/









Автор: Артемьев Б.Г. Лукашов Ю.Е.
Теги: общественные науки метрология измерительные приборы справочное пособие издательство стандартов теория метрологии
ISBN: 5-7050-0474-5
Год: 2004



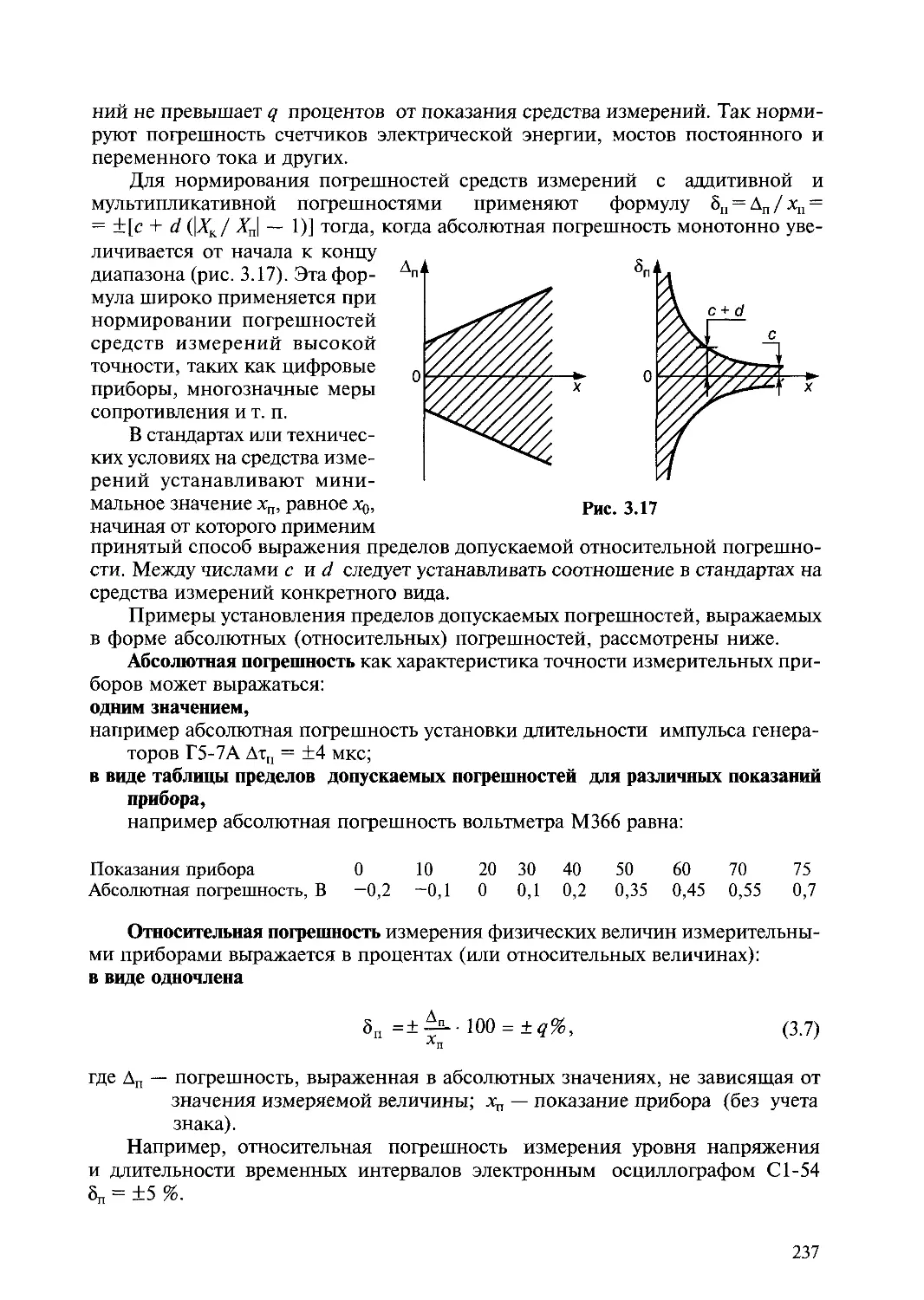
Текст
Б. Г. АРТЕМЬЕВ Ю. Е. ЛУКАШОВ
СПРАВОЧНОЕ
ПОСОБИЕ
НЕ-
СПЕЦИАЛИСТОВ
МЕТРОЛОГИЧЕСКИХ
ИПК Издательство стандартов
Б. Г. Артемьев, Ю. Е. Лукашов
СПРАВОЧНОЕ
ПОСОБИЕ
ДЛЯ
СПЕЦИАЛИСТОВ
МЕТРОЛОГИЧЕСКИХ
СЛУЖБ
Москва
ИПК Издательство стандартов
2004
УДК 389.12.14.15
Артемьев Б.Г., Лукашов Ю.Е. Справочное пособие для специалистов метро-
логических служб. — М.: ИПК Издательство стандартов, 2004. — 648 с.
В книге рассмотрены основополагающие понятия метрологии: единицы
величин, виды, методы, средства и погрешности измерений. Охарактеризова-
на рекомендованная к применению концепция неопределенности измерений.
Показана структура и содержание деятельности государственной метрологи-
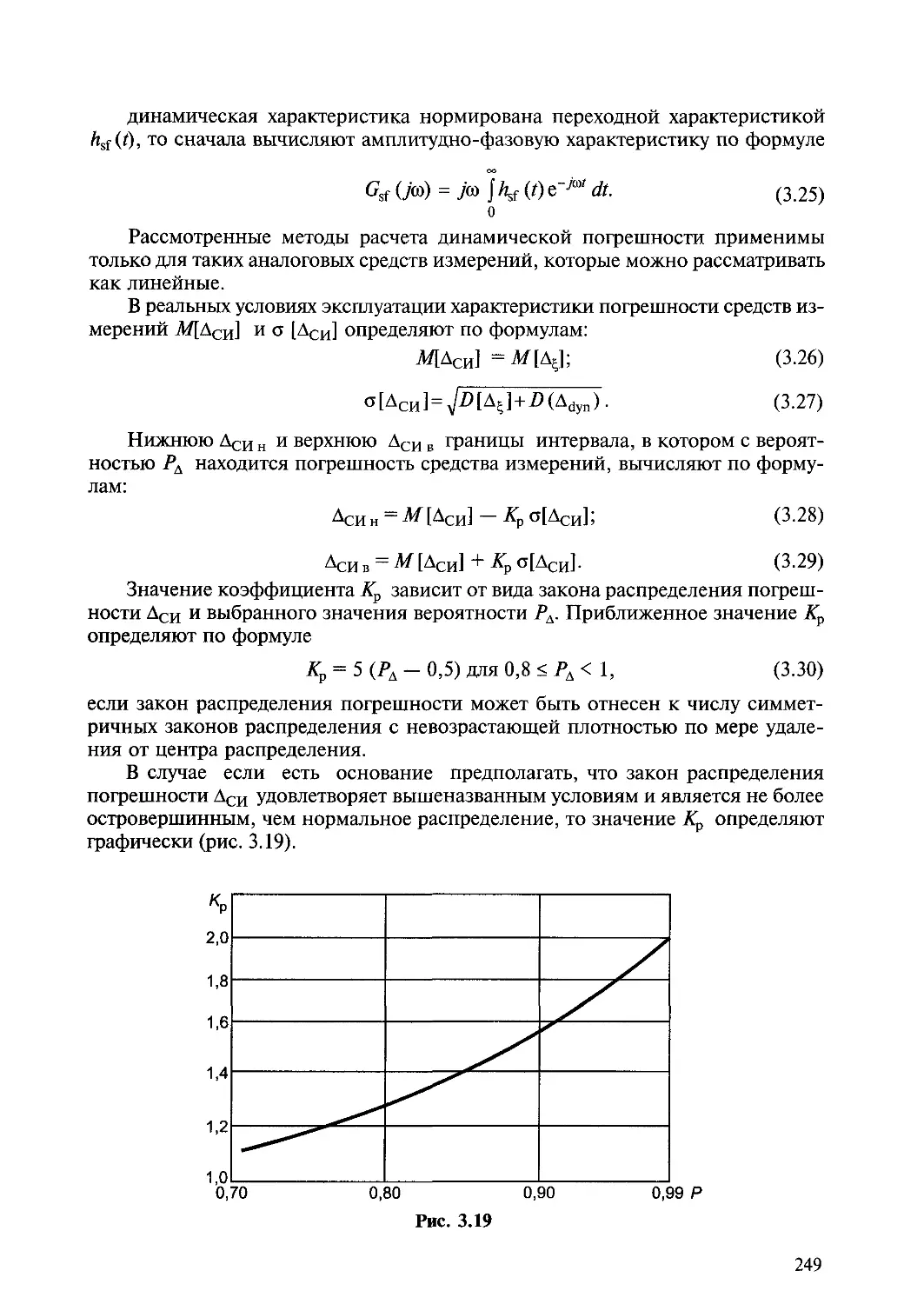
ческой службы и метрологической службы юридических лиц. Рассмотрены воп-
росы организации и проведения поверки и калибровки средств измерений,
метрологической экспертизы конструкторской и технологической документа-
ции, а также организация и проведение испытаний продукции для целей под-
тверждения соответствия.
Практически все разделы книги проиллюстрированы примерами.
Материал книги изложен в соответствии с Федеральными законами
«О техническом регулировании», «Об обеспечении единства измерений».
Справочное пособие предназначено для инженеров-метрологов и специа-
листов, занимающихся измерениями в процессе производства.
Табл. 116. Ил. 97. Библиограф. 101 назв.
ISBN 5-7050-0474-5
© Б.Г. Артемьев, Ю.Е. Лукашов, 2004
© ИПК Издательство стандартов, 2004
ПРЕДИСЛОВИЕ
Важнейшими проблемами, стоящими перед нашей страной, яв-
ляются повышение качества выпускаемой продукции, ресурсосбере-
жение, охрана окружающей среды. Успешное их решение во многом
зависит от органов управления хозяйственной деятельностью на всех
уровнях.
А правильность принимаемых ими решений, непосредственно за-
висящая от погрешностей измерений, оказывает существенное влия-
ние на объект управления, будь это конкретный процесс производства
или любой другой объект регулирования, контроля и т. д.
Это связано с тем, что измерения — единственный способ полу-
чения объективной информации, отражающей действительный (а не
предполагаемый) материальный, научно-технический потенциал об-
щества.
Все предприятия и организации, деятельность которых связана с
разработкой, испытанием, обеспечением безопасности на всех этапах
жизненного цикла продукции, с эксплуатацией транспорта, средств
связи, со здравоохранением и так далее, выполняют очень большое
количество измерений.
Обеспечение высокой точности измерений — сложная задача, и
решение ее лежит в сфере метрологического обеспечения.
В книге рассмотрены основные направления деятельности госу-
дарственных метрологических служб и юридических лиц на основе
Федеральных законов «Об обеспечении единства измерений», «О тех-
ническом регулировании».
Основная цель Государственной системы обеспечения единства
измерений (ГСИ) — создание на межотраслевом уровне правовых,
нормативных, организационных, технических и экономических усло-
вий, необходимых для решения задач по обеспечению возможности
всем отраслям, предприятиям, организациям, исследователям, спе-
циалистам во всех сферах деятельности правильно оценивать точность
выполняемых ими измерений, а также, что не менее важно, оцени-
вать влияние точности измерений на правильность основанной на ре-
зультатах измерений информации о свойствах веществ и материалов, о
количестве и качестве материальных и энергетических ресурсов, сы-
рья, материалов, полуфабрикатов, продукции, о характеристиках про-
цессов и явлений.
Определение круга задач, которые должна решать ГСИ для дости-
жения этой цели, требует научное и техническое определение метро-
логических объектов и процессов (видов) деятельности.
Этот круг объектов и процессов весьма обширен: от фундамен-
тальных физических и химических констант до подготовки квалифи-
цированных кадров метрологов. В то же время эти объекты нельзя счи-
тать полностью автономизированными. Они или взаимосвязаны, или
взаимозависимы, и отсюда логически вытекает, что объекты и виды
3
деятельности, являющиеся сущностью ГСИ, представляют собой орга-
ническое сочетание как теоретических, так и практических ее
аспектов.
Например, создание таких объектов, как государственные этало-
ны, требует теоретических изысканий в определении физических кон-
стант; функционирование метрологической службы неосуществимо без
теоретических организационных разработок и их дальнейшей практи-
ческой реализации в виде квалифицированных кадров, зданий, обо-
рудования, документации и т. д.
Предлагаемое справочное пособие будет полезно и специалистам
метрологических служб различных субъектов хозяйственной деятель-
ности всех форм собственности, и специалистам проектных, конст-
рукторских и технологических организаций, участвующих в разработ-
ке технических регламентов и осуществляющих государственный мет-
рологический контроль и надзор и контроль (надзор) за соблюдением
требований технических регламентов, а также студентам высших и сред-
нетехнических учебных заведений.
Глава! ОСНОВОПОЛАГАЮЩИЕ ПОНЯТИЯ
МЕТРОЛОГИИ
1.1. Измерения
В современном представлении объекты, свойства и явления окружающего
мира — это предмет познания, а измерение — один из основных способов
познания явлений и законов природы. Таким объектом, например, является
окружающее нас пространство, а его свойством — протяженность. Она может
характеризоваться различными способами. Общепринятой характеристикой или
мерой пространственной протяженности служит длина. Однако протяженность
реального физического пространства является сложным свойством, которое не
может характеризоваться только длиной. Для полного описания пространства
рассматривается его протяженность по нескольким направлениям (координа-
там) или используются еще такие меры, как угол, площадь, объем. Таким обра-
зом, пространство является многомерным.
Любые события и явления в реальном мире происходят не мгновенно, а
имеют некоторую длительность. Это свойство окружающего нас мира качественно
отличается от пространственной протяженности. Оно характеризуется по-раз-
ному, но общепринятой мерой здесь является время.
Свойство тел сохранять в отсутствии внешних воздействий состояние по-
коя или равномерного прямолинейного движения называется инертностью.
Мерой инертности является масса.
Свойство тел, состоящее в том, что они нагреты до некоторого состояния,
качественно отличается от предыдущего. Оно могло бы характеризоваться сред-
ней скоростью теплового движения молекул, но распространение получила мера
нагретости тел, называемая термодинамической температурой.
Общепринятые или установленные законодательным путем характеристики
или меры различных свойств, общих в качественном отношении для многих фи-
зических объектов, но в количественном отношении индивидуальных для каждо-
го из них, называются физическими величинами.
Кроме длины, времени, температуры, массы к физическим величинам от-
носятся плоский и телесный угол, сила, давление, скорость, ускорение, электрическое
напряжение, сила электрического тока, индуктивность, освещенность и многие
другие. Все они определяют некоторые общие в качественном отношении фи-
зические свойства, количественные характеристики которых могут быть совер-
шенно различными.
Измерение характеристик материальных объектов и физических явлений,
т. е. физических величин, получение сведений об этих количественных характе-
ристиках и является задачей измерений.
Таким образом, определяя высокую значимость измерений в науке, техни-
ке, быту, можно утверждать, что измерение — это основное понятие метроло-
гии — науки об измерениях, методах и средствах обеспечения их единства и
способах достижения требуемой точности.
Под измерением понимают совокупность операций по применению техни-
5
ческого средства, хранящего единицу физической величины, обеспечивающих
нахождение соотношения (в явном или неявном виде) измеряемой величины с
ее единицей и получение значения этой величины.
Например, прикладывая линейку с делениями к детали, сравнивают ее
размер с единицей хранимой линейкой, а произведя отсчет, пролучают значе-
ние величины параметров детали.
Или, сравнивая с помощью прибора размер величины, преобразованной в
перемещение указателя с единицей, хранимой шкалой этого прибора, и про-
изводят отсчет.
Человек начал производить измерения уже в глубокой древности, но в пер-
вый период старался свести их к счету. Время выражалось в сутках, месяцах,
годах, расстояние — в шагах, локтях, выстрелах, днях пути, количество това-
ров — в тюках, пачках, сотнях, дюжинах и т. д. Эти примитивные измерения
были весьма грубы, их результаты зависели как от вида товара, так и от инди-
видуальных свойств наблюдателя.
Развитие науки и техники потребовало введения физических величин (дли-
ны, скорости, ускорения, массы, плотности, силы, давления и т. д.) и созда-
ния приборов для их измерений. Появилась возможность исследовать законо-
мерности физических явлений и свойства материи, выражая их в математичес-
кой форме, в виде уравнений, связывающих физические величины.
Введение физических величин потребовало введения единиц для их выра-
жения. Повышение требований к точности измерений привело к созданию мер
и эталонов для хранения единиц, с помощью которых можно было бы обеспе-
чить градуировку всех других средств измерений в принятых единицах и про-
верку сохранности этой градуировки в течение длительного времени.
Физическая величина — это свойство, общее в качественном отношении
для многих физических объектов, но в количественном отношении индивиду-
альное для каждого объекта.
Количественное содержание этого свойства в объекте является размером
физической величины, а числовую оценку ее размера называют значением физи-
ческой величины.
Физические величины, выражающие одно и то же в качественном отноше-
нии свойство, называются однородными. Они выражаются в одинаковых еди-
ницах физической величины и могут сравниваться между собой. Например,
массы Земли и искусственного спутника Земли являются однородными физи-
ческими величинами и выражаются в одних и тех же единицах физической
величины — килограммах.
Основной задачей измерений является получение информации о значениях
физической величины в виде некоторого числа принятых для нее единиц. Еди-
ница физической величины — это физическая величина, которой по определе-
нию присвоено числовое значение, равное 1.
Значение физической величины, которое идеальным образом отражало бы
в качественном и количественном отношении соответствующие свойства объекта,
называется истинным. Результат измерения дает только оценку истинного зна-
чения физической величины с некоторой погрешностью. Действительным на-
зывают значение физической величины, найденное экспериментальным путем
и настолько приближающееся к истинному значению, что для данной цели
может быть использовано вместо него.
Измерение некоторой физической величины производят путем ее сравне-
6
ния в ходе физического эксперимента с величиной, принятой за единицу фи-
зической величины. Результатом измерения будет именованное число, показы-
вающее соотношение измеряемой величины с единицей физической вели-
чины.
По условной зависимости от других величин физические величины делятся
на основные, условно независимые физические величины, и производные, ус-
ловно зависимые физические величины. Соответственно делятся единицы фи-
зических величин. В Международной системе (СИ) семь основных единиц фи-
зических величин. Включенные в СИ единицы физических величин не охваты-
вают всего многообразия объектов, явлений и процессов. В развивающихся и во
вновь возникающих областях науки и техники появляется необходимость в оп-
ределении новых физических величин и их единиц. Примерами таких областей
могут служить атомная и ядерная физика, лазерная техника и др.
Физические величины классифицируются по ряду признаков; соответственно
различают несколько классификаций физических величин. По отношению к
сигналам измерительной информации физические величины разделяются на
активные и пассивные.
Активными называются величины, которые без использования вспо-
могательных источников энергии могут быть преобразованы в сигнал изме-
рительной информации, т.е. сигнал, функционально связанный с измеряемой
физической величиной, например, сила электрического тока и электрическое
напряжение, температура, сила и др.
Для измерения пассивных величин (электрическое сопротивление, ин-
дуктивность, масса и др.) необходимо использовать вспомогательный источ-
ник энергии, с помощью которого создается сигнал измерительной информа-
ции. При этом измеряемые пассивные величины преобразуют в активные вели-
чины, которые и измеряются. Существуют очень точные меры пассивных вели-
чин (емкость, активное сопротивление и др.), но непосредственное сравнение
измеряемой пассивной величины с единицей этой величины невозможно. Для
измерения параметров электрической цепи через цепь пропускают электричес-
кий ток и измеряют падение напряжения и ток, функционально связанные с
измеряемым параметром цепи. При измерении массы тела фактически произ-
водят сравнение пропорциональной ей силы, действующей на тело в гравита-
ционном поле Земли, с известной силой.
По признаку аддитивности физические величины разделяются на адди-
тивные (экстенсивные) и неаддитивные (интенсивные) величины.
Аддитивные величины обычно являются физическими или энергетическими
свойствами объекта, к ним применимы операции суммирования и вычитания.
Такие величины (длина, масса, сила, время, сила тока, ЭДС, скорость и др.)
можно измерять по частям, а также точно воспроизводить с помощью много-
значной меры, основанной на суммировании размеров отдельных мер. Так,
токи суммируются, если несколько проводников соединить в узел; сопротивле-
ния — при последовательном, а проводимости — при параллельном соедине-
нии объектов (резисторы, трубопроводы и др.); масса объекта равна сумме масс
составляющих его частей.
Неаддитивные величины, например, удельная электрическая проводимость,
магнитная восприимчивость, плотность, вязкость, непосредственно не изме-
ряются, а преобразуются в непосредственно измеряемые величины или изме-
ряются путем косвенных измерений. Воспроизведение неаддитивных величин
7
встречает определенные трудности, обусловленные сложностью создания вы-
сокоточных эталонов и мер таких величин. Физические величины, характеризу-
ющие свойства веществ и материалов, лучше всего воспроизводятся с помо-
щью стандартных образцов.
Отношение физической величины к одноименной физической величине
называется относительной величиной, а логарифм такого отношения — лога-
рифмической величиной. К таким величинам относятся коэффициент усиления
или затухания, добротность колебательного контура, коэффициент полезного
действия и др. К относительным величинам можно также отнести геометричес-
кие и фазовые углы.
1.2. Измерения в жизни человечества и государств
История единиц физических величин начинается с истории мер и весов.
Самые ранние из дошедших до нас сведений о древних мерах относятся к
тому времени, когда уже развились скотоводство и земледелие, возникла пись-
менность, образовались сравнительно большие государства.
За три тысячи лет до н.э. в Египте уже применялись довольно точно ус-
тановленные и узаконенные единицы длины, площади и веса. Строительство
ирригационных систем, возведение храмов и дворцов, сооружение гигантских
пирамид было бы невозможно без измерений.
Почти за две тысячи лет до н.э. в древней Передней Азии получила широ-
кое распространение шумеро-вавилонская система мер и весов. В Греции, начи-
ная с VI в. до н.э., и несколько позднее в Риме при сооружении храмов и
строительстве дорог и водопроводов также использовались сравнительно точно
установленные единицы длины и веса.
Обращают на себя внимание частые совпадения единиц длины, которые
устанавливались у разных народов, по-видимому, независимо. Это, впрочем,
не должно удивлять: при выборе этих единиц пользовались во многих случаях
одним и тем же источником — размерами человеческого тела.
Так, например, в Древнем Египте и на Руси применяли единицу под на-
званием локоть. В Египте различали малый локоть и царский локоть. Почти вез-
де использовались в качестве единиц длины ширина большого пальца и длина
ступни. Эти единицы удержались вплоть до XX в., например, в Англии под
названиями дюйм и фут, в мусульманских странах — под названиями ангушт
(асба) и пай (единица пай сохранилась только в детских играх).
Английская единица паям равна ширине ладони, а единица под названием
ярд определена как расстояние от кончика носа до конца указательного пальца
вытянутой руки одного из английских королей. В Древнем Риме применялась
миля, которую отсчитывали как тысячу двойных шагов.
Характерна единица длины, носившая название сажень. В России, кроме
простой сажени, равной трем локтям, применялась косая сажень — расстояние
от подошвы левой ноги до конца пальцев поднятой вверх правой руки. Была и
маховая сажень, равная расстоянию между концами пальцев вытянутых рук.
Такая же сажень применялась и в Средней Азии под названием кулач. В ряде
арабских стран использовались сажени размером около 2 м (ба, кама) и около
4 м (касаба, наб). Ныне в Египте ба равна примерно 3 м.
Большие расстояния измерялись порой в весьма своеобразных единицах.
Так, среди древнерусских мер было поприще — расстояние, пробегаемое
8
лошадью от отдыха до отдыха. В Германии некогда измеряли расстояния по
количеству трубок, выкуриваемых пешеходом на протяжении его пути. На Кубе
единицей длины одно время служил петушиный крик — расстояние, на кото-
ром еще слышно пение петуха.
В мусульманских странах для измерения больших расстояний применялся
фарсах (парасанг), состоящий из трех миль по 1000 саженей (ба), т.е. равный
приблизительно 6 км, и барид, равный 4 фарсахам, т. е. 24 км.
Для измерения малых длин применялись такие причудливые единицы, как,
например, толщина волоса с морды осла (Египет) или из гривы рабочей лоша-
ди (мусульманские страны), толщина линии (Вавилония, Англия) и диаметр
точки (Англия).
Кратные и дольные единицы образовывали первоначально посредством очень
небольших множителей и делителей. Наиболее часто для этой цели использова-
ли числа 2, 3 и 4, что характерно для вавилонских мер вместимости, некоторых
русских мер и даже английских мер, доживших до наших дней. При малых отно-
шениях между единицами, казалось, проще вести расчеты. Но не исключено,
что тяга к малым кратностям сохранилась от далекого прошлого, когда люди
еще не знали больших чисел.
В дальнейшем кратные единицы стали образовывать и с помощью больших
множителей. Появились такие множители, как 20 и даже 27 или 28. Но все чаще
использовались число 12 и кратные ему числа 24 и 60, удобные для деления на
части. По-видимому, именно в это время проявилась тенденция использовать
двенадцатеричную систему исчисления. Эта тенденция подкреплялась и тем,
что в году около 12 лунных месяцев.
В третьем тысячелетии до н.э. шумеры создали шестидесятиричную систему
исчисления. На ее основе позже возникла шумеро-вавилонская система мер
и весов. В частности, в Вавилонии разделили час на 60 минут и минуту — на
60 секунд. Аналогично, был разделен и угловой градус.
Впоследствии возобладала десятичная система исчисления. Кратные еди-
ницы стали образовываться посредством целых степеней числа 10. Но деление
суток на часы, минуты и секунды осталось в неприкосновенности. Это деление,
плохо совместимое с десятичной системой исчисления, нарушает стройность
современных систем единиц.
Особенностью древних мер является также частое совпадение единиц веса
с денежными единицами. Чеканка монет возникла не сразу и была в те времена
довольно сложным делом. Золото и серебро просто взвешивались, и их порции
измерялись в единицах веса. Вавилонская единица веса — талант — до сих пор
упоминается как ценность, которую не следует зарывать в землю. Все мусуль-
манские меры веса основаны на двух единицах — дирхаме, восходящем к гре-
ческой драхме, и мискале, или динаре. Классический золотой динар весил
4,235 г, а дирхам — 2,82 г. В отличие от этих монетных весов, мискаль и дирхам
как чисто товарные веса были несколько больше, и их размер колебался. Связь
весовых и денежных единиц сохранилась вплоть до XX в. Английская денежная
единица носит название фунт стерлингов, а единица веса карат, равный 0,2 г,
применяется исключительно при взвешивании драгоценных камней и жемчуга.
Наконец, необходимо отметить еще одно немаловажное обстоятельство. На-
чиная с глубокой древности, происходило образование сложных производных
единиц на основе более простых. За несколько тысяч лет до н.э. в Египте приме-
няли единицу площади под названием арура, определенную как площадь квад-
9
рата со стороной, равной 100 царским локтям. Там же использовалась единица
объема (вместимости) хотен — половина объема куба со стороной в один цар-
ский локоть. Мусульманские единицы площади ашир и джариб (джериб) были
равны соответственно одной и 100 квадратным касабам, т.е. около 16 и 1600 м2
(но были джарибы и другого размера). Русская десятина была квадратом
со стороной в 50 саженей, а позднее — прямоугольником установленного раз-
мера.
Участки земли в мусульманских странах измерялись также весьма не-
обычными единицами — по весу или объему пшеницы, необходимой чтобы их
засеять. Так, в Средней Азии употреблялась единица площади харвар — пло-
щадь земли, для засева которой необходимы семена весом в один харвар. Еди-
ница веса харвар («ослиный вьюк») в разное время и в разных странах состав-
ляла от 100 до 300 кг.
Уже в древности возникли такие простейшие понятия механики, как ско-
рость, удельный вес, давление, момент силы. Очевидно, механические величины
так или иначе оценивались по размеру, а следовательно, фактически устанав-
ливались и применялись единицы этих механических величин.
С возникновением сравнительно больших государств появилась проблема
упорядочения и узаконения мер и весов. Без единой системы мер были бы
невозможны ни грандиозные строительные работы, ни повседневное ведение
хозяйства. Унификации и стабильности мер требовали интересы торговли. Про-
блема унификации мер, возникнув в древности, в дальнейшем никогда уже «не
сходила со сцены». Приближаясь в отдельные периоды к своему разрешению,
эта проблема затем в силу ряда факторов вновь становилась весьма актуальной.
Не разрешена она полностью и в наши дни.
В древнем Египте за три тысячелетия до н.э., в эпоху строительства пира-
мид, мерой длины был уже упоминавшийся царский локоть. Само название
этой единицы свидетельствует, что она была официально узаконенной. Меры,
установленные законом, применялись и в Вавилоне.
В Греции в период деятельности Солона (VI в. до н.э.) в качестве единицы
длины был узаконен фут, равный примерно 0,3 м. Но узаконенные меры не
были обязательными, наряду с ними применялись и другие.
В средние века в ряде европейских стран предпринимались попытки введе-
ния мер, одинаковых и обязательных в пределах данной страны. Однако эти
первые попытки, имевшие место в Англии в 1001 и 1215 гг., во Франции в
1321 г. и в Австрии в 1438 г., оказались безуспешными.
Разнобой и хаос в области мер и весов осложнял торговлю в пределах от-
дельно взятых стран; и тем более международную торговлю. Так, в XV в. в Авст-
рии почти в каждом городе были свои меры, а иногда свои меры были и на
разных базарах в пределах одного города. В Германии, еще и в начале XIX столе-
тия представлявшей конгломерат из множества отдельных независимых госу-
дарств — королевств, княжеств и герцогств, часто карликовых, царил хаос в
мерах и весах, как, впрочем, и в денежных системах. Например, фут в разных
частях Германии имел размеры от 0,25 до 0,33 м, фунт изменялся от 0,46 до
0,51 кг и т. д.
Потребность в установлении узаконенных мер была настолько настоя-
тельной, что они вводились постепенно в одной стране за другой, и в первую
очередь в наиболее развитых странах.
В Англии узаконенные меры впервые появились в 1494 г. В XVII в. были
10
установлены английские меры длины и веса, без каких-либо изменений дей-
ствовавшие вплоть до последнего времени.
Во Франции в 1735 г. была установлена единица длины туаз и изготовлен ее
эталон.
1.3. Измерение и надзор на Руси и в России
На Руси на рубеже X и XI вв. великий князь Владимир издал указ, воз-
лагавший на священников обязанность хранить верные меры и веса (гири) и
наблюдать за взвешиваниями и измерениями. За это взималась плата в пользу
церкви.
С XII в. на Руси надзор за торговым инвентарем поручается особым упра-
вам, а также посадникам и позднее — приказам.
В уставе великого князя Всеволода Мстиславича (1134—1135 гг.) епископу
поручалось «печаловаться о том управлении (надзоре за мерами), якоже и о
душах человеческих».
Жесткие (даже жестокие) меры к виновникам обмера и обвеса преду-
сматривала грамота, данная новгородским князем Всеволодом городу Новго-
роду: за неправильное пользование мерами и весами «казнить близко смерти»,
а имущество делить на три части: часть Софийской церкви, часть Ивановской,
а часть сотским и Новгороду.
В договоре 1406 г. Полоцка с Ригой было написано: «Весцем крест целовать
ныне и потом, коли надобе, што им право весити на обе стороны, одному как
и другому, а весцю отступити прочь от скалв, а рукой не примати», т.е. при
взвешивании весовщики должны были, положив товары и гири на весы, от-
нять руки и отступить от весов. Покупателям представлялось право в сомнитель-
ных случаях требовать перемены мест товара и гирь на чашках весов. Чем не
методика выполнения измерений?
В том же XV в. была учреждена должность браковщика воска — важной
статьи русского экспорта, установлены взыскания за продажу недобро-
качественного товара, за посторонние примеси к товару, за утайку части се-
ребра, данного для переплавки.
В XVI в. контролеры (целовальники) на рынках разыскивали и отбирали
старые (неофициальные) меры. За пользование ими налагали большой штраф
и даже заключали виновных в тюрьму. Штраф налагали и на тех, «кто что...уч-
нет купити и продавати не в государеву питейную меру».
Еще большее развитие получил надзор за мерами в XVII в. Им занимались
таможни, «кружечные дворы». В Москве функционировали Померная изба и
Большая таможня. Померная изба осуществляла периодическую («как год ми-
нет») и выборочную поверку мер. Изымала неправильные «воровские» меры.
На Руси никогда не знали такой степени феодальной метрологической раз-
дробленности, которая была в Европе, где каждое государство имело свои меры.
Даже в тяжелые времена монголо-татарского господства сохранилась единая
система мер. Завоеватели были в ней заинтересованы, так как она облегчала
определение размера дани, ее сбор и учет. В XVI—XVII вв. церковный надзор за
«мерами и весами» постепенно уступил место государственному. Это было свя-
зано с укреплением государственной власти. Государственный надзор распрос-
транялся уже не только на отдельные княжества и епархии, а на всю террито-
рию страны. Еще с середины XVI в. из Москвы по всей стране рассылались
11
«казенные», «печатные», «орленые» (имевшие оттиск государственного герба)
меры длины и веса. Запрещалось пользоваться «старыми мерами». На нарушите-
лей налагали большой штраф. Была налажена периодическая поверка мер и
весов.
Наличие одной системы мер (единиц), обязательной к применению на всей
громадной территории страны производило большое впечатление и на жителей
России и на иностранцев. В царствование Ивана Грозного немец-опричник
Г. Штаден писал: «Нынешний Великий князь достиг того, что во всей Русской
земле, по всей его державе - одна вера, один вес, одна мера». В это время
эталоны хранились уже не в церковных подвалах, а в приказах Московского
государства. На чиновников — дьяков был возложен и надзор за мерами и
весами.
В указе 1556 г. упоминается об изготовлении и клеймении гирь и различных
мер и о хранении их в таможнях. Но долгое время не было узаконенных образ-
цов, по которым можно было бы поверять рабочие меры. Не было и системати-
ческого контроля над рабочими мерами. Под одним и тем же названием имели
хождение меры и веса разного размера.
В наказе царя Федора Алексеевича Большой Московской таможне о сборе
таможенных пошлин (1681 г.) говорилось: за найденные у торговцев воровские
весы определяется конфискация товаров и ссылка с семьей.
Жесткий характер Петра I сказался на содержании его Наказа «О сборе в
Московской Большой таможне пошлин (1698 г.)» - за найденные непрямые,
воровские весы лавки опечатать, товары отобрать, и семью сослать. Он же в
уставе воинских артикулов (1716 г.) писал: наказание за обмер и обвес — воз-
вратить добро втрое, взимать штраф, подвергнуть телесному наказанию.
Петр I возложил обязанности контроля за правильностью мер и весов на
Департамент торговли и мануфактур Министерства финансов, причем не-
посредственные функции контроля должны были осуществлять чины полиции.
Разносторонняя метрологическая деятельность Петра I завершилась уни-
фикацией Российских и Английских мер длины. В 1736 г. была образована «Ко-
миссия об учреждении мер и весов» под председательством главного директора
Монетного двора графа М.Г.Головкина.
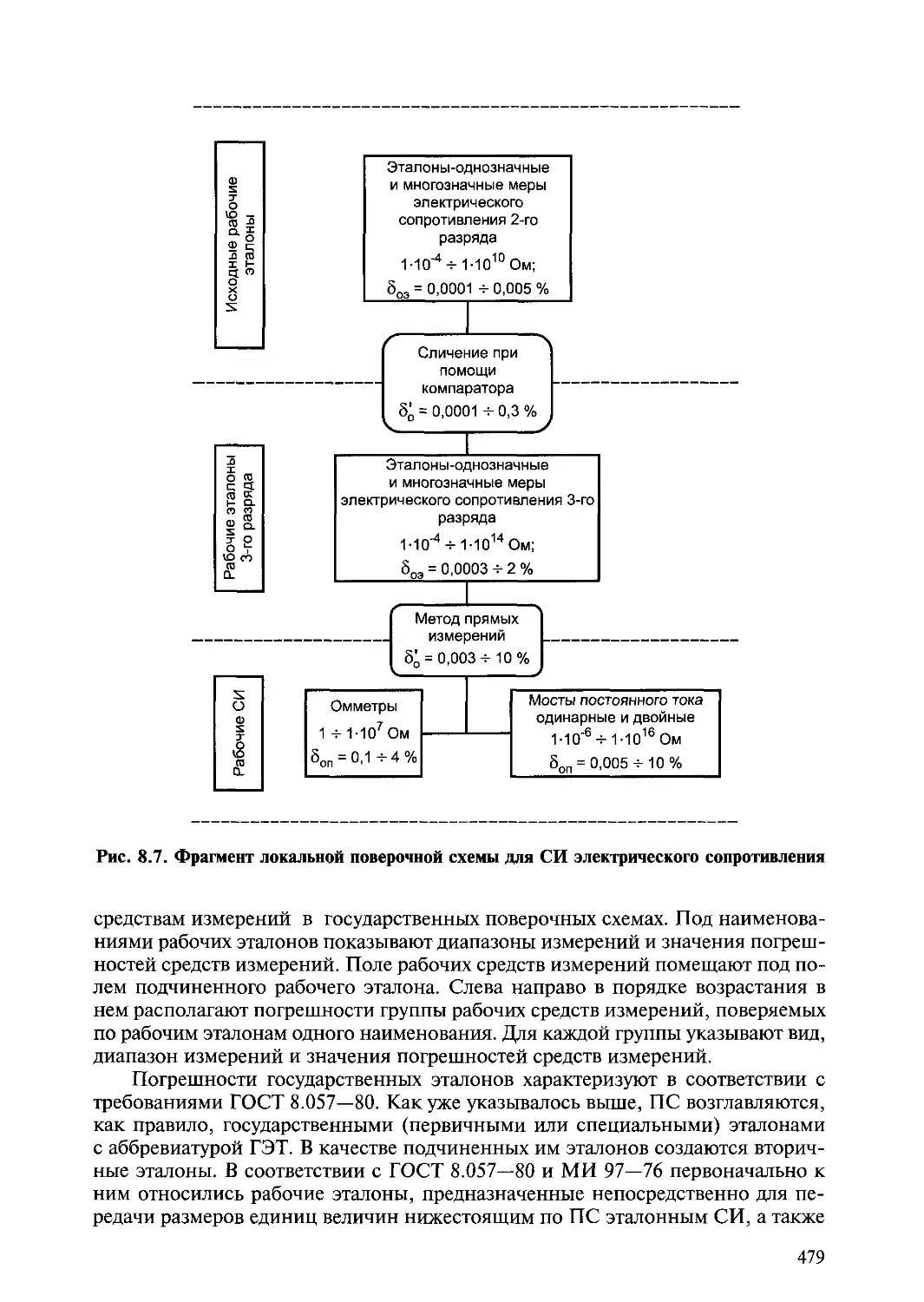
Затем был образован Комитет по разработке способов контроля и поверки
торговых мер и весов. По заданию Комитета Петербургский Монетный двор в
1747 г. изготовил бронзовую золоченую меру веса в один фунт. Однако гири по-
прежнему изготовлялись и клеймились казенными чугунолитейными заводами
без должного контроля.
Таможенный устав 1755 г. возлагал поверку и клеймение мер на губернские,
провинциальные и воеводские канцелярии. В 1758 г. Елизавета Петровна пове-
лела: «Сделать аршины железные верные и с обоих концов заклейменные так,
чтобы ни урезать, ни упиловать невозможно было». Завершил совокупность
правительственных установлений общегосударственного значения того време-
ни Закон от 29 апреля 1797 г. «Об учреждении повсеместно верных весов, пи-
тейных и хлебных мер».
Россия первенствовала также и в деле организации специализированных
метрологических учреждений. Следует напомнить, что даже во Франции, пер-
вой, еще в 1794 г. принявшей метрическую систему, они в ту пору отсутствова-
ли. Об этом свидетельствует тот факт, что первые эталоны метра и килограмма
были сданы на хранение в Архив Французской Республики. Они так и называ-
12
лись «архивными». А в России еще в 1827 г. была организована комиссия «для
постановления на неизменных началах системы Российских мер и весов». В
1830 г. Комиссия была реорганизована. В ее состав вошли: министр внутренних
дел, представители Министерства финансов, Горного и монетного департа-
ментов, персонально академик А.Я.Купфер, будущий директор Пулковской
обсерватории В.Я. Струве и другие. Комиссия создала единые государственные
эталоны длины, веса (массы), объема сыпучих тел и жидкостей. В 1833 г. по
поручению Комиссии английский метролог Кэтер изготовил прототип саже-
ни, а также образцы фута и ярда. По прототипу сажени механик Академии наук
Гиргенсон изготовил из латуни и платины другой прототип, узаконенный
в 1835 г. в качестве «главной государственной образцовой сажени». В 1833 г. был
изготовлен также платиновый прототип фунта, равного образцовому фунту
1747 г. Они были узаконены Указом 1835 г. «О системе российских мер и весов».
В соответствии с этим же указом в Санкт-Петербурге, на территории Петро-
павловской крепости, было построено здание для центрального метрологичес-
кого учреждения Российской империи — Депо образцовых мер и весов. Это
здание сохранилось и поныне. Первым директором Депо был назначен акаде-
мик А.Я. Купфер. Есть все основания полагать, что это было самое первое в
мире специализированное метрологическое учреждение, в задачи которого вхо-
дили: хранение эталонов российских и образцов различных иностранных мер,
их сличение, изготовление и поверка копий эталонов, поверка образцовых мер
(рабочих эталонов по современной терминологии), рассылаемых в разные рай-
оны государства, составление сравнительных таблиц русских и иностранных
мер.
Для сравнения — МБМВ начало функционировать в 1879 г., главное метро-
логическое учреждение Германии — физико-технический институт (ПТБ) —
в 1887 г., Национальная физическая лаборатория Англии — в 1889 г. Наци-
ональное бюро стандартов США (ныне НИСТ) — в 1901 г.
В 1868 г. в России были изданы «Сравнительные таблицы десятичных и
русских мер». В 1870 г. по инициативе Петербургской Академии наук в Париже
организуется Международная комиссия, рассматривающая вопросы введения
метрической системы в разных странах. В этом же году в России метрическая
система была сделана обязательной для всех изданий Главной физической об-
серватории, возглавлявшей сеть магнитных и метеорологических станций. Рос-
сийские метрологи А.Я. Купфер, Б.С. Якоби, А.Ю. Давидов, Ф.Ф. Петрушев-
ский, В.С. Глухов, А.В. Гадолин принимали непосредственное участие в подго-
товке метрической конвенции. Горячим сторонником и пропагандистом метри-
ческой системы был Д.И. Менделеев.
«Положением о мерах и весах» от 4 июня 1889 г. было разрешено в фа-
культативном порядке применять метрические меры в торговле, в казенных
ведомствах и общественных управлениях.
Несомненно, что особые заслуги в развитии отечественной и мировой мет-
рологии принадлежат великому русскому ученому Д.И. Менделееву, которого
по праву считают основоположником отечественной научной и практической
метрологии и создателем первого в России научного учреждения по метроло-
гии — Главной палаты мер и весов (ГПМВ), ныне Всероссийского научно-
исследовательского института метрологии (ВНИИМ) им. Д.И. Менделеева.
В 1899 г. в России был принят закон о мерах и весах, который впервые
допускал факультативное применение единиц международной метрической
системы мер (метра и килограмма) наряду с исконно русскими традицион-
ными мерами (аршином и фунтом).
13
Огромной заслугой Д.И. Менделеева перед Отечеством является то, что он
был творцом новой системы — Государственной метрологической службы. Его
выдающиеся способности позволили по существу впервые системно решить
проблему метрологии в масштабе России.
Конечно, в России и до Д.И. Менделеева было уже немало сделано в обла-
сти метрологии. В связи с этим следует упомянуть имена таких русских ученых,
как академика О.В. Струве — директора Пулковской обсерватории; академика
Б.С. Якоби, который был председателем комиссии по единообразию мер и ве-
сов в Международном Комитете мер и весов; академика Г.И. Вильда — дирек-
тора Петербургской геофизической обсерватории; академика А.Я. Купфера —
первого ученого хранителя Депо образцовых мер и весов (1842—1865 гг.); про-
фессора В.С. Глухова, руководившего Депо образцовых мер и весов с 1865 по
1892 г. После В.С. Глухова ученым хранителем Депо был назначен Д.И. Менде-
леев.
Д.И. Менделеев умело использовал все то положительное, что было созда-
но в России его предшественниками в области метрологии.
Но он смотрел далеко вперед, в будущее России, он правильно и про-
зорливо оценил исключительно важную роль метрологии во всех ее аспектах:
научном, прикладном и законодательном.
Он по существу подготовил Россию к переходу к метрической системе еди-
ниц. Ведь именно Д.И. Менделеев первым начал создавать и развивать в России
поверочную службу. Это было делом величайшей важности.
С момента создания ГПМВ на нее впервые были возложены обязанности по
испытаниям и поверке самых различных измерительных приборов.
С 1893 г. до самой своей смерти в 1907 г. Депо, которое уже называлось
«Главной палатой мер и весов» руководил Д.И.Менделеев. Он известен всему
миру как создатель Периодической системы элементов.
Менее известна, но не менее значительна его метрологическая деятельность.
При нем существенно повысился и достиг мирового уровня уровень работ ла-
бораторий Палаты и проведена подготовка к внедрению в России метрической
системы. Сам Д.И. Менделеев непосредственно руководил лабораторией мер
массы и разработал ряд новых методов точных взвешиваний. При Менделееве
на территории палаты появились новые здания (в одном из которых находилась
его квартира), открывались (кроме лабораторий мер массы и линейных измере-
ний) новые лаборатории: термометрическая в 1898 г., электрическая в 1900 г.,
фотометрическая в 1901 г., измерения расхода в 1902 г., астрономическая в
1902 г., манометрическая в 1907 г. Появились химическая лаборатория и меха-
ническая мастерская.
При Д.И. Менделееве деятельность Главной палаты мер и весов была зна-
чительно расширена и распространена на поверку и контроль манометров, во-
домеров, газометров, электрических счетчиков и т.п. В 1894 г. был изготовлен
платиноиридиевый прототип русского фунта, а в 1899 г. он был узаконен.
Было узаконено также его соотношение с килограммом: 1 русский фунт =
= (0,40951241 ± 0,00000001) кг.
Д.И. Менделеев разрабатывал мероприятия по достижению единства и точ-
ности измерений. С этой целью он, отдавая должное постепенному переходу на
метрическую систему единиц, считал необходимым организовать систему про-
верочных учреждений, которые получили названия «поверочных палаток» и
начали создаваться с конца 1900 г. Вначале в них поверяли концевые и штрихо-
вые меры длины, а также землемерные ленты.
14
Согласно новому «Положению о мерах и весах» (1899 г.) поверочная служ-
ба на местах осуществлялась местными учреждениями — поверочными палат-
ками, которые подчинялись ГПМВ. Заведующие палатками и поверители про-
ходили обязательную подготовку на специальных курсах при ГПМВ, обучение
на которых осуществлялось по программе, составленной Д.И. Менделеевым.
К концу 1900 г. были открыты первые 10 поверочных палаток: в Петербурге
(две), в Москве, в селе Павлове, в Варшаве, Нижнем Новгороде, Туле, Харь-
кове, Нахичевани, Муроме. В 1902 г. было открыто еще 10 палаток — в Киеве,
Одессе, Риге, Казани и других городах. И, наконец, в 1906 г. было открыто еще
пять новых палаток.
Таким образом, за очень короткий срок на всей территории страны осуще-
ствлялась деятельность по обеспечению единства измерений, цель которой со-
стояла, как писал Д.И. Менделеев, «в точном объединении мер, применяемых
в торговле и промышленности Империи, и укреплении во всем мире доверия к
постановке метрологических задач в России».
В 1893—1897 гг. Д.И. Менделеев выполнил важную работу по инспекти-
рованию поверочных учреждений, что позволило объективно оценить состояние
поверочных работ и выработать программу на будущее. При этом Д.И.Менделе-
ев, создавая новую систему поверки и инспекции, использовал положитель-
ный опыт Англии, Германии и Франции.
В феврале 1901 г. ГПМВ издала циркуляр о поверке и клеймении торговых
мер и весов в городах России. В декабре 1901 г. ученый принял участие в заседа-
нии Государственного совета при обсуждении вопроса о развитии местных по-
верочных учреждений.
В январе 1903 г. Д.И.Менделеев, находясь по приглашению в Киеве, посе-
тил местную поверочную палатку. В мае 1904 г. он составил докладную записку
в Министерство финансов о дальнейшем расширении поверочной деятельнос-
ти ГПМВ. В ноябре 1904 г. был составлен подписанный Д.И. Менделеевым цир-
куляр, который регламентировал работу поверочных палаток. В декабре 1904г.
он присутствовал при освящении вагона-палатки, т.е. специально созданного
передвижного поверочного учреждения. Примечательно, что Д.И. Менделеев с
целью повышения эффективности метрологических работ предусмотрел в шта-
те ГПМВ доверителей и инспекторов.
1.4. Метрическая система мер
Неуклонно возраставшая необходимость в унификации единиц физических
величин не только в пределах отдельных стран, но и в международном масшта-
бе привела в конце XVIII в. к созданию, а в XIX в. и к международному призна-
нию Метрической системы мер.
Метрическая система была разработана и первоначально введена в ходе
Великой французской революции. В 1789 г. в Национальное собрание Франции
был внесен правительственный проект об установлении единых для всей стра-
ны мер. Была создана под председательством Лапласа специальная комиссия в
составе Лагранжа, Борда, Монжа и др. Исходя из идеи использования есте-
ственных и стабильных эталонов длины и веса, комиссия по предложению Лап-
ласа приняла в качестве единицы длины одну десятимиллионную часть четвер-
ти длины Парижского меридиана. Этой единице было присвоено название
метр — от греческого слова цетроп, что означает мера (впервые название метр
15
ввел в 1675 г. Буратини в книге «Универсальная мера»). За единицу веса был
принят вес одного кубического сантиметра чистой воды при 4 °C — температу-
ре ее наибольшей плотности. Эту единицу назвали граммом. В качестве единицы
времени приняли секунду, определенную как 1 /86400 часть средних солнечных
суток. Чрезвычайно плодотворным оказалось предложение Ван-Свиндена обра-
зовывать десятичные кратные и дольные единицы посредством приставок кило,
гекто, дека, деци, санти, милли.
Проект Метрической системы мер был утвержден Национальным собранием
Франции 30 марта 1791 г. Не дожидаясь окончания измерений Парижского ме-
ридиана, французское правительство 7 апреля 1795 г. объявило о введении деся-
тичной системы мер с основными единицами — метром и граммом. По завер-
шении измерений меридиана Национальному собранию были представлены
платиновые эталоны метра и килограмма, изготовленные механиком Ленуаром.
Эти эталоны были утверждены декретом Национального собрания от 10 декаб-
ря 1799 г. и затем переданы на хранение в Национальный архив Франции,
почему впоследствии и получили название «архивных» метра и килограмма.
Когда выяснилась необходимость в единице массы, за нее приняли массу того
же эталона килограмма.
Метрические меры, по мысли их создателей, были предназначены «на все
времена, для всех народов». Но даже во Франции после реставрации монархии
метрическая система была предана забвению и стала обязательной лишь в
1840 г. Тем не менее она медленно, но верно завоевывала признание. Не после-
днюю роль в распространении метрических мер сыграли русские ученые.
Д.И. Менделеев на первом съезде русских естествоиспытателей в 1867 г. говорил
о необходимости «склонить народы к единству мер, весов». На Парижской вы-
ставке в 1867 г. под председательством петербургского академика Б.С. Якоби
был образован Международный комитет весов, мер и монет. По предложению
Петербургской и Парижской Академий наук для изучения метрической систе-
мы была организована международная метрическая комиссия, которая созыва-
лась в 1870 и 1872 гг.
20 мая 1875 г. семнадцать государств, в том числе и Россия, подписали
Метрическую конвенцию, имеющую целью содействовать международному
единству мер. Тогда же было организовано Международное бюро мер и весов,
подчиненное Международному комитету. В задачу бюро, в частности, входило
изготовление копий с прототипов метра и килограмма. За 10 лет было со всей
тщательностью изготовлено 30 эталонов метра.
На I Генеральной конференции мер и весов в 1889 г. созданные эталоны
были разделены по жребию между государствами, подписавшими конвенцию.
Россия получила два эталона метра: № 11 и № 28.
4 июля 1899 г. в России был принят закон, разрешающий применять метри-
ческую систему «наравне с основными российскими мерами». Первая статья
«Положения о мерах и весах» от 27 июля 1916 г. гласила: «В Российской импе-
рии применяются меры русские и международные метрические». Становление
Метрической системы мер в нашей стране окончательно завершилось уже при
советской власти. Только после Октябрьской революции по указанию В.И. Ле-
нина управляющий Главной палатой мер и весов проф. Н.Е. Егоров подготовил
проект декрета о переходе на метрическую систему. Декрет был утвержден
В.И. Лениным 14 сентября 1918г.
Постановлением СНК СССР от 21 июля 1925 г. СССР признал Между-
16
народную метрическую конвенцию 1875 г. и, тем самым, принял на себя обя-
зательства России по членству в ней и уплате взносов на содержание Меж-
дународного Бюро мер и весов (МБМВ).
Переход на метрическую систему был официально завершен к 1927 г. Но
еще долго имели хождение фунты и пуды, долго расстояния выражали в вер-
стах, и лишь постепенно они уходили в прошлое, окончательно уступая место
килограммам и километрам. Впрочем, метры, сантиметры и литры стали при-
меняться почти сразу после официального введения.
Введенная в последней четверти XIX в. почти повсеместно в Европе метри-
ческая система в настоящее время принята подавляющим большинством стран
мира. Исключение долго составляли из крупных государств лишь США, Анг-
лия, Индия и Канада. Но и они приняли законодательные акты о переходе на
метрическую систему.
Переход к новым мерам был затруднен, разумеется, не только из-за челове-
ческой склонности к привычному. Необходимо было изготовить большое количе-
ство новых гирь, мерных линеек и т.п. Но еще затруднительнее было перейти в
промышленности от дюймовых к миллиметровым стандартам на чертежи и де-
тали машин, вплоть до стандартов на размеры болтов и гаек.
Нередко встречаются утверждения о том, что метрическая система мер и
весов не представляет системы единиц в современном понимании. Но ведь на
основе трех единиц метрической системы — метра, грамма и секунды — было
образовано не только множество кратных и дольных, но и много производных
единиц. Были образованы единицы площади и объема, скорости и ускорения,
давления и силы, энергии и мощности. Правда, в рамках метрической системы
образование производных единиц физических величин ограничивалось лишь
областью геометрии и механики и притом не имело должного научного обо-
снования.
Вместе с унификацией и узаконением мер и весов возникла задача кон-
троля за правильностью их применения. Вначале функции контроля возлага-
лись на те или иные уже существующие органы власти или другие инстанции.
Но со временем в разных странах стали организовывать специальные учрежде-
ния и органы, признанные наблюдать за правильностью применения установ-
ленных мер и весов. Функции этих специальных учреждений постепенно рас-
ширялись и усложнялись.
1.5. Системы единиц
На основе единиц длины и времени еще в древности образовывали и еди-
ницы других величин — площади, объема, скорости. С появлением метрической
системы стали образовывать единицы и других геометрических и механических
величин. Кроме того, был найден удачный метод образования кратных и доль-
ных единиц. Однако развитие науки и техники в XIX в. требовало измерений
и в ряде вновь возникающих областей физики.
В 1832 г. К. Гаусс сформулировал научные основы построения систем еди-
ниц. Гаусс выбрал в качестве основных единицы длины, массы и времени, а
конкретно — миллиметр, миллиграмм и секунду. На основе трех указанных
единиц, приняв за исходное уравнение закон Кулона для магнитных масс,
Гаусс образовал единицы магнитных величин.
2-1651
17
Систему магнитных единиц, построенную Гауссом, в 1851 г. Вебер дополнил
электрическими единицами. За системами, основанными подобно системе Га-
усса—Вебера на единицах длины, массы и времени, на длительное время ут-
вердилось название абсолютных.
Изучение электрических и магнитных явлений, и в частности создание элек-
тромагнита, уже в первой половине XIX в. привело к практическим приложениям
рождающейся электротехники, из которых наиболее значительным был элект-
ромагнитный телеграф. Появилась настоятельная необходимость в установле-
нии удобных и общепризнанных единиц электрических и магнитных величин.
В 1861 г. Британская ассоциация для развития наук по предложению
У. Томсона создала особый Комитет по эталонам электрического сопротивления.
Помимо Томсона в него вошли Уитстон, Максвелл, Сименс, Джоуль и другие
физики того времени. Комитет не ограничился первоначально поставленной
задачей, и его стали называть вскоре Комитетом по электрическим эталонам.
Но в действительности был охвачен гораздо более широкий круг вопросов.
Оценив достоинства метода построения системы единиц, созданного Гаус-
сом, вместо предложенных им сравнительно мелких единиц Комитет счел бо-
лее целесообразным принять в качестве основных единиц сантиметр, грамм и
секунду. Так появилась система единиц СГС. Образование единиц механики не
встретило каких-либо затруднений. Единице силы в системе СГС было присво-
ено название дина, единице работы — эрг.
При образовании единиц электромагнетизма на основе трех единиц — сан-
тиметра, грамма и секунды — можно построить не одну, а две одинаково ло-
гичные и стройные системы единиц: электромагнитную систему СГСМ и элек-
тростатическую систему СГСЭ. Первая получается, если исходить из закона
Кулона для магнитных масс. Ко второй же приходят, взяв в качестве исходного
закон Кулона для электрических зарядов. Комитет рекомендовал для практи-
ческого применения систему СГСМ.
Поскольку единица электрического сопротивления в системе СГСМ оказа-
лась слишком малой, Комитет принял в качестве практической единицы со-
противление в 109 раз большее. Был изготовлен вещественный образец этой
единицы сопротивления из сплава двух частей серебра и одной части платины,
насколько возможно близкий к 109 ед. СГСМ. Он получил название единицы
Британской ассоциации (BAU). Комитет разослал большое число платиносе-
ребряных копий этого эталона различным научным учреждениям.
Комитет предложил не только практическую единицу сопротивления, но
и целую систему практических электрических единиц, базирующихся на еди-
ницах СГСМ, которым были даны наименования, связанные с именами уче-
ных:
омада — единица электрического сопротивления, равная 109 ед. СГСМ (впос-
ледствии переименована в ом),
вольт — единица электродвижущей силы, равная 108 ед. СГСМ,
фарада — единица электрической емкости, равная 109 ед. СГСМ. От-
сюда вытекали и размеры практических единиц силы электрического тока
(0,1 ед. СГСМ) и электрического заряда (0,1 ед. СГСМ).
Свою работу Комитет по электрическим эталонам закончил в 1870 г. Опуб-
ликование результатов его работы вызвало значительный интерес во всем
мире среди тех, кто так или иначе был связан с изучением или применением
электромагнетизма. К тому времени существовало около пятнадцати различных
18
единиц сопротивления, восемь разных единиц напряжения и электродвижущей
силы (ЭДС), пять единиц силы тока. Рекомендации Комитета позволили устра-
нить трудности, порожденные разнообразием электрических и магнитных еди-
ниц.
В 1881 г. в Париже в связи с Международной выставкой по электричеству
состоялся Первый Международный конгресс электриков. В конгрессе приняли
участие У. Томсон, Гельмгольц, Кольрауш, от России — А.Г. Столетов.
На парижской выставке демонстрировались лампы накаливания, элек-
трическая вольтова дуга, телефон, динамомашины. Ввиду широкого распро-
странения электротехнических устройств необходимость в единой системе еди-
ниц электромагнетизма была совершенно очевидной.
Первый международный конгресс электриков одобрил и принял обе
системы единиц, разработанные Комитетом Британской ассоциации, —
электростатическую систему СГСЭ и электромагнитную систему СГСМ. Кроме
того, в соответствии с предложением Комитета для практических нужд Пер-
вый международный конгресс электриков официально принял абсолютную прак-
тическую систему единиц, базирующуюся на системе СГСМ.
Ом и вольт, единицы электрического сопротивления и напряжения в прак-
тической системе сохранили свои определения как 109 и 108 ед. СГСМ.
Ампер, единица силы электрического тока, был определен как ток, произ-
водимый 1 вольтом в 1 оме, т.е. как 0,1 ед. СГСМ.
Кулон, единица электрического заряда (количества электричества), опре-
делен как заряд, переносимый током в 1 ампер за 1 секунду, т.е. как 0,1 ед.
СГСМ.
Фарада, единица электрической емкости, определена условием, что 1 ку-
лон в 1 фараде дает 1 вольт. Она равна 10“9 ед. СГСМ.
В 1889 г. на Втором конгрессе электриков в Париже были установлены еще
три практические единицы — джоуль, ватт и генри.
Джоуль, единица работы и энергии, был определен как энергия, выде-
ляемая в виде тепла за 1 секунду током в 1 ампер, протекающим по сопро-
тивлению в 1 ом. Джоуль равен 107 эрг.
Ватт, единица мощности, равен 1 джоулю в 1 секунду, т.е. 107 ед. СГС, или
107 эрг/с.
Генри, единица индуктивности, равен 109 ед. СГСМ. Название генри дано
лишь в 1893 г. Первоначально эту единицу назвали квадрантом, поскольку в
системе СГСМ единица индуктивности есть сантиметр, а 109 см — это длина
четверти земного меридиана.
Произведенные еще ранее в ряде стран измерения выявили отличие едини-
цы электрического сопротивления Британской ассоциации от точного значе-
ния — 109 ед. СГСМ — более чем на 1 %. Поэтому со всей тщательностью был
изготовлен новый вещественный эталон ома, а также эталоны ампера и вольта.
Но в дальнейшем выяснилось, как и следовало ожидать, что между изготов-
ленными эталонами и их прообразами имеются хотя и небольшие, но все же
ощутимые расхождения — порядка нескольких сотых долей процента. Было ре-
шено принять эти эталоны в качестве законных международных практических
единиц. Наряду с абсолютными практическими единицами, базирующимися
на системе СГСМ, возникла и другая, так называемая международная практи-
ческая система единиц, в которую входили международный ом, международ-
ный ампер, и т.д.
2*
19
Однако одновременное существование двух практических систем элек-
трических и магнитных единиц приводило к множеству неудобств.
В 1908 г. в Лондоне была создана Международная конференция, которая
постановила, что за основу должны приниматься абсолютные практические
единицы, определенные по электромагнитной системе СГСМ.
Официально абсолютные практические единицы были введены, а меж-
дународные практические единицы окончательно упразднены лишь с января
1948 г. Название «абсолютные» в настоящее время вышло из употребления.
С созданием метрической системы мер и весов стала особенно актуальной
всегда существовавшая проблема определения основных единиц и выбора или
изготовления их эталонов. Первоначально стремились пользоваться эталонами,
которые давала сама природа. Но первое измерение длины Парижского мери-
диана, как выяснилось со временем, было недостаточно точным. Затем стало
ясно, что Земля непрерывно меняет свои размеры, а точность методов измере-
ний непрерывно возрастает.
Поэтому созданная в 1870 г. Международная комиссия по изучению метри-
ческой системы после долгих обсуждений приняла решение «не гоняться за
призрачной неизменной величиной», а довольствоваться изготовленным ме-
таллическим эталоном метра, считая его неизменным независимо от последу-
ющих достижений науки. Аналогичное решение было принято и в отношении
эталона килограмма.
Но в результате использования вещественных эталонов стали обнаружи-
ваться расхождения между единицами физических величин при их определе-
нии различными способами. Например, литр как объем одного килограмма
воды оказался несколько отличающимся от кубического дециметра.
С установлением единиц электрических и магнитных величин число несо-
ответствий такого рода возросло. Определенные по вещественным эталонам
международные единицы ампер, вольт и ом не только отличались от их абсо-
лютных прототипов, но и не соответствовали друг другу - ампер отличался от
тока, производимого 1 вольтом в 1 оме.
Развитие науки и возросшая точность измерений позволили отказаться от
использования многочисленных искусственно изготовляемых эталонов и вер-
нуться к эталонам, которые даны нам самой природой. Так, оказалось возмож-
ным определить метр, связав его с длиной волны некоторой спектральной ли-
нии (1960 г.), а затем со скоростью света в вакууме (1983 г.)*. Однако не для
всех основных единиц удалось использовать естественные эталоны. Единица
массы, например, все еще определяется как масса международного прототипа
килограмма.
1.6. Системы СГС и МКСА.
Процесс отбора и объединения систем
После принятия в 1881 г. электростатической и электромагнитной систем
(СГСЭ и СГСМ) со временем появилась новая система — гауссова система
единиц, называемая также просто системой СГС. Она представляет своеобраз-
* Это определение гласило: «Метр равен 1 650 763,73 длин волн в вакууме излуче-
ния, соответствующего переходу между уровнями 2р10 и 5ds атома криптона-86»
20
ное объединение двух систем. Электрические единицы гауссовой системы взяты
из системы СГСЭ, а магнитные единицы — из системы СГСМ.
На основе системы СГС были установлены также единицы для других обла-
стей физики - единицы акустических, тепловых, светотехнических величин и
единицы ионизирующих излучений.
Признание и распространение теории электромагнетизма, созданной Мак-
свеллом в 1860—1865 гг. привело к пониманию невозможности свести электри-
ческие и магнитные явления к механике. Возникает стремление строить систе-
мы электрических и магнитных единиц не на трех, а на четырех основных еди-
ницах, добавляя к единицам длины, массы и времени еще и единицу какой-
либо электрической или магнитной величины.
Появляются четыре новые системы единиц: СГСе0 и СГСц0, предложен-
ные в 1889 г. Рюкером, а также СГСФ и СГСБ. Роль четвертой основной едини-
цы в них играют соответственно диэлектрическая проницаемость вакуума е0,
магнитная проницаемость вакуума ц0, электростатическая единица заряда —
Франклин (Фр) и электромагнитная единица силы электрического тока — био
(Био).
Длительное время не было определенности в названиях магнитных единиц
системы СГСМ и гауссовой системы. Ясность была внесена лишь в 1930 г.,
когда Международная электротехническая комиссия (МЭК), созданная в Сток-
гольме, дала этим единицам названия: эрстед — единица напряженности маг-
нитного поля, гаусс — единица магнитной индукции, максвелл — единица
магнитного потока, гильберт — единица магнитодвижущей силы.
В 1892 г. английский физик Хевисайд обнаружил возможность рационали-
зовать уравнения электромагнетизма, придав им более простой и логичный вид.
В результате число возможных систем единиц сразу удвоилось — каждая из
систем могла быть рационализована или оставлена без изменения.
Во всех рассмотренных выше системах единиц, за исключением первона-
чальной системы Гаусса—Вебера, использовали в качестве основных единиц
сантиметр, грамм и секунду. Даже практические единицы ом, вольт и другие
были введены как кратные единицам системы СГСМ.
В 1901 г. итальянский инженер Джорджи предложил систему единиц МКС,
в которой за основные единицы приняты метр, килограмм и секунда. Эти еди-
ницы были выбраны с таким расчетом, чтобы образованные на их основе еди-
ницы энергии и мощности совпали по размеру с практическими единицами —
джоулем и ваттом. При таком выборе добавление одной из практических элек-
трических единиц в качестве четвертой основной единицы позволяло получить
систему не только механических, но электрических и магнитных единиц, в
которую оказывались включенными все остальные практические единицы. По-
зднее за четвертую основную единицу был принят ампер, и система Джорджи
получила наименование МКСА (метр - килограмм - секунда - ампер).
На основе системы МКС с добавлением соответствующей четвертой основ-
ной единицы были построены системы единиц и для других областей физики.
Путем добавления единицы термодинамической температуры — Кельвина —
получили систему тепловых единиц МКСК. Добавление единицы силы света —
свечи (канделы) — позволило построить систему светотехнических единиц МКСС
и т.д.
Другие варианты выбора основных единиц не были столь удачными.
Во Франции была предложена и в 1919 г. узаконена система МТС, в кото-
21
рой основными единицами являются метр, тонна и секунда. Система МТС при-
менялась также и в СССР с 1933 по 1955 г.
Широкое распространение одно время получила так называемая техничес-
кая система единиц, или МКГСС, с основными единицами метр, килограмм-
сила, секунда. Это единственная система, в которой за одну из основных еди-
ниц принята единица силы.
При теоретических научных исследованиях иногда применяют так называ-
емые естественные системы единиц, основанные на физических константах.
Первую из таких систем предложил Планк в 1906 г. Основными единицами в
ней являются скорость света в вакууме, гравитационная постоянная, постоян-
ная Больцмана и постоянная Планка.
В первые десятилетия XX в. насчитывалось едва ли не два десятка различных
систем единиц. Проблема унификации единиц снова стала актуальной. Но од-
новременно с размножением систем единиц шел и обратный процесс их прак-
тического отбора и объединения.
Гауссова система единиц, созданная как своеобразная комбинация систем
СГСЭ и СГСМ, оттеснила сами эти системы на задний план. Родственные им
системы СГСе0, СГСц0, СГСФ, СГСБ не нашли сколько-нибудь заметного
применения. Гауссова система устояла и против процесса рационализации, со-
хранив свою классическую форму.
Техническая система МКГСС вследствие выбора такой основной единицы,
как килограмм-сила, оказалась непригодной ни в одной области, кроме меха-
ники.
Единицы системы МТС в своем большинстве имели размеры, мало удоб-
ные для практики, хотя единица массы — тонна — и была подходящей в неко-
торых отраслях производства.
Естественные системы единиц если и имели известные преимущества при
теоретических исследованиях, заведомо не могли получить распространения в
технике. Единицы их нельзя даже назвать неудобными, они выглядят буквально
экзотическими. Так, в системе Планка единица длины — порядка КГ35 м.
Международные единицы, лишь ничтожно отличавшиеся от практических
единиц, как уже говорилось, постепенно «сошли со сцены».
Практические электрические и магнитные единицы ампер, вольт, генри и
другие органически вошли в состав системы МКСА. Решение присоединить
систему практических единиц к системе МКС вынесла летом 1935 г. МЭК на
основе референдума, проведенного между электротехническими комитетами
различных стран при участии генерального секретаря Международного союза
чистой и прикладной физики.
МЭК было решено для практической единицы магнитного потока принять
название вебер, для единицы частоты рекомендовать название герц и для прак-
тической единицы электрической проводимости — название сименс. Название
единицы проводимости «мо» было признано неправильным.
Таким образом, к началу Второй мировой войны в результате процесса
унификации единиц физических величин преобладающее значение и распрос-
транение получила система единиц МКСА, к которой естественно примыкали
образованные на основе МКС системы тепловых, светотехнических, акусти-
ческих и других единиц. Кроме того, определенное распространение, главным
образом при теоретических исследованиях, имела система СГС, или гауссова.
Вопрос о создании Международной системы единиц впервые был поднят
22
еще в 1913 г. на V Генеральной конференции по мерам и весам (ГКМВ). Однако
подготовка Международной системы единиц началась лишь в середине XX в.
В 1948 г. Международный союз чистой и прикладной физики представил на
IX ГКМВ предложение о принятии Международной практической системы еди-
ниц с основными единицами — метром, килограммом, секундой и одной из
практических электрических единиц. Одновременно IX ГКМВ получила от фран-
цузского правительства проект международной унификации единиц. В частно-
сти, этот проект предусматривал принятие механических единиц системы МКС
и практических единиц электромагнетизма системы МКСА.
X ГКМВ в 1954 г. решила, что Международная система должна быть универ-
сальной, т.е. охватывать все области измерений, и в качестве ее основных еди-
ниц следует принять метр, килограмм, секунду, ампер, градус Кельвина и
свечу (канделу).
Наконец, в 1960 г. XI ГКМВ приняла решение:
а) присвоить системе, основанной на шести основных единицах, наиме-
нование «Международная система единиц»;
б) установить международное сокращенное наименование этой системы
«SI» (от начальных букв Systeme International);
в) ввести таблицу приставок для образования десятичных кратных и доль-
ных единиц;
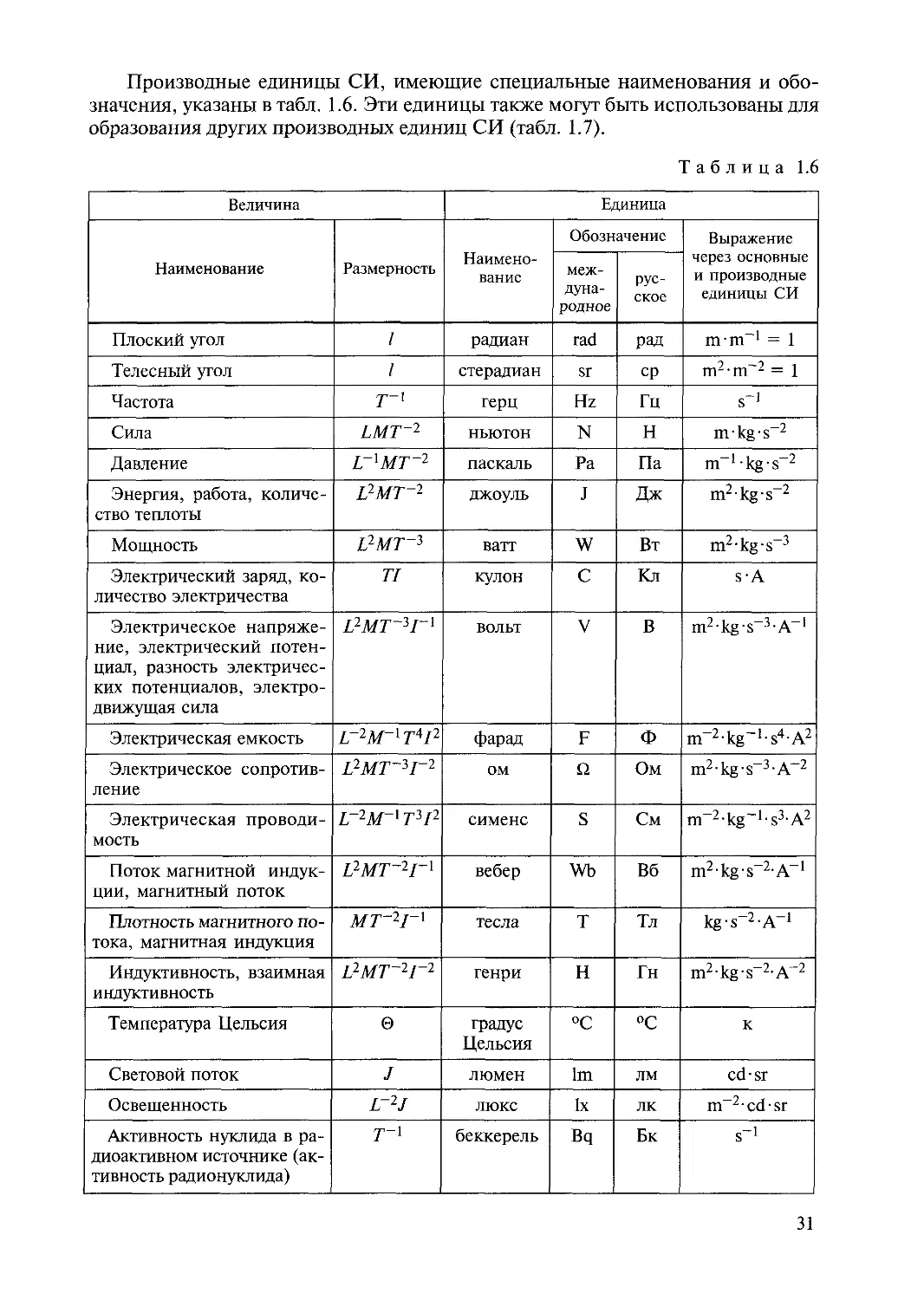
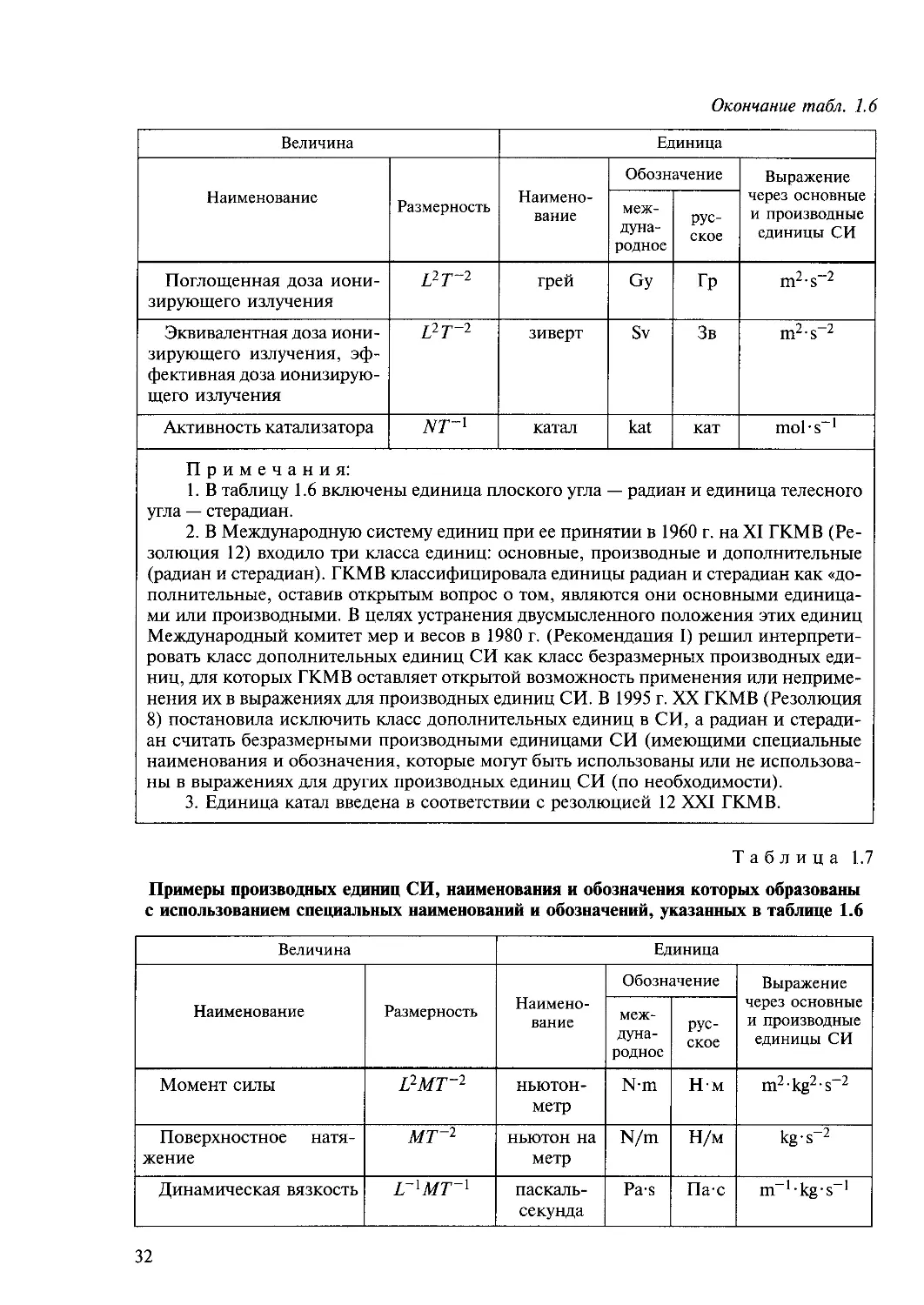
г) образовать 27 производных единиц Международной системы с возмож-
ным добавлением в будущем и других производных единиц.
Уже после XI ГКМВ в Международную систему была добавлена седьмая
основная единица — моль — единица количества вещества. Кроме того, наиме-
нование «градус Кельвина» заменено более коротким «Кельвин».
В русской транскрипции Международная система сокращенно именуется
«СИ».
1.7. Международная система единиц (СИ)
Совместными усилиями ученых разных стран была разработана наиболее
совершенная в настоящее время форма метрической системы мер — Междуна-
родная система единиц (СИ).
Ее основными преимуществами являются универсальность (она охватывает
все области измерений), согласованность (все производные единицы образова-
ны по единому правилу, исключающему появление в формулах коэффициен-
тов, что существенно упрощает расчеты) и возможность создания новых про-
изводных единиц по мере развития науки и техники на основе существующих
единиц физических величин.
Достоинством системы является также четкое разделение понятий массы,
веса и силы благодаря введению различных по наименованию единиц: кило-
грамм — единица массы; ньютон — единица силы и веса. Изъятие единицы
силы и веса — килограмм-сила (кгс) — позволяет избежать смешения понятий
массы и веса. Масса в СИ выражается в граммах, миллиграммах, килограммах и
т.д., а вес (как и любая другая сила) — в ньютонах, килоньютонах, миллинью-
тонах и т.д. Понятие масса характеризует инерционность тел и веществ или их
способность создавать гравитационное поле, а понятие «вес» — силу, возника-
ющую вследствие взаимодействия с гравитационным полем. Масса т не зави-
сит от ускорения свободного падения g, а вес пропорционален этому ускоре-
нию и равен mg. Следовательно, разработчикам, изготовителям и потребителям
23
средств измерений необходимо обращать внимание на то, чтобы в стандартах и
в спецификациях чертежей была указана масса изделий, а вес должен указы-
ваться лишь в тех случаях, когда речь идет о силе воздействия изделий на осно-
вание под действием земного притяжения, т.е. в объектах, расположенных на
земле.
1.7.1. Единицы величин
Единицы физических величин, применяемых в нашей стране, устанавли-
вает ГОСТ 8.417—2002 «ГСИ. Единицы физических величин».
ГОСТ 8.417—2002, один из основополагающих стандартов Государствен-
ной системы обеспечения единства измерений (ГСИ), устанавливает единицы
физических величин (далее — единицы), применяемые в стране: наименова-
ния, обозначения, определения и правила применения этих единиц.
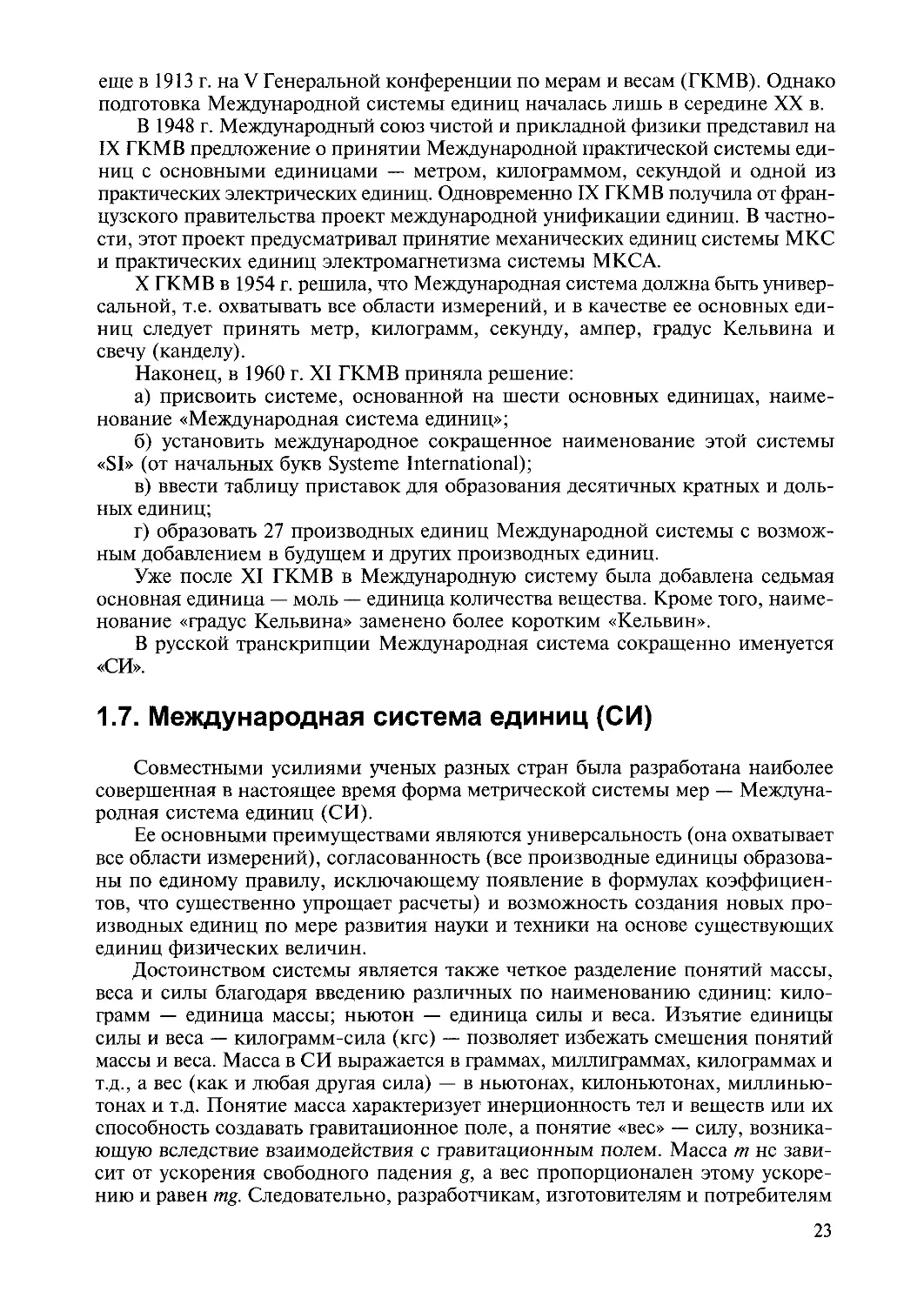
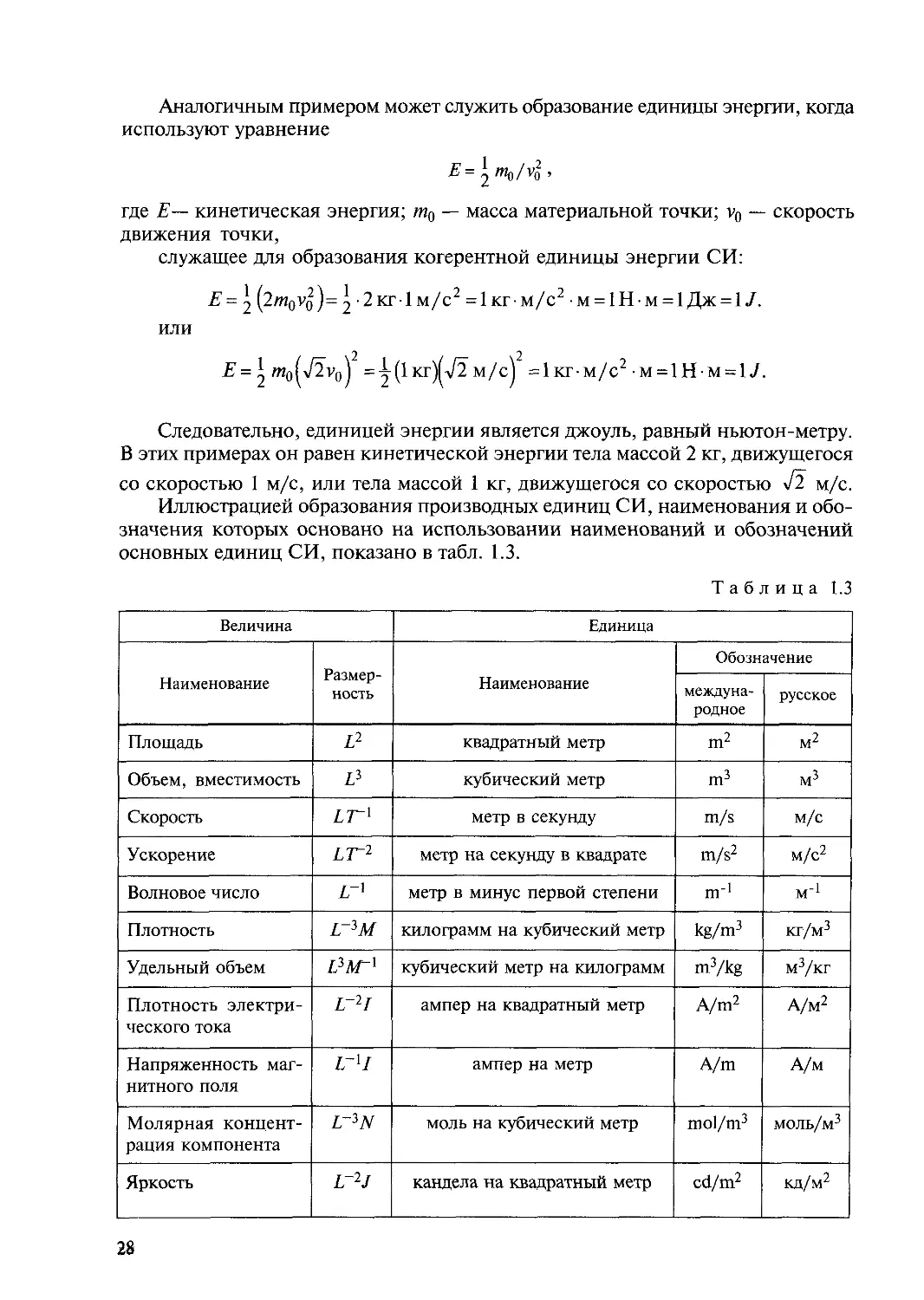
В России на основании СИ и ГОСТ 8.417—2002 определены семь основных
единиц (табл. 1.1), а производные единицы СИ образуют по правилам образо-
вания когерентных производных единиц СИ (табл. 1.3).
Таблица 1.1
Величина Единица
Наимено- вание Раз- мер- ность Наи- мено- вание Обозначение Определение
между- народ- ное русское
Длина L метр m м Метр есть длина пути, проходимого светом в вакууме за интервал времени 1/299 792 458 s [XVII ГКМВ (1983 г.), Резолюция 1]
Масса М кило- грамм kg кг Килограмм есть единица массы, рав- ная массе международного прототипа ки- лограмма [I ГКМВ (1889 г.) и III ГКМВ (1901 г.)]
Время т секун- да s с Секунда есть время, равное 9 192 631 770 периодам излучения, соответствую- щего переходу между двумя сверхтонки- ми уровнями основного состояния ато- ма цезия-133 [XIII ГКМВ (1967 г.), Ре- золюция I]
Электри- ческий ток (сила электри- ческого тока) I ампер А А Ампер есть сила неизменяющегося тока, который при прохождении по двум параллельным прямолинейным провод- никам бесконечной длины и ничтожно малой площади кругового поперечного сечения, расположенным в вакууме на расстоянии 1 m один от другого, вызвал бы на каждом участке проводника дли- ной 1 ш силу взаимодействия, равную 2 10“7 N [МКМВ (1946 г.), Резолюция 2, одобренная IX ГКМВ (1948 г.)]
24
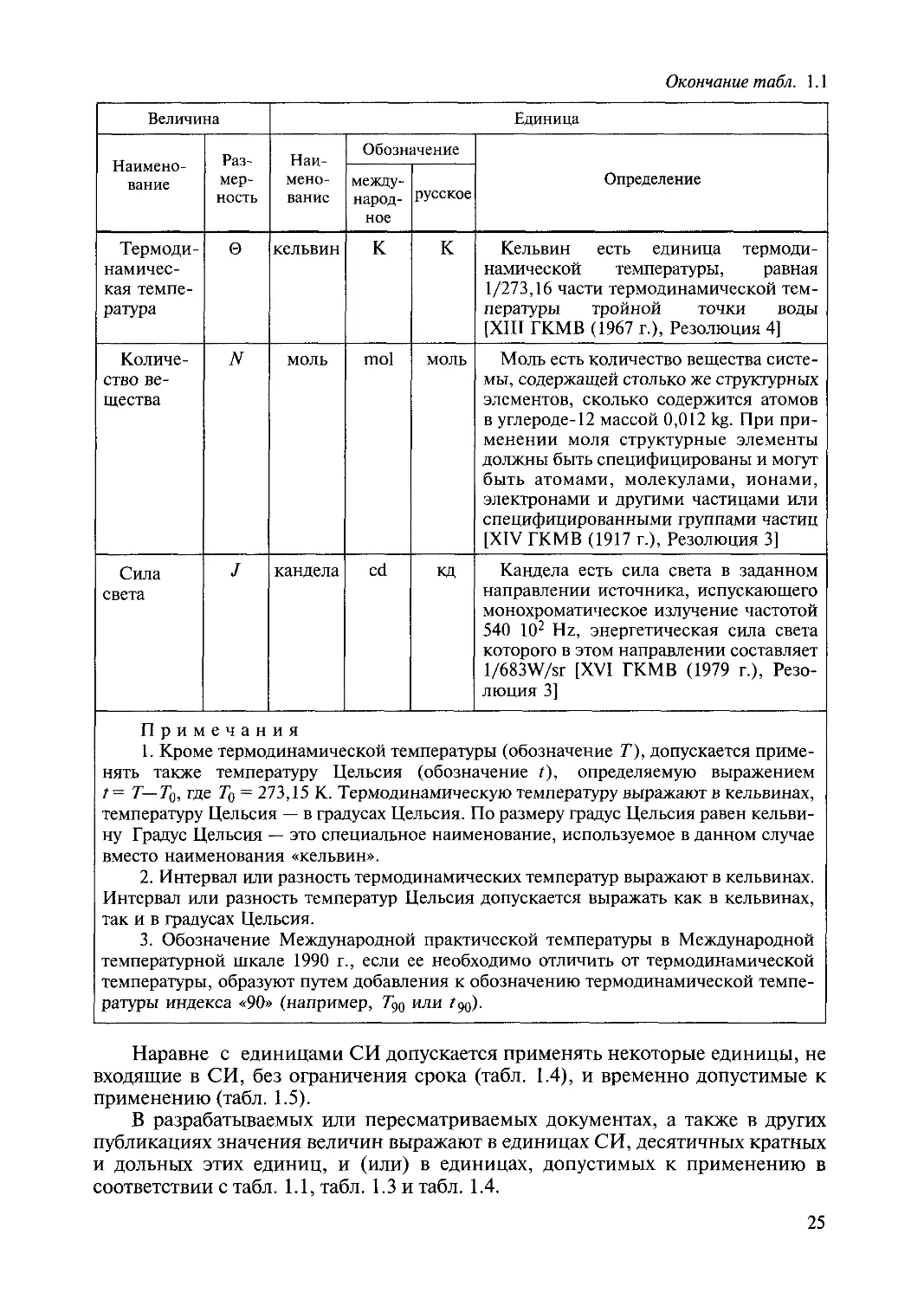
Окончание табл. 1.1
Величина Единица
Наимено- вание Раз- мер- ность Наи- мено- вание Обозначение Определение
между- народ- ное русское
Термоди- намичес- кая темпе- ратура 0 кельвин к к Кельвин есть единица термоди- намической температуры, равная 1/273,16 части термодинамической тем- пературы тройной точки воды [XIII ГКМВ (1967 г.), Резолюция 4]
Количе- ство ве- щества N моль mol моль Моль есть количество вещества систе- мы, содержащей столько же структурных элементов, сколько содержится атомов в углероде-12 массой 0,012 kg. При при- менении моля структурные элементы должны быть специфицированы и могут быть атомами, молекулами, ионами, электронами и другими частицами или специфицированными группами частиц [XIV ГКМВ (1917 г.), Резолюция 3]
Сила света J кандела cd кд Кандела есть сила света в заданном направлении источника, испускающего монохроматическое излучение частотой 540 102 Hz, энергетическая сила света которого в этом направлении составляет l/683W/sr [XVI ГКМВ (1979 г.), Резо- люция 3]
Примечания 1. Кроме термодинамической температуры (обозначение Г), допускается приме- нять также температуру Цельсия (обозначение ?), определяемую выражением t = Т—То, где То = 273,15 К. Термодинамическую температуру выражают в кельвинах, температуру Цельсия — в градусах Цельсия. По размеру градус Цельсия равен кельви- ну Градус Цельсия — это специальное наименование, используемое в данном случае вместо наименования «кельвин». 2. Интервал или разность термодинамических температур выражают в кельвинах. Интервал или разность температур Цельсия допускается выражать как в кельвинах, так и в градусах Цельсия. 3. Обозначение Международной практической температуры в Международной температурной шкале 1990 г., если ее необходимо отличить от термодинамической температуры, образуют путем добавления к обозначению термодинамической темпе- ратуры индекса «90» (например, 790 или z90).
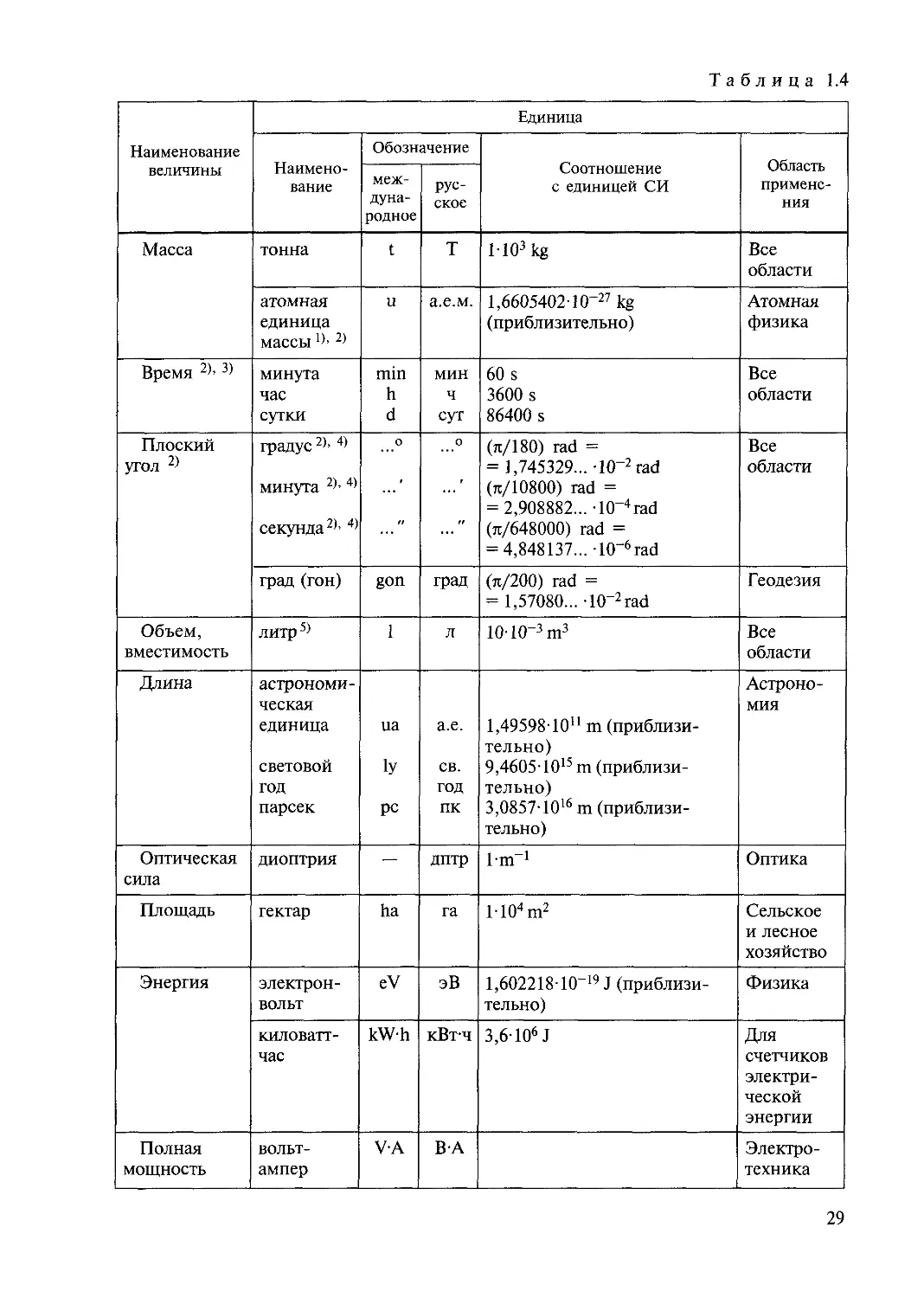
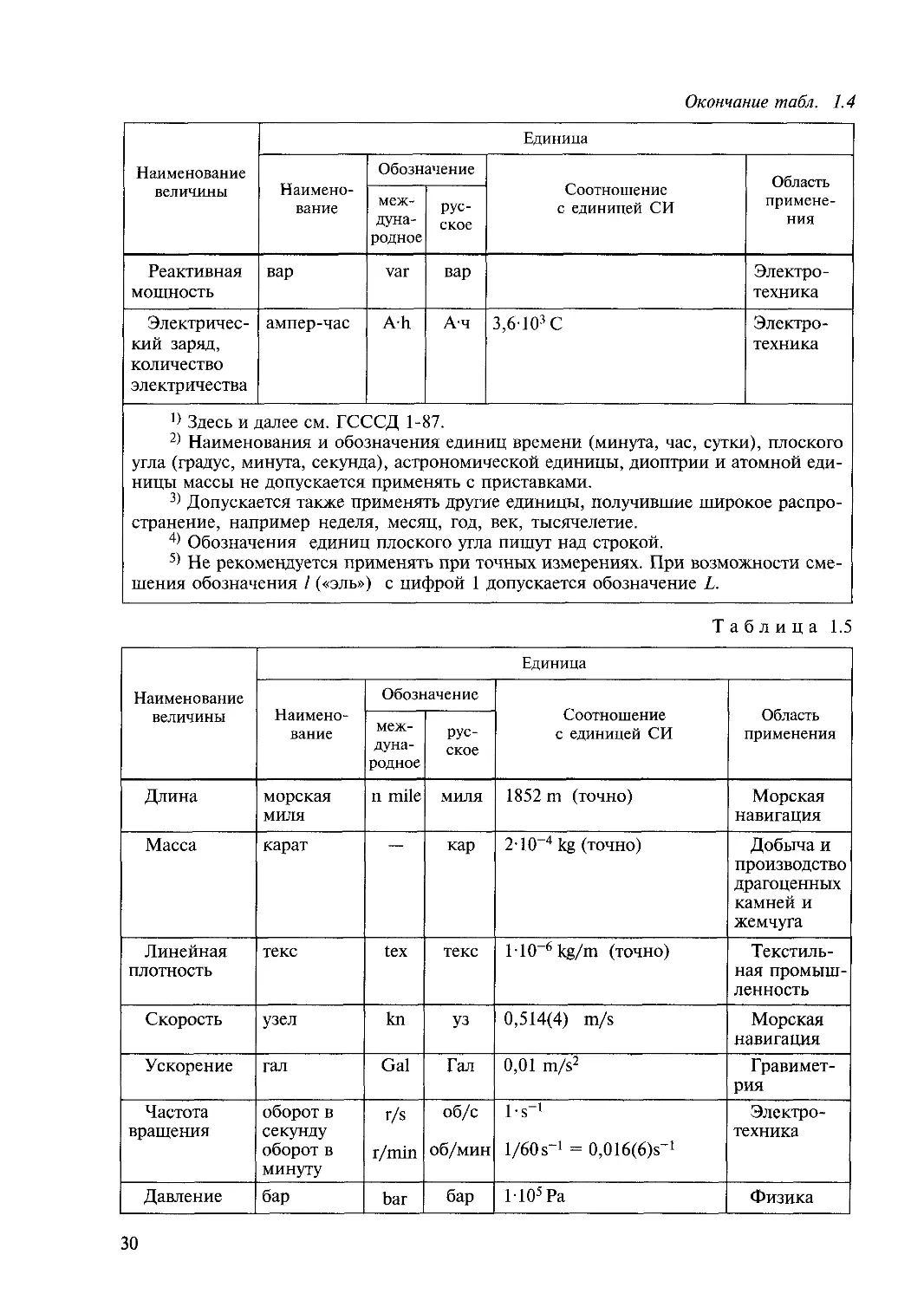
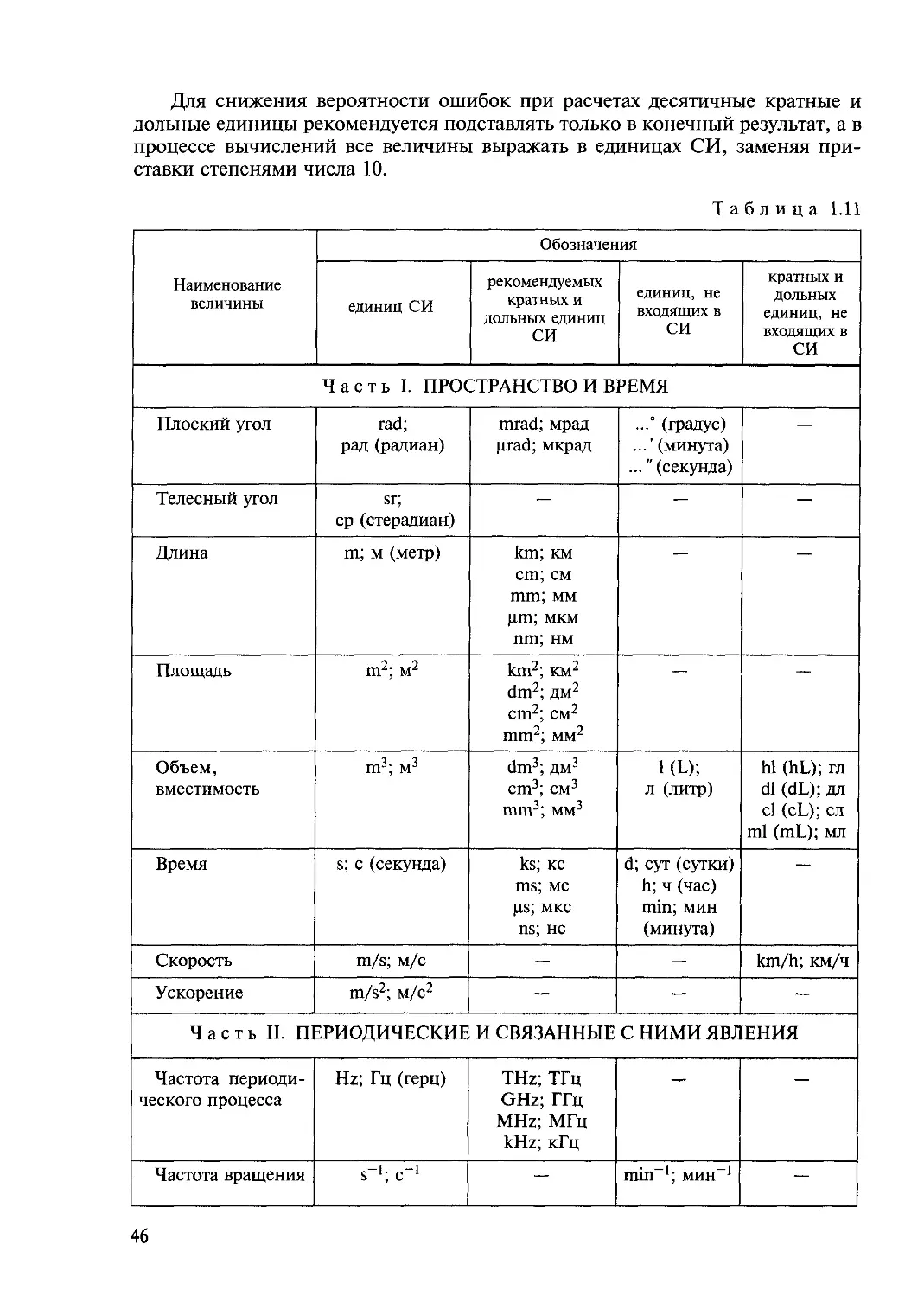
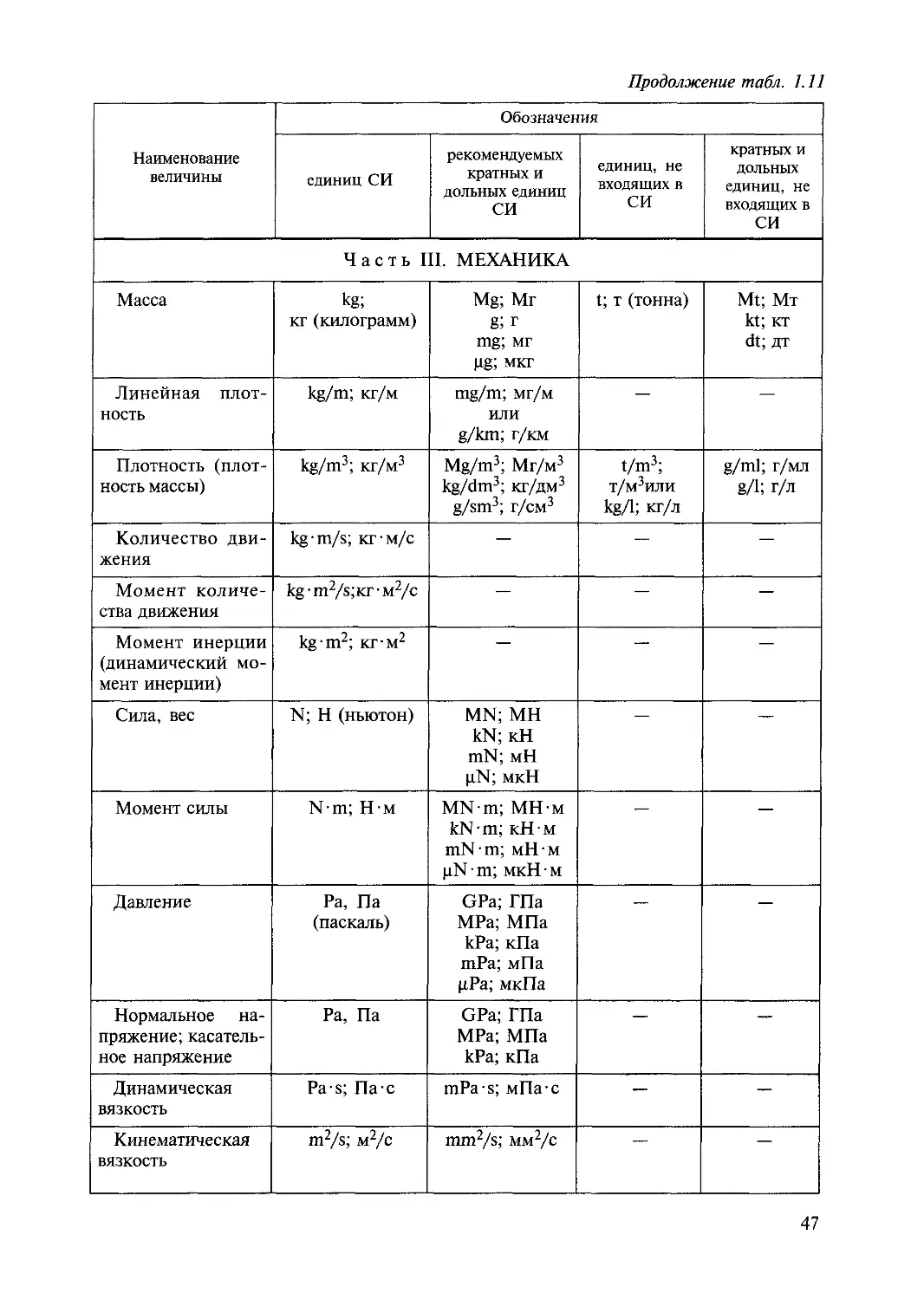
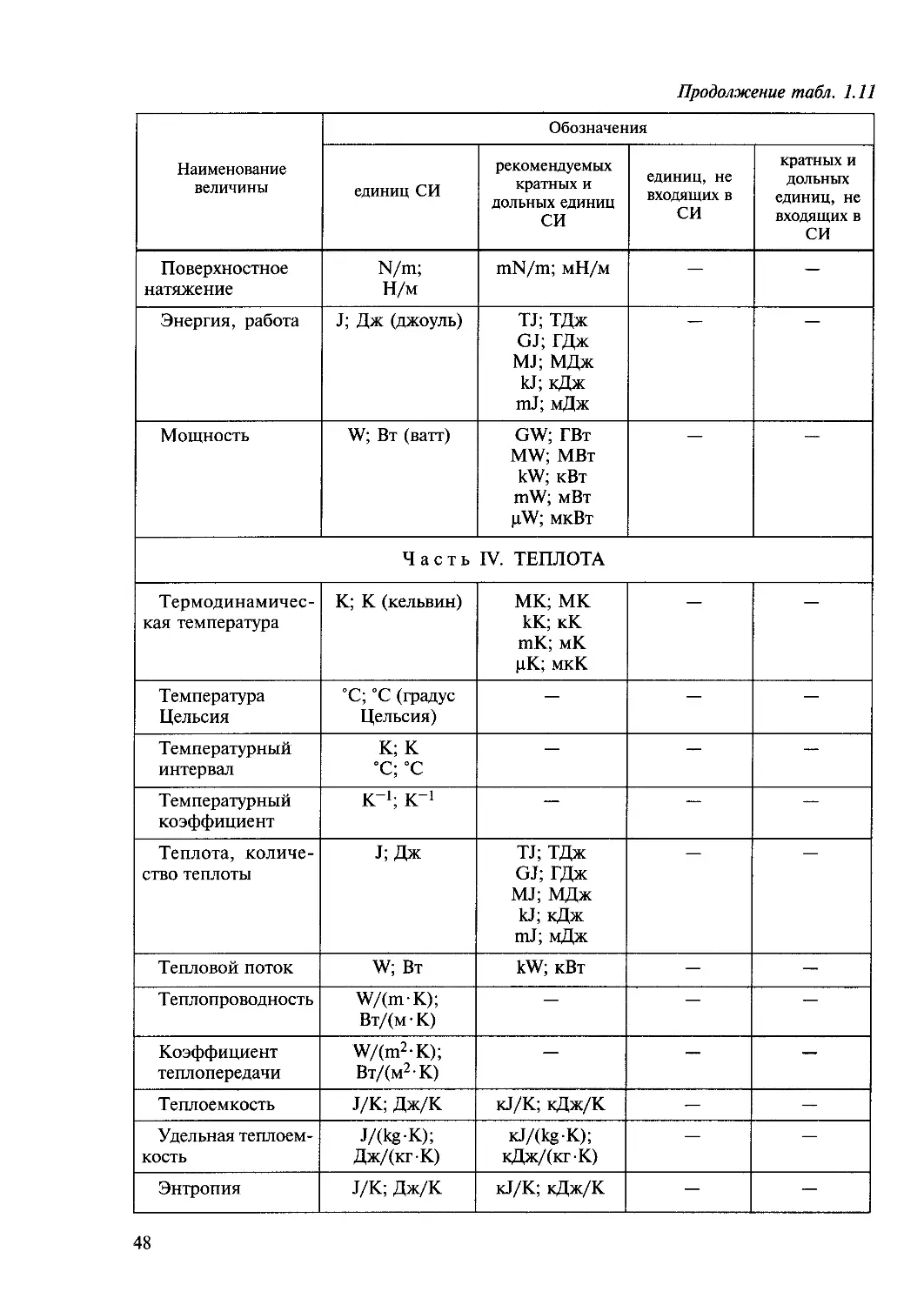
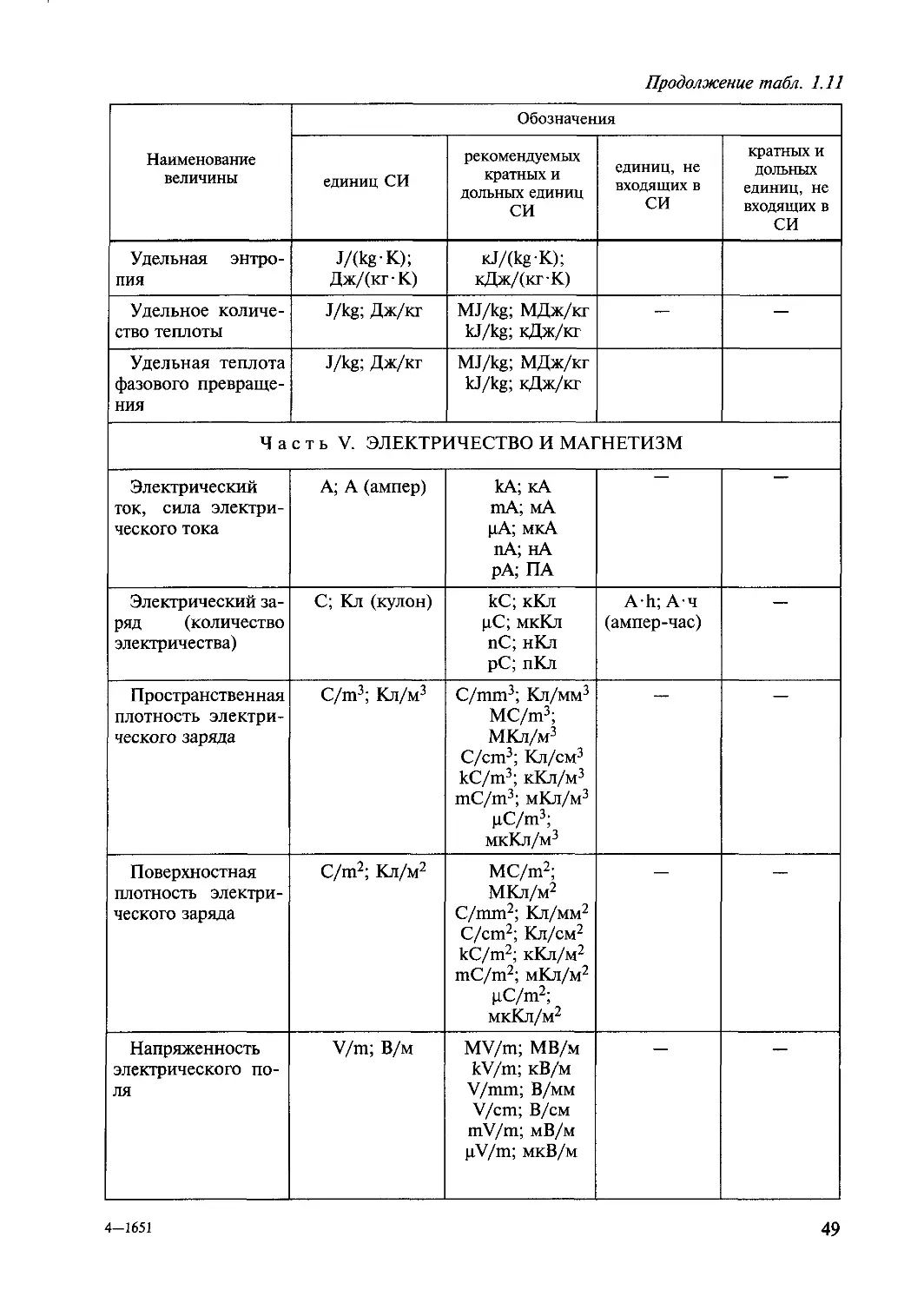
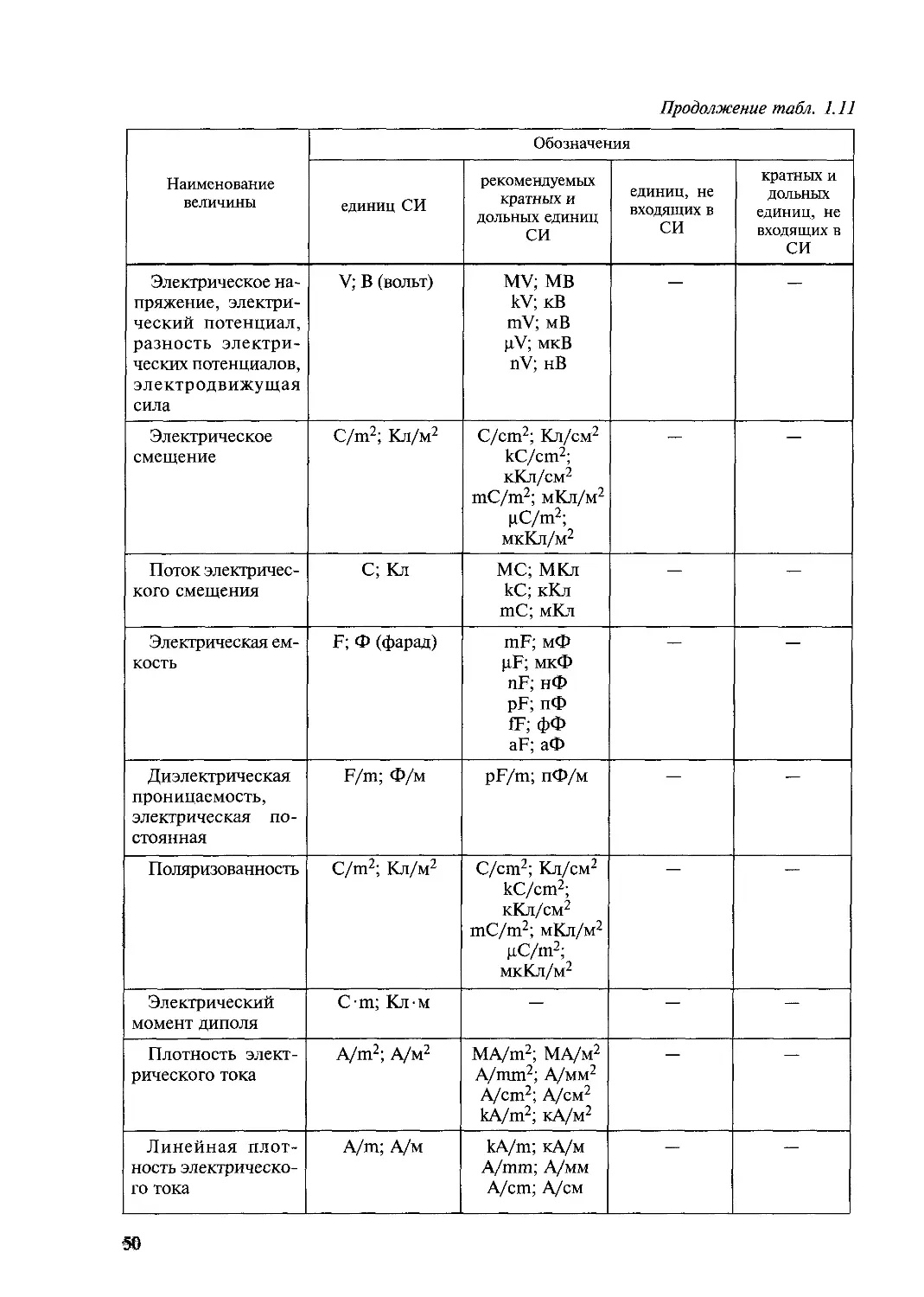
Наравне с единицами СИ допускается применять некоторые единицы, не
входящие в СИ, без ограничения срока (табл. 1.4), и временно допустимые к
применению (табл. 1.5).
В разрабатываемых или пересматриваемых документах, а также в других
публикациях значения величин выражают в единицах СИ, десятичных кратных
и дольных этих единиц, и (или) в единицах, допустимых к применению в
соответствии с табл. 1.1, табл. 1.3 и табл. 1.4.
25
Допускается в указанных документах применять единицы (табл. 1.5), срок
изъятия которых будет установлен в соответствии с международными соглаше-
ниями.
Во вновь принимаемых нормативных документах на средства измерений
предусматривают их градуировку только в единицах СИ, десятичных кратных и
дольных этих единиц или единицах, допустимых к применению.
Разрабатываемые или пересматриваемые нормативные документы на мето-
дики поверки средств измерений предусматривают поверку средств измере-
ний, градуированных в единицах, установленных в стандарте.
Учебный процесс (включая учебники и учебные пособия) в учебных заве-
дениях основывают на применении единиц в соответствии с положениями раз-
делов данного стандарта.
При договорно-правовых отношениях в области сотрудничества с зарубеж-
ными странами, а также в поставляемых за границу вместе с экспортной про-
дукцией (включая транспортную и потребительскую тару) технических и дру-
гих документах применяют международные обозначения единиц.
В документах на экспортную продукцию, если эти документы не отправля-
ют за границу, допускается применять русские обозначения.
В нормативных, конструкторских, технологических и других технических
документах на продукцию различных видов применяют международные или
русские обозначения единиц.
При этом независимо от того, какие обозначения использованы в доку-
ментах на средства измерений, при указании единиц величин на табличках,
шкалах и щитках этих средств измерений применяют международные обозначе-
ния единиц.
В публикациях допускается применять либо международные, либо русские
обозначения единиц. Одновременное применение обозначений обоих видов в
одном и том же издании не допускается, за исключением публикаций по еди-
ницам величин.
Характеристики и параметры продукции, поставляемой на экспорт, в том
числе средств измерений, могут быть выражены в единицах величин, установ-
ленных заказчиком.
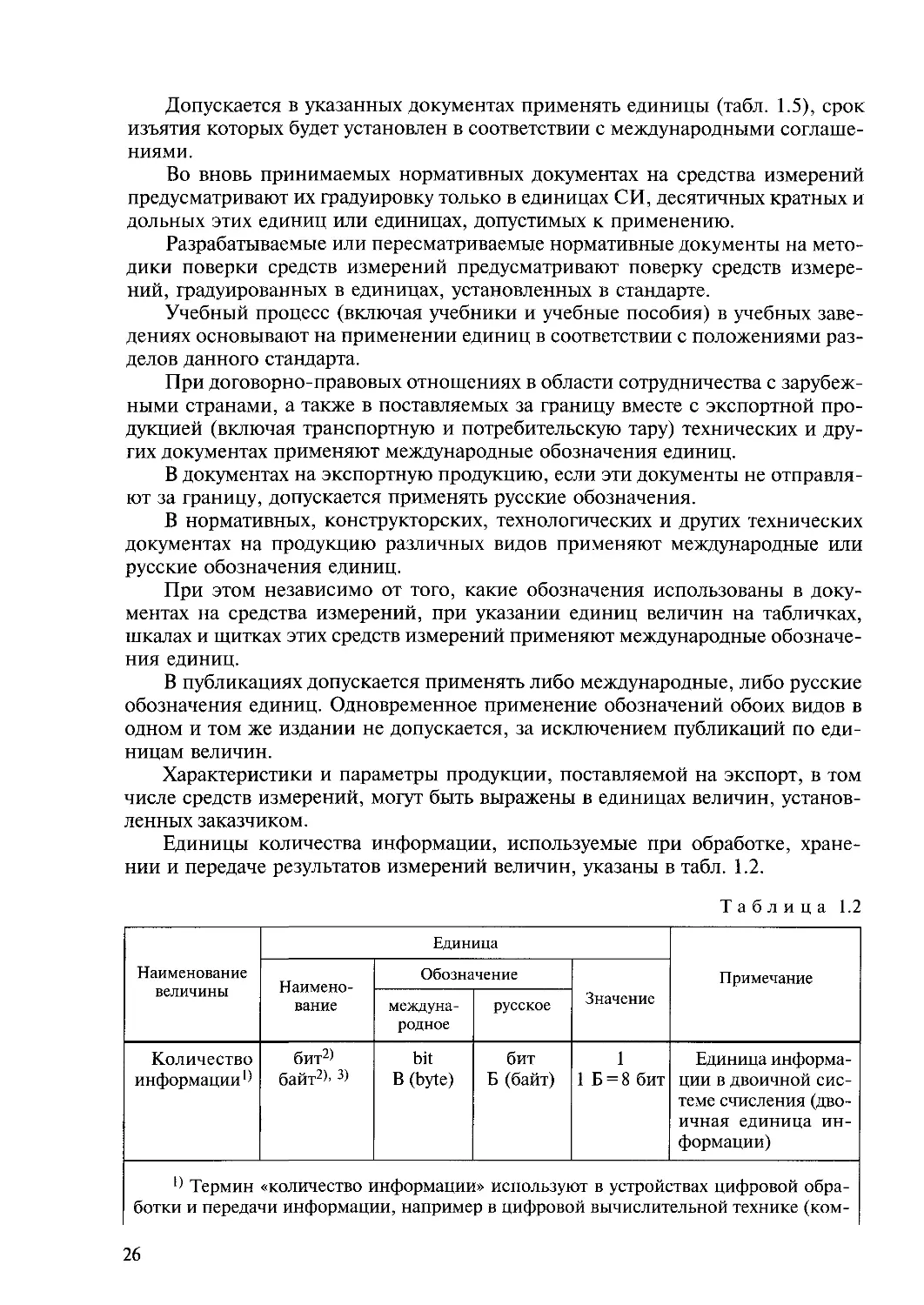
Единицы количества информации, используемые при обработке, хране-
нии и передаче результатов измерений величин, указаны в табл. 1.2.
Таблица 1.2
Наименование величины Единица Примечание
Наимено- вание Обозначение Значение
междуна- родное русское
Количество информации б бит2' байт2'13' bit В (byte) бит Б (байт) 1 1 Б = 8 бит Единица информа- ции в двоичной сис- теме счисления (дво- ичная единица ин- формации)
'' Термин «количество информации» используют в устройствах цифровой обра-
ботки и передачи информации, например в цифровой вычислительной технике (ком-
26
Окончание табл. 1.2
пьютерах), для записи объема запоминающих устройств, количества памяти, исполь-
зуемой компьютерной программой.
2> В соответствии с международным стандартом МЭК 60027-2 единицы «бит» и
«байт» применяют с приставками СИ.
3> Исторически сложилась такая ситуация, что с наименованием «байт» некор-
ректно (вместо 1000 = 103 * s * * В * принято 1024 = 210) использовали (и используют) при-
ставки СИ: 1 Кбайт = 1024 байт, 1 Мбайт = 1024 Кбайт, 1 Гбайт = 1024 Мбайт и т.д.
При этом обозначение Кбайт начинают с прописной буквы в отличие от строчной
буквы «к» для обозначения множителя 103.
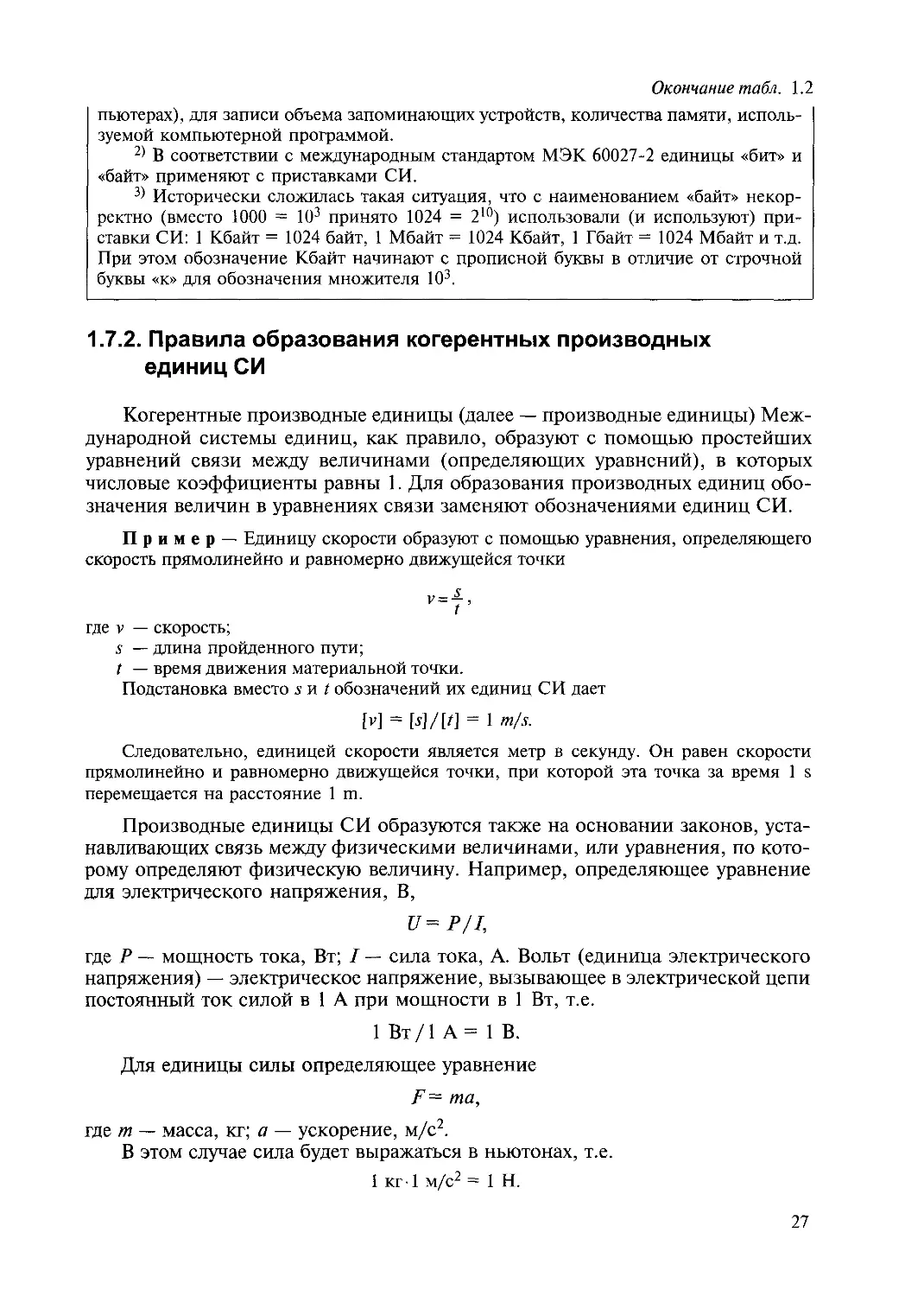
1.7.2. Правила образования когерентных производных
единиц СИ
Когерентные производные единицы (далее — производные единицы) Меж-
дународной системы единиц, как правило, образуют с помощью простейших
уравнений связи между величинами (определяющих уравнений), в которых
числовые коэффициенты равны 1. Для образования производных единиц обо-
значения величин в уравнениях связи заменяют обозначениями единиц СИ.
Пр и м е р — Единицу скорости образуют с помощью уравнения, определяющего
скорость прямолинейно и равномерно движущейся точки
где v — скорость;
s — длина пройденного пути;
t — время движения материальной точки.
Подстановка вместо j и 1 обозначений их единиц СИ дает
[г] = М/Ш = 1 т/з.
Следовательно, единицей скорости является метр в секунду. Он равен скорости
прямолинейно и равномерно движущейся точки, при которой эта точка за время 1 s
перемещается на расстояние 1 т.
Производные единицы СИ образуются также на основании законов, уста-
навливающих связь между физическими величинами, или уравнения, по кото-
рому определяют физическую величину. Например, определяющее уравнение
для электрического напряжения, В,
£7 = P/I,
где Р — мощность тока, Вт; / — сила тока, А. Вольт (единица электрического
напряжения) — электрическое напряжение, вызывающее в электрической цепи
постоянный ток силой в 1 А при мощности в 1 Вт, т.е.
1 Вт/1 А= 1 В.
Для единицы силы определяющее уравнение
F= та,
где т — масса, кг; а — ускорение, м/с2.
В этом случае сила будет выражаться в ньютонах, т.е.
1 кг-1 м/с2 = 1 Н.
27
Аналогичным примером может служить образование единицы энергии, когда
используют уравнение
^=2mo/vo’
где Е— кинетическая энергия; т0 — масса материальной точки; v0 — скорость
движения точки,
служащее для образования когерентной единицы энергии СИ:
Е~2 (2w0Vq)= 2 • 2кг 1 м/с2 = 1кг м/с2 м = 1Н м = 1Дж = 1 J.
или
Е= w0^T2v0) =1(1кг)^/2 м/с) =1кг м/с2 м = 1Н м-1 J.
Следовательно, единицей энергии является джоуль, равный ньютон-метру.
В этих примерах он равен кинетической энергии тела массой 2 кг, движущегося
со скоростью 1 м/с, или тела массой 1 кг, движущегося со скоростью 72 м/с.
Иллюстрацией образования производных единиц СИ, наименования и обо-
значения которых основано на использовании наименований и обозначений
основных единиц СИ, показано в табл. 1.3.
Таблица 1.3
Величина Единица
Наименование Размер- ность Наименование Обозначение
междуна- родное русское
Площадь Z2 квадратный метр т2 M2
Объем, вместимость £3 кубический метр т3 M3
Скорость LF' метр в секунду m/s м/с
Ускорение LT2 метр на секунду в квадрате m/s2 м/с2
Волновое число L~l метр в минус первой степени пг1 M’1
Плотность L~3M килограмм на кубический метр kg/m3 кг/м3
Удельный объем Ем-] кубический метр на килограмм m3/kg м3/кг
Плотность электри- ческого тока l~2i ампер на квадратный метр A/m2 А/м2
Напряженность маг- нитного поля Г'/ ампер на метр A/m А/м
Молярная концент- рация компонента L~3N моль на кубический метр mol/m3 моль/м3
Яркость L~2J кандела на квадратный метр cd/m2 кд/м2
28
Таблица 1.4
Наименование величины Единица
Наимено- вание Обозначение Соотношение с единицей СИ Область примене- ния
меж- дуна- родное рус- ское
Масса тонна t T 1-103 kg Все области
атомная единица массы 2> U а.е.м. 1,6605402-1() '27 kg (приблизительно) Атомная физика
Время 2>’3) минута час сутки min h d мин 4 сут 60 s 3600 s 86400 s Все области
Плоский угол 2) градус 2)> 4) минута 2)> 4) секунда 2)> 4) О ! ft О (л/180) rad = = 1,745329... -10-2rad (тс/10800) rad = = 2,908882...-10~4 rad (л/648000) rad = = 4,848137... 10~6rad Все области
град (гон) gon град (л/200) rad = = 1,57080... -10“2rad Геодезия
Объем, вместимость литр5) 1 Л 10-10-3 m3 Все области
Длина астрономи- ческая единица световой год парсек ua 1У PC а.е. св. год ПК 1,49598-Ю11 m (приблизи- тельно) 9,4605-1015 m (приблизи- тельно) 3,0857-1016 m (приблизи- тельно) Астроно- мия
Оптическая сила диоптрия — дптр 1-пГ1 Оптика
Площадь гектар ha га l-104m2 Сельское и лесное хозяйство
Энергия электрон- вольт eV эВ 1,602218-1019 J (приблизи- тельно) Физика
киловатт- час kWh кВтч 3,6-106J Для счетчиков электри- ческой энергии
Полная мощность вольт- ампер VA ВА Электро- техника
29
Окончание табл. 1.4
Наименование величины Единица
Наимено- вание Обозначение Соотношение с единицей СИ Область примене- ния
меж- дуна- родное рус- ское
Реактивная мощность вар var вар Электро- техника
Электричес- кий заряд, количество электричества ампер-час Ah Ач 3,6103С Электро- техника
Э Здесь и далее см. ГСССД 1-87. 2) Наименования и обозначения единиц времени (минута, час, сутки), плоского угла (градус, минута, секунда), астрономической единицы, диоптрии и атомной еди- ницы массы не допускается применять с приставками. 3) Допускается также применять другие единицы, получившие широкое распро- странение, например неделя, месяц, год, век, тысячелетие. 4) Обозначения единиц плоского угла пишут над строкой. 5* Не рекомендуется применять при точных измерениях. При возможности сме- шения обозначения / («эль») с цифрой 1 допускается обозначение L.
Таблица 1.5
Наименование величины Единица
Наимено- вание Обозначение Соотношение с единицей СИ Область применения
меж- дуна- родное Рус- ское
Длина морская миля n mile миля 1852 m (точно) Морская навигация
Масса карат кар 2-10“4 kg (точно) Добыча и производство драгоценных камней и жемчуга
Линейная плотность текс tex текс Г10-6 kg/m (точно) Текстиль- ная промыш- ленность
Скорость узел kn УЗ 0,514(4) m/s Морская навигация
Ускорение гал Gal Гал 0,01 m/s2 Гравимет- рия
Частота вращения оборот в секунду оборот в минуту r/s r/min об/с об/мин 1-s-1 1/60 s-1 = 0,016(6)8-! Электро- техника
Давление бар bar бар 1105Pa Физика
30
Производные единицы СИ, имеющие специальные наименования и обо-
значения, указаны в табл. 1.6. Эти единицы также могут быть использованы для
образования других производных единиц СИ (табл. 1.7).
Таблица 1.6
Величина Единица
Наименование Размерность Наимено- вание Обозначение Выражение через основные и производные единицы СИ
меж- дуна- родное рус- ское
Плоский угол / радиан rad рад mm-1 = 1
Телесный угол 1 стерадиан sr ср m2-m~2 = 1
Частота т-1 герц Hz Гц s-1
Сила LMT~2 ньютон N Н m-kg-s-2
Давление L^MV2 паскаль Pa Па m~! kg-s-2
Энергия, работа, количе- ство теплоты l2mt-2 джоуль J Дж m2-kg-s-2
Мощность L2MT~2 ватт W Вт m2-kg-s“3
Электрический заряд, ко- личество электричества TI кулон C Кл s-A
Электрическое напряже- ние, электрический потен- циал, разность электричес- ких потенциалов, электро- движущая сила L2MT~2rl вольт V В m2-kg-s“3-A-1
Электрическая емкость L~2M~lT4I2 фарад F Ф m-2-kg-1-s4-A2
Электрическое сопротив- ление L2MT~2I~2 ОМ О Ом m2-kg-s-3-A”2
Электрическая проводи- мость l~2m~'t2i2 сименс S См m-2-kg~Ls3-A2
Поток магнитной индук- ции, магнитный поток Ь2МТ~2Г' вебер Wb Вб m2-kg-s-2-A-1
Плотность магнитного по- тока, магнитная индукция МТ~2ГХ тесла T Тл kg-s-2-A-1
Индуктивность, взаимная индуктивность L2MT~2r2 генри H Гн m2-kg-s-2-A~2
Температура Цельсия 0 градус Цельсия °C °C к
Световой поток J люмен Im лм cd-sr
Освещенность L~2J люкс lx лк m“2-cd-sr
Активность нуклида в ра- диоактивном источнике (ак- тивность радионуклида) T-i беккерель Bq Бк s-1
31
Окончание табл. 1.6
Величина Единица
Наименование Размерность Наимено- вание Обозначение Выражение через основные и производные единицы СИ
меж- дуна- родное Рус- ское
Поглощенная доза иони- зирующего излучения /_2Г'2 грей Gy Гр m2-s~2
Эквивалентная доза иони- зирующего излучения, эф- фективная доза ионизирую- щего излучения £2Г“2 зиверт Sv Зв m2-s“2
Активность катализатора NT~l катал kat кат mol-s*1
Примечания: 1. В таблицу 1.6 включены единица плоского угла — радиан и единица телесного угла — стерадиан. 2. В Международную систему единиц при ее принятии в 1960 г. на XI ГКМВ (Ре- золюция 12) входило три класса единиц: основные, производные и дополнительные (радиан и стерадиан). ГКМВ классифицировала единицы радиан и стерадиан как «до- полнительные, оставив открытым вопрос о том, являются они основными единица- ми или производными. В целях устранения двусмысленного положения этих единиц Международный комитет мер и весов в 1980 г. (Рекомендация I) решил интерпрети- ровать класс дополнительных единиц СИ как класс безразмерных производных еди- ниц, для которых ГКМВ оставляет открытой возможность применения или неприме- нения их в выражениях для производных единиц СИ. В 1995 г. XX ГКМВ (Резолюция 8) постановила исключить класс дополнительных единиц в СИ, а радиан и стеради- ан считать безразмерными производными единицами СИ (имеющими специальные наименования и обозначения, которые могут быть использованы или не использова- ны в выражениях для других производных единиц СИ (по необходимости). 3. Единица катал введена в соответствии с резолюцией 12 XXI ГКМВ.
Таблица 1.7
Примеры производных единиц СИ, наименования и обозначения которых образованы
с использованием специальных наименований и обозначений, указанных в таблице 1.6
Величина Единица
Наименование Размерность Наимено- вание Обозначение Выражение через основные и производные единицы СИ
меж- дуна- родное рус- ское
Момент силы l2mt~2 ньютон- метр N-m Нм m2-kg2-s-2
Поверхностное натя- жение МТ~2 ньютон на метр N/m Н/м kg-s-2
Динамическая вязкость паскаль- секунда Pas Пас m-1-kg-s-1
32
Продолжение табл. 1.7
Величина Единица
Наименование Размерность Наимено- вание Обозначение Выражение через основные и производные единицы СИ
меж- дуна- родное Рус- ское
Пространственная плотность электрическо- го заряда L~3TI кулон на кубиче- ский метр С/т3 Кл/м3 m~3-s-A
Электрическое смеще- ние L~2TI кулон на квадрат- ный метр С/т2 Кл/м2 m~2-s-A
Напряженность электрического поля ЬМТ~3ГХ вольт на метр V/m В/м m-kg-s-3-А-1
Диэлектрическая проницаемость L~3M~}T4I2 фарад на метр F/m Ф/м m-3-kg-1-s4-A2
Магнитная проницае- мость lmt~2i~2 генри на метр Н/т Гн/м m-kg-s-2-A-2
Удельная энергия L2T~2 джоуль на кило- грамм J/kg Дж/кг m2-s~2
Теплоемкость систе- мы, энтропия системы l2mt~2®~1 джоуль на кельвин J/K Дж/К m2-kg-s~2-K_|
Удельная теплоем- кость, удельная энтро- пия l2t~2q~1 джоуль на килограмм- кельвин J/ (kg-K) Дж/ (кг-К) m2-s-2-K-1
Поверхностная плот- ность потока энергии MT~3 ватт на квадратный метр W/m2 Вт/м2 kg-s~3
Теплопроводность LMT~3&~1 ватт на метр- кельвин W/ (m-K) Вт/ (м-К) m-kg-s^KT1
Молярная внутренняя энергия l2mt~2n^ джоуль на моль J/mol Дж/ моль n^-kg-s^-mol-1
Молярная энтропия, молярная теплоемкость L2MT~2Q~lN~l джоуль на моль- кельвин J/ (mol-K) Дж/ (моль-К) m2-kg-s“2- • К"1-тоГ1
Экспозиционная доза фотонного излучения (экспозиционная доза гамма- и рентгеновского излучений) M~3TI кулон на килограмм C/kg Кл/кг kg-'-s-A
Мощность поглощен- ной дозы L2T~3 грей в секунду Gy/s Гр/с m2-s~3
3-1651
33
Окончание табл. 1.7
Величина Единица
Наименование Размерность Наимено- вание Обозначение Выражение через основные и производные единицы СИ
меж- дуна- родное Рус- ское
Угловая скорость г-1 радиан в секунду rad/s рад/с s~1
Угловое ускорение Г-2 радиан на секунду в квадрате rad/s2 рад/с2 S"2
Сила излучения Ь2МТ-1 ватт на стерадиан W/sr Вт/ср m2-kg-s-3-sr-1
Энергетическая яр- кость МТ~2 Ватт на стерадиан - квадрат- ный метр W/ (sr-m2) Вт/ (ср-м2) kgs~3sr-1
Примечание — Некоторым производным единицам СИ в честь ученых присво- ены специальные наименования (табл. 1.6), обозначения которых записывают с про- писной (заглавной) буквы. Такое написание обозначений этих единиц сохраняют в обозначениях других производных единиц СИ (образованных с использованием этих единиц) и в других случаях.
Единицы СИ электрических и магнитных величин образуют в соответствии
с рационализованной формой уравнений электромагнитного поля. В эти урав-
нения входит магнитная постоянная ц0 вакуума, которой приписано точное
значение, равное 4 л: 10-7 Н/т или 12,566 370 614... • 10-7 Н/т (точно).
С целью повысить точность размеров производных электрических единиц
на основе эффекта Джозефсона и квантового эффекта Холла Международным
комитетом мер и весов (МКМВ) с 1 января 1990 г. введены условные значения
константы Джозефсона Kj_90 = 4,835979 ДО14 Hz/V (точно) [МКМВ, Рекомен-
дация 1, 1988 г.] и константы Клитцинга RK_90 = 25812,807 Q (точно) [МКМВ,
Рекомендация 2, 1988 г.].
Рекомендации 1 и 2 МКМВ не означают, что пересмотрены определения
единицы электродвижущей силы — вольта и единицы электрического сопро-
тивления — ома Международной системы единиц.
Обозначения производных единиц, не имеющих специальных наименова-
ний, должны содержать минимальное число обозначений единиц СИ со спе-
циальными наименованиями и основных единиц с возможно более низкими
показателями степени, например:
Правильно Неправильно
A/kg; А/кг C/(kg-s); Кл/(кг-с)
Q m; Ом м. V m/A; В м/А
M3-kg/(s3-A2); м3-кг/(с3-А2).
При переходе на единицы СИ в ряде случаев происходит изменение коэф-
фициентов в расчетных формулах. При этом следует иметь в виду, что суще-
34
ствует два вида уравнений связи: 1) между величинами; 2) между числовыми
значениями.
В первом — символы означают конкретные величины, например, конкрет-
ную длину, силу, массу, давление и т.д. В этом случае числовой коэффициент
уравнения зависит только от выбора модели объекта, описываемой уравнени-
ем, но не зависит от выбора единиц, в которых могут быть выражены величины.
Например, если однородное тело имеет массу т и объем V, то плотность р
вещества, из которого состоит тело, находят по формуле
которая остается неизменной, при любом выборе единиц для выражения мас-
сы т, объема V и плотности р. В уравнении связи между величинами числовой
коэффициент может измениться лишь при перемене описываемой им модели
объекта. Примером этого может служить переход от нерационализованной фор-
мы уравнений электромагнитного поля к рационализованной.
В уравнениях связи второго вида символы означают отвлеченные числа,
которые полностью зависят от выбора единиц соответствующих величин. Вслед-
ствие этого числовые коэффициенты в них также изменяются, если применяе-
мые единицы всех величин не принадлежат к единой когерентной системе,
например, СИ. Наличие в формуле числового коэффициента, зависящего от
выбора единиц, является характерным признаком уравнений этого вида. К ним,
в частности, относятся все эмпирические формулы.
При переходе к единицам СИ числовой коэффициент в ряде формул вто-
рого вида (за исключением эмпирических) превращается в единицу и формула
принимает вид, идентичный с уравнением связи между величинами.
Для примера возьмем формулу для определения крутящего момента Л/кр. В
эту формулу, являющуюся по существу уравнением связи между числовыми
значениями, входят числовые коэффициенты, зависящие от выбора единиц.
Если Мкр выражен в кгс-см, мощность N — в л. с., а угловая скоростью —
в об/мин, то формула будет иметь следующий вид
Мкр = 71620 f.
При переходе к единицам СИ числовой коэффициент в этой формуле ста-
новится равным единице. Формулы, подобные приведенной, отражают физи-
ческие зависимости.
Однако существуют также расчетные формулы, в которых коэффициент
определяется самим характером зависимости между величинами и при перехо-
де к когерентным единицам не превращается в единицу. Примером таких фор-
мул являются формулы для определения площади круга 50 = яг2, объема сферы
Ко = 4/Зяг3, кинетической энергии тела Е =
Кроме того, существуют чисто эмпирические формулы, т. е. формулы с
искусственно подобранными показателями степеней, в которые входят не все
характеризующие явления величины. Числовые коэффициенты в этих форму-
лах, как правило, не равны единице (числу один) при любом выборе единиц.
При расчетах рекомендуется использовать формулы, написанные в форме
уравнений связи между величинами, т. е. формулы, не содержащие числовых
з*
35
коэффициентов, зависящих от выбора единиц. При подстановке в такие фор-
мулы числовых значений величин, выраженных в единицах СИ, результат бу-
дет также получаться в единицах СИ и не потребуется затрачивать время на
проверку правильности выбора единиц и выявление, в каких единицах будет
выражен результат. Если полученное числовое значение будет на много поряд-
ков отличаться от единицы (числа один), то следует выразить в подходящих
кратных или дольных единицах или написать в виде произведения числа на
соответствующую степень десяти. При пересчете новое значение следует округ-
лить так, чтобы по своей точности оно соответствовало исходному значению.
Если пересчет производится путем умножения числового значения на некруг-
лый множитель (например, 9,80665 или 133,322), причем точность множителя
заведомо выше требуемой, его можно округлить, оставив в нем столько цифр,
чтобы его округление не повлияло на те значащие цифры результата, которые
будут оставлены в нем после округления. Множители и результаты пересчета
следует округлять по общепринятым правилам округления чисел.
Пример 1 — Слиток свинца, имеющего плотность р = 11,3 г/см3, объемом
V= 1 дм3 взвешен с помощью пружинных весов на полюсе, где ускорение свободного
падения g90° = 9,8324 м/с2.
Каков вес свинца, выраженный в ньютонах и в килограмм-силах? Что покажут
пружинные весы на экваторе, где g90- = 9,780 м/с2?
Решение. Согласно второму закону Ньютона вес (т.е. сила притяжения тела
к Земле) равен
G = mg.
Определяя его в единицах СИ и учитывая, что
т = р V,
получаем
С9(Г = plfeo” = 11300-0,001-9,8324 = 111,ПН.
Прежде чем подсчитать вес в килограмм-силах, необходимо вспомнить, что эта
единица была установлена в системе единиц МКГСС (метр — килограмм-сила-секунда)
на основании того же второго закона Ньютона. За 1 кгс была принята сила, с которой
тело, имеющее массу, равную массе международного прототипа килограмма, притяги-
вается к Земле при так называемом «нормальном» ускорении свободного падения
gH = 9,80665 м/с. При этом единица массы получила сложную размерность: килограмм-
сила-секунда в квадрате на метр (кгс-с2/м). Иногда эту единицу называют «техни-
ческой единицей массы» (т.е.м.). 1 кгс эквивалентен 9,80665 кг-м/с2 = 9,80665 Н, а
1 т.е.м. = 1 кгс • с2/м эквивалентна 9,80665 кг. Следовательно, для того, чтобы найти вес
G в килограмм-силах, нужно вес в ньютонах разделить на 9,80665 Н/кгс, численно
равный нормальному ускорению свободного падения. Так же обстоит дело и с единица-
ми массы. Вес свинца, выраженный в системе МКГСС, будет
г 111,ПН
G ст /--= 11,3 30 КГС.
9,80665 Н/кгс
При измерении веса на экваторе соответственно получим
(70. = 110,52 Н, или 11,360 кгс.
Пример показывает, что вес вещества зависит от ускорения свободного
падения, различного в разных точках земной поверхности и на разных высотах
от уровня океана.
36
Ясным становится и то, что величина, называемая «удельным весом»
(у, Н/м3 или кгс/м3), по той же причине не может служить табличной величи-
ной. В таблицах физических свойств веществ значения у всегда приведены к
нормальному ускорению свободного падения, если взвешивание в опытах про-
изводилось с помощью пружинных динамометров той или иной конструкции.
При этом удельный вес вещества у численно становится равным его плотности
р. При взвешивании же на чашечных весах (что бывает гораздо чаще) непосред-
ственно определяется масса, а не вес вещества. В Международной системе еди-
ниц применяется величина р (плотность), кг/м3, и обратная ей — удельный
объем (объем единицы массы) И = 1/р, м3/кг.
Пример! — Манометр, установленный в открытой кабине самолета, находяще-
гося на земле, и измеряющий давление масла, показывает 6 кгс/см2 при показании
барометра 752 мм рт. ст.
Каково абсолютное давление масла, выраженное в ньютонах на квадратный метр,
мегапаскалях, килограмм-силах на квадратный метр, килограмм-силах на квадратный
сантиметр, миллиметрах ртутного столба, миллиметрах водяного столба?
Каковы будут показания манометра в этих же единицах после подъема самолета на
некоторую высоту, где атмосферное давление В = 442,5 мм рт. ст., если абсолютное
давление остается неизменным?
Ускорение свободного падения считать нормальным (gH = 0,98055 м/с2) и не зави-
сящим от высоты подъема самолета. Плотность ртути и воды принимать соответственно
при 0 и 4 °C.
Решение. Р = 6,89-105 Н/м2 = 0,689 МПа = 70223 кгс/м2 = 7,02 кгс/см2 =
= 5165 мм рт. ст. = 70 223 мм вод. ст.;
Ризб = 6,297 105 Н/м2 = 0,6297 МПа = 6,421 104 кгс/м2 = 6,421 кгс/см2 =
= 4723 мм рт. ст. = 6,421/104 мм вод. ст.
конце действует сила 0,3 тс,
равны 1,5 м; 6 см (ширина);
ПримерЗ— Найти стрелу прогиба и максимальное нормальное напряжение,
возникающее в деревянной (сосновой) балке прямоугольного (круглого и т.д.) сече-
ния, защемленной одним концом, если на свободном
а пролет и размер поперечного сечения соответственно
20 см (высота).
Решение. Стрела прогиба консоли
b=£iL
0 3EI
Исходные данные переведем в единицы СИ:
F = 0,3 тс = 2942 Н; 1= 1,5 м; модуль упругости
для сосны Е= 105 кгс/см2 =
105-9,80665
104
= 981 107 Па;
b = 6 см = 0,06 м; h = 20 см = 0,2 м;
Ь^. — центральный осевой момент инерации прямоугольного сечения.
1 =
0,06 0,23
12
= 4 10“5 м4.
Тогда, подставив в формулу
2942 1,53
3-981 107 4 10“5
= 0,0084 м,
37
определим максимальное нормальное напряжение
М
— _ max
°max _ jy ’
где Afmax = R • I — изгибающий момент в заделке консоли {F— R): Л/тах — 2942-1,5 =
= 4413 Н м;
ЛЛ2
W = — осевой момент сопротивления прямоугольного сечения
Окончательно, после подстановки
= 0Д)Ж = 110,3 • 1°5 Па = 11 МПа.
Пр и м е р 4 — Выразить модуль Юнга в единицах СИ, если он дан во внесистем-
ных единицах: Е = 2-104 кгс/мм2.
Решение. Так как 1 кгс = 9,18 Н, 1 мм2 = 10~~6 м2, то Е= 2-104-9,81 Н/10-6 м2 или
Е= 2-Ю11 Па = 200 ГПа (2-Ю8 кПа; 2 105 МПа = 200 ГПа = 0,2 ТПа).
Пример5 — Выразить предел прочности алюминия при растяжении в единицах
СИ, если он задан во внесистемных единицах:
Решение. Так как 1 кгс = 9,81 Н, а 1мм2 = 10-6м2, то = 9 • 9,81 Н/10-6 м2 =
= 8,83 107 Па = 88,3 МПа = 0,883 ГПа.
Пример 6 — Найти удлинение стальной проволоки, растягиваемой силою
500 кгс, если диаметр проволоки 10 мм и длина 5 м.
Решение. Для решения используем формулу Гука, согласно которой удлинение
Л/- F l
1 Е S ’
где Е — модуль упругости (для стали Е = 2 -106 кгс/см2).
Исходные данные переводим в единицы СИ:
F = 500 кгс = 500 -9,80665 Н = 4903,325 Н;
, cn г 2-ю6-9,80665 1О, 1п9гг
/=5,0м; Е = _’4---= 196 -10 Па;
d = 10 мм = 0,1 м =1 • 10’2 м.
Определяем площадь поперечного сечения проволоки:
5=^=3,14.1.10-^ = 785.1г7м2
Откуда, после подстановки (1 Па = 1 Н/м)
4903,325Н-5м
196 109 Па-785 10“7 м2
= 0,00032 м.
При выражении в логарифмических единицах разности уровней мощнос-
тей или амплитуд двух сигналов всегда существует квадратичная связь между
отношением мощностей и соответствующим ему отношением амплитуд коле-
баний, поскольку параметры сигналов определяют для одной и той же нагруз-
ки Z, т.е.
38
Fl /
z/2=F}/F?=P2/Px.
/ F-
/ Z
В теории автоматического регулирования часто определяют логарифм отно-
шения FBbIX/FBX. В этом случае между отношением мощностей и отношением
соответствующих напряжений нет квадратичной зависимости. Вместе с тем по
ранее сложившейся практике применения логарифмических единиц, несмотря
на отсутствие квадратичной связи между отношением мощностей и соответ-
ствующим ему отношением амплитуд колебаний, принято единицу «бел» опре-
делять следующим образом:
1 В = 1g (/’вых/О при Рвых = 10 Лвх;
1 В = 2 lg(FBbIX/FBX) при FBbIX = АО FBX.
Задача установления связи между напряжениями и мощностями, если ее
ставят, решается путем анализа электрических или других цепей.
В соответствии с международным стандартом МЭК 27-3 при необходимос-
ти указать исходную величину, ее значение помещают в скобках за обозначени-
ем логарифмической величины, например для уровня звукового давления:
Lp (re 20цРа) — 20 dB; Lp (исх. 20 мкПа) = 20 дБ (ге — начальные буквы слова
reference, т. е. исходный). При краткой форме записи значение исходной вели-
чины указывают в скобках за значением уровня, например 20 dB (re 20цРа)
или 20 дБ (исх. 20 мкПа).
Несмотря на несомненные преимущества, которые дает применение СИ,
до настоящего времени широко распространены различные единицы, не вхо-
дящие в эту систему. От многих из них нельзя отказаться ввиду удобства их
применения в определенных областях, другие сохранились в силу исторических
традиций. При стандартизации единиц у нас в стране было признано целесооб-
разным сохранить применение ряда единиц, имеющих широкое практическое
применение.
В табл. 1.4 приведен перечень единиц, допущенных к применению наравне
с единицами СИ без ограничения срока. Применение этих единиц возможно
лишь в обоснованных случаях, т. е. когда замена их единицами СИ при совре-
менном состоянии соответствующих областей науки, техники, промышленно-
сти вызвала бы неоправданные затруднения, например:
единицы времени — минута, час, сутки. Эти единицы не могут быть изъяты
полностью потому, что исчисление времени связано с обращением Земли вок-
руг Солнца, и применение секунды и кратных от нее затруднило бы расчет
этого астрономического явления. Вместе с тем, промежутки времени меньше
секунды необходимо выражать только в единицах, дольных от секунды, напри-
мер, микросекундах, наносекундах;
единицы плоского угла — градус, минута, секунда. Эти единицы не могут
быть изъяты, так как большинство важных для практики значений углов (пол-
ный угол, прямой угол и т. д.) в радианах выражаются трансцендентными чис-
лами (2л; л/2 и т. д.). Поэтому для практических плоских углов применяют угло-
вые градусы, минуты и секунды, в которых градуированы большинство угло-
мерных приборов. Радианы применяют в основном для теоретических построе-
ний и расчетов, например, в математике, физике и т. д.
39
Единицы массы — тонна, объема и вместимости — литр включены в
табл. 1.4, так как получили широкое применение в промышленности. В перспек-
тиве, после внедрения и усвоения единиц СИ, они будут заменены десятичны-
ми кратными или дольными единицами от единиц СИ, например: тонна —
мегаграммом, литр — кубическим дециметром.
Применение относительных и логарифмических единиц так же не ограничено
сроком, за исключением единицы непер. Эти единицы не связаны с какой-
либо системой единиц, так как не зависят от выбора основных единиц и во всех
системах остаются неизменными. Переход на единицы СИ не затрагивает такие
единицы. Перечень некоторых относительных и логарифмических величин и их
единиц приведен в табл. 1.8.
Таблица 1.8
Наименование величины Единица
Наимено- вание Обозначение Значение
междуна- родное рус- ское
1. Относительная вели- чина (безразмерное отно- единица 1 1 1
шение физической вели- чины к одноименной фи- процент % % 1-102
зической величине, при- нимаемой за исходную): промилле %0 %0 1-10~3
КПД; относительное уд- линение; относительная плотность; деформация; относительные диэлект- рическая и магнитная проницаемости; магнит- ная восприимчивость; массовая доля компонен- та; молярная доля компо- нента и т.п. миллион- ная доля РРт млн-1 110~6
2. Логарифмическая ве- личина (логарифм безраз- мерного отношения фи- зической величины к од- ноименной физической величине, принимаемой за исходную): уровень зву- кового давления; усиле- ние, ослабление и т.п. бел В Б 1 в = ^(Р2/Л) при Р2 =Ю Рь 1 В = 2 Ig^/^) при F2 = 710 Т), где Р], Р2 — одноименные энергетические величины (мощность, энергия, плотность энергии и т.п.); Fi, F2 — одноименные «силовые» величины (на- пряжение, сила тока, на- пряженность поля и т.п.)
децибел dB дБ 0,1 В
40
Окончание табл. 1.8
Наименование величины Единица
Наимено- вание Обозначение Значение
междуна- родное рус- ское
3. Логарифмическая ве- личина (логарифм безраз- мерного отношения фи- зической величины к од- ноименной физической величине, принимаемой за исходную): уровень громкости фон phon фон 1 phon равен уровню громкости звука, для ко- торого уровень звукового давления равногромкого с ним звука частотой 1000 Hz равен 1 dB
4. Логарифмическая ве- личина (логарифм безраз- мерного отношения фи- зической величины к од- ноименной физической величине, принимаемой за исходную): частотный интервал октава декада окт дек 1 октава равна log2 (/2//i) при /2//1 = 2; 1 декада равна 1g при /2//1 =Ю, где/2, /1 - частоты
5. Логарифмическая ве- личина (натуральный ло- гарифм безразмерного отношения физической величины к одноименной физической величине, принимаемой за исход- ную) непер Np Нп 1 = Np = 0,8686... В = = 8,686... dB
Соотношения некоторых внесистемных единиц с единицами СИ приведе-
ны в табл. 1.9. При новых разработках применение этих внесистемных единиц не
рекомендуется.
Таблица 1.9
Наименование величины Единица
Наимено- вание Обозначение Соотношение с единицей СИ
междуна- родное Рус- ское
Длина ангстрем икс-единица А X о А икс-ед. 1-10~10т 1,00206-lO’^m (приблизительно)
Площадь барн ь б 1-10~28 т2
Масса центнер q ц 100 kg
Телесный угол квадратный градус □ ° □ ° 3,0462... • 10~4 sr
41
Продолжение табл. 1.9
Единица
Наименование Наимено- вание Обозначение Соотношение с единицей СИ
величины междуна- родное Рус- ское
Сила, вес дина килограмм- сила килопонд грамм-сила ПОНД тонна-сила dyn kgf kp gf P tf ДИН кгс ГС тс 1-10“5 N 9,80665 N (точно) 9,80665 N (точно) 9,80665 IO-3 N (точно) 9,80665 -10-3 N (точно) 9806,65 N (точно)
Давление килограмм- сила на квадратный сантиметр килопонд на квадратный сантиметр миллиметр водяного столба миллиметр ртутного столба торр kgf/cm2 kp/ cm2 mm H2O mm Hg Torr кгс/см2 мм вод.ст. мм рт. ст. 98066,5 Ра (точно) 98066,5 Ра (точно) 9,80665 Ра (точно) 133,322 Ра 133,322 Ра
Напряжение (механи- ческое) килограмм- сила на квадратный миллиметр килопонд на квадратный миллиметр kgf/mm2 kp/mm2 кгс/мм2 9,80665 106 Ра (точно) 9,80665 -106 Ра (точно)
Работа, энергия эрг erg эрг 1-10“7 J
Мощность лошадиная сила — л.с. 735,499 W
Динамическая вяз- кость пуаз p П 0,1 Pa-s
Кинематическая вяз- кость стокс St Ст 1-Ю"4 m2/s
Удельное электричес- кое сопротивление ом-квадрат- ный милли- метр на метр Q-mm2/m Ом- • мм2/м 110-6£2m
Магнитный поток максвелл Mx Мкс 1-10~8 Wb
Магнитная индукция гаусс Gs Гс 1-ю^4 т
42
Окончание табл. 1.9
Наименование величины Единица
Наимено- вание Обозначение Соотношение с единицей СИ
междуна- родное рус- ское
Магнитодвижущая сила, разность магнит- ных потенциалов гильберт Gb Гб (10/4л)А = 0,795775 А
Напряженность маг- нитного поля эрстед Ое э (103/4л)А/т = = 79,5775 А/т
Количество теплоты, термодинамический по- тенциал (внутренняя энергия, энтальпия, изохорно-изотермичес- кий потенциал), тепло- та фазового превраще- ния, теплота химичес- кой реакции калория (международ- ная) калория термохими- ческая калория 15-градусная cal calth cal] 5 кал KcUI-px кал15 4,1868 J (точно) 4,1840 J (приблизительно) 4,1855 J (приблизительно)
Поглощенная доза ионизирующего излуче- ния, керма рад rad, rd рад 0,01 Gy
Эквивалентная доза ионизирующего излуче- ния, эффективная доза ионизирующего излуче- ния бэр rem бэр 0,01 Sv
Экспозиционная доза фотонного излучения (экспозиционная доза гамма- и рентгеновско- го излучений) рентген R Р 2,58-10“4 C/Kg (точно)
Активность нуклида в радиоактивном источни- ке (активность радионук- лида) кюри Ci Ки 3,70 IO10 Bq (точно)
Длина микрон Ц мк 1 •10~6 m
Угол поворота оборот г об 2nrad = 6,28 rad
Магнитодвижущая сила, разность магнит- ных потенциалов ампер-виток At ав 1 А
Яркость нит nt нт 1 cd/m2
Площадь ар a а 100 m2
43
1.7.3. Правила образования наименований и обозначений
десятичных кратных и дольных единиц СИ
Наименования и обозначений десятичных кратных и дольных единиц СИ
образуют с помощью множителей и приставок, указанных в табл. 1.10.
Таблица 1.10
Десятич- ный множи- тель Пристав- ка Обозначение приставки Десятич- ный множи- тель Пристав- ка Обозначение приставки
междуна- родное русское междуна- родное русское
ю24 иотта Y и 10-’ деци d д
ю21 зетта Z 3 10’2 санти С с
ю18 экса Е э 10-3 МИЛЛИ m м
ю15 пета Р п 10-6 микро ц мк
1012 тера Т т 10’9 нано и н
109 гига G г 10-'2 ПИКО р п
106 мега М м 1015 фемто f ф
103 кило к к 10-18 атто а а
ю2 гекто h г 10-21 зепто Z 3
101 дека da да 10’24 иокто У И
В связи с тем, что наименование основной единицы массы — килограмм
содержит приставку «кило», для образования кратных и дольных единиц массы
используют дольную единицу массы — грамм (0,001 kg), и приставки присое-
диняют к слову «грамм», например миллиграмм (mg, мг) вместо микроки-
лограмм (pkg, мккг).
Дольную единицу массы — грамм допускается применять, не присоединяя
приставку.
Приставку или ее обозначение следует писать слитно с наименованием
единицы или, соответственно, с обозначением последней.
Если единица образована как произведение или отношение единиц, при-
ставку или ее обозначение присоединяют к наименованию или обозначению
первой единицы, входящей в произведение или в отношение.
Правильно: Неправильно:
килопаскаль-секунда на метр паскаль-килосекунда на метр
(kPas/m; кПа-с/м). (Paks/m; Пакс/м).
Присоединять приставку ко второму множителю произведения или к зна-
менателю допускается лишь в обоснованных случаях, когда такие единицы
широко распространены и переход к единицам, образованным в соответствии
44
с первой частью настоящего пункта, связан с трудностями, например: тонна-
километр (t-km; т-км), вольт на сантиметр (V/cm; В/см), ампер на квадратный
миллиметр (A/mm2; А/мм2).
Наименования кратных и дольных единиц исходной единицы, возведен-
ной в степень, образуют, присоединяя приставку к наименованию исходной
единицы. Например, для образования наименования кратной или дольной еди-
ницы площади — квадратного метра, представляющей собой вторую степень
единицы длины — метра, приставку присоединяют к наименованию этой пос-
ледней единицы: квадратный километр, квадратный сантиметр и т.д.
Обозначения кратных и дольных единиц исходной единицы, возведенной
в степень, образуют добавлением соответствующего показателя степени к обо-
значению кратной или дольной единицы исходной единицы, причем показа-
тель означает возведение в степень кратной или дольной единицы (вместе с
приставкой).
1.5km2=5(103 m)2 = 5-106 m2.
2. 250 cm3/s = 250(10"2 m)3/s = 250-IO"6 m3/s.
3. 0,002 cm"1 = 0,002(10"2 m)"1 = 0,002-100 m"1 = 0,2 m"1.
1.7.4. Как выбирают десятичные кратные и дольные
единицы СИ
Выбор десятичной кратной или дольной единицы СИ определяется удоб-
ством ее применения. Из многообразия кратных и дольных единиц, которые
могут быть образованы с помощью приставок, выбирают единицу, позволяю-
щую получать числовые значения, приемлемые на практике.
Кратные и дольные единицы выбирают таким образом, чтобы числовые
значения величины находились в диапазоне от 0,1 до 1000.
В некоторых случаях целесообразно применять одну и ту же кратную или
дольную единицу, даже если числовые значения выходят за пределы диапазона
от 0,1 до 1000, например в таблицах числовых значений для одной величины
или при сопоставлении этих значений в одном тексте.
В некоторых областях всегда используют одну и ту же кратную или дольную
единицу. Например, в чертежах, применяемых в машиностроении, линейные
размеры всегда выражают в миллиметрах.
В табл. 1.11 указаны рекомендуемые для применения кратные и дольные
единицы СИ.
Представленные в табл. 1.11 кратные и дольные единицы СИ для данной
величины не следует считать исчерпывающими, так как они могут не охваты-
вать всех величин, применяемых в развивающихся и вновь возникающих обла-
стях науки и техники. Тем не менее, рекомендуемые кратные и дольные едини-
цы СИ способствуют единообразию представления значений величин, относя-
щихся к различным областям науки и техники.
В табл. 1.11 указаны также получившие широкое распространение на прак-
тике кратные и дольные единицы, применяемые наравне с единицами СИ.
Для величин, не указанных в табл. 1.11, используют кратные и дольные
единицы, выбранные в соответствии с табл. 1.11.
45
Для снижения вероятности ошибок при расчетах десятичные кратные и
дольные единицы рекомендуется подставлять только в конечный результат, а в
процессе вычислений все величины выражать в единицах СИ, заменяя при-
ставки степенями числа 10.
Таблица 1.11
Наименование величины Обозначения
единиц СИ рекомендуемых кратных и дольных единиц СИ единиц, не входящих в СИ кратных и дольных единиц, не входящих в СИ
Часть I. ПРОСТРАНСТВО И ВРЕМЯ
Плоский угол rad; рад (радиан) mrad; мрад prad; мкрад ...° (градус) ...' (минута) ... "(секунда) —
Телесный угол sr; ср (стерадиан) — — —
Длина т; м (метр) km; км ст; см тт; мм цт; мкм пт; нм
Площадь т2; м2 кт2; км2 dm2; дм2 ст2; см2 тт2; мм2 — —
Объем, вместимость т3; м3 dm3; дм3 ст3; см3 тт3; мм3 1 (L); л (литр) hl (hL); гл dl (dL); дл cl (cL); сл ml (mL); мл
Время s; с (секунда) ks; кс ms; мс ps; мкс ns; нс d; сут (сутки) h; ч (час) min; мин (минута) —-
Скорость m/s; м/с — — km/h; км/ч
Ускорение m/s2; м/с2 — — —
Часть II. ПЕРИОДИЧЕСКИЕ И СВЯЗАННЫЕ С НИМИ ЯВЛЕНИЯ
Частота периоди- ческого процесса Hz; Гц (герц) THz; ТГц GHz; ГГц MHz; МГц kHz; кГц —
Частота вращения s-1; с-1 — min-1; мин-1 —
46
Продолжение табл. 1.11
Наименование величины Обозначения
единиц СИ рекомендуемых кратных и дольных единиц СИ единиц, не входящих в СИ кратных и дольных единиц, не входящих в СИ
Часть III. МЕХАНИКА
Масса kg; кг (килограмм) Mg; Mr g; г mg; мг pg; мкг t; т (тонна) Mt; Мт kt; кт dt; дт
Линейная плот- ность kg/m; кг/м mg/m; мг/м или g/km; г/км — —
Плотность (плот- ность массы) kg/m3; кг/м3 Mg/m3; Мг/м3 kg/dm3; кг/дм3 g/sm3; г/см3 t/m3; т/м3или kg/1; кг/л g/ml; г/мл g/1; г/л
Количество дви- жения kg-m/s; кг-м/с — — —
Момент количе- ства движения kg-m2/s;KT-M2/c — — —
Момент инерции (динамический мо- мент инерции) kg-m2; кг-м2 — — —
Сила, вес N; Н (ньютон) MN; МН kN; кН mN; мН pN; мкН — —
Момент силы N-m; Нм MN-m; МН м kN-m; кН м mN-m; мНм pN-m; мкН-м — —
Давление Ра, Па (паскаль) GPa; ГПа MPa; МПа kPa; кПа mPa; мПа рРа; мкПа —
Нормальное на- пряжение; касатель- ное напряжение Ра, Па GPa; ГПа МРа; МПа kPa; кПа — —
Динамическая вязкость Pa s; Па с mPa-s; мПа-с — —
Кинематическая вязкость m2/s; м2/с mm2/s; мм2/с — —
47
Продолжение табл. 1.11
Наименование величины Обозначения
единиц СИ рекомендуемых кратных и дольных единиц СИ единиц, не входящих в СИ кратных и дольных единиц, не входящих в СИ
Поверхностное натяжение N/m; Н/м mN/m; мН/м — —
Энергия, работа J; Дж (джоуль) TJ; ТДж GJ; ГДж MJ; МДж kJ; кДж mJ; мДж
Мощность W; Вт (ватт) GW; ГВт MW; МВт kW; кВт mW; мВт pW; мкВт
Часть IV. ТЕПЛОТА
Термодинамичес- кая температура К; К (кельвин) МК; МК кК; кК тК; мК рК; мкК — —
Температура Цельсия °C; °C (градус Цельсия) — — —
Температурный интервал К; К °C; °C — — —
Температурный коэффициент К”1; К"1 — —
Теплота, количе- ство теплоты J; Дж TJ; ТДж GJ; ГДж MJ; МДж kJ; кДж mJ; мДж
Тепловой поток W; Вт kW; кВт — —
Т еплопроводность W/(m-K); Вт/(м-К) — — —
Коэффициент теплопередачи W/(m2-K); Вт/(м2-К) — —•
Теплоемкость J/К; Дж/К kJ/K; кДж/K — —
Удельная теплоем- кость J/(kg-K); Дж/(кг-К) KJ/(kg-K); кДж/(кг-К) — —
Энтропия J/К; Дж/К kJ/K; кДж/K — —
48
Продолжение табл. 1.11
Наименование величины Обозначения
единиц СИ рекомендуемых кратных и дольных единиц СИ единиц, не входящих в СИ кратных и дольных единиц, не входящих в СИ
Удельная энтро- пия J/(kg-K); ДжДкг-К) KJ/(kg-K); кДж/(кг-К)
Удельное количе- ство теплоты J/kg; Дж/кг MJ/kg; МДж/кг kJ/kg; кДж/кг —
Удельная теплота фазового превраще- ния J/kg; Дж/кг MJ/kg; МДж/кг kJ/kg; кДж/кг
Часть V. ЭЛЕКТРИЧЕСТВО И МАГНЕТИЗМ
Электрический ток, сила электри- ческого тока А; А (ампер) кА; кА mA; мА цА; мкА nA; нА рА; ПА
Электрический за- ряд (количество электричества) С; Кл (кулон) кС; кКл рС; мкКл пС; нКл рС; пКл A h; Ач (ампер-час) —
Пространственная плотность электри- ческого заряда С/m3; Кл/м3 С/тт3; Кл/мм3 МС/т3; МКл/м3 С/ст3; Кл/см3 кС/m3; кКл/м3 тС/т3; мКл/м3 цС/т3; мкКл/м3
Поверхностная плотность электри- ческого заряда С/т2; Кл/м2 МС/т2; МКл/м2 С/тт2; Кл/мм2 С/ст2; Кл/см2 кС/m2; кКл/м2 тС/т2; мКл/м2 цС/т2; мкКл/м2
Напряженность электрического по- ля V/m; В/м MV/m; МВ/м kV/т; кВ/м V/mm; В/мм V/cm; В/см mV/m; мВ/м цУ/т; мкВ/м
4-1651
49
Продолжение табл. 1.11
Наименование величины Обозначения
единиц СИ рекомендуемых кратных и дольных единиц СИ единиц, не входящих в СИ кратных и дольных единиц, не входящих в СИ
Электрическое на- пряжение, электри- ческий потенциал, разность электри- ческих потенциалов, электродвижущая сила V; В (вольт) MV; МВ kV; кВ mV; мВ pV; мкВ nV; нВ
Электрическое смещение С/m2; Кл/м2 С/ст2; Кл/см2 кС/ст2; кКл/см2 тС/т2; мКл/м2 цС/т2; мкКл/м2
Поток электричес- кого смещения С; Кл МС; МКл кС; кКл тС; мКл — —
Электрическая ем- кость F; Ф (фарад) mF; мФ jxF; мкФ nF; нФ pF; пФ fF; фФ aF; аФ
Диэлектрическая проницаемость, электрическая по- стоянная F/m; Ф/м pF/т; пФ/м — —
Поляризованность С/т2; Кл/м2 С/ст2; Кл/см2 кС/ст2; кКл/см2 тС/m2; мКл/м2 цС/т2; мкКл/м2
Электрический момент диполя С-т; Кл м — — —
Плотность элект- рического тока А/т2; А/м2 МА/т2; МА/м2 А/тт2; А/мм2 А/cm2; А/см2 kA/т2; кА/м2 — —
Линейная плот- ность электрическо- го тока А/т; А/м kA/т; кА/м А/тт; А/мм А/ст; А/см — —
50
Продолжение табл. 1.11
Наименование величины Обозначения
единиц СИ рекомендуемых кратных и дольных единиц СИ единиц, не входящих в СИ кратных и дольных единиц, не входящих в СИ
Напряженность магнитного поля А/m; А/м kA/т; кА/м А/тт; А/мм А/cm; А/см — —
Магнитодвижущая сила, разность маг- нитных потенциа- лов, магнитный по- тенциал А; А (ампер) кА; кА mA; мА
Магнитная индук- ция, плотность маг- нитного потока Т; Тл (тесла) тТ; мТл цТ; мкТл пТ; нТл — —
Магнитный поток Wb; Вб (вебер) mWb; мВб — —
Магнитный век- торный потенциал Т-m; Тл-м кТ ш; кТл • м — —
Индуктивность, взаимная индуктив- ность Н; Гн (генри) кН; кГн mH; мГн цН; мкГн пН; нГн pH; пГн
Магнитная прони- цаемость, магнитная постоянная Н/т; Гн/м jiH/m; мкГн/м nH/m; нГн/м — —
Магнитный мо- мент А-т2; А-м2 — — —
Намагниченность А/т; А/м kA/т; кА/м А/тт; А/мм —
Магнитная поля- ризация Т; Тл тТ; мТл
Электрическое со- противление, актив- ное сопротивление, модуль полного со- противления, реак- тивное сопротивле- ние О; Ом (ом) TS2; ТОм G£l; ГОм МО; МОм кО; кОм шО; мОм цО; мкОм
Электрическая проводимость, ак- тивная проводи- мость, модуль пол- ной проводимости S; См (сименс) kS; кСм mS; мСм pS; мкСм nS; нСм pS; пСм
4*
51
Продолжение табл. 1.11
Обозначения
Наименование величины единиц СИ рекомендуемых кратных и дольных единиц СИ единиц, не входящих в СИ кратных и дольных единиц, не входящих в СИ
Реактивная прово- димость S; См kS; кСм mS; мСм pS; мкСм — —
Разность фаз, фа- зовый сдвиг, угол сдвига фаз rad; рад (радиан) mrad; мрад grad; мкрад ../(градус) —
Удельное электри- ческое сопротивле- ние О-m; Ом м Gfl-m; ГОм-м МО-т;МОмм к£2 т; кОм м О ст; Ом см тО-т; мОм м цО-т; мкОм-м пй-т; нОм-м
Удельная электри- ческая проводимость S/m; См/м MS/m; МСм/м kS/т; кСм/м — —
Магнитное сопро- тивление Н’1; Гн'1 — — —
Магнитная прово- димость Н; Гн — — —
Активная мощ- ность W; Вт TW; ТВт GW; ГВт MW; МВт kW; кВт mW; мВт pW; мкВт nW; нВт V-А; ВА (вольт-ампер — единица полной мощности) var; вар (вар — единица реактивной мощности)
Энергия J; Дж TJ; ТДж GJ; ГДж MJ; МДж kJ; кДж eV; эВ (электрон- вольт) kW-h; кВт-ч (киловатт-час)
Ч а с т ь VI. СВЕТ И СВЯЗАННЫЕ С НИМ ЭЛЕКТРОМАГНИТНЫЕ ИЗЛУЧЕНИЯ
Длина волны т; м цт; мкм пт; нм рт; пм — —
Волновое число т'1; м'1 ст-1; см”1 —
52
Продолжение табл. 1.11
Наименование величины Обозначения
единиц СИ рекомендуемых кратных и дольных единиц СИ единиц, не входящих в СИ кратных и дольных единиц, не входящих в СИ
Энергия излуче- ния J; Дж — —
Поток излучения, мощность излучения W; Вт — — —
Сила излучения W/sr; Вт/ср — — —
Спектральная плотность силы из- лучения W/(sr-m); Вт/(ср • м) — —• —
Энергетическая яркость W/(sr-m2); Вт/(ср-м2) — — —
Спектральная плотность энергети- ческой яркости W/(sr-m3); Вт/(ср • м3) — — —
Облученность W/m2; Вт/м2 —
Спектральная плотность облучен- ности (энергетичес- кой освещенности) W/m3; Вт/м3 — — —
Энергетическая светимость W/m2; Вт/м2 — —
Сила света cd; кд (кандела) — — —
Световой поток 1m; лм (люмен) — — —
Световая энергия 1m • s; лм • с — lm-h; лм-ч —
Яркость cd/m2; кд/м2 — —
Светимость lm/m2; лм/м2 — — —
Освещенность 1х; лк (люкс) — — —
Световая экспози- ция lx • s; лк-с — — —
Световая эффек- тивность lm/W; лм/Вт — — —
Ч а с т ь VIL АКУСТИКА
Период s; с ms; мс |is; мкс — —
Частота периоди- ческого процесса Hz; Гц MHz; МГц kHz; кГц — —-
53
Продолжение табл. 1.11
Наименование величины Обозначения
единиц СИ рекомендуемых кратных и дольных единиц СИ единиц, не входящих в СИ кратных и дольных единиц, не входящих в СИ
Длина волны m; М тт; мм — —
Звуковое давление Ра; Па mPa; мПа рРа; мкПа — —
Скорость колеба- ния частицы m/s; м/с mm/s; мм/с — —
Объемная ско- рость m3/s; м3/с __ —
Скорость звука m/s; м/с — — —
Поток звуковой энергии W; Вт kW; кВт mW; мВт pW; мкВт pW; пВт — —
Интенсивность звука W/m2; Вт/м2 mW/m2; мВт/м2 pW/m2; мкВт/м2 pW/m2; пВт/м2 — —
Удельное акусти- ческое сопротивле- ние Pa-s/m; Па с/м — — —
Акустическое со- противление Pa-s/m3; Па • с/м3 — —
Механическое со- противление N-s/m; Нс/м — —
Эквивалентная площадь поглоще- ния поверхностью или предметом т2; м2 — — —
Время ревербера- ции s; с __ — —
Часть VIII. ФИЗИЧЕСКАЯ ХИМИЯ И МОЛЕКУЛЯРНАЯ ФИЗИКА
Количество веще- ства mol; моль (моль) kmol; кмоль mmol; ммоль pmol; мкмоль — —
Молярная масса kg/mol; кг/моль g/mol; г/моль —
Молярный объем т3/то1; м3/моль dm3/mol; дм3/моль cm3/mol; см3/моль l/mol; л/моль (L/mol) —
54
Окончание табл. 1.11
Наименование величины Обозначения
единиц СИ рекомендуемых кратных и дольных единиц СИ единиц, не входящих в СИ кратных и дольных единиц, не входящих в СИ
Молярная внут- ренняя энергия J/mol; Дж/моль kJ/mol; кДж/моль — —
Молярная энталь- пия J/mol; Дж/моль kJ/mol; кДж/моль — —
Химический по- тенциал J/mol; Дж/моль kJ/mol; кДж/моль — —
Молярная тепло- емкость J/(molK); Дж/(моль • К) — —
Молярная энтро- пия J/(molK); Дж/(моль • К) —
Молярная кон- центрация компо- нента mol/m3; моль/м3 mol/dm3; моль/дм3 kmol/m3; кмоль/м3 mol/l; моль/л (mol/L) —
Удельная адсорб- ция mol/kg; моль/кг mmol/kg; ммоль/кг — —
Массовая концен- трация компонента kg/m3; кг/м3 mg/m3; мг/м3 mg/dm3; мг/дм3 mg/1; мг/л (mg/L) —
Часть IX. ИОНИЗИРУЮЩИЕ ИЗЛУЧЕНИЯ
Поглощенная доза ионизирующего из- лучения Gy; Гр (грей) TGy; ТГр GGy; ГГр MGy; МГр kGy; кГр mGy; мГр |iGy; мкГр
Активность нукли- да в радиоактивном источнике (актив- ность радионуклида) Вд; Бк (беккерель) EBq; ЭБк PBq; ПБк TBq; ТБк GBq; ГБк MBq; МБк kBq; кБк
Эквивалентная доза ионизирующе- го излучения, эф- фективная доза ионизирующего из- лучения Sv; Зв (зиверт) mSv; мЗв
55
1.7.5. Правила написания обозначений единиц
При написании значений величин применяют обозначения единиц буква-
ми или специальными знаками (...°, ..."), причем устанавливают два вида
буквенных обозначений: международное (с использованием букв латинского
или греческого алфавита) и русское (с использованием букв русского алфави-
та). Устанавливаемые стандартом обозначения единиц приведены в табл.
1.1-1.11.
Буквенные обозначения единиц печатают прямым шрифтом. В обозначени-
ях единиц точку как знак сокращения не ставят.
Обозначения единиц помещают за числовыми значениями величин и в
строку с ними (без переноса на следующую строку). Числовое значение, пред-
ставляющее собой дробь с косой чертой, стоящее перед обозначением едини-
цы, заключают в скобки.
Между последней цифрой числа и обозначением единицы оставляют
пробел.
Правильно:
Неправильно:
100 kW; 100 кВт
80 %
20 °C
(1/60) s-1.
100kW; 100кВт
80%
20°С
l/60/s”1.
Исключения составляют обозначения в виде знака, поднятого над стро-
кой, перед которыми пробел не оставляют.
Правильно:
20°.
Неправильно:
20 °.
При наличии десятичной дроби в числовом значении величины обозначе-
ние единицы помещают за всеми цифрами.
Правильно:
Неправильно:
423,06 т; 423,06 м
5,758° или 5°45,48'
или 5°45'28,8".
423 т 0,6; 423 м, 06
5°758 или 5’45',48
или 5°45'28",8.
При указании значений величин с предельными отклонениями числовые
значения с предельными отклонениями заключают в скобки и обозначения
единиц помещают за скобками или проставляют обозначение единицы за чис-
ловым значением величины и за ее предельным отклонением.
Правильно:
(100,0 ± 0,1) kg; (100,0 ± 0,1) кг
50 g ± 1 g; 50 г ± 1 г.
Неправильно:
100,0 ± 0,1 kg; 100,0 ± 0,1 кг
50 ± 1 g; 50 ± 1 г.
Допускается применять обозначения единиц в заголовках граф и в наиме-
нованиях строк (боковиках) таблиц.
56
Пример 1
Номинальный расход, m3/h Верхний предел показаний, т3 Цена деления крайнего правого ролика, т3, не более
40 и 60 100 000 0,002
100, 160, 250, 400, 600 и 1 000 1 000 000 0,02
2 500, 4 000, 6 000 и 10 000 10 000 000 0,2
Пример 2
Наименование показателя Значение при тяговой мощности, kW
18 25 37
Габаритные разме- ры, mm: длина 3 080 3 500 4 090
ширина 1 430 1 685 2 395
высота 2 190 2 745 2 770
Колея, mm 1 090 1 340 1 823
Просвет, mm 275 640 345
Допускается применять обозначения единиц в пояснениях обозначений
величин к формулам. Помещать обозначения единиц в одной строке с форму-
лами, выражающими зависимости между величинами или между их числовыми
значениями, представленными в буквенной форме, не допускается.
Правильно:
v = 3,6 s/t,
где v — скорость, km/h;
s — путь, т;
t— время, s.
Неправильно
v = 3,6 s/t, km/h,
где s — путь, т;
t— время,s.
Буквенные обозначения единиц, входящих в произведение, отделяют точ-
ками на средней линии как знаками умножения. Не допускается использовать
для этой цели символ «х».
Правильно:
N т; Н м
А-т2; А-м2
Pa s; Па-с.
Неправильно:
Nm; Нм
Ат2; Ам2
Pas; Пас.
В машинописных текстах допускается точку не поднимать.
Допускается буквенные обозначения единиц, входящих в произведение,
отделять пробелами, если это не вызывает недоразумения.
В буквенных обозначениях отношений единиц в качестве знака деления
используют только одну косую или горизонтальную черту. Допускается приме-
нять обозначения единиц в виде произведения обозначений единиц, возведен-
ных в степени (положительные и отрицательные).
57
Если для одной из единиц, входящих в отношение, установлено обозначе-
ние в виде отрицательной степени (например, s-1, ггГ1, К-1, с-1, м~’, К-1),
применять косую или горизонтальную черту не допускается.
Правильно:
W-m-2-K~]; Втм~2К-1
W . Вт
ш2 К ’ м2 К ’
Неправильно:
W/m2/K; Вт/м“2К
W Вт
При применении косой черты обозначения единиц в числителе и знамена-
теле помещают в строку, произведение обозначений единиц в знаменателе зак-
лючают в скобки.
Правильно:
m/s; м/с
W/(m-K); Вт/(м К).
Неправильно:
ш/. м/
/s’ /с
W/m-K; Вт/м-К.
При указании производной единицы, состоящей из двух и более единиц,
не допускается комбинировать буквенные обозначения и наименования еди-
ниц, т. е. для одних единиц указывать обозначения, а для других — наименова-
ния.
Правильно:
80 км/ч
80 километров в час
Неправильно:
80 км/час
80 км в час
Допускается применять сочетания специальных знаков:... °,
с буквенными обозначениями единиц, например ...%.
", % И %о
1.7.6. Дюймовая система мер
В некоторых специальных областях применяется английская (дюймовая)
система мер — совокупность единиц физических величин, в основу которой
положена единица длины — ярд (1 ярд = 36 дюймам). Дюйм — дольная единица
длины в английской системе мер. По международным соглашениям дюйм при-
нят равным 0,0254 м (табл. 1.12).
Таблица 1.12
Дюймы Миллиметры Дюймы Миллиметры Дюймы Миллиметры
1/32 0,794 1/2 3/4 12,7 19,05 1 44,45
1/16 1,587 7/8 22,225 2 50,8
1/8 3,175 1 25,4 2 1 63,5
1/4 6,35 4 28,575 2
5/16 7,937 11 31,75 3 76,2
3/8 9,525 4 4 101,6
7/16 11,112 12 38,1 5 127,0
58
1.8. Преимущества Международной системы
Международная система универсальна. Она охватывает все области физи-
ческих явлений, все отрасли промышленности.
Международная система единиц органически включает в себя такие давно
распространенные и глубоко укоренившиеся в технике частные системы, как
метрическая система мер и система практических электрических и магнитных
единиц (ампер, вольт, вебер и др.). Лишь система, в которую вошли эти едини-
цы, могла претендовать на признание в качестве универсальной и международ-
ной.
Единицы Международной системы в большинстве достаточно удобны по
своему размеру, а наиболее важные из них имеют и удобные на практике соб-
ственные наименования.
Построение Международной системы отвечает современному уровню мет-
рологии. Сюда относится оптимальный выбор основных единиц и в частности
— их числа и размеров; согласованность (когерентность) производных единиц;
рационализованная форма уравнений электромагнетизма; образование крат-
ных и дольных единиц посредством десятичных приставок.
В результате различные физические величины обладают в Международной
системе, как правило, и различной размерностью. Это делает возможным пол-
ноценный размерный анализ, предотвращая недоразумения. Показатели раз-
мерности в СИ целочисленные, а не дробные, что упрощает выражение произ-
водных единиц через основные и вообще оперирование с размерностью. Коэф-
фициенты 4л и 2л присутствуют в тех и только тех уравнениях электромагне-
тизма, которые относятся к полям со сферической или цилиндрической сим-
метрией. Метод десятичных приставок, унаследованный от метрической систе-
мы, позволяет охватить огромные диапазоны изменения физических величин и
обеспечивает соответствие СИ десятичной системе исчисления.
Международной системе присуща достаточная гибкость. Она допускает при-
менение и некоторого числа внесистемных единиц.
СИ — «живая и развивающаяся» система. Число основных единиц, недавно
доведенное в ней до семи, может быть и еще увеличено, если это будет необхо-
димо для охвата какой-либо дополнительной области явлений. В будущем не
исключено также смягчение некоторых действующих в СИ регламентирующих
правил.
Международная система, как говорит и само ее название, призвана стать
повсеместно применяемой единственной системой единиц физических вели-
чин. Унификация единиц представляет давно назревшую необходимость. Уже
сейчас СИ сделала ненужными многочисленные системы единиц, применяв-
шиеся еще несколько десятилетий назад.
Международная система единиц принята теперь более чем в 130 странах
мира, в том числе в России. В ряде стран установлены национальные програм-
мы перехода к Международной системе.
Международная система единиц признана многими влиятельными ме-
ждународными организациями, включая ООН, ЮНЕСКО. Среди признавших
СИ — Международная организация по стандартизации (ИСО), Международ-
ная организация законодательной метрологии (МОЗМ), Международная элек-
тротехническая комиссия (МЭК), Международный союз чистой и прикладной
физики и др.
59
1.9. Шкалы измерений
Наши знания, отражаемые и формализуемые в виде данных — это знания
об отклонениях между процессами, событиями и явлениями. В дальнейшем,
имея в виду реальные события, явления, процессы, будем обозначать их общим
термином «объекты». В то же время все объекты окружающего мира обладают
присущими им свойствами, отражающими такую сторону объекта, которая
обусловливает его различие или общность с другими объектами и проявляется
в его отношениях к ним. Таким образом свойство — это категория качествен-
ная, а для количественного описания введено понятие «величина».
Величины, отображающие реальные процессы, явления, подразделяют на
физические, свойственные материальным объектам (физика, химия, технические
науки и т. д.), и нефизические — психология, экономика, социология, систе-
мотехника и т. п.
Физические величины подразделяют на измеряемые и оцениваемые. Изме-
ряемые физические величины могут быть количественно выражены в виде оп-
ределенного числа установленных единиц измерения.
Введение и применение единиц измерения — основной признак измеряемых
физических величин.
В случае, если для физической величины не может быть введена единица
измерения, то она может быть оценена. Процедура оценивания — это процеду-
ра, в ходе которой по установленным правилам данной величине приписыва-
ется определенное число.
В различных системах, используемых для представления данных, су-
щественную роль играют числовые системы. Числами могут быть представлены
все количественные данные; числами кодируются типы изделий, шифруются
технические, организационные, экономические и прочие данные как по-
ставщиков, так и заказчиков, т. е. числа являются основой для кодового пред-
ставления данных.
Основное и главное достоинство числовых систем — это разнообразная
структура отношений между их элементами.
Используя числа в качестве абстрактных объектов при формировании дан-
ных, устанавливают сложные отношения между теми реальными объектами,
данные о которых формируют, и теми объектами, отношения которых были
ранее обобщены как отношения чисел.
Выбор десятичной или двоичной систем счисления произволен, однако
сама структура этих систем в конечном итоге опирается на свойства реальных
объектов.
Рассматривая формирование данных, следует отметить, что многие систе-
мы поддаются отображению в единомерные числовые системы — системы дей-
ствительных или целых чисел.
Например, при рассмотрении этих объектов в определенных и ограничен-
ных ситуациях существенно только сопоставление их по тяжести, в других — по
электропроводности и т. п. Примером электрической системы, не поддающейся
такому отображению, может служить система отраженных объектов: можно по-
ставить в соответствие «более насыщенному цвету» «большее» число, «похоже-
му» цвету «близкое» число, но при этом, находясь в рамках одномерной число-
вой системы, невозможно передать спектральные отношения. При этом воз-
можно выделить несколько признаков, каждому из которых соответствует своя
60
одномерная числовая система. Как же строятся отображения в одномерные чис-
ловые системы? Для этого необходимо сопоставить системе объектов, рассмат-
риваемых в определенном плане, систему чисел так, чтобы каждый новый
объект, данные о котором нужно иметь, получил в качестве компонента этих
данных некоторое число.
Но можно решить и обратную задачу: по данному числу найти или по-
строить, если это возможно, хотя бы один объект, которому это число соот-
ветствует.
Таким образом, количественное или качественное многообразие проявлений
различных свойств образуют множества, отображение элементов которых на
принятые по соглашению упорядоченные множества чисел, а в общем
случае — на систему условных знаков, образуют шкалы измерений этих свойств.
Другие значения термина «шкала» достаточно широко известны и поэтому
их не следует отождествлять с вышеприведенными. Например, шкала как де-
таль аналогового средства измерений; шкала величины в метрологии (темпера-
турная шкала); кодированная шкала преобразователя перемещение/код (диск,
барабан, рейка).
Следует отметить, что под оценкой свойств следует понимать местонахож-
дение качественного свойства конкретного объекта на соответствующей шкале
наименований.
Большинство свойств описывается одномерными шкалами.
Одномерная шкала — это шкала, используемая для измерений свойств объек-
та, характеризуемого одним параметром. Результаты измерений в такой шкале
выражаются одним числом, знаком или обозначением.
Вместе с тем, имеются свойства, описываемые многомерными шкалами.
Многомерная шкала — это шкала, используемая для измерений свойств объек-
та и характеризуемая двумя или более параметрами. Результаты измерений в
такой шкале выражаются двумя или более числами, знаками или обозначения-
ми. Например, трехмерные шкалы цвета в колориметрии, двумерные шкалы
электрических импедансов и др.
Примерами условных знаков, образующих шкалы измерений, являются мно-
жество баллов оценки свойств объектов, множество обозначений (названий)
цвета объекта, множество названий состояния объекта, совокупность класси-
фикационных символов или понятий и т. п.
В соответствии с МИ 2365-96 «ГСИ. Шкалы измерений. Основные положения.
Термины и определения» следует различать пять типов шкал: наименований,
порядка, разностей (интервалов), отношений и абсолютные.
Особо следует отметить, что шкалы разностей и отношений объединяют
термином «метрические шкалы».
Если указанные шкалы объединены этим термином, то остальные шкалы
можно с полным основанием отнести к «неметрическим», обеспечивающим по
сути не измерение, а «оценивание».
Следует также отметить, что все неметрические шкалы делят на непре-
рывные и дискретные. Примерами непрерывных шкал являются международные
трехмерная шкала координат цвета и двухмерная — координат цветности. К
непрерывным также относят шкалы твердости металлов и изделий. Дискретные
неметрические шкалы содержат некоторое определенное число классов экви-
валентности, число знаков, символов, баллов и т. д. Это число может меняться
61
в зависимости от спецификации на конкретные шкалы. Например, шкалы оценки
знаний, шкалы оценки силы ветра и состояния поверхности моря и т. д.
Одной из таких шкал — простейшей — является такая, в которой числа,
знаки служат условными названиями объектов или их классов._Это шкала наи-
менований. Примерами таких шкал могут быть шкалы измерений цвета, пред-
назначенные для идентификации и предсказания зрительных впечатлений, воз-
никающих у человека с нормальным цветовым зрением при восприятии цвето-
вых стимулов испускаемого источниками или отражаемого объектами оптичес-
кого излучения.
Шкалы измерений цвета являются шкалами наименований и потому, что
цвета отличаются прежде всего качественно. Нельзя, например, утверждать,
что желтый цвет больше оранжевого. Однако эти шкалы измерений цвета упо-
рядочены по признаку близости или сходства цветов и, кроме того, качествен-
но неразличимые цвета или одинаковой цветности могут отличаться количе-
ственно по светлоте или яркости.
Для построения шкал измерений цвета в колориметрии используются лишь
стандартизованные цвета. Три таких стандартных цвета называются основными
цветами. Международной комиссией по освещению (МКО) стандартизовано
несколько шкал измерений цвета — колориметрических систем. Метрологическое
обеспечение колориметрии опирается на государственный эталон цвета и
координат цветности (ТЭТ 81-90) и государственную поверочную схему по
ГОСТ 8.205-90.
Символические шкалы наименований цветов материализуются в виде атла-
сов цветов, состоящих из необходимого числа стандартизованных цветных об-
разцов. Во ВНИИМ им. Д. И. Менделеева разработан «Атлас стандартных образ-
цов цвета», объединяющий различные атласы отраслевого назначения и пред-
назначенный для их метрологического обеспечения. Например, специа-
лизированный для полиграфии атлас цветов содержит 1358 материальных об-
разцов цвета.
Как уже указывалось выше, колориметрия применяется для определения:
цветовых характеристик источников света (ГОСТ 23198—94); цветоустойчивости
под воздействием света строительных отделочных полимерных материалов и
равномерности окраски ими (ГОСТ 11583—74); цвета и интенсивности печат-
ных красок (ГОСТ 6593—83); цвета неорганических пигментов и наполнителей
(ГОСТ 16873—92); устойчивости окрасок текстильных материалов к физико-
химическим воздействиям (ГОСТ 9733.0—83 + 9733.27—83); разнооттеночнос-
ти окрашенных в массе лавсановых волокон и жгутов (ГОСТ 19673—74); не-
равномерности окрашивания синтетических нитей (ГОСТ 22092—76); цветнос-
ти расплава технического фталевого ангидрида (ГОСТ 24445.5—80); цвета аро-
матических углеводородов бензольного ряда (ГОСТ 2706.1—74); окраски сер-
ной кислоты (ГОСТ 2706.3—74); разнооттеночное™ текстильных материалов
(ГОСТ 18055—72); цветности питьевой воды (ГОСТ 3351—74); цветности саха-
ра-песка и рафинада (ГОСТ 12572—93); цвета консервированных томато-про-
дуктов (ГОСТ 8756.8—85); цвета растительных масел (ГОСТ 5472—50); цветно-
сти растительных масел (ГОСТ 5477—93); цвета жмыхов, шротов и горчичного
порошка (ГОСТ 13979.4—68); цветности сигнальных светофильтров для транс-
порта (ГОСТ 9242—59); цветности и неравномерности цветности свечения эк-
ранов кинескопов для телевидения (ГОСТ 21059.5—76); красящей способности
неорганических пигментов (ГОСТ 16872—78); устойчивости окрасок органи-
ческими пигментами и красителями к воздействию света на бумагу и обои
62
(ГОСТ 8702—88); неравномерности окрашивания искусственных нитей
(ГОСТ 10088—90); неровности окрашивания нитронового волокна (ГОСТ
19536—74); цвета зерна (ГОСТ 10967—90); светостойкости окраски меховой шкур-
ки и выделанной шубной овчины (ГОСТ 9211—75); устойчивости окраски три-
котажных изделий и полотна (ГОСТ 2351—88); устойчивость окраски текстиль-
но-галантерейных изделий (ГОСТ 23627—89); устойчивости окраски хлопчато-
бумажных и смешанных тканей и штучных изделий (ГОСТ 7913—76); устойчи-
вости окраски льняных и полульняных тканей и штучных изделий (ГОСТ
7780—78); устойчивости окраски тканей и изделий чистошерстяных и полу-
шерстяных (ГОСТ 2846-82, ГОСТ 11151-77 и ГОСТ 13527-78); устойчивости
окраски шелковых и полушерстяных тканей и изделий (ГОСТ 7779—75), тка-
ней и изделий из химических волокон (ГОСТ 23433—79).
Цветовые измерения также широко применяются в световой и цветовой
сигнализации, в частности на транспорте, в регулировании движения на доро-
гах, в навигации. На соответствующие методы цветовых измерений существует
значительное число национальных и международных стандартов.
Своеобразны шкалы белизны. Белизна рассеивающих поверхностей мате-
риалов (изделий) характеризует сходство их по цвету с некоторым стандартным
белым цветом или предпочтительным белым цветом, белизна которого обычно
принимается за 100 %. Единой для различных видов материалов и изделий шка-
лы белизны пока не создано, но во всех вариантах применяемых шкал белизны
отклонение исследуемого цвета от стандартного белого определяется одномер-
ными критериями, например цветовым различием (см. шкалы цвета). Шкалы
белизны являются одномерными шкалами порядка. Белизна бумаги, картона,
целлюлозы, текстильных материалов оценивается по коэффициенту отражения
в синей области спектра (X = 457 нм).
Конкретные способы определения (шкалы) белизны изложены в следую-
щих стандартах (табл. 1.13).
Таблица 1.13
Обозначение Наименование стандарта
ГОСТ 30113-94 Бумага и картон. Метод определения белизны
ГОСТ 30437-96 Целлюлоза. Метод определения белизны
ГОСТ 18054-72 Материалы текстильные. Метод определения белизны
ГОСТ 22165-76 Рис и продукты его переработки. Метод определения белизны
ГОСТ 26361—84 Мука. Метод определения белизны
ГОСТ 22496-77 Волокна и нити синтетические. Метод определения белизны
ГОСТ 24024.4-80 Фосфор и неорганические соединения фосфора. Метод опре- деления степени белизны
ГОСТ 16873-92 Пигменты и наполнители неорганические. Методы измерения цвета и белизны
Метрологическое обеспечение измерений белизны опирается на госу-
дарственные эталоны ГЭТ 81-90 (координат цвета и'координат цветности) и
ГЭТ 156-91 (спектрального коэффициента отражения), хранящиеся в ФГУП
«ВНИИОФИ».
63
Существует много специальных цветовых шкал, наименование которых и
ссылки на соответствующие нормативные документы приведены в табл. 1.14.
Таблица 1.14
Назначение шкалы Нормативный документ
Шкала цвета светлых нефтепродуктов ГОСТ 2667-82
Шкала цвета нефтепродуктов (смазочных масел, печных и дизельных топлив, парафина и др.) ГОСТ 20284-74
Йодная, бихроматная, платиново-кобальтовая, медь-же- лезо-кобальт-бихроматная шкала цвета жидких химических реактивов и растворов реактивов с незначительной окрас- кой ГОСТ 14871-76 ИСО 2211-73
Платиново-кобальтовая шкала цвета жидких смол и пла- стификаторов и их растворов со слабой окраской ГОСТ 18522-93
Шкала цветности питьевой воды ГОСТ 3351-74
Шкала цвета воды для контроля природной среды ГОСТ 4266-79
Йодная и кобальт-хромпиковая шкалы цвета пива ГОСТ 12789-87
Йодометрическая шкала цвета лакокрасочных материа- лов (непигментированных лаков, растворов смол, олиф, масел, растворителей и др.) ГОСТ 19266-79
Йодная шкала цветности синтетических жирных кислот ГОСТ 23710-86
Важным отличительным признаком шкал наименований является не-
применимость в них таких понятий, как нуль, единица измерений, размер-
ность, а также реализация их как с помощью эталонов, так и без них, а также
недопустимость изменения спецификаций, описывающих конкретные шкалы.
Таким образом, шкалы наименований применяют для измерения каче-
ственных проявлений свойства, и числа при построении шкал используются
только для того, чтобы отдельные объекты имели различные обозначения.
Количественные проявления свойства измеряют по шкалам порядка, ха-
рактеризующихся соотношениями эквивалентности и порядка по возрастанию
или убыванию различных проявлений свойства.
Соотношение эквивалентности — это соотношение, в котором данное свой-
ство у различных объектов оказывается одинаковым или неодинаковым.
В случае, если свойство проявляет себя только в отношении эквивалентности,
то обладающие им объекты могут быть обнаружены, классифицированы, под-
вергнуты контролю, отражены соответствующими формальными объектами —
числами. Примером такого рода объектов, обладающих свойствами эквивален-
тности, могут служить виды насекомых: комар, пчела и т. д.
Каждая группа таких объектов отличается характерными свойствами, наи-
менованиями и распознается по эквивалентности тем или иным способом.
В случае, если свойство данного объекта проявляет себя в отношении экви-
валентности и порядка по возрастанию или убыванию количественного прояв-
ления свойства, то для него может быть построена шкала порядка. Она позволя-
ет установить отношение больше-меньше между величинами, характеризую-
щими данное свойство. В шкалах порядка может существовать или не существо-
64
вать нуль, но принципиально нельзя ввести единицы измерения, так как для
них не установлено отношение пропорциональности и соответственно нет воз-
можности судить во сколько раз больше или меньше конкретные проявления
свойства, т. е. шкалы принципиально нелинейны. В них неприменимы статисти-
ка среднего арифметического, абсолютная и относительная погрешности, а
применима только неопределенность результатов измерения.
Одна из распространенных в быту шкал порядка, которой пользуемся всю
жизнь, это личная шкала оценки событий окружающей жизни: «неплохо», «хо-
рошо», «отлично» или «глупо», «неумно» и т. д. Такого рода оценки носят,
конечно, эмоциональный, интуитивный характер.
Другая группа шкал порядка, с которой практически все сталкиваются в
повседневной жизни, это пяти-, шести-, двенадцати- и стобалльные шкалы
оценок в учебных заведениях, спорте и т. д.
Особенности такого рода шкал порядка хорошо видны. Несомненно, «пя-
терочник» знает предмет лучше «троечника», но во сколько раз — никто не
возьмется сказать.
В теории музыки используют шкалу музыкальных инструментов, каждый
из интервалов которой имеет свою, кратную полутоновому интервалу, протя-
женность по шкале частот и свое название: шкала музыкальных интервалов,
музыкальной гаммы и музыкальная октавная шкала являются шкалами
порядка.
В музыке существует специальная шкала громкости исполнения (шкала
порядка) со следующими градациями:
ррр — пиано-пианиссимо (самое тихое);
рр — пианиссимо (очень тихое);
р — пиано (тихое);
шр — меццо-пиано (умеренно тихое);
mf — меццо-форте (умеренно громкое);
f — форте (громкое);
ff — фортиссимо (очень громкое);
iff — форте-фортиссимо (самое громкое).
Шкалы высоты (частоты) звуков в музыке построены на октавах — ин-
тервалах, граничные частоты которых отличаются в два раза, а соответствующие
им звуки (тона) воспринимаются слухом как тождественные (на слух сливают-
ся при одновременном звучании). В акустических измерениях принято отсчиты-
вать октавы вверх и вниз от частоты 1 кГц. В музыке осуществлена другая при-
вязка шкалы октав к шкале частот: основному тону «ля» первой октавы соот-
ветствует частота 440 Гц. При этом октавы делятся на 12 высотных интервалов,
называемых полутонами (в восточных странах октавы делят на иное число ин-
тервалов). Для настройки музыкальных инструментов принят строй с так назы-
ваемой равномерной темперацией, в которой всем полутонам соответствует
соотношение частот h = 1$2 ~ 1,0595.
Когда уровень познания явления, процесса не позволяет точно установить
отношение между величинами данной характеристики либо применение шка-
лы удобно и достаточно для практики, используют условные шкалы порядка.
К шкалам такого рода, получившим широкое распространение, относят
шкалы порядка с нанесенными на них реперными точками.
Например, измерение твердости минералов, проводимое по способу, пред-
ложенному в 1911 г. немецким ученым Ф. Моосом и до сих пор распространенному
5-1651
65
в геологии и минералогии для экспресс-анализа свойств минералов. Для опре-
деления твердости по Моосу выделены 10 минералов разной твердости (тальк,
гипс, известковый шпат, кварц, топаз, корунд, алмаз). Выражение: «минерал
X тверже минерала У» имеет следующий операционный смысл: «минерал X
оставляет царапину на поверхности минерала У». Последовательно сравнивая
твердость испытуемого минерала с твердостью 10 минералов, довольно быстро
можно определить, какой из 10 возможных градаций твердости соответствует
твердость испытуемого минерала. Результатом измерения по шкале Мооса явля-
ется, на первый взгляд, одно из чисел 1...10, указывающее степень измеряемой
твердости. Однако полученный индекс твердости нельзя рассматривать как чис-
ло, так как эти индексы не обладают свойствами действительных чисел: для
них не определены операции сложения, умножения и др. Таким образом, мож-
но считать, что индексы шкалы Мооса сохраняют из всего множества свойств
действительных чисел лишь их способность отражать порядок следования гра-
дации свойства «твердость».
В технике широко применяются шкалы, основанные на внедрении в испы-
туемый материал стандартного индектора, или царапании поверхности мате-
риала стандартным наконечником, или использовании упругих свойств мате-
риала.
К таким шкалам измерения твердости материалов, основанных на измерении
геометрических размеров (диаметра, диагонали, глубины вдавливания) отпе-
чатка индектора (стальной или твердосплавный шарик, алмазная четырехгран-
ная пирамида), полученного под воздействием определенной нагрузки, отно-
сят шкалы Бринелля, Виккерса, Роквелла. Шкалы и поверочные схемы воз-
главляются государственными специальными эталонами.
Следует отметить, что шкалы Бринелля, Виккерса и Роквелла применяются
в разных вариантах, то есть каждое из названий является общим для группы
шкал.
Вместе с тем, существуют и другие шкалы твердости, основанные на иных
технических или физических принципах. К ним относятся шкала измерений
твердости металлов на пределе текучести вдавливанием шара, международные
шкалы твердости резины.
У широкой номенклатуры твердых материалов, а также лакокрасочных по-
крытий твердость определяют методами разрушения по узкому следу, процара-
панному алмазным наконечником; для закаленных и упругих материалов твер-
дость определяют по высоте отскока бойка от поверхности материала, а полу-
ченные значения величин определяют по специально разработанной шкале —
шкале Шора.
К шкалам порядка относят условную двенадцатибалльную шкалу силы (ско-
рости) ветра по его действию на наземные предметы или по волнению на
море, разработанную в 1805 г. английским адмиралом и гидрографом Ф. Бофор-
том и используемую в международной синоптической практике (табл. 1.15).
Таблица 1.15
Баллы Бофорта Скорость, м/с Характеристика ветра Действие ветра
0 0-0,5 Штиль Полное отсутствие ветра. Дым из труб поднимается отвесно
1 0,6-1,7 Тихий Дым из труб поднимается не со- всем отвесно
66
Окончание табл. 1.15
Баллы Бофорта Скорость, м/с Характеристика ветра Действие ветра
2 1,8-3,3 Легкий Движение воздуха ощущается ли- цом. Шелестят листья
3 3,4-5,2 Слабый Колеблются листья и мелкие сучья. Развеваются легкие флаги
4 5,3-7,4 Умеренный Колеблются тонкие ветви деревь- ев. Ветер поднимает пыль и клочья бумаги
5 7,5-9,8 Свежий Колеблются большие сучья. На воде появляются волны
6 9,9-12,4 Сильный Колышутся большие ветви. Гудят телеграфные провода
7 12,5-15,2 Крепкий Качаются небольшие стволы деревьев. На море поднимаются пе- нящиеся волны
8 15,3-18,2 Очень крепкий Ломаются ветви деревьев. Трудно идти против ветра
9 18,3-21,5 Шторм Небольшие разрушения. Срывают- ся дымовые трубы и черепица
10 21,6-25,1 Сильный шторм Значительные разрушения. Деревья вырываются с корнем
11 25,2-29,0 Жестокий шторм Большие разрушения
12 <29,0 Ураган Производит опустошительные дей- ствия
13 39,2 То же Тоже
14 43,8 » »
15 48,6 » »
16 53,5 » »
17 58,6 » »
Соотношение между баллами Бофорта и скоростью ветра над сушей на
высоте Юм приняты по международному соглашению 1946 г.
Кроме шкалы Бофорта в морской практике применяются и другие шкалы
порядка: десятибалльная шкала состояния моря, основанная на состоянии его
поверхности, десятибалльная шкала степени волнения. Особенностью после-
дней является обозначение балльности римскими цифрами.
Для характеристики энергии и разрушительной силы землетрясений разра-
ботаны шкалы магнитуд и шкалы внешних проявлений последствий землетря-
сений на поверхности Земли.
В России действует эмпирическая двенадцатибалльная шкала (табл. 1.16).
За последнее время в мире получила распространение сейсмическая шкала
Рихтера (шкала магнитуд), основанная на оценке энергии сейсмических волн,
возникающих при землетрясениях. Соотношения между магнитудой землетря-
сения и его силой в эпицентре по шкале Рихтера, зависят от глубины очага и
представляются двенадцатибалльной шкалой (табл. 1.16).
5*
67
Таблица 1.16
Балл Название землетрясения Краткая характеристика землетрясения
1 Незаметное Отмечается только сейсмическими приборами
2 Очень слабое Ощущается отдельными людьми, находящимися в состоянии полного покоя
3 Слабое Ощущается лишь небольшой частью населения
4 Умеренное Распознается по легкому дребезжанию и колебанию предметов, посуды и оконных стекол, скрипу дверей и стен
5 Довольно сильное Общее сотрясение зданий, колебания мебели. Трещи- ны в оконных стеклах и штукатурке
6 Сильное Ощущается всеми. Картины падают со стен. Откалыва- ются куски штукатурки. Легкое повреждение зданий
7 Очень сильное Трещины в стенах каменных домов. Антисейсмичес- кие, а также деревянные постройки остаются невреди- мыми
8 Разрушительное Трещины на крутых склонах и на сырой почве. Памят- ники сдвигаются с места или опрокидываются. Дома сильно повреждаются
9 Опустошительное Сильное повреждение и разрушение каменных домов
10 Уничтожающее Крупные трещины в почве. Оползни и обвалы. Разру- шение каменных построек Искривление железнодорож- ных рельсов
11 Катастрофа Широкие трещины в земле. Многочисленные ополз- ни и обвалы. Каменные дома совершенно разрушаются
12 Сильная катастрофа Изменения в почве достигают огромных размеров. Многочисленные трещины, обвалы, оползни Возник- новение водопадов, подпруд на озерах, отклонение те- чения рек. Ни одно сооружение не выдерживает
Таким образом, определение при помощи шкал порядка нельзя считать
измерением, так как на этих шкалах не могут быть введены единицы измере-
ния.
Но операцию по приписыванию числа требуемой величине необходимо
считать оцениванием. Вместе с тем следует заметить, что становление метрологии
как науки начиналось именно с оценивания.
Примером этому может служить процесс совершенствования шкал из-
мерений температуры: от шкал порядка (горячий, теплый, холодный) к шка-
лам разностей (Реомюра, Фаренгейта, Цельсия) и к шкалам отношений (Кель-
вина, Ренкина).
Шкала разностей или шкала интервалов — это шкала измерений коли-
чественного свойства, характеризующаяся соотношениями эквивалентности и
порядка, суммирования интервалов между различными количественными про-
явлениями свойств.
Эти шкалы являются дальнейшим развитием шкал порядка.
Шкала интервалов состоит из одинаковых интервалов, имеет условные (при-
нятые по соглашению) единицу измерения и произвольно выбранное
начало — нули, опирающиеся на какие-либо реперы.
68
Примерами таких шкал могут быть летосчисление по различным календарям,
в которых за начало отсчета принято либо сотворение мира, либо Рождество
Христово.
Время, как физическая величина, относится к шкале интервалов. Система
измерения интервалов времени полностью задается основной единицей —
секундой. Для образования шкалы моментов времени (шкалы фиксации со-
бытий во времени) необходимо установить (выбрать) условный нуль — начало
отсчета шкалы. В настоящее время параллельно действуют следующие шкалы
времени:
1. Шкала атомного времени, воспроизводимая государственным первичным
эталоном времени и частоты. Начало ее отсчета в 50-е годы было совмещено
с астрономической шкалой.
2. Астрономическая шкала — более неравномерная, чем атомная, в силу нерав-
номерности вращения Земли. Она ведется по результатам астрономических
наблюдений.
3. Атомная координированная, периодически совмещаемая с астрономической
путем прибавления (убавления) целой секунды, с тем чтобы разница между
этими шкалами не превышала 0,9 с. Передаваемые по каналам связи сигналы
точного времени относятся именно к этой шкале.
Широко используются другие практические шкалы времени — календари
— системы, в которых определяется порядок отсчета дней в году и указан на-
чальный момент, от которого ведется отсчет лет. Разработка календарей ослож-
няется тем, что в году содержится дробное число суток — 365,2422. При этом
желательно чтобы не накапливались расхождения календаря с временами года
и астрономическими моментами весеннего и осеннего равноденствия. В приня-
том в большинстве стран (и в России) григорианском календаре расхождение в
одни сутки накапливается за 3280 лет. В ряде стран (например в мусульманских)
используются и другие календари. Единый всемирный календарь еще предстоит
установить.
Следует заметить, что интервалы времени, например периоды работы, учебы
можно складывать и вычитать, но складывать даты каких-либо событий бес-
смысленно.
Температурные шкалы Реомюра, Фаренгейта, Цельсия являются также
шкалами интервалов.
Образовать шкалу интервалов можно двумя методами. При первом вы-
бираются два значения величины, относительно просто реализуемые физиче-
ски. Эти значения называют основными реперами, а интервал между ними —
основным интервалом.
Например, для перехода от температуры по шкале Фаренгейта к темпе-
ратуре по шкале Цельсия определяют значение разности температур по шкале
Фаренгейта между точкой кипения воды и точкой таяния льда, что составляет
212°F — 32°F = 180°F, а по шкале Цельсия этот интервал температур равен
100 °C. Следовательно, 180°F = 100°С, а отношение размеров единиц равно
°C _ 100 _ 5 „
TJ’-'iso _ 9" • В тоже время числовое значение интервала между началами отсчета
по рассматриваемым шкалам, измеренное в градусах Фаренгейта, равно 32. Та-
ким образом, чтобы осуществить этот переход, используют формулу
-32).
69
При втором методе задания шкалы единица воспроизводится непосред-
ственно как интервал, какая-то доля или число интервалов размеров данной
величины. Начало отсчета выбирают каждый раз по-разному в зависимости от
изучаемого процесса, явления.
Примером этого может служить шкала времени, в которой 1 с =
= 9192631770 периодов излучения, соответствующих переходу между двумя сверх-
тонкими уровнями основного состояния атома цезия-133.
В этом случае за начало отсчета принимается начало изучаемого явления.
Шкалы отношений — одни из самых совершенных. К множеству коли-
чественных проявлений в этих шкалах применимы соотношения эквивалент-
ности и порядка, операции вычитания и умножения, а во многих случаях и
суммирования.
В шкалах отношений существуют условные (принятые по соглашению) еди-
ницы и естественные нули. Шкалы отношений подразделяются на шкалы 1-го
рода — пропорциональные шкалы. Примером такой шкалы может служить тер-
модинамическая температурная шкала. Суммировать температуры разных тел
нет смысла, хотя можно судить о разности и отношении их термодинамических
температур.
Шкалы 2-го рода — это аддитивные шкалы. Примером такой шкалы от-
ношений является шкала массы, т. е. массы любых объектов можно суммиро-
вать, даже если они не находятся в одном месте. Например, можно определить
суммарный тоннаж морского флота России, суммарные запасы залежей каменно-
го угля, массу тел Солнечной системы и т. д.
Всеми признаками шкал отношений обладают абсолютные шкалы, однако
имеющие присущие им особенности.
Абсолютная шкала — это шкала отношений (пропорциональная или ад-
дитивная) безразмерной величины.
Отличительные признаки абсолютных шкал: наличие естественных (не за-
висящих от принятой системы) единиц нуля и безразмерной единицы из-
мерений, допустимость только тождественных преобразований, реализация как
с помощью эталонов, так и без них, допустимость изменения спецификаций,
описывающих конкретные шкалы.
Результаты измерений в абсолютных шкалах могут выражаться не только в
безразмерных единицах, но и в процентах, промилле, децибелах, битах (лога-
рифмические шкалы).
Единицы абсолютных шкал могут применяться в сочетании с размерными
единицами других шкал. Например — плотность записи информации в бит/см.
Разновидностью абсолютных шкал являются дискретные (целочисленные,
счетные, квантованные) шкалы, в которых результат измерения выражается
безразмерным числом частиц, квантов или других единичных объектов, экви-
валентных по количественному проявлению измеряемого свойства.
Например, значение электрического заряда выражается числом электронов,
значение энергии монохроматического электромагнитного излучения — чис-
лом квантов (фотонов). Иногда за единицу измерения в таких шкалах принима-
ют какое-то определенное число частиц (квантов), например один моль, т.е.
число частиц, равное числу Авогадро со специальным названием (Фарадей,
Эйнштейн).
Используемое на практике значение большинства измеряемых величин,
явлений, процессов очень велико, а это предопределило введение шкал изме-
рений, в основе которых лежит логарифмическая система счисления.
70
Исторической основой логарифмических шкал и единиц измерений в них
явились потребности музыкальной акустики, а позднее — необходимость оцен-
ки величин, характеризующих передачу сигналов по системам связи, в элемен-
тах которых затухание сигналов определяется логарифмическим законом и не
зависит от значения поданного на вход сигнала. Следует заметить, что лога-
рифмические шкалы нашли широкое применение и в других сферах науки и
техники.
Логарифмические шкалы могут быть построены на основании использования
логарифмов с любым основанием. Широкое распространение получили лога-
рифмические шкалы на основе десятичных, натуральных (логарифмов с осно-
ванием е = 2,718284...) и логарифмов с основанием, равным двум. В зависимо-
сти от выбора значения основания логарифма, характера измеряемой величи-
ны и области использования логарифмической шкалы единицы измерений в
этих шкалах получили различные наименования (табл. 1.17).
Таблица 1.17
Шкалы, используемые для измерений Наименование единиц измерений при основании логарифма
10 е = 2,718284 2
Уровней любых величин бел (децибел) непер __
Уровней громкости фон — —
Уровней звука децибел (А) децибел (В) децибел (С) децибел (D)
Уровней воспринимаемого шума PN децибел — —
Эквивалентных уровней воспри- нимаемого шума EPN децибел — —
Частотных интервалов декада, савар — октава
Количества информации ДИТ нат бит
На основе десятичных логарифмов широкое распространение получила
единица измерений бел (Б). На практике оперируют дольной частью бела —
децибелом (дБ). Единицы бел и децибел увязаны с десятичной системой счис-
ления и допущены к применению наравне с единицами СИ.
В логарифмических шкалах на основе натуральных логарифмов используется
единица измерения — непер (Нп). Она практически используется только в ли-
нейной связи, но не увязана с десятичной системой счисления.
В зависимости от типа шкалы, подвергнутой логарифмическому пре-
образованию, логарифмические шкалы могут быть двух видов. При лога-
рифмическом преобразовании абсолютных шкал получаются абсолютные ло-
гарифмические шкалы, называемые иногда логарифмическими шкалами с пла-
вающим нулем, так как в них не фиксируется опорное значение. Примерами
таких шкал являются шкалы усиления (ослабления) сигнала в децибелах.
Для значений величин в абсолютных логарифмических шкалах допустимы
операции сложения и вычитания.
71
При логарифмическом преобразовании шкал отношений и интервалов
получается логарифмическая шкала интервалов с фиксированным нулем,
соответствующим принятому опорному значению преобразуемой шкалы. В
радиотехнике в качестве опорного чаще всего принимают значения 1 мВт, 1 В,
1 мкВ; в акустике — 20 мкПа и др. К этим шкалам в общем случае нельзя прямо
применять ни одно арифметическое действие; сложение и вычитание величин,
выраженных в значениях таких шкал, должно проводиться путем нахождения
их антилогарифмов, выполнения необходимых арифметических операций и
повторного логарифмирования результата.
Эти особенности логарифмических шкал определяются свойствами ло-
гарифмической системы счисления, в которой эквивалентами, аналогами ариф-
метических операций умножения, деления, возведения в степень, извлечения
корня являются соответственно операции: сложение, вычитание, умножение и
деление, а вычисление логарифмических сумм и разностей невозможно, пока
не выполнены операции суммирования и вычитания величин, стоящих под
знаком логарифма. Сложение или вычитание величин, выраженных в лога-
рифмических единицах, математически решается путем определения логарифма
суммы или логарифма разности двух величин, логарифмы которых известны.
Об этих свойствах логарифмических систем счисления всегда следует по-
мнить, используя величины, выраженные в логарифмических единицах.
Практически задачи сложения и вычитания величин, выраженных в деци-
белах, решаются при использовании номограмм, графиков, таблиц и т. п.
Логарифмические шкалы универсальны: они могут быть использованы при оцен-
ке различных параметров и явлений, выражаемых как отвлеченными, так и
именованными числами; полностью увязаны с системами счисления (деся-
тичной — дБ, двоичной — бит, октава); хорошо увязаны с психофизиологи-
ческими, физическими, социальными, экономическими закономерностями;
характеризуются наглядностью графических представлений.
В тоже время логарифмические шкалы обладают и недостатками; один из
существенных — необходимость использования различных формул для энерге-
тических и силовых величин.
В метрологической практике существует ряд шкал, которыми описываются
реакции биологических объектов, прежде всего человека, на воздействующие
на Них физические факторы. К ним относятся шкалы световых и цветовых изме-
рений, шкалы восприятия звуков, шкалы эквивалентных доз ионизирующих
излучений и др. Такие шкалы называют биофизическими.
Биофизическая шкала — шкала измерений свойств физического фактора
(стимула), модифицированная таким образом, чтобы по результатам измере-
ний этих свойств можно было прогнозировать уровень или характер реакции
биологического объекта на действие этого фактора. Такие шкалы строятся по
моделям, так модифицирующим (трансформирующим) результаты измерений
свойства стимула, чтобы было однозначное соответствие между результатом
измерений и характеристикой биологической реакции. При этом некоторому
подклассу множества стимулов могут соответствовать эквивалентные реакции.
Такая модифицированная шкала стимулов, естественно, по логической
структуре приближается к структуре шкалы реакций и приобретает некоторую
прогностическую ценность.
Однако, как правило, биофизическая шкала стимулов и шкала соответ-
ствующих реакций являются шкалами разных типов, поэтому на прогности-
ческие суждения о реакциях, вызываемых стимулами, нельзя прямо перено-
72
сить логические соотношения шкалы стимулов. Так, например, шкала яркостей
с точки зрения стимулов является неограниченной аддитивной шкалой отно-
шений, а с точки зрения восприятия человеком — шкалой порядка в огра-
ниченном снизу и сверху диапазоне значений стимулов.
Большинство свойств описывается одномерными шкалами, однако имеют-
ся свойства, описываемые многомерными шкалами, — трехмерные шкалы цвета
в колориметрии, двухмерные шкалы электрических импедансов и др.
Практическая реализация шкал измерений достигается путем стандар-
тизации как самих шкал и единиц измерений, так и — в необходимых случаях
— способов и условий (спецификаций) их однозначного воспроизведения. Шка-
лы наименований и порядка могут реализовываться и без эталонов (шкала-
классификация Линнея, шкала запахов, шкала Бофорта), но если создание
эталонов необходимо, то они воспроизводят весь применяемый на практике
участок шкалы (пример — эталоны твердости). Внесение любых изменений в
спецификацию, определяющую шкалу наименований или порядка, практиче-
ски означает введение новой шкалы.
Шкалы интервалов (разностей) и отношений (метрические шкалы), со-
ответствующие СИ, как правило, воспроизводятся эталонами. Эталоны этих
шкал измерений могут воспроизводить одну точку шкалы (эталон массы), не-
который участок шкалы (эталон длины) или практически всю шкалу (эталон
времени).
В метрологических НД обычно говорится только об установлении и воспро-
изведении единиц измерений. На деле даже для величин, соответствующих ос-
новным единицам СИ (секунда, кельвин, кандела и др.), эталоны кроме еди-
ниц хранят и воспроизводят шкалы (атомного и астрономического времени,
температурную МТШ-90 и т.д.).
При любом варианте построения эталонов поверочными схемами пре-
дусматривается воспроизведение всех необходимых для практики участков шкал.
Абсолютные шкалы могут опираться на эталоны, воспроизводящие любые их
участки (как эталоны метрических шкал), но могут воспроизводиться и без них
(КПД, коэффициент усиления).
Иллюстрацией к пяти видам шкал, рассмотренных выше, могут служить
изложенные ниже примеры.
Акустические шкалы. Шкалы определения громкости звуков опираются на
стандартизованные (рекомендации ИСО Р 226) нормальные кривые равной
громкости (изофоны) и кривую нормального порога слышимости чистых то-
нов в условиях свободного поля (рисунок). Нижняя кривая — средние нормаль-
ные пороги слышимости.
Шкала уровней громкости Z, измеряемых в фонах, для чистого тона часто-
той 1 кГц совпадает с логарифмической относительной шкалой уровней звуко-
вого давления N в децибелах: L = N= 20 1g, (р/р„) где р — среднее квадратичес-
кое давление звука, Па; р0 = 2 10~5 Па — опорное звуковое давление, которое
несколько меньше порога слышимости на частоте 1 кГц.
Переход от N (децибелы) к L (фоны) для чистых тонов с частотами, от-
личными от 1 кГц, осуществляется по изофонам, показанным на рисунке.
Громкость L сложных звуков оценивают по особой шкале в сонах (1 сон
соответствует 40 фон при частоте звука 1 кГц). При этом по рекомендуемым
моделям (рекомендации ИСО Р 131, Р 226, Р 357, Р 454, Р 532) ощущаемую
громкость L сложных звуков определяют по результатам измерений спектра
звука (уровней спектральной плотности звука) в октавных или '/з-октавных
73
полосах частот с учетом явлений, связанных с восприятием звуков, например,
с эффектом маскировки одного звука другим. Вычисления L осуществляются с
использованием специальных эмпирических номограмм. Шум характеризуется
уровнем звука, который определяется по спектрально-аддитивным логарифми-
ческим шкалам А, В, С и D в децибелах относительно р0. Эти шкалы опираются
на стандартизованные частотные характеристики (функции спектральной чув-
ствительности) измерительных приборов шумомеров. Шкала А применяется в
измерениях с целью охраны здоровья человека в диапазоне малых уровней гром-
кости (20 — 55 фон), шкала В — при средних уровнях громкости (55 — 85 фон),
шкала С — при больших (85 — 140 фон), шкала D — обычно для оценки воздей-
ствия на человека шума пролетающего самолета. К обозначению единицы из-
мерения — дБ — в этих случаях добавляют символ шкалы, например, дБ (А).
Кроме того специфицированы (рекомендации ИСО Р 495, Р 140, Р 354, Р 717,
Р 362, Р 507) дополнительные методические особенности измерения шума от
машин, распространения воздушного шума и звукового удара, коэффициента
поглощения звука в реверберационном помещении, звукоизоляционных свойств
зданий, шума от автотранспорта, шума в окрестностях аэропортов.
В телефонии используется особая шкала для определения частотных харак-
теристик чувствительности и отдачи телефонов связи и слуховых протезов,
опирающаяся на стандартизованный (рекомендация ИСО Р 389) прибор «ис-
кусственное ухо» — специальную камеру, воспроизводящую в отношении на-
грузки на испытываемый телефон усредненные свойства человеческого уха.
Аудиометрическая шкала измерения порога слышимости (остроты слуха или
уровней потери слуха) человека опирается на функцию средних нормальных
порогов слышимости чистых тонов (нижняя кривая на рисунке). При этом по-
роги слышимости выражаются в децибелах по отношению к стандартизован-
ным эквивалентным пороговым уровням звукового давления, развиваемого при
градуировке аудиометра (диагностического генератора звуковых сигналов на за-
данных частотах) в приборе «искусственное ухо».
74
Всемерное применение нашли шкалы измерения ионизирующих излучений.
Неблагоприятные биологические последствия хронического облучения челове-
ка малыми дозами ионизирующих излучений оцениваются (при контроле сте-
пени радиационной опасности) эквивалентной дозой Н (в зивертах). Эквива-
лентную дозу смешанного ионизирующего излучения определяют по математи-
ческой модели линейного аддитивного приемника: Н= ЕД, -Kh где Д1 — погло-
щенная доза ионизирующего излучения z-ro вида, которая определяется экспе-
риментально, применительно к конкретным условиям работы лиц, подвергаю-
щихся во время работы облучению ионизирующим излучением; К, — коэффи-
циент качества ионизирующего излучения z-ro вида. Значение К, для различных
видов и энергий ионизирующих излучений стандартизованы ГОСТ 8.496—83.
В практической реализации шкал ряда физических величин, характери-
зующих ионизирующие излучения, используется банк стандартизованных и
рекомендуемых значений ядерных и атомных физических констант.
Сенситометрические шкалы. Шкалы чисел светочувствительности S фото-
графических материалов образуются по формуле S = К/Нкр, где К — некоторое
постоянное число; Якр — световая или энергетическая экспозиция Нот источ-
ника со стандартным спектральным распределением излучения, соответствующая
определенной точке характеристической кривой — критерию чувствительности
DKp. Характеристическая кривая фотоматериала — зависимость между оптичес-
кой плотностью D фотографического почернения, возникающего после прояв-
ления в стандартных условиях, и 1g Н.
Общая светочувствительность фотографических материалов на прозрачной
подложке по стандарту оценивается по критерию 7)кр, равному 0,1 сверхплот-
ности Do, фотографической вуали Хстанд = 0,8/Н^ = 0,1 + Do.
Шкала чисел общей светочувствительности по стандарту совпадает с аме-
риканской шкалой АСА и международной, рекомендованной ИСО.
В немецкой системе стандартов DIN 5DjN = 10 1g (\/Н1)кр = 0,1 + Z>0).
Кривые спектральной чувствительности фотоматериалов определяются как
S(X) = \/Н(Д)[>кр = 1,0 + Do, где Н(Д) — энергетическая экспозиция квазимо-
нохроматического излучения с длиной волны X, выраженная в миллиджоулях
на квадратный метр.
Шкала pH водных растворов. Водородный показатель — pH — десятичный
логарифм концентрации, (точнее, активности) ионов водорода в растворе,
взятый с обратным знаком: pH = — 1g Ся, где Сн выражено в грамм-ионах на
литр.
При температуре 22 °C водородный показатель чистой воды (нейтральных
растворов) pH = 7.
Водородный показатель количественно характеризует кислотность или ще-
лочность водных растворов, которые существенно влияют на направление
и скорость химических и биохимических процессов. Для кислых растворов
pH < 7; для щелочных растворов pH > 7. При повышении температуры диссо-
циация воды усиливается, концентрация ионов увеличивается, а pH уменьша-
ется, поэтому чистая вода при температуре 100 °C имеет pH == 6, при темпера-
турах менее 22 °C в чистой воде pH > 7.
Для обеспечения точного измерения водородного показателя шкала pH стан-
дартизована на международном (Рекомендация МР 54, МОЗМ, 1981 г.) и го-
сударственном уровнях: стандартизованная шкала pH реализована в виде госу-
дарственного эталона и поверочной схемы. Для pH-метрии имеются стандарт-
литры для приготовления образцовых буферных растворов (ГОСТ 8.135—74).
75
Глава2. ИЗМЕРЕНИЯ
И ИХ ПОГРЕШНОСТИ
2.1. Виды измерений
Числовое значение величины находят путем измерения, т. е. узнают, во
сколько раз значение данной величины больше или меньше значения величи-
ны, принятого равным единице. По способу получения числового значения
измеряемой величины все измерения делят на прямые, косвенные, совокуп-
ные и совместные.
Прямым называют измерение, при котором искомое значение величины
находят непосредственно из опытных данных.
Уравнение прямого измерения имеет вид
А = с • х,
где А — значение измеряемой величины в принятых для нее единицах измере-
ния; с — цена деления шкалы или единичного показания цифрового отсчетно-
го устройства в единицах измеряемой величины; х — отсчет по индикаторному
устройству в делениях шкалы.
Например, измерение диаметра вала штангенциркулем будет прямым, так
как оно дает непосредственно значение диаметра вала.
Если же вал имеет диаметр, равный нескольким метрам, то измерить его
штангенциркулем очень сложно. В этом случае измеряют длину окружности вала,
а размер диаметра вычисляют по известной формуле длины окружности, т. е.
диаметр вала измеряют косвенно.
Косвенным называют измерение, результат которого определяют на осно-
вании прямых измерений величин, связанных с измеряемой величиной изве-
стной зависимостью.
Уравнение косвенного измерения имеет вид
A=f(ah а2, . . ., а„),
где А — искомая величина, являющаяся функцией аргументов аь а2> ..., а„,
измеренных прямым методом.
Например, удельное электрическое сопротивление проводника можно найти
по его сопротивлению, длине и площади поперечного сечения.
Косвенные измерения широко применяют в измерительной технике: при
измерении сферической поверхности оптической линзы, когда реально суще-
ствует лишь часть этой поверхности, или в тех случаях, когда выполнить пря-
мые измерения невозможно, например при измерении плотности твердого тела,
определяемой обычно по результатам измерений объема и массы.
Совокупными называют проводимые одновременно измерения нескольких
одноименных величин, при которых значения искомых величин находят
решением системы уравнений, получаемых при прямых измерениях. Напри-
мер, измерения, при которых массы отдельных гирь набора находят по извест-
ной массе одной из них и по результатам прямых сравнений масс различных
сочетаний гирь.
Совместными называют производимые одновременно измерения двух или
нескольких неодноименных величин для нахождения функциональной зависи-
76
мости между ними. Например, измерения, при которых электрическое сопро-
тивление при температуре 20 °C и температурные коэффициенты измеритель-
ного резистора находят по данным прямых измерений его сопротивления при
различных температурах.
Большинство измерений в настоящее время выполняют на производстве и
используют при осуществлении контроля за качеством выпускаемой продук-
ции и параметрами технологического процесса. Под контролем понимают из-
мерение, в процессе которого определяют, находится ли значение измеряемой
величины в заранее установленных для нее пределах. Контроль в зависимости
от его непосредственного влияния на технологический процесс подразделяют
на активный и пассивный.
Активный контроль оказывает воздействие на технологический процесс не-
посредственно в ходе изготовления контролируемых изделий. От его точности
зависит качество выпускаемой продукции. Например, при шлифовании на ав-
томатическом станке, когда прибор «следит» за размером диаметра шлифуемой
детали, он связан с рабочими органами станка и с помощью промежуточных
устройств управляет этими органами. Одним из видов активного контроля яв-
ляется подналадка, заключающаяся в том, что по показаниям контролирующе-
го прибора устраняют рост систематической погрешности.
Пассивный контроль позволяет только констатировать факт, находятся или
не находятся в заданных пределах физические параметры контролируемого объек-
та. Пассивный контроль осуществляют при разбраковке изделий на годные и
негодные. Когда разбраковывают изделия, то часто не только отделяют годную
партию от брака, но и брак сортируют на исправимый и неисправимый. Конт-
роль осуществляют одним из двух способов: проверкой каждого из элементов
или параметров, от которых зависит это свойство (поэлементный контроль),
или одновременной проверкой комплекса элементов, при которой непосред-
ственно контролируется требуемое свойство изделия (комплексный контроль).
Поэлементный контроль имеет ряд преимуществ: не требует создания спе-
циальных средств измерений; позволяет осуществлять выборочный контроль;
дает возможность оценить точность каждого из элементов изделия, а следова-
тельно, наметить пути дальнейшего совершенствования технологического про-
цесса. Однако при использовании поэлементного контроля возможны ошибки.
Например, изделие может быть забраковано по одному из элементов, хотя его
отклонение компенсируется точным изготовлением других элементов и изде-
лие обладает требуемым свойством, т. е. годно, или если разработчику не уда-
лось выявить все элементы, от которых зависит данное свойство изделия, и
часть из них не контролируется, то может быть пропущен брак.
Ценность комплексного контроля заключается в том, что его использование
позволяет избежать ошибок первого и второго рода, возникающих при поэле-
ментном контроле, так как он дает возможность непосредственно установить
годность или негодность изделия.
2.2. Методы измерений
Под методом измерения понимают совокупность приемов использования
принципов и средств измерений. Для прямых измерений можно выделить
несколько основных методов: непосредственной оценки, сравнения с мерой,
дифференциальный, нулевой, совпадений и замещения. При косвенных изме-
77
рениях широко применяют преобразование измеряемой величины в процессе
измерений.
Метод непосредственной оценки дает значение измеряемой величины
непосредственно по отсчетному устройству измерительного прибора прямого
действия. Например, измерение давления пружинным манометром, массы
на циферблатных весах, силы электрического тока амперметром и т. д. Точность
измерений с помощью этого метода бывает ограниченной, но быстрота
процесса измерения делает его незаменимым для практического применения.
Наиболее многочисленной группой средств измерений, применяемых для
измерения этим методом, являются показывающие, в том числе и стрелочные,
приборы (манометры, вольтметры, расходомеры и др.). Измерение с помощью
интегрирующего измерительного прибора-счетчика также является методом
непосредственной оценки. Этим же методом осуществляют измерения с
помощью самопишущих приборов. Однако определение какой-либо величины
путем планиметрирования площади, ограниченной записанной кривой,
уже не является методом непосредственной оценки и относится к косвен-
ным методам.
В случае выполнения особо точных измерений применяют метод сравнения
с мерой, в котором измеряемую величину сравнивают с величиной, воспроиз-
водимой мерой. Например, измерение массы на рычажных весах с уравновеши-
ванием гирями или измерение напряжения постоянного тока на компенсаторе
сравнением с ЭДС нормального элемента.
Метод сравнения с мерой, в котором измеряемая величина и величина,
воспроизводимая мерой, одновременно воздействуют на прибор сравнения, с
помощью которого устанавливается соотношение между этими величинами,
называется методом противопоставления. Например, взвешивание груза на рав-
ноплечих весах, когда измеряемая масса определяется как сумма масс гирь, ее
уравновешивающих, и показания по шкале весов. Этот метод позволяет умень-
шить воздействие на результаты измерений влияющих величин, так как они
более или менее равномерно искажают сигналы измерительной информации
как в цепи преобразования измеряемой величины, так и в цепи преобразова-
ния величины, воспроизводимой мерой.
Дифференциальный (разностный) метод характеризуется измерением
разности между значениями измеряемой и известной (воспроизводимой
мерой) величин. Например, измерения путем сравнения с образцовой мерой
на компараторе, выполняемые при поверке мер длины. Дифференциальный
метод позволяет получать результаты с высокой точностью даже при примене-
нии относительно грубых средств для измерения разности. Но осуществлять
этот метод возможно только при условии воспроизведения с большой точнос-
тью известной величины, значение которой близко к значению измеряемой.
Это во многих случаях легче, чем изготовить средство измерений высокой
точности.
Нулевой метод — метод сравнения с мерой, в котором результирующий
эффект воздействия величин на прибор сравнения доводят до нуля. Например,
измерения электрического сопротивления мостом с полным его уравновеши-
ванием.
Дифференциальные и нулевые методы нашли очень широкое применение
во всех видах измерений: от производственных (в цехах) до сличений эталонов,
так как используемые меры (гири, нормальные элементы, катушки и магазины
78
сопротивлений) точнее, чем соответствующие им по стоимости и степени рас-
пространения приборы.
Метод совпадений — это метод сравнения с мерой, в котором разность
между значениями искомой и воспроизводимой мерой величин измеряют, ис-
пользуя совпадения отметок шкал или периодических сигналов. Например, при
измерении длины с помощью штангенциркуля с нониусом наблюдают совпа-
дение отметок на шкалах штангенциркуля и нониуса. В производственной прак-
тике метод совпадений иногда называют нониусным. Этот метод позволяет су-
щественно увеличить точность сравнения с мерой.
Метод замещения основан на сравнении с мерой, при котором измеряе-
мую величину замещают известной величиной, воспроизводимой мерой,
сохраняя все условия неизменными. Например: взвешивание с поочередным
помещением измеряемой массы и гирь на одну и ту же чашку весов; измерение
электрического сопротивления резистора путем замены его магазином сопро-
тивлений и подбором значения его сопротивления до получения прежних по-
казаний омметра, моста или другого прибора, обладающего достаточной чув-
ствительностью при любой систематической погрешности, так как отсчет бе-
рется по мере, а не по прибору. Погрешность измерения определяется в основ-
ном погрешностью меры и зоной нечувствительности прибора (ноль-индика-
тора), а поэтому весьма мала. Недостатком метода замещения является необхо-
димость применения многозначных мер (магазина мер, батареи нормальных
элементов, набора гирь и т. п.).
Комбинация методов замещения и дифференциального хотя несколько
снижает точность, но позволяет использовать меньшие наборы мер.
2.3. Неопределенность измерений
Мировая практика использует вместо термина «погрешность измерений»
термин «неопределенность измерений». В отечественной практике нормативная
база практически не использует это понятие.
Принцип неопределенности, сформулированный Гайзенбергом в 1927 г.,
налагает фундаментальные ограничения на предельную точность, с которой
можно определить динамические переменные микроскопической системы. На
основе этого утверждается, что отдельная величина может быть определена в
принципе с любой степенью точности, однако две величины нельзя одновре-
менно определить сколь угодно точно, а это ограничение имеет принципиаль-
ный характер и подробно рассматривается в монографиях по квантовой меха-
нике.
При измерениях в микроскопических масштабах даже самая совершенная
измерительная аппаратура будет давать результаты, которые принципиально
имеют статистическую природу. Повторение измерений в одних и тех же усло-
виях будет давать разные значения измеряемой величины. Каждое значение бу-
дет появляться с той или иной вероятностью, зависящей от метода измерения.
Сам процесс измерения возмущает физическую систему таким образом, что
одновременно определить две сопряженные переменные можно лишь с конеч-
ной точностью, которая задается соответствующим соотношением неопреде-
ленностей.
Следует отметить, что содержание неопределенности являет собой лишь
частный случай более общего принципа дополнительности, предложенного
79
Бором. Таким образом, принцип неопределенности Гайзенберга и принцип
дополнительности Бора налагают жесткие ограничения на предельную точность.
Реализация этих базовых принципов в метрологии позволила установить,
что при проведении технических измерений оператора интересует точность из-
мерения только одной физической величины, не связанной условиями экспе-
римента и соотношением неопределенности. Эксперимент не сводится к одно-
кратному измерению. Одним из основополагающих метрологических принци-
пов является многократная повторяемость эксперимента с воспроизводимос-
тью его результатов. Именно многократная повторяемость и воспроизводимость
понимаются в метрологии в нормируемых границах неопределенности полу-
ченного значения измеряемой величины.
В то же время следует отметить, что воспроизводимость и повторяемость —
это показатели точности измерений. Воспроизводимость является характерис-
тикой совместимости лабораторий, занимающихся измерениями одной и той
же величины, или характеристикой совершенства или несовершенства той или
иной методики измерений в условиях, когда измерения выполняются в разных
местах и, конечно, разными лабораториями. Разумеется, они существенным
образом влияют на процессы глобализации экономики и на ликвидацию барь-
еров в торговле.
В практике измерений существуют базовые положения, позволяющие оце-
нить качество планируемого или выполненного измерения. Они реализованы в
виде соответствующих метрологических правил в государственных стандартах и
рекомендациях.
Вступление России в ВТО, взаимное признание результатов измерений,
аттестаций и пр. неразрывно связаны с введением в практику разрешения спо-
ров между поставщиком и получателем продукции процедур приемлемости ре-
зультатов измерений на основе их точности (требования международных стан-
дартов).
Оценка точности результатов измерений должна основываться на оценке
точности стандартизованных методов и оценке соответствия по точности стан-
дартизуемых альтернативных методов. Именно концепция по выражению нео-
пределенности результатов измерений должна быть положена в основу по меж-
дународным правилам разрешения спорных ситуаций между поставщиком и
получателем продукции.
Уже сейчас в качестве национальных стандартов приняты международ-
ные стандарты, допускающие использование неопределенности, например ГОСТ
Р ИСО 5725—1—2002, формирующий правила оценки точности методов и ре-
зультатов измерений; ГОСТ Р ИСО/МЭК 17025—2000, регламентирующий тре-
бования к компетентности калибровочных и испытательных лабораторий, и др.
Введение неопределенности основано на непознаваемости истинного зна-
чения физической величины и некорректности понятия «погрешность» на со-
ответствующей действительной процедуре измерения.
В то же время следует отметить, что и неопределенность, и погрешность —
это критерии качества измерений, несущие одну и ту же информацию. Таким
образом, характеристики погрешности могут быть выражены на языке неопре-
деленности. Разумеется, для них введены соответствующие термины, использу-
емые в концепции неопределенности. Поэтому результат прямой оценки каче-
ства измерений путем сравнения с мерой (классический) по-прежнему назы-
вают погрешностью.
80
Результат оценки качества измерений, выполненной путем расчета, назы-
вают неопределенностью измерений. Механизм этого расчета заключается в том,
что сначала проводят анализ измеряемой величины, цель которого определить
источники погрешности и создать модель измерения. Качество модели измере-
ния, ее детализация определяются требуемой точностью измерения.
Таким образом, расчет заключается в оценке отдельных составляющих,
влияющих на результат измерения. Эта оценка составляющих основана на пред-
ставлении, что любое влияние на результат измерения должно быть описано не
числом, а функцией распределения, которая может быть и неизвестна.
Важным элементом является то, что в отличие от принятого деления
погрешностей на случайные и систематические на основе анализа их источни-
ков или причин возникновения составляющие неопределенности группируют
в две категории на основании методов их оценки. Это связано с тем, что в
зависимости от методики выполнения измерений одна и та же погрешность
может проявляться как случайная или как систематическая.
Эта классификация в самом общем виде может быть охарактеризована
следующим образом. Многократное повторение измерений и математическая
обработка полученной совокупности результатов измерений названа оценкой
неопределенности типа А. Это известная процедура оценки стандартного откло-
нения ряда наблюдений. Найденное таким образом стандартное отклонение на-
зывают стандартной неопределенностью типа А.
Другие оценки, основанные на использовании априорной информации об
объекте, методе и условиях измерений, о применяемости эталонов и рабочих
средствах измерений, называют оценкой неопределенности типа В.
Эти оценки должны быть выражены в виде стандартного отклонения, ха-
рактеризующего некоторую предлагаемую функцию распределения возможных
результатов измерений. Следует отметить, что правила сложения неопределен-
ностей отличаются от правил сложения погрешностей тем, что все слагаемые
рассматриваются одинаково.
Эти правила утверждают, что дисперсия результата равна сумме дисперсий
слагаемых с учетом закона распределения неопределенностей и возможной
корреляции между слагаемыми, вне зависимости от того, получены ли оценки
по типу А или по типу В.
Полученные оценки стандартной и расширенной неопределенности прак-
тически совпадают с оценками характеристик суммарной погрешности (стан-
дартное отклонение и границы погрешности) в соответствии с МИ 1317—86,
если обработка результатов базируется на одних и тех же источниках.
Таким образом, инженер-метролог в конкретной области измерений, вла-
деющий методами оценки погрешностей, без особых затруднений может оха-
рактеризовать и оценить качество полученных результатов в терминах и показа-
телях неопределенности.
Разработанное в 1993 г. под патронажем МКМБ, ИСО, МЭК, МОЗМ и
других организаций «Руководство по выражению неопределенности измере-
ний» (далее — Руководство) создало основу для международного сличения ре-
зультатов измерений, что в условиях реализации Федерального закона «О тех-
ническом регулировании» и гармонизации отечественных и международных
стандартов играет важную роль.
Целью создания данного Руководства явилась необходимость дать полную
информацию о том, как составлять отчеты о неопределенностях измерений,
6-1651
81
предоставлять материалы для международного сличения результатов измере-
ний, а также представить универсальный метод для выражения и оценивания
неопределенности измерений, применимый ко всем видам измерений и всем
типам данных, используемых при измерениях.
На основе указанного Руководства в ГП «ВНИИМ им. Д.И. Менделеева»
разработана Рекомендация РМГ 43—2001 «ГСИ. Применение «Руководства по
выражению неопределенности измерений». Данный документ содержит прак-
тические рекомендации по его применению. В нем показаны соответствия меж-
ду формами представления результатов измерений, используемыми в отече-
ственных нормативных документах по метрологии, и формой, используемой в
Руководстве.
Как уже отмечалось ранее, основополагающим документом по выражению
неопределенности измерений является Руководство, которое должно приме-
няться практически во всех областях измерений и в первую очередь там, где
измерения выполняются:
при решении задач обеспечения качества продукции;
при контроле качества продукции в процессе ее производства;
при проведении фундаментальных и прикладных исследований в науке и
технике;
при поверке и калибровке средств измерений (включая эталоны различных
рангов);
при разработке и метрологических исследованиях стандартных образцов
свойств веществ и материалов;
при разработке и сличении международных и национальных эталонов еди-
ниц физических величин.
В Руководстве изложены основные концептуальные положения, а именно:
отказ от понятия «погрешность» при оценке результата измерения;
использование для этой цели понятия, получившего наименование
«неопределенность».
В качестве источников неопределенности измерений в Руководстве уста-
новлены:
неполное определение измеряемой величины;
несовершенная реализация определения измеряемой величины;
несоответствие измеряемого образца измеряемой величине;
неадекватное знание эффектов от условий окружающей среды, влияющих
на измерение, или несовершенные измерения условий окружающей среды;
субъективная систематическая погрешность оператора при снятии показа-
ний аналоговых приборов;
конечная разрешающая способность прибора или порог чувствительности;
неточность значений, приписанных эталонам, используемым для измере-
ний, и стандартным образцам свойств веществ и материалов;
неточность значений констант и других параметров, полученных из
внешних источников и используемых в алгоритме обработки данных;
аппроксимации и предложения, используемые в методе измерений и изме-
рительной процедуре;
изменения в повторных наблюдениях измеряемой величины при явно оди-
наковых условиях.
Проведенный анализ указанных источников позволил сделать вывод, что с
ними неразрывно связаны различные составляющие случайной или системати-
ческой погрешности измерений.
82
Инженеру-метрологу следует твердо усвоить, что не следует смешивать
неопределенность измерений с погрешностью измерений, ибо это принци-
пиально разные понятия. С целью оценки погрешности измерений разрабаты-
ваются схемы, проводятся поверка и калибровка средств измерений и т. д. Все
это является лишь частью той базовой модели, на которой строится теория
погрешностей измерений и реализуются их методы оценивания. В теории
неопределенности измерений отсутствуют такие понятия, как «погрешность
измерений», «истинное значение измеряемой величины» и «действительное зна-
чение измеряемой величины».
Это связано с тем, что в Руководстве термин «истинное значение» не ис-
пользуется. Причина этого заключается в том, что истинное значение всегда
остается неизвестным, или, как отмечено в Руководстве, непознаваемым. По-
этому в Руководстве сказано, что «термины значения измеряемой величины
рассматриваются как эквивалентные». Таким образом, происходит не отмена
понятия, а замена одного термина другим.
Термин «неопределенность (измерений)» определен в Руководстве как па-
раметр, связанный с результатом измерений, который характеризует диспер-
сию значений, которые могли бы быть обоснованно приписаны измеряемой
величине.
Приведенное определение понятия «неопределенность измерений» носит
общий характер. Для практического использования неопределенности измере-
ний и ее количественного выражения вводится ряд характеристик:
стандартная неопределенность — неопределенность результата измерения,
выраженная как стандартное отклонение;
оценка неопределенности по типу А — метод оценивания неопределенно-
сти путем статистического анализа рядов наблюдений;
оценка неопределенности по типу В — метод оценивания неопределеннос-
ти иным способом, чем статистический анализ рядов наблюдений;
суммарная стандартная неопределенность — стандартная неопределенность
результата измерений, когда результат получают из значений ряда других вели-
чин, равная положительному квадратному корню суммы членов, причем чле-
ны являются дисперсиями или ковариациями этих других величин, «взвешен-
ными» в соответствии с тем, как результат измерения изменяется в зависимо-
сти от изменения этих величин;
расширенная неопределенность — величина, определяющая интервал вок-
руг результата измерений, в пределах которого, как можно ожидать, находится
большая часть распределения значений, которые с достаточным основанием
могли бы быть приписаны измеряемой величине.
Для практического понятия неопределенности измерения ниже приведены
два примера.
Пример — Вычисление неопределенности измерений на основе измерения
электрического тока с помощью вольтметра и токового шунта.
Уравнение измерений имеет следующий вид
/ = /(К, =
где / — сила тока, V — напряжение, R — сопротивление шунта.
В результате измерений напряжения при температуре t = (23,00±0,05) °C получают
ряд значений FJ- (в мВ): 1= 1, ..., п; п = 10; 100,68; 100,83; 100,79; 100,64; 100,63; 100,94;
100,60; 100,68; 100,76; 100, 65.
6’
83
По типу А вычисляют стандартную неопределенность, обусловленную источника-
ми неопределенности, имеющими случайный характер.
Стандартную неопределенность напряжения, обусловленную источниками неопре-
деленности, имеющими случайный характер, определяют по формуле
U (V)- f У, -П2
а( ~ V ,=!«(« -1) ’
ил (V) = 3,4-10—2 мВ,
UA(V) = 0,034 %.
Стандартную неопределенность силы тока, обусловленную источниками неопре-
деленности, имеющими случайный характер, определяют по формуле
UA=$ ^(П = 3,4 10-3А,
иА = 0,034 %.
По типу В вычисляют стандартные неопределенности, обусловленные источниками
неопределенности, имеющими систематический характер.
Закон распределения величин внутри границ считают равномерным.
Границы систематического смещения при измерениях напряжения, определенные
при калибровке вольтметра, равны 3 • 10-4 V + 0,02. Тогда соответствующую стандарт-
ную неопределенность вычисляют по формуле
310~4 К + 0,02 ,
UB у =-------к—— = 2,9 10'2 мВ,
3
ивл= 0,029 %.
Границы, внутри которых лежит значение сопротивления шунта, определены при
калибровке шунта и равны 7 • 10-4 R. Тогда при 7? = Rg соответствующую стандартную
неопределенность вычисляют по формуле
7 10-4 Rn в
UB R =-----^—5- = 4,0 • 10“6 Ом,
UB,R= 0,040 %.
Границы изменения значения сопротивления шунта, обусловленного изменением
температуры, равны а At • Rg. Соответствующую стандартную неопределенность вычис-
ляют по формуле
а • At R, а
UB t = —- = 1,7 10"9 Ом,
UBj = 1,7-10-5 %.
В дальнейшем этой составляющей неопределенности (ввиду ее малости по сравне-
нию с другими составляющими) можно пренебречь.
Суммарную стандартную неопределенность, вычисленную по типу В, определяют
по формуле
UB = Jf—) ^ву+[~}u2B R =5,0 10“3А,
UR = 0,050 %.
В ’
84
Суммарную стандартную неопределенность вычисляют по формуле
ис = ^U2a + U2b = 6,0 • 10“3 А,
Uc = 0,060 %.
Эффективное число степеней свободы определяют по формуле
fl У fi У (у у
-17» к И-ив J
[я А) 1Я В'У) 1л2
Л-1 + ОО + оо
Коэффициент охвата получают по формуле
k=k,9^Veff) = 1,99.
Расширенную неопределенность определяют следующим образом
£/о,95 = к- UC = WVA,
ий95 = 0,12 %.
Пример — Вычисление неопределенности измерений на основе измерения
длины штриховой меры
Измерение длины штриховой меры проводят на государственном первичном эта-
лоне единицы длины интерференционным методом.
Уравнение измерений выглядит следующим образом
L = А-£- + а£0 (20-z) +Д/5 ,
где L — длина штриховой меры; Lo — опорное значение длины штриховой меры
(Lo = 1,000 м); X — длина волны излучения (X = 0,632 991 398 2 мкм); А — число
импульсов; пь — показатель преломления воздуха (пь = 1,000 275 236); t — температура
штриховой меры (t = 20,125 °C); а — коэффициент линейного расширения
(а = 1,15 • 10~5 Xм); Als — поправка на размер коллиматорной щели (Д/у = 0,031 мкм).
В результате измерений числа импульсов и внесения поправок на известные систе-
матические погрешности в соответствии с уравнением измерения получают ряд
значений £, в метрах z = 1, ..., п; п = 10; 1,000 001 356; 1,000 001 584; 1,000 001 383;
1,000 001 469; 1,000 001 491; 1,000 001 466; 1,000 001 575; 1,000 001 397; 1,000 001 405;
1,000 001 334.
Длину штриховой меры определяют по формуле
£ = 1 £ £;. = 1,000001474 м.
По типу А вычисляют стандартную неопределенность, обусловленную источника-
ми неопределенности, имеющими случайный характер при измерении длины штрихо-
вой меры:
I П — э
Х(Д-£)2
Uл = у—~7—г;— = 0,025 мкм.
л У п(п-1)
По типу В вычисляют стандартные неопределенности, обусловленные источниками
неопределенности, имеющими систематический характер. Закон распределения вели-
чин внутри границ считают равномерным.
85
Границы, внутри которых лежит значение показателя преломления воздуха, равны
0Л = 2,0 • 10~8. Стандартную неопределенность, обусловленную неточным знанием дан-
ного параметра, определяют как
UB,b = = V Ко-
границы, внутри которых лежит значение длины волны излучения, равны
0х = 6,2 • 10~9 мкм. Тогда соответствующую стандартную неопределенность вычисляют
по формуле
Границы, внутри которых лежит значение температуры штриховой меры, равны
0; = 0,003 °C Стандартную неопределенность, обусловленную неточным знанием темпе-
ратуры, вычисляют по формуле
Границы, внутри которых лежит значение поправки на размер коллиматорной щели,
равны 0д/д, = 0,002 мкм. Тогда соответствующую стандартную неопределенность полу-
чают по формуле
ОД/,
£\л/, = = °, 001 мкм.
Суммарную стандартную неопределенность, вычисленную по типу В, определяют
по формуле
U - IШ2 17 2 + W 772 + W 77 2 + М—Y 772
ив - иь + + 1^7) + (Д/5)) U^s
Производят расчет коэффициентов влияния
UB =» 0,024 мкм.
Суммарную стандартную неопределенность вычисляют по формуле
Uс = ^ил +ив = 0,035 мкм.
Эффективное число степеней свободы определяют по формуле
Коэффициент охвата определяют следующим образом
£ = *0,99 ~
Расширенную неопределенность определяют как
Ц) 99 = к - Uc= 0,096 мкм.
86
2.3.1. Процедура вычисления стандартной неопределенности
Измеряемая величина Y, или выходная величина, часто не является непос-
редственно измеряемой величиной, а зависит от других измеряемых величин
Х}, Х2, ..., Х„, называемых также входными величинами. Y выражается через
функциональную зависимость
Y = f{Xb Х2, Х„).
Измеряемые, или входные, величины зависят от других величин, включая
поправки и поправочные коэффициенты на систематические отклонения. Это
приводит к сложной функциональной зависимости, которая практически не
может быть определена точно.
В случае если полученные данные показывают, что функция не моделирует
измерение до степени с требуемой точностью результата измерений, то допол-
нительные входные величины должны быть включены в функцию для устране-
ния несоответствия.
Эти входные величины Xh Х2, ..., Х„ можно разделить на величины:
чьи значения неопределенности U определяются непосредственно в теку-
щем измерении. Эти значения неопределенности Uможно получить в результа-
те одного наблюдения, повторных наблюдений или заключения, основанного
на опыте. При этом может потребоваться определение поправок к показаниям
средств измерения, учитывающих влияние таких величин, как окружающая
температура, атмосферное давление и влажность;
чьи значения неопределенности Uвносятся в измерение из внешних источ-
ников — эталонов, стандартных образцов вещества и материалов или стан-
дартных справочных данных.
Оценку измеряемой величины Y (она обозначается через у) получают из
уравнения, используя входные оценки хь х2, хп для значений величин
Xlt Х2, Хп. Таким образом, выходная оценка у, которая является результа-
том измерений, выражается
У =f(xb х2, х„).
Используется два способа получения оценки у, в первом из них ее опреде-
ляют из выражения
_ к~п к=п
у = у =1 £ГкП=± X f(Xltk,X2tk,...,Xn!k).
п к=1 п к = \
Таким образом, у берется как среднее арифметическое или как среднее
значение п независимых определений Yk величины Y.
При втором способе получения оценки у используется формула
Y = f(X,X2,...,Xn),
(к = п
где величина X, = £ %1,к / «является средним арифметическим отдельныхре-
v=1 ' J
зультатов измерений Xt к.
87
Первый способ применяют в том случае, когда функция является нелиней-
ной функцией входных величин.
Оба способа дают идентичные результаты в том случае, когда функция
является линейной функцией входных величин.
Оцененное стандартное отклонение, связанное с выходной оценкой или с
результатом измерений у, называемое суммарной стандартной неопределеннос-
тью и обозначаемое Uc(y), получают из оцененного стандартного отклонения,
связанного с каждой входной оценкой хг и называемого стандартной неопреде-
ленностью. Стандартная неопределенность обозначается как м(хг).
Каждую входную оценку хг и связанную с ней стандартную неопределен-
ность и(хг) получают из распределения возможных значений входной величи-
ны Xt. Это распределение вероятностей может быть основано на рядах наблюде-
ний Xit к величин Xi или может быть априорным распределением. Оценивания
составляющих стандартной неопределенности по типу А основаны на распре-
делениях рядов наблюдений, в то время как оценивания по типу В базируются
на априорных распределениях.
2.3.2. Процедура оценивания стандартной неопределенности
по типу А
В большинстве случаев наилучшая доступная оценка математического ожи-
дания Mq величины q, изменяющейся случайным образом, для которой были
получены п независимых наблюдений qk при одинаковых условиях измерений,
представляет собой среднее арифметическое или среднее значение q из п на-
блюдений
'к ~п
Я = Zqk / п.
k*=l J
Если входные оценки не определены на основании повторных наблюде-
ний, то они должны быть получены другими методами, такими, как те, кото-
рые отнесены ко второй категории входных величин, о которых говорилось
выше.
Отдельные наблюдения qk отличаются по значению из-за случайных изме-
нений влияющих величин или различных случайных отклонений. Эксперимен-
тальную дисперсию наблюдений, которая является оценкой дисперсии о2
распределения вероятностей входной величины q, рассчитывают по формуле
. к. ~п 2
$2(Як) = (^Т1) (як-я)
Положительный квадратный корень полученной оценки дисперсии выбор-
ки Stq^ называется экспериментальным стандартным отклонением и характери-
зует изменчивость наблюдаемых значений qk или их рассеивание относительно
среднего значения входной величины q.
Оценку дисперсии среднего значения о2 (q) определяют по формуле
S2(q) = S2(qk)/n.
88
Экспериментальная дисперсия среднего значения S2(q) и эксперименталь-
ное стандартное отклонение среднего значения 5(<7). равное положительному
квадратному корню из приведенной выше дисперсии, количественно опреде-
ляют, насколько хорошо экспериментальное значение оценивает математичес-
кое ожидание Mq величины q, и могут быть использованы в качестве меры
неопределенности полученной оценки q или, другими словами, меры неопре-
деленности выполненного измерения величины q. Это означает, что в рас-
смотренном случае в соответствии с Руководством для дисперсии типа А
и2 (jq) = S2(q), а для стандартной неопределенности типа А соответственно
u(q) = S(q).
Таким образом можно получить стандартные неопределенности типа А для
каждой входной величины Xt.
Особо следует обратить внимание на особенности процедуры оценивания
стандартной неопределенности типа А.
Во-первых, число наблюдений п должно быть достаточно большим, чтобы
значение (q) представляло собой надежную оценку математического ожидания
Mq случайной переменной q и чтобы экспериментальная дисперсия 52(#) пред-
ставляла собой надежную оценку дисперсии о2 (#). При построении довери-
тельных интервалов следует принимать во внимание различие между S2 (q) и
о2 (q). В этом случае, если распределение вероятностей q является нормальным
распределением, то различие, о котором идет речь, учитывается путем исполь-
зования так называемого /-распределения.
Во-вторых, из двух полученных в соответствии с описанной выше проце-
дурой экспериментальных величин S2(q) и S (q) первая является фундамен-
тальной со статистической точки зрения величиной, однако на практике более
удобно пользоваться стандартным отклонением S (q). Эта величина имеет ту
же самую размерность, что и величина q, и дает значительно более наглядное о
ней представление.
В-третьих, нередко оценку х; входной величины Xt получают методом наи-
меньших квадратов на основании графической интерпретации зависимости,
которая хорошо соответствует экспериментальным данным. Оценки дисперсии
и результирующие стандартные неопределенности по типу А в таких ситуациях
могут быть рассчитаны с помощью хорошо известных статистических методов.
Значения стандартных неопределенностей по типу А, приводимые в различ-
ных документах, в обязательном порядке должны сопровождаться указанием
числа проведенных наблюдений п.
В ряде случаев необходимо учитывать, что случайные изменения в наблю-
дениях входной величины коррелированны, например, по времени, а поэтому
среднее значение и экспериментальное стандартное отклонение среднего, рас-
считанные в соответствии с описанной выше процедурой, могут быть в соот-
ветствии с требованиями Руководства «неподходящими оценивателями желае-
89
мых статистик». В таких случаях результаты наблюдений следует анализировать,
используя статистические методы, специально предназначенные для обработ-
ки рядов коррелированных случайно изменяющихся измерений.
2.3.3. Процедура оценивания стандартной неопределенности
по типу В
К стандартной неопределенности по типу В обращаются в том случае, если
не проводились повторные наблюдения входной величины Хг Фонд информа-
ции для оценивания этой характеристики неопределенности включает:
данные предварительных измерений;
данные, полученные в результате эксперимента, или общие знания о пове-
дении и свойствах соответствующих материалов и средств измерения;
спецификации изготовителя;
данные, которые приводятся в документах о поверке или калибровке средств
измерений;
неопределенности, приписываемые справочным данным, взятым из спра-
вочной литературы.
В рассматриваемом случае оперируют дисперсией типа В, обозначаемой
м2(хг), и стандартной неопределенностью типа В, обозначаемой м(х,). Необходи-
мо помнить, что оценивание составляющих стандартной неопределенности по
типу А основано на распределениях рядов наблюдений, в то время как оцени-
вание по типу В основано на априорных распределениях.
Если оценка х, получена из априорного распределения, то связанные с ней
дисперсия и стандартное отклонение должны записываться в виде u2(Xt) и
и(Х,) соответственно, но для упрощения в Руководстве используются обозна-
чения и2(х;) и w(x;).
Некоторые положения Руководства требуют внимательного подхода к реа-
лизации процедуры оценивания неопределенности измерений. Так, например,
Руководство рекомендует, что «правильное использование фонда доступной
информации для оценивания стандартной неопределенности по типу В требует
интуиции, основанной на опыте и общих знаниях, и является мастерством,
которое приходит с практикой. Следует признать, что оценка стандартной
неопределенности по типу В может быть такой же надежной, как и оценка
стандартной неопределенности по типу А, особенно в измерительной ситуа-
ции, когда оценивание по типу А основывается на небольшом числе статисти-
ческих независимых наблюдений».
Если оценка хг берется из спецификации изготовителя, свидетельства о
поверке, справочника или другого источника и ее неопределенность дается как
некоторое кратное стандартное отклонение, то стандартную неопределенность
и(х;) можно принять равной указанному значению, деленному на соответству-
ющий множитель.
Например, в свидетельстве о калибровке указано, что масса ms эталона из
нержавеющей стали с номинальным значением 1 кг составляет 1000,000325 г и
что «неопределенность этого значения равняется 240 мкг на уровне трех стан-
дартных отклонений». Тогда стандартная неопределенность эталона массы есть
просто м(т5) = (240 мкг) /3 = 80 мкг. Это соответствует стандартной неопреде-
ленности u(ms)/ms = 80-10-9.
90
Таким образом, в рассматриваемом случае оценивания стандартной
неопределенности по типу В неопределенность входной величины xt необяза-
тельно задается в виде кратного стандартного отклонения, как это рассмотрено
выше. Вместо этого можно встретить, что исходная неопределенность опреде-
ляет интервал, имеющий 90, 95 или 99 %-ный уровень доверия. Если не указано
ничего другого, то можно предположить, что использовалось нормальное рас-
пределение для вычисления приводимой в документации неопределенности. В
этом случае стандартную неопределенность по типу В для входной величины х;
получают делением исходной неопределенности на соответствующий коэффи-
цент для нормального распределения. В случае нормального распределения ко-
эффициенты, соответствующие трем указанным выше уровням доверия, сле-
дующие: 1,64; 1,96 и 2,58.
Например, в свидетельстве о калибровке указано, что сопротивление
эталонного резистора Rs с номинальным значением 10 Ом составляет
10,000742 ±129 мкОм при 23 °C и что приводимая неопределенность 129 мкОм
определяет интервал, имеющий 99 %-ный уровень доверия. Стандартную
неопределенность резистора (причем по типу В) можно принять как u(Rs) =
- (129 мкОм)/2,58 = 50 мкОм. Это соответствует относительной стандартной
неопределенности u(R$)/Rs = 5 • 10”6. Оценкой дисперсии будет соответственно
величина u\R^ = (50 мкОм)2 = 2,5 • 10-9 Ом2.
Возможен вариант, когда, основываясь на доступной информации, можно
утверждать, что «существует вероятность пятьдесят-на-пятьдесят того, что зна-
чение входной величины Xt находится в интервале от й_ до а+» (другими
словами, вероятность того, что X, находится в этом интервале, составляет 0,5,
или 50 %).
Предположив, что распределение возможных значений X, приблизительно
нормальное, наилучшую оценку х, величины X, можно принять как среднюю
точку этого интервала. Если полуширину этого интервала обозначить как
а = (а+ — а2)12, то можно принять w(x;) = 1,48я, так как для нормального
распределения с математическим ожиданием Ми стандартным отклонением о
интервал М ± 1,48о охватывает приблизительно 50 % распределения.
Иллюстрацией может послужить следующий пример.
Станочник, определяющий размеры детали, приходит к заключению, что
ее длина находится с вероятностью 0,5 в интервале от 10,07 до 10,15 мм. Резуль-
таты своих оценок он записывает следующим образом: L = (10,11 ± 0,04) мм.
Тогда можно принять, что а — 0,04 мм, и, предположив нормальное распреде-
ление для возможных значений L, для стандартной неопределенности длины L
можно записать
u(L) = 1,48 • 0,04 мм = 0,06 мм.
При выполнении процедур у специалиста часто оказываются только грани-
цы (верхний а+ и нижний а_ пределы) возможных значений величины Хг Кро-
ме того, имеются основания утверждать, что вероятность нахождения значе-
ний Xt в интервале от до а+ для всех практических целей может быть принята
равной единице (т. е. вероятность нахождения значений Xt за пределами указан-
ного интервала существенно близка к нулю). Если нет конкретных сведений о
возможных значениях X, внутри интервала, то можно предположить, что с оди-
наковой вероятностью Хг может находиться в любом месте в его пределах, т. е.
предполагая равномерное распределение значений X. Тогда х, — ожидаемое зна-
чение X, — является средней точкой интервала х; = (а+ + о_)/2. Принимая во
внимание, что для рассматриваемого нами равномерного распределения значе-
91
ние а равно полуширине распределения, деленной на л/З, для стандартной
неопределенности имеем
w(x,) = 7(°+-fl-)2 112 = (о+ -о_) / 2-Уз.
Если разность между границами а+ до й_ обозначить как 2а, тогда это урав-
нение примет вид
и(х;) = а / 41~а / 1,7.
Вышеизложенное можно проиллюстрировать таким образом. Например,
справочник дает значение температурного коэффициента линейного расшире-
ния чистой меди при 20°С а20(Си) = 16,52 • 10-6оС-1. При этом в справочнике
указано, что погрешность этого значения не должна превышать 0,4 • 10-6 °C-1.
Основываясь на такой ограниченной информации, можно только предполо-
жить, что значение а20(Си) находится с равной вероятностью в интервале от
16,12 - 10-6 до 16,92-10~6 °C-1 и что маловероятно, чтобы значение ос20(Си)
находилось за пределами указанного интервала. Отсюда для стандартной нео-
пределенности, используя вышеприведенные формулы, находим
и(а20) = (0,4 Ю-6°С)/д/З = 0,23 КГ6’С"1.
С целью наглядности и простоты усвоения изложенного материала в Руко-
водство включены графические материалы, поясняющие методические осо-
бенности стандартной неопределенности входной величины по результатам
повторных наблюдений и на основе априорного распределения.
2.3.4. Процедура оценивания суммарной стандартной
неопределенности
Рассмотрим наиболее простой случай, когда все входные величины неза-
висимы. Стандартная неопределенность у, где у — оценка измеряемой вели-
чины Y (ее можно также называть результатом измерения), получается на ос-
нове преобразований со стандартными неопределенностями входных оценок
X], х2, ..., х„.
Суммарная стандартная неопределенность оценки у обозначается как ис(у).
Значение ис(у) представляет собой положительный квадратный корень из сум-
марной дисперсии и? (у), которая рассчитывается по формуле
z \2
Uc(y) = х(^-) и2(х,),
где f — функция, связывающая выходную величину Yс входными величинами
и и(х() — стандартной неопределенностью входной величины Xt, оцененной
по типу А или по типу В; п — число входных величин.
Суммарная стандартная неопределенность ис(у) представляет собой оценен-
ное стандартное отклонение и характеризует разброс значений, которые мо-
гут быть с достаточным основанием приписаны измеряемой величинеУ в соот-
ветствии с положением Руководства.
Частные производные df/dxt принимаются равными частным производным
df/dXt, оцененным как Xt = х;. Эти производные, часто называемые коэффи-
92
циентами чувствительности или коэффициентами влияния, показывают, как
выходная величина у изменяется с изменением значений входных оценок
хь х2, ..., хп. В частности, изменение в у, вызванное небольшим изменением во
входной оценке xh может быть дано формулой (Ду), = (df/dxj • (Дхг). Если это
изменение обусловлено стандартной неопределенностью оценки хь соответ-
ствующее изменение в у следует записать в виде (df/dxt) • и(х^. Поэтому суммар-
ную дисперсию и2 (у) можно рассматривать как сумму членов, каждый из ко-
торых представляет оцененную дисперсию, связанную с выходной оценкой у и
вызванную оцененной дисперсией каждой входной оценки х,-. В связи с этим
вышеприведенная формула может быть представлена в виде
«г -.0 И , <
и2 = Z[czM2(x/)] = Хм,2 (А
i = 1 i =1
где с, = df / dxt, щ (у) = | с, |w(xz).
Иллюстрацией вышеизложенного может служить следующий пример.
Пусть энергия, рассеиваемая резистором, измеряется по формуле
Р=/(КЛ, a, t) = И2/^о [1 + a (t - ?о)],
где V — разность потенциалов, подаваемых на клеммы; t — температура, при
которой выполняется измерение; Ro — сопротивление резистора при некото-
рой температуре /0; а — линейный коэффициент сопротивления.
Находят частные производные:
q = dP/dV= 2V/Ro [1 + a (t - /0)] = 2P/V;
с2 = dP/dRo = - К2/ 7?о2 [1 + a (t - /0)] = -W
с3 = дР/да = —V2(t — /о)/7?о [1 + a (t — /0)]2 = — P(J — /о)/[ 1 + a (J — /0)];
с4 = dP/dt = —V2 a/R$ [1 + a (t — /0)]2 = — Pa/\l + a (t— /0)].
Суммарную дисперсию выходной величины (в данном случае рассеивае-
мой энергии Р) представляют в виде
«2(Р) =(дР / дР)2и2(Р) + (дР / dR^2 u2(R^ + {dP / да)2и2(а) +
+ (дР / dt)2и2(/)= [cjw (И)]2 + [c2w (1?о)]2 + [c3u (с)]2 + [c4w (Z)]2 =
= М12 (Р) + и22 (Р) + и2 (Р) + «42 (Р) .
Вид последней строки данного примера является, с одной стороны, типо-
вым для обозначения структуры суммарной неопределенности измерений, с
другой — четко и обобщенно указывает на четыре источника неопределеннос-
ти измерений рассеиваемой энергии в этом примере.
Иногда коэффициенты чувствительности df/dxt, вместо того чтобы их рас-
считывать с использованием функции, определяют экспериментальным путем
с помощью измерения изменения величины Y, вызванного изменением выб-
ранной величины Xj при условии, что остальные входные величины остаются
неизменными. В этом случае знание функции или части ее, когда подобным
образом определяют только некоторые коэффициенты чувствительности, за-
меняется эмпирическим разложением в ряд Тейлора первого порядка, осно-
ванным на измеренных коэффициентах чувствительности.
93
В случае если можно оперировать номинальными значениями входных ве-
личин Xi0, то функцию f (Х}, Х2, Хп) можно разложить в ряд Тейлора пер-
вого порядка и записать
У= Уо + + с282 +... Сп8„ ,
где Уо = /(*1,0, *2,о, cz = df/d^.
Величины Cj оцениваются при Xt = Xi0 и 8, — X, — Xi 0.
Таким образом, с целью анализа неопределенности измеряемая величина
обычно может аппроксимироваться линейной функцией ее переменных путем
преобразования ее входных величин от X/ к 8(.
Для иллюстрации процедуры нахождения суммарной стандартной неопре-
деленности предлагается следующий пример.
В спецификации изготовителя для цифрового вольтметра указывается, что
«в промежутке от года до двух лет после калибровки прибора его погрешность в
диапазоне с верхней границей 1 В может достигать значений, равных показа-
нию, умноженному на 14 • 10'6, плюс верхнее значение диапазона, умножен-
ное на 2 • 10-6».
Предположив, что прибор используется спустя 20 месяцев после калиб-
ровки для измерения разности потенциалов V на его диапазоне с верхней
границей 1В, было найдено, что среднее арифметическое ряда независимых
повторных наблюдений разности потенциалов составляет К = 0,928571 В при
стандартной неопределенности u(v) = 12 мкВ, вычисленной по типу А.
Оценку стандартной неопределенности по типу В, связанную со специфи-
кациями изготовителя, можно получить в предположении, что указанная выше
погрешность обозначает симметричные границы аддитивной погрешности с
математическим ожиданием А И , равным нулю, при равной вероятности на-
хождения погрешности в пределах интервала с указанными выше границами.
Полуширина а симметричного равномерного распределения возможных значе-
ний V тогда — а = (14 • 10~6) • (0,928571)В + 2 • 10~6В = 15 мкВ.
Выше был рассмотрен случай, когда для равномерного распределения имеет
место соотношение ы2(х,) = а2/3. В соответствии с этим
м2(ДГ) = 75мкВ2, ы(ДК) = 8,7мкВ.
Таким образом, для результата измерения мы имеем
К= V+ АГ = 0,928571В.
Поскольку д¥ / д(К) = 1 и dV / д(ДК) = 1, суммарную дисперсию, связан-
ную с величиной V, определяют по формуле
И2 (Г) = и2(Й) + м2(ДЙ)= (12 мкВ)2 + (8,7 мкВ)2 = 219- 10~12В2.
Это соответствует стандартной неопределенности измерения V, равной
мс(К) = 15 мкВ.
Ранее рассматривался случай, когда измеряемая величина уже является
линейной функцией величин, от которых она зависит, с коэффициентами
с, = + 1.
94
Из уравнения следует, что если У= е1Х1+с2Х2+--- СЛ и константы с; = + 1
или —1, то мы будем иметь
«С(У) = (*, ).
1=1
Если Yимеет вид К= сХ{р\ • Х^2 •... Х„рп и известно, что степени р, пред-
ставляют собой положительные или отрицательные числа, имеющие пренебре-
жительно малые неопределенности, то при нахождении суммарной неопреде-
ленности применяют следующую формулу
[ис (у) / у] = 2 [PiUiXj) / х, ]2.
1 = 1
Следовательно, в приведенной выше формуле оперируют относительной
суммарной дисперсией, оцененной с помощью относительных дисперсий вход-
ных величин х;. Условия применения рассмотренной выше формулы
М#0,|х; |#0.
2.3.5. Процедура вычисления расширенной неопределенности
Как указано в Руководстве, Международный комитет мер и весов (МКМВ)
рекомендует использовать суммарную стандартную неопределенность, обозна-
чаемую в виде ис(у), «при представлении всех результатов всех международных
сличений или других работ под эгидой МКМВ и Консультативных комитетов...»,
т. е. суммарная стандартная неопределенность вообще рассматривается как пред-
почтительный параметр для количественного выражения результата измере-
ний.
В Руководстве показано, что «хотя ис(у) может повсеместно использоваться
для выражения неопределенности результата измерения, в некоторых случаях в
торговле, промышленности и регулирующих актах, а также когда дело касается
здоровья и безопасности часто необходимо дать меру неопределенности, кото-
рая указывает интервал для результата измерения, в пределах которого, можно
ожидать, находится большая часть распределения значений, которые можно с
достаточным основанием приписать измеряемой величине».
Мерой неопределенности, о которой говорится выше, и явилась расширен-
ная неопределенность, обозначаемая символом U Эту меру получают путем ум-
ножения стандартной неопределенности на коэффициент охвата к
U= кис(у).
При этом результат измерения выражается как Y = у ± U, а это означает,
что наилучшей оценкой значения, приписываемого измеряемой величине Y, яв-
ляется у и что интервал от (у— U) до (у+ U) содержит большую часть распреде-
ления значений, которые можно с достаточным основанием приписать Y. Та-
кой интервал можно также выражать в виде (у— U) < Y < (y+U).
Когда речь заходит об интервалах, то всегда возникает необходимость уточ-
нить, что же понимается под доверительным интервалом и уровнем доверия. Оба
95
эти термина имеют в математической статистике специальные определения. В
Руководстве содержится предостережение, из которого следует, что к интерва-
лу U оба этих термина могут применяться лишь тогда, когда выполнены опре-
деленные условия, включая условие, чтобы все составляющие неопределенно-
сти, которые входят в ис(у), были бы получены из оценивания по типу А, т. е.
экспериментальным путем. Использование параметра U рассматривается как
задание интервала вокруг результата измерения, который содержит большую
часть ^-распределения вероятностей, характеризуемого результатом и его сум-
марной стандартной неопределенностью. При этом р является вероятностью
охвата или уровнем доверия для этого интервала.
В Руководстве дана рекомендация оценивать уровень доверия р, связанный
с интервалом U. Вместе с тем в Руководстве указывается, что в большинстве
случаев этот уровень, особенно для значений р, близких к единице, будет ско-
рее неопределенным из-за не только ограниченного знания распределения ве-
роятностей, характеризуемых значениями у и ис(у), но и неопределенности
самого значения ис(у).
Значение коэффициента охвата к выбирается на основе уровня доверия,
требуемого интервалом от (у — U) до (у + U). Обычно к бывает в диапазоне от 2
до 3, однако в особых случаях к может выходить за пределы этого диапазона.
В идеале, как указывается в Руководстве, хотелось бы иметь возможность
выбрать конкретное значение коэффициента к, которое обеспечивало бы ин-
тервал Y= у ± U= у ± кис (у), соответствующий выбранному уровню доверия,
например 95 или 99 %. Аналогичным образом для заданного значения к хотелось
бы в идеале иметь возможность четко указать уровень доверия р, связанный с
этим интервалом. Однако оба эти пожелания нелегко осуществить на практике,
поскольку это требует полного знания распределения вероятностей, характе-
ризуемого результатом измерений у и его стандартной суммарной неопреде-
ленностью ис (у). Хотя эти параметры обладают большой ценностью и значимо-
стью, сами по себе они недостаточны для того, чтобы установить интервалы,
имеющие точно известные уровни доверия.
В Руководство включено специальное приложение Г, целиком посвящен-
ное рассмотрению вопросов, относящихся к степеням свободы и уровням до-
верия. В разделе этого приложения сразу «возникает» обозначение Up вместо U.
На самом деле это существенное уточнение: интервал U сразу (самим индек-
сом) «привязывается» к вероятности охвата (или, другими словами, к уровню
доверия). Таким образом, велика ли практическая ценность интервала U, если
обходится вопрос об уровне доверия, который приписывается этому интер-
валу?
Как отмечается в Руководстве, в большинстве практических измеритель-
ных ситуаций расчет интервалов, имеющих заданные уровни доверия, носит
заведомо приближенный характер. Даже экспериментальное стандартное от-
клонение среднего из 30 повторных наблюдений величины, описываемой нор-
мальным распределением, характеризуется неопределенностью, равной при-
мерно 13 %.
В большинстве практических случаев, как отмечается в Руководстве, не
имеет смысла пытаться найти отличие между, например, интервалом, имею-
щим уровень доверия 95 % (один шанс из 20, что значение измеряемой величи-
ны Yнаходится вне этого интервала) и интервалом, имеющим уровень доверия
94 или 96 % (один шанс из 17 и 25 соответственно). Получение обоснованных
интервалов с уровнями доверия 99 % и более — особенно трудное дело, даже
96
если допустить, что никакие систематические отклонения не были «просмот-
рены». Следует учитывать, что обычно бывает очень мало информации о
«хвостах» распределений вероятностей входных величин.
Чтобы получить значение коэффициента охвата кр, соответствующее за-
данному уровню доверия р, необходимы подробные сведения о распределении
вероятностей, характеризуемом результатом измерений и его суммарной стан-
дартной неопределенностью. Например, для величины Z, описываемой нор-
мальным распределением, математическим ожиданием Mz и стандартным от-
клонением о, можно легко рассчитать значение кр, использование которого
«создает» интервал Mz + кр' а, включающий часть р этого распределения и,
следовательно, имеющий вероятность охвата или уровень доверия р.
Соотношения между уровнями доверия р (в %) и значениями коэффици-
ентов охвата кр для случайного нормального распределения следующие:
68,27 .....................1
90 ...................... 1,645
95 ...................... 1,960
95,45 .....................2
99 ........................ 2,576
99,73 .....................3
В соответствии с рекомендациями Руководства процедуры свертывания от-
дельных распределений вероятностей реализуются очень редко.
В Руководстве рекомендуется использовать положения центральной предель-
ной теоремы, открывающей путь к приближенным, но достаточно надежным
оценкам расширенной неопределенности.
п
Если Y = ctXi + с2Х2 +... + спХ„ - £с(Х;,
Z = 1
то все Хг характеризуются нормальными распределениями и результирующее
свернутое распределение Y будет также нормальным. Однако даже если распре-
деления X, не являются нормальными, то распределение Yчасто может быть
аппроксимировано нормальным распределением, что обосновывается упомя-
нутой выше центральной предельной теоремой. Эта теорема гласит, что распре-
деление Y будет нормальным с математическим ожиданием
Е(у) = ^CjEtX,) и дисперсией ° (У) = Хс о (X/),
/=1 >=1
где Е(Х) — математическое ожидание Х„ о2(Х;) — дисперсия Хг При этом
должны выполняться два условия:
1) X; — независимые случайные величины;
2) о2(У) — много больше, чем любая отдельная составляющая с2о2(Л'/), обус-
ловленная ненормально распределенной величиной Хг
Центральная предельная теорема показывает очень важную роль, которую
играют дисперсии распределений вероятностей входных величин по сравнению
с той ролью, которую играют моменты более высокого порядка при определе-
нии формы результирующего свернутого распределения величины Y. Кроме того,
из нее следует, что свернутое распределение стремится к нормальному по мере
увеличения числа входных величин, вносящих свой вклад в о2(У). Причем эта
сходимость будет тем более быстрой, чем ближе значения величин с2а2(Х,) друг
7-1651
97
к другу (это эквивалентно на практике тому, что каждая оценка входной вели-
чины х, вносит сравнимую неопределенность оценки у измеряемой величи-
ны У). И наконец, теорема подводит к выводу, что чем ближе распределения
величин Xt к нормальному, тем меньше этих величин А} необходимо, чтобы
получить нормальное распределение для величины Y.
Широко используемое на практике следствие из центральной предельной
теоремы свидетельствует, что распределение вероятностей среднего арифмети-
ческого х из п наблюдений хк случайной переменной х с математическим ожи-
данием Mq и стандартным отклонением о приближается к нормальному рас-
пределению со средним Mq и стандартным отклонением о / 4п при п -> °° ка-
ким бы ни было распределение вероятностей х. В соответствии с центральной
предельной теоремой, когда установлено, что ее требования приблизительно
удовлетворены и, в частности, если суммарная стандартная неопределенность
ис(у) не доминируется составляющей стандартной неопределенности, полу-
ченной из оценивания по типу А на основе всего нескольких наблюдений, или
составляющей стандартной неопределенности, полученной из оценивания по
типу В на основе предполагаемого равномерного распределения, эффективнее
в качестве первого приближения для расчета расширенной неопределенности
использовать формулу
Up = кр ис(у),
где кр — коэффициенты, соответствующие нормальному распределению.
В приложении Г к Руководству представлены сведения, относящиеся к так
называемому /-распределению и расчету степеней свободы. В приложении под-
черкивается, что для получения более точного приближения, чем простое ис-
пользование значений кр из нормального распределения, необходимо опери-
ровать не распределением [У— Е(У)]/о(У), а распределением переменной
(у — Y)/uc(y). Это объясняется тем, что на практике все, что обычно имеется в
наличии, это: у — оценка У, полученная из формулы
У = Хс,х,,
1 = 1
где X/ — оценка Xt; суммарная дисперсия, связанная с у, т. е. и? (у), вычислен-
ная по формуле
«с (У) =l>i2«2(*,),
где и(х() — стандартная неопределенность (оцененное стандартное отклоне-
ние) оценки х(.
В конце приложения Г дана рекомендация, что в большинстве практичес-
ких ситуаций, связанных с оцениванием расширенной неопределенности, можно
пользоваться коэффициентами кр, соответствующими нормальному распреде-
лению. Другими словами, можно принимать для уровня доверия 0,95 кр = 2, а
для уровня доверия 0,99 кр = 3. Там же можно найти результаты оценки той
«погрешности» в значениях кр, которая может иметь место при некоторых «ти-
повых» сочетаниях исходных данных. Эта «погрешность» не превышает, как
98
правило, 8—10 %. В РМГ 43—2001 для расчета расширенной неопределенности
рекомендуются следующие формулы:
1) для нормального распределения: Uo 95 = 2ис; U099 = Зис;
2) для равномерного распределения: [/0 95 = 1,6ис; С/0 99 = 1,71ис.
2.4. Погрешности измерений и методы их оценки
2.4.1. Критерии качества измерений
Качество измерений характеризуется точностью, достоверностью, правиль-
ностью, сходимостью и воспроизводимостью измерений, а также размером
допускаемых погрешностей.
Точность — это качество измерений, отражающее близость их результатов к
истинному значению измеряемой величины. Высокая точность измерений со-
ответствует малым погрешностям как систематическим, так и случайным. Точ-
ность количественно оценивают обратной величиной модуля относительной
погрешности. Например, если погрешность измерений равна 10-6, то точность
будет равна 106.
Достоверность измерений характеризует степень доверия к результатам из-
мерений. Достоверность оценки погрешностей определяют на основе законов
теории вероятностей и математической статистики. Это дает возможность для
каждого конкретного случая выбирать средства и методы измерений, обеспе-
чивающие получение результата, погрешности которого не превышают задан-
ных границ с необходимой достоверностью.
Под правильностью измерений понимают качество измерений, отражаю-
щее близость к нулю систематических погрешностей в результатах измерений.
Сходимость — это качество измерений, отражающее близость друг к другу
результатов измерений, выполняемых в одинаковых условиях. Сходимость из-
мерений отражает влияние случайных погрешностей.
Воспроизводимость — это такое качество измерений, которое отражает бли-
зость друг к другу результатов измерений, выполняемых в различных условиях
(в различное время, в различных местах, разными методами и средствами).
Погрешность измерения — это отклонение результата измерения от истин-
ного (действительного) значения измеряемой величины.
Погрешность измерений представляет собой сумму целого ряда составляю-
щих, каждая из которых имеет свою причину.
Можно выделить следующие группы причин возникновения погрешнос-
тей, связанных:
с операцией настройки средства измерений или со смещением уровня на-
стройки средства измерений во время эксплуатации;
с установкой объекта измерения на измерительную позицию;
с процессом получения, преобразования и выдачи информации в измери-
тельной цепи средства измерения
или обусловленных:
7*
99
внешними воздействиями на средство и объект измерений (изменением
температуры и давления, влиянием электрического и магнитного полей, виб-
рацией и т. п.);
свойствами измеряемого объекта;
квалификацией и состоянием оператора
ит. п.
Анализируя причины возникновения погрешностей, необходимо в первую
очередь выявить те из них, которые оказывают существенное влияние на ре-
зультат измерения. Анализ должен проводиться в определенной последователь-
ности.
2.4.2. Абсолютная и относительная погрешности измерений
В зависимости от формы выражения различают абсолютную и относитель-
ную погрешности измерений.
Абсолютной называют погрешность измерений (А), выраженную в тех же
единицах, что и измеряемая величина. Например 0,4 В; 2,5 мкм и т. д. Абсолют-
ную погрешность определяют по формулам:
А А -хист, (2.1)
А = Л ——Лд, (2.2)
где А — результат измерения; хист — истинное значение измеряемой величины;
хд — действительное значение измеряемой величины.
Относительная погрешность измерения (5) представляет собой отношение
абсолютной погрешности измерения к истинному (действительному) значе-
нию измеряемой величины и выражается в процентах или долях измеряемой
величины. Относительную погрешность, %, определяют по формулам:
g _ ~ -^ИСТ _ А .
у Y ’
Лист Лист
5 = ±2^ . 100.
Хд
2.4.3. Статическая и динамическая погрешности измерений
В зависимости от условий и режимов измерения различают статическую и
динамическую погрешности.
Статической называют погрешность, не зависящую от скорости изменения
измеряемой величины во времени. Примером статической погрешности может
служить аддитивная погрешность квантования, возникающая в дискретных из-
мерительных преобразователях, которая не зависит ни от абсолютного значе-
ния преобразуемой величины, ни от скорости ее изменения во времени.
Статическая погрешность средства измерений возникает при измерении с
его помощью постоянной величины. Если в паспорте на средство измерений
указывают предельные погрешности измерений, определенные в статических
100
(2.3)
(2.4)
условиях, то они не могут характеризовать точность его работы в динамических
условиях.
Динамической называют погрешность, зависящую от скорости изменения
измеряемой величины во времени. Возникновение динамической погрешности
обусловлено инерционностью элементов измерительной цепи средства измере-
ний, т. е. тем, что преобразования в измерительной цепи не происходят мгно-
венно, а требуют некоторого времени.
Динамической погрешностью средства измерений является разность между
погрешностью средства измерений в динамических условиях и его статической
погрешностью, соответствующей значению величины в данный момент време-
ни. При разработке или проектировании средства измерений следует учиты-
вать, что увеличение погрешности измерений и запаздывание появления вы-
ходного сигнала связаны с изменением условий.
2.4.4. Систематическая и случайная составляющие погрешности
измерений. Грубые погрешности и промахи
В зависимости от характера проявления, возможностей устранения и при-
чин возникновения различают систематическую и случайную погрешности.
Систематической (AJ называют составляющую погрешности измерений,
остающуюся постоянной или закономерно изменяющуюся при повторных из-
мерениях одной и той же величины.
Причинами возникновения систематических составляющих погрешности
измерения (систематических погрешностей) являются:
отклонение параметров реального средства измерений от расчетных значе-
ний, предусмотренных схемой;
неуравновешенность некоторых деталей средства измерений относительно
их оси вращения, приводящая к дополнительному повороту за счет зазоров,
имеющихся в механизме;
упругая деформация деталей средства измерений, имеющих малую жест-
кость, приводящая к дополнительным перемещениям;
погрешность градуировки или небольшой сдвиг шкалы;
неточность подгонки шунта или добавочного сопротивления, неточность
образцовой измерительной катушки сопротивления;
неравномерный износ направляющих устройств для базирования измеряе-
мых деталей;
износ рабочих поверхностей, деталей средства измерений, с помощью ко-
торых осуществляется контакт звеньев механизма;
усталостные изменения упругих свойств деталей, а также их естественное
старение;
неисправности средства измерений.
Ряд постоянных систематических погрешностей внешне себя не проявляют.
Обнаружить их можно при поверке путем сравнения рабочих средств измере-
ний с эталоном. о
Случайной (А) называют составляющую погрешности измерений, изменя-
ющуюся случайным образом при повторных измерениях одной и той же вели-
чины.
101
При проведении с одинаковой тщательностью и в одинаковых условиях
повторных измерений одной и той же постоянной, неизменяющейся величины
мы получаем результаты измерений — некоторые из них отличаются друг от
друга, а некоторые совпадают.
Такие расхождения в результатах измерений говорят о наличии в них слу-
чайных составляющих погрешности.
Случайная погрешность возникает при одновременном воздействии мно-
гих источников, каждый из которых сам по себе оказывает незаметное влияние
на результат измерений, но суммарное воздействие всех источников может ока-
заться достаточно сильным.
Грубые погрешности и промахи возникают из-за ошибок или неправильных
действий оператора (его психофизиологического состояния, неверного отсче-
та, ошибок в записях или вычислениях, неправильного включения приборов и
т. п.), а также при кратковременных резких изменениях условий проведения
измерений (вибрации, поступлении холодного воздуха, толчке прибора опера-
тором и т. п.).
Если грубые погрешности и промахи обнаруживают в процессе измере-
ний, то результаты, содержащие их, отбрасывают. Однако чаще всего их выяв-
ляют только при окончательной обработке результатов измерений с помощью
специальных критериев оценки грубых погрешностей.
2.4.5. Функции и числовые характеристики законов
распределения
Как правило, при выполнении измерений случайные и систематические
погрешности проявляются одновременно, поэтому погрешность измерения
А = А + Ас. (2.5)
В теории измерений для описания погрешности измерений используют
интегральные (рис. 2.1) или дифференциальные (рис. 2.2) функции распреде-
ления.
Под интегральной функ-
цией распределения результатов
измерений понимают вероят-
ность того, что результат изме-
рения А в /-м опыте окажется
меньше некоторого текущего
значения х, т. е.
F(x) = Р(А<х). (2.6)
Случайную погрешность рас-
сматривают как случайную вели-
чину, принимающую различные
значения Д;. Ее интегральную функцию распределения получают путем перено-
са начала координат в точку х = хист
Е(А) = Р(А;) < А = Р(А —хист < х — хист)= Р(А < х).
Описание результатов измерений и случайных погрешностей с помощью
дифференциальной функции распределения, называемой также плотностью рас-
102
пределения вероятностей и обозначаемой соответственно f(x) или ДА), носит
прикладной характер. Дифференциальная функция распределения — производ-
ная от интегральной по своему аргументу
<*(Л)
Графики дифференциальных функций распределения называют также кривы-
ми распределения, в ряде случаев они имеют колоколообразную форму и обла-
дают максимумом при х = хист или А = 0 соответственно.
При переходе от дифференциальной функции распределения к интеграль-
ной путем интегрирования получают
Л*) = j /(х) d(x) , F(k) = J /(A) ДА). (2.7)
Предполагая в соответствии с теорией вероятностей, что F(+°°) = 1, полу-
чают
103
J/(x)J(x)= J/(A)J(A)=1, (2.8)
t. e. площадь, заключенная между кривой дифференциальной функции распре-
деления и осью абсцисс, равна единице.
При проведении измерения вероятность попадания результата измерения А
или случайной погрешности Ав интервал (х^ х2) или (А^ Д2) оценивают по
формулам:
P(xi<A<x2) = F(x2)-F(xly, (2.9)
< А< Д2) = Г(Д2) - F(k) (2.10)
или в обозначениях дифференциальной функции распределения:
*2
Р(х1<Л<х2) = J /(х)Дх); (2.Ц)
ч
P(Aj<A<A2) = J/(A)d(A). (2.12)
A°i
Таким образом, вероятность попадания результата измерения или случай-
ной погрешности в заданный интервал равна площади, ограниченной кривой
распределения, осью абсцисс и перпендикулярами к ней на границах этого
интервала (заштрихованная площадь на рис. 2.2). Произведения Дх) d(x) и
ДА) ДА) называются элементами вероятности и равны вероятности того, что
случайные величины Л и А примут некоторые значения в интервалах Дх) и
ДА) соответственно. Форма кривой распределения позволяет судить о том, ка-
кие интервалы значений случайных погрешностей более, а какие менее вероят;
ны. Закон распределения и его характеристики значений А или погрешности А
дают исчерпывающую информацию о случайных величинах А и А. На практике
зачастую достаточно знать только числовые характеристики законов распреде-
ления.
Результаты измерений в значительной степени сконцентрированы вокруг
истинного значения измеряемой величины, и по мере приближения к нему
элементы вероятности их появления возрастают. Характеристикой центра груп-
пирования случайной величины — результата измерений — является математи-
ческое ожидание, определяемое по формуле
М(А) = J х/ (х) Дх). (2.13)
В этом случае систематической погрешностью является отклонение мате-
матического ожидания результатов измерений от истинного значения измеряе-
мой величины
Ас = М(А) — хист, (2.14)
а случайной погрешностью — разность между результатами единичного изме-
рения и математическим ожиданием результатов
Д = А-М(А). (2.15)
104
При этом истинное значение измеряемой величины
хист = А — Ас — А. (2.16)
Математическое ожидание погрешности измерения Л/(А) = Ас обусловле-
но влиянием на него факторов, воздействующих вполне определенным обра-
зом. Причины этих воздействий могут быть установлены и в большинстве слу-
чаев устранены, например введением поправок при измерении или регулиров-
ке аппаратуры. Математическое ожидание не определяет степень рассеивания
возможных значений погрешности около среднего значения.
Для оценки свойств законов распределения и полной характеристики рас-
пределения результата измерения А или погрешности измерений А применяют
числовые характеристики, называемые моментами. Различают начальные мо-
менты, найденные без исключения систематической составляющей, и цент-
ральные моменты.
Таким образом, начальный момент А>го порядка случайной величины А
определяется формулой ак(А) = М(Ак). Начальный момент нулевого порядка
равен единице: йо(Л) = 1, а начальный момент первого порядка равен матема-
тическому ожиданию случайной величины А : аДЛ) = М (А). В зависимости от
номера к различают первый, второй и т. д. начальные моменты.
Центральные моменты характеризуют случайную величину (погрешность)
за вычетом систематической составляющей, т. е. они становятся центрирован-
ными. Таким образом, случайная составляющая погрешности измерения — это
центрированная величина. Центральным моментом /г-го порядка случайной ве-
личины А (результатов наблюдений, погрешностей) является математическое
ожидание величины цДЛ) — М [А — М (Л)]*. Центральный момент нулевого
порядка равен единице: Цо(Л) = 1, а первого порядка равен нулю: цДЛ) = 0. Все
нечетные моменты симметричных распределений равны нулю.
Часто применяется центральный момент второго порядка, который полу-
чил наименование дисперсии
ц2(Л) = ц2 = Z>= М [Л — М (Л)]2. (2.17)
Дисперсия характеризует рассеивание случайной величины относительно
ее математического ожидания. В практических задачах рассеивание чаще харак-
теризуют средним квадратическим отклонением о = ± Jd , так как оно имеет
ту же размерность, что и случайная величина.
Дисперсия распределения результатов измерения
D (Л) = М [А - М (Л)]2. (2.18)
Дисперсия распределения случайных погрешностей измерения
D(k) = D(A) = М[А — М(Л)]2. (2.19)
Как показано в формулах (2.18) и (2.19), дисперсии распределения резуль-
татов и случайных погрешностей измерения имеют значения, равные квадрату
измеряемой величины.
Для более подробного описания распределения используют моменты более
высоких порядков.
Между начальными и центральными моментами первых порядков (наибо-
лее широко используемых в практических целях) существует соотношение (см.
табл. 2.21).
105
Центральный момент 3-го порядка, отнесенный к кубу среднего квадрати-
ческого отклонения, характеризуют асимметричные распределения, и он на-
зывается коэффициентом асимметрии (рис. 2.3):
v - Из М)
Уа о3 (Я) ’
(2.20)
где ц3 = [А — Мх (Л)]3.
Характеристику плосковершинности или островершинности распределе-
ния и крутизну кривой дает центральный момент 4-го порядка, называемый
коэффициентом эксцесса
= ц4(Л) ,
3’
(2.21)
где ц4 = [А — М] (Л)]4.
Формулы для вычисления начальных и центральных моментов и соотноше-
ние между ними приведены в табл. 2.21.
Центральные и начальные моменты случайных погрешностей совпадают
между собой и с центральными моментами результатов измерений, так как
математическое ожидание случайных погрешностей равно нулю.
Для нормального распределения эксцесс равен нулю; более плосковер-
шинные распределения обладают отрицательным эксцессом, а более островер-
шинные — положительным (рис. 2.4).
Рис. 2.4
Так как математическое ожидание погрешности не достаточно полно опре-
деляет степень рассеивания возможных значений погрешности около среднего
значения, применяют дисперсию, характеризующую рассеивание погрешнос-
тей вокруг математического ожидания:
Р(Д)= J [а-М(Д)]2/(Д)4?(Д);
Р(Д)= X [д,-М(Д,)]2Р(Д,)
i = 1
(2.22)
соответственно для непрерывных и дискретных погрешностей.
Для характеристики погрешности измерения удобнее использовать ее сред-
нее квадратическое отклонение о (Д) = £)(Д) , выраженное в тех же едини-
цах, что и погрешность, и характеризующее случайные отклонения погрешно-
106
стей от их среднего значения, обусловленные воздействием на средства изме-
рений различных случайных факторов.
Повышение точности средства измерений требует исключения системати-
ческой составляющей погрешности Ас и уменьшения рассеивания случайной
составляющей А погрешности.
2.4.6.Оценка числовых характеристик случайных погрешностей
на основе эксперимента
Статистические характеристики, вычисленные на основе результатов, по-
лученных при реальных измерениях конечного числа погрешностей, являются
их оценками. Обозначают их теми же символами, но со знаком «~» над ними.
Пример — При изготовлении резисторов типа ПТМН-0,5 были определены в
виде относительных погрешностей, %,
н н
где Л, и Лн — фактически измеренное и номинальное значения сопротивления.
Результаты измерений равны:
Номер измерения 1 2 34 56 7 8910
Относительная пог-
решность 5оЛ, % +0Д -0,2 -0,1 +0,1 -0,1 -0,1 +0,3 -0,1 +0,1 -0,2
Найти оценки математического ожидания и среднего квадратического отклонения
погрешности резисторов.
1. Оцениваем математическое ожидание, %, по формуле
ю
Z 80Я,
>(80А,) = 1-|q = -0,02.
2. Для того чтобы оценить дисперсию D (Sq^) , находим ее значения:
Номер измерения 1 2 3 4 5
80Л,-М(80Д;), % +0,12 -0,18 -0,08 +0,12 -0,08
[80/< -Л7(80/?,)]2, % 0,0144 0,0324 0,0064 0,0144 0,0064
Номер измерения 6 7 8 9 10
807?, -М(807?,), % -0,08 +0,32 -0,08 +0,12 -0,18
[80Л,-М(50Л,)]2, % 0,0064 0,1024 0,0064 0,0144 0,0324
Отсюда оценка дисперсии, (%)2,
10 s ад - Л/ад,)]2 0,2360 = 0,026.
10 - 1 - 9
3. Оцениваем среднее квадратическое отклонение сопротивления резистора, %,
о(80Я,) = jD(80R,) = 0,16.
107
2.4.7. Функции (законы) распределения случайных
погрешностей
Закон равномерной плотности. Если возможные значения случайных погреш-
ностей заключены в определенных пределах и одинаково вероятны, то счита-
ют, что они распределены по закону равномерной плотности.
Плотность вероятности определяют по формуле
° с при Д[ < А < Д2
^ = /(Д)= о о О
О при А < At или Д! > Д2,
где с = о 1 о .
Д2 - Д1
График плотности вероятности приведен на рис. 2.5, определяют поле рас-
сеивания погрешности.
Числовые характеристики погрешностей, распределенных по этому зако-
ну, определяют по формулам:
м (А) +. .41 ;
° Д2 - А[
о (А) = 2 г- 1 ,
2/3
где М (А) — математическое ожидание А; о(А) — среднее квадратическое от-
клонение A; A,n Д2 ~ предельные значения погрешности А.
В случае симметричного распре-
деления относительно оси ординат
М (А) = 0.
Закон Симпсона.
Вид распределения по закону
Симпсона, называемому также «за-
коном треугольника», показан на
рис. 2.6.
Числовые характеристики по-
грешностей, распределенных по
этому закону, определяют по фор-
мулам:
Л/(Д) = —
2
Д2 - А.
О (А) = 2 г- 1
2/б
108
Сумма двух случайных пог-
решностей, распределенных по за-
кону равномерной плотности и
имеющих М (А) - Л/2(Д) и О](Д) =
= о2(А), подчиняется закону Симп-
сона.
Нормальный закон распределе-
ния. На практике наиболее часто
встречается нормальный закон рас-
пределения погрешностей. Основы-
ваясь на положениях теории веро-
ятностей, можно сделать вывод, что сумма достаточно большого числа незави-
симых случайных погрешностей, подчиненных каким-либо законам распреде-
ления, при отсутствии явного доминирования одной или нескольких погреш-
ностей над другими подчиняется нормальному закону. Поэтому он является
предельным законом для суммы независимых случайных погрешностей.
Практически при суммировании двух и более случайных погрешностей,
распределенных по закону Симпсона, или четырех и более — по закону равно-
мерной плотности, суммарное рассеивание подчиняется нормальному закону.
При большом числе измерений вероятность появления случайных погреш-
ностей, как сказано выше, в большинстве случаев подчиняется нормальному
закону, симметричному относительно точки, соответствующей максимальной
плотности вероятности у = /(А) (рис. 2.7). Эта точка соответствует истинному
(среднему) значению измеряемой величины хист.
Если перенести ось ординат в точку математического ожидания, то
это будет кривая распределения слу-
чайных погрешностей (о, > <т2 > о3)
(см. рис. 2.2). Нормальный закон рас-
пределения случайных погрешностей
имеет вид:
д2
у = f (А) - —4=-е 2°2 , (2.23)
с у/ 2 п
где у — плотность вероятности для оп-
ределенного значения; А — значение
случайной погрешности; о — среднее
квадратическое отклонение.
Широкое распространение нор-
мального закона распределения согласно центральной предельной теореме те-
ории вероятностей объясняется тем, что рассеивание значений измеряемых
величин вызывается множеством случайных факторов. Уравнение (2.23) опи-
сывает симметричную кривую. Анализируя выражение (2.23), можно сделать
следующие выводы. Так как А2 входит в показатель степени е, то для ее значе-
ний, одинаковых по абсолютной величине, но различных по знаку, плотность
вероятности у одинакова. Чем меньше А, тем больше у, т. е. малым значениям А
соответствует большая вероятность их появления.
109
Кривые распределений (см. рис. 2.7) с Oj; о2; о3 симметричны относитель-
но оси ординат, т. е. появление равных по значению, но противоположных по
знаку случайных погрешностей имеет одинаковую вероятность. В средней части
кривые образуют выпуклость, по обе стороны от которой находятся точки пе-
региба, ниже которых кривые становятся вогнутыми, асимптотически прибли-
жаясь к оси абсцисс. Наибольшая плотность вероятности для всех трех кривых
соответствует случайной погрешности А = 0. При возрастании погрешности с
любым знаком вероятность ее появления уменьшается.
Промежутки между точками перегиба и осью ординат равны среднему квад-
ратическому отклонению ±о, характеризующему степень рассеивания значе-
ний случайных погрешностей от оси ординат (от х).
Характер кривых (см. рис. 2.7) зависит также от значений о. Чем меньше
значение о, тем чаще наблюдаются малые случайные погрешности и тем выше
точность измерения. При больших значениях о большие случайные погрешно-
сти наблюдаются значительно чаще и точность измерений снижается. Из анали-
за вида кривых (см. рис. 2.7) можно сделать вывод, что значение о при заданном
законе распределения плотности вероятностей полностью характеризует сте-
пень достоверности числовых значений измеряемой величины, получаемых в
данном эксперименте.
В теоретическом уравнении (2.23) значение А, равное разности между от-
дельным результатом измерения и истинным значением измеряемой величины
хист, неизвестно, так как хиет непосредственно определить невозможно. По этой
же причине нельзя рассчитывать и значение о. Для практического использова-
ния уравнения (2.23) необходимо принять какое-то истинное значение изме-
ряемой величины. В литературе для устранения неопределенности значений А и
о рекомендуют за наиболее вероятное значение измеряемой величины х прини-
мать такое ее значение А, при котором сумма квадратов абсолютных погрешно-
стей минимальна. Например, проведено п измерений х и получены значения
А); Х2; ...; Х„. Тогда, предположив, что систематические погрешности исключе-
ны, выражения для отдельных абсолютных погрешностей записывают в следу-
ющем виде
А| = Ху — х; А2 = Х2 — х; ...; Ал = ап — X. (2.24)
Составив выражение для суммы А, и приравняв нулю его первую произ-
водную по х, получим выражение для оценки А как наиболее вероятного значе-
ния х
А = ±Ъау=х, (2.25)
где х — среднее арифметическое ряда измерений.
Таким образом, наиболее вероятным значением измеряемой величины бу-
дет среднее арифметическое ряда ее измерений, зная которое можно опреде-
лить
110
Ф, = а, - х.
(2.26)
Правильность подсчета ср, и х проверяют, используя свойство случайных
отклонений, выражаемое формулой
п
L Ф;- = 0. (2.27)
При достаточно большом числе измерений среднее арифметическое стре-
мится к истинному значению измеряемой величины, а случайные отклонения
<р( — к соответственным случайным погрешностям Дг, т. е. при п
х ->хист; (р,- -» Д,-. (2-28)
При принятых допущениях для определения точности ряда измерений вы-
числяют оценку S значения о по формуле
I i ф2
О = ^. (2.29)
Таким образом, после проведения серии измерений конкретной физичес-
кой величины должно быть получено число, определяющее ее значение, и ука-
зана степень его достоверности, т. е. должен быть получен результат измерения.
Но в данной серии из п измерений среднее арифметическое х является линей-
ной функцией результатов отдельных измерений Хг; Х2; ...; Х„ и, если произве-
сти новую серию из п измерений, то вследствие влияния отдельных факторов
значения X, будут отличаться от полученных в первой серии, а следовательно,
и новое значение х будет иным.
Следовательно, х , полученное в одной из серий измерений, является слу-
чайным приближением к хист; чтобы иметь представление о возможных откло-
нениях х от хист, необходимо определить среднее квадратическое отклонение.
Так как результаты отдельных измерений представляют взаимонезависимые слу-
чайные величины, то, применяя теорему о дисперсии D линейной функции
таких величин, можно записать
D (х) = t . (2.30)
/ = 1 п
Равноточность ряда измерений предполагает равенство всех отдельных
Z)(x;) = о2, а следовательно,
~2 ~2 Ф?
л / \ _ ир _ ° ; =1
~ п2 ~ П а п(п-1) ’
(2.31)
а тогда оценка среднего квадратического отклонения х, т. е. результата измере-
ния,
и(и-1) ’
(2.32)
111
Примечания
1. Оценки, которые используются вместо истинных результатов показаний, назы-
ваются точечными, и выбор их неоднозначен Предпочтительны те оценки, которые,
во-первых, сходятся к оцениваемому значению (при л —> <*,) — состоятельные оценки,
во-вторых, у которых математическое ожидание равно оцениваемому значению —
несмещенные оценки, в-третьих, у которых выборочное распределение имеет наимень-
шую дисперсию — эффективные оценки.
2. Наряду с точечными широко применяются интервальные оценки числовых
характеристик случайных величин, выражающиеся границами интервала, внутри кото-
рого с определенной вероятностью заключено истинное значение результата измере-
верхнюю границы доверительного
Вероятность того, что результаты
измерения не выйдут за границы какого-
либо интервала погрешностей, опреде-
ляется по площади, ограниченной кривой
распределения и границами этого ин-
тервала, отложенными по оси абсцисс.
Такой интервал (рис. 2.8) называют до-
верительным, а соответствующую ему
вероятность появления случайной погреш-
ности (заштрихованная площадь) P(t) —
доверительной вероятностью. Нижнюю и
интервала называют доверительными гра-
ницами.
Доверительный интервал, характеризующий степень воспроизводимости
результатов измерения, может иметь различные значения, причем при боль-
шом доверительном интервале получается и большая доверительная вероят-
ность. При измерении можно задаваться либо доверительным интервалом и по
нему определять доверительную вероятность, либо, наоборот, по доверитель-
ной вероятности подсчитывать доверительный интервал. Таким образом, для
характеристики случайной погрешности необходимо иметь две характеризую-
щие ее величины — доверительный интервал и доверительную вероятность.
При определении доверительных интервалов стремление застраховаться от воз-
можной ошибки приводит к выбору весьма больших доверительных вероятнос-
тей порядка 0,99 и более. Однако это имеет и отрицательные стороны, так как
чем больше доверительная вероятность, тем шире границы доверительного ин-
тервала. Опыт показывает, что доверительная вероятность, равная 0,95 и даже
0,90, вполне достаточна для практических целей.
Доверительный интервал е (предельная случайная погрешность, характе-
ризующая доверительный интервал е* = е) обычно выражают через относи-
тельную величину t в долях среднего квадратического отклонения, т. е.
t = f • (2.33)
Доверительную вероятность Р (/) определяют по значениям интеграла. Зна-
чения интеграла вероятностей Ф(0 при заданных значениях t:
t 0,1 0,2 0,3 0,5 0,7 1,0
ф(0 0,0797 0,1585 0,2358 0,3829 0,5161 0,6827
t 1,5 2,0 2,5 3,0 4,0 5,0
Ф(0 0,8664 0,9545 0,9876 0,9973 0,999936 0,9999994
112
Значения t при заданных значениях интеграла вероятностей Ф(/):
Ф(0 0,50 0,70 0,80 0,85 0,90 0,95
t 0,675 1,036 1,282 1,440 1,645 1,960
Ф(0 0,99 0,995 0,99 0,9999 0,99999 0,9999999
t 2,576 2,807 3,291 3,891 4,417 5,327
Предельную погрешность е* = е устанавливают по вероятности ее появле-
ния. Если принять в* = 2<т, т. е. t = 2, то вероятность появления случайных
погрешностей, не превышающих £*, будет Ф(/) = 0,9545; при е* = Зо, т. е.
t = 3, вероятность появления случайных погрешностей, не превышающих е*,
будет Ф(/) = 0,9973. Задаваясь определенной доверительной вероятностью Ф(/),
значение предельной погрешности можно определить по формуле
е* = о/. (2.34)
При небольшом числе измерений п вычисленная оценка среднего квадра-
тического отклонения о существенно отличается от его действительного значе-
ния.
Доверительный интервал е и доверительная вероятность (?) также зави-
сят от числа измерений п (табл. 2.1 и 2.2).
Таблица 2.1
Число измере- НИЙ, п Ps(t) при ts
2,0 2,5 3,0 3,5
2 0,705 0,758 0,795 0,823
4 0,861 0,912 0,942 0,961
8 0,914 0,959 0,980 0,990
12 0,929 0,970 0,988 0,995
20 0,940 0,978 0,993 0,997
0,955 0,988 0,997 0,9995
Таблица 2.2
Число измере- ний, п Значение ts при Ps(t)
0,5 0,8 0,9 0,95 0,98 0,99 0,999
1 1,000 3,08 6,31 12,71 31,8 63,7 —
4 0,765 1,638 2,35 3,182 4,54 5,84 12,94
8 0,711 1,415 1,895 2,36 3,00 3,50 5,40
12 0,697 1,363 1,796 2,20 2,72 3,11 4,49
20 0,688 1,328 1,729 2,09 2,54 2,86 3,88
0,674 1,282 1,645 1,96 2,33 2,58 3,39
Пример — Для известного числа измерений х получены соответственно значе-
ния х = 1,27 и Д = 0,025. Определить вероятность того, что случайная погрешность Д
отдельного измерения X, не выйдет за пределы выбранного доверительного интервала
е = ±0,01, т. е. имеет место неравенство 1,26 < X, < 1,28.
По формуле (2.33) находим t = 0,01/0,025 = 0,4, тогда доверительная вероятность
Ф(Г) = 0,31. Таким образом, около 30 % общего числа измерений будут иметь случай-
ную погрешность Д, не превышающую ±0,01.
8-1651
113
Пример — Определить границы доверительного интервала погрешности измере-
ния температуры, распределенной по нормальному закону. С вероятностью 0,95 при
большом числе измерений было получено х = 145,6 °C, а дисперсия D = 81(°С)2.
Среднее квадратическое отклонение 5 = ,[~D = 9 °C. Для вероятности 0,95 полови-
на ширины доверительного интервала е = 2а = 18 °C. Тогда граница доверительного
интервала Г0 95 = [(х — е); (х + е)] = (143,8, 147,4) °C
Распределение Стьюдента. При малом числе повторных измерений п ис-
пользуют обычно распределение случайных погрешностей, предложенное Стью-
дентом.
Распределение (плотность вероятности) по этому закону зависит не только
от значения случайной погрешности Д, но и от числа измерений п.
Закон Стьюдента можно записать как
у(Д, п) =
Г(п/2)
i+&Y/2
п-1 J
(2.35)
где у (Д, п) — плотность вероятности случайной погрешности при заданном
числе измерений я; Г(и) — гамма-функция, значение которой зависит от числа
измерений п и которая обладает свойством Г(л + 1) = п • Г(«); /Ст — параметр,
определяемый выражением /Ст = Д/а, т. е. значение случайной погрешности,
выраженное в долях среднего квадратического отклонения о.
Графическое изображение кривых распределения (плотности вероятнос-
ти) случайных погрешностей по закону Стьюдента, для различного числа из-
Коэффициент Стьюдента ts определяют по формуле
(2.36)
где о — среднее квадратическое отклонение, определяемое по формуле 2.32.
114
При п -> °о распределение Стьюдента совпадает с распределением по нор-
мальному закону, а при п < 20 оно резко отличается от нормального.
Пример — Для п = 6 измерений среднее арифметическое значение измеряемой
величины х = 35,4, а среднее квадратическое отклонение о = 0,25. Определить довери-
тельную вероятность P^t), если ах отличается от истинного значения хист на величину
доверительного интервала е = ±0,2, т. е. имеет место неравенство 35,2 < хист < 35,6.
Тогда ts = 0,2 yl 6 / 0,25 ~ 2. По табл. 2.2 находим значение Ps(t) = 0,9. Следователь-
но, случайная погрешность Д результата измерений, определяемого как среднее ариф-
метическое значение результатов наблюдений, в 90 % случаев не выйдет за пределы
± 0,2.
По определенным таким образом значениям х и Д может быть записан и конеч-
ный результат измерения по форме, рекомендованной МИ 1317—86.
Определение значения измеряемой величины по нескольким результатам раз-
ноточных измерений. Предложенные выше выкладки справедливы только к рав-
ноточным измерениям, однако иногда приходится определять значение изме-
ряемой величины по нескольким результатам разноточных измерений, напри-
мер с помощью разных средств измерений. Тогда за наиболее вероятное значе-
ние измеряемой величины нельзя принимать среднее арифметическое из всех
полученных результатов — они должны учитываться с разными весами, являю-
щимися мерой степени доверия к каждому отдельному результату измерения. В
этом случае наиболее вероятное значение измеряемой величины подсчитыва-
ется как среднее взвешенное по формуле
Д/J + А2Р2 + ... +АпРп
ЛсР =----Pi+P2+...+Pn---> (2.37)
где Pt и А, — веса и значения любых отдельных результатов измерения.
Выбирать веса Pt можно различными способами. Чаще всего критерием слу-
жит среднее квадратическое отклонение. В этом случае веса измерений Р, уста-
навливаются обратно пропорциональными квадратам отклонений.
Критерием при выборе веса может являться также чувствительность сред-
ства или метода измерений. Например, если чувствительность одного средства
измерений вдвое выше чувствительности другого, то весу результата измерения
первым средством измерений Рх придается вдвое большее значение, чем весу
Р2 результата измерения вторым средством измерений. Часто веса Pt устанав-
ливают пропорционально числам щ отдельных рядов измерений.
2.5. Характеристики погрешностей измерений
В МИ 1317-86 установлены следующие группы характеристик погрешнос-
тей измерений:
задаваемые в качестве требуемых или допускаемых — нормы характеристик
погрешностей измерений или, кратко, нормы погрешностей измерений;
приписываемые совокупности измерений, выполняемых по определенной
(стандартизованной или аттестованной) методике, — приписанные характе-
ристики погрешностей измерений;
8*
115
отражающие близость отдельного, экспериментально уже полученного ре-
зультата измерения к истинному значению измеряемой величины — статисти-
ческие оценки характеристик погрешностей измерений или, кратко, статисти-
ческие оценки погрешностей измерений.
При массовых технических измерениях, выполняемых при технологичес-
кой подготовке производства, в процессах разработки, испытаний, производ-
ства, контроля и эксплуатации (потребления) продукции, при товарообмене,
торговле и др., применяются в основном нормы погрешностей измерений, а
также приписанные характеристики погрешностей измерений. Они представ-
ляют собой вероятностные характеристики (характеристики генеральной сово-
купности) случайной величины — погрешности измерений.
При измерениях, выполняемых при проведении научных исследований и
метрологических работ (определение физических констант, свойств и состава
стандартных образцов, аттестации средств измерений и т. п.), часто применя-
ются статистические оценки погрешностей измерений. Они представляют со-
бой статистические (выборочные) характеристики случайной величины — по-
грешности измерений.
Ниже рассматриваются следующие вероятностные характеристики (и ста-
тистические оценки) погрешностей измерений:
среднее квадратическое отклонение погрешности измерений или границы,
в пределах которых погрешность измерений находится с заданной вероятнос-
тью, или характеристики случайной и систематической составляющих погреш-
ности измерений.
Возможны случаи, когда границы погрешностей измерений определяются
с вероятностью, равной единице.
Математическое ожидание погрешности измерений не рассматривается,
так как оно представляет собой систематическую погрешность, и если ее зна-
чение известно и постоянно, то на нее в результат измерений вводится поправ-
ка. В других случаях используются характеристики неисключенной системати-
ческой погрешности.
В качестве характеристик случайной составляющей погрешности исполь-
зуются:
среднее квадратическое отклонение случайной составляющей погрешнос-
ти измерений и (при необходимости) нормализованная автокорреляционная
функция случайной составляющей погрешности измерений или характеристи-
ки этой функции.
В качестве характеристик систематической составляющей погрешности из-
мерений используются:
среднее квадратическое отклонение неисключенной систематической
составляющей погрешности измерений или границы, в которых неисклю-
ченная систематическая составляющая погрешности измерений находится
с заданной вероятностью (в частности, и с вероятностью, равной еди-
нице).
В качестве статистических (выборочных) оценок погрешности измерений
используются результаты экспериментального или расчетно-эксперименталь-
ного оценивания характеристик, приведенных выше.
Характеристики погрешностей измерений приведены в табл. 2.3.
Ш
Таблица 2.3
Характеристики погрешности измерений Нормы Приписанные Статистические оценки
Среднее квадратическое от- клонение погрешности изме- рений Предел допускаемых значе- ний <sp (Д) Наибольшее возможное зна- чение ом (Д) Оценка ё(Д) и (в случае необхо- димости) нижняя О/(Д) и верхняя оА (Д) границы доверительного ин- тервала, доверительная вероятность р ' дов
Границы, в которых погреш- Нижняя Др/ и верхняя Д^ Нижняя Д/ и верхняя ДА гра- Оценка нижней Д; и верхней ДА
ность измерений находится с заданной вероятностью границы допускаемого интер- вала, вероятность Р ницы интервала, вероятность Р границ интервала, вероятность Р
Характеристики случайной Предел допускаемых значе- Наибольшее возможное зна- Оценка о(Д) и (в случае необхо-
составляющей погрешности измерений: среднее квадратическое от- клонение ний Стр (А) чение ом (Д) димости) НИЖНЯЯ О/ (Д) и (или) верхняя ch (Д) границы доверитель- ного интервала, доверительная веро- ятность Рдов
нормализованная автокорре- ляционная функция формированная функция гД (т) (в число требуемых^ ха- рактеристик функция гД (т) не входит) Приписанная функция гД(т) Оценка характеристики г Д(т)
характеристики нормализо- ванной автокорреляционной функции (например, интервал корреляции) Характеристики неисклю- ченной систематической сос- тавляющей погрешности изме- рений: Нижний и (или) верхний пределы допускаемых значе- ний характеристики Наибольшее и наименьшее возможные значения характе- ристик Оценка характеристики Оценка ё(Д5) и (в случае необ- ходимости) НИЖНЯЯ О/ (Д5) и (или) верхняя ah (As) границы доверитель-
среднее квадратическое от- Предел допускаемых значе- Наибольшее возможное зна- ного интервала, доверительная веро- ятность Рдов
клонение неисключенной си- стематической составляющей ний Ор (Д ) чение ом (Д5)
оо
Окончание табл. 2.3
Характеристики погрешности измерений Нормы Приписанные Статистические оценки
границы, в которых неиск- люченная систематическая составляющая находится с за- данной вероятностью Нижняя \spi и верхняя &sph границы допускаемого интервала, вероятность Р Нижняя Asi и верхняя Д5Й границы интервала, вероят- ность Р Оценка Д{/ и (в случае необходи- мости) нижняя и (или) верхняя границы доверительного интервала, доверительная вероятность Рдов
границы, в которых неиск- люченная систематическая составляющая находится с за- данной вероятностью Нижняя \spi и верхняя Asph границы допускаемого интервала, вероятность Р Нижняя Д5/ и верхняя Д^ границы интервала, вероят- ность Р Оценка нижней \sl и верхней Д (Л границ интервала, вероятность Р
Примечания 1. При одинаковых числовых значениях (без учета знаков) нижних и верхних границ характеристик погрешности соответ- ственно указываются перед характеристиками знаки ±. В противном случае границы должны указываться отдельно каждая со своим знаком. 2. В таблице приведены обозначения для характеристик абсолютной погрешности измерений. Для обозначения характеристик относительной погрешности измерений буква Д заменяется на 5, в том числе в индексах. 3. Рекомендуемое значение вероятности (доверительной вероятности) Р = 0,95. 4. Пределы допускаемых значений характеристик погрешности определяют наибольший по модулю интервал, в котором должна находиться данная характеристика, т.е. соответствуют вероятности нахождения характеристики в данном интервале, равной единице. 5. Если вероятность, для которой нормированы границы допускаемого интервала погрешности измерений (графа 2), равна единице (Р = 1), т.е. ни одна из реализаций погрешности измерений не должна выходить за эти границы, то их можно назвать пределами допускаемых значений и при этом вероятность Р = 1 не указывать.
При необходимости средние квадратические отклонения случайной и (или)
неисключенной систематической составляющих погрешности измерений
сопровождаются указанием принятой аппроксимации закона распределения ве-
роятностей погрешности или его качественным описанием (например, сим-
метричный, одномодальный и т. п.).
В случаях, когда результаты измерений (испытаний) используются (могут
использоваться) совместно с другими результатами измерений, а также при
расчетах погрешностей величин, функционально связанных с результатами
измерений (например, критериев эффективности, функций потерь, результа-
тов косвенных измерений и др.), в качестве характеристик погрешности изме-
рений применяются в основном точечные характеристики погрешности — сред-
ние квадратические отклонения погрешности.
В случаях, когда результаты измерений являются окончательными, пригод-
ными для решения определенной технической задачи и не предназначены для
совместного использования с другими результатами измерений и для расчетов,
применяются в основном интервальные характеристики погрешности — гра-
ницы, в пределах которых погрешность находится с известной (заданной) ве-
роятностью.
Пример — Погрешность измерений задается в виде требования с целью ограни-
чения потерь, вызываемых этой погрешностью. Функции потерь, вызванных погрешно-
стью измерений, имеют квадратичный или V-образный вид. В этом случае погрешность
измерений целесообразно задавать допускаемым значением среднего квадратического
отклонения, так как именно эта характеристика однозначно связана с потерями (с
математическим ожиданием потерь) независимо от вида распределения погрешности
измерений.
Пр и м е р — Оцениваемая погрешность измерений текущих (мгновенных) значе-
ний изменяющейся измеряемой величины используется для расчета погрешности сред-
них величин или технико-экономических показателей за различные интервалы времени.
В этом случае целесообразно использовать следующие характеристики погрешности из-
мерений текущих значений: среднее квадратическое отклонение случайной составляю-
щей и интервал корреляции автокорреляционной функции этой составляющей, а также
среднее квадратическое отклонение неисключенной систематической составляющей.
Оценки таких характеристик дают возможность учесть влияния интервала времени ус-
реднения и числа наблюдений на случайную составляющую погрешности средних зна-
чений.
Пр и м е р — Определяются уставки технологической защиты, срабатывающей,
когда результат однократного измерения превышает значение уставки. В этом случае,
для представления о возможности неблагоприятных последствий ограниченной точнос-
ти измерений (ложного срабатывания или несрабатывания в аварийной ситуации), учи-
тываются границы погрешности измерений. Для подобного учета погрешность измере-
ний целесообразно задавать границами допускаемых значений с заданной вероятностью.
При условиях, оговоренных ранее, расчет интервальных характеристик
погрешности измерений (или ее составляющих) и их оценок для заданных
вероятностей, меньших единицы, может проводиться по изложенным мето-
дикам.
Методика расчета границ интервала, в котором находится погрешность
измерений (ее составляющая) с заданной вероятностью, меньшей единицы,
основана на аппроксимации неизвестных реальных законов распределения ве-
роятностей погрешности таким законом, который дает средние (для класса
119
симметричных одномодальных усеченных законов распределений) значения
определяемых характеристик. При этом погрешности получаемых характерис-
тик — наименьшие среди получаемых для всех других возможных аппроксима-
ций симметричных одномодальных усеченных распределений.
Методика расчета границ интервала, в котором находится случайная со-
ставляющая погрешности измерений с заданной вероятностью, меньшей еди-
ницы, по известным статистическим оценкам основания функции плотности
распределения вероятностей случайной составляющей погрешности и ее сред-
него квадратического отклонения при соблюдении условий заключается в сле-
дующем.
Если известны статистические оценки основания функции плотности рас-
пределения вероятностей и среднего квадратического отклонения случайной
составляющей погрешности измерений, отличием которых от истинных значе-
ний характеристик функции плотности распределения можно, при конкрет-
ных измерениях, пренебречь, то оценки верхней Дй и нижней А/ границ ин-
тервала, соответствующего вероятности Р < 1, могут быть определены по фор-
муле
|д;|=|дй|=^2(Р)5(д),
(2.38)
где К2(Р) — коэффициент, выбираемый для 0,9 < Р < 1 по табл. 2.4; о(Д) —
оценка среднего квадратического отклонения.
Таблица 2.4
р Значение К7(Р) (числитель) и |82|, %, (знаменатель) при Л
2 3 4 5 6
0,90 1.6 1,7 1.5 1.2 —
7 25 40 65
0,92 1,7 L2 1.8 1.5 1.3
7 25 35 50 70
0,95 1,7 2,0 2.1 2,0 U
8 25 40 45 55
0,97 1,8 2,2 2,4 2.6 2.6
8 25 40 45 50
В таблице |32| — модуль наибольшей возможной относительной погреш-
ности коэффициента К2(Р).
Параметр X, указанный в таблице, определяется по формуле
Л Д1
Ъ = -4“ , (2.39)
ст(Д)
где Д[ — половина оценки основания функции плотности распределения ве-
роятностей (т. е. половины оценки интервала случайной составляющей
погрешности, соответствующего Р = 1).
120
Данная методика используется при:
определении статистических оценок характеристик случайной составляю-
щей погрешности измерений;
экспериментальной аттестации методик выполнения измерений;
экспериментах, проводимых при государственном надзоре за методиками
выполнения измерений.
2.6. Формы представления характеристик
погрешностей измерений
Характеристики погрешностей измерений представляются характеристи-
ками из числа приведенных в графах 2, 3 табл. 2.3 с указанием совокупности
условий, для которых принятые характеристики действительны. В состав этих
условий могут входить: диапазон значений измеряемой величины; частотные
спектры измеряемой величины или диапазон скоростей ее измерений (или
частотные спектры, диапазоны скоростей изменений параметров, функциона-
лом которых является измеряемая величина); диапазоны значений всех вели-
чин, существенно влияющих на погрешность измерений (средств измерений),
а также, при необходимости, и другие факторы.
Характеристики погрешности измерений указываются в единицах измеря-
емой величины (абсолютные) и в процентах (относительные) относительно
результатов измерений или истинных значений измеряемой величины.
Пример — Запись в техническом задании на разработку методики выполнения
измерений расхода жидкости (норма).
Границы, в которых абсолютная погрешность измерений расхода жидкости
должна находиться с заданной вероятностью (границы допускаемого интервала),
Др = ±0,2 м3/с, Р = 0,95. Условия, при которых погрешность измерений должна нахо-
диться в заданных границах: диапазон значений измеряемого расхода от 10 до 50 м3/с,
температура жидкости от 15 до 30 °C, кинематическая вязкость жидкости от Г10-6 до
1,5-10—5 м2/с.
Пример — Запись в аттестате методики выполнения измерений добротности
катушки индуктивности (приписанная погрешность).
Наибольшее возможное значение среднего квадратического отклонения случайной
составляющей абсолютной погрешности измерений ом (Д) = 0,08; наибольшее возмож-
ное значение среднего квадратического отклонения неисключенной систематической
составляющей абсолютной погрешности измерений ом (ДЛ) = 0,1. Условия, для которых
определены характеристики погрешности измерений: диапазон значений измеряемой
добротности от 50 до 80; диапазон частот тока, протекающего через катушку, от 50 до
300 Гц; диапазон температур среды, окружающей катушку и применяемые средства
измерений, от 15 до 25 °C; коэффициент нелинейных искажений тока не более 1 %.
При практических записях характеристик погрешностей измерений обяза-
тельно каждый раз писать словами название характеристики и условия, кото-
рым они соответствуют. Лучше характеристики и условия записывать условны-
ми обозначениями, приложив отдельный список обозначений.
При регистрации характеристик погрешности измерений с помощью авто-
матических устройств рекомендуется обозначать характеристики словами и не
пользоваться условными обозначениями.
121
Статистические оценки характеристик погрешности измерений представ-
ляются одной или, при необходимости, несколькими характеристиками из числа
приведенных в графе 4 табл. 2.3. Дополнительно могут указываться частотный
спектр или скорость изменения измеряемой величины (или частотный спектр,
скорость изменения параметров, функционалом которых является измеряемая
величина); значения или диапазоны значений существенно влияющих вели-
чин, а также, при необходимости, и другие факторы, характеризующие прове-
денные измерения.
Каждая статистическая оценка характеристики погрешности измерений
относится к определенному результату измерения или значению измеряемой
величины.
Статистические оценки характеристик погрешности измерений указыва-
ются в единицах измеряемой величины (абсолютные) или в процентах от ре-
зультата измерения (относительные).
Характеристики погрешности измерений и их статистические оценки мо-
гут указываться в виде постоянных величин или как функции времени, измеря-
емой или другой величины в виде формулы, таблицы, графика.
Характеристики погрешности и их статистические оценки выражаются чис-
лом, содержащим не более двух значащих цифр. При этом для статистических
оценок характеристик третий разряд (неуказываемый младший) округляется в
большую сторону (правила округления чисел). Допускается характеристики
погрешности и их статистические оценки выражать числом, содержащим одну
значащую цифру. В этом случае для статистических оценок характеристик число
получается округлением в большую сторону, если цифра последующего неука-
зываемого младшего разряда равна или больше пяти, или в меньшую сторону,
если цифра меньше пяти.
Характеристики погрешности измерений и условия, для которых они дей-
ствительны, должны указываться совместно с результатом измерений, к кото-
рому они относятся, или совместно с группой результатов измерений, к кото-
рым они относятся, или в документе (аттестате), удовлетворяющем свойства
МВИ, по которой получены данные результаты измерений.
2.7. Показатели точности измерений и формы представления
результатов измерений
Формы представления результатов измерений, характеристики погреш-
ности измерений и формы их представления для различных случаев
(МИ 1317—86) применяются как при однократных измерениях, так и при из-
мерениях с многократными наблюдениями. При измерениях с многократными
наблюдениями за результат измерения принимается среднее арифметическое
значение результатов наблюдений (или их другой функционал), а погрешность
характеризует это среднее (функционал).
Основная задача измерений — определение истинных значений постоян-
ной или изменяющейся измеряемой величины. Результат измерений (однократ-
ных и многократных) является реализацией случайной величины, равной сум-
ме истинного значения измеряемой величины и погрешности измерений.
Измерения не являются самоцелью, а имеют определенную область ис-
пользования, т. е. проводятся для достижения некоторого конечного результата,
122
который не обязательно представляет собой оценку истинного значения изме-
ряемой величины. В зависимости от назначения измерений (для контроля пара-
метров продукции, для испытаний образцов продукции с целью установления
ее технического уровня, для учета материальных и энергетических ресурсов,
для диагностики технического состояния машин и др.) конечный результат в
том или ином виде отражает требуемую информацию о количественных свой-
ствах явлений, процессов (в том числе технологических), материальных объек-
тов (материалов, полуфабрикатов, изделий и т. п.).
В данном случае идет речь только о такой информации, которая может быть
получена путем измерений. Вследствие этого результат измерений следует рас-
сматривать как промежуточный результат, и номенклатуру характеристик
погрешностей измерений следует выбирать, исходя из требуемого конечного
результата (результата испытаний, контроля, оценки эффективности управле-
ния технологическим процессом и др.), методики его расчета, формы пред-
ставления показателей точности, достоверности конечного результата.
Для этого необходимо устанавливать функциональную взаимосвязь резуль-
тата измерений и характеристик погрешностей измерений с требуемым конеч-
ным результатом и характеристиками (показателями) его погрешности (досто-
верности). Например, при планировании процессов испытаний и измеритель-
ного контроля параметров продукции, проводимых путем измерений, необхо-
димо знать функциональную взаимосвязь результатов и характеристик погреш-
ностей измерений с результатами испытаний и измерительного контроля пара-
метров образцов продукции, а также с характеристиками погрешности испы-
таний и с показателями достоверности измерительного контроля.
Для обоснованного планирования измерений и правильной интерпрета-
ции результатов погрешностей измерений необходимо на начальном этапе ре-
шения задачи измерений (например, при разработке методики выполнения
измерений) принять определенную физическую модель объекта измерений.
Физическая модель должна достаточно близко (для решения данной техни-
ческой задачи) совпадать с реальным объектом измерения. В качестве измеряе-
мой величины следует выбрать такой параметр модели, который наиболее близко
соответствует данной цели измерения. Значение параметра модели, т. е. значе-
ние измеряемой величины, может выражаться числом, функцией или функци-
оналом. Это учитывается при разработке методики выполнения измерений и
при выборе средств измерений.
Пример— Объект измерения — вал.
В соответствии с конечной задачей, решаемой путем измерений, и с априорной
информацией о свойствах объекта в качестве физической модели вала принимается пря-
мой круговой цилиндр. Параметр модели — измеряемая величина-диаметр окружности
цилиндра в любом его поперечном сечении; его значение выражается числом.
Пример — Объект измерения — поршень грузопоршневого манометра. Цель
измерения — определение эффективной площади поршня.
В соответствии с априорной информацией о том, что поперечное сечение поршня
может незначительно отличаться от круга, в качестве физической модели поршня при-
нимается прямой цилиндр, поперечное сечение которого близко к кругу. Эффективную
площадь поршня в некоторых случаях определяют по среднему диаметру его поперечно-
го сечения. Соответственно цели измерения в качестве параметра модели — измеряемой
величины — принимается средний диаметр поперечного сечения поршня. Значение из-
123
меряемой величины в данном случае можно выразить, например, функционалом вида
6
1/6 Е d(at), где с?(а,) — диаметр, имеющий угловую координату а, = 30(z—1), т.е
i = 1
функция аргумента аь в градусах.
Пример — Объект измерения — изменяющееся электрическое напряжение. Цель
измерения — оценка мощности, которая может быть выделена в нагрузку.
В соответствии с априорной информацией о том, что форма кривой напряжения
близка к синусоидальной, в качестве физической модели напряжения принимается си-
нусоидальное напряжение. Соответственно для целей измерения в качестве параметра
модели — измеряемой величины — принимается эффективное (действующее) значение
напряжения.
Значение измеряемой величины выражается функционалом
\и2 2л и
г V 2л ; 42
где UM и ю — амплитуда и круговая частота синусоидального напряжения.
Если информация о форме кривой напряжения отсутствует, то в качестве физичес-
кой модели напряжения, например, может быть принято случайно изменяющееся элек-
трическое напряжение. Тогда значение измеряемой величины может быть выражено
функционалом
L т 7
Ua = ± fu2(t)dt ,
Г о
где Т — время интегрирования; u(t) — реализация случайного процесса — функция
времени t.
Следует отметить, что наименьшие разряды числовых значений результа-
тов измерений должны быть такими же, как наименьшие разряды числовых
значений среднего квадратического отклонения абсолютной погрешности из-
мерений или значений границ, в которых находится абсолютная погрешность
измерений (или статистических оценок этих характеристик погрешности).
В качестве функции плотности распределения вероятностей погрешности
измерений или ее составляющих следует принимать закон, близкий к нормаль-
ному усеченному при соблюдении следующего условия: имеются основания
полагать, что реальная функция плотности распределения — функция симмет-
ричная, одномодальная, отличная от нуля на конечном интервале значений
аргумента, и другая информация о плотности распределения отсутствует.
В соответствии с изложенным можно рекомендовать методику расчета гра-
ниц интервала, в котором находится погрешность измерений (ее составляю-
щая) с заданной вероятностью, меньшей единицы, по среднему квадратичес-
кому отклонению погрешности измерений (ее составляющей).
Нижняя А/ и верхняя ЛА границы интервала, в котором погрешность или ее
составляющая находится с заданной вероятностью Р, могут быть определены
по формуле
|Az| = |Aa| = ^(P)-o, (2.40)
где КХ(Р) — коэффициент, зависящий от вероятности Р; о — среднее квадра-
тическое отклонение погрешности измерений (ее составляющей).
124
Если границы интервала рассчитываются по нормированному среднему
квадратическому отклонению, то в формулу подставляется значение предела
допускаемого среднего квадратического отклонения; при этом в результате рас-
чета по формуле получают оценку сверху границ интервала.
Коэффициент К}(Р) может быть определен по графику (рис. 2.10).
При этом модуль наиболь-
шей возможной относительной
погрешности | 3j | коэффициента
К}(Р) определяется также по
соответствующему графику (см.
рис. 2.10). Графики дают резуль-
таты, идентичные получаемым по
графику в РД 50—453—84.
Здесь не рассматривается рас-
чет статистических оценок интер-
вала по статистической оценке
среднего квадратического откло-
нения погрешности измерений.
Для нормального распределения
погрешностей измерений такой
расчет дан в ГОСТ 8.207—76.
Рис. 2.10
Если функция плотности распределения вероятностей погрешности изме-
рений не удовлетворяет вышеназначенным условиям, то границы интервала, в
котором погрешность измерений находится с заданной вероятностью Р, может
рассчитываться по формуле (2.40), но предварительно необходимо определить
функцию Л) (Р), соответствующую действительной функции плотности (ее при-
нятой аппроксимации).
Данная методика используется при:
определении вероятностных характеристик погрешности измерений;
разработке и аттестации методик выполнения измерений;
государственном надзоре и ведомственном контроле за методиками выпол-
нения измерений.
В тех условиях, когда нет основания полагать, что указанное условие вы-
полняется, следует принимать какую-либо другую аппроксимацию функции
плотности распределения вероятностей погрешности измерений. Принятая ап-
проксимация считается удовлетворительной при следующих условиях: она
позволяет рассчитывать интервальные характеристики погрешности измерений
по ее средним квадратическим отклонениям; возможные значения погрешнос-
ти расчета, обусловленные отличием принятой аппроксимации от реальной
функции плотности распределения, лежат в пределах, допускаемых для реше-
ния данной конечной задачи, как указывалось выше.
При отсутствии сведений о подходящей аппроксимации функции плотно-
сти распределения вероятностей погрешности измерений не могут быть рас-
считаны интервальные характеристики погрешности измерений и погрешнос-
ти испытаний, а также показатели достоверности контроля параметров образ-
цов продукции.
Расчет характеристик погрешности измерений, при известных типах средств
измерений, должен быть основан на использовании метрологических характе-
ристик средств измерений, нормированных по ГОСТ 8.009—84.
125
Наряду с указанными характеристиками можно пользоваться и такими ха-
рактеристиками погрешностей измерений, которые являются функциями ха-
рактеристик, рассматриваемых в следующем разделе.
2.8. Определение показателей точности прямых
измерений
Порядок и методику выполнения прямых измерений с многократными
независимыми наблюдениями, обработки результатов наблюдений и оценки
их погрешностей регламентирует ГОСТ 8.207—76.
При статистической обработке результатов наблюдений выполняют следу-
ющие операции:
исключение известных систематических погрешностей из результатов на-
блюдений;
вычисление: среднего арифметического исправленных результатов наблю-
дений, принимаемого за результат измерения; оценки среднего квадратическо-
го отклонения результата измерения; доверительных границ случайной состав-
ляющей погрешности результата измерения (при этом проверяют гипотезу о
том, что результаты наблюдений принадлежат нормальному распределению);
неисключенной систематической погрешности (неисключенных остатков сис-
тематической погрешности) результата измерения и погрешности результата
измерения.
Исключение известных систематических погрешностей из результатов на-
блюдений. Выявление, оценка систематических составляющих погрешности из-
мерения и исключение их из результата измерения являются важнейшими за-
дачами, стоящими перед метрологами, так как эти погрешности оказывают
большое влияние на точность измерений, т. е. чем меньше систематическая со-
ставляющая погрешности, тем выше точность результата измерения.
Систематические погрешности исключают путем:
ликвидации источников погрешностей до начала измерений;
исключения погрешностей в процессе измерения способами замещения,
компенсации погрешности по знаку, противопоставления, симметрических
наблюдений;
внесения вычисленных поправок в результат измерения.
Примечания
1. Поправкой называют значение величины, одноименной с измеряемой, которое
прибавляют к полученному при измерении значению величины с целью исключения
систематической погрешности.
2. Поправочный множитель — это число, на которое умножают результат измере-
ния с целью исключения систематической погрешности.
3. Поправку, вводимую в показание измерительного прибора, называют поправкой
к показаниям прибора.
Вычисление среднего арифметического исправленных результатов наблюде-
ний. Неисправленным называют результат наблюдений, включающий в себя
систематические погрешности. Результат наблюдений, в который введены
поправки с целью устранения систематических погрешностей, считается ис-
правленным.
126
Вычисленные средние арифметические значения неисправленных резуль-
татов наблюдений и отклонений от них результатов наблюдений будут также
неисправленными. Их определяют по формулам:
-Iй' , _
х’ = - Z х,-; qi = xt - х'. (2.41)
i = 1
Сумму систематических погрешностей, входящих в неисправленные резуль-
таты наблюдений, для каждого z-ro наблюдения обозначим через 0(. Их мате-
матическое ожидание не совпадает с истинным значением измеряемой величи-
ны и отличается от него на какую-то величину 0, которая является системати-
ческой погрешностью неисправленного среднего арифметического. Тогда
м [х'] = 1 Z м [х, ] = 1 х М [х;. + 0,] =
И , п
= i £М[х,]+± £M[0z] = Q + 0, (2.42)
но
0 = M[x']-Q = ^f 0Z. (2.43)
В этом случае случайные отклонения результатов наблюдений от средних
арифметических значений отличаются от неисправленных отклонений:
Qi ~ Qi = (*z - x'i) - (xz - x) = (х\ -x^-
1 n
-(x’-x) = 0z-^ X©z =©,-©. (2.44)
Если систематические погрешности постоянны, т. е. 0Z = 0, i = 1,2,..., п, то
qt = q\, и неисправленные отклонения могут быть использованы для оценки
рассеивания ряда наблюдений.
Если необходимо предварительно исправить отдельные результаты наблю-
дений, то в них вводят поправки, равные систематическим погрешностям по
числовому значению и обратные им по знаку
Р. = -®, (2.45)
Таким образом, за результат измерения принимают среднее арифметичес-
кое результатов наблюдений, в которые предварительно введены поправки для
исключения систематических погрешностей. Поправки определяют эксперимен-
тально при поверке средств измерений или по результатам специальных иссле-
дований. Для исправления результата наблюдения его складывают только со
средним арифметическим значением поправки
xz = Xi + р, (2.46)
где xz, х- — соответственно исправленный и неисправленный результаты на-
блюдений; ~р — среднее арифметическое значение поправки.
127
Следует заметить, что введением поправки устраняют влияние только од-
ной определенной систематической погрешности, а поэтому в результаты из-
мерений приходится иногда вводить большое число поправок. Ограниченная
точность определения поправок приводит к накоплению случайных погрешно-
стей, в результате чего дисперсия результата измерения увеличивается. Поэто-
му экспериментатор должен определить оптимальную границу значений по-
правок, которые следует вводить в результаты наблюдений для получения бо-
лее достоверных сведений об истинном значении измеряемой величины.
Оценка среднего квадратического отклонения результата наблюдения. Не-
смещенной состоятельной, эффективной оценкой для генерального среднего
а нормального распределения является выборочное среднее Z, определяемое
по формуле
где хг; х2; ...; хп — совокупность значений случайных величин х.
Несмещенную оценку для среднего квадратического отклонения определя-
ют по формуле
Sr = MkS, (2.48)
где
если а неизвестно, то
S = ^i(x,--x)2, (2.49)
если а известно, то
S = £ (х, - а)2 . (2.50)
Значение коэффициента Мк дано в табл. 2.5, где к = п — 1, если а неизве-
стно, и к = п, если а известно.
При значениях объема выборок п > 60 оценку для среднего квадратичес-
кого отклонения о находят по формуле (2.49), если а неизвестно, или по
формуле (2.50), если а известно.
Таблица 2.5
к ч к ч к Л4
1 1,253 10 1,025 19 1,013
2 1,128 11 1,023 20 1,013
3 1,085 12 1,021 25 1,010
4 1,064 13 1,019 30 1,008
5 1,051 14 1,018 35 1,007
6 1,042 15 1,017 40 1,006
7 1,036 16 1,016 45 1,006
8 1,032 17 1,015 50 1,005
9 1,028 18 1,014 60 1,004
Несмещенными оценками для дисперсии о2 нормального распределения
являются выборочные характеристики:
при неизвестном а
128
1 п
s2 =7^1 Х(х, -х)2;
при известном а
(2.51)
1 и
S2 = £ Е (х, - а)2. (2.52)
п i = i
Оценка среднего квадратического отклонения результата измерения. Среднее
квадратическое отклонение результата измерения оценивают по формуле
X (х, - А)2
''S I I = 1
= V и(л-1)
(2.53)
где S (А) — оценка среднего квадратического отклонения результата измере-
ния; А — результат измерения (среднее арифметическое исправленных резуль-
татов наблюдений); х( — z-й результат наблюдений.
Вычисление доверительных границ случайной погрешности результата изме-
рения. Доверительные границы случайной погрешности результата измерения
устанавливают для результатов наблюдений, принадлежащих нормальному рас-
пределению. Если это условие не выполняется, то методы вычисления довери-
тельного интервала случайной погрешности должны быть указаны в методике
выполнения конкретных измерений.
Если заранее известно, что результаты наблюдений подлежат нормальному
распределению, доверительные границы е (без учета знака) случайной погреш-
ности результата измерения находят по формуле
e = tsS(A), (2.54)
где ts — коэффициент Стьюдента, который в зависимости от доверительной
вероятности Р и числа результатов наблюдений п находят по табл. 2.6.
При числе результатов наблюдений п > 50 для проверки принадлежности
Таблица 2.6
п -1 Р = 0,95 Р = 0,99 п -1 Р = 0,95 Р = 0,99
3 3,182 5,841 16 2,120 2,921
4 2,776 4,604 18 2,101 2,878
5 2,571 4,032 20 2,086 2,845
6 2,447 3,707 22 2,074 2,819
7 2,365 2,998 24 2,064 2,797
8 2,306 3,355 26 2,056 2,779
9 2,262 3,250 28 2,048 2,763
10 2,228 3,169 30 2,043 2,750
12 2,179 3,055 оо 1,960 2,576
14 2,145 2,977
их к нормальному распределению используют критерий %2 (Пирсона) или со2
(Мизеса — Смирнова).
9-1651
129
Критерий х2 (Пирсона). Результаты наблюдений случайной величины х,
полученные в специально поставленном эксперименте или на основании сбора
статистических данных, располагают в порядке возрастания х, < х2 < ... < х„.
При этом наблюдения случайной величины х должны проводиться в практи-
чески одинаковых условиях, а исследуемая совокупность должна быть однород-
ной.
По данным выполненных наблюдений вычисляют размах хп — х, и обра-
зуют г равных интервалов шириной
h = . (2.55)
Число интервалов г выбирают в зависимости от объема выборки nt
при п = 200 г = 18—20;
при п = 400 г = 25—30;
при п = 1000 г = 35—40.
2
При 100 < п < 200 критерий X применяют в исключительных случаях с
числом интервалов г = 15—18.
Данные для проверки согласия опытного и теоретического распределений
по критерию %2 записывают в табл. 2.7.
Таблица 2.7
Е" (г/i - 0 К/ — 1/2) — х ]2 т, а? А? s: а? к 1 Е" а? е 1 Е? а? 1 с Е^
1 2 3 4 5 6 7 8 9 10 11
1 2 г Г п = т J = L
Результаты наблюдений х, группируют по интервалам, подсчитывают
частоты mt попадания х, ву-й интервал. Эти частоты записывают в графу 2
табл. 2.7.
Вычисляют среднее арифметическое значение и среднее квадратическое
отклонение по формулам:
х - ± £ (j-l/2)m ;
п j = \
(2.56)
130
S= Z[(j-l/2)-x]4-. <2‘57>
V 7 = 1
Затем определяют значения
Q-l/2)-x
yj ~ ~ S
(2.58)
которые заносят в графу 5 табл. 2.7.
В графу 6 табл. 2.7 переписывают из специальных таблиц значения функции
проверяемого теоретического распределения F (у().
В графе 7 табл. 2.7 приводят значения вероятности попадания опытных
данных в у-й интервал
Рх = F(jy),
отсюда
(2.60)
Pj = F(yj) - Fty- 1) при j = 2, ..., г. (2.59)
Если значения nPj, записанные в графу 8 табл. 2.7, окажутся меньше 10, то
следует объединить интервал, в котором ожидаемое число результатов наблю-
дений меньше 10, с одним или несколькими соседними интервалами таким
образом, чтобы в новом интервале ожидаемое число результатов наблюдений
было не менее 10.
По данным, приведенным в графах 9—11 табл. 2.7, определяют критерий
2 _ у (mj ~nPj}2
Z Л1 ПР!
Для проверки согласия опытного и теоретического распределений по кри-
терию %2 задаются доверительной вероятностью у того, что значение %2', полу-
ченное вследствие случайных отклонений частостей опытного распределения
от соответствующих вероятностей теоретического распределения, будет мень-
ше значения (%*)2, установленного для доверительной вероятности у. Затем по
табл. 2.8 для доверительной вероятности у и числа степеней свободы К = г —1
находят значение (%*)2/^, вычисляют (%*)2 и сравнивают с ним значение %2,
определенное по данным табл. 2.7. Если %2 окажется меньше (%*)2, то по приня-
той доверительной вероятности гипотезу о согласии опытного и теоретическо-
го распределений принимают, в противном случае — отвергают.
Если число результатов наблюдений 50 > п > 15, то для проверки принад-
лежности их к нормальному распределению используют составной критерий.
Критерий 1. Определяют значение отношения 3 по формуле
(2.61)
где 5* — смещенная оценка среднего квадратического отклонения, вычисляе-
мая по формуле
Ji Ь-я)!
п
(2.62)
9*
131
Таблица 2.8
п Квантили х2 — распределения(х*)2/К при доверительной вероятности у
0,001 0,005 0,010 0,025 0,05 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 0,95 0,975 0,99 0,995 0,999
15 0,232 0,307 0,349 0,418 0,484 0,570 0,687 0,781 0,869 0,956 1,05 1,15 1,29 1,49 1,67 1,83 2,04 2,19 2,51
16 0,246 0,321 0,363 0,432 0,498 0,582 0,697 0,789 0,874 0,959 1,05 1,15 1,28 1,47 1,64 1,80 2,00 2,16 2,45
17 0,260 0,335 0,377 0,445 0,510 0,593 0,706 0,796 0,879 0,961 1,05 1,15 1,27 1,46 1,62 1,78 1,97 2,10 2,40
18 0,272 0,348 0,390 0,457 0,522 0,604 0,714 0,802 0,883 0,963 1,05 1,14 1,26 1,44 1,60 1,75 1,93 2,06 2,35
19 0,285 0,360 0,402 0,469 0,532 0,613 0,722 0,808 0,887 0,965 1,05 1,14 1,26 1,43 1,59 1,73 1,90 2,03 2,31
20 0,296 0,372 0,413 0,480 0,543 0,622 0,729 0,813 0,890 0,967 1,05 1,14 1,25 1,42 1,57 1,71 1,88 2,00 2,27
22 0,317 0,393 0,434 0,499 0,561 0,638 0,742 0,823 0,897 0,970 1,05 1,13 1,24 1,40 1,54 1,67 1,83 1,95 2,19
24 0,337 0,412 0,452 0,517 0,577 0,652 0,753 0,831 0,902 0,972 1,05 1,13 1,23 1,38 1,52 1,64 1,79 1,90 2,13
26 0,355 0,429 0,469 0,532 0,592 0,665 0,762 0,838 0,907 0,974 1,05 1,12 1,22 1,37 1,50 1,61 1,76 1,86 2,08
28 0,371 0,445 0,484 0,547 0,605 0,676 0,771 0,845 0,911 0,976 1,04 1,12 1,22 1,35 1,48 1,59 1,72 1,82 2,03
30 0,386 0,460 0,498 0,560 0,616 0,687 0,779 0,850 0,915 0,978 1,04 1,12 1,21 1,34 1,46 1,57 1,70 1,79 1,99
35 0,420 0,491 0,529 0,588 0,642 0,708 0,795 0,862 0,922 0,981 1,04 1,11 1,19 1,32 1,42 1,52 1,64 1,72 1,90
40 0,448 0,518 0,554 0,611 0,663 0,726 0,809 0,872 0,928 0,983 1,04 1,10 1,18 1,30 1,39 1,48 1,59 1,67 1,84
45 0,472 0,540 0,576 0,630 0,680 0,741 0,820 0,880 0,933 0,985 1,04 1,10 1,17 1,28 1,37 1,45 1,55 1,63 1,78
50 0,494 0,560 0,594 0,647 0,695 0,754 0,829 0,886 0,937 0,987 1,04 1,09 1,16 1,26 1,35 1,43 1,52 1,59 1,73
Распределение результатов наблюдений считают нормальным, если
^1-й/2 <d< dqj2 , (2.63)
где и dq — квантили распределения, определяемые в соответствии
с табл. 2.9 по п, qJ2 и (1 — qx/2), причем q{ — заранее выбранный уровень
значимости критерия.
Таблица 2.9
п qjl 100 % (1 - 91/2) 100 %
1 % 5% 96 % 99 %
16 9137 8884 7236 6829
21 9001 8768 7304 6950
26 8901 8686 7360 7040
31 8826 8625 7404 7110
36 8769 8578 7440 7167
41 8722 8540 7470 7216
47 8682 8508 7496 7256
51 8648 8481 7518 7291
Критерий 2. Считают, что результаты наблюдений принадлежат нормально-
му распределению, если не более т разностей (%, - А) превзошло значение
ZP/2S, где S — оценка среднего квадратического отклонения, вычисляемая по
формуле
(2.64)
где Zpfr — верхняя квантиль распределения нормированной функции Лапласа,
отвечающая вероятности Р/2.
Значения Р определяют в соответствии с табл. 2.10 по выбранному уровню
значимости q2 и числу результатов наблюдений п. При уровне значимости,
отличном от предусмотренных в табл. 2.10, значения Рнаходят путем линейной
интерполяции. В случае если при проверке нормальности распределения
результатов наблюдений для критерия 1 выбран уровень значимости qy, а
для критерия 2 — уровень значимости q2, то результирующий уровень значи-
мости составного критерия q < qx + q2. Если хотя бы один из критериев не
соблюдается, то распределение результатов наблюдений не соответствует
нормальному.
Следует заметить, что проверку гипотезы о том, что результаты наблюде-
ний принадлежат нормальному распределению, проводят с уровнем значимо-
сти q от 10 до 2%.
Необходимые уровни значимости указывают в конкретных методиках вы-
полнения измерений.
Если п < 15, то принадлежность результатов наблюдений к нормальному
распределению не проверяют.
133
Таблица 2.10
п т q2 100 %
1 % 2 % 5%
10 1 0,98 0,98 0,96
11-14 1 0,99 0,98 0,97
15-20 1 0,99 0,99 0,98
21-22 2 0,98 0,97 0,96
23 2 0,98 0,98 0,96
24-27 2 0,98 0,98 0,97
28-32 2 0,99 0,98 0,98
33-35 2 0,99 0,98 0,98
36-49 2 0,99 0,99 0,98
Вычисление доверительных границ неисключенной систематической погреш-
ности результата измерений. Неисключенными систематическими погрешнос-
тями могут быть погрешности метода, средств измерений, а также погрешнос-
ти, вызванные другими источниками.
В качестве границ составляющих неисключенной систематической погреш-
ности принимают пределы допускаемых основных и дополнительных погреш-
ностей средств измерений, если случайные составляющие погрешности пре-
небрежимо малы. При суммировании составляющих неисключенной система-
тической погрешности результата измерений неисключенные систематические
погрешности средств измерений каждого типа и погрешности поправок следу-
ет рассматривать как случайные величины. Если неизвестна функция (закон)
распределения случайных величин, то ее принимают равномерной.
Границы неисключенной систематической погрешности 0 результата из-
мерения вычисляют путем построения композиции неисключенных системати-
ческих погрешностей метода, средств измерений и погрешностей, вызванных
другими источниками. В случае равномерного распределения неисключенных
систематических погрешностей эти границы без учета знака вычисляют по фор-
муле
(2.65)
где 0, — граница /-Й неисключенной
систематической погрешности; К —
коэффициент, определяемый при-
нятой доверительной вероятностью
(коэффициент К = 1,1 при довери-
тельной вероятности Р = 0,95).
Если число суммируемых неис-
ключенных систематических погреш-
ностей т > 4, то при доверительной
вероятности Р = 0,99 коэффициент
К= 1,4. Если же т <4, то К опреде-
ляют по графику (рис. 2.11) зависи-
мости К = f (т, I), где т — число
134
суммируемых погрешностей, а /=01/02; т = 2 (кривая Г); т = 3 (кривая 2);
т = 4 (кривая 3).
В качестве 0] принимают составляющую, по числовому значению наиболее
отличающуюся от остальных, а в качестве 02 — ближайшую к 0].
Доверительная вероятность для вычисления границ неисключенной систе-
матической погрешности та же, что и при вычислении доверительных границ
случайной погрешности результата измерения.
Критерий (о2 применяют, если число наблюдений выше 50 и, обязательно,
если меньше 200. При числе наблюдений более 200 этот критерий используют
только в случаях, когда результаты проверки по другим критериям не позволя-
ют сделать безусловный вывод о согласии опытного и теоретического распреде-
лений. Например, если при проверке по критерию %2 гипотеза принята при
уровне значимости 0,1 и отвергнута при уровне 0,05, то в этом случае следует
дополнительно применять критерий <в2.
Вычисления по критерию <в2 проводят в следующем порядке.
Определяют значение Q2 по формуле
О2 =-п-2 1
/ = 1
£27-1
2п
lnF(x7) + (l-^J-)ln[l-F(x;)]
(2.66)
где х} (j = 1, 2, ..., п) — результат наблюдений, имеющийу-й номер в вариаци-
онном ряду X] < х2 < ... < х„; F(х7) — значение функции теоретического распре-
деления при значении аргумента х,.
Результаты, полученные по формуле (2.66), сводят в табл. 2.11. Вычисления
проводят с точностью до пяти значащих цифр, округляя окончательный ре-
зультат до двух значащих цифр. Заполнив таблицу, суммируют значения, зане-
сенные в графу 10. Значение Q2 получают по формуле (2.66). Затем в табл. 2.12
находят значение функции а, соответствующее вычисленному значению Q2.
Функция а представляет собой функцию распределения величины Q2. После
этого задают уровень значимости а, равный 0,1 или 0,2. Если а>(1 — а), то
гипотезу о согласии эмпирического и теоретического распределений отвер-
гают. Если а < (1 — а), то гипотезу принимают.
Пример — Для иллюстрации вычислений пример основан на небольшом коли-
честве данных, упорядоченных по значениям:
Номер наблю- дения Значение Номер наблю- дения Значение Номер наблю- дения Значение
1 15,61 6 24,14 11 27,88
2 20,71 7 24,59 12 28,74
3 21,68 8 26,18 13 29,34
4 22,28 9 26,23 14 30,86
5 23,22 10 27,59 15 32,08
135
Таблица 2.11
Номер наблюдения в вариаци- онном ряду 2J-1 2л Т(ху) In (3) (2) • (4) 1 — (2) 1 -(3)
1 2 3 4 5 6 7
1 1 2п /(xj) In F (xj) i ^(*1) l-i 1 - F (x\)
2 3 2п F(x2) In F (x2) 4 ln T(x2) !- 2ir 1 - F (хг)
У 2У-1 2п F(Xj) In F(Xj) lnW 1 2n \-F(X])
п 2л-1 2п F(x„) In F(xn) ¥ lnf(x„) 2n-\ 1 ~ 2n 1 - F(xn)
Окончание табл. 2.11
Номер наблюдения в вариаци- онном ряду In (7) (6) • (8) (5) + (9)
1 8 9 10
1 In [l-^Xj)] (l-^)ln[l-F(Xi)] ^-In/XxO + fl-^-Jlnll-^X!)]
2 In [1—F(x2)] (1-^)1п[1-У(х2)] ilnf(x2) + (l-^)ln[l-F(x2)]
У In [1-F(xy)] 2n ln^(xy) + (^l- 2n }1п[1-Лх,)]
п In [1—F(x„)] ^1-^р^1п[1-Л^л)] 2n lnf(x„) + (l-' 2n )ln[l-F(x„)]
Примечание — Цифры в скобках в головке таблицы означают номера граф, из которых надо брать числа для вычисления, например In (3) означает, что надо вычислить натуральный логарифм числа, содержащегося в графе 3.
136
Таблица 2.12
Значе- ние Q 2 п Значение функции (Q2 ) при втором знаке после запятой значения Q2
1 2 3 4 5 6 7 8 9 10
0,0 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
0,1 0,000 0,000 0,000 0,000 0,001 0,001 0,002 0,003 0,005 0,007
0,2 0,010 0,013 0,016 0,020 0,025 0,030 0,035 0,041 0,048 0,055
0,3 0,062 0,070 0,078 0,086 0,095 0,104 0,113 0,122 0,132 0,141
0,4 0,151 0,161 0,171 0,181 0,192 0,202 0,212 0,222 0,233 0,243
0,5 0,253 0,263 0,274 0,284 0,294 0,304 0,313 0,323 0,333 0,343
0,6 0,352 0,361 0,371 0,380 0,389 0,398 0,407 0,416 0,424 0,433
0,7 0,441 0,449 0,458 0,466 0,474 0,482 0,489 0,497 0,504 0,512
0,8 0,519 0,526 0,533 0,540 0,547 0,554 0,560 0,567 0,573 0,580
0,9 0,586 0,592 0,598 0,604 0,610 0,615 0,621 0,627 0,632 0,637
1,0 0,643 0,648 0,653 0,658 0,663 0,668 0,673 0,677 0,682 0,687
1,1 0,691 0,696 0,700 0,704 0,709 0,713 0,717 0,721 0,725 0,729
1,2 0,732 0,736 0,740 0,744 0,747 0,751 0,754 0,758 0,761 0,764
1,3 0,768 0,771 0,774 0,777 0,780 0,783 0,786 0,789 0,792 0,795
1,4 0,798 0,800 0,803 0,806 0,809 0,811 0,814 0,816 0,819 0,821
1,5 0,824 0,826 0,828 0,831 0,833 0,835 0,837 0,839 0,842 0,844
1,6 0,846 0,848 0,850 0,852 0,854 0,856 0,858 0,859 0,861 0,863
1,7 0,865 0,867 0,868 0,870 0,872 0,873 0,875 0,877 0,878 0,880
1,8 0,881 0,883 0,884 0,886 0,887 0,889 0,890 0,892 0,893 0,894
1,9 0,896 0,897 0,898 0,900 0,901 0,902 0,903 0,905 0,906 0,907
2,0 0,908 0,909 0,910 0,912 0,913 0,914 0,915 0,916 0,917 0,918
2,1 0,919 0,920 0,921 0,922 0,923 0,924 0,925 0,926 0,927 0,928
2,2 0,929 0,929 0,930 0,931 0,932 0,933 0,934 0,934 0,935 0,936
2,3 0,937 0,938 0,938 0,939 0,940 0,941 0,941 0,942 0,943 0,943
2,4 0,944 0,945 0,945 0,946 0,947 0,947 0,948 0,949 0,949 0,950
Необходимо проверить гипотезу о том, что выборка принадлежит нормаль-
но распределенной генеральной совокупности. Оценки параметров нормально-
го распределения, вычисленные на основе данных, приведенных выше, равны
соответственно Т = 25,340 и5= 4,319.
Принимаем эти оценки в качестве значений параметров нормального рас-
пределения. Результаты последующих вычислений приведены в табл. 2.13. Сумма
значений, помещенных в графе 10, равна — 7,58828. Тогда результат вычисле-
ния по формуле (2.66) будет =-п-2(-7,58828) = 0,17656- 0,18. Значение
функции «(Q^) для = 0,18 равно 0,003. Это значение мало, а следователь-
но, гипотеза о том, что выборка принадлежит нормально распределенной ге-
неральной совокупности, не может быть отвергнута.
137
Таблица 2.13
ей
Номер наблюдения в вариацион- ном ряду 2J-1 2л 1п(3) (2)-(4) 1 - (2) 1 - (3) In (7) (6) • (8) (5) + (9)
1 2 3 4 5 6 7 8 9 10
1 0,033 0,0121 -1,41454 -0,14715 0,966 0,987870 -0,01217 -0,01176 -0,15892
2 0,100 0,142085 -1,95122 -0,19512 0,900 0,857915 -0,15327 -0,13794 -0,33307
3 0,166 0,198498 -1,61697 -0,26949 0,833 0,801502 -0,22127 -0,18439 -0,45389
4 0,233 0,239473 -1,42920 -0,33348 0,766 0,760527 -0,27378 -0,20990 -0,54338
5 0,300 0,382089 -0,96207 -0,28862 0,700 0,617911 -0,48143 -0,33700 -0,62562
6 0,366 0,390506 -0,94033 -0,34479 0,633 0,609494 -0,49512 -0,31358 -0,65836
7 0,433 0,430933 -0,84188 -0,36481 0,566 0,569067 -0,56370 -0,31942 -0,68424
8 0,500 0,485243 -0,72319 -0,36160 0,500 0,514757 -0,66397 -0,33199 -0,69358
9 0,566 0,581605 -0,54197 -0,30712 0,433 0,418395 -0,87132 -0,37757 -0,68469
10 0,633 0,698817 -0,35839 -0,22698 0,366 0,301183 -1,19998 -0,43999 -0,66697
11 0,700 0,721734 -0,32615 -0,22831 0,300 0,278266 -1,27905 -0,38372 -0,61202
12 0,766 0,784359 -0,24284 -0,18618 0,233 0,215641 -1,53433 -0,35801 -0,54419
13 0,833 0,822777 -0,19504 -0,16253 0,166 0,177223 -1,73048 -0,28841 -0,45095
14 0,900 0,899375 -0,10603 -0,09427 0,100 0,100625 -2,29660 -0,22966 -0,32509
15 0,966 0,940601 -0,06124 -0,05920 0,033 0,059380 -2,82346 -0,09412 -0,15331
Вычисление доверительных границ погрешности результата измерений. Если
отношение неисключенных систематических погрешностей к среднему квадра-
тическому отклонению результата измерения 0 / $(А) <0,8, то неисключен-
ными систематическими погрешностями пренебрегают и принимают, что гра-
ница погрешности результата А = 8. Если © / А(Л) > 8 , то пренебрегают слу-
чайной погрешностью и принимают, что граница погрешности результата
А = 0. Однако следует помнить, что погрешность, возникающая вследствие
пренебрежения одной из составляющих погрешности результата измерений при
выполнении указанных неравенств, не должна превышать 15 %. Если неравен-
ства не выполняются, то границу погрешности результата измерения находят
путем построения композиции распределений случайных и неисключенных
систематических погрешностей, рассматриваемых как случайные величины.
В результате определения доверительных границ случайных погрешностей
вычисляют границы погрешности результата измерения А без учета знака по
формуле
А = KS^, (2.67)
где К— коэффициент, зависящий от соотношения случайной и неисключен-
ной систематической погрешностей; — оценка суммарного среднего квадра-
тического отклонения результата измерения.
Коэффициент К вычисляют по эмпирической формуле
„ е + 0
к =--------1 т (2.68)
А (Л) + X (02 /3)
У< = 1
Суммарное среднее квадратическое отклонение результата измерения оце-
нивают по формуле
Гт\~
= . L (02 / 3) + S2 (А) . (2.69)
Р = 1
Пр и м е р — Произвели четыре измерения диаметра валика микрометром нулевого
класса (табл. 2.14).
Таблица 2.14
Номер измерения xi Xj - А (xz - Л)2
1 7,970 -0,001 110—6
2 7,975 +0,004 1610-6
3 7,965 +0,006 36 10—6
4 7,974 +0,003 9-10—6
Для нахождения погрешности А результата измерения вычислим среднее квадрати-
ческое отклонение результата измерения, мм,
4 4 *
X х, = 31,884; X (х,- - Л)2 = 62 10 6;
1=1 /=1
139
1
4
Z X, =
5 (Л) =
Е (х,-Л)2
= 1
п (л-1)
31,884
4
7,971;
62 • 10 6
4 • 3
= ±0,0023.
п
В соответствии с доверительной вероятностью Р = 0,95 находим в соответствии с
табл. 2.2, что для п = 4 t$ = 3,182. Откуда находим доверительные границы случайной
погрешности результатов измерения, мм,
е = ts S (А) = 3,182 • (±0,0023) = ±0,0073.
Микрометр не аттестован, а известен лишь его класс. Поэтому должен быть учтен
предел допускаемой погрешности микрометров нулевого класса Дд = ± 0,002 мм.
Таким образом, погрешность результата измерения, мм,
Д = е2 + Дд = 0,00732 + 0,00202 = ± 0,0076 (±0,008).
Измеряемый размер валика, мм,
</=7,971 ± 0,008;
Р= 0,95.
2.9. Определение показателей точности прямых
однократных измерений
Порядок и методика выполнения прямых однократных измерений при ус-
ловии, что составляющие погрешности результата известны, случайные по-
грешности составляющих распределены нормально, а неисключенные систе-
матические погрешности, представленные заданными границами ± 0, распре-
делены равномерно, регламентированы МИ 1552—86. Под границами неиск-
люченной систематической погрешности измерений понимают границы ин-
тервала, найденные нестатистическими методами, внутри которого находится
неисключенная систематическая погрешность измерения. Погрешность измере-
ния задается границами в том случае, когда сведения о вероятности нахожде-
ния ее в этих границах отсутствуют.
За результат однократного измерения Л принимают значение величины,
полученное при отдельном измерении.
Составляющие погрешности результата измерения должны быть известны
до проведения измерений, предполагая, что известные систематические по-
грешности исключены.
Условия проведения однократных измерений следующие:
производственная необходимость (разрушение образца, невозможность
повторить измерения, экономическая целесообразность и т. д.);
возможность пренебрежения случайными погрешностями.
140
Следует отметить, что случайные погрешности считают пренебрежимо ма-
лыми по сравнению с неисключенными систематическими, если
где 0 — граница неисключенных систематических погрешностей результата из-
мерения: S(A) — среднее квадратическое отклонение случайных погрешнос-
тей результата измерения.
Случайные погрешности существенны, но доверительная граница погреш-
ности результата измерения не превышает допускаемой погрешности измере-
ний.
До начала измерений проводят априорную оценку погрешности результата
измерения, используя предварительные данные об измеряемой величине, ус-
ловиях измерения и источниках погрешностей измерения (составляющих по-
грешности измерения). Если априорная оценка превышает допускаемую по-
грешность результата измерений, то выбирают более точное средство измере-
ний или изменяют методику выполнения измерений.
Для определения доверительных границ погрешности результата измере-
ния принимают вероятность, равную 0,95.
В особых случаях, например при измерениях, которые нельзя повторить,
допускается указывать доверительные границы для более высоких вероятнос-
тей.
При вычислениях следует пользоваться правилами округления. Погрешность
результата измерения должна быть представлена не более чем двумя значащи-
ми цифрами.
Составляющими погрешности результата однократного измерения являют-
ся погрешности: средств измерений; метода; оператора.
Погрешности средств измерений, метода и оператора могут состоять из
неисключенных систематических и случайных погрешностей.
Неисключенные систематические погрешности могут быть выражены од-
ним из способов:
границами ± 0;
доверительными границами ± 0 (Р).
Случайные погрешности могут быть выражены одним из способов:
средним квадратическим отклонением S;
доверительными границами ± е (Р) .
Погрешность средств измерений определяют по метрологическим характе-
ристикам, которые указаны в НД, и в соответствии с РД 50—453—84.
Погрешности метода и оператора должны быть определены в НД на кон-
кретную МВИ.
Если неисключенная систематическая погрешность имеет место только у
одной из составляющих (погрешности или средства измерений, или метода,
или оператора), то неисключенную систематическую погрешность результата
выражают границами этой погрешности.
Доверительные границы неисключенной систематической погрешности
результата измерения вычисляют следующим образом.
При наличии нескольких неисключенных систематических погрешностей,
заданных своими границами 0у , доверительную границу неисключенной систе-
141
матической погрешности результата измерения 0 (Р) (без учета знака) вычис-
ляют по формуле
Jm
X > (2.71)
7=1
где к— поправочный коэффициент, определяемый принятой доверительной
вероятностью и числом т составляющих 0у.
При доверительной вероятности Р = 0,90 поправочный коэффициент
А: принимают равным 0,95; при доверительной вероятности Р = 0,95 коэффи-
циент к — 1,1.
При доверительной вероятности Р = 0,99 поправочный коэффициент к
принимают равным: 1,45 при т > 4; ~ 1,4 при т = 4; - 1,3 при т = 3; - 1,2 при
т =2. Более точное значение к для доверительной вероятности Р=0,99
при числе составляющих т < 4 в зависимости от соотношения составляю-
щих /определяют по графику (см. рис. 2.11) в соответствии с требованиями
ГОСТ 8.207-76.
Погрешность, возникающая при использовании формулы (2.69) для сум-
мирования неисключенных систематических погрешностей и при нахождении
поправочного коэффициента А: для доверительной вероятности Р= 0,99 по гра-
фику к = f(m, I) (см. рис. 2.11), не превышает 5 %.
При наличии нескольких неисключенных систематических погрешностей,
заданных доверительными границами 0у (Д), рассчитанными по формуле, до-
верительную границу неисключенной систематической погрешности результа-
та однократного измерения вычисляют по формуле
Q2 (Р)
(2.72)
7 = 1 к‘
где @j(Pi) — доверительная граница у-й неисключенной систематической пог-
решности, соответствующая доверительной вероятности Р,; к и А, — коэффи-
циенты, соответствующие доверительной вероятности Ри Рг соответственно.
Значения коэффициентов А и А, определяют в соответствии с требования-
ми, указанными выше.
Доверительные границы случайной погрешности результата измерения
вычисляют следующим образом.
Если случайные погрешности средств измерений (метода, оператора) пред-
ставлены средними квадратическими отклонениями S„ приведенными в тех-
нической документации, то среднее квадратическое отклонение результата од-
нократного измерения 5 (Л) вычисляют по формуле
5(Л) = Ш?, (2.73)
VI=1
где т — число составляющих.
Доверительную границу случайной погрешности результата измерения
е (Р) вычисляют по формуле
142
e(P) = Zp/2-5(Л), (2.74)
p
где Zp/2 — у — точка нормированной функции Лапласа, отвечающая вероят-
ности Р. Если доверительная вероятность Р = 0,95, то ^0,95/2 = 2, если Р = 0,99,
ТО Zo,99/2 ~ 2,6.
Если случайные погрешности средств измерений (метода, оператора) пред-
ставлены доверительными границами е (Р), соответствующими одной и той же
вероятности, то доверительную границу случайной погрешности результата од-
нократного измерения вычисляют по формуле
Гт”
е(Р)= Lsf(P). (2.75)
У/ = 1
Если случайные погрешности средств измерений (метода, оператора) оп-
ределяют предварительно экспериментально при ограниченном числе измере-
ний (п < 30), то доверительную границу этой случайной составляющей вычис-
ляют по формуле
fm ~
£(P) = t , (2.76)
где t — коэффициент, зависящий от доверительной вероятности и числа изме-
рений. В качестве коэффициента t можно использовать коэффициент Стьюден-
та, соответствующий числу степеней свободы той составляющей, оценка кото-
рой произведена при наименьшем числе измерений; St — оценка среднего
квадратического отклонения г-й составляющей (погрешности средств измере-
ний, метода, оператора).
Если случайные погрешности средств измерений (метода, оператора) пред-
ставлены доверительными границами, соответствующими разным вероятнос-
тям, то сначала определяют среднее квадратическое отклонение результата из-
мерения по формуле
~ Г™ ”
5(Л) = JjiE2(P;)/Zp2/2 , (2.77)
а потом вычисляют доверительные границы случайной погрешности результата
измерений по формуле (2.74).
Если доверительные границы случайных погрешностей для некоторых со-
ставляющих определены экспериментально, то рассчитанные доверительные
границы результата измерений будут несколько завышены.
Если погрешности метода и оператора пренебрежимо малы по сравнению
с погрешностью используемых средств измерений (не превышают 15 % от по-
грешности средств измерений), то за погрешность результата измерений при-
нимают погрешность используемых средств измерений.
Если < 0,8, то неисключенными систематическими погрешностями
пренебрегают и принимают в качестве погрешности результата измерения до-
верительные границы случайных погрешностей, как указано выше.
143
Если —®— > 8, то случайными погрешностями пренебрегают и прини-
5(A)
мают в качестве погрешности результата измерения границы неисключенных
систематических погрешностей.
Если 0,8 < —< 8, то доверительную границу погрешности результата
5(A)
измерений вычисляют по формуле
Д(Р) = ^[0(Р) + е(Р)]. (2.78)
Значения коэффициента к для доверительной вероятности 0,95 и 0,99 в
0 6 7 8
зависимости от отношения 5(A) : 2 3 4 5
©/5(A) 0,8 1
Ь- д),95 0,76 0,74 0,71 0,73 0,76 0,78 0,79 0,80 0,81
Ь- /v0,99 0,84 0,82 0,80 0,81 0,82 0,83 0,83 0,84 0,85
Следует отметить, что применение формулы (2.76) для вычисления по-
грешности результата Д(Р) сопровождается погрешностью, не превышающей
15 %. Вместе с тем допускается применение других методов суммирования слу-
чайных и неисключенных систематических составляющих погрешностей резуль-
тата измерения.
Форма представления результатов однократных измерений должна соот-
ветствовать МИ 1317—86.
При симметричной доверительной погрешности результат однократного
измерения представляется в форме А ; ± Д; Р или А ± Д; Р.
Числовое значение результата измерения должно оканчиваться цифрами
того же разряда, что и значение погрешности Д.
Пример — Необходимо оценить погрешность результата измерения напряжения
показывающим прибором. Для этого проведено однократное измерение напряжения на
участке электрической цепи сопротивлением R = 4 Ом с погрешностью, не превышаю-
щей допускаемой погрешности ±1,5 %. Имеются априорные данные об исследуемом
объекте. Участок электрической цепи представляет собой соединение нескольких резис-
торов, имеющих стабильное сопротивление. Ток в цепи — постоянный. Измерение вы-
полняют в сухом отапливаемом помещении с температурой до 30 С при магнитном
поле до 400 А/м. Предполагаемое падение напряжения на участке цепи постоянно и по
размеру не превышает 1,5 В.
Для измерения выбираем вольтметр класса точности 0,5 по ГОСТ 8711—93 (приве-
денная погрешность 0,5 %) с верхним пределом диапазона измерений Спр= 1,5 В. Неко-
торый запас по точности средства измерений необходим ввиду возможного наличия
дополнительных погрешностей, погрешности метода и т. п.
Инструментальная составляющая погрешности определяется основной и дополни-
тельной погрешностями.
Основная погрешность прибора указана в приведенной форме. Следовательно, при
показании вольтметра 0,90 В предел допускаемой относительной погрешности вольт-
метра на этой отметке
0,5 1,5
5 = 0Ж~ = °’83 %-
144
Дополнительная погрешность из-за влияния магнитного поля не превышает допус-
каемой погрешности ±0,75 % (1,5 0,5). Дополнительная температурная погрешность,
обусловленная отклонением температуры от нормальной (20 °C) на 10 °C, не превы-
шает допускаемой погрешности
Д, = ± (6 % • 0,5) = ±0,3 %.
Оценивание погрешности результата измерения заключается в следующем. Погреш-
ность метода определяется соотношением между сопротивлением участка цепи R и
сопротивлением вольтметра Ry. Сопротивление вольтметра известно: Ry = 1000 Ом. При
подсоединении вольтметра к цепи исходное напряжение Ux изменяется на
U = U* R +RV
Отсюда методическая погрешность в абсолютной форме будет
Л — 2? тт
дм - - R + *
В относительной форме методическая погрешность равна
100 R 100-4
5м - “ R + Av " " Ю04 - ~ °>4 % •
Оцененная методическая погрешность является систематической составляющей
погрешности измерений и должна быть внесена в результат измерения в виде поправки
V = ± 0,004 В. Тогда результат измерения с учетом поправки на систематическую по-
грешность равен
A = 0,90 + 0,004 = 0,904 В.
Далее находят границы погрешности результата измерения. Ориентировочная гра-
ница погрешности результата измерения напряжения, приближенно оцененная ариф-
метическим суммированием, будет равна
о = 0,83 + 0,75 + 0,3 = 1,88 %.
Полученная погрешность незначительно превышает допускаемую погрешность,
поэтому оценим погрешность результата измерения более точными методами, изло-
женными выше.
Ввиду того что основная погрешность применяемого средства измерений и его до-
полнительные погрешности заданы границами, следует рассматривать эти погрешности
как неисключенные систематические. Воспользовавшись формулой, найдем доверитель-
ную границу неисключенной систематической погрешности результата измерения при
доверительной вероятности 0,95
8 = 1,1^ 0,832 + 0,752 + 0,32 = 1,171,3414 = 1,16 • 1,1 = 1,28 %•
Числовое значение погрешности можно округлить и считать, что
8 = ±1,3 %.
Доверительные границы погрешности (в абсолютной форме) результата измере-
ния:
Д = ±0,012В.
Следовательно, результат измерения следует представить в форме:
А = 0,90 В; Д = ± 0,01В; Р = 0,95.
10-1651
145
2.10. Определение результатов косвенных измерений
Определение результатов измерений и оценивание их погрешностей при
условии, что аргументы, от которых зависит измеряемая величина, являются
постоянными физическими величинами, а также известные систематические
погрешности результатов измерений аргументов исключены, а неисключен-
ные систематические погрешности распределены равномерно внутри заданных
границ ±0 производятся следующим образом.
Искомое значение физической величины А находят на основании резуль-
татов измерений аргументов аъ ..., а„ . .. , ат, связанных с искомой величиной
уравнением
A =f(ai, ат). (2.79)
Вид функции b должен быть известен из теоретических предпосылок или
установлен экспериментально с погрешностью, которой можно пренебречь.
Результаты измерений аргументов и оценки их погрешностей могут быть
получены из прямых, косвенных, совокупных, совместных измерений или из
справочной литературы, технической документации.
При оценивании доверительных границ погрешностей результата косвен-
ного измерения принимают вероятность, равную 0,95 или 0,99. Использование
других вероятностей должно быть обосновано.
Основные положения определения результатов измерений и их погрешно-
стей устанавливаются для оценивания косвенно измеряемой величины и по-
грешностей результата измерения:
при линейной зависимости и отсутствии корреляции между погрешностя-
ми измерений аргументов;
при нелинейной зависимости и отсутствии корреляции между погрешнос-
тями измерений аргументов;
для коррелированных погрешностей измерений аргументов при наличии
рядов отдельных значений измеряемых аргументов.
При условии, что распределение случайных погрешностей результатов из-
мерений аргументов не противоречит нормальному распределению, критерием
отсутствия корреляционной связи между погрешностями результатов измере-
ний аргументов является выполнение неравенства
где tq — коэффициент Стьюдента, соответствующий уровню значимости q и
числу степеней свободы л—2;
L(a*,-aA)(oy(-o7)
, 1=1
п — оценка коэффициента корреляции между погреш-
, l(ah -ah)(a -ajY
V/=l 1=1
ностями аргументов и о,; и а7( — результаты /-го измерения h-то и J-
го аргументов.
Если измеряемая величина зависит от т аргументов, то необходимо прове-
рить отсутствие корреляционных связей между погрешностями всех парных со-
четаний аргументов.
146
Косвенные измерения при линейной зависимости. Искомое значение А связано с
т измеряемыми аргументами а2;. .. ; ат уравнением
А = Ьуйу + />2^2 + • • + Ьтат , (2.80)
где Ь2;.. .; Ьт — постоянные коэффициенты при аргументах аг; а2; . ..; ат
соответственно.
Корреляция между погрешностями измерений аргументов отсутствует.
Если коэффициенты bf, b2;...; Ьт определяют экспериментально, то задача
определения результата измерения величины решается поэтапно: сначала оце-
нивают каждое слагаемое bfl, как косвенно измеряемую величину, полученную
в результате произведения двух измеряемых величин, а потом находят оценку
измеряемой величины А.
Результат косвенного измерения А вычисляют по формуле
А = Z Ь,а,, (2.81)
где а, — результат измерения а(-го аргумента; т — число аргументов.
Оценку среднего квадратического отклонения результата косвенного изме-
рения 5(2) вычисляют по формуле
~ [т ~ ~
8(А)=Ы82(щ), (2.82)
где 8 (а/) — оценка среднего квадратического отклонения результата измере-
ния а;-го аргумента.
Доверительные границы случайной погрешности результата косвенного из-
мерения при условии, что распределение погрешностей результатов измерений
аргументов не противоречит нормальному распределению, вычисляют (без учета
знака) по формуле
e(P) = tqS(A), (2.83)
где t — коэффициент Стьюдента, соответствующий доверительной вероятнос-
ти Р = 1 — q и числу степеней свободы f^, вычисляемому по формуле
V f^,454(g,.)^
'J 2^i(«z+l)J
™ ^4(g,) ’ (2’84)
/=1 («/+D
%bfS2(a
/эф = —------
где п. — число измерений при определении аг-го аргумента.
Границы неисключенной систематической погрешности результата косвен-
ного измерения вычисляют следующим образом.
Если неисключенные систематические погрешности результатов измере-
ний аргументов заданы границами 0, то доверительные границы неисключен-
ной систематической погрешности результата косвенного измерения 0(Р) (без
учета знака) при вероятности Р вычисляют по формуле
0(Р) =
V*=i
(2.85)
ю*
147
где к— поправочный коэффициент, определяемый принятой доверительной
вероятностью и числом т составляющих 0(.
При доверительной вероятности Р = 0,95 поправочный коэффициент при-
нимают равным 1,1.
При доверительной вероятности Р = 0,99 поправочный коэффициент при-
нимают равным 1,45, если число суммируемых составляющих т > 4. Если же
число составляющих т < 4, то поправочный коэффициент к< 1,4; более точное
значение к можно найти с помощью графика зависимости (см. рис. 2.11)
к = к(1,т), где т— число суммируемых составляющих; I — параметр, завися-
щий от соотношения границ составляющих.
На графике кривая 1 дает зависимость к от I при т = 2, кривая 2 — при
т = 3, кривая 3 — при т = 4.
Для нахождения к границы составляющих 0г располагают в порядке
возрастания: blQl < b2Q2 < ^з©з < й404 и вычисляют отношения границ:
/1 = ^02 / ^1®ь h ~ bm®m / />m-i 0m-i. Затем по графику определяют значения
kv = к(4; т); к2 = к(12; т); в качестве поправочного коэффициента принимают
наибольшее из к} и к2.
Пренебрежимо малые составляющие (©i и ©2) при расчете к не учитыва-
ются.
Погрешность, возникающая при использовании формулы (2.85) для сум-
мирования неисключенных систематических погрешностей, не превышает 5 %.
Если границы неисключенных систематических погрешностей результатов
измерений аргументов заданы доверительными границами, соответствующими
вероятностям Р, (границы неисключенных систематических погрешностей ре-
зультатов измерений аргументов вычислены по формуле, аналогичной (2.85),
то границы неисключенной систематической погрешности результата косвен-
ного измерения для вероятности Р вычисляют (без учета знака) по формуле
Т 02('Р)
&(Р) = к £ #-£-!. (2.86)
у 1=1
Для вероятности Р = 0,95 к = 1,1; для Р = 0,99 значения коэффициентов
определяют в соответствии с формулой (2.85) и данными ниже рекомендаци-
ями применения графика на рис.2.11.
Погрешность результата косвенного измерения оценивают на основе ком-
позиции распределений случайных и неисключенных систематических погреш-
ностей.
Если 0(Р) / 5(4) > 8 , то за погрешность результата косвенного измерения
принимают неисключенную систематическую составляющую погрешности из-
мерения и ее границы вычисляют в соответствии с формулами (2.85) и (2.86).
Если 0(Р) / S(A) < 8, то за погрешность результата косвенного измерения
принимают случайную составляющую погрешности измерения и ее границы
вычисляют в соответствии с формулами (2.83) и (2.84).
Если 0,8 < 0(Р) / 5(4) < 8, то доверительную границу результата косвенно-
148
го измерения Д(Р) вычисляют (без учета знака) по формуле
Д(Р) = 4©(Р) + е(Р)], (2.87)
где к — коэффициент, зависящий от доверительной вероятности и от отноше-
ния 0(Р)/5(Л).
Значения коэффициента к в зависимости от отношения ©(Р) / S(A) для
вероятности Р = 0,95 и Р = 0,99:
0(Р)/5(Л) 0,5 0,75 1 2 3 4 5 6 7 8
М),95 0,81 0,77 0,74 0,71 0,73 0,76 0,78 0,79 0,80 0,81
^0,99 0,87 0,85 0,82 0,80 0,81 0,82 0,83 0,83 0,84 0,85
Погрешность, возникающая при использовании формулы (2.87) для сум-
мирования случайных и неисключенных систематических погрешностей, не пре-
вышает 12 %.
Косвенные измерения при нелинейной зависимости. Для косвенных измере-
ний при нелинейных зависимостях и некоррелированных погрешностях изме-
рений аргументов используют метод линеаризации.
Метод линеаризации — это нахождение результата измерения и оценива-
ние его погрешностей, основанные на соотношении
, \ т & г
A = a2;...;am)=f(ai;a2;...;am)-^-^-Aai + R. (2.88)
(=1 иа.
Метод линеаризации предполагает разложение нелинейной функции в ряд
Тейлора:
/(«В a2;...;am) = f{al; а2; ...;ат)~ f^-Да,- + R, (2.89)
i=luaj
где /(й,; а2;...; ат) — нелинейная функциональная зависимость измеряемой ве-
личины А от измеряемых аргументов а;; первая производная от функции f по
й;-му аргументу, вычисленная в точке й); а2, ...\ат\ — отклонение отдель-
ного результата измерения й;-го аргумента от его среднего арифметического;
R — остаточный член.
Метод линеаризации допустим, если приращение функции
/(йь й2;...;йш)-/(й1; й2; ...;йот) можно заменить ее полным дифференциалом
т дг ~
i=l %
Остаточным членом R =
1 т дг . .2
4- (Да,) пренебрегают, если
2
R <0,8
Ж
2
51 2(йг),
(2.90)
149
где S(at) — оценка среднего квадратического отклонения случайных погреш-
ностей результата измерения о(-го аргумента.
Отклонения Аа; при этом должны быть взяты из возможных значений по-
грешностей и такими, чтобы они максимизировали выражение для остаточно-
го члена R.
Результат измерения А вычисляют по формуле
A = f(ai-,a-1, ,ат). (2.91)
Оценку среднего квадратического отклонения случайной погрешности ре-
зультата косвенного измерения SM) вычисляют по формуле
^) = Д/ S2 (а,) .
(2.92)
Доверительные границы случайной погрешности результата косвенного из-
мерения при условии, что распределение погрешностей результатов измерений
аргументов не противоречит нормальному распределению, вычисляют, под-
ставляя вместо коэффициентов Ьг; Ь2;.. .',Ьт первые производные df/da^, df/da2,
...; д£/дат соответственно.
Границы неисключенной систематической погрешности результата косвен-
ного измерения вычисляют, подставляя вместо коэффициентов Ь\, Ь2; . . Ьт
первые производные df/da^, df/da2,.. . ; df/dam соответственно.
Погрешность результата косвенного измерения вычисляют, как показано
выше.
Примеры оценивания результата косвенного измерения и его погрешнос-
тей при нелинейной зависимости приведены ниже.
Пример — Определение плотности твердого тела по формуле р = m/V. При
определении плотности твердого тела получены результаты измерений аргументов, пред-
ставленные в табл 2 15
Таблица 2 15
Масса тела т, 102, кг (т1 - т)х х107, кг (mt - w)2 х х 1014, кг2 Объем V, 106, м3 (И, - К)2 х х1010, м3 (V, ~ Г)2 х х 1020, м6
252,9119 1 1 195,3799 1 1
252,9133 13 169 195,3830 32 1024
252,9151 31 961 195,3790 8 64
252,9130 10 100 195,3819 21 441
252,9109 11 121 195,3795 3 9
252,9094 26 676 195,3788 10 100
252,9113 7 49 195,3792 6 36
252,9115 5 25 195,3794 4 16
252,9119 1 1 195,3794 4 16
252,9115 5 25 195,3791 7 49
252,9118 2 4 195,3791 7 49
150
т = 252,9120 10 3 кг; V = 195,3798 10“6 м3;
S2 (т) = 19,4 10"14 кг2; S2 (V) = 16,4 Ю"20 м6.
Зависимость измеряемой величины от аргументов нелинейна, поэтому для нахож-
дения результата измерения и оценки его погрешностей следует воспользоваться мето-
дом линеаризации. Предварительно следует проверить, выполняется ли неравенство (2.90).
При линеаризации функции р = mjV остаточный член
Я = 1 ^£.(ДИ)2 + -^-(Д/и)2 + 2-)^ДтДГ
2 dV2 V 1 dm2 дтдУ
Числовое значение R равно (ЛИ, = 32-10 10 м3; Дм =31-10 7 кг из табл.2.15)
-* ' lilaX Шал
R = 252,912 10 / 1о_1О \ 2+ 32-.Ю10 - 31 10 7. 6.10-7
1195,3798 Ю'6]3 к ’ (^195,3798 10 6 J2
Знаки у слагаемых взяты одинаковыми, так как погрешности ДИи Д/и случайные.
Числовое значение R необходимо сравнить с числовым значением 0,85(р).
Числовое значение 5(р) равно
// \2 z \2
5(р) = М1 .52(м) + [41 -52(И) =
213-10"“____+ (252,912 10~3)2 180 10"20 = Q
11 • 38173,2662 • 10"12 11 (38173,2662-Ю'12)2
Так как 0,0000006 < 0,8 0,0035, то условие неравенства (2.90) выполняется.
В соответствии с формулой (2.91) результат измерения равен
р = т/ Й = 1,294463 103 кг/м3.
Оценку среднего квадратического отклонения результата вычисляют в соответствии
с формулой (2.92):
5(р) = ^у.52(й) + ^2-52(Й) = 0,004 кг / м3.
Запись результата измерения можно представить в виде
р = 1,294463 103 кг / м3; 5(р)=0,004 кг/м3; Л1=и2 = 11.
Пр и м е р — Рассчитать погрешность косвенного измерения размера А в размерной
цепи по результатам измерения 4, А2 и А3 (рис. 2.12).
Размер замыкающего звена размерной цепи А = А3—0,5Л2—0,5Л3.
Погрешность косвенного измерения размера А
Д А = V А2 4 + 0,52 Д2 А2 + 0,52 Д2 А3 .
Пример — Определить погрешность косвенного измерения радиуса R на универ-
сальном микроскопе УИМ-23 по результатам измерений длины хорды а и стрелки
сегмента В. Радиус R рассчитать по формуле
151
R=4^ + ~ = 0,125A2 / В + 0,5В.
oJJ 2
Определив частные производные и продифференцировав выражение по R, получим
dR = 0,25-^dA - 0,125^1dB + 0,5dB
В
и, приравняв дифференциалы значению погрешности, найдем
AR
0,252Л2 % . 0,1
—-— ДА + 0,5 - —
d2
0,125 Л2
В2
\2
д2 в.
Пример — Определить абсолютную Д7? и относительную AR/R погрешности
косвенных измерений сопротивления R = U/I резистора (рис. 2.13), если показания
Рис. 2.13
вольтметра U= 10 В, миллиамперметра 1= 100 мА. Предел измерения вольтметра 15 В,
класс точности 1,0; предел измерения миллиамперметра 150 мА, класс точности 1,5.
Решение: R = U/I = 100 Ом;
AR = [z2 (Д ?7В )2 +1/2 (Д7а )2 ] / Z4 = 2,7 Ом;
87? = A.R /R = ±^(Д(7В /?7)2 +(А/а / Z)2 =0,027,т. е. 2,7 %.
При неизвестных распределениях погрешностей измерений аргументов и
при наличии корреляции между ними для определения результата косвенного
измерения и его погрешности используют метод приведения, который предпо-
лагает наличие ряда отдельных значений измеряемых аргументов, полученных
в результате многократных измерений.
Метод приведения (приведение результатов косвенных измерений к ряду
прямых измерений) — получение ряда отдельных значений измеряемой вели-
чины путем подстановки отдельных значений аргументов в формулу, выража-
ющую зависимость косвенно измеряемой величины от аргументов.
152
Метод основан на приведении ряда отдельных значений косвенно измеря-
емой величины к ряду прямых измерений. Получаемые сочетания отдельных
результатов измерений аргументов подставляют в формулу и вычисляют от-
дельные значения измеряемой величины А : At , . . . , Ар . . . , Ап.
Результат косвенного измерения А вычисляют по формуле
~ п
7=1
Л
п ’
(2.93)
где п — число отдельных значений измеряемой величины; А — у'-е отдельное
значение измеряемой величины, полученное в результате подстановки у-го со-
четания согласованных результатов измерений.
Оценку среднего квадратического отклонения случайных погрешностей ре-
зультата косвенного измерения вычисляют по формуле
5(Л) = . Z
(Л - А)2
п(п -1)
(2.94)
Доверительные границы случайной погрешности для результата косвенного
измерения вычисляют (без учета знака) по формуле
е(р) = ^-5(2).
Границы неисключенной систематической погрешности результата косвен-
ных измерений при линейной зависимости и при нелинейной зависимости, а
также доверительные границы погрешности результата косвенного измерения
вычисляют в соответствии с ранее данными рекомендациями этого раздела.
Форма представления результата измерения должна соответствовать
МИ 1317-86.
Если предполагают исследование и сопоставление результатов измерений
или анализ погрешностей, то результат измерения и его погрешность представ-
ляют в виде
A- S(A\, п- Лф; ©(Р),
где п — число измерений того аргумента, при измерении которого выполнено
минимальное число измерений.
Если границы погрешности результата измерения симметричны, то результат
измерения и его погрешность представляют в виде
2±Д(Р).
(2.95)
Совокупные измерения. Совокупными называют проводимые одновременно
измерения нескольких одноименных величин, при которых значения
искомых величин находят решением системы уравнений, получаемых при пря-
мых измерениях различных сочетаний этих величин. Таким образом, совокуп-
ные измерения математически можно выразить системой уравнений:
153
Y2; У3;.. . ; Yn- X{; X2, X3;. . .;Xm) = Q
Ш{- Г2; У3;. . . ; Y„- Xf, X2, X3,. . ,;Xm) = 0
(2.96)
А(У1; У2; У3;. . . ; Yn; Xt-, X2, X3;. . .;Jrm) = O
где Ур’ Y2; Y3; ; Yn — искомые величины; Xx; X2; X3; ... ;Xm — измеренные
одноименные величины.
Уравнения в системе совокупных измерений могут отличаться друг от друга
видом и сочетанием величин, входящих в каждое уравнение.
Примером совокупных измерений может служить определение массы гирь
набора по известной массе одной из них по результатам прямых сравнений
масс различных сочетаний гирь. В частности, калибровку разновеса, состояще-
го из гирь массой 1, 2, 2*, 5, 10 и 20 кг (звездочкой отмечена вторая гиря того
же номинала), можно произвести с помощью одной образцовой гири, напри-
мер, массой 1 кг. Для этого на равноплечих весах производят взвешивание гирь
в различной комбинации так, чтобы в каждое измерение входила новая гиря и
число измерений было бы равно числу гирь в наборе.
В результате таких взвешиваний получают систему уравнений, имеющую,
например, вид
1 = 1<>б + о;
1 + 10б = 1 + б-
2* = 2 + е;
1 + 2 +2* = 5 + г;
5 + 2 + 2* + 10б = 10 + д;
10 + 5 + 2 + 2* + 1об = 20 + е.
В этой системе цифры обозначают номиналы масс отдельных гирь набора,
а 1об — масса образцовой гири, буквы а, б, в, г, д и е — грузики, которые
прибавляют на одну или другую чашу для уравновешивания весов.
Решив эту систему уравнений, определяют действительные значения каж-
дой гири.
Совместные измерения. Совместными называют производимые одновременно
измерения двух или нескольких неодноименных величин для нахождения зави-
симости между ними.
Совместные измерения можно в общем случае выразить системой уравне-
ний, аналогичной системе вышеприведенных уравнений (2.96), с той лишь
разницей, что уравнения в системе совместных измерений имеют одинаковый
вид и получаются при измерении одних и тех же неодноименных величин в
разных условиях.
Примером совместных измерений может служить нахождение функциональ-
ной зависимости электрического сопротивления терморезистора от температу-
ры t. В нешироком интервале температур эта зависимость имеет вид
г = дЛ, (2-97)
154
где А и В — постоянные, зависящие от физических свойств и размеров резис-
тора.
Для определения постоянных А и В измеряют сопротивления г{ и г2 термо-
резистора при двух температурах и /2и получают систему уравнений:
в
i\= А е fl ,
в
г2 = Ае‘2 .
Находят отношения этих сопротивлений:
2. 1 1
ZL-el-еЧ-^
е'2
Прологарифмировав обе части равенства, получают
In—= lne К h =
r2 Vi h)
откуда
Коэффициент
Л = -^- = ri-eZ1 .
2.11. Критерии оценки грубых погрешностей
В методике выполнения измерений указывают способы обнаружения гру-
бых погрешностей, а если результаты наблюдений можно отнести к нормаль-
ному распределению, то грубые погрешности исключают, основываясь на кри-
териях оценки анормальности результатов наблюдений.
Выбор критерия оценки анормальности результатов наблюдений обосно-
вывается тщательностью оценки возможности принятия гипотезы нормального
распределения и точностью результатов обработки наблюдений (чем большей
информацией располагает экспериментатор, тем точнее результаты обработки
наблюдений).
1. Критерий оценки анормальности результатов наблюдений при неизвестном
генеральном среднем квадратическом отклонении о. Для упорядоченной выборки
результатов ряда наблюдений случайной величины уг <у2 <... <уп подсчитывают
выборочное среднее
1 "
(2-98)
155
и выборочное среднее квадратическое отклонение
г~ --
5 = J-4 Z (у,-у)2.
V"-1 i=i
(2.99)
Чтобы оценить уп (или уД в данной нормальной совокупности и принять
решение об исключении или оставлении уп (или у0 в составе выборки, нахо-
дят отношение
ип = или и, =. (2.100)
Л о
Результат сравнивают со значением р, взятым из табл. 2.16 или 2.17 для
данного объема выборки п и принятых уровней значимости а и а*.
Если ип > р, то сомнительный результат уп исключают. Результат наблюде-
ния У! оценивают аналогично.
Пример— При определении твердости образцов металла стальным шариком по
Бринеллю получено пять значений твердости: НВ 180; НВ 182; НВ 183; НВ 184; НВ 196.
Требуется оценить результат НВ 196 при заданном а = 0,050.
Для данного критерия ип = (упку) / S вычисляют у =185, а 5=6,3, откуда
и„ = 1,75.
По табл. 2.16 для п = 5 и а = 0,050 находят р = 1,67, так как и„ > р, то результат
НВ 196 считаем анормальным и исключаем.
Таблица 2.16
Объем выборки п Предельное значение р при уровне значимости а
0,100 0,075 0,050 0,025
3 1Д5 1,15 1,15 1,15
4 1,42 1,44 1,46 1,48
5 1,60 1,64 1,67 1,72
6 1,73 1,77 1,82 1,89
7 1,83 1,88 1,94 2,02
8 1,91 1,96 2,03 2,13
9 1,98 2,04 2,11 2,21
10 2,03 2,10 2,18 2,29
11 2,09 2,14 2,23 2,36
12 2,13 2,20 2,29 2,41
13 2,17 2,24 2,33 2,47
14 2,21 2,28 2,37 2,50
15 2,25 2,32 2,41 2,55
16 2,28 2,35 2,44 2,58
17 2,31 2,38 2,48 2,62
18 2,34 2,41 2,50 2,66
19 2,36 2,44 2,53 2,68
20 2,38 2,46 2,56 2,71
Таблица 2.17
Объем выборки п Предельное значение р при уровне значимости а*
0,200 0,150 0,100 0,050
156
2. Критерий оценки анормальности результатов наблюдений при известном
генеральном среднем квадратическом отклонении о и неизвестном генеральном
среднем а . В случае если известно генеральное среднее квадратическое откло-
нение, а генеральное среднее неизвестно, то для упорядоченной выборки ре-
зультатов ряда наблюдений <у2 <... < уп подсчитывают выборочное среднее
1 п
X Vi
п i=l
и вычисляют отношение
t - Уп-У
1п~ ст
(2.101)
(2.102)
которое сравнивают с величиной [3, взятой из табл. 2.18 или 2.19 для данного
объема выборки п и принятых уровней значимости а и а*.
При tn > р результат наблюдения уп анормален и может быть исключен.
Таблица 2.18
Объем выборки п Предельное значение [3 при уровне значимости а
0,100 0,050 0,010 0,005
3 1,497 1,738 2,215 2,396
4 1,696 1,941 2,431 2,618
5 1,835 2,080 2,574 2,764
6 1,939 2,184 2,679 2,870
7 2,022 2,267 2,761 2,952
8 2,091 2,334 2,828 3,019
9 2,150 2,392 2,884 3,074
10 2,200 2,441 2,931 3,122
11 2,245 2,484 2,973 3,163
12 2,284 2,523 3,010 3,199
13 2,320 2,557 3,043 3,232
14 2,352 2,589 3,072 3,261
15 2,382 2,617 3,099 3,287
16 2,409 2,644 3,124 3,312
17 2,434 2,688 3,147 3,334
18 2,458 2,691 3,168 3,355
19 2,480 2,712 3,188 3,375
20 2,500 2,732 3,207 3,393
21 2,519 2,750 3,224 3,409
22 2,538 2,768 3,240 3,425
23 2,555 2,784 3,255 3,439
24 2,571 2,800 3,269 3,453
Таблица 2.19
Объем выборки п Предельное значение р при уровне значимости а*
0,200 0,100 0,020 0,010
157
Пример— В процессе взвешивания массы продукции получены результаты, кг:
65000, 66100, 65700, 65800, 66500, 67000, 64700, 65000, 64000, 60200. Генеральное сред-
нее квадратическое отклонение ст = 970 кг. Оценим результат 60200 кг при заданном
а = 0,005.
Вычисляем у = 65,0 и 0 =—4,948. По табл. 2.18 для п = 10 и а = 0,005 находим
р = 3,122. Так как ?i<— Р, то для исходных данных результат = 60200 кг считаем
анормальным и исключаем.
3. Критерий оценки анормальности результатов наблюдений при известном
генеральном среднем квадратическом отклонении а и известном генеральном сред-
нем а . В случае, когда генеральная совокупность, из которой извлечена выбор-
ка, имеет среднее а при условии, что известно генеральное среднее квадрати-
ческое отклонение о, анормальность результата наблюдений подсчитывают по
формуле
(2.103)
Значение vn сравнивают с величиной р, взятой из табл. 2.20 для объема
выборки п и принятого уровня значимости а.
Если vn > Р, то уп считают анормальным и исключают из выборки. Оценку
анормальности у1 производят аналогично.
Таблица 2.20
Объем выборки п Предельное значение р при уровне значимости а
0,100 0,050 0,0010 0,005 0,001
1 1,282 1,645 2,326 2,576 3,090
2 1,632 1,955 2,575 2,807 3,290
3 1,818 2,121 2,712 2,935 3,403
4 1,943 2,234 2,806 3,023 3,481
5 2,036 2,319 2,877 3,090 3,540
6 2,111 2,386 2,934 3,143 3,588
7 2,172 2,442 2,981 3,188 3,628
8 2,224 2,490 3,022 3,227 3,662
9 2,269 2,531 3,057 3,260 3,692
10 2,309 2,568 3,089 3,290 3,719
15 2,457 2,705 3,207 3,402 3,820
20 2,559 2,799 3,289 3,480 3,890
25 2,635 2,870 3,351 3,539 3,944
30 2,696 2,928 3,402 3,587 3,988
40 2,792 3,015 3,480 3,662 4,054
50 2,860 3,082 3,541 3,716 4,108
100 3,076 3,285 3,723 3,892 4,263
250 3,339 3,534 3,946 4,108 4,465
500 3,528 3,703 4,108 4,263 4,607
Пр и м е р — Для проверки стабильности технологической операции обточки вала
в течение заданного времени была извлечена выборка в количестве 12 валов диаметра-
ми, мм: 40,00; 40,02; 39,99; 39,98; 40,00; 40,03; 39,99; 39,98; 40,01; 40,08; 40,04; 39,97.
Генеральное среднее квадратическое отклонение ст = 0,024, генеральное среднее
а = 40,00. Необходимо оценить результат 40,08 мм.
Вычисляем г„ = 3,33. Путем линейного интерполирования в табл. 2.20 для п =12 и
а = 0,005 находим р = 3,346. Тогда вероятность того, что результат 40,08 мм принадлежит
данной нормальной совокупности, мала (а = 0,005), а поэтому считаем его анормаль-
ным и исключаем.
158
2.12. Экспериментальное установление математичес-
кой модели распределения погрешностей
Порядок установления математической модели распределения погрешнос-
тей измерений и средств измерений предполагает следующее: накопление ста-
тистических данных, их математическую обработку и графическое представле-
ние, а также выбор аппроксимирующей теоретической функции для эмпири-
ческого распределения погрешностей.
Результаты многократных наблюдений описываются той же функцией рас-
пределения и с теми же характеристиками, что и погрешности измерений, но
с математическим ожиданием, равным сумме действительного значения изме-
ряемой величины и систематической погрешности измерений.
Математическую модель распределения погрешностей средств измерений
устанавливают: для конкретного экземпляра средств измерений — в точке диа-
пазона измерений и в диапазоне измерений; для совокупности однотипных
средств измерений — также в точке диапазона измерений и в диапазоне изме-
рений.
Установление вида математической модели распределения погрешностей
конкретных экземпляров средств измерений возможно только для средств из-
мерений, у которых случайная составляющая погрешности соизмерима с сис-
тематической.
Средства измерений выбирают на основании заданных отношений между
погрешностями эталона и исследуемых средств измерений либо между погреш-
ностью измерения и контролируемым параметром и вероятностью погрешнос-
ти поверки или контроля в соответствии с требованиями МИ 83—76.
В случае наличия априорной информации об оценке среднего квадратичес-
кого отклонения исследуемого распределения погрешностей выбирают сред-
ство измерений с ценой деления или единицей наименьшего разряда кода (для
цифровых средств измерений) от 0,2 до 0,8 значения среднего квадратического
отклонения исследуемого распределения погрешностей.
При любом отношении погрешностей рабочего эталона и исследуемых
средств измерений либо погрешностей измерения и контролируемого парамет-
ра получают распределение суммарной погрешности как композицию их рас-
пределений погрешностей. При отношении погрешностей 0,3 и менее погреш-
ностью рабочего эталона пренебрегают, считая, что ее вклад в композицию
незначителен.
Для обеспечения однородности выборки следует принять ряд мер, в част-
ности соблюдать при измерениях одинаковые условия и использовать один и
тот же рабочий эталон. В случае изменения распределения погрешностей сово-
купности однотипных средств измерений во времени и от действия влияющих
величин исследованиям должна подвергаться одна и та же совокупность средств
измерений.
Математическая обработка статистических данных заключается в следую-
щем.
1. Определяют центр распределения погрешностей. При этом выбирают одну
из шести оценок, эффективность которой максимальна для данного класса рас-
пределения погрешностей.
Определяют среднее арифметическое по формулам:
159
— 1 П - . П-1
X=±ZXr, Х^-Л^Х,, (2.104)
где р-л</<р-и + 1; р = 0,05 или р = 0,1 для случая, когда с каждого конца ва-
риационного ряда (ряд значений погрешностей, расположенных в порядке воз-
растания) исключают по I значений для получения более устойчивой оценки
центра распределения погрешностей.
Определяют медиану Me — значение случайной величины — погрешности,
при котором Р (X < Me) = Р (X > Me) = у2, по формулам:
если п — четное,
Ме = ± (Хл/2+Хл/2+1); (2.105)
если п — нечетное,
Ме=Х(п+1)/2. (2.106)
Определяют центр размаха по формуле
XR={Xx+Хп) / 2. (2.107)
Определяют центр срединного размаха по формулам:
если п — кратно 4,
X R 2 = -у (^л/4+1 + *з п/4> ; (2.108)
если п — четное,
2 = 2 (^(п+2)/4 + ^(Зи+2)/4)! (2.109)
если (п— 1) — кратно 4,
^R2 =у^(и-1)/4+1 (2.110)
если (и+1) — кратно 4,
^/?2 = 2'^«+1 + 1 + ^п»±1 (2.111)
Наиболее эффективными оценками центра распределения погрешностей
являются:
для симметричных экспоненциальных распределений погрешностей с
0 < к < 0,45 — медиана Me;
для распределения погрешностей, близких к нормальному закону, с
0,45 < к < 0,67 — среднее арифметическое X; Jf(0,05); Jf(O,l), занимающее ме-
дианное положение;
для распределения погрешностей с крутыми спадами, близкими к законам
равнопеременной плотности и арксинусоидальному, с 0,67 < к <1 — центр раз-
маха XR;
для распределения погрешностей с 0,67<к<1 — центр срединного разма-
ха Хю.
2. Определяют моменты распределения погрешностей. Формулы для опреде-
ления начальных ак и центральных моментов и соотношения между ними
приведены в табл. 2.21.
Выбор формул, приведенных во второй и третьей графах таблицы и даю-
щих практически одинаковые результаты, осуществляют в зависимости от осо-
бенностей используемых вычислительной техники, алгоритмов и программ об-
работки информации.
160
Таблица 2.21
ак ^k=f(a^
1 п hi i (x, - X) ax = X\ |i] = 0
h2 = | i (x,-x)2 n 1=1 ц2 = a2 - a2
<"=4 ,?/ Из = аз - 3fl2«l + «1
n4 = | i (x,-xy ц4 = a4 - 4a3a, + 6a2al - За/
3. Определяют параметры рассеивания погрешностей. Несмещенную оценку
дисперсии и среднего квадратического отклонения определяют по формулам:
о2 =-^1 i (Х,-Х)2; (2.112)
° = • <2-113)
4. Определяют параметры островершинности распределения погрешностей.
Эксцесс определяют по формуле
3 = (2.114)
О
Коэффициент эксцесса определяют по формуле
Тэ = ^-3. (2.115)
Контрэксцесс определяют по формуле
х = (0<х<1)- (2-116)
5. Определяют границы промахов.
Промахами (грубыми погрешностями) считают погрешности, отклонения
которых от центра распределения существенно превышают значения, оправ-
данные объективными условиями измерения, и для которых выполняются не-
равенства Xr_ > X, и Xr+ < X,, где и ХГ+ — границы промахов, опреде-
ляемые из выражения
Хг±
(2.117)
11-1651
161
После исключения из выборки промахов повторяют вычисления по
пп. 1—5.
6. Определяют параметры асимметрии распределения погрешностей.
Коэффициент асимметрии распределения погрешностей определяют по фор-
муле
Ya=-§- (2.118)
Среднее квадратическое отклонение коэффициента асимметрии определяют
по формуле
0(у ) = - _
Иа') (п+1) (п+3)'
(2.119)
Распределение погрешностей симметрично, если выполняется условие
(Ya)-
(2.120)
7. Определяют показатель формы распределения погрешностей. Показатель
формы распределения погрешностей а связан с эксцессом Э функциональной
зависимостью
э_Г(1/а) Г(5/а)
Г2(3/а)
(2.121)
и определяется по графику зависимости
показателя формы а от эксцесса Э, пред-
ставленному на рис. 2.14
8. Графическое представление статис-
тических данных. Законы распределения
погрешностей измерения и средств изме-
рений определяют экспериментально на
основании статистических данных. Часто
законы распределений отдельных состав-
ляющих погрешностей устанавливают на
основании логических рассуждений. Если
вид функции распределения погрешнос-
ти известен, то эксперимент ставится для
определения числовых характеристик. Они
могут быть определены и при небольшом
числе опытов, однако степень приближе-
ния получаемых при этом оценок число-
вых характеристик к самим числовым ха-
рактеристикам будет разной в зависимос-
ти от числа опытов.
Допустим, определяется закон распределения погрешности измерения или
средства измерений при ручной обработке информации. Гистограмма (ступен-
чатый многоугольник, служащий для наглядного представления об эмпиричес-
ком распределении и оценки качества произведенного группирования), явля-
162
ющаяся ступенчатой аппроксимацией плотности вероятностей погрешностей,
строится в следующем порядке:
значения погрешностей располагают в вариационный ряд Ху, . . . Ху
.. . Хп, где Xs^l <Xs<Xs+l;
определяют число интервалов группирования погрешностей т, используя
вычисленное значение контрэксцесса к:
(2.122)
Значение т округляют до большего нечетного числа;
определяют ширину интервала группирования
d = Xn^Xl. (2.123)
Далее группируют погрешности по интервалам
Fj <Х, <Г}+d, (2.124)
где Fj — левая граница у-го интервала группирования (у = 1,2, . . . , т);
определяют частость Pj попадания погрешностей в у-й интервал группиро-
вания
п
= (2.125)
Сумма частостей по всем интервалам S Pj< = 1.
7=1
На каждом интервале, как на основании, строят прямоугольник, площадь
которого равна частости этого интервала, а высота — частости, деленной на
ширину интервала. Масштаб графика выбирают таким образом, чтобы отноше-
ние высоты гистограммы к ее основанию составляло примерно 0,6.
Полигон (ломаную линию) распределения погрешностей строят, соеди-
няя середины верхних сторон прямоугольников гистограммы. Гистограмме обыч-
но отдают предпочтение потому, что ее площадь всегда равна объему выборки,
а площадь под полигоном этим качеством не обладает.
Гистограмма или полигон может иметь не одну, а две или несколько вер-
шин, наличие которых трудно объяснить случайными колебаниями. Тогда сле-
дует предположить, что вариационный ряд составлен при существенно разных
условиях. В этом случае тщательно анализируют условия наблюдения.
9. Определяют информационные характеристики распределения погрешнос-
тей.
Энтропийное значение погрешности определяют по формуле
1 т
д=4«10 . (2.126)
J 2
Энтропийный коэффициент, определяющий форму вершины распределения по-
грешностей, определяют по формуле
К = ^-. (2.127)
На основании вида гистограммы и полигона, а также сравнения оценок
параметров и характеристик эмпирического распределения погрешностей Э: уэ;
к; Ya! о (Уа)> а с их критериальными значениями, приведенными в табл.2.22,
п* 163
выдвигают одну или несколько гипотез о виде математической модели эмпири-
ческого распределения погрешностей.
На основании гипотез последовательно производят вычисление теорети-
ческих плотностей распределения вероятностей погрешностей и теоретических
частот. Рассчитывают параметры предполагаемой математической модели рас-
пределения погрешностей в соответствии с табл. 2.22 по эмпирическим дан-
ным, если они не известны заранее. Далее подставляют значения параметров в
математическую модель распределения погрешностей и, умножая полученные
значения на ширину интервала группирования d, определяют плотность рас-
пределения вероятностей погрешности f (А) для значений Xj (J = 1, 2, . . . , пг),
равных серединам интервалов группирования. Теоретические частоты п} опре-
деляют в каждом интервале группирования, умножая вычисленные значения
плотности распределения погрешностей f(XJ') на объем выборки п.
После этого проверяют соответствие эмпирического распределения погреш-
ностей выбранной математической модели. Проверку производят по критерию
согласия %2-Пирсона для объемов выборок п > 100, когда параметры математи-
ческой модели определены по опытным данным, или по критерию со2 для объе-
мов выборок 50 < п < 200, когда параметры математической модели известны
априори.
Если для нескольких математических моделей нет существенного расхож-
дения с эмпирическим распределением погрешностей, то в качестве математи-
ческой модели принимают ту из них, для которой получена наибольшая веро-
ятность согласия.
Порядок установления вида математической модели иллюстрирует пример.
Пример — По данным многократных наблюдений концентрации растворенного
кислорода электрохимическим измерительным преобразователем потенциометрическо-
го типа с экранированной ячейкой получена выборка объемом п = 80 со значениями от
4,92 до 5,16.
На основании формул (2.104), (2.102), (2.116) и (2.117) определяем оценки пара-
метров и характеристик эмпирического распределения погрешностей: X = 5,0168;
о = 0,045; к = 0,54; Хг = 4,879; УГ+ = 5,155.
Значение 5,16 является промахом на основании (2.117), а поэтому после исключе-
ния его из вариационного ряда получим: п = 79; X = 5,015; Me = 5,020; Хг_ = 4,893 ;
2ГГ+ =5,1317 ; о= 0,042; уа = —0,33; 1,5о( уа) = 0,4; уэ=-0,14; к = 0,59; А = 0,079;
АГ=1,87; т = 7(6,07); d = 0,027.
Так как ] уа |< 1,5ст(уа), т. е. 0,33 <0,4, эмпирическое распределение погрешнос-
тей считают симметричным и выбор математической модели осуществляют для симмет-
ричных функций.
Графическое представление эмпирического распределения погрешностей в виде
гистограммы и полигона показано на рис. 2.15, а. Количество интервалов группирования
значений выборки определено по формуле
т = — 1g
%
и _ 4
10 0,59
lg^=6,07
и округлено до большего нечетного числа т = 1.
164
Таблица 2.22
Вид функции
График функции
Наименование
функции распределе-
ния (плотности
вероятностей)
Аналитическое выражение плотности
вероятностей flX)
Параметры
функции
Одномодальная сим-
метричная островершин-
ная
4 ФО
Симметричная
экспоненциальная
То же
для значений
степени:
0,5
0,7
1,0
1,5
2,75 ехр (-| 1IX’°’5); - ~ < X < « *
1,25 exp (-| 3,12Jf ]0’7); - оо < X < ~ *
0,707 exp (-] 1,41А]); - оо < X < *
0,412 ехр (-] 0,823г]1’5); - оо < X < *
Одномодальная сим-
метричная
Нормальная
1 | (Х-Х)1
—^=expl i----2_
о>/2л I 2о2
Одномодальная сим-
метричная плосковер-
шинная
Трапециевидная
Продолжение табл 2 22
Вид функции Критериальные значения характеристик распределений
коэффициента асимметрии уа коэффициента эксцесса уэ коэффициента формы а контрэксцесса к энтропийного коэффициента К
Одномодальная симметричная остро- вершинная
0 22 0,5 0,199 1,35
0 8 0,7 0,304 1,69
0 3 1,0 0,408 1,92
0 0,75 1,5 0,517 2,02
Одномодальная симметричная 0 0 2,0 0,577 2,07
Одномодальная симметричная плоско- вершинная 0 0—(—1,2) 2-10 0,58-0,74 1,7-2,07
Продолжение табл. 2.22
Вид функции График функции Наименование функции распределе- ния (плотности вероятностей) Аналитическое выражение плотности вероятностей ДА) Параметры функции
Одномодальная сим- метричная ИХ) Треугольная & й — 11 1Л 9 > 1л * а
-а 0 а X
Безмодальная Равномерная * VI о и II VI Q Q 1 а
-а 0 а X
Антимодальная сим- метричная f(X) > 1 /1 / 1 у I s 1 Арксинусоидальная я а 7 н- =>|^ ~~ То * в л II О Л а
-а 0 а X
Одномодальная асим- метричная 0 X Ряд Грама — Шарлье /HW-^A3)W+>A4)W; — ©° < X °° X- о; Ya; Тэ
* Выражения плотности вероятностей даны в нормированном виде.
Окончание табл. 2.22
Вид функции Критериальные значения характеристик распределений
коэффициента асимметрии уа коэффициента эксцесса уэ коэффициента формы а контрэксцесса к энтропийного коэффициента К
Одномодальная асимметричная 0 -0,6 5,0 0,646 2,02
Безмодальная 0 -1,2 >10,0 0,745 1,73
Антимодальная симметричная 0 -1,5 — 0,816 1,11
Одномодальная асимметричная -1,0-1,0 -1,2-3 1-10 0,4-0,74 1,7-2,07
б
в
Рис. 2.15
На основании сравнения оценок параметров и характеристик эмпирического рас-
пределения погрешностей с их числовыми значениями для математических моделей (см.
табл. 2.22) выбирают две теоретические функции — нормальную (рис. 2.15, б) и треу-
гольную (рис. 2.15, в) в качестве аппроксимирующих данное эмпирическое распределе-
ние погрешностей для дальнейшей проверки их по критериям согласия. Вычисляют зна-
чения теоретических частостей и заносят данные в табл. 2.23.
Таблица 2.23
Номер интер- вала Середи- на интерва- ла Эмпириче- ская частость Вероятность Теоретическая часть
Нормаль- ная функция Треуголь- ная функция Нормаль- ная функция Треуголь- ная функция
1 4,9336 5 0,04 0,055 3,13 4,37
2 4,9607 6 0,112 0,125 8,85 9,85
3 4,9879 17 0,209 0,194 16,51 15,32
4 5,0150 21 0,257 0,263 20,32 20,8
5 5,0421 14 0,209 0,194 16,51 15,32
6 5,0693 14 0,112 0,125 8,84 9,85
7 5,0964 2 0,04 0,055 3,13 4,37
Сумма 79 1,08 1,01 77,3 79,9
Проверку согласия эмпирического распределения с выбранными теоретическими
функциями (нормальной и треугольной) проводят по критерию со2:
(®п)ноРм = 3,87; (со^треуг = 1,07 . После этого задаются уровнем значимости q = 0,1.
По табл.2.24 находят значение функции а (со2), соответствующее вычисленному значе-
нию со2. При (со2)норм >2,5 значение функции а (со2)норм >0,95 и стремится к единице.
169
а(ю^)треуг при (со^треу,. = 1,07 будет равно 0,673. При заданном уровне значимости
9 = 0,1 а («2)^ = 0,673 <(1-0,1).
Таким образом, принимают гипотезу о законе распределения Симпсона. Матема-
тическая модель эмпирического распределения погрешностей имеет вид
а- л-
т = —Ц-
а
где а = .
Таблица 2.24
Значе- ние 0)2 Значение функции а (<о^) при втором знаке после запятой значения
1 2 3 4 5 6 7 8 9 10
0,0 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
0,1 000 000 000 000 001 001 002 003 005 007
0,2 010 013 016 020 025 030 035 041 048 055
о,з 062 070 078 086 095 104 113 122 132 141
0,4 151 161 171 181 192 202 212 222 233 243
0,5 253 263 274 284 294 304 313 323 333 343
0,6 352 361 371 380 389 398 407 416 424 433
0,7 441 449 458 466 474 482 489 497 504 512
0,8 519 526 533 540 547 554 560 567 573 580
0,9 586 592 598 604 610 615 621 627 632 637
1,0 643 648 653 658 663 668 673 677 682 687
1,1 691 696 700 704 709 713 717 721 725 729
1,2 732 736 740 744 747 751 754 758 761 764
1,3 768 771 774 777 780 783 786 789 792 795
1,4 798 800 803 806 809 811 814 816 819 821
1,5 824 826 828 831 833 835 837 839 842 844
1,6 846 848 850 852 854 856 858 859 861 863
1,7 865 867 868 870 872 873 875 877 878 880
1,8 881 883 884 886 887 889 890 892 893 894
1,9 896 897 898 900 901 902 903 905 906 907
2,0 908 909 910 912 913 914 915 916 917 918
2,1 919 920 921 922 923 924 925 926 927 928
2,2 929 929 930 931 932 933 934 934 935 936
2,3 937 938 938 939 940 941 941 942 943 943
2,4 944 945 945 946 947 947 948 949 949 950
2.13. Требования к нормальным условиям измерений
Нормальные условия нормируют пределами нормальных областей влияю-
щих величин, указывая при необходимости их номинальные значения.
Условия считаются нормальными для определения основной погрешности
поверяемого средства измерений, если составляющая погрешности поверяемо-
го средства измерений от действия совокупности влияющих величин не превы-
шает 35 % предела его допускаемой основной погрешности. Аппаратурная со-
ставляющая погрешности результата измерений других величин, определяемых
170
при поверке в нормальных условиях, должна лежать в пределах допускаемой
основной погрешности средств их измерений от действия влияющих величин и
быть не более 35 % установленного предела допускаемой погрешности измере-
ний. Если применяется эталон или вспомогательное средство измерений и его
нормальные условия отличаются от установленных для поверяемых, то величи-
на составляющей погрешности результата измерений других величин должна
быть не более 50 % предела основной погрешности эталона. Пределы допуска-
емых погрешностей поверяемого средства измерений от действия любой влия-
ющей величины, которые нормируются в нормальных условиях, выбирают из
ряда 10, 15, 20 и 35 % предела его допускаемой основной погрешности. Пре-
дельные значения выхода аппаратурной составляющей погрешности измере-
ний от действия любой влияющей величины за пределы основной погрешнос-
ти применяемых эталонов других величин выбирают из ряда 15, 20, 30 и 50 %
предела основной погрешности этих средств. Если воздействует 7—11, 4—6,
2—3 и 1 влияющая величина, то предельные значения выхода аппаратурной
составляющей выбирают соответственно из ряда 10, 15, 20, 35 % предела допус-
каемой погрешности измерений этих образцовых средств.
При выборе нормируемых пределов вес влияющей величины может быть
учтен следующим образом. При действии двух влияющих величин, вес одной из
которых равен 2, нормируемый предел случайных погрешностей от действия
влияющей величины с меньшим весом выбирается, как показано выше, и
равен 20 %, а соответствующий предел для величины с большим весом равен
20 % х 2 = 40 %.
Номинальные значения наиболее распространенных нормальных влияю-
щих величин при разработке НД на методы и средства поверки выбирают из
табл. 2.25, но в обоснованных случаях в НД допускается устанавливать нормаль-
ные условия, отличающиеся от указанных. Нормальные условия должны со-
блюдаться в рабочем пространстве (пространствах), внутри которого нормаль-
ная область влияющих величин лежит в установленных пределах.
Таблица 2.25
Влияющая величина Значение, допускаемое к ограниченному применению в качестве номинального
Наименование Номинальное значение
Температура К °C Атмосферное давле- ние кПа Па мм рт. ст. Относительная влаж- ность 293 20 101,3 760 60 273,90; 4,2 23; 25; 27 100 101325 750 0, 55, 58, 65
Допускается нормировать нормальные значения других влияющих величин:
вибрации, напряженности магнитного поля и т. д.
Для каждой нормируемой влияющей величины и их совокупности в соот-
ветствии с вышеуказанными требованиями выбирают нормальную область. До-
171
пускаемые пределы нормальной области широко распространенных влияющих
величин выбирают из значений в зависимости от предела основной погрешно-
сти поверяемого средства измерений, предела допускаемых погрешностей из-
мерений других величин или предела основной погрешности средств их из-
мерений, а также области и диапазона измерений (табл. 2.26).
Таблица 2.26
Влияющая величина Допускаемые значения предела
Наименование Характеристика
Температура К (°C) Атмосферное давление кПа мм рт.ст. Относитель- ная влажность, % Вибрация Магнитное поле Среднее отклонение от номинального значения Колебание в процессе вы- полнения измерений или за нормируемое время Разность в рабочем про- странстве и на поверхности средств и объектов измерений Отклонение от номиналь- ного значения При неустановленном но- минальном значении Отклонение от номиналь- ного значения При неустановленном но- минальном значении Отклонение от номиналь- ного значения При неустановленном но- минальном значении Частота, Гц Амплитуда вибропереме- щений, мм Амплитуда виброскорости, м/с Магнитная индукция по- стоянного магнитного поля, Тл Напряженность магнит- ного поля, А/м Амплитуда магнитной ин- дукции переменного маг- нитного поля частотой до 400 Гц, Тл Амплитуда напряженности переменного магнитного поля частотой до 400 Гц, Тл 0,01; 0,02; 0,05; 0,1; 0,2 (0,3); 0,5; 1; 2; 5; 10; 15; (0,5л) — со знака- ми «+» и (или) «—» 0,001; 0,002; 0,005; 0,01; 0,02 (0,03); 0,05; 0,1; 0,2 (0,3); 0,5; 1; 2; 5; 10; (0,5л) 0,01; 0,02; 0,05; 0,1; 0,2; 0,5; 1; 2; 5; 10; (0,5л) 3; 4; 6; 8; 10 — со знаками «+» и (или) «—» 84-106; 87-107; 96-104; 98-105 (22,5); 25; 30; 45; 60; 75 - со зна- ками «+» и (или) «—» 630-795; 652-802; 720-780; 735-790 (788) 1; 2; 5; 10; 15; 20 — со знаками «+» и (или) «—» 30-60; 30-80; (45-75): 45—80; не более 60 (70) 0,01-30 (1-30; 10-70; 1-60) 0,075; (0,1); 0,15; (0,2); 0,35; 0,75; 1,5; 3,5 0,02л; 0,06л; 0,1л; 0,3л; лл 1 -10~6; 1 • 10~5; 0,2 10~4; 1 • 10“4; 5 • 10“4; л • 10“3 - со знаками «+» и (или) «—» (16); (80); (400) 1 • 10~8; 1 -IO-7; 1 • 10-6; 1 • 10-5; л • 10"4 0,08; 0,8; 8 (10); (80и)
172
Г л а В a 3. СРЕДСТВА ИЗМЕРЕНИЙ
И ИХ ПОГРЕШНОСТИ
3.1. Средства измерений
Средство измерений — это техническое средство, используемое при изме-
рениях и имеющее нормированные метрологические свойства. К средствам из-
мерений относят меры и измерительные приборы, преобразователи, установки
и системы. От средств измерений зависит правильное определение значения
измеряемой величины в процессе измерения.
Мера — это средство измерений, предназначенное для воспроизведения
физической величины заданного размера. Например, гиря — мера массы, из-
мерительный резистор — мера электрического сопротивления и т. п. К мерам
относятся также стандартные образцы и эталонные вещества.
Стандартный образец — это мера для воспроизведения единиц величин,
характеризующих свойства или состав веществ и материалов, например стан-
дартный образец свойств ферромагнитных материалов или среднелегирован-
ной стали с аттестованным содержанием химических элементов, образцы ше-
роховатости поверхности.
Эталонное вещество — это вещество с известными свойствами, воспроиз-
водимыми при соблюдении условий приготовления, указанных в утвержден-
ной спецификации, например «чистая» вода, «чистые» газы, «чистые» ме-
таллы.
Эталонные вещества воспроизводят строго регламентированный состав ве-
ществ и широко используются при производстве количественных химических
анализов и в создании реперных точек шкал. Например, «чистый» цинк служит
для воспроизведения температуры -420 °C.
В случае если мера должна использоваться исключительно со значениями,
вычисляемыми согласно инструкции по эксплуатации с учетом поправок, при-
веденных в сопроводительной документации, то применяют меру не с номи-
нальным, а с действительным значением.
Меры подразделяют на однозначные и многозначные.
Однозначная мера воспроизводит физическую величину одного размера. По
сути, она воспроизводит либо единицу измерения, либо некоторое определен-
ное числовое значение данной физической величины. Например, измеритель-
ная катушка сопротивления, гиря, плоскопараллельная концевая мера длины,
измерительная колба, измерительный резистор, нормальный элемент, конден-
сатор постоянной емкости.
Из однозначных мер собирают наборы мер. Набор мер — это специально
подобранный комплект мер, применяемых не только по отдельности, но и в
различных сочетаниях с целью воспроизведения ряда одноименных величин
различного размера, например набор измерительных конденсаторов, набор
плоскопараллельных концевых мер длины, набор гирь.
Многозначная мера воспроизводит ряд одноименных величин различного
размера, например конденсатор переменной емкости, вариометр индуктивно-
сти, линейки с миллиметровыми делениями.
173
Эталонные средства измерений предназначены для передачи размеров еди-
ниц физических величин от эталонов или более точных образцовых средств
рабочим средствам. Общие требования к эталонным средствам измерений уста-
навливает ГОСТ 8.326—89. Эталонными средствами измерений являются меры,
измерительные приборы и устройства, прошедшие метрологическую аттеста-
цию и утвержденные органами государственной или ведомственной метроло-
гической службы в качестве эталонных. По назначению следует различать ис-
ходные и подчиненные эталонные средства измерений.
Исходными называют эталонные средства измерений, от которых размер
единицы передается с наивысшей в данном подразделении метрологической
службы точностью.
Подчиненными называют эталонные средства измерений, которым переда-
ется размер единицы от исходного эталонного средства измерений непосред-
ственно или через другие эталонные средства измерений.
В зависимости от погрешности аттестации эталонные средства измерений
подразделяются на разряды. Для различных видов измерений, проводимых в
отрасли, устанавливается различное число разрядов эталонных средств измере-
ний, предусмотренное стандартами на поверочные схемы данного вида средств
измерений. Разряды служат основой для их метрологического соподчинения:
эталонные средства 1-го разряда поверяются, как правило, непосредственно
по рабочим эталонам, а 2-го и последующих разрядов — по эталонным сред-
ствам предшествующих разрядов. Например, эталонными мерами электро-
движущей силы 1-го разряда служат нормальные элементы с погрешностью
±2 • 10-4 %, а эталонными мерами 2-го разряда — нормальные элементы с
погрешностью ±5 • 10-4 %. Эталонные меры массы (гири) и измерительные
приборы для измерения давления делятся на четыре разряда.
Разделение средств измерений на эталонные и рабочие определяется их
метрологическим назначением. Различные экземпляры одного и того же сред-
ства измерений могут выполнять функции эталонного или рабочего средства.
Однако экземпляр средства измерений, выполняющий функции эталонного
средства, не используют для обычных технических измерений.
Эталонные средства измерений выполняют в системе обеспечения един-
ства измерений в стране очень ответственную роль, так как они «распростра-
няют» единицы, передавая их размер другим средствам измерений, поэтому
они подлежат тщательному хранению и поверку их проводят настолько часто,
чтобы была обеспечена требуемая точность и достоверность результатов изме-
рений. Применять их следует только для поверки других средств измерений. Сред-
ства измерений, аттестованные в качестве эталонных, допускается применять в
качестве рабочих только в особых случаях, с разрешения органа метрологичес-
кой службы, производившего аттестацию этих средств измерений.
Рабочие средства применяют для измерений, не связанных с передачей
размера единиц, т. е. они служат для технических измерений в лабораториях или
на производстве.
Для эталонного средства измерений не так важно, насколько велики по-
правки к его показаниям, как важны стабильность и воспроизводимость его
показаний. Поэтому к эталонным средствам измерений в отличие от рабочих
предъявляют более высокие требования в отношении воспроизводимости по-
казаний. К рабочим же средствам измерений предъявляют специфические тре-
бования, связанные с условиями их применения.
Измерительный прибор представляет собой средство измерений, предназ-
наченное для выработки сигнала измерительной информации в форме, доступ-
ной для непосредственного восприятия наблюдателем.
174
Результаты измерений приборами выдаются их отсчетными устройствами.
Последние подразделяют на шкальные, цифровые и регистрирующие.
Шкальные отсчетные устройства состоят из шкалы, представляющей собой
совокупность отметок и чисел, изображающих ряд последовательных значений
измеряемой величины, и указателя (стрелки, электронного луча и др.), связан-
ного с подвижной системой прибора.
Отметки шкалы, у которых проставлено числовое значение, называются
числовыми отметками шкалы.
Основными характеристиками шкалы рассматриваемого отсчетного устрой-
ства являются: длина деления шкалы — расстояние между осями или центрами
двух соседних отметок (штрихов или точек) шкалы, измеренное вдоль ее базо-
вой линии, т. е. линии, проходящей через середины ее самых коротких отметок,
и цена деления шкалы — значение измеряемой величины, которое вызывает
перемещение подвижного элемента отсчетного устройства на одно деление,
т. е. модуль разности значений измеряемой величины, соответствующих двум
соседним отметкам шкалы.
Указанные на шкале наименьшее и наибольшее значения измеряемой ве-
личины называются соответственно начальным и конечным значениями шкалы.
Область значений, ограниченная начальным и конечным значениями шка-
лы, называется диапазоном показаний.
Диапазон измерений — это та часть диапазона показаний, для которой нор-
мированы пределы допускаемых погрешностей средства измерений. Наимень-
шее и наибольшее значения диапазона измерений называются соответственно
нижним и верхним пределами измерений (рис. 3.1). В технических приборах диапа-
зон измерений и диапазон показаний, как правило, совпадают.
Отметки шкалы
Рис. 3.1
Значение величины, определяемое по отсчетному устройству средства из-
мерений и выраженное в принятых единицах этой величины, называют пока-
занием средства измерений. Показание может быть выражено как
хп = N • с или х„ = Удел • сдел,
где N — отсчет (неименованное число, отсчитанное по отсчетному устройству
средства измерений либо полученное счетом последовательных отметок или
сигналов); с — постоянная средства измерений (число, именованное в едини-
цах измеряемой величины; Удел — число делений, подсчитанных по отсчетно-
му устройству); сдел — цена деления шкалы как разность значений величины,
соответствующих двум соседним отметкам шкалы.
175
Пример — На рис. 3.2 показано различие понятий постоянной прибора с и цены
деления сдел, из которого видно, что максимальный отсчет 7Vmax = 50, а положению
стрелки отвечает отсчет N = 24. Если наибольшее показание вольтметра t/max = 50 В, то
постоянная вольтметра
Стах 50 В . п
£. = _^пах_ = _^ = 1В
^тах 50
а показание, отвечающее положению стрелки,
U= N-с = 24 • 1 = 24 В.
На этой шкале максимальное число делений 7Удел тах = 25 дел, а положению стрел-
ки отвечает Naej[ =12 дел. Следовательно, цена деления шкалы вольтметра
Cmax 50В .
сдел ~си - fl- ~ - 25 дел _ В /дел,
*’ дел max Д^Л
а показание
U = Мдел сдел = 12 дел • 2 В/дел = 24 В.
Числовые значения с и сдел = cv В/дел зависят от конечного значения шкалы дан-
ного диапазона измерений.
Рис. 3.3
Шкалы приборов бывают односторонними (рис. 3.3), двухсторонними
(рис. 3.4) и безнулевыми (рис. 3.5). В односторонних шкалах один из пределов
измерения прибора равен нулю.
50
Рис. 3.5
Рис. 3.4
В двухсторонних шкалах нулевое значение расположено на шкале. В безнуле-
вых — на шкале нет нулевого значения.
В соответствии с ГОСТ 8.401—80 практически равномерной шкалой называ-
ется шкала, длина делений которой отличается друг от друга не более чем на
30 % и имеет постоянную цену делений. Существенно неравномерная шкала —
это шкала с сужающимися делениями, для которой значение выходного сигна-
ла, соответствующее полусумме верхнего и нижнего пределов диапазона изме-
рений входного (выходного) сигнала, находится в интервале между 65 и 100 %
длины шкалы, соответствующей диапазону измерений входного (выходного)
сигнала. Степенная шкала — это шкала с расширяющимися или сужающимися
делениями, отличная от шкал, указанных выше.
176
Чувствительность измерительного прибора — это отношение изменения
сигнала А/ на выходе измерительного прибора к вызывающему его изменению
измеряемой величины ЛА, т. е.
Из формулы 3.1 следует, что чем меньше изменение измеряемой величи-
ны, отмечаемое прибором, тем выше его чувствительность, т. е. она обратно
пропорциональна цене деления шкалы.
Пример — У электроизмерительного прибора — равномерная шкала (шкала с
делениями постоянной длины и с постоянной ценой деления), разделенная на 100 ин-
тервалов. Нижний предел измерения 17н = —25 мВ; верхний Un - +25 мВ. Определить
цену деления шкалы и чувствительность прибора. В данном случае стрелка переместит-
ся с одной отметки шкалы на соседнюю при изменении входного напряжения на
ли = сц = ^^=0,5 мВ. Следовательно, цена деления cv = 0,5 мВ. Если за
изменение выходной величины данного прибора принять перемещение стрелки на один
интервал, то легко заметить, что чувствительность S и цена деления с являются обрат-
ными величинами, т. е. 5 = 1 / с = 2 мВ-1.
Цифровые отсчетные устройства бывают либо механические, либо свето-
вые. Механические отсчетные устройства используют в тех цифровых приборах,
у которых измеряемая величина преобразуется в соответствующие углы пово-
рота валов. Световые табло, состоящие, как правило, из системы индикатор-
ных газоразрядных ламп, подсвечивающих те или иные цифры, используются в
электронных цифровых приборах, у которых измеряемые величины преобразу-
ются в определенную последовательность импульсных сигналов.
Регистрирующие отсчетные устройства состоят из пишущего или печатного
механизма и ленты. Простейшее пишущее устройство представляет собой перо,
заполненное чернилами, фиксирующее результат измерения на бумажной лен-
те. В более сложных устройствах запись результатов измерений может произво-
диться световым или электронным лучом, перемещение которого зависит от
значений измеряемых величин.
Измерительные приборы классифицируются по весьма разнообразным при-
знакам, к числу которых относят и рассматриваемые ниже способы определе-
ния значений измеряемой величины и образования показаний.
По способу определения значения измеряемой величины приборы делятся
на две группы: прямого действия и сравнения.
Приборы прямого действия (непосредственной оценки) позволяют полу-
чать значения измеряемой величины на отсчетном устройстве. Такие приборы
состоят из нескольких элементов, осуществляющих необходимое преобразова-
ние измеряемой величины в сигнал того или иного вида или, если необходи-
мо, усиление этого сигнала, чтобы вызвать перемещение подвижного органа
отсчетного устройства. Примером может служить электронный вольтметр, пред-
назначенный для измерения высокочастотного напряжения. Входной сигнал
подается на детектор, преобразующий переменное напряжение в постоянное,
которое после усиления в усилителе постоянного тока подводится к магнито-
электрическому вольтметру постоянного тока. Здесь постоянное напряжение, в
свою очередь, преобразуется в механический момент, поворачивающий под-
вижную рамку на угол, пропорциональный значению измеряемого напряже-
12-1651
177
ния. Шкала же вольтметра постоянного тока может быть градуирована в ампли-
тудных или средних квадратических (эффективных) значениях переменного
напряжения, подводимого ко входу электронного вольтметра.
Характерной особенностью приборов непосредственной оценки является
то, что результаты, полученные с их помощью, не требуют сравнения с пока-
заниями эталонных средств измерений.
К таким приборам относится большая часть вольтметров, амперметров,
манометров, термометров и др.
В приборах сравнения значение измеряемой величины определяют сравне-
нием с известной величиной, соответствующей воспроизводящей ее мере, на-
пример при измерении массы тел на рычажных весах. Для сравнения измеряе-
мой величины с мерой используют компенсационные или мостовые измери-
тельные цепи. В компенсационных вольтметрах измерение напряжения основа-
но на сравнении измеряемой величины с величиной компенсирующего напря-
жения, задаваемого мерой напряжения (нормальным элементом или другой
эталонной мерой напряжения).
На сравнении измеряемой величины с мерой основана работа грузопорш-
невых и грузопружинных манометров, где сравниваются силовые эффекты, с
которыми действуют на поршень измеряемое давление и мера массы. При изме-
рении линейных размеров тел с использованием концевых мер длины часто
используют дифференциальный метод сравнения, т. е. для измерения разности
между измеряемой величиной и мерой применяют дополнительные приборы
непосредственной оценки. Если объектами измерения являются параметры эле-
ментов, которые не несут в себе энергии (параметры пассивных элементов), то
для сравнения измеряемой величины с мерой чаще всего используют мостовые
измерительные схемы. В этих схемах пассивные элементы предварительно акти-
визируются путем подведения для питания моста энергии от специальных ис-
точников питания. Сравнение же измеряемой величины, включенной в изме-
рительное плечо моста, с известным значением меры, включенной в плечо
сравнения, производят, как правило, нулевым методом, т. е. уравновешивая
мост путем измерения значения меры. Характерной особенностью приборов,
основанных на методе сравнения, является то, что погрешность измерения с
их помощью определяется в основном погрешностью мер, с которыми сравни-
вают измеряемые величины. Следовательно, применение мер более высоких
классов точности и разрядов обеспечивает повышение точности измерений.
По способу образования показаний приборы подразделяют на показываю-
щие и регистрирующие. Показывающие приборы, в свою очередь, подразде-
ляют на аналоговые и цифровые.
Аналоговые приборы — это, как правило, стрелочные приборы с отсчетны-
ми устройствами, состоящими из двух элементов — шкалы и указателя, связан-
ного с подвижной частью прибора. Показания таких приборов являются непре-
рывной функцией измерений измеряемой величины.
Цифровые измерительные приборы автоматически вырабатывают дискрет-
ные сигналы измерительной информации, которые представляют в цифровой
форме. Отсчет у них производится с помощью механических или электронных
цифровых отсчетных устройств.
Цифровые измерительные приборы по сравнению со стрелочными имеют
ряд достоинств: процесс измерения автоматизирован, что исключает возник-
новение погрешностей, обусловленных ошибками оператора; время измерения
178
очень мало; результат измерений, выдаваемый в цифровой форме, легко фик-
сируется цифропечатающим устройством и удобен для ввода в электронно-
вычислительную машину.
Цифровые измерительные приборы широко применяют для измерения
электрических напряжений, частоты колебаний, параметров электрических и
радиотехнических цепей и многих других физических величин. В последние годы
они все чаще заменяют стрелочные приборы.
Регистрирующие измерительные приборы подразделяют на самопишущие
(например, барографы, термографы, шлейфовые осциллографы), выдающие
показания в форме диаграммы, и печатающие, которые выдают результат из-
мерений в цифровой форме на бумажной ленте. Регистрирующие приборы нахо-
дят широкое применение при измерении физических величин — параметров
процессов или свойств объектов в динамических режимах, когда непрерывно
изменяются те или иные условия измерения (температура, давление и т. п.).
Измерительный преобразователь — средство измерений, служащее для вы-
работки измерительной информации в форме, удобной для передачи, дальней-
шего преобразования, обработки и хранения, но не поддающейся непосред-
ственному восприятию наблюдателем.
Преобразуемая физическая величина называется входной, а результат пре-
образования — выходной величиной. Связь между выходной и входной величи-
нами преобразователя устанавливается функцией преобразования.
Измерительные преобразователи являются составной частью измеритель-
ных приборов, различных измерительных систем, системы автоматического
контроля или регулирования тех или иных процессов.
Основное требование к измерительным преобразователям — точная пере-
дача информации, т. е. минимальные потери информации, иначе говоря, ми-
нимальные погрешности. Измерительное преобразование — это отражение раз-
мера одной физической величины размером другой физической величины,
функционально с ней связанной. На принципе измерительного преобразова-
ния построены практически все средства измерений, так как любое средство
измерений использует те или иные функциональные связи между входной и
выходной величинами. Например, в приборах для электрических измерений
неэлектрических величин или для измерения геометрических величин, таких
как микрометр, когда измеряемая длина отсчитывается по углу поворота мик-
рометрического барабана, или штангенциркуль, когда вместо расстояния меж-
ду губками штангенциркуля отсчитывается соответствующее расстояние по его
шкале. Понятие «измерительный преобразователь» более конкретно, чем «из-
мерительное преобразование», так как одно и то же измерительное преобразо-
вание может быть выполнено рядом различных по принципу действия измери-
тельных преобразователей. Например, измерительное преобразование темпера-
туры в механическое перемещение может быть выполнено ртутным термомет-
ром или биметаллическим элементом либо термопарой, преобразующей тем-
пературу в ЭДС, а ЭДС в перемещение указателя.
Измерительный преобразователь, к которому подведена измеряемая вели-
чина, называется первичным преобразователем, например термопара в термо-
электрическом термометре.
Измерительный преобразователь, предназначенный для изменения вели-
чины в заданное число раз, называется масштабным, например делители
12*
179
напряжений на входе вольтметров или электронных осциллографов, а также
измерительные усилители.
Измерительный преобразователь, предназначенный для дистанционной
передачи сигнала измерительной информации, называется передающим, на-
пример индуктивный и пневматические передающие преобразователи.
Вспомогательным является средство измерений величин, влияющих на мет-
рологические свойства другого средства измерений при его применении или
поверке. Например, точность измерения объемного расхода газа или линейных
размеров тел зависит от температуры, измеряемой термометром, который и
является вспомогательным средством измерений.
Измерительная установка — это совокупность функционально объединен-
ных средств измерений (мер, измерительных приборов, измерительных преоб-
разователей) и вспомогательных устройств, предназначенных для выработки
сигналов измерительной информации в форме, удобной для непосредственно-
го восприятия наблюдателем, и расположенных в одном месте.
Создание измерительных установок, называемых также измерительными
стендами, позволяет наиболее рационально расположить все требуемые сред-
ства измерений и соединить их с объектами измерений для обеспечения наибо-
лее высокой производительности труда на данном рабочем месте (например,
на рабочих местах операторов в конкретных условиях производства или пове-
рочных лабораторий). Так создаются измерительные установки (стенды), на-
пример, для контроля работоспособности тех или иных технических устройств,
для поверки различных средств измерений и т. п.
Измерительные системы предназначены для выработки сигналов измери-
тельной информации в форме, удобной для автоматической обработки, пере-
дачи и использования в автоматических системах управления. Их главная
цель — автоматизация процесса измерения и использования результатов изме-
рения для автоматического управления различными процессами производства.
В состав таких систем могут входить преобразователи одних величин в другие,
схемы автоматического регулирования, меры и измерительные приборы. В слу-
чае если различные элементы системы разнесены на значительные расстояния
друг от друга, связь между ними осуществляется как по проводным, так и бес-
проводным каналам.
3.2. Сертификация средств измерений
Для введения системы сертификации средств измерений в действие разра-
ботаны и утверждены:
МИ 2277—93 «ГСИ. Сертификация средств измерений. Основные положе-
ния и порядок проведения работ». Данная рекомендация разработана с учетом
требований международных документов ИСО, МЭИ, МОЗМ;
МИ 2278—93 «ГСИ. Сертификация средств измерений. Органы по сертифи-
кации. Порядок аккредитации»;
МИ 2279—93 «ГСИ. Сертификация средств измерений. Порядок ведения
Реестра системы».
Кроме того, аккредитация испытательных лабораторий (центров) средств
измерений производится в соответствии с ПР 50.2.010—94 «ГСИ. Требования к
государственным центрам испытаний средств измерений и порядок их аккре-
дитации».
180
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Сертификация соответствия (Руководство ИСО/МЭК 2:1996, п. 13.5) — дейст-
вие третьей стороны, доказывающее, что обеспечивается необходимая уве-
ренность в том, что должным образом идентифицированная продукция,
процесс или услуга соответствует конкретному стандарту или другому нор-
мативному документу (НД).
Соответствие (Руководство, п. 13.1) — соблюдение всех установленных требо-
ваний к продукции, процессу или услуге.
Третья сторона (Руководство, п. 13.2) — лицо или орган, признаваемые неза-
висимыми от участвующих сторон в рассматриваемом вопросе.
Участвующие стороны представляют, как правило, интересы поставщиков
(первая сторона) и покупателей (вторая сторона).
Система сертификации (Руководство, п. 14.1) — система, располагающая соб-
ственными правилами процедуры и управления для проведения сертифика-
ции соответствия.
Орган по сертификации (Руководство, п. 14.3) — орган, проводящий сертифи-
кацию соответствия.
Орган по сертификации может сам проводить испытания и контроль за ис-
пытаниями или осуществлять надзор за этой деятельностью, проводимой по
его поручению другими органами.
Сертификат соответствия (Руководство, п. 14.8) — документ, выдаваемый в
соответствии с правилами сертификации, указывающий, что обеспечивает-
ся необходимая уверенность в том, что должным образом идентифициро-
ванная продукция, процесс или услуга соответствует конкретному стандар-
ту или другому нормативному документу.
Знак соответствия в области сертификации (Руководство, п. 14.9) — защищен-
ный в установленном порядке знак, применяемый или выданный в соответ-
ствии с правилами системы сертификации, указывающий, что обеспечива-
ется необходимая уверенность в том, что данная продукция, процесс или
услуга соответствует конкретному стандарту или другому нормативному до-
кументу.
Аккредитация — официальное признание полномочий осуществлять какую-либо
деятельность в области сертификации.
Сертификация производства — официальное подтверждение органом по серти-
фикации или другим специально уполномоченным органом наличия необ-
ходимых и достаточных условий производства данной продукции (исполне-
ния данных услуг), обеспечивающих стабильность требований к ней, задан-
ных в нормативных документах и контролируемых при сертификации.
Заявитель — предприятие, организация, граждане, обратившиеся в орган по
сертификации конкретного типа (марки) продукции.
Схема сертификации — состав и последовательность действий третьей стороны
при проведении сертификации соответствия.
Испытательная лаборатория — лаборатория, которая проводит испытания.
Добровольная сертификация — сертификация, проводимая на добровольной
основе по инициативе изготовителя (исполнителя), продавца (поставщика)
или потребителя продукции.
Аттестация лаборатории (органа по сертификации) — проверка испытатель-
ной лаборатории (органа по сертификации) с целью определения ее (его)
181
соответствия установленным критериям аккредитации лабораторий (орга-
нов по сертификации).
Средство измерений — техническое средство, предназначенное для измерений
и имеющее нормированные метрологические характеристики.
Метрологические характеристики средств измерений — характеристики свойств
средств измерений, оказывающих влияние на результаты и погрешности из-
мерений.
ЦЕЛИ И ЗАДАЧИ СИСТЕМЫ СЕРТИФИКАЦИИ
СРЕДСТВ ИЗМЕРЕНИЙ
В статье 24 Закона РФ «Об обеспечении единства измерений» предусмотре-
на сертификация средств измерений в соответствии с актами законодатель-
ства РФ.
На средства измерений распространяются требования, предусматриваю-
щие как обязательную, так и добровольную сертификацию. Важнейшей осо-
бенностью сертификации является то, что все операции осуществляются в рамках
системы, располагающей четкими правилами процедуры и управления для про-
ведения сертификации.
Обязательная сертификация проводится в рамках системы сертификации
продукции ГОСТ Р и направлена на обеспечение безопасности применения
средств измерений путем их сертификации на соответствие требованиям безо-
пасности, регламентированным в государственных стандартах.
Поскольку некоторые группы средств измерений, применяемых в сферах
распространения ГМКиН, включены в Перечень продукции, подлежащей обя-
зательной сертификации, становится актуальной проблема взаимоувязки мет-
рологических (в рамках системы испытаний и утверждения типа средств
измерений) и сертификационных (в рамках системы сертификации продукции
ГОСТ Р) работ.
Сертификацию средств измерений только на соответствие метрологичес-
ким нормам и правилам выполняют в рамках добровольной системы сертифи-
кации средств измерений (Системы), зарегистрированной Федеральным агент-
ством по техническому регулированию и метрологии в августе 1994 г. под
№ РОСС Р ООО 1.04СЕ00.
Система является открытой для вступления и участия в ней юридических
лиц.
Основные цели Системы следующие:
обеспечение единства измерений;
содействие экспорту и повышению конкурентоспособности средств изме-
рений.
Основными задачами Системы являются:
проверка и подтверждение соответствия средств измерений установленным
в распространяющихся на них НД метрологическим нормам и требованиям;
проверка обеспеченности сертифицируемых средств измерений методами
и средствами калибровки для передачи размеров единиц величин от утверж-
денных Федеральным агентством по техническому регулированию и метро-
логии эталонов;
проверка соответствия средств измерений дополнительным требованиям,
указанным Заявителем.
Система предусматривает свободный доступ изготовителям, общественным
организациям, организациям по сертификации, испытательным лаборато-
182
риям, а также всем другим заинтересованным предпринимателям, организа-
циям и отдельным лицам к информации о деятельности Системы, ее правилах,
участниках, результатах аккредитации, сертификации и т. д.
Организационную структуру Системы образуют:
центральный орган;
координационный совет;
апелляционный комитет;
научно-методический центр;
органы по сертификации;
испытательные лаборатории (центры) средств измерений.
Центральный орган — Управление метрологии и надзора Федерального
агентства по техническому регулированию и метрологии — осуществляет:
организацию, координацию и методическое руководство работами по сер-
тификации;
установление основных принципов и правил сертификации;
аккредитацию органов по сертификации и испытательных лабораторий
(центров);
выполнение функций органа по сертификации при его отсутствии;
организацию инспекционного контроля за деятельностью аккредитован-
ных органов по сертификации;
взаимодействие с международными и зарубежными организациями по воп-
росам сертификации;
признание документов об аккредитации органов по сертификации, испы-
тательных лабораторий (центров) других стран, зарубежных сертификатов и
знаков соответствия, а также результатов испытаний средств измерений;
ведение Реестра.
Центральный орган может передать исполнение отдельных функций орга-
нам по сертификации или научно-методическому центру Системы.
При центральном органе созданы апелляционный комитет и координаци-
онный совет.
Апелляционный комитет рассматривает случаи несогласия с результатами
сертификации средств измерений, аккредитации органов по сертификации и
испытательных лабораторий (центров), испытаний или инспекционного конт-
роля.
Координационный совет, образуемый на добровольной основе из числа
представителей промышленности, научно-технических обществ, обществ
потребителей, органов по сертификации, испытательных лабораторий (цент-
ров), метрологических НПО и НИИ, территориальных органов Федерального
агентства по техническому регулированию и метрологии и других заинтересо-
ванных организаций, разрабатывает рекомендации по вопросам совершенство-
вания Системы.
Научно-методический центр — Всероссийский научно-исследовательский
институт метрологической службы (ВНИИМС).
Орган по сертификации должен располагать необходимыми средствами и
документированными процедурами, позволяющими проводить сертификацию,
включая: квалифицированный персонал; актуализированный фонд НД на сред-
ства измерений и методы испытаний; административную структуру; испыта-
тельную базу, аккредитованную в качестве испытательной лаборатории
(центра).
183
Аккредитация органа по сертификации является официальным призна-
нием его возможностей проводить сертификацию. Аккредитованный орган по
сертификации должен иметь комплект документов, включающий:
лицензионное соглашение с Центральным органом Системы;
«Положение об органе по сертификации»;
«Паспорт органа по сертификации»;
«Руководство по качеству органа по сертификации»;
аттестат аккредитации в качестве испытательной лаборатории (центра) с
документацией на эту лабораторию;
аттестат аккредитации органа по сертификации.
Орган по сертификации регистрируется в Реестре Системы.
Испытательные лаборатории (центры), аккредитованные на техническую
компетентность и независимость, проводят испытания средств измерений для
целей сертификации. Аккредитацию испытательных лабораторий (центров)
средств измерений проводят в соответствии с ПР 50.2.010—94 «ГСИ. Требо-
вания к государственным центрам испытаний средств измерений и порядок
их аккредитации». Государственные центры испытаний средств измерений
(ГЦИ СИ), уже аккредитованные в Системе испытаний и утверждения типа
средств измерений, дополнительным проверкам в соответствующих областях
аккредитации в Системе сертификации средств измерений могут не подвер-
гаться.
ПРАВИЛА И ПОРЯДОК ПРОВЕДЕНИЯ СЕРТИФИКАЦИИ
СРЕДСТВ ИЗМЕРЕНИЙ
Органы по сертификации проводят сертификацию по результатам испыта-
ний, проведенных аккредитованными испытательными лабораториями (цент-
рами), как самостоятельными, так и входящими в состав органов по сертифи-
кации.
Сертификация средств измерений в Системе проводится в соответствии с
требованиями НД, в том числе международных и национальных, устанавли-
вающих метрологические требования к средствам измерений.
Сертификацию средств измерений проводят по III, IV или V схемам клас-
сификации ИСО. В связи с особенностями конкретных средств измерений мо-
гут использоваться другие схемы по согласованию с Центральным органом
Системы.
Расходы по проведению сертификации средств измерений оплачивает Зая-
витель. Для проведения сертификации Заявитель направляет заявку по установ-
ленной форме в Центральный орган Системы. Заявки на сертификацию средств
измерений, подлежащих применению в сферах распространения ГМКиН, тип
которых не утвержден в установленном порядке, не принимаются к рассмот-
рению.
Центральный орган рассматривает заявку, назначает орган по сертифика-
ции и сообщает свое решение Заявителю. На основании решения по заявке
Заявитель заключает договор на проведение сертификации средств измерений
с органом по аккредитации, который назначает испытательную лабораторию
(центр).
184
Испытания средств измерений проводят лаборатории (центры), аккреди-
тованные на техническую компетентность и независимость, по утвержденной
ими программе. Программа испытаний устанавливает: объем и сроки проведе-
ния испытаний; методы и средства испытаний средств измерений; объем и
состав технической документации, представляемой на испытания; количество
и порядок отбора образцов, представляемых на испытания.
В процессе испытаний апробируется методика калибровки средств измере-
ний, которая утверждается испытательной лабораторией после испытаний.
Методика должна содержать рекомендации по установлению межкалибровоч-
ного интервала. При установлении межкалибровочного интервала руководству-
ются рекомендациями МИ 2187—92 «ГСИ. Межповерочные и межкалибровоч-
ные интервалы средств измерений. Методика определения».
По результатам испытаний испытательная лаборатория (центр) оформляет
отчет об испытаниях, который содержит следующие данные: наименование и
адрес испытательной лаборатории (центра); ссылку на документ, на соответ-
ствие которому проводились испытания; идентифицирующие данные испыта-
тельных образцов; наименование и адрес изготовителя средств измерений; вре-
мя и место проведения испытаний; заключение о соответствии образцов требо-
ваниям НД.
Отчет подписывается исполнителем и утверждается руководителем лабора-
тории. К ответу прилагают программу испытаний и ведомость соответствия ис-
пытанных образцов.
Отчет об испытаниях с перечисленными приложениями (2 экз.) направля-
ется для рассмотрения в орган по сертификации, который оформляет сертифи-
кат соответствия и направляет его копию вместе с одним экземпляром отчета с
приложениями в научно-методический центр Системы на регистрацию.
Научно-методический центр оформляет дело по сертификации, регистри-
рует сертификат и сообщает его номер по Реестру органу по сертификации,
который после получения регистрационного номера выдает сертификат соот-
ветствия Заявителю. В случае получения сертификата Заявитель обеспечивает
маркировку образцов, тары, упаковки и документации установленным знаком
соответствия.
ПОРЯДОК ВЕДЕНИЯ РЕЕСТРА СИСТЕМЫ СЕРТИФИКАЦИИ
СРЕДСТВ ИЗМЕРЕНИЙ
Реестр — это книга или электронная версия журнала, содержащая сведе-
ния об объектах, участниках работ и документах в области сертификации.
Регистрация средств измерений, испытательных лабораторий (центров),
органов по сертификации и документов Системы — это внесение сведений,
содержащихся в сертификате (аттестате, документе о порядке сертификации)
в Реестр с одновременным присвоением регистрационного номера.
Реестр состоит из следующих разделов:
«Сертификационные средства измерений»;
«Сертификаты соответствия»;
«Испытательные лаборатории (центры)»;
«Органы по сертификации»;
«Документы Системы».
Реестр ведется в целях: учета сертифицированных средств измерений и
создания централизованных фондов информационных данных об этих средствах;
185
учета выданных сертификатов соответствия, аттестатов аккредитованных ис-
пытательных лабораторий (центров) и органов по сертификации; ведения ак-
кредитованных испытательных лабораторий (центров) и органов по сертифи-
кации; учета документов Системы; организации информационного обслужива-
ния заинтересованных организаций, предприятий, учреждений.
Ведение Реестра по поручению центрального органа осуществляет научно-
методический центр.
Информация о сертификации на основе данных Реестра публикуется в пе-
риодических изданиях и специальных информационных сборниках.
3.3. Компараторы
Компараторы как вид средства измерений применяются в измерительной
технике и метрологии очень давно. Примером этому могут служить равноплечие
весы. В то же время отсутствует их общепринятая классификация. Таким обра-
зом, компаратор — это техническое средство или естественные или специаль-
но создаваемые среды, позволяющие сличать друг с другом меры однородных
величин или показания измерительных приборов, а также сравнивать участки
(точки) шкал измерений. Основываясь на этом, можно сделать вывод, что эти
определения не выходят за рамки нулевого метода измерений и специально
создаваемых сред (температурного поля, градуировочных жидкостей и т. п.). Вместе
с тем сфера применения компараторов значительно многообразнее.
Компараторы (компарирующие узлы, ячейки и т. п.) входят в состав прак-
тически всех измерительных приборов, схемы которых, как правило, содержат:
измерительный преобразователь, компарирующую ячейку, меру (меры), от-
счетное (решающее вычислительное и отображающее измерительную инфор-
мацию) устройство, например цифровой вольтметр с встроенным опорным
стабилитроном. Что показывает его табло? Напряжение в измеряемой цепи? На
самом деле — значение коэффициента деления (умножения) делителя, при
котором поделенное (или умноженное) в данное число раз напряжение на
стабилитроне равно измеряемому. Аналогичный процесс осуществляется в ве-
сах с цифровым табло, указывающим массу товара.
Относимые к средствам измерений поверяемые делители напряжений, транс-
форматоры тока, клещи электроизмерительные также можно отнести к компа-
раторам, которые имеют встроенные меры безразмерного коэффициента деле-
ния (умножения).
Первая группа компараторов — это соответствующие функциональные узлы
любых измерительных приборов. При поверке приборов поверяются и компа-
рирующие узлы, хотя в явном виде эти операции в методике поверки могут и
не выделяться.
Вторая группа — это компараторы, относимые к средствам измерений, не
содержащим меру. К таким компараторам относятся, например, равноплечие
весы, фотометрические головки, компараторы цвета.
Эти компараторы, несмотря на отсутствие в них мер, являются средствами
измерений и подвергаются поверке.
Фотометрические головки поверяют в составе фотометрических скамей,
которые также являются компарирующими устройствами для уравнивания ос-
вещенности от источников света.
186
Рычажные весы (без встроенных мер) при отсутствии разновеса могут быть
использованы лишь для сравнения масс различных тел по принципу больше-
меньше, т. е. для измерений в шкале порядка.
Эти меры массы — гири, особенно высокого класса, не могут быть прове-
рены без применения весов, да и само их применение не реально без наличия
весов различного назначения.
Процедура раздельной поверки весов и гирь определяется организацион-
ными, а не метрологическими факторами, а поэтому ее можно отнести к рас-
пространенной процедуре поэлементной поверки.
Таким образом, единый комплекс компаратор — мера (весы и гири) пове-
ряются раздельно. Следовательно, эта группа компараторов должна поверяться
наравне с прочими средствами измерений и сложившаяся метрологическая
практика признана правильной и оправданной.
Третья группа компараторов: естественные биологические системы — органы
чувств человека, его глаза и органы слуха. По мере внедрения автоматизации их
роль постепенно снижается, хотя в недавнем прошлом она была значительной.
Зачастую органы чувств выступают именно в роли компараторов. Приме-
ром этому может служить сравнивание цвета изделия с эталонным атласом
цветов, уравнивание яркости полей сравнения в визуальном фотометре, про-
цесс настройки музыкального инструмента, в котором материализована шкала
октав, а в качестве компаратора выступает ухо настройщика, и т. п.
К четвертой группе компараторов относят компарирующие факторы (это
могут быть среды, устройства, прессы), которые, в свою очередь, подразделя-
ются на естественные и создаваемые с помощью технических устройств.
Например, одним из компарирующих факторов первой подгруппы являет-
ся гравитационное поле Земли, используемое при сличении мер массы, силы,
грузопоршневых манометров и т. д.
Подгруппа — это генерируемые техническими устройствами электромаг-
нитные поля, электрические напряжения и токи как в открытом пространстве,
так и в проводниках или волноводах и т. д.
Это свойство компараторов (использование сред, процессов, явлений для
сравнения) хорошо согласуется с требованиями к условиям изменения пассив-
ных мер, для чего необходимо присутствие дополнительных факторов — физи-
ческих полей (например, гравитационного поля Земли), физических процес-
сов (например, протекание электрического тока через меры электрического
сопротивления и индуктивности), т. е. наличие компарирующих сред, процес-
сов или явлений.
В большинстве случаев от всех этих факторов требуется лишь стабильность
во времени и однородность в объеме, достаточном для размещения сличаемых
средств измерений.
Абсолютное значение величин, характеризующих эти факторы, не так су-
щественно.
Необходимо лишь, чтобы они обеспечивали функционирование сличае-
мых средств измерений в их диапазонах измерений. Поэтому вопрос о поверке
компарирующих факторов обычно не возникает. Достаточно контролировать их
стабильность.
Но бывают исключения. Так, при измерениях силы весовым методом, та-
рировке грузопоршневых манометров необходимо знать значение ускорения
силы тяжести в месте расположения соответствующих эталонов, так как требо-
вания к точности измерений чрезвычайно высоки.
187
Значение силы тяжести не остается строго постоянным, оно подвержено
изменениям во времени. Поэтому измерения ускорения силы тяжести для мет-
рологических целей приходится время от времени повторять. Эту процедуру не
принято называть поверкой, хотя ее цель совпадает с целью выполнения пери-
одической поверки.
3.4. Эталоны
В соответствии с Законом РФ «Об обеспечении единства измерений» «эта-
лон единицы величины — средство измерений, предназначенное для воспро-
изведения и хранения единицы величины (или кратных либо дольных значений
единицы величины) с целью передачи ее размера другим средствам измерений
данной величины».
Государственные эталоны и установки высшей точности являются сред-
ствами измерений, и процесс передачи размера единицы или шкалы измере-
ний включает выполнение измерений.
Большинство государственных эталонов выполняют функции передачи раз-
мера единицы или шкалы измерений. Следует заметить, что есть группа
государственных эталонов в области антенных измерений — ГЭТ 97—75;
ГЭТ 98—75; ГЭТ 123—80; ГЭТ 124—80; ГЭТ 145—85, которые эту функцию не
выполняют. В принципе это не эталоны, а высокоточные средства измерений,
используемые в качестве средств испытаний радиолокационной аппаратуры.
Эталоны содержат однозначную или многозначную меру измеряемой вели-
чины (или воспроизводимой шкалы) или комплекс мер взаимосвязанных с
ней величин.
Как правило, эталоны не хранят и не воспроизводят номинальное, крат-
ное или дольное значение единицы измеряемой величины. Воспроизводимое
эталоном значение — это почти всегда ни номинальное, ни десятичное крат-
ное или дольное значение единицы. Такие эталоны — скорее исключение, чем
норма. К ним относятся: международный эталон единицы массы и государ-
ственный эталон ГЭТ 3—78, имеющий близость к единице массы (килограм-
му); государственный эталон времени и частоты ГЭТ 1—83, воспроизводящий
в ряду интервалов времени и интервал, равный одной секунде; эталон ЭДС (на
основе перехода Джозефсона); эталон емкости на повышенных частотах ГЭТ
107—77 и некоторые другие.
Условно можно отнести к этой группе эталоны, воспроизводящие значе-
ние единицы измерений в некотором диапазоне (участок шкалы измерений),
так как в этом диапазоне есть точки, совпадающие с дольными десятичными
значениями единицы. Вместе с тем нет уверенности в том, что эталон может
воспроизводить именно эти точки шкалы. Сами границы диапазонов в ряде
случаев не отвечают этому требованию, например у ГЭТ 80—75: 37—150 мм; у
ГЭТ 149-85: 20-2500 Н/м; у ГЭТ 35-91:0,8-273, 16 К; у ГЭТ 56-24:3...100 А.
В то же время ряд эталонов воспроизводит одно значение величины
(точку шкалы), не равное ни единице, ни ее кратному или дольному значению.
Например, эталон ампера ГЭТ 4—68 долгие годы воспроизводил значение
1,018646 А; эталон ома ГЭТ 14—86 — 1,00000024 Ом; эталон индуктивности
ГЭТ 15—79 воспроизводит значение 0,010000333 Гн; эталон емкости ГЭТ
25—79 — 0,2 пФ; цезиевый репер частоты воспроизводит интервал времени
188
(период колебаний), равный 1/9122631770 части секунды, и аналогично стаби-
лизированный гелий — неоновый лазер эталона длины (входящего в состав
объединенного эталона времени, частоты и длины) — 1/173452614 часть метра.
Таким образом, можно сказать, что эталон может воспроизводить любое
значение величины (любую точку или часть шкалы), лишь бы эти значения
были известны с требуемой точностью и стабильно воспроизводились раз от
раза.
В то же время утверждение, что государственный эталон воспроизводит
значение единицы или шкалу с наивысшей при современном развитии науки и
техники точностью, также не бесспорно. Оно достаточно верно по отношению
к международным эталонам основных единиц СИ и таким же национальным
эталонам тех основных единиц, для которых отсутствуют международные эта-
лоны. Однако в отношении эталонов производных единиц это не совсем так.
Точность эталона должна быть достаточной для поверки (калибровки) основ-
ного парка эксплуатируемых в государстве средств измерений.
Следовательно, достижение точности — очень дорогое мероприятие, и
создавать суперточный эталон при отсутствии потребности в такой точности
измерений весьма нерационально.
3.4.1. Эталоны — средство воспроизведения, хранения
и передачи единицы
Единство измерений — состояние измерений, при котором их результаты
выражены в узаконенных единицах и погрешности измерений известны с за-
данной вероятностью. Единство измерений достигается путем точного воспро-
изведения и хранения установленных единиц физических величин и передачи
их размеров применяемым средствам измерений. Воспроизведение, хранение и
передачу размеров единиц осуществляют с помощью эталонов. Следовательно,
высшим звеном в метрологической цепи передачи размеров единиц измерений
являются эталоны.
Для достижения оптимальных результатов на всех этапах разработки, про-
изводства и эксплуатации продукции, на всех уровнях управления экономикой
в целом важнейшим и непременным условием стало повышение точности и
достоверной измерительной информации. Все это потребовало создания соот-
ветствующей метрологической базы и стимулировало создание и развитие со-
вершенно новых, зачастую специфических методов и средств измерений, а также
новых эталонов единиц измерений, основанных на достижениях в области ядер-
ной физики, физики полупроводников, квантовой электроники, автоматики,
вычислительной и ракетно-космической техники и т. д.
Представленная структурная схема (рис. 3.6) отражает функциональное и
координированное обеспечение единства измерений в Российской Федерации
на основе государственных эталонов единиц физических величин.
Эталон — это средство измерений (или комплекс средств измерений), обес-
печивающее воспроизведение и хранение единицы с целью передачи ее разме-
ра нижестоящим по поверочной схеме средствам измерений, выполненное по
особой спецификации и официально утвержденное в установленном порядке.
Создание или совершенствование эталонов представляет собой работу ис-
ключительно сложную по точности, кропотливости и трудоемкости. Требова-
ния к точности исходного размера единицы непрерывно повышаются, и это
189
Рис. 3.6
заставляет непрерывно совершенствовать эталоны. Успехи в развитии фунда-
ментальных наук и прежде всего физики и химии позволяют создавать этало-
ны, основанные на новых принципах, например использование в указанных
целях молекулярных, атомарных и ядерных процессов.
Воспроизведение единицы осуществляют на эталонной установке по осо-
бой строго регламентированной спецификации. В принципе воспроизведение
может быть осуществлено в любом месте при соблюдении требований, предус-
мотренных спецификацией. Однако практика измерений показывает, что ре-
зультаты измерений, произведенные в различных местах с максимальной тща-
тельностью, все же имеют некоторые расхождения. Это подтверждает и практи-
ка сличений эталонов (международные сличения и сличения эталонов одной
единицы внутри страны). Создание, хранение и применение эталонов, прида-
ние им силы закона, контроль за их состоянием подчиняются единым прави-
лам, установленным в ГОСТ 8.057—80 и ГОСТ 8.372—80.
Воспроизведение единиц осуществляют двумя способами, исходя из тех-
нико-экономических соображений: централизованным — с помощью единого
для всей страны государственного эталона или децентрализованным, когда тре-
буемая точность воспроизведения может быть обеспечена посредством косвен-
190
Рис. 3.7
ных измерений, выполняемых в
органах метрологической службы
с помощью образцовых средств
измерений.
Первым способом воспроиз-
водят все основные единицы
Международной системы единиц
(СИ) и большую часть производ-
ных. Главными условиями для
централизованного воспроизведе-
ния производных единиц являют-
ся: широкая распространенность
средств измерений, градуируемых
в данной единице, техническая
возможность прямых сравнений с
эталоном и высокий уровень точ-
ности поверки, требующий нали-
чия специального сложного до-
рогого оборудования, которое целесообразно создавать и использовать в не-
скольких местах.
Второй способ применим к производным единицам, размер которых не
может передаваться прямым сравнением с эталоном (например, единица пло-
щади — квадратный метр), или если поверка мер посредством косвенных изме-
рений проще, чем их сравнение с эталоном, и обеспечивает необходимую
точность (например, мера вместимости — кубический метр). В некоторых слу-
чаях требуемая точность измерений может быть обеспечена только при наличии
специально сконструированных измерительных установок — поверочных уста-
новок высшей точности.
Так, для поверки тахометров служат тахометрические установки, основан-
ные на сравнении измеряемой частоты вращения с частотой образцового гене-
ратора; поверку виброметров осуществляют на вибростендах, снабженных об-
разцовыми средствами измерений параметров вибрации: амплитуды, скорос-
ти, ускорения, частоты. Существуют установки для воспроизведения единиц
светочувствительности фотоматериалов, их разрешающей силы; теплопровод-
ности твердых, жидких и газообразных веществ: тангенса угла потерь, потерь
на перемагничивание магнитных материалов и т. д. Схема классификации этало-
нов приведена на рис. 3.7.
Первичным называют эталон, обеспечивающий воспроизведение единицы
с наивысшей в стране точностью. Первичные эталоны — наиболее точные из
всех видов эталонов данной единицы, служащие для ее воспроизведения в наи-
более благоприятных условиях.
Однако некоторые физические величины приходится измерять в различ-
ных условиях, в связи с чем появилось множество методов измерений и видов
средств измерений, приспособленных для этих условий. Так, вещество может
существовать в различных фазах (твердой, жидкой и газообразной), и средства
измерений свойств веществ или параметров происходящих в них процессов
должны быть приспособлены к этим фазам. Требуется измерять не только неиз-
менные во времени величины, но и изменяющиеся, в частности периодичес-
кие или импульсные, и при этом в широкой полосе частот. Условия измерений
(давление в среде, ее температура и т. д.) могут сильно отличаться от обычных.
191
В связи с этим методы, средства и условия поверки средств изменений
должны учитывать все эти особенности. Возникает необходимость иметь этало-
ны не только для обычных классических, но и для других встречающихся в
воспроизведении единиц — специальные эталоны. Если прямая передача разме-
ра единицы от первичного эталона либо технически неосуществима (в силу
различия условий), либо приводит к большой погрешности, целесообразнее
создавать специальный эталон, передача от которого не сопряжена с перехо-
дом от одних условий к другим, резко отличным от первых, и поэтому может
выполняться с необходимой точностью. Специальным называют эталон, обес-
печивающий воспроизведение единицы в особых условиях и заменяющий для
этих условий первичный эталон.
Первичный или специальный эталон, официально утвержденный Феде-
ральным агентством по техническому регулированию и метрологии в качестве
исходного для страны, называется государственным. На каждый из них утверж-
дается государственный стандарт. Государственные эталоны всегда представля-
ют собой комплексы средств измерений и вспомогательных устройств, обеспе-
чивающие воспроизведение единицы и в необходимых случаях ее хранение, а
также передачу размера единицы вторичным эталонам. Состав эталона устанав-
ливается при его разработке с учетом новейших достижений в области измери-
тельной техники.
Хранение единиц в состоянии, обеспечивающем неизменность ее размера
во времени, и передачу размеров единиц всем применяемым в стране сред-
ствам измерений осуществляют с помощью вторичных эталонов. Вторичные
эталоны создают и утверждают в случаях необходимости организации повероч-
ных работ и предохранения государственного эталона от излишнего износа.
Действительное значение величины, воспроизводимой вторичным эталоном
(действительное значение эталона), устанавливается по результатам его сличе-
ния с соответствующим государственным эталоном. По метрологическому на-
значению вторичные эталоны делятся на эталоны-копии и эталоны сравнения.
Эталон-копию применяют вместо государственного эталона для хранения
единицы и передачи ее размера рабочим эталонам. Он не всегда является физи-
ческой копией государственного эталона, а применяется в качестве копии только
по метрологическому назначению.
Эталон сравнения применяют для сличения эталонов, которые по тем или
иным причинам не могут быть непосредственно сличаемы друг от друга (нахо-
дятся в различных органах метрологической службы и их нельзя транспортиро-
вать).
Вторичные эталоны выполняют в виде комплекса средств измерений, оди-
ночного эталона, группового эталона или эталонного набора.
Одиночный эталон состоит из одной меры, одного измерительного прибора
или одной измерительной установки, обеспечивающих воспроизведение или
хранение единицы самостоятельно, без других средств измерений того же типа.
Например, вторичные эталоны единицы массы — килограмма (кг) в виде пла-
тиноиридиевой гири № 26 и гирь из нержавеющей стали № 6, 8 и 15.
Групповой эталон состоит из совокупности однотипных мер, измеритель-
ных приборов или других средств измерений, применяемых как одно целое для
повышения надежности хранения единицы. Размер единицы, хранимой груп-
повым эталоном, определяется как среднее арифметическое их значений, най-
денных с помощью отдельных мер или измерительных приборов, входящих в
192
групповой эталон. Например, групповой эталон-копия вольта — группа из
20 нормальных элементов.
Групповые эталоны могут быть постоянного и переменного состава. В груп-
повые эталоны переменного состава входят меры или измерительные приборы,
периодически заменяемые новыми. Отдельные меры или измерительные при-
боры, входящие в групповой эталон, применяют в качестве рабочих эталонов,
если это допустимо по условиям хранения единицы.
Эталонный набор представляет собой набор мер или набор измерительных
приборов, позволяющий хранить единицу или измерять величину в определен-
ном диапазоне, в котором отдельные меры или измерительные приборы набо-
ра имеют различные номинальные значения или поддиапазоны значений вели-
чины. Аналогично групповым эталонам различают эталонные наборы постоян-
ного и переменного состава. Примером эталонного набора является рабочий
эталон единицы плотности жидкостей в виде набора денсиметров, служащих
для определения плотности жидкостей в различных участках диапазона.
Для государственных эталонов указывают:
случайную погрешность воспроизведения единицы, выраженную в виде
среднего квадратического отклонения результата измерений;
неисключенную систематическую погрешность воспроизведения единицы.
Погрешности для эталонов-копий, эталонов сравнения указывают с уче-
том погрешностей передачи размера единицы от соответствующего вышестоя-
щего эталона, выраженных в виде среднего квадратического отклонения ре-
зультата поверки.
Ученый-хранитель — ответственное лицо, назначаемое для ведения работ
с эталонами, наблюдения за правильным хранением, сличением и исследова-
нием эталонов в метрологических институтах, в том числе и международным
сличением. Государственные эталоны хранят в метрологических институтах
Федерального агентства по техническому регулированию и метрологии, кото-
рые ведут исследования эталонов и применяют их для передачи размеров еди-
ниц вторичным эталонам.
Кроме национальных эталонов единиц существуют международные этало-
ны, хранимые в Международном бюро мер и весов (МБМВ). Программой дея-
тельности МБМВ предусмотрены систематические международные сличения
национальных эталонов крупнейших метрологических лабораторий разных стран
с международными эталонами и между собой.
На структурной схеме (рис. 3.8) показано место государственных эталонов
Российской Федерации в международной системе обеспечения единства изме-
рений.
По инициативе международных метрологических организаций в октябре
1999 г. директора национальных метрологических институтов большинства стран
мирового сообщества — членов Метрической конвенции подписали «Догово-
ренность о взаимном признании национальных эталонов и сертификатов на
измерения и калибровки, выдаваемых национальными метрологическими ин-
ститутами». Согласно этому документу степень эквивалентности национальных
эталонов будет определяться на основе результатов их международных сличе-
ний друг с другом (которые в Договоренности названы «ключевыми»), прово-
димых под эгидой консультативных комитетов Международного комитета по
мерам и весам и региональных метрологических организаций и являющихся
юридической основой признания эквивалентности сличаемых эталонов и соот-
13-1651
193
Рис. 3.8
ветственно правильности измерений и сертификационных испытаний в стра-
нах — участницах ключевых сличений. Участие в ключевых сличениях, а следо-
вательно, и тщательная подготовка государственных эталонов к ним крайне
необходимы, хотя и требуют определенных затрат. Результаты этих сличений
будут использованы для подтверждения соответствия международному уровню
проводимых в нашей стране измерений, испытаний, сертификации и в конеч-
ном итоге качества всей отечественной продукции. Все это повысит доверие к
нам зарубежных партнеров по торговым операциям и научно-техническому со-
трудничеству и будет содействовать присоединению России к Всемирной тор-
говой организации, а также более активному и плодотворному товарообмену с
наиболее развитыми промышленными странами мира.
Современное состояние эталонной базы России характеризуется достаточ-
но высоким научно-техническим уровнем. Большинство государственных эта-
лонов не уступают по точности зарубежным, о чем свидетельствуют результаты
международных сличений, и в целом удовлетворяют потребностям отечествен-
ной науки и промышленности.
194
3.4.2. Эталоны основных единиц
Государственный первичный эталон единиц времени и частоты и шкалы
времени воспроизводит основную единицу СИ — секунду в соответствии с ее
определением: секунда — это интервал, в течение которого совершается
9192631770 периодов излучения, соответствующего переходу (F = 4, т = 0) и
(F= 3, т = 0) между двумя уровнями сверхтонкой структуры основного состо-
яния атома цезия-133 при отсутствии возмущений полями. В соответствии с
этим определением разработаны различные конструкции специальных устройств,
именуемых цезиевыми реперами (эталонами) частоты. По сути, это высокоста-
бильные генераторы монохроматического излучения (сигнала) с частотой
9192631770 Гц. При соблюдении всех правил конструирования, изготовления,
наладки и эксплуатации погрешность этого значения частоты не превышает
1,5 • 10“13.
Все современные эталоны времени и частоты имеют в своем составе
цезиевые реперы. В ряде случаев они же используются как хранители частоты (и
шкал времени), т. е. работают непрерывно (используется группа таких храните-
лей, один из которых, по крайней мере, всегда работает, а другие могут оста-
навливаться для проведения профилактических работ).
Другой вариант (используемый, в частности, в госэталоне России) осно-
ван на использовании в качестве хранителей других устройств, например водо-
родных генераторов. Их частота не постулирована, поэтому они должны перио-
дически сличаться с цезиевыми реперами, но их долговременная нестабиль-
ность меньше и не превышает 3 • 10”14.
Выбор числа 9192631770 объясняется следующим образом. До 1960 г. секун-
да определялась как 1/86400 часть средних солнечных суток (среднего значения
суток в течение года). Стандартное отклонение этой случайной величины
составляет 10“7 с. С 1960 по 1967 г. за секунду принималась 1/31556925,9747 часть
тропического года — промежутка времени между двумя последовательными
прохождениями Солнцем точки весеннего равноденствия. Продолжительность
тропического года не постоянна, поэтому для расчетов был выбран конкрет-
ный 1990 г. Период обращения Земли вокруг Солнца более стабилен, чем Зем-
ли вокруг своей оси. Поэтому стандартное отклонение секунды при воспроиз-
ведении по новому определению уменьшилось до 10“10 с. Стремление к еще
большему повышению точности воспроизведения секунды побудило XIII Ге-
неральную конференцию по мерам и весам принять в 1967 г. современное ее
определение, стандартное отклонение при котором составляет 10“13 с. Размер
секунды решено было при этом не менять, чем и объясняется число 9192631770,
связывающее события элементарного и планетарного уровней.
Долговременная стабильность цезиевого репера частоты невелика. Поэтому
для хранения единиц времени и частоты в состав государственного первичного
эталона входит водородный мазер,
(принципиальная схема которого по-
казана на рис. 3.9).
В стеклянной трубке 1 под дей-
ствием высокочастотного электричес-
кого разряда происходит диссоциация
молекул водорода. Пучок атомов во-
дорода через коллиматор попадает в
Рис. 3.9
13*
195
неоднородное магнитное поле шестиполюсного осевого магнита 2, где пре-
терпевает пространственную сортировку. В результате последней на вход
накопительной ячейки 3, расположенный в объемном резонаторе 4, попа-
дают лишь атомы водорода, находящиеся на верхнем энергетическом уровне.
Находящийся внутри многослойного экрана 5 высокодобротный резонатор на-
строен на частоту используемого квантового перехода . Взаимодействие воз-
бужденных атомов с высокочастотным полем резонатора (в течение примерно
1 с) приводит к их переходу на нижний энергетический уровень с одновре-
менным излучением квантов энергии на резонансной частоте 1420405751,8 Гц.
Это вызывает самовозбуждение генератора, частота которого отличается вы-
сокой стабильностью. Ее значение периодически поверяется по цезиевому
реперу.
Наряду с водородным мазером для хранения шкал времени в состав госу-
дарственного первичного эталона единиц времени и частоты и шкал времени
входит группа квантово-механических часов. Это непрерывно действующий слож-
ный технический комплекс, главное внимание в котором уделено поддержа-
нию длительного режима работы с высокой стабильностью показаний. Кроме
того, в состав эталона входит аппаратура для передачи информации о размерах
единиц при внутренних и внешних сличениях (лазеры, СВЧ-генераторы, кван-
товые часы) и средства обеспечения. Диапазон временных интервалов, воспро-
изводимый эталоном, составляет 1СГ9 ... 108 с.
В то же время возникает вопрос, почему «сердцем» эталона времени явля-
ется репер частоты? Для ответа на него необходимо установить связь в отноше-
нии единиц «секунда» и «герц». Исходя из структуры СИ, секунда — основная
единица, герц — производная, а их размерности отличаются только знаком
показателя степени: Тх и Т~х.
Само определение секунды подчеркивает единство этих единиц, так как
частота и период колебаний — это две стороны одной модели. Можно сказать,
что секунда равна 1/9192631770 доли частоты цезиевого репера, т. е. одному
герцу. Следовательно, секунда и герц — две ипостаси одной и той же основной
единицы. Здесь уместно напомнить, что и эталоны на основе кварцевых генера-
торов были эталонами «частоты и времени», поскольку воспроизводимая ими
секунда была равна на самом деле длительности периода колебаний с частотой
1 Гц. Интересно, что шкала времени — шкала интервалов, а шкала частот более
сильная: пропорциональная шкала отношений с некоторыми признаками ад-
дитивности.
С 1889 по 1960 г. эталоном метра служила штриховая мера — платиноири-
диевая линейка х-образного сечения. Она обеспечивала воспроизведение и пе-
редачу размера метра с относительной погрешностью около 1 • 10“7. В 1960 г. ее
сменила криптоновая лампа. Ей была приписана погрешность воспроизведения
размера метра уже 1 • 10-8.
Но нужно помнить, что прототипы новых эталонов сличались со старым
эталоном. И при этих сличениях погрешность не могла быть меньше 1 • 10-7.
Та же история повторилась и при принятии нового определения метра как
пути, проходимого светом в вакууме за 1/299792458 долю секунды.
Совершенно ясно, что принятое абсолютное значение скорости света —
299792458 м/с не могло быть определено с погрешностью меньшей, чем
1 • 10-8 (а фактически, учитывая предыдущий переход, меньшей, чем 1 • 10-7).
196
Поэтому если сейчас метр воспроизводится с погрешностью порядка
1- Ю-10, это уже новый метр, который может отличаться от старого на те же
1 • 1СГ7. Приводит ли это к каким-либо недоразумениям? Практически нет. Дело
в том, что меры длины, поверявшиеся по старым эталонам, недостаточно точ-
ны, чтобы чувствовать эту разницу. А новые прецизионные меры просто не
сличаются со старыми эталонами, точнее, сличаются только с новыми.
Принятое XVII Генеральной конференцией по мерам и весам в 1998 г. но-
вое определение метра позволило выразить эту единицу СИ через единицу вре-
мени — секунду. Однако секунда воспроизводится в сверхвысокочастотном
диапазоне радиоволн, а метр, по определению, должен воспроизводиться в
оптическом. Оптические частоты на 3—4 порядка выше СВЧ. Потребовалось,
образно говоря, из одного диапазона в другой перекинуть мост для передачи
эталонной точности. Входящий в состав государственного первичного эталона
единиц времени и частоты и шкалы времени радиооптический частотный мост
(РОЧМ) решает эту задачу в несколько этапов, на каждом из которых исполь-
зуется принцип повышения частоты, общий для всех синтезаторов частот: сме-
шение на нелинейном элементе высокочастотных гармоник опорных сигналов.
На первом этапе эталонная точность воспроизведения единиц передается в
субмиллиметровый диапазон. При этом частота 3557147,5 МГц Д2О-лазера, ра-
ботающего на длине волны X = 84 мкм, с помощью лазера на парах синильной
кислоты HCN (А = 337 мкм) и клистронов с номинальными частотами 74 и
8,2 ГГц привязывается посредством специальной системы фазовой синхрони-
зации к эталонной частоте цезиевого репера.
На втором этапе эталонная точность передается из субмиллиметрового в
инфракрасный диапазон электромагнитных волн. Для этого используется ста-
билизированный СО2-лазер (X = 10,6 мкм), частота которого привязывается к
восьмой гармонике Д2О-лазера и синхронизируется с частотой цезиевого репе-
ра. Специальной системой фазовой автоподстройки к частоте этого лазера при-
вязывается частота СО2-лазера с X = 10,2 мкм, третья гармоника которой сум-
мируется с частотой клистрона 48 ГГц и сравнивается на нелинейном элементе
с частотой мощного гелий-неонового лазера, синхронизированного по стаби-
лизированному Не—Ne/CH4-лазеру с длиной волны излучения X — 3,39 мкм.
В результате измерения частоты биений последнее звено РОЧМ — Не—Ne/
СН4-лазер аттестуется по первичному цезиевому реперу. В итоге частотный ди-
апазон государственного первичного эталона единиц времени и частоты и шка-
лы времени расширяется от 1 до 1014 Гц.
Таким образом, по определению и способу воспроизведения эталоны мет-
ра стали зависимыми, получающими размер единицы от эталона секунды. Боль-
шие длины измеряются по определению времяпролетным методом, сравнитель-
но небольшие по-прежнему интерференцометрическим методом с опорой на
стабилизированный лазер, частота излучения которого определяется на радио-
оптическом мосте эталона времени и частоты. При этом метр, естественно,
сохраняет роль основной единицы при образовании размерностей других про-
изводных единиц.
Единица массы — килограмм воспроизводится до сих пор гирей из плати-
ноиридиевого сплава (90 % Pt и 10 % 1г), изготовленной в 1883 г. английской
фирмой «Джонсон, Матгей и К0» и полученной по жребию Россией в 1889 г.
согласно Метрической конвенции. Гиря имеет форму цилиндра с высотой и
диаметром основания, равными 39 мм. Она хранится на кварцевой подставке
197
под двумя стеклянными колпаками в стальном шкафу особого сейфа, находя-
щегося в термостатированном помещении ВНИИМ им. Д. И. Менделеева.
В состав государственного первичного эталона единицы массы (ГЭТЗ-780) кроме
гири входят эталонные весы, на которых один раз в 10 лет с помощью манипу-
ляторов дистанционно сличаются с эталонной гирей эталоны-копии. Несмотря
на все предосторожности, как показывают результаты международных сличе-
ний, за 90 лет масса эталонной гири, воспроизводящей килограмм со стан-
дартным отклонением (1 ... 2) 10-8 кг, увеличилась на 0,02 мг. Объясняется это
адсорбцией молекул из окружающей среды, оседанием пыли на поверхности
гири и образованием тонкой коррозионной пленки. Принципиальной особен-
ностью всей централизованной системы эталонов массы, основанной на меж-
дународном прототипе, является то, что она не опирается ни на какие физи-
ческие процессы или константы. В перспективе предполагается перейти к вос-
произведению единицы массы через счетное число атомов какого-нибудь хи-
мического элемента, скорее всего изотопа кремния-28 Для этого, однако, не-
обходимо повысить точность определения числа Авогадро, на что сейчас на-
правлены усилия многих метрологических лабораторий в мире.
Международный ампер равнялся «силе неизменяющегося электрического
тока, который выделял 0,001118 грамма серебра в секунду, проходя через вод-
ный раствор азотнокислого серебра, при соблюдении спецификации».
Соответствующие эталоны единицы ампера — серебряные вольтметры
создавались децентрализованно различными национальными метрологически-
ми учреждениями. Это первое определение выражало ампер через килограмм и
секунду, т. е. и по определению, и по способу воспроизведения он не был неза-
висимой единицей
В 1948 г. взамен международных практических электрических единиц вновь
были введены абсолютные, при этом размер ампера и других единиц изменил-
ся. Прежний международный ампер стал равным 0,99985 абсолютного, между-
народный вольт — 1,00034 абсолютного, международный ом — 1,00049 абсо-
лютного и т. д.
Это определение: «ампер равен силе неизменяющегося тока, который при
прохождении по двум параллельным прямолинейным проводникам бесконеч-
ной длины и ничтожно малой площади кругового поперечного сечения, распо-
ложенным в вакууме на расстоянии 1 м друг от друга, вызывал бы на каждом
участке проводника длиной 1 м силу взаимодействия, равную 2 • ИГ7 ньютона»
не только по содержанию отличается от определения 1893 г., но и характеризу-
ет, по сути, другую единицу (другой размер ампера).
Оно связало ампер уже с тремя основными единицами — метром, кило-
граммом и секундой и не может быть воплощено в какое-либо техническое
устройство. Действительно, через бесконечно тонкие проводники (если они не
сверхпроводящие) нельзя пропустить ток конечного значения: они расплавят-
ся. С другой стороны, бесконечно длинные проводники бесконечно малого се-
чения должны иметь бесконечно большое омическое сопротивление, и для
питания такого устройства потребовался бы генератор бесконечно большой
мощности. И все это нужно было поместить в бесконечно длинный вакуумный
туннель.
Неизбежно пришлось бы отступить от определения: принять сечения про-
водников и их длину конечными, применить какие-то крепления и т. п. Потре-
бовались бы сложные модельные расчеты. А если отступления неизбежны, про-
198
ще отказаться вообще от вакуумированного туннеля и прямолинейных провод-
ников и обратиться к устройствам, параметры которых рассчитываются доста-
точно точно и надежно, — к однослойным цилиндрическим катушкам.
В большинстве стран в качестве эталонов ампера использовались (и доста-
точно широко используются и сегодня) установки, реализующие ампер либо
путем измерений силы (ампер-весы различных конструкций), либо путем из-
мерений момента силы, действующих на катушку с током, помещенную в маг-
нитное поле другой катушки.
Это действительно точные равноплечие весы, выполненные из немагнит-
ных материалов. На одном конце коромысла подвешена чашка для размещения
постоянного и дополнительного уравновешивающих грузов. К другому концу
коромысла подвешивается подвижная катушка, входящая коаксиально в не-
подвижную большего диаметра. Обмотки катушек (в простейшем случае)
соединены последовательно. В обесточенном режиме весы уравновешиваются.
При прохождении через катушки электрического тока подвижная катушка втя-
гивается в неподвижную (или выталкивается из нее). Для восстановления рав-
новесия служит дополнительный уравновешивающий груз.
По результатам метрологического исследования рассчитывают значение
массы этого груза, соответствующего, например, силе электрического тока в
1 А, а включив в цепь катушек эталонный резистор, можно откалибровать эта-
лонные меры ЭД С (эталонные меры силы тока не применяются).
Отсутствие единой международной спецификации ампер-весов сделало
необходимыми международные сличения мер сопротивления и ЭДС и приня-
тие для размера ампера некоторого среднего значения, т. е. введение централи-
зованной системы обеспечения единства измерений.
Эталоны, основанные на измерениях магнитной индукции методом ядер-
ного магнитного резонанса, используются пока только в качестве вторичных.
В России в 1992 г. утвержден национальный эталон ампера, размер которого
воспроизводится с использованием квантовых элементов вольта и ома. Эталон
воспроизводит некоторые интервалы шкалы силы постоянного тока. В точке
1 А его СКО <1 • КГ8; НСП <2 • КГ7 (прежний эталон — ампер-весы имел
СКО <4 • КГ6; НСП <8 • КГ6).
Подводя итог, следует отметить, что эталон ампера, соответствующий оп-
ределению, никогда не существовал и существовать не мог, так как это опреде-
ление нельзя представить в виде технического устройства. Паллиативные этало-
ны в виде ампер-весов уже не соответствуют реальным способам получения
размера ампера. Кроме того, они определяют размер ампера опять же с опорой
на эталоны килограмма и метра. Как говорилось, без ампер-весов прекрасно
обходятся, имея квантовые эталоны вольта и ома, опирающиеся на физичес-
кие константы Джозефсона и Клитцинга. Однако ампер, как и метр, сохраняет
по-прежнему свою роль в образовании размерностей производных единиц.
В 1889 г. I Генеральная конференция по мерам и весам утвердила принятую
МКМВ шкалу водородного газового термометра постоянного объема, основан-
ную на реперных точках плавления льда (О °C) и кипения воды (100 °C).
Она была названа «практической», так как не учитывала поправок на отклоне-
ния свойств водорода от идеального газа.
Вопрос о соотношении термодинамической и практических температур-
ных шкал заслуживает более подробного рассмотрения. Измерения температу-
ры в термодинамической шкале с помощью газового (а также акустического,
199
шумового, магнитного) термометра сложны, трудоемки и требуют примене-
ния уникальной дорогостоящей аппаратуры.
Единица термодинамической температуры — кельвин (К). Основная еди-
ница названа в честь английского физика Дж. Томсона (лорда Кельвина). Шкала
термодинамической температуры — пропорциональная шкала отношений.
Температура в термодинамике определяется как производная от энергии
тела в целом по его энтропии. Определяемая таким образом температура всегда
положительна (так как положительна кинетическая энергия). Эту температуру
называют абсолютной, или температурой по термодинамической шкале,
кратко — термодинамической температурой. Понятие температуры применимо
только к телам, состоящим из достаточно большого числа молекул, в примене-
нии к отдельной молекуле оно условно.
Воспроизводимость результатов при этом обычно хуже, чем, например, у
платиновых термометров сопротивления (наиболее распространенных «держа-
телей» практических шкал). Для большинства целей удобство и воспроизводи-
мость важнее, чем точность по термодинамической шкале, например при уста-
новлении значений величин, для которых требуется определять не абсолютные
значения, а разности температур.
Практические шкалы базируются, как правило, на ряде реперных точек, в
качестве которых используются тройные точки, точки плавления и затвердева-
ния различных веществ.
Принятая следующей по времени практическая шкала МТШ-27 была одоб-
рена 7-й сессией ГКМВ с оговоркой, что она является предварительной, под-
лежащей дальнейшему обсуждению. Затем была принята МПТШ-48, все еще
базирующаяся на точках таяния льда и кипения воды. Решительный шаг был
сделан в 1960 г., когда наконец было принято предложение Дж. Томсона, выд-
винутое еще в 1854 г. и состоящее в том, что единица термодинамической тем-
пературы должна определяться интервалом от абсолютного нуля до одного выб-
ранного значения температуры. Этой точкой была выбрана температура трой-
ной точки воды, воспроизводимая гораздо точнее точки таяния льда. Единица
термодинамической температуры, получившая название «градус Кельвина» (°К),
была принята равной 1/273,16 этого интервала.
Однако возникло другое затруднение. Единицы термодинамической и прак-
тической (МПТШ-48) шкал определялись различным образом и не совпадали
с нужной точностью. Это затруднение было преодолено в 1968 г., когда еди-
ницы температуры по термодинамической и новой практической шкале
МПТШ-68 были одинаково определены как 1/273,16 часть термодинамичес-
кой температуры тройной точки воды. Эта единица получила название «кель-
вин» (К) вместо «градус Кельвина».
В настоящее время действует максимально приближенная к термодинами-
ческой международная практическая шкала МТШ-90, принятая 17-й сессией
Консультативного комитета по термометрии (ККТ) в 1989 г. и утвержденная
МКМВ. Она начинается в точке 0,65 К, сверху не ограничена. Расхождения
между МТШ-90 и термодинамической шкалой не превышают 1...3 мК. Она, как
и все предыдущие практические шкалы, опирается на ряд реперных точек.
Государственные первичные эталоны России воспроизводят МТШ-90 в двух
поддиапазонах: 0,8 ... 273,16 К и 273,16 ... 2773 К. В состав низкотемпературного
эталона в качестве основной его части входят две группы железородиевых и
платиновых термометров сопротивления. Градуировочные зависимости термо-
200
метров определены по итогам международных сличений результатов, получен-
ных национальными лабораториями России (ВНИИФТРИ), Англии, США,
Австралии и Голландии.
Каждая группа содержит два платиновых и два железородиевых термомет-
ра, постоянно находящихся в блоке сравнения — массивном цилиндре с че-
тырьмя продольными каналами для термометров. Это существенно повышает
их долговременную стабильность. Передача шкалы термометрам — вторичным
и рабочим эталонам осуществляется приведением их в тепловой контакт с эта-
лонным блоком сравнения и сличением в криостате. В набор контрольной аппа-
ратуры эталона, помимо устройств для точных измерений сопротивлений, вхо-
дит комплект установок для реализации температур реперных точек, газовый
интерполяционный термометр с уникальным ртутным манометром и криостат
сравнения. СКО эталона лежит в пределах 0,3 ... 1,0 мК, НСП — 0,4 ... 1,5 мК для
любого значения температуры в пределах поддиапазона. Наименьшие значения
соответствуют точке 0,8 К.
В состав второго эталона входят платиновые термометры сопротивления,
температурные лампы, аппаратура воспроизведения реперных точек в диапазо-
не 273,16 ... 1355,77 К. СКО этого эталона лежит в пределах 5 • 10-5 ... 1 • 102;
НСП 1 • КГ4 ... 5 • 10“3 (в относительных значениях).
Перевод шкал Фаренгейта, Реомюра, Цельсия друг в друга и в термодина-
мическую осуществляется на основе уравнений:
шкала Цельсия: °C = К, 7° = Ги + 273,15, где Т — температура Кельвина,
Гц — температура Цельсия;
шкала Реомюра 1 °R = 1,25 °C; Гц = 1,25 TR, где TR — температура Реомю-
ра; Т= 1,25 7°Л + 273,15.
шкала Фаренгейта 1 °F = 5/9 °C = 5/9 К, TF — температура Фаренгейта;
Гц = 5/9 (TF — 32); Т = 5/9 (TF — 32) + 273,15.
Единица силы света — кандела по последнему определению, данному
XVI Генеральной конференцией по мерам и весам в 1979 г., равна силе света в
заданном направлении источника, испускающего монохроматическое излуче-
ние частотой 540 • 1012 Гц, энергетическая сила света которого в этом направ-
лении составляет 1/683 Вт/ср, воспроизводится во ВНИИОФИ государствен-
ным первичным эталоном, утвержденным в 1983 г. Основу эталона составляет
модель черного тела при температуре 2700 К. Излучение черного тела при такой
температуре мало отличается по своему спектральному составу от излучения
ламп накаливания, широко используемых в качестве источника света. Это об-
легчает аттестацию последних в качестве вторичных эталонов.
Спектральную составляющую излучения черного тела на частоте
540 • 1012 Гц (длина волны 555,016 нм) выделяют светофильтром, а энергию ее
контролируют радиометром. Стандартное отклонение при воспроизведении кан-
делы составляет 10-3 кд.
Эталон единицы силы света, по определению, опирается на размеры еди-
ниц мощности, телесного угла (энергетическая сила света измеряется в ваттах
на стерадиан) и частоты монохроматического излучения (герц). В определении
канделы присутствует также максимальная спектральная световая эффектив-
ность 683 лм/Вт, которая в данном случае играет роль точной (не имеющей
погрешности) метрологической константы. Таким образом, эталон канделы по
воспроизведению зависим от ряда других.
Среди государственных первичных эталонов основных единиц не реализо-
ван эталон моля из-за неоднозначности его определения, опирающегося на
201
единицу массы — килограмм. По определению моль — это количество вещества
системы, содержащего столько же структурных элементов, сколько содержится
атомов в углероде-12 массой 0,012 кг, т. е. 6,022 • 1023 атомов. Это число называ-
ется числом Авогадро. Если число структурных элементов, составляющих веще-
ство, известно, то деление его на число Авогадро дает количество этого веще-
ства в молях. Структурными элементами могут быть атомы, ионы, молекулы,
электроны и другие частицы или специализированные группы частиц.
При необходимости можно воспроизвести 1 моль любого вещества как
6,022 • 1023 его структурных элементов. Например, масса одного моля водорода
составляет 2 г, кислорода — 32 г, воды — 18 г.
Среди всех государственных эталонов особое место занимают эталоны еди-
ниц физических величин, т. е. единиц, выбранных в узаконенной и применяе-
мой в нашей стране Международной системе единиц СИ в качестве незави-
симых.
Все производные единицы системы выражаются через основные по суще-
ствующим уравнениям связи. Государственные эталоны основных единиц, осу-
ществляя воспроизведение этих единиц, тем самым обеспечивают и возмож-
ность воспроизведения всех производных единиц.
К основным единицам относятся: метр (единица длины), килограмм (еди-
ница массы), секунда (единица времени), ампер (единица силы электрического
тока), кельвин (единица термодинамической температуры), кандела (единица
силы света) и моль (единица количества вещества). В настоящее время созданы
и действуют государственные эталоны для первых шести основных единиц. Го-
сударственные эталоны, которые воспроизводят единицы физических величин
с наивысшей в стране точностью, называются первичными (табл. 3.1).
3.5. Погрешности средств измерений
Погрешности измерений определяются главным образом погрешностями
средств измерений, но они не тождественны им. Различают погрешности средств
измерений в статическом и динамическом режимах их применения, а также
статические и динамические составляющие погрешностей. Например, динами-
ческая составляющая погрешностей может возникать не только в динамичес-
ком, но и в статическом режиме применения средств измерений, как, напри-
мер, частотная погрешность. По происхождению различают также инструмен-
тальные погрешности и методические.
Инструментальные погрешности возникают вследствие недостаточно высо-
кого качества элементов средств измерений. К этим погрешностям можно отне-
сти погрешности изготовления и сборки элементов средств измерений; погреш-
ности из-за трения в механизме прибора, недостаточной жесткости его деталей
и т. д. Следует отметить, что инструментальная погрешность индивидуальна для
каждого средства измерений.
Причиной возникновения методических погрешностей служит несовершен-
ство метода измерений, т. е. то, что мы сознательно измеряем, преобразуем или
используем на выходе средств измерений не ту величину, которая нам нужна,
а другую, которая отражает нужную лишь приблизительно, но гораздо проще
реализуется. Причинами появления методических погрешностей является так-
же неточность соотношений, используемых для нахождения оценки измеряе-
мой величины.
202
203
Таблица 3.1
№ п/п Наименование эталона Место и время создания Время ут- верждения (измене- ние, модер- низация) Краткая техническая характеристика Метрологические характеристики Область применения
1. Г осударственный первичный эталон единиц времени (секунда), частоты и национальной шкалы времени ВНИИФТРИ 1967 г. 1998 г. Непрерывную работу эта- лона обеспечивает комплекс измерительных средств, вхо- дящий в его состав: аппаратура воспроизведе- ния единиц времени и час- тоты — метрологический цезиевый репер частоты; аппаратура хранения еди- ниц и шкал времени — груп- пы водородных хранителей частоты и времени; аппаратура формирования частоты и времени; комплекс аппаратуры ра- диооптического частотного моста (РОЧМ) Диапазон измерений: времени, с — 1 • 1О~10— 1 • 108; частоты, Гц — 1—1014 Случайная погрешность — 1 • 10“14 для измерений частоты РОЧМ (1 • 1О10— 1 • 1014 Гц) - 1-10~12 Систематическая погреш- ность — 5 • 10-14 Потребность в точ- ных измерениях вре- мени и частоты суще- ствует во всех облас- тях науки и производ- ственной деятельнос- ти: фундаментальные исследования (уточ- нение основных зако- нов природы, расши- рение знаний о все- ленной, космосе, Земле, микромире); навигация, связь, те- лекоммуникация; си- стемы управления транспортом, часо- фикация и др.
2. Г осударственный первичный эталон единицы длины (метр) вниим им. Д. И. Мен- делеева 1960-1985 гг. 1998 г. В основу эталона положен метод измерения длины, ос- нованный на определении количества длин волн свето- вого излучения (целое чис- ло и дробная часть), кото- рое укладывается в изме- ряемый отрезок. В составе эталона: Диапазон измерений, м — 0-1,0 Случайная погрешность — 2 • 10-11 Систематическая погреш- ность — 1,5 • 10-11 Эталон обеспечивает переда- чу размера единицы длины ве- щественным мерам длины, измерителям линейных пере- Метрологическое обеспечение единства измерений в машино- строении, судострое- нии, авиа- и ракето- строении; электрон- ной, космической, оборонной техноло- гиях, а также в науч- ных исследованиях
Продолжение табл. 3.1
N>
СЭ
№ п/п Наименование эталона Место и время создания Время ут- верждения (измене- ние, модер- низация) Краткая техническая характеристика Метрологические характеристики Область применения
источники эталонного из- лучения — Не—Не/12-лазе- ры, стабилизированные по линии насыщенного погло- щения в молекулярном йоде-127; установка для измерений отношений длин волн источ- ников излучения; интерференционный ком- паратор с лазерным интер- ференционным рефракто- метром мещений и преобразователям линейных перемещений в следующих диапазонах: 1 • 10“3 - 1,0 м; 1 • 10“6 - 1 • 10~3 м; 5 • 10~9 - 1 10~6 м. Эталон обеспечивает пере- дачу размера единицы длины эталонам Армении, Белару- си, Болгарии, Венгрии, Ин- дии, Казахстана, Кубы, Лат- вии, Литвы, Польши, Сло- вакии, Украины, Чехии
3. Г осударственный первичный эталон единицы массы (килограмм) вниим им. Д. И. Мен- делеева 1960-1985 гг. 1984 г. Эталон предназначен для воспроизведения, хранения и передачи размера едини- цы массы, получаемого на основании периодических сличений с Международным прототипом килограмма. Основу эталона состав- ляют копии № 12 и 26 Меж- дународного прототипа ки- лограмма, который хранит- ся в Международном бюро мер и весов. Копии были из- готовлены фирмой «Джон- сон, Маттей и К’» из ила- Номинальное значение, кг — 1 Случайная погрешность компарирования — 8 • 10-9 Погрешность сличения с Международным прототи- пом — 2,3 10-9 Метрологическое обеспечение единства измерений массы во всех областях науки и производственной дея- тельности: машино- строение, приборо- строение, микроэлект- роника, транспорт, оборонная промыш- ленность, научные ис- следования, системы контроля и учета про- дукции, сельское хо- зяйство и др.
Продолжение табл. 3.1
№ п/п Наименование эталона Место и время создания Время ут- верждения (измене- ние, модер- низация) Краткая техническая характеристика Метрологические характеристики Область применения
тиноиридиевого сплава в виде цилиндра с высотой, равной диаметру, подогнаны по массе и исследованы в МБМВ, переданы России в 1889 г. В составе эталона: национальный прототип килограмма — копия № 12 Международного прототипа килограмма; национальный прототип килограмма — копия № 26 Международного прототипа килограмма; эталонная гиря массой 1 кг и набор эталонных гирь мас- сой от 1 до 500 г из плати- ноиридиевого сплава; эталонные весы-компара- торы с наибольшими преде- лами взвешивания 1 кг; 200, 25 и 3 г
4. Государственный первичный эталон единицы электродвижущей силы (вольт) вниим им. Д. И. Мен- делеева 1987-1989 гг. 1989 г. В основу построения эта- лона положен квантовый эффект Джозефсона в сверх- проводниках. Номинальное значение на- пряжения, В — 1 Случайная погрешность — 5 • 10“9 Калибровка много- разрядных цифро-ана- логовых и аналого- цифровых преобразо- вателей, используемых
Продолжение табл. 3.1
№ п/п Наименование эталона Место и время создания Время ут- верждения (измене- ние, модер- низация) Краткая техническая характеристика Метрологические характеристики Область применения
В составе эталона: мера напряжения, вклю- чающая криогенный компа- ратор тока, криогенный де- литель напряжения, компен- сатор постоянного напряже- ния; стандарт времени и часто- ты, хранящий размеры еди- ниц времени и частоты; система генерирования сверхвысокочастотных сиг- налов и стабилизации часто- ты, частотомер и ПЭВМ Систематическая погреш- ность — 5 • 1СГ9 в информационно-из- мерительных системах и приборостроении. Калибровка высоко- точных средств измере- ний постоянного нап- ряжения, используе- мых практически во всех областях отечест- венной промышленно- сти
5. Г осударственный первичный эталон единицы силы постоянного электрического тока (ампер) вниим им. Д. И. Мен- делеева 1989-1991 гг. 1991 г. Эталон воспроизводит значения силы тока в диа- пазоне 1 • 10-3 — 1 А путем косвенных измерений нап- ряжения, воспроизводимого квантовой мерой напряже- ния на основе эффекта Джозефсона, и сопротивле- ния, воспроизводимого кри- огенной мерой, а для диа- пазона значений силы тока 1 • 10-16 — 1 • 10~9 А исполь- зованы методы электромет- I Диапазон измерений, А — 1 • 10“3 - 1 Случайная погрешность — 3 10~5 - 1 1(Г2 Систематическая погреш- ность — 5 • 10-4 — 2,5 1(Г2 II Диапазон измерений, А — 1 • 10~16 - 1 • 1(Г9 Случайная погрешность — 5 • КГ8 Систематическая погреш- ность — 2 10-7 Метрологическое обеспечение необходи- мой точности измере- ний силы тока в облас- ти электроэнергетики, микроэлектроники (контрольно-измери- тельная аппаратура), медицины (диагности- ческая аппаратура), а также в большом клас- се аппаратуры, изме- ряющей малые токи в
Продолжение табл. 3.1
№ п/п Наименование эталона Место и время создания Время ут- верждения (измене- ние, модер- низация) Краткая техническая характеристика Метрологические характеристики Область применения
рии. Эталон состоит из двух эталонных установок. Состав первой эталонной установки (I): мера постоянного напря- жения на основе эффекта Джозефсона; криогенная мера сопро- тивления в виде набора рав- нономинальных резисторов, коммутируемых сверхпрово- дящим переключателем; эталонная мера электри- ческого сопротивления; сверхпроводящий компа- ратор постоянного тока. Состав второй эталонной установки (II): мера линейно изменяюще- гося напряжения, в составе которой имеется набор эта- лонных конденсаторов; средства измерения посто- янного напряжения и интер- валов времени; компаратор тока промышленности и на- учных исследованиях (ядерно-физические детекторы и установки)
Продолжение табл. 3.1
№ п/п Наименование эталона Место и время создания Время ут- верждения (измене- ние, модер- низация) Краткая техническая характеристика Метрологические характеристики Область применения
6. Государственный первичный эталон единицы температуры (кельвин) вниим им. Д. И. Мен- делеева 1987-1992 гг. 1998 г. Эталон реализует МТШ-90, которая основана на ряде зна- чений температур (реперных точках) и интерполяционных приборах, градуируемых в этих точках. Реперные точки реализуются как фазовые пе- реходы чистых веществ, зна- чения температур которых ус- тановлены международным соглашением. В диапазоне до 961,78 °C интерполяционным прибором является платино- вый термометр сопротивления. Расчет значений температуры проводится на основе стан- дартной зависимости сопро- тивления термометра от тем- пературы и индивидуальной функции отклонения. В диапа- зоне выше 961,78 °C темпера- турная шкала определяется с помощью уравнения Планка для спектральной плотности излучения черного тела в ва- кууме. Эталон состоит из ком- плекса следующих средств из- мерений: Диапазон измерений, °C 0-2500 Случайная погрешность, °C-0,00005-1,4 Систематическая погреш- ность, °C - 0,00005-0,3 Эталон передает размер единицы эталонам Белару- си, Казахстана и Украины Метрологическое обеспечение необходи- мой точности измере- ний температуры во всех областях научных исследований и про- мышленности: теплоэнергетика, авиационно-космичес- кие системы; металлургические, химические и микро- биологические процес- сы; критические техно- логии и др.
Продолжение табл. 3.1
14-1651
№ п/п Наименование эталона Место и время создания Время ут- верждения (измене- ние, модер- низация) Краткая техническая характеристика Метрологические характеристики Область применения
аппаратура для реализации температуры тройной точки воды, включающая две ампу- лы тройной точки воды и тер- мостат; аппаратура для воспроизве- дения температур точки плав- ления галлия, точек затверде- вания индия, олова, цинка, алюминия, серебра и золота, включающая капсулы с зап- лавленными металлами и тер- мостаты; три платиновых термомет- ра для использования в диа- пазоне 0—419,527 °C; три платиновых термомет- ра для использования в диа- пазоне 419,527-1064,18 °C; аппаратура для измерения электрического сопротивле- ния, включающая мост-ком- паратор постоянного тока; установка для воспроизве- дения температур точек зат- вердевания серебра, золота имеди, используемая для по- строения шкалы оптическими методами;
Продолжение табл. 3.1
№ п/п Наименование эталона Место и время создания Время ут- верждения (измене- ние, модер- низация) Краткая техническая характеристика Метрологические характеристики Область применения
группа из трех температур- ных ламп, аттестованных при температурах затвердевания серебра, золота и меди; фотоэлектрическая аппара- тура, используемая для пост- роения температурной шкалы оптическими методами, вклю- чающая спектрокомпаратор и средства измерений электри- ческого сопротивления и на- пряжения
7. Государственный первичный эталон единицы температуры в диапазоне 0,8-273,16 К ВНИИФТРИ 1972-1990 гг. 1991 г. Эталон представляет собой набор термометров сопротив- ления, помещенных в два бло- ка сравнения. Передача шкалы температу- ры термометрам — вторичным эталонам осуществляется при- ведением последних в тепло- вой контакт с блоком и сли- чением в криостате. В набор контрольной аппа- ратуры (помимо устройств для точных измерений сопротив- лений и давлений) входит комплект установок для реа- лизации температур реперных Диапазон измерений, К — 0,8-273,16 Случайная погрешность, К - 0,001 Систематическая погреш- ность, К — 0,003 Температура — одна из наиболее часто из- меряемых величин практически во всех областях науки и тех- ники. Существуют сот- ни типов термометров (парк термометров — сотни миллионов). Эта- лон возглавляет пове- рочную схему и обес- печивает единство из- мерений температуры в стране на современном уровне точности
Продолжение табл. 3.1
№ п/п Наименование эталона Место и время создания Время ут- верждения (измене- ние, модер- низация) Краткая техническая характеристика Метрологические характеристики Область применения
точек, газовый интерполяци- онный термометр и криоста- ты сравнения. Набор контрольной аппа- ратуры, помимо проверки, позволяет также в случае крайней необходимости про- вести полную градуировку термометров эталона соглас- но Положению о МТШ-90
8. Г осударственный первичный эталон единицы силы света (кандела) ВНИИФТРИ 1981-1983 гг. 1990 г. Размер единицы передает- ся эталону-копии с погреш- ностью, не превышающей 0,2 %. В качестве рабочих средств измерений силы света, осве- щенности, светового потока и яркости непрерывного из- лучения применяют излуча- тели, фотометры и фотомет- рические головки, люксмет- ры, светоизмерительные лам- пы, яркомеры и разрядные измерительные лампы. В качестве рабочих средств измерений максимального значения силы света, осве- Диапазон измерений, кд- 30-15 ООО Случайная погрешность — 0,1 10~2 Систематическая погреш- ность — 0,25 • 10-2 Военная техника. Здравоохранение. Охрана и монито- ринг окружающей среды. Научное приборо- строение. Космические иссле- дования. Безопасность дви- жения на транспорте. Т ехнологические процессы
Окончание табл. 3.1
№ п/п Наименование эталона Место и время создания Время ут- верждения (измене- ние, модер- низация) Краткая техническая характеристика Метрологические характеристики Область применения
щенности и световой экспо- зиции импульсного излуче- ния применяют светоизмери- тельные лампы, импульсные фотометры и экспозиметры и газоразрядные импульсные источники излучения. В составе эталона: первичный фотометр; высокотемпературная мо- дель черного тела; система определения ха- рактеристик излучения; система определения спект- рального коэффициента про- пускания светофильтра; система для передачи раз- мера единицы
Основная и дополнительные погрешности. Каждое средство измерений ра-
ботает в сложных, изменяющихся во времени условиях. Наряду с чувствитель-
ностью к измеряемой величине средство измерений имеет некоторую чувстви-
тельность и к неизмеряемым, но влияющим величинам, например к темпера-
туре, атмосферному давлению, ударам, тряске, вибрации, электрическим и
магнитным полям и т. д. При выполнении измерений в лабораторных условиях в
процессе градуировки или аттестации большинство влияющих величин может
поддерживаться в узких пределах их изменения. Такие оговоренные в НД усло-
вия называют нормальными, а суммарную результирующую погрешность, воз-
никающую в этих условиях, — основной погрешностью.
При эксплуатации средств измерений на производстве возникают значи-
тельные отклонения от нормальных условий, вызывающие дополнительные
погрешности. Они нормируются указанием коэффициентов влияния изменения
отдельных влияющих величин на изменение показаний в виде а; %/10 °C;
%/10 % Unm и т. д. В условиях производства дополнительные погрешности могут
оказаться больше основной, и заказчик средства измерений в определенных
случаях может не соглашаться на выделение в отдельное указание дополнитель-
ных погрешностей, а потребовать аттестации средства измерений по суммар-
ной эксплуатационной погрешности в рабочих условиях. Разделение погрешно-
стей средств измерений на основную и дополнительные является чисто услов-
ным и определяется конкретным соглашением между разработчиком и заказ-
чиком средств измерений.
Систематические и прогрессирующие погрешности. Основное свойство сис-
тематических погрешностей состоит в том, что они могут быть почти полно-
стью устранены введением поправок. Например, погрешность градуировки,
т. е. погрешность в положении делений, нанесенных на шкалу средства измере-
ний, или некоторый сдвиг всей шкалы. Эта погрешность может быть устранена
составлением и использованием при измерении таблицы поправок на каждое
деление, а погрешность из-за общего сдвига шкалы устраняется установкой
указателя на нулевое деление шкалы перед измерением (при отсутствии изме-
ряемой величины). В ряде случаев систематические погрешности очень трудно
обнаружить, особенно постоянные систематические погрешности, которые
внешне себя никак не проявляют и могут долгое время оставаться незамечен-
ными. Способ их обнаружения состоит в поверке нуля прибора и поверке чув-
ствительности путем повторной аттестации средства измерений по образцово-
му. К систематическим погрешностям относится также большинство дополни-
тельных погрешностей, являющихся не изменяющимися во времени функция-
ми вызывающих их влияющих величин (температуры, давления, напряжения
и т. п.). Данные погрешности из-за постоянства во времени функций влияния
могут быть скорректированы введением дополнительных корректирующих пре-
образователей, воспринимающих влияющую величину и вводящих поправку в
результат преобразования основного преобразователя.
Прогрессирующие погрешности — это погрешности, медленно изменяю-
щиеся с течением времени. Они, как правило, вызываются старением деталей
средств измерений (резисторов, конденсаторов), деформацией механических
деталей, усадкой бумажной ленты в самопишущих приборах, разрядкой источ-
ников питания и т. п. Особенностью этих погрешностей является то, что они
могут быть скорректированы введением поправки лишь в данный момент време-
213
ни, а далее вновь монотонно возрастают. Эти погрешности требуют непрерыв-
ного повторения коррекции.
В общем виде погрешность средства измерений — это отклонение его ре-
альной функции преобразования от номинальной.
Отклонения реальной характеристики от номинальной, отсчитанные вдоль
оси Xили вдоль оси Y, т. е. разности вида А у = Yp — YH или Ах = Хи — Хр, есть
абсолютные погрешности преобразования, выраженные в единицах величин X
Рис. 3.10
или Y (рис. 3.10). Мерой точ-
ности абсолютная погреш-
ность служить не может, так
как, например, A^= 0,5 мм
при Х = 100 мм достаточно
мала, но при X = 1 мм очень
велика.
Абсолютная погреш-
ность измерительного прибо-
ра АХП — это разность меж-
ду показанием прибора и
истинным (действитель-
ным) значением измеряе-
мой величины
АХП = Хи - Ха, (3.2)
где Хп — показания прибо-
ра; Хд — действительное
значение измеряемой вели-
чины.
Абсолютная погреш-
ность измерительного преоб-
разователя по входу — это
разность между значением
величины на входе преобразователя, определяемым по истинному (действи-
тельному) значению величины на его выходе с помощью градуировочной
характеристики, приписанной преобразователю, и истинным значением вели-
чины на входе преобразователя.
Абсолютная погрешность измерительного преобразователя по выходу — это
разность между истинным (действительным) значением величины на выходе
преобразователя, отображающим измеряемую величину, и значением величи-
ны на выходе, определяемым в принципе по истинному значению величины
на входе с помощью градуировочной характеристики, приписанной преобра-
зователю.
Абсолютная погрешность меры — это разность между номинальным значе-
нием меры и истинным (действительным) значением воспроизводимой ею ве-
личины.
Пример — Погрешность концевой меры длины с номинальным значением
100 мм и действительным значением 100,0006 мм равна 0,6 мкм
Погрешность гири 4-го класса с номинальным значением 2 кг и истинным значе-
нием 2,00010 кг равна — 0,10 г (—100 мг), а отклонение от номинального значения для
этой меры равно 0,10 г (100 мг)
214
Для характеристики точности вводится понятие относительной погрешности
5 = / Х= / Y, выражаемой в процентах или относительных величинах. Вследствие
изменения значений X и Y вдоль шкалы прибора текущее значение относительной
погрешности 5 не остается постоянным, а, наоборот, оказывается различным для раз-
личных значений X и при Х= 0 стремится к бесконечности.
Относительная погрешность меры или измерительного прибора 8П — это от-
ношение абсолютной погрешности меры или измерительного прибора к ис-
тинному (действительному) значению воспроизводимой или измеряемой ве-
личины. Относительная погрешность меры или измерительного прибора, %,
может быть выражена как
8П=± Д^а-100. (3.3)
Относительная погрешность измерительного преобразователя по входу (вы-
ходу) — это отношение абсолютной погрешности измерительного преобразо-
вателя по входу (выходу) к истинному (действительному) значению величины
на входе (выходе), определяемому по истинному значению величины на входе
(выходе) с помощью характеристики, приписанной преобразователю.
Так как значение относительной погрешности средства измерений не оста-
ется постоянным, то вводится понятие приведенной погрешности, равной
y=\x/XN=\Y/YN. (3.4)
Приведенная погрешность у измерительного прибора — это отношение по-
грешности измерительного прибора к нормирующему значению. Нормирующее
значение XN — это условно принятое значение, равное или верхнему пределу
измерений, или диапазону измерений, или длине шкалы и т. д. Приведенную
погрешность, %, обычно выражают как
Приведенная погрешность позволяет сравнивать по точности приборы,
имеющие разные пределы точности.
Пр и м е р — Определить абсолютную, относительную и приведенную погрешно-
сти вольтметра с диапазоном измерений 0—150 В при показании его Х„ = 120 В и дей-
ствительном значении измеряемой температуры Хд = 120,6 В. За нормирующее значе-
ние принят верхний предел измерения XN = 150 В.
Абсолютная погрешность по формуле (3.2) ДХП = —0,6 В; относительная погреш-
ность по формуле (3.3) 8П = —0,5 %; приведенная погрешность по формуле (3.5)
у = -0,4 %.
Предел допускаемой погрешности средства измерений — это наибольшая
(без учета знака) погрешность средства измерений, при которой оно может
быть признано и допущено к применению. Данное определение применяют к
основной и дополнительной погрешностям, а также к вариации показаний.
Пример — Пределы допускаемой погрешности 100-миллиметровой концевой
меры длины 1-го класса равны ±50 мкм. Пределы допускаемой приведенной погрешно-
сти амперметра класса 1,0 равны ±1 % от верхнего предела измерений.
Пр и м е р — Одинаков ли предел допускаемой относительной погрешности изме-
рения во всех точках шкалы автоматического потенциометра?
Для всех точек шкалы одинаков предел допускаемой абсолютной погрешности,
определяемой классом точности средства измерений и диапазоном измерений, а пре-
215
дел допускаемой относительной погрешности измерения зависит от конкретной отмет-
ки шкалы, т е чем меньше показания прибора по шкале, тем больше относительная
погрешность. Вследствие этого верхний предел показаний прибора нужно выбирать та-
ким образом, чтобы значение измеряемой величины находилось в конце шкалы.
Аддитивные и мультипликативные погрешности. Разделение погрешностей
по их зависимости от значений X преобразуемой величины является весьма
важным, так как изменение значений самой преобразуемой величины является
одной из важнейших причин появления погрешностей.
Разделение погрешностей на мультипликативные и аддитивные весьма су-
щественно при решении вопроса о нормировании погрешностей средства из-
мерений, о выборе метода оптимальной обработки получаемой информации о
значении измеряемой величины.
Если реальная характеристика 1 смещена относительно номинальной 2
(рис. 3.11) так, что при всех значениях преобразуемой величины X выходная
величина Y оказывается больше (или меньше) на одну и ту же величину До, то
такая погрешность называется аддитивной, или погрешностью нуля.
В случае если она является систематической, то может быть скорректиро-
вана смещением шкалы или нулевого положения указателя. Для выполнения
этой операции предусматривается устройство для установки нуля — корректор.
Погрешности из-за постороннего груза на чашке весов при взвешивании, из-за
неточной установки приборов на нуль перед измерением, из-за ТЭДС в цепях
постоянного тока и т. п. являются примерами систематических аддитивных
погрешностей.
В случае если погрешность является случайной, то она не может быть скор-
ректирована, и реальная характеристика, смещаясь произвольным образом, но
оставаясь параллельной самой себе, образует полосу погрешностей, ширина
которой остается постоянной для любых значений X (рис. 3.12). Погрешности
из-за трения в опорах измерительного механизма, из-за наводок переменных
ЭДС на вход прибора, из-за ненадежных контактов при измерении сопротивле-
ний, из-за порога трогания при ручном или астатическом уравновешивании
являются примерами случайных аддитивных погрешностей.
Рис. 3.11
Рис. 3.12
Мультипликативная погрешность — это погрешность чувствительности. Суть
ее в том, что если абсолютная погрешность возникает от некоторого независи-
мого от X изменения чувствительности преобразователя (например, изменения
коэффициента деления делителя, добавочного сопротивления вольтметра, ко-
эффициента усиления усилителя и т. п.), то реальная характеристика 1 преоб-
216
разователя отклоняется от номинальной 2 так, как это показано на рис. 3.13
или образует полосу погрешностей (рис. 3.14), если это отклонение является
случайным. В том и другом случаях возникающие вследствие этого абсолютные
погрешности оказываются пропорциональными текущему значению преобра-
зуемой величины X.
Мультипликативная погрешность может также иметь систематическую и
случайную составляющие.
Таким образом, если средству измерений присуща только аддитивная по-
грешность или она существенно превышает другие составляющие, то погреш-
ности средств измерений в целом целесообразно нормировать абсолютной по-
грешностью.
Мультипликативная погрешность увеличивается с увеличением измеряе-
мой величины, поэтому ее относительное значение остается постоянным во
всем диапазоне. Поэтому мультипликативную погрешность целесообразно нор-
мировать в виде относительной погрешности.
3.6. Методы повышения точности средств измерений
и выполнения измерений
Анализ причин появления погрешностей измерений, выбор способов их
обнаружения и уменьшения являются основными этапами процесса измерений.
Погрешности измерений, как уже отмечалось, принято делить на системати-
ческие и случайные. В процессе измерений систематические и случайные по-
грешности проявляются совместно и образуют нестационарный случайный
процесс. Деление погрешностей на систематические и случайные является удоб-
ным приемом для их анализа и разработки методов уменьшения их влияния на
результат измерения.
Теория погрешностей главным образом посвящена анализу случайных по-
грешностей и методам оценки погрешностей результатов измерений на основе
теории вероятностей и математической статистики. Систематические погреш-
ности при этом считаются скорректированными благодаря введению поправок
и использованию других методов, а неисключенные остатки таких погрешнос-
тей рассматриваются как реализации случайной величины и, так же как слу-
чайные погрешности, оцениваются вероятностными характеристиками.
Здесь рассматриваются способы обнаружения и исключения систематичес-
ких погрешностей, поскольку они зависят от выбора метода измерений и его
осуществления.
217
Большинство систематических погрешностей может быть выявлено и оце-
нено путем теоретического анализа свойств объекта исследования, условий
измерений, особенностей метода, характеристик применяемых средств изме-
рений, априорной информации и др.
Случайные погрешности, в отличие от систематических, нельзя заранее
выявить и устранить до и в процессе измерения. Их влияние на результат изме-
рения можно уменьшить путем проведения измерений с многократными
наблюдениями и последующей обработки результатов таких измерений. При
планировании измерений в зависимости от цели измерений, требуемой точно-
сти, используемых методов и средств измерений и других причин могут быть
предусмотрены многократные наблюдения. Но в большинстве случаев измере-
ния физических величин, за исключением метрологических работ, проводятся
однократные измерения и особое внимание следует уделять методам уменьше-
ния систематических погрешностей.
По характеру изменения систематические погрешности делятся на посто-
янные и переменные. Последние, в свою очередь, подразделяются на периоди-
ческие и прогрессирующие. К постоянным погрешностям относятся, напри-
мер, погрешности, связанные с неточной градуировкой шкалы прибора,
отклонением размера меры от номинального значения, неточным выбором мо-
делей объектов.
Периодической называется погрешность, изменяющаяся по периодическо-
му закону, например погрешность отсчета при определении времени по ба-
шенным часам, если смотреть на стрелку снизу, температурная погрешность от
изменения температуры в течение суток и т. п. Прогрессирующими называются
погрешности, монотонно изменяющиеся (увеличивающиеся или уменьшаю-
щиеся) в общем случае по сложному, обычно неизвестному закону. Прогресси-
рующие погрешности во многих случаях обусловлены старением элементов сред-
ства измерений и могут быть скорректированы при его периодической поверке.
По причине возникновения погрешности измерений физических величин
разделяются на три основные группы: методические, инструментальные и
погрешности взаимодействия.
Методические погрешности обусловлены неадекватностью принимаемых
моделей реальным объектам, несовершенством методов измерений, упроще-
нием зависимостей, положенных в основу измерений, неопределенностью (диф-
фузностью) объекта измерения.
Несоответствие модели реальному объекту может быть оценено на основе
предварительных измерений и анализа объекта измерений. Например, при из-
мерении геометрических размеров круглых изделий (валов, труб и др.) в каче-
стве модели объекта обычно применяется цилиндр, диаметр и образующая ко-
торого являются параметрами модели, выбираемыми в качестве измеряемых
величин. Диаметр цилиндра должен быть инвариантен к сечению и угловой
координате, а все образующие должны иметь одинаковую длину. Однако вслед-
ствие неточности изготовления объекта может оказаться, что разности резуль-
татов измерений соответственно диаметра и образующей в различных местах
объекта больше ожидаемой погрешности измерения. Это говорит о том, что
принятая модель не соответствует реальному объекту и должна быть уточнена.
При исследовании периодических процессов часто в качестве модели объекта
используется синусоидальный процесс, но это допустимо только в том случае,
если значениями параметров высших гармоник можно пренебречь. Аналогич-
218
ные трудности встречаются при очень точных измерениях длины объекта из-за
микронеровностей его концевых граней или при измерениях ряда, казалось
бы, постоянных величин вследствие нестабильности (флуктуации) значений
этих величин во времени.
Инструментальные погрешности обусловлены прежде всего особенностями
используемых в средствах измерений принципов и методов измерений, а также
схемным, конструктивным и технологическим несовершенством средств изме-
рений. К инструментальным погрешностям относится погрешность средств из-
мерений в рабочих условиях, включающая основную, дополнительные (из-за
влияющих величин и неинформативных параметров входного сигнала) и дина-
мическую погрешности. Инструментальные погрешности данного средства из-
мерений определяются при его испытании и указываются в технической доку-
ментации (паспорте, свидетельстве о поверке и др.).
Погрешности взаимодействия обусловлены взаимным влиянием средства
измерений, объекта исследования и экспериментатора. Погрешности из-за вза-
имного влияния средства и объекта измерений обычно принято относить к
методическим погрешностям, а погрешности, связанные с действиями экспе-
риментатора, называются личными погрешностями. Однако такая классифика-
ция недостаточно полно отражает суть рассматриваемых погрешностей.
Так, характерным примером методической погрешности считается погреш-
ность за счет собственного потребления мощности амперметром и вольтметром
при их использовании для определения сопротивления путем измерения тока
через испытуемый резистор и падения напряжения на нем. Однако возникаю-
щие при этом погрешности главным образом определяются не методом изме-
рений, а несовершенством используемых средств измерений, которые вслед-
ствие конечных значений их входных сопротивлений потребляют мощность. Если
бы для измерения падения напряжения на резисторе применялся вольтметр с
бесконечно большим сопротивлением или амперметр с бесконечно малым
сопротивлением, то погрешности не было бы. Казалось бы, правильнее отно-
сить такие погрешности к инструментальным. Однако рассматриваемые погреш-
ности зависят не только от параметров используемых средств измерений, но и
от параметров объекта исследования или, точнее, от их соотношения. Поэтому
такие погрешности следует относить к погрешностям взаимодействия. Напри-
мер, при измерении тока в нагрузке с сопротивлением /?н посредством ампер-
метра с сопротивлением RA имеет место
8=-7?а/(7?; + Лн + 7?а), (3.6)
где Rt — внутреннее сопротивление источника тока.
Параметры, обусловливающие погрешности взаимодействия, входят в со-
став метрологических характеристик и различны для разных средств измерений.
Такими параметрами могут быть потребляемая мощность, входное сопротивле-
ние, сопротивление изоляции, теплоемкость, контактное давление, развивае-
мое усилие, масса датчика и т. п. Зная эти параметры, можно дать оценку
погрешности взаимодействия и скорректировать полученные результаты изме-
рений.
Погрешность взаимодействия практически отсутствует при использовании
бесконтактных методов и средств измерений, при которых влияние средства
измерений на объект исследования и измеряемую величину сведено до мини-
мума или вообще его нет. Эта погрешность также отсутствует, если применяе-
мое средство измерений постоянно подключено к объекту, т. е. является его
неотъемлемой частью.
219
Принято считать, что совершенствование отсчетных устройств и особенно
использование приборов с цифровыми отсчетными устройствами исключают
погрешность отсчитывания. Однако увеличение объема получаемой измеритель-
ной информации и рост психофизиологической нагрузки могут привести к воз-
никновению существенной составляющей погрешности взаимодействия, обус-
ловленной действиями экспериментатора, в том числе ошибками отсчета по-
казаний приборов. При измерении малых напряжений и токов возможны по-
грешности из-за ТЭДС, возникающей при прикосновении или приближении
экспериментатора к зажимам, проводам или другим элементам входной цепи
прибора, а также вследствие наводок, передаваемых через его тело. При таких
экспериментах не рекомендуется пользоваться одеждой из синтетических мате-
риалов, так как возникающие на таких материалах электрические заряды могут
быть причиной появления помех.
Способы обнаружения и устранения систематических погрешностей изме-
рений весьма разнообразны и часто зависят от вида измеряемой физической
величины, используемых методов и средств измерений. Собственно, выбор того
или иного метода измерений должен производиться с целью получения резуль-
тата измерения с допускаемой погрешностью. Способы устранения ряда мето-
дических погрешностей и погрешностей взаимодействия рассматриваются в
соответствующих главах применительно к конкретным методам измерений раз-
личных физических величин. Здесь приводятся наиболее распространенные об-
щие методы.
Выявление и устранение причин возникновения погрешностей — наибо-
лее распространенный способ уменьшения всех видов систематических погреш-
ностей. Примерами такого способа являются: термостатирование отдельных уз-
лов или прибора в целом, а также проведение измерений в термостатирован-
ных помещениях для исключения температурной погрешности, применение
экранов, фильтров и специальных цепей (например, эквипотенциальных це-
пей) для устранения погрешностей из-за влияния электромагнитных полей,
наводок и токов утечек, применение стабилизированных источников питания,
учет амортизации приборов, удаление средств измерений и объектов исследо-
вания от источников влияющих воздействий, исключение из измерительной
цепи материалов, создающих большую ТЭДС в паре с медью, например нике-
ля, который в паре с медью создает ТЭДС 19 мкВ/K. При аттестации высоко-
точных мер магнитной индукции производят компенсацию магнитного поля
Земли трехкомпонентной системой катушек с током. Погрешность из-за ТЭДС
можно исключить путем включения в цепь термопары, ЭДС которой компен-
сирует паразитную ТЭДС.
Для уменьшения прогрессирующей погрешности из-за старения элементов
средств измерений (резисторов, растяжек, постоянных магнитов и др.) пара-
метры таких элементов стабилизируют путем искусственного и естественного
старения.
Систематические погрешности можно также уменьшить рациональным рас-
положением средств измерений по отношению друг к другу, к источнику
влияющих воздействий и к объекту исследования. Например, магнитоэлектри-
ческие приборы должны быть удалены друг от друга, оси катушек индуктивно-
сти должны быть расположены под углом 90°, выводы термопары должны рас-
полагаться по изотермическим линиям объекта.
220
Многие систематические погрешности, являющиеся не изменяющимися
во времени функциями влияющих величин или обусловленные стабильными
физическими эффектами, могут быть теоретически рассчитаны и устранены
введением поправок или использованием специальных корректирующих цепей.
Например, погрешность из-за экранирующего поля электронной оболочки ато-
мов при измерении методом ядерного магнитного резонанса учитывается пу-
тем поправки, определяемой расчетным путем. Расчетным путем можно также
определить ряд погрешностей взаимодействия, например погрешность из-за
собственного потребления мощности средством измерений.
Другим радикальным способом устранения систематических погрешностей
является поверка средств измерений в рабочих условиях с целью определения
поправок к результатам измерения. Это дает возможность учесть все системати-
ческие погрешности без выяснения причин их возникновения. Степень коррек-
ции систематических погрешностей в этом случае, естественно, зависит от
метрологических характеристик используемых эталонных приборов и случай-
ных погрешностей поверяемых приборов. Фактически поверка средств измере-
ний перед их использованием и введение поправок адекватна применению
средств измерений более высоких классов точности при условии, что случай-
ные погрешности средств измерений малы по сравнению с систематическими,
а сами систематические погрешности медленно изменяются во времени.
Метод инвертирования широко используется для устранения ряда постоян-
ных и медленно изменяющихся систематических погрешностей. Этот метод и
ряд его разновидностей (метод исключения погрешности по знаку, коммута-
ционного инвертирования, структурной модуляции, двукратных измерений,
инвертирования функции преобразования и др.) основаны на выделении ал-
гебраической суммы четного числа сигналов измерительной информации, ко-
торые вследствие инвертирования отличаются направлением информативного
сигнала, опорного сигнала или знаком погрешности.
Близок к методу инвертирования метод модуляции (демодуляции), при ко-
тором, по существу, производят периодическое инвертирование входного сиг-
нала и подавление помехи, имеющей однонаправленное действие.
Распространенным вариантом метода инвертирования является метод ис-
ключения погрешности по знаку, который часто применяется для исключения
известных по природе погрешностей, источники которых имеют направленное
действие, например погрешностей из-за влияния постоянных магнитных по-
лей, ТЭДС и др. При использовании этого метода два измерения выполняются
так, чтобы постоянная систематическая погрешность входила в результаты из-
мерений с разными знаками. Этого можно достичь изменением знака погреш-
ности при неизменном значении измеряемой величины или инвертированием
входного сигнала при сохранении знака и значения систематической погреш-
ности.
Первый способ используется в том случае, если можно изменить знак или
направление систематической погрешности. Например, для исключения влия-
ния внешнего магнитного поля на показания прибора или на параметры меры
изменяют знак погрешности путем поворота прибора на 180°. Этот же способ
используется в астазированных средствах измерений, содержащих два иден-
тичных преобразователя, оси направленности которых расположены под углом
180°. Однако полностью устранить рассматриваемую погрешность можно только
в том случае, если внешнее поле однородно и вектор магнитной индукции
221
направлен коллинеарно с осью направленности прибора (преобразователя).
Неисключенные систематические погрешности из-за неточного выполнения
этих условий в ряде случаев можно теоретически оценить.
Способ инвертирования входного сигнала широко используется для кор-
рекции аддитивных погрешностей, не зависящих от направления измеряемой
величины, например погрешности нуля в приборах с нулем посредине шкалы,
погрешностей из-за ТЭДС, внешнего магнитного поля и других, а также неко-
торых мультипликативных погрешностей средств измерений, например погреш-
ности линейности, обусловленной значениями четных производных функции
преобразования. Для исключения погрешности из-за ТЭДС в высокоточных ком-
пенсаторах и цифровых вольтметрах постоянного тока производится повторное
измерение при одновременном изменении полярности измеряемого напряже-
ния и рабочего тока. Поскольку ТЭДС не зависит от полярности тока, то ре-
зультаты двух измерений будут
UXl -Uх +£тэд<Д ~UX2 =-Ux + £’гэдс,
откуда
Ux = (uxt +Ux\/2.
Методы инвертирования сейчас широко используются для уменьшения
погрешностей современных средств измерений. Этому способствует развитие
измерительных преобразователей с дифференциальными входами, а также
быстродействующих коммутаторов и сумматоров в микроэлектронном испол-
нении. Метод инвертирования можно осуществлять непрерывно, если исполь-
зовать два измерительных преобразователя с одинаковыми функциями преоб-
разования, но с разными по знаку входными сигналами или дифференциаль-
ный преобразователь.
Метод замещения (метод разновременного сравнения) является наиболее
универсальным методом, который дает возможность устранить большинство
систематических погрешностей. Измерения осуществляются в два приема. Сна-
чала по отсчетному устройству прибора делают отсчет измеряемой величины, а
затем, сохраняя все условия эксперимента неизменными, вместо измеряемой
величины на вход прибора подают известную величину, значение которой с
помощью регулируемой меры (калибратора) устанавливают таким образом,
чтобы показание прибора было таким же, как при включении измеряемой ве-
личины. За результат измерения принимается значение известной величины,
определяемое по входному коду меры. Погрешность измерения при этом будет
образовываться из погрешности меры и умноженной на V2 случайной по-
грешности прибора.
Метод замещения широко используется для повышения точности измере-
ния ряда величин, например для определения массы с помощью не очень точ-
ных весов и набора гирь, для точного измерения сопротивлений, индуктивно-
сти, емкости и других величин, для которых существуют точные регулируемые
меры. Метод обеспечивает в ряде случаев существенное повышение точности,
поскольку точность мер (калибров) обычно выше точности других средств из-
мерений.
Разновидностью метода замещения является метод разновременного компа-
рирования, который используется при измерениях таких величин, которые нельзя
с высокой точностью воспроизводить с помощью регулируемых мер или других
технических средств. Обычно это величины, изменяющиеся с высокой часто-
той или по сложному закону. В качестве известных регулируемых величин при
этом используются величины такого же рода, как измеряемые, но отличаю-
щиеся от них спектральным составом (обычно постоянные во времени и в про-
странстве) и создающие такой же, как и измеряемая величина, сигнал на вы-
ходе компарирующего преобразователя.
Другой разновидностью метода замещения является метод эталонных сиг-
налов, заключающийся в том, что на вход средств измерений периодически
вместо измеряемой величины подаются эталонные сигналы такого же рода, что
и измеряемая величина. Разность между реальной градуировочной характерис-
тикой и номинальной градуировочной характеристикой используется для кор-
рекции чувствительности или для автоматического введения поправки в ре-
зультат измерения. При этом, как и при методе замещения, устраняются все
систематические погрешности, но только в тех точках диапазона измерений,
которые соответствуют эталонным сигналам. Метод широко используется в со-
временных точных цифровых приборах и в информационно-измерительных
системах. Характерным примером метода эталонных сигналов является перио-
дическая подстройка рабочего тока в компенсаторах и цифровых вольтметрах
постоянного тока при помощи нормального элемента.
К методу эталонных сигналов примыкает тестовый метод. При использова-
нии этого метода значение измеряемой величины определяется по результатам
нескольких наблюдений, при которых в одном случае входным сигналом
средства измерений является сама измеряемая величина Д', а в других — так
называемые тесты, являющиеся функциями измеряемой величины, например
Jq = X + XX; Х2 = аХ; Х5 = (X + АЛ) / Ь, где XX — известное приращение
величины, создаваемое мерой; а и b — постоянные коэффициенты.
Тестовые методы можно использовать для коррекции систематических по-
грешностей при измерении различных физических величин. Эффективность этих
методов зависит от погрешности воспроизведения величины XX и наличия
случайных погрешностей.
Метод вспомогательных измерений используется для исключения погреш-
ностей из-за влияющих величин и неинформативных параметров входного сиг-
нала. Для реализации этого метода одновременно с измеряемой величиной X с
помощью вспомогательных измерительных устройств производится измерение
каждой из влияющих величин и вычисление с помощью вычислительного уст-
ройства, а также формул и алгоритмов поправок V, к результатам измерения.
Широкому использованию метода вспомогательных измерений способствует
быстрое развитие средств измерений со встроенными микропроцессорами. Объек-
тами вспомогательных измерений являются не только влияющие величины, но
и неинформативные параметры входного сигнала. Метод вспомогательных из-
мерений — самостоятельная эффективная разновидность или составная часть
многих структурных методов автоматической коррекции погрешностей средств
измерений.
Метод симметричных наблюдений заключается в проведении многократных
наблюдений через равные промежутки времени и усреднении результатов
наблюдений, симметрично расположенных относительно среднего наблюде-
ния. Обычно этот метод применяется для исключения прогрессирующих по-
грешностей, изменяющихся по линейному закону. Так, при измерении сопро-
223
тивления резистора путем сравнения напряжения на измеряемом и эталонном
резисторах, включенных последовательно и питаемых от общего аккумулятора,
может возникнуть погрешность вследствие разряда источника питания. Для ис-
ключения этой погрешности проводят три измерения падения напряжения:
первое — на эталонном резисторе Rq.
^01 = >
а затем через равные промежутки времени — на измеряемом резисторе:
их
и снова на эталонном резисторе:
U02 = (I-AI2)Rq .
Если ток изменяется во времени по линейному закону, то
А/2=2д/1; 1-Д/,=(£/01 +^о2)/(27?о)
и
R R 2U*
Kx-Ro uOi +и02 •
Метод симметричных наблюдений можно также использовать для устране-
ния других выводов погрешностей, например систематических погрешностей
из-за влияющих величин, изменяющихся по периодическому закону. В этом
случае симметричные (периодические) наблюдения проводят через половину
периода, когда погрешность имеет разные знаки, но одинаковые значения. Та-
ким образом, например, можно исключить погрешность из-за наличия четных
гармоник при измерении амплитудного значения напряжения при искаженной
форме кривой.
Методы уменьшения систематических погрешностей используются при
проектировании средств измерений. Так, в приборах применяются устройства
для автоматической коррекции нуля и чувствительности, цепи коррекции тем-
пературных и частотных погрешностей, а также более сложные устройства ав-
томатической коррекции погрешностей, реализуемые на основе рассмотрен-
ных методов или их комбинаций. Все рассмотренные методы направлены на
выявление и уменьшение погрешностей измерений. Эта цель главным образом
достигается за счет усложнения эксперимента, применения более сложных и
дорогостоящих средств измерений. При ручной коррекции падает производи-
тельность труда экспериментатора.
3.7. Нормирование метрологических характеристик
средств измерений
Результаты измерения можно использовать лишь в том случае, если оце-
нена точность, правильность, сходимость и воспроизводимость измерения,
т. е. должно быть определено числовое значение погрешности измерения, со-
ставной частью которой является погрешность средства измерений.
224
Определение погрешности средств измерений — нестационарный процесс
с ненулевым математическим ожиданием, который на практике чаще всего
аппроксимируется квазистационарным эргодинамическим процессом с
математическим ожиданием, зависящим от времени. Однако пользоваться та-
кой характеристикой точности средства измерений неудобно, поэтому для оцен-
ки ее применяют показатели точности, которые являются не функциями, а
числами.
Существуют различные числовые показатели точности средств измерений,
используемые при:
вычислении погрешности результата измерения по записанным в паспорте
средства измерений показателям точности для широкого класса сигналов, дей-
ствующих на его входе;
аттестации средств измерений и их поверке;
определении погрешности любого комплекса средств измерений по пока-
зателям точности отдельных средств измерений, входящих в него;
применении ЭВМ для аттестации средств измерений и обработки резуль-
татов измерений.
В теории и практике измерений наиболее широко используют показатели
точности, базирующиеся на принципах теории вероятностей и математической
статистики. Такой подход предполагает, что погрешности средства измерений
являются случайными функциями и вызываются совместным действием детер-
минируемых дестабилизирующих факторов, и, следовательно, погрешность сред-
ства измерений при каждой его поверке должна рассматриваться как случайная
величина. При определенных условиях (время фиксировано, входная величина
постоянна) погрешность в каждой точке шкалы средства измерений будет пол-
ностью характеризоваться функцией распределения вероятности погрешности.
Однако задавать эту функцию в каждой точке шкалы невозможно, поэтому
выбирают одно-два числа и статистически описывают точность средства изме-
рений.
Учитывая это, ГОСТ 8.009—84 вводит статистические методы нормирова-
ния метрологических характеристик (MX) средств измерений.
Метрологические характеристики средства измерений — характеристики
свойств средств измерений, оказывающих влияние на результаты и погрешно-
сти измерений, предназначенные для оценки технического уровня и качества
средства измерений, для определения результатов измерений и расчетной оценки
характеристик инструментальной составляющей погрешности измерений.
Исходя из того что оценка погрешности измерения, произведенная расчет-
ным путем, практически сводится к суммированию ее различных составляю-
щих — основной и дополнительной погрешностей средства измерений; дина-
мической методической погрешности; составляющих, обусловленных конеч-
ными входными и выходными импедансами средства измерений, ошибок опе-
ратора и т. п., большая часть из которых представляет собой случайные величи-
ны или случайные процессы, ГОСТ 8.009—84 устанавливает нормируемые MX
такими, чтобы можно было производить статистическое суммирование состав-
ляющих погрешности измерения, в том числе составляющих погрешности сред-
ства измерений. Кроме того, в соответствии с ГОСТ 8.009—84 нормируемые
MX должны:
15-1651
225
давать исчерпывающую характеристику всех метрологических свойств сред-
ства измерений;
отражать определенные физические свойства средства измерений;
служить основой для расчета некоторых производных характеристик, соот-
ветствующих различным критериям сравнения средств измерений между со-
бой;
легко контролироваться.
Выполнение вышеизложенных требований может быть обеспечено только
при соблюдении следующих условий:
наличие определенной связи между нормируемой MX и погрешностью ре-
зультата измерения, учитывающей и другие характеристики измерительного
процесса;
возможность установления связи между нормируемыми MX средств изме-
рений и MX измерительной информационной системы, представляющей со-
бой комбинацию различных средств измерений.
В практической деятельности при рассмотрении требований к нормируе-
мым MX средств измерений следует учитывать, что метрологическое свойство
любого данного экземпляра средства измерений определенного типа отличает-
ся от метрологических свойств совокупности средств измерений того же типа.
Примером этого может служить систематическая погрешность. Для определен-
ного экземпляра средства измерений эта погрешность — детерминированная
величина, для типа средств измерений она — случайная величина, меняющая-
ся от экземпляра к экземпляру средств измерений данного типа. Поэтому при
нормировании MX средств измерений следует обеспечивать возможность оцен-
ки метрологических свойств как типа средств измерений, так и конкретных
экземпляров данного типа.
Комплексы MX, нормируемые в НД на средства измерений конкретных
типов, приведены в приложении 1 ГОСТ 8.009—84, критерии рациональнос-
ти комплексов MX средств измерений также приведены в приложении 1
ГОСТ 8.009—84, математические определения статистических характеристик
погрешности средств измерений даны в приложении 2 ГОСТ 8.009—84.
Номенклатура метрологических характеристик. Характеристики, предназна-
ченные для определения результатов измерений (без введения поправки):
функция преобразования измерительного преобразователя, а также изме-
рительного прибора с неименованной шкалой или со шкалой, градуированной
в единицах, отличных от единиц входной величины /(х);
значение однозначной или значения многозначной меры — У;
цена деления шкалы измерительного прибора или многозначной меры;
вид выходного кода, число разрядов кода, цена единицы наименьшего раз-
ряда кода средств измерений, предназначенных для выдачи результатов в циф-
ровом коде.
Характеристики погрешностей средств измерений:
характеристики систематической составляющей As погрешности средств
измерений;
значение систематической составляющей АЛ
или значение систематической составляющей А5, математическое ожида-
226
ние М [Д5] и среднее квадратическое отклонение о [ДЛ] систематической состав-
ляющей погрешности.
Примечания
1. Систематическая составляющая погрешности средств измерений рассматривает-
ся как случайная величина на множестве средств измерений данного типа.
2. Устанавливать математическое ожидание и среднее квадратическое отклонение
систематической составляющей погрешности целесообразно, если можно пренебречь
их изменениями как во времени, так и в зависимости от изменения влияющих величин,
или при возможности одновременного нормирования изменений данных характерис-
тик как функции времени и условий применения.
Характеристики случайной составляющей Д погрешности средств измере-
ний:
среднее квадратическое отклонение о[Д] случайной составляющей погреш-
ности;
или среднее квадратическое отклонение о [Д] случайной составляющей по-
грешности, нормализованная автокорреляционная функция Гд (т), или функ-
ция спектральной плотности (со) случайной составляющей погрешности.
О
Характеристика случайной составляющей Дя погрешности от гистерези-
са — вариация Н выходного сигнала (показания) средства измерений.
Характеристика погрешности средств измерений — значение погрешности.
Примечание — Погрешность средств измерений рассматривается как случай-
ная величина на множестве средств измерений данного типа.
В НД на средства измерений конкретных видов или типов допускается нор-
мировать функции или плотности распределения вероятностей систематичес-
кой и случайной составляющих погрешности.
Характеристика погрешности средств измерений в интервале влияющей
величины рассматривается также как случайная величина на множестве средств
измерений данного типа.
Характеристики чувствительности средств измерений к влияющим величи-
нам:
функция влияния ;
изменение е (£) значений MX средств измерений, вызванное изменениями
влияющих величин в установленных пределах.
Динамические характеристики средств измерений.
Полные динамические характеристики:
переходная характеристика h(fy,
импульсная переходная характеристика g(/);
амплитудно-фазовая характеристика G (jw);
амплитудно-частотная характеристика А (со) — для минимально фазовых
средств измерений;
совокупность амплитудно-частотной и фазочастотной характеристик;
передаточная функция G (5).
Частные динамические характеристики аналоговых средств измерения,
которые можно рассматривать как линейные. К частным динамическим харак-
теристикам относят любые функционалы или параметры полных динамических
характеристик:
время реакции /г;
коэффициент демпфирования ydam;
15*
227
постоянную времени Т;
значение амплитудно-частотной характеристики на резонансной частоте
Л (<о0);
значение резонансной собственной круговой частоты <в0.
Частные динамические характеристики аналого-цифровых преобразовате-
лей (АЦП) и цифровых измерительных приборов (ЦИП), время реакции кото-
рых не превышает интервала времени между двумя измерениями, соответ-
ствующего максимальной частоте (скорости) измерений:
время реакции /г;
погрешность td датирования отсчета;
максимальная частота (скорость) измерения fmax.
Частные динамические характеристики АЦП:
время реакции преобразователя /г;
переходная характеристика преобразователя h(t).
В НД на цифровые средства измерений конкретных видов или типов, наря-
ду с установлением времени реакции или погрешности датирования отсчета,
можно устанавливать их отдельные составляющие, такие как время задержки
запуска, время ожидания, время преобразования, время задержки выдачи ре-
зультата и т. д.
Для ЦИП и АЦП динамические характеристики следует указывать с уче-
том времени выполнения служебных операций, предусмотренных интерфей-
сом, в котором выполнены устройства обмена информацией этих средств изме-
рений.
В качестве динамических характеристик аналого-цифровых средств измере-
ний (в том числе измерительных каналов измерительных систем и измеритель-
но-вычислительных комплексов, оканчивающихся аналого-цифровыми преоб-
разователями), время реакции которых больше интервала времени между дву-
мя измерениями, соответствующего максимально возможной для данного типа
средств измерений частоте (скорости) /тах измерений, принимают динами-
ческие характеристики эквивалентных аналоговых частей аналого-цифровых
средств измерений.
Одним из важных процессов, влияющих на погрешность измерения, явля-
ется обмен энергией между объектом измерения и соединенными с ним сред-
ствами измерений, а также между средствами, последовательно соединенными
в измерительные системы. Потребление энергии средствами измерений от объекта
измерения или от предварительно включенного средства измерений приводит
к изменению величины, подлежащей измерению, и, следовательно, к погреш-
ности измерения. Обмен энергией может быть двухсторонним. Например, при
подсоединении к объекту термометра сопротивления температура объекта мо-
жет как понижаться вследствие отбора термометром энергии от объекта, так и
повышаться, поскольку термометр сопротивления имеет собственный началь-
ный нагрев и при достаточно большой мощности нагрева может отдавать энер-
гию объекту.
Так же обстоит дело с любыми средствами измерений, при работе которых
происходит обмен энергией с объектом измерения, с предварительно или пос-
ле включенным средством измерений или другим устройством. Следовательно,
для средств измерений, работа которых характеризуется обменом энергией между
ними и подключенными к их входу или выходу объектами, необходимо норми-
ровать некоторые характеристики, отражающие свойства средств измерений
228
отбирать или отдавать энергию через свои входные или выходные цепи. Такие
характеристики называют импедансами.
Таким образом, характеристиками средств измерений, отражающими их
способность влиять на инструментальную составляющую погрешности измере-
ний вследствие взаимодействия средств измерений с любым из подключенных
к их входу или выходу компонентов (таких, как объект измерений, средство
измерений и т. п.), являются входной и выходной импедансы.
Неинформативные параметры выходного сигнала средства измерений — пара-
метры выходного сигнала, не используемые для передачи или индикации зна-
чения информативного параметра входного сигнала измерительного преобра-
зователя или не являющиеся выходной величиной меры.
Способы нормирования метрологических характеристик. Типовые характе-
ристики, предназначенные для определения результатов измерений, норми-
руют как номинальные характеристики средств измерений данного типа.
Для конкретных экземпляров средств измерений, предназначенных для
применения с одной или несколькими индивидуальными характеристиками, а
не с номинальными, распространяющимися на все экземпляры средств изме-
рений данного типа, соответствующие номинальные характеристики можно не
нормировать. В этих случаях нормируют пределы (граничные характеристики), в
которых должна находиться индивидуальная характеристика при предусмот-
ренных условиях применения средств измерений.
Характеристики систематической составляющей погрешности средств изме-
рений нормируют путем установления:
пределов (положительного и отрицательного) Asp допускаемой системати-
ческой составляющей погрешности средств измерений данного типа
или пределов Asp допускаемой систематической составляющей погрешнос-
ти, математического ожидания М [As] и среднего квадратического отклонения
o[As] систематической составляющей погрешности средств измерений данного
типа.
Если пределы допускаемой систематической составляющей погрешности
симметричны, их записывают как ±Asp.
При необходимости допускается нормировать наибольшее допускаемое из-
менение систематической составляющей погрешности за заданный интервал
времени.
Характеристики случайной составляющей погрешности нормируют путем ус-
тановления:
предела ор [А] допускаемого среднего квадратического отклонения случай-
ной составляющей погрешности средств измерений данного типа
или предела ор [А] допускаемого среднего квадратического отклонения
случайной составляющей погрешности, номинальной нормализованной авто-
корреляционной функции гд°5(. (т) или номинальной функции спектральной
плотности 5ДО (®) случайной составляющей погрешности и пределов допус-
каемых отклонений этих функций от номинальных.
Характеристику случайной составляющей д# погрешности от гистерезиса
нормируют путем установления предела (без учета знака) Нр допускаемой ва-
риации выходного сигнала (показания) средства измерений данного типа.
229
При нормировании характеристики погрешности средств измерений уста-
навливают пределы (положительный и отрицательный) Ар допускаемой по-
грешности и предел Нр допускаемой вариации выходного сигнала (показания)
средства измерений.
Характеристику погрешности средства измерений можно нормировать для
средств измерений, значения среднего квадратического отклонения случайной
составляющей погрешности которых в каждой точке диапазона измерений не
превышают ^тах, % от Лр: о[А] < (Ар • <7тах) / 100.
Значения <7тах. %, устанавливают в НД на средства измерений конкретных
видов или типов.
Для средств измерений, не предназначенных для совместного применения
с другими средствами измерений (в том числе в составе измерительных систем
или измерительно-вычислительных комплексов), в тех случаях, когда их по-
грешность в рабочих условиях применения практически полностью может
быть определена нормированными верхней Ав и нижней Ан границами интер-
вала, в котором лежит погрешность в нормальных условиях с заданной веро-
ятностью Р, допускается указанные границы и вероятность нормировать без
ограничения <7тах в процентах.
Характеристику погрешности средств измерений в интервале влияющей
величины нормируют так же, как рассмотренные выше.
Функции влияния нормируют путем установления:
номинальной функции влияния \|/sf (^) и пределов допускаемых отклоне-
ний от нее
или граничных функций влияния: верхней у*(^) и нижней v*©-
Граничные функции влияния нормируют для таких средств измерений, у
которых велик разброс функций влияния по множеству экземпляров. В силу
этого номинальную функцию влияния не нормируют. При применении таких
средств измерений, в случае необходимости, определяют функции влияния,
индивидуальные для каждого экземпляра средства измерений. Нормированные
граничные функции влияния используют для контроля качества средств изме-
рений.
Изменения значений MX, вызванные изменениями влияющих величин, норми-
руют путем установления пределов (положительного и отрицательного) допус-
каемых изменений характеристики при изменении влияющей величины в за-
данных пределах.
Пределы допускаемых изменений погрешности средства измерений допус-
кается называть пределами допускаемой дополнительной погрешности сред-
ства измерений.
Функции влияния у© и наибольшие допускаемые изменения ер(^) нормируют
отдельно для каждой влияющей величины. Функции влияния и наибольшие
допускаемые изменения допускается нормировать для совместных изменений
нескольких влияющих величин как у©, £2» •••) или еР ©, £2, •••), если Функ-
ция у©) или £р©) какой-либо одной влияющей величины существенно
зависит от других влияющих величин . Критерий существенности устанавливают
в НД на средства измерений конкретных типов (или видов).
Полную динамическую характеристику аналоговых средств измерений, кото-
рые можно рассматривать как линейные, нормируют путем установления номи-
нальной полной динамической характеристики и пределов (положительного и
отрицательного) допускаемых отклонений от нее.
230
Предпочтительной для нормирования является такая полная динамическая
характеристика, экспериментальное определение и (или) контроль которой
могут быть осуществлены с необходимой точностью и наиболее простым мето-
дом.
Наряду с нормируемой полной динамической характеристикой в НД, при
необходимости, могут быть приведены в качестве справочных данных другие
полные динамические характеристики.
Частные динамические характеристики аналоговых средств измерений, кото-
рые можно рассматривать как линейные, нормируют путем установления номи-
нальных частных динамических характеристик и пределов (положительного и
отрицательного) допускаемых отклонений от них.
Допускается нормировать только частную динамическую характеристику в
тех случаях, когда эта характеристика достаточна для учета динамических свойств
средства измерений при его применении. Предпочтительной является такая част-
ная динамическая характеристика, экспериментальное определение и (или)
контроль которой могут быть осуществлены с необходимой точностью и наи-
более простым методом.
Частные динамические характеристики АЦП и ЦИП, время реакции кото-
рых не превышает интервала времени между двумя измерениями, соответ-
ствующего максимальной частоте (скорости) измерений, а также характерис-
тики АЦП нормируют путем установления номинальных частных динамичес-
ких характеристик и пределов (положительного и отрицательного) допускае-
мых отклонений от них.
Погрешность датирования отсчета нормируют путем установления предела
допускаемого математического ожидания погрешности датирования и предела
допускаемого среднего квадратического отклонения или предела допускаемого
размаха случайной составляющей погрешности датирования.
Для средств измерений, у которых велик разброс динамических характеристик
(полных и частных) по множеству экземпляров и, в силу этого, для которых
в НД установлена необходимость определения и дальнейшего использования
индивидуальных динамических характеристик каждого экземпляра средств из-
мерений, нормируют граничные динамические характеристики.
Характеристики средств измерений, отражающие их способность влиять на
инструментальную составляющую погрешности измерений вследствие взаимодей-
ствия средств измерений с любым из подключенных к их входу или выходу
компонентов, нормируют путем установления номинальных характеристик и
пределов допускаемых отклонений от них или граничных характеристик.
Неинформативные параметры выходного сигнала средства измерений норми-
руют путем установления номинальных параметров и пределов допускаемых
отклонений от них либо наибольших или наименьших допускаемых значений
параметров.
Допускаемые пределы любой из рассмотренных выше характеристик пред-
ставляют собой границы интервала, в котором значение характеристики любо-
го экземпляра средств измерений данного типа должно находиться с вероятно-
стью Р, равной единице. Вероятность Р — 1 является справочной характеристи-
кой, которую при испытаниях и поверке средств измерений можно отдельно
не контролировать.
MX допускается нормировать для рабочих и для нормальных условий при-
менения средств измерений. Нормальные условия и рабочие условия примене-
231
ния средств измерений указывают в НД на средства измерений конкретных
видов или типов.
Формы представления нормированных метрологических характеристик. Но-
минальную функцию Xt (х) преобразования измерительного преобразователя
представляют в виде формулы, таблицы, графика.
Номинальные значения однозначной или многозначной меры пред-
ставляют именованными числами.
Линейную функцию преобразования, проходящую через начало коорди-
нат, допускается представлять коэффициентом преобразования в виде числа.
Нормированные характеристики погрешности средств измерений представ-
ляют числом или функцией в виде (формулы, таблицы, графика) информа-
тивного параметра входного или выходного сигнала для абсолютных (имено-
ванное число), относительных или приведенных погрешностей.
Нормированный предел Яр допускаемой вариации средств измерений пред-
ставляют числом в единицах измеряемой величины или в процентах норми-
рующего значения.
Номинальную нормализованную автокорреляционую функцию и
номинальную функцию спектральной плотности 5^ представляют в виде
формулы, таблицы, графика.
Функции или плотности распределения систематической и случайной со-
ставляющих погрешности средств измерений представляют в виде формулы,
таблицы, графика.
Формулы, таблицы и графики допускается применять и для приближенно-
го представления функций и плотностей распределения.
Номинальную функцию влияния ysf (£), пределы допускаемых отклоне-
ний от нее и граничные функции влияния представляют в виде числа, форму-
лы, таблицы, графика.
Линейную функцию влияния, проходящую через начало координат, до-
пускается представлять коэффициентом влияния в виде числа.
Функции влияния представляют в координатах, начало которых находится
в точке (0, £ref).
Пределы допускаемых изменений ер(д) представляют в виде границ зоны
вокруг действительного значения данной MX при нормальных условиях. Грани-
цы зоны указывают в единицах данной MX или в процентах ее значения, нор-
мированного для нормальных условий.
Номинальную динамическую характеристику, пределы допускаемых откло-
нений от нее и граничные динамические характеристики представляют в виде
числа, формулы, таблицы, графика.
График динами ческой характеристики допускается представлять в любом
масштабе, удобном для применения. Например, для представления ампли-
тудно-частотной характеристики удобно использовать логарифмический мас-
штаб.
Форму представления характеристик на неинформативные параметры вы-
ходного сигнала и на характеристики, отражающие их способность влиять на
инструментальную составляющую, устанавливают в стандартах на средства из-
мерений конкретных видов или типов.
Представление MX в виде графика допускается при одновременном пред-
ставлении данной характеристики в виде формулы или таблицы.
232
Формы представления MX допускается конкретизировать в НД на средства
измерений конкретных видов.
Пр и м е р — Нормирование характеристик основной и дополнительной погреш-
ностей штангенгрейсмасов при цене деления нониуса 0,1 мм:
Пределы измерений, мм
Пределы допускаемой абсолютной
основной погрешности, мм
До 630 .....................................-I ±0,1
От 630 до 1000 .............................J
От 1000 до 1600 .............................................. ±0,15
От 1600 до 2500 .............................................. ±0,20
Пределы допускаемой дополнительной относительной погрешности, вызванной
изменением температуры окружающей среды на каждые 10 °C, составляют ±12 • 10~3 %.
Пример — Нормирование характеристик основной погрешности, вариации и
функций влияния температуры окружающей среды силоизмерительных тензорезисто-
ров ГСП категории точности 0,1, предназначенных для работы в диапазоне температур
±50 °C:
Наименование характеристик
Значение характеристики в процентах
от номинального значения рабочего
коэффициента преобразования
Пределы допускаемой систематической сос-
тавляющей основной погрешности............. ±0,1
Пределы среднего квадратического отклоне-
ния случайной составляющей основной по-
трешности.................................. 0,05
Предел допускаемой вариации.............. 0,1
Граничные функции влияния температуры
окружающей среды на начальный коэффи-
циент преобразования ................................. 5 • 10~3 (0 — 0Н)*
Граничные функции влияния температуры
окружающей среды на рабочий коэффициент
преобразования........................................ 5 • 10~3 (0 — 0Н)
3.8. Классы точности средств измерений
Единые правила установления пределов допускаемых погрешностей пока-
заний по классам точности средств измерений регламентирует ГОСТ 8.401—80.
Однако класс точности не является непосредственным показателем точно-
сти измерений, выполняемых данным средством. Например, для измеритель-
ного прибора класса точности 1,5 предел допускаемой основной погрешности
составляет ±1,5% диапазона измерения прибора, а действительное значение
основной погрешности конкретного прибора может иметь значение, равное
или меньшее 1,5%.
* Здесь 0 — температура окружающей среды; 0Н — нормальная температура, рав-
ная 20 °C.
233
Под классом точности средств измерений понимают их обобщенные харак-
теристики, определяемые пределами допускаемых основной и дополнительной
погрешностей, а также другими свойствами средств измерений, влияющими
на их точность, значения которых устанавливаются в стандартах на отдельные
виды средств измерений. Класс точности хотя и характеризует совокупность
метрологических свойств данного средства измерений, однако не определяет
однозначно точность измерений, так как последняя зависит также от метода
измерений и условий их выполнения. Например, класс точности характеризует:
для вольтметра переменного тока — его наибольшую допускаемую основную
погрешность, допускаемые изменения показаний, вызываемые отклонением
от нормальных значений температуры, частоты переменного тока, внешних
магнитных полей и других влияющих величин; для нормальных элементов —
пределы, в которых должно лежать действительное значение их ЭДС, стабиль-
ность во времени и т. и.; для концевых мер — степень приближения их размера
к номинальному, допускаемое отклонение от плоскопараллельное™, а также
притираемое™ и нестабильность; для электро- и радиоизмерительных прибо-
ров — пределы допускаемых основной и дополнительной погрешностей, уста-
навливаемых в виде абсолютных, относительных и приведенных погрешностей
или в виде определенного числа делений шкалы. Более характерным для радио-
измерительных приборов является выражение точности измерения через аб-
солютную и относительную погрешности и, в меньшей степени, через приве-
денную погрешность, для электроизмерительных приборов — через приведен-
ную погрешность.
Средствам измерений с двумя или более диапазонами измерений одной и
той же физической величины допускается присваивать два или более класса
точности. Например, электроизмерительному прибору, предназначенному для
измерения силы постоянного тока в диапазонах 0—10; 0—20; 0—50 А, могут
быть присвоены различные классы точности для отдельных диапазонов.
Средствам измерений, предназначенным для измерений двух или более
физических величин, допускается присваивать различные классы точности для
каждой измеряемой величины. Например, электроизмерительному прибору,
предназначенному для измерений электрического напряжения и сопротивле-
ний, могут быть присвоены два класса точности: один как вольтметру, дру-
гой— как омметру.
С целью ограничения номенклатуры средств измерений по точности для
средств измерений конкретного вида устанавливают ограниченное число клас-
сов точности, определяемое технико-экономическими обоснованиями.
Средства измерений должны удовлетворять требованиям к метрологичес-
ким характеристикам, установленным для присвоенного класса точности, как
при выпуске их из производства, так и в ходе эксплуатации.
Классы точности цифровых измерительных приборов со встроенными вы-
числительными устройствами для дополнительной обработки результатов из-
мерений устанавливают без учета режима обработки.
Средствам измерений при их разработке присваивают классы точности с
учетом результатов государственных приемочных испытаний. Если в стандарте
или технических условиях, регламентирующих технические требования к сред-
ствам измерений конкретного типа, установлено несколько классов точности,
то допускается присваивать класс точности при выпуске из производства, а
также понижать класс точности по результатам поверки в порядке, предусмот-
234
ренном документацией, регламентирующей ее. При этом класс точности набо-
ра мер определяется классом точности меры с наибольшей погрешностью.
Например, класс точности для концевых мер длины может быть присвоен при
выпуске мер из производства или изменен в процессе эксплуатации, если в
ходе ее отклонение длины меры от номинального значения превысило предел
допускаемых отклонений для класса точности, присвоенного ранее.
Способы нормирования метрологических характеристик. Пределы допускае-
мых основной и дополнительной погрешностей выражают в форме абсолют-
ной, относительной или приведенной погрешностей. Способ выражения по-
грешностей зависит от характера изменения погрешности по диапазону изме-
рения, а также от условий применения и назначения средств измерений конк-
ретного вида.
Пределы допускаемых погрешностей выражают в зависимости от характера
изменения (в пределах диапазона изменений входного (выходного) сигнала
границ абсолютных погрешностей средств измерений конкретного вида, кото-
рые оценивают на основании принципа действия, свойств средств измерений,
а также их назначения, в форме:
приведенных погрешностей — если указанные границы можно полагать прак-
тически неизменными. Например, пределы допускаемых погрешностей по-
казывающих амперметров выражают в форме приведенных погрешностей,
так как границы погрешностей средств измерений данного вида практи-
чески неизменны в пределах диапазона измерений;
относительных погрешностей — если указанные границы нельзя полагать по-
стоянными;
абсолютных погрешностей (т. е. в единицах измеряемой величины или в деле-
ниях шкалы средств измерений) — если погрешность результатов измере-
ний в данной области измерений принято выражать в единицах измеряе-
мой величины или в делениях шкалы. Например, пределы допускаемых пог-
решностей мер массы или длины выражают в форме абсолютных погреш-
ностей, так как погрешности результатов измерений массы или длины
принято выражать в единицах массы или длины.
Пределы допускаемых погрешностей, выраженные в форме абсолютных
(относительных) погрешностей, устанавливают одним из способов в зависи-
мости от характера изменения (в пределах диапазона измерений входного или
выходного сигнала) границ погрешностей средств измерений конкретного вида:
если границы абсолютных погрешностей можно полагать практически не-
изменными, по формуле
Дп = ±а;
если границы относительных погрешностей можно полагать практически
неизменными, по формуле
§п=~ = ±9;
если границы абсолютных погрешностей можно полагать изменяющимися
практически линейно, по формулам:
Ап = ±(а + Ьхп) и
235
если границы погрешностей необходимо принять изменяющимися нели-
нейно, в виде функции, графика или таблицы.
При этом: Дп — пределы допускаемой абсолютной основной погрешности,
выраженной в единицах измеряемой величины на входе (выходе) или условно
в делениях шкалы; Хп — значение измеряемой величины на входе (выходе)
средств измерений или число делений, отсчитываемых по шкале; а, b — поло-
жительные числа, не зависящие от хп; 8П — пределы допускаемой относитель-
ной основной погрешности, %; q — отвлеченное число, выбираемое из
ряда, приведенного ниже; Хк — больший (по модулю) из пределов измерений;
с, d — положительные числа, выбираемые из ряда: 1 • 10", 1,5 10"; (1,6 • 10”);
2 • 10"; 2,5 • 10"; (3 • 10"); 4 • 10”; 5 • 10"; 6 • 10" (и = 1; 0; -1; -2 и т. д.); с =
-Й + J; =
Применяя формулы Дп = +а или 8П = Ап / xn = +q для средств измерений,
используемых с отсчитыванием интервалов между произвольно выбираемыми
отметками шкалы, указывают, что погрешность каждого отдельного средства
измерений не должна превышать установленной нормы, оставаясь только по-
ложительной или только отрицательной.
Особо следует отметить,
что способ выражения погреш-
ностей выбирают в зависимос-
ти от характера изменения пог-
решности по диапазону изме-
рения. В случае, когда средство
измерений имеет только адди-
тивную погрешность или адди-
тивная погрешность настолько
велика, что мультипликативной
погрешностью можно пренеб-
речь, предел допускаемой аб-
солютной погрешности Дп будет постоянен по диапазону, в то время как пре-
дел допускаемой относительной погрешности будет изменяться по гиперболе
(рис. 3.15). Поэтому, как указано выше, удобнее нормировать абсолютную по-
грешность по указанной формуле Дп = ±а.
В средствах измерений с преобладающей мультипликативной погрешно-
стью удобнее нормировать предел допускаемой относительной погрешности,
так как его значение будет по-
стоянным по диапазону, в то
время как значение предела до-
пускаемой абсолютной погреш-
ности меняется по линейному
закону (рис. 3.16). Предел допус-
каемой относительной погреш-
ности 8П = Дп / Хп = +q выра-
жается одним числом. Это озна-
чает, что относительная пог-
решность средства измерений в
любой точке диапазона измере-
236
ний не превышает q процентов от показания средства измерений. Так норми-
руют погрешность счетчиков электрической энергии, мостов постоянного и
переменного тока и других.
Для нормирования погрешностей средств измерений с аддитивной и
мультипликативной погрешностями применяют формулу 8П = Ап / хп =
= ±[с + d (|ХК/ Хп| — 1)] тогда, когда абсолютная погрешность монотонно уве-
личивается от начала к концу
диапазона (рис. 3.17). Эта фор-
мула широко применяется при
нормировании погрешностей
средств измерений высокой
точности, таких как цифровые
приборы, многозначные меры
сопротивления и т. п.
В стандартах или техничес-
ких условиях на средства изме-
рений устанавливают мини-
мальное значение хп, равное х0, РИСе 317
начиная от которого применим
принятый способ выражения пределов допускаемой относительной погрешно-
сти. Между числами end следует устанавливать соотношение в стандартах на
средства измерений конкретного вида.
Примеры установления пределов допускаемых погрешностей, выражаемых
в форме абсолютных (относительных) погрешностей, рассмотрены ниже.
Абсолютная погрешность как характеристика точности измерительных при-
боров может выражаться:
одним значением,
например абсолютная погрешность установки длительности импульса генера-
торов Г5-7А Атп = ±4 мкс;
в виде таблицы пределов допускаемых погрешностей для различных показаний
прибора,
например абсолютная погрешность вольтметра М366 равна:
Показания прибора 0 10 20 30 40 50 60 70
Абсолютная погрешность, В —0,2 —0,1 0 0,1 0,2 0,35 0,45 0,55
75
0,7
Относительная погрешность измерения физических величин измерительны-
ми приборами выражается в процентах (или относительных величинах):
в виде одночлена
8П =±^- 100 = ±q%,
хп
(3.7)
где Дп — погрешность, выраженная в абсолютных значениях, не зависящая от
значения измеряемой величины; х,, — показание прибора (без учета
знака).
Например, относительная погрешность измерения уровня напряжения
и длительности временных интервалов электронным осциллографом С1-54
8П = ±5 %.
237
Примером могут также служить плоскопараллельные концевые меры дли-
ны, для которых допускаемые погрешности выражают в единицах длины: для
мер большой длины (1000—2000) высшего класса точности 0 допускаемые по-
грешности, выраженные в процентах от значения длины, составляют пример-
но 0,0002 % (2—4 мкм), а для низшего класса точности 3 — примерно 0,001 %
(11—20 мкм).
Кроме вышеперечисленных, ГОСТ 22261—94 устанавливает следующий спо-
соб выражения пределов допускаемой погрешности:
относительной основной погрешностью, дБ
5П • lg(l+-^|, (3.8)
где Ап — абсолютная погрешность; хд — действительное значение измеряемой
величины; А = 10 — при измерении мощности, энергии, плотности энергии и
других энергетических величин; А = 20 — при измерении напряжения, силы
тока, напряженности поля и других силовых величин.
Пределы допускаемых погрешностей, выражаемые в форме абсолютных
(относительных) погрешностей, устанавливают также в виде:
линейной функции от значения измеряемой величины или влияющих ве-
личин
Дщ 8п йо + (8-9)
рациональной функции, в частности полиномом
Дп> 8П = xi‘ 5 (3.10)
где х; — значение измеряемой и (или) влияющих величин; а, — постоянные (в
общем случае размерные) величины. В частных случаях часть из них может быть
равна нулю; mt, п — целые числа;
ступенчатой функции
а\ при q < х < с2;
Ап; 8П при с2 < х < с3;
о3 при с3 < х < с4,
(З.И)
где С], . . . , с4 — конкретные значения измеряемой или влияющей величины.
Число ступеней функции определяется при проектировании.
Допускается выражать Дп; 8П в виде таблицы или графика.
Указание только абсолютной погрешности не позволяет сравнивать между
собой по точности приборы с разными диапазонами измерений. Поэтому для
электроизмерительных приборов, манометров, приборов измерения физико-
химических величин и др. пределы допускаемой приведенной основной по-
грешности устанавливают по формуле
где у — пределы допускаемой приведенной основной погрешности, %;
XN — нормирующее значение, выраженное в тех же единицах, что и Ап;
р — отвлеченное положительное число, выбираемое из вышеприведенного ряда.
238
Нормирующее значение XN выбирают в зависимости от вида и характера
шкалы прибора. Если прибор имеет равномерную шкалу и нулевая отметка на-
ходится на краю шкалы или вне ее, то за нормирующее значение принимают
конечное значение шкалы. Для таких же приборов, но с нулевой отметкой внутри
шкалы нормирующее значение равно сумме конечных значений рабочей части
шкалы (без учета знаков).
В тех случаях, когда прибор предназначен для измерения отклонения изме-
ряемой величины от номинального значения, за нормирующее значение шка-
лы принимают это номинальное значение. Если шкала нелинейна (гиперболи-
ческая, логарифмическая и т. п.), то нормирующее значение равно длине шка-
лы. Для средств измерений физической величины, для которых принята шкала
с условным нулем, нормирующее значение устанавливают равным модулю
разности пределов измерений. Например, для милливольтметра термоэлектри-
ческого термометра с пределами измерений 200 и 600 °C нормирующее значе-
ние XN = 400 °C. Для средств измерений с установленным номинальным значе-
нием нормирующее значение устанавливают равным этому значению. Напри-
мер, для частотомеров с диапазоном измерений 45—55 Гц и номинальной час-
тотой 50 Гц нормирующее значение XN= 50 Гц.
Выражение пределов допускаемой погрешности в форме приведенных и
относительных погрешностей является предпочтительным, так как они позво-
ляют выражать пределы допускаемой погрешности числом (числами), которое
остается одним и тем же для средств измерений одного уровня точности, но с
различными верхними пределами измерений.
Пределы допускаемой дополнительной погрешности можно выражать в
форме, отличной от формы выражения пределов допускаемой основной
погрешности.
Пределы допускаемых дополнительных погрешностей устанавливают:
в виде постоянного значения для всей рабочей области влияющей величи-
ны или в виде постоянных значений по интервалам рабочей области влияющей
величины;
путем указания отношения предела допускаемой дополнительной погреш-
ности, соответствующего регламентированному интервалу влияющей величи-
ны, к этому интервалу;
путем указания зависимости предела допускаемой дополнительной погреш-
ности от влияющей величины (предельной функции влияния);
путем указания функциональной зависимости пределов допускаемых от-
клонений от номинальной функции влияния. Пределы допускаемой дополни-
тельной погрешности устанавливают, как правило, в виде дольного (кратного)
значения предела допускаемой основной погрешности.
Для различных условий эксплуатации средств измерений в рамках одного и
того же класса точности допускается устанавливать различные рабочие области
влияющих величин. Например, для средств измерений электрических и магнит-
ных величин ГОСТ 22261—94 устанавливает значения (области значений)
влияющих величин, характеризующих климатические воздействия и электро-
питание средств измерений в нормальных условиях применения, и допускае-
мые отклонения от них, которые должны соответствовать указанным в табл. 3.2.
239
Таблица 3.2
Влияющая величина Номинальное зна- чение (нормальная область значений) Допускаемое отклонение от нормального значения при испытаниях
Температура окружающего воздуха, °C Относительная влажность окружающе- го воздуха, % Атмосферное давление, кПа (мм рт. ст.) Частота питающей сети, Гц Напряжение питающей сети перемен- ного тока, В, при частоте: 50 Гц 400 Гц Форма кривой переменного напряже- ния питающей сети 20 30-80 84-106 (630-795) 50 или 400 220 220 или 115 Синусоидальная ±0,1*; ±0,2*; ±0,5; ±1; ±2; ±5; +10 и -5; ±10 ±0,5 ±10 ±4,4 ±4,4 ±2,3 Коэффициент гармо- ник не превышает 5 или 2 %**
* Для мер электрического сопротивления классов точности 0,0005; 0,001; 0,002. ** Для приборов выпрямительной системы.
Предел допускаемой вариации выходного сигнала устанавливают в виде
дольного (кратного) значения предела допускаемой основной погрешности
или в делениях шкалы. Пределы допускаемой нестабильности устанавливают,
как правило, в виде доли предела допускаемой основной погрешности.
В стандартах, устанавливающих классы точности средств измерений конк-
ретного вида, должны быть приведены способы выражения метрологических
характеристик.
Пределы допускаемых погрешностей должны быть выражены не более чем
двумя значащими цифрами, причем погрешность округления при вычислении
пределов должна быть не более 5 %.
Обозначение классов точности. В связи с большим разнообразием средств
измерений и их метрологических характеристик ГОСТ 8.401—80 определены
способы обозначения, причем выбор того или иного способа зависит от того,
в каком виде нормирована погрешность средств измерений.
Примеры обозначения классов точности приведены в табл. 3.3.
При выборе прибора для измерений следует учитывать, что класс точнос-
ти прибора определяется основной предельной абсолютной погрешностью, ко-
торой на различных отметках шкалы будут соответствовать разные значения
относительной погрешности. Например, для вольтметра со шкалой 0—150 В
класса точности 1,5 основная предельная абсолютная погрешность равна
2,25 В, а относительная погрешность, %, на отметках шкалы 25 и 100 В будет
соответственно
240
5 =±^l . 100=± 100 = ± 9;
23 хп 25
Д100 = ±4Йг 100 = ±2,25.
С целью уменьшения относительной погрешности надо выбирать верхний
предел шкалы измерительного прибора таким, чтобы ожидаемое значение из-
меряемой величины (показание) находилось в последней трети (или полови-
не) ее.
В зависимости от точности все средства измерений делят на эталоны и ра-
бочие средства измерений. По эталонам и исходным средствам измерений про-
водят проверку метрологических (точностных) характеристик средств измере-
ний более низших классов точности — подчиненных и рабочих средств измере-
ний.
Таблица 3.3
Формула для определения преде- лов допускаемых погрешностей Примеры преде- лов допускаемой основной по- грешности Обозначение класса точности Примечание
в доку- ментации на средствах измерения
Дп=±а — Класе точнос- ти М м —
Дп=±(д + &хп) — Класс точнос- ти С с —
а, +1 п II у = ±1,5 Класс точнос- ти 1,5 1,5 Если XN выра- жено в единицах величины
Y = ±0,5 Класс точнос- ти 0,5 V7 Если XN опре- деляется длиной шкалы (ее час- ти)
8п=^-=±^ хп 8П = ±0,5 Класс точнос- ти 0,5 (д?) —
8П=± c + j(p4-l| L м*п JJ 8П=± 0,02 + + 0,010^1-1^1 М^п J J Класс точнос- ти 0,02/0,01 0,02/0,01 —
Определение и (или) контроль основной и дополнительной погрешнос-
тей, погрешности в допускаемом интервале влияющих на средства измерений
величин и других погрешностей проводят сличением или прямым измерением
с применением эталонного средства измерений, а в случае отсутствия такой
16-1651
241
возможности допускается определять погрешность иными методами, обеспе-
чивающими необходимую точность определения проверяемой характеристики.
Значение соотношений пределов допускаемых значений характеристик
погрешности эталонного и испытуемого средств измерений устанавливают в
зависимости от допускаемого значения наибольшей вероятности Рнм принятия
любого негодного экземпляра средств измерений в качестве годного и допус-
каемого значения отношений 8М наибольшего возможного значения контро-
лируемой характеристики погрешности средства измерений, признанного год-
ным по результатам контроля, но в действительности негодного, к пределу ее
допускаемого значения в соответствии с требованиями НД, согласованной с
метрологическими организациями в установленном порядке. Значения Рнм и 8М
согласовывают с потребителями средств измерений. В методиках контроля ха-
рактеристик погрешности средств измерений рекомендуется выбирать значе-
ние Рнм и 8М не более 0,5 и 1,3 (3) соответственно или не более 1/3, если
методическая погрешность используемого метода контроля и случайная состав-
ляющая погрешности испытуемого средства измерений пренебрежимо малы. В
этом случае Днм < 0,5 и 8М < 1,3 (3).
Высокая точность современных средств измерений требует создания точ-
ных эталонных средств, для чего выбор их погрешностей необходимо осуще-
ствлять с учетом законов распределения погрешностей, их изменения во вре-
мени и в диапазоне измерений, а также вероятности возникновения погреш-
ности поверки.
Однако часто нет сведений о законах распределения погрешностей эталон-
ных средств измерений, хотя каждый разработчик и изготовитель стремится
обеспечить распределение этих погрешностей более близким к нормальному.
Фактическая степень приближения реальных распределений погрешностей
эталонных (рабочих) средств измерений к используемым для расчетов теорети-
ческим моделям распределений различна, поэтому целесообразно максималь-
но возможное в разумных границах и оправданное упрощение определения
погрешностей эталонных средств. Для этого в условиях недостаточной или не-
надежной информации о законе распределения погрешности следует прини-
мать, что ее распределение аппроксимируется законом равномерного распре-
деления. Такое условие может рассматриваться как гарантирующее наимень-
ший риск в любых условиях. Дисперсия равномерного распределения заведомо
больше дисперсий всех других распределений, а ошибка оценки погрешности
при этом не превышает ±10 %.
Пример — Для измерения тока I = 0,1—0,5 мА необходимо определить класс
точности магнитоэлектрического миллиамперметра с конечным значением шкалы
/ном = 0,5 мА, чтобы относительная погрешность измерения тока не превышала 1 %.
В начале шкалы прибора относительная погрешность измерения 8 = Д//1 больше,
так как значение абсолютной погрешности Д/ по всей шкале прибора примерно одно
и то же. Следовательно, при I = 0,1 мА Д/= 0,01 • 0,1 10-3 = 10~6 А.
Тогда класс точности находится по основной приведенной погрешности
у = — = 0,002.
7ном 0,5 10'3
Таким образом, класс точности выбранного прибора должен быть 0,2.
Пример — Класс точности приборов Б и В одинаков, а верхний предел измере-
ния прибора Б больше. В каком соотношении будут находиться максимальные значе-
242
ния абсолютных погрешностей измерения Дтах Б и Дтах в при измерении приборами Б
и 5?
Класс точности прибора характеризуется его относительной приведенной погреш-
ностью.
Допустим, что прибор Б имеет шкалу на 100 В, а прибор В — на 20 В, класс
точности приборов 0,5.
Тогда абсолютная погрешность при измерении составит:
прибором 15: Дтах Б = 0,5 • 100/100 = 0,5 В;
прибором В: Дтах в = 0,5 • 20/100 = 0,1 В,
откуда следует, что ДтахБ> ЛщахВ-
Пример —В цепи (рис. 3.18) U = 120 В;
г, = 600 Ом; г2 = 1200 Ом; г3 = 4000 Ом. Измеряе-
мые напряжения могут быть равны 80—120 В. Для
измерения напряжения с погрешностью, не пре-
вышающей 4 %, был заказан вольтметр, имею-
щий следующие данные: класс точности 0,5; верх-
ний предел измерения 150 В; сопротивление
5000 Ом; прибор магнитоэлектрической системы.
Оказалось, что вольтметр непригоден для измере-
ний в данной цепи. Какой из параметров прибора
является причиной?
Класс точности прибора позволяет измерять с абсолютной погрешностью не
более 4 %. Относительная погрешность при измерении наименьшего действительного
напряжения ил = 80 В равна 8 = - —100%, а выразив ее через основную приведен-
д
ную погрешность прибора
у = - г!, '—100%, получим Дп = 8(7НОМ / U;[ = 0,5 • 150/80 = 0,94 %; 0,94 < 4.
v ном
Верхний предел измерения прибора дает возможность измерить напряжение 120 В,
так как его верхний предел измерения равен 150 В. Сопротивление прибора мало, и
измерение с требуемой точностью произвести невозможно.
Напряжение, например, на резисторе с сопротивлением г3 при положении движка
реостата гр в крайнем положении б равно
<73 =
120
4000 +
600 1200
600 + 1200
4000 = 109 В.
После подключения вольтметра напряжение не резисторе г3 равно
- U____________________
3 ГВГ3 +_Г1Г2 ' Гв+^3
+ Г3 + Г! + Г2
120
4000-5000
" 4000 • 5000 600 • 1200 ' 4000 + 5000 “102В-
4000 + 5000 + 600 + 1200
Погрешность измерения составляет
109 - 102
3 = ' )09—Ю0% = 6,4%.
16*
243
Пример — В ходе метрологической экспертизы документации было установлено,
что температура в термостате измерялась техническим термометром со шкалой 0—500 °C,
имеющим пределы допускаемой основной погрешности ±4 °C. Показания термометра
составили 346 °C. Одновременно с техническим термометром в термостат был погружен
лабораторный термометр, имеющий свидетельство о поверке.
Показания лабораторного термометра составили 352 °C; поправка по свидетельству
составляет —1 °C, а на выступающий столбик +0,5 °C. Проведенный анализ показал, что
для технического термометра может быть установлен интервал, в котором находится
действительное значение температуры (346 ± 4) °C или 342—350 °C, а так как для лабо-
раторного термометра известны значения поправок, то по его показаниям определили
действительное значение температуры Тд = 352 + (—1) + (+0,5) = 351,5 °C.
На основании этого экспертом сделан вывод, что погрешности техни-
ческого термометра выходят за допускаемые пределы.
3.9. Методы расчета характеристик погрешности
средств измерений в реальных условиях
эксплуатации
Методы расчета характеристик составляющей погрешности прямых одно-
кратных измерений — погрешности средства измерений по нормируемым в
соответствии с ГОСТ 8.009—84 метрологическим характеристикам (MX) средств
измерений, известным характеристикам влияющих величин и входного сигна-
ла — регламентированы РД 50—453—84.
Следует заметить, что предлагаемые методы расчета применяют, если сред-
ство измерений рассматривается в реальных условиях эксплуатации, под кото-
рыми понимают условия конкретного применения средства измерений,
составляющие часть или, в частном случае, совпадающие с рабочими условия-
ми, регламентированными в НД на средство измерений.
В зависимости от задач измерений, экономической целесообразности и
доступности исходной информации для расчета характеристик погрешности
средства измерений применяют один из двух рекомендуемых методов, для ко-
торых используют комплексы MX.
Если комплексы MX отличаются от рассматриваемых ниже, то допускается
применение других методов расчета характеристик погрешности средства изме-
рений.
Первый метод основан на расчете статистических моментов составляющих
погрешности средства измерений и позволяет определить характеристики
погрешности средства измерений. Этот метод при числе составляющих погреш-
ности средства измерений более трех дает рациональную оценку погрешности
средства измерений за счет пренебрежения редко реализующимися составляю-
щими погрешности, для чего назначается Рд< 1.
Применяемый метод позволяет рассчитывать следующие характеристики
погрешности средства измерений: математическое ожидание М [Аси]; среднее
квадратическое отклонение о [Аси]» нижнюю Дси н и верхнюю Аси в границы
интервала, в котором с вероятностью находится погрешность.
244
При расчете первым методом используют следующие нормируемые MX
средства измерений:
М [Aos] — математическое ожидание систематической составляющей основ-
ной погрешности;
о [Aos]— среднее квадратическое отклонение систематической составляю-
щей основной погрешности;
°р [^о] — предел допускаемого среднего квадратического отклонения слу-
чайной составляющей основной погрешности;
Яор — предел допускаемой вариации средств измерений при нормаль-
ных условиях;
psf — номинальную цену деления единицы наименьшего разряда кода
цифрового измерительного прибора или аналого-цифрового из-
мерительного преобразователя;
Vs, sf (£/) — номинальные функции влияния (при j = 1, 2, ...,«) на система-
тическую составляющую погрешности;
Vo, sf (£/) — номинальные функции влияния (при j= 1, 2, . . . , /) на среднее
квадратическое отклонение собственной случайной составляю-
щей погрешности;
Vtf, sf (^) ~ номинальные функции влияния (при j = 1, 2,. . ., к) на вариацию
средства измерений;
одну из полных динамических характеристик средства измерений:
Kt (0 — номинальную переходную характеристику;
gsf (0 — номинальную импульсную переходную характеристику;
Gsf (Л°) — номинальную амплитудно-фазовую характеристику;
(7sg (Д) — номинальную передаточную функцию.
Данные нормируемые MX указываются в НД на средство измерений как
характеристики любого экземпляра средства измерений данного типа. В ряде
случаев в качестве исходных данных применяют индивидуальные MX средства
измерений, определяемые в результате исследования конкретного экземпляра
средства измерений:
Asm — наибольшую возможную по абсолютному значению неисключенную
систематическую составляющую погрешности;
о (А) — среднее квадратическое отклонение случайной составляющей погреш-
ности;
Н — вариацию;
цену ц и единицы наименьшего разряда кода цифрового измерительного при-
бора или аналого-цифрового измерительного преобразователя;
Vs (£/) ~ функции влияния при j = 1, 2,..., п на систематическую составляю-
щую погрешности;
Va(^/) — функции влияния при j = 1, 2, ... , I на среднее квадратическое
отклонение случайной составляющей погрешности;
(£/) — функции влияния при j = 1, 2, ... , к на вариацию;
одну из полных динамических характеристик средства измерений:
h (/) — переходную характеристику;
g (t) — импульсную переходную характеристику;
245
G (j(o) — номинальную амплитудно-фазовую характеристику;
G (S) — номинальную передаточную функцию.
Указанные MX средства измерений необходимы для расчета характеристик
погрешности средства измерений. Следует заметить, что в исходные данные
могут входить не все MX, если некоторые из них несущественны для измере-
ний.
При расчете первым методом характеристик погрешности средства измере-
ний в качестве исходных данных используют также характеристики влияющих
величин значение при j = 1, 2, ... , п (I, к) влияющих величин или
математические ожидания М [qj, средние квадратические отклонения наи-
меньшие с,ну и наибольшие qB7 при j = 1, 2, ... , п (I, к) значения влияющих
величин, соответствующие реальным условиям эксплуатации средства измере-
ний.
В состав исходных данных входят характеристики входного сигнала х:
спектральная плотность (<в) или автокорреляционная функция гх (т) входно-
го сигнала средства измерений, соответствующие реальным условиям эксплуа-
тации средства измерений.
При выполнении расчетов все исходные данные приводят к одной и той же
схеме измерений: входу или выходу средства измерений — и выражают в еди-
ницах, обеспечивающих получение всех составляющих погрешности средства
измерений в одних и тех же абсолютных или относительных единицах.
Расчет характеристик погрешности средства измерений в реальных усло-
виях эксплуатации включает вычисление математического ожидания М [Д^]
статической составляющей погрешности средства измерений при реальных зна-
чениях влияющих величин по формулам (если исходные данные о влияющих
величинах заданы в соответствии с характеристиками влияющих величин
для первого метода):
m[aJ= a/[aos] + (^); (3.12)
м[д^]= A/[aos] + sf fey)]- (3.13)
Суммирование выполняют для n влияющих величин, для которых норми-
рованы MX \|/s, sf (£/) ПРИ J = 1, 3, ... , п, используемые в первом методе, и
значения которых в момент измерения отличаются от установленных для дан-
ного СИ нормальных значений.
Значение М [ys> sf (^7)] для линейных функций влияния ys, sf (^j) = ^s, sfy(£y —
— ^nfy) вычисляют по формуле
м [Vs, sf (^)l = Ks> sf7 (M K7] - ^7). (3.14)
Для вычисления M [vs, Sf (^)l нелинейной функции влияния vs, Sf (^) необ-
ходимы данные о законе распределения <р(^7) влияющей величины ^7
M[vs, Sf(^)]= J Vs, sf (^y )ф(^у )^>j • (3.15)
^ну
Приближенные значения M [vs, Sf (^y)l нелинейных функций влияния вы-
числяют по формуле
246
лф5, sf)] = Vs, sf (m[^.])+0,5V" sf [^]. (3.16)
В случае если для средства измерений нормирован предел Aosp допускае-
мых значений систематической составляющей основной погрешности без ука-
зания значения М [Aos] и если нет оснований предполагать несимметричность
распределения указанной погрешности в пределах Aosp, то для расчетов харак-
теристики погрешности средств измерений предполагают, что М [Aos] = 0.
Для средств измерений с индивидуальными метрологическими характе-
ристиками для расчетов характеристик погрешности средства измерений при-
нимают М [AoJ = 0.
В случае если для у-й влияющей величины известны только ее наименьшее
и наибольшее с,В7 значения, соответствующие реальным условиям экс-
плуатации средства измерений, и нет оснований выделять области предпочти-
тельных значений влияющей величины в границах от ^Н7 до £,В7, несимметрич-
но расположенные относительно центра интервала, определяемого указанны-
ми границами, то допускается для расчетов характеристик погрешности сред-
ства измерений исходить из предположения, что М [^7] = 0,5 (^ну + £ву).
Дисперсию D [А?] статической составляющей погрешности средства изме-
рений при реальных значениях влияющих величин вычисляют по формулам:
2
+ ~
о
s, sf j
12 2
I (3.17)
если исходные данные о влияющих величинах заданы в виде их значений, и
2
о I
+ ' Op [Aq]+ 5L Vs, sfln
П
1
12
к
ор "* V.ffsfm
I2 2
I + 12 ’
(3.18)
если заданы M [^], o[^7], S,H7 и ^ву, соответствующие реальным условиям эксплу-
атации средства измерений при j = 1, 2, ... , п (I, к).
Для аналоговых средств измерений psf = 0.
Суммирование выполняют для п, I и к влияющих величин, для которых
нормированы MX: Vs, sf (^у) ПРИ 7 = 1> 2, ... , «; Vosf (£у) ПРИ 7 = 1> 2, ... , /;
VHSf (i;7) при j = 1, 2, ... , к, используемые в качестве исходных данных по
первому методу, и значения которых в момент измерения отличаются от уста-
новленных для данного средства измерений нормальных значений. Для линей-
ных функций влияния Vs, sf (^/) = ^s, sf (£у — ^г, и;) значение D [vs, Sf (£/)] вычис-
ляют по формуле
"Ь'мг (?/)]=<« °2 И- О 19)
Вычисление D |\ps sf (£,7)] нелинейной функции влияния vs, sf (£у) связано с
определением необходимых данных закона распределения <р(^7) влияющей ве-
личины q7
247
^[vs.sffc)]- BJ {vs,sf(^)-M[Vs,sf(^)]}i 2 ф(^,Ц, • (3.20)
Приближенные значения Z)[\|fs Sf (^)l дая нелинейных функций влияния
вычисляют по формуле
^[vs,sf (U]={vs,sf MU)}2 °2 Ы+0’4 Кsf MU)}2 °4 Ы’ <3-21>
где MVs, sf <Л7)] вычисляют в соответствии с формулами (3.14) или (3.15).
Если для средства измерений нормирован предел Aosp допускаемых значе-
ний систематической составляющей основной погрешности без указания зна-
чения o(Aos) и если нет оснований предполагать несимметричность и полимо-
дальность распределения данной погрешности в пределах Aosp, то для расчетов
характеристик погрешности средства измерений предполагают, что o[A0S] =
~ Aos / д/З. Для средств измерений с индивидуальными MX при расчете харак-
теристик погрешности средства измерений принимают o(A0S) = Asm / 7з.
В случае если для у-й влияющей величины известны только ее и ^ву,
соответствующие реальным условиям эксплуатации средств измерений, и нет
оснований выделить области предпочтительных значений влияющей величины
в границах от до ^ву, за исключением, может быть, области вокруг центра
интервала, определяемого указанными границами, то для расчета характерис-
тик погрешности средства измерений допускают, что о[^7] = (^ву -£ну)/2л/3.
Дисперсию Z>[Adyn] приведенной к выходу динамической составляющей
погрешности аналогового средства измерений вычисляют по формуле
D [дdyn ] = 2j|Gsf О) - Gsf (>о f Sx (со) Jco. (3.22)
В случае если:
характеристика входного сигнала задана его автокорреляционной функ-
цией гх(т), то сначала вычисляют спектральную плотность входного сигнала по
формуле
i Jr* dr> (3.23)
динамическая характеристика нормирована передаточной функцией б^т),
то сначала заменой аргумента S на /со получают амплитудно-фазовую характе-
ристику Gsf (/со);
динамическая характеристика нормирована импульсной переходной харак-
теристикой gSf(O> то предварительно вычисляют амплитудно-фазовую характе-
ристику Gsf (/св) по формуле
Gsf(»= Jgsf(Z)e-^c//;
о
(3.24)
248
динамическая характеристика нормирована переходной характеристикой
ftsf(0, то сначала вычисляют амплитудно-фазовую характеристику по формуле
<?sf О) = > J(0 е~у“' dt. (3.25)
о
Рассмотренные методы расчета динамической погрешности применимы
только для таких аналоговых средств измерений, которые можно рассматривать
как линейные.
В реальных условиях эксплуатации характеристики погрешности средств из-
мерений Л/[АСИ] и о [Аси] определяют по формулам:
МДси]=^[^]; (3-26)
0[ACH] = 7Z>[A^] + fl(Adyn). (3.27)
Нижнюю Аси н и верхнюю Аси Б границы интервала, в котором с вероят-
ностью Рд находится погрешность средства измерений, вычисляют по форму-
лам:
Асин = 3/[АСи] — Кр о[Аси]; (3.28)
^си в = Л/[АСи1 + Кр о[Аси]. (3.29)
Значение коэффициента Кр зависит от вида закона распределения погреш-
ности Аси и выбранного значения вероятности Р&. Приближенное значение Кр
определяют по формуле
Кр = 5 (Рд - 0,5) для 0,8 < Рд < 1, (3.30)
если закон распределения погрешности может быть отнесен к числу симмет-
ричных законов распределения с невозрастающей плотностью по мере удале-
ния от центра распределения.
В случае если есть основание предполагать, что закон распределения
погрешности Аси удовлетворяет вышеназванным условиям и является не более
островершинным, чем нормальное распределение, то значение Кр определяют
графически (рис. 3.19).
Рис. 3.19
249
Если закон распределения погрешности удовлетворяет условиям, по-
казанным выше, то значение Кр выбирают по таблице, приведенной в
РД 50-453-84.
Пример — Расчет характеристик погрешности аналогового средства измерений
мгновенных значений напряжения.
Исходные данные о
Нормируемые MX СИ: Aosp = 10 мВ; ор[Д0] = 5 мВ; Яор = 6 мВ; ys sf (i^) =
= Кв, — £rlfl); Vs, scfe) =Ks, sfife — гДе Ъ, Sfi = 0,5 мВ/ °C; Ks sf2 =0,4 мВ/B —
номинальные значения коэффициентов влияния температуры и напряжения питания
на систематическую составляющую основной погрешности; £rifl = 20 °C; = 200 В —
нормальные значения влияющих величин; yasf (£1) = — ^rin); Vasffe)^
= Ло sn(^2 — £гиг)> гДе sfi = 0,1 мВ/°С; Ка sf2 = 0,1 мВ/B — номинальные значения
коэффициентов влияния температуры и напряжения питания на среднее квадратичес-
кое отклонение случайной составляющей основной погрешности Gsf (/«>) = / 1 + /со,
где = 1 — номинальный коэффициент преобразования средств измерений при нор-
мальном значении coq = 0 частоты входного сигнала; Т = 5 мс — постоянная времени.
Характеристики влияющих величин: с,„| =25 °C; ^в1 = 35 °C; с,н2 = 200 В; с,в2 = 230 В.
Характеристика входного сигнала г(т) = DyQ~a'x, где Dv =0,1 В2 — дисперсия
измеряемого напряжения; а = 0,2 с-1.
При значениях влияющих величин, отличающихся от нормальных значений, вы-
полним расчет ДАСИ] и °1дси] по формулам (3.12)—(3.16). В случае когда нет оснований
предполагать несимметричность распределения значений систематической составляю-
щей основной погрешности в интервале (—Aosp, Aosp) и значений влияющих величин
в интервалах (£н1, ^в1); ($н2, ^в2) :MA0S] = 0; MW = 0,5 (W + W) = 0,5 (25 + 35) =
= 30 °C; MW = 0,5 (с,н2 + W) = 0,5 (200 + 230) = 215 В.
На основании формул (3.13) и (3.14) Л7[АД = A/[A0S] +К. sfi(A/[W — Wfi) +
+ - W = 0,5 • 10 - 0,4 • 5 = 3 мВ.
ДА?] вычисляют по формулам (3.18) и (3.19): ДА^] = о2 [Aos] + {ор [Ао + Kas£l х
x(^B1-^rlfl) + ^sf2 (^H2-^rlf2)}2+ K2ssflc2[^] + K2sno2[^] + H2op/n.
В случае когда нет оснований выделить область предпочтительных значений
систематической составляющей основной погрешности в интервале (—z\,sp, Aosp)
и области предпочтительных значений влияющих величин Д2 в интервалах
(W1, ^В1); (^н2, W) :AAos] = Aosp /3 = 100/3 33,3 мВ2; Д^] =£в1 - Wi)/V12 =
= (35 — 25) / 712 = 2,9 °C; g£2] = (W - ^н2) /712 = (230 - 200) / 712 = 8,7 В.
С учетом полученных значений средних квадратических отклонений Д AJ =
= 33,3 + (5 + 1,5 + 2)2 + 0,25 • 2,92 + 0,16 • 8,72 + (6 / 12)2 = 123 мВ2.
Расчет дисперсии ДАауп] производят по формулам (3.18) и (3.19), вычис-
ляя сначала
С _____L 7 П лт__а________мВ1,
е ^-л(а2+(й2) рад
^[Adyn]= 2J
о
1
1 + /со7°
2
АД со) doi =
Рца-Т 1-Ю5-0,2 0,005 2
- 1 + аГ~ 1+0,2-0,005 ~Ю0мВ
250
Далее производят расчет характеристик погрешности средств измерений в
реальных условиях его эксплуатации Л/[АСИ] = Л/[и о[Аси] вычисляют по
формулам (3.24) и (3.25):
М[АСИ] = Л/[А^] = ЗмВ; о[Аси] = ^Z>[A^] + Z>[Adyn] = 7123 + 100 = 15мВ.
Границы интервальной оценки погрешности средств измерений вычис-
ляют по формулам (3.24) и (3.25), определяя коэффициент Кр графически.
Для Рд = 0,95 значение Кр = 1,95. Тогда АСИн= Л7|ДСИ] = Кр о[Аси] =
= 3 — 1,95 • 15 = —26,3 мВ; Аси в = Л/[АСИ] + Кр о[Аси] — 3 + 1,95 • 15 = 32,3 мВ.
Пример — Расчет характеристик погрешности аналого-цифрового преобразова-
теля (АЦП) постоянного тока по первому методу.
Исходные данные
Нормируемые MX АЦП: Aosp = 1 мА; ор [До] =0,3 мА; ys sfl (^) = sfl(£i — hifl)2;
Vs, sfl (h) = 0 при < ^rifi, где К& sfi = 0,001 мА / (°C)2; £гщ = 20 °C. Номинальная цена
единицы наименьшего разряда кода psf = 1 мА. Характеристики влияющей величины:
Е,Н1 = 30 °C; £В1 = 60 °C. Далее производят расчет Л/[Д^] и 7>|Д?] статической составляю-
щей погрешности АЦП при значениях влияющей величины, отличающихся от нор-
мального значения.
7VZ[Ag] статической составляющей погрешности для заданных характеристик влияю-
щей величины вычисляют по формулам (3.12) — (3.16) и (3.21). В случае когда нет
оснований выделить области предпочтительных значений систематической составляю-
щей основной погрешности в интервале (-Aosp, Aosp) и области предпочтительных зна-
чений влияющей величины в интервале (£в1, £н1), несимметрично расположенные от-
носительно центров указанных интервалов, получают А7| Дояр] =0; М[] =0,5(^н।+^Bi) =
= 0,5 (30 + 60) = 45 °C.
В соответствии с формулами (3.13), (3.14) и (3.16) и принятым способом представ-
ления нормированной основной погрешности АЦП ЛфЦ] = M[Aosp] + Ks sfl{(A/[^1D —
- sfl o2 (h) = 1 1 o 2 (45 - 20)2 + 1 10-3 - = 0,7 mA.
£>|<h I статической составляющей погрешности АЦП для заданных характеристик
влияющей величины вычисляют по формулам (3.18), (3.19), (3.20):
{/ \1 2 'Ул -г
2^SiSfl о2 КД + W SjSfi о4 Пц] + ту =
= 0,33 + (2 10 3)2 Д45-20)2-^^- + 1,6-11(Г6 +0,09+ 0,083 = 0,7 мА2 .
12 122
Расчет границ интервальной оценки погрешности АЦП производят по форму-
лам (3.28) и (3.29). В случае, когда закон распределения погрешности Дси может быть
отнесен к числу симметричных законов распределения с невозрастающей плотностью
по мере удаления от центра распределения, значение Кр вычисляют по формуле (3.30).
Для значения Р = 0,9 коэффициент Кр = 2, тогда VCM н = Л/[ДСИ] — Хро[Дси] =
= 0,7 — 2 0,84 — -1 мА; Дси в = ЛДДси в] + Хро[Дси] = 0,7 + 2 • 0,84 — 2,4 мА.
Второй метод включает расчет наибольших возможных значений состав-
ляющих погрешности средства измерений и позволяет определить характерис-
тики погрешности средства измерений только при Р& = 1. Данный метод при
числе составляющих погрешности средства измерений более трех дает грубую,
но надежную оценку погрешности средства измерений, включающую редко
251
реализующиеся составляющие погрешности. Этот метод целесообразно исполь-
зовать, если редко реализующиеся составляющие погрешности могут привести
к серьезным отрицательным техническим или экономическим последствиям
или если это связано с угрозой здоровью и жизни людей. При расчете характе-
ристики погрешности средства измерений вторым методом используется тот
же ряд исходных данных, что и для первого метода:
Дор — предел допускаемых значений основной погрешности;
^р(^у) — наибольшие допускаемые изменения при j — 1, 2, ... , п погрешно-
сти средства измерений, вызванные изменением влияющих величин или неин-
формативных параметров входного сигнала в установленных пределах;
Agf (<в) — номинальная амплитудно-частотная характеристика средства из-
мерений.
При расчете вторым методом характеристик погрешности средства измере-
ний в качестве исходных данных используют также характеристики влияющих
величин значение при j= 1, 2, ... , п влияющих величин; наименьшие
£н1 и наибольшие £в1 значения при у = 1, 2, ... , п и значения влияющих
величин, соответствующие реальным условиям эксплуатации средства измере-
ний.
Кроме того, в состав исходных данных входят характеристики входного
сигнала: нижняя <он и верхняя сов границы спектра частот реального входного
сигнала средства измерений.
Расчет характеристик погрешности средства измерений в реальных усло-
виях эксплуатации по данному методу заключается в вычислении наибольшего
по абсолютному значению \cjm дополнительной погрешности средств измере-
ний от у'-й влияющей величины по формуле
А<ут = еР(^)-А-е(^), (3.31)
где
О, если ^=Uy
1, если ^^rlfy.
(3.32)
Если диапазон изменения Ас^- влияющей величины, для которого нормиро-
вана MX Ер(^), равен диапазону рабочих условий применения средств измере-
ний, то
. (3-33)
Если диапазон изменения влияющей величины, для которого нормиро-
вана MX Ер(^), равен лишь части диапазона рабочих условий применения средств
измерений, то для любой части рабочих условий нормируется одно и то же
значение ^р(^).
Формула (3.32) предполагает наихудший из всех возможных характер зави-
симости (например, ступенчатая функция) дополнительной погрешности сред-
ства измерений Асу- от в рабочей области значений влияющей величины.
Если есть основания предполагать иной характер зависимости между Аеу и
е7, то расчет Асут производят по формуле, учитывающей предполагаемый харак-
тер зависимости. Например, если свойства средства измерений позволяют
252
обоснованно предполагать линейный характер зависимости ДС7- от £7, то ис-
пользуют формулу (3.33) вместо (3.32).
Когда исходные данные о влияющих величинах заданы, т. е. значения
при j = 1, 2, ... , п влияющих величин известны, то при определении значения
Л^(^у) в соответствии с выражениями (3.32) и (3.33) в качестве £,7 используют
конкретные значения влияющей величины. В случае если исходные данные о
влияющих величинах заданы в виде наименьших £Н7 и наибольших Е,ву при
j = 1, 2, ... , п значений влияющих величин, то при определении значения
Ке(Су) в соответствии с формулами (3.32) и (3.33) в качестве ^7 используют то
из значений или ^В7, при котором Ке(£ц) имеет наибольшее значение.
Оценку сверху относительного значения 8dyn т динамической погрешности
вычисляют по формуле
8dynm = (3-34)
где Дг(со0) — номинальная амплитудно-частотная характеристика при нормаль-
ном значении ©0 частоты; Д.г(<от) — номинальная амплитудно-частотная ха-
рактеристика, наиболее отклоняющаяся на интервале ®н < (от < <вв от значения
ДХсоо). Нижнюю Дси н и верхнюю Дси в границы интервала, в котором с веро-
ятностью Рд = 1 находится погрешность средства измерений в реальных усло-
виях эксплуатации, вычисляют по формулам:
ДСИ в = Дор + X ^ejm + (3.35)
ДСИн~-ДСИв> (3.36)
где R — результат измерения.
Суммирование выполняют для п влияющих величин, для которых норми-
рованы MX £р (i±) при j = 1,2, ... , л; Дор; (®) средств измерений и значения
которых в момент измерения отличаются от установленных для данного сред-
ства измерений нормальных значений.
Пример — Расчет характеристик погрешности средства измерений мгновенных
значений напряжения.
Исходные данные
Нормируемые MX средств измерений: Лор = 20 мВ; наибольшее допускаемое из-
менение Ср (с,,) погрешности, вызванное отклонением температуры от нормального
значения 20 °C, составляет 5 мВ на каждые 10 °C отклонения температуры; наибольшее
допускаемое изменение ер (£2) погрешности, вызванное отклонением напряжения пи-
тания от нормального значения 220 В на ±10 %, составляет 10 мВ; = Ksf / у/1 + т2Т2 ,
где Ksf = 1 — номинальный коэффициент преобразования средства измерений при
нормальном значении ю0 = 0 частоты входного сигнала; Т= 5 мс — постоянная време-
ни; характеристики влияющих величин: £н1 = 25 °C; с,В| = 35 °C; с,н2 = 200 В; ^в2 = 230 В.
Спектр частот входного сигнала лежит в диапазоне 0—10 Гц.
Производят расчет наибольших возможных изменений ДС1т и Дс2т : Дс1т = Ср (£i) =
= £в1 - 4ifi)/A 41 = 1(35 - 20) • 5] /10 = 7,5 мВ; Дс2 т = elp (fj2) Xsf fe) = 10 мВ, а также
расчет оценки сверху относительного значения динамической погрешности 8dyn т'
X —
°dyn т ~
1--±_
44)
1-71 + го2Г2 1 = 0,05.
253
Затем производят расчет характеристики погрешности средства измерений в реаль-
ных условиях эксплуатации.
Нижнюю Леи н и верхнюю Лси в границы интервала, в котором с вероятностью
= 1 находится погрешность средства измерений, вычисляют в соответствии с фор-
мулами (3.35) И (3-36): Леи н = “(Дор + Ас1 т + Ас2 т + Sdyn т U) = “(20 + 7,5 + 10 +
+ 0,05 СО мВ = -(37,5 +0,050 мВ; Дси в = Аси н = (37,5 + 0,050 мВ.
Для конкретного значения измеренного мгновенного напряжения U= 0,6 В грани-
цы интервала погрешности составляют Дси н = —68 мВ; Дси в = 68 мВ.
3.10. Метрологические и технические характеристики
цифровых измерительных приборов (ЦИП)
и аналого-цифровых преобразователей (АЦП)
Для ЦИП, кроме щитовых приборов, общий диапазон измерения состоит
из нескольких диапазонов, для которых указаны их предельные значения. Нуж-
ный диапазон измерения выбирают вручную или автоматически. Переключение
диапазонов сопровождается изменением места положения запятой на цифро-
вом отсчетном устройстве.
Для ЦИП термин «чувствительность» имеет несколько иное содержание.
Как известно, обычно чувствительностью называют отношение выходной ве-
личины к входной. У ЦИП имеется в виду значение измеряемой величины,
приходящейся на единицу дискретности, т. е. значение единицы дискретности.
Для обозначения этой характеристики применяют более короткий термин
«квант». Например, для цифровых вольтметров (ЦВ) с несколькими диапазо-
нами значение кванта разное на разных диапазонах.
Однако существует еще одно название: значение единицы младшего разря-
да. В большинстве случаев это понятие совпадает с предыдущим, но не всегда.
Значение кванта q в общем случае выбирается из условия
q = k-10m, (3.37)
где к = 1 или 2, или 5; т —любое целое число (положительное или отрицатель-
ное) или нуль.
Обычно к = 1. Если же к = 2, то в младшем десятичном разряде числа,
выражающего результат измерения, индицируются только четные цифры и нуль;
если к = 5, только 0 или 5. Так, например, при q = 5 • 10 6 В квант в 5 раз больше
значения единицы младшего разряда.
В любом ЦИП при его проектировании предусмотрено определенное коли-
чество десятичных разрядов. Если во всех разрядах используются все десять воз-
можных состояний, соответствующих цифрам от 0 до 9, то максимальное чис-
ло Nmax, которое может индицироваться на цифровом отсчетном устройстве
(ЦОУ), при трех разрядах составляет 999, при четырех разрядах 9999 и т. д. Од-
нако в ЦВ большей частью один или два старших разряда являются неполными.
Например, может быть ЦВ, у которого в старшем разряде возможны только два
состояния, соответствующие цифрам 0 и 1, а в остальных трех — все десять
состояний. В этом случае Агаах = 1999.
По аналогии со стрелочными приборами число Nmia часто называют (в
переносном смысле) «длиной цифровой шкалы». Простые ЦИП низкой точно-
сти, например щитовые, имеют самые «короткие шкалы», но даже они обычно
имеют не менее трех полных десятичных разрядов, т. е. Утах = 999. Вместе с тем
254
в уникальных моделях цифровых частотомеров высшей точности достигнуто
Л^гпах = 999 999 999.
Количество квантов Nq совпадает с NmSiX, если при q = к \Qm к = \. В
общем случае Nq = 7Vmax / к. Число Nq (или JVmax при к = 1) определяет
разрешающую способность прибора, которую обозначают в виде отношения,
например 1 : 119 999.
Обычно при неполном старшем или двух старших разрядах номинальные
значения диапазонов соответствуют числу 7VH0M < 7Vmax. Превышение Nm!a по
сравнению с 7VHOM образует перекрытие диапазонов.
Числа 7VH0M и JVmax остаются одинаковыми на всех диапазонах: они связаны
с ЙГНОМ, Утах и q на каждом данном диапазоне простыми соотношениями:
^ном -^ном / У' ^тах — ^max / Q-
Следует отметить, что иногда под термином «разрешающая способность»
понимают чувствительность.
Примеры применения указанных терминов для ЦВ с несколькими диапазо-
нами указаны в табл. 3.4.
Таблица 3.4
Номинальное значение диапазона Конечное значение диапазона Чувствительность (квант) Разрешающая способность
100 мВ 119,999 мВ 1 мкВ
1 В 1,19999 В 10 мкВ 1 : 119 999 = ИГ5
10 в 11,9999 В 100 мкВ
100 в 119 999 В 1 мВ
1 кВ 1000,00 В 10 мВ 1 : 105
Точность — наиболее сложная и многоплановая характеристика любого
измерительного прибора, в том числе и ЦИП. Само слово «точность» представ-
ляет собой краткое название целого комплекса характеристик, количественно
выражаемых различными погрешностями.
Следует отличать погрешность результата измерения данным прибором от
погрешности самого прибора. Например, погрешность результата измерения
стрелочным прибором включает погрешность прибора и субъективную погреш-
ность отсчета. В ЦИП эта составляющая исключена (объективный отсчет), но
остаются другие. Погрешность результата измерения содержит динамические и
статические составляющие, причем первые зависят не только от свойств при-
бора, но и от проведения исследуемого сигнала во времени. Давая характерис-
тику точности собственно прибора, обычно имеют в виду только статические
погрешности, а динамические свойства прибора характеризуют отдельно как
реакцию на какой-либо стандартный входной сигнал (скачок, синусоиду) или
в других формах, например для ЦИП — количество измерений в секунду или
время одного цикла измерения.
Таким образом, погрешность результата измерения может быть больше
погрешности прибора за счет динамических составляющих. Или, например,
методическая погрешность измерения напряжения, обусловленная конечным
значением входного сопротивления вольтметра, входит в погрешность резуль-
тата измерения, но не является погрешностью самого вольтметра.
255
Любое измерение сопряжено с округлением непрерывной величины Н до
ближайшего уровня дискретной величины Д. Само это округление — не
что иное, как некая погрешность, но в аналоговых приборах эту ошибку совер-
шает человек, ее количественные характеристики субъективны, и естественно
относить ее к погрешности измерения, но не прибора. В ЦИП, где процесс
НД-+ ^преобразования происходит автоматически, эта погрешность объек-
тивна и является одной из составляющих статической погрешности прибора.
Ее можно называть погрешностью округления, или погрешностью кванто-
вания, или погрешностью дискретности. Кроме погрешности дискретности об-
щая статическая погрешность ЦИП содержит еще «инструментальную» состав-
ляющую, точнее множество составляющих, от несовершенства, неидеальности
элементов прибора. Сюда можно также отнести составляющую, обусловленную
несовершенством не самих элементов, а структурной схемы прибора, так что
при усовершенствовании структурной схемы ее можно исключить.
Общая статическая погрешность ЦИП содержит погрешность дискретнос-
ти и инструментальные погрешности.
Рассмотрим погрешность дискретности на примере времяимпульсного циф-
рового вольтметра (ВИ ЦВ) и будем считать, что преобразователь U_ в А/ и G
идеален. Формула
N=At/T0=f0M (3.38)
написана при допущении, что погрешности отсутствуют, в том числе и
погрешность дискретности. Зависимость результата измерения Nq от значения
измеряемой величины U_ рассматриваемого ВИ ЦВ при отсутствии всех инст-
рументальных погрешностей, а также зависимость абсолютной погрешности
дискретности Aq от U_:
\q = -0,5q — 0,5q; A<?max = ±0,5 q. (3.39)
Относительная и приведенная погрешности дискретности соответственно
определяются формулами:
5д=Дд/^;5д =±0,5<7/^=±0,5#;
max
Уд = Ад / Q> Удтах = — 0,5 / X110М• (3.40)
Формулы справедливы не только для ВИ ЦВ, но и для любых ЦИП и АЦП.
Например, для ЦВ с диапазоном измерения 1,19999 В имеем Цном = 1 В, q =
= 10 мкВ, Аном = Ю5, следовательно, А„ = ±5 мкВ; Уд „ = 5 • 10-6 =
nv.vi z ‘/шах “'max
= ±0,0005 %.
Всю совокупность значений погрешности дискретности можно рассматри-
вать как функцию случайной величины, а именно — значений измеряемой
величины X Естественно считать, что значения X в пределах каждого кванта
равновероятны. Тогда закон распределения погрешности дискретности — это
закон равномерной плотности.
График симметричен относительно оси ординат, т. е. математическое ожи-
дание погрешности дискретности ЛГ(Дд) = 0, а дисперсия определяется выра-
жением
со со
Я(Дд)= j Дд2Р(Дд)б?(Дд)= J А2-14?(Дд) = ^2/12. (3.41)
256
Соответственно среднее квадратическое отклонение
о(Дд) =7Л(Дд) = q/2^3 0,39. (3.42)
Из вышеприведенных формул следует, что все характеристики погрешно-
сти дискретности известны, если известны q и Аном. Эти характеристики по-
грешности не требуют экспериментальной проверки.
Проведем теперь анализ инструментальных погрешностей на примере ВИ ЦВ.
Из двух инструментальных погрешностей этого ЦВ, а именно ДИ1 — из-за
несовершенства генератора импульсов G и ДИ2 — из-за несовершенства пре-
образователя U_ в Д/, рассмотрим только ДИ1 > считая ДИ2 = 0. Несовершен-
ство G проявляется в том, что значение частоты импульсов сигнала несколько
отличается от номинального:
Л = /оном ±д/о- (3.43)
Это приводит к тому, что действительное значение кванта этого ЦВ тоже будет
несколько отличаться от номинального.
В самом деле, для этого ЦВ имеем
Д/=5(/_, (3.44)
где 5 — коэффициент преобразования U_ в Дг;
N^t/T0=f0M=f0SU. (3.45)
Отсюда
U~N/f0S=qN. (3.46)
Приближенность равенств в последних двух формулах связана с тем, что в
них не учитывается погрешность дискретности Дд. При /о = /оном и S = 5НОМ
имеем q = ?ном, но при /о = /оном + Д/о и 5 = 5НОМ квант q = qH0M + \q. Пусть для
определенности /о =/оном ~ М), тогда q = qn0M + \q. В этом случае U= (qaou +
+ Aq) N — Aq, следовательно, суммарная абсолютная погрешность
Д = <7ном N —U=ДИ1 + Дд =~ Дд^ + Дд > (3.47)
где ДИ1 — мультипликативная составляющая погрешности.
В общем случае инструментальная погрешность ЦИП может содержать три
составляющих: мультипликативную, аддитивную и нелинейную. Аддитивная
соответствует параллельному смещению прямой линии, выражающей функ-
цию преобразования ЦИП, по отношению к ее номинальному положению, а
нелинейная — отклонению от прямолинейности.
Абсолютное ДИм и приведенное УИм значения мультипликативной состав-
ляющей линейно зависят от значений измеряемой величины X, а относитель-
ное значение 6Им не зависит. У аддитивной составляющей, напротив, абсолют-
ное ДИа и приведенное уИа значения не зависят от X, поэтому аддитивная
17-1651
257
составляющая как бы «хуже» мультипликативной: при X -> 0 8Иа -> «>. У нели-
нейной составляющей все три ее значения АИн > Уин и ^ин нелинейно зависят
от X.
Если считать, что нелинейная составляющая отсутствует, то результат циф-
рового измерения можно представить в виде
^ном N ~ X ЧЛ* АИа + Ад> (3.48)
откуда видно, что учет мультипликативной погрешности требует умножения, а
аддитивной — добавления.
Если рассматривать всю совокупность возможных значений погрешности
дискретности, то ее можно назвать погрешностью линейности, если же брать
только максимально возможные значения, то сами они имеют аддитивный ха-
рактер, причем это симметричная двузначная аддитивность.
Аддитивная и мультипликативная составляющие инструментальной погреш-
ности существенно снижаются после выполнения двух операций, называемых
«установка нуля» и «калибровка». Первая из них состоит в том, что при X = О,
например для ЦВ при замкнутых накоротко входных зажимах, специальной
регулировкой устанавливают нулевое показание ЦИП N= 0, а при второй — на
вход известное калибровочное значение X = Хк и другой специальной регули-
ровкой — соответствующее показание N = NK.
Нелинейность обеспечивается на достаточно низком уровне при проекти-
ровании прибора. Погрешность же дискретности устранить принципиально не-
возможно.
Процедура установки нуля и калибровки показана в предположении, что
общая погрешность А существенно превышает максимальную погрешность дис-
кретности Адтах = ±0,5<7, во всяком случае, составляет несколько квантов q. Так
обычно и бывает в ЦВ и других ЦИП. Однако в некоторых случаях А близка к
Ад max ~ в цифровых частотомерах, в аналого-цифровых преобразователях, при-
чем к последним иногда предъявляется требование, чтобы А не превышала +q
в рабочих условиях эксплуатации. В этих случаях процедура установки нуля и
калибровки немного сложней. Для установки нуля нужно подать сигнал
Х= Х() = 0,5^ном и регулировкой добиться такой ситуации, чтобы происходила
смена показаний от = О к N =1 и обратно. При калибровке нужно подать
сигнал X = Хк = (NK — 0,5) #ном и другой регулировкой добиться смены пока-
заний от N = NK — 1 к N = NK и обратно.
Наличие случайной составляющей инструментальной погрешности приво-
дит к тому, что значения Хо и Хк, при которых происходят переходы 0 I и
(NK — 1) «=* NK, получаются несколько «размытыми», т. е. находятся в некоторых
диапазонах. Пользуясь двумя регулировками, желательно установить их в поло-
жения, примерно соответствующие серединам этих диапазонов.
Однако полностью устранить аддитивную и мультипликативную состав-
ляющие инструментальной погрешности не удается по следующим причинам:
а) калибровочное значение Хк само имеет некоторую погрешность относитель-
но его номинала NK qH0M;
б) АИа и АИм изменяются во времени, а измерение может производиться не
сразу после установки нуля и калибровки;
258
в) условия (температура окружающей среды, напряжение питания и др.), при
которых производится измерение, могут отличаться от условий, при кото-
рых производилась установка нуля и калибровка;
г) в ЦИП с несколькими диапазонами измерения калибровка производится на
одном из них, а измерение — на любом.
В АЦП, работающих в системах с ЭВМ, а также в ЦИП, содержащих мик-
ропроцессор, есть и другой, более эффективный путь снижения влияния адди-
тивной и мультипликативной составляющих без всяких регулировок. Он со-
стоит в том, что автоматически через определенные промежутки времени в
память ЭВМ или микропроцессора вводятся два числа No и NK, соответствую-
щие подключению Х= 0 и Х=ХК. Из-за аддитивной и мультипликативной
составляющих No ф 0 и NK = АКном • В памяти хранится также число ^кном •
К каждому результату измерения N автоматически вводится поправка; попра-
вочный результат вычисляется по формуле
N' = ^ном (А - Ао) / (Ак - Ао) (3.49)
Автоматическое обновление чисел Ао и Ак может производиться достаточ-
но часто, поэтому уменьшается влияние факторов, отмеченных выше в п. «б»
и «в».
Применяются также и технологические способы снижения ДИа и АИм: точ-
ные и стабильные резисторы, высококачественные усилители, термостатиро-
вание наиболее ответственных элементов и т. п.
Несмотря на все меры, некоторый уровень ДИа, АИм и Аи„ остается. Нор-
мируется обычно общая погрешность в виде предела допускаемой абсолютной
Дпр, или приведенной упр, или относительной 8пр погрешности.
Если бы у прибора была только аддитивная составляющая, то можно
было бы задать Дпр и упр в виде одного числа, например Дпр = ±50 мкВ или
Упр = ±0,01 %; если бы была только мультипликативная, то можно было бы
задать 8пр в виде одного числа. Но в действительности есть все три составляю-
щие. Как же тогда задать предел допускаемой погрешности? Можно, конечно,
и в этом случае задать его в виде одного числа, например Дпр = ±50 мкВ для ЦВ.
Однако это невыгодно, потому что при этом характеристики прибора хуже,
чем на самом деле. Поэтому для сравнительно дорогих и сложных приборов, к
которым относятся ЦИП, применяют более сложные формы выражения пре-
дела допускаемой погрешности — не в виде одного числа, а в виде
функции, обычно самой простой — линейной Дпр = ±(а ± Ьх) или в процентах
5пр = ±Ю0Дпр / Х= ±[с + d (|Amax / — 1)], причем с - d = 100Z>; d = 100 / |Xmax|.
Согласно ГОСТ 8.401—80 при нормировании по приведенной формуле
класс точности обозначается в виде дроби c/d, например 0,01/0,005, причем
числа си d выбираются из ряда [1; 1,5; (1,6); 2; 2,5; (3); 4; 5; 6 • 10\ где к= 1,0,
—1, —2 и т. д. (Значения в круглых скобках не рекомендуемы.)
Если бы отсутствовала нелинейная составляющая, то коэффициенты b или
(с — d) соответствовали бы мультипликативной составляющей, а а и d —
сумме аддитивной составляющей и погрешности дискретности. Если бы вообще
отсутствовала инструментальная погрешность, то было бы, а а = АДтах; b = 0;
17*
259
Зарубежные фирмы нормируют точность ЦИП в несколько иной форме,
например: Дпр = ±(0,015 % of R + 0,01 % of FS), где R — reading (показание);
FS — fullscale (полная шкала).
Положим, что данные относятся к ЦВ (табл. 3.5) с диапазоном от 0 до
1,1999 В. Если бы это был отечественный прибор, то в соответствии с
ГОСТ 8.401—80 его точность в процентах следовало бы нормировать в виде
8пр = ±[0,025 + 0,01 (| 1,2 / U\ - 1)], (3.50)
где U — в вольтах.
Таблица 3.5
^НОМ c/d |SnpL %
U= 0,1 U= М.ом
100 мВ 0,06/0,03 0,33 0,06 0,055
1 В 0,05/0,02 0,23 0,05 0,047
10 в 0,1/0,02 0,28 0,1 0,95
100 в 0,1/0,02 0,28 0,1 0,95
1000 в 0,1/0,02 0,28 0,1 —
Можно проверить, нет ли противоречия в этих данных: сомножитель 0,01
должен быть заведомо больше максимальной приведенной погрешности диск-
ретности. Для данного прибора в соответствии с
Уд — Ад / -А'ном Удтах = — 0’5 / А^ном
имеем
Удтах =± 0,5 / #ном =± 0,5 / 104 = ±5 • 10-5 = ±0,005 %,
т. е. противоречия нет.
Для ЦИП с несколькими диапазонами измерения могут нормироваться
разные значения основной погрешности и изменений показаний на разных
диапазонах.
Пример — По формуле 5пр = ±100 Дпр / Х= ±[с + d (|Tmax / Х\ — 1)] вычислены
значения предела основной погрешности 5пр для значений напряжения U на границах
диапазонов ЦВ.
Выше отмечалось, что зарубежные фирмы при нормировании точности
выражают погрешность в форме, отличной от принятой в России. Более
существенным является отличие в самих условиях нормирования.
В последние годы в соответствии с идеями, нашедшими отражение в
ГОСТ 8.009—84, при нормировании точности все больше учитывается тот факт,
что суммарная погрешность Д является случайной величиной, поскольку она
может быть представлена в виде суммы Д = Дс + А, где Дс — систематическая
составляющая, А — центрированная случайная составляющая.
Поэтому в ГОСТ 22261—94 предусматривается нормирование основной
погрешности любых средств измерений в виде:
1) предела допускаемой суммарной погрешности, например 8пр;
260
2) отдельных пределов для систематической составляющей, например 5Спр,
и среднего квадратического отклонения случайной составляющей, например
^пр(З)-
Быстродействие ЦИП и АЦП характеризуется временем одного преобразо-
вания входной величины в код или частотой повторения преобразований. На-
пример: 1) ЦВ совершает одно преобразование измеряемого напряжения в код
за 20 мс, т. е. частота повторения таких преобразований составляет 50 преобра-
зований за 1 с; 2) ЦВ высокой точности совершает 1 преобразование за 1 с;
3) в цифровом частотомере время одного преобразования измеряемой частоты
в код, т. е. время счета, может быть установлено по выбору 0,1; 1,0; 10 с; 4) в
АЦП время одного преобразования напряжения в двоичный код составляет
50 мкс, т. е. частота повторения 2 • 104 преобразований за 1 с (существуют АЦП,
у которых частота повторения 106 преобразований за 1 с и более).
Смысл этой характеристики, в частности, состоит в том, что по ней мож-
но ориентировочно определить, пригоден ли данный ЦИП или АЦП для полу-
чения информации о меняющейся во времени X(i) — var. Например, может
быть поставлено такое условие: за время одного преобразования изменение X{f)
не должно превышать одного кванта q
\X(t + bt^-X(t)]<q. (3.51)
При таком условии ЦИП или АЦП с данными значениями q и Л/пр приго-
ден для исследования процессов X(t), скорость которых dx/dt не превышает
значения q/А/Пр.
Это, конечно, не значит, что человек, наблюдавший показания ЦИП,
может составить представления о процессе, меняющемся с такой скоростью.
Он не сможет даже прочитать многоразрядные числа, меняющиеся со скоро-
стью, например, 50 чисел в 1 с. Предполагается, что информация о процессе не
непосредственно воспринимается человеком, а поступает либо в память ЭВМ,
либо на быстродействующее регистрирующее устройство и т. п. А для непосред-
ственного восприятия человеком в ЦИП предусматривается устройство, обес-
печивающее сравнительно длительную выдержку (экспозицию) АТ, цифрового
показания на отсчетном устройстве. Обычно А/э можно плавно регулировать
специальной рукояткой, например, в пределах от 1 до 5 с.
В более общем смысле показатели быстродействия связаны с динамически-
ми погрешностями получаемых цифровых результатов измерения. Например,
при работе в циклическом режиме временная последовательность кодовых слов
каким-нибудь способом зарегистрирована, в частности напечатана в виде ко-
лонки цифр на бумажной ленте. Что можно при этом сказать о точности полу-
ченных результатов? Какой смысл имеет само это понятие? Для ответа на этот
вопрос нужно прежде всего выяснить, для чего получена последовательность
зарегистрированных чисел N\; N2; ... ; Nm, как она будет далее использоваться.
Пусть, например, конечная цель состоит в том, чтобы найти среднее зна-
чение преобразованного непрерывного процесса X(t) за промежуток времени
А/ = wA/ц, где А/ц — длительность одного цикла преобразования.
В этом случае окончательным результатом следует считать среднее арифме-
тическое N полученных чисел
261
__ 1 т
(3.52)
I =1
При этом величина абсолютной погрешности
\ = qN-jj] X{t)dt (3.53)
характеризует точность результата.
Рассмотрим другой случай. Последовательность чисел Nt; N2;...; Nm зареги-
стрирована для того, чтобы по ней «восстановить» исходный процесс X(t). Каж-
дое число «приписывается» к определенному моменту времени обычно к
началу или к концу данного цикла преобразования. По полученным точкам
Niit) можно построить аппроксимацию Xa(t) исходного процесса X(t). Обычно
применяют простейшие аппроксимации — ступенчатую или кусочно-линей-
ную. В этом случае определить точность результата — это значит определить
степень близости Xa(f) к X(t) по какому-либо критерию. Часто берут критерий
максимального отклонения, в котором мерой близости служит величина
Атах = тах[Ха(/)-Д/)]. (3.54)
Кусочно-линейная аппроксимация при прочих равных условиях дает лучшее
приближение.
Если важна некоторая общая интегральная близость Xa(f) к X(f) на участке
времени А/, а отдельные кратковременные всплески не имеют существенного
значения при исследовании X(t), то применяют интегральный критерий
А = д7 [ IX(0 (3.55)
а также критерий среднего квадратического отклонения
I 1 ш г 12
а = J дг fe(') "*(')] dt. (3.56)
V о
Следует отметить, что приведенные формулы определяют понятие «точ-
ность результата» для рассмотренных случаев, но не дают возможность оценить
ее количественно, ибо истинная функция X(t) неизвестна (иначе ее незачем
было бы исследовать). Однако на основании предыдущего опыта могут быть
известны некоторые ориентировочные или статические априорные сведения
об X(f). Тогда разумно выбранное определение понятия точности результата может
помочь решить ряд практических вопросов.
Во многих случаях заранее неизвестно, какие операции будут производить-
ся с последовательностью зарегистрированных чисел. Тогда окончательным ре-
зультатом следует считать эту последовательность 7V, (/,), а в понятие «точность
результата» вкладывать расхождение между получаемыми мгновенными значе-
ниями qN, tj и истинными мгновенными значениями q^N^t, и истинными мгно-
венными значениями исходного процесса _¥(/,) в эти же моменты времени.
Расхождение между qty и ЙЦ) характеризует точность результатов преоб-
разования. Дополнительно учтены следующие обстоятельства:
1) номинальные значения дискретных уровней <?ном ty отличаются от их
действительных значений qNj;
262
2) действительные моменты времени начала циклов преобразования отли-
чаются от их номинальных значений А/ц z; если, например, команда начала
цикла синхронизирована с сетевым напряжением, то нестабильность его час-
тоты будет создавать эти отличия.
Расхождения между полученным результатом qH0MNj и истинным мгновен-
ным значением X(tt), которое можно назвать абсолютной погрешностью циф-
рового измерения этого мгновенного значения А;, содержит несколько состав-
ляющих, обусловленных разными причинами:
А] — тем, что процесс преобразования требует определенного времени А/пр;
А2 — тем, что моменты времени к которым относятся числа Nh отличаются
от моментов, когда в действительности начинаются очередные циклы
преобразования;
А3 — тем, что числовое значение Nt соответствует номинальным значениям
дискретных уровней, которые отличаются от действительных значений;
Ад — дискретностью этих уровней.
Перечисленные составляющие можно разделить на две группы:
А[ и А2 зависят не только от свойств прибора, но и от поведения во времени
исследуемого процесса; при большей скорости изменения X(t) они увели-
чиваются [см. соседний (z + 1)-й цикл], если X(t) = const (статика), они
исчезают; эти составляющие можно назвать динамическими погрешностя-
ми;
А3 и Д4 остаются и при X(t') = const; их можно в этом смысле назвать статичес-
кими погрешностями.
Вопросы надежности рассматриваются в специальной технической литера-
туре. Здесь даны основные показатели, характеризующие надежность цифровых
измерительных устройств (ЦПУ).
Надежность — это свойство, относящееся к любым техническим объектам,
в частности к средствам измерений. Оно включает такие свойтва, как безотказ-
ность, долговечность, ремонтопригодность и сохраняемость. Эти понятия в
иерархической системе стоят «под» надежностью. Их количественные характе-
ристики — это показатели надежности. Все эти понятия основаны на изучении
явлений отказа, т. е. нарушения работоспособности объекта.
Отказ — это случайное событие, а интервал времени от начала эксплуата-
ции работоспособного объекта (/ = 0) до отказа (Z = Т) — непрерывная случай-
ная величина с областью возможных значений 0 < Т < Функция распреде-
ления случайной величины Т выражает вероятность того, что в течение време-
ни t произойдет отказ Q(t) = Р(Т < /), где Р(А) — вероятность события А, а
функция P(f) = 1 — Q(t) = P(t < Т) < вероятность того, что за время t отказа
не будет, т. е. вероятность безотказной работы. Функция является неубывающей,
a Pit) — невозрастающей, причем (2(0) = Р(°°) = 0 и 2(°°) = Р(0) = 1. Для
количественной характеристики надежности применяют разные числовые ха-
рактеристики функции распределения Q(t).
Согласно ГОСТ 22261—94 основным показателем надежности для любых
средств измерений устанавливается так называемая наработка на отказ. Приме-
нительно к ним под «наработкой» понимают продолжительность работы объек-
та, а под «наработкой на отказ» (Го) — отношение наработки восстанавливае-
мого объекта к математическому ожиданию числа его отказов в течение этой
наработки. Это вероятностное определение понятия То.
263
Нормирование показателей надежности сопряжено, разумеется, с их экс-
периментальной проверкой, т. е. с испытаниями на надежность. Испытания
состоят в накоплении статистических данных об отказах в течение длительного
времени на многих экземплярах. И все же ограниченность времени испытаний
и ограниченность выборки, т. е. количество испытуемых объектов, приводят к
тому, что получаемые статистические значения показателей отличаются от ве-
роятностных значений, представляют их приближенные оценки. Статистичес-
кая оценка «наработки на отказ» может быть вычислена по результатам испыта-
ний
Т0=^/пг, (3.57)
где п — число испытываемых объектов; г — число отказов за время испытаний;
t, — наработка z-ro объекта до отказа.
Срок службы и ресурс — это соответственно календарная продолжитель-
ность эксплуатации объекта и его наработка от ее начала или возобновления
после среднего или капитального ремонта до наступления такого предельного
состояния, при котором дальнейшая эксплуатация должна быть прекращена по
тем или иным причинам. Средний срок службы и средний ресурс в вероятно-
стном смысле являются математическими ожиданиями этих показателей, а
при испытаниях их статистические оценки определяются как средние арифме-
тические значения для испытуемой выборки. Гамма-процентный ресурс — это
наработка, в течение которой объект не достигнет предельного состояния с
заданной вероятностью у, %.
3.11. Выбор средств измерений в процессе
производства
Правильный выбор средств измерений обеспечивает получение достовер-
ной информации необходимой точности. Технически обоснованный выбор
средств измерений по точности при измерении или контроле параметров вклю-
чает:
наличие измеренных или контролируемых параметров объекта;
значение допусков на отклонение контролируемых параметров и допускаемые
значения погрешности измерений для измеряемых параметров;
допускаемые значения вероятностей ложного и необнаруженного отказа для
каждого из контролируемых параметров и значения доверительных вероят-
ностей для измеряемых параметров;
законы распределения отклонений измеряемых (контролируемых) параметров
и погрешностей измерений, возникающих при применении средств изме-
рений (контроле) параметров;
условия измерений: механические нагрузки (вибрация, удары и т. п.), клима-
тические воздействия (температура, влажность, атмосферное давление
и т. д.), наличие или отсутствие активно разрушающей среды (агрессивные
газы и жидкости, высокая температура, высокое напряжение, грибки,
электрические и механические поля), в которой будут эксплуатироваться
средства измерений или их элементы.
Наличие перечисленных данных, характеристик измеряемого (контроли-
руемого) параметра, условий, в которых выполняются измерения, позволяет
264
выработать требования к ограничительным характеристикам выбираемого сред-
ства измерений. Таким образом, после определения необходимых данных и тре-
бований к ограниченным характеристикам рассчитываются его точностные ха-
рактеристики (пределы допускаемых значений основной и дополнительной
погрешностей).
Определив ограничительные характеристики, устанавливают основные,
принимая за них характеристики достоверности измерений (контроля) пара-
метров, выраженные в виде заданных значений вероятностей, т. е. значение
погрешности выбранного средства измерений не должно превышать допускае-
мого значения погрешности результата измерений
<Дд) > Т’дов, (3.58)
где Р — фактическое значение вероятности; АЕф — суммарная погрешность
результата измерений выбранным средством измерений; Ад — заданное допус-
каемое значение погрешности результата измерений параметра; Рдов — задан-
ное значение доверительной вероятности.
При измерении (контроле) параметра требования к достоверности основа-
ны на том, что вероятности ложного и необнаруженного отказов по результа-
там контроля параметров выбранным средством измерений не должны быть
выше допускаемых значений, т. е.
^лоф - ^лод^ ^ноф — ДюД.’ (3.59)
где Рлоф; Рноф; Рдод; Рнод — фактические и допускаемые значения ложного и
необнаруженного отказов. Вероятности ложного и необнаруженного отказов по
измеряемому (контролируемому) параметру, погрешности измерений и до-
пуск на контролируемый параметр теоретически и экспериментально обосно-
ваны и связаны выражениями:
Хв А
Рло= jf(X)dX- j /w[p(xB-x)-F(xH-x)]dX- (3.60)
хн xH
xH
Pao= J/w[p(xB-jr)-p(jrH-jf)]jx+
+ J Ж)[р(хв-x)-f(xh-X)]dX, (3>61)
где X — случайные значения измеряемого (контролируемого) параметра;
f(X) — плотность вероятности распределения параметра X, F(X) — функция
распределения погрешностей измерения измеряемого (контролируемого) па-
раметра; Хн, Хв — нижнее и верхнее допускаемое значение параметра X
Следовательно, задаваясь допускаемыми значениями вероятностей ложно-
го и необнаруженного отказов, можно устанавливать требования к погрешнос-
ти выбираемых средств измерений.
Для нормального закона, закона равной вероятности и их сочетаний по
приведенным формулам (3.60), (3.61) построены номограммы для определе-
265
ния: R = ДЕ / 8И по значению вероятности ложного (а) и необнаруженного (б)
отказов при распределении отклонения контролируемого параметра и погреш-
ности измерений по нормальному закону (рис. 3.20); R =АХ/8И по значению
вероятности ложного (а) и необнаруженного (б) отказов при распределении
отклонения контролируемого параметра по закону равной вероятности, по-
грешности измерений — по нормальному закону (рис. 3.21); R =АХ/8И по значе-
нию вероятности ложного (а) и необнаруженного (б) отказов при распределе-
нии отклонения контролируемого параметра по нормальному закону, погреш-
266
ности измерений — по закону равной вероятности (рис. 3.22); R =АЕ/8И по зна-
чению вероятности ложного (а) и необнаруженного (б) отказов при распреде-
лении отклонения контролируемого параметра и погрешности измерений по
закону равной вероятности (рис. 3.23). Они упрощают определение допускаемо-
го значения погрешности результата измерений по заданным значениям по-
казателей достоверности контроля Рлод, Рнод.
a
6
Рис. 3.22
Рис. 3.23
267
Выбор средства измерений начинают с расчета допускаемого значения сум-
марной погрешности результата измерений
Чоп=18и1'^ (3.62)
где 8И — допускаемое отклонение измеряемого (контролируемого) параметра;
R — допускаемое соотношение между погрешностью измерений и допускае-
мым отклонением измеряемого (контролируемого) параметра.
Значение R определяется раздельно по номограммам (см. рис. 3.20—3.23)
по заданным допускаемым значениям вероятностей ложного Рлод и необнару-
женного Рнод отказов, по заданному допускаемому отклонению измеряемого
(контролируемого) параметра 8И и заданному среднему квадратическому от-
клонению измеряемого (контролируемого) параметра 8тех, с учетом законов
распределения отклонений измеряемых (контролируемых) параметров и по-
грешностей измерений (см. рис. 3.20—3.23).
Допускаемое соотношение между погрешностью измерения и допускае-
мым отклонением измеряемого (контролируемого) параметра R определяют
по заданным вероятностям Рлол и Рнод в следующей последовательности:
по законам распределения отклонений измеряемого (контролируемого)
параметра и погрешностей средств измерений выбирают соответствующие но-
мограммы (см. рис. 3.20—3.23);
по значениям 8И и отех, где отех — среднее квадратическое отклонение из-
меряемого (контролируемого) параметра, вычисляют отношение 8и/отех и от-
кладывают его на оси абсцисс выбранных номограмм (см. рис. 3.20—3.23).
Далее определение R и Дедоп зависит от вида задания допускаемого откло-
нения контролируемого параметра и требований к его измерению. В этом случае
предполагается несколько вариантов определения R и Дтдоп .
1. Допускаемое отклонение измеряемого (контролируемого) параметра двусто-
роннее симметричное ±8И. В этом случае на ординату соответствующих но-
мограмм (см. рис. 3.35—3.38) откладывают значения Рлод и Рнод и опреде-
ляют точки пересечения с абсциссой |8И| /отсх. Кривые номограммы, на ко-
торых будут лежать соответствующие точки, дадут значение Rt и R2, и
меньшее из них принимается за искомое. Если точки пересечения не будут
лежать на кривых, то Rr и R2 определяют методом интерполяции по зна-
чениям кривых, между которыми лежат эти точки. Значение ДЕдоп опреде-
ляют по формуле (3.62).
2. Допускаемое отклонение измеряемого (контролируемого) параметра одно-
стороннее +8И или —8И. В этом случае для расчета используют те же номо-
граммы, что и в первом варианте, но так как при односторонних допусках
по сравнению с двусторонними симметричными вероятности ложного и
необнаруженного отказов будут в два раза меньшими, то на ординатах соот-
ветствующих номограмм откладывают значения 2Рлод и 2 Рнод. Дальнейшие
расчеты выполняют, как и в первом варианте.
3. Допускаемое отклонение измеряемого (контролируемого) параметра двусто-
роннее несимметричное |+8и| * |—8И|. В этом варианте метод расчета основан
на итерационном подходе с использованием тех же номограмм, что и для
268
заключается в
первого варианта. В этом случае порядок определения Д1доп
следующем:
определяют коэффициент асимметрии
is l^ulmin .
л=]у-|—, (3.63)
1ии1тах
вычисляют значение Р ппл и Рт„:
лид нид
р' -Is™- р' Рнод (3 64)
г лод - К , ^нод - К • V '
В последовательности, изложенной для первого варианта, определяют зна-
|3 | ' '
чения R. и R-, для “ ™” . Меньшее из R\ и R2 берут за исходное (R'). Вы-
i Z '-’тел
числяют R" по формуле
R"=R'K. (3.65)
На основе номограммы, по которой определяли исходное R', находят Р"
ДЛЯ |8и1тах/^тех R •
Окончательное решение по определению R' и R" устанавливают по соот-
ношению Р' + Р" = 2Р. Значение Р, соответствующее исходному значению R',
выбирают из заданных значений Рлод и Рнод.
Критерием оптимизации выбора точности средства измерений является
достижение равенства между фактической погрешностью результата измере-
ний параметра Д^ф и допускаемым значением погрешности Дудоп при усло-
вии, что фактически значения ограничительных технических характеристик
средств измерений будут качественно выше или равны требуемым значениям
этих характеристик.
По результатам анализа измеряемых (контролируемых) параметров, усло-
виям проведения измерений, расчетному значению Дхдоп устанавливают тре-
бования к средствам измерений и ориентировочно выбирают метод и средства
измерений параметра и рассчитывают значение ДХф, учитывая все составляю-
щие погрешности измерений и наличие корреляционных связей между ними.
Затем проверяют ориентировочно (альтернативно) выбранные метод и сред-
ства измерений на соблюдение равенства между Д2ф и Дхдоп • В случае выпол-
нения равенства выбирается оптимальный вариант, в противном — выбирают
новый метод и средство измерений (или только средство измерений), рассчи-
тывают Дтф и проверяют соблюдение равенства между Д£ф и Дхдоп • Данные
операции выполняют до достижения оптимального варианта.
Ориентировочный выбор средства измерений предложенным методом в
заданных рабочих условиях измерений заключается в том, что для этого ис-
269
пользуют формулы расчета Деси, из которых определяют требуемое значение
основной погрешности выбираемого средства измерений.
Порядок расчета:
при независимых погрешностях и нормальном законе распределения
погрешностей в генеральной совокупности рассматриваемых средств измере-
ний, приспособлений и линий передачи
Аопд.тр - (^») >
V 1 = 1
(3.66)
где ДОПд.тр ~ требуемое значение предела абсолютной основной погрешности;
Dt — предел допускаемых абсолютных дополнительных погрешностей средств
измерений и пределы допускаемых абсолютных искажений, вызываемых при-
способлениями и линиями передачи; п — количество Д погрешностей;
при независимых погрешностях и других законах распределения погрешно-
стей в генеральной совокупности рассматриваемых средств измерений, при-
способлений и линий передачи
Допд. тр
F I о п
= ^>8И)2 -cjAPJKi),
(3.67)
где с — коэффициент, характеризующий наиболее возможное с заданной дове-
рительной вероятностью отклонение суммарной погрешности от номинально-
го значения или градуированных точек средства измерений, выраженное в сред-
нем квадратическом отклонении; К} и Kt — коэффициенты, характеризующие
количество средних квадратических погрешностей oz, укладывающихся в пре-
делы допускаемых значений соответственно для основной и Д погрешностей,
при действительных законах распределения этих погрешностей;
при зависимых погрешностях и любых законах распределения погрешнос-
тей в генеральной совокупности рассматриваемых средств измерений, приспо-
соблений и линий передачи
Допдлр =~ . (Л5и)2 - С
1 (Di/Ki)2 + 2 1к£
/ = 1 /<£
(3.68)
Полученное при расчете значение Аопд сравнивают со значением предела
допускаемой абсолютной основной погрешности Допд предварительно выбран-
ного средства измерений. Результаты сравнения могут дать ряд исходов, при
которых следует принять определенное решение: Аопд > Аопд. В этом случае
считают, что достигнут оптимальный по точности выбор средства измерений,
учитывая при этом, что разность Допд — Допд должна быть равна нулю или не
превышать значения разности между пределами допускаемых основных погреш-
ностей выбранного средства измерений и смежного с выбранным, более низ-
кого класса точности: Аопд w < Аопд. В этом случае необходимо взять ближайший
к ранее выбранному более высокий класс точности средства измерений. Если
средство измерений выбранной системы, типа и предела измерения более вы-
сокого класса точности нет, то следует выбрать другой, более точный метод
измерения и повторить все операции: Аопд тр > Аопд . В этом случае необходимо
270
взять ближайший к ранее выбранному более низкий класс точности средств
измерений и выполнить все операции. Если средства измерений выбранной
системы, типа и предела измерений более низкого класса нет, то выбирают
другой, менее точный метод измерения. Если отсутствует более полная инфор-
мация для расчетов по определению Аьгр положительными методами, то при-
меняют варианты упрощенных расчетов. Они обусловливаются различными слу-
чаями неполной исходной информации, связанными с определением R при
расчете Дтдоп- Типовыми примерами отсутствия полной исходной информа-
ции при определении R являются следующие.
1. Определение R производят не по номограммам, а по табл. 3.6, когда
заданы все исходные данные, кроме среднего квадратического отклонения
измеряемого (контролируемого) параметра.
Таблица 3.6
Отношение суммар- ной погрешности измерения к допус- ку R Вероятность ложного отказа Рдод для законов распределения откло- нений измеряемых (контролируе- мых) параметров, % Вероятность необнаруженного отка- за для законов распределения отклонений измеряемых (контроли-
руемых) г гараметров, %
нормального равновероятного нормального равновероятного
о,1 0,6 1,2 0,4 1,1
0,2 1,3 2,6 1,0 2,1
0,3 2,0 3,9 1,5 3,2
0,4 2,8 5,2 2,1 4,0
0,5 3,5 6,6 2,6 4,9
0,6 4,4 7,9 3,1 5,6
0,7 5,3 9,3 3,6 6,3
0,8 6,1 10,6 4,1 7,0
0,9 7,1 12,0 4,6 7,6
1,0 8,1 13,0 5,0 8,2
Примечание — Значения Рлод и Рнод распределения погрешностей измерения. указаны для нормального закона
2. Закон распределения измеряемых (контролируемых) параметров не за-
дан. Значение R определяют не по номограммам, а из табл. 3.6 для равноверо-
ятного закона распределения отклонений измеряемых (контролируемых) па-
раметров.
Следует отметить, что первый и второй типовые примеры упрощенных
расчетов приводят к завышенным требованиям к точности выбираемых средств
измерений.
3. Не заданы допускаемые значения вероятностей ложного и необнаружен-
ного отказов или закона распределения отклонений измеряемых (контроли-
руемых) параметров. Закон распределения погрешностей отличается от нор-
мального, равновероятного или неизвестен. Поэтому первый и второй типовые
примеры упрощенных расчетов являются нецелесообразными. В этом случае зна-
чение R определяют не по номограммам, а в зависимости от того, насколько
271
важна точность измерений при измерении (контроле) параметра. Это значение
выбирают из ряда 0,5; 0,4; 0,3; 0,25; 0,2; 0,15; 0,1. Оптимальным является значе-
ние R = 0,3, обоснованное критерием ничтожных погрешностей.
Участие технических служб предприятия в выборе средств измерений
Порядок выбора конкретных средств измерений — средств измерений
линейных размеров до 500 мм — регламентирован ГОСТ 8.051—81 и РД
50-98-86.
Принципиальное положение ГОСТ 8.051—81 в отношении выбора средств
измерений заключается в том, что при установлении приемочных границ,
т. е. значений размеров, по которым производят приемку изделий, необходимо
учитывать влияние погрешности измерений.
В выборе средств измерений должны участвовать конструкторская, техно-
логическая и метрологическая службы в пределах выполняемых ими функций.
Участие конструкторской службы в выборе средств измерений заключается
в правильном назначении допускаемых отклонений на размер детали. При на-
значении допуска на изготовление должны быть установлены возможное пре-
дельное количество неправильно принимаемых деталей и возможный предель-
ный выход размера этих деталей за границы допуска. При этом возможны три
варианта установления приемочных границ.
В стандарте в качестве предпочтительного варианта принято установление
приемочных границ без введения производственного допуска. Это означает, что
следует выбирать такой квалитет или вид посадки, при котором предельные
возможные значения размера удовлетворяли бы требованиям конструктора. Та-
кой подход необратим в связи с тем, что только конструктор в полной мере
может дать ответ на вопрос о возможности отклонения размеров определенной
группы деталей от размеров, указанных на чертеже.
Если переход на более точный квалитет или другой вид посадки оказывает-
ся возможным, например в связи с большим ужесточением требований, а сле-
довательно, с неоправданным удорожанием производства, конструктор дол-
жен принять решение о введении производственного допуска.
ГОСТ 8.051—81 предусматривает, что смещение у каждой приемочной гра-
ницы не должно быть больше половины допускаемой погрешности измерения.
Следовательно, меньшие смещения вполне допустимы. Наиболее предпочти-
тельными являются смещения на с, т. е. на вероятный предельный выход разме-
ра за границу поля допуска у неправильно принятых деталей, определенную
исходя из реального соотношения технологического рассеяния и поля допуска,
а не из наиболее неблагоприятного. Для этой цели необходимо иметь представ-
ление о точности технологического процесса и определять с по графикам
рис. 1—3 указанного ГОСТ или по графикам, приведенным в приложении 2 к
нему.
В обязанность технологической службы входит обеспечение экономичности
технологических процессов. Для оценки технологического процесса технолог
должен знать возможные количества действительного и ложного брака и руко-
водствоваться при этом данными о технологическом распределении допускае-
мой погрешности измерения и графиками рис. 1—3 или графиками, данными
в приложении 2 к ГОСТ 8.051—81. Если полученные результаты можно считать
удовлетворительными, то выбор средств измерений предоставляется метроло-
гической службе или тем работникам технологической службы, в чьи обязан-
272
ности это входит. Если результаты получились неудовлетворительными, то для
исправления положения можно смещать настройку, т. е. центр группирования
технологического распределения, регулируя соотношения брака плюс и брака
минус; изменять технологический процесс, уменьшая зону технологического
рассеяния; повышать требования к точности измерения, сокращая процент
ложного брака. Второй путь, как правило, оказывается наиболее эффективным.
Метрологическая служба участвует в выборе конкретных средств измере-
ний с учетом условий измерений. Эта служба обязана установить, в какой мере
условия измерений, указанные в табл. I и II РД 50—98—86, соответствуют
реально существующим, а также учесть специфические особенности производ-
ства (применяемость средств измерений, их наличие и т. д.). Если метролог об-
наружит, что рекомендуемые в табл. I и II РД 50—98—86 условия измерения не
могут быть созданы на существующем производстве, то он обязан оценить сте-
пень влияния несовпадающих условий и определить возможные предельные
погрешности при существующих условиях, а также их допустимость с точки
зрения выполнения требований ГОСТ 8.051—81. Если результаты неудовлетво-
рительны, следует выбрать другое средство измерений, при использовании ко-
торого в существующих условиях измерения (с учетом методической погреш-
ности) будут удовлетворять требованиям ГОСТ 8.051—81, или спроектировать
методику выполнения измерения. Особое внимание необходимо обратить на
ограниченную возможность изменения предельной погрешности за счет изме-
нения отдельных ее составляющих. Как правило, при разработке вариантов ис-
пользования средств измерений обеспечивалось приблизительно равное влия-
ние доминирующих составляющих погрешности измерения. Обычно в качестве
исходной величины принималась погрешность средства измерений и подбира-
лись погрешности, зависящие от температурных деформаций и от установоч-
ных мер, каждая из которых приблизительно равна погрешности средства из-
мерений.
Практика выбора средств измерений
Выбрать конкретное средство измерений можно по табл. I и II РД
50—98—86 в зависимости от измеряемого размера, допуска на изготовление и
допускаемой погрешности измерения по ГОСТ 8.051—81. Однако по табл. I и
II РД 50—98—86 трудно выявить весь комплекс средств измерений, которые
можно использовать для измерения с допускаемой погрешностью.
Для упрощения процесса выбора конкретных средств измерений составле-
ны табл. V—IX в РД 50—98—86. В левой части таблиц указаны диапазоны номи-
нальных размеров, сверху — квалитеты, от IT2 до IT17, а на пересечении гори-
зонтальных полос и вертикальных колонок указаны в виде дроби допускаемые
погрешности измерений (числитель) и допуски на изготовление (знаменатель).
Под ними номерами и буквами из табл. I и II РД 50—98—86 указаны средства
измерений и варианты их использования, при которых погрешность измерений
не превышает допускаемых значений.
Для измерений внутренних размеров, а также глубин и уступов (табл. VII и
VIII РД 50—98—86) указана практически вся возможная номенклатура универ-
сальных средств измерений. При этом часть диапазонов номинальных размеров
в некоторых квалитетах не обеспечена универсальными средствами измерений.
18-1651
273
Для измерения этих размеров должны проектировать специальные средства из-
мерений и разрабатывать соответствующие методики измерений.
В ответственных случаях выбора средств измерений, особенно при проек-
тировании и модернизации производства, следует проводить технико-эконо-
мические расчеты.
Пример — На чертеже детали указаны наружный диаметр 16Н5 (16—0,008). Тре-
буется выбрать средство измерений этого размера. В зависимости от конфигурации и
габаритных размеров детали и требований к методике выполнения измерения следует
решить вопрос о выборе накладного или станкового средства измерений.
Предполагается, что схема и методика выполнения измерения выбраны таким об-
разом, что методическая погрешность сведена до пренебрежимо малой величины.
Выбор накладного средства измерений производят по табл. VI РД 50—98—86. В гра-
фе, соответствующей 5-му квалитету, для диапазона размеров св. 10 до 18 мм находят
обозначение «6в». В табл. I РД 50—98—86 под номером 6 указаны микрометр рычажный
и скоба рычажная. Буквой «в» обозначены условия измерения: настройка на размер
должна производиться по концевым мерам длины 2-го класса, при использовании от-
счета в пределах +10 делений шкалы; температурные условия характеризуются темпера-
турным режимом 5 °C, при обеспечении надежной теплоизоляции от рук оператора.
Сделана оговорка, что контакт измерительных поверхностей с деталью должен быть
плоскостным или линейчатым. В данном случае измеряемая поверхность цилиндричес-
кая, последнее условие выполняется.
Выбор станкового средства измерений производят по табл. V РД 50—98—86. В графе,
соответствующей 5-му квалитету, для диапазона размеров св. 10 до 18 мм находят группу
обозначений: 96, 10а, 15а, 206, 21а, 34а, 366. По табл. I РД 50—98—86 устанавливают,
что номерами 9 и 10 обозначены рычажно-зубчатые головки с ценой деления 2 и 1 мкм,
15 — микрокатор с ценой деления 2 мкм, 20 и 21 — пружинные малогабаритные голов-
ки с ценой деления 2 и 1 мкм, 34 — вертикальный и горизонтальный длиномеры, 36 —
показывающий прибор с индуктивным преобразователем. Из указанных приборов вы-
бирают тот, который имеется в наличии, который проще в обращении и к условиям
применения которого предъявляются менее жесткие требования.
Например, выбрана рычажно-зубчатая головка с ценой деления 1 мкм. В табл. 1.8
РД 50—98—86 буквой «а» для нее обозначены следующие условия применения: установ-
ка в штативе с диаметром колонки не менее 30 мм и наибольшим вылетом до 200 мм
(этим условиям удовлетворяют штативы Ш-ПН и ШМ-11Н), настройка по концевым
мерам дайны 5-го разряда, температурный режим 2 °C. Настройка на размер может
производиться на произвольное деление, а отсчет может использоваться в пределах
±0,05 мм, т. е. в пределах всей шкалы.
Допустимо изменять условия измерения, но только таким образом, чтобы
это не приводило к снижению точности измерения. Например, концевые меры
5-го разряда могут быть заменены мерами более высокого разряда или нулевого
класса, штатив можно заменить более жесткой стойкой и т. д. Однако следует
помнить, что загрубление одного из условий чаще всего не может быть ком-
пенсировано ужесточением остальных.
3.12. Метрологическое обеспечение средств измерений
«пассивного» (допускового) контроля
Калибры — это меры, имеющие форму поверхности, противоположную
(обратную) контролируемому объекту, и предназначенные для проверки соот-
274
ветствия размеров изделий или их конфигурации установленным допускам. Их
классификация выглядит следующим образом:
Контролируемый параметр..........
Число одновременно контролируемых
элементов...............................
Условия оценки годности детали . . . .
Технологическое назначение..........
Для гладких цилиндрических изделий
(пробки, скобы); резьбовые (пробки,
кольца); шлицевые и шпоночные
(пробки, кольца); для контроля: длин,
высот, глубин, взаимного расположе-
ния поверхностей; для подшипников
качения, для гладких конических сое-
динений
Элементные, комплексные
Нормальные, предельные
Рабочие, контрольные
Всю совокупность существующих калибров разделяют на две группы: нор-
мальные и предельные.
Нормальными называются калибры, размеры которых соответствуют номи-
нальным размерам контролируемого объекта. В настоящее время используются
некоторые виды нормальных калибров: шаблоны, щупы, конусные калибры.
Шаблон — нормальный калибр для проверки правильности формы и вза-
имного положения в сечении плоскостью поверхности проверяемой детали.
Обычно шаблоны применяются при изготовлении деталей со сложной поверх-
ностью.
В машиностроении широкое распространение получили радиусные шаблоны
для проверки радиусов кривизны выпуклых и вогнутых поверхностей. Радиус-
ные шаблоны представляют собой стальную пластину толщиной 0,5—1 мм с
выпуклым или вогнутым закруглением на конце. Радиусы закругления от 1 до
25 мм. Отклонение радиуса закругления у контролируемой детали по сравнению
с приложенным шаблоном определяется «на просвет». Обычно радиусные шаб-
лоны выпускаются в определенных наборах в зависимости от величины радиуса
(1—6; 8—25 мм и др.). Существуют еще резьбовые шаблоны.
Щуп — нормальный калибр для проверки зазора между плоскостями. Щупы
изготавливаются в виде пластин толщиной от 0,02 до 1 мм или отдельных
пластин, но чаще всего в виде наборов пластин разной толщины (например,
от 0,02 до 0,1 мм через 0,01 мм и т. д.). При применении щупов используют
один либо складывают два и более. Очень часто с помощью щупов выставляют
зазоры.
Предельными называются калибры, размеры которых соответствуют пре-
дельным размерам контролируемых объектов. Принцип использования пре-
дельных калибров заключается в том, что их размеры соответствуют или наи-
большему, или наименьшему допускаемому размеру детали. Поскольку разме-
ры детали имеют два предельных нормируемых значения (наибольший и наи-
меньший), то предельные калибры используются обычно в паре. Один из этих
калибров называется проходным, а другой — непроходным.
Проходным (ПР) называется калибр, контролирующий предельный раз-
мер, соответствующий максимуму материала проверяемого объекта. Это зна-
чит, что проходной калибр при контроле вала должен контролировать наи-
больший (предельный) допускаемый размер (в этом случае на годной детали
18*
275
будет максимальное количество материала). При контроле отверстий проход-
ной калибр контролирует наименьший (предельный) допускаемый размер (в
этом случае на годной детали будет также максимальное количество материала).
При контроле этот калибр должен «проходить» через контролируемый элемент
детали. Проходной калибр всегда ограничивает размер детали у границы испра-
вимого брака (вал больший и отверстие меньшее, чем допускаемое, можно
исправить дополнительной обработкой).
Непроходным (НЕ) называется калибр, контролирующий предельный раз-
мер, соответствующий минимуму материала. Непроходной калибр проверяет
наименьший размер вала и наибольший размер отверстия, т. е. он ограничивает
границы неисправимого брака. При контроле он не должен «проходить».
На рис. 3.24 схематично изображены вал и отверстие с допуском на изго-
товление и два калибра — проходной и непроходной, которые ограничивают
предельные размеры (максимальный и минимальный).
Размеры калибров и допуски на изготовление зависят от допуска детали,
для которой они предназначены. Отклонения размеров всех калибров задаются
от предельных размеров изделий, т. е. от контролируемых границ, а не от номи-
нальных размеров.
Контрольным называется калибр, применяемый для контроля калибров,
предназначенных для контроля валов. Калибром для контроля валов является
отверстие. Однако изготовление и измерение деталей с внутренней поверх-
ностью значительно сложнее, чем деталей с наружной поверхностью (в 2—5
раз сложнее в зависимости от требуемой точности и размеров). Поэтому для
калибров-колец (скоб) делаются контркалибры-валы, которые предназначены
только для контроля калибров при их изготовлении (контркалибры К-Пр и
К-НЕ) или для контроля степени их износа (контркалибр К-И). В зависимости
Рис. 3.24
276
от назначения контрольные калибры имеют размеры как проходные или как
непроходные относительно контролируемой границы.
Помимо рабочих и контрольных калибров на некоторых производствах вы-
деляют еще приемные калибры и калибры контролера. В национальных стан-
дартах и стандартах ИСО обычно нормы точности на эти калибры не устанав-
ливаются.
Приемный — это калибр, применяемый для контроля объектов заказчиком
при приемке. Калибром контролера называется калибр, применяемый для
контроля объектов работниками ОТК завода-изготовителя. Чаще всего эти ка-
либры не разделяют между собой. Контролер и приемщик используют одни и
те же калибры, часто называемые приемными. Приемные калибры специально
не изготовляются; для этой цели используются частично изношенные калибры
рабочего. Такая система направлена на то, чтобы рабочий мог изготавливать
точнее, а контролеры не могли признать годные детали бракованными.
Конструкция калибров основана на том, что проходной калибр должен
быть прототипом сопрягаемой детали и определять ее собираемость, а непро-
ходной — проверять каждый элемент в отдельности. Этот принципиальный
подход к конструкциям калибров часто называют принципом Тейлора.
В практике реализовать полностью данный принцип не представляется воз-
можным. Поэтому идут на умышленное его нарушение: делают проходной ка-
либр короче длины сопряжения и неполным, т. е. из диаметра как бы вырезает-
ся вдоль оси небольшой ширины полоса. При большой длине сопряжения дета-
лей укороченный калибр не выявит изогнутость оси, а калибр неполного ци-
линдра увеличит вероятность не выявить погрешности геометрической формы
в сечении, перпендикулярном оси.
Если изготавливать непроходной калибр с точечными измерительными
поверхностями, соблюдая принцип Тейлора, то это приведет к их быстрому
износу, так как хотя этот калибр не должен проходить, но допускается, чтобы
он был где-то на границе того, чтобы пройти (говорят — допускается, чтобы
калибр «закусывал»). Поэтому непроходной калибр делают чаще всего для не-
больших контролируемых размеров в виде неполного цилиндра, а иногда и
полного. Это обстоятельство приводит также к погрешности контроля, поскольку
в контролируемом сечении могут оказаться одна-две точки, которые будут пре-
пятствовать прохождению калибра (т. е. деталь принимается как годная), в то
время как все остальные точки выходят за пределы допускаемых значений.
На калибре для контроля гладких цилиндрических деталей указывается
номинальный контролируемый диаметр и отклонения контролируемого объек-
та (а не калибра). Например, у калибров для посадки 040 указывается на
калибре-пробке 040 Н8, у проходной стороны ПР — 0, у непроходной НЕ
+0,039; на калибре-кольце (скобе) 040 h8, у проходной стороны ПР — 0; у
непроходной НЕ — 0,039.
Рекомендации в отношении контроля калибром повсеместно сводятся к
тому, чтобы проходной калибр проходил, а непроходной не проходил под дей-
ствием собственной массы. Однако этими рекомендациями практически нельзя
воспользоваться, когда необходимо проконтролировать деталь, например, с
невергикально расположенной осью и при некоторых других положениях. Можно
рекомендовать производить контроль при поверхностях, которые смазаны, но
потом протерты сухой тряпкой (без промывки). В этом случае остается неболь-
277
шой слой смазки, облегчающий процесс контроля и дающий небольшие де-
формации.
Достоинства калибров:
простота конструкций, относительная легкость изготовления, а следова-
тельно, и невысокая стоимость;
контроль производится в условиях, приближенных к условиям сборки, что
обеспечивает с высокой вероятностью собираемость деталей и взаимозаменяе-
мость;
простота применения делает их доступными операторам невысокой квали-
фикации;
высокая износостойкость, особенно армированных твердым сплавом.
Недостатки калибров:
отсутствие числовых данных о размере объекта;
неизвестна погрешность контроля, так как она обусловливается не только
размерами калибра, но и размерами детали, состоянием ее поверхности,
неопределенным измерительным усилием, температурными деформациями
и т. д.;
не выявляется практически погрешность геометрической формы при суще-
ствующих конструкциях калибров, что приводит к быстрому износу контроли-
руемых объектов в работе.
В настоящее время предельные калибры широко распространены в про-
мышленности.
Однако традиционное использование предельных гладких калибров в каче-
стве основного контрольного средства измерений вошло в противоречие с по-
вышением требований к точности обработки размера и геометрической формы
деталей, а также с автоматизацией технологических процессов. Кроме того,
отсутствие данных о погрешностях геометрической формы в деталях при конт-
роле калибрами оказывает негативное влияние на надежность и долговечность
выпускаемой продукции. Все это дает основание предполагать бесперспектив-
ность развития жестких калибров и делать следующие выводы:
при производстве высокоточной продукции (7-й квалитет и выше) необходи-
мо отказываться от применения калибров и переходить на измерение дета-
лей с помощью аналоговых и цифровых средств измерений, за исключе-
нием контроля отверстий малых диаметров, для которых отсутствуют на-
дежные приборы;
при использовании калибров необходима выборочная проверка отклонений
геометрической формы, особенно если она задается меньше, чем допуск
на изготовление размера.
Проектирование, изготовление, выбор и применение калибров
Виды гладких калибров для цилиндрических отверстий и валов устанавли-
вает ГОСТ 24851-81.
Гладкие калибры для валов и относящиеся к ним контрольные калибры:
ПР — проходной калибр-скоба;
НЕ — непроходной калибр-скоба;
К-ПР — контрольный проходной калибр для нового гладкого проходного
калибра-скобы;
К-НЕ — контрольный проходной калибр для нового гладкого непроходно-
го калибра-скобы;
278
К-И — контрольный калибр для контроля износа гладкого проходного ка-
либра-скобы.
Гладкие калибры для отверстий:
ПР — проходной калибр-пробка;
НЕ — непроходной калибр-пробка.
Формулы для определения исполнительных размеров калибров по ГОСТ
24852—81 и ГОСТ 24853—81 приведены в табл. 3.7.
Таблица 3.7
Номинальный размер изделия, мм
Сторона калибра до 180 св. 180 до 500
Рабочий калибр Контрольный калибр Рабочий калибр Контрольный калибр
размер допуск размер допуск размер допуск размер допуск
Проходная новая Anin+-^ ±Н/2 Калибры для отвер( :тия ^min+Z ±Н/2 или +Н./2 —
Проходная изношенная Дпи-Е — — — Дшп-Г+ +ос — — —
Непроход- ная Мпах ±Н/2 или +Hs/2 — — ^тах—а ±Н/2 или +HJ2 — —
Проходная новая Дпах--2" ±Н!/2 Калиб ^тпах ры для вал ±Н,/2 а Датах- ±Ht/2 1 ±Hj/2
Проходная изношенная Дпах+Г1 — Дпах'*’ 1S ±Нр/2 -Отах+Е] — -ai — —«1 ±Н/2
Непроход- ная ^min ±Hj/2 ^min ±Н/2 •°тт+«1 iHj/2 ±Н,/2
Условные обозначения: Z>max — предельные размеры изделия соответственно наименьший и наибольший; Н — допуск на изготовление калибров для отверстия, за исключением калибров со сферическими измерительными поверх- ностями, для которых допуск — НЛ; Н । — допуск на изготовление калибров для вала; — допуск на изготовление контрольного калибра для скобы; Z и Z± — отклонения середины поля допуска на изготовление проходных калибров соответственно отверстия (отклонение относительно наименьшего предельного размера изделия) и для вала (отклонение относительно наибольшего предельного размера изделия); Y и Y1 — допускаемый выход размеров проходного калибра за границу поля допуска изделия соответственно для отверстия и вала; а и cq — величины для компенсации погрешностей контроля калибрами размеров более 180 мм соответственно отверстий и валов.
279
При расчете исполнительных размеров определяют наименьший предель-
ный размер калибров-скоб и наибольший — калибров-пробок. Размеры округ-
ляют до целого микрометра в сторону уменьшения производственного допуска.
Для контроля отверстий применяют предельные калибры-пробки различ-
ных конструкций по ГОСТ 14807-69 —ГОСТ 14827-69, для контроля валов —
предельные калибры-скобы по ГОСТ 18358-93 — ГОСТ 18369-73. Листовые ско-
бы, а также пробки, оснащенные твердым сплавом, выполняют по ГОСТ
16775-93 - ГОСТ 16780-71.
Технические требования на гладкие нерегулируемые калибры устанавли-
вает ГОСТ 2015-84.
Твердость рабочих поверхностей и поверхностей заходных и выходных фа-
сок (притуплений): калибров-пробок с хромовым покрытием — HRC3 57—65;
остальных калибров — HRC3 59—65. Параметры шероховатости Ra рабочих
поверхностей должны соответствовать приведенным в табл. 3.8.
Таблица 3.8
Вид калибра Точность контролируе- мого размера изделия (квалитет) Параметр шероховатости поверхности (ГОСТ 2789—73) для диаметров, мм
0,1-100 Св. 100 до 360
Калибр-пробка 6 0,04 0,08
7-9 0,08 0,16
10-12 0,16 0,16
13 и грубее 0,32 0,32
Калибр-скоба 6-9 0,08 0,16
10-12 0,16 0,16
13 и грубее 0,32 0,32
Контрольный калибр 6-9 0,04 0,08
10 и грубее 0,08 0,16
Примечание — Шероховатость Ra нерабочих поверхностей калибров, мкм:
заходных и выходных фасок (притуплений) и конуса 1:50 хвостовиков вставок и
неполных калибров-пробок — 1,25; конуса 1:50 отверстий ручек — 2,50.
Виды калибров устанавливает ГОСТ 2534—77. Калибрами контроля глубин
и высот уступов определяют годность по наличию зазора между соответствую-
щими плоскостями калибра и изделия. Вместо проходной и непроходной сто-
рон у этих калибров имеются стороны, соответствующие наибольшему (Б) и
наименьшему (М) предельным размерам изделия.
Исполнительные размеры калибров определяют в зависимости от квалите-
та контролируемого размера изделия. При нестандартизованном допуске разме-
ра изделия размеры калибров определяют в соответствии с квалитетом, значе-
ние допуска которого является ближайшим к допуску размера изделия; при
значении допуска, занимающем среднее положение между допусками двух со-
седних квалитетов, калибры рассчитывают по наиболее точному квалитету.
Размеры калибров как при изготовлении, так и при эксплуатации прове-
ряют измерительными приборами.
280
Контроль наружных конусов проводят конусными калибрами-втулками;
контроль внутренних конусов — конусными калибрами-пробками.
Виды и исполнения калибров для гладких конусов с раздельным нормиро-
ванием каждого вида допусков, с диаметрами в заданном сечении до 200 мм,
конусностью от 1:3 до 1:50, допусками диаметров 6—12-го квалитетов, допус-
ками углов конусов 4—9-й степеней точности устанавливает ГОСТ 24932—81.
Исполнительные размеры калибров определяют по формулам, приведенным в
табл. 3.9.
Таблица 3.9
Вид калибра Определяе- мый параметр Размер калибра Предельные отклонения Предельный размер изношенного калибра
Калибр-пробка DK *К1 /) -1- 7 min 1 (TDsi-2Z-H/2C) ^max ±Н/2 ±H(2C) hl2 D — Y min 1
Калибр-втулка До ^к2 DS max (TDsc-2Zx-^x^ Anax ^max ±Hj/2 ±H!/(2C) hl2 hlO П + Y max ' J1
Калибр-пробка контрольная Дф s * X ±H„/2 hl2 —
Условные обозначения: С — конусность; Z>K и £>кр — номинальные диаметры в заданном сечении соответственно калибра и контрольной калибр-проб- ки; Ds max и Ds mm — предельные диаметры конуса изделия соответственно наиболь- ший и наименьший; Н; Н, и Нр- допуски диаметров соответственно калибр-проб- ки, калибр-втулки и калибр-пробки контрольной; ZKi — номинальная длина рабо- чей части конуса калибра вида и исполнения 1, вида 2, вида 3 исполнений 1 и 2; £к2 — номинальная длина конуса калибр-втулки вида 1 исполнения 2; Zmax — наи- большая длина конуса изделия; Z — расстояние от наименьшего предельного диа- метра в заданном сечении внутреннего конуса изделия до середины поля допуска Н; Zi — расстояние от наибольшего предельного диаметра в заданном сечении наруж- ного конуса изделия до середин полей допусков Hi и Нр; ZK — расстояние между рисками калибр-пробки и размер уступа калибр-пробки и калибр-втулки; Y и 1) — допустимый вход размера за границу поля допуска изделия соответственно изношен- ной калибр-пробки и изношенной калибр-втулки.
К определяемым допускам конусных калибров относят допуски: размеров
(Z)K; Окр; £к1; £к2; £к) углов, формы. Допуски формы конусов калибров должны
удовлетворять условиям:
^FLK = Тглк = Тдх,
^FLKP = ТFRKP = 0,5Л А [)КР,
где A FLK и T/xjj-p — допуски прямолинейности образующей конуса соответ-
ственно калибр-пробки (втулки) и контрольного калибра; ТFRK и ТFRKP — до-
пуски круглости поперечного сечения конуса соответственно калибр-пробки
(втулки) и контрольного калибра; 4 Т№ и A ADFF — допуски (в линейных
281
единицах) углов конуса соответственно калибра и контрольной калибр-
пробки.
Числовые значения допусков формы конуса калибра должны быть округ-
лены до ближайшего меньшего значения по ГОСТ 24643—81.
При наличии на калибр-пробках рисок размер DK определяют по перед-
нему, т. е. обращенному к малому основанию конуса, краю риски; размер
ZK — между передними краями рисок. Ширина рисок должна быть не более
0,15 мм, глубина — не менее 0,02 мм.
При одинаковом расположении полей допусков наружных и внутренних
углов конусов сопрягаемых изделий комплект калибров должен состоять из ра-
бочей калибр-пробки и припасованной к ней калибр-втулки. При различном
расположении полей допусков наружных и внутренних углов сопрягаемых из-
делий комплект калибров должен состоять из калибр-пробки, контрольной
калибр-пробки и припасованной к ней калибр-втулки.
Допуск Н, Н] и Нр диаметра калибра в заданном сечении зависит от допус-
ка диаметра в заданном сечении конуса изделия.
Точность диаметров калибров приведена в табл. 3.10. Степень точности угла
конуса калибра в зависимости от степени точности угла конуса изделия дана в
табл. 3.11.
Таблица 3.10
Изделие Калибр
рабочий конт- рольный
6, 7 4 2
8, 9, 10 5 3
11, 12 6 4
Таблица 3.11
Конусность Степень точности угла конуса
изделия калибра
рабочего конт- рольного
От 1:50 до 1:3 4; 5 3 —
От 1:50 до 1:10 6 7 4 5 3
От 1:8 до 1:3 6 7 5
От 1:50 до 1:3 8; 9 6 4
При припасовке калибр втулки
по калибр-пробке или контрольной
калибр-пробке толщина слоя крас-
ки должна быть равна, мкм: 1—2 —
для конусов 6-й степени точности
и 2—7 — для конусов 7—9-й степе-
ней точности в зависимости от дли-
ны конуса калибра, если на углы
конусов втулки и пробки заданы од-
носторонние допуски; 1 — для
конусов 6-й степени точности и
1—4 — для конусов 7—9-й степе-
ней точности, если эти допуски за-
даны симметричными.
При припасовке калибр-втулки
по контрольной калибр-пробке дол-
жен быть обеспечен контакт по по-
верхности, составляющей не менее
90 % сопрягаемых конических по-
верхностей. Отсутствие контакта у
малых оснований конусов втулки и
пробки не допускается, если на
углы конусов заданы односторон-
ние допуски. При контроле припа-
сованной калибр-втулки ее торец
должен совпадать с передним
краем первой риски (или измери-
тельного уступа) контрольной ка-
либр-пробки. Недоход торца ка-
либр-втулки должен быть не более
0,1 мм.
282
Калибры для контроля расположения поверхностей (ГОСТ 16085—80) яв-
ляются проходными. Изделие считается годным, если калибр соединяется с
изделием (проходит) по всем контролируемым поверхностям. Расположение
поверхностей контролируют после того, как установлено, что их размеры
(диаметры отверстий и валов, ширина впадин и т. д.) выполнены в пределах
соответствующих полей допусков.
Допуски на изготовление и расположение, а также износ устанавливают
для каждого измерительного элемента в зависимости от позиционного допуска
поверхности (ее оси или плоскости симметрии) изделия, контролируемой дан-
ным средством измерения. Если допуски расположения поверхностей изделия
заданы не позиционными допусками, а предельными отклонениями размеров,
координирующих оси (плоскости симметрии) поверхностей, или другими ви-
дами допусков расположения, то предварительно следует определить позици-
онный допуск контролируемой поверхности.
Допуск (Но) на изготовление и износ (Ио) базового измерительного
элемента выбирают таким же, как и для остальных измерительных элементов,
т. е. Но = Н и Wo = W, где W — износ измерительного элемента калибра (опре-
деляет размер предельного изношенного элемента при полном использовании
допуска на его изготовление). Если для измерительных элементов калибра Н
и W неодинаковы, то для базового измерительного элемента допуски на изго-
товление и износ принимают равными их наименьшим значениям для данного
калибра, т. е. Но = Hmin; Жо = !Fmin.
Предельные размеры измерительных элементов калибров определяют по
формулам, приведенным в табл. 3.12.
Таблица 3.12
Калибры Измеритель- ный элемент Предельные размеры измерительных элемен- тов калибров для контроля расположения
отверстий валов (выступов)
Без базовых из- мерительных элементов — 4 max ” ^min Тр + F 4 min 4 max 4 — W ~ max Н 4 min ^max + ^р F 4 max — 4 min + Н 4 _ w = dK min + H + w
С базовыми из- мерительными элементами Базовый ^к0 max = Ф?0 - W dK0 min = dff) _ w — Hq 4<0- w = doo - w~ Hq — Йо 4o min 4/0 — W 4o max — ^<50 — W Hq 4 G- d(;o Ho + Ио
Остальные 4 max “ ^rnin Тр^ F Hg 4 min “ 4 max Н 4 — W ~ max Н 4 min 4iax ^p F ^0 4 max ” 4 min H 4 - W = 4 min + H + W
Условные обозначения:^ тах и (/к min — соответственно наибольший и наименьший предельные размеры измерительного элемента нового калибра; <7к0 max и <^ко min — соответственно наибольший и наименьший предельные размеры базового измерительного элемента нового калибра; dK _ и dKQ _ w — размеры предельно изношенных соответственно: измерительного элемента калибра и базо- вого измерительного элемента калибра; da> _ размер предельно изношенного поэлементного проходного калибра, предназначенного для контроля размера по- верхности изделия; F — основное отклонение размера измерительного элемента, соответствующее проходному пределу размера нового калибра, в калибрах без базо- вых измерительных элементов; Т/; — позиционный допуск поверхности (ее оси или плоскости симметрии) изделия в диаметральном выражении.
283
Для резьбовых измерительных элементов калибров отклонения и допуски,
а также формулы расчета предельных размеров, приведенные в таблице, отно-
сятся к среднему диаметру. Отклонения и допуски для наружного и внутренне-
го диаметров резьбовых измерительных элементов должны соответствовать
отклонениям и допускам, установленным для поэлементных проходных резь-
бовых калибров по ГОСТ 24997—81. Предельные размеры наружного и внутрен-
него диаметров резьбовых измерительных элементов (кроме базовых) должны
быть уменьшены (для элементов, контролирующих расположение внутренних
резьбовых поверхностей) или увеличены (для элементов, контролирующих
расположение наружных резьбовых поверхностей) на позиционный допуск Тр
поверхности (ее оси или плоскости симметрии) изделия относительно соот-
ветствующего предельного размера поэлементного резьбового проходного ка-
либра по ГОСТ 24997—81. Для базовых измерительных элементов Тр = 0.
Если для изделия зависимый допуск расположения поверхностей равен
нулю, то для измерительных элементов калибров принимают:
предельные размеры, допуск на изготовление и износ равными размерам и
допускам поэлементного проходного калибра по ГОСТ 24853—81 для гладких
измерительных элементов и по ГОСТ 24997—81 для резьбовых измерительных
элементов;
позиционный допуск Т^ равным допуску на изготовление поэлементного
проходного калибра; в этом случае поэлементные проходные калибры при
приемочном контроле не применяют.
Допуски расположения измерительных элементов калибра для контроля
позиционных отклонений предпочтительно указывать позиционным допуском
осей (плоскостей симметрии) измерительных элементов. Вместо позиционных
допусков для измерительных элементов калибра могут быть указаны предель-
ные отклонения размеров, координирующих их оси (плоскости симметрии).
Если допуски расположения поверхностей изделия указаны не позицион-
ными допусками или предельными отклонениями размеров, координирующих
оси, а другими видами допусков расположения, то для соответствующих
измерительных элементов калибра должен назначаться тот же вид допуска рас-
положения, что и для изделия.
Организация метрологического обеспечения проектирования, изготовления, экс-
плуатации и поверки калибров
Ведомственный контроль за состоянием и применением калибров осу-
ществляет отдел главного метролога. В его задачи входит проверка своевремен-
ности предоставления рабочих чертежей калибров на метрологическую экспер-
тизу; устранение замечаний, сделанных по результатам экспертизы; своевре-
менное представление калибров на аттестацию и поверку; установление пра-
вильности применения калибров в подразделениях предприятия и соответствия
условий их применения нормированным для них условиям эксплуатации.
Задачи метрологической экспертизы чертежей калибров включают оценку
правильности выбора конструкции калибра, обеспечивающей заданную точ-
ность контроля и необходимую производительность; установление соответствия
размеров и полей допусков на размеры, указанных в штампе чертежа на ка-
либр, размерам и допускам, указанным в чертеже на проверяемую деталь изде-
лия; установление правильности выбора материала для калибров в соответ-
ствии с НД и наличия государственного стандарта на материал. Также необхо-
димо проверять, есть ли указания о покрытии нерабочих и измерительных по-
284
верхностей калибров, существует ли запись о полном износе для исполнитель-
ных размеров калибров. Необходимо оценивать правильность выбора класса ше-
роховатостей калибров; определять соответствие указанной твердости рабочих
поверхностей калибров твердости, требуемой НД; проверять правильность за-
писи в технических требованиях чертежа (запись должна содержать сведения о
типе изделия и шифре детали, для поверки которой изготовлен данный ка-
либр, о поле допусков для размеров с неуказанными предельными отклоне-
ниями, о периодически поверяемых размерах); определять правильность нане-
сения маркировки согласно требованиям НД и наличие места для маркировки;
устанавливать единство терминологии и соответствие ее государственным и
отраслевым стандартам, а также правильность наименований и обозначений
физических величин и их единиц.
Разработчик калибров представляет на экспертизу чертежи, выполненные
в кальке.
Калибры, изготовленные по чертежам, прошедшим метрологическую экс-
пертизу и откорректированным по замечаниям экспертизы, подлежат аттеста-
ции, а выпускаемые аттестованные калибры подлежат первичной поверке.
Аттестацию осуществляет лаборатория метрологического обеспечения произ-
водства совместно с лабораторией линейно-угловых измерений. В случае воз-
никновения спорных вопросов к аттестации привлекается разработчик калиб-
ров. Аттестации подлежат все вновь разработанные калибры и калибры, черте-
жи которых подверглись изменениям.
На аттестацию и первичную поверку предъявляются калибры (совместно с
заполненным талоном качества), принятые отделом технического контроля.
Талон выдается в случае соответствия калибров чертежам, а также программе
аттестации. В случае второго или третьего предъявления на аттестацию и пер-
вичную поверку калибры должны быть представлены совместно с заполненной
предъявительской запиской, подписанной начальником цеха.
В программу аттестации входит рассмотрение представленной технической
документации; внешний осмотр; определение шероховатости поверхностей ка-
либров и проверка соответствия ее требованиям, указанным в чертежах; опре-
деление твердости рабочих поверхностей; установление соответствия габарит-
ных и рабочих размеров калибров чертежам; определение массы калибров, а
также соответствия их ТУ.
Результаты аттестации оформляются протоколом аттестации, который ут-
верждается главным метрологом.
Калибрам, прошедшим аттестацию и первичную поверку, присваивается
инвентарный номер согласно журналу учета, а результаты поверки оформля-
ются в журнале регистрации калибров, прошедших первичную поверку. После
первичной поверки и аттестации калибры вместе со сдаточным талоном, в ко-
тором проставлен штамп лаборатории метрологического обеспечения произ-
водства или лаборатории линейно-угловых измерений, направляются на цент-
ральный инструментальный склад или в соответствующие цеха.
В кладовых цеха калибры парафинируются и раскладываются по ячейкам
соответствующих типономиналов. Рабочий получает калибры под расписку, он
отвечает за своевременную доставку калибров на периодическую поверку. Пе-
риодичность поверок устанавливается на основе рекомендаций, данных при
аттестации. Межповерочный интервал может корректироваться по результатам
периодических поверок. Результаты периодических поверок оформляются в ре-
285
гистрационном журнале, где отмечается тип калибра, номер чертежа, инвен-
тарный номер и дата изготовления, дата поверки и заключение о поверке. Ка-
либры, изношенные до установленного в чертеже предела, переводятся в при-
емные. Старая маркировка этих калибров удаляется, наносится новая, обозна-
чающая назначение калибра. Если калибр замаркирован методом клеймения и
маркировку невозможно удалить, то он отмечается красной полосой.
Калибры, забракованные при периодической поверке, из производства изы-
маются, в цех поступает справка об их непригодности.
3.13. Современное состояние и перспективы развития
измерений
Современное состояние лабораторных исследований, прецизионных тех-
нологических процессов требует повышения точности измерений, использова-
ния таких методов и средств измерений, которые свободны от многих видов
погрешностей измерений и которые не требуют применения сложных методов
коррекции.
Одним из реальных путей решения этой задачи является переход от тради-
ционного принципа иерархии метрологического обеспечения к другому — ав-
тономному.
Для принципа автономности характерно применение в средствах измере-
ний мер, созданных на основе известных природных констант и обладающих
высокой фиксирующей способностью и стабильностью.
Фундаментальные природные константы — это конкретные физические
величины (скорость света, масса электрона и др.) или числовые коэффициен-
ты, входящие в формулы основных физических законов (постоянная Планка,
постоянная тонкой структуры и др.). Эти константы считаются практически
неизменными. Они определяются с высокой точностью экспериментально,
составляя основу наших физических представлений и достижений фундамен-
тальной метрологии. В этом смысле реализация принципа автономности не сво-
бодна от использования эталонов — главного атрибута иерархического прин-
ципа метрологии.
Меры на основе природных констант, точностные характеристики которых
близки к эталонным или значительно выше, чем у необходимых средств изме-
рений, относят к автономным. Отличительной чертой автономных мер является
использование физических эффектов высокой стабильности, строго опреде-
ленных зависимостей физических величин через значения фундаментальных
постоянных. Эти зависимости преимущественно связывают макроскопические
явления с квантовыми, поэтому автономные меры основываются на достиже-
ниях квантовой электроники. Метрологию, занимающуюся фундаментальными
природными константами, называют квантовой.
Автономные меры (по определению) позволяют конструировать высоко-
точные средства измерений, которые не требуют иерархической поверки. Ис-
правность автономных мер оценивается по качественным признакам — функ-
ционированию. Использование подобных мер в сочетании с микропроцессор-
ной техникой открывает возможности конструирования средств измерений с
самокалибровкой.
286
Применение встроенных мер на основе природных констант является слож-
ным и дорогостоящим техническим решением для массовых средств измерений.
Главное требование к автономной мере, обладающей высокой стабильностью,
состоит в исключении периодической поверки приборов. Постоянное усовер-
шенствование микроэлектронной технологии, криоэлектроники и микропро-
цессорной техники позволит преодолеть трудности массового применения
автономных мер, постепенно отпадет необходимость в эталонных средствах из-
мерений и поверке. Эталоны и задачи уточнения значений природных
констант, их технического применения надолго сохранят свою значимость.
Методы квантовой метрологии основаны на использовании стабильных
физических явлений и фундаментальных взаимодействий, обусловленных кор-
пускулярно-волновой природой вещества и электромагнитного излучения. Боль-
шинство квантовых методов базируется на взаимодействии электромагнитного
излучения с атомными частицами (атомами, электронами, протонами, атом-
ными ядрами и др.), находящимися в макроскопических количествах вещества.
При этом используют главным образом макроскопические квантовые эффек-
ты, т. е. такие эффекты и явления микромира, которые можно обнаружить на
макроуровне. К ним относятся:
эффект Зеемана, заключающийся в расщеплении энергетических уровней
атомных частиц на магнитные подуровни, создаваемые магнитным полем, и
использовании основанных на этом эффекте квантовых магниторезонансных
явлений;
эффекты Джозефсона и квантования магнитного потока, обусловленные
макроскопическими квантовыми состояниями свободных электронов (куперов-
ских пар) в сверхпроводниках;
квантовый эффект Холла, заключающийся в квантовании холловской про-
водимости (отношение тока через образец к напряжению Холла), имеющий
место в сильных магнитных полях;
эффект Мессбауэра — ядерный гамма-резонанс, основанный на резонанс-
ном поглощении у-квантов без отдачи энергии, и др.
Исходным для описания многих используемых физических явлений явля-
ется известное квантово-механическое соотношение Е = hf. к котором посто-
янная Планка h как бы перебрасывает мост между микро- и макромиром. При
этом энергия Е является микроскопической характеристикой квантовых пере-
ходов между энергетическими уровнями микрочастиц, а частота f (или длина
волны X) излучения — макроскопической величиной, доступной измерению.
Квантовые методы и соответствующие средства измерений отличаются
высокими метрологическими характеристиками и уникальными свойствами,
которые обусловлены стабильностью физических явлений, лежащих в их осно-
ве. Функции преобразования квантовых измерительных преобразователей и при-
боров базируются на фундаментальных законах микромира и квантово-механи-
ческих соотношениях. Поэтому во многих случаях в качестве коэффициентов
преобразования таких средств измерений выступают фундаментальные физи-
ческие константы, обычно известные с высокой точностью, или коэффициен-
ты, поддающиеся точному теоретическому расчету. Кроме высокой точности
преобразования это обеспечивает переход к абсолютным измерениям и повы-
шению метрологической надежности средств измерений, поскольку такие сред-
ства измерений не нуждаются в градуировке и периодической поверке.
287
Использование физических явлений, происходящих на атомном или ядер-
ном уровне, т. е. в недрах атома, позволяет создавать высокочувствительные
средства измерений с порогом чувствительности, равным кванту энергии од-
ной частицы или небольшого ансамбля атомных частиц. По этой же причине
метрологические характеристики квантовых приборов мало или вообще не за-
висят от изменений внешних факторов. При этом чем более глубинные явления
используются, тем меньше эта зависимость.
Квантовые преобразователи обычно не искажают состояния объекта иссле-
дования. В качестве информативного параметра выходного сигнала квантовых
средств измерений во многих случаях выступает частота, являющаяся наиболее
точно измеряемой физической величиной, которую легко, без искажений можно
передавать на большие расстояния. Это позволяет сделать общедоступной высо-
кую точность измерения не только в метрологической практике, но и при тех-
нических измерениях.
Квантовые методы уже нашли применение в метрологии для создания ес-
тественных эталонов единиц ряда физических величин. На их основе уже созда-
ны эталоны единиц длины, времени и частоты, электрического напряжения,
магнитной индукции, вторичный эталон температуры. Проводятся исследования
по созданию естественных эталонов единиц массы на основе уточнения значе-
ния числа Авогадро, электрического сопротивления на основе квантового эф-
фекта Холла, силы тока на основе ядерного магнитного резонанса и др.
Совершенствование квантовых методов и их сочетание с современной эле-
ментной базой позволяют на их основе создавать не только высокоточные
эталоны единиц физических величин, но также эталонные и рабочие сред-
ства измерений с уникальными характеристиками, которые не могут быть
получены на основе применения классических методов. Уже созданы усилители
и аналого-цифровые преобразователи с порогом чувствительности 10“14 В,
тесламетры и градиентометры с порогами чувствительности соответственно
1015 Тл • Гц“1/2 и 1013 Тл • м-1 • Гц“1/2 на основе эффекта Джозефсона,
точные килоамперметры, бесконтактные расходомеры и концентратомеры на
основе ядерного магнитного резонанса, измерители сверхмалых линейных и
угловых размеров с порогами чувствительности соответственно 10“12 м и 0,001"
на основе рентгеновской интерферометрии, лазерные интерферометры, обес-
печивающие измерение в производственных условиях геометрических размеров
с погрешностью 2 • 10“7, концентратомеры и измерители сверхмалых скорос-
тей на основе эффекта Мессбауэра и др.
Среди фундаментальных природных констант, называемых также универ-
сальными, или мировыми, наибольшее распространение получили скорость
света с, заряд электрона е, массы электрона и протона тс и тр, квант магнит-
ного потока Фо, постоянная Планка h, число Авогадро УА. На основании пре-
цизионных физических экспериментов значение этих констант известно с весьма
высокой точностью и непрерывно уточняется в 6—8 знаках после запятой. Ока-
залось, что наиболее точные значения имеют величины в виде отношения при-
родных констант, например: отношение масс протона и электрона тр / те,
отношение заряда электрона к постоянной Планка le/h, постоянная тонкой
структуры атома а = е2 / (4 л Ас), постоянная Ридберга /С = 2л2те е4/(А3с), маг-
нитный момент электрона в магнетонах Бора це / цБ, где цБ = еА/(4лдае с), и др.
Спектроскопические измерения позволяют установить точность комбинаций е,
те, h, с, в 3000 раз большую по сравнению с измеренными значениями каждой
величины.
288
Значения основных фундаментальных констант и погрешности их опреде-
ления приведены в табл. 3.13.
Таблица 3.13
Обозначение Значение Множитель в системе СИ и единица Погрешность
о И 4) ft,. О. О 2 u s 'а \ 2- CM w о s: И 2,997924580 (8) 1,6021892 (46) 9,109548 (47) 1,6726513 (87) 1,007276470 (11) 2,0678521 (52) 6,626124(13) 6,022035 (32) 1836,1518 (8) 4,835936 (12) 137,035987 (29) 1,097373177 (83) 1,0011596577 (36) 108 м/с КГ19 Кл ИГ31 кг ИГ27 кг а.е.м. ИГ15 Тл м2 I0-34 Дж • с 1023 моль-1 1 1014 Гц В-1 1 10 м-1 1 4 • 10-9 3,5 • 10-6 5,2 • 10-6 5,2 10-6 1,1 • 10-8 2,5 • 10-6 4,3 10-6 1,2 • 10-6 3,2 • 10-6 2,5 10-6 2,1 • 10-7 7,8 • 10-8 3,5 • Ю-10
Важность фундаментальных констант состоит в том, что квантовый харак-
тер явлений микромира обеспечивает практическую независимость их от усло-
вий окружающей среды и наивысшие фиксирующие свойства систем, постро-
енных на их применении. Поэтому не случайно, что квантовая метрология, по-
видимому, в недалеком будущем приведет к полной электронизации эталонов
и созданию информационно-измерительных систем со встроенными мерами
на основе фундаментальных констант.
Фундаментальные природные константы начинают все шире использоваться
при создании эталонов воспроизведения физических величин. Это относится
к воспроизведению метра, секунды, ампера, вольта, фарады, ома и др. Вводит-
ся единый эталон времени, частоты и длины на основе высокостабильных ла-
зеров. Большое значение имеет принятое новое определение скорости распро-
странения света в вакууме как природной константы: «Метр есть длина пути,
проходимого в вакууме плоскими электромагнитными волнами в течение
1/299792458 секунды».
Программа по повышению точностных характеристик эталона время —
частота — длина до 1 • 10-14, существенному снижению трудоемкости передачи
размера длины потребителям, расширению частотного диапазона эталона в оп-
тическую область, проведению исследований по уточнению фундаментальных
природных констант обеспечит прогресс в технике высокоточных измерений.
Электронизация эталонов и прецизионных средств измерений позволяет
одновременно уменьшать систематические и случайные составляющие погреш-
ности измерений: первые — в основном приборами и устройствами квантовой
электроники, вторые — микропроцессорными средствами вычислительной тех-
ники и электронными приборами с высокой стабильностью, например квар-
цевыми миниатюрными генераторами, прецизионными полупроводниковыми
стабилитронами и др. Аппаратная и алгоритмическая совместимость достигает-
ся технологией и системотехникой современной микроэлектроники.
19-1651
289
Г Л а В a 4. МЕТОДИКИ ВЫПОЛНЕНИЯ ИЗМЕРЕНИИ
4.1. Основные понятия и структурное содержание
методики выполнения измерений
В соответствии со ст. 9 «Методики выполнения измерений» Закона РФ «Об
обеспечении единства измерений» устанавливается, что измерения должны
осуществляться в соответствии с аттестованными в установленном порядке
методиками.
Механизм реализации данной статьи закона представлен в ГОСТ Р
8.563—96 «Методики выполнения измерений».
Стандарт распространяется на вновь разрабатываемые и пересматриваемые
методики выполнения измерений (далее — МВИ), включая методики количе-
ственного химического анализа (далее — МКХА), и устанавливает общие поло-
жения и требования к их разработке, аттестации, стандартизации и метрологи-
ческому надзору за ними.
Стандарт не распространяется на МВИ, характеристики погрешности из-
мерений по которым определяют в процессе или после их применения. По-
рядок разработки и применения, а также требования к указанным МВИ опре-
деляют ведомства, разрабатывающие и применяющие эти МВИ.
В стандарте даны формулировки таких понятий, как МВИ, аттестация МВИ,
метрологическая экспертиза МВИ, приписанная характеристика погрешности
измерений.
Методика выполнения измерений (МВИ) — совокупность операций и пра-
вил, выполнение которых обеспечивает получение результатов измерений с
известной погрешностью.
Аттестация МВИ — процедура установления и подтверждения соответствия
МВИ предъявляемым к ней метрологическим требованиям.
Метрологическая экспертиза МВИ — анализ и оценка выбора методов и
средств измерений, операций и правил проведения измерений и обработки их
результатов с целью установления соответствия МВИ предъявляемым метроло-
гическим требованиям.
Приписанная характеристика погрешности измерений — характеристика по-
грешности любого результата совокупности измерений, полученного при со-
блюдении требований и правил данной методики.
МВИ разрабатывают и применяют с целью обеспечения выполнения изме-
рений с погрешностью, не превышающей требуемой или приписанной харак-
теристики.
Погрешность измерений позволяет:
- разумным образом выбирать средства измерений и МВИ для решения
широкого круга измерительных задач;
- сопоставлять средства измерений и методики выполнения измерений по
важнейшему метрологическому критерию — по точности измерений;
- осуществлять сопоставление результатов измерений, полученных в раз-
ных условиях, с помощью различных методов и средств измерений;
290
оценивать достоверность результатов испытании продукции и контроля ее
качества и т. д.
Погрешности измерений по причине их возникновения подразделяют на
инструментальные, методические и операторские.
Общепринятым является разделение погрешностей на систематические и
случайные.
На практике широко пользуются понятиями абсолютной и относительной
погрешности измерений. Когда речь идет о классах точности средств измере-
ний, используют еще и понятие приведенной погрешности средства измерений.
Термин «погрешность измерений» отражает обобщенное понятие. В практи-
ческой работе специалисты используют разные характеристики погрешности
измерений из числа тех, которые рекомендованы к использованию в одном из
методических документов Федерального агентства по техническому регулиро-
ванию и метрологии — в МИ 1317—86 «ГСИ. Результаты и характеристики
погрешности измерений. Формы представления. Способы использования при
испытаниях образцов продукции и контроле их параметров». Самой «строгой»
(с точки зрения теории вероятностей) характеристикой погрешности измере-
ний является среднее квадратическое отклонение погрешности. Именно эту ха-
рактеристику можно достаточно уверенно использовать в процедурах оценива-
ния погрешности измерений, которая складывается из ряда отдельных состав-
ляющих.
На практике, однако, значительно чаще используют другую характери-
стику — границы, в которых погрешность измерений находится с заданной веро-
ятностью. Ее часто называют доверительной вероятностью.
Понятие «приписанная характеристика погрешности» сформулировано в
МИ 1317-86.
В соответствии с этим документом приписанные характеристики по-
грешности представляют собой характеристики, приписываемые совокупности
измерений, выполняемых по определенной (стандартизованной или атте-
стованной) методике. В МИ 1317—86 поясняется, что приписанные характе-
ристики погрешности представляют собой вероятностные характеристики
(характеристики генеральной совокупности) случайной величины — погреш-
ности измерений.
Погрешность измерений может указываться в виде норм погрешности, в
виде приписанных характеристик и в виде статистических оценок.
Нормы погрешности измерений устанавливают как требования к точности
измерений исходя из допускаемых вероятностей брака контроля (при измери-
тельном контроле), допускаемой вероятности неверного срабатывания аварий-
ной защиты и блокировки из-за погрешности измерений; допускаемых разме-
ров потерь, вызванных неоптимальностью режима из-за погрешности измере-
ний при управлении технологическим процессом; допускаемых неувязок в ба-
лансе энергетических и материальных потоков в системе; других негативных
последствий, вызванных погрешностью измерений.
Обычная форма изложения норм погрешности измерений: погрешность
измерений не должна выходить за пределы ± А ед. измеряемой величины или
± В % (при нормировании относительной погрешности). При этом если ве-
роятность нахождения погрешности в указанных пределах должна быть весьма
близка к 1, то эта вероятность не указывается. Приписанные характеристики
погрешности измерений характеризуют погрешность любого результата изме-
рений, полученного по определенной методике выполнения измерений, т. е.
19*
291
определенными типами или экземплярами средств измерений, по определен-
ному алгоритму, в оговоренных условиях и т. п.
Обычная форма выражения приписанной характеристики: погрешность
измерений (ее характеристика) находится в пределах ± А ед. изм. или ± В %. При
этом если вероятность нахождения погрешности в указанных пределах весьма
близка к 1, то эта вероятность не указывается. Статистические оценки обычно
получают в результате экспериментального оценивания погрешности измере-
ний. Эти оценки относятся только к тем конкретным объектам, условиям и
экспериментам, которые имели место при выполнении исследований.
Обычно статистические оценки доверительных границ погрешности (или
ее характеристик) сопровождаются значениями доверительных вероятностей и
других статистических показателей. Таким образом в документах на методики
выполнения измерений указывают либо нормы погрешности измерений, либо
приписанные характеристики погрешности измерений, которые относятся к
любому результату измерений, получаемому по данной методике.
Во-первых, оно сразу вызывает у специалиста наглядное представление о
некоторой регламентированной последовательности действий, выполняемых при
измерениях; во-вторых, термин «процедура» широко используется в норматив-
ных и технических документах, например в стандартах ИСО по управлению
качеством. Сегодня специалисты по управлению качеством, по разработке сис-
тем качества сходятся на том, что качество продукции в существенной степени
определяется тщательностью проработки всех технологических процедур и пол-
нотой их документирования.
Хорошее производство — это производство с хорошо отработанными и
документированными процедурами. Это, естественно, относится и к измери-
тельным процедурам. И наконец, в-третьих, использование термина «изме-
рительная процедура» показывает, что имеем дело именно с последователь-
ностью определенных действий, выполняемых при измерениях, а не с методом
измерений, как физическим принципом измерений.
В различных технических документах преимущественно регламентируются
именно измерительные процедуры. Необходимый метрологический порядок в
разработке и регламентации измерительных процедур в нормативных докумен-
тах и технической документации может быть реализован на базе ГОСТ Р
8.563—96, где установлены общие метрологические требования к разработке и
регламентации МВИ. В то же время необходимо помнить о том, что под его
действие подпадают не все бесчисленные измерительные процедуры, регла-
ментируемые в нормативных документах и технической документации, а лишь
те, в которых погрешность измерений не сводится только к погрешности при-
меняемых средств измерений.
Если же все обстоит именно так, то мы имеем дело с простейшими изме-
рениями, для описания которых нет необходимости использовать понятие
«МВИ» и весь сложный «пакет» соответствующих метрологических норм и тре-
бований.
МВИ в зависимости от сложности и области применения излагают:
в отдельном документе (стандарте, инструкции, рекомендации и т.п.);
в разделе или части документа (разделе стандарта, технических условий,
конструкторского или технологического документа и т.п.).
Таким образом, в соответствии со стандартом МВИ могут регламенти-
роваться в документах самых различных видов. За этим положением стандарта
292
кроется многое. Следует подчеркнуть, что в соответствии со стандартом МВИ
можно определить и как измерительную процедуру, обеспечивающую получе-
ние результата измерений с известной погрешностью. По ряду соображений
этому определению можно даже отдать предпочтение.
В документах (разделах, частях документов), регламентирующих МВИ, в
общем случае указывают:
назначение МВИ;
условия измерений;
требования к погрешности измерений или (и) приписанные характеристики
погрешности измерений;
метод (методы) измерений;
требования к средствам измерении (в том числе к стандартным образцам,
аттестованным смесям), вспомогательным устройствам, материалам, раство-
рам или указывают типы средств измерений, их характеристики и обозначения
документов, где приведены требования к средствам измерений (ГОСТ, ТУ и
другие документы);
операции при подготовке к выполнению измерений;
операции при выполнении измерений;
операции обработки и вычислений результатов измерений;
нормативы, процедуру и периодичность контроля погрешности результатов
выполняемых измерений;
требования к оформлению результатов измерений;
требования к квалификации операторов;
требования к обеспечению безопасности выполняемых работ;
требования к обеспечению экологической безопасности;
другие требования и операции (при необходимости).
В документах на МВИ излагают требования и операции из числа пере-
численных, обеспечивающие выполнение требований к погрешности измере-
ний или приписанные характеристики погрешности измерений.
В документах на МВИ, в которых предусмотрено использование конкретных
экземпляров средств измерений и других технических средств; дополнительно
указывают заводские (инвентарные и т.п.) номера экземпляров средств изме-
рений и других технических средств.
Вместо приведенных в данном пункте сведений о МВИ в документе (разде-
лах документов) могут быть даны ссылки на другие документы, в которых эти
сведения указаны.
При разработке смесей используют рекомендации [4] РМГ 60—2003 «ГСИ.
Смеси аттестованные. Общие требования к разработке».
Рекомендации по построению и изложению отдельных документов на МВИ
рассмотрены ниже.
4.2. Построение и изложение отдельных документов
на МВИ
Наименование документа на МВИ должно соответствовать требованиям
ГОСТ Р 1.5—2002. Допускается отражать в наименовании специфику измере-
ний величины. Например: «ГОСУДАРСТВЕННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ
ЕДИНСТВА ИЗМЕРЕНИЙ. МАССА ГРУЗОВ, ПЕРЕВОЗИМЫХ ПО ЖЕЛЕЗ-
293
НОЙ ДОРОГЕ. Методика выполнения измерения большегрузными платфор-
менными весами».
Документ на МВИ должен содержать вводную часть и следующие разделы:
«Требования к погрешности измерений или приписанные характеристики
погрешности измерений»;
«Средства измерений, вспомогательные устройства, материалы, растворы»;
«Метод (методы) измерений»;
«Требования безопасности, охраны окружающей среды»;
«Требования к квалификации операторов»;
«Условия измерений»;
«Подготовка к выполнению измерений»;
«Выполнение измерений»;
«Обработка (вычисление) результатов измерений»;
«Контроль точности результатов измерений»;
«Оформление результатов измерений».
Допускается исключать или объединять указанные разделы или изменять их
наименования, а также включать дополнительные разделы с учетом специфи-
ки измерений.
Вводная часть устанавливает назначение и область применения документа
на МВИ.
Вводную часть излагают в следующей редакции: «Настоящий документ (ука-
зывают конкретно вид документа на МВИ) устанавливает методику выполне-
ния измерений (далее — наименование измеряемой величины, в необходимых
случаях с указанием ее специфики и специфики измерений)».
Для МКХА вводная часть может быть изложена, например, так: «Настоя-
щий стандарт устанавливает экстракционно-фотометрическую методику коли-
чественного химического анализа проб окисей редкоземельных металлов для
определения в них содержания кобальта при массовой доле кобальта от 2-10-6
до 2-Ю 4 %».
При ссылке на конкретную продукцию в вводной части указывают обозна-
чение нормативного документа, распространяющегося на эту продукцию, на-
пример: «Настоящий документ (указывают конкретный вид документа на МВИ)
устанавливает методики выполнения измерений при определении характерис-
тик магнитомягких сплавов по ГОСТ 10160—75 в любой точке петли гистерези-
са. К числу характеристик магнитомягких сплавов относят:
коэрцитивную силу по индукции;
коэффициент прямоугольное™ петли гистерезиса;
коэрцитивную силу по намагниченности;
температурные коэффициенты вышеперечисленных характеристик».
Разделы «Требования к погрешности измерений» или «Характеристики
погрешности измерений» содержат числовые значения требуемых или припи-
санных характеристик погрешности измерений или ссылку на документ, в ко-
тором они приводятся.
Первый пункт раздела излагают в редакции: «Пределы допускаемой отно-
сительной погрешности измерений по данной методике ±1,5 %» или «Погреш-
ность измерений должна соответствовать требованиям, указанным в ... » (ссыл-
ка на нормативный документ).
При указании приписанных характеристик погрешности измерений вмес-
294
то: «Пределы допускаемой погрешности...» излагают: «Пределы погрешно-
сти ... », вместо: «Погрешность измерения должна соответствовать требовани-
ям, указанным в ... » излагают: «Погрешность измерений соответствует характе-
ристикам, приведенным в ... ».
Если предполагаемая существенная случайная составляющая погрешности
измерений, то вместо «пределов» указываются «границы», которые сопровож-
даются значением вероятности (например, Р = 0,95).
Требования к погрешности измерений и приписанные характеристики по-
грешности измерений могут также быть выражены другими способами.
Требования к погрешности измерений одной и той же величины могут
быть различными для разных значений этой величины, разной продукции, раз-
ных условий измерений и использования результатов измерений. В этом случае
для нескольких измеряемых величин требования к погрешности измерений
приводят в форме таблиц, графиков или уравнений.
Раздел «Средства измерений, вспомогательные устройства, материалы,
растворы» содержит перечень средств измерений и других технических средств,
применяемых при выполнении измерений.
В перечне этих средств наряду с наименованием указывают обозначения
государственных стандартов (стандартов других категорий) или технических
условий, обозначения типов (моделей) средств измерений, их метрологичес-
кие характеристики (класс точности, пределы допускаемых погрешностей,
пределы измерений и др.). При большом объеме метрологических характерис-
тик они могут приводиться в приложении.
В приложении могут приводиться чертежи, технические характеристики и
описания средств измерений и других технических средств разового изготовле-
ния.
Первый пункт раздела излагают следующим образом: «При выполнении
измерений применяют следующие средства измерений и другие технические
средства: (далее — перечень)» или: «При выполнении измерений применяют
средства измерений и другие технические средства, приведенные в табл. 4.1».
Т абл ица4.1
Порядковый номер и наименование средства измерений, технического средства Обозначение стандарта, ТУ и типа средства измерений либо его метрологические характеристики, либо ссылка на чертеж или приложение Наименование изме- ряемой величины
Раздел «Метод измерений» содержит описание приемов сравнения изме-
ряемой величины с единицей в соответствии с принципом, положенным в
основу метода. Если для измерений одной величины применяют несколько ме-
тодов или документ устанавливает МВИ двух и более величин, то описание
каждого метода выделяют в отдельный подраздел.
Первый пункт раздела (подраздела) излагают следующим образом: «Изме-
рения (далее — наименование измеряемой величины) выполняют методом (далее
следует описание физического принципа метода)».
Раздел «Требования безопасности, охраны окружающей среды» содержит
требования, выполнение которых обеспечивает при осуществлении измерений
295
безопасность труда, нормы производственной санитарии и охрану окружаю-
щей среды.
При наличии нормативных документов, регламентирующих требования
безопасности, производственной санитарии и охраны окружающей среды, в
разделе приводят ссылку на эти документы.
Первый пункт раздела излагают следующим образом: «При выполнении
измерений (далее — наименование измеряемой величины) соблюдают следую-
щие требования: (далее перечисляют требования безопасности, производствен-
ной санитарии, охраны окружающей среды)».
Раздел «Требования к квалификации операторов» содержит сведения об
уровне квалификации (профессии, образовании, практическом опыте и др.)
лиц, допускаемых к выполнению измерений. Этот раздел включают в документ
на МВИ при использовании сложных неавтоматизированных методов измере-
ний и процедур обработки их результатов.
Первый пункт раздела излагают следующим образом: «К выполнению из-
мерений и (или) обработке их результатов допускают лиц (далее — сведения об
уровне квалификации)».
Раздел «Условия измерений» содержит перечень влияющих величин, их
номинальных значений и (или) границ диапазонов возможных значений, а
также другие характеристики влияющих величин, требования к объекту изме-
рений. К числу влияющих величин относят параметры сред (образцов), напря-
жение и частоту тока питания, внутренние импедансы объектов измерений и
другие характеристики. Допускается перечни влияющих величин приводить в
виде таблицы.
Первый пункт раздела излагают следующим образом: «При выполнении
измерений соблюдают следующие условия: (далее — перечень)» или «При вы-
полнении измерений соблюдают условия, приведенные в табл. 4.2.
Т а б л и ц а 4.2
Наименование измеряемой величины Наименование влияющей величины Номинальное значение Предельные отклонения
Раздел «Подготовка к выполнению измерений» содержит описания подго-
товительных работ, которые проводят непосредственно перед выполнением
измерений. К этим работам относят: предварительное определение значений
влияющих величин, сборку схем (для этого в разделе или приложении приво-
дят схемы), подготовку и проверку режимов работы средств измерений и дру-
гих технических средств (установка нуля, выдержка во включенном состоянии,
тестирование и т. п.), подготовку проб к измерениям.
Если при выполнении количественного химического анализа предусмат-
ривается установление градуировочной характеристики, то в разделе приводят
способы ее установления и контроля, а также порядок применения образцов
для градуировки, приготовления образцов в виде смесей.
Если порядок подготовительных работ установлен в документах на средства
измерений и другие технические средства, то в разделе приводят ссылки на эти
документы.
Первый пункт раздела излагают следующим образом: «При подготовке к
выполнению измерений проводят следующие работы: (далее — перечень и опи-
сания подготовительных работ)».
296
Раздел «Выполнение измерений» содержит перечень, объем, последова-
тельность операций, периодичность и число измерений, описания операций,
требования к представлению промежуточных и конечных результатов (число
значащих цифр и др.).
Для МКХА в разделе приводят также требования к массе и числу навесок
пробы, а при необходимости — указания о проведении контрольного опыта и
описание операций по устранению влияния мешающих компонентов пробы.
Если порядок выполнения операции установлен в документах на применя-
емые средства измерений и другие технические средства, то в разделе приводят
ссылки на эти документы.
Если для измерений одной величины применяют несколько методов или
документ устанавливает МВИ двух и более величин, то описание каждой опе-
рации выделяют в отдельный подраздел.
В разделе (подразделе) указывают требования о необходимости регистра-
ции результатов промежуточных измерений и значений влияющих величин. При
необходимости указывают формы регистрации промежуточных результатов из-
мерений и значений влияющих величин.
Первый пункт раздела излагают следующим образом: «При выполнении
измерений (далее — наименование измеряемой величины) выполняют следу-
ющие операции: (далее — описания операций)».
Раздел «Обработка (вычисление) результатов измерений» содержит описа-
ния способов обработки и получения результатов измерений. Если способы
обработки результатов измерений установлены в других документах, в разделе
приводят ссылки на эти документы, например: «Обработка результатов изме-
рений (далее наименование измеряемой величины) — по ГОСТ 8.207—76».
Если для измерений одной величины применяют несколько методов или
документ устанавливает МВИ двух и более величин, то описание каждого спо-
соба обработки выделяют в отдельный подраздел.
В разделе при необходимости приводят данные, требуемые для получения
результатов измерений (константы, таблицы, графики, уравнения и т. п.). При
большом объеме данных их указывают в приложении.
В разделе указывают требования на необходимость регистрации обработки
результатов промежуточных измерений и при необходимости указывают форму
такой регистрации (на магнитной ленте, распечатке принтера и т. п.).
Первый пункт раздела излагают следующим образом: «Обработку результа-
тов измерений (далее — наименование измеряемой величины) выполняют спо-
собом: (далее — описание способа)».
Раздел «Контроль точности результатов измерений» содержит указания о
нормативах, методах, средствах и плане проведения первичного (оперативно-
го) и периодического (статистического) контроля погрешности результатов
измерений, выполняемых по данной МВИ.
Раздел «Оформление результатов измерений» содержит требования к фор-
ме, в которой приводят полученные результаты измерений. В разделе указывают
вид носителя полученной измерительной информации (документ, магнитная
лента, лента самопишущего прибора и т. п.). При необходимости приводят све-
дения о применяемых средствах измерений и других технических средствах,
дате и времени получения результата измерений.
Документ или запись удостоверяет лицо, проводившее измерения, а при
необходимости — руководитель организации (предприятия), подпись которого
заверяют печатью организации (предприятия).
297
Первый пункт раздела излагают следующим образом: «Результаты измере-
ний оформляют протоколом, форма которого приведена в приложении (номер
приложения)» или: «Результаты измерений оформляют записью в журнале по
указанной ниже форме (далее — таблица, график или другая форма представ-
ления результатов измерений)», или: «Результаты измерений хранят (далее —
указание о способах хранения на машинных носителях)».
Документы на МВИ, не используемые в сферах распространения государ-
ственного метрологического контроля и надзора, подвергают метрологической
экспертизе в порядке, установленном в отрасли или на предприятии. Докумен-
ты на МВИ, применяемые в сфере распространения государственного метро-
логического контроля и надзора, подвергают метрологической экспертизе в
государственных научных метрологических центрах. Необходимость и порядок
проведения такой экспертизы устанавливают по согласованию между Феде-
ральным агентством по техническому регулированию и метрологии России и
ведомствами либо предприятием и государственным научным метрологи-
ческим центром.
Документы на МВИ, предназначенные для применения в Вооруженных
Силах Российской Федерации, подлежат метрологической экспертизе в 32-м
НИЦ Минобороны России.
Метрологическую экспертизу документов на МВИ не проводят, если атте-
стация МВИ выполнена одним из государственных научных метрологических
центров или 32-м НИЦ Минобороны России.
4.3. Разработка МВИ
Разработку МВИ осуществляют на основе исходных данных, которые вклю-
чают: назначение МВИ, требования к погрешности измерений, условия изме-
рений и другие требования к МВИ.
Исходные данные излагают в техническом задании, технических условиях,
отчетах о научно-исследовательской работе и других документах.
В назначении МВИ указывают:
область применения (объект измерений, в том числе наименования про-
дукции и контролируемых параметров, а также область использования — для
одного предприятия, для отрасли, для сети отраслевых или межотраслевых ла-
бораторий и т. п.);
наименование (при необходимости развернутое определение) измеряемой
величины.
характеристики измеряемой величины (диапазон и частотный спектр, зна-
чения неинформативных параметров и т. п.);
характеристики объекта измерений, если они могут влиять на погрешность
измерений (выходное сопротивление, жесткость в месте контакта с датчиком,
состав пробы и т. п.).
Требования к погрешности измерений выражают в соответствии с реко-
мендацией ГОСТ 8.563—1997. В документе, регламентирующем МВИ, требова-
ния к погрешности измерений могут быть указаны путем ссылки на документ,
где эти требования установлены.
Требования к погрешности измерений устанавливают с учетом всех ее со-
ставляющих (методической, инструментальной, вносимой оператором, возни-
кающей при отборе и приготовлении пробы).
298
4.4. Типичные составляющие погрешности измерений
Методические составляющие погрешности измерений:
неадекватность контролируемому объекту модели, параметры которой при-
нимаются в качестве измеряемых величин;
отклонения от принятых значений аргументов функции, связывающей из-
меряемую величину с величиной на входе средства измерений (первичного
измерительного преобразователя);
отклонения от принятых значений разности между значениями измеряе-
мой величины на входе средства измерений и в точке отбора;
погрешность из-за эффектов квантования;
отличие алгоритма вычислений от функции, строго связывающей резуль-
таты наблюдений с измеряемой величиной;
погрешности, возникающие при отборе и приготовлении проб;
погрешности, вызываемые мешающим влиянием факторов пробы (меша-
ющие компоненты пробы, дисперсность, пористость и т. п.).
Инструментальные составляющие погрешности измерений:
основные погрешности и дополнительные статические погрешности средств
измерений, вызываемые медленно меняющимися внешними влияющими ве-
личинами;
погрешности, вызываемые ограниченной разрешающей способностью
средств измерений;
динамические погрешности средств измерений (погрешности, вызываемые
инерционными свойствами средств измерений);
погрешности, вызываемые взаимодействием средства измерений с объек-
том измерений и подключаемыми на его вход или выход средствами измере-
ний;
погрешности передачи измерительной информации.
Погрешности, вносимые оператором (субъективные погрешности):
погрешности считывания значений измеряемой величины со шкал и диаг-
рамм;
погрешности обработки диаграмм без применения технических средств (при
усреднении, суммировании измеренных значений и т. п.);
погрешности вызванные воздействием оператора на объект и средства из-
мерений (искажения температурного поля, механические воздействия и т. п.).
Анализ составляющих погрешности измерений проводят по рекомендаци-
ям.
Если требования к погрешности измерений в явном виде не определены,
то исходные требования должны содержать указания, позволяющие рационально
выбрать методы и средства измерений и руководствоваться ими при аттестации
МВИ (допуск на контролируемый параметр, показатели достоверности изме-
рительного контроля и т. и.).
Условия измерений задают в виде номинальных значений и (или) границ
диапазонов возможных значений влияющих величин. При необходимости ука-
зывают предельные скорости изменений или другие характеристики влияющих
величин, а также ограничения на продолжительность измерений, число парал-
лельных определений и т. п. данные.
299
Если при установлении исходных требований заранее известно, что изме-
рения будут выполняться посредством измерительных систем, средства изме-
рений которых находятся в разных местах, то условия измерений указывают
для мест расположения всех средств измерений, входящих в измерительную
систему. Разработка МВИ, как правило, включает:
выбор метода и средств измерений (в том числе стандартных образцов,
аттестованных смесей), вспомогательных и других технических средств;
установление последовательности и содержания операций при подготовке
и выполнении измерений, обработке промежуточных результатов и вычисле-
ний окончательных результатов измерений;
установление приписанных характеристик погрешности измерений;
разработку нормативов и процедур контроля точности получаемых резуль-
татов измерений;
разработку документа (раздела, части документа) на МВИ;
метрологическую экспертизу проекта документа на МВИ;
аттестацию МВИ;
стандартизацию МВИ.
Аттестация и стандартизация МВИ могут выполняться как самостоятель-
ные работы.
Методы и средства измерений выбирают в соответствии с действующими
документами по выбору методов и средств измерений данного вида, а при от-
сутствии таких документов — в соответствии с общими рекомендациями МИ
1967—89 «ГСИ. Выбор методов и средств измерений при разработке методик
выполнения измерений. Общие положения».
Если МВИ предназначена для использования в сфере распространения
государственного метрологического контроля и надзора, то типы выбран-
ных средств измерений должны быть утверждены Федеральным агентством по
техническому регулированию и метрологии в соответствии с ПР 50.2.009—94
«ГСИ. Порядок проведения испытаний и утверждения типа средств измере-
ний», стандартные образцы в — соответствии с ГОСТ 8.315—97, а аттестован-
ные смеси — в соответствии с МИ 2324—95 «ГСИ. Смеси аттестованные. Общие
требования к разработке».
Способы выражения приписанных характеристик погрешности измерений
должны соответствовать заданным в исходных данных. Если требования к по-
грешности измерений не заданы, то приписанные характеристики погрешнос-
ти измерений могут быть выражены в соответствии с рекомендациями данного
стандарта.
Оценивание характеристик погрешности измерений может выполняться в
соответствии с РД 50-453—84 «Методические указания. Характеристика погреш-
ности средств измерений в реальных условиях эксплуатации. Методы расчета» в
МИ 2232—2000 «ГСИ. Обеспечение эффективности измерений при управлении
технологическими процессами. Оценивание погрешности измерения при огра-
ниченной исходной информации».
Если оценка погрешности измерений выходит за заданные пределы, то
погрешность измерений, может быть уменьшена в соответствии с рекоменда-
циями МИ 2301—2001 «ГСИ. Обеспечение эффективности измерений при уп-
равлении технологическими процессами. Методы и способы повышения точно-
сти измерений».
300
4.5. Аттестация МВИ
Аттестации подлежат МВИ, используемые в сфере распространения госу-
дарственного метрологического контроля и надзора, а также для контроля со-
стояния сложных технических систем.
МВИ, используемые вне сферы распространения государственного метро-
логического контроля и надзора, аттестуют в порядке, установленном в ведом-
стве или на предприятии.
Основная цель аттестации МВИ — подтверждение возможности измерений
по данной МВИ с погрешностью измерений, не превышающей указанную в
документе, регламентирующем МВИ.
Аттестацию МВИ осуществляют метрологические службы и иные органи-
зационные структуры по обеспечению единства измерений предприятий (орга-
низаций), разрабатывающих или применяющих МВИ.
Метрологическая служба (организационная структура) предприятия (орга-
низации), осуществляющая аттестацию МВИ, применяемую в сфере распрос-
транения государственного метрологического контроля и надзора, должна быть
аккредитована на право выполнения аттестации МВИ в соответствии с прави-
лами ПР 50.2.013—97 «ГСИ. Порядок аккредитации метрологических служб
юридических лиц на право аттестации методик выполнения измерений и про-
ведения метрологической экспертизы документов».
Аттестацию МВИ могут осуществлять метрологические службы других пред-
приятий (организаций), аккредитованные на право проведения аттестации МВИ
в соответствии с вышеназванными правилами, а также государственные науч-
ные метрологические центры, органы Государственной метрологической службы
и 32-м НИЦ Минобороны России.
Аттестацию МВИ осуществляют на основе результатов метрологической
экспертизы материалов разработки МВИ и документа (раздела, части докумен-
та), регламентирующего МВИ, и (или) теоретического и (или) эксперимен-
тального исследования МВИ.
На аттестацию МВИ представляют следующие документы:
исходные требования на разработку МВИ;
документ (проект документа), регламентирующий МВИ;
программу и результаты экспериментального или расчетного оценивания
характеристик погрешности МВИ, если оно проводилось.
При проведении метрологической экспертизы документа на МВИ могут
быть использованы рекомендации МИ 2267—2000 «ГСИ. Обеспечение эффек-
тивности измерений при управлении технологическими процессами. Метроло-
гическая экспертиза технической документации».
Практически всегда бывает полезно провести силами метрологической служ-
бы предприятия или организации, разрабатывающих МВИ, метрологическую
экспертизу материалов по разработке МВИ и проекта документа на МВИ. Это
целесообразно делать как в случае МВИ, подпадающих под государственный
метрологический надзор, так и в случае МВИ, которые не предназначены для
применения в сферах государственного метрологического контроля и надзора.
При проведении метрологической экспертизы материалов по разработке
МВИ инженер-метролог в общем случае оценивает и проверяет:
301
адекватность той величины, для измерений которой разработана данная
МВИ, величине, которая в действительности подлежит измерениям в соответ-
ствии с измерительной задачей;
полноту выявления источников отдельных составляющих погрешности из-
мерений;
правильность выбора средств измерений и вспомогательного оборудования
для проведения измерений;
полноту и правильность процедуры расчетного или экспериментально-рас-
четного оценивания погрешности измерений.
Самой распространенной формой аттестации МВИ явится первая форма —
метрологическая экспертиза материалов разработки МВИ и документа, регла-
ментирующего МВИ.
При экспериментальном исследовании МВИ погрешность алгоритма пре-
образования результатов наблюдений в значения измеряемой величины может
быть определена в соответствии с рекомендацией МИ 2174—91 «ГСИ. Аттеста-
ция алгоритмов и программ обработки данных при измерениях. Основные по-
ложения».
При положительных результатах аттестации:
документ, регламентирующий МВИ, утверждают в установленном по-
рядке;
в документе, регламентирующем МВИ (кроме государственного стандар-
та), указывается: «МВИ аттестована» с обозначением предприятия (организа-
ции), метрологическая служба которого осуществляла аттестацию, либо госу-
дарственного научного метрологического центра или органа Государственной
метрологической службы, выполнившего аттестацию МВИ;
для МВИ, применяемой в сфере распространения государственного мет-
рологического контроля и надзора, а также для контроля состояния сложных
технических систем (кроме МВИ, регламентированных в государственных стан-
дартах), оформляют свидетельство об аттестации МВИ, для других МВИ сви-
детельство их аттестации оформляют по требованию заказчика.
4.6. Стандартизация МВИ
Разработку стандартов, в которых излагаются МВИ, выполняют в соответ-
ствии с требованиями федерального Закона «О техническом регулировании».
Проекты национальных стандартов, в которых излагаются МВИ, предназ-
наченные для применения в сферах распространения государственного метро-
логического контроля и надзора, должны подвергаться метрологической экс-
пертизе в государственных научных метрологических центрах (ГНМЦ). Данная
экспертиза не проводится, если ГНМЦ ранее аттестовал стандартизуемую МВИ.
На метрологическую экспертизу в ГНМЦ представляют проект националь-
ного стандарта и по запросу ГНМЦ — материалы разработки и исследований
либо аттестации МВИ (отчеты, протоколы), в которых должны быть приведе-
ны сведения, по которым устанавливалось соответствие погрешности измере-
ний заданным требованиям либо определялись приписанные характеристики
погрешности измерений и другие характеристики, влияющие на погрешность
измерений.
302
Указанные сведения могут быть изложены в пояснительной записке к про-
екту стандарта.
В пояснительной записке к комплекту документов, представляемых в Фе-
деральное агентство по техническому регулированию и метрологии России для
утверждения государственного стандарта, в котором регламентированы МВИ,
должны указываться выводы по результатам проведенных исследований, аттес-
тации или экспертизы МВИ, позволяющие установить соответствие МВИ
предъявляемым требованиям, в том числе погрешности измерений.
4.7. Метрологический надзор за аттестованными МВИ
Аттестованные МВИ, применяемые в сфере распространения государствен-
ного метрологического контроля и надзора, подлежат государственному метро-
логическому надзору в соответствии с законом и другой НД.
Метрологический надзор за аттестованными МВИ осуществляют метроло-
гические службы юридических лиц, применяющих МВИ, в соответствии с ре-
комендациями.
При осуществлении государственного метрологического надзора, выпол-
няемого органами Государственной метрологической службы, либо метрологи-
ческого надзора, выполняемого метрологическими службами юридических лиц,
проверяют:
наличие документа, регламентирующего МВИ, с отметкой или свидетель-
ством об аттестации;
соответствие применяемых средств измерений и других технических средств,
условий измерений, порядка подготовки и выполнения измерений, обработки
и оформления результатов измерений указанным в документе, регламентирую-
щем МВИ;
соблюдение требований к процедуре контроля погрешности результатов
измерений по МВИ, если такая процедура регламентирована;
соответствие квалификации операторов, выполняющих измерения, регла-
ментированной в документе МВИ;
соблюдение требований по обеспечению безопасности труда и экологичес-
кой безопасности при выполнении измерений.
При осуществлении государственного метрологического надзора проверя-
ют наличие перечней документов на МВИ, а также в период внедрения стан-
дарта наличие планов (графиков) отмены и пересмотра документов на МВИ,
не удовлетворяющих требованиям настоящего стандарта.
Г Л а В a 5. МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
-------- ПРИ РАЗРАБОТКЕ НОРМАТИВНОЙ И
ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
5.1. Метрологическая экспертиза проектов
национальных стандартов
Организацию, порядок проведения и задачи метрологической экспертизы
проектов национальных стандартов Российской Федерации (ГОСТ Р), а также
проектов межгосударственных стандартов (ГОСТ), разрабатываемых ТК и МТК,
ведение секретариатов которых возложено на Российскую Федерацию, регла-
ментирует ГОСТ Р 1.11—99 «ГСС. Метрологическая экспертиза проектов госу-
дарственных стандартов».
Метрологическую экспертизу проектов национальных стандартов проводят
с целью обеспечения соблюдения положений Закона Российской Федерации
«Об обеспечении единства измерений» и требований нормативных документов
Государственной системы обеспечения единства измерений (ГСИ), а также тех-
нически и экономически обоснованного метрологического обеспечения стан-
дартизуемых объектов.
Метрологической экспертизе подлежат проекты национальных стандартов
на продукцию, услуги, на работы (процессы), на методы контроля (испыта-
ний, измерений, анализа), а также другие проекты национальных стандартов,
в которых регламентированы:
требования к погрешности измерений, достоверности измерительного кон-
троля;
требования к методикам выполнения измерений, средствам измерений,
стандартным образцам, аттестованным смесям;
методики выполнения измерений, анализа, испытаний и измерительного
контроля;
данные о свойствах веществ и материалов, в том числе стандартные спра-
вочные данные;
применение стандартных образцов веществ и материалов;
методики поверки (калибровки) средств измерений.
Метрологическую экспертизу проектов национальных стандартов обеспе-
чивают технические комитеты (МТК и ТК) и их подкомитеты (МПК и ПК),
организующие разработку стандарта, рассматривающие и направляющие про-
ект стандарта для принятия в Федеральное агентство по техническому регули-
рованию и метрологии.
МТК (МПК) и ТК (ПК) при организации разработки проекта стандарта в
соответствии с ГОСТ Р 1.2—92 определяют организацию (эксперта), которой
(которому) должен быть направлен на метрологическую экспертизу проект стан-
дарта в соответствии с заданиями годовых планов государственной стан-
дартизации. При необходимости проект стандарта направляют на метрологи-
ческую экспертизу в несколько организаций (нескольким экспертам). При МТК
(МПК) или ТК (ПК) может быть создана рабочая группа экспертов.
304
Предпочтительной является метрологическая экспертиза первой редакции
проекта стандарта. При необходимости на метрологическую экспертизу могут
быть направлены вторая и последующие редакции.
Метрологическую экспертизу проектов стандартов, регламентирующих
методики выполнения измерений, которые применяют в сферах распространения
государственного метрологического контроля и надзора, осуществляют госу-
дарственные научные метрологические центры.
Проекты национальных стандартов ГСИ, разрабатываемые метроло-
гическими институтами Федерального агентства по техническому регулирова-
нию и метрологии, на метрологическую экспертизу не направляют.
Организациями, выполняющими метрологическую экспертизу проектов
национальных стандартов, могут быть государственные научные метрологические
центры, аккредитованные головные базовые организации метрологической служ-
бы, а также научно-исследовательские организации, выполняющие разработ-
ки средств измерений, методик выполнения измерений, нормативных доку-
ментов по метрологическому обеспечению.
Эксперты, осуществляющие метрологическую экспертизу проектов нацио-
нальных стандартов, могут быть членами МТК, ТК (МПК, ПК) и спе-
циалистами вышеуказанных организаций.
При проведении метрологической экспертизы эксперты должны руко-
водствоваться законодательными актами, национальными стандартами ГСИ,
правилами по метрологии и рекомендациями метрологических институтов, дру-
гими нормативными документами, которые регламентированы положениями
метрологического обеспечения.
Результаты метрологической экспертизы излагают в экспертном заключении
на проект стандарта.
В пояснительной записке к окончательной редакции проекта стандарта дол-
жны быть указаны сведения об учете замечаний по результатам метрологической
экспертизы.
ТК, МТК (ПК, МПК) при рассмотрении окончательной редакции проек-
та стандарта оценивают замечания в экспертном заключении по результатам
метрологической экспертизы и принимают решение о направлении проекта
стандарта для принятия или на дополнительную метрологическую экспертизу.
Научно-исследовательский институт Федерального агентства по техничес-
кому регулированию и метрологии в проекте докладной записки отражает ре-
зультаты метрологической экспертизы.
Затраты на метрологическую экспертизу включают в затраты на разработку
стандарта.
При выполнении метрологической экспертизы проектов национальных стан-
дартов проверяют их соответствие требованиям ГСИ и других национальных
стандартов, в которых изложены метрологические требования.
В зависимости от вида и содержания разрабатываемого проекта националь-
ного стандарта при проведении метрологической экспертизы выполняют ана-
лиз и проводят оценивание:
рациональности номенклатуры измеряемых параметров;
оптимальности требований к погрешности измерений;
полноты и правильности требований к метрологическим характеристикам
средств измерений;
соответствия погрешности измерений заданным требованиям;
контролепригодности изделия (измерительной системы);
20-1651
305
возможности эффективного метрологического обслуживания средств из-
мерений (в том числе поверки, калибровки, контроля работоспособности, ре-
монта);
рациональности выбранных средств и методик выполнения измерений, в
том числе их соответствие требованиям, предъявляемым к средствам и методикам
выполнения измерений, применяемых в сферах распространения госу-
дарственного метрологического контроля и надзора;
соответствия алгоритма обработки результатов измерений измерительной
задаче;
правильности использования метрологических терминов, наименований из-
меряемых величин и обозначения их единиц.
Методы анализа и оценивание характеристик объектов метрологической
экспертизы проектов стандартов
Оценивание рациональности номенклатуры измеряемых параметров
Измеряемые (контролируемые) параметры определяются НД на продукцию,
технологию и т. п. При этом эксперт руководствуется следующими общими по-
ложениями:
для деталей, узлов и составных частей изделий контроль должен обеспечивать
размерную и функциональную взаимозаменяемость;
для готовой продукции должен быть обеспечен контроль основных ха-
рактеристик и количества продукции;
для технологического оборудования, систем контроля и управления долж-
ны быть осуществлены измерение параметров, определяющих оптимальность
режима по производительности и экономичности, контроль безопасности вы-
полнения работ, контроль экологической безопасности.
При анализе параметров, подвергаемых измерениям и измерительному кон-
тролю, необходимо принимать во внимание следующее:
часть технических характеристик готовых деталей, узлов, изделий оп-
ределяется предыдущими этапами технологического процесса либо оборудо-
ванием, инструментом, поэтому рационально распределить контролируемые
параметры по этим этапам и объектам;
значения параметров в технологическом процессе связаны между собой и
представляется рациональным эти связи использовать для сокращения номен-
клатуры контролируемых параметров, а для наиболее важных параметров —
для повышения точности измерений и надежности измерительных систем;
необходимо выявлять избыточность измеряемых параметров, чтобы избе-
жать неоправданных затрат на измерения и метрологическое обслуживание
средств измерений.
Необходимо обращать внимание на четкость формулирования измеряемой
величины. Неопределенность формулирования подлежащей измерениям вели-
чины может привести к большим неучтенным погрешностям измерений.
Оценивание оптимальности требований к погрешности измерений
Погрешность измерений, как правило, является источником неблаго-
приятных последствий (экономические потери, повышение вероятности трав-
матизма, загрязнение окружающей среды и т. п.).
306
Оптимальной (в экономическом смысле) считается погрешность измерений,
при которой сумма потерь от погрешности и расходов на измерения будет ми-
нимальной.
В первом приближении можно считать, что потери пропорциональны квад-
рату погрешности измерений, а расходы на измерения обратно пропорциональны
погрешности измерений.
Если нет других данных о зависимости потерь от погрешности и расходов
на измерения от погрешности измерений, то оптимальная погрешность выра-
жается следующей зависимостью
Допт = 0,8 дД,
где Допт — предел оптимальной относительной погрешности измерений;
Д — предел относительной погрешности измерений, для которого из-
вестны потери П и расходы на измерения Р.
Так как обычно потери П и расходы Р могут быть определены весьма при-
ближенно, то точное значение Допт найти практически невозможно. Поэтому
погрешность считают практически близкой к оптимальной, если выполняется
следующее условие:
0,5 д'0ПТ<Д<(1,5-2,5)Д,
где Д опт — приближенное значение предела оптимальной относительной по-
грешности измерений, вычисленное по приближенным значениям потерь П' и
расходов Р' (в расходы на измерения включают и затраты на метрологическое
обслуживание средств измерений).
Если погрешность измерений не может вызвать заметных потерь или других
неблагоприятных последствий, пределы допускаемых значений погрешности
измерений могут составлять 0,2—0,3 границы симметричного допуска (для не-
симметричного допуска — размера поля допуска) на измеряемый параметр, а
для параметров, не относящихся к наиболее важным, это соотношение может
быть увеличено до 0,5.
Оценивание полноты и правильности требований к погрешности средств измере-
ний
При использовании косвенных методов измерений погрешность средств
измерений составляет часть погрешности измерений. В таких случаях необходи-
мы сведения о методической составляющей погрешности измерений для пра-
вильного оценивания требования к погрешности средств измерений. Типичные
источники методических погрешностей приведены в МИ 1967—89.
При измерениях средних значений необходимо учесть, что погрешность
средних значений по п точкам измерений практически в yjn раз меньше по-
грешности измерений (средства измерений) в одной точке, а при многократных
измерениях в одной точке погрешность среднего значения за некоторый интер-
вал времени меньше погрешности однократного измерения за счет фильтра-
ции высокочастотных случайных составляющих погрешности.
Пределы допускаемых значений погрешности средства измерений, если
они регламентированы в проекте национального стандарта, следует указывать
для условий эксплуатации средства измерений (рабочий диапазон измеряемой
20*
307
величины, пределы возможных значений внешних влияющих величин и дру-
гие характеристики, от которых может зависеть погрешность измерений).
Оценивание соответствия погрешности измерений заданным требованиям
Если погрешность измерений указана в проекте стандарта или известна из
другого документа, то она сравнивается с заданными требованиями к погреш-
ности измерений. Если такие требования отсутствуют, границы погрешности
сравнивают с допуском на измеряемый параметр, как указано выше.
Если погрешность измерений не указана в проекте стандарта или в другом
документе, то эксперт должен, хотя бы приближенно, оценить расчетным спо-
собом границы этой погрешности. Методические рекомендации по оценива-
нию погрешности измерений приведены в МИ 2232—2000.
Если имеют место прямые измерения (методические составляющие и по-
грешности, вносимые оператором, пренебрежимы малы) и имеется достаточ-
ная исходная информация, то для оценивания погрешности измерений исполь-
зуют методы по РД 50-453—84.
Оценивание контролепригодности изделия (измерительных систем)
Под контролепригодностью изделия (измерительной системы) понимают
возможность контроля его параметров в процессе монтажа, наладки, испыта-
ний, эксплуатации (обслуживания) и ремонта.
Основное внимание уделяют практическим возможностям по осуществлению
измерительного контроля параметров, определяющих работоспособность изде-
лия в условиях, указанных выше.
При экспертизе проектов стандартов на измерительные системы оценива-
ют наличие и характеристики устройств и подсистем самоконтроля и диагнос-
тики.
Оценивание возможности эффективного метрологического обслуживания
средств измерений (в том числе поверки, калибровки, контроля работоспособ-
ности, ремонта)
При этом оценивании руководствуются методами и средствами поверки,
регламентированными в документах ГСИ.
Для измерительных систем и сложных технических систем должны быть
указаны требования и (или) методы диагностики неисправностей или контро-
ля работоспособности в процессе эксплуатации.
Методы контроля метрологической исправности средств измерений, не-
доступных в условиях эксплуатации, приведены в МИ 2233—2000.
Оценивание рациональности выбранных средств и методик выполнения измерений,
в том числе их соответствие требованиям, предъявляемым к средствам и мето-
дикам выполнения измерений, применяемым в сферах распространения государ-
ственного метрологического контроля и надзора
При этом оценивании проверяют:
использование средств измерений утвержденных типов, применяемых в
сферах распространения государственного метрологического контроля и надзо-
ра;
возможность использования средств измерений в заданных условиях;
трудоемкость и стоимость измерительных операций и метрологического
обслуживания средств измерений;
целесообразность использования статистических методов контроля;
308
удовлетворение требований техники безопасности и экологической безо-
пасности.
При анализе рациональности выбранных средств измерений целесообраз-
но использовать нормативные документы по выбору средств измерений для
конкретных задач, например РД 50-98—86.
При оценивании рациональности указанных в проекте стандарта методик
выполнения измерений предпочтение должно быть отдано стандартизованным
методикам. Методики выполнения измерений, используемые в сферах распро-
странения государственного метрологического контроля и надзора, должны быть
аттестованы.
Полноту изложенных методик выполнения измерений оценивают в соот-
ветствии с требованиями ГОСТ Р 8.563—96.
Оценивание соответствия алгоритма обработки результатов измерений измери-
тельной задаче
Необходимо оценить, насколько алгоритм вычислений соответствует
функции, связывающей измеряемую величину с результатами прямых измере-
ний (со значениями величин на входах средств измерений).
Контроль правильности использования метрологических терминов, наименований
измеряемых величин и обозначения их единиц
Метрологические термины должны соответствовать РДГ 29—99.
Единицы измеряемых величин должны соответствовать ГОСТ 8.417—2002
с учетом РД 50-160-79, РД 50-454-84 и МИ 221-85.
5.2. О погрешностях измерений в конструкторской и
технологической документации для организации
выполнения измерений и измерительного
контроля
В МИ 2177—91 установлены основные требования к правилам изложения в
конструкторской и технологической документации сведений, необходимых для
организации измерений и измерительного контроля.
При назначении измеряемых параметров (диапазонов их измерений) и
контролируемых величин (номинальных, предельных и других значений, до-
пускаемых отклонений (далее — допусков) и т. д.) разработчик документации
учитывает, что результаты измерений этих параметров могут отличаться от их
истинных значений на погрешность измерений.
Погрешности измерений, как правило, не должны превышать определен-
ных допускаемых значений (далее — норм), устанавливаемых таким образом,
чтобы можно было использовать результаты измерений вместо истинных зна-
чений измеряемых величин или признавать результаты измерительного конт-
роля достоверными без существенных технических, экономических, медицин-
ских, экологических и (или) других возможных последствий.
Нормы погрешностей устанавливают в национальных и стандартах органи-
заций. Нормы могут быть также установлены требованиями конструкторской и
технологической документации или заданы в качестве допускаемых, приписы-
ваемых определенной (стандартизованной или аттестованной) методике вы-
309
полнения измерений, или другими нормативными и техническими документа-
ми.
Диапазоны измерений параметров (для измерений), допуски (для измери-
тельного контроля), нормы погрешностей измерений относят к сведениям,
необходимым для организации выполнения измерений и измерительного
контроля, выбора методов и средств измерений.
Контроль соответствия погрешностей реализованных измерений установ-
ленным нормам погрешностей измерений проводят согласно требованиям ГОСТ
8.563-1997 и МС ИСО 9001-9003.
При выборе методов и средств измерений учитывают условия выполнения
измерений (факторы, влияющие на точность измерений).
В конструкторской и технологической документации диапазоны измерения
параметров и допуски приводят во всех случаях, а нормы погрешностей изме-
рений — в случаях, указанных ниже.
Нормы погрешностей измерений приводят в конструкторской и техноло-
гической документации в следующих случаях:
а) если в других документах, перечисленных выше, они не установлены;
б) если в других документах, перечисленных выше, нормы установлены, но
разработчик документации считает их недостаточно жесткими и хочет уста-
новить более жесткие нормы (например, при конструировании уникальных
изделий).
Пример — Давление газа на выходе редуктора должно быть 4,0±0,2 МПа. Норма
погрешности измерений 1,5 %, вероятность Р= 0,95.
Нормы погрешности измерений не приводят в конструкторской и технологической
документации, если они установлены в других документах. В этом случае в документа-
ции вместо указания норм дают ссылки на те документы, где они установлены, или
приводят исходные данные, достаточные для установления норм в соответствии с эти-
ми документами.
Пример — Ход штока клапана должен быть 12,5±0,5 мм. Норма погрешности
измерений — в соответствии с ГОСТ 8.051—81.
Допуски размеров для валов по h 13, для отверстий — по Я 13.
В необходимых случаях (например, для удобства пользователя) в конструкторской
и технологической документации вместо норм погрешностей измерений указывают типы
средств измерений и условия их применения или обозначения (учетные номера) мето-
дик выполнения измерений, погрешность измерений которых оценена ранее в установ-
ленном порядке.
Пример — Давление 4,0±0,2 МПа контролируют манометром типа НТИ-160-6,0.
МПа по ГОСТ 2405—88; температура окружающей среды должна быть 20±0,5 °C.
Нормы погрешности измерений в конструкторской документации при отсутствии
их в других документах не приводят, если ее разработчик передает разработчику техно-
логии (методики выполнения измерений) решение вопроса о требуемой точности из-
мерений, о чем в конструкторской и технологической документации делают соответ-
ствующую запись.
При контроле конструкторской и технологической документации, наряду с указа-
нием вышеуказанных норм, дополнительно может быть указан допуск, уменьшенный
на погрешность измерений или некоторую ее часть (т. е. контрольный допуск).
Пример — Давление газа на выходе редуктора должно быть 4,0±0,2 МПа. При
контроле ввести допуск, уменьшенный на погрешность измерений.
310
5.3. Метрологическая экспертиза конструкторской
и технологической документации
Обеспечение качества конструкторской и технологической документации
В условиях дефицита времени и людских ресурсов необходимость сроков
проектирования новых изделий уже не может удовлетворяться традиционными
мерами унификации и стандартизации при создании качественно новых образ-
цов. Многофункциональность назначения современной техники определяет и
рост объемов конструкторских работ. Поэтому наряду с их традиционными ви-
дами все большее значение приобретает создание систем автоматизированного
проектирования (САПР) на базе микропроцессорной техники, позволяющих
сократить время конструирования, уменьшить его трудоемкость и стоимость.
Качество конструкторской документации определяет и качество создаваемой
техники, ее технический уровень и эффективность.
К решению любой задачи конструктор подходит с точки зрения, как дос-
тичь конечных результатов с минимальными затратами. В ходе развития техники
выработана оптимальная последовательность этапов разработки конструкторс-
кой документации, ее создания; обязательные этапы регламентированы госу-
дарственными стандартами.
На этих этапах определяют или проверяют необходимость и целесообразность
создания новой продукции, пути разработки, производства и эксплуатации,
устанавливают принципиальные и окончательные технические решения по
конструктивному исполнению изделия. Объемы проводимых на этих этапах ра-
бот и подлежащая разработке конструкторская документация установлены на-
циональными стандартами.
Разработкой рабочих чертежей только начинается создание нового изделия.
Последующее изготовление образцов, их отладка, предварительные и приемоч-
ные (государственные, межведомственные) испытания выявляют недостатки
конструкции, подлежащие устранению (одни — сразу, до передачи в эксплуа-
тацию, а другие — в ходе освоения выпуска и в процессе дальнейшего совер-
шенствования), а поэтому требующие изменений разработанной ранее конст-
рукторской документации.
Есть и другие причины корректировки чертежей: изменение стандартов и
использованных покупных изделий, технологии производства, проведение ме-
роприятий по повышению качества, снижению материалоемкости и трудоем-
кости изготовления и др. Так что совершенствование конструкции и отработку
ее документации продолжают до прекращения производства этого изделия.
Качество конструкторской документации, прежде всего, проверяется в ходе
производства и эксплуатации — это самый объективный и беспристрастный
контроль.
Конструкторские изменения вызывают изменения технологической и про-
изводственной документации, средств оснащения. Большие материальные зат-
раты несет предприятие при ликвидации ошибок, допущенных на этапе
НИОКР. В связи с этим качеству конструкторской документации необходимо
уделять особое внимание.
Качество конструирования во многом определяется технологичностью из-
делия — основы успешного освоения его производством. Да и эффективность
311
1540
Рис. 5.1
труда конструктора во многом определяется тем, насколько он может предста-
вить весь процесс изготовления конструируемого изделия.
В конструкторской документации должна быть заложена надежность изде-
лия — свойство, обусловленное безотказностью и ремонтопригодностью и обес-
печивающее выполнение заданных функций изделия в заданных условиях. Кон-
троль обеспечения надежности необходимо выполнять на всех этапах разработ-
ки конструкторской документации, так как анализ причин отказов по надеж-
ности изделий в машиностроении показывает, что 20 % отказов происходит
из-за неконструкторских ошибок.
П р и м е р — На рис. 5.1 изображена схема станины пневматического молота
МБ 4136. Кроме указанных норм точности рабочих поверхностей на чертеже (в ТУ)
добавлены:
допуск соосности поверхностей Г1 и Д1; Е1 и Ж1 не более 0,06;
допуск перпендикулярности плоскости И1, поверхностей Б1, И к поверхности К1
и осям поверхностей Е1 и Ж1 не более 0,15 мм на длине 1000 мм.
Анализ чертежа позволяет сделать следующие выводы:
допуск соосности поверхностей Г1 и Д1 относится к общей оси данных поверхнос-
тей (480 Н8 и 479 Н8), проходящей через средние точки осей отверстий. Измеренное
отклонение, как и допуск, должно быть отнесено к половине длины оси каждой
поверхности, т. е. в одном случае эта длина равна 355 мм, а в другом — примерно в 5 раз
312
меньше — 70 мм. Для поверхности И допуск соосности в 5 раз жестче. Строго соблюдая
требования при приемке станины, ее можно забраковать только по формальным сооб-
ражениям. Очень сложно осуществить контроль по указанным допускам даже с помо-
щью трехкоординатной измерительной машины. Ошибки конструктора в данном случае
не было, если бы назначили допуск соосности поверхности Д1 относительно оси базо-
вой поверхности Г1;
рассматривая контролепригодность допусков соосности поверхностей Е1 и Ж1, от-
мечаем, что данные отверстия (68 и 108 мм) очень короткие по сравнению с их
диаметрами, внешние торцы расположены на малом расстоянии друг от друга (480 мм)
и их поверхности обрабатывают с одной установки детали и шпинделя расточного стан-
ка. Поэтому соосность этих отверстий обеспечивается технологически, а контролировать
данный параметр с учетом изложенных конструктивных особенностей и назначенных
допусков цилиндричности и круглости очень трудно из-за неоднозначного определения
базы — общей оси.
Вследствие того что допуск установлен, принимающий данное изделие потребует
проконтролировать данный параметр, что сразу необоснованно увеличит производствен-
ные затраты. Таким образом, можно рекомендовать конструкторам не регламентировать
соосность коротких отверстий. Например, отверстия в двух разнесенных шайбах будут
практически всегда соосны. Поэтому целесообразно в этих случаях назначать допуски на
координаты осей (например, 660 мм) относительно одной из базовых поверхностей А1
или К1;
по функциональному назначению данной станины оси отверстий И (цилиндра
компрессора) должны быть взаимно перпендикулярны. Однако на чертеже нет допуска
перпендикулярности осей отверстий. Он назначен лишь косвенно в ТУ через допуск
перпендикулярности плоскости И1 к поверхности К1 и осям поверхностей Е1 и Ж1.
Поэтому в данном случае для обеспечения надежности важнее указать допуск перпен-
дикулярности этих осей;
по соображениям надежности целесообразно было регламентировать допуски на
пересечение вышеуказанных осей, координаты (от плоскости И1) оси поверхности (Г1)
цилиндра компрессора, плоскостность назначенных баз, с исключением выбоин, зау-
сенцев, посторонних предметов, с которыми метрологи, контролеры встречаются каж-
дый раз, проводя измерение носка шабровочных работ, иначе в противном случае сле-
дует браковать изделия, используя указанные дефекты.
Полученный опыт в результате анализа чертежа станины и других изделий позволя-
ет сделать следующие выводы.
На чертеже станины и на чертежах других изделий конструкторы устанавливают
как бы предельные допуски, отнесенные к ограниченной длине поверхности. Так, на
чертеже станины перпендикулярность торца и поверхности Д1 регламентирована на
длине 1000 мм (0,15:1000), аналогичный допуск назначен и на другие поверхности и оси.
Таким образом, установлен один и тот же допуск для множества поверхностей, различ-
ных по длине и функциональному назначению, что подтверждает их необоснованный
выбор.
При приемке деталей могут возникнуть трудности в оценке их пригодности из-за
неоднозначности понимания: одни специалисты будут пересчитывать допуски пропор-
ционально длине всей поверхности, а другие, руководствуясь ГОСТ 24643—81, будут
выбирать допуски по 9-й степени точности (по допуску 0,15/1000) и интервалу действи-
тельных (номинальных) размеров поверхностей, где нет пропорциональности.
Поэтому конструкторам рекомендуется регламентировать допуски на всю длину
каждой поверхности и более обоснованно, так как за каждым допуском стоят реальные
производственные операции, расходы и т. д.
Для повышения надежности и долговечности машин и механизмов на стадиях раз-
работки, изготовления, испытаний и применения продукции проводится метрологи-
ческая экспертиза (МЭ) конструкторской и технологической документации в соответ-
ствии с МИ 2267—2000.
313
Методическое обеспечение проведения метрологической экспертизы
МИ 2267—2000 устанавливает ряд положений, обеспечивающих эффектив-
ность контрольно-измерительных операций на стадиях разработки, изготовления,
испытаний и применения продукции.
Одно из важнейших положений — определение оптимальной номенклатуры
измеряемых параметров при контроле с целью обеспечения эффективности и
достоверности контроля качества и взаимозаменяемости. В процессе исследова-
ния необходимо установить достаточность и обоснованность номенклатуры из-
меряемых и контролируемых параметров, а также возможность их сокращения
или такого их измерения, которое приводит к снижению стоимости затрат на
контроль. Следует отметить, что для выражения технических требований долж-
ны применяться стандартизованные термины. В случае применения специфи-
ческих терминов во избежание их различного толкования необходимо давать
пояснения в скобках, в справочном приложении и т. д.
Пример — Требование «Биение втулки не более...» не показывает, к какой
поверхности втулки установлено требование, а также идет ли речь о полном радиальном
биении или о радиальном биении в заданном сечении. Поэтому необходимо указать
поверхность, к которой установлено требование, и заменить «биение» на стандартизо-
ванный термин по ГОСТ 24642—81 «полное радиальное биение».
В случае, если неопределенность подлежащих измерению свойств объекта,
которая имеет место в документации определения параметра, недопустимо ве-
лика, т.е. вызывает составляющую погрешности измерений, превышающую
допускаемую, то необходимо уточнить это определение. Например, линейные
размеры принято приводить к 20 °C.
Исследуя достаточность номенклатуры контролируемых параметров, не-
обходимо проверить, что установлены требования по всем параметрам готовой
продукции на соответствие этой продукции своему назначению; ко всем пара-
метрам условий испытаний, влияющим на их точностные характеристики, ко
всем параметрам технологического процесса, влияющим на показатели каче-
ства готовой продукции.
Особое внимание следует обратить на достаточность требований по конт-
ролю условий безопасности труда, загрязнение окружающей среды, учет мате-
риальных ценностей.
Строгое выполнение рекомендаций необходимо в случае, если оценка пол-
ноты номенклатуры контролируемых параметров продукции предусмотрена
стандартами или приказами предприятия по проведению метрологической
экспертизы, а также при оформлении документации на средства измерений и
испытательное оборудование, когда замечания и предложения по мет-
рологическим характеристикам средств измерений и точностным характери-
стикам испытательного оборудования обязательны.
Сокращение номенклатуры контролируемых или замена труднокон-
тролируемых параметров могут быть выполнены на основании расчетных или
экспериментальных исследований.
Обоснование номенклатуры параметров, его полнота и правильность дол-
жны базироваться на анализе их достаточности, методике и результатах экспе-
риментальных исследований зависимостей между ними.
К числу положений, определяющих содержание, относится оценка обес-
печения конструкцией изделия возможности контроля необходимых параметров
314
с требуемой точностью в процессе изготовления, испытания, эксплуатации и
ремонта изделий. С этой целью проверяют возможность доступа к поверхнос-
тям, параметры которых измеряются, и т. д. Если имеются встроенные средства
измерений, то проверяют возможность поверки в процессе эксплуатации.
При затруднении доступа к точкам измерения, необоснованности тре-
бований разработки специальных средств измерений делают предложение об
усовершенствовании конструкции изделия.
Необходимо также установить, ко всем ли свойствам изделия, влияющим
на погрешность измерений, установлены требования. Например, при измерении
линейных размеров должны быть установлены требования к шероховатости
поверхности и материалу изделия (первое определяет составляющую погреш-
ности измерений, обусловленную взаимодействием средства измерений и из-
делия, а второе — погрешность взаимодействия и температурную погрешность).
Установление соответствия показателей точности измерений требованиям
эффективности и достоверности контроля и взаимозаменяемости, а также обес-
печения оптимальных режимов технологических процессов относится к числу
основополагающих положений метрологической экспертизы.
В связи с этим каждый результат измерений сопровождается указанием зна-
чений характеристик погрешности измерений, на основе которых он получен.
Практически используемые характеристики погрешности измерений могут
быть разбиты на две группы, отличающиеся областью применения и способами
выражения.
К первой группе относятся характеристики, задаваемые в виде требований
или допускаемых значений в конструкторской и технологической документа-
ции, МВИ и другой НД. Характеристики этой группы отражают вероятностные
свойства генеральной совокупности случайной величины — погрешности из-
мерений. Значения этих характеристик — пределы допускаемых значений или
максимально возможные значения — приписываются всей совокупности ре-
зультатов измерений, выполняемых по определенным, отражаемым в докумен-
тации, правилам или по аттестованным МВИ. Область применения характери-
стик этой группы — массовые технические измерения, выполняемые при тех-
нологической подготовке производства, в процессе производства, эксплуата-
ции продукции.
Ко второй группе относятся характеристики, оцениваемые непосредствен-
но в ходе выполнения измерений, и обработка их результатов. Эти характерис-
тики являются статистическими оценками характеристик погрешности первой
группы и отражают близость отдельного результата измерений, для которого
они оценены, к истинному значению измеряемой величины. Область их приме-
нения — измерения, выполняемые при проведении научных исследований и
метрологических работ. Например, при аттестации средств измерений, опреде-
лении физических констант и т. д.
Основываясь на значимости результатов измерений, номенклатура выби-
раемых характеристик погрешности измерений может быть различной. Вместе с
тем она должна обеспечивать возможность сопоставления и совместного ис-
пользования результатов измерений, достоверную оценку качества и эффек-
тивности решаемых метрологических задач.
Этим требованиям удовлетворяют показатели точности измерений — ком-
плексы характеристик погрешности измерений, применение которых регла-
ментировано МИ 1317—86:
315
нижняя Дн и верхняя Дв границы, в пределах которых погрешность измере-
ний находится с заданной вероятностью Р;
среднее квадратическое отклонение о0 погрешности измерений Д;
характеристики случайной и неисключенной систематической составляю-
щих погрешности измерений.
В качестве характеристик случайной составляющей погрешности измере-
ний используют ее среднее квадратическое отклонение и при необходимости
нормализованную автокорреляционную функцию или характеристики этой
функции.
За характеристики неисключенной систематической составляющей прини-
мают ее среднее квадратическое отклонение или нижнюю и верхнюю границы,
в пределах которых эта составляющая находится с заданной вероятностью Р.
Способы нормирования указанных числовых значений характеристик по-
грешности различны в зависимости от того, к какой из приведенных групп они
относятся.
Например, вероятностные характеристики, задаваемые в виде требований
к измерительным процессам, нормируются и указываются в документации пре-
делами допускаемых значений.
Вероятностные характеристики, приписываемые МВИ на основании их
метрологической аттестации, указываются в виде наибольших возможных или
приписанных значений. Статистические характеристики, оцениваемые непос-
редственно в ходе измерений и обработки их результатов, указываются в виде
выборочных оценок соответствующих характеристик. Например, оценок ниж-
ней и верхней границ интервала погрешности измерений с вероятностью Р;
оценок среднего квадратического отклонения погрешности измерения и т. п.
Какие же показатели точности измерений и в каких случаях целесообразно
нормировать, указывая эти требования или нормы в документации, или оце-
нивать по результатам измерений?
Границы, в пределах которых погрешность измерений находится с задан-
ной вероятностью, целесообразно нормировать в тех случаях, когда результаты
измерений являются окончательными и не будут предназначены для совмест-
ного использования с другими результатами измерений при расчетах, оценках.
Однако в случае необходимости и интервальные характеристики можно
использовать при расчетах погрешностей, косвенно определяемых по любым
аналитическим зависимостям величин. Вместе с тем такие оценки погрешности
получаются весьма грубыми.
Среднее квадратическое отклонение погрешности измерений, комплексно
характеризующее и случайную, и неисключенную составляющие погрешности
измерений, целесообразно нормировать тогда, когда характеристики погреш-
ностей определяются расчетным путем по нормированным значениям их част-
ных составляющих, а также в тех случаях, когда не интересуются той частью
погрешности, которую можно компенсировать повторными измерениями.
Раздельное нормирование характеристик случайной и неисключенной си-
стематической составляющей погрешности измерений лучше применять в тех
случаях, когда результаты измерений используются совместно с другими ре-
зультатами измерений, а также когда точечные характеристики необходимо
или удобно использовать для расчетов функционально связанных с ними вели-
чин.
316
В случае, где в комплекс показателей точности измерений входят точечные
характеристики — средние квадратические отклонения погрешности измере-
ний, лучше указывать теоретический вид или качественное описание распреде-
ления генеральной совокупности, из которой отобраны данные для оценки
этих характеристик, а также число данных. В случае необходимости это позво-
лит перейти от точечных характеристик к интервальным с наименьшими поте-
рями точности.
Анализ показателей точности измерений неразрывно связан с оптималь-
ным выбором и назначением норм точности измерений и оценкой фактически
реализованной точности. Конечная цель решения этой задачи — получение ре-
зультата измерений с погрешностью, не превышающей нормы точности. Под
нормой точности понимают предел допускаемой погрешности измерения дан-
ного параметра. Поля допусков и допускаемые погрешности их определения —
величины взаимосвязанные. В конструкторской и технологической документа-
ции это учитывается и содержится требование по необходимой точности изме-
рений.
Например, допускаемая погрешность задана как доля допуска на параметр.
В этом случае необходимо установить, что не происходит смешение терминов
«предельное отклонение» и «допуск». Когда же норма точности измерений зада-
на через норму на параметр, то наличие ее необходимо проверить.
Без норм точности измерений невозможны выбор и оценка правильности
выбора средств измерений. Обоснование норм точности измерений приводят в
той же документации, что и обоснование номенклатуры измеряемых парамет-
ров. Нормы точности измерений, отраженные в документации, должны соот-
ветствовать уровню точности измерений и учитывать характер последствий из-
за погрешности измерений.
Нормы точности измерений могут отсутствовать, если заданы более высо-
кие требования к показателям достоверности контроля или точности испыта-
ний. В случае отсутствия норм точности измерений необходимо разработать и
ввести на предприятии нормативный документ, регламентирующий их, или
установить непосредственно в разрабатываемой документации.
Исходным принципом, определяющим достоверность контроля, является
получение его результатов с погрешностями, как отмечалось, меньшими до-
пускаемых. Возможность выполнения контроля с заданной точностью и досто-
верностью предусматривается необходимыми требованиями в документации; в
конструкторской указываются допускаемые отклонения на параметры продук-
ции и допускаемые погрешности их оценки, а в технологической — методика,
обеспечивающая реализацию измерений с необходимой точностью.
Назначение норм точности и контроль допускаемых отклонений основыва-
ется на следующем:
требования к точности и достоверности результатов экономически и тех-
нически обоснованы;
погрешности измерений сопоставимы с допусками и содержат, как прави-
ло, методическую и инструментальную составляющую;
сопоставимы случайная и неисключенная составляющие погрешности;
назначение требований к характеристикам в НД и проведение контроля
осуществляются разными подразделениями или сотрудниками;
установление норм точности измерений исключает возможность представ-
ления результатов измерений в форме, неудобной для практического примене-
ния;
317
в случае отсутствия сведений о действительной функции распределения
погрешности измерений ее принимают с некоторым запасом. Например, рав-
новероятностной в интервале, ограниченном нижним и верхним пределами
погрешности.
Установление норм точности измерений должно учитывать условия, опре-
деляющие их уровень:
значимость данного параметра для оценки интересующих качеств изделия;
достигнутый уровень измерений;
размер поля допуска на определенный параметр;
закон распределения погрешности измерений.
Например, при отлаженном режиме технологического процесса норма точ-
ности измерений — допускаемая погрешность — может быть установлена рав-
ной половине поля допуска. Смещение центра настройки технологического
процесса к границе допускаемого отклонения требует уменьшения погрешнос-
ти измерений.
В разделе НД, определяющем нормы точности измерений, должны быть
четко сформулированы требования к информации, подлежащей изложению в
научно-технической документации, устанавливающей проведение измерений
и излагающей сведения об их результатах. Следует отметить, что сведения по
установлению необходимых измерений должны быть сформулированы так, чтобы
была исключена возможность получения результатов измерений с погрешнос-
тью, превышающей допускаемую.
Норму точности измерений выражают в тех же единицах физических вели-
чин, что и измеряемый параметр. Следует иметь в виду, что контроль, выпол-
ненный на основе таких данных, фактически расширяет допуск на погреш-
ность измерения.
В случае недопустимости расширения назначенного допуска утверждают
производственный допуск, смещающий предельные значения отклонения па-
раметра внутрь его на значение погрешности измерения или ее части. Смеще-
ние зависит от влияния перечисленных условий установления норм точности
измерений.
В НД, отражающем результаты контроля, указываются измеренное значе-
ние параметра и фактическая погрешность измерения или дается ссылка на
НД, где дана ее оценка. Производится сопоставление результатов измерения с
нормой точности измерений и делается заключение о соответствии фактической
погрешности измерения нормам точности измерений.
Если в НД, регламентирующем МВИ, содержатся правила оценки точ-
ности измерений, то подтверждение реализованной точности измерений про-
изводится оцениванием погрешности, указанной в нем.
К числу основополагающих положений, направленных на эффективное про-
ведение метрологической экспертизы, относятся:
установление полноты и правильности требований к средствам и МВИ,
оценка правильности их выбора;
выявление возможности преимущественного применения унифициро-
ванных, автоматизированных средств измерений, обеспечивающих получение
заданной точности измерений и необходимой производительности;
оценка обеспечения применяемыми средствами измерений минимальных
трудоемкости и себестоимости контрольных операций при заданной точности,
а также соответствия производительности средств измерений производительности
технологического оборудования;
318
установление преимущественного применения МВИ;
установление правильности наименований и обозначений физических ве-
личин и их единиц;
установление правильности указаний по организации и проведению изме-
рений для обеспечения безопасности труда;
определение целесообразности обработки на ЭВМ результатов измерений,
наличие стандартных или специальных программ обработки и соответствие их
требованиям, предъявляемым к обработке результатов измерений, а также к
формам их представления.
Полнота и правильность требований к средствам измерений основывается:
на достаточности и рациональности выбранной формы задания этих тре-
бований;
на соответствии принципа действия и конструктивных особенностей средств
измерений решаемой метрологической задаче;
на соответствии условий применения средств измерений условиям изме-
рений;
на возможности обеспечения производства необходимыми средствами из-
мерений;
на соответствии производительности средств измерений про-
изводительности технологического процесса.
Требования к средствам измерений являются достаточными, если указан
диапазон их измерений и установлены требования к их метрологическим ха-
рактеристикам, влияющим на погрешность измерений. Следует отметить, что
диапазон измерений средств измерений должен соответствовать диапазону воз-
можных значений измеряемого параметра. Если параметр контролируется, то
этот диапазон должен включать в себя поле допуска на параметр, а также об-
ласть возможных значений параметров дефектных объектов контроля.
В общем случае в число метрологических характеристик средств измерений,
к которым установлены требования, должны входить:
характеристики основной погрешности средств измерений;
характеристики, позволяющие учесть влияние внешних факторов;
характеристики средств намерений, позволяющие оценить погрешность
из-за взаимодействия средств измерений с изделием и другими средствами из-
мерений;
динамические характеристики средств измерений.
Необходимо в этом случае отметить дифференцированность требований.
Например, вместо требований к основной и дополнительным погрешностям
средств измерений устанавливают требование к погрешности средств измере-
ний в рабочих условиях применения.
В ходе экспертизы выбираемого средства измерений может быть установлена
неполнота регламентированных метрологических характеристик, вследствие чего
должно быть указано на невозможность его использования и внесено предло-
жение о его замене.
В случае выявления несоответствия принципа действия или конструктивных
особенностей выбранных средств измерений решаемой метрологической зада-
че необходимо предложить обоснованную замену.
Анализ и проверка соответствия условий применения средств измерений
условиям измерений должны базироваться на том, что значения внешних вли-
яющих величин не выходят за границы рабочих областей значений по до-
319
кументации на средства измерений. При нарушении это приводит к приме-
нению средства измерений в условиях, в которых его метрологические ха-
рактеристики не исследовались. Особо следует отметить, что для встроенных
средств измерений проверяют соответствие рабочих условий применения средств
измерений условиям эксплуатации изделия, в которое оно встроено.
Для установления возможности обеспечения производства средствами из-
мерений проверяют, все ли предлагаемые средства измерений выпускаются
промышленностью на время проведения экспертизы. Если средства измерений
еще не выпускаются, то должны быть указаны утвержденные плановые задания
на их разработку или приобретение по импорту. В этом случае следует обратить
внимание на сроки выполнения этих заданий, которые должны быть согласо-
ваны со сроками постановки на производство продукции, документация кото-
рой подвергается экспертизе.
Правильность выбора МВИ, представляющих совокупность метода, техни-
ческих средств и правил подготовки и выполнения измерений, обработки и
представления их результатов, основывается на оценке соответствия показате-
лей точности измерений, гарантируемых при соблюдении требований МВИ к
заданным нормам точности измерений. В этом случае удостоверяются, правиль-
но ли выполнил разработчик документации расчеты погрешности измерений.
Если такие расчеты отсутствуют, то погрешность измерений оценивают с уче-
том неопределенности измеряемой величины в ходе экспертизы для разных
вариантов реализации требований к средствам, условиям, процедуре измере-
ний и изделию. Установленные показатели точности измерений сравнивают с
их допускаемыми значениями.
В случае недостаточной точности делают предложения по ее повышению
путем выбора более точных средств измерений, изменению процедуры измере-
ний, выбора более совершенного метода измерений, уточняют подлежащую
измерению величину. Когда достижение требуемой точности измерений невоз-
можно или связано со значительными затратами, то нужно ставить вопрос о
снижении нормы точности измерений. Возможен вариант, когда оценивание
погрешности измерений затруднительно без специальных исследований. В этом
случае вместо задачи положительного заключения необходимо предложить про-
вести метрологическую аттестацию МВИ. В случае измерений, выполняемых в
процессе изготовления продукции, оценка соответствия производительности
средств измерений осуществляется из условия ее соответствия производитель-
ности технологического оборудования. Время выполнения измерений при раз-
работке, испытаниях, ремонте продукции может ограничиваться требования-
ми к трудоемкости работ. В случае установления в ходе экспертизы несоответ-
ствия продолжительности измерений предъявляемым требованиям вносят пред-
ложение о сокращении времени выполнения измерений за счет упрощения
процедуры измерений и выбора более производительных или автоматизиро-
ванных средств измерений, применения более рационального метода измере-
ний, обеспечивающих получение заданной точности измерений и необходи-
мой производительности.
В результате анализа трудоемкости измерений и себестоимости контрольных
операций может быть установлен ряд вариантов методик измерений, контро-
ля, испытаний, анализов, обеспечивающих требуемую точность и производи-
тельность. Для осуществления каждого варианта проводятся анализ себестои-
мости и выдача предложений о реализации того варианта, при котором трудо-
емкость и себестоимость измерений меньше.
120
Например, из нескольких подходящих средств измерений выбирают те,
которые, прежде всего, имеются на предприятии, дешевле, производительнее
и проще в эксплуатации.
При большом объеме вычислений необходимо рассмотреть целесообразность
обработки данных на ЭВМ, наличия стандартных или специальных программ
обработки, а также соответствие этих программ требованиям, предъявляемым
к обработке данных измерений и формам представления результатов измере-
ний, контроля и испытаний в соответствии с МИ 1317—86.
Установление правильности наименований и обозначений физических ве-
личин и их единиц основывается на ГОСТ 8.417—2002 и других стандартах,
определяющих термины и определения в области метрологического обеспече-
ния и техники измерений.
Организация и порядок проведения метрологической экспертизы
Предприятия осуществляют экспертизу разрабатываемой документации, а
также поступившей от других организаций. Представители организаций, от ко-
торых поступила документация, могут привлекаться к проведению экспертизы.
Номенклатура изделий, документация на которые подлежит экспертизе,
устанавливается планом ее проведения, утвержденным в установленном по-
рядке. В плане может быть учтено проведение экспертизы изделий как основного,
так и вспомогательного производств, и в первую очередь изделий, предназна-
ченных к поставке по экспорту, а также представленных на присвоение им
государственного Знака качества. Экспертизу документации на вновь разраба-
тываемые изделия основного производства, являющуюся обязательной, пре-
дусматривают в годовых планах и проводят по мере ее разработки.
Подразделения, разрабатывающие конструкторскую и технологическую
документацию, дают МС предложения к перечню документации, подлежащей
экспертизе, по каждому изделию, включенному в годовой план, с указанием
сроков представления документов и проведения экспертизы.
Сроки рассмотрения представленной документации и выдачи замечаний
по ней устанавливает МС в зависимости от значимости, сложности, объема и
т. п. различных документов.
МС обобщает предложения разработчиков и составляет годовой график
проведения экспертизы, согласовывает его с разработчиками документации и
представляет на утверждение руководству предприятия.
Подразделения — разработчики документации подготавливают и пред-
ставляют согласно утвержденному плану-графику конструкторскую и техно-
логическую документацию МС или лицам, ответственным за проведение экс-
пертизы. Документация на экспертизу должна представляться комплексно в
соответствии с ГОСТ 2.102—68 и ГОСТ 3.1102—81.
На основании проведенной экспертизы разрабатываются предложения по
внесению необходимых изменений в документацию. Предложения могут носить
конкретный характер, например заменить один вид средства измерений дру-
гим, или сводиться к констатации факта о неприемлемости установленных норм
точности или разработанных методов контроля и указанию о необходимости их
переработки. Оформляют их в виде списка предложений и замечаний, подпи-
сываемого лицом, проводившим экспертизу, и утверждаемого главным метро-
логом предприятия. Документацию вместе со списком предложений и замеча-
ний возвращают разработчикам для внесения исправлений.
21-1651
321
При большом количестве замечаний или серьезном их характере доку-
ментация может быть возвращена на доработку (без выявления полного объема
недостатков) с последующим повторным предоставлением на экспертизу. Воп-
рос о сроках повторной экспертизы решают руководитель отдела — разработ-
чика документации и главный метролог предприятия.
Результаты экспертизы конструкторской и технологической документации,
действующей на данном предприятии и поступившей от других организаций и
предприятий, по которым требуется оформление изменений конструкторской
или технологической документации или разработка мероприятий по повыше-
нию эффективности метрологического обеспечения, излагают в экспертном
заключении, которое составляют в двух экземплярах. Первый экземпляр на-
правляют разработчику, а второй с его подписью — хранят в подразделении,
проводившем экспертизу.
Внесение изменений в конструкторскую и технологическую документацию
производят в соответствии с ГОСТ 2.503—90 и ГОСТ 3.1001—81.
Конструкторскую и технологическую документацию (оригиналы и копии),
прошедшую экспертизу, после ее корректировки визируют (в соответствии с
ГОСТ 2.104—68 или ГОСТ 2.105—95 и ГОСТ 3.1105—84) лица, ответственные
за ее проведение. Без визы отдела главного метролога документы не могут быть
представлены на утверждение.
В случае возникновения разногласий между отделом — разработчиком до-
кументации и МС окончательное решение принимает руководство предприя-
тия или вышестоящая организация МС.
Документацию, прошедшую экспертизу, регистрируют в специальном жур-
нале, при этом сохраняют копии списков предложений и замечаний по доку-
ментации и экспертных заключений.
По результатам экспертизы, анализа внутризаводского брака и дефектов
продукции, отмеченных в рекламациях и протоколах испытаний; проверки со-
блюдения требований НД ГСИ; контроля за состоянием и правильностью при-
менения средств измерений; оценки технико-экономической эффективности
использования средств измерений в производстве ежегодно или по завершении
основного этапа подготовки производства МС предприятия разрабатывает со-
вместно с технологическими и конструкторскими подразделениями организа-
ционно-технические мероприятия, направленные на дальнейшее совершенство-
вание метрологического обеспечения производства.
Специалистам (экспертам-метрологам, специализированным нормоконт-
ролерам и т. п.), ответственным за проведение экспертизы, следует руковод-
ствоваться положениями действующих в момент экспертизы стандартов и дру-
гой НД.
Метрологическая экспертиза конструкторской документации. Для выполне-
ния задания руководителями проекта на основе исходных требований заказчи-
ка, т. е. заявки, должны быть выработаны четкие конструктивные цели, для чего
и проводят метрологическую экспертизу заявки.
В процессе разработки и постановки продукции на производство эксперти-
за заявки является частью экспертизы проектов технической документации или
общего комплекса работ по метрологическому обеспечению подготовки произ-
водства. В ходе ее устанавливают объем требований к метрологическому обеспе-
чению разработки изделия и дают предварительную оценку требований к мет-
рологическому обеспечению производства изделий.
322
Экспертиза заявки позволяет определить обоснованность и достаточность
норм точности, установленных для изделия. Под обоснованностью понимают
необходимость установления норм точности, гарантирующих выполнение из-
делием своих функций, его надежность и долговечность и обеспечивающих тре-
буемое качество изделия. Достаточность — это условие, при котором соблюде-
ние установленных норм точности обеспечивает правильное функционирова-
ние, надежность и долговечность изделия и не требует установления каких-
либо дополнительных норм точности.
В процессе экспертизы определяют соответствие установленных норм точ-
ности национальным и отраслевым стандартам, если их действие распростра-
няется на изделие. При этом также выявляют контролепригодность установлен-
ных норм точности с помощью существующих или намеченных к разработке и
изготовлению средств измерений. Контролепригодность установленных норм
точности — это возможность измерения нормируемых параметров с допускае-
мой погрешностью с учетом наличия измерительных баз и доступа к контроли-
руемым поверхностям. Доступ к контролируемым поверхностям при контакт-
ных методах измерений предполагает возможность контакта измерительных по-
верхностей средства измерений с контролируемой поверхностью и выполне-
ния всех относительных перемещений средства и объекта измерений, необхо-
димых при проведении измерения. При бесконтактных проекционных методах
измерений доступ к контролируемой поверхности предполагает возможность
получения проекционного изображения заданного сечения контролируемой
поверхности.
В случае экспертизы заявки на разработку специального средства измере-
ний определяют контролепригодность норм точности, установленных для пред-
полагаемого объекта измерений, учитывая при этом взаимное влияние контро-
лируемых параметров на погрешность измерения каждого из них.
При проведении экспертизы в процессе разработки изделий с учетом их
видов и объема производства часто возникает необходимость проведения ис-
следований новых специальных средств и методов измерений, для проведения
которых выделяют или строят специальное помещение, приобретают оборудо-
вание, разрабатывают средства и методы измерений.
В процессе проведения экспертизы подвергают проверке также следующие
документы.
Техническое задание — исходный документ при разработке изделия, опре-
деляющий: основное его назначение; требования к размеру и массе, точности
выходных параметров, надежности и долговечности; пригодность для работы
при определенных механических, климатических и других воздействиях, усло-
виям транспортирования, хранения и ремонта. Содержание и построение тех-
нического задания в значительной степени предопределяют целенаправленность
и ход проектирования объекта.
Метрологическая экспертиза технического задания — это проверка реко-
мендаций экспертизы заявки и уточнение их на основе дополнительных дан-
ных, содержащихся в техническом задании по сравнению с заявкой. Если экс-
пертизу заявки не проводили, то метрологическую экспертизу технического
задания проводят аналогично экспертизе заявки. Проведение экспертизы тех-
нических заданий на разработку средств измерений осуществляют в соответ-
ствии с методическими указаниями.
21*
323
Технические предложения — это согласно ГОСТ 2.103—68 совокупность
конструкторских документов, которые должны содержать технические и техни-
ко-экономические обоснования целесообразности разработки документации
изделия на основании анализа технического задания и различных вариантов
возможных решений изделия, сравнительной оценки решений с учетом конст-
руктивных и эксплуатационных особенностей разрабатываемого и существую-
щих изделий, а также патентных и других материалов.
Основной целью разработки технического предложения является выявле-
ние дополнительных или уточненных требований к изделию, показателей его
качества и характеристик, которые не могли быть окончательно указаны в тех-
ническом задании в связи с необходимостью проведения предварительных кон-
структорских проработок и анализа различных вариантов решений. При выпол-
нении технического предложения выявляют возможные варианты технических
решений изделия, устанавливают особенности этих вариантов по принципу
действия и компоновке функциональных составных частей, проверяют вариан-
ты на патентную чистоту и на соответствие требованиям техники безопасности
и производственной санитарии, выбирают оптимальный вариант изделия и
уточняют требования к последующей стадии разработки. Сравнительную оцен-
ку вариантов изделия проводят по всем группам показателей качества изделия.
При необходимости экспериментального сравнения вариантов по принципу
действия, по эстетическим, эргономическим и другим показателям могут быть
изготовлены и испытаны макеты. Документы технического предложения вы-
полняются в соответствии с ГОСТ 2.118—73. Техническое предложение должно
включать, в частности, данные обзора и аналогичных конструкций, имеющих-
ся в отечественной и зарубежной практике, и сравнения характеристик разра-
батываемого изделия с характеристиками аналогов, общий вид изделия в опти-
мальном варианте и описание его устройства, компоновки и принципа дей-
ствия.
Разработанное с учетом вышеизложенных требований техническое пред-
ложение подвергают метрологической экспертизе, при которой определяют со-
ответствие установленных для изделий норм точности требованиям техничес-
кого задания. При этом выясняют обоснованность и достаточность дополни-
тельных норм точности, установленных для изделия сверх норм, предусмот-
ренных техническим заданием, а также их соответствие национальным и отрас-
левым стандартам, распространяющимся на данное изделие. На основании име-
ющихся у предполагаемого изготовителя средств измерений выясняют контро-
лепригодность установленных норм точности и возможность контроля изделия
в имеющихся условиях измерений.
Эскизный проект — это в соответствии с ГОСТ 2.103—68 совокупность кон-
структорских документов, которые должны содержать принципиальные конст-
руктивные решения, дающие общие представления об устройстве и принципе
действия, и основные параметры разрабатываемого изделия. На стадии разра-
ботки эскизного проекта выполняют конструкторскую проработку оптималь-
ного варианта изделия и его основных составных частей, уточнение общего
вида и параметров, разработку необходимых схем согласно ГОСТ 2.701—84. В
частности, уточняют требования к изделию, установленные техническим зада-
нием и техническим предложением, и определяют дополнительные технико-
324
экономические характеристики и показатели качества изделия; выявляют но-
вые изделия и материалы, которые должны быть разработаны другими орга-
низациями и предприятиями, и определяют технические требования к этим
изделиям и материалам; прорабатывают основные вопросы технологии изго-
товления. Особое внимание уделяют вопросам эффективного обеспечения ис-
пользования разработанных ранее составных частей, унифицированных, стан-
дартизованных крупных изделий и материалов и соответствия технических ха-
рактеристик, режимов работы, гарантийных сроков и условий эксплуатации
этих изделий и материалов требованиям, обеспечивающим высокое качество
разрабатываемого изделия.
С целью экспериментальной проверки принципов работы изделия и его
составных частей по усмотрению разработчика могут быть изготовлены и испы-
таны макеты.
На основании выполненных проработок составляют перечень работ, кото-
рые необходимо провести на последующей стадии разработки. Документы эс-
кизного проекта выполняют в соответствии с требованиями ГОСТ 2.119—73. В
пояснительной записке к эскизному проекту приводят результаты конструк-
торской проработки, в том числе описание конструкции изделия и принципа
его действия, технико-экономические показатели, а также предложения по
дальнейшим конструкторским и экспериментальным работам.
Законченный эскизный проект подвергают метрологической экспертизе, в
процессе которой рассматривают выполнение рекомендаций, выработанных при
экспертизе технического предложения, и проверяют соответствие норм точно-
сти, установленных для изделия, содержащимся в техническом предложении.
Одновременно выясняют обоснованность и достаточность норм точности, ус-
тановленных дополнительно к регламентированным в техническом предложе-
нии. В ходе экспертизы эскизного проекта на основании дополнительных сведе-
ний, содержащихся в нем, уточняют соответствие установленных норм точно-
сти национальным или отраслевым стандартам, возможность контроля (конт-
ролепригодность) установленных норм точности при помощи средств измере-
ний и в условиях, имеющихся у будущего изготовителя; необходимость разра-
ботки, изготовления и приобретения средств измерений для метрологического
обеспечения производства изделия.
Технический проект — это согласно ГОСТ 2.103—68 совокупность конст-
рукторских документов, которые должны содержать окончательные техничес-
кие решения, дающие полное представление об устройстве разрабатываемого
изделия, и исходные данные для разработки рабочей документации. В частно-
сти, технический проект должен включать описание конструкции изделия,
принципов его действия, всех схем, окончательные технико-экономические
расчеты, обоснование выбора материалов и защитных покрытий. Технический
проект должен обеспечивать соответствие конструкции изделия техническому
заданию, высокий уровень технологичности конструкции, оптимальную ре-
монтопригодность, легкость разборки и сборки изделия при измерениях с наи-
более удобным доступом к часто сменяемым деталям и узлам, удобство при
эксплуатации изделия с использованием современных достижений техничес-
кой эстетики. Технический проект должен давать полное и ясное представление
о конструкции с тем, чтобы на следующем этапе — при разработке документа-
ции опытного образца — не возникло существенных затруднений.
325
По окончании разработки технического проекта проводят его метрологичес-
кую экспертизу, включающую проверку выполнения рекомендаций эксперти-
зы эскизного проекта в части соответствия установленных для изделия норм
точности содержащимся в эскизном проекте. В ходе экспертизы на основании
дополнительных сведений, содержащихся в техническом проекте, уточняют
соответствие установленных норм точности национальным или отраслевым
стандартам; возможность контроля (контролепригодность) установленных норм
точности при помощи средств измерений и в условиях, имеющихся у будущего
изготовителя изделия; необходимость разработки, изготовления и приобрете-
ния специального оборудования для обеспечения условий проведения измере-
ний в процессе производства изделия.
Технический проект после согласования, проведения экспертизы и утвер-
ждения в установленном порядке служит основанием для разработки рабочей
конструкторской документации.
Рабочую документацию на изделие разрабатывают в несколько этапов:
на опытный образец (опытную серию);
на установочную серию;
для серийного и массового производств.
Разработку рабочей документации на опытный образец изделия и его отра-
ботку производят в определенной последовательности:
разработка чертежей деталей, монтажных и сборочных чертежей, техни-
ческих условий и т. д. На этом же этапе проектируют и изготавливают нестан-
дартное оборудование, без которого невозможна проверка основных парамет-
ров изделия;
изготовление опытных образцов и их приемосдаточные испытания, прово-
димые в соответствии с ГОСТ 16504—81. В процессе сборки и монтажа опытных
образцов уточняют конструкцию и по мере их изготовления проводят приемос-
даточные (климатические, механические, электрические и др.) испытания из-
делия;
корректировка конструкторской документации по результатам изготовле-
ния и приемосдаточных испытаний опытных образцов;
проведение ведомственных, межведомственных, государственных и других
испытаний опытных образцов;
корректировка документации по результатам приемочных испытаний.
Одновременно с разработкой рабочей конструкторской документации на
опытный образец производят технологическую подготовку производства, зак-
лючающуюся в отработке изделий на технологичность, разработке временных
технологических процессов для изготовления опытной партии, проектировании
и изготовлении технологического оснащения нулевой очереди.
Рабочую документацию на изделие установочной серии разрабатывают в
следующем порядке:
изготовление и испытание изделий установочной серии;
технологическая подготовка, выражающаяся в разработке межцеховых тех-
нологических маршрутов, проведении лабораторных исследований, связанных
с необходимостью внедрения новых технологических процессов, разработке
маршрутной технологии, расчете трудовых нормативов и норм расхода мате-
326
риала, проектировании и изготовлении технологического оснащения первой
очереди и т. д.;
корректировка конструкторской документации, проводимая по результатам
изготовления и испытания изделий установочной серии. Одновременно прово-
дят корректировку технологической документации.
Рабочую документацию на изделие серийного или массового производства
разрабатывают в следующей последовательности:
по результатам изготовления и испытания головной (контрольной) серии
отрабатывают и выверяют технологические процессы и оснащение; корректируют
технологическую документацию, проверяют готовность приспособлений, штам-
пов, пресс-форм и другого технологического оснащения перед сдачей в произ-
водство. Одновременно корректируют нормативы расхода материалов и рабоче-
го времени;
корректируют рабочую документацию по результатам изготовления и ис-
пытания головной (контрольной) серии.
Разработанная рабочая конструкторская документация подлежит мет-
рологической экспертизе, при которой проверяют заложенные в ней нормы
точности и методы контроля.
При метрологической экспертизе норм точности проверяют:
взаимную увязку допусков, установленных на размеры, отклонения фор-
мы, расположение поверхностей и шероховатость поверхности;
достаточность установленных норм точности для всех элементов, оп-
ределяющих выходные параметры изделия, возможность контроля (контро-
лепригодность) норм точности имеющимися у изготовителя средствами из-
мерений;
соответствие, в случае разделения изделий на размерные группы с ис-
пользованием автоматов, достигаемой размерности в группах требованиям чер-
тежа. При определении достигаемой размерности следует учитывать интервал
сортировки, а также погрешности, возникающие при использовании или выз-
ванные формой сортируемых изделий;
обоснованность норм точности и выбор нормируемых параметров, который
проводят в случае невозможности или затруднительности контроля имеющи-
мися средствами измерений. Наиболее целесообразным следует считать такой
выбор нормируемых параметров, при котором нормы точности, при прочих
равных условиях, наименее жестки и могут быть легко проконтролированы
имеющимися у изготовителя, приобретенными или изготовленными средства-
ми измерений.
В процессе проверки конструкторской документации следует проверить
правильность расчета размерных цепей, определяющих выходные параметры
изделия, с использованием пояснительной записки и расчета, убедиться в пра-
вильности хода расчета, а при необходимости — и в правильности выкладок.
Пример — Расчет размерной цепи узла (рис. 5.2, а) производим по методу
полной взаимозаменяемости, т. е. определяем допуск размера А3 проставочного кольца
3, если требуется, чтобы зазор As по торцам был в пределах от 0 до 0,2 мм. Допуски
размеров деталей 1 и 2, участвующих в размерной цепи, 5Л; = 0,03 мм и 5Л2 = 0,15 мм.
327
Составляем схему размерной цепи и устанавлива-
ем, что замыкающим звеном будет звено А3 = Ал.
Составляем уравнение размерной цепи
т-1
Аа = £егД ,
/=1
где е, — передаточное отношение звена; Аг — номи-
нальный размер каждого составляющего звена; т —
число звеньев размерной цепи
= Л3 = Л2—А3—As.
Устанавливаем поле допуска на зазор и координа-
ту середины этого поля
SAs = 0,2 - 0 = 0,2 мм;
л л ^>2+ 0 n 1
доДу = —2— = U’l мм'
Устанавливаем координаты середины полей
допусков размеров Л1 и А2 деталей 1 и 2;
ДоЛ^—0,015 мм; Д(Д2 =+0,075 мм.
Устанавливаем координаты середины поля допус-
ка замыкающего звена по формуле
т-1
До4д = 2е(ДоЛ >
!=1
где Л0А1 — координата середины поля допуска /-го составляющего звена.
до4\ = ДоДу + до4 - ДоА '>
Д0Лд = +0,1 + (-0,015) - (+0,075) = 0,01 мм.
Определяем допуск замыкающего звена
8ЛД = 0,02 мм.
Определяем верхнее и нижнее отклонение замыкающего звена по формулам
дв в = у(83Л + 835 - 28^ ср);
ДН В = i(S3^ - 835 - 285ср),
где Дв в и Днв - верхние и нижние предельные отклонения вала:
. л ллк поте 0,2-0,03-0,15 „
ДвЛд = 0,1 - 0,015 - 0,075 + --------= 0,02 мм;
Л л ппк поте 0,2-0,03-0,15 _
Дц+д = 0,1 - 0,015 - 0,075-----------= 0.
Устанавливаем чертежный размер замыкающего звена
л -Л+0’02
Пр и м е р — В узле, изображенном на рис. 5.2, б, должен быть обеспечен зазор в
пределах от 0 до 0,2 мм. По производственным условиям изготовлять деталь 1, 2 и 3 с
жесткими допусками неэкономично, и на размеры Д, Л2 и А3 установлены допуски:
ЗЛ, = 0,1 мм; ЗЛ2 = 0,2 мм и 8Л3 = 0,06 мм. Допустимый коэффициент риска 5=1%.
Принимая, что производство изделия является массовым с использованием настроен-
328
ных станков и приспособлений, считаем, что рассеяние погрешностей будет близким к
нормальному закону.
Устанавливаем величины вспомогательных коэффициентов t и X' при Р=\ %,
/=2,57; Х'=1/9.
Рассчитываем среднюю величину допуска замыкающего звена (зазора) по формуле
где t — коэффициент, значение которого устанавливается в зависимости от принятого
процента риска Р.
Проверим правильность подбора полей допусков деталей 1, 2 и 3, пользуясь этой
формулой
8ЛД = 2,57^| (О,I2 + 0,22 +0,062 = 0,2 мм.
Проверка норм точности входит в обязанности конструкторской и тех-
нологической служб, и при экспертизе ее производят выборочно, но в случае,
если обнаружено много недостатков и отступлений, может быть принято ре-
шение о возвращении документации на доработку.
Большое значение при проведении экспертизы имеет проверка методов
контроля. В ходе ее выполнения проверяют:
правильность методов контроля, которая предусматривает обеспечение из-
мерений с допускаемой погрешностью. Например, для измерения линей-
ных размеров от 1 до 500 мм допускаемую погрешность устанавливает ГОСТ
8.051-81;
правильность выбора средств измерений с учетом предусматриваемых ус-
ловий и методов выполнения измерений. Например, при недостаточной точно-
сти средств измерений может быть предусмотрено многократное измерение
одним или несколькими однотипными средствами измерений;
обоснованность норм точности и правильность выбора нормируемых пара-
метров (при невозможности или затруднительности контроля);
обоснованность предъявляемых требований по каждой влияющей величине
(при невозможности или затруднительности реализации предусмотренных ус-
ловий выполнения измерений).
Из нескольких возможных вариантов средств измерений обычно выбирают
те, которые обеспечивают наименьшую себестоимость контроля. При опреде-
лении себестоимости контроля учитывают стоимость средств измерений, их
ремонта и эксплуатации, их ресурс, расходы на заработную плату контролера и
потери, возникающие из-за погрешности измерений.
В ходе выбора средств измерений необходимо определить значение допус-
каемой погрешности, которое зависит от ответственности механизма, степени
важности данного размера (его влияние на надежность механизма), влияния
погрешности измерения на результаты контроля и учета конструктором при
назначении допусков возможных погрешностей измерений, а также установить
положение приемочных границ, т.е. определить размеры изделий, по которым
производят их приемку.
Значение допускаемой погрешности измерения 5ДОП зависит от допуска кон-
тролируемого размера изделия 1Т, который в свою очередь связан с номиналь-
ным размером и квалитетом (классом точности) по ГОСТ 8.051—81.
329
Установленные стандартом погрешности измерения являются наибольшими
из тех, которые можно допускать при измерении. Они включают как случай-
ные, так и неучтенные систематические погрешности измерения (погрешности
средств измерений, установочных мер, базирования, температурных деформа-
ций и т.д.). Размеры, полученные при измерении с погрешностью, не превы-
шающей погрешностей, указанных в ГОСТ 8.051—81, принимаются за дей-
ствительные. Случайная погрешность измерения не должна превышать 0,6 от
допускаемой погрешности измерения и принимается равной 2о(о — значение
среднего квадратического отклонения погрешности измерения).
Погрешности измерения не должны нарушать взаимозаменяемости изделий
и ухудшать их качество. Пределы допускаемых погрешностей измерения могут
быть увеличены только в двух случаях: 1) при уменьшении допуска изделия по
сравнению с нормируемым, т.е. при введении производственного допуска, что
позволяет использовать существующие менее точные средства измерений; 2)
при разделении изделий на размерные группы при селективной сборке.
Конструктор первоначально выбирает допуск на изготовление исходя из
служебного назначения изделия. После этого по таблицам находит допускаемую
погрешность измерения и далее по графикам того же стандарта или по таблице
приложения к стандарту определяет количество неправильно принимаемых
изделий, а также возможный выход С размера за границы поля допуска у не-
правильно принимаемых изделий.
Если по условиям работы изделия влияние погрешностей измерения при-
знается допустимым, то составляют выбранный допуск и устанавливают, что
приемочными границами будут предварительные размеры изделия. Если конст-
руктор признает влияние погрешности измерения существенным и не-
допустимым, то существует два способа уменьшения этого влияния: 1) вы-
брать другой класс точности или другое поле допуска, при которых влияние
погрешности измерения будет признано допустимым; 2) ввести производст-
венный допуск, при этом приемочные границы сместятся внутрь поля допус-
ка, т. е. уменьшится допуск на изготовление.
Первый способ уменьшения влияния погрешности предпочтительнее. При
введении производственного допуска возможны два варианта в зависимости от
того, известна или неизвестна точность технологического процесса.
Нормируемые допускаемые погрешности измерения являются исходными
при выборе конкретных средств измерений, что иллюстрируется следующими
примерами.
Пример — (по ГОСТ 8.051—81). При проектировании вала диаметром 100 мм
установлено, что отклонения его диаметра по условиям эксплуатации должны соответ-
ствовать посадке второго класса, т.е. 0100 С или 0100—0,022. Используя данные ГОСТ
8.051—81, устанавливаем, что для этого размера вала и допуска предел допускаемой
погрешности 0,006 мм. В соответствии с таблицей приложения 2 информационного при-
ложения 1 этого же стандарта устанавливаем, что для Амет(о) = 16 % и неизвестной
точности технологического процесса т = 5,2 и С = 0,25, так как среди годных деталей
может оказаться до 5,2 % неправильно принятых с предельными отклонениями +0,0055
и + 0,0275 мм.
330
Если полученные данные не повлияют на эксплуатационные показатели
вала, то на чертежах указывают первоначально выбранный квалитет (класс точ-
ности). В противном случае выбирают более точный квалитет или другое поле
допуска в этом квалитете.
П р и м е р (по ГОСТ 8.051—81) — При назначении допускаемых отклонений
точность технологического процесса неизвестна. В соответствии с ГОСТ 8.051—81 пре-
дельные отклонения изменяются у каждой границы на половину допускаемой погреш-
ности измерения. Для рассмотренного выше примера Д = lOOl^l. На чертеже в соот-
ветствии с ГОСТ 8.051—81 указывают числовые значения предельных размеров.
П р и м е р (по ГОСТ 8.051—81) — При назначении допускаемых отклонений
точность технологического процесса известна. В этом случае предельные отклонения умень-
шаются на С.
Предположим, что для рассмотренного выше примера 1Т/отехн = 4 (при изготовле-
нии имеется 4,5 % брака по обеим границам), Амет(о) = 16 %. По ГОСТ 8.051—81
находим С = 0,1; 1Т = 0,0022 мм.
Пример— Выбрать средство измерений для контроля отверстия 040 Аз с повер-
хностью 9-го класса шероховатости.
По ГОСТ 8.051—81 находим, что для указанного отверстия допускаемая погреш-
ность измерения 5ДОП =12 мкм.
Принимаем Амет(о) = 12 %. По техническим данным находим, что для контроля
отверстия 04ОАз может быть выбран индикаторный нутромер с ценой деления отсчет-
ного устройства 0,01 мм при установке на размер по концевым мерам 3-го класса и
соблюдением нормального температурного режима. По ГОСТ 8.051—81 находим, что
при контроле выбранным нутромером и неизвестной функции (законе) распределения
погрешностей измерения не более 3,9 % бракованных деталей могут быть приняты как
годные и не более 5,6 % годных деталей может быть отнесено к браку. Выход размера
за границы поля допуска у неправильно принятых деталей может составлять
0,171Т=0,0085 мкм.
Метрологическая экспертиза методов контроля предусматривает проверку
обоснованности всех устанавливаемых в данном документе норм точности и
правильности выбора нормируемых параметров. В тех случаях, когда нормируе-
мые параметры нельзя проконтролировать непосредственно, используют кос-
венные методы контроля, при этом проверяют наличие и правильность расче-
та, подтверждающего достаточность и достоверность этих методов.
Последовательное описание всех операций, выполняемых в процессе кон-
троля, должно быть настолько полным, чтобы только на его основании мог
быть произведен контроль. Оно должно включать в себя указания по установке
средств измерений и действиям, производимым при измерении, при снятии
отсчетов и обработке результатов измерений. В описании указывают подлежа-
щие контролю условия выполнения измерений (допускаемые отклонения тем-
пературы среды от нормальной, ее колебания, влажность, уровень вибрации и
т. д.), а также единые условия выполнения измерений для всех контрольных
операций. Если процесс, методика обработки результатов и условия выполне-
ния измерения регламентируются нормативным документом, в частности при
наличии стандартизованных или аттестованных методик выполнения измере-
ний, на него должны быть ссылки. Если нормативный документ предусматри-
вает различные варианты выполнения измерений, то должны быть даны указа-
ния, обеспечивающие единообразные выполнения контрольных операций.
331
При использовании стандартных средств измерений, когда способ их при-
менения однозначно определяется видом контролируемого параметра, доста-
точно указать контролируемый параметр и вид средства измерений.
Пример— Диаметр шейки вала может быть измерен гладким микрометром в
случайном сечении. В этом случае достаточно указать контролируемый размер и обозна-
чение микрометра по стандарту. Если же требуется определить максимальный или ми-
нимальный размер шейки или она должна быть измерена в нескольких определенным
образом расположенных сечениях, то обо всем этом в описании должны быть даны
соответствующие указания.
Описание операций контроля не должно допускать различных его толкований.
Для предусмотренных описанием средств измерений должны быть указаны:
обозначения по стандарту или заводские обозначения;
номер, обозначение (для нестандартизованных);
обозначение основного конструкторского документа (для специальных прилагае-
мых к изделию);
обозначения, номер технических условий или других конструкторских документов
(для специальных, но не прилагаемых к изделию).
Если к средствам измерения предъявляются дополнительные требования,
то они должны быть указаны, а при необходимости рекомендован способ их
выполнения.
Описание методов контроля изделий должно удовлетворять требованиям в
соответствии с МИ 1317—86.
Все эти требования неразрывно связаны с экономичностью выбранного
метода контроля, которая предполагает обеспечение минимальной трудоем-
кости контрольных операций при заданной точности.
В ходе экспертизы методов контроля рассматривают вопрос о замене спе-
циальных средств измерений унифицированными, а при большом объеме и
значительной трудоемкости процессов измерения — о целесообразности ис-
пользования автоматизированных средств измерений. Особое внимание обра-
щают на указания по организации и проведению измерений для обеспечения
безопасности труда, а также на правильность терминологии, наименований и
обозначений физических величин и их единиц.
Метрологическая экспертиза чертежа детали — документа, содержащего
изображение детали и другие данные, необходимые для ее изготовления и кон-
троля, — включает проверку:
взаимной увязки допусков, установленных на размеры, отклонения фор-
мы, расположение поверхностей и шероховатость поверхности;
достаточности установленных норм точности, т. е. наличия норм точности
для всех элементов, определяющих выходные параметры изделия;
контролепригодности норм точности.
Проведение экспертизы чертежа детали рассмотрим на примере.
Пр и м е р — Метрологической экспертизе подлежит чертеж гидропрессовой втул-
ки (рис. 5.3). На чертеже детали имеем:
восемь ограниченных допусками линейных размеров;
ограниченный допуском угловой размер; два допуска формы, записанные текстом;
четыре допуска на взаимное расположение поверхностей; четыре требования к шерохо-
ватости поверхности (кроме общего указания).
332
Проверим правильность термино-
логии при задании отклонений формы.
Отмечаем, что допуски установлены
только для частных случаев возможных
отклонений — овальности и конусооб-
разное™ — и при этом не учтена воз-
можность появления других видов не-
круглости и отклонений профиля про-
дольного сечения. На это обстоятельство
следует обратить внимание конструкто-
ра и убедиться, что в примененные тер-
мины вкладывались значения, соответ-
ствующие их определениям по стандар-
ту. Совместно с конструктором следует
рассмотреть целесообразность установ-
ления допусков на некруглость и откло-
нение профиля продольного сечения.
При установлении допуска на некруг-
лость следует учитывать, что величина
овальности может в два раза превышать
величину некруглости. Проверяем при-
емлемость соотношения допусков на
шероховатость поверхности и допусков
размера и формы:
Рис. 5.3
1) Наружный диаметр 50Сз. На чертеже для этой поверхности указана шерохова-
тость Д, = 80 мкм. Шероховатость должна быть Ла = 2,5 мкм по ГОСТ 2789—73.
2) Левый торец. На чертеже указана шероховатость /?а = 2,5 мкм. Учитывая наличие
допуска на биение торца, равного 25 мкм, для определения требований к шероховато-
сти принимаем, что Rz < 0,45Б = 0,4-25 = 10 мкм.
Учитывая соотношение Rz = (4ч-5) 7?а, можно назначенное требование к шерохо-
ватости считать достаточным.
3) Правый торец. Проведя аналогичный расчет, убеждаемся, что требование к ше-
роховатости R3 = 0,32 мкм — достаточно.
4) Поверхности диаметром 33,97+0’007 и 34,27+0>007. Для этих поверхностей указана
шероховатость Ra = 0,63 мкм.
Должно быть выдержано соотношение Rz < 0,250 — 0,2-7 = 1,4 мкм.
Учитывая наличие допуска формы Д. <0,650 = 0,6 • 2 = 1,2 мкм или 7?z<0,24 мкм,
выбираем второе требование, как более жесткое, и считаем необходимым, в соответ-
ствии с ГОСТ 2789—73, установление Д, = 0,2 мкм.
При корректировке допуска на некруглость должно быть соответственно скоррек-
тировано требование к шероховатости поверхности. Таким образом, из четырех требова-
ний к шероховатости два нуждаются в корректировке и, кроме того, должно быть уста-
новлено еще одно требование к шероховатости.
Проверяем контролепригодность допусков размеров.
Устанавливаем, что для контроля размеров 50С3 27±0,07 и 18+0,1 может быть при-
менен гладкий микрометр; 33,97+0,007 и 34,27+0,007 — оптиметр горизонтальный или
пневмокалибры; 4±0,1 и 11±0,11 — калибры; R 21,5±0,055 и 120°±16' универсальный
микроскоп, калиброванные шпильки, делительная головка и гладкий микрометр.
Проверяем контролепригодность допусков на взаимное расположение поверхнос-
тей.
Обнаруживаем, что метрологическая база В имеет малую длину и недостаточную
геометрическую точность.
333
Оцениваем необходимую точность базирования поверхности В. Наиболее жесткими
при использовании в качестве базы поверхности В являются допуск на торцевое биение
0,004 мм на радиусе 23,5 мм и допуск на радиальное биение 0,002 мм на наибольшем
расстоянии (18 мм) от края поверхности В.
Допускаемую погрешность при измерении биения принимаем равной 0,3 от
контролируемого допуска. Поскольку погрешность базирования является основной, но
не единственной составляющей погрешности измерения, принимаем ее равной 0,7 от
допускаемой погрешности измерения или
^баз-0 > ' 0, з Дизд=0,2 Дизд.
Соотношение расстояний между двумя наиболее удаленными сечениями базовой
поверхности (учитывая, что базирование можно осуществлять по сечениям, отстоящим
не менее чем на 0,5 мм от кромки) и расстояния до края поверхности, на которой
проверяют биение, будет при:
радиальном биении 6 мм/18 мм = 1/3;
торцевом биении 6 мм/23 мм=1/4.
Учитывая это соотношение, оцениваем необходимую точность установки оси по-
верхности В при контроле биения:
радиального 5=1/3 5баз = 1/3—0,2 2 = 0,12 мкм;
торцевого 5 =1/4 5баз = 1/4 0,2 • 4 = 0,2 мкм.
Такая точность установки поверхности В при контроле практически недостижима,
и допуски на радиальное (0,002 мм) и торцевое (0,004 мм) биения следует признать
неконтролепригодными (от указанной базы).
С целью обеспечения контроля конструктор может использовать в качестве метро-
логической базы при контроле биения поверхностей диаметрами 33,97+0’007; 34,27+0>007,
50С3 и поверхности правого торца ось вращения шпинделя станка, применяемого на
финишной операции. В этом случае следует дополнительно установить допуск на ради-
альное биение поверхности В, равный 0,002 мм, остальные допуски могут быть оставле-
ны без изменения, за исключением допуска на биение левого торца, который следует
заменить допуском на параллельность относительно правого торца, равным 0,02 мм.
Контроль биения выполняют без съема детали со станка.
Контроль параллельности торцов может быть выполнен гладким микрометром или
на поверочной плите при помощи головок 1ИГ, 2ИГ, 1МИГ, 2МИГ, установленных в
универсальном штативе Ш-1.
Таким образом, по результатам метрологической экспертизы чертежа детали следу-
ет обратить внимание конструктора:
на возможность появления не ограниченных допусками отклонений формы повер-
хностей диаметрами 33,97+0’007 и 34,27+0’007;
на необходимость ужесточения требований к шероховатости поверхности:
05ОС3 — R& = 2,5 мкм;
033,97+о>007—Ra и 034,27+0’007 — 7?а равны 0,2 мкм;
неконтролепригодность допусков на биение:
радиальное 0,002 мм;
торцевое 0,004 мм.
В рассмотренных примерах наиболее характерными ошибками являются
неправильные соотношения допусков на шероховатость поверхности с допус-
ками на размеры и взаимное положение поверхностей и выбор метрологических
баз.
По результатам метрологической экспертизы чертежа детали составляют
список замечаний и предложений, утверждаемый главным метрологом.
Экспертиза чертежа детали и взаимная увязка допусков неразрывно связа-
ны с экспертизой сборочного чертежа.
334
В ходе метрологической экспертизы сборочного чертежа-документа, содер-
жащего изображение изделия и другие сведения, необходимые для его сборки
и контроля, устанавливают правильность расчета размерных цепей, определя-
ющих выходные параметры изделия, и контролепригодность изделия.
При экспертизе монтажного чертежа — документа, содержащего упрощенное
контурное изображение изделия и данные, необходимые для его монтажа на
месте установки, — проверяют достаточность установленных норм точности и
контролепригодность изделия при монтаже.
В ходе экспертизы пояснительной записки — документа, содержащего опи-
сание устройства и принципа действия разрабатываемого изделия, а также обо-
снование принятых при его разработке технических и технико-экономических
решений, и расчета — документа, содержащего расчеты параметров изделия,
определяют достаточность обоснований дополнительных, по сравнению с тех-
ническим заданием, норм точности, установленных для изделия, правильнос-
тью расчета размерных цепей, определяющих выходные параметры изделия,
экономичность выбранного метода контроля.
При метрологической экспертизе технических условий — документа, со-
держащего эксплуатационные показатели изделия и методы контроля его каче-
ства, проверяют соответствие норм точности, установленных в технических
условиях, требованиям технического задания, при этом требования техничес-
ких условий не должны быть ниже требований технического задания.
Если на изделие распространяется действие государственных или отраслевых
стандартов, регламентирующих нормируемые параметры изделия, то проводят
проверку соответствия требований технических условий требованиям стандар-
тов. В процессе экспертизы технических условий проверке подлежат те же воп-
росы, что и при экспертизе методов контроля.
В ходе метрологической экспертизы программы и методики испытаний —
документов, содержащих технические данные, подлежащие проверке при ис-
пытании изделия, а также порядок и методы их контроля, проверяют полноту
программы, которую считают достаточной, если она предусматривает провер-
ку всех выходных параметров изделия. В ходе экспертизы этих документов про-
верке подлежат те же вопросы, что и при экспертизе методов контроля.
Особенность метрологической экспертизы эксплуатационных документов,
предназначенных для использования при эксплуатации и ремонте изделия в
процессе эксплуатации, заключается в том, что при ее проведении подвергают
проверке только установленные нормы точности и описание операций контро-
ля, т. е. те же вопросы, что и при экспертизе методов контроля.
При экспертизе изделия применяют специальные средства измерений, не-
обходимые для проведения проверок, предусмотренных эксплуатационными
или конструкторскими документами на специальные средства измерений.
Метрологическую экспертизу ремонтных документов, содержащих данные
для проведения ремонта изделий на специализированных предприятиях, про-
водят только в отношении установленных норм точности и описания операций
контроля. Она включает в себя проверку контролепригодности нормируемых
параметров средствами измерений и тех же вопросов, что и при экспертизе
методов контроля.
Метрологическая экспертиза технологической документации. Экспертизу тех-
нологической документации проводят с целью установления соответствия норм
точности, методов, средств, условий и процедур выполнения измерений, по-
335
казателей точности измерений, указанных в этой документации, требованиям
стандартов ГСИ и других нормативных документов.
Задачи метрологической экспертизы технологической документации:
определение оптимальной номенклатуры измеряемых параметров;
установление показателей точности измерений, соответствующих требова-
ниям обеспечения оптимальных режимов технологических процессов;
оценка правильности выбора средств и методик выполнения измерений;
выявление возможности преимущественного применения унифициро-
ванных, автоматизированных средств измерений, обеспечивающих получение
заданной точности измерений и необходимой производительности;
оценка обеспечения применяемыми средствами измерений минимальных
трудоемкости и себестоимости операций при заданной точности;
установление преимущественного применения стандартизованных или на-
личие аттестованных методик выполнения измерений;
оценка соответствия производительности средств измерений произво-
дительности технологического оборудования;
определение целесообразности обработки результатов измерений, контроля
и испытаний изделий средствами вычислительной техники;
установление правильности наименований и обозначений физических ве-
личин и их единиц; указаний по организации и проведению измерений для
обеспечения безопасности труда (стандарты на общие требования и нормы по
видам опасных и вредных производственных факторов), устанавливающих пре-
дельно допускаемое значение нормирующих параметров;
требования к методам их измерений; к безопасности при работе с опас-
ными и вредными веществами.
Технологические документы, подлежащие метрологической экспертизе:
карты эскизов, маршрутная, операционная, технологического процесса,
типового технологического процесса, типовой операции; технологическая ин-
струкция;
ведомость оснастки;
спецификация технологических документов.
Экспертиза проектной и рабочей технологической документации за-
ключается в проверке заложенных в ней норм точности и методов контроля.
Если экспертизе рабочей технологической документации предшествовала экс-
пертиза рабочей конструкторской документации, то проверке подлежат только
те нормы точности, которые установлены сверх имеющихся в рабочей конст-
рукторской документации.
При метрологической экспертизе норм точности должны быть проверены:
взаимная увязка допусков на размеры, отклонения формы, расположение
поверхностей и шероховатость поверхности;
их контролепригодность (при этом следует учитывать условия проведения
проверки — без съема или со съемом детали со станка).
При метрологической экспертизе методов контроля проверяют их правиль-
ность и достаточность, соответствие производительности этих методов произ-
водительности технологического процесса, полноту и определенность описа-
ния операций контроля, экономичность выбранного метода и определенность
описания операций контроля, экономичность выбранного метода контроля.
При экспертизе методов контроля в первую очередь проверяют правиль-
ность выбора средств измерений в соответствии с требованиями точности из-
336
мерений, а также наличие у изделия измерительных баз и доступа к контроли-
руемым поверхностям.
Оценку достижимой точности производят с учетом условий выполнения
измерений — без съема или со съемом детали со станка, а также возможности
выдержки детали при постоянной температуре перед измерением.
При невозможности или затруднительности осуществления контроля пре-
дусмотренными в технической документации методами и средствами измерений
в условиях производства проверяют обоснованность установленных норм точ-
ности и рассматривают вопрос о замене средств измерений более точными или
увеличении допускаемой погрешности измерения за счет введения производ-
ственного допуска. Введение производственного допуска может привести к уве-
личению количества неправильно забракованных изделий или деталей, и по-
этому целесообразно, используя ГОСТ 8.051—81, оценить возможное возраста-
ние ложного брака. Если процент ложного брака оказывается недопустимо
большим, то намечают мероприятия по повышению точности технологичес-
кого процесса. Если в технологическом процессе предусматривается использо-
вание контрольных автоматов, то проверяют выполнение требований ГОСТ
8.051—81 в отношении ужесточения требований к погрешности измерения по
сравнению с неавтоматизированными средствами измерений.
Экспертиза устанавливает достаточность метода контроля, обеспечение
методами и средствами контроля всех устанавливаемых в данном документе
норм точности. В случае, когда нормируемые параметры не проверяются непос-
редственно и приходится использовать косвенные методы контроля, должны
быть проверены наличие и правильность расчета, подтверждающего достаточ-
ность и достоверность этих методов.
В ходе экспертизы проверяют соответствие производительности метода кон-
троля производительности технологического процесса. При недостаточной про-
изводительности метода контроля определяют возможности применения выбо-
рочного статистического контроля, полуавтоматических или автоматических
средств измерений или параллельных контрольных операций с использовани-
ем предусмотренного в технологической документации метода контроля.
При проверке последовательного описания всех операций, выполняемых
при контроле, определяют, достаточно ли оно полное и подробное для того,
чтобы контроль мог быть проведен только на его основании без использования
дополнительных инструкционных материалов, за исключением инструкции по
использованию стандартных средств измерений.
Так, полнота описания зависит от вида технологического документа. Мар-
шрутная карта должна содержать описание технологического процесса изготов-
ления или ремонта изделия по всем операциям различных видов в технологи-
ческой последовательности с указанием данных об оборудовании, оснастке,
материальных и трудовых нормативах в соответствии с установленными форма-
ми; анализ и оценку выбора инструмента, приспособлений, указание контро-
лируемых параметров и вида средств измерений.
Если в технологическом документе (картах технологического процесса и
операционной) невозможно дать полное описание метода контроля, то на кон-
трольную операцию, не вошедшую в описание, составляют отдельную опера-
ционную карту или технологическую инструкцию.
Большое значение имеет проверка в ходе экспертизы определенности опи-
сания метода контроля, которая должна исключать различные его толкования.
22-1651
337
Если в технологическом документе приведены только обозначения средств
измерений, то проверяют их правильность.
В процессе экспертизы определяют также экономичность выбранного мето-
да контроля, под которой подразумевают обеспечение минимальной трудоем-
кости контрольных операций при заданной точности, и правильность указаний
по организации и проведению измерений для обеспечения безопасности труда.
При экспертизе проверяют правильность терминологии по РМГ 29—99 и
обозначений физических единиц по ГОСТ 8.417—2002.
В ходе экспертизы отдельных видов технологических документов проверяют:
в маршрутной карте — контролепригодность норм точности, их правильность
и достаточность, полноту описания и экономичность выбранного метода кон-
троля, наличие указаний по организации и проведению измерений для обеспе-
чения безопасности труда, правильность терминологии, наименований и обо-
значений физических величин;
в карте эскизов (содержащей эскизы, схемы и таблицы, необходимые для
выполнения технологического процесса изготовления или ремонта изделия)—
размеры, предельные отклонения, обозначения шероховатости поверхности,
технические требования к изделию, взаимную увязку допусков, контролепри-
годность норм точности, выполнение рекомендаций экспертизы эскизного
проекта, соответствие установленных для изделия норм точности нормам, со-
держащимся в эскизном проекте, а также обоснованность и достаточность до-
полнительных норм точности, установленных в эскизном проекте;
в технологической инструкции (содержащей описание приемов работы или
ремонта изделия, физических и химических явлений, возникающих при от-
дельных операциях, правила эксплуатации средств технологического оснаще-
ния) — правильность и достаточность, соответствие производительности, пол-
ноту и определенность описания, экономичность выбранного метода контро-
ля, наличие указаний по организации и проведению измерений для обеспече-
ния безопасности труда, правильность терминологии, наименования и обозна-
чения физических величин;
в ведомости оснастки (содержащей перечень технологической оснастки,
необходимой для выполнения данного технологического процесса или опера-
ции) - правильность обозначений средств измерений, предусматриваемых опи-
санием, которые должны быть точно определены соответствующими НД;
в спецификации технологических документов (определяющей состав техно-
логической документации) — наличие технологических инструкций на экспе-
риментальные процессы, полнота описаний которых в других технологических
документах, кроме маршрутных карт, не соответствует полноте описания ме-
тодов контроля;
в картах технологического процесса и типового технологического процесса
(содержащих описание типового технологического процесса изготовления или
ремонта группы деталей и сборочных единиц в технологической последова-
тельности с указанием операций и переходов и соответствующих данных о сред-
ствах технологического оснащения и материальных нормативах) — взаимную
увязку допусков и контролепригодность норм точности, правильность, доста-
точность, полноту и определенность описания, экономичность выбранного
метода контроля, наличие указаний по организации и проведению измерений
для обеспечения безопасности труда, правильность терминологии, наименова-
ний и обозначений физических величин;
338
в операционной и типовой операционной картах (содержащих описание тех-
нологической операции с указанием переходов, данные о режимах обработки и
средствах технологического оснащения) — аналогично с экспертизой карт тех-
нологического и типового технологического процессов.
Экспертиза извещений об изменениях в конструкторской и технологической
документации предусматривает решение тех же вопросов, что и при экспертизе
документов, в которые вносят изменения.
Приведем пример проведения экспертизы технологической документации
на втулку гидропрессовую.
Пр и м е р — Метрологической экспертизе подлежит операционная карта техноло-
гического процесса механической обработки гидропрессовой втулки (см. рис. на стр. 403).
Операция № 4 — токарная обработка.
В карте табл. 5.1 предусмотрены ограниченные допусками размеры:
наружный размер 22_0>3; внутренний размер 4±0,1; размер между параллельными
поверхностями 11,2 ± 0,1: внутренние диаметры 33,574-0’1; 33,87м’’1; 35+0’5 (диаметр ка-
навки).
Требования к шероховатости = 80 мкм.
Анализируя нормы точности, обнаруживаем, что по переходу А не учтены требова-
ния к точности установки детали, хотя для ее проверки предусмотрено использование
индикатора часового типа, устанавливаемого в штативе с магнитным основанием. Од-
новременно отмечаем, что не указаны модель или тип индикатора, а штатив с магнит-
ным основанием ошибочно назван индикаторной стойкой.
Контролепригодность норм точности сомнений не вызывает.
Анализируем предложенные методы контроля.
Для контроля всех ограниченных допусками размеров предусмотрено использова-
ние штангенциркуля ШЦ-П 0-200 (без указания величины отсчета по нониусу). Ни для
одного из размеров предложенный метод контроля нельзя признать удовлетворитель-
ным: для размеров 22—о 3; 33,57+0>1; 33,87+0> 1 ввиду недостаточной точности, а для раз-
меров 11,2±0,1 — ввиду отсутствия доступа к контролируемым поверхностям.
Составляем список замечаний и предложений:
по переходу А:
назначить требование к точности установки детали в патроне;
указать обозначение индикатора (например, ИЧ-10) и вместо стойки индикатор-
ной с магнитным основанием — штатив с магнитным основанием и его обозначение
(например, ШМ-ПН);
увязать выбор индикатора и штатива с требованием к точности установки детали;
по переходам 1—4:
для контроля размера 22-0>3 использовать микрометр МК 0-25 по ГОСТ 6507—90
(штангенциркуль можно применять только при величинах допусков 0,4 мм и грубее);
для контроля диаметров 33,574"0’1 и 33,87+0>1 использовать индикаторные нутромет-
ры по ГОСТ 868—82 с настройкой на размер по микрометру МК 25—50;
для контроля диаметра 35+0>5 ни одно стандартное средство измерений не может
быть использовано; при условии расширения допуска до 0,75 мм использовать штанген-
циркуль ШЦ-П 0-200 с величиной отсчета по нониусу 0,05 мм со специально заточен-
ными губками, чтобы их можно было ввести в контролируемую канавку; при нежела-
тельности расширения допуска возможно введение производственного допуска на
0,05 мм с каждой стороны;
для контроля размеров 11,2 ± 0,1 и 4 ± 0,1 использовать калибры или специальные
индикаторные приспособления;
установить требования к шероховатости поверхностей, обрабатываемых на этой
операции (требования к шероховатости поверхности канавки предусмотрены на
рис. 5.3).
Вопросы производительности методов контроля, их экономичности и наличие ука-
заний с точки зрения безопасности труда в данном случае могут не рассматриваться,
поскольку методы контроля были признаны неудовлетворительными.
22*
339
Таблица 5.1
Предприятие Операционная карта технологического процесса Обозначение детали Обозначение технологического документа (по ГОСТ 3 1201—85)
Наименование детали Втулка гидропрессовая Литера
Номер цеха Номер участ Номер опера- ции Наименование операции Наименование и марка материала Масса детали Заготовка
Профиль и размеры Твердость Масса
4 1 4 Токарная обработка Сталь 45 0,165 056
Количество однородных обработанных деталей Оборудование (наименование, модель) Приспособление (код и наименова- ние) Патрон 250x135 Охлаждение
Станок токарно-винтовой 1К62 ГОСТ 2675-80
Номер перехода Содержание перехода Инструмент (код и наименование) Расчетные размеры t 1 Режим работы То Тв
Вспомогатель- ный Режущий Измерительный Диаметр, ширина Длина 5 п V
А Установить, закрепить и снять деталь Индикатор ГОСТ 577—68 стойка индикат с магн осн ГОСТ 10197-70 1 3,57
1 Подрезать торец в размер 22_0 3 как чисто Резец Т15К6 2103-0007 Штангенциркуль ШЦ-П 0-200 ГОСТ 166-89 50,5 28,5 1 0,3 400
2 Расточить отверстие до 033,57+о 1 на проход Резец Т15К6 2141-0010 33,57 11,2-3 0,15 0,21 400
3 Расточить отверстие 033,57 до 033,87+о 1 на глубину 11,2+0,1 Резец Т15К6 2141-0010 33,87 11,2-3 0,15 0,21 400
Технические условия выдержива- ются технологически
4 Расточить выточку до 035+о 5, выдерживая размер 11,2±0,1, по размеру 11 ±0,11 Резец Т15К6 2128-0004 Штангенциркуль ШЦ-П 0-200 35 0,5-3 3 0,44 200
размер 4+0,1 (со спецзаточкой) ГОСТ 166-80
5 Острые кромки притупить Резец Т15К6 2103-0003
Контроль ОТК Проверить разме- ры 22_03, 11,2+0,1, Штангенциркуль ШЦ-П 0-200
4±0,1, 033,57+и1, 033,87+01, 035+О5 ГОСТ 166-89
Основная надпись по ГОСТ 3 1103—82
Таблица 5.2
Предприятие Операционная карта технологического процесса механической обработки Обозначение детали Обозначение технологического документа (по ГОСТ 3.1201—85)
Наименование детали Втулка гидропрессовая Литера
Наименование операции Наименование и марка материала Масса детали Заготовка
Профиль и размеры Твердость Масса
6 4 12 Шлифование Сталь 45 0,165 кг
Количество однородных обработанных деталей Оборудование (наименование, модель) Приспособление (код и наименова- ние) Патрон магнитный Охлаждение
50 Станок универсально-шлифовальный EJT-1300 (При станке)
Содержание перехода Инструмент (код и наименование) Расчетные размеры t i Режим обработки То ГВ
Вспомогатель- ный Режущий Измерительный Диаметр, ширина Длина 5 п V
А Шлифовать патрон по месту 0,62 4,27
Б Установить деталь шлифованным торцом к патрону
В Выставить с точностью до 0,01 по 033,97 и 034,27 Стойка индикаторная
Закрепить и снять ГОСТ 10197-70
Индикатор 1ИГМ ГОСТ 9696-82
1 Шлифовать отверстие Круг шлифоваль- Нутромер индикаторный, 33,97 21 0,085 0,0038 300
0 3 3,97+0'007, отверстие 034,27+0'007, с подшлифовкой ный 32x32x10, 3916-25 ГОСТ 868-82 33,27 21 0,085 0,0098 300
торца 050,5. Выдержать размеры СМ|-СМ2К Пробка—калибр 50,5 8,1 0,2 0 300
21±0,07; 11±0,11; 18+0,1. Чистоту обработки согласно чер- ГОСТ 2424-83 8325-5188 8325-5187
тежу Ra = 0,63, Rj = 0,32 выхажи- вать Крут ЧЦ ГОСТ 2424-83
Основная надпись по ГОСТ 3.1103—82
Окончание табл 5.2
Номер перехода Содержание перехода Инструмент (код и наименование) Расчетные размеры t 1 Режим обработки То Тв
Вспомогатель- ный Режущий Измерительный Диаметр, ширина Длина 5 п V
В течение 25 минут
Технические требования выдер- живать технологически
1) овальность и конусообразность поверхностей не более 0,002
2) биение торца 05ОС3 относи- тельно отверстия 034,27+0007 не более 0,004
Контроль ОТК
Проверить размеры
33,97+0 оо?
34;27+° оо?
21 ±0,07
11±0,11
18+0,1
Чистоту обработки
Ra = 0,63, R, = 0,32
ТУ согласно чертежу
Основная надпись по ГОСТ 3 1103—82
Оформляется список предложений и замечаний.
Пример — Метрологической экспертизе подлежит операционная карта (табл.
5.2) технологического процесса механической обработки гидропрессовой втулки. Опе-
рация № 12 — шлифование. Чертеж гидропрессовой втулки (рис. 5.3) был подвергнут
экспертизе и в отношении тех норм точности, которые повторены в рассматриваемой
операционной карте. Замечания, данные в примере, справедливы.
В соответствии с требованиями НД, рассматриваем только те нормы точности, ко-
торые установлены сверх имевшихся в чертеже. Имеется только одна такая норма по
переходу В — точность установки детали по диаметрам 33,97 и 34,27, равная 0,01 мм.
Контролепригодность этой нормы не вызывает сомнения.
При дальнейшем анализе норм точности обнаруживаем, что по переходу А («шли-
фовать патрон по месту») отсутствуют какие-либо точностные требования, однако точ-
ность на этом переходе проверяют косвенно, используя переход В. Поэтому можно не
предъявлять требования об обязательном установлении нормы точности на переходе А,
а оставить это на усмотрение составителя карты.
Проверяем достаточность методов контроля. Обнаруживаем, что для ограниченных
допусками размеров 21+0,07; 11±0,11 и 18 ± 0,1 не предусмотрены методы контроля.
На основании экспертизы чертежа, проведенной выше, и учитывая не-
контролепригодность заданных в чертеже допусков на радиальное (0,002 мм) и торцевое
(0,004 мм) биения, составителю карты необходимо проконтролировать взаимное поло-
жение поверхностей А, В и торца со стороны поверхности В без съема детали со станка.
Проверяем правильность методов контроля. Отмечаем неопределенность при указа-
нии вида индикаторного нутромера — не указан вид отсчетного устройства, а также его
недостаточную точность, даже при использовании отсчетного устройства с ценой деле-
ния 0,001 мм, при контроле отклонения формы и размеров отверстий 33,97+0>007 и
34 27+0’007
Для контроля размеров отверстий, выполняемых по ГОСТ 11472—69, нельзя ис-
пользовать предусмотренные в карте гладкие калибры-пробки, так как это целесообраз-
но только для отверстий второго класса.
Таким образом, ни один из предусмотренных методов контроля размеров не может
быть признан удовлетворительным.
Метод контроля точности установки детали может быть признан удовлетворительным.
Погрешность измерения при использовании многооборотного индикатора 1ИГМ для
контроля биения до 0,05 мм при установке его в штативе с магнитным основанием,
например ШМ-11Н, не превышает 2,5 мкм, т. е. 25 % от допускаемой величины биения
при установке детали.
Метод контроля шероховатости поверхностей может быть признан удовлетвори-
тельным.
Проверяем полноту и определенность описания. Для методов контроля, признан-
ных удовлетворительными, могут не рассматриваться в связи с малой величиной партии
деталей.
С точки зрения безопасности труда методы контроля, признанные
удовлетворительными, возражений не вызывают.
Список замечаний и предложений оформляется в соответствии с требова-
ниями НД.
В заключение на основании приведенных выше примеров выделим наибо-
лее характерные и часто встречающиеся ошибки:
нечеткие и неправильные формулировки содержания переходов, за-
трудняющие понимание требований к контролируемым параметрам;
недостаточная проработка методов измерения (практически во всех случаях
методы измерения выбраны неверно или вовсе не разработаны).
В случае, когда в ходе экспертизы обнаружено много ошибок, документа-
цию возвращают на доработку.
343
Г Л а В a 6. ОРГАНИЗАЦИОННАЯ ДЕЯТЕЛЬНОСТЬ
ГОСУДАРСТВЕННЫХ
МЕТРОЛОГИЧЕСКИХ СЛУЖБ
И ЮРИДИЧЕСКИХ ЛИЦ В ОБЛАСТИ
МЕТРОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ
6.1. Государственная система обеспечения единства
измерений
Проблема повышения точности и достоверности измерительной информа-
ции, т. е. проблема, которую должна решать метрология и результаты решения
которой используют все отрасли хозяйства, была и остается одной из первосте-
пенных государственных задач. Понятие «измерительная информация» охваты-
вает любые данные о количественных характеристиках свойств веществ, мате-
риалов, изделий, продукции, процессов, явлений, полученные в результате
выполнения измерений.
На информации, полученной путем измерений, во многом основана дея-
тельность всех органов управления хозяйством.
В основе всей метрологической деятельности по решению любых научно-
технических и производственных задач лежит единый метрологический посту-
лат. Этим постулатом является единство измерений, т. е. такое состояние про-
цессов получения и использования измерительной информации, при котором
измерительная информация (результаты измерений) выражена в установлен-
ных единицах (шкалах) и (или) формах и оценены значения показателей ее
точности (погрешности).
Соответственно, метрологическая деятельность, направленная на обес-
печение возможности правильного и единообразного определения показателей
точности (погрешности) измерительной информации, определяется как «обес-
печение единства измерений».
В соответствии с Законом Российской Федерации «Об обеспечении един-
ства измерений» единство измерений сегодня рассматривается как одно из важ-
нейших условий эффективности исследований и разработок, управления про-
изводством и другими объектами, диагностики и лечения болезней, достовер-
ного учета материальных и энергетических ресурсов, контроля качества про-
дукции, условий безопасности труда и охраны окружающей среды, надежнос-
ти работы связи и транспорта, обороны государства.
Государственное управление деятельностью по обеспечению единства из-
мерений осуществляет Федеральное агентство по техническому регулированию
и метрологии (статья 4 Закона РФ «Об обеспечении единства измерений»). Уп-
равление обеспечением единства измерений в отраслях хозяйства, Вооружен-
ных Силах РФ, на предприятиях и в организациях осуществляют руководители
структур, определяемых в порядке, установленном законодательством РФ.
344
Государственная система организационно-методического и правового уп-
равления субъектами, нормами, средствами и видами деятельности по обеспе-
чению такого состояния измерений, при котором их результаты выражены в
узаконенных единицах величин и погрешности измерений не выходят за уста-
новленные границы с заданной вероятностью, есть Государственная система
обеспечения единства измерений (ГСИ).
Основная цель ГСИ — создание на межотраслевом уровне правовых, нор-
мативных, организационных, технических и экономических условий, не-
обходимых для решения задач по обеспечению возможности всем отраслям,
предприятиям, организациям, исследователям, специалистам во всех сферах
деятельности правильно оценивать точность выполняемых ими измерений, а
также, что не менее важно, оценивать влияние точности измерений на пра-
вильность основанной на результатах измерений информации о свойствах ве-
ществ и материалов, о количестве и качестве материальных и энергетических
ресурсов, сырья, материалов, полуфабрикатов, продукции, о характеристиках
процессов и явлений.
Определение круга задач, которые должна решать ГСИ для достижения
этой цели, требует научного определения метрологических объектов и процес-
сов (видов) деятельности.
Этот круг объектов и процессов весьма обширен: от фундаментальных фи-
зических и химических констант до квалифицированных кадров-метрологов. В
то же время эти объекты нельзя считать полностью автономизированными. Они
или взаимосвязаны, или взаимозависимы, и отсюда логически вытекает, что
объекты и виды деятельности, являющиеся сущностью ГСИ, представляют со-
бой органическое сочетание как теоретических, так и практических ее аспек-
тов.
Например, создание таких объектов, как государственные эталоны, тре-
бует теоретических изысканий в определении физических констант; функцио-
нирование метрологической службы неосуществимо без теоретических органи-
зационных разработок и их дальнейшей практической реализации в виде ква-
лифицированных кадров, зданий, оборудования, документации и т. д.
С учетом ранее сформулированной цели представляется совершенно оче-
видным, что реализация этой цели возможна, если ГСИ будет рассматриваться
как система, включающая в себя правовую, организационную и техническую
подсистемы.
Объединение этих реально существующих элементов в одну систему дало
возможность обосновать и увязать рациональные пути и направления развития
всех ее составляющих подсистем с единой целью, с единых системных пози-
ций.
На основании изложенного можно определить следующие основные зада-
чи ГСИ:
разработка оптимальных принципов управления деятельностью по обеспе-
чению единства измерений;
установление системы единиц величин и шкал измерений, допускаемых к
применению;
установление основных понятий в области метрологии; унификация их тер-
минов и определений; установление экономически рациональной системы го-
сударственных эталонов;
345
разработка систем, методов и средств передачи размеров единиц величин
от государственных эталонов средствам измерений, применяемым в стране;
создание и совершенствование вторичных и рабочих эталонов, комплектных
поверочных установок и лабораторий;
регламентация общих метрологических требований к эталонам единиц ве-
личин, средствам измерений, методикам выполнения измерений, методикам
поверки (калибровки) средств измерений и других требований, соблюдение
которых является обязательным;
разработка и экспертиза разделов метрологического обеспечения фе-
деральных и иных государственных программ, в том числе программ создания
и развития производства оборонной техники;
осуществление государственного метрологического контроля: поверка
средств измерений; проведение испытаний с целью утверждения типа средств
измерений; лицензирование деятельности юридических и физических лиц по
изготовлению и ремонту средств измерений;
осуществление государственного метрологического надзора: за выпуском,
состоянием и применением средств измерений, аттестованными методиками
выполнения измерений, эталонами единиц величин, соблюдением метрологи-
ческих правил и норм; за количеством товаров, отчуждаемых при совершении
торговых операций; за количеством фасованных товаров в упаковках любого
вида при их расфасовке и продаже;
разработка принципов оптимизации материально-технической и кадровой
базы органов Государственной метрологической службы;
аттестация методик выполнения измерений;
сертификация и калибровка средств измерений, не входящих в сферы рас-
пространения государственного метрологического контроля и надзора;
аккредитация метрологических служб по различным направлениям метро-
логической деятельности;
аккредитация поверочных, калибровочных, измерительных, испытательных
и аналитических лабораторий, лабораторий неразрушающего и радиационного
контроля, в составе действующих в Российской Федерации систем аккредита-
ции;
участие в работе международных организаций, деятельность которых связа-
на с обеспечением единства измерений, и в подготовке к вступлению России
в ВТО;
установление совместно с компетентными федеральными органами испол-
нительной власти порядка определения стоимости (цены) метрологических работ
и регулирования тарифов на эти работы;
организация подготовки и подготовка кадров метрологов;
информационное обеспечение по вопросам обеспечения единства из-
мерений;
совершенствование и развитие ГСИ.
Гарантией успешного решения поставленных задач и соответственно на-
дежного функционирования ГСИ является четкое взаимодействие составляющих
ее подсистем.
Правовая подсистема представляет собой комплекс взаимосвязанных зако-
нодательных актов и межотраслевых нормативных документов, регла-
ментирующих общие правила и нормы в метрологии, государственные пове-
рочные схемы, методики поверки (калибровки) и методики выполнения из-
мерений.
346
В сфере правовой подсистемы ГСИ по-прежнему превалирует тенденция
регламентации и принятия метрологических положений и норм в виде доку-
ментов с рекомендательным статусом (естественно, в тех случаях, когда един-
ственно важной, необходимой и обязательной устанавливается какая-либо цель,
а способы и средства ее достижения могут иметь альтернативный характер).
При этом в основу закладывается принцип: документы метрологии долж-
ны быть такими, чтобы их несоблюдение было невыгодным ни отдельным ли-
цам, ни предприятиям, ни отраслям, ни государству в целом.
Комплекс метрологических документов основан на принципах и тесно
взаимосвязан с Государственной системой стандартизации, которая опреде-
ляет порядок планирования, разработки, внедрения документов, структуру их
построения и содержания.
Документы ГСИ также взаимосвязаны со стандартами ЕСКД и ЕСТПП. В
свою очередь, нормы и требования, установленные в метрологических доку-
ментах, должны учитываться в этих системах.
Метрологические правила и нормы должны учитываться и при разработке
технических регламентов в соответствии с Федеральным законом «О техничес-
ком регулировании».
Нормативная база ГСИ — это ряд обязательных и рекомендательных доку-
ментов, регламентирующих практически все направления деятельности в обла-
сти метрологии.
Основополагающими документами являются Закон РФ «Об обеспечении
единства измерений», постановления Правительства РФ по вопросам метроло-
гии, ГОСТ Р 8.000—2000 «Государственная система обеспечения единства из-
мерений. Основные положения», а также ряд правил метрологии, зарегистри-
рованных Минюстом России.
Нормативная база в области обеспечения единства измерений является по
сути документальной, т. е. узаконенной формой как любых аспектов мет-
рологической деятельности (поверки, испытаний, сертификации, калибров-
ки, лицензирования, аккредитации и т.д.), так и материальных метрологичес-
ких объектов (государственных и рабочих эталонов, стандартных образцов
ит. п.).
Закон РФ «Об обеспечении единства измерений» установил, что НД по
обеспечению единства измерений — национальные стандарты, применяемые в
установленном порядке международные (региональные) стандарты, правила,
положения, инструкции и рекомендации. Закон определил также, что НД по
обеспечению единства измерений, устанавливающие метрологические правила
и нормы и имеющие обязательную силу на территории РФ, утверждает Феде-
ральное агентство по техническому регулированию и метрологии. В связи с про-
ведением административной реформы, в настоящее время эти функции пере-
даны Министерству промышленности и энергетики Российской Федерации
(«Положение о Министерстве промышленности и энергетики Российской Фе-
дерации» утверждено постановлением Правительства РФ от 16 июня 2004 г.
№ 284). При этом допускается утверждение НД по обеспечению единства изме-
рений Федеральным агентством по техническому регулированию и метрологии
и заинтересованными федеральными органами исполнительной власти, несу-
щими ответственность за применение указанных документов в порученных им
сферах управления. Превалирующее применение в нашей стране из видов НД
по обеспечению единства измерений, перечисленных в законе, сегодня имеют
стандарты, правила по метрологии и рекомендации, принимаемые Федераль-
347
ним агентством по техническому регулированию и метрологии, а также реко-
мендации, утверждаемые ГНМЦ. К правилам (ПР) по метрологии относятся
документы в области метрологии, устанавливающие обязательные для приме-
нения организационно-технические и (или) общетехнические положения, по-
рядки (правила процедуры), методы (способы, приемы) выполнения работ
соответствующих направлений, а также обязательные требования к оформле-
нию результатов этих работ. К рекомендациям относятся документы в области
метрологии, содержащие добровольные для применения организационно-тех-
нические и (или) общетехнические положения, порядки (правила процеду-
ры), методы (способы, приемы) выполнения работ соответствующих направ-
лений, а также рекомендуемые правила оформления результатов этих работ.
Основными объектами регламентации в области обеспечения единства из-
мерений являются общие, основополагающие метрологические нормы и пра-
вила, государственные поверочные схемы (ГПС), методики поверки средств
измерений (МП) и методики выполнения измерений (МВИ). Основополагающие
НД ГСИ охватывают полную сферу метрологической деятельности и устанав-
ливают: совокупность узаконенных единиц величин и шкал измерений; терми-
нологию в области метрологии; требования к воспроизведению и передаче раз-
меров единиц величин и шкал измерений; способы и формы представления
результатов измерений и характеристик их погрешности; методы оценивания
погрешности и неопределенности измерений; требования к МВИ, порядку их
разработки и аттестации; комплексы нормируемых метрологических характе-
ристик средств измерений; методы установления и корректировки межпове-
рочных (рекомендуемых межкалибровочных) интервалов; правила проведения
испытаний в целях утверждения типа средств измерений, порядок их сертифи-
кации; правила проведения поверки и калибровки средств измерений; правила
осуществления метрологического контроля и надзора; порядок лицензирова-
ния деятельности юридических и физических лиц по изготовлению и ремонту
средств измерений; типовые задачи, правила и обязанности метрологических
служб федеральных органов исполнительной власти и юридических лиц; поря-
док аккредитации метрологических служб по различным направлениям метро-
логической деятельности; порядок аккредитации поверочных, калибровочных,
измерительных, испытательных и аналитических лабораторий, лабораторий
неразрушающего и радиационного контроля; термины и определения по видам
измерений.
НД на государственные поверочные схемы устанавливают состав и метро-
логические характеристики государственных эталонов или установок высшей
точности, а также методы и средства (вторичные и рабочие эталоны) передачи
размера единиц величин — с указанием их кратких метрологических характе-
ристик — рабочим средствам измерений. НД на государственные поверочные
схемы определяют оптимальный порядок передачи размера единиц.
В НД на методики поверки включают описания методов и средств поверки,
условий и алгоритмов ее проведения, обработки результатов измерений,
способов оформления результатов поверки. Массив таких НД наиболее объе-
мен (более 80 % от общего количества НД по обеспечению единства измерений).
НД на МВИ предназначены для определения с гарантированной точно-
стью значений величин: параметров и характеристик продукции, материалов,
технологических процессов и т. д. НД на МВИ устанавливают нормы погреш-
ности измерений, методы, средства и условия проведения измерений, а также
обработку их результатов.
348
Информация о вновь утвержденных (принятых), отмененных и замененных
НД по обеспечению единства измерений, а также о внесении изменений в них
публикуется в ежемесячном информационном указателе «Национальные стан-
дарты» и ежегодном указателе «Нормативные документы в области метроло-
гии».
Организационная подсистема Государственной метрологической службы
(ГМС) — совокупность подразделений Федерального агентства по техническо-
му регулированию и метрологии, осуществляющих функции по обеспечению
единства измерений. К ним относятся государственные научные метрологичес-
кие центры и органы Государственной метрологической службы, территори-
альные органы Федерального агентства по техническому регулированию и мет-
рологии.
Государственная метрологическая служба включает в свой состав функци-
ональные системы: Государственную службу времени, частоты и определения
параметров вращения Земли (ГСВЧ), Государственную службу стандартных
образцов (ГССО), Государственную службу стандартных справочных данных
(ГСССД).
Кроме того, федеральные органы исполнительной власти и юридические
лица создают собственные метрологические службы (не входящие в состав ГМС),
чья деятельность направлена на обеспечение единства и требуемой точности
измерений при исследованиях, разработке, производстве, испытаниях, конт-
роле, эксплуатации и ремонте продукции.
Для повышения эффективности организационной подсистемы упомяну-
тые выше общие направления деятельности по обеспечению единства измере-
ний реализуются частичной передачей ряда ранее только государственных
функций метрологическим службам юридических лиц и созданием института
сертификации и калибровки средств измерений.
Сохраняя за собой основные функции государственного управления дея-
тельностью по обеспечению единства измерений, Федеральное агентство по
техническому регулированию и метрологии может передавать (и передает) право
выполнения некоторых других государственных функций метрологическим служ-
бам федеральных органов исполнительной власти и юридических лиц. К числу
таких функций относятся прежде всего испытания с целью утверждения типа
(ранее — государственные испытания) и поверка (ранее — государственная
поверка) средств измерений, входящие в сферу государственного метрологиче-
ского контроля и надзора.
Наряду с этим созданы необходимые условия для успешного функцио-
нирования института сертификации и калибровки средств измерений, во мно-
гом соответствующего аналогичным институтам за рубежом.
Техническую подсистему и ее основу составляют государственные этало-
ны, установки высшей точности, рабочие эталоны всех разрядов, стандартные
образцы и испытательное оборудование, необходимые для осуществления мет-
рологического контроля и надзора.
Повышение точности, расширение диапазонов воспроизведения единиц
величин были, есть и будут первостепенными задачами совершенствования
массива государственных эталонов и УВТ.
Необходимо подчеркнуть, что эти подсистемы реально функционируют
уже в течение многих десятилетий.
349
Важная задача в развитии технической подсистемы — создание государ-
ственных эталонов взамен тех, которые после распада СССР остались за ру-
бежом.
В настоящее время ее основу составляют 114 государственных эталонов,
76 установок высшей точности и более 8000 типов стандартных образцов.
Тем не менее следует отметить, что эффективность функционирования
перечисленных подсистем может и должна быть повышена. Реальным путем
повышения эффективности является укрепление взаимосвязей между под-
системами, дальнейшее их развитие.
Таким образом, правовая, организационная, научная и практическая дея-
тельность по обеспечению единства измерений, осуществляемая метроло-
гическими научно-исследовательскими институтами и центрами и 91 Центром
стандартизации, метрологии и сертификации (ЦСМ) Федерального агенства
по техническому регулированию и метрологии, а также метрологическими служ-
бами организаций и предприятий других министерств и ведомств, обеспечивает
высокую дееспособность Государственной системы обеспечения единства из-
мерений.
6.2. Метрологическая служба
государственных органов управления
Российской Федерации и юридических лиц
Деятельность метрологических служб государственных органов управления
Российской Федерации и юридических лиц независимо от форм собственнос-
ти, осуществляющих выполнение работ по обеспечению единства и требуемой
точности измерений, регламентирована в соответствии с Законом Российской
Федерации «Об обеспечении единства измерений» и ПР 50-732—93.
Государственные органы управления Российской Федерации, а также пред-
приятия, организации, учреждения (далее — предприятия), наделенные пра-
вами юридического лица в соответствии со статьями 11 и 13 Закона Российской
Федерации «Об обеспечении единства измерений», создают в необходимых слу-
чаях в установленном порядке метрологические службы для выполнения работ
по обеспечению единства и требуемой точности измерений и для осуществле-
ния метрологического контроля и надзора.
При выполнении работ в сферах распространения государственного метро-
логического контроля и надзора, предусмотренных статьей 13 Закона Российс-
кой Федерации «Об обеспечении единства измерений», создание метрологи-
ческих служб или иных организационных структур по обеспечению единства
измерений является обязательным.
Метрологическая служба государственного органа управления представляет
собой систему, образуемую приказом руководителя государственного органа
управления, которая может включать:
структурные подразделения (службу) главного метролога в центральном
аппарате государственного органа управления;
головные и базовые организации метрологической службы в отраслях и
подотраслях, назначаемые государственным органом управления;
350
метрологические службы предприятий, объединений, организаций и уч-
реждений.
В ряде случаев приказом руководителя государственного органа управления
допускается возложение обязанностей по выполнению работ по обеспечению
единства и требуемой точности измерений на ответственных должностных лиц
центрального аппарата.
В составе концернов, акционерных обществ, ассоциаций, межотраслевых
объединений (далее по тексту — объединений юридических лиц) по решению
руководящих органов объединения может создаваться аналогичная структура
метрологической службы, включающая службу главного метролога объедине-
ния, головные и базовые организации метрологической службы, выполняю-
щие свои функции на основании договоров с предприятиями, метрологические
службы предприятий (организаций), возглавляемые главными метрологами.
Головные и базовые организации метрологической службы определяются
из числа ведущих научно-производственных (производственных) объединений,
научно-исследовательских, проектно-конструкторских и технологических орга-
низаций, независимо от форм собственности, для выработки технической по-
литики и координации работ в области обеспечения единства и требуемой точ-
ности измерений в отрасли (подотрасли) или иных областях деятельности, зак-
репленных за государственным органом управления или юридическим лицом.
Метрологические службы юридических лиц (предприятий, организаций,
учреждений) независимо от их подчиненности и форм собственности образу-
ются, как правило, в виде самостоятельных структурных подразделений для
выполнения задач по обеспечению единства и требуемой точности измерений
при проведении исследований, разработок, испытаний, в производстве и (или)
эксплуатации продукции или иных областях деятельности, закрепленных за
юридическим лицом, а также для осуществления метрологического контроля и
надзора, возглавляются главными метрологами.
В состав метрологических служб могут входить самостоятельные ка-
либровочные лаборатории, а также структурные подразделения по ремонту
средств измерений. Допускается возложение отдельных функций метрологической
службы на иные структурные подразделения юридических лиц.
Права и обязанности структурных подразделений метрологической службы
или иных организационных структур по обеспечению единства и требуемой
точности измерений в центральном аппарате государственных органов управ-
ления Российской Федерации, головных и базовых организаций метрологичес-
кой службы, а также на предприятиях, в объединениях, организациях и уч-
реждениях, пользующихся правами юридического лица, определяются Поло-
жением о метрологической службе государственного органа управления или
юридического лица, разрабатываемым на основе Типового положения.
Положение о метрологической службе государственного органа управления
должно содержать информационные данные о государственном органе управ-
ления, структуре метрологической службы и ее звеньях головных и базовых
организациях метрологической службы, об их основных задачах, обязанностях
и правах. В Положении закрепляется распределение обязанностей между служ-
бой главного метролога в центральном аппарате, головными и базовыми орга-
низациями метрологической службы, устанавливается порядок утверждения по-
ложений о головных и базовых организациях, а также основные направления
деятельности всех звеньев метрологической службы.
351
Положение о метрологической службе государственного органа управления
утверждается его руководителем.
В случаях, когда деятельность государственных органов управления Рос-
сийской Федерации осуществляется в сферах, предусмотренных статьей 13 За-
кона Российской Федерации «Об обеспечении единства измерений», Положе-
ния о метрологических службах государственных органов управления Россий-
ской Федерации подлежат согласованию с Федеральным агентством по техни-
ческому регулированию и метрологии
Положение о метрологической службе юридических лиц содержит ин-
формационные данные о юридическом лице и определяет структуру метроло-
гической службы, ее звеньев, их задачи, обязанности и права.
Структура и штаты метрологической службы определяются руководителем
юридического лица исходя из объемов работ и с учетом того, что работы по
обеспечению единства измерений относятся к основным видам работ, а под-
разделения метрологической службы — к основным производственным, науч-
но-исследовательским, конструкторским, проектно-конструкторским или тех-
нологическим подразделениям.
В своей деятельности метрологические службы государственных органов
управления и юридических лиц руководствуются законодательством Россий-
ской Федерации, в том числе Законом Российской Федерации «Об обеспече-
нии единства измерений», законодательными актами республик в составе Рос-
сийской Федерации, актами, принятыми администрацией автономной облас-
ти, автономных округов, краев, областей и городов, стандартами и другими
нормативными документами Государственной системы обеспечения единства
измерений Российской Федерации, постановлениями Министерства промыш-
ленности и энергетики РФ, другими нормативными документами, Положе-
нием о метрологической службе, приказами и руководящими документами
государственных органов управления.
К главным задачам метрологических служб государственных органов уп-
равления и юридических лиц относятся:
обеспечение единства и требуемой точности измерений, повышение уров-
ня и развитие техники измерений в объединениях, на предприятиях;
определение основных направлений деятельности и выполнение работ по
метрологическому обеспечению исследований, разработки, производства, ис-
пытаний и эксплуатации продукции или иных областей деятельности;
внедрение современных методов и средств измерений, автоматизированного
контрольно-измерительного оборудования, информационно-измерительных
систем и комплексов (далее — средств измерений), эталонов, применяемых
для калибровки средств измерений;
осуществление метрологического контроля путем калибровки средств из-
мерений, проверки своевременности представления средств измерений на ис-
пытания в целях утверждения типа, а также на поверку;
осуществление надзора за состоянием и применением средств измерений,
аттестованными методиками выполнения измерений, эталонами единиц вели-
чин, применяемыми для калибровки средств измерений, соблюдением метро-
логических правил и норм, нормативных документов по обеспечению единства
измерений.
352
Структурное подразделение (служба) главного метролога в центральном
аппарате государственного органа управления имеет право:
осуществлять метрологический надзор за состоянием и применением средств
измерений, аттестованными методиками выполнения измерений, эталонами
единиц величин, применяемыми для калибровки средств измерений, соблюде-
нием метрологических правил и норм, нормативных документов по обеспече-
нию единства измерений;
выдавать метрологическим службам подведомственных предприятий (орга-
низаций) обязательные предписания, направленные на предотвращение, пре-
кращение или устранение нарушений метрологических правил и норм;
готовить предложения руководству государственного органа управления о
назначении головных и базовых организаций метрологической службы и осу-
ществлять контроль за их деятельностью;
проводить аккредитацию головных и базовых организаций метрологической
службы;
вносить предложения руководству государственного органа управления об
отмене нормативных документов, приказов, распоряжений и указаний в обла-
сти метрологического обеспечения, противоречащих действующему законода-
тельству, метрологическим правилам и нормам; готовить заключения по про-
ектам нормативных документов по вопросам метрологии;
готовить предложения руководству государственных органов управления о
привлечении независимых экспертов к проведению метрологической экспер-
тизы проектной, конструкторской, технологической документации, к прове-
дению экспертизы долгосрочных и среднесрочных программ метрологического
обеспечения отрасли (подотрасли), к участию в аккредитации головных и базо-
вых организаций метрологической службы и других метрологических работах;
получать от подвергаемых контролю метрологических служб юридических
лиц материалы, необходимые для проведения проверок в порядке осуществления
метрологического надзора;
принимать участие в аккредитации испытательных подразделений, анали-
тических лабораторий, метрологических служб.
Структурное подразделение (служба) главного метролога в центральном
аппарате государственного органа управления осуществляет следующую дея-
тельность:
проводит единую техническую политику и выполняет общее руко-
водство работами по обеспечению единства и требуемой точности измерений,
осуществлению метрологического контроля и надзора в отрасли (подотрасли)
или в закрепленных областях деятельности;
осуществляет взаимодействие с Федеральным агентством по техническому
регулированию и метрологии, органами Государственной метрологической служ-
бы по вопросам обеспечения единства измерений;
разрабатывает проект Положения о метрологической службе государ-
ственного органа управления, готовит предложения руководству о назначении
головных и базовых организаций метрологической службы и проводит согласо-
вание проекта Положения с Федеральным агентством по техническому регули-
рованию и метрологии;
координирует деятельность головных и базовых организаций метроло-
гической службы и осуществляет контроль за их деятельностью;
23-1651
353
определяет основные направления дальнейшего развития метрологического
обеспечения отрасли (подотрасли), для чего периодически организовывает и
координирует работы по анализу состояния измерений, контроля и испытаний
в отрасли (подотрасли) или в закрепленных областях деятельности;
руководит работами по формированию и выполнению программ мет-
рологического обеспечения отрасли (подотрасли) или закрепленных областей
деятельности;
организует разработку и выполнение планов организационно-технических
мероприятий по дальнейшему повышению эффективности производства или
иных видов деятельности на основе совершенствования метрологического обес-
печения, контролирует результаты выполнения;
готовит предложения к проектам планов государственной стандартизации
и разрабатывает планы работ по совершенствованию (актуализации) отраслевой
нормативной базы по метрологическому обеспечению, готовит заключения по
проектам основополагающих нормативных документов по вопросам метроло-
гии;
организовывает и проводит работы по аккредитации головных и базовых
организаций метрологической службы;
участвует в проведении испытаний средств измерений, контроля и ис-
пытаний, разрабатываемых по заказам отрасли (подотрасли);
участвует в аккредитации испытательных подразделений и аналитических
лабораторий;
координирует в отрасли (подотрасли) работы по международному со-
трудничеству в области метрологии;
готовит предложения по подготовке, переподготовке и повышению квали-
фикации кадров в области метрологии;
организовывает отраслевые совещания, семинары, конференции, выставки
по вопросам метрологического обеспечения, координирует участие организа-
ций и предприятий отрасли в межотраслевых и международных совещаниях,
семинарах, конференциях и выставках по вопросам метрологического обеспе-
чения.
Метрологические службы юридических лиц имеют право:
выдавать структурным подразделениям юридического лица обязательные
предписания, направленные на предотвращение, прекращение или устранение
нарушений метрологических правил и норм;
вносить предложения руководителям предприятий, объединений, орга-
низаций, учреждений об отмене нормативных документов, приказов, распо-
ряжений и указаний в области метрологического обеспечения, противореча-
щих действующему законодательству, метрологическим правилам и нормам;
вносить предложения руководителям предприятий, объединений, орга-
низаций, учреждений о заключении договоров об аренде уникальных средств
измерений и испытательного оборудования для проведения калибровки и дру-
гих метрологических работ, а также договоров о привлечении специалистов к
проведению метрологической экспертизы документации и метрологической ат-
тестации методик выполнения измерений;
получать от подвергаемых контролю структурных подразделений материалы,
необходимые для проведения проверок в порядке осуществления метрологи-
ческого контроля и надзора.
354
В соответствии с задачами основной круг обязанностей метрологических
служб юридических лиц включает выполнение следующих работ:
проведение систематического анализа состояния измерений, контроля и
испытаний на всех стадиях разработки, производства и эксплуатации отдельных
видов продукции с целью правильного определения приоритетов в решении
отдельных задач метрологического обеспечения, а также решения проблем удов-
летворения требований потребителя в части функциональных характеристик
продукции, условий ее эксплуатации, внедрения системы бездефектного изго-
товления продукции, обеспечения прибыльности ее изготовления;
разработка планов организационно-технических мероприятий по даль-
нейшему повышению эффективности производства или иных видов деятель-
ности на основе совершенствования метрологического обеспечения;
изучение потребности в средствах измерений, контроля и испытаний, эта-
лонов для калибровки средств измерений, стандартных образцах состава и свойств
веществ и материалов, подготовка предложений по их разработке и приобрете-
нию, согласование и формирование заявок на приобретение средств измере-
ний;
разработка предложений к проектам планов государственной стандар-
тизации;
участие в разработке средств и методов измерений и их внедрение;
участие в определении исходных технических требований на разработку
средств измерений, в проведении испытаний средств измерений, в проведении
работ по определению межповерочных интервалов средств измерений;
участие в создании эталонов, других средств калибровки, необходимых для
метрологического обслуживания создаваемых и выпускаемых средств измере-
ний, согласование предложений по их разработке и выпуску с заинте-
ресованными предприятиями;
разработка (участие в разработке) и организация выпуска стандартных об-
разцов состава и свойств веществ и материалов, изготавливаемых предприятиями
(объединениями), а в необходимых случаях также стандартных образцов ве-
ществ и материалов для метрологического обеспечения производства выпус-
каемой ими продукции или иных областей деятельности;
участие в аттестации средств испытаний и контроля, в разработке про-
грамм и методик их аттестации;
проведение работ по унификации, стандартизации и аттестации методик
выполнения измерений;
участие в установлении рациональной номенклатуры измеряемых па-
раметров, оптимальных норм точности измерений при контроле показателей
качества продукции и параметров технологических процессов;
проведение работ по установлению соответствия номенклатуры измеряемых
параметров, норм точности измерений, методик выполнения измерений, при-
меняемых средств измерений требованиям и нормам точности измерений по-
казателей качества готовой продукции, сырья, материалов и характеристик
производительности и точности технологического оборудования, минималь-
ной трудоемкости и заданной достоверности контроля;
участие в разработке новых видов продукции и технологических процессов,
в аттестации технологических процессов, в проверке технологического обору-
дования на соответствие установленным нормам точности; проведение работ
по метрологическому обеспечению подготовки производства;
23*
355
участие в подготовке к аттестации производств и сертификации систем
качества;
проведение работ по метрологическому обеспечению испытаний и сер-
тификации продукции, участие в аттестации испытательных подразделений и
аналитических лабораторий;
учет основных показателей, характеризующих состояние метрологической
службы и ее деятельность;
оценка экономической эффективности работ в области метрологического
обеспечения, определение влияния этих работ на технико-экономические по-
казатели производственной деятельности;
контроль за своевременным представлением средств измерений на испытания
в целях утверждения типа средств измерений;
подготовка материалов и участие в согласовании заявок на импорт средств
измерений, необходимых для повышения уровня метрологического обеспече-
ния;
организация и проведение работ по калибровке средств измерений, обес-
печение своевременного представления средств измерений на поверку;
организация и проведение ремонта средств измерений, находящихся в
эксплуатации;
осуществление проката средств измерений;
выполнение особо точных измерений;
хранение и поддержание на должном уровне эталонов для воспроизведения
единиц величин, других средств поверки и калибровки средств измерений;
разработка и внедрение нормативных документов, регламентирующих воп-
росы метрологического обеспечения, участие в работах по совершенствованию
(актуализации) нормативной базы по метрологическому обеспечению,
проведение метрологической экспертизы технических заданий, проектной,
конструкторской и технологической документации, проектов стандартов и других
нормативных документов;
осуществление метрологического надзора за состоянием и применением
средств измерений, аттестованными методиками выполнения измерений, эта-
лонами, применяемыми для калибровки средств измерений, за соблюдением
метрологических правил и норм, нормативных документов по обеспечению
единства измерений;
осуществление взаимодействия с Федеральным агентством по техническо-
му регулированию и метрологии, органами Государственной метрологической
службы по вопросам обеспечения единства измерений, оказания содействия
органам Федерального агентства по техническому регулированию и метроло-
гии при осуществлении ими государственного метрологического контроля и
надзора;
осуществление взаимодействия с головными и базовыми организациями
Государственной службы стандартных образцов состава и свойств веществ и
материалов (ГССО), Государственной службы времени и частоты и определе-
ния параметров вращения Земли (ГСВЧ), с центрами данных Государственной
службы стандартных справочных данных (ГСССД), участие в проведении
аттестации стандартных справочных данных о свойствах веществ и материалов;
участие в работах по международному сотрудничеству в области метрологии,
в том числе по внедрению и соблюдению рекомендаций МОЗМ, ИСО, МЭК,
КООМЕТ и других международных организаций;
356
организация подготовки, переподготовки, повышения квалификации и
аттестации кадров в области метрологии;
участие в проведении анализа претензий к качеству продукции с точки
зрения недостатков в метрологическом обеспечении;
проведение совещаний, семинаров, конференций, выставок, конкурсов
по вопросам метрологического обеспечения, подготовка информационных ма-
териалов по вопросам метрологического обеспечения, деятельности мет-
рологической службы, в том числе об оказываемых метрологических услугах;
осуществление контроля за устранением недостатков в обеспечении един-
ства измерений, выявленных органами Государственной метрологической службы.
6.2.1. Головная организация
Головная организация метрологической службы (далее — головная ор-
ганизация) назначается по решению государственных органов управления (или
объединения юридических лиц) для выработки и проведения единой техничес-
кой политики и координации работ в области обеспечения единства и требуе-
мой точности измерений в отрасли или иных областях деятельности, закреп-
ленных за соответствующим государственным органом или объединением юри-
дических лиц, которому головная организация подчинена.
Головные организации метрологической службы назначаются государ-
ственным органом управления по согласованию с Федеральным агентством по
техническому регулированию и метрологии (в составе Перечня головных и ба-
зовых организаций метрологической службы, прилагаемого к Положению о
метрологической службе государственных органов управления). К основным
задачам головной организации относятся:
выработка технической политики и перспективное планирование работ в
области обеспечения единства измерений и метрологического обеспечения в
отрасли или иных областях деятельности;
проведение систематического анализа состояния измерений, контроля и
испытаний в отрасли с целью правильного определения приоритетов в решении
задач метрологического обеспечения, определение потребностей отрасли в сред-
ствах измерений, контроля, испытаний;
координация деятельности и методическое руководство базовыми ор-
ганизациями метрологической службы и метрологическими службами пред-
приятий отрасли;
выполнение важнейших работ в области обеспечения единства и требуемой
точности измерений;
разработка и внедрение современных методов и средств измерений, ав-
томатизированного контрольно-измерительного оборудования, информационно-
измерительных систем и комплексов, средств поверки и калибровки, в том
числе стандартных образцов состава и свойств веществ и материалов (по зак-
репленным областям измерений);
участие в испытаниях и работах по сертификации средств измерений, ис-
пытаний и контроля, предназначенных для использования в отрасли;
организация и проведение метрологической экспертизы технических зада-
ний, проектной, конструкторской и технологической документации, проектов
стандартов и других нормативных документов;
357
осуществление метрологического надзора за состоянием и применением
средств измерений, аттестованными методиками выполнения измерений, эта-
лонами, применяемыми для калибровки средств измерений, соблюдением мет-
рологических правил и норм, нормативных документов по обеспечению един-
ства измерений;
осуществление контроля за деятельностью базовых организаций мет-
рологической службы и метрологических служб предприятий отрасли.
Положение о головной организации метрологической службы разраба-
тывается на основе Положения о метрологической службе государственного
органа управления (или на основе Положения о метрологической службе объе-
динения юридических лиц), Типового положения и утверждается в уста-
новленном порядке.
Для обеспечения выполнения задач, возлагаемых на головную организацию,
в ней создается самостоятельное структурное подразделение (научно-исследо-
вательское, проектно-конструкторское, технологическое), возглавляемое глав-
ным метрологом головной организации.
Главный метролог головной организации назначается на должность и осво-
бождается от нее приказом руководителя организации и несет ответственность
за выполнение задач и обязанностей, возлагаемых на головную организацию.
В Положении о головной организации отражаются не только отдельные
функции в области обеспечения единства и требуемой точности измерений,
возлагаемые на структурное подразделение, возглавляемое главным метроло-
гом, но и все остальные функции в этой области, возлагаемые на другие под-
разделения головной организации.
На подразделение метрологической службы, возглавляемое главным мет-
рологом головной организации, могут быть возложены также обязанности по
метрологическому обеспечению деятельности своей организации.
Для выполнения функций, определенных в Положении, головная орга-
низация располагает эталонами, средствами поверки и калибровки, другим
контрольно-измерительным и испытательным оборудованием.
Головная организация подвергается аккредитации, проводимой госу-
дарственным органом управления в порядке, установленном Федеральным
агентством по техническому регулированию и метрологии.
Головная организация, в составе которой имеется самостоятельная калиб-
ровочная лаборатория, может быть аккредитована также на право калибровки
средств измерений на основе договоров, заключаемых с государственными на-
учными метрологическими центрами или органами Государственной метроло-
гической службы в соответствии со статьей 23 Закона «Об обеспечении един-
ства измерений».
Финансирование работ по выполнению задач головной организации осу-
ществляется из централизованных фондов соответствующего государственного
органа управления.
6.2.2. Базовая организация
Базовая организация метрологической службы (далее — базовая органи-
зация) назначается по решению государственного органа управления или объе-
динения юридических лиц, которому она подчинена, для выполнения работ по
обеспечению единства и требуемой точности измерений в подотрасли (при
358
проведении исследований, разработок, испытаний, в производстве и эксплуа-
тации закрепленных за ней групп продукции) или закрепленных областях дея-
тельности. Базовые организации могут назначаться по территориальному прин-
ципу с прикреплением к ним объединений и предприятий определенного ре-
гиона, в частности, для выполнения работ по калибровке и ремонту средств
измерений.
Базовые организации метрологической службы назначаются государ-
ственным органом управления по согласованию с Федеральным агентством по
техническому регулированию и метрологии (при согласовании Положения о
метрологической службе государственных органов управления).
К основным задачам базовой организации относятся:
проведение систематического анализа состояния измерений, контроля и
испытаний в подотрасли с целью правильного определения приоритетов в ре-
шении задач метрологического обеспечения на прикрепленных предприятиях;
участие в разработке средств и методов измерений, в создании эталонов и
других средств калибровки, необходимых для метрологического обеспечения
производства на прикрепленных предприятиях;
участие в установлении рациональной номенклатуры измеряемых па-
раметров, оптимальных норм точности измерений при контроле показателей
качества продукции и параметров технологических процессов на прикрепленных
предприятиях;
проведение работ по установлению соответствия номенклатуры измеряемых
параметров, норм точности измерений, методик выполнения измерений, при-
меняемых средств измерений требованиям к нормам точности измерений по-
казателей качества готовой продукции, сырья, материалов и характеристик
производительности и точности технологического оборудования, минималь-
ной трудоемкости и заданной достоверности контроля на прикрепленных пред-
приятиях;
участие в разработке новых видов продукции и технологических процес-
сов, в аттестации технологических процессов, проверке технологического обо-
рудования на соответствие установленным нормам точности;
участие в подготовке к аттестации производств и к сертификации систем
качества на прикрепленных предприятиях;
проведение метрологической экспертизы технических заданий, проектной,
конструкторской и технологической документации, проектов стандартов и других
нормативных документов;
проведение метрологической аттестации методик выполнения измерений,
а также участие в аттестации средств испытаний и контроля на прикрепленных
предприятиях;
проведение калибровки средств измерений;
осуществление метрологического надзора за состоянием и применением
средств измерений, аттестованными методиками выполнения измерений, эта-
лонами, применяемыми для калибровки средств измерений, за соблюдением
метрологических правил и норм, нормативных документов по обеспечению
единства измерений на прикрепленных предприятиях.
Положение о базовой организации метрологической службы разрабатывается
на основе положения о метрологической службе соответствующего государ-
ственного органа управления (или на основе положения о метрологической
359
службе объединения юридических лиц) в соответствии с требованиями Типо-
вого положения и утверждается в установленном порядке.
Для обеспечения выполнения задач, возлагаемых на базовую организацию,
в ней создается самостоятельное структурное подразделение (научно-исследо-
вательское, проектно-конструкторское, технологическое), возглавляемое глав-
ным метрологом базовой организации.
Главный метролог базовой организации назначается на должность и осво-
бождается от нее приказом руководителя организации и несет ответственность
за выполнение задач и обязанностей, возлагаемых на базовую организацию.
В Положении о базовой организации отражаются не только отдельные
функции в области обеспечения единства и требуемой точности измерений,
возлагаемые на структурное подразделение, возглавляемое главным метрологом,
но и все остальные функции в этой области, возлагаемые на другие структур-
ные подразделения базовой организации.
На подразделение метрологической службы, возглавляемое главным мет-
рологом базовой организации, могут быть возложены также обязанности по
метрологическому обеспечению деятельности своей организации.
Для выполнения функций, определенных в Положении, базовая организация
располагает эталонами, средствами поверки и калибровки, другим контрольно-
измерительным и испытательным оборудованием.
Базовая организация подвергается аккредитации, проводимой государ-
ственным органом управления в порядке, установленном Минпромэнерго Рос-
сии.
Базовая организация, в составе которой имеется самостоятельная ка-
либровочная лаборатория, может быть аккредитована также на право калиб-
ровки средств измерений на основе договоров, заключаемых с государствен-
ными научными метрологическими центрами или органами Государственной
метрологической службы в соответствии со статьей 23 Закона «Об обеспечении
единства измерений».
Порядок финансирования работ, выполняемых базовой организацией, оп-
ределяется государственным органом управления или объединением юридических
лиц (для этих целей может создаваться специальный внебюджетный фонд из
средств объединений и предприятий, прикрепленных к базовой организации).
6.2.3. Метрологическая служба предприятия,
научно-исследовательской, проектно-конструкторской
и технологической организации и учреждения
Метрологическая служба предприятия, научно-исследовательской, про-
ектно-конструкторской, технологической организации и учреждения, пользую-
щихся правами юридического лица, независимо от форм собственности (да-
лее — предприятия), включает отдел (службу) главного метролога и (или)
другие структурные подразделения и создается для выполнения задач по обес-
печению единства измерений и метрологическому обеспечению исследований,
разработки, испытаний и эксплуатации продукции или иных областей деятель-
ности, закрепленных за предприятием.
360
В составе метрологической службы предприятия могут создаваться са-
мостоятельные калибровочные лаборатории, которые осуществляют калибровку
средств измерений для собственных нужд или сторонних юридических лиц.
Метрологическая служба предприятия проводит свою работу в тесном вза-
имодействии с основными структурными подразделениями предприятия.
К основным задачам метрологической службы предприятия относятся:
обеспечение единства и требуемой точности измерений, повышение уров-
ня метрологического обеспечения производства;
внедрение в практику современных методов и средств измерений, на-
правленное на повышение уровня научных исследований, эффективности про-
изводства, технического уровня и качества продукции, а также иных работ,
выполняемых предприятием;
организация и проведение калибровки и ремонта средств измерений, на-
ходящихся в эксплуатации, своевременное представление средств измерений
на поверку;
проведение метрологической аттестации методик выполнения измерений,
а также участие в аттестации средств испытаний и контроля;
проведение метрологической экспертизы технических заданий, проектной,
конструкторской и технологической документации, проектов стандартов и других
нормативных документов;
проведение работ по метрологическому обеспечению подготовки про-
изводства;
участие в аттестации испытательных подразделений, в подготовке к ат-
тестации производств и сертификации систем качества;
осуществление метрологического надзора за состоянием и применением
средств измерений, аттестованными методиками выполнения измерений, эта-
лонами, применяемыми для калибровки средств измерений, соблюдением мет-
рологических правил и норм, нормативных документов по обеспечению един-
ства измерений.
Положение о метрологической службе предприятия разрабатывается на
основе Устава предприятия в соответствии с требованиями разделов 4 и 7
настоящего Типового положения и утверждается руководителем предприятия.
При выполнении предприятием работ в сферах распространения государст-
венного метрологического контроля и надзора, предусмотренных статьей 13
Закона Российской Федерации «Об обеспечении единства измерений», По-
ложение о метрологической службе предприятия утверждается его руководите-
лем по согласованию с органом Государственной метрологической службы по
месту расположения предприятия.
Метрологические службы предприятий могут быть аккредитованы на право
поверки и (или) калибровки средств измерений.
Заинтересованные метрологические службы юридических лиц независимо
от ведомственной принадлежности и форм собственности этих юридических
лиц по их инициативе могут быть аккредитованы на техническую компетент-
ность в осуществлении конкретной деятельности в области обеспечения един-
ства и требуемой точности измерений на основе договоров, заключаемых с
государственными научными метрологическими центрами или органами госу-
дарственной метрологической службы в соответствии со статьей 27 Закона Рос-
сийской Федерации «Об обеспечении единства измерений».
361
6.3. Аккредитация органов государственной
метрологической службы и государственных
научных метрологических центров
на техническую компетентность в области
поверки средств измерений
Аккредитация органов ГМС и ГНМЦ направлена:
на обеспечение доверия к деятельности органов ГМС и ГНМЦ на основе
подтверждения и официального признания их компетентности выполнять ра-
боты в определенной области аккредитации;
на создание условий для взаимного признания аккредитованных органов
ГМС и ГНМЦ и их деятельности, зарегистрированных в соответствующих доку-
ментах, в том числе в рамках Соглашения стран СНГ «О взаимном признании
результатов испытаний, метрологической аттестации, поверки и калибровки
средств измерений, а также результатов аккредитации испытательных, изме-
рительных, поверочных и калибровочных лабораторий».
Этот порядок регламентирован Правилами проведения аккредитации, ко-
торые устанавливают требования, предъявляемые к органам Государственной
метрологической службы (далее — органы ГМС), и метрологическим научно-
исследовательским институтам Федерального агентства по техническому регу-
лированию и метрологии — государственным научным метрологическим цент-
рам (далее — ГНМЦ), и порядок их аккредитации на техническую компетент-
ность в области поверки средств измерений.
Они разработаны с целью укрепления доверия к органам ГМС и ГНМЦ в
рамках Государственной системы обеспечения единства измерений (ГСИ).
Для достижения этой цели в них реализованы положения:
Закона Российской Федерации «Об обеспечении единства измерений»;
«Порядка аккредитации метрологических служб юридических лиц на право
поверки средств измерений»;
ПР 50.2.014—2002 «ГСИ. Правила проведения аккредитации метрологиче-
ских служб юридических лиц на право поверки средств измерений»;
«Порядка признания поверки средств измерений», утвержденного МГС по
стандартизации, метрологии и сертификации, 1994 г.;
Руководства ИСО/МЭК 55 «Системы аккредитации испытательных лабо-
раторий. Общие рекомендации по руководству действием систем»;
Руководства ИСО/МЭК 38 «Общие требования к приемке испытательных
лабораторий».
Аккредитацию органов ГМС и ГНМЦ осуществляет Федеральное агентство
по техническому регулированию и метрологии.
При аккредитации устанавливается область аккредитации и выдается Ат-
тестат аккредитации.
Аттестат аккредитации выдается Федеральным агентством по техническо-
му регулированию и метрологии на срок до 5 лет.
Научно-методическое обеспечение проведения работ по аккредитации ор-
ганов ГМС и ГНМЦ на техническую компетентность в области поверки средств
измерений осуществляет Всероссийский научно-исследовательский институт
метрологической службы (ВНИИМС).
362
Аккредитованные органы ГМС и ГНМЦ:
выполняют работу строго в соответствии с областью аккредитации по уста-
новленным правилам;
приостанавливают (прекращают) деятельность в области аккредитации в
случае нарушений условий (несоблюдения критериев) аккредитации или при-
остановления (отмены) аттестата аккредитации;
обеспечивают соответствие органа ГМС и ГНМЦ установленным тре-
бованиям (в том числе требованиям системы качества);
представляют во ВНИИМС информацию о деятельности, об изменении
организационной структуры, технического оснащения и других условий, оп-
ределяющих способность выполнять работы в области аккредитации;
создают условия для осуществления инспекционного контроля за дея-
тельностью в области аккредитации.
Органы ГМС и ГНМЦ должны иметь систему обеспечения качества, персо-
нал, необходимые рабочие эталоны, помещения и условия, обеспечивающие
проведение поверки средств измерений.
Система качества органа ГМС и ГНМЦ должна обеспечивать качество по-
верки в установленной области аккредитации. Комплект документов по обеспе-
чению качества включается в Руководство по качеству. Руководство по качеству
должно быть доступно для использования сотрудниками органа ГМС и ГНМЦ.
Работу по актуализации Руководства по качеству, доведению входящих в
него документов до сведения персонала, текущей оценке состояния системы
качества осуществляет ответственный сотрудник, подчиняющийся непо-
средственно руководству органа ГМС или ГНМЦ.
Руководство по качеству включает:
политику в области обеспечения качества;
организационную структуру органа ГМС и ГНМЦ;
задачи и функциональные обязанности сотрудников органа ГМС и ГНМЦ;
общие процедуры обеспечения качества;
процедуры и инструкции (или ссылки на процедуры или инструкции) на
выполнение работ;
процедуры проведения внутренних проверок качества поверочных работ и
проведение корректирующих мероприятий.
Система качества должна регулярно проверяться руководством органа ГМС
и ГНМЦ или от его имени уполномоченными сотрудниками с целью обеспече-
ния эффективности системы и принимаемых корректирующих мероприятий.
Результаты проверок подлежат регистрации (с описанием корректирующих
воздействий) и доведению до сведения сотрудников.
Состав персонала должен обеспечивать проведение поверки в установленной
области аккредитации и включать специалистов, имеющих профессиональную
подготовку, квалификацию и опыт проведения поверки в признанной области
аккредитации.
Каждый специалист должен иметь должностную инструкцию, устанав-
ливающую функции, обязанности, права и ответственность, требования к об-
разованию, техническим знаниям и опыту работы.
Сотрудники, непосредственно участвующие в проведении поверки, долж-
ны быть аттестованы в качестве поверителей в соответствии с ПР 50.2.012—94.
Помещения для проведения поверки должны соответствовать требованиям
по производственной площади, состоянию и обеспечиваемым в них условиям
363
(температура, влажность, чистота воздуха, освещенность, звуко- и вибро-
изоляция, защита от излучений магнитного, электрического и других физичес-
ких полей, снабжение электроэнергией, водой, воздухом, теплом, хладаген-
том и т. п.), требованиям нормативных документов (НД) по поверке, санитар-
ным нормам и правилам, требованиям безопасности труда и охраны окружаю-
щей среды. Соответствие помещений установленным требованиям должно быть
документально подтверждено.
При этом должен контролироваться доступ к месту проведения поверки, а
также должны быть определены условия допуска в помещения, где проводится
поверка, лиц, не относящихся к персоналу органов ГМС и ГНМЦ, а также
должны применяться профилактические меры по обеспечению должного по-
рядка в помещениях, их периодической уборке.
Органы ГМС и ГНМЦ должны иметь эталоны и вспомогательное обо-
рудование, необходимые для проведения поверки в определенной области ак-
кредитации. Эталоны должны быть поверены в установленном порядке.
При необходимости должна быть предусмотрена возможность использования
для поверки эталонов других организаций.
Использование эталонов других организаций должно быть оформлено со-
ответствующими договорами (соглашениями).
Эталоны и вспомогательное оборудование должны содержаться в условиях,
обеспечивающих их сохранность и защиту от повреждения и преждевременного
износа. Для эталонов и вспомогательного оборудования должны быть разрабо-
таны и утверждены руководством графики по техническому обслуживанию, а
также графики поверки.
Неисправные эталоны и вспомогательное оборудование должны сниматься
с эксплуатации и этикетироваться соответствующим образом, указывающим
на их непригодность для выполнения своих функций.
Каждый эталон и каждая единица вспомогательного оборудования должны
этикетироваться и быть зарегистрированы. Порядок регистрации должен быть
отражен в Руководстве по качеству. Регистрационный документ на каждую еди-
ницу должен включать следующие сведения:
наименование;
предприятие-изготовитель (фирма), тип (марка), заводской и инвентар-
ный номер;
метрологические характеристики;
дату изготовления, дату получения и ввода в эксплуатацию;
состояние при покупке (новый, бывший в употреблении, после ремонта
и т. п.);
место расположения (при необходимости);
данные о неисправностях, ремонтах и техобслуживании;
данные о поверках, межповерочный интервал.
Органы ГМС и ГНМЦ должны располагать соответствующей актуали-
зированной документацией, включающей:
организационно-методические НД, НД на методики поверки в определенной
области аккредитации;
документы, регламентирующие правила обеспечения поддержания в над-
лежащем состоянии эталонов и вспомогательного оборудования (графики по-
верки, паспорта, эксплуатационная документация);
364
документы, определяющие систему хранения информации и результатов
поверки (протоколы, рабочие журналы и т. п.).
В органах ГМС и ГНМЦ должны быть установлены и документированы
процедуры, обеспечивающие актуализацию и наличие в установленных мес-
тах НД, связанных с проведением поверки, техникой безопасности и ведением
документации.
Должны быть установлены правила приемки, хранения и возврата средств
измерений, поступающих на поверку.
Органы ГМС и ГНМЦ должны иметь систему регистрации результатов по-
верки, которая обеспечивает регистрацию протоколов поверки, выданных сви-
детельств о поверке и извещений о непригодности средств измерений.
Условия хранения документации должны обеспечивать ее сохранность в
течение установленного срока и при необходимости конфиденциальность.
Условия и сроки хранения документов должны быть регламентированы.
6.3.1. Порядок аккредитации органов ГМС и ГНМЦ
на техническую компетентность
в области поверки средств измерений
Аккредитация органов ГМС и ГНМЦ проводится в соответствии с гра-
фиком, утверждаемым Федеральным агентством по техническому регулирова-
нию и метрологии.
График составляется на основании предложений ГНМЦ и органов ГМС по
срокам проведения аккредитации.
Работа по аккредитации органов ГМС и ГНМЦ включает следующие
этапы:
представление заявки на аккредитацию, ее предварительное рассмотрение
Федеральным агентством по техническому регулированию и метрологии и при-
нятие решения по заявке (представление заявки на аккредитацию);
экспертиза документов по аккредитации;
проверка (аттестация) заявителя;
анализ всех материалов и принятие по результатам экспертизы и аттестации
решения об аккредитации или об отказе в аккредитации;
оформление, регистрация и выдача аттестата аккредитации;
проведение последующего инспекционного контроля аккредитованного
органа ГМС и ГНМЦ.
Заявка представляется на имя заместителя руководителя Федерального
агентства по техническому регулированию и метрологии. К заявке должен быть
приложен комплект документов (проект приложения к аттестату аккредита-
ции, Руководство по качеству).
С целью ускорения процедуры прохождения документов по аккредитации,
создания и ведения баз данных, использования электронной почты документы
подготавливаются на бумажных и магнитных носителях.
Заявка направляется в Управление метрологии и надзора.
Управление метрологии и надзора осуществляет предварительное рассмот-
рение заявки: определяет полноту и правильность оформления комплекта
документов.
365
По результатам рассмотрения Управление метрологии и надзора оформ-
ляет проект решения по заявке. При отрицательном результате рассмотрения
оформляет проект письма об отказе в принятии заявки и возврате комплекта
документов для доработки и повторного представления.
При предварительном рассмотрении заявки Управление метрологии и над-
зора в каждом конкретном случае устанавливает процедуру проведения аккре-
дитации, в том числе с учетом минимизации затрат.
Срок предварительного рассмотрения не должен превышать 15 дней.
После принятия заявки комплект документов направляется в ГНМЦ
ВНИИМС, который:
заключает договор на проведение экспертизы документов по аккредитации;
организовывает привлечением ГНМЦ и органов ГМС проведение экспертизы
документов по аккредитации;
готовит предложения по составу комиссии для проведения проверки зая-
вителя;
готовит проект программы проверки заявителя.
Срок проведения экспертизы и других работ должен быть не более 20 дней.
Проведение экспертизы осуществляют эксперты по аккредитации поверочных
лабораторий и аттестованные поверители.
Состав привлекаемых к экспертизе специалистов ГНМЦ и органов ГМС
утверждает Управление метрологии и надзора.
По результатам экспертизы составляется экспертное заключение. Экспертное
заключение должно содержать:
оценку соответствия представленной в заявке информации критериям ак-
кредитации;
указание на несоответствие конкретным критериям (при их наличии);
рекомендации, если заявка нуждается в корректировке в отношении от-
дельных ее положений, и порядок подтверждения заявителем их выполнения;
выводы о соответствии или несоответствии представленной в заявке ин-
формации критериям аккредитации.
Все записи, содержащиеся в экспертном заключении, должны четко и ясно
излагать оценку соответствия всем установленным критериям аккредитации.
Экспертное заключение вместе с комплектом документов представляется в
Управление метрологии и надзора.
Заявителю направляется экспертное заключение и уведомление о проведении
проверки или приостановке проверки до устранения замечаний.
При положительных результатах экспертизы Управление метрологии и над-
зора рассматривает и согласовывает предложения по составу комиссии.
В состав комиссии включают представителей ГНМЦ и органов ГМС для
комплексной оценки соответствия заявителя критериям аккредитации. С этой
же целью в состав комиссии могут быть включены дополнительно специалисты
Федерального агентства по техническому регулированию и метрологии, пред-
приятий промышленности, научных и других компетентных организаций. В со-
став комиссии должны входить специалисты, аттестованные в качестве экспер-
тов по аккредитации поверочных лабораторий.
В состав комиссий по проверке органов ГМС и ГНМЦ, находящихся в од-
ном регионе, в обязательном порядке включаются их представители. Председа-
телем комиссии назначается ответственный сотрудник центрального аппарата
Федерального агентства по техническому регулированию и метрологии.
366
Состав комиссии доводится до сведения заявителя. Состав комиссии
утверждается заместителем руководителя Федерального агентства по техничес-
кому регулированию и метрологии.
Управление метрологии и надзора в срок не позднее чем за 5 дней сооб-
щает заявителю о дате начала работы комиссии.
Комиссия рассматривает подготовленный проект программы проверки за-
явителя, вносит в него необходимые изменения и представляет в Управление
метрологии и надзора на утверждение.
Комиссия проводит проверку заявителя в соответствии с установленными
требованиями и программой проверки.
Результаты работы оформляются актом.
При проверке используется комплект документов, находящихся у заявителя.
В процессе проверки могут быть проведены или использованы результаты
межлабораторных сличений.
В течение 5 дней комиссия представляет акт в Управление метрологии и
надзора.
Оплата работ по аккредитации выполняется заявителем в установленном
Федеральным агентством по техническому регулированию и метрологии по-
рядке.
При положительных результатах проверки Управление метрологии и над-
зора рассматривает всю информацию, представленную заявителем, а также по-
лученную в процессе экспертизы и проверки, и представляют ее на рассмотре-
ние Научно-технической комиссии по метрологии и измерительной технике
(НТК) Федерального агентства по техническому регулированию и метрологии.
Если комиссия по проверке высказала рекомендации по корректировке
отдельных документов или устранению недостатков в организации работы зая-
вителя, последний должен устранить недостатки в соответствии с реко-
мендациями и представить подтверждения их устранения и откорректированный
комплект документов в порядке и в сроки, установленные в акте.
Если необходимость корректировки документов выявилась в процессе под-
готовки решения об аккредитации, Управление метрологии и надзора инфор-
мирует об этом заявителя. После устранения замечаний вопрос рассматривает-
ся на НТК.
При положительном решении НТК Управление метрологии и надзора го-
товит приказ Федерального агентства по техническому регулированию и мет-
рологии с целью утверждения аттестата аккредитации и области аккредитации.
Оформленный комплект документов направляется во ВНИИМС.
ВНИИМС ведет информационную систему по аккредитации, включая ин-
формацию об аккредитованных органах ГМС и ГНМЦ, об аттестованных экс-
пертах по аккредитации, о результатах инспекционного контроля, организацию
обеспечения органов ГМС и ГНМЦ правилами процедуры аккредитации.
Если по результатам работы выявлено несоответствие заявителя критериям
аккредитации, которое может быть устранено путем коррекции документов и
проведения организационных мероприятий в установленный срок, необходи-
мые проверки могут быть проведены повторно только по выявленным несоот-
ветствиям. При необходимости у заявителя может быть затребована дополни-
тельная информация.
При выявлении несоответствий заявителя критериям аккредитации, не
устраненных путем корректирования документов и проведения организацион-
ных мероприятий в установленный срок, оформляется отказ в аккредитации.
367
Федеральное агентство по техническому регулированию и метрологии до
истечения срока действия аттестата аккредитации должно провести повторную
аккредитацию органов ГМС и ГНМЦ.
Решение принимается не менее чем за месяц до истечения срока действия
аттестата аккредитации на основании результатов инспекционного контроля за
деятельностью аккредитованного органа ГМС и ГНМЦ.
Аккредитованный орган ГМС и ГНМЦ, претендующий на расширение своей
области аккредитации, направляет заявку на аккредитацию в дополнительной
области.
К заявке прилагают сведения об области аккредитации и другую доку-
ментацию, соответствующую ранее указанной.
Аккредитация может проводиться по полной либо сокращенной процедуре.
Степень сокращения устанавливает в каждом конкретном случае Госстандарт
России (в том числе с учетом минимизации затрат).
Если орган ГМС и ГНМЦ делает заявку на аккредитацию подразделения,
которое прежде не было аккредитовано, необходимо провести оценку его соот-
ветствия критериям аккредитации в полном объеме работ по аккредитации.
6.3.2. Инспекционный контроль
Инспекционный контроль — проверка, проводимая Федеральным агент-
ством по техническому регулированию и метрологии с целью установления,
что деятельность аккредитованного органа ГМС и ГНМЦ продолжает соответ-
ствовать установленным требованиям.
Инспекционный контроль за деятельностью аккредитованных органов ГМС
и ГНМЦ организует Управление метрологии и надзора.
Инспекционный контроль проводится путем:
анализа ежегодно представляемой информации о результатах периодических
собственных внутренних проверок системы обеспечения качества поверки, о
поступивших претензиях и т. д.;
проверки реального состояния эталонов и поверочного оборудования;
проведения межлабораторных сличений эталонов, контроля соблюдения
графиков поверки эталонов;
проверок поверочной деятельности и качества поверочных работ, анализа
протоколов поверки.
К проведению инспекционного контроля привлекаются представители
ГНМЦ и органов ГМС, а также специалисты Федерального агентства по тех-
ническому регулированию и метрологии.
Инспекционный контроль может быть периодическим и внеплановым. Пе-
риодический контроль осуществляется не реже одного раза в 2 года в течение
срока действия аттестата аккредитации.
Внеплановый контроль проводят по решению Федерального агентства по
техническому регулированию и метрологии в случаях поступления отрицатель-
ных сведений о деятельности субъекта.
При нарушении условий аккредитации Федеральное агентство по техни-
ческому регулированию и метрологии принимает решение о приостановлении
действия или отмене аттестата аккредитации.
Федеральное агентство по техническому регулированию и метрологии при-
нимает решение о приостановлении действия или отмене аттестата аккредита-
368
ции, или об ограничении области аккредитации лишь после заслушивания органа
ГМС и ГНМЦ или рассмотрения представленных материалов.
Органы ГМС и ГНМЦ извещаются об этом не позднее 10 дней после при-
нятия решения.
Инспекционный контроль оплачивается аккредитованными органами ГМС
и ГНМЦ.
6.4. Аккредитация метрологических служб
юридических лиц на право поверки
средств измерений
Требования к метрологическим службам юридических лиц независимо от
их принадлежности и форм собственности, аккредитуемым на право по-
верки средств измерений, и правила их аккредитации установлены в
ПР 50.2.014-2002.
Аккредитация Метрологической службы Вооруженных Сил Российской
Федерации осуществляется на основе правил, согласованных между Минпром-
энерго России и Министерством обороны России.
По решению Федерального агентства по техническому регулированию и
метрологии право поверки средств измерений может быть предоставлено акк-
редитованным метрологическим службам юридических лиц.
Аккредитация метрологических служб юридических лиц (далее — МС) яв-
ляется официальным признанием их полномочий в проведении поверки средств
измерений.
При аккредитации МС Федеральным агентством по техническому регули-
рованию и метрологии выдается аттестат аккредитации с приложением к нему,
устанавливающим область аккредитации. Срок действия аттестата аккредита-
ции — не более 5 лет.
Возмещение расходов, связанных с подготовкой и проведением аккре-
дитации, проверкой материалов аккредитации и оказанием других услуг, про-
изводится МС в соответствии с условиями договоров на основании статьи 27
Закона Российской Федерации «Об обеспечении единства измерений».
Поверочная деятельность, осуществляемая аккредитованными МС, конт-
ролируется органами Государственной метрологической службы (ГМС) по месту
расположения этих юридических лиц.
Ответственность за ненадлежащее выполнение поверочных работ и не-
соблюдение требований соответствующих нормативных документов несут юри-
дические лица, МС которых выполнены поверочные работы.
В отношении юридических лиц, должностных лиц этих юридических лиц,
включая должностных лиц соответствующих МС, могут быть приняты меры
правового воздействия, предусмотренные статьей 20 Закона Российской Феде-
рации «Об обеспечении единства измерений», а также другие меры воздей-
ствия, установленные административным либо гражданским законодательством
Российской Федерации.
Поверочные работы, выполняемые аккредитованными МС, оплачиваются
заинтересованными юридическими и физическими лицами в соответствии с
условиями заключаемых договоров.
24-1651
369
Научно-методическое обеспечение аккредитации МС осуществляет
ВНИИМС, входящий в состав НИИ Федерального агентства по техническому
регулированию и метрологии.
МС должна иметь положение, структуру, систему обеспечения качества,
персонал, необходимые рабочие эталоны, помещения и условия, обеспе-
чивающие проведение поверки средств измерений.
Положение о МС должно быть утверждено в установленном порядке.
Система обеспечения качества должна соответствовать деятельности и объему
выполняемых МС работ. За обеспечение качества поверочных работ ответствен-
ность несет руководитель МС юридического лица (главный метролог).
Документация на элементы системы обеспечения качества должна быть
включена в Руководство по качеству.
Руководство по качеству должно содержать комплексное описание МС и
организации работ по поверке.
Руководство по качеству МС должно содержать следующую информацию:
структуру МС;
заявление о политике качества;
описание объекта деятельности (компетентности МС);
процедуры проведения внутренних проверок;
сведения об оснащенности эталонами, необходимыми для поверки средств
измерений в аккредитуемой области;
сведения о кадровом составе (персонале) сотрудников, проводящих по-
верку;
сведения об информационных технологиях, обеспечивающих учет повери-
тельных клейм и результатов поверки;
должностные инструкции;
процедуры и инструкции (или ссылки на процедуры и инструкции) на
выполнение работ;
сведения о состоянии производственных помещений;
сведения о применяемых нормативных документах.
Ведение Руководства по качеству возлагается на ответственного сотруд-
ника МС. Руководство МС периодически должно проводить внутренние про-
верки системы обеспечения качества. Такие проверки должны регистрироваться
с подробной записью корректирующего действия.
МС должна иметь эталоны, необходимые для проведения поверки, оп- <
ределенной областью аккредитации. Эталоны должны быть поверены в уста-
новленном порядке.
При необходимости должна быть предусмотрена возможность использования
для поверки ряда эталонов других организаций в соответствии с заключенными
договорами.
Эталоны должны содержаться в условиях, обеспечивающих их сохранность
и защиту от повреждения и преждевременного износа.
Для эталонов должны быть разработаны и утверждены графики по техни-
ческому обслуживанию, а также графики поверки.
Неисправные эталоны должны сниматься с эксплуатации и иметь соот-
ветствующие этикетки, указывающие на их непригодность для выполнения своих
функций.
Каждый эталон должен быть зарегистрирован в МС. Регистрационный до-
кумент на каждую единицу должен включать следующие сведения:
наименование;
370
предприятие-изготовитель (фирма), тип (марка), заводской и инвентар-
ный номер;
метрологические характеристики;
дату изготовления, дату получения и ввода в эксплуатацию; состояние при
покупке (новый, бывший в употреблении, после ремонта и т. п.);
место расположения (при необходимости);
данные о неисправностях, ремонтах и техобслуживании;
данные о поверках, межповерочный интервал.
Персонал должен иметь профессиональную подготовку, технические зна-
ния и опыт, необходимый для проведения поверки в признанной области
аккредитации.
Для каждого сотрудника должны быть установлены требования к уровню
образования, профессиональной подготовке, техническим знаниям и опыту
работы в области поверки средств измерений.
Сотрудники, непосредственно участвующие в проведении поверки, долж-
ны быть аттестованы в установленном порядке в качестве поверителей.
Помещения для проведения поверки должны соответствовать по про-
изводственной площади, состоянию и обеспечиваемым в них условиям (тем-
пература, влажность, чистота воздуха, освещенность, звуко- и виброизоля-
ция, защита от излучений магнитного, электрического и других физических
полей, снабжение электроэнергией, водой, воздухом, теплом, хладагентом
и т. п.) требованиям нормативных документов по поверке, санитарным нормам
и правилам, требованиям безопасности труда и охраны окружающей среды.
Доступ к местам проведения поверки должен находиться под контролем.
Вход посторонних лиц должен быть ограничен.
МС должна располагать соответствующей актуализированной документацией,
включающей:
НД на методики поверки средств измерений, определенные областью ак-
кредитации;
НД федерального уровня, содержащие общие метрологические правила и
нормы в виде оригиналов или официальных копий;
документы, регламентирующие правила обеспечения поддержания в над-
лежащем состоянии эталонов (графики поверки, паспорта, эксплуатационная
документация);
документы, определяющие хранение информации и результатов поверки
(протоколы, рабочие журналы и т. п.).
В МС должны быть установлены правила, обеспечивающие актуализацию и
наличие в установленных местах НД, связанных с проведением поверки, тех-
никой безопасности и ведением документации.
Регистрация результатов поверки и хранение документов
МС должны иметь систему учета поверительных клейм и результатов повер-
ки, которая обеспечивает хранение протоколов поверки, регистрацию выдан-
ных свидетельств о поверке и извещений о непригодности средств измерений,
а также передачу соответствующей информации в Госстандарт России.
МС должны располагать программно-аппаратными средствами, достаточ-
ными для обеспечения совместимости данной системы с автоматизированной
информационной системой (АИС) учета результатов поверки Госстандарта
России.
МС должны обладать документально подтвержденными процедурами по
хранению (включая продолжительность) и защите указанной выше зарегист-
24*
371
рированной информации. Эта информация должна сохраняться не менее трех
межповерочных интервалов.
ПОРЯДОК АККРЕДИТАЦИИ МЕТРОЛОГИЧЕСКИХ СЛУЖБ
ЮРИДИЧЕСКИХ ЛИЦ, ПРОДЛЕНИЕ СРОКА ДЕЙСТВИЯ АТТЕСТАТА
АККРЕДИТАЦИИ И РАСШИРЕНИЕ ОБЛАСТИ АККРЕДИТАЦИИ
Аккредитация МС предусматривает следующие этапы:
направление материалов по аккредитации в орган ГМС по месту рас-
положения юридического лица;
получение заключения руководителя органа ГМС по месту расположения
юридического лица о возможности аккредитации МС;
представление в Федеральное агентство по техническому регулированию и
метрологии заявки на аккредитацию;
экспертиза документов, представленных МС, формирование и утверждение
состава комиссии по проверке МС;
проверка МС комиссией, оформление акта проверки;
подготовка материалов для рассмотрения Научно-технической комиссией
Федерального агентства по техническому регулированию и метрологии по мет-
рологии и измерительной технике (НТК);
рассмотрение материалов аккредитации на НТК и оформление приказа
Федерального агентства по техническому регулированию и метрологии;
оформление, регистрация и выдача аттестата аккредитации.
Заявитель направляет в орган ГМС по месту своего расположения заявку на
аккредитацию.
Одновременно с заявкой направляются следующие документы:
«Руководство по качеству»;
технико-экономическое обоснование аккредитации МС на право поверки.
В заключении органа ГМС, выдаваемом в течение месяца со дня получения г
заявки, должно быть отражено его мнение о возможности и целесообразности
аккредитации МС по заявляемой номенклатуре средств измерений, а также
даны предложения по составу комиссии по проверке МС.
Заключение выдается органом ГМС после рассмотрения материалов, пере-
численных выше. При подготовке заключения учитываются номенклатура и ко-
личество средств измерений, подлежащих поверке на закрепленной террито-
рии, а также перечни средств измерений, подлежащих поверке, направляемых
в органы ГМС в соответствии с п. 2.6 ПР 50.2.006—94.
Заключение подписывает руководитель органа ГМС.
Заместитель руководителя Федерального агентства по техническому регу-
лированию и метрологии поручает Управлению метрологии и надзора в тече-
ние месяца организовать экспертизу документов, представленных МС, и при
ее положительных результатах сформировать и утвердить комиссию по провер-
ке МС.
В состав комиссии включают специалистов органа ГМС по месту рас-
положения МС, а также специалистов государственных научных метрологи-
ческих центров (ГНМЦ) и других органов ГМС.
Не менее половины комиссии должны составлять специалисты, аттесто-
ванные в качестве экспертов. По предложению метрологических служб феде-
ральных органов исполнительной власти в состав комиссии могут быть вклю-
чены их представители.
372
Председателем комиссии, как правило, назначается руководитель органа
ГМС или его заместитель. Состав комиссии доводится до сведения МС и всех
лиц, участвующих в проверке.
По результатам проверки составляется акт, который подписывается члена-
ми комиссии и представляется для ознакомления руководителю МС.
Акт вместе с проектом области аккредитации и документами направляется
во ВНИИМС.
ВНИИМС в течение пятнадцати дней осуществляет подготовку доку-
ментации и со своим заключением направляет их в Управление метрологии для
рассмотрения на НТК.
НТК принимает решение об аккредитации МС после рассмотрения ин-
формации о состоянии этой МС и ее готовности к аккредитации.
При принятии решения устанавливаются область аккредитации и сфера
действия аттестата аккредитации.
Сфера действия аттестата аккредитации может предусматривать проведение
поверки только для собственных нужд или для любых сторонних организаций.
При положительном решении об аккредитации оформляется приказ Гос-
стандарта, которым устанавливаются область и сфера действия аттестата аккре-
дитации, осуществляется регистрация МС, устанавливается шифр поверитель-
ного клейма и оформляется аттестат аккредитации.
Повторная аккредитация МС проводится не реже одного раза в 5 лет.
В отдельных случаях по истечении срока действия аттестата аккредитации
продление срока может быть осуществлено без процедуры повторной аккреди-
тации (переаккредитации). Такое решение принимают не менее чем за месяц до
истечения срока действия аттестата аккредитации на основании результатов
инспекционного контроля за деятельностью аккредитованной МС.
Аккредитованная МС, претендующая на расширение своей области ак-
кредитации, направляет заявку на аккредитацию в дополнительной области.
К заявке прилагается дополнение к руководству по качеству.
Аккредитация проводится в соответствии с п. 4.2,—4.12 настоящих правил
по полной либо сокращенной процедуре. Степень сокращения устанавливается
в каждом конкретном случае Управлением метрологии (в том числе с учетом
минимизации затрат).
КОНТРОЛЬ ЗА ПОВЕРОЧНОЙ ДЕЯТЕЛЬНОСТЬЮ
АККРЕДИТОВАННЫХ МЕТРОЛОГИЧЕСКИХ СЛУЖБ
ЮРИДИЧЕСКИХ ЛИЦ
Инспекционный контроль за деятельностью аккредитованных МС юриди-
ческих лиц осуществляет ЦСМ по месту расположения юридического лица, в
соответствии с утвержденным графиком. График инспекционного контроля
ежегодно разрабатывается и утверждается ЦСМ.
Инспекционный контроль осуществляется в двух формах:
первая — оценка деятельности аккредитованной МС юридического лица на
основании представленных информационных листов и других материалов (про-
водится ежегодно);
вторая — инспекционная проверка с выездом комиссии в аккредитован-
ную МС юридического лица (проводится один раз в межаккредитационный
период).
373
Инспекционный контроль по первой форме осуществляется силами ЦСМ
по месту расположения юридического лица, по второй — комиссией, состав
которой утверждается решением руководителя органа ГМС на соответствую-
щей территории.
Инспекционный контроль может быть периодическим и внеплановым. Пе-
риодический контроль осуществляется не реже одного раза в год.
Внеплановый контроль проводят по решению Федерального агентства по
техническому регулированию и метрологии в случаях поступления отрицатель-
ных сведений о деятельности аккредитованной МС юридического лица.
Оценка деятельности организации, подлежащей инспекционному контролю
по документам (первая форма) осуществляется в следующем порядке:
уполномоченный ЦСМ осуществляет рассылку информационных листов, а
также запросы на другие необходимые материалы, связанные с деятельностью
поверочных подразделений аккредитованной метрологической службы, сбор
информации и оценку деятельности инспектируемой организации.
Инспектируемая организация готовит ответы на вопросы информационно-
го листа. Среди этих вопросов:
изменения в области аккредитации (с указанием перечня включенных в
область аккредитации групп средств измерений и групп средств измерений,
исключенных из нее);
изменения, произошедшие в составе средств поверки (список вновь при-
обретенного оборудования, с указанием, для поверки каких средств измерений
оно используется и, при необходимости, взамен какого; список изъятого из
эксплуатации поверочного оборудования, с указанием, для поверки каких групп
средств измерений оно ранее использовалось).
Во втором списке указывается только то оборудование, которое не вошло в
первый список, как замененное новым.
Изменения, произошедшие в составе поверочных помещений (при этом
указывается перечень изъятых из эксплуатации и вошедших в эксплуатацию
помещений).
Изменения, произошедшие в составе поверителей (с указанием списка вы-
бывших поверителей и вновь зачисленных в штат поверителей, последний спи-
сок должен содержать соответствующие сведения).
Изменения, произошедшие в составе программно-аппаратных средств и
организации системы регистрации поверительных клейм и результатов по-
верки.
Перечень замечаний и предложений, содержащихся в акте комиссии по
аккредитации или предыдущему инспекционному контролю, с указанием про-
веденных мероприятий по их устранению (или причин невыполнения).
Оценка деятельности инспектируемой организации включает:
анализ изменений, произошедших с момента аккредитации или послед-
него инспекционного контроля, и оценку факторов, влияющих на сохранение
соответствия аккредитованной МС юридического лица критериям аккредита-
ции;
оценку результатов деятельности в области поверки аккредитованной МС
юридического лица, в том числе количества и причин претензий к качеству
поверки, наличие и результаты внутренних проверок функционирования сис-
темы управления качеством выполнения поверочных работ, устранение заме-
чаний и реализацию предложений, сделанных при аккредитации или предыду-
щих проверках.
374
По результатам оценки деятельности инспектируемой организации
оформляется заключение.
При этом заключение может содержать одно из двух предложений:
признать работу инспектируемой организации удовлетворительной, если
аккредитованная МС юридического лица соответствует критериям аккредита-
ции и требованиям, предъявляемым к метрологическим службам, осуществ-
ляющим поверку средств измерений;
провести инспекционную проверку с выездом комиссии на место в случае
отрицательной оценки деятельности инспектируемой МС.
Заключение по результатам инспекционного контроля, с информационным
листом и сведениями об изменениях условий аккредитации направляется ЦСМ,
проводившим инспекционный контроль, во ВНИИМС.
ВНИИМС обобщает материалы инспекционного контроля, поступившие в
течение квартала, и готовит проект заключения по результатам выполненных
работ.
В случае признания работы аккредитованной метрологической службы не-
удовлетворительной ВНИИМС представляет материалы инспекционного конт-
роля и предложения комиссии на рассмотрение НТК по метрологии и измери-
тельной технике Федерального агентства по техническому регулированию и
метрологии.
В случае принятия решения о проведении инспекционной проверки с
выездом комиссии на место Управление метрологии и надзора утверждает
состав комиссии и оформляет поручение на осуществление внеочередного
инспекционного контроля.
При осуществлении инспекционного контроля по второй форме конкретное
содержание выполняемых работ определяется программой инспекционного
контроля. Программа разрабатывается ЦСМ, рассматривается членами комис-
сии, при необходимости в нее вносятся уточнения и дополнения.
При инспекционной проверке (вторая форма инспекционного контроля)
рассматриваются:
сохранение соответствия требованиям, предъявляемым к аккредитованным
МС юридического лица, изложенным выше;
состояние и ведение организационно-методических документов поверочных
подразделений (руководства по качеству, протоколов поверки, графиков по-
верки рабочих эталонов и т. п.), а также работ, связанных с регистрацией пове-
рительных клейм и результатов поверки;
результаты деятельности инспектируемой организации за период, прошед-
ший с момента аккредитации или последнего инспекционного контроля (оце-
ниваются изменения, произошедшие в составе поверочного оборудования,
помещений для поверочных лабораторий, количество и качество внутренних
проверок функционирования системы управления качеством, ведение архи-
вов, соблюдение требований конфиденциальности, выполнение корректирую-
щих мероприятий по рекомендациям ранее работавших комиссий и т. д.).
Письмо о назначении состава комиссии и программа инспекционной про-
верки направляются ЦСМ в инспектируемую МС юридического лица.
Инспектируемая организация готовит и направляет в ЦСМ комплект доку-
ментов, предусмотренный программой проверки.
375
Перед началом инспекционной проверки комиссия получает для изучения
подготовленный инспектируемой организацией комплект документов.
Председатель комиссии распределяет работы между членами комиссии и
согласовывает с руководством инспектируемой метрологической службы воп-
росы, связанные с обеспечением условий для проведения инспекционной про-
верки и работы комиссии (предоставление всей необходимой информации,
выделение рабочего помещения для комиссии и др.). Комиссии должен быть
обеспечен беспрепятственный доступ во все структурные подразделения инс-
пектируемой организации, связанные с осуществлением поверочной деятель-
ности, получение всех необходимых документов и сведений, которые предус-
мотрены программой инспекционного контроля.
По результатам инспекционной проверки комиссия составляет акт инс-
пекционной проверки, в котором дает:
заключение по каждому пункту программы инспекционного контроля;
указывает все выявленные недостатки и несоответствия;
предлагает, в случае выявления недостатков, разработать корректирующие
мероприятия, обеспечивающие приведение деятельности инспектируемой орга-
низации в соответствие всем критериям аккредитации, а также действующим
метрологическим правилам и нормам.
Корректирующие мероприятия могут быть оформлены в виде приложения
к акту инспекционной проверки или отдельным документом, который инспек-
тируемая организация представляет в ЦСМ и Федеральное агентство по техни-
ческому регулированию и метрологии в срок, установленный в акте инспекци-
онной проверки.
Акт инспекционной проверки оформляется в трех экземплярах и под-
писывается всеми членами комиссии и руководителем инспектируемой орга-
низации, который при необходимости может изложить особое мнение. Один
экземпляр акта остается у руководителя инспектируемой организации, вто-
рой — у председателя комиссии, третий, вместе с заключением ЦСМ, переда-
ется во ВНИИМС.
ВНИИМС обобщает материалы инспекционного контроля, поступившие в
течение квартала, и готовит проект заключения по результатам выполненных
работ.
Проект заключения выносится на рассмотрение НТК по метрологии и из-
мерительной технике с предложением решения по каждой организации, под-
вергнутой инспекционному контролю.
При этом может быть принято одно из четырех решений:
признать работу инспектируемой метрологической службы удовлетворитель-
ной, если аккредитованная МС юридического лица соответствует критериям
аккредитации и требованиям, предъявляемым к МС юридического лица, осу-
ществляющим поверку средств измерений;
инспектируемой МС юридического лица провести корректирующие мероп-
риятия (с указанием сроков и способа проверю! их выполнения, если выявле-
ны недостатки и несоответствия, которые могут быть устранены);
сократить область аккредитации, если выявлены неустранимые недостатки,
которые делают невозможным осуществление поверки по одной или несколь-
ким группам средств измерений;
приостановить действие аттестата аккредитации или аннулировать его, если
результаты инспекционного контроля оказались в целом отрицательными.
376
В случае, если комиссия, проводившая инспекционный контроль, пред-
лагает последние два решения, вопрос выносится на ближайшее заседание НТК.
Решение вступает в силу после его утверждения заместителем руководителя
Федерального агентства по техническому регулированию и метрологии.
Решения НТК по результатам инспекционного контроля направляется
во ВНИИМС для внесения соответствующих данных в Реестр аккредитованных
МС юридических лиц.
В случае принятия решения об изменении области аккредитации, приоста-
новки действия аттестата аккредитации или его аннулировании администрации
юридического лица направляется соответствующее уведомление за подписью
заместителя руководителя Федерального агентства по техническому регулиро-
ванию и метрологии.
Инспекционный контроль оплачивается инспектируемыми организациями
в порядке, установленном Федеральным агентством по техническому регули-
рованию и метрологии. Возмещение расходов ВНИИМС, связанных с веде-
нием Реестра и осуществлением организационно-экспертных работ, в размере,
установленном Федеральным агентством по техническому регулированию и
метрологии, включаются в договор на проведение инспекционного контроля.
Юридическое лицо может в течение 30 дней опротестовать решение по
любым вопросам аккредитации в Федеральном агентстве по техническому ре-
гулированию и метрологии.
Жалобы рассматриваются по представлению Управления метрологии
на НТК, и решения по ним принимаются в месячный срок со дня поступления
жалобы.
Юридические и физические лица, а также федеральные органы испол-
нительной власти Российской Федерации, виновные в нарушении положений
настоящего документа, несут в соответствии с действующим законодательством
уголовную, административную либо гражданско-правовую ответственность.
6.5. Оценка состояния измерений в испытательных
и измерительных лабораториях
Организация и проведение оценки состояния измерений в испытательных
и измерительных (в т. ч. аналитических) лабораториях (далее — лаборатории)
осуществляется в соответствии с МИ 2427—97. Эта оценка необходима метро-
логическим службам федеральных органов исполнительной власти, объедине-
ний юридических лиц, а также органам Государственной метрологической служ-
бы и государственным научным метрологическим центрам.
Федеральные органы исполнительной власти и объединения юридических
лиц могут разрабатывать нормативные документы (далее — НД), развивающие
и конкретизирующие порядок организации и проведения оценки состояния
измерений в лабораториях.
Оценку состояния измерений проводят с целью установления соответствия
условий выполнения измерений требованиям Российского законодательства в
области обеспечения единства измерений.
Оценку состояния измерений осуществляют:
для установления соответствия достигнутого уровня метрологического обеспе-
чения измерений современным требованиям;
377
для официального удостоверения наличия в лаборатории условий, необходимых
для выполнения измерений (например, для получения лицензии на вид дея-
тельности и т. п.).
Решение о проведении работ по оценке состояния измерений принимает
руководитель метрологической службы федерального органа исполнительной
власти, объединения юридических лиц или руководитель предприятия (орга-
низации), в структуру которого входит лаборатория.
Для организации работ по оценке состояния измерений может быть издан
приказ (распоряжение), в котором устанавливаются цель, порядок организации,
содержание (при необходимости) и сроки выполнения работ для конкретной
лаборатории (групп лабораторий).
Допускается приводить ссылку на действующий нормативный документ, в
соответствии с которым будет проводиться работа.
Для проведения работ может быть создана комиссия.
При небольшом объеме допускается возложение этих работ на одного спе-
циалиста.
Оценка состояния измерений для установления соответствия достигнутого
уровня метрологического обеспечения измерений современным требованиям
проводится в соответствии с МИ 2240—98.
Работа проводится под руководством метрологической службы федераль-
ного органа исполнительной власти, юридических лиц (их объединений) с
участием специалистов технических служб предприятия (организации), в
составе которого функционирует лаборатория, при необходимости с привле-
чением представителей Государственной метрологической службы.
Выполнение работ по оценке состояния измерений может быть поручено
на договорной основе государственным научным метрологическим центрам или
органам Государственной метрологической службы.
Результаты работ по оценке состояния измерений оформляются актом, и
на их основе может быть разработан план организационно-технических ме-
роприятий по улучшению состояния метрологического обеспечения измере-
ний в лаборатории. План организационно-технических мероприятий и меры по
его реализации утверждаются руководителем организации, по решению кото-
рого проводилась оценка состояния измерений.
Оценка состояния измерений для официального удостоверения наличия в
лаборатории условий, необходимых для выполнения измерений, проводится
на договорной основе.
Оценка состояния измерений может быть проведена:
метрологической службой федеральных органов исполнительной власти
(службой главного метролога, головной организацией метрологической служ-
бы, базовой организацией метрологической службы) или объединений юриди-
ческих лиц;
государственным научным метрологическим центром или органом Го-
сударственной метрологической службы.
В лабораториях, осуществляющих производственный экологический конт-
роль, оценку состояния измерений проводят вышеперечисленные органы
совместно с метрологическими службами территориальных органов Госком-
экологии России.
378
По результатам работы составляется акт и выдается свидетельство об оцен-
ке состояния измерений в лаборатории с приложением перечня объектов и
контролируемых в них показателей.
Свидетельство и каждый лист приложения подписываются руководителем
организации, проводившей работы и выдавшей свидетельство, и регистрируются
в соответствии с порядком, действующим в этой организации.
Свидетельство может быть предъявлено для получения лицензии на осу-
ществление закрепленных за юридическим лицом видов деятельности.
Материалы оценки состояния измерений могут также учитываться при
проведении:
государственного метрологического надзора (в соответствии с ПР
50.2.002-94);
метрологического надзора, осуществляемого метрологическими службами
юридических лиц (в соответствии с МИ 2304—94);
аккредитации лаборатории (в соответствии с требованиями Системы ак-
кредитации);
сертификации производства или сертификации Системы качества.
По инициативе лаборатории организация, осуществляющая оценку состоя-
ния измерений, может оказать методическую помощь лаборатории при ее под-
готовке к выполнению этих работ.
6.5.1. Организация работ по оценке состояния измерений
Для организации работ по оценке состояния измерений в лаборатории,
осуществляемых по решению федеральных органов исполнительной власти или
юридических лиц (их объединений), может быть составлен график проведения
этих работ, утверждаемый руководителем федерального органа исполнительной
власти или объединения юридических лиц.
Оценка состояния измерений может быть также проведена на основании
заявки организации с прилагаемым к ней перечнем объектов и контролируемых
в них показателей, направляемой в органы (организации).
Для проведения оценки состояния измерений комиссией руководитель орга-
низации, ответственной за проведение этих работ, устанавливает состав ко-
миссии.
Персональный состав комиссии зависит от специфики, объема и слож-
ности работ.
Для проведения оценки состояния измерений лаборатория готовит ма-
териалы и НД федеральных органов исполнительной власти (объединений юри-
дических лиц (при их наличии)).
В подготовленных материалах должны быть отражены следующие сведения:
перечень НД на выполняемые в лаборатории виды работ, испытуемые объек-
ты и измеряемые (контролируемые) параметры этих объектов;
перечень НД на методики выполнения измерений (далее — МВИ) и ме-
тоды испытаний (в том числе государственные и отраслевые стандарты); дан-
ные о состоянии МВИ;
данные о применяемых в лаборатории средствах измерений;
данные об испытательном оборудовании;
данные об оснащенности лаборатории стандартными образцами всех кате-
горий;
379
данные о составе и квалификации кадров, включая действующие формы
повышения квалификации;
справка о состоянии производственных помещений.
Формы представления материалов приведены в МИ 2427—97. Справка о
состоянии производственных помещений составляется в произвольной форме
с приложением при необходимости акта (протокола) обследования, про-
веденного компетентным органом.
Комиссия проводит работу непосредственно в лаборатории.
Руководство лаборатории (предприятия) обеспечивает условия, необ-
ходимые для работы комиссии, в том числе выделяет помещение для работы,
представляет необходимые документы и материалы, оказывает множительные
услуги, а также выделяет должностное лицо с правом подписи документов.
6.5.2. Содержание работ по оценке состояния измерений
При оценке состояния измерений в лаборатории проверяют наличие:
положения о лаборатории, определяющего ее функции, права, обязанности,
ответственность, взаимодействие с другими подразделениями организации (если
она не является юридическим лицом) и другими организациями;
актуализированного и зарегистрированного в лаборатории фонда НД, не-
обходимого для функционирования лаборатории, в том числе руководств по
отбору и хранению образцов для испытаний (измерений) проб, регламен-
тирующих процедуры получения представительных проб и неизменность их
состава и свойств (для лабораторий, в область деятельности которых входит
отбор проб);
планов (графиков) отмены или пересмотра документов на МВИ, не удов-
летворяющих требованиям ГОСТ Р 8.563—96, и проведения аттестации (при
необходимости);
необходимых предусмотренных в НД средств измерений, в том числе стан-
дартных образцов всех категорий, обеспечивающих проведение измерений;
испытательного и вспомогательного оборудования, реактивов и материалов
необходимого качества;
утвержденных в установленном порядке должностных инструкций.
Соответствие фактического состояния дел в лаборатории представленным
материалам, в том числе:
соответствие применяемых НД на МВИ и методы испытаний номенклатуре
и диапазону показателей по НД, устанавливающим требования к параметрам
контролируемых объектов, а также соответствие НД на МВИ требованиям
ГОСТ Р 8.563-96;
соответствие процедуры выполнения измерений (в том числе контроля точ-
ности результатов измерений) требованиям НД на МВИ и методы испытаний;
соответствие средств измерений и испытательного оборудования тре-
бованиям НД на МВИ и методы испытаний и требованиям к их метрологиче-
скому обеспечению, в том числе обеспеченность поверкой (калибровкой);
соответствие применяемых стандартных образцов требованиям ГОСТ
8.315—97 и НД на МВИ и методы испытаний;
соответствие методик приготовления аттестованных смесей (АС) тре-
бованиям РМГ 60—2003 (при наличии в лаборатории самостоятельно разработан-
ных методик приготовления АС);
380
наличие процедуры проверки пригодности реактивов, выпускаемых без
указания гарантийного срока хранения или после его окончания, для выпол-
нения измерений с заданной точностью и т. п.;
соответствие помещений лаборатории установленным к ним требованиям,
включая требования охраны труда;
соответствие лаборатории другим требованиям, установленным в НД, фе-
деральных органов исполнительной власти и НД предприятий (при их наличии).
6.5.3. Оформление результатов
По результатам оценки состояния измерений составляется акт, который
доводится до сведения руководителя лаборатории и представляется в ор-
ганизацию, ответственную за проведение оценки состояния измерений.
В зависимости от целей работы и выявленного состояния измерений в ла-
боратории в акте делают вывод о соответствии достигнутого уровня мет-
рологического обеспечения измерений современным требованиям или нали-
чии (отсутствии) условий для выполнения измерений в закрепленной за ла-
бораторией области деятельности.
Решение об отсутствии условий для выполнения измерений принимают в
случае, если выявлено одно из грубейших нарушений:
несоответствие используемой методики контролируемому объекту;
нарушение правил аттестации МВИ, установленных ГОСТ Р 8.563—96;
неправомерность использования средств измерений, МВИ и методов ис-
пытаний или стандартных образцов;
систематическое получение результатов испытаний и измерений с на-
рушением требований методик;
отсутствие необходимых средств измерений, испытательного и вспо-
могательного оборудования, стандартных образцов, реактивов и материалов
или несоответствие их установленным требованиям;
недостаточная укомплектованность кадрами соответствующей квали-
фикации;
несоответствие помещений лаборатории установленным требованиям.
При фиксировании в акте сведений о наличии условий для выполне-
ния измерений в закрепленной за лабораторией области деятельности орга-
низация, ответственная за проведение оценки, оформляет свидетельство по
МИ 2427—97 и в течение месяца направляет его в лабораторию.
В случае, если недостатки относятся только к части заявленных объектов,
приложение к свидетельству оформляют только для тех объектов и показателей,
для которых обеспечены условия выполнения измерений.
Свидетельство выдается сроком действия до 5 лет.
По результатам работы комиссии подготавливается вышеназванный комп-
лект документов (акт, свидетельство, приложение к нему (если необходимо).
В документах должно быть отражено, что установила комиссия, а также,
что она рекомендует.
Рекомендации комиссии в общем случае должны включать пути устране-
ния недостатков и усовершенствования работы лаборатории, в том числе:
совершенствование НД, регламентирующих методики выполнения из-
мерений;
381
внедрение новых методик выполнения измерений с применением новой
техники;
совершенствование контроля точности выполняемых измерений и разра-
ботку плана организационно-технических мероприятий по улучшению состоя-
ния метрологического обеспечения измерений.
Таким образом, выводы комиссии (рекомендуемые) можно сформулировать
следующим образом:
1 вариант
Уровень метрологического обеспечения измерений в лаборатории со-
ответствует предъявленным требованиям.
2 вариант
В лаборатории имеются необходимые условия для выполнения измерений
во всей закрепленной за лабораторией области деятельности.
Лаборатории может быть выдано свидетельство о состоянии измерений (во
всей закрепленной за лабораторией области деятельности).
3 вариант
В лаборатории имеются необходимые условия для выполнения измере-
ний во всей закрепленной за лабораторией области деятельности, за исклю-
чением ... (приводят перечень объектов и показателей, для которых не обес-
печены условия выполнения измерений).
Лаборатории может быть выдано свидетельство о состоянии измерений (для
объектов и показателей, для которых обеспечены условия выполнения измере-
ний).
4 вариант
В лаборатории отсутствуют условия, необходимые для выполнения измере-
ний во всей закрепленной за лабораторией области деятельности (при необхо-
димости указывают срок устранения недостатков).
Г Л а в a 7. ГОСУДАРСТВЕННЫЙ
МЕТРОЛОГИЧЕСКИЙ КОНТРОЛЬ
И НАДЗОР
7.1. Государственный метрологический контроль
и надзор за средствами измерений
В соответствии с Законом РФ «Об обеспечении единства измерений» мет-
рологический контроль и надзор — это деятельность, осуществляемая органом
государственной метрологической службы (государственный метрологический
контроль и надзор, ГМКиН) или метрологической службой юридического лица
в целях проверки соблюдения установленных метрологических правил и норм.
На рис. 7.1 показана структурная схема государственного метрологического
контроля и надзора.
Рис. 7.1. Схема государственного метрологического контроля и надзора
7.1.1. Порядок проведения испытаний и утверждения типа
средств измерений
Одним из видов государственного метрологического контроля (ГМК) яв-
ляется порядок проведения испытаний и утверждения типа средств измерений,
регламентируемый ПР 50.2.009—94.
Порядок распространяется на средства измерений, в том числе на измери-
тельные системы (комплексы) и единичные экземпляры средств измерений
(см. Изменение № 1 к правилам по метрологии ПР 50.2.009—94 от 05.09.97 г.),
383
подлежащие применению в сферах распространения государственного метро-
логического контроля и надзора, установленных в Законе Российской Федера-
ции «Об обеспечении единства измерений» (далее — Закон).
Порядок проведения испытаний и утверждения типа средств измерений
включает:
испытания средств измерений для целей утверждения их типа;
принятие решения об утверждении типа, его государственную регистрацию
и выдачу сертификата об утверждении типа;
испытания средств измерений на соответствие утвержденному типу при
контроле соответствия средств измерений утвержденному типу;
признание утверждения типа или результатов испытаний типа средств из-
мерений, проведенных компетентными организациями зарубежных стран;
информационное обслуживание потребителей измерительной техники.
Утверждение типа средств измерений является видом государственного
метрологического контроля и проводится в целях обеспечения единства изме-
рений в стране.
Решение об утверждении типа принимается Федеральным агентством по
техническому регулированию и метрологии по результатам обязательных испы-
таний средств измерений для целей утверждения их типа.
Заявки на проведение испытаний средств измерений для целей утвержде-
ния типа следует направлять в Управление метрологии и надзора Федерального
агентства по техническому регулированию и метрологии.
Управление метрологии и надзора Федерального агентства по техническо-
му регулированию и метрологии принимает решение по заявке и направляет
поручение государственным центрам испытаний средств измерений (ГЦИ СИ)
на проведение испытаний средств измерений для целей утверждения их типа.
Аккредитованные ГЦИ СИ регистрируются в Государственном реестре
средств измерений (далее — Государственный реестр) в разделе «Государст-
венные центры испытаний средств измерений».
Заявки на проведение испытаний единичных экземпляров средств из-
мерений, а также измерительных систем, измерительно-вычислительных
комплексов и их компонентов направляются в ГЦИ СИ, а копия заявки — в
Управление метрологии и надзора Федерального агентства по техническому
регулированию и метрологии.
ГЦИ СИ принимает решение по заявке и проводит испытания.
При испытаниях средств измерений для целей утверждения их типа прове-
ряют соответствие технической документации и технических характеристик
средств измерений требованиям технического задания, технических условий и
распространяющихся на них нормативных и эксплуатационных документов,
включающих методики поверки средств измерений.
Положительные результаты испытаний являются основанием для принятия
Федеральным агентством по техническому регулированию и метрологии реше-
ния об утверждении типа средств измерений, которое удостоверяется сертифи-
катом об утверждении их типа.
Срок действия сертификата устанавливает Федеральное агентство по тех-
ническому регулированию и метрологии при его выдаче (для единичных средств
измерений срок действия сертификата не ограничивается).
Средства измерений, на которые выданы сертификаты об утверждении типа,
подлежат регистрации в Государственном реестре в разделе «Средства измере-
ний утвержденных типов».
384
Заявитель наносит на средства измерений, тип которых утвержден, и на
эксплуатационную документацию, сопровождающую каждый экземпляр средств
измерений, Знак утверждения типа средств измерений.
Если из-за особенностей конструкции нецелесообразно наносить Знак ут-
верждения типа на средство измерений, допускается его нанесение только на
эксплуатационные документы.
В соответствии с международными соглашениями, заключенными Россией
с другими странами, Федеральным агентством по техническому регулирова-
нию и метрологии может быть принято решение о признании результатов ис-
пытаний для целей утверждения типа, что является основанием для внесения
типа импортируемых средств измерений в Государственный реестр и их приме-
нения в Российской Федерации.
Возмещение расходов, связанных с проведением испытаний средств изме-
рений для целей утверждения их типа, рассмотрением их материалов и оказа-
нием других услуг, производится в соответствии с условиями договора, заклю-
чаемого между заявителем, представляющим средства измерений на испыта-
ния, и исполнителями этих работ.
Закон обязывает оплатить все расходы по проведению испытаний, рас-
смотрению их материалов и осуществлению других услуг, связанных с испы-
таниями и утверждением типа средств измерений, в соответствии с условиями
заключенных договоров.
Образцы средств измерений, представленные на испытания для целей ут-
верждения типа, в случае положительных результатов подлежат поверке в про-
цессе эксплуатации, хранения и после ремонта в соответствии с проверенной в
процессе испытаний методикой поверки.
7.1.2. Испытания средств измерений
для целей утверждения их типа
Испытания средств измерений для целей утверждения их типа проводятся
государственными научными метрологическими центрами Федерального агент-
ства по техническому регулированию и метрологии, аккредитованными им в
качестве ГЦИ СИ.
Решением Федерального агентства по техническому регулированию и мет-
рологии в качестве ГЦИ СИ могут быть аккредитованы другие специализиро-
ванные организации.
Проведение испытаний и утверждение типа единичных средств измерений
производится в соответствии с Изменением № 1 к ПР 50.2.009—94 «ГСИ. Поря-
док проведения испытаний и утверждения типа средств измерений».
Это изменение устанавливает порядок проведения испытаний средств из-
мерений единичного производства.
Так, в частности, раздел 1 ПР 50.2.009—94 дополнен новым пунктом 1.3.1:
«Заявки на проведение испытаний единичных экземпляров средств из-
мерений, а также измерительных систем, измерительно-вычислительных ком-
плексов и их компонентов направляются в ГЦИ СИ, а копия заявки — в Уп-
равление метрологии и надзора Федерального агентства по техническому регу-
лированию и метрологии. ГЦИ СИ принимает решение по заявке и проводит
испытания».
25-1651
385
Организации, аккредитованные как ГЦИ СИ по ПР 50.2.010—94, прово-
дят работы по испытаниям единичных экземпляров средств измерений в соответ-
ствии с требованиями Изменения № 1.
Не прошедшие аккредитацию в качестве ГЦИ СИ органы ГМС на период
организации работ по их аккредитации могут проводить испытания средств
измерений единичного производства только по соответствующим поручениям
Управления метрологии и надзора Федерального агентства по техническому
регулированию и метрологии согласно требованиям ПР 50.2.009—94.
Испытания средств измерений для целей утверждения их типа проводят по
программе, утвержденной ГЦИ СИ, или по согласованной с ГЦИ СИ типовой
программе, в которую могут быть внесены изменения или дополнения.
Программа испытаний средств измерений предусматривает установление
метрологических характеристик этих средств измерений и проверку методики
поверки. Положительные результаты этих испытаний являются основанием для
принятия Федеральным агентством по техническому регулированию и метро-
логии решения об утверждении типа, которое удостоверяется сертификатом об
утверждении типа.
Продолжительность проведения испытаний средств измерений для целей
утверждения их типа устанавливается в договоре между заказчиком и исполни-
телем работ по испытаниям типа средств измерений.
На испытания средств измерений для целей утверждения их типа заявитель
представляет:
образец (образцы) средств измерений;
программу испытаний типа, утвержденную ГЦИ СИ;
технические условия (если предусмотрена их разработка), подписанные руко-
водителем организации-разработчика;
эксплуатационные документы, а для средств измерений, подлежащих импор-
ту, — комплект документации фирмы-изготовителя, прилагаемый к по-
ставляемому средству измерений, с переводом на русский язык;
нормативный документ по поверке при отсутствии раздела «Методика повер-
ки» в эксплуатационной документации;
описание типа по форме с фотографиями общего вида 13x18 или 18x24 —
3 экз.;
документ организации-разработчика о допустимости опубликования описания
типа в открытой печати.
Количество представляемых образцов средств измерений и экземпляров
документов на испытания, а также необходимость представления допол-
нительных документов определяется программой испытаний.
Кроме того, по согласованию с ГЦИ СИ заявитель может представлять
необходимые для испытаний оборудование и средства измерений. После прове-
дения испытаний оборудование и средства измерений возвращаются пред-
приятию, представившему средства измерений на испытания.
При положительных результатах проведенных испытаний средств измерений
для целей утверждения типа ГЦИ СИ утверждает (согласовывает) методику
поверки, согласовывает описание типа и составляет в 3 экземплярах акт испы-
таний средств измерений для целей утверждения их типа.
При отрицательных результатах испытаний ГЦИ СИ составляет только акт
испытаний средств измерений для целей утверждения их типа.
386
Приложения к акту:
1) утвержденная программа испытаний с принятыми при испытаниях допол-
нениями;
2) ведомость соответствия испытанных образцов требованиям технической до-
кументации (техническому заданию и техническим условиям), составленная
в виде сводной таблицы результатов испытаний по каждому пункту прог-
раммы с указанием предельных числовых значений результатов измерений
и их оценки по сравнению с предъявляемыми требованиями.
7.1.3. Принятие решения об утверждении типа, его регистрация
и выдача сертификата об утверждении типа
средств измерений
Оформление материалов испытаний средств измерений для целей утверждения
типа
После утверждения акта испытаний средств измерений для целей ут-
верждения их типа ГЦИ СИ, проводивший испытания, направляет первый
экземпляр акта испытаний с приложениями, отчетом об устранении замеча-
ний по результатам испытаний и документами в адрес ВНИИМС.
Сопроводительное письмо ГЦИ СИ должно содержать наименование и
обозначение средства измерений, номер письма-поручения Федерального агент-
ства по техническому регулированию и метрологии, а также заключение о воз-
можности утверждения типа средств измерений.
ВНИИМС осуществляет проверку представленных в его адрес материалов
испытаний на соответствие настоящему документу и готовит проект решения
Федерального агентства по техническому регулированию и метрологии по ре-
зультатам испытаний средств измерений для целей утверждения их типа.
Федеральное агентство по техническому регулированию и метрологии рас-
сматривает представленные ВНИИМС документы и принимает решение об ут-
верждении типа средств измерений.
Регистрация типа средств измерений и выдача сертификата об утверждении типа
Федеральное агентство по техническому регулированию и метрологии пос-
ле утверждения типа средств измерений регистрирует его, а ВНИИМС форми-
рует дело в Государственном реестре.
Федеральное агентство по техническому регулированию и метрологии или
по его поручению ВНИИМС направляет сертификат об утверждении типа зая-
вителю, представившему средства измерений на испытания.
Копии сертификата об утверждении типа направляются ГЦИ СИ, прово-
дившему испытания, и ВНИИМС.
7.1.4. Испытания на соответствие средств измерений
утвержденному типу
Испытания средств измерений на соответствие утвержденному типу прово-
дят органы Государственной метрологической службы по месту расположения
изготовителей или пользователей в сроки, установленные Федеральным агент-
ством по техническому регулированию и метрологии при утверждении типа
средств измерений.
25*
387
Испытания на соответствие средств измерений утвержденному типу прово-
дят:
при наличии информации от потребителей об ухудшении качества выпус-
каемых или импортируемых средств измерений,
при внесении в их конструкцию или технологию изготовления изменений,
влияющих на их нормированные метрологические характеристики,
при истечении срока действия сертификата об утверждении типа.
Для испытаний на соответствие средств измерений утвержденному типу
представляют следующие документы:
копию сертификата об утверждении типа;
копию акта испытаний средств измерений для целей утверждения их типа
и акт последних испытаний на соответствие средств измерений утвержденному
типу, если они проводились;
технические условия;
эксплуатационные документы.
Для проведения испытаний на соответствие средств измерений ут-
вержденному типу в присутствии представителя предприятия-изготовителя от-
бираются образцы средств измерений из числа принятых службой технического
контроля. Отбор осуществляется методом случайной выборки из партии, при-
нятой службой технического контроля, в количестве, установленном стандар-
тами или техническими условиями для периодических испытаний. В число ото-
бранных образцов, как правило, должны входить все модификации средств
измерений, внесенные в Государственный реестр.
При большом количестве конструктивных исполнений средств измерений
утвержденного типа допускается проводить отбор образцов из числа средств
измерений, являющихся типовыми образцами параметрического ряда, если это
предусмотрено государственными стандартами или отраслевыми нормативно-
техническими документами, в том числе и техническими условиями.
Акт отбора образцов средств измерений подписывают представители орга-
низации, проводящей испытания, и изготовителя.
После окончания испытаний образцы средств измерений возвращаются
предприятию-изготовителю.
Продолжительность испытаний на соответствие средств измерений ут-
вержденному типу не должна превышать двух месяцев.
Началом испытаний считают дату подписания акта отбора средств измере-
ний для испытаний. Окончанием испытаний считают дату утверждения акта
испытаний средств измерений на соответствие утвержденному типу.
Испытания на соответствие средств измерений утвержденному типу прово-
дят по программе, утвержденной ГЦИ СИ при проведении испытаний средств
измерений для целей утверждения их типа.
По результатам испытаний на соответствие средств измерений утвер-
жденному типу составляют акт.
Копию акта испытаний на соответствие утвержденному типу средств изме-
рений направляют во ВНИИМС.
7.1.5. Порядок признания результатов испытаний
средств измерений для целей утверждения типа
Признание результатов испытаний средств измерений для целей утверждения
типа допускается лишь в рамках заключенных международных соглашений.
388
В настоящее время подобные соглашения существуют со странами СНГ и
Литвой.
Федеральное агентство по техническому регулированию и метрологии при
получении предложений о признании результатов испытаний для утверждения
типа, проведенных в зарубежных странах, запрашивает материалы испытаний
у соответствующего органа национальной метрологической службы, утвердив-
шего тип средств измерений, и направляет их в ГЦИ СИ по специализации, а
во ВНИИМС — копию сопроводительного письма.
ГЦИ СИ в двухмесячный срок проводит проверку материалов испытаний и
направляет их во ВНИИМС с заключением о целесообразности (неце-
лесообразности) признания результатов испытаний и описанием типа (3 экз.),
а также предложениями по признанию результатов первичной поверки и ре-
комендациями по установлению межповерочного интервала.
Утверждение и государственная регистрация типа средств измерений осу-
ществляются в порядке, рассмотренном выше.
При получении от органа национальной метрологической службы страны-
импортера запроса на материалы испытаний, проведенных в Российской Фе-
дерации, Федеральное агентство по техническому регулированию и метроло-
гии сообщает изготовителю средств измерений о необходимости предоставле-
ния во ВНИИМС в двухмесячный срок документов согласно требованиям меж-
дународных соглашений.
ВНИИМС проверяет комплектность и правильность оформления по-
ступивших документов и представляет их в Федеральное агентство по техничес-
кому регулированию и метрологии для направления органу национальной мет-
рологической службы, от которого поступил запрос.
7.1.6. Информационное обслуживание потребителей
измерительной техники
Информационное обслуживание заинтересованных юридических и фи-
зических лиц данными об утвержденных типах средств измерений осуществ-
ляет ВНИИМС.
Информация об утверждении типа средств измерений и решение о его от-
мене публикуются в официальных изданиях Федерального агентства по техни-
ческому регулированию и метрологии.
Информация по испытаниям и утверждению типа средств измерений пред-
ставляется субъектам хозяйственной деятельности, общественным объединениям
и физическим лицам на договорной основе.
7.1.7. Инспекционный контроль деятельности
аккредитованных государственных центров испытаний
средств измерений
Организация проведения инспекционного контроля
График инспекционного контроля ведущих ГЦИ СИ установлен Федераль-
ным агентством по техническому регулированию и метрологии.
Реестр ГЦИ СИ по поручению Федерального агентства по техническому
регулированию и метрологии ведет ФГУП «Всероссийский научно-исследова-
тельский институт метрологической службы» (ВНИИМС).
389
ГЦИ СИ являются основой функционирования Системы испытаний и ут-
верждения типа средств измерений как организации, проводящие испытания,
на основании результатов которых принимается решение по допуску в обраще-
ние средств измерений на территории Российской Федерации.
Задачи ГЦИ СИ, возложенные на ГНМЦ и другие специализированные
организации (по решению Федерального агентства по техническому регулиро-
ванию и метрологии), определяются Законом РФ «Об обеспечении единства
измерений», в соответствии с которым в сферах распространения государствен-
ного метрологического контроля и надзора средства измерений подвергаются
обязательным испытаниям с последующим утверждением типа средств измере-
ний.
Комиссии Федерального агентства по техническому регулированию и мет-
рологии проводят инспекционный контроль (в большинстве случаев с расши-
рением области аккредитации), а также проверку на соответствие требованиям
для последующей аккредитации в качестве ГЦИ СИ.
Результаты работы комиссий рассматриваются на заседаниях Научно-тех-
нической комиссии по метрологии и измерительной технике (НТК) Федераль-
ного агентства по техническому регулированию и метрологии, по решениям
которой организациям продлены аттестаты аккредитации и расширены облас-
ти аккредитации, с занесением этих изменений в Реестр.
Опыт инспекционных проверок ГЦИ СИ комиссиями Федерального агент-
ства по техническому регулированию и метрологии показал, что все проверен-
ные центры имеют значительный потенциал (квалифицированных специалис-
тов, эталонную базу и испытательное оборудование, нормативные документы,
специализированные помещения), позволяющий расширить область их аккре-
дитации и продлить сроки действия аттестатов аккредитации.
7.1.8. Поверка средств измерений
Под поверкой средств измерений как видом государственного метро-
логического контроля понимают деятельность, осуществляемую органом го-
сударственной метрологической службы или метрологической службой юри-
дического лица в целях проверки соблюдения установленных правил и норм.
Если рассматривать поверку как технологическую операцию, то в соответ-
ствии с РМГ 29—99 это есть «установление органом государственной метроло-
гической службы (или другим официально уполномоченным органом) пригод-
ности средства измерений к применению на основании экспериментально оп-
ределяемых метрологических характеристик их соответствия установленным
обязательным требованиям».
Слово «поверка» имеет общий корень со словом «верить». Поверить — сде-
лать верным, законным.
Возникает естественный вопрос — применяется ли термин «поверка» в
международной метрологической практике? Международный словарь основ-
ных терминов по метрологии его не содержит. Словарь-справочник по метроло-
гии и РМГ 29—99 предлагают следующий вариант: английское em verification.
Англо-русский словарь приводит следующие русские эквиваленты — осмотр,
освидетельствование, экспертиза. Словарь иностранных слов производит ве-
рификацию от латинских verus — истинный и facere — делать и поясняет ее как
проверку истинности теоретических положений, установление достоверности
390
опытным путем. Таким образом, полная аналогия отсутствует, хотя русский и
английский термины достаточно близки.
В России термин «поверка» появился не сразу. Долгое время в документах
использовались другие, близкие по смыслу, термины. В Наказе Большой тамож-
не (1681 г.) было указано: «Весчие контари и терези и пудовые гири и фунты...
переписать и пересмотреть и перевесить все при себе, все ли тамошние весы и
гири и пудовые и полупудовые, и в четь пуда, иные весы и весчие контари и
фунты против государева тамошенного прямого весу сходны...».
Наказ царя Петра Алексеевича (29 августа 1698 г.) требовал: «... весы, кон-
тари и гири «приверить» против новых медных гирь, выданных из приказа Боль-
шие казны».
Указом Петра I от 24 марта 1709 г. предписывалось, чтобы «у торговых
людей серебряного ряду»... имелись «весы и фунты правдивые, клейменные
годовым клеймом», т. е. регламентировалась их периодическая поверка. «Прови-
антскими Регулами» предлагалось в продовольственных амбарах иметь эталон-
ные весы — «по одним весам не употребляя никуда, только для поверки других
содержать».
В именном указе канцелярии Анны Иоанновны требовалось: «Учредить весы
верные, их освидетельствовать в Монетной канцелярии и из них иметь одни
весы «запечатанные в Монетной канцелярии для поверки других дважды в год».
В Регламенте Екатерины II об управлении Адмиралтейства и Флотов
(1765 г.) говорилось: «В компании брать из коллегии одни весы и меры верные
и заклейменные для поверивания других весов и мер».
С середины XIX века термин «поверка» становится общепринятым.
В 1842 г. издается Положение о мерах и весах и учреждается Депо образцовых
мер и весов. Этим Положением на Министерство финансов было возложено
хранение образцов мер, изготовление их копий, поверка и клеймение мер.
Практически поверку и клеймение мер должны были проводить казенные
палаты с привлечением технических специалистов (пробиреров, землемеров,
архитекторов). Поверка образцовых (эталонных) мер и весов была возложена
на Депо образцовых мер и весов. Для того чтобы помочь читателю ощутить
атмосферу XIX века, напомним, что штат Депо первоначально составлял
3 человека.
В 1845 г. публикуется Положение Комитета министров «О производстве в
Санкт-Петербурге поверки и клеймения весов и гирь в Городской Думе с рас-
пространением сего и на другие города». При этом предусматривалось присут-
ствие одного члена казенной палаты и пробирера в виде эксперта.
В 1893 г. вышло Положение о Главной Палате мер и весов — преемнице
Депо образцовых мер и весов, а в 1899 г. было утверждено Государственным
Советом Российской империи Положение о мерах и весах и штате Главной
Палаты мер и весов.
Этим Положением за основание системы русских мер был принят фунт,
выраженный в долях килограмма, и аршин, выраженный в долях метра, были
учреждены поверочные палатки и установлены правила выделки, поверки и
клеймения торговых мер и весов; среди первых пяти поверочных палаток была
и московская (за номером 3) — родоначальница Всероссийского научно-ис-
следовательского института метрологической службы.
В 1902 г. были организованы десять поверочных палаток, в 1906 г. — еще
пять. В эти же годы по инициативе Д. И. Менделеева был оборудован железнодо-
391
рожный вагон — разъездная поверочная палатка для обслуживания местнос-
тей, удаленных от стационарных палаток.
Дальнейшее развитие поверочного дела в СССР и России проходило без
кардинальных реформ вплоть до принятия Закона Российской федерации «Об
обеспечении единства измерений».
7.1.9. Области использования средств измерений,
подлежащих поверке
Основанием для составления Перечней средств измерений, подлежа-
щих поверке, является Закон РФ «Об обеспечении единства измерений» и
МИ 2273-93.
Средства измерений, подлежащие государственному метрологическому
контролю и надзору, подвергаются поверке при выпуске из производства или
ремонта, при ввозе по импорту и эксплуатации.
Государственный метрологический контроль и надзор, осуществляемые с
целью проверки соблюдения метрологических правил и норм, распространяются:
на торговые операции и взаимные расчеты между покупателем и продавцом, в
том числе на операции с применением игровых автоматов и устройств;
на здравоохранение, ветеринарию, охрану окружающей среды, обеспечение
безопасности труда;
на обеспечение обороны государства;
на испытания и контроль качества продукции в целях определения соответст-
вия обязательным требованиям национальных стандартов Российской Федера-
ции;
на производство продукции, поставляемой по контрактам для государственных
нужд в соответствии с законодательством Российской Федерации;
на обязательную сертификацию продукции и услуг;
на государственные учетные операции; банковские, налоговые, таможенные и
почтовые операции; геодезические и гидрометеорологические работы; измере-
ния, проводимые по поручению органов суда, прокуратуры, арбитражного суда,
государственных органов управления Российской Федерации; регистрацию на-
циональных и международных спортивных рекордов.
Средства измерений и вспомогательные устройства для них, сферы ис-
пользования которых перечислены выше, должны поверяться (вспомогатель-
ные устройства, как правило, не поверяются, а подвергаются контролю на со-
ответствие техническим требованиям), если они оказывают непосредственное
влияние на основное средство измерений или если они влияют на результаты
измерений.
Ниже рассматриваются области измерений и примеры средств измерений,
которые должны поверяться.
Торговые операции включают все виды торговой деятельности по опреде-
лению стоимости товара при помощи измерений.
Если для определения цены необходимо измерить несколько единиц това-
ра, то все применяемые при этом средства измерений подлежат поверке.
Например, чтобы определить массу сырой нефти, необходимо измерить ее
объем, температуру и плотность.
392
Ориентировочный перечень величин, для контроля которых должны при-
меняться поверенные средства измерений:
длина, площадь, объем, масса, время, температура, давление, тепловая и
электрическая энергия, тепловая и электрическая мощность, расход и теп-
лотворная способность жидкостей или газов, плотность или удельный вес, рас-
считанный на основе измерений плотности, содержание воды в жирах, жир-
ность молока или молочных продуктов, процент влажности зерновых или мас-
личных культур, содержание сахара;
средства измерений, используемые для определения стоимости проезда в
транспортных средствах (такси);
дополнительные устройства для определения цены, которые соединены со
средствами измерений.
Примеры средств измерений, подлежащих поверке и используемых для
определения некоторых величин:
длины:
жесткие и гибкие меры, измерительные ленты, в том числе матерчатые
метры, штангенциркули, микрометры, измерители угла;
площади:
планиметры и мерильные машины для измерений площади поверхностей
(например кожи или схожих материалов);
объемов:
а) приборы для статических измерений объемов жидкостей и газов: питье-
вая стеклянная посуда, колбы, градуированные сосуды, поршневые дозирующие
насосы, автоматические устройства для измерения объемов, мерники, пруве-
ры, автоцистерны, используемые как грузоприемники-измерители, емкости
для перемешивания и ферментации, бутыли и бочки с указанием номинально-
го объема;
б) приборы для динамических измерений объемов жидкостей:
счетчики, измерительные комплексы, оборудованные счетчиками;
в) измерители объемов, используемые в лабораториях: градуированные
колбы, градуированные пробирки, бюретки для жидкостей или газов, мерные
цилиндры, пипетки;
массы:
гири и весы различных типов (равноплечие и неравноплечие весы, весы со
скользящими гирями, весы наклонные или пружинные, электромеханические
весы, автоматические весы для взвешивания товаров в состоянии покоя или в
движении, автоматические весы для порционного или постоянного взвешива-
ния нефасованных товаров, автоматические сортировочные весы и контрольные
весы);
счетчики электрические энергии и мощности, объема и расхода жидкостей
и газов, электрические счетчики постоянного или переменного одно- или мно-
гофазного тока, счетчики с индикатором максимума, счетчики жидкостей и
газов, счетчики тепловой энергии;
плотности:
ареометры, пикнометры, гидростатические весы.
В сфере здравоохранения и ветеринарии поверке подлежат средства изме-
рений, используемые при постановке диагноза и лечении людей и животных,
при производстве медикаментов и контроле за окружающей средой в медицин-
ских учреждениях.
393
Поверке подлежат, например, средства измерений, используемые:
для измерений физических параметров людей и животных (рост, вес, тем-
пература, кровяное и легочное давление, объем грудной клетки, характери-
стики речи, слуха и зрения);
для химических, биологических и биохимических анализов (включая под-
счеты);
для определения состава биологических и химических веществ и компо-
нентов;
для определения содержания, концентрации, пропорций и количества.
Примеры средств измерений, перечисленных выше:
тонометры, средства измерения кровяного давления, медицинские тер-
мометры, офтальдинамометры, средства взвешивания (люльки-весы, крова-
ти-весы, аудиметры), аналитические весы, мерные колбы, градуированные про-
бирки, бюретки, шприцы, пипетки для смешения крови и для измерений ско-
рости осаждения эритроцитов, поршневые пипетки, гидростатические весы,
анализаторы глюкозы, спектрофотометры, микроазотомеры, коагулометры,
камеры и приборы счета клеток.
Поверке в области охраны окружающей среды, техники безопасности и
предупреждения несчастных случаев подлежат:
средства измерений, предназначенные для измерения уровня шумов, виб-
рации, ионизирующего и неионизирующего излучений, загрязнения атмосферы,
воды, почвы, для определения пригодности пищевых продуктов;
средства измерений для определения значений величин и для контроля за
соблюдением приемлемых пределов, допускаемых техникой безопасности и га-
рантирующих от несчастных случаев;
средства измерений, используемые в качестве дополнительных измери-
тельных устройств для целей, определенных выше (например средства изме-
рений массы, длины, площади, объема, давления, температуры, времени,
частоты, плотности, состава или концентрации, электрического напряжения,
тока).
Примеры средств измерений, используемых в области охраны окружающей
среды, техники безопасности и предупреждения несчастных случаев:
дозиметры при защите от радиации,
шумомеры (измерители уровня шума),
приборы для измерения плотности дыма в обогревательных установках;
приборы для измерения содержания окиси углерода в выхлопных газах ав-
томобилей;
приборы для измерения содержания SO2 в промышленных выбросах;
электрические реле безопасности (прерыватели электроцепи);
шинные манометры для автомобилей;
манометры для паровых котлов и резервуаров под давлением.
Юридические лица, разрабатывающие, изготовляющие и испытывающие
оружие и военную технику и средства измерений военного назначения, несут
ответственность за состояние метрологического обеспечения этих работ.
Поверке подлежат средства измерений, применяемые при разработке, про-
изводстве и испытаниях оружия и военной техники, а также средства измерений
военного назначения при выпуске их из производства.
394
Подлежат поверке средства измерений при их использовании для следующих
целей:
измерения, проводимые при банковских, налоговых, таможенных и по-
чтовых операциях;
проведение государственных учетных операций;
проведение геодезических и гидрометеорологических работ;
измерения, проводимые по поручению органов суда, прокуратуры, ар-
битражного суда, государственных органов управления Российской Федерации;
регистрация национальных и международных спортивных рекордов.
Испытания и контроль качества продукции в целях определения соответствия
обязательным требованиям национальных стандартов Российской Федерации
Обязательными являются требования национальных стандартов по обеспе-
чению безопасности продукции, работ и услуг для окружающей среды, жизни,
здоровья и имущества граждан, а также иные требования, установленные зако-
нодательством Российской Федерации,
В стандартах на продукцию специального оборонного назначения к обяза-
тельным следует относить требования по взаимозаменяемости, совместимости,
надежности, устойчивости к внешним воздействующим факторам и другие тре-
бования, состав которых определяет Министерство обороны России.
В качестве примера приведены обязательные требования к взаимоза-
меняемости. К обязательным общим нормам взаимозаменяемости относятся
требования стандартов, устанавливающие ряды предпочтительных чисел и ряды
нормальных линейных размеров, допуски и посадки, различные конструктивные
элементы (виды соединения деталей и сборочных единиц, радиусы закругле-
ния, проточки и другие элементы).
К обязательным конкретным нормам взаимозаменяемости относятся тре-
бования по геометрической или функциональной взаимозаменяемости продук-
ции, предназначенной для использования вместо другого вида продукции в
целях выполнения одних и тех же требований. К ним относятся параметрические
и типоразмерные ряды, базовые конструкции, конструктивно унифицирован-
ные составные части изделий, ряды номинальных частот и напряжений элект-
рического тока, требования к химическому составу материалов и веществ и др.
Конкретные требования взаимозаменяемости обязательны для узлов и де-
талей общепромышленного применения, товаров народного потребления, ме-
таллов и других материалов, а также изделий, предназначенных для ис-
пользования в различных технических объектах.
В других случаях обязательность конкретных норм взаимозаменяемости оп-
ределяется в зависимости от вида продукции и ее целевого назначения.
Подлежат поверке средства измерений, применяемые при контроле и ис-
пытаниях параметров продукции и услуг, подлежащих обязательной сер-
тификации.
Например, при сертификации продукции и услуг по безопасности для жизни
и здоровья человека и по охране окружающей среды поверке должны подле-
жать средства измерений, применяемые для контроля:
конструктивных требований, критичных по отношению к безопасности (тре-
бования к защитным устройствам, к особенностям детских игрушек, одежды и
обуви, к прочностным характеристикам элементов изделий и т. п.),
требований к уровню и времени вредных воздействий (уровень шума, виб-
рации, радиационных, ионизирующих и электромагнитных излучений, допус-
395
тимые нормы давления на почву, величина предельно допустимых выбросов и
концентраций вредных веществ и другие опасные и вредные качества);
требований к материалам, используемым при изготовлении продукции
(ограничения по химическому составу, ограничения на допустимый уро-
вень содержания опасных и вредных веществ, микробиологические критерии
безопасности, требования к воздухопроницаемости, гигроскопичности, элект-
ризации, органолептические требования);
требований к правилам эксплуатации (применения) продукции, ее техни-
ческого обслуживания и ремонта, невыполнение которых может угрожать безо-
пасности;
требования к надежности продукции и процессов по критическим отказам,
связанным с безопасностью для жизни и здоровья человека, угрозой окружаю-
щей среде или большими экономическими потерями.
Подлежат поверке средства измерений, применяемые для контроля по-
казателей качества и количества продукции, поставляемой по контрактам для
государственных нужд в соответствии с законодательством Российской Фе-
дерации.
Вопросы поставки продукции по государственным контрактам регла-
ментируются Законом Российской Федерации «О поставках продукции и то-
варов для государственных нужд».
Закон устанавливает общие правовые и экономические принципы и по-
ложения формирования, размещения и исполнения на контрактной (договор-
ной) основе законов на закупку и поставку продукции (товаров, работ, услуг)
для государственных нужд предприятиями, организациями и учреждениями
независимо от форм собственности, расположенными на территории Россий-
ской Федерации.
Государственные нужды — это потребность Российской Федерации в про-
дукции, необходимой для решения общенациональных проблем реализации
социально-экономических, научно-технических, природоохранных и других це-
левых программ, а также иных задач.
Государственные нужды обеспечиваются за счет бюджетных средств и вне-
бюджетных источников, привлекаемых для решения этих задач.
В соответствии со структурой органов государственного управления и бюд-
жетным устройством Российской Федерации устанавливаются два уровня фор-
мирования и размещения заказов на закупку и поставку продукции:
для федеральных государственных нужд;
для региональных государственных нужд республик в составе Российской
Федерации, автономной области, автономных округов, краев, областей, горо-
дов Москвы и Санкт-Петербурга.
Заказы на закупку и поставку продукции формируются и размещаются на
предприятиях, в организациях, учреждениях (поставщиках) посредством
заключения государственных контрактов:
для обеспечения федеральных и межгосударственных целевых программ —
государственными заказчиками этих программ;
для обеспечения других федеральных государственных нужд — госу-
дарственными заказчиками, определяемыми Правительством Российской Фе-
дерации;
для обеспечения региональных целевых программ и других региональных
государственных нужд — государственными заказчиками, определяемыми Со-
396
ветами Министров (правительствами) республик в составе Российской Феде-
рации и соответствующими органами государственного управления автоном-
ной области, автономных округов, краев, областей, городов Москвы и Санкт-
Петербурга.
Государственный контракт является основным документом, определяющим
права и обязанности государственного заказчика и поставщика по обеспече-
нию государственных нужд. Он регулирует экономические, правовые и органи-
зационно-технические отношения поставщика с государственным заказчиком,
выступающим в качестве покупателя.
Государственные заказчики обеспечивают поставщиков финансовыми ре-
сурсами для реализации государственных контрактов.
Поставщики самостоятельно приобретают материальные ресурсы, не-
обходимые им для исполнения государственных контрактов.
Продукция, поставляемая по государственным контрактам, должна со-
ответствовать требованиям национальных стандартов и особым условиям, уста-
навливаемым этими контрактами.
7.1.10. Организация поверки
Средства измерений при выпуске из производства и ремонта, при ввозе по
импорту и эксплуатации, подлежащие применению и применяемые в сферах
распространения государственного метрологического контроля и надзора в со-
ответствии с Законом Российской Федерации «Об обеспечении единства изме-
рений» и механизмом его реализации — правилами по метрологии ПР
50.2.006—94 с изменениями от 2002 г., подлежат поверке в соответствии с по-
рядком, установленным в них.
Порядок разработан с учетом документа Международной организации за-
конодательной метрологии «Первичная и последующая поверка средств изме-
рений и измерительных процессов».
Средства измерений, подлежащие государственному метрологическому
контролю и надзору, подвергаются поверке органами Государственной метро-
логической службы при выпуске из производства или ремонта, при ввозе по
импорту и эксплуатации.
Эталоны органов Государственной метрологической службы, а также сред-
ства измерений, ими не поверяемые, подвергаются поверке государственными
научными метрологическими центрами.
По решению Федерального агентства по техническому регулированию и
метрологии, в соответствии с Законом «Об обеспечении единства измерений»,
право поверки средств измерений может быть предоставлено аккредитованным
метрологическим службам юридических лиц. Деятельность этих метрологичес-
ких служб осуществляется в соответствии с действующим законодательством и
нормативными документами по обеспечению единства измерений Госстандар-
та России.
Поверочная деятельность, осуществляемая аккредитованными метро-
логическими службами юридических лиц, контролируется органами Государ-
ственной метрологической службы по месту расположения этих юридических
лиц.
397
Поверка средств измерений осуществляется физическим лицом, атте-
стованным в качестве поверителя органом Государственной метрологической
службы.
Поверка производится в соответствии с нормативными документами, ут-
верждаемыми по результатам испытаний с целью утверждения типа средства
измерений.
Результатом поверки является подтверждение пригодности средства изме-
рений к применению или признание средства измерений непригодным к при-
менению в сфере государственной метрологического контроля и надзора.
Если средство измерений по результатам поверки признано пригодным к
применению, то на него или техническую документацию наносится повери-
тельное клеймо или выдается «Свидетельство о поверке».
При поверке эталонов и средств измерений, включающих в свой состав
более одного автономного измерительного блока и допускающих замену в про-
цессе эксплуатации одного блока другим, выдача свидетельства о поверке яв-
ляется обязательной.
Поверительные клейма наносят на средства измерений во всех случаях,
когда конструкция средств измерений не препятствует этому и условия их экс-
плуатации обеспечивают сохранность поверительных клейм в течение всего меж-
поверочного интервала.
Если особенности конструкции (или условия эксплуатации) средств изме-
рений делают невозможным нанесение на них поверительных клейм, то пове-
рительные клейма наносят на паспорт или формуляр средств измерений.
Если средство измерений по результатам поверки признано непригодным
к применению, поверительное клеймо гасится, «Свидетельство о поверке» ан-
нулируется, выписывается «Извещение о непригодности» или делается соот-
ветствующая запись в технической документации.
В целях предотвращения доступа к узлам регулировки или элементам кон-
струкции средств измерений, при наличии у средств измерений мест пломби-
рования, на средства измерений устанавливаются пломбы, несущие на себе по-
верительные клейма.
Ответственность за ненадлежащее выполнение поверочных работ и не-
соблюдение требований соответствующих нормативных документов несет орган
Государственной метрологической службы или юридическое лицо, метрологи-
ческой службой которого выполнены поверочные работы.
7.1.11. Порядок проведения поверки
Средства измерений подвергают первичной, периодической, внеочередной
и инспекционной поверке.
Первичной поверке подлежат средства измерений утвержденных типов при
выпуске из производства и ремонта, при ввозе по импорту.
Первичной поверке могут не подвергаться средства измерений при ввозе
по импорту на основании заключенных международных соглашений (догово-
ров) о признании результатов поверки, произведенной в зарубежных странах.
Первичной поверке подлежит, как правило, каждый экземпляр средств
измерений.
Допускается выборочная поверка.
398
Первичную поверку органы Государственной метрологической службы могут
производить на контрольно-поверочных пунктах, организуемых юридическими
лицами, выпускающими и ремонтирующими средства измерений.
Периодической поверке подлежат средства измерений, находящиеся в
эксплуатации или на хранении, через определенные межповерочные интерва-
лы.
Конкретные перечни средств измерений, подлежащих поверке, составляют
юридические и физические лица — владельцы средств измерений.
Перечни средств измерений, подлежащих поверке, направляются в органы
Государственной метрологической службы.
Органы Государственной метрологической службы в процессе осуществления
государственного надзора за соблюдением метрологических правил и норм
контролируют правильность составления перечней средств измерений, подле-
жащих поверке.
Периодическую поверку должен проходить каждый экземпляр средств из-
мерений. Периодической поверке могут не подвергаться средства измерений,
находящиеся на длительном хранении. Периодическую поверку средств изме-
рений, предназначенных для измерений (воспроизведения) нескольких вели-
чин или имеющих несколько диапазонов измерений, но используемых для из-
мерения (воспроизведения) меньшего числа величин или на меньшем числе
диапазонов измерений, допускается на основании решения главного метроло-
га или руководителя юридического лица производить только по тем требова-
ниям нормативных документов по поверке, которые определяют пригодность
средств измерений для применяемого числа величин и применяемых диапазо-
нов измерений.
Соответствующая запись должна быть сделана в эксплуатационных доку-
ментах.
Результаты периодической поверки действительны в течение межпове-
рочного интервала.
Первый межповерочный интервал устанавливается при утверждении типа.
Органы Государственной метрологической службы и юридические лица обяза-
ны вести учет результатов периодических поверок СИ и разрабатывать реко-
мендации по корректировке межповерочных интервалов с учетом специфики
их применения.
Корректировка межповерочных интервалов проводится органом Госу-
дарственной метрологической службы по согласованию с метрологической служ-
бой юридического лица.
В тех случаях, когда согласие сторон, как указано выше, не достигнуто,
результаты исследований, позволяющие вынести заключение об изменении
межповерочных интервалов, передаются в государственные научные метро-
логические центры, которые дают соответствующее заключение.
Периодическая поверка может производиться на территории пользователя,
органа Государственной метрологической службы или юридического лица, ак-
кредитованного на право поверки.
Место поверки выбирает пользователь средств измерений, исходя из эко-
номических факторов и возможности транспортировки поверяемых средств из-
мерений и эталонов.
Средства измерений должны представляться на поверку по требованию
органа Государственной метрологической службы расконсервированными, вмес-
399
те с техническим описанием, инструкцией по эксплуатации, методикой по-
верки, паспортом или свидетельством о последней поверке, а также необ-
ходимыми комплектующими устройствами.
Внеочередную поверку средств измерений, находящихся в эксплуатации,
проводят:
при повреждении поверительного клейма, пломб, несущих на себе пове-
рительные клейма, или в случае утраты свидетельства о поверке;
при вводе в эксплуатацию средств измерений после длительного хранения
(более одного межповерочного интервала);
при проведении повторной юстировки или настройки, известном или пред-
полагаемом ударном воздействии на средство измерений или неудовлетвори-
тельной работе прибора.
Поверительные клейма считают поврежденными, если без применения
специальных средств невозможно прочитать нанесенную на них информацию.
Пломбы, несущие на себе поверительные клейма, считают поврежденны-
ми, если без применения специальных средств невозможно прочитать нанесен-
ную на них информацию, а также если они не препятствуют доступу к узлам
регулировки средств измерений или внутренним элементам их устройства.
Инспекционную поверку производят для выявления пригодности к приме-
нению средств измерений при осуществлении государственного мет-
рологического надзора.
Инспекционную поверку можно производить не в полном объеме, пре-
дусмотренном методикой поверки.
Результаты инспекционной поверки отражают в акте проверки. Ин-
спекционную поверку производят в присутствии представителя проверяемого
юридического или физического лица.
Если в результате проведения инспекционной поверки выявлено несоот-
ветствие средств измерений установленным требованиям, то поверительные
клейма гасят, а свидетельства о поверке аннулируют.
Поверка в рамках метрологической экспертизы, производимой по поручению
органов суда, прокуратуры, арбитражного суда и федеральных органов испол-
нительной власти, проводится по их письменному требованию. По результатам
поверки составляют заключение, которое утверждает руководитель органа Го-
сударственной метрологической службы, и направляют его заявителю. Один
экземпляр заключения должен храниться в органе Государственной метрологи-
ческой службы, проводившем поверку.
7.1.12. Порядок представления средств измерений
на поверку в органы государственной метрологической
службы
Юридические и физические лица, выпускающие средства измерений из
производства или ремонта, ввозящие средства измерений и использующие их в
целях эксплуатации, обязаны своевременно представлять средства измерений
на поверку.
Органы Государственной метрологической службы осуществляют поверку
средств измерений на основании графиков поверки, составляемых юридичес-
кими и физическими лицами.
400
Графики поверки составляются по видам измерений и на срок, уста-
навливаемый владельцами средств измерений.
Сроки представления графиков поверки устанавливают органы Госу-
дарственной метрологической службы.
Графики поверки могут быть скорректированы в зависимости от изменения
номенклатуры и количества средств измерений.
Графики поверки направляются в орган Государственной метрологической
службы, на обслуживаемой территории которого находятся владельцы средств
измерений. Графики поверки составляются в трех экземплярах.
В течение 10 дней с момента поступления графиков поверки средств изме-
рений орган Государственной метрологической службы проводит их рассмот-
рение.
Порядок рассмотрения и согласования графиков поверки устанавливает
руководитель органа Государственной метрологической службы.
При рассмотрении графиков поверки определяют средства измерений, по-
верка которых проводится в органе Государственной метрологической службы.
Данные средства измерений отмечаются в третьем экземпляре, который воз-
вращается для сведения заявителю.
В ответе могут быть указаны другие органы Государственной метрологичес-
кой службы или юридические лица, которые могут гарантировать поверку средств
измерений, не обеспеченных поверкой в данном органе Государственной мет-
рологической службы.
Заявитель повторно направляет графики поверки в другой орган Госу-
дарственной метрологической службы или другому юридическому лицу по своему
выбору, который их согласовывает.
При согласовании графиков поверки проверяют полноту информации о
средствах измерений, представляемых на поверку, уточняют место, сроки, объем
поверки, а также оплату.
Первый экземпляр согласованных графиков поверки и подписанных руко-
водителем органа Государственной метрологической службы направляется Зая-
вителю.
Поставку средств измерений на поверку обеспечивают юридические и фи-
зические лица — владельцы средств измерений.
Средства измерений сдаются на поверку в органы Государственной метро-
логической службы под расписку.
Ответственность за сохранность средств измерений несет орган Госу-
дарственной метрологической службы в соответствии с действующим зако-
нодательством.
7.1.13. Порядок признания результатов испытаний
и утверждения типа, поверки, метрологической
аттестации средств измерений
Между странами—участницами СНГ существует соглашение о взаимном
признании результатов государственных испытаний и утверждения типа, мет-
рологической аттестации, поверки и калибровки средств измерений, а также
результатов аккредитации лабораторий, осуществляющих испытания, поверку
и калибровку средств измерений. Порядок реализации этого соглашения рег-
ламентируется Правилами по межгосударственной стандартизации.
26-1651
401
Эти правила устанавливают порядок (общие положения, условия и про-
цедуры) признания результатов государственных испытаний и утверждения типа,
испытаний на соответствие утвержденному типу, испытаний (метрологической
аттестации) единичных экземпляров средств измерений, изготовляемых в го-
сударствах — участниках Соглашения, а также поверки средств измерений,
проводимой в государствах — участниках Соглашения.
Основой этих правил являются ГОСТ 2.601—95 «Эксплуатационные до-
кументы» и МД № 19 МОЗМ «Испытания и утверждение типа средств изме-
рений».
В соответствии с Соглашением стран-участниц национальные органы по
метрологии стран-изготовителей (экспортеров) средств измерений (далее —
национальный орган страны-экспортера или страны-изготовителя) устанав-
ливают порядок проведения испытаний и утверждения типа средств измере-
ний, испытаний на соответствие утвержденному типу, испытаний (метроло-
гической аттестации) единичных экземпляров средств измерений, поверки
средств измерений, а также процедуру рассмотрения материалов испытаний.
Основные положения национальных систем государственных испытаний и
утверждения типа средств измерений должны быть гармонизированы с тре-
бованиями соответствующих международных документов, в том числе с
МД № 19 МОЗМ.
В испытаниях средств измерений для целей утверждения типа могут прини-
мать участие представители заинтересованных национальных органов по мет-
рологии стран-импортеров средств измерений (далее — национальный орган
страны-импортера).
Организация, представляющая средства измерений на испытания, оп-
ределяет перечень заинтересованных стран, а также оплачивает расходы их пред-
ставителей, связанные с участием в испытаниях.
Извещение заинтересованным национальным органам стран-импорте-
ров о месте и плановых сроках проведения испытаний направляет национальный
орган страны-экспортера.
Неучастие в испытаниях не является основанием для последующего не-
признания результатов испытаний.
Тип средств измерений должен быть утвержден в стране-изготовителе в
порядке, установленном национальным органом страны-изготовителя, и вне-
сен в Государственный реестр средств измерений (далее — Государственный
реестр).
Национальный орган страны-импортера вносит в свой Государственный
реестр только тип средств измерений, утвержденный национальным органом
страны-экспортера.
На средство измерений, тип которого утвержден, и (или) в эксплуатаци-
онные документы наносят Знак Государственного реестра (Знак утверждения
типа) страны-изготовителя.
Страна-импортер с согласия страны-экспортера (далее — Договариваю-
щиеся стороны) может наносить на средство измерений и (или) эксплуатаци-
онные документы дополнительно Знак своего Государственного реестра (Знак
утверждения типа).
Утверждение типа средств измерений удостоверяют сертификатом (либо
другим документом) об утверждении типа.
402
Средства измерений, тип которых утвержден и зарегистрирован в Го-
сударственном реестре, подлежат поверке. На поверенные средства измерений
наносят оттиск поверительного клейма или к ним прилагают документ о по-
верке в соответствии с законодательством страны-экспортера.
Национальные органы стран-изготовителей направляют в Технический сек-
ретариат Межгосударственного Совета по стандартизации, метрологии и сер-
тификации (далее — Технический секретариат) образец сертификата (либо
другого документа), изображение (рисунок) Знака Государственного реестра
(Знака утверждения типа), а также оттиски поверительных клейм (либо обра-
зец документа на поверку).
Национальные органы стран-изготовителей ежегодно до 1 марта пред-
ставляют в Технический секретариат перечень средств измерений, внесенных в
Государственный реестр, по состоянию на 31 декабря предыдущего года.
Технический секретариат направляет ежегодно информацию о средствах
измерений, внесенных в Государственные реестры Договаривающихся сторон,
национальным органам по метрологии.
Условия признания результатов испытаний и утверждения типа, поверки и
метрологической аттестации средств измерений заключаются в следующем —
договаривающиеся стороны признают результаты испытаний и утверждения
типа, первичной поверки средств измерений при соблюдении следующих усло-
вий:
государственные испытания проведены в соответствии с требованиями
международных и межгосударственных нормативных документов испыта-
тельными центрами или лабораториями стран—изготовителей средств измере-
ний или других государств-участников Соглашения, уполномоченными или ак-
кредитованными национальным органом страны-изготовителя на право прове-
дения этих работ в соответствии с руководящими документами по аккредитации
испытательных центров или лабораторий;
обеспечена прослеживаемость рабочих эталонов, используемых при прове-
дении испытаний и поверки, к эталонам, признанным Международным Бюро
Мер и Весов;
исследования средств измерений проведены в объеме, предусмотренном
программой испытаний;
по результатам испытаний утверждена методика поверки средств измерений;
средства измерений, подвергнутые испытаниям, соответствуют требованиям
распространяющихся на них нормативных документов;
имеется сертификат (либо другой документ) об утверждении типа средств
измерений, выданный национальным органом страны-изготовителя;
в эксплуатационных документах имеется методика поверки или ссылка на
национальный стандарт или иной нормативный документ, по которому сред-
ства измерений этого типа поверяют в эксплуатации.
Договаривающие стороны признают результаты испытаний (метроло-
гической аттестации) единичных экземпляров средств измерений при соблю-
дении следующих условий:
испытания (метрологическая аттестация) проведены организацией, ак-
кредитованной на право проведения этих работ, в порядке, установленном
национальным органом страны-экспортера;
26*
403
результаты испытаний (метрологической аттестации) подтверждены сер-
тификатом об утверждении типа (свидетельством о метрологической аттестации),
входящим в комплект поставки единичных экземпляров средств измерений;
в комплект поставки входит методика поверки, утвержденная в порядке,
установленном национальным органом страны-экспортера.
7.1.14. Порядок признания результатов испытаний
и утверждения типа средств измерений, испытаний
на соответствие утвержденному типу и поверки
Организация, заинтересованная в импорте (экспорте) средств измерений
(далее — организация), через национальный орган страны-изготовителя пред-
ставляет в национальный орган страны-импортера (экспортера):
копию сертификата (либо иной документ) об утверждении типа средств
измерений с приложением описания типа для Государственного реестра;
эксплуатационные документы по ГОСТ 2.601—95 с методикой поверки;
форму свидетельства о поверке средств измерений при выпуске из произ-
водства и (или) форму оттиска поверительного клейма.
В случае признания результатов испытаний единичных экземпляров по зап-
росу национального органа страны-импортера могут быть представлены
эксплуатационные документы, программа и протоколы испытаний (метроло-
гической аттестации).
В случае продления срока действия сертификата об утверждении типа орга-
низация, заинтересованная в импорте (экспорте) средств измерений, через
национальный орган страны-изготовителя представляет:
оригинал сертификата об утверждении типа с приложением описания типа
для Государственного реестра, выданный национальным органом страны-им-
портера;
копию акта об испытаниях средств измерений на соответствие утвержденному
типу.
Изменение конструкции средства измерений, влияющее на его основные
технические и метрологические характеристики, приравнивают к разработке
нового типа средства измерений, а признание результатов испытаний на соот-
ветствие утвержденному типу этого средства измерений проводят согласно тре-
бованиям к вновь утверждаемому типу.
Национальный орган страны-импортера в месячный срок после оплаты
работ организацией, заинтересованной в импорте (экспорте) средств измере-
ний, проводит экспертизу представленных документов и принимает соответ-
ствующее решение о признании (непризнании) результатов испытаний и ут-
верждения типа средств измерений, испытаний на соответствие утвержден-
ному типу, первичной поверки.
Если в государственных испытаниях принимал участие представитель на-
ционального органа страны-импортера, то решение принимают с учетом мне-
ния этого представителя.
Национальный орган страны-импортера должен обеспечивать соответствие
всех поставляемых средств измерений утвержденному типу.
404
При установлении в стране-импортере случаев поставки недоброкаче-
ственных средств измерений и при наличии объективных сведений о несоот-
ветствии импортируемых средств измерений утвержденному типу и требова-
ниям эксплуатационных документов национальный орган страны-импортера
вправе приостановить в своей стране признание результатов испытаний и (или)
провести испытания этих средств измерений в своем испытательном центре
или лаборатории, аккредитованных в установленном порядке.
Соответствующая информация должна быть направлена национальному
органу страны-экспортера.
В обоснованных случаях (в том числе при установлении недостаточной мет-
рологической надежности средств измерений, результаты поверки которых
признаны, или неправильном оформлении результатов поверки) организация,
уполномоченная национальным органом страны-импортера, может подвергать
ввезенные единичные экземпляры средств измерений поверке перед вводом в
эксплуатацию.
В случае отрицательных результатов этой поверки национальный орган стра-
ны-импортера вправе приостановить признание результатов поверки в своей
стране.
Соответствующая информация должна быть направлена национальному
органу страны-экспортера.
На стадии проведения экспертизы национальный орган страны-импортера
вправе запросить, а национальный орган страны-экспортера обязан предоста-
вить документы, подтверждающие результаты аккредитации испытательных
центров или лабораторий.
Расходы, связанные с экспертизой документов, несет организация-заяви-
тель. Стоимость работ по экспертизе не должна превышать стоимости, согласо-
ванной национальными органами стран-изготовителей. Оплату этих работ осу-
ществляют один раз. Не допускается плата за рассмотрение откорректированных
материалов.
Национальный орган страны-импортера вправе проверить выполнение ус-
ловий, указанных выше. В этом случае национальный орган страны-импортера
запрашивает, а национальный орган страны-изготовителя представляет в ме-
сячный срок необходимые документы.
В случае признания результатов испытаний и утверждения типа, испытаний
на соответствие утвержденному типу национальный орган страны-импортера
принимает решение о признании результатов первичной поверки при выпуске
из производства средств измерений.
Национальный орган страны-импортера вносит тип средств измерений в
Государственный реестр под регистрационным номером согласно установ-
ленному порядку ведения Государственного реестра средств измерений в на-
циональном органе страны-импортера. Национальный орган страны-импорте-
ра оформляет на средства измерений сертификат об утверждении типа установ-
ленного образца.
В случае непризнания результатов испытаний и утверждения типа, ис-
пытаний на соответствие утвержденному типу и первичной поверки средств
измерений национальный орган страны-импортера обязан сообщить в нацио-
нальный орган страны-экспортера о причине непризнания.
405
7.1.15. Порядок осуществления государственного
метрологического надзора за выпуском, состоянием
и применением средств измерений, методиками
выполнения измерений, эталонами и соблюдением
метрологических правил и норм
Порядок подготовки, проведения и оформления результатов государст-
венного метрологического надзора за выпуском, состоянием и применением
средств измерений, аттестованными методиками выполнения измерений, этало-
нами единиц величин и соблюдением метрологических правил и норм с целью
защиты прав и законных интересов граждан, установленного правопорядка и
экономики Российской Федерации от отрицательных последствий недостовер-
ных результатов измерений предназначен для органов государственной метро-
логической службы и государственных инспекторов по обеспечению единства
измерений, а также для проверяемых предприятий.
Государственный метрологический надзор осуществляется в объединениях,
на предприятиях, в организациях и учреждениях (далее — предприятиях) неза-
висимо от их подчиненности и форм собственности в виде проверок выпуска,
состояния и применения средств измерений, эталонов и соблюдения иных мет-
рологических правил и норм.
Проверки соблюдения метрологических правил и норм проводятся на пред-
приятиях, деятельность которых относится к сферам распространения государ-
ственного метрологического контроля и надзора в соответствии со статьей 13
Закона РФ «Об обеспечении единства измерений».
Нормативными актами республик в составе Российской Федерации, авто-
номной области, автономных округов, краев, областей метрологический над-
зор может быть распространен и на другие сферы деятельности.
Основными задачами проверок являются:
определение соответствия выпускаемых средств измерений утвержденному
типу;
определение состояния и правильности применения средств измерений, в
том числе эталонов, применяемых для поверки средств измерений;
определение наличия и правильности применения аттестованных методик
выполнения измерений;
контроль соблюдения метрологических правил и норм в соответствии с
Законом РФ «Об обеспечении единства измерений» и действующими норма-
тивными документами по обеспечению единства измерений.
Проверки соблюдения метрологических правил и норм при осуществлении
государственного метрологического надзора проводят должностные лица Гос-
стандарта России — главные государственные инспекторы и государственные
инспекторы по обеспечению единства измерений Российской Федерации, дей-
ствующие на соответствующих территориях (далее — государственные инспек-
торы), а также государственные инспекторы по надзору за стандартами и обес-
печением единства измерений.
В соответствии со статьей 20 Закона РФ «Об обеспечении единства из-
мерений» государственные инспекторы вправе беспрепятственно, при предъ-
явлении служебного удостоверения:
406
посещать объекты, где эксплуатируются, производятся, ремонтируются,
продаются, содержатся или хранятся средства измерений, применяемые в сфе-
рах распространения государственного метрологического контроля и надзора
(далее — средства измерений), независимо от подчиненности и форм соб-
ственности этих объектов;
поверять средства измерений, проверять их состояние и условия применения,
а также соответствие утвержденному типу;
проверять применение аттестованных методик выполнения измерений, со-
стояние эталонов, применяемых для поверки средств измерений;
использовать технические средства и привлекать персонал предприятия,
на котором осуществляется проверка.
Проверки могут охватывать все области деятельности предприятия, от-
носящиеся к сферам распространения государственного метрологического кон-
троля и надзора, и могут быть целевыми, направленными на проверку
соблюдения метрологических правил и норм в одной или нескольких областях
деятельности предприятия, относящихся к одной или нескольким сферам рас-
пространения государственного метрологического контроля и надзора.
Целевые проверки могут быть самостоятельными, осуществляемыми орга-
нами Государственной метрологической службы, и совместными, проводимыми
совместно с другими контрольно-надзорными органами.
По срокам проведения проверки соблюдения метрологических правил и
норм могут быть плановыми (периодическими), внеплановыми (внеочередными)
и повторными.
Плановые проверки проводятся на предприятии не реже одного раза в
3 года в соответствии с графиком проведения проверок соблюдения метрологиче-
ских правил и норм, составляемым органом Государственной метрологической
службы.
Внеплановые проверки проводятся по инициативе потребителей продукции,
органов местного самоуправления, общества защиты прав потребителей, тор-
говой инспекции, контрольно-надзорных органов или других органов и орга-
низаций, а также по усмотрению самого органа Государственной метрологи-
ческой службы в целях решения конкретных задач, связанных с выявлением и
устранением отрицательных последствий недостоверных результатов измере-
ний.
Повторные проверки проводятся в целях контроля выполнения предпи-
саний органов госнадзора, полученных предприятием по результатам преды-
дущей проверки.
Необходимость проведения повторной проверки может быть определена
планом организационно-технических мероприятий, составленным по ре-
зультатам первичной проверки.
7.1.16. Порядок подготовки к проведению проверок
Орган Государственной метрологической службы, осуществляющий про-
верку, не позднее, чем за 5 дней до ее начала информирует предприятие, на
котором предполагается осуществить проверку, о календарных сроках ее прове-
дения, а также приглашает в случае необходимости представителей других
407
контрольно-надзорных органов и проводит подготовительные работы, вклю-
чающие:
составление технического задания на проведение проверки, в котором ука-
зываются: вид проверки, цель, задачи и обоснование ее проведения, участники,
календарные сроки. Техническое задание утверждается руководителем органа
Государственной метрологической службы;
ознакомление с содержанием стандартов, технических условий и других
нормативных документов, содержащих метрологические правила и нормы, рас-
пространяющиеся на деятельность предприятия, подлежащую государственно-
му метрологическому контролю и надзору;
Примечание — В случае отсутствия в органе Государственной метрологической
службы необходимых документов они могут быть запрошены у контролируемого пред-
приятия либо предварительно, либо в период проведения проверки.
изучение материалов предыдущих проверок, проведенных на данном пред-
приятии органами Государственной метрологической службы и другими конт-
рольно-надзорными органами;
Примечание — При отсутствии в органе Государственной метрологической
службы материалов проверок, проведенных другими контрольно-надзорными органа-
ми, их изучение проводится на проверяемом предприятии.
в случаях выпуска продукции для государственных нужд или продукции,
подлежащей обязательной сертификации, а также в случаях, когда показатели
качества продукции должны отвечать обязательным требованиям государствен-
ных стандартов, — выявление у основных потребителей претензий к эксплуата-
ционным и потребительским свойствам этой продукции, качеству ее изготов-
ления, уровню нормативно-технической документации и т. д.;
привлечение по согласованию с соответствующими руководителями для
проведения измерений, анализов, испытаний продукции и для участия в са-
мой проверке специалистов и технических средств предприятий и организа-
ций-изготовителей и потребителей продукции, других контрольно-надзорных
органов, сертификационных центров и испытательных лабораторий;
ознакомление участников проверки с ходом и результатами подготовки к
проверке.
7.1.17. Порядок проведения проверок
Руководитель проверки по прибытии на предприятие:
предъявляет руководителю предприятия техническое задание на проведение
проверки, выданное соответствующим органом Государственной метрологи-
ческой службы;
знакомит руководителя предприятия с целями и задачами проверки;
уточняет перечень средств измерений, подлежащих государственному мет-
рологическому контролю и надзору, и соответствующих им аттестованных ме-
тодик выполнения измерений и другие данные, относящиеся к проверке;
распределяет работу между участниками проверки;
привлекает персонал предприятия к подготовке материалов, необходимых
для проведения проверки.
Руководители проверок вправе требовать от руководителей проверяемых
предприятий обеспечения условий, необходимых для проведения проверок, в
408
том числе представления участникам проверки необходимых для работы доку-
ментов и материалов, а также справок, подтверждающих номенклатуру про-
дукции, выпускаемой по контрактам для государственных нужд, технических
средств, привлечения специалистов для проведения измерений, анализов, ис-
пытаний продукции и ответственных лиц предприятия с правом подписания
протоколов измерений, испытаний, анализов, справок и т. д.
Участники проверки до ее начала:
определяют конкретные объекты, подлежащие проверке;
знакомятся с мерами, принятыми предприятием по результатам преды-
дущих проверок;
выявляют наличие рекламаций на продукцию, поставляемую по контрактам
для государственных нужд или подлежащую обязательной сертификации, а также
рекламаций на продукцию, показатели качества которой должны соответство-
вать обязательным требованиям государственных стандартов;
знакомятся с протоколами и результатами метрологического контроля и
надзора, осуществляемого службами предприятия.
При осуществлении государственного метрологического надзора за выпус-
ком, состоянием и применением средств измерений, аттестованными методи-
ками выполнения измерений, эталонами и соблюдением метрологических пра-
вил и норм в сферах, подлежащих государственному метрологическому кон-
тролю и надзору, государственные инспекторы проверяют наличие и полноту
перечня средств измерений, подлежащих государственному метрологическому
контролю и надзору;
правильность хранения и применения эталонов, используемых для повер-
ки средств измерений в соответствии с нормативной документацией;
наличие документа, подтверждающего право проведения поверки средств
измерений силами метрологической службы данного юридического лица;
соответствие состояния средств измерений и условий их эксплуатации ус-
тановленным техническим требованиям;
наличие документов, подтверждающих аттестацию методик выполнения
измерений, основанных на средствах измерений, подлежащих поверке в соот-
ветствии с ГОСТ 8.563—97;
наличие сертификата об утверждении типа средств измерений;
соответствие средств измерений утвержденному типу;
наличие документов, подтверждающих аттестацию лиц, осуществляющих
поверку средств измерений в качестве поверителей, органами Государственной
метрологической службы;
наличие поверительного клейма или свидетельства о поверке средства из-
мерений, а также установление межповерочного интервала;
наличие лицензии на изготовление, ремонт, продажу и прокат средств из-
мерений предприятием, занимающимся указанными видами деятельности, и
соблюдение предприятием условий осуществления лицензируемой деятельности.
Проверка соблюдения метрологических правил и норм в сферах, подлежащих
государственному метрологическому контролю и надзору, может быть полной,
при которой надзору подвергаются все средства измерений, подлежащие госу-
дарственному метрологическому контролю и надзору, соответствующие мето-
дики выполнения измерений и иные метрологические правила и нормы, отно-
сящиеся к деятельности проверяемого предприятия, и выборочной.
409
При обнаружении нарушений все результаты проверки оформляются
протоколами, содержащими исчерпывающую информацию о характере на-
рушений.
При выявлении нарушений государственный инспектор имеет право:
запрещать применение и выпуск средств измерений неутвержденных типов
или не соответствующих утвержденному типу, а также неповеренных;
гасить поверительные клейма или аннулировать свидетельство о поверке в
случаях, когда средство измерений дает неправильные показания или просро-
чен межповерочный интервал;
при необходимости изымать средство измерений из эксплуатации;
представлять предложения по аннулированию лицензий на право из-
готовления, ремонта, продажи и проката средств измерений в случаях нару-
шения требований к этим видам деятельности;
давать обязательные Предписания и устанавливать сроки устранения нару-
шений метрологических правил и норм при проверке выпуска, состояния и
применения средств измерений, аттестованных методик выполнения измерений,
эталонов и соблюдения метрологических правил и норм;
составлять протоколы о нарушениях метрологических правил и норм для
представления в соответствующие органы для наложения взысканий.
Юридические и физические лица, а также государственные органы управ-
ления Российской Федерации, виновные в нарушениях метрологических пра-
вил и норм, несут в соответствии с действующим законодательством уголов-
ную, административную либо гражданско-правовую ответственность.
7.1.18. Порядок оформления результатов проверки
Результаты каждой проверки оформляются актом. В акте должно быть отра-
жено состояние дел по всем вопросам, входящим в содержание проверки, и
раскрыты причины выявленных нарушений метрологических правил и норм.
Ответственность за полноту, достоверность и объективность изложенных в
акте материалов несет руководитель проверки и участники проверки.
Разделы акта состоят из текстовой части и таблиц. В зависимости от целей
проверки акт может содержать все или некоторые из представленных таблиц, а
также включать разделы, не предусмотренные настоящим актом.
При положительных результатах проверки в соответствующем разделе акта
вместо предусмотренных таблиц делают запись об отсутствии нарушений.
К акту прилагаются протоколы и справки.
Акт подписывают все участники проверки, после чего в него запрещается
вносить изменения или дополнения.
При наличии разногласий по содержанию акта окончательное решение при-
нимает руководитель проверки.
Участники проверки, а также представители проверяемого предприятия,
не согласные с указанным решением, вправе изложить в письменной форме
свое особое мнение, которое прилагается к акту.
Содержание акта доводят до сведения руководителя предприятия, который
его подписывает. В случае отказа от подписи в акте делается соответствующая
запись, подтверждаемая руководителем проверки.
410
Акт проверки передают проверенному предприятию, копии акта — со-
ответствующему государственному органу власти по принадлежности, органу
Государственной метрологической службы, проводившему проверку, предста-
вителям предприятий и организаций, участвовавшим в проверке, другим
контрольно-надзорным органам (при осуществлении совместной проверки) и
другим заинтересованным организациям и учреждениям — не позднее пяти
дней с момента подписания акта.
Предписания направляются тем же организациям и предприятиям, что и
акт проверки, вместе с актом проверки.
Руководитель проверенного предприятия на основе акта проверки и пред-
писаний принимает меры, направленные на устранение выявленных нарушений.
Орган Государственной метрологической службы осуществляет контроль за
выполнением предприятием предписаний путем проведения повторных проверок.
7.1.19. Ответственность государственных инспекторов,
осуществляющих государственный метрологический
контроль и надзор
В соответствии со статьей 21 Закона РФ «Об обеспечении единства из-
мерений» органы Государственной метрологической службы и государственные
инспекторы при осуществлении государственного метрологического надзора
обязаны строго соблюдать законодательство Российской Федерации, а также
положения нормативных документов по обеспечению единства измерений.
За невыполнение, ненадлежащее выполнение должностных обязанностей,
превышение полномочий и за иные нарушения, включая разглашение государ-
ственной или коммерческой тайны, государственные инспекторы могут быть
привлечены к ответственности в соответствии с законодательством Российс-
кой Федерации.
Жалобы на действия государственных инспекторов подаются в 20-дневный
срок со дня принятия ими решений в тот орган Государственной метрологи-
ческой службы, которому они непосредственно подчинены, или в вышестоя-
щий орган. Жалобы рассматриваются и решения по ним принимаются в месяч-
ный срок со дня подачи жалобы. Действия государственных инспекторов могут
быть обжалованы в суде.
В соответствии со статьей 22 Закона РФ «Об обеспечении единства из-
мерений» юридические и физические лица обязаны оказывать содействие го-
сударственному инспектору в выполнении возложенных на него обязанностей.
Лица, препятствующие осуществлению государственного метрологического
контроля и надзора, несут ответственность в соответствии с действующим за-
конодательством Российской Федерации.
7.2. Государственный метрологический надзор
за количеством фасованных товаров в упаковках
любого вида при их расфасовке и продаже
Проведение государственного метрологического надзора за количеством
фасованных товаров в упаковках любого вида при их расфасовке и продаже
распространяется на государственных инспекторов по обеспечению единства
411
измерений, а также на юридические и физические лица, осуществляющие рас-
фасовку и продажу фасованных товаров в упаковках.
Настоящий порядок разработан в соответствии с Международными ре-
комендациями MP МОЗМ № 87 «Содержимое нетто в упаковках», ут-
вержденными VIII Международной конференцией законодательной метроло-
гии в октябре 1988 г., а также ГОСТ Р 8.579—2001 «ГСИ. Требования к количе-
ству фасованных товаров в упаковках любого вида при их производстве, расфа-
совке, продаже и импорте». Этот порядок проведения государственного
метрологического надзора определен ПР 50.2.004—94.
Фасованные товары в упаковках любого вида — товары в упаковках, ко-
торые в отсутствие покупателя запаковываются и запечатываются, при этом
содержимое упаковки не может быть изменено без ее вскрытия или дефор-
мации, а масса, объем, длина, площадь или иные величины, указывающие
количество содержащегося в упаковке товара, обозначены на упаковке.
Нетто или содержимое нетто (т) — количество потребительского товара в
упаковке.
Номинальное количество товара (Л/) — количество, указанное на упаковке.
Государственный метрологический надзор за количеством фасованных то-
варов в упаковках любого вида при их расфасовке и продаже осуществляется
путем контроля за соблюдением метрологических требований к содержимому
нетто в упаковках.
Партия фасованных товаров в упаковках — фасованные товары в упаковках,
на которые распространяются результаты государственного метрологического
надзора, имеющие одно и то же номинальное количество, один и тот же вид
упаковки, расфасованные одним и тем же юридическим лицом.
При проведении государственного метрологического надзора за количеством
фасованных товаров в упаковках, осуществляемого при их расфасовке, партией
фасованных товаров в упаковках являются фасованные товары в упаковках,
имеющие одно и то же номинальное количество, один и тот же вид и способ
расфасовки, осуществляемой в одном и том же месте в течение определенного
промежутка времени.
Объем выборки фасованных товаров в упаковке, предназначенной для кон-
троля — число упаковок (л), отобранных методом случайного отбора из партии
фасованных товаров для контроля характеристик партии. Объем выборки дол-
жен обеспечивать репрезентативность выборки, при которой статистические
характеристики выборки должны соответствовать статистическим характерис-
тикам всей партии.
7.2.1. Метрологические требования к количеству товаров
в упаковках
Количество товара, содержащегося в упаковке, готовой для продажи,
должно отвечать некоторым требованиям.
Отклонение содержимого нетто каждой индивидуальной упаковки от но-
минального количества не должно превышать значения предела допускаемых
отклонений (Т), регламентированного в стандартах, технических условиях или
другой нормативной документации на данную продукцию.
Если нет специальных указаний в нормативной документации, упаковки с
фасованным товаром считаются бракованными, когда отклонение содержимого
412
нетто индивидуальной упаковки от номинального количества превышает зна-
чение предела допускаемых отклонений (М — т > Т).
В случае если предел допускаемых отклонений Т не регламентирован в
документах, для выбора значения Т рекомендуется пользоваться таблицей 7.1,
что соответствует требованиям MP МОЗМ № 87.
Среднее содержимое нетто для любой партии фасованных товаров должно
быть не менее (равняться или превышать) номинального количества, если нет
других требований в нормативной документации на продукцию.
Партия фасованных товаров считается годной (результаты контроля поло-
жительные), если выполняются условия правил и число бракованных упаковок
в выборке (Ср) не превышает значения С, указанного в документации.
Измерения значения содержимого нетто фасованного товара в каждой упа-
ковке при осуществлении государственного метрологического надзора должны
выполняться с погрешностью (5), не превышающей 1/5 предела допускаемых
отклонений Т. В обоснованных случаях допускается проводить измерения содер-
жимого нетто с погрешностью, не превышающей 1/3 предела допускаемых от-
клонений Т.
Обоснование погрешности измерений приводится в протоколе результатов
проверки.
7.2.2. Порядок осуществления проверок
Государственный метрологический надзор за соблюдением метрологических
требований к количеству фасованных товаров в упаковках любого вида при их
расфасовке и продаже осуществляют в виде проверок государственные инспек-
торы по обеспечению единства измерений (далее — государственные инспек-
торы) органов Государственной метрологической службы.
Для осуществления совместных поверок могут быть приглашены пред-
ставители Государственной торговой инспекции, Общества защиты прав по-
требителей или других контрольно-надзорных органов.
Проверки соблюдения метрологических требований к количеству фасованных
товаров могут быть плановыми (периодическими), внеплановыми (внеочеред-
ными) и повторными.
Плановые проверки проводятся на предприятиях, осуществляющих расфа-
совку и продажу фасованных товаров в упаковках, не реже одного раза в 3 года
в соответствии с графиком, составляемым органом Государственной метроло-
гической службы.
Внеплановые проверки проводятся по инициативе потребителей продукции,
местного органа самоуправления, Общества защиты прав потребителей или
других общественных или государственных органов, а также по усмотрению
органов Государственной метрологической службы.
Повторные проверки осуществляются в целях проверки выполнения пред-
писаний органов госнадзора, полученных предприятием после проведения пла-
новой или внеплановой проверки.
В соответствии с Законом РФ «Об обеспечении единства измерений» госу-
дарственные инспекторы имеют право беспрепятственно при предъявлении
служебного удостоверения:
посещать объекты, где производится расфасовка или продажа фасованных
товаров в упаковках, независимо от подчиненности и форм собственности этих
объектов;
413
проверять количество фасованных товаров в упаковках;
проверять наличие на ярлыках (этикетках) или упаковках сведений о но-
минальном количестве потребительского товара, пределе допускаемых от-
клонений Т, наименовании и адресе предприятия-изготовителя и предпри-
ятия-расфасовщика;
отбирать образцы фасованных товаров в упаковках любого вида для осу-
ществления надзора;
измерять количество содержимого нетто в каждой индивидуальной упаков-
ке из числа отобранных образцов фасованных товаров на месте отбора или при
необходимости передавать отобранные фасованные товары в органы Государ-
ственной метрологической службы для проведения этих измерений с после-
дующим возвратом отобранных образцов (операции по отбору, передаче фасо-
ванных товаров и измерению содержимого нетто проводятся в присутствии
представителя организации, осуществляющей расфасовку или продажу этих то-
варов);
для проведения контроля использовать технические средства и привлекать
персонал предприятия, на котором осуществляется проверка.
Орган Государственной метрологической службы, осуществляющий пла-
новую проверку, не позднее, чем за трое суток информирует предприятие, на
котором предполагается ее проведение, а также сообщает календарные сроки
проведения проверки заинтересованным и приглашаемым участникам про-
верки.
Внеочередные (внеплановые) проверки могут осуществляться без предва-
рительного уведомления контролируемого предприятия.
Государственный метрологический надзор за соблюдением метрологических
требований к количеству фасованных товаров в упаковках любого вида при их
расфасовке и продаже должен быть по возможности организован таким обра-
зом, чтобы вмешательство в технологический процесс производства и расхо-
ды, связанные с проведением проверок, были минимальными, а товары, под-
вергаемые проверке, оставались неповрежденными.
Если характеристики тары известны или могут быть определены в ходе
проверки, допускается определять количество потребительского товара кос-
венными методами измерений, без вскрытия упаковки.
При этом точность методов контроля с использованием статистических
данных о таре должна соответствовать требованиям, указанным выше.
Измерения объема жидких товаров в упаковках также могут производиться
с использованием косвенных методов измерений на основе измерений массы и
плотности жидкости при соблюдении требований, указанных выше.
Государственный инспектор, осуществляющий контроль, по прибытии на
предприятие:
знакомит его руководителя с целями и задачами проверки;
уточняет перечень фасованных товаров в упаковках, подлежащих госу-
дарственному метрологическому надзору;
определяет функции участников проверки;
знакомится с нормативной документацией, регламентирующей требования
к количеству фасованных товаров в упаковках, подлежащих проверке;
организует отбор образцов фасованных товаров в упаковках;
проводит измерения количества товара в каждой индивидуальной упаковке
из числа отобранных.
414
Отбор образцов фасованных товаров в выборку, предназначенную для
контроля, измерения количества товара в индивидуальных упаковках, обра-
ботка результатов измерений выборки и выводы по результатам контроля
должны производиться в соответствии с требованиями нормативной доку-
ментации на данную продукцию, если она содержит эти требования и если они
не противоречат требованиям правил.
При Государственном метрологическом надзоре отбор фасованных товаров
для контроля может производиться как в процессе фасовки после запаковыва-
ния и запечатывания упаковки, так и со склада готовой продукции. Размер
партии должен быть достаточным для того, чтобы дать полное представление о
фасовочной практике изготовителя. Если размер партии недостаточен для со-
ставления заключения о результатах надзора, то допускается объединение не-
скольких однородных партий в одну.
Отбор образцов фасованных товаров в упаковках должен проводиться ме-
тодами, обеспечивающими равную вероятность отбора каждой единицы партии
фасованных товаров для контроля.
Рекомендации по определению объема выборки п (в случае отсутствия дан-
ной информации в нормативной документации на контролируемую фасованную
продукцию):
при надзоре за количеством фасованных товаров в индивидуальных упа-
ковках с различным номинальным количеством потребительского товара в каж-
дой упаковке, для контроля отбирается не менее 10 упаковок;
для малых партий фасованных товаров в упаковках, содержащих менее
150 единиц, объем выборки п должен составлять не менее 20 % объема партии;
для партии фасованных товаров в упаковках, содержащих более 150 еди-
ниц, объем выборки п может определяться по формуле
п = 30 + 0,0125 N,
где N — объем партии, что обеспечивает репрезентативность выборки и
достаточную достоверность контроля.
При отсутствии возможности использования методов контроля, не раз-
рушающих упаковки, объем выборки может быть уменьшен. При этом следует
иметь в виду, что достоверность результатов контроля при уменьшении объема
выборки снижается и не будет соответствовать международным требованиям.
Участники проверки, отобрав образцы фасованных товаров в выборку, осу-
ществляют измерения содержимого нетто в каждой индивидуальной упаковке
(т) в соответствии с требованиями правил. Результаты измерений заносятся в
протокол результатов проверки.
Данная процедура осуществляется также и при надзоре за количеством
фасованных товаров с различным номинальным количеством потребительского
товара, указанного на упаковке, и не объединенных в партии (например, при
расфасовке мяса, сыра, овощей, фруктов и т. д.).
В протоколе отмечаются знаком «*» бракованные упаковки, в соответствии
с правилами указывается их количество Ср.
Если значение Ср превышает значение С, указанное в документации на
данный вид фасованных товаров, то партия фасованных товаров бракуется,
т. е. не подлежит реализации до устранения обнаруженных нарушений метроло-
гических требований, о чем делается запись в акте проверки и предписаниях.
415
Следует заметить, что если в документации на данный вид фасованных
товаров значение С не указано, то для выбора значения С рекомендуется руко-
водствоваться табл. 7.2.
При положительных результатах проверки государственный инспектор при-
ступает к определению среднего содержимого партии фасованных товаров в
упаковках в соответствии с методикой расчета, приводимой в правилах, в слу-
чае отсутствия данной информации в документации на контролируемую фасо-
ванную продукцию.
Данная процедура может быть применена и при отрицательных результатах
предыдущей проверки для получения более полного представления о фасовоч-
ной практике производителя товара.
Обработка результатов измерений и выводы по результатам проверки зано-
сятся в протокол результатов проверки.
На основании результатов проверки делаются соответствующие выводы.
Партия фасованных товаров в упаковках считается бракованной по средне-
му содержимому нетто для партий, если отклонение уточненного среднего со-
держимого партии от номинального количества меньше О (М < 0).
Бракованная партия не подлежит реализации до устранения обнаруженных
нарушений.
В протокол заносятся также выводы по результатам проверки, т.е. указывается
количество бракованных индивидуальных упаковок из числа проверенных, а в
случае контроля партии фасованных товаров — выводы о годности партии по
данному параметру.
Бракованные индивидуальные упаковки не подлежат реализации до устра-
нения обнаруженных нарушений метрологических требований, предъявляемых
к упаковкам.
7.2.3. Оформление результатов проверки
По результатам проверки оформляется акт проверки количества фасованных
товаров в упаковках любого вида при их расфасовке и продаже. Акт рассматри-
вается и утверждается руководителем органа Государственной метрологичес-
кой службы, проводившего проверку.
Акт должен содержать детальный перечень всех нарушений, обнаруженных
во время проверки. В акте указываются меры пресечения нарушений в соответ-
ствии со статьей 20 Закона Российской Федерации «Об обеспечении единства
измерений». В акте также могут быть указаны рекомендации по устранению при-
чин, вызвавших данные нарушения.
Акт подписывают все участники проверки, после чего в него запрещается
вносить какие бы то ни было изменения и дополнения.
При наличии разногласий по содержанию окончательное решение при-
нимает руководитель проверки.
Участники проверки, а также представители проверяемого предприятия,
не согласные с указанным решением, вправе изложить в письменной форме
свое мнение, которое прилагается к акту.
Содержание акта доводят до сведения руководителя предприятия, который
его подписывает. В случае отказа от подписания в акте делается соответствующая
запись.
Акт проверки не позднее пяти дней с момента утверждения передают про-
веренному предприятию, копии акта — органу метрологической службы, про-
водившему проверку, представителям организаций, принимавшим участие в
416
проверке, другим контрольно-надзорным органам (при осуществлении совме-
стной проверки) и в другие заинтересованные организации и учреждения.
При выявлении нарушений метрологических правил и норм государственные
инспекторы обязаны применять в соответствии с предоставленными им права-
ми все необходимые меры, направленные на пресечение, предотвращение этих
нарушений и устранение причин, вызвавших их: выдавать обязательные пред-
писания и устанавливать сроки устранения нарушений, составлять протоколы
о нарушениях метрологических правил и норм для направления их в адми-
нистративные комиссии органов местного самоуправления.
Юридические и физические лица, а также государственные органы управ-
ления, виновные в нарушении метрологических требований, предъявляемых к
количеству фасованных товаров в упаковках любого вида при их расфасовке и
продаже, несут в соответствии с действующим законодательством уголовную,
административную либо гражданско-правовую ответственность.
Руководитель проверенного объекта на основе акта проверки и предпи-
саний выдает письменное распоряжение и утверждает план организацион-
но-технических мероприятий по устранению и предотвращению обнаружен-
ных нарушений. Способ устранения обнаруженных нарушений (например,
100-процентный контроль партии с отбраковкой не соответствующих требова-
ниям упаковок, перемаркировка и переоценка упаковок, вскрытие и дополне-
ние упаковок и др.) определяет руководитель проверенного объекта.
Копия распоряжения направляется в орган Государственной метроло-
гической службы, осуществлявший проверку, не позднее двух дней со дня его
утверждения.
Орган Государственной метрологической службы осуществляет контроль за
выполнением предприятием предписаний путем проведения повторных прове-
рок.
7.2.4. Ответственность государственных инспекторов,
осуществляющих государственный метрологический
надзор, и лиц, причастных к расфасовке и продаже
фасованных товаров в упаковках любого вида
В соответствии с Законом РФ «Об обеспечении единства измерений» орган
Государственной метрологической службы и его должностные лица при осу-
ществлении государственного метрологического надзора за количеством фасо-
ванных товаров в упаковках любого вида обязаны соблюдать законодательство
Российской Федерации, а также положения нормативных документов по воп-
росам метрологии и государственного метрологического надзора.
За невыполнение или ненадлежащее выполнение должностных обязан-
ностей, превышение полномочий и за иные нарушения, включая разглашение
государственной или коммерческой тайны, государственные инспекторы могут
быть привлечены к ответственности в соответствии с законодательством Рос-
сийской Федерации.
Жалобы на действия государственных инспекторов подаются в 20-дневный
срок со дня принятия ими решений в тот орган Государственной метрологи-
ческой службы, которому они непосредственно подчинены, или в вышестоя-
щий орган. Жалобы рассматриваются и решения по ним принимаются в месяч-
ный срок со дня подачи жалобы.
Действия государственных инспекторов могут быть также в установленном
порядке обжалованы в суде.
27-1651
417
Обжалование действий государственных инспекторов не приостанавливает
реализацию их предписаний.
В соответствии с Законом РФ «Об обеспечении единства измерений» юри-
дические и физические лица обязаны оказывать содействие государственному
инспектору в выполнении возложенных на него обязанностей по го-
сударственному метрологическому надзору за количеством фасованных товаров
в упаковках любого вида. Лица, препятствующие осуществлению го-
сударственного метрологического надзора, несут ответственность в соответствии
с действующим законодательством.
7.2.5. Значения пределов допускаемых отклонений
Таблица 7.1
Предел допускаемых отклонений
количества товара в упаковке
от номинального количества
Номинальное количество нетто М (г, мл, ) Предел допускаемых отклонений (Т)
процент от М г (мл)
От 5 до 50 9 —
От 50 до 100 — 4,5
От 100 до 200 4,5 —
От 200 до 300 — 9
От 300 до 500 3 —
От 500 до 1000 — 15
От 1000 до 10000 1,5 —
От 10000 до 15000 — 150
От 15000 до 25000 1,0 —
Примечание — Данные значе-
ния Т округляют до десятых долей
г (мл) для М< 1000 г (мл) и до целых
долей г (мл) для М > 1000 г (мл)
Таблица 7.2
Значения допускаемого количества
бракованных упаковок в выборке
фасованных товаров в упаковках, С
Объем партии N, ед Допускаемое количе- ство бракованных упаковок в выборке, отобранной для контроля, С, ед
До 50 0
От 50 до 150 1
От 150 до 1000 2
От 1000 до 2000 3
От 2000 до 3500 4
От 3500 до 5000 5
Свыше 5000 0,1 % от N
Таблица 7.3
Значения коэффициента Стьюдента t для уровня значимости
ат0 = 0,5 % в зависимости от объема выборки п
Объем выборки п Коэффициент Стьюдента t Объем выборки п Коэффициент Стьюдента t Объем выборки п Коэффициент Стьюдента t
5 4,604 16 2,947 27 2,779
6 4,032 17 2,921 28 2,771
7 3,707 18 2,898 29 2,763
8 3,499 19 2,878 30 2,756
9 3,355 20 2,861 31 2,750
10 3,250 21 2,845 33 2,738
11 3,169 22 2,831 35 2,728
12 3,106 23 2,819 37 2,719
13 3,054 24 2,807 39 2,712
14 3,012 25 2,797 41 2,704
15 2,977 26 2,787 43 2,698
418
Продолжение табл. 7.3
Объем выборки п Коэффициент Стыодента t Объем выборки п Коэффициент Стьюдента t Объем выборки п Коэффициент Стьюдента t
45 2,692 66 2,654 151 2,609
47 2,687 71 2,648 201 2,601
49 2,682 81 2,639 251 2,596
51 2,678 91 2,632 301 2,592
56 2,668 101 2,626 401 2,588
61 2,660 121 2,617 501 2,586
При мечание — Уровень значимости ат0 <0,5 % для т0 = М означает, что
вероятность забраковки партии, упаковки которой заполнены в среднем до значения
7п0 > М, не должна превышать 0,5 %, если количество бракованных упаковок в выборке не влияет на результат этого контроля.
Таблица 7.4
Содержимое отдельных упаковок в г (мл)
Номер упаковки 1 2 п
Количество содержимого, г (мл), mt
1. Обработка результатов измерений 2. Выводы по результатам проверки 2.1.
2.2. 2.3.
7.2.6. Расчет среднего содержимого партии фасованных товаров
в упаковках, подлежащей контролю
1. Исходные данные:
п — количество упаковок в выборке, отобранных случайным образом из
партии фасованных товаров в упаковках, подлежащей контролю;
тщ — содержимое нетто в каждой упаковке, отобранной для контроля.
2. Расчет среднего арифметического содержимого нетто (7и) для выборки
(г, мл)
___ I п 1 /
т = X т, г / п.
р = 1 J /
3. Расчет абсолютного среднего квадратического отклонения 5 результатов
измерений в выборке (г, мл)
27*
419
5 =
п-1.
4. Расчет уточненного среднего содержимого нетто т0 для партии (верх-
ней границы доверительного интервала среднего арифметического выборки),
(г, мл)
т$ = т + к S,
где к = / / Vn ;
t — коэффициент Стьюдента, зависящий от уровня значимости, принятого
равным 0,5 %, и числа упаковок в выборке.
Значение t приведено в табл. 7.3.
5. Расчет отклонения уточненного среднего содержимого для партии от
номинального количества (г/мл)
А = 7w0 - М.
Исходные данные и результаты расчета содержимого упаковок заносятся в
таблицу (см. табл. 7.4).
7.2.7. Особенности реализации фасованных товаров
Товары, у которых содержимое упаковки не может быть изменено без ее
вскрытия или деформации, а масса, объем, длина, площадь или иные вели-
чины, указывающие количество содержащегося в упаковке товара, обозначены
на упаковке, должны приниматься к реализации и реализовываться не по сум-
марной массе, объему и т. д., а по количеству штук (упаковок). Иными словами,
транспортная тара должна характеризоваться количеством содержащихся в ней
упаковок, а не общей массой, объемом и т. д.
В соответствии с международными нормами, действующими во всех стра-
нах Европейского союза, производитель фасованных товаров в упаковках или
импортер обязаны осуществлять контроль соответствия количества фасованных
товаров в упаковках установленным требованиям, в противном случае, а также
в случае обнаружения нарушений к ним применяются существенные штраф-
ные санкции. Многие ведущие иностранные фирмы для подтверждения своего
престижа при указании номинального количества ставят знак «е», принятый в
странах Европейского союза, для обозначения того, что количество фасован-
ного товара в упаковке гарантировано изготовителем путем строгого производ-
ственного контроля. В случае импорта такого товара импортер имеет право не
осуществлять контроль количества фасованных товаров в упаковках.
Следует заметить, что в соответствии с международными нормами нару-
шением требований к количеству фасованных товаров в упаковках является
случай недовложения товара в индивидуальную упаковку, превышающего до-
пустимое, и случай, когда среднее значение количества фасованных товаров в
партии упаковок меньше номинального, обозначенного на упаковке. Послед-
нее означает, что:
превышение среднего значения количества фасованных товаров в партии
не является нарушением, с точки зрения государственного метрологического
надзора;
420
в партии фасованных товаров в упаковках могут быть упаковки как с недо-
ложением (в пределах допустимого), так и с «перевложением». Следует заме-
тить, что определено минимальное количество упаковок, в которых недовло-
жение может в 2 раза превышать допустимое.
Многие производители, особенно недорогой по себестоимости продукции,
идут сознательно на превышение среднего значения по партии относительно
номинального и на определенные убытки в связи с тем, чтобы уберечь себя от
всех неприятностей, связанных с недовложением, так как ущерб от этих не-
приятностей гораздо значительнее экономической выгоды от недовложения.
Рассмотренная ситуация позволяет сделать следующие выводы:
продажа фасованных товаров в упаковках должна производиться по штукам
по цене за штуку;
перевзвешивание фасованных товаров в упаковках может производиться
только по требованию покупателя, в случае его подозрения о недовложении;
продавец несет ответственность за соответствие количества товара в упа-
ковке номинальному количеству. Если недовложение товара превышает допус-
тимое, упаковка считается бракованной и подлежит реализации только после
определения действительного значения количества фасованного товара в упа-
ковке и уценке ее, пропорциональной недовложению.
7.3. Государственный метрологический надзор за количеством
товаров, отчуждаемых при совершении торговых операций
Порядок осуществления государственного метрологического надзора за
количеством товаров, отчуждаемых при совершении торговых операций, рас-
пространяется на органы государственной метрологической службы и государ-
ственных инспекторов по обеспечению единства измерений, а также на юри-
дических и физических лиц, осуществляющих торговые операции с отчуждением
товаров, количество которых должно определяться в результате измерений.
Объектами государственного метрологического надзора за количеством то-
варов, отчуждаемых при совершении торговых операций, являются торговые
операции, при которых товары переходят из собственности одного юридичес-
кого лица или физического лица в собственность другого юридического или
физического лица, при этом количество товара определяется в результате из-
мерений.
Государственный метрологический надзор за количеством товаров, от-
чуждаемых при совершении торговых операций, осуществляется в форме про-
верок соблюдения установленных метрологических правил и норм.
Основной задачей проверок является контроль правильности определения
количества отчуждаемых товаров.
Нарушением метрологических правил и норм при определении количества
товаров, отчуждаемых при совершении торговых операций, считается отчужде-
ние меньшего количества товара по сравнению с заявленным для продажи.
Заявлением является любое утверждение, как устное, так и письменное,
относящееся к количеству товара, выраженное в единицах величин.
Расхождение между заявленным количеством товара и количеством, полу-
ченным при контрольном измерении, не должно превышать норм, уста-
новленных правилами торговли. В случае отсутствия этих норм:
421
расхождение не должно превышать суммы абсолютных значений пределов
допускаемых погрешностей средств измерений, применяемых продавцом и
государственным инспектором;
отчуждение меньшего количества товара, чем то, которое соответствует
заплаченной цене;
использование средств измерений, не соответствующих типу, неповеренных,
с нарушенным клеймом, дающих неправильные показания.
Проверки соблюдения метрологических правил и норм осуществляют
должностные лица Федерального агентства по техническому регулированию и
метрологии — главные государственные инспекторы и государственные инс-
пекторы по обеспечению единства измерений Российской Федерации, соот-
ветствующих территорий (далее — государственные инспекторы).
В соответствии со статьей 20 Закона РФ «Об обеспечении единства из-
мерений» государственные инспекторы имеют право беспрепятственно при
предъявлении служебного удостоверения:
посещать объекты, где осуществляются торговые операции с отчуждением
товаров, количество которых должно определяться в результате процедуры из-
мерений, независимо от подчиненности и форм собственности этих объектов;
проверять соответствие используемых величин допущенным к применению;
проверять средства измерений, их состояние и условия применения, а так-
же соответствие утвержденному типу;
отбирать образцы товаров для осуществления надзора;
проверять количество товаров, отчуждаемых при совершении торговых опе-
раций путем выполнения измерений;
использовать технические средства и привлекать персонал предприятия
торговли, на котором осуществляется проверка.
Проверки могут быть самостоятельными, осуществляемыми только органами
Государственной метрологической службы, и совместными, проводимыми
совместно с другими контрольно-надзорными органами (Госторгинспекцией,
Санэпиднадзором и др.).
Проверки могут быть плановыми (периодическими), внеплановыми (вне-
очередными) и повторными.
Плановые проверки проводятся не реже 1 раза в 3 года в соответствии с
графиком проведения проверок соблюдения метрологических правил и норм,
составляемым органом Государственной метрологической службы.
Внеплановые проверки проводятся по инициативе потребителей продукции,
органов местного самоуправления, общества защиты прав потребителей, тор-
говой инспекции или других контрольно-надзорных органов, а также по усмот-
рению самого органа Государственной метрологической службы.
Повторные проверки проводятся в целях контроля выполнения предпи-
саний органов госнадзора, полученных предприятием после проведения пре-
дыдущей проверки.
7.3.1. Подготовка к проведению проверок
Орган Государственной метрологической службы, осуществляющий про-
верку, подготавливает Уведомление о проведении проверки, направленное на
проверяемый объект, и информирует в случае необходимости представителей
других контрольно-надзорных органов о календарных сроках ее проведения.
422
Участники проверки перед ее проведением знакомятся с материалами пре-
дыдущих проверок, проведенных на данном объекте органом Государственной
метрологической службы или другими контрольно-надзорными органами.
П римечание — при отсутствии в органе Государственной метрологической
службы материалов проверок, проведенных другими контрольно-надзорными органа-
ми, изучение этих материалов проводится на проверяемом объекте.
Орган Государственной метрологической службы, осуществляющий про-
верку количества товаров, отчуждаемых при совершении торговых операций,
вправе проводить проверку без предварительного уведомления.
7.3.2. Порядок проведения проверок
При осуществлении государственного метрологического надзора за ко-
личеством товаров, отчуждаемых при совершении торговых операций, руко-
водитель проверки предъявляет удостоверение государственного инспектора
руководителю объекта, на котором осуществляется проверка.
Государственный метрологический надзор за количеством товаров, от-
чуждаемых при совершении торговых операций, осуществляется в виде:
проверки состояния средств измерений и соответствия условий их экс-
плуатации установленным требованиям;
контроля за правильностью выполнения измерений, определяющих ко-
личество товаров, отчуждаемых при совершении торговых операций;
контроля за правильностью определения количества товара, отчуждаемого
при совершении торговой операции, в том числе отобранного самим го-
сударственным инспектором;
участия в осуществлении контрольных покупок при проведении совместных
с Госторгинспекцией проверок;
проверки количества товаров, отчуждаемых при совершении торговых опе-
раций, путем проведения контрольных измерений.
Контрольные измерения производятся на исправных, поверенных сред-
ствах измерений совместно с лицами, отпустившими товары. При составлении
акта в нем указываются все реквизиты используемого средства измерений.
В случае обнаружения нарушений метрологических правил и норм го-
сударственный инспектор имеет право:
изымать из эксплуатации средства измерений, не соответствующие ут-
вержденному типу, неповеренные или дающие неправильные показания;
запрещать применение средств измерений неутвержденных типов или не
соответствующих утвержденному типу, а также неповеренных;
гасить поверительные клейма или аннулировать свидетельства о поверке в
случаях, когда средство измерений дает неправильные показания или просро-
чен межповерочный интервал;
давать обязательные предписания и устанавливать сроки устранения нару-
шений метрологических правил и норм;
составлять протоколы о нарушениях метрологических правил и норм, ко-
торые направляются в компетентные органы для принятия мер в соответствии
с действующим законодательством.
Руководители проверок при предъявлении удостоверения государственного
инспектора и уведомления о проведении проверки вправе требовать от руково-
423
дителя объекта обеспечения условий, необходимых для проведения проверок,
в том числе предоставление участникам проверки необходимых для работы до-
кументов и материалов, технических средств.
7.3.3. Оформление результатов проверки
Результаты каждой проверки оформляются актом. В акте должны быть отра-
жены содержание проверки и ее результаты. Ответственность за полноту, дос-
товерность и объективность изложенных в акте материалов несет руководитель
проверки.
Акт подписывают все участники проверки, после чего в него запрещается
вносить изменения и дополнения.
При наличии разногласий по содержанию акта окончательное решение
принимает руководитель проверки.
Участники проверки, а также представители проверяемого предприятия,
не согласные с принятым решением, вправе изложить в письменной форме
свое особое мнение, которое прилагается к акту.
Содержание акта доводят до сведения руководителя объекта, который его
подписывает. В случае отказа от подписи в акте делается соответствующая
запись, подтверждаемая подписью руководителя проверки.
При обнаружении нарушений метрологических правил и норм на осно-
вании акта проверки государственный инспектор составляет предписания об
устранении обнаруженных нарушений и протокол о нарушениях метрологи-
ческих правил и норм, который направляется в компетентные органы для при-
нятия мер в соответствии с действующим законодательством.
Не позднее пяти дней с момента подписания акт проверки с предписа-
ниями направляют (передают) подвергнутому проверке объекту, копии акта —
в соответствующий орган Государственной метрологической службы, орга-
низациям, принимавшим участие в проверке, а также иным заинтересованным
организациям и учреждениям.
Руководитель объекта, подвергавшегося проверке, в соответствии с актом
проверки и предписаниями принимает меры, направленные на устранение
выявленных нарушений.
Контроль за выполнением предписаний орган Государственной метро-
логической службы осуществляет при проведении последующих проверок.
Юридические и физические лица, виновные в нарушениях метрологических
правил и норм, несут в соответствии с действующим законодательством уго-
ловную, административную либо гражданско-правовую ответственность.
7.3.4. Ответственность государственных инспекторов,
осуществляющих государственный метрологический
надзор за количеством товаров, отчуждаемых
при совершении торговых операций
За невыполнение, ненадлежащее выполнение должностных обязанностей,
превышение полномочий и за иные нарушения, включая разглашение государ-
ственной или коммерческой тайны, государственные инспекторы, осуществ-
ляющие государственный метрологический надзор за количеством товаров,
424
отчуждаемых при торговых операциях, могут быть привлечены к ответственно-
сти в соответствии с законодательством Российской Федерации.
Жалобы на действия государственных инспекторов подаются в 20-дневный
срок со дня принятия ими решений в тот орган Государственной метрологи-
ческой службы, которому они непосредственно подчинены, или в вышестоя-
щий орган. Жалобы рассматриваются и решения по ним принимаются в месяч-
ный срок со дня подачи жалобы, действия государственных инспекторов могут
быть обжалованы в суде.
В соответствии со статьей 22 Закона РФ «Об обеспечении единства из-
мерений» юридические и физические лица обязаны оказывать содействие го-
сударственному инспектору в выполнении возложенных на него обязанностей.
Лица, препятствующие осуществлению государственного метрологического
надзора, несут ответственность в соответствии с действующим законодательством
Российской Федерации.
7.3.5. Порядок лицензирования деятельности
по изготовлению и ремонту средств измерений
Настоящие правила устанавливают порядок лицензирования по изго-
товлению и ремонту средств измерений в Российской Федерации, применяе-
мых в сферах распространения государственного метрологического контроля и
надзора в соответствии с Законами Российской Федерации «О лицензирова-
нии отдельных видов деятельности» и «Об обеспечении единства измерений»,
и распространяются на все юридические и физические лица независимо от
форм собственности, осуществляющие эту деятельность.
Лицензирование деятельности юридических и физических лиц по изго-
товлению и ремонту средств измерений является одним из видов государст-
венного метрологического контроля.
Лицензия на изготовление, ремонт средств измерений — документ, удос-
товеряющий право заниматься указанными видами деятельности, выдаваемый
юридическим и физическим лицам Центральным аппаратом Федерального аген-
тства по техническому регулированию и метрологии.
27 мая 2002 г. в соответствии с Законом РФ «О лицензировании отдельных
видов деятельности» Правительством Российской Федерации было принято
Постановление «Об утверждении положения о лицензировании деятельности
по изготовлению и ремонту средств измерений».
В упомянутом Положении говорилось следующее:
1. Лицензирование деятельности юридических лиц и индивидуальных
предпринимателей по изготовлению и ремонту средств измерений осуществля-
ется Федеральным агентством по техническому регулированию и метрологии
(далее именуется — лицензирующий орган).
2. Лицензионными требованиями и условиями при осуществлении деятель-
ности по изготовлению и ремонту средств измерений являются:
а) наличие соответствующего оборудования и соблюдение производствен-
ных технологий, обеспечивающих изготовление или ремонт средств измерений
в соответствии с установленными техническими требованиями и стандартами;
б) наличие организационных и технических возможностей для выполне-
ния первичной поверки изготовленных или отремонтированных средств изме-
425
рений, предназначенных для использования в сферах распространения госу-
дарственного метрологического контроля и надзора, или выполнения первич-
ной калибровки изготовленных или отремонтированных средств измерений, не
подлежащих поверке;
в) соответствие изготавливаемых средств измерений, предназначенных для
использования в сферах распространения государственного метрологического
контроля и надзора, утвержденным типам средств измерений;
г) наличие необходимых для изготовления и ремонта средств измерений
производственных помещений, соответствующих требованиям нормативно-тех-
нических документов;
д) наличие у индивидуального предпринимателя и у работников юриди-
ческого лица высшего или среднего профессионального технического образо-
вания либо высшего или среднего профессионального образования при усло-
вии прохождения ими переподготовки по изготовлению или ремонту средств
измерений и получения диплома (свидетельства) установленного образца.
3. Для получения лицензии соискатель лицензии представляет в лицензи-
рующий орган следующие документы:
а) заявление о предоставлении лицензии с указанием:
наименования, организационно-правовой формы, места нахождения и места
осуществления лицензируемой деятельности — для юридического лица;
фамилии, имени, отчества, места жительства, данных документа, удосто-
веряющего личность, — для индивидуального предпринимателя;
лицензируемой деятельности, которую юридическое лицо или индивиду-
альный предприниматель намерены осуществлять, с указанием типов и (или)
групп изготавливаемых или ремонтируемых средств измерений и области их
применения (в сферах или вне сфер распространения государственного метро-
логического контроля и надзора);
б) копии учредительных документов и свидетельства о государственной
регистрации соискателя лицензии в качестве юридического лица; копия свиде-
тельства о государственной регистрации соискателя лицензии в качестве инди-
видуального предпринимателя;
в) копия свидетельства о постановке соискателя лицензии на учет в нало-
говом органе;
г) документ, подтверждающий уплату лицензионного сбора за рассмотре-
ние лицензирующим органом заявления о предоставлении лицензии;
д) сведения о квалификации работников соискателя лицензии;
е) документы, подтверждающие утверждение типов изготавливаемых средств
измерений, предназначенных для использования в сферах распространения го-
сударственного метрологического контроля и надзора.
Если копии документов не заверены нотариусом, они представляются с
предъявлением оригинала.
Документы принимаются лицензирующим органом по описи, копия кото-
рой направляется (вручается) соискателю лицензии с указанием даты приема.
За предоставление недостоверных сведений соискатель лицензии несет от-
ветственность в соответствии с законодательством Российской Федерации.
4. Лицензирующий орган принимает решение о предоставлении или об
отказе в предоставлении лицензии в течение двух месяцев со дня получения
заявления со всеми необходимыми документами. Соответствующее решение
оформляется приказом лицензирующего органа.
426
Лицензирующий орган при проведении лицензирования имеет право про-
водить проверки и запрашивать у соискателя лицензии информацию о его со-
ответствии лицензионным требованиям и условиям.
5. Лицензия предоставляется на пять лет. Срок действия лицензии может
быть продлен по заявлению лицензиата в порядке, предусмотренном для пере-
оформления лицензии.
6. Лицензирующий орган ведет реестр лицензий, в котором указываются:
а) наименование лицензирующего органа;
б) лицензируемая деятельность;
в) сведения о лицензиате:
наименование, организационно-правовая форма, место нахождения (с ука-
занием места нахождения территориально обособленных подразделений, осу-
ществляющих лицензируемую деятельность), номер свидетельства о государ-
ственной регистрации в качестве юридического лица — для юридического лица;
фамилия, имя, отчество, место жительства, данные документа, удостове-
ряющего личность, номер свидетельства о государственной регистрации в
качестве индивидуального предпринимателя — для индивидуального предпри-
нимателя;
код лицензиата по Общероссийскому классификатору предприятий и орга-
низаций и идентификационный номер налогоплательщика;
г) дата принятия решения о предоставлении лицензии;
д) номер лицензии;
е) срок действия лицензии;
ж) сведения о регистрации лицензии в реестре лицензий;
з) основания и даты приостановления и возобновления действия лицен-
зии;
и) основание и дата аннулирования лицензии.
7. Контроль за соблюдением лицензиатом лицензионных требований и ус-
ловий осуществляется путем проведения проверок на основании распоряже-
ний (приказов) руководителя лицензирующего органа.
В распоряжении (приказе) о проведении проверки указываются:
а) номер и дата распоряжения (приказа) о проведении проверки;
б) наименование лицензирующего органа;
в) фамилия, имя, отчество и должность лица (лиц), уполномоченного осу-
ществлять проверку;
г) наименование юридического лица или фамилия, имя, отчество индиви-
дуального предпринимателя, в отношении которых проводится проверка;
д) цели, задачи и предмет проверки;
е) правовые основания проведения проверки;
ж) даты начала и окончания проверки.
Распоряжение (приказ) о проведении проверки либо его заверенная пе-
чатью копия, а также служебное удостоверение предъявляются должностным
лицом, осуществляющим проверку, руководителю или иному должностному
лицу юридического лица либо индивидуальному предпринимателю.
Продолжительность проверки не должна превышать 15 дней.
Плановые проверки проводятся не чаще одного раза в два года.
Внеплановые проверки проводятся для подтверждения устранения лицен-
зиатом выявленных при проведении плановых проверок нарушений лицензи-
онных требований и условий, а также в случае получения лицензирующим
427
органом от юридических лиц, индивидуальных предпринимателей, органов
государственной власти и органов местного самоуправления информации об
отрицательных последствиях использования недостоверных результатов изме-
рений, полученных при применении изготовленных или отремонтированных
лицензиатом средств измерений, подтверждаемой документами и иными дока-
зательствами, свидетельствующими о наличии признаков нарушений им ли-
цензионных требований и условий.
8. По результатам проверки должностным лицом (лицами), осуществляю-
щим проверку, составляется акт по установленной лицензирующим органом
форме в двух экземплярах, который содержит следующие данные:
а) дата, время и место составления акта;
б) наименование лицензирующего органа;
в) дата и номер распоряжения (приказа), на основании которого проведе-
на проверка;
г) фамилия, имя, отчество и должность лица (лиц), осуществлявшего про-
верку;
д) наименование юридического лица или фамилия, имя, отчество инди-
видуального предпринимателя, в отношении которого проведена проверка, а
также фамилия, имя, отчество, должность представителя юридического лица
или представителя индивидуального предпринимателя, присутствовавшего при
ее проведении;
е) дата, время и место проведения проверки;
ж) сведения о результатах проверки, в том числе о характере выявленных
нарушений и о лицах, ответственных за совершение этих нарушений;
з) выводы и предложения по результатам проверки;
и) сведения об ознакомлении или об отказе от ознакомления с актом пред-
ставителя юридического лица или индивидуального предпринимателя, а
также лиц, присутствовавших при проведении проверки, их подпись или све-
дения об отказе от подписи;
к) подпись должностного лица (лиц), осуществлявшего проверку.
К акту прилагаются (при необходимости) объяснения должностных лиц,
осуществлявших проверку, работников, ответственных за нарушения лицензи-
онных требований и условий, и другие документы (или их копии).
Один экземпляр акта, а также копии приложений вручаются под расписку
руководителю юридического лица (его заместителю), индивидуальному пред-
принимателю или их представителям либо направляются по почте с уве-
домлением о вручении, которое приобщается к экземпляру акта, оставшемуся
в лицензирующем органе.
9. Лицензиат обязан обеспечивать условия для проведения лицензирующим
органом проверок в соответствии с законодательством Российской Федерации
и настоящим Положением.
10. Принятие решения о предоставлении, переоформлении, приостановле-
нии действия и аннулировании лицензии, взимании лицензионных сборов осу-
ществляется лицензирующим органом в порядке, определенном Федеральным
законом «О лицензировании отдельных видов деятельности».
В связи с проведением административной реформы, Постановлением Пра-
вительства РФ № 294 от 17.06.2004 функции по лицензированию деятельности
по изготовлению и ремонту средств измерений осуществляет Федеральное аген-
тство по техническому регулированию и метрологии.
428
7.3.6. Рекомендации по подготовке материалов,
представляемых соискателем лицензии
в лицензирующий орган
В соответствии с п. 3 «Положения о лицензировании деятельности по изго-
товлению и ремонту средств измерений» соискатель лицензии представляет в
лицензирующий орган заявление о предоставлении лицензии с комплектом
сопроводительных документов.
В заявлении о предоставлении лицензии соискатель лицензии должен четко
отразить характеристику лицензируемой деятельности:
изготовление и ремонт средств измерений, предназначенных для примене-
ния как в сферах распространения государственного метрологического контро-
ля и надзора, так и вне этих сфер;
изготовление и ремонт средств измерений, не предназначенных для при-
менения в сферах распространения государственного метрологического конт-
роля и надзора;
ремонт средств измерений, предназначенных для применения как в сферах
распространения государственного метрологического контроля и надзора, так
и вне этих сфер;
ремонт средств измерений, не предназначенных для применения в сферах
распространения государственного метрологического контроля и надзора.
Перечень изготавливаемых или ремонтируемых средств измерений, прила-
гаемый к заявлению, должен быть представлен на отдельном листе (листах) в
форме проекта приложения к лицензии. Если перечень средств измерений пре-
вышает 5 единиц, то необходимо приложить электронную версию на дискете в
WORD для WINDOWS.
Если лицензируемая деятельность осуществляется в нескольких местах раз-
личными подразделениями юридического лица, то для каждого из них состав-
ляются соответствующие приложения, в которых указываются наименования
подразделений и их почтовые адреса.
В случае осуществления деятельности по ремонту средств измерений по
месту их эксплуатации соответствующая информация также должна содержать-
ся в заявлении.
В соответствии со ст. 15 Федерального закона «О лицензировании отдельных
видов деятельности» за рассмотрение лицензирующим органом заявления о
предоставлении лицензии взимается лицензионный сбор в размере 300 рублей.
Информация о реквизитах счета отделения Федерального казначейства для
уплаты лицензионного сбора может быть получена соискателем лицензии в
территориальных отделениях инспекции Министерства по налогам и сборам
Российской Федерации.
Сведения о квалификации работников соискателя лицензии должны давать
представление о возможности осуществления персоналом соискателя лицензии
лицензируемой деятельности.
К заявлению о предоставлении лицензии на осуществление деятельности
по изготовлению средств измерений, предназначенных для применения как в
сферах распространения государственного метрологического контроля и надзо-
ра, так и вне этих сфер, прилагаются копии сертификатов об утверждении
типов средств измерений, которые соискатель лицензии намерен изготавли-
вать.
429
Для подтверждения соответствия условий осуществления деятельности,
подлежащей лицензированию, лицензионным требованиям и условиям, соис-
катель лицензии может приложить к заявлению о предоставлении лицензии
дополнительные материалы.
Рекомендуемые дополнительные материалы к заявлению о предоставлении
лицензии на осуществление деятельности по изготовлению средств измерений:
а) сведения о наличии и полноте комплекта конструкторской, технологи-
ческой и технической документации, необходимой для изготовления заявлен-
ных типов средств измерений;
б) сведения о наличии оборудования, необходимого для изготовления за-
явленных типов средств измерений;
в) сведения, подтверждающие соблюдение производственных технологий,
обеспечивающих изготовление средств измерений в соответствии с установ-
ленными техническими требованиями и стандартами;
г) сведения, подтверждающие наличие организационных и технических
возможностей для выполнения первичной поверки изготавливаемых средств
измерений, предназначенных для применения в сферах распространения госу-
дарственного метрологического контроля и надзора.
Такого рода сведениями являются:
в случае, если соискатель лицензии аккредитован на право поверки средств
измерений, — копия Аттестата аккредитации на право поверки средств изме-
рений с приложением копии Области аккредитации (или выписки из нее),
распространяющейся на изготавливаемые средства измерений;
в случае, если соискатель лицензии не аккредитован на право поверки или
его право поверки не распространяется на изготавливаемые средства измере-
ний, — копия договора на выполнение поверки изготавливаемых средств изме-
рений с организацией, обладающей этим правом, с приложением копий ее
Аттестата аккредитации и Области аккредитации, распространяющейся на из-
готавливаемые средства измерений;
д) сведения, подтверждающие наличие организационных и технических
возможностей для выполнения первичной калибровки изготавливаемых средств
измерений, — для средств измерений, не предназначенных для применения в
сферах распространения государственного метрологического контроля и над-
зора;
в случае, если соискатель лицензии аккредитован в Российской системе
калибровки на право выполнения калибровочных работ, — копия Аттестата
аккредитации на право выполнения калибровочных работ с приложением Об-
ласти аккредитации (или выписки из нее), распространяющейся на изготавли-
ваемые средства измерений;
в случае, если соискатель лицензии не аккредитован в Российской системе
калибровки, — сведения: о наличии и соответствии установленным требова-
ниям средств калибровки, обеспечивающих калибровку изготавливаемых средств
измерений; о наличии и компетентности персонала, осуществляющего калиб-
ровочные работы; о наличии и уровне разработки и утверждения методик ка-
либровки изготавливаемых средств измерений; о наличии и соответствии
предъявляемым требованиям помещений, в которых проводятся калибровоч-
ные работы.
При отсутствии у соискателя лицензии условий для проведения калибро-
вочных работ он может представить копию договора с организацией, которая
430
обязуется выполнять эти работы, и сведения, подтверждающие ее компетент-
ность в проведении этих работ;
е) сведения о наличии необходимых для изготовления заявленных типов
средств измерений производственных помещений, соответствующих требова-
ниям нормативно-технических документов;
ж) дополнительные сведения о квалификации работников соискателя ли-
цензии могут содержать информацию об уровне образования, стаже работы,
сроках прохождения и наименованиях курсов переподготовки и повышения
квалификации работников соискателя лицензии.
Рекомендуемые дополнительные материалы к заявлению на предоставле-
ние лицензии на осуществление деятельности по ремонту средств измерений:
а) сведения о наличии и полноте комплекта конструкторской, технологи-
ческой и ремонтной документации, необходимой для осуществления ремонта
заявленных групп средств измерений;
б) сведения о наличии оборудования, необходимого для осуществления
ремонта заявленных групп средств измерений;
в) сведения, подтверждающие соблюдение производственных технологий,
обеспечивающих ремонт средств измерений в соответствии с установленными
техническими требованиями и стандартами;
г) сведения, подтверждающие наличие организационных и технических
возможностей для выполнения первичной поверки ремонтируемых средств из-
мерений, — для средств измерений, предназначенных для применения в сфе-
рах распространения государственного метрологического контроля и надзора;
д) сведения, подтверждающие наличие организационных и технических
возможностей для выполнения первичной калибровки ремонтируемых средств
измерений, — для средств измерений, не предназначенных для применения в
сферах распространения государственного метрологического контроля и над-
зора;
е) сведения о наличии необходимых для ремонта заявленных групп средств
измерений производственных помещений, соответствующих требованиям нор-
мативно-технических документов;
ж) дополнительные сведения о квалификации работников соискателя ли-
цензии, подтверждающие их компетентность в осуществлении ремонта заяв-
ленных групп средств измерений.
В качестве дополнительного материала, подтверждающего соответствие ус-
ловий осуществления лицензируемой деятельности лицензионным требова-
ниям и условиям, соискатель лицензии может приложить к заявлению о предо-
ставлении лицензии копию положительного Акта целевой проверки соискате-
ля лицензии, проведенной органом Государственной метрологической службы
в рамках государственного метрологического надзора за выпуском средств из-
мерений из производства и ремонта.
При наличии Акта проверки, содержащего исчерпывающие ответы на воп-
росы о соответствии условий осуществления лицензируемой деятельности ли-
цензионным требованиям и условиям, предоставление других дополнительных
материалов соискателем лицензии является избыточным.
При обращении юридических лиц и индивидуальных предпринимателей
государственные научные метрологические центры, Центры стандартизации,
метрологии и сертификации и другие организации могут в рамках своей компе-
тенции оказывать им помощь в их подготовке к процедуре лицензирования
431
деятельности по изготовлению и ремонту средств измерений на основании зак-
лючаемых договоров. Оказываемая помощь может заключаться: в доукомплек-
тации соискателя лицензии необходимым оборудованием, нормативными и
техническими документами; в разработке или методическом руководстве раз-
работкой системы качества выполнения лицензируемых работ; в оформлении
заявления о предоставлении лицензии и формировании дополнительных све-
дений, подтверждающих соответствие соискателя лицензии лицензионным тре-
бованиям и условиям; в проведении дополнительного обучения работников
соискателя лицензии по специализации, соответствующей лицензируемой дея-
тельности, и т. д.
7.3.7. Порядок рассмотрения заявлений о предоставлении
лицензий
Лицензирующий орган принимает заявление о предоставлении лицензии и
прилагаемые к нему обязательные и рекомендуемые документы и материалы
по описи, подготовленной соискателем лицензии в двух экземплярах. Один эк-
земпляр описи с указанием фамилии, имени, отчества должностного лица,
принявшего заявление, а также даты приема заявления направляется (вручает-
ся) соискателю лицензии, другой остается у лицензирующего органа.
Принятое заявление регистрируется в журнале регистрации заявлений о
предоставлении лицензий. По результатам рассмотрения заявления о предос-
тавлении лицензии лицензирующий орган может принять одно из следующих
решений:
а) предоставить лицензию в случае, если материалы, представленные со-
искателем лицензии, содержат исчерпывающую информацию о соответствии
условий осуществления лицензируемой деятельности лицензионным требова-
ниям и условиям;
б) запросить у лицензиата недостающие сведения о соответствии условий
осуществления лицензируемой деятельности лицензионным требованиям и ус-
ловиям;
в) инициировать осуществление внеплановой целевой проверки в рамках
государственного метрологического надзора за выпуском соискателем лицен-
зии средств измерений из производства и ремонта силами уполномоченных
лиц (госинспекторов) Центра стандартизации, метрологии и сертификации,
на территории которого осуществляется лицензируемая деятельность;
г) осуществить проверку соответствия соискателя лицензии лицензион-
ным требованиям и условиям силами лицензирующего органа;
д) отказать в выдаче лицензии в случае: представления соискателем лицен-
зии неполного комплекта обязательных документов; наличия в документах,
представляемых соискателем лицензии, недостоверной или искаженной ин-
формации; несоответствия соискателя лицензии и принадлежащих ему или ис-
пользуемых им объектов лицензионным требованиям и условиям.
Лицензирующий орган принимает решение о предоставлении или об отка-
зе в предоставлении лицензии в течение двух месяцев со дня получения (реги-
страции) заявления.
Решение о запросе дополнительных сведений принимается в течение деся-
ти дней со дня регистрации заявления о предоставлении лицензии.
432
Решение о необходимости проведения внеплановой целевой проверки со-
искателя лицензии в рамках государственного метрологического надзора за
выпуском средств измерений из производства и ремонта принимается в тече-
ние пяти дней со дня регистрации заявления о предоставлении лицензии и
оформляется распоряжением заместителя руководителя Федерального агент-
ства по техническому регулированию и метрологии о необходимости проведе-
ния целевой проверки.
Решение о необходимости проведения проверки соблюдения соискателем
лицензии лицензионных требований и условий силами лицензирующего органа
принимается лицензирующим органом в течение пяти дней со дня регистрации
заявления о предоставлении лицензии и оформляется распоряжением руково-
дителя лицензирующего органа (заместителя руководителя Федерального агент-
ства по техническому регулированию и метрологии) о проведении проверки
соблюдения соискателем лицензии лицензионных требований и условий.
Информация о виде решения и дате его принятия фиксируется в Журнале
регистрации заявлений.
7.3.8. Порядок выдачи лицензии
Решение о предоставлении лицензии на осуществление деятельности по
изготовлению и ремонту средств измерений оформляется приказом лицензи-
рующего органа.
Лицензирующий орган уведомляет соискателя лицензии о принятии реше-
ния о предоставлении лицензии. Уведомление направляется (вручается) соис-
кателю лицензии с указанием реквизитов банковского счета (эти данные бе-
рутся из документа, подтверждающего уплату лицензионного сбора за рассмот-
рение лицензирующим органом заявления о предоставлении лицензии, прила-
гаемого к заявлению) и срока уплаты лицензионного сбора за предоставление
лицензии.
За предоставление лицензии лицензионный сбор взимается в размере
1000 рублей.
В течение трех дней после предоставления соискателем лицензии докумен-
та, подтверждающего уплату лицензионного сбора за предоставление лицен-
зии, лицензирующий орган бесплатно выдает (вручает по доверенности или
высылает) лицензиату лицензию.
Решение об отказе в предоставлении лицензии также оформляется прика-
зом лицензирующего органа.
В случае отказа в предоставлении лицензии лицензирующий орган направ-
ляет (вручает) соискателю лицензии уведомление об отказе в предоставлении
лицензии с указанием причин отказа.
Даты отправления уведомления о предоставлении или об отказе в предос-
тавлении лицензии, а также дата выдачи лицензии фиксируются в журнале
регистрации заявлений о предоставлении лицензии.
7.3.9. Порядок ведения реестра лицензий
Выданные лицензии вносятся в реестр лицензий на осуществление дея-
тельности по изготовлению и ремонту средств измерений. Ведение реестра орга-
низовано в электронном виде и на бумажном носителе.
28-1651
433
Информация, содержащаяся в реестре лицензий, предоставляется юриди-
ческим и физическим лицам в течение трех дней со дня поступления соответ-
ствующего заявления с приложением документа, подтверждающего плату в
размере 10 рублей за предоставление информации, зачисленную в Федераль-
ный бюджет.
Органам государственной власти и органам местного самоуправления ин-
формация предоставляется бесплатно.
7.3.10. Порядок проведения контроля
за соблюдением лицензиатом
лицензионных требований и условий
Контроль за соблюдением лицензиатом лицензионных требований и усло-
вий осуществляется в соответствии с п. 7 «Положения о лицензировании дея-
тельности по изготовлению и ремонту средств измерений».
Плановые проверки не проводятся, если у лицензирующего органа есть
исчерпывающая информация о соответствии условий осуществления лицензи-
руемой деятельности лицензионным требованиям и условиям, полученная по
результатам проведения у лицензиата государственного метрологического над-
зора за выпуском, состоянием и применением средств измерений, эталонами,
соблюдением метрологических правил и норм.
Акты проверок, осуществляемых в рамках государственного метрологичес-
кого надзора с учетом вопросов, изложенных в Типовом техническом задании,
могут быть запрошены лицензирующим органом у Центров стандартизации,
метрологии и сертификации или могут быть направлены ими в лицензирую-
щий орган по собственной инициативе.
В случае обнаружения в рамках осуществления государственного метроло-
гического надзора нарушений лицензионных требований и условий лицензиру-
ющий орган принимает одно из следующих решений:
а) запросить у лицензиата необходимые сведения, объяснения и доку-
менты;
б) провести проверку соблюдения лицензиатом лицензионных требований
и условий.
7.3.11. Порядок приостановления действия лицензии
и аннулирования лицензии
Лицензирующий орган вправе приостановить действие лицензии в случае
выявления (в ходе проверки соблюдения лицензиатом лицензионных требова-
ний и условий или в ходе анализа материалов, представленных лицензиатом)
нарушений лицензионных требований и условий.
Срок приостановления действия лицензии не может превышать шесть ме-
сяцев.
Решение о приостановлении действия лицензии оформляется в виде При-
каза лицензирующего органа.
Лицензирующий орган направляет (вручает) лицензиату уведомление о
приостановлении действия лицензии.
434
Копия уведомления о приостановлении действия лицензии направляется в
органы налоговой полиции по месту осуществления лицензируемой деятельно-
сти, должностные лица которых в соответствии с п. 2 ст. 28.3 Кодекса об адми-
нистративных правонарушениях уполномочены составлять протоколы об адми-
нистративных правонарушениях, предусмотренных ст. 14.1 (осуществление пред-
принимательской деятельности без специального разрешения (лицензии).
При получении от лицензиата в установленные сроки уведомления об уст-
ранении нарушений, повлекших за собой приостановление действия лицен-
зии, лицензирующий орган принимает решение о возобновлении ее действия.
Решение о возобновлении действия лицензии оформляется в виде Приказа
лицензирующего органа.
Уведомление о возобновлении действия лицензии в течение трех дней пос-
ле принятия решения о возобновлении действия лицензии высылается лицен-
зиату, а копия — органам налоговой полиции по месту осуществления лицен-
зируемой деятельности.
В случае, если в установленный срок лицензиат не устранил нарушения,
повлекшие за собой приостановление действия лицензии, лицензирующий орган
обязан обратиться в арбитражный суд по месту регистрации лицензиата с заяв-
лением об аннулировании лицензии.
Копия заявления об аннулировании лицензии направляется лицензиату.
7.3.12. Порядок переоформления лицензии
Переоформление лицензии осуществляется в случаях и в порядке, установ-
ленных ст. 11 Федерального закона «О лицензировании отдельных видов дея-
тельности».
Заявление лицензиата о переоформлении лицензии, содержащее описание
причины, по которой лицензия должна быть переоформлена, принимается
лицензирующим органом только при наличии документов, подтверждающих
объективный характер причины, вызвавшей необходимость переоформления
лицензии, а также при наличии документа, подтверждающего внесение в Фе-
деральный бюджет платы в размере 100 рублей за переоформление лицензии.
Переоформленная лицензия с новым номером вносится в реестр лицен-
зий, при этом в графе реестра (Примечание) делается две записи: о пере-
оформлении старой лицензии на новую и о том, что новая лицензия оформле-
на взамен старой, с указанием номеров и дат оформления старой и новой
лицензии.
28*
Г л а в a 8. ОРГАНИЗАЦИЯ И ПРОВЕДЕНИЕ
ГОСУДАРСТВЕННОГО
МЕТРОЛОГИЧЕСКОГО КОНТРОЛЯ
8.1. Организация и проведение поверки средств
измерений
В соответствии с Законом Российской Федерации «Об обеспечении един-
ства измерений» по решению Федерального агентства по техническому регули-
рованию и метрологии право поверки может быть предоставлено аккредито-
ванной метрологической службе юридического лица, независимо от его отрас-
левой принадлежности и форм собственности.
Аккредитацию и инспекционный контроль за аккредитованными мет-
рологическими службами организует Федеральное агентство по техническому
регулированию и метрологии силами государственных научных метрологичес-
ких центров (ГНМЦ) и органов Государственной метрологической службы (ор-
ганов ГМС).
Аккредитация метрологических служб допускается при положительных ре-
зультатах проверки технической компетенции.
Требования к метрологическим службам юридических лиц, аккредитуемым
на право поверки средств измерений, и порядок проведения их аккредитации
регламентированы Правилами по метрологии ПР 50.2.014—2002 «ГСИ. Правила
проведения аккредитации метрологических служб юридических лиц на право
поверки средств измерений».
ПР 50.2.014—2002 устанавливают следующие требования к аккредитуемым
метрологическим службам:
1) метрологическая служба должна иметь положение, разработанное в со-
ответствии с ПР 50-732—93 «ГСИ. Типовое положение о метрологической службе
государственных органов управления Российской Федерации и юридических
лиц»;
2) состав персонала должен обеспечивать проведение поверки по за-
крепленным видам и областям измерений и включать специалистов, имеющих
профессиональную подготовку, квалификацию и опыт проведения поверки в
признанной области аккредитации.
Для каждого специалиста необходимо разработать должностную инструкцию.
Приведем пример такой инструкции для поверки электроизмерительных при-
боров;
3) метрологическая служба должна разработать и внедрить систему управ-
ления качеством поверочных работ;
4) метрологическая служба должна располагать комплектом эталонов и
вспомогательного оборудования, необходимого для осуществления повероч-
ных работ;
5) помещения, в которых осуществляется поверка, должны соответство-
вать санитарно-гигиеническим нормам, требованиям по обеспечению безопас-
ности труда и нормативных документов по поверке;
436
6) метрологическая служба должна располагать комплектом нормативных
и методических документов, необходимых при проведении поверочных работ.
8.1.1. Должностная инструкция инженера-метролога лаборатории
поверки электроизмерительных приборов
1. Инженер-метролог, осуществляющий поверку электроизмерительных при-
боров, должен быть аттестован на право поверки. Переаттестация на право по-
верки производится 1 раз в 5 лет.
2. Инженер-метролог подчиняется начальнику лаборатории поверки элект-
роизмерительных приборов.
3. В своей работе инженер-метролог руководствуется:
нормативными и методическими документами ГСИ, ведомственными до-
кументами и документами предприятия, относящимися к поверке средств из-
мерений (общими документами и конкретными документами по поверке элек-
троизмерительных приборов, эксплуатирующихся на предприятии); Положе-
нием о метрологической службе предприятия;
Руководством по качеству; данной должностной инструкцией, приказами
и инструкциями, регламентирующими работу метрологической службы.
8.1.2. Квалификационные требования и необходимый
уровень знаний
Должность инженера-метролога по поверке электроизмерительных прибо-
ров укомплектовывается специалистом с высшим техническим образованием,
получившим специальную подготовку (либо без специальной подготовки, но
окончившим высшее учебное заведение по специализации в области метроло-
гии и измерительной техники) и имеющим практический стаж работы в пове-
рочном подразделении.
Инженер-метролог должен знать:
положения Закона Российской Федерации «Об обеспечении единства из-
мерений» и основополагающих документов ГСИ, относящихся к поверочной
деятельности, метрологическому контролю и надзору;
нормативные и методические документы на методы и средства поверки
электроизмерительных приборов, эксплуатируемых на предприятии, а также
эксплуатационные и ремонтные документы на эти приборы;
методики выполнения измерений, контроля и испытаний, в которых ис-
пользуются поверяемые электроизмерительные приборы, условия эксплуатации
этих приборов в подразделениях предприятия;
устройство и правила эксплуатации эталонов и поверочных установок, ис-
пользуемых для поверки электроизмерительных приборов;
передовой отечественный и зарубежный опыт в области метрологического
контроля и надзора, поверки электроизмерительных приборов;
основы экономики метрологической деятельности, научной организации
труда, трудового законодательства;
требования Руководства по качеству;
правила техники безопасности, производственной санитарии и проти-
вопожарной защиты, действующие на предприятии.
437
8.1.3. Должностные обязанности инженера-метролога
1. Выполняет поверку электроизмерительных приборов.
2. Составляет графики поверки, по ее результатам разрабатывает реко-
мендации по корректировке межповерочных интервалов.
3. Выполняет сложные измерения электрических величин при анализе точ-
ности технологических процессов и разрешении разногласий, возникающих
между подразделениями предприятия по вопросам метрологии.
4. Разрабатывает локальные поверочные схемы.
5. Оценивает погрешность измерений электрических величин, выполняемых
в технологических процессах предприятия.
6. Осуществляет метрологический надзор в подразделениях предприятия за
состоянием и применением электроизмерительных приборов, за аттестованными
методиками выполнения измерений.
7. Участвует в выборе средств измерений электрических величин, в опреде-
лении потребности в средствах измерений и разработке планов внедрения но-
вой измерительной техники, методик выполнения измерений, в подготовке
технических заданий на разработку необходимых средств измерений электри-
ческих величин, в их экономическом обосновании.
8. Принимает участие в аттестации методик выполнения измерений, в мет-
рологической экспертизе технической документации.
9. Систематически повышает свою квалификацию в области метроло-
гического контроля и надзора, поверки электроизмерительных приборов.
Сотрудники, непосредственно участвующие в проведении поверки, долж-
ны быть аттестованы в качестве поверителей в соответствии с ПР 50.2.012—94
«ГСИ. Порядок аттестации поверителей средств измерений».
8.1.4. Права
Инженер-метролог имеет право:
1) поверять электроизмерительные приборы в соответствии с областями
(видами) измерений, установленными при его аттестации в качестве повери-
теля;
2) проверять состояние и условия применения электроизмерительных при-
боров, находящихся в подразделениях предприятия;
3) проверять применение аттестованных методик выполнения измерений
электрических величин;
4) представлять предложения о запрещении применения в сферах рас-
пространения государственного метрологического контроля и надзора элек-
троизмерительных приборов неутвержденных типов или не соответствующих
утвержденному типу, а также неповеренных;
5) составлять протоколы о нарушении метрологических правил и норм.
8.1.5. Ответственность
Инженер-метролог несет ответственность:
1) за невыполнение в установленные сроки графиков поверки и плановых
работ;
438
2) за несоблюдение требований документов на методы и средства поверки
средств измерений, правил осуществления метрологического контроля и над-
зора. Других документов по обеспечению единства измерений, относящихся к
выполняемым заданиям;
3) за сохранность используемых эталонов и поверочных установок, по-
веряемых средств измерений и материальных ценностей, находящихся в его
распоряжении;
4) за несоблюдение производственной и трудовой дисциплины, правил
охраны труда, техники безопасности и пожарной безопасности.
8.1.6. Основные требования к помещениям поверочных
подразделений
Помещения для проведения поверки должны соответствовать по производ-
ственной площади, характеру и объему выполняемых работ. Состояние поме-
щений и обеспечиваемые в них условия (температура, влажность, чистота воз-
духа, освещенность, звуко- и виброизоляция, защита от излучений, магнитно-
го, электрического и других физических полей, снабжение электроэнергией,
водой, воздухом, теплом, хладагентом и т. п.) должны соответствовать требова-
ниям документов по поверке, санитарным нормам и правилам, требованиям
безопасности труда и охраны окружающей среды. Соответствие помещений ус-
тановленным требованиям должно быть документально подтверждено.
Условия, в которых производят поверку, не должны отрицательно влиять
на полученные результаты и снижать их нормированную точность. Это требова-
ние распространяют и на помещения, не принадлежащие заявителю, но ис-
пользуемые им в целях поверки, а также на передвижные поверочные лабора-
тории.
Доступ к месту проведения поверки следует контролировать.
Подробнее требования к помещениям поверочных и калибровочных лабо-
раторий, а также способы их обеспечения изложены в параграфе 8.3.3.
ТРЕБОВАНИЯ К ДОКУМЕНТАЦИИ ПОВЕРОЧНЫХ ЛАБОРАТОРИЙ
Аккредитованная метрологическая служба должна располагать соот-
ветствующей актуализированной документацией в соответствии с требованиями
ПР 50.2.014—2002, включающей:
НД государственной системы обеспечения единства измерений, методики
поверки средств измерений, определенные областью аккредитации;
документы, касающиеся обеспечения поддержания в надлежащем состоянии
эталонов и вспомогательного оборудования: графики поверки, паспорта, экс-
плуатационная документация;
документы, определяющие систему хранения информации и результатов
поверки (протоколы, рабочие журналы и т. п.).
В метрологической службе должны быть установлены правила приемки,
хранения и возврата средств измерений, поступающих на поверку, а также
система регистрации результатов поверки и хранения документов.
Метрологическая служба должна иметь систему обеспечения качества, со-
ответствующую ее деятельности в области поверки и объему выполняемых ра-
бот.
439
Структура «Руководства по качеству» приведена ниже.
Настоящая структура «Руководства по качеству» устанавливает методы и
процедуры, позволяющие метрологической службе выполнить задачи в области
качества поверки средств измерений и обеспечить доверие к результатам своей
работы.
Руководство по качеству разрабатывается на основании
ГОСТ Р ИСО/МЭК 17025.
Качество поверки — совокупность характеристик поверки, обуславливающих
соответствие методов, средств и условий поверки предъявляемым требованиям
(достоверности, оперативности, трудоемкости, экономичности, техники безо-
пасности и других условий).
Система качества поверки — совокупность организационной структуры,
ответственности, процедур, возможностей и средств, направленных на обес-
печение качества поверки средств измерений.
Политика в области качества поверки — основные направления, цели и
задачи метрологической службы (далее МС) в области качества поверки средств
измерений.
8.1.7. Политика в области качества
Для поверочных подразделений метрологической службы стратегические
задачи формулируются руководством предприятия. Они могут быть сформули-
рованы, например, в следующем виде:
сохранить достигнутый уровень качества и объемов выполнения пове-
рочных работ на предприятии (может быть поставлена задача повышения
уровня качества поверки или объема выполняемых работ, но при этом не-
обходимо указать, в каком направлении и до какого уровня);
обеспечить высокое доверие всех подразделений предприятия, эксплуа-
тирующих средства измерений, к результатам выполненных поверочных
работ;
обеспечить ясное понимание работниками подразделений, эксплуати-
рующих средства измерений, необходимости и целесообразности своевре-
менного представления их в поверку;
обеспечить отношения сотрудничества с органами Государственной
метрологической службы, осуществляющими работы по аккредитации на
право поверки средств измерений и государственный надзор за обеспече-
нием единства измерений.
В соответствии с п. 4.2.2 ГОСТ Р ИСО/МЭК 17025—2000 заявление о поли-
тике в области качества должно быть подготовлено под руководством главного
исполнительного лица и должно включать, как минимум, следующее:
обязательство руководства метрологической службы или лаборатории
соблюдать требования нормативных и правовых документов в области по-
верки средств измерений и высокое качество ее осуществления;
заявление руководства об уровне обслуживания, осуществляемого по-
верочными подразделениями;
задачи, стоящие перед системой качества;
440
требование ко всем сотрудникам, принимающим участие в поверочной
деятельности, ознакомиться с документацией системы качества и следо-
вать в своей деятельности установленной политике и процедурам;
обязательство руководства действовать в соответствии с рекомендация-
ми ГОСТ Р ИСО/МЭК 17025-2000.
Политика в области качества может быть сформулирована в различной форме.
В ряде случаев это делается в одной-двух фазах, скорее напоминающих девиз
или рекламный плакат. Например:
ПОЛИТИКА В ОБЛАСТИ КАЧЕСТВА
Главной целью политики в области качества поверочной (калибровочной)
деятельности является обеспечение высокого качества поверки и калибровки,
получение точных, воспроизводимых, объективных результатов и предостав-
ление полного объема услуг, установленных в Положении о метрологической
службе предприятия Областью аккредитации, а также защита прав потребите-
лей от результатов недостоверных измерений.
Ниже приводится другой пример более развернутого изложения политики
в области качества.
ПОЛИТИКА В ОБЛАСТИ КАЧЕСТВА
1. Критерии качества
Руководство считает, что политика в области качества общего управления
должна базироваться на следующих критериях качества:
хорошее качество — это эффективно работающие подразделения;
постоянное уменьшение претензий к оказываемым услугам;
повышение востребованности оказываемых услуг и выполняемых работ;
партнерские отношения с клиентами и поставщиками, а также с аккреди-
тующими и надзорными органами;
удовлетворенность сотрудников условиями работы и моральным климатом
в коллективе.
2. Политика в области качества общего управления
Общее руководство должно осуществляться в форме регламентированных
процессов, достаточно простых и прозрачных для ясного осознания их целей и
способов реализации. В процесс подготовки и принятия управленческих реше-
ний должно быть вовлечено максимально возможное количество сотрудников.
Эти процессы должны быть ориентированы на критерии качества и посто-
янно совершенствоваться.
3. Пути решения
Пути решения:
участие всех сотрудников в создании, внедрении и совершенствовании си-
стемы качества;
приверженность всех уровней управления к коллегиальному стилю руко-
водства;
предоставление необходимых ресурсов для внедрения, осуществления и
улучшения организации руководства качеством;
создание и совершенствование статистических методов контроля управлен-
ческой деятельности;
441
регулярное проведение аудитов системы качества на всех уровнях управле-
ния;
информирование сотрудников о мероприятиях, проводимых в рамках сис-
темы управления качеством.
4. Заявление об обязательствах
Руководство заявляет о своей приверженности следующим принципам уп-
равления:
ответственность делегируется сверху вниз настолько, насколько это воз-
можно;
каждый сотрудник должен нести переданный груз ответственности по воз-
можности самостоятельно и автономно;
руководство вмешивается в действия подчиненного только в критических
ситуациях;
планируемые ресурсы должны быть адекватны целям;
культура взаимоотношений — это дополнительные ресурсы.
Какому именно стилю изложения политики качества отдать предпочте-
ние — это дело конкретных авторов.
8.1.8. Порядок приема и регистрации средств измерений
на поверку
Средства измерений принимаются МС из подразделений предприятия на
поверку в сроки, установленные графиками поверки.
Регистрация принятых на поверку средств измерений производится в спе-
циальном журнале лицами, назначенными распоряжением руководителя МС.
Представление средств измерений на поверку в органы Государственной
метрологической службы производится в соответствии с требованиями
ПР 50.2.006-94.
8.1.9. Методика проведения поверки
Методика проведения поверки и оформление результатов поверки должны
соответствовать указаниям нормативных и методических документов на методы
и средства поверки.
В соответствии с изменениями условий эксплуатации средств измерений и
использования результатов измерений в производстве методики поверки средств
измерений должны совершенствоваться для обеспечения готовности средств
измерений функционировать в новых условиях с заданными характеристиками.
Руководитель МС устанавливает сроки и процедуры систематического внут-
реннего контроля соблюдения правил выполнения поверки средств измере-
ний.
8.1.10. Архивы
Протоколы с результатами поверки хранятся не менее 3 лет.
Этот пункт включается в Руководство при наличии персональной ЭВМ МС
или вычислительного центра предприятия.
442
Перечни поверяемых средств измерений, поверочного оборудования, нор-
мативной и методической документации на методы и средства поверки, графи-
ки поверки и результаты их выполнения, протоколы поверки заносятся и хра-
нятся в соответствующих банках данных ЭВМ.
8.1.11. Документы на методики поверки средств измерений
Поверка средств измерений осуществляется в соответствии с требованиями
документов на методики поверки, которые классифицируются по видам: раз-
делы технического описания, определяющего методику поверки (разделы ТО),
или инструкции по поверке в составе эксплуатационной документации (инст-
рукции по поверке); национальные стандарты (ГОСТ), рекомендации метро-
логических институтов (Р).
Разделы ТО, инструкции по поверке, рекомендации метрологических институ-
тов предназначены для применения при поверке средств измерений в двух и
более отраслях, за исключением единичных средств измерений.
Разделы ТО или инструкций по поверке разрабатывают организации —
разработчики средств измерений при подготовке их к испытаниям или при
пересмотре устаревшего документа по поверке.
Рекомендации по метрологии разрабатывают и утверждают метрологи-
ческие НИИ Федерального агентства по техническому регулированию и метро-
логии для поверки группы средств измерений. Методики метрологических инс-
титутов могут разрабатываться предприятиями и организациями. Организации-
разработчики представляют в головной по закрепленной тематике НИИ Феде-
рального агентства по техническому регулированию и метрологии окончатель-
ную редакцию документов в двух экземплярах, пояснительную записку, перед
утверждением проводятся нормоконтроль, научно-техническая и правовая экс-
пертиза. Они применяются как непосредственно для поверки средств измерений,
так и для разработки на их основе документов по поверке других средств изме-
рений, относящихся к той же группе. В обоснованных случаях допускается раз-
работка рекомендаций метрологического института на методики поверки од-
ного типа прибора.
Рекомендации метрологических институтов регистрируются в главном центре
метрологической службы — ВНИИМС. При регистрации присваивают обозна-
чение, состоящее из индекса документа МИ (методика института), порядково-
го номера и двух последних цифр года регистрации, например МИ 2000—89.
Зарегистрированные рекомендации метрологических институтов вносятся в
указатель в области метрологии, издаваемый ежегодно. Об изменениях, пере-
смотре, отмене или разработке новых рекомендаций можно узнать в ежемесяч-
ном ИУС.
При утверждении типа средства измерения определяется документ, на ос-
новании которого проводится его поверка. Это решение определяет обязатель-
ность применения конкретного документа при поверке того или иного средства
измерения.
Документам по поверке присваивают наименование поверяемых средств
измерений и наименование объекта стандартизации, а также наименование
системы ГСИ.
Документы по поверке содержат вводную часть и следующие разделы: «Опе-
рации поверки», «Средства поверки», «Требования безопасности», «Условия
443
поверки», «Подготовка к поверке», «Проведение поверки», «Обработка ре-
зультатов измерений», «Оформление результатов поверки».
Если необходимо, то после раздела «Средства поверки» включают раздел
«Требования к квалификации поверителей», допускается объединять или ис-
ключать отдельные разделы.
Документы по поверке могут содержать приложения.
В вводной части устанавливают назначение документа о поверке и уточ-
няют объект стандартизации и степень соответствия документа по поверке со-
ответствующим документам международных организаций, а также может быть
указан рекомендуемый межповерочный интервал периодической поверки.
Раздел «Операции поверки» содержит перечень наименований операций,
проводимых в ходе поверки (табл. 8.1), при этом предусматривается возмож-
ность прекращения поверки в случае получения отрицательных результатов при
проведении той или иной операции. В разделе могут указываться сведения о
нормах времени на проведение операций поверки.
Таблица 8.1
Наименование операции Номер пункта документа по поверке Проведение операций при
первичной поверке периодической поверке
В разделе «Средства поверки» приводят перечень эталонов и вспомогатель-
ных средств» поверки (поверочного оборудования) с указанием номера норма-
тивных и технических документов, регламентирующих технические требова-
ния, и метрологические и основные технические характеристики этих средств
по следующей форме:
Номер пункта документа по поверке Наименование эталона или вспомогательного средства поверки, номер документа, регламентирующего технические требования к средству, разряд по государственной поверочной схеме и/или метрологические и основные технические характеристики
Раздел «Требования к квалификации поверителей» содержит сведения об
уровне квалификации (профессии, образовании, должности, практическом
опыте и т. д.) лиц, допускаемых к проведению поверки, или дополнен переч-
нем обозначений и наименований документов, с которыми должен ознако-
миться поверитель.
Раздел «Требования безопасности» устанавливает требования по обес-
печению безопасности труда, нормы производственной санитарии и охраны
окружающей среды при поверке. Здесь же указывают и сведения о необходимости
отнесения процесса поверки к вредным или особо вредным условиям труда. Это
важно при организации условий работ и определении льгот поверителям (на-
пример, работа в диапазонах СВЧ, с парами открытой ртути и др.).
Перечень физических величин, влияющих на метрологические харак-
теристики поверяемых средств измерений с указанием номинальных значений
и допускаемых значений пределов отклонений от номинальных значений (пре-
делов номинальных областей), приводят в разделе «Условия поверки».
444
Раздел «Подготовка к поверке» содержит перечень работ, которые про-
водят перед поверкой, и способы их выполнения.
Раздел «Проведение поверки», который состоит из подразделов:
«Внешний осмотр» — определяет требования к поверяемым средствам из-
мерений в части комплектности и внешнего вида;
«Опробование» — устанавливает перечень и описание операций, которые
проводят с использованием или без использования средств измерений для про-
верки действия поверяемого средства измерений или действия и взаимодей-
ствия его отдельных частей и элементов;
«Определение (контроль) метрологических характеристик» — приводит опи-
сание операций и устанавливает наиболее рациональные методы определения
(контроля) метрологических характеристик поверяемого средства измерений.
Описание каждой операции выделяют в отдельный пункт в последовательности,
указанной в разделе «Операции поверки», с допускаемыми значениями опре-
деляемой (контролируемой) метрологической характеристики.
Описание операции содержит наименование и метод поверки, схемы под-
ключения, чертежи, указания о порядке проведения, формуляры, графики,
таблицы с пояснением входящих в них обозначений, указания о предельно
допускаемой погрешности отсчета, рекомендации по числу значащих цифр,
фиксируемых в протоколе, и т. п.
Если при проведении операций поверки необходимо вести протокол запи-
си результатов измерений по определенной или произвольной форме, в прило-
жении приводят форму протокола с указанием объема сведений, приводимых в
нем.
Раздел «Обработка результатов измерений» включают в документы по
поверке при наличии сложных способов обработки результатов измерений;
если способы обработки результатов измерений установлены в других, той же
или более высокой категории, документах, то в разделе (пункте) приводят
ссылку на этот документ, например: обработка результатов измерений — по
ГОСТ 8.207-76.
В разделе «Оформление результатов поверки» определяются требования к
оформлению положительных и отрицательных результатов поверки. Так, на-
пример, положительные результаты следует оформить свидетельством о повер-
ке и/или клеймением поверяемых средств измерений с указанием способов и
мест нанесения поверительных клейм, а также требований к материалам для
клеймения, или записью в паспорте результатов и даты поверки (при этом
запись должна быть удостоверена клеймом).
В случае отрицательных результатов поверки средство измерений признает-
ся непригодным к применению, свидетельство аннулируется, клеймо гасится
или в паспорт вносится запись. Кроме того, дается указание о выдаче извеще-
ния о непригодности и изъятии из обращения и эксплуатации поверяемого
средства измерений, не подлежащего ремонту, или о проведении повторной
поверки после ремонта.
В качестве приложений к документу на методики поверки могут привести:
программу обработки результатов измерений на ЭВМ; методику расчета по-
грешности поверки, форму протокола записи результатов измерений; содер-
жание и порядок записи в свидетельстве результатов поверки; примеры рас-
четов по обработке результатов измерений, таблицы и графики зависимости
величины; пояснения терминов; научно-техническое обоснование требований
445
к параметрам методики поверки; технические описания вспомогательных уст-
ройств и поверочных приспособлений и т. п.
8.2. Методы поверки средств измерений
В основу классификации применяемых методов поверки положены следую-
щие признаки, в соответствии с которыми средства измерений могут быть по-
верены:
без использования компаратора (прибора сравнения), т. е. непосредственным
сличением поверяемого средства измерений с рабочим эталоном того же вида;
сличением поверяемого средства измерений с рабочим эталоном того же
вида с помощью компаратора;
прямым измерением поверяемым измерительным прибором величины,
воспроизводимой рабочим эталоном — мерой;
прямым измерением рабочим эталоном — измерительным прибором ве-
личины, воспроизводимой подвергаемой поверке мерой;
косвенным измерением величины, воспроизводимой мерой или измеряемой
прибором, подвергаемыми поверке;
путем независимой (автономной) поверки.
Рассматриваемые методы поверки имеют свои разновидности.
Метод непосредственного сличения двух средств измерений без применения
компарирующих или каких-либо других промежуточных приборов широко при-
меняется при поверке различных средств измерений. Например, в области
электрических и магнитных измерений этот метод применяют при определении
метрологических характеристик измерительных приборов непосредственной
оценки, предназначенных для измерения тока, напряжения, частоты и т. д.; в
области измерения механических величин, в частности давления. Основой ме-
тода служит одновременное измерение одного и того же значения физической
величины X аналогичными по роду измеряемой величины поверяемым прибо-
ром и рабочим эталоном.
При поверке данным методом устанавливают требуемое значение X, затем
сравнивают показания поверяемого прибора Хп с показаниями Хо рабочего
эталона и определяют разность А = Хп — Хо. Разность А равна абсолютной по-
грешности поверяемого прибора, которую, при необходимости, приводят к
нормированному значению XN, например, для получения приведенной погреш-
ности у = А / XN 100 %.
Этот метод может реализовываться двумя способами:
1) регистрацией совмещений. При этом указатель поверяемого прибора путем
изменения входного сигнала совмещают с проверяемой отметкой шкалы, а
погрешность определяют расчетным путем как разность между показанием
поверяемого прибора (рис. 8.1, а) и действительным значением, определяе-
мым по показаниям рабочего эталона (рис. 8.1, б);
2) отсчитыванием погрешности по шкале поверяемого прибора. При этом но-
минальное для поверяемой отметки шкалы значение размера физической
величины устанавливают по рабочему эталону (рис. 8.2, а), а погрешность
определяют по расстоянию между проверяемой отметкой поверяемого при-
бора и его указателем (рис. 8.2, б).
446
Первый способ удобен тем, что дает возможность точно определить по-
грешность по рабочему эталону, шкала которого обычно имеет большее число
делений, а отсчетное устройство практически исключает появление погрешно-
сти отсчета вследствие параллакса.
Второй способ удобен при автоматической поверке, так как позволяет по-
верять одновременно несколько приборов с помощью одного рабочего эталона.
Недостатки этого способа: нелинейность шкал аналоговых поверяемых прибо-
ров и неточность нанесения промежуточных делений. Но это не относится к
цифровым приборам с несвойственной им погрешностью отсчета. При их по-
верке второй способ дает такую же точность, как и первый. Достоинства метода
непосредственных сличений: простота, отсутствие необходимости применения
сложного оборудования и др.
Метод сличения поверяемого средства измерений с рабочим эталоном того
же вида с помощью компаратора (прибора сравнения) заключается в том, что в
ряде случаев, например, невозможно сравнить показания двух вольтметров,
если один из них пригоден для измерений только в цепях постоянного тока, а
другой — переменного; нельзя непосредственно сравнить размеры мер магнит-
447
ных и электрических величин. Измерение этих величин выполняют путем вве-
дения в схему поверки некоторого промежуточного звена компаратора, позво-
ляющего косвенно сравнивать две однородные или разнородные физические
величины. Компаратором может быть любое средство измерений, одинаково
реагирующее на сигнал образцового и поверяемого средств измерений.
При сличении мер сопротивления, индуктивности, емкости в качестве
компараторов используют мосты постоянного или переменного тока, а при
сличении мер сопротивления и ЭД С — потенциометры.
Сличение мер с помощью компараторов осуществляют методами про-
тивопоставления или замещения. Общим для этих методов поверки средств из-
мерений является выработка сигнала о наличии разности размеров сравниваемых
величин. Если этот сигнал путем подбора, например, образцовой меры или
путем принудительного измерения ее размера будет сведен к нулю, то этот
метод получает наименование нулевой метод. Если же при одновременном воз-
действии размеров сличаемых мер на вход компаратора измерительный сигнал
указывает на наличие разности сравниваемых размеров, то это дифференциаль-
ный метод.
Применение в ходе поверки метода противопоставления позволяет умень-
шить воздействие на результаты поверки влияющих величин ввиду того, что
они практически одинаково искажают сигналы, подаваемые на входы компа-
ратора.
Достоинства метода замещения заключаются в последовательном во време-
ни сравнении двух величин. То, что эти величины включаются последовательно
в одну и ту же часть компаратора повышает точность измерений по сравнению
с другими разновидностями метода сравнения, где несимметрия цепей, в ко-
торые включаются сравниваемые величины, приводит к возникновению систе-
матической погрешности. Недостаток нулевого метода замещения — необходи-
мость иметь средство измерений, позволяющее воспроизводить любое значе-
ние известной величины без существенного понижения точности. Особеннос-
тью дифференциального метода при проведении измерений и, в частности,
поверки является возможность получения достоверных результатов сличения
двух средств измерений даже при применении сравнительно грубых средств для
измерения разности. Вместе с тем реализация этого метода требует наличия
высокоточного рабочего эталона с номинальным значением, близким к номи-
нальному значению сличаемой меры.
Практическая реализация методов прямого измерения предъявляет к мерам,
используемым в качестве рабочих эталонов, ряд специфических требований.
Наиболее характерными из них являются: возможность воспроизведения мерой
той физической величины, в единицах которой градуировано поверяемое сред-
ство измерений; достаточный для перекрытия всего диапазона измерений по-
веряемого средства измерений диапазон физических величин, воспроизводи-
мых мерой; соответствие точности меры, а в ряде случаев ее типа и плавности
изменения размера требованиям, оговариваемым в НД на методы и средства
поверки средств измерений данного вида.
Как и при поверке методом непосредственного сличения, определение ос-
новной погрешности поверяемого средства измерений проводят двумя спосо-
бами:
1) изменением размера меры до совмещения указателя поверяемого средства
измерений с поверяемой отметкой, т. е. методом непосредственной оценки,
448
или до достижения равновесия схемы, т. е. поверкой приборов сравнения с
последующим определением абсолютной погрешности Д как разности меж-
ду показанием средства измерений Хп и действительным значением мерыА^;
2) предварительной установкой размера меры Х0/, равного номинальному для
данного показания поверяемого средства измерений и последующим пока-
заниям Хт по его отсчетному устройству с определением погрешности Д как
разности ХП1 — XOl.
Реализация первого способа, обладающего рядом преимуществ, может быть
осуществлена только при наличии магазина мер, позволяющего достаточно
плавно изменять воспроизводимую или физическую величину. В ряде случаев
непосредственно измерить размер меры поверяемым средством измерений не-
возможно. В этом случае измеряют поверяемым средством измерений некото-
рую промежуточную величину, которую в свою очередь непосредственно сопо-
ставляют со значением рабочего эталона — меры. Например, поверка вольтмет-
ров путем сличения их показаний с мерой ЭДС с помощью потенциометра
постоянного тока.
Широкое применение метод прямых измерений находит при поверке мер
электрических и магнитных величин. Особенно он эффективен при поверке мер
ограниченной точности.
В поверочной деятельности широко применяют метод косвенных измерений
величины, воспроизводимой мерой или измеряемой прибором. При реализации
этого метода о действительном размере меры и измеряемой поверяемым при-
бором величине судят на основании прямых измерений нескольких величин,
связанных с искомой величиной определенной зависимостью. Метод применя-
ется тогда, когда действительные значения величин, воспроизводимые или
измеряемые поверяемым средством измерений, невозможно определить пря-
мым измерением или когда косвенные измерения более просты или более точ-
ны по сравнению с прямыми. На основании прямых измерений и по их данным
выполняют расчет. Только путем расчета, основанного на определенных зави-
симостях между искомой величиной и результатами прямых измерений, опре-
деляют значение величины, т. е. находят результат косвенного измерения. На-
пример, определяют систематическую составляющую относительной погреш-
ности электрического счетчика активной энергии с помощью ваттметра и се-
кундомера. Погрешность поверяемого счетчика, %, находят по формуле
8 = Жп ~ 100,
где Wa — значение электрической энергии по показаниям поверяемого счетчи-
ка. Для определения Wn необходимо знать постоянную счетчика С, которая
обычно не указывается. Но на счетчике указано число оборотов диска А, соот-
1 гт - 3600 1000 п , я п
ветствующее энергии 1 кВт • ч. Постоянная С = - 2 , Вт • с/об. Величина
энергии, измеренная поверяемым счетчиком, Wn = С N; Wo — действительное
значение электрической энергии по показаниям рабочих эталонов — приборов.
Если по показаниям эталона-ваттметра установить действительное значение мощ-
ности Pq и поддерживать ее неизменной в течение времени t0, определяемого
по рабочему эталону — секундомеру, то действительное значение энергии Wo
можно определить расчетным путем по формуле Wo = Poto. В практике поверки
29-1651
449
для расчета погрешности чаще применяют формулу 8 = ^—100%, где /н —
нормальное время поверяемого счетчика, т. е. время, за которое диск правильно
работающего счетчика должен сделать N оборотов при заданной мощности Р,
где Р — показание (сумма показаний) ваттметров, Вт
С N 3600 1000JV
Р - А Р
Число оборотов N выбирают таким, чтобы при данной мощности Р пока-
зание секундомера t было не менее 50 с, а относительная погрешность измере-
ния времени не превышала допускаемой.
При поверке счетчика методом косвенного измерения энергии рабочим
эталоном — ваттметром и секундомером суммарная погрешность рабочих эта-
лонов складывается из погрешностей рабочих эталонов ваттметра и транс-
форматора тока, погрешности секундомера и субъективной погрешности, вы-
званной ошибками поверителя при пуске и остановке секундомера. Последняя
достигает 0,3 с, т. е. при времени измерения t= 50 с составляет 0,6 %. Следова-
тельно, по сравнению с составляющими погрешности: ваттметра 0,2—0,3 %;
трансформатора тока — 0,1 %; секундомера — 0,1—0,2 % — ошибка поверителя
существенно влияет на точность показаний, а поэтому ГОСТ 8.259—77 предус-
матривает, что при каждой нагрузке должно быть выполнено два наблюдения.
Это делают, дважды отсчитывая число оборотов с измерением времени одним
секундомером, или при однократном отсчете числа оборотов, измеряя время
двумя секундомерами. За действительное значение времени для данной нагруз-
ки принимают среднее арифметическое двух наблюдений. Если значение по-
грешности счетчика, определенное по результатам двух наблюдений, оказыва-
ется близким к предельно допускаемому, то проводят дополнительно два на-
блюдения при данной нагрузке и вычисляют среднее арифметическое четырех
наблюдений, которое и является окончательным. Таким образом, при выпол-
нении поверки методом косвенных измерений величин, измеряемых поверяе-
мыми приборами или воспроизводимых подвергаемыми поверке мерами, сле-
дует учитывать тот факт, что конечный результат косвенного измерения опре-
деляется составляющими погрешностями прямых измерений.
Независимая (автономная) поверка, т. е. поверка без применения эталонов,
возникла при разработке особо точных средств измерений, которые не могут
быть поверены ни одним из рассмотренных методов ввиду отсутствия еще бо-
лее точных средств измерений с соответствующими пределами измерения. Сущ-
ность метода независимой (автономной) поверки, наиболее часто реализуемого
при поверке приборов сравнения, заключается в сравнении величин, воспро-
изводимых отдельными элементами схем поверяемого средства измерений с
величиной, выбранной в качестве опорной и конструктивно воспроизводимой
в самом поверяемом средстве измерений. Например, при поверке т-й декады
потенциометра необходимо убедиться в равенстве падений напряжений на каж-
дой п-й ступени этой декады. Для этого, выбрав в качестве опорной величины
сопротивление первой ступени декады, можно с помощью компаратора пооче-
редно сравнивать падения напряжения на каждой п-й ступени с падением на-
пряжения на этом сопротивлении.
Переход от поверки предыдущей декады к последующей осуществляется
сравнением падения напряжения на сумме всех ступеней последующей декады
450
с номинально одинаковым падением напряжения на второй ступени предыду-
щей декады. Метод трудоемок, но позволяет определять поправки с высокой
точностью непосредственно на месте эксплуатации поверяемого средства изме-
рений, что способствует эффективности контроля его метрологических харак-
теристик.
Реализация методов поверки осуществляется путем комплектной или по-
элементной поверки.
При комплектной поверке средство измерений поверяют в полном комп-
лекте его составных частей, без нарушения взаимосвязи между ними. Погреш-
ности, которые при этом определяют, рассматривают как погрешности, свой-
ственные поверяемому средству измерений как единому целому. При этом сред-
ство измерений находится в условиях, максимально приближенных к реаль-
ным условиям эксплуатации, что позволяет в ходе поверки попутно выявить
многие присущие поверяемому средству измерений недостатки: дефекты внут-
реннего монтажа, неисправности переключающих устройств и т. п. С учетом
простоты и приемлемой достоверности результатов комплектной поверке
всегда, когда это возможно, отдают предпочтение.
В случае невозможности реализации комплектной поверки, ввиду отсутствия
рабочего эталона, несоответствия его требованиям точности или пределам из-
мерений, применяют поэлементную поверку. Поэлементная поверка средства
измерений — это поверка, при которой его погрешности определяют по по-
грешностям отдельных частей. Затем по полученным данным расчетным путем
определяют погрешности, свойственные поверяемому средству измерений как
единому целому. При этом предполагают, что закономерности взаимодействия
отдельных частей средства измерений точно известны, а возможности посто-
ронних влияний на его показания исключены или поддаются точному учету.
Область применения поэлементной поверки обширна и в ряде случаев оказы-
вается единственно возможной.
Весьма широко поэлементную поверку используют при поверке сложных
средств измерений, состоящих из компаратора со встроенными в него рабочи-
ми эталонами — мерами. Следует особо отметить, что по результатам поэле-
ментной поверки, если действительная погрешность превышает допускаемую,
можно непосредственно установить причину неисправности средства измере-
ний.
Существенным недостатком поэлементной поверки является ее трудоемкость
и сложность реализации по сравнению с комплектной поверкой.
8.2.1. Определение межповерочных и межкалибровочных
интервалов (МПИ) для средств измерений
В соответствии с положением правил по метрологии ПР 50.2.006—94, мет-
рологические службы, осуществляющие поверку средств измерений, должны
проводить работу по корректировке межповерочных интервалов. Коррекция МПИ
осуществляется по согласованию с органами Государственной метрологичес-
кой службы или решением Федерального агентства по техническому регулиро-
ванию и метрологии. В отличие от этого, межкалибровочные интервалы уста-
навливаются владельцем средств измерений.
Рекомендуется устанавливать межповерочные интервалы либо в часах на-
работки, либо в календарном времени (в месяцах), используя следующий ряд
29*
451
чисел: 1; 1,5; 2; 3; 4; 5; 9; 12; 18; 24 и 36. Для высоконадежных средств измерений
МПИ может составлять 5—10 лет и более. Определение межповерочных интер-
валов рекомендуется производить на основе статистической обработки, интер-
поляции данных, накопленных в период эксплуатации и поверки средств изме-
рений. В случае отказа средств измерений их направляют в ремонт и на после-
дующую поверку независимо от установленного межповерочного интервала.
Для определения межповерочных интервалов средств измерений обрабаты-
вают статистические данные по основным показателям надежности в конкрет-
ных условиях эксплуатации, которыми являются: вероятность безотказной ра-
боты в течение определенного промежутка времени t (межповерочного интер-
вала) Pt, интенсивность отказов Xz, наработка на отказ То.
Получение статистической информации МС предприятий производят на
основании перечня средств измерений, утвержденного главным метрологом
предприятия для изучения и определения межповерочных интервалов.
При определении межповерочных интервалов средств измерений выполняют
следующие операции:
формируют «однородные» группы средств измерений;
назначают первый межповерочный интервал для каждой группы средств
измерений (но не более определенного при утверждении типа);
собирают и обрабатывают статистическую информацию о поведении средств
измерений каждой «однородной» группы в конкретных условиях эксплуатации
в течение назначенного межповерочного интервала и определяют статистичес-
кие данные по показателям надежности;
оценивают правильность ранее назначенного межповерочного интервала
и, в случае необходимости, его корректируют (увеличивают или уменьшают
интервал);
собирают и обрабатывают статистическую информацию о поведении каж-
дой «однородной» группы в конкретных условиях эксплуатации и оценивают
правильность ранее назначенного межповерочного интервала после каждой пе-
риодической поверки всех средств измерений «однородной» группы на протя-
жении всего периода их эксплуатации.
«Однородные» группы средств измерений формируют из не менее чем
30 шт. на основании общности следующих факторов: показателей надежности
(типа, назначения, завода-изготовителя, года выпуска, класса точности, вида
измерений и т. п.); условий эксплуатации (температуры, влажности, наличия
вибрации и т. д.); интенсивности эксплуатации; допускаемой вероятности без-
отказной работы Рдоп.
Первый межповерочный интервал (как и скорректированные), если извест-
ны значения показателей надежности, устанавливают расчетным путем — один
для всех средств измерений, входящих в «однородную» группу. Если полностью
отсутствуют какие-либо исходные данные о числовых значениях показателей
надежности, то первый межповерочный интервал принимают равным перио-
дичности поверок, установленной в настоящий момент нормативной докумен-
тацией.
Расчет межповерочных интервалов по показателям надежности производят
двумя методами — по 1, или То.
По Iz межповерочные интервалы рассчитывают в тех случаях, когда по
каким-либо причинам затруднен учет времени наработки. В этом случае первый
452
межповерочный интервал при принятом экспоненциальном законе распре-
деления времени безотказной работы определяют по формуле
'1 = Х?1пРДоп’ (8.1)
где — первый межповерочный интервал; — интенсивность отказов; Рдоп —
допускаемая вероятность безотказной работы (Рдоп = 1 — 0ДОП, где 0ДОП — до-
пускаемая вероятность отказа).
Допускаемую вероятность безотказной работы Рдоп для рабочих средств
измерений выбирают в пределах 0,85—0,99 в зависимости от степени ответст-
венности измерений. Для ответственных измерений, например измерений выход-
ных параметров основных изделий, рекомендуется принимать Раоп в пределах
0,95-0,99.
Значение Рдоп определяют при отработке конкретного технологического
процесса, а также при анализе его экономической эффективности. Для средств
измерений, не участвующих непосредственно в технологическом процессе, зна-
чение Рдоп устанавливает МС предприятия.
Если имеются сведения о значении показателя То, то расчет межповероч-
ного интервала производят по формуле
6 = -Т01пРдоп. (8.2)
Накопление (сбор) статистической информации осуществляют с целью
определения количественных значений показателей надежности и установле-
ния количества забракованных средств измерений nt от общего количества «одно-
родной» группы Nt в течение межповерочного интервала t. При обработке ста-
тистических данных учитывают только «скрытые» отказы, выявленные при оче-
редной поверке, которые не могут быть обнаружены при эксплуатации средств
измерений. К ним относятся погрешность, вариация, нестабильность нуля
и т. п. Явные отказы, т. е. когда отказ можно обнаружить без поверки, при расче-
тах учитывать не следует.
После поверки всех средств измерений «однородной» группы производят
обобщение информации и расчет показателей надежности.
Статистические значения вероятности безотказной работы Pt, интенсив-
ности отказов \ и наработки на отказ TQ определяют по формулам
1 - fl _ п,
- tlN, ’
То = lrOi/Nt,
i = l
(8.3)
(8.4)
(8.5)
где Nt — количество средств измерений «однородной» группы; nt — количество
средств измерений, забракованных по «скрытым» отказам в течение межпове-
рочного интервала /; Т0; — наработка на отказ z-го средства измерений в «одно-
родной» группе.
453
Результаты расчета по формулам (8.3) и (8.4) заносят в табл. 8.2.
Таблица 8.2
Номер группы Наименование средств измерений, тип и характеристика Количество средств измерений «однородной» группы, Nt Количество отказавших средств измерений Вероятность безотказной работы, Pit) Интен- сивность отказов, К Примеча- ние
1 2 3 4 5 6 7
Наработку на отказ каждого средства измерений TOl определяют отноше-
нием суммарной наработки средств измерений к количеству «скрытых» отка-
зов, т. е.
TOl = ^/nt, (8.6)
где т — наработка, т. е. время исправной работы между (z — 1) и /-м отказами
(принимают, что «скрытый» отказ произошел в середине межповерочного ин-
тервала; nt — количество «скрытых» отказов для данного средства измерений).
Учет данных об отказах осуществляют по форме, приведенной в табл. 8.3.
Таблица 8.3
Завод-изго- товитель Заводской номер Год выпуска Тип или система Пределы измерения, В Класс точности или основная погрешность, %
№ 60328 1972 ВЗ-20 0,0075-300 не более ±1,5
Результаты поверки Наработка
между поверка- Нара-
Отказ
Дата Годен или ми, ч ботка Приме- чание
очеред- Об- Исправно- на от-
ной брак Вид Причина щая го средства каз, ч
поверки измерений
1 2 3 4 5 6 7 8
09.01.03 Годен — — — — — Введен в эксплуата- цию
25.08.03 Годен — — 1100 1100 —
12.01.03 Годен — — 620 620 —
10.08.03 Брак Скрытый Погрешность из- мерения выше до- пуска на пределе 100 В 1060 530
14.08.03 Годен — — 610 610 —
23.03.03 Брак Скрытый Погрешность из- мерения выше до- пуска на пределе 300 мВ 680 340 1900
28.08.03 Годен — — 660 660 —
01.11.03 Годен — — 630 630 —
18.03.03 Брак Скрытый Погрешность из- мерения выше до- пуска на пределе 300 мВ 640 320 1810
27.04.03 Годен — — 630 630 —-
454
Оценку правильности ранее назначенного межповерочного интервала про-
изводят с доверительной вероятностью 0,80.
Р (1-Р ) ~ Р (1-Р )
п 1 ТС I доп V. доп 1 Р ^Р .1 ТС доп V доп '
'доп 1 у — ‘t — 'доп "* 1 у Nt
(8.7)
где Pt — статистическое значение вероятности безотказной работы.
При выполнении этого соотношения межповерочный интервал оставляют
до очередной поверки неизменным. Если отмеченное условие не выполняется,
то корректируют очередной межповерочный интервал в соответствии с урав-
нением
^2 = С/],
где с — коэффициент коррекции:
1пРдоп _ 1п(1-6доп)
с ln pt 1п(1-2;)
(8.8)
(8.9)
Зависимость коэффициента коррекции с от полученных статистических
значений Pt при Рдоп = 0,85; 0,90; 0,95; 0,99 приведена в табл. 8.4.
Таблица 8.4
ni с при Рдоп nt с при Рдоп
0,85 0,90 0,95 0,99 0,85 0,90 0,95
0,01 16,20 10,500 5,100 1,000 0,26 0,54 0,348 0,169
0,02 8,10 5,250 2,550 0,500 0,27 0,51 0,333 0,160
0,03 5,40 3,500 1,700 0,330 0,28 0,49 0,320 0,155
0,04 3,95 2,560 1,244 0,244 0,29 0,47 0,307 0,149
0,05 3,18 2,058 1,000 0,196 0,30 0,45 0,294 0,142
0,06 2,60 1,690 0,820 0,1612 0,31 0,430 0,283 0,137
0,07 2,24 1,458 0,708 0,1388 0,32 0,420 0,272 0,132
0,08 1,95 1,265 0,614 0,1204 0,33 0,400 0,262 0,127
0,09 1,72 1,117 0,540 0,1063 0,34 0,389 0,252 0,122
0,10 1,54 1,000 0,485 0,0962 0,35 0,375 0,243 0,118
0,11 1,39 0,940 0,439 — 0,36 0,363 0,2350 0,114
0,12 1,26 0,820 0,396 — 0,37 0,350 0,2270 0,110
0,13 1,16 0,755 0,367 — 0,38 0,338 0,2190 0,106
0,14 1,07 0,695 0,337 — 0,39 0,327 0,2125 0,103
0,15 1,00 0,648 0,315 — 0,40 0,317 0,2050 0,099
0,16 0,93 0,603 0,293 — 0,41 0,306 0,198 0,0950
0,17 0,87 0,564 0,274 — 0,42 0,297 0,192 0,0930
0,18 0,82 0,530 0,297 — 0,43 0,298 0,186 0,0907
0,19 0,76 0,497 0,241 — 0,44 0,279 0,181 0,0879
0,20 0,72 0,470 0,228 — 0,45 0,270 0,175 0,0852
0,21 0,65 0,444 0,2160 — 0,46 0,262 0,170 0,0827
0,22 0,65 0,423 0,2056 — 0,47 0,255 0,165 0,0803
0,23 0,62 0,402 0,1954 — 0,48 0,267 0,160 0,0779
0,24 0,59 0,363 0,1850 — 0,49 0,240 0,156 0,0750
0,25 0,56 0,364 0,1770 — 0,50 0,233 0,151 0,0730
455
Пр и м е р — Расчет на основе показателя Для «однородной» группы средства
измерений (Nt = 100 шт.) необходимо назначить межповерочный интервал tY. Допус-
каемая вероятность безотказной работы Рдоп = 0,85. Известно, что интенсивность отка-
зов аналогичных средств измерений, установленная при испытаниях,
X, =|год~1.
Применив формулу (8.1), получим z) =1п Раоп/\=~9 In 0,85 = 9-0,1625 = 1,5.
Поскольку \ для приведенного расчета имела ориентировочное значение,
то tx было принято равным 1 году.
По истечении установленного срока (/( = 1 год) все средства измерений
«однородной» группы были подвергнуты поверке, при этом из 100 шт. прове-
ренных приборов было забраковано 20 шт., т. е. Nt= 100; nt = 20.
Согласно формуле (8.3) определяем статистическое значение
р _Л^._;В-20
" ~ Nt ~ 100
Согласно соотношению (8.7) определяем необходимость корректировки
межповерочного интервала t
0,85-1,28
0,85(1-0,85)
100
<Pt <0,85 + 1,28
10,85 (1 — 0,85)
100
0,81 <Pt< 0,89.
Статистическое значение Pt =0,80 выходит за пределы полученных границ.
Следовательно, первый межповерочный интервал (^ = 1 год) был назначен
неверно и по результатам проведенной поверки подлежит коррекции.
По формуле (8.9) определяем коэффициент коррекции
1пРД0П In 0,85 0,162
с ~ In Pt ~ Tn 0,80 “ 0,223 ~ и’ '
Межповерочный интервал с учетом коэффициента коррекции определяем
по формуле
/2 = • с = 1 • 0,7 = 0,7 года.
Взяв за основу полученный результат и проанализировав признаки, по ко-
торым производилось формирование группы, принимаем решение назначить
/2 = 6 мес.
Пример — Расчет на основе показателя То. Учитывая признаки, изложенные
ранее, сформирована «однородная» группа из следующих средств измерений: ВЗ-20 —
1 шт.; ВЗ-З — 5 шт.; ВЗ-7 — 6 шт., ВЗ-4 — 6 шт.
За время эксплуатации средств измерений с 2000-го по 2003 гг. проведен сбор ста-
тистической информации. Для ВЗ-20 собранные статистические данные представлены в
табл. 8.4.
Наработка на отказ для ВЗ-20, ч, рассчитана по формуле
1100 + 620 + 530 + 610 + 630 + 340 + 660 + 630 + 320
Тй, = -----------------3---------------—=1810.
Для других средств измерений «однородной» группы получены следующие значе-
ния наработки на отказ, ч: 1840, 1870, 1850, 1840, 1865, 1830, 1790, 1850, 1820, 1860,
1875, 1860, 1850, 1856, 1800, 1845, 1870.
Наработку на отказ Го для «однородной» группы, ч, определяем по формуле
То = (1810 + 1840 + 1870 + 1845 + 1840 + 1865 + 1830 + 1790 + 1850 + 1820 + 1860 +
+ 1875 + 1860 + 1850 + 1855 + 1800 + 1845 + 1870) / 19 = 1840.
456
Межповерочный интервал для «однородной» группы, ч, определяют по формуле
?! = -1840 • In 0,8 = -1840 • (-0,223) = 410.
8.2.2. Определение межповерочных и межкалибровочных
интервалов для средств измерений с использованием
коэффициента метрологической годности
Для находящихся в эксплуатации и подлежащих калибровке рабочих средств
измерений установлен коэффициент метрологической годности.
Коэффициент метрологической годности — это отношение числа средств
измерений, признанных при калибровке метрологически исправными (при-
годными к применению), к общему числу калиброванных измерений.
Метрологическая исправность средства измерений — это состояние средства
измерений, определяемое соответствием его нормируемых метрологических
характеристик установленным требованиям.
Значение межповерочного интервала (МПИ) устанавливают в календар-
ном времени — месяцах независимо от того, функционирует средство измере-
ний или нет. Значения МПИ выбирают из ряда: 0,25; 0,5; 0,75; 1; 2; 3; 4; 6; 9; 12;
6хК месяцев, где К — целое положительное число. Для средств измерений,
процесс старения которых зависит от времени функционирования, МПИ уста-
навливают от времени наработки.
При статистической обработке данных необходимо, чтобы совокупность
средств измерений, для которой определяют МПИ, содержала не менее три-
надцати средств измерений при наличии данных о двух последних калибровках
и не менее девяти средств измерений при наличии данных о трех последних
поверках. Использовать данные более трех калибровок нерационально.
В процессе эксплуатации для определения МПИ средств измерений исход-
ными данными являются даты и результаты калибровок (отсутствие или нали-
чие скрытых отказов).
Метрологический отказ средства измерений — это отказ средства измере-
ний, состоящий в потере его метрологической исправности. Скрытый метроло-
гический отказ средства измерений—это метрологический отказ средства изме-
рений, возникновение которого может быть обнаружено только с помощью
средств, предназначенных для контроля его метрологической исправности.
Результаты калибровок средств измерений заносят на карточки, храня-
щиеся в органах метрологической службы предприятия (табл. 8.5).
Для назначения МПИ в качестве критерия используют значение Кд.
Условия применения средств измерений Кя
Для учета, расчетов с потребителями, 0,8; 0,85
охраны здоровья и обеспечения техники бе-
зопасности
Для учета, расчетов с потребителями, 0,9; 0,91; 0,92;
охраны здоровья и обеспечения техники бе- 0,93; 0,94;
зопасности и измерений в технологических 0,95; 0,96;
процессах 0,97; 0,98
Для особо ответственных измерений 0,99; 0,995
Значение Кд выбирают специалисты и утверждает главный метролог пред-
приятия на основании оптимизационных расчетов: экономических потерь при
возможном снижении качества продукции; стоимости устранения возникающего
брака; изменений затрат на метрологическое обслуживание; количественного
изменения парка средств измерений и т. п.
457
Таблица 8.5
КАРТОЧКА УЧЕТА РЕЗУЛЬТАТОВ КАЛИБРОВОК СРЕДСТВ ИЗМЕРЕНИЙ
Предприятие
Наименование Тип Класс точности 1 1 J—1 1. ,I_J 1 „1 .J
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 U II 1
__1_1 1 1—1
Заводской номер 1 1
Информация о калибровках средств измерений
№ п/п Дата поверки Отказ* Подпись поверителя
Год Месяц Число
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20 * 0 - - отсутствие отказа; 1 — на личие отказа.
Для определения МПИ выбирают интервалы фиксирования скрытых отка-
зов 5 более То, округленные до целого числа месяцев, например 1,5 То, где
То — значение ранее установленного МПИ, a S — интервал фиксирования
458
скрытых отказов — промежуток времени, результаты калибровок внутри кото-
рого используют для определения МПИ.
На основании исходных данных определяют:
N — количество средств измерений, калиброванных за интервал S;
®) — количество средств измерений из N, у которых обнаружен скрытый
отказ в интервале 5. __
При обработке данных вычисление N и QV) удобно проводить с помощью
табл. 8.6 или с применением ЭВМ.
Таблица 8.6
Величина Сводка Сумма
N П р и м е ч а заносят данные с п из четырех и шести i ма» помещают чис чек и тире в каждо IZI н и е — В графу «Свс омощью точек и тире ’ире означает десяток), ла, полученные путем й строке таблицы. 9 2 дка» табл. 8.6 (комбинация В графу «Сум- под счета то-
Значения N и [NJ в зависимости от наличия или отсутствия скрытого
отказа при очередной калибровке и МПИ приведены в табл. 8.7.
Таблица 8.7
Вариант Наличие или отсутствие скрытого отказа МПИ Точка или тире ставится в графе
, А1 А А2 Обнаружен скрытый от- каз Меньше или равен S N и (n)
Больше S N
к Б1 Б Б4 Скрытый отказ не за- фиксирован Больше или равен S N
Меньше S Не ставится ни в одну из граф
Если N= , то следует уменьшить S в два раза и снова провести обработку
данных.
МПИ определяют по формуле
э - r(n; © ) ’
(8.10)
где R(N, \NJ) — коэффициент, определяемой по табл. 8.8 на основе статистиче-
ской обработки исходных значений N и :
459
Таблица 8.8
N Значение коэффициентов R(N, ® ) при ®
0 1 2 3 4 5 6 7 8 9 10 11
25 0,09 0,16 0,22 0,29 0,35 0,42 0,48 0,56 0,63 0,71 0,79 0,88
26 0,09 0,15 0,21 0,27 0,34 0,40 0,46 0,53 0,60 0,68 0,75 0,84
27 0,09 0,15 0,21 0,26 0,32 0,38 0,44 0,51 0,57 0,67 0,72 0,80
28 0,08 0,14 0,20 0,25 0,31 0,37 0,43 0,49 0,55 0,62 0,69 0,76
29 0,08 0,14 0,19 0,24 0,30 0,35 0,41 0,47 0,53 0,59 0,66 0,73
30 0,08 0,13 0,18 0,24 0,29 0,34 0,39 0,45 0,51 0,57 0,63 0,69
32 0,07 0,12 0,17 0,22 0,27 0,32 0,37 0,42 0,47 0,52 0,58 0,64
34 0,07 0,12 0,17 0,21 0,26 0,31 0,35 0,40 0,44 0,49 0,54 0,59
36 0,06 0,11 0,15 0,19 0,24 0,28 0,32 0,37 0,41 0,46 0,50 0,55
38 0,06 0,10 0,14 0,18 0,22 0,26 0,30 0,34 0,39 0,43 0,47 0,52
40 0,06 0,10 0,14 0,17 0,21 0,25 0,29 0,33 0,36 0,40 0,44 0,49
45 0,05 0,09 0,12 0,16 0,19 0,22 0,25 0,29 0,32 0,35 0,39 0,43
50 0,05 0,08 0,11 0,14 0,17 0,20 0,23 0,26 0,29 0,32 0,35 0,38
60 0,04 0,07 0,09 0,11 0,14 0,16 0,19 0,21 0,23 0,26 0,28 0,31
70 0,03 0,06 0,08 0,10 0,12 0,14 0,16 0,18 0,20 0,22 0,24 0,26
80 0,03 0,05 0,07 0,09 0,10 0,12 0,14 0,16 0,17 0,19 0,21 0,22
90 0,03 0,04 0,06 0,08 0,09 0,11 0,12 0,14 0,15 0,17 0,18 0,20
125 0,02 0,03 0,04 0,06 0,07 0,08 0,09 0,10 0,11 0,12 0,13 0,14
150 0,02 0,03 0,04 0,05 0,06 0,06 0,07 0,08 0,09 0,10 0,11 0,12
200 0,01 0,02 0,03 0,03 0,04 0,05 0,05 0,06 0,07 0,07 0,08 0,09
300 0,01 0,01 0,02 0,02 0,03 0,03 0,04 0,04 0,04 0,05 0,05 0,06
400 0,01 0,01 0,01 0,02 0,02 0,02 0,03 0,03 0,03 0,04 0,04 0,04
500 0,01 0,01 0,01 0,01 0,02 0,02 0,02 0,02 0,03 0,03 0,03 0,03
Продолжение табл. 8.8
Значение коэффициентов R(N, ®) при ®
N 12 13 14 15 16 17 18 19 20 25 30 35
25 0,98 1,09 1,20 1,33 1,47 1,63 1,81 2,03 2,30 — — —
26 0,93 1,02 1,13 1,24 1,37 1,51 1,67 1,85 2,07 5,51 — —
27 0,88 0,97 1,06 1,17 1,28 1,41 1,55 1,71 1,89 3,92 — —
28 0,84 0,92 1,01 1,10 1,21 1,32 1,45 1,59 1,75 3,22 — —
29 0,80 0,88 0,96 1,05 1,14 1,25 1,36 1,49 1,63 2,79 — —
30 0,76 0,84 0,91 1,01 1,08 1,18 1,28 1,40 1,52 2,49 — —
32 0,70 0,77 0,84 0,91 0,99 1,07 1,15 1,25 1,35 2,07 4,09 —
34 0,65 0,71 0,77 0,83 0,90 0,98 1,05 1,13 1,22 1,79 2,95 —
36 0,61 0,71 0,71 0,77 0,83 .0,90 0,97 1,04 1,11 1,59 2,41 5,84
38 0,57 0,62 0,67 0,72 0,77 0,83 0,89 0,96 1,02 1,43 2,07 3,53
40 0,53 0,58 0,62 0,67 0,72 0,78 0,83 0,89 0,95 1,31 1,82 2,78
45 0,46 0,50 0,54 0,58 0,62 0,66 0,71 0,75 0,80 1,07 1,43 1,95
50 0,41 0,44 0,48 0,51 0,55 0,58 0,62 0,66 0,69 0,92 1,19 0,54
60 0,33 0,36 0,38 0,41 0,44 0,47 0,50 0,52 0,55 0,71 0,89 1,11
70 0,28 0,30 0,32 0,34 0,37 0,39 0,41 0,44 0,46 0,58 0,72 0,88
80 0,24 0,26 0,28 0,30 0,31 0,33 0,35 0,37 0,39 0,49 0,61 0,73
90 0,21 0,23 0,25 0,26 0,28 0,29 0,31 0,33 0,34 0,43 0,52 0,62
125 0,15 0,16 0,17 0,18 0,20 0,21 0,22 0,23 0,24 0,30 0,36 0,41
150 0,13 0,13 0,14 0,15 0,16 0,17 0,18 0,19 0,20 0,24 0,29 0,34
200 0,09 0,10 0,11 0,11 0,12 0,13 0,13 0,14 0,15 0,18 0,21 0,24
300 0,06 0,07 0,07 0,07 0,08 0,08 0,09 0,09 0,09 0,12 0,14 0,16
400 0,05 0,05 0,05 0,05 0,06 0,06 0,06 0,07 0,07 0,09 0,10 0,12
500 0,04 0,04 0,04 0,04 0,05 0,05 0,05 0,05 0,06 0,07 0,08 0,09
460
Окончание табл. 8.8
N Значение коэффициентов R(N, ®) при ®
40 45 50 60 70 80 90 100 125 150 200 300 400
25 26 27 28 29 30 32 34 36 38 40 45 50 60 70 80 90 125 150 200 300 400 500 2,90 2,06 1,38 1,06 0,87 0,74 0,48 0,39 0,28 0,18 0,13 0,10 3,01 1,73 1,28 1,02 0,86 0,55 0,45 0,32 0,20 0,15 0,12 2,24 1,54 1,20 0,99 0,63 0,50 0,36 0,23 0,16 0,13 2,40 1,68 1,32 0,78 0,62 0,43 0,27 0,20 0,15 2,54 1,80 0,97 0,75 0,52 0,32 0,23 0,18 2,66 1,21 0,90 0,61 0,37 0,27 0,20 1,49 1,07 0,71 0,42 0,30 0,23 1,88 1,28 0,82 0,48 0,34 0,26 2,07 1,13 0,63 0,44 0,33 1,58 0,80 0,54 0,41 1,24 0,79 0,58 1,54 1,02 0,76
R(N, ®) = 1п{1 + ^=-^>9[2(®+1), 2(N- ®)]},
где Kg 9 (wi, т2) — квантиль F-распределения с и т2 степенями свободы и
уровнем значимости 0,1.
Значения (-In Ка):
-1п^д кя -mF,
0,8 0,223 0,95 0,051
0,85 0,162 0,96 0,041
0,9 0,105 0,97 0,030
0,91 0,094 0,98 0,020
0,92 0,083 0,99 0,010
0,93 0,073 0,995 0,005
0,94 0,052
Если значения Тэ > S, то S увеличивают в два раза и снова проводят расчет.
Значение S увеличивают до тех пор, пока Тэ < S. При составлении очередного
графика калибровки совокупности средств измерений учитывают определен-
ный таким образом МПИ.
Пример — В таблице приведена выборка массива исходных данных о калибрах
совокупности 120 однотипных средств измерений; данные по средствам измерений с
заводскими номерами 1; 2; 3;... 120.
461
МПИ для этих средств измерений 7q = 12 мес.
В графе 1 табл. 8.9 № 1 — результаты двух последних калибровок; № 2 — результаты
двух последних калибровок; № 3 — результаты трех последних калибровок; № 120 —
результаты трех последних поверок. В графе 2 первые две цифры означают год калибров-
ки, две следующие — месяц калибровки, две последние — дату поверки. В графе 3
«0» означает отсутствие скрытого отказа, а «1» — наличие скрытого отказа.
Таблица 8.9
Заводской номер Дата калибровки Результат
1 790514 0
780628 0
2 790420 1
780331 0
3 790215 0
780118 0
770117 1
120 790115 0
780118 0
770125 0
Выбираем интервал фиксирования
скрытых отказов Б = 1,5 То = 18 мес.
По результатам калибровки в соот-
ветствии с табл. 8.7 определяют N и ®
для средств измерений:
№ 1 - МПИ составляет 10,5 мес.
(10,5 < 18) и скрытого отказа не обна-
ружено. Если обработка ведется по ва-
рианту БА в табл. 8.7 или на ЭВМ, ни в
одной из граф табл. 8.6 черточка не ста-
вится.
№ 2 — МПИ составляет 12,5 мес.
(12,5 < 18) и имеет место скрытый от-
каз. В соответствии с вариантом А1 в
табл. 8.7 в строках N и (n) табл. 8.6
ставятся черточки.
№ 3 — МПИ между первой и тре-
тьей калибровками составляет 25 мес.
(25 > 18) и имеет место скрытый отказ.
В соответствии с вариантом А2 табл. 8.7
в строке табл. 8.6 ставится черточка.
МПИ между третьей и второй калиб-
ровками составляет 13 мес. (13 < 18), и
скрытого отказа не обнаружено, в соответствии с вариантом БА табл. 8.7 черточка не
ставится ни в одной из граф табл. 8.6.
№ 120 — МПИ между первой и третьей калибровками составляет 23,5 мес. (23,5 > 18)
и скрытого отказа не обнаружено. В соответствии с вариантом БЗ табл. 8.7 в графе
табл. 8.6 ставится черточка. Пересчитываем по табл. 8.6 N и ®. Предполагаем, что в
результате полной обработки таблицы массива исходных данных получили N= 115,
® = 10.
Из табл. 8.8, интерполируя, находим R (115; 10) = 0,14. Определяем МПИ для
Кд = 0,9 и —In Ка = 0,105 по формуле (8.10).
Тэ = —"ОД—‘ = 13,5 мес' = 13 мес.
Выбираем в соответствии с установленным рядом значение МПИ, равное 12 мес.
Таким образом, при Кя = 0,9 средства измерений данной совокупности следует
калибровать через 12 мес.
8.2.3. Критерии качества поверки средств измерений
При разработке НД на методы и средства поверки средств измерений, пре-
дусмотренной НД на поверочные схемы по ГОСТ 8.061—80, устанавливаются
допускаемые погрешности поверки средств измерений по заданным критери-
ям качества поверки. В этой НД необходимо указывать допускаемую погреш-
ность поверки, контрольный допуск и значение критериев, принятых при их
определении.
462
Номенклатуру критериев качества поверки средств измерений и вспомога-
тельных параметров, необходимых для оценки качества поверки, определяют
путем контроля характеристики погрешности средства измерений на соответствие
норме, установленной в НД на него.
При использовании критериев в НД, регламентирующей методы и сред-
ства поверки, указывают их значения, принятые при определении допускае-
мой погрешности поверки.
Критерии применяют также для оценки качества поверки при проведении
метрологической экспертизы НД на методы и средства поверки средств изме-
рений.
Установлены следующие критерии качества поверки:
Рнм — наибольшая вероятность принятия любого негодного экземпляра сред-
ства измерений в качестве годного, т. е. необнаруженный брак;
5М = |АМ| / |ДП| —отношение наибольшего возможного значения Дм характе-
ристики погрешности средства измерений, признанного по результатам повер-
ки годным, но в действительности негодного, к пределу Дп ее допускаемых
значений, т. е. наибольший выход за допуск;
7ф — отношение числа годных, но забракованных средств измерений к
числу всех действительно годных средств измерений, т. е. фиктивный брак в
среднем.
Критерии Рнм и 8М характеризуют качество поверки любого негодного
экземпляра средства измерений, а Рф - качество поверки совокупности год-
ных экземпляров средства измерений в среднем.
В случае, если необходимо знать фиктивный брак для любого годного эк-
земпляра средства измерений, а не в среднем по совокупности, то вместо Рф
используют критерии, аналогичные Рнм и 8М: Рфм — наибольшую вероятность
принятия любого годного экземпляра средства измерений в качестве не-
годного, т. е. фиктивный брак для экземпляра; 8Н = |ДН| / |ДП| — отношение наи-
меньшего возможного значения Дн характеристики погрешности средства изме-
рений, признанного по результатам поверки негодным, но в действительности
годного средства измерений, к пределу Дп ее допускаемых значений, являю-
щемуся нижней границей зоны фиктивного бракования.
Для обеспечения единства измерений основными являются критерии Рнм и
8М, а дополнительные Рф.
Вспомогательными параметрами поверки установлены:
Р — верхняя граница зоны значений в долях Дп характеристики погрешно-
сти годного средства измерений, в которой браковка считается фиктивным
браком (р <1). Значение параметра р выбирают с учетом следующих сообра-
жений. Погрешность средства измерений, в момент поверки меньшая Дп, но
близкая к нему, через короткое время после поверки может с большой веро-
ятностью выйти за предел Дп. Поэтому браковка при поверке средств измере-
ний, погрешность которых находится в некоторой узкой зоне р < х < 1, не
рассматривается как фиктивный брак. Нижняя граница Р этой зоны устанав-
ливается так, чтобы потери вследствие браковки средства измерений, по-
грешности которых в процессе эксплуатации не выйдут за пределы Дп, были
соизмеримы с потерями, связанными с эксплуатацией средств измерений, по-
грешности которых выйдут за пределы Дп. Рекомендуемое значение р равно 0,8.
у = |ДК| / |ДП| < 1 — отношение контрольного допуска Дк пределу Дп, где Дк —
допуск, с которым сравнивается полученная при поверке оценка Д конт-
463
ролируемой характеристики А погрешности средства измерений с целью приня-
тия решения о его годности или негодности; А = (А + До) — оценка контролируе-
мой характеристики, отличающаяся от истинного значения А на значение Ао
погрешности поверки.
Под погрешностью Aq поверки понимается погрешность измерений при
поверке средств измерений. Погрешность поверки включает в себя погрешность
образцового средства измерений, погрешности, обусловленные вспомогатель-
ными средствами измерений, и методические погрешности поверки.
Критерии качества поверки и вспомогательных параметров приведены на
рис. 8.3, где х = А / |ДП| — отношение контролируемой характеристики А погреш-
ности средства измерений к пределу Ап.
На рис. 8.3 показан случай, когда х > 0:
Р(х) — вероятность признания поверяемого экземпляра средства измере-
ний годным при условии, что х имеет некоторое конкретнее значение; все
возможные значения х для годных в действительности средств измерений ле-
жат в зоне (0—1), а для негодных—за пределами указанной зоны;
Рнм — соответствует ордината кривой Р(х) при х = 1;
8НМ — соответствует значение х, при котором Р(х) = 0. Рф — численно
совпадает с отношением заштрихованной площадки к площади прямоугольни-
ка (равной единице) со сторонами Р(х) = 1 на оси ординат и х = 1 на оси
абсцисс; Рфм — соответствует разность между единицей и ординатой кривой
Р(х) при х = Р; Зн — соответствует значение х, при котором кривая Р(х) пере-
ходит в прямую Р(х) = 1.
Критерии качества поверки и вспомогательные параметры взаимосвязаны
соотношениями:
Лш=Лх)|х=1; (8.И)
Р(х)]х=8м=0; (8.12)
464
р
Рф=Р - JP(x)tft; (8.13)
о
г _
Р(х) = J ф(х/х)с?х, (8.14)
-Y
где <р (х / х) — условная плотность распределения нормализованной оценки
х=Д/|Дп| = х + хо при условии, что за х принято некоторое конкретное значе-
ние; х0 = До /1 Дп| — нормализованная погрешность поверки.
При контроле систематической составляющей погрешности поверяемого
средства измерений вместо выражения (8.12) используют формулу 8М = у + ап,
где ап = |Д0П| / |ДП| — отношение наибольшего возможного значения Доп погреш-
ности поверки к пределу Дп.
За наибольшее возможное значение Доп погрешности принимается наи-
большая граница основания усеченного закона распределения погрешности
поверки.
Аналогично выражениям (8.11) и (8.12) формулы для РфМ и 8Н будут иметь
вид: РфМ = 1-Р(х)|х=р; Pxjx=8H =1- При контроле систематической составляю-
щей погрешности поверяемого средства измерений используют формулу 8Н =
= у- ап.
При контроле систематической составляющей погрешности поверяемого
средства измерений или погрешности средств измерений, у которых среднее
квадратическое отклонение случайной составляющей погрешности не превы-
шает q в процентах от предела допускаемого значения погрешности, принима-
ется следующий вид плотности распределения ф(х /х):
для одномодальных и симметричных:
равномерный с центром распределения в точке х и границами (х — ап) и
(х + ап) — если погрешность поверки является систематической, лежащей
в пределах от —ап до +ап, или если погрешность поверки содержит также
и случайную составляющую с предельным значением, меньшим либо равным
/4
трапецеидальный с центром распределения в точке х, границами нижнего
основания (х — ап) и (х + ап) и отношением верхнего основания к нижнему,
равным — если погрешность поверки содержит случайную составляющую
с предельным значением, большим */4 ап. Для других плотностей распределе-
ния погрешности поверки необходимо устанавливать реальный вид ф(х / х).
При контроле среднего квадратического отклонения о(Д) случайной со-
ставляющей Д погрешности поверяемого средства измерений на соответствие
пределу оп путем экспериментального определения (и последующего сравне-
ния с оп) оценки 5 (д) устанавливают по формуле
30-1651
465
J и _ -
Ё(А, -Дс)2
' = i______
п-1
(8.15)
где А; — z-й результат наблюдения при экспериментальном определении о;
_ п
Ас = (1 / п) £ Д;; п — число наблюдений;
i=i
при нормальном распределенииослучайных составляющих А погрешности
поверяемого средства измерений и Ао погрешности наблюдений при поверке,
входящей в результат наблюдения, принимаются следующие виды плотности
распределения <р(х / х):
соответствующий к распределению при п < 10
ф(х /х) =
(8.16)
где х = о / оп; Г(у) = j е ' • ty 1 dt гамма-функция; а0 = о0 /оп; <?о — среднее квад-
о
ратическое отклонение погрешности Ао;
соответствующий нормальному распределению при п > 10
1 | +<Д ]/(л-1)
Ф(5с/х) = - J-... е I
/ х2+а£
(8.17)
О
При контроле о(А) другим способом (например, по размаху) или при дру-
гих распределениях составляющих А и Ао необходимо устанавливать реальный
вид <р(х / х).
Примечание — При п = 10 отличие математического ожидания и среднего
квадратического отклонения оценки х, вычисленных с помощью формулы (8.17), от
истинных их значений, вычисленных с использованием формулы (8.16) не превышает
2,8 и 1,5 % соответственно и уменьшается с увеличением п.
Порядок применения критериев качества поверки средств измерений рег-
ламентирован МИ 187—86.
Установление допускаемой погрешности поверки средств измерений. Основ-
ными исходными данными для определения допускаемой Аопд погрешности
поверки являются допускаемые значения Рпыд и 8ВД критериев Рнм и 8М. Эти
значения устанавливаются по согласованию между изготовителями и потреби-
телями средств измерений на стадии разработки НД, регламентирующей до-
466
пускаемую погрешность поверки, и выбираются из рядов: 0,00—0,50 с
шагом 0,05 для Рнмд; 1,00—1,50 с шагом 0,05 для 5W.
Выбор значений Р^ и 5МД обусловлен технико-экономическими сообра-
жениями, назначением и областью применения средств измерений конкретно-
го типа.
Допускаемые значения Рнмд и 5МД назначаются в зависимости от доли по-
грешности средств измерений, вносимой ими в погрешность измерений при их
использовании. Таким образом, для средств измерений, погрешность которых:
составляет незначительную долю в погрешности измерений — Рнмд = 0,5 и
8МД = 1,35. Например, для средств измерений, работающих с преобразователя-
ми, погрешности которых превышают погрешности средств измерений в
2—5 раз;
вносит такой же вклад в погрешность измерений, что и все остальные ее
составляющие — Рнмд = 0,35 и 5МД = 1,25;
погрешность определяется в основном погрешностью средства измере-
ний - Рнмд = 0,20 и 5ВД = 1,15.
При определении допускаемой погрешности поверки принимают значение
Р = 0,8 и проверяют получающееся значение Рф, которое, как правило, не
должно превышать 0,30 (30 %).
Установленный ряд допускаемых значений Допд погрешности поверки обес-
печивает выполнение требований Рнм < Рнмд и 8М < 5ад. В каждом конкретном
случае из этого ряда выбирают приемлемое значение Аопд.
При контроле систематической составляющей погрешности поверяемого
средства измерений или погрешности средств измерений, у которых среднее
квадратическое отклонение случайной составляющей погрешности не превы-
шает q в процентах предела допускаемого значения погрешности, установле-
нию подлежат допускаемое значение Допд погрешности поверки и контрольный
допуск Дк, с которым сравнивается полученное при поверке значение оценки Д
контролируемой характеристики с целью принятия решения о соответствии
или несоответствии ее норме.
Значения Допд и Дк устанавливают по табл. 8.10—8.12, в которых ап =
= |Аоп1 / |АП| и у = |ДК| / |ДП|-
Табл. 8.10 и 8.11 отражают зависимости у = Р(РНМ, ап) и SM = ф(Лш, апУ),
табл. 8.12 зависимость = f (ап, Рнм, у, р). Эти зависимости определяют по
формулам (8.11—8.14) в соответствии с видом функции ф(х / х). Используя
эти формулы, можно рассчитать таблицы для любого интервала интересующе-
го ряда значений ап, отличного от используемого в табл. 8.10—8.12.
Если функции ф (х / х) или f (х) не принадлежат к разряду симметричных
и одномодальных функций, таблицы рассчитывают по формулам (8.11)—(8.14)
и (8.15) при подстановке в формулы (8.16) и (8.17) соответственно аналити-
ческим выражениям для реальных видов функций ф(х / х) и /(х).
Табл. 8.10 применяют для установления Допд и Дк в случае, когда погреш-
ность поверки является систематической, лежащей в пределах от —«л до +ап,
если погрешность поверки содержит также и случайную составляющую с пре-
дельным значением, меньшим либо равным йхп, где К= 1/4. Табл. 8.11 исполь-
зуют в случае, когда погрешность поверки содержит случайную составляющую
с предельным значением, равным Кап, где 1/4 < К< 1. В табл. 8.12 приведены
зо*
467
значения Рф для различных значений <хп, Рнм и у, выбранных по табл. 8.10
и 8.11.
Таблица 8.10*
«п Значения у и 8М при Рнм, равном А
0,00 0,05 0,10 0,15 0,20 0,25 1 0,30 0,35 0,40 0,45 0,50
1/10 0,90 0,91 0,92 0,93 0,94 0,95 | 0,96 0,97 0,98 0,99 1,00
1,00 1,01 1,02 1,03 1,04 1,05 I 1,06 1,07 1,08 1,09 1,10
1/5 0,80 0,82 0,84 0,86 0,88 0,90 । 0,92 0,94 0,96 0,98 1,00
1,04
1,00 1,02 1,06 1,08 1Д0 1,12 1,14 1,16 1,18 1,20
1/4 0,75 0,78 0,80 0,83 0,85 0,88 | 0,90 0,93 0,95 0,98 1,00
1,00 1,03 1,05 1,08 1,10 1,13 1,15 1,18 1,20 1,23 1,25
1/3 0,67 0,70 0,73 0,77 0,80 0,83 | 0,87 0,90 0,93 0,97 1,00
1,00 1,03 1,06 1,10 1,13 1,16 1 1,20 1,23 1,26 1,30 1,33
1/2,5 0,60 0,64 0,68 0,72 0,76 0,80 j 0,84 0,88 0,92 0,96 1,00
1,36 1,40
1,00 1,04 1,08 1,12 1,16 1,20 1 1,24 1,28 1,32
1/2 0,50 0,55 0,60 0,65 0,70 0,75 । 0,80 0,85 0,90 0,95 1,00 1,50
*3д 1,00 есь у — 1,05 ЧИСЛИ! 1,10 'ель; 8М 1,15 — ЗНЭ1 1,20 ленател 1,25 I А ь. 1,30 1,35 1,40 1,45
Таблица 8.11*
осп Значения у и 8М при Рим, равном Б
0,00 0,05 0,10 0,15 0,20 0,25 । 0,30 0,35 0,40 0,45 П 0,50
1/10 0,90 *1,00 0,93 1,03 0,94 *1,04 0,95 1,05 0,96 1,06 0,96 I ‘1,06 0,97 1,07 0,98 1,08 0,99 1,09 0,99 1,09 1,00 1,10
1/5 0,80 1,00 0,86 1,06 0,88 1,08 0,90 1,10 0,91 1,11 0,93 ЦЗ 0,94 1,14 0,96 1,16 0,97 1,17 0,99 1,19 1,00 1,20
1/4 0,75 1,00 0,82 1,07 0,85 1,10 0,87 1,12 0,89 1,14 0,91 1,16 1 0,93 1,18 0,95 1,20 0,96 1,21 0,98 1,23 1,00 1,25
1/3 0,67 *1,00 0,76 1,09 0,80 1,13 0,83 1,16 0,85 1,18 0,88 । 1,21 1 0,90 1,23 0,93 1,26 0,95 *1,28 0,98 1,31 1,00 1,33
1/2,5 0,60 *1,00 0,71 * 1,11 0,76 1,16 0,79 1,19 0,82 1,22 0,85 1 1,25 | 0,88 1,28 0,91 1,31 0,94 1,34 0,97 1,37 1,00 1,40
1/2 0,50 *1,00 0,64 ‘1,14 0,69 1,19 0,74 Г 1,241 Б 0,78 *1,28 0,81 1,31 0,85 1,35 0,89 *1,39 0,93 1,43 0,96 1,46 1,00 1,50
* Здесь у — числитель; 5М — знаменатель.
468
Таблица 8.12*
ССц Значения Рф при Рнм, равном Б | А
0,00 0,05 0,10 0,15 0,20 0,25 1[ 0,30 0,35 0,40 0,45 0,50
1/10 0 0 0 0 0. 0 |1 0 0. 0. 0. 0.
0 0 0 0 0 0 0 0 0 0 0
1/5 0,050 0,040 0,032 0,025 0,018 0,012 I 0,008 0,004 0,002 0,000 0,000
0,039 0,017 0,010 0,006 0,004 0,002 । 0,001 0,001 0,000 0,000 0,000
1 /4 0,090 0,076 0,062 0,050 0,040 0,030 1 0,022 0,016 0,010 0,006 0,002
* —
0,077 0,040 0,028 0,021 0,015 0,011 1 0,007 0,004 0,002 0,001 0,000
1 0,163 0,141 0,120 0,101 0,083 0,067 1| 0,053 0,041 0,030 0,021 0,013
0,149 0,088 0,067 0,053 0,042 0,033 |1 0,025 0,018 0,012 0,008 0,005
1/2,5 0,225 0,196 0,169 0,144 0,121 0,100 |1 0,081 0,064 0,049 0,036 0,025
0,211 0,130 0,102 0,083 0,068 0,055 || 0,043 0,033 0,024 0,017 0,011
1/2 0,320 0,281 0,245 0,211[ ' 0,180 0,151 1 0,125 0,101 0,080 0,061 0,045
0,307 0,196 0,158 0,131 0,110 0,091 | 0,074 0,059 0,045 0,034 0,029
Б 1 1 А
* Здесь значения Рф для у по табл. 8.10 — числитель, Рф для у по табл. 8. И -
знаменатель.
Значения Допд и Ак устанавливают раздельно для случаев 0 < К< 1/4 и
1/4 < К< 1 в следующей последовательности. Для заданных значений Рнмд и 5МД
в табл. 8.10 и 8.11 проводят границу области, в которой лежат значения ап и у,
обеспечивающие Рнм < Рнмд и 8М < 5ВД. Аналогичную границу проводят в
табл. 8.12. Далее по табл. 8.10—8.12, двигаясь по границе области, устанавливают
ряд значений Оц,, у, Рф, при которых Рнм < Рнмд и 8М < 8ад. Полученный ряд
включает в себя все возможные значения апд от 0,1 до 0,5 и служат основой для
выбора приемлемого в каждом конкретном случае значения авд.
Практическая реализация авд определяется исходя из технико-экономи-
ческих соображений: наличия образцовых средств измерений требуемой точно-
сти; целесообразности разработки более точных образцовых средств измерений
в случае отсутствия желаемой точности; трудоемкости поверки, зависящей, в
частности, от числа п отсчетов погрешности при поверке и т. д.
Приемлемое значение Рф определяется также исходя из технико-экономи-
ческих соображений: трудоемкости регулировки; возможности замены отдель-
ных узлов; ремонта фиктивных забракованных средств измерений; введения
дополнительной их перепроверки.
Для выбранного значения в установленном ряду находят соответствую-
щее ему значение у и получают два решения: 0 < К < 1/4 и 1/4 < К < 1.
Пример — РНвд = 0,25; 8ВД = 1,25. Для случая 0 <К< 1/4 по табл. 8.10 определяют
границу (линия АА в табл. 8.10), левее которой лежат допускаемые значения ап и у,
обеспечивающие Рнм < 0,25 и 8М < 1,25; аналогичную границу проводят в табл. 8.12.
469
По табл. 8.10 и 8.12, двигаясь по границе АА, устанавливают ряд значений a™
У и Рф- ^ПД 1/10 1/5 1/4 1/3 1/2,5 1/2
Y 0,95 0,90 0,88 0,83 0,80 0,75
Рф 0 0,012 0,030 0,067 0,100 0,151
Пусть, например, реализуется апл = 1/4 и значение Рф = 0,030 (3 %) приемлемо,
тогда у = 0,88, а Допд = 1/4 Дп и Дк = 0,88 Дп.
Если 1/4 < К< 1, по табл. 8.11 и 8.12 находят границу (линия ББ в табл. 8.11 и 8.12)
области для ап и у, обеспечивающих Рнм < 0,25 и 5М < 1,25. Двигаясь по границе ББ,
устанавливают ряд значений а[1Д, у, Рф:
апд 1/10 1/5 1/4 1/3 1/2,5 1/2
У 0,96 0,93 0,91 0,88 0,85 0,74
Рф 0 0,002 0,011 0,033 0,055 0,131
Предполагая приемлемым значение Рф = 0,033 (3,3 %), удовлетворявшее и в пер-
вом случае, принимают апд = 1/3 и у = 0,88. При этом Допд = 1/3 Дп и Дк = 0,88 Дп.
Следовательно, заданным значениям Рнмд = 0,25 и 5М = 1,25 и приемлемым значе-
ниям Рф = 0,030 или 0,033 удовлетворяют варианты
1) Допд = 1/4 Дп и Дк = 0,88 Дп. При этом допускаемая погрешность поверки содержит
случайную составляющую с предельным значением не более 1 /4 Допд;
2) Допд — 1/3 Дп и Дк = 0,88 Дп. При этом предельное значение случайной составляющей
погрешности поверки находится в пределах от 1/4 Допд до Допд.
При контроле среднего квадратического отклонения о(Д) случайной со-
ставляющей А погрешности поверяемого средства измерения по формуле (8.16)
устанавливают:
допускаемое значение о0ПД среднего квадратического отклонения погреш-
ности До наблюдения при поверке;
контрольный допуск ак, с которым сравнивается полученное при поверке
значение оценки g среднего квадратического отклонения о с целью принятия
решения о соответствии или несоответствии его норме;
число наблюдений п.
Значение о0ПД, ок и п устанавливают по табл. 8.13—8.18, в которых
(Хп О0п/оп, Y °к/оп-
Табл. 8.13—8.16 отражают зависимости у = Р(РНМ, ап, и) и 8М = Ф (Рнм, ап,
у, п) для ряда значений п = 40, 60, 80, 100, а в табл. 8.17 и 8.18 — зависимость
Рф = /(Aim, «п, Y> п- 3) для указанных выше значений п. Эти зависимости
определяют по формулам (8.11—8.14) и (8.17). По этим формулам можно рас-
считать таблицы для любого интересующего ряда значений 0^ и п, отличных от
используемых в табл. 8.13—8.16.
Если функция <р(х /х) отличается от нормальной, то при расчете таблиц
вместо формул (8.17) и (8.14) применяют аналитическое выражение для ре-
ального вида этой функции.
В табл. 8.17 сведены значения Рф для п = 40 и п = 60, а в табл. 8.18 значения
Рф для п = 80 и п = 100.
Значения оопд, ок и п устанавливают в следующей последовательности:
по таблице с наименьшим значением п (см. табл. 8.13) для заданных значе-
ний Рнмд и 8МД проводят границу области, внутри которой лежат значения «л
и у, обеспечивающие Рнм < Рнмд и 8 < 8W. Аналогичную границу проводят в
470
Таблица 8.13*
«п Значения у и 8М при Ркм, равном
0,00 0,05 0,10 0,15 1 А 1 0,20 0,25 0,30 0,35 0,40 0,45 0,50
0 0,66 0,82 0,86 1 0,89 1 0,91 0,93 0,95 0,96 0,98 0,99 1,00
1,00 1,23 1,30 1,34 1,37 1,40" 1,43 1,45 1,48 1,50 1,51
1/10 0,66 0,82 0,86 0,89 0,91 0,93 0,95 0,96 0,98 0,99 1,01
'1,00 1,24 1,30 1,34 1,38 1,40 1,43 1,46 1,48 1,50 1,52
1/5 0,67 0,83 0,87 0,90 0,92 0,94 0,96 0,98 0,99 1,01 1,02
"1,00 1,25 1,31 1,35 1 1,38 1,41 1,45 1,47 1,49 1,51 1,54
1 /4. 0,68 0,84 0,89 0,91 । 0,94 0,96 0,97 0,99 1,01 1,02 1,04
1/4 1,00 1,25 1,32 1,35 | 1,39 1,43 1,45 1,48 1,50 1,53 1,55
1/3 0,70 1,00 0,86 1,26 0,91 Г 1,33 । 0,93 1,37 0,96 1,41 0,98 1,44 1,00 1,47 1,01 1,49 1,03 1,52 1,04 1,54 1,06 1,56
1/2,5 0,71 0,88 0,92 0,95 0,98 1,00 1,02 1,03 1,05 1,07 1,08
1,00 1,27 1,341 1.38 1,42 1,45 1,49 1,51 1,53 1,56 1,59
1/2 0,74 1,00 0,911 1,291 0,96 1,36 0,99 1,41 1,01 1,45 1,03 1,48 1,05 1,51 1,07 '1,55 1,09 1,57 1,10 1,59 1,12 1,62
А\
* Здесь у — числитель; 8К — знаменатель.
Таблица 8.14*
«п Значения у и 8М при Рим, равном
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50
0 0,72 0,85 0,88 0,91 0,92 0,94 0,95 0,97 0,98 0,99 1,00
1,00 1,17 1,22 1,26 1,28 1,30 1,33 1,34 1,35 1,37 1,39
1/10 0,73 0,86 0,89 0,91 0,93 0,95 0,96 0,97 0,98 1,00 1,01
1,00 1,18 1,22 1,26 1,28 1,31 ‘1,32 1,34 1,35 1,37 1,39
1/5 0,74 0,87 0,90 0,92 0,94 0,96 0,97 0,99 1,00 1,01 1,02
1,00 “1,18 1,23 1,26 1,29 1,31 1,33 1,35 1,36 1,38 1,40
1/4 0,75 0,88 0,91 0,94 0,95 0,97 0,98 1,00 1,01 1,02 1,03
1,00 ’1,18 1,23 1,27 1,29 1,32 1,33 1,35 1,37 1,39 1,40
1/3 0,76 0,90 0,93 0,96 0,97 0,99 1,01 1,02 1,03 1,04 1,06
1,00 ’1,19 1,25 1,28 1,30 1,33 1,35 1,37 1,39 1,40 1,42
1/2,5 0,78 0,91 0,95 0,97 0,99 1,01 1,03 1,04 1,05 1,06 1,08
1,00 1,20 1,26 1,29 1,31 1,34 1,37 1,38 1,40 1,42 1,44
1/2 0,81 0,95 0,99 1,01 1,03 1,05 1,06 1,08 1,09 1Д1 1,12
1,00 1,21 1,27 1,31 1,34 1,36 1,38 1,40 1,43 1,45 1,46
* Здесь у — числитель; 5М — знаменатель.
471
Таблица 8.15*
ап Значения у и 8М при Рнм, равном
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50
0 0,76 0,87 0,90 0,92 0,94 0,95 0,96 0,97 0,98 0,99 1,00
Т,00 1,14 1,18 1,21 1,23 '1,25 1,26 1,28 1,29 1,30 1,32
1/10 0,77 0,88 0,91 0,93 0,94 0,96 0,97 0,98 0,99 1,00 1,01
1,00 1,15 1,18 1,21 1,23 1,25 1,26 1,28 1,29 1,30 1,32
1/5 0,78 0,89 0,92 0,94 0,96 0,97 0,98 0,99 1,00 1,01 1,02
1,00 1,15 ’1,19 1,21 1,24 1,25 1,27 1,29 1,30 1,31 1,33
1/4 0,78 0,90 0,93 0,95 0,96 0,98 0,99 1,00 1,01 1,02 1,03
'1,00 1,16 1,20 1,22 1,24 1,26 1,28 1,29 1,31 1,32 1,34
1/3 0,80 0,92 0,95 0,97 0,99 1,00 1,01 1,02 1,04 1,05 1,06
’1,00 1,16 1,20 1,23 1,25 '1,27 1,29 1,30 1,32 1,33 1,35
1/2,5 0,82 0,94 0,97 0,99 1,00 1,02 1,03 1,04 1,06 1,07 1,08
1,00 1,17 1,21 1,24 1,26 1,28 1,30 1,31 1,33 1,35 1,36
1/2 0,85 0,98 1,01 1,03 1,05 1,06 1,08 1,09 1,10 1,Н 1,12
1,00 1,18 1,22 1,25 1,28 1,30 1,32 1,34 1,35 1,37 1,39
* Здесь у — числитель; 5М — знаменатель.
Таблица 8.16*
Значения у и 8М при Рнм, равном
«п 0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50
0 0,79 '1,00 0,89 1,13 0,91 1,16 0,93 1,18 0,94 1,20 0,96 1,22 0,97 1,23 0,98 1,24 0,99 1,25 0,99 1,26 1,00 1,27
1/10 0,79 1,00 0,89 1,13 0,92 1,16 0,94 1Д9 0,95 ‘1,20 0,96 1,22 0,97 1,23 0,98 1,24 0,99 1,26 1,00 1,27 1,01 1,27
1/5 0,80 1,00 0,90 1,13 0,93 1,16 0,95 1,19 0,96 1,21 0,97 1,22 0,98 1,23 0,99 1,25 1,00 1,26 1,01 1,27 1,02 1,28
1/4 0,81 1,00 0,91 1,13 0,94 1,17 0,96 1Д9 0,97 1,21 0,99 1,23 1,00 1,24 1,01 1,25 1,02 1,27 1,03 1,28 1,03 1,29
1/3 0,83 '1,00 0,93 '1,14 0,96 1Д7 0,98 1,20 0,99 1,22 1,00 1,23 1,02 1,25 1,03 1,27 1,04 1,28 1,05 1,29 1,05 1,30
1/2,5 0,85 '1,00 0,95 1,14 0,98 1,18 1,00 1,21 1,02 1,23 1,03 1,24 1,04 1,26 1,04 1,28 1,05 1,29 1,07 1,30 1,08 1,31
1/2 0,88 ‘1,00 0,99 1,15 1,02 1,20 1,04 1,22 1,05 1,24 1,06 1,26 1,08 1,28 1,09 1,29 1,10 1,31 1,11 '1,32 1Д2 1,33
* Здесь у — числитель; 5М — знаменатель.
472
Таблица 8.17*
осп Значения Рф при Рнм, равном
0,00 0,05 0,10 0,15 I А 1 0,20 0,25 0,30 0,35 0,40 0,45 0,50
0 1/10 1/5 1/4 1/3 1/2,5 1/2 * 3 табл. 8. 0,134 0,077 ОД 38 0,080 0,151 0,089 0,161 0,096 0,182 0,112 0,205 0,129 0,251 0,161 цесь зн< 14 (при 0,025 0,010 0,027 *0,009 0,000 0,012 0,034 0,014 0,041 *0,018 0,048 0,024 0,0651 0,0351 А | 1чения п = 60] 0,013 0,004 0,013 0,004 0,016 0,005 0,017 0,006 0,0211 0,0091 0,0281 _0,011| ”0,03? 0,017 Рф для — знаь 0,007 0,002 0,008 0,002 0,009 0,003 1 0,011 1 _0,003j 0,014 0,005 0,018 0,007 0,025 0,011 у по та( генател 0,004 *0,001 0,004 0,001 0,006 0,002 0,007 0,002 0,009 0,003 0,011 0,004 0,017 0,007 5л. 8.13 ь. 0,003 0,001 0,003 *0,001 0,004 0,001 0,004 0,001 0,006 0,002 0,008 0,002 0,012 0,005 (при 0,002 0,000 0,002 0,000 0,002 *0,001 0,003 0,001 0,004 *0,001 0,005 0,002 0,008 0,003 ? = 40) 0,001 0,000 0,001 0,000 0,001 0,000 0,002 *0,000 0,003 *0,001 0,004 0,001 0,006 0,002 — числ 0,001 0,000 0,001 0,000 0,001 *0,000 0,001 0,000 0,002 0,000 0,003 0,001 0,004 0,001 итель, 0. 0 0 0 0,001 0,000 0,001 0,000 0,001 0,000 0,002 0,000 0,003 0,001 Рф ДЛЯ 0_ 0 0. 0 0. 0 я 0 0,001 *0,000 0,001 0,000 0,002 0,001 у по
Таблица 8.18*
«п Значения Рф при Рнм, равном
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50
0 0,046 0,004 0,001 0,001 0 0 JQ. 0. 0 0 0
0,028 0,001 0,000 0,000 0 0 0 0 0 0 0
1/10 0,048 0,004 0,001 0,001 0. о. 0. 0. 0 0. 0.
0,030 0,002 0,001 0,000 0 0 0 0 0 0 0
1/5 0,055 0,006 0,002 0,001 0. д 0. 0 0. 0 0.
0,035 0,002 0,001 0,000 0 0 0 0 0 0 0
1/4 0,061 0,039 0,006 0,003 0,002 0,001 0,001 0,000 0,001 0,000 0. 0 0 0 0 0 0 0 0 0 .0 0
1/3 0,073 0,009 0,004 0,002 0,001 0,001 0 0 D. 0 0 0
0,049 0,004 0,002 0,001 0,000 0,000 0 0 0 0
1/2,5 0,086 0,060 0,011 0,006 0,005 0,003 0,003 0,002 0,002 0,001 0,002 0,000 0,001 0,000 л 0 о|о 0. 0 0. 0
1/2 0,112 0,018 0,009 0,005 0,003 0,002 0,002 0,001 0,001 0 0.
0,080 0,010 0,004 0,002 0,001 0,001 0,000 0,000 0,000 0 0
* Здесь значения Рф для у по табл. 8.15 (при п = 80) — числитель, Рф для у по
табл. 8.16 (при и = 100) — знаменатель.
473
таблице для определения Рф при том же п (см. табл. 8.17 значения Рф, стоящие
в числителе). Затем в табл. 8.13 при ап = 0 на границе области находят
значения у. Двигаясь внутри установленной области в сторону увеличения ап,
по табл. 8.13 и 8.17 устанавливают ряд значений авд и Рф при найденном значе-
нии у. В случае если при новом значении ап нет значения у, точно равного
найденному, то принимается ближайшее, но меньшее найденного;
из полученного ряда значений аод выбирают такое приемлемое значение
Оцц, при котором оно практически реализуемо и обеспечивает приемлемое зна-
чение Рф. Если такое значение находят, то дальнейшее установление не прово-
дят, а если нет, то ищут в таблицах с большим значением п.
Пример — Рнмд = 0,5 и 5МД = 1,35. По табл 813 находят границу (линия АА
в табл 8.13), левее которой лежат допускаемые значения ап и у, обеспечивающие
Рнм <0,5 и 5М< 1,35. Аналогичную границу проводят в табл. 8.17 — линия АА. По табл. 8.13,
если ап = 0, то у= 0,89.
Двигаясь по табл. 8.13 и 8.17 в сторону увеличения ап, внутри области допускаемых
значений ап и у находят для у= 0,89 значения:
Овд 0 1/10 1/5 1/4 1/3 1/2,5 1/2
Рф 0,007 0,008 0,016 0,017 0,041 0,048 0,251
Если «пд = 1/4 и Рф = 0,017 (1,7 %) приемлемо, то установленные значения у =
= 0,89, апд = 1/4 и и = 40 удовлетворительны При этом о0ПД = оп и ок = 0,89 оп.
8.2.5 Поверочные схемы
Для обеспечения единства измерений необходимо не только применение
узаконенных единиц величин, но и важно, чтобы размер единиц был одинако-
вым. Для этого следует воспроизводить единицы с максимально возможной
точностью с помощью технических средств, хранить единицу в состоянии, обес-
печивающем неизменность размера во времени, и регулярно передавать размер
единицы всем другим средствам измерений, проградуированным в этой еди-
нице.
Возникает необходимость создания иерархических систем, в которых тех-
нические средства, расположенные в определенном порядке в соответствии с
их точностью, участвуют в последовательной передаче размера единицы от эта-
лона всем средствам измерений этой величины (схема передачи размеров еди-
ниц от первичного эталона рабочим средствам измерений представлена на
рис. 8.4. Порядок передачи устанавливается документами специального вида,
называемыми поверочными схемами.
Поверочная схема — это утвержденный в установленном порядке доку-
мент, регламентирующий средства, методы и точность передачи размера еди-
ницы физической величины от государственного эталона или исходного рабо-
чего эталона (РЭ) к рабочим средствам измерений. Роль поверочных схем в
метрологическом обеспечении выходит за рамки их законодательного аспекта,
поэтому поверочную схему необходимо рассматривать как:
отражение научного и технического потенциала метрологии и измери-
тельной техники;
один из главных объектов метрологии, так как разработка и реализация
поверочных схем — одна из основных функций МС;
руководящий принцип организации и управления деятельностью МС.
474
Рис. 8.4. Принципиальная схема передачи размеров единиц от эталонов рабочим
средствам измерений
Требования к содержанию и построению поверочных схем установлены в
МИ 2230—92 «ГСИ. Методика количественного обоснования поверочных схем
при их разработке». Примеры компоновки элементов государственной и ло-
кальной поверочных схем представлены на рисунках 8.5 и 8.6.
Передача размеров единиц величин от эталонов рабочим средствам изме-
рений позволяет осуществить их поверку.
Различают государственные и локальные поверочные схемы (ПС) органов
государственной МС и МС юридических лиц.
Разработка государственных поверочных схем для средств измерений физи-
ческой величины осуществляет главный центр государственных эталонов, яв-
ляющийся хранителем государственного эталона единицы этой величины. При
475
отсутствии государственного эталона разработку осуществляет центр, голов-
ной в данной области измерений. К разработке схемы в качестве соисполните-
лей могут привлекаться головные (базовые) организации МС министерств.
В ходе разработки государственной поверочной схемы необходимо обосно-
вать оптимальность ее структуры (виды вторичных эталонов, число разрядов
рабочих эталонов (РЭ) и т. д.) с учетом: оптимальных соотношений погрешно-
стей поверяемого и рабочего эталона (РЭ), вероятности признания годным
неисправного средства измерений; допускаемого отношения числа исправ-
ных, но забракованных средств к общему числу исправных средств и т. д.
Государственную поверочную схему разрабатывают в качестве националь-
ного стандарта. Она не должна противоречить международным поверочным схе-
мам (ПС).
Поверочные схемы оформляют в виде чертежа, дополняя эталоны преде-
лом допускаемой погрешности средств измерений при соответствующей дове-
рительной вероятности 0,90; 0,95 или 0,99, метрологические характеристики и,
в частности, погрешности рабочих средств измерений — пределом допускае-
мой погрешности средств измерений в соответствии с ГОСТ 8.009—84. Форма
выражения погрешности рабочих эталонов и рабочих средств измерений в од-
ной поверочной схеме должна быть одинаковой.
В поверочных схемах наименования средств измерений, их номинальные
значения или диапазоны значений физических величин и погрешности соот-
ветствуют: для государственных эталонов — требованиям ГОСТ 8.372—80; для
рабочих эталонов — национальным стандартам на технические требования или
свидетельству об их метрологической аттестации; для рабочих средств измере-
ний — национальным стандартам на технические требования к этим средствам.
Наименования и обозначения физических величин и их единиц указывают в
соответствии с ГОСТ 8.417—2002.
На поверочной схеме также указывают один из методов поверки средств
измерений: непосредственного сличения или сличения при помощи компара-
тора или других средств сравнения; прямых или косвенных измерений. В случае
проведения градуировки средств измерений во время поверки делают ссылку в
тексте.
На чертеже поверочной схемы наименование государственного эталона зак-
лючают в прямоугольник, образованный двойной линией, а вторичные этало-
ны, рабочие эталоны и рабочие средства измерений — в прямоугольники, об-
разованные одинарной линией. Наименование методов поверки помещают в
горизонтальные овалы между наименованиями поверяемого средства измере-
ний и эталоном. Форма чертежей поверочной схемы должна соответствовать
требованиям ГОСТ 2.301—68.
Передача размеров единиц сверху вниз, компоновка и оформление эле-
ментов государственной и локальных поверочных схем приведена на рис. 8.5
и 8.6. Передача размеров единиц сверху вниз, компоновка и оформление эле-
ментов локальной поверочной схемы приведена на рис. 8.7. Пояснительный текст
к ней должен состоять из вводной части и объяснений к ее элементам, несу-
щим дополнительную информацию.
ПС в НД на нее оформляют в виде чертежа, дополняя его текстовой час-
тью, на котором указывают наименование средств измерений и методов повер-
ки, номинальные значения или диапазоны значений физических величин,
средств измерений и методов поверки.
476
Эталоны
2
2
3
Эталоны
1-го разряда
Эталоны 2-го
разряда .—
5
Эталоны, заимствованные
из других поверочных
схем
2
Эталоны 3-го
разряда
Рабочие
средства
измерений
8
10
10 10
Рис. 8.5. Пример компоновки элементов государственной поверочной схемы:
1 — государственный эталон;
2 — метод передачи размера единиц;
3 — эталон—копия;
4 — эталон — сравнения;
5 — рабочий эталон;
6—8 — эталоны соответствующих разрядов;
9 — эталоны, заимствованные из других поверочных схем;
10 — рабочие средства измерений.
2
Чертеж должен состоять из полей, расположенных друг над другом и
разделенных штриховыми линиями, число которых зависит от структуры пове-
рочной схемы. Поля должны иметь наименования, указываемые в левой части
чертежа, отделенной вертикальной сплошной линией.
В верхнем поле чертежа государственной поверочной схемы, возглавляе-
мой государственным эталоном, указывают наименования государственных эта-
477
Рис. 8.6. Пример компоновки локальной поверочной схемы
лонов в порядке их соподчиненности. В верхнем поле чертежа локальной пове-
рочной схемы указывают наименование государственного эталона или локаль-
ной поверочной схемы.
Для средств измерений производных величин, единицы которых воспроиз-
водят методом косвенных измерений, в верхнем поле чертежа указывают наи-
менования рабочих эталонов, применяемых для воспроизведения данной еди-
ницы и заимствованных из других государственных поверочных схем. Наимено-
вания этих рабочих эталонов измерений должны быть даны со ссылками на
соответствующие поверочные схемы. Номинальные значения или диапазоны
значений физических величин и значения их погрешностей указывают над наи-
менованиями государственных эталонов и рабочих эталонов.
Под полем государственных эталонов располагают поле рабочих эталонов
1-го разряда и далее поля подчиненных рабочих эталонов. В тех поверочных
схемах, где должна быть показана передача размера единицы от рабочих этало-
нов, заимствованных из других поверочных схем, их наименования помещают
в специально отведенном поле. В рабочих эталонах локальных поверочных схем
указывают разряды рабочих эталонов, соответствующие присвоенным этим
478
Рис. 8.7. Фрагмент локальной поверочной схемы для СИ электрического сопротивления
средствам измерений в государственных поверочных схемах. Под наименова-
ниями рабочих эталонов показывают диапазоны измерений и значения погреш-
ностей средств измерений. Поле рабочих средств измерений помещают под по-
лем подчиненного рабочего эталона. Слева направо в порядке возрастания в
нем располагают погрешности группы рабочих средств измерений, поверяемых
по рабочим эталонам одного наименования. Для каждой группы указывают вид,
диапазон измерений и значения погрешностей средств измерений.
Погрешности государственных эталонов характеризуют в соответствии с
требованиями ГОСТ 8.057—80. Как уже указывалось выше, ПС возглавляются,
как правило, государственными (первичными или специальными) эталонами
с аббревиатурой ГЭТ. В качестве подчиненных им эталонов создаются вторич-
ные эталоны. В соответствии с ГОСТ 8.057—80 и МИ 97—76 первоначально к
ним относились рабочие эталоны, предназначенные непосредственно для пе-
редачи размеров единиц величин нижестоящим по ПС эталонным СИ, а также
479
эталоны-копии, эталоны-свидетели и эталоны сравнения. В ряде современных
ПС (например, по ГОСТ Р 8.562—96 и ГОСТ 8.129—99) РЭ теперь называют
вторичными эталонами или рабочими эталонами нулевого разряда. Это связано
с переименованием образцовых СИ в разрядные РЭ.
При разработке ПС одним из основных направлений их обоснования явля-
ется выбор числа разрядов РЭ. Это требует анализа действующего и ожидаемо-
го на ближайшие 5—10 лет парка рабочих и эталонных СИ, их дислокации, а
также особенностей методов передачи размеров единиц. В действующих НД
имеются рекомендации по установлению числа разрядов РЭ. Однако они не
учитывают вариантность числа разрядов, организационные принципы и осо-
бенности передачи размеров единиц и самих СИ, характеристики метрологи-
ческой надежности СИ, а также экономические потери вследствие несоблюде-
ния единства измерений.
Например, при выборе числа разрядов РЭ в ПС для электрорадиоэлекг-
ронных СИ оптимальным является установление 2 или реже 3 разрядов РЭ.
Одним из важных элементов технического обоснования ПС является также
выбор рациональных и высокопроизводительных методов передачи размеров
единиц от эталонов рабочим СИ с учетом их особенностей. Передача размеров
единиц при градуировке, поверке, калибровке и метрологической аттестации
осуществляется методами прямых измерений, сличения показаний, компари-
рования или косвенных измерений.
При выполнении этих процедур для измерительных приборов, мер и из-
мерительных преобразователей наиболее удобным и производительным явля-
ется метод прямых измерений величины, воспроизводимой мерой.
С применением программно-управляемых ИП способ позволяет автомати-
зировать поверку СИ аналогично предыдущему методу, но в общем случае он
более трудоемок и менее производителен. Оптимизацию этого метода осуще-
ствляют путем применения карт поверки СИ.
В ряде случаев в практике поверки мер применяют метод компарирования
воспроизводимых ими электрических величин.
Следует заметить, что метод компарирования трудоемок и используется
при поверке СИ редко. Однако он обеспечивает достаточно высокую точность.
Его разновидность применяется при компарировании мер переменного и по-
стоянного тока и напряжения. В то же время метод косвенных измерений при
воспроизведении размеров единиц применяется редко. Его необходимость воз-
никает в основном при отсутствии СИ для прямых измерений с необходимыми
метрологическими характеристиками (значениями величин, диапазонами час-
тот, характеристиками соединителей и т. д.). Он встречается при измере-
ниях мощности, напряжения, тока, коэффициентов гармоник, параметров цепей
и др.
При измерениях мощности Р, напряжения U, силы тока I и полного
сопротивления Z метод реализуется с помощью основных уравнений вида
UI = lP-/Z = PZ, U= IZ и 1 = U/Z
и их конкретных сочетаний.
Схемы соединения СИ отличаются большим разнообразием в зависимости
от целей измерений и применяемых при этом измерительных устройств. Основ-
ные трудности в получении высокой точности при реализации метода в со-
480
ответствии с указанными выражениями заключаются в необходимости оценки
полного сопротивления (его модуля и сдвига фазы) измерительных устройств.
Это обстоятельство приводит (особенно при высоких частотах) к большим
погрешностям измерений.
В конкретных ПС для средств измерений электрических величин применя-
ются все указанные выше методы передачи размеров единиц. Это требует от
разработчиков ПС и методик поверки СИ проведения соответствующего сис-
темного анализа методов и средств поверки и их регламентации в НД с целью
обеспечения единства измерений всего наличного парка СИ определенной ве-
личины с учетом перспектив дальнейшего развития, что является важной и
сложной научной проблемой метрологии.
Надо также отметить, что в ПС в соответствии с требованиями ГОСТ
8.061—80 необходимо указание допускаемых значений погрешности методов
поверки. Однако в стандарте отсутствует пояснение того, что имеется в виду
под погрешностью метода поверки — полная (суммарная) погрешность пере-
дачи размера единицы от эталона к нижестоящему по ПС поверяемому СИ,
включая погрешность самого эталона, или только дополнительная методичес-
кая погрешность передачи размера единицы, которая часто возникает при вы-
полнении методик изменений. К числу дополнительных методических погреш-
ностей при поверке средств измерений интенсивности электромагнитных ко-
лебаний (напряжения, силы тока, мощности) относятся такие их составляю-
щие, как влияние формы кривой и частоты измеряемых сигналов, потери в
переходах и их воспроизводимость в соединителях, влияние входных и выход-
ных импедансов СИ и др.
Однако в ряде действующих ПС также отсутствует указание о том, что под-
разумевается под погрешностью метода поверки. Анализ ПС показывает, что в
них имеется в виду иногда полная погрешность, а иногда только дополни-
тельная методическая составляющая. Это относится к ПС для средств измере-
ний напряжения, мощности и силы тока по ГОСТ Р 8.562—96; МИ 1935—88 и
МИ 1940-88.
Вместе с тем, это обстоятельство снижает информативность ПС и может
привести к повышению брака поверки СИ и нарушению единства измерений.
В ПС устанавливаются основные метрологические характеристики (преде-
лы измерений, диапазоны частот и погрешности) РЭ и рабочих СИ. При разра-
ботке схем исходными являются характеристики рабочих СИ. Они устанав-
ливаются на основе анализа всего парка имеющихся в эксплуатации и плани-
руемых к производству СИ определенной физической величины. Это требова-
ние не всегда отражается в действующих ПС, что является их существенным
недостатком.
Для рабочих средств измерений электрических величин погрешность чаще
всего характеризуется пределом допускаемых значений в относительной форме.
Погрешность РЭ характеризуется также в относительной форме пределом до-
пускаемых значений или доверительной погрешностью с вероятностью 0,95
или 0,99. В ПС должны быть указаны соотношения погрешностей эталонных и
поверяемых СИ, ибо они и определяют долю (процент) брака поверки, а сле-
довательно, и обеспечение единства измерений, и экономические потери вслед-
ствие брака. Для средства измерений электрических величин в соответствии с
31-1651
481
ГОСТ 22261—94 они устанавливаются не более от 1/5 до 1/3 или реже путем
указания наибольшей вероятности брака поверки, т. е. признания любого не-
годного экземпляра СИ в качестве годного.
Государственные ПС для средств измерений отдельных физических вели-
чин разрабатываются в виде НД Государственной системы обеспечения един-
ства измерений — ГОСТ или МИ в соответствии с основными положениями
ГОСТ 8.061—80. Отдельные ПС выпущены в виде межгосударственных стандар-
тов СНГ.
Следует отметить, что некоторые ПС, особенно для средств измерений
электрических величин, являются недостаточно информативными и не содер-
жат ряд важных методических положений, учитывающих особенности воспро-
изведения и передачи размеров единиц физических величин. Это частично
объясняется недооценкой ПС. В ГОСТ 8.061—80 сформулированы общие требо-
вания к схемам, но не учтены все особенности методов и средств передачи
размеров многочисленных физических величин. В связи с этим необходимо
отражение в текстовой части ПС дополнительной информации и пояснений к
элементам поверочной схемы с учетом специфики передачи размеров единиц,
что отражено в ГОСТ 8.061—80.
Необходимость и полезность ПС тем выше, чем однозначнее и полнее их
чертеж и текстовая часть, определяющие степень их информативности. С целью
повышения информативности ПС правомерна разработка схем на отдельные
пределы измеряемых величин, на определенные диапазоны частот, на конк-
ретные виды рабочих СИ одной и той же физической величины, встречаю-
щиеся в области измерений электрических и магнитных величин, теплофизи-
ческих и температурных измерений, измерений геометрических величин и др.
Примерами НД на ПС для средств измерений силы электрического переменно-
го тока низкой и высокой частоты являются ГОСТ 8.132—74 и МИ 1940—88,
мощности электромагнитных колебаний — ГОСТ Р 8.562—96, ГОСТ 8.102—73,
ГОСТ 8.277—78 и ГОСТ 8.535—85 и электрической емкости — ГОСТ 8.371—80
и ГОСТ 8.564-98.
8.2.5. Поверительные клейма
Поверительные клейма представляют собой знак, нанесенный на средство
измерений, дополнительные устройства и (или) техническую документацию и
удостоверяющий, что поверка средства измерений проведена с удовлетвори-
тельными результатами, и служащий для защиты, при необходимости, средств
измерений от любого несанкционированного доступа, включая регулировоч-
ные (юстировочные) устройства.
Таким образом, это — устройство для нанесения изображения знака, от-
тиска и это — сам знак.
В случае необходимости гашения существующего поверительного клейма
используются специальные поверительные клейма.
Способы нанесения поверительных клейм могут быть следующими:
ударный;
давление на пломбу или специальную мастику;
наклейка;
482
электрографический,
электрохимический;
другие способы (пескоструйный, метод выжигания т. д.).
Следует обратить внимание, что современная технология позволяет из-
готавливать наклейки, которые невозможно снять без их существенного по-
вреждения, а следовательно, нельзя перенести на другой прибор.
Форма и порядок нанесения поверительных клейм регламентированы пра-
вилами по метрологии ПР 50.2.007—2001.
Поверительное клеймо должно иметь четкий рисунок, который сохраняется
на протяжении всего межповерочного интервала применительно к условиям, в
которых эксплуатируется то или иное средство измерений.
Поверительные клейма используют органы Государственной метроло-
гической службы (далее — органы ГМС), Государственные научные метроло-
гические центры Федерального агентства по техническому регулированию и
метрологии (далее — ГНМЦ), а также метрологические службы юридических
лиц, аккредитованные на право поверки средств измерений.
Поверительные клейма должны содержать следующую информацию:
знак федерального органа исполнительной власти в области метрологии —
Госстандарта России;
условный шифр органа ГМС, ГНМЦ или метрологической службы юриди-
ческого лица;
две последние цифры года применения поверительного клейма;
индивидуальный знак поверителя.
В случае необходимости в поле клейма может быть размещена дополнительная
информация, например квартал или месяц года, в котором проводилась повер-
ка средства измерений. При этом изображение знака, наносимого с помощью
клейма, должно оставаться четким.
Для автоматизации идентификации средств измерений, а также накопле-
ния информации о результатах поверок поверительное клеймо может содер-
жать штрих-коды, если это допускает способ его нанесения.
С целью повышения защиты от фальсификации поверительные клейма в
виде наклеек могут снабжаться голографическим изображением. Рисунок нано-
симого изображения утверждает Федеральное агентство по техническому регу-
лированию и метрологии.
В тех случаях, когда поверительное клеймо используют совместно с автома-
тизированной информационной системой, которая обеспечивает однозначное
соответствие перечисленных информационных реквизитов и каждого нанесен-
ного доверительного клейма, допускается нанесение на клеймо только иденти-
фикационного признака (например, серии, номера и т. п.).
Это положение подразумевает, что указанная система позволяет по из-
вестному идентификационному знаку однозначно установить следующие све-
дения: условный шифр организации, осуществившей поверку, год поверки, а
в случае необходимости — месяц или квартал, индивидуальный шифр или дру-
гие признаки, позволяющие определить лицо, выполнявшее поверку. При этом
следует иметь в виду, что внедрение подобной автоматизированной системы не
должно создавать дополнительных трудностей при осуществлении государствен-
ного метрологического надзора.
Клейма, предназначенные для исключения несанкционированного досту-
па к узлам регулировки показаний средства измерений и автоматического клей-
мения, могут не содержать индивидуального знака поверителя.
31*
483
Места установки пломб, несущих на себе поверительные клейма, и их ко-
личество определяются в каждом конкретном случае при утверждении типа
средств измерений.
Появление этого требования связано с тем, что на средствах измерений
иногда устанавливается большое количество пломб, причем часть из них несет
на себе логотип фирмы или какой-либо знак ремонтной организации. Испытания
с целью утверждения типа — это единственная процедура, которая может обес-
печить выбор тех пломб, на которые необходимо наносить поверительные клейма.
Клейма для гашения содержат рисунок крестообразной формы, указы-
вающий на прекращение действия поверительного клейма, нанесенного на
средства измерений и (или) техническую документацию или свидетельство о
поверке.
Если гашение клейма осуществляется путем нанесения соответствующей
наклейки, то она должна иметь красный цвет.
При нанесении поверительного клейма в виде оттиска каучукового клейма
установлены следующие формы:
а) для органов ГМС и ГНМЦ — круглая;
б) для метрологических служб юридических лиц:
для средств измерений, выпускаемых из производства, — прямоугольная;
для средств измерений, находящихся в эксплуатации и после ремонта, —
квадратная.
Примеры рисунков поверительных клейм
Рис. 8.11 — Поверительное клеймо,
применяемое метрологи-
ческой службой юридичес-
кого лица при клеймении
средств измерений, находя-
щихся в эксплуатации или
после ремонта
Рис. 8.10 — Поверительное клеймо,
применяемое метрологи-
ческой службой юридичес-
кого лица при клеймении
средств измерений, выпус-
каемых из производства
Условный шифр для органов ГМС — это две прописные буквы основного
шрифта русского алфавита (АБ, АВ, АГ и т. д.), ГНМЦ — одна буква того же
алфавита (А, Б, В и т. д.), метрологических служб юридических лиц — три
буквы того же алфавита (ААБ, ААВ, ААГ и т. д.).
Присвоение условных шифров метрологическим службам юридических лиц,
применяющим поверительные клейма, осуществляют в процессе их аккредита-
ции на право поверки средств измерений.
484
Индивидуальный знак поверителя обозначают одной из букв, взятых из
русского, латинского и греческого алфавитов.
Месяц года обозначают арабскими цифрами (например, 1, 2, 3). Квартал
года обозначают римскими (например, I, II, III, IV).
Изготовление средств нанесения поверительных клейм для органов ГМС,
ГНМЦ и метрологических служб юридических лиц осуществляют в централи-
зованном порядке на предприятиях, определяемых по итогам конкурса Гос-
стандартом России.
Это требование диктуется двумя основными обстоятельствами: учет клейм
и защита их от фальсификации, обеспечение высокого качества клейм и их
сохранности в течение всего межповерочного интервала. Разумеется, это требо-
вание не может быть распространено на такие способы нанесения клейм, как
пескоструйный, электрохимический или электрографический. В данном случае
все определяется совершенством технологии нанесения клейма, и, как прави-
ло, у производителя средств измерений. Но при изготовлении клейм, напри-
мер, в виде наклеек необходимо подтвердить их устойчивость к механическим
повреждениям или таким агрессивным жидкостям, как машинное масло, бен-
зин, спирт. Поэтому производитель должен строго соблюдать определенные
требования.
Размеры поверительных клейм выбирают в зависимости от размеров ис-
пользуемых приспособлений для клеймения средств измерений.
Рекомендуемый ряд размеров поверительных клейм: 4; 6; 8; 10; 18 и 24 мм.
Прямоугольные и квадратные поверительные клейма имеют ширину, рав-
ную указанным диаметрам, причем соотношение длины и ширины прямо-
угольных клейм рекомендуется 1,5:1.
Примеры рисунков поверительных клейм различного исполнения
№ Наименование клейма Размер в мм Рисунки
1 Стальное ударное и плаш- ки 6; 8; 12
2 Латунный трафарет, сталь- ное ударное 30; 3,5 (о®2) \мш/
3 Каучуковое, стальное для манометров и метров 18; 8 (0А2) (0^2)
4 Стальное ударное 6
485
Продолжение
Поверительные клейма, подтверждающие или аннулирующие результаты
поверки, применяют сотрудники органов ГМС, ГНМЦ или метрологической
службы юридического лица, аккредитованной на право поверки, аттестован-
ные в качестве поверителей органом Государственной метрологической службы,
Поверительные клейма наносят на средства измерений и (или) техническую
документацию или свидетельства в соответствии с требованиями, предусмот-
ренными НД по поверке средств измерений, при положительных результатах
поверки. Поверитель наносит клеймо таким образом, чтобы оно было располо-
жено в надлежащем месте, четко и свободно читалось.
За каждым поверителем закрепляют персональные поверительные клейма,
имеющие индивидуальный знак поверителя. Передача таких клейм другим ли-
цам запрещается.
Хранение и учет поверительных клейм в органах ГМС, ГНМЦ и мет-
рологических службах юридических лиц, применяющих поверительные клей-
ма, возлагают на ответственного сотрудника, назначаемого руководителем юри-
дического лица.
Клейма выдают поверителям и принимают от них с обязательной отметкой
в журнале.
486
С поверительных клейм, имеющих индивидуальный знак поверителя, сни-
мают по одному оттиску (оставляют по одному экземпляру наклеек). Оттиски
(или соответствующие экземпляры) подлежат хранению в течение срока дей-
ствия поверительного клейма, нанесенного на средства измерений и (или)
техническую документацию.
Ответственность за ненадлежащее выполнение поверочных работ и не-
соблюдение требований НД несет соответствующий орган Государственной
метрологической службы или юридическое лицо, метрологической службой
которого выполнены поверочные работы (Закон Российской Федерации от
27.04.1993 г. № 4871-1 «Об обеспечении единства измерений»).
Когда средство измерений дает неправильные показания или просрочен
межповерочный интервал, государственный инспектор гасит поверительное
клеймо или аннулирует свидетельство о поверке. Поверительные клейма, вы-
полненные в виде наклеек, уничтожаются.
По истечении года все устройства для нанесения клейм, на которых указа-
ны две последние цифры года, подлежат уничтожению или уничтожается на-
несенный на них рисунок клейма. Вот именно это действие оформляется ак-
том, который направляется юридическими лицами, аккредитованными на право
поверки, в местный ЦСМ, а также во ВНИИМС.
8.3. Кодификация объектов метрологии
Группирование средств измерений и их кодирование связано с работами
по учету, систематизации поверочного оборудования государственной метро-
логической службы и разработкой программ развития поверочно-технологи-
ческой базы ЦСМ. Целесообразность использования кодов групп СИ для обо-
значения групп вместо их развернутых описаний в нормативных, проектных,
плановых, учетных, отчетных, аккредитационных документах метрологичес-
ких лабораторий по видам поверочных и калибровочных работ стала очевидной
на основе опыта работы метрологической службы страны.
Группирование сокращает число одновременно рассматриваемых объектов,
производит замену наименований словесных описаний унифицированными чис-
ловыми кодами — это позволяет формализовать описания объектов и на поря-
док сократить трудоемкость решения расчетных задач, в частности технологи-
ческих, организационных, экономических, проектных.
На основе этого создавали справочную АИС о возможном месте поверки
конкретного СИ, проводили работы по паспортизации поверочных частей ЦСМ
и формировали справочник.
С использованием принципа классификации, заложенного в справочник,
были в разное время разработаны Автоматизированная система оптимизации
состава и размещения в России поверочного оборудования «Кассандра» и Ав-
томатизированная информационная система «Указатель комплектов средств
поверки» (АИС «Указатель КСП»), Первая из указанных систем была эффектив-
на при централизованных поставках поверочного оборудования, стабильных
транспортных тарифах и ценах на оборудование. Вторая АИС в настоящее время
находит все большее применение, функционально развивается, приспосабли-
вается к новым программным средам.
Идея утвердить кодификатор групп в качестве самостоятельного документа
возникла в связи с очевидной перспективой информатизации метрологической
487
деятельности и необходимостью предложить многочисленным разработчикам
автоматизированных систем в ЦСМ стандарт описания номенклатуры пове-
ряемых СИ.
Необходимость использования кодификатора групп СИ в соответствии с
МИ 2314—2000 основана на ведении сводных по всем аккредитованным служ-
бам реестров областей аккредитации (лицензирования) и обязательном коди-
ровании записей (как условие сведения описаний областей аккредитации и
лицензирования в сводные реестры).
Номенклатура групп СИ в Кодификаторе приведена в соответствии с АИС
«Указатель КСП».
Кодификатор предназначен для использования при составлении паспортов
метрологических служб, при описании областей аккредитации метрологических
служб на право поверки (калибровки) СИ, в документах по анализу состояния
измерений, при решении комплексных задач метрологических служб, для ис-
пользования в автоматизированных системах управления деятельностью в об-
ласти поверки (калибровки) СИ.
Внесенные изменения в классификационные группировки, применяемые
в Кодификаторе, можно охарактеризовать следующим образом:
КОМПЛЕКТ СРЕДСТВ ПОВЕРКИ (КСП) — минимальная совокупность
эталонов, вспомогательных устройств и приспособлений, достаточная для по-
верки в полном объеме одного типа (типоразмера) СИ.
ГРУППА СРЕДСТВ ИЗМЕРЕНИЙ (Группа СИ) - совокупность ти-
пов СИ, поверка (калибровка) которых может быть выполнена с использова-
нием одного комплекта средств поверки.
ОБЛАСТЬ ИЗМЕРЕНИЙ — логически завершенная совокупность групп
СИ, охватываемых, как правило, одной поверочной схемой.
ВИД ИЗМЕРЕНИЙ — высшая классификационная группировка (зафик-
сирована в Рубрикаторе информационных изданий), объединяющая области
измерений по принадлежности измеряемых величин к одной области физики.
Объектом кодирования является группа СИ.
Границы групп СИ с одинаковыми наименованиями определяются метро-
логическими характеристиками (диапазон измерений, характеристика точнос-
ти).
Описания групп СИ упорядочены по областям измерений.
В Кодификатор по сравнению с прежними его изданиями добавлено
23 новых области измерений. Это обусловлено появлением новых государст-
венных поверочных схем. Кроме того, в ряде видов измерений появилась боль-
шая номенклатура СИ, не входящих в существующие поверочные схемы, но
нуждающаяся в поверке, а соответственно, и в описании области аккредитации.
В Кодификаторе появился новый вид измерений 39 «СИ медицинского на-
значения», объединивший области измерений и группы СИ, относящиеся, по
сути, к различным видам измерений, но объединяемые сшецификой их приме-
нения. Несколько областей измерений исключены из Кодификатора, а входя-
щие в них группы перекодированы и перенесены в другие области измерений.
Внесение подобных изменений является следствием упорядочения отдельной
области измерений или вызвано необходимостью перераспределения групп в
связи с утверждением новой редакции государственной поверочной схемы.
Пользователям Кодификатора следует иметь в виду, что изменение кодов
групп, использованных ими в описаниях своих областей аккредитации или ли-
488
цензирования, не является основанием для переоформления соответствующих
документов до истечения срока аккредитации или лицензирования.
Комплекты средств поверки
Одной из главных задач организации поверочной деятельности метрологи-
ческих служб является выбор необходимых средств поверки или комплектов
средств поверки.
В комплекты средств поверки (КСП) входит минимальная по составу эле-
ментов совокупность выпускаемых промышленностью или находящихся в экс-
плуатации образцовых и вспомогательных средств измерений, вспомогательных
устройств и приспособлений, достаточная для поверки средств измерений хотя
бы одного типа в соответствии с документом на методику поверки.
Анализ системы передачи единиц физических величин в соответствии с
поверочными схемами, изучение опыта работы поверочных подразделений и
результатов государственных испытаний средств измерений позволило
ВНИИМС совместно с метрологическими НПО и НИИ Госстандарта, ведом-
ственными метрологическими службами создать указатель состава комплектов
средств поверки (Указатель КСП), определить его структуру, состав, порядок
разработки, пересмотра и издания.
Указатель КСП предназначен для использования в качестве справочного
материала при организации и комплектовании оборудования поверочных лабо-
раторий по установленной для них номенклатуре объектов поверки и проведе-
ния внутрилабораторного учета оборудования.
Указатель содержит данные о группах объектов поверки (совокупности ти-
пов средств измерений, поверка которых может быть осуществлена с ис-
пользованием одного КСП), составе, технических характеристиках и необхо-
димом количестве элементов комплектов средств поверки в соответствии с ут-
вержденными поверочными схемами и документами на методики поверки.
Для удобства работы составляются картотеки с поисковыми каталогами:
каталогом поверочных схем и каталогом групп объектов поверки алфавитным
каталогом наименований элементов КСП и алфавитным каталогом типов эле-
ментов КСП.
В картотеке указателя КСП указаны вид измерений, раздел вида измере-
ний, поверочная схема, элемент поверочной схемы, группа объектов поверки,
комплект средств поверки, элемент средств поверки, которым присваивают
цифровой код.
При разработке указателя КСП составляются также: карта средств из-
мерений, карта состава КСП, карта характеристик КСП, карта элементов КСП,
список сокращений и условных обозначений в картах состава КСП, каталоги
указателя.
Совокупность всех приведенных материалов карт и каталогов составляет
массив данных указателя КСП, пользуясь которым можно решать различные
вопросы организации поверочной деятельности.
В процессе работы с указателем КСП дополнительно выявляют:
средства измерений, не обеспеченные средствами поверки (в службе, ре-
гионе);
средства измерений, не входящие ни в одну из групп объектов поверки,
представленных в указателе КСП;
489
КСП, используемые в поверочной практике, отличные от представленных
в указателе;
КСП, отдельные элементы которых сняты с производства, остаточный
ресурс работоспособности имеющихся экземпляров, по оценкам специалистов
лабораторий, меньше 3 лет;
виды поверки, требующие значительных затрат труда из-за большой трудо-
емкости или большого числа поверяемых средств измерений;
средства измерений, конструктивные особенности или особенности при-
менения которых требуют создания средств поверки для осуществления новых
организационных форм.
В результате выявленных по этим вопросам отличий по данным указателя
КСП оформляются тематические карты, а разработку или модернизацию пове-
рочного оборудования направляют во ВНИИМС.
Сборник комплектов средств поверки «Состав и характеристики обо-
рудования комплектных поверочных лабораторий» — это результат совместной
работы всех метрологических институтов Госстандарта.
При выборе объекта и признаков классификации было выделено главное
соотношение между средствами измерений и средствами поверки — потреб-
ность первых в поверке и возможность вторых обеспечить эту поверку. Как ука-
зывалось выше, КОМПЛЕКТ СРЕДСТВ ПОВЕРКИ — минимальная совокуп-
ность эталонов, вспомогательных устройств и приспособлений, достаточная
для выполнения в полном объеме поверки хотя бы одного типа средств измере-
ний.
ГРУППА ОБЪЕКТОВ ПОВЕРКИ — совокупность типов средств измерений,
которые могут быть поверены с использованием одного комплекта средств по-
верки.
Созданные группировки позволяют на один-два порядка сократить число
объектов классификации во множествах типов средств измерений и средств
поверки, образовать более высокий и однородный, чем тип, уровень объектов
классификации.
Дальнейшую систематизацию групп и КСП производили, опираясь на дей-
ствующую в метрологии систему нормативных документов — стандарты пове-
рочных схем, Кодификатор информационных изданий. В этих документах рас-
сматриваемые объекты группируются с учетом физических особенностей мето-
дов измерений, метрологических характеристик средств измерений и их функ-
ций при воспроизведении и передаче размеров единиц величин.
Предложена последовательность уровней классификации: вид измерений,
область измерений, поле поверочной схемы, группа, КСП.
Области измерений были определены как области распространения дей-
ствия поверочных схем — документов, фиксирующих способы воспроизведения
и способы и пути передачи размеров единиц величин от первичных эталонов к
рабочим средствам измерений. Каждой поверочной схеме в пределах вида изме-
рений был присвоен номер. Этот номер вместе с кодом вида измерений обра-
зует КОД ОБЛАСТИ ИЗМЕРЕНИЙ.
Классификация сопровождалась конструированием кода для обозначения
каждого объекта на любом уровне классификации. Код группировки каждого
нижеследующего уровня строится путем добавления одного-двух разрядов к
коду группировки более высокого уровня.
490
При подготовке указателя КСП был разработан классификатор Госу-
дарственных поверочных схем (ГСП), согласно которому каждой поверочной
схеме был присвоен четырехзначный код. Поле поверочной схемы соответствует
разряду эталонов. Разряд эталонов имеет стандартизованное числовое обозна-
чение. При построении классификатора рабочим эталонам был присвоен код
для обозначения их разряда.
Множеству рабочих средств измерений в пределах каждой поверочной схе-
мы рабочим средствам измерений в зависимости от точности также были при-
своены обозначения разряда. Были сформулированы правила кодирования Групп
средств измерений и Комплектов средств поверки.
Накопленный за долгие годы опыт показал, что принципы организации
данных в Указателе оказались универсальными.
Цель разработки Указателя — создать справочник для комплектования по-
верочной лаборатории при заданной номенклатуре поверяемых средств изме-
рений. По мере накопления опыта его применения информация дополнялась и
углублялась, что привело к созданию Автоматизированной системы «Указатель
комплексов средств поверки».
В концепцию АИС «Указатель КСП» были внесены принципиальные изме-
нения. Был изменен состав классификационных группировок, вместо раздела
«Комплектная лаборатория» была введена группировка «Область измерений»,
границы которой совпадали с границами влияния Государственных поверочных
схем (ГПС). Были изменены структуры кодов группы СИ и КСП. В результате
каждому разряду кода было дано конкретное метрологическое определение.
Впервые было введено кодирование элементов КСП.
АИС «Указатель КСП» содержит теперь классификаторы наиболее широко
используемых объектов в области метрологии: видов измерений, областей из-
мерений, средств измерений как объектов поверки или калибровки, комплек-
тов средств поверки, средств измерений как элементов комплектов. Между от-
дельными базами данных были установлены реляционные связи.
Указатель призван объединить прежде независимые и трудно сопоставимые
системы документов: поверочные схемы, методики поверки, каталоги прибо-
ростроения, паспорта поверочных лабораторий, оперативные документы лабо-
раторий.
С появлением на рынке информационных технологий в 1996 г. первой вер-
сии АИС началась новая электронная жизнь Указателя КСП.
Теперь Указатель КСП — это программный продукт для персонального
компьютера.
Разрабатываются новые версии, реализуемые новой системой.
Учитывая все возрастающее число пользователей, вопрос актуализации базы
данных встал в последнее время наиболее остро. Например, основанием рас-
сматривать Указатель КСП эквивалентом комплекта поверочных схем послу-
жили совмещение областей измерений с областями распространения повероч-
ных схем и конструкция кода группы СИ.
В результате проводимых работ АИС «Указатель КСП» может стать основ-
ным источником информации о рынке поверочного оборудования в России и
странах, ориентированных на российскую систему обеспечения единства изме-
нении.
АИС «Указатель КСП» является для приборостроительных предприятий
России и зарубежных поставщиков основным каналом прямой связи с метро-
491
логическими службами — основными потребителями создаваемого поверочного
оборудования.
АИС «Указатель КСП» рассматривается как система, развивающаяся по объе-
мам баз данных и составу сервисных инструментов.
АИС нацелена также и на разработку новых приложений применительно к
задачам поверки:
оценка состава и технического состояния поверочного оборудования орга-
нов ГМС, метрологических служб юридических лиц;
информационность программного обеспечения поверочно-технологической
базы метрологических служб отдельных лабораторий, территориальных и от-
раслевых объединений;
оценка эффективности системы передачи единиц измерений;
изучение потребностей развивающихся стран в поверочном оборудовании
и др.
Разработанная и применяемая в настоящее время АИС «Указатель КСП»
предназначена для территориальных органов Госстандарта, головных и базовых
организаций МС, для крупных промышленных предприятий (как справочная
автоматизированная система).
В настоящее время предлагаются две версии:
версия 2.1 содержит только нормативные данные о КСП, не подлежащие
редактированию либо дополнению;
версия 3.1 дает возможность пополнять базу сведениями о собственных КСП,
а также КСП, аккредитованных МС; вести Реестр МС с указанием областей
аккредитации.
Системные требования (минимальные): ПЭВМ Pentium 133; 32 Мбайт RAM;
4-х CD-ROM; Windows’95/98/NT. Формат данных Dbase, инструментальная среда
программирования DELPHI 3.
8.4. Организация деятельности поверочных
подразделений
8.4.1. Организация контрольно-поверочных пунктов органов
Государственной метрологической службы (ОГМС)
Принципы организации, задачи и обязанности контрольно-поверочных
пунктов ОГМС (далее КПП), создаваемых на предприятиях и в организациях,
регламентируются МИ 1837—93.
КПП создаются ОГМС на предприятиях и в организациях (далее предпри-
ятиях) для проведения поверки средств измерений при выпуске их из произ-
водства или ремонта.
КПП создается на основании договора между ОГМС и предприятием.
КПП подчиняется ОГМС. КПП входит в состав отдела (лаборатории) ОГМС
или подчиняется заместителю директора ОГМС в соответствии с утвержденной
структурой.
КПП осуществляет свою деятельность в соответствии с приказами, распо-
ряжениями и нормативными документами Федерального агентства по техни-
ческому регулированию и метрологии и руководства ОГМС, действующим за-
конодательством в области обеспечения единства измерений, а также настоя-
щим положением.
492
Наличие КПП и проведение поверки средств измерений не снимает от-
ветственности с руководителей предприятий за обеспечение единства и тре-
буемой точности измерений.
По усмотрению руководителя ОГМС на КПП может быть возложено осу-
ществление государственного метрологического надзора за выпуском, со-
стоянием и применением средств измерений, аттестованными методиками
выполнения измерений, эталонами единиц величин, соблюдением метроло-
гических правил и норм, а также выполнением других работ.
Обязанности КПП:
выполнение условий договора между ОГМС и предприятием;
проведение по согласованной номенклатуре поверки средств измерений,
выпускаемых из производства или ремонта и находящихся в эксплуатации.
По усмотрению руководителя ОГМС на КПП может быть возложено вы-
полнение следующих обязанностей:
проведение калибровки средств измерений, не подлежащих поверке;
участие в проведении работ по испытаниям, утверждению типа и сер-
тификации средств измерений;
осуществление государственного метрологического надзора за выпуском,
состоянием и применением средств измерений, аттестованными методиками
выполнения измерений, эталонами единиц величин, соблюдением метрологи-
ческих правил и норм;
осуществление государственного метрологического надзора за количеством
товаров, отчуждаемых при совершении торговых операций;
осуществление государственного метрологического надзора за количеством
фасованных товаров в упаковках любого вида при их расфасовке и продаже;
проверка условий, необходимых для выдачи лицензий на изготовление,
ремонт, продажу и прокат средств измерений;
участие в аккредитации испытательных и аналитических центров (ла-
бораторий) на право проведения испытаний продукции (в том числе серти-
фикационных), а также метрологических служб юридических лиц, в том числе
на право поверки средств измерений;
участие в аттестации производств предприятий, представляющих продукцию
(услуги) на сертификацию, и в сертификации систем качества, используемых
при производстве продукции (оказании услуг);
выполнение иных функций, предусмотренных действующим законо-
дательством в области обеспечения единства измерений.
Структуру и штаты КПП устанавливает руководитель ОГМС, исходя из
специфики и объемов работ, возлагаемых на КПП.
КПП возглавляет руководитель (если в составе КПП не менее двух человек).
Руководитель КПП назначается и освобождается от должности приказом
руководителя ОГМС.
В обязанности руководителя КПП входит:
распределение работ на КПП, обеспечение их качественного выполнения,
контроль за работой сотрудников КПП;
составление отчетов о результатах работы КПП;
обеспечение пригодности к применению эталонов и вспомогательного обо-
рудования, применяемых в КПП;
обеспечение хранения и правильного применения нормативных и других
документов;
организация технической учебы и повышение квалификации сотрудников
КПП;
493
оформление финансовых документов и контроль за своевременным пере-
числением средств за поверку на расчетный счет ОГМС.
Руководителю КПП по усмотрению руководителя ОГМС предоставляется
право:
запрещать применение и выпуск средств измерений неутвержденных типов
или не соответствующих утвержденному типу, а также неповеренных;
гасить поверительные клейма или аннулировать свидетельства о поверке в
случаях, когда средства измерений дают неправильные показания или просро-
чен межповерочный интервал;
при необходимости изымать средства измерений из эксплуатации;
представлять предложения по аннулированию лицензий на изготовление,
ремонт средств измерений в случаях нарушения требований к этим видам дея-
тельности;
давать обязательные предписания и устанавливать сроки устранения нару-
шений метрологических правил и норм;
составлять протоколы о нарушении метрологических правил и норм;
вносить предложения руководителю ОГМС о поощрении отличившихся со-
трудников КПП, а также о наложении дисциплинарных взысканий на на-
рушителей трудовой дисциплины и за несоблюдение требований НД на ме-
тодики поверки.
Руководитель КПП несет ответственность за невыполнение возложенных
на КПП обязанностей и за неправильное использование предоставленных ему
прав.
Сотрудники КПП несут ответственность за невыполнение возложенных на
них служебных обязанностей и за неправильное использование предоставленных
им прав.
Порядок взаимодействия КПП и предприятия устанавливается договором,
заключаемым между ОГМС и предприятием. В договоре, в частности, могут
быть установлены следующие обязанности предприятия:
обеспечение КПП помещением и, при необходимости, вспомогательным
персоналом, необходимым для проведения поверки, поверочными установками,
эталонами и вспомогательным оборудованием и т. п. в соответствии с требова-
ниями НД на поверку;
обеспечение КПП оборудованными служебными помещениями, необ-
ходимыми средствами связи и транспорта, канцелярскими принадлежностями
и услугами по делопроизводству; всеми видами социально-трудового и меди-
цинского обслуживания, включая спецодежду, наравне с работниками данно-
го предприятия; необходимой научно-технической документацией и литерату-
рой;
предоставление КПП всех материалов и технической документации, отно-
сящихся к его деятельности;
обеспечение в необходимых случаях доставки эталонов, принадлежащих
ОГМС, к месту поверки;
обеспечение в необходимых случаях хранения эталонов и вспомогательного
оборудования, принадлежащих ОГМС, под их пломбой, а также сохранности
помещений КПП;
составление графика поверки средств измерений и представление его в КПП;
до 25-го числа текущего месяца представление в КПП изменения к план-гра-
494
фику предъявления СИ на поверку на следующий месяц; обеспечение предъяв-
ления средств измерений в КПП с предъявительской запиской;
обеспечение своевременного и равномерного предъявления средств изме-
рений на поверку;
обеспечение доставки средств измерений на поверку в КПП и из КПП
после поверки.
Должностные лица КПП не имеют права вмешиваться в служебную дея-
тельность администрации предприятия, а администрация предприятия — в слу-
жебную деятельность КПП.
Работники КПП в установленном порядке допускаются на предприятие к
работам и документам, касающимся их, а также обеспечиваются пропусками в
служебные и производственные помещения. КПП организует свою работу с
учетом правил внутреннего распорядка и требований режима, установленных
на предприятии.
Разногласия, возникшие между предприятием и КПП по вопросам дея-
тельности КПП, разрешает ОГМС.
8.4.2. Помещения производственных и поверочных
подразделений метрологических служб и их оборудование
Помещения производственных и поверочных подразделений МС и их
оборудование должны удовлетворять требованиям, установленным
ГОСТ 8.395-80 и МИ 670-84.
Общие требования к помещениям. Производственные и поверочные под-
разделения МС размещают в специальном здании или помещении (на первом-
втором этажах общего здания*) вдали от: объектов (преобразовательных под-
станций, установок индукционного и диэлектрического нагрева, рентгеновских
установок и т. и.), создающих сильные магнитные и высокочастотные поля**;
линий высокочастотных передач, контактной электросети (железной дороги,
трамвая, троллейбуса); источников вибрации, шума (с уровнем выше 90 дБ)***,
радиопомех (машин, электросварочного оборудования и др.).
При определении площади помещений исходят из расчета 10—12 м2 на
одного работающего. Если один работающий обслуживает неодновременно
2—3 установки, то при определении площади исходят из расчета 4—6 м2 на
одну установку.
Помещения должны быть сухими, чистыми и изолированными.
Производственные процессы, связанные с подготовкой средств измерений
к поверке или ремонту (расконсервация, очистка, пайка и т. п.) и со-
* Производственные помещения могут быть расположены в подвальных или до-
польных этажах, если это необходимо по технологическим условиям работы, например
при поверке приборов для измерения давления или работе с источниками ионизирую-
щих излучений.
** Находящиеся в здании источники электромагнитных полей высокой и сверхвы-
сокой частоты должны быть экранированы с помощью металлических листов или сеток
в соответствии с требованиями техники безопасности и производственной санитарии.
*** Допустимые расстояния от поверочных помещений до источников шума и виб-
рации устанавливают в каждом отдельном случае в зависимости от вида поверочных
работ и местных условий.
495
провождающиеся загрязнением воздуха или огнеопасными выделениями,
должны производиться в отдельных изолированных помещениях. Рабочие мес-
та в этих помещениях должны быть оборудованы вытяжными шкафами, мест-
ными отсосами и другими устройствами для удаления вредных или огнеопас-
ных жидкостей, паров и газов.
Аккумуляторные помещения должны иметь отдельный наружный вход. Тем-
пература в них должна быть не ниже 12 °C без резких колебаний. Вентиляция в
аккумуляторных помещениях должна обеспечивать шестикратный обмен возду-
ха. Пол — без уклонов, бетонный, окрашенный жидкой каменноугольной смо-
лой. Стены и потолок покрывают кислотоупорной краской. Кроме того, пото-
лок помещений, в случае необходимости, утепляют — на нем не должна кон-
денсироваться влага. Осветительная арматура в помещениях должна быть взры-
вобезопасной.
Требования к помещениям, обусловленные видом поверяемых или
ремонтируемых средств измерений. В зависимости от того, какие измерительные
приборы поверяют или ремонтируют в помещениях, необходимо создать сле-
дующие условия:
для радиоизмерительных приборов, электронно-физической аппаратуры, мер
и приборов для измерения электрических и магнитных величин, а также
образцовой электронной аппаратуры:
обеспечить полное экранирование, включая источники искусственного ос-
вещения, стены, полы, потолки, оконные проемы и двери;
предусмотреть камеры, надежно экранированные от воздействия внешних
магнитных и электронных полей с электрической блокировкой входной
двери и предупредительной световой сигнализацией о включении высоко-
го испытательного напряжения;
установить устройство для снятия статических зарядов;
для средств измерения давления и разрежения:
исключить вибрацию или тряску, вызывающие размах колебаний стрелки
или пара более допустимого значения, установленного для поверяемого
прибора стандартами;
предусмотреть отдельное помещение для поверки кислородных манометров;
оборудовать помещение, в котором проводят поверку приборов при высо-
ком давлении, защитными заграждениями с блокирующими приспособ-
лениями;
для средств измерений массы:
где f — частота электромагнитного поля, Гц; ц — магнитная проницаемость
металла; о — удельная проводимость металла.
Для наиболее употребительных металлов коэффициент b равен: латуни —
14,62; алюминия — 9,76; меди — 7,73; серебра — 7,39; железа — 0,58 (при ц =
= 1000 ц0).
Экранирующая способность сеток зависит от шага сетки, диаметра прово-
локи, длины волны и угла падения. Для дециметровых и сантиметровых волн
она приведена в табл. 8.19.
По степени ослабления электромагнитной энергии экранированные поме-
щения можно разделить на 4 класса: 1-й — 80—140; 2-й — 60—80; 3-й — 30—60;
4-й — менее 30 дБ. Обычные материалы, применяемые для строительства зда-
ний, обеспечивают ослабление около 10—20 дБ. Особенности каждого класса
экранизированных помещений:
496
Таблица 8.19
Номер стандар- та Характеристика сетки Ослабление потока мощности, дБ, при длине волны, см
Мате- риал Но- мер Шаг, мм Диа- метр про- волок, мм 3,2 6,3 10,6 35,0
Поляризация
парал- лель- ная перпен- дику- лярная парал- лель- ная перпен- дику- лярная парал- лель- ная перпен- дику- лярная парал- лель- ная перпен- дику- лярная
3826-82 Сталь 1,2 1,4 1,8 2,5 3,2 3,2 5 5 8 10 14 20 1,40 1,50 1,80 2,30 3,45 4,30 5,70 6,40 8,70 10,7 15,4 21,5 0,35 0,35 0,35 0,50 0,50 0,90 0,70 1,40 0,70 0,70 1,40 1,40 29-39 27-37 25-31 25-31 15-21 19-25 9-12 17-22 4,5-9 29-25 27-22 25-21 25-21 15-21 19-16 9-6 17-13 4,5-3 39-46 36-42 31-37 31-37 21-27 24-30 15-18 20-26 10-15 8-14 5,5-10 3,5-7 31-27 21-18 24-21 15-12 20-16 10-8 8-6 5,5-3,5 4,5-2,5 40 40 36-42 35-41 26-32 29-36 20-22 27-33 13-19 11-17 9-16 5,5-10 35-31 26-20 29-25 20-17 27-33 13-10 11-8,5 9-6,5 5,5-4 40 40
30-33 37-43 21-29 21-28 19-25 15-20 30-22 37-33 21-17 21-16 19-16 15-12
Примечания 1. В интервале затуханий первое число справедливо для угла падения 0°, второе — для угла падения 60°. 2. Под параллельной поляризацией понимают, что при изменении угла падения вектор электрического поля остается параллельным поверхности сетки, а под пер- пендикулярной поляризацией — вектор магнитного поля остается паралелльным плос- кости сетки.
1-й класс — помещения имеют замкнутый экран, выполняемый из листо-
вого металла без окон и смотровых отверстий, с двойными экранированными
дверями со взаимной блокировкой, позволяющей держать открытой только одну
дверь. Если в ходе работы нельзя выключить прибор или установку, то приме-
няется третья дверь, которая блокируется с первыми двумя таким образом,
чтобы в любой момент были закрыты две двери. Излучения, проникающие че-
рез другие технологические отверстия, ослабляются фильтрами, диафрагмами
и ловушками;
2-й класс — помещения имеют одну дверь, а при недопустимости выклю-
чения оборудования — две;
3-й класс — помещения имеют одну дверь. При работе оборудования на
фиксированной частоте в качестве экрана применяют двойную металлическую
сетку;
4-й класс — в помещениях используют металлическую сетку. Допускается
наличие окон, смотровых отверстий и дверей, закрытых сетчатыми экранами
или металлизированным стеклом. Экранированные и частично экранирован-
ные помещения — это помещения, в которых должны быть: окна, закрытые
сетчатыми экранами или металлизированным стеклом; стены, полы и потол-
ки, дополнительно экранизированные металлической фольгой или токопрово-
дящими лакокрасочными покрытиями; двери, обитые сетчатым экраном или
металлической тканью.
32-1651 497
В замкнутых экранах возникают многократные отражения, так как металлы
практически не поглощают электромагнитную энергию. Отраженные волны могут
создавать большие помехи при настройке и даже выводить из строя радиоаппа-
ратуру, поэтому экраны покрываются поглощающими покрытиями (табл. 8.19).
В зависимости от условий работы и мощности излучения можно покрывать либо
всю внутреннюю поверхность, либо ту ее часть, на которую падают электро-
магнитные волны.
Помещения должны быть изолированными от химико-физических лабора-
торий, электролитических цехов и других производственных участков, из кото-
рых могут проникать пыль, агрессивные пары и газы. Парогазопровод, фановые
трубы и т. д. проводить через помещения поверочных лабораторий не допуска-
ется.
В помещениях должны поддерживаться постоянная температура +20 °C,
допускаемые отклонения от которой устанавливаются национальными стан-
дартами на методы и средства поверки или ремонта, и относительная влаж-
ность — от 40 до 80 % в зависимости от характера выполняемых работ. В тех
случаях, когда отклонение от нормальной температуры (+ 20 °C) не должно
превышать ±(2—3) °C, в помещениях устанавливают терморегулирующие уст-
ройства.
Помещения должны быть достаточно освещены. Дневной свет должен быть
рассеянным и не давать бликов от прямых солнечных лучей, для чего окна
занавешивают шторами. Следует отметить, что в помещениях, где поверяют
меры и измерительные приборы для измерения линейных и угловых величин,
массы, времени, давления и разрежения, объема и расхода жидкостей и газов,
окна должны выходить на северную сторону. Искусственное освещение поме-
щений должно быть люминесцентным рассеянным.
Стены до 3/4 их высоты окрашивают масляной краской светлых тонов,
остальную часть стены и потолок — белой прочной краской, допускающей их
протирку. Полы, кроме специально оговоренных случаев, рекомендуется по-
крывать линолеумом, релином, пластиком или паркетом.
В помещениях, за исключением предназначенных для поверки и ремонта
радиоизмерительных приборов, электронно-физической аппаратуры, мер и при-
боров для измерения электрических и магнитных величин, массы, должен быть
предусмотрен умывальник с горячей и холодной водой. Должна быть оборудо-
вана техническая шина «Земля», а при проведении поверки или ремонта ра-
диоизмерительной и электронно-физической аппаратуры, мер и приборов для
измерений электрических и магнитных величин, электронных приборов для
измерения массы, приборов для физико-химических измерений — физическая
шина «Земля».
Помещения, в которых проводят поверку средств измерений времени, мас-
сы, скорости, оптико-механических, электрических и магнитных величин, дав-
ления и разрежения, а также работы с металлической ртутью, должны быть
полностью изолированы от смежных помещений капитальными стенами.
Помещения, где поверяют или ремонтируют оборудование с применением
сжатых газов, должны соответствовать правилам безопасной эксплуатации и
устройства сосудов, работающих под давлением.
Для поверки эталонов-гирь и гирь-рейтеров соответствующих размеров не-
обходимо оборудовать специальную весовую комнату, в которой не должно
производиться никаких других работ, а также:
498
удалить ее от транспортных магистралей и производственных помещений
(кузнечного цеха и т. п.), откуда могут передаваться удары, тряска, вибрация;
изолировать, сделать двойные рамы и двери с тамбуром между ними; оборудо-
вать установкой искусственного климата;
исключить из нее потоки воздуха и вибрацию;
создать и поддерживать в ней климатические условия, соответствующие
требованиям НД на поверку.
Необходимо также оборудовать помещения для поверки гирь большой мас-
сы подъемно-транспортными устройствами и средствами малой механизации.
Полы в этих помещениях должны быть бетонными с асфальтовым покрытием,
которое позволяет выверять их по уровню;
для средств измерений линейных и угловых величин:
создать климатические условия, соответствующие требованиям государствен-
ных стандартов. Например, при выполнении линейных измерений в преде-
лах от 1 до 500 мм и измерений углов с длиной меньшей стороны до 500 мм
ГОСТ 8.050—73 устанавливает требования к нормальным условиям, кото-
рые обеспечивают при измерениях исключение дополнительных погреш-
ностей;
для водо-, нефте-, бензо- и маслосчетчиков:
выложить керамическими плитками полы и стены на высоту до 2 м (полы
должны быть гладкими и иметь уклон в сторону сливных трапов);
заключить электрическую проводку в газовые трубки (источники света
должны быть герметичны);
установить выключатель света взрывобезопасного исполнения. Выключатели
должны быть установлены вне помещений (за исключением помещений
для поверки водосчетчиков);
оборудовать помещения приточно-вытяжной вентиляцией с трехкратным
обменом воздуха в час;
предусмотреть сливные трапы, а где поверяют и ремонтируют маслосчет-
чики — обязательно.
Экранирование помещения для поверки и ремонта приборов осуществляют с
помощью металлических листов или сеток. Ослабление электромагнитного поля
в металле зависит от его электрических свойств и частоты колебаний электро-
магнитного поля. Толщину металлического листа 8, обеспечивающую заданное
затухание по мощности L, дБ, можно рассчитать по формуле
8 =---^==^.
Размеры предельных волноводов и затухание на единицу длины в зависи-
мости от диапазона частот указаны в табл. 8.20.
Металлические листы экрана соединяются сваркой и пайкой. Интервалы
между контактными точками на отдельных элементах экрана выбирают по
табл. 8.21 как размер широкой стороны предельного волновода, величину на-
хлеста одного листа на другой — исходя из требуемого затухания. Листы сетки
соединяются между собой пайкой. Для ослабления более 40—50 дБ применяют
двойной или многослойный сетчатый экран с расстоянием между слоями, крат-
ным нечетному числу четвертей длин волн. Недостатком многослойных экра-
нов является ярко выраженная зависимость затухания от частоты. Поэтому ши-
рокодиапазонные экраны с высокой степенью подавления целесообразно де-
32*
499
Таблица 8.20
Наименование материала Тип, марка Едини- ца измере- ния Размеры, мм Масса 1 м2, кг Рабочий диапазон волн, см Коэффи- циент отражения по мощнос- ти, % Ослабление проходящей мощности, дБ
Резиновый коврик Магнитодиэлектрическая пла- стина Покрытие на основе пороло- на То же Поглощающая пластина Стекло с металлизированным слоем (сопротивление пленки не более 12 Ом/см2, светопро- пускание не ниже 70 %) В2Ф2 В2ФЗ ВКФ-1 ХВ-0,8 ХВ-2,0 ХВ-3,2 ХВ-4,4 ХВ-6,2 ХВ-8,5 ХВ-10,6 «Болото» ВРПМ СВЧ-063 ТУ № 166-63 кг м2 м2 м2 м2 кг Радиопогл 345x345, толщина 11—14, в том числе шипы высотой 8-11 350x400, толщина 1—3 (в зависимости от диапазона волн) 500x500 и 1000x500, тол- щина 1/4 длины волны 1000x600, толщина 20 и более (в зависимости от длины волны) 100x100 или 60x60, тол- щина 3,7 Экранирующие До 600x500, толщина 4 и более мцение 4-5 4-5 4-5 3—9 (в зави- симости от диапазона волн) Плотность 0,002 кг/дм3 1,5 и более (в зависимости от длины вол- ны) 18-20 8 и более (в зависимости от толщины) 0,8-4 0,8-4 0,8-4 0,8 2,0 3,2 4,4 6,3 8,5 10,6 0,8 и бо- лее 3 и более 15-2000 0,8-150 2 2 2 2 2 2 2 2 2 2 1-2 1-2 3-4 20 и более
Окончание табл. 8.20
Наименование материала Тип, марка Едини- ца измере- ния Размеры, мм Масса 1 м2, кг Рабочий диапазон волн, см Коэффи- циент отражения по мощнос- ти, % Ослабление проходящей мощности, дБ
Радиотехническая ткань РТ, арт. 1551 пог. м Ширина 900—1000 0,2 3 и более — 20 и более
Ткань хлопчатобумажная с микропроводом В-1, арт. 4381 » 700 0,3 3 и более — 20 и более
Таблица 8.21
Диапазон частот (длин волн), МГц Размер стороны а квадрат- ного, широкой стороны а прямоугольного или диаметра D круглого волновода Затухание излучения, дБ/см
квадратного или прямоугольного волновода круглого волновода
До 20 (Х< 15 м) „ Amin n < ^min ~ 20 ’ 17 27,3 а 32 D
20-150 (А, = 2—15 м) п < ^min . л < ^min а- 10 ’ 8,5 26,6 а 31,2 D
150-1000 (X = 30-200 см) „ < ^min n s ^min а~ 5 ’ - 4,3 25 а 29,3 D
1000-10000 (X = 3-30 см) л < АвМД- • Г) < ^mjn 3,2 ’ 3 21,5 а 25,2 D
лать из металлических листов. Многослойные сетчатые экраны соединяют меж-
ду собой в одном месте, например в точке ввода питания. Экран обязательно
заземляется. Заземление делается только в одной точке.
В многослойных экранированных помещениях двери содержат столько же
изолированных слоев, сколько экранов. Электрический контакт дверей с экра-
ном обеспечивается по всему периметру с помощью контактной гребенки из
упругих сортов бронзы или латуни, приваренных или припаянных к экрану.
Вместо контактной гребенки можно применять резиновый валик, обтянутый
металлической сеткой или плетенкой. Плотное прилегание дверей обеспечива-
ется за счет накладных запоров. В отдельных случаях двери оборудуются систе-
мой автоблокировки цепей включения передатчиков или других источников
излучения.
Для подавления просачивающейся мощности по цепям питания приме-
няют специальные поглощающие и заграждающие фильтры. Сетевые фильтры
устанавливают как с наружной, так и с внутренней сторон в специальных ме-
таллических коробках. Корпус фильтра соединяется с экраном с помощью пат-
рубка, который приваривают или припаивают к экрану. Высокочастотные цепи
выводятся из экранированных помещений без фильтров. К таким цепям предъяв-
ляется требование: их экранирующая оплетка должна быть непрерывной и иметь
хороший электрический контакт с экраном помещений с одной стороны и
корпусом подключаемого прибора — с другой. При периодических проверках
отдельно проверяется качество экранирования экрана и качество подавления
фильтров.
Требования к размещению оборудования. При размещении оборудования
должны соблюдаться следующие нормы:
ширина прохода — не менее 1,5 м;
свободное пространство вокруг стационарных приборов — не менее 1 м;
столы и шкафы с измерительными приборами должны стоять на расстоянии
не менее 0,2 м от стен, окон и отопительных систем;
расстояние между рабочими столами при одном рабочем месте за столом —
не менее 0,8 м, при двух рабочих местах — не менее 1,5 м.
В радиоизмерительных лабораториях размещение действующих генераторов
сантиметровых волн разрешается только в специально предназначенных для
этого помещениях Запрещается располагать их в общих помещениях, где про-
водят работы, не связанные с излучением сантиметровых волн, за исключе-
нием маломощных клистронных и измерительных генераторов мощностью до
1 Вт, если они работают на поглотитель мощности.
Электронагревательные приборы, применяемые в лаборатории, должны
иметь соответствующие защитные устройства.
При эксплуатации электронных измерительных приборов должна быть обес-
печена безопасность обслуживающего персонала.
Оптико-механические измерительные приборы устанавливают на устойчивых
фундаментах или постаментах, что исключает вибрацию. Приборы нельзя раз-
мещать рядом с отопительными устройствами; они должны иметь пылезащит-
ную защиту. Для оптико-механических измерительных приборов, работающих
при искусственном освещении, отводят наименее освещенные участки поме-
щения или применяют искусственное затемнение.
Подвесные зеркальные гальванометры и другие приборы высокой чувстви-
тельности размещают на жестких кронштейнах, укрепленных в капитальных
стенах.
502
Все образцовые весы устанавливают на изолированных фундаментах или
столах, смонтированных на кронштейнах, которые укреплены в капитальных
стенах. Они должны иметь пылезащитные футляры, их нельзя размещать рядом
с отопительными устройствами.
Машины для определения механических свойств материалов устанавливают
на изолированных фундаментах.
Ртутные приборы концентрируют по возможности в одном помещении.
Приборы, заполненные ртутью, закрепляют таким образом, чтобы исключить
ее выливание и иметь возможность производить их очистку от непредвиденного
загрязнения ртутью. Они должны храниться в вытяжных шкафах. Работы с ртут-
ными приборами или аппаратами, в которых ртуть хорошо изолирована, мож-
но проводить в общих лабораторных помещениях на специально выделенных и
соответственно оборудованных столах.
Размещение средств измерений, поверочных и испытательных установок и
другого технологического оборудования МС должно соответствовать требова-
ниям стандартов, методических указаний и инструкций.
8.4.3. Организация рабочего места поверителя (ремонтника)
и оценка времени выполнения операций
Под правильной организацией рабочего места поверителя (ремонтника)
понимают обеспечение необходимых условий для высокопроизводительного
труда при наименьших физических усилиях и минимальном нервном напря-
жении, а именно:
оснащение рабочего места соответствующим оборудованием, технологи-
ческой оснасткой, средствами связи;
рациональное, дающее наибольший эффект в трудовом процессе, раз-
мещение всех составляющих рабочее место элементов;
обеспечение бесперебойной работы вспомогательных служб;
выполнение требований техники безопасности труда. Рабочее место и его
оборудование должны соответствовать возможностям человека. Двигатель-
ные возможности человека определяются его антропометрическими данными,
т. е. ростом, объемом, размерами конечностей и т. д. В табл. 8.22 приведены чис-
ловые значения зон оптимальной досягаемости в зависимости от роста челове-
ка при работе стоя.
Таблица 8.22
Зона досягаемости Границы зоны досягаемости, мм, при росте человека, см
ВЫСОКОМ среднем НИЗКОМ
Мужчины 169-190 Женщины 157-180 Мужчины 163-169 Женщины 152-157 Мужчины 152-163 Женщины 140-152
По глубине 650 550 600 500 540 440
По высоте 1220 1020 1200 1000 1180 980
По фронту для од- ной руки 500 480 480 470 470 460
По фронту для обе- их рук 1800 1400 1600 1300 1400 1200
Нижняя граница по высоте (от отметки пола) 780 720 700 625 610 550
503
Высота положения обрабатываемого предмета должна составлять примерно
60 % роста работающего. В табл. 8.23 приведены рекомендации по высоте разме-
щения рабочей поверхности (стола) в зависимости от позы и роста работаю-
щего.
Таблица 8.23
Виды работ Высота размещения рабочей поверхности, мм, при росте человека
низком среднем ВЫСОКОМ
Положение сидя:
обычная работа 700 725 725
особо точная работа 900 950 1000
работа на станках и машинах Положение стоя: 800 825 850
работа на станках и машинах 1000 1050 1100
работа, при которой возможно изменение положения рабочего (выполняется сидя или стоя) 950 1000 1050
При оборудовании рабочего места следует учитывать зрительные возможно-
сти человека: угол мгновенного зрения в рабочей зоне — 18°; угол эффектив-
ной видимости в рабочей зоне — 30°; угол зоны обзора при фиксированном
положении головы по горизонтали — 120°, при повороте головы — 220°, по
вертикали — 86°, а при подъеме и наклоне головы — 125—135°. Поворот головы
вправо и влево от нормального положения составляет 30—40°. Движение глаз —
быстрее и менее утомительно. Точность оценки размеров и пропорций в гори-
зонтальной плоскости лучше, чем в вертикальной. Границы восприятия цветов
неодинаковы: желтый цвет различается в пределах 120° по горизонтали и 95° —
по вертикали; синий — в пределах 100 и 80° соответственно; красный и зеле-
ный — в пределах 60 и 40°.
При рабочем положении сидя нормальная рабочая зона имеет следующие
границы: высоту — 60—1200 мм, глубину 500 мм и по фронту — 500 мм от
центра сиденья. Границы свободного пространства под рабочей плоскостью для
ног следующие: высота — не менее 600 мм; ширина — 500—600 мм; глубина —
450—550 мм. При выполнении работы руками от себя с усилием более 49 Н
(5 кгс) необходима опора для спины, а при движении к себе — упор для ног.
Работы со значительными физическими усилиями 98—196 Н (10—20 кгс) сле-
дует выполнять стоя. Границы зон движения рук: по фронту — 1000 мм; глуби-
на — 300 мм, высота — 400 мм от рабочей поверхности. Угол наклона корпуса
работающего вперед не должен превышать 10—15°. Такая поза наименее утоми-
тельна.
Расстояние от места расположения деталей, инструмента и т. п. до ра-
ботающего должно быть таким, чтобы он мог использовать главным образом
движение рук. Инструмент, оснастка и предметы, используемые чаще других,
должны быть размещены по возможности на уровне рук работающего на рас-
стоянии не более 560—750 мм. До тары и оборудования он должен доставать, не
меняя положения корпуса. Большое значение имеет правильный подбор произ-
водственной мебели, рекомендуемые габариты которой приведены в табл. 8.24.
504
Таблица 8.24
Рабочая мебель Длина А, мм Ширина В, мм Высота Н, мм
Столы, верстаки одноместные* 1100-1500 600-800 800-900 (1300-1380)
Столы, верстаки двухместные 2200-3000 600-800 1300-1380
Стеллажи, шкафы 1000-2000 500 1300-1800
Тумбочки 450-600 450-500 1000-1100
Стулья, кресла** 400-500 470-500 350-450 (750-900)
Табурет круглый Диаметр 350 мм 400-800
* Высота столов (верстаков) приводится для двух вариантов — без стойки и со стойкой (в скобках). * * В скобках указана высота сиденья со спинкой. При высоте сиденья над полом 700 мм и выше стул должен иметь опору для ног на высоте 250—300 мм. Высота сиденья может быть регулируемой.
Органы управления оборудованием наиболее часто используются операто-
ром, поэтому очень важно, чтобы их конструкция была рациональной. Кнопки
ПУСК и СТОП выполняют заподлицо с панелью, расстояние между ними —
не менее 100 мм. Для других кнопок, располагаемых в ряд и нажимаемых паль-
цами, расстояние между краями двух соседних должно быть не менее 6 мм.
Кнопка, управляемая большим пальцем руки, должна располагаться на рас-
стоянии 50 мм от соседних. Для обозначения функционального назначения кно-
пок используют различные цвета их окраски: красный — для аварийного оста-
нова; желтый — для реверса движения; зеленый — для пуска двигателей, авто-
матического цикла ит. п.; белый и голубой — для вспомогательных операций.
Расстояние между соседними тумблерами при размещении их в ряд должно
быть не менее 20 мм. При совместной установке нескольких одинаковых тумб-
леров целесообразно между ними поставить перегородки, а если есть возмож-
ность, то увеличить расстояние или установить между ними другие органы уп-
равления. Для предохранения тумблеров от случайных включений в отдельных
случаях устанавливают предохранительные скобы. Расстояние между соседними
переключателями должно быть не менее 75 мм при одновременном перемеще-
нии их двумя руками и не менее 25 мм — при манипуляции одной рукой. В
зависимости от усилия и требуемой точности поворота рекомендуется приме-
нять ручки следующих размеров: для малых усилий до 0,1 Дж (до 1 кгс см)
и небольшой точности — диаметром 10 мм; для усилий 0,15—0,2 Дж
(1,5—2 кгс • см) и малой точности — диаметром 10—20 мм; для усилий ОД-
ОД Дж (2—3 кгс • см) и средней точности — диаметром 30—40 мм; для усилий
до 0,5 Дж (5 кгс • см) и высокой точности — диаметром 100—140 мм. Конструк-
ция приборов должна обеспечивать быстрое и безошибочное считывание и не
содержать лишней информации. Сигнальные лампы, как правило, используют
для индикации состояний ВКЛЮЧЕНО, ВЫКЛЮЧЕНО и для подачи аварий-
ных сигналов. Последние работают в мигающем режиме с частотой 3—10 в се-
кунду. Размеры сигнального аварийного прибора: высота — 18 мм, ширина —
25 мм. Индикаторы с надписями на стекле — прямоугольные, размером не
505
менее 12x25 мм. Сигналы, требующие немедленного действия оператора,
должны быть видны ему со всех участков рабочего места.
Для сигнальных устройств установлены следующие значения цветовой ок-
раски:
красный (оранжевый для люминофоров) — предупреждение аварийности,
недопустимой перегрузки, неправильного включения, окраска органов аварий-
ного управления и противопожарных приборов, обозначение высокого элект-
рического напряжения, окраска крепежных и регулировочных деталей и орга-
нов, которыми запрещено пользоваться в эксплуатации, отметка пределов и
измеряемых величин на измерительных приборах, обозначение положительной
полярности;
желтый — предупреждение о предельных величинах;
зеленый — обозначение нормального состояния аппаратуры;
белый (молочный, бледно-голубой для люминофоров) — обозначение вклю-
ченного состояния прибора, предупреждение о напряжении, подача команд;
синий — обозначение отрицательной полярности.
При работе с буквенными и цифровыми индикаторами следует руководство-
ваться следующими рекомендациями: индикаторы читаются слева направо; лучше
других читаются буквы О, С, Т, Р, У, Ф, Ч, Д, К, Н, Г, А, Е; на дальних
дистанциях (30 м и более) белые знаки опознаются лучше, чем черные, а на
ближних — наоборот. Оптимальное соотношение между расстоянием от надпи-
си до глаз и высотой цифр (букв) представлено в табл. 8.25.
Таблица 8.25 Рекомендуются следующие со- четания цветов фона и знака: белый
Расстояние от надписи до глаз оператора, м Оптимальная высота цифр и букв, мм с синим, черным, красным, зеле- ным, оранжевым; желтый с чер-
0,1-0,5 0,5-0,9 0,9-1,8 1,8-3,7 3,7-6,1 2,3 4,3 8,6 17,2 28,7 ным, красным; черный с оранже- вым и красный с зеленым могут быть как фонами, так и знаками. Для бы- строго считывания (экспозиция ме- нее 0,5 с) применяют подвижные шкалы и неподвижный индекс, при
больших экспозициях, наоборот, — подвижные стрелки и неподвижные шка-
лы. Для снятия показаний с точностью до 1 мм цифры на шкалах наносятся
через 5 мм, при меньшей точности считывания — через 10 мм. Зона нормально-
го режима на шкале выделяется особыми отметками или цветом.
Щиты и пульты управления. Оператор со своего рабочего места должен хо-
рошо видеть щит и легко управлять оборудованием. Поверхность щита покрыва-
ется матовой краской спокойных тонов. Чтобы приборы хорошо контрастиро-
вали со щитом, его поверхность по сравнению с приборами должна иметь мень-
шую светоотражающую способность. В практике используют фронтальную, тра-
пециевидную и многогранную формы панелей пультов управления. При фрон-
тальной форме все элементы индикации и управления размещают в зоне, огра-
ниченной горизонтальной плоскостью на уровне 700—750 мм от пола, верти-
кальной плоскостью на расстоянии 500—600 мм от оператора, а справа и
слева — границами досягаемости руки оператора, т. е. расстоянием 700—750 мм.
При трапециевидной форме элементы индикации размещают частично на фрон-
тальной плоскости и на вертикальных боковых панелях, развернутых относи-
506
тельно фронтальной панели под углом 105°. Многогранная форма применяется
при большом числе индикаторов и органов управления.
Размещение приборов, сигнальных устройств и органов управления долж-
но отвечать следующим требованиям: функциональным (приборы и органы
управления группируют по функциям, выполняемым устройством); значимос-
ти (наиболее важные приборы размещают в зоне наилучшего обзора); опти-
мальности (учет особенностей приборов — точности, скорости считывания по-
казаний и др.); последовательности (размещение приборов в соответствии с
последовательностью выполняемых операций); частоты использования (часто
применяемые приборы размещают в наиболее удобных местах). Основные при-
боры размещают в поле зрения оператора в зоне, ограниченной углами 30° в
горизонтальной и вертикальной плоскостях. Приборы точного считывания рас-
полагают перпендикулярно линии зрения оператора; приборы, несущие наи-
более важную информацию, — в верхней части панели. Оптимальное расстоя-
ние от индикатора до глаз оператора определяют по формуле
tga
где h — высота знака, подлежащего считыванию; а — угол, равный 40—50°.
Для различения детали размером 30—40° необходимо время 0,03 с, а детали
размером 3—6° — до 0,3 с. Контрастность сигналов должна быть примерно в 10
раз ярче фона. Рекомендуется располагать приборы так, чтобы нулевое положе-
ние стрелок в отдельных группах было одинаковым, а оптимальному режиму
работы соответствовало вертикальное положение стрелок.
Оценка времени выполнения операций. Любой трудовой процесс, в частно-
сти поверка или ремонт, может быть представлен как совокупность операций,
характеризуемых продолжительностью. Учитывая, что на производительность
труда при выполнении отдельных операций могут оказывать влияние различ-
ные факторы, продолжительность этих операций следует считать случайной
величиной. Поэтому оценку продолжительности выполнения операций и, сле-
довательно, всего комплекса работ производят, используя теорию вероятнос-
тей.
Время выполнения операций достаточно хорошо описывается так называе-
мым ^-распределением с плотностью вероятности
АО = С (/ - О)“ (b - t)\
где а и у — параметры, характеризующие ассиметрию кривой ДО; с — норми-
рующий множитель; а = и b = Гп1ах — минимальное и максимальное значе-
ния времени выполнения данной операции, определяемые путем хронометра-
жа. Для описания работы на измерительных приборах обычно а = 1 и у = 2.
Плотность вероятности случайной величины — длительности отдельной опера-
ции при этом
Г___12
P(t) = (Z>-a)4
(t-a)(b-f)2 a<t<b
0 при b<t<a.
507
Параметры данного распределения соответственно равны:
математическое ожидание
M(t) — + — ^min + ^тах
среднее квадратическое отклонение
= Ь~а — ~ ^тт
Имея априорный закон распределения (p-распределение) и результаты хро-
нометража (а = Zmin; b = /тах), можно получить числовые значения ожидаемых
трудозатрат и вероятность выполнения определенного комплекса работ в за-
данный срок.
Применение расчетных формул основано на использовании результатов
хронометража — вида наблюдений, при котором определяется продолжи-
тельность операции. Хронометраж может быть непрерывным, выборочным и
цикловым.
При непрерывном хронометраже (по текущему времени)
измерения производят все время — от начала до окончания операции. При этом
фиксируется время окончания выполнения каждого ее элемента. Такой вид хроно-
метража применяют при изучении операций, элементы которых имеют про-
должительность выполнения 10 с и более.
При выборочном хронометраже производят измерения
продолжительности выполнения отдельных элементов операции (через 1—2 эле-
мента).
Если продолжительность выполнения элементов операции менее 3 с и нельзя
с достаточной точностью измерить приходящиеся на них затраты времени, то
применяют цикловой хронометраж. В этом случае отдельные
кратковременные элементы операции объединяют в разные по составу группы.
Объем наблюдений (число измерений) при хронометраже устанавливают в за-
висимости от продолжительности операции и характера участия в ней специа-
листа (табл. 8.26).
Таблица 8.26
Характер работы в зависимости от участия в ней специалиста и продолжительность выполнения элементов, входящих в операцию Число измерений при продолжительности операции
До 1 мин От 1 до 5 мин От 5 до 10 мин Свыше 10 мин
Активное наблюдение за работой при- бора, агрегата (или работа на потоке с установленным ритмом): свыше 10 с 10 10 6 4
менее 10 с* 20 20 6 4
Машинно-ручная работа: свыше 10 с 15 15 10 6
менее 10 с* 30 30 10 6
Ручная работа: свыше 10 с 30 20 12 8
менее 10 с* 60 30 12 8
* Продолжительность выполнения большей части элементов.
508
Наблюдения рекомендуется проводить в течение рабочего дня дважды (рав-
ными частями): первый раз — через 45—60 мин после его начала, второй — за
1,5—2 ч до окончания. При длительности элементов операции до 10 с затраты
времени следует фиксировать с точностью до 0,1 с, при большей продол-
жительности допускается точность до 0,2 с. Отклонения от нормальной работы
и перерывы фиксируют отдельно. На основе проведенных наблюдений опреде-
ляют продолжительность выполнения конкретных элементов по каждой опера-
ции.
Необходимо исключить дефектные измерения, в том числе измерения, при
проведении которых наблюдателем были допущены явные ошибки. После этого
составляют хронометражные ряды, в которых продолжительность выполнения
каждого элемента операции располагается в порядке ее возрастания. Требуемый
объем наблюдений в зависимости от характера работы приведен в табл. 8.26.
Оценить достоверность хронометражного ряда можно с помощью ко-
эффициента устойчивости, который определяется как отношение максималь-
ной /тах и минимальной ?т1П продолжительности выполнения элемента трудо-
вой операции. В табл. 8.27 приведены значения коэффициента устойчивости,
которыми следует руководствоваться при оценке результатов хронометражных
наблюдений. Если фактический коэффициент устойчивости ряда меньше или
равен нормативному значению, то ряд считается устойчивым, а само на-
блюдение — качественным. В тех случаях, когда фактический коэффициент ус-
тойчивости превышает установленное нормативное значение, разрешается ис-
ключить из ряда одно или оба крайних значения — минимальное и макси-
мальное — и вновь рассчитать коэффициент устойчивости. Если он и после
этого превышает нормативное значение, то хронометражный ряд признается
неустойчивым и наблюдения (хронометраж) следует провести заново.
Таблица 8.27
Характеристика производства Продолжи- тельность элемента операции, с Нормативный коэффициент устойчивости хронометражного ряда
Характер работы
Машинная Машинно- ручная Ручная
Массовое До 6 1,2 1,5 2,0
От 6 до 15 1Д 1,3 1,7
Свыше 15 1,1 1,2 1,5
Крупносерийное До 6 1,2 1,8 2,3
От 6 до 15 1,1 1,5 2,0
Свыше 15 1,1 1,3 1,7
Серийное До 6 1,2 2,0 2,5
Свыше 6 1,1 1,7 2,3
Мелкосерийное — 1,3 2,0 3,0
Число необходимых измерений при хронометраже может быть установлено
также и в зависимости от нормативного коэффициента устойчивости ряда и
требуемой точности наблюдений (табл. 8.28). Допустимая точность наблюдений
509
зависит от требуемой точности результатов (например, точности рассчитывае-
мых норм) и устанавливается в пределах: для массового производства —
3—5 %, крупносерийного — 5—8 %, серийного — 8—10 %, мелкосерийного и
единичного — 10—20 %.
Таблица 8.28
Коэффициент устойчивости ряда Количество наблюдений при требуемой точности наблюдения, %
3 5 8 10 15 20
1,2 12 7 5 4
1,3 22 10 6 5 4 —
1,5 45 19 9 7 5 —
1,8 91 33 16 11 7 5
2,0 125 45 22 14 8 6
2,5 205 75 30 21 11 8
3,0 278 100 40 25 14 10
Примечание — Термин «производство» в данном случае относится к операции, на которую устанавливается норма.
Фотография рабочего времени — фиксация трудозатрат исполнителя (груп-
пы исполнителей) в течение рабочего дня или другого периода. Фотография
рабочего времени может быть индивидуальной или групповой и производиться
двумя методами — непосредственных измерений времени или моментальных
наблюдений. Индивидуальную фотографию применяют в случаях необходимости
зафиксировать и изучить затраты времени с максимальной полнотой и точнос-
тью. При этом измерения выполняют с точностью от 0,5 до 1 мин. Если работу
выполняют несколько специалистов, а также для анализа существующего раз-
деления труда, используют групповую фотографию. Для определения норм обес-
печения применяют фотографию времени использования оборудования.
8.4.4. Нормирование продолжительности поверочных работ
Продолжительность поверочных работ нормируют для установления и вне-
дрения в поверочную практику технически и экономически обоснованных ти-
повых норм затрат труда поверителей.
Типовые нормы времени необходимы для совершенствования организации
и управления работой поверочного подразделения. На их основе определяют
нормативную потребность такого подразделения в производственном персона-
ле и оборудовании, а также нормативы стоимости оплачиваемых поверочных
работ, планируют и оценивают деятельность поверочных подразделений.
Нормативы времени на поверочные операции относятся к числу основ-
ных исходных данных, необходимых для определения технико-экономической
эффективности работ по автоматизации этих операций, а также технико-эко-
номического обоснования модификации или замены поверочного оборудова-
ния.
Норма времени на поверочную работу — это необходимая и достаточная
мера затрат труда поверителей для выполнения одной поверки одного средства
510
измерений, методика проведения которой регламентирована национальными
стандартами или иными НД.
Если в соответствии с такими НД проводят первичную или периодиче-
скую поверку средств измерений, которые включают разное число операций
или предусматривают реализацию существенно разных организационно-техни-
ческих условий проведения поверки, то по этому признаку устанавливаются
соответственно две и более типовые нормы времени.
Типовая норма времени на поверочную работу охватывает среднюю ее про-
должительность в нормативных условиях, включая затраты рабочего времени
на подготовку к данной поверке, а также на обработку и оформление ее резуль-
татов, но не распространяется на периоды дальнейшего обобщения этих ре-
зультатов, доставки средств измерений к рабочему месту поверителей или про-
езда последних к местам проведения поверочных работ.
Типовую норму времени определяют по результатам выполнения хроно-
метражных наблюдений за операциями, из которых состоит данная поверочная
работа, и обработки результатов этих наблюдений. Перед проведением хроно-
метражных наблюдений определяют операции поверки в соответствии с НД на
методику поверки и целесообразную последовательность их выполнения. Пере-
чень операций заносят в хронометражную карту, которую затем заполняют ре-
зультатами хронометражных наблюдений и их обработки.
Хронометражные наблюдения начинают после того, как рабочее место по-
верителя и поступившие на поверку средства измерений будут подготовлены к
работе. Хронометраж осуществляют с помощью секундомера или часов с се-
кундным отсчетом и измеряют для кратковременных операций (до 10 с) с до-
пускаемой погрешностью ±1 с, а для более длительных операций — с допуска-
емой погрешностью + 2 с. Общая продолжительность нормируемой поверочной
работы выражается в часах и вычисляется как сумма средних продолжительно-
стей всех составляющих ее операций, умноженная на коэффициент 1,15, кото-
рый учитывает регламентированные внутрисменные перерывы и случайные мик-
ропаузы между операциями.
Требуемое число хронометражных наблюдений за продолжительностью от-
дельной операции нормируемой поверочной работы определяют в зависимости
от заданного нормативного значения коэффициента устойчивости хрономет-
ражного ряда Ку.
Ку 1,1 1,2 1,3 1,4
Число хроно- 4 метражных наблюдений Требуемое число наблюдений рекомендуется обеспечивать за счет 5 6 11 Табл ица 8.29
хронометрирования работы не толь- ко одного, но предпочтительно двух-трех поверителей (достаточно освоивших операции поверки), в том числе поверяющих на разных рабочих местах соответственно раз- ные экземпляры средств измерений одного типа. Наличие средств автоматизации при выполнении Нормативное значение Ку при продолжительности операции
поверочной работы до 10 с включи- тельно свыше 10 с
Да Нет 1,2 1,6 1,1 1,3
511
После утверждения типовые нормы времени включаются в «Сборник ти-
повых норм времени на поверочные работы» или ежегодные дополнения к нему.
Если до очередного издания дополнений действовали иные типовые нормы
времени на поверку каких-либо из включенных в них средств измерений, то
при опубликовании данных дополнений делается ссылка на действовавшие пе-
ред этим нормы с указанием об их отмене.
8.4.5. Аттестации поверителей средств измерений
Порядок аттестации физических лиц в качестве поверителей средств изме-
рений установлен ПР 50.2.012—94.
Поверитель средств измерений — физическое лицо — сотрудник органа
Государственной метрологической службы или юридического лица, аккреди-
тованного на право поверки, непосредственно производящий поверку средств
измерений и прошедший аттестацию в порядке, установленном настоящими
Правилами.
В соответствии с Законом Российской Федерации «Об обеспечении един-
ства измерений» поверка средств измерений осуществляется физическим ли-
цом, аттестованным в качестве поверителя органом Государственной метроло-
гической службы.
В отдельных случаях допускается аттестация поверителей государственными
научными метрологическими центрами, а также крупными метрологическими
службами юридических лиц, аккредитованными на право поверки.
При этом в составе аттестационной комиссии должен быть представитель
органа Государственной метрологической службы по месту расположения этих
юридических лиц.
Устанавливается первичная и периодическая аттестация. Периодическая
аттестация проводится не реже одного раза в 5 лет.
К первичной аттестации допускаются лица, получившие специальную под-
готовку и имеющие практический стаж работы в поверочных подразделениях.
По решению аттестационной комиссии к первичной аттестация без по-
лучения специальной подготовки могут быть допущены лица, окончившие
высшие учебные заведения со специализацией в области метрологии и изме-
рительной техники и имеющие практический стаж работы в поверочных под-
разделениях.
К периодической аттестации допускаются лица, прошедшие в межатте-
стационный период соответствующую специальную переподготовку.
Лица, аттестованные в качестве поверителей, могут быть лишены права
поверки средств измерений в случаях нарушений требований нормативных до-
кументов о поверке средств измерений.
Основанием для лишения указанных лиц права поверки средств измерений
является приказ руководителя органа Государственной метрологической служ-
бы, государственного научного метрологического центра или юридического лица.
Для проведения аттестации руководитель органа Государственной метро-
логической службы, Государственного научного метрологического центра, юри-
дического лица приказом создает аттестационную комиссию (в составе предсе-
дателя, секретаря и членов комиссии) из числа высококвалифицированных
специалистов-метрологов, имеющих стаж работы в области метрологии не ме-
нее пяти лет.
512
Графики подготовки и проведения аттестации разрабатываются ежегодно.
Для каждого работника, подлежащего аттестации, его непосредственным
руководителем составляется отзыв, в котором отражается его квалификация.
Отзыв (характеристика) вместе с аттестационным листом предыдущей ат-
тестации (при периодической аттестации) представляется в аттестационную
комиссию не позднее чем за две недели до начала аттестации.
Аттестуемый работник не менее чем за неделю до аттестации должен быть
ознакомлен с представленным на него отзывом (характеристикой).
Члены аттестационной комиссии — специалисты по поверке соответст-
вующих видов (групп, типов) средств измерений — осуществляют контроль за
проведением аттестуемым работником поверки средств измерений. При не-
обходимости проверяющий (проверяющие) осуществляет повторную поверку
средств измерений.
Результаты проверки хода проведения и оформления поверки средств из-
мерений оформляют актом по форме соответствующего НД.
Аттестационная комиссия рассматривает представленные материалы и зас-
лушивает сообщение аттестуемого о его работе.
На заседании комиссии должен присутствовать руководитель подразделения,
в котором работает аттестуемый.
На основании этих данных, с учетом обсуждения результатов работы, ат-
тестационная комиссия открытым голосованием дает одну из следующих реко-
мендаций:
аттестован в качестве поверителя средств измерений (указываются виды
или области измерений);
не аттестован в качестве поверителя средств измерений (указываются виды
или области измерений).
Лицо, не прошедшее аттестацию в качестве поверителя по определенным
видам или областям измерений, может быть представлено на повторную аттес-
тацию не ранее 6 месяцев.
Голосование по результатам обсуждения проводится в отсутствие ат-
тестуемого.
В голосовании участвуют члены аттестационной комиссии, присутствующие
на данном заседании.
В проведении аттестации и голосования должно участвовать не менее
2/3 числа членов аттестационной комиссии.
Присутствие членов комиссии, специалистов по профилю поверочной де-
ятельности аттестуемого обязательно.
Результаты голосования определяются большинством голосов и заносятся
в протокол заседания комиссии.
При равенстве голосов в оценке деятельности аттестуемый работник реко-
мендуется для аттестации в качестве поверителя.
При отсутствии председателя комиссии должен быть назначен приказом
временно исполняющий обязанности председателя аттестационной комиссии.
Если представитель органа Государственной метрологической службы про-
голосовал против, аттестуемый работник не может быть аттестован в качестве
поверителя средств измерений независимо от результатов голосования.
Оценка деятельности работника, прошедшего аттестацию, и рекомендация
аттестационной комиссии заносятся в аттестационный лист.
33-1651
513
Аттестационный лист подписывается председателем и членами комиссии,
принявшими участие в голосовании. Результаты аттестации сообщаются аттес-
туемому работнику непосредственно после голосования.
Аттестационный лист и отзыв (характеристика) на работника, прошедшего
аттестацию, хранятся в его личном деле.
По результатам работы аттестационной комиссии издается приказ.
8.4.6. Мероприятия, направленные на повышение
работоспособности поверителя (ремонтника)
Режимы труда и отдыха. Для каждого вида работ устанавливается научно
обоснованный порядок чередования и продолжительности периодов работы и
отдыха, обеспечивающих высокую работоспособность и сохранение здоровья
работающего. Наибольшая работоспособность человека наблюдается в утренние
и дневные часы — с 8 до 12 ч и с 14 до 17 ч. В период с 12 до 14 ч и в вечерние
часы отмечается, как правило, снижение работоспособности, а в ночное время
она минимальна. С учетом этих особенностей устанавливают продолжительность
труда и отдыха, сменность работы, перерывы на сон. Целесообразно применять
графики сменности, максимально сокращающие работу в ночное время и учи-
тывающие колебания работоспособности человека в течение суток. Начало сме-
ны — период вхождения в работу — длится примерно от 30 мин до 1,5 ч. Затем
работоспособность стабилизируется — 1,5—2,5 ч. К середине дня начинается
спад. После обеденного перерыва работоспособность снова повышается, но наи-
высшего уровня не достигает. Затем наступает спад, обусловленный утомле-
нием.
Эстетика труда. Эстетическое оформление производственной среды умень-
шает утомляемость и увеличивает работоспособность. Цвет играет важную роль
в создании эстетической производственной обстановки. Он характеризуется то-
ном, насыщенностью и яркостью. Цветовой тон определяется длиной волны.
Основные тона, воспринимаемые человеческим глазом, и условные границы
для всех тонов приведены в табл. 8.30.
Таблица 8.30
Цвет Границы участ- ков (длины волн), нм Цвет Границы участ- ков (длины волн), нм
Красный 760-620 Голубой 500-485
Красно-оранжевый 620-600 Синий 485-470
Оранжевый 600-590 Сине-фиолетовый 470—440
Оранжево-желтый 590-580 Фиолетовый 440-380
Желтый 580-570 Фиолетово-пурпурный 380-520
Желто-зеленый 570-550 Пурпурный 520-560
Зеленый 550-520 Пурпурно-красный 560-760
Зелено-голубой 520-520
Длинноволновые и коротковолновые цвета вызывают наибольшее зрительное
утомление, средневолновые способствуют снижению утомляемости. Так, на-
пример, красный цвет действует возбуждающе, зеленый — успокаивающе, жел-
тый цвет создает хорошее настроение, фиолетовый — подавленное. К холодной
514
гамме относят цвета — синий, голубой, серый; к теплой — оранжевый, жел-
тый, красный. Выбор оптимального цветового оформления зависит от характе-
ра труда. При работах с большими физическими нагрузками или в условиях
высокой температуры, требующей постоянной сосредоточенности и нервного
напряжения, для окраски интерьеров и оборудования лучше использовать свет-
лые тона холодной гаммы цветов. Теплые цвета повышают активность организ-
ма. Яркие бодрящие цвета улучшают условия труда при монотонной работе.
Совмещение теплых и холодных цветов с малой контрастностью рекомендуется
для работ, требующих спокойствия и внимательности. Выбор цветовой отделки
должен сочетаться с размерами помещения, его ориентацией, насыщенностью
оборудованием и характером производства. Корпуса машин, приборов и друго-
го оборудования рекомендуется окрашивать в светлые неяркие тона холодных
цветов (салатный, зелено-голубой), органы управления — в броские (желтый,
оранжевый), при этом необходимо выдерживать мягкое контрастное сочетание
окраски оборудования с цветом зоны производственного участка. Рекоменду-
ются следующие сочетания различных цветов:
Основной цвет Салатный Темно-зеленый Слоновая кость Желтый Лимонный Бледно-голубой Гармонирующие цвета и оттенки Желтый, светло-бежевый, красный Бежевый, коричневый Светло-бежевый, коричневый, песочный Зеленый, голубой, фиолетовый Желтый, песочный, оранжевый Бледно-желтый, бледно-сиреневый
Между цветом обрабатываемых деталей и цветом фона, на который они
проектируются, должен быть контраст в пределах 20—30 %. Перепад яркости
при переводе взгляда с одного предмета на другой приемлем в отношении 1:3 и
недопустим в отношении 1:10. В последнем случае на адаптацию глаза затрачи-
вается 5—10 с, что приводит к потере 8—16 % рабочего времени. Окраска обо-
рудования и помещений должна способствовать повышению освещенности. По-
этому при выборе цветов следует учитывать их коэффициенты отражения от
цветных поверхностей (табл. 8.31).
Таблица 8.31
Цвет Коэффициент отражения Цвет Коэффициент отражения
Белый 0,90 Бежевый 0,38
Светло-желтый (слоновая Красный 0,29
кость) 0,75 Желто-коричневый 0,25
Салатный (желто-зеле- Светло-красный 0,23
ный) 0,70 Темно-зеленый 0,16
Светло-бежевый 0,62 Темно-серый 0,15
Светло-желтый 0,55 Темно-красный 0,10
Светло-голубой 0,45 Темно-синий 0,10
Светло-зеленый 0,425 Черный 0,04
К эстетическим факторам производственной среды относится озеленение.
Оно выполняет функции: санитарно-гигиеническую (улучшает эмоциональное
33*
515
состояние человека), архитектурно-художественную (эмоциональная и воспи-
тательная роль).
Функциональная музыка на производстве является элементом научной орга-
низации труда, имеет эстетическое значение и стимулирует трудовую деятель-
ность — снижает утомляемость, повышает работоспособность. Общая рекомен-
дуемая продолжительность звучания музыки за смену 1,5—2,5 ч. В музыкальные
передачи должны включаться мелодичные, ненавязчивые популярные мелодии
с легким и ясным музыкально-ритмическим рисунком, со спокойным темпом.
Не рекомендуется применять музыку в условиях большого шума, вибраций,
значительных физических и нервно-психологических напряжений, а также на
работах, требующих значительной концентрации внимания.
8.5. Определение стоимости (цены) метрологических
работ
Определение стоимости (цены) метрологических работ выполняют центры
стандартизации и метрологии, в том числе Российский центр испытаний и
сертификации (Москва) и Центр испытаний и сертификации (Санкт-Петер-
бург) (далее — органы Государственной метрологической службы) и государ-
ственные научные метрологические центры (ГНМЦ), а также другие метроло-
гические организации, оно осуществляется на основании рекомендаций, изло-
женных в ПР 50.2.015—99.
Для всех метрологических работ, выполняемых организациями Федераль-
ного агентства по техническому регулированию и метрологии, предельная нор-
мативная рентабельность работ для калькуляции их стоимости устанавливается
Федеральным агентством по техническому регулированию и метрологии.
Все числовые коэффициенты, приведенные в формулах расчета стоимости
работ, являются предельными (максимальными), кроме стоимости работ, свя-
занных с лицензированием.
Все цены, указанные ниже, приведены без учета НДС и специального на-
лога.
8.5.1. Определение стоимости работ, связанных с утверждением
типа средств измерений
К работам, связанным с утверждением типа СИ, относятся:
аккредитация государственных центров испытаний (ГЦИ СИ) в рамках
Системы испытаний и утверждения типа средств измерений;
аккредитация испытательных лабораторий (центров) (ИЛ СИ) на право
проведения испытаний в Системе сертификации средств измерений;
работы в рамках Системы испытаний и утверждения типа средств из-
мерений — испытания средств измерений для целей утверждения типа, испы-
тания средств измерений на соответствие утвержденному типу.
Стоимость (С) работ по аккредитации ГЦИ СИ определяется по следую-
щим формулам:
при испытаниях СИ для целей утверждения типа
С = 2,2М(1 + Р);
516
при испытаниях СИ на соответствие утвержденному типу
С = 2М(1 + Р).
Состав и предельные нормативы трудоемкости приведены в табл. 8.32
и 8.33.
Стоимость работ по испытаниям СИ устанавливается на основе калькуля-
ции расходов ГЦИ (ИЛ) с учетом себестоимости работ и предельного уровня
рентабельности.
Стоимость заключительных организационно-экспертных работ:
при испытании СИ для целей утверждения типа
С = 18М(1 + Р);
при испытании СИ на соответствие утвержденному типу
С = 4М(1 + Р).
Таблица 8.32
Состав и предельные нормативы трудоемкости работ по аккредитации ГЦИ СИ
Состав работ Предельные нор- мативы трудоемко- сти — чел./дн
1. Предварительные организационно-экспертные работы: 0,5
предварительный контроль заявки и представленных документов на соответствие требованиям ПР 50.2.010—94. Заключение договора анализ представленных документов 1,0+0,5л
подготовка и оформление экспертного заключения. Формирование комиссии 1,5
разработка программы аттестации 2,0
2. Аттестация (проверка) ГЦИ СИ 2,0+0,Зл
3. Заключительные организационно-экспертные работы: экспертиза документов, подготовленных по результатам аттес- тации, и принятие решения об аккредитации ГЦИ СИ 1,0
оформление аттестата аккредитации и приложений к нему 2,0
регистрация и оформление дела Реестра в соответствии с ПР 50.2.011-94 3,0
Таблица 8.33
Состав и предельные нормативы трудоемкости работ по утверждению типа СИ
Состав работ Предельные нор- мативы трудоемко- сти — чел./дн
1. Предварительные организационно-экспертные работы 1.1. Предварительный контроль и экспертиза заявки 1.2. Подготовка решения по заявке 2. Испытания для целей утверждения типа 3. Заключительные организационно-экспертные работы 3.1. Анализ представленных ГЦИ СИ материалов на соответствие требованиям ПР 50.2.009—94 3.2. Подготовка заключения и решения по результатам испыта- ний и представление на НТК Федерального агентства по техничес- кому регулированию и метрологии 3.3. Оформление сертификата и приложений к нему 3.4. Регистрация и формирование дела Государственного реестра 3.5. Подготовка информации для публикации 0,5 0,5 Не нормируются 2,0 0,5 2,0 2,0 2,5
517
8.5.2. Определения стоимости работ, связанных с поверкой
средств измерений
К работам, связанным с поверкой средств измерений, относятся: аккреди-
тация метрологических служб юридических лиц на право поверки, аттестация
поверителей на право выполнения поверки, поверка средств измерений.
Стоимость аккредитации метрологических служб юридических лиц на пра-
во поверки:
стоимость предварительных организационно-экспертных работ;
подготовка органом Государственной метрологической службы заключе-
ния о целесообразности аккредитации на право поверки
С = 2М(1 + Р);
предварительный контроль заявки, заключение договора, анализ заявки,
формирование комиссии и программы аттестации
С = М(7,0 + 0,8л) (1 + Р),
где п — количество позиций (групп средств измерений по КСП) в области
аккредитации на право поверки;
стоимость аттестации (проверки) метрологической службы
С = М(4,0 + 0,6л) (1 + Р) + К;
стоимость предварительных организационно-экспертных работ
С = М(12,5 + 1,25л) (1 + Р);
стоимость аттестации (проверки) ГЦВ СИ
С = М(5,0 + 0,75л) (1 + Р) + К;
стоимость заключительных организационно-экспертных работ
С = 12М(1 + Р),
где М — размер минимальной заработной платы, устанавливаемой законода-
тельством РФ на дату заключения договора на выполнение работ (руб.);
л — количество позиций в области аккредитации ГЦИ СИ;
К — командировочные расходы исполнителей работ (и в том случае, если
эти работы выполняются с выездом на место);
Р — рентабельность работ (в долях единицы).
Стоимость аккредитации ИЛ СИ на право проведения испытаний в систе-
ме сертификации средств измерений:
стоимость предварительных организационно-экспертных работ
С = М(11 + 1,1л) (1 + Р);
стоимость аттестации (проверки) ИЛ СИ
С = М(4,4 + 0,7л) (1 + Р) + К;
стоимость заключительных организационно-экспертных работ
С= 12М(1 + Р).
Состав и предельные нормативы трудоемкости работ приведены в табл. 8.32.
518
Стоимость работ в рамках Системы испытаний и утверждения типа средств
измерений
Состав и предельные нормативы трудоемкости работ приведены в табл. 8.33.
Стоимость участия представителей организаций Федерального агентства по
техническому регулированию и метрологии в комиссиях по аттестации повери-
телей на право выполнения поверки устанавливается заинтересованными ли-
цами в соответствии с условиями заключенных договоров.
Стоимость поверки средств измерений устанавливается на основе прейску-
ранта тарифов на поверку, разрабатываемого органом Государственной метро-
логической службы или метрологической службой юридического лица, аккре-
дитованного на право проведения поверки (рекомендуемая методика разработ-
ки тарифов приведена в Правилах). Все дополнительные расходы, связанные с
выполнением поверочных работ (командировочные расходы, транспортиров-
ка, срочность и т. д.), согласовываются в договоре на выполнение работ.
Прейскуранты тарифов на поверку средств измерений утверждаются руко-
водителем юридического лица, аккредитованного на право поверки.
Органы Государственной метрологической службы и метрологические служ-
бы юридических лиц, аккредитованные на право проведения поверки, обязаны
в пятидневный срок довести до заказчиков (юридических лиц, с которыми
заключены договора на проведение поверки) изменения тарифов, связанные с
их индексацией, а также по требованию заказчика обязаны представить
обоснование уровня индексации тарифов.
Органы Государственной метрологической службы, выполняющие поверку,
обязаны представлять разработанные прейскуранты и сообщать об их индекса-
ции в Федеральное агентство по техническому регулированию и метрологии в
сроки и в порядке, устанавливаемые им.
Стоимость первичной поверки, проводимой сторонней организацией, ус-
танавливается на основе калькуляции, согласованной с заказчиком.
Глава9. КАЛИБРОВКА
СРЕДСТВ ИЗМЕРЕНИЙ
9.1. Организация и проведение калибровки
средств измерений
Закон РФ «Об обеспечении единства измерений» все множество средств
измерений (СИ), изготавливаемых и используемых в России, разделил на две
группы.
Первая — это СИ, используемые в сферах, подлежащих государственному
метрологическому контролю и надзору, и вторая — это все остальные СИ,
которые могут калиброваться.
В соответствии с Законом калибровка — совокупность операций, выполня-
емых с целью определения и подтверждения действительных значений метро-
логических характеристик и (или) пригодности к применению средства изме-
рений, не подлежащего государственному метрологическому контролю и над-
зору.
В этом определении следует обратить внимание на две составляющие, раз-
деленные союзами «и (или)». В первой составляющей калибровка — это опреде-
ление и подтверждение действительных значений метрологических характерис-
тик средств измерений.
В этом случае калибровочная лаборатория по заявке (договору) заказчика
определяет и подтверждает сертификатом о калибровке действительные значе-
ния метрологических характеристик средства измерений на данный момент
времени.
При этом калибровочная лаборатория не делает никакого вывода о пригод-
ности прибора. Установленные характеристики могут отличаться от паспорт-
ных, и только в компетенции заказчика определить, в каких условиях и для
каких целей можно использовать данное средство измерений.
Во второй составляющей калибровка — это определение и подтверждение
пригодности к применению средства измерений.
Содержание операций калибровки ввиду отсутствия документации — ме-
тодик калибровки аналогично операциям поверки, регламентированным мето-
диками ее проведения.
Однако калибровка как процедура метрологического контроля, осуществ-
ляемая аккредитованной метрологической службой юридического лица, в ряде
случаев отличается от поверки.
Например, при калибровке возможно определение характеристик погреш-
ности средства измерений в одной точке диапазона измерений в условиях, от-
личающихся от нормальных, что принципиально отличает ее от поверки как
операции допускового контроля основной погрешности средства измерений в
нормальных условиях.
Средство измерения признается пригодным, если действительные значе-
ния его метрологических характеристик соответствуют ранее установленным (в
520
нормативной документации или заказчиком) техническим требованиям. Вывод
о пригодности средства измерения в этом случае делает калибровочная лабора-
тория.
Таким образом, калибровка отличается от поверки по техническому и орга-
низационному содержанию. Калибровка по своему техническому содержанию
может быть шире или уже, чем поверка, в зависимости от конкретных требова-
ний заказчика. Кроме того, результаты периодической поверки действительны
в течение межповерочного интервала (МПИ), который устанавливает Феде-
ральное агентство по техническому регулированию и метрологии. Результаты
калибровки действительны только на момент калибровки, а решение о даль-
нейшей эксплуатации и установлении межкалибровочного интервала прини-
мает лицо, эксплуатирующее средство измерения.
В организационном содержании поверка является обязательной функцией,
осуществляемой органами Государственной метрологической службы (другими
уполномоченными на то органами, организациями), а калибровка является
добровольной функцией, осуществляемой как государственными научными мет-
рологическими центрами или органами Государственной метрологической служ-
бы, так и метрологическими службами юридических лиц. Аккредитация на пра-
во проведения калибровки средств измерений осуществляется только в соот-
ветствии с желанием заинтересованной метрологической службы юридическо-
го лица.
Если за состоянием и применением СИ, входящих в первую группу, при-
званы следить органы Государственной метрологической службы, то контроль
за состоянием СИ, входящих во вторую группу, при условии добровольности
калибровки ложится на метрологическую службу предприятий. Поэтому един-
ство измерений должно быть обеспечено независимо от сфер применения СИ,
иначе результатами измерений просто невозможно пользоваться. Было бы не-
правильным надеяться на то, что метрологи предприятия только своими сила-
ми смогут обеспечить пригодность СИ, их «привязку» к государственным эта-
лонам, разработку методик калибровки, а также достаточную степень доверия
к результатам калибровки. Для решения этих задач требуется соответствующая
организация калибровочной деятельности в стране.
Федеральное агентство по техническому регулированию и метрологии обес-
печило создание такой национальной службы, которая обеспечивает реализа-
цию положений Закона: аккредитацию метрологических служб юридических
лиц на право проведения калибровочных работ, оформление результатов ка-
либровки, соблюдение установленных требований к выполнению калибровочных
работ — и, кроме того, создает необходимые условия для правового, методи-
ческого и информационного обслуживания аккредитованных метрологических
служб.
Правовое обеспечение этой деятельности установлено в правилах по мет-
рологии ПР 50.2.017—95 «ГСИ. Положение о Российской системе калибровки».
Структура этой системы схематично представлена на рис. 9.1. В настоящем доку-
менте изложены основные положения по организации, структуре, функциям
Российской системы калибровки (РСК), права и обязанности входящих в нее
юридических лиц независимо от форм собственности. В создании РСК необхо-
димо выделить такие положения:
система создается на добровольной основе. Никто не вправе навязывать
аккредитацию метрологическим службам, если они не изъявляют на то свое
добровольное согласие;
521
Рис. 9.1
право осуществлять аккредитацию могут только зарегистрированные в РСК
аккредитующие органы. В качестве аккредитующих органов в соответствии с
Законом могут выступать государственные научные метрологические центры и
органы Государственной метрологической службы. Информация о зарегистри-
рованных аккредитующих органах регулярно публикуется;
аккредитованная метрологическая служба выдает сертификаты о калибровке
СИ и ставит оттиски калибровочных клейм от имени аккредитующего органа,
аккредитовавшего данную метрологическую службу. Это означает, что в форме
сертификата о калибровке СИ в соответствии с ПР 50.2.016—94 «ГСИ. Требова-
ния к выполнению калибровочных работ» в верхней его части приводится наи-
менование органа, аккредитовавшего данную метрологическую службу;
РСК строится на принципе компетентности, в соответствии с которым
аккредитацию метрологических служб проводят аккредитующие органы, ком-
петентные в заявленной метрологической службой области аккредитации. Обя-
зательность наличия Руководства по качеству, содержащего полную информа-
цию об эталонах, используемых для калибровки или поверки тех или иных
средств измерений, обеспечивает достаточность информации, указанной в об-
ласти аккредитации. При этом у метрологической службы есть право выбора
аккредитующего органа;
522
важным принципом построения РСК является самофинансирование ее
деятельности. Из этого следует, что процедуры регистрации аккредитующих
органов и аккредитации метрологических служб являются платными. В соот-
ветствии с ПР 50.2.018—95 «ГСИ. Порядок аккредитации метрологических
служб юридических лиц на право проведения калибровочных работ» аккре-
дитующие органы оплачивают ВНИИМС работу по оформлению аттестата акк-
редитации (установленной формы на синем фоне), присвоению аттестату ре-
гистрационного номера и шифра калибровочного клейма, занесению в Реестр
аккредитованных метрологических служб.
В настоящее время уже со всей определенностью можно сказать, что РСК
создана и осуществляет свою деятельность в соответствии с утвержденными
правилами и рекомендациями. ВНИИМС как научно-методический центр РСК
осуществляет обучение экспертов из числа сотрудников органов Федерального
агентства по техническому регулированию и метрологии и научных метрологи-
ческих центров, которые будут проводить аккредитацию метрологических служб
юридических лиц на право выполнения калибровочных работ.
Одна из целей создания РСК — вступление в Европейское сотрудничество
по аккредитации лабораторий (ЕАЛ).
Требования к выполнению калибровочных работ изложены в одноименных
правилах ПР 50.2.016—94.
Метрологическая служба должна создать, а аккредитующий орган должен
проверить наличие Системы обеспечения качества выполнения калибровочных
работ (далее — Система обеспечения качества) в заявленной области аккреди-
тации. Если при этом аккредитующий орган обнаружит какие-либо недостат-
ки, он должен помочь метрологической службе устранить эти недостатки в
рамках заключаемого договора. Таким образом, договор по аккредитации мет-
рологической службы на право проведения калибровки СИ подразумевает ра-
боту обеих договаривающихся сторон для достижения единой цели, при этом
ответственность за результаты в равной степени ложится на обе стороны.
Процедура аккредитации на право выполнения калибровочных работ со-
стоит, как правило, из трех этапов:
1) экспертиза представленных на аккредитацию документов и выдача замеча-
ний и предложений по их совершенствованию и совершенствованию орга-
низации и порядка выполнения калибровочных работ;
2) корректировка совместно с Заявителем представленных документов, поиск
реальных возможностей совершенствования калибровочной деятельности;
3) проведение проверки соответствия фактического состояния выполнения ка-
либровочных работ заявляемому с оформлением Акта проверки. При поло-
жительных результатах проверки выдается Аттестат аккредитации на право
выполнения калибровочных работ и аккредитованная служба заносится в
Реестр Российской системы калибровки.
При подготовке документов, представляемых на аккредитацию, особое вни-
мание следует уделять полному соответствию состава и характеристик средств
калибровки и калибруемых средств измерений тем, которые указаны в соответ-
ствующих методиках калибровки (поверки).
При разработке Системы обеспечения качества необходимо помнить о
наличии и работоспособности следующих ее элементов:
четко оговоренная организационная структура с указанием элементов и
выполняемых ими функций, включая функции управления;
523
материально-техническая база, включая помещения, эталоны (эталоны как
средства передачи размеров единиц величин должны быть поверены во всех
случаях их применения) и другие средства калибровки, отвечающие со-
временным требованиям;
персонал, уровень квалификации которого соответствует установленным
требованиям;
нормативная база, включающая основной документ — Руководство по
качеству, документы Российской системы калибровки, методики калибровки
и др.;
положение, при котором любое действие по подготовке, проведению ка-
либровочных работ и т. д. документируется;
двухуровневый контроль за качеством выполнения калибровочных работ.
Под двухуровневым контролем понимается наличие внутреннего и внеш-
него контроля за качеством. Внутренний контроль осуществляется самой ка-
либровочной лабораторией. Порядок его проведения должен быть четко описан
в Руководстве по качеству, а результаты должны фиксироваться в специальном
журнале.
Внешний (инспекционный) контроль осуществляет аккредитующий орган
или по его поручению орган Федерального агентства по техническому регули-
рованию и метрологии по месту расположения калибровочной лаборатории (в
случае если аккредитующим органом не является данный территориальный
орган). Инспекционный контроль осуществляется на основании заключаемых
договоров. Частота проведения инспекционного контроля устанавливается акк-
редитующим органом по согласованию с калибровочной лабораторией и долж-
на быть не более одного раза в год и не менее одного раза в течение срока
аккредитации, т. е. при выборе периодичности инспекционного контроля сле-
дует руководствоваться принципом «разумной достаточности». Учитывая, что
аттестат аккредитации выдается на срок до пяти лет, то, по крайней мере,
один раз за этот период необходимо провести проверку соблюдения метроло-
гической службой условий аккредитации.
Руководство по качеству — это документ, который подробно описывает
Систему обеспечения качества, действующую на данном предприятии. Как не
может быть двух одинаковых предприятий, двух одинаковых Систем обеспече-
ния качества, так не может быть двух одинаковых Руководств по качеству.
В ПР 50.2.016—94 представлен макет Руководства по качеству. Переписывая
его дословно, метрологическая служба расписывается в том, что никакой Сис-
темы обеспечения качества на предприятии не создано и к вопросу аккреди-
тации метрологическая служба подошла формально.
Однако на практике могут возникать и такие ситуации. Например, мет-
рологическая служба предприятия была аккредитована на право выполнения
калибровочных работ в РСК одним из метрологических институтов Федераль-
ного агентства по техническому регулированию и метрологии, являющимся
аккредитующим органом РСК. Местный территориальный орган Федерального
агентства по техническому регулированию и метрологии потребовал заключить
с ним договор о проведении инспекционного контроля за деятельностью ак-
кредитованной метрологической службы.
В соответствии с ПР 50.2.017—95 «ГСИ. Положение о Российской системе
калибровки» и ПР 50.2.018—95 «ГСИ. Порядок аккредитации метрологических
служб юридических лиц на право проведения калибровочных работ» проведе-
ние инспекционного контроля за деятельностью аккредитованной метрологи-
ческой службы является одной из функций аккредитующего органа РСК.
524
Согласно п. 1.8 ПР 50.2.018—95 аккредитующий орган может поручить вы-
полнить эту функцию органу Федерального агентства по техническому регули-
рованию и метрологии, зарегистрированному в качестве аккредитующего органа
РСК, по местонахождению предприятия. Как правило, к такому решению акк-
редитующий орган приходит после переговоров и согласования с аккредито-
ванной метрологической службой. О своем согласии провести эту работу, а впос-
ледствии о результатах ее проведения территориальный орган должен сообщить
аккредитующему органу.
В данном случае основанием для заключения договора о проведении
инспекционного контроля органом Федерального агентства по техническому
регулированию и метрологии по местонахождению юридического лица являет-
ся не только извещение о его проведении, но и копия письма-поручения акк-
редитующего органа. Если такого письма-поручения нет, то действия террито-
риального органа неправомочны.
Организация и порядок осуществления инспекционного контроля рег-
ламентированы ПР РСК 003—98 «РСК. Порядок осуществления инспекцион-
ного контроля за соблюдением аккредитованными службами требований к про-
ведению калибровочных работ».
Калибровочная деятельность метрологической службы юридического лица
является частным делом данного юридического лица и не перестает быть тако-
вым даже после аккредитации метрологической службы в РСК.
В последнее время наметилась тенденция, по которой органы Федерально-
го агентства по техническому регулированию и метрологии, зарегистрирован-
ные в качестве аккредитующих органов РСК и имеющие на закрепленной за
ними территории аккредитованные ими или другими органами метрологичес-
кие службы, рассматривают калибровочную деятельность, а заодно и состоя-
ние и применение СИ, подлежащих калибровке, как поднадзорные, называя
это инспекционным контролем. Это неправильно.
Метрологическая служба и аккредитующий орган вступают в добровольные
договорные отношения с четко установленными в Правилах правами и обязан-
ностями, расширять которые ни та, ни другой не имеют право.
Аккредитованная метрологическая служба берет на себя обязательства вы-
полнять требования, предъявляемые к калибровочным работам, и проводить их
в соответствии с Руководством по качеству. При этом она обладает правом за-
являть, что компетенцию ее в данном виде деятельности подтверждает аккре-
дитующий орган.
Аккредитующий орган имеет право с заранее согласованной периодичностью
контролировать выполнение установленных требований к качеству проведения
калибровочных работ и берет на себя обязательства в необходимых случаях
оказывать методическую помощь. Участие в данных договорных отношениях
третьего лица не предусмотрено.
Анализируя подробнее элементы Системы обеспечения качества, которые
должны быть описаны в Руководстве по качеству, следует особое внимание
обратить на такой документ, как «Политика в области качества».
Политика в области качества — это декларация (заявление) калибровоч-
ной лаборатории о своих намерениях и компетенции в заявленной области
деятельности, а также о гарантиях, обеспечивающих качество и конкурен-
тоспособность результатов этой деятельности. В качестве примера приведем фор-
мулировки «Политики в области качества» одного из известных предприятий:
«Предприятие N опирается на свои многолетние традиции в проведении
калибровки средств измерений.
525
Основой нашей долговременной политики является удовлетворение по-
требностей предприятий в качественной калибровке средств измерений, обес-
печивающей:
создание устойчивого доверия потребителей к продукции этих предприятий;
повышение конкурентоспособности продукции;
обеспечение условий для выгодной торговли с зарубежными странами;
создание условий для сертификации продукции;
получение преимущества при размещении госзаказов.
Мы будем принимать все меры для обеспечения признания нашей дея-
тельности и выдаваемых нами сертификатов о калибровке средств измерений
отечественными и зарубежными предприятиями и организациями и постоян-
ного укрепления и повышения авторитета нашей деятельности.
Мы ведем свою работу по единым правилам Российской системы ка-
либровки, гармонизированным с соответствующими нормами ИСО и МЭК.
Мы обеспечиваем качество калибровки:
высоким уровнем состояния эталонов, поверенных в органах Государ-
ственной метрологической службы, воспроизводящих размеры единиц, пере-
данные от государственных эталонов;
высоким уровнем методического обеспечения и организации собственной
работы;
компетентностью своих специалистов, осуществляющих калибровочные
работы, постоянным повышением их знаний и профессионального уровня;
беспристрастностью оценок.
Мы совершенствуем свою деятельность путем:
внутренних проверок и самоанализа;
постоянного изучения и использования прогрессивного опыта.
Мы гарантируем конфиденциальность информации, полученной в ходе
работ».
Типичными ошибками при описании организации калибровочной дея-
тельности являются: отсутствие формализованной структуры калибровочной
службы с описанием элементов и выполняемых ими функций; избыточное опи-
сание всей структуры метрологической службы с указанием всех элементов и
функций, не имеющих отношения к калибровочной деятельности; отсутствие
верхнего, управляющего, звена калибровочной деятельности, регулирующего
не столько технические, сколько финансовые вопросы калибровочной службы.
Опыт проведения аккредитации метрологической службы на право вы-
полнения калибровочных работ показал некоторое несовершенство формы 2
ПР 50.2.016—94, по которой представляются сведения о калибруемых средствах
измерений и средствах калибровки. Для удобства проведения экспертизы пред-
ставленных документов, а также для удобства проведения внутреннего и инс-
пекционного контроля в форме 2 не хватает графы 9 — «Наименование и но-
мер НД, используемого при калибровке». Наличие данной графы в форме 2
делает представленную в ней информацию исчерпывающей и легко кон-
тролируемой. Кроме того, это дает возможность вводить некоторые ограничения
по объему осуществляемых действий и по применяемым средствам калибровки.
Так, например, если калибровка осуществляется по методике поверки, но не в
полном объеме, в графе 9 можно написать: НД N ..., пункты ... (или: исключая
пункты ...). В этом случае в графе «Средства калибровки» могут быть указаны те
средства калибровки, которые соответствуют указанным пунктам. В противном
526
случае в данной графе следует указывать все без исключения средства калиб-
ровки, приводимые в методике поверки.
В ПР 50.2.016—94 представлены учетные документы и журналы (учетный
документ на каждую единицу средств калибровки, журнал учета средств ка-
либровки, журнал регистрации средств измерений, принятых на калибровку,
и т. д.). Все эти документы должны реально существовать и участвовать в калиб-
ровочной деятельности, формы их должны быть представлены в приложениях к
Руководству по качеству. Это даст возможность реализовать принцип «докумен-
тирования» в Системе обеспечения качества, а в случае рекламаций обнару-
жить элемент, дающий негативный результат.
Основной недостаток при описании помещений и состояния окружающей
среды заключается в том, что дается описание помещений только метро-
логической службы, в то время как калибровка осуществляется и в цехах, и на
объектах. В этих случаях необходимо либо предварительно проверить соответствие
условий проведения калибровки установленным требованиям, либо зафикси-
ровать эти условия в Сертификате о калибровке. Следует иметь в виду, что если
помещения и окружающая среда, при которой проводилась калибровка СИ, не
соответствуют требованиям НД на калибровку, результаты калибровки не мо-
гут удостоверяться калибровочным клеймом, а только Сертификатом о калиб-
ровке с указанием условий, при которых проводилась калибровка.
Порядок приема и регистрации средств измерений, поступивших на ка-
либровку, и порядок осуществления и оформления результатов калибровки
должны быть описаны в той степени подробности, при которой воспроизве-
дение их не зависело бы от стажа и опыта сотрудников, участвующих в этих
процессах.
Это и является основой Руководства по качеству: процедура и качество
осуществления калибровочных работ должны быть воспроизводимы и гаранти-
рованы.
9.2. Калибровочные клейма
Калибровочные клейма — технические устройства, предназначенные для
нанесения оттиска клейма на средства измерений, дополнительные устройства
или техническую документацию в целях:
удостоверения, что средства измерений имеют метрологические харак-
теристики, соответствующие установленным техническим требованиям;
исключения при необходимости доступа к регулировочным (юстировоч-
ным) устройствам средств измерений;
опечатывания непригодных к применению средств измерений;
аннулирования существующего клейма (аннулирующие клейма). Порядок
изготовления, применения, хранения и гашения калибровочных клейм, при-
меняемых метрологическими службами юридических лиц, аккредитованными
на право проведения калибровочных работ, установлен ПР РСК 002—95.
Эти правила распространяются на калибровочные клейма, используемые
специалистами по калибровке (далее — калибровщиками) для нанесения от-
тисков на средства измерений или техническую документацию, а также, в слу-
чаях необходимости, на дополнительные устройства средств измерений.
527
Способы нанесения калибровочных клейм могут быть следующими:
ударный;
давление на пломбу или нанесение специальной мастики;
наклейка клейма в виде деколей;
электрографический;
электрохимический и др.
Требования к оттиску клейма: четкость рисунка, сохранность на протяжении
всего межкалибровочного интервала применительно к условиям, в которых
эксплуатируется средство измерений.
Аккредитующие органы осуществляют контроль за исполнением требований
настоящего документа метрологическими службами юридических лиц, аккре-
дитованными на право проведения калибровочных работ.
Калибровочные клейма должны содержать следующую информацию:
знак «К», используемый для идентификации калибровочного клейма в Рос-
сийской системе калибровки;
условный шифр аккредитующего органа, имеющего право проведения ка-
либровочных работ, или метрологической службы юридического лица, ак-
кредитованного на право проведения калибровочных работ;
две последние цифры года применения калибровочного клейма;
индивидуальный знак калибровщика.
В случае необходимости в поле клейма может быть размещена допол-
нительная информация, например квартал или месяц года, в котором прово-
дилась калибровка средств измерений, при этом изображение оттиска клейма
должно оставаться четким.
Клейма, предназначенные для исключения доступа к узлам регулировки
показаний средства измерений, могут не содержать индивидуального знака ка-
либровщика, в этом случае на средство измерений или эксплуатационную до-
кументацию наносят дополнительно калибровочное клеймо, содержащее ин-
дивидуальный знак калибровщика.
Аннулирующие клейма содержат рисунок крестообразной формы, ука-
зывающий на прекращение действия калибровочного клейма, нанесенного на
средства измерений или техническую документацию.
Формы и размеры калибровочных клейм аналогичны формам и размерам
поверительных клейм в соответствии с правилами по метрологии ПР
50.2.007—2001 «ГСИ. Поверительные клейма». Форма и размеры калибровочных
клейм аккредитующих органов аналогичны форме и размерам поверительных
клейм, установленных для органов Государственной метрологической службы,
с той лишь разницей, что на калибровочное клеймо вместо знака «G» наносит-
ся знак «К». Примеры рисунков калибровочных клейм приведены в табл. 9.1.
Форма калибровочных клейм метрологических служб юридических лиц,
аккредитованных на право проведения калибровочных работ, устанавливается:
для средств измерений, выпускаемых из производства, — прямоугольная;
для средств измерений, находящихся в эксплуатации и после ремонта, —
квадратная.
Условный шифр обозначается для аккредитующих органов двумя пропис-
ными буквами русского алфавита (АБ; АВ; АГ и т. д.), а для метрологических
служб юридических лиц, аккредитованных на право калибровки средств изме-
рений, — тремя буквами (ААБ; ААВ; ААГ и т. д.).
528
Таблица 9.1
№ Наименование клейма Размер в мм Рисунки
1 2 3 4 5 6 7 8 9 10 Стальное ударное и плашки Латунный трафарет стальное ударное Каучуковое, стальное для манометров и метров Стальное ударное Стальное ударное Плашки стальные Гасители латунные, каучуковые и 4 мм стальные Латунные Латунные Плашка для неверных приборов 6; 8; 12 30; 3,5 18; 8 6 1,5 8; 12 10x4; 4 8; 15 10x5; 10x4 8 (дмшб) (9 А б) УДУ \мш/ 9 5 \мш/ 9 А 5 9мш5 \мшу /а\ <9 мш 5) \к/ Q СЕ) /эб\ [ мш
(95 | мш К9б)
V7 /ОД
34-1651
529
Индивидуальный знак калибровщика обозначается одной из букв, взятой
из русского, латинского или греческого алфавитов.
Квартал года обозначается арабскими цифрами (1, 2, 3, 4).
Перечень калибровочных клейм по видам измерений разрабатывает Науч-
но-методический центр РСК (ВНИИМС) на основании предложений аккре-
дитующих органов и метрологических служб юридических лиц, применяющих
калибровочные клейма.
Рисунки на калибровочные клейма разрабатывает ВНИИМС.
Регистрацию и присвоение шифра аккредитующим органам и метрологи-
ческим службам юридических лиц, применяющим калибровочные клейма, по
их заявкам осуществляет ВНИИМС.
Изготовление (приобретение) калибровочных клейм аккредитующие орга-
ны и метрологические службы юридических лиц осуществляют самостоя-
тельно.
Применять калибровочные клейма могут только лица, аттестованные в
качестве калибровщиков.
Оттиски калибровочных клейм наносятся на средства измерений, экс-
плуатационные документы (паспорта, сертификаты) в соответствии с требо-
ваниями, предусмотренными нормативными документами по калибровке средств
измерений.
Оттиски калибровочных клейм наносятся на те средства измерений, ре-
зультаты калибровки которых соответствуют требованиям заказчика (метро-
логической службы юридического лица, применяющего данные средства из-
мерений).
За каждым калибровщиком закрепляют персональные калибровочные клей-
ма, имеющие индивидуальный знак калибровщика. Передача таких клейм дру-
гим лицам запрещается.
Хранение, учет калибровочных клейм в аккредитованных метрологических
службах юридических лиц, применяющих калибровочные клейма, возлагается
на ответственное лицо, назначаемое руководством.
Калибровщик несет ответственность за сохранность и пригодность клейм, а
также за четкость оттисков, наносимых на средства измерений или (и) эксплу-
атационную документацию.
С калибровочных клейм, имеющих индивидуальный знак калибровщика,
выставляют по одному оттиску. Оттиски подлежат хранению в течение срока
действия оттиска калибровочного клейма, выставленного на средствах измере-
ний или (и) эксплуатационной документации.
Юридические и физические лица, виновные в нарушении требований на-
стоящего документа, несут ответственность в соответствии с правилами, уста-
новленными в Российской системе калибровки.
По истечении года применения калибровочных клейм или при прекра-
щении производства средств измерений, подлежащих клеймению, калибро-
вочные клейма подлежат гашению (уничтожению на них рисунков).
Для гашения калибровочных клейм приказом по юридическому лицу на-
значается комиссия во главе с председателем. По результатам гашения комиссией
составляется акт.
530
Аккредитующие органы осуществляют контроль за исполнением требований
настоящего документа метрологическими службами юридических лиц, аккре-
дитованными на право проведения калибровочных работ.
9.3. Требования к технической компетентности
испытательных и калибровочных лабораторий
в соответствии с ГОСТ Р ИСО/МЭК 17025—2000
Испытательные и калибровочные лаборатории компетентны, если они со-
ответствуют требованиям, установленным ГОСТ Р ИСО/МЭК 17025—2000. Для
органов по аккредитации, признающих компетентность испытательных и ка-
либровочных лабораторий, настоящий стандарт является основополагающим.
Он устанавливает общие требования к компетентности лабораторий в про-
ведении испытаний и/или калибровок, включая отбор образцов, испытания и
калибровки, проводимые по стандартным методам, нестандартным методам и
методам, разработанным лабораторией.
Настоящий стандарт применим для всех организаций, осуществляющих
испытания и калибровки. В их число входят, например, лаборатории, являю-
щиеся первой, второй или третьей стороной, а также лаборатории, где прово-
дятся испытания и калибровки, составляющие часть контроля и сертификации
продукции.
Он распространяется на все лаборатории независимо от численности персо-
нала или видов их деятельности в области испытаний и калибровок. В том слу-
чае, если лаборатория не осуществляет один или более видов деятельности,
установленных настоящим стандартом, таких как отбор образцов и проектиро-
вание/разработка новых методов, требования соответствующих разделов на них
не распространяются.
Требования к технической компетентности в области испытаний и калиб-
ровок, которые проводит лаборатория, рассмотрены в настоящей главе.
Все возрастающее использование систем качества в целом усилило необхо-
димость удостовериться в том, что лаборатории, входящие в состав более круп-
ных организаций или работающие самостоятельно, могут использовать систе-
мы качества, считающиеся соответствующими ИСО 9001 или ИСО 9002 и на-
стоящему стандарту. Особое внимание поэтому обращалось на включение всех
требований ИСО 9001 и ИСО 9002, которые относятся к сфере услуг по испы-
таниям и калибровкам, охватываемой системой качества лаборатории.
Таким образом, испытательные и калибровочные лаборатории, выпол-
няющие требования настоящего стандарта, будут действовать и в соответствии
с требованиями ИСО 9001 и ИСО 9002.
Сертификация по ИСО 9001 и ИСО 9002 еще не демонстрирует компе-
тентности лаборатории получать технически обоснованные данные и резуль-
таты.
Результаты испытаний и калибровок признаются разными странами в том
случае, если лаборатории получили аккредитацию у органов, заключивших
соглашения о взаимном признании.
Применение настоящего стандарта должно способствовать сотрудничеству
34*
531
между лабораториями и другими органами, а также обмену информацией, опы-
том и гармонизации стандартов и процедур.
Требования к технической компетенции калибровочных и испытательных
лабораторий основываются на информации, получаемой в ходе реализации оп-
ределенной процедуры — калибровки или испытания, в свою очередь, базиру-
ющейся на их правильности и надежности.
Правильность и надежность испытаний и калибровок, проводимых лабора-
торией, определяют следующие факторы:
человеческий фактор;
помещения и окружающая среда;
методы испытаний и калибровок и оценка метода;
оборудование;
прослеживаемость измерений;
отбор образцов.
Такой фактор, как степень влияния на общую неопределенность измере-
ния, значительно различается в зависимости от видов испытаний и калибровок.
Лаборатория должна учитывать эти факторы при разработке методов и про-
цедур испытаний и калибровок, при подготовке и оценке квалификации пер-
сонала и при выборе и калибровке используемого оборудования.
Руководство лабораторией гарантирует компетентность всех, кто работает
со специальным оборудованием, проводит испытания и калибровки, оцени-
вает результаты и подписывает отчеты об испытаниях и сертификаты калибро-
вок. За стажерами должен быть обеспечен соответствующий надзор. Специфи-
ческие задачи должны поручаться персоналу с учетом соответствующего обра-
зования, подготовки, опыта и/или проявляемого мастерства.
В некоторых технических областях (например, в области неразрушающего контро-
ля) может потребоваться, чтобы сотрудники, выполняющие некоторые задания, про-
шли личную сертификацию. Лаборатория несет ответственность за выполнение установ-
ленных требований к личной сертификации. Требования к личной сертификации могут
быть регламентными, введены в стандарты для конкретной технической области или
выставлены клиентом.
Персонал, ответственный за содержание отчетов об испытаниях, помимо соответ-
ствующей квалификации, подготовки, опыта и удовлетворительных знаний по прово-
димым испытаниям, должен также обладать:
необходимым знанием технологии производства испытываемых изделий, материа-
лов, продукции или способа, которым они применяются или должны применяться, а
также дефектов или возможных ухудшений качества при использовании или обслужи-
вании;
знанием основных требований, содержащихся в законодательстве и стандартах;
пониманием значимости обнаруженных отклонений по сравнению с нормальным
использованием соответствующих изделий, материалов, продукции и др.
Руководство лаборатории должно сформулировать цели образования, под-
готовки и мастерства персонала лаборатории. Программа подготовки должна
соответствовать имеющимся и предстоящим задачам лаборатории.
Лаборатория должна использовать персонал, нанятый ею или приглашен-
ный по контракту. Если используется персонал, приглашенный по контракту
или оказывающий дополнительную техническую или профессиональную по-
мощь, лаборатория должна удостовериться, что он компетентен, работает под
контролем и в соответствии с системой качества лаборатории.
532
Лаборатория должна иметь описания текущих проводимых работ для руко-
водящего и технического персонала, участвующего в проведении испытаний и
калибровок.
Описание работ может быть проведено различными способами. Как минимум сле-
дует определить следующее:
обязанности по проведению испытаний и калибровок;
обязанности по планированию испытаний и калибровок и по оценке результатов;
обязанности по формулированию мнений и толкований;
обязанности по модификации и разработке методов, а также по оценке новых ме-
тодов;
требуемую экспертизу и опыт;
квалификацию и программы подготовки;
функции руководства.
Руководство должно уполномочить специально подобранный персонал для
проведения отбора образцов конкретных видов, испытаний и калибровок, для
составления отчетов об испытаниях и выдачи сертификата о калибровках и для
управления оборудованием конкретных типов. Лаборатория должна вести запи-
си о полномочиях, компетенции, профессиональном и образовательном уров-
не, обучении, мастерстве и опыте всего технического персонала, включая кон-
трактников. Эта информация должна быть всегда доступна и включать дату
подтверждения полномочий и компетенции.
Помещения и условия окружающей среды — базовые факторы, определяю-
щие условия проведения испытаний и калибровок, включая (но не ограничи-
ваясь этим) источники энергии, освещение, — должны содействовать пра-
вильному проведению испытаний и калибровок.
Лаборатория должна обеспечить, чтобы условия окружающей среды не сво-
дили на нет результаты работы или неблагоприятно сказались на требуемом
качестве любого измерения. Особое внимание должно быть уделено тем
случаям, когда отбор образцов, испытания и/или калибровки проводятся не
в стационарных помещениях лаборатории. Технические требования к помеще-
ниям и условиям окружающей среды, которые могут оказать влияние на ре-
зультаты испытаний и калибровок, должны быть задокументированы.
Лаборатория должна контролировать и регистрировать условия окружаю-
щей среды в соответствии с техническими требованиями, методиками и про-
цедурами, если они влияют на качество результатов. Надлежащее внимание
должно уделяться, например, биологической стерильности, пыли, электро-
магнитным помехам, радиации, влажности, электроснабжению, температуре,
уровню шума и вибрации применительно к соответствующей технической дея-
тельности. Испытания и калибровки должны быть прекращены, если условия
окружающей среды подвергают сомнению результаты испытаний и/или калиб-
ровок.
Соседние участки, на которых проводятся различные работы, должны быть
надежно изолированы друг от друга. Должны быть предприняты меры по пре-
дотвращению взаимного влияния.
Доступ и использование участков, оказывающих влияние на качество ис-
пытаний и/или калибровок, должны контролироваться. Лаборатория должна
установить степень контроля на основе конкретных обстоятельств.
533
Должны быть приняты меры по обеспечению порядка и чистоты в лабора-
тории. При необходимости должны быть разработаны специальные процедуры.
Методы испытаний и калибровок, а также оценка пригодности методов рег-
ламентируют важнейшее их условие — качество калибровки и испытаний.
Лаборатория в своей деятельности должна использовать следующие методы
и процедуры: отбор образцов, обращение с ними, транспортирование, хране-
ние и подготовку изделий, подлежащих испытаниям и/или калибровке, и, если
уместно, оценку неопределенностей измерений, а также статистические мето-
ды анализа данных испытаний и калибровок.
В лаборатории должны быть инструкции по использованию и управлению
всем соответствующим оборудованием и по обращению и подготовке изделий,
подлежащих испытаниям и калибровке, или по тому и другому в тех случаях,
когда отсутствие таких инструкций может подвергнуть сомнению результаты
испытаний и калибровок. Все инструкции, стандарты, руководства и ссылоч-
ные данные, относящиеся к работе лаборатории, должны актуализироваться и
быть доступными для персонала. Отклонения от методов испытаний и калибро-
вок допускаются только при условии их документального оформления, техни-
ческого обоснования, разрешения и согласия клиента.
Международные, региональные, национальные стандарты или признанные техни-
ческие условия, содержащие достаточную и краткую информацию о том, как проводить
испытания и/или калибровки, не нуждаются в дополнениях или переоформлении в
качестве внутренних процедур, если эти стандарты написаны таким образом, что они
могут быть использованы в опубликованном виде сотрудниками лаборатории. Может
оказаться необходимым разработать дополнительную документацию на случай альтер-
нативных вариантов метода или дополнительных подробностей.
Лаборатория должна установить и поддерживать процедуры управления
всеми документами, являющимися частью системы качества (разработанными
в рамках лаборатории или поступившими извне), такими как регламенты, стан-
дарты, другие нормативные документы, методы испытаний и/или калибровок,
а также чертежи, программное обеспечение, технические условия, инструкции
и руководства.
В этом контексте «документ» может означать заявления о политике, процедуры,
технические условия, калибровочные таблицы, схемы, текстовой материал, плакаты,
заметки, памятки, программное обеспечение, чертежи, планы и т. д. Они могут быть
представлены на различных носителях, бумажных или электронных, в цифровом, ана-
логовом, фотографическом или текстовом виде.
Прежде чем выдать для использования сотрудникам лаборатории докумен-
ты, являющиеся частью системы качества, их должен проверить и утвердить
уполномоченный для этого сотрудник. Документы могут быть следующих видов
(табл. 9.2).
Принятая процедура должна гарантировать, что:
официальные издания соответствующих документов доступны на всех
участках, где осуществляются основные операции, направленные на эффек-
тивную деятельность лаборатории;
документы периодически анализируются и, при необходимости, пересмат-
риваются, чтобы обеспечивать их постоянную пригодность и соответствие
предъявляемым требованиям;
534
Таблица 9.2
Назначение документа Вид документа
Описание системы обеспечения качества Руководство по качеству Должностные инструкции
Установление требований Стандарты на продукцию Регламенты (Гигиенические нормати- вы, перечни ПДК, ОБУВ и т. п.) Технические условия
Содержание рекомендаций (стандарты, ме- тодические указания, рекомендации и т. п.) Общетехнические стандарты Методики Справочные или расчетные таблицы
Содержание информации о том, как сле- дует выполнять действия (инструкции) Рабочие инструкции Инструкции по эксплуатации обору- дования Инструкции по ТБ Схемы пробоотбора
Содержание свидетельств выполненных дей- ствий или достигнутых результатов (данные или записи) Журналы Свидетельства о поверке (аттестации) Паспорт лаборатории Паспорта оборудования Градуировочные графики Протоколы
недействительные или устаревшие документы оперативно изымаются из
всех мест выпуска или использования либо другим образом предупреждается их
непреднамеренное использование;
устаревшие документы, сохраняемые в юридических или информационных
целях, соответствующим образом маркируются.
Документы системы качества, разработанные лабораторией, должны иметь
уникальную идентификацию. Среди элементов такой идентификации должны
присутствовать дата выпуска и/или обозначение пересмотра, нумерация стра-
ниц, общее число страниц или отметка конца документа и наименование орга-
на, выпустившего документ.
Изменения в документах должны анализироваться и утверждаться той же
службой, которая делала первоначальный анализ, если специально не назначе-
ны другие лица. Назначенные сотрудники должны иметь доступ к соответству-
ющей исходной информации, которая служит основой для их работы по анали-
зу и утверждению.
Измененный или новый текст должен быть идентифицирован в документе
или в соответствующих приложениях.
Если система управления документацией лаборатории разрешает вносить
изменения от руки в ожидании очередного изменения документов, то должны
быть определены процедуры и полномочия для таких изменений. Изменения
должны быть четко отмечены, завизированы и датированы. Пересмотренный
документ должен быть официально переиздан, как только это станет практи-
чески осуществимым.
535
В то же время должны быть установлены процедуры для описания того, как
вносятся и управляются изменения в документах, хранящихся в компьютерных
системах.
Часто бывает необходимо срочно внести изменения в документ вне уста-
новленной процедуры. Проведение таких изменений допускается при условии,
если они проводятся специально уполномоченными лицами (например, на-
чальниками смен при сменной работе). Правильность внесенных изменений в
кратчайший срок должна быть подтверждена лицом, ответственным за обеспече-
ние качества.
Следует обратить внимание на то, чтобы изменение компьютерных файлов
производилось только уполномоченными для этого лицами, для чего могут быть
применены системы паролей и защита от изменения файлов.
Изменения в компьютерные файлы, как правило, вносятся путем созда-
ния новых измененных файлов. При этом старые файлы сохраняются в
архивных директориях.
Программные файлы, в связи с их сложной структурой, как правило, пользо-
вателем не изменяются, а в случае необходимости заменяются полностью.
Лаборатория должна использовать методы испытаний и калибровок, вклю-
чая методы отбора образцов, которые отвечают потребностям клиентов и при-
годны для предпринимаемых испытаний и калибровок. Преимущественно
должны использоваться методы, приведенные в международных, региональ-
ных или национальных стандартах. Лаборатория должна удостовериться, что
она использует последнее действующее издание стандарта. При необходимости
к стандарту можно приложить дополнительные подробности, с тем чтобы обес-
печить согласованное применение.
Если клиент не указал метод, который следует использовать, лаборатория
должна выбрать соответствующие методы, которые были приведены в между-
народных, региональных или национальных стандартах, рекомендованы авто-
ритетными техническими организациями, были описаны в соответствующих
научных статьях или журналах или были рекомендованы изготовителем обору-
дования. Разработанные или принятые лабораторией методы также могут быть
использованы, если они пригодны. Лаборатория должна известить клиента в
случае, если предложенный им метод представляется пригодным или устарев-
шим. О выбранном методе следует уведомить клиента. Лаборатория должна под-
твердить, что она может правильно использовать стандартные методы, прежде
чем приступить к испытаниям или калибровке. Если стандартный метод меня-
ется, подтверждение следует повторить.
Введение методов испытаний и калибровок, разработанных лабораторией
для собственного использования, должно быть планируемым видом работы,
поручаемым квалифицированному персоналу, располагающему необходимы-
ми ресурсами.
Планы должны актуализироваться по мере разработки, и между всеми со-
трудниками, участвующими в этом процессе, должна быть обеспечена надеж-
ная связь.
В случае, если необходимо использовать методы, не являющиеся стандарт-
ными, они должны быть согласованы с клиентом и содержать четкое описание
требований клиента и цели испытания и калибровки. Перед использованием
эти методы должны пройти оценку.
536
Что касается новых методов испытаний и калибровок, то до их проведения
следует разработать процедуры, содержащие следующую информацию:
идентификацию;
область распространения;
описание типа изделия, подлежащего испытанию или калибровке;
параметры или количественные показатели и пределы, подлежащие опре-
делению;
аппаратуру и оборудование, включая требования к техническим характе-
ристикам;
требуемые эталоны сравнения и эталонные материалы;
требуемые условия окружающей среды и необходимый период стабилиза-
ции.
Описание процедуры, включая:
- прикрепление идентификационных знаков, обращение, транспортиров-
ку, хранение и подготовку изделий;
- проверки, необходимые перед началом работ;
- проверки нормального функционирования и, при необходимости, ка-
либровку и регулировку оборудования перед каждым его использова-
нием;
- способ регистрации наблюдений и результатов;
- меры безопасности, которые должны соблюдаться;
- критерии и/или требования для утверждения/отказа в утверждении;
- регистрируемые данные, метод анализа и форму представления;
- неопределенность или процедуру оценки неопределенности.
Оценка пригодности — это подтверждение путем исследования и предос-
тавления объективных доказательств того, что конкретные требования к спе-
цифическому целевому использованию выполняются.
Лаборатория должна оценивать пригодность нестандартных методов, мето-
дов, созданных/разработанных лабораторией, стандартных методов, использу-
емых за пределами целевой области распространения ее деятельности, а также
модификаций стандартных методов для подтверждения того, что методы под-
ходят для целевого использования. Лаборатория должна регистрировать полу-
ченные результаты, процедуру, использованную для оценки пригодности, и
решение о том, подходит ли метод для целевого использования.
Оценка пригодности может включать процедуры отбора образцов, обращения и
транспортировки. Эффективность метода определяют одним из следующих приемов или
их сочетанием:
калибровкой с использованием эталонов сравнения или эталонных материалов;
сравнением результатов, достигнутых с помощью других методов;
межлабораторными сравнениями;
систематическим оцениванием факторов, оказывающих влияние на результат;
оцениванием неопределенности результатов на основе научного осмысления тео-
ретических принципов метода и практического опыта.
Если в оцененные на пригодность нестандартные методы внесены изменения, то
влияние этих изменений следует задокументировать и, если уместно, провести новую
оценку этих методов.
Пределы и точность значений, получаемых с помощью оцененных методов
(например, значений неопределенности результатов, предела обнаружения,
537
избирательности метода линейности, предела повторяемости и воспроизводи-
мости, устойчивости к внешним воздействиям и/или поперечной чувствитель-
ности к интерференции матрицы образца/объекта испытаний), должны соот-
ветствовать потребностям клиентов.
Оценка на пригодность включает спецификацию требований, определение харак-
теристик методов, проверку того, что требования могут быть удовлетворены с помощью
используемого метода, и объявление о применимости.
По мере разработки метода следует проводить регулярный анализ требований кли-
ента. Любое изменение в требованиях, требующее внесения изменений в план разработ-
ки, должно быть одобрено и утверждено.
Оценка на пригодность — это всегда компромисс между затратами, риском и тех-
ническими возможностями. Существует много случаев, когда пределы и неопределен-
ность значений (например, точности предела обнаружения, избирательности, линей-
ности, повторяемости, воспроизводимости, устойчивости и взаимочувствительности)
могут быть даны только в упрощенном виде ввиду недостатка информации.
Калибровочная лаборатория или испытательная лаборатория, осуществ-
ляющая свои собственные калибровки, должна иметь и применять процедуру
оценки неопределенности измерений при всех калибровках и типах калибро-
вок.
В некоторых случаях характер метода испытаний может помешать тщатель-
ному, обоснованному с точки зрения метрологии и статистики расчету неопре-
деленности измерения. В подобных случаях лаборатория должна, по крайней
мере, попытаться идентифицировать все составляющие неопределенности и
провести объективную оценку, а также принять меры, чтобы форма отчета о
результатах не создавала ложного представления о неопределенности. Объек-
тивная оценка должна основываться на знании эффективности метода, облас-
ти измерений и учитывать имеющийся опыт и данные предыдущих оценок на
пригодность.
Степень необходимой тщательности при оценке неопределенности измерений
зависит от таких факторов, как:
требования метода испытаний;
требования клиента;
наличие узких пределов измерений, на которых основываются решения о соответ-
ствии спецификациям.
В случаях, когда широко признанный метод испытаний устанавливает пределы зна-
чений основных источников неопределенности измерения и форму представления вы-
численных результатов, считается, что лаборатория соответствует перечисленным фак-
торам, следуя методу испытаний и инструкциям об отчетности.
При оценке неопределенности измерения все составляющие неопределен-
ности, являющиеся существенными в данной ситуации, должны быть приняты
во внимание при помощи соответствующих методов анализа.
Источниками неопределенности являются (но не ограничиваются) используемые
эталоны сравнения и эталонные материалы, используемые методы и оборудование,
окружающая среда, свойства и состояние изделия, подлежащего испытанию или ка-
либровке, а также оператора.
Прогнозируемое длительное поведение испытуемого и/или калибруемого изделия,
как правило, не принимают в расчет при оценке неопределенности измерения.
Дополнительная информация содержится в ИСО 5725 и Руководстве по выраже-
нию неопределенности измерения.
538
Расчеты и передача данных должны систематически проверяться.
Если используются компьютеры или автоматизированное оборудование для
сбора, обработки, регистрации, отчетности, хранения или поиска данных ис-
пытаний и калибровок, лаборатория должна удостовериться, что:
разработанное пользователем компьютерное программное обеспечение до-
статочно подробно задокументировано и должным образом оценено как при-
годное для применения;
разработаны и внедрены процедуры защиты данных; эти процедуры долж-
ны включать, но не ограничиваться этим, целостность и конфиденциальность
ввода или сбора данных, хранения данных, передачи данных и обработки дан-
ных;
для обеспечения должного функционирования обеспечивается техничес-
кий уход за компьютером и автоматизированным оборудованием и создаются
условия окружающей среды и работы, необходимые для поддержания точности
данных испытаний и калибровок.
Коммерческое готовое программное обеспечение (например, обработка тестов, база
данных и статистические программы), обычно используемое в обозначенных рамках их
применения, может считаться достаточно оцененным. Однако конфигурацию/модифи-
кацию программного обеспечения, используемого в лаборатории, следует оценить.
Лаборатория должна располагать оборудованием всех видов для отбора об-
разцов, измерений и испытаний, требуемым для правильного проведения ис-
пытаний и калибровок (включая отбор проб, подготовку изделий, подлежащих
испытаниям и калибровке, обработку и анализ данных испытаний и калибро-
вок). В случаях, когда лаборатория нуждается в использовании оборудования,
находящегося вне ее постоянного контроля, она должна удостовериться, что
требования настоящего стандарта выполняются, что является определяющим
фактором.
Оборудование и его программное обеспечение, используемые .для прове-
дения испытаний, калибровок и отбора образцов, должны быть способны дос-
тигать требуемой точности и соответствовать техническим требованиям, отно-
сящимся к проводимым испытаниям и/или калибровкам. Программы калибро-
вок должны быть разработаны для основных параметров или характеристик
инструментов, если эти характеристики оказывают значительное влияние на
результаты. До ввода в эксплуатацию оборудование (включая оборудование,
используемое для отбора образцов) должно быть калибровано или проверено
на предмет установления его соответствия техническим требованиям, дей-
ствующим в лаборатории, и соответствующим стандартам.
С оборудованием должен работать уполномоченный персонал. Актуализи-
рованные инструкции по использованию и обслуживанию оборудования (вклю-
чая любые соответствующие руководства, предоставленные производителем
оборудования) должны быть всегда доступны для использования надлежащим
персоналом лаборатории.
Каждый вид оборудования и его программное обеспечение, используемые
при проведении испытаний и калибровок и оказывающие влияние на резуль-
тат, должны, если это практически осуществимо, быть однозначно идентифи-
цированы.
Оборудование каждого вида и его программное обеспечение должны быть
зарегистрированы. Регистрационные данные должны включать следующие све-
дения:
539
идентификацию оборудования каждого вида и его программного обеспече-
ния;
наименование изготовителя, идентификацию типа, серийный номер или
другую уникальную идентификацию;
результаты проверок соответствия оборудования нормативным докумен-
там;
местонахождение на данный момент, если уместно;
инструкции изготовителя, при их наличии, или данные о месте их нахож-
дения;
даты, результаты и копии отчетов и сертификатов всех калибровок, регу-
лировок, критериев приемки и планируемую дату очередной калибровки;
план обслуживания;
описание любых повреждений, неисправностей, модификаций или ремон-
та оборудования.
В лаборатории должны быть задокументированные процедуры по безопас-
ному обращению, транспортированию, хранению, использованию и планово-
му обслуживанию измерительного оборудования с целью обеспечения надле-
жащего функционирования и предупреждения загрязнения или порчи.
Если для проведения испытаний, калибровок или отбора образцов используются
средства измерений, не находящиеся на основной территории лаборатории, то в этом
случае необходимы дополнительные процедуры.
Если оборудование было подвергнуто перегрузке или неправильному обра-
щению, показало подозрительные результаты, оказалось с дефектами или его
параметры выходили за установленные пределы, оно должно быть выведено из
эксплуатации. Его необходимо изолировать для того, чтобы предотвратить его
использование, следует четко указать на ярлыке или маркировке, что оно не-
пригодно к использованию до тех пор, пока оно не будет отремонтировано,
калибровано или испытано на предмет правильного функционирования. В лабо-
ратории должны быть изучены последствия дефекта или отклонения от уста-
новленных на предыдущих испытаниях и калибровках параметров и разработа-
на процедура «Управление несоответствующими работами».
Все оборудование, находящееся под контролем лаборатории и нуждаю-
щееся в калибровке, должно быть маркировано, закодировано или каким-либо
другим образом идентифицировано (обозначен статус калибровки, включая дату
проведения последней калибровки и дату и критерии необходимости проведе-
ния повторной калибровки).
Если по какой-либо причине оборудование выходит из-под прямого конт-
роля лаборатории, лаборатория должна удостовериться, что функционирова-
ние и статус калибровки оборудования были проверены и найдены удовлетво-
рительными, прежде чем оборудование вновь будет эксплуатироваться.
Если необходимы промежуточные проверки с целью сохранения уверен-
ности в статусе калибровки оборудования, то эти проверки должны проводить-
ся в соответствии с установленной процедурой.
Если при калибровке потребуется введение ряда корректировочных коэф-
фициентов, то лаборатория должна располагать процедурами, обеспечиваю-
щими надлежащую актуализацию их копий (например, в программном обеспе-
чении компьютера).
Регулировка испытательного и калибровочного оборудования, включая
аппаратные средства и программное обеспечение, которые могут сделать не-
540
действительными результаты испытаний и калибровок, должна быть исклю-
чена.
Все оборудование, используемое для проведения испытаний и калибро-
вок, включая оборудование для дополнительных измерений (например, окру-
жающих условий), имеющее существенное влияние на точность и достовер-
ность результатов испытаний, калибровок или отбора образцов, должно быть
поверено до его ввода в эксплуатацию.
В лаборатории должны быть установленная программа и процедура для про-
ведения поверок оборудования.
Такая программа должна включать систему выбора, использования, калибровки,
проверки, контроля и ведения измерительных эталонов, эталонных материалов, ис-
пользуемых в качестве измерительных эталонов, а также измерительного и испытатель-
ного оборудования, используемого при проведении испытаний и калибровок.
В соответствии с РМГ 29—99 калибровка — это совокупность операций,
устанавливающих соотношение между значением величины, полученным с
помощью данного средства измерении, и соответствующим значением величи-
ны, определенным с помощью эталона, с целью определения действительных
метрологических характеристик этого средства измерений.
Калибровке подвергаются средства измерений, не подлежащие государ-
ственному метрологическому контролю и надзору.
Результаты калибровки позволяют определить действительные значения из-
меряемой величины, показываемые средством измерений, или оценить погреш-
ность этих средств. При калибровке могут быть определены и другие метрологи-
ческие характеристики.
Результаты калибровки средств измерений удостоверяются калибровочным
знаком, наносимым на средства измерений, или сертификатом о калибровке, а
также записью в эксплуатационных документах. Сертификат о калибровке пред-
ставляет собой документ, удостоверяющий факт и результаты калибровки
средства измерений, который выдается организацией, осуществляющей калиб-
ровку.
Для калибровочных лабораторий должна быть создана программа поверок
оборудования с тем, чтобы обеспечивать прослеживаемость калибровок и из-
мерений, проведенных лабораторией, по Международной системе единиц (СИ).
Калибровочная лаборатория устанавливает связь своих собственных изме-
рительных эталонов и измерительных инструментов с системой СИ посред-
ством неразрывной цепи поверок или сопоставлений, связывающих их с соот-
ветствующими первичными эталонами единиц измерений системы СИ. Связь с
единицами системы СИ может быть достигнута путем ссылки на нацио-
нальные измерительные эталоны. Национальные измерительные эталоны могут
быть первичными эталонами, которые являются первичной реализацией еди-
ниц системы СИ или принятыми представлениями единиц системы СИ на
основе фундаментальных физических постоянных величин, или они могут быть
вторичными эталонами, прошедшими калибровку в другом национальном метро-
логическом институте. При использовании сторонних калибровочных услуг про-
слеживаемость измерений должна обеспечиваться тем, что такие услуги предо-
ставляются лабораториями, которые могут продемонстрировать свою компе-
тентность и способность производить измерения и их прослеживаемость. Серти-
фикаты о калибровке, выдаваемые этими лабораториями, должны содержать
541
результаты измерений, включая измерение неопределенностей и констатацию
соответствия определенной метрологической спецификации.
Калибровочные лаборатории, соответствующие требованиям настоящего стандар-
та, рассматриваются как компетентные. Сертификат о калибровке с логотипом органа
по аккредитации, выданный калибровочной лабораторией, аккредитованной на соот-
ветствие ГОСТ Р ИСО/МЭК 17025—2000 в отношении проведения данного вида калиб-
ровки, является достаточным свидетельством прослеживаемости указанных калибро-
вочных данных.
Прослеживаемость измерения до единиц системы СИ может быть достигнута путем
ссылки на соответствующий первичный эталон или ссылкой на естественную констан-
ту, значение которой известно в рамках значения соответствующей единицы измерения
системы СИ и рекомендовано Генеральной конференцией мер и весов (ГКМВ) и Меж-
дународным комитетом мер и весов (МКМВ).
Калибровочные лаборатории, имеющие свои собственные первичные эталоны или
представление единиц системы СИ на основе фундаментальных физических постоян-
ных величин, могут заявить о прослеживаемости своих измерений к системе СИ только
после того, как эти эталоны будут сопоставлены, прямо или опосредованно, с другими
подобными эталонами национального метрологического института.
Термин «определенная метрологическая спецификация» означает, что из сертифи-
ката о калибровке должно быть ясно, с какими техническими характеристиками прово-
дилось сравнение измерений. Для этого в нем должны быть отмечены данные техничес-
кие характеристики или указана точная ссылка на соответствующие технические харак-
теристики.
Если термины «международный эталон» или «национальный эталон» используются
в связи с прослеживаемостью, то предполагается, что эти эталоны имеют свойства
первичных эталонов для реализации единиц системы СИ.
Прослеживаемость до национальных измерительных эталонов необязательно тре-
бует использования услуг национального метрологического института страны, в кото-
рой лаборатория расположена.
Если калибровочная лаборатория желает или обязана получить прослеживаемость
от национального метрологического института другой страны, эта лаборатория должна
выбрать национальный метрологический институт, который активно участвует в дея-
тельности МБВМ напрямую или через региональные группы.
Неразрывная цепь калибровок или сопоставлений может быть достигнута за не-
сколько этапов, выполняемых различными лабораториями, способными продемонст-
рировать прослеживаемость.
Существуют калибровки, которые в настоящее время не могут быть строго
выполнены в единицах системы СИ. В этих случаях калибровка должна обеспе-
чивать достоверность измерений путем установления прослеживаемости до со-
ответствующих эталонов, например:
использования сертифицированных эталонных материалов, предоставлен-
ных компетентным поставщиком, чтобы дать надежное определение физичес-
ких или химических характеристик материала;
использования установленных методов и согласованных эталонов, четко
описанных и принятых всеми заинтересованными сторонами.
По возможности, в соответствующей программе требуется проведение меж-
лабораторных сравнений результатов испытаний и калибровок.
Проведение испытаний
В отношении испытательных лабораторий требования, приведенные выше,
применимы к используемому измерительному и испытательному оборудова-
нию, если только не было установлено, что влияние калибровки на общую
542
неопределенность результатов испытаний незначительно. Когда возникает та-
кая ситуация, лаборатория должна гарантировать, что используемое оборудо-
вание может обеспечить необходимую неопределенность измерения.
Точность, с которой требования следует выполнять, зависит от относитель-
ного влияния неопределенности калибровки на общую неопределенность. Если
неопределенность является доминирующим фактором, требования должны быть
строго соблюдены.
Если прослеживаемость измерений до единиц системы СИ невозможна, то
для испытательных лабораторий (например, для сертифицированных эталон-
ных материалов, согласованных методов и согласованных эталонов) действуют
такие же требования прослеживаемости, как и для калибровочных лаборато-
рий.
Лаборатория должна иметь программу и описание процедур калибровки
своих собственных эталонов сравнения. Эталоны сравнения должны быть пове-
рены органом, который может обеспечить прослеживаемость, как это описано
выше. Такие эталоны, имеющиеся в лаборатории, должны быть использованы
только для калибровки и не для каких других целей.
Эталонные образцы должны калиброваться до и после любой настройки.
Эталонные материалы, по возможности, должны прослеживаться до еди-
ниц измерения системы СИ или до сертифицированных эталонных материалов.
Внутренние эталонные материалы должны проверяться в зависимости от тех-
нических и экономических потребностей.
Проверки, необходимые для поддержки доверия к статусу калибровки эта-
лонов сравнения первичных, переводных или рабочих эталонов и эталонных
материалов, должны проводиться в соответствии с определенными процедура-
ми и графиками.
В лаборатории должны соблюдаться процедуры по обращению, транспор-
тировке, хранению и использованию эталонов сравнения и эталонных матери-
алов для того, чтобы предупредить загрязнение или повреждение, а также для
того, чтобы сохранить их целостность.
Если эталоны сравнения и эталонные материалы используются для прове-
дения испытаний, калибровок или отбора образцов вне постоянной лаборато-
рии, то могут потребоваться дополнительные процедуры.
Лаборатория должна иметь план и описание процедур отбора образцов. Если
лаборатория проводит отбор образцов веществ, материалов или продукции для
последующего испытания и калибровки, то план и описание процедур отбора
образцов должны быть в наличии на месте проведения отбора образцов. Планы
отбора образцов должны, когда это целесообразно, основываться на статисти-
ческих методах. В процессе проведения отбора образцов необходимо учитывать
факторы, которые должны контролироваться с тем, чтобы обеспечить досто-
верность результатов испытаний и калибровок.
Отбор образцов представляет собой определенную процедуру, посредством кото-
рой берется часть вещества, материала или продукции с целью проведения испытания
или калибровки представительно от образца целого. Необходимость отбора образцов
может быть указана в спецификации, согласно которой проводится испытание или ка-
либровка вещества, материала или продукция. В некоторых случаях (например, при су-
дебном анализе) образец может не быть представительным, а определяться фактором
наличия.
543
В процедурах отбора образцов следует описывать выбор, план отбора, извлечение и
подготовку образцов или образцов из вещества, материала или продукции для получе-
ния требуемой информации.
Если клиент требует отклонений, дополнений или исключений в отноше-
нии документированной процедуры отбора образцов, то они должны быть под-
робно зарегистрированы вместе с соответствующими данными отбора образ-
цов и включены во все документы, содержащие результаты испытаний и ка-
либровок, а также сообщены соответствующему персоналу.
В лаборатории должны соблюдаться процедуры регистрации соответствую-
щих данных и операций, имеющих отношение к отбору образцов, которые
составляют часть проводимых испытаний или калибровок. Эти зарегистриро-
ванные данные должны включать описание используемой процедуры отбора
образцов, идентификацию специалиста, проводящего отбор образцов, условия
окружающей среды (при необходимости), а также диаграммы или другие экви-
валентные средства для необходимой идентификации места отбора образцов и,
если необходимо, статистические данные, на которых основываются процеду-
ры отбора образцов.
В лаборатории должны соблюдаться процедуры транспортирования, полу-
чения, обращения, защиты, хранения, сохранности и удаления испытываемых
и калибруемых изделий.
В них должны быть отражены требования, необходимые для защиты целос-
тности испытуемого и/или калибруемого изделия и защиты интересов лабора-
тории и клиента.
В лаборатории должна быть разработана система идентификации испыты-
ваемых и/или калибруемых изделий. Идентификация должна сохраняться на
протяжении всего пребывания изделия в лаборатории. Система должна дей-
ствовать таким образом, чтобы не допустить путаницы изделий физически или
при ссылках на них в протоколах или других документах. Если необходимо,
система должна предусматривать разбивку изделий по группам и перемещение
изделий внутри лаборатории или из нее.
При получении изделия для испытаний или калибровки аномалии и откло-
нения от нормальных или заданных условий, указанных в методе испытания
или калибровки, должны быть зарегистрированы. Если есть сомнения относи-
тельно пригодности изделия для испытания или калибровки или если оно не
соответствует предоставленному описанию, или требуемые испытания или ка-
либровки не описаны достаточно подробно, лаборатория должна проконсуль-
тироваться с клиентом с целью получения дальнейших инструкций до начала
испытаний или калибровки (должен быть протокол переговоров).
В лаборатории должны быть предусмотрены процедуры и соответствующие
возможности, чтобы избежать ухудшения характеристик, потери или повреж-
дений изделий для испытаний и калибровок во время их хранения, обращения
и подготовки. Инструкции по обращению, прилагаемые к изделию, должны
выполняться. Если изделия должны храниться или кондиционироваться при
определенных условиях окружающей среды, то эти условия должны поддержи-
ваться, контролироваться и регистрироваться. Если изделие для испытаний или
калибровки или его часть должны быть сохранены, в лаборатории должны быть
приспособления для их хранения и обеспечения их безопасности.
Если испытуемые изделия подлежат возврату в эксплуатацию после испытаний, то
требуется особая осторожность, чтобы их не повредить или не испортить при обраще-
нии, проведении испытаний или в процессе хранения.
544
Лица, ответственные за приемку и транспортировку образцов, должны иметь опи-
сание процедур отбора образцов и информацию об их хранении и транспортировке,
включая информацию о факторах отбора образцов, оказывающих влияние на результа-
ты испытаний или калибровок.
Безопасное хранение объектов испытаний или калибровки может требоваться по
различным причинам: требования к протоколированию, обеспечению безопасности,
ценности объекта, а также обеспечению возможности проведения дополнительных ис-
пытаний в последующий период.
Лаборатория должна располагать процедурами управления качеством с тем,
чтобы контролировать достоверность проведенных испытаний и калибровок.
Результаты должны регистрироваться так, чтобы можно было выявить тенден-
ции и там, где это возможно, применить статистические методы для анализа
результатов. Этот контроль должен планироваться и анализироваться и может
включать, но не ограничиваться этим, следующее:
регулярное использование сертифицированных эталонных материалов
и/или внутреннее управление качеством с использованием вторичных эталон-
ных материалов;
участие в межлабораторных сравнениях или программах проверки квали-
фикации;
дублирование испытаний или калибровок с использованием тех же или
других методов;
повторное испытание или повторная калибровка сохраняемых объектов;
корреляция результатов на разные характеристики изделия.
Выбранные методы должны соответствовать виду и объему выполняемой работы.
Результаты каждого испытания, калибровки или серии испытаний или ка-
либровок, проведенных лабораторией, должны быть сообщены объективно и в
соответствии со всеми специальными инструкциями, содержащимися в мето-
дах проведения испытания или калибровки.
Результаты должны заноситься в отчет об испытании или в сертификат о
калибровке и содержать всю информацию, требуемую клиентом и необходи-
мую для толкования результатов испытания или калибровки, а также всю ин-
формацию, требуемую для используемого метода.
Каждый отчет об испытании или свидетельство о калибровке должны со-
держать следующую информацию:
наименование документа «Отчет об испытании» или «Сертификат о калиб-
ровке»;
наименование и адрес лаборатории, а также место проведения испытаний
и/или калибровок, если оно не находится по адресу лаборатории;
уникальную идентификацию отчета об испытании или сертификата о ка-
либровке (например, серийный номер), а также идентификацию на каждой
странице с тем, чтобы обеспечить признание страницы как части отчета об
испытании или сертификата о калибровке, и, кроме того, четкую идентифика-
цию конца отчета об испытании или сертификата о калибровке;
наименование и адрес клиента;
идентификацию используемого метода;
описание, состояние, идентификацию изделия(й), прошедшего(их) ис-
пытания или калибровку;
35-1651
545
дату получения изделия(й), подлежащего(их) испытаниям или калибров-
ке, если это существенно для достоверности и применения результатов, а так-
же дату(ы) проведения испытаний или калибровок;
ссылку на план и методы отбора образцов, используемые лабораторией
или другими органами, если они имеют отношение к достоверности и приме-
нению результатов;
результаты испытаний или калибровок с указанием (при необходимости)
единиц измерений;
имя, должность и подпись или эквивалентную идентификацию лица(лиц),
утвердившего(их) отчет об испытаниях или сертификат о калибровке;
при необходимости — указание на то, что результаты относятся только к
изделиям, прошедшим испытания или калибровку.
Экземпляры отчетов об испытаниях или сертификатов о калибровке, вы-
полненные на бумаге, должны иметь нумерацию страниц и указание общего
числа страниц.
Лабораториям рекомендуется прилагать заявление о том, что отчет об ис-
пытаниях или сертификат о калибровке не могут быть воспроизведены пол-
ностью или частично без письменного разрешения лаборатории.
В дополнение к требованиям, перечисленным выше, в отчеты об испыта-
ниях должны включать следующее:
отклонения, дополнения или исключения, относящиеся к методу испыта-
ний, а также информацию о специальных условиях испытаний, таких как усло-
вия окружающей среды;
при необходимости — указание на соответствие/несоответствие требова-
ниям и/или спецификациям;
при необходимости — указание на оцененную неопределенность измере-
ний; информация о неопределенности должна присутствовать в отчетах об ис-
пытаниях, если она имеет отношение к достоверности или применению ре-
зультатов испытаний, если этого требует инструкция клиента или если неопре-
деленность влияет на соответствие диапазону, указанному в спецификации;
дополнительную информацию, которая может быть востребована специ-
альными методами испытаний, клиентами или группами клиентов.
В дополнение к требованиям, приведенным ранее, отчеты об испытаниях,
содержащие результаты отбора образцов, должны включать, если это необхо-
димо для толкования результатов испытаний, следующее:
дату отбора образцов;
однозначную идентификацию вещества, материала или продукции, образ-
цы которых отбирались (включая, при необходимости, наименование произво-
дителя, обозначение модели или типа и серийные номера);
место, где проводился отбор проб, включая любые графики, эскизы или
фотографии;
ссылку на используемые план и процедуры отбора образцов;
подробное описание условий окружающей среды во время проведения от-
бора образцов, которые могут повлиять на истолкование результатов испыта-
ний;
ссылку на любой стандарт или другие технические требования, касающие-
ся метода или процедуры отбора образцов, а также отклонения, дополнения
или исключения из соответствующей спецификации.
546
Сертификаты о калибровках
В дополнение к требованиям, перечисленным выше, сертификаты о калиб-
ровках должны, если это необходимо для истолкования результатов калибро-
вок, включать следующее:
условия (например, условия окружающей среды), при которых проводи-
лись калибровки и которые оказывают влияние на результаты измерений;
неопределенность измерения и/или указание на соответствие идентифици-
рованной метрологическим характеристикам спецификации или отдельным ее
положениям;
доказательства того, что измерения прослеживаются.
Сертификат о калибровке должен содержать только количественные пока-
затели и результаты функциональных испытаний. Если имеется заявление о
соответствии спецификации, то необходимо отметить, какие положения спе-
цификации выполняются, а какие нет.
Если в заявлении о соответствии спецификации отсутствуют результаты
измерений и связанные с ними неопределенности, лаборатория должна заре-
гистрировать эти результаты и хранить их для возможных ссылок на них в буду-
щем.
Если заявления о соответствии имеются, неопределенности измерений
должны быть приняты в расчет.
Если калибруемый прибор был настроен или отремонтирован, результаты
калибровок до и после настройки или ремонта, при их наличии, должны быть
отражены в отчете.
Сертификат о калибровке (или отметка о калибровке) не должен содер-
жать рекомендаций о периодичности проведения калибровок, за исключением
тех случаев, когда это согласовано с клиентом. Это требование может быть за-
менено законодательными регламентами.
Если включены мнения и толкования, лаборатория должна задокументи-
ровать основания, на которых они построены. Мнения и толкования должны
быть четко выделены в отчете об испытаниях.
Мнения и толкования не следует смешивать с проверками и сертификатами на
продукцию, предусмотренными в ИСО/МЭК 17020 и в Руководстве ИСО/МЭК 65.
Мнения и толкования, содержащиеся в отчете об испытаниях, могут касаться, но
не ограничиваться этим, следующего:
заявления о соответствии/несоответствии результатов требованиям;
выполнения требований, включенных в контракт;
рекомендации по использованию результатов;
указаний по усовершенствованию.
Во многих случаях может оказаться уместным обсудить мнения и толкования не-
посредственно с клиентом. Это необходимо указать в протоколе.
Если отчет об испытаниях содержит результаты испытаний, проведенных
субподрядчиками, они должны быть четко идентифицированы. Субподрядчик
должен представить отчет в письменном виде или с помощью электронных
средств.
Если калибровка была выполнена на условиях субподряда, лаборатория,
выполнившая эту работу, должна выдать сертификат о калибровке лаборато-
рии-подрядчику.
35*
547
При передаче результатов испытаний или поверок по телефону, телексу,
факсу или другим электронным или электромагнитным средствам должны вы-
полняться требования ГОСТ Р ИСО/МЭК 17025—2000.
Формат должен соответствовать каждому виду выполняемых испытаний или
поверок и минимизировать возможность их неверного понимания или непра-
вильного использования.
Следует уделять внимание структуре отчета об испытании или свидетельства о ка-
либровке, особенно в отношении представления данных испытания или калибровки и
удобства восприятия их клиентом. Заголовки должны быть, по возможности, стандарт-
ными
Существенные изменения в отчетах об испытаниях или в сертификатах о
калибровке после их выдачи должны производиться только в виде дополни-
тельного документа или дополнительной передачи данных и включать форму-
лировку:
«Дополнение к Отчету об испытаниях (или Сертификату о калибровке),
серийный номер (или другая идентификация)» или другую эквивалентную фор-
мулировку.
Такие изменения должны отвечать требованиям ГОСТ Р ИСО/МЭК
17025-2000.
Если необходимо представить полный новый отчет об испытаниях или
сертификат о калибровке соответственно, то они должны однозначно иденти-
фицироваться и содержать ссылку на оригинал, который они заменяют.
Г л а в a 10. МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
ИСПЫТАНИЙ ПРОДУКЦИИ
10.1. Испытание и контроль продукции
Главный результат любых испытаний — это информация о состоянии объекта
испытаний — продукции (материала, прибора, машины и т. д.). Поэтому каче-
ство испытаний (а значит, и качество работы испытателей) — это качество
информации, содержащейся в их результатах, а оценка качества испытаний —
оценка качества этой информации.
Качество информации по результатам испытаний определяется, в свою
очередь, качеством выбора (разработки) программы, методик и средств испы-
таний, т. е. качеством проекта, идеологии, испытаний и соответствующих тех-
нических решений, а также качеством реализации выбранной методологии ис-
пытаний, т. е. качеством реализации программ и методик.
На практике чаще всего встречается ситуация, когда испытания проводят-
ся по заданным (утвержденным) программам и методикам. В случаях, когда эти
программы и методики являются стандартными, их правильность не ставится
под сомнение и оценка качества испытаний сводится к оценке качества реали-
зации положений этих документов.
Оценить качество реализации программ и методик можно косвенно и
прямо.
Косвенная оценка — это оценка соблюдения всех организационных и тех-
нических требований, содержащихся в документах, регламентирующих прове-
дение испытаний: стандартах, программе, методиках. К примеру, можно оце-
нить правильность, воспроизведения условий испытаний, выбора средств из-
мерений и т. д. Чем скрупулезнее выполнены эти требования, чем менее факти-
ческие (измеренные и зарегистрированные) значения характеристик условий
испытаний отличаются от заданных, тем правильнее проведены испытания.
В этом случае оценка качества испытаний складывается из оценок состоя-
ния технических средств (аттестация), организации испытаний и качества ра-
боты персонала, обеспечивающего испытания.
10.2. Классификация испытаний и испытательного
оборудования (ИО)
Особенно следует отметить, что технический уровень и качество выпуска-
емой продукции отражают уровень предприятия, экономики страны, характе-
ризуют уровень жизни человека, всего общества.
Технический уровень и качество продукции оцениваются по совокупности
показателей, которые определяются по результатам испытаний. В связи с чем
испытаниям продукции на всех этапах ее жизненного цикла отводится важная
роль. Они позволяют проверить правильность выбранных конструктивных и
принципиальных решений, оценить степень соответствия показателей качества
549
продукции требованиям стандартов и технических условий и предотвратить
выпуск недоброкачественных изделий.
Испытания являются объективной оценкой технического уровня и каче-
ства изготовления продукции и принятия соответствующих решений о поста-
новке новой продукции на производство; об окончании серийного производ-
ства, о продолжении серийного выпуска; о целесообразности импорта; о под-
тверждении соответствия.
Объективная оценка технического уровня и качества продукции подразу-
мевает получение достоверной информации о фактических значениях показа-
телей качества продукции на всех стадиях жизненного цикла. А это значит, что
испытание включает в себя как оценивание характеристик продукции, напри-
мер, при разработке или подготовке к производству продукции, так и их конт-
роль, например, в эксплуатации продукции. В соответствии с этим существует
понятие «испытание» как техническая операция, заключающаяся в определе-
нии одной или нескольких характеристик данной продукции, процесса или
услуги в соответствии с установленной прроцедурой.
Испытание является сложным познавательным процессом получения ин-
формации о характеристиках объекта путем измерений, анализа, диагностики,
экспертизы и т. д. Наиболее распространенным способом получения информа-
ции о свойствах объекта являются измерения, которые позволяют с определен-
ной точностью получить значение параметра в количественном выражении. К
сожалению, не все характеристики объектов измеряются средствами измере-
ний, иногда приходится использовать и другие средства, например органолеп-
тические, позволяющие дать качественную оценку получаемых свойств
объектов.
Оценивание свойств объекта выполняется при необходимости получения
действительных значений (оценок) характеристик исследуемых свойств; конт-
роль характеристик выполняется в том случае, если задачей испытания являет-
ся установление соответствия характеристик объекта заданным требованиям.
Важнейшим признаком испытаний является принятие по их результатам
определенных решений, например, о возможности выпуска продукции, о ее
браке и т. д. Характерным для испытаний является задание определенных усло-
вий — реальных и моделируемых. Воздействия могут быть климатическими,
механическими, электрическими, тепловыми, радиационными, химическими
и т. п. Режимы функционирования объекта — значения его рабочих параметров,
при которых выполняются испытания. Условия испытаний могут предусматри-
вать определенные характеристики объекта при его функционировании и от-
сутствии функционирования, при наличии воздействий или после их приложе-
ния. Условия испытаний задаются и поддерживаются при испытаниях с опреде-
ленной точностью. Условия испытаний оговариваются в методике испытаний.
Важное значение имеет четкое определение термина «объект испытания».
Следует различать объект испытаний от образца для испытаний, который пред-
ставляет собой единицу продукции или ее часть. Образец является объектом
эксперимента при испытаниях. По результатам испытаний образцов выносят
суждение о продукции в целом.
В зависимости от вида продукции и программы испытаний объектом испы-
таний может быть единичное изделие или партия изделий. Объектом испытания
может служить макет или модель изделия.
550
Как уже установлено, испытанием называется экспериментальное опреде-
ление количественных и (или) качественных характеристик свойств объекта
испытаний как результата воздействия на него при его функционировании,
при моделировании объекта и (или) воздействий. Экспериментальное опреде-
ление характеристик свойств объекта при испытаниях может проводиться пу-
тем измерений, оценивания и контроля. Объектом испытаний являются про-
дукция или процессы ее производства и функционирования.
Важнейшими признаками любых испытаний являются:
принятие на основе их результатов определенных решений по объекту ис-
пытаний, например, о его годности или браковке, о возможности предъявле-
ния на следующие испытания и т. д.;
задание требуемых реальных или моделируемых условий испытаний.
Под условиями испытаний понимается совокупность воздействующих фак-
торов и (или) режимов функционирования объекта при испытаниях. В НД на
испытания конкретных объектов должны быть определены нормальные усло-
вия испытаний.
Целью испытаний следует считать нахождение истинного значения пара-
метра или характеристики не при тех реальных условиях, в которых он факти-
чески может находиться в ходе испытаний, а в заданных номинальных условиях
испытания. Реальные условия испытаний практически всегда отличаются от
номинальных, поскольку установить параметры условий испытаний абсолютно
точно невозможно. Следовательно, результат испытания всегда имеет погреш-
ность, возникающую не только вследствие неточного определения искомой
характеристики, но и из-за неточного установления номинальных условий ис-
пытания.
Результатом испытаний являются оценка характеристик свойств объекта,
установления соответствия объекта заданным требованиям по данным испыта-
ний, результаты анализа качества функционирования объекта в процессе ис-
пытаний. Результат испытаний характеризуется точностью — свойством испы-
таний, показывающим близость их результатов к действительным значениям
характеристик объекта в определенных условиях испытаний.
Между измерением и испытанием существует большое сходство:
результаты обеих операций выражаются в виде чисел;
погрешности обеих операций могут быть выражены как разности между
результатом измерения (испытания) и истинным значением измеряемой вели-
чины (или определяемой характеристики при номинальных условиях эксплуа-
тации).
Однако с точки зрения метрологии между ними имеется значительное от-
личие: погрешность измерения является только одной из составляющих по-
грешности испытания. Поэтому можно сказать, что испытание — это более
общая операция, чем измерение. Измерение можно считать частным случаем
испытания, при котором условия испытаний не представляют интереса.
Контролем называется процесс определения соответствия значения пара-
метра изделия установленным требованиям или нормам. Сущность всякого кон-
троля состоит в проведении двух основных этапов. На первом из них проводится
получение информации о фактическом состоянии некоторого объекта, о при-
знаках и показателях его свойств. Эта информация называется первичной. На
втором этапе первичная информация сопоставляется с заранее установленны-
ми требованиями, нормами, критериями. При этом выявляются соответствия
551
или несоответствия фактических данных требуемым. Информация о расхожде-
нии фактических и требуемых данных называется вторичной. Вторичная инфор-
мация используется для выработки соответствующих решений по поводу объекта
контроля. В ряде случаев граница между этапами контроля неразличима, пер-
вый этап может быть выражен нечетко или практически не наблюдаться. Харак-
терным примером такого рода является контроль размера детали калибром,
сводящийся к операции сопоставления фактического и предельно допустимого
значений параметра.
Контроль состоит из ряда элементарных операций:
измерительного преобразования контролируемой величины; воспроизве-
дения установок контроля; сравнения и получения результата контроля.
Измерения и контроль тесно связаны друг с другом, близки по своей ин-
формационной сущности и содержат ряд общих операций (например, сравне-
ние, измерительное преобразование). В то же время процедуры измерения и
контроля во многом различаются:
результатом измерения является количественная характеристика, а контроля —
качественная;
измерение осуществляется в широком диапазоне значений измеряемой вели-
чины, а контроль — обычно в пределах небольшого числа возможных сос-
тояний;
контрольные приборы, в отличие от измерительных, применяются для провер-
ки состояния изделий, параметры которых заданы и изменяются в узких
пределах;
основной характеристикой качества процедуры измерения является точность,
а процедуры контроля — достоверность.
В практике большое распространение получил так называемый допусковый
контроль, суть которого состоит в определении путем измерения или испытания
значения контролируемого параметра объекта и сравнения полученного ре-
зультата с заданными граничными допустимыми значениями. Частным случаем
допускового контроля является поверка средств измерений, в процессе кото-
рой исследуется попадание погрешностей СИ в допускаемые пределы.
При допусковом контроле возможны три зоны контролируемого состоя-
ния:
ниже допускаемого значения (Х<ХН);
выше допускаемого значения (X >ХВ);
между верхним и нижним допускаемыми значениями (ХН<Х<ХВ).
Результатом контроля является не число, а одно из взаимоисключающих
утверждений:
контролируемая характеристика (параметр) находится в пределах допуска-
емых значений, т. е. результат контроля — «годен»;
контролируемая характеристика (параметр) находится за пределами до-
пускаемых значений, т. е. результат контроля — «не годен» или «брак».
Создание новых видов продукции, постоянное повышение требований к ее
качеству, усложнение техники, разнообразие условий эксплуатации продук-
ции обусловили разнообразие видов испытаний, проводимых на различных ста-
диях жизненного цикла продукции.
В соответствии с ГОСТ 16504—81 установлена следующая классификация
видов испытаний:
552
исследовательские, контрольные, сравнительные,
определительные;
по назначению:
по уровню проведения испытаний: государственные;
по этапам разработки продукции: доводочные, предварительные, приемочные;
по испытаниям готовой продукции: квалификационные, предъявительские, приемо- сдаточные, периодические, инспекционные, ти- повые, аттестационные, сертификационные;
по условиям и месту проведения испытаний: лабораторные, стендовые, полигонные, натурные, с использованием моделей, эксплуатационные;
по продолжительности испытаний: нормальные, ускоренные, сокращенные;
по виду воздействия: механические, климатические, термические, ра- диационные, электрические, электромагнитные, магнитные, химические, биологические;
по результату воздействия: неразрушающие, разрушающие, испытания на прочность, испытания на устойчивость;
по определяемым характеристикам объекта: функциональные, испытания на надежность, ис- пытания на безопасность, испытания на транс- портабельность, граничные испытания, техноло- гические испытания.
Наибольший практический интерес представляют испытания, имеющие
отношение к разработке и производству продукции, а также испытания по
виду воспроизводимого воздействия. И среди них прежде всего: приемочные,
квалификационные, приемосдаточные, периодические, инспекционные, ат-
тестационные и сертификационные испытания, а также стендовые испытания,
среди которых наиболее массовыми являются механические и климатические
испытания.
Основными задачами названных видов испытаний являются:
приемочные испытания — определение соответствия техническому заданию,
стандартам и техническим условиям, оценка технического уровня, определе-
ние возможности постановки на производство. Проводятся при постановке на
производство новых изделий;
квалификационные испытания — определение готовности производства к
серийному выпуску на основе отработанного производственного процесса, обес-
печивающего стабильное качество продукции и выпуск ее в необходимых ко-
личествах. Испытанию подвергается продукция из установочной или первой
партии. Проводится при решении вопроса об окончании освоения серийного
производства и начале серийного выпуска;
приемосдаточные испытания — испытания продукции при приемочном кон-
троле. Проводится изготовителем продукции или заказчиком;
периодические испытания — испытания выпускаемой продукции, проводи-
мые в объемах и в сроки, установленные НД с целью контроля стабильности
качества продукции и возможности продолжения ее выпуска;
553
инспекционные испытания — проверка стабильности качества, выполнения
мероприятий по повышению надежности, безопасности и других эксплуатаци-
онных характеристик продукции. Проводятся по поручению Федерального
агентства по техническому регулированию и метрологии и других федеральных
органов, а также по поручению контролирующих или следственных органов с
целью принятия решения о продолжении серийного выпуска;
сертификационные испытания — установление соответствия продукции меж-
дународным или национальным стандартам. Проводятся при принятии реше-
ния о целесообразности импорта, а также при выдаче сертификата соответ-
ствия. При этом при сертификации продукции, подлежащей импорту, устанав-
ливается соответствие импортируемых изделий отечественным стандартам. Сер-
тификационные испытания проводятся в признанных и получивших право на
проведение сертификационных испытаний (аккредитованных) испытательных
лабораториях (центрах);
стендовые испытания — испытания, проводимые на испытательном обору-
довании;
механические испытания — испытания на воздействие механических фак-
торов;
климатические испытания — испытания на воздействие климатических фак-
торов.
Все виды испытаний на воздействие внешних факторов проводятся для
проверки работоспособности и сохранности внешнего вида в условиях или пос-
ле воздействия факторов. В зависимости от целей испытаний на воздействие
внешних факторов различают испытания на прочность и испытания на устой-
чивость;
испытания на прочность — испытания, проводимые для определения значе-
ний воздействующих факторов, вызывающих выход значений характеристик
свойств объекта за установленные пределы или его разрушение;
испытания на устойчивость — испытания, проводимые для контроля спо-
собности изделия выполнять свои функции и сохранять значения параметров
в пределах установленных норм во время действия на него определенных фак-
торов.
В соответствии с ГОСТ Р 1.12—99 под методом испытаний понимают уста-
новленную техническую процедуру проведения испытаний.
Методы проведения этих испытаний существенно не различаются. Отличие
испытаний на прочность от испытаний на устойчивость заключается в основ-
ном в продолжительности и в том, что им, главным образом, подвергаются
изделия, не предназначенные для работы в условиях этих воздействий и испы-
тывающие их только при транспортировании. В связи с этим испытаниям на
прочность подвергаются неработающие изделия, а измерение параметров изде-
лий осуществляется до и после воздействий. Вторым основным отличием явля-
ется уровень воздействий. При испытаниях на прочность он много больше.
Различают три основных способа проведения лабораторных испытаний:
последовательный, параллельный и комбинированный.
Последовательный способ предполагает поочередное раздельное воздействие
различных внешних факторов на испытываемые изделия и наблюдение за их
состоянием. Важным условием проведения последовательных испытаний явля-
ется соблюдение порядка воздействия внешних факторов. Рекомендуется начи-
нать испытания с воздействия на изделия наименее жестких внешних факто-
554
ров, при которых будет наименьшая опасность отказов. Последовательность
проведения испытаний зависит от назначения изделия, предполагаемых усло-
вий эксплуатации и т.д., а следовательно, для каждого конкретного изделия
различная. Рекомендуется начинать с электрических и механических испыта-
ний. Недостатком этого способа является зависимость результатов испытаний
от воздействия только одного фактора, что затрудняет делать выводы о поведе-
нии изделия в реальных условиях эксплуатации. Кроме того, данный способ
весьма продолжителен и при его осуществлении имеет место большой износ
изделия.
Параллельный способ испытаний характеризуется тем, что воздействию
различных факторов подвергаются одновременно несколько изделий, что су-
щественно сокращает время испытаний.
Комбинированный способ испытаний характеризуется одновременным воз-
действием ряда различных факторов на испытуемое изделие. Он позволяет оп-
ределить реакцию изделия на одновременное воздействие нескольких внешних
факторов, что приближает условия испытания к реальным условиям эксплуа-
тации. Достоинствами этого метода являются сокращение времени испытаний
и возможность выявления таких отказов, которые могли быть невыявленными
при последовательном и параллельных способах. Однако при этом затруднено
определение причины отказа и существенно осложняется аппаратурное обес-
печение.
Следует иметь в виду, что не всегда испытания комбинированным спо-
собом приводят к ужесточению условий испытаний. Например, низкие тем-
пературы препятствуют росту плесени и коррозии в морских условиях. В то же
время вибрационные условия ужесточаются при воздействии в сочетании с
температурой из-за уменьшения трения.
В ходе комбинированных испытаний вследствие воздействия всех трех фак-
торов уменьшается трение металлических поверхностей в испытуемых элект-
ронных блоках. Повышенная температура приводит к отделению одних поверх-
ностей от других из-за разности тепловых коэффициентов расширения, а вода,
выделившаяся из влажной атмосферы, проникает в образовавшиеся щели. В
результате коэффициент трения в соединениях существенно уменьшается; на-
пример, при переходе от вибрации в сухой атмосфере к испытаниям во влаж-
ной атмосфере коэффициент трения уменьшается в 2 раза и более. Значительно
увеличивается вибрация и быстрее наступает усталость.
Кроме того, комбинированное воздействие температуры и влажности при-
водит к ускорению коррозии под напряжением и усталости. Эти два вида отка-
зов могут возникнуть вместе или независимо друг от друга. Коррозия металла
ускоряется, когда напряжение, возникшее вследствие изменений температуры
и вибрации, воздействует на испытуемый объект в коррозийно-активной влаж-
ной атмосфере. Повышение температуры приводит, как правило, к сокраще-
нию усталостной долговечности. Дополнительное сокращение усталостной дол-
говечности вызывается поверхностной коррозией, обусловленной влажностью.
Комбинированные испытания приводят также к повреждению покрытий.
Эти повреждения ускоряются из-за попеременного расширения и сжатия, выз-
ванного изменениями температуры, а также переменным изгибом, возникаю-
щим при вибрации. В покрытиях образуются трещины, через эти трещины влага
проникает к компонентам и вызывает изменение величины емкости и сопро-
тивления компонентов на печатных платах, что может привести к полному или
частичному выходу из строя электронных компонентов.
555
Различают также функциональные испытания — испытания, проводимые с
целью определения значения показателей назначения объекта.
Все воздействующие факторы классифицируются на:
климатические: температура (тепло, холод, циклические изменения), влаж-
ность (повышенная, дождь, иней, роса), атмосферное давление (пониженное,
повышенное), солнечная радиация (инфракрасное и ультрафиолетовое излуче-
ние), примеси в воздухе (пыль, соли — морской туман, промышленные газы),
биологические факторы (грибок — плесень), насекомые, грызуны;
механические: вибрация, удар, линейное ускорение, акустическое поле;
электромагнитные: электрическое напряжение, электромагнитное поле,
магнитное поле;
химические.
Технической базой испытаний являются средства испытаний, к которым
относятся любые технические устройства, материалы, вещества, необходимые
для проведения испытаний. В состав средств испытаний входят средства воспро-
изведений, средства измерений, приспособления, материалы и вещества, т.е.
все, без чего невозможно провести испытание.
Важнейшим видом средств испытаний является испытательное обору-
дование, под которым понимают устройства для воспроизведения условий ис-
пытаний — воздействий на испытуемый объект и режимов его функциони-
рования. Это специальные стенды, испытательные машины, установки, кли-
матические камеры и другие устройства, которые воспроизводят заданные ус-
ловия испытаний: температуру, влажность, давление, электромагнитные или
радиационные воздействия, акустические воздействия, механические нагрузки
ит. д.
ИО классифицируется по видам:
климатические камеры (термокамеры, влагокамеры, термовлагокамеры,
камеры дождя, камеры инея и росы, барокамеры, термобарокамеры, термо-
влагобарокамеры, радиационные камеры, камеры пыли, камеры морского ту-
мана и др.);
механические (вибрационные установки и вибростенды, ударные установки
и ударные стенды, центрифуги, акустические камеры и т.д.);
электромагнитные (пробойные испытательные установки, кольца Гельм-
гольца и др.).
10.3. Обеспечение единства измерений в ходе
испытаний продукции
ОСНОВНЫЕ ПОЛОЖЕНИЯ ЕДИНСТВА ИЗМЕРЕНИЙ
Основой достижения качества испытаний является обеспечение единства
измерений в ходе проведения испытаний, именно поэтому требования обеспе-
чения единства измерений являются первостепенными при аттестации испыта-
тельных и сертификационных центров.
Таким образом, говоря об обеспечении единства измерений при испытаниях
продукции, имеются в виду измерения, проводимые при испытаниях. Это прежде
всего измерения характеристик испытуемого объекта и измерения характерис-
тик условий испытаний. Точность этих измерений нормируется и, естественно,
должна контролироваться при испытаниях.
556
В соответствии с Законом «Об обеспечении единства измерений» вся дея-
тельность метрологических служб в ходе испытаний продукции сводится к ре-
шению традиционных метрологических вопросов, связанных с измерительной
техникой.
Это создание эталонов, методов передачи размера единиц, обеспечение
поверки и калибровки средств измерений, организации надзора за состоянием
средств измерений и т.д.
Общие правила обеспечения единства измерений регламентированы Зако-
ном «Об обеспечении единства измерений» и правилами по метрологии.
В то же время в ходе испытаний не учитываются операции, проводимые
при испытаниях и не связанные с измерениями, но точность их выполнения
влияет на точность результата испытаний.
Основными видами испытаний являются испытания на воздействие окру-
жающей среды и на функционирование. Важнейшим требованием к проведе-
нию этих испытаний является обеспечение строгого соответствия и условий
испытаний. Эти испытания, как правило, осуществляются в лабораторных или
производственных условиях, которые отличаются от условий реальной эксплу-
атации тем, что при их проведении не представляется возможным моделиро-
вать все внешние воздействия одновременно в тех случайных соотношениях, в
которых они имеют место при реальной эксплуатации.
При этих испытаниях определяется значение параметра испытуемого объекта
при заранее заданных условиях испытаний. При этом вследствие того, что усло-
вия испытаний трудно установить равными заданным значениям, измеряют
фактически не то значение, которое требуется определить, а некоторое другое,
которое существует при установленных условиях, отличающихся от заданных
значений на погрешность их установки. Поэтому погрешность результата испы-
таний будет зависеть как от погрешности измерения определяемого параметра
испытуемого объекта, так и от погрешности установки условий испытаний.
Именно это и обусловливает дополнительные мероприятия по обеспечению
единства измерений в ходе испытаний продукции.
Следует заметить, что погрешность измерения определяемого параметра
является одной из трех составляющих погрешности испытаний и поэтому обес-
печение единства измерений в ходе испытаний не может быть сведено только к
обеспечению единства и точности измерений, проводимых при испытаниях.
Обеспечение единства измерений в ходе испытаний продукции подра-
зумевает комплекс организационно-технических мероприятий, направленных
на обеспечение точности испытаний, которая характеризуется погрешностью.
Однако вопрос оценки погрешности испытаний не простой. Одна из основных
трудностей его решения состоит в необходимости определения зависимости
свойств объекта от воздействий условий испытаний. В связи с чем в НД, регла-
ментирующей методы и нормы испытаний, требования к погрешности испы-
таний не нормируются, а нормируются требования к погрешности установки и
поддержания параметров условий испытаний.
Таким образом, задача единства измерений в ходе испытаний упрощается.
Она сводится к обеспечению единства измерений в ходе контроля параметров
и характеристик испытуемых изделий и к обеспечению единства измерений в
ходе воспроизведения заданных условий испытаний, т.е. к обеспечению точно-
сти измерения контролируемых параметров испытуемых изделий и точности
воспроизведения (задания, установки) испытательного режима.
557
Оценка погрешности воспроизведения (установки, задания) испытательного
режима определяется как совокупность разностей между значениями парамет-
ров в действительном (реальном) и номинальном (идеальном) режимах. Пара-
метров, характеризующих испытательный режим, может быть достаточно мно-
го, а физическая сущность и последствия воздействия на испытуемое изделие
различны. Так, например, под испытательным режимом вибрационной уста-
новки понимается совокупность значений параметров, характеризующих фор-
му и ориентацию в пространстве траекторий и закон изменения воспроизводи-
мого виброускорения (перемещения, скорости) точек крепления испытуемого
изделия к столу вибростенда.
Так как определение названной погрешности в общем виде по многим при-
чинам вызывает значительные трудности (ибо эта погрешность характеризуется
совокупностью чисел по разнице множества параметров или функций, опреде-
ляющей мгновенное значение отклонений реального процесса от номинально-
го), на практике пользуются составляющими этой погрешности. Строго говоря,
даже не составляющими, а так называемыми техническими характеристиками
средств испытаний, определяющими эти составляющие в соответствии с
ГОСТ Р 8.568—97. С помощью технических точностных характеристик могут
быть определены границы применимости средств испытаний, значения вос-
производимых воздействий или составляющие погрешности испытательного
режима. К таким характеристикам, например, вибрационных установок, отно-
сятся; коэффициент гармоник, определяющий изменение закона колебаний от
синусоидального; коэффициент поперечных составляющих, определяющий от-
клонение колебания от заданного; коэффициент неравномерности распределе-
ния ускорения по столу вибростенда, определяющий отклонение значений ус-
корений в точках крепления испытуемого изделия от значения ускорения в
контрольной точке и т.д.
Таким образом, проблема обеспечения единства измерений в ходе испытаний
продукции сводится к вопросам, касающимся обеспечения точности измере-
ний параметров испытуемого изделия и контролируемого испытательного ре-
жима, выпуска в обращение соответствующего качества средств испытаний и
разработки соответствующих современным требованиям методов и методик
испытаний. К этим вопросам относятся: нормирование номенклатуры парамет-
ров испытуемых изделий, подлежащих контролю при испытаниях; нормирова-
ние номенклатуры параметров контролируемого процесса испытательного ре-
жима; нормирование номенклатуры метрологических и технических характери-
стик средств испытаний и средств измерений; нормирование норм точности
задания и поддержания параметров испытательного режима; разработка мето-
дик контроля параметров испытательного режима и характеристик испытуемых
изделий; традиционные задачи, связанные с обеспечением единства измере-
ний и т.п.
Обеспечение единства измерений в ходе испытаний — более сложная про-
блема, чем обеспечение единства измерений, так как помимо мероприятий по
повышению точности и единства измерений включает в себя мероприятия по
сохранению средствами испытаний способности воспроизводить и поддерживать
с требуемой точностью заданный испытательный режим в течение определен-
ного периода времени.
Таким образом, в круг задач обеспечения единства измерений в ходе испы-
таний следует включить аттестацию методики испытаний с целью установления
558
фактических значений показателей точности, достоверности и воспроизводи-
мости испытаний и надзор за испытательной техникой. Надзор за испытатель-
ной техникой подразумевает первичную, периодическую и повторную аттеста-
цию испытательного оборудования с целью определения действительных зна-
чений нормированных технических характеристик оборудования, их соответ-
ствия требованиям НД и установление пригодности оборудования к эксплуата-
ции.
10.4. Метрологическое обеспечение испытаний
продукции для целей подтверждения
соответствия
Метрологическое обеспечение испытаний — установление и применение на-
учных и организационных основ, технических средств, метрологических пра-
вил и норм, необходимых для получения достоверной измерительной инфор-
мации о значениях показателей качества и безопасности продукции и услуг, а
также о значениях характеристик воздействующих факторов и (или) режимов
функционирования объекта при испытаниях, других условий испытаний.
Испытания — техническая операция, заключающаяся в определении одной
или нескольких характеристик данной продукции, процесса или услуги в соот-
ветствии с установленной процедурой по ГОСТ Р 1.12—99.
Погрешность результатов испытаний — разность между результатом испы-
таний характеристики объекта при фактических условиях испытаний и истин-
ным (действительным) значением характеристики объекта при условиях испы-
таний, установленных в НД на методы испытаний объекта (по МИ 1317—86).
Воспроизводимость результатов испытаний — характеристика результатов
испытаний, определяемая близостью результатов испытаний одного и того же
объекта по единым методикам в соответствии с требованиями одного и того же
НД с применением различных экземпляров оборудования разными оператора-
ми в разное время.
Воспроизводимость результатов испытаний зависит не только от точности
измерений, но и от однородности и стабильности характеристик испытуемого
объекта, непостоянства характеристик объекта между испытаниями, в том чис-
ле от разброса характеристик образцов (проб), отобранных для испытаний.
Норматив (предел) воспроизводимости — предельно допускаемое абсолютное
расхождение между двумя результатами испытаний, полученными в условиях
воспроизводимости для доверительной вероятности 0,95.
В международной практике принято условное обозначение предела воспро-
изводимости R > | Jq— Х2\, где и Х2 — результаты испытаний одного и того же
объекта по единым методикам в соответствии с требованиями одного и того же
НД с применением различных экземпляров оборудования разными оператора-
ми в разное время.
При проведении межлабораторных испытаний для целей подтверждения
соответствия Х\ и Х2 — результаты испытаний одного и того же объекта по
единым методикам в соответствии с требованиями одного и того же НД в раз-
ных лабораториях.
Статистическая оценка воспроизводимости — среднее квадратическое от-
клонение воспроизводимости результатов испытаний в соответствии с ГОСТ Р
ИСО 5725-2002.
559
Повторяемость (сходимость) результатов испытаний — характеристика ре-
зультатов испытаний, определяемая близостью результатов испытаний одного
и того же объекта по одной и той же методике в соответствии с требованиями
одного и того же НД в одной и той же лаборатории одним и тем же оператором
с использованием одного и того же экземпляра оборудования в течение корот-
кого промежутка времени.
Норматив (предел) повторяемости (сходимости) — предельно допускаемое
абсолютное расхождение между двумя результатами испытаний, полученными
в условиях повторяемости (сходимости) для доверительной вероятности 0,95
согласно МИ 1317-86.
В международной практике принято условное обозначение предела по-
вторяемости (сходимости) г > l^—х2|, где хг и х2 — два результата испытаний
одного и того же объекта по одной и той же методике в одной и той же лабора-
тории одним и тем же оператором с использованием одного и того же экземп-
ляра оборудования в течение короткого промежутка времени.
Статистическая оценка повторяемости (сходимости) — среднее квадрати-
ческое отклонение повторяемости (сходимости) результатов испытаний согласно
МИ 1317-86 и ГОСТ Р ИСО 5725-2002.
Соответствие (в области оценки соответствия) — соблюдение уста-
новленных требований к продукции, процессу или услуге в соответствии с
ГОСТР 1.12-99.
Оценка соответствия — любая деятельность, связанная с прямым или кос-
венным определением того, что соответствующие требования выполняются в
соответствии с ГОСТ Р 1.12—99.
Подтверждение соответствия — деятельность, результатом которой являет-
ся документальное свидетельство, дающее уверенность в том, что продукция,
процесс или услуга соответствуют установленным требованиям согласно
ГОСТР 1.12-99.
Применительно к продукции или услуге свидетельство может быть в виде
декларации о соответствии или сертификата соответствия согласно ГОСТ Р
1.12-99.
Испытания на соответствие — процедура оценивания соответствия путем
проведения испытаний согласно ГОСТ Р 1.12—99.
ЦЕЛИ И ЗАДАЧИ МЕТРОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ
ИСПЫТАНИЙ
Основная цель метрологического обеспечения испытаний — получение до-
стоверной измерительной информации о значениях показателей качества и бе-
зопасности продукции.
Основные задачи метрологического обеспечения испытаний:
создание необходимых условий для получения достоверной информации о
значениях показателей качества и безопасности продукции при испытаниях;
разработка методик испытаний, обеспечивающих получение результатов
испытаний с погрешностью и воспроизводимостью, не выходящих за пределы
установленных норм;
разработка программ испытаний, обеспечивающих получение достоверной
информации о значениях показателей качества и безопасности продукции и их
соответствие установленным требованиям;
560
проведение метрологической экспертизы программ и методик испытаний;
обеспечение поверки средств измерений, используемых в сферах рас-
пространения государственного метрологического контроля и надзора и при-
меняемых для контроля параметров испытуемой продукции, характеристик
условий испытаний, условий и параметров безопасности труда и состояния
окружающей среды в соответствии с ПР 50.2.006—94;
обеспечение аттестации испытательного оборудования в соответствии с
ГОСТ Р 8.568-97;
обеспечение калибровки средств измерений, не подлежащих государ-
ственному метрологическому контролю и надзору в соответствии с
ПР 50.2.006-94 и ПР 50.2.018-95;
обеспечение аттестации методик выполнения измерений в соответствии с
ГОСТ Р 8.563-96;
подготовка персонала испытательных подразделений к выполнению изме-
рений и испытаний, техническому обслуживанию и аттестации испытательного
оборудования.
ОСНОВНЫЕ ТРЕБОВАНИЯ К МЕТРОЛОГИЧЕСКОМУ
ОБЕСПЕЧЕНИЮ ИСПЫТАНИЙ
На предприятиях (в организациях), где проводят испытания для целей под-
тверждения соответствия и в других сферах распространения государственного
метрологического контроля и надзора, должна быть создана метрологическая
служба или иная организационная структура по обеспечению единства изме-
рений в соответствии с Законом «Об обеспечении единства измерений» и
ПР 50-732-93.
Типы средств измерений, применяемых при проведении испытаний для
указанных целей, должны быть утверждены Федеральным агентством по тех-
ническому регулированию и метрологии согласно ПР 50.2.009—94.
Экземпляры средств измерений, используемые при проведении испытаний
для целей подтверждения соответствия, в том числе при контроле характеристик
испытуемой продукции, характеристик условий испытаний, контроле пара-
метров опасных и вредных производственных факторов и состояния окружаю-
щей среды и при подтверждении соответствия принятием декларации о соот-
ветствии, должны быть поверены согласно ПР 50.2.006—94.
Экземпляры средств измерений, используемые при проведении испытаний
для целей добровольной сертификации, в сферах, на которые не рас-
пространяются государственный метрологический контроль и надзор, калиб-
руют согласно ПР 50.2.006—94 и ПР 50.2.018—95.
Стандартные образцы состава и свойств веществ и материалов, используемые
при проведении испытаний для целей подтверждения соответствия должны
быть утвержденных типов в соответствии с ГОСТ 8.315—97.
Испытательное оборудование должно быть аттестовано в соответствии с
ГОСТ Р 8.568—97 с учетом требований НД на методы испытаний.
Оборудование относят к испытательному в соответствии с его назначением
по ГОСТ 16504—81 (см. примеры классификации и применения технических
средств испытаний нефти и нефтепродуктов В МИ 2418—97).
Технологическое, лабораторное, вспомогательное и подобное оборудова-
ние, не относящееся к испытательному, подвергают периодической проверке
36-1651
561
технического состояния в соответствии с указаниями, содержащимися в инст-
рукциях по эксплуатации этого оборудования или в паспортах.
Методики выполнения измерений, применяемые при испытаниях для це-
лей подтверждения соответствия, должны быть аттестованы или стандартизованы
в соответствии с требованиями ГОСТ Р 8.563—96.
Результаты измерений при испытаниях должны быть выражены в единицах
величин, допущенных к применению в Российской Федерации по ГОСТ
8.417-2002.
Характеристики и параметры продукции, поставляемой на экспорт, в том
числе средств измерений, могут быть выражены в единицах, установленных
заказчиком, или в условных единицах, установленных в стандартах и других
НД для определенных групп однородной продукции. Результаты испытаний
выражают в соответствующих единицах в соответствии с Законом «Об обеспе-
чении единства измерений».
Методики испытаний разрабатывают на основе положений НД Госу-
дарственной системы обеспечения единства измерений и НД на продукцию и
методы ее испытаний; при этом должны быть выполнены следующие требова-
ния:
установлены нормы показателей точности и воспроизводимости результатов
испытаний (в том числе межлабораторной воспроизводимости);
предусмотрены процедуры оценивания характеристик погрешности и вос-
производимости результатов испытаний;
при оценивании погрешности результатов испытаний учтены погрешность
измерений параметров продукции и влияние на эти параметры отклонений
фактических условий испытаний от условий испытаний, установленных в НД
на методы испытаний продукции согласно МИ 1317—86;
проведены измерения для контроля условий безопасности труда и состояния
окружающей среды.
В качестве показателей точности результатов испытаний могут быть исполь-
зованы характеристики неопределенности согласно МИ 2552—99.
10.5. Определение погрешности и воспроизводимости
результатов испытаний
При разработке методик и программ испытаний продукции, нормативных
документов на методы испытаний, а также для установления фактических зна-
чений характеристик показателей точности результатов испытаний необходимо
учитывать требования МИ 1317—86, ГОСТ Р 8.568—97.
Нормы показателей точности (погрешности и (или) воспроизводимости)
результатов испытаний устанавливают в государственных стандартах и других
НД на продукцию и методы ее испытаний. Эти нормы должны быть согласова-
ны с установленными в этих документах допусками на показатели качества и
безопасности продукции.
В документах регламентирующих конкретные методы испытаний ГОСТ Р
ИСО 51672—2000, указывают приписанные (фактические) значения показате-
лей точности (погрешности и (или) воспроизводимости) результатов испыта-
ний. Эти значения оцениваются на стадии разработки конкретной мето-
дики испытаний с использованием МИ 1317—86, ГОСТ Р ИСО 5725—2002,
МИ 2083-90.
562
Если в документах, регламентирующих конкретные методики испытаний,
отсутствуют приписанные (фактические) значения показателей точности (по-
грешности и (или) воспроизводимости) результатов испытаний, в программе
испытаний ГОСТ Р ИСО 51672—2000 следует предусмотреть процедуру (алго-
ритм расчетов и (или) эксперимент), по результатам которой могут быть
найдены статистические оценки показателей точности результатов выполненных
испытаний МИ 1317-86, ГОСТ Р ИСО 5725-2002, МИ 2552-99,
МИ 2083-90, Р 50.4.004-2000.
Для выражения задаваемых норм показателей точности результатов испы-
таний, для выражения приписанных (фактических) значений показателей точ-
ности результатов испытаний, а также для выражения статистических оценок
этих показателей могут быть использованы характеристики погрешности, при-
веденные ниже.
Нижняя и верхняя границы интервала, в котором погрешность результатов
испытаний находится с заданной вероятностью Р (в частности, с вероятнос-
тью, равной единице): ±Др или +8р, %.
Абсолютная погрешность результатов испытаний (Дх) представляет собой
разность между результатом испытаний и действительным значением парамет-
ра продукции, подвергаемой испытаниям, и выражается в единицах измеряе-
мой величины
Дх = х — ц
где х — результат испытаний;
ц — действительное значение параметра продукции, подвергаемой испы-
таниям.
Относительная погрешность результатов испытаний (8) — отношение аб-
солютной погрешности результатов испытаний (Дх) к полученному значению
параметра продукции, подвергаемой испытаниям х (в долях или в процентах)
s=^zE=Ax или 5=Ы100=Дх100%
XX XX
Среднее квадратическое отклонение суммарной погрешности результатов
испытаний <т(Д) или о(8).
Нижняя и верхняя границы интервала, в котором с заданной вероятнос-
тью Р находится неисключенная систематическая составляющая погрешности
± Д5, — среднее квадратическое отклонение случайной составляющей погреш-
ности результатов испытаний.
Норматив (предел) повторяемости (сходимости) г и норматив (предел)
воспроизводимости R результатов испытаний — по ГОСТ Р ИСО 5725—2002.
Норматив (предел) повторяемости (сходимости) результатов испытаний
г — предельно допускаемое абсолютное расхождение для доверительной веро-
ятности 0,95 между двумя результатами испытаний, полученными в условиях
повторяемости (сходимости) по ГОСТ Р ИСО 5725—2002 (характеристика,
являющаяся частью случайной составляющей погрешности результатов испы-
таний, которая обычно задается в НД на методы испытаний и позволяет осу-
ществлять оперативный контроль точности результатов испытаний)
Г >|Х!—Х2|,
где X! и х2 — два результата испытаний одного и того же объекта, полученных
по одной и той же методике в одной и той же лаборатории тем же оператором
36*
563
с использованием того же экземпляра оборудования в течение короткого про-
межутка времени.
Норматив (предел) воспроизводимости R — предельно допускаемое рас-
хождение для доверительной вероятности 0,95 между двумя результатами испы-
таний, полученными в условиях воспроизводимости в соответствии с требова-
ниями ГОСТ Р 51672-2000
яЖ1-*2|,
где Хх и Х2 — соответственно результаты повторных испытаний одного и того
же объекта по единым методикам в соответствии с требованиями одного и того
же НД с применением различных экземпляров оборудования, полученных раз-
ными операторами в разное время.
При проведении межлабораторных испытаний для целей подтверждения
соответствия Х} и Х2 — результаты испытаний одного и того же объекта по
единым методикам в соответствии с требованиями одного и того же НД в раз-
ных лабораториях.
Статистическая оценка погрешности результатов испытаний отражает сте-
пень близости отдельного, уже полученного, результата испытаний, к действи-
тельному значению измеряемой величины и может быть получена методами,
изложенными, например, в МИ 2336—2002 или ГОСТ Р ИСО 5725—2002.
Статистическая оценка неисключенной систематической составляющей
погрешности результатов испытаний представляется средним квадратическим
отклонением неисключенной систематической составляющей погрешности ре-
зультатов испытаний о(Д5) согласно МИ 1317—86, ГОСТ Р ИСО 5725—2002,
МИ 2336-2002.
Если математическое ожидание систематической составляющей погрешно-
сти результатов испытаний известно и постоянно, то в результаты испытаний
вводят соответствующую поправку согласно МИ 1317—86, ГОСТ Р ИСО
5725-2002, МИ 2336-2002.
Статистическая оценка повторяемости (сходимости) представляется сред-
ним квадратическим отклонением повторяемости (сходимости) результатов
испытаний — показателем сходимости <зг по ГОСТ Р ИСО 5725—2002.
1П- э
£(Х; -X)2
ZT — II 1=1__ ’
где х, — г-й (/ =1,...л, п>30) — результат испытаний, полученный в условиях
повторяемости (сходимости);
х — среднее арифметическое значение из п резуль-
татов испытаний в условиях повторяемости
(сходимости).
В предположении нормального распределения случайной составляющей
погрешности при п = 2 и Р = 0,95
ar = 2J7 •
При достаточно большом числе экспериментов (п >20) и в предположении
нормального распределения случайной составляющей погрешности можно при-
нять равным 2,0, например, по Р 50.4.004—2000 соотношение между средним
564
квадратическим отклонением случайной составляющей погрешности результа-
тов испытаний а(А) и показателем сходимости вг и, соответственно, вычис-
лить о (А)
а(А) s 2аг.
Для случаев, когда систематической составляющей погрешности можно
пренебречь, согласно ГОСТ Р ИСО 5725—2002 и МИ 2336—2002 нижнюю и
верхнюю границы интервала, в котором находится погрешность результатов
испытаний, можно рассчитать следующим образом 8 = ± 1,96о(А) в едини-
цах измеряемой величины или 8 = ± 1,96а (А) в относительных процентах в
предположении нормального распределения случайной составляющей погреш-
ности.
Статистическая оценка воспроизводимости результатов испытаний пред-
ставляется средним квадратическим отклонением воспроизводимости резуль-
татов испытаний ад и может быть получена по формулам, приведенным в
ГОСТ Р ИСО 5725-2002, Р 50.4.004-2000.
В предположении нормального распределения случайной составляющей
погрешности при т = 2 и Р = 0,95
а - R
°R 2,77 ’
Иллюстрацией вышеизложенного могут служить примеры определения (рас-
чета) характеристик погрешности и воспроизводимости результатов испыта-
ний.
Пример — Расчет погрешности результатов испытаний асбестовых фрикционных
накладок для целей сертификации на соответствие требованиям технических условий к
отклонению от плоскостности торцевых поверхностей накладок.
Требования к показателям точности результатов испытаний в НД отсутствуют.
Разработчик изделий — ОАО «Научно-исследовательский и конструкторско-техно-
логический институт асбестотехнических изделий — фирма «ТИИР», Ярославль.
Потребитель — предприятия двигателестроения в автомобильной промышленности.
Основным параметром, определяющим качество фрикционных накладок, является от-
клонение от плоскостности D.
Для значения D в конструкторской документации установлен диапазон 0,2—0,6 мм.
Фрикционные накладки испытывают под давлением с помощью нажимных колец. Ме-
тод испытаний основан на измерении под давлением с помощью набора щупов зазора
между рабочей (торцевой) поверхностью фрикционной накладки и поверхностью пове-
рочной плиты, на которой размещена на-
кладка.
Схема выполнения измерений приве-
дена на рис. 10.1.
Размеры нажимного кольца выбирают
таким образом, чтобы на подвергаемую
испытаниям фрикционную накладку созда-
валось давление (1,5±0,2) кПа.
Накладку размещают на поверочной
плите и сверху устанавливают нажимное
кольцо или набор колец, обеспечивающих
давление на накладку (1,5±0,2) кПа.
Контроль отклонения от плоско-
стности накладок проводят с помощью
набора щупов с максимальным размером,
Рис. ЮЛ:
1 — поверочная плита по ГОСТ 10905—86 не
ниже 2-го класса точности; 2 — фрикцион-
ная накладка; 3 — нажимное кольцо из стали
по ГОСТ 1050-88, твердость НРС3 57-63;
4 — зона контроля отклонений от плоско-
стности (по всей дайне окружности)
565
на 0,01 мм превышающим установленное в технической документации допускаемое
отклонение от плоскостности.
Зазор между поверхностью накладки и поверочной плитой контролируют по длине
всей окружности наружного диаметра накладки.
За результат испытаний принимают максимальный размер щупа, который входит в
зазор между торцевой поверхностью накладки и поверочной плитой без усилия на глу-
бину не менее одной третьей части ширины поля накладки.
После контроля отклонения от плоскостности для одной торцевой поверхности
накладки ее переворачивают, кладут на другую торцевую поверхность, сверху устанав-
ливают нажимное кольцо (или нажимные кольца) и аналогичным образом контролиру-
ют отклонение от плоскостности для второй торцевой поверхности.
Относительная погрешность результатов испытаний фрикционных накладок 8ИСП,
т. е. погрешность измерений отклонений их торцевых поверхностей от плоскостности,
складывается из трех составляющих:
составляющая погрешности, обусловленная неплоскостностью поверочной пли-
ты 5ПП;
инструментальная составляющая погрешности, т. е. составляющая погрешности,
обусловленная погрешностью используемых средств измерений 6СИ (в данном случае —
погрешностью щупов);
составляющая погрешности, обусловленная погрешностью задания давления на
накладку 8Д.
В предположении статистической независимости отдельных составляющих погреш-
ности предельную суммарную относительную погрешность результатов испытаний на-
ходят по формуле
$исп = ±J^nn +$си •
Оценивание отдельных составляющих погрешности результатов испытаний приво-
дят к следующим результатам:
1. По ГОСТ 10905—86 для поверочной плиты размером (400x400) мм 2-го класса
точности допускаемое отклонение от плоскостности составляет 0,025 мм. В связи с этим
принимают
8ПП ±(0,025/400)100 = ±0,006 % = ±0,01 %;
2. Минимальное значение толщины щупа, используемого при испытаниях фрикци-
онных нападок, составляет 0,2 мм.
Для щупа толщиной 0,2 мм 2-го класса точности допускаемое отклонение толщины
составляет от плюс 0,009 мм до минус 0,005 мм (для новых щупов), для изношенных
щупов минус 0,009 мм. В связи с этим можно принять
8СИ = ±(0,009/0,2)100 % ±4,5 %;
3. Для получения оценки предельной относительной погрешности 8Д были проведе-
ны дополнительные исследования на фрикционных накладках нескольких типоразме-
ров, предназначенных для работы в узлах сцепления автомобилей различных типов. Ис-
следования проводились в соответствии с Инструкцией 17.61Ф-00, при этом к фрикци-
онным накладкам прикладывались дискретные усилия за счет набора грузов перемен-
ной массы, превышающей значения, необходимые для создания регламентированного
давления (1,5±0,2) кПа.
Исследования проводились на накладках типа 2106—1601138 из композита
ТИИР-116 с использованием таких грузов, которые создавали усилие G в интервале
23,7—30,7 Н, соответствующем интервалу регламентированного давления 1,3—1,7 кПа.
На рис. 10.2 приведены результаты исследования зависимости зазора от значений
усилий G для двух образцов накладок (1 и 2).
566
Рис. 10.2:
1 - у = -0,0044% + 0,3284; 2 - у = -0,0044% + 0,2977
Из данных, приведенных на рис. 10.2 для накладки 1, следует, что усилию
= 23,7 Я (создающему давление 1,3 кПа) соответствует зазор А] — 4,224 мм; усилию
<72 = 30,7 Н (создающему давление 1,7 кПа) — зазор Д2 = 0,193 мм. При этом среднее
значение зазора, соответствующее давлению 1,5 кПа, равно
ДсР = (Aj + Л2)/2 = (0,224 + 0,194)/2 = 0,209 мм.
Приведенные выше результаты исследований позволяют получить следующую оценку
предельной относительной погрешности результата испытаний фрикционных накладок,
обусловленную погрешностью задания значений давления при испытаниях накладок
5Д = lOO^j-AaVZAcp = 100(0,224-0,194)/0,418 = 7,5 %.
4. С учетом приведенных оценок предельных относительных погрешностей 8ПП,
8СИ и 8д для предельной относительной погрешности результатов испытаний можно
записать:
8ИСП = ± 7о,О12 +4,52+7,52^ 9 %.
Из приведенных результатов следует, что при испытании фрикционных накладок
можно пренебречь составляющей погрешности результатов испытаний, обусловленной
погрешностью поверочной плиты, и следует учитывать только инструментальную со-
ставляющую и составляющую, обусловленную погрешностью воспроизведения условий
испытаний (погрешностью задания значений давления при испытаниях накладок (8Д).
При этом последняя составляющая оказывается доминирующей.
Пример — Оценка результатов испытаний автомобильного неэтилированного
бензина марки А-76 на соответствие требованиям ГОСТ 2084—77 по показателям:
октановое число по моторному методу по ГОСТ 511—82 и массовая доля серы по
ГОСТ 19121-73.
1. В ГОСТ 511—82 установлены следующие требования к показателям точности мо-
торного метода определения октанового числа:
Сходимость.
Два результата испытаний, полученные одним исполнителем на одной установке,
признаются достоверными (с 95 %-ной доверительной вероятностью), если расхожде-
ние между ними не превышает 0,5 октановой единицы (норматив повторяемости (схо-
димости) г);
567
Воспроизводимость.
Два результата испытаний, полученные на двух разных установках, признаются
достоверными (с 95 %-ной доверительной вероятностью), если расхождение между ними
не превышает 1,6 октановой единицы (норматив воспроизводимости R).
Результаты испытаний автомобильного неэтилированного бензина марки А-76 по
октановому числу моторным методом и фактические расхождения результатов испыта-
ний приведены в табл. 10.1.
Таблица 10.1
Результаты испытаний автомобильного неэтилированного бензина марки А-76
по показателю «октановое число по моторному методу» по ГОСТ 511—82
на установке УИТ-65
Но- мер уста- новки Результат определе- ния х1 Результат испытания Xfi октано- вые еди- ницы Фактическое расхождение между результатами парал- лельных определе- ний |Xj— х2| или результатами испы- таний |Ar1“-A2|, октановые единицы Норматив показате- лей г или R по ГОСТ 511-82, октановые единицы Значение показателя качества по ГОСТ 2084-77, октановые единицы, не менее Оценка результатов испытаний на соответствие требованиям ГОСТ 2084-77
1 25 II И И rj Ln ъ U1 |76,0—76,5] = 0,5 г = 0,5 76,0 Бензин А-76 со- ответствует ГОСТ 2084—77, так как Хг = 76,25 >76,0 ок- тановой единицы и фактическое рас- хождение результа- тов параллельных определений Ах = = 0,5 октановой еди- ницы Ах = г
1 2 Xi = 76,25 Х2 = 77,2 X = 76,73 |76,25-77,2| = 0,95 R = 1,6 76,0 Бензин А-76 со- ответствует ГОСТ 2084—77, так как X = 76,73>76,0 и фактическое значе- ние межлаборатор- ной воспроизводи- мости 0,95 октано- вых единиц меньше R = 1,6 октановой единицы
2. В ГОСТ 19121—73 установлены следующие требования к показателям точности
метода определения содержания серы сжиганием в лампе.
За результат испытаний (определений) принимают среднее арифметическое двух
параллельных определений.
Два результата испытаний (определений), полученные одним исполнителем в од-
ной лаборатории, признаются достоверными (с 95 %-ной доверительной вероятнос-
тью), если расхождения между ними не превышают значений, указанных в табл. 5.1 (для
массовой доли серы до 0,5 %) и 0,030 % — для массовой доли серы свыше 0,5 % (норма-
тив повторяемости г).
568
Два результата испытаний, полученные в двух разных лабораториях, признаются
достоверными (с 95 %-ной доверительной вероятностью), если расхождения между ними
не превышают значений — для массовой доли серы до 0,5 % и 0,030 % — для массовой
доли серы свыше 0,5 % (норматив воспроизводимости R).
Результаты испытаний автомобильного неэтилированного бензина марки А-76 по
показателю «массовая доля серы» и определение фактических значений показателей
повторяемости и воспроизводимости результатов испытаний приведены в таблице 10.2.
Таблица 10.2
Результаты испытаний автомобильного неэтилированного бензина марки А-76
по показателю «массовая доля серы» по ГОСТ 19121—73
Но- мер лабо- рато- рии Результат определе- ния хг Результат испытания Xt, (массовая доля серы), % Фактическое расхождение между результатами (массо- вая доля серы), % Норматив показателя по ГОСТ 19121-73 г или R (массовая доля серы), % Значение показателя по ГОСТ 2084-77 (массовая доля серы), %, не более Оценка результатов испытаний продукта на соответствие требованиям ГОСТ 2084-77
1 %! = 0,10 х2 = 0,09 Ху = 0,095 ]х1— х2| = 0,01 г = 0,011 0,10 Бензин А-76 со- ответствует ГОСТ 2084—77, так как Ху = 0,095 <0,10 мас- совой доли серы, %, и фактическое рас- хождение результатов параллельных опре- делений Дх=0,01<г
1 2 Ху = 0,095 Х2 = 0,075 X =0,085 Й- = 0,020 R = 0,052 0,10 Бензин А-76 со- ответствует ГОСТ 2084—77, так как X = 0,085 <0,10 мас- совой доли серы, %, и фактическое значение межлабо- раторной воспро- изводимости ДТ = = 0,020 < R
Пример — Оценка результатов испытаний сухого цельного молока по
ГОСТ 4495—87 на соответствие медико-биологическим требованиям Минздрава СССР
№ 5061—89 от 01.08.89 (для целей обязательной сертификации) по содержанию ртути.
1. В соответствии с требованиями ГОСТ 4495—87 (разд. 1, п. 1.8) содержание токсич-
ных элементов в продукте не должно превышать допустимых уровней, установленных в
«Медико-биологических требованиях и санитарных нормах качества продовольственно-
го сырья и пищевых продуктов» Минздрава СССР № 5061—89 от 01.08.89 (СанПиН
2.3.2.1078-2001).
В указанных документах допустимый уровень содержания ртути в молоке и кисло-
молочных изделиях установлен не более 0,005 мг/кг.
2. Испытания анализируемой пробы сухого цельного молока для определения со-
держания ртути проводят по ГОСТ 26927—86 колориметрическим методом.
В ГОСТ 26927—86 установлены следующие требования к показателям точности ко-
лориметрического метода определения содержания ртути в продукте:
569
за окончательный результат испытаний принимают среднее арифметическое значе-
ние (X ) результатов двух параллельных определений, исправленное на величину сис-
тематической составляющей погрешности измерений, которая составляет +0,20 X .
Допускаемое расхождение между результатами двух параллельных определений при
Р = 0,95 не должно превышать 30 % по отношению к среднему арифметическому значе-
нию. Окончательный результат округляется до второго десятичного знака;
значение среднего квадратического отклонения случайной составляющей погреш-
ности измерений массовой доли ртути одной и той же пробы в разных лабораториях при
допускаемых методикой изменениях влияющих факторов составляет 0,22 X ;
допускаемое расхождение между результатами испытаний, проводимых в двух раз-
ных лабораториях, при Р = 0,95 не должно превышать 60 % по отношению к среднему
арифметическому значению.
Результаты испытаний анализируемой пробы сухого цельного молока на содержа-
ние ртути колориметрическим методом по ГОСТ 26927—86 и определение фактических
значений показателей точности результатов испытаний приведены в таблицах 10.3
и 10.4.
Таблица 10.3
Результаты испытаний сухого цельного молока по ГОСТ 4495—87 на содержание
в нем ртути (Hg) колориметрическим методом по ГОСТ 26927—86
Результаты параллель- ных опре- делений х1 (массовая доля ртути), мг/кг. Абсолютное расхождение между ре- зультатами двух парал- лельных оп- ределений Дх, мг/кг Среднеариф- метическое значение X результатов двух парал- лельных определений А- 2 мг/кг Фактическое расхождение при Р = 0,95 между двумя параллельны- ми определе- ниями по отношению к X МхЮО, % Допускаемое расхождение между результа- тами двух параллельных определений по отношению к X (норматив повторяемости) г, % Результат испытаний с учетом поправки X л , мг/кг Ул=Т-д А = +0,20 X Предель- но до- пустимое содержа- ние ртути в молоке, мг/кг, не более Оценка результатов испытаний
Лаборатория № 1
И_11_££ * -°* II II II о 1 «= => §s II * X = 0,0035 0,001 0,0035 Х х100% = = 28,6 % _х JR еч © X СП 1 |>ч V/ Л 2 । 2 к X Хлл= 0,0035 - - (+0,20Х) = = 0,0035 - -0,0007 = = 0,0028 0,005 Молоко сухое цельное соответ- ствует СанПиН 2.3.2.1078-2001 по содержанию в нем ртути, так как 0,0028< <0,005 мг/кг и 28,6 % < г =30 %
Лаборатория № 2
II _11_ .°* и и II 8 1 © О 5^ 88 11 -Сх W 11 сл сл X = 0,0040 0,001 0,004 Х х100% = = 25 % |Х1 -Х2| г - —!-=—— X X х100%<30% X , =0,0040 - л.2 ’ - (+ 0,20 X) = = 0,0040 - -0,0008 = = 0,0032 0,005 Молоко сухое цельное соответ- ствует СанПиН 2.3.2.1078—2001 по содержанию в нем ртути, так как 0,0032< <0,005 мг/кг и 25 % < г =30 %
570
Таблица 10.4
Определение межлабораторной воспроизводимости результатов испытаний
сухого цельного молока по п. 2.5.5 ГОСТ 26927—86
Результаты испытаний в двух лабораториях Хд > мг/кг. Абсолютное расхождение между результатами испытаний в двух лабораториях tsX, мг/кг Среднеарифме- тическое значение из результатов испытаний в двух лаборато- риях X, мг/кг -_ХЛ.1+ГЛ.2 2 Фактическое расхождение результатов испытаний в двух лабора- ториях по отношению к X X100 % X Допускаемое расхождение между результатами испытаний в двух разных лаборатори- ях при Р = 0,95 (норматив межлабораторной воспроизводимос- ти) Л, % Предель- но до- пустимое содержа- ние ртути в молоке, мг/кг, не более Оценка результатов межлабораторных испытаний
1л) = 0,0028 Хл 2 = 0,0032 Л* = |ХлЛ- -Гл2 1 = 0,0004 X = 0,0030 0,004 0,0030 х х100% = = 13,3 % п К1-*л.21х X х100%<60% 0,005 Молоко сухое цельное соответ- ствует СанПиН 2.3.2.1078-2001 по содержанию в нем ртути, так как Х = = 0,0030 мг/кг < < 0,005 мг/кг. Фактическое расхождение ре- зультатов испыта- ний в двух лабо- раториях по отно- шению к средне- арифметическому X между лабора- ториями состав- ляет 13,3 %, что меньше нормати- ва воспроизводи- мости R = 60 %
Методика испытаний может включать в себя в качестве составной части
методику (методики) выполнения измерений, аттестованную (аттестованные)
в соответствии с требованиями ГОСТ Р 8.563—96, или содержать ссылки на
методики выполнения измерений, регламентированные в государственных стан-
дартах.
Методики испытаний, применяемые для целей подтверждения соответ-
ствия, должны соответствовать требованиям Правил подтверждения соответ-
ствия продукции конкретных видов.
Документы, в которых регламентированы методики испытаний, должны
содержать:
перечень параметров продукции, подвергаемой испытаниям, и характери-
стик условий испытаний с указанием номинальных значений и диапазонов
изменений;
значения характеристик погрешности результатов измерений и испытаний
параметров продукции и характеристик условий испытаний, приписанные дан-
ной методике согласно МИ 1317—86, ГОСТ Р ИСО 5725—2002;
571
нормативы и процедуры оценивания воспроизводимости результатов
испытаний (или ссылки на НД, регламентирующие эти процедуры для
всех видов испытаний однородного вида продукции) согласно ГОСТ Р ИСО
5725-2002;
методики выполнения измерений параметров продукции и характеристик
условий испытаний, если они включены в качестве составной части в методику
испытаний;
требования к эталонам, средствам измерений, испытательному и вспо-
могательному оборудованию (либо указание их типов и характеристик), ма-
териалам и реактивам;
операции подготовки, проведения испытаний, включая порядок отбора,
подготовки и хранения образцов (проб) для испытаний, алгоритмы обработки
данных испытаний и вычислений результатов измерений при испытаниях;
требования к оформлению результатов испытаний;
требования к квалификации персонала, проводящего испытания;
требования к обеспечению безопасности выполняемых работ;
требования к обеспечению экологической безопасности.
Проекты НД, регламентирующих методики испытаний продукции, долж-
ны быть подвергнуты метрологической экспертизе в порядке, установленном
на предприятиях и в организациях, проводящих испытания продукции.
Для проведения метрологической экспертизы может быть использована
рекомендация МИ 2267—2000.
Проекты государственных стандартов, регламентирующих методики испы-
таний продукции, следует подвергать метрологической экспертизе в соответствии
с требованиями ГОСТ Р 1.11—99.
Документ, регламентирующий программу испытаний, должен содержать:
перечень параметров продукции, подвергаемой испытаниям, и харак-
теристик условий испытаний с указанием номинальных значений и диапазо-
нов изменений;
перечень документов, на соответствие требованиям которых проводятся
испытания;
перечень документов, регламентирующих методики испытаний, после-
довательность и объем проводимых экспериментов;
порядок, условия, место и сроки проведения испытаний;
требования к характеристикам погрешности и воспроизводимости ре-
зультатов измерений и испытаний;
перечень эталонов, средств измерений, испытательного и вспомогательного
оборудования с указанием их типов и характеристик, материалов и реактивов;
методику и порядок отбора, подготовки и хранения образцов (проб) для
испытаний или ссылки на государственные стандарты, регламентирующие ме-
тодику и порядок отбора, подготовки и хранения образцов (проб) для испыта-
ний;
алгоритмы обработки данных испытаний и вычислений результатов изме-
рений при испытаниях;
требования к оформлению результатов испытаний.
Результаты испытаний фиксируют в протоколе, в котором в числе прочих
сведений должны быть указаны:
наименование объекта испытаний, контролируемые при испытаниях ха-
рактеристики свойств и параметров объекта;
572
наименование и обозначение документа, регламентирующего методику ис-
пытаний;
характеристики условий испытаний и внешних воздействующих факторов;
результаты измерений (испытаний) характеристик свойств и/или параметров
объекта, характеристики погрешности полученных результатов, а также вос-
производимость результатов испытаний (если испытания объекта проводились
и в условиях воспроизводимости);
наименования, типы или основные характеристики эталонов и средств из-
мерений, использованных при испытаниях;
реквизиты испытательного подразделения.
В соответствии с задачами метрологического обеспечения испытаний мет-
рологические службы юридических лиц или иные организационные структуры
по обеспечению единства измерений должны выполнять следующие функции:
организацию и проведение совместно со специалистами других технических
служб предприятия систематического анализа состояния измерений, контроля
и испытаний в испытательных подразделениях в соответствии с МИ 2386—96 и
МИ 2240—98, а также оценки состояния измерений в испытательных лаборато-
риях согласно МИ 2427—97;
подготовку мероприятий по совершенствованию метрологического обеспе-
чения испытаний для целей оценки соответствия и иных испытаний, участие в
их реализации и контроль всего комплекса мер по их своевременной реализа-
ции;
своевременное введение НД (государственных стандартов, правил по мет-
рологии, рекомендаций по метрологии);
участие в подготовке к аккредитации испытательных подразделений;
участие в подготовке к сертификации систем качества и производств;
выполнение работ по аттестации методик выполнения измерений (при на-
личии аккредитации на право аттестации методик выполнения измерений) и
участие в работах по унификации и стандартизации методик выполнения изме-
рений;
участие в аттестации испытательного оборудования, разработке программ
и методик аттестации испытательного оборудования;
проведение метрологической экспертизы программ и методик испытаний
согласно МИ 2267—2000;
проведение метрологической экспертизы технических заданий, конструк-
торской и технологической документации, проектов НД, регламентирующих
требования к испытаниям согласно МИ 2267—2000;
своевременное представление применяемых в испытательных подразделениях
средств измерений на поверку, организацию работ по калибровке средств из-
мерений в соответствии с ПР 50.2.016—94 и ПР 50.2.018—95;
выполнение особо точных измерений для целей метрологического обеспе-
чения испытаний (по заказам испытательных подразделений);
разработку и внедрение документов, регламентирующих вопросы мет-
рологического обеспечения испытаний на предприятии (в организации), уча-
стие совместно со специалистами других технических служб в работах по ак-
туализации нормативной базы по метрологическому обеспечению испытаний;
метрологический надзор за состоянием и применением средств измерений,
аттестованными методиками выполнения измерений, эталонами, при-
меняемыми для калибровки средств измерений, за соблюдением метрологи-
573
ческих правил и норм. НД по обеспечению единства измерений при осуще-
ствлении испытаний в соответствии с МИ 2304—94.
Государственный метрологический надзор за состоянием и применением
средств измерений, аттестованными методиками выполнения измерений, эта-
лонами единиц величин, соблюдением метрологических правил и норм при
выполнении испытаний в сферах распространения государственного метроло-
гического контроля и надзора осуществляют органы Государственной метроло-
гической службы.
10.6. Аттестация испытательного оборудования
Как уже отмечалось, качество продукции зависит от точности результатов
испытаний. Поэтому обеспечение точности результатов испытаний является
важнейшей задачей современных испытаний, в том числе на воздействие вне-
шних факторов. В настоящее время можно утверждать, что погрешность испы-
таний на воздействие внешних факторов зависит как от погрешности измере-
ний контролируемого параметра испытуемого объекта, так и погрешности за-
дания испытательного режима.
Причем параметрами функции погрешности испытаний являются характе-
ристики свойств испытуемого объекта реагировать на изменение условий ис-
пытаний (параметров режима испытаний и (или) режима функционирования
объекта).
Следует отметить, что погрешность воспроизведения условий испытаний
является составляющей погрешности результата испытаний. Разработка и про-
изводство ИО с нормированными характеристиками и обеспечение его посто-
янной пригодности к проведению испытаний — важные и актуальные задачи в
решении проблемы повышения качества продукции. Именно технические ха-
рактеристики определяют возможность ИО воспроизводить параметры испы-
тательного режима с заданной точностью и поддерживать их на протяжении
заданного времени в пределах заданных допусков. Это главное, что требуется
от ИО.
Для обеспечения точности результатов испытаний в заданных пределах тех-
нические характеристики ИО должны нормироваться и проверяться как при
выпуске из производства, так и в эксплуатации. При такой постановке вопроса
ИО сразу встает в один ряд со средствами измерений и требует к себе соответ-
ствующего метрологического подхода. Появляется безоговорочная необходимость
в организации метрологического надзора за ИО и средствами испытаний в це-
лом, что предполагает обязательность первичной оценки значений характерис-
тик и периодического контроля их неизменности в эксплуатации, т.е. аттеста-
ции ИО.
Аттестация ИО является одним из основных вопросов проблемы обеспечения
единства измерений в ходе испытаний. Именно на этой стадии устанавливается
перечень технических характеристик, наиболее адекватно отражающих физи-
ческие свойства ИО и позволяющих оценить его соответствие требованиям,
предъявляемым к точности воспроизведения испытательного режима, а также
определяются их действительные значения и соответствие ИО требованиям на
испытание изделий. Немаловажным является и то, что методика аттестации ИО
аналогична методике аттестации процедуры испытания изделий, т.е. на данном
этапе закладывается основа обеспечения точности испытаний.
574
Методы аттестации (особенно первичной) ИО специфичны, трудоемки и
требуют соответствующей квалификации специалистов, проводящих аттеста-
цию. Использование результатов аттестации также требует соответствующей
квалификации специалистов, проводящих испытания продукции. Специфич-
ность и сложность методов аттестации состоит в том, что характеристики, по-
лученные в результате аттестации, не всегда могут быть непосредственно ис-
пользованы при испытаниях продукции, так как они в той или иной мере
зависят от физических свойств испытуемого объекта. Это серьезный вопрос,
решение которого вызывает дополнительные трудности обеспечения единства
измерений в ходе испытаний, но не отрицает его необходимости. Степень вли-
яния свойств объекта на параметры испытательного режима может и должна
быть оценена на стадии разработки методики и в процессе аттестации процеду-
ры испытаний конкретного изделия.
Вполне вероятно, что при наличии в комплекте ИО средств измерений,
обеспечивающих контроль всех параметров испытательного режима, в том чис-
ле контроль технических характеристик, достаточно ограничиться поверкой
средств измерений. Наличие средств измерений способствует повышению точ-
ности измерений, ибо имеется информация о точности характеристик в реаль-
ном времени при определенном состоянии испытаний, но не отрицает надзор
за ИО, так как выход за допустимые пределы технических характеристик мо-
жет не позволить провести испытания с требуемой точностью, несмотря на
наличие соответствующих средств измерений.
Таким образом, цель аттестации ИО — определение ее нормированных тех-
нических характеристик, их соответствия требованиям НД на ИО и установле-
ние пригодности ИО к эксплуатации. Последняя задача, если она не ог-
раничивается определением годности к эксплуатации по его соответствию дей-
ствительных значений характеристик требованиям НД на ИО, осложняется
обычно отсутствием информации о номенклатуре объектов, подлежащих ис-
пытанию на аттестуемом ИО, и их чувствительности к применению вос-
производимых воздействий.
Эта задача может быть решена только при аттестации ИО в процессе его
эксплуатации.
Следует отметить, что для установления пригодности ИО к эксплуатации
при аттестации, проверяются не все технические характеристики, установленные
в НД на ИО, а только те из них, которые определяют точность воспроизведе-
ния условий испытаний в требуемых диапазонах. При этом обычно автомати-
чески проверяются работоспособность и функционирование ИО.
Определение технических характеристик ИО предполагает также проверку
метрологических характеристик (обычно до аттестации ИО) средств измере-
ний, входящих в состав средств испытаний. Однако наличие поверенных или
калиброванных средств измерений не отрицает аттестации ИО в целом. Это
свидетельствует только о нормальном техническом состоянии, но не гаранти-
рует соответствия технических характеристик ИО установленным требованиям
и стабильности при эксплуатации. Поэтому нельзя считать правильным доста-
точно распространенное мнение, согласно которому аттестация ИО может быть
ограничена поверкой или калибровкой встроенных средств измерений, обеспе-
чивающих контроль характеристик условий испытаний.
Погрешность средств измерений, входящих в состав ИО, является состав-
ляющей погрешности измерений (воспроизведения) заданных условий испы-
575
таний — одной из основных технических характеристик, определяемой при
аттестации.
Следует подчеркнуть особенности аттестации ИО при его эксплуатации.
При определении соответствия технических характеристик ИО установленным
требованиям возможны два варианта.
Если номенклатура и значение технических характеристик, установленные
в НД на ИО, полностью обеспечивают точность воспроизведения условий ис-
пытаний, установленные в НД на методы испытаний продукции конкретных
видов, то определяют соответствие ИО требованиям эксплуатационной доку-
ментации на ИО. Однако в большинстве случаев в эксплуатации оказывается
необходимым учитывать специфические требования, которые определяются
особенностями конструкции, свойств и методов испытаний конкретной про-
дукции. Эти требования могут не совпадать с установленными в НД на ИО.
Например, технические характеристики ИО, установленные в НД, могут су-
щественно изменяться при размещении объектов испытаний на ИО общепро-
мышленного применения, которое естественно разрабатывается без учета кон-
кретной продукции и подвергается первичной аттестации при выпуске из про-
изводства в лучшем случае с использованием эквивалента нагрузки.
Кроме того, при аттестации в эксплуатации может оказаться необходимым
устанавливать и проверять дополнительные технические характеристики, не
регламентированные в НД на ИО, но влияющие на точность испытания конк-
ретной продукции. Например, в некоторых НД на методы испытаний продук-
ции регламентированы скорость циркуляции воздуха, степень черноты стенок
и скорость изменения температуры в климатических камерах.
С другой стороны, в обоснованных случаях следует допустить ограничение
в номенклатуре проверяемых технических характеристик и уменьшить объем
операций по их определению. Главное при этом — достаточность информации
для определения и обеспечения точности результатов испытаний конкретной
продукции, выпускаемой на данном предприятии.
10.6.1. Основные положения и порядок аттестации ИО
Основные положения и порядок аттестации ИО регламентированы
ГОСТ Р 8.568-97.
Основная цель аттестации испытательного оборудования — подтверждение
возможности воспроизведения условий испытаний в пределах допускаемых от-
клонений и установление пригодности использования испытательного обору-
дования в соответствии с его назначением.
При вводе в эксплуатацию в данном испытательном подразделении ис-
пытательное оборудование подвергают первичной аттестации.
В процессе эксплуатации испытательное оборудование подвергают пе-
риодической аттестации через интервалы времени, установленные в эксплуа-
тационной документации на испытательное оборудование или при его пер-
вичной аттестации.
Интервалы времени периодической аттестации могут быть установлены по
результатам контроля состояния испытательного оборудования в процессе его
эксплуатации; для разных частей испытательного оборудования эти интервалы
могут быть различны.
576
В случае ремонта или модернизации испытательного оборудования, прове-
дения работ с фундаментом, на котором оно установлено, перемещения ста-
ционарного испытательного оборудования и других причин, которые могут
вызвать изменения характеристик воспроизведения условий испытаний, испы-
тательное оборудование подвергают повторной аттестации.
Для аттестации испытательного оборудования, используемого при обя-
зательной сертификации продукции, при испытаниях продукции на соответ-
ствие обязательным требованиям стандартов и при производстве продукции,
поставляемой по контрактам для государственных нужд, должны применяться
средства измерений утвержденных типов в соответствии с ПР 50.2.009—94; эк-
земпляры средств измерений должны быть поверены, методики выполнения
измерений должны быть аттестованы в соответствии с ГОСТ Р 8.563—96.
При аттестации испытательного оборудования для испытаний продукции,
используемой в других сферах, должны применяться поверенные или калибро-
ванные средства измерений.
Испытания, поверку и калибровку средств измерений, используемых в ка-
честве испытательного оборудования или в его составе, осуществляют в соот-
ветствии с нормативными документами государственной системы обеспечения
единства измерений.
10.6.2. Первичная аттестация испытательного оборудования
Первичная аттестация испытательного оборудования заключается в экс-
пертизе эксплуатационной и проектной документации (при наличии пос-
ледней), на основании которой выполнена установка испытательного оборудо-
вания, экспериментальном определении его технических характеристик и под-
тверждении пригодности использования испытательного оборудования.
Первичную аттестацию испытательного оборудования проводят в со-
ответствии с действующими нормативными документами на методики атте-
стации определенного вида испытательного оборудования и (или) по про-
граммам и методикам аттестации конкретного оборудования.
Объектами первичной аттестации является конкретное испытательное обо-
рудование с нормированными техническими характеристиками воспроизведений
условий испытаний.
Технические характеристики испытательного оборудования, подлежащие
определению или контролю при первичной аттестации, выбирают из числа
нормированных технических характеристик, установленных в технической до-
кументации и определяющих возможность воспроизведения условий испыта-
ний в заданных диапазонах с допускаемыми отклонениями в течение установ-
ленного интервала времени.
Первичную аттестацию испытательного оборудования проводит комиссия.
В состав комиссии включают представителей:
подразделения предприятия (организации), проводящего испытания на
данном испытательном оборудовании;
метрологической службы предприятия (организации), подразделение ко-
торого проводит испытания продукции:
государственных научных метрологических центров и (или) органов госу-
дарственной метрологической службы при использовании испытательного обо-
рудования для испытаний продукции с целью ее обязательной сертификации
37-1651
577
или испытаний на соответствие обязательным требованиям стандартов или при
производстве продукции, поставляемой по контрактам для государственных
нужд.
Комиссию назначает руководитель предприятия (организации) по со-
гласованию с государственным научным метрологическим центром и (или)
органом государственной метрологической службы, если их представители дол-
жны участвовать в работе комиссии.
Аттестацию испытательного оборудования могут также проводить ор-
ганизации, аккредитованные на право проведения такой работы.
Испытательные подразделения представляют испытательное оборудование
на первичную аттестацию с технической документацией и техническими сред-
ствами, необходимыми для его нормального функционирования и для прове-
дения первичной аттестации. В состав представляемой технической документа-
ции должны входить:
эксплуатационные документы по ГОСТ 2.601—95, включая формуляр при
его наличии (для импортного оборудования — эксплуатационные документы
фирмы-изготовителя, переведенные на русский язык),
программа и методика первичной аттестации испытательного оборудования;
методика периодической аттестации испытательного оборудования в про-
цессе эксплуатации, если она не изложена в эксплуатационных документах.
Программа и методика первичной аттестации испытательного оборудования
могут быть разработаны подразделением, проводящим испытания.
В процессе первичной аттестации устанавливают:
возможность воспроизведения внешних воздействующих факторов и (или)
режимов функционирования объекта испытаний, установленных в документах
на методики испытаний продукции конкретных видов;
отклонения характеристик условий испытаний от нормированных значений;
обеспечение безопасности персонала и отсутствие вредного воздействия на
окружающую среду;
перечень характеристик испытательного оборудования, которые проверяют
при периодической аттестации оборудования, методы, средства и периодичность
ее проведения.
Результаты первичной аттестации оформляют протоколом.
10.6.3. Периодическая аттестация испытательного оборудования
Периодическую аттестацию испытательного оборудования в процессе его
эксплуатации проводят в объеме, необходимом для подтверждения соответ-
ствия характеристик испытательного оборудования требованиям нормативных
документов на методики испытаний и эксплуатационных документов на обору-
дование и пригодности его к дальнейшему использованию.
Номенклатуру проверяемых характеристик испытательного оборудования
и объем операций при его периодической аттестации устанавливают при пер-
вичной аттестации оборудования исходя из нормированных технических харак-
теристик оборудования и тех характеристик конкретной продукции, которые
определяют при испытаниях.
Периодическую аттестацию испытательного оборудования в процессе его
эксплуатации проводят сотрудники подразделения, в котором установлено обо-
рудование, уполномоченные руководителем подразделения для выполнения этой
работы, и представители метрологической службы предприятия.
578
Результаты периодической аттестации испытательного оборудования офор-
мляют протоколом. Протокол с результатами периодической аттестации под-
писывают лица, ее проводившие. Утверждает протокол руководитель подразде-
ления.
При положительных результатах периодической аттестации в паспорте (фор-
муляре) делают соответствующую отметку, а на испытательное оборудование
прикрепляют бирку с указанием даты проведенной аттестации и срока после-
дующей периодической аттестации.
При отрицательных результатах периодической аттестации в протоколе ука-
зывают мероприятия, необходимые для доведения технических характеристик
испытательного оборудования до требуемых значений.
10.6.4. Повторная аттестация испытательного оборудования
Номенклатуру проверяемых характеристик испытательного оборудования
и объем операции при повторной аттестации устанавливают исходя из тех нор-
мированных характеристик, которые могут существенно измениться из-за при-
чин, указанных в основных положениях выше.
Повторную аттестацию испытательного оборудования осуществляют в по-
рядке, указанном при периодической аттестации.
НД на методы аттестации ИО должны содержать:
номенклатуру основных характеристик, подлежащих определению или кон-
тролю при аттестации; наименование и последовательность проводимых опера-
ций; требования к средствам измерений, вспомогательному оборудованию и
приспособлениям, применяемым при аттестации;
способы подготовки к аттестации; условия аттестации; методы и алгоритмы
испытаний и измерений, проводимых для определения точностных характери-
стик ИО в эксплуатации; методы обработки и оформления результатов аттес-
тации.
НД на методы аттестации в большинстве случаев содержат типовую номен-
клатуру точностных характеристик, общие требования к средствам измерений
и вспомогательному оборудованию, описание общих методов и процедуры ис-
пытаний и измерений, перечень операций, проводимых при аттестации, и об-
щие методы обработки и оформления результатов аттестации. Они служат нор-
мативно-методической основой разработки методов аттестации конкретных ти-
пов ИО.
Методы аттестации вновь разрабатываемого оборудования устанавливаются
в разделах «Методы испытаний» в НД на эти типы оборудования. В этих разделах
регламентируются конкретный перечень точностных характеристик, подлежа-
щих определению при аттестации, конкретный перечень операций и методики
определения точностных характеристик, конкретные средства измерений, ус-
ловия испытаний и т.д. Конкретно указываются перечень характеристик и ме-
тодики их определения.
10.6.5. Примеры испытательного оборудования
В соответствии с требованиями ГОСТ Р 8.568—97 проводится аттестация
ИО. Эта работа возложена на испытательные и метрологические службы пред-
приятий и организаций министерств и юридических лиц. Наиболее злободневным
37*
579
и сложным для предприятий промышленности оказался вопрос классифика-
ции оборудования на испытательное, технологическое и контрольно-измери-
тельное. В зависимости от того, к какой категории относятся используемые сред-
ства на предприятии, зависят применяемые порядок, организация и методы
аттестации. При неправильной классификации этих средств заведомо избира-
ются неправильный путь и методики аттестации, что в конечном итоге приво-
дит к недостоверной оценке метрологических свойств аттестуемого средства и
далее — к недостоверности результатов испытаний, контроля или измерений.
Наибольшую сложность представляет классификация оборудования, не
имеющего в явном виде признаков испытательного оборудования или конт-
рольно-измерительных средств. Ярким примером такого оборудования являются:
пластифицирующие вальцы, гидравлический пресс, экструдер для изготовле-
ния образцов и т.д.
На первый взгляд перечисленное оборудование может быть отнесено к тех-
нологическому. Об этом говорит наименование рассматриваемого оборудования.
Однако при внимательном анализе назначения и технических характеристик
выясняется, что это оборудование является испытательным и подлежит аттес-
тации в соответствии с требованиями ГОСТ Р 8.568—97.
Пластифицирующие вальцы, например, применяются для изготовления
листов толщиной с нормированной точностью. Далее из этих листов вырезают
(вырубают) образцы и определяют по ним физико-механические, химичес-
кие, электрические и другие свойства материала. Таким образом, эти вальцы
находятся в цепи, предназначенной для испытания свойств материалов. В связи
с этим предъявляются требования к точности толщины проката вальцов. Кроме
того, к вальцам следует предъявить и другие точностные требования, опреде-
ляющие свойства прокатного листа, такие, например, как неравномерность
толщины листа по площади, шероховатости и др. В итоге пластифицирующие
вальцы необходимо отнести к испытательному оборудованию с нормирован-
ными характеристиками. Аналогичная ситуация с гидравлическим прессом,
экструдером и другим оборудованием, предназначенным для изготовления об-
разцов, по результатам испытаний которых определяются физико-механичес-
кие, химические, электрические и другие характеристики испытуемого мате-
риала.
Учитывая, что вышеперечисленное оборудование укомплектовано кон-
трольно-измерительными приборами и материалами, необходимыми для обес-
печения испытательного процесса, это оборудование является средством ис-
пытания.
Другой группой устройств, специфика работы которых такова, что класси-
фикационные признаки в явном виде не выражены, являются средства, пред-
назначенные для проливки, доводки и проверки жиклеров, используемых на
автомобильных карбюраторах. Некоторые предприятия относят их к технологи-
ческому оборудованию. При внимательном рассмотрении назначения, принци-
па действия, конструкции и технических характеристик этих устройств их сле-
дует отнести к средствам испытаний. Основанием для такого вывода служит
следующее.
Стенд для проливки жиклеров представляет собой прибор, содержащий
пневматическое устройство, создающее давление воздуха на водяной столб,
канал для прохождения воды и испытуемый жиклер. При определенном дав-
лении, контролируемом с помощью манометра, вода протекает через отвер-
580
стие жиклера в мерную колбу. Пропускная способность жиклера вычисляется
по результатам косвенных измерений. В данном случае в явном виде имеется
устройство, предназначенное для создания условий испытаний, результат ис-
пытаний — пропускная способность жиклера. К техническим характеристикам
этого испытательного стенда следует отнести основную погрешность определе-
ния пропускной способности жиклера; дополнительную погрешность опреде-
ления пропускной способности жиклеров от несоответствия условий испыта-
ний — давления водяного и воздушного столба, температуры воды и др. —
номинальным (заданным) значениям.
Отличительной особенностью стендов для доводки и проверки жиклеров
является наличие возможности замены тарированного жиклера на испытуемый.
Оценка допускаемого значения пропускной способности испытуемого жиклера
выполняется методом замещения путем сравнения объемов жидкости, проте-
кающей за определенное время при заданном давлении воздушного столба че-
рез испытуемый и тарированный жиклеры. На доводочном стенде по результа-
там испытаний выполняется доводка жиклера, на проверочном — проверка
годности жиклера в эксплуатации.
Таким образом, все три стенда имеют все основные признаки средств ис-
пытаний: техническое устройство, содержащее средство воспроизведения ус-
ловий испытаний, средства измерений и материалы, т.е. все то, что необходи-
мо и достаточно для проведения испытаний жиклеров с целью определения их
главного параметра — пропускной способности.
Рассмотрим еще одну группу устройств, обладающую специфическими
особенностями. К этой группе устройств относятся приборы для определения
герметичности, проницаемости и скручиваемое™ материалов. Рассмотрим в
качестве примера прибор для измерения герметичное™ и проницаемости бу-
мага (картона). Он предназначен для обеспечения проведения испытаний филь-
тровальной бумаги. Условием для качественного определения герметичности и
проницаемости бумаги является допускаемое значение давления на столб рабо-
чей жидкости над (под) образцом и скорости его повышения, допускаемое
значение уровня воды над (под) образцом и др. Эти условия и воспроизводит
прибор. Учитывая, что этот прибор оснащен всем необходимым для проведе-
ния испытаний бумаги по определению ее герметичности и проницаемости —
средствами воспроизведения и измерения условий испытаний и материалов, —
этот прибор следует отнести к средствам испытаний. Аналогично средствами
испытаний являются приборы, предназначенные для определения скручива-
ния бумаги, проницаемости агрессивных жидкостей через ткани, газопроница-
емости смесей и т.д.
Прибор определения скручивания бумаги обеспечивает проведение ис-
пытаний бумага в соответствии с ГОСТ 13525.1—79 +ГОСТ 13525.21—75. Не-
смотря на то что угол скручивания бумаги измеряется с помощью соответству-
ющего средства, имеющего нормированные значения метрологических харак-
теристик, прибор в целом не может быть отнесен к средствам измерений, так
как угол скручивания бумаги определяется (измеряется) при соответствующих
условиях смачивания, основным из которых является диапазон смачивания бу-
маги. Смачивание осуществляется с помощью жидкости с одной стороны. Та-
ким образом, и в этом случае определяется один из параметров бумаги при
воздействии на нее жидкости. Прибор также содержит все необходимое для
проведения операции по определению скручиваемое™ бумаги при смачивании
и, следовательно, должен быть отнесен к средствам испытаний.
581
Перечисленные выше приборы для определения проницаемости агрессивных
жидкостей через ткани, герметичности и проницаемости бумаги являются сред-
ствами испытаний, так как включают в себя все необходимое для проведения
испытаний бумаги и ткани: средства задания и измерения испытательного ре-
жима (условий испытания), средства измерений результатов испытаний и ма-
териал.
Определенную специфику носит оборудование, предназначенное для оп-
ределения скоростных и других характеристик автомашин. К такому оборудо-
ванию относятся трассы, участки дорог, площадки и т.д., служащие для из-
мерения скоростей, тормозного пути, радиусов поворота, характеристик ру-
левого управления колесных машин и т.п. Это специфическое оборудование
воспроизводит условия испытаний машин с соответствующими допусками,
поэтому оно должно быть отнесено к испытательному оборудованию.
Во всех рассмотренных случаях присутствует основной классификационный
признак ИО — воспроизведение условий испытаний. Техническое средство, не
обладающее этим свойством, не является ИО. Например, на местах нередко
приемосдаточные или регулировочно-сдаточные стенды относят к ИО. В дей-
ствительности данные стенды обычно не содержат средств, воспроизводящих
условия испытаний, а состоят из комплекта стандартных средств измерений и
коммутирующих пассивных устройств и, следовательно, к средствам испыта-
ний не могут быть отнесены. Они являются измерительными стендами.
Здесь может возникнуть вопрос, относящийся к аттестации этого стенда.
Достаточно ли поверки или калибровки средств измерений, входящих в состав
стенда? Не всегда. В том случае, когда коммутационные элементы могут внести
дополнительную погрешность при измерении параметров испытуемых изделий,
стенд следует аттестовать как средство измерений в целом в соответствии с
ПР 50.02.009-94.
В процессе организации испытаний возникает вопрос: «Допускается ли не
проводить аттестацию ИО, если в процессе испытаний проводится измерение
параметров испытательного режима в соответствии с ТУ на испытываемое из-
делие средствами измерений, поверенными в установленном для средств изме-
рений порядке?». Согласно ГОСТ Р 8.568—97 должно быть аттестовано ИО. Это
положение является очевидным, так как измерение параметров испытательного
режима без знания технических характеристик ИО не обеспечивает достовер-
ного результата испытаний.
Многие средства испытаний имеют встроенные средства измерений, де-
монтаж которых или недопустим или нецелесообразен, т.е. калибровка и по-
верка таких встроенных средств измерений не могут быть выполнены автоном-
но. Эти средства измерений должны представляться в комплекте с испытательным
оборудованием. В этом случае, по всей вероятности, следует проводить испыта-
ния средств испытаний в целом по правилам, установленным государственной
системой обеспечения единства измерений, с учетом требований стандартов к
аттестации ИО.
В последнее время в особую группу выделены средства технической диагно-
стики. Решение задачи их аттестации при выпуске из производства и надзора за
ними в эксплуатации требует соответствующей организации и порядка. В этой
связи следует отметить следующее.
Техническая диагностика является разновидностью испытаний продукции
с целью выявления ее дефектов на ранней стадии их появлений. Средствами
582
диагностирования могут быть средства измерений, предназначенные для изме-
рения параметров технического состояния машин и имеющие нормированные
метрологические характеристики, а также могут быть диагностические стенды,
содержащие устройства для создания нормированных испытательных воздей-
ствий на машины и оборудование. В первом случае средства диагностики явля-
ются разновидностью измерительной техники, в связи с чем с полным основа-
нием должны рассматриваться как средства измерений по РМГ 29—99 и долж-
ны подвергаться метрологическим процедурам в установленном для них поряд-
ке стандартами ГСИ. Во втором случае средства диагностики являются разно-
видностью испытательного оборудования по ГОСТ 16504—81 и подлежат атте-
стапии при выпуске из производства и в эксплуатации по ГОСТ Р 8.568—97.
Выделение средств измерений, находящихся в составе диагностического
стенда, может быть правомерным только в том случае, когда погрешность стен-
да при измерении величин, для воспроизведения которого стенд предназначен,
полностью определяется этими средствами и не зависит от остальных элемен-
тов стенда. Только при поверке стенда в целом как многофункционального сред-
ства измерений обеспечивается точность измерений параметров диагностируе-
мых машин. Встроенные средства измерений в диагностический стенд остаются
средствами измерений по определению. Но они теряют свою автономность и их
поверка как самостоятельного прибора не обязательна.
Оценивая технический уровень или метрологическое состояние мно-
гофункционального диагностического прибора следует учитывать специфику
различных видов измерений.
10.6.6. Номенклатура нормируемых технических
характеристик ИО
Точность испытаний в большой степени определяется точностью воспро-
изведения и поддержания условий испытаний ИО. Поэтому пригодность ИО к
применению должна определяться путем контроля характеристик, сви-
детельствующих о возможностях ИО воспроизводить и поддерживать параметры
условий испытаний в заданных диапазонах с требуемой точностью и стабиль-
ностью в течение определенного срока. Эти характеристики являются критери-
ями точности задания испытательного режима и, как было сказано, называют-
ся точностными характеристиками.
Под нормированными техническими характеристиками испытательного
оборудования понимаются установленные в НД характеристики, определяющие
возможности оборудования воспроизводить и поддерживать условия испыта-
ний в заданных диапазонах с требуемой точностью и стабильностью в течение
установленного срока.
Выбор номенклатуры технических характеристик ИО является сложной
задачей и должен базироваться на совместном анализе требований к условиям
испытаний и технических возможностей их воспроизведения и измерения с
помощью ИО.
При практическом решении задачи выбора нормируемых характеристик
необходимо выделить и рассмотреть те характеристики, которые определяют
испытательный режим и влияют на достоверность оценки качества испытуемых
изделий. Эти характеристики определяются исходя из назначения, условий при-
менения и физических свойств конкретного типа ИО.
583
В простейшем случае, когда испытательный режим характеризуется одним
статическим параметром, например воспроизведение силы, то погрешность за-
дания условий испытаний будет определяться разностью между реально задан-
ной силой и требуемой (номинальной) и в конечном счете эта погрешность
практически будет равна погрешности измерения воспроизводимой силы.
Другое дело вибрационные испытания.
Под режимом вибрационных испытаний понимают совокупность значений
параметров, характеризующих форму и ориентацию в пространстве траекто-
рий, и закон изменения воспроизводимого ускорения, скорости и перемещения
точки крепления испытуемого объекта к столу вибростенда. Из этого определе-
ния видно, что испытательный режим характеризуют: нормированное значе-
ние основных воспроизводимых физических величин, закон колебательного
процесса, форма и спектральный состав колебаний, направление колебатель-
ного процесса, равномерность распределения воздействия в точках крепления
объекта к столу вибростенда, стабильность воспроизводимых параметров во
времени. Отклонение этих характеристик от номинального значения приводит
к погрешности результата испытаний.
Во-первых, результат измерения воспроизводимого ускорения будет отяго-
щен дополнительными погрешностями от наличия влияющих факторов, кото-
рые могут быть соизмеримы, а иногда и много больше основной погрешности.
Во-вторых, при наличии отклонений параметров испытательного режима от
заданных испытуемое изделие будет воспринимать дополнительное воздействии
от неучитываемых компонент. Например, при наличии в спектре колебаний
высших гармоник изделие одновременно подвергается воздействиям ускорения
на нескольких частотах.
Анализ общепромышленных испытаний показывает, что испытательный
режим, во-первых, определяется значением (диапазоном значений) вос-
производимой физической величины; во-вторых, стабильностью этой величины
во времени (ее значение надо поддерживать постоянным); в-третьих — законом
изменения воспроизводимой величины, формой спектра и диапазоном частот;
в-четвертых — равномерностью распределения воздействия на плоскости или в
пространстве; в-пятых — направленностью воздействия. Отклонение этих ха-
рактеристик от номинальных значений приводит к погрешности результата ис-
пытаний. Эти отклонения и являются техническими характеристиками.
Для количественной оценки степени и приближения реального колеба-
тельного процесса к заданному надо иметь соответствующие критерии качества
воспроизведения параметров испытательного режима.
Отклонение от номинального значения воспроизводимой физической ве-
личины (ускорения, температуры или какой-либо другой величины), очевид-
но, должно быть выражено погрешностью воспроизведения этих параметров в
данном направлении в контрольной точке (именно в ней обычно контролиру-
ется заданный режим испытаний), которая определяется как разность между
действительным значением (реальным) и номинальным (заданным) значени-
ем физической величины.
Таким образом, за погрешность воспроизведения физической величины
следует принимать погрешность измерения воспроизводимой величины в ре-
альных условиях воздействующих факторов при испытаниях изделий.
Стабильность значений параметров физической величины естественно оце-
нивать коэффициентом нестабильности, или погрешностью поддержания по-
стоянного заданного значения физической величины, как разностью между
текущим его значением и заданным.
584
Разброс воспроизводимой величины по плоскости или в пространстве
(объеме) принято характеризовать коэффициентом неравномерности распре-
деления. Этот коэффициент характеризует отклонение значений воспроизво-
димости величины в различных точках плоскости (объема) относительно его
значений в контрольной точке. Он определяется как наибольшая разность меж-
ду значениями физической величины во всех точках и значением этой величи-
ны в контрольной точке.
Оценка коэффициента неравномерности по отношению к значению ве-
личины в контрольной точке обусловлена тем, что оно принимается за базо-
вое, так как контрольная точка используется для измерения параметров режи-
ма работы и контроля точностных характеристик.
Неравномерность распределения может быть оценена по отношению к сред-
нему значению физической величины из всех точек рабочей плоскости или
полезного объема исполнительного элемента ИО.
Для оценки отклонения направления воспроизводимой величины от за-
данного целесообразно использовать коэффициент поперечных составляющих,
как это принято при воспроизведении вибрации и удара.
Законы изменения воспроизводимой величины разнообразны. Каждому за-
кону должен соответствовать свой критерий качества. Вибрационную вос-
производимую величину характеризует или синусоидальный, или полигар-
монический, или случайный закон колебаний. Для синусоидального закона
очевидным критерием качества воспроизведения является отклонение формы
кривой от синусоиды, которое принято оценивать с помощью коэффициента
гармоник.
Полигармонический закон колебаний должен характеризоваться изменением
спектра, а случайный процесс — изменением автокорреляционной функции
воспроизводимой величины.
Воспроизводимая величина при ударе характеризуется формой ударного
импульса.
Отклонение формы кривой ударного импульса от заданной (типовой) оп-
ределяется путем проверки соответствия полученной кривой требованиям на
типовую форму. Кроме того, характеристиками формы являются коэффициент
наложенных колебаний или частота и амплитуда наложенных колебаний. Инте-
рес представляет относительное максимальное значение амплитуды наложен-
ных колебаний.
Воспроизводимая величина в климатической камере должна быть не-
изменной во времени. Отклонение от этого закона характеризуется так же, как
при воспроизведении удара коэффициентом наложенных колебаний, пульса-
цией или амплитудой и частотой колебаний воспроизводимой величины.
Таким образом, к основным техническим характеристикам рассматриваемого
ИО относятся:
диапазоны воспроизводимых величин;
погрешность воспроизведения физической величины;
погрешность поддержания физической величины;
отклонение закона изменения физической величины от заданного (ко-
эффициент гармоник, изменение спектра, изменение автокорреляционной
функции, отклонение формы кривой от типовой, коэффициент наложенных
колебаний, амплитуда и частота наложенных колебаний, коэффициент пуль-
сации, амплитуда и частота пульсации);
585
коэффициент неравномерности распределения;
коэффициент направленности (коэффициент поперечных составляющих);
стабильность воспроизводимой величины.
Кроме того, при воспроизведении параметров испытательного режима мо-
гут возникнуть специфические для данного типа конструкции ИО явления, в
какой-то степени определяющие условия испытаний. Так, одним из условий
воспроизводимости испытаний на воздействие температуры является имита-
ция в ограниченном объеме камер условий неограниченного пространства, с
тем чтобы конструктивные особенности камер по возможности не влияли на
механизм теплообмена испытуемых образцов с окружающей средой. Из этого
следует, что не только постоянство и равномерность температуры окружающей
образец среды, но и обеспечение условий конвективного теплообмена в камере
являются необходимыми предпосылками качественного проведения этих ис-
пытаний. Поэтому при испытаниях на воздействие температуры предъявляются
определенные требования к скорости циркуляции воздуха в полезном объеме,
а также к степени черноты и температуры стенок камеры и другим характери-
стикам, от которых зависят условия теплообмена, особенно при испытаниях
образцов, выделяющих тепло.
Другим характерным примером, характеризующим изменение условий ис-
пытаний, а следовательно и заданного режима испытаний, является присутствие
магнитного поля над столом вибростенда, а также отличие температуры от
температуры окружающей среды.
Уровень вибрационного шума на столе вибростенда ограничивает нижний
предел диапазона воспроизводимого ускорения и практически определяет по-
роговый сигнал/шум. Более того, этот шум дополнительно искажает закон вос-
производимой величины и при соответствующем его значении может не позво-
лить провести качественные испытания.
Магнитное поле над столом вибростенда имеет отношение к техническим
характеристикам ИО, несмотря на то, что этот параметр не характеризует ис-
пытательный режим. Это объясняется тем, что наличие напряженности магнит-
ного поля над столом может существенным образом испортить результаты ис-
пытаний, если изделие или измерительный преобразователь воспроизводимой
физической величины, установленные на столе вибростенда, чувствительны к
воздействиям магнитного поля.
Температура стола вибростенда представляет двоякий интерес. С одной сто-
роны — необходимость соблюдения требований техники безопасности в части
допустимой температуры открытых поверхностей установки, с другой стороны
— это характеристика является технической, так как в зависимости от измене-
ния температуры стола вибростенда изменяется дополнительная погрешность
измерение воспроизводимой величины.
Номенклатура нормируемых технических характеристик для обще-
промышленного механического и климатического испытательного оборудования
регламентирована в НД.
Ранее речь шла о номенклатуре технических характеристик, подлежащих
определению при первичной аттестации.
В процессе эксплуатации качество воспроизведения испытательных режи-
мов ИО может измениться, поэтому периодически в зависимости от ин-
тенсивности работы ИО его технических характеристики должны контроли-
роваться при периодической аттестации. Методика периодической аттестации
586
ИО должна обеспечивать получение достоверных результатов при проведении
оперативного контроля. Оперативный контроль подразумевает уменьшение числа
проверяемых характеристик и объема самих проверок. Исходя из этих предпо-
сылок и нужно составлять перечень характеристик, определяемых в эксплуата-
ции ИО.
Во-первых, нет смысла проверять характеристики, изменения которых от-
сутствуют или практически отсутствуют. К таким характеристикам можно отне-
сти магнитное поле рассеяния над столом виброударостенда, а также темпера-
туру стола виброударостенда. По всей вероятности, нет необходимости в про-
верке неравномерности распределения температуры в полярном объеме каме-
ры — отсутствуют источники изменения этого параметра. Во-вторых, можно не
проверять характеристики, перемещение которых происходит с одновремен-
ным изменением других, наиболее выраженных и определяемых более опера-
тивно. К таким характеристикам относится, например, коэффициент неравно-
мерности распределения вибростенда. Поведение подвижной системы таково,
что изменение коэффициента неравномерности распределения сопровождает-
ся изменением коэффициента поперечных составляющих. Видим, что в основе
выбора перечня характеристик, подлежащих проверке при периодической ат-
тестации, лежат физическая сущность, конструкция и принцип действия ИО.
Аналогично оптимизируется и объем проверок. Так, при периодической аттес-
тации достаточно информации, полученной в контрольной точке для вынесе-
ния суждения о годности ИО к применению. Выше была показана нецелесооб-
разность проверки неравномерности распределения; изменения точностных ха-
рактеристик в контрольной точке полностью характеризуют качество воспро-
изведения условий испытаний ИО.
10.7. Выбор средств измерений при испытаниях
и контроле продукции
Оптимальное решение задач контроля и испытаний продукции возможно
лишь при правильном рациональном выборе характеристик погрешности СИ,
используемых в процессах испытаний и контроля.
При этом рациональный выбор СИ предполагает выполнение следующих
требований:
1) заданы значения критериев оптимальности (качества) решения задач, для
которых предназначены результаты измерений;
2) определены такие значения характеристик погрешности измерений, кото-
рые обеспечивают заданные значения критериев оптимальности решения
измерительной задачи;
3) осуществлено рациональное распределение суммарной погрешности изме-
рений по составляющим — методической и инструментальной. Причем
(инструментальная составляющая определяет номенклатуру и нормируемые
значения погрешности правильно выбраннных СИ.
Критериями качества процессов контроля продукции являются показатели
достоверности или вероятности ошибок контроля. Действительно, идеальное
решение задачи контроля состоит в том, чтобы пропустить все изделия, кото-
рые удовлетворяют заданным нормам на параметры их качества, и не пропус-
тить негодных по этим параметрам изделий.
587
Однако по ряду субъективных и объективных причин такое идеальное ре-
шение задачи контроля невозможно. К субъективным причинам можно отнести
ограниченность выборки при выборочном контроле продукции, промахи кон-
тролеров и т. п., к объективным — погрешности измерения контролируемых
параметров, изменчивость условий контроля или неточности их воспроизведения.
Вследствие этих причин результаты контроля могут содержать ошибки: первого
рода — признание (по результатам контроля) в действительности годного из-
делия дефектным, второго рода — признание в действительности дефектного
изделия годным. Вероятности ошибок первого (PJ и второго (Р2) рода являют-
ся общепринятыми критериями качества процессов контроля.
Следовательно, для рационального выбора характеристик погрешности СИ,
используемых при контроле, в каждом конкретном случае должны быть заданы
допускаемые значения Р1р, Р2р вероятностей Р\ и Р2.
Для простоты и наглядности дальнейших выводов в качестве единственного
источника ошибок контроля примем инструментальную погрешность измере-
ний контролируемого параметра, т. е. будем считать, что вероятности Р{ и Р2
целиком обусловливаются погрешностями средств контроля. При этом приня-
то, что или методические погрешности несущественны по сравнению с инст-
рументальными, или известны способы рационального синтеза методических и
инструментальных погрешностей измерений контролируемого параметра.
Принципы выбора характеристик погрешности средств контроля в боль-
шой степени зависят от технического содержания и объектов контроля.
Так, при сплошном или выборочном контроле массовой продукции (партий
изделий) вероятности ошибок Р\ и Р2 характеризуют средние доли неправиль-
но забракованных и неправильно пропущенных изделий среди всей их контро-
лируемой совокупности. В этом случае вероятностями ошибок контроля каждо-
го конкретного экземпляра изделий, как правило, не интересуются. Другое
дело — контроль уникальных изделий. Здесь важны вероятности ошибок конт-
роля «не в среднем», а конкретно для каждого индивидуального изделия.
Рассмотрим первый случай, когда вероятности ошибок контроля оце-
ниваются и контролируются в среднем для всей совокупности контролируемых
изделий, а затем приведем необходимые дополнения, отражающие специфику
второго случая, когда вероятности ошибок оцениваются и контролируются для
индивидуального контроля конкретных экземпляров изделий.
Условие годности изделия по контролируемому параметру X определяется
неравенством
ХН + АН<ХД<ХН + АВ, (10.1)
где Ха, Хл — номинальное и действительное (истинное) значения контролиру-
емого параметра; Дн, Дв — нижняя и верхняя границы технологического допус-
ка на контролируемый параметр (или производственного допуска на выходной
параметр качества изделия).
Полагая Хд—Хн = Ат (Ат — технологическое отклонение контролируемого
параметра от номинального значения), условие годности изделия (по пара-
метру X) можно представить в виде
ДН<АТ<ДВ. (10.2)
Для конкретного экземпляра контролируемого изделия А,, имеет опреде-
ленное постоянное значение. Для совокупности поступающих на контроль из-
делий Дт является случайной величиной.
588
Если обозначить через <р(Ат) плотность распределения А,., то на основании
неравенства (10.2) вероятность того, что на контроль поступит годное изделие,
равна
Дв
/ф(дт)^дт . (Ю.з)
Дн
По существу, вероятность Рт характеризует долю годных среди всех посту-
пающих на контроль изделий.
Вид функции <р(Ат), а также значения ее параметров (математического ожи-
дания и дисперсии) обусловливаются характером производства контролируе-
мых изделий, точностью и стабильностью технологических операций и т. п.
Например, для технологических процессов, при которых оператор или автомат
«стараются» лишь «уложить» параметр X в границы допусков, не придержива-
ясь какого-либо предпочтительного (в пределах допусков) значения, характер-
но равномерное распределение величины А,.. Если финишной операцией про-
цесса производства изделий является «подгонка под номинал», то распределе-
ние Л,, будет усеченным нормальным и т. п.
Условие приемки контролируемых изделий по параметру X имеет вид
Хн + Ан < Ха < Хн + дв, (10.4)
где Ха — результат измерения параметра X при контроле изделия.
Учитывая, что Ха = Ха + А (А — погрешность измерений, ассоцииру-
емая нами с погрешностью средств контроля), и полагая, как и ранее, что
Хд—Хн = А,., из неравенства получим условие приемки в виде
Ан < А,. + А < Дв. (10.5)
Таким образом, приемка (признание годным) контролируемого изделия
соответствует событию S, определяемому выражением (10.5) и состоящему
в том, что сумма технологического отклонения контролируемого параметра
и погрешности его измерения лежит в пределах границ технологического до-
пуска.
Естественно событие S , обратное событию А и заключающееся в призна-
нии изделия негодным, соответствует неравенствам
Ат +А > Ав или Ат +А < Ан. (10.6)
Очевидно, что сложное событие, соответствующее ошибке контроля пер-
вого рода, заключается в совместном осуществлении двух простых событий:
события А, определяемого неравенством (10.2) и состоящего в том, что на
контроль поступит годное изделие, и события S , определяемого неравенства-
ми (10.5) и состоящего в том, что изделие забракуют.
Поэтому на основании (10.3) и (10.6) вероятность ошибки контроля пер-
вого рода
Ав
Л = J ф(дт)
Дн
7ф(А)</(Д) <7ДТ + J ф(Ат)
Дв-Дт _ Ан
ДН“дт
j(p(A)t/(A) dX
(Ю.7)
589
где ф (А) — плотность распределения погрешности средств контроля; интег-
ралы, стоящие в квадратных скобках, соответствуют условной вероятности
P(S/A) события S при условии осуществления события Л.
На основе аналогичных рассуждений вероятность ошибки контроля второ-
го рода
А = J ф(Дт)
дв
(10.8)
В контрольной практике довольно часто имеют место случаи, когда, желая
уменьшить вероятность ошибки второго рода (более опасной по послед-
ствиям), вводят уменьшенные по сравнению с Ан и Ав контрольные допуски:
|А'Н| < |ДН|; |Ав| < |АВ|. Тогда соответственно меняются пределы интегрирования
стоящих в квадратных скобках интегралов: вместо (Ав — Др) будет (Ав — АД а
вместо (Дн — Aj) будет (А'н — Ар).
Формулы (10.7), (10.8) позволяют осуществить целенаправленный поиск
(путем численного или графического интегрирования) таких значений погреш-
ности А (или ее составляющих М[А], о(А), которые при известных Ан, Ав, M[AJ
и a[Ap] обеспечили бы допускаемые значения Pip, Р2р вероятностей Рь Р2.
В технической литературе по контролю приводят готовые графики, табли-
цы, номограммы для выбора А в зависимости от Р1р, Р2р, Дн, Ав, M[Aj.], о[Ат]
при различных законах распределения Ар и А.
Если реальные законы распределения Др и А неизвестны, то наиболее прак-
тично (просто и с запасом) и обоснованно (поскольку, если ничего неизвест-
но, то любые значения Ар и А равновероятны) принять равномерные распреде-
ления значений Ар в пределах максимально возможных ±ДрР технологических
отклонений и погрешности средств контроля А в пределах допускаемых значе-
ний ±Ар.
Тогда вероятности ошибок контроля
Р^иРг)-^, (Ю.9)
если не вводятся контрольные допуски, и
р = I 1 1 - А'тр
1 4Дтр 2^ Ap^J;
р _ ДР 1 С Д’тр
Г2-2д “ 7 1 ~ А ,
^тр J
(10.10)
(10.11)
если вводятся суженные контрольные допуски АрР < Арр.
Пример — Осуществляется контроль партий керамических сопротивлений номи-
налом 10 кОм. Допускаемые отклонения от номинала ±1 кОм. Известно (на основании
статистического анализа производства сопротивлений или предыдущего опыта), что в
партиях, поступающих на контроль, примерно 20 % сопротивлений дефектных.
Необходимо проверить, правильно ли выбрано средство контроля — омметр клас-
са 1, если вероятность ошибки контроля первого рода не должна превышать 5 %, а
590
вероятность ошибки второго рода 2,5 % (классу 1 соответствует допускаемая относитель-
ная погрешность ±1 %).
Здесь приводятся такие исходные данные, которые не позволяют сразу воспользо-
ваться готовыми рекомендациями, таблицами или графиками, а требуют предваритель-
ного анализа.
Во-первых, необходимо решить, какие принять законы распределения А,. и А.
Что касается погрешности А, то, поскольку задан лишь класс точности средств
контроля, закон ее распределения должен быть принят равномерным в пределах от
—0,1 до + 0,1 кОм, т. е. Ар = 0,1 кОм. При отсутствии каких-либо данных о реальном
распределении значений и для них может быть принято (с запасом) равномерное
распределение.
Во-вторых, необходимо определить предельно возможные значения Дтр для техно-
логического отклонения Ат и сопротивлений в контролируемых партиях. Поскольку за-
дан лишь вероятный процент дефектных изделий 20 %, то, предположив, что вероят-
ность выхода за положительную и отрицательную границы поля допуска «дефектных»
сопротивлений одинаково, можно принять Д^, = (Ав + 0,2/2) = 1,1 кОм.
И только теперь, воспользовавшись (10.9), определяем
Л = Р2 = 4°7j •100 = 2’3 % < ,
Следовательно, средство контроля выбрано правильно.
В контрольной практике довольно часто пользуются и такими взаимосвя-
занными с Р] и Рг показателями, как «риск изготовителя» 7?изг и «риск потре-
бителя или заказчика» /?зак.
Риск изготовителя характеризует относительную долю неправильно забра-
кованных годных изделий среди признанных дефектными (не пропущенных по
результатам контроля) изделий и определяется как
Яизг=7>-^-’ <1012>
где Рпз — вероятность правильного забракования дефектных изделий.
Риск заказчика характеризует относительную долю неправильно пропущен-
ных дефектных изделий среди всех признанных по результатам контроля год-
ными изделий и определяется как
R -
Зак Л+Лт.г’
где Рп г — вероятность правильно признать годным в действительности годное
изделие.
Качество (достоверность) процессов индивидуального контроля изделий
зависит не только от погрешности средств контроля, но и от конкретных зна-
чений контролируемого параметра, т. е. индивидуальны для каждого конкрет-
ного изделия.
Так, если обозначить через Хк, Хв нижнюю и верхнюю границы технологи-
ческого допуска на контролируемый параметр X и принять, что контроль осу-
ществляется по этим границам, то вероятность ошибочно признать дефектным
в действительности годное изделие (для которого Хн < Хд < Хв, Ха — действи-
тельное отклонение параметра X от номинального значения) равна
591
^н-Хи
*в-*И
J (p(A)dA .
(10.13)
Вероятность же ошибочно признать в действительности дефектное изделие
(для которого либо Ад < Хн, либо Ад > Хв) годным (если в процессе контроля
реализовалось Ан < Аи < Ав)
Р2=Р
*в-*и
или АН<АИ<АВ> = 1- ]<р(д)й?(Д).
АД>АВ, хн-хк
(10.14)
Учитывая, что диапазон практически возможных значений погрешности
(—Др ... Др) всегда меньше поля технологических допусков (Хн ... Ав), (10.13),
(10.14) можно представить в более простом и удобном для анализа виде
кг-*и1
р; (или 7^) = 1 - j ф(Д)^(Д), (10.15)
где Аг соответствует тому из значений Аи, Хв, к которому ближе полученное
при контроле значение Хи.
Например, при равномерном распределении погрешности контроля в ин-
тервале от —Др до Др
Др -|ХГ — Аи|
Р (или Р ) = -^-2ДГ----(10.16)
Формулы (10.15) (при известном законе распределения погрешности средств
контроля) и (10.16) (при неизвестном законе распределения погрешности
средств контроля) используются для расчетов значений Р\, если Хк < Хв или
Аи > Ав, и для расчетов значений Р'2, если Ан < Хи < Ав.
Такие расчеты могут быть проведены для оценок показателей достовернос-
ти результатов контроля конкретных образцов изделий при зафиксированных
(измеренных) для них значениях Аи.
Однако на стадии планирования процессов контроля изделий, т. е. на ста-
дии выбора характеристик погрешности средств контроля, конкретные значе-
ния Аи неизвестны. Поэтому приходится выбирать эти характеристики для воз-
можных экстремальных условий, например, для случаев, когда значение лежит
на какой-либо из границ поля допуска (Ан, Ав). В этом случае независимо от
предельных значений погрешности Д вероятности ошибок контроля будут мак-
симальны и равны 0,5; т. е. изделие, у которого измеренное значение контроли-
руемого параметра незначительно отличается от Хи или Хв с одинаковой веро-
ятностью, равной 0,5, может быть как ошибочно забраковано, так и ошибочно
признано годным.
Для уменьшения вероятности Р2 (более опасной по последствиям) обычно
вводят суженные по сравнению с технологическими контрольные допуски
|А'н|<|А'н|, |Ав|< |Ав|. Кроме того, для априорного выбора значений Др на стадии
планирования процессов контроля вводят еще один критерий Хт, характеризу-
592
ющий максимально возможный выход значений контролируемого параметра за
пределы границ поля технологических допусков у изделий, которые по резуль-
татам контроля ошибочно признаны годными. При симметричных границах
|ХН| = ЙГВ = Хг и | Д„| = Х'в= X’ значение Хт определяется как
хт = д/( + хг-х;. (юл?)
Обозначив отношение Х'Г/ХТ через у, из (10.15) — (10.17) для случая введе-
ния контрольных допусков получится
, 5/> + 1-7
(1018)
^2г^8^’ (Ю.19)
(где индекс «р» относится к равномерному распределению погрешности Д);
8т = 8р+ 1-у. (10.20)
В этих формулах Ьр = Ар/ХТ; ?>т = Хт/Хх.
При несимметричных границах поля технологических допусков относительно
заданного номинального значения контролируемого параметра Хг = •
Формулы (10.18), (10.20) в общем случае (при любом известном законе
распределения Д) и (10.19), (10.20) (равномерном распределении Д) позволя-
ют осуществить поиск таких значений Др и у, которые при заданных Хн, Хв(Хх)
обеспечивают приемлемые значения Р2 и 8т.
Уменьшая у, можно получить практически сколь угодно малые значения
Р2 и 8т даже при относительно больших Др (лишь бы |Д,| <ЙГг). Однако при этом
резко возрастает вероятность фиктивного забракования в действительности год-
ных изделий. Это и понятно, поскольку резко увеличивается зона значений
контролируемого параметра, в пределах которой изделия могут ошибочно
браковаться. Так, если при контроле по Хк, Хв она соответствует диапазонам
Хн — \р, ... , Хя, Хв ... Хв + Дв, то при контроле по Хя = уХн; Хв = уХв диапазонам
Хн = Д,,; ... уТн ... уТв, ...; Хв + Др.
Поэтому и здесь, выбирая Др и у, следует всегда ориентироваться на эконо-
мически рациональные соотношения между Р2, 8т и Л (некоторые общие со-
ображения на этот счет будут приведены).
Изложенные принципы в полной мере относятся и к выбору характерис-
тик погрешности эталонов, используемых при поверках рабочих СИ. Действи-
тельно, поверка, при которой определяется соответствие метрологических ха-
рактеристик рабочих СИ установленным нормам, является частным случаем
индивидуального контроля, отличающимся лишь наименованием объекта кон-
троля (СИ) и контролируемых параметров (метрологические характеристики).
Но здесь имеется одна характерная особенность.
В метрологической практике при выборе погрешности средств поверки (см.,
например, МИ 187-86, МИ 188-86) при оценках допускаемых значений веро-
ятностей ошибок поверки первого рода вводят некоторую приграничную об-
ласть, в которой негодные, в действительности годные, СИ, не следует считать
«фиктивным браком». Это обосновывается тем, что для таких СИ существует
большая вероятность выхода погрешности за границы допускаемых значений в
38-1651
593
течение короткого промежутка времени (меньшего, чем принятый для них меж-
поверочный интервал). Забракование таких СИ (неправильное на момент по-
верки) осуществляется в интересах потребителей.
Нижняя граница погрешности забракования |Д3| = |3|А^|, где (3<1; Д^> —
предел допускаемых значений погрешности поверяемых СИ.
Понятие «фиктивный брак» относят в данном случае только к тем забрако-
ванным по результатам поверки СИ, у которых действительные значения по-
грешностей Д'удовлетворяют неравенству.
(|д;1 - |дор|)< ia'i<₽|a;i,
где Ао/, (вместо Др ранее) — предел опускаемых значений пользуемых при по-
верке рабочих эталонов.
Тогда на основании (10.7) максимальная доля фиктивно забракованных
СИ из числа поступивших на поверку годных СИ будет равна
Л>8= J<P(5) 1- ]ф(80)й?80
-Р _ 6-а
с?8
(10.21)
где <р(8) — плотность распределения нормализованных значений погрешности
поверяемых СИ; <р(80) — плотность распределения нормализованных значений
А0/Ар погрешности рабочих эталонов; а = \ор/^р.
Обычно коэффициент £ принимают равным 0,8.
Для принятых обозначений вероятность ошибки поверки второго рода в
общем виде
1-Y
Р2п = 1- J ф(8о)^5О
и для равномерного распределения погрешности рабочих эталонов
,, _ а+у-1
2пг “ 2а
(10.22)
(10.23)
Следует отметить, что при выборе характеристик погрешности средств по-
верки основное значение имеют показатели Р'2п и 8ОТ. Именно ориентируясь на
эти показатели, и выбирают рациональные соотношения погрешностей рабо-
чих эталонов и поверяемых СИ (коэффициент а) и степень сужения конт-
рольных допусков у. При этом показатель 7фб имеет вспомогательное значение,
т. е. он не должен быть чрезмерно большим при рационально выбранных а и у.
В табл. 10.5 даны значения вероятностей Рфб при различных Р'2п и а, подсчи-
танные для равномерного распределения погрешности при [3 = 0,8.
Таблица 10.5
а Значения Рфб при Р'2п
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,40 0,50
1/5 0,050 0,040 0,032 0,025 0,018 0,012 0,008 0,002 0
1/4 0,090 0,076 0,062 0,050 0,040 0,030 0,022 0,010 0,002
1/3 0,163 0,141 0,120 0,101 0,083 0,067 0,053 0,030 0,013
1/2 0,320 0,281 0,245 0,211 0,180 0,151 0,125 0,080 0,045
594
Выбор СИ, используемых при испытаниях продукции (исключая конт-
рольные испытания, ассоциируемые по существу с контролем), имеет ряд сво-
их специфических особенностей. Это обусловливается тем, что в зависимости
от целей испытаний (определительные, сравнительные и т. п.) используются
различные критерии их эффективности и качества. Кроме того, погрешность
результата испытаний не идентифицируется с погрешностью измерений (как
это делается при контроле) оцениваемого при испытаниях параметра. Действи-
тельно, погрешность результата испытаний — это разность между результатом
испытаний и действительным значением оцениваемой величины (параметра
или его изменения) при характеристиках режима и условий испытаний, точно
равных априорно заданным номинальным значениям (воздействия на испыту-
емый объект, характеризующие режимы и условия испытаний, как правило,
присущи процессам испытаний). Отличие характеристик режима и условий от
номинальных значений (вследствие погрешности воспроизведения или изме-
рения этих характеристик) обусловливает несоответствие реально определяе-
мого в процессе испытаний значения величины ее действительному значению,
подлежащему оценке. Следовательно, погрешность результатов испытаний оп-
ределяется как собственно погрешностью измерений оцениваемой величины,
так и погрешностями установления характеристик режима и условий по отно-
шению к их заданным номинальным значениям (обусловливающим отличие
значения реально измеряемой величины от того, которое имело бы место при
номинальных значениях характеристик).
Погрешность результата испытаний выражается как
L
Дис=Л+2>А/, (10.24)
7=1
где А — погрешность измерений оцениваемого параметра; д, — погрешности
воспроизведения (измерения) характеристик режима и условий испытаний;
gj — коэффициенты, характеризующие степень чувствительности (изменения)
оцениваемого параметра к изменению характеристик режима и условий испы-
таний.
Оценка коэффициентов «чувствительности» является в общем случае слож-
ной и многоплановой задачей, решение которой зависит от физических свойств
объекта испытаний, процедуры испытаний и других факторов. Понятно, что
именно этим обстоятельством объясняется тот факт, что в большинстве публи-
каций и нормативных документах по испытаниям продукции погрешность ре-
зультатов испытаний полностью отождествляется с погрешностью измерений
оцениваемого при испытаниях параметра. Очевидно, этим же можно объяснить
и практику нормирования в качестве показателей точности результатов испы-
таний их сходимость и воспроизводимость. Регламентация этих показателей (схо-
димость и воспроизводимость) может в какой-то мере обеспечить сопостави-
мость результатов испытаний (все ошибаются примерно одинаково), но ни в
коей мере не обеспечивает возможность оценки их реальной точности (включая
случайную и систематическую составляющие погрешности).
Наиболее рациональным путем решения указанной задачи по оценке ко-
эффициентов «чувствительности» является широкое использование в испыта-
тельной практике методологии и аппарата теории оптимального планирования
эксперимента.
38*
595
Говоря о выборе погрешности средств испытаний, по существу, будет под-
разумеваться выбор рациональных значений погрешности результатов испыта-
ний.
Рассмотрение решения этой задачи — задачи выбора характеристик по-
грешности средств измерений, используемых при испытаниях, — будет прове-
дено на примере определительных и сравнительных испытаний.
Целью определительных испытаний является определение нижней (или
верхней) доверительной (с заданной доверительной вероятностью Рд) грани-
цы 7?д возможных значений показателя R оцениваемых свойств новых изде-
лий, материалов, процессов.
Оценивание величины R осуществляется путем обработки результатов ис-
пытаний п образцов изделий, проб материалов, реализации процессов.
Погрешность оценки А,, (т. е. близость оценки к действительному мини-
мально или максимально возможному значению Rm) в общем случае зависит
от погрешности используемых СИ, количества п отобранных для испытаний
образцов (проб, реализации) и вида распределения значений оцениваемого
параметра R по совокупности отобранных образцов (проб, реализации).
Поскольку для испытаний, как правило, отбирается небольшое количе-
ство образцов, то задача определения реального вида закона распределения
значений оцениваемого параметра становится неразрешимой. В этом случае це-
лесообразно (с запасом) поступить так же, как поступали и ранее, предполо-
жить равномерное распределение.
Тогда зависимость относительной погрешности оценки Ад от числа п об-
разцов и относительной погрешности 5 используемых СИ выражается
(10.25)
где а = 1 — Рд — риск ошибки.
Формула (10.25) получена на основе теоретического анализа свойств выбо-
рочных оценок предельно возможных значений в равномерно распределенных
совокупностях.
Задаваясь допускаемым значением 3я погрешности 3R , (10.25) возмож-
но определить рациональные комбинации значений п и допускаемой относи-
тельной погрешности 8Р используемых СИ.
Например, для заданных Ра = 0,9 и 8Д = 5 % (0,05) в соответствии с
(10.25) возможны следующие комбинации значений п и 8^: п = 60, 8р = 1 %
(0,01); п = 80, 8р = 2 %; п = 120, 8р = 3 %; п = 250, 8р = 4 %.
Приведенный пример иллюстрирует большое влияние на точность оценок
определяемых параметров и на процедуру испытаний (например, на выбор числа
образцов) погрешности СИ (ассоциируемой с погрешностью результатов ис-
пытаний). И несмотря на это, в большинстве случаев при выборе планов и
процедур испытаний, обработке и интерпретации их результатов данная по-
грешность не учитывается.
При сравнительных испытаниях результаты измерений (Xb ЙГ2) использу-
ются для сравнения действительных значений (Х1д, Х^) однотипного парамет-
ра X изделий аналогичного назначения. При этом любой вывод относительно
596
сравниваемых значений Х1Д, Х2д, например у образца II значение параметра X
больше, чем у образцов 1, носит характер статистической гипотезы и должен
сопровождаться оценкой уровня его значимости или вероятностью правильно-
сти Рп (или неправильности Рн = 1 — Рп) данного вывода.
Следовательно, по условиям задачи необходимо определить вероятность
Рп = Р{Х2д >Х1д | Х2>ХД того, что действительное значение Х2д оцениваемого
параметра образца II больше действительного значения Х1д параметра образца
I, если X2>Xt.
Особенно часто встречается эта задача при сравнении мало отличающихся
друг от друга величин (например, кпд двигателей, их удельных расходов и т. п.).
Наиболее просто определить значение Рп можно следующим образом. Если
Ф1(ХЬ о2) — плотность распределения результатов измерений параметра образ-
ца I (Xj — математическое ожидание результатов измерений, о2 — дисперсия
их погрешности), а ф2(Х2, °2) — плотность распределения результатов измере-
ний того же параметра образца II, то плотность распределения величины
Z = Х2—X] равна
<рг(дХ;а^)=ф1(х1;о?) * Ф2(х2;с^), (10.26)
где АХ = (Х2—Х|) — математическое ожидание Z; = +о2) — дисперсия Z;
* — знак композиции распределений.
Поскольку в общем случае событие Х2д >Х1Д соответствует неравенству
0<Z<°°, вероятность
Pn=P(0<Z<oo)=j9z(AX,o^]c?Z. (10.27)
О
Композиции двух любых одномодальных симметричных распределений с
примерно одинаковыми дисперсиями (в том числе и композиции равномерных
распределений), с достаточной для практики точностью (с максимальной по-
грешностью в 10—15 %) аппроксимируются нормальным распределением.
Вследствие этого
/ \
Рп=Ф /Хп2 ’ (10-28)
<у°1 +п2 J
где Ф(/) = dt — табулированная функция Лапласа.
Задаваясь допускаемым значением вероятности Рп достоверностью вывода
о Х2д >Х1д и возможным (например, расчетным) уровнем АХ, по (10.28) выби-
рают рациональные значения средних квадратических отклонений погрешнос-
тей измерений оцениваемого при сравнительных испытаниях параметра X.
Пример — Задано: Рп должно быть не менее 0,95; предполагаемое (расчетное)
значение АХ = 0,05 л/км (сравнивают удельные расходы топлива двух автомобильных
двигателей). Требуется определить допускаемые значения погрешностей измерений (ис-
пользуемых СИ) Д1р = Д2р = Др удельного расхода сравниваемых двигателей.
Для заданного значения Рп = 0,95 аргумент функции Лапласа (в рассматриваемом
597
Л Y
случае величина -^4=--) равен 1,96. Зная равномерные распределения погрешностей
" / 2 2 ^Р \ 0,05
измерении в пределах искомых допусков (т. е. полагая =а( = ), находят —=
3 Л Р
Л D 11
= 1,96. Откуда Др = 0,03 л/км.
10.8. Использование результатов и характеристик
погрешностей измерений при испытаниях
и контроле параметров образцов (проб) продукции
Области использования измерений и их результатов направлены на:
определение истинного значения отдельного параметра образца (пробы)
материального объекта при заданных значениях параметров режима работы
образца и параметров условий, в которых находится образец (далее — парамет-
ров условий испытаний); данная экспериментальная операция называется ис-
пытанием образца объекта (далее — образца);
контроль параметра образца (пробы) на соответствие требованию, задан-
ному в виде Xt < X < Xh при £,• = ^tN, ... , = t,mN, где X — истинное значение
контролируемого параметра образца; Xh и X, — верхняя и нижняя границы
допускаемых значений параметра Xсоответственно; ..., — параметры ус-
ловий контроля; £,(Лг, ... , t,mN — номинальные значения параметров условий
контроля; т — количество существенно влияющих и, следовательно, учитыва-
емых условий контроля.
Следует отметить, что рассматриваются только однопараметровые испыта-
ния и контроль.
За результат испытания образца принимается результат измерения пара-
метра, определяемого при испытании, при фактически установленных значе-
ниях параметров условий испытаний. Результат испытания должен сопровож-
даться указанием характеристик погрешности испытаний (или статистических
оценок характеристик), а также номинальных значений параметров условий
испытания и (действительных или допускаемых) характеристик погрешности
задания этих параметров (или статистических оценок характеристик) или ссыл-
кой на документ, где они указаны.
За погрешность испытаний образца принимается разность между результа-
том измерения параметра, определяемого при испытании образца продукции,
полученным при фактических условиях испытания, и истинным значением
определяемого параметра, которое он имеет при параметрах условий испыта-
ния, точно равных своим номинальным значениям или тем значениям, при
которых требуется определить параметр образца. Определенная таким образом
погрешность испытаний характеризует степень достижения цели испытаний.
Результатом контроля образца является суждение о том, находится или не
находится значение контролируемого параметра образца в заданных границах.
Результат контроля сопровождается указанием показателей достоверности кон-
троля, а также номинальных значений параметров условий контроля и характе-
ристик погрешности задания этих параметров (или статистических оценок ха-
рактеристик) или ссылкой на документ, где они указаны.
598
В качестве характеристик погрешности испытаний образцов используются
характеристики, аналогичные приведенным для погрешности измерений.
Ниже показано математическое определение погрешности испытаний об-
разцов.
Погрешность Лех испытания образца определяется формулой
Aex = A*A/,w(U * - (10.29)
где А — погрешность измерения параметра, определяемого при испытании;
Д( — погрешность воспроизведения или измерения z'-го параметра £,• условий
испытания; F'in (£,) — производная функции зависимости параметра, опреде-
ляемого при испытании, от параметра в точке = ^iN; ^iN — номинальное
значение параметра — символ суммирования случайных величин (процес-
сов); т — количество учитываемых условий испытания.
Наибольшая вероятность РЬаМ ошибочного признания, при реализации
данной методики измерительного контроля, годным любого в действительнос-
ти дефектного образца определяется формулой
pbaM= L{^x) В точке |ДХ| = |G|, (10.30)
где Дх — отклонение контролируемого параметра X образца от номинального
значения XN, выраженное в единицах контролируемого параметра; G — грани-
ца поля допуска для отклонения Дх, определяющая годность или дефектность
образца продукции по контролируемому параметру; £(ДХ) — оперативная ха-
рактеристика — зависимость вероятности признания годным образца при его
контроле от значения Дх.
Отклонения Дх определяются путем вычитания номинального значения XN
параметра контролируемого образца из действительного значения X парамет-
ра; границы поля допуска (Gb Gh) для отклонений Дх определяются путем
вычитания номинального значения XN из границ (Xh Xh) поля допускаемых
значений параметра. Принято: Xh — XN = XN — Хь следовательно, Gh = — G/ - G.
Вероятность PbaM — наибольшая из тех, которые могут иметь место при
G.
Оперативная характеристика £(ДХ) отражает свойства методики контроля.
Наибольшее по абсолютному значению возможное отклонение (Дхм)ьа кон-
тролируемого параметра образца, который при реализации данной методики
измерительного контроля может быть ошибочно признан годным, определяет-
ся формулой
Gy
J <p(Aj / ^xM^bad =0. (10.31)
—Gy
Здесь <р(Дх) / {^хМ)ьа ~ условная (при условии, что Дх = (ДхАг)/,а) плот-
ность распределения вероятностей оценки Дх отклонения Дх, получаемой пу-
тем измерений при измерительном контроле; G7 — граница поля контрольного
допуска, с которой сравнивается оценка Дх с целью принятия решения о год-
ности или дефектности образца (| GJ < G).
Наибольшая средняя для совокупности годных образцов вероятность (Pgr) Mg
ошибочного признания, при реализации данной методики измерительного
599
контроля, дефектными в действительности годных образцов определяется фор-
мулой
G Gj
(Pgr)Mg=~G—^ ^h(Axd\xl (Ю.32)
где Gj — граница такой области (0 <|АХ| < |CJ) значений Ах, для которой отри-
цательные результаты измерительного контроля (образец признается дефект-
ным) рекомендуется считать ошибочными (|G^| < G).
Вероятность (Pgr)Mg характеризует долю неверно забракованных образцов
(Ngr) в общем количестве (Ng) годных образцов
N г
(Pgr)Mg~~N^ • (10.33)
Выражение (10.32) справедливо при равномерном законе распределения
вероятностей отклонений Ах по совокупности годных образцов и может быть
использовано для расчетов (Pgr)Mg в тех случаях, когда закон распределения
вероятностей отклонений по всем контролируемым образцам неизвестен. В
случаях, когда закон распределения вероятностей отклонений Ах по всем конт-
ролируемым образцам задан (известен), более предпочтительным (по сравне-
нию с (Pgr^M-g показателем достоверности контроля является средняя по
совокупности всех контролируемых образцов вероятность (Pgr) 7 ошибочного
признания дефектными в действительности годных образцов, определяемая фор-
мулой
(Pgr)7 = J[l~L(Ax)]g>f(\x)dx, (10.34)
-Gp
где <p/(Ax) — плотность распределения вероятностей отклонений Ах совокуп-
ности контролируемых образцов. Вероятность (Pgr)i характеризует долю не-
верно забракованных образцов в общем количестве (Л)) контролируемых об-
разцов
(Ю.35)
Выделение области (0 < | Ах | < Ср), т. е. введение в расчеты границы |Ср| <G,
целесообразно не всегда. Введение | Ср| < G имеет смысл в тех случаях, когда
контролируемый параметр образца может после контроля изменяться настоль-
ко, что вскоре после осуществления контроля возможен его выход за границы
поля допуска. Введение |Ср| < Скак бы учитывает заинтересованность заказчи-
ка в признании дефектными таких образцов, параметры которых, хотя и нахо-
дятся в границах поля допуска, но близки к этим границам, и, следовательно,
образцы вскоре могут потребовать ремонта. Если граница Ср не вводится, то в
(10.32) полагают |Ср| = Си формула (10.32) принимает вид
G
(Pgr^Mg ~ 1 ~ J Р (Д%) . (10.36)
600
Для отдельного образца наибольшая вероятность PgrM ошибочного призна-
ния, при реализации данной методики измерительного контроля, дефектным
любого в действительности годного образца определяется по формуле
PgrM = 1-Z(AJ при|Ах| = |(?₽| (10.37)
и является наибольшей из тех, которые могут иметь место при |АХ| < |<7р|.
Вероятность Pg неправильности суждения о годности данного образца,
признанного по результатам измерительного контроля годным, определяется
формулой
Pg =1 - Рг(Ах)при|Ах|<|(?у|. (10.38)
Вероятность Pg неправильности суждения о дефектности данного образ-
ца, признанного по результатам измерительного контроля дефектным, опреде-
ляется формулой
Pg = Pg(Ax) при |Дх|<|(7у|. (10.39)
Здесь Pg(Ax) — вероятность того, что при полученной в результате изме-
рений (при контроле) оценке Ад. отклонения контролируемого параметра об-
разца истинное значение Ах отклонения параметра находится в границах поля
допуска, т. е. | Ах| <G. Характеристика 7^(ДХ) отражает свойства методики
измерительного контроля. Вероятности Pg и Pg могут использоваться при оцен-
ке правильности уже полученного результата контроля параметра образца про-
дукции.
В соответствии с МИ 1317—86 рассматриваются две следующие группы
показателей достоверности контроля образцов:
наибольшая вероятность ошибочного признания годным любого в действи-
тельности дефектного образца; наибольшая средняя для совокупности образ-
цов (или наибольшая для отдельного образца) вероятность ошибочного отне-
сения к дефектным в действительности годных образцов; наибольшее отклоне-
ние контролируемого параметра от номинального значения у образцов, оши-
бочно признанных годными;
вероятность неправильности суждения о годности образца, признанного
по результатам контроля годным; вероятность неправильности суждения о де-
фектности образца, признанного по результатам контроля дефектным.
Первые показатели относятся к методикам измерительного контроля, вто-
рые — к полученным результатам контроля.
Математические определения показателей достоверности контроля образ-
цов приведены выше.
Функциональные взаимосвязи между погрешностью измерений и показа-
телями достоверности контроля образцов показаны ниже.
Функциональные связи показателей достоверности контроля параметра об-
разца продукции с погрешностью измерения при контроле. Функциональная связь
наибольшей вероятности РЬаМ ошибочного признания, при реализации данной
методики контроля, годным любого в действительности дефектного образца с
погрешностью измерений при контроле определяется формулой
601
-(G-Gy)
PbaM= j <p(AKWK ДЛЯ точки Ax = G (10.40)
-(G+Gy)
или, что то же
(G+Gy)
PbaM= J ф (Ак)</Ак ДЛЯ ТОЧКИ Ax = ~C. (10.41)
(G-Gy)
Здесь ф (Дк) — плотность распределения вероятностей погрешности изме-
рений при контроле.
Функциональная связь наибольшего возможного отклонения (АхЛ/)/,а конт-
ролируемого параметра образца, который, при реализации данной методики
измерительного контроля, может быть ошибочно признан годным, с погреш-
ностью измерений при контроле определяется формулой
J ф(Дк)й?Дк=0. (10.42)
-Gy-(^xM) ba
Функциональная связь наибольшей средней совокупности годных образ-
цов вероятности (Pgr) Mg ошибочного признания, при реализации данной ме-
тодики измерительного контроля, дефектными в действительности годных об-
разцов с погрешностью измерений при контроле определяется формулой
(Pgr) Mg Q Q I
J Gy-Дд;
J ф(дк)^дк d\x
0 -(Gy+Ax)
(10.43)
Если известен закон распределения вероятностей отклонений Ах контроли-
руемого параметра образца по всей совокупности контролируемых образцов,
то целесообразнее усреднять вероятность ошибочного признания дефектными
в действительности годных образцов не по совокупности годных образцов, а по
совокупности всех контролируемых образцов. Связь такой средней вероятности
с погрешностью измерений при контроле определяется формулой
Gp Gy-Ax
(Pgr)l= J !- f Ф(АК)^АК
-G|3 -(Gy+Ax)
ф,(Ах)</Ах.
(10.44)
Если область (0 < |ДХ| < Ср) не выделяется и граница Ср не вводится, то
связь наибольшей средней по совокупности годных образцов вероятности оши-
бочного признания дефектными в действительности годных образцов с по-
грешностью измерений определяется формулой
G Gy-b.x
(Pgr)Mg^(-^] J ф(Дк)^Ак
0 -(Gy+Ax)
J Ах
(10.45)
Связь наибольшей вероятности ошибочного признания, при реализации
данной методики измерительного контроля, дефектным любого отдельного в
602
действительности годного образца с погрешностью измерений при контроле
определяется формулой
Gy -Gp
pgrM=l- J <p(AK)J(AK). (Ю.46)
-(Gy + Gp)
Функциональная связь вероятности Pg ошибочности суждения о годности
данного образца, признанного по результатам измерительного контроля год-
ным (при известной оценке Дх отклонения контролируемого параметра), с
погрешностью измерений при контроле определяется формулой
G - Ад:
Pb=l~ L <P(AJ^(AJ при |Дх|<|бу|. (10.47)
-(G + Дх)
Связь вероятности Pg ошибочности суждения о дефектности данного об-
разца, признанного по результатам измерительного контроля дефектным (при
известной оценке Ах отклонения контролируемого параметра), с погреш-
ностью измерений при контроле определяется формулой
G-Ax
Pg = <Р(дк)^дк при |Ax|>|Gy| (10.48)
-(е + дх)
В случаях, когда контроль проводится при одностороннем ограничении
контролируемого параметра образца (Xh — верхняя граница допускаемых зна-
чений параметра X; Xt — нижняя граница допускаемых значений параметра X),
связь показателей достоверности контроля с погрешностью измерений опреде-
ляется следующими формулами.
Наибольшая вероятность РЬаМ ошибочного признания, при реализации дан-
ной методики измерительного контроля, годным любого в действительности
дефектного образца:
а) при заданной области годности образцов X < Xh
-(Xh-Xyx)
PbaM ~ J <p(AK)6?AK; (10.49)
б) при заданной области годности образцов X > Xt
PbaM = J <р(Ак)с?Ак. (10.50)
Здесь X.,h <Xh; Ху! >Xt — заданные границы результатов X измерений пара-
метра X при контроле, при которых образец признается годным; при требова-
нии а) образец признается годным, если X < Xyh; при требовании б) образец
признается годным, если X > Ху1.
Наибольшее (Xmsx)Ьа или наименьшее {Х^)^ значение контролируемого
параметра образца, который, при реализации данной методики измерительно-
го контроля, может быть ошибочно признан годным:
603
а) при заданной области годности образцов X<Xh
ЧС^тах )бя
J <р(дк)б?дк=о;
б) при заданной области годности образцов X > X/
j ф(Дк)б/Дк=0.
Xyl _(^min)Z>tf
(10.51)
(10.52)
Средняя для совокупности контролируемых образцов вероятность (Pgr)i
ошибочного признания, при реализации данной методики измерительного кон-
троля, дефектными в действительности годных образцов:
а) при заданной области годности образцов X < Xh
Xyh-X
(Pgr)j= J 1- J ф(Дк)</Дк 9/(X)JX;
0 —
б) при заданной области годности образцов X > Х1
о °°
(P^)7=j 1- J Ф(АК)^ДК <?AX)dX.
(10.53)
(10.54)
Xyl-X
Здесь < Xh; Х^ <Xt— заданные границы областей таких значений пара-
метров контролируемых образцов, для которых отрицательные результаты кон-
троля (образец признается дефектным) принято считать ошибочными; при
требовании а) отрицательный результат контроля признается ошибочным, если
X < при требовании б) отрицательный результат контроля признается оши-
бочным, если X > Хр/.
В случае не измерительного, а допускового контроля, когда при контроле
измерение контролируемого параметра не проводится, т. е. результат и погреш-
ность измерения контролируемого параметра отсутствуют, показатели досто-
верности контроля, характеризующие устройства допускового контроля, опре-
деляются приведенными выше формулами при замене в них погрешности Дк
измерений (испытаний) при контроле на эквивалентную погрешность Де? уст-
ройства допускового контроля, определяемую формулой
Де9 = Лу*Дс, (10.55)
где Ду — погрешность задания (индикации) границ поля контрольного допуска
Gy (или, если контрольный допуск не вводится, то границ допуска G) на от-
клонение контролируемого параметра; Дср — погрешность сравнения контро-
лируемого параметра (или его отклонения) с границами поля контрольного
допуска (или допуска G).
Для определения показателей достоверности уже полученного результата
допускового контроля следует применять формулы (10.47), (10.48) при подста-
новке в них Дх = Gy и Де? вместо Дк. При этом результаты расчета представляют
собой наибольшие возможные вероятности ошибочности отдельного получен-
ного результата допускового контроля.
604
Формулы, определяющие связь других показателей достоверности контро-
ля при одностороннем ограничении контролируемого параметра с погрешнос-
тью измерений, могут быть получены аналогично формулам (10.43) — (10.48).
Инженерные способы расчета характеристик погрешности испытания образ-
ца продукции.
К определяемым характеристикам погрешности испытания отнесены:
наибольшее по абсолютному значению возможное АехМ, равное половине
интервала, в котором погрешность испытания определена с вероятностью, рав-
ной единице;
наибольшее возможное среднее квадратическое отклонение оетЛ/.
В соответствии с определением погрешности испытания для расчета харак-
теристик погрешности испытания могут быть применены следующие формулы.
Если в качестве исходных данных известны:
предел Ар допускаемых погрешностей измерений параметра, определяемо-
го при испытании;
пределы Aip допускаемых погрешностей воспроизведения условий испыта-
ния;
линейные аппроксимации (Ax/A^)^. = ^iN функций влияния условий
испытания на параметр, определяемый при испытании, в точках номинальных
значений условий испытания, то наибольшее по абсолютной величине воз-
можное значение погрешности испытания равно
т ( А )
AexM=Ap + EAip I д/Ч , (10.56)
г=1 V
где т — число учитываемых условий испытания; Д^, — малое отклонение z-ro
условия испытания от номинального значения £/ЛГ; Ах — малое изменение
параметра X, определяемого при испытании, вызванное отклонением Д^-.
Если в качестве исходных данных известны:
предел допускаемого среднего квадратического отклонения оДА) погреш-
ности измерений параметра, определяемого при испытании;
наибольшие возможные средние квадратические отклонения о;Л/ (или пре-
делы допускаемых средних квадратических отклонений <sip) погрешностей вос-
произведения условий испытания;
линейные аппроксимации (Ах/А^)^. = функций влияния условий
испытания на параметр, определяемый при испытании, в точках номинальных
значений условий испытания, то квадрат среднего квадратического отклоне-
ния погрешности испытания равен
т ( A V
®ехМ ~ (А) *" X I . (10.57)
Если определение погрешности испытания удовлетворяет условиям, то гра-
ницы интервала, в котором погрешность испытания находится с любой веро-
ятностью, меньшей единицы, могут быть рассчитаны по известному с
помощью методики применительно к погрешности измерений.
Данные инженерные способы расчета характеристик погрешностей испы-
таний (однопараметровых) образцов продукции используются при:
разработке и аттестации методик испытаний образцов продукции;
оценке погрешности испытания продукции;
государственном надзоре и контроле за испытаниями продукции.
605
Рассматриваемые инженерные способы применимы при соблюдении усло-
вий, указанных выше.
К основным показателям достоверности методик контроля образцов про-
дукции отнесены:
наибольшая вероятность РЬаМ ошибочного признания, при реализации
данной методики контроля, годным любого в действительности дефектного
образца;
наибольшее по абсолютному значению возможное отклонение (АхМ)йа кон-
тролируемого параметра любого образца продукции, который, при реализации
данной методики контроля, может быть ошибочно признан годным;
наибольшая средняя для совокупности годных образцов вероятность
ошибочного признания, при реализации данной методики контроля, дефект-
ными в действительности годных образцов.
К параметрам методик контроля образцов продукции отнесены:
граница G поля допуска для отклонения Ах контролируемого параметра X
от номинального значения XN',
граница Gy поля контрольного допуска для отклонения Ах;
граница (7р такой области значений отклонений Ах, для которой отрица-
тельные результаты контроля (образец признается дефектным) принято счи-
тать ошибочными.
Параметры методик контроля находятся в соотношениях, указанных при
математическом определении погрешности испытаний и показателей досто-
верности контроля образцов.
В качестве известных характеристик погрешности измерений принимаются:
среднее квадратическое отклонение (его наибольшее возможное значение
ow(A) или предел допускаемого значения оДД) или
интервал, в котором с вероятностью, равной единице, находится погреш-
ность измерений, или пределы допускаемых погрешностей измерений ±Др.
Наибольшая вероятность РЬаМ ошибочного признания, при реализации дан-
ной методики контроля, годным любого в действительности дефектного образ-
ца определяется с помощью графика (рис. 10.3 или рис. 10.4) в зависимости от
того, какая характеристика погрешности измерений задана — <зр (А) или Ар.
Рис. 10.3
606
Наибольшая возможная погрешность вероятности РЬаМ, найденной по
рис. 10.3, обусловленная тем, что вид реальной функции плотности распреде-
ления вероятностей погрешности измерений неизвестен, определяется по гра-
фику |(АР)21| (см. рис. 10.3) или графику | (АР)22| (см. рис. 10.4).
Наибольшее по абсолютному значению возможное отклонение (Дхм)ьа кон-
тролируемого параметра любого образца, который, при реализации данной
методики контроля, может быть ошибочно признан годным, определяется по
формуле
(АхМ)Ьа=Су + К3ар*(Л) (10.58)
или
(ДхМ)ьа= Gy+Ьр (Ю-59)
в зависимости от того, какая характеристика погрешности измерений задана —
ор(А) или Ар.
Здесь принимается К3 = 3,5; тогда (10.58) дает при принятых условиях наи-
большее возможное значение данного показателя.
Погрешность расчета, вызванная тем, что вид реальной функции плотнос-
ти распределения вероятностей погрешности измерений неизвестен, пренеб-
режимо мала.
Если имеются основания полагать, что функция плотности распределения
вероятностей погрешности измерений при контроле не только удовлетворяет
условиям, но и относится к достаточно «тупым» функциям, лежащим в облас-
ти между функцией плотности равномерного распределения и косинусоидаль-
ной функцией плотности распределения, то можно принять К3 = 2,5.
Наибольшая средняя для совокупности годных образцов вероятность
(Pgr) Mg ошибочного признания, при реализации данной методики контроля,
дефектными в действительности годных образцов определяется графоаналити-
ческим способом с помощью графика (Pgr)Mg стДд) (рис. 10.5) или графика
(Pgr^MgG/^-p (рис. 10.6) в зависимости от того, какая характеристика погреш-
ности измерений задана — ор(А) или А,.
607
Наибольшая возможная погрешность вероятности (Pgr)Mg, рассчитанной
с помощью графика на рис. 10.5, 10.6, обусловленная тем, что вид реальной
функции плотности распределения вероятностей погрешности измерений
неизвестен, определяется графоаналитическим способом по графику
|(ДР)Н| G/ap (Д) (см. рис. 10.5) или по графику |(ДТ’)12| G/Ap (см. рис. 10.6).
Данные инженерные способы могут применяться также и при допусковом
контроле (результаты измерений и погрешности измерений отсутствуют). При
608
этом вместо характеристик погрешности измерений следует использовать соот-
ветствующую характеристику величины \eq, которую необходимо предварительно
рассчитать по техническим устройствам контроля.
Показатели достоверности контроля образцов продукции могут быть опре-
делены по формулам при известной функции (или принятой аппроксимации)
плотности распределения вероятностей погрешности измерений при контроле
(или величины А^) и известных параметрах методики контроля. Так же следует
поступать, если погрешности определения показателей достоверности методик
контроля образцов продукции оказываются для каких-либо случаев недопусти-
мо большими.
Данные инженерные способы определения показателей достоверности,
характеризующих свойства методик контроля образцов продукции, использу-
ются при:
аттестации методик выполнения измерений, применяемых для контроля
образцов продукции;
аттестации устройств допускового контроля образцов продукции;
государственном надзоре и метрологическом контроле за производством и
контролем параметров продукции.
Пользуясь графиками и формулами, возможно подбирать необходимые
параметры методик контроля и метрологические характеристики средств и ме-
тодик измерений для контроля образцов продукции, а также необходимые па-
раметры методик и технические характеристики устройств допускового конт-
роля образцов продукции по заданным наибольшим допускаемым показателям
PbaM, (АхЛ/), если удовлетворяются рассмотренные выше условия.
Пример — Заданы следующие параметры методики измерительного контроля и
характеристики погрешности измерений: Gy = 0,8G; Gp = 0,9G; <зр(&)= 0,15G.
Требуется определить: наибольшую вероятность РЬаМ ошибочного признания, при
реализации данной методики контроля, годным любого в действительности дефектного
образца; наибольшее по абсолютному значению возможное отклонение контролируе-
мого параметра любого образца, который, при реализации данной методики контроля,
может быть ошибочно признан годным (AxjW)ia; наибольшую среднюю для совокупнос-
ти годных образцов вероятность ошибочного признания, при реализации данной мето-
дики контроля, дефектными в действительности годных образцов (Pgr)M~g-
Вероятность РЬаМ и погрешность ее определения находят по графикам
(см. рис. 10.3). Параметр (G — GY)/ap(A) равен 1,33. По графику РЬаМ находят, что при-
ближенно РЬам = 0,1- Для того же значения аргумента по другому графику находят, что
погрешность (AP)2i определения данной вероятности приближенно располагается в ин-
тервале ±0,02. Это означает: 0,08 <РАаМ<0,12.
По формуле (10.58) находят: (АхМ)Ав = 0,86+ 3,5'0,15G = 1,3G.
Вероятность (Pgr)Mg и погрешность ее определения находят на основании
графиков (см. рис. 10.5). Параметр (Gy — Gj)/cp = (А) равен — 0,67. По графику
(Pgr)Mj G/gp = (А) находят, что приближенно это величина равна 0,9.
Тогда (Pgr)Mj = 0,14. Для того же значения аргумента по другому графику на том
же рисунке находят, что приближенно величина |(АР)П| G/ap (А) равна 0,01. Тогда по-
грешность, обусловленная отличием реальной функции плотности распределения от
принятой средней, лежит в пределах (ДР)ц = ±0,002, т. е. может считаться пренебрежи-
мо малой.
39-1-1651
609
Пример — Заданы следующие параметры методики измерительного контроля и
характеристика погрешности измерений: G., = 0,86; Gp = 0,9 G; Лр = 0,5 G. Требуется
определить те же показатели достоверности контроля, что и в предыдущем примере.
Вероятность РЬаМ и погрешность ее определения находят по рис. 10.4. Параметр
(G — Gv)/Др равен 0,4. По графику РЬаМ приближенно находят РЬаМ = 0,13. Для того же
значения аргумента по другому графику на том же рисунке находят, что погрешность
(Д?)22 определения данной вероятности находится в интервале от —0,13 до +0,17 (так
как вероятность отрицательной быть не может). Это означает 0 < РЬаМ< 0,3.
По формуле (10.59) находят (ДхЛДйа = 0,8G + 0,5G = 1,3G.
Вероятность (Pgr)Mg и погрешность ее определения находят на основании
графиков (см. рис. 10.6). Параметр (G.f — Gp)/Ap равен 0,2. По графику (.Pgr)MgG/^p
находят, что приближенно эта величина равна 0,26. Тогда GPgr)Mg — 0,13. Для того же
значения аргумента по другому графику на том же рисунке находят, что приближенно
величина |(ДР)12| G/Др равна 0,1. Тогда погрешность определения данной вероятности
находится в интервале ±0,05. Это означает, что 0,08 < (Pgr)Mj 0,18.
Г л а в a 11. ОРГАНИЗАЦИЯ БЕЗОПАСНОСТИ РАБОТ
ПРИ ПРОВЕДЕНИИ ИЗМЕРЕНИЙ
11.1. Санитарно-гигиенические нормы и требования
к условиям труда
Санитарно-гигиенические условия труда включают такие факторы, как
микроклимат, всевозможные излучения, чистота воздуха, освещение, произ-
водственный шум, вибрация и т. д. Опасные и вредные производственные фак-
торы регламентирует ГОСТ 12.0.003—74.
При характеристике микроклимата определяют температуру воздуха, его
влажность и скорость движения. В табл. 11.1 приведены нормативы, установлен-
ные для микроклимата производственных помещений. Нужный микроклимат
поддерживают с помощью приточно-вытяжной вентиляции, регулирования
влажности воздуха, рациональной системы отопления и специальных конди-
ционеров.
Инфракрасное излучение (длина волны более 0,74 мкм) при большой ин-
тенсивности приводит к перегреву организма, к нарушению сердечной дея-
тельности.
Ультрафиолетовое излучение (длина волны менее 0,4 мкм) при больших
дозах может привести к заболеваниям кожи, глаз, нервной системы. При опре-
деленном режиме облучение (небольшой интенсивности) оказывает благотвор-
ное влияние на состояние человека и его работоспособность и используется в
медицине.
Таблица 11.1
Показатель Период года
Холодный и переходный (наружный воздух t < +10 °C) Теплый (наружный воздух />+10°С)
Значения показателей
Оптимальный Допустимый Оптимальный Допустимый
Температура, °C 16-22 13-24 18-15 15-28
Относительная влажность воздуха, % 60-30 <75 60-30 75 при t < 24 °C 55 при t = 28 °C
Скорость движе- ния воздуха, м/с <0,3 <0,5 0,7 0,3-1,0
Примечание — В районах повышенной влажности при естественной вентиляции помещений допустимая влажность воздуха на 10 % больше.
Ионизирующее излучение вызывается различными радиоактивными веще-
ствами, рентгеновскими и гамма-лучами и является наиболее опасным для че-
ловека. Предельно допустимые дозы облучения приведены в табл. 11.2.
39-1*
611
Таблица 11.2
Характер облучения Допустимая доза облучения
мбэр/неделя бэр/год
Профессиональное облучение 100 5
Облучение работников смежных поме- щений, находящихся в пределах санитар- но-защитной зоны 10 0,5
Облучение всего населения 1 0,005
Рентгеновское излучение электровакуумных приборов. Электровакуумные
приборы, работающие при напряжении выше 5 кВ (генераторы, модуляторы,
кенотроны, электронно-лучевые трубки), могут стать потенциально опасным
источником тормозного рентгеновского излучения. При таком сравнительно
низком напряжении генерируется длинноволновое малопроникающее излуче-
ние. С ростом напряжения увеличивается его проникающая способность. Рент-
геновское излучение, генерируемое при номинальном напряжении от 5 до
100 кВ, называют мягким, при напряжении более 100 кВ — жестким. Рентге-
новское и гамма-излучение относятся к ионизирующим.
Биологическое воздействие ионизирующего излучения имеет следующие за-
кономерности:
вызывает глубокие нарушения жизнедеятельности живых организмов при
ничтожно малом количестве поглощенной энергии. Так, энергия, поглощенная
телом человека при облучении смертельной дозой, превращаясь в тепловую,
привела бы к нагреву тела всего на 0,001 °C;
существует опасность заболевания не только для подверженного облуче-
нию организма, но и для последующих поколений, что объясняется действием
механизма наследственности;
характерен скрытый период развития лучевого поражения — от нескольких
минут до десятков лет в зависимости от дозы облучения, его характера и чув-
ствительности организма.
Различают поглощенную, экспозиционную и эквивалентную дозы ионизи-
рующего облучения.
Поглощенная доза Dn — энергия, поглощенная в единице массы облучае-
мого вещества. Числовое значение дозы зависит от вида облучения, плотности
его потока, состава облучаемого вещества и времени облучения. Таким обра-
зом, доза накапливается со временем. Доза, отнесенная к единице времени,
называется мощностью. Поглощенная доза в системе единиц СИ измеряется
в Дж/кг. Широко распространена внесистемная единица — рад (1 рад =
= 10 2 Дж/кг = 100 эрг/г). Мощность дозы измеряется в радах на секунду, радах
на час и т. п.
Экспозиционная доза — это мера ионизации воздуха под действием рентге-
новского и гамма-излучений, измеряемая количеством образованных зарядов.
Единицей экспозиционной дозы в системе СИ является Кл/кг. Экспозиционная
доза в 1 Кл/кг означает, что суммарный заряд всех ионов одного знака, образо-
ванных в 1 кг воздуха, равен 1 Кл. Широко распространена внесистемная еди-
612
ница экспозиционной дозы — рентген (1 Р = 2,57976 • 10 4 Кл/кг, что соответ-
ствует образованию 2,08 • 109 пар ионов в 1 см3 воздуха при 0 °C и 760 мм рт. ст.).
По экспозиционной дозе можно рассчитать поглощенную дозу рентгеновского
и гамма-излучений в любом веществе. Для этого необходимо знать состав веще-
ства и энергию фотонов излучения.
При облучении человека возникают биологические эффекты, которые оп-
ределяют степень радиационной опасности. Наблюдаемые биологические эф-
фекты во многих случаях пропорциональны поглощенной энергии. Однако при
одной и той же поглощенной дозе тканями организма биологический эффект
оказывается различным для различных видов излучений. Принято сравнивать
биологические эффекты, вызываемые любыми ионизирующими излучениями,
с биологическими эффектами, вызываемыми рентгеновским и гамма-излуче-
ниями. Коэффициент, показывающий во сколько раз радиационная опасность
для данного вида излучения выше, чем радиационная опасность для рентгено-
вского излучения, при одинаковой поглощенной дозе тканями организма, на-
зывается коэффициентом качества Кк, который является безразмерной вели-
чиной.
Эквивалентная доза Ds определяется как произведение поглощенной Dn
на коэффициент качества излучения: Ds = />пКк. Широкое распространение
получила внесистемная единица эквивалентной дозы — бэр (биологический
эквивалент рентгена). Эквивалентная доза 1 бэр равна поглощенной дозе 1 рад,
умноженной на коэффициент качества Кк. Эквивалентная доза 5 бэр в год счи-
тается предельно допустимой дозой при профессиональном облучении. При
длительных ежедневных воздействиях дозой 0,02—0,05 бэр наблюдаются началь-
ные изменения крови, а дозой 0,11 бэр — образование опухолей.
Измерение дозы излучения с целью предсказания радиационного эффекта
осуществляют дозиметрами. Предельно допустимые дозы облучения регламен-
тированы нормами радиационной безопасности, которые постоянно уточня-
ются и периодически пересматриваются. На основании санитарных правил
и норм все установки (аппараты), являющиеся источниками мягкого рентгено-
вского излучения, разделяются по назначению на две основные группы:
1) источники используемого рентгеновского излучения (установки рентгено-
структурного и рентгеноспектрального анализов, установки для химических или
биологических экспериментов, рентгеновские толщиномеры и уровнемеры и
пр.); 2) источники неиспользуемого рентгеновского излучения (высоковольт-
ные электронные лампы, электронные микроскопы, катодно-лучевые осцил-
лографы, электронно-лучевые установки и др.). Для установок первой группы
мощность экспозиционной дозы на расстоянии 5—10 см от поверхности за-
щитного кожуха не должна превышать 2,8 мР/ч, для установки второй
группы — 0,28 мР/ч. Значения допустимой мощности экспозиционной дозы
даны из расчета 36-часовой рабочей недели. В случае иной продолжительности
рабочей недели эти значения должны быть умножены на коэффициент
а = 36/1, где t — фактическая продолжительность рабочей недели.
Электромагнитные излучения при интенсивности, превышающей гигиени-
ческие нормы, могут вызвать в организме человека определенные функцио-
нальные изменения, в ряде случаев необратимые. Характер воздействия зависит
от диапазона частот. Классификация электромагнитных излучений по диапазо-
ну частот приведена в табл. 11.3.
39-2-1651
613
Таблица 11.3
Излучение Диапазон частот, Гц Название диапазона частот
Радиоволны з-з-io4 3 104 - ЗЮ5 3-105 — 3-106 3 -106 - 3 -107 З-Ю7 - З-Ю8 3 108 - З Ю9 3-109 - З-Ю10 3 1O10 - з-ю11 з-ю11 - з-ю12 Очень низкий (ОНЧ) Низкий (НЧ) Средний (СЧ) Высокий (ВЧ) Очень высокий (ОВЧ) Ультравысокий (УВЧ) Сверхвысокий (СВЧ) Крайне высокий (КВЧ) Сверхкрайне высокий (СКВЧ)
Излучение оптического 3 -1012 - 3,94Ю14 Инфракрасный
диапазона 3,94-1014 - 7,7-1014 7,7-Ю14 - З-Ю17 Видимый Ультрафиолетовый
Радиоволны. Поглощаемая телом человека электромагнитная энергия пре-
вращается в тепло. Если при этом механизм терморегуляции способен путем
рассеяния избыточного тепла предупреждать перегревание тела, то его темпе-
ратура остается нормальной. Некоторые органы и ткани тела человека, облада-
ющие из-за сравнительно небольшого числа находящихся в них кровеносных
сосудов слабовыраженным механизмом терморегуляции, особенно чувствитель-
ны к облучению: мозг, глаза, почки, кишечник, желчный и мочевой пузыри и
семенники. Электромагнитные поля вызывают также нарушение химического
состава тканей, разрыв межмолекулярных связей и другие явления. Длительное
систематическое воздействие на организм человека электромагнитных полей и
при интенсивностях ниже теплового порога может привести к некоторым фун-
кциональным изменениям в организме, и в первую очередь в нервной системе.
Эти изменения проявляются в виде головной боли, нарушениях сна, повышен-
ной утомляемости, раздражительности и могут вызвать истощение нервной
системы. Функциональные нарушения, вызванные биологическим действием
электромагнитных полей, способны накапливаться в организме, но являются
обратимыми, если исключить воздействие излучения или улучшить условия
труда.
Количественная оценка опасности электромагнитных излучений про-
изводится по напряженностям электрического и магнитного полей. Установ-
лены следующие предельно допустимые значения напряженности полей:
по электрическому для частот:
от 60 кГц до 3 МГц 50 В/м;
от 3 до 30 МГц 20 В/м;
от 30 до 50 МГц 10 В/м;
от 50 до 300 МГц 5 В/м;
по магнитному для частот:
от 60 кГц до 1,5 МГц 5 А/м;
от 30 до 50 МГц 0,3 А/м.
Количественная оценка опасности облучения электромагнитными полями
с частотами от 300 МГц до 300 ГГц производится по интенсивности излучения,
выражаемой плотностью потока мощности. В качестве предельно допустимых
интенсивностей облучения энергией УВЧ и СВЧ на рабочих местах установле-
ны следующие:
614
до 10 мкВт/см2 — течение всего рабочего дня;
до 100 мкВт/см2 — не более 2 ч за рабочий день;
до 1000 мкВт/ст2 — не более 15 мин за рабочий день при обязательном
пользовании защитными очками.
По суммарному влиянию на нервную систему наибольшую опасность пред-
ставляют дециметровые волны.
Излучение оптического диапазона. Для этого диапазона характерно так на-
зываемое лазерное излучение. Биологический эффект лазерного излучения свя-
зан не только с высокой плотностью потока мощности, но и с монохрома-
тичностью, длиной волны, когерентностью, степенью поляризации, что мо-
жет вызвать резонансное поглощение энергии тканями организма. Из-за из-
бирательности поглощения лазерного излучения биологический эффект может
не соответствовать энергетическим характеристикам. Условно различают тер-
мические и нетермические эффекты лазерного излучения — переход от нетер-
мических к термическим эффектам лежит в диапазоне 0,5—1 Вт/см2. При плот-
ностях потока излучения, превышающих указанные, происходит поглощение
лазерного излучения молекулами воды, что приводит к их испарению и после-
дующему распаду молекул белка. Наблюдаемые при этом структурные измене-
ния аналогичны результатам обычного термического воздействия. Нетермичес-
кие эффекты лазерного излучения вызывают сложный комплекс вторичных
физиологических изменений в организме, чему способствуют резонансные яв-
ления, протекающие в клетках на молекулярном уровне. Нетермические эф-
фекты лазерного излучения сопровождаются реакциями со стороны нервной,
кровеносной и других систем организма. Как при термических, так и при не-
термических воздействиях лазерного излучения наиболее выраженной способ-
ностью к его поглощению обладают пигментированные ткани.
Воздействие диффузно отраженного лазерного излучения на живой организм
пока изучено недостаточно для того, чтобы можно было установить гигиени-
ческие нормы облучения. В большей мере изучено воздействие этого излучения
на органы зрения и кожу. Приближенные уровни излучения, безопасные для
глаз и кожи, приведены в табл. 11.4.
Таблица 11.4
Режим работы генератора Нормируемый параметр Уровни излучений, безопасные
для глаз для кожи
Види- мый свет Инфракрасное излучение Видимый свет и инфра- красное излучение
X = 1,06 мкм X = 10,6 мкм
Непрерывное из- лучение Импульсное излу- чение: при свободной ге- нерации при модуляции добротности резона- тора Плотность потока (мощность), мкВт/см2 Плотность потока энергии в импульсе, мкДж/см2 0,3 0,03 0,002 3,0 0,3 0,02 103 ю2 8 ю5* ю5 ю5
* При длительности облучения не более 5 с.
39-2*
615
Электрический ток, проходя через организм человека, оказывает тер-
мическое, электролитическое и биологическое воздействия. Термическое воз-
действие проявляется в ожогах наружных и внутренних участков тела, электро-
литическое — в разложении крови и органической жидкости, биологическое —
в раздражении и возбуждении живых тканей организма, что сопровождается
непроизвольными судорожными сокращениями мышц сердца и легких, вызы-
вая механические повреждения тканей, а также нарушение и даже полное пре-
кращение деятельности органов дыхания и кровообращения. Человек начинает
ощущать переменный ток частотой 50 Гц силой 0,6—1,5 мА и постоянный ток
5—7 мА (так называемый пороговый ощутимый ток). Данные о характере воз-
действия электрического тока на организм человека приведены в табл. 11.5. Наи-
более допустимые для человека синусоидальные токи частотой 50 Гц в зависи-
мости от длительности их протекания и соответствующие им значения расчет-
ного сопротивления тела и приложенного к нему напряжения приведены в
табл. 11.6. Эти токи считаются допустимыми для наиболее вероятных путей их
протекания в теле человека: рука — рука, рука — нога, нога — нога. Однако их
нельзя рассматривать как обеспечивающие полную безопасность и принимать в
качестве допустимых с достаточно малой вероятностью поражения.
Таблица 11.5
Ток, мА Характер воздействия тока
переменного частотой 50 Гц ПОСТОЯННОГО
0,6-1,5 2-3 5-7 8-10 20-25 50-80 90-100 Начало ощущения, легкое дрожание пальцев рук Сильное дрожание пальцев рук Судороги в руках Руки трудно, но еще можно оторвать от электродов, сильные боли в пальцах и кистях рук Руки парализуются немедленно, ото- рвать их от электродов невозможно, очень сильные боли, затрудняется ды- хание Паралич дыхания, начало трепетания желудочков сердца Паралич дыхания, при длительности 3 с и более паралич сердца — остано- вившееся трепетание желудочков Не ощущается Не ощущается Зуд, ощущение нагрева Усиление нагрева Еще большее усиление на- грева, незначительное сокра- щение мышц рук Сильное ощущение нагре- ва, сокращение мышц рук, судороги, затруднение дыха- ния Паралич дыхания
Таблица 11.6
Продолжительность протекания тока, с Ток, мА Сопротивление тела, Ом Напряжение, В
0,2 250 700 175
0,5 100 1000 100
0,7 75 1065 80
1,0 65 1150 75
3-30 6 3000 18
Более 30 1 6000 6
616
Для улучшения воздушной среды в рабочей зоне применяют герметизацию
установок и аппаратуры, выделяющих газы и пыль, вытяжные шкафы на рабо-
чих местах, дистанционное управление процессами и т. д.
Острота зрения и длительность ясного видения в значительной степени
зависят от условий освещения. Люди с нормальным зрением способны различать
мелкие предметы лишь при освещенности 50—70 лк. Максимальная острота
зрения наступает при освещенности 600—1000 лк. Ясное видение (с хорошей
остротой) зависит от освещенности и продолжительности работы. При непре-
рывной работе в течение 3 ч ясное видение зависит от освещенности и сокра-
щается от первоначального значения при 50 лк на 57 %, при 75 лк — на 50 %,
при 100 лк — на 26 %, при 200 лк — на 15 %. В зависимости от особенностей
трудового процесса применяются три системы освещения: общее (для освеще-
ния всего помещения), местное (непосредственно на рабочем месте) и комби-
нированное, сочетающее общее и местное. Освещение может быть как есте-
ственным, так и искусственным. Наиболее благоприятным является естествен-
ное освещение, производительность труда при котором увеличивается на 10 %
по сравнению с искусственным. Нормы освещенности, рабочих поверхностей
приведены в табл. 11.7.
Таблица 11.7
Точность Минималь- ный размер объекта различения, мм Освещенность, лк
при использовании газоразрядных ламп при использовании ламп накаливания
Освещение
Комбиниро- ванное Общее Комбиниро- ванное Общее
Наивысшая Очень высокая Высокая Средняя Малая Менее 0,15 0,15-0,3 0,3-0,5 0,5-1 1-5 5000-1500 4000-1000 2000-400 750-300 300 1500-400 1250-300 500-200 300-150 200-100 4000-1200 3000-750 1500-400 600-300 300 300 300-200 300-150 200-100 150-50
Шум на рабочих местах измеряется шумомером и выражается в децибелах
как среднее квадратическое звуковое давление
L = 20 1g Р/Ро,
где Р — звуковое давление по шумомеру; Ро = 2 • 10-5 — пороговое значение
среднего квадратического звукового давления, Н/м2.
Звуковое давление в воздухе может изменяться в широких пределах от
10-5 Н/м2 вблизи порога слышимости до 103 Н/м2 при шумах реактивных са-
молетов. Допустимые уровни шума зависят от его частоты: низкочастотный шум
— 115 дБ, среднечастотный — 100 дБ и высокочастотный — 90 дБ.
Благоприятными условиями считаются: для низких частот — 90 дБ, для
средних — 75 дБ, для высоких — 65 дБ. Применение мер звукоизоляции значи-
тельно снижает интенсивность шума. Фанера толщиной 3 мм уменьшает силу
шума на 17 дБ, пробковая плита толщиной 60 мм — на 20 дБ, стекло толщиной
3—4 мм — на 28 дБ, стенка из двух листов сухой штукатурки, размещенных на
617
расстоянии 60 мм один от другого, — на 49 дБ, такая же стенка с промежутком
между листами в НО мм — на 51 дБ. В качестве индивидуальных защитных
противошумных средств применяются шлемы, наушники, антифоны и слухо-
вые пробки из легких звукоизолирующих материалов.
Вибрация, воздействуя на организм человека, может вызвать заболевания
суставов и мышц, нарушить двигательные рефлексы организма. Постоянная
вибрация повышенного типа вызывает раздражительность и другие неприят-
ные ощущения.
11 .2. Правила техники безопасности. Оказание первой
помощи пострадавшим
Требования к технике безопасности при эксплуатации электроустановок ус-
тановлены «Правилами техники безопасности при эксплуатации электроуста-
новок потребителя». Все внешние элементы приборов и источников электропи-
тания, находящиеся под напряжением, превышающим 36 В по отношению к
корпусу, должны иметь защиту от случайных прикосновений во время дей-
ствия прибора в нормальных условиях, а под напряжением свыше 500 В —
предупреждающее обозначение. В приборах, в которых имеется напряжение свы-
ше 1000 В и ток замыкания может превышать 5 мА, съемные и открывающиеся
крышки, кожухи и дверцы должны быть связаны с автоблокировкой, обеспе-
чивающей выключение напряжения при снятии кожухов, крышек, футляров и
т. д. Необходимо предусматривать замыкание высоковольтных конденсаторов
или подключение разрядных сопротивлений, обеспечивающих их разряд до
безопасного напряжения за время не более 10 с. Внутри прибора вблизи узлов,
где напряжение свыше 500 В, должны быть ясно видны надписи или знаки,
предупреждающие об опасности высокого напряжения, где — свыше 1000 В,
должен быть отдельный зажим для заземления корпуса. Все приборы с питани-
ем от сети должны иметь световую индикацию включения сетевого напряже-
ния. В случае раздельного включения высоких напряжений и общего питания
включению высоких напряжений должны соответствовать световые сигналы крас-
ного цвета. Высоковольтные установки, рабочие макеты и открытые экспери-
ментальные схемы должны иметь блокировку по высокому напряжению. Они
должны быть ограждены и иметь соответствующие предупредительные плакаты
(знаки). В каждом помещении должен быть общий рубильник для выключения
силовой сети. Перед всеми электроустановками должны лежать резиновые ков-
рики. Сопротивление изоляций электропроводки установок и электросети ла-
бораторий должно соответствовать установленным нормам. Сопротивление за-
земления высоковольтных установок надо ежегодно измерять.
При работе с источниками излучения сверхвысоких частот необходимо ру-
ководствоваться «Правилами эксплуатации и безопасности обслуживания элек-
троустановок промышленных предприятий».
Цепи вторичной коммутации проверяют с помощью источника безопасного
напряжения — омметра, тестера или другого прибора с питанием от сухих
элементов питания напряжением 12 В. Проверяемые цепи должны быть полно-
стью обесточены. Питание временных схем включают только через аппараты,
обеспечивающие в отключенном состоянии видимый разрыв цепи (открытый
рубильник, штепсельный разъем и т. п.). По окончании работы временное пита-
618
ние необходимо отключить, так как оставленная под напряжением схема мо-
жет явиться причиной несчастного случая.
Измерение сопротивления изоляции мегаомметром, а также испытание элек-
трической прочности изоляции повышенным напряжением производят только на
полностью отключенной части электроустановки или схемы. Наличие (отсут-
ствие) напряжения в цепях напряжением до 500 В определяется токоискателем.
Перед началом работы с мегаомметром или установкой для поверки электри-
ческой прочности изоляции необходимо: убедиться в отсутствии людей, про-
изводящих работу на тех частях электроустановки, к которым присоединен ме-
гаомметр (испытательная установка), закрыть к ним доступ посторонних лиц;
вывесить в этих местах предупредительные плакаты или поставить наблюдаю-
щего на время проведения измерений. После испытаний изоляции повышен-
ным напряжением необходимо разрядить несколько раз токоведущие части на
землю и убедиться в полном отсутствии на них заряда, прежде чем сообщить,
что напряжение снято.
Для защиты людей, работающих на отключенных токоведущих частях обо-
рудования или электроустановки, от поражения электрическим током при оши-
бочной подаче напряжения на отключенный участок или при появлении на
нем наведенного напряжения накладывают переносные заземления, которые
применяют в тех частях электроустановок, где нет стационарных заземляющих
ножей. При снятии переносного заземления сначала его отсоединяют от токо-
ведущих частей и лишь затем — от заземляющего устройства.
Проверку отсутствия напряжения производят переносным вольтметром или
указателем напряжения. Применение контрольных ламп допускается при ли-
нейном (межфазовом) напряжении до 220 В включительно при условии, что их
конструкция удовлетворяет требованиям действующих правил.
Указатель напряжения, вольтметр или контрольная лампа, применяемые
для проверки наличия (отсутствия) напряжения, должны быть рассчитаны на
номинальное напряжение установки. Непосредственно перед проверкой отсут-
ствия напряжения устанавливают исправность применяемого указателя напря-
жения или другого прибора присоединением его к токоведущим частям, заве-
домо находящимся под напряжением и расположенным поблизости. Отсутствие
напряжения должно быть проверено как между всеми фазами, так и между
каждой фазой и землей. После проверки отсутствия напряжения указатель или
другой прибор следует снова проверить, чтобы убедиться в его исправности.
Стационарные устройства, сигнализирующие об отключенном состоянии ап-
паратов: сигнальные лампы, постоянно включенные вольтметры, различные
блокирующие устройства, предупреждающие доступ в камеры, находящиеся
под напряжением, и т. п., являются только вспомогательными средствами, на
основании которых не допускается делать заключение об отсутствии напряже-
ния на оборудовании.
При наладке, монтаже, поверке и ремонте используют защитные средства:
приборы, аппараты, приспособления и устройства, а также отдельные части
устройства, приспособлений и аппаратов, которые служат для защиты персо-
нала, работающего на электроустановках, от поражения электрическим током,
воздействия электрической дуги и продуктов ее горения и т. п. Защитные сред-
ства по степени надежности условно могут быть разделены на основные и до-
полнительные. Перед каждым употреблением защитного средства необходимо
проверить его исправность и отсутствие внешних повреждений. По заводскому
619
клейму проверяют, на какое напряжение рассчитано данное защитное средство
и не истек ли срок периодического его использования — испытания.
Переносной электрифицированный инструмент (электроинструмент) — элек-
тродрели, электропаяльники, переносные электролампы и т. д. — должен удов-
летворять правилам безопасности: быстро включаться и отключаться от элект-
росети и не иметь доступных для случайного прикосновения токоведущих час-
тей. Напряжение переносного электроинструмента должно быть не выше 220 В
в помещениях без повышенной опасности и не выше 36 В в помещениях с
повышенной опасностью. В виде исключения при отсутствии электроинстру-
мента на 36 В допускается применение электроинструмента на 220 В, но при
обязательном использовании диэлектрических перчаток, галош, ковриков. В особо
опасных помещениях разрешается применять электроинструмент на напряже-
ние не выше 36 В, причем с обязательным применением защитных средств.
Переносить электроинструменты следует только в специальных футлярах или
сумках. Перед началом работы необходимо проверить: затяжку винтов, крепя-
щие узлы и детали электроинструмента, исправность редуктора с помощью
проворачивания рукой шпинделя электроинструмента, целостность изоляции,
отсутствие излома жил; исправность выключателя и заземления. Лицам, ис-
пользующим электроинструмент, запрещается: передавать его другим лицам;
держаться за провод электроинструмента или касаться вращающегося режуще-
го инструмента; работать с приставных лестниц на открытых площадках во вре-
мя дождя или снегопада.
Требования к технике безопасности при опасности электромагнитных излу-
чений. Мероприятия по защите от облучения радиоволнами должны включать:
использование отдельных помещений для настройки и регулировки обору-
дования. Доступ в такие помещения лиц, не связанных с работой ра-
диоэлектронной аппаратуры, должен быть ограничен.
Измерительные генераторы, используемые для настройки и регулировки,
могут создавать опасные зоны на расстоянии до 1—2 м, если их мощность излу-
чения лежит в пределах до 0,1 Вт, и до 4—10 м для генераторов с выходной
мощностью излучения 0,5 Вт и более;
определение опасных зон и ограждение их предупредительными знаками и
надписями;
периодический контроль уровня мощности электромагнитных полей на
рабочих местах и площадках для ремонта оборудования;
включение в технологические карты указаний по применению на опре-
деленном этапе специальных защитных средств от электромагнитного поля;
применение в процессе ремонта и настройки передатчиков поглощающих
нагрузок в качестве эквивалентов антенн. Выпускаются эквиваленты антенн,
рассчитанные на поглощение мощности 5, 10, 30, 50, 100 и 250 Вт в диапазо-
нах 3,1—3,5 см и 6—103 см. В некоторых типах предусматриваются встроенный
эквивалент и два режима работы передатчика — «Излучение» и «Эквивалент»;
применение средств индивидуальной защиты лицами, которым приходится
в процессе работы входить в зоны с плотностью потока мощности, превышаю-
щей допустимые нормы. В качестве таких средств могут применяться радиоза-
щитные комбинезоны, халаты и капюшоны, выполненные из специальной
радиозащитной ткани и ослабляющие излучение с длинами волн от 3,2 см на
20 дБ и более. Для защиты глаз и части лица применяются радиозащитные
очки; средняя масса защитного костюма не превышает 2—2,5 кг;
620
применение средств общей защиты. Использование защитных свойств изо-
лированных производственных помещений и специально предназначенных для
этих целей экранов. Производственные помещения для настройки передающих
устройств и антенн должны строиться из такого расчета, чтобы не пропускать
электромагнитные поля в смежные помещения. Некоторые данные об ослабле-
нии излучений элементами конструкций зданий указаны в табл. 11.8. Материа-
лы стен и перекрытий зданий, в том числе и окрасочные материалы обладают
не только различной поглощающей, но и различной отражательной способно-
стью. Чем больше энергии материал поглощает, тем меньше ее он отражает.
Масляная краска создает плотную гладкую поверхность, отражающую до 30 %
энергии сантиметровых радиоволн, а известковое покрытие обладает малой
отражательной способностью, поэтому для уменьшения отражений радиоволн
в помещении его стены и потолок целесообразно покрывать известковой или
меловой краской или даже аквадагом (СБГ-1), (ВТУ МХП № 331-52), который
уменьшает отражение в 4—5 раз. Если же стены и перекрытия помещения, вы-
деленного для настройки и испытаний радиопередающей аппаратуры, не обес-
печивают требуемого поглощения энергии излучения, то их следует дополни-
тельно облицовывать экранирующими или поглощающими материалами. Об-
щая защита может выполняться в виде заграждений, если антенна имеет узкую
диаграмму направленности. Для устройств с ненаправленным излучением при-
меняются замкнутые экраны, которые должны заземляться.
Таблица 11.8
Наименование материалов и элементов конструкции Толщина, см Ослабление потока мощности, дБ, при длине волн, см
0,8 3,2 10,6
Стена:
кирпичная 70 — 21,0 16,0
шлакобетонная 46 — 20,5 14,5
штукатуренная (или деревян- ная перегородка) 15 — 12,0 8,0
Слой штукатурки 1,8 12,0 8,0 —
Доска 5,0 — — 8,4
3,5 — — 5,0
Древесноволокнистая плита 1,8 — — 3,2
Фанера Окно с двойными рамами: 0,4 2 1 —
стекло силикатное — — 13,0 7,0
стекло 0,28 2 2 —
Работы с генераторами оптического диапазона (лазерами) следует произво-
дить в отдельных специально выделенных помещениях или отгороженных час-
тях помещений. Само помещение изнутри, оборудование и другие предметы не
должны иметь зеркально отражающих поверхностей, если на них может падать
прямой или отраженный луч лазера. Эти поверхности следует окрашивать в тем-
ные тона. Лазерную установку необходимо максимально экранировать: генера-
тор и устройство накачки должны быть заключены в светонепроницаемую ка-
меру; лазерный луч целесообразно передавать к мишени по волноводу (свето-
воду) или по огражденному экраном пространству; линзы, призмы и другие
621
твердые с зеркальной поверхностью предметы на пути луча необходимо снаб-
жать блендами; в конце луча следует устанавливать диафрагмы, предупреждаю-
щие отражение от мишени в стороны на большие расстояния. Лампы накачки
должны иметь блокировку, исключающую возможность вспышки лампы при
открытом экране. Устройства для визуальной юстировки должны иметь посто-
янно вмонтированные защитные фильтры, поглощающие как излучение на
основной частоте, так и наиболее интенсивное излучение на высших гармони-
ках. Для изготовления экранирующих ширм, штор, занавесей целесообразно
использовать ткань черного цвета типа байки. В качестве индивидуальных средств
защиты следует применять специальные защитные очки со стеклами из сине-
зеленого стекла СЗС-22 (ГОСТ 9411—91), практически непроницаемого для
лазерного излучения с длинами волн от 0,63 до 1,5 мкм. Стекло не разрушается
при энергии излучения с плотностью до нескольких джоулей на 1 см2. Целесо-
образно очки монтировать в маску или полумаску, защищающую лицо. Руки
защищаются черными перчатками. Для защиты остальных частей тела достаточ-
но обычной одежды.
Требования к технике безопасности при работе с рентгеновскими установка-
ми. В целях предупреждения переоблучения работающего с рентгеновскими ус-
тановками персонала необходимо вести периодический дозиметрический кон-
троль. Защита от рентгеновского излучения осуществляется экранированием
источников излучения или рабочих мест, удалением источников от рабочих
мест и сокращением времени облучения. Чаще всего прибегают к сочетанию
перечисленных мер защиты. Характер защиты определяется величиной анодно-
го напряжения, а также величиной анодного тока высоковольтных электрон-
ных приборов — источников рентгеновского излучения. В зависимости от энер-
гии квантов рентгеновского излучения различают три типа установок:
генерирующие мягкое излучение с энергией квантов менее 12 кэВ. Такое
излучение, если оно не направлено специально наружу, не представляет ника-
кой опасности. Выведенное наружу, оно сильно поглощается воздухом, и в
этом случае достаточно экранировать окружающее пространство алюминиевыми
листами толщиной 1 мм или листовым железом толщиной 0,5 мм;
генерирующие мягкое излучение с энергией квантов от 12 до 100 кэВ. Если
эти установки используемого рентгеновского излучения (первая группа), то их
следует размещать в отдельных помещениях аппаратных, вынося пульты управ-
ления установкой за пределы аппаратной. Установки неиспользуемого рентге-
новского излучения (вторая группа) допускается размещать в общих помеще-
ниях, в этом случае защита от рентгеновского излучения осуществляется с по-
мощью металлических кожухов, шкафов или блоков с дверцами, оборудован-
ными защитной блокировкой. В качестве материалов для изготовления кожухов
и шкафов используют свинец, железо, сталь. Смотровые окна должны закры-
ваться защитным стеклом (например, марки ТФ по ГОСТ 9541-75). В тех случа-
ях, когда приходится производить какие-либо работы при включенном высо-
ком напряжении и снятой стационарной защите, необходимо пользоваться сред-
ствами индивидуальной защиты (защитными ширмами и щитками, фартуками
и пр.);
генерирующие жесткое рентгеновское излучение с энергией квантов более
100 кэВ. Эти установки требуют не только местной (экранирования), но и об-
щей защиты. Их размещают в изолированных помещениях. Стены помещений
должны выполняться из бетона, баритобетона, кирпича и т. д. Сами установки
622
экранируются, и предусматривается защита не только от первичного, но и
вторичного (рассеянного) излучения. Защитные свойства различных материа-
лов зависят от толщины слоя и характера излучения. Выбор толщины защитно-
го слоя из железа в миллиметрах для ослабления рентгеновского излучения
высоковольтных приборов можно произвести по данным табл. 11.9, а толщины
защитного слоя из свинца в миллиметрах — по табл. 11.10.
Таблица 11.9
Кратность ослабления Толщина защитного слоя из железа, мм, при напряжении на аноде электронного прибора, кВ
10 15 20 25 30 35 40 45 50
100 — — 0,2 0,2 0,3 0,5 0,8 1,1 1,6
103 — 0,1 0,3 0,4 0,6 0,9 1,4 1,9 2,7
5 103 — 0,1 0,4 0,5 0,8 1,2 1,9 2,6 3,6
104 — 0,2 0,4 0,5 0,9 1,4 2,1 2,8 3,9
5-Ю4 — 0,2 0,5 0,7 1,1 1,7 2,5 3,5 4,9
105 — 0,2 0,5 0,7 1,2 1,8 2,7 3,8 5,3
5-Ю5 — 0,2 0,5 0,8 1,4 2,1 3,2 4,4 6,2
106 — 0,3 0,6 1,0 1,5 2,3 3,6 5,0 7,0
ю7 — 0,3 0,7 1,1 1,7 2,6 4,0 5,7 7,0
ю8 0,1 0,3 0,8 1,2 2,0 3,1 4,7 6,6 9,2
Таблица 11.10
Кратность ослабления Толщина защитного слоя из свинца, мм, при напряжении на аноде электронного прибора, кВ
30 40 50 60 70 80 100
103 0,1 0,3 0,4 0,7 1,0 1,6 1,9
5-Ю3 0,2 о,з 0,6 0,9 1,3 1,8 2,4
104 0,2 0,4 0,6 1,1 1,5 2,1 2,7
5 104 0,2 0,4 0,7 1,3 1,8 2,5 3,2
105 0,2 0,5 0,8 1,4 2,0 2,7 3,5
5-Ю5 0,3 0,5 0,9 1,6 2,3 3,0 4,0
106 0,3 0,6 1,0 1,7 2,5 3,2 4,3
ю7 0,4 0,7 1,2 2,1 3,0 3,8 5,2
ю8 0,4 0,8 1,4 2,4 3,5 4,4 6,0
Требования к технике безопасности при работе с ртутью, кислотами, щело-
чами, вредными, ядовитыми и легковоспламеняющимися веществами. Ртуть дол-
жна храниться в вытяжном шкафу в стеклянных банках с притертыми пробка-
ми, не более 5 кг в каждой банке. Запасы ртути должны храниться на складах в
толстостенной стеклянной посуде с притертыми пробками. Работать необходи-
мо в спецодежде, предназначенной только для работы с ртутью; пользоваться
этой спецодеждой при выполнении других работ запрещается, и хранится она
отдельно от другой одежды. По окончании работы необходимо принять горячий
душ. В ртутных помещениях нельзя курить, пить, принимать и хранить пищу и
т. п. Перед едой необходимо тщательно вымыть руки, лицо и почистить зубы.
При отсутствии специального помещения допускается производить работы на
открытом воздухе. Все ртутные приборы должны размещаться на противне с
623
водой с соблюдением всех мер предосторожности. При этом работающие долж-
ны находиться с подветренной стороны. Должны быть приняты все меры, ис-
ключающие пролив ртути. Контрольные приборы, однотрубные и U-образные
манометры должны иметь ловушки.
При работе с кислотами, щелочами, вредными и ядовитыми веществами
необходимо хранить и переносить их только в стеклянных банках с притертыми
пробками, помещенных в металлическую или эмалированную тару. На каждой
таре должно быть написано название находящегося в ней вещества. Работы с
кислотами, щелочами, вредными и раздражающими веществами должны про-
изводиться в вытяжных шкафах, оборудованных вентиляторами взрывобезо-
пасного исполнения. Запрещается сливать едкие жидкости в раковины или выб-
расывать их без предварительной нейтрализации; отбросы едких веществ допус-
кается сливать в специальную емкость.
При работе с легковоспламеняющимися веществами — бензином, керо-
сином, спиртом, эфиром — не разрешается хранить эти вещества в лабораториях
в количестве, превышающем суточную потребность в них, и в тонкостенной
стеклянной посуде рядом с окислителями (нитритами, хлоратами, бромом,
жидким кислородом и т. п.) и едкими веществами. Характеристики пожарной
опасности газов и жидкостей приведены в табл. 11.11 и 11.12.
Таблица 11.11
Наименование газа Плотность по отноше- нию к воздуху Температу- ра самовос- пламене- ния, С Концентрационные пределы воспламенения (объемная доля), %
Нижний Верхний
Ацетилен 0,9 335 2,5 80,0
Аммиак 0,58 651 15,5 27,0
Водород 0,068 530 4,0 74,2
Окись углерода 0,97 610 12,5 74,2
Пропан 1,5 530 2,37 9,5
Сероводород 1,17 290 4,0 45,5
Природный газ — 550-750 3,8 13,2
Генераторный газ из кускового
топлива (угля, торфа, древесины) — 450-550 17,0 70,0
Таблица 11.12
Наименование жидкости Температу- ра самовос- пламене- ния, °C Температурные преде- лы воспламенения, °C Концентрированные пределы воспламенения (объемная доля), %
Нижний (температура вспышки) Верхний Нижний Верхний
Ацетон Бензин автомобильный 620 70 90 1,31 4,1
А-74 300 36 7 0,79 5,16
Керосин осветительный 250 57 87 1,4 7,5
Масло трансформаторное 300 122 163 — —
Спирт этиловый 465 11 40 3,3 18,4
Эфир уксусно-этиловый 400 1 31 3,55 16,8
624
Требования к чистоте технологической среды. Загрязнение воздуха произ-
водственных помещений влияет на здоровье персонала, а также на качество
выпускаемой продукции, например, в пищевой, электронной, прибо-
ростроительной и других отраслях, и работу измерительных приборов и тех-
нологического оборудования. Для измерения концентрации пыли используют
методы, основанные на ее предварительном осаждении и без предварительного
осаждения. Преимущество первых методов — возможность измерения массовой
концентрации, а недостатки — циклический характер измерения, высокая тру-
доемкость, низкая чувствительность анализа, которая обусловливает длитель-
ность пробоотбора до нескольких часов при измерении микроконцентраций
пыли. Преимущества методов второй группы — возможность непосредственных
измерений в самой пыли (воздушной среде), непрерывность измерений, высо-
кая чувствительность и практическая безынерционность измерений, а недоста-
ток — влияние изменений дисперсионного состава и других свойств пыли на
результаты измерений. Использование методов, основанных на предваритель-
ном осаждении пыли, более целесообразно, так как они позволяют определять
массовую концентрацию, что особенно важно при гигиеническом контроле.
Приборы, используемые для измерения концентрации пыли в воздухе произ-
водственных помещений (или атмосферном), приведены в табл. 11.13, а свой-
ства промышленной взрывоопасной пыли — в табл. 11.14.
Проверку знаний правил техники безопасности работниками МС проводят
ежегодно с присвоением им определенной квалификационной группы. Квали-
фикационная группа подтверждается удостоверением в установленной форме.
Проверку знаний проводит квалификационная комиссия в составе главного
инженера предприятия (председателя комиссии), инженера по технике безо-
пасности и представителя профсоюзной организации.
Оказание первой помощи пострадавшему. На каждом производственном уча-
стке должны быть созданы условия для оказания первой помощи пострадавше-
му: необходимо назначить лиц, ответственных за пополнение и сохранность
приспособлений и средств для оказания первой помощи, хранящихся в спе-
циальных шкафчиках; каждый должен уметь остановить кровотечение, пере-
вязать рану или ожог, наложить неподвижную повязку на перелом, произвести
комплекс оживляющих мероприятий и, в первую очередь, искусственное ды-
хание; при большой удаленности участка работы от медицинских пунктов ра-
ботники должны быть обеспечены медицинскими аптечками, содержащими
индивидуальные антисептические пакеты, йодную настойку, раствор борной
кислоты для промывания глаз, нашатырный спирт, борный вазелин, эфирно-
анисовые капли, соду, марганцовокислый калий, поильник или небольшой
чайник, жгут для остановки кровотечения, шины складные, мыло и поло-
тенце.
Несчастные случаи, вызванные действием электрического тока. Необходимо
немедленно освободить пострадавшего от действия электрического тока — от-
ключение электроустановки является наиболее надежным способом. Если это
невозможно сделать электроотключающим аппаратом, то можно перерезать
провода или перерубить их топором (каждый провод в отдельности), приняв
меры предосторожности во избежание контакта оказывающего помощь с це-
пью электрического тока (обернуть рукоятку режущего инструмента сухой,
шелковой, шерстяной или прорезиненной тканью). Если отключить электроус-
тановку невозможно, то необходимо быстро оттащить от нее пострадавшего.
625
Таблица 11.13
Тип Метод Измерение Погрешность Параметры пробоотбора Область применения
прибора измерения концентрации, мг/м3 измерения, % Время, мин Объемная скорость, м3/ч Питание
ППА Весовой (фильт- рация) Более 1,0 — Любое Регулируется Сетевое и бата- рейное Производственные помещения, атмос- ферный воздух
АЭР-4* То же Более 4,0 ±20 5; 10; 15; 20 1,2 Батарейное Горно-рудная про- мышленность
ПРИЗ Радиоизотопный (Р-излучение) 1—500; чувстви- тельность 0,13 ±20 5; 25 — Аккумуляторное Производственные помещения, атмос- ферный воздух
ИЗВ-1 Радиоизотопный (а-излучение) 0,5-30 ±30 1,5; 15 — Сетевое или ак- кумуляторное Производственные помещения
ИЗВ-З То же 0,25-50 ±30 5 — Аккумуляторное То же
ФЭКП-3 Ленточный фото- метр (двухлучевая оптическая схема) 0—4000; чувстви- тельность 10 ±24 1-1,5 — Батарейное Горно-рудная про- мышленность
ДПВ-1 То же 0-30; 0-60; 0-300; 0-600 ±25 1-5 — Аккумуляторное Угольная промыш- ленность
АЗ-2М Счетчик частиц (регистрация рассе- янного света под углом 90 °) частиц 1-25 j— CMJ (6 интервалов) ±20 0,072 — Сетевое Полупроводнико- вая и атомная про- мышленность
АЗ-4 То же частиц 1-250 5- СМ-’ (8 интервалов) ±20 0,072 То же То же
Окончание табл. 11.13
Тип прибора Метод измерения Измерение концентрации, мг/м3 Погреш- ностъ измерения, % Параметры пробоотбора Питание Область применения
Время, мин Объемная скорость, м3/ч
АЗ-5 Счетчик частиц (регистрация рас- сеянного света под углом 90 °) i-зоо CMJ (8 интервалов) ±20 — 0,072 Сетевое П олупроводнико- вая и атомная про- мышленность
ФИЧА-К-0 Счетчик частиц (регистрация рас- сеянного света под углом 0 °) 1-10000 ±20 — 0,248 То же Атмосферный воз- дух
ИПК-1 Зарядно-индук- ционный 0,1-500 ±10 — — Батарейное или аккумуляторное То же
ЭИП Индукционный 0-10; 0-100 ±15 — 0,42 Батарейное »
ЭИП-1 То же 0,1—20; чувстви- тельность 0,02 ±10 — 2,4 Батарейное или сетевое »
эип-з » 0 ±10 — 2,4 То же »
КДМ-1 Пьезоэлектри- ческий 0-10; 0-100 ±8 — — Батарейное Текстильная про- мышленность
ТДМ-2 Емкостной 0-10; 0-100 ±12 — — То же То же
МС-1 * Искр< Улавливание пыли водой збезопасное исполн 0,02—200; чув- ствительность 0,02 ение ±5 0,06 » Соляная промыш- ленность
Таблица 11.14
Содержание Взве- Осевшая пыль
негорючих
Наименование веществ, % ПЫЛЬ Температура, С
вещества, образующего пыль о 1 Т и £ S Л §« О X Я5 § „
« 3 81 05 У §
2 s S g и Д О о S § i
оз 5 со Ни; дел мос S ® о S о £ ВОС] НИЯ S Я S 2 о S
Абиетиновая кислота — — 7,6 760 — — —
Адипиновая кислота — — 35 550 — — 410
Азокрасители 2,5-12 30 22-63 715-800 300-400 — —
Альтакс — — 37,8 550 Нет — —
Алюминий — — 40 645 — — 470
Антрацен — — 5 946 Нет — 382
Белок пищевой — — 39,3 — » 324 460
Гидрохинон — — 7,6 800 342 — 516
Глюкоза 9 0 15 520 — — —
То же, окисленная — — 75 850 — — —
Декстрин 5,5 0 37,8 648 540 — —
Древесная мука 6,4 1,5 12,6-25 430 — — 255
Дрожжи кормовые 6 9,4 37,5 500 — — —
Казеин — — 45 520 — — —
Какао — — 45 420 245 — —
Камфара — — 10,1 850 — — 460
Канифоль* — 0,05 12,6 850 — — —
Коразол Крахмал: — — 40 326 — — —
картофельный 17,8 3,4 40 625 Нет — —
зерновой 17,8 3,4 40 625 » — —
маисовый — — 50 625 » — —
Кукурузный сахар — — 38 844 — — 400-570
(маисовый) Лигнин древесный До 7,8 до 9,4 30-35 775 — — 300
Лигнин хлопковый — — 63 775 — — —
Льняные очесы, кос- 6,3 5,5 17 520 — — —
тра Малеиловая (фумаро- вая) кислота — — 50 500 Нет — __
Метол —_ — 17-25 850 — — 577
Молоко сухое 3,8 5,6 7,6 875 415 — —
Манурон — До 40 18-43 500-960 — — —
Мука витаминная ли- До 9 До 6 7,6 600 190 — —
ственная
Мука сенная До ю До 11 25-75 550 180 — —
Мучная пыль (пшени- цы, ржи и т. п.) До ю До 40 18-63 600-825 — — 310-530
Нафталин* 5,5 2,1 2,5 612 Нет — 505
Полиакрилонитрит — — 21,2 505 » 217 —
Полипропилен* — — 12,6 890 — — —
Полистирол — — 25 475 Нет — —
628
Окончание табл. 11.14
Наименование Содержание негорючих веществ, % Взве- шенная пыль Осевшая пыль
Температура, °C
вещества, образующего пыль сС О К g„
S 3 - S ft „ h К и
СО С5 S 2 Е § i S § 8
03 и § СО Ню дел мос 2 К а 2 о S о 5 ВОС] НИЯ га 2 Q 2
Пресс-порошки:
карболит — До 5 12,6 690 530 — —
К-18-2, К-18-23, К-21-22, К-214-2 — — 10-26 650-890 — — —
К-21-22, К-78-51, К-214-43 — — 26-73 730-970 — — —
Пробковая мука Пыль: — — 15-30 817 325 — 450
комбикормового произ- водства (рожь, овес, яч- До 7 До 6 12,6-21 844 375 — —
мень, просо, горох, че- чевица, хлопок — семе- на, маис) резиновая 10,1 1000 200
сланцевая — — 58 830 — — 225
соевых бобов 7,3 5,2 35-54 1000 Нет — —
табачная 1,8 7,6 101 564 — — 344
эпоксидных компаундов (при их обработке) 25,5 643 198 200 494
Сахар свекловичный — — 8,9 525 Нет — —
Сера — — 2,3 235 » — —
Сорбиновая кислота — — 30 425 — — —
Стекло органическое 0,6 0,05 12,6 579 Нет — —
Титан — — 45 330 — — —
Торф Уголь каменный: — До 9 ю-юо 630-750 — — 300-500
ленинск-кузнецкий — — 31 72 149 159 480
марки Д донецкий, кизеловский, подмосковный, тульский До 14 12-68 114-500 Ок. 1000 — — 690
Фенольная смола* — — 25 460 — — —
Фенопласт — — 36,8 491 227 — 485
Фталевый ангидрид Целлюлоза: — — 12,6 605 Нет — —
ацетатная — 0,01 55 440 — — 340
триацетатная — 0,01 35 430 — — —
метиловая — — 30 360 — — —
пропионатная — — 25 460 530 — —
Цирконий* — — 40 253 — — 190
Чай — — 32,8 925 220 — —
* Возможность взрыва в рабочей зоне маловероятна, так как предельно допусти-
мая концентрация в воздухе в 1000—10000 раз меньше нижнего предела воспламене-
ния.
629
При этом оказывающий помощь должен принять меры предосторожности для
обеспечения собственной безопасности, так как пострадавший является про-
водником тока. Оттягивать пострадавшего от токоведущих частей следует за концы
его одежды. При этом оказывающий помощь должен надеть диэлектрические
перчатки или галоши, обернуть свои руки тканью, подложить себе под ноги
изолирующий предмет — сухую доску, стекло, эбонит или, в крайнем случае,
свернуть сухую одежду. После освобождения пострадавшего от действия элект-
рического тока ему необходимо оказать первую медицинскую помощь:
при сохранении дыхания и пульса нужно пострадавшего уложить на твер-
дую поверхность, подстелив под него что-нибудь и обеспечив ему полный по-
кой. Нельзя позволять пострадавшему подниматься и тем, более продолжать
работу. Если невозможно быстро вызвать врача, то следует срочно доставить
пострадавшего в лечебное учреждение;
при отсутствии дыхания и пульса необходимо сделать искусственное дыха-
ние и наружный (непрямой) массаж сердца немедленно после освобождения
пострадавшего от действия электрического тока и производить его непрерывно
до прибытия врача. Только врач может дать заключение о смерти пострадавшего.
Правила и способы выполнения искусственного дыхания и наружного массажа
сердца изложены в «Правилах техники безопасности при эксплуатации элект-
роустановок потребителей».
Перелом. Надо положить пострадавшего на носилки или пол и наложить на
место перелома повязку с шинами из жгутов, дощечек, картона и т. д.
Сильное кровотечение. Необходимо наложить жгут выше поврежденного места.
Место, на которое накладывается жгут, должно быть обернуто мягкой тканью.
Наложенный жгут можно держать не более 1,5—2 ч, иначе может произойти
омертвление тканей. Распускать жгут надо постепенно.
Ушиб. Необходимо плотно забинтовать ушибленное место и прикладывать к
нему холод.
Инородное тело, попавшее в глаз, лучше всего удалять промыванием —
струей раствора борной кислоты или чистой воды из чайника, ваткой или мар-
лей, направляя струю от наружного угла глаза (от виска) к внутреннему (к
носу). При этом пострадавшего следует уложить на левый (правый) бок при
поражении правого (левого) глаза.
Ожоги бывают трех степеней:
первая — появление красноты и боли;
вторая — появление пузырей;
третья — обугливание кожи или мышц.
При ожогах первой степени оказывающий помощь должен предварительно
чисто вымыть руки, а затем засыпать место ожогов содой. Если нет под рукой
соды, можно применить свинцовую примочку или 4-процентный раствор мар-
ганцовокислого калия, а когда утихнет боль, наложить повязку. При тяжелых
ожогах надо очень осторожно освободить обожженную часть тела пострадавше-
го. Нельзя касаться руками обожженного участка кожи, смазывать его какими-
либо мазями, вскрывать пузыри, отдирать приставшую одежду. Обожженную
поверхность надо перевязать как свежую рану — покрыть стерильным материа-
лом из пакета, сверху наложить вату и все закрепить бинтом, после чего напра-
вить пострадавшего в лечебное учреждение. Такой способ первой помощи надо
применять при ожогах паром, электрической дугой, горячей мастикой и т. п.
630
При ожогах глаз электрической дугой следует применять холодные примоч-
ки борной кислоты и немедленно направить пострадавшего к глазному врачу.
При ожогах кислотами, щелочами пораженное место необходимо тщатель-
но промыть большим количеством воды, а затем 5-процентным раствором пер-
манганата калия. После промывания обожженные участки следует покрыть мар-
лей, пропитанной смесью равных частей масла (льняного или оливкового) и
известковой воды.
При отравлении токсичными газами (угарным, светильным, доменным и
др.) появляется головная боль сердцебиение, общая слабость. Угоревший начи-
нает жаловаться на звон в ушах, головокружение, тошноту, рвоту, ослабление
сердечной деятельности и дыхания. При этом может наступить потеря сознания.
Надо немедленно вызвать врача, перенести пострадавшего из угарного поме-
щения на свежий воздух, освободить от одежды, стесняющей дыхание, орга-
низовать подачу кислорода из кислородной подушки. Пострадавшего рекомен-
дуется поить молоком, известковой водой и сырыми яйцами. При отсутствии
дыхания необходимо сделать искусственное дыхание.
Г л а в a 12. НЕКОТОРЫЕ РЕКОМЕНДАЦИИ
ПО РЕАЛИЗАЦИИ ПОЛОЖЕНИЙ
ФЕДЕРАЛЬНОГО ЗАКОНА
«О ТЕХНИЧЕСКОМ РЕГУЛИРОВАНИИ»
ПРИ ОБЕСПЕЧЕНИИ ЕДИНСТВА
ИЗМЕРЕНИЙ
Вступление в силу Федерального закона «О техническом регулировании» и
связанные с этим соответствующие мероприятия способствуют быстрейшему
достижению отечественной промышленностью мирового уровня.
Существенное ужесточение требований по безопасности к продукции, про-
цессам производства, эксплуатации, хранения, перевозки, реализации и ути-
лизации, выполнению работ или оказанию услуг (и далее к объектам) ведет к
повышению их технических и эксплуатационных характеристик, обеспечивая
высокую конкурентоспособность на мировом рынке.
В соответствии с этим Законом вводится принципиально новый документ
— технический регламент, одной из форм (основной) утверждения которого
является соответствующий Федеральный закон.
Этот документ принимается в целях, определяемых Федеральным законом
«О техническом регулировании», и содержит обязательные требования к вы-
шеназванным объектам.
Ст. 7 Федерального закона «О техническом регулировании» определяет
минимально необходимые требования к безопасности, в число которых входит
и обеспечение единства измерений. Цель установления именно этих требований
— исключение или снижение до допустимого уровня степени риска принять
неправильное решение о соответствии продукции требованиям технических
регламентов по результатам исследований (испытаний) и измерений.
В соответствии со ст. 23 Федерального закона «О техническом регулирова-
нии» и рекомендациями Р 50.1.046—2003 формы и схемы обязательного под-
тверждения соответствия устанавливаются только техническим регламентом с
учетом степени риска недостижения их целей.
На основании ст. 24 и 25 Закона обязательное подтверждение соответствия
реализуется путем принятия декларации или проведения работ по обязатель-
ной сертификации на основе принципа единства правил и методов исследова-
ний (испытаний) и измерений при проведении процедур обязательной оценки
соответствия.
В соответствии со ст. 26 этого же Закона исследования (испытания) и изме-
рения характеристик объекта при проведении обязательной сертификации про-
водятся аккредитованными испытательными лабораториями.
В доказательные материалы при декларировании соответствия на основа-
нии ст. 25 данного Закона заявителем включаются протоколы исследований (ис-
пытаний) и измерений, а информация об их проведении для целей обязатель-
632
ной сертификации в аккредитованной испытательной лаборатории — в серти-
фикат соответствия.
В технических регламентах, устанавливающих требования к объекту, для
обеспечения единства и требуемой точности измерений (исследований, испы-
таний) необходимо устанавливать метрологические требования и нормы в со-
ответствии с особенностями объекта на основании закона «Об обеспечении
единства измерений» и нормативных документов ГСИ.
К числу метрологических требований следует отнести:
требования к проведению терминологической экспертизы проектов техни-
ческих регламентов;
измеряемые или контролируемые параметры или характеристики соответ-
ствующих объектов;
наименования и диапазоны изменений значений измеряемых или контро-
лируемых величин;
требования к погрешности измерений измеряемых или контролируемых
параметров или характеристик объекта;
требования к выбору средств измерений (контроля), предназначенных для
измерений (контроля) параметров соответствующего объекта и оценки соот-
ветствия;
требования к содержанию (правилам и методам исследований (испытаний
и измерений) методик выполнения измерений и испытаний;
требования к правилам отбора образцов (проб) при проведении исследова-
ний (испытаний) и измерений;
требования к компетентности и соответствующей квалификации персона-
ла, осуществляющего эту деятельность.
Рассматриваемые метрологические запросы, необходимые для установле-
ния в технических регламентах, ориентированных в соответствии со ст. 7, 8,
23, 24 Федерального закона «О техническом регулировании» на основополага-
ющие принципы технического регулирования, должны содержать требования к
безопасности и основываться на приоритете требований к конечной продук-
ции (объекту).
Согласно установленным целям принятия технического регламента, в нем
определяется уровень безопасности, который должен быть достигнут изготови-
телем (безопасность продукции, безопасность эксплуатации и утилизации ма-
шин и оборудования, безопасность эксплуатации зданий, сооружений, строе-
ний, безопасность использования прилегающих территорий, пожарная безо-
пасность и другие направления, по которым принимаются общие технические
регламенты в целях защиты жизни или здоровья граждан, имущества, охраны
окружающей среды, жизни или здоровья животных или растений, защита прав
приобретателей).
Среди минимально необходимых требований, направленных на обеспече-
ние единства измерений, следует обратить особое внимание на терминологию,
когда одинаковые термины трактуются по-разному или в определениях одного
и того же понятия содержатся отличающиеся между собой признаки, являю-
щиеся существенными, и т. д. Наличие в нормативных документах и в ряде
законодательных актов терминов без их обоснованных определений приводит к
противоречивому пониманию одних и тех же вопросов, вносит путаницу в юри-
дические, производственные и торговые отношения. Именно поэтому необхо-
димо проводить обязательную терминологическую экспертизу.
40-1651
633
В техническом регламенте устанавливается номенклатура измеряемых или
контролируемых параметров или характеристик объекта, определяющих его
безопасность с указанием наименований измеряемых или контролируемых ве-
личин по ГОСТ 8.417—2000, их номинальные значения или допуски, а также
диапазоны изменений значений измеряемых величин в рабочих условиях.
В случае применения величин (фунт, баррель, дюйм и пр.), не установлен-
ных данным стандартом, в техническом регламенте необходимо дать определе-
ния этих величин или ссылки на соответствующие нормативные документы,
содержащие их определения.
Определение такой измеряемой величины показывает ее связь с другими
величинами, а также процедуру образования когерентных производных единиц
СИ в соответствии с Руководством ЕВРАХИМ/СИТАК «Количественное опи-
сание неопределенности в аналитических измерениях».
Неоднозначное толкование и нечеткая формулировка подлежащей измере-
нию величины приводят к большим неучтенным погрешностям измерений.
Особо следует обратить внимание на определение номенклатуры измеряе-
мых или контролируемых параметров или характеристик с целью выявления
избыточности устанавливаемых в регламенте характеристик объекта для избе-
жания неоправданных затрат на выполнение измерений или контроля и эксп-
луатации используемых средств измерений.
Разработчик технического регламента должен обосновывать предполагае-
мую номенклатуру измеряемых или контролируемых параметров или характе-
ристик, их номинальные значения и допускаемые отклонения, а также обеспе-
чить оценивание этих параметров или характеристик, отражающих состояние
или безопасность объекта.
В соответствии с ГОСТ Р 1.5—2002 и ГОСТ Р 8.563—96 в проекте техничес-
кого регламента устанавливаются требования к значениям контролируемых па-
раметров или характеристик, а также обоснованные допуски от установленных
значений этих параметров или характеристик и требования к их погрешностям
измерений или контроля.
При этом необходимо следить за тем, чтобы пределы допусков на измеря-
емые или контролируемые параметры устанавливались с учетом возможности
обеспечения требуемой точности результатов измерений и достоверности кон-
троля при оценке соответствия.
Как уже отмечалось, требования к погрешности измерений контролируе-
мых или измеряемых параметров или характеристик объекта устанавливаются в
техническом регламенте с учетом допусков на них, основываясь на необходи-
мости исключения или снижения до допустимого риска принять неправильное
решение о соответствии объекта установленным требованиям.
Эти требования к погрешности измерений с учетом всех ее составляющих
(методической, инструментальной, оператора, возникающих при отборе об-
разца и приготовлении пробы, и пр.) в техническом регламенте устанавливают
в соответствии с ГОСТ Р 8.563—96, ГОСТ 22.2.04—97 в виде пределов допуска-
емых значений погрешности измерений или в виде предела допускаемых значе-
ний среднего квадратического отклонения погрешности измерений.
В соответствии с ГОСТ Р 8.563—96 и ГОСТ Р 1.11—99 пределы допускае-
мых значений погрешности измерений могут составлять не более 0,3 границы
симметричного допуска, а для несимметричного — размера поля допуска на
контролируемый параметр или характеристику.
634
Анализ требований к выбору средств измерений, используемых для изме-
рений или контроля параметров или характеристик объекта и оценки соответ-
ствия, позволяет сделать вывод, что в соответствии с требованиями ст. 12 и 14
Закона «Об обеспечении единства измерений» необходимо применять средства
измерений утвержденных типов, имеющих сертификаты утвержденного типа,
поверяемые и применяемые в сферах распространения государственного мет-
рологического контроля и надзора.
Особо следует обращать внимание на описание типа средства измерения,
являющегося составной частью сертификата утвержденного типа, чтобы быть
уверенным в возможности его использования в требуемых условиях и выполне-
ния измерений с заданной точностью.
Рациональность выбора средств измерений включает трудоемкость и себес-
тоимость измерительных процедур, соответствие их производительности по-
требностям тех систем управления, где они будут применяться, а также эффек-
тивность использования статистических методов контроля. Следует учитывать
также трудоемкость и себестоимость их эксплуатации, имея в виду периодичес-
кую поверку и различные виды ремонта.
При выборе средств измерений следует учитывать требования техники бе-
зопасности при эксплуатации, ремонте, хранении и транспортировке, а также
соблюдать требования промышленной и экологической безопасности.
Принципиальное значение имеет также то, что пределы допускаемых зна-
чений погрешностей средств измерений, выбранных для измерений или конт-
роля параметров или характеристик объекта и оценки соответствия, необходи-
мо указывать для условий их эксплуатации. Имеется ввиду рабочий диапазон
измерения измеряемых или контролируемых величин, вызванных изменения-
ми производственных или эксплуатационных факторов, а также других факто-
ров, от значения которых может зависеть погрешность измерения.
Руководствуясь требованиями ПР 50.2.006—94, необходимо иметь ввиду,
что средства измерений утвержденных типов при вводе в эксплуатацию или
после ремонта должны иметь аттестат о первичной поверке, а в течение срока
эксплуатации периодически поверяться в соответствии с принятой при утвер-
ждении типа методикой поверки и установленным межповерочным интерва-
лом.
Применение аттестованных методик выполнения измерений и испытаний
основывается, прежде всего, как отмечалось выше, на строгом обеспечении
единства правил и методов исследований (испытаний) и измерений при про-
ведении процедур обязательной оценки соответствия, что является одним из
главных принципов реализации технического регулирования в соответствии со
ст. 3 Федерального закона «О техническом регулировании».
Технический регламент на конкретные виды продукции должен содержать
правила и формы оценки соответствия, в том числе и схемы обязательного
подтверждения соответствия, а также требования к правилам и методам иссле-
дований (испытаний) и измерений.
Именно эти правила, составляющие в большинстве своем основу методик
выполнения измерений и испытаний, разрабатываются на основе положений
ст. 7 Федерального закона «О техническом регулировании».
Требования к правилам и методам исследований (испытаний) и измере-
ний в техническом регламенте на конкретные виды продукции в рамках уста-
новленной формы обязательного подтверждения соответствия увязываются с
40*
635
выбранными в техническом регламенте схемами обязательного подтверждения
соответствия, причем каждая представляет собой полный набор операций и
условий их выполнения участниками подтверждения соответствия.
На основании рекомендаций Р 50.1.046—2003 схемы обязательного под-
тверждения соответствия включают одну или несколько операций, необходи-
мых для подтверждения соответствия продукции установленным требованиям,
в том числе испытания типовых образцов, партий или единиц продукции; сер-
тификацию системы качества; инспекционный контроль.
В соответствии со ст. 26 Федерального закона «О техническом регулирова-
нии» испытания типовых образцов, партий или единиц продукции согласно
схемам обязательного подтверждения соответствия проводятся аккредитован-
ными испытательными лабораториями.
Основываясь на положениях метрологического обеспечения исследований
(испытаний) и измерений, для целей обязательного подтверждения соответ-
ствия продукции в технических регламентах устанавливаются соответствующие
требования к правилам и методам исследований (испытаний) и измерений,
включающие обязательность применения при выполнении исследований (ис-
пытаний) и измерений измеряемых или контролируемых параметров или ха-
рактеристик продукции стандартизованных методов измерений, испытаний,
анализов в соответствии с ГОСТ Р 8.563—96, а также получение этих результа-
тов с погрешностью, не превышающей норм, установленных в технических
регламентах для контроля этих параметров объекта.
Если отсутствуют стандартизованные методы измерений (испытаний) в
технических регламентах, то проводятся исследования (испытания) и измере-
ния контролируемых параметров или характеристик продукции для целей обя-
зательного подтверждения соответствия по аттестованным методикам вы-
полнения измерений и испытаний по ГОСТ Р 8.563—96, применяемым в сфе-
рах распространения государственного метрологического контроля и надзора.
Как уже отмечалось, эта деятельность требует обязательного применения
поверяемых средств измерений утвержденных типов и стандартных образ-
цов состава и свойств веществ и материалов утвержденных типов по
ГОСТ 8.315—97, а также аттестованного испытательного оборудования в соот-
ветствии с ГОСТ 8.568—99.
Обязательна периодическая проверка в соответствии с указаниями, содер-
жащимися в руководствах, паспортах или инструкциях по эксплуатации техни-
ческого состояния применяемого лабораторного, технологического и вспомо-
гательного оборудования, не являющегося испытательным.
В соответствии с установленными в аккредитованной испытательной лабо-
ратории процедурами по ГОСТ Р ИСО/МЭК 17025—2000 необходима обяза-
тельная регулярная оценка точности и достоверности результатов исследова-
ний (испытаний) и измерений, причем результаты измерений при испытаниях
выражаются в единицах величины по ГОСТ 8.417—2002.
Однако характеристики и параметры экспортируемой продукции могут быть
выражены в единицах, установленных заказчиком в соответствии со ст. 6 Зако-
на «Об обеспечении единства измерений» или в условных единицах, как этого
требуют другие нормативные документы.
Результаты испытаний фиксируются в протоколе, содержащем дату прове-
дения и их продолжительность, должности и фамилии сотрудников их произ-
водивших, а также наименование и шифр документа на методику испытаний.
636
Особо следует обращать внимание на фиксацию данных испытаний в той
форме и в той последовательности, в которых они были получены, причем
предварительная группировка, округление данных, исключение отдельных зна-
чений не допускаются.
В случае необходимости проводят предварительную обработку данных ис-
пытаний для выявления выбросов, проверку однородности и независимости
полученных данных, а также вида распределения.
Рекомендуемые правила обработки представлены в ГОСТ 8.207—76 и
ГОСТ Р ИСО 5725-1-2000 ГОСТ Р ИСО 5725-6-2000.
При обработке данных испытаний необходимо обеспечить определение
соответствия характеристик объекта, т.е. результатов испытаний с указанием
вероятностей ошибок при принятии решений о соответствии или несоответ-
ствии испытуемой продукции требованиям технических регламентов. Значения
вероятностей меньше или больше 0,95 указывают обязательно.
Содержание документов, а к ним в первую очередь относят аттестованные
методики измерений и испытаний, включает:
перечень измеряемых или контролируемых параметров или характеристик
объектов, подтверждаемых исследованиями (испытаниями) и измерениями, а
также допустимые пределы значений характеристик условий исследований (ис-
пытаний) и измерений с указанием допускаемых отклонений;
нормы погрешности результатов измерений (испытаний) контролируемых
или измеряемых параметров или характеристик воспроизводимости результа-
тов измерений, испытаний по ГОСТ Р ИСО 5725-1—2000, требования к этало-
нам, средствам измерений, испытательному и вспомогательному оборудова-
нию или указание их типов и характеристик; материалам и реактивам, необхо-
димым для проведения исследований (испытаний) и измерений;
операции подготовки, проведения исследований (испытаний) и измере-
ний, включая порядок отбора, подготовки и хранения образцов (проб);
алгоритмы обработки данных исследований (испытаний) и измерений,
методы проверки приемлемости результатов и установления окончатель-
ного результата в соответствии с ГОСТ Р ИСО 5725-1—2000 и ГОСТ Р ИСО
5725-6-2000;
требования к оформлению результатов исследований (испытаний) и изме-
рений;
требования к периодичности и контролю точности результатов исследова-
ний (испытаний) и измерений;
требования к безопасности выполняемых работ;
требования к промышленной и экологической безопасности выполняемых
работ.
Результаты испытаний фиксируют в протоколе, где кроме ранее приведен-
ных сведений также указывается:
наименование объекта и контролируемые при испытаниях характеристики
свойств и его параметры;
наименование и обозначение документов, устанавливающих правила и ме-
тоды исследований (испытаний) и измерений;
характеристики условий испытаний и внешних воздействующих факторов;
результаты измерений (испытаний) характеристик свойств и параметров
объекта, характеристики погрешности полученных результатов, а также вос-
производимость результатов испытаний, причем если испытания объекта про-
водились в условиях воспроизводимости;
637
наименования, типы или основные характеристики эталонов и средств из-
мерений, использованных при испытаниях, а также стандартных образцов со-
става и свойств веществ и материалов;
подготовленные проекты документов, регламентирующих методы исследо-
ваний (испытаний) и измерений подвергают метрологической экспертизе в
соответствии с ранее рассмотренными рекомендациями.
В ходе проведения исследований (испытаний) и измерений осуществляет-
ся государственный метрологический контроль и надзор за состоянием и при-
менением средств измерений, аттестованными методиками выполнения изме-
рений, эталонами единиц величин, соблюдением метрологических правил и
норм при проведении исследований (испытаний) и измерений для целей обя-
зательного подтверждения соответствия по ПР 50.2002—94.
Одной из основополагающих операций при проведении испытаний являет-
ся отбор образцов (проб). На основании ст. 7 Федерального закона «О техничес-
ком регулировании» правила отбора образцов (проб) для проведения исследо-
ваний (испытаний) и измерений, необходимые для применения технических
регламентов, разрабатываются с соблюдением требований ст. 9 упомянутого
Закона федеральными органами исполнительной власти в пределах их компе-
тенции в течение 6 мес. со дня опубликования технических регламентов и в
установленном порядке утверждаются Правительством РФ.
На основании ст. 20 Закона и в рамках установленной формы обязательного
подтверждения соответствия продукции требованиям технических регламентов
этот порядок осуществляется согласно схемам, приведенным в Р 50.1.046—2003
на типовых образцах, партиях или единицах продукции.
Основной формой обязательного подтверждения соответствия, как уже было
отмечено, является декларирование соответствия, осуществляемое на основа-
нии требований технических регламентов. Обязательная сертификация реализу-
ется только в обоснованных случаях.
В соответствии с рекомендациями Р 50.1.046—2003 испытание типового об-
разца продукции производится в аккредитованной испытательной лаборатории
по схемам декларирования соответствия 2д, Зд, 4д и схемам сертификации 1с,
2с, Зс, 4с, 5с. Схемой 5д и схемой 6с предусмотрены испытания партий про-
дукции или выборки из партий и, как результат, выдача лабораториями прото-
колов испытаний. По схемам 6д и 7с проводятся испытания каждой единицы
продукции и выдача лабораториями протоколов испытаний, при этом схемы
6с и 7с могут применяться при разовой поставке партии продукции или при
выпуске уникального изделия.
Правила отбора проб или образцов для проведения исследований (испыта-
ний) и измерений устанавливают следующие требования:
к аппаратуре и инструменту для отбора образцов или проб, обеспечиваю-
щим сохранность и стерильность их качества и рабочие условия их применения
(даются указания по проверке технического состояния аппаратуры и инстру-
мента перед каждым отбором образца или пробы в соответствии с паспортом
на них);
к способам транспортировки образцов или проб для испытаний, которые
должны гарантировать сохранность образцов и соответствовать нормативным
документам на правила транспортировки объектов испытаний и перевозки
грузов.
Особое внимание следует обращать на формирование максимального раз-
638
мера пробы, обеспечивающего ее представительность, а для сыпучих и порош-
кообразных материалов — на требования к размерам частиц и гранулометри-
ческому составу.
Установление требований к процедурам сопряжения проб, включающим
перемешивание, квартование твердых, сыпучих, порошкообразных, жидких,
газообразных продуктов, а также требований к процедурам и схемам отбора
точечных проб и формированию объединенной пробы предусматривает высо-
кий профессионализм.
Необходимо строго соблюдать требования к процедурам отбора образцов
или проб для испытаний в случае возникновения разногласий в оценке резуль-
татов обязательного подтверждения соответствия.
Специфические требования к упаковке, маркировке и хранению образцов
или проб различных объектов имеют, соответственно, и свои особенности, что
должно быть учтено при проведении испытаний.
Несомненно, что требования безопасности при отборе образцов или проб
для проведения испытаний (исследований) и измерений должны строго и не-
укоснительно выполняться для любых видов продукции.
При испытаниях партий продукции или выборке из партии при реализа-
ции схем 5д и 6с обязательного подтверждения соответствия необходимо сле-
довать методам отбора в выборке образцов в соответствии с рекомендациями
Р 50.1.046—2003 и требованиями к статистической оценке (дисперсии) резуль-
татов исследований (испытаний) и измерений контролируемых параметров об-
разцов из выборки, характеризующих ее представительность.
Образцы, пробы, единицы продукции, предъявляемые на испытания для
обязательного подтверждения соответствия укомплектовываются в соответствии
с требованиями программ испытаний (исследований).
Аккредитованная испытательная лаборатория и эксперты в соответствии с
законодательством Российской Федерации и договором несут ответственность
за недостоверность или необъективность результатов исследований (испыта-
ний) и измерений на основании ст. 42 Федерального закона «О техническом
регулировании».
ЛИТЕРАТУРА
1. Федеральный закон «О техническом регулировании» (2002 г.)
2. Федеральный закон «Об обеспечении единства измерений» (1993 г.)
3. Федеральный закон «О защите прав юридических лиц и индивидуальных пред-
принимателей при проведении государственного контроля (надзора)» (2002 г.)
4. Федеральный закон «О лицензировании отдельных видов деятельности» (2002 г.)
5. Федеральный закон «О защите прав потребителей» (1996 г.)
6. ГОСТ 8.009—84. ГСИ. Нормируемые метрологические характеристики средств из-
мерений.
7. ГОСТ 8.057—80. ГСИ. Эталоны единиц физических величин. Основные положе-
ния.
8. ГОСТ 8.061—80. ГСИ. Поверочные схемы. Содержание и построение
9. ГОСТ 8.310—90. ГСИ. Государственная служба стандартных справочных данных.
Основные положения.
10. ГОСТ 8.381—80. ГСИ. Эталоны. Способы выражения погрешностей.
11. ГОСТ 8.417—2002. ГСИ. Единицы величин.
12. ГОСТ 8.532—2002. ГСИ. Стандартные образцы состава веществ и материалов.
Межлабораторная метрологическая аттестация. Содержание и порядок проведения ра-
бот.
13. ГОСТ Р 8.000—2000. ГСИ. Основные положения.
14. ГОСТ Р 8.563—96. ГСИ. Методики выполнения измерений.
15. ГОСТ Р 8.568—97. ГСИ. Аттестация испытательного оборудования. Основные по-
ложения.
16. ГОСТ Р 8.596—2002. ГСИ. Метрологическое обеспечение измерительных систем.
Основные положения.
17. ГОСТ Р ИСО 5725—1—2002. Точность (правильность и прецизионность) методов
и результатов измерений. Часть 1. Основные положения и определения.
18. ГОСТ Р ИСО 5725—2—2002. Точность (правильность и прецизионность) методов
и результатов измерений. Часть 2. Основной метод определения повторяемости и вос-
производимости стандартного метода измерений.
19. ГОСТ Р ИСО 5725—3—2002. Точность (правильность и прецизионность) методов
и результатов измерений. Часть 3. Промежуточные показатели прецизионности стандар-
тного метода измерений.
20. ГОСТ Р ИСО 5725—4—2002. Точность (правильность и прецизионность) методов
и результатов измерений. Часть 4. Основной метод определения правильности стандарт-
ного метода измерений.
21. ГОСТ Р ИСО 5725—5—2002. Точность (правильность и прецизионность) методов
и результатов измерений. Часть 5. Альтернативные методы определения прецизионности
стандартного метода измерений.
22. ГОСТ Р ИСО 5725—6—2002. Точность (правильность и прецизионность) методов
и результатов измерений. Часть 6. Использование значений точности на практике.
23. ПР 50—732—93. ГСИ. Типовое положение о метрологической службе государ-
ственных органов управления Российской Федерации и юридических лиц.
24. ПР 50.3.002—94. ГСИ. Порядок осуществления государственного метрологичес-
кого надзора за выпуском, состоянием и применением средств измерений, аттестован-
ными методиками выполнения измерений, эталонами и соблюдением метрологических
правил и норм.
25. ПР 50.2.006—94. ГСИ. Порядок проведения поверки средств измерений.
26. ПР 50.2.007—2001. ГСИ. Поверительные клейма.
640
27. ПР 50.2.008—94. ГСИ. Порядок аккредитации головных и базовых организаций
метрологической службы государственных органов управления Российской Федерации
и объединений юридических лиц.
28. ПР 50.2.009—94. ГСИ. Порядок проведения испытаний и утверждения типа средств
измерений.
29. ПР 50.2.010—94. ГСИ. Требования к государственным центрам испытаний средств
измерений и порядок их аккредитации.
30. ПР 50.2.014—2002. ГСИ. Правила проведения аккредитации метрологических служб
юридических лиц на право поверки средств измерений.
31. ПР 50.2.015—94. ГСИ. Порядок определения стоимости (цены) метрологических
работ.
32. ПР 50.2.016—95. ГСИ. Требования к выполнению калибровочных работ.
33. ПР 50.2.017—95. ГСИ. Положение о Российской системе калибровки.
34. ПР 50.2.018—95. ГСИ. Порядок аккредитации метрологических служб юридичес-
ких лиц на право проведения калибровочных работ.
35. ПР 50.2.021—98. ГСИ. Порядок лицензирования деятельности по изготовлению и
продаже государственных стандартных образцов.
36. ПР РСК 001—95. Порядок регистрации государственных научных метрологичес-
ких центров и органов Государственной метрологической службы в качестве аккредиту-
ющих органов в Российской системе калибровки.
37. Р 50.2.030—2003. ГСИ. Области применения стандартных образцов состава и свойств
веществ и материалов в сфере распространения государственного метрологического
контроля и надзора.
38. МИ 2222—92. ГСИ. Виды измерений. Классификация.
39. МИ 2246—93. ГСИ. Погрешности измерений. Обозначения.
40. МИ 2365—96. ГСИ. Шкалы измерений. Основные положения. Термины и опреде-
ления.
41. МИ 2439—97. ГСИ. Метрологические характеристики измерительных систем. Но-
менклатура. Принцип регламентации, определения и контроля.
42. МИ 2630—2000. ГСИ. Метрология. Физические величины и их единицы.
43. Акнаев Р.Ф., Любимов А.И., Панасюк-Мирович А.М. Поверка средств измере-
ний электрических и магнитных величин. — М.: Изд-во стандартов, 1983.
44. Александров Ю.И. Применять или не применять концепцию «Руководства по
выражению неопределенности измерений // Измерительная техника. — 2000. — № 12.
45. Артемьев Б.Г., Исакович Е.Г. Метрологическое обеспечение учета и контроля
массы в агропромышленном комплексе. — М.: Изд-во стандартов, 1984.
46. Артемьев Б.Г. Основы обеспечения качества измерений. — М.: ВИСМ, 1988.
47. Артемьев Б.Г. Метрологическое обеспечение и надзор на различных стадиях
разработки продукции. — М.: ВИСМ, 1991.
48. Арутюнов П.А. Теория и применение алгоритмических измерений. — М.: Энерго-
атомиздат, 1990.
49. Арутюнов П.А. Физическая природа неопределенности измерения в метрологии
// Измерительная техника. — 2002. — № 11.
50. Аналоговые электроизмерительные приборы / Бишард Е.Г., Дмитриев Ф.С.,
Киселев Е.А. и др. — М.: Высшая школа, 1991.
51. Брусаков И.А. Достоверность расчетного оценивания и неопределенности ос-
новных характеристик погрешностей виртуальных измерительных цепей // Измеритель-
ная техника. — 2000. — № 12.
52. Брюханов В.А. Беседы о неопределенности измерений // Главный метролог. —
2003. - № 1, 2.
53. Брянский Л.Н. Шкалы измерений. Прошлое и настоящее // Законодательная и
прикладная метрология. — 2000. — № 5.
54. Брянский Л.Н., Дойников А.С., Крупин Б.Н. Правовые и метрологические
проблемы обеспечения единства измерений // Главный метролог. — 2003. — № 2.
641
55. Бурдун Г.Д., Марков Б.Н. Основы метрологии. — М.: Изд-во стандартов, 1985.
56. Линейные и угловые измерения / Бурдун Г.Д., Бирюков Г.С., Богуславский М.Г.
и др. — М.: Изд-во стандартов, 1977.
57. Васильев А.Л. Стандартизация для всех. — М.: ИПК Изд-во стандартов, 2000.
58. Вентцель Е.С. Теория вероятностей. — М.: Наука, 1981.
59. Винник В.И., Артемьев Б.Г. Метрологический надзор. — М.: Изд-во стандартов,
1980.
60. Владимиров В.Л. Беседы о метрологии. — М.: Изд-во стандартов, 1988.
61. Грановский В.А. Динамические измерения. Основы метрологического обеспече-
ния. — Л.: Энергоатомиздат, 1984.
62. Грановский В.А. , Сирая Т.А. Методы обработки экспериментальных данных. —
Л.: Энергоатомиздат, 1990.
63. Дойников А.А., Дойников А.С. О выражении неопределенности результатов из-
мерений твердости // Измерительная техника. — 2000. — № 4.
64. Долгов В.А., Касаткин А.С., Сретенский В.Н. Радиоэлектронные системы конт-
роля. — М.: Сов. Радио, 1978.
65. Долинский Е.Ф. Погрешности измерений и обработка результатов измерений. —
М.: Изд-во стандартов, 1973.
66. Дунаев Б.Б. Точность измерений при контроле качества. — Киев: Техника, 1981.
67. Измерение электрических и неэлектрических величин / Евтихиев Н.Н., Купер-
шмидт Я.П., Популовский В.Ф. — М.: Энергоатомиздат, 1990.
68. Земельман МА. Метрологические основы технических измерений. — М.: Изд-во
стандартов, 1991.
69. Измерения в промышленности / Под. ред. П. Профоса. — М.: Металлургия, 1990.
70. Кальман И.Г. Метрологическое обеспечение испытаний аппаратуры, приборов и
элементов на воздействие внешних факторов. — М.: Изд-во стандартов, 1980.
71. Карпов Л.И. Инженерные методики оценки и контроля качества в серийном
производстве. — М.: Изд-во стандартов, 1984.
72. Кнорринг В.Г. Теоретические основы информационно-измерительной техники.
Основные понятия теории шкал. — Л.: Ленинградский политехнический институт
им. М.И. Калинина, 1983.
73. Конюхов А.Г. Метрологическое обеспечение в приборостроении. Аспекты управ-
ления. — М.: Изд-во стандартов, 1990.
74. Коренев Г.Д. Измерения и меры. — М.: МИЭМ, 1975.
75. Коротков В.П., Тайц Б.А. Основы метрологии и теории точности измерительных
устройств. — М.: Изд-во стандартов, 1978.
76. Крутиков В.Н. Техническая компетентность — важнейший критерий качества
испытательных лабораторий // Партнеры и конкуренты. — 2000. — № 5.
77. Кудряшова Ж.Ф., Чуновкина А.Г. Выражение точности средств измерений в
соответствии с концепцией «неопределенность измерений» // Измерительная техника.
- 2000. - № 12.
78. Кузнецов В.А., Ялунина Г.В. Общая метрология. — М.: ИПК Изд-во стандартов,
2001.
79. Куликовский К.Л., Купер В.Я. Методы и средства измерений. — М.: Энерго-
атомиздат, 1986.
80. Левшина Е.С., Новицкий П.В. Электрические измерения физических величин.
Измерительные преобразователи. — Л.: Энергоатомиздат, 1983.
81. Маликов М.Ф. Основы метрологии. — М.: Изд-во коммерприбор, 1949.
82. Мейзда Ф. Электронные измерительные приборы и методы измерений. — М.:
Мир, 1990.
83. Метрологическое обеспечение и эксплуатация измерительной техники / Под ред.
В.А. Кузнецова. — М.: Радио и связь, 1990.
84. Назаров Н.Г. Измерения: планирование и обработка результатов. — М.: ИПК
Изд-во стандартов, 2000.
642
85. Новицкий П.В., Зограф И.А. Оценка погрешностей результатов измерений. —
М.: Энергоатомиздат, 1985.
86. Орнатский П.П. Теоретические основы информационно-измерительной техни-
ки. — Киев.: Вища школа, 1989.
87. Пиотровский Я. Теория измерений для инженеров. — М.: Мир, 1989.
88. Полишко С.П., Трубенок А.Д. Точность средств измерений. — Киев.: Вища шко-
ла, 1988.
89. Рабинович С.Г. Погрешности измерений. — Л.: Энергия, 1978.
90. Рубичев Н.А., Фрумкин В.Д. Достоверность допускового контроля качества. —
М.: Изд-во стандартов, 1990.
91. Рудзит Е.А., Плуталов В.Н. Основы метрологии, точность и надежность в при-
боростроении. — М.: Машиностроение, 1991.
92. Семенов Л.Н., Сирая Т.Н. Методы построения градуированных характеристик
средств измерений. — М.: Изд-во стандартов, 1986.
93. Сергеев А.Г., Крохин В.В. Метрология. — М.; Логос, 2001.
94. Тюрин Н.И. Введение в метрологию. — М.: Изд-во стандартов, 1985.
95. Хофман Д. Измерительно-вычислительные системы обеспечения качества. — М.:
Энергоатомиздат, 1991.
96. Фрумкин В.Д., Рубичев Н.А. Теория вероятностей и статистика в метрологии и
измерительной технике. — М.: Изд-во стандартов, 1988.
97. Шабалин С.А. Измерения для всех. — М.: Изд-во стандартов, 1991.
98. Широков К.П., Богуславский Н.Г. Международная система единиц. — М.:
Изд-во стандартов, 1984.
99. Шишкин И.Ф. Основы метрологии, стандартизации и контроля качества. — М.:
Изд-во стандартов, 1988.
100. Шишкин И.Ф. Теоретическая метрология. — М.: Изд-во стандартов, 1990.
101. Шостьин Н.А. Очерки истории русской метрологии. — М.: Изд-во стандартов,
1975.
СОДЕРЖАНИЕ
Предисловие............................................................. 3
Глава 1. Основополагающие понятия метрологии............................ 5
1.1. Измерения....................................................... 5
1.2. Измерения в жизни человечества и государств..................... 8
1.3. Измерения и надзор на Руси и в России...........................11
1.4. Метрическая система мер.........................................15
1.5. Системы единиц..................................................17
1.6. Системы СГС и МКСА. Процесс отбора и объединения систем .... 20
1.7. Международная система единиц (СИ)...............................23
1.8. Преимущества Международной системы..............................59
1.9. Шкалы измерений.................................................60
Г л а в а 2. Измерения и их погрешности.................................76
2.1. Виды измерений................................................. 76
2.2. Методы измерений................................................77
2.3. Неопределенность измерений......................................79
2.4. Погрешности измерений и методы их оценки........................99
2.5. Характеристики погрешностей измерений..........................115
2.6. Формы представления характеристик погрешностей измерений .... 121
2.7. Показатели точности измерений и формы представления результатов изме-
рений ..............................................................122
2.8. Определение показателей точности прямых измерений..............126
2.9. Определение показателей точности прямых однократных измерений . .140
2.10. Определение результатов косвенных измерений...................146
2.11. Критерии оценки грубых погрешностей...........................155
2.12. Экспериментальное установление математической модели распределе-
ния погрешностей....................................................159
2.13. Требования к нормальным условиям измерений....................170
Г л а в а 3. Средства измерений и их погрешности.......................173
3.1. Средства измерений.............................................173
3.2. Сертификация средств измерений.................................180
3.3. Компараторы....................................................186
3.4. Эталоны........................................................188
3.5. Погрешности средств измерений..................................202
3.6. Методы повышения точности средств измерений и выполнения измере-
ний ................................................................217
3.7. Нормирование метрологических характеристик средств измерений . . 224
3.8. Классы точности средств измерений..............................233
3.9. Методы расчета характеристик погрешности средств измерений в реаль-
ных условиях эксплуатации...........................................244
3.10. Метрологические и технические характеристики цифровых измеритель-
ных приборов (ЦИП) и аналого-цифровых преобразователей (АЦП) . . 254
3.11. Выбор средств измерений в процессе производства...............264
3.12. Метрологическое обеспечение средств измерений «пассивного» (допус-
кового) контроля....................................................274
3.13. Современное состояние и перспективы развития измерений........286
644
Г л а в a 4. Методики выполнения измерений..............................290
4.1. Основные понятия и структурное содержание методики выполнения изме-
рений ................................................................290
4.2. Построение и изложение отдельных документов на МВИ..............293
4.3. Разработка МВИ..................................................298
4.4. Типичные составляющие погрешности измерений.....................299
4.5. Аттестация МВИ..................................................301
4.6. Стандартизация МВИ..............................................302
4.7. Метрологический надзор за аттестованными МВИ....................303
Г л а в а 5. Метрологическое обеспечение при разработке нормативной и техни-
ческой документации ....................................................304
5.1. Метрологическая экспертиза проектов национальных стандартов .... 304
5.2. О погрешностях измерений в конструкторской и технологической доку-
ментации для организации выполнения измерений и измерительного кон-
троля ................................................................309
5.3. Метрологическая экспертиза конструкторской и технологической доку-
ментации .............................................................311
Г л а в а 6. Организационная деятельность государственных метрологических служб
и юридических лиц в области метрологического обеспечения 344
6.1. Государственная система обеспечения единства измерений..........344
6.2. Метрологическая служба государственных органов управления Россий-
ской Федерации и юридических лиц .....................................350
6.3. Аккредитация органов государственной метрологической службы и госу-
дарственных научных метрологических центров на техническую компе-
тентность в области поверки средств измерений.........................362
6.4. Аккредитация метрологических служб юридических лиц на право повер-
ки средств измерений..................................................369
6.5. Оценка состояния измерений в испытательных и измерительных лабора-
ториях ...............................................................377
Г л а в а 7. Государственный метрологический контроль и надзор..........383
7.1. Государственный метрологический контроль и надзор за средствами из-
мерений ..............................................................383
7.2. Государственный метрологический надзор за количеством фасованных
товаров в упаковках любого вида при их расфасовке и продаже . . . .411
7.3. Государственный метрологический надзор за количеством товаров, от-
чуждаемых при совершении торговых операций............................421
Г л а в а 8. Организация и проведение государственного метрологического
контроля................................................................436
8.1. Организация и проведение поверки средств измерений..............436
8.2. Методы поверки средств измерений................................446
8.3. Кодификация объектов метрологии.................................487
8.4. Организация деятельности поверочных подразделений...............492
8.5. Определение стоимости (цены) метрологических работ..............516
Г л а в а 9. Калибровка средств измерений...............................520
9.1. Организация и проведение калибровки средств измерений...........520
9.2. Калибровочные клейма............................................527
9.3. Требования к технической компетентности испытательных и калибро-
вочных лабораторий в соответствии с ГОСТ Р ИСО/МЭК 17025—2000 . 531
645
Г л а в a 10. Метрологическое обеспечение испытаний продукции...........549
10.1. Испытание и контроль продукции.................................549
10.2. Классификация испытаний и испытательного оборудования (ИО) . . . 549
10.3. Обеспечение единства измерений в ходе испытаний продукции .... 556
10.4. Метрологическое обеспечение испытаний продукции для целей под-
тверждения соответствия...............................................559
10.5. Определение погрешности и воспроизводимости результатов испыта-
ний ..................................................................562
10.6. Аттестация испытательного оборудования.........................574
10.7. Выбор средств измерений при испытаниях и контроле продукции . . . 587
10.8. Использование результатов и характеристик погрешностей измерений
при испытаниях и контроле параметров образцов (проб) продукции . . 598
Гл ав а 11. Организация безопасности работ при проведении измерений . . . .611
11.1. Санитарно-гигиенические нормы и требования к условиям труда . . .611
11.2. Правила техники безопасности. Оказание первой помощи пострадавшим 618
Г л а в а 12. Некоторые рекомендации по реализации положений Федерального за-
кона «О техническом регулировании» при обеспечении единства изме-
рений ...................................................................632
Литература............................................................. 640
Справочное издание
Борис Григорьевич Артемьев,
Юрий Евгеньевич Лукашов
СПРАВОЧНОЕ ПОСОБИЕ
ДЛЯ СПЕЦИАЛИСТОВ МЕТРОЛОГИЧЕСКИХ СЛУЖБ
Редакторы Н.А. Аргунова, Н.Н. Кузьмина, Л.Е. Кронская
Художник А.А. Пчелкин
Технический редактор О.Н. Власова
Корректор С. И. Фирсова, С. В. Смирнова
Изд. лиц. № 02354 от 14.07.2000. Сдано в набор 11.06.2004. Подписано в печать 30.09.2004.
Формат 70 х 100 '/16 • Бумага офсетная. Гарнитура Таймс. Печать офсетная. Усл. печ. л. 52,25.
Уч.-изд. л. 54,95.Тираж 1000 экз. Зак. 1651. Изд. № 3208/7. С 4164.
ИПК Издательство стандартов, 107076 Москва, Колодезный пер., 14.
http.//www.standards.ru e-mail: mfo@standards.ru
Набрано и отпечатано в Калужской типографии стандартов
248021 Калуга, ул. Московская, 256.
ПЛР № 040138
ВНИМАНИЮ РУКОВОДИТЕЛЕЙ И СПЕЦИАЛИСТОВ!
ИПК Издательство стандартов предлагает книгу авторов:
Л.С. Бабаджанов, М.Л. Бабаджанова:
МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
ИЗМЕРЕНИЙ ТОЛЩИНЫ ПОКРЫТИЙ.
ТЕОРИЯ И ПРАКТИКА
В книге представлены научные и технические основы действующей в Рос-
сийской Федерации системы метрологического обеспечения измерений тол-
щины покрытий.
Книга предназначена для метрологов и специалистов по неразрушающему
контролю, занятых разработкой, испытаниями, поверкой и эксплуатацией тол-
щиномеров покрытий и необходимых метрологических средств измерений. Она
может быть полезна слушателям системы повышения квалификации.
В книге приведены современные понятия и термины по метрологии, в том
числе касающиеся области измерений толщины покрытий. Рассмотрены рас-
пространенные виды покрытий, диапазоны толщины и требования к точности
измерений, показаны источники получения экономического эффекта от повы-
шения точности. Описаны современные неразрушающие методы и средства из-
мерений толщины покрытий, в том числе восстанавливающий колунометри-
ческий способ, приведены характеристики толщиномеров, прошедших испы-
тания и включенных в Государственный реестр средств измерений. Рассмотре-
ны принципы и схемы передачи размера толщины покрытий, государственная
поверочная схема, принципы ее разработки. Подробно описаны все входящие в
поверочную схему метрологические средства измерений, в той числе исходные
средства измерений, поверочные установки, разнообразные эталонные и спе-
циальные меры толщины покрытий. Даны рекомендации по их разработке, тех-
нологии изготовления, применяемой аппаратуре и методом поверки. Рассмот-
рены вопросы испытаний толщиномеров, методики и средства испытаний,
приведены некоторые типовые результаты испытаний. Указаны стандарты и
нормативные документы по поверке и испытаниям толщиномеров и мер тол-
щины покрытий.
В книге представлены также специальные и перспективные средства повер-
ки толщиномеров покрытий.
Книга иллюстрирована графиками, таблицами, схемами и расчетами, ко-
торые поясняют текст и могут быть полезны в практической деятельности при
решении метрологических вопросов.
Цена — 520 руб. (без учета НДС)
Контактный телефон: (095) 268-47-32
ЗАКАЗАТЬ И ПРИОБРЕСТИ КНИГУ МОЖНО В ЛЮБОМ ТЕРРИТОРИАЛЬНОМ
ОТДЕЛЕ ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ