/











































































































































































































Текст
Г.А.БУАЫЧЕВ и А. И. ПО ЗИН
СБОРКА
АВИАЦИОННЫХ
МОТОРОВ
ОВОРОНГИЗ 1930
Г. А. БУЛЫЧЕВ и А. И. ПО ЗИН
«1961 г.“ •G"9<>
£9о
СБОРКА АВИАЦИОННЫХ
МОТОРОВ
Издание 2-е, переработанное
ЫБА' ЛТ.КА
*Швс Jo
П
с Kl-неЛ
НКОП СССР
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО ОБОРОННОЙ ПРОМЫШЛЕННОСТИ
МОСКВА 1939 ЛЕНИНГРАД
Книга представляет собой пособие для курсов техминимума
и дает читателю сведения по конструкции и сборке авиационных
моторов, по применяющимся в авиамоторостроенин материалам,
а также по допускам и посадкам. Изложение ведется примени-
тельно к четырем моторам современного типа. Книга доступна
для малоквалифицированного читателя.
По сравнению с первым изданием (вышедшим в 1936 г., изд.
ОНТИ) материал значительно обновлен и дополнен. Особенно рас-
ширен объем глав, посвященных непосредственно сборке.
„Стахановское движение это
такое движение рабочих и работ-
ниц, которое ставит своей целью
преодоление нынешних техниче-
ских норм, преодоление существу-
ющих проектных мощностей,
преодоление существующих произ-
водственных планов и балансов"
И. Сталин.
ГЛАВА I
АВИАЦИОННЫЕ МАТЕРИАЛЫ
ОСНОВНЫЕ СВОЙСТВА МАТЕРИАЛОВ
Качество материала является одним из основных факторов, от
которых зависят совершенство конструкции мотора и его надежность
Ввиду того что детали авиамотора работают в исключительно
тяжелых условиях, к материалам, из которых они изготовляются,
предъявляются очень высокие требования.
Лучше всего удовлетворяют этим требованиям металлы, которые
и являются основными материалами, применяемыми в авиамоторо-
строении. На изготовление деталей мотора в незначительном коли-
честве идут также резина, дюрит, фибра, пластмассы и пр.
Основными качествами, характеризующими авиационные мате-
риалы, являются следующие: а) крепость, б) вязкость, в) твердость,
г) химическая устойчивость, д) жаростойкость и е) легкость.
Крепостью называется способность материала сопротив-
ляться внешним силам (нагрузкам), стремящимся деформировать
или разрушить деталь. Разрушение может быть вызвано растяги-
вающими, сжимающими, изгибающими или другими усилиями. Ме-
рилом крепости служит нагрузка в килограммах, приходящаяся на
единицу площади сечения детали в квадратных миллиметрах и вызы-
вающая разрушение материала.
Вязкостью называется способность материала деформиро-
ваться, не разрушаясь. Ее определяют по удлинению, представ-
ляющему собой отношение разности длин образца после и до разрыва
к длине его до разрыва.
От вязкости зависит очень важная для деталей авиамотора спо-
собность материала выносить ударную нагрузку: поэтому вязкость
определяется также испытанием на удар.
Твердостью называется способность материала сопротив-
ляться проникновению в него постороннего тела. Мерилом твердости
чаще всего служит отпечаток, оставляемый закаленным шариком,
вдавливаемым в поверхность испытываемой детали или образца при
постоянной нагрузке. Наиболее распространенным прибором ддя
определения твердости является пресс Бринелля.
От твердости зависит большая или меньшая легкость обработки
детали резцом. От нее зависит также способность материала сопро-
тивляться истиранию, что очень важно для трущихся поверхностей.
5
Твердость сталей и ряда других сплавов может быть увеличена
соответствующей термической обработкой, но так как с увеличением
твердости термообрабатываемого материала уменьшается его вяз-
кость (увеличивается хрупкость), то детали, подверженные ударным
нагрузкам и имеющие трущиеся (рабочие) поверхности, обрабатывают
таким образом, чтобы рабочие поверхности представляли собой тон-
кую твердую корку, в то время как тело детали оставалось бы мягким
и вязким. Для этого детали придается поверхностная твердость или
путем изменения химического состава наружного слоя ее материала
(например, деталь цементируется, азотируется), или (реже) деталь
покрывается тонким слоем другого твердого материала (например,
хрома). Не все материалы допускают ту или иную из указанных
обработок поверхности. Возможность придания материалу той или
иной обработки является часто решающей при выборе марки
материала.
Химическая устойчивость — это способность мате-
риала сопротивляться разрушению и изменению своих свойств под
влиянием химического воздействия среды. В авиамоторе поверхности
иногда сильно нагретых деталей приходят в соприкосновение с воз-
духом, водой (пресной и соленой), маслом, топливом, продуктами
горения топлива и т. д. Все эти вещества в большей или меньшей
степени содействуют разрушению или порче поверхности материала
(окисление, коррозия). Наибольший вред приносят содержащиеся
в них кислоты (органические и особенно минеральные) и отчасти ще-
лочи. Для предохранения поверхностей деталей от разрушения под
влиянием химического воздействия среды на них наносятся, преиму-
щественно гальванопластическим путем, защити ыепокрытия
(плакирование, кадмирование, никелировка, облужение, оцинкова-
ние и пр.).
Жаростойкость—это способность материала не разрушаться
и не терять своих механических качеств и химической устой-
чивости при высоких температурах. Это свойство важно для сильно
нагреваемых при работе и недостаточно охлаждаемых деталей, как,
например, выхлопные трубопроводы и особенно выхлопные клапаны,
которые в нагретом до высоких температур состоянии испытывают
значительные механические нагрузки.
Легкость — малый удельный вес, т. е. малый вес, приходя-
щийся на единицу объема. Легкость сама по себе не характеризует
ценности материала, применяемого для изготовления деталей авиа-
мотора. Ее надо рассматривать только в связи с механическими и
другими качествами материала. Одним из основных требований,
предъявляемых к авиамотору, является легкость; поэтому желательно,
чтобы деталь при той же прочности была возможно легче. Особенно
важно это для неравномерно движущихся деталей мотора (поршень,
шатуны, клапаны).
Кроме того при изготовлении некоторых нагревающихся в работе
деталей имеет существенное значение коэфициент температурного
расширения и коэфициент теплопроводности.
Коэфициентом линейного температурного
расширения называется увеличение единицы длины тела при
б
изменении его температуры на один градус. От этого коэфициента
зависит выбор зазора между нагреваемыми в работе деталями (на-
пример, цилиндр и поршень).
Коэфициент теплопроводности выражается в ка-
лориях, деленных на сантиметр, на секунду и на градус {Цельсия,
и дает скорость, с которой тела, нагреваемые с одной поверхности
и охлаждаемые с другой, проводят через себя тепло. Таким образом
от теплопроводности материала зависит температура нагреваемой
поверхности детали, например: днища поршня, стенок головки ци-
линдра, поверхности грибка клапана.
Каждый из материалов, применяемых в авиамоторостроении, об-
ладает в различной степени тем или иным из перечисленных свойств.
Использование материалов для изготовления какой-либо детали за-
висит от того, какое из свойств имеет первостепенное значение при
изготовлении и при работе данной детали.
Применяющиеся металлы подразделяются на две группы: группу
черных металлов и группу цветных металлов. К первой группе от-
носятся стали и чугуны; ко второй группе — бронзы, латунь, баб-
бит, а также легкие (алюминиевые и магниевые) сплавы.
В современных авиамоторах вес цветных металлов составляет от
40 до 65% веса мотора, в зависимости от конструкции. Стали харак-
теризуются в основном высокой прочностью при большом удельном
весе; легкие сплавы обладают меньшей прочностью при малом удель-
ном весе.
Детали мотора, сильно нагруженные (например: коленчатый вал,
шатуны и т. д.), воспринимающие большие и переменные нагрузки,
изготовляются из сталей различных марок.
Детали, которые хотя и не несут большой нагрузки, но служат
для оформления конструкций (например: картеры, блоки, рубашки
моторов водяного охлаждения, корпусы насосов, кожухи и крышки
и т. д.), делаются из легких сплавов.
В особую группу могут быть выделены антифрикционные мате-
риалы, идущие на заливку подшипников, изготовление втулок, на-
правляющих и т. д.
ИСХОДНЫЕ МАТЕРИАЛЫ
Железо (Fe, Ferrum — феррум) в чистом виде и в твердом состоя-
нии имеет синеватосеребристый цвет. В сухом воздухе железо не
окисляется, при наличии же в воздухе влаги и углекислого газа
получаются водные окисли железа, так называемая ржавчина.
Удельный вес химически чистого железа 7,88; температура плав-
ления 1529° Ц; температура кипения 2450° Ц.
Источниками получения железа служат железные руды.
В чистом виде железо не применяется. Оно является основной
составной частью черных металлов — стали и чугуна.
Алюминий (Al, Aluminium — алюминиум) — серебристый металл
с легким синеватым оттенком, чрезвычайно тягуч; чистый алюминий
покрывается на воздухе тонкой пленкой окисла, предохраняющей
металл от дальнейшего окисления.
7
Алюминий получается из чистого глинозема электролитическим
путем; исходным сырьем для получения глинозема является боксит
А1гО3 2Н2О — продукт выветривания горных пород.
Удельный вес алюминия 2,7; температура плавления 657° Ц, тем-
пература кипения 1800° Ц; сопротивление разрыву 9—10 кг/лш*.
В чистом виде алюминий применяется только для изготовления
мягких прокладок. Он является главной составной частью широко
распространенных в авиамоторостроении алюминиевых сплавов,
а также используется в небольших количествах в качестве присадки
для специальных сталей и бронз.
Вольфрам (W, Wolf га mi um — вольфрамиум) — твердый металл
се ребристо бе лог о цвета. При обыкновенной температуре вода и воз-
дух на вольфрам не действуют; при температуре красного каления
вольфрам медленно окисляется.
Удельный вес вольфрама, сплавленного в электрической печи,
равен 18,7; температура плавления 3400° Ц. Сопротивление вольфра-
мовой проволоки разрыву может достигать (в зависимости от способа
протяжки) 460 кг/мм*.
Магний (Mg, Magnesium —магнезиум)— в чистом виде серебри-
стобелый металл. На воздухе магний легко окисляется, покрываясь
окисью магния; нагретый до температуры свыше 500° Ц, магний при
доступе воздуха интенсивно окисляется и начинает гореть ослепи-
тельно белым пламенем.
В природе магний встречается в виде магнезита, доломита и разно-
образных силикатов.
Удельный вес магния 1,74; температура плавления 650° Ц; тем-
пература кипения около 1100° Ц; сопротивление разрыву 20 кг/мм2;
число твердости по Бринеллю 25.
Магний является основной частью легких магниевых сплавов —
электрона; он используется также в качестве присадки для алюминие-
вых сплавов и бронз.
Хром (Cr, Chromium — хромиум) — белый блестящий метал л
весьма значительной твердости. В отношении химических свойств
чрезвычайно стоек, не окисляется заметно ни в сухом, ни во влажном,
воздухе. В силу очень большой хрупкости в чистом виде применяется
только для электролитического покрытия металлических предметов.
Добывается главным образом из хромита (хромистый железняк) и
крокоита (красная свинцовая руда).
Удельный вес хрома 6,9—7,2. Вследствие затруднительности по-
лучения абсолютно чистого хрома, разные исследователи по-разному
определяют температуру плавления хрома: от 1520 до 1765° Ц; тем-
пература кипения хрома около 2200° Ц. Используется в качестве
присадки для большинства авиамоторных сталей.
Никель (Ni, Niccolum — никколум) — блестящий серебристобе-
лый металл, легко полируется. При нагревании в присутствии воз-
духа никель окисляется, образуя окислы NiO (зеленого) и Ni2O3
(черного цвета), которые не плавятся и сравнительно хорошо шлаку-
ются на поверхности расплавленного металла.
В природе чаще всего встречается в виде соединений с серой NiS или
мышьяком NiAs и обычно сопутствует свинцовым и цинковым рудам.
8
Средний удельный вес литого никеля 8,86; температура плавле-
ния 1450° Ц; сопротивление разрыву 40—45 кг/мм2; число твердости
по Бринеллю 80—90.
Широко применяется в качестве присадки для сталей. Входит
также в состав бронз и алюминиевых сплавов.
Цинк (Zjn, Zincum — цинкум) — металл синеватосерого цвета с ме-
таллическим блеском; в изломе видны характерные крупные кристаллы.
При нагревании на воздухе загорается при 500° Ц и горит ярким
си неватозеленым пламенем.
Удельный вес цинка 6,9—7,2; температура плавления 419° Ц,
температура кипения 930° Ц, сопротивление разрыву литого цинка
2—3 кг/мм2; число твердости по Бринеллю 40—50.
Сырьем является цинковая обманка — соединение цинка с серой
ZnS, или же смитсонит ZnCO3 и красная руда ZnO.
Цинк является основной присадкой латуни, а также используется
в качестве присадки в бронзах, алюминиевых сплавах и металлах
для заливки подшипников.
Олово (Sn, Stannum — станнум) — сравнительно мягкий серебри-
стобелого цвета блестящий металл. При длительном хранении
олова, а также изделий из него при температуре ниже 18° Ц оно ста-
новится серым и хрупким. В природе встречается в виде минерала
касситерита (оловянный камень SnO2), станнита и свинцово-оловян-
IH.IX руд. Так как олово в основном импортируется, следует^считать
его дефицитным и расходовать осторожно.
Удельный вес литого олова 7,29; температура плавления 232° Ц;
температура .кипения 2275° Ц, сопротивление разрыву литого олова
3,5—4,5 кг!мм2; число твердости по Бринеллю 12. Является основной
присадкой в некоторых сортах бронз и баббитов.
Медь (Си, Cuprum — купрум). Чистая медь — металл хапактер-
ного красноватого цвета, тягучий и мягкий. При обычной темпера-
туре и отсутствии углекислого газа действию воздуха и влаги не под-
дается; под действием углекислого газа во влажном воздухе покры-
вается зеленым налетом — окисью меди.
Средний удельный вес меди 8,6; температура плавления 1083° Ц;
температура кипения 2310° Ц; сопротивление разрыву литой меди
20—22 кг/мм2; число твердости по Бринеллю около 30.
Медь является основной составной частью медных сплавов (бронза,
латунь), а также широко используется в качестве присадки для алю-
миниевых сплавов.
КОНСТРУКЦИОННЫЕ И ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Сталью называется сплав железа с углероде л С, содержащий до
1,7% углерода. Углеродистая сталь подразделяется на конструк-
ционную (машиноподелочную или поделочную) и инстру-
ментальную.
Конструкционная сталь имеет основным показателем содержание
углерода от 0,05 до 0,55%. Нормальная конструкционная сталь со-
держит углерода от 0,3 до 0,4%. Конструкционные стали изготов-
ляются в мартеновских и электрических печах в виде поковок или
прокатанных прутков, листов, полос и труб.
9
о Таблица 1
Химический состав сталей (%)
Марка сплав а С Si Мп Сг Л> Nt W Мо Va 1 Fe
ОМ , . . 0,05—0,15 0,3 0,35-0,65 0,2 0,3 - — —
У2 . . . 0,2 —0,3 0,17-0,37 0,5 -0,8 0,2 0,3 — — —
У 4 .... 0,4 -0,5 0_. 17-0,37 0,5 -0,8 0,2 0,3 — — —
ЦК ... . 0,10-0,16 0,35 0,20-0,50 0,7 -1,0 0,3 — — —
Н5а ... 0,10-0,17 0,35 0,20-0,50 0,25 4,5 5 25 — — —
ХН1 . . . 0,17 0,17-0,37 0.25-0,55 0,60-0,90 2,75-3,75 — — и е
ХН2 . . 0,17-0,25 0,17-0,37 0,30-0,60 0,60—0,90 2,75-3,25 — -- X
ХНВЦ 0,15-0,22 0,17—0,37 0,2 -0,5 1,35-1,65 4,1 -4,6 0,8 -1,2 0,25-0.45 — Ч
ХНВ . . 0,22—0,3 0,17-0,37 0,2 -0,5 1,35 -1,65 4,0 -4,7 0,8 —1,2 0,25-0,45 — н
7320. . . ч 0,35-0,45 0,35 0,4 -0,8 0,6 -0,9 1,25-1,75 0,15-0,3 — О
ЭХНМ . . 0,27-0,33 0,15-0,4 0,3 -0,6 1,0 -1,3 4,0 -4,5 — 0 3 -0,6 —
ХНВа. . . 0,16-0,25 0,4 0,3 -0,5 0,7 —1.1 3,9 -4,6 — — 0,2-0,4
XI2M . 1,3 —1,7 0,4 0,3 -0,6 11,0-12,5 — — 02 -0,5 0,3
I4H . . . 0,4 0,5 0,3 -0,8 0,3 -0,8 13,0-15,0 13,0-15,0 1,75-3,0 05 —
25Н . . 0,3 -0,4 2.3 -2,9 0,4 -0,7 16,0-22,0 23,0-27,0 — - -
Таблица 2
Механические свойства сталей
Марки сталей Сопротивле- ние разрыву (кг! мм1)
ОМ ... . 32
У2 43
У 4 . . . 70
ЦК ... . 60
Н5а ... 100
ХН1 115
ХН2 . . . 100
хнвц 120
хнв . , 110
7320 100
эхнм . . 110
ХНВа. . , 100
Х12М . . . —
14Н ...
25Н
Удлинение (%)| Число твердо- сти по Бри- неллю Соп ротивл ение удару {кг/dji м1) Области применения в авиа моторостроении
25 18 10 12 7 7 7 10 12 8 290 295 300 360 375 300 320 363 335 388 340 230 255 415 5 12 11 10 .0 9 9 12 12 8 - Рубашки, цилиндры, вкладыши под ла л ивку баббитом и свинцовистой бронзой, патрубки. Клапанные головки цилиндров, вкладыши под аал ивку баббитом и свинцовистой брон- зой. Сортовая сталь. Цилиндры, втулки винтов, вкладыши под заливку баббитом, распределительные валы и различные цементируемые детали, закаливаемые в масле. Сортовая сталь. Распределительные валы и различные цементируемые детали, закаливаемые в масле. ' Сортовая сталь. Кулачковые шайбы. Распределительные валики и различные цементируемые детали, шестерни, рычаги и кулачковые муфты, шатуны. Сортовая сталь. Втулки винта. Сортовая сталь. Коленчатые валы, шатуны, валы редукторов, фрикционные диски сцепления, стяж- - ные шпильки, шпильки шатунов. Сортовая сталь. То же. Коленчатые валы, валы винтов, шатуны. Коленчатые валы. Клапаны выпуска и сортовая сталь. Клапаны выпуска. То же. То же.
Инструментальная углеродистая сталь применяется для инстру-
мента. При закалке она должна давать достаточную твердость для
обработки разных материалов. Содержание углерода в инструменталь-
ных сталях колеблется от 0,55 до 1,5%. Инструментальная сталь гото-
вится в мартеновских и электрических печах и в тиглях. Из этой стали
изготовляются сверла, развертки, метчики, плашки, шарошки, ша-
беры и другой инструмент.
Для повышения качества стали ее сплавляют с другими метал-
лами. Такая улучшенная сталь называется легированной.
Различные примеси (присадки) по-разному изменяют качества
стали, действуя на ее основные свойства. Термообработка и обра-
ботка поверхности сталей с различными примесями должны соот-
ветствовать их составу. Так, например, присадка хрома повышает
глубину проникновения закалки и требует повышенной температуры
закалки и большей выдержки. Азотируются только стали с присадкой
алюминия. Сталь, содержащая более 0,3% углерода (а легированная
сталь с содержанием более 0,2% С), не допускает цементации и т. д.
Ниже мы даем основные марки сталей, применяемых в авиамото-
ростроении в СССР. В табл. 1 приведен химический состав различных
марок стали. В табл. 2 указаны механические их свойства, а также
области их применения.
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
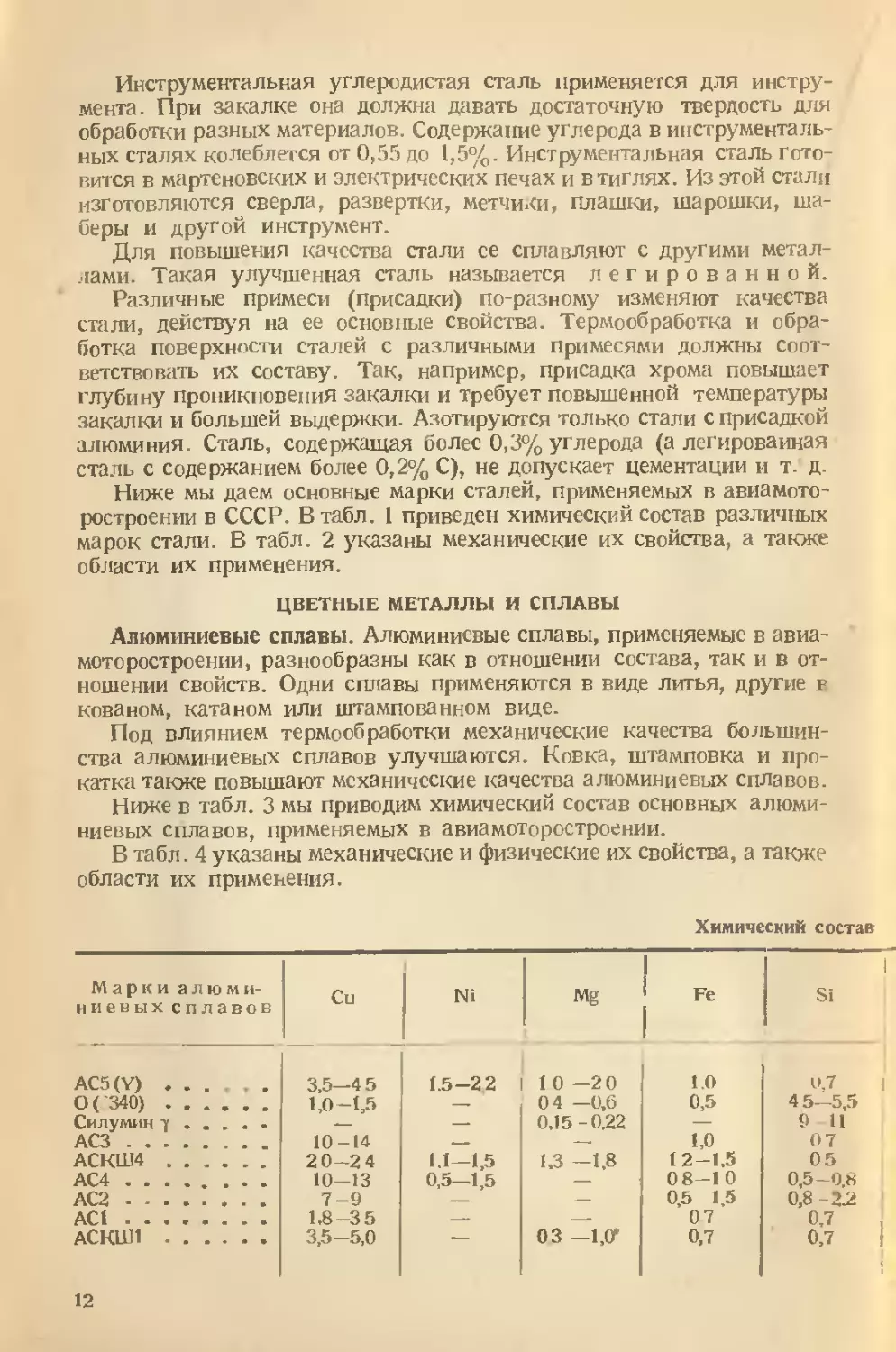
Алюминиевые сплавы. Алюминиевые сплавы, применяемые в авиа-
моторостроении, разнообразны как в отношении состава, так и в от-
ношении свойств. Одни сплавы применяются в виде литья, другие f
кованом, катаном или штампованном виде.
Под влиянием термообработки механические качества большин-
ства алюминиевых сплавов улучшаются. Ковка, штамповка и про-
катка также повышают механические качества алюминиевых сплавов.
Ниже в табл. 3 мы приводим химический состав основных алюми-
ниевых сплавов, применяемых в авиамоторостроении.
В табл. 4 указаны механические и физические их свойства, а также
области их применения.
Химический состав
Марки алюми- ниевых сплавов Си Ni Mg Fe Si
AC5(Y) . . . 3.5—45 1.5—22 1 0 —20 1.0 v.7
0( 340) 1,0-1,5 — 0 4 —0,6 0,5 45—5,5
Силумин у .... . .— —. 0,15 - 0.22 — 9 11
АСЗ 10-14 .—_ — 1,0 07
АСКШ4 20-2 4 1.1—1,5 1,3 —1.8 12 — 1,5 05
АС4 10-13 0,5—1,5 — 08-10 0,5-0,8
АС2 7-9 — — 0,5 1,5 0,8 -2.2
АС! 1.8-35 — —- 07 0,7
АСКШ1 3,5-5,0 — 03 -l.or 0,7 0,7
12
Магниевые сплавы. Магний с удельным весом 1,72 и его сплавы
(электрон) с удельным весом около 1,8 начинают понемногу вытес-
нять алюминиевые сплавы.
Широкому применению сплавов на магниевой основе, или, как
их называют иначе, электрона, мешает несколько более сложная тех-
нология приготовления сплава и отливки из него деталей, а также
несколько большая способность его подвергаться коррозии.
Из электрона отливают картеры моторов как рядных, так и звез-
дообразных, носки моторов, корпусы нагнетателей, крышки и дру-
гие детали. Не применяют пока электрона для отливки деталей, со-
прикасающихся во время работы с водой, так как последняя вызывает
коррозию электрона. Химический состав и механические свойства
основных магниевых сплавов приведены в табл. 5.
Оба сплава обладают следующими физическими свойствами:
Температура плавления . . . 625 — 659° Ц,
Теплопроводность . . . 0,32 кал}см сек ’Ц,
Коэфициент расширения 0,00002.
Некоторые магниевые сплавы можно ковать. Для деталей, под-
вергающихся ковке, применяется сплав следующего состава: 4,0% А1,
0,3% Мп, Mg—остальное. Сопротивление разрыву 26—28 кг/мм2;
относительное удлинение 12—16%; твердость по Бринеллю 45—50.
Поддается ковке, хотя с некоторым трудом, также и сплав Э2.
Магниевые сплавы можно улучшать путем термообработки.
Магний обладает большим сродством к кислороду. В электроне
количество магния бывает не меньше 90%, благодаря чему электрон
обладает свойством магния легко окисляться-
Для защиты деталей из электрона от коррозии их поверхности
окрашивают быстро сохнущим нитролаком.
Для защиты поверхностей неокрашенных деталей от коррозии
при хранении должны применяться смазки: пушечное сало (ОСТ
2613) и ружейное сало (ОСТ 2612). Для смазки целых узлов,
в которые, наряду с деталями из магниевых сплавов, входят детали
из алюминиевых сплавов, применяется обезвоженный вазелин.
Таблица 3
алюминиевых сплавов (%)
Со Мп Ti Zn Al
0,3-0,5 0.15—0,30 — —
— 0,1-0,12 —. Остальное
— —
0,3 —1,0 — 11,0—14,0
13
Таблица 4
Механические и физические свойства алюминиевых сплавов
Механические свойства Физические свойства
Марки алю- миниевых спл авов Сопротив- ление раз- рыву (кг/мм2) Удлинение (%) Число твер- дости по Бринеллю Удельный вес Коэфициент линейного расширения Коэфициент теплопро- водности Точка плавления СИ)
AC5(Y) . - - 2,7—2,8 0,0000235) 0,40 630
0(6340) .... 5-27 4-6 00-95 27 0,000023 0.42 630
Силумин f , . . 25-29 ч4—6 00—95 265 0,000023 1 0,39 557
14 0-0,8 65-75 2,94 1 0,000023 034 620
АСКШ4 36-45 6-10 120-150 2,75 0,000023 0,40 1 635
АС4 — — — 2.94 0,000023 1 0,34 620
АС2 АС1 10-14 15 0-0,6 2 60-65 60 2,8 2,9-3.0 0,0000235. 0,33 0,000026 1 0,32 635 615
АСКШ1 36 10 120 1 г
Области применения
Блоки, головки и рубашки моторов водяного
охлаждения, головки моторов воздушного
охлаждения; поршни, литые в землю и в ко-
киль, кованые и штампованные. Сплав тер-
мообрабатывается .
Блоки, головки и рубашки моторов водяного
охлаждения, литые картеры моторов, штампо-
ванные картеры звездообразных моторов, кор-
пусы и улитки нагнетателей, а также различ-
ные напряженные детали.
Блоки, головки и рубашки моторов водяного
охлаждения, картеры моторов, корпусы и
улитки нагнетателей, получаемые путем от-
ливки. Сплав термообрабатывается.
Головки моторов воздушного охлаждения, порш-
ни, литые в землю и в кокиль. Сплав термо-
обрабатывается.
Головки моторов воздушного охлаждения и порш-
ни, получаемые путем ковки и штамповки.
Сплав термообрабатывается.
Поршни моторов, получаемые путем отливки в
кокиль.
Рубашки моторов водяного охлаждения, картеры
моторов и разные детали, получаемые путем
отливки. Сплав не термообрабатывается.
Подвески картера, подшипники распределитель-
ного вала, крыльчатки.
Таблица 5
Химический состав
7—9
0,1-0,3
45
1.79
5—8
0,3-0,4
1.83
40
1,2—3,2
5 Q.W
<и о
е ? В
Медные сплавы в зависимости от основных присадок: олово, алю-
миний, свинец, называются оловянными, алюминиевыми или свинцо-
вистыми бронзами. Медные сплавы с большим содержанием цинка
называются латунью.
Из бронзы в авиамоторостроении в основном изготовляются раз-
личного рода втулки, клапанные гнезда и изредка шестерни- Бронзы
обладают большой вязкостью и высокими антифрикционными свой-
ствами. Бронзы применяются обычно в литом виде, Причем некоторые
марки для повышения механических качеств подвергаются проковке
и термообработке.
Латунь идет в виде катаных прутков и листов и применяется
на изготовление различных мелких деталей.
Латунь обладает большой стойкостью в отношении окисления при
соприкосновении с водой и воздухом; поэтому она применяется для
изготовления различных деталей арматуры: нипелей, тройников, кра-
нов и т. д.
В последнее время некоторые сорта свинцовистой бронзы исполь-
зуются для заливки подшипников.
В табл. 6 приведен химический состав бронз в процентах. В табл. 7
указаны механические и физические их свойства, а также области их
применения.
Таблица 6
Марки бронз Sn Р Zn РЬ Ni Cd А, Различ- ные при- , меси Си г< Be
Бронза На-
ро . . . 7-9 0,25 — — — 0,15 0,15 1 — —
МСЗ . . . 10 0,15 2 — — —— —
БОС10 . . 10 0,15 0,15 10 — — — 0,5 X — —
МС4. . . . 4 — — 24 2 0,5 — — Г — —-
АНФ . . . Бериллие- — 0,04 — — 6 — 11 —- ь о 6 —
вая бром-
за . . . — — — — — — 0,2 2-2,5
Латунь
мен. . 0,3 0,01 осталь- ное 2-3 0,005 — — 60,57 0,3 —
15
Таблица 7
Механические свойства
Физиче-
ские
свойства
Марки
бронз
Сопро-
тивление!
разрыву।
(кг! мм-)
Удлине-
ние
Число
твердо-
сти по
Бринел-
Коэфи-
циент
линей-
ного рас-
ширения
Области применения
Бронза Кари 42 50 30—45 110—130 0,000018 Втулки подшипниковые
МСЗ .... 22—28 10-15 65-ЯО 1 0 000018 (кованые) Подшипники, втулки.
БОС10 .... 20 23 3 5 75—78 ' 0,000018 арматура Втулки быстро вращаю-
МС4 .... 12 6 36 10,000018 щихся цапф Втулки быстро вращаю-
АНФ — 10.000017 1 щихся, тяжело на- груженных цапф Седла клапанов, направ-
Бериллиевая бронза 85—135 0.4-0.6 310 —396| 0,000017 1 ляющие втулки кла- панов То же
Латунь МСН 35 30 Разные мелкие детали
Сплавы для заливки подшипников. Рабочие поверхности всех
тяжело нагруженных подшипников авиамоторов заливаются тонким
слоем (примерно 0,5 мм) специального металла. Для этой цели при-
меняют два сплава: баббит и свинцовистая бронза. Цель применения
этих металлов — уменьшить трение в подшипниках при работе мо-
тора и уменьшить износ трущихся деталей. Баббиты и свинцовистая
бронза должны обладать большой вязкостью, эластичностью, способ-
ностью хорошо приставать к поверхности, на которую они заливаются,
большой теплопроводностью и химической устойчивостью в отноше-
нии смазочных материалов.
Таблица S
Основные данные баббитов
X и м и ч е с к и й соста В (%) Примеси (г ) Число твердо- сти по Бри-
не л/ ю
Sb Си Ni Sn РЬ Всего при 20° Ц при 100эЦ
4,0-5 0 4,0—5,0 о о 0,35 0.5 20-24 9-10
7.0-8,0 3,5 4 0 — 0,35 О.5 22-26 10-11
10—12 2,5—3,5 — го 035 0,5 28-30 11—12
3,5-5,0 3,25-4,5 0,3-0,5 о о 0,30 0,5 18-22 8-9
16
для заливки подшипников авиамоторов применяют различные
баббиты с большим содержанием олова и некоторые сорта свинцо-
вистой бронзы. Основные данные баббитов приведены в табл. 8.
Свинцовистая бронза МС7 применяется для заливки стальных
коренных и шатунных вкладышей авиамоторов.
Химический состав бронзы МС7
Свинец РЬ 30%, Мыптьяк As 0,1%,
Железо Fe 0,1%, Примеси расные 0,5%,
Сурьма Sb 0,1%, Медь Си остальное.
Висмут Bi 0,1%,
Механические свойства бронзы МС7
Сопротивление разрыву 12 кг[мм*
Удлинение .................. 16%
Число твердости по Бринеллю... 30
ПРОЧИЕ МАТЕРИАЛЫ
Фибра. Вулканизированная фибра получается обработкой бумаги
или целлюлозы хлористым цинком. Под действием хлористого цинка
волокна бумаги разбухают до такой степени, что оболочка волокон
превращается в желеобразную массу. Уложенную в стопки, обра-
> ботанную таким путем бумагу в нагретом состоянии подвергают дав-
> лению. Вследствие большого давления происходит уплотнение слоев
Г до образования твердого тела, в котором не заметны отдельные слои.
Фибра поставляется в виде листов, трубок и стержней. При вы-
держивании фибры в горячей воде она размягчается, чем пользуются
для придания нужной формы изделию из фибры.
Удельный вес фибры 1,0—1,4; сопротивление разрыву вдоль воло-
кон 8—10 кг/мм2, и поперек волокон 5—7 кг/мм2; число твердости по
Бринеллю 15—10.
Из фибры делаются прокладки, изоляционные наконечники про-
водов и прочие изолирующие детали.
Каучук и резиновые изделия. Каучук в чистом виде не находит
применения; по методу получения он делится на синтетический и
естественный. Естественный каучук представляет собой затвердевший
сок некоторых растений. У нас в СССР естественный каучук полу-
чают из каучуконосных растений: гвайюлы, таусагыза и др. Каучук
применяется в вулканизированном виде. Вулканизация состоит в том,
что каучук смешивают с серой или с содержащими серу веществами
и подвергают нагреву под давлением. Для придания большей проч-
ности изделиям из каучука их делают слоистыми, используя для этого
полотно. Пропитанное каучуком полотно укладывают между слоями
каучука с серой и подвергают вулканизации. В таком виде этот мате-
риал, называемый дюритом, находит применение в авиамоторостроении.
Из дюрита изготовляют пластины, идущие на прокладки, или
соединительные шланги. Последние часто делаются фасонной формы.
Эбонит. Изготовляется в виде пластин, стержней или трубок. Наи-
лучшие сорта эбонита состоят из 70% каучука и 25% серы. Иногда ,
для увеличения теплостойкости и уменьшения стоимости эбонита
г. А. Булычев—244—2 (7
к каучуку, кроме серы, добавляют еще наполнители. Приготовлен-
ная смесь подвергается вулканизации под давлением, в результате
чего получается твердое вещество. Эбонит применяется в качестве
электроизолирующего материала в магнето и в проводах.
Удельный вес эбонита 1,4—1,5; сопротивление сжатию 22 кг]мм\
сопротивление изгибу 60 кг}м/^.
Бакелит н изделия из него. В тех случаях, когда алюминиевые
отливки (картер, блок, корпус помпы и др.) при гидроиспытании
обнаруживают незначительную пористость, для устранения этого
дефекта производится пропитка детали бакелитовым лаком г. По-
крытая бакелитовым лаком деталь подвергается сушке при 150° Ц,
при которой происходит процесс затвердевания пленки лака. Послед-
няя представляет собой непроницаемое покрытие. Очень часто внут-
реннюю поверхность картеров покрывают бакелитовым лаком с целью
сделать поверхность более чистой и гладкой. Эта пленка бакелито-
вого лака одновременно связывает все мельчайшие частицы песка,
которые находятся в порах алюминиевой или магниевой отливки.
Из бакелитовых композиций делаются неответственные детали
моторов: крышки, суфлеры, прокладки, шестерни бензиновых насо-
сов и пр.
Свойства пластика, представляющего собой композицию из баке-
лита и ткани, следующие: сопротивление разрыву 1—13 кг} мм1 2,
удельный вес 1,34—1,40.
На пластические композиции не действуют бензин, нефть, масло
и вода. Пластик не горит; при нагреве выше 300° Ц он начинает обуг-
ливаться.
ГЛАВА II
ДОПУСКИ И ПОСАДКИ
ОБЩИЕ ЗАМЕЧАНИЯ
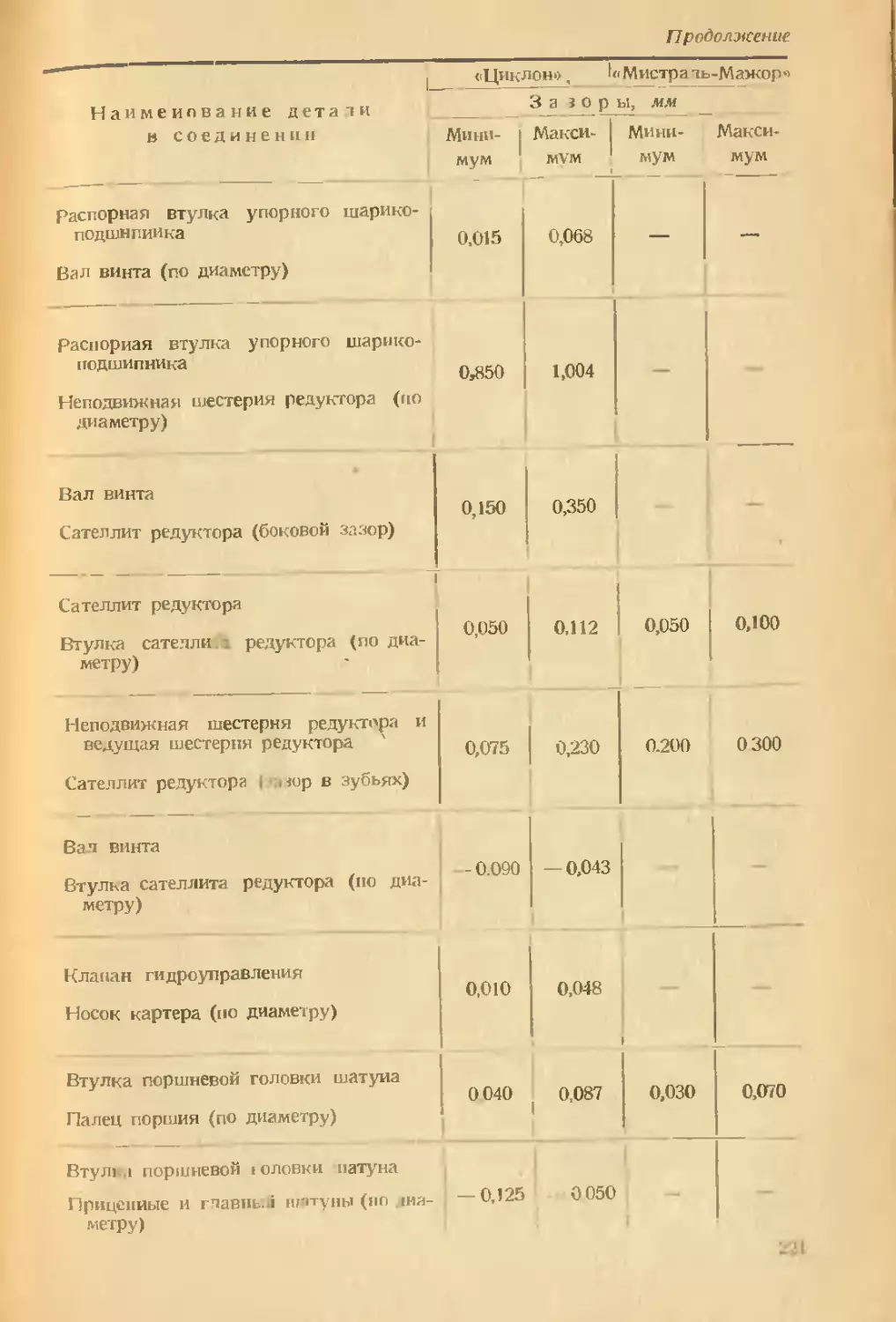
Каждому сборщику известно, что некоторые детали сопрягаются
с другими с зазором, а некоторые — с натягом. Характер сопряже-
ния деталей определяется их взаимодействием во время работы мотора:
при подвижных соединениях детали сопрягаются с зазором, а при
неподвижных — с натягом. Величины зазоров или натягов также бы-
вают разные и зависят от целого ряда причин: нагруженности детали,
нагрева во время работы, скорости скольжения, степени подвиж-
ности или плотности соединения и т. д. Нн одна деталь не может
быть изготовлена в производстве совершенно точно по заданным
конструктором основным номинальным размерам; поэтому, кроме но-
минального размера детали, должны быть заданы допустимые откло-
нения — допуски. Если бы детали получались на сборку с произ-
вольными отклонениями от номинального размера, то часть деталей
приходилось бы браковать вследствие того, что их размеры оказа-
1 Бакелитовый лак есть спиртовый раствор продукта конденсации фенола
с формальдегидом в присутствии щелочного катализатора.
18
лись бы или слишком малы или чересчур велики, а другие пришлось
бы очень долго индивидуально подгонять друг к другу. В случае
поломки одной из таких индивидуально подогнанных деталей приш-
лось бы сменить обе детали, а может быть, и целый узел, что привело бы
к большой потере времени и средств. Чтобы избежать этих потерь,
все детали по возможности должны изготовляться взаимозаменяе-
мыми.
Взаимозаменяемыми называются однородные детали,
изготовленные с такой степенью точности, что любую из них по по-
лучении из производства можно установить на место без какой-либо
дополнительной подгонки и без подбора; поэтому для получения
взаимозаменяемости, кроме номинального размера детали, должны
быть заданы допустимые отклонения ее размеров — допуски.
Допуском называется разность между наибольшим и наи-
меньшим предельными размерами.
Разность между наибольшим предельным размером и номиналь-
ным размером называется верхним отклонением. Раз-
ность между наименьшим предельным размером и номинальным раз-
мером называется нижним отклонением.
Зазором называется положительная разность между диа-
метрами отверстия и вала, создающая свободу их относительного
движения.
Натягом называется отрицательная разность между диамет-
рами отверстия и вала до сборки, создающая после сборки неподвиж-
ные соединения.
Детали, размеры которых не укладываются в пределы, указанные
допусками, не должны быть пущены в дальнейшую обработку и сборку.
Применение допусков при изготовлении деталей имеет огромное
значение для промышленности: оно уменьшает стоимость изделий
и дает возможность в случае износа или поломки детали легко заме-
нить ее.
ВЫБОР ДОПУСКА
От величины допуска зависит точность выполнения заданного
зазора — точность посадки.
В авиамоторе, ввиду его быстроходности и чрезвычайной нагру-
женное™ всех деталей, движения всего механизма должны быть очень
точными и определенными, что требует большой точности выполнения
всех выбранных посадок. Малейшие отклонения от заданных посадок
вызывают удары, наклеп и заедание движущихся деталей или раз-
балтывание и сдвиг с места деталей, соединенных с натягом.
При выборе зазора между нагреваемыми в работе деталями особо
должна быть учтена разница в изменении размеров деталей вследствие
нагрева, могущая возникнуть в результате различия температуры
деталей и коэфициентов расширения их материалов. Характерным
примером может служить зазор между сильно нагретым алюминиевым
поршнем и менее нагретым зеркалом цилиндра. Давать излишне
точные посадки там, где этого не требуется, невыгодно с точки зрения
затрат на обработку. Другими словами, там, где может быть допу-
19
щена более грубая посадка деталей, не следует применять точной или
особо точной. Точность посадки определяет допуск на обработку
деталей *.
Таким образом, не требуя излишне точных посадок, мы избежим
лишних затрат на специальное оборудование, мерительный и режущий
инструмент, а также сэкономим на времени обработки, заточке ин-
струмента, на стоимости приспособления и т. д.
От точности допуска зависят требуемая точность обработки и
чистота поверхности детали, а следовательно, тип и точность станков,
инструментов и приспособлений, а также способ 'обработки. Напри-
мер, при обработке детали на специальном шлифовальном станке
достигается точность до 3—5 микрон (микрон (••) равен 0,001 мм).
На точном токарном или фрезерном станке деталь может быть обра-
ботана с точностью до 0,02—0,03 мм.
Приведенные цифровые данные относятся к черным металлам;
цветные металлы, как более мягкие и вязкие, легко обрабатываются
резцом с точностью порядка шлифовки. Таким образом достижимая
при данном способе обработки точность зависит также и от материала.
У наиболее нагруженных деталей (коленчатый вал, поршень, шатун)
шлифуются, а иногда и полируются, как сопряженные, т. е. приле-
гающие к другим деталям, так и свободные поверхности, так как
качество поверхности, с одной стороны, увеличивает прочность дета-
лей, а с другой — улучшает условия смазки.
НЕПОДВИЖНЫЕ СОЕДИНЕНИЯ (ПОСАДКИ)
Неподвижными посадками с наибольшими натягами являются
посадки прессовые.
Прессовые посадки применяются, например, при за-
прессовке направляющих втулок клапанов, седел клапанов, крыль-
чаток нагнетателей, втулок верхних головок шатунов и т. д.
Прессовая посадка осуществляется также между коренными вкла-
дышами и опорами. Шестерни тоже часто соединяются с валом путем
прессовой посадки.
При прессовых посадках прочное и надежное соединение полу-
чают вследствие деформации соединяемых деталей, причем между
прилегающими поверхностями создается определенный натяг.
Степень прочности и надежности соединения зависит от величины
натяга, т. е. от превышения размеров прессуемой детали над разме-
ром отверстия, от материала соединяемых деталей, состояния их
поверхностей, толщины стенок, температурных условий работы и
коэфициентов расширения. Например, для направляющих втулок
клапанов натяг должен быть подобран с таким расчетом, чтобы при
1 Встречаются случаи, когда требуется особая точность посадки деталей,
ради которой можно поступиться взаимозаменяемостью. Достигнуть требуемой
точности путем уменьшения пределов допусков часто бывает при этом невыгодно,
а иногда и невозможно. В этих случаях прибегают кподбору деталей, заклю-
чающемуся в том, что изготовленные с определенными допусками детали обме-
ряются и разбиваются по их размерам на несколько групп,причем детали каждой
группы имеют более узкие пределы допусков. При сборке соответствующих групп
сопрягаемых деталей можно получить требуемые посадки. —-
20
нагреве во время работы натяг, вследствие различия коэфициентов
расширения'материалов головки и втулки, не уничтожился, так как
это может привести к выпадению втулки или к плохому отводу тепла
от клапана, а стало быть, к быстрому заеданию клапана в направляю-
щей и к выводу его из строя. С другой стороны, дать чрезмерно боль-
шой натяг опасно, так как большой натяг может привести к разрыву
бобышки и к выводу головки из строя. Натяг направляющих втулок
клапанов обычно допускают от 0,06 до 0,08 мм.
Другим примером могут служить седла клапанов, которым дают
натяг в 2—3 раза больший, чем направляющим втулкам клапанов.
Натяг такого порядка вызывается необходимостью, во-первых, обес-
печить хороший отвод тепла от грибка клапана, во-вторых, сохранить
при нагреве седла и головки натяг, который предупредил бы разбал-
тывание или выпадение седла из гнезда при ударах клапана о седло.
Натяг в седлах клапанов дают от 0,1 до 0,3 мм. Такой натяг может
быть допущен ввиду значительной толщины тела головки в этом месте
и большого диаметра и упругости такого седла.
В авиационных моторах встречаются также детали, соединение
между которыми должно быть неподвижным, но вместе с тем допу-
скающим легкую сборку при ремонте; встречаются также такие де-
тали, у которых большие натяги могут привести к поломке при сборке.
В таких случаях применяются посадки, имеющие меньшие величины
натягов, а именно: глухая, тугая, напряженная и
плотная- Такие посадки для обеспечения неподвижности обычно
требуют дополнительного крепления, например: шпонками, торце-
выми шлицами, пазами, стопорами и т. д. Глухая, тугая и напряжен-
ная посадки применяются между вкладышами и стаканом вертикаль-
ной передачи, при посадке на вал шестерен. При установке подшип-
ников передач к агрегатам у подшипников, например, должна быть
обеспечена посадка, которая удерживала бы от проворачивания при
длительной работе мотора и не вызвала бы при запрессовке поломки
тонкостенных деталей. Плотные посадки также могут быть применены
в местах такого же рода (например, посадка крыльчатки на вал
нагнетателя), но чаще всего применяются для создания герметич-
ности соединений в блоках мотора, цилиндрах, агрегатах и т. д.,
т. е. там, где необходимо избежать вытекания воды и масла или про-
рыва газов.
После выпрессовки детали ее диаметр уменьшается, а диаметр
отверстия, в которое была запрессована деталь, увеличивается; поэ-
тому при вторичной запрессовке отверстие детали надо промерить
и изготовить для него новую деталь с индивидуальным размером,
исходя из того же натяга.
ПОДВИЖНЫЕ СОЕДИНЕНИЯ (ПОСАДКИ)
В авиамоторостроении применяются следующие подвижные сое-
динения (посадки): скользящая, движения, ходовая,
легкоходовая и широкоходовая; они имеют соот-
ветственно возрастающие величины среднего зазора.
В качестве примеров подвижных соединений в авиационных мото-
рах можно привести соединения поршневого пальца с бобышками
21
поршня, поршневого пальца с верхней головкой шатуна, корпуса
подшипника вертикальных передач с корпусами передач к магнето,
стакана вертикальных передач с картером, клапана с направляющей
втулкой его, коренных вкладышей с коленчатым валом, поршня с ци-
линдром, поршневых колец с поршнем и т. д.
Некоторые тяжело нагруженные и подвергающиеся сильным уда-
рам детали требуют особенно точной посадки. Так, например, между
диаметром отверстия верхней головки шатуна и диаметром поршне-
вого пальца дается настолько малый разбег допуска на зазор, что он
требует соединения этих деталей путем подбора. Моторостроительные
заводы при выпуске своей продукции указывают допустимые пределы
зазора для сочленений и дают одновременно наиболее выгодный жела-
тельный зазор, которого завод придерживается при сборке новых
моторов.
Так как при длительной работе зазоры увеличиваются вследствие
износа, соответственно ухудшаются смазка и условия передачи нагру-
зок между сопряженными деталями мотора. На основании эксплоа-
тационного опыта каждый завод устанавливает наибольший предель-
ный износ деталей и зазор для каждого соединения. Превышение
предельного зазора требует замены деталей и целых узлов в моторе.
Выбор зазора между поршнем и цилиндром, как уже было указано,
в основном зависит от температурных деформаций. В моторах водя-
ного охлаждения зазор между цилиндром и поршнем вблизи более
нагретого днища назначают от 0,8 до 0,95 мм и в моторах воздушного
охлаждения от 1,2 до 1,4 мм; зазор между юбкой поршня и цилиндром
в моторах водяного охлаждения — от 0,5 до 0,75 мм. Выгодные и
благоприятные зазоры поршневых колец в канавках рекомендуется
подбирать в таких пределах:
1-е кольцо (верхнее) . от 0,10 до 0,18 мм
2-е » ...» 0,10 » 0,16 •'
3-е » (маслосборочное) 0,05 » 0,12 о
4-е » » 0,05 “ 0,095 •
Зазор между пальцем и бобышкой поршня подбирается из условий
температур, коэфициентов расширения и ударных переменных на-
грузок для длительной работы мотора на режиме. Зазоры между
пальцем и бобышкой назначаются от 0 до 0,03 мм, средние (желатель-
ные) будут 0,01 мм.
На основании тех же условий назначаются зазоры между пальцем
поршня и бронзовой втулкой верхней головки шатуна. Зазоры даются
от 0,02 до 0,06 мм; средние (желательные) зазоры равны 0,04 мм.
Зазоры между направляющими втулками и штоком клапанов
выбираются в зависимости от материала втулки и клапана, рабочей
температуры их, диаметров штока и длины втулки. Малые зазоры
могут привести к заеданию клапана на длительных режимах работы
мотора, большие зазоры — к ухудшению теплопередачи, быстрому
износу втулки, плохому направлению штока клапана, плохой по-
садке клапана и выбиванию вследствие этого грибком клапана своего
седла — в результате к потере компрессии в цилиндре и к падению
мощности мотора. В данном случае желательные зазоры надо назна-
чать в таких пределах: от 0,045 до 0,094 мм для направляющих кла-
22
панов и от 0,045 до 0,10 лш для направляющих клапанов выхлопа
и всасывания.
Величины диаметральных зазоров между коренной шейкой колен-
чатого вала и коренным вкладышем, между шатунной шейкой вала
и подшипником нижней головки шатуна назначаются в зависимости
от температурных условий их работы, смазки, диаметра и длины
шейки, материала (баббит, свинцовистая бронза) и характера нагрузки.
Малые зазоры могут привести к перегреву подшипника, выплавлению
баббита, заеданию подшипника (в случае свинцовистой бронзы) и
аварии мотора.
Большие зазоры между коренными вкладышами, подшипниками
шатунов и шейками коленчатого вала могут вызывать стуки вслед-
ствие переменных ударных нагрузок на шатунах, разбивать и выкра-
шивать баббит и ухудшать смазку подшипников. В подобных сочле-
нениях зазоры желательно выдерживать в следующих пределах:
между коренными шейками и вкладышами от 0,05 до 0,10 мм, между
шатунными шейками и подшипниками от 0,03 до 0,08 мм.
Приведенные величины зазоров в сочленениях коленчатого вала
и вкладышей зависят от конструкции мотора и выбираются на осно-
вании опыта эксплоатации моторов.
СИСТЕМЫ ДОПУСКОВ
Для того чтобы конструктор не должен был в каждом отдельном
случае выбирать величину допуска в зависимости от того или иного
характера соединения или величины диаметра и, с другой стороны,
для того чтобы сократить количество применяемого инструмента,
специальными организациями (у нас в СССР Всесоюзным комитетом
стандартизации) разработаны стандартные допуски. Такие допуски,
сведенные в таблицу, дают возможность в зависимости от характера
соединения и диаметра деталей определять, с каким допуском должны
изготовляться отверстие и вал (валом в системе допусков назы-
вается деталь, входящая в отверстие, как, например, болт, валик,
ось и т. п.).
Система отверстия. Для получения ряда различных посадок вы-
бранной нами точности достаточно изменять размеры одной из
сопрягаемых деталей. Имея постоянное отверстие какой-либо детали,
мы можем менять допуски на размер вала и получать желаемую
посадку. Другими словами, мы можем дать одно постоянное
отклонение, т. е. одинаковые максимальный и минимальный
размеры отверстий данного диаметра, и, чтобы получить нуж-
ные посадки, изменять диаметры (размеры) валов,
т. е. задавать такие отклонения от его номинального диаметра, кото-
рые дадут желаемые посадки. При различных посадках данного класса
точности при таком способе изменяется допуск на диаметр
вала. Построенные по такому способу посадки называют системой
отверстия- Основной деталью этой системы считают отверстие.
Система вала. Можно создать нужные посадки, изменяя
размеры отверстий, для чего задается одно постоянное
отклонение (допуск на обработку) для валов одинакового диаметра.
23
„Давая отклонения отверстию от номинального размера, получим
соответственно все нужные посадки. В этом случае допуски на по-
садку задаем на отверстиях. Построенная по такому спо-
собу система посадок называется системой вала.
Система отверстия и система вала на равных правах применяются
на моторостроительных заводах, которые выбирают ту или другую
систему в зависимости от конструкции мотора.
Единица допуска. Опытные данные заводских обмеров и иссле-
дования показали, что величины допусков на посадку и обработку
зависят главным образом от диаметра: на больший диаметр дается
больший допуск. Точность допуска может быть, таким образом, вы-
ражена в единицах допуска, зависящих от диаметра.
Каждый класс точности имеет определенное число единиц допуска,
даваемых на основные детали системы.
КЛАССЫ ТОЧНОСТИ по ост
Для посадок и допусков должен существовать стандарт, которым
обязаны пользоваться заводы- Этот стандарт должен предусмотреть
нужды всех отраслей производства и дать возможность обрабаты-
вать детали машин с такой степенью точности, которая действительно
необходима. В Общесоюзном стандарте (ОСТ) таких классов точности
восемь- Таким образом для одного и того же номинального диаметра
одинаковые по своему характеру посадки имеются в нескольких
классах точности.
Одинаковые по своему характеру (одноименные) посадки в раз-
ных классах точности отличаются друг от друга величинами допусков
на обработку сочлененных деталей и величиной колебаний зазоров
и натягов.
Первые четыре класса точности включают как неподвижные,
так и подвижные посадки, пятый класс — только подвижные. 5-ый,
7-ой, 8-ой ц 9-ый классы точности применяются главным образом
для свободных и осевых размеров.
В авиационном моторостроении применяют главным образом вто-
рой класс точности, так как авиационные моторы являются очень
ответственной и сложной машиной, от которой требуют четкой и
бесперебойной работы. Посадки второго класса точности применяются
в тех деталях моторов, которые требуют тщательной и чистой отделки
для точной посадки. В наиболее ответственных местах деталей при-
меняют обычно шлифовку. К таким деталям относятся пальцы поршня,
рабочие шейки валиков вертикальных передач, распределительные
валики, штоки клапанов, шейки коленчатого вала и т. д.
Таблицы допусков и посадок по ОСТ для системы отверстия и для
системы вала по второму классу точности приведены в приложениях I
и II в конце книги.
24
ГЛАВА I I 1
КОНСТРУКЦИЯ АВИАМОТОРОВ
КОНСТРУКЦИЯ МОТОРОВ водяного ОХЛАЖДЕНИЯ
Авиационные двигатели внутреннего сгорания жидкостного охлаж-
дения существуют около 35 лет и за время своего существования пре-
терпели ряд существенных конструктивных изменений.
Первые авиадвигатели водяного^ охлаждения имели отдельно стоя-
щие стальные цилиндры. К днищу цилиндра приваривались стальные
клапанные головки, а по диаметру — штампованная из листовой
стали рубашка. Каждый цилиндр, опираясь фланцем на картер,
крепился к нему шпильками.
В современном авиамоторостроении моторы этого типа вытеснены
«блочными» конструкциями. В блочной конструкции цилиндры, рас-
положенные в один ряд, собираются в одну общую, отлитую из алю-
миния рубашку и крепятся к общей для всех цилиндров, отлитой
из алюминия головке и к картеру. Эта система дает возможность
уменьшить габариты мотора по длине. Алюминиевое литье улучшает
теплоотвод и уменьшает вес мотора, тогда как блочная система при-
дает мотору большую жесткость и надежность по сравнению с преж-
ними конструкциями. Важным преимуществом блочных машин яв-
ляются также даваемые ими лучшие коэфициенты полезного действия.
В качестве типичного примера блочных конструкций здесь при-
водится описание мотора советской конструкции АМ-34РН и фран-
цузского мотора 12Ybrs фирмы Испано-Сюиза.
Общие данные моторов следующие:
Советский Французский
Условные обозначения типа мотора АМ-34РН 12Ybrs
Тип мотора .... V-образный V-образный
Угол между блоками 60° 60°
Охлаждение .... . Водяное Водяное-
Число цилиндров ................ 12 12
Нумерация цилиндров (от летчика) 1П, 2П, ЗП,4П, 1П, 2П.ЗП.4П,
5П, 6П 5П, 6П
1Л, 2Л,ЗЛ, 4Л. 1Л,2Л,ЗЛ,4ЛГ
5Л.6Л 5Л.6Л
Диаметр цилиндра (мм) 160 150
Ход поршня (мм) 190 170
Степень сжатия .... 6,2 6,0
Рабочий объем цилиндра (л) ... 3,82 3,0
Рабочий объем всех цилиндров (л) . 45,84 36
Передача на винт .... . Редуктор Редуктор
Степень редукции ............... 0,59 0,667
Направление вращения винта, если
смотреть со стороны мотора, противопо-
ложной винту .... Против часовой Против часовой
стрелки стрелки
Номинальная мощность на расчетной
высоте (л. с.) .......... .... 750 860
Число оборотов коленчатого вала при
номинальной мощности (об/мин) - • 1850 2400
Эксплоатацнонная мощность (л. с.) . 675 —
Число оборотов коленчатого вала при
экстоатационной мощности (об/мин) . . 1780 —
25
Советский Французский
Максимальная мощность (л. с.) . . . Число оборотов коленчатого вала при 850 —
максимальной мощности (об/мин) . . . . Минимальное число оборотов колен- чатого вала, при которых мотор работает 1760 гт
устойчиво (об/мин) Сухой вес мотора без втулки винта самопуска, синхронизатора бензинового 300—400 —
насоса и выхлопных патрубков (кг) 735 445
Передаточное число нагнетателя 11,0 10,0
Удельный вес мотора (кг/л. с.) . . . Габаритные размеры (м): ЗГ" 0,5
длина . - . 2,293 1,722
ширина 0,86 0,764
высота .... 3 а ж н г 1,168 а н и е 0,935
Порядок зажигания в цилиндрах . 1Л, 6П, 5Л, 2П, 1Л, 6П, 5Л,
ЗЛ, 4П, 6Л, 1Н, 2П, ЗЛ, 4П,
2Л, 5П, 4Л, ЗП 6Л, 1П, 2Л, 5П, 4Л, ЗП
Магнето Электрозавода «Вольтекс» или «Сцинтнлла»
Число магнето на моторе Отношение числа оборотов магнето 2 2
к числу оборотов коленчатого вала . . . Опережение зажигания в градусах до в. м. т. для правого и левого магнето: 3/2 3/2
для неавтоматического 34 31
»> автоматического . 16 И
Тип свечей „ . _ . эох
Число свечей на цилиндр ... 2 2
Зазор между электродами свечи (мм) Распред Клапаны впуска: 0,3—0,4 е л е н и е 0,3—0,4
открытие до в. м. т. 10°±Зс 10°
закрытие после н. м. т. Продолжительность всасывания в 58е -3° 60э
градусах поворота коленчатого вала . . 248 250
Максимальный подъем клапана (мн) Зазор между тарелкой клапана и тыльной частью кулачка в холодном состоянии мо- 14
тора (мм) Клапаны выпуска: 2,55 ±0.15 2.0
открытие до н. м. т. . . 48° ±3° 60°
закрытие после в. м. т Продолжительность выхлопа в гра- 10° ±3° 19°
дусах поворота коленчатого вала .... 238 259
Максимальный подъем клапана (мм) Зазор между тарелкой клапана и тыльной частью кулачка в холодном со- 14
стоянии мотора (мм) 2,70^0,05 2,0
Система питан ИЯ топливом
Тип бензиног-дх насолю 18ПБ-1 1 AM
Число бензиновых насосов Отношение чпе ia оииротов бензино- вого насоса к числу оборотов коленчатого 2
вала 3/2 7/6
26
Давление в бензинопроводе (кг/см1 2) . 0,2—0,35
Тип карбюратора . . - - К-34Б
Число карбюраторов на моторе 1
Расход топлива:
па эксплоатационной мощности
(г/л. с. час).................. 255
на номинальной мощности
(г/л. с. час) ............... 270
Система смазки
Тип смазки .... . - Под давлением
Тип масляного насоса . . Шестеренчатый
Число масляных насосов ......... 1
Отношение числа оборотов масляного
насоса к числу оборотов коленчатого вала 3/2
Давление масла в главной магистрали
на эксплоатационном режиме (кг/см2) . 7—9
Давление масла в кулачковых вали-
0.22
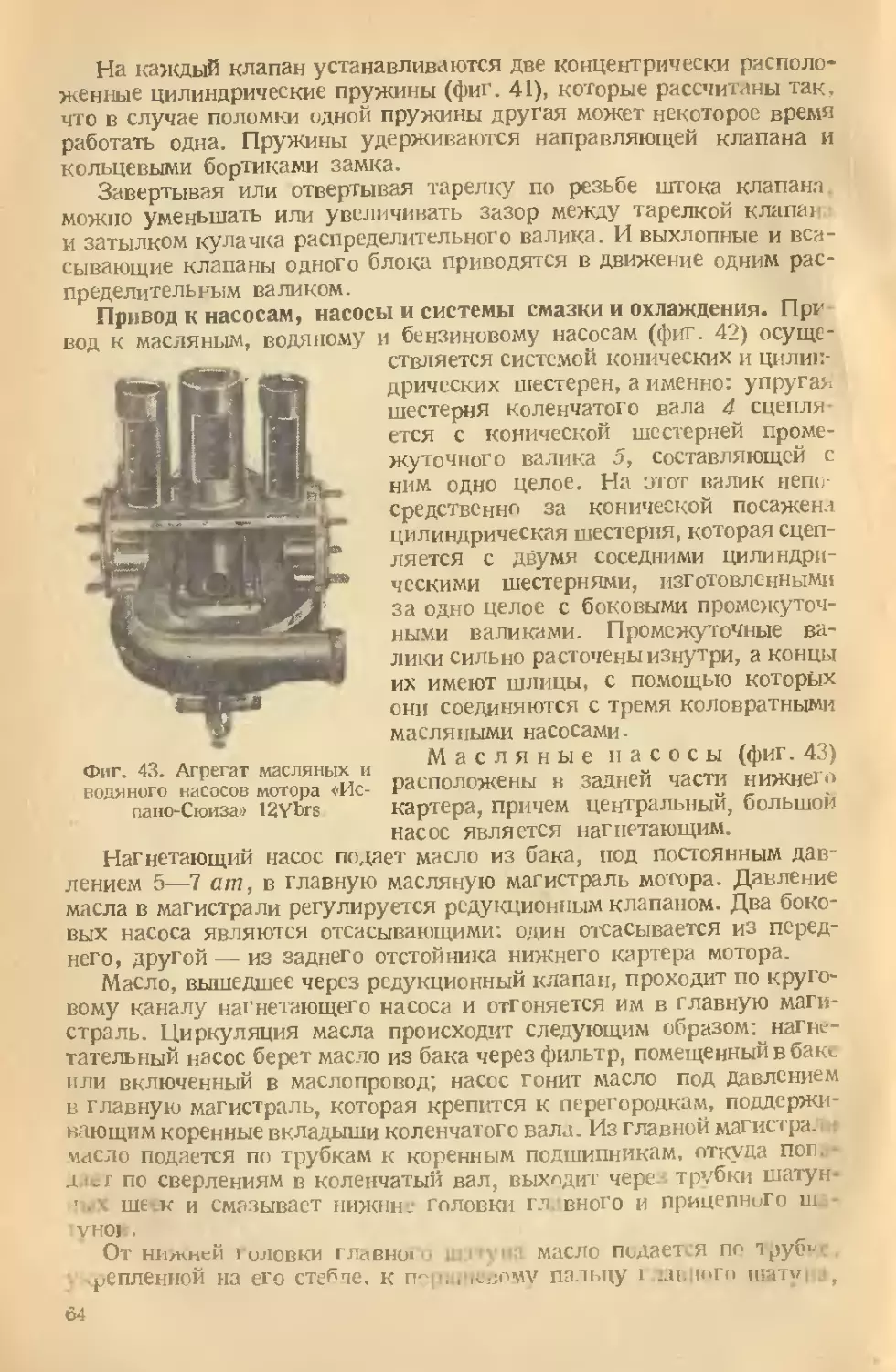
<<Йспано-Со >.с
6
260
Под давлением,
Коловратный
3
5/6
5—7
Давление масла в нагнетателе (кг/см2) 3—4
Температура входящего в мотор масла:
не ниже .......................40*
» выше ......................65°
Температура выходящего из мотора (
масла, не выше ...................- 95°
Сорт масла ................... ААС
Удельный расход масла на эксплоа-
тационном режиме не более (г/л. с. час) 15
Охлажде нне
Тип водяного насоса . . . Центробежный
Число водяных насосов . .... 1
Отношение числа оборотов насоса
к числу оборотов коленчатого вала . . . 3/2
Температура входящей в мотор воды,
не ниже........................... 60°
Температура Выходящей из мотора
воды, не выше .....................70°
Температура выходящей из мотора
воды на номинальной мощности, не выше 80°
40е
65*
05°
ААС
8—10
Центробежный
1
5/6
60°
70°
80°
Пусковое
Тип пускового приспособления
Тип воздушного самопуска
Число самопусков ....
приспособление
Воздушный Воздушный
М-17 «Ис пано-Сюиза»
Два распределителя Два распредели-
теля
Число пусковых клапанов на цилиндр
Мотор АМ-34РН
Мотор АМ-34РН (фиг. 1 и 2) представляет собой 12-цилиндровый
мотор водяного охлаждения, V-образного типа, блочной системы Ч
Два блока имеют по шесть цилиндров каждый и расположены под
1 Данное описание мотора АМ-34РН относятся к одной нз серий этого мотора,
выпускавшихся ранее. Более поздние серии имеют некоторые отличия. Важней-
шие из этих отличий следующие: конструкции шатунов изменены — вместо виль-
чатых введены прицепные шатуны; изменена конструкция блоков (изменен ма-
териал седел, переделано уплотнение гильз и головок и пр.); переконструирован
масляный насос.
27
углом 60 и друг к другу. Мотор снабжен редуктором и нагнетателем.
Расчетная высота, до которой мотор сохраняет номинальную мощность,
довольно значительна.
Фиг. 1. Мотор AM 34РН. Вид сбоку.
Мотор устанавливается на испытательный заводский станок для
испытаний или на подмоторную раму самолета на четырех лапах,
Фиг 2 Мотор АМ-34РН. Вид сзади.
цровых блоков. Блоки крепятся
отлитых вместе с верхним карте-
ром, и крепится восемью болтами.
В описании принято называть пе-
редней частью мотора сторону вин-
та, а задней частью—сторону вер-
тикальной передачи, крепления
нагнетателя и магнето. Правую и
левую стороны устанавливают,
смотря на мотор сзади. Счет ци-
линдров ведется от задней части
к передней.
Картер, отлитый из алюминие-
вого сплава, состоит из двух частей:
верхнего и нижнего картеров.
Картер верхний имеет с
каждой стороны по две массивные
лапы коробчатого сечения, которые
для жесткости соединяются между
собой продольными ребрами.
Две чисто обработанные плоско-
сти служат для установки цилин-
к картеру длинными, так называе-
мыми силовыми шпильками, завернутыми в соответствующие бобышки,
прилитые к поперечным перегородкам верхнего картера.
28
Поперечные перегородки имеют с обеих сторон сетку ребер, пред-
назначенных для придания картеру большей жесткости и прочности.
Каждый цилиндровый блок крепится к картеру 14 шпильками.
В плоскостях подблоки расточено по шесть отверстий, в которые вхо-
дят выступающие из блока нижние концы гильз. Внутри картера на рав-
ном расстоянии друг от друга отлито пять поперечных перегородок. Эти
перегородки вместе с задней и передней стенками картера образуют
восемь верхних опор для коренных вкладышей коленчатого вала.
Все опоры для коренных вкладышей обрабатываются одновременно.
В середине каждой опоры запрессованы штифты, которые удерживают
вкладыши от проворачивания. Передняя часть картера отлита за
одно целое с картером редуктора
(фиг. 3). С задней стороны кар-
тера редуктора имеется отвер-
стие для установки суфлера,
служащего для вентиляции кар-
тера и уравнивания давлений, и
две бобышки с отверстиями для
установки трубок для слива
масла из головки в картер.
К задней части картера при-
лита коробка с двумя кронштей-
нами. Коробка обрабатывается
под тем же углом (120°), что
и плоскости картера под блоки.
В коробке расточены два отвер-
стия и два обработанных фланца
для установки стаканов верти-
кальной передачи и стаканов
привода магнето. Между этими
фланцами имеется небольшой
фланчик, к которому крепится
тройник, служащий для распре-
деления междуголовкой мотора
и нагнетателем подаваемого из фиг. з. Передняя часть картера мотора
масляного насоса масла. АМ-34РН и картер редуктора.
К кронштейнам на четырех
шпильках крепятся площадки, служащие для установки магнето.
С задней стороны коробка имеет половину большого круглого фланца
(нижняя половина прилита к нижнему картеру). К этому фланцу
крепится нагнетатель, который центрируется при помощи внутрен-
него промежуточного фланца на расточенном в нем отверстии.
Верхний картер соединяется с нижним с помощью коренных шпи-
лек, завернутых в массивные бобышки, прилитые к поперечным пере-
городкам верхнего картера по бокам опор коренных вкладышей.
Кроме тоге в задней части картера просверлены четыре отверстия
под стяжные бллты, а по фланцу разъема ввернуты 30 шпилек, обес-
печивающие йлггн.сть стык.1- Для центрировки картеров и восприя-
тия сдвигающих усилий служат центрирующие стальные стаканчики,
посаженные концснтрично вокруг каждой коренной шпильки.
29
Нижний картер, подобно верхнему, снабжен поперечными
перегородками, которые для большей жесткости и прочности имеют
с обеих сторон сетку ребер; эти перегородки, задняя стенка и носок
образуют восемь нижних опор для коренных вкладышей,, симметрич-
ных опорам в верхнем картере. К поперечным перегородкам при-
литы бобышки. В бобышках просверлены сквозные отверстия, через
которые коренные шпильки выходят в стаканы, отлитые в стенках
картера. При соединении нижнего картера с верхним под гайки ко-
ренных шпилек подкладываются шлифованные шайбы.
Фланец стыка нижнего картера имеет ряд отверстий соответственно
количеству стяжных шпилек в верхнем картере. Задняя часть ниж-
него картера соответственно верхнему развита в большой полуфланец,
образующий нижнюю половину фланца крепления нагнетателя. Внизу
полуфланца сделано овальное отверстие, через которое в нижний
картер стекает из нагнетателя отработанное масло. По дну картера
укладывается стальная трубка главной нагнетательной магистрали
маслопровода, проходящая через отверстия, просверленные в бобыш-
ках, отлитых под каждой поперечной перегородкой.
Эта трубка вставляется в задней части картера и выходит в бо-
бышку, прилитую в передней части картера, под редуктором, в кото-
рую завернут нипель масляного манометра. Между нипелем и трубкой
положены кожаная прокладка и шайба для уплотнения. К заднему
концу трубки припаяны угольник и бобышка с резьбой. От этой маги-
страли идут трубки, по которым масло подается в коренные вкладыши.
В нижней задней части картера с внешней стороны расточено большое
отверстие с фланцем, к которому на двух контрольных штифтах
и на восьми шпильках крепятся масляный и водяной насосы.
Коленчатый вал и редуктор. Коленчатый вал изготовляется из
хромоникелевольфрамовой стали и имеет шесть колен, расположенных
в трех плоскостях, лежащих под углом 120°. Щеки вала имеют эллип-
тическую форму. Все шейки сильно расточены изнутри, что обеспе-
чивает легкость и достаточную жесткость вала. Наружные края расто-
чек в коренных и шатунных шейках сняты на конус. К образованному
таким образом коническому седлу прижимаются дюралевые заглушки,
которые стягиваются между собой попарно болтами. Под головку и
гайку болтов кладутся медноасбестовые и простые шайбы. Таким обра-
зом заглушаются все шатунные и 2-я, 4-я и 6-я коренные шейки.
В щеках № 2, 3, 6, 7, 10 и 11 просверлены каналы, соединяю-
щие заглушенные шатунные шейки с коренными. Выходы этих кана-
лов из шатунных щек наружу глушатся стальными пробками, завер-
нутыми на резьбе.
Заглушенные коренные шейки имеют по четыре отверстия, через
которые в них подается масло из трубок коренных опор. Для смазки
шатунов в шатунных шейках просверлено по отверстию. В сверле-
ниях шатунных шеек вставлены и развальцованы медные трубочки,
предохраняющие от попадания на шатунный подшипник отстояв-
шейся иа дне грязи. В задний конец вала запрессован хвостовик,
имеющий снаружи восемь шлиц, на которые насаживается коренная
коническая шестерня, а внутри —• треугольные шлицы для рессоры
привода нагнетателя. Чтобы предотвратить проворачивание хвосто-
30
вика он контрится шестью круглыми шпильками. На переднем конце
коленчатого вала сделан фланец, к которому на болтах крепится
Фиг. 4. Венец ведомой ше-
стерни редуктора мотора
АМ-34РН.
шевронная шестерня редуктора.
Малая (ведущая) шестерня зацепляется с большой (ведомой)
шевронной шестерней (фиг. 4). Большая
шестерня через посредство цилиндрических
амортизационных пружин передает усилие
барабану, который крепится на болтах к
фланцу вала винта (фиг. 5.)
С внутренней стороны венец большой
шестерни имеет пазы; такие же пазы
и в том же количестве профрезерованы на
наружной цилиндрической поверхности
барабана поводка. В эти пазы вставляют
предварительно сжатые амортизационные
пружины. Пружины опираются на выступы
пазов посредством особых тарелок с хво-
стами, которые предохраняют пружины
от чрезмерного сжатия во время работы
мотора при резких колебаниях числа оборотов. Размеры пазов выбраны
с таким расчетом, чтобы половина тарелки
пружины помещалась в пазу шестерни, а
другая половина — в пазу барабана.
Венец шестерни центрируется на барабане
по цилиндрической поверхности кольцевых
выступов между пазами (фиг. 4). Венец ше-
стерни на барабане и амортизационные пру-
Фиг. 5.’ Барабан редук- жины удерживаются от выпадания из пазов
тора мотора АМ-34РН. двумя шайбами-фланцами, которые ставятся
с обеих сторон и скрепляются сквозными
болтами (фиг. 6). Вал редуктора укладывается на двух скользящих
подшипниках большого размера для уменьшения удельных давлений.
Вкладыши вала редуктора пред-
ставляют собой стальные втулки,
залитые внутри баббитом. Один из
этих вкладышей (задний), запрес-
сованный в гнездо картера, виден
на фиг. 3. Между шейками вала
редуктора сделан специальный фла-
нец с уступом, на котором центри-
руется и крепится болтами барабан.
На передней части вала редук-
тора выфрезерованы шлицы, на
которые насаживается на двух
распорных конусах втулка винта.
Осевая нагрузка от тяги винта
воспринимается однорядным шариковым подшипником, который уста-
навливается таким образом, чтобы он был совершенно разгружен от
радиальной нагрузки- Вал редуктора полый и внутренняя часть его
использована для подачи масла к подшипникам.
31
Передняя часть картера редуктора имеет обработанный фланец,
на котором устанавливается отлитая из электрона передняя опора
вала редуктора (фиг. 7, а). Отлитый из электрона носок картера
редуктора, в котором установлен упорный шарикоподшипник, кре-
пится на шпильки того же фланца (фиг. 7, Ь).
Шариковый подшипник установлен так, что он может восприни-
мать усилия тянущего и толкающего винтов. Специальные маслоот-
ражатели подводят масло к шариковому подшипнику и предохраняют
от утечки масла через носок картера редуктора. Подача масла в ре-
дуктор производится через опору 8-го коренного вкладыша.
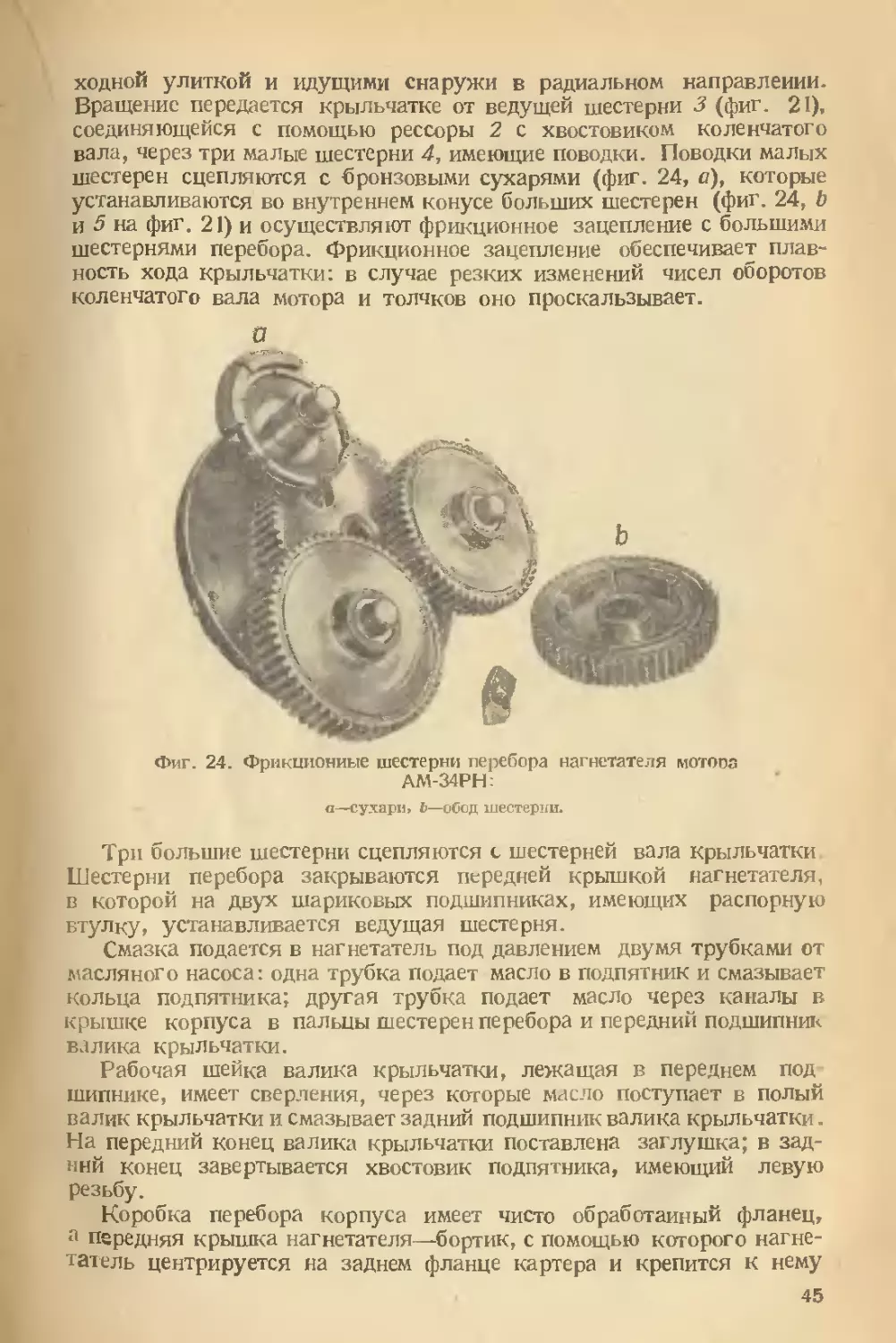
ь
Фиг. 7.
в—передняя опора вала редуктора. Ь—носок картера редуктора.
Втулка винта. Втулка винта состоит из двух частей: втулки с зад-
ним фланцем, изготовленной из целой поковки, и из переднего фланца,
который свободно надевается на широкие шлицы переднего конца
втулки, определяющие положение фланца относительно втулки.
Шлицы внутри втулки винта воспринимают вращение от коленчатого
вала. Один шлиц во втулке винта предназначен для того, чтобы через
это место проходили два спаренных шлица вала редуктора. Делается
это с яелью облегчить постановку собранного винта с втулкой и обес-
печить посадку втулки винта на валу редуктора всегда в одном поло -
жении.
Шатуны изготовлены из поковок хромоникелевольфрамовой стали
и кругом тщательно отполированы для уничтожения следов механи-
ческой обработки. На каждую шатунную шейку коленчатого вала
ставится комплект шатунов, состоящих из вильчатого шатуна и внут-
реннего, работающего по головке вильчатого шатуна (фиг. 8).
Вильчатый шатун состоит из трех частей: стебля ша-
туна, нижней головки и крышки головки. Стебель шатуна двутавро-
вого сечения. В верхней своей части стебель переходит в верхнюю
(малую) головку шатуна, которая связывает шатун с поршнем при
помощи поршневого пальца.
В верхнюю головку запрессована бронзовая втулка, изнутри про-
шлифованная и законтренная латунными стопорами от проворачп-
32
вания; Впрессованная бронзовая втулка работает по плавающему
поршневому пальцу. В верхней (малой) головке просверлены для под-
вода масла три сквозных отверстия сверху и два снизу.
В нижней своей части стебель шатуна переходит в вилку с четырьмя
лапами, в которых просверлены отверстия под болты. Нижняя по-
верхность лапы точно обрабатывается и опирается на соответствую-
щие ушки нижней головки шатуна.
Нижняя Головка шатуна состоит из двух половин, изготовленных
из стальной поковки, залитых с двух сторон баббитом. Верхняя по-
ловина имеет форму полуцилиндра и снабжена четырьмя ушками
и двумя ребрами под вилкой для жесткости. Нижняя половина —
Фиг. 8. Вильчатый и внутренний шатуны мотора АМ-34РН
крышка — отличается от верхней ребрами между ушками, обеспе-
чивающими жесткость системы.
Соответственно отверстиям на лапах стебля шатуна на ушках
головки просверлены отверстия под болты. По наружному слою
баббита головки вильчатого шатуна работает внутренний шатун.
Внутренний шатун смазывается через ряд сверлений в головке, по-
дающих масло от отверстия шатунной шейки коленчатого вала.
Внутренняя поверхность головки вильчатого шатуна работает
непосредственно по шейке вала. При сборке шатун стягивается че-
тырьмя ступенчатыми болтами.
Болты имею^ по два шлифованных пояса: верхний пояс у головки
болта центрирует верхнюю половину головки при соединении ее
с лапами шатуна л воспринимает усилия от сдвига в стыке; средний
пояс центрирует верхнюю половину с крышкой и воспринимает
сдвигающие усилий в стыке.
Точное совпадение осей сверлений в лапах шатуна и ушках го-
ловки обеспечивается окончательным развертыванием отверстий ша-
туна в собранном виД^. Гайки болтов корончатые и после атяжки
шплинтуются.
Внутренний щ а т у н состоит из двух частей: стебля шату-
1 /на и крышки. Шатун изготовлен из одной целой поковки хромо-
никалевольфрамовой стали, крышка же отрезается при механиче-
ской обработке. Сечение стчДля шатуна двутавровое, а малая головка
Т-А. 33
Фиг; 9. Поршень мйтора
AM 3*РН-
одинакового размера с малой головкой вильчатого шатуна. В нижней
своей части стебель шатуна переходит в верхнюю половину большой
головки.
С боков ребра фрезерованы для облегчения, а сверху подторцо-
ваны, образуя место для гаек болтов. Крышка представляет Собой
полукольцо с двумя ушками для болтов. Жесткость головки дости-
гается двумя высокими ребрами, которые
соетиня.от между собой ушки.
Крышка соединяется со стеблем шатуна
двумя ступенчатыми болтами с шлифован-
ными поясами, подобно вильчатому ша-
туну.
Гайки болтов корончатые и после за-
тяжки шплинтуются. Внутренняя поверх-
ность большой головки шатуна, работаю-
щая по внешней части большой головки
вильчатого шатуна, тщательно отшлифо-
вана.
Поршни (фиг. 9) отливаются из алюминия с примесью меди (из
медноа^ юмьниевого сплава). Днище поршня выпуклое. Располо-
женные внутри поршня бобышки поршневого пальца прилиты к днищу
и сопрягаются с ним. большими радиусами. Поршневой палец плаваю-
щий и удерживается от продольных перемещений двумя алюминие-
выми заглушками, которые вставляются в него с обоих концов- Каж-
Фиг. 10 Правый блок мотора АМ-34РН в собранном виде.
дый поршень имеет по четыре поршневых кольда — два газовых
(уплотнительных) и два маслосборочных. Масло./снимаемое со сте-
нок цилиндра маслосборочными кольцами, стекает внутрь поршня
по кольцевым канавкам, снабженным сверлениями диаметром 3 мм.
На бобышках имеются сверления для смазки поршневого пальца.
Цилиндровый блок состоит из трех основных деталей: головки
блока, рубашки и гильзы цилиндра (фиг. 16).
Головка блока отлита из алюминиевого сплава Y. По
нижней своей плоскости головка имеет чи/то обработанный фланец,
на который выходят своей открытой частью шесть камер сгорания.
34
Камеры сгорания шатрового типа и получаются прямо из лнтья-
не подвергаясь последующей механической обработке.
На дне каждой камеры сгорания имеется по четыре клапанных
окна, соединяющих ее с выхлопными и всасывающими каналами.
Отверстия эти растачиваются на конус и в них запрессовываются
клапанные седла из алюминиевой бронзы (фиг. 11). Выхлопные и
всасывающие каналы выходят на боковые поверхности головки,
образуя на каждой стороне по шесть овальных отверстий с фланцами,
к которым на шпильках крепятся всасывающие и выхлопные патрубки.
Каждая пара выхлопных и всасывающих клапанных окон выходит
в один канал, причем всасывающий канал имеет между клапанами
небольшое вертикальное ребро для направления поступающей в ка-
нал смеси. В выхлопном, канале сделано ребро значительно больших
размеров. В каналах против клапанного окна имеются' бобышки со
сквозными сверлениями, в которые запрессовываются направляющие
Фог. 11. Головка блока мотора АМ-34РН. Вид снизу.
втулки клапанов. Бобышки омываются водой, что обеспечивает хо-
роший отвод тепла от клапанов.
Направляющие втулки выхлопных клапанов предохраняются от
непосредственного действия пламени отработанных газов бобышками
выхлопных клапанов, которые продолжены внутрь канала, закрывая
почти всю нижнюю часть втулки.
Каждая камера сгорания имеет два отверстия для установки
свечей и два для пусковых клапанов воздушного распределителя. Во
все эти сверления завернуты законтренные штифтами бронзовые
втулки с резьбой под свечи. Головка имеет отверстия для прохода
Силовых шпилек и отверстия с большими фасками, в которые встав-
ляются своим верхним концом перепускные трубочки для протока
воды из рубашки. Поверх перепускных трубочек надеваются уплот-
няющие резиновые боченки, которые, опираясь на фаски, уплотняют
водяные пространства головки и рубашки. С переднего и заднего
концов (по торцам) головка имеет тщательно обработанные фланцы,
к которым крепится на шпильках коробка для отвода воды из головки
и кронштейн вертикальной передачи. Верхняя плоскость головки
обрабатывается после постановки кронштейна вертикальной пере-
дачи и коробки для отвода воды.
Тщательно обработанная плоскость головки образует фланец для
крепления крышки головки. На верхней плоскости головки сделано
12 фланцев для крепления подшипников распред лительных валиков.
На кронштейне сделан фасонный фланец для установки подшип-
ника вертикальной передачи и распределительных валисов. Каж-
35
дый подшипник крепится двумя шпильками. На верхнюю плоскость
головки выходят стаканы отверстий силовых шпилек- В нижней своей
части стаканы переходят в бобышки, прилитые между камерами сго-
рания. В бобышках сделаны отверстия, через которые проходят сило-
вые шпильки и выходят в стаканы, имеющие обработанное дно, куда
под гайку силовой шпильки кладется толстая шайба.
Рубашка блока отлита из алюминия. Она разделена
сквозными перегородками, образующими шесть отверстий для запрес-
совки гильз (фиг. 12). Нижней своей чисто обработанной плоскостью
рубашка ставится на картер и центрируется на нем контрольными
шпильками В нижней плоскости рубашки сделаны отверстия, в ко-
торые вставляются отожженные дюралевые трубки, проходящие в та-
кие же отверстия на верхней плоскости. С обоих концов трубки раз-
Фиг. 12. Рубашка блока мотора АМ-34РН и гильза цилин-
дра с уплотнительными кольцами.
вальцовываются, и под развальцованные концы трубки кладутся
для уплотнения резиновые кольца. Через трубки, образующие отде-
ленное от воды пространство, проходят силовые шпильки.
Нижняя часть рубашки имеет шесть отверстий, которые служат
опорой для нижнего пояса гильзы. Эти отверстия, расширяясь на
конус, служащий направлением, обжимают уплотняющие резиновые
кольца при посадке гильзы. Соответственно сделаны шесть отвер-
стий, куда входит верхний пояс гильзы. Верхняя плоскость имеет
выступающий фланец, на который опираются нижней плоскостью
фланцы цилиндровых гильз, запрессованные в рубашку. Сзади
к нижней части рубашки прилиты два фланца, к которым крепится
труба, подводящая воду из насоса.
Гильза изготовляется из стали; внутренняя поверхность ее
тщательно отшлифована. Верхняя наружная часть гильзы имеет
выступающий фланец, которым Гильза опирается на верхний фланец
рубашки. На верхней плоскости фланца гильзы сделан небольшой
центрирующий поясок для укладки алюминиевого уплотняющего
кольца1. Гильза имеет очень тонкие стенки и для придания жесткости
1 Как указано выше, в настоящее время конструкция уплотнения головок
изменена. Вместо резиновых боченков и отдельных уплотнительных алюминиевых
колец, введена общая алюминиевая прокладка толщиной 2 мм. Фланцы гильз
уплотнены в плоскости рубашки и выступают над ней только на 0,16—0,22 мм.
Общая прокладка укладывается на выступающие бортики гильз и имеет 6 отвер-
стий для гильз, 14 отверстий для силовых шпилек и 26 отверстий для уплотни-
тельных резиновых прокладок.
36
снабжена снаружи кольцевыми ребрами. В нижней части, которой
гильза проходит в обработанный нижний пояс рубашки, сделаны две
кольцевые канавки, в которые входят два резиновых уплотняющих
кольца (фиг. 12).
Весь блок собирается только при первом монтаже мотора. В экс-
плоатации он фигурирует как целый агрегат, состоящий из рубашки
с впрессованными в нее гильзами. Весь блок в собранном виде при-
тягивается к картеру силовыми шпильками.
К верхней части головки блока крепятся подшипники
распределительных валиков. Каждый распредели-
тельный валик лежит на семи опорах. Крайний подшипник несет
оба распределительных валика и винтовую стальную шестерню при-
вода к ним. Масло для смазки опорных шеек распределительного
валика поступает из насоса под давлением через кронштейн в этот
подшипник и из него по сверлениям в опорных шейках попадает
внутрь распределитель- а
ных валиков. wv?. , _
Подшипники распре- « 4 г •
делительных валиков
впуска и выпуска еде- ’ »
ланы из дуралюминовой
ПОКОВКИ И крепятся К Фиг. 13. Распределительные валики мотора
фланцам головки двумя АМ-34РН:
шпильками каждый. а—выхлопа, Ь—всасывания.
Подшипники центриру-
ются на установочных колечках, которые надеваются поверх шпилек.
Распределительные (кулачковые) валики (фиг. 13) изготовляются
из стальных поковок. Для уменьшения веса и для подвода смазки
они делаются полыми. На моторе всего четыре распределительных
валика: два всасывающих и два выхлопных. В заднем конце правого
впускного и левого выхлопного распределительных валиков внутри
нарезана правая резьба, а в левом впускном и правом выхлопном —
левая. В них завертываются стальные заглушки с зубом, к которому
присоединяют привод тахометра или синхронизатора.
Гайка, крепящая регулировочную зубчатку и винтовур бронзо-
вую шестерню, также завертывается в эту резьбу. Передние концы
распределительных валиков заглушены дюралевыми пробками. На
валиках имеются по 12 кулачков, на каждый цилиндр по два. Заты-
лочки я часть кулачков сфрезерована для облегчения. Валики сна-
ружи шлифуются.
Точно обработанные рабочие шейки валиков, помещенные между
парными кулачками, снабжены отверстиями, через которые масло
изнутри валика поступает в подшипник. На каждой задней рабочей
шейке валиков сделаны два бортика, устанавливающие валик и удер-
живающие его от продольных перемещений в подшипнике вертикаль-
ной передачи и распределительного вала. Эти шейки имеют по че-
тыре отверстия, служащие для входа масла нз подшипников внутрь
распределительных валиков.
Задний конец распределительных валиков снабжен четным чис-
лом шлиц (восемь), на которые надевается регулировочная зубчатка.
37
Между шлицами и задним бортиком предусмотрена шлифованная
часть, на которую надевается бронзовая винтовая шестерня. Распре-
делительные валики впуска и выхлопа не взаимозаменяемы. Про-
филь кулачков валиков впуска и выпуска одинаковый.
Клапаны. В каждой камере сгорания головки размещены четыре
клапана; два всасывающих и два выхлопных. Клапаны устанавли-
ваются под углом 9°30' к оси цилиндра в плоскости, перпендикуляр-
ной к оси мотора.
Клапаны приводятся в движение от кулачков распределительных
валиков, непосредственно работающих по клапанным тарелкам. Каж-
дый клапан прижимается к седлу тремя пружинами, которые уста-
навливаются концентрически поверх штока клапана. Бронзовые на-
правляющие втулки клапанов запрессованы в бобышки головки,
причем направляющая втулка выхлопного клапана длиннее втулки
всасывающего клапана.
фиг. 14. Клапаны мотора АМ-34РН с тарелками, замками
и пружинами:
а—всасывающий клапан. Ъ—выхлопной клапан.
Клапаны всасывания и выхлопа отличаются друг от друга формой
и материалом. Клапан выхлопа имеет плоский грибок (фиг. 14, а),
а клапан всасывания — тюльпане об разный (фиг. 14, Ь). Такая форма
придается клапану всасывания с целью обеспечения прохождения смеси
в цилиндр без ударов и завихрений. Выхлопной клапан делается более
массивны^ так как он, регулярно омываясь, горячими газами, рабо-
тает в тяжелых температурных условиях и, во избежание коробления,
должен обладать большой жесткостью. Чтобы избежать завихрений,
клапан должен иметь плавные переходы; острые углы и кромки спо-
собствуют кроме того выгоранию клапана.
Внутри штока как всасывающего, так и выхлопного клапана сде-
лано сверление одного и того же диаметра, снабженное резьбой для
завертывания клапанной тарелки. В верхней части штока клапанов
имеется фрезерованный паз для усика замка клапанной тарелки.
В каждый шток клапана завертывается на резьбе клапанная тарелка.
По цементированной и шлифованной плоскости клапанной тарелки
непосредственно работает кулачок распределительного валика. По
кромке тарелки сделаны сверления для регулировочного ключа.
Поворачивая тарелку в резьбе штока клапана, устанавливают зазор
между ней н затылкам кулачка. После установки зазора тарелка
контрится специальны- а.мком.
31-
Замок клапанной тарелки сделан из стали и представляет собой
диск с выступающим вниз отростком. Внутреннее отверстие отростка
обработано так, чтобы замок мог скользить по пазу штока клапана
усиком, который удерживает замок от проворачивания. Замок рас-
пилен по радиусу, и распил проходит через усик. На наружной кромке
замка по распилу сделана овальная фрезеровка для специального
ключа.
При регулировке зазора между тарелкой клапана и затылком
кулачка распределительного валика вставляют в овальное отверстие
замка специальный ключ, который его разжимает, а другим ключом
вращают клапанную тарелку. По наружной поверхности замок имеет
накатку. Клапан и клапанная тарелка подбираются по резьбе ин-
дивидуально и считаются комплектом.
Привод к распределительным валикам и регулировка. Привод
к распределительным валикам осуществляется бронзовыми винто-
выми шестернями, укрепленными на их заднем конце (фиг. 13). Эти
шестерни приводятся во вращение общей для них стальной винтовой
шестерней, которая связывается шлицами с валиком вертикальной
передачи. Регулировка газораспределения производится с помощью
регулировочной зубчатки, посредством которой винтовая бронзовая
шестерня связывается с распределительным валиком. Зубчатка имеет
71 зуб, входящие в соответствующие зубцы бронзовой шестерни,
а внутри — восемь шлиц для сцепления с распределительным ва-
ликом.
Регулировочная зубчатка связывается пружинным кольцом с гай-
кой, которая при завертывании в распределительный валик закреп-
ляет весь узел. При отвертывании гайка тянет за собой регулировоч-
ную зубчатку и выводит
ее из зацепления бронзо-
вой шестерни.
Крышка головки (фиг.
15) штампуется из листо-
вого алюминия. В задней
части крышки сделаны два
фланца, имеющие отвер-
стия для установки пере-
дачи к счетчику оборотов.
Крышка устанавливается
на верхний фланец гол(
между головкой и крышкой на поверхность стыка наносится п-ста
«Герметик»; иногда между ними укладывается шелковая нить или
велумоидная прокладка.
Вертикальная передача. Распределительные валики, магнето и
распределитель воздушного самопуска приводятся во вращение от
колщ чатого вала через два вертикальных валика (фиг. 16 и 17). Пра-
вый вертикальный валик изготовляется из стали за одно целое с кони-
ческой шестерней, которая сцепляется с коренной шестерней колен-
чатого вала. На этот валик напрессована и удерживается от провора-
чивания шпонкой вторая коническая шестерня, которая передает
вращение левому валику, изготовленному также за одно целое с ко-
Фиг. 15. Крышка головки блока мотора
АМ-34РН
I. Для лучшего уплотнения стыка
39
нической шестерней. Вертикальные валики имеют шлифованные ра-
бочие шейки с двумя бортиками, которыми валики устанавливаются
в подшипниках стаканов вертикальной передачи.
Фиг. 16- Схема вертикальной передачи мотора АМ-34РН
(г — число зубьев шестерен).
Фиг 17. Детали вертикальной передачи мотора АМ-34РН.
Привод к насосам и насосы. Привод к масляному, водяному и бе. -
зпновому насосам осуществляется валиком с конической шестеро.,
сцепляющейся с коренной шест.рней коленчатого вала, которi.
передает вращение валичу масляного и водяного где сив Валш
с шеччврней вращается в алю-липиедом промежуточном стакан
. .н с । .н л ь 1,1 л<1»1/л картер»..
Фиг. 18 Агрегат насосов мотора АМ-34РН:
1и2—шестерни отказдгвакилрй ступени чяи moi паси
Между шестерней и стаканом устанавливается калиброванная
плавающая шайба, с помощью которой устанавливается нужный
зазор в зубьях шестерен. Валик с конической шестерней имеет на конце
резьбу, на которую надевается шлифованная шайба и навертывается
специальная гайка. Гайка контрится кольцевым пружинным замком.
Конец валика не оканчивается резьбой, а переходит из круглого се-
чения в плоский зуб (шип), который сцепляется с промежуточным
сухарем, передавая вращение ведущей конической шестерне насосов.
Валик ведущей шестерни опирается на бронзовую втулку, которая
запрессована в корпус насосов. Ведущая коническая шестерня пере-
1ет вращение на валик масляного насоса и на валик привода бензи-
нового насоса (фиг. 18).
Масляный на-
сос — шестеренчатого
типа; он состоит из кор-
пуса, отлитого из алю-
миния, в котором объ-
единяются отсасываю-
щие и нагнетательные
ступени. Масляный на-
сос имеет три ступени:
две откачивающие и од-
ну нагнетающую. Каж-
дая ступень состоит из
пары цилиндрических
шестерен; ступени раз-
деляются между собой
перегородками, образуя ; = Л
отдельные камеры. Все дукцкошши клапан вм»*ляни«.-и
три камеры и крышки
стягиваются четырьмя сквозными болтами. Корпус камеры отсс. i
из задней части мотора является центрирующим в общем корпусе
насосов. К шестерням масло подводится по каналам в отливке кор-
пуса насосов. Канал отсасывающей ступени заканчивается бобышкой,
куда завертывается кран для слива масла из мотора. Из отсасывающей
ступени масло отводится в бак через отверстие в стенке корпуса,
прилегающей к соседней ступени. К корпусу задней отсасывающей
ступени примыкает корпус ступени отсоса из передней части кар-
тера мотора. Корпус этой ступени крепится четырьмя шпилькам
к общему корпусу насосов, а пр бокам имеет два фланца, располо-
женные друг против друга; один из этих фланцев служит для подвода
к насосу масла из носка картера мотора, а другой —- для отвода маета
в бак. Задняя крышка масляного насоса является корпусом нагне-
тающей ступени. К корпусу нагнетающей ступени прилиты две бо-
бышки: в верхней сделана расточка под ведущий валик насоса и
сальник привода к динамо, а в нижней — отверстие под ось ведомых
шестерен. Задняя крышка имеет фланец, к которому крепится трубка
подвода масла в мотор, а на противоположной стороне расположен
редукционный клапан, предназначенный для регулировки давления
масла, идущего в мотор.
41
Бензиновый насос типа 18ПБ-1 (фиг. 19) также шесте-
ренчатый. Он имеет два симметрично расположенных клапана, рабо-
тающих в зависимости от направления вращения насоса: один как
Фиг. 19. Бензиновый насос 18ПБ-1.
редукционный, регулирующий давление подаваемого топлива; дру-
гой служит для перепуска топлива через насос при заливке бензи-
новой магистрали пе-
ред запуском мотора
(фиг. 20).
При давлении 0,2
ат производитель-
ность насоса 450 час
при п=2100 об/мин.
Насос имеет две ше-
стерни, имеющие по
12 зубьев каждая,
которые помещаются
внутри алюминиевого
ОТЛИТОГО в кокиль
корпуса. В рабочей
камере шестерни си-
дят с радиальным за-
зором от 0,03 до 0,09 мм и с таким же осевым зазором. Такие зазоры
необходимы для обеспечения наибольшей производительности и давле-
ния. Для обеспечения герметичности по валику ведущей шестерни
ставится пробковый сальник. Рабочий режим насоса находится в пре-
делах от 400 до 2500 об/мин. Работа на оборотах ниже 400 в минуту
не надежна. Насос отрегулирован на давление от 0,1 до 0,35 ат.
Фиг. 20. Схема работы бензинового насоса 18ПБ-1:
а—при левом вращении, b—при правом вращении
В нижней части корпуса насосов сделаны расточка и фланец-
К этому фланцу крепится переходной фланец и корпус водяного на-
соса. В переходном фланце сделаны две расточки; одна под шарико-
подшипник валика водяного насоса, а другая под сальник масляного
уплотнения. В корпусе водяного насоса сделана расточка, куда
вставляется пружинный сальник водяного насоса. Валик водяного
насоса имеет на конце шлицы, на которые надевается крыльчатка на-
соса. К фланцу крышки крепится труба подвода воды в насос.
42
Система смазки. В масляный насос нагнетающей ступени масло
поступает из бака через фильтр. Из нагнетающей ступени масло по-
ступает в главную магистраль, лежащую на дне нижней половины
картера. Из главной магистрали масло подводится по вертикальным
трубкам к коренным подшипникам, откуда попадает по сверлениям
в коренные шейки коленчатого вала. Из коренных шеек масло идет
по каналам, просверленным в щеках коленчатого вала, в шатунные
шейки, откуда через сверления поступает в подшипники вильчатого
и внутреннего шатунов. В 7-м коренном подшипнике сделана коль-
цевая канавка, откуда масло по трубкам подводится к переднему
и заднему подшипникам вала редуктора. Шестерни редуктора сма-
зываются маслом, которое поступает по трубкам из кольцевой канавки
В-го коренного подшипника. Упорный шарикоподшипник вала ре-
дуктора смазывается путем разбрызгивания масла. В распредели-
тельные валики и в вертикальную передачу масло подается по двум
наружным трубкам через кронштейн вертикальной передачи. Та-
релки клапанов смазываются маслом, стекающим с торцов подшип-
ников распределительных валиков. Из головки все масло стекает
в картер по передней и задней трубкам и кожухам вертикальных
передач. Нагнетатель смазывается маслом, подающимся по трубкам
от насоса в подпятник и в перебор.
Система охлаждения. Центробежный водяной насос обеспечивает
достаточную циркуляцию охлаждающей воды в моторе. Из насоса
вода подается по двум трубам в рубашки правого и левого блоков,
омывает гильзы, проходит через перепускные трубки, соединяющие
водяные пространства рубашки и головки, охлаждает головку и вы-
ходит в коробки для отвода воды, направляясь по трубам в радиатор
или в смесительный бак.
В верхней части коробок сделаны отверстия с резьбой, куда ввер-
тывается штуцер для трубок, идущих в расширительный бачок.
Нагнетатель центробежного типа (схема фиг. 21) состоит из вход-
ной улитки, крыльчатки с валиком, диффузора и выходной улитки
(фиг. 22). Крыльчатка изготовляется из дуралюминовой поковки,
валик из стали. Крыльчатка устанавливается на валик с помощью
ручного механического пресса и крепится на валике специальной
стальной гайкой.
На валик крыльчатки устанавливаются уплотнительная чашка
и три уплотнительных кольца, которые крепятся к корпусу нагне-
тателя. Диффузор 'представляет собой узкий кольцевой канал, распо-
ложенный вокруг крыльчатки; через диффузор смесь попадает в вы-
ходную улитку корпуса и поступает во всасывающий трубопровод.
Входная улитка отлита из алюминия за одно целое с задней полови-
ной выходной улитки. Обе эти части соединяются в плоскости диф-
фузора. Для жесткости на задней половине улитки сделаны спираль-
ные ребра, идущие от выступа входной улитки до выступа выходной.
В нижней части задней крышки имеется чисто обработанный фланец,
к которому крепится на болтах карбюратор.
Корпус нагнетателя имеет отлитую за одно целое с ним коробку,
в которой монтируются шестерни перебора (фиг. 23). Жесткость кор-
пуса обеспечивается ребрами, соединяющими выступы коробки с вы-
43
Фиг. 21. Схема нагнетателя:
1—крыльчатка. 2—рессора, з, 4 и 5—шестерни перебора. 6—шестерня валика
крыльчатки. 7—входная улитка, S—диффузор, S—выходная улитка.
Фиг. 22. Выходная улитка мо-
тора АМ-34РН с монтирован-
ными на ней диффузором и
крыльчаткой.
Фиг. 23. Корпус нагнетателя
мотора АМ-34РН с монтирован-
ным в нем перебором и перед-
ней крышкой нагнетателя.
ходной улиткой и идущими снаружи в радиальном направлении.
Вращение передается крыльчатке от ведущей шестерни 3 (фиг. 21),
соединяющейся с помощью рессоры 2 с хвостовиком коленчатого
вала, через три малые шестерни 4, имеющие поводки. Поводки малых
шестерен сцепляются с бронзовыми сухарями (фиг. 24, а), которые
устанавливаются во внутреннем конусе больших шестерен (фиг. 24, b
и 5 на фиг. 21) и осуществляют фрикционное зацепление с большими
шестернями перебора. Фрикционное зацепление обеспечивает плав-
ность хода крыльчатки: в случае резких изменений чисел оборотов
коленчатого вала мотора и толчков оно проскальзывает.
О
Фиг. 24. Фрикционные шестерни перебора нагнетателя мотооз
АМ-34РН:
а—сухари, Ь—обод шестерни.
Три большие шестерни сцепляются с шестерней вала крыльчатки
Шестерни перебора закрываются передней крышкой нагнетателя,
в которой на двух шариковых подшипниках, имеющих распорную
втулку, устанавливается ведущая шестерня.
Смазка подается в нагнетатель под давлением двумя трубками от
масляного насоса: одна трубка подает масло в подпятник и смазывает
кольца подпятника; другая трубка подает масло через каналы в
крышке корпуса в пальцы шестерен перебора и передний подшипник
валика крыльчатки.
Рабочая шейка валика крыльчатки, лежащая в переднем под
шипнике, имеет сверления, через которые масло поступает в полый
валик крыльчатки и смазывает задний подшипник валика крыльчатки.
На передний конец валика крыльчатки поставлена заглушка; в зад-
ний конец завертывается хвостовик подпятника, имеющий левую
резьбу.
Коробка перебора корпуса имеет чисто обработанный фланец,
а передняя крышка нагнетателя—бортик, с помощью которого нагне-
татель центрируется на заднем фланце картера и крепится к нему
45
шпильками и двумя болтами. Выходная улитка крепится к всасываю •
щей трубе с помощью фланца и шпилек, установленных на фланце
улитки.
Автоматический регулятор давления. Давление на всасывании
у авиамоторов с нагнетателем с подъемом на высоту может поддер-
живаться до определенной (расчетной) высоты постоянным и равным
тому давлению, которое будет установлено на земле. Мощность таких
Фиг. 25. Схема регулятора давления на всасывании
мотора АМ-34РН.
моторов на расчетной
высоте получается вы-
ше земной.
Для сохранения
этой мощности при
подъеме надо все
время открывать дрос-
сель и таким образом
поддерживать посто-
янное (одно и то же)
давление во всасыва-
ющем трубопроводе.
Открытие дросселя
выше допустимого
предела на земле и
при подъеме может
вызвать большое по-
вышение наддува, что
может привести к ава-
рии мотора. Поэтому
на моторе АМ-34РН
допускают открытие
дросселя до надду-
ва 870 мм ртутно-
го столба при взле-
те, нормальный же
наддув равен 760 мм
ртутного столба. Что-
бы выгоднее использовать мотор с нагнетателем, необходимо иметь
определенное соотношение между высотой полета и положением дрос-
сельной заслонки. Это соотношение создается автоматически регу-
лятором давления и освобождает летчика или бортмеханика от посто-
янного наблюдения за наддувом.
Основной частью регулятора является анероидная коробка, ко-
торая сделана из тонкостенной латуни в виде гофрированного и гер-
метически запаянного цилиндра. Гофрированные стенки придают
цилиндру большую упругость. Из коробки выкачивают воздух до дав-
ления 0,02—0,05 мм ртутного столба. Чтобы коробка не сплюснулась
ет атмосферного давления, в нее помещают пружину (фиг. 25). Ко-
робка соединяется непосредственно с золотником сервопоршня. Кроме
коробки и золотника, регулятор имеет сервопоршень и систему ры-
чагов, которые шарнирно сцепляются с дроссельной заслонкой. Ка-
мера коробки сообщается с выходной улиткой нагнетателя.
Регулятор работает следующим образом: с подъемом на высоту
в выходной улитке нагнетателя начинает падать давление, анероид-
ная коробка удлиняется, золотник открывает канал верхней полости
сервопоршня и перепускает в него подаваемое насосом масло, пор-
щень опускается вниз и приоткрывает дроссельную заслонку, отчего
давление за нагнетателем повышается. Если давление за нагнетате-
лем увеличилось, сейчас же увеличится давление в камере, и анероид-
ная коробка сократится, передвинет золотник вниз и тем самым от-
кроет доступ маслу в канал нижней полости ссрвопоршня; тогда
Фиг. 26. Схема карбюратора К-34Б.
поршень поднимется и прикроет дросс тьную заслонку, отчего
давление за нагнетателем понизится.
Карбюратор. Мотор снабжен одним карбюратором типа К-34Б,
расположенным сзади мотора перед нагнетателем. На фиг. 26 изобра-
жена схема карбюратора. Карбюратор состоит из литого алюминие-
вого корпуса, заключающего две смесительные камеры и две поплав-
ковые камеры 22. В смесительных камерах расположены диффузоры 7,
дроссельные заслонки 2 и распылители 3. Топливо подводится к рас-
пылителям из главной форсунки 5; оно дозируется главным, и компен-
сационным жиклерами 6 и 4. Распылитель состоит из двух конусов,
которые являются как бы дополнительными диффузорами, что обес-
печивает наилучшее распыление топлива.
Параллельно оси диффузора помещена трубка форсунки малого
газа 9 и жиклер малого газа 8- На пути канала малого газа постав-
47
лена игла 11 для регулирования малого газа, воздушный жиклер 10
и калиброванное отверстие форсунки малого газа.
Кроме этого карбюратор имеет обогатительный насос, состоящий
из дополнительной форсунки 15, обогатительной форсунки 16, поршня
насоса 17, клапана поршня 18, жиклера дополнительной форсунки 19,
штока насоса 74 и рычагов управления 13. Карбюратор снабжен
также высотным корректором 7.
Топливо подается из бака бензиновым насосом в спаренные по-
плавковые камеры. На пути в поплавковую камеру бензин поступа.г
в корпус фильтра и через просверленные в нем отверстия и надетую
на него мелкую латунную сетку попадает в седло игольчатого клапана,
заполняя камеру. Поплавок и игольчатый клапан представляют собой
механизм, с помощью которого поддерживается постоянный уровень
бензина в поплавковой камере.
Когда мотор не работает, уровень бензина устанавливается во
всех его каналах на той же высоте, что в поплавковой камере. При
запуске мотора дроссель приоткрывается немного, с таким расчетом,
чтобы получить не более 700—800 об/мин. Как только мотор зарабо-
тает от заливки, в смесительной камере создается сильное разреже-
ние, и бензин поднимается по трубке 9 и смешивается с воздухом, по-
ступающим из канала 10, образуя эмульсию. Эмульсия вытекает
через отверстие 12 за дроссельную заслонку.
По мере открытия дроссельной заслонки и соответственного уве-
личения числа оборотов мотора уменьшается разрежение в смеситель-
ной камере, и действие пускового жиклера постепенно ослабевает
при 1200 об/мин действие его прекращается. Примерно с 1100 об/мин
вступает в действие главный жиклер, так как с этого момента начи-
нает увеличиваться разрежение в диффузоре. Одновременно с глав-
ным жиклером вступает в действие компенсационный жиклер
При 1200 об/мин, вследствие увеличения разрежения в диффузоре
вступают в действие дополнительный жиклер 19 и обогатитель. Вся
система жиклеров, начиная от главного и кончая обогатителем, рабо-
тает до максимальных оборотов мотора. Начиная с 1750 об/мин, всту-
пает в работу жиклер максимальной мощности, так как на полном
газе и в моторах с нагнетателем бензина, подаваемого главной, до-
полнительной и обогатительной форсунками, недостаточно. На это.
режиме требуется значительное обогащение смеси, достигаемое с по-
мощью клапана максимальной мощности 21, открывающего допол-
нительный доступ топливу в обогатительную форсунку через жиклер
максимальной мощности 20.
При работе мотора на высотах выше расчетной обогащение смеси
происходит вследствие уменьшения давления воздуха на входе в кар-
бюратор, что ведет к повышенному удельному расходу топлива. Как
известно, для того чтобы получить наивыгоднейшую смесь, на 1 кг
топлива (бензина) требуется прибавить 14 кг воздуха. Выше расчет-
ных высот эффективность нагнетателя прекращается, и смесь начи-
нает обогащаться вследствие уменьшения плотности воздуха. Для
того чтобы сохранить пропорцию топлива с воздухом, указанную
выше, требуется уменьшить подачу бензина или увеличить подачу
воздуха. На карбюраторе К-34Б высотным краном 7 тормозится бен-
48
зин, благодаря чему происходит обеднение смеси до нужных пре-
, делов. Пракшчески это делается следующим образом; сектор высот-
' него корректора ставят в такое положение, при котором кран, при
укрывая доступ бензина в главный жиклер, увеличивает обороты мотора.
' Зажигание. После хода сжатия смесь в цилиндрах зажигается
йосредством двух 4-искровых 12-ципиндровых магнето правого и
левого вращения. Каждый цилиндр имеет две свечи, расположенные
друг против друга; одна со стороны всасывания, другая со стороны
выхлопа. Правое магнето обслуживает свечи со стороны всасывания
(между блоками), а левое магнето — свечи со стороны выхлопа. Две
исЦры от магнето на свечи цилиндров с двух сторон подаются потому,
что-в этом случае смесь воспламеняется и сгорает быстрее, чем от
одн<рй свечи. Магнето устанавливаются на площадках задней части
верхнего картера и крепятся к ним хомутами. На площадках поло-
жение магнето фиксируется двумя (или одной) установочными шпиль-
ками. Магнето сцепляются с при одом от мотора посредством эластич-
ной Муфты типа «Сцинтилла» с микрометрическим винтом, который
служат для установки синхронного (одновременного) размыкания
контактов прерывателя тока. Ротор магнето вращается с числом
оборотов, в полтора раза большим числа оборотов коленчатого вала.
Включение и выключение магнето производятся посредством пере-
ключателя. Установка момента зажигания производится по первому-
цилиндру левой группы в порядке зажи ання. Каждое магнето имеет
позднее и раннее опережение зажигания. Позднее опережение зажи-
гания дается при запуске мотора, а раннее дается, начиная с 1200
об/мин и до полных оборотов мотора. Угол позднего опережения
зажигания равен 16° до в. м. т., а раннего— 34° до в. м. т.
Устройство магнето. На моторе АМ-34РН устанав-
ливаются магнето типа «Сцинтилла» производства Эшсгроз.ивод.
Это магнето 4-искровое и отличается от других тем, что постоянный
магнит в нем является ротором, т.е. наиболее простая деталь вра-
щается, а электрические части — прерыватель с контактными вин-
тами, первичная и вторичная обмотки, конденсатор и секторы рас-
пределителя — неподвижны. Магнето разделяется на две части: на
магнитную и электрическую цепи. Магнитная цепь состоит (фиг. 27)
из постоянного ротативного 4-конечного магнита-ротора 7, башма-
ков (на фиг. 27 не видны) и мостика 2, средняя часть .которого служит
сердечником якоря. Торцы ротора магнита для большей прочности
соединены между собой диамагнитной медной шайбой, имеющей на
себе второй конец оси магнита, на котором укреплен опорно-упорный
шарикоподшипник 3 и четырехгранный кулачок прерывателя. Элек-
трическая цепь состоит из обмотки низкого напряжения и обмотки
высокого напряжения. Цепь низкого напряжения состоит из первич-
ной рбмотки, прерывателя и конденсатора. Первичная обмотка 18
делается из толстой проволоки0 0,8 мм и покрыта специальной эма-
левой изоляцией; она имеет около 170 витков, намотанных на сердеч-
ник. Один конец обмотки соединен с сердечником, а второй конец
с пружинными лапками соединен с наковальней прерывателя. Кон-
денсатор включен параллельно первичной обмотке и находится между
первичной и вторичной обмотками. Прерыватель состоит из моло-
Г. А. Булычев—244—4 49
точка 4 и наковальни. Молоточек подвижно укреплен на оси 5. На
одном конце молоточек имеет контакт 6, а на другом — пяту, на кото-
рую нажимают выступы кулачка прерывателя 7 при своем враще4
нии, размыкая таким образом контакты прерывателя. Плоская npyL
Фиг. 27. Продольный разрез магнето «Сцинтилла».
Жина постоянно прижимает контакт прерывателя к контакту нако-
вальни. Контакт наковальни изолирован от массы и соединен со вто-
рым концом первичной обмотки. Цепь высокого напряжения состоит
из вторичной обмотки, побегушки и двух секций распределителя.
Вторичная обмотка Сделается из тонкой проволоки диаметром 0,08—
0,15 мм и имеет около 13 000 витков, намотанных поверх койденса-
тора и первичной обмотки. Один конец вторичной обмотки соединяется
с первичной обмоткой, а следовательно, и с массой, а второй выве-
ло
ден к пластинке-контакту с наружной стороны обмоток Этот контакт
угольком 9 соединен с побегушкой распределите пя 10-
Побегушки распределителя 10 имеет контакты 11, передающие
ток высокого напряжения на секции распределителя 12. Между кон-
тактами побегушки в плоскости, параллельной им, имеется поясок
13—коллекторное кольцо, соединенное с рабочими контакта-
ми 11 и клеммой пускового магнето 14. Побегушка крепится к ше-
стерне 75, сцепленной с ведущей шестерней 16, сидящей на оси ро-
тора. Секции распределителя 12 состоят из двух частей, удерживае-
мых в корпусе магнето снизу двумя шпильками, входящими в выемки
секций распределителя, а сверху крышкой 77, прижимаемой винтом
к верхней шпильке корпуса. Внутри секций распределителя распо-
ложены контакты, которые соединяются с проводами свечей с по-
мощью винтов, в порядке работы магнето. Для уничтожения помех
на радиоустановку самолета магнето имеет снаружи экранировку—-
кожух, который делается из чистого алюминия и замыкается на массу.
Провода и свечи также имеют экранировку.
Работа магнето. При вращении магнита 7 полюсы его
попеременно подходят то к одному концу полюсных башмаков, то
к другому; следовательно, через каждые 90° поворота магнита 1
в сердечнике якоря 2 изменятся направление и величина магнитного
потока в катушке вторичной цепи 8. За один оборот ротора будет
четыре таких изменения, что дает возможность получить четыре
искры. Изменение направления и величины магнитного потока в сер-
дечнике катушки создает в первичной обмотке 18 ток низкого на-
пряжения.
Из первичной обмотки ток по пружинным лапкам переходит на
наковальню прерывателя и далее через контакты 6 на молоточек 4.
Так как молоточек соединен с массой магнето, то ток, пройдя моло-
точек и массу, попадает на конец первичной обмотки. В момент, когда
сила тока в первичной обмотке достигает максимальной величины, кула-
чок прерывателя 7 при своем вращении повернет на оси 5 рычаг пре-
рывателя 4 и разведет контактные винты. При размыкании первичной
цепи возникает экстраток — сильное искрение на контактах преры-
вателя. Этот экстраток поглощается конденсатором. В момент раз-
мыкания тока первичной обмотки на контактах прерывателя во вто-
ричной обмотке за счет резкого изменения магнитного потока в сер-
дечнике якоря индуктируется ток высокого напряжения. Ток вы-
сокого напряжения из вторичной обмотки 8 пройдет через контакт-
ную пластинку и уголек 9, попадет на контакт побегушки 77, с кото-
рой поступает на приемные контакты и по проводам на свечи цилин-
дров в порядке зажигания. Для выключения магнето первичная цепь
накоротко замыкается через переключатель на массу.
Самопуск. Запуск мотора осуществляется при помощи воздушного
самопуска, который состоит из баллона сжатого воздуха с пере-
пускным клапаном и манометрами, двух распределителей, 12 возврат-
ных клапанов и воздухопровода. На перепускном кране баллона уста-
навливаются два манометра: один (до 150 ат) показывает давление
воздуха в баллоне, а другой (до 30 ат) показывает давление воздуха,
идущего в распределители.
5.
При запуске мотора открывают перепускной кран, и воздух из
баллона поступает в распределитель по трубке с давлением около
30 ат.
Распределитель воздуха (фиг. 28)им?ет следующие основные детали:
отлитый из алюминия корпус а, цилиндрический золотник б, в который
вставлен валик с зубом сцепления, приводной валик в с напрессованной
на него винтовой шестерней, предохранительный клапчн г и пружину д.
Корпус имеет расточку по двум диаметрам, В отверстии большего
диаметра помещается золотник б, распределяющий воздух по цилин-
драм, а в отверстие меньшего диаметра запрессованы бронзовые
втулки, служащие опорой для валика привода к золотнику. Снаружи
Фиг 28. Распределитель самопуска.
к корпусу крепятся шесть трубок, которые идут по цилиндрам. В кор-
пус установлен предохранительный клапан, который служит для
выпуска воздуха наружу при давлении выше 25 ат. Золотник полу-
чает вращение от винтовой шестерни вертикального валика. Цилин-
дрическая пружина, упирающаяся одним концом в торец золотника,
а другим—в бортик привода, выводит золотник из зацепления с вали-
ком привода. Таким образом золотник' вращается только в момент
запуска мотора, когда давление воздуха на торец золотника преодо-
левает натяжение пружины и вводит золотник в зацепление с приводом.
Через отверстия в золотнике воздух поступает в цилиндры, в ко-
торых поршень находится в положении рабочего хода, перейдя в. м. т.
на 15°. Воздух создает достаточное давление на поршни в цилиндрах
для того, чтобы мотор вращался с достаточной для запуска скоростью.
В момент проворачивания сжатым воздухом в цилиндры мотора по-
дается на свечи искра от пускового магнето или от аккумулятора.
Мотор «Испаио-Сюиза» 12Ybrs
Мотор «Испано-Сюиза» 12Ybrs (фиг. 29, 30 и 31) имеет два блока
по шесть цилиндров в каждом, расположенных в виде буквы V под
52
углом 60° друг к другу. Номинальная мощность Nr -- 860 л. с. Ре-
дуктор с прямой зубчггой передачей расположен в передней части
картера. На задней части картера укрепляется нагнетатель.
Коленчатый вал имеет шесть колен и лежит на восьми скользя-
щих подшипниках, залитых баббитом. Тянущее или толкающее уси-
лие винта воспринимают два шариковых подпятника, укрепленных
на валу редуктора между двумя (передним и задним) скользящими
подшипниками, предусмотренными в картере редуктора. Мотор кре-
пится на раме самолета при помощи двух опорных лап, расположен-
ных вдоль обеих сторон верхнего картера и отлитых с ним за одно
целое. Опорные поверхности лап лежит в плоскости разъема. Лапы
имеют отверстия для болтов (фиг. 29).
На фиг. 32 и 33 даны продольный и поперечный разрезы мотора..
Фиг. 29. Мотор «Испано-Сюизз» 12Ybrs. Вид сбоку.
Картер мотора (фиг. 34) отлит из алюминиевого сплава большой
прочности и для придания жесткости снабжен внутри и снаружи
перегородками и ребрами. Картер состоит из двух главных
частей: верхней части с отъемной верхней крышкой редуктора и
нижнего картер! (нижней части) с отъемйым маслосборным корытом.
Обе части картера имеют плоскость разъема по оси коленчатого вала
и фиксируются контрольными шпильками, установленными на пе-
редней и задней частях плоскости разъема нижней части картера.
Верхний картер имеет две чисто обработанные плоскости,
расположенные п д углом 120е, к которым при помощи шпилек и
гаек крепятся цилиндровые блоки. Шпильки для крепления цилин-
дровых блоков завернуты в соответствующие бобышки, прилитые
к плоскостям с внутренней стороны картера. В каждой плоскости
сделано по шесть круглых отверстий, куда входят выступающие из
блока нижние концы цилиндров. Внутри картер снабжен попереч-
ными перегородками, расположенными на равных расстояниях друг
от друга. Эти перегородки вместе с задней и передней стенками кар-
тера образуют восемь опор для верхних половин коренных вклады-
шей коленчатого вала. Передняя часть верхнего картера отлита за
53
Фиг. 30. Мотор «Испано-Сюиза» 12Ybrs, Вид сзади.
Фиг, 31 Мотор <-Испапо-Сюиза>> 12Ybrs. Вид спереди.
Фиг. 32. Мотор «Испано-Сюияа» !2Ybrs. Продольный разреа
одно целое с нижней частью картера (полукартером) редуктора,
имеющей обработанный фланец в плоскости разъема по оси вала ре-
дуктор». Полукартер закрывается крышкой, которая крепится шпиль-
ками, завернутыми по фланцу полукартера редуктора. На верхней
!ИТ
Фиг. 33. Мотор «Испано-Сюиза» 12Ybrs. Поперечный разрез.
части крышки редуктора прилита коробка, имеющая обработанный
фланец для крепления динамо и отверстие для установки суфлера.
Вал редуктора опирается на два стальных залитых баббитом вкла-
дыша, между которыми установлен двухрядный шариковый упорный
подпятник.
В задней части картера расположена коробка, в которой имеются
два расточенных отверстия для установки стаканов вертикальной
передачи.
56
Сзади картера имеется обработанный полуфланец, куда завернуты
шпильки; Вторая половина этого полуфланца расположена в задней
части нижнего картера. К фланцу, образованному полуфланцами
обоих картеров, крепится шпильками коробка, служащая для уста-
новки двух магнето и для крепления нагнетателя. В перегородки
картера завернуты коренные шпильки, с помощью которых верхний
картер соединяется с нижним.
Нижний картер снабжен поперечными перегородками, сим-
метричными перегородкам верхнего картера и образующими восемь
нижних опор для коренных вкладышей- В перегородках нижнего
картера просверлены отверстия, через которые проходят шпильки.
По дну нижнего картера укладывается алюминиевая трубка главной
Фиг. 34. Картер мотора «Испано-Сюиза» 12Ybrs.
масляной магистраль, по которой насосом нагнетается масло, смазы-
вающее коленчатый вал, редуктор, шатунный механизм и другие
детали мотора. Трубка вставляется в перегородки картера и укреп-
ляется полукольцевыми замками.
В задней части нижнего, картера расположена отлитая за одно
целое с ним коробка, в которой расточены три отверстия для масля-
ных коловратных насосов. В нижней части коробки имеется фланец,
к которому крепится на шпильках корпус насосов — масляиогс
и водяного.
Передняя и задняя части картера "снабжены маслоотстойниками,
имеющими фильтры. Из этих отстойников масло откачивается двумя
насосами. Для обеспечения лучшего охлаждения коренных подшип
ников перегородки обоих картеров сделаны пустотелыми. По этим
пустотелым перегородкам циркулирует воздух, который, проходя
вокруг коренных подшипников № 2, 3, 4, 5 и 6, охлаждает их.
Воздух направляется в отверстия с одной стороны верхнего картера,
про а дат внутри двойных перегородок и выходит через противопо-
-гн жньt отверстия верхнего картера.
Коленчатый вал и редуктор. Коленчатый вал изготовлен из спе-
циальной стали (хромоникелевой) высокой прочности. Коленчатый
вал имеет шесть шатунных шеек и восемь коренных шеек (фиг. 35)
и одним маслосборочным поршневыми кольцами. В канавке под масло-
сборочным кольцом делаются сверления 0 3 мм для отвода масла
внутрь поршня. В бобышках делаются сверления для смазки поршне-
вого пальца.
Фиг. 38- Цилиндровый блок мотора «Испано-Сюиза» 12Ybrs.
Поршневой палец служит для сочленения поршня с ша-
туном и имеет скользящую посадку в бобышках поршня и в верхних
Фиг 39. Схема крепления ппь-
зы в блоке мотора «Испано-
Сюиза» 12Ybrs.
Головках шатунов. Поршневой палец в
головках шатунов смазывается маслом,
поступающим к верхним головкам ша-
тунов по трубкам, укрепленным на
стеблях шатунов, из нижних головок
(см. выше).
Цилиндровый блок состоит в основ-
ном из двух деталей: головки с рубаш-
кой и гильзы цилиндра. Головка с ру-
башкой отлиты из алюминия за одно
целое и образуют один общий блок (фиг.
38), в которой ввертываются на резьбе
шесть гильз.
Каждый блок отлит и обработан та-
ким образом, что в нем образуются
шесть камер сгорания. Каждая камера
сгорания имеет на части боковой стенки
нарезку специального профиля для за-
вертывания гильзы (фиг. 39). Гнезда
втулок свечей и пусковых клапанов
воздухораспределителя расположены
выше нарезанной части. В верхней части
блока (в головке) расположены всасы-
вающие и выхлопные окна, от которых
выведены наружу каналы. Каналы вы-
ходят наружу в виде овальных отвер-
стий, ра мещенных рядом на внешней стороне блока; внутренняя же
сторона блока глухая. Каждый всасывающий канал обслуживает
два цилиндра, а каждый выхлопной — один цилиндр.
Над каждым клапанным окном в клапанной коробке расположено
сверление, в которое запрессовывается бронзовая направляющая
втулка клапана. Оси седла клапана, запрессованного в клапанное
окно, и направляющей втулки клапана строго совпадают.
Конические седла клапанов всасывания и выхлопа сделаны из
алюминиевой бронзы. В задней нижней части каждого блока сделано
в литье отверстие, к которому присоединяется труба для подвода
охлаждающей мотор воды. Отводится вода через два отверстия спе-
реди и сзади блока. Они расположены в верхней части внутри V
мотора и соединяются общей трубкой. На верхней
части Головки устанавливаются подшипники рас-
пределительных валиков.
Гильза цилиндра изготовлена из хромо-
никелеалюминиевой стали; внутренняя рабочая по-
верхность (зеркало) ее азотирована. Верхний конец
гильзы снабжен снаружи резьбой специального про-
филя; ниже резьбы сделан бортик, на который укла-
дывается стальная прокладка (фиг. 39). Специальная
резьба и стальное пружинящее кольцо особой формы
обеспечивают хорошее уплотнение между головкой и
ввинченной гильзой даже при высоких температу-
рах.
Герметичность соединения гильзы в нижней части
блока (фиг. 39) достигается с помощью резиновых
и распорных колец, подтягиваемых гайкой (фиг. 40).
Подобное устройство допускает свободное расшире-
ние цилиндров по длине. Герметичность обоих соеди-
нений очень важна, так как при малейшей неплот-
ности начнется пробивание газов в водяную ру-
башку и протекание воды в головку и картер. Сна-
Фиг. 40. Гичьза
цилиндра мото-
ра «Испано-Сю-
иза» 12Ybrs с
уплотнительны-
ми кольцами и
гайкой.
ружи стенки цилиндров защищены от окисления
кадмием (неокисляющимся металлом), тонким слоем
которого они покрыты (подобно никелю при никели-
ровке). Верхняя часть блока (головка) и распре-
делительный механизм закрываются легко снимаю-
щейся литой алюминиевой крышкой, которая кре-
пится шпильками, завернутыми в опорный фланец
головки.
Под крышкой, непосредственно перед шестернями распределения,
установлен металлический щиток, защищающий шестерни от попа-
дания твердых частиц, могущих случайно проникнуть с маслом под
крышку. В нижней части рубашки блок имеет чисто обработанный
фланец с бобышками, которььм он опирается на плоскость верхнего
картера; блок крепится к картеру шпильками, завернутыми в картер.
Распределительные валики. Каждый распределительный валик
(фиг. 41) состоит из двух частей, скрепленных в средней части на
стянутых болтами фланцах. Устанавливается валик на четырех от-
литых из алюминия подшипниках, укрепленных на головке блока
шпильками и гайками; правильное положение подшипников обес-
печивается центрирующими лапками.
б!
Большие конические шестерни 7 и Г (фиг. 42) крепятся на распре-
делительных валиках, каждая с помощью двух шпонок и гайки. На
верхней передней части i оловок сделаны фланцы, к которым присое-
диняются трубки, идущие от переднего коренного подшипника колен-
чатого вала. По трубкам масло подается в передние подшипники
распределительных валиков, откуда попадает во внутренние полости
распределительных валиков и, выходя через сверления в рабочей
шейке, смазывает подшипники и шестерни распределения.
Отработанное излишнее масло сливается в картер по трубкам,
укрепленным в передних частях головок обоих блоков; в задних ча-
стях головок масло сливается в картер по кожухам вертикальной пере-
Фмг. 41- Детали распределительного валика и клапана мотора «Испано-Сюиза»
12Ybrs.
дачи (см. фиг. 32). Вращение коленчатого вала передается распреде-
лительным валикам через вертикальные валики, состоящие из двух
частей и соединенные между собой при помощи шлицевой муфты.
Конические шестерни 3 и 3' на нижнем конце валика сцепляются
с шестерней 4, упруго соединенной с коленчатым валом, а малые ко-
нические шестерни верхнего конца валика 2 и 2' сцепляются с боль-
шими коническими шестернями 7 и 7', сидящими на распределитель-
ных валиках. Кулачки всасывания и выхлопа имеют одинаковый
профиль
На каждом валике имеется по 12 кулачков, по два кулачка на
цилиндр: один — для всасывания, другой — для выхлопа. Вся на-
ружная поверхность распределительного валика прошлифована, рабо-
чие шейки имеют сверления для смазки подшипников. Кулачки вали-
ков работают непосредственно по тарелкам клапанов.
Клапаны. На каждом цилиндре установлено по два клапана: один
всасывающий и один выхлопной. Клапаны расположены в плоскости.
62
параллельной оси мотора, по одной линии. Клапаны изготовляются
из жароупорной стали. Всасывающие клапаны тюльпанообразного
типа, а выхлопные — тарельчатого, с несколько выпуклой головкой.
В пустотелые штоки клапанов для лучшего геплоотвода кладется
охлаждающая соль (чистый натрий). Верхний конец штока клапана
нарезан. В эту нарезку ввертывается стебель клапанной тарелки.
Фиг. 42. Схема привода к распределению и к иасосам мотора
«Испано-Сюиза» 12Ybrs.
По внешнему диаметру клапанная тарелка снабжена неглубокими
пазами (фиг. 41), в которые вставляют ключ для завертывания и от-
вертывания тарелки при регулировке. На внутренней плоскости
тарелки имеется бортик с мелкими радиальным! зубьями, которыми
тарелка опирается на замок, имеющий соответствующий бортик
с зубьями. Замок надевается на шток клапана и фиксируется на нем
с помощью мелких шлиц, нарезанных в отверстии ^амка и совпадаю-
щих с соответствующими шлицами на конце штока. По цементован-
ной и шлифованной поверхности тарелки непосредственно работает
кулачок распределительного вала.
63
Фиг. 43. Агрегат масляных и
водяного насосов мотора «Ис-
пано-Сюиза» 12Ybrs
На каждый клапан устанавливаются две концентрически распело*
женные цилиндрические пружины (фиг. 41), которые рассчитаны так,
что в случае поломки одной пружины другая может некоторое время
работать одна. Пружины удерживаются направляющей клапана и
кольцевыми бортиками замка.
Завертывая или отвертывая тарелку по резьбе штока клапана
можно уменьшать или увеличивать зазор между тарелкой клапана
и затылком кулачка распределительного валика. И выхлопные и вса-
сывающие клапаны одного блока приводятся в движение одним рас-
пределительным валиком.
Привод к насосам, насосы и системы смазки и охлаждения. При
вод к масляным, водяному и бензиновому насосам (фиг. 42) осуще-
ствляется системой конических и цилин-
дрических шестерен, а именно: упругая
шестерня коленчатого вала 4 сцепля-
ется с конической шестерней проме-
жуточного валика 5, составляющей с
ним одно целое. На этот валик непо-
средственно за конической посажена
цилиндрическая шестерня, которая сцеп-
ляется с двумя соседними цилиндри-
ческими шестернями, изготовленными
за одно целое с боковыми промежуточ-
ными валиками. Промежуточные ва-
лики сильно расточены изнутри, а концы
их имеют шлицы, с помощью которых
они соединяются с тремя коловратными
масляными насосами-
Масляные насосы (фиг. 43)
расположены в задней части нижнего
картера, причем центральный, большой
насос является нагнетающим.
Нагнетающий насос подает масло из бака, под постоянным дав-
лением 5—7 ат, в главную масляную магистраль мотора. Давление
масла в магистрали регулируется редукционным клапаном. Два боко-
вых насоса являются отсасывающими: один отсасывается из перед-
него, другой — из заднего отстойника нижнего картера мотора.
Масло, вышедшее через редукционный клапан, проходит по круго-
вому каналу нагнетающего насоса и отгоняется им в главную маги-
страль. Циркуляция масла происходит следующим образом: нагне-
тательный насос берет масло из бака через фильтр, помещенный в бакс
или включенный в маслопровод; насос гонит масло под давлением
в главную магистраль, которая крепится к перегородкам, поддержи-
вающим коренные вкладыши коленчатого вала. Из главной магистра. ।
масло подается по трубкам к коренным подшипникам, откуда пои.
длег по сверлениям в коленчатый вал, выходит через трубки шатун-
j шеек и смазывает нижние головки главного и прицепного ш
IVHOJfc.
От ниж'ней головки главною ша»унЛ масло подается по труб’-'
репленной на его стеб те, к п~ранм?дому пальцу i лав|юго шату| j,
64
a no сверлениям в пальце прицепного шатуна и его высверленному
стеблю трубчатого сечения к поршневому пальцу прицепного шатуна.
От переднего коренного подшипника масло подводится к распреде-
лению и к редуктору. От среднего, т.е. 4-го, коренного подшипника
масло попадает в дополнительный маслопровод, который служит
для смазки при запуске.
Посредством особого клапана, управляемого пилотом, масло по-
дается к шести насадкам, расположенным в верхнем картере против
каждой пары шатунов. В момент запуска мотора клапан открывается
Фиг. 44. Дополнительный маслопровод мотора «Испано-Сюиза» 12Ybrs.
пилотом, масло наполняет трубопровод и, разбрызгиваясь через
насадки, смазывает шатунный механизм и стенки цилиндров, что
способствует быстрому запуску мотора (фиг. 44).
Водяной насос приводится через нагнетательный масля-
ный насос, для чего конец ведущего валика масляного насоса выпу-
щен вниз и снабжен шлицами. В эти шлицы вставляется вертикаль-
ный валик водяного насоса, имеющий на верхнем конце соответст-
вующие шлицы.
Крыльчатка водяного насоса укрепляется на диске, сделанном
за одно целое с валиком насоса. Для предохранения от коррозии
крыльчатка покрывается свинцом электролитическим путем. Валик
насоса уплотнен пеньковым сальником. '
Г’ ючев—244-
65
Масляный и водяной насосы соединяются между собой отлитой
из алюминия коробкой, к верхней части которой крепятся масля-
ные насосы, к нижней — водяной насос (фиг. 43).
Нижняя крышка водяного насоса имеет сливной кран. Вода из
насоса по двум трубкам поступает в правый и левый блоки, охлаж-
дает цилиндры, проходит через подводящие трубки верхней задней
части, попадает в головки и через выпускные отверстия отводится
в радиатор.
Два бензиновых ротативных насоса типа AM крепятся по бокам
коробки агрегата масляных и водяного насосов. Бензиновые насосы
приводятся в движение от конических шестерен, укрепленных в ниж-
ней части отсасываю-
щих насосов. Распо-
ложение бензиновых
насосов в низу мотора
обеспечивает их без-
отказную работу при
запуске, так как они
всегда залиты бен-
зином. Насосы дол-
жны подавать к кар-
бюраторам топливо
под давлением от 0,12
до 0,3 ат.
Насосы регулиру-
ются на этот диапа-
Фиг. 45. Детали нагнетателя и регулятора мотора 30н Давлении автома-
«Испано-Сюиза» I2vbrs. тически на всех вы-
сотах.
Нагнетатель, Мотор 12Ybrs снабжен нагнетателем центробежного
типа фирмы «Испано-Сюиза» (фиг. 45). Нагнетатель устанавливается
на промежуточную коробку (кронштейн), которая крепится к зад-
нему фланцу картера мотора. В коробке помещены шестерни пере
бора нагнетателя. Нагнетатель состоит в основном из крыльчатки
с валиком, выходной улитки и задней крышки для направления
входа воздуха и установки шестерен перебора.
Крыльчатка установлена консольно, вращается со скоростью,
в десять раз превышающей скорость коленчатого вала, и делает
24 000 об/мин при максимальных оборотах коленчатого вала. Крыль-
чатка изготовлена из дуралевой поковки специальной формы; кромки
ее лопаток на входе загнуты, чем достигается плавный и безударный
подвод воздуха к крыльчатке. Улитка, отлитая из алюминия, состоит
из двух спиралей для подвода воздуха к шести карбюраторам, рас-
положенным по три с наружной стороны каждого блока. Задняя часть
улитки закрывается алюминиевой крышкой, которая служит для осу-
ществления осевого входа воздуха в крыльчатку.
Крыльчатка нагнетателя приводится в движение от коленчатого
вала через зубчатую передачу, состоящую из цилиндрических шесте-
рен (фиг. 46). Первая цилиндрическая большая шестерня 1 укреплена
на шлицах хвостовика конической главной шестерни; одновременно
бб
внутренняя часть цилиндрической шестерни служит опорой сколь-
зящего подшипника валика крыльчатки. Первая шестерня передает
вращение двум малым промежуточным параллельным валикам 2.
Фиг. 46. Схема привода крыльчатки нагнетателя мотора
«Испано-Сюиза» 12Ybrs.
на которых посажены упругие (эластичные) большие шестерни. Эти
эластичные шестерни состоят из медной втулки 4, разрезного диска
с пружинами 5, ведущего бронзового кольца 6, фланца 5, соединяю-
щегося на шлицах с промежуточным валиком, и зубчатого венца 7.
Эластичные шестерни передают вращение крыльчатке 9 через малую
4?
5 7
Фиг. 47. Регулятор давления на всасывании мотора «Испано-Сюиза» 12Ybrs?
I—колпачок для регулировки наддут* .....оид, —кожух анероида, 4— золотник, 5—рейка- в—пружина, ч— зубчатый
<4* тор дроссрчя нагнетателя
шестерню вала крыльчатки 8. Передача движения от промежуточ-
ных валиков к эластичным шестерням происходит посредством тре-
ния. При вращения валиков разрезные диски с пружинами расхо-
дятся, прижимают бронзовое кольцо к ободу венца и, благодаря тре-
нию, увлекают его за собой. В случае толчка или резких изменений
числа оборотов коленчатого вата разрезной диск проскальзывает.
Это устройство предохраняет быстро вращающуюся крыльчатку и
шестерни от поломки в результате толчков. Масло для смазки сколь-
зящих подшипников перебора подводится по сверлениям в коробке
крепления нагнетателя. Шариковый подшипник смазывается масля-
ной пылью, находящейся внутри коробки.
Фиг. 48. Комплект карбюраторов мотора «Испано-Сюиза» на один блок.
Схема всасывания мотора «Испано-Сюиза» 12Ybrs отличается от
описанной выше схемы всасывания мотора АМ-34РН, которая при-
нята на большинстве современных моторов жидкостного охлаждения.
На моторе «Испано-Сюиза» 12УЬг8 нагнетатель помещен перед
карбюраторами, и в последние подается сжатый в нагнетателе воздух.
Воздух засасывается нагнетателем непосредственно из атмосферы.
Давление воздуха на выходе из нагнетателя (и на входе в карбюра-
торы) регулируется дополнительной дроссельной заслонкой, поме-
щенной во всасывающем патрубке нагнетателя. Кроме того каждый
карбюратор снабжен, каки обычно, дроссельной заслонкой (см. ниже).
Автоматический регулятор давления (фиг. 47) воздействует на
дроссель нагнетателя, причем деформация анероида 2 через серво-
мотор вызывает перемещение рейки 5, поворачивающей связанный
с дросселем зубчатый сектор 7.
Корпус регулятора отлит заодно с задней крышкой нагнетателя
(фиг. 45 и 47).
Карбюратор. Мотор «Испано-Сюиза» имеет шесть карбюраторов
«Испано-Солекс», расположенных по три с наружной стороны каж-
дого блока (фиг. 48).
Корпус карбюратора 7 (фиг. 49) крепится к блоку на фланце 2;
он отлит из алюминия и имеет одну смесительную камеру и одну
поплавковую камеру 3, закрытую крышкой 4.
Смесительная камера обслуживается одним главным жиклером /2
и главной форсункой 76 с трубкой 17. Трубка форсунки имеет ряд
69
Фиг. 49. Карбюратор «Испано-Солекс».
калиброванных отверстий и плотно входит в основание трубки 18.
Это основание (гнездо) трубки ввинчивается в алюминиевый корпус 79,
имеющий два сверления; одно (большое) сообщается каналами 15,
/4 и /7 с поплавковой камерой, а меньшее каналами 22 и 23 соеди-
няется с жиклером малого газа 24. Жиклер малого газа соединяется
каналами 26 и 27 с калиброванной втулкой малого газа 29, распо-
ложенной над дроссельной заслонкой. Каналы малого газа 26 и 27
соединены каналами с воздушным жиклером малого газа 28, а также
с жиклером 31, регулирующим давление воздуха в поплавковой
камере. Дроссельная заслонка 27 расположена в верхней части кор-
пуса карбюратора и крепится на оси. Ось заслонки имеет по своим
концам муфты, с помощью которых все три карбюратора соединяются
двумя промежуточными валиками (фиг. 48). Одновременное (синхрон-
ное) открытие дроссельных заслонок регулируется болтами на сое-
динительных муфтах. Закрытие дроссельных заслонок регулируется
стопором 30 на каждом карбюраторе. Втулки осей дроссельных за-
слонок, во избежание подсоса воздуха, имеют специальное уплот-
нение и соединены с задиффузорной и наддроссельной полостями. Вы-
сотный корректор состоит из подвижного клапана 34 и рычага 35,
укрепленных на одной оси. Рычаги высотных корректоров трех кар-
бюраторов соединены одной общей тягой. Клапан высотного коррек-
тора соединяет с помощью каналов 32, 33 и 36 полости диффузора
и поплавковой камеры; этим понижается давление в поплавковой
камере, и подача топлива уменьшается, что вызывает обеднение смеси.
В поплавковой камере имеется поплавок 9 и рычаг с осью 10,
игольчатый клапаи 7 и сетчатый фильтр 6 для очистки горючего
Воздух от нагнетателя подается в карбюраторы под давлением выше
атмосферного; поэтому они должны быть герметически закрыты во
избежание потери давления.
Работа карбюратора. Топливо из бака подается на-
сосом через штуцер 5 и сетчатый фильтр 6 в поплавковую камеру
через отверстие. Открытие этого отверстия регулируется запорной
иглой 7, связанной с поплавком. Из поплавковой камеры топливо
по каналам поступает через главный жиклер к гнезду трубки распы-
лителя; уровень топлива в распылителе при остановках мотора уста-
навливается на той же высоте, что и в поплавковой камере.
При запуске мотора и работе на малом газе дроссельные заслонки
открываются на такую величину, чтобы получить не более 500-
700 об/мин, вследствие чего получается торможение воздуха, а над
Дроссельной заслонкой создается большое разрежение. Под дей-
ствием этого разрежения топливо по сверлению 22 поступает из глав-
ной форсунки 77 в жиклер малого газа 24. Это топливо смешивается
С воздухом в канале 27 и в виде эмульсии поступает в карбюратор
через отверстие 29. На жиклерах малого газа мотор работает примерно
До 1200 об/мин, после чего мотор переводится на нормальный газ.
При переходе с малого газа на нормальный масса бензина, находя-
щаяся в каналах малого газа и в форсунке, быстро всасывается в диф-
фузор карбюратора, вследствие чего получается богатая смесь, спо-
собствующая плавности перехода. При нормальном газе мотора,
примерно с 1100 об/мин и до полного газа, работает главный жиклер.
71
При работе мотора выше расчетной высоты, вследствие умень-
шения давления воздуха на входе в карбюратор, происходит обога-
щение смеси, что вызывает повышение удельного расхода топлива.
Для обеднения рабочей смеси и для сохранения постоянства удель-
ного расхода топлива выше расчетной высоты мотора служит высот-
ный корректор. Высотный корректор действует следующим образом.
Когда кран корректора закрыт, то поплав-
ковая камера находится под тем же давле-
нием, какое имеется во всасывающих коллек-
торах, подающих воздух карбюраторам. При
повороте рычага 35 кран соединяет поплав-
ковую камеру с зоной
Фиг. 50. Распределитель сжатого воздуха мотора
<<Испано-Сюи.за» 12Ybrs.
пониженных давлении
в диффузоре карбю-
ратора через каналы
32 и 36; вследствие
этого понизится дав-
ление в поплавковой
камере, и истечение
топлива через глав-
ный жиклер 72 будет
происходить под мень-
шей разностью дав-
лений и в меньшем
количестве. Пользо-
ваться высотным кор-
ректором рекомен-
дуется, начиная с вы-
соты 5000 м и выше.
Распределитель сжатого воздуха укреплен в задней части мотора
на верхней половине картера между блоками. Распределитель со-
стоит из следующих основных деталей (фиг. 50): алюминиевого литого
корпуса 7, ведущего валика с конической шестерней 2, вращающегося
дискового золотника 3 и крышки корпуса 4. На корпусе распредели-
теля сделаны 12 отверстий, в которые завертываются на резьбе
12 нипелей 5, подводящих по трубкам воздух к цилиндрам обоих
блоков по порядку работы. Крышка корпуса 4 имеет приемный ни-
пель 6, к которому присоединяется трубкой баллон сжатого воздуха.
Коническая шестерня ведущего валика 2 соединяется с ведущей ше-
стерней промежуточного валика передачи; другой конец валика имеет
мелкие шлицы, на которые надевается муфта. Эта муфта имеет на-
ружные и внутренние мелкие шлицы, которыми она соединяется
с валиком и с дисковым золотником распределителя воздуха. Диско-
вый золотник на рабочей плоскости имеет продолговатую прорезь,
которая поочередно сообщает полость крышки корпуса с пусковыми
трубками цилиндров. На промежуточной муфте устанавливается пру-
жина 7, которая прижимает дисковый золотник к зеркалу корпуса
распределителя.
Самопуск. Запуск мотора производится с помощью воздушного
самопуска, состоящего из баллона сжатого воздуха, перепускных
клапанов с манометрами, распределителя воздуха, 12 возвратных
клапанов и воздухопровода. Для облегчения запуска мотора имеется
приспособление, впрыскивающее сопливо во всасывающий трубопро-
вод. При открытии крана на баллоне воздух по трубке с давлением
25—30 ат поступает в распределитель и оттуда по очереди в цилиндры,
поршни которых находятся в положении рабочего хода (около 15°
пос ie в. м. т.). Воздух давит на поршни и проворачивает мотор с до-
стя’очной для запуска скоростью.
Фиг. 51. Компрессор «Виет»
Воздушный компрессор. На передней части мотора под корпусом
редуктора расположен компрессор «Виет» (фиг. 51), предназначен-
ный для наполнения баллонов сжатого воздуха при работе мотора.
Компрессор приводится в движение шестерней малого диаметра, укреп-
ленной на переднем конце коленчатого вала.
Зажигание смеси в цилиндрах мотора (см. схему зажигания,
фиг. 52) производится двумя магнето «Вельтеке» с 12 контактами
и автоматической регулировкой опережения в зависимости от числа
оборотов мотора. Магнето дают четыре искры за один оборот и вра-
щаются со скоростью, в полтора раза превышающей скорость колен-
чатого вала. На каждом цилиндре установлено по две свечи, распо-
ложенных друг против друга: одна с внутренней стороны блоков.
Другая с внешней. Каждое магнето зажигает смесь во всех 12 цилин-
драх.- Такое зажигание называется двойным. Правое магнето дает
искру на свечи, расположенные с внутренних сторон блоков, левое
73
дает искру на свечи, расположенные с внешних сторон блоков. Маг-
нето расположены в задней части картера мотора на площадках
коробки крепления нагнетателя (фиг. 53). Магнето центрируются
лапками и удерживаются специальными хомутами.
Передача вращения на магнето осуществляется от коленчатого
вала шестерней, передающей вращение на перебор нагнетателя. Эта
большая цилиндрическая шестерня крепится на шлицах на одном
валу с конической шестерней, соединенной с коленчатым валом с по-
мощью упругой муфты (фиг. 53).
Фиг. 52. Схема зажигания «мотора «Испано-Сюнза» 12Ybrs.
На моторах «Испано-Сюиза» применяются также магнето типа
«Сцин гилла».
Магнето «Вольтекс» и «Сцинтилла» имеют раннее и позднее опере-
жения. При позднем опережении угол опережения равен 1Г до
в. м. т., а при раннем 31°. На позднем опережении мотор работает
при запуске и при прогреве, а начиная примерно с 1200 об/мин, за-
жигание переводится на раннее опережение.
КОНСТРУКЦИЯ МОТОРОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
Обе системы охлаждения авиационных моторов, и жидкостного
и воздушного, распространены в современном авиамоторостроении
более или менее одинаково. Если еще несколько лет тому назад мо-
торы воздушного охлаждения господствовали почти исключительно
на мощностях ниже 400 л. с., то за последние годы авиапромыш-
ленность стала выпускать серийные высотные моторы воздушного
охлаждения мощностью в 800 л. с. и выше.
74
До последнего времени основными препятствиями к повышению
мощности моторов воздушного охлаждения были трудности, связан-
ные с охлаждением цилиндров большого диаметра и с увеличением
числа цилиндров. При увеличении диамегра цилиндра перегревались
поршень и клапаны. Число цилиндров увеличить не удавалось ввиду
того, что при их рядном расположении, как у двигателей с жидкостным
охлаждением, перегревались задние цилиндры, а расположить звездо-
образно более девяти цилиндров в одном ряду оказывалось невозмож-
ным.
В настоящее время, благодаря улучшению технологии и конструк-
ции, удалось преодолеть эти затруднения и довольно значительно
увеличить диаметр цилиндров и добиться хорошего охлаждения
задних цилиндров рядных моторов воздушного охлаждения.
Что касается звездообразных моторов, то их мощность значительно
повышена за последние годы как путем увеличения диаметра цилин-
дра, так и значительным увеличением числа цилиндров; последнее
достигается расположением цилиндров в два ряда.
Основные преимущества моторов воздушного охлаждения заклю-
чаются в следующем:
1. Они менее уязвимы, чем моторы жидкостного охлаждения, чго
особенно важно для военной авиации.
2. Они обладают по сравнению с моторами жидкостного охлаж-
дения несколько меньшим удельным весом. Это преимущество осо-
бенно заметно, если сравнивать удельные веса винтомоторных уста-
новок, так как при моторах воздушного охлаждения отсутствуют
радиаторы и вода, циркулирующая в довольно большом количестве
в охлаждающей системе моторов жидкостного охлаждения.
3- Они не имеют водяных трубопроводов и потому менее подвер-
жены всевозможным авариям.
4. Они удобнее для обслуживания на самолеге в смысле доступа
к отдельным агрегатам и отсутствия необходимости заправки их во-
дой.
5. Они не могут быть повреждены морозом.
Наряду с этим нужно отметить и ряд отрицательных свойств мото-
ров с воздушным охлаждением.
I. Большой лоб мотора, так как пока наиболее распространенным
мотором воздушного охлаждения является мотор с звездообразным
расположением цилиндров; рядные моторы воздушного охлаждения
строятся в настоящее время лишь небольшой мощности и не имеют
широкого применения
2. Неравномерное распределение тепла по всему мотору вынуж-
дает работать на более низкой мощности и расходовать большее,
чем в моторах с жидкостным охлаждением, количество смазки для
улучшения теплоотвода.
3. Необходимость специальных устройств для подогрева мотора
при запуске в зимних условиях.
Так как моторы с воздушным охлаждением все же проявили себя
с хорошей стороны в эксплоатации, оказавшись проще н удобнее
в обслуживании, чем моторы с жидкостным охлаждением, то они
нашли себе более широкое применение в летных школах, аэроклубах,
76
на спортивных самолетах, на обслуживании пассажирских сообще-
ний и т. п.
Что касается военной авиации различных стран, то она прибли-
зительно в равной мере пользуется моторами как воздушного, так
и жидкостного охлаждения.
Ниже дается описание двух типичных конструкций современных
моторов воздушного охлаждения: американского 9-цилиндрового звез-
дообразного мотора «Циклон» фирмы Райт и французского 14-цилин-
дрового двухрядного звездообразного мотора «Мистраль-Мажор» (К-14)
фирмы Гном-Рон.
Общие данные моторов Гном-Рон К-14 «Мистраль-Мажор» и Райт «Циклон»
Гном-Рон Райт
Условное обозначение типа моторон К-14 «Мистраль-Ма- «Циклон»
жор»
Охлаждение Воздушное Воздушное
Мощность
Номинальная мощность па земле (лх.) Номинальная мощность на расчетной 670 615
высоте (л. с.) 770 680
Эквивалентная мощность на земле (Л. с.) Максимальная мощность, допустимая на взлете (л. с.) 1245 1010
Литровая мощность (отнесенная к но- минальной мощности) (л. с./л) • 17,3
Расчетная высота (м) . . . 3740 2000
Число оборотов коленчатого вала мо- тора иа номинальном режиме (об/мин) . 2360 1650
Число оборотов винта на номиналь- ном режиме (об/мин) 1565 1340
Степень редукции 0,667 0,688
Направление вращения коленчатого вала, если смотреть со стороны мотора, противоположной винту По часовой стрелке По часовой стрелке
Направление вращения винта, если смотреть со стороны мотора, противопо- ложной винту . - . То же То же
Цилиндры
Число .... 14 9
Расположение . . Двухрядное звезда- Однорядное ..везде-
образное образное
Диаметр (мм) . . . 146 155,6
Ход поршня (мм) 165 174,7
Литраж мотора (л) 38,67 29,88
Степень сжатия . 5,5 6,4
Р е г у .г и р о в к а
Начало впуска до в. м т 10° 15°
Конец впуска после и. м т 51° 44°
Начало выпуска до н. м. т. 65 74°
Конец выпуска после в. м. т. Опережение зажигания правого маг- 20° 25°
нето (передние свечи) .... 20' 25°
77
Опережение зажигания тевого маг-
ието (задние свечи) 25° 25°
Зазоры впускных клапанов (в холод- ном состоянии) (мм) 0,2 1,9
Зазоры выпускных клапанов (в хо- лодном состоянии) (мм) 0,25 1,9
Максимальный подъем впускного кла- пана (мм) 16.5 13,6
Максимальный подъем выпускного клапана (мм) 16,5 13,6
Приводы к аг perai га м
Передаточное число от коленчатого вала к счетчику оборотов 1
Передаточное число от коленчатого вала к нагнетателю ... 8,5 8,3
В е Сухой вес мотора (кг) .... . 560 480
Удельный вес (отнесенный к номи- нальной мощности) (кг[л. с.) - ... 0,82 0,78
Габаритные размеры и установочные данные
Длина мотора без втулки винта (мм) 1477
Диаметр мотора (звезды) (мм) . . . 1296
Количество болтов, крепящих мотор
подмоторной раме .............. 14
122)
1365
9
Система питания топливом
Карбюратор . . . Стромберг»-126 «Стромберг»
Бензиновый насос «Зенит»-120Р «Райт-Солекс»
AM № 2 «Роме!
Число бензиновых насосов..........2 1
Передаточное число от коленчатого
вала к бензиновым насосам.............V, Vi
Давление топлива в полете (кг/см2) . 0,22 0,18—0,25
Расход т о и л и в а
Удельиый расход топлива (на номи- нальном режиме) (г/л. с. час) 256 290
Смазка
Система смазки Под давлением Под давлением
Нормальное давление мае па в главной магистрали (кг[см-) ...... ..... 3,5 3,5—5,6
Удельный расход масла (на но ми на льном режиме) (г/л. с. час) 18 18.7
Нормальная температура масла вхо- дящего .... 50* 60—75*
Нормальная температура масла вы- ходящего . . 90* 100°
Максимальная температура масла входящего 70* 85°
Максимальная температура масла ? ходящего .... 120е 110°
Передаточное числи vr коленчатого вала К масляным насосам 0 5 1.125
78
3 rf Ж и г « н и с
Магнето ....
Число магнето .............
Передаточное число от коленчатого
вала к магнето ..........
Число свечей в цилиндре
Порядок зажигания .
<<Вольтек(
2
«Снинтилла»
2
1—10—5—14 —
—g—4—13—S
—3—12—7—2—
-11—6
1—3—5—7—9-
—2-4-6-8
Мотор «Мистраль-Мажор» К-14
Мотор «Мистраль-Мажор» (фиг. 54 и 55) явл яется последним типом
моторов серии К. выпускаемой фирмой Гном-Рон. В эту серию
Фиг. 54. Мотор Гном-Рон К-14 («Мистраль-Мажор»). Вид спереди.
входят звездообразные моторы воздушного охлаждения 5-цилинд-
ровые К-5, 7-цилиндровые К-7, 9-цилиндровыс К-9 и, наконец,
14-цилиндровые К-14 «Мистраль-Мажор». Цилиндры мотора К-14
расположены в два ряда по семи цилиндров в каждом, образуя
Две 7-цилиндровые звезды, причем цилиндры задней звезды располо-
жены в развале между передними цилиндрами с целью лучшего охла-
ждения заднего ряда цилиндров.
Мотор высотный, с нагнетателем и редуктором.
79
Картер мотора (фиг. 56) состоит из шести отдельных частсЯ:
1. Редукторной части, заключающей в себе механизм редуктора I
(фиг. 55).
2. Передней части картера 2, в которой находятся клапанные
толкатели и передний опорный подшипник коленчатого вата.
3. Средней части 3, к которой крепятся цилиндры.
4. Коллекторной части 4, заключающей в себе 14 наискось рас-
положенных всасывающих патрубков, которые соединяются трубами
с цилиндрами. На трех из них имеется по бобышке под заливочный
трубопровод.
Фиг. 55. Мотор Гном-Рон К-14 («Мистраль-Мажор»). Продольный разрез.
В этой же части расположены болты крепления мотора и задний
опорный подшипник коленчатого вала, опирающийся на стальную
обойму, запрессованную в переднюю стенку коллекторной части.
5. Корпуса нагнетателя 5, крепящегося к коллекторной части
картера и содержащего в себе механизм нагнетателя.
6. Задней крышки 6, представляющей собой коробку, в которой
расположены приводы к дополнительным агрегатам мотора. Агре-
гаты: нагнетающий масляный насос, откачивающий масляный на-
сос, бензиновые насосы, инерционный самопуск, генератор, магнето,
а также привод к счетчику оборотов, крепятся на задней крыше
картера.
80
фиг. 56- Передняя, средняя п коллекторная части картера
мотора К-14.
Фиг. 57. Цилиндр и детали клапанного механизма .мотора К-14.
- Булычев—244—fi
Средняя часть картера, представляющая собой собственно картер
мотора, изготовлена из дюралевой поковки. Она имеет 14 плоских
фланцев под цилиндры, расположенных в шахматном порядке в два
ряда, по семи фланцев в каждом. Между двумя нижними фланцами
задней звезды на отдельном фланце крепится маслосборник.
К средней части картера крепится на 14 шпильках передняя часть,
в которой размещены все детали газораспределения. По внешней
окружности передняя часть картера имеет 14 приливов с гнездами
1 направляющих толкателей.
। Упорный подшипник коленчатого вала крепится в алюминиевой
крышке, зажатой между передней частью картера мотора и картером
(редуктора.
Коллекторная часть картера крепится к средней части картера
также 14 шпильками.
1 Цилиндры (фиг. 57) состоят из двух частей: стального стакана
и алюминиевой головки, которая навертывается на стакан в горячем
состоянии. Головка контрится на стакане широким кольцом, обра-
зующим два охлаждающих ребра.
Головка, имеющая полусферическую форму и образующая из-
нутри камеру сжатия, изготовлена из алюминиевого сплава, обладаю-
щего высокой теплопроводностью и обеспечивающего ее хорошее
охлаждение. Головка снабжена охлаждающими ребрами большой
поверхности.
Окна выхлопа и всасывания оба направлены назад, т. е. в сторону,
противоположную винту.
К головке прилиты бобышки для направляющих клапанов, для
1 крепления суппорта коромысла, для свечей, для пускового клапана,
’для крепления проводов зажигания и для крепления термопары.
Три просверленные бобышки имеются на коробке коромысла. В пе-
реднюю бобышку вставляется алюминиевая опора кожуха, через
среднюю бобышку проходит суппорт коромысла, задняя бобышка
служит для посадки направляющей клапана.
Коробки коромысел предЬхраняют клапанный механизм и его
смазку от загрязнения и попадания влаги, а такжа от выбрасывания
клапанной смазки.
В передней части клапанных коробок находятся съемные направ-
ляющие тяг коромысел, к которым присоединены кожухи тяг.
Клапанные коробки закрываются крышками, которые контрятся
пружинящими, легко снимающимися металлическими лентами.
В передней части головок находятся ушки крепления опор кла-
панных коромысел.
Цилиндры крепятся к Каргеру на фланцах при помощи восьми
шпилек каждый.
Нумерация цилиндров идет по направлению вращения часовой
стрелки, если смотреть на мотор спереди, т. е. со стороны винта, при-
чем нумеруются все цилиндры подряд. Первым считается вертикально
расположенный цилиндр задней звезды (фиг. 58).
Шатуны (фиг. 5S) представляют собой два одинаковых комплекта,
расположенных в каждом ряду цилиндров.
62
Главные шатуны со стеблем двутаврового сечения и неразъемной
нижней головкой имеют стальные запрессованные вкладыши, залитые
баббитом. Оба главных шатуна (по одному в каждой звезде) монти-
руются в Два цилиндра, расположенных один против другого по вер-
тикали, а именно- в цилиндры 1
(задняя звезда) и 8 (передняя зве-
зда). Прицепные шатуны, обе голов-
ки которых снабжены бронзовыми
Фиг. 59. Главный и прицепной ша-
туны, палец прицепного шатуна и
контровое кольцо мотора К-14.
Фиг. 58. Схема нумерации цилин-
дров мотора К-14.
Фиг. 60. Поршень, поршневой
палец, поршневые и контрящие
кольца мотора «Мистраль-Мажор».
втулками, также двутавровые, крепятся к главным прн помощи
полых пальцев, имеющих прессовую посадку в ушках главного ша-
туна. Пальцы прицепных шатунов контрятся с обеих сторон в глав-
ных шатунах кольцевыми замками. На одном конце пальцы при-
цепных шатунов имеют алюминиевые заглушки, через которые про-
ходят сверления для смазки бронзовых втулок шатунов. Масло к этим
сверлениям поступает из вкладышей
главного шатуна.
Поршни (фиг. 60) откованы из
алюминиевого сплава. В верхней ча-
сти они снабжены уплотнительными
кольцами и одним маслосборочным
кольцом с отверстиями для масла, а
в нижней части — маслосборочным
кольцом без отверстий.
Поршни, установленные на глав-
ных шатунах, отличаются от осталь-
ных лишь тем, что не имеют маслосборочных колец.
Поршневые пальцы, полые внутри, имеют по концам канавки для
пружинных контрящих колец. Поршневой палец плавающий.
Коленчатый вал (фиг. 61), изготовленный из хромоникелевой
стали, своими коренными шейками опирается на два роликовых под-
шипника и состоит из трех отдельных частей:
83
1) переднего колена, 2) заднего колена и 3) средней щеки, соеди-
няющей оба колена.
Оба колена расположены под углом 180°. Средняя щека крепится
при помощи затяжки на каждой шейке двумя болтами. Головки каж-
дой пары болтов, стягивающих среднюю щеку на шатунных шейках,
направлены в разные
стороны. На каждой
щеке обоих колен, на
конце, противополож-
ном шатунной шейке,
крепится состоящий
из двух одинаковых
половин противовес,
служащий для урав-
новешива ния мотора.
Фиг. 61. Коленчатый вял мотора К-14. Над противовесом в
щеке сделано отвер-
стие а для центрирования щек при монтаже вала.
Шатунная шейка высверлена и закрыта с заднего конца дюрале-
вой заглушкой.
Коленчатый вал приводит в своей передней части газораспределе-
ние, а в задней части посредством приводного валика — нагнетатель
и все агрегаты.
В отверстие задней коренной шейки вала запрессована бронзовая
втулка, которая служит опорой для переднего конца внутреннего
валика крыльчатки нагнетателя. Нарезанные в этом отверстии внут-
ренние шлицы передают внутреннему валику крыльчатки крутящий
момент.
Коленчатый вал высверлен
по всей своей длине. В его носок
запрессована бронзовая втулка,
залитая баббитом, являющаяся
подшипником для хвостовика
вала редуктора. Ведущая ше-
стерня редуктора надевается на
конические шлицы носка.
Редуктор (фиг. 62) планетар-
ного типа с коническими ше-
стернями имеет передаточное
число 2/3. Оси коленчатого вала
И вала редуктора (ось винта) Фиг. 62. редуктор мотора К-14,
совпадают.
Вал редуктора имеет три наклонно расположенных отростка, на
которые насаживаются три конические шестерни (сателлиты), пере-
дающие вращение коленчатого вала валу редуктора (фиг. 63). Отро-
стки полые и закрыты заглушками. Сателлиты сидят на бронзовых
подшипниках.
Для восприятия осевых усилий между сателлитами и их контр-
гайками помещены упорные шариковые подшипники.
На переднем конце вала редуктора, изготовленного из хромони-
84
к елевой стали, профрезеровано 16 шлиц, на которые надевается
втулка винта, затягивающаяся гайкой.
Вал редуктора лежит на двух опорах: передняя часть поддержи-
вается радиально-упорным шариковым подшипником, а задняя часть,
или хвостовик вала, входит в залитый баббитом бронзовый подшип-
ник, запрессованный в но-
сок коленчатого вала (см.
выше).
Полость хвостовика ва-
ла редуктора закрыта по
концам заглушками, стя- '• ‘ **
нутыми между собой сквоз- ' а ' *
ным болтом. На хвосто- WMLvWfat V
вике имеется два калибре- ~
ванных отверстия, которые wfX *^vr<**
регулируют смазку под-
шипников сателлитов. Ма- Фиг. 63. Детали редуктора могора К-14
ело попадает через эти
отверстия в полость хвостовика, затем по сверлению в теле вала в
полые оси сателлитов и оттуда на подшипники.
Схема работы редуктора показана на фиг. 64.
Ведущая коническая шестерня, соединенная с коленчатым валом,
увлекает сателлиты, которые обкатывают неподвижную коническую
шестерню, закрепленную на картере редуктора, и, вращаясь одно-
временно около своих осей и около оси коленчатого вала, приводят
в движение вал редуктора.
Сателлит
Неподвижная Подвижной
шестерня венец
Неnodt< Д» • <иты
. Звижны Се-
Фиг. 64. Схема редуктора мотора К-14.
Коническая ведущая шестерня, вращающаяся вместе с коленчатым
валом, соединена с ним шлицами, допускающими некоторое переме-
щение и обеспечивающими саморегулировку относительно трех сател-
литов, с которыми она сцепляется.
Неподвижная шестерня по диаметру вдвое меньше ведущей ше-
стерни и соединена с картером редуктора шлицами. Эта шестерня
опирается на бронзовую сферическую пяту, которая в свою очередь
опирается на фланец.
Весь механизм редуктора заключен в алюминиевый картер, при-
тянутый болтами к передней части картера мотора. В передней части
картера редуктора имеется маслоотражатель, не допускающий выбра-
сывания масла наружу.
85
Втулка винта. Конструкция втулки винта зависит от применяе-
мого типа винта.
Втулка для металлического винта с двумя переставными лопастями
изображена на фиг. 65. Такие втулки изготовляются также для трех-
лопастных винтов.
Лопасть металлического винта сделана обычно из легкого кованого
сплава. Она оканчивается цилиндрическим комлем, который зажи-
мается в отростке втулки винта посредством стяжного хомута, состоя-
Фиг. 65. Втулка для двухлопа-
стного металлического винта.
фиг. 66. Втулка для деревянного винта.
щего из двух полуколец, соединенных шарнирно и стягиваемых
болтом.
Сама втулка состоит из двух половин: передней и задней, которые
обе насаживаются на шлицы вала редуктора.
На передней половине втулки, на кромке отростка, нанесена гра-
дуировка в градусах, по которой устанавливается угол атаки винта.
Для этого на лопасти винта делается черта, по которой лопасть уста-
навливается на тот или иной угол.
Втулка деревянного винта (фиг. 66) состоит из ступицы, насажи-
ваемой на шлицы вала редуктора. Деревянный винт насаживается
на эту ступицу и зажимается двумя фланцами, причем задний фланец
составляет одно целое со ступицей, а передний съемный фланец на-
саживается на нарезанные на ступице шлицы. Оба фланца затяги-
ваются болтами. Втулка винта центрируется на валу редуктора
двумя разрезными бронзовыми конусами (передним и задним) и кре-
пится гайкой, навертываемой на конец вала. Гайка эта стопорится
замком и пружинящим кольцом.
На втулке винта, как деревянного, так и металлического, можег
монтироваться храповик для запуска мотора аэродромным стартером.
Что касается втулок винтов переменного шага, то они бывают
самой разнообразной формы в зависимости от конструкции винта.
Задняя крышка картера (фиг. 67) представляет собой алюминиевую
коробку, крепящуюся к картеру нагнетателя- Она заключает в себе
все приводы агрегатов мотора: главную шестерню приводов, приводы
•S6
масляных и бензиновых насосов, приводы магнето, динамо и счет-
чика оборотов, а также сцепление компрессора самопуска (фиг. 68).
На самой крышке монтируются насосы, масляные и бензиновые,
масляный фильтр, магнето, компрессор воздушного самопуска или
механический самопуск, корпус привода динамо и крышка привода
динамо, колонка привода счетчика оборотов.
Главная ведущая шестерня привода и сцепленный с ней на шли-
цах наклонный валик, приводящий в действие масляные насосы,
магнето и вертикальный валик привода счетчика оборотов, распо-
ложены у внутренней поперечной стенки задней крышки.
Фиг. 67. Задняя крышка картера мотора К-14
Привод бензиновых насосов расположен в нижней части задней
крышки. Привод магнето расположен над масляны*ми насосами, при-
чем ось привода магнето смонтирована на двух шарикоподшипниках.
Масляные насосы расположены по обе стороны крышки: справа —
нагнетающий насос, слева •— отсасывающий. Оба насоса вставлены
в два гнезда и крепятся шпильками к задней крышке на шестигран-
ных фланцах.
В гнезде нагнетающего насоса имеется углубление, образую-
щее масляную камеру, сообщающуюся каналом с выходным отвер-
стием фланца на нижней части задней крышки. Из гнезда отсасываю-
щего насоса идет канал к центру овального фланца, к которому кре-
пится труба, отсасывающая масло из маслосборника.
Бензиновые насосы крепятся к задней крышке на круглых флан-
цах, расположенных по обе ее стороны. Магнето крепятся на боковых
поверхностях задней крышки на треугольных фланцах, причем
упругая муфта магнето расположена внутри крышки. Динамо кре-
пится на фланце, являющемся в то же время крышкой привода динамо,
причем корпус привода динамо крепится и центрируется на наклон-
ной плоскости задней крышки.
Компрессор самопуска крепится на задней плоскости крышки,
представляющей собой кольцевой фланец. К верхней части боковых
поверхностей задней крышки крепятся суфлеры.
87
Насосы и их приводы. Приводы масляных и бензиновых насосов
(фиг. 68), так же как и приводы основных агрегатов мотора, соеди-
нены с главной ведущей шестерней приводов, которая посажена на
шлицах на внутренний валик крыльчатки нагнетателя. На задний
конец ведущей шестерни, на внешние цилиндрические шлицы, по-
•Фиг 68. Приводы задней крышки мотора
К-14:
/—главная ведущая шситерня, 2—наклонный ва-
лин, 3—валик привода масляных насосов, 4—при-
вод магнето, 5—привод бензиновых насосов, 6—
храповин привода компрессора, "—привод динамо,
5—вертикальный валик привода счетчика обо-
ротов.
Нагнетающий насос подает масло
кием и обеспечивает беспрерывную пс
работы мотора.
сажен храповик самопуска,
соединенный с шестерней, ве-
дущей привод бензиновых на-
сосов. Эта шестерня снабжена
тремя зубцами, через которые
самопуск соединяется с валом
мотора.
Передний конец главной
ведущей шестерни снабжен
коническим зубчатым венцом,
соединенным посредством зуб-
чатой конической шестерни
наклонным валиком, на ко-
торый насажена винтовая ше-
стерня привода масляного на-
соса, а также шестерни при-
водов магнето, динамо и вер-
тикального валика привода
счетчика оборотов.
Привод обоих масляных
насосов осуществляется одним
общим валиком, имеющим по-
средине винтовую шестерню,
сцепляющуюся с винтовой
шестерней наклонного валика.
Оба насоса (фиг. 69) при-
водятся ведущими стальными
шестернями, насаженными на
шлицах на обоих концах при-
водного валика. Эти ведущие
шестерни сцепляются с ве-
домыми шестернями (также
стальными) отсасывающего и
нагнетающего насосов, причем
шестерни отсасывающего на-
соса сделаны длиннее шесте-
рен нагнетающего насоса и
обеспечивают большую про-
изводительность. Отсасываю-
щий насос отсасывает масло
из маслосборника и перекачи-
вает его в бак.
из бака в мотор под давле-
на чу масла на всех режимах
<8
Корпусы обоих насосов имеют в плоскости шестерен камеры вхо-
да и выхода масла и закрываются алюминиевыми крышками.
Часовая производительность нагнетающего насоса равна примерно
900 л, но в мотор поступает лишь часть этого количества масла (около
400 л), так как около 500 л проходит через редукционный клапан
и возвращается обратно во всасывающую камеру насоса.
Редукционный клапан соединяет через канал в корпусе насоса
камеру выхода масла с камерой входа, как только давление масла пре-
высит нормально отрегулированное давление в 3,5 кг/см2. Редукцион-
ный клапан монтируется на корпусе нагнетающего насоса. Натя-
жение его пружины регулируется специальным винтом. Произво-
Фиг. 69. Масляные насосы мотора К-14-»
Слевт — отсасывающий насос в ра.-збранном виде, справа—нагнетающий насс -
с редакционным клапаном.
дительность отсасывающего насоса равна примерно 1400 л/час, но
перекачивает он, естественно, только то количество масла, которое
поступает в мотор.
Приводной валик масляных насосов с обоих концов закрыт дюра-
левыми пробками. По обе стороны винтовой шестерни валик имеет
две шейки, из которых левая вращается в дюралевой втулке, запрес-
сованной в бобышку отсасывающего насоса, а правая шейка — в дю-
ралевом подшипнике, запрессованном в бобышку нагнетающего на-
соса.
Привод обоих бензиновых насосов также осуществляется одним
общим валиком 5 (фиг. 68), посредине которого находится винто-
вая шестерня, сцепляющаяся с шестерней, сидящей на храповике
главной шестерни приводов в задней крышке картера.
Валик привода бензиновых насосов вращается в бронзовых втул-
ках, запрессованные в бобышки задней крышки. Оба насоса
коловратные типа AM. Крепятся они с обеих сторон задней крыш-
ки картера мотора. Оба насоса независимы, и в случае отказа
работы одного из .них, производительность другого полностью обес-
печивает питание мотора на всех режимах. Установка двух насо-
сов объясняется исключительно желанием повысить надежность ра-
боты мотора.
Система газораспределения мотора состоит из следующих эле-
ментов: клапанов, привода газораспределения, кулачковой шайбы,
тяг и коромысел.
89
Каждый цилиндр имеет два клапана: один всасывающий и один
выхлопной, которые расположены в верхней части головок под
углом в 45° друг к Другу.
Клапаны (фиг. 70) изготовлены из специальной стали и со-
стоят из пустотелого штока и грибка тюльпанообразной формы. Шток
клапана движется в бронзовой направляющей, запрессованной в го-
ловку цилиндра. Ролик коромысла работает по наконечнику из
цементированной стали, запрессованному в шток клапана.
Клапан прижимается к седлу тремя цилиндрическими пружинами,
которые своей верхней частью упираются в центрирующую их сту-
пенчатую тарелку. Нижней своей частью пружины опираются на
нижнюю стальную тарелку, которая стопорился штифтом на головке
Фиг. 70. Клапаны мотора К-14.
Слева—всасывающий в лапан, справа—детали выхлопного «лапана.
цилиндра. Верхняя тарелка удерживается на штоке клапана кони-
ческим замком, состоящим из двух частей и имеющим изнутри кру-
говые выступы, которыми он входит в1 соответствующие выточки на
штоке клапана.
Клапанные пружины всасывающих и выхлопных клапанов оди-
наковы.
Сами же клапаны несколько отличаются один от другого. Так,
на грибке выхлопного клапана сделана конусная кромка, наваренная
стеллитом; грибок имеет меньший диаметр, чем грибок всасывающего
клапана. Такой грибок менее подвержен деформациям, вызываемым
работой клапана при очень высоких температурах.
Кроме того шток выхлопного клапана наполнен металлическим
натрием, что способствует охлаждению клапана.
Грибок всасывающего клапана делается большего диаметра с тем,
чтобы увеличить проходное сечение для свежей горючей смеси и обес-
печить лучшее наполнение цилиндра.
Привод газораспределения. Газораспределение*
осуществляется кулачковой шайбой, приводимой от коленчатого вала
через две цилиндрические шестерни (фиг. 71).
Ведущая шестерня привода газораспределения, сидящая свободно
на коленчатом валу и сцепленная с муфтой шарикопод i циника, си-
дящего также на коленчатом валу, имеет зубчатый всниц, который
сцепляется с промежуточной шестерней привода газораспределения.
90
Последняя соединена в свою очередь с промежуточным валиком, Кото-
рый имеет зубчатый венец, сцепляющийся с зубцами кулачковой
шайбы. Этот промежуточный ва-
лик пустотелый и смонтирован на
двух шарикоподшипниках. Вся пе-
редача крепится на крышке упор-
ного шарикоподшипника коленча-
того вала мотора.
Кулачковая шайба вра-
щается со скоростью, равной одной
шестой числа оборотов коленча-
того вала в направлении, обратном
направлению вращения коленча-
того вала.
По внешней поверхности шайба
имеет две дорожки, скошенных
под углом: передняя для вых-
лопа, задняя для всасывания.
Каждая дорожка имеет по три
кулачка, отстоящих один от дру-
гого на 120°.
Изнутри на шайбе нарезан зуб-
чатый венец, служащий для сцеп-
ления с ведущей шестерней при-
Фиг. 71. Кулачковая шайба и привод,
газораспределения мотора К-14.
вода газораспределения.
Кулачковая ‘шайба скреплена
болтами с дюралевой ступицей,
в которую запрессованы две втул-
ки, вращающиеся на распорной втулке коленчатого вала. Между,
этими двумя втулками сделана выточка для смазки, и в каждой
Фиг. 72. Толкатели мотора
К-14 и их направляющая.
втулке имеется спиральная смазочная ка-
навка.
Кулачковая шайба упирается в наса-
женный на коленчатый вал упорный ша-
рикоподшипник, который воспринимает
осевые усилия, создающиеся вследствие
того, что поверхности кулачков сделаны
наклонными.
Кулачковая шайба приводит в движе-
ние клапаны посредством толкателей, тяг
и коромысел.
Т олкатель (фиг. 72) представляет
собой цилиндрический стержень, в нижнюю
утолщенную вилкообразную часть которого
вставлен ролик, скользящий по внешней наклонной дорожке кулач-
ковой шайбы. Ролик этот вращается на бронзовой втулке, которая
насажена на ось, запрессованную в толкатель. Верхний конец тол-
кателя имеет углубление в виде чашечки, в которую вставляется
нижний наконечник тяги. Толкатель ходит во втулке, запрессован-
ной в направляющую.
91
В направляющую монтируются оба толкателя: толкатель выхлопа
спереди и толкатель всасывания сзади.
Направляющая изготовлена из алюминия и крепится фланцем,
зажатым между плоскостями передней
крышки и наконечника кожуха тяги.
Тяга толкателя представляет
собой стальную трубку, в которую за-
прессованы два наконечника — нижний
и верхний (фиг. 73).
Нижний наконечник тяги представ-
ляет собой цементированный шарик, ко-
торый упирается в углубление, сделан-
ное в верхнем конце толкателя. Верхний
н .конечник тяги сочленяется с коро-
мыслом сферической головкой, причем
усилия между коромыслом и тягой пере-
даются посредством шарика, находя-
щегося между двумя роликами.
Постоянное соприкосновение ролика
толкателя с кулачковой шайбой, а так-
же соприкосновение тяги с толкателем,
обеспечивается пружиной, упирающей-
ся в бортик на нижнем наконечнике
Фиг. 73. Тяги толкателей и
кожуха
тяги.
Тяга толкателя заключена в кожух, представляющий собой алю-
миниевую трубку, опирающуюся на вилкообразный алюминиевый
наконечник, к которому она крепится накидной гайкой. Герметич-
ность кожуха дости-
гается с помощью
фетровых прокладок,
которые зажимаются
между кожухом тяги
и гайками его креп-
тения, нижней и верх-
ней.
Коромысло
(фиг. 74) представля-
• ет собой двуплечий
рычаг, укрепленный
при помощи двух ша-
рикоподшипников на
стержне, который в
свою очередь крепит-
ся к нижней части
головки цилиндра.
Ша рикопод ш и п н и к и
вставлены в отверстие коромысла и разделены прокладным кольцом.
Коромысло помещается в вилке суппорта коромысла, причем ось
коромысла крепится посредством специальной гайки.
92
На одном конце коромысла, в вилке, укреплен ролик, с помощью
которого приводится клапан. Ролик этот вращается не прямо на своей
оси, а на промежуточной втулке. На другом конце коромысла имеется
ударник, который ввертывается в специальную эксцентричную регу-
лировочную втулку, обеспечивающую полную взаимозаменяемость
коромысел переднего и заднего ряда цилиндров. Для перестановки
коромысла с одной звезды на другую достаточно повернуть указан-
ную эксцентричную втулку на 180°.
Крепление коромысла, конструкция которого предусматривает
компенсацию теплового расширения деталей, сделано таким образом
что зазор между роликом коромысла
и штоком клапана у горячего мотора
остается тот же, что и у хо-
лодного мотора при монтаже. Это
достигается тем, что нижняя часть
суппорта может скользить в бронзо-
вой втулке, запрессованной в бо-
бышку клапанной коробки, причем
суппорт соединен с нижней частью
головки цилиндра посредством паль-
ца, проходящего через ушко суппорта
и через сверление в двух бобышках
головки цилиндра.
Схема действия этого компенса-
торного устройства (фиг. 75) сводится
к следующему. Цйлиндр, фиксиро-
ванный на картере, при нагревании
на работающем моторе расширяется
кверху от плоскости картера M/V.
Расстояние точки В коромысла от
плоскости MN остается постоянным,
так как длина BD тяги толкателя Р
не изменяется. Точка С на горячем
цилиндре перемещается в С вслед-
ствие расширения цилиндра кверху.
Точка О, связанная суппортом Т с точкой С, перемещается в О'.
Коромысло повертывается вокруг точки В, и поэтому точка А
перемещается в А' соответственно отношению плеч:
А4' АВ
00' — ов
Ясно, что А А' > 00'.
Клапан благодаря своему расположению в головке цилиндра пере-
мещается больше, чем точка С, находящаяся на цилиндре, так как
к ее перемещению прибавляется еще расширение от нагрева самого
клапана. Наконечник клапана поэтому перемещается из точки Е
в точку Е’.
Компенсатор рассчитан таким образом, что всегда, какова »ы ни
была температура головки цилиндра,
ЕЕ' = АА',
S3
и следовательно, зазор на холодном моторе J равен зазору на горячем
моторе J'.
Нагнетатель. Смесь, поступающая из карбюратора в нагнетатель,
после сжатия в нагнетателе подводится по всасывающим патрубкам
в цилиндры мотора через отдельный коллектор. Сам нагнетатель
состоит из шести частей (фиг. 76): картера нагнетателя, корпуса диф-
фузора, крышки диффузора, крыльчатки с валиком и привода нагне-
тателя.
Картер нагнетателя, имеющий вид спиральной улитки, отлит из
алюминиевого сплава и крепится к промежуточной крышке картера
мотора. Карбюратор крепится к нагнетателю через переходной патру-
бок, соединенный с входным отверстием улитки.
В передней части картера нагнетателя центрируется корпус диф-
фузора нагнетателя, в задней части картера имеется отверстие, в ко-
Фиг. 76. Узлы нагнетателя мотора К-14.
торое запрессовыва-
ется бронзовая втул-
ка, служащая обоймой
заднего шарикопод-
шипника.
В корпусе диффу-
зора нагнетателя по-
мещаются все шестер-
ни и диффузор. Зад-
няя стенка корпуса
образует вместе с кар-
тером нагнетателя ка-
меру крыльчатки. В
камере, об разуемой
корпусом диффузора
и его крышкой, помещается весь привод нагнетателя.
Крышка диффузора представляет собой литой алюминиевый диск,
на котором имеются три бобышки, расположенные под углом в 120°
одна к другой, служащие опорами для передних концов осей фрикци-
онных передач привода нагнетателя- На каждой бобышке крепится
маслосборочный козырек, из которого масло поступает на фрикцион-
ную передачу.
Крыльчатка имеет 14 лопаток и сделана из стали. Она крепится
на валике при помощи шлиц и гайки, навертываемой на задний конец
валика. Сам валик монтирован на двух шарикоподшипниках, сидя-
щих в бронзовых обоймах, из которых одна запрессована в отверстие
корпуса диффузора, а другая — в отверстие картера нагнетателя-
Передняя обойка служит также для уплотнения камеры крыльчатки
от масла. Привод нагнетателя состоит из внутреннего валика крыль-
чатки, упругой шестерни и трех пар промежуточных шестерен с фрик-
ционным сцеплением.
Внутренний валик крыльчатки передает вращение от коленчатого
вала мотора нагнетателю и всем агрегатам на задней крышке. Задняя
часть внутреннего валика представляет собой трубку, проходящую
через валик крыльчатки; нарезанными на его конце шлицами внутрен-
ний валик сцепляется с ведущей шестерней задней крышки и передает
94
ей крутящий момент. Внутри валика запрессована масляная трубка,
подающая масло из масляного насоса в коленчатый вал мотора. При-
вод нагнетателя смазывается маслом, идущим между стенками этой
трубки и валиком. Передняя часть внутреннего валика развита в кре-
стовину упругой шестерни с пятью изогнутыми в одну сторону от-
ростками (фиг. 77).
Упругая шестерня представляет собой зубчатый венец, внутри
которого имеется пять отростков, служащих опорами для пяти ци-
линдрических пружин,
снабженных на концах
бронзовыми башмаками,
которые вставляются ме-
жду отростками кре-
стовины и отростками
зубчатого венца. Эти
пружины работают на
сжатие и амортизируют
толчки, происходящие
при резких изменениях
режима во время работы
мотора. Когда при рез-
ком увеличении угловой
скорости внутреннего
валика крыльчатки со-
здаются значительные
инерционные силы от
деталей нагнетателя, то
пружины сжимаются, и
Крестовина упругой ше- Фиг. 77. Упругая шестерня передачи к магнета-
•стерни поворачивается -гелю мотора К-14
на некоторый угол отно-
сительно шестерни в направлении ее вращения. Когда же вслед
затем пружины разжимаются до своего нормального положения,
крестовина и зубчатый венец упругой шестерни вновь приходят в
свое первоначальное положение, и происходит смещение крестовины
в обратном направлении.
Зубчатый венец фиксируется на крестовине в осевом направлении
двумя бронзовыми фланцами, которые крепятся пятью винтами на
отростках зубчатого венца.
Упругая шестерня сцепляется с малой шестерней фрикционной
передачи.
Малая шестерня фрикционной передачи вращается на двух иголь-
чатых подшипниках, внутренним кольцом которых служит шейка
пальца фрикционной передачи.
Все три фрикционные передачи совершенно одинаковы и располо-
жены симметрично под углом в 120° одна к другой.
Ступица малой шестерни имеет пять наружных шлиц, на которые
насажен поводок сухарей (грузов) фрикционной передачи (фиг. 78).
между радиальными отростками которого скользят четыре бронзо-
вых сухаря. Большая шестерня в свою очередь посажена на ступицу
95
поводка, на которой она вращается свободно, причем между ступи-
цей поводка и большой шестерней имеется втулка.
Такая конструкция фрикционной передачи предохраняет детали
привода нагнетателя от резких толчков и ударов при изменении ре-
жима работы мотора. Между тем такие удары могут весьма существенно
сказаться на действии нагнетателя вследствие того, что даже незна-
чительное изменение числа оборотов коленчатого вала сразу же вы-
зывает резкое повышение числа оборотов крыльчатки, так как она вра-
щается со скоростью, превышающей в 81/., раз скорость вращения
коленчатого вала мотора.
Достигается это благодаря
проскальзыванию сухарей в том
случае, когда инерционные силы
превосходят максимальный кру-
тящий момент, передаваемый
фрикционным сцеплениям. Так,
при установившемся режиме ра-
боты мотора сухари прижима-
ются к зубчатому венцу боль-
шой шестерни, и он вращается
с той же скоростью, что и малая
шестерня. При повышении же
числа оборотов коленчатого вала
инерционные силы всех деталей
нагнетателя препятствуют им
сразу изменить скорость враще-
ния, и сухари в течение неко-
торого времени проскальзывают
Фиг. 78. Большая шестерня фрикционной
передачи к крыльчатке нагнетателя мо-
тора К-14.
по внутренней поверхности большой шестерни, прижимаясь к ней
под действием центробежной силы, и постепенно увеличивают ско-
рость вращения большой шестерни до требуемого числа оборотов.
Если же, наоборот, происходит снижение числа оборотов коленча-
того вала, то сухари начинают вращаться с меньшей скоростью,
чем большая шестерня, проскальзывают по ее внутренней поверхно-
сти, тормозят ее и тем самым постепенно снижают число ее оборотов.
Что касается моментов запуска и остановки мотора, то тут про-
исходит следующее.
При запуске мотора сухари, увлекаемые поводком, начинают вра-
щаться одновременно с коленчатым валом мотора, и при увеличении
скорости вращения увеличивается и центробежная сила сухарей,
которые начинают прижиматься к внутренней поверхности большой
шестерни, вследствие чего большая шестерня вместе с крыльчаткой
начинает постепенно набирать скорость, соответствующую центро-
бежной силе сухарей.
При остановке мотора сухари останавливаются одновременно
с коленчатым валом и перестают прижиматься к большой ше-
стерне.
Крыльчатка нагнетателя еще некоторое время продолжает вра-
щаться, пока не остановится под действием внутреннего трения между
деталями.
96
Степень наддува, даваемого нагнетателем, регулируется автома
тическим регулятором наддува (фиг. 79).
По устройству он аналогичен описанному выше регулятору мотора
АМ-34РН (см. стр. 46).
Охлаждение. Воздушное охлаждение мотора осуществляется при
помощи охлаждающих ребер большой поверхности, расположенных
на гильзах и головках цилиндров.
Весь мотор охлаждается в полете встречным потоком воздуха
и обдувом винта. Для улучшения условий охлаждения между ци-
линдрами мотора ставягся специальные дефлекторы, направляющие
охлаждающую струю воздуха.
Фиг. 79. Автоматический регулятор наддува мотора К-14.
Смазка осуществляется, как указано выше, двумя шестеренча-
тыми насосами.
Маслосборник расположен между двумя нижними цилиндрами
задней звезды и имеет магнитный фильтр, удерживающий попавшие
в масло металлические частицы, и сетчатый фильтр.
Циркуляция масла в моторе происходит следующим путем: из
нагнетающего насоса масло подается в хвостовик коленчатого вала,
откуда через каналы в щеках подается к шейкам коленчатого вала
и к подшипникам обоих главных шатунов.
В передней части коленчатого вала имеется втулка с рядом реб-
ристых перегородок — масляный распределитель, при помощи кото-
рого масло распределяется в редуктор, в переднюю шейку коленчатого
вала и в коренной подшипник. Подшипники вала редуктора и подшип-
ники сателлитов смазываются под давлением, а зубчатые передачи
смазываются барботажем (разбрызгиванием).
Из всех трех частей картера масло стекает в маслосборник по спе-
циальным трубопроводам, огибающим нижний цилиндр переднего
ряда (№ 8), во избежание переполнения этого цилиндра маслом.
I'. 4. Бу.илчев—244—7
97
Привод нагнетателя смазывается разбрызгиванием. Все масло,
прошедшее через мотор, стекает в маслосборник, откуда откачивается
вторым (откачивающим) насосом обратно в бак- На нагнетающей
магистрали имеются отводы масла к регулятору наддува на нагне-
тателе. Пары масла выводятся из картера наружу через два суфлера,
помещенные на задней крышке.
Зажигание осуществляется двумя 4-искровыми магнето с 14 кон-
тактами.
Передаточное число между коленчатым валом мотора и магнето
равно 7/4 (или м/8). Действительно, так как цикл мотора происходит
за два оборота коленчатого вала, в продолжение которых вспышка
Фиг 80. Упругая муфта привода
магнето мотора К-14.
должна последовательно произойти
во всех 14 цилиндрах, а магнето
дает за два оборота восемь искр,
то вращаться оно должно со ско-
ростью, равной 14/8 числа оборотов
коленчатого вала мотора.
Магнето приводится от по-
лого валика, монтированного на
двух шарикоподшипниках и имею-
щего посредине винтовую шестерню,
приводимую в действие наклонным
валиком (фиг. 68). Этот валик имеет
на каждом конце по пазу, в ко-
торые входят хвостовики поводков.
Каждый конец валика приво-
да магнето через упругую муфту
(фиг. 80) вращает магнето. Муфта
состоит из двух основных деталей:
поводка магнето, жестко соединенного с валиком магнето, и диска.
жестко соединенного с приводным валиком. Каждая из этих деталей
снабжена тремя отростками, расположенными под углом в 120° один
к другому. Между этими отростками вставлено шесть пружин, упру-
гость которых амортизирует толчки и удары, могущие произойти во
время работы мотора.
На валик привода магнето насажен поводок, имеющий три ради-
альные лапки, которые вставляются в три паза диска упругой муфты.
На валик магнето насажена регулировочная муфта, имеющая 149
торцевых зубцов, которыми валик сцепляется с такими же зубцами
поводка магнето. Эти зубцы служат для регулировки зажигания.
Каждое магнето питает все 14 цилиндров; правое магнето —
задние свечи, левое магнето — передние свечи.
Провода зажигания присоединены к свечам метал-
лическими зажимами, закрепленными на проводах и привертывае-
мыми к свечам накидными гайками.
Свечи (по две на цилиндр) ввертываются в бронзовые втулки
и ставятся на медноасбестовые прокладки, обеспечивающие непрони-
цаемость соединения.
Порядок зажигания по цилиндрам следующий
I— Ю—5—14—9—4г—13—8—3—12—7—2— 11—6.
98
Вспышки во всех 14 цилиндрах должны происходить через рав-
ные промежутки времени на протяжении двух оборотов коленчатого
вала, т. е. через каждые 51,4е.
Мотор Райт «Циклон»
Авиационный мотор Райт «Циклон» (фиг. 81) является высотным
g-цилиндровым звездообразным двигателем воздушного охлаждения,
с редуктором и нагнетателем.
Картер мотора состоит в основном из трех частей.
Фиг. 81. Мотор Райт «Циклон».
В передней части картера (фиг. 82) расположен привод к кулач-
ковой шайбе. Средняя часть картера несет на себе цилиндры мотора
и является опорой для коренных подшипников коленчатого вала-
Она состоит из двух разъемных по оси цилиндров частей, стянутых
восемью болтами и одной шпилькой, проходящими между цилиндрами.
К задней стенке средней части картера крепится передняя часть
нагнетателя (фиг. 83). Она образует переднюю стенку корпуса на-
гнетателя и распределительный коллектор с отверстиями, к которым
крепятся всасывающие трубы. К этой же задней стенке средней части
картера крепится электронный маслосборник. Помещается он между
5-м и 6-м цилиндрами. *
99
К пе дней части нагнетателя крепится непосредственно болтами
задняя ч ictl корпуса нагнетателя, образующая диффузорную камеру.
Фиг. 82. Передняя и средняя Фиг. 83. Передняя часть нагнетателя, диф-
частн картера мотора Райт фузор и задняя часть нагнетателя мотора
«Циклон». Райт «Циклон».
К задней части нагнетателя крепится карбюратор с подачей воздуха
сверху. К ней же крепится болтами литая задняя крышка, на которой
Фиг. 84 Цилиндр мотора Райт «Циклон» с примыкающими
к нему деталями.
установлены два -магнето, динамо, самопуск, масляный насос и привод
к счетчику оборотов.
103
Привод к агрегатам осуществляется цилиндрическими шестернями
В задней же крышке лежит своим задним концом ось упругой двойной
шестерни передачи к крыльчатке, опирающаяся передним своим
концом на подшипник в задней стенке корпуса нагнетателя.
Цилиндры (фиг. 84) состоят из стальных гильз, на которые навин-
чиваются алюминиевые головки, предварительно нагретые до 320-
340°. Стаканы и головки снабжены ребрами для охлаждения. Охлаж-
дающие ребра на головке идут параллельно оси мотора; нижнее ребро
головки утолщено для повышения прочности.
Коробки клапанных коромысел и клапанные коробки составляют
одно целое с головкой. На юловке предусмотрены также бобышки,
Фиг. 85. Коленчатый вал мотора Райт
«Циклон»
в которые запрессованы направ-
ляющие и гнезда клапанов, и
свечевые отверстия, в которые
ввинчены бронзовые втулки для
свечей. По бокам выхлопных
окон цилиндров ввертываются
шпильки для крепления выхлоп-
ных патрубков. И впускные и
выхлопные патрубки обращены
к задней стороне мотора.
Каждый цилиндр имеет два
клапана: один всасывающий,
другой выхлопной. Клапаны
приводятся в движение кулач-
ковой шайбой через толкатели,
тяги и клапанные коромысла.
Клапаны наклонены к оси ци-
линдра так, что угол между
осями клапанов равен 75 . Ка-
мера сгорания имеет полусфери-
ческую форму.
Нумерация цилиндров ведется от вертикального верхнего ци-
линдра по часовой стрелке, если смотреть от летчика.
Герметичность соединения картера и цилиндров обеспечивается
резиновыми кольцами, зажатыми в специальной выточке картера.
Коленчатый вал выполнен разъемным (фиг. 85) и состоит из двух
частей: передней и задней. Переднюю часть образуют носок вала,
не шлицы которого насаживается ведущая шестерня редуктора,
передняя коренная шейка, передняя щека с противовесом и шатун-
ная шейка. Задняя часть состоит из задней щеки с противовесом
и задней коренной шейки. Шатунная шейка входит в отверстие в верх-
ней части задней щеки. В нижней части каждой из щек параллельно
оси вала просверлено точное отверстие. В эти отверстия при
сборке вала вставляется штырь, обеспечивающий совпадение осей
коренных шеек вала.
Коленчатый вал лежит на двух подшипниках: переднем (ролико-
вом) и заднем (шариковом).
На передней части коленчатого вала на скользящем подшипнике
сидит кулачковая шайба газораспределения.
10!
Передняя часть шатунной шейки и коренная шейка высверлены
для облегчения. Задняя же часть (конец) шатунной шейки оставлена
невысверленной, во избежание деформации при затяжке. Противо-
вес приклепан к нижним частям щек.
В заднюю часть коленчатого вала вставлен валик, проходящий
через полый валик крыльчатки нагнетателя и имеющий на конце ци-
линдрическую шестерню, передающую движение коленчатого вала
агрегатам. Одним концом валик входит в отверстие коленчатого вала
и сцепляется с ним на шлицах, а другим концом он опирается на
скользящий подшипник.
Шатуны. Мотор имеет один главный и восемь прицепных шатунов
(фиг. 86), которые крепятся к главному посредством пальцев. Все
шатуны, как главный, так и прицепные, дву-
таврового сечения и сделаны из специальной
термически обработанной легированной стали.
Главный шатун неразъемный. Нижняя головка
его имеет стальной подшипник, залитый свин-
цовистой бронзой; в верхнюю же головку глав-
ного шатуна запрессована бронзовая втулка.
Такие же бронзовые втулки запрессованы в
верхние и нижние головки прицепных шату-
нов. Эти бронзовые втулки удерживаются
стопорами. Главный шатун работает в цилин-
дре № 4.
Пальцы прицепных шатунов сделаны из
специальной высокосортной стали и имеют с
одного конца круглый фланец, срезанный с
одного бока. Между срезами двух соседних
пальцев помещается контровая пластина, удер-
Фиг. 86. Шатуны мотора живающая пальцы от проворачивания и от
Райт «Циклон» осевого перемещения. Каждая контровая
пластина удерживается на месте двумя вин-
тами, законтренными проволокой.
Поршни алюминиевые кованые. Днища поршней с внутренней
стороны снабжены ребрами в виде решетки, предназначенными для
увеличения прочности и для улучшения охлаждения.
На поршнях сделано пять кольцевых канавок, из которых четыре
расположены выше поршневого пальца и одна — ниже. В эту ниж-
нюю канавку вставлено два кольца.
Три верхние канавки предназначены для уплотнительных колец,
остальные — для маслосборочных. Колец всего шесть на каждом
поршне.
Поршневые пальцы сделаны из термически обработанной легиро-
ванной стали; они отшлифованы внутри и отполированы снаружи.
Пальцы плавающие: свободно вращаются как в поршне, так и в ша-
туне. На концах поставлены пустотелые алюминиевые заглушки и
проволочные кольца, препятствующие перемещению пальца вдоль
его оси.
Механизм распределения (фиг. 87). Кулачковая шайба представ-
ляет собой закаленный стальной диск с двумя рядами цементирован-
102
ных кулачков, но четыре кулачка в каждом ряду. Передний ряд ку-
лачков управляет клапанами выпуска, а задний ряд — клапанами
впуска.
Кулачковая шайба приводится зубчатой передачей, с внут-
ренним зацеплением, расположенной на задней стороне шайбы.
Шайба вращается со скоростью, равной одной восьмой скорости враще-
ния коленчатого вала, и в сторону, обратную направлению вращения
коленчатого вала.
При вращении кулачковой шайбы ее кулачки через толкатели,
действующие на тяги и коромысла, приводят в движение клапаны.
Толкатели, приводимые в действие кулачковой шайбой, так же как
Фиг. 87. Детали механизма распределения мотора Райт «Циклон».
и их направляющие, изготовлены из цементированной стали и рас-
положены по окружности передней крышки картера.
В верхний конец толкателя (фиг. 88) запрессована цементирован-
ная чашечка, на которую опирается нижний шарообразный конец
тяги; на нижнем же конце толкателя имеется прорезь, в которую
вставлен ролик, вращающийся на плавающей оси и скользящий по
кулачковой шайбе. Толкатели и их направляющие вынимаются по
отдельности; дляЪтой операции ие требуется снятия средней крышки
картера.
Тяги коромысел сделаны из термически обработанных цельнотяну-
тых труб и имеют на конце запрессованные стальные шарообразные
головки.Тяги заключены в кожухи, сделанные из отожженных дура-
левых цельнотянутых труб.
Коромысла куются из стали. Они установлены на двойных роли-
ковых подшипниках, внутренние обоймы которых крепятся в коробке
коромысла сквозной осью.
Клапанный конец коромысла имеет форму вилки, в которой на
оси установлен ролик. Другой конец коромысла, обращенный к тяге,
103
снабжен установочным винтом, регулирующим зазор клапана, и за-
жимным винтом, удерживающим винт в нужном положении.
Фиг. 88. Детали клала иного механизма мотора Райт
«Циклон»
Клапаны. Клапаны впуска имеют тюльпанообразную форму, кла-
паны выпуска — тарельчатые. И те и другие сделаны из жаростойкой
стали.
Клапан выпуска делается пустотелым для наполнения его охла-
ждающим натрием Наружный диаметр его штока больше, чем
104
диаметр штока впускного клапана, который имеет сплошное
сечение.
Диаметры грибков обоих клапанов одинаковые — 80 мм. На каж-
дый клапан насаживаются три концентрические спиральные пружины,
одинаковые как для впускного, так и для выпускного клапана.
Наружные концы пружин упираются в тарелку, которая удер-
живается на конце клапана при помощи кольцевого замка.
Фиг. 89. Крыльчатка и детали механизма привода
к крыльчатке мотора Райт «Циклон».
Нагнетатель центробежного типа состоит в основном из дура левой
крыльчатки с радиальными лопатками, диффузора и распределитель-
ного коллектора.
Крыльчатка (фиг. 89) устанавливается на полом валике, в каждый
конец которого запрессованы втулки.
Диффузор представляет собой кольцевую щель вокруг крыльчатки,
в которой расположены направляющие лопатки. Через диффузор
смесь попадает в распределительный коллектор и оттуда в цилиндры
Двигателя. Передняя часть диффузора образуется задней поверх-
ностью стенки передней части нагнетателя. Задняя крышка диф-
фузора представляет собой диск с девятью лопатками и крепится
к задней части корпуса нагнетателя.
Распределительный коллектор представляет собой кольцевой про-
ход, образованный передней частью нагнетателя. К последней под
некоторым углом крепятся всасывающие патрубки.
105
На валике крыльчатки, в передней части нагнетателя, имеется
маслоотражатель, не допускающий подсоса масла из картера
в нагнетатель. В середине втулки маслоотражателя проточена коль-
цевая канавка, соединенная при помощи проточки с подобной же
канавкой в такой же втулке в задней части нагнетателя. В этой зад-
ней втулке имеется отверстие для сообщения с атмосферой, служащее
для выравнивания давления во время работы крыльчатки. При нали-
чии разрежения в этом месте масло подсасывалось бы из картера
в нагнетатель.
Фиг. 90. Планетарный редуктор с цилиндрическими
шестернями мотора Райт «Циклон».
Вращение сообщается крыльчатке от коленчатого вала через пере-
дачу (фиг. 89). Передача состоит из сидящей на валу пружинной ше-
стерни, зацепляющейся с двойной фрикционной шестерней, которая
в свою очередь сцепляется с шестерней, представляющей одно целое
с валиком крыльчатки.
Упругая передача к крыльчатке осуществляется, как указано
выше, ведущей упругой шестерней, ступица которой составляет одно
целое с ведущим валиком приводов и расположена на заднем конце
этого валика.
Редуктор. Моторы Райт «Циклон» выпускаются как с прямой
передачей на винт, так и с редукторами. Редукторы применяются
двух типов: планетарный с цилиндрическими шестернями (фиг. 90)
и планетарный с коническими шестернями.
Редуктор с коническими шестернями такой же, как и применяе-
мый на моторе Гном-Рон К-14 (см. стр. 84).
106
Редуктор с цилиндрическими шестернями в основном состоит из
ведущей шестерни внутреннего зацепления, посаженной на шлицах
на переднем конце коленчатого вала, и из находящихся с ней в зацеп-
лении шести сателлитных шестерен, вращающихся в специальных
скользящих подшипниках на концах крестовины, которая составляет
одно целое с валом редуктора. Сателлитные шестерни сцепляются
также с неподвижной цилиндрической шестерней, укрепленной на
передней крышке картера редуктора.
Редуктор работает следующим образом. Ведущая шестерня, за-
крепленная на коленчатом валу мотора, вращает ведомые малые сател-
литные шестерни, сидящие на крестовине. Ведомые шестерни катятся
по зубцам неподвижной шестерни и ведут за собой крестовину, со-
ставляющую одно целое с валом редуктора, передавая таким образом
вращение ведущей шестерни валу редуктора.
Передаточное число редуктора (степень редукции) равно 11/16.
Передний конец коленчатого вала входит в полый вал редуктора.
На него надеты две втулки, на которые вал редуктора опирается
у своего переднего и заднего концов.
Вал редуктора короткий, прямой и полый по всей длине. Кре-
стовина с шестью концами, несущая малые сателлитные шестерни
редуктора, откована вместе с валом редуктора.
Привод нагнетателя и всех вспомогательных агрегатов осуществ-
ляется от ведущего валика приводов, на конце которого находится
ведущая шестерня приводов и храповик, с которым сцепляется само-
пуск.
Все главные передачи осуществляются через цилиндрические ше-
стерни, помещающиеся в задней крышке.
Смазка подается во все части мотора под давлением, за исключением
стенок цилиндров, шатунных пальцев и коренных подшипников
коленчатого вала, которые смазываются разбрызгиванием. Масло
поступает из бака в масляный насос, который его гонит через внутрен-
ний фильтр, помещающийся на левой стороне задней части картера
нагнетателя. Масляный редукционный клапан перепускает излишек
масла опять во всасывающую магистраль масляного насоса.
Регулировка давления масла производится при помощи регули-
рующего винта, который увеличивает или уменьшает натяжение пру-
жины. Передаточное число от коленчатого вала к масляному насосу
равно Х1/8.
Из фильтра масло подается в кольцеобразную канавку, прорезан-
ную в крышке вокруг подшипника ведущего валика приводов, и через
отверстия, просверленные в цапфе и во втулке валика, проходит
в полость валика. Из его переднего конца масло проходит через ка-
налы, просверленные в щеке, внутрь шатунной шейки коленчатого
вала. Подшипник главного шатуна смазывается через трубку, за-
прессованную в шатунную шейку.
Смазка распределительного механизма осуществляется с помощью
изогнутой трубки, соединяющей полость шатунной шейки с кольцевой
расточкой втулки распределительной шайбы. Из расточки масло посту-
пает через отверстия во втулке в подшипник распределительной шайбы,
а через осевую канавку и отверстие в шестерне распределения — в
107
трубку, запрессованную в нижнюю часть кронштейна передаточных
шестерен механизма распределения. По этой трубке масло подводится
в полость оси двойной шестерни распределения.
Отверстие, просверленное в передней части этой оси, направляет
масло к втулке двойной шестерни распределения.
Скользящие подшипники нагнетателя смазываются через отвер-
стие в ведущем валике приводов, расположенное между подшипни-
ками. Просверленный проход в задней части корпуса нагнетателя,
ниже заднего подшипника ведущего валика приводов, направляет
масло из кольцеобразной камеры в заднем подшипнике ведущего
вала к оси двойной шестерни передачи к крыльчатке. Масло започ-
няет эту ось и смазывает подшипники через просверленные на обоих
концах оси отверстия.
Это сверление проходит ниже оси двойной шестерни и направляет
масло к подшипнику шестерни привода к динамо. Два подшипника
шестерен привода магнето, подшипники шестерен привода бензино-
вого и масляных насосов смазываются маслом, проходящим через
стальные трубки, закрепленные непосредственно в кольцевой канавке
заднего подшипника ведущего валика приводов и подводящие масло
ко всем трущимся поверхностям задней крышки.
Крышки клапанных коробок снабжены фетровыми прокладками,
которые периодически смачиваются в масле и обеспечивают смазку
верхней рабочей плоскости клапанных тарелок и роликов коромысел,
гнезд регулировочных болтов и шаровых концов тяг. Толкатели тоже
имеют фетровые прокладки, подающие масло через просверленные
в гнездах отверстия к нижним шаровым концам коромысловых тяг.
Коромысловые подшипники смазываются путем периодического
заполнения тавотом через штауфер, закрепленный на просверленном
пальце коромысла. Все отработанное масло стекает в маслосборник,
откуда отсасывается масляным насосом. Масло из упорного под-
шипника, шестерен привода распределения, кулачковой шайбы и
толкателей стекает на дно передней части картера, откуда через
специальные отверстия попадает в маслосборник.
Масло из главной части картера стекает в маслосборник через
проходы в передней и задней частях последнего. Масло из вспомога-
тельных передач и передач нагнетателя стекает на дно задней части
корпуса нагнетателя, затем через проход в передней стенке корпуса
нагнетателя попадает в маслосборник. Проход через переднюю и
заднюю части нагнетателя соединяет отсасывающий насос с отдель-
ной камерой, помещающейся сзади маслосборника. Эта камера
помещается поперек днища маслосборника, и все отработанно^ масло
проходит в эту камеру через фильтр на дне маслосборника.
Зажигание осуществляется при помощи двух магнето «Сцинтилла»,
устанавливаемых на задней крышке. Каждое магнето обслуживает
все цилиндры. Правое магнето дает искру на передние свечи, левое —
на задние.
Бензиновый насос устанавливается на правой стороне задней
части нагнетателя. Привод бензинового насоса вращается со скоростью,
равной числу оборотов коленчатого вала, в направлении вращения
часовой стрелки, если смотреть с правой стороны мотора.
108
Карбюратор «Стромберг» устанавливается вверху задней части
нагнетателя. Карбюратор четырехдиффузорный. Бензин попадает
в эти диффузоры через две поплавковые камеры. На карбюраторе
поставлен высотный кран для подачи соответствующей смеси на боль-
ших высотах.
Винты на моторах Райт «Циклон» устанавливаются обычно ме-
таллические. В последнее время все чаще применяются винты перемен-
ного шага. Втулки винтов не являются принадлежностью мотора,
и конструкция их зависит от применяемого типа винта. Насаживается
втулка на вал редуктора на шлицах и ставится при этом на конус.
ГЛАВА IV
СБОРКА АВИАМОТОРОВ ВОДЯНОГО И ВОЗДУШНОГО
ОХЛАЖДЕНИЯ
ОБЩИЕ СВЕДЕНИЯ ПО СБОРКЕ АВИАМОТОРОВ
Г/
Монтажный инструмент
Инструмент, применяемый при сборке, монтаже и разборке авиа-
ционных двигателей, как правило, предназначается для какой-либо
определенной операции. Данным ин-
струментом не следует поэтому
никогда пользоваться для операции,
на которую он не рассчитан. Не сле-
дует также пользоваться изношенным
и негодным инструментом, могущим
помять грани гаек, поцарапать или
испортить детали мотора.
Не следует ни в коем случае
употреблять разводных ключей, пас- Ф|1Г 91 торцевые ключи,
сатижей, цепных ключей и т. п.
Во всех случаях, когда это только возможно,
следует пользоваться торцевым ключом вместо
плоского ключа, так как торцевым ключом
меньше риска повредить отвертываемую и затя
гиваемую гайку.
Торцевые ключи (фиг. 91) поэтому широко
применяются как на моторостроительных заво-
дах, так и в эксплоатации. В Америке применя-
ется специальный торцевой ключ с отъемной
рабочей головкой, которая сделана отдельно и
насаживается на квадрате иа хвостовик стержня
ключа (фиг. 92). В передней части головки про-
резан шестигранник под гайку. Такая конструк-
ция торцево! о ключа дает возможность делать ра-
бочую головку из высококачественной стали, в то время как стержень
и вороток делаются из простой углеродистой стали.
Фиг. 92. Американский
торцевой ключ с отъем-
ной головкой.
109
Что касается плоских гаечных ключей, применяемых в авиамо-
торостроении, то виды и размеры их бывают самые различные
(фиг. 93). Самые распространенные ключи
такого типа—это ключи открытые идно-
и двусторонние. Размер их зева должен
соответствовать размеру гаек, для которых
они предназначены, с допуском между
губками ключа и гранями гайки от 0,1
до 0,3 мм. Такие ключи при износе сле-
дует заменять новыми, так как при изно-
„ шенном ключе зазор между его губками
ИГ ключи™ гаечпьте и гайкой увеличивается, что ведет к сми-
нанию граней гайки. Для гаек употреб-
ляются также одно- и двусторонние, так называемые «накладные»
ключи. Они отлича-
ются от открытых
ключей тем, что охва-
тывают не две про-
тивоположные грани
гайки, а все шесть
граней, благодаря
замкнутому контуру
рабочих поверхностей
(фиг. 94). Такие ключи изготовляются и 12-гранными; в этом случае
их внутренняя рабочая поверхность представляет собой два шести-
гранника, смещенные под углом в 30° (фиг. 95). Они
применяются чаще всего при завертывании или отверты-
вании трудно доступных гаек, когда угол завертывания
или отвертывания незначителен.
Накладные ключи в работе удобнее, нежели пло-
ские открытые ключи, но изготовление их значительно
труднее, и для их примене-
ния требуется большая
точность в изготовлении
самой гайки-
На некоторых заводах
для равномерной и точной
затяжки гаек применяются
так называемые «предельные» ключи, дающие возмож-
ность при затяжке гаек приложить только определен-
ную силу.
Ключ такого типа, выпущенный фирмой Испано-
Сюиза (фиг. 96), состоит из двух муфт- нижней, пред-
ставляющей собой рабочую часть ключа, и верхней. ............
ведущей, муфты, соединяющихся между собой двумя ши-жспайо-Сюнва»
пами и прижимающихся одна к другой посредством пру-
жины. В верхней, ведущей, муфте сделан наклонный паз, в котором
перемещается, штифт, связанный с корпусом так, что при попытке
перетянуть гайку верхняя муфта, вследствие наклона плоскости
своего паза, перемещается указанным штифтом и несколько припо-
Фиг. 94 Накладные гаечные ключи.
Фиг. Уб.
Предельный
гаечный ключ
Фиг. 95. Двенадцатигранный
накладной гаечный ключ.
110
Фиг. 97. Ключи
с одним шипом
для круглых
гаек.
вымется, сжимая пружину. В этот момент шип, соединяющий обе
муфты, выходит из своего паза, и муфты расцепля-
J ются.
Такие ключи, к сожалению, мало распространены
на практике.
В серийном производстве принято больше пола-
гаться на опыт и чутье рабочего-сборщика, затя-
гивающего гайки простыми плоскими или наклад-
ными ключами.
Для круглых гаек и для пробок применяются
особые ключи самых разнообразных форм. Так, для
гаек, имеющих прорези на боковой поверхности,
чаще всего применяется ключ полукруглой формы
с одним шипом на конце (фиг. 97). Шип этот встав-
ляется в прорезь гайки, в то время как другой конец
полукруга упирается в боковую поверхность гайки,
противоположную той прорези, в которую входит
шип. Шип должен входить в прорезь с зазором в
0,2 мм.
Неудобство таких ключей заключается в том,
что единственный шип часто заминает прорези гайки,
вследствие
чего ключ срывается и портит соседние
детали; поэтому более целесообразно применение клю-
чей такого же типа, но с несколькими шипами (фиг. 98).
Рабочая поверхность такого ключа делается кольцеоб-
разной, причем на внутренней ее окружности располо-
жены шипы, входящие в прорези гайки. Такие ключи
лучше центрируются по гайке, не мнут прорезей и дают
возможность производить более тугую затяжку. Особое
значение имеют в данном случае размеры и взаимное
расположение шипов.
Для завертывания гаек в трудно доступных местах
мотора пользуются обычно шарнирными ключами. Такие
ключи состоят из рабочей нижней
головки, сделанной наподобие го-
ловки торцевого ключа и соединен-
ной со стержнем ключа при по-
мощи шарнира.
Для пробок применяются ключи
со штифтами, входящими в отвер-
стия, сделанные для этой цели в
верхней поверхности пробки (фиг. 99). Сами
штифты изготовляются обычно из особо твердых
сталей, в то время как корпус и ручка ключа
делаются из простой углеродистой стали. Ключи
такого типа применяются, например, для ввер-
тывания пробок в блок мотора АМ-34РН.
На многих моторах пользуются пробками с
гранником. Ключи для этих пробок делаются либо из калиброванного
шестигранного материала, либо из круглого материала, запиливае-
Фиг. 98.
Ключ с не-
сколькими
шипами для
круглых
гаек.
Фиг. 99. Ключ для
завертывания пробок.
внутренним шести-
мого соответственно внутреннему шестиграннику пробки. Для ключей
этого типа очень важно точно соблюдать размеры, ибо при слишком
большом зазоре ключи очень быстро сминают грани пробок.
При сборке авиационных моторов приходится пользоваться еще
целым рядом специальных ключей самых разнообразных форм и раз-
меров, конструкция которых зависит от формы детали и от возмож-
ности подхода к ней. Сюда относятся ключи, захватывающие за внут-
ренние шлицы детали, за внутреннюю резьбу, за фасонную прорезь
в гайке или пробке, ключи для крепления коленчатых валов, редук-
торов, для гаек крепления крыльчаток нагнетателей и т. п. Сюда отно-
сятся, например, ключи для гаек крепления цилиндров мотора Райт
«Циклон», для крепления втулки винта мотора Гном-Рон К-14,
для постановки тяг того же мотора и т. п. (фиг. 100).
Фиг, 100. Различные специальные ключи.
Обычно весь необходимый комплектный инструмент поступает
в эксплоатацию вместе с мотором. Такой комплект бывает двух ви-
дов: «бортовой комплект» (фиг. 101), в который входит весь инстру-
мент, необходимый для текущего ремонта мотора: снятия клапанов,
клапанных пружин, коромысел, тяг, цилиндров и блоков, поршней,
масляных фильтров, насосов и т. д., и «парковый комплект», содержа-
щий весь инструмент, который вместе с бортовым комплектом обеспе-
чивает возможность полной сборки и разборки мотора.
К бортовому комплекту обычно прикладывается паста «Герметик»,
масленка, различные оправки для монтажа узлов, указатель верхней
мертвой точки, ключи для Жиклеров ит. д., а также набор запасных
мелких частей: шайбы, пробки, прокладки, шплинты и т. д. (фиг. 101).
В парковый комплект, наряду со специальными ключами, входит
ряд специальных монтажных и сборочных приспособлений, без кото-
рых произвести полную переборку мотора было бы невозможно.
Так, например, парковый комплект мотора Гном-Рон К-14 состоит из
следующего:
Монтажный стол.
Монтажный станок.
Станок для монтажа задней крышки.
Подъемник для мотора.
Специальные ключи для заглушки шатунной шейки коленчатого
вала, для заглушки пальца бокового шатуна, для гайки крепления
112
1ЫЧС1
храповика коленчатого вала, для пробки маслосборника, для гайки
стяжного болта коленчатого вала, для затяжки коленчатого вала
к картеру, для гайки заднего шарикоподшипника коленчатого вала
Ключи для упорной гайки коленчатого вала, для гайки соедини-
тельной муфты валов, для гаек диффузора нагнетателя, для гайки ша-
рикоподшипника упругой шестерни нагнетателя.
Ключ для гайки валика крыльчатки.
Ключ для гаек фрикционной передачи привода нагнетателя.
Ключ для нижней гайки наклонного приводного валика, для гаек
отростков вала редуктора, для гайки переднего упорного подшип-
ника редуктора, для гаек трубы маслоотстойника.
Оправка для надевания стопорных колец поршневого пальца.
Приспособление для постановки упорного шарикоподшипника ко-
ленчатого вала.
Приспособление для постановки вала редуктора.
Съемники пальцев боковых шатунов, упорного шарикоподшип-
ника редуктора, соединительной муфты валов, крышки упорного
подшипника, муфты подшипника кулачковой шайбы.
Съемники для масляных насосов, для нагнетателя, для крышки
диффузора, для валика крыльчатки, для вала редуктора.
Расширитель щеки вала.
Оправка для центрирования щек коленчатого вала.
Монтажная муфта для валика крыльчатки.
Струбцинка для пружин упругой шестерни.
Ложный' шарикоподшипник для регулировки.
Регулировочный диск.
Стрелка для регулировки.
Индикатор.
Набор щупов.
Естественно, что парковый комплект подобран строго индиви-
дуально для каждого типа моторов, так как сборка и разборка авиа-
моторов должна производиться в основном специальным инструментом,
рассчитанным для определенной операции и для определенного узла.
Даже бортовой комплект, как правило, состоит из инструмента,
предназначенного для какой-либо определенной цели. Все ключи,
съемники, выколотки и тому подобный инструмент должны приме-
няться только по своему прямому назначению. Универсальным инстру-
ментом пользоваться при сборке и разборке не рекомендуется. До-
пускается лишь применение такого универсального инструмента, как
напильники, плоскогубцы и т.п. Даже отвертки, применяемые при раз-
борке и сборке резьбовых соединений, желательно подгонять под про-
резь отвертываемого или завертываемого шурупа, винта. А. И. Трошев1
рекомендует заправлять конец отвертки так, чтобы обе ее плоскости
были параллельны одна другой и чтобы расстояние между ними соответ-
ствовало ширине прорези, благодаря чему отвертка перестает выжи-
маться и выскакивать из прорези (фиг. 102). В противном случае,
при пользовании обыкновенной отверткой, грани прорезей часто
мнутся и царапаются, так как отвертка, представляющая собой клин,
1 А. И. Трошев, Монтаж авиационных моторов, ОНТИ, 1938.
i!4
Q
Фиг. 102. Отвертки:
а—неправильная форма, б—правильная
форма.
углом к оси сверла.
выскакивает из прорези шурупа, как только рабочий-сборщик ослаб-
ляет нажим на отвертку.
Рекомендуется также пользоваться отвертками со вставной рабо-
чей частью в виде сменяемой пластинки, закрепляющейся в теле от-
вертки.
При сборке авиационных моторов, помимо чисто сборочного ин-
струмента, применяется также инструмент слесарный, ибо ряд опе-
раций, которые, как правило, производятся в механическом цехе,
иногда приходигся выполнять и в процессе сборки. Например, такая
операция, как сверление отверстий, может производиться в сбороч-
ном цехе в том случае, если требуется просверлить совместно две
или более детали, которые соединяются только при сборке, или в том
случае, если речь идет о сверлении отверстий в трудно доступных
местах, когда можно применить только ручную или электрическую
дрель.
Помимо этого при сборке про-
изводятся еще такие операции, как
шарошка,развертывание отверстий,
шабровка, полировка, запрессовка
деталей, нарезка резьбы, поста-
новка шпилек и т. д. Все эти опе-
рации требуют применения высоко-
качественного и хорошо подогнан-
ного инструмента.
Сверла должны применяться
только спиральные с режущими
кромками одинаковой длины и
расположенными под одинаковым
Развертки делаются обычно из инструментальной или из быстро-
режущей стали с числом зубьев от 6 до 16, в зависимости от диа-
метра развертываемого отверстия.
Развертки, так же как и сверла, делают с небольшим конусом к
хвостовику. Этим уменьшается трение развертки в работе.
Напильники и полировальные камни, применяемые при опиловке
и зачистке, бывают самых разнообразных форм, размеров и сечений.
Напильниками приходигся пользоваться как «Драчевыми», имеющими
от 5 до 12 насечек на 1 см, так и «бархатными» с числом насечек oi
13 до 24 на 1 см. Для мелких и точных работ применяются надфили-
напильники с очень мелкой насечкой.
Шарошки, представляющие собой конические фрезы, применяются
при сборке авиамоторов главным образом для обработки гнезд клапа-
нов в цилиндре.
Шарошка насаживается либо на специальную рукоятку (если
операция производится вручную), либо на электродрель. Шарошка
производится также с помощью сжатого воздуха и на специальных
станках.
Для шабровки — операции, широко применяемой при сборке
авиационных моторов, •— пользуются шаберами, затачиваемыми на
гочиле и заправляемыми на оселке с маслом (фиг. 103). Шаберы часто
делаются из старых напильников, так как для их изготовления тре-
115
буется та же углеродистая сталь, что и для напильников, с содержа-
нием от 1,0 до 1,25% углерода. Нечто вроде шаберов, так называемые
гладилки, употребляются при полировке деталей. Гладилки — те же
шабера несколько измененной формы, которая зависит целиком аг
того, для полировки какой детали предназначена та или иная гла-
дилка.
Запрессовка деталей производится либо специальными прессами,
либо вручную молотком. В отдельных случаях пользуются специаль-
ными направляющими приспособлениями и сталь-
ными пуансонами, форма которых зависит от
формы запрессовываемой детали.
Для нарезки резьбы при сборке моторов при-
ходится пользоваться только метчиками, ибо
речь может итти только о нарезке внутренней
резьбы. Детали с наружной резьбой - болты,
шпильки, штуцера и т. п., как правило, посту-
пают на сборку в готовом виде.
Метчики делаются из инструментальной стали
и бывают 3- и 4-пазовыми. Пазы служат для
удаления стружки при нарезании резьбы.
Обычно для получения чистой резьбы применяются три метчика;
из них первые два имеют постепенно возрастающую высоту нарезки,
а третий — чистовой метчик — имеет полный размер резьбы почти
по всей своей длине.
Фиг. 103. Шаберы.
Фиг. 104. Солдатик для
ввертывания шпилек,
Нажимной
бинт
Корпус
сохуатика
Метчики, так же как и сверла, к хвостовику делаются с небольшим
конусом. Делается это для уменьшения трения метчика при нарезке
резьбы.
Одна из самых серьезных операций при сборке авиационных мото-
ров — это постановка шпилек. Подробно эта операция описана ниже
(см. стр. 134).
Инструмент, применяемый для ввертыва-
ния шпилек, так называемый солдатик, пред-
ставляет собой гайку, навертываемую на
свободный конец шпильки и законтренную
на ней. Часто пользуются двумя гайками,
которые навертываются на шпильку, причем
вторая гайка служит контргайкой. Заверты-
вать шпильку нужно за эту вторую гайку.
Иногда солдатик делается в виде упор-
ного винта, упирающегося в торец шпильки
и навернутого на нее при помощи гайки
(фиг. 104). Такой упорный винт тем самым,
что он упирается в конец шпильки, создает
необходимый натяг в резьбе.
Разновидностью такого солдатика является американский солда-
тик (фиг. 105), в котором упор осуществляется таким же винтом,
снабженным к тому же воротком, причем этот винт ведет весь солдатик
при ввертывании шпильки. С торца винт имеет закаленную пяту,
а сбоку, через наклонную прорезь корпуса солдатика, в винт запрес-
сован ведущий штифт, связывающий корпус солдатика с винтом.
116
Шпилька сначала ввертывается в корпус солдатика до упора в пяту
винта; при этом штифт должен находиться в крайней точке прорези
корпуса. При завертывании шпильки в тело достаточно поворота
упорного винта на угол, соответствующий прорези в корпусе солдатика,
чтобы создать в корпусе солдатика такой натяг шпильки и упорного
винта, который обеспечил бы ввертывание шпильки до конца. Для
снягия солдатика после постановки шпильки достаточно повернуть
вороток упорного винта на тот же угол, соответствующий прорези
в корпусе солдатика, но в обратном направлении, чтобы переместить
штифт в другой конец прорези и тем самым освободить шпильку от на-
тяга в корпусе солдатика. Солдатик тогда легко
снимается со шпильки, причем корпус его
ведется штифтом.
Что касается употребляемых при сборке
и разборке приспособлений и съемников, то,
гак же как и специальный инструмент, они
делаются строго индивидуально для каждого
типа мотора и для каждой операции в отдель-
ности.
Приспособления зажимные и другие чаще
всего конструируются в сборочном цеху, ре-
монтной мастерской, моторном парке и т. д.
применительно к местным условиям сборки.
Ниже в описании процесса сборки ави-
ационных моторов дано описание монтажных
и сборочных приспособлений для моторов во~ф11г J05 Солдатик аме-
ДЯНОГО И воздушного охлаждения. риканского типа.
На фиг. 106 показаны съемники для втул-
ки винта, для передней крышки и для кулачковой шайбы моторов
Гном-Рон.
Подробнее разные виды съемников описаны в главе VI "Основ-
ные правила разборки моторов».
Оборудование и приспособления
Станки для монтажа моторов. Станок для монтажа мотора должен
быть сконструирован с таким расчетом, чтобы было удобно устанав-
ливать те или иные узлы мотора, для чего приходится иногда менять
положение деталей во время сборки. Так, например, для установки
блоков рядных моторов необходимо придать собираемому мотору по-
ложение, при котором блок ставился бы на верхний картер вертикально
сверху вниз.
Монтажные станки современных блочных моторов делаются по-
этому с вращающейся люлькой, па которой устанавливается мотор
Люлька может поворачиваться на некоторый угол вокруг оси мотора
и дает возможность ставить собираемый мотор в положение, соот-
ветствующее вертикальному положению оси каждого блока попере-
менно.
Так, монтажный станок для блочных моторов Испано-Сюиза
(фиг. 107) представляет собой вращающуюся люльку, закрепленную
117
на неподвижной железной станине, состоящей из скрещивающихся
швеллеров. Люлька, поворачивающаяся на роликах, смонтирован-
ных на неподвижной раме, сделана из двух железных кругов, соеди-
ненных двумя швеллерами, на которых и устанавливается мотор-
Люлька контрится в нужном положении специальным штырем.
Фиг. 107. Монтажный станок для V-образиых моторов Испано-Сюиза
Монтажные станки для рядных моторов делаются как подвиж-
ными, иа колесах, так и неподвижными. Они в этом случае перевозятся
с места на место при помощи тележки с подъемной платформой.
Станок для монтажа звездообразных моторов, так же как и станок
Для блочных моторов, должен давать возможность поворачивать мон-
тируемый мотор вместе с рамой так, чтобы ставить ось любого его ци-
линдра в положение, наиболее удобное для монтажа.
Станки для монтажа звездообразных моторов бывают различных
конструкций, но самый распространенный тип — это станок, приме-
няемый фирмой Гном-Рон (фиг. 108).
119
•Фиг. 108. Монтажный станок для звездообраз-
ных моторов «Гном-Рон».
Станок этот состоит из вертикальной станины 1, в которой на ро-
ликах вращается кольцеобразная рама 3; к раме крепится болтами
монтируемый мотор. Эта подмоторная рама может быть закреплена
в нужных положениях специальным стопорным болтом 5.
Кольцеобразная конструкция подмоторной рамы дает возмож-
ность сборщику легко подходить к задней части мотора, так же как
«и к открытому носку мотора. Возможность застопорить вращающуюся
подмоторную раму в любом
положении обеспечивает
доступ к каждому цилин-
дру в отдельности, что со-
здает отличные условия
монтажа.
Станок обычно снабжа-
ется колесами для пере-
движения, но при монтаже
он фиксируется на полу
двумя стопорными винта-
ми 7. В задней части станка
имеется железный щит 6
для стока масла при раз-
борке мотора.
Фирма Райт пользу-
ется станком другой кон-
струкции, на котором мон-
тируемый мотор может кре-
питься и при горизонталь-
ном и при вертикальном
расположении его оси Та-
ким образом также обеспе-
чивается доступ к каж-
дому цилиндру в отдель-
ности.
Монтажные приспособ-
ления. Приспособления,
применяемые при сборке
моторов как водяного, так
и воздушного охлаждения,
бывают, естественно, самых разнообразных видов и конструкций.
Назначение таких приспособлений — закрепить собираемый узел
для обеспечения процесса сборки, облегчить доступ к отдельным де-
талям узла и подгонку отдельных деталей к основному узлу. К числу
таких приспособлений следует также отнести специальные подставки,
применяемые для наиболее крупных и ответственных узлов, как-то:
параллельные деревянные брусья для картеров рядных моторов,
подставки для блоков рядных моторов и т. д.
Естественно, что описать все приспособления, применяемые при
сборке описываемых нами моторов, не представляется возможным
(часть этих приспособлений описана в главе, посвященной сборке),
поэтому ниже дается описание только некоторых приспособлений,
120
применение которых характерно для технологии сборки мот. р-щ
блочных и звездообразных.
Так. сборка коленчатого вала мотора
производится в зажимном приспо-
соблении, жестко закрепляющем
противовес вала, что дает возмож-
ность легко надеть заднюю часть
коленчатого вала на шейку перед-
ней части и затянуть стяжной болт.
Сборка коленчатого вала мотора
Гном-Рон К-14 значительно отли-
чается от сборки коленчатого ва-
ла — мотора Райт «Циклон», так
как окончательная сборка коленча-
того вала с шатунами в данном слу-
чае производится в картере мотора.
Для этого вал устанавливается на
специальную монтажную стойку
(фиг. НО), имеющую восьмиуголь-
ную форму с отверстием посредине
для шейки вала. Под этой стойкой
укреплено деревянное кольцо 7,
служащее направляющей для носка
коленчатого вала. Коленчатый вал вставляется в монтажную стойку
в вертикальном положении, носком вниз, причем щека его ложится
на упорное кольцо 2, укрепленное над отверстием в центре стойки
Райт «Циклон» (фиг. Ю9>
Фиг. 109. Приспособ пение для сбор-
ки коленчатого вала мотора Райт
«Циклон».
на упорное кольцо 2, укрепленное над отверстием в
Фиг. ПО. Приспособление дчя
сборки коленчатого вала мотора
Гном-Рон К-14.
Фиг. (И. Приспособление для сборки зад-
ней крышки мотора К-14.
Монтаж нагнетателей, как правило, также производится на спе-
циальных монтажных приспособлениях. Так, нагнетатель мотора
Райт «Циклон» собирается на деревянной стойке, прикрепленной
обычно к верстаку шарнирным соединением, дающим возможность
121
придать этой стойке как вертикальное, так и горизонтальнее поло-
жение. Нагнетатель мотора АМ-34РН монтируется на специальном
станке с вращающейся люлькой, к которой крепится корпус нагнета-
теля. Такая конструкция монтажного приспособления дает возмож-
ность переворачивать на люльке корпус нагнетателя для установки
на нем крышки перебора с собранными в ней фрикционными шестер-
нями.
На аналогичном приспособлении собирается задняя крышка мо-
тора Гном-Рон К-14. Приспособление это (фиг. 111) Представляет
собой станину 3 с
кольцеобразной рамой
7, к которой крепится
задняя крышка по-
средством двух лап 2
с зажимными винтами.
Рама эта вращается
на станине по гори-
зонтальной оси, при-
чем специальной руко-
яткой 4 рама зажи-
мается в любом поло-
жении.
Указанный тип кон-
струкции, при которой
,, собираемый узел уста-
навливается на вра-
щающейся люльке, во-
обще широко приме-
няется для монтаж-
Фиг. 112. Приспособление для сборки блока мотора ных приспособлений.
Испаио-Сюиза 12 Ybrs. Так, блоки цилиндров
блочных моторов обы-
чно собираются также на приспособлении, представляющем собой
раму, к которой на болтах крепится собираемый блок и которая вра
щается вокруг собственной горизонтальной оси на неподвижной станине
(фиг. 112).
Интересно еще отметить употребляемые при сборке авиамоторов
подставки и козлы для коленчатых валов рядных моторов. Такие
подставки обычно обшиваются кожей в местах касания коренных шеек,
во избежание повреждения последних.
Стеллажи, ящики и верстаки для деталей мотора. Стеллажи
служат для хранения деталей и узлов, предназначенных для сборки
одного мотора. Они должны предохранять детали от возможных по-
вреждений, для чего детали укладываются в специальные ящики,
сконструированные для того или иного типа деталей, а также гаран-
тировать от возможного смешивания деталей данного мотора с одина-
ковыми деталями другого мотора.
Как правило, такие стеллажи должны вмещать все детали соби-
раемого мотора. Они делаются обычно в виде столов с промежуточ-
122
ними полками, чаще всего обиваемых цинком, линолеумом. Такие
стеллажи делаюгся или неподвижными (фиг. 113) или передвиж-
ными (на колесиках).
Ящики, в которые укладываются детали на стеллажах, бывают
самой разнообразной формы и размеров. Обычно ящики делаются
с ячейками для каждой детали в отдельности. Такие ячейки предо-
храняют детали от повреждения и дают возможность укладывать
вместе с деталью и другие, относящиеся к ней, мелкие детали. На-
пример, в ячейки ящика для поршней укладываются также поршне-
вой палец, поршневые кольца, стопорные кольца. В такой ящик укла-
дывается полный комплект поршней собираемого мотора.
Фиг. 113. Стеллаж неподвижного типа.
В ящик для шатунов обычно также укладывается полный комп-
лект шатунов, идущих на данный мотор. Обычно такие ящики делаются
со стержнями, на которые надеваются малые и большие головки
шатунов; таким образом шатуны предохраняются’ от повреждений
и возможных ударов одного об другой.
Полный комплект клапанов обычно укладывается на подставку,
представляющую собой укрепленную на ножках дощечку с отвер-
стиями, через которые пропускаются штоки клапанов. Клапаны на
такой дощечке располагаются грибками вверх в порядке номеров
цилиндров.
Цилиндры моторов воздушного охлаждения обычно укладываются
на специальную подставку, имеющую углубления правильной цилин-
дрической формы, в которые вставляются юбки цилиндров. Углуб-
ления эти должны быть в достаточной мере глубокими и тесными,
нс даюшими возможности цилиндрам качаться и ударяться один об
другой.
Такие подставки делаются, как правило, на железных ножках,
что дает возможность всю подставку устанавливать на тележку с подъ-
емной платформой, служащей для перевозки цилиндров, которая
подводится под подставку, после чего платформа тележки поднимается
вместе с самой подставкой и установленными на ней цилиндрами.
123
Ящики для направляющих толкателей и самих толкателей, ящики
для вертикальных валиков, для цилиндрических шестерен, для j та-
лей нагнетателя и т. п. делаются подобно ящикам для клапанов или
поршней, т. е. приспособлены для одного комплекта деталей, снаб-
жены соответствующими углублениями, гнездами или планками,
предохраняющими детали от повреждения и смешения.
Хорошая рациональная конструкция стеллажей и ящиков очень
облегчает работу сборщика, и на современных авиамоторостроитель-
ных заводах этому вопросу уделяется большое внимание.
Верстак нормального типа представляет собой деревянный
стол, снабженный задней спинкой, возвышающейся над плоскостью
стола и снабженной в свою очередь маленькими полками или ящич-
ками для хранения мелких деталей: шплинтов, гаек, болтиков, про-
кладок, шайб и т. п. Для хранения инструмента обычно делаются
ящики под плоскостью верстака, причем количество таких ящиков
должно соответствовать количеству рабочих смен, пользующихся
данным верстаком, с тем, чтобы каждый сборщик имел свой ящик для
хранения инструмента. На верстаке обычно устанавливаются тиски,
ставить которые следует справа от рабочего места, для того чтобы
центральная часть верстака оставалась свободной для сборки узлов
мотора. Верстак следует покрывать лакированным линолеумом,
который дает упругую поверхность. На такой поверхности верстака
легко поддерживать чистоту; кроме того она гарантирует детали от
повреждения. Станина верстака обычно делается из швеллерного
железа.
Размеры верстаков зависят от количества работающих на них
рабочих. Верстаки делаются индивидуальные, на два, три и четыре
рабочих места. Наиболее распространены верстаки, рассчитанные
на одного или на двух рабочих. Объясняется это тем, что такие
верстаки занимают меньше места в цехе и их легче переставлять
с одного места на другое; они к тому же не загораживают проходов,
не мешают транспортировке деталей и моторов по цеху и легче под-
даются очистке от пыли, металлических стружек и т. п.
Организация сборочного цеха
Планировка помещения. Помещение сборочного цеха современ-
ного авиамоторостроительного завода должно быть в достаточной
мере просторным, чтобы обеспечивать свободный транспорт деталей,
узлов и собранных моторов.
Ппанировка самого помещения зависит, естественно, от при-
нятого технологического процесса сборки и применяемого метода
сборки (бригадного или операционного); но во всех случаях помещение
сборочного цеха должно быть распределено с таким расчетом, чтобы
обеспечить кратчайший путь подачи готовых деталей из механических
цехов, подачу собранных моторов на испытательную станцию и об-
ратно, подачу моторов с испытательной станции в сборочный цех на
переборку. Помещение, где производится промывка деталей и узлов,
должно находиться вблизи сборочного цеха, но должно быть отделено
124
от него, чтобы бензиновые нары, выделяемые в нем, не отравляли
воздуха сборочного цеха.
Расстановка верстаков и стеллажей. Так как самый распростра-
ненный на крупных серийных заводах метод сборки авиамоторов - -
это так называемый «операционный» метод (см. ниже), то мы рассмотрим
расстановку верстаков и стеллажей применительно именно к этому
методу.
Верстаки для узловой сборки ставят параллельными рядами пер-
пендикулярно стеллажам окончательной сборки. В каждом ряду
’сборки производится сборка какого-либо определенного узла (нагне-
тателя, редуктора, цилиндров, картера и т. д.), и поток окончатель-
ной сборки должен быть рассчитан таким образом, чтобы собранный
в конце определенного ряда узел поступал -в окончательную сборку
в нужном месте.
Окончательная сборка мотора производится на специальном сбо-
рочном станке (фиг. 107 и 108, стр. 119), в то время как узлы соби-
раются либо на подвижных тележках (например: коленчатые валы,
блоки, нагнетатель, задняя крышка), либо на верстаках. В послед-
нем случае они подаются с одного рабочего места к другому или вруч-
ную или при помощи тали, движущейся по монорельсу.
Стеллажи ставятся в начале и в конце каждого ряда узловой
сборки, параллельно потоку окончательной сборки. В начале каж-
дого ряда ставится стеллаж с деталями того узла, который собирается
в данном ряду, в то время как в конце ряда находится, естественно,
стеллаж с уже собранным узлом, поступающим в окончательную
сборку.
Противопожарные и санитарные мероприятия. В сборочном цехе
обычно имеются бензин или керосин, которыми промывают детали,
к тому же воздух в нем в^некоторой мере насыщен еще и бензиновыми
парами, доходящими из промывочной; поэтому противопожарные ме-
роприятия в этом цехе имеют большое значение. Естественно, что
ни в коем случае нельзя помещение для курения устраивать вблизи
сборочного цеха и в самом цехе должно быть достаточное количество
противопожарных бочек; необходимо также круглосуточное дежурство
пожарного наряда. Как правило, каждое рабочее место должно быть
снабжено огнетушителем.
Помимо необходимости поддерживать абсолютную чистоту рабочего
места нужно устанавливать вентиляторы и пылесосы, отсасывающие
мелкую металлическую пыль и стружку и очищающие воздух от
бензиновых паров, проникающих в цех из промывочного помещения
Организация труда
Сборка авиационных моторов производится в основном двумя
методами: бригадным и операционным. Бригадный метод заключается
в том, что всю сборку мотора, от начала до конца, производит одна
бригада. Такой метод больше всего применяется на эксплоатационных
линиях, в войсковых частях, в научно-исследовательских институтах,
т. е. там, где приходится иметь дело со сборкой лишь небольшого ко-
личества моторов.
125
На’ крупных серийных заводах, как правило, применяется опера-
ционный метод сборки, являющийся безусловно, при правильной
организации, более рациональным и менее трудоемким.
Операционный метод заключается в том, что весь процесс сборки
каждого узла или мотора разбивается на ряд операций, выполняемых
каждая отдельным рабочим.
Производительность цеха при операционном методе сборки не-
сравненно больше, чем при бригадном, так как дает возможность на-
ладить работу в две или три смены, что невозможно, когда сборка
данного мотора закреплена за одной бригадой. Операционный метод
имеет еще и то преимущество перед бригадным, что времени на сборку
узла или мотора требуется в конечном счете меньше, так как каждый
рабочий, занятый на определенной операции, достигает в ее выпол-
нении большого совершенства.
Транспортировка и упаковка моторов
Транспортировка собранных моторов по сборочному цеху произ-
водится обычно на сборочных станках или на специальных тележках
с подъемной платформой, подводимых под козлы, на которых стоят
Фиг. 114. Ящик для упаковки .мотора.
Если по какой-либо причине необходимо мотор поднять на тали
(например, для постановки на козлы или в упаковочный ящик), то
металлический трос, на котором он поднимается, пропускается сквозь
126
ушки, специально для этою предусмотренные на картере мотора,
и под носок коленчатого вала или вала редуктора. Обычно тросы
просто обматываются вокруг вала, причем под трос подкладывается
либо войлочная прокладка, либо тряпки, предохраняющие вал от
царапин и надиров.
Упаковка моторов производится в специальном ящике со строго
рассчитанными габаритами (фиг. 114). Основание ящика представ-
ляет собой подставку с укрепленной на ней стойкой, на которую
ставится и к которой крепится мотор.
Обычно на стойке упаковочного ящика производят также и послед-
ние операции окончательной сборки мотора.
* Методика и приемы сборки
Общие замечания. Сборка является чрезвычайно сложным и
очень ответственным процессом в производстве моторов. Опыт показал,
что большая часть аварий, происшедших с мотором как в полете,
так и во время испытания на земле, вызвана неудовлетворительной
сборкой.
При сборке поэтому особенно важно тщательно выдерживать все
указания существующей для каждого типа моторов сборочной ин-
струкции, точно соблюдать все указанные зазоры, не превышать уста-
новленных допусков и крайне внимательно относиться к проделывае-
мой работе.
При сборке надо пользоваться только специально предназначен-
ным для нее инструментом и, как указывалось выше, ни в коем
случае не пользоваться пассатижами, цепными ключами и т. п.
Нумерация деталей мотора, за которой прн сборке надо следить,
производится обычно в следующем порядке.
Детали, имеющие номер мотора: части картера,
коленчатый вал, вал редуктора, втулка винта, гайки крепления
втулки винта, блоки и цилиндры с головками (для моторов воздушного
охлаждения), детали распределения.
Детали, имеющие номер цилиндра: шатуны, поршни,
поршневые пальцы, клапаны, тарелки, тяги с коромыслами.
В течение всей сборки необходимо соблюдать строжайшую чистоту
как в отношении монтируелгых деталей, так и в отношении рабочего
места. Перед постановкой на место той или иной детали необходимо
тщательно промыть ее в баке с оензином, затем прополоскать в другом
бензиновом баке, в котором бензин должен быть всегда чистым. После
полоскания деталь следует обдугь сжагым воздухом из трубопровода
при давлении 2—3 ат и ни в коем случае не протирать деталь тряпкой.
Все трущиеся детали должны быть смазаны свежим чистым мине-
ральным маслом. Это указание имеет особенно важное значение, так
как нельзя забывать, что после запуска мотора масляный насос начнет
подавать масло из бака к отдельным деталям только через некоторый
промежуток времени и в течение этого времени смазкой будет служить
только масло, залитое при сборке.
При смазке деталей во время сборки моторов применяется мине-
ральное масло того сорта, на котором мотор будет работать.
187
При сборке необходимо принять все возможные меры предос гi -
рожности против проникновения пыли в мотор и против загрязнения
деталей, для чего во время сборки необходимо закрывать пробками
заглушками или крышками все отверстия мотора, как-то: выхлопные
и всасывающие окна, отверстия для свечей и пусковых клапанов,
масляные патрубки и пр.
Если же приходится на некоторое время прерывать сборку, то
мотор надо закрыть листом чистой бумаги, клеенкой или брезентом.
Прерывать сборку, не окончив какой-либо операции (постановка
шплинтов, контрящих колец и т. д.), не рекомендуется, так как это
может привести к тому, что данная операция не будет закончена.
Этого правила особенно необходимо придерживаться, когда в сборке
моторов участвуют несколько сменных бригад.
Все гайки, контрящиеся шайбами или разводными шплинтами,
должны быть затянуты доотказа и тщательно законтрены. Гайки,
контрящиеся шайбами Гровера, должны быть затянуты с меньшим
усилием.
Все контровые шайбы, шайбы Гровера, разводные шплинты и про-
кладки при сборке должны употребляться только новые.
Как правило, все шпильки и гайки, имеющие тугую посадку, пе-
ред постановкой должны смазываться маслом. Однако при подборе
гаек по месту пробовать гайки следует всухую. Гайка должна итти
свободно, от руки. Если деталь крепится несколькими гайками, то
затягивать их следует постепенно и равномерно. Затягивать гайки
окончательно должен по возможности один человек, так как степень
затяжки должна быть одинаковой для всех гаек. Гайки следует затя-
гивать постепенно, т. е. сначала затянуть все гайки примерно на одну
треть затяжки, затем все гайки на две трети затяжки и, наконец, все
гайки на полную затяжку. Затяжку гаек, как предварительную, так
и окончательную, надо вести в порядке диаметрально противополож-
ных гаек; например, при четырех гайках затяжка их ведется крест-
накрест. Полная затяжка одной гайки за другой ни в коем случае не
допускается, так как это может вызвать деформацию болта или шпильки
или даже самой детали.
Степень затяжки гаек должна в точности соответствовать инструк-
ции; недовернутая гайка перегружает соседние с ней шпильки и мо-
жет вызвать их обрыв во время работы мотора; перетянутая гайка
может вызвать появление на шпильке так называемой шейки и отрыв
самой шпильки. Образование шейки можно заметить по тому, что
гайка начинает итти легче, чем при затяжке. При этом необходимо
гайку снять, осмотреть шпильку или болт, и если подтвердится обра-
зование шейки, то шпильку или болт необходимо заменить. Необхо-
димо также сменить шпильку или болт, когда из-за перетяжки гайки
сминается резьба или происходит ее срыв и заедание. Такое явление
может произойти также в результате попадания в резьбу грязи, метал-
лических стружек, наждака и т. п.
Процесс затяжки гаек при сборке авиамоторов требует максималь-
ного внимания и добросовестности; многие катастрофы в полетах мо-
гут быть вызваны неправильной затяжкой гаек того или иного узла
мотора. Роль гаек в авиационном моторе имеет первостепенное значе-
128
нне» так как количество их очень велико. Так, в рассматриваемых нами
моторах число гаек доходит в моторе «Гном-Рон» K-J4 до 975, в моторе
Райт «Циклон» до 490 и в моторе «Испано-Сюиза» 12Ybrs до 725.
Вопрос контровки гаек имеет также огромное значение при сборке
авиационных моторов.
Самый распространенный и надежный способ контровки — это
контровка шайбой Гровера. Другой распространенный способ — кон-
тровка шплинтом (фиг. 115). Для
этого на конце шпильки или болта
просверливают отверстие, а в гай-
ках делают специальные прорези,
куда вставляется шплинт. Диаметр
шплинта должен быть подобран
по диаметру отверстия в гайке.
Шплинт ни в коем случае не должен
«болтаться» в прорези гайки. Длина
Фиг. 115. Шплинтовка гаек
шплинта также должна соответст-
вовать данной гайке. «Откусывать» кусачками слишком длинные
шплинты не следует, так как кончики их могуть попасть в мотор и
повредить и поцарапать какие-либо детали. Если при постановке
шплинта окажется, что прорезь в гайке не совпадает с соответствующим
отверстием в болте или шпильке и при этом дотянуть гайку до следую-
щей прорези не представляется возможным, то гайку следует сменить.
Ослаблять гайку не следует ни в коем случае.
Аналогична шплинтовке контровка гаек проволокой. Применяется
она, когда нужно законтрить вместе две или более гаек (фиг. 116).
Фиг. 116. Контровка проволокой болтов крепления масло-
сборника .мотора К-14.
Таким способом крепятся, например, пробки на карбюраторе «Испано-
Солекс» или шурупы на накладках главного шатуна мотора Райт
«Циклон». Иногда проволокой контрится и одна гайка. Тогда ее свя-
зывают контровой проволокой с какой-либо расположенной побли-
зости деталью, в которой имеется специальное отверстие.
Распространенным способом контровки является также контровка
штампованной контргайкой из листовой стали. Такая гайка навер-
тывается от руки до соприкосновения с законтриваемой гайкой и за-
тем слегка затягивается ключом. Такой способ контровки, широко
применяемый на моторе Райт «Циклоп», имеет то преимущество перед
шплинтовкой и контровкой проволокой, что нет надобности делать
Г. А. Булычев—£4I -!’ _ 129
в гайке специальные прорези, что, конечно, значительно удешевляет
производство.
На моторах Гном-Рон, Испано-Сюиза, Райт, на нагнетателях Рато,
Фарман и др. применяется также контровка гаек специальным зам-
ком, состоящим из пластинки с отростком, загибаемым в прорезь грани
гайки или просто прижимаемым к грани гайки (фиг. 117).
Такой замок, так же как и шплинт и штампованная контргайка,
описанная выше, может служить только один раз. После переборки мо-
тора контрить гайки старыми контровками ни в коем случае не разре-
шается.
Особо стоит вопрос о контровке специальных гаек, применяемых
при сборке авиационных моторов для крепления особо ответственных
узлов и основных деталей
мотора. Такие гайки дела-
ются самых разнообразных
форм и размеров, и их кон-
струкция и метод контровки
составляют предмет специ-
альных расчетов в каждом
отдельном случае.
Ниже мы столкнемся
с этим вопросом при описа-
нии сборки рассматрива-
емых нами моторов водя-
ного и воздушного охла-
ждения.
Помимо гаек, при сбор-
ке авиационных • моторов
широко применяются такие резьбовые соединения, как пробки,
Фиг. 117. Контровка плоским замком-
штуцеры и нипели.
Пробки делаются из самых разнородных материалов в зависимости
от материала, в который они ввертываются (алюминий, латунь, бронза,
сталь).
Пробки в основном ввертываются в такие детали или агрегаты
мотора, в которых под давлением находятся бензин, масло, вода;
поэтому резьба как на самой пробке, так и на отверстии, в которое
она ввертывается, должна быть выполнена особенно тщательно, чтобы
обеспечить герметичность соединения.
Для лучшего уплотнения соединения обычно применяются белила,
сурик или на резьбу наматывается шелковая нитка. Этот последний
метод уплотнения применяется в тех случаях, когда пробку нужно
по той или иной причине часто вывертывать и ввертывать обратно
в деталь, так как засохшие белила и сурик очень затрудняют вывер-
тывание пробки.
Что касается нипелей и штуцеров, то от них также требуется спо-
собность не пропускать жидкости и обеспечивать гидравлическую
плотность соединения. Их резьба, так же как и резьба пробок, должна
поэтому быть выполнена особенно тщательно. Применение белил или
сурика для уплотнения в данном случае недопустимо, так как такие
соединения, как нипели и штуцеры, особенно часто демонтируются -
130
Для уплотнения в этом случае применяются прокладки из мягкого
материала, как-то: медные, клинге ритовые, медноасбестовые. Такие
прокладки легко деформируются по форме штуцера или нипеля и мо-
гут поэтому применяться только один раз.
Сверление отверстий в монтажно-сборочном цехе приходится про-
изводить как на сверлильных станках, так и вручную или электро-
дрелью. Так как сверление отверстий в авиационном моторе—опе-
рация весьма ответственная, то не рекомендуется производить ее
ручными дрелями, дающими очень неточный диаметр отверстия,
с овальностями и конусностями. Чаще всего при сборке приходится
пользоваться электродрелью, с помощью которой получается и ббль-
шая чистота отверстия и ббльшая точность сверления, причем для
увеличения точности расположения отверстий и направления сверла
применяются кондукторы. Деталь, в которой сверлится отверстие,
должна быть жестко закреплена на станке или на верстаке; держать
ее рукой ни в коем случае не следует, так как из-за дрожания руки
неизбежно получится неточное отверстие.
Сверло необходимо охлаждать охлаждающими жидкостями (мине-
ральное масло, керосин) и почаще вынимать для очистки от металли-
ческой стружки.
Развертывание отверстий — операция, которая часто произво-
дится в монтажно-сборочном цехе; например, развертывание направ-
ляющих втулок клапанов после запрессовки их в цилиндр, развер-
тывание коренных вкладышей и т. д.
Так же как и сверление, развертывание отверстий производится
и на станке и электродрелью. Необходимо учесть, что при вынимании
развертки из отверстия ее нужно поворачивать в ту же сторону, что
и при работе, и ни в коем случае не в обратную, так как иначе стружка
может попасть на затылок зуба и поцарапать чистую рабочую поверх-
ность.
Нарезка резьбы в отверстиях производится метчиком. При нарезке
резьбы следует избегать больших н резких усилий и рекомендуется
применять вороток с плечом, соответствующим диаметру отверстия,
не допуская наращивания воротка трубой. Метчик следует время от
времени вынимать из отверстия для удаления стружки, накопившейся
в его пазах, причем после каждых 2—3 оборотов метчика нужно де-
лать */4—х/з оборота обратно для раздробления стружки.
Метчик, так же как и сверло и развертку, необходимо при работе
охлаждать охла7кдающими жидкостями (применяют для стали мине-
ральное масло, для алюминия—керосин).
Шарошка. Операция, по существу имеющая много общего с развер-
тыванием и часто производящаяся при сборке моторов, —это шарошка
(фиг. 118). Применяемый при этом инструмент (шарошка) представляет
собой коническую фрезу и употребляется для обработки конической
поверхности деталей. При сборке моторов шарошкой пользуются, на-
пример, для обработки ста льных и бронзовых клапанных гнезд в цилин-
дре. При хорошо произведенной шарошке седел гнезд клапанов, когда
получается чистая и точная рабочая поверхность седла, можно ставить
клапаны без притирки. Шарошка производится часто электродрелью.
Очень важно соблюдать перпендикулярность оси клапана к поверх-
131
ности седла. Шарошка поэтому производится после развертывания
направляющих втулок клапана, которые в данном случае служат на-
правляющими для хвостовика шарошки.
Фиг. 118. Шарошка для клапанных седел.
Притирка клапанов и других деталей (конусы втулки винта, су-
хари фрикционных шестерен нагнетателя и т. д.) производится для
того, чтобы создать
плотное прилегание
поверхности одной
детали к поверхности
другой. Притирается
или одна деталь по
другой или же каж-
дая деталь по заранее
проверенной точной
поверхности специ-
ально для этого сде-
ланной (фиг. 119).
Притирка произво-
дится при помощи
специальных прити-
Фиг. 119. Притирка вручную поршневых колец.
рочных порошков: на-
ждачного порошка, толченого стекла, окиси железа, окиси алюми-
ния и т. д. Притирку обычно начинают с крупных сортов порошка и
заканчивают тонкими порошками, дающими лучший вид поверхности.
132
Производить притирку всухую не рекомендуется, так как при этом
притирочный порошок распределяется по детали неравномерно и при
трении вызывает нагрев, а иногда и коробление детали, поэтому
при притирке следует обязательно применять минеральное масло,
керосин, скипидар.
Состояние притертых поверхностей и степень их взаимного приле-
гания обычно проверяют по краске.
Полировка. Очень тонкие притирочные порошки употребляются
и для полировки деталей. Для этого составляется мастика, состоящая
из вяжущего вещества и притирочного порошка- Такой мастикой нати-
рают рабочую поверхность круга, сделанного из войлочных, фибровых
или полотняных дисков; быстро вращаясь, круг полирует ту или иную
деталь. Мастика приготовляется из смеси парафина (85%), вазелина
(9%) и керосина (6%), в которую добавляется притирочный порошок;
для полировки применяется окись железа, окись хрома или тонкий
наждачный порошок. Полировочные круги для грубой полировки
берутся войлочные, для окончательной — фетровые и полотняные.
После полировки деталь следует протереть суконной чистой
тряпкой или же обмыть в чистом бензине и обдуть сжатым возду-
хом.
Полируются обычно стальные, бронзовые и алюминиевые детали:
коленчатые валы, шатуны, поршневые пальцы, шестерни, валики,
втулки и др. Делается это для того, чтобы улучшить условия смазки,
и для того, чтобы иметь возможность обнаружить дефекты материала
(трещины, риски), которые отчетливо проступают по полированной
поверхности.
Шабровка. Помимо притирки, при пригонке одной детали к дру-
гой, когда также требуется особенно точное прилегание поверх-
ности, применяется шабровка.
Шабровке подвергаются как плоские поверхности деталей авиацион-
ных моторов (плоскости разъема картеров рядных и звездообразных
моторов, плоскость картера редуктора, плоскости площадок магнето
и т. д.), так и цилиндрические поверхности (вкладыши, втулки).
Процесс шабровки состоит в том, что шабером соскабливается тон-
кий слой металла с той части поверхности детали, которая при пробе
по краске соприкасается с поверхностью, к которой она пригоняется,
в большей степени, чем остальная ее часть.Таким образом поверхность
пригоняемой детали постепенно выравнивается до полного прилега-
ния с поверхностью, на которую она пригоняется.
Шабер при этом должен двигаться наискось по обрабатываемой
детали, примерно под углом в 30°, причем при повторном прохожде-
нии шабера он направляется под тем же углом к образующей поверх-
ности, но в другую сторону.
Делается это для того, чтобы шабер не снимал слишком большую
часть металла, попадая при своем движении на какую-либо случайную
царапину, риску или углубление. Встречая такое препятствие при
прохождении, шабер, естественно, будет тормозиться сначала и дви-
гаться дальше рывком, срывая большой слой металла и увеличивая
подчас совсем незначительный дефект на поверхности вкладыша,
втулки и т. п. Двигаясь наискось к царапине или к риске на обраба-
133
тываемой поверхности, шабер проходит ровно, без рывков и быстро
выравнивает всю поверхность.
Когда же иа поверхности детали имеются крупные дефекты, как,
например, более или менее глубокие царапины, забоины, шерохова-
тости, неровности, заусенцы и т. п., то устраняются они путем опи-
ловки их Драчевым напильником. После этого необходимо произвести
тщательную зачистку обрабатываемой поверхности личным напиль-
ником с мелом, шкуркой, оселком и т. д. Легкие же дефекты (риски,
мелкие царапины) выводятся обычно путем их зачистки.
Постановка шпилек. Одна из самых сложных операций, кото-
рую приходится производить при сборке авиационных моторов,—
постановка шпилек.
Шпилька представляет собой нарезанный
с обоих концов стальной стержень, который
одним концом ввертывается в тело основной
детали, чаще всего алюминиевой, в то время
как на другой конец навертывается гайка,
крепящая какую-либо деталь к основной
(фиг. 120).
Главное требование, предъявляемое при
постановке шпильки,—это плотность посадки
шпильки в тело детали, во избежание ее
вывертывания при отвертывании гайки. Важ-
на плотная посадка еще и потому, что при
работе мотора детали нагреваются и стальная
шпилька может легко вывернуться из нагре-
того алюминия, коэфициент расширения кото-
рого вдвое больше коэфициента расширения стали. К тому же
сравнительно мягкий алюминий легко деформируется при ввертывании
шпильки, что также заставляет ставить шпильку с максимально воз-
можным натягом.
Для получения большей плотности посадки шпильки в алюминие-
вых деталях нарезку резьбы иногда производят только двумя метчи-
ками — № 1 и 2, что дает неполную резьбу и обеспечивает плотную
посадку при ввертывании шпильки. Такой способ постановки шпилек
нельзя рекомендовать, так как неполная резьба может смяться, вслед-
ствие чего шпилька может быть вырвана из детали при работе
мотора.
Как правило, глубина сверления под шпильку должна быть больше
глубины нарезки, во-первых, для выхода метчика при нарезке, а, во-
вторых, для того,чтобы воздух не сжимался слишком сильно при ввер-
тывании шпильки, так как бывают случаи, когда образовавшаяся
воздушная подушка приводит к разрыву детали.
В некоторых конструкциях даже имеются в теле детали специаль-
ные отверстия для выхода воздуха, идущие к основанию резьбы или
просверленные в самой шпильке.
При ввертывании шпильки конец ее слегка смазывают маслом;
слишком обильная смазка может заполнить всю полость под вверну-
той шпилькой и, так же как воздушная пробка, вызвать разрыв де-
тали.
134
Правильность постановки шпильки определяется не только плот-
ностью ее посадки, но также перпендикулярностью ее оси к поверх-
ности детали. Поэтому как сверление под резьбу, так и нарезку
резьбы следует производить по кондуктору, по возможности на станке
и лишь в самом крайнем случае вручную. При перекосе шпильки
последняя легко ломается при затяжке или, что хуже, во время работы
мотора. Поставленную с перекосом шпильку ни в коем случае не сле-
дует выпрямлять, так как она в этом случае деформируется у корня,
что также может вызвать обрыв шпильки в эксплоатации. Такую
шпильку надо вывернуть и лучше всего заменить другой шпилькой
увеличенного диаметра.
Если же поставленная с перекосом шпилька сломалась, то ее
нужно с максимальной осторожностью вывернуть (фиг. 121), или.
D
Фиг. 121. Вывертывание шпилек.
Случай 1. Шпилька не сломана или имеет достаточно выступающий над
плоскостью разъема конец. Вариант I. На свободном конце шпильки
запиливают две параллельные плоскости, позволяющие вывернуть шпильку
плоским ключом- В а р и а н т II. На свободный конец шпильки навертывают
гайку и контргайку и вывертывают шпильку, захватывая плоским ключом
гайку.
Случай 2. Шпилька обломана у плоскости разъема. Вариант ill.
В шпи 1ьке сверлят отверстие небольшого диаметра и загоняют в него стержень
квадратного сечения. Захватывая стержень плоскогубцами» вывертывают
шпильку. Вариант IV- В шпильке сверлят отверстие диаметром, на 3—4 мм
мсныпим диаметра шпильки. Отверстие нарезают резьбой, обратной по отно-
шению к резьбе шпильки, и вывертывают шпильку с помощью завернутого
в отверстие болта.
если шпилька ввернута в алюминий, вытравить раствором азотной
кислоты в том случае, когда вывернуть ее не представляется возмож-
иым. После вытравливания надо тщательно проверить заостренной
проволокой или чертилкой каждый виток резьбы в теле детали, чтобы
убедиться, что там не осталось нерастворенных кусочков нарезки
шпильки.
Отверстие после этого обычно проходится третьим метчиком, и
в него ввертывается шпилька увеличенного диаметра.
Если шпилька ввернута слишком глубоко (что возможно со шпиль-
ками моторов «Райт», не имеющим упорного бортика), то ни в коем слу-
чае не разрешается вывертывать такую шпильку хотя бы на пару
витков для получения должной высоты, так как этим ослабляется
посадка шпильки. Такую шпильку следует, так же как и в описанных
выше случаях, заменить шпилькой большего диаметра, предварительно
прочистив резьбу метчиком.
135
Само ввертывание шпилек производится солдатиком (см. стр 117).
Запрессовка деталей. Запрессовка деталей в авиамоторостроении
производится под прессом (фиг. 122) или вручную, ударами
молотка.
В обоих случаях очень важно принять соответствующие меры
против запрессовки детали с перекосом. Для этого при запрессовке
вручную вначале наносятся молотком слабые удары, пока деталь
не получила надлежащего направления в самом отверстии, и лишь
в конце прессовки удары наносятся посильнее, причем последний удар
должен быть нанесен сильным и резким
движением, чтобы запрессовываемая де-
таль крепко села своим бортиком или
упором. При запрессовке деталей под
прессом сила прессовки также увеличи-
вается постепенно с постепенным увели-
чением давления в рабочем цилиндре
пресса, причем нарастание давления ре-
гламентируется для каждого отдельного
случая. При конце прессовки нужно, так
же как и при запрессовке вручную, сде-
лать резкий нажим, обеспечивающий
более плотную посадку.
Опять-таки, в целях избежания пе-
рекоса при прессовке, часто применяется
специальное направляющее приспособ-
ление, обеспечивающее правильное на-
правление прессуемой детали.
Естественно, что запрессованная с
перекосом деталь может привести к са-
мым тяжелым последствиям и вывести из
строя целый ряд связанных с ней других
деталей.
Фиг. 122. Запрессовка втулки
в малую головку шатуна.
В отдельных случаях, когда нужно особенно увеличить натяг,
прессовка производится в подогретую деталь. Так, например, прес-
суются направляющие втулки клапанов, обоймы шарикоподшипни-
ков и др. Направляющие втулки клапанов, так же как и все другие
длинные детали, прессуются со вставленным в них направляющим
стержнем, который предохраняет деталь от продольного изгиба и от
возможных деформаций, вмятин и т. п. Такой направляющий стержень
имеет обычно бортик для упора торца прессуемой направляющей
втулки клапана, прессуемой трубки, осевой втулки и т. п.
Очень важно при запрессовке той или иной детали не превысить
требуемого натяга. Перепрессованная деталь при выпрессовке неиз-
бежно повредит отверстие, оставив на нем следы прессовки, а иногда
и выводит его из строя. Такую деталь часто оказывается невозмож-
ным выпрессовать и приходится ее поэтому высверливать из отвер-
стия. Перед прессовкой деталей следует промерить обе детали, чтобы
выявить получаемый при посадке натяг, во избежание преувеличе-
ния последнего.
136
На обеих деталях, особенно на прессуемой, ни в коем случае не
должно быть забоин, заусенцев, царапин; входящая кромка должна
обязательно иметь закругления и быть тщательно зачищенной осел-
ком. Перед прессовкой обе детали должны быть тщательно промыты и
продуты сжатым воздухом, во избежание попадания в прессовку
посторонних тел, как-то: металлических стружек, песчинок и т. п.
Деталь при запрессовке следует для уменьшения трения слегка
смазывать чистым профильтрованным маслом.
СБОРКА АВИАМОТОРОВ ВОДЯНОГО ОХЛАЖДЕНИЯ
Для обеспечения быстрой и надежной сборки мотора рекомен-
дуется вести ее по основным узлам, с тем чтобы на окончательный
монтаж мотора узлы поступали в собранном виде. Последовательность
сборки основных узлов при окончательном монтаже мотора примерно
следующая:
1) картер мотора и вертикальная передача, 2) редуктор, 3) колен-
чатый вал и шатуны, 4) агрегат насосов, 5) блоки, 6) нагнетатель,
7) регулировка и окончательная сборка мотора.
Рассмотрим сначала сборку основных узлов мотора, ориентируясь
главным образом на мотор АМ-34РН.
Сборка узлов
Сборка картера мотора и вертикальной передачи. При сборке
нижний картер укладывается на подставку днищем вверх. Сборку
рекомендуется вести в следующем порядке. Перед сборкой главная
масляная магистраль тщательно промывается бензином, после чего
она проверяется на герметичность под давлением 10—12 ат. Давле-
ние создается специально приспособленным для этой цели иасосом,
нагнетающим в магистраль керосин. После указанной операции ниж-
ний картер также промывается бензином.
1. После указанной подготовки в картер устанавливается стакан
нижней вертикальной передачи со вставленным в него заранее вали-
ком с конической шестерней; валик контрится специальной гайкой.
Перед установкой стакана под его фланец подкладывается бумажная
прокладка. Затем надеваются простые шайбы, навертываются и за-
тягиваются гайки.
2- После постановки стакана проверяется сцепление и устанавли-
вается нормальный зазор в конических шестернях. Для этого на за-
ранее подогнанные коренные вкладыши укладывается коленчатый
вал. Зацепление шестерен проверяется по краске.Тонким слоем краски
промазывается одна из пары проверяемых шестерен, после чего про-
ворачивают коленчатый вал. Отпечаток краски желательно получить
по всей рабочей поверхности зуба, причем наиболее заметным он дол-
жен быть на ножке зуба, слабее на головке и еще слабее на кромке
зуба. На практике одинаковые отпечатки на зубьях получить не всегда
удается, что указывает на неправильность самих шестерен. В таких
случаях допускают отпечатки, приблизительно соответствующие ука-
занным выше. Зазор между коническими шестернями может быть
137
проверен индикатором по предельному отклонению его стрелки при
покачивании стакана; главная шестерня коленчатого вала должна
быть при этом закреплена неподвижно. Допустимая величина зазора
от 0,20 до 0,35 мм. Подгонка сцепления ведется путем подбора тол-
щины прокладок под опорный фланец стакана.
Установка конических шестерен является очень ответственной
операцией, так как при неправильном зазоре или при перекосе зубья
шестерни работают не по всей длине, а одним краем. Это вызывает
их быстрое изнашивание, выкрашивание, а иногда и поломку зуба.
После установки зазора окончательно затягиваются и шплинтуются
гайки крепления стакана нижней вертикальной передачи.
3. Затем на картер устанавливается агрегат насосов, причем зуб
ведущего валика входит в шлиц сухаря. При сборке таких сцеплений
с сухарем и без него необходимо проверять соосность ведущего и
ведомого валиков. При правильной установке сцепленные валики
должны легко проворачиваться от руки. После проверки соосности
валиков затягивают гайки шпилек, крепящих агрегат насосов к кар-
теру, подложив шайбы простые и шайбы Гровера.
4. После этого ставятся масляные трубки, соединяющие нагнета-
тельную ступень насоса с главной магистралью мотора, и тщательно
затягиваются четырьмя гайками. Затем соединяются дюритовым
шлангом две половины магистрали, откачивающей масло из носка
картера мотора, после чего магистраль ставится на свое место и затя-
гиваются гайки крепления ее фланцев и хомуты дюритового шланга.
Сборку верхней половины картера начинают с установки в задней
части ее стаканов с валиками верхней вертикальной передачи на газо-
распределение. Эти же валики передают движение на магнето и воз-
духораспределитель (см. стр. 40). Установив стаканы с валиками вер-
тикальной передачи, переворачивают картер плоскостью разъема
вверх. Как правило, первым устанавливается и крепится гайками
правый стакан. Под фланец стакана ставятся прокладки, а под
гайки — шайбы. После установки правого стакана с валиком на ко-
ренные вкладыши укладывают коленчатый вал, предварительно на-
дев на хвостовик опорную шайбу, калиброванное кольцо и главную
(коренную) коническую шестерню. Затем проверяют сцепление этой
шестерни с конической шестерней правого валика верхней передачи.
Зазор должен лежать в пределах от 0,20 до 0,35 мм. Подгонка сцеп-
ления и установка зазора ведутся подбором толщины прокладок.
Установив правильное зацепление шестерен, коленчатый вал из кар-
тера вынимают.
Затем в том же порядке устанавливают левый стакан с валиком
верхней вертикальной передачи. Зазор между шестернями вертикалг-
ных валиков должен быть равен 0,35 мм. Подгонка его производится
также подбором толщины прокладок под опорные фланцы стаканов.
При сборке вертикальных передач к распределению и к насосам не-
обходимо проверять долевую (осевую) игру валиков.
После указанных операций в картере редуктора устанавливают
маслопровод для смазки шестерен редуктора. Если коренные вкла-
дыши верхнего и нижнего картеров были вынуты, то их ставят по ме-
стам, строго соблюдая нумерацию. Перед укладкой вкладышей их
138
внешнюю поверхность и поверхность опор коренных вкладышей тща-
тельно промывают чистым бензином и обдувают воздухом, так как
попавшая под вкладыши твердая частица может вызвать выпучивание
вкладыша, что приведет к выкрашиванию баббита и к разрушению
вкладыша.
При установке стаканов вертикальной передачи на моторе «Испано-
Сюиза» 12Ybrs прокладок под фланцы не ставят, но смазывают фланцы
пастой «Герметик». Зазоры в зубьях шестерен вертикальных передач
здесь несколько меньше, чем в моторе АМ-34РН; они устанавли-
ваются в пределах от 0,15 до 0,20 мм.
Сборка редуктора. Перед окончательной сборкой редуктора де-
лается подготовка деталей, а именно: зачищают наждачной шкуркой
шейки и шлицы вала редуктора, шлицы барабана редуктора и опор-
ные шайбы большой шестерни. После зачистки вал редуктора прове-
ряют на герметичность под давлением в 10 ат.
Фиг. 123. Большая
шестерня н барабан
редуктора мотора
АМ-34РН.
Фиг. 124. Амортизационные пружины и
тарелочки пружин редуктора мотора
АМ-34РН.
Перед сборкой редуктора все детали должны быть тщательно про-
мыты чистым бензином и обдуты сжатым воздухом. Сперва произво-
дится сборка большой (упругой) шестерни редуктора (фиг. 123).
С обоих концов каждой амортизационной пружины вставляются
тарелочки (фиг. 124), после чего пружина сжимается в тисках так,
чтобы большая часть площади тарелочек находилась поверх 1убок
тисков. На сжатую в тисках пружину с тарелочками надевают при-
способление, представляющее собой плоскую планку с вырезанным
в середине отверстием, соответствующим сжатой пружине с тарелоч-
ками. Сжатая в планке пружина ставится на торец паза боль-
шой шестерни над своим местом и легкими ударами алюминиевого
или медного молотка выбивается из приспособления в паз шестерни.
После постановки всех 24 пружин в пазы большой шестерни шестерня
устанавливается на барабан вала редуктора.
При установке большой шестерниЛга барабан вала редуктора со-
прикасающиеся поверхности поводков барабана и шестерни необхо-
димо смазать говяжьим салом или минеральным маслом, чтобы избе-
жать повреждений в виде царапин, задиров и т. д.
Во время установки на барабан большой шестерни необходимо
строго следить за тем, чтобы их поводки были концентричны, и не до-
пускать перекосов пружин и выпадения их из пазов. Зазор между
поверхностями поводков должен лежать в пределах от 0,016 до 0,052 мм.
139
После установки пружин с обеих сторон шестерни редуктора
ставятся кольцевые фланцы, стягиваемые сквозными болтами и кре-
пящие шестерню к барабану (фиг. 6, стр. 31). Болты рекомендуется
ставить гайками к винту. Для контровки гайки болтов связываются
между собой вязальной проволокой.
Далее вал редуктора смазывается минеральным маслом и на него
устанавливается фланец картера редуктора со скользящим подшип-
ником (фиг. 7, а, стр. 32). Фланец устанавливается удлиненной сто-
роной к барабану редуктора. Затем ставятся упорное кольцо (фаской
Фиг 125. Укладка вала редуктора мотора «Испано-Сюиза» 12Ybrs.
внутрь) и маслоотражатель, представляющий собой большую плоскую
шайбу, после чего на вал редуктора устанавливают носок картера
с упорным шариковым подшипником (фиг. 7, Ь). Носок устанавли-
вается на вал редуктора с помощью bhhtoboi о ручного пресса или алю-
миниевой выколотки и молотка.
Далее монтируют маслоразбрызгиватель, представляющий собой
конусную тарелку, устанавливаемую большим диаметром конуса
в сторону винта. После этого носок картера редуктора, упорное кольцо,
маслоотражатель и маслоразбрызгиватель стягиваются на валу ре-
дуктора стальной гайкой, имеющей по наружному диаметру резьбу
для отбрасывания масла. Перед навертыванием гайки на вал резьбу
гайки и вала хорошо промыть чистым бензином и продуть сжатым
воздухом, так как засорение резьбы может вызвать заедание гайки.
На моторе «Испано-Сюиза» большая шестерня редуктора не упру-
гая и крепится к фланцу вала винта 12 болтами (фиг. 32, стр. 55).
Под гайки, крепящие большую шестерню, ставят контровые шайбы.
140
одновременно сидящие на двух болтах, концы которых загибают
кверху на грани гаек после затяжки.
С обеих сторон большой шестерни надевают упорные кольца, в се-
редину которых ставят шариковый подшипник. Эти два шариковых
модшипника позволяют ставить на вал мотора тянущие и толкающие
винты. В отличие от мотора АМ-34РН, мотор «Испано-Сюиза» имеет
картер редуктора с разъемом по горизонтальной плоскости, поэтому
вал редуктора укладывается на свои подшипники сверху (фиг. 125).
Сборка коленчатого вала и шатунов. Перед сборкой коленчатого
вала его следует тщательно промыть чистым бензином, после чего уло-
жить на специально приспособленную для него стойку. Сборку колен-
чатого вала предлагается вести в следующем порядке.
Ставят на место три пары заглушек коренных шеек вала, проде
вают в них стяжные болты за-
глушек и навертывают гайки,
причем под головки болтов и
под гайки кладут медноасбесто-
вые прокладки; иногда кроме то-
го наматывают шелковую нить.
Заглушки шатунных шеек
устанавливают таким же обра-
зом.
При затяжке болтов необхо-
димо строго следить за тем,
чтобы заглушки не перекаши- 126 П1„1№.рка герметич1|0СП1 к0.
вались, а садились точно по ленчатого вала мотора АМ-34РН.
конусу шеек. Чрезмерно стя-
гивать заглушки болтом не рекомендуется, потому что заглушки
могут при этом прогнуться и тем нарушить плотное прилега-
ние конусов. После установки заглушек герметичность их прове-
ряется керосином под давлением около 10 ат с помощью ручного
I идравлического насоса (фиг. 126), для чего все отверстия на шейках
вала предварительно закрывают специальными хомутами.
Гайки стяжных болтов зашплинтовывают, коленчатый вал промы-
вают от керосина и устанавливают на стойку для подвески шатунов.
Подвеска шатунов является операцией очень ответственной, тре-
бующей особой чистоты рабочего места и соответствующего порядка,
аккуратности и внимательности в работе. Шатуны должны быть про-
мыты чистым бензином и разложены на верстаке в порядке но.меров
шатунных шеек коленчатого вала. Перед навеской шатуны надо обя-
зательно смазывать минеральным маслом. Болты шатунов предвари-
тельно проверяются на вытяжку. На болтах вильчатых шатунов вы-
тяжка допускается от 0,17 до 0,22 мм, а для болтов внутренних ша-
тунов от 0,08 до 0,12 мм.
Вильчатые шатуны подвешиваются на шейки соответственно про-
ставленным на них номерам. Затяжку гаек иа шатунах следует вести
с угла на угол постепенно и равномерно (фиг. 127). Диаметральный
зазор между вильчатым шатуном и шейкой вала должен составлять
от 0,03 до 0,078 мм. После затяжки болтов все шатуны необходимо
проверять на вращение.
141
Внутренние шатуны подвешиваются на головки вильчатых шатунов
с правой стороны (если смотреть от задней части вала) соответствую-
щего вильчатого шатуна. При подвеске надо следить за тем, чтобы
острыми кромками не повредить баббита головок вильчатых шатунов.
Подвеска производится в порядке номеров. Диаметральный зазор
между вильчатым и внутренним шатунами допускается в пределах от
0,03 до 0,085 мм.
После затяжки обеих гаек болтов каждый шатун проверяют на
вращение, подобно вильчатым шатунам. Все гайки болтов на шатунах
должны быть аккуратно зашплинтованы.
В случае конструкции с прицепным шатуном главный шатун
устанавливается на шейку вала с уже монтированным Ai нем прицеп-
ным.
После шплинтовки гаек шату-
нов замеряют долевой зазор между
шатунами, который должен состав-
лять от 0,2 до 0,3 мм.
При окончательной затяжке
болтов надо строго следить за тем,
чтобы грани гаек устанавливались
параллельно щекам коленчатого
вала.
После подвески шатунов на вал
монтируется коренная шестерня
коленчатого вала с опорной шайбой
и калиброванным кольцом. После
сборки коленчатого вала необходи-
Фиг. 127. Подвеска вильчатых шату- мо проверить, установлено ли в
нов мотора АМ-34РН. хвостовике стопорное кольцо рес-
соры нагнетателя.
Метод сборки коленчатого вала и шатунов мотора «Испано-Сюиза»
12Ybrs несколько отличается от описанного выше.
В коренные шейки № 2, 4 и 6 коленчатого вала вставляют пусто-
телые стаканы и с обеих сторон ставят на резьбе заглушки, предвари-
тельно смазав резьбу пастой «Герметик». Поставленные заглушки
контрятся с торцов керном или крейцмейселем, для чего с двух сторон
предусмотрены специальные углубления (при переборках мотора за-
глушки коренных шеек снимать не рекомендуется). Затем в проушины
главных шатунов вставляют нижние головки прицепных шатунов
запрессовывают в проушины пальцы и контрят их заглушкой с шайбой.
После сборки главных шатунов с прицепными собранные шатуны под-
вешивают на шейки вала, смазав их рабочие поверхности маслом,
и с помощью специального приспособления соединяют нижнюю крышку
со стеблем главного шатуна конусной шпилькой. После этого ставят
эластичную муфту в отверстие 8-й (задней) коренной шейки колен-
чатого вала.
Сборка блоков. Цилиндровый блок мотора АМ-34РН состоит из
трех основных деталей: рубашки блока, гильзы и головки (см. стр. 34).
Перед сборкой этих деталей прежде всего замеряют диаметры верхнего
и нижнего посадочных поясов на рубашке и соответствующие ди-
142
аметры на гильзе. Посадочный допуск должен быть выдержан по
чертежу.
После подбора всех шести гильз притирают фланцы гильз к ру-
башке по месту и затем проверяют прилегание фланца к рубашке
по краске. Перед притиркой фланцы гильз замеряются по толщине
(фланцы гильз одного блока не должны отличаться между собой по
толщине более чем на 0,02—0,03 мм). После этих операций на гильзы
надеваются уплотнительные резиновые кольца. Перед постановкой
колец места посадки их необходимо смазать резиновым клеем, а самые
кольца — маслом с графитом. После указанных операций устанавли-
вают по порядку все шесть гильз в рубашку блока, резко нажимая
руками или легко ударяя кожаным молотком. Если гильза не садится
на место, надо осмотреть нижний (посадочный) пояс рубашки и про-
верить толщину резинового кольца (толщина кольца должна быть
равна 2,65~0,1 мм). После того, как все гильзы будут поставлены на
место, ставят перепускные трубочки с резиновыми боченками и уплот-
нительные алюминиевые кольца или общую алюминиевую прокладку
(см. сноску на стр. 36.). После укладки колец или прокладки соединяют
собранную рубашку с головкой на контрольных шпильках, а затем
навертывают гайки на стягивающие их шпильки. Затем производят
гидропробу блока под давлением в 2,5 ат. После сборки блока и гид-
ронробы проверяют овальность цилиндров с помощью индикатора.
Овальность гильз в верхнем поясе допускается до 0,08 мм, в нижнем—
до 0,15 мм. Если овализация гильз превышает указанные нормы,
гильзы необходимо переставить и заменить резиновые кольца в ниж-
нем поясе. Перед окончательной постановкой блока на мотор следует
проверить посадку его на картер: нижние части гильз должны сво-
бодно входить в окна картера.
Самой ответственной и трудной операцией при сборке блоков
является постановка клапанов. Для надежности сборки клапанов
необходимо предварительно проверить, легко ли ввертываются по
резьбе тарелки клапанов в шток клапана. Тарелка должна вверты-
ваться свободно без малейшей качки. После проверки приступают
к сборке блоков, начав с притирки клапанов наждаком.
Перед притиркой клапанов особое внимание должно быть обра-
щено на тщательную подготовку седел клапанов. Для этой цели поль-
зуются шарошкой (фрезой) и с помощью особого приспособления
подфрезеровывают седла клапанов. Подфрезеровку необходимо де-
лать аккуратно, чтобы избежать дробления поверхности рабочей
части седла клапана.
При притирке блок кладут на подставку на бок и с помощью спе-
циального приспособления вращают клапаны в обе стороны полу-
оборотами. После каждого полуоборота клапан слегка приподни-
мают над седлом, чтобы избежать появления местного скопления
наждака, вызывающего царапины. При притирке пользуются пастой,
изготовляемой обычно из мелкого наждака или толченого стекла,
смешанного с чистым минеральным маслом. Притираемая поверхность
клапана слегка смазывается равномерным тонким слоем пасты. При-
тирку можно считать законченной, когда притираемая поверхность
клапана станет равномерно матовой.
143
После притирки клапанов все детали блока, где может по недо-
смотру остаться наждак (особенно резьба свечевых отверстий клапанов
самопуска и пробок), должны быть чисто промыты бензином. Распреде-
лительные валики промываются без заглушек. Особенно тщательно
надо промывать резьбу клапанов и тарелок, так как оставшаяся грязь
может вызвать заедание тарелки на резьбе кЯапана.
После промывки производится установка клапанов, для чего
блок кладется набок на верстак или на подставку. Смазав чистым
минеральным маслом штоки клапанов, их резьбу и тарелки, встав-
ляют клапан в направляющую втулку. Вставленные копаны при даль-
нейшей сборке поддерживают изнутри цилиндра рукой или подпирают
специальной деревянной болванкой, вставляемой в цилиндр. После этого
надевают на клапан три пружины, на которые кладут дисковый за-
мок. С помощью специального приспособления замок прижимается
до положения, когда его стопорный усик войдет доотказа в паз штока
клапана. Перекос замка не допускается. Смазанная маслом тарелка
завертывается сначала вручную, а затем ключом до определенного
положения, устанавливаемого по специальному шаблону.
При завертывании надо строго следить за тем, чтобы тарелки не
шли туго на резьбе, так как это может привести к заеданию и срыву
резьбы, в результате чего клапан будет выведен из строя. Заедание
может быть вызвано засорением резьбы, большим перекосом дискового
замка или большой высотой усика замка, входящего в паз штока клапана.
Клапаны устанавливают по порядку их номеров. Первым номером
считается первый клапан задней части блока. Клапаны правого блока
помечаются буквой П, клапаны левого блока — буквой JI. При уста-
новке нового клапана клеймо ставится до притирки. Установленные
таким образом на свои места, клапаны проверяются на герметичность
заливкой керосина в каналы выхлопа и всасывания. Такая заливка
служит контролем качества притирки клапанов. Наилучшие зазоры
между направляющими клапанов и штоками лежат в пределах от
0,045 до 0,094 мм.
После установки клапанов на шпильки и центрирующие втулки
блоков ставят подшипники распределительных валиков.
Затем на хвост винтовой вертикальной стальной шестерни наде-
вают калиброванное кольцо. Проверив диаметральный зазор между
хвостом шестерни и подшипником вертикальной передачи и распреде-
лительного валика, устанавливают шестерню, надевают упорное кольцо
и закрепляют его гайкой. Гайка контрится специальным стопором.
Диаметральный зазор шестерни от 0,06 до 0,07 мм.
После установки стальной винтовой шестерни необходимо прове-
рить долевой зазор между калиброванным кольцом и торцом втулки
подшипника. Зазор должен лежать в пределах от 0,1 до 0,15 мм.
Затем корпус подшипника вертикальной передачи и распределитель-
ного валика со вставленной в него шестерней устанавливается на
шпильки кронштейна головки блока. Далее ставятся на контрольные
втулки подшипники распределительного валика, накрываются крыш-
ками и затягиваются гайками.
Для достижения точного совпадения осей всех подшипников их
после установки на головку развертывают жесткой разверткой. Валик
144
фиксируется от продольных перемещений в подшипнике вертикальной
передачи и распределительного валика двумя бортиками. Для того
чтобы бортики не имели перекоса относительно торцов подшипника,
последний подторцовывается с обеих сторон шарошкой, которая
вставляется в подшипник вертикальной передачи и распределительного
валика и в ближайший к нему подшипник распределительного валика. ।
Максимальный допустимый перекос бортика относительно торцов
с рабочей стороны (от заднего конца вала) будет 0,03 мм, а с нерабочей
стороны—0,05 мм; осевой зазор — от 0,07 до 0,15 мм. Подшипники
валика обязательно должны иметь клейма.
Затем крышки подшипников снимаются, валики смазываются мас-
лом и укладываются на место. Перед укладкой валиков на них ста-
вятся и затягиваются гайками винтовые бронзовые шестерни.
После окончательной установки распределительных валиков и креп-
ления гаек рекомендуется валики проверить на вращение.
При установке всасывающих патрубков особое внимание надо уде-
лить прокладкам и состоянию поверхности фланца, так как малейший
дефект их будет способствовать образованию подсоса при работе мо-
тора. Желательная толщина прокладок 1,0 мм.
Затем устанавливается корпус передачи к самопуску с воздухо-
проводами, после чего блоки ставятся на гидропробу до 2 ат горячей
водой. Давление создается ручным насосом. На этом сборка блоков
заканчивается.
На моторе «Испано-Сюиза» в верхней части блока ставится водопро-
водящая труба диаметром около 40 мм, через которую вода подается
в нижнюю часть блока. На переднем (1-м) цилиндре труба крепится
гайкой и контрится шплинтом. На заднем (6-м) цилиндре труба центри-
руется и крепится патрубком подвода воды, который завертывается
на резьбе в блок цилиндров. Передача на распределительные валики
осуществляется здесь с помощью конических шестерен (см. стр. 62),
причем малая коническая шестерня изготовляется за одно целое
с вертикальным валиком.. Большая коническая шестерня ставится
после установки заднего подшипника распределительного валика,
опорного кольца и двух шпонок и крепится гайкой (фиг. 32, стр. 55).
После этого смазывают шейки валика маслом, ставят подшипники,
затягивают болты крепления и контрят их.
Сборка масляного насоса. При сборке насоса наиболее важными
моментами являются получение герметичности соединений по стыкам
крышек и корпусов насоса и подбор правильных осевых и радиальных
зазоров шестерен в корпусе.
Радиальный зазор между зубьями шестерни и корпусом обычно
обеспечивается производственным допуском и не требует индивидуаль-
ной подгонки.
Сгупени шестеренчатых масляных насосов расположены одна за
другой в два или три ряда (фиг. 128). Положение крышек и корпусов
относительно друг друга фиксируется контрольными шпильками или
втулками. Ось шестерен проходит насквозь через две или несколько
втулок (смотря по числу ступеней помпы), а отверстия под фиксирую-
щие контрольные шпильки в корпусах и крышка могут быть в пре-
делах допуска смещены. Таким образом торец посаженной на ось
Г. А. Булычев—244—10 145
шестерни может оказаться перекошенным относительно плоскости кор-
пуса. Для получения точного расположения шестерни относительно
корпуса последний во многих конструкциях подторцовывается спе-
циальной торцовкой, сидящей на оси, проходящей через втулки оси;
при этом следует обращать внимание на осевой зазор шестерни в кор-
пусе. В моторах, имеющих трехступенчатый насос, эта операция яв-
ляется особенно ответственной.
Фиг. 128. Масляно-водяной насос мотора АМ-34РН в разобранной виде.
Порядок сборки горизонтального масло-водяного насоса мотора
АМ-34РН следующий. В переходник водяного насоса вставляется
ведущий валик с шарикоподшипником на верхнем конце его. В саль-
ник переходника и в сальник водяного насоса, вокруг валика, закла-
дывается набивка нужных размеров, пропитанная салом и графитом.
На валик надеваются уплотнительные втулки, обращенные конусами
к набивке, с помещенной между ними пружиной. Со сжатой пружиной
валик нижним концом вставляется в сальник водяного насоса. Со сто-
роны корпуса на шлицы валика водяного насоса надевают крыльчатку
и проверяют долевой зазор между
г— КОРПУСОМ и крыльчаткой, который дол-
>кен быть ОТ 0,3 до 0,9 мм, после чего
надевают стопорный замок. Затем кла-
Фиг. 129. Ведущий валик масля-
ного насоса иотора АМ-34РН.
дут бумажную прокладку, надевают
крышку корпуса на шпильки, ставят
простые шайбы и шайбы Гровера и за-
тягивают гайки. При установке водяного насоса на корпус агрегата
шипы концов валиков и корпус соединяются сухарем. В собранном
виде водяной насос вместе с переходником ставится на общий корпус
агрегата на четыре шпильки и крепится гайками с подложенными
под них шайбами Гровера.
Сборку масляного насоса рекомендуется вести с задней крышки
(фиг. 128, Ь). В крышку вставляется ведущий валик масляного насоса,
изготовленный за одно целое с конической шестерней и установленным
на ием шарикоподшипником на заднем конце (фиг. 129). Валик имеет
канавку, куда вставляется шпонка, на которой крепится откачиваю-
щая ведущая шестерня. Рядом с ней ставится ведомая откачивающая
шестерня. Обе шестерни накрываются камерой (фиг. 128, с).
146
После задней камеры собирается камера передних шестерен от-
качки в таком же порядке (фиг. 128, d). Нагнетающая камера соби-
рается последней (фиг. 128, с). В нагнетающую камеру вставляется
ось ведомых шестерен и стопорится болтом. В отверстие в камере под
ось завертывается на резьбе заглушка.
Все три камеры и задняя крышка стягиваются четырьмя болтами.
Болты вставляются со стороны откачивающей ступени. В соединениях
между камерами для герметичности ставятся прокладки из тонкой бу-
маги. Полностью собранный масляный насос своей цилиндрической
частью вставляется в корпус агрегата (фиг. 128, g).
При установке водяных и масляных патрубков на насосы под их
фланцы рекомендуется ставить клингеритовые прокладки толщиной
1,5—2,0 мм.
Сборка нагнетателя ведется в следующем порядке. Ставят крыль-
чатку нагнетателя на вал и закрепляют ее основательно гайкой, пред-
варительно слегка протерев отверстие салом (гайка имеет левую резь-
бу). Крыльчатка сидит на валу с небольшим натягом (плотная посадка)
и насаживается на вал легкими ударами медного молотка. До по-
садочной части крыльчатка свободно надевается на валик через резьбу.
Надевать крыльчатку нужно осторожно, избегая перекоса и рывков,
чтобы не задрать внутренней поверхности крыльчатки, резьбы или
фаски посадочного бортика.
Для установки крыльчатки на посадочный бортик к торцу крыль-
чатки приставляют медную или алюминиевую трубку, по другому концу
которой наносятся несильные удары молотком. Установив уплот-
нительную чашку на вал, крепят ее тремя шпильками и гайками к кор-
пусу нагнетателя, причем масляные отверстия в уплотнительной чашке
по наружному диаметру должны совпасть с отверстиями в корпусе.
Под гайки, крепящие уплотнительную чашку к корпусу, должны
быть поставлены простые шайбы (ставить шайбы Гровера воспрещается),
и гайки должны быть зашплинтованы.
Затем ставится входная улитка. Стыки корпуса и входной улитки
для герметичности смазывают шеллаком или пастой «Герметик».
Втулка заднего подшипника улитки и задняя часть вала смазываются
маслом. Затем собираются фрикционные шестерни перебора и монти-
руется перебор (фиг. 23 и 24, стр. 44).
Перед началом сборки шестерни перебора смазывают внутреннюю
(конусную) часть обода маслом и устанавливают сухари номерами
вверх. Смазав маслом втулку шестерни, вставляют в нее малую ше-
стерню с поводком. Для ввода штифтов сухарей в шлицы поводка сле-
дует нажать поводок сверху рукой и поворачивать поводок взад и
вперед до момента посадки его на место. Если сухари сойдутся, то их
следует развести соответственно шлицам поводков-
При установке крышки перебора на коробку корпуса нагнетателя
необходимо следить, чтобы масляные отверстия крышки совпали с от-
верстиями на одном из упоров крышки в корпусе, для чего необходимо
проверить воздухом совпадение каналов. При этом надо аккуратно
вставить пальцы во втулки малых шестерен перебора, направить зубья
ведущей шестерни в зубья ведомых шестерен и довести крышку до по-
садки на упоры легкими ударами молотка по деревянной выколотке.
147
Фиг. 130. Определение 1азора между корпусом и
крыльчаткой нагнетателя мотора АМ-34РН
Удары молотка нужно направлять по осям вставленных пальцев пере-
бора. Крышка должна садиться плотно, но без особого усилия; в про-
тивном случае крышку необходимо снять, но отнюдь не стараться до-
вести ее до конца посадки, т. е. до упоров. Во избежание трещин, ре-
комендуется также доводить крышку до упоров равномерным завер-
тыванием гаек. Основной причиной, препятствующей крышке садиться
на свое место, является масло, попавшее в уплотнительные чашки,
поэтому при смазке втулок надо строго следить за тем, чтобы стекаю-
щее избыточное масло не попадало в уплотнительные чашки.
Убедившись в правильности постановки крышки, можно затянуть
и зашплинювать гайки. Затем следует установить общий долевой за-
зор крыльчатки в кор-
пусе (около 1,5 мм).
Для этого устанавли-
вают нагнетатель так,
чтобы вал крыльчатки
вертикально распола-
гался и свободно ви-
сел, для чего корпус
нагнетателя крепится
на специальной под-
ставке.
Затем на заднюю
крышку ставят инди-
катор и штифт его
упирают в верхний
торец валика крыль-
чатки; нажимая на
валик снизу рукой, определяют по отклонениям индикатора зазор
крыльчатки в корпусе (фиг. 130).
После установки зазора крыльчатки устанавливают хвостовик
с кольцами пяты, ставят крышку и определяют зазор между раздели-
тельным конусом и крыльчаткой, который в среднем должен равняться
0,75 мм. Этот зазор устанавливается так же, как и общий долевой
зазор.
Зазор в пяте регулируется путем подбора металлических калиб-
рованных прокладок под штуцер крышки пяты. Зазор измеряется щу-
пом между упорной шайбой подпятника и малым кольцом через отвер-
стие, предусмотренное в крышке пяты. Зазор должен лежать в преде-
лах от 0,1 до 0,15 мм.
Отверстие в крышке пяты закрывается резиновой пробкой. На
этом заканчивается сборка нагнетателя.
Окончательная сборка
После сборки всех основных узлов надо приступить к окончатель-
ной сборке мотора
Перед началом окончательной сборки необходимо тщательно про-
мыть верхний и нижний картеры (особенно главную магистраль нижнего
картера) чистым бензином. После промывки надо обязательно про-
148
дуть воздухом масляные каналы и трубки подачи масла в редуктор-
и в его шестерни. После тщательной промывки и осмотра картера верх-
ний картер со вставленными в него вертикальными передачами надо
установить в перевернутом положении на поворотный станок или на
подставку и привернуть.
Монтаж узлов на картере. Укладка редуктора в картер.
Внутренняя полость вала редуктора наполняется минеральным маслом
через заднее смазочное отверстие шейки, и тем же самым маслом
смазывается задний скользящий подшипник и шариковый упорный
подшипник носка редуктора. Затем узел редуктора устанавливают
в верхний картер, смазав маслом задний подшипник и подложив под
фланец бумажную прокладку. После этого ставят на 18 шпилек простые
шайбы и шайбы Гровера, навертывают и затягивают гайки.
После установки редуктора и крепления гаек необходимо прове-
рить зазор между большой шестерней редуктора и трубкой, подающей
масло к шестерне. Зазор должен равняться 4 мм.
Укладка коленчатого в а л а и ш а ту н о в в к а р-
т е р. Укладка коленчатого вала и шатунов в верхний картер произ-
водится следующим образом.
Перед самой укладкой коленчатого вала, установив в кольцевую
проточку внутри хвостовика коленчатого вала стальное кольцо, слу-
жащее упором рессоры, передающей вращение нагнетателю, вставляют
рессору в хвостовик и проверяют надежность посадки кольца, ударяя
медным молотком по торцу рессоры. Посадка стального кольца в хво-
стовике должна быть плотной и надежной, чтобы кольцо не могло вы-
пасть во время работы мотора.
После этого на хвостовик коленчатого вала надевают опорную шай-
бу и коренную шестерню коленчатого вала. Затем, смазав маслом
коренные вкладыши, укладывают в картер коленчатый вал с шатунами,
причем концы шатунов заводятся в соответствующие отверстия цилинд-
ров.
Укладка коленчатого вала производится при помощи ручной тали,
а при отсутствии последней — двумя рабочими. Коленчатый вал не-
обходимо укладывать осторожно, аккуратно, с таким расчетом, чтобы
избежать соприкосновения шеек вала с резьбой силовых коренных
шпилек и чтобы щеками вала не повредить баббита вкладышей.
После укладки коленчатого вала надо заполнить маслом с помощью
шприца коренные шейки № 2, 4 и 6 коленчатого вала через смазочные
отверстия в коренных шейках.
Поверхность стыка верхнего картера смазывается тонким слоем
пасты «Герметик» или на нее укладывается шелковая нить, уплотняю-
щая стык от вытекания масла. Шелковую нить следует укладывать
на кромке стыка с внешней стороны коренных силовых шпилек
(фиг. 131), предварительно обдув сжатым воздухом плоскость стыка.
Перед установкой картера коренные вкладыши смазывают маслом и
проверяют поверхность стыка с тем, чтобы на нее не попали посторон-
ние тела (стружки, опилки и т. д.).
Опуская нижний картер на верхний, необходимо следить, чтобы
картер опускался плавно; в противном случае нить может сместиться
с плоскости стыка.
14&
Подложив под гайки коренных силовых шпилек шлифованные шай-
бы, следует затянуть гайки. Затяжку вести со средней части картеров,
постепенно переходя от одной гайки к другой, по диагонали, иа пра-
вую и левую стороны. Крайние шпильки (передние и задние) должны
крепиться последними. Перед постановкой гаек резьбу шпилек следует
смазывать маслом.
После крепления коренных силовых шпилек следует на бортовые
шпильки и болты надеть шайбы И шайбы Г ровера, затем навернуть и
затянуть гайки. После установки агрегата насосов собранный картер
следует повернуть на поворотном станке силовыми шпильками, кре-
пящими блоки, вверх.
Фиг. 131. Укладка шелковой нити при сборке картера мотора
АМ-34РН.
После сборки картера правильность сцепления между коническими
шестернями вертикальных передач следует проверить путем вращения
коленчатого вала. При вращении коленчатого вала не допускать, чтобы
шатуны ударялись о кромки картера.
Постановка блоков. Перед постановкой блоков произ-
водится сборка поршней: поршни, заранее подогнанные по весу с раз-
ницей не более 5 г, собираются с поршневыми кольцами. При поста-
новке старых или подборе новых поршневых колец должны быгь выдер-
жаны следующие долевые зазоры колец в канавках: на уплотнитель-
ных кольцах (на первом и втором сверху) выдерживают зазоры от 0,10
до 0,14 мм, на маслосбрасывающих (третьем и четвертом) — от 0,05
до 0,095 мм. Зазоры в кольцах замеряются шупом (фиг. 132).
Устанавливать поршневые кольца на поршни рекомендуется не
вручную, а при помощи специального приспособления, ограничиваю-
щего развод кольца (фиг. 133), так как при неосторожном надевании
кольца руками можно его сломать. Сперва заводится нижнее кольцо,
затем последовательно остальные.
После этого поршни одного из блоков желательно расставить на
верстаке по меткам на днище. Затем поршни соответственно меткам
устанавливаются на шатуны. Поршни быстрее и удобнее устанавли-
150
вать подогретыми в горячем масле. В подогретые поршни легко и сво-
бодно вручную вставляются поршневые пальцы.
Поршневые кольца надо смазать маслом и, вращая, установить
их таким образом, чтобы замки колец располагались по окружности
поршня через 00°. Это делается для улучшения компрессии в камере1
сгорания при первом пуске двигателя после сборки. При этом необ-
ходимо избегать совпадения стыков колец со свечевыми отверстиями.
Поставив кожухи на валики вертикальной передачи и надев на
кожухи набивочное кольцо и хомуты,
устанавливают блок.
Фиг. 133. Приспособление для
надевания поршневых колец
на поршень.
Фиг. 132. Замер долевых зазо-
ров между поршневыми коль-
цами и поршнем.
Для постановки блоков мотора необходимо осмотреть и очистить
от пыли цилиндры, подвесить блок на тали и хорошо смазать маслом
зеркало цилиндров.
Картер, установленный на поворотном станке, надо повернуть
в положение, соответствующее вертикальному положению силовых
шпилек блока, для которого поставлены поршни.
Под висящий на тали блок подводят поворотный станок. Повора-
чивая коленчатый вал, устанавливают два поршня одного ряда в верх-
нее положение и медленно опускают блок по силовым шпилькам до
тех пор, пока два цилиндра блока не коснутся первых колец под-
нятых поршней. Затем, сжав хомутами кольца этих поршней, вводят
их в соответствующие цилиндры. Таким же образом, медленно вращая
коленчатый вал и пользуясь хомутами, постепенно заводят все шесть
поршней в блок.
После того как поршни будут заправлены в цилиндры, устанавли-
вают сливные масляные трубки с уплотнением в передней и задней
частях мотора, направляют валик вертикальной передачи на шлицы
винтовой стальной шестерни и опускают блок на плоскость картера.
Таким же порядком устанавливается следующий блок.
151
Установленные на картер блоки крепятся гайками силовых шпи-
лек к картеру, причем затяжка их производится в шахматном порядке.
Под гайки кладутся простые шайбы.
На кожухах вертикальной передачи и на сливных масляных трубках
закрепляют хомуты. Затем на блок устанавливают всасывающие кол-
лекторы, масляные и водяные трубки и затягивают хомуты кожухов
вертикальных передач.
Далее ставят на место водяные и масляные трубки мотора. Под
тонкие небольшие фланцы труб не рекомендуется ставить толстые
прокладки, так как это может при креплении фланца вызвать его вы-
гибание. что поведет к утечке масла или воды. Под всасывающие пат-
рубки ставят клингеритовые прокладки, которые перед этим следует
распарить в горячем вареном масле или паром.
Крепление гаек фланцев всасывающих патрубков рекомендуется
вести постепенно и равномерно таким образом, чтобы к концу крепле-
ния резкого отставания гаек друг от друга не было. Неравномерное
крепление гаек может привести к обрыву шпилек, изгибу фланца, под-
сосу и прорыву газа во время работы мотора.
Постановка нагнетателя производится одновременно
с постановкой большой всасывающей трубы. Перед постановкой нагне-
тателя необходимо проверить центрировку нагнетателя на задней
части картера и долевой зазор рессоры нагнетателя. Этот зазор должен
быть равен 3,0 мм. При установке нагнетателя рессора вставляется
в шлицы хвостовика ведущей шестерни перебора и вместе с нагнетате-
лем устанавливается на фланец картера мотора.
Одновременно необходимо проверить, сделана ли фаска в 2 мм
по всему диаметру торца рессоры. Торец рессоры соприкасается с упор-
ным кольцом выточки на шлицах хвостовика коленчатого вала при
работе мотора. Фаска делается для того, чтобы распирать кольцо и
прижимать его к выточке в случае возникновения осевых усилий на
рессоре, в особенности при переменных режимах мотора. После этого
ставят на шпильки бумажную прокладку и нагнетатель и закрепляют
его десятью гайками и двумя болтами. После постановки нагнетателя
устанавливают на фланец задней части корпуса нагнетателя (улитки)
регулятор давления. Под фланец кладется бумажная прокладка, ко-
торая обеспечивает герметичность в соединении фланцев. Прокладка
должна быть установлена аккуратно и внимательно, дабы не перекрыть
сверлений в нагнетателе и регуляторе.
На моторе «Испано-Сюиза» регулятор давления наддува устанавли-
вается также на задней части корпуса нагнетателя, но весь механизм
его помещается в корпусе, отлитом за одно целое с входной улиткой.
Анероидная коробка завертывается на резьбе на фланце корпуса ме-
ханизма регулятора (фиг. 45 и 47, стр. 66). Резьба коробки перед
завертыванием смазывается пастой «Герметик» для обеспечения герме-
тичности соединения. Анероидная коробка соединяется с всасываю-
щим коллектором трубкой.
Затем устанавливают коллекторы проводов с колодками магнето.
Провода по коллекторам распределяются так, чтобы левое магнето
обслуживало свечи, находящиеся с наружной стороны блоков (со
стороны выхлопа), а правое — свечи, находящиеся с внутренней
152
стороны блоков (внутри V). Пусковой провод присоединяется у
правого магнето к передней колодке, а у левого—к задней.
Оба магнето устанавливаются в задней части картера мотора на пло-
щадках, центрируются на штифтах и крепятся к площадкам лен-
точным хомутом.
После перечисленных работ мотор готов к постановке воздухо-
распределителя и производству регулировки его.
Соединяя нагнетатель со всасывающей трубой переходником-
патрубком, необходимо подогнать фланцы патрубка к фланцам нагне-
тателя и всасывающей трубы без малейшего перекоса. Между флан-
цами ставят предварительно распаренную клингеритовую прокладку
Регулировка мотора. Регулировку $
мотора можно производить сразу же
после установки блоков, до постановки
нагнетателя, но, во избежание попа-
дания в картер посторонних пред-
метов, желательно сборку вести в
указанном нами порядке.
В начале регулировки мотора ре-
комендуется ознакомиться с порядком
его распределения. Регулировка мо-
тора начинается с 1-го цилиндра ле-
вого блока. Фазы распределения уста-
навливаются в зависимости от поло-
жения поршня, для чего надо опре-
делить в. м. т. Делается это следу-
ющим образом:
1. Устанавливают регулировочный
Фиг. 134. Регулировка мотора
АМ-34РН-
сь—реглягк. 6—регулировочный диск.
диск b стержнем в передний конец
коленчатого вала (фиг. 134). Диск
должен иметь деления на градусы.
На корпусе картера укрепляется не-
подвижная стрелка —* указатель делений на диске. В свечевое отвер-
стие цилиндра, в данном случае 1-го цилиндра левого блока, ввер-
тывают регляж а, имеющий на секторе деления и стрелку, которая
другим концом входит в цилиндр и упирается в днище поршня при его
положениях, близких к в. м. т. (фиг. 135). Вращение коленчатого вала
производится с помощью специального ключа, который надевают на
шлицы вала редуктора.
2. Чтобы определить в. м. т., надо поворачивать коленчатый вал
по направлению его вращения (т. е. по часовой стрелке, если смотреть
сзади мотора) до тех пор, пока поршень не коснется внутреннего конца
стрелки регляжа (фиг. 135). Наружный конец стрелки регляжа при
этом начнет опускаться вниз.
Не доводя поршня до в. м. т., вращение коленчатого вала приоста-
новить и поставить две отметки: первую отметку на регляже (буква А)
и вторую на диске (буква Б) (положение /). После этого продолжают
вращать коленчатый вал в том же направлении, доводят поршень
до в. м. т. (на фиг. 135 обозначена пунктиром), а затем проводят
его за в. м. т. до тех пор, пока наружный конец стрелки регляжа не вер-
15:
Диск
Фиг. 135. Схема определения в. м. т.
нется на первую отметку, которая обозначена буквой А. За это время
диск на коленчатом валу повернется на некоторое количество делений,
а к стрелке подойдет буква В (положение //на фиг. 135); это и будет
положение, в котором нужно сделать вторую отметку на регулировоч-
ном диске. Разделив на две равные части деления между отметками Б
и В на регулировочном диске, получим среднее деление М, которое
и будет соответствовать в. м. т. поршня в нашем случае 1-го цилиндра
левого блока, который явля-
ется начальным цилиндром для
регулировки мотора. Найден-
ная точка М почти всегда на-
ходится не на нулевом делении
диска, и для удобства отсчета
градусов по диску, не трогая
коленчатого вала, стрелку на
диске переносят на деление 0°.
После нахождения в. м. т.,
устанавливают фазы газорас-
пределения, сначала для вса-
сывания, а затем для выхлопа.
Установка у гл о в
распределения. После
определения в. м. т. 1-го
цилиндра левого блока пе-
реходят к установке углов
газораспределения. Прежде
всего устанавливают зазор
между тыльной частью кулач-
ка распределительного валика
и тарелками клапанов. На мо-
торе АМ-34РН этот зазор дол-
жен равняться 2,55 + 0,15 мм
на кулачках всасывания и
2,7 + 0,05 мм на кулачках
выхлопа. Эти зазоры выдер-
живаются путем завертывания
или отвертывания тарелки
клапана специальным приспо-
соблением и ключом на всех
клапанах. Зазор замеряется
щупом. Регулировка газораспределения заключается в правильной
установке начала и конца фаз всасывания и выхлопа.
1. Начало фазы всасывания устанавливают следующим образом.
Отвертывают гайку, крепящую регулировочную зубчатку винтовой
бронзовой шестерни распределительного валика всасывания левой
группы. Коленчатый вал поворачивают до положения поршня, соот-
ветствующего началу всасывания 1-го цилиндра левого блока, т. е. 10 ‘
до в. м. т. по диску (фиг. 136). Распределительный валик поворачи-
вают ключом до момента, когда кулачки валика коснутся тарелок кла-
панов 1-го цилиндра. Момент соприкосновения можно определить,
154
прокладывая между тарелкой клапана и кулачком полоску тонкой
(папиросной) бумаги и замечая мгновение, когда она начинает зажи-
маться, или определяя наощупь тот момент, когда клапан начнет легко
проворачиваться. В свободном состоянии (когда клапаны закрыты)
такого малого усилия для проворачивания клапана недостаточно.
После этого регулировочная зубчатка ставится на свое место,
затягивается гайкой и контрится кольцевым замком в полуотверстиях
на гайке и на регулировочной зубчатке. Проворачивая коленчатый
вал по ходу, легко проверить начало я конец всасывания в 1-м ци-
линдре, ведя отсчеты градусов по диску. Полученные величины не
должны отличаться от заданных
в ту и другую сторону больше
чем на 3°. Установку валика
при этих данных нужно считать
законченной.
2. Таким же образом уста-
навливается распределительный
валик всасывания правого блока.
Он регулируется по 6-му цилин-
дру, в. м. т. которого наступает
на 60° позже в. м. т. 1-го цилин-
дра левого блока.
3. Выхлопные распредели-
тельные валики устанавливаются
таким же путем в обеих группах;
открытие выхлопных клапанов
должно начинаться за 48° до
н. м. т.
Регулировка с точностью до
1,2° осуществляется путем пере-
мещения регулировочной зуб-
Фиг. 136. Диаграмма распределения
мотора АМ-34РН.
чатки относительно распредели-
тельного валика и распределительного валика с регулировочной зуб-
чаткой относительно винтовой бронзовой шестерни.
Регулировка мотора «Испано-Сюиза» принципиально отличается
от мотора АМ-34РН, так как мотор «Испано-Сюиза», вместо винтовых
шестерен, имеет конические шестерни вертикальной передачи (фиг. 33,
стр. 56). В передний конец коленчатого вала, вместо привода «Виет»
(фиг. 32), вставляют конусную оправку с регулировочным диском, раз-
деленным на 360°, после чего находят в. м. т. 1-го цилиндра левого
блока. Вращая коленчатый вал, ставят поршень в положение начала
всасывания, что соответствует в среднем 10° до в. м. т. Устанавливают
зазор между тыльной частью кулачков и тарелками клапанов, ко-
торый должен быть равен 2 мм.
После этого снимают распределительный валик и подводят его
вплотную к тарелкам всасывающего клапана, что и будет соответ-
ствовать началу всасывания.
Если кулачок не будет касаться тарелки, то распределительный
валик снимают снова, вынимают из шлицевого соединения наклон-
ный вертикальный валик, поворачивают его вправо или влево настоль..
155
Фиг. 131. Установка мо-
мента зажигания по рис-
кам на шестерне и на кры-
шке магнето.
нето с автоматическим
ко, чтобы точно поставить распределительный валик в нужное положе-
ние, т. е. чтобы кулачок коснулся тарелки клапана.
После установки кулачкового валика проверяют фазы всасывания:
начало и конец.
С фазой выхлопа поступают таким же образом. Точность регули-
ровки до 1—2" достигается подбором зазора между тыльной частью
кулачка и тарелкой путем ввертывания или вывертывания последней
специальным ключом. Если невозможно выдержать точно указанные
в таблице регулировки фазы газораспределения, то выдерживают их
с допуском в пределах не выше 5 3°. (Данные по регулировке газо-
распределения см. стр. 26.)
Установка момента зажигания. Рабочие ходы
.12-цилиндрового мотора должны чередоваться через равные проме-
жутки, определяемые работой мотора по 4-
тактному циклу, т. е. за два оборота колен-
чатого вала, что соответствует 720°, должно
произойти 12 вспышек. Эти вспышки должны
происходить через 60°, так как 720° : 12 —
-60°. Момент зажигания для 12-цилиндровых
моторов водяного охлаждения устанавливается
при магнето с автоматическим опережением
(например, «Сцинтилла») на 16° до в. м. т.
Момент зажигания устанавливается по
1-му цилиндру левого блока соответственно
порядку зажигания следующим образом.
1. При закрытых клапанах всасывания и
выхлопа (такт сжатия) 1-го цилиндра левого
блока коленчатый вал ставится в положение
34° до в. м. т. (или 16° до в. м. т. для маг-
опережением). На привод передачи к магнето
ставится муфта сцепления.
2. После этого отпускаются зажимные болты муфты на подвижной
части магнето. При помощи регулировочного болта эта подвижная часть
подводится грубо к совпадению с прорезями в резиновой муфте. Одно-
временно должны совпасть риски на большой шестерне побегушки и
на передней крышке магнето (фиг. 137).
3. Предварительно установив магнето на место и точно установив
по меткам большую шестерню при помощи регулировочного болта,
надо закрепить зажимные болты и проверить начало раннего и позд-
него углов опережения при проворачивании коленчатого вала.
4. После этого магнето снимают, зажимные болты крепятся окон-
чательно и шплинтуются, магнето ставится на площадки мотора и
крепится хомутом; регулировочным болтом подвижная часть подво-
дится так, чтобы у контактов прерывателя началось размыкание.
При магнето с механическим (ручным) опережением начало размы-
кания контактов прерывателя должно точно совпадать с метками маг-
нето, при раннем опережении за 34° до в. м. т., а при позднем опере-
жении за 16° до в. м. т.
На магнето с автоматическим опережением раннее зажигание уста-
навливается только по меткам при положении коленчатого вала за
156
34 до в. м. т. Позднее зажигание устанавливается таким же образом,
как и у магнето с механическим опережением.
При соединении тяг управления магнето надо строго следить за тем,
чтобы установленный момент зажигания точно совпадал у обоих маг-
нето, т. е. они должны работать синхронно (одновременно).
Обязательно проверять, имеет ли магнето нужное направление
вращения. На малой крышке секторов распределителя тока стрелка
указывает направление вращения магнето.
Во время прерывания тока развод контактов не должен превышать
0,3—0,4 мм. Развод контактов проверяется стальной пластинкой,
которая прикреплена к ключу для контактов. Эта пластинка имеет
толщину 0,3 мм и служит калибром. Если развод контактов велик,
то отвинчивают контргайку контактного винта и устанавливают нуж-
ный развод контактов. После установки развода на контактах нужно
снова затянуть контргайку.
При установке момента зажигания нужно быть всегда уверенным,
что поверхность контактов чиста. Особенно надо избегать загрязне-
ния контактов маслом, так как при сгорании масла между их поверх-
ностями контакты преждевременно будут изнашиваться. Попадание
масла на контакты может служить причиной неправильной работы
магнето.
Установка самопуска. Для установки золотников рас-
пределителя самопуска коленчатый вал устанавливается в положение
15 после в. м. т. рабочего хода 1-го цилиндра левого блока. После
этого предохранительный клапан распределителя самопуска снимается-
а золотник нажимают пальцем, доводя его до полного сцепления
с ведущим зубом передачи. Метки на золотнике должны совпадать
с меткой на корпусе. Если метки не совпадут, то необходимо сделать
следующее.
Расшплинтовать и отвернуть гайку, крепящую золотник на веду-
щей части его, сдвинуть золотник в желаемую сторону, закрепив
предварительно гайку, и снова поставить золотник в корпус, введя
его в зацепление. Таким путем подбирают момент совпадения меток.
После этого окончательно крепят гайку и шплинтуют ее.
Затем надо поставить золотник на место и проверить снова по мет-
кам, не сдвинулся ли золотник во время затяжки. Для установки зо-
лотников распределителя самопуска правого блока коленчатый вал
ставится в положение 15° после в. м. т. рабочего хода 1-го цилиндра
правого блока. В остальном золотник устанавливается так же, как
на левом блоке.
Моторы, имеющие дисковые распределители самопуска, регулируют-
ся проще. Коленчатый вал устанавливается также в положение 15
после в. м. т. рабочего хода 1-го цилиндра левого блока. Диск уста-
навливается на полуоткрытом отверстии корпуса самопуска. Правый
блок также устанавливается на угол в 15° после в. м. т., т. е. через60
после 1-го левого цилиндра будет работать 6-й правый.
Окончание сборки. После регулировки окончательная сборка мо-
тора АМ-34РН происходит в следующем порядке;
1. Распределительные валики заполняют маслом с помощью мас-
ляного насоса или шприца.
157
2. Ставят крышки головок мотора и закрепляют их гайками.
3. Монтируют передачу к счетчику оборотов (тахометру).
4. Завертывают свечи, соединяют воздухопроводные трубки, ста-
вят на место и закрепляют колодки магнето.
5. Устанавливают маслопроводные трубки нагнетателя и мотора.
6. Подвесив карбюратор к нагнетателю и закрепив гайки, устанав-
ливают необходимые трубки и соединяют их дюритовыми шлан-
гами.
7. Ставят автоматический регулятор давления.
8. По окончании сборки мотора водяная система должна прове-
ряться гидропробой горячей водой до 2 ат.
9. После гидропробы все открытые отверстия на моторе закрывают
заглушками.
СБОРКА АВИАМОТОРОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
Наиболее распространенным, а для мощных авиадвигателей в на-
стоящее время единственным, типом моторов воздушного охлаждения
является звезда; поэтому мы здесь рассмотрим сборку именно этого
типа двигателей.
Два указанные фактора — воздушное охлаждение и звездообраз-
ное расположение цилиндров — определяют в основном конструкцию
мотора. Если отдельные подробности сборки и зависят от конструк-
тивных особенностей данного типа мотора, то основные положения и
порядок сборки моторов этого класса одинаковы.
За основу мы здесь примем сборку рассмотренной нами выше двух-
рядной звезды «Гном-Рон», конструктивно сложной и включающей
наиболее полно детали, узлы и агрегаты, встречающиеся в звездо-
образных моторах.
Подробно мы разберем здесь только те операции, которыми сборка
моторов воздушного охлаждения отличается от рассмотренной выше
сборки моторов водяного охлаждения.
Порядок сборки однорядного звездообразного мотора отличается
от порядка сборки двухрядной звезды лишь большей простотой, ввиду
наличия только одного колена вала, одного комплекта шатунов и
одного ряда цилиндров. В основном же он остается тем же, ввиду чего
мы не будем, рассматривать его самостоятельно, а лишь укажем на
отдельные его особенности.
Для обеспечения быстроты и надежности сборки вести ее следует
сначала по тем основным узлам, которые соединяются при окончатель-
ной сборке мотора.
Сборка узлов
1. Производится подготовка картеров к сборке.
2. Собирается маслосборник.
3. Производится сборка шатунов, для чего сначала на главный
шатун ставится стопорная шайба пальцев прицепных шатунов, затем
на главный шатун монтируются прицепные и ставится вторая стопор-
ная шайба.
158
4. Производится сборка коленчатого вала. При этом передний
главный шатун надевается на шатунную шейку коленчатого вала,
Средняя щека коленчатого вала надевается на переднюю шатунную
шейку, и задняя шатунная шейка вставляется в гнездо средней
щеки.
5. Производится сборка коромысла.
6. Производится сборка цилиндров, которая складывается из сле-
дующих операций: а) постановка клапанов, б) постановка коромысел,
в) постановка поворотной чашки кожуха тяги коромысла, г) поста-
новка пускового клапана воздушного самопуска.
7. Собирается эластичная шестерня привода нагнетателя.
8. Собирается промежуточная шестерня.
9. Производится сборка нагнетателя, которая складывается из
следующих операций: а) сборка коробки привода нагнетателя, б) по-
становка промежуточной шестерни, в) постановка втулки крыльчатки,
г) постановка крыльчатки, д) сборка картера нагнетателя, е) постановка
главного приводного валика, ж) постановка крышки коробки нагне-
тателя.
10. Собираются масляные насосы.
11. Производится сборка задней крышки, на которой монтируются
приводы всех агрегатов мотора и ставятся масляные насосы, масля-
ный фильтр и суфлеры.
12. Собирается передняя крышка коробки газораспределения.
13. Производится сборка редуктора, складывающаяся из сле-
дующих операций: а) постановка масляных заглушек вала редуктора,
б) постановка сателлитов, в) постановка подвижной коренной зуб-
чатки, г) постановка картера редуктора, д) постановка передней крыш-
ки картера редуктора.
14. Производится сборка распределителя самопуска. Вслед за
этим, после окончания узловой сборки, приступают к соединению
узлов, т. е. к окончательной сборке мотора, описание которой будет
дано ниже.
Сборка маслосборника состоит в основном из постановки простого
и магнитного фильтров, постановки сифонных трубок и болтов креп-
ления. Магнитный фильтр при этом просто насаживается на болт
крепления и затягивается гайкой. Простой фильтр вставляется в мас-
лосборник и крепится специальной крышкой, которая навертывается
от руки и придерживается пружиной, крепящейся в свою очередь
винтами, законтренными замками. Крышка при этом стопорится сто-
пором.
Сифонные трубки надеваются на стойку, которая вставляется в мас-
лосборник. На стойку надевают прокладки и крепят ее гайкой с зам-
ком и контровым упорным пружинным кольцом. Пробки ввертываются
в маслосборник в последнюю очередь и контрятся латунной проволо-
кой. Пробки ставятся на прокладки; резьбу их перед ввертыванием сле-
дует смазывать свиным салом.
Сборка картеров мотора «Гном-Рон» К-14 сводится к следующему:
Наружное кольцо коренного роликоподшипника, смазанное пред-
варительно свиным салом, загоняется на место, в переднюю часть
картера. После этого ставятся пластинки, стопорящие втулку картера
159
под коренной роликоподшипник, но предварительно линейкой прове-
ряют, чтобы оба торца наружного кольца коренного роликоподшип-
ника были заподлицо с поверхностями стенки картера. Затем ста-
вятся на место упорные шайбы роликоподшипника, крепящиеся бол-
тами, которые затягиваются гайками и шплинтуются. Болты эти над-
лежит ставить головками внутрь картера.
Когда эти операции закончены на передней части, то же про-
изводится и на коллекторной части картера. После этого обе части
картера промываются и обдуваются сжатым воздухом.
Оригинальной особенностью сборки картера мотора Райт «Цик-
лон» является то, что в процессе самой сборки на картер ставятся
передняя часть корпуса
нагнетателя и ось двой-
ной шестерни передачи
па распределение, кото-
рая крепится к картеру
пятью винтами. Поста-
новка на картер перед-
ней части корпуса нагне-
тателя состоит в поста-
новке уплотнительного
резинового кольца и в
постановке гаек, кото-
рые обязательно тут же
шплинтуются.
Сборка шатунов про-
изводится обычно в ти-
сках (фиг. 138). Так как
стебель шатуна умень-
шается в своих размерах
по направлению от ниж-
ней головки к верхней,
то на губки тисков следу-
Фиг 138. Сборка шатунов мотора К-14.
ет положить прокладку
такой формы, чтобы получить равномерный зажим шатуна. Как пра-
вило, шатуны поступают в сборочный цех из механического пригнан-
ными по весу, причем вес каждого шатуна обозначается на нем клей-
мом. Шатуны поэтому не требуют специальных пригонок. Точно так же
подбираются и все остальные детали, необходимые для сборки узла
шатунов, как-то: пальцы прицепных шатунов, контрящие шайбы,
винты к этим контрящим шайбам и т. д.
Все эти детали перед сборкой необходимо промыть самым тщатель-
ным образом. Особенно важно промыть имеющиеся в деталях каналы
для циркуляции масла. На одном из наших заводов применяется спе-
циальная установка, в которой монтируются промываемые детали,
причем керосин, служащий для этой цели, поступает в смазочные
каналы под большим давлением, создаваемым специальным насосом,
благодаря чему керосин смывает засохшее масло, захватывает мел-
кую стружку и наждачную пыль, оставшуюся после механической обра-
ботки внутри каналов.
160
После подбора и промывки узла шатунов приступают к сборке
этого узла. Все отверстия прицепных шатунов и ушки главного ша-
туна, а также пальцы, смазываются перед сборкой минеральным
маслом.
Перед установкой прицепных шатунов со стороны закругления
вкладышей устанавливается стопорная шайба, имеющая направляю-
щие срезы, причем срезы на пальцах должны точно совпадать со сре-
зами стопорной шайбы. Крепится стопорная шайба винтами, затяги-
вать которые не следует, так как постановкой передней стопорной шай-
бы для пальцев боковых шатунов с некоторым люфтом достигается
автоматически правильное расположение пальцев боковых шатунов,
что было бы весьма нелегко получить без предварительной поста-
новки стопорной шайбы.
Пальцы загоняются легкими ударами молотка при помощи спе-
циального приспособления, представляющего собой стальной корпус,
один конец которого имеет торцевой вырез, соответствующий вырезу
пальца бокового шатуна. Внутрь корпуса вставлена направляющая,
которая удерживается от выпадения штифтом.
Головка бокового шатуна вводится между щечками главного ша-
туна и ставится на место палец бокового шатуна, причем конец этого
пальца, имеющий увеличенный диаметр, должен быть направлен на-
зад. Особое внимание следует при этом обращать на правильное распо-
ложение торцевого выреза пальца. Палец загоняется на место оконча-
тельно с помощью вышеописанного приспособления, для чего сталь-
ной корпус приспособления приставляется к пальцу с конца, имеющего
больший диаметр, причем направляющая вставлена внутри пальца.
Палец загоняется на место ударами молотка по корпусу приспособле-
ния, вороток которого дает возможность придать надлежащее положе-
ние пальцу бокового шатуна в отношении правильного расположения
его- торцевого выреза; палец при этой операции должен входить без
большого усилия. Необходимо тщательно следить за тем, чтобы по-
верхность пальца и ушко были чистыми, так как попавшие на них
твердые частицы могут вызвать заедание пальца и образование зади-
ров.
После постановки всех боковых шатунов ставится на место вторая
стопорная шайба. Винты первой стопорной шайбы затягиваются окон-
чательно совместно с винтом второй стопорной шайбы, причем затяги-
вать эти винты очень сильно не следует, во избежание срыва резьбы,
тем более что винты крепления стопорных шайб по существу не несут
никакой нагрузки. Контрятся эти винты плоским замком, ус которого
загибается, как правило, на грань винта, но в том случае, если против
уса находится не грань, а вершина головки винта, то можно загнуть
ус на эту вершину посредством соответствующего инструмента
(фиг. 117, стр. 130).
При сборке двухрядного звездообразного мотора перечисленные
операции нужно произвести сначала на передних, а затем на задних
шатунах.
Сборка коленчатого вала мотора К-14 производится в тисках со
специальной подставкой. На зажатую в горизонтальном положении
переднюю часть коленчатого ва.да надевается главный шатун с coo-
г. Л. Ьтлыче2—244—11
161
имеют соответствующие
Фи1. 139. Разводка средней
щеки коленчатого вала мо-
тора К-14.
ранными на нем прицепными шатунами. Перед установкой шатунов
шатунная шейка и подшипник нижней головки шатуна смазываются
маслом. Конец шейки, которая зажимается в средней щеке, следует
тщательно обмыть бензином и насухо вытереть или обдуть сжатым
воздухом. Средняя щека, в которую вставляется шатунная шейка,
разводится с помощью специального расширителя, состоящего из
винта 7 и корпуса-гайки с упором 2 (фиг. 139). Головки винта и упора
вырезы, которыми они ложатся на края от-
верстия под стяжной болт. Для разводки
щеки следует сначала ввернуть винт в
гайку доотказа, вставить расширитель
между ушками щеки и затем вывертывать
винт из гайки ключом.
Между надетым на шейку шатуном и
щекой вставляется щуп толщиной в 0,2 мм,
определяющий долевой зазор шатуна на
шейке. По окончании этой операции сни-
мается расширитель средней щеки и ста-
вятся на место передние стяжные болты,
гайки которых следует лишь слегка под-
тянуть, так как окончательная затяжка
гаек производится после того, как вставлена
задняя часть вала с шатунами. Стяжные
болты перед постановкой их смазываются
маслом.
После этого задняя шатунная шейка,
тщательно обмытая бензином и просушен-
ная, вставляется в гнездо средней щеки
Свободный конец щеки предварительно
должен быть разведен помощью расши-
рителя, что делается таким же образом,
как и при постановке передней шатунной
шейки. Так же как и в первом случае,
после съемки расширителя стяжные болты
затягиваются лишь слегка. Гайки затя-
гиваются до конца ключом, на вороток
которого надеваются трубы, причем для
Того, чтобы дать стяжным болтам правильную затяжку, обе гайки
следует завертывать одновременно, так что эту операцию произво-
дить должны два сборщика. Затягивать гайки нужно до меток (на
болте — керн, на гайке — риска)
После затяжки гаек шплинтуются стяжные болты на передней ша-
тунной шейке и снимается задняя часть коленчатого вала, для чего
предварительно снимаются стяжные болты задней шатунной шейки и
с помощью расширителя разводится средняя щека, после чего ставятся
заглушки шатунных шеек. Заглушка контрится замком с загибающим
усом, причем замок предварительно смазывается пастой «Герметик».
В процессе сборки коленчатого вала производится проверка вза-
имного расположения щек. Эта операция является весьма ответст-
венной и производится после затяжки с помощью специального штыря,
162
имеющего конец, идущий слегка на конус (фиг. 140). Перед провер-
кой конус штыря покрывают равномерным слоем краски, после чего
штырь вставляют в отверстие щеки и вынимают, не поворачивая его.
Если по краске видно, что соприкасание было по всей окружности,
то положение щек можно считать правильным. Если же соприкасание
имело место только с одной стороны, то это указывает, что взаимное
расположение щек неправильно и коленчатый вал следует перебрать.
Для этого нужно отвернуть гайки стяжных болтов и выверить распо-
ложение задней части коленчатого вала легкими ударами по средней
щеке со стороны, противоположной отпечатку краски.
Затяжка гаек стяжных болтов является очень ответственной опе-
рацией, так как при недостаточно плотном зажатии шейки в щеке на
поверхности их соприкасания появляется наклеп, что выводит вал
из строя.
При сборке мотора
Райт «Циклон», у ко-
торого задняя щека за-
крепляется на шейке
только силой затяжки
стяжного болта, болт
затягивается клю-
Фиг. 140. Проверка сборки коленчатого вала
мотора К-14.
этот
<ом, на вороток кото-
рого надевается труба
в 1—1,5 м длиной, и
затяжка продолжается,
пока болт не вытянется
на 0,125 м. Удлине-
ние болта замеряется
микрометром по наруж-
ным поверхностям двух
стальных шариков, ди-
аметром в 16 лш, кото-
рые вкладываются в углубления по обеим сторонам болта.
Сборка коромысла. Смазав минеральным маслом наружные кольца
шарикоподшипников, ставят их на место в коромысло, поместив между
ними шайбу. Шарикоподшипники входят в свое гнездо в коромысле
с натягом и загоняются легкими ударами молотка по пластинке, кото-
рая кладется на шарикоподшипник. Каждый подшипник вводится со
своей стороны. При установке следует избегать перекосов и проверить,
вставлены ли подшипники заподлицо с краем коромысла Шарикопод-
шипники коромысла имеют внутреннее кольцо специальной конструк-
ции, сточенное с одной стороны для того, чтобы смазка могла прохо-
дить между кольцами обоих шарикоподшипников; поэтому при поста-
новке шарикоподшипников на место в коромысле нужно обращать осо-
бое внимание на то, чтобы эта сточенная сторона внутреннего кольца
была обращена внутрь коромысла.
Затем с обеих сторон коромысла ставят крышки шарикоподшип-
ников и коромысло в таком виде вставляют в вилку суппорта коро-
мысла. Положив обе детали в собранном виде на подставку, забивают
ось коромысла алюминиевой выколоткой. Затем на ось надевают кон-
163
Фиг. 141. Постановка клапанов
мотора К-14
тровые шайбы, затягивают и контрят гайки. Чтобы ось при заверты-
вании гайки не проворачивалась, ее обычно зажимают в тисках.
Обычно ось коромысла вставляется в вилку тяги компенсатора так,
что масленка приходится с внутренней стороны, т. е. направлена к дру-
гому коромыслу. Таким образом оси коромысел всасывания и выхлопа
расположены в противоположные стороны.
Затем ставят на место регулировочный винт коромысла и на него
навертывают контрящую гайку.
Сборка цилиндров. Обычно ци-
линдр поступает на сборку с запрес-
сованными в него направляющими
втулками, седлами клапанов, вту.п- |
ками для свечей и с ввернутыми
шпильками. Так как процесс раз-
вертывания направляющих втулок,
шарошки седел клапанов и при-
тирки клапанов описаны выше (стр.
131), то касаться этих операций мы
здесь не будем.
Сборка цилиндров мотора К-14
в основном складывается из следую-
щих операций: 1) постановка кла-
панов, 2) постановка коромысел,
3) постановка поворотной чашки
кожуха тяги коромысла, 4) поста-
новка пускового клапана воздуш-
ного самопуска.
Штоки клапанов смазываются
маслом, после чею оба клапана
вставляются в направляющие втул-
ки. Цилиндр после этого надевается
на деревянную болванку 4 (фиг.
141), причем клапаны нужно при-
держивать изнутри цилиндра. За-
тем на место на каждый клапан ста-
вятся нижняя тарелка пружин и
пружины, опорные поверхности ко- ।
торых предварительно смазываются
графитной смазкой. На пружины
ставятся верхняя тарелка пружин и ее замок, для чего пружины сжи-
маются с помощью специального съемника клапанов (фиг. 141),
представляющего собой ключ 7 с отверстием, в которое проходит верх-
няя тарелка клапанных пружин. Съемник этот через серьгу 3 соеди- 1
нен с тягой 2, укрепленной между бобышками крепления суппорта
коромысла посредством специального штыря 5.
Коромысло устанавливают следующим образом: намазав маслом |
суппорт коромысла в том месте, где он скользит во втулке, загнать его
на место с помощью фибровой выколотки и проверить оправкой с»
сферическим концом, правильно ли головка суппорта коромысла стали
на место между бобышками головки цилиндра. Оправка при эт‘»м. |
164
д, 1жна проходить совершенно свободно Затем надо смазать маслом
ось суппорта коромысла и загнать ее на место нарезанным концом
внутрь, после чего поставить на место стопорную пластинку и контро-
bvio шайбу, затянуть гайку крепления и законтрить ее, загнув ус кон-
тровой шайбы.
Для постановки опоры кожуха тяги нужно сначала на опору надеть
прокладку, после чего поставить опору на место и закрепить ее тра-
версой, завернув болт последней (фиг. 142).
На моторе Райт «Циклон» постановка клапанов производится не-
сколько иначе, чем на моторе К-14. Так, постановка верхней тарелки
фиксирующейся на штоке клапана посредством разъемных сухариков,
Фи» 142 Постановка направляющей втулки коромысла и опоры
кожуха тяги мотора К-14
выполняется при помощи особого приспособления, нажимающего одно-
временно на тарелки пружин обоих клапанов. Поставив сухари на
клапаны и постепенно освобождая тем же рычагом сжатые пружины
клапанов, ставят на место обе тарелки клапанов.
Сборка привода нагнетателя заключается в основном в сборке
упругой и фрикционных шестерен нагнетателя.
Узел упругой шестерни собирается в тисках, на губки которых
кладется мягкая прокладка. В тиски зажимается внутренний валик
крыльчатки с задним кольцом и шестерней. Пружины ставятся при
помощи специальной струбцинки (фиг. 143), состоящей из р шки 2
и винта 3 с пятой 4, в которую вставляется пружина с пальцами. Пру-
жина в струбцинке сжимается винтом, затем струбцинка кладется на
шестерню, и пружина загоняется в свое гнездо легкими ударами
по фибровой выколотке 5.
Шестерня фиксируется относительно кольца с помощью штифта 7
После этого все детали слегка смазываются маслом, и на место
с авится передний фланец. Затем ставятся винты крепления, которые
|тягиваются гайками и шплинтуются латунной проволокой. Пру
жины упругой шестерни обычно ставятся без подбора и пригонки.
В моторе К-14 фланцы должны иметь зазор в венце шестерни от О
до 0,06 мм и по диаметру внутреннего отверстия, т. е. на ведущем
валике, от 0,05 до 0,1 мм. В моторе Райт «Циклон» передний фланец
1вальцовывается в венце шестерни и при последующих переборках
не разъединяется.
165
Что касается фрикционной шестерни мотора «Гном-Рон» К-14, то
сборка ее производится после подбора сухарей по высоге и по боковому
зазору между сухарями и боковыми выступами обоймы. Затем сухари
притираются по внутренней поверхности большой шестерни и детали
промываются. Одновременно подбирается плавающая втулка фрик-
ционной шестерни, которая всей своей торцевой поверхностью должна
прилегать к шайбе.
При сборке этого узла на малую шестерню, установленную в за-
жатой в тисках-.оправке (фиг. 144), насаживается обойма сухарей,
причем шлицевое соединение предварительно смазывается салом,
Фиг. 143. Сборка упругой шестерни нагнетателя мотора
К-14
затем надевается плавающая втулка и в обойму укладываются сухари.
После этого на плавающую втулку устанавливается большая шестерня
и ставится упорная шайба,-которая затягивается контрящейся гай-
кой.
Сборка фрикционной шестерни мотора Райт «Циклон» несколько
отличается от сборки фрикционной шестерни мотора К-14.
Порядок сборки для мотора Райт «Циклон» следующий: в оправку,
зажатую в тиски, укладывается диск с малой шестерней, на кото-
рый Сначала надевается бронзовое малое кольцо, а затем укладываются
шесть сухарей. После этого укладывается разрезное бронзовое
кольцо, которое своим выступом должно входить в прорезь диска
надевается венец шестерни и вкладывается ведущая чека. Затем
ставится второй диск так, чтобы выступ большого бронзового кольца
и ведущая чека находились в его прорези, и оба диска скрепляются
винтами. Винты эти контрятся латунной проволокой.
166
Сборка нагнетателя. Так как нагнетатель является одним из самых
сложных механизмов мотора, то сборку его следует поручать только
высококвалифицированным сборщикам. Все указания относительно
чистоты рабочего места, относительно тщательности и добросовестности
в соблюдении зазоров имеют особо большое значение при сборке нагне-
тателя.
Перед сборкой нагнетателя все детали, естественно, должны быть
хорошо промыты и окончательно собраны отдельные узлы, входящие
в нагнетатель, как-то: три фрикционные шестерни, валик передач с уп-
ругой шестерней и т. д.
Фиг. 144. Крепление обоймы сухарей фрикционной
шестерни нагнетателя мотора К-14
Сам процесс сборки нагнетателя мотора К-14 распадается на сле-
дующие операции: 1) сборка диффузора нагнетателя, 2) монтаж фрик-
ционной передачи, 3) монтаж валика крыльчатки, 4) монтаж крыль-
чатки, 5) монтаж картера нагнетателя, 6) монтаж внутреннего валика
крыльчатки, 7) монтаж крышки диффузора нагнетателя.
Сборка диффузора собственно состоит лишь в том, что в диффу-
зор ставится слегка смазанное маслом переднее уплотнительное кольца
и передний шарикоподшипник валика крыльчатки.
Фрикционные шестерни сидят на игольчатых подшипниках; ось
игольчатого подшипника и распорная втулка игольчатого подшипника
тщательно смазываются вазелином, и иглы, предварительно промытые
в бензине, вдавливаются в этот вазелин. Подшипники с обеих сторон
закрываются опорными шайбами, предохраняющими иглы от выпа-
167
дения. Иглы сначала ставятся в задний подшипник, а затем в перед-
ний. Лишь после постановки игл в передний подшипник и постановки
на место упорной шайбы ось фрикционной шестерни загоняется до
конца на место, причем головка ее помещается в углублении стенки
диффузора нагнетателя. До этого ось фрикционной шестерни хотя и
ставится на место, но не загоняется до конца, чтобы дать возможность
вложить на место иглы заднего подшипника. Ось фрикционной шестерни
перед постановкой смазывается свиным салом. На ось навертывается
в конце операции гайка крепления.
Фиг. 145. Затяжка гайки крепления валика крыльчатки мотора К-14.
Валик крыльчатки также смазывается свиным салом по месту по-
садки переднего шарикоподшипника. На валик затем надевается упор-
ная шайба, и он загоняется на место, в передний шарикоподшипник.
При этом необходимо следить за правильностью его сцепления
с тремя фрикционными передачами.
После этого на место ставится крыльчатка нагнетателя, шлицы
которой вместе со шлицами валика предварительно смазываются са-
лом. После постановки на место распорной втулки крыльчатки при-
ступают к монтажу картера нагнетателя. Для этого нужно положигь
диффузор на картер нагнетателя, осторожно посадить его на место
и поставить все замки, завернуть гайки крепления диффузора и за-
контрить их, загнув усы замков.
Затем нагнетатель переворачивается и зубчатый венец валика
крыльчатки вставляется в монтажную оправку 7 (фиг. 145), которая
108
зажимается в тисках, после чего ставятся на место смазанные предва-
рительно салом заднее уплотнительное кольцо и задний шарикопод-
шипник. Затем специальным ключом завертывается гайка крепления
крыльчатки, которая контрится замком с загибаемым усом. Для за-
вертывания этой гайки в монтажную оправку 1 ввертывается шпилька
2, на которую навертывается гайка 4, придерживающая затяж-
ной ключ 3 и предохраняющая его таким образом от соскаки-
вания.
Далее на внутренний валик крыльчатки монтируется узел заднего
шарикоподшипника, устанавливается заднее уплотнительное кольцо
п шарикоподшипник, валик затягивается гайкой и контрится. Нако-
нец, снимаются монтажные втулки с осей фрикционных шестерен,
проверяются плоскости взаимного прилегания крышки и диффузора
и ставится собранная с упругой шестерней крышка диффузора. На
диффузор ставятся все замки и гайки, которые затягиваются, прове-
ряется свободное вращение и правильное зацепление всех шестерен,
и затянутые гайки контрятся. Заканчивается сборка нагнетателя по-
становкой мелких узлов и деталей: трех маслоотражательных козырь-
ков, стопорной пластинки, маслоотражательного кольца. Самая по-
следняя операция — это затяжка винтов крепления и контровка их
общей латунной проволокой.
Что касается сборки нагнетателя мотора Райт «Циклон», то она не-
сколько проще сборки нагнетателя мотора «Гном-Рон». Корпус нагцета-
теля Райт «Циклон» устанавливается на подставке и в него вставляется
валик крыльчатки с малой шестерней, задней муфтой и надетыми на
нее уплотнительными кольцами. Устанавливается пята с подогнанной
по размерам многослойной прокладкой, и валик затягивается гайкой,
которая контрится замком с отгибающшм усом. Далее на валик крыль-
чатки насаживается при помощи молотка и выколотки крыльчатка,
а на конец валика ставится передняя муфта с уплотнительными коль-
цами. Этот конец валика также затягивается контрящейся гайкой.
Во избежание проворачивания валика, при затяжке первой гайки его
удерживают за лопасти крыльчатки, в промежутки между которыми,
так же как и в промежутки между лопатками диффузора, вставляются
фибровые стержни. При затяжке второй гайки обычно пользуются спе-
циальным контрящим шестерню приспособлением, представляющим
собой шаблон, имеющий форму зубьев шестерни. Шаблон этот встав-
ляется между шестерней и стенкой корпуса нагнетателя, что не дает
возможности шестерне проворачиваться.
Затем устанавливается двойная фрикционная шестерня, ведущий
валик нагнетателя, собранный с упругой шестерней, и, наконец,
задняя крышка с установленными на ней шестернями приводов.
Сборка масляного насоса состоит в том, что шестерни ее смазы-
ваются маслом и вставляются в корпус насоса, после чего ставится
крышка, замки затягиваются и контрятся гайки крепления.
По окончании сборки масляного насоса проверяется свободное
вращение шестерен. Для этого в ведущую шестерню насоса встав-
ляется валик привода насоса и вращается рукой. Редукционный кла-
пан насоса, который никогда не должен снимагься с крышки, должен
быть запломбирован.
169
Сборка задней крышки и приводов агрегатов. Задняя крышка
мотора «Гном-Рон» К-14 является одним из самых ответственных
узлов мотора, так как в ней смонтированы приводы всех агрегатов
мотора. Сборка задней крышки поэтому довольно сложна. Произво-
дится она на специальном станке, на котором собираемая задняя
крышка крепится лапками крепления, затягиваемыми гайками
(фиг. 111, стр. 121).
Ниже мы рассмотрим процесс сборки задней крышки, одну опе-
рацию за другой, считая при этом, что все детали уже пригнаны одна
к другой, острые углы зубьев шестерен и шлиц уже зачищены и т. д.
Мы здесь не даем зазоров, устанавливаемых при сборке, полагая, что
сборщик с этими зазорами ознакомится по прилагаемым таблицам
(см. приложение III. стр. 218).
После постановки задней крышки на станок и закрепления ее
ставится ведущая коническая шестерня приводов. Шестерня эта
имеет шлицы, которыми она соединяется с ведущим валиком на-
гнетателя. Шлицы смазываются свиным салом, сама шестерня сма-
зывается маслом и вставляется в заднюю крышку, после чего на
нее надевается храповик самопуска, крепящийся гайкой с замком
и пружинным кольцом. В том случае, если на моторе нет механи-
ческого самопуска или воздушного компрессора, на фланец самопуска
ставится на пасте «Герметик» временная крышка. Перед постаноХкой
ведущей шестерни приводов ставится привод бензиновых насосов.
В оба конца валика привода запрессовываются пальцы, которые окон-
чательно фиксируются коническими штифтами. Червячная шестерня
ставится между бобышками задней крышки и временно скрепляется
двумя штифтами с валиком привода бензиновых насосов, после чего
проверяется получающееся зацепление этой шестерни с червячной
шестерней, посаженной на шлицы ведущей конической шестерни
задней крышки.
Вертикальный валик перед постановкой смазывается маслом,
вернее смазываются маслом трущиеся его части и нижние шлицы.
Затем валик ставится на место, в заднюю крышку, и на него наде-
ваются регулировочная шайба и нижняя шестерня, которая крепится
гайкой, законтриваемой замком с отгибающимся усом. Затем на верти-
кальный валик ставится верхний подшипник, крепящийся шпиль-
ками. На верхние шлицы вертикального валика ставится ведущая
шестерня привода счетчика оборотов.
Наклонный валик состоит из внутреннего и наружного валиков:
внутренний валик имеет на себе червячную шестерню, ведущую при-
вод к магнето, и нижними шлицами ведет нижнюю коническую ше-
стерню и наружный валик. Внутренний валик в своей верхней части
имеет цилиндрическую шестерню с фрикционной передачей внутри,
которая ведет шестерню привода динамо. Наружный валик несет на
себе червячную шестерню, ведущую привод к масляному насосу, и ко-
ническую шестерню, ведущую вертикальный валик-
Сам процесс постановки наклонного валика, корпуса привода ди-
намо и крышки корпуса слагается из следующих последовательных
операций:
1. На наклонный валик надевается регулировочная шайба.
170
2. На валик насаживается двойная шестерня, отверстие которой
предварительно смазывается свиным салом, так же как и шлицы на-
клонного валика. При этом нужно обращать особое внимание на ^о,
чтобы смазочные отверстия, которые просверливаются в одной из
шлиц, пришлись одно против другою. Надевать двойную шестерню
следует таким образом, чтобы эти два шлица совпали. Несоблюдение
yr ого правила поведет к тому, что в верхнюю часть наклонного валика
не будет подаваться масло.
3. Наклонный валик вставляется в заднюю крышку сверху вниз,
после чего на его нижний конец надеваются регулировочная шайба
и нижняя- шестерня, которая крепится гайкой, контрящейся замком
с загибаемым усом.
4. Ставится на место корпус привода динамо и сажается шарико-
подшипник шестерни привода динамо, предварительно смазанный са-
лом. Одновременно смазываются свиным салом верхние шлицы на-
клонного валика и маслом смазываются трущиеся поверхности дисков
фрикционной муфты и шестерни.
5. На наклонный валик надеваются последовательно: нижний
диск, промежуточный диск, ведущая шестерня, центрирующий диск,
верхний диск, пружина и упорная шайба фрикционной муфты при-
вода динамо. Затем надевается замок и ставится гайка крепления
фрикционной муфты, которая контрится загибающимся усом замка.
6. Намазываются свиным салом места посадки шарикоподшип-
ников на ведомой шестерне привода динамо, и задний шарикоподшип-
ник этой шестерни насаживается в шарикоподшипник, на шестерню,
и ставится в свое гнездо в крышке корпуса динамо; ставится на место
крышка корпуса, и в том случае, если динамо не будет монтироваться
на моторе, ставится на пасте «Герметик» временная крышка привода
динамо. В противном случае затягиваются только две нижние гайки
крепления крышки корпуса привода динамо.
Постановка привода масляных насосов заключается в том, что на
ведущую шестерню привода масляных насосов надевается упорная
шайба со стороны отсасывающего насоса и шестерня эта вставляется
в заднюю крышку со стороны нагнетающего насоса. После этого под
валик привода масляных насосов в заднюю крышку ставится подшип-
ник, на который надеваются шайбы и который затягивается гайками
крепления.
Привод магнето ставится в следующем порядке: 1) в заднюю крышку
ставится шарикоподшипник, смазанный предварительно салом; 2) со
стороны, противоположной вставленному шарикоподшипнику, встав-
ляется валик привода магнето, на который надеты обе распорные
втулки; 3) сажается в крышку второй подшипник; 4) на валик наде-
ваются- оба поводка, на болт крепления поводков надевается замок,
сам болт вставляется на место и контрится.
Этим собственно и ограничивается сборка приводов внутри самой
задней крышки. Такие агрегаты и детали, как масляные насосы, фильтр
свежего масла, суфлер, привод счетчика оборотов и т. д., монтируются
уже на самой крышке, и установка их никаких трудностей не представ-
ляет.
При сборке внутренних приводов нужно еще учесть следующее:
171
Фиг. 146. Постановка картера редуктора мо-
тора К-14 на вал.
1) для того чтобы иметь возможность навернуть гайки на привод-
ные валики, последние удерживаются от вращения тем. что в зубья
шестерен закладывается тонкая фибровая пластинка;
2) после постановки каждого привода необходимо проверить его
свободное вращение и должное зацепление шестерен. Производится
это в процессе самой сборки.
Сборка редуктора. Мы предполагаем, что отдельные части редук-
торов поступают в сборочный цех после окончания всех пригоночных
работ, как-то: шабровка плоскости посадки каргера. крышек, поста-
новка шпилек, зачистка
вала редуктора, пригонка
всех гаек по резьбе, подбор
и пригонка сателлитов и
неподвижной шестерни ре-
дуктора и т д.
Сборка редуктора начи-
нается с постановки масля-
ных заглушек вала редук-
тора, для чего в носок
вала редуктора вставляется
внутренняя трубка, нарезка
которой смазывае/ся салом,
а с заднего конца вала
вставляется заглушка. За-
тем на трубку надевается
замок, гайка крепления за-
глушки затягивается и кон-
трится вгибающим усом
замка.
Для постановки сател-
литов вал редуктора зажи-
мается в тиски носком вверх.
На сателлиты насаживаются
упорные шарикоподшип-
ники, предварительно сма-
занные маслом, в то время
как резьба осей сател
литов смазывается свиным салом. На место ставится регулировочная
шайба и затягивается упорная гайка сателлитов. Наконец, затяги-
вается и контрится заглушка оси сателлита (заглушка имеет левую
резьбу).
Для постановки подвижного венца вал редуктора поворачивается
в тисках носком вниз.
Венец ставится на место, и на него надеваются смазанные предва-
рительно маслом шаровая пята, упорный шарикоподшипник и шайба
упорного шарикоподшипника. Затем затягивается и контрится гайка
крепления упорного шарикоподшипника, у которой также левая резьба,
что следует иметь в виду при затяжке.
Перед постановкой картера редуктора упорный шарикоподшип-
ник и его зубчатый диск намазываются свиным салом, посче чего и
172
шарикоподшипник и диск сажаются на место, в картер редуктора, по-
средством специального приспособления. Для этого картер редуктора
ставится на основание, и шарикоподшипник, так же как и фланец его
крепления, сажается в картер при помощи распорной втулки,надетой на
винт. После этого на место загоняются болты крепления маслоотра-
жателя.
Затем ват редуктора зажимается в тисках носком вверх, на него
надеваются предварительно смазанная маслом неподвижная шестерня
н ее шаровая пята, шайба упорного шарикоподшипника и сам упор-
ный шарикоподшипник, после чего на вал редуктора сажается картер.
Картер редуктора ставится при помощи приспособления, состоящего
из корпуса, снабженного рукояткой и упорным шарикоподшипником,
причем через корпус проходит винт, на который навертывается
гайка (фиг. 146).
Когда вал редуктора зажимается носком вверх в тисках, то его
нижний конец должен упираться в деревянную болванку.
Для монтажа картера на вал нужно навернуть винт на носок
вала и надеть картер на вал, затем поставить корпус приспособления
на картер, поставить на место упорный шарикоподшипник и навернуть
гайку с помощью воротка. Если корпус при этом начинает вращаться,
то его следует удерживать за рукоятку.
Крышка маслоотражателя ставится обычно на пасте «Герметик»
и кренится болтами крепления, гайки которых шплинтуются.
Окончательная сборка
Укладка шатунно-кривошипного механизма в картер. В одноряд-
ных звездообразных моторах, как, например, Райт «Циклон», колен-
чатый вал укладывается в картер с собранными шатунами, причем на
картере должны быть собраны все детали, входящие в данный узел.
Перед укладкой вала посадочные места в картере смазываются про-
фильтрованным маслом, так же как и обоймы шарикоподшипников на
валу. Вал осторожно укладывают в картер так, чтобы задняя щека
коленчатого вала дошла до упора в картере. Вал, собранный с шату-
нами, для этого подвешивается на тали за малую головку главного
шатуна (фиг. 147). На стержни шатунов при этом издеваются пре-
дохранительные прокладки из резины. После укладки вала в заднюю
половину картера вал и шатуны обильно смазываются маслом и на
шпильки, соединяющие обе половины картера, устанавливается перед-
няя половина картера, после чего обе половины картера стягиваются
сквозными болтами. Сначала ставятся два противоположных болта,
а затем уже остальные. Гайки при этом затягиваются в определенном
порядке и постепенно.
Установка шатунно-кривошипного механизма в двухрядных
дообразных моторах, в которых картер обычно не бывает разъем-
ным и в которых нельзя монтировать в картер коленчатый вал в соб-
ранном виде с обеими группами шатунов, несравненно сложнее. Ниже
мы рассмотрим детально процесс укладки вала, сборки картера и по-
становки цилиндров на моторе К-14.
Первая операция заключается в монтаже передней части коленча-
того вала. Для этого передняя часть коленчатого вала с передними ша-
га
тунами и средней щекой ставится па специальный монтажный стол
восьмиугольной формы (фиг. 110), имеющий в центре упорное кольцо,
под которым расположено деревянное кольцо, являющееся направ-
ляющей для носка коленчатого вала. Коленчатый вал кладется на
этот стол в вертикальном положении, и носок его пропускается сквозь
Фн 147. Укладка в картер коленчатого
вала мотора Раит «Циклон».
вышеуказанное кольцо.
Четыре боковых шатуна нужно расположить между щеками колен-
чатого вала, а главный шатун с двумя смежными с ним боковыми —
в противоположном направлении. После этого с помощью расширителя
надо развести гнездо средней
щеки, в которую вставляется
задняя шатунная шейка, и
поставить на коленчатый вал
средний картер задней частью
вверх, начиная со вставления
переднего главного шатуна в
окно 8-го цилиндра, перед
фланцем крепления маслосбор-
ника. Предварительно необхо-
димо убедиться в том, что
задняя шатунная шейка сво-
бодно входит в /нездо средней
щеки и что штырь 3 легко
вращается в отверстии задней
щеки и в сверлении передней
шатунной шейки (фиг. 148).
После этого в картер встав-
ляются задние шатуны, при-
чем главный шатун распола-
гается в окне 1-го цилиндра.
Между головкой главного ша-
туна и средней щекой колен-
чатого вала для сохранения
надлежащего зазора ставится
щуп 2 толщиной 0,02 лш, и
на место вставляется задняя
часть коленчатого вала, после чего со средней щеки снимается расши-
ритель.
Затем вставляются и слегка затягиваются стяжные болты, резьба
которых предварительно смазывается свиным салом. Гайки стяжных
болтов затягиваются до конца специальным ключом 4, имеющим во-
роток 5 с двумя удлинительными трубами 6 (фиг. 148), причем для
получения вполне правильной затяжки гайки должны затягиваться
одновременно двумя сборщиками до совпадения рисок на болте и на
гайке.
Правильное положение задней щеки при этом устанавливается по-
средством оправки, которая вставляется в отверстие задней щеки и
в сверление передней шатунной шейки и снимается одновременно со
щупом после окончательной затяжки гаек стяжных болтов. Для окон-
чательной затяжки гаек стяжных болтов один из главных шатунов не-
174
Фиг. 148. Затяжка гаек стенных б.тгов картера
мотора К-14
Фиг. 149 Укладка роликов коренных подшипников
коленчатого вала мотора К-14.
Фиг 150. Постановка стопорных колец, порш-
невого пальца мотора К-14.
обходимо закрепить деревянной болванкой, и для предохранения ша-
тунов от ударов по картеру необходимо пропустить в головке шатунов
резинки 1 (фиг. 148), которые укрепляются к шпилькам картера.
После этого ставятся на пасте «Герметик» с помощью деревянных
выколоток промежуточная и передняя крышки, причем нужно тща-
тельно наблюдать, чтобы обе крышки садились без перекоса. Перед
постановкой крышек на внутренние кольца и переднего и заднего ро-
ликоподшипников ставятся ролики, которые удерживаются от выпа-
дания резинкой (фиг. 149).
Постановка нагнетателя производится после того, как картер,
с бранный с коченчатым валом, поднимается подъемником и устанав-
ливается на монтажном
станке и закрепляется на
нем болтами.
При сборке сперва нуж-
но положить фибровую про-
кладку на фланец крепле-
ния картера нагнетателя и
резиновую прокладку на
диффузор нагнетателя. За-
тем надо намазать пастой
«Г ерметик» поверхности
^центрирования нагнетателя
и поставить коленчатый вал
и внутренний валик крыль-
чатки в такое положение,
чтобы непрорезанные шли-
цы находились .одна про-
тив другой, после чего на-
гнетатель ставится на про-
межуточную крышку и за-
тягиваются поставленные
на шайбы Гровера гайки крепления нагнетателя.
При постановке нагнетателя на мотор необходимо тщательно осмат-
ривать плоскости стыка как на нагнетателе, так и на картере, учиты-
вая, что малейшие дефекты, как-то: риски, царапины, забоины, могут
вызвать течь масла в соединении нагнетателя с картером при работе
мотора. Прокладки нужно надевать очень тщательно и осторожно, так
как порванная или поврежденная прокладка может также способство-
вать течи масла и постановка ее, следовательно, будет лишена всякого
смысла.
Перед постановкой нагнетателя конец его валика и шлицы, сое-
диняющие его с коленчатым валом, необходимо смазать маслом. Необ-
ходимо также заполнить маслом все масляные каналы и внутренние
полости коленчатого вала.
Постановка поршней и цилиндров. Как правило, первыми нужно
ставить поршень и цилиндр, соответствующие главному 1 .. у ну.
причем во всех случаях надо ставить цилиндр тотчас же после поста-
новки данного поршня, во избежание повреждения юбки поршня
о шпильки картера-
176
На поршень перед постановкой его надеваются поршневые кольца,
затем поршень надевается на головку шатуна и вставляется поршне-
вой палец. И головка шатуна и поршневой палец предварительно сма-
зываются маслом. Затем на палец надеваются шайбы и при помощи
оправки с двумя конусами 7 и муфтой 2 (фиг. 150) ставятся на место
стопорные кольца. При этом кольцо надевается иа более длинный ко-
нус, а короткий конус вставляется в поршневой палец, затем на длин-
ный конус надевается муфта, и по ней ударяют рукой таким образом,
чтобы кольцо перескочило с оправки на палец.
Фш. 151. Постановка цилиндров мотора К-14.
При постановке цилиндра металлической лентой сжимаются
поршневые кольца, цилиндр надевается на поршень, и его юбка
вставляется в картер (фиг. 151). Юбка цилиндра снаружи, зеркало
цилиндра и поршень предварительно смазываются маслом.
Постановка цилиндра на моторе К-14 начинается с цилиндра № 1
(на моторе Райт «Циклон» — с цилиндра № 4). Главный шатун при
этом вытягивается из картера насколько возможно, и в то время как
один сборщик сжимает поршневые кольца лентой, второй надевает’
цилиндр на поршень н вставляет в картер, слегка покачивая его из
стороны в сторону.
Сборка узла газораспределения производится обычно после поста-
новки цилиндров.
Сначала кулачковая шайба надевается на распорную втулку,
для чего предварительно смазывается маслом внешняя поверхность
распорной втулки и внутренняя поверхность втулок и ступицы ку-
Г- А. Бутычев—244—12 177
лачковой шайбы. Затем втулка шарикоподшипника кулачковой шайбы,
предварительно подогретая До 100е Ц, надевается на вал с таким ра-
счетом, чтобы канавка ее точно пришлась против шпонки вала. После
этого нужно смазать шарикоподшипник кулачковой шайбы, надеть на
вал ведущую шестерню привода газораспределения и прижать ее
к втулке шарикоподшипника так, чтобы торцевые зубчики обеих дета^
лей плотно сцепились.
Фиг. 152. Постановка тяг распределения мотора К-14.
Затем на переднюю крышку ставятся толкатели вместе с направ-
ляющими, которые закрепляются навернутой от руки одной из гаек
крепления направляющей.
Постановка тяг (фиг. 152) производится с помощью рычага 1,
который опирается одним концом на заднее плечо коромысла и при-
поднимает переднее плечо коромысла кольцом 2, имеющим свободно
вращающуюся муфточку 3, навертываемую на регулировочный винт
коромысла.
Чтобы поставить тяги, нужно повернуть мотор таким образом,
чтобы цилиндр принял горизонтальное положение, затем вставить
тяги в наконечник кожухов и поставить последний на место на перед-
нюю крышку. После этого один сборщик приподнимает передний конец
178
коромысла при помощи удлинительной трубы 4, насаженной на рычаг,
в то время как второй сборщик вставляет на место обе тяги кожухов
их верхними концами.
Установка редуктора. При постановке редуктора на мотор необхсг
димо смазать маслом задний конец вала редуктора и шлицы сцепле-
ния подвижного венца, устанавливаемого на шлицах носка коленчатого
вала- Затем смазывается пастой «Герметик» фланец картера редуктора
и редуктор ставится на переднюю крышку, после чего на шпильки на-
деваются ш-айбы, шайбы Гровера и затягиваются гайки крепления
редуктора.
При постановке редуктора необходимо самым тщательным образом
проверить чистоту опорных и центрирующих поверхностей носка
картера и картера редуктора. Собранный редуктор должен ставиться
на место так, чтобы его приливы для распределителя сжатого воздуха
устанавливались против цилиндра № 1.
Регулировка распределения. Регулировку и установку’ распреде-
ления мотора «Гном Рон» К-14 рекомендуется вести в следующем
порядке:
1) Поставить все направляющие толкателей.
2) Поставить тяги толкателей только на цилиндр № I.
3) Поставить кулачковую шайбу по этому цилиндру.
4) Отрегулировать зазор в клапанах цилиндра № 1.
5) Поставить на место переднюю крышку коробки распределения
с ложным шарикоподшипником, не сдвигая кулачковой шайбы, и
проверить и уточнить регулировку (табл. 9).
Таблица 9
Таблица регулировки мотора «Гном-Рон» К-14
Поворот коленчаго .вала (в гра- дусах) Допуск (в градусах) Перемеще- ние поршня (в мм)
Всасывание Начало . 10 £ 4 До в. м. т.
Конец ... 51 X з 26,5 После н м.т.
Выхлоп Начало . 65 2 38 До н. мл.
Конец ... 20 £ 4 7 После в. м. а
6) Поставить тя1 и всех цилиндров и отрегулировать зазоры во
всех клапанах.
Затем распределение смазывается маслом и передняя крышка ко-
робки окончательно ставится на место на пасте «Герметик».
Зазор регулируется па конце коромысла, соприкасающегося с тя-
гой. При ввертывании регулировочного винта зазор уменьшается,
при вывертывании —увеличивается.
179
Минимальный зазор на всасывании у холодного мотора должен
быть 0,20 мм, а иа выхлопе 0,25 мм.
Примечание. Ни в коем случае нельзя допускать изменения
зазора между клапаном и роликом коромысла в целях изменения
углов открытия и закрытия клапана.
Для того чтобы отрегулировать кулачковую шайбу мотора «Гном
Рон» К-14, ставят тяги и толкатели цилиндра № 1 и устанавли-
вают поршень этого цилиндра в в. м. г. Затем надевают кулачко-
вую шайбу так, чтобы толкатели цилиндра № 1 лежали на нерабо-
чей части шайбы (затылке), точно в середине между всасывающим
и выхлопным кулачками, так как ось симметрии каждой пары кулачков,
управляющих клапанами одного цилиндра лежит против роликов в мо-
мент в. м. т- сжатия. Затем ставится передняя крышка коробки распре-
деления с ложным подшипником и регулируется зазор в клапанах.
Регулировка первого клапана проверяется и в случае надобности
подправляется. Затем устанавливаются все тяги и регулируются за-
зоры между коромыслом и тягой всех цилиндров.
Для того чтобы найти нужное для регулировки положение шайбы
для остальных 13 цилиндров, можно воспользоваться передачей к ди-
намо. Валик привода вращается в 14 раз быстрее кулачковой шайбы,
так что за один поворот валика привода шайба повернется на угол
между двумя цилиндрами.
Если динамо уже поставлена на мотор и для выполнения этой
работы нецелесообразно ее снимать, то можно произвести следующие
операции. Вывернуть, например, все передние свечи, за исключением
свечи цилиндра № 1. Коленчатый вал будет легко вращаться, пока не
начнется ход сжатия в этом цилиндре. В этот момент нужно отрегу-
лировать зазоры. Затем вывернуть свечу, которая была оставлена в ци-
линдре № 1, и ввернуть ее в цилиндр № 14. Вращать коленчатый
вал по ходу до тех пор, пока не почувствуется компрессия в этом
цилиндре. Тогда отрегулировать зазоры на цилиндре № 14. После
этого аналогичным образом переходить к другим цилиндрам.
Если производится сборка не нового мотора, то регулировку за-
зоров следует производить по наименее изношенному из трех затыл-
ков шайбы; найдя этот затылок для цилиндра № 1 по наименьшему за-
зору из трех последовательных циклов.
Постановка н регулировка магнето мотора «Гном Рои» К-14
должна производиться следующим образом. Поставить на магнето
приводной диск. Поставить на место упорную шайбу, затянуть гайку
крепления и зашплинтовать ее. Поставить упругую муфту на мотор.
Произвести регулировку зажигания. Для этого повернуть колен-
чатый вал так, чтобы поставить поршень цилиндра № 1 на 20°, не до-
ходя в. м. т. сжатия.
Сняв распределитель, поставить валики и магнето в положение за-
жигания для цилиндра № 1, т. е. а) контакты прерывателя готовы ра-
•омкнуться; б) электрод побегушки распределителя стоит против элек-
трода распределителя, соответствующего цилиндру № 1-
Поставить на место левое магнето. Закрепить магнето только одной
гайкой, чтобы в случае необходимости поправки ее можно было легко
выполнить. То же повторить для правого магнето.
180
Проверка регулировки производится следующим образом.
Заложить между контактами прерывателя листок тонкой папирос
ной бумаги- Повернуть коленчатый вал мотора против хода, затем ед-
денно поворачивать его по ходу до тех пор, пока вставленные листочки
бумаги не освободятся из контактов. Сделать отсчеты на диске по
стрелке для обоих магнето.
На моторе «Гном Рон» К-14 угол опережения зажигания должен
быть для правого магнето равен 20°, для левого магнето 26°. Эти углы
должны быгь строго соблюдены. Если углы, полученные при проверке,
отличаются от указанных величин, го необходимо вн.сту соответст-
вующую поправку. Последняя может быть выполнена посредством
торцевых зубчиков муфты привода магнето.
(Таблицы монтажных зазоров моторов АМ-34РН, «Испано-Сюиза
12Ybrs, «Гном-Рон» К-14 и Райт «Циклов» см. в приложениях II и III
в конце книги.)
ГЛАВА V
КОНТРОЛЬ
Все детали перед сборкой узлов и узлы перед окончательной сбор-
кой мотора должны подвергаться контролю путем осмотра и обмера
КОНТРОЛЬ ДЕТАЛЕЙ
Картер. При осмотре картера необходимо обращать внимание на
общее состояние стенок, перегородок, на бортики и заточки. Особенно
тщательно надо осматривать затяжку силовых шпилек блоков, шпи-
лек крепления цилиндров и проверять их состояние путем обстукива-
ния молотком, так как бывают случаи слабой посадки шпильки по
резьбе. При ударе молоточком по торцу слабо завернутой шпильки
звук получается слабый (глухой); такую шпильку следует заменить.
Хорошо и крепко завернутая шпилька при ударе молоточком по торцу
ее издает звук металлический, звонкий, что указывает на полное сра-
щивание с телом картера.
Кроме осмотра стенок картера, необходимо тщательно осмотреть
места переходов (галтели) в литье перегородок коренных подшипников.
Всякая царапина, напоминающая трещину, должна быть осмотрена
g помощью лупы, или вокруг предполагаемой трещины надо просту-
чать молоточком- Трещины, зачаточные и трудно уловимые, выяв-
ляются с помощью протравливания раствором соляной кислоты.
Редуктор. Картер редуктора проверяется одновременно с карте-
ром, но особо проверяется система смазки редуктора: трубки, подво-
дящие масло, сверления и канавки.
При осмотре вала редуктора необходимо следить за состоянием по-
верхности рабочих шеек его, не допуская никаких царапин, задиров
и других дефектов. С неменьшей тщательностью должны осматриваться
все остальные детали редуктора и особенно зубья шестерен, которые
при этом должны иметь определенный зазор (см. таблицу монтажных
зазоров, приложения II и III) в желаемых положениях вала редуктора.
18%
Коленчатый вал подвергается исключительно строгому и тща-
тельному осмотру, особенно для выявления трещин, хотя трещины
бывают редким явлением.
При осмотре надо внимательно выявлять риски, царапины и забо-
ины, так как они могут привести к образованию глубоких трещин при
работе мотора. Особенно строго осматриваются рабочие шейки и гал-
тели коленчатых валов, причем пользуются лупой с многократным
увеличением. Осматриваются все сверления в щеках для подачи масла
в вал и из вала в подшипники, затяжка и контровка заглушек на шей-
ках и шлицы передачи на нагнетатель. Если осматривается коленчатый
вал мотора воздушного охлаждения, обязательно осмотреть и прове-
рить затяжку и контровку болтов противовесов и крепление щек вала.
Поршни. При осмотре поршней обращают внимание на чистоту от-
делки внешней поверхности их; особенно тщательно надо осматривать
переходы ребер и галтели, так как в этих местах чаще всего появляются
трещины. Надо просмотреть сверления для прохода масла и проверить,
раззенкованы ли они. Если масляные отверстия не раззенкованы, то
при работе мотора в этих местах могут появиться трещины, независимо
от качества литья. Трещины на поршнях можно обнаружить по звуку,
для чего поршень ставят на донышко и слегка постукивают молотком по
бобышкам с внутренней стороны. У поршня без трещин звук метал-
лический, звонкий, а у поршня с трещиной — глухой, с дребезжа-
нием. Поршни, имеющие указанные дефекты, бракуются.
Шатуны. При осмотре главных шатунов особое внимание обра-
щается на галтели нижней головки и стебля шатуна, особенно мест по-
садки головок, болтов. Галтели перечисленных мест должны быть
выдержаны строго по чертежу; оии должны быть чистыми, без подре-
зов при механической обработке. Подрезы галтелей могут привести
к образованию трещин при работе мотора, так как шатун является
одной из наиболее нагруженных деталей мотора и воспринимает удар-
ные нагрузки. Не менее внимательно осматривается баббитовая за-
ливка. На поверхности баббита не допускают пористых очагов, так
как любой величины пористый очаг может вызвать появление трещин
и отставание баббита. Кроме того проверяют приставание баббита
к стали по кромке стыка половин головок шатуна. Плохое пристава-
ние баббита обнаруживается по темной полосе на кромке стыка между
сталью и баббитом. При хорошем прилипании баббита темной полосы
быть не должно; кромка стыка должна быть чистой. Внутренние и
прицепные шатуны осматриваются тем же порядком
Распределительные валики. При общем осмотре распределитель-
ных валиков проверяют все сверления для подачи масла в подшип-
ники. Все маслопидводящие отверстия должны иметь зенковку, так
как незенкованные отверстия будут являться очагами появления
трещин на рабочих шейках распределительных валиков. Кроме того
на кромках незенкованных отверстий мо!ут скапливаться мелкие
твердые частички, которые будут вызывать чрезмерный износ рабо-
чих шеек распределительного вала. На рабочих шейках распредели-
тельного вала не допускаются забоины, риски и царапины. Особо
строго проверяют кулачки распределительного валика. Рабочая по-
верхность кулачков должна быть гладкой и чистой, без каких-либо
1Ь2
помощью которой
Фиг. 153. Осмотр
кулачковой шайиы.
забоин, рисок и вмятин, так как при работе мотора кулачок произ-
водит частые удары по тарелке клапана и может вызвать большие на-
диры и глубокие риски на ней. Поверхность кулачка должна быть
твердой, соответственно тарелке клапана, чтобы избежать быстрого
износа и выбоин, так как это ухудшит регулировку мотора. Галтели
на шейке распределительного вала должны быть выдержаны по чер-
тежу.
Кулачковая шайба. Не менее строго осматривается кулачковая
шайба моторов воздушного охлаждения. Строгому осмотру подвер-
гаются дорожки качения роликов толкателей, особенно на кулачках.
Вся дорожка должна быть гладкой и чистой, без царапин и рисок
Дорожку желательно осматривать через лупу,
легче выявить дефекты (фиг. 153). На зубчатом
венце не должно .быть никаких заусенцев и
вмятин, так как наличие последних может при-
вести к быстрому износу зубьев и выходу из
строя шайбы. Проверяются крепление кулачко-
вой шайбы на ступице, затяжка болтов и их
контровка, а также внутренняя поверхность
распорной втулки. Одновременно желательно
осмотреть привод газораспределения.
Клапаны и тарелки. Осмотр клапанов и
тарелок рекомендуется начинать с проверки со-
стояния резьбы, которая от неточной и неполной
нарезки может препятствовать ввертыванию та-
релки до конца в шток клапана. Хорошая резь-
ба клапана и тарелки обеспечивает возмож-
ность ввернуть тарелку в шток клапана свободно и
Проверять резьбу путем ввертывания тарелки до конца следует еще
и потому, что иногда штоки клапанов имеют недорезанную резьбу
Поверхность штока клапана должна быть гладкой, без всяких дефек-
тов. Рабочая фаска грибка клапана должна быть чистой, без всяких
следов от мелких окалин после механической обработки и глубоких
царапин. Указанные дефекты будут препятствовать быстрой и хорошей
притирке клапанов. Одновременно с клапанами желательно осмотреть
направляющие втулки клапанов, замки тарелки клапана и пружины
Пружины должны быть проверены на соответствующую нагрузку в ки-
лограммах.
Коромысла и толкатели. Осмотр механизма коромысел и толкателей
производится с целью выявления дефектов сопряженных деталей;
незначительные царапины, вмятины и риски могут расстраивать ре-
гулировку мотора, и поэтому на роликах коромысел, осях и подшип-
никах подобных дефектов не должно быть. Шаровые головки верхних
и нижних наконечников должны быть чистыми, без каких-либо дефек-
тов. Особо внимательно должны быть осмотрены направляющие тол-
кателей, ролики толкателей, их оси, втулки и штоки толкателей.
Одновременно проверяется прямолинейность тяг толкателей.
Детали нагнетателя. При осмотре картера нагнетателя необходимо
проверить состояние стенок, центрирующие заточки, фланцы креп-
ления, затяжку шпилек и состояние нарезки резьбы. После осмотра
без качки до конца
183
стенок проверяются места переходов (галтели) в литье. Любая цара-
пинка. напоминающая трещину, подлежит тщательному осмотру с по-
мощью лупы, а трудно уловимые трещины выявляются протравли-
ванием раствором кислоты. При этом надлежит осмотреть диффузор
и его неподвижные лопатки.
Валик крыльчатки должен быть осмотрен очень внимательно: со-
стояние валика крыльчатки не должно вызывать никаких сомнений.
Все отверстия для масла проверяются. Все плавные переходы (галтели)
должны строго соответствовать чертежу. Никакие подрезы на перехо-
дах не допускаются, так как это приведет к поломке валика во время
работы, особенно при резких изменениях режима мотора. Крыльчатка
нагнетателя должна быть тщательно отделана; никакие шерохова-
тости на ее поверхности не допускаются. Валик с крыльчаткой подвер-
гается статической балансировке; желательно применять и динами-
ческую балансировку.
Осмотр привода нагнетателя и перебора должен быть проведен так,
чтобы не пропустить каких-либо дефектов. Малейшие отступления от
чертежей, заусенцы на зубьях шестерен, на втулках и подшипниках,
в механизме упругой шестерни и других деталей могут привести к быст-
рому н чрезмерному износу и даже к аварии. Все отверстия для масла
надо тщательно осмотреть, проверить внутренние и внешние поверх-
ности трения упругих и фрикционных шестерен, состояние поверх-
ностей сухарей, фрикционной передачи, пальцы крестовин, упорные
шайбы, шариковые и игольчатые подшипники. Осматриваются также
шлицевые соединения, маслоотражательные нарезки и другие детали.
Особое внимание надо обращать на зачистку фасок-
КОНТРОЛЬ УЗЛОВ
Коленчатый вал и шатуны. На коленчатых валах рядных моторов
проверяются главным образом заглушки коренных и шатунных шеек.
Качество постановки заглушек проверяется керосином под давлением
10 ат, с помощью ручного гидравлического насоса. После проверки
заглушек коленчатый вал подается под навеску шатунов. Навеска
шатунов V-образных моторов проверяется в следующем порядке:
стебли шатунов своими порядковыми номерами должны устанавли-
ваться внутрь, причем главный шатун устанавливается с левой сто-
роны, а прицепной — с правой. Проверяется затяжка гаек болтов или
посадка стяжных шпилек (на моторе «Испано-Сюиза»). Гайки на болтах
шатунов своими гранями должны устанавливаться параллельно ще-
кам коленчатого вала. Это необходимо делать потому, что гайка, постав-
ленная без соблюдения этого условия, может задевать за щеки колен-
чатого вала. Гайки шатунов должны быть аккуратно зашплинтованы,
а концы шплинтов должны быть загнуты и спрятаны в коронке гаек-
Кроме того шатуны проверяются на вращение.
Редуктор. При осмотре и проверке редуктора контролируются за-
зоры в зубьях. Желательно эти зазоры проверять через 90° поворота
вала редуктора, т. е. в четырех положениях его. Такого рода проверка
дает возможность выявить степень равномерности распределения за-
зора по всем зубьям. Зазор в шестернях редукторов и сателлитах ко-
184
клапаны воздухораспре-
Фиг. 154. Проверка зеркала
цилиндра.
леблется от 0,075 до 0,25 мм. Для разных марок моторов в технических
условиях отдельно указываются пределы зазоров, которые и должны
быть выдержаны. Кроме этого проверяется затяжка и контровка гаек
болтов и шпилек. Необходимо проверить постановку маслоподводящих
труб, заглушек вала редуктора и маслоотражатели.
Цилиндры и блоки. Осмотр и проверку цилиндров и блоков начи-
нают с поверхности зеркала (фиг. 154), которая должна быть идеально
чистой; никаких дефектов на ней не допускается. Ничтожная шеро-
ховатость зеркала цилиндра будет вызывать излишнее трение порш-
невых колец, что приведет к быстрому износу их. Проверяется за-
тяжка втулок под свечи и под пусковые
делителя, штуцеров всасывающих и выхлоп-
ных труб моторов воздушного охлажде-
ния. Одновременно осматривают охлажда-
ющие ребра цилиндра и седла клапанов.
При осмотре блоков моторов водяного
охлаждения обращают внимание на тол-
щину прокладок патрубков всасывания
(на моторе АМ-34РН), которая должна
быть не более 1 мм, и проверяют крепление
всасывающих и выхлопных патрубков (кол-
лекторов). Кроме этого блоки водяных
моторов подвергаются гидравлическому
испытанию горячей водой (60—70° Ц) под
давлением до 2 ат в течение 5 минут.
Испытание производится на специальном
приспособлении с помощью ручного гид-
равлического насоса.
Нагнетатель. При осмотре нагнетателя
ряется затяжка гаек задней крышки (улитки). После этого проверяют
общий долевой (осевой) зазор крыльчатки, исходя из общего хода между
разделительным конусом и уплотнительной чашкой. Общий долевой
зазор крыльчатки измеряется с помощью поверхностного индикатора
по заднему торцу вала и должен быть равен в среднем около
1,5 мм. Этот общий зазор желательно разделить пополам между кону-
сом и крыльчаткой. Делается это следующим образом: на задний конец
валика крыльчатки ставят калиброванное кольцо и ввертывают хво-
стовик. Индикатор устанавливают на торец хвостовика (фиг. 130,
стр. 148) и снизу вверх поднимают валик с крыльчаткой, передавая
движение на индикатор. Стрелка индикатора покажет отклонение.
Путем подбора калиброванных колец можно установить половинный
зазор 0,75 мм между разделительным конусом и крыльчаткой. Эта ве-
личина покажет, что общий зазор 1,5 мм разделен поровну. После про-
верки зазора в крыльчатке проверяется зазор в пяте. Этот зазор
должен лежать в пределах от 0,10 до 0,15 мм и проверяется щупом.
Методика проверки зазоров нагнетателей других типов примерно
одинакова с изложенным, и величины зазоров находятся примерно
в тех же пределах.
Задняя крышка. В моторах воздушного охлаждения осматривается
задняя крышка в следующем порядке: осматривается состояние сте-
мотора АМ-34РН прове-
185
Фиг. 155. Крепление провода в
секторе распределителя тока.
мок и переходы литья (галтели). Проверяется атяжка и состояние
шпилек, осматриваются фланцы крепления масляных труб и креп-
ления агрегатов, поверхность втулок
и подшипников всех приводов; осма-
тривается чистота гнезд для насосов,
фильтров, суфлеров, шлицы валиков
масляных и бензиновых насосов, вспо-
могательных приводов и привода ди-
намо, храповики механического при-
вода самопуска.
Система всасывания. В системе
всасывания проверяется синхронность
дроссельных заслонок и управление
карбюраторами, осматривается общее
состояние карбюраторов, проверяются всасывающие трубы (коллек-
торы), гайки крепления и хомуты, проверяется заливочный трубо-
провод и распылители бензина. После это! о проверяются фазы газо-
Фиг. 156. Крепление про- Фиг. 157. Змистка
вода пускового магнето. контактов магнето
распределения мотора.
Система зажигания.
В системе зажигания
осматривается общее со-
стояние магнето, коллек-
тор проводов и его креп-
ление. Особенно тща-
тельно проверяются про-
вода и их крепление
в секторе распредели-
теля тока (фиг. 155).
Обязательна проверка
закрепления провода
первичной обмотки от
пускового магнето (фиг.
156) и присоединения
проводов первичной обмотки магнето для обеспечения хорошего кон-
такта с массой мотора. Нужно быть всегда уверенным, что поверхности
контактов прерывателя чисты, для чего
рекомендуется их проверять, так как
бывают случаи попадания на контакты
масла, что абсолютно недопустимо.
Масло на контактах может вызвать не-
правильную работу магнето и при сго-
рании между поверхностями контактов
вызывает преждевременный износ их.
Фиг. 158. Калибр для провер- Если имеются какие-либо признаки за-
ки з.11'ipa между электродами 1
свеч„ 1 рязнения контактов и наличия масла,
нужно обязательно зачистить контакты
тонким напильником, как указано на фиг. 157- Одновременно про-
веряются электроды свечей, так как возможна деформация их- Рас-
стояние между электродами должно оставаться постоянным и равным
0,35—0,45 мм: для проверки служит специальный калибр (фиг. 158).
186
После перечисленных операций производится проверка раннего и позд-
него опережений.
Пусковой воздухораспределитель. Обязательна проверка состоя-
ния зеркала корпуса, чистоты воздухопровода и золотника. Прове-
ряется установка воздухораспределителя по порядку работы цилинд-
ров- - Г-
Осмотр собранного мотора. После окончательной сборки мотор
подвергается общему осмотру. Если осматривается мотор водяного
охлаждения, то прежде всего с помощью ручного насоса производят
гидравлическое испытание всей водяной системы горячей водой (60—
70° Ц) при давлении до 2 ат. Затем проверяют' крепление блоков,
распределительных валиков и шестерен передачи на распределитель-
ные валики. Проверяют затяжку всех свечей и пусковых клапанов
воздухораспределения. Если осматривается мотор воздушного охлаж-
дения, то следует проследить, нет ли соприкосновения соседних труб
между собой и треиия тяг системы управления о трубы- Далее надо
проверить коромысла, их оси и масленки, а также зазоры между
клапанами и роликами коромысел. Необходимо также тщательно
осмотреть провода зажигания и проверить их соединение со свечами
Желательно проверить компрессию всех цилиндров, что производится
следующей образом: снимают все свечи, кроме свеч проверяемого ци-
линдра, затем полностью открывают дроссель карбюратора и провора-
чивают коленчатый вал мотора за вал редуктора. После этого сни-
мают свечи с испытанного цилиндра и ставят и* на следующий.
Таким образом проверяют последовательно компрессию всех цилин-
дров.
КОНТРОЛЬНЫЙ ИНСТРУМЕНТ И МЕТОДИКА ОБМЕРА
Контрольный инструмент
Ввиду того что авиационный мотор является очень ответственной
и сложной машиной, от которой требуют четкой и бесперебойной ра-
боты довольно длительное время, к сочленению деталей авиамоторов
предъявляют большие и жесткие требования. В целом ряде узлов авиа-
ционных моторов выдерживают зазоры с большой точностью, никогда
достаточно иметь отклонение зазора на 0,01—0,03 лш, чтобы забрако-
вать ту или другую деталь узла. Кроме этого на целом ряде деталей,
как, например, цилиндры, шейки коленчатых валов, рабочие шейки
распределительных валиков, штоки клапанов и др., выдерживают
размеры с точностью до 0,01 мм, допуская конусность и овализацию
в пределах 0,005—0,01 мм.
Для замера отклонений указанного порядка практика установила
и применяет следующие наиболее удобные и распространенные ин-
струменты: 1) микрометр, 2) микрометр-нутромер, 3) индикатор,
4) индикатор поверхностный, 5) микрометр-глубиномер, 6) штанген-
циркуль.
Микрометр (фиг. 159) применяют главным образом для за-
мера размеров диаметров шеек коленчатых валов, рабочих шеек рас-
пределительных валиков, диаметров штоков клапанов, диаметров
поршней if других ответственных деталей мотора.
187
Для замера внутренних диаметров применяют микроме! р-
нучромер и индикатор. Наибольшая точность замера до-
Фиг. 159. Микрометр.
стигается индикаторо.м (фиг. 160),
к тому же замеры производить ин-
дикатором гораздо удобнее. Вели-
чина замера отсчитывается по откло-
нению стрелки на циферблате. Что
касается замеров микрометрами,
то точность замера зависит от уси-
лия, прилагаемого производя щим
измерение лицом, а это ведет к получению различными контролерами
различных замеров. Поэтому рекомендуется поручать замеры этим
инструментом одному контролеру как до испытания, так и после.
фиг. 160. Замер внутреннего
диаметра цилиндра с помощью
индикатора.
Поверхностный индикатор применяется
при монтаже в основном для замера
перекосов шатунов на коленчатом валу,
перекоса между осями верхних и ниж-
них головок шатунов (фиг. 161) и пе-
рекоса между осью бобышек и осью
поршня. Другими словами, поверхно-
стный индикатор показывает величину
отклонения осей деталей от параллель-
Фиг. 161. Замер перекосов меж [у осями голо-
вок шатуна с помощью поверхностного инди-
катора на специальном приспособлении
кисти. Поверхностны.м индикаторо.м проверяют также биение шеек
коленчатого вала.
Микрометр-глубиномер служит для замера разных
углублений, подторцовок, фрезерованных углублений и т. д. Что ка-
сается штангенциркуля, то в авиационном моторостроении его при-
меняют очень редко, а если применяют, то только для замера
деталей, имеющих грубую посадку.
•
Методика обмера деталей
Фиг. 162. Схема обмера
шейки коленчатого вала.
Коленчатый вал. Обмер шеек коленчатых валов моторов водя hoi а
охлаждения производится микрометром в двух поясах, на расстоянии
около 10—15 ММ от щек, в двух взаимно перпендикулярных направ-
лениях: вдоль щеки и перпендикулярно к ней (фиг. 162). Овальность
и конусность шеек выше 0,01—0,02 мм не
допускаются. После обмера шеек поверх-
ностным индикатором проверяется биение
шеек и носка вала, причем вал рядных
моторов устанавливается на плите на двух
призмах 1-й и 7-й или 2-й и 7-й коренными
шейками. Биение носка вала допускается
не более 0,04—0,05 мм, биение средней
шейки 0,2 мм (у мотора «Испано-Сюиза»
12Ybrs 0,05 мм) и задний конец от 0,05 до
0.07 мм.
Шатуны. На шатунах обмеряются индикатором малые и большие
головки. Диаметр малой головки измеряется в двух поясах на рассто-
янии около 5 мм от краев головки по оси шатуна и перпендикулярно
к ней (фиг. 163). Диаметр большой головки шатуна измеряется в двух
поясах, на расстоянии около Юлшот краев головки по оси шатуна, и в
двух направлениях, отступя от разъема головки примерно на 20—30 мм
Г ч
Фиг 164. Схема обмера отверстия
большой головки шатуна.
Флг I •> Схема обмера отверстия
••«.«ой головки шатуна.
(фи!. 164). Такая методика замера позволяет определить оваль
ность подшипника. Одновременно замеряют перекос между осями верх-
ней и нижней головок шатуна (фиг. 165). Максимально допустимая
разность между размерами 71 и Б не должна превышать 0,1 мм.
Перекос . меряется поверхностнььм индикатором (фиг. 161). Все за-
меры производятся на собранных шатунах при нормальной затяжгр
болтов.
Шатуны звездообразных моторов замеряются таким же путем,
но с той разницей, что внутренний диаметр вкладыша главного ша-
туна :амер <ют по вертикальной оси и перпендикулярно к ней, так как
вкладыш неразъемный (фиг. 166).
Наружный диаметр пальца прицепного шатуна замеряют по на-
правлению усилий и перпендикулярно к первому замеру в двух по-
ясах (фиг. 167).
Поршни, пальцы и кольца. Обмер поршней по наружному диаметру
производится микрометром в трех поясах: 1) над верхним поршневым
кольцом, 2) под поршневыми кольцами в верхней части юбки, 3) в ниж-
ней части юбки поршня. Обмер поршня делается в двух взаимно
перпендикулярных направлениях: по оси поршневого пальца и пер-
перпендикулярно к ней (фиг. 168).
Фиг. 165. Схема замера
перекоса между осями
головок шатуна.
Фиг. 166. Схема обмера отверстия
большой головки главного шатуна
звездообразного мотора.
На поршнях моторов воздушного охлаждения замеры по наруж-
ному диаметру делаются несколько иначе. Первый замер делают
перпендикулярно к оси поршневого пальца, а последующие замеры
под углом в 30° к первому (фиг. 169) по ту и другую сторону. Это
делается потому, что форма поршня не дает возможности сделать за-
меры перпендикулярно к первому замеру. Кроме этих замеров, инди-
катором малого размера делают замеры отверстий бобышек поршня.
Фиг. 167. Схема обмера пальца прицепного шатуна.
Для поршней с плавающим пальцем обмер производится в каждой
бобышке, по середине ее, в двух взаимно перпендикулярных направ-
лениях.
Поршневой палец измеряется в трех поясах: по концам пальца
работающим по бобышке поршня, и по средней части пальца, рабо-
тающей в головке шатуна. Обмер производится в двух взаилшо
перпендикулярных направлениях (фиг. 170).
В поршневых кольцах замеряют щупом зазор в стыке, который дол-
жен быть выдержан по техническим условиям данного мотора. Прак-
190
тически iasop в стыке замеряется следующим образом: поршневое
кольцо закладывают в специальное приспособление (калибр) или в ра-
бочий цилиндр. Для удержания кольца в одной плоскости цилиндра
предварительно устанавливают в цилиндре поршень. Затем поршне-
Фиг. 169. Схема обхмера пор-
шня мотора воздушного охла-
ждения.
Фиг. 168. Схема иомсра.
поршня мотора водяного
охлаждения
вое кольцо проверяется на упругость. Упругость кольца проверяют
с помощью приспособления, определяя величину груза, при кото-
ром кольцо, смыкаясь в стыке, образует зазор примерно в 0,1 мм.
Этот :изор замеряется щупом.
Фиг. 170. Схема обмера поршневого пальца.
Цилиндры. После тщательного осмотра внутренней поверхности
цилиндра производят обмер диаметра его. При обмере выявляют сте-
пень овализации и конусности. Овализация цилиндра не допускается
выше 0,03 мм. Чтобы обнаружить столь небольшие величины овали-
зации цилиндра, применяют индикатор как наиболее точный и удоб-
ный мерительный инструмент (фиг. 160). Измерения делаются по трем
поясам: на расстоянии примерно около 60 мм от нижнего края, в сред-
ней части цилиндра и у верхнего края, примерно в плоскости в. м.
191
(фиг. 171). Обмер делается в двух взаимно перпендикулярных направ-
лениях: вдоль оси коленчатого вала и перпендикулярно к ней.
Диаметр цилиндров моторов воздушного охлаждения измеряется
несколько иначе, чем диаметр цилиндров моторов водяного охлажде-
ния (фиг. 172). Двух взаимно перпендикуляр-
ных направлений недостаточно, и добавляют
еще два замера к первым, под углом 45° к ним.
Замер, перпендикулярный оси коленчатого вала,
делается в плоскости вырезов для шатунов.
Фиг. 172. Схема обмера цилиндра воздушного
охлаждения.
Фиг. 171. Схема обмера
цилиндра мотора водяного
охлаждения.
После обмера цилиндров индикаторо.м малого размера обмеряют
отверстие направляющих втулок клапанов. Обмер ведут у нижнего
и верхнего концов на рассто-
янии 5 —10 мм от края и в
средней части направляющей.
Измерение производят в двух
взаимно перпендикулярных
Фиг. 173. Схема обмера штока клапана, направлениях.
Клапаны. Обмер штока кла-
пана ведется в трех поясах (фиг. 173). Замеры ведутся в двух вза-
имно перпендикулярных направлениях.
ГЛАВА VI
ОСНОВНЫЕ ПРАВИЛА РАЗБОРКИ АВИАМОТОРОВ
ОБЩИЕ УКАЗАНИЯ
Прежде чем приступить к разборке мотора, необходимо устано-
вить, для какой цели разбирается мотор. Разборка мотора бывает
частичной и полной. Частичная и полная разборки отличаются друг
от друга как по объему работы, так и по ее содержанию. Частичная
разборка мотора может быть вызвана поломкой или дефектом лишь
отдельной детали или узла, пришедших по той или другой причине
в негодность. Устанавливается это главным образом осмотром и устра-
няется заменой или небольшим ремонтом дефектных деталей.
192
Наиболее частые в эксплоатации и при испытании случаи частич-
ной разборки мотора — это снятие цилиндра, снятие крышки блока,
снятие узла вертикальных передач, снятие нагнетателя, снятие зад-
ней крышки на звездообразном моторе и т. п.
Снятие цилиндра производится либо для осмотра или замены са-
мого цилиндра, либо для замены поршня, поршневого пальца, порш-
невых колец, клапанов. Эту операцию чаще всего приходится произ-
водить при эксплоатации мотора. Крышки блоков на блочных моторах
снимаются для осмотра распределительных валиков, клапанных та-
релок, клапанов и т. д. Нагнетатель снимается для осмотра валика
крыльчатки, втулок, ше рен. Снятие задней крышки на звездооб-
разных моторах необхош ) для осмотра шестерен приводов, вали-
ков, втулок и других бных деталей.
Иногда приходится вводить и более сложные операции при
частичной разборке моыра, как, например, снятие нижней половины
картера. Делается это . га осмотра коренных вкладышей коленчатого
вала и в особенности их нижних половинок- Выполнять такую опера-
цию следует на специальном вращающемся станке, на котором можно
поворачивать мотор нижним картером вверх.
Полная же разборка мотора производится в следующих случаях:
1) после контрольно-сдаточного испытания мотора на испытательной
станции, когда после переборки мотора и осмотра его деталей дается
заключение по мотору в целом; 2) при полной выработке срока работы
мотора в часах, что вызывает необходимость в его переборке; 3) при
серьезной аварии мотора и выходе из сгроя главных деталей; 4) с целью
изучения мотора (в школах, на заводах и в других местах).
Разборка авиационного мотора является ответственнейшей работой,
требующей большой аккуратности и продуманности всех операций.
Не нужно ни на минуту забывать, что разобранные части мотора
должны будут в дальнейшем собираться и что если при разборке
мотора какие-либо детали окажутся помятыми или поврежденными,
то заменить их часто (особенно в условиях аэродрома) нечем. О г
монтажников и мотористов поэтому требуется максимальная тщатель-
ность при подходе к тому или иному элементу мотора, максимальное
уменье владеть инструментом, предназначенным для разборки мотора,
и крайне внима!ельное отношение к работе.
Переход же нашей авиационной промышленности на стахановские,
безаварийные методы работы требует в первую очередь правильной
рациональной организации и абсолютной чистоты рабочего места
и CTpoi ого соблюдения инструкции по разборке мотора.
Беспорядок, грязь и кустарщина в работе при столь ответствен-
ном задании, как разборка авиационного мотора, могут иметь такие
последствия, как вывод из строя отдельных деталей, а может быть,
узлов и всего мотора в целом.
При разборке мотора нужно всегда иметь в виду, что детали должны
будут впоследствии собираться на моторе в том же порядке и в гом же
относительном расположении, в каком они находились на моторе
раньше. Необходимо поэтому производить разборку в строго опрсде-
шнном порядке, выработанном для каждого типа мотора. Надо рас-
полагать все снятые детали на верстаке, а мелкие детали — в ящике
193
с отделениями, в строгом порядке, никогда не смешивая при этом де-
талей двух или больше моторов. Детали надо всячески оберегать от
загрязнения, для чего нужно накрывать их после работы бумагой,
клеенкой или брезентом.
Все шайбы Гровера, прокладки и контровые шайбы могут быть
использованы только один раз, так что после каждой разборки их
следует заменять новыми.
Выколотками следует пользоваться только фибровыми, алюми-
ниевыми или из красной меди, причем выколотки должны иметь над-
лежащую форму и размер.
Гайки при отвертывании должны аккуратно расшплинтовываться
и расконтриваться. Ни в коем случае не следует срывать шплинты
и усики стопоров поворотом гайки, так как это может вызвать срыв
резьбы и свертывание шпильки. Гайки больших диаметров, например
гайка втулки винта, должны итти свободно и только в первый момент
сдвигаться легким рывком. Резьба должна быть предварительно
тщательно обмыта бензином, протерта и слегка смазана маслом.
Съемку деталей с резьбы и шлиц необходимо производить осто-
рожно, чтобы не повредить поверхностей и резьбы разбираемых
деталей.
Алюминиевые детали, прилегающие по фланцам большого диа-
метра. в случае слипания их не следует отрывать, вставляя в стык
отвертку, а нужно освобождать легкими ударами фибрового или мед-
ного молотка по фланцу- При разборке поршня, если палец поршня
трудно выколотить, надо нагреть поршень на электрической печи
или в горячем масле-
Надо обращать особое внимание на то, чтобы детали не ударялись
друг о друга. Особенно опасно, если стальная деталь ударяется ребром
о кромку посадочного отверстия или плоскости (например удары
шатуна об отверстия цилиндра и картера).
Не допускать съемку одним человеком крупных тяжелых деталей,
так как при этом съемка всегда производится рывками и получаются
забои. При разборке мелких деталей, особенно пружин, надо прини-
мать ьгсе меры предосторожности против их потери.
Ни в коем случае не следует выворачивать без надобности шпилек,
снимать лишние детали, особенно соединенные с натягом. Выверну-
тые из алюминия шпильки, особенно с бортиком, часто трудно за-
вернуть на место ввиду того, что верхние витки оказываются замя-
тыми.
При разборке мотора всегда следует пользоваться только специ-
ально приспособленным для этой цели инструментом: ключами,
съемниками, расширителями, оправками, приспособлениями и т. п.
Когда это только возможно, нужно всегда отдавать предпочтение
торцевым ключам перед плоскими, так как торцевые ключи меньше
повреждают гайку, захватывая большую поверхность (см. главу IV).
ПОРЯДОК ПОЛНОЙ РАЗБОРКИ МОТОРОВ
Порядок разборки рядных моторов всех типов примерно следую-
щий: сначала с мотора снимают те узлы, агрегаты и детали, которые
в дальнейшем не разбираются и хранятся в собранном виде. Сюда от-
194
носятся коллекторы зажигания, магнето без проводов, карбюраторы
и заливочный трубопровод, бензинопровод, воде- и маслопровод,
выхлопные патрубки, хомуты, шланги и т. п. Сюда же относится и
бензиновый насос, если он не подлежит разборке.
После этого снимается нагнетатель, затем масляный и водяной
насосы, а также масляный фильтр. Снимается и разбирается узел
вертикальных передач, после чего снимаются и разбираются блоки
мотора. Разборка блока состоит из двух операций: снятия распреде-
лительных валиков и снятия клапанов. Затем снимаются поршни,
после чего отвертываются гайки, скрепляющие обе половины картера,
снимается верхняя половина картера, и коленчатый вал, собранный
с шатунами, вынимается из нижней половины картера, после чего
шатуны снимаются с вала.
При разборке звездообразных моторов, так же как и на рядных
моторах, сначала снимаются втулки винта, магнето, карбюратор,
бензинопровод, всасывающие трубы, выхлопные патрубки, коллек-
торы зажигания, динамо, регулятор наддува и т. п. На моторе Райт
«Циклон», впрочем, коллектор зажигания снимается лишь после
снятия тяг и кожухов тяг. После этого снимаются агрегаты с задней
крышки, как-то: стартер, привод к счетчику оборотов, бензиновые
и масляные насосы, масляные фильтры и маслосборник.
Дальнейший порядок общей разборки звездообразного мотора
(в данном случае К-14) следующий: съемка задней крышки, съемка
нагнетателя, разборка тяг толкателей, съемка цилиндров и поршней,
съемка редуктора, разборка зубчатой соединительной муфты валов,
разборка крышки упорного подшипника и толкателя, разборка ку-
лачковой шайбы, съемка передней крышки, съемка промежуточной
крышки и, наконец, съемка задней части коленчатого вала и картера
мотора.
Как правило, ни при частичной, ни при полной разборке не раз-
бираются нижеуказанные детали (если только они не повреждены
и не требуют замены): в картерах — втулки под оси, валики и шарико-
подшипники, штуцеры и втулки с нарезкой, шпильки; в приводных
валиках — заглушки; в цилиндрах — направляющие клапанов;
в главных шатунах — вкладыши больших головок; в коленчатых
валах — пробки масляных каналов, кольца роликоподшипников,
распорные втулки; в толкателях — ролики; в кулачковых шайбах —
ступицы; в масляных насосах — оси ведомых шестерен; в на-
ги 1гающих масляных насосах - - корпуса редукционных клапанов;
в заливочных трубопроводах -распылители.
РАЗБОРКА УЗЛОВ
Так как в основном разборка мотора является действием, обратным
сборке, которая описана выше, то давать подробное описание разборки
всех узлов моторов водяного и воздушного охлаждения не представ-
ляется целесообразным. Мы поэтому ограничихмея рассмотрением
разборки таких основных узлов мотора, как редуктор, коленчатый
нал, цилиндры и нагнетатель.
Разборка редуктора. Съемка редуктора на моторе АМ-34РН
производится следующим образом: сначала отвертывается и снимается
105
гайка вала редуктора, гайки крепления фланца носка картера, пе-
реднее маслоотражательное кольцо и гайки креп тения носка кар-
тера редуктора, после чего специальным приспособлением снимаются
носок и фланец картера редуктора. Затем снимается сам редуктор,
с вала которого снимаются: заднее маслоотражательное кольцо,
упорное калиброванное кольцо, фланец картера редуктора, болты
крепления шайб большой шестерни и самые шайбы. Амортизационные
пружины могут и не сниматься, так как осмотреть их все равно имеется
полная возможность. Как правило, большая шестерня редуктора не
снимается с барабана, так же как и малая шестерня не снимается
с коленчатого вала, если они не требуют замены.
Съемка редуктора мотора «Испано-Сюиза» 12 Ybrs состоит из двух
простых операций: съемки крышки редуктора и выемки вала редук-
тора вместе с задним неразъемным подшипником.
Для съемки редуктора мотора Райт «Циклон» мотор ставится
носком вверх, и на конец вала редуктора навертывается специальная
гайка с ушком, в которое пропускается трос. Трос закрепляется на
тали, при помощи которой снимается носок картера вместе с упорным
шарикоподшипником, неподвижной шестерней редуктора и валом
редуктора. При этом нужно очень осторожно тяиуть таль и слегка
постукивать по фланцу носка картера, пока носок не отойдет от сред-
него картера, после чего надо слегка покачивать вал редуктора и под-
нимать носок картера над носком коленчатого вала.
Затем нужно расшплинтовать и вывернуть винт крепления гайки
ведущей шестерни редуктора и снять гайку, после чего снять ше-
стерню при помощи специального съемника, ввертываемого в три
отверстия на шестерне. При этом нужно придерживать кулачковую
шайбу, предохраняя ее втулку от повреждения
Передняя часть редуктора мотора Райт «Циклон» разбирается
следующим образом: на снятом уже носке картера мотора отверты-
вается гайка упорного шарикоподшипника, после чего легкими уда-
рами из носка картера вынимается вал редуктора вместе с распорной
втулкой упорного шарикоподшипника и сателлитами, причем операцию
эту нужно производить очень осторожно, чтобы не повредить масло-
уплотнительные кольца вала редуктора. После этого вынимаются
шплинты, отвертываются гайки сателлитов (имеющие левую резьбу)
и сателлиты вынимаются из втулок-
Далее остается только снять неподвижную шестерню редуктора,
отвернув- предварительно гайки и вынув крепящие ее болты, затем
выбить упорный шарикоподшипник и вынуть маслоотражатель вала
редуктора.
Снимать редуктор с мотора «Гном-Рон» К-14 следует в собранном
виде, строго по оси, без перекосов, отвернув предварительно гайки
крепления и сняв шайбы. При разборке редуктора прежде всего сни-
мается крышка маслоотражателя, маслоотражательное кольцо, гайки
упорного подшипника и упорная шайба, после чего выпрессовывается
вал редуктора из его шарикоподшипника. Производится это специаль-
ным съемником (фиг. 174), состоящим из основания 7, на которое ста-
вится редуктор, трех тяг 2 и трехконечной траверсы 5, через которую
проходит винт 4 с упорной муфтой 5, снабженной подпятнике ч 6.
196
Редуктор ставится на основание съемника, на установочные
шпильки 7, для чего необходимо приподнять предварительно одну
из тяг, вынув ее нижний конец.
Фиг. 174. Съемник редуктора мотора К-14.
Для съемки вала редуктора нужно упереть муфту съемника в но-
сок вала и завертывать винт воротком 8. Чтобы смягчить удар при вы-
падении вала, на основание съемника кладется резиновая подкладка 9.
После этого картер редуктора с зубчатым венцом снимается со съем-
ника, а с освобожденного вала редуктора легко снимаются при по-
197
мощи алюминиевой или медной выколотки шаровая пята, шайба
упорного шарикоподшипника и двойной подвижной венец.
Затем вал редуктора зажимается передним концом в тисках, и
с него снимают задний упорный подшипник, предварительно отвернув
гайку, заднюю шаровую пяту и ведущую шестерню. Затем вал зажи-
мают в тисках в вертикальном положении и с него снимают регулиро-
вочные шайбы, подшипник и шестерни сателлитов, предварительно
отвернув пробки и упорные гайки во всех трех отростках сателлитов.
Фиг. 175. Съемник упорного шарикоподшипника редуктора мотора К-14.
Из картера редуктора выбиваются болты, крепящие зубчатую ше-
стерню, вынимается сама шестерня и при помощи специального
съемника вынимается упорный шарикоподшипник вала редуктора.
Съемник этот (фиг. 175) состоит из основания 1, в середину его
ввертывается винт 2. Сверху на винт надевается упорный шарико-
подшипник и с помощью воротка 6 навертывается гайка 5, под которую
подкладывается диск 3. Диск, упираясь в шарикоподшипник вала
редуктора, будет выжимать его внутрь картера.
Разборка коленчатого вала. Для того чтобы вынуть коленчатый
вал звездообразного мотора из картера, необходимо повернуть его
с шатунами так, чтобы противовесы пришлись против главного ша-
туна, и затем, при помощи специального приспособления в виде трубы,
навертываемой на резьбу коленчатого вала и имеющей ухо для креп-
ления к крюку тали тросом, осторожно тянуть талью коленчатый
вал из задней половины картера, слегка покачивая его.
Вынутый таким образом коленчатый вал разбирается либо в спе-
циальном приспособлении, дающем возможность зажать его проти-
вовесы, либо, если такого приспособления нет, в тисках, в которых
зажимается противовес передней части коленчатого вала. На губки
тисков предварительно следует положить подкладки из меди, бронзы
или свинца.
После этого тем же ключом, которым производилась сборка колен-
чатого вала, нужно -отвернуть стяжной болт, удлинив для этого во-
роток ключа той же трубой в 1—-1,5 м, которой пользовались при
затяжке болта. Затем либо специальным расширителем, либо, при
отсутствии такового, простым клином нужно развести заднюю щеку
коленчатого вала и легко снять ее с шатунной шейки, после чего уже
можно снять главный шатун.
Если нужно произвести полную разборку коленчатого вала, то
производить ее нужно в следующем порядке: зажав в тисках задний
противовес коленчатого вала, отвернуть гайку крепления шарико-
подшипника, предварительно, конечно, расшплинтовав ее, и снять
шарикоподшипник, а также задний маслоотражатель коленчатого
вала, после чего снять крышку задней части коленчатого вала. После
этого нужно фибровой выколоткой выколотить муфту вала передачи
к агрегатам и самопуску и, укрепив переднюю часть коленчатого
вала в тисках, снять передний роликовый подшипник и вывернуть
специальным ключом переднюю заглушку шатунной шейки, предва-
рительно вынув контрящий ее шплинт.
Разборка коленчатого вала мотора «Гном-Рон» К-14 происходит
примерно так же, как и иа однорядном звездообразном моторе. Для
выемки коленчатого вала из картера последний устанавливается вме-
сте с валом на специальный монтажный стол (фиг. ПО, стр. 121), при-
менявшийся при сборке и имеющий посередине отверстие для вала,
располагая картер промежуточной крышкой вверх. Предварительно
с картера необходимо снять переднюю крышку и все ролики перед-
него роликоподшипника.
Затем снимают промежуточную крышку картера, после чего при-
ступают к разборке самого коленчатого вала. Сначала вынимают
четыре стяжных болта средней щеки коленчатого вала, предвари-
тельно отвернув соответствующие гайки и закрепив неподвижно сред-
нюю щеку коленчатого вала посредством деревянной болванки, и,
разжав расширителями среднюю щеку, освобождают заднюю шатун-
ную шейку и вынимают заднюю часть коленчатого вала с шатунами,
сняв предварительно ролики заднего коренного подшипника. Потом
снимают средний картер с монтажного стола, зажимают коленчатый
вал в тисках, подперев его носок специальной подставкой, причем
щеки должны быть расположены горизонтально, и выбивают стяжные
болты из их гнезд, отвернув, конечно, сначала их гайки и сняв шплинты,
после чего разводят расширителем среднюю щеку коленчатого вала
и снимают ее. Затем передние шатуны снимаются с шейки коленча-
того вала в собранном виде.
В моторах рядных разборка коленчатого вала представляет меньше
трудностей. После того как снимается верхняя половина картера,
коленчатый вал вместе с шатунами вынимается из нижней половины
картера либо при помощи тали, либо вручную двумя сборщи-
ками, берущими вал с обоих концов. При съемке верхней
части картера нужно следить, чтобы шатуны, падая, не повреди ш
W9
нижней половины картера. Снятый с шатунами коленчатый вал укла-
дывается на специальную стойку, где с него снимаются шатуны и
другие детали.
Разборка нагнетателя. Разборка нагнетателя, так же как и его
сборка, — операция сложная, требующая высокой квалификации
производящего ее сборщика.
Для снятия нагнетателя с мотора Райт «Циклон» сначала отверты-
вают все крепящие его гайки, а затем осторожно снимают сперва
с центрирующего его бортика картера, а затем и со шпилек, слегка
раскачивая его при этом, во избежание перекоса на шпильках.
Фиг. 176. Разборка нагнетателя мотора Райт «Циклон».
Приступая к разборке снятого с мотора нагнетателя, сначала от-
вертывают переднюю гайку валика нагнетателя, предварительно
отогнув ус замка. Эту операцию производит один сборщик, в то время
как другой сборщик придерживает крыльчатку нагнетателя, чтобы
она не проворачивалась (фиг. 176). После этого надо снять замок
и переднюю втулку маслоуплотнителя нагнетателя, не повредив
при этом маслоуплотнительные кольца на втулке, и сиять специаль-
ным съемником крыльчатку нагнетателя с валика.
Затем надо снять заднюю крышку с задней половины корпуса
нагнетателя в том случае, если задняя крышка не была снята при
общей разборке мотора. Для того чтобы снять эту заднюю крышку,
нужно отвернуть гайки ее крепления, вывернул, из нее три бронзо-
вые пробочки, ввернуть, вместо них, стержни съемников и, равно-
мерно завертывая эти стержни, снять заднюю крышку. Во время сня-
тия задней крышки нужно следить за целостью прокладки и принят!.
меры к тому, чтобы шестерни приводов вспомогательных механизмов
не упали.
200
Прежде чем снимать заднюю крышку, необходимо снять с нее оба
магнето, масляный насос, привод к счетчику оборотов, генератор,
а с корпуса нагнетателя снять масляный фильтр и бензиновый насос
с приводом.
После этого нужно снять заклепку задней гайки валика нагне-
тателя и отвернуть гайку (делать это нужно специальным торцевым
ключом, помня при этом, что резьба у задней гайки левая), после
чего надо отвернуть
винты, крепящие пяту
валика нагнетателя,
снять эту пяту, снять
прокладку между пя-
той валика и задней
половиной корпуса
нагнетателя, не по-
вредив ее при этом, и
вынуть валик нагне-
тателя вместе с упор-
ным кольцом и задней
втулкой маслоуплот-
нителя нагнетателя.
Двойная шестерня пе-
редачи к нагнетателю
после этого легко сни-
мается, причем ось
ее, имеющая прессо-
вую посадку в кор-
пусе нагнетателя, вы-
нимается лишь в том
случае, если требуется
ее замена.
Для разборки ше-
стерни эластичной
передачи достаточно
снять ее заднюю кры-
шку, отвернув крепя-
Фиг. 177. Приспособление для снятия корпуса
нагнетателя мотора К-14.
щие ее винты; пружины, а также тарелочки пружин, легко вынима-
ются.
Разборка нагнетателя мотора «Гном-Рон» К-14 в основном мало чем
отличается от разборки нагнетателя мотора Райт «Циклон». Интересно
лишь отметить методику снятия корпуса нагнетателя К-14. Произ-
водится снятие специальным приспособлением (фиг. 177), представ-
ляющим собой кольцо /, на котором смонтирован угольник 3, на
обоих концах которою приклепано по бобышке 4. Через каждую
ообышку проходит винт 5 с воротком 6. Угольник расположен в пло-
скости оси нагнетателя и, следовательно, смещен по отношению
к центру фланца крепления задней крышки. К этому фланцу и кре-
пится гайками 2 кольцо съемника 7, после чего начинают ввертывать
винты, проходящие через бобышки угольника, пока они сначала не
упрутся в кольцо монтажного станка, на котором закреплен мотор.
201
Фиг. 178. Съемник оси суппорта коромысла
мотора К-14.
а затем, при дальнейшем ввертывании, не начнут вытягивать нагне-
гатель с его места. При этом винты надо, естественно, ввертывать равно-
мерно, во избежание перекоса; одновременно должен сниматься и
ведущий валик нагнетателя, так как в случае заедания и захвата его
в шлицах коленчатого вала можно продавить валиком переднюю
крышку нагнетателя.
Что касается разборки нагнетателей на блочных моторах(АМ-34 PH.
«Испано-Сюиза» 12 Ybrs), то производится она примерно так же,
как и на звездообразных моторах. Крыльчатка нагнетателя мотора
«Испано-Сюиза» снимается
с валика при помощи съем-
ника, ввертываемого в спе-
циально предусмотренную
резьбу внутри втулки
крыльчатки с ее переднего
торца.
Снимаются нагнетатели
с блочных моторов либо
специальными съемниками,
либо отжимными винтами.
Разборка блоков и ци-
линдров. В моторах воздуш-
ного охлаждения съемка
цилиндров не представляет
никакой трудности: нужно
лишь отвернуть ус замков
гаек шпилек крепления
цилиндров, отвернуть гайки
и снять цилиндр. Предва-
рительно следует снять тяги
толкателей, для чего сна-
чала снимаются лента и крышка коромысла, затем отвертываются
гайки шпилек крепления наконечника кожухов и гайки крепления
самих кожухов. При съемке цилиндров необходимо учесть, что ци-
линдр, в котором находится главный шатун, снимается обязательно
последним, причем поршень его ставится близко к в. м. т.
Как правило, после съемки цилиндра нужно тут же снимать и
соответствующий поршень и надевать на шатун или на шпильки кар-
тера предохранительные резиики.
При разборке цилиндров звездообразных моторов в моторе Райт
«Циклон» снимаются только клапаны, в то время как в моторе «Гном-Рон»
снимаются и клапаны и коромысла.
Для съемки коромысла нужно сначала снять ось суппорта коро-
мысла, что делается при помощи специального съемника (фиг. 178),
состоящего из корпуса 1, внутрь которого вставляется винт 2, на ко-
торый навертывается гайка 3 и нижний конец которого ввертывается
в ось суппорта коромысла; на верхнем конце винт имеет квадрат для
ключа 5. Ось суппорта вытягивается из гнезда путем завертывания
указанной гайки ключом 6, в то время как винт удерживается от вра-
щения за его квадрат друшм ключом 5. При этом винт должен быть
202
Фиг. 179. Снятие суппорта ко-
ромысла мотора К-14.
завернут в ось доотказа. Когда гайка упрется в корпус съемника,
то последний упрется в бобышку цилиндра, и гайка начнет вытягива гь
винт вместе с осью внутрь корпуса съемника.
После того как ось суппорта коромысла окажется снятой, нужно
выбить суппорт из бобышек крепления его к цилиндру (фиг. 179}
выколоткой 7 специальной формы, которую упирают в головку суп-
порта коромысла и выколачивают последнюю из бобышки цилиндра
ударами молотка.
Для разборки самого коромысла следует произвести следующие
операции: отвернуть гайки крепления
оси коромысла, предварительно, конечно,
отвернув ус замка гайки, после чего
выбить ось и шарикоподшипник алюми-
ниевой выколоткой, для чего нужно
уложить коромысло на пустотелую под-
ставку, после чего отвернуть масленку,
вывернуть регулировочный винт и снять
направляющую втулку.
Для съемки клапанов цилиндр обыч-
но ставится на деревянную болванку
с полусферическим концом, поддержи-
вающую клапаны изнутри (фиг. 141,
стр. 164), и съемка производится (в слу-
чае мотора К-14) тем же специальным
съемником, который применялся при
сборке цилиндра.
Для съемки клапана нужно нажать
на рукоятку съемника, сжав пружину
клапана так, чтобы замок верхней та-
релки пружин освободился, после чего
замок этот следует снять и отпустить
пружины.
В моторе Райт «Циклон» съемка кла-
панов производится аналогичным спосо-
бом. Тут съемник укрепляется в кожухе рычагов клапанов при помо-
щи оси, которая вставляется вместо болта рычага клапана. После
освобождения клапанов нужно снять цилиндр с деревянной болван-
ки, поддерживая клапаны, чтобы они не упали и не испортили зер-
кала цилиндра.
На моторах водяного охлаждения блочного типа съемку блоков
следует производить на специальном монтажном станке, имеющем
вращающуюся люльку (фиг. 112, стр. 122), дающую возможность
ставить блок в вертикальное положение. В противном случае трудно
избежать перекоса блока, при котором могут заклиниться сквозные
шпильки.
Разборка блока состоит в основном из снятия распределительных
валиков, для чего нужно только отвернуть соответствующие гайки,
и снятия клапанов, для чего в каждый цилиндр вставляется по дере-
вянной болванке, в которую упираются клапаны после отвертывания
их тарелок. Съемка клапанов в данном случае производится анало-
203
гично тому, как на цилиндрах моторов воздушного охлаждения.
Для того чтобы вынуть указанные деревянные болванки и вслед за
ними и клапаны, блок следует положить набок.
ПРОМЫВКА ДЕТАЛЕЙ
Промывка деталей — операция, имеющая очень большое значе-
ние перед сборкой мотора, особенно если речь идет о деталях мотора,
поступающего в сборку после переборки и уже проработавшего не-
которое время. Тогда важно смыть с деталей нагар, что является
весьма трудоемким делом.
На больших авиамоторных заводах такие операции обычно меха-
визируются. Так, на заводе 1 ном-рон имеются
Фиг. 180. Промывочная машина фирмы Гном-Роп.
специальные машины
(фиг. 180), в которых
промываемые детали
устанавливаются на
непрерывно движу-
щуюся ленту и со
всех сторон обрызги-
ваются с помощью
насоса промывочной
жидкостью, поступа-
ющей под давлением
из резервуара, распо-
ложенного внутри
промывочной камеры
машины. Из машины
детали поступают по
той же ленте на стол
корытообразной фор-
мы, со сливными кра-
нами внизу, на кото-
рый стекает с деталей промывочная жидкость, самотеком возвра-
щающаяся в резервуар машины. Детали обсушиваются сжатым воз-
духом сейчас же по выходе из промывочной машины, которая обо-
рудована специальной установкой для сжатого воздуха.
На том же заводе Гном-Рон применяется для промывки деталей
установка (фиг. 181), состоящая из бака с промывочной жидкостью
(в данном случае чистый трихлорэтилен С2НС1Э), подогреваемой
снизу газом. В верхней части бака сделана охладительная рубашка,
на поверхности которой конденсируются пары трихлорэтилена. Про-
мывочная жидкость из верхней части бака перекачивается ручным
насосом в резервуар, в который она поступает в чистом виде, так
как все грязные и маслянистые частицы остаются на дне бака.
Фирма Райт пользуется для промывки деталей специальными
промывочными шкафами, установленными в самом сборочном цехе,
непосредственно вблизи места сборки того или иного узла. Благодаря
этому завод не нуждается в специальных промывочных помещениях
и уменьшается пожарная опасность; подача бензина'для промывки
деталей к промывочным шкафам централизована, и бензин поступает
201
по трубам, зарытым в глубоких траншеях К каждому шкафу под-
• 13н шланг с бензином и шланг с сжатым воздухом, соединяющиеся
1 одном общем кране, что дает возможность обдувать детали пульве-
ризированным бензином и затем высушивать их струей сжатого воз-
г/ха, выключив поступление бензина в кран пульверизатора.
Такие шкафы снабжены дверками, открывающимися вверх и
имеющими затворы из легкоплавкого металла, так что в случае
возникновения пожара дверцы автоматически закрывают шкаф и
огонь локализируется внутри шкафа.
На большинстве заводов промывка деталей производится в особых
промывочных помещениях, где устанавливаются ванны для промы-
вочных жидкостей. Обычно такие ванны делаются со стоком для жид-
Фиг. 181. Бак для промывки фирмы Гном-Рон.
кости, и детали укладываются в них на деревянные подставки, имею-
щие также отверстия на дне ванны. Жидкость из ванны стекает обычно
в бак и на своем пути проходит через фильтр, на котором оседают
металлические частицы, стружка, пыль, песок, волокна от тряпок
и т. п. В промывочных помещениях обычно устанавливаются две та-
кие ванны: одна для предварительной промывки деталей, другая для
окончательной.
Состав промывочных жидкостей бывает самый разнообразный.
Чаще всего для предварительной промывки употребляется керосин,
а для окончательной бензин. Но так как и керосин и бензин расходуются
з. промывочных ваннах в очень больших количествах, к тому же
вредные пары бензина насыщают воздух и в промывочных помещениях
и в цехах, в последнее время часто стали применять горячую воду
с добавлением какой-либо щелочи, хорошо смывающей масло и нагар.
Щелочь, однако, очень плохо влияет на стальные и алюминиевые де-
тали, и их приходится после основной промывки еще промывать до-
полнительно горячей водой ипц прополаскивать в бензине.
Во избежание корродирования деталей, их необходимо сразу же
после промывки обдувать подогретым сжатым воздухом.
205
ГЛАВА VI I
УСТАНОВКА МОТОРА НА САМОЛЕТ
ОБЩИЕ УКАЗАНИЯ
При установке мотора на самолет особое внимание уделяется сое-
динению трубопроводов. Не рекомендуется вносить никаких измене-
ний в приводы агрегатов, так как этим будет затрудняться замена
старого мотора новым в случае выработки часовых ресурсов или
после выхода мотора из строя.
В большинстве случаев неполадки в винтомоторной группе вызы-
ваются неправильной, недостаточно тщательной установкой мотора
и его оборудования на самолете. Неполадки чаще всего встречаются
в соединениях труб водяной, масляной и бензиновой систем. Эти
неполадки вызывают течь, перебои в подаче горючего, вибрацию
трубопровода и его поломки. Следует избегать крепления к мотору
какого-либо самолетного оборудования: огнетушителей, всевозмож-
ных кранов и др. При установке мотора на самолет запрещается
снимать с мотора агрегаты: магнето, насосы, карбюратор и т. д.
Установка мотора воздушного охлаждения на самолет должна
производиться так, чтобы обеспечить легкий доступ к крышкам коро-
мысел, тягам толкателей, свечам, магнето, насисам, заливочной
системе и другим обслуживающим агрегатам мотора. Желательно
иметь свободное пространство, примерно около 200 лш, между по-
жарной перегородкой и задней крышкой мотора, что значительно
облегчит осмотр и уход за всеми агрегатами мотора.
КРЕПЛЕНИЕ МОТОРА
Подмоторная рама меняется по форме и конструктивно в зависи-
мости от типа самолета, но во всех случаях должна быть настолько
жесткой и прочной, чтобы действие крутящего момента мотора не выз-
вало заметных прогибов и деформаций ее.
Если рама будет нежесткой, мотор будет подвержен дополнительным
вибрациям, являющимся основной причиной всевозможных непо-
ладок: течи баков, радиаторов, поломок трубопроводов и др. Картер
моторов водяного и воздушного охлаждения не должен быть элемен-
том усиления подмоторной рамы.
Брусья рамы моторов водяного охлаждения должны быть хорошо
выравнены по горизонтали на всей длине, для чего кладется прокладка
из фибры или слоеной резины, толщиной в 10—15 мм, между лапами
мотора и брусьями рамы.
Мотор АМ_-34РН крепится в раме восемью стальными болтами
диаметром 14 мм, мотор «Испано-Сюиза»18 болтами диаметром 10 мм.
Затяжка болтов должна быть равномерной, а болты должны иметь
в отверстиях лап зазор около 0,5 мм. Гайки болтов должны быть за-
шплинтованы.
Конструкция подмоторной рамы мотора воздушного охлаждения
также меняется в зависимости от типа самолета. Обычно рама имеет
форму усеченного конуса Вершина рамы имеет кольцо, к которому
20b
крепится мотор, а основанием рама крепится к самолету.Кольцо креп-
ления мотора должно быть очень тщательно изготовлено, так как не-
обходимо обеспечить полное прилегание плоскостей картера и кольца.
На моторах «Гном-Рон» К-14 не рекомендуется ставить прокладки
между кольцом и мотором, тогда как на моторах Райт «Циклой» ставят
фибровую прокладку. На кольце мотор К-14 крепится болтами диаме-
тром 15 мм, расположенными на равном расстоянии друг от друга.
Гайки болтов шплинтуются или контрятся специальными замками.
КАПОТ
При установке мотора на самолет необходимо учитывать его охла-
ждение. Для создания хорошего охлаждения мотора делают разных
конструкций капоты (в зависимости от расположения радиаторов),
с расчетом на интенсивную циркуляцию воздуха. Кроме этого кон-
струкция капота мотора должна предусматривать возможность лег-
кой съемки ряда деталей, агрегатов и трубопроводов. К таким деталям
и агрегатам относятся крышки блоков, крышки редуктора, свечи,
бензиновые и масляные фильтры. Должен быть обеспечен свободный
подход к карбюраторам, насосам, а также к ряду трубопроводов.
В случае надобности капот должен быстро и легко разбираться для
осмотра всей винтомоторной группы. Капоты моторов воздушного
охлаждения должны быть изготовлены так, чтобы свежий охлаждаю-
щий воздух проходил совершенно свободно, в достаточном количе-
стве и с определенной скоростью. Хорошо сконструированный капот
значительно улучшает охлаждение мотора и аэродинамические каче-
ства самолета.
ВОДЯНАЯ СИСТЕМА
Моторы жидкостного охлаждения должны иметь температуру
охлаждающей жидкости не выше 85—90° для воды и 120° для этилен-
глиголя. Эти пределы температур жидкости обеспечиваются установ-
кой лобового или тоннельного радиатора на самолете.
Радиатор рассчитывается так, чтобы температура жидкости не
превышала вышеуказанной даже в летнее время. Чтобы избежать вы-
броса жидкости через клапан радиатора или расширительный бачок
при работе мотора, рекомендуется жидкости заливать в систему при-
мерно на 14/х. от всего объема для воды и около ’/в для высококипящих
жидкостей. Заполнение радиатора до указанных размеров жидкостью
проверяют особой меркой. Диаметр всего трубопровода охлаждаю-
щей системы должен быть не меньше диаметра отверстий входа и
выхода на блоках и насосе.
Чтобы избежать потерь напора жидкости, желательно на трубо-
проводе делать изгибы с большим радиусом. Если избежать резких
изгибов невозможно, го в местах изгиба увеличивают сечение трубо-
проводов.
В местах разъема трубопроводы соединяются с помощью дюри-
товых шлангов. По концам шланги крепятся ленточными хомутами.
Если трубопровод крепится к подкосам подмоторной рамы или к про-
филям фюзеляжа, то должно быть предусмотрено свободное про-
207
дольное перемещение их; в противном случае может быть нарушено
соединение и образуется течь воды, что приведет к аварии мотора.
Трубопровод должен иметь сливные краны, которые распола-
гаются тдким образом, чтобы вода спускалась полностью из трубо-
провода, во избежание замерзания в зимних условиях. Трубы, сое-
диненные с мотором при помощи фланцев, должны быть короткими,
так как длинные трубы менее жестки и будут давать излом около
фланца вследствие вибраций и тряски мотора. Все трубопроводы,
подверженные коррозии, должны иметь антикоррозийное покрытие
снаружи и внутри.
СИСТЕМА СМАЗКИ
Масляный бак должен быть помещен на такой высоте
рядом с мотором, чтобы обеспечить поступление масла самотеком
в масляный насос. Объем бака определяется радиусом действия само-
лета, исходя из часового расхода мотора согласно техническим усло-
виям. В баке должен быть отстойник, который периодически необхо-
димо подвергать очистке. Чтобы избежать выброса масла из бака во
время полета самолета, бак рекомендуется заполнять не более чем,
на три четверти всего объема. Бак должен быть' соединен с наружной
атмосферой. Масло должно браться из отстойника, помещенного в ниж-
ней части бака. При этом обрез отсасывающей трубки должен от-
стоять на достаточной высоте от нижней точки бака. Масляный бак
устанавливается возможно ближе к мотору, во избежание трубопро-
водов большой длины, которые затрудняют работу масляных насо-
сов. Масло в бак должно поступать в верхней части. Когда самолет
предназначается для длительной эксплоатации при низких темпера-
турах, в баке желательно установить электро подог рев, который
включают перед запуском мотора, прогревая масло до температуры
40—50°.
Маслопровод монтируется с расчетом обеспечения полной
герметичности его в соединениях, чтобы избежать утечки масла и
особенно подсоса воздуха, что может вызвать прекращение подачи
насосом масла в мотор. Места разъема маслопровода соединяются
дюритовыми шлангами и крепятся по концам ленточными хомутами.
При большой длине трубок рекомендуется устанавливать дополни-
тельное промежуточное крепление их для уничтожения вибраций:
незакрепленная жестко трубка может легко лопнуть от вибраций
Если масляный бак установлен значительно выше масляных насосов,
трубопровод должен снабжаться краном, чтобы во время стоянок
самолета масло из бака не поступало в картер мо гора. Чтобы избежать
возможности запуска мотора при закрьп .м кране маслопровода,
необходимо его соединить с краном бензинопровода.
Масляный радиатор устанавливается на трубопроводе
выхода масла из мотора. Если радиатор охлаждается водой, его же-
лательно располагать ближе к водяному радиатору мотора, чтобы
избежать длинного трубопровода. Разъемы трубопровода соединяются
дюритовым шлангом и крепятся хомутами. Радиатор подбирается
по максимальному количеству масла, которое прокачивается через
208
мотор» и должен обеспечивать бесперебойную работу мотора на лю-
бых режимах полета длительное время, не давая при этом темпера-
туре масла повышаться выше 90—100°.
Радиатор должен быть снабжен термостатом, который при хо-
лодном масле открывает перепускной канал; при этом масло проходит
|10 каналу мимо радиатора в трубопровод и дальше в бак- Наличие
гермостата обеспечивает быстрый прогрев масла и сокращает под-
готовку моторов к полету. После нагрева масла до 75° термостат
перекрывает перепускной канал и таким образом направляет горячее
масло через соты радиатора. Температура и давление масла контро-
лируются приборами, устанавливаемыми в кабине летчика. Если на
моторе не установлен масляный фильтр, его необходимо установить
на маслопроводе. Фильтр должен легко сниматься и разбираться для
периодической очистки.
ТОПЛИВНАЯ СИСТЕМА
Бензиновые баки располагаются в большинстве случаев
в крыльях и в центроплане самолета и реже в фюзеляже. Место-
расположение баков по отношению к моторам безразлично.
Емкость бензиновых баков определяется радиусом действия са-
молета и кривой расхода моторов. Баки с помощью дренажных тру-
бок должны сообщаться с наружной атмосферой. Бензиновые баки,
как правило, всегда сообщаются между собой. Бак должен иметь
сливной кран, который располагают в нижней части его.
Бензиновые насосы устанавливаются на моторе даже
при подаче бензина самотеком, так как мотор должен иметь постоян-
ное давление бензина независимо от существующего напора.
Любого типа бензиновый насос должен быть отрегулирован на
давление от 0,18 до 0,25 кг)см*. В целях надежной и бесперебойной
подачи топлива на моторе устанавливаются два независимые насоса,
причем в случае отказа одного из них другой насос должен обеспечить
мотор горючим полностью на любом режиме работы его.
Бензинопровод Бензиновый насос должен быть соеди-
нен с баком посредством трубопровода. Трубы ставятся дюралевые и
жестко крепятся через очень небольшие промежутки посредством
различного рода кронштейнов и хомутов. В случае прохода труб
через перегородки необходимо ставить облицовку с кожаной или
резиновой прокладкой. Желательно избегать резких изгибов на всем
протяжении трубопровода. В наиболее тесных местах ставятся гиб-
кие шланги (суперфлекс). На трубопроводе обязательно должен быть
: эан, чтобы иметь возможность выключать бак в случае надобности.
1 ели топливная схема имеет несколько баков, то обязательно все
их присоединяют к общей магистрали, которая соединяет все бензино-
вые насосы. На бензинопроводе за насосом и перед карбюратором
Должен устанавливаться кран. Этот кран дает возможность перекры-
вать бензин после насоса в случае возникновения пожара на самолете,
поэтому кран называется пожарным. На бензинопроводе за насосом
устанавливается манометр, который указывает давление. Давление
на насосе устанавливается редукционным клапаном по показанию
Г-А. Булычев—t •,4—14 209
манометра. В топливной схеме должна быть предусмотрена схема
заливки мотора перед запуском. Заливочная система должна иметь
отдельный бачок чистого бензина.
ЗАЖИГАНИЕ
После установки мотора на самолет каждое магнето соединяется
с переключателем в кабине летчика посредством проводника.
Переключатель должен иметь четыре положения, чтобы иметь
возможность проверять отдельно каждое магнето.
Переключатель должен иметь следующие положения рычага:
О — выключено; 2 — включено правое магнето;
1 — включено левое магнето; 1 -{-2 — включены оба магнето.
Переключатель должен быть очень тщательно присоединен на
массу. При запуске мотора пользуются пусковым магнето или вибра-
тором от аккумулятора.
УСТАНОВКА ВИНТА
На каждый тип самолета, в зависимости от летных данных его,
подбирается свой винт. Во всех случаях винт должен соответствовать
мощности и полетным режимам мотора. Как правило, для высотных
моторов винт подбирается по расчетной высоте, на которой мотор
должен развивать полное число оборотов.
Все винты, за редким исключением, поступают на завод в собран-
ном виде. Винты постоянного шага и винты изменяемого в полете
шага подгоняются на конусы вала винта. После подгонки конусов
винт устанавливают на носок вала винта и завертывают гайку креп-
ления втулки винта, следя за точным совпадением резьбы, во избежа-
ние заедания гайки. Гайка завертывается специальным ключом,
с помощью воротка длиной около 1 м.
ПРИЛОЖЕНИЯ
Таблицы допусков и ц0
ОБЩЕСОЮЗНЫЙ СТАНДАРТ ОСТ 1012
СИСТЕМА Допуски и посадки МБИ (1.I.B) :620
ОТВЕРСТИЯ л-и класс точности
Предельные отклонения
Размеры м п к р п н а х (1 ' - р ' 1 р. 0 00! ил)
П о л л к и
1 1 1
£ *
S I га СХ § к <D S X н гссов. I § к к 2 га е р.1 S .5 1?:: О О СП 1 С п 1 g g 1
£ £ р !§ Й'ь т- <й = i= [о 4U 1ч 1 gx “g^|i j'a
I ч О с Отклонения вад
1-3 верхи. + 10 + 18 +13 1-10 17 +3 0 3 121 - If
нижи. л + 12 + 6 Р 4 + 1 —3 — 6 — 9 18' 25] - 35.
3-6 верхи. + 13 +23 -4-16 13 +9 г4 0 — 4 10] 17] - 23
нижн 0 15 + 8 + 5 4 —4 — 8 , — 12 22. — 35! - 45'
6—10
верхи. 16 +28 +20 +16 + 12 +5 0 5 13 — 23i — 35
нижи. 0 + 18 +ю 16 + 2 5 —ю —15 27[ — 45! — 6П
10-18 верхи. + 19 +34 г 24 + 19 + 14 +6 0 - 6 - ia — зо! — 45I — 33] 551 — 75
нижн. 0 +22 М2 + 7 —6 — 12 -18
18—30
верхи- +23 +42 МО + 23 + 17 +7 0 — 8 — 20, — 40 - 60
нижн. 0 -*-28 + .э + 8 + 2 -7 —14 —22 — 40, - 70 — 95
30-50 1
верхи. + 27 +52 +35 +27 +20 + 8 о 1 — 10 - 25,- 50 75
нижи. 0 +35 + 18 + 9 + 3 -8 _ -17 —27 — 50: - 85 —115
50-80 верхи. +30 +65 |40 +30 л-23 + 10 0 — 12 — 30| — 65 — 95
нижн. 0 +45 +20 + 10 з 10 -20 —32 — 60| - 105 145
80-120
верхи. 4-35 |90 +45 -г 35 +26 + 12 0 ' —15 — 40| — 80 - 120
нижн. 0 +65 +23 + 12 + 3 — 12 23 -38 — 75 125, —175
120-180 Г 1
верхи. + 40 + 120 + 52 +40 +30 14 0 —18 — 50 —100. -150
нижн. 0 + 00 +25 + 13 4 14 -27 45 — 90 —155| —21"
180 -260 1 г — 60 —120] — 18rtl
верхи. + 45 + 160 +60 + 45 +35 +16 0 -22
нижн. 0 + 130 +30 + 15 1 4 -16 —30 - -52 — 105 —180. 2t'"
260—360 T
верхи. +50 +210 +70 +50 + 40 + 18 0 —26 - 70 —1401 -210 125 —210l -290
нижн. 0 + 175 +35 + 15 + 4 —18 —35 -60
360—500 1
верхи. + 60 +275 + 80 + 60. + 5 Ь20 0 —30 - 80' —1701 -25»
нижн. 0 + 235 + 40 ‘ 20 45 -20 -40 —70 —140 —2451 340.
212
360- 5оо| 0 I—215 —20 I О I +15 -r40 + 60 -rSO +160, +270' 1365
I -40 | —275| —80 | -60 | -45 —20 , 0 I +30 I + 801 +170 1-250
213
Номинальные
диаметры (мм)
Отклонения
вала В
прессовая и
Пр s
глухая Н
Г
---------- . 03
тугая----->
Т Is
__________я
напря- I’©
же иная । °
н_________£
плитная
п
"сколь- |
зящая ₽. х
С -о
---------- а о
движения _ =
• >».. нения птверспи
ходовая
X
uei кп-
хпзавая
J1
широко-
ХОДОВ г1>1
ш
а„„к ОСТ 1012 и 1022 ПРИЛОЖЕНИЕ I
ОБЩЕСОЮЗНЫЙ СТАНДАРТ I ОСТ 1022
ПРИЛОЖЕНИЕ II
Таблица монтажных зазоров моторов АМ-34РН и «Испано-Сюиза» 12Ybrs
Наименование детали в соединении АМ-3 Мини- мум 4РН Зазор Макси- мум 12\ ы, мм Мини- мум 'brs Макси- мум
Коленчатый вал (шатунные шейки) Большая головка главно! о шатуна (вильчатого) 0,030 0,078 0,040 0,080
Коренные вкладыши Коленчатый вал (коренные шейки)* 0,050 0,070 0.070 0.110
Вал редуктора Передний подшипник вала редуктора 0,050 0,070 0,070 0,110
Вал редуктора Задний подшипник вала редуктора 0,040 0,060 0,070 ОЛЮ
Большая шестерня редуктора Барабан редуктора 0,040 0,060
Боковой зазор между шайбами боль- шой шестерни и барабаном редуктора 0,100 0.20U
Большая головка главного шатуна (вильчатого) Большая головка внутреннего шатуна 0.030 0,085 —
Поршень (высота Канавки) Поршневое кольцо 1-е (сверху) 0,100 0.140 0,140 0.180
Поршень (высота канавки) Поршневое кольцо 2-е (сверху) 0,100 0,140 0,120 0,100
214
Продолжение
Наименование детали АМ-34РН 12Ybrs _ Зазоры, мм
в соединении Мини- | мум Макси- мум । Мини- мум Макси- мум
Поршень (высота канавки) Поршневое кольцо 3-е (маслосбо- рочное) 0,050 0,095 | o.too 0,150
Поршень (высота канавки) Поршневое кольцо 4-е (маслосбо- рочное) 0,050 0095 0,040 0,080
Поршень (отверстие под палец) Поршневой палец 0,000 0,020 0,000 0,027
Втулка малой готовки шатуна Поршневой палец 0,024 0,060 0,025 0,051
Гильза (верх, I и II пояс) Поршень (верх) 0,850 0,950 ода 1.050
Гильза (низ, III пояс) Поршень (низ, юбка) 0370 0,470 0,570 0,650
Стыковой зазор 1-го и 2-го колец в цилиндре 0,450 0,750 0,500 0,700
Стыковой зазор 3-го и 4-го колец в цилиндре 0 300 0,400 0,500 0,700
Передаточный вертикальный валик (правый и левый) Вкладыш подшипника 1 1 0,075 1 1 1 0,210 0,030 0.050
215
Продолжение
АМ-34РН 12V brs
Наименование детали в соединении — Мини- мум Зазор Макси- мум ы, I Мини- I мум Макси- мум
Передаточный вертикальный валик (правый и левый) Вкладыш подшипника 0,040 0,090 0.01U 0,0211 (
Втулка подшипника вертикального валика (верхняя и иижняя) Винтовая шестерня (правая, левая) 0.050 0,112
Зазор между бортиком винторезной шестерни и упорным кольцом 0,100 । 0,200 - • 1
Вертикальный стакан Валик с шестерней (нижняя вертикаль- ная передача привода) 0,100 0,118 0,020 0.040
Распределительный валик впуска и выпуска Подшипник вертикальной передачи и распределительного валика 0,050 0,112
Подшипники распределительного ва- лика впуска и выпуска Рабочие шейки распределительного валика впуска и выпуска 0,040 0,093 0,020 0,060
Вток клапана впуска Оаправляюшая клапана впуска 0,045 0.094 0,030 । 0,050
Шток клапана выпуска Направляющая клапана выпуска 0,045 । I 0,094 В верхней части 0,030 0,050 В нижней части 0,080 0,100
Зазор между головкой валика с ше- стерней и калиброванным кольцом 1 (нижняя вертикальная передача) 0,200 0,250 | —
216
Продолжение:
Наименование детали в соединении 4М-34РН Зазну Мини- 1 Макси- мум 1 мум 12Ybrs ы, мм Мини- | Макси мум мум
Винтовые бронзовые шестерни распре- делительного валика (левая и правая) Винтовые стальные шестерни передачи к распределительным валикам (пра- вая п левая) 0,460 0,560 Конические шестерни 0,030 0,050
Главная шестерня коленчатого вала Шестерня передаточного вертикального валика (правая) 0200 0 350 0,030 0,050
Г гавкая шестерня коленчатого вала Коническая шестерня нижией верти- кальной передачи U 200 0,350 0,030 0,050
Конические шестерни передачи к маг- нето 0,100 0 250 —
Конические шестерни вертикальной передачи правого и левого валиков 0,200 0350 Г"
Шестерня передачи к иасосам Коническая шестерня привода бензи- нового насоса 0,100 0,250 - -
Коническая шестерня передачи к ма- сляному насосу Коническая шестерня ведущего валика масляного насоса 0,100 0,250 -
Цилиндрическая шестерня ведущая нагнетающей ступени насоса Цилиндрическая шестерня . . пая нагнетающей ступени 0,200 0,360
217
ПРИЛОЖЕНИЕ Hi
Таблица монтажных зазоров моторов Райт «Циклон» и Гном-Рон
«Мистраль-Мажор» К-14
«Циклон» |« Мистраль-Мажор»
Наименование детали в с о ед и и е ши и Зазоры/ мм
Мини- мум Макси- 1 мум Мини- мум Макси- ! мум
Втулка главного шатуна Шатунная шейка (боковой зазор) 0,385 j 0,635 0,150 0,250
Втулка главного шатуна Шатунная шейка (по диаметру) 0,076 1 0,114 0,055 0,075
Главный шатун Втулка главного шатуна (по диаметру) — 0,100 । —0,049 - -
Главный шатун Палец прицепного шатуна (конец с за- 1 0,040 плечиком) (по диаметру) 0,000 * _ — I
Главный шатун Втулка кривошипной головки прицеп- ного шатуна (боковой зазор) 0,170 0,320 —
Прицепной шатун Втулка кривошипной головки прицеп- ного шатуна (по диаметру) — 0,125 — 0.050 - - I
Палец прицепного шатуна Втулка кривошипной головки прицеп- ного шатуна (во диаметру) 0,050 1 0,090 0,030 | 0,070
Главный шатун Палец прицепного шатуна (конец пальца без заплечика) (по диамегру) — 0,050 — 0,010 1 1 —
218
Продолжение
«Циклон» («Мистраль-Мажор»
Наименование дета iи в соединении Мини- мум Зазоры, мм Макси- 1 Мини- мум мум , Макси- мум
Задняя часть коленчатого вала Шарикоподшипник (по диаметру) i — 0.035 0,005 [ —
Обойма заднего шарикоподшипника среднего картера Шарикоподшипник (по диаметру) 0,010 0,055 -
Передняя половина среднего картера Обойма переднего подшипника сред- него картера (по диаметру) — 0,200 -0,100 - -
Роликовый подшипник коленчатого вала Обойма переднего подшипника сред- него картера (по диаметру) . — 0,040 — 0,005
Передняя часть коленчатого вала Роликовый подшипник (по диаметру) — 0,046' — 0,005 - -
Крыльчатка нагнетателя Передняя половина корпуса нагнета- теля (боковой зазор) 1,270 0,700 ода
Задняя половина среднего картера Обойма среднего шарикоподшипника среднего картера (по диаметру) — 0,200 — 0,100 - -
Передняя часть коленчатого вала Ведущая шестерня редуктора (боковой зазор) (в шлицах) 0.013 0,088 0,010 ода
Передняя часть коленчатого вала Задняя втулка вала винта (по диа- метру) 0,075 0,125 0,050 0.080
Продолжение
I «Циклон» {«Мистраль-Мажор»
Наименование детали в соединении Мини- мум За < о р ы, мм Макси- Мини- мум мум Макси- мум
Вал винта Задняя втулка вала винта (по диа- метру) -0,110 — 0,035 -
Вал винта Передняя втулка вала винта (по диа- метру) — 0,110 — 0,035 0,015 0,025
Передняя часть коленчатого вала Передняя втулка вала винта (по диа- метру) 0,065 0,112 - -
Масто уплотнительное кольцо вала вин- та (зазор в стыке; устанавливается ручной пригонкой) 0,000 0,030
Гайка упорного шарикоподшипника Втулка носка картера (по диаметру) 0,400 0,545
Гайка упорного шарикоподшипника Маслоуплотнительное кольцо вала вин- та (боковой зазор) 0,200 0,363
Распорная втулка упорного шарико- подшипника Маслоуплотнительное кольцо вала вин- та (боковой зазор) 0,200 0,313 -
Вал винта Упорный шарикоподшипник (по диа- метру) 0,010 0,040 -0 015 0.070
Обойма упорного шарикоподшипника Упорный шарикоподшипник (по диа- метру) 0,010 0,085
220
Продолжение
L Наименование детали «Циклон», 1< Зазор Мистра ть Ы, JUJU -Мажорч
в соединении Мини- | мум Макси- 1 MVM Мини- мум Макси- мум
распорная втулка упорного шарике- . подшипника Вал винта (по диаметру) 0,015 0,068 — -
Распорная втулка упорного шарико- подшипника Неподвижная шестерня редуктора (по диаметру) 0,850 1,004 -
Вал винта Сателлит редуктора (боковой зазор) 0,150 0,350
Сателлит редуктора Втулка сателли.а редуктора (по диа- метру) 0,050 0.112 0,050 0,100
Неподвижная шестерня редуктора и ведущая шестерня редуктора Сателлит редуктора | ;иор в зубьях) 0,075 0,230 0.200 0300
Вал винта Втулка сателлита редуктора (по диа- метру) -0.090 — 0,043
Клапан гидроуправления Носок картера (по диаметру) 0,010 0,048
Втулка поршневой головки шатуна Палец поршия (по диаметру) 0 040 1 0,087 1 0,030 0,070
Втулка поршневой i оловки патуна Прицепные и главныi шатуны (но дна- — 0,125 0050
метру)
221
Продолжение
Наименование детали _ «Циклон» ^Мистраль-Мажор в 1 Зазоры, .«w
в соединении Мини- мум 1 Макси- 1 мум Мини- 1 мум Макси- I мум
Гильза цилиндра Поршень (по диаметру) 0,775 1 0,925 1 - -
Палец поршня Поршень (по диаметру) 0,000 0,047 0020 0 050
Поршневое кольцо уплотнительное 1-е Поршень, боковой зазор (канавка) 0,110 0,160 0,130 0,150
Поршневое кольцо уплотнительное 2-е Поршень, боковой зазор (канавка) 0,100 0,150 0,110 0,140
Поршневое кольцо уплотнительное 3-е Поршень, боковой зазор (канавка) 0,000 0,140 - -
Поршневое кольцо маслосборочное с канавкой 4-е Поршень, боковой зазор (канавка) 0,040 само 0,050 0.090
Поршневое кольцо маслосборочное (нижнее) Поршень, боковой зазор (канавка) 0,020 0,070 0,050 0,100
Болт рычага клапана Головка цилиндра (по диаметру) 0015 0075 -
Ролик рычага клапана Рычаг клапана впуска (богову:', йзор) 0,250 0,400 -
222
— Продолжение
Наименование летали << Циклон» 3 а з о « Мистраль-Мажор » ы, мм
в соединении Мини- мум Макси- мум Мини- мум | Макси- мум
Втулка ролика рычага клапана Рычаг клапана впуска (боковой зазор) 0.040 0,090 0,040 0.080
Втулка ролика рычага клапана Ось ролика рычага клапана (по диа- метру) 0,020 0,080 0,010 0,030
Втулка ролика рычага клапана Ролик рычага клапана (по диаметру) 0,040 0089 0,020 0 050
Подшипники рычага клапана впуска и выпуска Болт рычага клапана (по диаметру) 0,000 0,020 —
Подшипник рычага клапана Рычаг клапана впуска (по диаметру) — 0,039 — 0,016 - -
Направляющая клапана впуска Клапан впуска (по диаметру) 0,047 0,097 0,070 0,100
Головка цилиндра Направляющая клапана впуска (по диаметру) - 0.080 - 0,025 — 0,050 — 0,030
Подшипник рычага клапана Рычаг клапана впуска (по диаметру) - 0,042 -0.017 - -
Направляющая клапана выпуска Клапан выпуска (по диаметру) 0,088 0,126 0,070 0,100
223
Продолжи
Наименование детали । «Циклон» Зало («Мистраль р ы, лш -Мажопа
в соединении । Мини- 1 Макси- 1 Мини- 1 Макси-
мум мум 1 мум 1 мум
Головка цилиндра
Направляющая j лапана выпуска (по диаметру) оно — 0077 1 0050 | 1 -п,п:И) j
Толкатель
Направляющая толкателя (по диа- метру) 0,015 0,046 0,030 0,0то 1
Направляющая толкателя Носок картера (по диаметру) — 0,015 0,023
Ось ролика толкателя
Толкатель и ролик толкателя (по диа- метру) ' Л 1 0 060 0.110 1 “ 1
Втулка диска кулачковой шайбы 1
В<метру) ™сте₽ия редуктора (по дна- 0,075 0,125 0 080 0.020 '
Ведущая шестерим распределения 1
Двойная шестерня распределения (за- зор в зубьях) ' 0,100 1 -
~ — - —
Ось двойной шестерни распределения
Втулка двойной шестерни распределе- ния (по диаметру) 0,025 0073
Двойная шестерня распределения j —
В 1улка двойной шестерни распределе- ния (по диаметру) - 0,090 । -0022 —
Кулачковая шайба - —
Двойная шестерня распределения <ор в зубьях) 22-1 0,300 1 0500
Продолжение
Наименование детали в соединении । «.Циклон» । 3 а з о । Мини- Макси- мум 1 мум «Мистраль-Мажор» ы, мм Минн- Макси- мум мум
Вал передачи к агрегатам Передняя и задняя втулки валика на- гнетателя (по диаметру) 0.050 0102 0.040 0.050
Упорное кольцо валика нагнетателя Пята валика нагнетателя (боковой зазор) 0,100 0,260 -
Валик нагнетателя Передняя и задняя втулки нагнетателя (по диаметру) - 0,100 — 0 053 — -
Вал передачи к агрегатам Пята валика нагнетателя (боковой за- зор; устанавливается при сборке) 0510 0,760 —
Вал передачи к агрегатам Втулка га ла передачи к агрегатам (по диаметру) 0,050 0,100 —
Втулка вала передачи к агрегатам Задняя крышка (по диаметру) — 0,075 — 0,025 - -
Двойная шестерня передачи к нагне- тателю Задняя крышка (боковой зазор) 0,430 0.680 - —
Задняя крышка Ось двойной шестерни передачи к на- гнетателю (по диаметру) 0,000 0,040 — —
Ось двойной шестерня передачи к на- гнетателю Втулка двойной шестерни передачи к нагнетателю (по диаметру) Г- л Булычев—244—15 0.080 0,103 — 225
Продолжение
Наименование детали в соединении «Циклон» «Мистрал ы, мм ь-Мажор» Макси- мум
Мини- мум Зазор
Макси- мум Мини- мум
Двойная шестерня передачи к нагне- тателю 0105 0.250
Валик нагнетателя (зазор в зубьях)
Двойная шестерня передачи к нагне- тателю (зазор в зубьях) 0,150 0,350 -
Шестерня эластичной передачи
Двойная шестерня передачи к нагне- тателю (зазор в зубьях) 0,150 0,350
Шестерня передачи к генератору
Шестерня передачи к генератору Задняя половина корпуса нагнетателя (боковой зазор) 0,710 1,010
Шестерня передачи к генератору Втулка передачи к генератору (по диаметру) 0025 0.077
Задняя крышка Основное кольцо маслоуплотнения (по диаметру) -0,105 — 0.030 - j
Шестерня передачи к масляному на- сосу 0 025 0,077 ото 0 090
Втулка передачи к масляному насосу (по диаметру)
Корпус масляного насоса Шестерни масляного насоса (по диа- метру) 0,100 ( 0,250 0,050 О.1ОО
Корпус масляного насоса Ведущие валики масляного насоса (по диаметру) 0,050 0,003 0,050 0.070
226
Продолжение
« Циклон» |« Ми стра л ь-Мажор •;
Наименование детали । соединении Ведомая шестерня отсасывающей сту- пени масляного насоса Ось HttKkMoii шестерни масляного на- соса (по диаметру) Мини- мум 0013 3 а • ’ о р Макси- мум 0063 ы, мм Мини- мум 0.010 Макси- мум 0,040
Шестерня ластичной передачи Шестерня передачи н масляному на- сосу (зазор в зубьях) 0,100 0 300 0,060 0,140
Шестерня эластичной передачи Двойная шестерня валика передачи к счетчику оборотов и бензиновому насосу (зазор в зубьях) 0,100 0 300 —
Валик привода к бензиновому насосу Втулка привода к бензиновому насосу (гладкая с заплечиком) (по диаметру) 0,030 0,074 0090 0.130
Шестерня передачи к магнето Двойная шестерня валика передачи к счетчику оборотов и бензиновому насосу (зазор в зубьях) 0,100 0.300 - -
Шестерня передачи к магнето Шестерня передачи к масляному на- сосу (зазор в зубьях) 0100 0,300 —
Валик передачи к синхронизатору Валик передачи к магнето и синхро- низатору (зазор в зубьях) 100 0,300 -
Валики передачи к магнето и синхро- низаторам Втулки передачи к магнето и синхро- низаторам (по диаметру) 0,025 0,07. 0,030 0,090
227
Продолжег
Наименование детали ^Циклон») |«Мистраль-Мажи Зазоры, мм
в соединении Мини- мум Макси- мум Мини- мум Макси мум
Валик передачи : счетчику оборотов и бензиновому иссосу Втулка передачи к счетчику оборотов н бензиновому насосу (по диаметру) 0,025 0,077 0.030 0 050
Ведущий валик привода к счетчику оборотов Наклонные валики привода к счетчику оборотов (правый и левый) (зазор в зубьях) олоо 0,300
Втулка ведущего валика привода к счетчику оборотов (по диаметру) Ведущий валик к счетчику оборотов 0,075 0,114
Втулка наклонного валика привода к счетчику оборотов (по диаметру) Наклонный валик привода к счетчику оборотов 0,030 0,074
ОГЛАВЛЕНИЕ
Стр.
«- . I Авиационные материалы • •
^ Основные свойства материалов .........
Исходные материалы.....................
Конструкционные и инструментальные стали . .
Цветные металлы и сплавы .
Прочие материалы .......
Глава II. Допу ски и посадки
Обшие замечания .
Выбор допуска ............. ....
Неподвижные соединения (посадки) .
Подвижные соединения (посадки)
Системы допусков ......
Классы точности по ОСТ ......
Глава III Конструкция авиамоторов
Конструкция моторов водяного охлаждения
Мотср АМ-34РН ..................
Мотор «Испано-Сгоиза» 12Ybrs .
Конструкция моторов воздушного охлаждения
Мотор «Мистраль-Мажор» К-14 ... -
Мотор Райт «Циклон»...................
Глава IV. Сборка авиамоторов водяного
ного охлаждения .....................
и
в о з д у ш-
5
7
9
12
17
18
19
20
21
23
24
25
27
52
74
79
99
109
Общие сведения по сборке авиамоторов
Монтажный инструмент............
Оборудование и приспособления
Организация сборочного цеха . -
Организация труда .....................
Транспортировка и упаковка моторов
Методика и приемы сборки.......
Сборка авиамоторов водяного охлаждения
Сборка узлов .... .......
Окончательная сборка...................
Сборка авиамоторов воздушного охлаждения
Сборка узлов .....
Окончательная сборка.
Глава V. Контроль .
Контроль деталей
Контроль узлов .........
Контрольный инструмент и методика обмера
Контрольный инструмент...........-
Методика обмера деталей..........................
1 тава VI. Основные правила разборки авиамоторов
Общие указания .................... ............ .......
Порядок полной разборки моторов . .
Разборка узлов . . . - .
Промывка деталей ... ...
117
124
125
126
127
137
148
158
184
187
189
192
194
195
204
229 1
Глава VII. У с т а н о в к а мотора на самолет . . . . 206
Общие указания . в • —
Крепление мотора —
Капот . . ... 207
Водяная система —
Система смазки . . 208
Топливная система 209
Зажигание .... .210
Установка винта ............................ . . . —
Приложение I. Таблицы допусков и посадок ОСТ 1012 и 1022 . . . 212
Приложение II- Таблица монтажных зазоров моторов АМ-34РН
и Испано-Сюиза I2Ybrs..............................214
Приложение III. Таблица монтажных зазоров моторов Райт «Циклон»
и Гном-Рон К-14........... .......... .............218
Редактор В. Ю. Вульфович
Техн, редактор А. А. Базанова
Сдано в набор 17/XI 1938 г. Подписано
к печ. 16/11 1939 г. Издат. № 81. Автор,
дог. № 309- Инд. А-5р-2(4)2. Тираж 7000.
Кол. печ. лист. 14,5. Учетно-авт. лист 16.45.
Формат бум. 60х92'16. Уполн. Главл. А5060.
Заказ № 244.
Киевская типография Оборонгиза.
Крещатик. 42.