закрепления обрабатываемых деталей
детали 5 на оправку ролик находится в положении, указанном на фиг. 107, а.
После поворота детали (под действием усилия резания) по стрелке В
ролик перекатывается по выемке А и заклинивает деталь на оправке.
Чтобы снять деталь, достаточно повернуть ее (рукой) против стрелки В.
Фиг. 107.
и шайба 2 действуют на комп.'
я достигается закрепление детали.
Недостаток этой оправки как одно-
роликовой заключается в том, что
деталь смещается при зажиме и,
следовательно, нарушается ее цен-
трирование. Поэтому такие оправки
применяются преимущественно при
черновом обтачивании.
Более совершенная трехролнко-
вая зажимная оправка изображена
на фиг. 107, б. На фигуре пока-
заны: 1 — корпус оправки; 6 — ро-
лики; 7 — пружинные кольца,
удерживающие ролики, и 2 — обра-
батываемая деталь. Ролики даны
в рабочем положении. Стрелка С
указывает направление поворота
детали при ее закреплении.
4. ОПРАВКИ ПОВЫШЕННОЙ
ТОЧНОСТИ
Оправка с тарельчатыми пру-
жинами (фиг. 108, а) используется
для закрепления сравнительно не-
больших деталей. При завертыва-
нии гайки 5 шайба 4, втулка 3
т пружин /, выпрямляют их, чем
правка, показанная на фиг. 108, б,
Фиг. 108.
предназначена для обработки деталей сравнительно большого диа-
метра, но коротких. При завертывании винта 7 втулка 8 с фланцем пере-
мещается в центрирующем ее отверстии корпуса и действует на комплект
пружин 6. Для закрепления длинных деталей применяются оправки с двумя
Закрепление деталей за отверстие
171
комплектами тарельчатых пружин (фиг. 109). При перемещении влево
стержня /, связанного тягой с быстродействующим приводом, заплечик
этого стержня действует непосредственно на комплект пружин 4, а через
втулку 3 — на комплект 2. Соединение стержня 1 с корпусом оправки
должно быть выполнено по посадке движения или по скользящей посадке
2-го класса точности.
Оправка с чашечной мембраной показана на фиг. 110. Мембрана
представляет собой диск толщиной Зч-5 мм с кольцевым выступом и для
Фиг. 109.
Фиг. ПО.
большей эластичности имеет радиальные прорези. Она устанавливается
иа заточку корпуса 3 оправки по глухой или тугой посадке 2-го класса
в системе вала, а деталь надевается на цилиндрический поясок А мембраны.
При завинчивании винта /, действующего на мембрану через вогнутую
шайбу 2, мембрана выгибается слева направо и своим цилиндрическим поя-
ском А точно центрирует и прочно закрепляет деталь. Шайба 2 не должна
мешать прогибу мембраны, поэтому диаметр ее опорного пояска должен быть
равен диаметру заточки корпуса, на которую надевается мембрана.
На фиг. 111 показана типичная конструкция оправки с пластической
массой. На корпус 3 напрессована тонкостенная втулка 2. Давление на гид-
ропласт 6 передается винтом 4 через плунжер 7. Перемещение плунжера
ограничивается упором 1. Регулировка упора производится по втулке-
калибру, диаметр отверстия которого несколько больше наибольшего
предельного отверстия в обрабатываемой детали. Винты 5 ввернуты в отвер-
стия, которые служат для выхода воздуха при заливке гидропласта. Для
сокращения времени на закрепление детали оправки, подобные рассмо-
тренной, выполняются действующими от привода.
Оправки с жидким наполнителем (фиг. 112) в сравнении с действую-
щими посредством гидропласта имеют ряд преимуществ:
1) обеспечивается высокая равномерность передачи давления при
ничтожных потерях на трение;
2) приспособления получаются более компактными, так как хорошая
текучесть позволяет уменьшить сечения каналов и объем полости для
жидкости;
172 П риспособления для закрепления обрабатываемых деталей
3) отпадает сложная технология заливки, необходимая при исполь-
зовании гиДропласта.
В оправке (фиг. 112) на корпус 1 с полостью и каналами для масла
напрессована упругая зажимная втулка 2 с ребром жесткости А. При ввин-
чивании винта 3 масло под большим давлением нагнетается в полость под
втулкой 2; последняя расширяется, центрирует и зажимает установленную
деталь. Для уплотнения предусмотрено кольцо 4, поджатое гайкой 5,
Фиг. 111
Фиг. 112.
на которое опирается резиновая манжета У-образного сечения (показана
черной). При повышении давления полки манжеты под действием гидра-
влического «клина» плотно прижимаются к уплотняемым поверхно-
стям.
В качестве заполнителя в рассмотренных оправках используется
трансформаторное масло или солидол, или глицерин. Оправки эти требуют
надежных уплотнений.
IV. БЫСТРОДЕЙСТВУЮЩИЕ ПРИВОДЫ ПАТРОНОВ
И ОПРАВОК
1. ВРАЩАЮЩИЙСЯ ПНЕВМАТИЧЕСКИЙ ПОРШНЕВОЙ ПРИВОД
Вращающийся пневматический поршневой привод распространенной
конструкции показан на фиг. 113. На левый конец шпинделя 10 навернут
цилиндр 7, закрытый крышкой 5. Поршень 6, расположенный внутри
цилиндра, соединен со штоком 5, проходящим через сальник 9. В конец
штока ввернута тяга 11, соединяющая поршень с зажимным приспособле-
нием. В крышке цилиндра закреплен валик 1, на наружном конце которого
расположена втулка 2, соединенная трубками 3 и 4 с воздушным краном;
втулка во время работы станка нс вращается,
Быстродействующие приводы патронов и оправок
173
Через трубку 3, отверстие А в валике /, отверстие В в крышке цилиндра
и отверстие С воздух поступает в правую полость цилиндра, а через трубку 4
и отверстие D в валике — в его левую полость; при этом происходит закре-
пление (или открепление) обрабатываемой детали.
с
Фиг. 113.
2. НЕВРАЩАЮЩИЙСЯ ПНЕВМАТИЧЕСКИЙ ПОРШНЕВОЙ ПРИВОД
На фиг. 114 показан невращающийся пневматический поршневой
цилиндр. В этом случае корпус 4 цилиндра связан с фланцем 5, прикреплен-
ным к стенке 6 передней бабки.
Тяга 2, соединяющая поршень 1
цилиндра с зажимным приспособ-
лением вращается на двух упорных
роликоподшипниках 3, располо-
женных в поршне. Сжатый воздух
поступает в полости цилиндра
через отверстие А или В. Не-
вращающийся пневматический ци-
линдр имеет ряд преимуществ по
сравнению с вращающимся цилинд-
ром. Шпиндель станка при невра-
щающемся цилиндре не имеет до-
полнительной нагрузки от веса
патрона, которая нежелательна
и недопустима при малых размерах
шпинделя. Отсутствие вращения
цилиндра совершенно исключает
влияние его неуравновешенности,
что иногда наблюдается при вра-
щающемся цилиндре. И, наконец,
при невращающемся цилиндре
отпадает довольно сложное устрой-
ство для подвода воздуха.
Фиг. 114.
174 Приспособления для закрепления обрабатываемых деталей
3. ДИАФРАГМЕННЫЙ ПНЕВМАТИЧЕСКИЙ ПРИВОД
Диафрагменный пневматический привод (фиг. 115) по своему устройству
проще поршневого. Сжатый воздух поступает через трубку 1, невращаю-
щуюся втулку 2, сальник 3, трубку 4 и сальник 5 в полость А между флан-
цем втулки 10 и резиновой диафрагмой 8. Втулка 10 соединена со шпин-
делем 13 станка посредством флаица 12. Диафрагма 8 плотно зажата между
фланцем втулки 10 и кольцом /, а также между торцом втулки 10 н шайбой 9.
Под давлением поступающего воздуха резиновая диафрагма растягивается
(выпучивается) влево, давит на диск 6 и перемещает его также влево.
На фиг. 115 видно, что диск соединен с тягой 14, действующей на зажим-
ные части приспособления для закрепления детали. При повороте рукоятки
воздушного крана воздух выходит из полости А тем же путем, но в обрат-
ном направлении. Диск 6 и резиновая диафрагма возвращаются в исход-
ное положение под действием пружины 11, расположенной внутри втулки 10.
При чрезмерном растягивании диафрагмы диск 6 упирается в заплечик В,
имеющийся с внутренней стороны кольца 7.
4. ПНЕВМОПРУЖИННЫЙ ПРИВОД
Для управления приспособлениями, используемыми для закрепления
деталей небольших размеров, нежестких, из цветных сплавов и в других
случаях, когда усилие зажима может быть небольшим, но должно быть
вполне определенным, применяются пневмопружннные приводы (фиг. 116).
Стальной диск 1, находится под действием пружин 6, опирающихся на шай-
бу 2 и регулируемых гайкой 3. Шайба и гайка расположены на втулке
корпуса 5 привода, закрепленного на конце шпинделя. Через тягу, ввер-
нутую в шток 4 диска 1, действие пружин передается зажимным элементам
приспособления. При установке и снятии обрабатываемой детали действие
пружин 6 выключается посредством сжатого воздуха, поступающего через
трубку 8 в полость А цилиндра и действующего на диафрагму 7.
5. ВРАЩАЮЩИЙСЯ ГИДРАВЛИЧЕСКИЙ ПРИВОД
Вращающийся гидравлический привод (фиг. 117) по своему устройству
сходен с пневматическим вращающимся приводом. Но он имеет значительно
меньшие размеры и более надежное уплотнение в сопряжениях подвижных
деталей. Это объясняется тем, что давление масла в цилиндре достигает
50 аши и даже больше, в то время как давление в пневматическом цилиндре
не превышает 5 аши. Масло из индивидуального или группового насоса
поступает через отверстия 1, 2 и 3 в правую полость цилиндра 7 или через
отверстия 4 и 5 в его левую полость. Перемещения поршня 6, вызванные
давлением масла через шток 8 и тягу (не показана на фигуре), передаются
зажнмным элементам приспособления, закрепленного на шпинделе.
6. НЕВРАЩАЮЩИЙСЯ ГИДРАВЛИЧЕСКИЙ ПРИВОД
Цилиндр 1 гидравлического невращающегося привода (фиг. 118) при-
креплен к кронштейну 2, который, в свою очередь, прикреплен к задней
стенке корпуса передней бабки станка. Поршень 8 не вращается. Вращается
только шток 10, левый конец которого соединен с поршнем посредством
Быстродействующие приводы патронов и оправок
175
176 Приспособления для закрепления обрабатываемых деталей
Быстродействующие приводы патронов и оправок.
177
178 Приспособления для закрепления обрабатываемых деталей
кольца 7 со сферическими выточками иа торцах, двух сферических самоуста-
иавливающихся шайб 6, двух упорных шарикоподшипников 5 и гайки 4.
Масло поступает в левую полость цилиндра через отверстие 5, а в правую —
через отверстие 9.
ЛИТЕРАТУРА ПО ПРИСПОСОБЛЕНИЯМ
В этой главе Справочника за недостатком места рассмотрено лишь огра-
ниченное количество наиболее типичных приспособлений для закрепления
деталей, обрабатываемых на токарных станках, и быстродействующих
приводов. По этой же причине в Справочнике не приводятся расчеты,
связанные с выбором размеров приспособлений, определяющих их мощ-
ность, прочность узлов и т. д.
Ответы иа эти вопросы можно найти в обширной литературе, в частности,
в следующих книгах.
1. Ансеров М. А., Приспособления для токарных и круглошлифо-
вальных станков, Лениздат, 1953.
2. А и с е р о в М. А., Приспособления для токарных станков,
Библиотечка токаря-новатора, вып. 4, Машгнз, 1957.
3. М у р а ш о в А. М., Климов Н. А., Высокопроизводительные
приспособления к металлорежущим станкам, Оборонгиз, 1959.
4. Зоиенберг С. М., Лебедев А. С., Пневматические зажим-
ные приспособления, Машгиз, 1959.
5. Т и м ч у к А. Н., Табачников И. 3., Пневматические и гид-
равлические приспособления, Гостехиздат, УССР, 1957.
6. R о р с а к о в В. С., Расчеты и конструирование приспособлений
в машиностроении, Машгиз, 1959.
7. Абакумов М. М., Современные станочные приспособления,
Машгиз, 1960.
ГЛАВА ШЕСТАЯ
ТОЧНОСТЬ И ЧИСТОТА ПОВЕРХНОСТЕЙ
ПРИ ТОКАРНОЙ ОБРАБОТКЕ
I. ТОЧНОСТЬ ОБРАБОТКИ НА ТОКАРНОМ
СТАНКЕ
1. ВЛИЯНИЕ ЖЕСТКОСТИ СИСТЕМЫ СТАНОК —
ПРИСПОСОБЛЕНИЕ—ИНСТРУМЕНТ —ДЕТДЛЬ НА ТОЧНОСТЬ
ТОКАРНОЙ ОБРАБОТКИ
Несмотря на высокое качество современных токарных станков и совер-
шенство методов их использования, в процессе токарной обработки обра-
зуются погрешности, снижающие ее точность. Главным источником погреш-
ностей токарной обработки является недостаточная жесткость системы
станок — приспособление — инструмент — деталь, или сокращенно —
системы СПИД. Погрешности от упругих деформаций системы СПИД
составляют в отдельных случаях до 80% общей погрешности обра-
ботки.
Силы резаиия Рг, Ру и Рх действуют (фиг. 9) не только на резец, но
и в обратном направлении — на деталь, причем основное влияние на дефор-
мации узлов и станка в целом оказывают составляющие силы резаиия Ру
и Рх. Под действием этих сил, за счет отжатия передней и задней бабок,
деталь отходит от резца. Одновременно резец отходит от детали за счет
отжатия суппорта. В результате этих отжатий изменяется расстояние от
оси детали до вершины резца, следовательно изменяется и размер
детали.
На точность токарной обработки заметно влияют перемещения узлов
станка только в направлении действия силы резаиия Ру, т. е. в направлении
нормальном (перпендикулярном) к обрабатываемой поверхности. Если сум-
марные перемещения узлов станка в указанном направлении составляют
0,1 мм, то диаметр детали при наружной обработке увеличивается иа
0,2 мм.
Способность узлов станка сопротивляться действию сил, стремящихся
их деформировать, называется жесткостью.
Чем больше жесткость, тем меньше перемещение и поэтому меньше погреш-
ности обработки от упругих деформаций. Хотя действие составляющей силы
резания Рг на упругие деформации иногда велико, но основное значение
(как правило) имеет сила Ру. Поэтому для упрощения расчетов жесткость
численно определяется как отношение нормальной составляющей силы
резания Ру к деформации у, отсчитываемой в направлении действия Той же
силы Ру.
180 Точность и чистота поверхностей при токарной обработке
При этом условии жесткость выражается формулой
Ру
I — —Кгс/ММ,
У
где j — жесткость узла станка в кгс/мм’,
Ру — радиальная составляющая силы резания в кгс\
у — деформация узла станка, измеряемая в направлении действия
силы резания Ру, в мм.
Необходимо помнить, однако, что хотя жесткость и рассчитывается
по одной составляющей Ру, ио испытание жесткости узла станка необходимо
Фиг. 119.
производить при действии не меньше чем двух составляющих силы резания:
Ру pz> так как действие силы Pz в ряде случаев существенно изменяет
характер и размеры деформации узлов станка.
Установлено, что жесткость узлов станков и станков в целом зависит
главным образом от деформаций стыков между деталями узлов и в значи-
тельно меньшей степени — от деформации самих деталей.
Деформации узлов станка неодинаково отражаются на точности обра-
ботки.
Большое количество деталей суппорта и стыков их поверхностей,
создающих подвижные и неподвижные соединения, приводит к сравни-
тельно низкой его жесткости. Особое значение в данном случае имеет жест-
кость пары винт — гайка поперечных и верхних салазок.
Отжатие суппорта при равномерном припуске и твердости материала
обрабатываемой детали постоянно при любом его положении на станине.
Поэтому отжатие суппорта обусловливает погрешность размера обрабаты-
ваемой детали, но не влияет на ее форму.
Влияние на деформацию суппорта составляющей силы резания Ру
обычно больше, чем составляющей Pz. Поэтому отжатие суппорта проис-
ходит так, как это прказано на фиг. 119, а и вызывает при наружном обта-
чивании увеличение диаметра обрабатываемой поверхности. Возможно,
однако, такое влияние сил Ру и Рг, при котором деформация суппорта
при наружном обтачивании получает обратное направление (фиг. 119, 6),
что ведет к уменьшению размера детали,
Точность обработки на токарном станке
181
В последнем случае имеет место так называемая отрицательная жест-
кость, при которой сила резания Р„ направлена в одну сторону, а деформа-
ция узла — в обратную сторону. Это явление, известное в практике под
названием «затягивание» резца, часто приводит к поломкам резца и порче
обрабатываемой детали.
Жесткость узла передней бабки зависит от жесткости шпинделя с под-
шипниками и от жесткости ее корпуса. Жесткость шпинделя с подшипником
обусловливается как его собственной жесткостью, так и конструкцией
Фиг 120
подшипников. Подшипники качения, в особенности конические ролико-
подшипники, обеспечивают, как правило, большую жесткость в сравнении
с подшипниками скольжения. Недостаточная жесткость корпуса бабки вызы-
вается неудовлетворительным закреплением его на станине стайка и дефор-
мациями его стенок.
Жесткость узла передней бабки в целом снижается деформациями цен-
тров, патронов и оправок, используемых для закрепления обрабатываемых
деталей. Кроме недостаточной жесткости различных зажимных приспосо-
блений, существенное значение имеют характер и качество соединения их
со шпинделем станка.
На жесткость задней бабки наибольшее влияние оказывают вылет ее
пиноли и конструкция заднего центра.
Отжатия передней и задней бабок вызывают не только погрешность
размера обрабатываемой поверхности, но и отступление от заданной формы.
В самом деле, при обработке детали в центрах (фиг. 120, о), когда резец
находится в положении /, сила резания действует только на заднюю бабку,
в результате чего диаметр правого конца обрабатываемой детали полу-
чается больше должного. Это показано на фиг. 120, а, на которой пунктир-
ными линиями изображена обрабатываемая деталь с формой и размерами,
предусмотренными чертежом. Такие же результаты получатся и тогда, когда
резец будет находиться в положении 3. В этот момент отжатие детали будет
происходить только вследствие недостаточной жесткости передней бабки.
Поэтому диаметр левого конца детали также получится больше требуемого.
В общем случае, вследствие разной жесткости задней и передней бабок
получится различное увеличение диаметров детали. Деталь будет иметь
форму, показанную на фиг. 120, а сплошной линией. Напомним, что одно-
временно с влиянием недостаточной жесткости бабок станка при переме-
щении резца из положения 1 в положение 3 деталь испытывала также
влияние недостаточной жесткости суппорта, обусловившей более или
менее равномерное увеличение диаметра детали иа всей ее длине.
Если деталь обрабатывается в патроне, форма ее, обусловленная неже-
сткостью передней бабки, получается подобной показанной на фиг. 120, б.
182 Точность и чистота поверхностей при токарной обработке
Отметим, что на образование такой формы детали, кроме нежесткости перед-
ней бабки, существенно влияет обычно малая жесткость патрона и его закре-
пления на шпинделе станка.
Методы определения и нормы жесткости токарных станков устано-
влены ГОСТ 7895 -56.
Для определения жесткости передней бабки в коническое гнездо шпин-
деля станка вставляется (фиг. 121) оправка 1.
В левом пазу резцедержателя закрепляется нагрузочное устройство 2.
В качестве устройства для нагружения могут быть использованы механизмы
станка или специальные дом-
краты. Для измерения нагрузок
применяются рабочие динамо-
метры или специальные динамо-
метрические устройства. К систе-
ме шпиндель — резцедержатель
под углом 60° к направлению
поперечной подачи прилагается
плавно возрастающая сила Р,
приложенная к точке А оправки
на расстоянии Н от вертикаль-
ной стенки суппорта. Одновре-
менно с помощью индикатора 4
измеряется относительное пере-
мещение резцедержателя 3 и оправки 1 в радиальном направлении, парал-
лельном направлению поперечной подачи.
За величину относительных перемещений резцедержателя и оправки
принимается средняя арифметическая из результатов двух испытаний.
Таким же образом определяются относительные перемещения задней
бабки, в пиноль которой вставляется оправка.
Диаметр оправки, расстояние от торца шпинделя и от торца задней
бабки до точки приложения нагружающей силы, а также размер Н и вели-
чина силы Р выбираются для данного станка, в зависимости от наибольшего
диаметра обрабатываемой на ней детали, — по таблицам, приведенным
в ГОСТ 7895—56.
Значения допустимых перемещений резцедержателя при определении
жесткости передней и задней бабок указаны в нижеприводимой таблице.
Наибольшие допустимые перемещения резцедержателя
при определении жесткости токарных станков
Наибольший диаметр обрабатываемой детали в мм Прилагаемая сила в кгс Р Наибольшее допустимое перемещение резцедержателя в мм
относительно оп- равки в шпинделе ^ПБС относительно оп- равки в пиноли ^ЗБС
250 280 0,13 0,16
320 400 0,17 0,21
400 560 0,21 0,27
500 800 0,28 0,35
630 1120 0,36 0,47
800 1600 0,47 0,61
1000 2240 0,61 0,82
Точность обработки на токарном станке
183
Нормы жесткости систем передняя бабка — суппорт и задняя бабка —
суппорт в направлении силы Р могут быть определены для данных условий
по формулам:
для системы передняя бабка — суппорт
0.5Р
для системы задняя бабка — суппорт
0,5Р
13БС = -7--кгс! мм.
&Зб
Таким образом, норма жесткости в направлении силы Р системы перед-
няя бабка — суппорт станка с наибольшим диаметром обрабатываемой
детали 500 мм составляет
0,5-800
/ЛБС = • Q28 ~ 1430 кгс/мм.
Жесткость станка зависит не только от конструкции и качества изгото-
вления его деталей и их сборки, но и от систематической регулировки его
в процессе эксплуатации.
Повышение жесткости крепления передней бабки к станине достигается
тщательным пришабриванием опорной поверхности ее к станине. С этой же
целью должно быть обеспечено плотное прилегание к корпусу нижних
поверхностей головок болтов, прикрепляющих корпус к станине, а также
достаточное усилие затяжки этих болтов. Жесткость узла шпиндель —
подшипники скольжения повышается при правильной форме шеек шпин-
деля, а также наружной и внутренней поверхностей вкладышей подшип-
ников. Жесткость подшипников с коническим разрезным вкладышем уве-
личивается, если в разрез его вложена распорная пластина.
Жесткость суппорта повышается тщательным шабрением направляющих
поверхностей — продольных, поперечных и верхних салазок, клиньев,
планок и других деталей подвижных стыков частей суппорта. Необходима
также не менее тщательная регулировка этих стыков, пары винт — гайка
поперечных и верхних салазок и, кроме того, осевых перемещений этих
винтов. Наличие устройства для регулирования зазора в паре винт —
гайка поперечных салазок суппорта станка обязательно. Следует учитывать
при этом, что встречающееся иногда регулирование гайки посредством
короткого клина вызывает перекос части ее и не достигает цели. При длин-
ном клине эти перекосы отсутствуют и имеется возможность предваритель-
ного натяга.
Для повышения жесткости задней бабки следует работать с возможно
меньшим вылетом пиноли. Закрепление пиноли в рабочем положении долж-
но быть вполне надежным. Вылет центра должен быть также возможно
меньшим.
Повышение жесткости закрепления патрона на шпинделе достигается
при длинной посадочной поверхности рабочего конца шпинделя и качествен-
ной обработке как этой поверхности, так и соприкасающейся с ней поверх-
ности патрона. Однако чрезмерное увеличение длины посадочной поверх-
ности может вызвать понижение жесткости самого шпинделя.
Коническое гнездов шпинделе, а также хвостовики центров и шпиндель-
ных оправок должны иметь правильную форму и высокое качество поверх-
ностей.
184 Точность и чистота поверхностей при токарной обработке
Жесткость резца при наружном точении правильно выбранного и уста-
новленного обычно можно не учитывать. Жесткость расточного резца часто
приходится учитывать, к для повышения ее следует вылет резца делать
возможно меньшим, а сечение его возможно большим.
Если почему-либо не представляется возможным увеличить сечение
резца (или державки для него) по всей его длине, следует делать сечение
резца переменным с большими размерами у конца, противоположного
головке. Необходимо наблюдать за надежностью закрепления резца
в резцедержателе.,
Жесткость детали в процессе ее обработки в значительной степени
зависит от способов ее закрепления. В общем случае можно считать ориен-
тировочно, что сама по себе жесткая деталь с отношением длины к диаметру
меньше четырех получается достаточно жесткой и в случае ее обработки
при закреплении в патроне. Если отношение длины детали к диаметру
больше четырех, но меньше десяти, то необходима поддержка ее задним
центром.
Если указанное отношение близко к десяти, иногда необходимо приме-
нение люнета. При отношении длины детали к диаметру больше десяти
поддержка ее задним центром и применение люнета обязательны. Жесткость
такой детали повышается при закреплении ее левого конца в патроне и прн
использовании неподвижного и подвижного люнетов.
2. ВЛИЯНИЕ ТЕМПЕРАТУРНЫХ ДЕФОРМАЦИЙ СТАНКА, РЕЗЦА
И ДЕТАЛИ НА ТОЧНОСТЬ ТОКАРНОЙ ОБРАБОТКИ
Кроме жесткости станка на точность обработки влияют его температур-
ные деформации. В процессе работы станка передняя бабка нагревается
теплотой, образующейся в подшипниках, муфтах и т. д., вследствие этого
ось шпинделя смещается со своего первоначального положения. Величина
и направление смещения шпинделя станка зависят не только от режима
работы, но и от конструкции бабки, а также от способа закрепления ее
на станине станка. С повышением числа оборотов шпинделя температура
деформации возрастает и непараллельность оси шпинделя направляющим
станины станка увеличивается. Опытом установлено, например, что для
станка модели 1А62 указанная непараллельность в горизонтальной плоско-
сти может составит^, в зависимости от числа оборотов шпинделя, от 0,003
до 0,025 мм на 300 мм длины.
При нагревании резца теплотой резания головка его удлиняется, вслед-
ствие чего диаметр обрабатываемой поверхности (при наружной обработке)
уменьшается. Время и величина удлинения резца зависят от ряда условий:
режима резания, сечения и вылета резца, материала обрабатываемой де-
тали, охлаждения и пр. С увеличением скорости резания, глубины резания
и подачи удлинение резца также увеличивается. Так, при одном из опытов
по определению влияния нагрева резца оказалось, что удлинение резца,
составившее 17 мк при скорости резания 44 м/мин, увеличилось до 25 мк
при скорости резания 160 м/мин. При глубине резания 0,25 мм удлинение
составило 12 мк, а при глубине резания 0,5 мм — 20 мк. При увеличении
подачи от 0,1 мм!об до 0,3 мм/об удлинение возросло от 25 мк до 56 мк.
Исследование температурных . деформаций обрабатываемой детали
показывает, что при увеличении скорости резания и подачи температура
детали понижается, а при увеличении глубины резания она повышается.
Чем массивнее деталь, тем меньше температурные деформации.
Вибрации при точении и борьба с ними
185
3. ВЛИЯНИЕ ИЗНОСА РЕЗЦА НА ТОЧНОСТЬ ТОКАРНОЙ ОБРАБОТКИ
На точность обработки влияет также износ резца, измеренный в сечении,
нормальном к обработанной поверхности, проходящем через вершину резца,
т. е. износ равный k на фиг. 10, б.
В технологии машиностроения размерный износ резца принято выражать
в зависимости от пройденного им пути в металле, т. е. от пути резания,
определяемого по формуле
__ Л-D-/
L _ 1000-S3*'
где L — длина пути резания в м;
л - 3,14;
D — диаметр обрабатываемой детали в мм;
I — длина обрабатываемой детали в мм;
s — подача в мм/об.
Например, при обработке вала диаметром D — 60 мм и длиной
/ = 600 мм с подачей s — 0,3 мм/об путь резания равен
_ л-Я-/_ 3,14-60-600 _
1000-s~ 1000-0,3 ви м'
Размерный износ резца протекает неравномерно. ’В первый период его
работы происходит так называемый первоначальный износ. На протяжении
сравнительно малого пути резания износ достигает значительной величины.
Во второй период работы резца, когда он проходит наибольшую часть
всего пути резания, происходит нормальный износ резца. Длина пути,
пройденного за период нормального износа, колеблется в пределах от 8000
до 20 000 м и больше.
Третий период, когда происходит интенсивный износ, непродолжителен.
На протяжении этого периода вершина резца разрушается, поэтому дальней-
шее использование его при чистовых работах недопустимо.
Чем выше механические свойства материала обрабатываемой детали,
тем больше износ резца, который в значительной степени зависит от его
материала. При чистовой обработке стали наименьший относительный
износ получается при использовании твердосплавного резца марки Т30К4
и Т60К6. Износ минералокерамических резцов значительно меньше износа
резцов из твердого сплава.
11 . ВИБРАЦИИ ПРИ ТОЧЕНИИ И БОРЬБА С НИМИ
1. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ВИБРАЦИЙ
Вибрации, возникающие при токарной обработке, приводят к ухудше-
нию чистоты обрабатываемых поверхностей, быстрому износу резца и нару-
шают регулировку станка. Причины возникновения вибраций хорошо изу-
чены советскими учеными: проф. А. П. Соколовским, проф. А. И. Каши-
риным, Н. А. Дроздовым и др. Обычные причины вибраций следующие:
1) колебания, передаваемые через грунт, металлические конструкции
междуэтажных перекрытии и т. д. данному станку от других вибрирующих
станков;
2) колебания, вызываемые несбалансированностью частей станка или
обрабатываемой детали; эта причина вибрации особенно существенна
при высоких скоростях резания;
186 Точность и чистота поверхностей при токарной обработке
3) колебания, вызываемые некачественной обработкой или сборкой зуб-
чатых колес, неудовлетворительной регулировкой зазоров в подшипниках
и направляющих и другими неисправностями станка;
4) колебания, вызываемые прерывистостью процесса резания; следст-
вием такой работы являются толчки, но при регулярном чередовании обра-
батываемых участков и перерывов резания возможно появление вибраций;
5) колебания, возникающие в начале процесса резания и прекращаю-
щиеся прн отводе резца. Такие колебания могут быть очень значительными
при полном отсутствии действия причин, указанных выше. Это указывает,
что причиной их является действие сил, возникающих в процессе резания.
Колебания, указанные в пунктах 1, 2, 3 и 4, возникают в результате
действия внешних (по отношению к процессу резания) причин и назы-
ваются вынужденными. Колебания, возникающие в результате действия
силы резания (пункт 5), называются собственными.
Теоретическими исследованиями и опытами, выполненными советскими
учеными, установлено, что частота (число в секунду) собственных колебаний
зависит в основном от жесткости системы СПИД. Чем жестче система, тем
выше частота колебаний, т. е. тем меньше вибраций. Интенсивность (сила)
вибраций, измеряемая высотой волн (неровностей) на обработанной поверх-
ности, зависит от следующих факторов.
I. От скорости резания. Увеличение скорости резания повышает
интенсивность вибраций, достигающих наибольшего значения при скорости,
обычно находящейся в границах 80-н 150л</л(ин; при дальнейшем увели-
чении скорости резания вибрации убывают. Следовательно, условия обра-
ботки при высоких скоростях резания более благоприятны с точки зрения
предупреждения возникновения вибраций.
2. От глубины резания и подачи. Увеличение глубины резания (ширины
среза) повышает интенсивность вибраций. Следует отметить, что изменение
толщины среза меньше влияет на интенсивность вибраций, чем такое же
изменение его ширины.
3. От геометрии резца. При уменьшении главного угла в плане интен-
сивность вибраций значительно возрастает, что объясняется увеличением
ширины среза, уменьшением его толщины и неблагоприятным изменением
величины радиальной силы резания. С возрастанием переднего угла (т. е.
при уменьшении угла резания) интенсивность вибраций уменьшается.
Резцы с отрицательными передними углами более склонны вызывать
вибрации, чем резцы с положительными углами.
2. СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ ВИБРАЦИЙ
Вынужденные вибрации станка могут быть предупреждены следующими
мероприятиями:
I) усилением фундамента станка, установленного в первом этаже,
или междуэтажного перекрытия, если станок установлен во втором этаже
и выше. В том и другом случае полезно между станком и фундаментом
или перекрытием вводить упругие прокладки;
2) тщательной балансировкой вращающихся частей станка (в процессе
его ремонта) и неуравновешенной обрабатываемой детали (с помощью
дополнительных грузов, закрепляемых на патроне, на самой детали и т. д.);
3) устранением дефектов изготовления и сборки зубчатых колес станка.
В ряде случаев оказывается достаточным некачественные колеса заменять
новыми, тщательно изготовленными и установленными;
Вибрации при точении и борьба с ними
187
4) правильной сшивкой приводного ремня. Сшивка должна быть мягкой,
не вызывающей толчков и ударов. Следует предпочитать склеивание ремня;
5) искусственным увеличением жесткости детали, обработка которой
происходит с ударами, например, путем применения люнета;
6) применением резиновых, картонных или текстильных прокладок,
закладываемых между кулачками патрона и закрепленной в них деталью.
Если обработка производится с люнетом, необходимо, чтобы все кулачки
его были плотно прижаты всей
своей рабочей поверхностью
к опирающейся на них поверх-
ности детали.
Собственные колебания (виб-
рации) в процессе резания преду-
преждаются в большей или
меньшей мере следующими спо-
собами.
I. Повышением жесткости
системы СПИД. Кроме меро-
приятий, повышающих жест-
кость системы, указанных выше,
с этой же целью следует регу-
лировать силу нажатия заднего
центра. Одновременно необхо-
димо уменьшать вылет резца,
увеличивать его поперечное се-
Фиг. 122.
чение и т. д.
Расточной резец конструкции токаря-новатора К. В. Лакура, показан-
ный на фиг. 12, а, более виброустойчив в сравнении с обычным резцом того
же типа (фиг. 12, б). Из сопоставления этих резцов видно, что
при обработке отверстий одинаковых диаметров резец, предложенный
К. В. Лакуром, имеет большее поперечное сечение, чем обычный резец,
что само по себе обеспечивает большую жесткость, а следовательно, и вибро-
устойчивость.
Неменьшее значение имеет и то обстоятельство, что вершина резца
К. В. Лакура расположена примерно на высоте оси поперечного сечения
резца (фиг. 122, а), т. е. не как у обычного, вершина которого находится
на высоте верхней точки сечения.
Из фиг. 122, а и б видно, что в то время как резец при вибрациях сни-
мает более толстую стружку (срезая вершины волн, образовавшихся при
предыдущем проходе), возросшая сила резания несколько отгибает резец.
Вершина резца перемещается как бы по окружности, центр которой распо-
ложен где-то на оси резца. В результате нагрузки в первом случае вершина
резца, опускаясь, будет отходить от обрабатываемой детали. Толщина
стружки вследствие этого будет уменьшаться, вершина резца будет вновь
подниматься и толщина стружки вновь увеличиваться. Таким образом,
в процессе работы рёзца по фиг. 122, а непрерывно происходит как бы вырав-
нивание толщины стружки, что способствует уменьшению вибраций. Пере-
мещение вниз вершины обычного резца (фиг. 122, б) приводит к еще боль-
шему увеличению толщины стружки.
Опорная поверхность резца должна плотно прилегать к площадке резце-
держателя станка. Если регулировка положения резца по высоте произво-
дится посредством подкладок, то следует применять одну толстую под-
кладку, а не несколько тонких.
188 Точность и чистота поверхностей при токарной обработке
2. Применением наиболее подходящего режима резания — повышением
скорости резания или понижением ее, уменьшением глубины резания
или увеличением подачи. При уменьшении скорости и глубины резания
понижается производительность, что, конечно, нежелательно.
3. Применением резца с’рациональной геометрией — с достаточно боль-
шим углом в плане и передним углом или со специальной заточкой и тща-
тельной доводкой. Примером такой конструкции может служить резец
с заточкой, предложенной токарем-новатором Д. И. Рыжковым. Сечение
(в главной секущей плоскости) проходного отогнутого резца обычной кон-
струкции со специальной за-
точкой показано на фиг. 123,а.
Если этот резец исполь-
зуется при обработке мало-
углеродистых сталей марок
Ст. 0, Ст. 1, Ст. 2, Ст. 3,
Сталь 20Х и др., то угол у де-
лается равным 20 25э. Для
обработки конструкционных
и инструментальных сталей,
например марок 35, 40, 50,
60, Уб, У7, У8, У10, 40Х,
ХВГ и др., следует приме-
углом у, равным 0 20Q. При обтачивании деталей
80+85'
*1«Г
Фиг. 123.
нять резец с
с пониженной жесткостью этот угол принимается* в пределах от 25 до 35°.
Сечение (в главной секущей плоскости) проходного отогнутого резца
В. А. Колесова, дополненного протнвовибрационной фаской, изображено
на фиг. 123, б. Такой резец применяется при обработке с глубиной резания
меньше одного миллиметра. Если глубина резания больше одного милли-
метра, то безвибрациоиная обработка достигается при использовании резца
по фиг. 123, а.
Резец с протнвовибрационной фаской должен быть установлен на высоте
центровой линии станка.
4. Применением виброгасителей, особенно эффективных при некоторых
скоростях резания, когда никакие из указанных выше способов не приво-
дят к уничтожению вибраций.
Люнет-виброгаситель В. Г. Подпоркина, сходный по форме с обычным
подвижным люнетом, показан на фиг. 124. Он имеет корпус 15 и плоское
основание для закрепления. В утолщениях корпуса образованы четыре
полости, три из которых (горизонтальная и две наклонных) являются рабо-
чими цилиндрами, а четвертая (вертикальная) — нагрузочным цилиндром.
Верхний наклонный цилиндр расположен под углом 20°, а нижний — под
углом 10° к вертикальной плоскости. Оси рабочих цилиндров лежат в одной
плоскости и пересекаются в одной точке, которая при установке виброгаси-
теля на станке является центром поперечного сечения обрабатываемого
вала 13.
В рабочих цилиндрах расположены поршни 21, на открытых концах
которых смонтированы игольчатые ролики, являющиеся опорными кулач-
ками. Ролики вращаются на осях, укрепленных в поршнях. Опыт приме-
нения люнета-виброгасителя показал, что шарикоподшипники совершенно
непригодны для использования в качестве вращающихся опор кулачков
люнета, так как их наружные кольца на участках между шариками про-
гибаются и быстро раскатываются, в результате чего становятся дополни-
тельным источником вибраций.
Вибрации при точении и борьба с ними
189
Посредством штуцеров 9 и латунных трубок 11 рабочие цилиндры соеди-
нены с нагрузочным цилиндрОхМ, и вся система заполнена жидким маслом
или тормозной жидкостью.
Внешние торцы рабочих цилиндров закрыты крышками 17 с паранито-
выми прокладками. Утечка жидкости из рабочих цилиндров предотвра-
щается резиновыми манжетами 20, которые прижаты к торцам поршней
резьбовыми втулками 19.
В вертикальной полости цилиндра расположен нагрузочный цилиндр 22.
В выточку той же полости вставлен стакан 7, который нижним торцом
упирается в верхний торец нагрузочного цилиндра 22 и крепится к корпусу
190 Точность и чистота поверхностей при токарной обработке
шестью винтами. В стакане находится нагрузочный поршень 3, к торцу
которого прикреплена резиновая манжета 23 для предотвращения утечки
жидкости из нагрузочного цилиндра. В полость нагрузочного поршня
свободно вставлена спиральная пружина 8 и круглая гайка 4. Для предот-
вращения проворачивания поршня в цилиндре и гайки в поршне имеются
два штифта, которые запрессованы в стенке поршня. Через гайку 4 проходит
винт 5 с левой резьбой и насаженным на него маховичком 6. При вращении
маховичка по часовой стрелке гайка 4 перемещается вниз и через пружину 8
нажимает на поршень 3. При этом жидкость, вытесняемая из нагрузочного
цилиндра, перетекает по трубкам в рабочие цилиндры и вызывает пере-
мещение рабочих поршней до соприкосновения их с поверхностью обрабаты-
ваемой детали. Дальнейшим вращением маховичка в системе создается
необходимое рабочее давление 2 -г- 3 сипи, при котором и производится
обтачивание вала. Большее давление не повышает эффективное гашение
вибрации. О величине давления судят по показаниям манометра /. Отвод
рабочих поршней осуществляется пружинами 16, которые одним концом
упираются в головку неподвижного штока 18, а другим — в резьбовую
втулку 19, ввинченную в поршень.
Для защиты от пыли и мелкой стружки роликов и рабочих цилиндров
предусмотрены брезентовые защитные кожухи 14. Для выхода воздуха при
первоначальном заполнении виброгасителя маслом у четырех цилиндров
имеются отверстия 10, которые закрываются резьбовыми пробками.
Заполнение виброгасителя жидкостью производится через масленку 2
при исходном положении всех четырех поршней.
При черновом обтачивании ролик 12 перекатывается по обработанной
поверхности вала. При чистовом обтачивании ролики закрываются съем-
ными кулачками (в виде колпачков), в которых закреплены бруски из ба-
каута, бука, ленгиостропа или лигнофол я. Применение металлических
брусков (чугун, бронза, баббит, твердые сплавы) не рекомендуется.
На фиг. 125, а показан общий вид виброгасителя конструкции Л. X. Куч-
мы. При перемещении ползунов 1 (фиг. 125, б) с помощью винтов 4 в корпусе
виброгасителя сжимаются тарельчатые пружины 2 малой жесткости, кото-
рые при вибрации трутся одна о другую и благодаря этому гасят вибрации
обрабатываемого вала. Сильные спиральные пружины 3 служат как бы
буфером для тарельчатых пружин и предохраняют их от разрушения.
При отсутствии вибраций ползун 1 может быть зафиксирован (фиг. 125, в)
в требуемом положении поворотом рукоятки 5, которая закреплена на
винте 7, стягивающем втулки 6 и 8.
Для создания нормальных условий процесса резания иногда оказы-
вается достаточным устранить вибрации только резца, что достигается,
например, посредством специального виброгасителя конструкции Д. И.
Рыжкова.
Этот виброгаситель (фиг. 126, а) состоит из болта /, втулки 2, пружины 3
и крышки 4. При достаточно большом поперечном сечении резца виброгаси-
тель закрепляется на нем (фиг. 126, б) посредством болта 1, ввертываемого
в резьбовое отверстие в резце.
Более универсальный способ закрепления виброгасителя на резце пока-
зан на фиг. 126, в. В этом случае болт 1 ввертывается в резьбовое отверстие,
имеющееся в скобе 5, закрепленной на резце. На расточных резцах при
растачивании отверстий длиной 60 ч- 120 мм виброгаситель можно уста-
навливать вблизи резцедержателя. При достаточно большом диаметре
отверстий, в особенности глубоких, можно использовать два виброгасителя
одновременно, располагая их (фиг. 126, г) на расточной скалке около резца.
Вибрации при точении и борьба с ними
191
192 Точность и чистота поверхностей при токарной обработке
Виброгаситель может быть установлен на резце как в вертикальном,
так и в горизонтальном положении; лучшие результаты достигаются при
вертикальной установке виброгасителя, сверху или снизу резца. При раста-
чивании отверстий на проход виброгаситель рекомендуется располагать
горизонтально, ввертывая его в торец расточной скалки со стороны шпин-
деля станка или около резца в боковую сторону скалки, противоположную
той, на которой расположен резец.
Болт 1 виброгасителя ввертывается в резьбовое отверстие резца, скобы
и т. д. легко от руки. Частота колебаний резца зависит от условий работы:
вылета резца, свойств обрабатываемого материала, режима резания и дру-
гих факторов. Поэтому для устранения вибрации резца необходима настрой-
ка виброгасителя. Эта настройка осуществляется ввертыванием или вывер-
тыванием болта 1, вследствие чего изменяется величина натяга пружины 3.
Размеры, показанные на фиг. 126, а, относятся к виброгасителю, пред-
назначенному для резцов с поперечным сечением стержня 16 X 25; 20 \ 20
и 20 X 30 мм2.
111. ЧИСТОТА ПОВЕРХНОСТИ
1. ОБРАЗОВАНИЕ ШЕРОХОВАТОСТЕЙ ПОВЕРХНОСТИ
ПРИ ТОКАРНОЙ ОБРАБОТКЕ
На поверхности, обработанной токарным резцом, образуются неровности
в виде винтового выступа и винтовой канавки, подобные резьбе (фиг. 127, а),
вполне отчетливо заметные при крупной подаче и обнаруживаемые лишь
при помощи специальных приборов, если подача невелика.
Фиг. 127.
Такие неровности расположены в направлении подачи s и образуют
поперечную шероховатость (фиг. 127, а), в отличие от продольной шерохо-
ватости, образуемой неровностями в направлении скорости резания и.
Продольные неровности носят случайный характер (фиг. 127, б), если онн
получились, например, в процессе образования стружки надлома, или имеют
профиль с правильными волнами (фиг. 127, в), если они являются резуль-
татом вибрации.
При токарной обработке наибольшее значение имеет поперечная шеро-
ховатость, и чистота поверхностей, обработанных на токарном станке,
характеризуется главным образом формой и размером винтовых выступов,
Чистота поверхности
193
называемых обычно гребешками. Высота таких гребешков зависит в разной
степени от очень многих факторов, участвующих в процессе резания и дей-
ствующих в разных случаях различно, и поэтому не может быть определена
расчетом, а находится лишь опытным путем.
2. ВЛИЯНИЕ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА
НА ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Шероховатость поверхности зависит от обрабатываемого материала, его
структуры, состояния его поверхностного слоя, деформации металла и про-
чих факторов, участвующих в процессе резания.
При обтачивании более вязких металлов, например малоуглеродистых
сталей, шероховатость при прочих равных условиях получается больше,
чем при обработке хрупких металлов, например чугуна.
Шероховатость поверхности уменьшается, если материал (сталь)
подвергнуть термической обработке, что повышает однородность его струк-
туры. Например, увеличение твердости углеродистой конструкционной
стали марки 45 путем ее нормализации приводит к уменьшению шероховато-
сти почти в два раза.
Наличие наклепа поверхностного слоя металла также способствует умень-
шению шероховатости поверхности. Так, например, если толщина накле-
панного слоя поверхности отверстия, обработанного зенкером, больше при-
пуска на развертывание, то шероховатость развернутого отверстия полу-
чается очень небольшой.
В результате деформаций, возникающих в поверхностном слое металла
в процессе резания, дно впадины и вершина выступа после прохода резца
поднимаются. Соотношение разнохарактерных деформаций, возникающих
при обработке любой поверхности, не остается постоянным, и поэтому
на разных участках поверхности вершины выступов поднимаются больше,
чем впадины, или наоборот. Это приводит к различной шероховатости
поверхности в отдельных местах, т. е. к снижению ее качества.
3. ВЛИЯНИЕ РЕЖИМА РЕЗАНИЯ НА ШЕРОХОВАТОСТЬ
ПОВЕРХНОСТИ
Шероховатость поверхности резко возрастает с увеличением подачи.
Поэтому для уменьшения шероховатости следует уменьшать подачу, что,
однако, может привести к снижению производительности обработки.
Кроме того, следует учитывать, что в области малых подач уменьшение по-
дачи незначительно сказывается на уменьшении шероховатости. Поэтому
при чистовом обтачивании практически бесцельно уменьшать подачи ниже
0,15 -г- 0,05 мм!об.
Влияние глубины резания при обычном точении слабо сказывается на
шероховатости и на практике во внимание не принимается. Лишь при очень
малых стружках, когда глубина резания не превышает 0,02 ч- 0,04 мм,
вследствие притупления режущей кромки резца он перестает нормально
резать; возникающие при этом вибрации резко увеличивают шероховатость.
Зависимость шероховатости от скорости резания легко представить, если
учесть явление нароста. При низких скоростях резания, когда нарост отсут-
ствует, шероховатость незначительна. При скоростях резания порядка 20 ч-
30 м/мин, когда нарост достигает наибольшей величины, шероховатость
194 Точность и чистота поверхностей при токарной обработке
возрастает. При дальнейшем повышении скорости резания явление
нароста затихает, шероховатость уменьшается. Для значительной части
углеродистых конструкционных сталей наибольшая шероховатость соот-
ветствует скорости резания 20 м/мин. У некоторых других сталей наи-
большая шероховатость получается при меньших скоростях резания. При
обработке чугуна и бронз увеличение скорости резания сопровождается
небольшим уменьшением продольной шероховатости.
4. ВЛИЯНИЕ РАДИУСА ПРИ ВЕРШИНЕ, УГЛОВ В ПЛАНЕ,
МАТЕРИАЛА И СОСТОЯНИЯ РЕЗЦА НА ШЕРОХОВАТОСТЬ
ПОВЕРХНОСТИ
С увеличением радиуса при вершине резца шероховатость поверхности
уменьшается. Эта зависимость наблюдается особенно резко в области малых
радиусов (1 - 4 мм), но можно получить хорошие результаты и при работе
резцами с радиусом 50 ~ 100 мм.
Углы в плане оказывают влияние на шероховатость поверхности лишь
в том случае, если резец работает не только закругленной вершиной, но
и прямолинейными участками главной и вспомогательной режущих кромок.
С уменьшением вспомогательного угла в плане шероховатость уменьшается,
причем в области малых углов более резко. Но практически, при q)j — 0,
шероховатость поверхности все-таки остается. Кроме того, при <Pj = 0
на величину шероховатости значительно влияет невозможность установки
вспомогательной режущей кромки строго параллельно движению подачи.
Тем не менее при очень малых углах в планеможно получить весьма чистую
поверхность даже при. больших подачах. Главный угол в плане влияет на
шероховатость поверхности аналогично вспомогательному. Широкие резцы
даже при подачах Ъ мм/об и более при чистовом точении дают весьма чистую
поверхность — не ниже 7-го класса.
Материал резца влияет на чистоту обработанной поверхности. Резцами
из твердых сплавов марок В Кб и ВК8 очень трудно получить чистую поверх-
ность при обработке вязких материалов, что объясняется склонностью
этих сплавов к выкрашиванию. Применение твердых сплавов марок Т5КЮ,
Т15К6 и др., а также быстрорежущих резцов позволяет улучшить чистоту
поверхности.
Чистота обработанной поверхности зависит от качества доводки резца.
Опыты ряда исследователей показали, что некачественность режущей
кромки резца как следствие неудовлетворительной его доводки перено-
сится на обработанную поверхность в увеличенном виде.
5. ВЛИЯНИЕ ПРОЧИХ ФАКТОРОВ ПРОЦЕССА РЕЗАНИЯ
НА ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Значительное влияние на процесс образования неровностей поверх-
ности оказывает применяемый при ее обработке состав охлаждающей жидко-
сти. Наилучшие результаты получаются, если в охлаждающей жидкости
содержатся минеральные масла и другие вещества, повышающие ее смазоч-
ные свойства.
На шероховатость обработанной поверхности влияют вибрации, возника-
ющие в процессе резания. Особое значение в этом случае приобретают чрезмер-
ные зазоры в направляющих суппорта и в подшипниках, неточности зубчатых
Чистота поверхности
195
передач станка, плохая балансировка его вращающихся частей, неже-
сткость обрабатываемой детали, углы резца и его вылет и т. д. Все эти вред-
ные явления при токарной обработке вызывают продольную шероховатость
поверхности.
6. КЛАССИФИКАЦИЯ ЧИСТОТЫ ПОВЕРХНОСТЕЙ ПО ГОСТ 2789—51
И ГОСТ 2789—59
Классификация чистоты поверхностей по ГОСТ 2789—51
ГОСТ 2789—51 в части, относящейся к классификации чистоты поверх-
ностей, сохраняет силу до 1-го января 1962 г. Этот ГОСТ устанавливает
следующие понятия и определения.
Фиг. 128.
Под чистотой поверхности подразумевается .размерная характеристика
микронеровностей, обусловливающая ее шероховатость. Чистота поверх-
ности определяется средним квадратичнььм отклонением микронеровно
стен Нск или их средней высотой Нср.
Среднее квадратичное отклонение микронеровностей Нск определяется
как квадратный корень из среднего квадрата расстояний точек профиля
поверхности до его средней линии, т. е. до линии, делящей профиль таким
образом, что площади по обеим сторонам от этой линии до контура прсфиля
равны между собой (фиг. 128).
Приближенно можно считать, что
нск = + +hn.
Средняя высота микронеровностей Нср определяется как среднее ариф-
метическое высот микронеровностей от гребня до дна впадины (фиг. 128).
При определении Нср отдельные, явно выпадающие из ряда, значения высот
неровностей не учитываются.
Таким образом,
И _ + н2 +....+ Нп
Нср--------------- -
Из чи^ла 14 классов чистоты поверхности, установленных ГОСТ 2789—51,
оценка поверхностей классов 1-4-4, 13 и 14 производится по Нср, а клас-
сов 5 -е- 12 — по Нск; оценка классов 5 12 допускается и по Нср.
При необходимости в особо мелкой градации степеней чистоты допу-
скается разделение классов 6 ч- 14 на разряды, обозначаемые буквами а,
б и в.
Значения Нс* и Нср указаны в нижеприводимой таблице.
196 Точность и чистота поверхностей при токарной обработке
Числовые значения Нск и Нср в мк
Класс Основная оценка поверхностей классов 14-И Допускаемая оценка поверхностей классов
Н СР Н<Р
1 2 ? 4 5 6 7 8 9 10 11 12 13 14 Свыше 3,2 до 6,3 » 1,6 » 3,2 > 0.8 » 1,6 » 0,4 » 0,8 » 0,2 » 0,4 « 0.1 » 0,2 » 0,05 » 0,1 0,025 » 0,05 Свыше 125 до 200 » 63 » 125 > 40 х 63 " ?0 ъ 40 Свыше С,06 до 0,12 » 0,06 Свыше 10 до 20 . 6,3 » 10 » 3.2 » 6,3 » 1.0 • 3,2 » 0,8 . 1,6 » 0.5 » 0,8 » 0,25 » 0,5 » 0,12 » 0,25
Примечания.
1. Обозначения чистоты по классам и разрядам ограничивают только
верхний предел Нск или Нср\ например, V8 обозначает поверхность
с Н не более 0,8 мк. В тех случаях, когда чистота должна быть в пределах
одного или нескольких классов или разрядов, в обозначении должны ука-
зываться два номера классов или разрядов, ограничивающих допустимую
чистоту, например: обозначение v9 -j- 9 указывает, что чистота должна
быть в пределах 9-го класса (Нскдолжно быть более 0,2 и не более 0,4 мку
обозначение V9 10 указывает, что Нск должно быть более 0,1
и не более 0,4 мк.
2. Обозначения классов чистоты поверхности приведены на стр. 20.
Чистота поверхности
197
Контроль чистоты поверхности при помощи измерительных приборов
должен производиться в направлении, которое дает наибольшее значениеЯГк
или Нср> если в технических условиях на данное изделие не указано опре-
деленное направление измерения микронеровностей.
Длина, на которой производятся измерения Нск или Нср, должна охва-
тывать не менее пяти гребней и должна быть:
При чистоте по классам i ~ 4 не менее 3 мм
» » » » 5 - 7 » » 2 »
> » > » 8 12 у » 1
Классификация чистоты поверхностей по ГОСТ 2789—59
ГОСТ 2789—59, срок введения которого в части классификации чистоты
поверхности 1 января 1962 г., устанавливает следующие понятия и опре-
деления.
Фиг. 129.
Шероховатость поверхности — это совокупность неровностей с относи-
тельно малыми шагами, образующих рельеф поверхности и рассматривае-
мых в пределах участка, длина которого выбирается в зависимости ст
характера поверхности и равна базовой длине.
Примечания: 1. Неровности — выступы и впадины на обработанной
поверхности.
2. Шаг неровностей — расстояние между вершинами характерных неров-
ностей.
3. Базовая длина I — длина участка поверхности (фиг. 129), выбираемая для
измерения шероховатости без учета других видов неровностей, имеющих шаг
более I.
Шероховатость поверхности определяется средним арифметическим
отклонением Ra или высотой неровностей Rz.
Среднее арифметическое отклонение профиля Ra — среднее значение
расстояний (уь у2, . . . уп) точек профиля от его средней линии (фиг. 129)
Приближенно можно считать, что
р — !/i + & 4- - - - 4~ Уп
а п
Высота неровностей Rz — среднее расстояние между находящимися
в пределах базовой длины пятью высшими и пятью низшими точками
впадин, измеренное от линии, параллельной средней линии (фиг. 129):
р — (^i 4~ ^з 4~ ♦ • ♦ 4~ М — (^2 + ^4 • • ♦ • + ^1о)
Rz 5
Из числа 14 принятых классов чистоты для классов 6 12 основной
является шкала Ra, а для классов 1 5, 13 и 14 — шкала Rz.
Наибольшие числовые значения шероховатости Ra и Rz при соответ-
ственных базовых длинах указаны в нижеприводимой таблице.
198 Точность и чистота поверхностей при токарной обработке
Наибольшие числовые значение Ra и R2
Класс чистоты поверхности Среднее арифмети- ческое отклонение профиля Ra в мк Высота неровностей R2 в мк Базовая длина 1 В мм
не 1 более
1 80 320 8,00
2 40 160 8,00
3 20 80 8,00
4 10 40 2,50
5 5 20 2,50
6 2,5 10 0,80
7 1,25 6,3 0,80
8 0,63 3,2 0,80
9 0,32 1,6 0,25
10 0,16 0,8 0,25
И 0,08 0,4 0,25
12 0,04 0,2 0,25
13 0,02 0,1 0,08
14 0,01 0,05 0,08
Примечания: 1. Числовое значение шероховатости поверхности ограничивает только наибольшую величину шероховатости по Ra или Rz; например, V9 вклю- чает поверхность с Ra ие более 0,32 мк. В тех случаях, когда требуется ограничить наибольшую и наименьшую величины шероховатости поверх- ности, в обозначении должны указываться два номера классов или разря- дов: например, обозначение V9 4- 10 указывает, что шероховатость должна быть по Ra не менее 0,16 мк и ие более 0,32 мк. 2. Обозначение классов чистоты поверхности приведено на стр. 20.
Чистота поверхности
199
Классы 6-?-14 чистоты поверхности дополнительно разделяются на
разряды, указанные в нижеприводимой таблице.
Числовые значения дополнительных разрядов чистоты
Классы чи- стоты поверх- Среднее арифметическое откло- нение профиля Ra в мк х Высота неровностей Rz в мк
Разряды
ности а 6 1 8 1 а 1 6 1 8
не более
6 2,50 2,000 1,600 10,00 8,00 —
7 1,25 1,000 0,800 6,30 5,00 4,000
8 0,63 0,500 0,400 3,20 2,50 2,000
9 0,32 0,250 0,200 1,60 1,25 1,000
10 0,16 0,125 0,100 0,80 0,63 0,500
11 0,08 0,063 0,050 0,40 0,32 0,250
12 0,04 0,032 0,025 0,20 0,16 0,125
13 0,02 0,016 0,012 0,10 0,08 0,063
14 0,01 0,008 0,006 0,05 0,04 0,032
Измерение шероховатости поверхности должно производиться в напра-
влении, которое дает наибольшее значение Ra и Rz, если не указано опре-
деленное направление измерения шероховатостей.
ГЛАВА СЕДЬМАЯ
ДОПУСКИ И ПОСАДКИ
I. ОСНОВНЫЕ ПОНЯТИЯ и ОПРЕДЕЛЕНИЯ
1. РАЗМЕРЫ. ДОПУСКИ. ОТКЛОНЕНИЯ
ГОСТ 7713—55 устанавливает следующие понятия и определения.
В соединении двух деталей, входящих одна в другую, различают охва-
тывающую и охватываемую поверхности соединения. У цилиндрических
соединений охватывающая поверхность носит общее название «отверстие»,
а охватываемая — «вал». Названия отверстие и вал условно применимы
также и к другим охватывающим и охватываемым поверхностям.
Действительным размером называется значение размера, полученное
измерением с наивысшей практически достижимой точностью.
Наибольшим и наименьшим предельными размерами называются уста-
новленные наибольшие и наименьшие значения размера, определенного
измерением с заданной точностью в производственных условиях.
Допуском размера называется разность между наибольшим и наимень-
шим предельными размерами (фиг. 130).
Полем допуска называется зона между наибольшим и наименьшим пре-
дельными размерами: верхняя граница поля допуска соответствует наи-
большему, а нижняя — наименьшему предельным размерам.
Номинальным размером соединения называется общий для деталей
соединения основной размер. Номинальный размер служит началом откло-
нений. Для поверхностей, не являющихся охватываемыми и охватываю-
щими, номинальный размер также служит началом отклонений.
Отклонением называется разность между результатом измерения и номи-
нальным размером Отклонение положительно, если действительный раз-
мер больше номинального, и отрицательно, если этот размер меньше
номинального
Верхним предельным отклонением называется разность между наиболь-
шим предельным и номинальным размерами.
Нижним предельным отклонением называется разность между наимень-
шим предельным и номинальным размерами.
Средним отклонением называется среднее арифметическое между верх-
ним и нижним предельными отклонениями.
Нулевой линией называется линия, от которой при графическом изо-
бражении допусков и посадок откладываются отклонения размеров; поло-
жительные отклонения откладываются вверх от нулевой линии, а отрица-
тельные — вниз.
На фиг. 130, а и г предельные отклонения положительные; на фиг. 130, в
и е — отрицательные; на фиг. 130, б верхнее отклонение равно нулю, а
нижнее — отрицательное; на фиг. 130, д нижнее отклонение равно нулю,
а верхнее — положительное.
Наибольший
предельный размер
Наименьший
предельный размер
Наибольший
предельный размер
* Наименьший
предельный размер
I I
Номинальный размер
3
Верхнее отклонение
Нижнее отклонение
Номинальный размер
Верхнее отклонение^ _
Нижнее отклонение
Номинальный размер
Номинальный размер
Нижнее отклонение
Верхнее отклонение
Наибольший
предельный размер
Наименьший
Предельный размер
Номинальный размер
Верхнее отклонение
^Наибольший
предельный размер
^Наименьший^
предельный размер
Номинальный размер
Нижнее отклонениТ\ м
Верхнее отклонен^
^Наибольший
'предельный размеру
Наименьший^ j
предельный
5
верхнее отклонение^
^Наибольший I
предельный размер
Наименьшийj 11
предельный размер 4
103
кпнэуэрдйио п vnivuou дюнвонэо
202
Допуски и посадки
2. ПОСАДКИ. ЗАЗОРЫ. НАТЯГИ
Посадкой называется характер соединения деталей, определяемый раз-
ностью между диаметрами отверстия и вала и создающий большую или
меньшую свободу их относительного перемещения или степень сопротивле-
ния взаимному смещению.
Зазором называется положительная разность между диаметрами отвер-
стия и вала (диаметр отверстия больше диаметра вала), характеризующая
свободу относительного перемещения соединяемых деталей.
Натягом называется отрицательная разность между диаметрами отвер-
стия и вала до сборки (диаметр вала больше диаметра отверстия), характери-
зующая степень сопротивления смещению одной детали относительно другой
после их сборки.
Посадки подразделяются на три группы:
1) посадки с зазором;
2) посадки с натягом;
3) посадки переходные.
При посадках с зазором обеспечивается наличие зазора в соедине-
нии — поле допуска отверстия расположено над полем допуска вала
(фиг. 131, а).
Наименьшим зазором называется разность между наименьшим предель-
ным размером отверстия и наибольшим предельным размером вала.
Наибольшим зазором называется разность между наибольшим предель-
ным размером отверстия и наименьшим предельным размером вала.
Средний зазор есть среднее арифметическое между наибольшим и наи-
меньшим зазорами.
К посадкам с зазором относятся и скользящие посадки, у которых
наименьший зазор равен нулю — нижняя граница поля допуска отверстия
совпадает с верхней границей поля допуска вала.
При посадках с натягом обеспечивается наличие натяга в соединении —
поле допуска вала расположено над полем допуска отверстия (фиг. 131,6).
Наибольшим натягом называется разность между наибольшим пре-
дельным размером вала и наименьшим предельным размером отверстия.
Наименьшим натягом называется разность между наименьшим предель-
ным размером вала и наибольшим предельным размером отверстия.
Средний натяг есть среднее арифметическое между наибольшим и наи-
меньшим натягами.
При переходных посадках возможно получение как натягов, так и зазо-
ров: поля допусков отверстия и вала перекрываются (фиг. 131, в). При
наибольшем предельном размере вала и наименьшем предельном размере
отверстия получается наибольший натяг, а при наименьшем предельном
размере вала и наибольшем предельном размере отверстия получается
наибольший зазор (обозначен в стандартах в графе «натяг» знаком минус).
Средний натяг (положительный или отрицательный) равен алгебраической
разности средних размеров вала и отверстия.
Допуском посадки называется сумма допусков отверстия и вала.
При посадках с зазором допуск посадки определяет разность между,
наибольшим и наименьшим зазором (допуск зазора); при посадках с натягом
допуск посадки определяет разность между наибольшим и наименьшим
натягом (допуск натяга); при переходных посадках допуск посадки опре-
деляет сумму наибольшего натяга и наибольшего зазора.
Во всех посадках, установленных стандартами на допуски и посадки,
либо нижнее отклонение отверстия, либо верхнее отклонение вала равно нулю.
Наибольший
предельный
размер отверстия
Наименьший
предельный
размер вала
Наибольший предельный?
размер вала
Наименьший-
предельный
размер Наибольший
отверстия * натяе
Наибольший предельный д
размер отверстия
Наименьший^
предельный
размер вала Наибольший.
зазор
Наименьший
предельный
размер
отверстия
Наибольший
предельный
размер вала
1
§
§
Наибольший
предельный_____
размер отверстия
Наименьший
предельный
размер вале
Наибольший
предельный
размер вала
Наименьший
предельный
размер отверстия
Основные понятия и определения
204
Допуски и посадки
3. СИСТЕМЫ ДОПУСКОВ, классы ТОЧНОСТИ
Систему отверстия составляют в совокупности посадки, в которых
нижнее отклонение отверстия равно нулю.
Система отверстия характеризуется тем, что в ней для всех посадок
одного класса точности при одинаковых номинальных размерах предельные
размеры отверстия остаются постоянными, а осуществление разных посадок
достигается за счет соответствующего изменения предельных размеров
вала (фиг. 132, а). Отверстия с нижним отклонением, равным нулю, назы-
ваются основными отверстиями.
Систему вала составляют в совокупности посадки, в которых верхнее
отклонение вала равно нулю
Система вала характеризуется тем, что в ней для всех посадок одного
класса точности при одинаковых номинальных размерах предельные раз-
меры вала остаются постоянными, а осуществление разных посадок дости-
гается за счет соответствующего изменения предельных размеров отверстия
(фиг. 132, б). Валы с верхним отклонением равным нулю называются основ-
ными валами.
Посадки в системе отверстия и в системе вала группируются по клас-
сам точности. Установлены следующие классы точности посадок в порядке
убывания точности: 1, 2, 2а, 3, За, 4 и 5.
Обозначения полей допусков отверстий и вала для разных посадок
приведены на стр. 16.
4. ДОПОЛНИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
Кроме посадок, установленных стандартами, допускается пользоваться
комбинациями стандартизованных полей допусков отверстий и валов одного
или разных классов точности.
Для предпочтительного применения при номинальных размерах соеди-
нений 1 ч- 500 мм устанавливаются два ряда полей допусков отверстий
н валов. В первую очередь должны применяться поля допусков 1-го ряда,
затем поля допусков 2-го ряда и только в случае крайней необходимости
могут применяться остальные поля допусков системы ОСТ. Так, например,
для валов 2-го класса точности к 1-му ряду отнесены поля допусков Н,
С и X, а ко 2-му ряду — поля Пр, Г, П, Д и Л.
Допуски и посадки в системе отверстия
205
II. ДОПУСКИ И ПОСАДКИ В СИСТЕМЕ ОТВЕРСТИЯ
I. СИСТЕМА ОТВЕРСТИЯ. 2-й, 3-й, 4-й, 5-й и 7-й КЛАССЫ ТОЧНОСТИ
Основные отверстия
(по ОСТ 1042, 1043, 1044, 1012, 1069, 1013, 1014, 1015, 1010)
Номинальные диаметры в мм Обозначения полей допусков
А Дз а4 д» д7
Предельные отклонения отверстий в мк
н ®+ н в+' н в+ н в+ н в-ь
От 1 до 3 Свыше 3 » 6 '> 6 » 10 > 10 > 18 » 18 » 30 > 30 » 50 » 50 » 80 » 80 » 120 > 120 ъ 180 > 180 ъ 260 » 260 > 360 » 360 » 500 0 0 0 0 0 0 0 0 0 0 0 0 10 13 16 19 23 27 30 35 40 45 50 60 0 0 0 0 0 0 0 0 0 0 0 0 20 25 30 35 45 50 60 70 80 90 100 120 0 0 0 0 0 0 0 0 0 0 0 0 60 80 100 120 140 170 200 230 260 300 340 380 0 с 0 0 0 0 0 0 0 0 0 0 120 160 200 240 280 340 400 460 530 600 680 760 0 0 0 0 0 0 0 0 0 0 0 0 250 300 360 430 520 620 740 870 1000 1150 1350 1550
206
Допуски и посадки
2. СИСТЕМА ОТВЕРСТИЯ. 2-й КЛАСС ТОЧНОСТИ
Посадки с натягом
(по ОСТ 1042, 1043 и 1G44)
Номинальные диаметры В JMJM Обозначения полей допусков
Гр Пр Пл
Предельные отклонения валов в мк
в+ и+ н-Ь н-Ь « +
От 1 до 3 Свыш 3 » 6 * 6 > 10 ♦ 10 » 18 » 18 » 30 5 30 » 40 » 40 » 50 » 50 65 > 65 а 80 » 80 » 100 ъ 1С0 » 120 » 120 ъ 150 * 150 > 180 » 180 » 220 > 220 » 260 * 260 > 310 » 310 » 360 » 360 » 440 » 440 » 500 27 33 39 48 62 77 87 105 120 140 160 190 220 260 300 350 400 475 545 17 20 23 29 39 50 60 75 90 105 125 150 180 215 255 300 350 415 485 18 23 28 34 42 52 52 65 65 85 95 110 125 145 165 195 220 260 300 12 15 18 22 28 35 35 45 45 СО 70 80 95 115 135 160 185 220 260 16 21 26 32 39 47 47 55 55 70 70 85 85 105 105 135 135 170 170 10 13 16 20 25 30 30 & 35 45 45 58 58 75 75 100 100 130 130
Допуски и посадки в системе отверстия
207
3. СИСТЕМА ОТВЕРСТИЯ. 2-й КЛАСС ТОЧНОСТИ
Посадки переходные и посадки с зазором
(по ОСТ 1012)
Номинальные диаметры в мм ♦ Обозначения полей допусков
Г т Н П С
Предельные отклонения валов в мк
» + н + н+ в + н— в н—
От 1 до 3 Свыше 3 » 6 » 6 » 10 » 10 » 18 » 18 » 30 » 30 > 40 » 40 > 50 » 50 » 65 > 65 » 80 » 80 » 100 » 100 » 120 » 120 » 140 » 140 > 160 » 160 » 180 » 180 » 220 » 220 > 260 » 260 » 310 » 310 » 360 » 360 » 440 » 440 » 500 13 16 20 24 30 35 35 40 40 45 45 52 52 52 60 60 70 70 80 80 6 8 10 12 15 18 18 20 20 23 23 25 25 25 30 30 35 35 40 40 10 13 16 19 23 27 27 30 30 35 35 40 40 40 45 45 50 50 60 60 4 5 6 7 8 9 9 10 10 12 12 13 13 13 15 15 15 15 20 20 7 9 12 14 17 20 20 23 23 26 26 30 30 30 35 35 40 40 45 45 1 1 2 2 2 3 3 3 3 3 3 4 4 4 4 4 4 4 5 5 3 4 5 6 7" 8 8 10 10 12 12 14 14 14 16 16 18 18 20 20 3 4 5 6 7 8 8 10 10 12 12 14 14 14 16 16 18 18 20 20 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 6 8 10 12 14 17 17 20 20 23 23 27 27 27 30 30 35 35 40 40
208
Допуски и посадки
Продолжение
Обозначения полей 1 допусков
Д X Л | Ш ТХ
Номинальные диаметры
в мм
Предельные отклонения валов в мк
I | в— н— в— н— в— н— в— н— । в— н —
От 1 ДО 3 3 9 8 18 12 25 18 35 60 74
Свыше 3 » 6 4 12 10 22 17 35 25 45 70 80
» 6 » 10 5 15 13 27 23 45 35 60 80 102
» 10 Ъ 18 6 18 16 33 30 55 45 75 95 122
18 э 30 8 22 20 40 40 70 60 95 ПО ' 143
» 30 » 40 10 27 25 50 50 85 75 115 120 159
•> 40 » 50 10 27 25 50 50 85 75 115 130 169
» 50 » 65 12 32 30 60 65 105 95 145 140 186
> 65 , 80 12 32 30 60 65 105 95 145 150 196
» 80 » 100 15 38 40 75 80 125 120 175 170 224
» 100 » 120 15 38 40 75 80 125 120 175 180 234
» 120 » 140 18 45 50 90 100 155 150 210 200 263
» 140 » 160 18 45 50 00 100 155 150 210 210 273
ъ 160 » 180 18 45 50 90 100 155 150 210 230 299
» 180 > 220 22 52 60 105 120 180 180 250 260 332
» 220 » 260 22 52 60 105 120 180 180 250 290 362
» 60 > 310 26 60 70 125 140 210 210 290 330 -711
» 310 » 360 26 60 70 125 140 210 210 290 360 441
» 360 » 440 30 70 80 140 170 245 250 340 410 507
» 440 » 500 30 70 80 140 170 245 250 340 480 577
Допуски и посадки в системе отверстия
209
4. СИСТЕМА ОТВЕРСТИЯ. 3-й КЛАСС ТОЧНОСТИ
Посадки с натягом и посадки с зазором
(по ОСТ 1069 и 1013)
Обозначения полей допусков
Номинальные лиаметоы Пр\л Лр23 с 3 > (3 и /з
в мм Предельные отклонения валов в мк
в + н+ в+ н+ в+ н+ в н— в— н— в— в—
От 1 ДО 3 — 0 20 7 32 17 50
Свыше 3 » 6 55 30 — — — — 0 25 11 44 25 65
» 6 :> 10 65 35 70 40 100 70 0 30 15 55 35 85
ъ 10 » 18 75 40 80 45 115 80 0 35 20 70 45 105
» 18 » 30 95 50 100 55 145 1С0 0 45 25 85 60 130
30 » 40 НО 60 115 65 165 115 0 50 32 100 75 160
» 40 » 50 НО 60 125 75 175 125 0 50 32 100 75 160
» 50 65 135 75 150 90 210 150 0 60 40 120 95 195
65 » 80 135 75 165 105 225 165 0 60 40 120 95 195
» 80 » 100 160 90 195 125 260 190 0 70 50 140 120 235
» 100 » 120 160 90 210 140 280 210 0 70 50 140 120 235
-> 120 150 185 105 245 165 325 245 0 80 60 165 150 285
» 150 > 180 200 120 275 195 355 275 0 80 60 165 150 285
» 180 » 220 230 140 325 235 410 320 0 90 75 195 180 330
» 220. » 260 250 160 365 275 450 360 0 90 75 195 180 330
» 260 » 310 285 185 420 320 515 415 0 100 90 225 210 380
> 310 » 360 305 205 470 370 565 465 0 100 90 225 210 380
» 360 440 360 240 550 430 670 550 0 120 105 255 250 440
440 » 500 395 275 620 500 740 620 0 120 105 255 250 440
210
Допуски и посадки
5. СИСТЕМА ОТВЕРСТИЯ- 4-й КЛАСС ТОЧНОСТИ
Посадки с зазором
(по ОСТ 1014)
Обозначения полей допусков
Номинальные диаметры С X ‘ 1 Л4 | ш 4
в мм Предельные отклонения вало! 1 в мк
в 1 н-| в-1 i и— в— н— в— 1 Н- 1
От 1 до 3 0 60 30 90 60 120 120 180
Свыше 3 > 6 0 80 40 120 80 160 160 240
» 6 » 10 0 100 50 150 100 200 200 300
» 10 » 18 0 120 60 180 120 240 240 360
> 18 » 30 0 140 70 210 140 280 280 420
» 30 » 50 0 170 80 250 170 340 340 500
» 50 » 80 0 200 100 300 200 400 400 600
» 80 » 120 0 230 120 350 230 460 460 700
» 120 > 180 0 260 130 400 260 530 530 800
» 180 » 260 0 300 150 450 300 600 600 900
. 260 > 360 0 340 170 500 340 680 680 1000
» 360 » 500 0 380 190 570 380 760 760 1100
6. СИСТЕМА ОТВЕРСТИЯ. 5-й КЛАСС ТОЧНОСТИ
Посадки с зазором
(по ОСТ 1015)
Номинальные диаметры в мм Обозначения полей допусков
с. 1
Предельные отклонения валов в мк
в 1 и- 1 в- н—
От 1 ДО 3 Свыше 3 » 6 » 6 » 10 » 10 » 18 » 18 » 30 > 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 » 180 » 260 » 260 » 360 » 360 » 500 0 0 0 0 0 0 0 0 0 0 0 0 120 160 200 240 280 340 400 460 530 600 680 760 60 80 100 120 140 170 200 230 260 300 340 380 180 240 300 360 420 500 600 700 800 900 1000 1100
Допуски и посадки в системе вала
211
III. ДОПУСКИ И ПОСАДКИ В СИСТЕМЕ ВАЛА
I. СИСТЕМА ВАЛА. 2-й, 3-й, 4-й, 5-й и 7-й КЛАССЫ ТОЧНОСТИ
Основные валы
(по ОСТ 1142, 1143, 1022, 1023, 1024, 1025 и 1010)
Обозначения полей допусков
CD CD CD CD
Номинальные диаметры
В JKM
Предельные отклонения валов в мк
в н— в н— в и— в н— в н—
От 1 до 3 0 6 0 20 0 60 0 12 0 250
Свыше 3 » 6 0 8 0 25 0 80 0 160 0 300
6 » 10 0 10 0 S0 0 100 0 200 0 360
» 10 » 18 0 12 0 35 0 120 0 240 0 430
» 18 > 30 0 14 0 45 0 140 0 280 0 520
♦ 30 » 50 0 17 0 50 0 170 0 340 0 620
ъ 50 » 80 0 20 0 60 0 200 0 400 0 740
о 80 > 120 0 23 0 70 0 230 0 460 0 870
» 120 » 180 0 27 0 80 0 260 0 530 0 1000
» 180 0 260 0 30 0 90 0 300 0 600 0 1150
» 260 » 360 0 35 0 100 0 340 0 680 0 1350
>> 360 » 500 0 40 0 120 0 380 0 760 0 1550
212
Допуски и посадки
2. СИСТЕМА ВАЛА. 2-й КЛАСС ТОЧНОСТИ
Посадки с натягом
(по ОСТ 1142 и 1143)
Номинальные диаметры в мм Обозначе- ния полей допусков Номинальные диаметры в мм Обозначения полей допу сков
Гр Пр Гр Пр
Пред ные о не и и вере в ель- ткло- Я ОТ- ТИ й мк Преде ОТКЛСН отвер В А льные <ения >стий кк
н— в — н— в— н— в— н — в—
От 1 ДО 3 27 13 18 8 От 100 до 120 160 113 95 60
Свыше 3 » 6 33 15 23 10 Свыше 120 » 150 190 137 ПО 70
» 6 » 10 39 17 28 12 » 150 » 180 220 167 125 85
» 10 » 18 48 22 34 15 » 180 » 220 260 200 145 100
» 18 > 30 62 30 42 19 » 220 » 260 300 240 165 120
» 30 » 40 77 40 52 25 » 260 » 310 350 285 195 145
» 40 » 50 87 50 52 25 » 310 > 360 400 335 220 170
» 50 » 65 105 65 65 35 » 360 » 440 475 395 260 200
» 65 » 80 120 80 65 35 » 440 » 500 545 465 300 240
» 80 » 100 140 93 85 50, i
Допуски и посадки в системе вала
213
3. СИСТЕМА ВАЛА. 2-й КЛАСС ТОЧНОСТИ
Посадки переходные
(по ОСТ 1022)
Номинальные диаметры В JKjK Обозначения полей допусков
Г т н и
Предельные отклонения отверстий в мк
н— и— н— в к— в-1- н— »+
От 1 ДО 3 Свыше 3 » 6 » 6 » 10 » 10 » 18 » 18 » 30 » 30 » 40 » 40 » 50 » 50 » 65 » 65 » 80 » 80 » 100 » 100 » 120 » 120 » 150 » 150 » 180 » 180 > 220 Ъ 220 » 260 » 260 » 310 » 310» 360 » 360 » 440 » 440 » 500 13 16 20 24 30 35 35 40 40 45 45 52 52 60 60 70 70 80 80 2 3 4 5 6 7 7 8 8 10 10 12 12 15 15 18 18 20 20 10 13 16 19 23 27 27 30 30 35 35 40 40 45 45 50 50 60 60 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 7 9 12 14 17 20 20 23 23 26 26 30 30 35 35 40 40 45 45 3 4 4 5 6 7 7 8 8 9 9 10 10 11 11 12 12 15 15 3 4 5 6 7 8 8 10 10 12 12 14 14 16 16 18 18 20 20 7 9 11 13 16 18 18 20 20 23 23 27 27 30 30 35 35 40 40
214
Допуски и посадки
4. СИСТЕМА ВАЛА. 2-й КЛАСС ТОЧНОСТИ
Посадки с зазором
(по ОСТ 1022)
1 Обозначения поле! i допусков
Номинальные диаметоы С Д X л ш
в мм Предельные отклонения отверстий в мк
н в 4- и+ в+ и4- в4- н4- »4- Н4- в4-
От 1 ДО 3 0 10 3 13 8 22 12 30 18 38
Свыше 3 6 0 13 4 17 10 27 17 40 25 50
» 6 » 10 0 16 5 21 13 33 23 50 35 65
2 10 ъ 18 0 19 6 25 16 40 30 60 45 80
» 18 30 0 23 8 30 20 50 40 80 60 105
» 30 » 40 0 27 10 35 25 60 50 95 75 125
» 40 » 50 0 27 10 35 25 60 50 95 75 125
» 50 ъ 65 0 30 12 42 30 70 65 115 95 155
> 65 ъ 80 0 30 12 42 30 70 65 115 95 155
» 80 » 100 0 35 15 50 40 90 80 140 120 1У0
100 » 120 0 35 15 50 40 90 80 140 120 190
» 120 » 150 0 40 18 60 50 105 100 170 150 230
» 150 180 0 40 18 60 50 105 100 170 150 230
» 180 » 220 0 45 22 70 60 120 120 200 180 270
» 220 260 0 45 22 70 60 120 120 200 180 270
» 260 » 310 0 50 26 80 70 140 140 230 210 310
310 » 360 0 50 26 80 70 140 140 230 210 310
> 360 440 0 60 30 90 80 160 170 270 250 365
» 440 500 0 60 30 90 80 160 170 270 250 365
Допуски и посадки в системе вала
215
5. СИСТЕМА ВАЛА. 3-й КЛАСС ТОЧНОСТИ
Посадки с зазором
(по ОСТ 1023)
Номинальные диаметры Обозначения полей допусков
С3 1 *> 1
в мм Предельные ! отклонения отв ерстий в мк
н В+ Н + в+ н+ в+
От 1 ДО 3 0 20 7 32 17 50
Свыше 3 в 6 0 25 11 44 25 65
» 6 в 10 0 30 15 55 35 85
» 10 в 18 0 35 20 70 45 105
в 18 в 30 0 45 25 85 60 130
в 30 в 50 0 50 32 100 75 160
в 50 в 80 0 60 40 120 95 195
в 80 в 120 0 70 50 140 120 235
в 120 в 180 0 80 60 165 150 285
в 180 в 260 0 90 75 195 180 330
в 260 в 360 0 100 90 225 210 380
в 360 в 500 0 120 105 255 250 440
6. СИСТЕМА ВАЛА. 4-й КЛАСС ТОЧНОСТИ
Посадки с зазором
(по ОСТ 1024)
Обозначения 1 толей , допусков
Номинальные диаметры С * 1 Л4 1 ш 4
в мм Предельные отклонения отверстий в мк
н 1 в + »+ В+ | «+ 1 в+ 1 «+ в+
Ог 1 ДО 3 0 60 30 90 60 120 120 180
Свыше 3 в 6 0 80 40 120 80 160 160 240
в 6 в 10 0 100 50 150 100 200 200 300
В 10 в 18 0 120 60 180 120 240 240 360
в 18 в 30 0 140 70 210 140 280 280 420
в 30 в 50 0 170 80 250 170 340 340 500
в 50 в 80 0 200 100 300 200 400 400 600
в 80 в 120 0 230 120 350 230 460 460 700
в 120 в 180 0 260 130 400 260 530 530 800
в 180 » 260 0 300 150 450 300 600 600 900
в 260 в 360 0 340 170 500 340 680 680 1000
в 360 в 500 0 380 190 570 380 760 760 1100
216
Допуски и посадки
7. СИСТЕМА ВАЛА. 5-й КЛАСС ТОЧНОСТИ
Посадки с зазором
(по ОСТ 1025)
Номинальные Обозначения полей допу- сков Номинальные диаметры в мм Обозначения Полей допу- сков
Св | X 6 С, | X,
Предельные отклонения отверстий в мк Предельные отклонения отверстий в мк
диаметры в мм
н в + нН- н-1- н | «+| нЧ- 1в+
От I до 3 0 120 60 180 Свыше 50 до 80 0 400 200 600
Свыше 3 » 6 0 160 80 240 » 80 » 120 0 460 230 700
» 6 > 10 0 200 100 300 > 120 » 180 0 530 260 800
» 10 » 18 0 240 120 360 » 180 » 26 0 600 300 900
» 18 » 30 0 280 140 420 » 260 х 360 0 680 340 1000
» 30 » 50 0 340 170 500 > 360 » 500 0 760 380 1100
IV. ДОПУСКИ И ПОСАДКИ РАЗМЕРОВ СВЫШЕ 500 мм
Ниже приведены таблицы отклонения 2-го и 3-го классов точности
лишь для размеров до 1000 мм. Данные для больших размеров
см. ГОСТ 2869-54.
1. СИСТЕМА ОТВЕРСТИЯ. 2-й, 3-й, 4-й, 5-й и 7-й КЛАССЫ ТОЧНОСТИ
Основные отверстия
(по ГОСТ 2689—54)
Интервалы комн- Обозначения полей допусков
А 1 Л з 1 А< 1 ^5 | ^7
нальных размеров в мм Предельные отклонения отверстий в ММ
н в 4- н 1 В+ н 1 в+ н 1 в+ " 1 в +
Свыше 500 до 63 0 0 0,070 0 0,140 0 0,450 0 0,900 0 1,800
» 630 » 800 0 0,080 0 0,150 0 0,500 0 1,000 0 2.000
» 800 » 1000 0 0,090 0 0,170 0 0,550 0 1,100 0 2,200
» 1000 » 1250 — — — — 0 0,600 0 1,200 0 2,400
» 1250 » 1600 — — — — 0 0,650 0 1,300 0 2,600
» 1600 » 2000 — — — — 0 0,750 0 1,500 0 3,000
» 2000 » 2500 — — — — 0 0,900 0 1,800 0 3,500
Допуски и посадки размеров свыше 500 мм
217
2. СИСТЕМА ОТВЕРСТИЯ. 2-й КЛАСС ТОЧНОСТИ
Посадки
(по ГОСТ 2689—54)
Интервалы номиналь- ных размеров в мм Обозначения полей допусков
Пр Пр Пл г Т
Предельные отклонения валов в мм
в+ я+ н-t- । в+ 1 н+ в+ н + в+ нЧ-
Свыше 500 до 560 » 560 » 630 > 630 » 710 » 710 > 800 » 800 » 900 » 900 >? 1000 0.52J 0.57J 0,65( 0,73( 0,80i 0.9CJ 0,480 0,530 0,600 0,680 > 0,750 > 0,850 0,34£ 0,375 0,42( 0.47С 0,525 0,585 > 0,300 i 0,330 ) 0,370 ) 0,420 > 0,470 > 0.530 0,215 0.215 0,270 0,270 0,340 0,340 0,170 0,170 0,220 0,220 0,285 0.285 0,093 0,093 0,105 0,105 0,118 0,118 0,048 0,048 0,055 0,055 0,063 0,063 0,070 0,070 0,080 0,080 0,090 0,090 0,025 0,025 0,030 0,030 0,035 0,035
Интервалы номинальных размеров в мм Обозначения полей допусков
Н П С Д
Предельные отклонения валов в мм
в+ н н— в н— в— н—
Свыше 500 до 560 » 560 » 630 » 630 » 710 » 710 » 800 » 800 » 900 » 900 > 1000 0,045 0,045 0,050 0,050 0,055 0.055 0 0 0 0 0 0 0,023 0,023 0,025 0,025 0,028 0,028 0, 022 0.022 0,025 0,025 0,027 0,027 0 0 0 0 0 0 0, 045 0,045 0,050 0,050 0,055 0,055 0,035 0,035 0,040 0,040 0,045 0,045 0.080 0, 080 0,090 0,090 0,100 0,100
218
Допуски и посадки
3. СИСТЕМА ОТВЕРСТИЯ. 3-й КЛАСС ТОЧНОСТИ
Посадки
(ПО ГОСТ 2689—54)
Интервалы номинальных размеров в мм Обозначения полей допусков
Пр23 Пр\3 С9
Предельные отклонения валов в мм
в+ н+ в+ и-h в я—
Свыше 500 до 560 » 560 » 630 » 630 » 710 » 710 » 800 > 800 » 900 » 900 » 1000 0,800 0,880 0,980 1,070 1,210 1,320 0,660 0,740 0,830 0,920 1,040 1,150 0,580 0,620 0,680 0,730 0,820 0,890 0,440 0,480 0,530 0,580 0,650 0,720 0 0 0 0 0 0 0,140 0,140 0,150 0,150 0,170 0,170
Интервалы номинальных размеров в мм Обозначения полей допусков
X, Ш,
Предельные отклонения валов в мм
в— н— в— н— в— и—
Свыше 500 до 560 » 560 » 630 » 630 » 710 » 710 » 800 » 800 » 900 » 900 » 1000 0,120 0,120 0,130 0,130 0,150 0,150 0,260 0,260 0,280 0,280 0,320 0,320 0,190 0,190 0,210 0,210 0,240 0,240 0,330 0,330 0,360 0,360 0,410 0,410 0,280 0,280 0,300 0,300 0,350 0,350 0,420 0,420 0,450 0,450 0,520 0,520
Допуски и посадки размеров свыше 500 мм
219
4. СИСТЕМА ОТВЕРСТИЯ. 4-й КЛАСС ТОЧНОСТИ
Посадки
(по ГОСТ 2689—54)
Интервалы номнналь- Обозначения полей допусков
с4 Х4 л4 ш4
ных размеров в мм
Предельные отклонения налов в мм
н н— в— н— в— н— в— и—
Свыше 500 до 630 0 0,450 0,230 0,680 0,450 0,900 0,900 1,350
» 630 > 800 0 0,500 0,250 0,750 0,500 1,000 1,000 1,500
» 800 » 1000 0 0,550 0,280 0,830 0,550 1,100 1,100 1,650
» 1000 » 1250 0 0,600 0,300 0,900 0,600 1,200 1,200 1,850
» 1250 » 1600 0 0,650 0,330 0,980 0,650 1,300 1,300 1,950
» 1600 » 2000 0 0,750 0,380 1.130 0,750 1,500 1,500 2,250
» 2000 » 2500 0 0,900 0,450 1,350 0,900 1,800 1,800 2,700
5. СИСТЕМА ОТВЕРСТИЯ. 5-й КЛАСС ТОЧНОСТИ
Посадки
(по ГОСТ 2689—54)
Интервалы номинальных размеров в мм Обозначения полей допусков
с»
Предельные отклонения валов в мм
в и— в— н —
Свыше 500 до 630 » 630 » 800 » 800 » 1000 » 1000 » 1250 » 1250 » 1600 » 1600 » 2000 » 2000 » 2500 0 0 0 0 0 0 0 0,900 1,000 1,100 1,200 1,300 1,500 1,800 0,450 0,500 0,550 0,600 0,650 0,750 0,900 1.350 1,500 1,650 1,800 1,950 2,250 2,700 —
220
Допуски и посадки
6. СИСТЕМА ВАЛА. 2-й, 3-й, 4-й, 5-й и 7-й КЛАССЫ ТОЧНОСТИ
Основные валы
(по ГОСТ 2689—54)
Интервалы номиналь- ных размеров в мм Обозначения полей допусков
13 | В3 | В. | В5 | в.
Предельные отклонения валов в мм
в j в | н — в 1н- ° 1 1н- в н —
Свыше 500 до 630 » 630 » 800 » 800 » 1000 » 1000 » 1250 > 1250 » 1600 » 1600 » 2000 » 2000 » -2500 0 0 0 0,045 0,050 0,055 0 0 0 0,140 0,150 0,170 0 0 0 0 0 0 0 0,450 0,500 0,550 0,600 0,650 0,750 0,900 0 0 0 0 0 0 0 0,900 1,000 1,100 1,200 1,300 1,500 1,800 0 0 0 0 0 0 0 1,800 2,000 2,200 2,400 2,600 3,000 3,500
7. СИСТЕМА ВАЛА. 2-й КЛАСС ТОЧНОСТИ
Посадки
(по ГОСТ 2689—54)
Интервалы номиналь- ных размеров в мм Обозначения полей допусков
1 1 i т 1 1 н 1 1 П
Предельные отклонения отверстий в мм
н— в- 1 *- 1в н — в + 1 В-г
Свыше 500 до 630 » 630 » 800 » 800 » 1000 0,093 0,105 0,118 0,023 0,025 0,028 0,070 0,080 0,090 0 0 0 0,045 0,050 0,055 0,025 0,030 0,035 0,023 0,025 0,028 0,047 0,055 0,062
Интервалы номинальных размеров в мм Обозначения полей допусков
С | Д 1 *
Предельные отклонения отверстий в мм
а 1 в+ 1 1 в+ н + В 4-
Свыше 500 до 630 > 630 » 800 » 800 » 1000 0 0 0 0,070 0,080 0,090 0,035 0,040 0,045 0,105 0,120 0,135 о.юо 0,110 0,120 0,170 0,190 0,210
Допуски и посадки размеров свыше 500 мм
22i
8. СИСТЕМА ВАЛА. 3-й КЛАСС ТОЧНОСТИ
Посадки
(ПО ГОСТ 2689—54)
Интервалы номиналь- ных размеров в мм Обозначения полей допусков
С* 1 1 1 | ш,
Предельные отклонения отверстий в мм
" 1 "+ нЦ- »+ 1 н+ | в+ 1 н+ , 1 в+
Свыше 500 до 630 » 630 » 800 » 800 » 1000 0 0 0 0,140 0,150 0.170 0,120 0,130 0,150 0,260 0,280 0.320 0,190 0,210 0,240 0,330 0,360 0,410 0,280 0,300 0,350 0,420 0,450 0,520
9. СИСТЕМА ВАЛА 4-й КЛАСС ТОЧНОСТИ
Посадки
(по ГОСТ 2689—54)
Интервалы номиналь- Обозначения полей допусков
1 1 Л, I
ных размеров в мм Предельные отклонения отверстий в мм
н н-Ь 1 "+ 1 “+ | нЧ- в+ ! | Н-Г в+
Свыше 500 до 630 0 0,450 0,230 0,680 0,450 0.900 0,900 1,350
» 630 » 800 0 0,500 0,250 0,750 0,500 0,500 1,000 1,500
> 800 » 1000 0 0,550 0,280 0,830 0,550 1,100 1,100 1,650
» 1000 » 1250 0 0,600 0,300 0,900 0,600 1,200 1,200 1,800
> 1250 » 1600 0 0,650 0,330 0,980 0,650 1,300 1,300 1,950
» 1600 » 2000 0 0,750 0,380 1,130 0,750 1,500 1,500 2,250
» 2000 » 2500 0 0,900 0,450 1,350 0.900 1,800 1,800 2,700
ГЛАВА ВОСЬМАЯ
ОБРАБОТКА НАРУЖНЫХ ПОВЕРХНОСТЕЙ
I. ОБЩИЕ СВЕДЕНИЯ
1. ВЫБОР СПОСОБА ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ
Точность размера и чистота поверхности, обработанной на токарном
станке, зависят от многих условий: способа обработки этой поверхности,
состояния станка, материала детали, режима резания и т. д. При выборе
способа обработки данной поверхности, обеспечивающего точность ее раз-
меров и чистоту, можно пользоваться нижеприводимой таблицей
Точность размера и чистота наружной поверхности при токарной
обработке
Способ обработки Класс точности Класс чистоты
Точение полу чистовое 7-т-5 4н-5
» чистовое 5-7-2 5-7-7
» тонкое 2 7-7-8
Притирка чистовая 2 6-н9
ъ тонкая Отделка колеблющимися брусками 1 7-И1
(су перфиниширова ние) 1 Юн-13
Вальцевание З-т-2 Юн-11
Обтачивание торцов получистовое — 4н-5
Обтачивание торцов чистовое — 5н-6
2. ИЗМЕРЕНИЯ ПРИ ОБРАБОТКЕ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Выбор инструмента для измерения наружной поверхности в зависимости
от допуска на ее обработку можно производить пофиг. 133. Так например,
чтобы выбрать инструмент для измерения поверхности диаметром 50 мм,
обрабатываемой с допуском 0,03 мм, следует посмотреть, в каком поле
Общие сведения
223
(фиг. 133) пересекаются вертикальные и горизонтальные прямые, проходя-
щие через отметки 50 мм (шкала «Диаметр в мм») и 0,03 мм (шкала «Допуск
в мм»). В данном случае эта точка (Л) лежит в поле «Микрометр».
Для измерения поверхностей, допуск на обработку которых меньше
0,015 мм, необходимы более точные инструменты в сравнении с названными
на фиг. 133, а также измерительные приборы и машины.
Фиг. 133 может быть использована и при выборе инструментов для
измерения длин, ограниченных допуском.
3. ВЫБОР ФОРМЫ И РАЗМЕРОВ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Принятые в отечественном машиностроении формы центровых отвер-
стий показаны на фиг. 134. Форма по фиг. 134, а является наиболее распро-
страненной. Форма пофиг. 134, б с конусом 120°, предохраняющим основной
конус (60°) от забоин, применяется преимущественно для деталей, много-
кратно устанавливаемых на станок. Предохранительный конус, кроме
того, создает более удобное подрезание торца детали.
При выборе размеров центровых отверстий по нижеприводимой таблице
необходимо руководствоваться следующими правилами:
1) центровые отверстия должны иметь одинаковые размеры в обоих тор-
цах вала даже в том случае, если диаметры концевых шеек вала различны;
224
Обработка наружных поверхностей
2) если диаметры концевых шеек детали разные, то размеры центро-
вых отверстий берутся одинаковые по шейке меньшего диаметра. Так
например, если диаметр £>0 одной концевой шейки вала 10 мм,
а другой — 8 мм, то центровые отверстия должны быть приняты не
по четвертой, а по третьей строке таблицы;
Фиг. 134.
3) при легкой работе часто оказывается возможным принять размеры
центровых отверстий ближайшие меньшие к предусмотренным таблицей для
данного диаметра заготовки и, наоборот, при очень тяжелой работе — бли-
жайшие большие, не нарушая, конечно, правила, указанного в пункте 2.
Размеры центровых отверстий (фиг. 134) в мм
№ п/п Диаметр заготовки Размеры отверстия Наименьший диаметр кон- цевой шейки Do
D d L / а (при- близи- 1 тельно)
1 54-8 2,5 1,0 2,5 1,2 0,4 4,0
2 84-12 4,0 1,5 4,0 1,8 0,6 6,5
3 124-20 5,0 2,0 5,0 2,4 0,8 8,0
4 204-30 6,0 2,5 6,0 3,0 0,8 10,0
5 30-4-50 7,5 3,0 7,5 3,6 1,0 12,0
6 504-80 10,0 4,0 10,0 4,8 1,2 15,0
7 804-120 12,5 5,0 12,5 6,0 1,5 20,0
8 1204-180 15,0 6,0 15,0 7,2 1,8 25,0
9 1804-300 20,0 8,0 20,0 9,6 2,0 30,0
10 Свыше 300 30,0 12,0 30,0 14,0 2,5 42,0
Общие сведения
225
4. ОПРЕДЕЛЕНИЕ МАШИННОГО ВРЕМЕНИ ПРИ ПРОДОЛЬНОМ
ОБТАЧИВАНИИ
Машинное время при продольном обтачивании
Машинное время при продольном обтачивании (фиг. 135) определяется
по формуле
(15)
где Тм — машинное время в мнн.;
L — длина обрабатываемой
поверхности в мм\
I ~ Zj + /2 — величина врезания и пе-
ребега резца, определяе-
мая по нижеприведенной
таблице, в мм\
i — число проходов резца;
п — число оборотов детали
в минуту;
s — подача в мм/об.
Длина врезания и перебега проходного резца
£ * &а? Главный угол в плане 5? 20 £ * &а> Главный угол в плане а? а? 20
s® S к 45° 60° 75° <5 сз - X ® х X 45° | 1 60° 75° (V
*>х 1— СП Длина врезания в мм о (V к Xs е = ' СП Длина врезания в мм Пере1
0,5 0,5 0,3 0,1 1,0 7,0 7,0 4,0 1,9 2,0
1,0 1,0 0.6 0,3 1,0 8,0 8,0 4,6 2,1 3,0
1,5 1,5 0,9 0,4 1,5 9,0 9,0 5,2 2,4 3,0
2,0 2,0 1.2 0,6 1,5 10,0 10,0 5,8 2,7 3,0
2,5 2,5 1,4 0,7 1,5 н.о 11,0 6,4 2,9 3,0
3,0 3,0 1,7 0,8 2,0 12,0 12,0 6,9 3,2 3,0
4,0 4,0 2,3 1,1 2,0 13,0 13,0 7,6 3,5 3,0
5,0 5,0 2,9 1,3 2,0 14,0 14,0 8,1 3,8 3,0
6,0 6.0 3,5 1.6 2,0 15,0 15,0 8.7 4,0 3,0
Пример. Определить машинное время обработки поверхности длиной
200 мм, обрабатываемой за один проход, если деталь делает 100 об/мин.
при подаче 0,5 мм/об. глубине резания 5 мм и главном угле в плане резца
45 . 15
15 Оглпл
9ln
226
Обработка наружных поверхностей
В данном случае L = 200 мм, i = 1, п = 100 об/мин., s = 0,5 мм/об,
t = 5 мм и (р = 45°. Кроме того (по таблице, приведенной выше), в рас-
сматриваемом примере длина врезания равна 5 мм, а перебег резца 2 мм,
так что I = 4- /2 = 5+ 2 = 7 мм.
Поэтому по формуле (15)
~ (L + /).i (200 + 7)-1 ...
т“ = " 100 075 " = 4’14 мин*
II. ЧЕРНОВОЕ ОБТАЧИВАНИЕ НАРУЖНЫХ
ПОВЕРХНОСТЕЙ
1. ПРИПУСКИ ПРИ ЧЕРНОВОМ ОБТАЧИВАНИИ
НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Предварительные замечания
При изготовлении валов, осей и им подобных деталей заготовками служат
куски проката. Диаметр заготовки выбирается с учетом припуска согласно
нижеприводимой таблице, причем диаметр прутка выбирается по ГОСТ
по участку детали наибольшего диаметра. Если этот участок расположен
ближе к середине детали, то пруток берется по ГОСТ ближайшего большего
размера. При расположении этого участка у конца детали, диаметр заго-
товки может быть иногда снижен до меньшего стандартного размера прутка.
Припуски на черновое обтачивание деталей из проката в мм
на диаметр
Диаметр де- тали в мм Длина детали в мм
До 100 1004-400 400ч 800 8004-1200 12004-1600 16004-2000
618 з,о 3,5 4,0 — — —
18 4- 30 3,5 3,5 4,0 4,5 5,0 —-
30 ч- 50 4,0 4,5 5,0 5,5 6,0 7,0
50 ч- 80 4,0 4,5 5,5 6,0 6,5 7,0
80 ч- 120 5,5 6,0 7,0 7,5 8.5 9,0
120 ч- 200 6,0 7,0 7,5 8,5 9,0 10,0
Примечания:
1. При выделении чернового обтачивания в самостоятельную операцию
к припускам, указанным в таблице, следует прибавлять припуски иа чисто-
вое обтачивание (см. стр. 244).
2. Полученный диаметр заготовки округляется до ближайшего раз-
мера проката по ГОСТ.
Черновое обтачивание наружных поверхностей
227
2. ОБЩИЕ СВЕДЕНИЯ О РЕЗЦАХ ДЛЯ ЧЕРНОВОГО ОБТАЧИВАНИЯ
НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Выбор материала для проходных и подрезных резцов
Выбор материала резца для данных условий черновой обработки можно
производить на основе общих характеристик инструментальных материалов,
приведенных на стр. 75 и след.
При выборе материала резца для заданной обработки можно руковод-
ствоваться и данными нижеприводимой таблицы.
Материалы проходных и подрезных резцов
Обрабатывае- мый материал Вид и характер обработки Инструментальный материал
название | марка
Сталь угле- родистая и легированная и стальное литье Черновая обработка по корке при прерывистом резании и неравномер- ном припуске, а также после сварки и автогенной резки Т ве рдые сплавы Т5КЮ
Черновая обработка пр корке при относительно равномерном припуске или без корки и ударов TI4K8 TI5K6 TI5K6T
Получистовая обработка в условиях жесткой системы СНИД Минералоке- рамический сплав ЦМ332
Черновая обработка при невозмож- ности (по технологическим ограниче- ниям) использования свойств твердо- го сплава Быстрорежу- щая сталь Р18
Чугуи серый и кодкий Черновая обработка по корке, при прерывистом резании и неравномер- ном припуске Твердый сплав BKS
Черновая обработка по корке, при непрерывном резании В Кб
Получистовая обработка в условиях жесткой системы СПИД Минерало- керамический сплав ЦМ332
Цветные сплавы Черновая обработка Быстрорежу- щая сталь Р18
228
Обработка наружных поверхностей
Углы и другие элементы проходных и подрезных резцов
Данные для выбора формы передней поверхности, углов и других эле-
ментов резцов, используемых при черновой обработке различных материа-
лов. приведены в главе третьей Справочника
Для твердосплавных резцов эти данные приведены на стр. 79—85,
для минералокерамических — на стр. 102 и след, и для быстрорежущих —
на стр. 108 н след.
3. УСТАНОВКА РЕЗЦА
В ЗАВИСИМОСТИ ОТ ХАРАКТЕРА РАБОТЫ
Передний и задний углы резца в процессе резания равны полученных!
при заточке лишь при условии, если вершина резца установлена на высоте
центровой линии станка, или, как говорят, на высоте центра. При других
установках резца углы его в процессе резания отличны от углов, получен-
ных при заточке, что отражается на результатах его работы.
Общие правила установки резцов, учитывающие условия его работы,
указаны в нижеприводимой таблице.
Установка резца при черновом обтачивании
5- становка резца Изменение углов резца Влияние изменения углов резца на процесс резания Правило
Резец уста но лен выше цент в- 'ра 7 увеличи- вается 8 умень шается а умень- шается Условия резания улучшаются, так как прн увеличении 7 уменьшается степень деформации стружки. Уменьшение а может увеличить до недопус- тимых пределов трение задней поверхности рез- ца об обработанную по верхность В общем случае резец устанавли- вается выше центра. Прн обдирке длин ных и тонких дета- лей резец необходи- мо устанавливать на высоте центра во избежание заедания его вследствие пру- жинения детали.При обдирке очень твер-
Резец устанс лен ниже цеи1 )В- гра 7 умень шается 5 увеличи- вается а увеличн вается Условия резания ухудшаются (см. вы- ше). Увеличение а не улучшает процесса от- деления стружки дых материалов (т. е. при больших силах резания) ре- зец следует уста- навливать ниже центра во избежа- ние втягивания рез- ца вследствие про- гиба его под дейст- вием силы резания
ЙрТЙ IfQ
Проходные, подрезные и комбинированные резцы
229
III. ПРОХОДНЫЕ, ПОДРЕЗНЫЕ И КОМБИНИРОВАННЫЕ
РЕЗЦЫ ТОКАРЕЙ-НОВАТОРОВ
1. ПРОХОДНЫЕ РЕЗЦЫ
Одновременно с проходными резцами стандартизованных и нормали-
зованных конструкций, форма и геометрия которых приведены выше,
находят широкое применение резцы указанного типа, предложенные тока-
рями-новаторами.
Краткие описания нескольких таких резцов приводятся ниже.
Проходной резец конструкции В. К. Семинского
Проходной резец
В. К. Семинского предназна-
чен для обработки ступенча-
тых валов. Он особенно при-
годен для обтачивания валов
указанного типа, осущест-
вляемого при помощи при-
способления, предложенного
В. К. Семинским и рассмот-
ренного выше (стр. 140).
Особенностью этого рез-
ца является сравнительно
большой угол в плане и кри-
волинейная форма его перед-
ней поверхности, обеспечи-
вающие благоприятные усло-
вия резания.
230
Обработка наружных поверхностей
Проходной резец конструкции К- В. Лакура
Проходной резец
К. В. Лакура обладает
повышенной вибро-
устойчивостью, кото-
рая достигается тем,
что главная режущая
кромка резца располо-
жена в одной плоско-
сти с нейтральной осью
резца. Подробнее о
такой конструкции
резцов см. стр. 187.
Проходной резец конструкции А. Я. Потапова
Проходной резец кон-
струкции А. Я. Потапова
успешно используется в ус-
ловиях ударной прерывис-
той нагрузки, что обеспе-
чивается положительным
углом наклона главной ре-
жущей кромки, равным 6°.
Передний угол принят отри-
цательным — 3°. Увеличе-
ние стойкости и прочности
резца достигается следую-
щими особенностями его
геометрии: вдоль главной
режущей кромки введена
фаска с отрицательным уг-
лом — 5° и фаска у верши-
ны — шириной 2 мм с углом
в плане 15°.
Проходные, подрезные и комбинированные резцы
231
2. ПОДРЕЗНЫЕ РЕЗЦЫ
Опыт токарен-новаторов показывает, что во многих случаях практики,
особенно при чистовой обработке деталей с уступами, с большим успехом
вместо проходных резцов используются резцы типа подрезных. Несколько
конструкций таких резцов, предложенных токарями-новаторами, приво-
дятся ниже.
Подрезной резец конструкции Г. С. Борткевича
Передний угол этого резца, равный 8 -н 10°, получается фрезерова-
нием под соответствующим углом наклона опорной площадки гнезда
для пластинки. По передней поверхности резца затачивается фаска ши-
риной 1,5 мм с отрицательным углом, равным — 2°. Угол наклона
главной режущей кромки — положительный, равный 2°. Вершина резца
закруглена радиусом 0,5 мм. Вспомогательный угол в плане равен 8°.
Задние углы, главный и вспомогательный, — двойные; 6 и 8а.
При работе такого резца на фаске его появляется лунка, обра-
зующая ленточку, ширина которой в процессе работы постепенно умень-
шается. Наибольшая стойкость резца получается при ширине ленточки,
равной (0,8 ч- l,5)s, где s — подача вмм/об. Как только ширина лен-
точки становится меньше 0,8s, дальнейшее уменьшение ее ширины
происходит быстро и резец сгорает. Во избежание этого ширину ленточ-
ки восстанавливают оселком (карборунд зеленый, зернистость 400), не
снимая резца, причем оселок плотно прижимается к фаске. Этим обеспе-
чивается сохранение угла — 2°, полученного при заточке резца.
232
Обработка наружных поверхностей
Подрезной резец конструкции И. Е. Гхоры
Резец «этот со стержнем круглого сечения устанавливается в рез-
цовой головке на призме и может работать как правый, а после пово-
рота на 90° — как левый подрезной.
3. КОМБИНИРОВАННЫЕ РЕЗЦЫ
Повышение производительности при обработке деталей с уступами,
фасками, канавками сложной формы и т. п. достигается, в частности,
применением комбинированных резцов. Примеры таких резцов, предложен-
ных токарями-новаторами, приводятся ниже.
Примеры применения комбинированных резцов
Резцом, показанным на фиг. а, производится чистовое обтачивание
ступени вала и уступа с галтелью в месте сопряжения этой ступени
с соседней; резец, изображенный на фиг. б используется для обработки
торца валика и обтачивания фаски; резец, представленный на фиг. в,
заменяет два резца — отрезной и фасонный для обработки фасонной
поверхности детали.
Режимы резания при черновом обтачивании
233
Пример применения сложного комбинированного резца
Сложный комбинированный резец, предложенный П. Г. Креузо-
вым, используется для последовательной обработки боковой поверхно-
сти А детали (фиг. а), ее торцовых поверхностей В и С (фиг. б)
и снятия четырех фасок (фиг. в). Канавка Д обрабатывается дру-
гим резцом.
IV. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ОБТАЧИВАНИИ
1. ПРЕДВАРИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
Пользуясь нижеприводимыми таблицами скоростей резания, необхо-
димо иметь в виду, что указанные в них значения скоростей относятся
к определенным условиям работы и стойкости резца.
Поэтому при выборе скорости резания для заданных условий работы
следует табличные данные умножать на поправочные коэффициенты, при-
веденные в особой таблице или под соответствующей таблицей скоростей
резания.
Пример. Какая должна быть скорость резания при черновом обтачивании
Детали из углеродистой стали овр — 60 кгс/мм2 при глубине резания 8 мм
и подаче 1,2 мм!об резцом из твердого сплава марки Т5К10 при > 0.
234
Обработка наружных поверхностей
Заготовка — прокат без корки. Стойкость резца 90 мин., главный угол
в плане 45°.
По таблице на стр. 235 находим, что указанной глубине резания 8 мм
и подаче 1,2 мм/об соответствует скорость резания 105 м/мин.
По таблице на стр. 235 и 236 находим, что в данном случае: = 0,92;
/С2 = 1,35; К3 = 1,00; = 0,65; = 1,00.
Поэтому при указанном в примере условии
v =
= 105 0,92-1,35-1,00 х 0,65-1,00 « 85 м/мин.
Данные нижеприведенных таблиц, относящиеся к подачам, заимство-
ваны из книги «Нормативы режимов резания», а относящиеся к скоростям
резания подсчитаны по формулам, приведенным в той же книге.
2. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ОБТАЧИВАНИИ СТАЛИ
ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ БЕЗ ДОПОЛНИТЕЛЬНОЙ
РЕЖУЩЕЙ КРОМКИ (при Tl> 0)
Подачи (в мм/об) при черновом обтачивании стали твердосплавными резцами
при ?, > 0
Размеры стержня g § ч Глубина резания в мм до
резца в мм сз w » Л Ф 5? 4 аз 3 5 8 12
16x25 40 60 100 400 0,4 ч- 0,5 0,5 ч- 0,7 0,6 ч- 0,9 0,8 ч- 1,2 0,3 ч- 0,4 0,4 ч- 0,6 0,5 ч- 0,7 0,7 ч- 1,0 0,3 ч- 0,5 0,5 ч- 0,6 0,6 ч-0,8 0,4 ч- 0,5 0,5 ч- 0,6
20x30 25x25 40 60 100 600 0,4 + 0,5 0,6 ч- 0,7 0,8 ч- 1,0 1,2 ч- 1,4 0,3 ч- 0,4 0,5 ч- 0,7 0,7 ч- 0,9 1,0 ч- 1,2 0,4 ч- 0,6 0,5 ч- 0,7 0,8 ч- 1,0 0,4 ч- 0,7 0,6 ч- 0,9
25x40 и более 60 100 и бо- лее 0,6 ч- 0,9 0,8 ч- 1,2 0,5 ч- 0,8 0,7 ч- 1,1 0,4 ч-0,7 0,6 ч- 0,9 0,5 ч- 0,8
При: работе с м е ч а и и е. При обработке прерывистых пове ударами табличные значения подач умножать иа рхностей и 0,75 4- 0,85.
Режимы резания при черновом обтачивании
235
Скорости резания (в м/мин) при черновом обтачивании углеродистой,
хромистой, хромоникелевой сталей и стального литья твердосплавными
резцами марки Т15К6 при > О
Глубина резани я в мм Подача в мм!об
0,3 0,5 0,6 0,8 1,0 1,2 1,5
3 198 166 157 140 127 —— —
4 190 160 150 134 122 117 —
6 178 150 141 126 113 112 98
8 — 144 131 121 ПО 105 94
10 — — 127 117 106 100 90
12 — — — 113 103 98 88
Примечание. Поправочные коэффициенты см. ниже.
Поправочные коэффициенты к таблицам скоростей резания
твердосплавными резцами
Стойкость резца Обработка стали и чугуна резцом <₽1 > 0 т мин 30 45 60 90 120 180
Kt 1,15 1,06 1,00 0,92 0,87 0,80
Обработка стали резцом <₽1 = 0 Т мин 20 30 45 60 75 90
Kt 1,16 1,08 1,00 0,95 0,91 0,88
Обработка чугуна резцом ?i—0 Т мин 20 30 45 60 75 । 90
Kt 1,12 1,00 0,89 0,83 0,78 | 0,74
Обраба- тываемый материал Сталь ав кгс/мм1 404-50 50-«-60 604-70 704-80 804-90 904-100
Kt 1,65 1,35 1,15 1,00 0,88 0,75
Чугун НВ 120-140 1404-160 1604-180 1804-200 2004-220 2204-250
Кг 1,60 1,34 1,15 1,00 0,88 | 0,77
236
Обработка наружных поверхностей
П родолжение
Обрабатываемая поверхность Состоя- ние Без корки С коркой С загрязнен- ной поверх- ностью
Кз 1,00 0,804-0,85 0,504-0.60
Материал резца Обработка стали Марка Т30К4 Т15К6Т Т15К6 Т14К8 Т5КЮ
К, 1 1,40 1,15 1,00 0,80 | 0,65
Обработка чугуна Марка ВК2 вкз В Кб ВК8
К. | 1,20 1,15 1,00 0,83
Главный угол в плане резца Обработка стали <₽ 30° 45° 60° 75° 90°
1,13 1,00 0,92 0,86 0,81
Обработка чугуна <₽ 30° 45° 60° 75* 90°
к. 1,20 1,00 0,88 0,83 | 0,79
3. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ОБТАЧИВАНИИ СТАЛИ
ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ С ДОПОЛНИТЕЛЬНОЙ РЕЖУЩЕЙ
КРОМКОЙ (при = 0)
Подачи (в мм/об) при черновом обтачивании стали твердосплавными резцами
при = 0
Размеры стержня резца в мм* Диаметр де- тали в мм до Главный угол в плане
ф = 45° । | ф = 90°
Глубина резания в мм до
3 1 5 1 1 3 1 5
16x25 40 60 100 и бо- лее ОО 4Х О + + Ю — — о сл ьо 1,0 1,2 1,3 ч- 1,5 1,0 ч- 1,2 1,2 ч- 1,4 1,2 ч- 1,6 1,0 ч- 1,2 1,0 ч- 1,4
20x30 25x25 40 60 100 н бо- лее 1,0 ч- 1,2 1,4 + 1,5 1,8 -г- 2,5 1,0 ч- 1,2 1,4 -г- 2,0 1,0 ч- 1,2 1,2 ч- 1,4 1,2 ч- 1,8 1,0 -i- 1,2 1,0 1,4
25x40 и бо- лее 60 ; 100 и бо- лее । I 1,4 ч- 1,8 2,0 ч- 3,0 1,2 ч- 1,6 1,6 ч- 2,5 1,0 ч- 1,4 1.2 ч- 2,0 0,8 -г- 1,2 1,0 S- 1,5
Режимы резания при черновом обтачивании
237
Скорости резаиия (в м/мин) при черновом обтачивании углеродистой,
хромистой, хромоникелевой сталей и стального литья
твердосплавными резцами марки Т15К6 при = О
Глубина резания в мм Подача в MMjoO
1,0 1.5 2,0 2,5 3,0
3 125 111 101 95 90
4 120 106 97 91 80
5 116 103 94 88 —
Примечание. Поправочные коэффициенты см. стр. 235.
4. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ОБТАЧИВАНИИ СЕРОГО
ЧУГУНА ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ БЕЗ ДОПОЛНИТЕЛЬНОЙ
РЕЖУЩЕЙ КРОМКИ (при Т1 > 0)
Подачн (в мм/об) при черновом обтачивании серого чугуна твердосплавными
резцами при > 0
Размеры стержня резца в ммг Диаметр детали в мм до Глубина резания в мм до
3 5 8 12
40 0,4 4- 0,5 — — —
60 0,6 4- 0,8 0,5 4- 0,8 0,4 4- 0,6 —
16x25 100 0,8 н- 1,2 0.7 4- 1,2 0,6 4-0,8 0,5 4- 0,7
400 1,0 -и 1,4 1,0 4- 1,2 1,8 4- 1,0 0,6 4- 0,8
40 0,4 4- 0,5 — — —
20x30 60 0,6 4- 0,9 0,5 4- 0,8 0,4 4- 0,7 —
25x25 100 0,9 4- 1,3 0,8 4- 1,2 0,7 4- 1,0 0,5 ч- 0.8
600 1,2 4- 1,8 1,2 4- 1,6 1,0 4- 1,3 0.9 ч- 1,0
ОКху ли 60 0,6 -г- 0,8 0,5 ч- 0,8 0,4 ч- 0,7 —
100 1,0 ч- 1,4 0,9 ч- 1.2 0,8 ч- 1.0 0,6 4- 0,9
П р и 1 м е ч а н | и е. При обработке прерывистых поверхностей
и работе с ударами табличные значения подач умножать на 0,75 4 0,85.
238
Обработка наружных поверхностей
Скорости резания (в м/мин) при черновом обтачивании серого чугуна
твердосплавными резцами марки ВК6 при <pj > О
Глубина резания в мм Подача в мм/оЬ
о.з 0,5 0,6 0,8 1,0 1,2 1,5
3 138 121 111 100 91
4 132 115 107 95 87 80 —
6 124 109 100 89 82 76 82
8 — 104 96 86 78 73 78
10 — — 93 83 76 70 76
12 — — — 80 74 68 73
Примечали е. Поправочные коэффициенты см. стр. 235.
5. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ОБТАЧИВАНИИ СЕРОГО
ЧУГУНА ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ С ДОПОЛНИТЕЛЬНОЙ
РЕЖУЩЕЙ КРОМКОЙ (при Т| = 0)
Подачи (в мм/об) при черновом обтачивании серого чугуна твердосплавными
резцами при <f>] = 0
Размеры стержня резца в мм Диаметр детали в мм до Главный угол резца в плане
<р = 45’ | ф = 90°
Глубина резания в мм до
3 1 5 3 5
16x25 40 60 100 и бо- лее 1,0 + 1,4 1,5 + 1,8 2,0 2,4 СП О •I- -1- 1 ю — о 4^ 1,0 -т- 1,2 1,2 1,5 1,5 4-2,0 1,0 ч- 1,2 1,0 ч- 1,4
20x30 25x25 40 60 100 и бо- лее - - О СП о •I- -1- + JS3 — — ОО ОО 4Х - о» 1 + °. “°. 1,0 -+ 1,2 1,2 ч- 1,5 1,5 -т-2,2 CM in 1 + + о см
25x40 и бо- лее 60 100 и бо- лее 1,5 ч- 2,0 2,0 ч- 3,5 1.2 ч- 1,5 1,63,0 1,3 -н 1,6 1,5-т-2,5 1,0 ч- 1,2 1,2 ч- 1,5
Режимы резания при черновом обтачивании
239
Скорости резания (в м/мин) при черновом обтачивании серого
чугуна твердосплавными резцами марки ВК6 при ~ О
Глубина резания в мм Подача в мм/об
1,0 1,5 2,0 2,5 з.о
3 100 86 76 69 64
4 94 80 71 65 61
5 91 78 68 63 —
П р н м е 1 ч а н не. Поправочные коэффициенты см. стр. 235.
6. РЕЖИМЫ РЕЗАНИЯ ПРИ ОБТАЧИВАНИИ СТАЛИ И ЧУГУНА
МИНЕРАЛОКЕРАМИЧЕСКИМИ РЕЗЦАМИ
Подачи (в мм/об) при черновом обтачивании стали и чугуна
минералокерамическими резцами
Обрабатываемый материал Главный угол резца в плане в град. Глубина резания в мм
назва- ние механические свойства 2 4 7
Сталь (Увр< 75\'гс/д<л<2 30—45 60 90 0,4 + 0,7 0,3 - 0,6 0,2 0,4 0,3 - 0,6 0,3 - 0,5 0,2 -4- 0,3 0,3 -н 0,5 0,2 -х- 0,4 0,1 -н 0,3
вер > 75 кгс/мм2 30—45 60 90 0,4 - 0,6 0,2 — 0,4 0,1 — 0,3 0,3 0,5 0,1 -5- 0,3 0,1 -г- 0,5 0,2 — 0,4 0,1 - 0,3 0,1 - 0,2
Чу. Гун НВ < 200 30—45 60 90 0,5 — 0,9 0,5 - 0,8 0,3 0,6 0,4 - 0,7 0,3 — 0,6 0,2 — 0,5 0,3 -н 0,6 0,3 -i- 0,5 0,2 -е 0,4
НВ > 200 30—45 60 90 0,4 — 0,7 0,4 — 0,6 0,3 -4-0,5 0,3 - 0,6 0,3 - 0,5 0,2 — 0,4 0,2 -г- 0,5 0,2 -t- 0,4 0,1 <-0,3
240
Обработка наружных поверхностей
Скорости резания (в м/мин) при обтачивании конструкционных
углеродистых и легированных сталей минералокера ми чес к ими резцами
Глубина резания В ЛЬЧ Подача в мм/об
0,16 | 0,22 I 0,30 0,70
1,1 2,0 488 434 385 ——
434 385 342 304
4,0 385 342 304 287
до 7,0 323 304 287 270
Поправочные коэффициенты
Стойкость резца Обработка углеродистых сталей Г I мин I 15 | 30 60 1 1 90 1 1 120 1 | 180
к, | 1,39 | 1,18 1,00 1 °-91 1 0,85 | 0,77
Обработка легированных сталей мин 15 | 30 60 1 90 | 120 180
к» 1,51 | 1,23 1,00 0,88 0,81 0,72
Предел прочности на растяжение обрабаты- ваемой стали авр 494-55| 564-61 624-69 70-Г-79 804-89 904-100
7^2 1,25 | 1,10 1,00 0,90 0,80 0,70
Главный угол резца в плане Ф 45° 60° 90°
Кз 1,00 0,80 | 0,70
Скорости резания (в м/мин) при обтачивании серого чугуна
минералокерамическими резцами
Подача в мм(об
резания в мм 0,14 0,25 0,45 0,70
1.2 434 385 343 —
2,2 385 343 304 270
4,0 343 304 270 243
7,0 — 270 240 210
Поправочные коэффициенты
Стойкость резца Т мин 30 60 | 90 120 180
Kt 1,35 1,00 0,84 0,74 0,62
Твердость обрабатываемого чугуна НВ 1514-165 1664-181| 1824-199 2004-219 2204-240
*2 1,25 | 1.Ю 1,0 0,90 | 0,80
Обрабатываемая поверх- ность Состояние Без корки С коркой
Кз 1,0 0,8
Главный угол в плайе резца Ф | 45° | 60° | 90°
*4 | 1,00 j 0,70 | 0,60
Режимы резания при черновом обтачивании
241
7. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ОБТАЧИВАНИИ СТАЛИ
БЫСТРОРЕЖУЩИМИ РЕЗЦАМИ
Подачи (в мм/об) при черновом обтачивании стали
быстрорежущими резцами
Размеры сечения резца в мм2 Диаметр детали в мм до Глубина резания в мм до
3 5 8
20 0,3 ч- 0,4 —
40 0,4 — 0,6 — —
16x25 60 0,6 - 0,8 0,5 ч- 0,7 0,4 ч- 0,6
100 0,7 ч- 1,0 0,6 ч- 0,9 0,6 ч- 0,8
400 1,0 ч- 1,3 0,9 ч- 1,1 0,8 ч- 1,0
20 0,3 -г- 0,4 —
20x30 40 0,4 ч-0,5 — —
25x25 60 0,7 4- 0,8 0,6 ч- 0,8 —
100 0,9 ч- 1,1 0,8 ч- 1,0 0,7 ч- 0,9
600 1,2 4- 1,4 1,1 ч- 1,4 1,0ч- 1,2
П р и м е ч а н и е. При обработке л рерывистой поверхности
и работе с ударами табличные значения подач умножать на 0,75 — 0,85.
Скорости резания (в м/мин) при черновом обтачивании конструкционной
углеродистой стали быстрорежущими резцами
марки Р18
Глубина резания в мм Подача в мм/об
0,3 0,5 0,6 0.8 1.0 1.2 1,5
3 56 40 36 30 26 __ —
4 52 38 33 28 24 21 —
6 47 34 30 25 21 19 16
8 — 31 28 23 20 18 15
10 — — 26 22 19 17 14
12 — — — 21 18 16 14
Примечание. Поправочные коэффициенты см. стр. 242.
242
Обработка наружных поверхностей
Поправочные коэффициенты к таблицам скоростей резания
быстрорежущими резцами при обработке сталей
Стойкость резца Т мин 30 45 1 60 90 120 180
Ki 0,09 0.04 | 1,00 0,95 0,92 0,87
I Обрабатываемые материалы Стали углеродис- тые (угле- род <0,6%) °вР 2 в кгс/мм.2 38-г44| 45-51 524-59 604-70 714-80 814-93 944107 1084120
к2 2,22 2,20 1,67 1,28 1,00 0,77 0.59 0,46
Стали хромони- келевые в кгс/мм- 38444 454-51 524-59 604-70 714-80 81493 944107 1084125
К, 2.07 1.75 1.40 !,Н 0,9Э 0,72 0,57 0,46
Стали хромис- тые, хро- моникеле- вые, воль- фрамовые авр в кгс/мм2 384-44 454-51 524-59 604-70 714-80 81493 944107 1084125
Ki 2.19 1,74 1,34 1.02 0,80 0,62 0,47 0,37
Стали хромомар- ганцевые, хромо- кремнис- тые и близкие к ним °вР 2 в кгс/мм2 384-44 454-51 524-59 604-70 714-80 81493 944107 1084125
Кг 1,66 1,36 | 1.06 1 0,86 0,70 0,56 0.44 0,36
Обрабатывае- мая поверх- ность Состояние Без корки С коркой
Кг Прокат или поковка 1,00 Прокат 0,90 Поковка 0.80
Материал резца "Марка стали PI8 Р9
Кд 1,00 1,00 (при качественной термообработке)
Главный угол резца в плане <₽ 30° 45° | 60° 75° 90°
Кг 1,26 1,00 | 0.84 0,74 0,66
Радиус при вершине резца г 1 2 3 5
Кг 0,94 1,00 1,03 1,13
Охлаждение К, С охлаждением Без охлаждения
1,00 0,80
Режимы резания при черновом обтачивании
243
8. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ОБТАЧИВАНИИ
МЕДНЫХ СПЛАВОВ БЫСТРОРЕЖУЩИМИ РЕЗЦАМИ
Подачи (в мм/об) и скорости резания (в м/мин) при черновом
обтачивании медных сплавов быстрорежущими резцами
Глубина резания в мм Подачи в мм/об
0,3 0,5 0,6 0,8 1.0 1.2
3 100 78 71 61 55 —
4 97 75 69 59 53 49
6 — — 65 57 50 46
Примечание, Поправочные коэффициенты см. ниже.
Поправочные коэффициенты к таблицам скоростей резания
быстрорежущими резцами при обработке медных сплавов
Стойкость резца Тмин | 1 30 60 90 120 150
/<! 1,16 1,00 0,91 0,84 0,80
Обрабатываемый НВ 150-г-200 100-5-140 70-5-90 60-J-90 60-г-80
материал 0,7 1,0 1,7 2,0 4,0
Обрабатываемая Состоя- ние Без корки С коркой
поверхность к3 1,0 0,9 J
9. ОХЛАЖДЕНИЕ ПРИ ЧЕРНОВОМ ОБТАЧИВАНИИ
В нижеприводимой таблице указаны смазочно-охлаждающие жидкости,
применяемые при черновом обтачивании наружных поверхностей.
Составы жидкостей, приведенных в таблице, см. на стр. 61.
Смазочно-охлаждающие жидкости, применяемые при черновом обтачивании
наружных поверхностей
Обрабатываемый материал Смазочно-охлаждающие жидкости
Сталь углеродистая конструк- ционная и инструментальная. Сталь легированная 1. Эмульсия I И IV 2. Водный раствор тринат- рийфосфата 3. Водный раствор соды
Стальное литье Эмульсия I и IV
244
Обработка наружных поверхностей
Продолжение
Обрабатываемый материал Смазочно-охлаждающие жидкости
Ч\гун серый 1. Без охлаждения 2. Эмульсия I и IV 3. Водный раствор тринат- рийфосфата 4. Водный раствор соды
Чугун ковкий 1. Без охлаждения 2. Эмульсия I и IV
Бронза, латунь, медь, силу- мин 1. Без охлаждения 2. Эмульсия I
Алюминий 1. Без охлаждения 2. Эмульсия I 3. Керосин
V. ЧИСТОВОЕ ОБТАЧИВАНИЕ НАРУЖНЫХ
ПОВЕРХНОСТЕЙ
1. ПРИПУСКИ НА ДИАМЕТР ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ
Припуски на чистовое обтачивание деталей, изготовляемых из проката
Припуск на чистовое обтачивание назначается в зависимости от диаметра
и длины детали. При чистовом обтачивании детали с уступами припуск
выбирается по отношению к общей длине детали. Припуски на диаметр
на чистовое обтачивание, выполняемое после черновой обработки детали,
указаны в нижеприводимой таблице.
Диаметр детали в мм Длина детали в мм
До 100 1004-400 4004-800 8004-1200 12004-1600 16004-2000
6-5-18 1,2 1,5 1,5 — — —
18-?- 30 1,5 1,5 2,0 2,0 2,5 —
30 н- 50 1,5 1,5 2,0 2,0 2,5 3,0
50 ~ 80 2,0 2,0 2,0 2,5 3,0 3,0
80 и- 120 2,0 2,0 2,5 2,5 3,0 3,5
120 ч- 200 2,0 2,5 2,5 3,0 3,0 3,5
Чистовое обтачивание наружных поверхностей
245
Припуски на обтачивание торцовых поверхностей и уступов
Припуски на черновое обтачивание торцовых поверхностей отливок
и поковок выбираются в зависимости от многих условий (размеры детали,
Фиг 136
метод формовки отливки и т. д.) и колеблются в широких пределах. При-
пуски на чистовое обтачивание торцовых поверхностей и уступов (а на
фиг. 136) указаны в нижеприводимой таблице.
Припуски иа чистовое обтачивание торцов и уступов
Диаметр обрабаты- ваемой детали в мм Общая длина обрабатываемой детали в мм
До 18 184-50 504-120 1204-260 2604-500 Свыше 500
До 30 0,4 0,5 0,7 0,8 1,0 1,2
30 -7- 50 0,5 0,6 0,7 0,8 1.0 1,2
50 ч- 120 0,6 0,7 0,8 1,0 1,2 1.3
120 -г- 260 0,7 0,8 1,0 1,0 1,2 1.4
260 ч- 350 0,8 0,9 1,0 1,2 1,4 1.5
Допуск на длину —0,2 —0,3 —0,4 —0,5 -0,6 —0,8
Припуски на шлифование
Припуски на шлифование сырых валов выбираются в зависимости от их
диаметра и длины. Если вал поступает на шлифование после закалки, то.
кроме тех же условий, учитывается возможная в процессе закалки дефор-
мация вала. Допуски на припуск в том и другом случае принимаются
по посадке С4.
246
Обработка наружных поверхностей
Припуски на диаметр при обтачивании под центровое шлифование
сырых валов в мм
Диаметр вала в мм Длина вала в мм Допуск по В4
До 100 1004-250 2504-500 5004-800 8004-1200
До 10 0,2 0,3 0,3 0,4 -0,10
10 - 18 0,3 0,3 0,4 0,4 0,5 -0,12
18 -ь 30 0,3 0,3 0,4 0,5 0,6 -0,14
30 -4- 50 0,4 0,4 0,5 0,5 0,6 -0,17
50 -- 80 0,4 0,4 0,5 0,6 0,7 -0,20
80 ч- 120 0,5 0,5 0,6 0,6 0,7 -0,23
120 - 180 0,5 0,6 0,6 0,6 0,7 -0,26
180 -т- 260 0,5 0,6 0,6 0,7 0,8 -0,30
Примечание. Припуск иа шлифование закаливаемых валов
длиной до 100 мм принимается таким же, как и при сырых валах. При
большой длине закаливаемого вала припуск иа его шлифование берется
иа 0,1 мм больше припуска, определяемого для сырого вала такого же
размера.
Формы канавок для выхода шлифовального круга показаны на фиг. 137,
а размеры — в нижеприводимой таблице.
Диаметр шейки d Ширина канавки b Глубина каиавки а под шлифовку Радиус закругления г
сырого вала термически обрабатываемого вала
До 50 3 0,25 0,25 ч-0,50 0,4
Свыше 50 5 0,50 0,5ч-1,0 0,8
Чистовое обтачивание наружных поверхностей
247
На одной детали все канавки каждого типа следует делать по возмож-
ности одинаковой ширины. На термически обрабатываемых деталях глубина
канавки выбирается с учетом ожидаемого коробления в зависимости от мате-
риала, длины и конфигурации детали.
2. РЕЗЦЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ЧИСТОВОГО ОБТАЧИВАНИЯ
НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Выбор материала для чистовых резцов
Выбор материала резца для данных условий чистовой обработки можно
производить на основе общих характеристик инструментальных материа-
лов, приведенных на стр. 75 и след.
При выборе материала резца для заданной обработки можно руковод-
ствоваться и данными нижеприводимой таблицы.
Материал чистовых резцов
Обрабатываемый материал Вид и характер обработки Инструментальный материал
название марка
Стали углероди- стые и легированные и стальное литье Чистовая обработка Твердый сплав Т14К8 Т15К6 Т15К6Т Т30К4 Т60К6
Чистовая обработка в условиях жесткой систе- мы СПИД Минералокера- мический сплав ЦМ332
Чугун серый и ковкий Чистовая обработка Твердый сплав ВК6 ВК2 В КЗ
Чистовая обработка в условиях жесткой системы СПИД Мииералокера- мический сплав ЦМ332
Выбор углов и других элементов чистовых резцов
Данные для выбора формы передней поверхности, углов и других эле-
ментов резцов, используемых для чистового обтачивания, приведены в главе
третьей Справочника.
Для твердосплавных резцов эти данные приведены на стр. 79—85; для
минералокерамических — на стр. 102 и след.; для быстрорежущих —
на стр. 108 и след.
248
Обработка наружных поверхностей
Установка резца при чистовом обтачивании
Установка резца Изменение углов резца Влияние изменения углов резца на процесс резания Правило
Резец установлен вы- ше центра Углы у, б и а изменяются так же, как и при черно- вом обтачи- вании (см. стр. 228). Уменьшение силы ре- зания, получающееся при установке резца выше центра, в данном случае несущественно ввиду небольших раз- меров снимаемой струж- ки. Явление втягива- ния резца, установлен- ного выше центра, в обрабатываемое изделие сопровождается вибра- цией резца, вследствие чего обрабатываемая поверхность получается негладкой Резец следует устанавливать на высоте центра или даже немного ниже его, но ни в косм случае не выше центра
Резец установлен на высоте центра При установке резца на высоте центра он отходит от обрабатывае- мой поверхности, н втя- гивания не происходит
3. ЧИСТОВЫЕ РЕЗЦЫ ТО КАРЕЙ-НО В АТОРО В
Резец для получистого и чистового обтачивания конструкции В. Я Карасева
Для упрощения
установки широкого
чистового резца (см.
стр. 252) В. Я. Ка-
расев предложил про-
изводить заточку до-
полнительной режу-
щей кромки по ра-
диусу 7?—80-=-95 мм,
а переходной кромки
по радиусу 4 мм.
Режимы резания при чистовом обтачивании
249
Широкий чистовой резец конструкции Г. А. Брей к и на
Резец, предложенный
Г. А. Брейкиным, имеет
передний угол в пределах
15-н20°. Угол 15° должен
иметь резец, предназначен-
ный для обработки относи-
тельно жестких деталей. При
обработке менее жестких
деталей передний угол резца
принимается 20°. Ширина
режущей кромки должна
быть равна примерно 1,5s,
где s — подача в мм!об.
VI. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ
1. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ СТАЛИ
ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ БЕЗ ДОПОЛНИТЕЛЬНОЙ
РЕЖУЩЕЙ КРОМКИ (при > 0)
Подачи (в мм!сб) в зависимости от требуемой чистоты поверхности
при чистовом обтачивании стали твердосплавными резцами при > О
Класс чистоты Вспомога- тельный угол рез- ца в плане в град. Диапазон скоростей резания в м/мин. Радиус при вершине резца
0,5 1,0 2,0
V5 5 <50 50 -- 100 >100 0,22 0,30 0,28 -t- 0,35 0,35 4- 0,40 0,25 4- 0,35 0,35 4- 0,40 0,40 4- 0,55 0,30 4- 0,45 0,40 4- 0,55 0,50 -=- 0,60
10 -=- 15 <50 50 100 >100 0,18 ч-0,25 0,25 + 0,30 0,30 4- 0,35 0,25 0,30 0,30 н- 0,35 0,35 н- 0,40 0,30 4- 0,40 0,35 4- 0,50 0,50 4- 0,55
V6 >5 30 50 50 -V- 80 80 + 100 100 4- 130 >130 1 1 1 1 1 0,11 4- 0,15 0,14 4-0,20 0,16 4- 0,25 0,20 4- 0,30 0,25 4- 0.30 0,14 4- 0,22 0,17 4-0,25 0,23 4- 0,35 0,25 ч- 0,39 0,35 4- 0,39
250
Обработка наружных поверхностей
Продолжение
Класс чистоты Вспомога- тельный угол рез- ца в плане в град. Диапазон скоростей резания в м/мин. Радиус при вершине резца
0,5 1,0 2,0
V7 >5 100 ПО 4- 130 >130 — 0,12 4- 0,15 0,13 4-0,18 0,17 4- 0,20 0,14 4-0,17 0,17 4-0,23 0,21 4- 0,27
Поправочные коэффициенты
Предел прочности при растяжении обра- батываемой стали ®вр кгс/ мм2 до 50 50-Н70 70-7-90 904-110
К 0,70 0,75 1,00 1,25
Скорости резания (в м/мин) при чистовом обтачивании углеродистой,
хромистой, хромоникелевой сталей и стального литья твердосплав-
ными резцами марки Т15К6 при ф! >0
Глубина Подача в мм/об
резания в мм 0,15 0.20 0,30 | 0.40 | 0,50 | 0,60
10 270 235 222 — — —
1,5 253 220 208 199 — —
2,0 244 211 199 191 176 166
Примечание. Поправочные коэффициенты см. < стр. 235
2. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ СТАЛИ
ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ С ДОПОЛНИТЕЛЬНОЙ РЕЖУЩЕЙ
КРОМКОЙ (при ф! = 0)
Подачи (в мм/об) в зависимости от требуемой чистоты поверхности
при чистовом обтачивании стали твердосплавными резцами при Ф1 = 0
Класс чистоты Диапазон скоростей резаиия в м/мин Глубина резания в мм Подача в мм/об
>50 1,0 до 5
V6 + V7 > 100 0.4 4- 0,6 2,0 4- 3,0
Режимы резания при чистовом обтачивании
251
Скорости резания (в м/мин) при чистовом обтачивании стали
твердосплавными резцами марки Т15К6 при <р1 = О
Глубина резания в мм Подача в мм/оо
2 3 4 | 5
0,5 161 153 — —
1,0 — 119 115
Примечание. Поправочные коэффициеи ты см. стр. 235.
3. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ СЕРОГО
ЧУГУНА ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ БЕЗ ДОПОЛНИТЕЛЬ-
НОЙ РЕЖУЩЕЙ КРОМКИ (при дч > 0)
Подачи (в мм/об) в зависимости от требуемой чистоты поверхности
при чистовом обтачивании серого чугуна твердосплавными резцами
при Фх > О
Класс чистоты Вспомогательный угол резца в плане в град. Радиус при вершине резца в мм
1,0 2,0
5 10 4- 15 0,30 ч- 0,50 0,25 4- 0,40 0,45 4- 0,65 0,40 4- 0,60
V6 >5 0,15 4-0,25 0,20 0,35
Скорости резания (в м/мин) при чистовом обтачивании серого
чугуна твердосплавными резцами марки В Кб при ф; > 0
Глубина резания в мм Подача в мм/об
0,15 0,20 0,30 0,40 0,50 0,60
1,0 187 176 162 — — —
1,5 175 165 152 144 — —
2,0 168 158 145 138 127 118
Примечание. Поправочные коэффициенты см. стр. 235
252
Обработка наружных поверхностей
4. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ СЕРОГО
ЧУГУНА ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ С ДОПОЛНИТЕЛЬНОЙ
РЕЖУЩЕЙ КРОМКОЙ (при ф1 - 0)
Подача (в мм/об) в зависимости от требуемой чистоты поверхности
при чистовом обтачивании серого чугуна твердосплавными резцами
при ф! = 0
Класс чистоты Глубина резаиия в мм Подача в мм/об
?4-г V5 1,0 До 5,0
V6 0,4 1,6 2,0 4,0
Скорости резания (в м/мин) при чистовом обтачивании серого
чугуна твердосплавными резцами марки ВК6 при ф, = О
Глубина резания в мм Подача в мм/об
2 3 4 5
0,5 144 133 124 —
1,0 109 100 95 91
Примечание. Поправочные коэффициенты см. стр. 235.
5. РЕЖИМЫ РЕЗАНИЯ ШИРОКИМИ РЕЗЦАМИ
Подачи и скорости резания при чистовом обтачивании широкими резцами
Обраба- тываемый материал Форма и углы резца Требуе- мая чисто- та поверх- ности Длина режущей кромки в мм Глубина резания в мм Подача в мм о к 3 &=* О 3 * * о О о. со
Сталь 1 V6 V7 2s 3s до 0,1 4,0-6,0 1504-300
Режимы резания при чистовом обтачивании
253
Продолжение
Примечания:
I. Прямолинейный участок режущей кромки должен быть доведен до
чистоты 10-го класса с проверкой прямолинейности по линейке (иа про-
свет).
2. Установку резца производить так, чтобы режущая кромка была
строго параллельна направлению подачи (образующей детали).
Общие замечания о чистовом обтачивании широкими резцами
Для получения качественной поверхности широкий резец необходимо
устанавливать так, чтобы его режущая кромка была параллельна направле-
нию подачи. Даже при сравнительно небольшом отклонении от этого пра-
вила обработанная поверхность получается (в осевом сечении) пилообраз-
ной. Возможно смещение правильно установленного резца в процессе
работы, что также приводит к пилообразности поверхности. Кроме того,
при указанной установке резца и при работе с высокими скоростями реза-
ния нередко возникают вибрации. Этих недостатков не имеет широкий резец
(фиг. 138) конструкции лаборатории технологии машиностроения Ленин-
градского политехнического института имени М. И. Калинина.
Необходимость в точной установке такого резца отсутствует. При поло-
жении резца, схематично показанном нафиг. 139, обработанная поверхность
получается с прямолинейной образующей. Некоторое отступление от прямо-
линейности образующей — волнистость — получается незначительной.
Такими резцами обычно пользуются при обработке валов диамегром
не меньше 100 мм, так как при недостаточно жестких валах возможно
возникновение вибраций. Подачи при работе широкими резцами прини-
маются 2 4- 20 мм/об (а иногда и больше) при глубинах резания 0,5 ч-
-т- 0,1 мм и меньше. Скорости резания берутся 12 4-2 м/мин в зависимости
от подачи, глубины резания, а также от жесткости станка и детали.
254
Обработка наружных поверхностей
Фиг. 138.
Режимы резания при чистовом обтачивании
255
6. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ СТАЛИ
И ЧУГУНА МИНЕРАЛОКЕРАМИЧЕСКИМИ
РЕЗЦАМИ
Подачи (в мм/об) в зависимости от требуемой чистоты поверхности при
чистовом обтачивании стали и чугуна минералокерамическими
резцами
Обрабатывае- мый материал Класс чистоты Вспомогатель- ный угол резца в пла- не в град. Радиус при вершине
1.0 1.5
Сталь V5 5 10 -т- 15 0,45 4- 0,50 0,40 4- 0,45 0,50 4-0,60 0,45 4- 0,50
V6 5 0,25 4- 0,30 0,33 -н 0,37
Чугун V5 5 10 15 0,25 4- 0,30 0,20 4- 0,25 0,35 4-0,55 0,30 4- 0,50
V6 > 5 0,12 4-0,25 0,15 -g- 0,30
Поправочные коэффициенты
Предел прочности при растяжении об- рабатываемого мате- риала (Гер в кгс/мм2 До 50 50-J-70 704-90 904-110
К 0,70 0,75 1,00 125
Скорости резания при чистовом обтачивании стали и чугуна
м инералокерам ическ им и
резцами
Для выбора скорости резания минералокерамическимн резцами при
чистовом обтачивании стали н чугуна следует пользоваться таблицами,
приведенными на стр. 240.
256
Обработка наружных поверхностей
7. РЕЖИМЫ РЕЗАНИЯ ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ МЕДНЫХ
СПЛАВОВ БЫСТРОРЕЖУЩИМИ РЕЗЦАМИ
Подачи (в мм/об) и скорости резания (в м/мин) при чистовом обта-
чивании медных сплавов быстрорежущими резцами
Глубина резания в мм Подача в мм/об
0,3 0,5 0,8 1.0
J 114 89 70 63
2 105 82 65 58
Примечание. Поправочные коэффициенты см. стр. 242.
8. ОХЛАЖДЕНИЕ ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ
В нижеприводимой таблице указаны смазочно-охлаждающие жидкости,
применяемые при чистовом обтачивании наружных поверхностей.
Составы жидкостей, приведенных в таблице, см. на стр. 61.
Смазочно-охлаждающие жидкости, применяемые прн чистовом обтачивании
наружных поверхностей
Обрабатываемый материал Смазочн о-охлаждающие жидкости
Сталь углеродистая конструкци- онная и инструментальная 1. Эмульсия II и IV 2. Водный раствор мыла I 3. Сульфофрезол
Сталь легированная 1. Эмульсия II и IV 2. Сульфофрезол
Стальное литье Эмульсия II и IV
Чугун серый и ковкий Без охлаждения
Бронза, латунь 1. Без охлаждения 2. Эмульсия II и IV
Медь Эмульсия II и IV
Силумин Эмульсия II
Алюминий 1. Эмульсия II 2. Керосин
Отделочная обработка наружных поверхностей
257
VII. ОТДЕЛОЧНАЯ ОБРАБОТКА
НАРУЖНЫХ ПОВЕРХНОСТЕЙ
1. ТОНКОЕ ОБТАЧИВАНИЕ
Чистовая обработка многих деталей, близкая по своему характеру
к тонкому обтачиванию, может производиться на современных токар-
ных станках с числом оборотов 1200-=-2000 в минуту. Модернизация токар-
ных станков общего назначения, имеющих меньшее число оборотов, для
тонкого обтачивания в большинстве случаев сводится к увеличению
числа оборотов шпинделя, получению малых подач (до 0,05-7-0,06 мм/об)
и оснащению станка устройствами, обеспечивающими возможность точной
установки резца на размер (лимбы с мелкими делениями, индикаторные
упоры и т. д.). Станок должен быть массивной и жесткой конструкции,
зазоры во всех направляющих должны быть тщательно отрегулированы.
Для обеспечения более плавного хода станка передачу вращения
шпинделю следует осуществлять посредством клиновых или плоских
склеенных, но не сшитых ремней. Для подачи суппорта следует исполь-
зовать ходовой винт.
Резцы для тонкого обтачивания применяются, как правило, твердо-
сплавные; в исключительных случаях употребляют алмазные резцы.
При тонком обтачивании стальных деталей используют твердосплавные
резцы марки Т30К4 и Т60К6, чугунных деталей — ВК2 и В КЗ.
Главные углы твердосплавных резцов, применяемых при тонком обта-
чивании, колеблются в довольно больших пределах. Средние значения
этих углов указаны в нижеприводимой таблице.
Главные углы и другие элементы головки твердосплавных резцсв,
применяемых при тонком обтачивании
Обрабаты- ваемый материал Передний угол у° Задний угол а° Главный в плане угол Вспомога- тельный в плане О угол ф| Угол нак- лона глав- ной ре- жущей кромки V Радиус закругле- ния вер- шины в мм
Сталь От -5 до +5 5-т-К) 45 4-90 0 -г- 45 О-т-35 0 4- 1,0
Чугун 0 0 4- 15 0,5 4- 1
Твердая бронза От —7 до 0 0 0,3 4- 0,5
Алюми- ний 5 ч- 10 О-т-7 0,5 4- 1,5
Предварительная заточка твердосплавных резцов для тонкого обта-
чивания производится на кругах из карборунда зеленого или черного
зернистостью 46 и твердостью СМ1 -ь СМ2, а окончательная — на кру-
гах из того же материала, но зернистостью 604-80 и твердостью М34-СМ2.
17 Оглоблин 210
258
Обработка наружных поверхностей
В том и другом случае скорость круга должна быть равна 12 ч- 14 м/сек.
Доводка этих резцов производится на дисках из чугуна твердостью
НВ = 130 ч- 160, шаржированных пастой из карбида бора. Скорость
вращения диска 0,8 ч- 1,5 м/сек.
Припуски на тонкое обтачивание должиы быть небольшими, от 0,25
до 0,40 мм на диаметр, при диаметре детали от 25 до 125 мм.
Режимы резания при тонком обтачивании ограничиваются данными
станка. Обычно применяются следующие режимы:
Скорости резания при
обработке чугуна
и стали................. 100 ч 200 м/мин и выше
Скорости резания при обра-
ботке цветных метал-
лов .................... 100 ч 500 м/мин и выше
Подачи при предваритель-
ной обработке .... 0,1 ч 0,2 мм/об
Подачи при окончательной
обработке...............0,02 Ч 0,08 мм/об
Глубины резания при тонкой обработке берутся небольшие, в пределах
0,05 ч- 0,3 мм.
Для установки резца на требуемый размер детали, обрабатываемой
тонким точением, следует использовать верхние салазки суппорта, повер-
нутые (фиг. 140) на некоторый (допускаемый) угол а. При таком положении
салазок точность отсчета по лимбу их винта повышается.
Величина угла а находится по формуле
tg а =-у-, (16)
Z2
где /j — желаемая цена деления лимба винта верхних салазок (после
поворота их на угол а) в мм\
h — действительная цена деления этого лимба в мм.
Пример. Цена деления лимба верхних салазок суппорта данного станка
0,05 мм. Для выполнения заданной работы цена деления этого лимба
должна быть равной 0,01. В данном случае: = 0,01 мм, /2= 0,05 мм.
Отделочная обработка наружных поверхностей
259
Поэтому по формуле (16)
tg а == 0’2-
По таблице тангенсов находим: а= 11с20'.
2. ПРИТИРКА
3
Притиром для обработки наружных поверхностей служит (фиг. 141)
надрезанная втулка 2, закрепляемая в держателей. Винтами 3 регулируется
диаметр притира (имеется четыре таких винта), а винтом 1 он закрепляется
в держателе. Если притиркой
обрабатывается шейка вала
или какая-либо другая по-
верхность детали, диаметр
которой меньше диаметров
соседних участков, то прити-
ром служат две половинки
втулки, разрезанной по диа-
метральной плоскости, зажа-
тые в жимок, подобный при-
меняемому при шкурении.
В качестве притирочных
веществ используются твер-
дые абразивные или мягкие
Фиг. 141.
абразивные и некоторые другие вещества, производящие механическое
и химическое воздействие на материал обрабатываемой детали.
К твердым абразивам относятся карбид кремния черный, применяемый
при притирке хрупких материалов, а также электрокорунд нормальный
и белый, используемый при обработке вязких металлов, например стали.
При предварительной притирке применяются порошки зернистостью 100 ~
-н 120, а при чистовой — зернистостью 120 -+~ 240. Особо тщательно
отделка может быть произведена микропорошками М28 М14.
К группе мягких веществ, применяемых для окончательной притирки,
относятся венская известь и крокус.
Материал притира, насыщенного твердым притирочным веществом, дол-
жен быть мягче материала обрабатываемой детали.
Для съема больших припусков, когда применяются крупные абразивные
зерна, притир изготовляется из красной меди или свинца, хорошо удер-
живающих такие зерна. При удалении небольших припусков и для полу-
чения более чистой поверхности мелкозернистыми абразивами применяются
чугунные притиры.
Чугунными притирами пользуются также при отделке деталей из зака-
ленной стали. Притиры из красной меди применяются при отделке деталей
небольших диаметров — до 10 -г- 12 мм. Притиры, применяемые при окон-
чательной отделке мягкими притирочными веществами, изготовляются
из закаленной стали.
Насыщение притира твердым притирочным веществом производится
следующим образом. Рабочая поверхность притира протирается керосином,
после чего на нее насыпается небольшое количество абразива требуемой
зернистости. Затем зерна абразива вдавливаются в притир посредством
стальной закаленной оправки при перекатывании притира на плите.
260
Обработка наружных поверхностей
Перенасыщение притира допускается абразивом того же номера, которым
он был насыщен ранее, или более грубым. В прнтире, перенасыщенном
более мелким абразивом, оставшиеся после предыдущего насыщения круп-
ные зерна будут царапать обрабатываемую поверхность.
Мягкие абразивы (венская известь, крокус), применяемые при обработке
черных металлов, разводятся в керосине или машинном масле. Весьма
тонкая притирка стали производится венской известью, разведенной
в спирте или авиабензине, а также тонким крокусом в вазелине.
В процессе работы притнр равномерно перемещается вдоль охватываемой
им детали без остановки.
Скорость вращения детали принимается в пределах 10 ч- 30 м!мин.
При очень точной притирке, во избежание нагрева, скорость вращения
детали снижается до 5 -ч- 6 м/мин и даже ниже.
Припуски на притирку после шлифования должны быть не больше
0,015 мм при диаметрах 10 ч-25 мм и не превышать 0,025 мм
при диаметрах до 75 мм.
При больших припусках значительно увеличивается продолжитель-
ность притирки и повышается опасность искажения правильной формы
детали, полученной после шлифования.
3. ОТДЕЛКА КОЛЕБЛЮЩИМИСЯ АБРАЗИВНЫМИ БРУСКАМИ
(СУПЕРФИНИШИРОВАНИЕ)
Отделка колеблющимися абразивными брусками на токарном станке
осуществляется при помощи специальных приспособлений, одно из которых
показано на фиг. 142.
На плите 8, закрепленной на поперечных салазках суппорта (вместо
снятых поворотной части и верхних салазок), расположен электромотор 9.
Вращение вала этого электромотора через сменные зубчатые колеса 10
п 6 передается сменному торцовому кулачку 7, прикрепленному к зубча-
тому колесу 6. Кулачок этот сообщает возвратно-поступательное (колеба-
Отделочная обработка наружных поверхностей 261
тельное) движение стержню 5, который прижимается к кулачку 7 пружи-
ной 4. На левом конце этого стержня шарнирно закреплена головка 1
с одним или двумя абразивными брусками 2. Посредством плоских пружин 3
абразивные бруски прижимаются к установленной на станке и вращаю-
щейся детали. При включении электромотора бруски совершают колеба-
тельное движение, благодаря которому зерна абразива при каждом новом
движении брусков проходят не там, где они проходили при предыдущем
движении. Такой характер движения в рассматриваемом процессе и обеспе-
чивает весьма высокую чистоту обработанной поверхности — до 13-го
класса. Изменение величины хода головки достигается установкой соот-
ветствующего кулачка, а число двойных ходов ее (в минуту) — посред-
ством сменных зубчатых колес 10 и 6. Величина давления брусков на поверх-
ность детали регулируется перемещением поперечного суппорта. Материал
брусков при обработке стали — электрокорунд нормальный, при обработке
чугуна н цветных сплавов — карбид кремния. Зернистость брусков 100 ч-
-т- 320 и выше, а твердость брусков, применяемая для обработки закаленной
стали, Ml ч- М3, чугуна — М3 ч- СМ2, цветных сплавов — СМ1 ч- С1.
Длина брусков при обработке детали без буртиков н уступов должна быть
несколько больше длины детали. При наличии уступов с двух сторон брусок
должен быть короче обрабатываемой поверхности на 4 ч- 6 мм.
При диаметре детали до 75 мм головка имеет один брусок, при большем
диаметре — два бруска.
Обработку колеблющимися абразивными брусками начинают при неболь-
шой скорости вращения детали и относительно большом давлении брусков
на поверхность. К концу процесса скорость вращения детали повышают,
а давление брусков понижают.
Обработка колеблющимися брусками производится с применением охла-
ждающей жидкости — керосина с небольшой (до 1/10 объема) примесью
машинного масла.
При правильно установленном режиме действие брусков прекращается,
как только будет достигнута требуемая чистота поверхности. Это происхо-
днт в тот момент, когда соп-
ротивление металла резанию
превзойдет силу пружины,
прижимающей бруски к об-
рабатываемой детали.
4. ВАЛЬЦЕВАНИЕ
Инструментом, применяе-
мым при вальцевании (обка-
тывании) наружных поверх-
ностей, служит роликовая
или шариковая вальцовка,
закрепляемая в резцовой
головке станка. Две кон-
струкции роликовых вальцо-
вок показаны на фиг. 143.
Существенное влияние на ре-
зультаты обработки поверх-
Фнг. 143.
ности роликом имеет форма его рабочего профиля. Ролики (фиг. 144, а)
с цилиндрическим пояском А и с открытым радиусом (фиг. 144, б) приме-
няются для обработки поверхностен со свободным выходом по длине детали;
262
Обработка наружных поверхностей
0 г)^А^- д)
ролики, приведенные на фиг. 144, в, используются для вальцевания галте-
лей и канавок; ролики, изображенные на фиг. 144, г, служат для обработки
переходных уступов и торцовых поверхностей. На фиг. 144, д показан
пример специального ролика для обработки канавок.
При выборе рабочего профиля ролика необходимо учитывать, что с уве-
личением ширины А цилиндрического пояска создаются более благоприят-
ные условия для работы с большой
подачей, но увеличивается сила, необ-
ходимая для дёформацнн поверхности
слоя металла обрабатываемой детали.
Ширина цилиндрического пояска А
во многих случаях практики выби-
рается в пределах 24-5 мм\ для более
крупных деталей она увеличивается до
12—15 мм. Ролик с радиусным профи-
лем (фиг. 144, б) применяется для де-
талей, не обладающих большой жест-
костью. Чем меньше радиус закру-
гления рабочего профиля, тем меньше
необходимая сила давления. Обычно
закругления 5—50 мм.
Для повышения чистоты торцовой поверхности, обрабатываемой роли-
ком по фиг. 144, г, на участке В ролика следует делать поднутрение
с углом до 5°.
Фиг. 144.
применяется ролик с радиусом
Ролики изготовляются из сталей марок У10А, У11А, У12А, ХВГ,
5ХНМ, ЭХ 12, закаленных до HRC 584-65.
Основными недостатками процесса вальцевания поверхностен роли-
ками являются:
1) необходимость применения к роликам значительных усилий для
деформирования поверхностного слоя металла;
2) сравнительно высокая стоимость изготовления роликов;
3) затруднения, связанные с получением высокого класса чистоты рабо-
чих поверхностей роликов.
Шариковое вальцевание этих недостатков не имеет. Рабочим элементом
этих вальцовок является стандартный шарик, обычно весьма качественно
Отрезные работы
263
термически обработанный (HRC 62ч-64) и тщательно доведенный (11 — 12-й
классы чистоты). Установлено, что при использовании шарика возникают
значительно меньшие силы, деформирующие обрабатываемую деталь.
Наличие пружин 1 и 2 у вальцовок, показанных на фиг. 145, а и б, обеспе-
чивает равномерность глубины, степени наклепа и чистоты поверхности.
Вальцовка, изображенная на фиг. 145, б, может быть использована для
обработки галтелей.
Скорость вращения детали при ее вальцевании мало влияет на чистоту
поверхности и принимается в пределах 20-4-40 м/мин. Продольная подача
ролика или шарика 0,1-=-0,5 мм/об. Подача должна быть тем меньше, чем
выше требования к чистоте обрабатываемой поверхности.
Число проходов ролика при вальцевании стали — два или три. Приме-
нение большого числа проходов приводит иногда к ухудшению чистоты
обработанной поверхности.
Вальцевание может производиться без смазки. Следует отметить, что
смазка, мало влияющая на чистоту обработанной поверхности, значительно
уменьшает износ ролика.
VHL ОТРЕЗНЫЕ РАБОТЫ
1. МАТЕРИАЛЫ И УГЛЫ ОТРЕЗНЫХ РЕЗЦОВ
Материалом отрезных резцов, используемых для обработки стали,
служит твердый сплав марок Т5К10 и Т15К6, а для обработки чугуна —
марок ВК8 и В Кб. В обоих
случаях применяется и бы-
строрежущая сталь марки
Р18.
Передний угол у отрезных
резцов (фиг. 146) можно при-
нимать соответственно перед-
ним углам проходных твердо-
сплавных и быстрорежущих
резцов. Задний угол а де-
лается около 12°, вспомога-
тельные углы в плане —
в пределах 1ч-2э. Для повы-
шения чистоты поверхности,
полученной после отрезания,
на задних вспомогательных
Фиг. 146.
поверхностях делаются фаски*
шириной 1ч-2 мм.
2. ОТРЕЗНЫЕ РЕЗЦЫ ТОКАРЕЙ-НОВАТОРОВ
Непрочность обыкновенного отрезного резца, обусловленная характе-
ром его работы, ограничивает применяемый при отрезании режим резания.
Несколько улучшенных конструкций отрезных резцов, предложенных
токарями-новаторами и обеспечивающих возможность работы с повышен-
ными режимами резания, приводятся ниже.
264
Обработка наружных поверхностей
Отрезной резец конструкции В. Н. Годяева
Твердосплавная пластинка с клинообразной иижней частью (спе-
циально обработанной на шлифовальном круге) располагается в кли-
нообразном пазу державки, образованном специальной фрезой. Угол
клина 60°. Пластинка припаивается к стержню обычным способом, но
площадь прилегания ее к державке больше примерно в 1,5 раза, чем
при обычной конструкции твердосплавного отрезного резца, что по-
вышает прочность соединения пластинки с державкой. Кроме того, бо-
ковые стенки паза препятствуют смещению пластинки под действием
боковых усилий, возникающих в процессе работы резца.
Отрезные работы
265
Отрезной резец конструкции Д. И. Рыжкова
В пазу стержня этого резца при завертывании винта 3 закрепляются
твердосплавные пластинки 1 и 2. Пластинка 2—режущая. Рифли, имею-
щиеся на нижней стороне этой пластинки и на соответствующей стороне
паза в стержне резца повышают прочность закрепления пластинки.
Пластинка 1 защищает стержень резца от истирания отходящей
стружкой.
Отрезной резец конструкции К. В. Лакура
Резец, предложенный К. В. Лакуром, наплавлен быстрорежущей
сталью марки Р18. Стержень резца из углеродистой стали марки У10.
Устойчивая работа резца обеспечивается тем, что режущая кромка его
расположена на нейтральной оси стержня (см. стр. 187). Недостаток
резца -- несколько увеличенный вылет.
266
Обработка наружных поверхностей
Отрезной резец конструкции В. Я- Карасева
Особенностью этого резца является наличие двух режущих кромок,
расположенных под углом 110°, что исключает возможность увода
резца и предотвращает его поломку; кроме того, при этом улучшаются
условия схода стружки.
Чем больше диаметр детали и чем выше предел прочности ее мате-
риала на растяжение, тем больше может быть угол между режущими
кромками. Так, например, для детали диаметром 180 мм из стали
марки 45 угол между двумя режущими кромками можно рекомендо-
вать не 110°, а 120°.
Передний угол резца для отрезания стальных деталей делается
25°. Для вязких сталей (например, нержавеющих) передний угол должен
быть увеличен до 40°; для чугуна у = 10°. Все остальные углы и
другие элементы рассматриваемых резцов, применяемых для обработки
стали и чугуна, одинаковы; боковые задние поверхности для увеличения
жесткости тела резца затачиваются по дуге окружности. Передняя
поверхность резца выполняется по радиусу Rt который должен быть тем
больше, чем больше диаметр отрезаемой детали. Так, при диаметре де-
тали 180 мм радиус R должен быть равен 80 мм. Переднюю поверх-
ность резца рекомендуется полировать. Необходимо, чтобы высота
изогнутой головки резца была не менее чем в 1,5 раза больше высоты
его стержня. Смещение осн симметрии режущих кромок относительно
тела резца допускается 0,5 мм; большее смещение может повести к по-
ломке резца.
Для обработки стали применяется твердый сплав Т15К6 (для нержа-
веющих сталей — ВК8), для обработки чугуна — ВК8 или ВК6. Пе-
реточка резца производится по задним поверхностям.
Отрезные работы
267
3. ШИРИНА РЕЗЦА И ПОДАЧИ ПРИ ОТРЕЗАНИИ
Диаметр обрабатываемой детали в мм Ширина резца в мм Обрабатываемый материал
Сталь и стальное литье Чугун
о __ < ЭД кгс(ммг I | °вр > 80 кгс/мм*
До 20 3 0,08 -=-0,10 0,06 -=- 0,08 0,11 -г-0,14
20 -т- 30 3 0,10 -=- 0,12 0,08-=-0,10 0,13 -=-0,16
30 ч- 40 3 + 4 0,12 -=-0,14 0,10 -г-0,12 0,16 -=-0,19
40 -г- 60 4+5 0,15-=- 0,18 0,13 -=-0,16 0,20 -г- 0,22
60 -=- 80 5 + 6 0,18—0,20 0,16 -=- 0,18 0,22 -=- 0,25
80 -*- 100 6 + 7 0,20 -=-0,25 0,18 -=-0,20 0,25 -=- 0,30
100 н- 125 7-8 0,25 -=- 0,30 0,20 н- 0,22 0,30 -=- 0,35
125 -г- 150 8-10 0,30 -=- 0,35 0,22 -=- 0,25 0,35 -=- 0,40
Примечания:
1. Меньшие из указанных в этой таблице значений подач брать для
меньших диаметров и твердых материалов, большие — для больших диа-
метров и мягких материалов.
2. При нежестком закреплении детали, При требовании получить
чистоту поверхности 4 ~~ 5-го класса и при работе с ручной подачей — таб-
личные значения подач умножать на 0,7 4- 0,6.
3. При отрезании сплошного материала (без центрального отверстия
в обрабатываемой детали) по мере приближения резца к центру подачу
уменьшать вдвое.
4. СКОРОСТИ РЕЗАНИЯ ПРИ ОТРЕЗАНИИ СТАЛИ И ЧУГУНА
ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ
Обрабатываемый материал Подача в мм/о0
0,08 0,12 0,16 0,20 0,30 0.40
Сталь кон- &вр = 44 4- 49 245 193 153 120 95 75
струкцион- ная углеро- &вр - 50 4- 55 218 172 136 107 85 67
дистая и ле- ^вр = 56 4- 62 193 153 120 95 75 59
гированная &вр = 63 4- 70 172 136 107 85 67 53
&вр = 71 4- 79 153 120 95 75 59 47
&вр = 80 4- 89 136 107 85 67 53 42
^вр - 90 4- 100 120 95 75 59 47 37
Чугун се- НВ 150 - + 156 105 95 84 75 66 59
рый НВ 157 - + 164 100 89 79 70 62 55
НВ 165- т- 172 95 84 75 66 59 52
НВ 173 - т- 181 89 79 70 62 55 49
НВ 182 - т- 190 84 75 66 59 52 46
268
Обработка наружных поверхностей
П родолжение
Поправочные коэффициенты
Стойкость резца Тмин 45 60 90 1 120
1,06 1,00 0,92 0,87
Твердый сплав Марка Т5К10 Т15К6 В Кб ВК8
к2 1,00 1 54 1,00 | 0,89
5. СКОРОСТИ РЕЗАНИЯ ПРИ ОТРЕЗАНИИ СТАЛИ
БЫСТРОРЕЖУЩИМИ РЕЗЦАМИ
Подача в мм/об | 0,08 | 0,12 | 0,16 | 0,20 0,30 0,40
Скорость резания в м/мин j 50 1 35 j 30 j 27 j 20 | 1 17
Поправочные коэффициенты
Стойкость резца Т мин 45 60 90 120
1,08 1,00 0,90 ! 0,84
Обрабатываемый 1 материал | Стали углеродис- тые и нике- левые авр кге/мм2 384-44 454-51 52-7-59 604-70 714-80 81-Т-93 944-107 1084-129
к2 | 2.2 | 2,2 1.67 | 1.28 1,00 0,77 0,59 0,46
Стали хромони- келевые Jep кгс/мм2 384-44 454-51 524-59 I 604-70 714-80 814-93 944-107 1084-129
К. 2.07 1,75 1,40 1,11 0,90 0,72 0,57 0,46
Стали хромис- тые аер кгс/мм2 384-44 454-51 524-59 604-70 714-80 814-93 944-107 1084-129
к2 2,19 1.74 1,34 1,02 0,80 0,62 0,47 0,37
Охлаждение С охлаждением | Без охлаждения
1.0 1 о,8
6. СКОРОСТИ РЕЗАНИЯ ПРИ ОТРЕЗАНИИ ЧУГУНА
БЫСТРОРЕЖУЩИМИ РЕЗЦАМИ
Твердость чугуна НВ Подача в мм/об
0,08 | о.ю 1 о-и 1 : 0,18 | 0,25 | 0,35 | 0,40
До 160 50 44 40 36 32 28 25
160 ч- 170 44 40 36 32 28 25 22
171 ч- 182 40 36 32 28 25 22 20
Особые случаи обработки наружных, поверхностей
269
П родолжение
Твердость чугуна НВ Подача в мм/об
0,08 0,10 | 0,14 | 0,18 0,25 0.35 0,40
183 ч- 195 196 ч- 209 36 32 32 28 28 25 25 22 22 20 1 20 18 I 18 16
Поправочные коэффициенты
Стойкость резца Т мин 45 60 90 120
к 1,05 1,00 0,94 0,80
IX. НЕКОТОРЫЕ ОСОБЫЕ СЛУЧАИ ОБРАБОТКИ
НАРУЖНЫХ ПОВЕРХНОСТЕЙ
I. ОБРАБОТКА СТУПЕНЧАТЫХ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Снижению вспомогательного времени при обработке ступенчатых дета-
лей, подобных показанным на фиг. 147, способствует правильный выбор
последовательности переходов. Известно, что время на ручное перемещение
Фиг. 147.
резца в продольном направлении меньше затрачиваемого на такое же пере-
мещение резца в поперечном направлении. Учитывая это, токарь-новатор
Г. Б. Борткевич предложил обработку деталей с большими торцовыми
поверхностями и короткими цилиндрическими производить в порядке,
показанном цифрами на фиг. 147, а. Обтачивание детали с небольшими
торцовыми и длинными цилиндрическими поверхностями следует выполнять
по фиг. 147, б.
270
Обработка наружных поверхностей
2. ОБТАЧИВАНИЕ НЕЖЕСТКИХ ВАЛОВ
Нежестким принято считать вал, длина которого в 10-?-12 раз больше
его диаметра, т. е. если отношение = 1012. Такое определение не-
/
точно, так как при одном и том же отношении жесткость вала возрастает
тем больше, чем больше диаметр вала. Например, если длина одного вала
500 мм и его диаметр 50 мм, а соответственно размеры другого вала 1000
и 100 мм, то, по принятому определению, оба эти вала с одинаковым отно-
// 500 1000 „
шением длины к диаметру -г = = - = 10 нежесткие. В ден-
I а ьи 1 оо /
ствительности же больший вал (точнее — вал с большим диаметром)
обладает большей жесткостью. В отдельных случаях, при одинаковых отно-
шениях / к d, обработка «тонкого» вала возможна лишь с использованием
люнета, а «толстого» вала — без него. Поэтому вопрос о том, является ли
данный вал жестким или нежестким может быть решен лишь посредством
расчета1 или опытным путем.
Использование для обработки нежесткого вала неподвижного люнета
без обработки шейки под его кулачки возможно лишь в том случае, если
заготовка вала — чистотянутый прокат. Во
Л всех других случаях необходимо обтачивание
И шейки, выполняемое при небольшой глубине
резания и подаче резцом с большим главным
/7Ф\ углом в плане, возможно меньшим радиусом
[7' \ закругления вершины и отрицательным углом
StQj наклона главной режущей кромки. Вместо обта-
чивания шейки под люнет, затруднительного при
ь особо нежестком вале, можно использовать жест-
кую вспомогательную втулку (фиг. 148) с обра-
Икхботанной наружной поверхностью. Втулка эта
закрепляется на валу с помощью восьми болтов,
по четыре у каждого конца втулки. Положение
'у втулки проверяется относительно центровой
— линии станка по ее наружной поверхности
рейсмусом или индикатором и регулируется при
Фиг. 148. помощи ввернутых в нее болтов.
Установку кулачков люнета по диаметру
шейки или вспомогательной втулки следует
производить очень осторожно, чтобы не прогнуть вал. В простейшем
случае, если заготовка не прогибается под действием собственного веса,
устанавливают по шейке или по втулке сначала два нижних кулачка
люнета и только после этого закрепляют верхний.
Более точная установка кулачков люнета достигается при помощи корот-
кой болванки, закрепленной в патроне и обточенной на длине 50ч-60 мм
до диаметра шейки или вспомогательной втулки. Люнет временно устана-
вливается против обточенной поверхности болванки, кулачки его регули-
руются, и люнет переносится в требуемое для работы положение.
1 См. В. Г. Подпорки в, Обработка нежестких деталей, Машгнз, 1959.
Кинга эта рассчитана иа инженеров и техников, ио ее разделы, относящиеся к прак-
тике обработки нежестких деталей, могут быть использованы и лицами, ие имею-
щими инженерно-технической подготовки.
Особые случаи обработки наружных поверхностей
271
Если обтачивание нежестких валов производится на данном станке
часто, то в неподвижном люнете следует сделать выточку, облегчающую
и ускоряющую установку его кулачков. Для этого в патроне станка (или
в центрах) закрепляется жесткая скалка с резцом. Люнет со снятыми
кулачками (фиг. 149) устанавливается на станине и закрепляется, но
не намертво, а так, чтобы он мог перемещаться вдоль станины под дей-
А-А
ствием суппорта. Подготовив таким образом станок и люнет, делают в по-
следнем выточку произвольного диаметра. Выточка эта отчетливо видна
на разрезе части люнета (фиг. 149). Пользуясь люнетом с такой выточкой,
регулировку его кулачков производят, измеряя в нескольких местах
расстояние s от поверхности шейки до выточки.
3. ОБРАБОТКА МНОГООСНЫХ ДЕТАЛЕЙ
К многоосным деталям относятся эксцентрики и эксцентричные валики
и им подобные детали, у которых обрабатывается несколько поверхностей.
Оси этих поверхностей должны находиться на заданных расстояниях
и быть параллельными между собой.
Типичный эксцентрик показан на фиг. 150, а. Один из способов обра-
ботки подобных детален состоит в следующем. У детали, закрепленной
в четырехкулачковом патроне за поверхность А (фиг. 150, б),
272
Обработка наружных поверхностей
обрабатываются поверхность В, отверстие С и торцы, доступные для
обработки. После этого деталь надевается на оправку, центровые отверстия
которой смещены относительно осн ее наружной поверхности на вели-
чину е. Установив оправку на центры, обрабатывают поверхность А детали
и последний торец.
Если такая оправка отсутствует, то эксцентрик закрепляют в четырех-
кулачковом патроне за поверхность В и обрабатывают сначала поверхность
А и торец F. После этого эксцентрик закрепляют в том же патроне за обра-
ботанную поверхность А, как это показано на фиг. 150, б. Для проверки
необходимого при этом смещения поверхности А па величину е подводят
к ней резец, установленный задним концом вперед, и измеряют величину
просвета Т. В этот момент деталь должна быть установлена так, чтобы про-
. тнв резца находилась точка поверхности А, наиболее
удаленная от осн вращения шпинделя. После этого
поворачивают шпиндель на 180° и снова измеряют
7 f j/T\ > просвет Т. После нескольких таких проверок, когда
г.Х—просвет между поверхностью А и торцом резца будет
\\Л • JJ равен Т + 2е обрабатывают поверхности В, Д, Е
и отверстие С.
Определение точки поверхности Л, наиболее удален-
Т | ной от осн вращения шпинделя, производится при
помощи куска мела так же, как прн проверке
Фиг. 151. положения детали, закрепляемой в четырехкулачко-
вом патроне.
Прн небольшой величине е проверку смещения детали, установленной
по фиг. 150, б, можно производить с помощью индикатора, закрепленного
в резцедержателе. Кнопка индикатора прижимается в этом случае к поверх-
ности А медленно вращающейся детали; по колебаниям стрелки молено
судить о величине смещения этой поверхности относительно оси вращения
шпинделя станка.
Для закрепления (фиг. 150, а) эксцентрика, после того как у него обра-
ботаны поверхности А и F, можно использовать трех кулачковый самоцен-
трирующий патрон. Необходимое смещение детали (равное эксцентри-
ситету) может быть достигнуто посредством мерной пластинки, закла-
дываемой между деталью и одним нз кулачков (фиг. 151).
Толщина t этой пластинки находится следующим образом:
а) находят величину А по формуле
М.
(17)
где е — заданный эксцентриситет в мм;
d — диаметр той поверхности детали, за которую она закрепляется
в патроне (поверхности зажима), в мм;
б) находят толщину пластинки по формуле
(18)
где t — толщина пластинки в мм;
К — коэффициент, соответствующий найденной величине А и указан-
ный в таблице, приведенной ниже;
d — диаметр поверхности зажима в мм.
Особые случаи обработки наружных поверхностей
273
Вспомогательная таблица для определения толщины пластинки,
применяемой при эксцентричном обтачивании
А к А /< ! i А к А К
0,005 0,008 0,055 0,084 0,105 0,149 0,155 0,215
0,010 0,015 0,060 0,090 0,110 0,156 0,160 0,221
0,015 0,023 0,065 0,095 0,115 0,163 0,165 0,227
0,020 0,030 0,070 0,102 0,120 0,169 0,170 0,234
0,025 0,038 0,075 0,109 0,125 0,176 0,175 0,241
0,030 0,045 0,080 0,116 0,130 0,182 0,180 0,248
0,035 0,053 0,085 0,122 0,135 0,189 0,185 0,254
0,040 0,060 0,090 0,129 0,140 0,195 0,190 0,260
0,045 0,066 0,095 0,136 0,145 0,202 0,195 0,269
0,050 0,073 0,100 0,143 0,150 0,208 0,200 0,276
Пример. Определить толщину пластинки, которую необходимо поло-
жить между кулачком патрона и деталью, чтобы эксцентриситет обрабаты-
ваемой поверхности и поверхности зажима был равен 0,5 *мм. Диаметр
поверхности зажима равен 100 мм.
В данном случае по формуле (17)
Л е 0,5 п
Л “ d = Г0б “ 0,00x
При этом значении А по таблице, приведенной выше, находим К = 0,008.
Поэтому по формуле (18)
/ = ft.0,008-100 = 0,8 мм.
С точностью, достаточной для многих случаев практики, толщину пла-
стинки, закладываемой между кулачком патрона и деталью, можно нахо-
дить по формуле
z=1,5e(1+i)> (19)
где t — толщина пластинки в мм;
е — эксцентриситет в мм;
d — диаметр поверхности зажима в мм,
Пример. Определить толщину пластинки, используемой при эксцентрич-
ном обтачивании в самоцентрнрующем патроне, по данным примера, при-
веденного выше.
274
Обработка наружных поверхностей
В данном случае е = 0,5 мм и d = 100 мм.
По формуле (19)
t
•Ибо)w °’75 мм-
Разность между значением /, найденным по формулам (17) и (18), и
приближенным, определенным по формуле (19), составляет лишь около
0,05 мм и во многих случаях значения не имеет, так как она меньше точ-
ности центрирования патроном.
Обработка эксцентриковых валиков (фиг. 152) производится в патроне
или в центрах. В первом случае необходимое смещение осей обрабатывае-
Фиг. 152.
мых поверхностей достигается способами, рассмотренными выше, а во
втором — использованием двух пар центровых отверстии (фиг. 152), имею-
щихся в торцах валика. Первая пара отверстий, расположенных на оси OjOj
используется при обтачивании поверхности диаметром D, а вторая пара,
расположенная на оси О2О2 — при обтачивании поверхности d. Оси О/Эр
и О2О2 расположены на расстоянии, равном требуемому эксцентриситету е.
Точностьвыполнения этого размера в данном случае зависит от правиль-
ности центровки, которая производится по разметке или по кондуктору.
4. ОБТАЧИВАНИЕ ПОД КВАДРАТ И ШЕСТИГРАННИК
Определение диаметра участка детали, который при дальнейшей обрат
ботке должен получить квадратное (фиг. 153, а) или шестигранное
(фиг. 153, б) сечение, производится
по следующим формулам:
DK= 1,41LK, (20)
Dlu= \y\SLUi, (21)
где DK — диаметр заготовки под
квадрат в мм\
LK — сторона квадрата в мм\
Dui — диаметр заготовки под
шестигранник в мм;
Llu — размер шестигранника
Фиг. 153.
под ключ в мм.
Квадрат и шестигранник, заготовки для которых вычислены по форму-
лам (20) и (21), получаются с острыми кромками. Если необходимо, чтобы
эти кромки “были закруглены, диаметр заготовки, найденный по этим фор-
мулам, следует несколько уменьшить. Ниже приводится таблица значений
DK и Dlu при LK и Lui от 1 до 50 мм.
Сторона квадрата или размер шести- гранника «ПОД ключ»
bOCObO — »——- — — — — _N3 C GO О pi 4. JO >- ф ОО 4 Cn 4^ N) ~ • О CD ND 00 GO CO СЛ — ’^4 GO CO "o CD NO 00 4^ 4^00 — 000«^CD4*>00— O00^4O>4*>G0 — Диаметр заготовки под квадрат
JO 00 p4 _CD _G'i GO ГО ’— О CO ОО CD CD Д W N) ~ CD QO ’— '0 00 ’СП 4x ’bO О CO -^4 О 4^ GO — 4^00bG^4bOCD — GnO4xc0G0Q0N0^4 — CD Диаметр заготовки под шестигранник
GJOOGOGOGObOfObObObObObOfObONO — *— 4-GObO — OCOOO“^IOCn4^GObO — OCO00 Сторона квадрата или размер шести- гранника «под ключ»
^^►U4^4^4^GOGOOOGOOOGOQObObObObO 00 CD СЛ GO NO — CO JOO Ct On GO JO — CO CO Ct On О CD NO OO 4^-0 CD — GO CO Ъ1 — "bO 00 ~4^ 00 CD O1 4^ GO — О 00 ^4 CD 4^ GO — С? 00 “4 CD Диаметр заготовки под квадрат
C^OOWGOGOGOGOGOOObObONObObObONObO CO 00 О СЛ _4^ GO ND — О 00 J-4 CD pi 4^ GO — О ibO — ’cO 00 OD CH GO — О 00 ^4 СП NO — CO \j "4 NO CD — CnO4^COC000b0^4 — QiOGHCO Диаметр заготовки под шестигранник
35 36 37 | 38 39 « 42 43 44 45 46 47 48 49 50 ' - Сторона квадрата или размер шести гранника «под ключ»
~xJCDCDCDCDCDCDQDCnCnUiCnCnUiCn4^ 1 .° 5° Г4 P5 5я S0 5я 5^ J40 P P 1 pj NO 00 4^ ’0 bo 00 4^ "co on — kj GO CO СЛ — COOOCOCnJbNOOO-^’^Cn^bO—-0 Диаметр заготовки под квадрат
СлСЛСЛСПСлСлСЛ4^4^4^4^4^4^4^4^4^ I P P P P P 7“ P P P P GO JO — 0 I 00 CD 4x 0 CO 00 cn cn GO bO О 00 ’-4 СП 4^ OO4^C0G0CDN0Cn — CDOCnC04^00b0 Диаметр заготовки под шестигранник
ГЛАВА ДЕВЯТАЯ
ОБРАБОТКА ОТВЕРСТИЙ
I. ОБЩИЕ СВЕДЕНИЯ
1. ВЫБОР СПОСОБА ОБРАБОТКИ ОТВЕРСТИЙ
Точность размера и чистота поверхности отверстия, обработанного на
токарном станке, зависят от многих условий: способа обработки этого
отверстия, состояния станка, материала детали, размеров отверстия, режима
резания и т. д. При выборе способа обработки данного отверстия, обеспе-
чивающего точность его размера и чистоту, можно пользоваться нижепри-
водимой таблицей.
Точность размера и чистота поверхности отверстия при токарной
обработке
Способ обработки отверстия Класс точности Класс чистоты
Растачивание получистовое 7 + 5 4-4-5
» чистовое 5 +- 2 5-7-7
» тонкое 2 7 -г- 8
Сверление 5-7-4 3 + 4
Зенкерован ие 4-т-З 4 -+ 5
Развертывание получистовое 3 5 + 6
» чистовое 2 6 -+8
Притирка чистовая 2 6 -+9
» тонкая 1 7 -+ 11
Развальцовывание 2 7 +- 10
Растачивание отверстий
277
2. ИЗМЕРЕНИЯ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ
Выбор инструмента для измерения отверстия в зависимости от допуска
на его обработку можно производить по фиг. 154. Так, например, чтобы
определить, каким инструментом следует измерять отверстие диаметром
50 мм, обрабатываемое с допуском 0,2 мм, следует посмотреть, в каком поле
на фиг. 154 пересекаются вертикальная прямая, проходящая через отметку
«50 мм» (шкала «Диаметр в мм»), и горизонтальная, проходящая через от-
метку «0,2 мм» (шкала «Допуск в мм»). В данном случае точка А пересече-
ния этих прямых находится в поле «Штангенциркуль с нониусом 1/50 мм».
II. РАСТАЧИВАНИЕ ОТВЕРСТИЙ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ РАСТАЧИВАНИЯ ОТВЕРСТИЙ
Растачивание — малопроизводительный способ обработки отверстий,
что обусловлено, главным образом, ограниченной жесткостью расточного
резца и плохой его теплоотводящей способностью. Тем не менее растачи-
вание отверстий широко применяется при обработке деталей на токарных
станках так как;
278
Обработка отверстий
1) при растачивании отверстия резцом может быть достигнута боль-
шая точность его диаметра, чем при сверлении, рассверливании или
зенкеровании;
2) при растачивании отверстия резцом может быть получен более
высокий класс чистоты его поверхности, чем при сверлении, рассверли-
вании или зенкеровании;
3) при растачивании отверстия одним или несколькими проходами
резца удается выправить ось обрабатываемого отверстия и придать ей
требуемое положение;
4) расточной резец является универсальным инструментом; нм можно
обработать отверстия любых диаметров, в том числе и нестан-
дартные;
5) расточным резцом можно обработать отверстия больших диа-
метров;
6) расточной резец может быть использован для обработки отверстий
в деталях из цветных металлов;
7) расточным резцом можно обрабатывать короткие отверстия.
Отметим, что ни в одном из перечисленных выше случаев, как правило,
не может быть применено развертывание отверстия.
Существенным недостатком процесса растачивания является трудность
установки резца на размер обрабатываемого отверстия. Недостаток этот,
однако, в связи с оснащением современных токарных станков точными
лимбами в значительной степени смягчается.
При обработке деталей сравнительно большими партиями для полу-
чения требуемого диаметра отверстия установка резца производится
по упорам.
2. РЕЗЦЫ, ПРИМЕНЯЕМЫЕ ПРИ РАСТАЧИВАНИИ ОТВЕРСТИЙ
Материалы расточных резцов
Материалы, применяемые для изготовления расточных резцов — твер-
дые сплавы различных марок и быстрорежущая сталь. Выбор материала
твердого сплава для расточного резца в зависимости от условий обработки
можно производить по данным, приведенным на стр. 75 и след, для резцов,
применяемых при наружном обтачивании.
Быстрорежущая сталь как материал расточных резцов используется
при невозможности (по технологическим ограничениям) использования
режущих свойств твердого сплава.
Углы и другие элементы расточных резцов
Данные для выбора формы передней поверхности, углов и других эле-
ментов расточных резцов, используемых при обработке различных мате-
риалов, приведены в главе третьей Справочника.
Для твердосплавных расточных резцов эти данные приведены на стр. 79—
85, а для быстрорежущих — на стр. 108 и след.
Установка расточного резца в зависимости от характера работы
Ниже приведены основные правила установки резца при растачивании
отверстий. В данном случае имеет особое значение меньшая жесткость рас-
точного резца в сравнении с резцом для наружной обработки.
Растачивание отверстий
279
Установка резца при черновом растачивании отверстий
Установка резца Изменение углов резца Влияние изменения углов резца на процесс резания Правило
Резец уста лен ниже це V =r--J нов- нтра ga 7 увеличи- вается б уменьшается а уменьшается Условия резания улучшаются, так как при увеличении 7 умень- шается степень дефор- мации стружки. Умень- шение а может увели- чить до недопустимых пределов трение зад- ней поверхности резца об обработанную по- верх н ость Резец следует устанавливать по центру или ниже центра. Чрезмерное понижение резца может вызвать не- допустимое умень- шение а. Увеличе- ние этого угла пу- тем стачивания зад- ней поверхности вызовет уменьшение угла заострения
<5 Ц
Резец установ- лен выше центра 7 уменьшается 6 увеличи- вается а увеличи- вается Условия резания ухуд- шаются (см. выше). Увеличение а не улуч- шает процесса отделе- ния стружки резца, т. е. понизит его прочность и способность отво- дить теплоту
7Й'
Установка резца при чистовом растачивании отверстий
Установка резца Изменение углов резца Влияние изменения углов резца на процесс 1 резания | Правило
Резец установ- лен на высоте центра Углы 7, 5 и а изменяются в зависимости от установки резца так же, как и при изменении положения рез- ца относительно центра при чер- новом растачи- вании (см. вы- ше) Уменьшение силы ре- зания, получающееся при установке резца ниже центра, в данном случае не существенно ввиду небольших раз- меров снимаемой струж- ки. Но даже при не- большом давлении ре- зец, установленный ни- же центра и на высоте центра, будет опускать- ся (по пунктирной ли- нии), вследствие чего диаметр отверстия бу- дет увеличиваться, что в данном случае недо- пустимо Резец следует устанавливать выше центра или на высоте центра, но ин в коем случае не ниже его
Резец установ- лен выше центра 1=3 ж— При установке резца выше центра он отхо- дит от обрабатываемой поверхности, и увели- чения диаметра отвер- стия не получается
280
Обработка отверстий
Расточные резцы токарей-новаторов
Производительность расточных резцов ограничивается недостаточной их
жесткостью. Естественно поэтому, что токари-новаторы разрабатывают
конструкции расточных резцов более жесткие в сравнении с обычно при-
меняемыми. Несколько конструкций этих резцов приводятся ниже.
Расточной резец конструкции В. К. Семинского
72*2 Л~А
Часть стержня этого резца (длиной Z), закрепляемая в резцедержа-
теле, повернута относительно остальной (рабочей) части на угол 45°.
Благодаря этому рабочая часть резца имеет квадратное сечение, распо-
ложенное так, что жесткость резца получается значительно большей,
чем при обычном круглом сечении этой части. Это обеспечивает воз-
можность существенного повышения режима резания при растачивании
отверстий. Изготовление такого резца проще, чем обычного оттянутого.
Основные размеры расточных резцов конструкции В. К. Семинского
указаны в нижеприводимой таблице.
Сечение резца в мм Размеры резца в мм № пластинок по ГОСТ
L / 1 m 1 п k 1 г
20 X 20 180 220 100 4,0 4,5 10 6 0606
25 X 25 210 -т-250 120 2,5 5 12 8 0610
30 X 30 240 -т- 300- 130 2,5 5 12 8 0610
40 X 40 280 -т-350 140 2,0 9 20 10 0618
Растачивание отверстий
281
Расточной резец конструкции В. К. Лакура
Особенность этого резца состоит в том, что его главная режущая
кромка расположена в плоскости, проходящей через ось 00 стержня
резца, что, как показал опыт, значительно способствует уменьшению
вибраций и получению хорошей чистоты обработанной поверхности.
Расточной резец конструкции В. М. Бирюкова
А
На передней грани резца имеется канавка, параллельная главной
режущей кромке. Задняя стенка ее образует уступ с переменной вы-
сотой, так как главная режущая кромка имеет угол наклона 7°.
Пластинка твердого сплава расположена вертикально, что обеспечивает
большое число возможных переточек резца. Наличие канавки способ-
ствует завиванию стружки. Резцы с такой геометрией применяются
для обработки сталей средней твердости и мягких.
282
Обработка отверстий
3. ПРИПУСКИ ПРИ РАСТАЧИВАНИИ ОТВЕРСТИЙ
Ниже приводятся значения припусков, оставляемых при растачивании
отверстий под последующую обработку.
Припуски на чистовое растачивание
Диаметр отверстия в мм Припуск на диаметр в мм
18-г-30 0,7
30 4-50 1,0
50 4- 80 • 1,2
80 4- 100 1,5
Припуски на зенкерование
Диаметр отверстия в мм Припуск на диаметр в мм
15 4-35 1.0 4-1,5
35 4-50 1,5 4- 3,0
50 4- 10Э 3,0 4- 5,5
Припуски на развертывание
Диаметр отверстия в мм Припуск на диаметр в льи
10 4-20 0,20
20 4-30 0,25
30 4-50 0,30
50 4-80 0,35
80 4- 100 0,40
Припуски на тонкое растачивание
Обрабаты- ваемый материал Диаметр отверстия в мм Припуск на диаметр в мм Обрабаты- ваемый материал Диаметр отверстия в мм Припуск на диа- метр в мм
Легкие сплавы 1 До 100 Св. 100 0,3 0,5 Бронза и чугун До 100 Св. 100 0,3 0,5
Баббит До 100 Св. 100 0,4 0,6 1 Сталь 1 До 100 Св. 100 о.з 0,4
Растачивание отверстий
283
Припуски на шлифование
Диаметр отверстия в мм До 30 304-50 50-г 80 804-120 1204-180 1804-260 2604-360
Припуск на диаметр в мм 0,65+Q’14 0.7+0J7 0.8+0’20 0.85+0’23 0.9+0’26 ..о5+0-39 1.Л'34
Примечания:
I. Приведенные в таблице припуски отно-
сятся к отверстиям, имеющим длину L^(2~3}d.
2. Одновременно с растачиванием отвер-
стия под шлифование следует вытачивать
в нем канавки формы а или и для выхода шли-
фовального круга. Размеры этих канавок
см, стр. 246.
Припуски на шабрение (ориентировочные) в мм на диаметр
Диаметр отверстия в мм Длина отверстия в мм
До 100 1004-200 2004-300
До 80 0,05 0,08 0,12
80-4-180 0,10 0,15 0,25
180-г-ЗбО 0,15 0,25 0,35
4. РЕЖИМЫ РЕЗАНИЯ ПРИ РАСТАЧИВАНИИ ОТВЕРСТИЙ
Подачи (в мм/об) при черновом растачивании стали и стального литья
твердосплавными и быстрорежущими резцами
Диаметр круг- лого сечения резца в мм Вылет резца в мм Глубина резания в мм
2 3 5
10 50 0,08 — —
12 60 0,10 0,08 —
16 80 0,10 -4-0,20 0,15 0,10
284
Обработка отверстий
Продолжение
Диаметр круг- лого сечения резца в мм Вылет резца в мм Глубина резания в мм
2 3 5
20 100 0,15 -=-0,30 0,15 4-0.25 0,12
25 125 0,25 -ь 0,50 0,15 4-0,40 0,12 4-0,20
30 150 0,40 0,70 0,20 4- 0,50 0,12 4-0,30
40 200 — 0,25 4- 0,60 0,15 4-0,40
Примечания: 1. Верхние пределы подач рекомендуются для меньшей глубины реза- ния и при обработке менее твердых сталей и чугуна, нижние — для боль- шей глубины резания и большей твердости обрабатываемого материала. 2. При обработке прерывистых поверхностей и работе с ударами таб- личные значения подач следует умножать иа 0,75 4 0,85.
Подачи (в мм/об) при черновом растачивании чугуна и медных сплавов
твердосплавными и быстрорежущими резцами
Диаметр круг- лого сечения резца в мм Вылет резца в мм Глубина резания в мм
2 3 5
10 50 0,12 -т- 0,16 — —
12 60 0,12 -г- 0,20 0,12-4-0,18 —
18 80 0,20 + 0,30 0,15 4- 0,25 0,10 -4-0,18
20 100 0,30 -н 0,40 0,25 4- 0,35 0,12-4-0,25
25 125 0,40 4- 0,60 0,30 4- 0.50 0,25 -т- 0,35
30 150 0,50 ч-0,80 0,40 4- 0,60 0,25 4-0,45
40 200 — 0,60 4- 0.80 0,30 -ь 0,60
Примечания;
I. Верхние пределы подач рекомендуются для меньшей глубины реза-
ния и при обработке менее твердых сталей и чугуна, нижние — для боль-
шей глубины резания и большей твердости обрабатываемого материала.
2. При обработке прерывистых поверхностей и работе с ударами таб-
личные значения подач следует умножать на 0,75 4 0,85.
Растачивание отверстий
285
Подачи при чистовом растачивании
Подачи при чистовом растачивании принимаются равными подачам»
рекомендуемым при чистовом обтачивании, приведенным на стр. 249 и 251.
Скорости резания при растачивании отверстий
Скорости резания при растачивании отверстии больших диаметров
резцом большого сечения, закрепленным в жесткой державке, можно при-
нимать равными скоростям при наружном обтачивании (при одинаковых
условиях выбора материалов детали и резца, подаче, глубине резания
и т. д.). При работе обыкновенными расточными резцами скорости резания
можно выбирать по соответственным таблицам для наружной обработки,
приведенным в главе восьмой Справочника, умножая табличные значения
скоростей на 0,9.
Страницы Справочника, на которых приведена скорость резания
при наружном обтачивании
Обрабатываемый материал Характер обработки Материал резца
Твердый сплав Быстрорежу щая сталь
Страницы
Сталь и стальное литье Черновая 234—237 241
Чистовая 249—251 241
Чугун серый Черновая 237—239 —
Чистовая 251-253 —
Медные сплавы Черновая — 243
Чистовая — 243
5. ОХЛАЖДЕНИЕ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ
Для выбора смазочно-охлаждающей жидкости, применяемой при раста-
чивании отверстий, можно пользоваться данными соответствующих таблиц,
относящихся к обработке наружных поверхностей и приведенных
на стр. 243 и 256.
286
Обработка отверстий
III. СВЕРЛЕНИЕ И РАССВЕРЛИВАНИЕ ОТВЕРСТИЙ
1. НЕОБХОДИМЫЕ СВЕДЕНИЯ О СПИРАЛЬНЫХ СВЕРЛАХ
Элементы и формы заточки стандартных спиральных сверл
Принятые названия элементов спирального сверла приведены иа фиг. 155.
Величина угла 2<р при вершине сверл, используемых при обработке
стали, принимается 116 ч-118°, при обработке чугуиа и твердой бронзы —
Фиг. 155.
90 ч- 100°, латуни, дуралюмина, силумина и баббита —140°, красной
меди —125°. У стандартных сверл угол 2<р = 116 ч- 118°.
При переточке сверла необходимо следить за тем, чтобы режущие
кромки его были прямолинейны, их длина и образуемые ими с осью сверла
углы — одинаковы (фиг.
156, «), чтобы
О)
Фиг. 156.
угол наклона поперечной
кромки (фиг. 156, б) у стан-
дартных сверл диаметром до
15 льч был равеи 50°, а сверл
больших диаметров —55° и
чтобы угол заострения сверла
(фиг. 156, в) был правильным.
Формы заточки сверл по-
казаны на фиг. 157. Для
создания наиболее благо-
приятных условий резания,
уменьшения силы подачи и
повышения стойкости сверла
применяют подточку пере-
мычки (фиг. 157, а), доводя
длину поперечной режущей
кромки до одной десятой
диаметра сверла. Прочность
сверла при этом ие умень-
всей длине сверла остается без
перемычки по
как толщина
шается, так
изменения.
Наибольший износ у сверла происходит в уголке на границе ленточки
и режущей кромки сверла. Чтобы уменьшить этот износ, затачивают
Сверление и рассверливание отверстий
287
у ленточки (фиг. 157, а и 6) на длине I — 1,5 4- 5 мм (в зависимости от
диаметра сверла) задний угол аь оставляя фаску /= 0,1 -ь 0,2 мм.
В сечении А—А показано положение фаски и угла аг
Для увеличения длины режущей кромки, что уменьшает давление
иа единицу ее длины и улучшает отвод тепла, вершина сверла (фиг. 157,6)
затачивается иногда под двумя углами 2<р = 116 ч- 118° и 2<р0 — 70 75°
при ширине фаски д, равной 0,2 диаметра сверла. На фиг. 157, б показана
двойная заточка сверла с подточкой перемычки и ленточки.
Спиральное сверло конструкции В. И. Жирова
Сверло конструкции В. И. Жирова имеет (фиг. 158) комбинированную
заточку, подточку и прорезку поперечной кромки и тройную заточку режу*
щих кромок под углами 118°,
70° и 55°. Такая заточка обес-
печивает уменьшение осевой
силы при сверлении стали
в 2-г-З раза, а при сверле-
нии чугуна — в З-г-4 раза 6/5Л
по сравнению со сверлами
обычной заточки. Эта осо- -И
бенность сверл конструкции '
В. И. Жирова очеиь важна
при сверлении отверстий на
токарных стайках, где подача
почти всегда ручная.
Значительное снижение
величины осевой силы позво-
ляет работать при повышен-
ных подачах и дает возможность
относительно больших диаметров ие
существенно сокращает как машинное, так и вспомогательное время обра-
ботки.
производить сверление отверстий
в несколько проходов, а в один, что
288
Обработка отверстий
2. РЕЖИМЫ РЕЗАНИЯ ПРИ СВЕРЛЕНИИ
И РАССВЕРЛИВАНИИ
Подачи и скорости резания при работе сверлами из быстрорежущей
стали указаны в нижеприводимой таблице. При работе сверлами из угле-
родистой стали можно брать подачи, указанные в таблице, а скорости
резания уменьшать примерно вдвое.
Таблица составлена применительно к сверлению отверстий глубиной
не свыше трех диаметров сверла. При более глубоком сверлении подачи
и скорости резания, указанные в таблице, следует уменьшать.
В качестве охлаждающей жидкости при сверлении отверстия в стали
применяется эмульсия. Сверление отверстий в чугуне производится без
охлаждения.
Ручные подачи (в мм/об) и скорости резания (в м/мин)
при сверлении отверстий быстрорежущими
сверлами
Диаметр сверла в мм Обрабатываемый материал
Сталь 75 кгс/мм2 Чугун серый НВ 190
Подача Скорость резан ня Подача Скорость резания
5 Ч- 10 0,05 -=-0,15 50-4-30 0,10 4-0,20 45 ч- 30
10 15 0,10 --0,20 40 -4- 25 0,15 -г-0,35 35 -и 25
15 ч- 20 0,15-4-0,30 35 ч-23 0,30 -4-0,60 27 -н 21
20 ч-25 0.20 -4- 0,35 30 -4- 20 0,40 4- 0,80 24 ч- 20
25 ч- 30 0,25 -г-0,50 25 ч- 18 0,50 4- 1,00 23 ч- 18
Примечание. Для общей ориентировки можно считать, что при обработке стали aQp < 75 кгс/мм2 и чугуна НВ < 190 подачу и скорость резания следует брать несколько больше указанных в таблице; при ст > 75 кгс/мм2 и НВ > 190 табличные значения подач и скоростей реза-
ния следует уменьшать.
Зенкерование отверстий
289
Ручные подачи (в мм/об) и скорости резания (в м/мин) при рассверливании
отверстий быстрорежущими сверлами
Диаметр обра- батываемого отверстия в мм Обрабатываемый материал
Сталь авр = 75 кгс/мм2 Чугун серый НВ 19?
Подача в мм/об Диаметр предваритель- но просверленного отверстия в мм Подача в мм/об Диаметр предваритель- но просверленного отверстия в мм
10 15 20 30 10 15 20 зэ
25 0,2 0,3 0,4 35 30 26 40 32 28 — — 0,2 0,3 0,5 38 32 27 49 33 28 — —
30 0,3 0,4 0,6 30 25 21 32 27 22 34 29 24 1 1'1 0,3 0,4 0,6 34 30 25 35 31 26 37 32 27 ! 1 1
40 0,3 0,4 0,6 — 27 24 19 28 25 20 32 28 23 0,3 0,4 0,7 1 1 1 31 28 23 32 29 24 34 30 26
50 0,3 0,4 0,6 — — 26 23 19 29 25 20 0,3 0.5 0,7 — — 30 25 21 31 26 22
Примечание. При обработке стали aQp < 75 кгс/мм2 и чугуна НВ < 190 табличные значения подач и скоростей резания несколько увеличивать. Если > 75 кгс/ммг и НВ > 190, табличные данные уменьшать.
IV. ЗЕНКЕРОВАНИЕ ОТВЕРСТИЙ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ И ПРАКТИКА ЗЕНКЕРОВАНИЯ
Зенкерование применяется:
1) для черновой обработки отверстий в отливках и поковках;
2) для получистовой обработки после сверла и чернового резца под
последующее развертывание:
3) для чистовой обработки.
290
Обработка отверстий
Конструкция зенкера, имеющего, по крайней мере, три режущих кромки,
значительно прочнее конструкции сверла, вследствие чего обработка отвер-
стия зенкером производительнее растачивания резцом и рассверливания.
При зенкеровании лучше обеспечиваются прямолинейность оси обрабаты-
ваемого отверстия и правильное ее положение. Однако увод зенкера воз-
можен при неравномерном припуске, при неодинаковой твердости обраба-
тываемого материала и при наличии в нем твердых вкраплений. Увод зен-
кера больше в чугунных деталях, чем в стальных; он может быть значитель-
ным в начале резания при зенкеровании отлитых или прошитых отверстий.
Для предупреждения увода зенкера зенкерованию таких отверстий должно
предшествовать растачивание их резцом до диаметра зенкера и на глу-
бину, примерно равную половине его длины.
Поверхность отверстия, обработанного зенкером, получается чище, чем
при сверлении и рассверливании. Точность диаметра отверстия, обработан-
ного зенкером под последующее развертывание, достигается значительно
проще, чем при растачивании, так как при зенкеровании отсутствует уста-
новка режущего инструмента на требуемый размер.
2. РЕЖИМЫ РЕЗАНИЯ ПРИ ЗЕНКЕРОВАНИИ
В нижеприводимой таблице приведены режимы резания при обработке
отверстий 0 15 4- 30 мм цельными зенкерами; 0 25 40 мм цельными
и насадными зенкерами; 0 40 4- 50 мм насадными зенкерами из быстро-
режущей стали
Подачи (в мм/об) и скорости резания (в м/мин) при зенкеровании
отверстий
Обрабатываемый материал
Сталь углеродистая авр = - 75 кгс/мм | Чугун серый НВ 19Э
Диаметр зенкера Диаметр зенкера
Подача в жж/об 151 1 201 30 40 50 Подача в мм/об 151 201 30 | 40 50
Припуск иа сторону в мм Припуск иа сторону в мм
0,5 0,5 0,75 1.0 1.5 0,5 0,5 0,75 1.0 1.5
0,2 4- 0,3 0,4 4- 0,5 0,6 4- 0,7 0,8 4- 0,9 1,2 4- 1,4 38 29 24 28 23 20 23 20 18 14 16 14 13 13 11 0,4 4- 0,6 0,7 4- 0,8 1,0 4- 1,2 1,4 4- 1,6 1,8 4-2,2 30 25 21 27 24 22 20 21 18 16 18 16 15 17 15 14
Примечание. При обработке стали <гвр < 75 кгс/мм2 и чугуна НВ < 190 табличные значения подач и скоростей резаиия — несколько увеличивать. Если > 75 кгс/мм2 и НВ > 190, табличные данные уменьшать.
Отделочная обработка отверстий
291
V. РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ
1. ПРАКТИКА РАЗВЕРТЫВАНИЯ ОТВЕРСТИЙ
Отверстия диаметром до 10 мм развертываются после сверления; при
больших диаметрах отверстие (просверленное, литое и прошитое) обраба-
тывается резцом или зенкером (одним или двумя) и лишь после этого раз-
вертывается одной или двумя развертками. Подготовку отверстия резцом
следует производить только в том случае, если нет зенкера необходимого
размера. Растачивание применяется, однако, обязательно, если требуется
обеспечить определенное положение оси обрабатываемого отверстия.
Торцовая поверхность отверстия перед развертыванием должна быть
обточена, чтобы развертка с самого начала работала всеми зубьями равно-
мерно. Это необходимо для ее должного направления, а при обработке
чугунных деталей, кроме того, и для предотвращения быстрого износа
развертки. Если нельзя обработать всей торцовой поверхности, обтачи-
вается фаска.
Если отверстия обрабатываются двумя развертками, то черновой раз-
верткой следует срезать от 3/4 до 2/3 всего припуска, оставляя на чистовое
развертывание от V4 до % припуска. Чем меньше диаметр отверстия, тем
меньшая часть припуска оставляется на чистовое развертывание.
2. РЕЖИМЫ РЕЗАНИЯ ПРИ РАЗВЕРТЫВАНИИ
Подача при развертывании осуществляется обычно вручную и должна
быть равномерной. Чем меньше подача, тем чище получается поверхность
отверстия. Скорости резания при развертывании должны быть небольшими
во избежание быстрого износа развертки.
Величины подачи при развертывании отверстий диаметром от 10 до
50 мм должны быть при обработке стали 0,5 ~ 2,0 мм/об, а чугуна 1,0 -ь
5 мм/об. Скорости резания при обработке стали средней твердости
должны составлять 6 + 16 м/мин , а при обработке чугуна 4 14 м/мин.
Чем больше диаметр отверстия, тем меньше при одной и той же подаче
должна быть выбрана скорость резания. Чем больше подача, тем меньше
при одном и том же диаметре отверстия должна быть скорость резания.
VI. ОТДЕЛОЧНАЯ ОБРАБОТКА ОТВЕРСТИЙ
1. ТОНКОЕ РАСТАЧИВАНИЕ
Сущность и практика топкого растачивания отверстий подобны сущности
и практике тонкого обтачивания наружных поверхностей (см. стр. 257
и след.). Применение этого способа при обработке отверстий часто огра-
ничивается неуравновешенностью детали, исключающей возможность
сообщения ей необходимой окружной скорости.
2. ПРИТИРКА
Притирка применяется при отделке отверстий в деталях из различных
материалов, но преимущественно из закаленной стали.
Притир простейшей конструкции (фиг. 159, а) состоит из конической
оправки 1 и собственно притира — надрезанной втулки 2. Толщина стенки
этой втулки делается от V6 до г/8 ее диаметра.
292
Обработка отверстий .
Изменение диаметра втулки достигается перемещением ее по оправке.
Более удобную регулировку имеет притир, показанный на фиг. 159, б.
Он надрезан в трех местах (один из надрезов на фиг. 159, б обозначен бук-
вой А) и разжимается при ввертывании в него винта 4 с коническим хво-
стом В. Цифрой 3 на фиг. 159, б обозначена контргайка.
Фиг 159
Длина притира, применяемого для отделки сравнительно недлинных
отверстий, должна быть несколько больше длины отверстия, так как корот-
кие притиры дают уширение в середине его длины. Для длинных отверстии
пользуются короткими притирами.
Диаметр притира должен быть меньше диаметра притираемого отверстия
приблизительно на 0,15 мм при черновой и на 0,05 мм при чистовой при-
тирке.
О выборе абразива для притирки — см. стр/ 259.
Припуски на притирку отверстий в закаленных деталях, подготовлен-
ных обычно шлифованием, принимаются следующие:
Диаметр отверстия в мм Припуск на диаметр в мм
Свыше 10 до 20 До 0,025
» 20 » 50 0.025 -5- 0,05
При диаметрах меньше 10 мм притирку производят непосредственно
после закалки (без шлифования).
Отверстия в сырых деталях подготовляются для притирки развертыва-
нием, тонким растачиванием или шлифованием.
Окружная скорость при при-
тирке отверстий от 10 до
30 м/мин, а при недопустимости
перегрева детали 3 -ь 5 м!мин.
Фиг. 160.
3. РАЗВАЛЬЦОВЫВАНИЕ
Этот процесс осуществляется
роликовыми или шариковыми
развальцовками.
Роликовая развальцовка по-
казана на фиг. 160, а. Рабо-
чими деталями этого инстру-
мента являются 12 роликов
бочкообразной формы, удержи-
ваемые на оправке обоймами 1
и 3 и опирающиеся боковой
поверхностью на стальную за-
каленную (после цементации) поверхность оправки 5. Осевые усилия,
испытываемые роликами, воспринимаются шарикоподшипниками 4 и 6.
Отделочная обработка отверстий
293
Регулируемая роликовая развальцовка изображена на фиг. 160, б.
В отверстиях гильзы 7 расположены конические ролики. В правый конец
гильзы входит резьбовая пробка 10, перемещающая конус 9 и оправку 12.
Конус 9 при этом раздвигает опирающиеся на него ролики 8 в радиальном
направлении, регулируя при этом рабочий размер развальцовки. После
установки конуса на требуемый размер развальцовки положение его
фиксируется контргайкой 11.
Шариковая регулируемая развальцовка показана на фиг. 161, а.
Фиг. 161.
Рассмотренные выше роликовая и шариковая развальцовки имеют общий
недостаток: они сложны в изготовлении и не обладают универсальностью.
Более совершенной с этой точки зрения является одношариковая разваль-
цовка, например изображенная на фиг. 161, б.
При развальцовывании отверстий на токарных станках развальцовка
закрепляется в пиноли задней бабки. Во многих случаях оказывается
достаточно одного прохода развальцовки (вперед и обратно), чтобы полу-
чить чистую поверхность.
Припуск на развальцовывание невелик и при диаметре отверстий
60 ч- 100 мм составляет обычно 0,02 ч- 0,03 мм на диаметр.
Окружные скорости и подачи при развальцовывании изменяются
в широких пределах и устанавливаются в каждом отдельном случае опыт-
ным путем. Укажем, например, что в одном случае развальцовывание отвер-
стия диаметром 90 мм в цилиндре небольшого двигателя происходило вполне
успешно при окружной скорости около 75 м/мин и подаче 150 мм/мин.
В другом случае хорошие результаты были получены после развальцо-
вывания отверстия при окружной скорости 70 ~ 75 м/мин и подаче раз-
вальцовки 0,03 ч- 0,05 мм/об. 'Давление шарика (диаметр его 2,5 мм)
определялось его поперечной подачей на 0,05 мм от положения касания
с обрабатываемой поверхностью.
При определении диаметра роликовой или шариковой нерегулируемой
развальцовки необходимо учитывать материал детали, который после
вывода детали из развальцовки вследствие упругих деформаций обычно
несколько спружинивает, и диаметр отверстия уменьшается. Величина
пружинения определяется опытом.
294
Обработка отверстий
VII. ОБРАБОТКА ОТВЕРСТИЙ В ЗАВИСИМОСТИ
ОТ ИХ ТОЧНОСТИ
1. ПОРЯДОК ОБРАБОТКИ ОТВЕРСТИЙ
Порядок обработки отверстий устанавливается в основном в зависи-
мости от их точности и размеров, а также от характера заготовки под
отверстие (сплошной материал или отлитые или прошитые отверстия).
Последовательность переходов при обработке отверстий 2 4-го классов
точности указана в нижеприводимой таблице.
Обработку отверстий 1-го класса точности можно выполнять в порядке,
рекомендуемом для 2-го класса. При этом необходимо иметь в виду, что
положительные результаты достигаются лишь при очень тщательной работе,
поэтому данная операция выполняется на токарном станке лишь в случаях
крайней необходимости. Отверстия 5 7-го классов в сплошном мате-
риале получаются сверлением с последующим, в случае надобности, рао
сверливанием, зенкерованием или растачиванием.
Порядок обработки отверстии, указанный в нижеприводимой таблице,
применяется при обработке отверстий, длина которых не превышает пяти-
шестн диаметров. При большей длине отверстия необходим иной порядок
обработки и другие инструменты. При очень больших припусках на обра-
ботку отлитых или прошитых отверстий и в особенности при значительном
смещении их оси относительно требуемого положения необходимо перед
переходами, указанными в таблице для нормальных припусков, вводить
дополнительное растачивание одним или несколькими проходами резца.
Последовательность обработки отверстий 2 ч- 4-го классов точности
Диаметр отверстия в мм Заготовка под отверстие Классы точности
! 3 1 4
До Ю Сплошной материал Сверленне, развертывание черновое, раз- вертывание чис- товое Сверление, развертывание Сверление
I0-J-30 Сплошной материал Сверление, зенкерованне или растачива- ние, разверты- вание черновое, развертывание чистовое Сверление, зеи- кероваиие или растачивайие, развертывание Сверлении и зеикеровапие
Отлитое или прошитое отверстие с припуском до 4 мм на диаметр Растачивайне или зеикерова- ние, разверты- вание черновое, развертывание чистовое Растачивание или зеикерова- нне, разверты- вание Растачивание или зеикерова- иие
Отлитое или прошитое от- верстие с припуском свыше 4 мм и а диаметр Растачивайне или зеикерова- ние черновое, зенкерование или растачива- ние получисто- вое, развертыва- ние черновое, развертывай не чистовое Растачивание или зеикерова- иие черновое, зенкерование или растачива- ние получисто- вое, разверты- вание Растачивание или зенкерова- иие черновое, зенкерование или растачива- ние чистовое
Обработка отверстий в зависимости от их точности
295
Продолжение
Диаметр отверстия в мм Заготовка под отверстие Классы точности
2 1 3 4
ЗО-т-100 Сплошной материал Сверление, рас- сверливание, зеикероваине или (вместо рас- сверливания и зенкерован ня) растачивание, развертывание черновое, раз- вертывание чис- товое Сверление, рас- сверливание, зенкерование или (вместо рас- сверливания и зеикерова ния) растачивание, развертывание Сверление, рассверливание, зеикероваиие или (вместо рас- сверливания и зенкеровани я) растачивание
Отлитое или прошитое отверстие с припуском до 6 мм и а диаметр Растачивание или зеикерова- иие черновое, развертывание черновое, раз- вертывание чис- товое Растачивание или зенкерова- ние, разверты- вание Растачивание или зенкерова- ние
Отлитое или прошитое отверстие с припуском свыше 6 мм на диаметр Растачивав не или зеикерова- иие черновое, зенкерование или растачива- ние получисто- вое, разверты- вание черновое, развертывание чистовое Растачивание или зенкерова- ние черновое, зенкерование или растачива- ние получисто- вое, развертыва- ваиие Растачивание или зенкерова- ние черновое, зенкерование или растачива- ние получисто- вое
Свыше 100 Отлитое или проши- тое отверстие с припуском свыше 6 мм иа диаметр Растачивание черновое, рас- тачивание полу- чистовое, рас- тачивание чис- товое или раз- вертывание спе- циальной раз- верткой Растачивание черновое, рас- тачивание полу- чистовое, раста- чивание чисто- вое нли развер- тывание специ- альной разверт- кой Растачивание черновое, рас- тачивание чис- товое
Примечания. I. Во всех случаях обработки отверстий в сплошном материале сверлению должно предшествовать центрование. 2. Если при обработке отлитого или прошитого отверстия используется зенкерование, то ему должно предшествовать растачивание иа длину 0,3-5-0,5 диаметра зенкера, обеспечивающее направление зенкера.
2. ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИМЕНЕНИЯ И РАЗМЕРЫ
ИНСТРУМЕНТОВ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ 2 и 3-го КЛАССОВ
Ниже приводятся таблицы, в которых указаны последовательность
и размеры инструментов, применяемых при обработке отверстий 2 и 3-го
классов. Во всех этих таблицах растачивание резцом введено как переход,
заменяющий зенкерование, например, при необходимости выправить поло-
жение оси обрабатываемого отверстия.
296
Обработка отверстий
Обработка отверстий 2-го класса точности в сплошном материале
Диаметр обрабаты- ваемого от- верстия в мм Диаметр в мм
сверла отверстия после раста- чивания резцом зенкера черновой развертки чистовой развертки
1-го 2-го
3 2,9 — ЗА
4 3,9 — — — — 4А
5 4,8 — — — — 5А
6 5,8 — — — — 6А
8 7,8 — — — 7,96 8А
J0 9,7 — — — 9,96 10А
12 11,0 — — 11,85 11,95 12А
13 12,0 — — 12,85 12,95 13А
14 13,0 • —. — 13,85 13,95 14 А
15 14,0 — — 14,85 14,95 15А
16 15,0 — — 15,85 15,95 16А
18 17,0 — — 17,85 17,94 18А
20 18,0 — 19,8 19,80 19,94 20А
22 20,0 — 21,8 21,80 21,94 22А
24 22,0 — 23,8 23,80 23,94 24А
25 23,0 — 24,8 24,80 24,94 25А
26 24,0 — 25,8 25,80 25,94 26А
28 26,0 — 27,8 27,80 27,94 28А
30 15,0 28,0 29,8 29,80 29,93 ЗОА
32 15,0 30,0 31,7 31,75 31,93 32А
35 20,0 33,0 34,7 34,75 34,93 35А
38 20,0 36,0 37,7 37,75 37,93 38А
40 25,0 38,0 39,7 39,75 39,93 40А
42 25,0 40,0 41,7 41,75 41,93 42А
45 25,0 43,0 44,7 44,75 44,93 45А
48 25,0 46,0 47,7 47,75 47,93 48А
50 25,0 48,0 49,7 49,75 49,93 50А
Примечания:
I. Для отверстий диаметром до 15 мм включительно в чугуие обра-
ботка зенкером ие применяется.
2. При сверлении отверстий диаметром 30 и 32 мм в чугуие применять
одно сверло диаметром соответственно 28 и 30 мм.
3. В случае применения одной развертки иа исе распространяется
суммарный припуск черновой и чистовой разверток, указанный в настоя-
щей таблице.
Обработка отверстий в зависимости от их точности 297
Обработка отверстий 3-го класса точности в сплошном материале
Диаметр обрабатываемого отверстия в мм Диаметр в мм
сверла отверстия после растачивания резцом зенкера развертки
1-го 2-го
2 2,9 . ЗА3
4 3,9 — — — 4А3
5 4,8 — — — 5А3
6 5,8 — — — 6А3
8 7,8 — — — 8А3
10 9,7 — — — 10А3
12 11,8 — — — 12А3
13 12,8 — — — 13А3
14 13,8 — — — 14Л3
15 14,8 — — — 15А3
16 15,8 — — 15,85 16А3
18 17,0 — — 17,85 18Л3
20 18,0 — 19,8 19,80 20А3
22 20,0 — 21,8 21,80 22А3
24 22,0 — 23,8 23,80 24А3
25 23,0 — 24,8 24,80 25А3
26 24,0 — 25,8 25,80 26А3
28 26,0 — 27,8 27,80 28А3
30 15,0 28,0 29,8 29,80 ЗОА3
32 15,0 30,0 31,7 31,75 32А3
35 20,0 33,0 34,7 34,75 35А3
38 20,0 36,0 37,7 37,75 38А3
40 25,0 38,0 39,7 39,75 40А3
42 25,0 40,0 41,7 41,75 42А3
45 25,0 43,0 44,7 44,75 45А3
48 25,0 46,0 47,7 47,75 48А3
50 25,0 48,0 49,7 49,75 50А3
Примечание. При сверлении отверстий диаметром 30 и 32 мм
в чугуне применять одно сверло диаметром соответствен ио 28 и 30 мм.
298
Обработка отверстий
Обработка отверстий 2 и 3-го классов точности, прошитых и отлитых
Диаметр обрабаты- ваемого отверстия в м м Диаметр в мм
после черно- вого раста- чивания после чистового растачиваяия После черновой развертки После чистовой развертки А или А3
1-го 2-го Диаметр Допуск по А,
30 28,0 29,8 +0,14 29,93 30
32 — 30,0 31,7 +0,17 31,93 32
35 — 33,0 34,7 +0,17 34,93 35
38 — 36,0 37,7 +0,17 37,93 38
40 — 38,0 39,7 +0,17 39,93 40
42 40,0 41,7 +0,17 41,93 42
45 — 43,0 44,7 +0,17 44,93 45
48 — 46,0 47,7 +0,17 47,93 48
50 45 48,0 49,7 +0,17 "49,93 50
52 47 50,0 51,5 +0,20 51,92 52
55 51 53,0 54,5 +0,20 54,92 55
58 54 56,0 57,5 +0,20 57,92 58
60 56 58,0 59,5 +0,20 59,92 60
62 58 60,0 61,5 +0,20 61,92 62
65 61 63,0 64,5 +0,20 64,92 65
68 64 66,0 67,5 +0,20 67,90 68
70 66 68,0 69,5 +0,20 69,90 70
72 68 70,0 71,5 +0,20 71,90 72
75 71 73,0 74,5 +0,20 74,90 75
78 74 76,0 77,5 +0,20 77,90 78
80 75 78,0 79,5 +0,20 79,90 80
82 П 80,0 81,3 +0,23 81,85 82
85 80 83,0 84,3 +0,23 84,85 85
88 83 86,0 87,3 +0,23 87,85 88
90 85 88,0 89,3 +0,23 89,85 90
92 87 90,0 91,3 +0,23 91,85 95
95 90 93,0 94,3 +0.23 94,85 95
98 93 96,0 97,3 . +0,23 97,85 98
100 95 98,0 99,3 +0,23 99,80 100
105 100 103,0 104,3 +0,23 104,80 105
110 105 108,0 109,3 +0,23 109,80 НО
115 НО 113,0 114,3 +0,23 114,80 115
120 115 118,0 119,3 +0,23 119,80 120
125 120 123,0 124,3 +0,26 124,80 125
130 125 128,0 129,3 +0,26 129,80 130
Особые случаи обработки отверстий
299
Продолжение
Диаметр обрабаты- ваемого отверстия в мм Диаметр в мм
после черно- вого раста- чивания после чистового растачивани я После черновой развертки После чистовой разверти и Л или А3
1-го 2-го Диаметр Допуск по А4
135 130 133,0 134,3 4-0,26 134,80 135
140 135 138,0 139,3 -НО,26 139,80 140
145 140 143,0 144,3 -1-0,26 144,80 145
150 146 148,0 149,3 4-0,26 149,80 150
Примечания: I. При обработке отверстий диаметром 50. мм и больше в сплошном
материале применять предварительное сверление; диаметр сверла выбирать
по графе «после чернового растачивания l-го», с округлением до ближай-
шего меньшего размера, кратного 5; при сверлении двумя сверлами первое
сверло брать диаметром 30 мм; 2. В случае применения одной развертки на иее распространяются
суммарные припуски черновой и чистовой разверток, указанные в настоя-
щен таблице.
VIII. НЕКОТОРЫЕ ОСОБЫЕ СЛУЧАИ ОБРАБОТКИ
ОТВЕРСТИЙ
1. ОБРАБОТКА ГЛУБОКИХ ОТВЕРСТИЙ
Инструменты для обработки глубоких отверстий
Глубоким обычно называют отверстие, длина которого значительно
(в 8-ь 10 раз) превышает его диаметр. Более характерным признаком глу-
бокого отверстия является то, что оно обрабатывается при принудитель-
ном удалении стружки.
Если сверление не очень глубокого отверстия производится в одной-двух
деталях, оно может быть выполнено удлиненным спиральным сверлом.
Такой способ связан с необходимостью несколько раз выводить сверло
из обрабатываемого отверстия для удаления стружки. Кроме того, наличие
перемычки у спирального сверла часто вызывает увод его от правильного
положения, ось отверстия получается не прямолинейной.
При сверлении точных глубоких отверстий сравнительно малого диа-
метра применяются так называемые ружейные сверла (фиг. 162). Вершина
такого сверла смещена от его оси на V4 его диаметра.
При работе сверла, показанного на фиг. 162, а, охлаждающая жидкость
поступает к месту образования стружки через центральное отверстие А
и выходит вместе со стружкой по продольной канавке В сверла. При
300
Обработка отверстий
использовании сверла, показанного на фиг. 162, б, жидкость поступает
к режущей кромке сверла через кольцевой зазор С между сверлом и поверх-
ностью отверстия и дальше через отверстия Е в сверле и выходит через
центральное отверстие F. В последнем случае отвод стружки происходит
а)
Фиг. 162.
в более благоприятных условиях, но требуется специальное устройство для
подвода жидкости.
Сверло, показанное на фиг. 163, используется при обработке глубоких
отверстий диаметром 25 мм и больше. Пластинка 1 закреплена винтом 5
Фиг. 163.
в вырезе, имеющемся в головке 3 сверла. На режущей кромке этих пласти-
нок делаются канавки В для дробления стружки, расположенные в шах-
матном порядке. В пазах, сделанных в головке*?, закрепляются направляю-
щие сухари 2 из твердого дерева. Головка 3 закрепляется (на резьбе)
в стебле 4, длина которого выбирается в соответствии с глубиной обрабаты-
ваемого отверстия. Через канал А, отверстие в головке 3 (на фиг. 163 не
показано) и канавки В к месту резания подается под большим давлением
жидкость, охлаждающая сверло и вымывающая стружку.
Сверла, подобные рассмотренному, т. е. имеющие две режущие кромки,
расположенные по обе стороны от оси сверла, и называемые поэтому дву-
Особые случаи обработки отверстий
301
сторонними, значительно производительнее односторонних сверл с одной
режущей кромкой (например, ружейных, пушечных и т. п.). Недостаток
их — худшее направление, вследствие чего поверхность отверстия полу-
чается менее чистой, чем при работе сверлами одностороннего резания.
Поэтому при требовании высокой точности и чистоты после двустороннего
сверла отверстие приходится проходить еще другим инструментом, даже
там, где при работе односторонним сверлом этого можно было бы избе-
жать. При малых диаметрах двусторонние сверла получаются непрочными,
вследствие чего область их приме-
нения обычно начинается прибли-
зительно с диаметра 25 мм.
Более совершенные сверла для
глубоких отверстий, сравнительно
редко применяемые при работе на
токарных станках, рассматривают-
ся в специальной литературе.
Образование глубокого отвер-
стия диаметром более 70 -ь 80 мм
осуществляется иногда при по-
мощи трепанирующей головки,
устройство которой показано схе-
матически на фиг. 164. В корпусе 2
головки закрепляются при помощи винтов или клиньев сменные резцы /.
Иногда резцами служат твердосплавные пластинки, припаянные к кор-
пусу головки. К корпусу прикрепляются направляющие сухари 3.
Охлаждающая жидкость поступает к режущим кромкам через кольцевой
канал А и отходит вместе со стружкой через канал В.
Практика глубокого сверления
Сверла для глубокого сверления закрепляются или в пиноли задней
бабки или в резцовой головке суппорта. В первом случае для закрепления
сверла используется переходная втулка (фиг. 165), в резьбовое отверстие А
Фиг. 165.
которой ввертывается штуцер для присоединения гибкого шланга. Подача
инструмента при глубоком сверлении должна быть автоматической,
и поэтому рассматриваемое закрепление сверла допустимо лишь при усло-
вии, что задняя бабка может быть связана с суппортом, как это показано
на фиг. 71.
При закреплении сверла в резцовой головке с использованием призмати-
ческой подкладки или дополнительной бабки, показанной на фиг. 58,
необходимо тщательно проверять совпадение оси сверла с осью вращения
шпинделя.
Подачу и скорость резания при глубоком сверлении ввиду малой проч-
ности сверл и тяжелых условий работы следует выбирать очень осторожно.
302
Обработка отверстий
Так, при работе ружейными сверлами подача принимается в пределах
0,05 4- 0,20 мм/об, а при использовании усовершенствованного перового
сверла (фиг. 163) диаметром 30 4- 60 мм подача должна быть
0,3 4- 0,6 мм/об. Скорость резания быстрорежущим сверлом при образо-
вании отверстия в стали средней твердости должна быть 15 4- 20 м/мин.
В качестве охлаждающей жидкости при глубоком сверлении приме-
няются эмульсии и сульфофрезол,. Охлаждающая жидкость должна пода-
ваться к месту образования стружки под давлением 5 4- 25 ати.
Чем длиннее отверстие и чем меньше его диаметр, тем больше должно
быть давление, при котором подается охлаждающая жидкость.
2. ОБРАБОТКА СОПРЯЖЕННЫХ ОТВЕРСТИЙ
Предварительные замечания
Сопряженными называются отверстия, оси которых занимают определен-
ное положение друг относительно друга или относительно других поверх-
ностей. В одних случаях при обработке таких отверстий требуется обеспе-
чить параллельность их осей и заданное расстояние между ними, в других
случаях должна быть выдержана параллельность осей отверстий к какой-
либо плоскости детали и т. п.
На практике чаще других возникает необходимость обеспечения парал-
лельности осей сопряженных отверстий и расстояния между ними. Неко-
торые способы обработки таких систем отверстий в условиях инструмен-
тальных и ремонтных цехов рассматриваются ниже.
Обработка сопряженных отверстий по разметке
В результате погрешностей, имеющих место как прн выполнении обык-
новенной разметки сопряженных отверстий, так н при использовании этой
разметки в процессе установки детали на станке, точность расстояния
между осями отверстий после их обработки получается очень небольшой
и колеблется в пределах от ±0,2 до ±0,5 мм. Прн инструментальной
разметке, выполняемой осо-
быми приемами, можно до-
биться точности межосевых
расстояний до 0,1 мм и даже
более высокой.
Обработка сопряженного
отверстия последовательным
растачиванием
Сущность этого способа
состоит в следующем. Де-
таль, содержащая систему
сопряженных отверстий,
после обычной разметки за-
крепляется в четырехкулач-
ковом патроне или на планшайбе прихватами и в ней обрабатывается
первое отверстие до требуемого размера. Затем деталь переуста-
навливают (по разметке) и обрабатывают второе отверстие до размера,
несколько меньшего (на 2 4- 3 мм) заданного. Для определения получен-
Особые случаи обработки отверстий
303
ного расстояния между осями отверстий производят измерение, как пока-
зано на фиг. 166, и из полученного показания штангенциркулем вычитают
половину суммы действительных значений диаметров отверстий. Выявив
таким образом погрешность по отношению к требуемому расстоянию между
осями отверстий, соответственным образом смещают деталь, снова обра-
батывают второе отверстие и опять не до окончательного размера. После
этого измеряют действительное расстояние между осями отверстий и, если
оно равно заданному, обрабатывают второе отверстие окончательно. В про-
тивном случае снова смещают деталь и т. д.
Обработка сопряженных отверстий при помощи установочных кнопок
Кнопка (или втулка), используемая при этом способе, показана на фиг.
167, а. Такие кнопки изготовляются из стали, закаливаются и шлифуются
до какого-либо размера с воз-
6)
можно большей точностью.
Боковая поверхность кнопки
должна
лярна к плоскости ее осно-
вания.
детали по обычной разметке
сверлятся и нарезаются
отверстия. Расположение этих
отверстий должно, насколько
это возможно при обычной
разметке, соответствовать
требуемому расположению
отверстии, подлежащих обра-
ботке. Затем, используя резьбовые отверстия
к ней (предварительно) столько кнопок, сколько в
быть перпендику-
В обрабатываемой
Фиг.
в детали прикрепляют
ней должно быть обра-
ботано отверстий (фиг. 167,6). После тщательной проверки взаимного
расположения кнопок (путем определения размеров Л2 или /2
и т. д.) закрепляют их винтами окончательно. Затем деталь закрепляется
в четырехкулачковом патроне или на планшайбе таким образом, чтобы ось
одной из кнопок точно совпала с осью вращения шпинделя. Это совпадение
устанавливается посредством индикатора, мерительный штифт которого
подводится к боковой поверхности кнопки. Если индикатор не показывает
биения кнопки, ее открепляют от детали и растачивают резьбовое отверстие
до заданного размера.
После переустановки детали н проверки ее положения на станке по
второй кнопке, обрабатывают второе из требуемых отверстий и т. д.
Существуют и другие способы обработки сопряженных отверстий с па-
раллельными осями, рассматриваемые в специальной литературе1. В этой
же литературе освещены и способы обработки отверстий, связанных дру-
гими зависимостями.
1 См., например, А. Н. Оглоблин, Технология токарного дела, Маш-
гиз, 1951.
ГЛАВА ДЕСЯТАЯ
ОБРАБОТКА КОНУСОВ И ФАСОННЫХ
ПОВЕРХНОСТЕЙ
I. ОБРАБОТКА КОНУСОВ
1. ОБЩИЕ СВЕДЕНИЯ О КОНУСАХ
Названия и обозначения элементов конусов
Большим называется диаметр большего основания конуса (фиг. 168).
Большин диаметр конуса обозначается буквой D. Меньшим называется
диаметр конуса со стороны его меньшего основания. Меньший диаметр ко-
нуса обозначается буквой d.
Длиной конуса назы-
вается расстояние между его
основаниями, измеренное па-
раллельно его оси. Длина ко-
нуса обозначается буквой /.
Длина детали, часть кото-
рой есть конус, обозначается
буквой L.
Углом при вершине
конуса называется угол
между двумя образующими ко-
нуса в осевом сечении. Угол при вершине конуса обозначается 2а.
Углом уклона конуса называется половина угла при вер-
шине. Угол уклона конуса обозначается буквой а.
Конусностью (k) называется отношение разности диаметров двух
поперечных сечений к расстоянию между ними.
Уклоном конуса (i) называется половила конусности.
Связь между элементами конуса
На чертежах конических деталей не всегда бывают проставлены размеры,
которые необходимы при обработке конуса способом наиболее удобным
в данном случае. Определение неуказанных размеров по данным можно
производить, пользуясь нижеприводимыми формулами:
D — d
(22)
D — d
iga = ^2T' (23)
b
tga=7; (24)
Обработка конусов
305
D = d -Н 2/ tg а; (25)
D = d + kl\ (26)
d — D — 2/ tg а; (27)
d = D - kl. (28)
Если известно, что угол уклона конуса меньше 8 10°, то значение
величины этого угла может быть определено без тригонометрических
таблице точностью, достаточной для многих случаев практики, по формуле
(D — d) 57,3
а~ 21
Если размерами, характеризующими конус на
торцовой поверхности детали (фиг. 169), являются
диаметр его основания и высота, то угол уклона
этого конуса может быть найден по формуле
tga =
D
2Н ’
(30)
где a — угол уклона конуса в град;
D — диаметр основания конуса в мм\
И — высота конуса в мм.
2. РАЗМЕРЫ НАИБОЛЕЕ УПОТРЕБИТЕЛЬНЫХ КОНУСОВ
В нижеприводимых таблицах указаны размеры конусов, принятых
в нашем машиностроении.
Конусы для инструментов
Наружные конусы с лапкой в мм
(по ГОСТ 2847—45)
Название и № конуса Dt d2 d3 /4 е г
Морзе 0 . 1 . 2 . 3 . 4 , 5 . 6 Метр. 80 . юо , 120 . 160 , 200 9,212 12,240 17,980 24,051 31,552 44,731 63,760 80,400 100,500 120,600 160,800 201,000 6,115 8,972 14,059 19,131 25,154 36,547 52,419 69,000 87,000 105,000 141,000 177,000 5,9 8,7 13,6 18,6 24,6 35,7 51,3 67,0 85,0 103,0 139,0 175,0 59,5 65,5 78,5 98,0 123,0 155,5 217,5 228,0 270,0 312,0 396,0 480.0 6,5 8,5 10,5 13,0 15,0 19,5 28,5 24,0 28,0 32,0 40,0 48,0 1,00 1,25 1,50 2,00 2,50 3,00 4,00 5,00 6,00 6,00 8,00 10,00 ctn 4
1 f 50 1
—н 'o'. г
306
Обработка конусов и фасонных поверхностей
Наружные конусы без лапки в мм
________(по ГОСТ 2847—45)___
Название и № конуса d l2 i не менее t <2
Метр. 4 4,100 2,850 25 2,2 0,2
ж 6 6,150 4,400 35 — 2,5 0,2
Морзе 0 9,212 6,453 53 - - — 2,5 0,2
„ 1 12,240 9,396 57 Мб 16 3,0 0,2
, 2 17,980 14,583 68 мю 24 4,0 0,2
я 3 24,051 19,784 85 М12 28 4,0 0,6
. 4 31,542 25,933 108 М14 32 5,0 1,0
. 5 44,731 37,573 136 М18 40 6,0 2,5
„ 6 63,760 53,905 189 М24 50 7,0 4,0
Метр. 80 80,400 70,200 204 МЗО 65 8,0 5,0
. 100 100,500 88,400 242 М36 80 10,0 6,0
. 120 120,600 106,600 280 М36 80 11,0 6,0
. 160 160,800 143,000 356 М48 100 14,0 8,0
„ 200 201,000 179.400 432 М48 100 18,0 10,0
1 / 4, ||*и [Ш •С 1 ]_L
at
Внутренние конусы (гнезда) в мм
(по ГОСТ 2847—45)
Название и № конуса D Ч
Метр. 4 4,000 3,0 25
. 6 6,000 4,6 — 34
Морзе 0 9,045 6,7 — 52
„ 1 12,065 9,7 7,0 56
„ 2 17,780 14,9 11,5 67
. 3 23,825 20,2 14,0 84
. 4 31,267 26,5 16,0 107
. 5 44,399 38,2 20,0 135
, 6 63,348 54.8 27,0 187
Метр. 80 80,000 71.4 33,0 202
„ 100 100,000 89,9 39,0 240
„ 120 120,000 108,4 39,0 276
. 160 160,000 145,4 52,0 350
„ 200 200,000 182,4 52,0 424
Примечание. Размеры конусов по таблицам, приведенным выше.
Обработка конусов
307
Втулки переходные короткие ь мм
(по ОСТ 447)
Конус Морзе № L ^3
наружный внутренний
1 0 80 12,963 8.973 8,7
2 1 95 18,805 14,060 13,6
3 1 115 24,906 19,133 18,6
3 2 115 24,906 19,133 18,6
4 2 140 32,427 25,156 24,6
4 3 140 32,427 25,156 24,6
5 3 170 45,495 36,549 35,7
5 4 170 45,495 36,549 35,7
6 4 220 63,892 52,422 51,3
6 5 220 63,892 52,422 51,3
Конус Морзе № D
1 ^4 G > * г
наружный внутренний
1 0 9,045 6,7 51,9 9,5 1,25
2 1 12,065 9,7 55,5 11,1 1,50
3 1 12,065 9,7 55,5 14,3 2,00
3 2 17,781 14,9 66,9 14,3 2,00
4 2 17,781 14,9 66,9 15,9 2,50
4 3 23,826 20,2 83,2 15,9 2,50
5 3 23,826 20,2 83,2 19,0 3,00
5 4 31,269 26,5 105,7 19,0 3,00
6 4 31,269 26,5 105,7 28,6 4,00
6 5 44,401 38,2 134,5 28,6 4,00
Примечание. Размеры конусов по таблицам, приведенным выше.
308
Обработка конусов и фасонных, поверхностей
Втулки переходные длинные в мм
(по ОСТ 446)
Конус Морзе № Тип Длина L Втулка (гнездо)
наружный внутрен- ний d2 D d4 li
2 1 А 155 20 12,065 9,7 55,5
3 1 Б 175 20 12,065 9,7 55,5
3 2 А 190 26 17,781 14,9 66,9
4 2 Б 215 26 17,781 14,9 66,9
4 3 А 235 35 23,826 20,2 83,2
5 3 Б 270 35 23,826 20,2 83,2
5 4 Б 295 42 31,269 26,5 105,7
Конус Морзе № Хвостовая часть
наружный внутрен- ний О, d 2 dt I* e r rt
2 1 17,981 14,060 13,6 78,5 11,1 1,5
3 1 24,052 19,133 18,6 98,0 14,3 2,0 2
3 2 24,052 19,133 18,6 98,0 14,3 2,0 —-
4 2 31,544 25,156 24,6 123,0 15,9 2,5 4
4 3 31,544 25,156 24,6 123,0 15,9 2,5 —
5 3 44,732 36,549 35,7 155,5 19,0 3,0 6
5 4 44,732 36,549 35,7 155,5 19,0 3,0 6
п р именин и е. Размеры конусов по таблицам, приведенным выше.
Обработка конусов
309
Оправки с укороченным конусом Морзе
для сверлильных патронов в мм
(по ГОСТ 2682—44)
Тип А
Тип В
0
Тип
ТипС
,1g
и J tfU- dl— — d L*—
Конус Морзе хвостовик Конус Морзе укорочен ный - D Dx d di L I G a Тип
0 10,095 9,212 9,371 10,269 79 18 59,5 A
1 1а 10,095 12,239 9,371 10,269 86 18 65,5 C
2 10,095 17,981 9,371 10,269 102 18 78,5 3,5 C
0 12,065 9,212 11,142 12,239 85 22 59,5 A
1 1в 12,065 12,239 11,142 12,239 89 22 65,5 В
2 12,065 17,981 11,142 12,239 105 22 78,5 C
0 15,733 12,239 14,534 15,933 97 28 65,5 A
1 2а 15,733 17,981 14,534 15,933 109 28 78,5 C
2 15,733 24,052 14,534 15,933 133 28 98,0 4 D
1 17,781 12,239 16,183 17,981 106 36 65,5 A
2 2в 17,781 17,981 16,183 17,981 116 36 78,5 В
3 17.781 24,052 16,183 17,981 140 36 98,0 C
. 1 21,793 17,981 19,760 22,019 127 45 78,5 A
2 За 21,793 24,052 19,760 22,019 146 45 98,0 4,5 C
3 1 21,793 31,544 19,760 22,019 175 45 123,0 D
Примечание. Размеры конусов хвостовика по таблицам, приведенным выше.
310
Обработка конусов и фасонных поверхностей
Конусы инструментов с конусностью 1 : 10 и 1 : 7
(по ГОСТ 7343—55)
Форма и размеры (в мм) конусов с конусностью
I : 10 и 1:7
I,
Цилиндрическая
часть
Конусная часть
Конус- ность Обозначе- цие конуса D d 1 а ^2 йз G
80 80 80,70 60,700 200 7 63 22 205
100 100 100,70 76,700 240 7 : 79 32 245
1 : 10 120 120 121,00 93,000 280 10 97 32 285
160 160 161,50 125,500 360 15 130 40 365
200 200 201,50 157,500 440 15 164 40 445
80 80 81,00 52,429 200 7 56 22 205
100 100 101,00 66,715 240 7 71 32 245
1 : 7 120 120 121,48 81,480 280 10 87 32 285
160 160 162,12 110,672 360 15 116 40 365
200 200 202,12 139,243 440 15 146 40 445
Примечание. ГОСТ 7343 — 55 устанавливает, кроме указанных
в таблице, конусы с конусностью 1 : 10 и 1 : 7, обозначаемые 90, 110, 140
и 180, с рекомендацией конусы эти по возможности не применять. Размеры
этих конусов см. ГОСТ 7343 — 55.
Обработка конусов
311
Форма и размеры (в мм) концов конусов
с конусностью 1:10 и 1:7
Конус- ность Обозна- чения конусов 1» г d. d& dt d-г G не менее
80 56 8 4 М20 21 28 36 45 12
100 72 10 5 МЗО 31 38 45 65 14
1 : 10 120 68 12 6 МЗО 31 38 45 65 14
160 120 14 8 М36 37 45 52 80 15
200 152 18 8 М36 37 45 52 80 15
80 48 8 4 М20 21 28 36 45 12
100 62 10 5 МЗО 31 38 45 65 14
1 : 7 120 76 12 6 МЗО 31 38 45 65 14
160 105 14 8 М36 37 45 52 80 15
200 135 18 8 М36 37 45 52 80 15
П р и м е ч ГОСТ 7343 — 55. а н и е. Размеры концов конусов 90, ПО, 140 и 180 см.
312
Обработка конусов и фасонных поверхностей
3. СПОСОБЫ ОБРАБОТКИ КОНУСОВ
Обработка наружных конусов
Обработка конуса может производиться резцом, главная режущая
кромка которого установлена под требуемым углом по отношению
к оси конуса при продольной или поперечной подаче. Этот способ
применим, если длина образующей конуса не превышает 10-=-15 мм,
обрабатываемая деталь — жесткая, обрабатываемый конус расположен
близко к концу детали, угол уклона — большой и если к точности угла
уклона конуса и чистоте его поверхности, а также к прямолинейности его
образующей не предъявляется высоких требований.
Обтачивание конусов при повернутых верхних салазках суппорта при-
меняется при обработке конусов небольшой длины при любом угле уклона
конуса. Недостаток этого способа — необходимость применения в боль-
шинстве случаев ручной подачи резца.
Если обработка конусов, осуществляемая поворотом верхнего суппорта,
производится на данном станке часто, следует применять устройство, авто-
матизирующее подачу верхних
салазок суппорта (см. фиг. 72).
В таких случаях целесооб-
разно также применение конус-
ной линейки, используемой при
поперечной автоматической по-
даче (фиг. 170). На продольных
салазках 1 суппорта закреплена
плита 2. На этой плите располо-
жена поворотная плитка 3 с па-
зом А. По пазу А перемещает-
ся ролик, вращающийся на оси,
закрепленной в кронштейне 4,
прикрепленном, в свою очередь,
к верхним салазкам суппорта.
Винт этих салазок должен быть снят. Установив плитку 3 под требуемым
углом к оси станка, можно производить обработку конической поверх-
ности детали при поперечной автоматической подаче.
Обработка конусов при смещенной задней бабке применяется при
небольших углах уклона, во избежание чрезмерного неправильного
износа центровых отверстий. Учитывая неизбежность износа центровых
отверстий даже при небольших углах уклона конуса, обработку детали
с конической частью производят в два приема. Сначала обрабатываются
начерно все поверхности детали, в том числе и конические. Затем произ-
водится подправка неправильно сработанных центровых отверстий. После
этого производится чистовое обтачивание детали, причем ее конические
поверхности обрабатываются в последнюю очередь.
Закрепление детали, коническая часть которой обрабатывается при
смещенной задней бабке, должно производиться только в центрах (не
в патроне с поддержкой задним центром). Следует учитывать, что в этом
случае ведущий конец хомутика при вращении детали непрерывно пере-
мещается по поводку патрона от передней бабки к задней и обратно.
Чтобы такое перемещение могло происходить свободно, поводок хомутика
должен быть цилиндрическим (не коническим). Кроме того, длина по-
водка должна быть такой, чтобы при крайнем левом положении он не
упирался в торцовую плоскость патрона.
Фиг. 170.
Обработка конусов
313
Обработка конусов при помощи конусной линейки ограничивается наи-
большим возможным углом ее поворота. Этим способом можно обработать
детали с большей конусностью, чем при смещении задней бабки. Можно
зажимать деталь в патроне. Задний центр станка при этом остается в нор-
мальном положении. Для устранения влияния люфтов между конусной
линейкой и охватывающим ее ползунком на точность конической поверх-
ности следует продольную подачу включать несколько раньше, чем резец
окажется против начала конуса.
Независимо от способа обработки конуса используемый при этом резец
следует устанавливать точно на высоте центров станка. При другой уста-
новке резца обрабатываемая поверхность будет не конусом, а сложной
поверхностью вращения с криволинейной образующей.
Обработка внутренних конусов
Обработка внутренних конусов производится установленным резцом,
при повернутых верхних салазках суппорта или при помощи конусной
линейки. Все сделанные выше замечания об обработке этими способами
наружных конусов относятся и к данному случаю.
Если'производится растачивание конического отверстия в сплошном
материале, то отверстие предварительно просверливается. Диаметр сверла
должен быть на 2-4-3 мм меньше меньшего диаметра конуса. При большом
угле уклона конуса перед растачиванием отверстия на конус оно рассвер-
ливается или растачивается уступами.
Обработка конических отверстий небольших размеров может произ-
водиться одной или несколькими развертками, составляющими комплект.
4. НАСТРОЙКА СТАНКА ПРИ ОБРАБОТКЕ КОНУСОВ
Предварительные замечания
Во всех нижеприводимых формулах, используемых при настройке
станка для обработки конусов, приняты следующие обозначения:
Stf — величина сдвига задней бабки в мм\
S4 — величина смещения конусной линейки с миллиметровой установоч-
ной шкалой в мм\
А — расстояние от оси вращения линейки до ее установочной шкалы
в мм\
D — больший диаметр конуса в мм\
d — меньший диаметр конуса в мм\
I — длина конуса в мм\
L — длина детали, часть которой есть конус, в мм\
а — угол уклона конуса в град.
k - конусность.
Определение угла поворота верхних салазок
суппорта
Угол поворота верхних салазок суппорта, установленных для обработки
конуса, должен быть равен углу уклона этого конуса а, указан-
ному на чертеже детали или определенному по одной из формул (23)
или (24).
314
Обработка конусов и фасонных поверхностей
Определение величины сдвига задней бабки
Определение величины сдвига задней бабки производится в зависимости
от размеров конуса по одной из следующих формул:
’ 1 \ 2 /’ (31)
Sg = L sin а; (32)
L.k . (33)
Sg = L-tg а. (34)
Определение угла поворота конусной линейки
Если линейка имеет градусную установочную шкалу, то угол поворота
ее должен быть равен углу уклона конуса, указанному на чертеже детали
или определенному по одной из формул (23) или (24).
Если линейка имеет миллиметровую установочную шкалу, то величина
сдвига линейки определяется в зависимости от размеров конуса по одной
из следующих формул:
(35)
(36)
5Л = А • tg а.
(37)
Вспомогательные таблицы для настройки станка
при обработке конусов
Ниже приводятся таблицы, ускоряющие определение величин, необ-
ходимых для настройки станка при обработке конусов.
Указанные в этих таблицах приближенные значения углов уклона
конусов могут быть использованы во время предварительной настройки
станка для обработки конусов при повернутых верхних салазках суппорта
пли при помощи конусной линейки. Отсчет угла поворота производится
по соответствующей шкале суппорта или линейки. Цена деления таких
шкал обычно 1°, так что отсчет угла поворота на угол меньше 1° произво-
дится на глаз.
Окончательная установка верхнего суппорта или конусной линейки
производится опытным путем.
Обработка конусов
315
Углы уклона конусов с нормальной конусностью
Конус- ность Угол уклона конуса Конусность Угол уклона конуса
расчетный прибли- женный расчетный прибли- женный
1 : 200 0°8' 36" < 'А° 1 : 7 4°5'8" 4°
1 : 100 0°17'1Г 1 : 5 5°42'38" 5%°
1 : 50 0°34'23* ’/2° 1 : 3 9°27'44" 9’/2°
1 : 30 0°57'17" 1° 1 : 1,866 15° —
1 : 20 1°25’56" 1’/2° 1 : 1,207 22°30' —
1 : 15 Г54'33" 2° 1 : 0,866 30° —
1 : 12 2°23'9" 2’/2° 1 : 0,652 37°30' —
1 : 10 2°51'45* 2»// 1 : 0,500 45° —
1 : 8 3°34'35* З’/г” 1 : 0,289 60° —
Примечание. Конусности, приведенные в этой таблице, установ-
лены ГОСТ 8593—57.
Углы уклона инструментальных конусов
Название конуса Угол уклона конуса Название конуса Угол уклона конуса
расчетный прибли- женный расчетный прибли- женный
Морзе 0 1’29'27" 1!4° Морзе 4 1°29'15,5” Р/2 °
* 1 1°25'43" 1И° . 5 1°30'26,5" Р/г °
• 2 1°25'50,5" РЛ’ п 6 1°29'36" Р/г °
* 3 1°26'16" Р/2° Метриче- ский Г25'55,5" V/2 °
316
Обработка конусов и фасонных поверхностей
Углы уклона конусов, встречающихся прн ремонтных работах
Конус- ность Угол уклона конуса Конус- ность Угол уклона конуса
расчетный приближен- ный расчетный прибли- женный
1 : 1,5 18’26'6' 18У2" 1 : 12 2°23'9,5" 2И°
1 : 2 14’2' 10,5" 14’ 1 : 12,5 2° 17'26" 2*4 ’
1 : 2,5 11°18'36" 11‘/4 ° 1 : 13 2°12'9,5" 2У,’
1 : 3 9’27'44,5'' 9У2’ 1 : 13,5 2°7'16" 2°
1 : 3,5 8’7'48,5'' 8% ° 1 : 14 2°2'43,5" 2’
1 : 4 7’7'30" 7/4° 1 : 14,5 Г58'30" 2’
1 : 4,5 6’20'24,5'' 6/4’ 1 : 15 1°54'33" 2’
1 : 5 5’42'38,5' 5V 1 : 15,5 1°50'51,5* IV
1 : 5,5 5’11'40" 5%’ 1 : 16 1°47'24" 13/4°
1 : 6 4’45'49" 4%° 1 : 16,5 1°44'8,5" 1э/4°
1 : 6,5 4’23'56" 4У2’ 1 : 17 1°4Г5" IV
1 : 7 4’5'8’ 4’ 1 : 17,5 1°38'11,5" IV
1 : 7,5 3’48'50,5" Зз/4’ 1 : 18 1°35'28" 1У2’
! : 8 3’34'35' ЗУг’ 1 : 18,5 1°32'53,5" 1‘/2’
1 : 8,5 3’21'59,5" зу2° 1 : 19 1°30'26'' 1У2"
1 : 9 3’10'47,5' ЗУ,’ 1 : 19,5 1°28'7,5* р/2’
1 : 9,5 3’0'46' 3’ 1 : 20 1°25'55,5" р/2’
1 : 10 2’51'45" 23/,’ 1 : 25 1°8'45" 1’4’
1 : 10,5 2’43'35" 23/,’ 1 : 30 0°57'17,5* 1’
1 : 11 2’36'9" 2>/г° 1 : 40 0°42'58" V
1 : 11,5 2’29'22,5" 2%’ 1 : 50 0°34'27,5" У2’
Обработка фасонных поверхностей
317
Установка верхних салазок суппорта или конусной линейки по данной
конусности на 100 мм длины
Конусность на 100 мм длины в мм Угол поворота верхних салазок суппорта или ко- нусной линейки 1 Конусность иа 100 мм длина в мм Угол поворота верхних салазок суппорта или ко- нусной линейки 1 Конусность на 100 мм длины в мм Угол поворота верхних салазок суппорта или ко- нусной линейкн Конусность на 100 мм длины в леи Угол поворота верхних салазок суппорта или ко- нусной линейки
1 0°17' 17 4°52' 33 9°22' 49 13°46'
2 0с34' 18 5с09' 34 9°39' 50 14°02'
3 0°52' 19 5°26' 35 9С55' 51 14°18'
4 1°09' 20 5°43' 36 10°12' 52 14°34'
5 1°26' 21 6°00' 37 10°29' 53 14°50'
6 1°43' 22 6° 17' 38 10°45' 54 15°07'
7 2°00' 23 6°34' 39 11°02' 55 15°22'
8 2°17' 24 6°5Г 40 1Г19' 56 15°39'
9 2°34' 25 7°7' 41 11°35' 57 15°54'
10 2°52' 26 7°24' 42 11°52' 58 16°10'
11 3°09' 27 7°4Г 43 12°08' 59 16°26'
12 3°26' 28 7°58' 44 12°24' 60 16°42'
13 3°43' 29 8° 15' 45 12°4Г 61 16°58'
14 4°00' 30 8°32' 46 12°57' 62 17°13'
15 4°17' 31 8°48' 1 47 13°13' 63 17°29'
16 4°34' 32 9°05' | 48 13°30' 64 17°45'
II. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
1. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
ФАСОННЫМИ РЕЗЦАМИ
Фасонные поверхности небольших размеров могут быть обработаны
обыкновенным (фиг. 171, а), призматическим (фиг. 171, б) или дисковым
(фиг. 171, в) резцом.
Передний угол фасонных резцов в большинстве случаев делается рав-
ным 0°. При этом условии упрощается изготовление резца; кроме того,
такой резец не затягивается в деталь, и поверхность последней получается
гладкой, не дробленой.
318
Обработка конусов и фасонных поверхностей
Ширина фасонных резцов в большинстве случаев не превышает 30 мм,
хотя иногда применяются плоские фасонные резцы значительно большей
ширины (до 150 мм). Державки для фасонных резцов, в особенности широ-
ких, часто делаются пружинными.
Профиль обыкновенного резца изменяется после нескольких (а иногда
и одной) заточек, вследствие чего такие резцы применяются преимуще-
Фиг. 171.
ственно при обработке деталей, изготовляемых небольшими партиями.
Призматический резец прн заточках сохраняет свой профиль; недостаток
такого резца — сложность его изготовления, которое иногда требует при-
менения вспомогательных инструментов.
Дисковый фасонный резец (фиг. 171, в) имеет необходимый задний угол а
лишь в том случае, если при установке передней поверхности резца на
высоте центровой линии станка центр резца располагается выше этой
линии на величину h. Величина h определяется по формуле
h = -у sin а, (38)
где h — величина понижения передней поверхности резца относительно
его центра в мм\
D — диаметр резца в мм\
а — задний угол резца в град.
Значения h при некоторых значениях D и а указаны в нижеприводимой
таблице.
Величина понижения передней поверхности дискового резца
относительно его центра в мм
Задний угол резца в град. Диаметр резца в мм
20 25 30 35 40 45 50
10 1.8 2,2 2,6 3,0 3,5 3,9 4,4
12 2.0 2,6 3,1 3,7 4,2 4,7 5,2
Обработка фасонных поверхностей
319
При указанном понижении передней поверхности резца профиль его в
диаметральной плоскости Л Л отличается от профиля в плоскости ВВ передней
поверхности и определяется расчетом или построением. Последний способ
можно применять лишь в случае, если резец предназначается для обработки
фасонной поверхности с неточными размерами.
Порядок построения профиля фасонного резца (фиг. 172) с передним
углом у = 0 и понижением центра, равным Л, предназначенного для обра-
Фиг. 172.
ботки детали с профилем ABCDE, состоит в следующем:
1) из точек Л, В и С проводятся вертикальные прямые до пересе-
чения их с горизонтальной прямой OJ\, проходящей через центр Oj
детали и совпадающей с плоскостью передней поверхности резца /?;
2) через центр О резца проводится горизонтальная прямая ОМ\
3) на пр ямой ОМ из центра О делаются засечки радиусами ОА lt ОВ^ОуС;
4) через точки афь и q проводятся вертикальные прямые до пере-
сечения с соответствующими горизонтальными прямыми G2tf3, 62^3, С2С3
и т. д., которые проведены так, что К'$ == К3 и т. д.;
5) полученные точки а, Ь, с и т. д.пересечения ранее проведенных пря-
мых соединяются между собой, образуя профиль abede резца в диаметраль-
ной плоскости, что и требуется.
Указанное построение производится острой чертилкой на листе из мяг-
кого металла (цинк, латунь). Построенный таким образом профиль исполь-
зуется при изготовлении шаблона, посредством которого производится
проверка профиля резца при его изготовлении на токарном станке.
При более высоких требованиях к точности формы и размеров обрабаты-
ваемой детали, определение профиля фасонного резца производится рас-
четом. Методы этих расчетов рассматриваются в специальной литературе,
например:
1. ЧетвериковС. С., Металлорежущие инструменты, Машгиз, 1953.
2. А л е к с е е в Г. А., А р ш и н о в В. А., С м о л ь н и к о в Е. А.,
Расчет и конструирование режущего инструмента, Машгиз, 1950.
320
Обработка конусов и фасонных поверхностей
Ниже приводятся данные для выбора подачи и скорости резания при
обработке фасонных поверхностей фасонными быстрорежущими резцами.
Подачи, указанные в нижеприводимой таблице — автоматические.
Ручные подачи должны быть несколько меньше табличных.
Режимы резания при обработке конструкционной углеродистой
стали 0вр = 75 кгс/мм- фасонными резцами из
быстрорежущей стали
Подачи при обработке фасонными резцами в мм/об
Ширина резца в л/м Диаметр обработки в мм
10 20 30 40 50
10 0,02 ч- 0,03 0,03 4- 0,07 0,04 0,08 0,04 ч- 0,09 0,04 — 0,09
20 0,01 0,02 0,02 ч- 0,05 0,04 4- 0,07 0,03 ч- 0,08 0,04 ч- 0,08
30 0,01 ч- 0,02 0,02 4- 0,04 0,03 4- 0,07 0,03 ч- 0,07 0,03 ч- 0,07
40 — 0,02 -ь 0,03 0,02 ч- 0,05 0,03 ч- 0,06 0,03 - 0,06
50 — 0,01 4- 0,02 0,02 ч- 0,04 0,03 ч- 0,05 0,03 Ч“ 0,05
Скорости резания при обработке фасонными
резцами в м/мин
Подача в мм/об 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
Скорость реза- ния в м/мин 54 38 31! 27 24 22 20 19 18
Поправочные коэффициенты
Обрабатываемый материал! Сталь угле- родистая н никелевая вер 45ч-51 | 52-59 60-70 71—80 814-93 | 94-н 107
К 2,20 1.67 1,21 1,00 0,77 0,59
Сталь хромони- келевая вер 45-51 524-59 60ч-70 714-80 81-93 94Ч-107
К 1.75 1,40 1.11 0,90 0,72 0,57
Обработка фасонных поверхностей
321
2. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ ПРИ ПОМОЩИ
СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Обработка фасонных поверхностей вращения
Обработка фасонных поверхностей большой длины может производиться
при помощи гидрокоппровального суппорта. Во многих случаях, однако,
вполне качественные результаты могут быть достигнуты при использова-
нии различных механических копировальных устройств.
Достоинства этих устройств:
1) простота конструкции;
2) возможность получения высокой степени точности обработки;
3) надежность действия;
4) невысокая стоимость изготовления и установки на станках; низкие
эксплуатационные расходы.
Недостатки механических копиров:
1) необходимость большой жесткости копировальных устройств;
2) изменение величины автоматической подачи, что отражается на чи-
стоте обработанной поверхности;
3) невозможность обработки деталей с большим углом подъема кривых,
образующих профиль фасонной поверхности.
Несколько примеров конструкций механических копировальных
устройств приведены ниже.
Копир для обработки фасонных поверхностей с продольной автомати-
ческой подачей показан на фиг. 173. К задней стенке станины станка при-
/ 2
Фиг. 173.
креплен угольник, на горизонтальной полке которого расположена плита /.
Две направляющих планки 3 и 4, прикрепленные к плите /, образуют фасон-
ную канавку Д, соответствующую очертанию обрабатываемой детали 5.
Между криволинейными поверхностями планок 3 и 4 перемещается цилин-
дрический ролик, вращающийся на оси, которая закреплена в кронштейне 2.
Кронштейн прикреплен к торцу поперечного суппорта, винт которого
выключен. При продольной автоматической подаче резец получает
дополнительные перемещения от копира в направлении поперечной
21 Оглоб тин 210
322
Обработка конусов и фасонных поверхностей
подачи, что и обеспечивает получение требуемой формы обрабатываемой
детали.
Копир этот непригоден для обработки точных фасонных деталей вслед-
ствие наличия неизбежных зазоров между роликом и направляющими
планками. Диаметры детали в разных ее сечениях получаются то меньше,
то больше требуемых (на двойную величину зазора).
Устройство, показанное на фиг. 174, не имеет этого недостатка. Копир 8
располагается впереди поперечного суппорта и своей прямолинейной кром-
1
Фиг. 174.
кой опирается на неподвижный цилиндрический стерженек 6. Щуп 7,
прикрепленный к Переднему торцу поперечного суппорта, под действием
пружин 1 постоянно касается криволинейной кромки копира, что при про-
дольной автоматической подаче резца сообщает ему поперечные переме-
щения, обеспечивающие получение требуемой формы и размеров обрабаты-
ваемой фасонной поверхности.
Наличие тяги 5, связанной шарнирно с копиром и проходящей через
кронштейн 3, прикрепленный к станине станка, дает возможность регу-
Обработка фасонных поверхностей
323
лировать (посредством гаек 2 и 4) положение копира в осевом направ-
лении.
Простая конструкция копира для обработки фасонных поверхностей
с поперечной автоматической подачей представлена на фиг. 175. В отвер-
стии корпуса 3, закрепленного в резцовой головке станка, перемещается
скалка 2, направляемая шпонкой 8. В левом конце скалки закрепляется
резец Лав правом ее конце расположен ролик 5. Под действием пружины 4,
ролик опирается на копир 6, закрепленный в держателе 7. Своим кони-
ческим хвостовиком держатель 7 устанавливается в пиноли задней бабки.
При включенной автоматической поперечной подаче резец получает
(от копира) дополнительное перемещение в продольном направлении,
обеспечивающее образование заданной фасонной поверхности.
Второй вариант поперечного копира нетрудно себе представить, если
прямой паз (фиг. 170) в плитке 3 заменить фасонным, соответствующим про-
филю обрабатываемой поверхности.
Обработка сферических поверхностей
Приспособление для обработки сферических поверхностей небольших
диаметров показано на фиг. 176. Корпус 3 своим выступом А закрепляется
в резцовой головке суппорта. На оси В поворотного резцедержателя 2
закреплено червячное зубчатое колесо 4, сцепленное с червяком 5. При вра-
щении рукоятки, закрепленной на валике червяка (не показана
на фиг. 176), вершина резца перемещается по окружнссти, что и требуется
для получения сферической поверхности детали 1. Изменение диаметра
обрабатываемой поверхности достигается соответствующей установкой
резца.
Для обработки деталей, подобных показанной на фиг. 177, б исполь-
зуется приспособление, изображенное на фиг. 177, а. Корпус 11 этого при-
способления закрепляется на продольных салазках 5 суппорта. По напра-
вляющим плиты 4 при вращении рукоятки 9 перемещаются салазки 1
с резцедержателем 2. Такие перемещения плиты обеспечивают возможность
установки резца 3 соответственно радиусу обрабатываемой поверхности
детали.
324
Обработка конусов и фасонных поверхностей
На оси 10 плиты 4 закреплено зубчатое колесо 8, находящееся в заце-
плении с зубчатой рейкой 7, прикрепленной к боковой стенке поперечного
суппорта 6. При перемещении этого суппорта с помощью ручной или авто-
Фиг. 177.
матической подачи будет перемещаться и рейка 7. Зубчатое колесо 8 будет
при этом поворачиваться, перемещая по окружности вершину резца 3.
ЛИТЕРАТУРА ПО ОБРАБОТКЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
ПРИ ПОМОЩИ ПРИСПОСОБЛЕНИЙ
Описания копировальных приспособлений для обработки фасонных
поверхностей, сферических поверхностей и т. д. приводятся в ряде книг,
из которых могут быть отмечены следующие.
1. Болотин X. Л., Костромин Ф. П., Основы конструирова-
ния приспособлений, Машгиз, 1951.
2. Оглоблин А. Н., Технология токарного дела, Машгиз, 1951.
3. С и в а й А. В., Обработка фасонных поверхностей на металлорежу-
щих станках, Машгиз, 1948.
ГЛАВА ОДИННАДЦА ТА Я
РАЗМЕРЫ И ДОПУСКИ РЕЗЬБ
I. ОБЩИЕ СВЕДЕНИЯ О РЕЗЬБАХ
1. ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ ЭЛЕМЕНТОВ РЕЗЬБ
Профилем резьбы называется сечение ее витка плоскостью,
проходящей через ось цилиндра (т. е. диаметральной плоскостью), на кото-
ром образована резьба.
Углом профиля называется угол между боковыми сторонами
витка, измеренный в диаметральной плоскости. Угол этот (фиг. 178) обо-
значается буквой е.
Вершиной п р о ф и л я на-
зывается линия, соединяющая
боковые стороны его по верху
витка (Е на фиг. 178). Впадиной
профиля называется линия, обра-
зующая дно винтовой канавки (F
на фиг. 178). Очертания вершины
и впадины могут быть плоскосре-
занными или закругленными.
Шаг резьбы — это рас-
стояние между двумя одноимен-
ными (т. е. правыми или левыми)
„ Ось резьбь/
О-------------------------------0
точками двух соседних витков, изме- фиг 178.
ренное параллельно оси резьбы. На
фиг. 178 такими точками являются
точки А и точки В и Вь точки С и и т. д. Расстояние между
этими точками, измеренное параллельно линии 00 (т. е. оси резьбы), и
есть шаг резьбы, обозначаемый буквой S.
Резьба винтов, болтов, шпилек, гаек, пробок и т. д. имеет шаг, измеряе-
мый в миллиметрах или выражаемый числом витков резьбы на один дюйм
ее длины.
Резьба червяков имеет м о д у л ь н ый или, значительно реже, п и т-
ч св ы й шаг; подробнее об этой резьбе см. стр. 354.
Различают три диаметра резьбы: наружный, внутренний и средний.
Наружным диаметром резьбы (обозначается d) назы-
вается диаметр цилиндра, описанного около резьбовой поверхности.
Таким образом, для болта наружный диаметр соответствует диаметру
по вершинам профиля (фиг. 179, а), измеренному перпендикулярно к оси
резьбы, а для гайки — по впадинам (фиг. 179, б).
326
Размеры и допуски резьб
Внутренним диаметром резьбы (обозначается dj назы-
вается диаметр цилиндра, вписанного в резьбовую поверхность.
Таким образом, для болта внутренний диаметр соответствует диаметру
по впадинам профиля (фиг. 179, а), измеренному перпендикулярно к оси
резьбы, а для гайки — по вершинам (фиг. 179, б).
Средним диаметром резьбы (обозначается rf2) называется
диаметр цилиндра, соосного с резьбой, образующие которого делятся
боковыми сторонами профиля на равные отрезки.
Фиг. 179.
На фиг. 179, в этот цилиндр показан штрнх-пунктирными линиями.
На этом рисунке АВ = ВС = CD и т. д., а поэтому — средний диаметр.
Углом подъема называется угол, образованный направлением
выступа резьбы с плоскостью, перпендикулярной к его оси. Угол этот
определяется по формуле
с
tgw = ^V <39>
где со — угол подъема резьбы
в град.;
S — шаг резьбы в мм;
л — 3,14;
d2 — средний диаметр резьбы
в мм.
По направлению витка разли-
чают правые и левые резьбы.
Если подъем резьбы винта, положенного на ладонь правой руки, совпа-
дает с направлением отогнутого большого пальца, то эта резьба — пра-
вая. Совпадение подъема резьбы с направлением отогнутого большого
пальца левой руки указывает, что данная резьба — левая.
В многоходовой резьбе различают ход и ш а г. Ходом многоходовой
резьбы называется расстояние между одноименными точками одного и того
же витка, измеренное параллельно оси резьбы, или то расстояние, на кото-
рое переместится по оси болт или гайка за один оборот. Разница между
ходом и шагом этой резьбы отчетливо видна на фиг. 180, с/, на которой
показана двухходовая трапецеидальная резьба.
Ход многоходовой резьбы равен шагу, умноженному на число ходов.
Очевидно, что ход и шаг одноходовой резьбы (фиг. 180, б) одинаковы.
Общие сведение о резьбах
327
Определение числа ходов многоходовой резьбы как у винта, так и
у гайки производится посредством подсчета концов витков на торце винта
или гайки-.
В зависимости от характера соединения резьб винта и гайкн разли-
чают резьбы с зазором и без зазора. Профили резьб с зазором соприкасаются
лишь боковыми сторонами, а на вершине и впадинах получаются зазоры.
Профили резьб без зазора соприкасаются полностью.
2. СИСТЕМЫ РЕЗЬБ
В СССР приняты следующие резьбы.
1. Метрические, наиболее широко применяемые, разделяющиеся на две
группы; резьбы с крупными шагами для диаметров 1 -и 68 лм< и резьбы
с мелкими шагами для диаметров 1 -ь 600 мм. Размеры этих резьб см.
на стр. 328, допуски — на стр. 359.
ГОСТ 9150—59, устанавливающий профиль, его элементы и основные
размеры метрических резьб с крупными и резьб с мелкими шагами заме-
няет ранее действовавшие ОСТ НКТП 94, 32, 271, 272, 4120, 4121 и 193
на основную и пять мелких метрических резьб.
Срок введения ГОСТ 9150—59 для внутренних резьб (гаек) 1 января
1960 г., а для наружных резьб (болтов) — 1 января 1962 г.
Более подробное изложение этого вопроса см. на стр. 328.
2. Дюймовая, применяемая для крепежных соединений винтами, бол-
тами и шпильками деталей старых машин и машин некоторых стран,
не перешедших на метрическую систему мер, при их ремонте, а также при
изготовлении запасных деталей таких машин. Размеры этой резьбы см.
на стр. 338, допуски — на стр. 366.
3. Трапецеидальные — крупная, нормальная и мелкая, применяемые,
в основном, для ходовых винтов станков и других силовых передач.
Размеры этой резьбы см. на стр. 340, допуски — на стр. 367.
4. Упорные — крупная, нормальная и мелкая, применяемые в основном
для ходовых и грузовых винтов с односторонне действующей нагрузкой
и в редких случаях — как крепежные. Размеры этих резьб см. на стр. 345.
5. Трубная цилиндрическая, применяемая в соединениях полых тонко-
стенных деталей, в трубах и подобных деталях, когда требуется плотность
соединения. Размеры этой резьбы см. на стр. 349, допуски — на стр. 374.
6. Трубная коническая, применяемая в таких же случаях, как и цилин-
дрическая. Необходимая плотность соединения в этом случае достигается
зз счет деформации витков. Размеры этой резьбы см. на стр. 351.
7. Коническая дюймовая с углом профиля 60°, применяемая в таких же
случаях, как и трубная коническая. Размеры этой резьбы см. на стр. 353.
8. Модульная, применяемая для червяков. Основные сведения об этой
резьбе см. на стр. 354.
9. Прямоугольная, применяемая для грузовых и ходовых винтов. Ввиду
ряда недостатков (невозможность устранения зазора при износе винта
или гайки, невыгодность профиля с точки зрения прочности, затруднения
при нарезании) прямоугольная резьба имеет ограниченное применение
и не стандартизована. Шаг этой резьбы принимается равным 0,2d; вну-
тренний диаметр ее получается 0,8d, а толщина витка 0, Id, где d — наруж-
ный диаметр резьбы.
Кроме перечисленных, в отдельных отраслях промышленности приме-
няются различные специальные резьбы — круглая, часовая и т. д.
328
Размеры и допуски резьб
11. РАЗМЕРЫ РЕЗЬБ
1. МЕТРИЧЕСКИЕ РЕЗЬБЫ
Метрические резьбы (фиг. 181) с крупными и метрические резьбы
с мелкими шагами отличаются между собой размерами шага (при одном
Фиг. 181.
и том же диаметре) и других элементов профиля. У всех этих резьб угол
профиля 60°, причем вершина профиля болта и гайки плоскосрезан-
ные; впадина резьбы болта может выполняться плоскосрезанной и за-
кругленной по радиусу г. Шаг метрических резьб измеряется в мил-
лиметрах.
Показанный на фиг. 181 утолщенной линией профиль со срезами от вер-
шины исходного треугольника является общим номинальным профилем для
болта и гайки; от этого профиля отсчитываются отклонения для болта
и гайки по ГОСТ на допуски резьб.
Ниже приводится таблица размеров профиля метрических резьб, общая
для резьб с крупными шагами и для резьб с мелкими шагами, а также
таблицы диаметров и шагов этих резьб.
Значения шагов, наружных и средних диаметров болтов и гаек, внутрен-
него диаметра гаек и высоты профиля, приведенные в таблицах, взяты
из ГОСТ 9150—59. Значения внутренних диаметров болтов определены
по рекомендуемой ГОСТ 9150—59 формуле
дно = di g- Н,
где днб — наибольший внутренний диаметр болта в мм\
— внутренний диаметр ганки в мм\
Н — теоретическая высота профиля в мм.
Болты с внутренним диаметром, вычисленным по вышеприведенной
формуле должны изготовляться согласно указанию ГОСТ 9150-59 в течение
переходного периода, т. е. с 1 января 1960 г. по 1 января 1962 г.
Значения Н и г, указанные в таблице размеров профиля резьб, вычислс-
лены по соответственным формулам, приведенным в ГОСТ 9150—59. Раз-
меры а6 и аг определены из геометрических соотношений.
СП сл Q1 фх Д W w N) to -- - — — О О О О О О О О о о о СЛ “сл О Си СЛ “*4 СЛ io О OD -о N “CD СЛ 4^ 4*. СО QO io io СП СП СП СЛ СП СП Go Шаг резьбы
СЛ 4» 4*. СО СО СО ЬО ЬО — — — ~ О £> О О О О О О О О О О — СО СР 4ь. О сл “— “*4 СЛ io о 00 О> СТ) о> СЛ СО со со io io — (OOWOOCOOOW- С000СТ)С0СЛОЮС0С04^ОО — ~4 (J) W О х) *>• — OOCnbOCDcDbOCDOOOCDOCOOOCOOCDOO Теоретиче- ская высота профиля
— Г- -° -° -° -° -° -° Р -° Р -° -° -° -° -° Р Р Р Р Р Р со “— О “<О 00 “-4 Ъ) “сл 4Х СО со io io “— “— “— — — ООО “о “о “о ОФОО-ЧСПСЛСлДСР^Ю-Ч - -МОСЛООСООО->10СЛ^ 0004^.сл000 — ООСОСЛООСОЮЮООООООООСЛ4^СО Н/4 Высота притуп- ления плоско- срезанной впа- дины резьбы болта
° ° .° р р р р р р рррррррррр р р р р р 00 “-J -4 о сл СЛ 4х со io io io — — “— — о о о о “о о “о о ООЮСЛ-ЧОСООООСЛ — ОО«^ — ОО00-4СТ)СПСЛ4^С0КЭ О 4^ ЬО о ~4 СЛО0— СОС0004^000 — ^ЬОСЛОООСООО G> Высота притуп- ления закруг- ленной впадины резьбы болта
о о о о о о о о о о о о о о о о о о о о о о о о СТ) СЛ “сл 4^ ib. “со со io io — о о о о о о о о о о о ООСОООООО-^а>СЛ^4^СОООЬОЬО ОСИ— -'JbOCDCn — ООЬОСлОО-xJ — <У)СЛ4ь.фООООЬО-'4ЬО <30 Высота притуп- ления впадины резьбы гайки
— — — — о о о о о о о о о о о о о о о о о о о о СЛ со io io 00 “-Ч О “сл iu со со io io — “о о “о о О-4СлЮФ^4СлЬ0ОС0-'4 — СЛО00-4СЛЬ0 — О00-«4С)СЛ 000004^04^0-^сль00000 сп0сль00*4слг>00 а о Наибольшая ширина впади- ны болта
о о О О О о о о о о о о о о о о о о о о о о о о ^4 О “о “сл “сл 4i. со со io io — — О О О О О О “о О О О СлОСЬЗО)ОЫ-4 — сл — ООСЛЬООСООО^ОСЛСЛЙ^СОСОЬО О*4сльоо-^спьоосоооосло4^-чсльооо4^-оо — СЛ а п» Наибольшая ширина впади- ны гайки
о о О О о О О О О О О JO о о о о о О О О О О о о 00 “-о --J “о “сл “сл 4^ СО io io io — — — — — о о “о О О О О ’о ОСОЬОСЛ-^ООООООСЛ — 00 4^. — ОО00-«4ОСЛСл4^С0Ь0 О4^Ь0О*-4СЛС0ОС0С*ЭОО4^0)00 — -^>ЬОСЛОООСРОО ч Радиус закруг- ления впадины болта
Размеры профиля метрических резьб в мм
(по ГОСТ 9150—59)
Профиль и его элементы см. стр. 328
330
Размеры и допуски резьб
Основные размеры метрических резьб с крупными шагами в мм
(по ГОСТ 9150—59)
Профиль и его элементы см. стр. 328,
размеры профиля см. стр. 329
Диаметры Шаг Диаметры Шаг
Наружный Средний Внутренний Наружный Средний Внутренний
болта гайки болта гайки
d d, <5 S d ^2 d6 S
1 0,838 0,703 0,730 0,25 12 10,863 9,919 10,106 1,75
и 0,938 0,803 0,830 0,25 14 12.701 11,619 11,835 2
1,2 1,038 0,903 0,930 0,25 16 14,701 13,619 13,835 2
1,4 1,205 1,032 1.075 0,30 18 16,376 15,023 • 15,294 2,5
1,6 1,373 1,183 1,221 0,35 20 18,376 17,023 17,294 2,5
1,8 1,573 1,383 1,421 0.35 22 20,376 19,023 19,294 25
2 1,740 1,524 1,567 0,40 24 22,051 20,427 20,752 3
2,2 1,908 1,664 1,713 0,45 27 25,051 23,427 23,752 3
2,5 2,208 1,964 2,013 0,45 30 27,727 25 832 26,211 3,5
3 2,675 2,405 2,459 0,50 33 30,727 28,832 29,211 3,5
3,5 3,110 2,785 2,850 0 60 36 33,402 31,237 31,670 4
4 3,546 3,166 3,242 0,70 39 36,402 34,237 34,670 4
4,5 4,013 3,607 3,688 0,75 42 39,077 36 642 37,129 4,5
5 4,480 4,048 4,134 0 80 45 42,077 39,642 40,129 4,5
6 5,350 4,810 4,918 1 48 44,752 42,046 42,587 5
7 6,350 5,810 5,918 1 52 48,752 46,046 46,587 5
8 7,188 6,512 6.647 1,25 56 52,428 49,451 50,046 5,5
9 8,188 7,512 7,647 1,25 60 56,428 53,451 54,046 5,5
10 9,026 8,214 8,376 1,5 64 60 103 56,856 57,505 6
11 10,026 9,214 9,376 1,5 68 64,103 60,856 61,505 6
Размеры резьб
331
Основные размеры метрических резьб с мелкими шагами в мм
(по ГОСТ 9150—59)
Профиль и его элементы см. стр. 328,
размеры профиля см. стр. 329.
В нижеприводимой таблице: S — шаг резьбы, d — наружный и d2 —
средний диаметры резьбы болта и гайки, d^ — внутренний диаметр резьбы
болта и dx — внутренний диаметр резьбы гайки.
5 = 0,2
d d2 d6 d2
1 0,870 0,761 0,783
1,1 0,970 0,861 0,883
1,2 1,070 0,961 0,983
1,4 1,270 1,161 1,183
1,6 1,470 1,361 1,383
1,8 1,670 1,561 1,583
5 = = 0,25
d 1 d2 d6 di
2 1,838 1,703 1,730
2,2 2,038 1,903 1,930
5 = = 0,35
d 1 d> d6 di
2,5 2,273 2,183 2,121 '
3 2,773 2,583 2,621
3,5 2,273 3,183 3,121
5 = 0,5
d d2 d6 1 d>
4 3,675 3,405 3,459
4,5 4,175 3,905 3,959
5 = 0,5
d 1 dt 1 dO di
5 4,675 4,405 4,459
5,5 5,675 4,905 4.959
6 5,675 5,405 5,459
7 6,675 6,405 6,459
8 7,675 7,405 7,459
9 8,675 8,405 8,459
10 9,675 9,405 9,459
11 10,675 10,405 10,459
12 11,675 11,405 11,459
14 13,675 13,405 13,459
16 15,675 15,405 15,459
18 17,675 17,405 17,459
20 19,675 . 19,405 19,459
22 21,675 21,405 21,459
s ’ = 0,75
d 1 | d2 1 d‘
6 5,513 5,107 5,188
7 6,513 6,107 6,188
8 7,513 7,107 7,188
9 8,513 8,107 8,188
10 9,513 9,107 9,188
332
Размеры и допуски резьб
Продолжение
S = 0,75 S= I
d d6 “ 1 ^2 d6
28 27,350 26,810 26,918
11 10,513 10,107 10,188 30 29,350 28,810 28,918
12 11,513 11,107 11,188 33 32,350 31,810 31,918
14 13,513 13,107 13,188 36 35,350 34,810 34,918
16 15,513 15,107 15,188 39 38,350 37,810 37,918
18 17,513 17,107 17,188 42 41,350 40,810 40,918
20 19,513 19,107 19,188 45 44,350 43,810 43,918
22 21,513 21,107 21,188 48 47,350 46,810 46,918
24 23,513 23,107 23,188 52 51,350 50,818 50,918
27 26,513 . 26,107 26,188 56 55,350 54,810 54,918
30 29,513 29,107 29,188 60 59,350 58,810 58,918
33 32,513 32,107 32,188 64 63,350 62,810 62,918
68 67,350 66,810 66,918
$ == I 72 71,350 70,810 70,918
d d6 dt 76 75,350 74,810 74,918
80 79,350 78,810 78,918
8 7,350 6,810 6,918 1,25
9 8,350 7,810 7,918 d 1 d2 ' 1 1
10 9,350 8,810 8,918
11 10,350 9,810 9,918 10 9,188 8,512 8,647-
12 11,350 10,810 10,918 12 11,188 10,512 10,647
14 13,350 12,810 12,918 14 13,188 12,512 12,647
15 14,350 13,810 13,918 S = 1,5
16 15,350 14,810 14,918 d | <!г 1 d'
17 16,350 15,810 15,918 12 11,026 10,214 10,376
18 17,350 16,810 16,918 14 13,026 12,214 12,376
20 19,359 18,810 18,918 15 14,026 13,214 13,376
22 21,350 20,810 20,918 16 15,026 14,214 14,376
24 23,350 22,810 22,918 17 16,026 15,214 15,376
25 24,350 23,810 23,918 18 17,026 16,214 16,376
27 26,350 25,810 25,918 20 19,026 18,214 18,376
Размеры резьб
333
Продолжение
$ = 1,5 5 * = !,5
d ^2 d6 dt d di 1 “б
76 75,026 74,214 74,376
22 21,026 20,214 20,376 80 79,026 78,214 78,376
24 23,026 22,214 22,376 85 84,026 83,214 83,376
25 24,026 23,214 23,376 90 89,026 88,214 88,376
26 25,026 24,214 24,376 95 94,026 93,214 93,376
27 26,026 25,214 25,376 100 99,026 98,214 98,376 ‘
28 27,026 26,214 26,376 105 104,026 103,214 103,376
30 29,026 28,214 28,376 ПО 109,026 108,214 108,376
32 31,026 30,214 30,376 115 114,026 113,214 113,376
33 32,026 31,214 31,376 120 119,026 118,214 118,376
35 34,026 33,214 33,376 125 124,026 123,214 123,376
36 35,026 34,214 3-1,376 130 129,026 128,214 128,376
38 37,026 36,214 36,376 135 134,026 133,214 133,376
39 38,026 37,214 37,376 140 139,026 138,214 138,376
40 39,026 38,214 38,376 145 144,026 143,214 143,376
42 45 41,026 44,026 40,214 43,214 40,376 43,376 150 149,026 148,214 148,376
$= 2
48 47,026 46,214 46,376
50 49,026 48,214 50,214 48,376 50,376 d d2 d6 \ L_2l_
52 51,026 18 16,701 15,619 15,835
55 54,026 53,214 53,376 20 18,701 17,619 17,835
56 55,026 54,214 54,376 22 20,701 19,619 19,835
58 57,026 56,214 56,376 24 22,701 21,619 21,835
60 59,026 58,214 58,376 25 23,701 22,619 22,835
62 61,026 60,214 60,376 27 25,701 24,619 24,835
64 63,026 62,214 62,376 28 26,701 25,614 25,835
65 64,026 63,214 63,376 30 28,701 27,619 27,835
68 67,026 66,214 66,376 32 30,701 29,619 29,835
70 69,026 68,214 68,376 33 31,701 30,619 30,835
72 71,026 70,214 70,376 36 34,701 33,619 33,835
75 74,026 73,214 73,376 39 37,701 36,619 36,835
334
Размеры и допуски резьб
П родолжение
5 = 2 S=2
d6 __А— d dt d6
130 128,701 127,619 127,835
40 38,701 37,619 37,835 135 133,701 132,619 132,835
42 40,701 39,619 39,835 140 138,701 137,619 137,835
45 43,701 42,619 42,835 145 143,701 142,619 142,835
48 46,701 45,619 45,835 150 148,701 147,619 147,835
50 48,701 47,619 47,835 155 153,701 152,619 152,835
52 50,701 49,619 49,835 160 158,701 157,619 157,835
55 53,701 52,619 52,835 165 163,701 162,619 162,835
56 54,701 53,619 53,835 170 168,701 167,619 167,835
58 56,701 55,619 55,835 175 173,701 172,619 172,835
60 58,701 57,619 57,835 180 178,701 177,619 177,835
62 60,701 59,619 59,835 185 183,701 182,619 182,835
64 62,701 61,619 61,835 190 188,701 187,619 187,835
65 63,701 62,619 62,835 195 193,701 192,619 192,835
68 70 66,701 68,701 65,619 67,619 65,835 67,835 200 198,701 197,619 197,835
S= 3
72 70,701 69,619 69,835
75 73,701 74,701 72,619 73,619 72,835 73,835 d ^2 ! 1 dx
76 30 28,051 26,427 26,752
78 76,701 75,619 75,835 33 31,051 29,427 29,752
80 78,701 77,619 77,835 36 34,051 32,427 32,752
82 80,701 79,619 79,835 39 37,051 35,427 35,752
85 83,701 82,619 82,835 40 38,051 36,427 36,752
90 88,701 87,619 87,835 42 40,051 38,427 38,752
95 93,701 92,619 92,835 45 43,051 41,427 41,752
100 98,701 97,619 97,835 48 46,051 44,427 44,752
105 103,701 102,619 102,835 50 48,051 46,427 46,752
110 108,701 107,619 107,835 52 50,051 48,427 48,752
115 113,701 112,619 112,835 55 53,051 51,427 51,752
120 118,701 117,619 117,835 56 54,051 52,427 52,752
125 123,701 122,619 122,835 58 56,051 54,427 54,752
Размеры резьб
335
Продолжение
5 = 3 5=3
d d2 d 1 1 “о 1
185 183,051 181,427 181,752
60 58,051 56,427 56,752 190 188,051 186,427 186,752
62 60,051 58,427 58,752 195 193,051 191,427 191,752
64 62,051 60,427 60,752 200 198,051 196,427 196,752
65 63,051 61,427 61,752 205 203,051 201,427 201,752
68 66,051 64,427 64,752 210 208,051 206,427 206,752
70 68,051 66,427 66,752 215 213,051 211,427 211,752
72 70,051 68,427 68,752 220 218,051 216,427 216,752
75 73,051 71,427 71,752 225 223,051 221,427 221,752
76 74,051 72,427 72,752 230 228,051 226,427 226,752
80 78,051 76,427 76,752 235 233,051 231,427 231,752
85 83,051 81,427 81,752 240 238,051 236,422 236,752
90 88,051 86,427 86,752 245 243,051 241,427 241,752
95 93,051 91,427 91,752 250 248,051 246,427 246,752
100 98,051 96,427 96,752 255 253,051 251,427 251,752
105 103,051 101,427 101,752 260 258,051 256,427 256,752
НО 108,051 106,427 106,752 265 263,051 261,427 261,752
115 113,051 111,427 111,752 270 268,051 266,427 266,752
120 118,051 116,427 116,752 275 273,051 271,427 271,752
125 123,051 121,427 121,752 280 278,051 276,427 276,752
130 128,051 126,427 126,752 285 283,051 281,427 281,752
135 133,051 131,427 131,752 290 288,051 286,427 286,752
140 138,051 136,427 136,752 295 293,051 291,427 291,752
145 143,051 141,427 141,752 300 298,051 296,427 296,752
150 148,051 146,427 146,752 5 = 4
155 153,051 151,427 151,752 d 1 1 1
160 165 170 175 180 158,051 156,427 156,752 42 45 48 52 39,402 37,237 40,237 43,237 47,237 37,670 40,670 43,670 47,670
163,051 161,427 161,752
42,402 45,402
168,051 166,427 166,752
173,051 171,427 171,752
49,402
178,051 176,427 176,752
55 52,402 50,237 50,670
336
Размеры и допуски резьб
Продолжение
5=4 5 = 4
d d. d6 dt d dx
56 53,402 51,237 51,670 175 172,402 170,237 170,670
58 55,402 53,237 53,670 180 177,402 175,237 175,670
60 57,402 55,237 55,670 185 182,402 180,237 180,670
62 59,402 57,237 57,670 190 187,402 185,237 185,670
64 61,402 59,237 59,670 195 192,402 190,237 190,670
65 62,402 60,237 60,670 200 197,402 195,237 195,670
68 65,402 63,237 63,670 205 202,402 200,237 200,670
70 67,402 65,237 65,670 210 207,402 205,237 205,670
72 69,402 67,237 67,670 215 212,402 210,237 210,670
75 72,402 70,237 70,670 220 217,402 215,237 215,670
76 73,402 71,237 71,670 225 222,402 220,237 220,670
80 77,402 75,237 75,670 230 227,402 225,237 225,670
85 82,402 80,237 80,670 235 232,402 230,237 230,670
90 87,402 85,237 85,670 240 237,402 235,237 235,670
95 92,402 90,237 90,670 245 242,402 240,237 240,670
100 97,402 95,237 95,670 250 247,402 245,237 245,670
105 102,402 100,237 100,670 255 252,402 250,237 250,670
НО 107,402 105,237 105,670 260 257,402 255,237 255,670
115 112,402 110,237 110,670 265 262,402 260,237 260,670
120 117,402 115,237 115,670 270 267,462 265,232 265,670
125 122,402 120,237 120,670 275 272,402 270,237 270,670
130 127,402 125,237 125,670 280 277,402 275,237 275,670
135 132,402 130,237 130,670 285 282,402 280,235 280,670
140 137,402 135,237 135,670 290 287,402 285,237 285,670
145 142,402 140,237 140,670 295 292,402 290,237 290,670
150 147,402 145,232 145,670 300 297,402 295,237 295,670
155 152,402 150,237 150,670 310 307,402 305,237 305,670
160 157,402 155,237 155,670 320 317,402 315,237 315,670
165 162,402 160,237 160,670 330 327,402 325,237 325,670
170 167,402 165,237 165,670 340 337,402 335,237 335,670
Размеры резьб
337
Продолжение
5=4 S = 6
d d2 “б di d 1 1 1 “6 1
350 360 370 380 390 400 347,402 357,402 367,402 377,402 387,402 397,402 345,237 355,237 365,237 375,237 385,237 395,237 345,670 355,670 365,670 375,670 385,670 395,670 180 185 190 195 200 205 210 215 220 225 230 235 240 245 250 255 260 265 270 275 280 285 290 295 300 310 320 330 340 350 176,103 181,103 186,103 191,103 196,103 201,103 206,103 211,103 216,103 221,103 226,103 231,103 236,103 241,103 246,103 251,103 256,103 261,103 266,103 271,103 276,103 281,103 286,103 291,103 296,103 306,103 316,103 326,103 336,103 346,103 172,856 177,856 182,856 187,856 192,856 197,856 202,856 .207,856 212,856 217,856 222,856 227,856 232,856 237,856 242,856 247,856 252,856 257,856 262,856 267,856 272,856 277,856 282,856 287,856 292,856 302,856 312,856 322,856 332,856 342,856 173,505 178,505 183,505 188,505 193,505 198,505 203,505 208,505 213,505 218,505 223,505 228,505 233,505 238,505 243,505 248,505 253,505 258,505 263,505 268,505 273,505 278,505 283,505 288,505 293,505 303,505 313,505 323,505 333,505 343,505
5=6
d rf6 rfl
70 72 76 80 85 90 95 100 105 ПО 115 120 125 130 135 140 145 150 155 160 165 170 175 66,103 68,103 72,103 76,103 81,103 86,103 91,103 96,103 101,103 106,103 111,103 116,103 121,103 126,103 131,103 136,103 141,103 146,103 151,103 156,103 161,103 166,103 171,103 62,856 64,856 68,856 72,856 77,856 82,856 87,856 92,856 97,856 102,856 107,856 112,856 117,856 122,856 127,856 132,856 137,856 142,856 147,856 152,856 157,856 162,856 167,856 63,505 65,505 69,505 73,505 78,505 83,505 88,505 93,505 98,505 103,505 108,505 113,505 118,505 123,505 128,505 133,505 138,505 143,505 148,505 153,505 158,505 163,505 168,505
22 Оглоблин
210
338
Размеры и допуски резьб
Продолжение
$ = 6 s = с,
d ^2 d6 di d 1 dz d6 di
360 356,103 252,856 353,505 490 486,103 482,856 483,505
370 366,103 362,856 363,505 500 496,103 492,856 493,505
380 376,103 372,856 373,505 510 506,103 502,856 503,505
390 386,103 382,856 383,505 520 516,103 512,856 513,505
400 396,103 392,856 393,505 530 526,103 522,856 523,505
410 406,103 402,856 403,505 540 536,103 532,856 433,505
420 416,103 412,856 413,505 550 546,103 542,856 543,505
430 426,103 422,856 423,505 560 556,103 552,856 553,505
440 436,103 432,856 433,505 570 566,103 562,856 563,505
450 446,103 442,856 443,505 580 576,103 572,856 573,505
460 456,103 452,856 453,505 590 586,103 582,856 583,505
470 466,103 462,856 463,505 600 596,103 592,856 593,505
480 476,103 472,856 473,505 — — — —
2. ДЮЙМОВАЯ РЕЗЬБА
Дюймовая резьба (фиг. 182) имеет профиль с углом 55°; вершины и впа-
дины этого профиля плоско срезаны. Шаг дюймовой резьбы выражается
числом витков на 1". Дюймовая резьба имеет зазоры по вершинами и впа-
динам.
Фнг. 182.
Показанный на фнг. 182 жирной линией профиль со срезами на расстоя-
нии tc от вершины исходного треугольника является общим для винта
Размеры резьб
339
и гайки теоретическим профилем резьбы, от которого отсчитываются
отклонения для винта и гайки по стандартам на допуски резьб.
Ниже приводится таблица размеров профиля дюймовой резьбы, а также
таблица ее диаметров. Резьбы, диаметры которых в последней таблице
взяты в скобки, — наименее ходовые.
Размеры профиля дюймовой резьбы с углом профиля 55° в мм
(по ОСТ/НКТП 1260)
Профиль него элементы см. стр. 338
Шаг Число витков на 1" Высота профиля резьбы Теорети- ческая высота профиля Высота притупле- ния профиля Наиболь- шая ширина впадины
винт гайка
S п *в Н а
1,058 24 0,611 0,601 1,016 0,169 0,177
1,270 20 0,738 0,720 1,220 0,203 0,212
1,411 18 0,824 0,799 1,355 0,226 0,236
1,588 16 0,934 0,898 1,525 0,254 0,265
1,814 14 1,070 1,026 1,742 0,290 0,303
2,117 12 1,255 1,200 2,033 0,339 0,354
2,309 И 1,366 1,307 2,218 0,370 0,386
2,540 10 1,506 1,440 2,440 0,407 0,425
2,822 9 1,674 1,597 2,710 0,452 0,472
3,175 8 1,888 1,800 3,050 0,508 0,531
3,629 7 2,161 2,058 3,486 0,581 0,607
4,233 6 2,528 2,397 4,066 0,678 0,707
5,080 5 3,040 2,878 4,879 0,813 0,849
5,644 4/2 3,376 3,197 5,421 0,904 0,943
6,350 4 3,801 3,595 6,099 1,016 1,061
7,257 3/2 4,352 4,110 6,970 1,162 1,213
7,815 3/4 4,684 4,425 7,506 1,251 1,306
8,467 3 5,071 4,796 8,132 1,355 1,415
340
Размеры и допуски резьб
Диаметры и шаги дюймовой резьбы с углом профиля 55° в мм
(по ОСТ/НКТП 1260)
Профиль и егоэле менты см. стр. 338,
размеры профиля — стр. 339
Диаметры Число витков Шаг
номинальный наружный средний внутренний
dH d dt п S
3/1в" 4,762 4,085 3,408 24 1,058
’// 6,350 5,537 4,724 20 1,270
Vie" 7,938 7,034 6,131 18 1,411
%" 9,525 8,.509 7,492 16 1,588
(71в’) 11,112 9,951 8,789 14 1,814
*/2" 12,700 11,345 9,989 12 2,117
(’/«") 14,288 12,932 11,577 12 2,117
7«" 15,875 14,397 12,918 11 2,309
’/»" 19,050 17,424 15,798 10 2,540
22,225 20,418 18,611 9 2,822
1" 25,400 23,367 21,334 8 3,175
IV 28,575 26,252 23,929 7 3,629
P/Z 31,750 29,427 27,104 7 3,629
(I3//) 34,925 32,215 29,504 6 4,233
1‘/2" 38,100 35,390 32,679 6 4,233
(17,") 41,275 38,022 34,770 5 5,080
1% 44,450 41,198 37,945 5 5,080
07s") 47,625 44,011 40,397 4‘/2 5,644
2" 50,800 47,186 43,572 4‘/2 5,644
274' 57,150 53,084 49,019 4 6,350
272" 63,500 59,434 55,369 4 6,350
69,850 65,204 60,557 з1/.. 7,257
3" 76,200 71,554 66,907 372 7,257
З1// 82,550 77,546 72,542 374 7,815
3‘/2" 88,900 83,896 78,892 3V4 7,815
зз/г 95,250 89,829 84,409 3 8,467
4’ 101,600 96,179 90,759 3 8,467
3. ТРАПЕЦЕИДАЛЬНЫЕ РЕЗЬБЫ
Трапецеидальные резьбы (фиг. 183) — крупная, нормальная и мелкая —
имеют профиль с углом 30°. Профиль образован прямыми линиями; в слу-
чае передачи больших усилий профиль винта у впадин закругляется радиу-
сом г. Шаг трапецеидальных резьб измеряется в миллиметрах.
Размеры резьб
341
Ниже приводятся таблица размеров профиля трапецеидальных резьб,
общая для крупной, нормальной и мелких резьб этого типа, а также отдель-
ные таблицы диаметров и шагов всех трапецеидальных резьб. Резьбы,
диаметры которых в этих таблицах взяты в скобки, — наименее ходовые.
Фиг. 183.
Размеры профиля трапецеидальных резьб в* мм
(по ОСТ 2409, 2410, 2411)
Профиль и его элементы см. выше
Шаг Высота про- филя резьбы виита и гайки Теоретическая высота про- филя Высота при- тупления профиля Наибольши й радиус закру- гления углов впадин Ширина впадииы
S *в~ * г Н 1 с г а
2 1,25 3,732 1,116 0,25 0,598
3 1,75 5,598 1,799 0,25 0,964
4 2,25 7,464 2,482 0,25 1,330
5 3 9,330 2,915 0,25 1,562
6 3,5 11,196 3,598 0,25 1,929
8 4,5 14,928 4,964 0,25 2,661
10 5,5 18,660 6,330 0,25 3,393
12 6,5 22,392 7,696 0,25 4,125
16 9 29,856 9,928 0,5 5,321
20 11 37,320 12,660 0,5 6,786
24 13 44,784 15,392 0,5 8,250
32 17 59,712 20,856 0,5 11,179
40 21 74,640 26,320 0,5 14,108
342
Размеры и допуски резьб
Диаметры и шаги трапецеидальной крупной резьбы в мм
(по ОСТ 2409)
Профиль, его элементы и размеры
см. стр. 341
Диаметры Шаг Диаметры Шаг
винта винта и гайки гайки винта винта и гайки гайки
* «V 42 X X внутрен- ний наруж- ный внутрен- ний наруж- ный । внутрен- ний * h X X внутрен- ний 1
сред- ний сред- ний
d di dt d' d\ S d di dz d' d\ S
22 13 18 23 14 8 (98) 76 88 100 78 20
24 15 20 25 16 8 100 78 90 102 80 20
26 17 22 27 18 8 (Ю5) 83 95 107 85 20
28 19 24 29 20 8 ПО 88 100 112 90 20
30 19 25 31 20 10 (Н5) 93 105 117 95 20
32 21 27 33 22 10 120 94 108 122 96 24
(34) 23 29 35 24 10 (125) 99 113 127 101 24
36 25 31 37 26 10 130 104 118 132 106 24
(38) 27 33 39 28 10 (135) 109 123 137 111 24
40 29 35 41 30 10 140 114 128 142 116 24
(42) 31 37 43 32 10 (145) 119 133 147 121 24
44 31 38 45 32 12 150 124 138 152 126 24
(46) 33 40 47 34 12 155 129 143 157 131 24
48 35 42 49 36 12 160 134 148 162 136 24
50 37 44 51 38 12 165 139 153 167 141 24
52 39 46 53 40 12 170 144 158 172 146 24
55 42 49 56 43 12 175 149 163 177 151 24
(58) 45 52 59 46 12 180 146 164 182 148 32
60 47 54 61 48 12 185 151 169 187 153 32
(62) 44 54 64 46 16 190 156 174 192 158 32
65 47 57 67 49 16 195 161 179 197 163 32
(68) 50 60 70 52 16 200 166 184 202 168 32
70 52 62 72 54 16 210 176 194 212 178 32
(72) 54 64 74 56 16 220 186 204 222 183 32
75 57 67 77 59 16 230 196 214 232 198 32
(78) 60 70 80 62 16 240 198 220 242 200 40
80 62 72 82 64 16 250 208 230 252 210 40
(82) 64 74 84 66 16 260 218 240 262 220 40
85 63 75 87 65 20 270 228 250 272 230 40
(88) 66 78 90 68 20 280 238 260 282 240 40
90 68 80 92 70 20 290 248 270 292 250 40
(92) 70 82 94 72 20 300 258 280 302 260 40
95 73 85 97 75 20 ।
Размеры резьб
343
Диаметры и шаги трапецеидальной нормальной резьбы в мм
(по OCT 24J0)
Профиль, его элементы иразмеры см. стр. 341
Диаметры Шаг Диаметры Шаг
винта вннта н гайки гайки винта вн и та и гайки гайки
* = X внутрен- ний наруж- ный 1 внутрен- ний наруж- ный в нутрен- ний I наруж- I | ный I внутрен- | ннй
сред- ний й
d ^2 d' d[ S d di dt d’ d\ S
10 6,5 8,5 10,5 1 3 (88) 75 82 891 1 76 12
12 8,5 10,5 12,5 9 3 90 77 84 91 78 12
14 10,5 12,5 14,5 11 3 (92) 79 86 93 80 12
16 11,5 14 16,5 12 4 95 82 89 96 83 12
18 13,5 16 18,5 14 4 (98) 85 92 99 86 12
(19) 14,5 17 19,5 15 4 100 87 94 101 88 12
20 15,5 18 20,5 16 4 (Ю5) 92 99 106 93 12
22 16 19,5 23 17 5 НО 97 104 111 98 12
24 18 21,5 25 19 5 (115) 102 109 116 103 12
26 20 23,5. 27 21 5 120 102 112 122 104 16
28 22 25,5 29 23 5 (125) 107 117 127 109 16
30 23 27 31 24 6 130 112 122 132 114 16
32 25 29 33 26 6 (135) 117 127 137 119 16
(34) 27 31 35 28 6 140 122 132 142 124 16
36 29 33 37 30 6 (145) 127 137 147 129 16
(38) 31 35 39 32 6 150 132 142 152 134 16
40 33 37 41 34 6 (155) 137 147 157 139 16
(42) 35 39 43 36 6 160 142 152 162 144 16
44 35 40 45 36 8 (165) 147 157 167 149 16
(46) 37 42 47 38 8 170 152 162 172 154 16
48 39 44 49 40 8 (175) 157 167 177 159 16
50 41 46 51 42 8 180 158 170 182 160 20
52 43 48 53 44 8 (185) 163 175 187 165 20
55 46 51 56 47 8 190 168 180 192 170 20
(58) 49 54 59 50 8 (195) 173 185 197 175 20
60 51 56 61 52 8 200 178 190 202 180 20
(62) 51 57 63 52 10 210 188 200 212 190 20
65 54 60 66 55 10 220 198 210 222 200 20
(68) 57 63 69 58 10 230 208 220 232 210 20
70 59 65 71 60 10 240 214 228 242 216 24
(72) 61 67 73 62 10 250 244 238 252 226 24
75 64 70 76 65 10 260 234 248 262 236 24
(78) 67 73 79 68 10 270 244 258 272 246 24
80 69 75 81 70 10 280 254 268 282 256 24
(82) 71 77 83 . 72 10 290 264 278 292 266 24
85 72 79 86 73 12 300 274 288 302 276 24
344
Размеры и допуски резьб
Диаметры и шаги трапецеидальной мелкой резьбы в мм
(по ОСТ 2411)
Профиль, его элементы и размеры
см. стр. 341
Диаметры Шаг Диаметры Шаг
винта винта и гайки гайки винта винта и гайки гайки
наруж- ный , внутрен- ний I наруж- ный внутрен- ний наруж- ный внутрен- ний X X I внутрен- I НИЙ |
сред- ний сред- ний
d dt d. d' <0 d di di d' d[ S
10 7,5 9 10,5 8 2 90 84 87,5 91 85 5
12 9,5 11 12,5 10 2 (92) 86 89,5 93 87 5
14 11,5 13 14,5 12 2 95 89 92,5 96 90 5
16 13,5 15 16,5 14 2 (98) 92 95,5 99 93 5
18 15,5 17 18,5 16 2 100 94 97,5 101 95 5
20 17,5 19 20,5 18 2 (Ю5) 99 102,5 106 100 5
22 19,5 21 22,5 20 2 110 104 107,5 111 105 5
24- 21,5 23 24,5 22 2 (115) 109 112,5 116 НО 5
26 23,5 25 26,5 24 2 120 113 117 121 114 6
28 25,5 27 28,5 26 2 (125) 118 122 126 119 6
30 26,5 28,5 30,5 27 3 130 123 127 131 124 6
32 28,5 30,5 32,5 29 3 (135) 128 132 136 129 6
(34) 30,5 32,5 34,5 31 3 140 133 137 141 134 6
36 32,5 34,5 36,5 33 3 (145) 138 142 146 139 6
(38) 34,5 36,5 38,5 35 3 150 143 147 151 144 6
40 36,5 38,5 40,5 37 3 (155) 146 151 156 147 8
(42) 38,5 40,5 42,5 39 3 160 151 156 161 152 8
44 40,5 42,5 44,5 41 3 (165) 156 161 166 157 8
(46) 42,5 44,5 46,5 43 3 170 161 166 171 162 8
48 44,5 46,5 48,5 45 3 (175) 166 171 176 167 8
50 46,5 48,5 50,5 47 3 180 171 176 181 172 8
52 48,5 50,5 '52,5 49 3 (185) 176 181 186 177 8
55 51,5 53,5 55,5 52 3 190 181 186 191 182 8
(58) 54,5 56,5 58,5 55 3 (195) 184 190 196 185 10
60 56,5 58,5 60,5 57 3 200 189 195 201 190 10
(62 57,5 60 62,5 58 4 210 199 205 211 200 10
65 60,5 63 65,5 61 4 220 209 215 221 210 10
(68) 63,5 66 68,5 64 4 230 219 225 231 220 10
70 65,5 68 70,5 66 4 240 227 234 241 228 12
(72) 67,5 70 72,5 68 4 250 237 244 251 238 12
75 70,5 73 75,5 71 4 260 247 254 261 248 12
(78) 73,5 76 78,5 74 4 270 257 264 271 258 12
80 75,5 78 80,5 76 4 280 267 274 281 268 12
(82) 77,5 80 82,5 78 4 290 277 284 291 278 12
85 79 82,5 86 80 5 300 287 294 301 288 12
(88) 82 85,5 89 83 5 — — — — — —
Размеры резьб
345
4. УПОРНЫЕ РЕЗЬБЫ
Упорные резьбы (фиг. 184) — крупная, нормальная и мелкая — имеют
профиль в виде треугольника, стороны которого образуют углы 3 и 30°
с осью профиля. Первая из этих сторон в процессе работы винта восприни-
мает осевую нагрузку и называется передней; угол 3J сделан для более
удобного нарезания резьбы. Вторая сторона профиля называется задней.
Дно впадины винта закруглено. Вершины винта и гайки, а также впа-
дина гайки плоскосрезанные. Шаг упорных резьб измеряется в милли-
метрах.
Фиг. 184.
Ниже приводится таблица размеров профиля упорных резьб общая
для крупной, нормальной и мелкой резьб этого типа. Для многоходовых
резьб применяются такие же профили. Кроме того, ниже приводятся
отдельные таблицы диаметров и шагов всех упорных резьб. Резьбы, диа-
метры которых в этих таблицах взяты в скобки, — наименее ходовые.
Размеры профиля упорных одноходовых резьб в мм
(по ОСТ/ВКС 7739, 7740, 7741)
Профиль и его элементы см. выше
Шаг Высота профиля резьбы Теорети- ческая высота профиля Притупление впадины
винта гайки
винта гайки высота шири- на радиус за- круг- ления высота шири- на
S Н * св ав г *сг аг
2 1,736 1,5 3,464 0,914 0,528 0,249 1,050 0,728
3 2,603 2,25 5,196 1,371 0,792 0,373 1,575 0,992
4 3,471 3 6,928 1,828 1,055 0,497 2,100 1,255
346
Размеры и допуски резьб
Продолжение
Шаг Высота профиля резьбы Теорети- ческая высота профиля Притупление впадины
в нита гайки
винта гайки высота шири- на радиус за- круг- ления высота шири- на
S t* Н * св ав г (сг аг
5 4,339 3,75 8,660 2,285 1,319 0,621 2,625 1,519
6 5,207 4,5 10,392 2,742 1,583 0,746 3,150 1,783
8 6,942 6 13,856 3,656 2,111 0,994 4,201 2,311
10 8,678 7,5 17,321 4,570 2,638 1,243 5,251 2,838
12 10,413 9 20,785 5,484 3,166 1,491 6,301 3,366
16 13,884 12 27,713 7,312 4,221 1,988 8,401 4,421
20 17,355 15 34,641 9,140 5,277 2,485 10,501 5,477
24 20,826 18 41,569 10,968 6,332 2,982 12,602 6,532
32 27,769 24 55,426 14,623 8,443 3,977 16,802 8,643
40 34,711 30 69,282 18,279 10,554 4,971 21,003 10,754
48 41,653 36 83,138 21,935 12,664 5,965 25,203 12,864
Диаметры и шаги упорной одноходовой крупной резьбы в мм
(по ОСТ/В КС 7739)
Профиль, его элементы и размеры см. стр. 345
Диаметры Шаг Диаметры Шаг
винта винта и гайки гайки винта винта и гайки гайки
* <Ч JQ X X внутрен- не й наруж- ный 1 | виутрен- | НИЙ наруж- ный внутрен- ний 1 наруж- ный внутрен- ний
сред- ний сред- ний
d dt dt d' d'i S d dt dt d' d[ S
(22) 8,116 16,545 22 10 8 48 27,174 39,817 48 30 12
24 10,116 18,545 24 12 8 50 29,174 41,817 50 32 12
26 12,116 20,545 26 14 8 55 34,174 46,817 55 37 12
(28) 14,116 22,545 28 16 8 60 39,174 51,817 60 42 12
30 12,644 23,181 30 15 10 (65) 37,232 54,089 65 41 16
(32) 14,644 25,181 32 17 10 70 42,232 59,089 70 46 16
34 16,644 27,181 34 19 10 (75) 47,232 64,089 75 51 16
36 18,644 29,181 36 21 10 80 52,232 69,089 80 56 16
(38) 20,644 31,181 38 23 10 (85) 50,290 71,362 85 55 20
40 22,644 33,181 40 25 10 90 55,290 76,362 90 60 20
(42) 24,644 35,181 42 27 10 (95) 60,290 81,362 95 65 20
44 23,174 35,817 44 26 12 100 65,290 86,362 100 70 20
(46) 25,174 37,817 46 28 12 (ПО) 75,290 96,362 ПО 80 20
Размеры резьб
347
Продолжение
Диаметры Шаг 1 1 Диаметры
винта винта и гайки гайки винта винта и гайки гайки
наруж- ный внутрен- ний Й 2 з 1 внутрен- | ний наруж- ный внутрен- ний 1 наруж- I | иый I внутрен- 1 ний 1
сред- ний сред- ний
d d' S d dl d2 d' S
120 78,348 103,634 120 84 241 220 164,462 198,179 220 172 32
(130) 88,348 113,634 130 94 24 250 180,578 222,724 250 190 40
140 98,348 123,634 140 104 24 280 210,578 252,724 280 220 40
(150) 108,348 133,634 150 114 24 300 230,578 272,724 300 240 40
160 118,348 143,634 160 124 24 320 236,694 287,268 320 248 48
(170) 128,348 153,634 170 134 24 350 266,694 317,268 350 278 48
180 124,462 158,179 180 132 32 380 296,694 347,268 380 308 48
(190) 184,462 168,179 190 142 32 400 316,694 367,268 400 328 48
200 144,462 178,179 200 152 32: — — — — — —
Диаметры и шаги упорной одноходовой нормальной резьбы в мм
(по ОСТ/ВКС 7740)
Профиль, его элементы и размеры см. стр. 345
Диаметры Диаметры Шаг
винта винта и гайки гайки вннта винта и ганки гайки
d 1 1 d> d2 d' 1 <*' s d 1 d> </2 d’ d' 1 S
(22) 13,322 18,590 22 14,5 5 80 62,644 73,181 80 65 10
24 15,322 20,590 24 16,5 5 (85) 64,174 76,817 85 67 12
26 17.322 22,590 26 18,5 5 90 69,174 81,817 90 72 12
(28) 19,322 24,590 28 20,5 5 (95) 74,174 86,817 95 77 12
30 19,586 25,909 30 21 6 100 79,174 91,817 100 82 12
(32) 21,586 27.909 32 23 6 (НО) 89,174 101,817 НО 92 12
34 23,586 29,909 34 25 6 120 92,232 109,089 120 96 16
36 25,586 31,909 36 27 6 (130) 102,232 119,089 130 106 16
(38) 27,586 33,909 38 29 6 140 112,232 129,089 140 116 16
40 29,586 35,909 40 31 6 (150) 122,232 139,089 150 126 16
(42) 31,586 37,909 42 .33 6 160 132,232 149,089 160 136 16
44 30,116 38,545 44 32 8 (170) 142,232 159,089 170 146 16
(46) 32,116 40,545 46 34 8 180 145,290 166,362 180 150 20
48 34,116 42,545 48 36 8 (190) 155,290 176,362 190 160 20
50 36,116 44,545 50 38 8 200 165,290 186,362 200 170 20
(55) 41,116 49,545 55 43 8 220 185,290 206,362 220 190 20
60 46,116 54,545 60 48 8 250 208,290 233,634 250 214 24
(65) 47,644 58,181 65 50 10 280 238,348 263,634 280 244 24
70 52,644 63,181 70 55 10 300 258,348 283,634 300 264 24
(75) 57,644 68,181 75 60 10 — — — — — —
348
Размеры и допуски резьб
Диаметры и шаги упорной одноходовой мелкой резьбы в мм
(по ОСТ/ВКС 7741)
Профиль, его элементы и размеры см. стр. 345
Диаметры 1 Шаг Диаметры Шаг
винта винта и гайки гайки винта винта и гайки гайки
наруж- ный внутрен- ний £ X X внутрен- ний наруж- ный внутрен- ний * х 3 X X внутрен- ний
сред- ний сред- ний
d d. d2 d' d 1 S d d. d' d 1 S
10 6,528 8,636 10 7 2 100 91,322 96,590 100 92,5 5
12 8,528 10,636 12 9 2 (НО) 101,322 106,590 по 102,5 5
14 10,528 12,636 14 11 2 120 109,586 115,909 120 111 6
16 12,528 14,636 16 13 2 (130) 119,586 125,909 130 121 6
18 14,528 16,636 18 15 2 140 129,586 135,909 140 131 6
20 16,528 18,636 20 17 2 (150) 139,586 145.909 150 141 6
(22) 18,528 20,636 22 19 2 160 146,116 154,545 160 148 8
24 20,528 22,636 24 21 2 170 156,116 164,545 170 158 8
26 22,528 24,636 26 23 2 180 166,116 174,545 180 168 8
(28) 24,528 26,636 28 25 2 (190) 176,116 184,545 190 178 8
30 24,794 27,954 30 25,5 3 200 182,644 193,181 200 185 10
32 26,794 29,954 32 27,5 3 220 202,644 213,181 220 205 10
34 28,794 31,954 34 29,5 3 250 229,174 241,817 250 232 12
36 30,794 33,954 36 31,5 3 280 259,174 271,817 280 262 12
38 32,794 35,954 38 33,5 3 300 279,174 291,817 300 282 12
40 34,794 37,954 40 35,5 3 320 299,174 311,817 320 332 12
(42) 36,794 39,954 42 37,5 3 350 329,174 341,817 350 332 12
44 38,794 41,954 44 39,5 3 380 352,232 369.089 380 356 16
(46) 40,794 43,954 46 41,5 3 400 372,232 389,089 400 376 16
48 42,794 45,954 48 43,5 3 420 392,232 409,089 420 396 16
50 44,794 47,954 50 45,5 3 450 422,232 439,089 450 426 16
(55) 49,794 52,954 55 50,5 3 480 445,290 466,362 480 450 20
60 54,794 57,954 60 55,5 3 500 465,290 486,362 500 470 20
(65) 58,058 62,272 65 59 4 520 485,290 506,362 520 490 20
70 63,058 67,272 70 64 4 550 515,290 536,362 550 520 20
(75) 68,058 72,272 75 69 4 580 538,348 563,634 580 544 24
80 73,058 77,272 80 74 4 600 558,348 583.634 600 564 24
(85) 76,322 81,590 85 77,5 5 620 578,348 603,634 620 584 24
90 81,322 86,590 90 82,5 5 650 608,348 633,634 650 614 24
95 86,322 91,590 95 87,5 5 — — — — — —
Размеры резьб
349
5. ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА
Трубная цилиндрическая резьба (фиг. 185) имеет профиль с углом 55°
п с закрушенными вершинами и впадинами профиля.
Шаг трубной цилиндрической резьбы выражается числом витков на один
дюйм.
Фнг. 185.
Номинальным диаметром трубной резьбы является диаметр отверстия
в трубе, на наружной поверхности которой нарезана резьба.
Ниже приводятся таблица размеров профиля трубной цилиндрической
резьбы, а также таблица ее диаметров. Резьбы, диаметры которых в послед-
ней таблице взяты в скобки, — наименее ходовые.
Размеры профиля трубной цилиндрической резьбы в мм
(по ГОСТ 6357—52)
Профиль и его элементы см. выше
Шаг Число витков на 1* Высота про- филя резьбы трубы и муфты Теоретическая высота профиля Высота притупления профиля Радиус закругления вершины и впадины
S п t / т — м Н *с г
0,907 28 0,581 0,871 0,145 0,125
1,337 19 0,856 1,284 0,214 0,184
1.814 14 1,162 1,742 0,290 0,249
2,309 11 1,479 2,218 0,370 0,317
350
Размеры и допуски резьб
Диаметры и шаги трубной цилиндрической резьбы в мм
(по ГОСТ 6357—52)
Профиль, его элементы и размеры
см. стр. 349
Диаметры Шаг
номинальный наружный средний внутрениий
dH d d2 S
(’/,') 9,729 9,148 8,567 0,907
54* 13,158 12,302 11,446 1,337
%’ 16,663 15,807 14,951 1,337
Уг" 20,956 19,794 18,632 1,814
(*/,*) 22,912 21,750 20,588 1,814
з/; 26,442 25,281 24,119 1,814
С/в") 30,202 29,040 27,878 1,814
1" 33,250 31,771 30,292 2,309
37,898 36,420 34,941 2,309
I’/," 41,912 40,433 38,954 2,309
(1%") 44,325 42,846 41,367 2,309
РЛ" 47,805 46,326 44,847 2,309
I3/./' 53,748 52,270 50,791 2,309
2" 59,616 58,137 56,659 2,309
2!4" 65,712 64,234 62,755 2,309
2'4" 75,187 73,708 72,230 2,309
(23//) 81,537 80,058 78,580 2,309
У 87,887 86,409 84,930 2,309
34’ 100,334 98,855 97,376 2,309
4" 113,034 111,556 110,077 2,309
5" 138,435 136,957 135,478 2,309
6" 163,836 162,357 160,879 2,309
Размеры резьб
351
6. ТРУБНАЯ КОНИЧЕСКАЯ РЕЗЬБА
Трубная коническая резьба (фиг. 186) имеет профиль с углом 55°,
вершины и впадины его закруглены. Ось профиля перпендикулярна к оси
трубы. Шаг этой резьбы выражается числом витков на один дюйм и изме-
ряется параллельно оси трубы. Угол уклона конуса, на котором нарезается
трубная коническая резьба, равен Г47'24", что соответствует конусности
1 : 16.
Номинальным диаметром трубной резьбы является диаметр отверстия
в трубе, на наружной поверхности которой нарезана резьба.
Ниже приводятся таблица размеров профиля трубной конической резьбы
а также таблица ее диаметров, длин и шагов. Упоминаемая во второй
таблице основная плоскость есть заданное сечение, в котором диаметры
резьбы (наружный, средний и внутренний) равны номинальным диаме-
трам трубной цилиндрической резьбы по ГОСТ 6357—52. При свинчива-
нии без натяга трубы н муфты с номинальными размерами резьбы
длина свинчивания равна /2. Резьбы, диаметры которых в этой таблице
взяты в скобки, — наименее ходовые.
Размеры профиля трубной конической резьбы в мм
(по ГОСТ 6211—52)
Профиль него элементы см. выше
Шаг Число витков иа 1" Высота про- филя резьбы трубы и муфты Теоретическая высота профиля Высота притупления профиля Радиус за- кругления вершины и впаднны
S п t t 'tn - м И * с г
0,907 28 0,581 0,871 0,145 0,125
1,337 19 0,856 1,284 0,214 0,184
1,814 14 1,162 1,742 0,290 0,249
2,309 11 1,479 2,218 0,370 0,317
352
Размеры и допуски резьб
Диаметры, длины и шаги трубной конической резьбы в мм
(по ГОСТ 6211—52)
Профиль, его элементы и размеры
см. стр. 351
Диаметры Дл и н ы Число вмт- ков на Г' 1 Шаг
номи- нальный В основной ПЛОСКОСТИ внутрен- ний у торца трубы j рабочая от торца трубы до основной плоскости
наружный средний внутрен- ний
dH d d. dx dT 1, п 5
9,729 9,148 8,567 8,270 9 4,5 28 0,907
13,158 12,302 11,446 11,071 11 6,0 19 1,337
%" 16,663 15,807 14,951 14,576 12 6,0 19 1,337
’/2" 20,956 19,794 18,632 18,163 15 7,5 14 1,814
26,442 25,281 24,119 23,524 17 9,5 14 1,814
1" 33,250 31,771 30,293 29,606 19 11,0 11 2,309
IV 41,912 40,433 38,954 38,142 22 13,0 1 И 2,309
1V 47,805 46,326 44,847 43,972 23 14,0 И 2,309
2" 59,616 58,137 56,659 55,659 26 16,0 11 2,309
75,187 73,708 72,230 72,074 30 18,5 11 2,309
3' 87,887 86,409 84,930 83,649 32 20,5 11' 2,309 |
4’ 113,034 111,556 110,077 108,483 38 25,5 и 2,309
5' 138,435 136,957 135,478 133,697 41 28,5 и 2,309
6’ 163,836 162,357 160,879 158,910 45 . 31,5 11 2,309
Размеры резьб
353
7. КОНИЧЕСКАЯ ДЮЙМОВАЯ РЕЗЬБА С УГЛОМ ПРОФИЛЯ 60°
Коническая дюймовая резьба (фиг. 187) имеет профиль с углом 60°;
вершины и впадины его плоскосрезанные. Ось профиля перпендикулярна
к оси трубы. Шаг этой резьбы выражается числом витков на один дюйм
и измеряется параллельно оси трубы. Угол уклона конуса, на котором наре-
зается коническая дюймовая резьба, равен Г47'24", что соответствует конус-
ности 1: 16.
Фнг. 187.
Номинальным диаметром рассматриваемой резьбы является диаметр
отверстия в трубе, иа наружной поверхности которой нарезана резьба.
Ниже приводятся таблица размеров профиля конической дюймовой
резьбы с углом профиля 60°, а также таблица ее диаметров, длин и шагов.
Упоминаемая во второй из этих таблиц основная плоскость есть заданное
сечение, с которым прн свинчивании без натяга трубы и муфты с номи-
нальными размерами резьбы совпадает торец муфты.
Размеры профиля конической дюймовой резьбы
с углом профиля 60° в мм
(по ГОСТ 6111—52)
Профиль и его элементы см. выше
Шаг Число витков иа 1" Высота про- филя резьбы трубы и муфты Теоретическая высота профиля Высота притупления профиля Наибольшая ширина впадины
5 п Н *с а
0,941 27 0,753 0,815 0,031 0,036
1,411 18 1,129 1,222 0,047 0,054
1,814 14 1,451 1,571 0,060 0,069
2,209 1Р/2 1,767 1,913 0,073 0,084
354
Размеры и допуски резьб
Диаметры, длины и шаги конической дюймовой резьбы
с углом профиля 60° в мм
(по ГОСТ 6111—52)
Профиль, его элементы и размеры см. стр. 353
Диаметры Длины Число вит- ков на 1* Шаг
номи- нальный в основной плоскости внутрен- ний у торца трубы рабо- —чая от торца трубы до основной плоскости
наруж- ный средний внутрен- ний
dH d dz dt dT G G п S
7,895 7,142 6,389 6,135 6,5 4,064 27 0,941
10,272 9,519 8,766 8,480 7,0 4,572 27 0,941
13,572 12,443 11,314 10,997 9,5 5,080 18 1,411
*/«* 17,055 15,926 14,797 14,416 10,5 6,096 18 1,411
21,223 19,772 18,321 17,813 13,5 8,128 14 1,814
3/' 26,568 25,117 23,666 23,128 14,0 8,611 14 1,814
1" 33,228 31,461 29,694 29,059 17,5 10,160 11% 2,209
1!4" 41,985 40,218 38,451 37,784 18,0 10,668 11% 2,209
пг 48,054 46,287 44,520 43,853 18,5 10,668 11% 2,209
2" 60,092 58,325 56,558 55,866 19,0 11,074 П% 2,209
8. МОДУЛЬНАЯ РЕЗЬБА
Фиг. 188.
Профиль нитки червяка —обычно трапеция (фиг. 188) с углом е при
вершине, равным 40 или 30°. Такой профиль получается при установке
передней режущей кромки резца, посредством которого нарезан червяк,
параллельно оси резьбы1. Диаметр резьбы
червяка и размер ее профиля устанавли-
ваются в зависимости от условий работы
пары червяк — червячное колесо.
Шаг резьбы червяка — модульный,
в очень редких случаях — питчевый.
Модульным называется шаг,
в числовое значение которого (в милли-
метрах) входят два сомножителя — мо-
дуль и число л. Модульный шаг выра-
жается формулой
Sm = tn п мм, (40)
где Sm — шаг резьбы червяка в мм,
т — модуль; модуль равен шагу зубьев колеса, измеренному по ее
делительной окружности, разделенному на я;
я — 3,14.
1 Значительно реже встречаются червяки, боковые стороны профиля которых
выпуклые, что является следствием установки режущей кромки резца
перпендикулярно к боковым сторонам двух соседних витков резьбы. В этом слу-
чае касательные к боковым сторонам, проведенные в точках касания их с дели-
тельным цилиндром червяка, также образуют угол 40 или 30°. Указанная выше
установка резца применяется иногда прн нарезании резьб с большим шагом или
ходом при многоходовых резьбах.
Размеры резьб
355
П и т ч е в ы м называется шаг, числовое значение которого (в милли-
метрах) равно дроби, числитель которой есть произведение Г-л, а знаме-
натель питч. Питчевый шаг выражается формулой
где Sm — шаг червяка в мм;
Г' = 25,4 мм;
л = 3,14;
р _ единица измерения шага зубьев колес, в частности червячных,
при дюймовой системе мер длины. Питч есть число зубьев колес,
приходящихся на 1" диаметра ее делительной окружности.
Червяки бывают одноходовые, двухходовые и т. д. Ход резьбы червяка,
необходимый при настройке станка (подсчете сменных зубчатых колес,
установке рукояток коробки подач), определяется по формуле
Sx = г мм, (42)
где Sv — ход резьбы червяка в мм;
Sm ' - шаг резьбы червяка в мм;
z — число ходов резьбы червяка.
Пример. Определить шаг и ход в миллиметрах двухходового червяка,
модуль 3.
В данном случае т = 3; z ~ 2. Поэтому по формуле (40)
Sm ~ т-я = 3-3,14 — 9,42 мм
и по формуле (42)
Sx = Snl-z = 9,42-2 = 18,84 мм.
Значения Srn и S* для случаев, наиболее часто встречающихся в прак-
тике, указаны в нижеприводимой таблице.
Значения величин шага и хода многоходовых резьб с модульным шагом
в мм
Число ходов резьбы
Модуль Шаг резьбы 1 1 2 | 3 | 4 | 5
Ход резьбы
1 3,1416 3,1416 6,2832 9,4248 12,5664 15,7080
1,25 3,9270 3,9270 7,8540 11,7810 15,7080 19,6350
1,50 4,7124 4,7124 9,4248 14,1372 18,8496 23,5620
1,75 5,4978 5,4978 10,9956 16,4934 21,9912 27,4890
2 6,2832 6,2832 12,5664 18,8496 25,1328 31,4160
2,25 7,0686 7,0686 14,1372 21,2058 28,2744 35,3430
2,50 7,8540 7,8540 15,7080 23,5620 31,4160 39,2700
2,75 8,6394 8,6394 17,2788 25,9182 34,5576 43,1970
3 9,4248 9,4248 18,8496 28,2744 37,6992 47,1240
3,25 10,2102 10,2102 20,4204 30,6306 40,8408 51,0510
3,50 10,9956 10,9956 21,9912 32,9868 43,9824 54,9780
3,75 11,7810 11,7810 23,5620 35,3430 47,1240 58,9050
356
Размеры и допуски резьб
Продолжение
Модуль Шаг резьбы Число ходов резьбы
1 1 2 1 3 1 1 4 ! 5
Ход резьбы
4 4,25 4,50 5 5,50 6 6,50 7 8 9 10 12,5664 13,3518 14,1372 15,7080 17,2788 18,8496 20,4204 21,9912 25,1328 28,2744 31,4160 12,5664 13,3518 14,1372 15,7080 17,2788 18,8496 20,4204 21,9912 25,1328 28,2744 31,4160 25,1328 26,7036 28,2744 31,4160 34,5576 37,6992 40,8408 43,9824 50,2656 56,5488 62,8320 37,6992 40,0554 42,4116 47,1240 51,8364 56,5488 61,2612 65,9736 75,3984 84,8232 94,2480 50,2656 53,4072 56,5488 62,8320 69,1152 75,3984 81,6816 87,9648 100,5312 113,0976 125,6640 62,8320 66,7590 70,6860 78,5400 86,3940 94,2480 102,1020 109,9560 125,6640 141,3720 157,0800
Угол подъема каждой резьбы червяка определяется по формуле
$m‘Z
n-d2
tg (Dx
(43)
или по формуле
tgo>x = A, (44)
Л. * «2
где (ох — угол подъема нитки червяка в град.;
Sm — шаг резьбы червяка в мм;
г — число ходов резьбы червяка;
л 3,14;
d2 — средний диаметр резьбы червяка в мм;
Sx — ход резьбы червяка в мм.
Размеры притупления профиля червяка (фиг. 188) определяются по фор
мулам:
tc =• т ^0,785 ctg ---1,2
т /з, 14 — 4,8tg
(45)
(46)
где tc — высота притупления профиля в мм;
и — ширина впадииы резьбы в мм;
т — модуль;
е — угол профиля резьбы в град.
Значения tc и а для некоторых модулей указаны в нижеприводимой
таблице.
Размеры резьб
357
Значение величин tc и а профилей резьб с модульным шагом
в мм
Модуль е=40° е=30*
•с а а
1 0,957 0,697 1,730 0,928
1,25 1,196 0,872 2,162 1,156
1,5 1.435 . 1,046 2,594 1,392
1,75 1,674 1,220 3,027 1,624
2 1,914 1,394 3,459 1,855
2,25 2,153 1,569 3,892 2,087
2,5 2,392 1,743 4,324 2,319
2,75 2,631 1,918 4,756 2,551
3 2,870 2,092 5,189 2,783
3,25 3,110 2,266 5,621 3,015
3,5 3,349 2,440 6,054 3,247
3,75 3,588 2,615 6,486 3,479
4 3,827 2,789 6,918 3,711
4,25 4,066 2,963 7,351 3,943
4,5 4,306 3.138 7,783 4,175
5 4,784 3,486 8,648 4,639
5,5 5,262 3,835 9,513 5,102
6 5,741 4,184 10,378 5,566
6,5 6,219 4,532 11,242 6,030
7 6,698 4,881 12,107 6,494
8 7,654 5,578 13,837 7,422
9 8,611 6,275 15,567 8,349
10 9,568 6,973 17,296 9,277
358
Размеры и допуски резьб
Hi. ДОПУСКИ РЕЗЬБ
1. ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ РЕЗЬБ
Соединение винта н гайки в зависимости от точности их резьб
Все резьбы, принятые в нашем машиностроении, за исключением труб-
ных, имеют зазоры по вершинам и впадинам, и при правильном испол-
нении резьбового соединения винт и гайка соприкасаются только боковыми
сторонами (фиг. 189, а). Для обеспечения свинчиваемости винта с гайкой
Фиг. 189.
главное значение имеет качественное выполнение заданных размеров шага,
угла профиля и среднего диаметра резьбы.
Точность наружного и внутреннего диаметров винта и гайки имеет мень-
шее значение.
Погрешности шага и угла профиля в некоторых пределах могут компен-
сироваться уменьшением среднего диаметра болта или увеличением сред-
него диаметра гайки.
Действительно, если шаг резьбы гайки окажется больше шага резьбы
винта прн одном и том же среднем диаметре их, свинчиваемости не будет.
Если шаг резьбы гайки будет меньше шага резьбы винта, результат ока-
жется тот же (фиг. 189, б). В обоих случаях витки гайки должны врезаться
в витки винта, что недопустимо.
Свинчиваемость данных деталей может быть достигнута лишь уменьше-
нием среднего диаметра винта (фиг. 189, в) или увеличением среднего диа-
метра ганки.
Допуски резьб
359
Таким же способом можно обеспечить свинчиваемость деталей, если
угол профиля резьбы одной из них выполнен с отклонением. Так, например,
если угол профиля винта меньше должного, что исключает возможность
свинчиваемости винта с правильной гайкой (фиг. 189, г), то при уменьшении
среднего диаметра этого винта данные детали могут быть свинчены (фиг.
189, д).
Построение допусков резьб
Затруднения, связанные с проверкой нарезаемой резьбы, возникают
главным образом при измерении ее шага и профиля. Действительно, если
все три диаметра наружной резьбы могут быть проверены с достаточной
в большинстве случаев практики точностью, посредством обыкновенного
микрометра, то для соответственной (по точности) проверки шага и угла
профиля этой резьбы необходимы более сложные измерительные инстру-
менты и даже приборы. Поэтому при изготовлении резьбовых деталей
задаются допуски только на диаметры резьбы; допустимые ошибки в шаге
и профиле учитываются в допуске на средний диаметр, потому что, как это
было показано выше, ошибки в шаге и угле профиля всегда можно устра-
нить изменением среднего диаметра одной из сопрягаемых деталей.
Допуск на средний диаметр устанавливается таким, чтобы при неболь-
ших ошибках в шаге или угле профиля винт и гайка свинчивались без
ущерба для прочности резьбового соединения.
Допуски на наружный и внутренний диаметры винта и гайки назна-
чаются такими, чтобы между вершиной профиля резьбы винта и соответ-
ствующей впадиной резьбы гайки получался зазор. Числовые значения
этих допусков приняты большими, превышающими допуски на средний
диаметр.
2. ДОПУСКИ МЕТРИЧЕСКИХ РЕЗЬБ
Для метрических резьб установлены (ГОСТ 9253—59) следующие классы
точности: 1-й, 2-й, 2а и 3-й.
Схема расположения
на фиг» 190; отклонения
полей допусков метрических резьб показана
их размеров см, в нижеприводимой таблице.
Допуски метрических резьб с крупными и мелкими шагами для диаметров от 1 до 600 мм
Шаг S в мм Номинальный диаметр резьбы d в мм Размеры в мк
Крупная Мелкая Болт Болт и гайка Гайка
Наружный диаметр d Внутрен- ний диаметр dt Допуски среднего диаметра болта (—Ь) и ганки (Ч-Ь) Внутренний диаметр dt Наруж- ный дна метр d
Отклонения Отклонения
Верх- нее Нижнее — с Be рхнее 2-й класс З-й класс Ннжнее Верхнее 1 +e 1 Ннжнее
Классы
2-й | | З-й
0,2 — 1 ч- 1,8 0 50 50 0 j 45 75 0 65 0
0,25 1 ч- 1,2 2 ч- 2,2 0 0 65 65 65 65 0 0 50 50 84 84 0 0 80 80 0 0
0,3 1,4 — 0 80 80 0 55 92 0 90 0
0,35 1,6; 1,8 2,5; 3 3,5 0 0 0 90 90 90 90 90 90 0 0 0 59 59 65 99 99 115 0 0 0 100 100 100 0 0 0
0.4 2 — 0 100 100 0 64 106 0 ПО 0
0,45 2.2; 2,5 — 0 но но 67 112 0 120 0
0,5 3 — 0 . 120 120 0 71 118 0 140 0
Размеры и допуски резьб
прооолжение
Шаг S В мм Номинальный диаметр резьбы d в мм Размеры в мк
Крупная Мелкая Болт Болт и гайка Гайка
Наружный диаметр d Внутрен- ний диаметр d. Допуски среднего диаметра болта ( —Ь) и гайки (4-Ь) Внутренний диаметр dt Наруж- ный диа- метр d
Отклонения Отклонения
Верх- нее Ннжнее — с Классы 2-й | 3-й Верхнее 2-й класс 3-й класс Ннжнее Верхнее + * Нижнее
0,5 — ОО О CD •I- -1- to — CD СП сл 0 0 0 0 120 120 120 120 120 120 120 120 0 0 0 0 80 90 100 НО 130 145 160 180 0 0 0 0 140 140 140 140 0 0 0 0
0,6 3,5 — 0 130 130 0 78 130 0 160 0
0,7 4 — 0 140 140 0 84 140 0 180 0
0,75 4,5 6 4- 9 10 ч- 16 18 + 27 30 ~ 33 0 0 0 0 0 150 150 150 150 150 150 150 150 150 150 0 0 0 0 0 90 95 105 120 135 1 150 160 175 195 220 0 0 0 0 0 190 190 190 190 190 0 0 0 0 0
0,8 5 — 0 160 220 0 90 150 0 200 0
Допуски резьб
Продолжение
Шаг S в мм Номинальный диаметр резьбы d в мм Размеры в мк
Крупная Мелкая Болт Болт и гайка Гайка
Наружный диаметр d Внутрен- ний диаметр d^ Допуски среднего диаметра болта (—Ь) и гайки (Ч-Ь) Внутренний диаметр di Наруж- ный диа- метр d
От к л онення Отклонения
Верх- нее Нижнее —с Классы Верхнее 2-й класс 3-й класс Нижнее Верхнее + е Нижнее
2-й | 3-Й
1 6; 7 8; 9 10 ч- 17 18 ч- 28 30ч-52 56ч-80 0 0 0 0 0 0 180 180 180 180 180 180 250 250 250 250 250 250 0 0 0 0 0 0 101 101 110 125 140 155 168 168 185 200 230 250 0 0 0 0 0 0 200 : 200 200 200 200 200 0 0 0 0 0 0
1,25 8; 9 10 ч- 14 0 0 200 200 300 300 0 0 ' 112 112 187 187 0 0 210 210 0 0
1,5 10; 11 12 ч- 17 18 4-28 30 4-52 55 4- 80 85 4- 120 125 4- 150 0 0 0 0 0 0 0 240 240 240 240 240 240 240 350 350 350 350 350 350 350 0 0 0 0 0 0 0 123 123 135 150 165 180 200 205 205 220 250 270 300 320 0 0 0 0 0 0 0 250 250 250 250 250 250 250 0 0 0 0 0 0 0
Размеры и допуски резьб
П родолжение
Шаг S в мм Номинальный диаметр резьбы d в мм Размеры в мк
Крупная Мелкая Болт Болт и гайка Гайка
Наружный диаметр d Внутрен- ний диаметр Допуски среднего диаметра болта (— Ь) и гайки (+Ь) Внутренний диаметр dt Наруж- ный диа- метр d
Отклонения Отклонения
Верх- нее Нижнее — с Верхнее 2-й класс З-й класс Нижнее Верхнее + е Нижнее
Классы
2-й З-й
1,75 12 — 0 260 380 0 133 222 0 280 0
2 14; 16 ОО ts3 ОО СЛ СО- СЯ СЛ Ю СЛ О ОО •I- -I- 1 ND — — 00 СЛ ND О 00 ND О ND 00 ООО 0 0 0 0 0 0 0 290 290 290 290 290 290 290 410 410 410 410 410 410 410 0 0 0 0 0 0 0 142 155 170 185 200 220 230 237 250 280 300 330 350 380 0 0 0 0 0 0 0 300 300 300 300 300 300 300 0 0 0 0 0 0 0
2,5 18 -г- 22 — 0 330 480 0 159 265 0 320 0
Допуски резьб
Продолжение
Шаг S в мм Номинальный диаметр резьбы d в мм Размеры в мк
Крупная Мелкая Болт Болт и гайка Гайка
Наружный диаметр d Внутрен- ний диаметр di Допуски среднего диаметра болта (—Ъ) и гаркн (+Ь) Внутренний диаметр dt Наруж- ный диа- метр d
Отклонения Отклонения
Верх- нее Нижнее —с Верхнее 2-й класс 3-й класс Нижнее Верхнее + е Нижнее
Классы
2-й | | 3-й
3 24; 27 30 ч-52 55 ч- 80 85 ч- 120 125 ч- 180 185 + 260 265 4- 300 0 0 0 0 0 0 0 370 370 370 370 370 370 370 520 520 520 520 520 520 520 0 0 0 0 0 0 0 174 190 200 220 240 250 270 290 310 330 360 390 420 450 0 0 0 0 0 0 0 380 380 380 380 380 380 380 0 0 0 0 0 0 0
3,5 30; 33 — 0 400 550 0 188 313 0 420 0
4 36; 39 42 ч- 80 85 Ч- 120 125 ч- 180 185 Ч- 260 265 ч- 360 370 ч- 400 0 0 0 0 0 0 0 420 420 420 420 420 420 420 600 600 600 600 600 600 600 0 0 0 0 0 0 0 201 220 230 250 270 280 300 335 360 380 410 440 470 500 0 0 0 0 0 0 0 480 480 480 480 480 480 480 0 0 0 0 0 0 0
Размеры и допуски резьб
Продолжение
Шаг S в мм Номинальный диаметр резьбы d в мм Размеры в мк
Крупная Мелкая Болт Болт и гайка Гайка
Наружный диаметр d Внутрен- ний диаметр dx Допуски среднего диаметра болта (— Ь) и гайки (Ч- Ь) Внутренний диаметр dt Наруж- ный диа- метр d
Отклонения Отклонения
Верх- нее Нижнее — с Верхнее 2-й класс 3-й класс Нижнее Верхнее + е Нижнее
Классы
2-й 3-й
4,5 42; 45 — 0 450 650 0 213 355 0 550 0
5 48; 52 — 0 500 700 0 225 375 0 600 0
5,5 56; 60 — 0 550 750 0 236 393 0 650 0
6 64; 68 70 -- 80 85 ч- 120 125 4- 180 1 185 -f 260 ' 265 ~ 360 370 ч- 500 510 -ч- 600 0 0 0 0 0 0 0 0 600 600 600 600 600 600 600 600 800 800 800 800 800 800 800 800 0 0 0 0 0 0 0 0 246 246 262 280 300 315 335 350 410 410 435 460 490 520 550 580 0 0 0 0 0 0 0 0 700 700 700 700 700 700 700 700 0 0 0 0 0 0 0 0
Допуски резьб
366
Размеры и допуски резьб
3. ДОПУСКИ ДЮЙМОВОЙ РЕЗЬБЫ
Для дюймовой резьбы установлены два класса точности: 2-й и 3-й.
Схема расположения полей допусков этой резьбы показана на фиг. 19L
Ниже приводится таблица отклонений размеров дюймовой резьбы.
Фиг. 191.
Отклонения размеров дюймовой резьбы
(по ОСТ/НКТП 1261 и 1262)
Номинальный диаметр резьбы в дюймах Число витков на 1* Размеры в мк
Наружный диаметр винта Внут- ренний диа- метр вннта Допуски среднего диаметра винта и гайки Ь Внутренний диаметр гайки Наруж- ный диа- метр гай кн
Отклонен! г<Я 2-й класс З-й класс Отклонен] ия
верх- нее — с' ниж- нее верх- нее ниж- нее + верх- нее + е" ниж- нее
3/1в 24 132 392 0 103 172 152 412 0
4 20 150 450 0 113 189 186 476 0
s/ie 18 158 458 0 119 199 209 519 0
% 16 165 465 0 127 211 238 558 0
С/1в) 14 182 482 0 135 224 271 611 0
‘/2 12 200 600 0 146 244 311 661 0
(’/1в) 12 208 608 0 146 244 313 673 0
% 11 225 625 0 153 255 342 682 0
3А 10 240 640 0 160 267 372 752 0
7, 9 265 765 0 169 281 419 789 0
I 8 290 790 0 179 298 466 866 0
1*/я 7 325 925 0 191 319 531 971 0
V/4 7 330 930 0 191 319 536 946 0
(1%) 6 365 965 0 207 345 626 1096 0
Р/2 6 370 970 0 207 345 631 1071 0
(Р/я) 5 425 1225 0 227 378 750 1230 0
Допуски резьб
367
Продолжение
Номинальный диаметр резьбы в дюймах Число витков на 1* Резьбы в мк
Наружный диаметр винта Внут- ренний диа- метр виита Допуски среднего диаметра Наруж- п ч ный Внутренний диа. диаметр гайки метр гайки
винта 1 Ь гайки
Отклонен! 1Я 2-й класс 3-й класс Отклонения
верх- нее — с' ниж- нее — с" верх- нее ниж- нее 4- е’ верх- нее ннж- нее
1% 5 430 1230 0 227 378 755 1255 0
(!’/») 41/» 475 1275 0 239 398 833 1353 0
2 4*/2 480 1280 0 239 398 838 1378 0
21/, 4 530 1330 0 253 422 941 1481 0
2‘/2 4 530 1330 0 253 422 941 1481 0
2% 3*/2 590 1390 0 271 451 1073 1693 0
3 з*/2 590 1390 0 271 451 1073 1693 0
3% з>/4 640 1540 0 281 468 1158 1758 0
3% 3'/, 640 1540 0 281 468 1158 1808 0
3% 3 700 1600 0 292 487 1251 1941 0
4 3 700 1600 0 292 487 1251 1941 0
4. ДОПУСКИ ТРАПЕЦЕИДАЛЬНЫХ РЕЗЬБ
Для наружных трапецеидальных резьб установлены три степени точно-
сти, обозначаемые буквами т, п, р, и для внутренних — две степени, обо-
Фиг. 192.
значаемые буквами М и N. Схема расположения полей допусков этой
резьбы указана на фиг. 192. Ниже приводятся таблицы отклонений
размеров трапецеидальных резьб, винтов и гаек,
368
Размеры и допуски резьб
Отклонения размеров винта с трапецеидальной резьбой
(по ОСТ В КС 7714)
Номинальный диаметр резьбы dH в мм Шаг резьбы S в мм Условное обозначение допусков Размеры в мк
Наружный диаметр d Толщина нитки Средний диаметр d2 Внутренний диаметр dt
Отклонения
о о X * = 1 верхнее о о X оЛ о 1 нижнее — а Л — ээн жин о X S 1 нижнее -f верхнее
10 Ч- 16 2 т 100 0 9 79 1 294 34 362 0
п 9 97 362 34 ’ | 362
Р 35 123 | 460 132 | 460
18 ч- 28 т 91 84 | t 314 34 | 388
п 9 104 388 34 388
Р 35 130 485 132 485
10 ч- 14 30 Ч- 44 3 т 150 0 10 90 | 336 37 410 0
п 101 НО | 410 37 | 410
Р 42 | 142 | 530 158 | 530
т 10 1 | 105 | 392 37 | 465
п 10 1 125 | 465 37 | 465
Р 42 157 | 585 158 | 585
46 -г- 60 т 10 105 392 37 478
п 10 128 478 37 478
Р 42 160 595 158 595
16ч-20 4 т 200 0 12 107 400 45 485 0
п 12 130 485 45 485
Р 50 168 627 187 627
62ч-82 т 12 124 462 45 565
п 12 152 565 45 565
Р 50 190 710 187 710
155 -=-190 44 ч- 60 22 ч- 28 120 4-150 30 ч- 42 85 -4-115 22 -и 28 Номинальный диаметр
резьбы dH в мм
00 о сл Шаг резьбы S в мм
тз 2 ;з о ;з 5 ~сз 5 ;з 2 ;з 5 Условное обозначение допусков
400 300 250 нижнее — с sS “ ° *5 н £
о о о верхнее о X
0о 0о NO 00 00 0о 00 8 сл сл о СЛ сл сл сл »и £ сл сл £ верхнее — 2Н X =
NO । 223 00 W ! 203 | 1 991 | N0 3 1 £61 I 891 238 | 1 ' 861 I571 215 0ZI о 215 174 142 1£61 1 391 1 >31 нижнее — а О н х ь о Ж X X X м Размер!
1032 830 682 | 096 СЛ 00 620 036 ND О 1 069 885 1 720 585 800 | 635 522 | 800 650 530 | 720 565 1 462! нижнее — Ь" нения Средний диаметр dt X * *
268 OJ 3 268 3 3 , 893 3 3 234 СЛ о СЛ о 234 СЛ 8 205 сл Ю сл N3 205 СЛ N3 сл N3 верхнее — Ь'
1032 I 830 830 960 758 758 920 720 0ZZ | 885 720 720 800 635 635 800 650 650 720 565 | 565 ннжнее Хз СО X X a tj н л
о о О верхнее о X Х4
S3
1
£
Л
&
Допуски резьб
(О
NO О •I- со о о 00 сл •I- сл 44 ч- 60 195-=- 230 62 ч- 82 30 + 42 Номинальный диаметр резьбы d в мм
NO О Шаг резьбы S в мм
^3 3 5 а 2 ^3 а 2 ^3 а ^3 3 5 ^3 а Условное обозначение допусков
600 500 нижнее — с I Отклонения Наружный диаметр d 1 Размеры в мк 1
о о верхнее
NO NO NO NO 00 00 NO NO NO NO 00 00 NO NO NO NO 00 о NO О NO о 00 О NO О NO О 00 О NO О NO О верхнее — 2" Толщина нитки
353 287 224 328 262 214 320 254 207 302 242 198 292 232 190 280 220 182 нижиее — а
1330 1070 835 1225 978 00 О О 1190 948 772 1128 j 900 738 1090 865 710 1042 820 680 нижнее — Ь* Средний диаметр dt
328 00 NO 00 NO 328 00 NO 00 NO 328 00 NO 00 NO 300 СЛ СЛ 300 СЛ СЛ 300 СЛ СЛ верхнее — Ь'
1330 1070 1070 1225 | 978 I 978 1190 1 948 948 1128 900 ! 900 1090 865 865 ! 1042 82J 820 нижнее Внутренний диаметр dt
О ° 1 верхнее
со
О
Размеры и допуски резьб
Допуски резьб
371
Продолжение
Номинальный диаметр резьбы dH в мм Шаг резьбы S в мм Условное обозначение допусков Размеры в мк
Наружный диаметр d Толщина нитки Средний диаметр d2 Внутренний диаметр dt
Отклонения
нижнее — с верхнее верхнее — z" нижнее — а Л — аанжин о о X X* о 1 а | нижнее -f верхнее
62 -4- 82 16 т 800 0 25 247 920 93 1135 0
п 25 305 1135 93 1135
Р 100 380 1415 372 1415
120 -г-175 т 25 260 970 93 1190
п 25 | 320 1190 93 1190
Р 100 395 1470 372 1470
85 -=-115 20 т 1000 0 28 287 1068 105 1305 0
п 28 350 1305 105 1305
Р 112 434 1620 420 1620
180 -=-230 т 28 300 1120 105 1370
п 28 368 1370 105 1370
Р 112 452 1685 420 1685
120 4-175 24 т 1200 0 30 330 1230 112 1520 0
п 30 405 1520 112 1520
Р 120 495 1845 448 1845
240 -4-300 т 30 340 1268 112 1565
п 30 420 1565 112 1565
Р 120 510 1900 448 1900
372
Размеры и допуски резьб
Отклонения размеров гайки с трапецеидальной разьбой
(по ОСТ вкс 7714)
Номинальный диаметр резьбы dH в мм Шаг резьбы S в мм Условное обозначение допусков Размеры в мк
Наружный диаметр d' Толщина нитки Средний диаметр d2 Внутренний диаметр dj
Отклонения
1 нижнее о о г S. S+ верхнее -1- а' нижнее нижнее верхнее г + ь 1 верхнее + г нижнее
10 ч- 16 2 м 0 328 j | 70 0 0 262 100 0
N 328 | | 88 328
18 ч- 28 М 355 1 75 280
N 355 | 1 95 355
10 ч- 14 3 М 0 372 | 80 0 0 295 150 0
N 372 | 100 372
30 ч- 44 М 428 | 95 355
N 428 | 115 428
46 ч- 60 М 440 | 95 355
N 440 | 118 440
16 ч- 20 4 М 0 440 | 95 0 0 355 200 0
N 440 | 118 440
62 ч- 82 М 510 112 418
N 510 | 140 520
22 ч- 28 5 М 0 515 | 110 0 0 410 250 0
N 515 | 138 515
85 ч- 115 М 595 | 128 478
N 595 1 | 160 595
30 ч- 42 6 м 0 578 | 125 0 0 465 300 0
N 578 : | 155 578
120 ч- 150 М 660 | 142 530
N 660 | 178 660
22 ч- 28 8 М 0 650 | 140 0 0 520 400 0
N 650 | 175 650
44 ч- 60 М 690 | 148 550
N 690 | 185 690
155 ч- 190 М 765 | 165 615
N 765 ! 205 765
240 ч- 300 120 S- 175 180 ч- 230 85 Ч- 115 Го о •I- 62 ч- 82 240 ч- 300 85 ч- 115 44 ч- 60 195 ч- 230 62 ч- 82 30 ч- 42 Номинальный диаметр резьбы dH в мм
ьо ю о Го о Шаг резьбы 5 в мм
£ 5* Условное обозначение допусков
о о о о о нижнее
| 1450 1 | 1450 | | 1400 | 1400 | I 1265 1265 1200 0031 I 1100 ООН 1040 । I 1040 1 985 985 00 СЛ 895 ' 865 I 865 I 825 825 , 06Z 06Z 745 31-Z 1 верхнее + g 'ЖНЫЙ етр d’
| 390 I 1 310 ; 375 | 300 1 1 340 272 | 322 | 258 S63 | | 235 | 280 | 222 593 | | 212 | 240 | 192 | 232 | 185 | 222 Оо | 212 | 170 | 200 1162 верхнее 4- а' I о* X Ь
О О О О о нижнее Откло * S S X м Размер
о о о о о нижнее кинан >4 2 о tr X к
1 1450 1 | 1155 | о о | 112» 1265 1010 1200 096 ООН 875 1040 1 928 985 790 895 715 865 690 1 825 665 790 635 745 •605 верхнее + ь •5g л
1200 1000 800 009 500 верхнее + е п "о о г
О о о о о нижнее О. X — 'X:
Допуски резьб
374
Размеры, и допуски резьб
5. ДОПУСКИ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
Для трубной цилиндрической резьбы установлено два класса точности:
2-й и З-й.
Схема расположения полей допусков этой резьбы показана на фиг. 193.
Ниже приводится таблица отклонений размеров трубной резьбы.
Отклонения размеров трубной цилиндрической резьбы
(по ГОСТ 6357-52)
Номинальный диаметр резьбы Число витков на 1" Размеры в мк
Резьба трубы и муфты Допуски сред- него диаметра Резьба трубы | Резьба муфты
Расстояние от линии 1 среднего диаметра
вершины резьбы hk впадииы резьбы ht впадины резьбы Л1 вершины резьбы
Класс точно- сти иаиб. найм. нанб. найм. наиб. найм. нанб. найм.
2-й | З-й
W' 28 133 219 265 215 340 290 340 290 265 215
*/Г 19 137 228 400 340 488 428 478 428 400 350
19 148 247 400 340 488 428 478 428 400 350
14 161 265 545 485 641 581 631 581 545 495
14 174 286 545 485 641 581 631 581 545 495
Г—1*/2’ 11 193 321 700 640 800 740 790 740 700 650
Допуски резьб
375
Продолжение
Номинальный диаметр резьбы Число витков на I" Размеры в мк
Резьба трубы и муфты Допуски сред- него диаметра Резьба трубы | Резьба муфты
Расстояние от линии среднего диаметра
вершины резьбы Л1 впадины резьбы /i2 впадины резьбы /ц вершины резьбы 'ч
Класс точно- сти иаиб. найм. иаиб- найм. наиб. найм. наиб. найм.
|2-й | 3-й
I3//— 2i/f 21/»" 23//—3* 3*// 4" 5’ 6" 11 11 11 11 11 11 11 224 224 255 255 270 286 286 370 370 421 421 446 473 473 700 700 700 700 700 700 700 640 630 630 620 620 620 620 800 810 810 820 820 820 820 740 740 740 740 740 740 740 790 800 800 820 820 820 820 740 740 740 740 740 740 740 700 700 700 700 700 700 700 650 640 640 630 630 630 630
ГЛАВА ДВЕНАДЦАТАЯ
НАРЕЗАНИЕ РЕЗЬБЫ
I. РЕЗЬБОВЫЕ РЕЗЦЫ
1. МАТЕРИАЛЫ И КОНСТРУКЦИИ РЕЗЬБОВЫХ РЕЗЦОВ
Общие замечания о резьбонарезных инструментах
.Наиболее употребительными инструментами для нарезания резьбы
на токарных станках являются различные резцы, изготовление которых,
особенно заточка, осуществляется токарем чаще, чем других резьбонарез-
ных инструментов. Поэтому ниже рассматриваются основные вопросы
конструирования и изготовления лишь резьбовых резцов.
Материалы резьбовых резцов
При нарезании резьбы на деталях из стали используются резцы из твер-
дых сплавов марок Т15К6 и Т15К6Т, а также из быстрорежущей стали
марки Р18. Нарезание резьбы на чугунных деталях производится твердо-
сплавными резцами марок В Кб, ВК4. ВКЗ и ВК2.
Конструкции резьбовых резцов
Твердосплавные резцы применяются напайные и, реже, с механическим
закреплением пластинки твердого сплава.
Быстрорежущие резьбовые резцы очень небольших сечений, исполь-
зуемые в державках, изготовляются цельными. При больших сечениях
резьбовые резцы из быстрорежущей стали делаются напайными.
Державки резьбовых резцов, применяемых при нарезании резьбы
на деталях из чугуна, бронзы и латуни, могут быть жесткими. При нареза-
нии резьбы на стальных деталях следует применять пружинные державки,
способствующие получению чистой поверхности резьбы. Степень пружине-
ния державки имеет большое значение и должна соответствовать размерам
резьбы. При слишком жесткой державке обычно срываются верхние
участки резьбовой нитки; при излишнем пружинении ее поверхность резьбы
получается шероховатой и волнистой.
Пружинение державки можно до известной степени пегулировать, вкла-
дывая в щель ее головки куски кожи, дерева и т. п. Очень важно, чтобы
державка пружинила только в направлении винтовой канавки, во избе-
жание искажения профиля нарезаемой резьбы, особенно ее первого витка.
При нарезании резьбы с большим шагом (ходом) следует применять дер-
жавки, конструкция которых обеспечивает возможность установки резца
соответственно углу подъема резьбы.
Резьбовые резцы
377
2. ПРОФИЛИ И УГЛЫ РЕЗЬБОВЫХ РЕЗЦОВ
Резцы для нарезания метрической резьбы
Обыкновенный резец (фиг. 194) из быстрорежущей стали, применяемый
для нарезания метрической резьбы, должен иметь угол профиля е, равный
60°. Угол е у твердосплавных резьбовых резцов делается равным 59ч-
ч-59°30', так как нарезание резьбы при высоких скоростях резания приво-
дит к некоторому разваливанию ее профиля.
Все остальные элементы профиля и углы резьбового резца не зависят
от его материала.
Фиг. 194.
Высота h и ширина а притупления не должны быть больше соответ-
ственных размеров резьбы» указанных в таблице на стр. 329.
Задний угол а резьбовых резцов делается в пределах 12-$-15°. Боковые
углы (Xj и а2 зависят от заднего угла а и возрастают по мере его увеличе-
ния. При нарезании резьбы с малыми углами подъема (до 2Г) эти углы
делаются одинаковыми и равными 4 •+ 5°. При стачивании передней поверх-
ности такого резца по плоскостям, параллельным ее первоначальному
положению, угол профиля резца не изменяется. При больших углах подъема
правой резьбы угол сц, а левой резьбы угол а2 следует брать примерно
на 2-$-4Q больше округленной величины угла подъема данной резьбы.
Угол а2 при правой и угол а.г при левой резьбах в этом случае делаются
равными 3 ч- 4°.
Передний угол у резьбовых резцов обычно делается равным нулю, при-
чем для получения правильного профиля резьбы необходимо, чтобы резец
был установлен на высоте центровой линии станка. У твердосплавных рез-
цов, используемых при черновых проходах, делается фаска шириной
0,6 ч- 0,8 мм с передним углом, равным (—5) ч- (—8°).
Проверка угла профиля резьбового резца производится шаблоном
в плоскости ВВ, угол профиля в которой не равен е, и определяется по
формуле
е tg "Г
tg = cos а ’ <47)
где £р — угол профиля резца в плоскости ВВ в град.;
е — угол профиля резца в плоскости А А в град.;
а — задний угол резца в град.
378
Нарезание резьбы
Плоскость ВВ должна проходить через пластинку быстрорежущей стали
или твердого сплава,
Значения ер при некоторых углах е и а указаны в нижеприводимой
таблице.
Углы 8Р профиля резьбового резца в плоскости В В
(фиг. 194)
Задний угол резца в град. Угол е резца
60° 59°30' 59°
12 61°О6' 60°36' 60°06'
15 61°46' 6Г14' 60°44'
Для черновых проходов и для нарезания неточной резьбы на деталях
из вязких материалов пользуются иногда резцами (фиг. 195) с передним
углом Y = Ю-г-20°.
Угол профиля таких резцов в плоско-
сти ВВ зависит от переднего и заднего
углов резца и определяется по формуле
tg = 5
8 2 ЧНр
(48)
где ер — угол профиля резца в
сти В В в град.;
S — шаг нарезаемой резьбы
Нр — теоретическая высота
(до острой вершины) в
сти В В в мм.
Значение величины Нр определяется
по формуле
плсско-
в мм\
резьбы
плоско-
нР
ja d? d i
--------- sin2 у------к- cos у ] cos (a + y)>
4 4 Z /
(49)
где Нр — теоретическая высота резьбы (до острой вершины) в плоскости
ВВ в мм\
d — наружный диаметр резьбы в мм;
di — внутренний диаметр резьбы в мм;
Y — передний угол резца в град.;
a —• задний угол резца в град.
Все вышеприведенные формулы для определения угла профиля резца
при у = 0 и у > 0 в плоскости ВВ (фиг. 194 и 195) справедливы только
при СЦ = а2.
Если СЦ =£ а2, то этими формулами можно пользоваться лишь при
нарезании резьб, к точности профиля которых не предъявляется высоких
требований.
Резьбовые резцы
379
Призматический резьбовой резец (фиг. 196) должен иметь угол е про-
филя в плоскости ДД, равный 60°, если материал его быстрорежущая
сталь, и 59-т- 59°30' при твердом сплаве. Такие резцы применяются при
нарезании наружных резьб с небольшим углом подъема, так как в этом
Фиг. 196.
Фиг. 197.
случае нельзя делать разные углы а} и а2 на боковых сторонах профиля
Все сказанное выше о проверке в плоскости ВВ профиля обыкновенного
резца 0° относится и к призматическому. Призматический резец сле-
дует устанавливать так, чтобы его
передняя поверхность находилась на
высоте центровой линии станка.
Дисковый резьбовой резец (фиг. 197)
должен иметь переднюю поверхность,
расположенную ниже его центра на
величину h, значение которой опреде-
ляется по формуле (38) или по таб-
лице на стр. 318. Угол и другие эле-
менты профиля дискового резца при
проверке в плоскости передней по-
верхности выбираются так же, как
и для обыкновенного резьбового
резца (стр. 377 и след). Угол про-
филя резца в диаметральной плоскости
(например, А А) определяется по фор-
муле (48).
Величина Нр в этом случае находится по формуле
Яр = -5-- -cosа,
380
Нарезание резьбы.
где Нр — высота профиля резца в плоскости А А в мм;
D — диаметр резца в мм;
Н — теоретическая высота профиля нарезаемой резьбы в мм;
а — задний угол резца в град.
Резьба, нарезанная дисковым резцом, даже при у — 0 получается с не-
правильным профилем — с криволинейными боковыми сторонами. Откло-
нения эти невелики, и в большинстве случаев ими пренебрегают. Они полу-
чаются тем меньшими, чем меньше отношение где t — глубина про-
филя резьбы, D — диаметр резца в мм.
Резцы для нарезания дюймовой и трубной резьб
Угол профиля быстрорежущих резцов для нарезания дюймовой и труб-
ных резьб делается равным 55°, а твердосплавных 54° 4- 54°30/. Все осталь-
ные углы и другие элементы профиля резцов для нарезания указанных
резьб определяются по правилам и формулам, относящимся к резцам для
метрических резьб.
Резцы для нарезания прямоугольной резьбы
поверхность
г* Г ^4
А~А
г^А
О)
S)
резьбы, для
мости винта
ширину Г,
Резец для нарезания прямоугольной резьбы (фиг. 198), передняя
которого устанавливается (фиг. 199, а) параллельно оси
обеспечения свинчивае-
и гайки должен иметь
превышающую половину
в-в
Фиг. 199.
Фиг. 198.
шага, в зависимости от его величины, на 0,01 4- 0,04 мм.
Передний угол у такого резца обычно 0°; при нарезании резьбы на дета-
лях из мягкой стали делают иногда у = 4 4- 6°.
Задний угол а делается равным 6 4- 8°. Углы aj и аг на боковых сторо-
нах выбираются по правилам, относящимся к резцам для нарезания метри-
ческих резьб.
Недостаток такого резца, в особенности при больших углах подъема
правой резьбы, — значительное уменьшение угла заострения резца со
стороны угла и тяжелые условия работы (у > 0) со стороны угла а2.
При левой резьбе резец получается ослабленным со стороны угла а2
и работает в более тяжелых условиях со стороны угла аг
Резьбовые резцы
381
Резец, передняя поверхность которого расположена в плоскости, пер-
пендикулярной к боковым сторонам нитки резьбы (фиг. 199, б), указанных
недостатков не имеет. Углы и а2 в этом случае делаются одинаковыми
и равными 3-т-4о. Ширина 7\ такого резца определяется ио формуле
3
Л =-у cos<o, (51)
где Т} — ширина резца в мм, установленного по фиг. 199, б;
S — шаг резьбы в мм\
(о — угол подъема резьбы в град.
При установке резца с прямолинейными кромками по фиг. 199, б
ширина профиля получается переменной, а впадина вогнутой. Этого иска-
жения профиля резьбы можно избежать только путем придания резцу
специального криволинейного профиля, определяемого расчетным или гра-
фическим способом. Ввиду сложности изготовления таких резцов их при-
меняют редко, тем более, что указанное выше искажение профиля резьбы
имеет практическое значение лишь при большом угле подъема нарезаемой
резьбы Ч В таких случаях установка резца пофиг. 199, б применяется только
при черновых проходах. Ширина резца Tj должна быть при этом на 0,3-5-
-е-0,6 ллм меньше половины шага резьбы в зависимости от его величины.
Чистовые проходы осуществляются резцом, установленным по фиг. 199, а.
Резцы для нарезания трапецеидальной резьбы
Специальный черновой резец для нарезания трапецеидальной резьбы
(фиг. 200, а) делается с углом е профиля, равным 60°, или имеет форму
1 Можно указать, например, что если прн нарезании резьбы диаметром 40 мм
с шагом 5 мм резец установлен по фиг. 199, б, то ширина винтовой канавки на внут-
реннем диаметре получается лишь на 6 мк больше, чем на наружном.
382
Нарезание резьбы
канавочного резца (стр. 386). Вершина резца закругляется радиусом г
до 1 мм в зависимости от шага нарезаемой резьбы. Проверку профиля этого
резца производят в плоскости А А, Задний угол а и боковые углы Oj и а2
выбираются по правилам, относящимся к резцам для метрической резьбы
(стр. 377 и след.).
Передний угол быстрорежущего резца делается, как правило, равным 0°;
при нарезании резьбы на деталях из мягкой стали этот угол принимают
равным 4 6°. Твердосплавный резец должен иметь передний угол,
равный нулю, и фаску шириной до 1 мм с отрицательным углом 5 ч- 8°.
Черновой резец устанавливается по фиг. 199, а или по фиг. 199, б
в зависимости от угла подъема резьбы.
Чистовой резец (фиг. 200, б) из быстрорежущей стали должен иметь
угол профиля 30°, а твердосплавной 29 29°30'.
Высота tc и ширина притупления а должны быть не больше соответ-
ственных величин впадины резьбы.
Проверку профиля чистового резца необходимо производить в плоскости
ВВ. Величина угла профиля применяемого при этом шаблона определяется
по формуле (47).
Если резец предназначается для нарезания многоходовой резьбы, то
угол профиля его в плоскости ВВ определяется по формуле
tg -у- COS (0
= стеа— <52>
где Ер — угол профиля резца в плоскости В В в град.;
Е — угол профиля резца в плоскости А А в град.;
со — угол подъема резьбы в град., определяемый по формуле (39);
а — задний угол резца в град.
Задний угол а и боковые углы aj и а2 данного резца выбираются по пра-
вилам, относящимся к нарезанию метрической резьбы. Передний угол его
делается равным нулю, независимо от материала резца.
Правильный профиль резьбы, нарезаемой резцом с прямолинейными
боковыми кромками, получается лишь при установке резца по фиг. 199, а.
Резцы для нарезания упорной резьбы
Профиль упорной резьбы значительно сложнее профилей всех прочих
резьб, вследствие чего сложнее и профилирование резцов, применяемых
при нарезании этой резьбы.
Построение профиля резца с передним углом у = 0, устанавливаемого
на высоте центровой линии станка и применяемого для нарезания наруж-
ной резьбы, производится в следующем порядке (фиг. 201, а)\
1) проводится вертикальная линия А А;
2) через произвольную точку Е проводится под углом 30° к прямой АА
прямая BBi,
3) от точки Е на прямой А А откладывается отрезок ЕО = tc\
4) из точки О проводится прямая ОАХ под углом 3° к прямой АА;
5) через точку О проводится горизонтальная прямая СС;
6) на расстоянии h от прямой СС проводится прямая DD;
7) из точки Oj как из центра делается засечка радиусом г на прямой DD,
Резьбовые резцы
383
8) из полученной точки Ог радиусом г закругляется вершина профиля
резца.
Построенный таким образом профиль резца показан на фиг. 201, а
жирной линией В^КОА*
При правильном построении профиля прямая О2К, проходящая через
центр Оъ и точку К сопряжения дуги радиуса г и прямой ВВЬ должна быть
перпендикулярна к этой прямой.
Кроме того, отрезок 00 г должен быть равен ширине притупления впа-
дины соответствующей резьбы винта.
Значения величин tc и г берутся из таблицы размеров профиля упорных
резьб, а величины Л — по нижеприводимой таблице.
Значение величины /г, необходимой при построении профиля резца
для упорной резьбы (фиг. 201) в мм
Шаг резьбы S Величина h Шаг резьбы S Величина h Шаг резьбы S Величина h
2 0,013 8 0,052 24 1 0,156
3 0,020 10 0,065 32 0,208
4 0,026 12 0,078 40 0,260
5 0,032 16 0,107 48 0,312
6 0,039 20 0,130 — —
384
Нарезание резьбы
Построение профиля резца для нарезания резьбы гайки (фиг. 201, б)
производится в следующем порядке:
1) проводится вертикальная прямая А А;
2) через произвольную точку Е проводится под углом 30° к прямой АА
прямая ВВу
3) от точки Е на прямой АА откладывается отрезок ЕО — t\
4) из точки О проводится прямая ОАХ под углом 3° к прямой А А;
5) через точку О проводится горизонтальная прямая СС.
Построенная таким образом жирная линия изображает профиль
резца для нарезания внутренней упорной резьбы.
Полученный таким построением отрезок 00^ должен быть равен ширине
притупления впадины соответствующей резьбы гайки.
Задний и боковые углы резцов для нарезания упорной резьбы выби-
раются также, как и для резцов, применяемых при метрической резьбе.
Значение величины t берется по нижеприводимой таблице.
Значение величины /, необходимой при построении профиля резца
для упорной резьбы (фиг. 201) в мм
Шаг резьбы S Величина t Шаг резьбы S Величина t Шаг резьбы S Величина t
2 1 1,156 8 3,668 24 10,368
3 1,575 10 4,505 32 13,719
4 1,992 12 5,343 40 17,070
5 2,411 16 7,017 48 20,419
6 2,830 20 8,694 — —
Резцы для нарезания модульной резьбы
Черновые резцы для нарезания модульной резьбы имеют такие же углы
и другие элементы, как и подобные им резцы для трапецеидальной
резьбы.
Чистовые резцы для модульной резьбы также подобны применяемым
для обработки трапецеидальной резьбы. Угол профиля чистового резца,
устанавливаемого по фиг. 199, а, делается равным теоретическому углу
профиля резьбы, если материал резца — быстрорежущая сталь, и на гра-
дус-полградуса меньше этого угла при твердосплавном резце.
Высота tc и ширина а притупления резца должна быть не больше соот-
ветственных величин впадины резьбы, вычисленных по формулам (45) и (46)
или указанных в таблице на стр. 357.
Резьбовые резцы
385
Боковые углы ах и а2 выбираются по правилам, относящимся к резцам
для метрической резьбы. Если резец устанавливается по фиг. 199, б,
то теоретический угол его профиля определяется по формуле
tg = tg е-cos co,
(53)
где em — угол теоретического профиля резца в град., установленного
по фиг. 199, б;
е — угол профиля резьбы в град.;
со — угол подъема винтовой нитки в град. Угол этот определяется
по формуле (39) при одноходовой и по формуле (43) или (45)
при многоходовой резьбе.
Ширина ат притупления вершины резца при многоходовой резьбе
определяется по формуле
ат= a-cos со, (54)
где ат—ширина притупления вершины резца в мм, устанавливаемого
по фиг. 199, б;
а — ширина притупления впадины резьбы в мм, вычисленная по фор-
муле (46) или указанная в таблице на стр. 357;
со — угол подъема винтовой нитки’ в град. Угол этот определяется
по формуле (39) при одноходовой и по формуле (43) или (44)
при многоходовой резьбе.
Профиль резьбы, нарезанной при рассматриваемом способе установки
резца с прямолинейными боковыми кромками, получается искаженным,
но отклонения профиля не имеют практического значения при углах подъ-
ема винтовой нитки резьбы, не превышающих 15°. Прн больших углах
подъема для получения правильного профиля резьбы необходимо специ-
альное профилирование резца.
Передний угол у чистовых резцов для модульной резьбы делается рав-
ным нулю.
Проверка профиля для этих резцов в плоскости ВВ производится
по правилам подобной проверки резцов для трапецеидальной резьбы
(стр. 381).
Модульная резьба сравнительно часто бывает многоходовой и с боль-
шими углами подъема. Поэтому рассматриваемые резцы обычно изгото-
вляются с цилиндрическим стержнем, что обеспечивает возможность бы-
строй установки резца по фиг. 199, б с помощью разжимной колодки.
Углы «! и а2 в этом случае делаются одинаковыми и равными
3-т-4°.
3. НОРМАЛИЗОВАННЫЕ РЕЗЬБОВЫЕ РЕЗЦЫ
В книге «Нормативы режимов резания» рекомендуются резьбо-
вые твердосплавные и быстрорежущие резцы. Углы и другие элементы
этих резцов указаны в нижеприводимых таблицах.
25 Оглоблин 210
386
Нарезание резьбы
Резцы для нарезания метрической резбы по стали и чугуну
Материал резца Передний угол у° Задний угол а° Фаска
f в мм
Твердый сплав 0 5-ьб i х 0,7 + 1,0
Быстрорежущая сталь 0 СП + 0 0
Резцы для нарезания трапецеидальной и модульной резьб
Резьбовые резцы
287
Углы и другие элементы резца
Тип резьбы Резец Угол профиля резца е° Перед- ний угол Y° Задний угол Фаска
а° а° 1 f в мм
Трапецеи- дальная Черновой Чистовой 60 29°30' или 30° 6 о • СО СО •I- •!• ю ш СО 1 (-5) -5- (-8) 0,74-1,0
Модульная Черновой Чистовой 60 39°30' или 40° 0 0 со со •I- 4-г-6 (-5) -г- (-8) 0,74-1,0
Радиусы при вершине резца
Трапецеидальная резьба Модульная резьба
Черновой резец Чисто- вой резец Черновой резец Ч исто- вой резец
S до 5 6 8 10 12 16 т 2 3 4 5
Г 0,4 0,5 0.6 0,7 0,8 1,0 0,25 Г 1,2 1,5 1.8 1,8 0,25
S — шаг резьбы в мм; т — модуль в мм; г — радиус закругления вершины резца в мм.
4. РЕЗЬБОВЫЕ РЕЗЦЫ ТО КАРЕЙ-НОВАТОРОВ
Кроме резцов для нарезания резьбы, характеристики которых ука-
заны выше, широкое применение находят резьбовые резцы, предложенные
токарями-новаторами. Основные размеры некоторых из этих резцов и дан-
ные об их геометрии приводятся ниже.
388
Нарезание резьбы
Резцы конструкции В. М. Бирюкова
Резцы для предварительного нарезания
метрической наружной резьбы
Просриль по пе-
Для нарезания резьб с шагом 2 -т- 6 мм применяются резцы
с поперечным сечением 16 X 25 и 20 X 30 мм.
Основные размеры резцов в мм
В н L 1 С Л
16 25 150 и 225 25 10 19,2
20 30 150 и 250 30 12 22,5
Примечания:
1. Нарезание резьбы с шагом меньше 2 мм производится сразу чисто-
вым резцом.
2. Ширина f притупления резца при шаге резьбы 2 -г- 3 мм прини-
мается равной 0,145 мм, при шаге 3,5 -J- 4,5 мм — равной 0,255 jkjw и при
шаге 5-5-6 мм — равной 0,365 мм.
3. Поперечная подача при черновых проходах 0,5 Ч- 1,0 мм.
4. Черновое нарезание резьбы производится до получения ширины
выступов винтовой нитки на 0,5 ч- 1 мм больше ширины их, равной а.
Резьбовые резцы
389
Резцы для чистового нарезания метрической
наружной резьбы
Для нарезания резьб с шагом 0,5 ч- 0,8 мм применяются резцы
с поперечным сечением 12 X 20 и 16 X 25 мм, с шагом 1 ч- 3 мм —
с сечением 12 X 20, 16 X 25 и 20 X 30 мм и с шагом 3,5 ч- 6 мм —
с сечением 16 X 25 и 20 X 30 мм.
Основные размеры резцов ь мм
В н L 1 с h
12 20 125 и 200 24 4 13,4
16 25 150 и 225 33 5 17,1
20 30 150 и 250 40 6 20,9
Примечания:
1. Нарезание резьбы с шагом 0,5 ч- 1,75 мм производится сразу чисто-
вым резцом, с шагом 2 мм и больше — после предварительных проходов
черновым резцом.
2. Ширина f притупления вершины резца при шаге резьбы 0,5 ч- 0,8 мм
принимается равной 0,037 мм, при шаге 1 ч- 1,75 мм — равной 0,073 мм.
Значения f при больших шагах резьбы см. в примечании к таблице
на стр. 388.
3. Два-три первых чистовых прохода производятся при поперечной
подаче резца, равной 0,3 мм. Остальные чистовые проходы, необходимые
для получения требуемого размера резьбы, осуществляются при подаче
резца, равной 0,2 ч- 0.15 мм.
390
Нарезание резьбы
Резцы для нарезания метрической внутренней
резьбы
Для нарезания резьбы с шагом 0,5 -ь 4,5 мм применяются резцы
с поперечным сечением 20 X 20, 25 X 25 и 30 X 30 мм, а с шагом
5 -г 6 мм — с сечением 25 X 25, 30 X 30 и 40 X 40 мм.
Основные размеры резцов ь мм
В н L 1 D с R h
20 20 225 300 60 и 120 45 10 12 20 13
25 25 250 325 75 И 125 55 12 16 25 17
30 30 235 350 100 и 150 65 15 20 30 22
40 40 300 400 125 И 200 85 20 20 40 32
Примечания:
I. Размер D соответствует диаметру отверстия, в котором нарезается
резьба.
2. Ширина f притупления вершины резца при соответственном шаге
резьбы принимается такой же, как у резцов для нарезания наружной
резьбы, см. примечание к таблице иа стр. 388.
Резьбовые резцы
391
Резец конструкции Д. И. Рыжкова для нарезания метрической резьбы
Твердосплавная пла-
стинка 2 закрепляется
в пазу А державки 3
винтом /. Пластинка рас-
положена сбоку державки,
что обеспечивает возмож-
ность производить нареза-
ние резьбы в упор.
Резец конструкции Ю. И. Дикого и Н. С. Чикирева для нарезания
трапецеидальной резьбы
Резец этот напаян пластинкой твердого сплава Т15К6 и зата-
чивается соответственно профилю нарезаемой резьбы. На плоской
передней поверхности резца делается фаска шириной 0,5 -г- 1,0 мм
с отрицательным передним углом 1°30'.
392
Нарезание резьбы
11. НАСТРОЙКА СТАНКА ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
1. ОБЩИЕ ПРАВИЛА ВЫБОРА ЗУБЧАТЫХ КОЛЕС
Предварительные замечания
Современные токарные станки имеют механизм подачи, обеспечивающигг
настройку на любой шаг резьбы без помощи сменных зубчатых колес.
Однако большинство старых станков и часть новых, главным образом
операционных, имеют гитары подач, требующие их настройки.
Правила настройки таких станков и расчета сменных зубчатых колес
приводятся ниже в самом сжатом виде.
Определение передаточного отношения сменных зубчатых колес
Передаточное отношение сменных зубчатых колес, устанавливаемых
на станок при нарезании резьбы, определяется по формуле
где i — передаточное отношение зубчатых колес;
S — шаг нарезаемой резьбы;
Sx. в — шаг ходового винта станка.
Шаги резьб нарезаемой и ходового винта, подставляемые в формулу (55),
должны быть выражены в одинаковых мерах (миллиметрах или дюймах).
Формула эта справедлива лишь для случая, когда передаточное отно-
шение колес, соединяющих шпиндель с валиком (пальцем), на котором уста-
навливается первое ведущее зубчатое колесо, равно единице. Следует
указать, что станки, у которых это отношение не равно единице, встре-
чаются очень редко.
Ниже приводится сводная таблица значений (в общем виде) передаточ-
ного отношения сменных зубчатых колес, необходимых для нарезания
различных резьб на станке с миллиметровым или дюймовым шагом ходо-
вого винта.
Значения передаточного отношения сменных зубчатых колес
Нарезаемый винт Передаточное отношение сменных зубчатых колес
Шаг резьбы ходового станка выражен в мм Шаг резьбы ходо- вого винта станка выражен числом витков на Г
Шаг выражен в мм Шаг выражен числом вит- ков на Г S в 25,4 _ 127 П'Зх.в fl'Sx.e. *5 д S - Пх. в '5 25,4 “ 127 пх.а п
Настройка станка для нарезания резьбы
393
Продолжение
Нарезаемый винт Передаточное отношение сменных зубчатых колес
Шаг резьбы ходо- вого винта станка выражен в мм Шаг резьбы ходо- вого винта станка выражен числом витков на 1"
Шаг выражен в дюймах Шаг выражен модулем Шаг выражен питчем ъ а й сп Л с II Со Э * ? у » а 11 Со . С/} ' Ю о» — => КЗ СЛ S'-nx.e tn-nx. в-л 25,4 пх. в п Р
В этой таблице: 5 — шаг резьбы в мм; S" — шаг резьбы в дюймах;
п — число витков на 1" нарезаемой резьбы; Sx Q — шаг ходового винта
станка в мм; пх —число витков на 1" ходового винта станка; tn — мо-
дуль; Р — питч;’ Л = 3,14.
Условия сцепляемости сменных зубчатых колес
Для сцепления сменных зубчатых колес необходимо, чтобы числа зубьев
нх удовлетворяли следующим условиям:
При двух парах зубчатых колес
Z1 + гг > г3, (56)
z3 + Z-i > z2. (57)
При трех парах зубчатых колес
zi + > г3, (58)
г3 + г4 > г2 + г6 (59)
*>+*«> *4- (60)
Здесь Zj — число зубьев первого ведущего зубчатого колеса;
Z2 — число зубьев первого ведомого зубчатого колеса;
г3 — число зубьев второго ведущего зубчатого колеса;
z4 — число зубьев второго ведомого зубчатого колеса;
z5 — число зубьев третьего ведущего зубчатого колеса;
ze — число зубьев третьего ведомого зубчатого колеса.
В большинстве случаев необходимо, чтобы левая часть каждой из выше-
приведенных формул была больше соответствующей правой части по край-
ней мере на (5 ч- 20 зубьев).
394
Нарезание резьбы
Проверка сменных зубчатых колес
Правильность выбранных сменных зубчатых колес необходимо прове-
рять, умножая для этого шаг ходового винта на выражение, показывающее,
какие зубчатые колеса приняты в данном случае. В результате должен
получиться шаг нарезаемого винта.
Пример. Для нарезания винта с шагом 3 мм на станке, ходовой винт
.п * 30 20
которого имеет шаг 12 мм, приняты сменные зубчатые колеса .
Произведя проверку по вышеприведенному правилу, получим:
40 ’ 60
т. е. шаг нарезаемого винта. Сменные зубчатые колеса выбраны
правильно.
2. ПРИБЛИЖЕННЫЙ ПОДСЧЕТ ЗУБЧАТЫХ КОЛЕС
Определение передаточного отношения зубчатых колес посредством
приближенных значений Г, л. у- и л- Г
Если в передаточное отношение сменных зубчатых колес входят Г; л;
-р- и л-1 , то во многих случаях практики точные значения этих величин
могут быть заменены их приближенными значениями, указанными в ниже-
приводимых таблицах. В этих же таблицах указаны ошибки, получаю-
щиеся при таких заменах.
Приближенные значения Г
Значения I" Сшибка в мм Число зубьев требующегося специального зубчатого колеса
1" = 25,40000 мм Приближенно: 25.41176 = ^ = 1^ 0,01176
0,00317 —•
25.38462 1 о 1 о 0,01539 —
Настройка станка для нарезания резьбы
395
Приближенные значения л
Значения л Ошибка в мм Число зубьев требующегося специального зубчатого колеса
л = 3,14159
Приближенно:
л = 3,14000 = 0,00159 157
2° л = 3,14286 = у- 0,00126 —
3.14'82- %” 0,00022 —•
л = 3,14173 = 0,00014 127
_ Q 1Л171 - 25’47 л 3,14171 22 17 0,00012 47
л - 3,14170- j 0,00011 97
_ О U.C, _ 13-29 л 3,14167 4 3() 0,00007 29 или 58 или 87
Приближенные значения -рг
Значения -р- Сшибка в мм Число зубьев требующегося специального зубчатого колеса
л _ 3,1415927 _ „ Г 25,4 ' °’12368 Приближенно: Г З8о 4.95 2S = о 12370 — —— — * 1- 1" °’12370 - 768 " 24-32 ,".- 0.12366- л _ А.о„С -_ 2213 _ 13 Г °-12476 7.ззо 7-15 0,00001 0,00033 0,00068 0,00110 0,00108 47 97
396
Нарезание резьбы
Приближенные значения it -V
Значения л-Г' Ошибка в мм Число зубьев требующегося специального зубчатого колеса
я-Г = 79,79645 мм
Приближенно:
22-127
л -1" = 79,82857 мм = =—=- 7-э 0,03212 —
27-65
Я.Г = 79,77273 мм = 0,02373 —
, - „ 22-330
л-1" = 79,78022 мм = 7- Io 0,01623 —
л -1" = 79,78723 мм = 47 0,00922 47
। n । 128 • 48 ЛИ = 79,79221 мм = - ? - 0,00425 —
21 • 19 я -1" — 79,8000 мм = О 0.00355 —
л- Г = 79,79592 мм = 1О'.,17723- 0,00054 - —
3. ОСОБЫЕ СЛУЧАИ ПОДСЧЕТА СМЕННЫХ ЗУБЧАТЫХ КОЛЕС
Подсчет сменных зубчатых колес при нарезании резьбы на токарном станке
с коробкой передач
В этом случае передаточное отношение сменных зубчатых колес нахо-
дится по формуле
/ = А (61)
где i — искомое передаточное отношение;
А — дробь, числитель которой — шаг нарезаемой резьбы, а знамена-
тель — шаг ходового винта станка;
iK — одно из значений передаточных отношений коробки подач данного
станка; рекомендуется брать iK ближайшее к А.
Передаточные отношения коробки подач находятся по формуле
Q
----- (62)
'Лг. в
где iK — искомое передаточное отношение;
S — шаг резьбы, которая может быть нарезана при данном положении
рукояток коробки подач;
Sx. в — шаг ходового винта станка.
Настройка станка для нарезания резьбы
397
Пример. Подобрать сменные зубчатые колеса, дополняющие коробку
подач станка, необходимые для нарезания резьбы 23 витка на Г. Ходовой
винт станка имеет резьбу 5 витков на 1". Устанавливая рукоятки коробки
подач этого станка в разные положения, можно нарезать резьбы 40, 36, 32,
24, 18 и т. д. витков на Г.
Передаточные отношения этой коробки находим по формуле (62).
2
. __ S _ 40 __ 5 . _ 5
“ Sx. в ~ 2 ~40; 1к>~ 36’
5
5 5
1К» ~ 32 ’ — 24 " т' Д"
В данном случае
£
л 23 5
А ~ - 23 •
5
5
Наиболее близкое к А значение iK есть . Поэтому по фор-
муле (61)
_5
1 ~ iK “ _5_ “ 23 •
24
с . 120
Берем зубчатые колеса , а рукоятки коробки подач устанавливаем
для нарезания резьбы 24 витка на 1".
Если полученное i не может быть осуществлено на данном станке, сле-
дует взять другое значение 1К.
Подсчет сменных зубчатых колес при нарезании многоходовой резьбы
При подсчете передаточного отношения сменных зубчатых колес для
нарезания многоходовой резьбы можно пользоваться всеми формулами,
применяемыми при одноходовой резьбе (стр. 392 и след.), но вместо шага
нарезаемой резьбы во всех случаях следует брать ход резьбы, определяе-
мый по формуле (40).
Подсчет сменных зубчатых колес при нарезании конических резьб
Правильная коническая резьба может быть нарезана лишь при помощи
конусной линейки. Определение передаточного отношения сменных зуб-
чатых колес в этом случае производится по шагу резьбы, измеренному
параллельно ее оси. Если же нарезание такой резьбы производится при
смещенной задней бабке, то при определении передаточного отношения
398
Нарезание резьбы
сменных .зубчатых колес следует принимать в расчет шаг, измеренный
параллельно образующей конуса, определяемый по формуле
где \ — шаг конической резьбы, измеренный параллельно образующей
конуса, в мм\
S — шаг конической резьбы, измеренный параллельно оси, в мм\
а — угол уклона конуса в град.
Если конические резьбы нарезаются при смещенной задней бабке
часто, то вместо обыкновенных центров следует пользоваться шаровыми,
которые не разрабатывают центровых углублений.
Независимо от способа нарезания конической резьбы ось резца должна
быть перпендикулярна к оси резьбы.
III. ЗАГОТОВКИ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
1. МЕТРИЧЕСКИЕ РЕЗЬБЫ
Диаметр наружной поверхности детали, называемой (условно) везде
ниже стержнем, и диаметр отверстия в ней, обработанных под нарезание
метрической резьбы, выбираются с учетом допускаемых отклонений диа-
метра резьбы (наружного при нарезании наружной резьбы и внутрен-
него — при нарезании внутренней), а также деформации металла винтовой
нитки, происходящей в процессе работы режущего инструмента. Значения
этих диаметров для разных способов нарезания метрических резьб указаны
в нижеприводимых таблицах. На стр. 407 и 408 приведены таблицы
размеров сбегов и канавок при нарезании этих резьб.
Диаметры стержней под иарезаиие резцом или фрезой
метрических резьб с крупными шагами в мм
Диаметр резьбы Диаметр стержня Допуск на диаметр стержня Диаметр резьбы Диаметр стержня Допуск на диаметр стержня
10 9,92 —0,12 33 32,83 —0,17
11 10,92 —0,12 36 35,83 —0,17
12 11,92 —0,12 39 38,83 —0,17
14 13,92 —0,12 42 41,83 —0,17
16 15,92 —0,12 45 44,83 —0,17
18 17,92 -0,12 48 47,83 —0,17
20 19,86 —0,14 52 51,80 -0,20
22 21,86 —0,14 56 55,80 —0,20
24 23,86 —0,14 60 59,80 -0,20
27 26,86 —0,14 64 63,80 —0,20
30 29,86 —0,14 68 67,80 —0,20
Заготовки под нарезание резьбы
399
Диаметры стержней под нарезание резцом или фрезой
метрических резьб с мелкими шагами
В нижеприводимой таблице; S — шаг резьбы в мм; d — наружный
диаметр резьбы в мм; dcrn — диаметр стержня под резьбу в мм; Д — допуск
на диаметр стержня в мм.
5=1 1 5= 1 , > >
£ dcm Л \“ dcm 1 Л d dcm д
10 9,94 —0,12 24 23,92 —0,17 24 23,92 —0,14
11 10,94 —0,12 25 24,92 —0,17 25 24,92 —0,14
12 11,94 —0,12 26 25,92 —0,17 27 26,92 —0,14
14 13,94 —0,12 27 26,92 —0,17 28 27,92 —0,14
15 14,94 —0,12 28 27,92 —0,17 30 29,92 —0,14
16 15,94 —0,12 30 29,92 —0,17 32 31,92 —0,14
17 16,94 —0,12 32 31,92 —0,17 33 32,92 -0,14
18 17,94 —0,12 33 32,92 —0,17 36 35,90 —0,20
20 19,93 —0,14 35 34,92 —0,17 39 38,90 —0,20
22 21,93 —0,14 36 35,92 —0,17 40 39,90 -0,20
24 23,93 —0,14 38 37,92 —0,17 42 41,90 —0,20
25 24,93 —0,14 39 38,92 —0,17 48 47,90 -0,20
27 26,93 —0,14 40 39,92 —0,17 50 49,90 —0,20
28 27,93 —0,14 42 41,92 —0,17 52 51,90 —0,20
30 29,93 —0,14 45 44,92 —0,17 55 54,90 —0,20
33 32,93 —0,14 48 47,92 —0,17 56 55,90 -0,20
36 35,92 —0,17 50 49,92 —0,17 58 57,90 —0,20
39 38,92 —0,17 52 51,92 —0,17 60 59,90 -0,20
42 41,92 —0,17 55 54,90 -0,20 62 61,90 —0,20
45 44,92 —0,17 56 55,90 —0,20 64 63,90 —0,20
48 47,92 —0,17 58 57,90 —0,20 65 64,90 —0,20
52 51,92 —0,17 60 59,90 —0,20 68 67,90 —0,20
56 55,90 —0,20 62 61,90 —0,20 70 69,90 —0,20
60 59,90 —0,20 64 63,90 —0,20 72 71,90 —0,20
64 63,90 —0,20 65 64,90 —0,20 75 74,90 —0,20
68 67,90 —0,20 68 67,90 —0,20 76 75,90 —0,20
72 71,90 —0,20 70 69,90 —0,20 78 77,90 —0,20
76 75,90 —0,20 72 71,88 —0,20 80 79,90 -0,20
80 79,90 —0,20 75 74,88 —0,20 82 81,90 —0,20
5=1, 5 76 75,88 —0,20 85 84,88 —0,23
80 79,88 —0,20 90 89,88 —0,23
d * dcm д 85 84,88 —0,20 95 94,88 —0,23
90 89,88 —0,20 100 99,88 —0,23
12 11,94 —0,14 95 94,88 —0,20 105 104,88 —0,23
14 13,94 —0,14 100 99,88 —0,20 ПО 109,88 —0,23
15 14,94 —0,14 5 = ! 2 115 114,88 —0,23
16 15,94 —0,14 120 119,88 —0,23
17 16,94 -0,14 d i 1 dcm Д 125 124,88 —0,23
18 17,94 —0,14 130 129,88 —0,23
20 19,92 —0,14 18 17,92 —0,14 135 134,88 —0,23
22 21,92 —0,14 20 19,92 —0,14 140 139,88 —0,23
22 21,92 —0,14 150 149,88 -0,23
ОООО^^СЛОСЛСЛ^^ОЭСЮКЗКЗ — — ОФОООООЧЧ^^ООООФСЛСЛСЛСЛСЛ^^^^УШСОСлЗ СЛФСЛФСЛФСЛФСЛФСЛФСЛФСЛФСЛСЛФСЛФФСЛЬОФООСЛ^КЭФООФСЛКЭФООСЛЬОФ©ФООФ с*» II GO
00«*4«*4О0>СЛСЛ^^Са>Са)Ь0КЭ — — ффОоооочч^чФФОФслслслслслсл^^^^услзслзикз СО 4*-Ф 4^СО4^СО4^Ф4^©^СО4^Ф4^^>Ф4^ФСЛ4^*- СО 4^. СО — Ф^4 СЛ 4^ j— Ф -- Ф 00 СЛКЭ Ф 00 оо оо 00 00 00 00 00 00 оо 00 00Ъо 00 00 00 00 00 00 00 00 00 Ъо 00 00 00 00 00 00Ъо 00 00 СО Ф ”ф СО Ф СО Ф СО СО СО Ф ЧЧ-ЧЧЧЧЧЧ-ЧЧ^ЧЧ0000С0 00000000000000000000000000000000ОООфФФФОФФФ В
1111111111 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 111,111 О _О JOJO _оо о ©_© О О О О ф О Ф О О О О О О _О О Ф О О О О О О О О О О О О О О О Ф о о То То То То То То То То То То То То То То То То То То То То То То То То То То То То То То То То ~ — *— •“ *sJ«'4«'4^J^J^J’4^J’4^J^J^J^JCOCa>Ca>Ca>COCa>COCa>Ca>Ca>Ca>Ca>COCOCa>Ca>COCa>Ca>^J^J^J’4^J,*J^J,'J’-J,'J^J >
СГ> Ь> СЛ СП 4^ 4^ СЮ СЮ ГО КЗ — — ФОФФООдаЧЧ^^ОФОООСДСЛСл!^^^^ ФСЛФСЛФСЛФСЛФСЛФСЛФСЛФСЛФСЛФФСЛКЭФООСЛ^ЬОФООФСЛЮООСЛ^ 1 1 КЗ — — © ф ф ©сл © 1 s=3 1
СЛФСЛСЛ4^^СЮСЮЬОЬО'— — ООФФОООО^ЧЧ^ОФОООСЛСДСЛСЛСЛ^^^ Ф4^ Ф Ф 4^ Ф Ф 4^ (5 4^ (£) >^ Ф Ф СЛ Ф СЮ — ф^4 СЛ " *4 4^ ~ 00 оо оо 00 00Ъо 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00Ъо Ф 00 00 00 00 00 оо оо оо оо Ъо 00 00 ФОФФФФФФФФФФОФФОФООФФФФФФФФФФФФФОФО ' wjp I ф ф оо Ф 4^ Ф ЪоооЪо §
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Ф ф ф ф ф ф о О Ф ф О ф Ф Ф Ф Ф О Ф JO ф Ф О О -Ф ф Ф Ф Ф Ф Ф Ф Ф Ф Ф Ф КЗ КЗ КЗ N3 КЗ КЗ КЗ КЗ КЗ КЗ ЬЭ ЪэЪэ КЗ КЗ N3 ЬЭ КЗ ЬЭ КЗ КЗ То То То То То То То То То То То То То То ФФООФОФФФФФФФФФФФФОФФОФФОФФФФФФФФФФ 1 1 1 ©© © То То То
S<DCOOobo^J^JC>OUlCn^^CA>CA>bOtO — — ФФЮЮОООО«*4^^ ФСЛФСЛФСЛФСЛФСЛФСЛФСЛФСЛФСЛФСЛФСЛФСЛФОЮФ S=6 1 IO— — — — — Ф Ю Ю 00 00 © СЛ Ф СЛ Ф СЛ 1 s=4 1
ффооЬо^^ф'фслсл^^оэоэьоьо — — ороюооооч-ччо Ф^Ф^СО^Ф^Ф^Ф^СО^Ф^СО^Ф^СО^.Ф^ФСЛ^О ”<1 ’-q ~-sj '’-q \j V> Vi ”-<j Vq V j Vi - * ki \> ’-q оо Ъо Ъо оо фффф^^^^^^^^^^^.-^^^^^^-^^фффф § оюоооочч ф СО 4^ ф 4^ ’"<1 QO QQ -J ф ф 3
1 1 1 1 1 1 1 I 1 1 1 1 1 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Ф Ф О Ф Ф О _Ф Ф О Ф О О О Ф Ф О О О О Ф О ф ф О О ф О Ф сю Ъэ Ъэ сю То То То То То То То То То То То То То То То То То То То То То То То То ФФФФФФО>ФФФО>ФФО>О>О>Са>О0ОЗСа>Са>Са>ОЭСа>©©ФС> 1 1 1 1 1 1 ОффФФФ То То То То То То СО СЮ СЮ СЮ © ©
Нарезание резьбы
Заготовки под нарезание резьбы
401
Диаметры стержней под нарезание плашкой метрических резьб
с крупными шагами в мм
Диаметр резьбы Диаметр стержня Допуск на диаметр стержня 1 Диаметр резьбы Диаметр стержня Допуск на диаметр стержня
3 2,94 —0,06 14 13,88 —0,12
3,5 3,42 —0,08 16 15,88 —0,12
4 3,92 —0,08 18 17,88 —0,12
4,5 4,42 —0,08 20 19,86 —0,14
5 4,92 —0,08 22 21,86 -0,14
6 5,92 —0,08 24 23,86 -0,14
7 6,90 —0,10 27 26,86 —0,14
8 7,90 —0,10 30 29,86 —0,14
9 8,90 —0,10 34 32,83 —0,17
10 9,90 —0,10 36 35,83 -0,17
11 10,88 —0,12 39 38,83 -0,17
12 11,88 —0,12
Диаметры стержней под нарезание плашкой метрических резьб
с мелкими шагами
Диаметры стержней под нарезание плашкой
метрических резьб с шагами
от 0,5 до 2 мм
Диаметр резьбы Диаметр стержня Допуск на диаметр стержня Диаметр резьбы Диаметр стержня Допуск на диаметр стержня Диаметр резьбы Диаметр стержня Допуск на диаметр стержня
4 3,96 —0,08 8 7,95 —0,10 15 14,94 -0,12
4,5 4,46 —0,08 9 8,95 —0,10 16 15,94 —0,12
5 4,96 —0,08 10 9,95 —0,10 17 16,94 —0,12
5,5 5,46 —0,08 11 10,94 —0,12 18 17,94 —0,12
6 5,96 —0,08 12 11,94 —0,12 20 19,93 —0,14
7 6,95 —0,10 14 13,94 —0,12 22 21,93 —0,14
402
Нарезание резьбы
Продолжение
Диаметр резьбы Диаметр стержня Допуск на диаметр стержня Диаметр резьбы Диаметр стержня * Допуск на । диаметр стержня Диаметр резьбы Диаметр стержня Допуск на диаметр стержня
24 23,93 —0,14 32 31,92 —0,17 40 39,92 —0,17
25 24,93 —0,14 33 32,92 —0,17 42 41,92 -0,17
26 25,93 —0,14 35 34,92 -0.17 45 44,92 —0,17
27 26,93 —0,14 36 35,92 —0,17 48 47,92 —0,17
28 27,93 —0,14 38 37,92 —0,17 50 49,92 —0,17
30 29,93 —0,14 39 38,92 —0,17 — — —
Диаметры сверл (по ГОСТ 885—60)
для обработки отверстий под нарезание метрических резьб
с крупными шагами
(по ГОСТ 9150—59)
В нижеприводимой таблице: d — наружный диаметр резьбы в мм\
dce — диаметр сверла под резьбу в мм.
d d" d dce d dce d dca
1 0,75 3 2,5 10 8,5 27 23,9
1,1 0,85 3,5 2,9 11 9,5 30 26,4
1,2 0,95 4 3,3 12 10,2 33 29,4
1,4 1,1 4,5 3,8 14 12 36 31,9
1,6 1,25 5 4,2 16 14 39 34,9
1,8 1,45 6 5 18 15,4 42 37,4
2 1,6 7 6 20 17,4 45 40,4
2,2 1,75 8 6,7 22 19,4 48 42,8
2,5 2,05 9 7,7 24 20,9 52 46,8
Заготовки под нарезание резьбы
4U3
Диаметры сверл (по ГОСТ 885—60) для обработки отверстий
под нарезание метрических резьб с мелкими шагами
(по ГОСТ 9150—59)
В нижеприводимой таблице: S — шаг резьбы в мм\ d — наружный
диаметр резьбы в мм\ dce — диаметр сверла под резьбу в мм.
5=0,2 5 = 0,5 5=1 5=1,5 1 S=,2
d dce d d dc« d dce I d 1 1
1 1,1 1,2 1,4 1,6 1,8 0,8 0,9 1 1,2 1,4 1,6 11 12 14 16 18 20 22 10,5 11,5 13,5 15,5 17,5 19,5 21,5 10 11 12 14 15 16 17 18 20 22 24 25 27 28 30 33 36 39 42 45 48 52 9 10 11 13 14 15 16 17 19 21 23 24 26 27 29 32 35 38 41 44 47 51 15 16 17 18 20 22 24 25 26 27 28 30 32 33 35 36 38 39 40 42 45 48 50 52 13,5 14,5 15,5 16,5 18,5 20,5 22,5 23,5 24,5 25,5 26,5 28,5 30,5 31,5 33,5 34,5 36,5 37,5 38,5 40,5 43,5 46,5 48,5 50,5 25 27 28 30 32 33 36 39 40 42 45 48 50 52 23 25 26 28 30 31 34 37 38 40 43 46 48 50
5 = 0,25
5 = 0,75
d d"
2 2,2 1,75 1,95 1 d 1 dce
6 7 8 9 10 11 12 14 16 18 20 22 24 27 30 33 5,2 6,2 7,2 8,2 9,2 10,2 11,2 13,2 15,25 17,25 19,25 21,25 23,25 26,25 29,25 32,3
5 = 3
5 = 0,35
d 1 d dce
30 33 36 39 40 42 45 48 50 52 26,9 29,9 32,9 35,9 36,9 38,9 41,9 44,9 46,9 48,9
2,5 3 3,5 2,15 2,65 3,15
5 = 1,25
5 = 0,5
d 1 1 dc<, 5 = 2
1 dCB
d । 10 12 14 8,7 10,7 12,7
4 4,5 5 5,5 6 7 8 9 10 3,5 4 4,5 5 5,5 6,5 7,5 8,5 9,5
1 dce 5 = 4
5=1
18 20 22 24 16 18 20 22
5= 1,5
d dce
d 1 dce 42 45 48 55 37,9 40,9 43,9 47,9
8 9 7 8 d dce
12 14 10,5 12,5
404
Нарезание резьбы
Диаметры растачиваемых отверстий под нарезание резцом или фрезой
метрических резьб с крупными шагами в мм
Диаметр резьбы Диаметр отверстия Допуск иа диаметр отверстия Диаметр резьбы Диаметр отверстия Допуск на диаметр отверстия
10 8,3 +0,3 33 28,9 +0,5
н 9,3 +0,3 36 31,3 +0,5
12 10,0 +0,3 39 34,3 +0,5
14 11,7 +0,3 42 36,7 +0,6
16 13,7 +0,3 45 39,7 +0,6
18 15,1 +0,1 48 42,1 +0,6
20 17,1 +0,4 52 46,1 +0,6
22 19,1 +0,4 56 49,5 + 0,7
24 20,5 +0,4 60 52,9 +0,7
27 23,5 + 0,4 64 56,9 + 0,7
30 25,9 +0,5 68 60,9 +0,7
Заготовки под нарезание резьбы
405
Диаметры растачиваемых отверстий под нарезание резцом или фрезой
метрических резьб с мелкими шагами
В нижеприводимой таблице: S — шаг резьбы в мм; d — наружный
диаметр резьбы в мм; dom — диаметр отверстия под резьбу в мм; Д — допуск
на диаметр отверстия в мм.
5 = I 5 — 1,5 S = 2
а dom д d dom Д d 1 1 dom 1 д
10 8,9 + 0,1 24 22,3 +0,2 24 21,7 +0,2
11 9,9 + 0,1 25 23,3 +0,2 25 22,7 +0,2
12 10,9 +0,2 26 24,3 +0,2 27 24,7 +0,2
14 12,9 +0,2 27 25,3 +0,2 28 25,7 +0,2
15 13,9 +0,2 28 26,3 +0,2 30 27,7 +0,2
16 14,9 +0,2 30 27,7 +0,2 32 29,7 +0,2
17 15,9 +0,2 32 30,7 +0,2 33 30,7 +0,2
18 16,9 +0,2 33 31,7 +0,2 36 33,7 +0,2
20 18,9 +0,2 35 33,7 +0,2 39 36,7 +0,2
22 20,9 +0,2 36 34,3 +0,2 40 37,7 +0,2
24 22,9 +0,2 38 36,3 +0,2 42 39,7 +0,2
25 23,9 +0,2 39 37,3 +0,2 45 42,7 +0,2
27 25,9 +0,2 40 38,3 +0,2 48 45,7 +0,2
28 26,9 +0,2 42 40,3 +0,2 50 47,7 +0,2
30 28,9 +0,2 45 43,3 +0,2 52 49,7 +0,2
33 31,9 +0,2 48 46,3 +0,2 55 52,7 +0,2
36 34,9 +0,2 50 48,3 +0,2 56 53,7 +0,2
39 37,9 +0,2 52 50,3 +0,2 58 55,7 +0,2
42 40,9 +0,2 55 53,3 +0,2 60 57,7 +0,2
45 43,9 +0,2 56 54,3 +0,2 62 59,7 +0,2
48 46,9 +0,2 58 56,3 +0,2 64 61,7 +0,2
52 50,9 +0,2 60 58,3 +0,2 65 62,7 +0,2
56 54,9 +0,2 62 60,3 +0,2 68 65,7 +0,2
60 58,9 +0,2 64 62,3 +0,2 70 67,7 +0,2
64 62,9 +0,2 65 63,3 +0,2 72 69,7 +0,2
68 66,9 +0,2 : 68 66,3 +0,2 75 72,7 +0,2
72 70,9 +0,2 70 68,3 +0,2 76 73,7 + 0,2
76 74,9 +0,2 72 70,3 +0,2 78 75,7 +0,2
80 78,9 +0,2 75 73,3 + 0,2 80 77,7 + 0,2
76 74,3 + 0,2 82 79,7 +0,2
5 = 1,5 80 78,3 + 0,2 85 82,7 +0,2
d 1 doin 1 д 85 ЛА 83,3 88,3 +0,2 + 0,2 90 95 87,7 92,7 +0,2 +0,2
90
1° 10,6 12,3 13,3 14,3 15,3 +0,2 +0,2 +0,2 +0,2 +0,2 95 93,3 +0,2 100 97,7 +0,2
14 15 16 17 100 98,3 +0,2 105 110 115 102,7 107,7 112,7 +0,2 +0,2 +0,2
S = :
d dom 1 д 120 125 130 117,7 122,7 127,7 +0,2 +0,2 +0,2
18 20 16,3 18,3 + 0,2 +0,2 18 16,3 + 0,2
22 20,3 +0,2 20 18,3 +0,2 135 132,7 +9>2
22 20,3 +0,2 140 137,7 +0,2
406
Нарезание резьбы
Продолжение
? 5= 3 4
d ^ст А d ^от А 4 | dom А
145 142,7 +0,2 150 146,5 +0,3 145 140,3 +0,5
150 147,7 +0,2 155 151,5 +0,3 150 145,3 + 0,5
160 156,5 +0,3 155 150,3 +0,5
5-3 165 161,5 +0,3 160 155,3 +0,5
d d д 170 166,5 +0,3 165 160,3 +0,5
от 175 171,5 +0,3 170 165,3 +0,5
30 27,7 +0,2 180 176,5 +0,3 175 170,3 +0,5
185 181,5 +0,3 180 175,3 +0,5
33 30,7 +0,2 190 186,5 +0,3 185 180,3 +0,5
36 32,5 +0,3 195 191,5 +0,3 190 185,3 +0,5
39 35,5 +0,3 200 196,5 +0,3 195 190,3 +0,5
40 42 36,5 38,5 +0,3 +0,3 200 195,3 +0,5
45 41,5 + 0,3 5 — 1
48 44,5 + 0,3 d ^от 1 А 5 = 6
50 4(5,5 +0,3 d | d д
52 48,5 +0,3 49 38,5 +0,3 1 I от
55 51,5 +0,3 45 41,5 +0,3 70 62,9 +0,7
56 52,5 + 0,3 48 44,5 +0,3
58 54,5 +0,3 52 48,5 +0,3 72 64,9 +0,7
60 56,5 + 0,3 55 50,5 +0,5 76 68,9 +0,7
62 58,5 + 0,3 56 51,3 +0,5 80 72,9 + 0,7
64 60,5 +0,3 58 53,3 +0,5 85 77,9 +0,7
65 61,5 +0,3 60 55,3 +0,5 90 82,9 +0,7
68 64,5 +0,3 62 57,3 +0,5 95 87,9 + 0,7
70 66,5 +0,3 64 59,3 +0 5 100 92,9 + 0,7
72 75 68.5 71,5 +0,3 +0,3 65 68 61,3 63,3 +0,5 +0,5 105 ПО 97,9 102,9 +0,7 +0,7
76 72,5 +0,3 70 65,3 +0^5 115 107,9 + 0,7
80 85 76.5 81,5 +0,3 +0,3 72 75 67,3 70,3 +0,5 +0 5 120 125 112,9 117,9 +0,7 +0,7
90 86,5 +0,3 76 71,3 +0,5 +0,5 +0,5 130 122,9 +0,7
95 91,5 +0,3 80 75^3 135 127,9 +0,7
100 96,5 +0,3 85 80,3 140 132,9 +0,7
105 101,5 +0,3 90 85,3 +0 5 145 137,9 +0,7
НО 115 120 106,5 111,5 116,5 +0,3 +0,3 +0,3 95 100 105 90,3 95,3 100,3 +0^5 +0,5 +0,5 150 155 160 142,9 147,9 152,9 +0,7 +0,7 +0,7
125 121,5 +0,3 ПО 105,3 +0,5 165 157,9 + 0,7
130 135 126,5 131,5 +о,3 +0,3 115 120 110,3 115 3 +0,5 +0 5 170 175 162,9 167,9 +0,7 +0,7
140 145 136,5 141,5 +0,3 +0,3 125 130 135 140 120,3 125,3 130,3 135,3 +0^5 +0,5 +0,5 +0,5 180 185 190 195 200 172,9 177,9 182,9 187,9 192,9 +0,7 +0,7 + 0,7 +0,7 + 0,7
Заготовки под нарезание резьбы
407
Сбеги и проточки (в мм) для метрической наружной резьбы
(по ГОСТ 8234—56)
I b R
Шаг резьбы S при а Тип 1 и 11 Тип 111 dt Тип 1 и 11 Тип 111 г
25° 45° Для прото- чек нормаль- ных Для прото- чек узких
не б олее
0,2 0,5 0,2
0,25 0,5 0,2 — — — — — — —
0,3 0,5 0.2 — — — — — — —
0,35 0,5 0,3 1 —. — d-0,5 0,3 — —
0,4 0,5 0.3 1 — — d —0,6 0,3 — —
0,45 1 0,3 1 — — d — 0,7 0,3 — —
0,5 1 0,4 1 0,8 — d — 0,8 0,3 — —
0,6 1 0,4 1 0,8 — d — 0,9 0,3 — —
0,7 1 0,5 1.5 1 — d— 1 0,5 — —
0,75 1.5 0,5 1,5 1 — d— 1,2 0,5 — —
0,8 1,5 0,6 1,5 1 — d- 1,2 0,5 — —
1 1.5 0,7 2 1.5 2,1 d— 1,5 0,5 1 —
1,25 2 0,9 2 1,8 2,3 d— 1,8 0,5 1 —
1.5 2,5 1,2 3 2,5 3,7 d — 2,2 1 2 0,5
1.75 2,5 1.5 4 2,5 4,5 d — 2,5 1 2,5 0,5
2 3 1.5 4 3,5 4,8 d— 3 1 2,5 0,5
2.5 4 1.5 5 3,5 6,8 d- 3,6 1.5 4 0,5
3 4,5 2 6 4,5 7,5 d —4,5 1.5 4 1
3,5 5,5 2,5 8 4,5 9,6 d — 5,2 2 5,5 1
4 6 2,5 8 5,5 10,3 d-6 2 5,5 1
4,5 7 3 10 6 12,3 d — 6,8 3 7 1
5 7,5 3,5 10 0,5 12,9 d - 7,5 3 7 1
5.5 8,5 3,5 10 7,5 13,9 d —8,2 3 7,5 1
6 9 4 10 8 15,5 d —9 3 8,5 1
Примечание. В этой таблице d — номинальный диаметр резьбы
в мм.
408
Нарезание резьбы
Сбеги и проточки (в мм) для метрической внутренней резьбы
(по ГОСТ 8234—56)
Tunlnpub^ZMM Тип11приЬ225мм Тип TH-упрочненный
Шаг ре^>бы /1 ие более bi ds Ri г
Тип 1 и 11 Тип III
Для проточек нормаль- ных Для про- точек узких Тип 1 и 11 Тип 111
0,2 1 — — — — — — —
0,25 1 — — — — — — —
0,3 1 — — — — — — —
0,35 1 1 * — — d+ 0,2 0,3 — —
0,4 1 — — — — — — —
0,45 1 — — — —- — — —
0,5 1 1 * 0,8* — 0,2 0,3 — —
0,6 1,2 -— — — — — — — —
0,7 1,4 — — — — — — —
0,75 1,5 1,5* 1* — d+ 0,2 0,5 — —
0,8 1,6 — — — — — — —
1 2 2 1,5 2,1 d+ 0,2 0,5 1 —
1,25 2,5 3 1,8 2,3 d+ 0,2 1 1 0,5
1,5 3 3 2,5 , 3,7 d+ 0,3 1 2 0,5
1,75 3,5 4 2,5 4,5 d+ 0,3 1 2,5 0,5
2 4 5 3,5 4,8 d+ 0,4 1,5 2,5 0,5
2,25 5 6 3,5 6,8 d + 0,4 1,5 4 1
3 6 6 4,5 2,5 d+ 0,6 1,5 4 1
3,5 7 8 4,5 9,6 d+ 0,6 2 5,5 1
Заготовки под нарезание резьбы
409
Продолжение
Шаг резьбы /в не более Rt г
Тип / и // Тип Ш
Для проточек нормаль- ных Для про- точек узких Тип 1 и // Тип 111
4 8 8 5,5 10,3 d+ 0,8 2 5,5 1
4,5 9 10 6 12,3 d + 0,8 3 7 1
5 10 10 6,5 12,9 d+ 0,8 3 7 1,5
5,5 — 12 7,5 13,9 d+ 1 3 7,5 1,5
6 — 12 8 15,5 d+ 1 3 8,5 1,5
Примечания: 1. В этой таблице d — номинальный диаметр резьбы в мм. 2. Звездочкой отмечена ширина проточек для диаметров 6 мм и более.
2. ДЮЙМОВАЯ РЕЗЬБА
Диаметры стержней или отверстий под нарезание дюймовой резьбы
выбираются на основании тех же соображений, что и при метрической
резьбе. Значения этих диаметров указаны в нижеприводимых таблицах.
Диаметры стержней под нарезание дюймовой резьбы плашкой
Диаметр резьбы d в дюймах Стержень под резьбу 1 Диаметр резьбы d в дюймах Стержень под резьбу
диаметр в мм допуск на диаметр в мм диаметр в мм допуск на диаметр в мм
3/1в 4,53 —0,16 7в 21,74 —0,28
У4 6,10 —0,20 1 24,89 —0,28
% 7,68 —0,20 1»/в 28,00 —0,34
’/в 9,26 —0,20 1’/4 31,16 —0,34
’/18 10,80 —0,20 1’/2 37,47 —0,34
Уг 12,34 —0,24 >78 40,55 —0,50
Чи 13,92 —0,24 1% 43,72 -0,50
7s 15,49 —0,24 1’/8 46,85 —0,50
% 18,65 —0,24 2 50,00 —0,52
410
Нарезание резьбы
Диаметры сверл для обработки отверстий под нарезание дюймовой резьбы
(по ОСТ НКТП 1260)
В нижеприводимой таблице: d — номинальный диаметр резьбы в дюй-
мах; dce — диаметр сверла под резьбу в мм.
d d Св d “св d dce
3/1в 3,7 ’/и 12 11/« 27,8
5,1 ь/з 13,5 Р/, 33,5
6,3 % 16,25 1% 35,75
% 7,8 % 19,25 1’/« 39
’/13 9,2 1 22 1’/з 41,5
10,4 1’4 24,75 2 44,6
3. ТРАПЕЦЕИДАЛЬНЫЕ РЕЗЬБЫ
Диаметры стержней или отверстий под нарезание трубной цилиндри-
ческой резьбы выбираются на основании тех же соображений, что и при
метрической резьбе. Значения этих диаметров указаны в нижеприводимых
таблицах.
Диаметры стержней под нарезание резцом или фрезой
трапецеидальной резьбы в мм
Диаметры резьбы и стержня Типы резьбы
крупная | нормальная | | мелкая
Доп; уски на диаметр з аготовки
10 — —0,10 —0,060
12-J-14 — —0,12 —0,070
16-4-18 — —0,12 —0,070
20 — —0,14 —0,084
224-30 —0,28 —0,14 —0,084
32 ч-50 —0,34 —0,17 —0,100
55 4-80 —0,40 -0,20 -0,120
854-120 —0,46 —0,23 —0,140
1254-180 —0,53 —0,26 —0,160
1854-260 —0,60 -0,30 —0,185
2704-300 —0,68 —0,34 -0,215
Заготовки под нарезание резьбы
411
Диаметры отверстий под нарезание трапецеидальной резьбы
в мм
Диаметр резьбы Тип резьбы
крупная | нормальная | мелкая
Отверстие под резьбу
d диаметр допуск на диаметр диаметр допуск на диаметр диаметр допуск на диаметр
10 — — 7 + 0,15 8 + 0,10
12 — — 9 + 0,15 10 +0,10
14 — — 11 +0,15 12 +о,ю
16 — — 12 +0,20 14 + 0,10
18 — — 14 +0,20 16 + 0,10
20 — — 16 +0,20 18 + 0,10
22 14 +0,40 17 + 0,25 20 +0,10
24 16 + 0,40 19 + 0,25 22 + 0,10
26 18 + 0,40 21 +0,25 24 +0,10
28 20 +0,40 23 +0,25 26 +0,10
30 22 +0,50 24 +0,30 27 + 0,15
32 22 + 0,50 26 +0,30 29 +0,15
34 24 + 0,50 28 + 0,30 31 + 0,15
36 26 +0,50 30 +0,30 33 + 0,15
38 28 + 0,50 32 + 0,30 35 +0,15
40 30 +0,50 34 + 0,30 37 + 0,15
42 32 +0,50 36 + 0,30 39 + 0,15
44 32 +0,60 36 + 0,40 41 + 0,15
46 34 +0,60 38 +0,40 43 +0,15
48 36 +0,60 40 + 0,40 45 + 0,15
50 38 +0,60 42 + 0,40 47 +0,15
52 40 +0,60 44 + 0,40 49 +0,15
55 43 +0,60 47 + 0,40 52 +0,15
412
Нарезание резьбы
П род од же ни е
Диаметр резьбы d Тип резьбы
крупная нормальная | мелкая
Отверстие под резьбу
диаметр допуск на диаметр диаметр допуск на диаметр диаметр допуск на диаметр
58 46 +0,60 50 +0,40 55 +0,15
60 48 +0,60 52 +0,40 57 +0,15
62 48 +0,80 52 +0,50 58 +0,20
65 49 +0,80 55 +0,50 61 +0,20
68 52 + 0,80 58 +0,50 64 +0,20
70 54 +0,80 60 +0,50 66 +0,20
72 56 + 0,80 62 +0,50 68 +0,20
75 59 +0,80 65 +0,50 71 +0,20
78 62 + 0,80 68 +0,50 74 +0,20
80 64 + 0,80 70 + 0,50 76 + 0,20
82 66 +0,80 72 +0,50 78 +0,20
85 65 + 1,00 73 +0,60 80 + 0,25
88 68 + 1.00 76 +0,60 83 +0,25
90 70 + 1.00 78 +0,60 85 +0,25
92 72 + 1.00 80 +0,60 87 + 0,25
95 75 + 1.00 83 +0,60 90 +0,25
98 78 + 1,00 86 +0,60 93 + 0,25
100 80 + 1.00 88 +0,60 95 +0,25
105 85 + 1.00 93 + 0,60 100 +0,25
ПО 90 + 1,00 98 +0,60 105 +0,25
115 95 + 1.00 103 +0.60 ПО +0,25
120 96 + 1,20 104 +0,80 114 +0,30
125 101 + 1,20 109 +0,80 119 +0,30
130 106 + 1,20 114 +0,80 124 +0,30
Заготовки под нарезание резьбы
413
Продолжение
Диаметр резьбы Тип резьбы
крупная нормальная | мелкая
Отверстие под резьбу
d допуск диаметр на дНамеТр допуск диаметр на диаметр допуск диаметр на дИаметр
135 Н1 +1,2 119 +0,80 129 +0,30
140 116 +1,2 124 +0,80 134 +0,30
145 121 +1,2 129 +0,80 139 +0,30
150 126 +1,2 134 +0,80 144 +0,30
155 131 +1,2 139 +0,80 147 +0,40
160 136 +1,2 144 +0,80 152 +0,40
165 141 +1,2 149 +0,80 157 +0,40
170 146 +1,2 154 +0,80 162 +0,40
175 148 +1,2 159 +0,80 167 +0,40
180 151 +1,6 160 +1,00 172 +0,40
185 153 +1,6 165 +1,00 177 +0,40
190 158 +1,6 170 +1,00 182 +0.40
195 163 +1,6 175 +1,00 185 +0,50
200 168 +1,6 180 +1,00 190 +0,50
•210 178 +1,6 190 +1,00 200 +0,50
220 188 +1,6 200 +1,00 210 +0,50
230 198 +>-6 210 +1,00 220 +0,50
240 200 +2.0 216 +1,20 228 +0,60
250 210 +2,0 226 +1,20 238 +0,60
260 220 +2,0 236 +1,20 248 + 0,60
270 230 +2,0 246 +1,20 258 +0,60
280 240 +2,0 256 +1,20 268 + 0,60
290 250 + 2,0 266 +1,20 278 +0,60
300 260 + 2,0 276 +1,20 288 +0,60
414
Нарезание резьбы
Сбеги, проточки и фаска трапецеидальной резьбы
(по ГОСТ 8234—56)
Для наружной резьбы Для внутренней резьбы
Шаг резьбы di di R=Ri c—c.
2 2,5 d — 3 d+ 1 1 1,5
3 4 d — 4 d+ 1 1 2
4 5 d — 5,1 1,1 1,5 2,5
5 6,5 d —6,6 d+ 1,6 1,5 3
6 7,5 d — 7,8 d + 1,8 2 3,5
8 10 d — 9,8 d + 1.8 2.5 4,5
10 12,5 d — 12 d + 2 3 5,5
12 15 d— 14 d-f-2 3 6,5
16 20 d — 19,2 d 4- 3,2 4 9
20 24 d — 23,5 d 4- 3,5 5 11
24 30 d — 27,5 d 4- 3,5 5 13
32 40 d —36 d + 4 5,5 17
40 50 d — 44 d 4- 4 5,5 21
Примечание. В этой таблице d — номинальный диаметр
резьбы в мм.
Заготовки под нарезание резьбы
415
4. ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА
Диаметры стержней или отверстий под нарезание трубной цилиндри-
ческой резьбы выбираются на основании тех же соображений, что и при
метрической резьбе. Значения этих диаметров указаны в нижеприводи-
мых таблицах.
Диаметры стержней под нарезание резцом или фрезой трубной
цилиндрической резьбы
Номинальный диаметр резьбы в дюймах Стержень под резьбу Номиналь* ный диаметр резьбы в дюймах Стержень под резьбу
диаметр в мм допуск на диаметр в мм диаметр в мм допуск на диаметр В JMJW
х/в 9,48 —0,10 I8/» 43,98 —0,17
V* 12,86 —0,12 1х4 47,37 —0,17
’/» 16,36 —0,12 р/4 53,34 —0,20
% 20,64 —0,14 2 59,21 —0,20
s/s 22,61 —0,14 2V, 65,33 —0,20
Зл 26,11 —0,14 2х/, 74,74 —0,20
’/в 29,88 —0,14 2У, 81,12 —0,20
1 32,92 —0,17 3 87,42 —0,20
1% 37,55 —0,17 3V, 93,56 —0,24
1V4 41,53 —0,17 ЗУ, 99,91 —0,24
Диаметры сверл для обработки отверстий под нарезание трубной
цилиндрической резьбы
(по ГОСТ 6357-52)
В нижеприводимой таблице: d — номинальный диаметр трубной цилин-
дрической резьбы в дюймах; dCQ — диаметр сверла под резьбу в мм.
d dce d d dce d d dce
*/» • 8,9 4t 19,25 28,5 IV< 39,75 l3/4 51,6
х/< 11,9 21,25 1 31 1% 42,2 2 57,5
3/« 15,4 % 1 24,75 IVs 35,75 Iх/» 45,6 — —
416
Нарезание резьбы
Диаметры растачиваемых отверстий под нарезание трубной
цилиндрической резьбы
Номинальный диаметр резьбы н дюймах Отверстие под резьбу Номиналь- ный диаметр резьбы в дюймах Отверстие под резьбу
диаметр в мм ДОПуСК на диаметр в мм диаметр в мм допуск иа диаметр в мм
8,80 +0,10 IV, 39,20 +0,17
1Л 11,80 +0,12 1% 41,60 +0,17
3/8 15,20 +М2 1‘/, 45,00 +0,17
’/, 18,90 +0,14 1% 51,00 +0,20
% 20,90 +0,14 2 56,90 +0,20
% 24,30 +0,14 2V, 62,95 +0,20
V» 28,30 +0,14 2‘/, 75,45 +0,20
1 30,50 +0,17 2’/4 78,80 +0,20
1’/. 35,20 +0,17 3 85,10 +0,23
5. ТРУБНАЯ КОНИЧЕСКАЯ РЕЗЬБА
Диаметры сверл (по ГОСТ 885—60) для обработки отверстий
без последующего развертывания на конус под трубную
коническую резьбу
(по ГОСТ 6111-52)
В нижеприводимой таблице: d — номинальный диаметр трубной кони-
ческой резьбы в дюймах; dCe — диаметр сверла под резьбу в мм\ отверстие
не развертывается.
d dce d dce 1 d d dce d dce
’/1в 6,3 11,2 Чг 18,25 1 29,6 l‘/2 44,5
*/, 8,7 ч» 14,7 ч, 23,5 1*/4 38,5 2 57
Некоторые приемы нарезания резьбы
417
Диаметры сверл (по ГОСТ 885—60) для обработки отверстий
с последующим развертыванием на конус, под трубную коническую резьбу
(по ГОСТ 6111—52)
В нижеприводимой таблице: d — номинальный диаметр трубной кони-
ческой резьбы в дюймах; dce — диаметр сверла (в мм)', отверстие после
сверления развертывается на конус.
d dce | d dce d dce d dce d dce
*/1в 6 */« 10,7 17,5 1 28,5 1*/, 43,5
8,4 ’/» 14 ’/< 22,75 IV* 37,5 2 55
IV. НЕКОТОРЫЕ ПРИЕМЫ НАРЕЗАНИЯ РЕЗЬБЫ
1. ПЕРЕМЕЩЕНИЯ РЕЗЦА ПЕРЕД РАБОЧИМ ПРОХОДОМ
Метрическая резьба
При нарезании метрической резьбы быстрорежущим резцом перемеще-
ния его перед каждым новым проходом производятся следующим образом.
Если шаг резьбы не превышает 2 мм, то перед каждым черновым и чисто-
вым проходом резец перемещается вперед на величину поперечной подачи
(фиг. 202, а).
Фиг. 202.
Рекомендуется, кроме того, перед рабочим проходом резца смещать
его на 0,1-т-0,15 мм поочередно вправо или влево (фиг. 202, б) осевой пода-
чей верхнего суппорта. При этом условии работает одна режущая кромка
и не происходит сталкивания стружек, образующихся при работе двух
кромок и портящих поверхность нарезаемой резьбы.
Если шаг нарезаемой резьбы больше 2 мм, то при черновом нарезании
ее подача резца осуществляется перемещением верхних салазок суппорта,
установленных (фиг. 202, в) под углом30° коси профиля резьбы С этой же
целью применяют иногда резец с одной режущей кромкой, устанавливая
1 При нарезании дюймовой и трубиых резьб этот угол должен быть равен
27°30'.
418
Нарезание резьбы
его, как это показано на фиг. 202, г. В том и другом случае чистовые про-
ходы осуществляются только при поперечной подаче резца.
При черновом нарезании метрической резьбы твердосплавным резцом
перемещение его перед каждым проходом осуществляется по фнг. 202, б,
а при чистовом — по фиг. 202, а.
Величина поперечной подачи при каждом проходе определяется (при-
близительно) путем деления высоты профиля резьбы на число проходов
резца, соответствующее шагу данной резьбы.
Трапецеидальная резьба
При нарезании быстрорежущим резцом трапецеидальной
, i п , используется резец полного
' черновым и чистовым проходами осу-
ществляется поперечной подачей.
Если шаг резьбы больше 3 мм,
то нарезание ее производится
в несколько переходов. При спо-
собе нарезания, показанном на
фиг. 203, а, полный профиль
получается в четыре
Ширина канавочного
используемого при
приеме, должна быть на 0,1 ч-
Ч- 0,2 мм меньше ширины впа-
дины резьбы (на фиг. 183 обоз-
начена буквой а). После вто-
рого и третьего приемов ширина
выступа резьбы должна быть на
0,3 ч- 0,4 мм больше величины о.
Длина передней режущей
кромки этих резцов должна
быть меньше величины а на
1 ч- 3 мм. Резец, используемый
при четвертом приеме, имеет
полный профиль.
При способе нарезания тра-
пецеидальной резьбы, пока-
занном на фиг. 203, б, полный
профиль ее получается в три
приема. Ширина канавочного
резца, используемого при пер-
вом приеме, должна быть на
0,3 ч- 0,4 мм меньше половины шага нарезаемой резьбы. Диаметр получив-
шейся при этом канавки должен быть на 0,3 ч- 0,5 мм больше среднего
диаметра резьбы. Ширина резца, применяемого при втором приеме,
должна быть на 0,1 ч- 0,2 мм меньше окончательной ширины впадины,
т. е. размера а на фиг. 200. В третий прием получается полный профиль
резьбы. Для получения более чистой поверхности резьбы полезно приме-
шаг которой не превышает 3 мм,
и перемещение его перед каждым
резьбы,
профиля,
приема,
резца,
первом
нение перед третьим приемом еще одного прохода — резцом с полным про-
филем, но с вогнутой (в виде желобка) передней поверхностью.
При нарезании трапецеидальной резьбы с шагом больше 3’ мм твердо-
сплавным резцом профиль ее образуется в порядке, подобном показан-
ному на фиг. 199, а и б.
Некоторые приемы нарезания резьбы
419
Число черновых и чистовых проходов, необходимое и достаточное для
образования полного профиля резьбы, выбирается с учетом ряда условий:
шага нарезаемой резьбы, числа ее ходов и т. д.
При нарезании трапецеидальной резьбы на нежестких деталях после-
довательность образования винтовой канавки должна быть такой (опыт
токаря-новатора М. И. Карамнова), как на фиг. 204. Можно нарезать
резьбу и с поперечной подачей до того момента, когда выход стружки ста-
новится затруднительным. Дальнейшая обработка винтовой канавки про-
изводится по фиг. 204, б.
Образование винтовой канавки трапецеидальной резьбы с большим
шагом и крупных червяков следует производить по схеме, показанной
на фиг. 205. Узким прорезным резцом вытачивается глубокая каиавка Д,
и после поворота суппорта канавка В. Получившаяся при этом спираль
с поперечным сечением С свертывается с детали в сторону задней бабки.
2. УСТАНОВКА РЕЗЦА С УЧЕТОМ УГЛА ПОДЪЕМА РЕЗЬБЫ
Если резец устанавливается так, что передняя поверхность его перпен-
дикулярна к боковым сторонам профиля резьбы (фиг. 199, б), то эта поверх-
ность должна быть наклонена на угол, равный углу подъема резьбы.
Угол подъема резьбы определяется по формулам (39), (43), (44), приве-
денным на стр. 326 и 356.
3. УМЕНЬШЕНИЕ
ВРЕМЕНИ
НА ОТВОД РЕЗЦА
ОТ НАРЕЗАЕМОЙ ДЕТАЛИ
Уменьшение времени, рас-
ходуемого на отвод резца от
обрабатываемой детали в
конце каждого прохода резца
может быть достигнуто при
использовании державки, по-
казанной на фиг. 206. В конце
прохода резца колодку /, в
которой закреплен резец, по-
ворачивают около оси 2 по стрелке А до вертикального положения
(примерно) и отводят суппорт в исходное положение.
На фиг. 207 показано приспособление для автоматического отвода
420
Нарезание резьбы
резца от обрабатываемой детали, предложенное В. Н. Трутневым. Кор-
пус 2 выступом, имеющимся на одной из его боковых сторон, закреп-
ляется в резцовой головке 12 станка. В отверстии корпуса расположен
ползун 3, в котором посредством цанги 1 закрепляется резец 7 со стержнем
Фиг. 207.
круглого сечения. Это дает возможность устанавливать резец в различных
положениях, с учетом угла подъема нарезаемой резьбы. Необходимое для
закрепления резца втягивание цанги 1 в ползун 3 осуществляется при вра-
щениитяги< левый резьбовой конец которой ввертывается в цангу /, а пра-
вый, утолщенный, также резьбовой, — в ползун 3. Резьбы на концах тяги 4
имеют разный шаг, поэтому даже при небольшом усилии, приложенном
к ключу для вращения тяги 4, закрепление резца получается достаточно
Некоторые приемы нарезания резьбы
421
прочным. Рабочий конец используемого при этом ключа вставляется в ква-
дратное гнездо, имеющееся в торце А утолщенной части тяги 4.
Пружина 6 расположена в отверстии ползуна между упором 5 и утол-
щенной частью тяги. Упор закреплен в корпусе 2 и проходит через продол-
говатое окно В в ползуне 3. Поэтому под действием пружины 6 ползун
стремится переместиться вправо, но его удерживает в рабочем положении
уступ левого конца рычага 11, вращающегося на оси 9.
На станине станка, слева от суппорта, устанавливается упор (на фиг. 207
не показан). При движении суппорта влево, когда резец доходит до конца
резьбы, ролик 10 соприкасается с упором, вследствие чего правый конец
рычага 11 поднимается, а левый опускается. Одновременно с этим под
действием пружины 6 ползун 3 быстро отходит вправо, к токарю, и резец
выходит из резьбовой канавки. После перемещения суппорта в начальное
положение поворотом рукоятки 13 или посредством второго упора,
установленного на станке, ползун приводится в рабочее положение. В этом
положении ползун фиксируется рычагом 11, поднимающимся под дей-
ствием плоской пружины 8. После этого вращением маховичка поперечной
подачи осуществляется перемещение резца для следующего рабочего про-
хода.
Применение такого приспособления не только уменьшает время на упра-
вление станком, но позволяет увеличить скорость резания в 3 ч- 5 раз
по сравнению с обычной, а это соответственно повышает производительность
процесса нарезания резьбы и одновременно улучшает чистоту поверхности
нарезаемой резьбы.
4. ОСОБЕННОСТИ НАРЕЗАНИЯ НЕКРАТНЫХ РЕЗЬБ
При включении разъемной гайки суппорта перед рабочим проходом
резца необходимо знать, «кратной» или «некратной» является нарезаемая
резьба
Кратной резьбой при нарезании ее на токарном станке называется такая
резьба, число витков которой на 1" делится без остатка на число витков
на 1" ходового винта. Резьба считается кратной и в том случае, если шаг
ходового винта станка делится без остатка на шаг нарезаемой резьбы.
Некратной называется резьба, если при таких делениях получается
остаток.
Так, например, резьба 8 витков на И, нарезаемая на станке, ходовой
винт которого имеет резьбу 4 витка, является кратной, так как 8 делится
на 4 без остатка. Такой же результат получается и при делении шага ходо-
вого винта (’//) на шаг нарезаемой резьбы (V8").
Если на том же станке нарезается резьба 6 витков на 1", то она является
некратной, так как при делении 6 на 4 получается остаток.
При нарезании кратной резьбы разъемную гайку можно включать
в любой момент. Резец при этом всегда точно пападает в ранее нарезанную
винтовую канавку.
При нарезании некратной резьбы включать разъемную гайку можно
только при определенном положении ходового винта относительно нарезае-
мого; в противном случае резец не попадает в винтовую канавку и резьба
окажется перерезанной.
Для предотвращения этого устанавливают суппорт в положение, при
котором должно быть начато нарезание резьбы, включают разъемную гайку
1 Принятые в практике термины «четная резьба» и «нечеткая резьба» непра-
вильны.
422
Нарезание резьбы
и отмечают это положение суппорта (например, мелом на суппорте и такой
же чертой против первой отметки на станине станка). Для ускорения работы
лучше, если суппорт в этот момент будет плотно прижат к задней бабке,
стальному бруску, положенному на станину между суппортом и задней
бабкой и т. д. Не начиная нарезания резьбы, делают (фиг. 208)
отметки 4 и 3 мелом на ходовом винте и его подшипнике, а также
Фиг. 208.
Прн нарезании резьб с дробным
отметки 1 и z на втулке патрона или
на шпинделе и на стенке перед-
ней бабки. По окончании прохода
резца выключив разъемную гайку,
возвращают суппорт в исходное
положение вручную, и, пустив ста-
нок в ход, включают разъемную
гайку в тот момент, когда все по-
метки займут первоначальное поло-
жение.
Для нарезания винтов с некрат-
ной резьбой станки, имеющие хо-
довой винт с дюймовым шагом,
снабжаются резьбоуказателем. Ра-
бота с ним ведется следующим
образом. При первом проходе резца
разъемную гайку включают в тот
момент, когда одно из делений
циферблата совпадает с риской,
нанесенной на корпусе резьбоука-
зателя.
Если число витков на Г' нарезае-
мой резьбы — целое число, напри-
мер 2, 4, 6 и т. п., то при следую-
щих проходах резца разъемную
гайку включают, как только любое
деление циферблата совпадет с не-
подвижной риской на корпусе.
:лом витков на 1" на станке с дюймо-
вым ходовым винтом при каждом последующем проходе резца разъемную
гайку можно закрывать через число рисок резьбоуказателя, кратное знаме-
нателю дроби (выражающей шаг нарезаемого винта), считая от той риски,
которая совпадала с риской на корпусе резьбоуказателя при последнем
проходе.
Так, например, при нарезании резьбы 472 витка на И, гайку можно
закрывать через 2, 4, 6, 8 н т. д. рисок. Сюда входят и те риски, которые
переместились прн ручном перемещении суппорта в исходное положение
и те, которые переместились при неподвижном суппорте и вращающемся
ходовом винте.
5. ПЕРЕХОД ОТ НАРЕЗАННОЙ НИТКИ МНОГОХОДОВОЙ РЕЗЬБЫ
К СЛЕДУЮЩЕЙ
После нарезания очередной нитки многоходовой резьбы и при переходе
к следующей необходимо или повернуть деталь (при неподвижном резце)
„ 360°
на угол, равный---, где п—число ходов нарезаемой резьбы, или переме-
Некоторые приемы нарезания резьбы
423
Ось
Фиг. 209
'оубчтое колесо
ходобого бинта
стить суппорт с резцом (при невращающейси детали) на величину шага
(не хода) этой резьбы.
Поворот детали после каждой нарезанной нитки отсчитывается при по-
мощи зубчатых колес передачи от шпинделя станка к его ходовому винту.
Если число зубьев зубчатого колеса шпинделя делится на число ходов
нарезаемого винта, то (фиг. 209) после каждой нарезанной нитки это колесо
расцепляют с первым зубчатым колесом, закрепленным на гитаре, и, сделав
пометки (на фигуре такие пометки сделаны для трехходовой резьбы), пово-
рачивают зубчатое колесо шпинделя до совпадения
с отмеченной впадиной (на колесе гитары) следую-
щей пометки.
Если число зубьев зубчатого колеса шпинделя
не делится без остатка на число ходов нарезаемого
вннта, то после каждой нарезанной нитки зубча-
тое колесо на ходовом винте расцепляют с последним
колесом гитары и, сделав пометки так же, как и
в предыдущем случае, поворачивают зубчатое
колесо ходового винта на число зубьев, определяе-
мое по формуле
z = , (64)
где Z — искомое число зубьев;
г — число зубьев зубчатого колеса, закреплен-
ного на ходовом винте;
i — передаточное отношение сменных зубча-
тых колес;
п — число ходов нарезаемого винта.
Указанный способ, применяемый преимущест-
венно при работе на устаревших станках, мало
производителен.
Переход от нарезанной нитки кратной резьбы
ствляется с меньшей затратой времени при использовании с этой целью
ходового винта н разъемной гайки станка по способу, предложенному тока-
рем-новатором К. В. Лакуром.
Способ этот состоит в следующем. Перед последним проходом резца гьри
нарезании очередной нитки резьбы замечается положение суппорта, при
котором была включена его разъемная гайка. Для этого можно нанести
мелом риску на суппорте и на станине, измерить и записать расстояние
от какой-либо обработанной поверхности суппорта до такой же поверх-
ности задней бабки и т. д.
По окончании последнего прохода резца прн остановленном станке
и выключенной разъемной гайке суппорт устанавливается в исходное
(замеченное) положение. Затем суппорт должен быть смещен вправо нли
влево на величину шага нарезаемой резьбы; прн этом положении суппорта
следует включить разъемную гайку станка и начать нарезание следующей
нитки резьбы.
Величина смещения суппорта определяется по одной из нижеприводи-
мых формул и, выраженная целым числом витков ходового винта станка,
отсчитывается по винту. Для этого должны быть отмечены мелом виток
вннта, совпадающий с правой или левой боковой стенкой фартука суппорта
при его исходном (замеченном) положении, и виток, определенный по
выбранной формуле.
к
424
Нарезание резьбы
Если шаг нарезаемой резьбы делится без остатка на шаг ходового
винта, то величина перемещения суппорта находится по формуле
с
, (65)
°Х- в
где Nx, d — число витков ходового винта станка, на которое следует сме-
стить суппорт;
S — шаг нарезаемого винта в мм;
Sx, в — шаг ходового винта в мм.
Если шаг нарезаемой резьбы не делится на шаг ходового винта станка,
то величина перемещения суппорта определяется по формуле
AZ K-S-n ± S
Nx-e~ Sx.e . (66)
где Nx, в, S и Sx, в — см. выше;
К коэффициент (целое число), который следует
принимать равным единице, двум н т. д.;
п — число ходов резьбы.
Пользуясь формулой (66), следует брать тот из двух знаков (плюс
и минус), стоящих в числителе правой части формулы (66), при котором
определяемое число витков Nx. в ходового винта получается целым.
Если при любом знаке (плюсе или минусе) получаются целые значения
Ых. в, то следует брать меньшее из них.
Пример /. Определить число витков ходового винта, на которое должен
быть смещен суппорт при переходе от нарезанной нитки к следующей, если
производится нарезание двухходовой резьбы с шагом 8 мм на станке,
ходовой винт которого имеет резьбу с шагом 4 мм.
В данном случаев = 8 мм, Sx, в= 4 мм, шаг нарезаемой резьбы делится
без остатка на шаг ходового винта.
Поэтому по формуле (65) находим
Nx.
S
Sx. в
8_
4
= 2.
Это значит, что перед нарезанием второй нитки резьбы суппорт должен
быть смещен вправо или влево относительно своего исходного положения
на 2 витка ходового винта.
Пример 2. Определить число витков ходового виита, на которое должен
быть смещен суппорт при переходе от нарезанной нитки к следующей,
если нарезается трехходовая резьба с шагом 3 мм на станке, ходовой винт
которого имеет шаг 4 мм.
В данном случае S = 3 мм и Sx. в = 4 мм, шаг нарезаемой резьбы
не делится на шаг ходового винта.
Учитывая, что в рассматриваемом примере я = 3 и приняв /< = 1, по
формуле (66) находим
_ /<.S.n ±S _ 13.3 ±3 _ 9±3
$х.в “ 4 - 4 ’
Некоторые приемы нарезания резьбы
425
При знаке плюс получаем
При знаке минус имеем
Второе значение NXt е, как не целое, отпадает.
В соответствии с первым значением Nx, в при переходе от нарезанной
нитки резьбы к следующей суппорт должен быть смещен вправо или влево
относительно своего исходного положения на три витка ходового винта.
Пример 3. Определить число витков ходового винта, на которое должен
быть смещен суппорт при переходе от нарезанной нитки к следующей, если
нарезается трехходовая резьба с шагом 2 мм на станке, ходовой винт кото-
рого имеет шаг 4 мм.
В данном случае S = 2 мм, п = 3 мм, Sx. в = 4 мм.
Приняв К = 1, по формуле (66) находим
K-S-n±S Ь23±2
При знаке плюс получаем
При знаке минус имеем
Принимаем второе значение Nx. в как меньшее.
Отметим, что при некоторых значениях шага и числа ходов нарезаемой
резьбы и шага ходового винта данного станка применение рассмотренного
способа определения величины перемещения суппорта не удается.
Значения Nx, в для некоторых значений шагов многоходовых винтов,
нарезаемых на наиболее употребительных токарных станках, указаны
в нижеприводимой таблице.
426
Нарезание резьбы
Число витков ходового винта станка, на которое перемещается суппорт
при переходе от нарезанной нитки многоходовой резьбы к следующей нитке
Нарезаемая резьба Шаг ходового винта в мм Нарезаемая резьба Шаг ходового винта в мм
шаг в мм число ходов 4 6 12 шаг в мм число ходов 4 6 12
2 2 2 3 3 3 4 4 4 5 5 5 6 6 2 3 4 2 3 4 2 3 4 2 3 4 2 3 1 3 1 1 1 5 3 1 1 1 2 2 1 1 1 1 1 1 6 8 8 10 12 12 12 16 16 20 20 24 24 4 2 4 4 2 3 4 2 3 2 4 2 3 2 2 3 3 3 4 4 5 5 6 6 1 4 4 5 2 2 2 8 10 10 4 4 2 2 1 1 1 4 5 5 2 2
Примечание. Знак тире в таблице означает, что способ нареза- ния многоходовой резьбы, предложенный К. В. Лакуром, в данном случае не пригоден.
При исправном винте и гайке верхних салазок суппорта переход от
нарезанной нитки сравнительно неточной многоходовой резьбы к следую-
щей нитке можно осуществлять при помощи этих салазок. В данном случае
верхние салазки устанавливаются так, чтобы перемещение их происходило
точно параллельно оси станка. Переходя от одной нитки нарезаемой резьбы
к другой, перемещают салазки на величину шага резьбы, отсчитывая это
перемещение по лимбу винта салазок.
Более точный отсчет перемещения верхних салазок суппорта, осуще-
ствляемого при переходе от нарезанной нитки резьбы к следующей приме-
няется лауреатом Сталинской премии тов. Смирновым.
По окончании нарезания первой нитки станок останавливают и подводят
суппорт к передней бабке (фиг. 210) до соприкосновения кнопки индика-
тора 2, закрепленного в резцедержателе, с измерительной плиткой /, опи-
рающейся на торцовую плоскость патрона. Затем верхний суппорт отводят
в сторону и заменяют измерительную плитку другой, размер которой
отличается от размера первой плитки на величину шага нарезаемой резьбы.
После этого снова перемещают верхний суппорт к передней бабке до сопри-
косновения кнопки индикатора с плиткой. При первом и втором положе-
ниях суппорта показания индикатора должны быть одинаковы.
Некоторые приемы нарезания резьбы
427
Если нарезание многоходовых резьб производится часто, то для осуще-
ствления перехода от нарезанной нитки к следующей следует применять
делительный патрон (фиг. 211). На корпусе 2 такого патрона, навернутом
на шпиндель 1 станка, расположено кольцо 4. Кольцо это может быть повер-
нуто относительно корпуса и скрепляется с ним в рабочем положении
посредством болтов 3. Отсчет поворота кольца производится по шкале
(360 делений), нанесенной на кольце, и по
риске, имеющейся на корпусе патрона.
Фиг. 210. Фиг. 211.
-60
-70
80
Очевидно, что при нарезании двухходовой резьбы кольцо 4 необходимо
повернуть на 180°, при трехходовой резьбе — на 120° и т. д. При этом такой
же поворот сделает и нарезаемая деталь, ведомая хомутиком, что и требуется.
При нарезании внутренней многоходовой резьбы к кольцу 4 прикре-
пляется самоцентрирующий патрон, в котором закрепляется обрабатывае-
мая деталь.
При нарезании многоходовых резьб на деталях, изготовляемых боль-
шими партиями, целесообразно применение многорезцовой державки.
Резцы (два, три — по числу ходов резьбы) должны быть точно расположены
один относительно другого, что проверяют специальным шаблоном.
В данном случае нарезается несколько ниток одновременно, что зна-
чительно повышает производительность. Этот способ применим только
при нарезании резьб на проход.
6. ОСНОВНЫЕ ПРАВИЛА НАРЕЗАНИЯ РЕЗЬБЫ ПРИ ВЫСОКИХ
СКОРОСТЯХ РЕЗАНИЯ
Если нарезание резьбы производится при высокой скорости резания,
то необходимо соблюдать следующие правила:
1) используемый станок должен быть в полном порядке и удовлетворять
всем требованиям, предъявляемым к станку, на котором производится ско-
ростное точение;
2) резец должен быть установлен так, чтобы вершина его была на
высоте центровой линии станка или немного выше ее, что способствует
уменьшению вибраций;
3) вылет резца (длина его свешивающейся части) должен быть возможно
меньше, а опорная поверхность его — хорошо обработанной, что также
важно для предотвращения вибраций;
428
Нарезание резьбы
4) врезание резца в материал детали должно происходить при полном
числе ее оборотов, для чего резец следует при каждом проходе отводить
в сторону задней бабки на 10 -н 15 шагов нарезаемой резьбы;
5) для обеспечения высокой степени чистоты поверхности нарезаемой
резьбы необходимо поддерживать в исправности режущие кромки резца,
заправляя его оселком (не вынимая резца из резцедержателя).
V. ИЗМЕРЕНИЕ СРЕДНЕГО И ВНУТРЕННЕГО
ДИАМЕТРОВ РЕЗЬБЫ
1. ИЗМЕРЕНИЕ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ПОСРЕДСТВОМ
ПРОВОЛОЧЕК ИЛИ РОЛИКОВ
Для измерения среднего диаметра резьбы три проволочки или ролика
одинакового диаметра закладывают между витками резьбы (фиг. 212)
и определяют размер dM при помощи микрометра или другого инструмента
или прибора соответствующей точности.
Диаметры проволочек и роликов, при которых погрешность измерения
вследствие ошибки в угле е равна нулю, указаны в нижеприводимой
таблице.
При правильном номинальном среднем диаметре резьбы с углом подъема
до3°30' результат измерения его посредством трех проволочек или роликов
должен быть равен величине, определяемой по формуле
где dM— результат измерения среднего диаметра посредством проволочек
или роликов в мм;
d2 — номинальный средний диаметр резьбы в мм;
D — диаметр проволочки или роликов в мм;
е — угол профиля резьбы в град.:
S — шаг резьбы в мм;
Р — угол, определяемый по формуле
. Р .8
tg у = tg -у COS СО,
(69)
в которой со — угол подъема резьбы в град.
Измерение среднего и внутреннего диаметров резьбы
429
Нан выгоднейшие диаметры проволочек, применяемых для определения
среднего диаметра резьбы
(по ГОСТ 2475—44)
Метрическая резьба Дюймовая резьба с углом профиля 55° Трапецеидальная резьба Упорная резьба
Шаг в мм 3 Диаметр прово- лочки в мм Число витков на 1" Диаметр прово- лочки в мм Шаг в мм S Диаметр прово- лочки или ролика в мм Шаг в мм S Диаметр прово- лочки или ролика в мм
28 0,511
0,2 0,118 24 0,572 2 1,047 2 1,157
0,25 0,142 20; 19 0,724 3 1,553 3 1,732
0,3 0,170 18 0,796 4 2,071 4 2,217
0,35 0,201 16 0,866 5 2,595 5 2,886
0,4 0,232 14 1,008 6 3,106 6 3,310
0,45 0,260 12 1,157 8 4,141 8 4,400
0,5 0,291 11 1,302 10 5,176 10 5,493
0,6 0,343 10 1,441 12 6,212 12 6,585
0,7 0,402 9 1,591 16 8,282 16 8,767
0,75 0,433 8 1,732 20 10,353 20 10,950
0,8 0,461 7 2,020 24 12,423
1,0 0,572 6 2,311 32 16,565
1,25 0,724 5 2,886 40 20,706
1,5 0,866 4,5 3,177
1,75 1,008 4 3,580
2,0 1,157 3,5 4,091
2,5 1,441 3,25 4,400
3,0 1,732 3 4,773
3,5 2,020
4,0 2,311
4,5 2,595
5,0 2,886
5,5 3,177
6 3,468
430
Нарезание резьбы
Формула (67) для наиболее употребительных резьб с углом подъема
до 3°30' может быть представлена в следующем виде.
Для метрических резьб
dM = dz +3D — 0,866S. (70)
Для дюймовой и трубной резьб (угол профиля 55°)
dM = di + 3,1657D — 0,9605S. (71)
Для трапецеидальной резьбы
dM = d2 + 4.8639D — 1,866S. (72)
Значение dM для метрических резьб можно находить и по формуле
dM = d* +
(73)
где dM — результат измерения среднего диаметра посредством трех про-
волочек или роликов в мм;
d2 — средний диаметр резьбы в мм;
N — условное обозначение величины 3D — 0,8665 в формуле (73).
Значения N указаны в нижеприводимой таблице.
Значения N в формуле (73)
Шаг резьбы в мм Диаметр проволочек В ЛОИ Величина в формуле (73) Шаг резьбы в мм Диаметр проволочек в мм Величина в формуле (73)
0,2 0,118 0,181 1,25 0,724 1,090
0,25 0,142 0,210 1,5 0,866 1,299
0,3 0,170 0,250 1,75 1,008 1,508
0,35 0,211 0,300 2,0 1,157 1,739
0,4 0,232 0,350 2,5 1,441 2,158
0,45 0,260 0,390 3,0 1,732 2,598
0,5 0,291 0,440 3,5 2,020 3,029
0,6 0,343 0,509 4,0 2,311 3,469
0,7 0,402 0,600 4,5 2,595 3,888
0,75 0,433 0,650 5 2,886 4,328
0,8 0,461 0,690 5,5 3,177 4,768
1 0,572 0,850 6 3,468 5,208
Режимы резания при нарезании резьбы
431
2. ИЗМЕРЕНИЕ ВНУТРЕННЕГО ДИАМЕТРА РЕЗЬБЫ
При измерении внутреннего диаметра резьбы измерительный инстру-
мент (скоба или микрометр с резьбовыми вставками) располагается по
отношению к оси измеряемой резьбы не перпендикулярно, а под углом,
равным углу ее подъема (фиг. 213, а). При правильном номинальном вну-
треннем диаметре резьбы результат измерения его с учетом такого положе-
ния инструмента должен быть равен величине, определяемой по формуле
где deH — результат измерения внутреннего диаметра резьбы в мм;
d1 — номинальный внутренний диаметр резьбы в мм;
со — угол подъема резьбы в град.
Фиг. 213.
Фиг. 214.
Если таким способом измеряется внутренний диаметр резьбы с пло-
ской впадиной (фиг. 213, б), то инструмент следует располагать в плоскости
АВ или параллельной ей, но не в плоскости CD, во избежание ошибки
измерения, иногда значительной.
Для получения внутреннего диаметра наружной резьбы с точностью,
достаточной во многих случаях практики, на конце детали (фиг. 214, а)
следует делать заточку длиной 2 -е- 3 мм, диаметром, равным внутрен-
нему диаметру резьбы.
При последнем проходе резьбового резца вершину его подводят к боко-
вой поверхности заточки, что и обеспечивает получение правильного вну-
треннего диаметра резьбы. По окончании нарезания резьбы эту заточку
срезают.
При нарезании внутренней резьбы для получения правильного наруж-
ного диаметра делают выточку на торце детали (фиг. 214, б) диаметром,
равным наружному диаметру нарезаемой резьбы. Порядок использования
такой выточки тот же, что и для заточки при нарезании наружной резьбы.
VI. РЕЖИМЫ РЕЗАНИЯ ПРИ НАРЕЗАНИИ РЕЗЬБЫ
Скорости резания, указанные в нижеприводимых таблицах относятся
к нарезанию резьбы на проход. При нарезании резьбы в упор табличные
значения скоростей следует умножать на 0,5-т-0,7.
432
Нарезание резьбы
1. НАРЕЗАНИЕ РЕЗЬБЫ ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ
Резьба метрическая
Материал детали: сталь конструкционная углеродистая, хромистая
или хромоникелевая. Марка твердого сплава резца Т15К6.
Число проходов
Проходы Наружная резьба | Внутренняя резьба
Шаг резьбы в мм
1,5 2I з| 4I 1 5I 6| 1 '-5 2I 1 3 <1 5 6
Черновые Сталь авр <70 кгс/мм2 2 2 3 4 5 6 3 3 4 5 6 7
Сталь авр >70 кгс/мм2 3 3 5 6 7 8 4 4 6 7 8 9
Чистовые 2 2 2 2 2 2 2 2 2 2 2 2
Примечание. При нарезании резьб 2-го класса точности к ука- занному в таблице числу чистовых проходов следует добавлять 1 2 про- хода; для резьб 1-го класса точности добавлять 2 3 прохода.
Скорости резания в м/мин
Нарезаемая резьба Шаг резьбы в мм Предел прочности при растяжении обраба- тываемой стали а кгс/ммг
55-е- 62 63 70 71 -г 80 80-;- 90
1,5 162 144 141 125
2 150 133 130 116
Наружная 3-го 3 145 129 129 115
класса точности 4 142 127 123 109
5 141 125 119 106
6 138 123 117 104
Режимы резания при нарезании резьбы
433
Продолжение
Нарезаемая резьба Шаг резьбы в мм Предел прочности при растяжении обра- батываемой стали аЛ_ кгс/мм.1 вр
55 4-62 63 4-70 71 4- 80 80 4- 90
1,5 142 127 120 107
2 131 117 ПО 98
Внутренняя 3-го 3 124 110 107 96
класса точности 4 119 106 101 90
5 116 103 98 87
6 113 101 96 85
Поправочные коэффициенты
Стойкость резца Т мин 20 30 60 90
Ki 1,08 1,00 0,87 0,80
Марка Т15К6 Т15К6Т
Твердый сплав
Кг 1,0 1,15
Резьба метрическая
Материал детали: чугун серый. Марка твердого сплава резца В Кб.
Число проходов
Проходы Наружная резьба | Внутреиияя резьба
Шаг резьбы в мм
2 1 5 1 4 1 5 1 6 2 3 1 4 5 1 6
Черновые 2 3 4 4 5 3 4 5 5 6
Чистовые 2 2 2 2 2 2 о 2 2 2
Примечание. При нарезании резьб 2-го класса точности к ука-
занному в таблице числу чистовых проходов следует добавлять 1 4- 2 про-
хода; для резьб 1-го класса точности добавлять 2 -ь- 3 прохода.
28 Оглоблин
210
434
Нарезание резьбы
Скорости резания в м/мин
Нарезаемая резьба Шаг резьбы в мм Твердость обрабатываемого чугуна НВ
165 4- 18J 182 4- 199 200 4- 218 219 4- 240
2 56 50 44 39
3 63 56 50 44
Наружная 3-го 4 68 60 53 47
класса точности
5 68 60 53 47
6 73 65 58 51
2 51 45 40 35
3 54 48 42 38
Внутренняя 3-го 4 59 52 46 41
класса точности
5 59 52 46 41
6 62 55 49 43
Поправочные коэффициенты
Стойкость резца Тмин 20 30 60 90
Ki 1,14 1,00 0,80 | 0,70
Твердый сплав Марка В Кб вкз ВК2 ВК4
1,00 1,14 1,30 1,1
Резьба трапецеидальная наружная
Материал детали: сталь конструкционная углеродистая, хромистая
или хромоникелевая. Марка твердого сплава резца Т15К6.
Число проходов и скорости резания в м/мин
Шаг резьбы в мм Число проходов Предел прочности при растяжении обра- батываемой стали воп кгс/ммг
черновых чистовых 55 4-62 63 4-70 71 4- 79 | 8Э 4- 90
3 5 3 142 127 112 100
4 6 3 136 120 107 95
Режимы резания при нарезании резьбы
435
Продолжение
Шаг резьбы 5 в мм Число проходов Предел прочности при растяжении обра- батываемой стали кгс/мм1 вр
черновых ЧИСТОВЫХ 55 4-62 63 4-70 71 4-79 80 4- 90
5 7 4 130 116 103 92
6 8 4 129 115 102 91
8 10 5 124 НО 98 87
10 12 6 120 107 95 85
12 14 6 117 104 93 82
16 18 6 115 102 91 81
Поправочные коэффициенты
Т MUH 30 60 90
Стойкость пезпа
к 1 1,15 1,00 0,92
Резьба трапецеидальная внутренняя
Материал детали: чугун серый. Марка твердого сплава резца В Кб.
Число проходов и скорости резания в м!мин.
Шаг резьбы в мм Число проходов Твердость обрабатываемого чугуна НВ
черновых чистовых 165 4- 181 182 4- 199 200 4- 218 219 4- 240
3 4 3 47 42 37 33
4 5 3 50 44 39 35
5 6 3 52 46 41 36
6 7 4 56 50 44 39
8 9 4 61 54 48 42
10 10 5 65 58 52 46
12 12 5 69 62 55 49
16 14 5 73 65 58 51
Поправочные коэффициенты . —
Стойкость резца ТМин 30 60 | 90
к | 1,26 1,00 | 0,87
436
Нарезание резьбы
Резьба модульная наружная
Материал детали: сталь конструкционная углеродистая, хромистая
или хромоникелевая. Марка твердого сплава резца Т15К6.
Число проходов и скорости резания в м!мин
Шаг резьбы в мм Число проходов Предел прочности при растяже- нии обрабатываемой стали о кгс/мм2
черновых чистовых 63 4- 70 | 71 + 79
2 3 4 5 8 12 15 18 4 6 8 10 113 96 91 86 92 77 73 70
Поправочные коэффициенты
Стойкость резца Тмин 30 60 90
к 1,15 1,00 0,92
2. НАРЕЗАНИЕ РЕЗЬБЫ БЫСТРОРЕЖУЩИМИ РЕЗЦАМИ
Резьба метрическая
Марка быстрорежущей стали резца Р18.
Число проходов
Шаг резьбы в мм Резьба наружная 3-го класса точности Резьба внутренняя 3-го класса точности
Обрабатываемый материал
Углеро- дистая сталь Легиро- ванная сталь и стальное литье Чугун, бронза, латунь Углеро- дистая сталь Легиро- ванная сталь и стальное лнтье Чугун, бронза, латунь
1,25 ч- 1,5 1,75 2,0 ч- 3,0 3,5 ч- 4,5 5,0 ч- 5,5 6,0 Ф ОО ч О'/ 1 1 1 1 1 1 ОО ЬЭ 5-3 6 — 4 7-4 9-5 10-5 12-5 4 — 2 5-3 6 — 3 6 — 3 6—4 6 — 4 со со uo to 1 II 1 1 1 Ю О Г- СП о сч 6 — 4 7 — 4 9-5 11—6 12-7 15-7 со со со со ю 1 1 1 I 1 1 Ю СО Г- ОО ОО
Примечания:
1. Числа черновых проходов в таблице указаны до знака тире, чисто-
вых — после этого знака.
2. При нарезании резьбы 2-го класса точности, кроме указанных
в таблице, необходимо применять 2-5-3 зачистных прохода при скорости
резания 4 ж/жмн.
Режимы резания при нарезании резьбы
437
Скорости резания в м!мин
Шаг резьбы в мм Резьба наружная 1 Резьба внутренняя
Проходы
Черновые Чистовые Зачистные Черновые Чистовые Зачистные
До 2,5 3 3,5 4 4,5 5 5,5 6 36 31 30 27 25 24 22 22 64 56 50 48 44 42 41 38 4 4 4 4 4 4 4 4 29 25 24 22 20 19 17 17 51 45 40 38 35 33 32 30 4 4 4 4 4 4 4 4
Поправочные коэффициенты
* Обрабатываемые стали 1 Углеродистые и никелевые ®вр 45—51 52-Г-59 604-70 714-80 814-93 944-125
к 2,20 1,67 1,28 1,00 0,77 0,50
Хромоникеле- вые ®вр 45ч-51 524-59 60-г-70 714-80 814-93 944-125
к 1,75 1,40 1,11 0,90 0,72 0,55
438
Нарезание резьбы
Резьба трапецеидальная
Марка быстрорежущей стали резца Р18.
Число проходов
Резьба наружная средней точности Резьба внутренняя средней точности
Шаг резьбы в мм Обрабатываемый материал
Углеро- дистая сталь Легиро- ванные стали и стальное литье Чугун, бронза, латунь Углеро- дистая сталь Легиро- ванные стали и стальное литье Чугун, бронза, латунь
4 10 — 7 12 — 8 ОО 1 о 12-8 14 - 10 9 — 7
6 12-9 14 — 10 9-7 14 - 10 17 — 12 10 - 8
8 14 — 9 17 - 10 11-7 17 — 10 20 — 12 13 — 8
10 18 — 10 22 — 12 14 — 8 21 — 12 26 - 14 17 — 10
12 21 - 10 25 — 12 17-8 25 - 12 30 — 14 19 — 10
. 16 28 — 10 39 - 12 22—8 33- 12 39 — 14 28— 10
20 35 - 10 42 — 12 28 — 8 42 - 12 49 — 14 35- 10
Примечания: 1. Числа черновых проходов в таблице указаны до знака тире, чисто- вых — после этого знака. 2. При нарезании точных трапецеидальных резьб, кроме указанных в таблице, необходимо применять 2 4-3 зачистных прохода при скорости резания 4 м/мин. 3. Числа проходов указаны в таблице для одноходовой резьбы. При нарезании резьб с большим числом ходов указанные в таблице числа про- ходов увеличивать на 1 4- 2 прохода для каждого хода резьбы.
Скорости резания в м/мин
Резьба наружная | Резьба внутренняя !
Шаг Проходы
резьбы в мм Черновые Чистовые Зачистные Черновые Чистовые Зачистные
До 5 34 64 4 27 51 4
6 27 64 4 22 51 4
10 24 64 4 19 51 4
12 23 64 4 18 51 4
16 21 52 4 17 41 4
24 20 52 4 16 41 4
Режимы резания при нарезании резьбы
439
Продолжение
Поправочные коэффициенты
Обрабатываемая сталь Углеродистая и никелевая ®вр 454-51 52ч-59 604-70 714-80 814-93 944-125
к\ | 2,20 1.67 1,28 1,00 0,77 | 0,50
Хромоникелевая |45-s-51 524-59 60-8-70 714-80 81-8-93 94-5-125
к 1,75 1,40 1,11 0,90 0,72 0,55
3. ПРИМЕНЕНИЕ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
ПРИ НАРЕЗАНИИ РЕЗЬБЫ
При нарезании резьбы быстрорежущими резцами применяются сма-
зочно-охлаждающие жидкости, указанные в нижеприводимой таблице.
Смазочио-охлаждающие жидкости прн нарезании резьбы
Обрабатываемый материал Смазочно-охлаждающие жидкости
Машиноподелочная и инстру- ментальная стали 1. Эмульсия 2. Сурепное масло 3. Компаундированное масло 4. Сульфофрезол
Легированные стали 1. Эмульсия 2. Сурепиое масло
Стальное литье 1. Эмульсия 2. Сурепное масло
Чугунное литье 1. Без охлаждения 2. Сурепиое масло 3. Керосин
Бронза 1. Без охлаждения 2. Сурепное масло
Латунь 1. Без охлаждения 2. Сурепное масло
Алюминий 1. Без охлаждения 2. Эмульсия
440
Нарезание резьбы
VII. ОСОБЫЕ СЛУЧАИ НАРЕЗАНИЯ РЕЗЬБЫ
1. НАРЕЗАНИЕ ПОПЕРЕЧНОЙ РЕЗЬБЫ
Определение передаточного отношения сменных зубчатых колес при
нарезании поперечной резьбы (спирали) производится по формуле
S
1к' ic'Se
(75)
где i — передаточное отношение сменных зубчатых колес;
S — шаг нарезаемой спирали;
iK — передаточное отношение зубчатых колес, соединяющих шпиндель
станка с ходовым валиком: трензеля, коробки подач и т. д.,
за исключением сменных колес;
ic — передаточное отношение всех передач, расположенных в фар-
туке суппорта;
Sa— шаг винта поперечной подачи суппорта.
Значение ic можно определить или путем подсчета (если известны пере-
даточные отношения всех передач, находящихся в фартуке), или опытным
путем.
В последнем случае делают пометку мелом на ходовом валике и его
подшипнике, а также на винте поперечной подачи и его подшипнике. После
этого пускают станок на медленный ход и считают обороты валика и винта,
Фиг. 215.
пока все риски не придут в исходное положение. Предположим, что ходо-
вой валик сделал 10, а виит поперечной подачи — 3 оборота. Очевидно, что
Пример. Определить сменные колеса, необходимые для нарезания спи-
рали с шагом 4 мм на станке, у которого передаточное отношение колес трен-
зеля и коробки подач (при данном положении ее рукояток) равно I, переда-
Особые случаи нарезания резьбы
441
точное отношение механизма фартука равно а шаг винта поперечного
суппорта равен 6 мм.
В данном случае S = 4 мм, iK= 1, ic = V*, Se = 6 мм.
Поэтому по формуле (75)
S _ 4 _ 8 = 4 2
iK-icSe ~ ~ 3 “ Г 3 '
с . 100 80
Берем зубчатые колеса —.
Нарезание поперечной резьбы (спирали) может быть выполнено и на
токарном станке, суппорт которого не имеет автоматической поперечной
подачи. Для этого необходимо установить на станке несложное приспособле-
ние, показанное схематически на фиг. 215. В кулачках патрона 2, навер-
нутого на шпиндель /, закрепляется валик 3 конического зубчатого колеса 4.
Это колесо находится в постоянном зацеплении с колесом 5, вал которого
вращается в подшипнике стойки, установленной на станине станка. На этом
же валу расположен патрон или другое устройство для закрепления обра-
батываемой детали 6.
Настройка станка для нарезания поперечной резьбы (спирали) в этом
случае производится по формуле
I —
в
где i — искомое передаточное отношение сменных колес;
S — шаг нарезаемой поперечной резьбы (спирали);
z4 — число зубьев зубчатого колеса 4\
г5 — число зубьев зубчатого колеса 5;
1К — передаточное отношение механизма подачи станка;
Sx. в — шаг ходового винта станка.
(76)
2. НАРЕЗАНИЕ РЕЗЬБЫ НА ЗАКАЛИВАЕМЫХ ДЕТАЛЯХ
При нарезании резьбы на закаливаемых деталях необходимо учитывать
изменения их размеров, получающиеся во время термообработки. Если
известно, например, что закалка детали из данной стали сопровождается
уменьшением размеров, или, как говорят, усадкой, то шаг резьбы на незака-
ленной детали должен быть несколько больше требуемого. Шаг этот после
термообработки детали получается неточным, но более правильным.
Необходимое изменение шага обычно очень невелико, величина шага
получается ненормальной, а поэтому неосуществимой на станке с короб-
кой подач. При работе на станке без коробки подач в таких случаях необ-
ходимы специальные сменные колеса. Нарезание резьбы можно производить
также (фиг. 216) при помощи конусной линейки и при смещенной задней
бабке.
Угол поворота линейки определяется по формуле
S
cosa = —, (77)
где a — искомый угол в град;
S — шаг резьбы готовой детали;
— шаг резьбы, который она должна иметь до термообработки детали,
в мм.
442
Нарезание резьбы
Особые случаи нарезания резьбы
443
Величина смещения задней бабки определяется по формуле
$б= L-cos а, (78)
где — искомая величина смещения бабки в мм;
L — длина детали в мм;
а — угол поворота конусной линейки, найденной по формуле (77).
Резец прн нарезании такой резьбы должен быть установлен под углом
90° — а к центровой линии станка.
Во избежание разрабатывания центровых отверстий в этом случае при-
меняются шаровые центры.
3. НАРЕЗАНИЕ РЕЗЬБЫ С ПЕРЕМЕННЫМ ШАГОМ
Очень простое переустройство токарного станка для нарезания резьбы
с переменным шагом показано на фнг. 217. К станине станка прикреплен
кронштейн 4 с направляющей линейкой 3. На винте верхних салазок,
установленных параллельно центровой линии станка, вместо обычнбн
рукоятки намертво закреплен рычаг 1, Штифт, запрессованный в конце
этого рычага, под действием пружины 2 прижимается к линейке 3.
Прн обычной продольной подаче суппорта штифт рычага 1 перемещается
по фасонной рабочей поверхности линейки, вследствие чего рычаг, а сле-
довательно, и винт верхних салазок поворачиваются в ту или другую
сторону, в зависимости от формы линейки. Вызываемое этим перемещение
верхних салазок, а следовательно, и резца влечет за собой необходимые
изменения шага нарезаемой резьбы.
Отметим, что если направляющую линейки сделать прямой и обеспе-
чить возможность установки ее под разными углами к горизонтали, то рас-
смотренное устройство можно применять для нарезания резьбы на закали-
ваемых деталях.
ГЛАВА ТРИНАДЦАТАЯ
ОБРАБОТКА СПЕЦИАЛЬНЫХ СТАЛЕЙ
И ДРУГИХ МАТЕРИАЛОВ
I. ОБРАБОТКА НЕКОТОРЫХ СПЕЦИАЛЬНЫХ
СТАЛЕЙ
1. ОБРАБОТКА ЖАРОПРОЧНЫХ СТАЛЕЙ
Точение жаропрочных сталей
марок 1Х18Н12ТЛ, 15Х1М1ФЛ, ЦЖ5Л, ЭИ481, ЭИ612
и ЭИ607А 1
Обтачивание и растачивание названных выше жаропрочных сталей
производится твердосплавными резцами марок ВК8, Т5КЮ и Т15К6,
а также быстрорежущими резцами марки Pl 8.
Углы и другие элементы резцов, применяемых при точении
жаропрочных сталей марок 1Х18Н12ТЛ, 15Х1М1ФЛ, ЦЖ5Л, ЭИ481,
ЭИ612 и ЭИ607А
Материал резца Передний угол 7° Задний угол а° Прочие углы н элементы
Твердый сплав 10 10 См. стр. 81 и 82
Быстрорежущая сталь 20 8 См. стр. 109
Значения величин передних углов относятся к черновой н к чистовой обработке.
См. книгу «Нормативы режимов резания».
Обработка некоторых специальных сталей
445
Скорости резания (в м/мин) при точении жаропрочных сталей марок
1Х18Н12ТЛ, 15Х1М1ФЛ, ЦЖ5Л, ЭИ481, ЭИ612, ЭИ607А в состоянии
поставки твердосплавными резцами
Глубина резання в мм до Подача в мм/об
0,14 0,19 0,27 0,37 0,52 0,72 I
1,0 2,1 4,4 9,0 135 115 115 100 88 75 100 88 75 65 75 65 56 65 56 48 48 36 gl 1 1
Поправочные коэффициенты
Обработка Вид обработки Наружное продольное точение Наружное поперечное точение Растачива- ние
1,0 1,1 0,9
Стойкость рез- ца Т' мин | 30 I 60 | 120
1 м 1 1,0 0,9
Обрабатываемая сталь Марка | 15Х1М1ФЛ I ЦЖ5Л 1Х18Н12ТЛ
К3 0,75 1 1,75 1,00
Марка | ЭИ481 | ЭИ612 ЭИ607А
Кз | 1.00 | 0,88 0,38
Поверхность заготовки Состояние | Без корки С коркой
Кз I 1.0 0,7
Материал резца Марка | ВК8 | Т5КЮ Т15К6
| 1.0 1 '.4 1,9
Главный угол в плане резца ф 1 45° | 60° 90°
Ке 1,00 | 0,85 | 0,70
Характер ра- боты Наличие ударов С плавным выхо- дом С резким выходом
к, 0,9 | 0,2
446
Обработка специальных сталей и других материалов
Скорости резания (в м/мин) при точении жаропрочных сталей
марок 1Х18Н12ТЛ, 15Х1М1ФЛ, ЦЖ5Л, ЭИ481, ЭИ612, ЭИ607А
в состоянии поставки быстрорежущими резцами
Глубина резания в мм до Подача в мм/об
0,15 0.20 0,26 0,35 0.45 0.59 0.77 1,00
1,0 50 43 37 32 — — — —
2,1 43 37 32 29 23 — — —
4,4 — — 29 23 20 18 16 13
9,0 — — 20 18 16 13 —
Поправочные коэффициенты
Обработка Вид обработки Наружное продольное точение Наружное поперечное точение Растачива- ние
к, 1 1 1.0 1 ! 1.2 0,9
Стойкость рез- ца Т мин | 30 1 60 1 | 90
к2 1 1.1 1,0 1 0,9
Обрабатываемая сталь Марка 15Х1М1ФЛ ЦЖ5Л 1Х18Н12ТЛ
*3 0,78 0,90 1,00
Марка ЭИ481 ЭИ812 ЭИ607А
к., 0,67 0,55 0,45
Главный угол в плане ф 45° 60° 90°
к< 1,00 0,84 | 0,65
Охлаждение кв С охлаждением Без охлаждения
1,0 0,9
Обработка некоторых специальных сталей
447
2. ОБРАБОТКА КИСЛОТОСТОЙКИХ И НЕРЖАВЕЮЩИХ СТАЛЕЙ
Точение кислотостойких сталей марок 1Х18Н9Т и Х18Н12М2Т1
При выборе марки твердого сплава и углов резцов, применяемых
для обработки сталей марок 1Х18Н9Т и Х18Н12М2Т, можно руковод-
ствоваться нижеприводимыми данными.
Марки твердых сплавов, применяемых при обтачивании
и растачивании кислотостойких сталей
Характер и условия обработки Жесткость системы СПИД Сравнитель- ная оценка сплавов по производи- тельности Рекомендуе- мые марки твердого сплава
Черновое точение поковок, штамповок н литья по корке и окалине прн неравномерном сече- нии среза н прерывистом резании (с ударами) Повышенная Нормальная Невысока я Средняя ВК8. ВК11
Черновое точение по корке при неравномерном сечении среза и непрерывном резаннн Повышенная Нормальная Недостаточ- ная Наивысшая Средняя Пониженная Т5КЮ. ВК6М, ВК8. ВКП
Получистовое и чистовое точе- ние при прерывистом резаннн Повышенная Нормальная Недостаточ- ная Наивысшая Средняя Пониженная Т5КЮ. ВК6М, ВК8, ВКП
Получистовое и чистовое точе- ние при непрерывном резании Повышенная Нормальная Недостаточ- ная Наивысшая Средняя Пониженная TI5K6, ВК6М, ТИК8, ВК6М, Т5КЮ
Углы и другие элементы резцов, используемых при точении кислото-
стойких сталей марок 1Х18Н9Т и Х18Н12М2Т рекомендуются следующие.
Передний угол у = 10°, главный задний угол а = 12°, вспомогатель-
ный задний угол а! = 10°, главный угол в плане ф = 45°, вспомогатель-
ный угол в плане ф! = 15°, угол фаски иа передней поверхности у^ ~
= 0 (—5°), ширина фаски (0,5 -г- 0,8)s, где s — подача в мм/об\ угол
наклона главной режущей кромки Х = 0 -г- 10°, радиус при вершине резца
г = 1 мм.
Упрочняющая фаска на передней поверхности резца затачивается
при подаче s > 0,5 мм/об.
Обязательна доводка резцов по передней поверхности (или фаске),
главной задней поверхности и по радиусному сопряжению главной и вспо-
могательной задних поверхностей.
1 Совет народного хозяйства Ленинградского экономического администра-
тивного района. Всесоюзный проектио-технологический институт. Руководящие
материалы по обработке резанием стали XI8H12M2T и 1XI8H9T, часть 1. 1959.
448
Обработка специальных сталей и других материалов
Подачи при черновой обработке кислотостойких сталей принимаются
0,3 мм/об и выше, а при получистовой и чистовой от 0,1 до 0,3 мм/об.
Скорости резания при точении кислотостойких сталей, названных выше,
указаны в нижеприводимой таблице.
Скорости резаиия (в м/мин) при точении кислотостойких сталей марок
1Х18Н9Т и XI8Н12М2Т в состоянии поставки твердосплавными резцами
Работа без охлаждения
Глубина резания в мм до Подача в мм/об
О.П 0,14 0,19 0,25 0,33 0,43 0,57 0,75 1,0
1.1 224 199 177 157 — — — — —
2,0 199 177 157 140 124 НО 99 — —
3,6 — — 140 124 НО 99 87 77 69
6,5 — — — 110 99 87 77 69 61
Поправочные коэффициенты
Обработка Вид об- работки Наружное продольное точение Наружное поперечное точение Растачива- ние
Ki 1,0 1,15 0,9
Стойкость рез- ца Т мин 30 45 60 90 120 180
Кг 1,13 1,07 1,00 0,94 0,90 0,84
Обрабатываемая сталь Марка 1Х18Н9Т Х18Н12М2Т
к3 1,о 0,78
Поверхность заготовки Состояние Без корки С литейной коркой
чистой загрязнен- ной
к. 1,0 0,75 н- 0,8 0,5 -и 0,6
Материал рез- ца Марка Т30К4 Т15К6 Т14К8 Т5КЮ || ВК8
к. 1,4 1,0 0,8 0,65 0,5 0,6
Главный угол в плане резца ф 30 45 60 170 90
кв 1,08 1,00 0,95 | 0,93 0,91
Обработка некоторых специальных сталей
449
Сверление отверстий в сталях марок 1Х18Н9Т и Х18Н12М2Т
На фиг. 218, а показано сверло из быстрорежущей стали марки Р18
или Р9 для обработки отверстий в кислотостойких сталях. Такие сверла
диаметром 8 мм и больше должны иметь стружкоделительные канавки.
Сверла диаметром 15 мм и больше рекомендуется делать с двойной заточкой
(фиг. 218, б).
Фиг. 218.
Для уменьшения трения цилиндрических ленточек о стенки отверстия
в зоне резания рекомендуется производить подточку их, как показано
на фиг. 218, в. Длина подточек: у сверл диаметром до 15 мм 1Х~ 1,5,
у сверл диаметром 15 4- 30 мм = 2 мм.
Рекомендуется применять сверла с короткой рабочей частью, в преде-
лах (5 ч- 6)d.
Скорости резания при сверлении сквозных отверстий в кислотостойкой
стали марки 1Х18Н9Т быстрорежущими сверлами марки Р18
Диаметр сверла в мм Подача в мм/об Скорость резания в м/мин Диаметр сверла в мм Подача в мм/об Скорость резания в м/мин
0,05 25 0,07 24
0,07 19 0,10 19
8 0,10 15 10 0,12 16
0,12 13 0,15 14
450
Обработка специальных сталей и других материалов
Продолжение
Диаметр Подача Скорость Диаметр Подача Скорость
сверла мм/об резания сверла мм/об резания
в мм в м/мин в мм в м/мин
Vfil 33 0,12 29
15 0,10 25 ОЛ 0,16 24
0,12 22 Z4 0,20 20
0,15 19 0,25 17
0,10 34 0,15 27
он 0,12 30 30 0,20 ' 22
0,15 25 0,25 19
0,20 20 0,30 16
П р и I и е ч а и и я:
1. Подачи и скорости резания даиы для работы с охлаждением : 10-про-
центным раствором эмульсии.
2. При : сверлении глухих отверстий табличные значения скоростей
резаиия умножать на 1.25.
Скорости резания при сверлении сквозных отверстий в кислотостойкой
стали марки Х18Н12М2Т быстрорежущими сверлами марок Р18 и Р9
Диаметр сверла в мм Подача в мм/об Скорость резания в м/ман Диаметр сверла в мм Подача в мм/об Скорость резания в м/мин
10 0,10 0,15 0,20 22 18 16 20 0,15 0,20 0,30 23 20 17
15 0,15 0,20 0,25 22 19 17 25 0,18 0,25 0,35 23 20 17
Примечания: 1. Подачи и скорости резаиия даны для работы с охлаждением 5-про- центным раствором эмульсола А. При охлаждении водным раствором хло- ристого бария с добавкой 1% нитрита натрия табличные значения скоро- стей резания умножать иа 1,5. 2. Подачи и скорости резания рассчитаны для сверления отверстий глубиной 2,5 dt где d — диаметр сверла. При увеличении глубины сверле- ния до 10 значения скоростей умножать на 0,8.
Обработка некоторых специальных сталей
451
Скорости резания при сверлении отверстий в стали марки
Х20Н80Т (ЭИ435) быстрорежущими сверлами марки Р18
Работа с охлаждением
Диаметр сверла в мм Подача в мм/об Скорость резання в м/мин Диаметр сверла в мм Подача в мм/об Скорость резания в м/мин
0,05 24 ОДО 16
8 ОДО 12 15 0,15 11
0,15 9 0,20 9
ОДО 14 0,10 17
10 0,15 10 20 0,15 12
0,20 8 0,20 10
Скорости резания при сверлении глухих отверстий в стали марки ЭИ673
быстрорежущими сверлами марок Р18 и Р9
Диаметр сзерла в мм Подача в мм/об Скорость резання в м/мин Диаметр сверла в мм Подача в мм/об Скорость резания в м/мин
10 0,10 0,15 0,20 15 12 11 20 0,15 0,20 0,30 15 14 11
15 0,15 0,20 0,25 15 13 12 25 0,20 0,25 0,35 15 13 12
Примечания: I. Скорости резания даны для работы с охлаждением 5-процентным рас- твором эмульсола А. 2. При сверлении сквозных отверстий табличные значения скоростей умножать на 0,85.
Точение нержавеющих сталей марок 1Х14НД, Х17Н2 (ЭИ268) и ЭИ6541
Материал резцов для обработки нержавеющей стали марки 1Х14НД
указан в нижеприводимой таблице скоростей резания при обтачивании
названной стали. Углы и другие элементы этих резцов указаны в ниже-
приводимой таблице
* Совет народного хозяйства Ленинградского экономического администра-
тивного района. Всесоюзный проектно-технологический институт. Руководящие
материалы по обработке резанием труднообрабатываемых сталей, 1959.
452
Обработка специальных сталей и других материалов
Углы и другие элементы резцов для обработки нержавеющей стали
марки 1Х14НД
-3°J 1 /
V • *•••* • * \‘ЛЧГ *
аг*"
Подача в мм/об Углы п другие элементы
г а° f в мм R в мм В в мм
До 0,3 20 10 0,1 4-0,2 6 4
0,3 4- 0,6 20 8 0,3 4- 0,4 10 6
0,6 4- 1,0 24 6 0,5 4-0,7 12 8
Свыше 1,0 27 6 0,8 4- 1,0 20 15
Скорости резания при точении нержавеющей стали марки 1Х14НД
твердосплавными резцами
Глубина резання в мм Подача в мм/об Марка твердого сплава Скорость резання в м/мин Состояние поверхно- сти обрабатываемой детали
До 5 0,1 4-0,2 Т15К6 200 ч- 150 Без корки
ВК6М 1204-80 С коркой и без корки
До 10 0,3 -х- 0,5 ВК6М 65 4-50 С коркой и без корки
ВК8 50 4-40
До 20 0,6 4- 0,8 ВК8 40 ч-30 С коркой и без корки
До 30 1,0 -х- 1,8 ВК8В 25 4- 12 С песком, рако- винами и трещи- нами
Обработка некоторых специальных сталей
453
Материал резцов для точения нержавеющей стали марки Х17Н2
(ЭИ268) можно выбирать по таблице, приведенной на стр. 447, а углы
этих резцов по данным, помещенным на той же странице.
Скорости резания (в м/мин) при продольном точении нержавеющей стали
марки Х17Н2 (ЭИ268) твердосплавными резцами марки Т15К6
Г дубина резания в мм Подача в мм/об
0,10 0,15 0.20 0.30 0.40 0,50
1 243 218 204 183 170 160
2 212 190 178 160 148 140
3 195 175 164 147 137 128
4 184 165 155 139 128 120
Поправочные коэффициенты
Стойкость резца 7* мип 20 30 40 60 80
Ki 1,44 1,26 1,14 1,00 0,87
Главный угол в плане резца ф 30° 45° 60° 75° 90°
К2 1,26 1,00 | 0,87 0,82 0,80
Углы и другие элементы резцов для обработки нержавеющей стали
марки ЭИ654, а также рекомендуемые подачи и скорости резания даны
в нижеприводимой таблице.
Углы и другие элементы твердосплавных резцов для точения
нержавеющей стали марки ЭИ654
чГ
Л
Подача в мм/об г а0 О т/ f 1 13 1 « 1 г
в мм
До 0,3 0,3-7-0,5 10 12 10 45 15 (- 3)-Г(-5) 0,1-е-0,2 0,3-7-0,4 3 4 6 8 0.5-J-1.0
454 Обработка специальных сталей и других материалов
Скорости резания в м/мин при точении нержавеющей стали
марки ЭИ654 (авр = 70 ч- 75 кгс/мм2) твердосплавными
резцами марки ВК6М
Глубина резання в мм Подача в мм/об
0,1 0.2 0,3 0,4 0,5
1 57 50 46 44 —
2 52 45 41 39 38
3 49 43 40 37 36
4 — 40 37 35 33
Примечания: 1. Стойкость резцов 60 мин. 2. Подачи и скорости резання даны для работы без охлаждения. 3. При работе резцами нз твердого сплава марки ВК8 табличные значе- ния скоростей резания умножать на 0,5. 4. При прерывистом точении применять быстрорежущие резцы. Скорости резания принимать равными 10 4- 12 м/мин.
Сверление отверстий в нержавеющих сталях марок 1Х14НД, Х17Н2 (ЭИ268)
и ЭИ654 1
Скорости резания при сверлении отверстий
в нержавеющей стали марки 1Х14НД сверлами
из быстрорежущей стали
марки Р18
Диаметр сверла в мм Подача в мм/об Скорость резания в м/ман. Диаметр сверла в мм Подача в мм/об Скорость резання в м/мин
0,08 18 0,09 17
0,12 12 0,12 13
10 0,15 10 1 12 0,15 10
0,17 9 0,18 9
1 Совет народного хозяйства Ленинградского экономического администра-
тивного района. Всесоюзный проектно-технологический институт. Руководящие
материалы по обработке резанием труднообрабатываемых сталей, 1959,
Обработка некоторых специальных сталей
455
Продолжение
Диаметр сверла в мм Подача в мм/об Скорость резання в м/мин Диаметр сверла в мм Подача в мм/об Скорость резання в м/мин
0,10 16 0,14 12
0,12 14 0,18 9
16 0,16 10 24 0,22 7
0,20 8 0,28 6
0,12 15 0,15 10
0,16 11 0,20 8
20 0,20 9 30 0,25 6
0,25 7 0,30 5
Подачн и скорости резання даны для работы с охлаждением.
Скорости резания при сверлении отверстий
в нержавеющей стали марки Х17Н2(ЭИ268)
сверлами из быстрорежущей стали
марки Р18
Диаметр сверла в мм Подача в мм/об Скорость резання в м/мин Диаметр сверла в мм Подача в мм/об Скорость резання в м/мин
0,05 26 0,10 18
8 0,10 16 15 0,15 14
0,15 12 0,20 11
0,10 18 0,10 23
10 0,15 13 20 0,15 18
0,20 11 0,20 15
Подачи и скорости резання даны для работы с охлаждением.
456
Обработка специальных сталей и других материалов
Скорости резаиия при сверлении отверстий
в нержавеющей стали марок ЭИ654 сверлами
из быстрорежущей стали марки Р18
Диаметр сверла в мм Подача в мм/об Скорость резания в м/мин Диаметр сверла в мм Подача в мм/об Скорость резания в м/мин
0,05 18 0,10 25
8 0,07 14 20 0,12 22
0,10 11 0,15 19
0,07 18 0,12 22
10 0,10 14 24 0,16 18
0,12 12 0,20 15
0,07 25 0,15 20
15 0,10 19 30 0,20 16
0,12 17 0,25 14
Подачи и скорости резания даны для работы с охлаждением.
3. ОБРАБОТКА МАРГАНЦОВИСТЫХ СТАЛЕЙ
Систематизированные данные по обработке марганцовистых сталей
пока отсутствуют, и поэтому ниже приводятся лишь частные примеры
этой обработки.
В результате опытов 1 было установлено, что лучшие результаты чер-
новой и чистовой обработки марганцовистой стали ЛПЗ (содержание
марганца 13%) достигается при использовании резцов из твердого сплава
ВК2. Меньшую стойкость показали резцы из сплава ВК8. Было установ-
лено также, что износ резца по задней поверхности при черновой обработке
не должен превышать 0,4 0,5 мм, и при чистовой 0,15-?- 0,20 мм. Необ-
ходима доводка резца после его заточки и периодическая подправка его
оселком во время работы.
Углы и другие элементы резцов указаны в нижеприводимой таблице.
1 Д. Н. Козлов, Л. С. Френкель, Скоростные методы обработки
металлов на судостроительных заводах. Изд, «Морской транспорт», 1951»
Обработка некоторых специальных сталей
457
Проходные резцы для обработки марганцовистой стали марки ЛПЗ
Обработка этими резцами стали марки ЛПЗ производится при сле-
дующих условиях: глубина резания 4н-6 мм, подача* 0,4 ч- 0,6 мм]об,
скорость резания 60 н-120 м/мин.
При обработке марганцовистой стали марки П2 (содержание мар-
ганца 12,94%) было установлено что наиболее пригодным для такой
обработки является резец из твердого сплава марки Т15К6, обладающий
достаточной стойкостью при скорости резания 13,6 м)мин, Сплав Т5КЮ
дает удовлетворительную стойкость (50 мин.) при скорости резания не выше
8,2 м!мин. Однако сплав Т15К6 сравнительно хрупок и плохо работает
при ударной нагрузке. Поэтому для обработки стали П2 с безударной
нагрузкой можно рекомендовать сплав марки Т15К6, а прн наличии
у детали выступов и раковин — сплав Т5К10.
Углы и другие элементы резцов были приняты следующие: передний
угол у — —10°, задний угол а = 10°, X — +10°; ф = 30°; фг = 30°,
г = 3 мм.
4. ОБРАБОТКА ЗАКАЛЕННЫХ СТАЛЕЙ
Точение закаленных сталей 1 2
Точение закаленных сталей производится твердосплавными резцами
различных марок; влияние марок твердого сплава на скорость резания
видно из поправочных коэффициентов, указанных в нижеприводимой
таблице скоростей резания при обтачивании закаленных сталей.
Данные эти относятся к твердосплавному резцу марки Т15К6, у кото-
рого: передний угол у = —10°, задний угол а = 15° для s < 0,2 мм!об
и а — 10° для s > 0,2 мм!об, X = 0°, ф = 45°, ф! = 45°, г ~ 1. Необхо-
дима доводка резца.
1 Производство и эксплуатация инструмента. Опыт Уральских заводов,
Выпуск 4-й. Машгиз. .’952,
2 Л. М. Резницкий, Механическая обработка закаленных сталей.
Машгиз, 1958.
458
Обработка специальных сталей и других материалов
Скорости резания (в м/мин) при обтачивании закаленных легированных
конструкционных сталей твердостью HRC 52
Глубина резання в мм Подачи в мм
0,10 0.20 0,30 0,40 0.50 0,60 0,70 0,80
0,2 0,3 0,5 0,8 1,0 1,5 2,0 3,0 99 75 66 59 56 72 54 48 43 40 36 34 45 40 35 34 30 29 27 35 31 30 27 25 24 27 24 23 21 24 22 21 20 20 19 18 18 17
Поправочные коэффициенты
Стойкость резца Тмин, 20 30 40 60 90 120
к, 1,16 1,09 1,05 1,00 0,95 0,91
Т вердость обрабатывае- мой стали HRC 36 41 44 47 50 52 54 56 i 58 60 62
Кг | 2,5 2,0 1,6 1,4 1,1 1,0 0,9 ( ),8 0,75 0.65 0,40
Твердый сплав Марка Т30К4 Т15К6 ВК2 и В КЗ В Кб Т5КЮ ВК8
к3 1,30 1,00 0,88 0,68 0,65 0,65
Главный угол в плане резца ф 15° 30° 45° 60° 75° 90°
к, 1,22 1.07 1,00 0,96 0,94 0,93
Примечания: 1. Обработку сталей твердостью Н RC 38 4- 47 рекомендуется произ- водить при глубине резания 0,2 -5- 3 мм и подаче 0,10-?- 0,80 мм/об; твер- достью Н RC 50 ч- 56 при глубине резаиия 0,2 4- 2 мм/об и подаче 0,2 4- 4- 0,50 мм/об и твердостью НRC 584-65 при глубине резания 0,24-1,0 мм и подаче 0,1 0 4- 0,30 мм/об. 2. При скоростях больше 60 м/мин рекомендуется применять стружко- ломатели. 3. Точение закаленных сталей обычно производится без охлаждения. 4. При обработке стальных деталей, имеющих окалину, следует при- менять резцы марок ВК8, В Кб и Т5КЮ.
Обработка некоторых специальных сталей
459
Сверление отверстий в закаленных сталях
Сверло для обработки отверстий в закаленных сталях показано
на фиг. 219. Меньшая длина рабочей части этого сверла и значительно
большее поперечное сечение в сравнении с обычными спиральными свер-
лами способствуют повышению его жесткости. Лучшие результаты по стой-
кости показали сверла, оснащенные твердым сплавом В КЗ.
У сверл для обработки закаленных сталей твердостью HRC 35 -ь 65
передний угол у принимается от 0 до —10°, задний угол таких сверл а=8°.
Скорости резаиия прн сверлении отверстий в закаленных легированных
конструкционных сталях
Сверло — твердосплавное, марки ВК8
Твердость обрабатывае- мой стали Элементы резания Диаметр сверла в мм
10 12 14 16 20 24 28 30
35-7-45 Подача в м.м.[о6 0,050 0,055 0,065 0,070 0,085 0,100 0,160 0,200
Скорость резания в м/мин 56 55 53 52 49 47 46 45
46-Г-56 Подача в мм) об 0,035 0,040 0,045 0,055 0,065 0,075 0 085 0,090
Скорость резания в м/мин 36 34 32 .31 30 29 28 27
57-7-65 Подача в мм!об 0,030 0,035 0,040 0,045 0,050 0,060 0,065 0,070
Скорость резания в м/мин 25 24 23 22 22 21 21 20
460
Обработка специальных сталей и других материалов
5. ОСОБЫЕ ПРИЕМЫ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ
Струйное охлаждение
В последнее время с целью повышения производительности токарной
обработки твердосплавными и быстрорежущими резцами применяется
струйное охлаждение резца и обрабатываемой детали. Сущность этого
метода состоит в том, что охлаждающая жидкость под большим давлением
поступает (фиг. 220) нз сопла 3 тонкой струей 2 в зону, расположенную
между задней поверхностью резца 1 и поверхностью резания детали 4.
Фиг. 221.
Для подачи жидкости под требуемым давлением применяются особые
установки, например, показанная схематически иа фиг. 221 \
На этой фигуре: 1 — обрабатываемая деталь; 2 — трубопровод обыч-
ного охлаждения; 3 — резец; 4 — сетчатый фильтр; 5 — манометр; 6 —
переливной кран; 7 — электродвигатель; 8 — насос высокого давления;
9 — резервуар с охлаждающей жидкостью; 10 — фильтр; 11 — гибкий
шланг; 12 — сопло; 13 — поддон для охлаждающей жидкости.
Прн испытании этой установки охлаждающая жидкость (5-процеит-
иый раствор эмульсола) подавалась к месту охлаждения через щель сопла
шириной 0,5 мм и длиной 3 мм давлением 20 ч- 25 аши. Расход жидко-
сти при этом равнялся 1,7 л/мин. Скорость струи охлаждающей жидкости
была в 20 раз больше скорости струн обычного охлаждения. Было уста-
новлено, что стойкость резцов марки Т15К6 при точении высокопрочной
стали марки ОХНЗМ с применением струйного охлаждения повышается
в 1,5 ч- 2 раза, а скорость резания на 30 ч- 40%. Струйное охлаждение
также существенно влияет на чистоту обрабатываемой поверхности.
Применение струн охлаждающей жидкости обеспечивает повышение
стойкости и быстрорежущих резцов2.
При черновом и чистовом точении конструкционных сталей стойкость
быстрорежущего резца повышается в среднем в 3 ч- 7 раз и в отдельных
случаях в 10ч-15 раз.
1 А. В. Пахомов, Повышение стойкости твердосплавных резцов. «Маши-
ностроитель*, 1957» № 9.
8 Л. А. Б р а х м а и, Охлаждение быстрорежущих резцов напорной струей
эмульсии, «Автомобильная и тракторная промышленность», 1955, № 8.
Обработка некоторых специальных сталей
461
Повышение режущих свойств инструмента и чистоты поверхности объ-
ясняется тем, что жидкость соприкасается с нагретым инструментом
и деталью в зоне резання, где возникает самая высокая температура. При
испарении жидкость отводит большое количество тепла и улучшает усло-
вия смазки соприкасающихся поверхностей резца и детали по сравнению
с обычным охлаждением, прн котором обильная струя спокойно обтекает
зону резання и отводит от нее тепло только за счет теплопроводности.
Теория и практика применения струйного охлаждения освещена,
в частности, в следующих журнальных статьях.
1. ЧетвериковС. С. нЗдроговН. Н., Охлаждение резцов
струей жидкости под давлением, «Вестник машиностроения», 1957, № 12.
2. Пахомов А. В., Повышение стойкости резцов с охлаждением
под высоким давлением, «Вестник машиностроения», 1958, № 2.
3. Пахомов А. В., Повышение эффективности механической обра-
ботки стали ОХНЗМ при струйном охлаждении, «Станки и инструмент»
1958, № 10,
См. также статьи, названные в сносках на стр. 460.
Охлаждение распыленной жидкостью
При этом методе охлаждающая жидкость, поступающая в зону резання,
распыляется сжатым воздухом. В результате испарения частиц распылен-
ной жидкости и удаления этих паров струей сжатого воздуха достигается
интенсивное охлаждение режущей кромки резца. Охлаждение распыленной
жидкостью особенно эффективно прн малых срезах, а также прн сверлении
глубоких отверстий, когда особое значение имеет обильный приток жид-
кости для удаления стружки. Производственные испытания этого метода
показали, что при подаче распыленной струн под давлением 2 5 ати
со стороны задней поверхности резца, его стойкость повышается
в 1,5 -г- 2 раза по сравнению с обычным методом охлаждения.
Некоторые сведения и данные об охлаждении ‘ распыленной жидкостью
приведены в статье «Применение распыленных смазочно-охлаждающих
жидкостей прн токарной обработке» Ю. Г. Проскурякова и В. А. Куликов-
ского, напечатанной в журнале «Станки н инструмент», 1958, № 3, См.
также журнал «Технология транспортного машиностроения», 1955, № 2.
Охлаждение инструмента углекислым газом
Для обработки таких труднообрабатываемых металлов, как никель,
вольфрам, хром, кобальт, а также особо твердых нержавеющих и жаропроч-
ных сталей находит применение охлаждение углекислым газом (СО2),
причем некоторые специальные стали могут быть обработаны только
прн этом методе охлаждения.
Подвод газа из баллонов осуществляется через сопла, направленные
к месту резання как со стороны передней, так и со стороны задней поверх-
ностей резца. Возможна также подача газа через тело резца.
Некоторые подробности этого метода охлаждения рассмотрены в статье
«Применение СО2 при точении труднообрабатываемой стали», Н. П. Собо-
лева н М. 3. Валитова, напечатанной в журнале «Станки и инструмент»,
1956, № 3.
Электромеханический способ обработки
Повышение стойкости резцов и чистоты обработанных поверхностей
можно достигнуть путем введения в зону резання переменного тока низкого
напряжения и большой силы.
462
—U
Обработка специальных сталей и других материалов
Сущность этого способа состоит в следующем (фиг. 222). К обрабаты-
ваемой детали и к резцу, изолированному от стайка, подводится перемен-
ный электрический ток, напряжением 2 -г- 4 в.
При контакте резца с деталью замыкается вторичная цепь трансфор-
матора. В этой точке контакта цепи малого сопротивления образуется
наибольшая плотность тока; металл детали мгновенно нагревается и раз-
мягчается. Если бы деталь была неподвижна, то при этом могло бы про-
изойти расплавление металла. Но деталь вращается, и поэтому разогрев
происходит лишь в зоне контакта без заметного нагрева всей детали.
1
10
Фиг. 222.
Образующийся тонкий пластичный слой металла обусловливает снижение
износа инструмента и повышение чистоты обработанной поверхности.
Электрическая схема установки состоит из следующих элементов.
К резцу 4 и заготовке 1 подводится переменный ток от понижающего
трансформатора 7, включенного в электроцепь напряжением 220 в с часто-
той 50 гц. Выходное напряжение трансформатора составляет 2, 4, 6 в.
Включение и выключение трансформатора осуществляется магнитным
пускателем 9, действующим от ножной пусковой кнопки 8. Контроль силы
тока и напряжения в цепи производится амперметром 2, подключенным
к вторичной обмотке трансформатора тока 5 типа МТТ-1 на 600/5 а, и вольт
метром б. Регулировка силы тока в первичной цепи производится жидкост-
ным реостатом 10, соединенным последовательно с трансформатором 7.
Низковольтная обмотка понижающего трансформатора напряжения одним
концом подключена к корпусу станка с помощью медной шины сечением
300 м2, другим концом — к резцу через латунную прокладку, расположен-
ную в текстолитовой резцовой державке 3. Во избежание искровых раз-
рядов электроцепь включают после врезания резца в металл, а выключают
перед окончанием резания.
На Ново-Краматорском машиностроительном заводе удачно исполь-
зовали электромеханический способ для обработки сверхтвердых валков
холодной и горячей прокатки из отбеленного чугуна. Твердость таких
валков составляет 500 ч- 635 единиц по Бринелю. До применения электро-
механического способа весь припуск, который доходил до 16 мм, снимался
путем шлифования на мощных станках в течение 12 ч- 14 суток. С введе-
Обработка неметаллических материалов
463
нием в зону резания электрического тока напряжением 2 ч- 4 в и силой
250 а представилась возможность токарной обработки валков резцами ВК8.
Время обработки сократилось в четыре раза, и кроме того были высвобо-
ждены крупные шлифовальные станки для другой работы.
Введение электрического тока в зону резания дает также хороший эф-
фект и при точении закаленных сталей.
Более подробные сведения об электромеханическом способе обработки
приведены в книге Ф. П. Маликова «Новое в технологии машиностроения»,
Челябинское книжное издательство, 1958, а также в следующих статьях.
1. Стрельцова?. Д. и Койре В. С,. Прогрессивный метод
обработки валков из отбеленного чугуна, «Вестник машиностроения», 1955,
№ 8.
2. Пахомов А. В., Повышение стойкости и чистоты обработки дета-
лей из стали 18ХГТ при точении, «Вестник машиностроения», 1958, № 7.
II. ОБРАБОТКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
1. ОБРАБОТКА ПЛАСТМАСС
Предварительные замечания
При обработке пластмасс необходимо учитывать особые свойства этих
материалов, а именно:
1) низкую теплопроводность, вызывающую необходимость в снижении
выделяющегося тепла или в принятии специальных мер для его отвода;
2) относительную мягкость, обусловливающую применение более
острых резцов, чем при резании металла;
3) абразивное воздействие на инструмент вследствие наличия у неко-
торых марок пластмасс оснований, имеющих высокие абразивные свойства.
Так как при резании термореактивных пластмасс (текстолита, кардо-
волокнита и т. п.) выделяется большое количество пыли, рабочее место
должно быть оборудовано достаточно мощными пылеотсасывающими устрой-
ствами.
Ниже приводятся данные для выбора резцов и режимов резания при
обработке некоторых пластмасс1.
Обработка текстолита марки ПТ
Обработка текстолита марки ПТ производится твердосплавными рез-
цами марки В Кб и других, а также быстрорежущими марки Р18.
Углы и другие элементы резцов
Твердосплавных
марки ВК6 у — 10°, а = 20°, ф = 45°, Л = 0, г = 4 мм
Быстрорежущих
марки РЮ у = 12°, а = 20°, ф = 45°, Л = 0, г = 4 мм
(г — радиус закругления вершины резца)
1 С. В. Егоров, Режимы резаиия и геометрия инструмента для обработки
направляющих н других изделий из пластических масс, применяющихся в станко-
строении. Руководящие материалы Всесоюзного научно-исследовательского
инструментального ин-та, Москва, 1957. Заимствованные из этой книги и приво-
димые здесь данные следует считать ориентировочными и подлежащими коррек-
тировке по мере изучения процесса обработки пластмасс.
464
Обработка специальных сталей и других материалов
Скорости резания (в м/мин) при обработке текстолита марки ПТ
твердосплавными резцами
Глубина резания в мм Подача в мм/об
0,1 | 0,2 0.3 0.4 | 0,5
1 320 300 280 280 270
2 200 185 175 170 165
3 150 140 135 130 125
Примечания:
1. Для определения скоростей резания при растачивании отверстий
диаметром до 75 мм табличные значения умножать на 0,8, диаметром 75 4-
-5-150 мм— на 0,9, диаметром 1504-250 мм — на 0,95 и выше 250 мм — на 1,0.
2. Для определения скоростей резания быстрорежущими резцами
табличные значения умножать на 0,6.
Чистота обработанной поверхности, соответствующая 6-му классу,
обеспечивается при обтачивании со скоростью резания более 100 м/мин.
Приведенные выше данные относятся к обработке текстолита марки ПТ
как в состоянии поставки, так и пропитанного в масле при температуре
60 ч- 70° С в течение 50ч-60 час.
Обработка текстолита металлургического марки Б
Обработка текстолита металлургического марки Б производится твер-
досплавными резцами марки В Кб и быстрорежущими марки Р18.
Углы и другие элементы резцов
Твердосплавных
марки ВК6 у = 8°; а =20°; ф == 45°; I — 3 мм
Быстрорежущих
марки Р18 у = 10°; а = 20°; ф = 45°; I = 3 мм
(I — длина зачистной кромки резца)
Скорости резания в м/мин при обработке текстолита металлургического
марки Б твердосплавными резцами
Глубина резания в мм Подача в мм/об
0,1 0,2 | 0.3 0,4 0,5
1 415 390 375 •360 350
2 265 250 240 232 225
3 205 190 185 180 175
Примечание. Для определения скорости резания быстрорежу
щими резцами табличные значения умножать на 0,5.
Приведенные выше данные относятся к обработке текстолита марки Б
как в состоянии поставки, так и пропитанного в масле.
Обработка неметаллических материалов
465
Обработка кордоволокнита
Обработка кордоволокнита производится твердосплавными марки В Кб
и быстрорежущими марки Р18 резцами.
Углы резцов
Твердосплавных у = 16°, а — 20°, ф = 45°, ф! = 12°
Быстрорежущих у — 20°, а = 20°, ф = 45°, фх = 12°
Скорости резания при обработке кордоволокнита
Материал резца Подача в мм/об Скорость резания в м/мин
Твердый сплав ВКб 0,05ч-0,2 400-8-800
Быстрорежущая сталь Р18 0,05-8-0,2 100-8-200
При обработке кордоволокнита возникают большие затруднения при
необходимости получить высокий класс чистоты обработанной поверхности.
Лучшая чистота, не превышающая 4-го класса, достигается при обработке
кордоволокнита твердосплавными и быстрорежущим резцами с дополни-
тельной кромкой (ф! = 0) длиной 3-4-4 мм.
Обработка гетинакса марки Г
Обработка гетинакса марки Г производится твердосплавными резцами
марки В Кб. Возможно также использование быстрорежущих резцов
марки Р18.
Углы и другие элементы резцов
Твердосплавных
марки ВКб у = 10°, а = 20°, ф = 45°, г = 4-4-6 мм
Быстрорежущих
марки Р18 у --- 20°, а = 20°, ф = 45°, г = 4<-6 мм
(г—радиус закругления вершины резца)
Скорости резания в м/мин при обработке гетинакса марки Г
твердосплавными резцами
Глубина резания в мм Подача в мм/об
0,1 0,2 0,3 | 0,4 0,5
1 370 250 200 170 150
2 250 170 140 120 100
3 200 140 НО 100 80
Примечание. Для определения скорости резання быстрорежу-
щими резцами табличные данные умножать на 0,5.
466 Обработка специальных сталей и других материалов
Обработка винипласта
Обработка винипласта производится быстрорежущими резцами марки
Р18, а также твердосплавными марок ВК8 и ВК6.
Углы и другие элементы резцов
Быстрорежущих
марок Р18 у=10°, а=20°, ф=45°, <pi=0, К—0, 1=3 мм
Твердосплавных
марокВК8иВК6 у=20°, а—20°, ф=45°, ф1=0, Л=0, 1=3 мм
(I — длина дополнительной кромки резцов)
Чистота обработанных поверхностей 6 7-го классов получается при
скорости резания 50-?-300 м!мин.
Рекомендуется применять охлаждение 5-процеитиым раствором эмуль-
сии в количестве 3 — 5 л!мин.
2. ОБРАБОТКА РЕЗИНЫ
Обработка резины точением выполняется главным образом в инстру-
ментальных и ремонтных цехах при изготовлении деталей приспособлений,
деталей ремонтируемых прессов, насосов и т. д., а иногда и в производствен-
ных цехах, когда применение пресс-форм экономически нецелесообразно.
Обработка неметаллических материалов
467
468
Обработка специальных сталей и других материалов
Заготовками резиновых деталей служат резиновые прутки различных
диаметров, листовая резина разной толщины и резиновые шланги.
Заготовка из прутков закрепляется в обычном патроне. Заготовка из
листовой резины или приклеивается столярным клеем, или прибивается
гвоздиками к деревянной доске или к листу фанеры, закрепляемым в па-
троне. Иногда для закрепления листовой заготовки оказывается достаточ-
ным прижать ее вращающимся задним центром станка к доске, закреп-
ленной в патроне посредством деревянного или стального диска.
Детали, изготовляемые из шлангов, закрепляются на оправках, на
которые натягиваются куски шланса.
Резцы и сверла, применяемые при обработке резины, изготовляются
из углеродистой инструментальной стали марок У10А, У11А, и У12А.
Конструкции резцов показаны на фиг. 223 и 224. На фиг. 223, а изобра-
жен проходной, б — подрезной, в—канавочный и г—галтельный резцы.
На фиг. 224, а представлен отрезной, б — внутренний отрезной,
в—расточной иг—резьбовой резцы. Стержни резцов длиной 100 мм
круглого сечения, поэтому они закрепляются на станке при помощи призмы
или державки прямоугольного сечения с отверстием для резца и прорезью
с одной стороны. Режущая кромка всех этих резцов должна быть доведена
до остроты ножа.
Сверла — спиральное и трепанирующее — для обработки отверстий
в резине показаны на фиг. 225.
Обработка резины точением производится при скорости резания
200 500 м/мин. При сверлении отверстий в резине скорость резания
должна быть 20 ч- 40 м/мин.
ГЛАВА ЧЕТЫРНАДЦАТАЯ
ОСОБЫЕ РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА ТОКАРНОМ СТАНКЕ
I. ОБРАБОТКА ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ
1. ОБРАБОТКА ДЕТАЛЕЙ НЕКРУГЛОГО СЕЧЕНИЯ
Один из способов такой обработки показан на фиг. 226. На оправке 4
слева от обрабатываемой детали 2 насажен дисковый кулачок 1, форма
которого соответствует поперечному сечению детали. К поперечным салаз-
кам суппорта, винт которых снят, прикреплен кронштейн 6 с роликом 5.
Фиг. 226.
Под действием пружины 3 ролик прижимается л кулачку 1. Вследствие
этого при вращении кулачка поперечные салазки то приближаются к оси
вращения детали 2, то отходят от нее; деталь 2, обрабатываемая резцом,
получает требуемую форму. Вся обработка выполняется при продольной
автоматической подаче.
Применение этого способа ограничивается соотношением наибольшего
и наименьшего расстояний точек профиля обрабатываемой детали от оси
ее вращения. Например, у кулачка, изображенного на фиг. 227, а, при
470
Особые работы, выполняемые на токарном станке
некоторых его положениях (фиг. 227, бив) работа резца становится невоз-
можной. В таких случаях необходимо применение переустройства токар-
ного станка1, обеспечивающее изменение положения резца (на фиг. 227, б
и в показано пунктиром), что создает нормальные условия его работы.
Фиг. 227.
2. ОБРАБОТКА ФАСОННЫХ КАНАВОК
Для обработки (фиг. 228) фасонной канавки А на наружной поверхности
детали <? на шпиндель станка навернута муфта 1, к торцу которой прикре-
плен поводок 2 для передачи вращения шпинделя оправке 4 с деталью 3.
На боковой поверхности муфты обработана канавка В, соответствующая
Фиг. 228.
обрабатываемой канавке. В резцовой головке закреплен стержень 6
со штифтом 5, диаметр которого равен ширине канавки В. Винт верхних
салазок суппорта снят. При вращении шпинделя верхние салазки суппорта
совершают возвратно-поступательное движение параллельно оси станка.
Резец, закрепленный в головке суппорта, обработает при этом на поверх-
ности детали канавку А требуемой формы.
Отметим, что ширина канавки В делается такой, чтобы штифт 5 был
достаточно прочным; глубина этой канавки выбирается с таким расчетом,
чтобы можно было ввести в нее штифт до начала работы резца.
Устройство, подобное рассмотренному, но используемое для обработки
фасонных канавок в отверстии детали, например смазочных канавок в под-
шипниках скольжения, изображено на фиг. 229. На оправке /, установлен-
‘ См., например, М. М Даненберг, Приспособление к токарному станку
для обработки деталей сложного профиля, «Станки и инструмент*. 1957, № 10.
Работы, несвойственные токарному станку
471
ой в коническом гнезде шпинделя и закрепленной посредством длинного
элта, ввертываемого в резьбовое отверстие А, насажен кулачок 2 с канав-
ой В соответствующей формы. Обрабатываемая деталь закрепляется
специальном патроне <?, составляющем одно целое с кулачком 2, посред-
гвом накидной скобы 5. Назначение штифта 6 такое же, как и штифта 5
а фиг. 228. Обработка канавки производится резцом 4.
L РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА ТОКАРНОМ СТАНКЕ,
ЕМУ НЕСВОЙСТВЕННЫЕ
1. ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ И ПАЗОВ
Приспособление, обеспечивающее выполнение на токарном станке
екоторых фрезерных работ, показано на фиг. 230. Корпус 4 этого приспо-
472 Особые работы, выполняемые на токарном станке
собления выступом А закрепляется в резцедержателе суппорта. По напра-
вляющим корпуса посредством винта <? перемещается и может быть уста-
новлен в требуемом положении ползун 5, на котором посредством болта 2
закрепляется обрабатываемая деталь 7. Фрезой 1, установленной в кони-
ческом гнезде шпинделя, при поперечной автоматической подаче суппорта
может быть обработана плоскость В детали 7.
Используя призмы 5 и б, на ползуне 8 можно закреплять цилиндри-
ческие детали — валики, пальцы и т. д. и фрезеровать в них шпоночные
канавки, пазы и пр. При помощи приспособления, показанного на фиг. 230,
можно производить фрезерование и при вертикальной ручной подаче,
перемещая ползун с закрепленной на нем деталью посредством винта 3.
2. ФРЕЗЕРОВАНИЕ ЗУБЧАТЫХ КОЛЕС И ШЛИЦЕВЫХ ВАЛОВ
Приспособление для фрезерования зубьев и шлицев (фиг. 231) состоит
из двух механизмов — вращающего фрезу и делительного.
Механизм вращения фрезы 4 крепится к верхней части суппорта. Фреза
насаживается на конец шпинделя приспособления, который приводится
в действие от специального электродвигателя посредством ременной пере-
дачи 1 и червячной пары. Две скорости вращения фрезы достигаются сме-
ной шкивов 7 и 2.
Натяжение ремня производится посредством отклонения электродви-
гателя, укрепленного на кронштейне 3, имеющем ось поворота. Установка
фрезы вертикально по центру детали осуществляется передвижением
шпиндельного устройства вверх или вниз.
Червячное колесо 6 механизма деления навертывается на резьбовой
конец шпинделя станка. Червяк 8 с делительным лимбом 9 крепится на
станине станка.
Цилиндрические зубчатые колеса 5 фрезеруются на оправке, устано-
вленной в центрах станка.
Поступательное движение фрезы осуществляется включением продоль-
ной подачи суппорта.
Разные работы
473
3. ШЛИФОВАНИЕ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И ОТВЕРСТИЙ
Шлифовальное приспособление (фиг. 232) предназначено для наруж-
ного и внутреннего шлифования по цилиндру и торцу. Приспособление
прикрепляется к верхней части суппорта и состоит из электродвигателя 6
и шлифовальной головки 2. Вращение шпинделя / головки осуществляется
ременной передачей 4. Путем замены шкивов 5 н 3 возможно изменение
чисел оборотов шпинделя в некоторых пределах. Натяжение ремня осу-
ществляется как и на фрезерном приспособлении, путем поворота элек-
тродвигателя.
Неудобством шлифования на токарном станке является отсутствие
механического возвратно-поступательного движения суппорта с соответ-
ствующей скоростью. Высокая точность обработки путем шлифования
на токарном станке не может быть достигнута.
При использовании приспособления следует тщательно закрывать
направляющие станка от попадания абразивной пыли.
III. РАЗНЫЕ РАБОТЫ
1. ПРАВКА ВАЛОВ И ВИНТОВ
Правка валов и винтов, осуществляемая на токарных станках посред-
ством рычага утомляет рабочего и вредна для станка, что не имеет места
прн использовании для правки пресса (фиг. 233). Тележка 7 с четырьмя
колесиками 5, перекатываемая по станине 9 станка, устанавливается
474
Особые работы, выполняемые на токарном станке
в требуемом положении. Тележка поддерживает скобу 2, между стенками
которой расположена опора 5 для вала 3 с двумя подвижными призмами 10
и 4. Выпрямляемый вал 3 устанавливается в центрах станка. После того
как определена требуемая правка вала, задний центр станка немного отжи-
Фиг. 233.
мают, вал опускается на призмы 10 и 4. Правка его происходит при вра-
щении винта /, действующего на вал, через подпятник И. Регулировка
положения призм 10 и 4 по диаметру вала производится посредством дом-
крата 8,
2. НАКАТЫВАНИЕ РИФЛЕНЫХ ПОВЕРХНОСТЕЙ
Рифленую (накатанную) поверхность имеют участки различных деталей,
охватываемые рукой. Накатка бывает прямая (фиг. 324, а) и кос а я-сетчатая
(фиг. 234, б). Принятые шаги t рифлей (фиг. 234, в) указаны в нижеприво-
димых таблицах.
Фиг. 234.
Разные работы
475
Шаги прямых рифлей в мм
(для всех материалов)
Диаметр заготовки Ширина рифленой поверхности в мм
До 6 6-1-14 14-1-30 Свыше 30
До 8 0,5 0,5 0,5 0,5
8 4- 16 0,6 0,6 0,6 0,6
16 4- 32 0,6 0,8 0,8 0,8
32 ч-64 0,6 0,8 1,0 1,0
64 4- 100 0,8 0,8 1,0 1,2
Шаги косых сетчатых рифлей в мм
Диаметр заготовки Обрабатываемый материал
Сталь | Латунь, алюминий
Ширина рифленой поверхности в мм
До 6 6-1-14 144-40 Свыше 30 До 6 64-14 14430 Свыше 30
До 8 8 4- 16 16 4-32 32 4-64 64 4- 100 0,6 0,8 0,8 0,8 0,8 0,6 0,8 1,0 1,0 1,0 0,6 0,8 1,0 1,2 1,2 0,6 0,8 1,0 1,2 1,6 0,6 0,6 0,6 0,6 0,8 0,6 0,6 0,8 0,8 0,8 0,6 0,6 0,8 1,0 1,0 0,6 0,6 0,8 1,0 1,2
Для получения поверхности с прямыми рифлями необходим один ролик,
для косо-сетчатых рифлей — два ролика, один с правой, а другой с левой
насечкой.
Ролики изготовляютсяиз сталей марок У10А, У11 А, У12А, ХВГ и5ХНМ.
Диаметр роликов обычно принимается около 20 4- 25 мм, ширина 10 мм.
Угол между сторонами насечки на роликах следует брать острее (около 70°)
для накатки твердых материалов, например при накатывании машиноподе-
лочной стали и более тупым (около 90°), если обрабатываемый материал
мягок (например, латунь).
Число проходов ролика по обрабатываемой поверхности, его подача
на 1 оборот и другие данные для выбора режима работы при рифлении
указаны в нижеприводимой таблице.
476
Особые работы, выполняемые на токарном станке
Режимы работы при рифлении
Диаметр об- рабатываемой поверхности в мм 10 15 20 30 50 75 100
Шаг рифлей в мм 0,5 0,6 0,8 0,8 1.0 1,2 1,2
Окружная скорость де- тали в м!мин 15 -ь 18
Подача в мм[об 1.0 1,15 1,5 1,7 2,0 2,5 2,5
Число про- ходов 9-г-5 4-5-6 5ч-6 5-т-6 6-5-8 8 10 7-5-10
Во время рифления пиноль задней бабки должна быть выдвинута как
можно меньше, а задний центр возможно плотнее прижат к детали (поэтому
его надо смазывать чаще обыкновенного). Рифленая поверхность полу-
чается чистой, без рванин, если диаметр поверхности детали, подгото-
вленной под рифление, делится без остатка на диаметр ролика. Повы-
шению чистоты рифленой поверхности способствует поливание ее
в процессе рифления машинным маслом.
После того как рифление закончено, иа концах рифленой поверх-
ности следует протачивать фаски — плоские или радиусные.
После рифления диаметр заготовки увеличивается на А = (0,25 — 0,5) t,
где t — шаг рифлей.
3. НАВИВКА ПРУЖИН
Диаметр оправки, используемый для навивки пружин на токарном
станке, часто устанавливается опытным путем — изготовлением нескольких
«предварительных» оправок.
Вместо этого явно непроизводительного способа диаметр оправки
можно находить расчетом по формуле
D=Kd, (79)
где D — диаметр оправки в мм\
К — коэффициент, который берется по нижеприводимой таблице;
d — внутренний диаметр пружины в мм.
Разные работы
477
Значение коэффициента К в формуле (79)
Предел прочности прн растяжении материала проволок Коэффициент К Предел прочности прн растяжении материала проволок Коэффициент К
100 150 0,95 225 -4- 250 0,86
150 -5- 175 0,91 250 4- 275 0,84
175 -н 200 0,89 275 ч- 300 0,83
200 -=- 225 0,87 Свыше 300 0,82
Навитые пружины после предварительного обжатия до соприкоснове-
ния витков и после испытания иа прессах обычно имеют осадку и умень-
шаются по свободной высоте.
Учитывая это обстоятельство, шаг навивки выбирают примерно на
5 -е- 8% больше или равным заданному шагу пружины, а число витков ее
немного больше требуемого количества, так как пружина, снятая с оправки,
несколько развивается.
4. ДАВИЛЬНЫЕ РАБОТЫ
Многие детали, обычно штампуемые из листового материала на различ-
ных прессах, изготовляются также путем выдавливания на специальных
токарно-давильных станках. Изготовление таких деталей в ограниченных
количествах, например в условиях ремонтных цехов, может быть осуще-
ствлено на обычных токарных станках.
Сущность процесса выдавливания деталей заключается в следующем
(фиг. 235). Заготовка из листового материала в виде диска 3 зажимается
Фиг. 235.
между патроном1 1 и вращающимся задним центром со специальным нако-
нечником 2. К вращающейся заготовке (фиг. 235, а) подводится давильник 4,
опирающийся на особую поддержку и удерживаемый в руках токаря или
закрепленный в резцедержателе станка. При соответствующем нажиме
1 Автор сохраняет терминологию, принятую в давильном деле. Патрон 1
закреплен непосредственно иа шпинделе станка или в подходящем для этого уни-
версальном зажимном приспособлении.
478
Особые работы, выполняемые на токарном станке
давпльником материал прижимается к патрону, получая при этом жесткий
пластический изгиб. Благодаря вращению заготовки изгиб материала
расширяется по винтовой линии. Последовательным деформированием
(фиг. 235, б, в и г) заготовке придается форма патрона.
Для получения заданной формы детали обычно требуется несколько
патронов; последний из них должен соответствовать форме детали. При
небольших партиях изготовляемых деталей и неточных размерах выдавли-
ваемых деталей патроны изго-
' 1 товляют из твердых пород
дерева (клен, граб). Для
уменьшения коробления пат-
роны склеиваются из отдель-
ных досок, толщиной 20 ч-
ч- 30 мм.
Предварительная обра-
ботка патронов производит-
ся резцом, окончательная
доводка — давильным роли-
Фиг. 236. ком за счет уплотнения
древесины. Поверхность пат-
ронов пропитывают парафином и смазывают растительным маслом.
Места сопряжения отдельных участков поверхности патрона сравни-
тельно быстро изнашиваются; поэтому на такие места надевают стальные
обручи. При больших партиях изготовляемых деталей применяют металли-
ческие патроны.
Для образования формы выдавливаемой детали служат ролики
(фиг. 236, а) различных профилей и размеров. Закрепление таких роликов
на станке осуществляется так же, как и роликов для вальцевания
(см. фнг. 143).
Резец для обрезки излишка материала заготовки показан на фиг. 236, б.
Для закатывания края заготовки (фиг. 235, г) служит ролик, изображенный
на фиг. 236, в.
При выдавливании деталей из тонких латунных и алюминиевых листов
пользуются роликами, оси которых закреплены в достаточно длинной
рукоятке.
Количество переходов, необходимых для изготовления деталей выдавли-
ванием, определяется по правилам, приведенным в специальной лите-
ратуре.
При выдавливании детали из алюминия количество переходов может
быть определено в зависимости от отношения высоты (длины) детали h
к ее диаметру d, как показано ниже.
Отношение До 1 14-1,5 1,5ч-2,5 2,5ч-3,5 3,5-?4,5 5ч-6
Количество переходов I 1 ч- 2 2ч-3 3 ч- 4 4 ч- 5 54-6
При изготовлении деталей сложных форм иногда производится отжиг
заготовки между переходами.
Два примера изготовления деталей выдавливанием приведены
на фиг. 237.
Выбор размеров заготовок производится по правилу: объем металла
плоской заготовки должен быть равен объему готовой детали. Необходимо
при этом давать некоторый припуск на обрезку кромки детали после выда-
Разные работы
479
вливания и добавочный объем на угар в случае промежуточного отжига
заготовки.
Определив объем металла плоской заготовки, задаются ее толщиной,
после чего находят ее диаметр. Толщина заготовки выбирается в зависи-
мости от количества переходов и глубины вытяжки. В случае одного пере-
хода толщина заготовки должна быть на Ve -н г/5 больше толщины стенки
готовой детали.
Фиг. 237.
Число оборотов шпинделя станка принимается в зависимости от мате-
риала детали, как указано ниже.
Материал детали
Число
оборотов
шпинделя
в минуту •
Мягкая сталь толщиной 0,754-1,5 мм .........................4004-600
Алюминий .................................................8004-1200
Латунь......................................................8004-1100
Дюралюминий ................................................5004-900
Более подробные сведения о практике давильных работ можно найти
в следующих книгах.
1. Роз а и о вБ. В., Л ь в о в Д.С., Давильные работы, Машгиз, 1951.
2. М е д в е д я н Н. И., Справочник мастера медницкого цеха, Оборон-
гиз, 1940.
3. Селлин Н., Вытяжное производство, ОНТИ, 1936.
ГЛАВА ПЯТНАДЦАТАЯ
ОБЩЕУПОТРЕБИТЕЛЬНЫЕ ТАБЛИЦЫ
1. ТРИГОНОМЕТРИЧЕСКИЕ ВЕЛИЧИНЫ
При решении некоторых вопросов токарной обработки применяются
формулы, в состав которых входят тригонометрические величины. Опреде-
ление значений этих величин для различных углов и, наоборот, опре-
деление углов по данным величинам производится по нижеприводимым
таблицам. Правила пользования этими таблицами см. на стр. 487.
Синусы, косинусы, тангенсы и котангенсы
Угол sin cos tg ctg Угол Угол sin cos tg Ctg Угол
0°00' 0,000 1,000 0,000 — 60' 2°00' 0,035 0,999 0,035 28,636 60'
05' 0,001 1,000 0,001 687,549 55' 05' 0,036 0.999 0,036 27,490 55'
10' 0,003 1,000 0,003 343,774 50' 10' 0,038 0,999 0,038 26,432 50'
15' 0,004 1,000 0,004 229,182 45' 15' 0,039 0,999 0,039 25,452 45'
20' 0,006 1,000 0,006 171,885 40' 20' 0,041 0,999 0,041 24,542 40'
25' 0,007 1,000 0,007 137,507 35' 25' 0,042 0,999 0,042 23,694 35'
30' 0,009 1,000 0,009 114,589 30' 30' 0,044 0,999 0,044 22,904 30'
35' 0,010 1,000 0,010 98.218 25' 35' 0,045 0,999 0,045 22,164 25'
40' 0,012 1,000 0,012 85,940 20' 40' 0,047 0,999 0,047 21,470 20'
45' 0,013 1,000 0,013 76,390 15' 45' 0,048 0,999 0,048 20,819 15'
50' 0,015 1,000 0,015 68,750 10' 50' 0,049 0,999 0,049 20,205 10'
55' 0,016 1,000 0,016 62,499 05' 55' 0,051 0,999 0,051* 19,627 05'
60' 0,017 1,000 0,017 57.290 89°00' 60' 0,052 0,999 0,052 19,081 87°00'
1°00' 0,017 1,000 0,017 57,290 60' 3°00' 0,052 0,999 0,052 19,081 60'
05' 0,019 1,000 0,019 52,882 55' 05' 0,054 0,998 0,054 18,564 55'
10' 0,020 1,000 0,020 49,104 50' 10' 0,055 0,998 0,055 18,075 50'
15' 0,022 1,000 0,022 45,829 45' 15' 0,057 0,998 0,057 17.610 45'
20' 0,023 1,000 0,023 42,964 40' 20' 0,058 0,998 0,058 17.169 40'
25' 0.025 1,000 0,025 40,436 35' 25' 0,060 0,998 0,060 16,750 35'
30' 0,026 1,000 0,026 38,188 30' 30' 0,061 0,998 0,061 16,350 30'
35' 0.028 1,000 0,028 36,177 25' 35' 0,063 0,998 0,063 15.969 25'
40' 0,029 1.000 0,029 34,368 20' 40' 0,064 0,998 0,064 15,605 20'
45' 0,031 1,000 0,031 32,730 15' 45' 0,065 0,998 0,066 15,257 15'
50' 0,032 0,999 0,032 31,241 10' 50' 0,067 0,998 0,067 14,924 10'
55' 0,033 0,999 0,033 29,882 05' 55' 0,068 0,998 0,068 14,606 05'
60' 0,035 0,999 0,035 28,636 88°00' 60' 0,070 0,998 0,070 14,301 86°00'
Угол cos sin ctg tg Угол Угол cos sin ctg tg Угол
Тригонометрические величины
481
Продолжение
Угол sin cos tg Ctg Угол Угол sin cos tg ctg Угол
4°00' 0,070 0,998 0,070 14,301 60' 7°00' 0,122 0,993 0,123 8,144 60'
05' 0,071 0,997 0,071 14,008 55' 05' 0,123 0,992 0,124 8,048 55'
10' 0,073 0,997 0,073 13,727 50' 10' 0,125 0,992 0,126 7,953 50'
15' 0,074 0,997 0,074 13,457 45' 15' 0,126 0,992 0,127 7,861 1 45'
20' 0,076 0 997 0,076 13,197 40' 20' 0,128 0,992 0 129 7,770 40'
25' 0,077 0,997 0;077 12,947 35' 25' 0,129 0,992 0,130 7,682 35'
30' 0,078 0,997 0,079 12,706 30' 30' 0,131 0,991 0,132 7,596 30'
35' 0 080 0,997 0,080 12,474 25' 35' 0,132 0,991 0,133 7,511 25'
40' 0,081 0.957 0,082 12,250 20' 40' 0,133 0,991 0,135 7,429 20'
45' 0,083 0,997 0,083 12,035 15' 45' 0,135 0,991 0,136 7,348 15'
50' 0,084 0,996 0,085 11,826 10' 50' 0,136 0,991 0,138 7,269 10'
55' 0,086 0,996 0,086 11,625 05' 55' 0,138 0,990 0,139 7,191 05'
60' 0,087 0,996 0,087 11,430 85°00' 60' 0,139 0,990 0,141 7,115 82°00'
5°00' 0,087 0,996 0,087 11,430 60' 8°00' 0,139 0,990 0,141 7,115 60'
05' 0,089 0,996 0,089 11,242 55' 05' 0 141 0,990 0,142. 7,041 55'
10' 0,090 0,996 0,090 11,059 50' 10' 0,142 0,990 0,144 6,968 50'
15' 0,092 0,996 0,092 10,883 45' 15' 0,143 0,990 0,145 6,897 45'
20'1 0,093 0,996 0,093 10,712 40' 20' 0,145 0,989 0,146 6,827 40'
25' 0,094 0,996 0,095 10,546 35' 25' 0,146 0,989 0,148 6,758 35'
30' 0,096 0,995 0,096 10,385 30' 30' 0,148 0,989 0,149 6,691 30'
35' 0,097 0,995 0,098 10,229 25' 35' 0,149 0,989 0,151 6,625 25'
40' 0,099 0,955 0,099 10,078 20' 40' 0,151 0,989 0,152 6,561 20'
45' 0,100 0,995 0,101 9,931 15' 45' 0,152 0,988 0,154 6,497 15'
50' 0,102 0,995 0,102 9,788 10' 50' 0,154 0,988 0,155 6,435 10'
55' 0,103 0,995 0,104 9,649 05' 55' 0,155 0,988 0,157 6,374 05'
60' 0,105 0,995 0,105 9,514 84°00' 60' 0,156 0,988 0.158 6314 81°00'
6°00' 0,105 0,995 I 0,105 9,514 60' 9°00' 0,156 0,988 ! 0,158 6,314 60'
05' 0,106 0,994 0,107 9,383 55' 05' 0,158 0,987 0,160 6,255 55'
10' 0,107 0,994 0,108 9,255 50' 10' 0,159 0,987 0,161 6,197 50'
15' 0,109 0,994 0,110 9,131 45' 15' 0,161 0,987 0,163 6,140 45'
20' 0,110 0,994 0,111 9.010 40' 20' 0 162 0,987 0,164 6,084 40'
25' 0,112 0,994 0,112 8,892 35' 25' 0,164 0,987 0,166 6,030 35'
30' 0,113 0.994 0,114 8,777 30' 30' 0,165 0,986 0,167 5,976 30'
35' 0,115 0,993 0,115 8,665 25' 35' 0,166 0,986 0,169 5,923 25'
40' 0,116 0.993 0,117 8,556 20' 40' 0,168 0,986 0,170 5,871 20'
45' 0,118 0,993 0,118 8,449 15' 45' 0,169 0,986 0,172 5,820 15'
50' 0,119 0,993 0,120 8,345 10' 50' 0,171 0,985 0,173 5,769 10'
55' 0,120 0,993 0,121 8,243 05' 55' 0,172 0,985 0,175 5,720 05'
60' 0,122 0,993 0,123 8,144 83°00' 60' 0,174 0,985 0,176 5,671 80°00'
Угол cos sin ctg tg II Угол | 1 I Угол cos sin Ctg tg Угол
482
Общеупотребительные таблицы
Продолжение
Угол sin cos >e ctg Угол Угол sin СОэ Ifi Cig Угол
low 0,174 0,985 0,176 5,671 60' 13 w 0,225 0,974 0.231 4,332 60'
05' 0,175 0,985 0,178 5,623 55' 05' 0,226 0,974 0,232 4,303 55'
10' 0,177 0,984 0,179 5,576 50' 10' 0,228 0,974 0,234 4,275 50'
15' 0,178 0,984 0,181 5,530 45' 15' 0,229 0,973 0.235 4,247 45'
20' 0,179 0,984 0 182 5,485 40' 20' 0,231 0,973 0,237 4,219 40'
25' 0,181 0,984 0,184 5,440 35' 25' 0,232 0,973 0,239 4,192 35'
30' 0,182 0,983 0,185 5,396 30' 30' 0,233 0,972 0,240 4,165 30'
35' 0,184 0,983 0,187 5,352 25' 35' 0,235 0,972 0,242 4,139 25'
40' 0,185 0,983 0 188 5,309 20' 40' 0,236 0,972 0,243 4,113 20'
45' 0,187 0,982 0,190 5,267 15' 45' 0,238 0.971 0,245 4,087 15'
50' 0.188 0,982 0,191 5.226 10' 50' 0,239 0,971 0,246 4.061 10'
55' 0,189 0,982 0,193 5 185 05' 55' 0,241 0,971 0,248 4.036 05'
60' 0 191 0.982 0.194 5 145 79°00' 60' 0.242 0.970 0.249 1,011 76W
11W 0,191 0,982 0,194 5,145 60' 14°00' 0,242 0,970 U.2J9 4,011 60'
05' 0,192 0,981 0,196 5,105 55' 05' 0,243 0,970 0,251 3,986 55'
10' 0,194 0,981 0,197 5,006 50' 10' 0,245 0,970 0,252 3,962 50'
15' 0,195 0,981 0,199 5.027 45' 15' 0,246 0,969 0,254 3,938 45'
20' 0,197 0,981 0,200 4,989 40' 20' 0,248 0,969 0,256 3,914 40'
25' 0,198 0,980 0,202 4,952 35' 25' 0,249 0.969 0,257 3 890 35'
30' 0,199 0,980 0,203 4.915 30' 30' 0,250 0,968 0,259 3,867 30'
35' 0,201 0,980 0.205 4,879 25' 35' 0,252 0,968 0,260 3,844 25'
40' 0,202 0,979 0,206 4,843 20' 40' 0,253 0,967 0,262 3,821 20'
45' 0,204 0,979 0,208 4,808 15' 45' 0,255 0,967 0,263 3,798 15'
50' 0,205 0,979 0,210 4,773 10' 50' 0,256 0,967 0.265 3,775 10'
55' 0,206 0,978 0,211 4,739 05' 55' 0 257 0,966 0,266 3.754 05'
60' 0,208 0,978 0,213 4,705 78°00' 60' 0,259 0,966 0.268 3,732 75W
12°00' 0,208 0,978 0,213 4.705 60' 15W 0,259 0,966 0,268 3,732 60'
05' 0,209 0,978 0,214 4,671 55' 05' 0,260 0,966 J,270 3,710 55'
10' 0,211 0,978 0,216 4,638 50' 10' 0,262 0,965 0,271 3.689 50'
15' 0,212 0,977 0,217 4,606 45' 15' 0,263 0.965 0,273 3,668 45'
20' 0,214 0,977 0,219 4,574 40' 20' 0,264 0,964 0.274 3 647 40'
25' 0,215 0,977 0,220 4,542 35' 25' 0,266 0.964 0,276 3,626 35'
30' 0,216 0,976 0.222 4,511 30' 30' 0.267 0,964 0 277 3,606 30'
35' 0,218 0,976 0,223 4,480 25' 35' 0,269 0,963 0 279 3,586 25'
40' 0,219 0;976 0,225 4,449 20' 40' 0,270 0.963 0 280 3,566 20'
45' 0,221 0,975 0,226 4,419 15' 45' 0 271 0,962 0,282 3,546 15'
50' 0,222 0,975 0,228 4,390 10' 50' 0,273 0 962 0,284 3 526 10'
55' 0 224 0,975 0,229 4,360 05' 55' 0,274 0,962 0,285 3.507 05'
60' 0,225 0,974 0,231 4,332 77W 60' 0,276 0.961 0,287 3 487 74°OO'
Угол cos sin Ct 1 tg Угол Угол cos sin ctg tg Угс л
Тригонометрические величины
483
П родолжение
Угол sin С05 tg ctg Угол Угол sin со> tg ctg Угол
16°00' 0,276 0,961 0,287 3.487 60' 19°00' 0,326 0,946 0,344 2.904 60'
05' 0,277 0,961 0,288 3,468 55х 05' 0,327 0,945 0,346 2,891 55'
10' 0 278 0,960 0.290 3,450 50х 10' 0.328 0.945 0,348 2,877 50'
15' 0,280 0,960 0,291 3,431 45' 15' 0,330 0.944 0.349 2,864 45'
20' 0,281 0.960 0,293 3,412 40х 20' 0,331 0,944 0.351 2,850 40'
25х 0,283 0,959 0,295 3,394 35' 25' 0,332 0,943 0.352 2,837 35'
30' 0,284 0,959 0,296 3,376 30х 30х 0.334 0.943 0,354 2,824 30'
35' 0.285 0,958 0,298 3,358 25' 35' 0,335 0,942 0,356 2.811 25'
40' 0,287 0,958 0,299 3,340 20' 40' 0,337 0,942 0,357 2,798 20'
45х 0.288 0,958 0.301 3,323 15х 45' 0,338 0,941 0,359 2,785 15'
50' 0,290 0,957 0,303 3.305 10х 50х 0,339 0.941 0,361 2.773 10'
55' 0,291 0.957 0,304 3.288 05' 55' 0,341 0,940 0.362 2.760 05'
60' 0.292 0,956 0.306 3,271 73°00х 60х 0.342 0,940 0,364 2,748 70°00'
17°(ХГ 0.292 0 956 0,306 3,271 60' 20°00х 0,342 0,940 0.364 2,748 66'
05' 0,294 0,956 0,307 3.254 55' 05' 0,343 0,939 (i,3G3 2,735 55х
10' 0,295 0,955 0.309 3.237 50х 10' 0,345 0.939 0.367 2,723 50'
15' 0,297 0,955 0,311 3.221 45' 15' 0,346 0,938 0,369 2,711 45х
20' 0,298 0,955 0,312 3,204 40' 20' 0,347 0,938 0,371 2,699 46х
25' 0,299 0 954 0,314 3,188 35' 25' 0,349 0,937 0.372 2,687 35х
30' 0,301 0,954 0,315 3,172 30' 30' 0,350 0,937 0,374 2,675 30'
35' 0,302 0,953 0,317 3,156 25х 35' 0,352 0,936 0,376 2,663 25х
40' 0,303 0,953 0,319 3,140 20' 40' 0,353 0,936 0,377 2,651 20х
45х 0,305 0,952 0,320 3.124 15' 45х 0,354 0,935 0,379 2,639 15'
50х 0,306 0,952 0.322 3,108 10х 50' 0,356 0,935 0,381 2,628 16'
55х 0,308 0,952 0 323 3,099 05х 55' 0,357 0,934 0,382 2,616 05'
60' 0,309 0 951 0,325 3.078 72°00х СО' 0,358 0.934 0,384 2,605 69°ОО'
18°00' 0,309 0,951 0,325 3,078 60х 21°00х 0,358 0,934 0.384 2,605 60'
05х 0,310 0,951 0,327 3.063 55х 05' 0,360 0,933 0,386 2,594 55'
10х 0,312 0,950 0,328 3.048 50х 10х 0,361 0,933 0.387 2,583 50'
15' 0,313 0,950 0,330 3.033 45' 15' 0,362 0.932 0.389 2,572 45'
20' 0,315 0,949 0,331 3.018 40' 20' 0,364 0.931 0,391 2,561 40'
25' 0,316 0,949 0,333 3.003 35' 25' 0,365 0.931 0,392 2,550 35'
30' 0,317 0,948 0,335 2,989 30' 30' 0,367 0,930 0,394 2,539 30'
35х 0,319 0,948 0,336 2,974 25' 35' 0,368 -0,930 0,396 2,528 25'
40' 0,320 0,947 0,338 2,960 20' 40' 0,369 0.929 0.397 2,517 20'
45' 0,321 0,947 0,339 2.946 15' 45' 0.371 0.929 0,399 2,507 15'
50' 0,323 0,946 0,341 2.932 10' 50' 0.372 0.928 0,401 2,496 10'
55' 0,324 0,946 0,343 2,918 05' 55х 0.373 0,928 0,402 2.486 05'
60' 0,326 0,946 0,344 2,904 71°00' 60' 0.375 0,927 0,404 2,475 68°00'
Угол COS sin ctg tg Угол Угол cos sin ctg tg Угол
484
Общеупотребительные таблицы
Продолжение
Угол sin cos tg ctg Угол Угол sin COS ig ctg Угол
22°00' 0,375 0,927 0.404 2,475 60' 25°00' 0,423 0,906 0.466 2,145 60'
05' 0,376 0.927 0,406 2,465 55' 05' 0,424 0,906 0.468 2,136 55'
10' 0.377 0.926 0,407 2,455 50' 10' 0,425 0,905 0.470 2,128 50'
15' 0,379 0,926 0,409 2,444 45' 15' 0,427 0,904 0.472 2,120 45'
20' 0,380 0,925 0,411 2,434 40' 20' 0,428 0,904 0,473 2Ц12 40'
25' 0,381 0.924 0.413 2,424 35' 25' 0.429 0,903 0.475 2,104 35'
30' 0,383 0,924 0,414 2,414 30' 30' 0,431 0,903 0.477 2,097 30х
35' 0,384 0,923 0,416 2,404 25' 35' 0,432 0.902 0,479 2,089 25'
40' 0,385 0,923 0.418 2,395 20' 40' 0.433 0,901 0.481 2,081 20х
45' 0,387 0,922 0,419 2,385 15' 45' 0.434 0,901 0.482 2,073 15'
50' 0,388 0,922 0,421 2,375 10' 50' 0.436 0,900 0.484 2,066 10'
55' 0,389 0,921 0,423 2,365 05' 55' 0,437 0,899 0,486 2,058 05'
60' 0 391 0.921 0,424 2 356 67°00' 60' 0,438 0.899 0.488 2,050 64°00'
23°00' 0,391 0,921 0,424 2,356 60' 26°00' 0.438 0,899 0,488 2,050 60'
05' 0,392 0,920 0,426 2,346 55' 05' 0,440 0,898 0.490 2.043 55'
10' 0,393 0,919 0,428 2,337 50' 10' 0.441 0,898 0.491 2,035 50'
15х 0,395 0,919 0,430 2.328 45' 15' 0,442 0,897 0.493 2,028 45'
20' 0,396 0,918 0,431 2,318 40' 20' 0,444 0,896 0.495 2,020 40'
25' 0,397 0,918 0,433 2,309 35' 25' 0,445 0,896 0.497 2,013 35'
30' 0,399 0,917 0,435 2,300 30' 30' 0,446 0,895 0.499 2,006 30'
35' 0,400 0,916 0,437 2,291 25' 35' 0.448 0,894 0.500 1,998 25'
40' 0,401 0,916 0,438 2,282 20' 40' 0.449 0,894 0 502 1,991 20'
45' 0,403 0,915 0,440 2,273 15' 45' 0,450 0,893 0,504 1.984 15'
50х 0,404 0,915 0,442 2,264 10' 50' 0,451 0,892 0.506 1,977 10'
55' 0,405 0,914 0.443 2,255 05' 55' 0,453 0,892 0,508 1,970 05'
60' 0,407 0,914 0 445 2,246 66°00' 60' 0.454 0,891 0.510 1,963 63°00'
24°00' 0,407 0,914 0.445 2,246 60' 27°00' 0,454 0,891 0,510 1,963 60'
05' 0,408 0,913 0,447 2,237 55' 05' 0,455 0,890 0.511 1,956 55'
10' 0,409 0,912 0,449 2,229 50' 10' 0.457 0.890 0,513 1,949 50'
15' 0,411 0,912 0,450 2,220 45' 15' 0.458 0.889 0.515 1,942 45'
20' 0.412 0,911 0,452 2,211 40' 20' 0.459 0.888 0.517 1.935 40'
25' 0,413 0,911 0,454 2,203 35' 25' 0,460 0.888 0,519 1,928 35'
30' 0,415 0,910 0,456 2,194 30' 30' 0.462 0,887 0,521 1,921 30'
35' 0,416 0,909 0,457 2,186 25' 35' 0,463 0,886 0,522 1.914 25'
40' 0,417 0,909 0,459 2,178 20' 40' 0,464 0,886 0,524 1,907 20'
45' 0,419 0,908 0,461 2,169 15' 45' 0,466 0,885 0,526 1,901 15'
50' 0,420 0.908 0.463 2,161 10' 50' 0.467 0,884 0.528 1,894 10'
55' 0,421 0.907 0,465 2,153 05' 55' 0,468 0,884 0.530 1,887 05'
60' 0,423 0,906 0,466 2,145 65°00' 60' 0,469 0,883 0,532 1,881 62°00'
Угол COS si n ctg tg Угол Угол cos sin ctg tg Угол
Т ригономет рические величины
485
Продолжение
Угол sin cos tg ctg Угол | Угол sin cos tg ctg Угол
28°00' 0,469 0,883 0,532 1,881 60' 31°00' 0.515 0,857 0.601 ] .664 60'
05' 0,471 0»882 0,534 1,874 55' 05' 0,516 0,856 0,603 1,659 55'
10' 0,472 0,882 0,535 1.868 50' 10' 0,518 0.856 0.605 1,653 50'
15' 0,473 0,881 0,537 1,861 45' 15' 0,519 0,855 0,607 1,648 45'
20' 0,475 0,880 0,539 1,855 40' 20' 0,520 0,854 0,609 1,643 40'
25' 0,476 0,880 0,541 1,848 35' 25' 0,521 0,853 0,611 1,637 35'
30' 0,477 0,879 0,543 1,842 30' 30' 0.523 0,853 0,613 1,632 30'
35' 0,478 0,878 0,545 1,835 25' 35' 0,524 0.852 0.615 1,627 25'
40' 0,480 0,877 0,547 1,829 20' 40' 0,525 0,851 0,617 1,62] 20'
45' 0,481 0,877 0,549 1,823 15' 45' 0,526 0.850 0.619 1,616 15'
50' 0,482 0,876 0,551 1.817 10' 50' 0,527 0,850 0,621 1,611 10'
55' 0,484 0,875 0,552 1,810 05' 55' 0,529 0,849 0.623 1,606 05'
60' 0.485 0,875 0.554 1,804 61°00' 60' 0,530 0,848 0,625 1.600 58°00'
29°00' 0,485 0,875 0,554 1,804 60' 32°00' 0,530 0,848 0.625 1,600 60'
05' Q 486 0,874 0,556 1,798 55' 05' 0,531 0,847 0,627 1.595 55'
10* 0,487 0,873 0,558 1,792 50' 10' 0,532 0,847 0,629 1,590 50'
15' 0,489 0,873 0,560 1,786 45' 15' 0.534 0,846 0,631 1,585 45'
20' 0,490 0,872 0,562 1,780 40' 20' 0,535 0.845 0,633 1,580 40'
25' 0,491 0,871 0.564 1,774 35' 25' 0,536 0,844 0.635 1.575 35'
30' 0,492 0,870 0,566 1.768 30' 30' 0,537 0,843 0,637 1,570 30'
35х 0,494 0,870 0,568 1,762 25' 35' 0,539 0.843 0,639 1,565 25'
40' 0,495 0,869 0,570 1,756 20' 40' 0.540 0,842 0.641 1,560 20'
45' 0,496 0,868 0,572 1,750 15' 45' 0,541 0,841 0.643 1.555 15'
50' 0,497 0,867 0.573 1,744 10' 50' 0,542 0.840 0.645 1,550 10'
55' 0,499 0,867 0,575 1 738 05' 55' 0,543 0,839 0,647 1,545 05'
60' 0,500 0,866 0.577 1,732 60°00' 60' 0.545 0.839 0.649 1,540 57°00'
30°00' 0,500 0.866 0,577 1,732 60' 33°00' 0,545 0,839 0.649 1,540 60'
05' 0,501 0,865 0,579 1.726 55' 05' 0 546 0,838 0,651 1,535 55'
10' 0,503 0,865 0,581 1,721 50' 10' 0.547 0 837 0,654 1,530 50'
15' 0<504 0,864 0,583 1,715 45' 15' 0,548 0,836 0.656 1,525 45'
20' 0,505 0,863 0,585 1.709 40' 20' 0,550 0.835 0.658 1,520 40'
25' 0,506 0,862 0,587 1.703 35' 25' 0.551 0.835 0,660 1,516 35'
30' 0,508 0,862 0,589 1.698 30' 30' 0,552 0,834 0.662 1,511 30'
35' 0,509 0.861 0,591 1,692 25' 35' 0.553 0,833 0.664 1,506 25'
40' 0,510 0.860 0,593 1,686 20' 40' 0,554 0,832 0.666 1,501 20'
45' 0,511 0,859 0,595 1,681 15' 45' 0,556 0.831 0.668 1,497 15'
50' 0,513 0,859 0,597 1,675 10' 50' 0,557 0.831 0,670 1,492 10'
55' 0.514 0,858 0 599 1,670 05' 55' 0,558 0.830 0,672 1.487 05'
60' 0,515 0.857 0,601 1,664 59°00' 60' 0,559 0.829 0,675 1.483 56°00'
Угол cos sin ctg Угол Угол cos sin ctg tg Угол
486
Общеупотребительные таблицы
/7 родолжение
Угол sin cos tg cter Угол Угол sin cos tg ctg Угол
34°00' 0.559 0,829 0,675 1,483 60' 37°00' 0,602 0,799 0,754 1,327 60'
05х 0.560 0,828 0.677 1,478 55' 05' 0.603 0,798 0,756 1,323 55'
10' 0.562 0.827 0,679 1 473 50' 10' 0,604 0,797 0,758 1.319 50'
15' 0,553 0.827 0 681 1,469 45' 15' 0,605 0,796 0.760 1.315 45'
20' 0.564 0,826 0,683 1,464 40' 20' 0.606 0,795 0.763 1,311 40'
25' 0,565 0,825 0.685 1.460 35' 25' 0,608 0,794 0,765 1,307 35'
30' 0.566 0.824 0.687 1,455 30' 30' 0.609 0,793 0,767 1.303 30'
35' 0.568 0.823 0 689 1.451 1,446 25' 35' 0,610 0,792 0.770,1,299 25'
40' 0,569 0.822 0,692 20' 40' 0611 0,792 0.772 1,295 20'
45' 0,570 0,822 0.694 1.442 15' 45' 0.612 0,791 0,774 1,292 15'
50' 0,571 0.821 0.696 1.437 10' 50' 0,613 0.790 0,777 1,288 10'
55' 0.572 0,820 0.698 1.433 05' 55' 0,615 0 789 0,779 1,284 05'
60' 0,574 0.819 0.700 1.428 55°00' 60' 0.616 0.788 0.781 1,280 52°00'
35°00' 0,574 0 819 0,700 1,428 60' 38°00' 0.616 0,788 0,781 1,280 60'
05' 0,575 0,818 0.702 1,424 55' 05' 0.617 0,787 0,784 1,276 55'
10' 0,576 0.817 0,705 1,419 50' 10' 0.618 0.786 0,786 1.272 50'
15' 0,577 0,817 0,707 1.415 45' 15' 0,619 0.785 0,788 1,269 45'
20' 0,578 0,816 0,709 1,411 40' 20' 0,620 0,784 0.791 1.265 40'
25' 0,580 0,815 0,711 1,406 35' 25' 0,621 0,784 0 793*1.261 35'
30' 0,581 0,814 0,713 1,402 30' 30' 0.623 0,783 0,795:1,257 30'
35' 0,582 0,813 0,715 1,398 25' 35' 0.624 0.782 0.798 1 253 25'
40' 0,583 0,812 0,718 1,393 20' 40' 0.625 0.781 0.800 1,250 20'
45' 0,584 0,812 0,720 1,389 15' 45' 0.626 0,780 0,803 1,246 15'
50' 0,585 0,811 0,722 1,385 10' 50' 0 627 0,779 0.805 1,242 10'
55' 0,587 0,810 0,724 1,381 05' 55' 0.628 0.778 0.807 1,239 05'
60' 0,588 0,809 0.727 1,376 54°00' 60' 0.629 0 777 0.810 1.235 51°00'
36°ОО' 0,588 0,809 0,727 1,376 60' 39°00' 0,629 0,777 0.810 1,235 60'
' 05' 0,589 0,808 0.729 1,372 55' 05' 0.630 0,776 0.812 1,231 55'
10' 0,590 0.807 0.731 1,368 50' 10' 0,632 0,775 0.815 1,228 50'
15' 0,591 0,806 0,733 1,364 45' 15' 0.633 0.774 0817 1.224 45'
20' 0,592 0,806 0 735 1.360 40' 20' 0.634 0,773 0,819 1,220 40'
25' 0.594 0,805 0,738 1,356 35' 25' 0,635 0,773 0,822 1,217 35'
30' 0,595 0.804 0,740 1.351 30' 30' 0.636 0.772 0.824 1.213 30'
35' 0,596 0,803 0,742 1.347 25' 35' 0,637 0.771 0.827 1,210 25'
40' 0.597 0,802 0.744 1,343 20' 40' 0.638 0,770 0.829 1,206 20'
45' 0,598 0,801 0,747 1,339 15'] 45' 0,640 0,769 0,832 1.202 15'
50' 0,599 0,800 0,749 1,335 10'i 50' 0,641 0.768 0,834 1,199 10'
55' 0,601 0,800 0,751 0,754 1.331 05'i 55' 0.642 0,767 0,837 0,839 1.195 1,192 05'
60' 0,602 0,799 1.327 53u00' 60' 0,643 0,766 50°00'
Угол cos sin Ctg tg Угол Угол cos sin j Ctg tg Угол
Тригонометрические величины
487
Продолжение
Угол sin cos tg ctg Угол Угол sin cos tg ctg Угол
40°00' 0,643 0,766 0,839 1,192 1,188 60' 43°00' 0,682 0,731 0,933 1,072 60'
05' 0,644 0,765 0,842 55' 05' 0,683 0,730 0,935 1,069 55'
10' 0,645 0,764 0,844 1,185 50' 10' 0,684 0,729 0,938 1,066 50'
15' 0,646 0,763 0,847 1,181 45' 15' 0,685 0,728 0,94) 1,063 45'
20' 0,647 0,762 0,849 1,178 40' 20' 0,686 0,727 0,943 1,060 40'
25' 0,648 0,761 0,852 1,174 35' 25' 0,687 0,726 0,946 1,057 35'
30' 0,649 0,760 0,854 1,171 30' 30' 0,688 0,725 0,949 1,054 30'
35' 0,651 0,759 0,857 1,167 25' 35' 0,689 0,724 0,952 1,051 25'
40' 0,652 0,759 0,859 1,164 20' 40' 0,690 0,723 0,955 1,048 20'
45' 0,653 0,758 0,862 1,161 15' 45' 0,692 0,722 0,957 1,045 15'
50' 0,654 0,757 0,864 1,157 10' 50' 0,693 0,721 0,960 1,042 10'
55' 0,655 0,756 0,867 1,154 05' 55' 0,694 0,720 0,963 1,039 05'
60' 0,656 0,755 0.869 1,150 49°00' 60' 0,695 0,719 0.966 1.036 4б°00'
41°00' 0,656 0,755 0,869 1,150 60' 44°00' 0,695 0,719 0,966 1,036 60'
05' 0,657 0,754 0,872 1,147 55' 05' 0.696 0,718 0,969 1,033 55'
10' 0,658 0,753 0,874 1,144 50' 10' 0,697 0,717 0,971 1,030 50'
15' 0,659 0,752 0,877 1,140 45' 15' 0,698 0,716 0,974 1,027 45'
20' 0,660 0,751 0,880 1,137 40' 20' 0,699 0,715 0,977 1,024 40'
25' 0,662 0,750 0,882 1,134 35' 25' 0,700 0,714 0,980 1,021 35'
30' 0,663 0,749 0,885 1,130 30' 30' 0,701 0,713 0,983 1,018 30'
35' 0,664 0,748 0 887 1,127 25' 35' 0,702 0,712 0,986 1,015 25'
40' 0,665 0,747 0 890 1,124 20' 40' 0,703 0,711 0,988 1,012 20'
45' 0,666 0,746 0,893 1,120 15' 45' 0,704 0,710 0,991 1,009 15'
50' 0,667 0,745 0,895 1,117 10' 50' 0,705 0,709 0,994 1,006 10'
55' 0,668 0,743 0,900 1,114 05' 55' 0,706 0,708 0,997 1,003 05'
60' 0,669 0,743 0,900 1,111 48°00' 60' 0,707 0,707 1,000 1,000 45°00'
42°00' 05' 10' 0.669 0,670 0,671 0,743 0,742 0,741 0,900 0,903 0,906 1,111 1,107 1,104 60' 55' 50' Угол cos l | sin ctg tg Угол
15' 0,672 0,740 0,908 1,101 45' Правила пользования таблицами
20' 0,673 0,739 0,911 1,098 40' тригонометрических величин
25' 0,675 0,738 0,914 1,095 35' При определении значений триго-
30' 0,676 0,737 0,916 1,091 30' нометрических величин углов от 0 до
35' 0.677 0,736 0,919 0,922 1,088 25' 44° данный : /гол находится в первом
40' 0,678 0,735 1,085 20' или седьмом столбце таблицы, считая слева, а определяемое значение дан-
45' 0,679 0,734 0,924 1,082 15' ной величины — в столбце, над кото-
50' 55' 0,680 0,681 0,733 0,732 0,927 0,930 1.079 1,076 10' 05' рым напечатано обозначение этой величины. Если данный угол лежит в преде-
60' 0,682 0 731 0,933 1,072 47°00' лах от 45° до 89°, то он находится
в первом или седьмом столбце табли-
ЦЫ у UiipilDd) а значения данной
тригонометрической величины — в
Угол COS sin Ctg tg Угол столбце, под которым напечатано ее
обозначение.
488
Общеупотребительные таблицы
2. ПЕРЕВОД ДЮЙМОВ В МИЛЛИМЕТРЫ
Измерения деталей, размеры которых выражены в дюймах, выполняются
часто инструментами с миллиметровыми шкалами. Перевод дюймов
в миллиметры производится при помощи нижеприводимых таблиц.
Перевод дюймов, выраженных целым числом, смешанной или простой
дробью, в миллиметры (1 дюйм == 25,4 мм)
Дюймы мм Дюймы ММ Дюймы ММ
7м 0,397 19/ /32 15,081 1*7® 34,131
V32 0,794 ”7.4 15,478 1 7. 34,925
7м 1,191 7. 15,875 1’7.2 35,719
!/16 1,588 **/« 16,272 1 ’А. 36,513
5/б4 1,984 27да 16,669 1’7з2 37,306
3/32 2,381 ‘7м 17,066 1 7г 38,100
7/в4 2,778 "А. 17,463 1*7® 38,894
7. 3,175 *7.4 17,859 1 7,. 39,688
7.t 3,572 М/32 18,256 1*7» 40,481
7» 3,969 ”/.4 18,653 1 78 41,275
4,366 7. 19,050 I2*/® 42,069
7н> 4,763 ‘7.4 19,447 1*71. 42,863
*7.4 5,159 26/з2 19,844 127» 43,656
7® 5,556 81/«4 20,241 1 % 44,450
*7м 5,953 И/>. 20,638 Р7® 45,244
6,350 «/« 21,034 1*7,. 46,038
*7« 6,747 27s2 21,431 1И/з2 46,831
7® 7,144 87о4 21,828 1 7. 47,625
*7.. 7,541 7. 22,225 127® 48,419
7>. 7,938 87.4 22,622 1*7,. 49,213
27м 8,334 27® 23,019 Is*/» 50,006
*7® 8,731 87.4 23,416 2 50,800
27». 9,128 *71. 23,813 2 7з2 51,594
7. 9,525 *7.4 24,209 2 7,. 52,388
27.. 9,922 ’*/» 24,606 2 7® 53,181
*7» 10,319 ’7.4 25,003 2 7. 53,975
27« 10,716 1 25,400 2 7® 54,769
’А. 11,113 1 7s2 26,194 2 7,0 55,563
27м 11,509 1 *А. 26,988 2 7» 56,356
‘7® 11,906 1 7з2 27,781 2 7. 57,150
э7« 12,303 1 7. 28,575 2 7» 57,944
7* 12,700 1 7з2 29,369 2 7,. 58,738
»/., 13,097 1 7>. 30,163 2‘73. 59,531
*7» 13,494 I 7.2 30,956 2 7. 60,325
13,891 1 74 31,750 2*7» 61,119
71. 14,288 1 7зг 32,544 2 7,в 61,913
14,684 1 7.» 33,338 2*7» 62,706
Перевод дюймов в миллиметры
489
Продолжение
Дюймы мм Дюймы ММ Дюймы ММ
2 Уг 63,500 327зз 97,631 5 7,. 131,763
2”/з2 64,294 3 78 98,425 5 732 132,556
2 в/1в 65,088 329/зз 99,219 5/4 133,350
219/M 65,881 3*7,. 100,013 59/з2 134,144
2 7з 66,675 З8*/» 100,806 5 7,. 134,938
227M 67,469 4 101,600 5*7,2 135,731
2»/м 68,263 4 !/зз 102,394 5 78 136,525
г23/^ 69,056 4 7,. 103,188 5*7,2 137,319
2% 69,850 4 7зз 103,981 5 7и 138,113
225/з-> 70,644 4 */8 104,775 5*7» 138,906
2*s/i« 71,438 4 7зз 105,569 ЬУг 139,700
2«/з-. 72,231 4 7» 106,363 5*7» 140,494
2 78 73,025 4V32 107,156 5 71» 141,288
227зг 73,819 4 54 107,950 5*7,2 142,081
2'5/1в 74,613 49/зз 108,744 5 7, 142,875
23'/32 75,406 4 7,в 109,538 527 32 143,669
3 76,200 41,/э» 110,331 511/ie 144,463
3 */зз 76,99*1 4 3/з“ 111,125 5М/з2 145,256
З’/м 77,788 4,3/з2 111,919 5% 146,050
3% 78,581 4’Лб 112,713 5«/з2 146,844
32/8 79,375 4,5/з2 113,506 5I3/ie 147,638
З732 80,169 4 Уг 114,300 527з2 148,432
з»л. 80,963 115,094 5 7, 149,225
з ’/ва 81,756 4 7,. 115,888 52732 150,019
3 У* 82,550 4*7,2 116,681 5*71. 150,813
3»/32 83,344 4% 117,475 53*/з2 151,606
3 716 84,138 42,/з2 118,269 6 152,400
3П/з2 84,931 4**/,. 119,063 6 */з2 153,194
З’/з 85,725 423/зг 119,856 6 713 153,988
31Э/зз 86,519 4 % 120,650 63/з2 154,781
3 7и 87,313 425/з2 121,444 6 7з 155,575
3*7зз 88,106 4*71. 122,238 6 732 156,369
3 Уг 88,900 42’/з2 123,031 6 71, 157,163
3*7з2 89,694 4 7. 123,825 6 7зг 157,956
з9/1в 90,488 42О/32 124,619 6 J4 158,750
3’9/3; 91,281 4*7,. 125,413 6 7» 159,544
3 7. 92,075 431/зз 126,206 6 713 160,338
321/зз 92,869 5 127,000 6**/з2 161,131
3*7,« 93,663 5 7» 127,794 6 7, 161,925
323/зг 94,456 5 7,. 128,588 6*3/з2 162,719
3% 95,250 5 7з2 129,381 6 71, 163,513
3’5/32 96,044 5 */. 130,175 6*7,2 164,306
313Лв 1 96,838 5 7» 130,969 6 Уг 165,100
490
Общеупотребительные таблицы
П родолжени*
Дюймы ММ Дюймы ММ Дюймы ММ
6,7/и 165,894 7’/. 200,025 9 7/да 234,156
6*/|. 166,688 200,819 9 У. 234,950
6”/32 167,481 7*=/1в 201,613 9’/да 235,744
6 4 168,275 73,/« 202,406 9 4. 236,538
62,/а 169,069 8 203,200 9**/« 237,331
6"/1в 169,863 8 ’/„ 203,994 9 3/. 238,125
623/з2 170,656 8*/„ 204,788 913/да 238,919
6% 171,450 83/зз 205,581 9’/,, 239,713
6“/м 172,244 8’/. 206,375 9*»/а 240.506
6,3/>» 173,038 8 4з 207,169 9 J4 241,300
62’/з2 173,831 8%. 207,963 917/зг 242,094
6 4 174,625 8’/да 208,756 9 4. 242,888
6;В/32 175,419 8*/< 209,550 91в/зг 243,681
6's/l. 176,213 8 ’/да 210,344 9 4 244,475
63’/з2 177,006 8% 211,138 э21/» 245,269
7 177,800 8”/а 211,931 9'4. 246,063
7*/а 178,594 8 3/, 212,725 923/., 246,856
7 */,. 179,388 8*3/„ 213,519 9% 247,650
7 3/зг 180,181 8 4. 214,313 9«/да 248,444
7 */. 180,975 815/да 215,106 9*4. 249,238
7 3/зз 181,769 8 Ji 215,900 9*7/к 250,031
7%. 182,563 8”/« 216,694 9 4 250,825
7 ’/за 183,356 8%, 217,488 251,619
7 Ji 184,150 8”/« 218,281 9'4. 252,413
7 ’/да 184,944 8 4 219,075 931/* 253,206
7 4. 185,738 83,/и 219,869 10 254,000
7"/зз 186,531 8*’/,в 220,663 11 279,400
7 ’/, 187,325 в*3/» 221,456 12 304,800
7”/« 188,119 8% 222,250 13 330,200
7’Л. 188,913 М* 223,044 14 355,600
7‘5/зз 189,706 8'4. 223,838 15 381,000
7 И 190,500 224,631 16 406,400
7,7/зз 191,294 8 4 225,425 17 431,800
7 ’/,. 192,088 8*»/« 226,219 18 457,200
7”/да 192,881 8*4. 227,013 19 482,600
7 4 193,675 83,/да 227,806 20 508,000
т*/91 194,469 9 228,600 25 635,000
7"/!, 195,263 9'/да 229,394 30 762,000
723/32 196,056 9 ’/« 230,188 35 889,000
7% 196,850 9 3/32 230,981 40 1016.000
7«/м 197,644 94 231,775 45 1143,000
7,3/,в 198,438 9»/ю 232,569 50 1270,000
737/зз 199,231 q я/ 3 'KI 233,363 — —
Число оборотов детали при данных условиях работы
491
Перевод тысячных долей дюйма в миллиметры
(1 дюйм = 25,4 мм)
Тысячные доли дюйма ACJM Тысячные доли дюйма мм Тысячные доли хюйма JMAC Тысячные доли дюйма мм
1 0,025 8 0,203 60 1,524 400 10,160
2 0,051 9 0,229 70 1,778 500 12,700
3 0,076 10 0,254 80 2,032 600 15,240
4 0,102 20 0,508 90 2,286 700 17,780
5 0,127 30 0,762 100 2,540 800 20,320
6 0,152 40 1,016 200 5,080 900 22,860
7 0,178 50 1,270 300 7,620 1000 25,400
Примечание. Если требуется перевести в миллиметры коли-
чество тысячных дюйма, отсутствующее в таблице, следует поступать,
как указано в нижеприводимом примере.
Пример. Перевести 0,875" в миллиметры.
Очевидно, что
0,875" = 0.800" 4- 0,070" + 0,005".
Пользуясь таблицей, находим
0,800" = 20,320 мм
+ 0,070" = 1,778 »
0,005" =0,127 »
0,875" = 22.225 мм
3. ЧИСЛО ОБОРОТОВ ДЕТАЛИ ПРИ ДАННЫХ УСЛОВИЯХ
РАБОТЫ
В нижеприводимой таблице наименьшие и наибольшие значения ско-
ростей резання приняты с учетом предельных значений чисел оборотов
шпинделя большей части современных токарно-винторезных станков.
Поэтому, например, для случая D = 10 мм и v = 80 м/мин соответ-
ствующее п в таблице не указано, так как оно составляет около 2550 об/мин.
и превышает наибольшее возможное число оборотов в минуту шпинделя
указанных токарных станков.
492
Общеупотребительные таблицы
Число оборотов в минуту обрабатываемой детали в зависимости
от ее диаметра и скорости резания
В нижеприводимой таблице: D — диаметр детали в млц v — скорость
резания в м!мин\ п — число оборотов детали в минуту.
D = = 10 D = 12 D = 16 D = = 18 | D >= 20
V п V п V п V n V n
6 191 65 1724 12 239 55 979 100 1592
8 255 70 1857 14 279 60 1062 110 1752
10 318 75 1989 16 319 65 1150 120 1911
12 382 18 20 359 389 70 1239 1327
14 446 D - = п 75 D = 25 .
16 510 25 498 80 1416
18 573 30 598 85 1504
20 25 637 796 0 35 697 797 90 95 1593 1683 V n
4U
30 955 С 136 182 227 45 896 100 1770 c
35 40 1115 1274 О 8 10 50 55 996 1096 1195 1295 1394 1494 1594 111 1947 о 8 10 l О 102 127
45 50 55 60 1433 1592 1762 1911 12 14 273 318 60 65 70 75 80 D = = 20 12 14 153 178
16 18 20 25 30 364 409 455 565 682 V n 16 18 on 204 229 255 318 382
D- = 12 85 90 95 100 1693 1793 1892 1992 6 8 10 1 9 96 127 159 191 Zv 25 30
V п 35 40 795 909 35 40 446 510
45 1023 1 z 45 579
14 223 255
6 159 50 55 1136 1250 1364 1477 D = = 18 16 50 55 637 701
8 10 12 212 265 318 371 424 477 530 60 65 V п 18 20 25 287 319 398 478 557 637 717 60 65 761 828
14 16 18 20 70 75 80 85 1591 1705 1818 1932 6 8 10 12 106 142 177 212 30 35 40 45 70 75 80 85 90 892 955 1019 1083 1146 1210 1274 1401 1529
25 663 14 16 18 248 283 319 50 796 95 100 110 120
30 35 796 928 D = s 16 55 60 876 955
40 1061 20 353 65 1035
45 50 1194 1326 V 25 442 70 75 1115 1194 130 1656
30 531 140 1793 1911
55 60 1459 1592 6 8 120 159 35 40 619 708 80 85 1274 1354 150
10 199 45 796 90 1439
50 825 95 1513
Число оборотов детали при данных условиях работы
493
П родолжение
D =30 0 = 35 D =40 D =45 D= 50
V п V ° п V » п V п
6 8 10 12 14 16 18 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 НО 120 130 140 150 160 170 180 64 85 106 127 149 170 191 215 265 318 372 425 478 531 584 637 690 743 796 849 902 955 1008 1062 1168 1274 1380 1486 1592 1699 1805 1911 16 18 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 НО 120 130 140 150 160 170 180 190 200 210 146 164 182 227 273 318 364 409 455 500 546 591 637 682 728 773 819 864 910 1001 1092 1183 1274 1365 1456 1547 1638 1729 1819 1911 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240 250 159 199 239 279 318 358 398 438 478 518 557 597 637 677 717 756 790 876 955 1035 1116 1194 1274 1354 1433 1513 1592 1672 1752 1831 1911 1990 18 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 НО 120 130 140 150 160 170 180 190 200 210 220 230 240 250 260 270 280 127 142 177 212 248 283 318 354 389 425 460 495 531 566 602 637 672 708 778 849 920 991 1002 1132 1203 1274 1345 1415 1486 1557 1628 1699 1769 1840 1911 1982 10 12 14 16 18 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 НО 120 130 140 150 160 170 180 190 200 210 220 230 240 250 260 270 280 290 300 64 76 89 102 115 127 159 191 223 255 287 318 350 382 414 446 478 510 541 573 615 637 701 764 828 892 955 1019 1083 1146 1210 1274 1338 1401 1465 1529 1592 1656 1720 1783 1847 1911
О= 40
0 = 35 V п. D =45
V п 6 8 10 12 14 16 18 48 64 80 96 112 127 143 V п
D = 50
6 8 10 12 14 55 73 91 109 127 6 8 10 12 14 16 42 57 71 85 99 113
V п
6 8 38 51
494
Общеупотребительные таблицы
Продолжение
D = = 60 D = = 70 D = = 80 [ D = = 80 I 1 D_ = 90 |
V п V п ° п и п 1 v п
16 85 16 73 16 64 425 1691 240 849
18 96 18 82 18 72 450 1791 250 885
20 106 20 91 20 80 475 1891 260 920
25 133 25 114 । 25 100 500 1986 270 955
30 159 30 136 ! 30 119 280 991
35 186 35 159 i 35 139 290 1026
40 212 40 182 40 159 D = 90 300 1062
45 239 45 205 ! 45 179 — 325 1150
50 265 50 227 50 199 V п 350 1238
55 292 55 250 55 219 375 1327
60 318 60 273 60 239 400 1415
65 345 65 296 65 259 16 57 425 1504
70 372 70 318 70 279 18 64 450 1592
75 398 75 341 75 299 20 71 475 1681
80 425 80 364 80 318 25 88 500 1769
85 451 85 387 85 338 30 106
90 478 90 409 90 358 35 124 D 1 = 100
95 504 95 432 95 378 40 142
100 531 100 455 100 398 45 159
НО 584 ПО 500 НО 438 50 177 V п
120 637 120 546 120 478 55 195 —
130 690 130 591 130 518 60 212 1 6 А1
140 743 140 637 140 557 65 230 1 и 1 Я U1 А7
150 796 150 682 150 597 70 248 1 о 20 64
160 849 160 728 160 637 75 265 ли 2А 80
170 902 170 773 170 677 80 283 ли ЯО 96
180 955 180 819 180 717 85 301 1 OV QC. 111
190 1008 190 864 190 756 90 318 □и 40 127
200 1062 200 910 200 796 95 336 I чи 143
210 1115 210 955 210 836 100 354 по SO 159
220 1168 220 1001 220 876 НО 389 W 17А
230 1221 230 1076 230 916 120 425 оо АО > г U 191
240 1274 240 1092 240 955 130 460 Uv АА 207
250 1327 250 1137 250 995 140 495 ии 70 ли / 223
260 1380 260 1183 260 1035 150 531 / V 75 239
270 1432 270 1228 270 1075 160 566 ЯО 255
280 I486 280 1274 280 1115 170 602 ои ЯА 271
290 1539 290 1319 290 1154 180 637 ои 90 287
300 1592 300 1365 300 1194 190 672 QA 303
325 1725 325 1479 325 1294 200 708 Ju 100 318
350 1857 350 1592 350 1343 210 743 1 UU 1 1 0 350
375 1990 375 1706 375 1493 220 778 11V 1 20 382
400 1820 400 1592 230 814 i ли 130 414
425 1938 140 446
1
Число оборотов детали при данных условиях работы
495
Продолжение
D = 100 D = 120 D = КО 1 D = 160 1 D = 160
V v п । ° п ! I Р п V 1 п
150 478 75 199 30 68 16 32 450 896
160 510 80 212 35 80 18 36 475 945
170 541 85 226 40 91 20 40 500 995
180 579 90 239 45 102 25 50
190 605 95 252 50 114 30 60 Р = 180
200 637 100 265 55 125 35 70
210 669 но 292 60 136 40 80
220 230 701 732 120 130 318 345 65 70 148 159 45 50 90 100 V п
240 764 140 372 75 171 55 109 16 18 20 Огг 28 Q9
250 796 150 399 80 182 60 119
260 828 160 425 85 199 65 129 оХ 35
270 860 170 451 90 205 70 139
280 892 180 478 95 216 75 149 со
290 924 190 507 100 227 80 159 O\J or ОО АО
300 955 200 531 1)0 250 85 169 ОО 40 л п 71
325 1035 210 557 120 279 90 179 / 1 с(\
350 1115 220 584 130 296 95 189 о OU яя
375 1194 230 610 140 318 100 198 DU 55 АЛ оо 97 106 115 124 133 142 150 159 168
400 1274 240 637 150 341 НО 219
425 1353 250 664 160 364 120 239 ои 65 7П
450 1433 260 690 170 380 130 259
475 1513 270 717 180 409 140 279 /и
500 1532 280 743 190 432 150 299 / О
290 770 200 210 455 160 170 318 oU 85
300 796 478 338 nn
D == ; 12(1 325 350 863 929 220 230 500 523 180 190 358 378 уи 95
100 110 120 130 140 150 160 170 177 195 212 ООП
375 995 240 546 200 398
400 1062 250 569 210 418
425 1128 260 591 220 438
16 42 450 1194 270 614 230 458 248 265 283 301
18 20 25 48 53 66 475 500 1261 1327 280 290 300 325 350 375 400 425 637 660 682 739 796 953 910 967 240 250 260 478 498 518
30 35 80 93 D= 140 270 280 290 300 325 537 557 577 597 647 180 190 318 336
40 45 50 106 119 133 V п 200 210 220 230 240 250 354 372 389 407 425 442
55 60 146 159 16 36 450 475 1024 1081 350 375 693 746
65 70 172 182 1 i 18 20 41 45 500 1137 400 425 796 846
25 57
496
Общеупотребительные таблицы
П родолжение
D = 180 D =200 D = 225 D = 250 D = 275
V п v п V п v и | 1 ° п
260 270 280 290 300 325 350 375 400 425 450 475 500 460 478 495 513 531 575 619 663 708 752 796 840 885 160 170 180 190 200 220 240 260 280 300 325 350 375 400 425 450 475 500 255 271 387 303 318 350 362 414 441 478 518 557 597 637 677 717 756 796 110 120 130 140 150 160 170 180 190 200 220 240 260 280 300 325 350 375 400 425 450 475 500 156 170 184 198 212 226 241 255 269 283 311 340 368 396 425 460 495 531 566 602 637 672 708 80 85 90 95 100 110 120 130 140 150 160 170 180 190 200 220 240 260 280 300 325 350 375 400 425 450 475 500 102 108 115 121 127 140 153 166 178 191 204 217 229 242 255 280 306 331 357 382 414 446 478 510 541 573 605 637 60 65 70 75 80 85 90 95 100 НО 120 130 140 150 160 170 180 190 200 230 240 260 280 300 325 350 375 400 425 450 475 500 69 75 81 87 93 98 104 110 116 127 139 151 162 174 185 197 208 220 232 255 278 301 324 347 376 405 434 463 492 521 550 579
D = 200
V п
16 18 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 110 120 130 140 150 25 29 32 40 48 56 64 72 80 88 96 104 НО 119 127 135 143 151 159 175 191 207 223 239 D= 225
V п
16 18 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 23 25 28 35 42 50 57 60 71 78 85 92 95 106 ИЗ 120 127 134 142 D = 250
V п
16 18 20 25 30 35 40 45 50 55 60 65 70 75 20 23 25 32 38 45 51 57 64 70 76 83 89 96 D = 275
V п
D =300
18 20 25 30 35 40 45 50 55 21 23 29 35 41 46 52 58 64
V п
20 25 30 35 40 21 27 32 37 42
Число оборотов детали при данных условиях работы
497
П родолжение
D = 300 | 1 D = 325 D = 350 । D = 375 D = 40Э
V и V п V п V п и п
45 53 35 34 35 32 35 30 25 20
50 53 40 39 40 36 40 34 30 94
55 58 45 44 45 41 45 38 35 28
60 64 50 49 50 45 50 42 40 32
65 69 55 54 55 50 55 47 45 36
70 74 60 59 60 55 60 51 50 40
75 84 65 64 65 59 65 55 55 44
80 75 70 69 70 64 70 59 60 48
85 90 75 73 75 68 75 64 65 52
90 96 80 78 80 73 80 68 70 56
95 101 85 83 85 77 85 72 75 60
100 106 90 88 90 82 90 76 80 64
НО 117 95 93 95 86 95 81 85 68
120 127 100 98 100 91 100 85 90 72
130 138 110 108 110 100 110 93 95 76
140 149 120 118 120 109 120 102 100 80
150 159 130 127 130 118 130 НО НО 88
160 170 140 137 140 120 140 119 120 96
170 180 150 147 150 136 150 127 130 104
180 191 160 157 160 146 160 136 140 112
190 202 170 167 170 155 170 144 150 119
200 212 180 176 180 164 180 153 160 127
220 234 190 186 190 173 190 261 170 135
240 255 200 196 200 182 200 170 180 143
260 276 220 216 220 200 220 187 190 151
280 297 240 235 240 218 240 204 200 159
300 318 260 255 260 237 260 221 220 175
325 345 280 274 280 255 280 238 240 191
350 372 300 294 300 273 300 255 260 207
375 398 325 318 325 296 325 276 280 223
400 425 350 343 350 318 350 297 300 239
425 451 375 367 375 341 375 318 325 259
450 478 400 392 400 364 400 340 350 279
475 504 425 416 425 387 425 361 375 299
500 531 450 441 450 409 450 382 400 318
475 465 475 432 475 403 450 358
D = . 325 500 490 500 455 500 425 475 спп 378 QQO
:350 оии йУО
и п D— D = = 375 D = 425
— V п V п и п
20 20
25 24 25 23 25 21 30 22
30 29 30 27 30 25 35 26
498
Общеупотребительные таблицы
П родолжение
D = 425 D 425 D = 450 D = 475 I D = 500
и п. и п и п i v " 1 и п
40 45 50 55 60 65 70 75 80 85 90 95 100 110 120 130 140 150 160 170 180 190 200 220 240 260 280 300 325 350 375 400 30 34 37 41 45 49 52 56 60 64 67 71 75 82 90 97 105 112 120 127 135 142 150 165 180 195 210 225 244 262 281 300 450 475 500 337 356 375 190 200 220 240 260 280 300 325 350 375 400 450 500 134 142 156 170 184 188 212 230 248 265 283 318 354 95 100 110 120 130 140 150 160 170 180 190 200 220 240 260 280 300 325 350 375 400 450 500 64 67 74 80 87 94 101 107 114 121 127 134 148 161 174 188 201 218 235 251 268 302 335 50 55 60 65 70 75 80 85 90 95 100 1)0 120 130 140 150 160 170 180 190 200 220 240 260 280 300 325 350 375 400 450 500 32 35 38 41 45 48 51 54 57 60 64 70 76 83 89 96 102 108 115 121 127 140 153 166 178 191 207 223 239 255 287 318
D = 450
V п
30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 НО 120 130 140 150 160 170 180 21 25 28 32 35 39 42 46 50 53 57 60 64 67 71 78 85 92 99 106 113 120 127
D =475
V п
30 35 40 45 50 55 60 65 70 75 80 85 90 20 23 27 30 34 37 40 44 47 50 54 57 60
D = 500
и п
35 40 45 22 25 29
ОГЛАВЛЕНИЕ
Предисловие к пятому изданию................................ 3
Введение ................................................... 5
ГЛАВА ПЕРВАЯ
ОБЩИЕ СВЕДЕНИЯ И ДАННЫЕ
I. Необходимые сведения о Справочнике....................... 8
1. Краткое содержание Справочника..................... —
2. Некоторые общие указания........................... 9
3. Буквы латинского и греческого алфавитов........... 10
4. Обозначения некоторых единиц измерений и величин 11
5. Наиболее употребительные формулы, приведенные в Спра-
вочнике .............................................. 12
II. Наиболее употребительные обозначания иа чертежах....... 15
1. Обозначения отклонений размеров.................... —
2. Обозначения классов чистоты поверхности........... 19
3. Обозначения предельных отклонений формы и расположе-
ния поверхностей...................................... 20
4. Обозначения типов, размеров и точности резьб...... 22
III. Условные обозначения на кинематических схемах станков ... 24
1. Предварительные замечания.......................... —
2. Обозначения деталей и узлов станков на схемах...... —
IV. Необходимые сведения о металлах, обрабатываемых на токарных
станках ................................................... 31
1. Механические свойства металлов, влияющие на процесс их
обработки резанием .................................... —
2. Краткие сведения о термической и химико-термической
обработке металлов ................................... 33
3. Инструментальные стали............................ 35
4. Конструкционные углеродистые и легированные стали 37
5. Чугуны............................................. 41
6. Цветные сплавы..................................... 42
500
Оглавление
ГЛАВА ВТОРАЯ
ПРОЦЕСС РЕЗАНИЯ ПРИ ТОЧЕНИИ
I. Элементы резания при точении.............................. 44
1. Скорость резания..................................... —
2. Глубина резания и подача............................ 45
3. Срез, его ширина, толщина, и площадь................. —
4. Элементы процесса резания при растачивании, подреза-
нии торцов и отрезании.................................. 46
II. Образование стружки и явления его сопровождающие.......... —
1. Виды стружки ........................................ —
2. Нарост и его влияние на процесс резания............. 48
3. Усадка стружки...................................... 49
4. Наклеп при резании металла......................... 50
III. Силы резания при точении................................. —
1. Силы, действующие на резец........................... —
2. Влияние различных факторов на силу резания........ 51
3. Определение силы резания............................ 52
4. Определение крутящего момента и мощности при точении 54
IV. Скорость резания при точении............................ 55
1. Теплота резания...................................... —
2. Износ резца ........................................ 56
3. Влияние различных факторов на скорость резания ... 57
V. Смазка и охлаждение при резании металлов................. 60
1. Влияние смазки и охлаждения иа процесс резания. . . —
2. Смазочно-охлаждающие жидкости........................ —
3. Применение смазочно-охлаждающих жидкостей........... 63
VI. Обработка при высоких режимах резания.................... —
1. Основные особенности процесса резания при высокой ско-
рости ................................................... —
2. Особенности точения с большими подачами............. 64
3. Стружколомание при точении......................... 66
4. Практика работы при высоких режимах резания......... 69
ГЛАВА ТРЕТЬЯ
ТОКАРНЫЕ РЕЗЦЫ
I. Общие сведения о токарных резцах.......................... 71
1. Части резца, элементы головки и углы резцов .*....... —
2. Материалы, применяемые для изготовления токарных рез-
цов .................................................... 74
Оглавление
501
II. Твердосплавные резцы......................................... 79
1. Формы передней поверхности, углы и другие элементы
твердосплавных резцов без дополнительной режущей
кромки ................................................. —
2. Формы передней поверхности, углы и другие элементы
твердосплавных резцов с дополнительной режущей кромкой 83
3. Конструкции твердосплавных резцов....................... 85
4. Изготовление твердосплавных резцов...................... 95
III. Минералокерамические резцы................................. 102
1. Формы передней поверхности углы и другие элементы
минералокерамических резцов ......................... —
2. Конструкции мннералокерамическнх резцов............... 104
3. Изготовление минералокерамических резцов............... 105
IV. Быстрорежущие резцы......................................... 108
1. Формы передней поверхности, углы и другие элементы
быстрорежущих резцов ................................... —
2. Конструкции быстрорежущих резцов.................... 110
3. Изготовление быстрорежущих резцов...................... Ill
ГЛАВА ЧЕТВЕРТАЯ
ТОКАРНЫЕ СТАНКИ
I. Общие сведения о токарных станках отечественного производства 116
1. Основные характеристики некоторых токарных станков
отечественного производства.................................. —
2. Необходимые сведения о наиболее употребительных
станках отечественного производства.......................... —
И. Основные направления модернизации токарных станков ... 124
1. Требования, предъявляемые к токарным станкам при их
модернизации............................................ —
2. Модернизация привода главного движения.............. —
3. Модернизация привода подач.......................... 126
III. Переделки токарных станков и дополнительные устройства к ним 127
1. Переделка переднего конца шпинделя и задней бабки . . . —
2. Устройства для закрепления режущих инструментов . . . 128
3. Устройства для отсчета и ограничения перемещений режу-
щих инструментов...................................... 134
4. Устройства, механизирующие рабочие и холостые переме-
щения режущего инструмента............................ 138
5. Устройства для обработки ступенчатых поверхностей ... 140
IV. Программное управление металлорежущими станками. ... 144
1. Основные виды систем программного управления. ... —
2. Пример токарного станка с программным управлением 145
502
Оглавление
V. Обслуживание токарного станка........................... 147
1. Общие правила установки станка....................... —
2. Проверка точности токарных станков........... —
3. Испытание станка................................... 149
4. Смазывание станка.................................. 150
ГЛАВА ПЯТАЯ
ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
1. Приспособления для закрепления деталей, обрабатываемых
в центрах .................................................... 152
1. Обыкновенные центры.................................. —
2. Вращающиеся центры................................... 155
3. Поводковые устройства ....................... 156
11. Приспособления для закрепления деталей за наружную поверх-
ность ........................................................ 160
1. Двухкулачковые и трехкулачковые патроны.............. —
2. Цанговые патроны..................................... 163
3. Роликовые патроны.................................... 166
4. Патроны повышенной точности................". . . —
111. Приспособления для закрепления деталей за отверстие. ... 163
1. Цельные оправки...................................... —
2. Цанговые и секторные оправки......................... —
3. Роликовые оправки.................................. 169
4. Оправки повышенной точности........................ 170
IV. Быстродействующие приводы патронов и оправок.............. 172
1. Вращающийся пневматический поршневой привод. . . —
2. Невращающийся пневматический поршневой привод . . . 173
3. Диафрагменный пневматический привод........ 174
4. Пневмопружииный привод............................... —
5. Вращающийся гидравлический привод.................... —
6. Невращающийся гидравлический привод.......... —
Литература по приспособлениям................................. 178
ГЛАВА ШЕСТАЯ
ТОЧНОСТЬ И ЧИСТОТА ПОВЕРХНОСТЕЙ ПРИ ТОКАРНОЙ ОБРАБОТКЕ
1. Точность обработки на токарном станке.................... 179
1. Влияние жесткости системы станок — приспособление —
инструмент — деталь на точность токарной обработки —
2. Влияние температурных деформаций станка, резца и детали
на точность токарной обработки........................ 184
3. Влияние износа резна на точность токарной обработки 185
11. Вибрации при точении и борьба с ними...................... —
1. Причины возникновения вибраций....................... —
2. Способы предупреждения вибраций.................... 186
Оглавление
503
111. Чистота поверхности....................................... 192
1. Образование шероховатостей поверхности при токарной
обработке ................................................. __
2. Влияние обрабатываемого материала на шероховатость
поверхности .............................................. 193
3. Влияние режима резання на шероховатость поверхности —
4. Влияние радиуса при вершине, углов в плане, материала
в состояния резца на шероховатость поверхности . . . 194
5. Влияние прочих факторов процесса резания на шерохо-
ватость поверхности ........................................ —
6. Классификация чистоты поверхностей по ГОСТ 2789—51
и ГОСТ 2789—59 .......................................... 195
ГЛАВА СЕДЬМАЯ
ДОПУСКИ и ПОСАДКИ
1. Основные понятия и определения............................... 200
1. Размеры. Допуски, Отклонения............................ —
2. Посадки. Зазоры. Натяги............................... 202
3. Системы допусков. Классы точности..................... 204
4. Дополнительные замечания................................. —
11. Допуски и посадки в системе отверстия....................... 205
1. Система отверстия. 2-й. 3-й, 4-н, 5-й и 7-й классы точности
(Основные отверстия)........................................ —
2. Система отверстия. 2-й класс точности (Посадки с на-
тягом) ................................................... 206
3. Система отверстия. 2-й класс точности (Посадки переход-
ные и посадки с зазором).................................. 207
4. Система отверстия. 3-й класс точности (Посадки с натя-
гом и посадки с зазором).................................. 209
5. Система отверстия. 4-й класс точности (Посадки с зазо-
ром) ..................................................... 210
6. Система отверстия. 5-й класс точности (Посадки с зазо-
ром) ....................................................... —
111. Допуски и посадки в системе вала........................... 211
1. Система вала. 2-й, 3-й, 4-й, 5-й и 7-й классы точности
(Основные валы)........................................... —
2. Система вала. 2-й класс точности (Посадки с натягом) 212
3. Система вала. 2-й класс точности (Посадки переходные) 213
4. Система вала. 2-й класс точности (Посадки с зазором) 214
5. Система вала. 3-й класс точности (Посадки с зазором) 2F5
6. Система вала. 4-й класс точности (Посадки с зазором) —
7 Система вала. 5-й класс точности (Посадки с зазором) 216
IV. Допуски и посадки размеров свыше 500 мм..................... 216
1. Система отверстия. 2-й, 3-й, 4-й, 5-й и 7-й классы точности
(Основные отверстия) > „................................. —
504
Оглавление
2. Система отверстия. 2-й класс точности (Посадки).... 217
3. Система отверстия. 3-й класс точности (Посадки).... 218
4. Система отверстия. 4-й класс точности (Посадки). ... 219
5. Система отверстия. 5-й класс точности (Посадки).... —
6. Система вала. 2-й, 3-й, 4-й, 5-й и 7-й классы точности
(Основные валы)......................................... 220
7. Система вала. 2-й класс точности (Посадки).............. —
8. Система вала. 3-й класс точности (Посадки)............ 221
9. Система вала. 4-й класс точности (Посадки).............. —
ГЛАВА ВОСЬМАЯ
ОБРАБОТКА НАРУЖНЫХ ПОВЕРХНОСТЕН
1. Общие сведения............................................... 222
1. Выбор способа обработки наружной поверхности. ... —
2. Измерения при обработке наружных поверхностей ... —
3. Выбор формы и размеров центровых отверстий........ 223
4. Определение машинного времени при продольном обтачи-
вании ................................................ 225
11. Черновое обтачивание наружных поверхностей.................. 226
1. Припуски при черновом обтачивании наружных поверх-
ностей ................................................. —
2. Общие сведения о резцах для чернового обтачивания на-
ружных поверхностей................................... 227
3. Установка резца в зависимости от характера работы 228
111. Проходные, подрезные и комбинированные резцы токарей-но-
ваторов ..................................................... 229
1. Проходные резцы.......................................... —
2. Подрезные резцы........................................ 231
3. Комбинированные резцы................................ 232
IV. Режимы резания при черновом обтачивании..................... 233
1. Предварительные замечания................................ —
2. Режимы резания при черновом обтачивании стали твердо-
сплавными резцами без дополнительной режущей кромки
(при ф1 > 0).......................................... 234
3. Режимы резания при черновом обтачивании стали твердо-
сплавными резцами с дополнительной режущей кромкой
(при <Pl = 0)......................................... 236
4. Режимы резания при черновом обтачивании серого чугуна
твердосплавными резцами без дополнительной режущей
кромки (при (pi > 0).................................. 237
5. Режимы резания при черновом обтачивании серого чугуна
твердосплавными резцами с дополнительной режущей
кромкой (при <рх — 0)................................. 238
6. Режимы резаиия при обтачивании стали и чугуна минера-
локерамическими резцами .............................. 239
Оглавление 505
7. Режимы резания при черновом обтачивании стали быстро-
режущими резцами........................................ 241
8. Режимы резания при черновом обтачивании медных спла-
вов быстрорежущими резцами.............................. 243
9. Охлаждение при черновом обтачивании............... .......
V. Чистовое обтачивание наружных поверхностей................ 244
1. Припуски на диаметр при чистовом обтачивании. ... _
2. Резцы, применяемые для чистового обтачивания наружных
поверхностей'4.......................................... 247
3. Чистовые резцы токарей-новаторов..................... 248
VI. Режимы резания при чистовом обтачивании................... 249
1. Режимы резания при чистовом обтачивании стали твер-
досплавными резцами без дополнительной режущей
кромки (при фг > 0)....................................... —
2. Режимы резания при чистовом обтачивании стали твердо-
сплавными резцами с дополнительной режущей кромкой
(при epi = 0)........................................... 250
3. Режимы резания при чистовом обтачивании серого чугуна
твердосплавными резцами без дополнительной режущей
кромки (при (р! > 0).................................... 25!
4. Режимы резания при чистовом обтачивании серого чугуна
твердосплавными резцами с дополнительной режущей
кромкой (при <рг = 0)................................... 252
5. Режимы резания широкими резцами........................ —
6. Режимы резания при чистовом обтачивании стали и чугуна
минералокерамическими резцами........................... 255
7. Режимы резания при чистовом обтачивании медных спла-
вов быстрорежущими резцами.............................. 256
8. Охлаждение при чистовом обтачивании.................... —
VII. Отделочная обработка наружных поверхностей............... 257
1. Тонкое обтачивание .................................... —
2. Притирка............................................. 259
3. Отделка колеблющимися абразивными брусками (супер-
финиширование) .......................................... 260
4. Вальцевание ......................................... 26!
VIII. Отрезные работы......................................... 263
2. Отрезные резцы токарей-новаторов...................... —
3. Ширина резца и подачи при отрезании................. 267
4. Скорости резания при отрезании стали и чугуна твердо-
сплавными резцами......................................... —
5. Скорости резания при отрезании стали быстрорежущими
резцами ................................................ 268
6. Скорости резания при отрезании чугуна быстрорежущими
резцами ............................................. —
506
Оглавление
IX. Некоторые особые случаи обработки наружных поверхностей 269
1. Обработка ступенчатых наружных поверхностей............ —
2. Обтачивание нежестких валов.......................... 270
3. Обработка многоосных деталей......................... 271
4. Обтачивание под квадрат и шестигранник............... 274
! ЛАВА ДЕВЯТАЯ
ОБРАБОТКА ОТВЕРСТИЙ
I. Общие сведения............................................. 276
1. Выбор способа обработки отверстий...................... —
2. Измерения при обработке отверстий.................... 277
II. Растачивание отиерстий.................................... 277
1. Область применения растачивания отверстий.............. —
2. Резцы, применяемые при растачивании отверстий .... 273
3. Припуски при растачивании отверстии.................. 282
4. Режимы резания при растачивании отверстий............ 283
5. Охлаждение при обработке отверстий................... 285
111. Сверление и рассверливание отверстий..................... 286
1. Необходимые сведения о спиральных сверлах............. —
2. Режимы резания при сверлении и рассверливании .... 288
IV. Зенкерование отверстий................................... 289
1. Область применения и практика зенкерованпя............ —
2. Режимы резания при зенкеровании...................... 290
V. Развертывание отверстий................................... 291
1. Практика развертывания отверстий...................... —
2. Режимы резания при развертывании...................... —
VI. Отделочная обработка отверстий........................... 291
1. Тонкое растачивание................................... —
2. Притирка ............................................. —
3. Развальцовывание ................................... 292
VII. Обработка отверстий в зависимости от их точности......... 294
1. Порядок обработки отверстий........................... —
2. Последовательность применения н размеры инструмен-
тов при обработке отверстий 2-го и 3-го классов . . . 295
VIII. Некоторые особые случаи обработки отверстий............. 299
1. Обработка глубоких отверстий.......................... —
2. Обработка сопряженных отверстий..................... 302
Оглавление 507
ГЛАВА ДЕСЯТАЯ
ОБРАБОТКА КОНУСОВ И ФАСОННЫХ ПОВЕРХНОСТЕЙ
1. Обработка конусов....................................... 304
1. Общие сведения о конусах......................... ......
2. Размеры наиболее употребительных конусов.......... 305
3. Способы обработки конусов......................... 312
4. Настройка станка при обработке конусов............ 313
11. Обработка фасонных поверхностей........................ 317
1. Обработка фасонных поверхностей фасонными резцами —
2. Обработка фасонных поверхностей при помощи специаль-
ных приспособлений ................................... 321
Литература по обработке фасонных поверхностей при помощи
приспособлений ............................................. 324
ГЛАВА ОДИ1П1АДЦА ТАЯ
РАЗМЕРЫ И ДОПУСКИ РЕЗЬБ
I. Общие сведения о резьбах................................ 325
1. Определения и обозначения элементов резьб........... —
2. Системы резьб .................................... 327
11. Размеры резьб.......................................... 328
1. Метрические резьбы.................................. —
2. Дюймовая резьба................................... 338
3. Трапецеидальные резьбы............................ 340
4. Упорные резьбы.................................... 345
5. Трубная цилиндрическая резьба.................... 349’
6. Трубная коническая резьба......................... 351
7. Коническая дюймовая резьба с углом профиля 60° . . 35з
8. Модульная резьба.................................. 351
111. Допуски резьб......................................... 353
1. Основные понятия о допусках резьб.................. —
2. Допуски метрических резьб........................ 350
3. Допуски дюймовой резьбы.......................... 366
4. Допуски трапецеидальных резьб.................... 367
5. Допуски трубной цилиндрической резьбы............ 374
ГЛАВА ДВЕНАДЦАТАЯ
НАРЕЗАНИЕ РЕЗЬБЫ
1. Резьбовые резцы......................................... 376
1. Материалы и конструкции резьбовых резцов........... —
2. Профили и углы резьбовых резцов.................. 377
508
Оглавление
3. Нормализованные резьбовые резцы..................... 385
4. Резьбовые резцы токарей-новаторов................... 387
11. Настройка станка для нарезания резьбы ................... 392
1. Общие правила выбора зубчатых колес................... —
2. Приближенный подсчет зубчатых колес................. 394
3. Особые случаи подсчета сменных зубчатых колес .... 396
111. Заготовки под нарезание резьбы.......................... 393
1. Метрические резьбы.................................... —
2. Дюймовая резьба..................................... 409
3. Трапецеидальные резьбы.............................. 410
4. Трубная цилиндрическая резьба....................... 415
5. Трубная коническая резьба........................... 416
IV. Некоторые приемы нарезания резьбы........................ 417
1. Перемещения резца перед рабочим проходом.............. —
2. Установка резца с учетом угла подъема резьбы........ 419
3. Уменьшение времени на отвод резца от нарезаемой детали —
4. Особенности нарезания некратных резьб............... 421
5. Переход от нарезанной нитки многоходовой резьбы к сле-
дующей ................................................ 422
6. Основные правила нарезания резьбы при высоких скоро-
стях резания........................................... 427
V. Измерение среднего и внутреннего диаметров резьбы........ 428
1. Измерение среднего диаметра резьбы посредством прово-
лочек или роликов..................................... —
2. Измерение внутреннего диаметра резьбы.............. 431
VI. Режимы резания при нарезании резьбы...................... 431
1. Нарезание резьбы твердосплавными резцами........... 432
2. Нарезание резьбы быстрорежущими резцами........... 436
3. Применение смазочно-охлаждающих жидкостей при наре-
зании резьбы .......................................... 439
VII. Особые случаи нарезания резьбы.......................... 440
1. Нарезание поперечной резьбы........................... —
2. Нарезание резьбы на закаливаемых деталях............ 441
3. Нарезание резьбы с переменным шагом................. 443
ГЛАВА ГРИНАДЦАТАЯ
ОБРАБОТКА СПЕЦИАЛЬНЫХ СТАЛЕЙ
И ДРУГИХ МАТЕРИАЛОВ
1. Обработка некоторых специальных сталей.................... 444
1. Обработка жаропрочных сталей.......................... —
2. Обработка кислотостойких и нержавеющих сталей . . . 447
Оглавление 509
3. Обработка марганцовистых сталей..................... 455
4. Обработка закаленных сталей............... 457
5. Особые приемы обработки твердых материалов 460
II. Обработка неметаллических материалов..................... 453
1. Обработка пластмасс............................ ......
2. Обработка резины..........................* 455
ГЛАВА ЧЕТЫРНАДЦАТАЯ
ОСОБЫЕ РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА ТОКАРНОМ СТАНКЕ
I. Обработка деталей сложной формы........................... 469
1. Обработка деталей некруглого сечения.................. —
2. Обработка фасонных канавок.......................... 470
II. Работы, выполняемые на токарном станке, ему не свойственные 471
1. Фрезерование плоскостей и пазов................. —
2. Фрезерование зубчатых колес и шлицевых валов .... 472
3. Шлифование наружных поверхностей и отверстий . . . 473
III. Разные работы........................................... 473
1. Правка валов и винтов........................... —
2. Накатывание рифленых поверхностей.............. 474
3. Навивка пружин................................. 476
4. Давильные работы............................... 477
ГЛАВА ПЯТНАДЦАТАЯ
ОБЩЕУПОТРЕБИТЕЛЬНЫЕ ТАБЛИЦЫ
1. Тригонометрические величины......................... 480
2. Перевод дюймов в миллиметры......................... 488
3. Число оборотов детали прн данных условиях работы 491
Александр Николаевич ОГЛОБЛИН
СПРАВОЧНИК ТОКАРЯ
Редактор издательства И. А. Бородулина
Технический редактор О. В. Сперанская Корректор Э. А. Мирошниченко
Подписано к печати 30/IX I960 г. М-22515 Формат бумаги 84хЮ81/>,
Печ. листов 26,24. Уч.-изд. листов 30,2. Тираж 200 000 (l-й завод 1—40 000) экз.
Зак. 210
Типография № 6 УПП Ленсовнархоза, Ленинград, ул. Моисеенко, 10
I ОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МАШГИЗ
Ленинградским отделением Машгиза
изданы следующие книги:
1. Зазерский Е. И. и Гутнер Н. Г., Токарь-
расточник, 39 л., ц. 10 р. 80 к.
2. Кропивннцкий Н. Н., Кучер А. М., П у га-
чева Р. В., Шорников П. И.. Технология металлов,
36 л.. ц. 9 р. 50 к.
3. Т е р е и т ь е в И. С., Сверлильные станки и работа
на них, 13 л., ц. 5 р. 70 к.
4, Г л ясс В. Д.» Резьбошлифовани?, 4 л., ц. 1 р. 60 к.
5. Кудасов Г. Ф., Плоское шлифование, 5 л.»
ц. 1 р. 85 к.
6. Малкин Б. М.» Профильное шлифование, 7 л.,
ц. 2 р. 75 к.
7, М у и я н к о В. И., Бесцентровое шлифование,
5 л., ц. 1 р. 80 к.
8. Щеголев А. В., Конструирование протяжек,
второе дополненное и переработанное издание, 24 л.,
ц. 13 р, 75 к.
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МАШГИЗ
Ленинградское отделение Машгиза
готовит к выпуску в 1961 г.
следующие книги:
L Михай лов*Михеев П. Б., Справочник по
материалам турбино- и моторостроения, 40 л.
2. Вернадский Г. И. и Судакович Д. И.,
Справочник по механизированному ручному инструменту,
изд, 2-е, 20 л.
3. Агранат Б. Л., Гуревич Е. С.,
Жолондзь. И. А., Справочник технолога окрасочных
цехов, 22 л.
4. Марков А. Л. и Волосевич Ф. П., Крат-
кий справочник контрольного мастера машиностроительного
завода, 12 л.
5. Федоренко В. А. и Шошин А. И., Спра-
вочник по машиностроительному черчению, изд. 6-е, 13 л.
6. Табачников П. И, и Беляев Г. С.,
Технология производства валов, 15 л.
7. Азаров А. С., Механизация и автоматизации
обработки деталей иа токарных станках, 17 л.
8. Малкин Б. М., Приспособлеиие к шлифоваль-
ным станкам, 10 л.
9. Д р у ж и н с к и й И. А., Методы обработки слож-
ных поверхностей, изд. 2-е, 30 л.
10. Коллектив авторов, под ред. канд. техн, наук
И. М. Кучера, Автоматизация металлорежущих станков, 15 л.
Предварительные заназы на перечисленные нниги
принимаются магазинами Книготорга
Нниги высылаются танже по почте наложенным платежом
(без задатна) всеми республинансними, нраевыми
и областными отделами „Книга — почтой*
Издательство заназов не выполняет