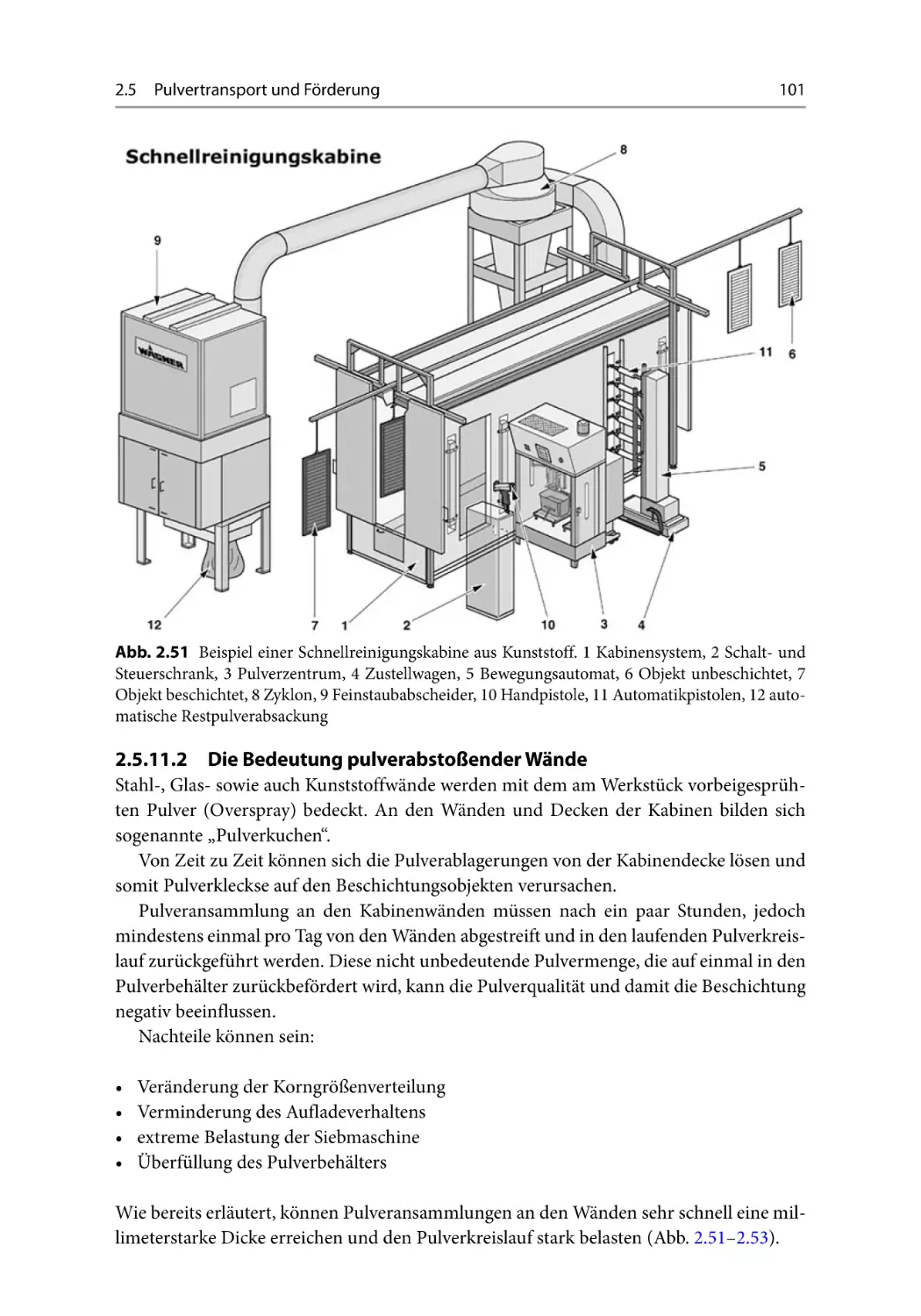
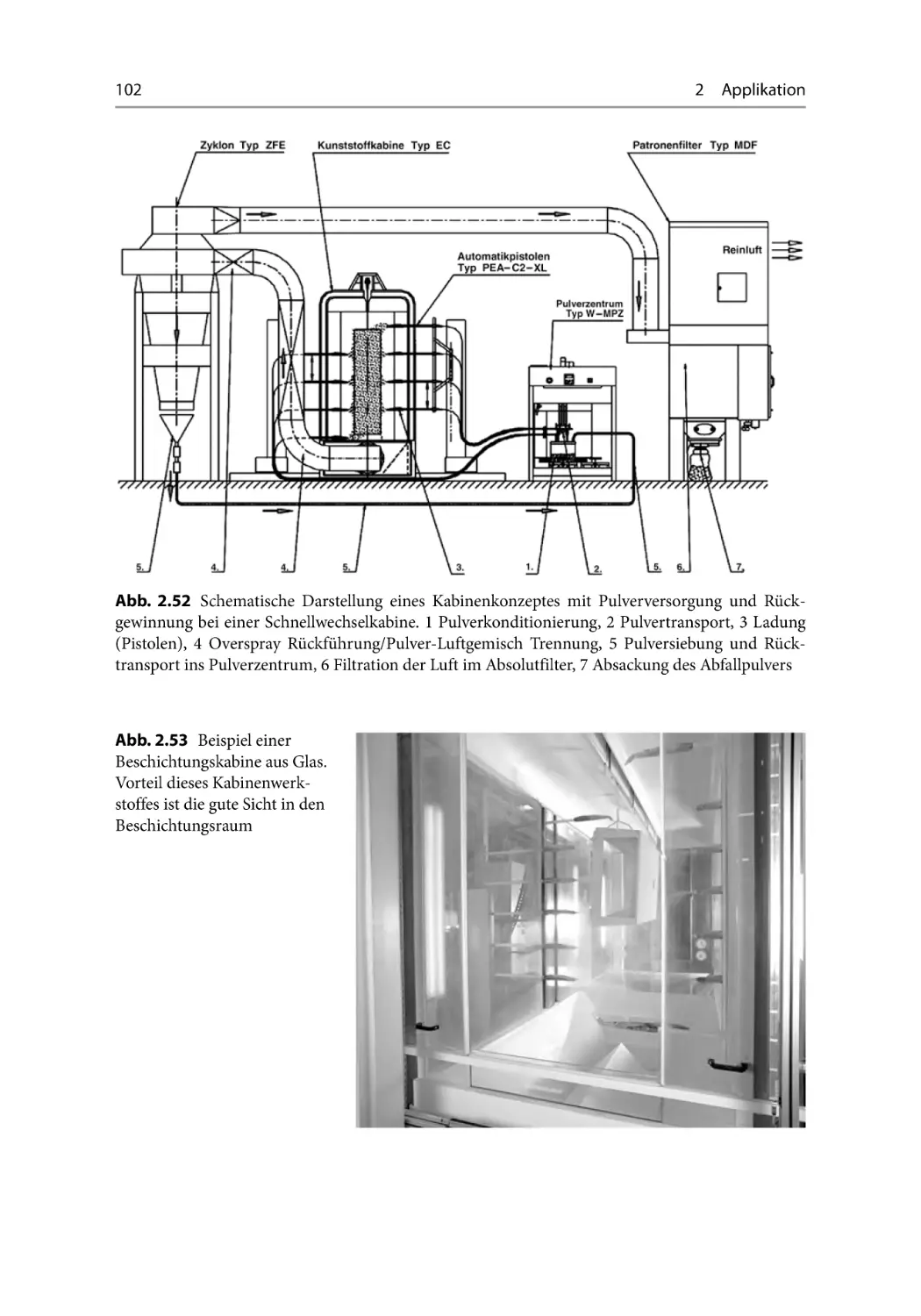
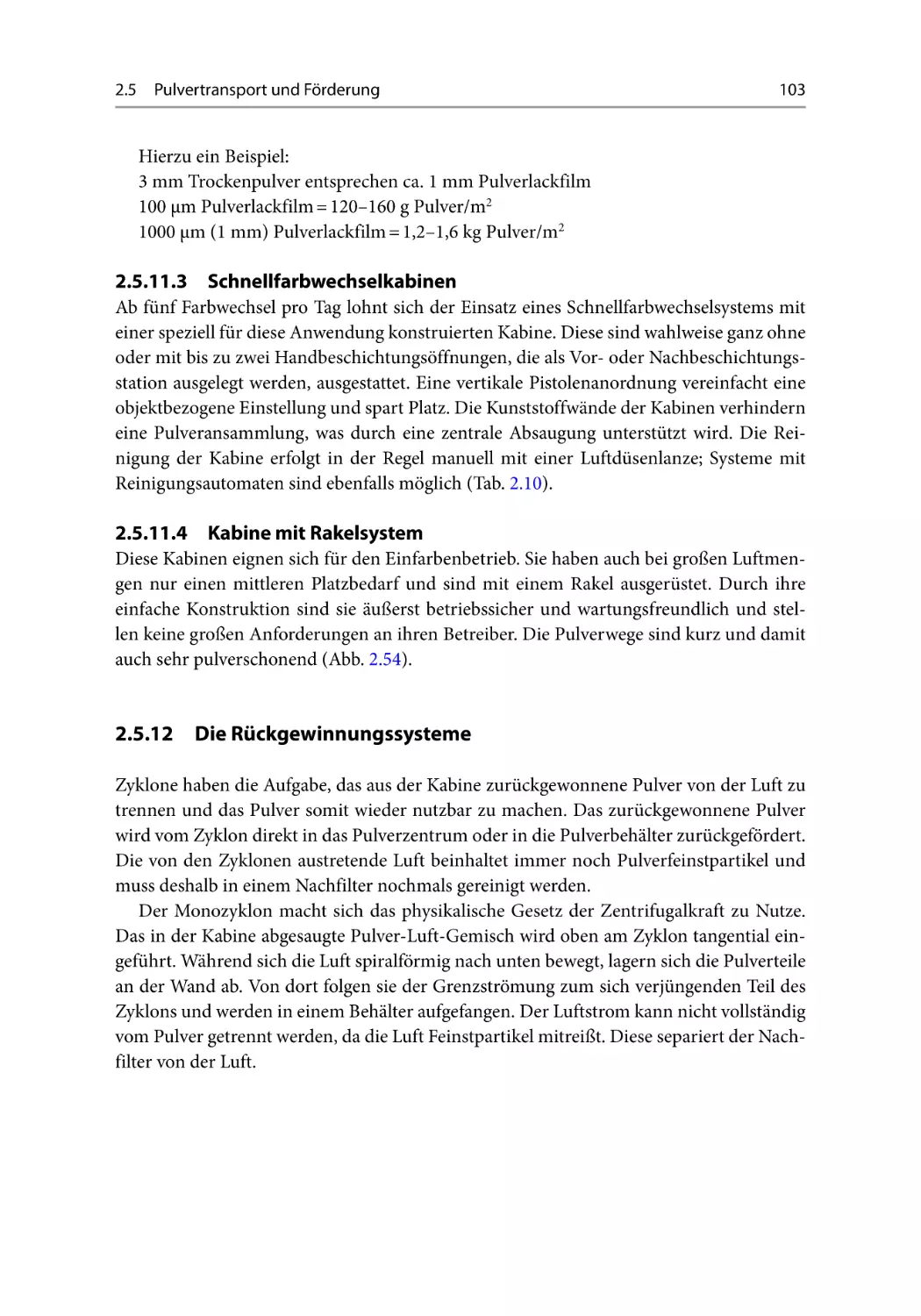
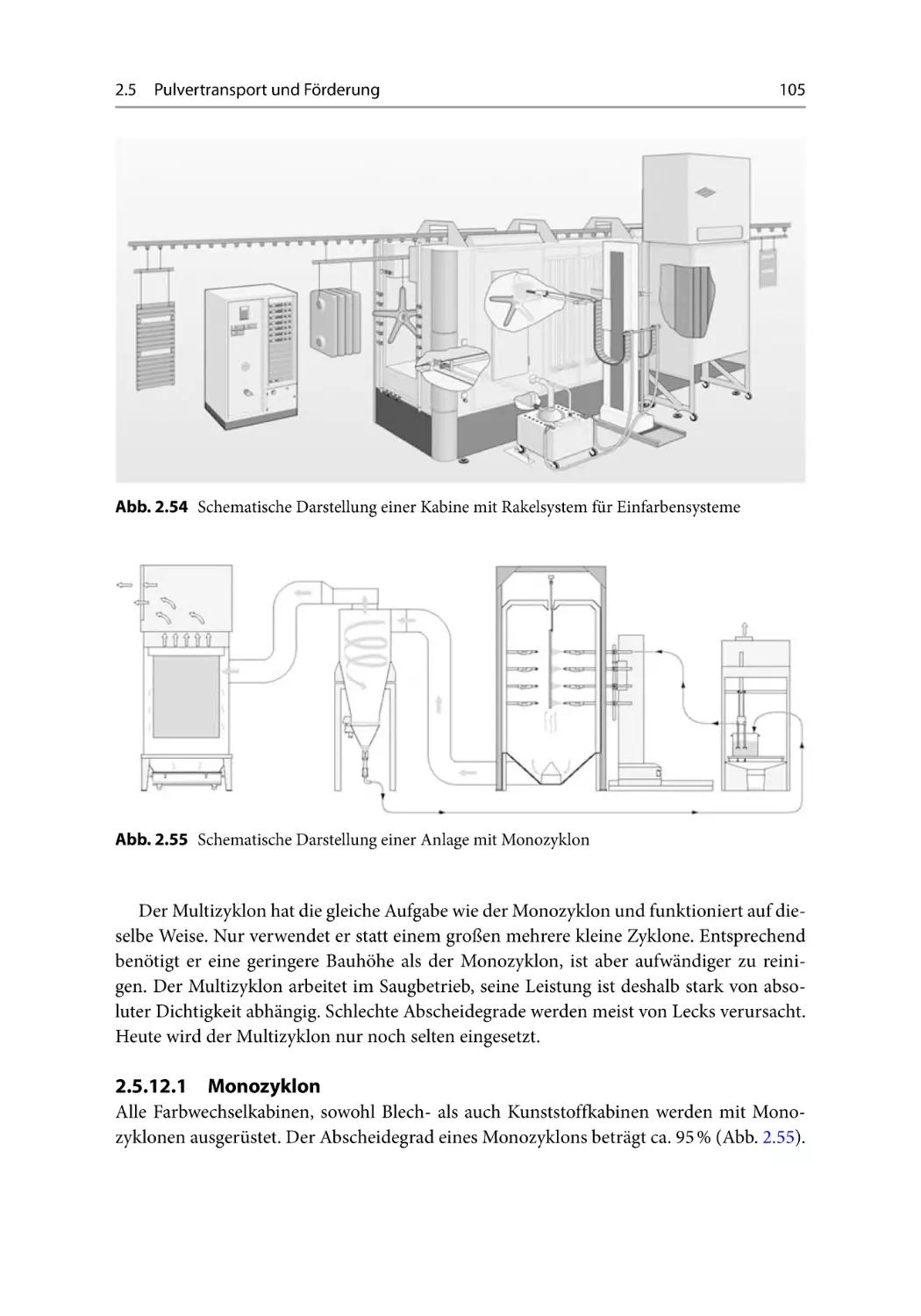
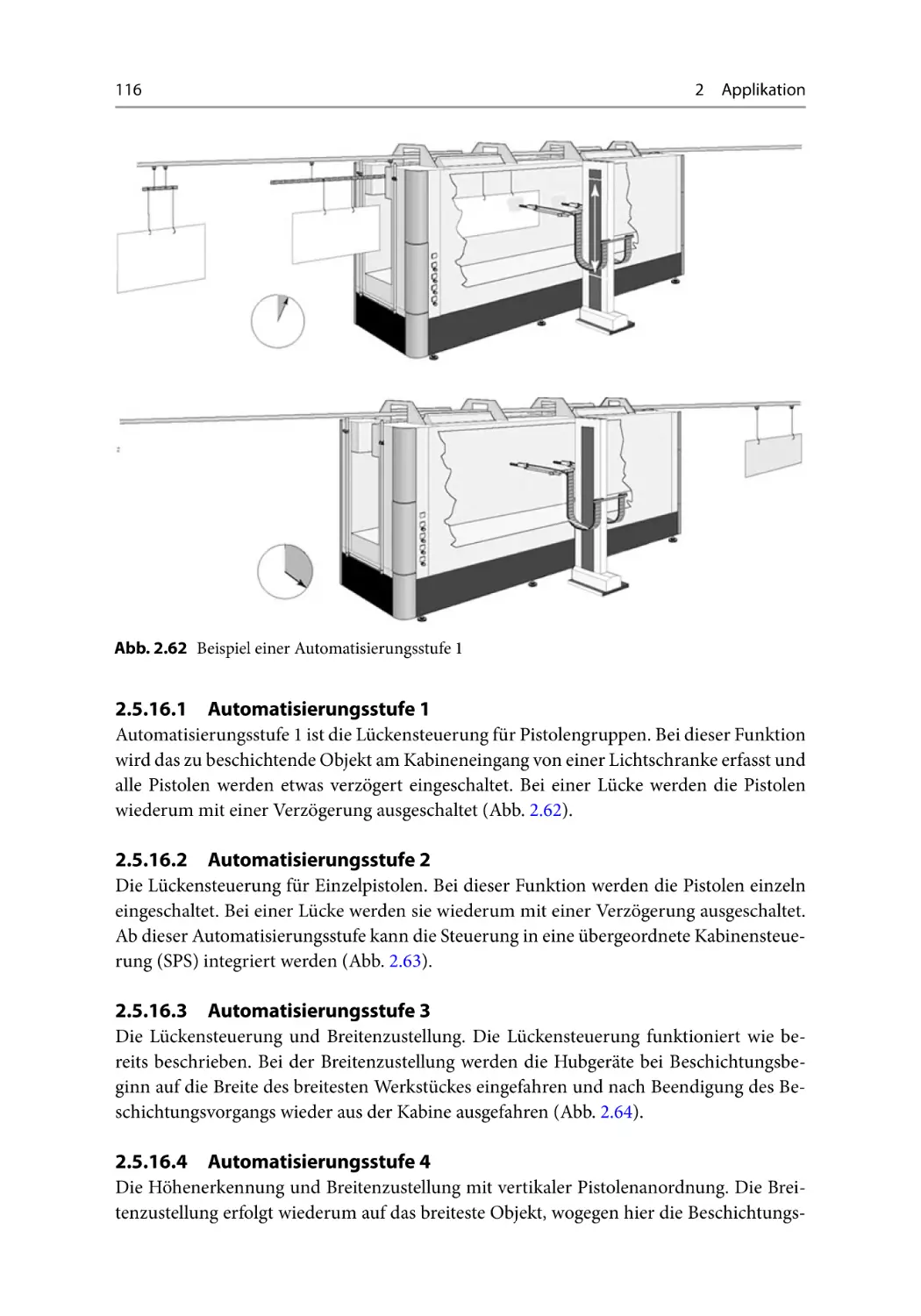
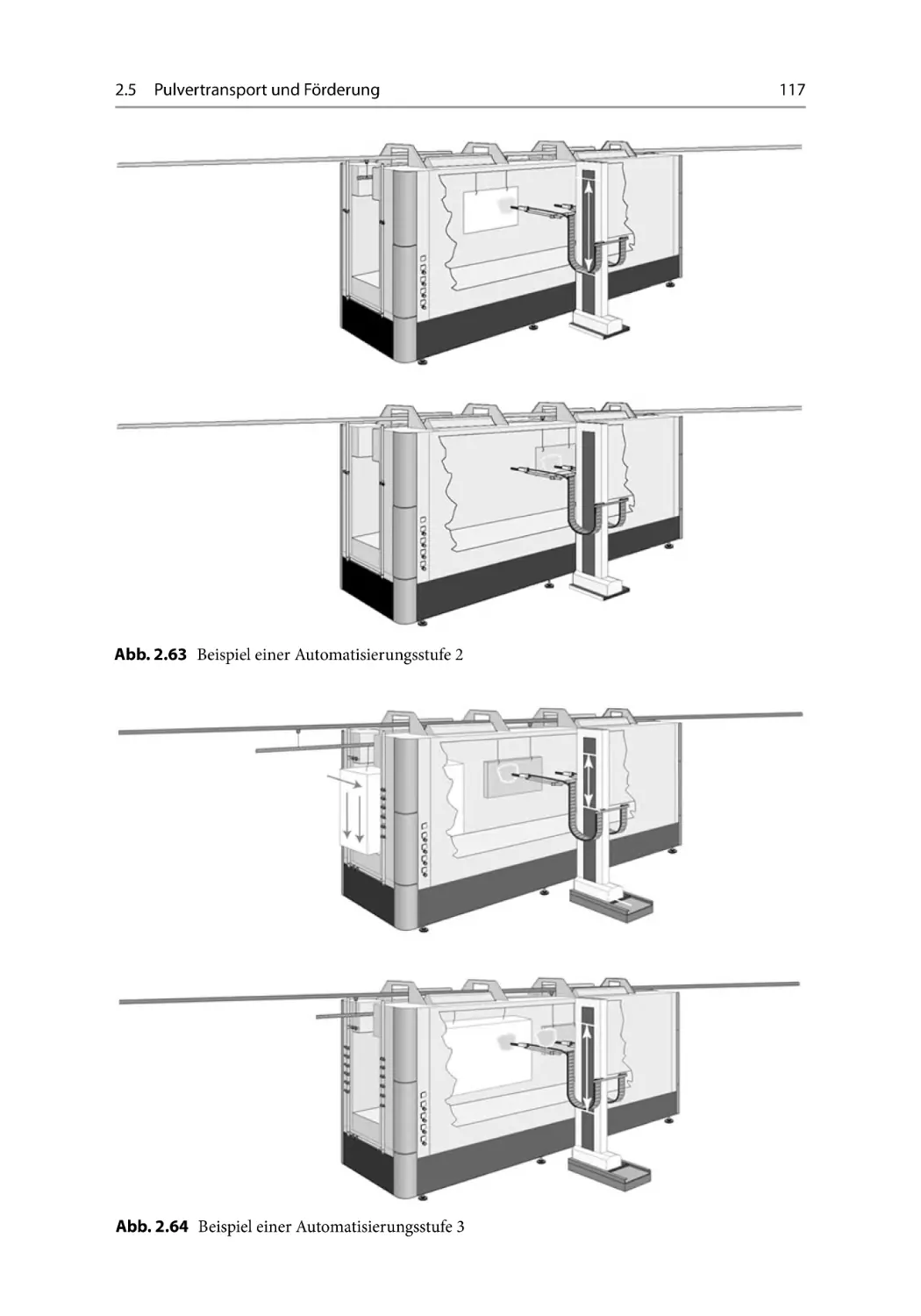
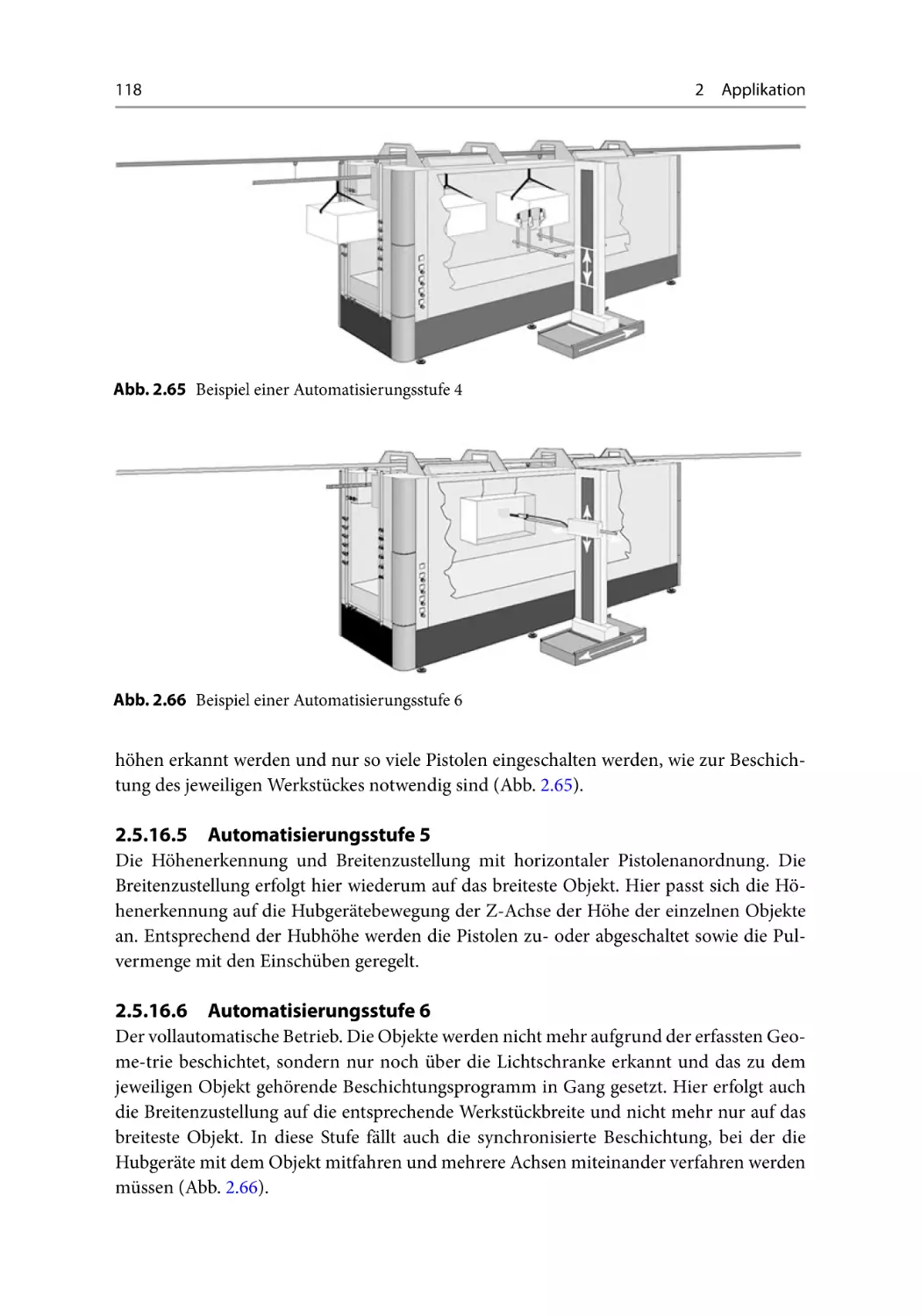
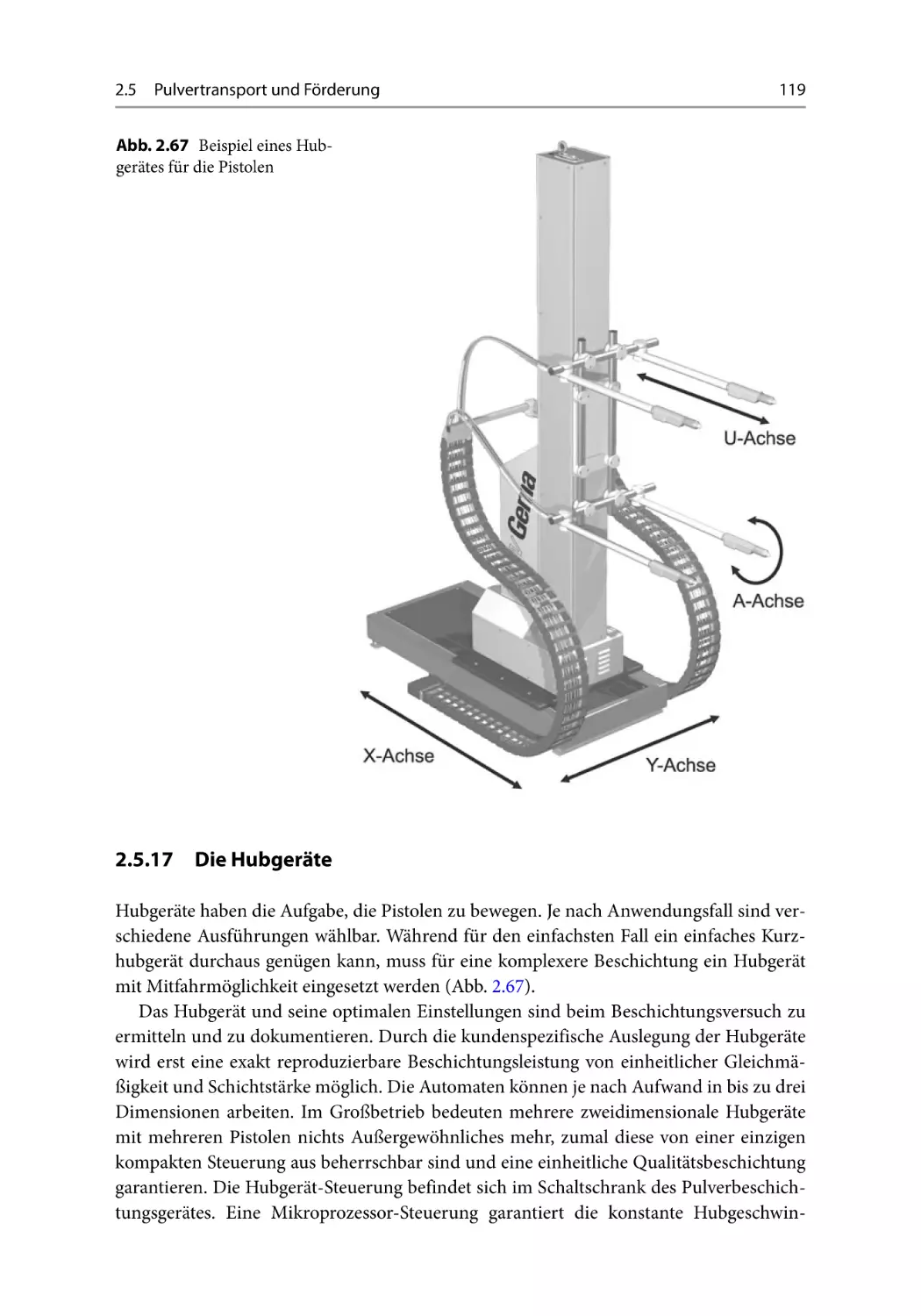
/


















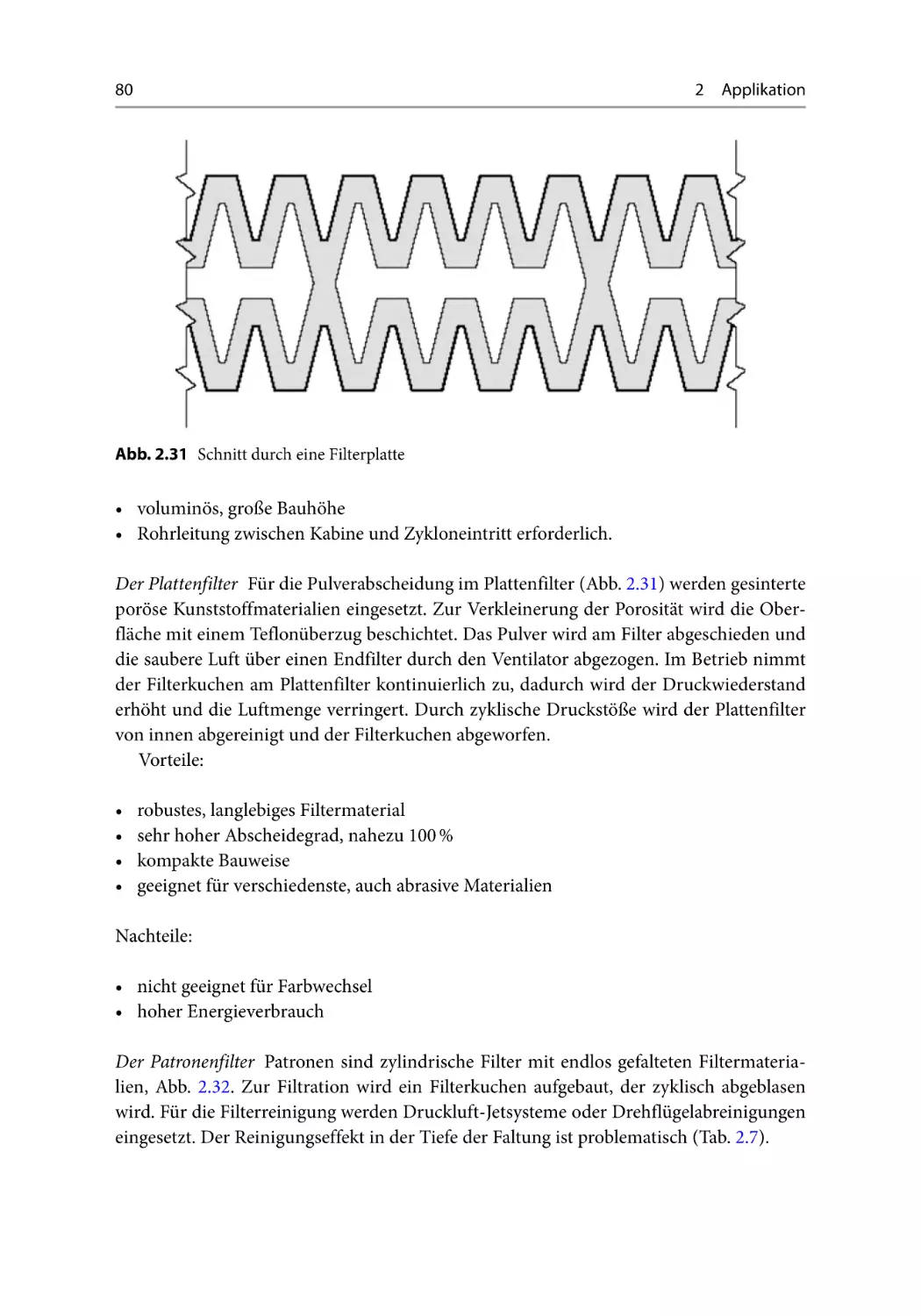
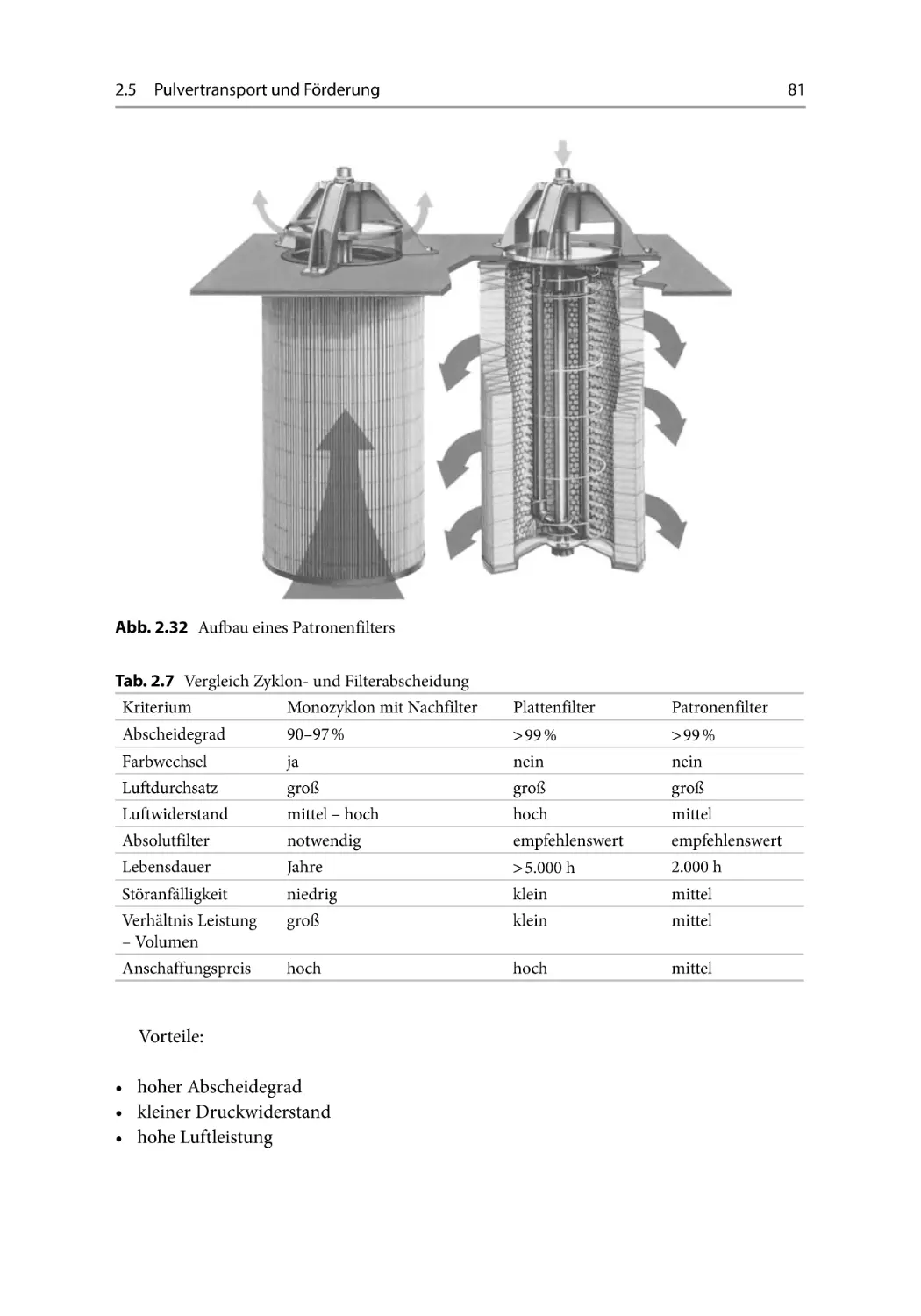
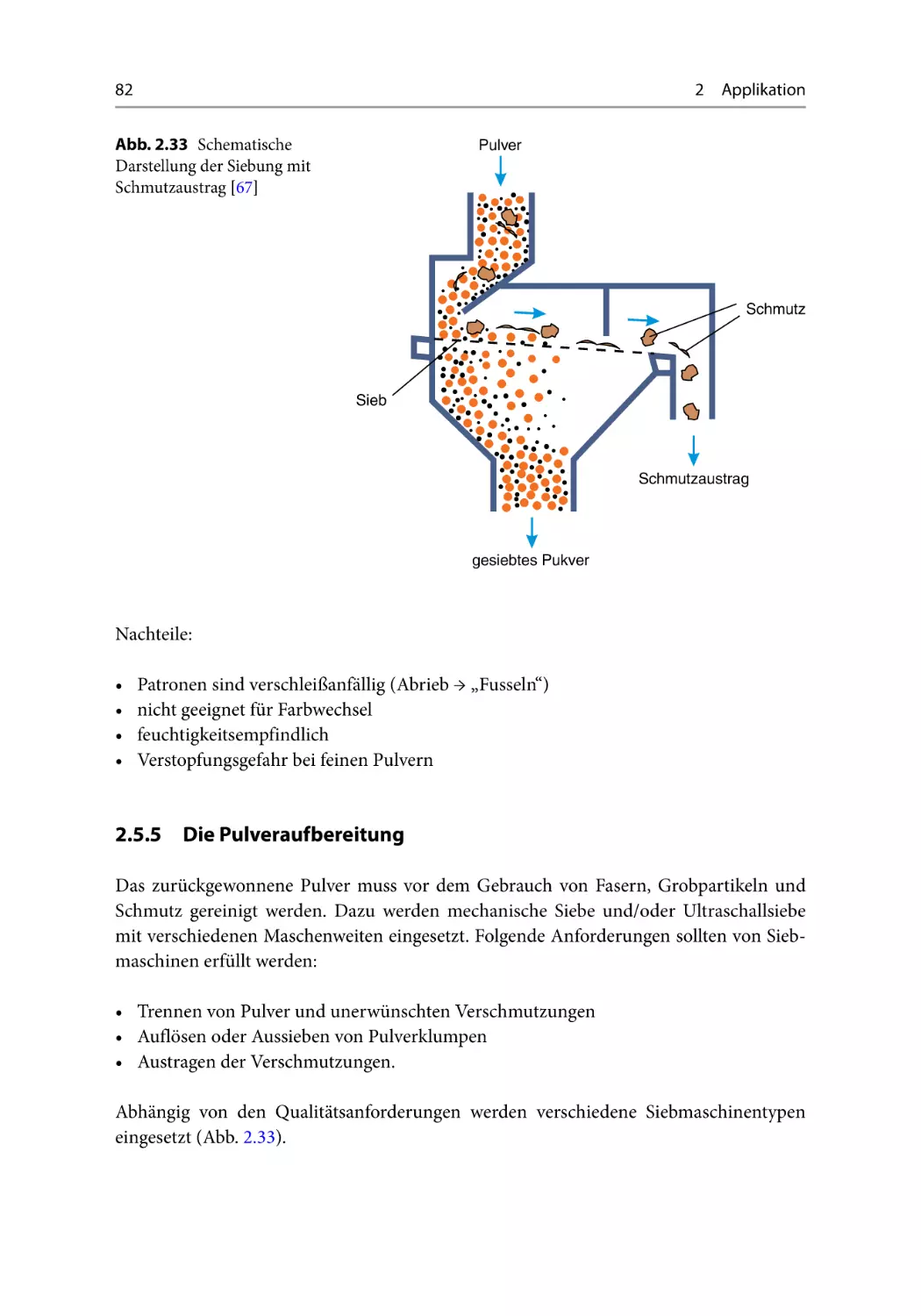

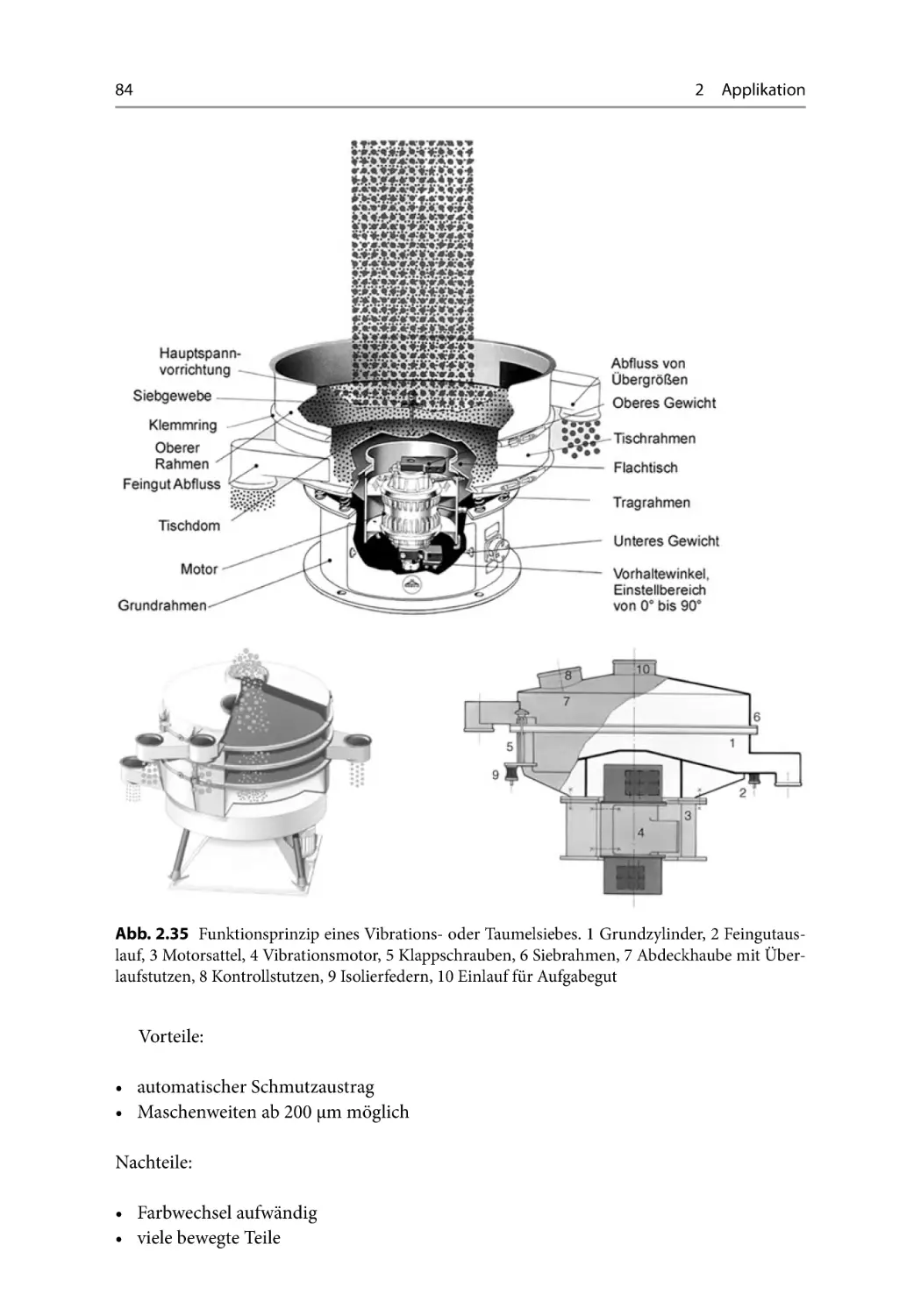




































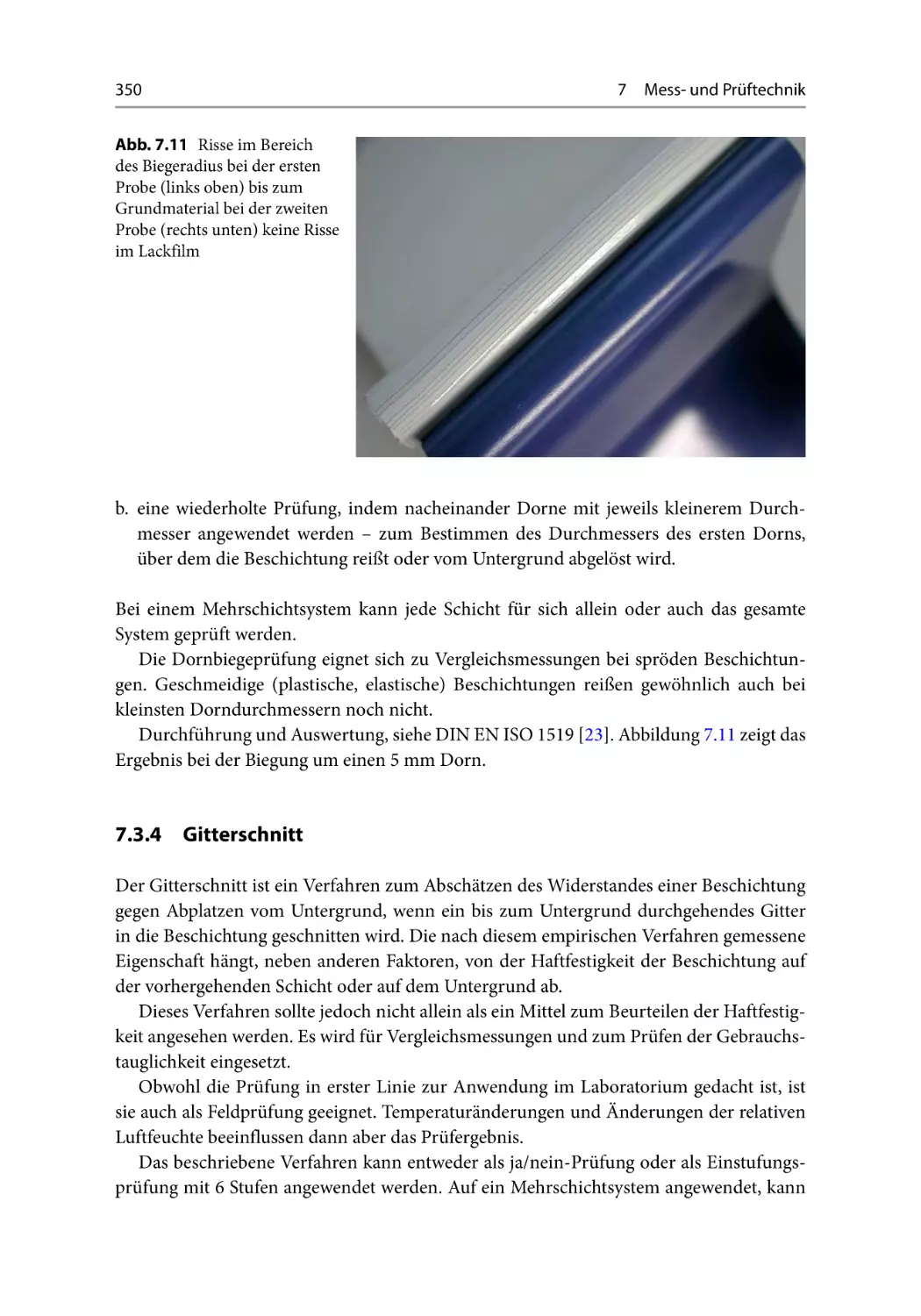
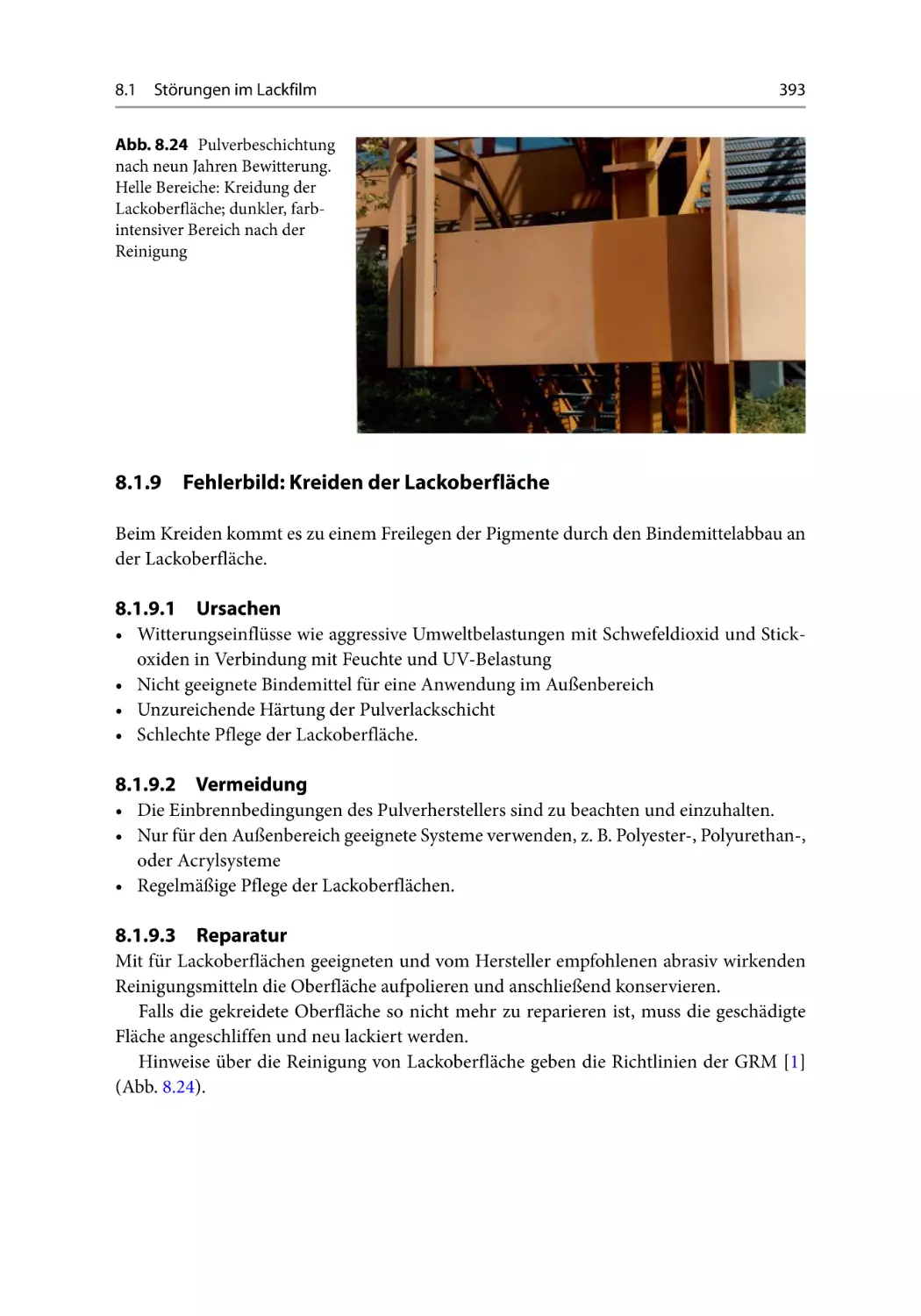
![5.11 Magnesiumwerkstoffe
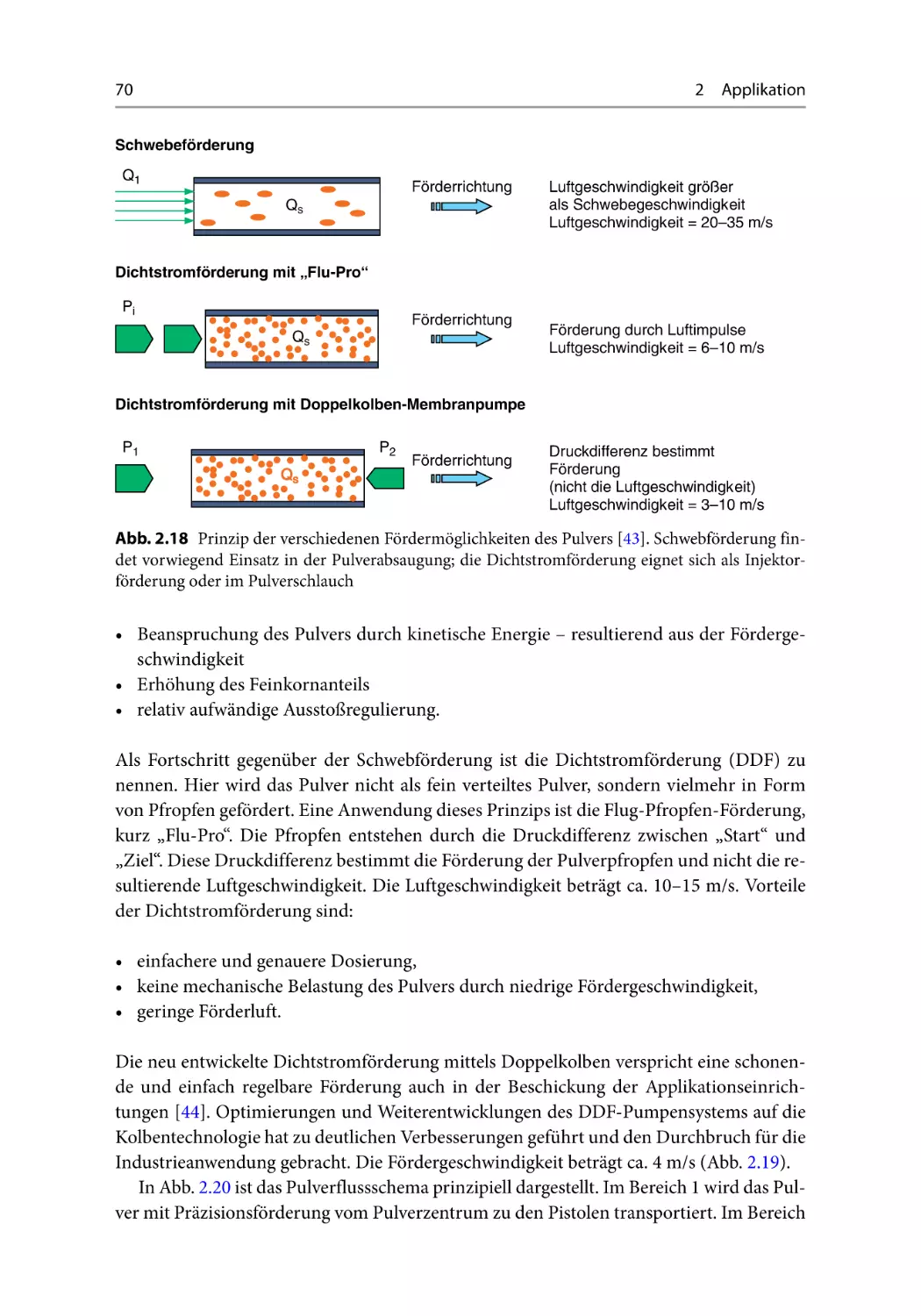
5.11.1 Vor- und Nachbehandlungsverfahren für Mg-Legierungen
5.11.1.1 Vorbehandlung [70–73]
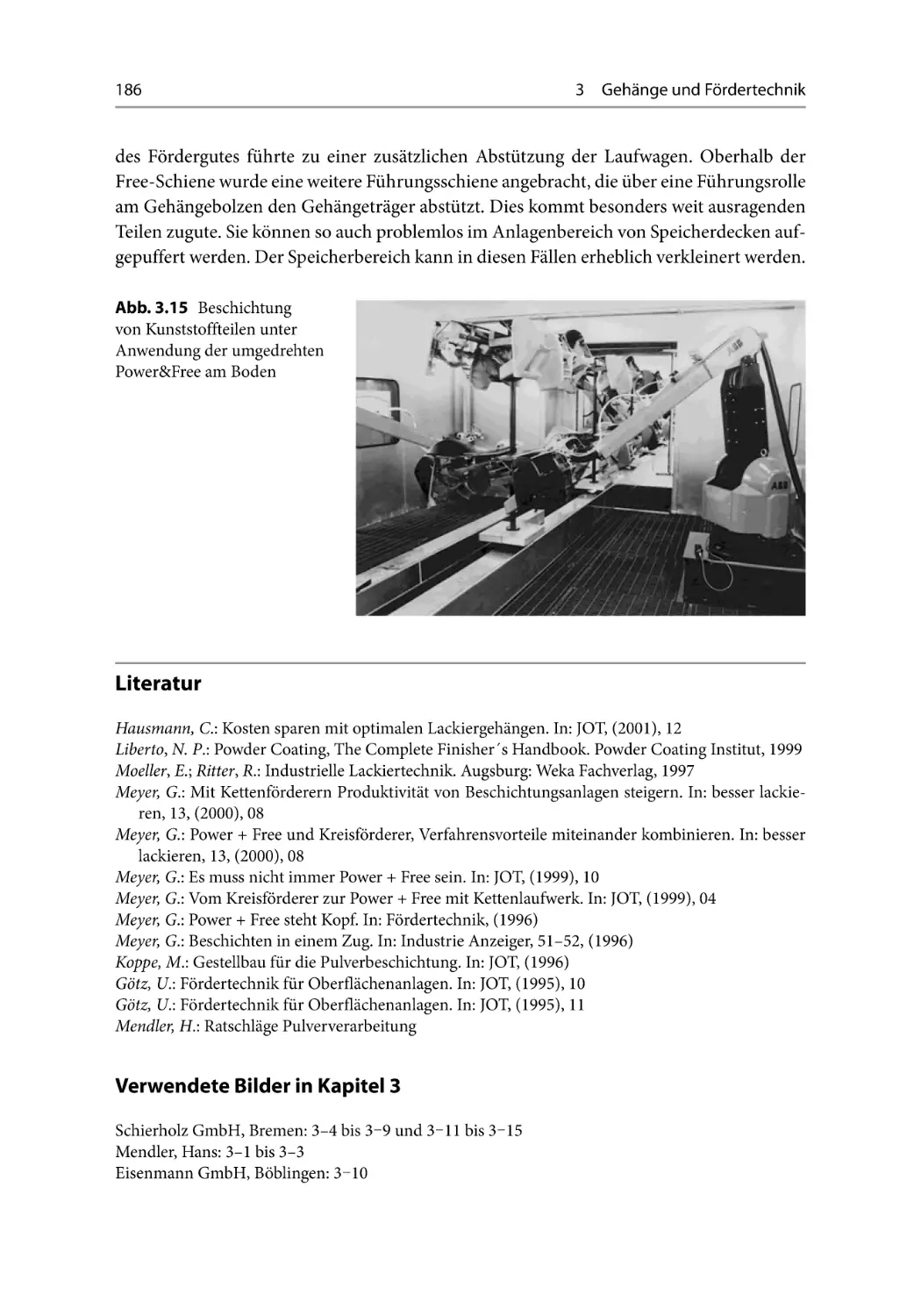
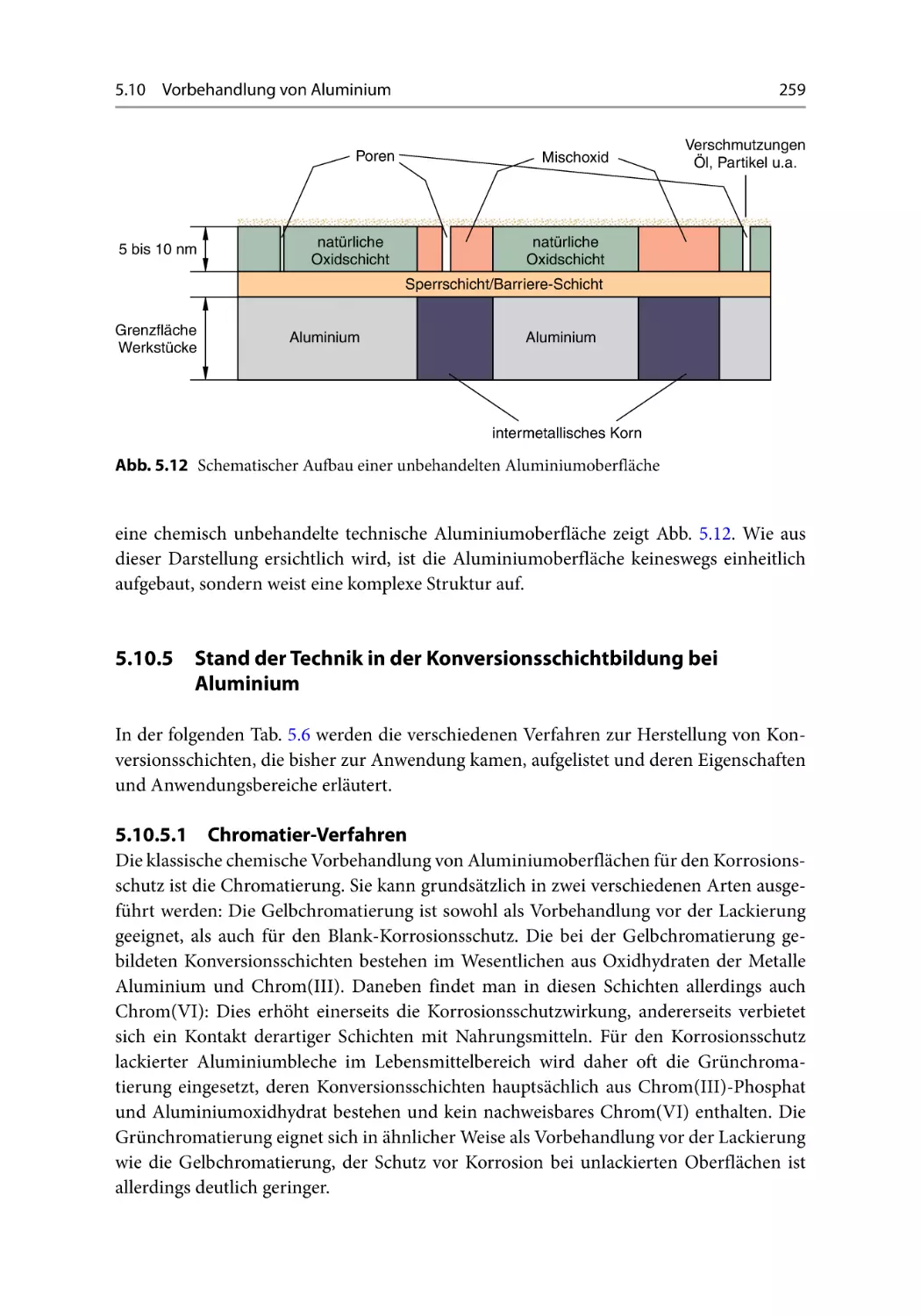
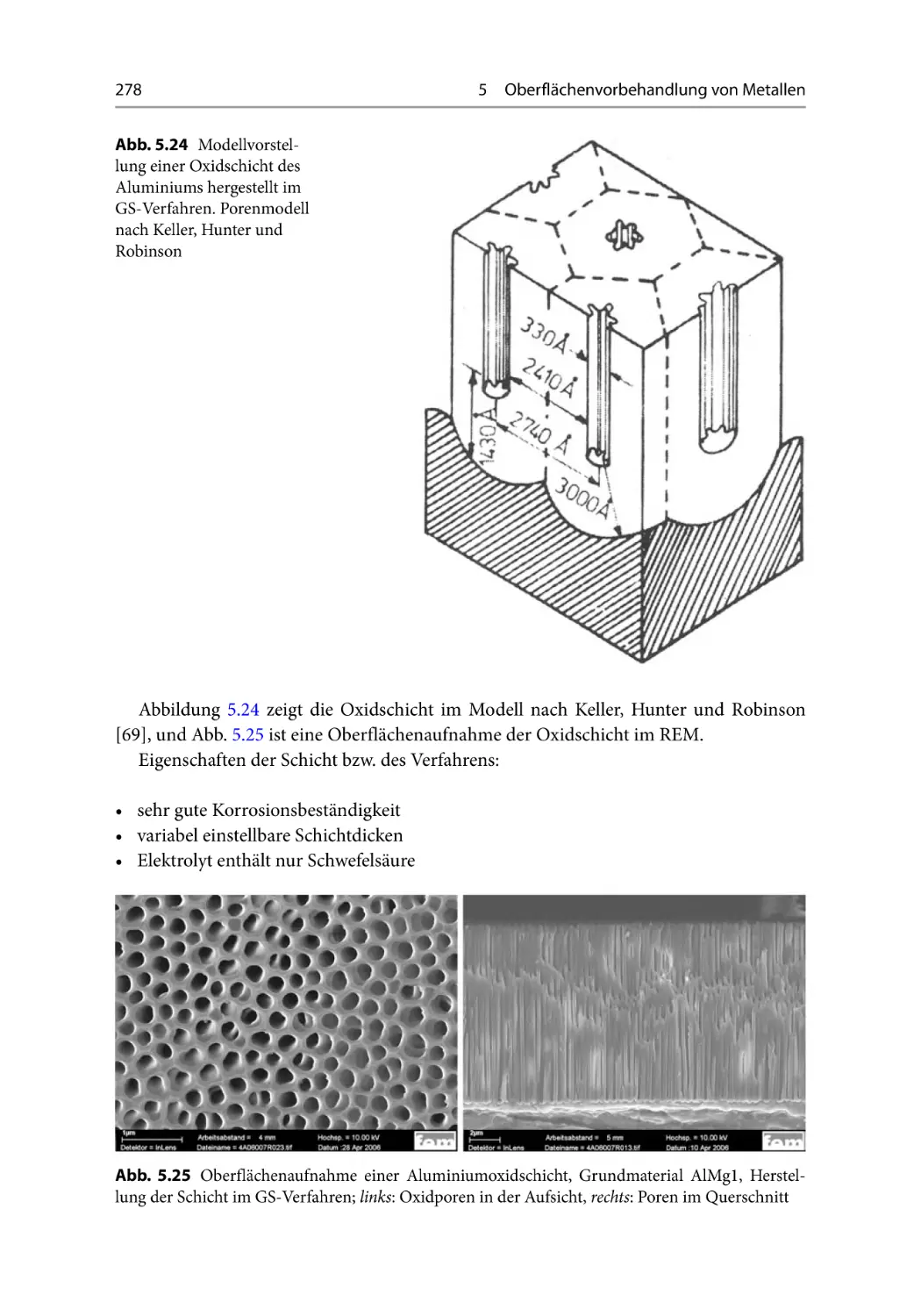
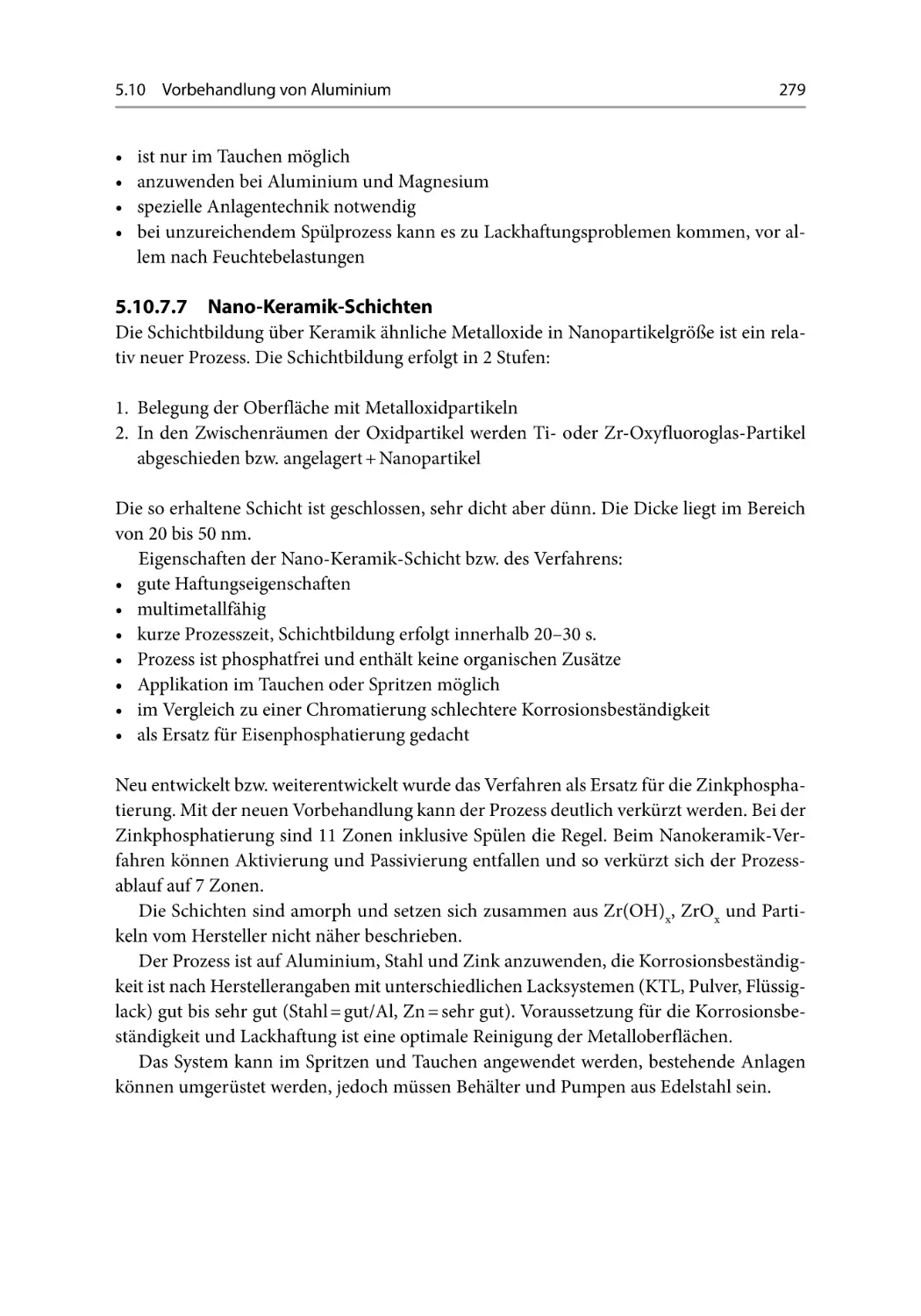
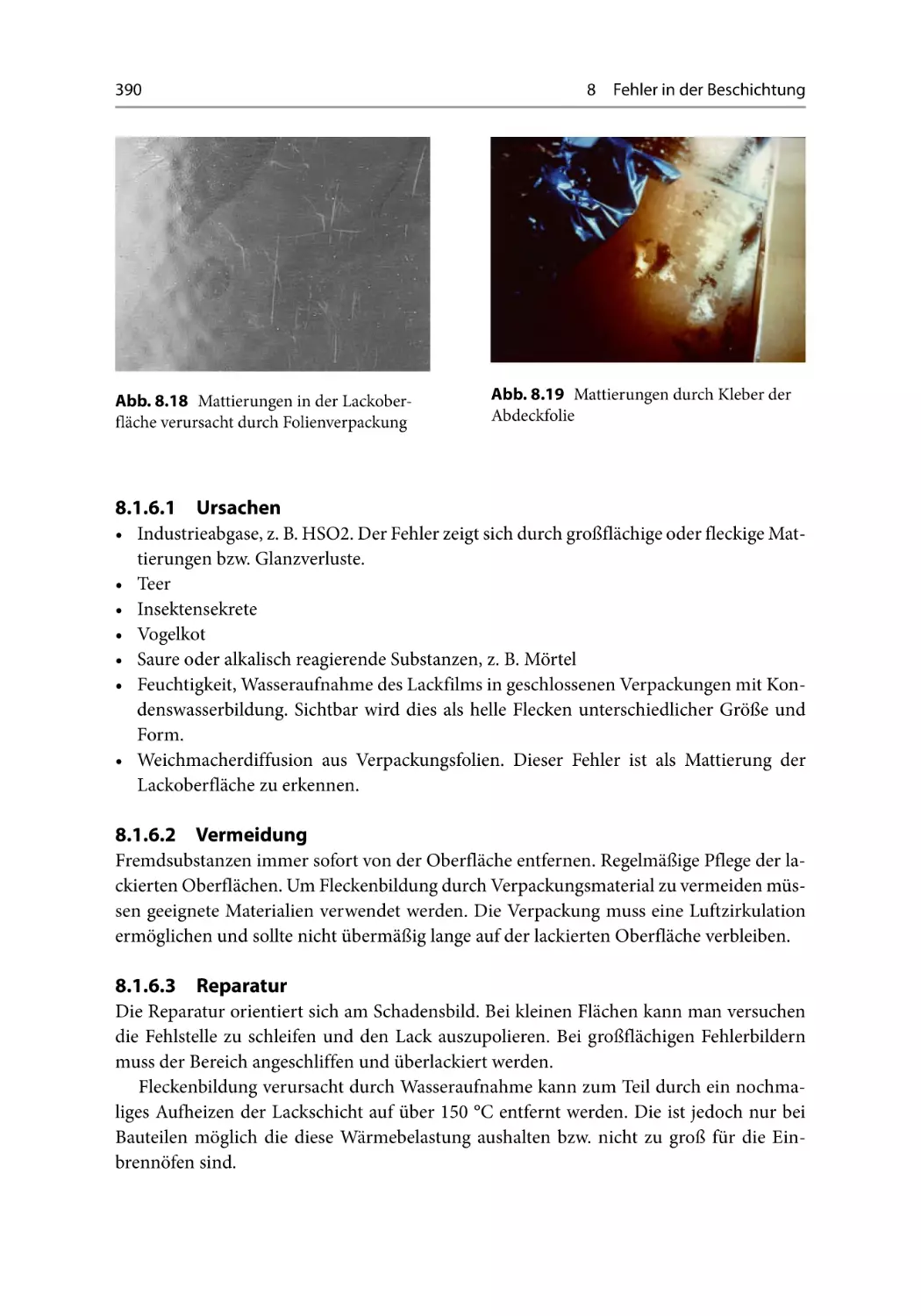
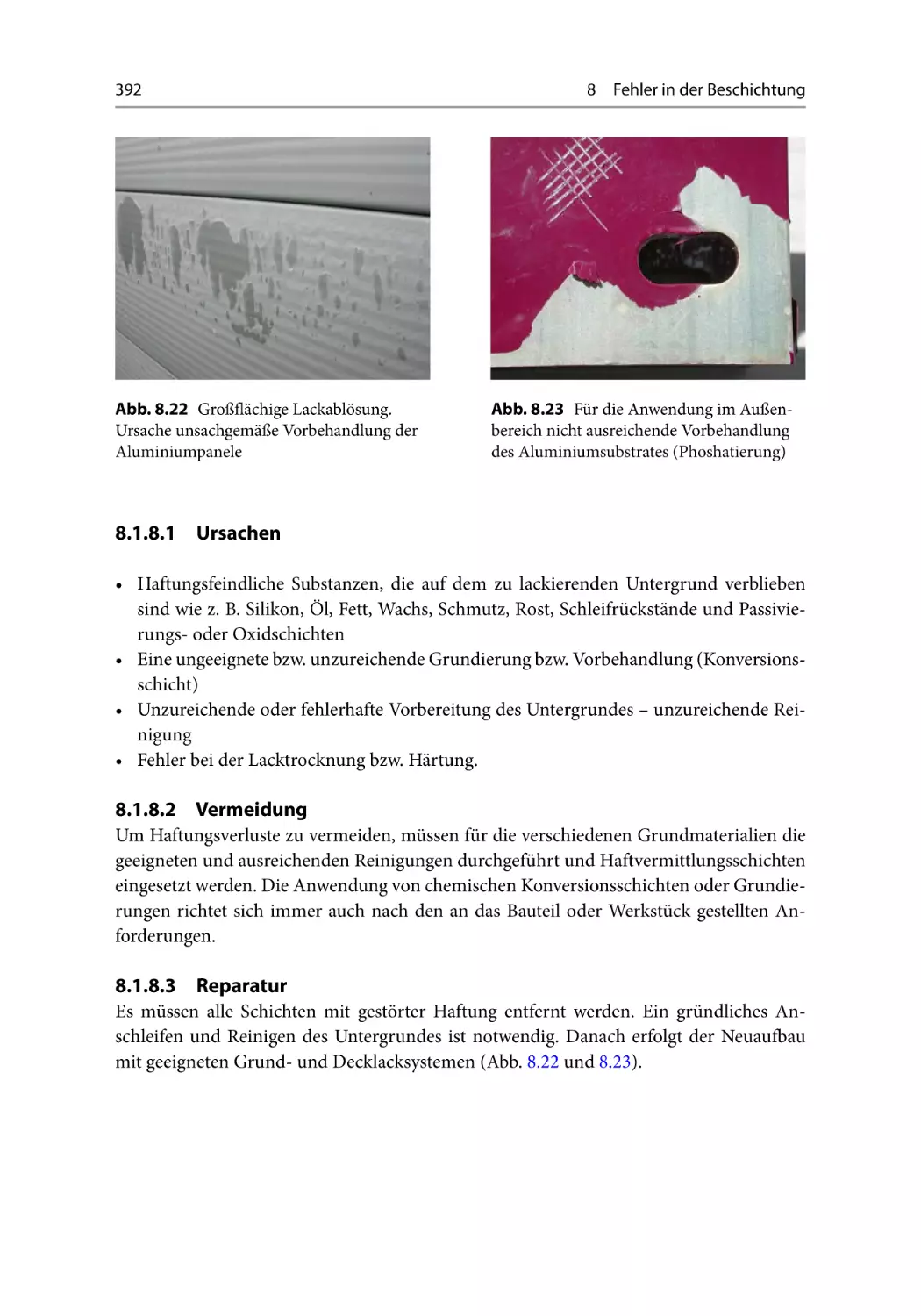
5.11.1.2 Nachbehandlung [70–73]](https://djvu.online/jpg1/q/A/F/qAFPnxWtAV4kk/299.webp)









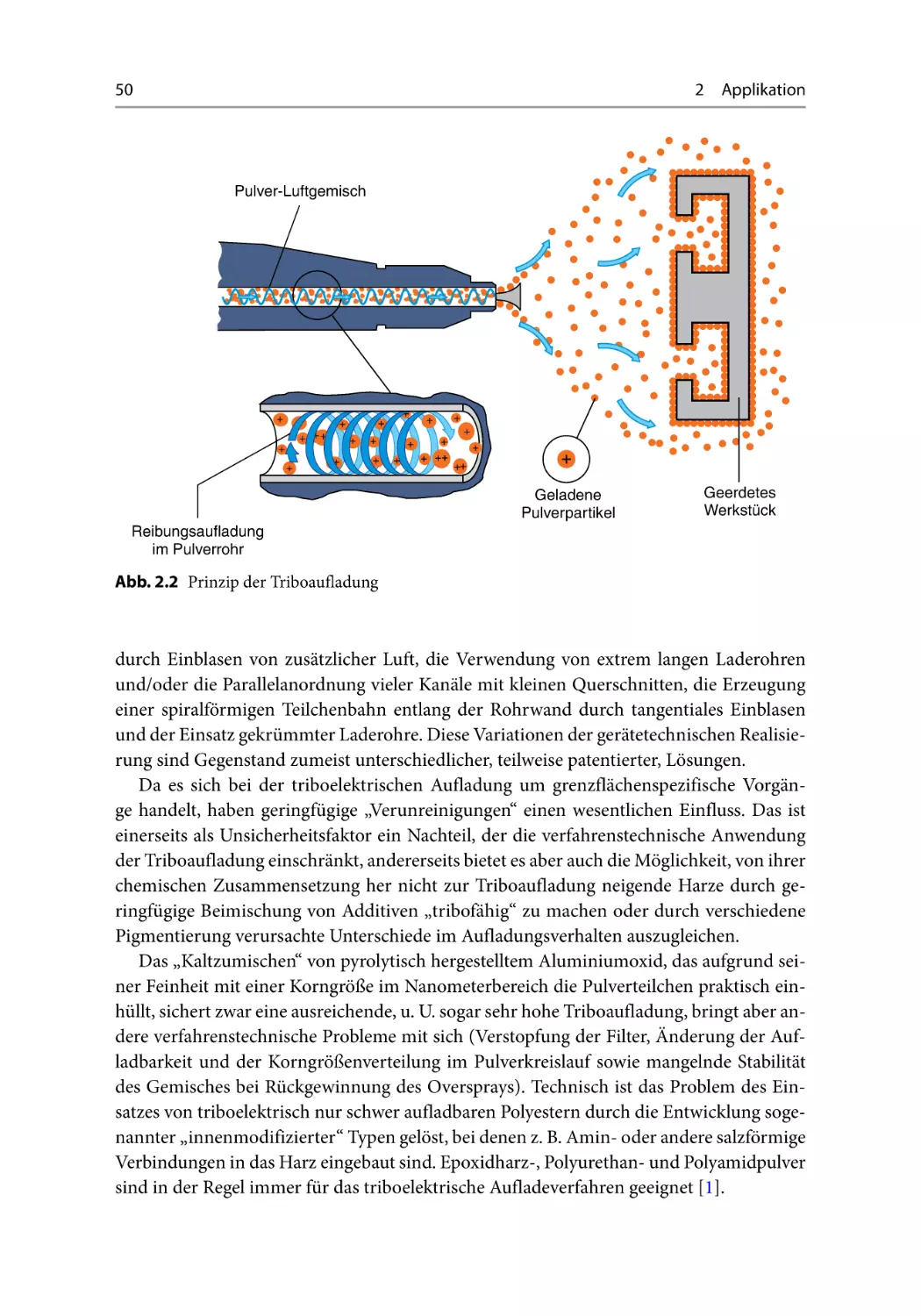
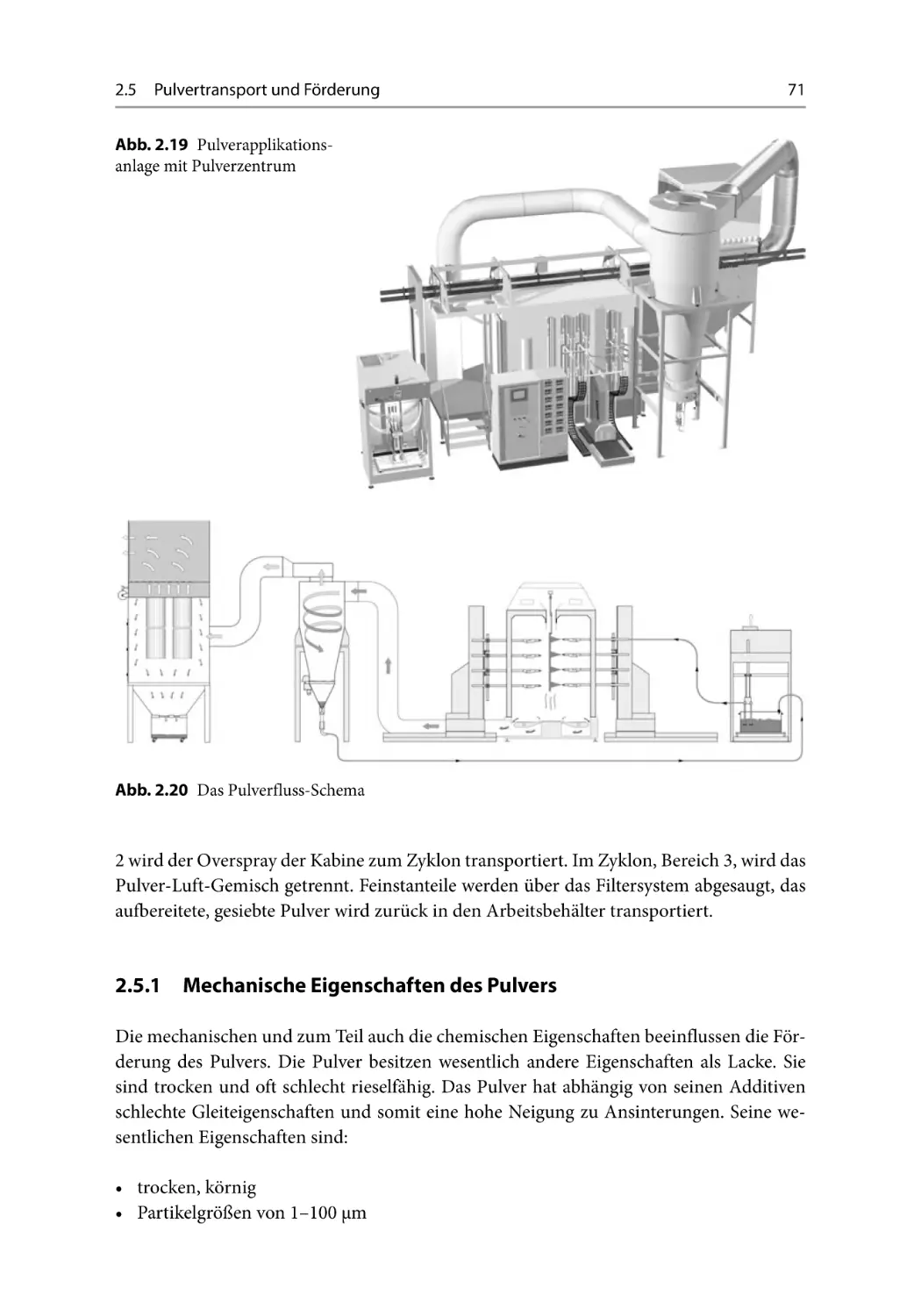
![6.5.4.1 Fertigungsablauf und Anlagentechnik für die Pulverbeschichtung [14]
6.6 In-Mould-Coating](https://djvu.online/jpg1/q/A/F/qAFPnxWtAV4kk/336.webp)

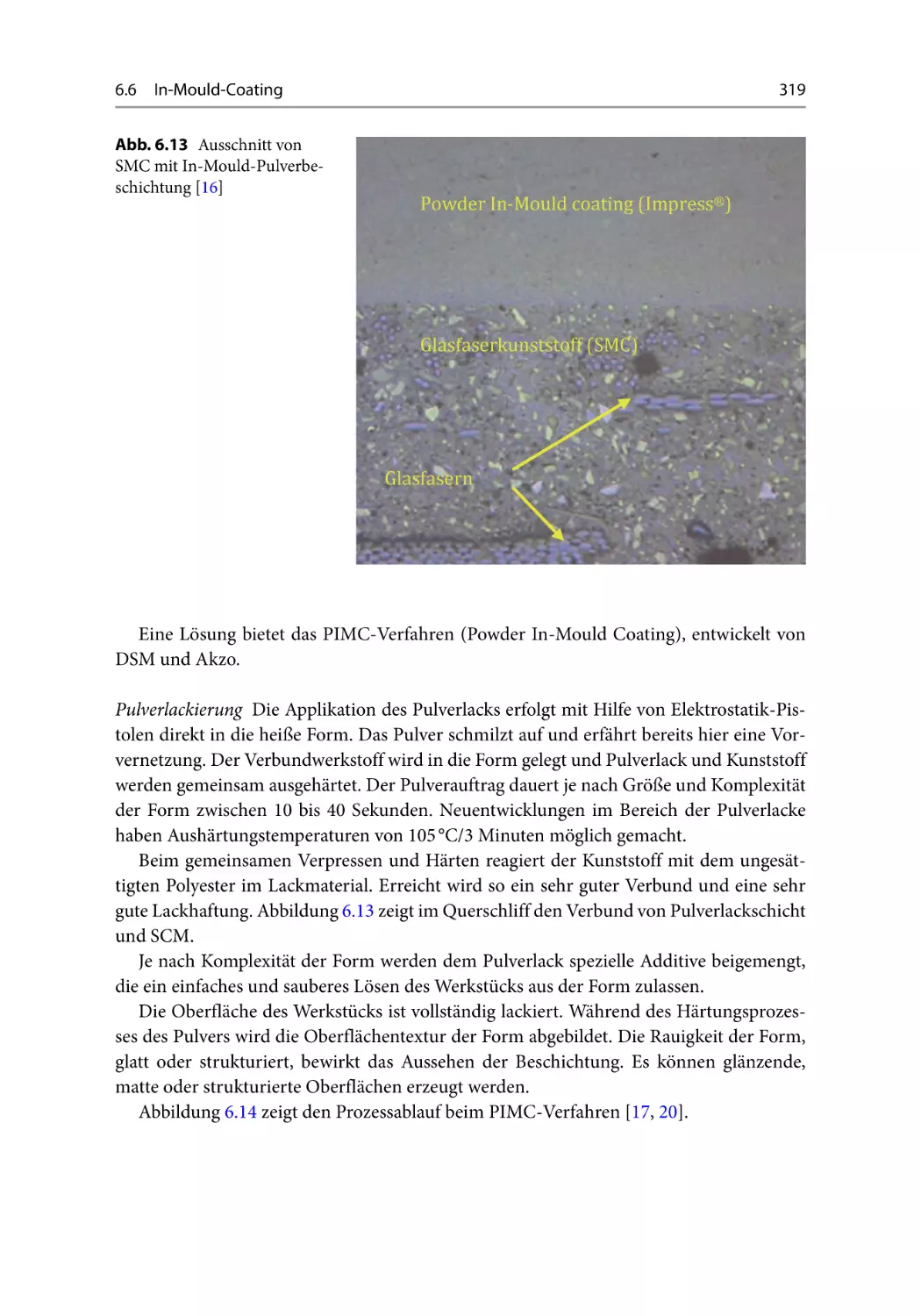








































Текст
Industrielle Pulverbeschichtung
Judith Pietschmann
Industrielle
Pulverbeschichtung
Grundlagen, Verfahren, Praxiseinsatz
4., überarbeitete und erweiterte Auflage
Mit 278 Abbildungen und 76 Tabellen
JOT-Fachbuch
Judith Pietschmann
Solothurn
Schweiz
ISBN 978-3-8348-2584-1 ISBN 978-3-8348-2585-8 (eBook)
DOI 10.1007/978-3-8348-2585-8
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.d-nb.de abrufbar.
Springer Vieweg
© Springer Fachmedien Wiesbaden 2002, 2003, 2010, 2013
Das Werk einschließlich aller seiner Teile ist urheberrechtlich geschützt. Jede Verwertung, die nicht ausdrücklich vom Urheberrechtsgesetz zugelassen ist, bedarf der vorherigen Zustimmung des Verlags. Das
gilt insbesondere für Vervielfältigungen, Bearbeitungen, Übersetzungen, Mikroverfilmungen und die Einspeicherung und Verarbeitung in elektronischen Systemen.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne der
Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von jedermann
benutzt werden dürften.
Lektorat: Thomas Zipsner, Ellen Klabunde
Gedruckt auf säurefreiem und chlorfrei gebleichtem Papier
Springer Vieweg ist eine Marke von Springer DE. Springer DE ist Teil der Fachverlagsgruppe Springer
Science+Business Media
www.springer-vieweg.de
Vorwort
Anstoß für die Entwicklung und Anwendung von Pulverlacken waren wie so oft ökologische und ökonomische Erfordernisse der Gesellschaft. In den USA waren es die Rules
66, die zum ersten Mal eine Berücksichtigung von Umweltaspekten bei der Lackierung
forderten. Später sind ähnliche Regelungen in vielen Industrieländern eingeführt worden.
Erste Entwicklungen von Pulverlacken wurden in den 1950er Jahren vorgenommen.
Nach anfänglicher Zurückhaltung in der industriellen Anwendung folgte kurze Zeit später
ein wahrer Siegeszug. Heute, mehr als 60 Jahre danach, ist die Pulverlackierung in vielen
Branchen etabliert. Bei der Erschliessung neuer Märkte und vor allem der Durchsetzung
im Markt, tut sich der Pulverlack oft schwer. Gründe dafür sind u.a. die Einbrennbedingungen und Vernetzungszeiten.
Die wichtigsten Anwendungsbereiche der Pulverlackiertechnik sind die Automobilund Zuliefererindustrie, das Bauwesen, der Maschienenbau, die Möbelindustrie und der
riesige Markt der Hausgeräteindustrie. Antreibende Faktoren sind sowohl Umweltschutzbestimmungen wie die EU-VOC-Richtlinie, als auch die Forderung der Industrie nach
Kostensenkungen und Abfallreduzierung, sowie die Verbesserung der computergestützten
Prozessautomatisierung. Weltweit gesehen sind heute 8-9 % aller industriell angewandten
Lacksysteme Pulverlacke.
Neue Entwicklungen bei den Pulverlacken konzentrieren sich auf eine deutliche Reduzierung der Einbrenntemperaturen und schnelle Vernetzungszeiten, sowie die Entwicklung von speziellen Systemen für einzelne Anwendungsfälle.
Aus dem englischsprachigen Bereich sind schon früher Publikationen zum Thema Pulverlack bekannt. Mit diesem Buch wird jedoch erstmals in deutscher Sprache die Pulverlackiertechnik umfassend in ihren Grundlagen und Anwendungen behandelt. Darüber
hinaus enthält es viele neue und praxisnahe Informationen.
Die Themen des Buches umfassen das Lackmaterial, dessen Herstellung und die verschiedenen Einsatzgebiete. Weitere Schwerpunkte sind die Applikationstechnik mit Praxistipps bei Anlagenstörungen, die Gehänge und Fördertechnik, das Einbrennen bzw.
Härten der Lacke, die Reinigung und Vorbehandlung von Metallen und Kunststoffen, Anwendungsbeispiele aus der Praxis, die Mess- und Prüftechnik sowie ausführliche Informationen, Beschreibungen und Lösungsmöglichkeiten zu Fehlern im Pulverlackfilm. In der
4. Auf. wurden einzelne Kapitel redaktionell und inhaltlich überarbeitet und dem Stand
V
VI
Vorwort
der Technik angepasst. Neu hinzugekommen sind in Kap. 6 die In Mould Pulverbeschichtung und Beispiele für Energieeinsparpotentiale in der Pulverlackierung.
Das Buch wendet sich an Entscheider oder Mitarbeiter in Beschichtungsbetrieben, Anlagenbauer, Vorbehandlungshersteller oder Studenten verschiedenster Fachrichtungen mit
der Vertiefung im Bereich der Oberflächentechnik. Es sind aber auch all diejenigen angesprochen, die sich „nur“ über die Technik der Pulverbeschichtung informieren möchten
und das Buch als Nachschlagewerk nutzen.
Nichts und niemand ist vollkommen und so werden sich trotz aller Sorgfalt auch bei
diesem Werk noch Verbesserungen und aktuellere Informationen finden lassen. Anregungen und Anmerkungen, inhaltlicher und formaler Natur, aus der Leserschaft begrüßt die
Autorin deshalb ausdrücklich.
Herzlich Danke sagen will ich allen Informanten, Helfern und Firmen, die in mannigfaltiger Weise zum Enstehen dieses Buches beigetragen haben. Ebenso möchte ich dem
Lektorat Maschinenbau des Springer Vieweg Verlags für die jederzeit konstruktive Zusammenarbeit und die Unterstützung bei der Bearbeitung danken.
Solothurn, im Mai 2013
Judith Pietschmann
Inhaltsverzeichnis
1 Pulverlacke ���������������������������������������������������������������������������������������������������������������������� 1
1.1 Verschiedene Pulverlacktypen������������������������������������������������������������������������������ 1
1.1.1 Filmbildner/Bindemittel �������������������������������������������������������������������������� 1
1.1.2 Thermoplast-Bindemittel ������������������������������������������������������������������������ 3
1.1.3 Duroplast-Bindemittel ������������������������������������������������������������������������������
3
1.1.4 Epoxide ������������������������������������������������������������������������������������������������������ 5
1.1.5 Hybrides ���������������������������������������������������������������������������������������������������� 6
1.1.6 Polyester/TGIC ������������������������������������������������������������������������������������������ 7
1.1.7 Polyester/Hydroxyalkylamid ������������������������������������������������������������������ 8
1.1.8 Aromatische Glycidylester ���������������������������������������������������������������������� 9
1.1.9 Polyurethane ���������������������������������������������������������������������������������������������� 10
1.1.10 Acrylate ������������������������������������������������������������������������������������������������������ 11
1.1.11 Methyl-substituiertes TGIC���������������������������������������������������������������������� 12
1.1.12 Additive ������������������������������������������������������������������������������������������������������ 13
1.1.13 Pigmente������������������������������������������������������������������������������������������������������ 13
1.1.14 Füllstoffe������������������������������������������������������������������������������������������������������ 15
1.2 Strahlenhärtende Systeme�������������������������������������������������������������������������������������� 16
1.2.1 Technologische Unterschiede in den Verfahren NIR-,
UV- und NT-Härtung ������������������������������������������������������������������������������ 16
1.2.2 Vergleich der Eigenschaften von NIR-, UV- und
NT-Pulverlacken���������������������������������������������������������������������������������������� 19
1.3 Effektlacke���������������������������������������������������������������������������������������������������������������� 21
1.3.1 Extrusion ���������������������������������������������������������������������������������������������������� 22
1.3.2 Trockenmischung – Dry-Blend���������������������������������������������������������������� 23
1.3.3 Bonding-Verfahren������������������������������������������������������������������������������������ 23
1.4 Pulver-Slurry ���������������������������������������������������������������������������������������������������������� 23
1.5 Filmbildung bei Pulverlacken ������������������������������������������������������������������������������ 23
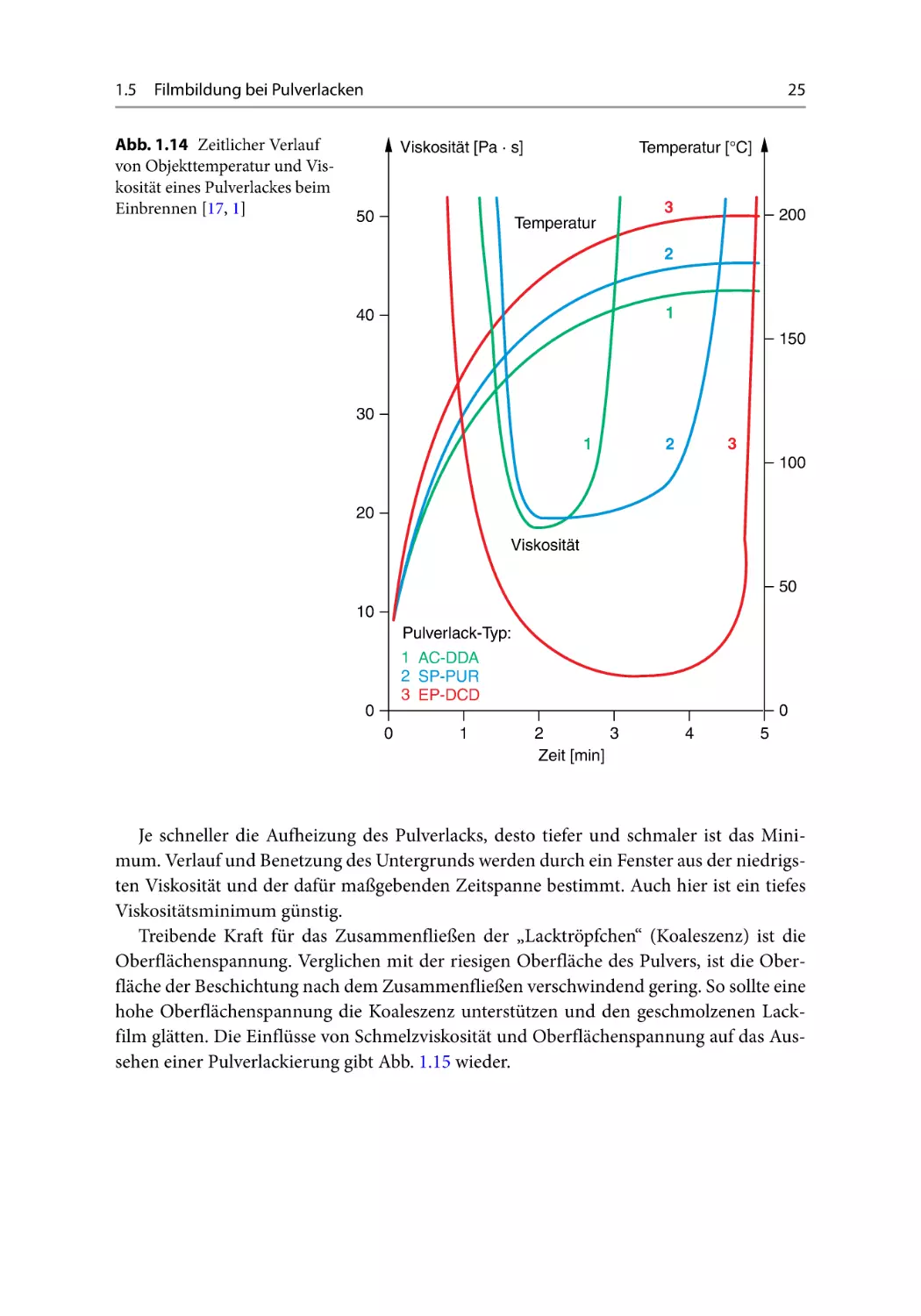
1.5.1 Schmelzviskosität und Oberflächenspannung �������������������������������������� 24
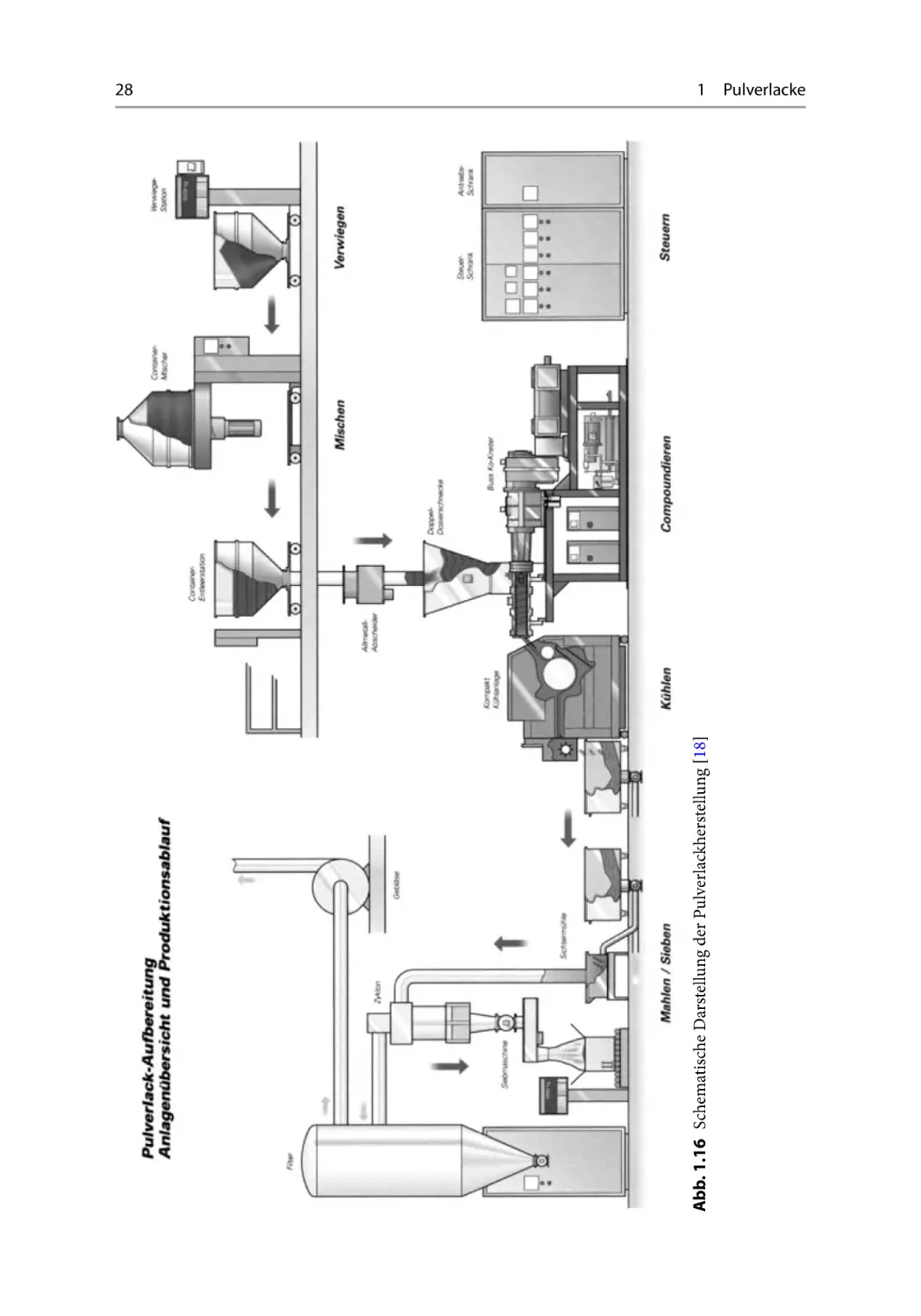
1.6 Pulverlackherstellung �������������������������������������������������������������������������������������������� 26
1.7 Lagerung von Pulverlacken ���������������������������������������������������������������������������������� 31
VII
VIII
Inhaltsverzeichnis
1.8 Mess- und Prüftechnik bei Pulverlacken ������������������������������������������������������������
1.8.1 Rieselfähigkeit (Fließverhalten) ��������������������������������������������������������������
1.8.2 Wirbelfähigkeit (Fluidisierung) ��������������������������������������������������������������
1.8.3 Tribofähigkeit ��������������������������������������������������������������������������������������������
1.8.4 Korngrößenverteilung ������������������������������������������������������������������������������
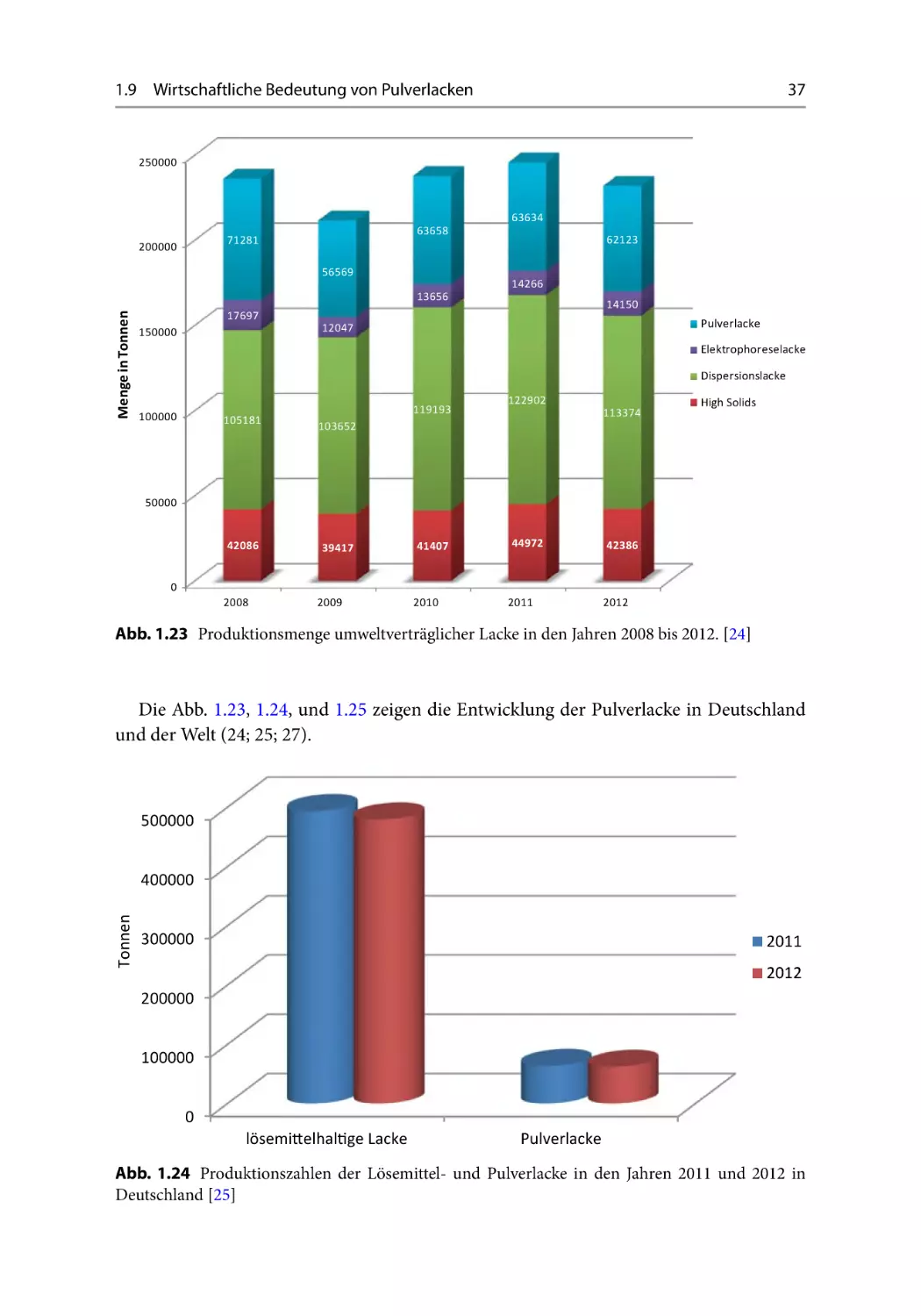
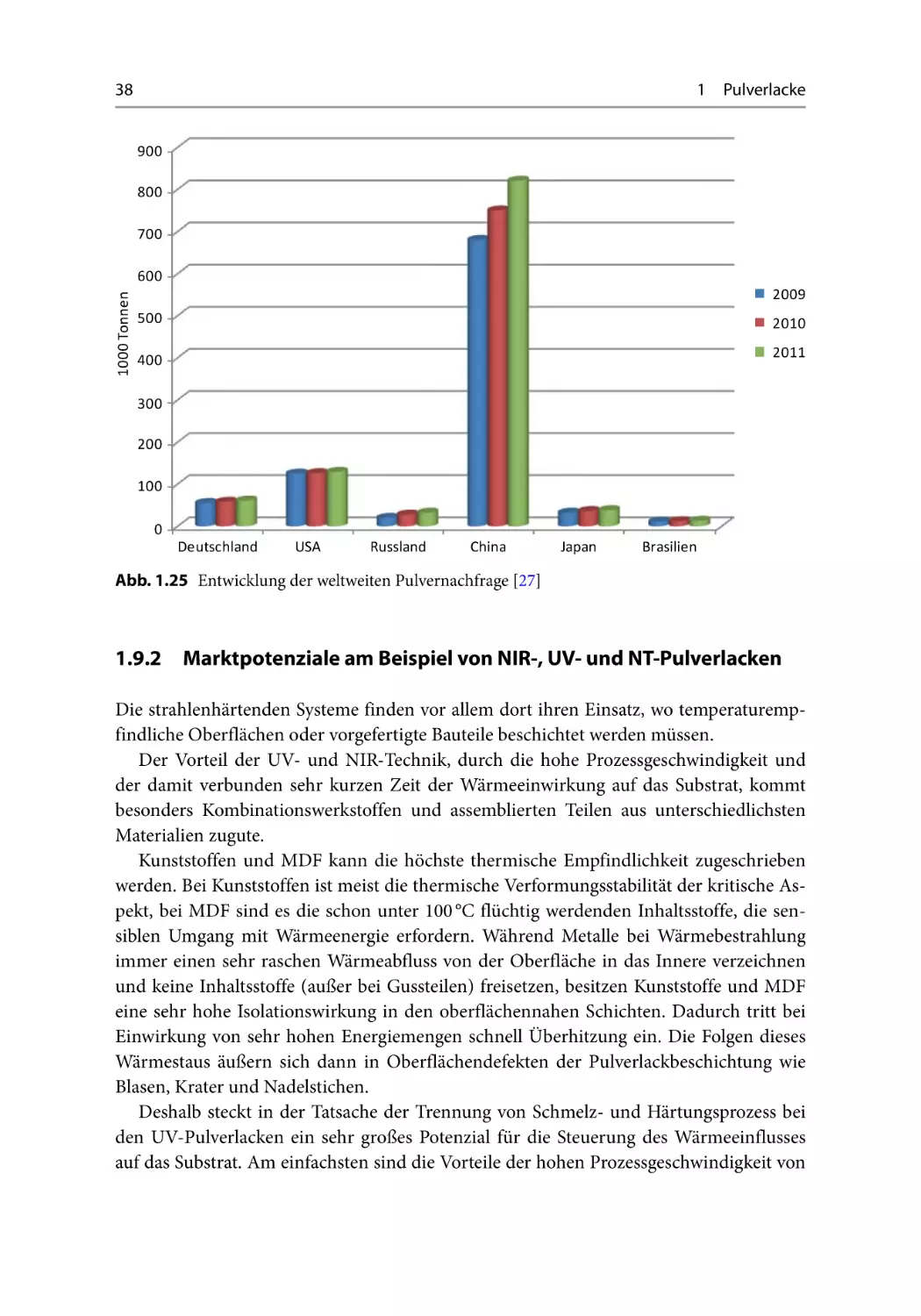
1.9 Wirtschaftliche Bedeutung von Pulverlacken ����������������������������������������������������
1.9.1 Der Pulverlackmarkt in Zahlen ��������������������������������������������������������������
1.9.2 Marktpotenziale am Beispiel von NIR-, UV- und
NT-Pulverlacken����������������������������������������������������������������������������������������
Literatur ����������������������������������������������������������������������������������������������������������������������������
32
33
33
34
34
35
36
38
39
2 Applikation ���������������������������������������������������������������������������������������������������������������������� 41
2.1 Einführung �������������������������������������������������������������������������������������������������������������� 41
2.2 Elektrostatische Oberflächenbeschichtung �������������������������������������������������������� 43
2.3 Physikalische Grundlagen der Beschichtungsverfahren ���������������������������������� 45
2.3.1 Auflademechanismen ������������������������������������������������������������������������������ 46
2.3.2 Triboelektrische Aufladung���������������������������������������������������������������������� 46
2.3.3 Ionisationsaufladung (Koronaaufladung) ���������������������������������������������� 52
2.3.4 Flugverhalten elektrisch aufgeladener Partikel ������������������������������������ 54
2.3.5 Verhältnis von Feld- und Schwerkraft ���������������������������������������������������� 55
2.3.6 Abscheideverhalten������������������������������������������������������������������������������������ 55
2.3.7 Bildung der Pulverschicht ������������������������������������������������������������������������ 56
2.3.8 Technologischer Vergleich der Sprühgeräte ������������������������������������������ 59
2.4 Die Aufladesysteme in der Praxis ������������������������������������������������������������������������ 61
2.4.1 Die Korona-Aufladung ���������������������������������������������������������������������������� 61
2.4.2 Tribo-Aufladung���������������������������������������������������������������������������������������� 64
2.4.3 Vergleich der Ladungssysteme ���������������������������������������������������������������� 65
2.4.4 Die Mundstücke ���������������������������������������������������������������������������������������� 67
2.5 Pulvertransport und Förderung �������������������������������������������������������������������������� 69
2.5.1 Mechanische Eigenschaften des Pulvers ������������������������������������������������ 71
2.5.2 Anforderungen an das Fördersystem ���������������������������������������������������� 72
2.5.3 Die Pulverfördersysteme �������������������������������������������������������������������������� 72
2.5.4 Trennung des Pulver-Luft-Gemischs ���������������������������������������������������� 79
2.5.5 Die Pulveraufbereitung ���������������������������������������������������������������������������� 82
2.5.6 Pulveraufbereitung im Behälter �������������������������������������������������������������� 86
2.5.7 Die Schlauchführung �������������������������������������������������������������������������������� 91
2.5.8 Ermittlung der relevanten Parameter ���������������������������������������������������� 92
2.5.9 Anlagenkonzepte���������������������������������������������������������������������������������������� 93
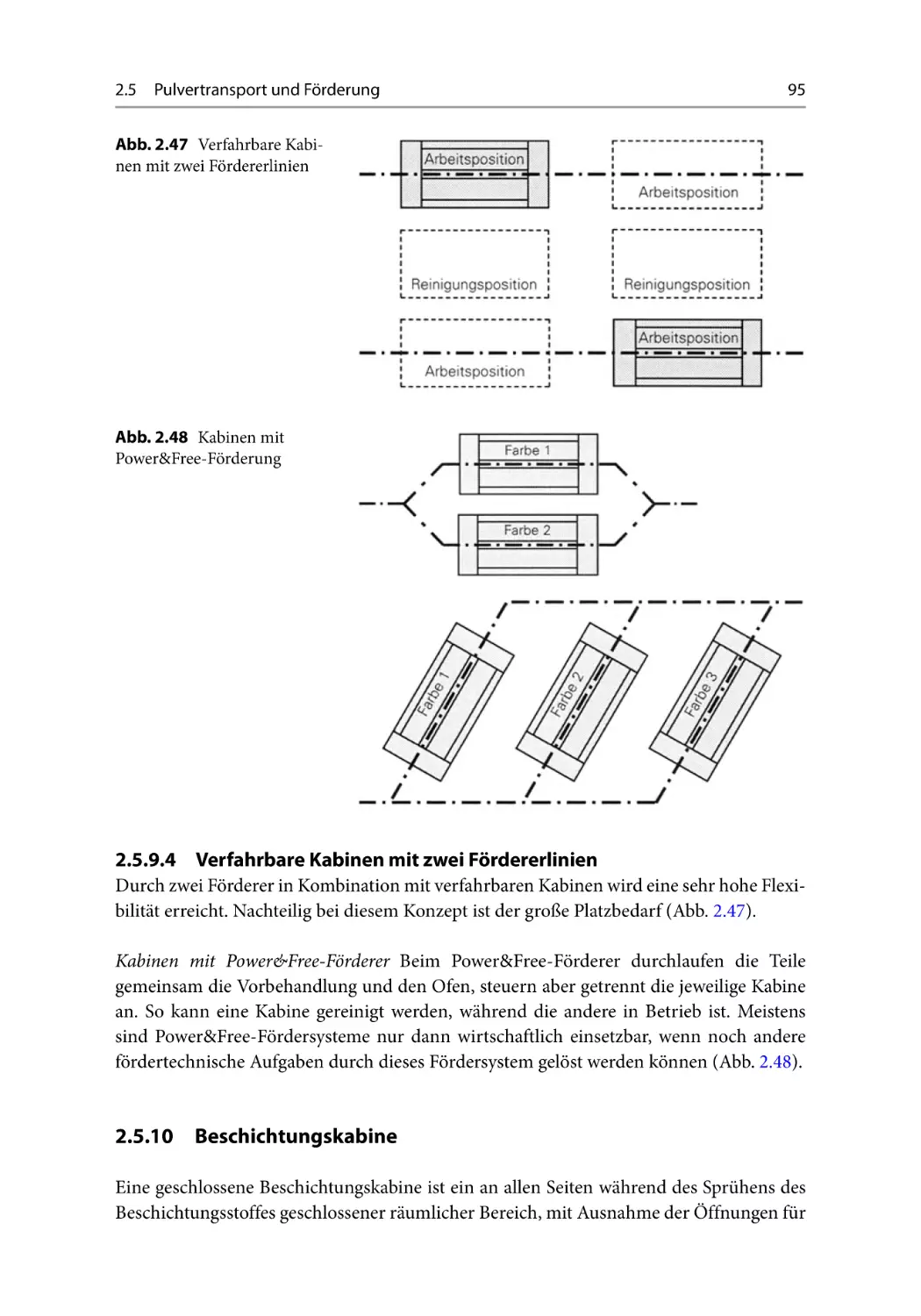
2.5.10 Beschichtungskabine �������������������������������������������������������������������������������� 95
2.5.11 Die Wahl des Kabinentyps ���������������������������������������������������������������������� 96
2.5.12 Die Rückgewinnungssysteme ������������������������������������������������������������������ 103
Inhaltsverzeichnis
IX
2.5.13 Die Dimensionierung der Anlage ����������������������������������������������������������
2.5.14 Die Beschichtungsgeräte – Pistolen ��������������������������������������������������������
2.5.15 Das Pulverzentrum������������������������������������������������������������������������������������
2.5.16 Die Steuerung ��������������������������������������������������������������������������������������������
2.5.17 Die Hubgeräte��������������������������������������������������������������������������������������������
2.5.18 Rohrleitung von der Kabine zum Zyklon ����������������������������������������������
2.5.19 Kabinensysteme für die automatische Beschichtung����������������������������
2.6 Die Anlagentechnik für die Verarbeitung von Effektpulverlacken������������������
2.6.1 Rückgewinnungsprobleme ����������������������������������������������������������������������
2.6.2 Aufladungsprobleme����������������������������������������������������������������������������������
2.6.3 Sprühbildveränderungen��������������������������������������������������������������������������
2.6.4 Einfluss der Mundstücke��������������������������������������������������������������������������
2.6.5 Kurzschlussbildung zwischen Pistole und Mundstück������������������������
2.6.6 Kurzschlussbildung durch Schichtbildung im
Pulverrohr oder Pulverschlauch ������������������������������������������������������������
2.7 Sonderverfahren der Pulverbeschichtung ����������������������������������������������������������
2.7.1 Pulverbeschichten ohne Pistolen – rein elektrostatisches
Wirbelbadverfahren����������������������������������������������������������������������������������
2.7.2 Coil-Coating mit Pulverlack��������������������������������������������������������������������
2.7.3 Wirbelsintern����������������������������������������������������������������������������������������������
2.7.4 Rundsprühsysteme in der Omega-Schleife��������������������������������������������
2.8 Wirkungsgradverbesserung bei elektrostatischen Sprühverfahren ����������������
2.9 Geforderte Sicherheitseinrichtungen ������������������������������������������������������������������
2.10 Häufige Fehler in der Pulverbeschichtung und Lösungsmöglichkeiten����������
2.11 Das Einmaleins der Pulverbeschichtung ������������������������������������������������������������
Literatur ����������������������������������������������������������������������������������������������������������������������������
107
108
110
115
119
120
121
124
124
124
125
126
127
3 Gehänge und Fördertechnik ����������������������������������������������������������������������������������������
3.1 Gehänge, Warenträger��������������������������������������������������������������������������������������������
3.2 Fördertechnik����������������������������������������������������������������������������������������������������������
3.2.1 Anforderungen und Kriterien������������������������������������������������������������������
3.2.2 Fördergut����������������������������������������������������������������������������������������������������
3.3 Die Fördersysteme im Einzelnen��������������������������������������������������������������������������
3.3.1 Handschiebebahnen����������������������������������������������������������������������������������
3.3.2 Kreisförderer ����������������������������������������������������������������������������������������������
3.3.3 Verzweigungsfähige Kreisförderer����������������������������������������������������������
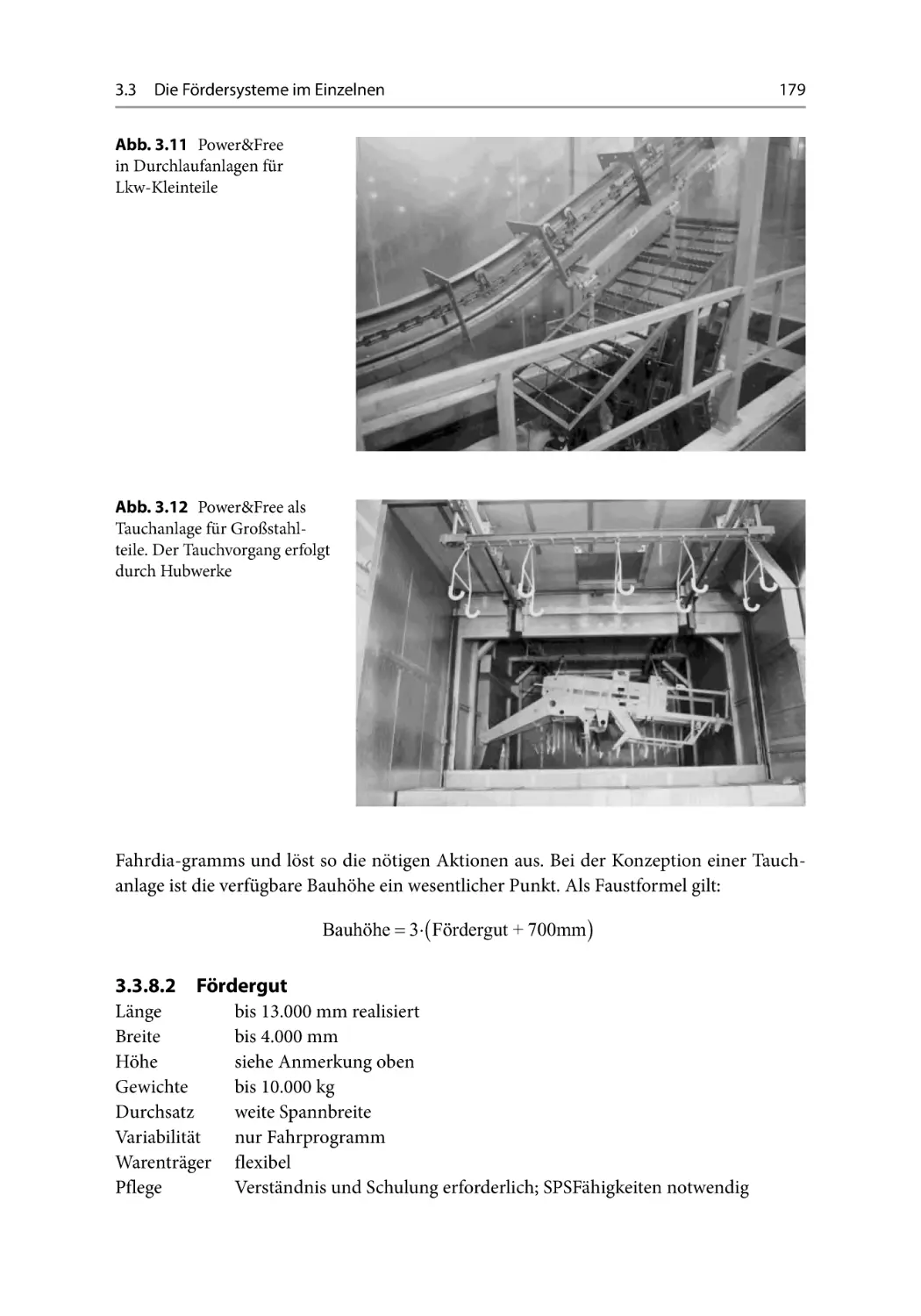
3.3.4 Power&Free-Systeme��������������������������������������������������������������������������������
3.3.5 Elektrohängebahn��������������������������������������������������������������������������������������
3.3.6 Bodenförderer��������������������������������������������������������������������������������������������
3.3.7 Skid-Anlagen����������������������������������������������������������������������������������������������
3.3.8 Tauchanlagen����������������������������������������������������������������������������������������������
159
159
162
162
163
165
165
167
168
170
173
174
176
178
127
127
127
128
131
131
132
134
138
154
155
X
Inhaltsverzeichnis
3.3.9 Beschickungsautomaten����������������������������������������������������������������������������
3.3.10 Tischkreisförderer��������������������������������������������������������������������������������������
3.3.11 Querstabförderer����������������������������������������������������������������������������������������
3.3.12 Bänder����������������������������������������������������������������������������������������������������������
3.3.13 Rollenbahnen����������������������������������������������������������������������������������������������
3.3.14 Stapelautomaten ����������������������������������������������������������������������������������������
3.4 Beispiele aus der Praxis������������������������������������������������������������������������������������������
3.4.1 Vom Kreisförderer zu Power&Free mit Kettenlaufwerk ����������������������
3.4.2 Power&Free als Bodenförderer����������������������������������������������������������������
Literatur ����������������������������������������������������������������������������������������������������������������������������
180
180
181
181
181
181
182
182
185
186
4 Einbrennen von Pulverlacken ��������������������������������������������������������������������������������������
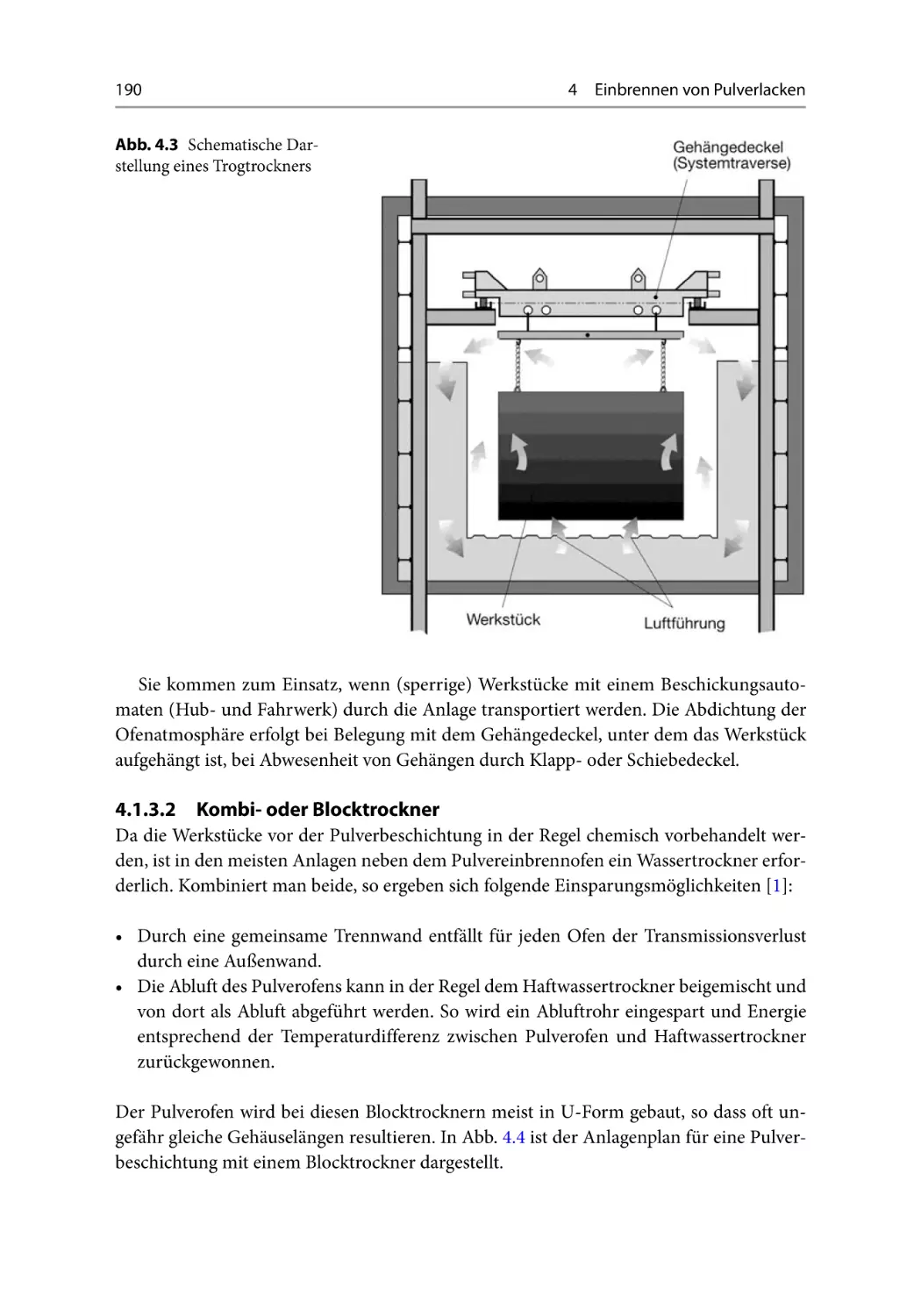
4.1 Bauformen von Trocknern������������������������������������������������������������������������������������
4.1.1 Kammertrockner����������������������������������������������������������������������������������������
4.1.2 Durchlauftrockner ������������������������������������������������������������������������������������
4.1.3 Sonderformen ��������������������������������������������������������������������������������������������
4.2 Trocknungsverfahren ��������������������������������������������������������������������������������������������
4.2.1 Konvektions- oder Umlufttrocknung������������������������������������������������������
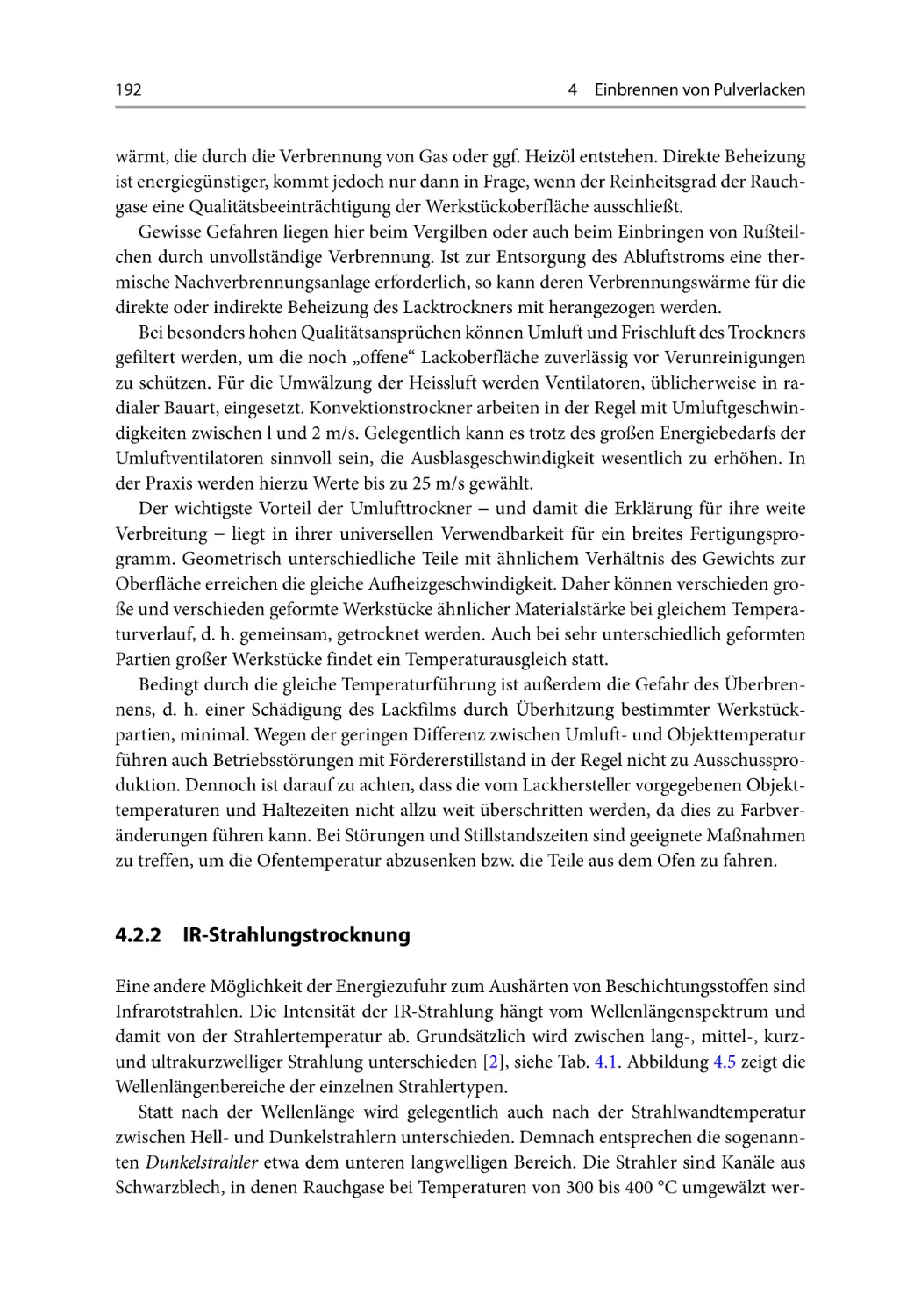
4.2.2 IR-Strahlungstrocknung����������������������������������������������������������������������������
4.2.3 Sonderverfahren ����������������������������������������������������������������������������������������
4.2.4 Bewertung verschiedener Aushärteverfahren����������������������������������������
4.3 Optimierung von Lacktrocknern��������������������������������������������������������������������������
4.4 Messen der Einbrenntemperatur��������������������������������������������������������������������������
4.4.1 Grundlagen der Temperaturmessung ����������������������������������������������������
4.4.2 Anwendung der Temperaturmessung����������������������������������������������������
4.4.3 Prozessoptimierung mit Hilfe der Temperaturmessung����������������������
4.4.4 Optimierungsmöglichkeiten im Bereich Einbrennofen an
einem Beispiel ��������������������������������������������������������������������������������������������
Literatur ����������������������������������������������������������������������������������������������������������������������������
187
187
188
188
189
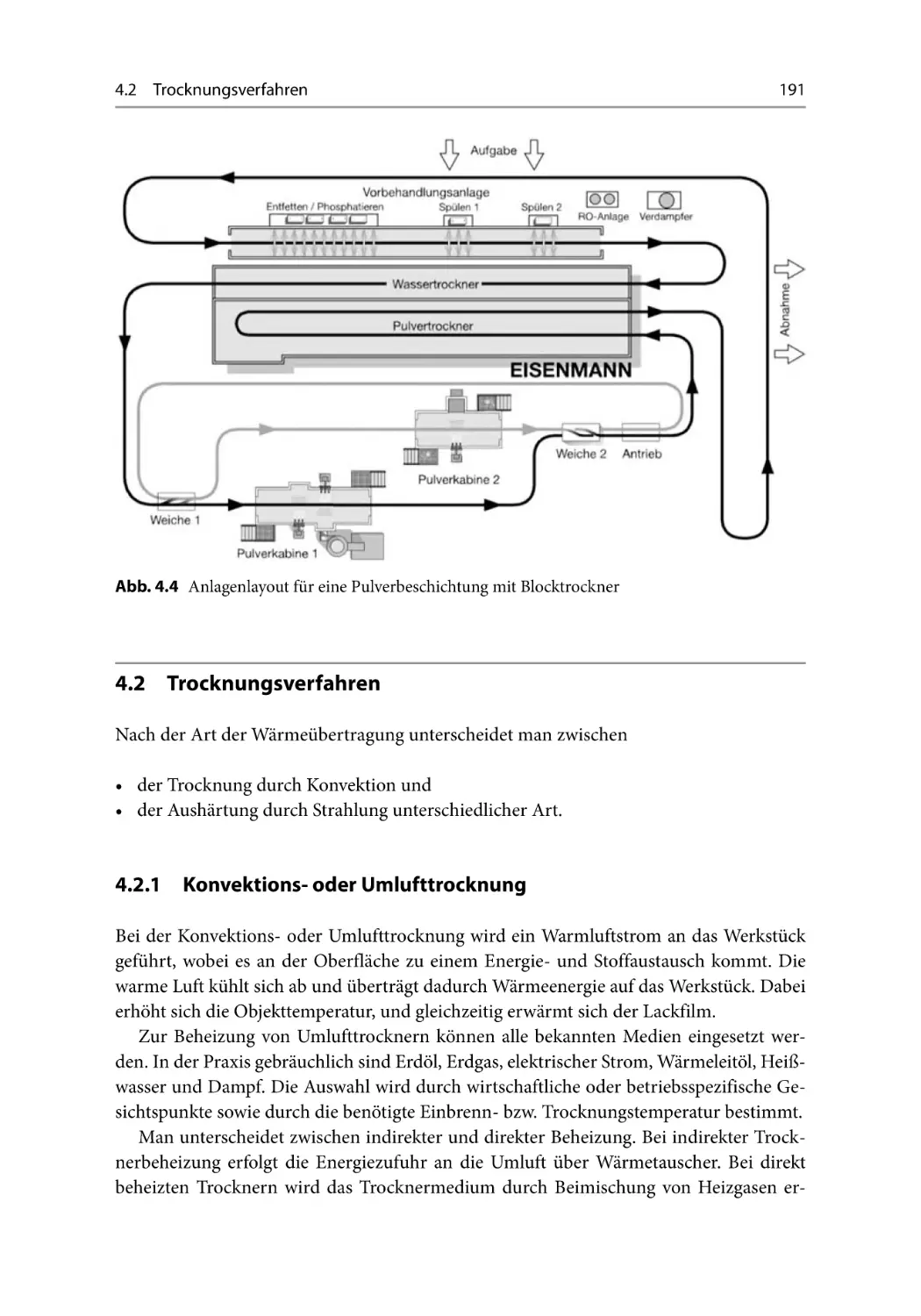
191
191
192
194
197
197
199
200
202
204
5 Oberflächenvorbehandlung von Metallen ����������������������������������������������������������������
5.1 Reinigung und Vorbehandlung ����������������������������������������������������������������������������
5.2 Anforderungen an den Oberflächenzustand������������������������������������������������������
5.2.1 Reinheitsgrad����������������������������������������������������������������������������������������������
5.2.2 Porosität ������������������������������������������������������������������������������������������������������
5.3 Mechanische Vorbehandlung��������������������������������������������������������������������������������
5.3.1 Schleifen und Bürsten��������������������������������������������������������������������������������
5.3.2 Strahlen��������������������������������������������������������������������������������������������������������
5.4 Wässrige Reinigungsverfahren������������������������������������������������������������������������������
5.4.1 Parameter der Reinigung��������������������������������������������������������������������������
5.4.2 Reinigungsmechanismus in wässrigen Lösungen ��������������������������������
5.4.3 Reinigertypen ��������������������������������������������������������������������������������������������
209
209
210
210
214
215
215
216
218
218
220
224
205
208
Inhaltsverzeichnis
5.4.4 Beizen����������������������������������������������������������������������������������������������������������
5.5 Phosphatierverfahren ��������������������������������������������������������������������������������������������
5.5.1 Schichtbildende Phosphatierung ������������������������������������������������������������
5.5.2 Nichtschichtbildende Phosphatierungen������������������������������������������������
5.5.3 Eisen-Dickschichtphosphatierung����������������������������������������������������������
5.5.4 Methoden zur Charakterisierung von Phosphatschichten������������������
5.5.5 Fehler und Fehlervermeidung beim Phosphatieren ����������������������������
5.6 Chromatierung��������������������������������������������������������������������������������������������������������
5.6.1 Gelb- und Grünchromatierung ��������������������������������������������������������������
5.7 Vorbehandlung von Eisenwerkstoffen ����������������������������������������������������������������
5.8 Zink und verzinkte Oberflächen��������������������������������������������������������������������������
5.9 Buntmetalle und ihre Legierungen����������������������������������������������������������������������
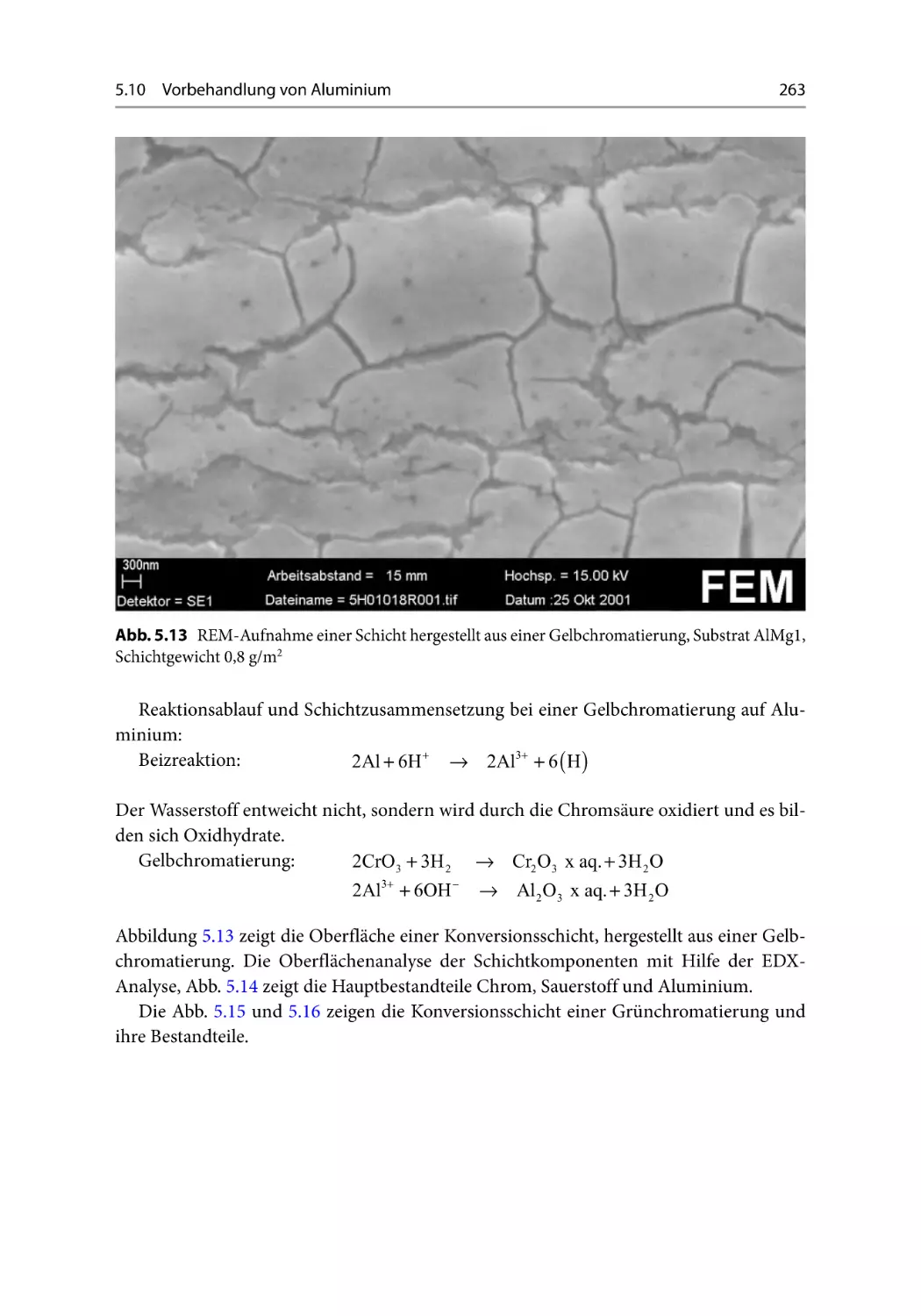
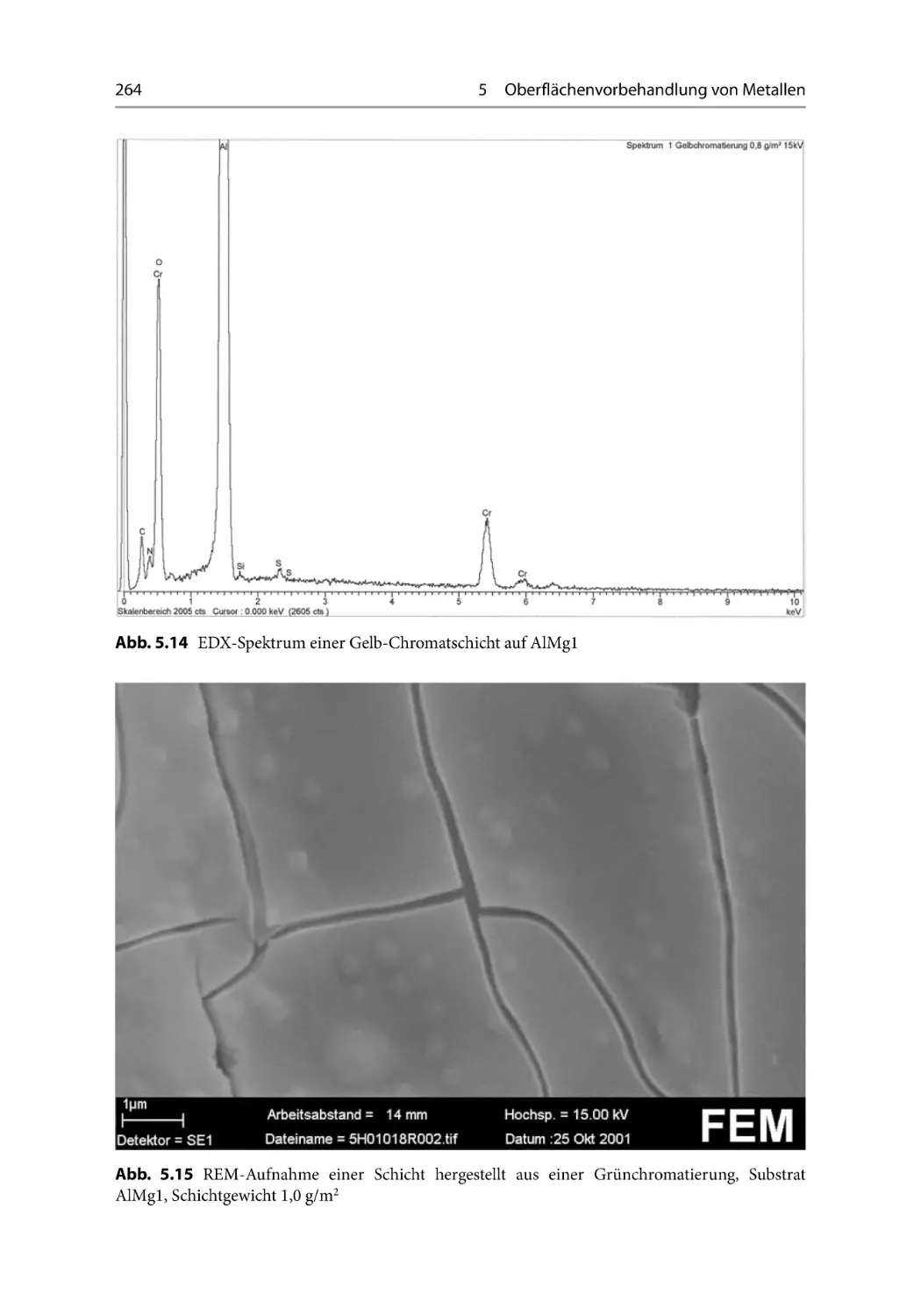
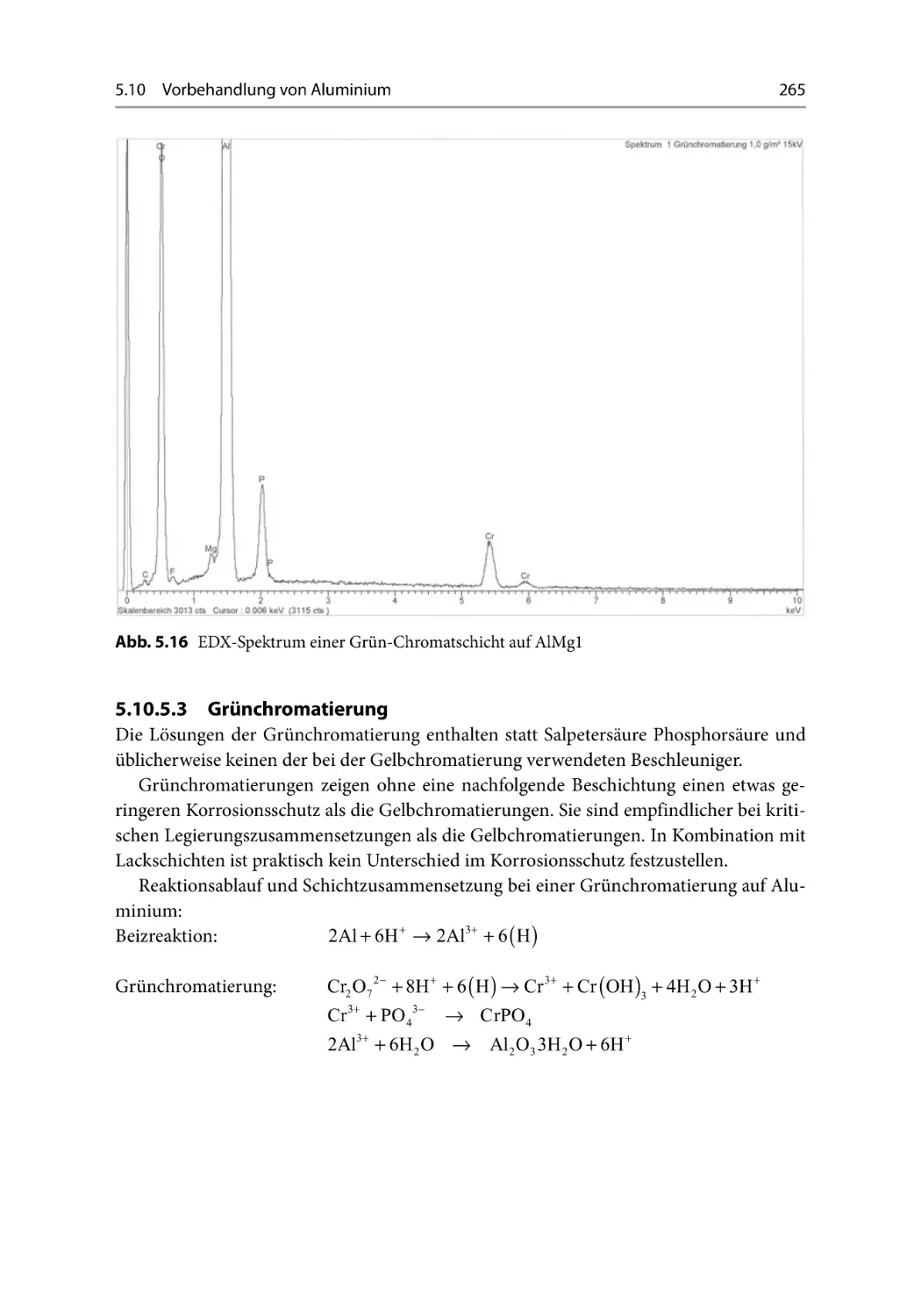
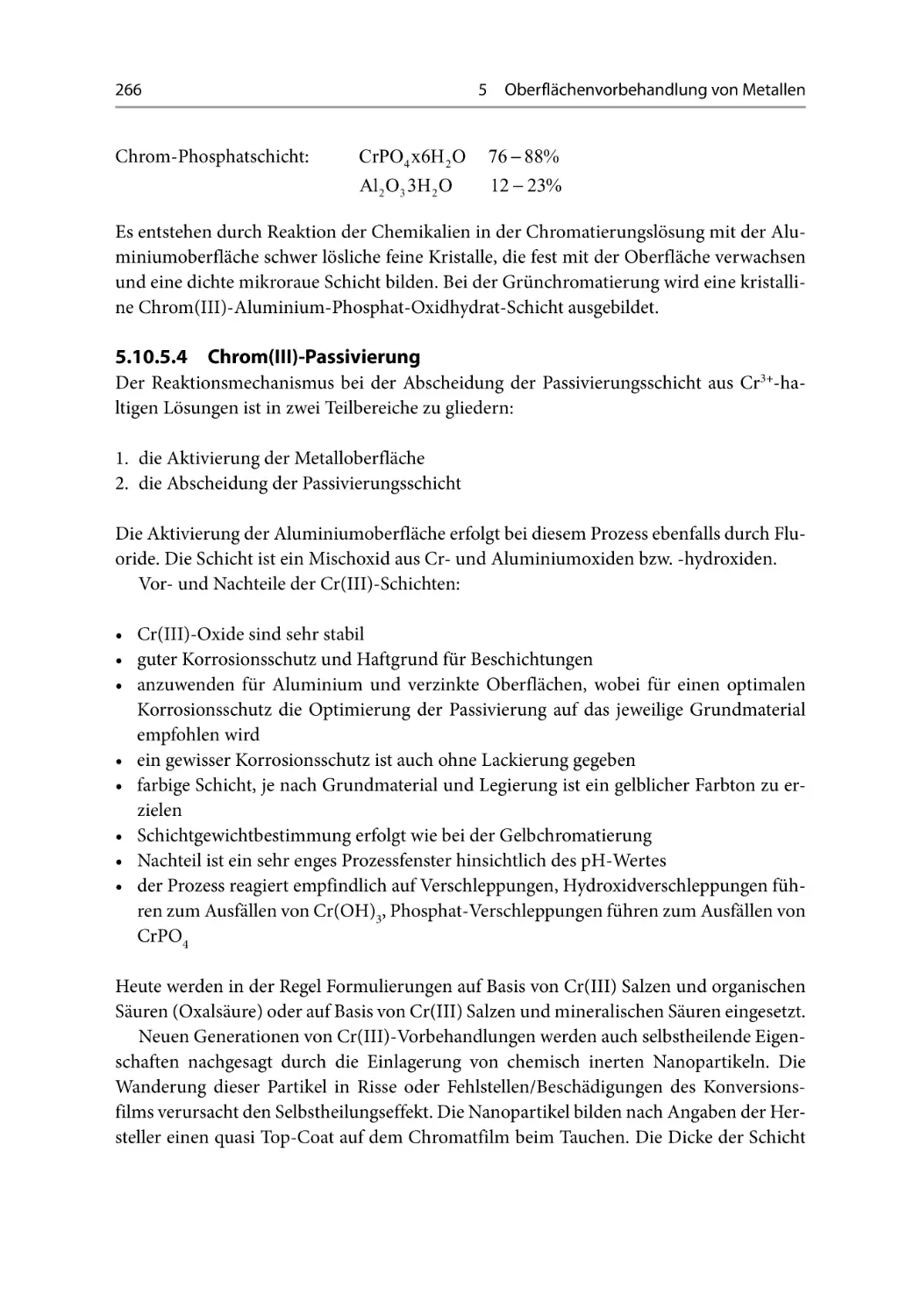
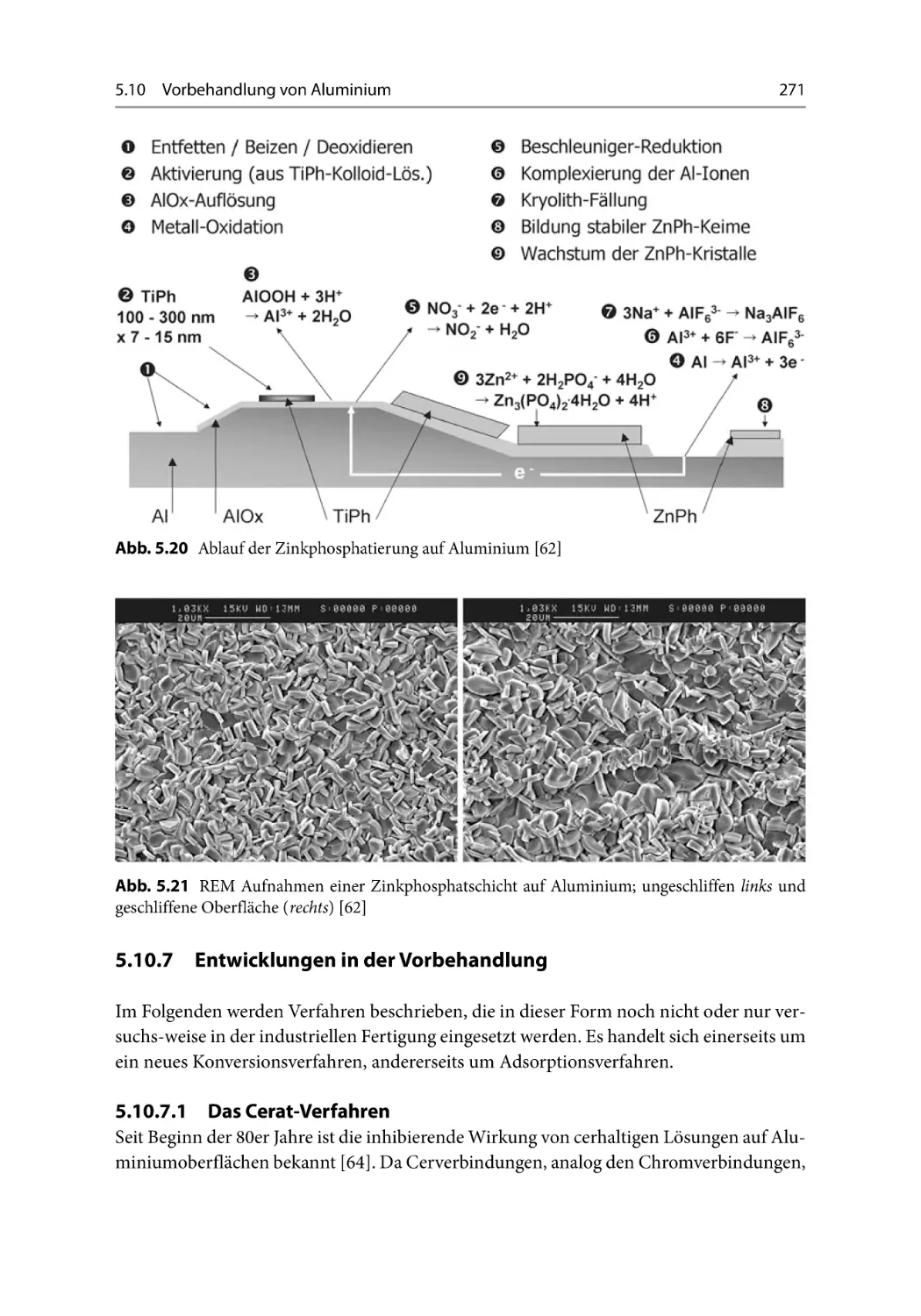
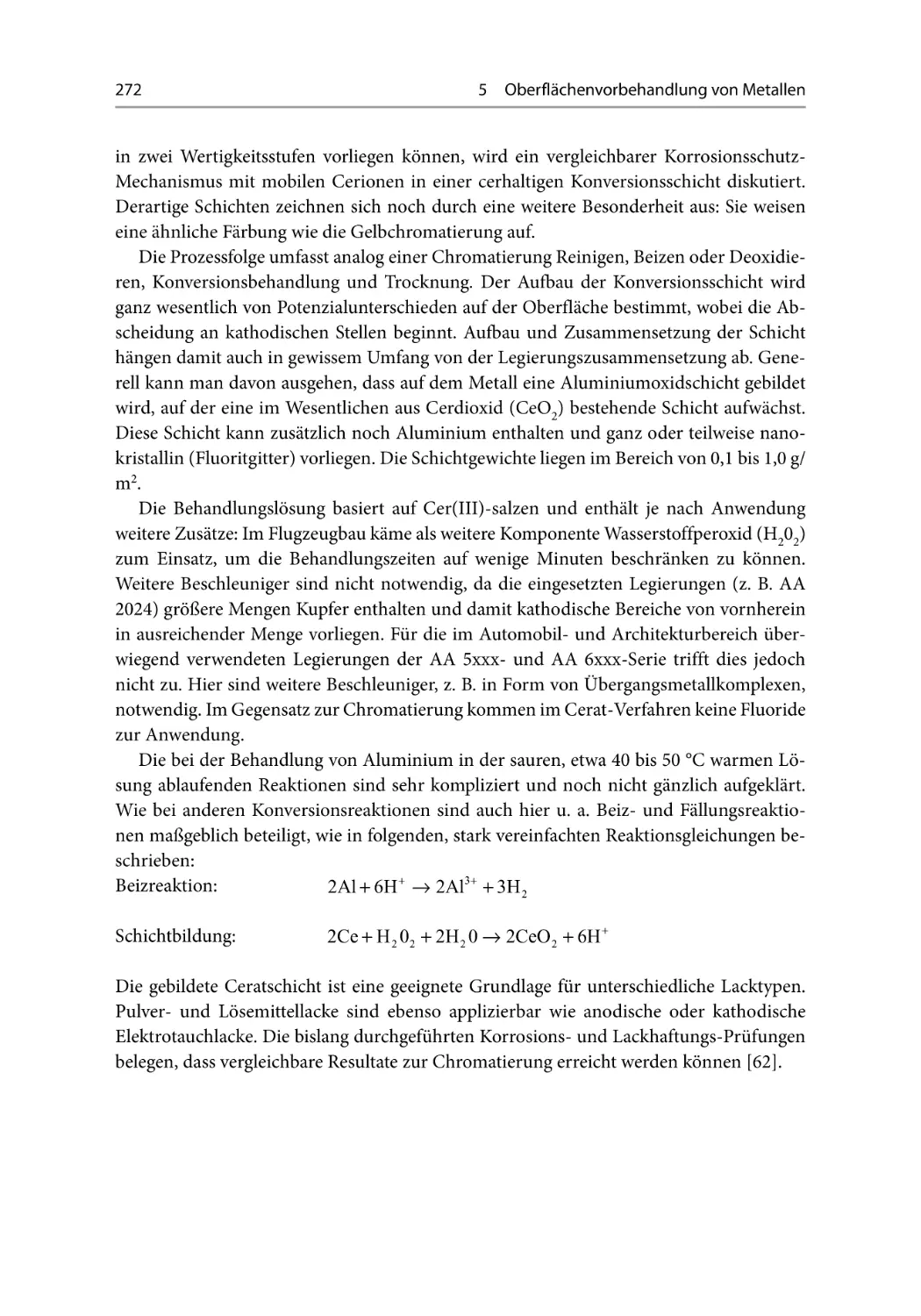
5.10 Vorbehandlung von Aluminium��������������������������������������������������������������������������
5.10.1 Vorbehandlung der Werkstückoberfläche����������������������������������������������
5.10.2 Vorbehandlung von Aluminiumgusslegierungen ��������������������������������
5.10.3 Vorbehandlungsverfahren für Aluminiumoberflächen������������������������
5.10.4 Eigenschaften des Werkstoffs Aluminium����������������������������������������������
5.10.5 Stand der Technik in der Konversionsschichtbildung bei
Aluminium��������������������������������������������������������������������������������������������������
5.10.6 Chromfreie Verfahren ����������������������������������������������������������������������������
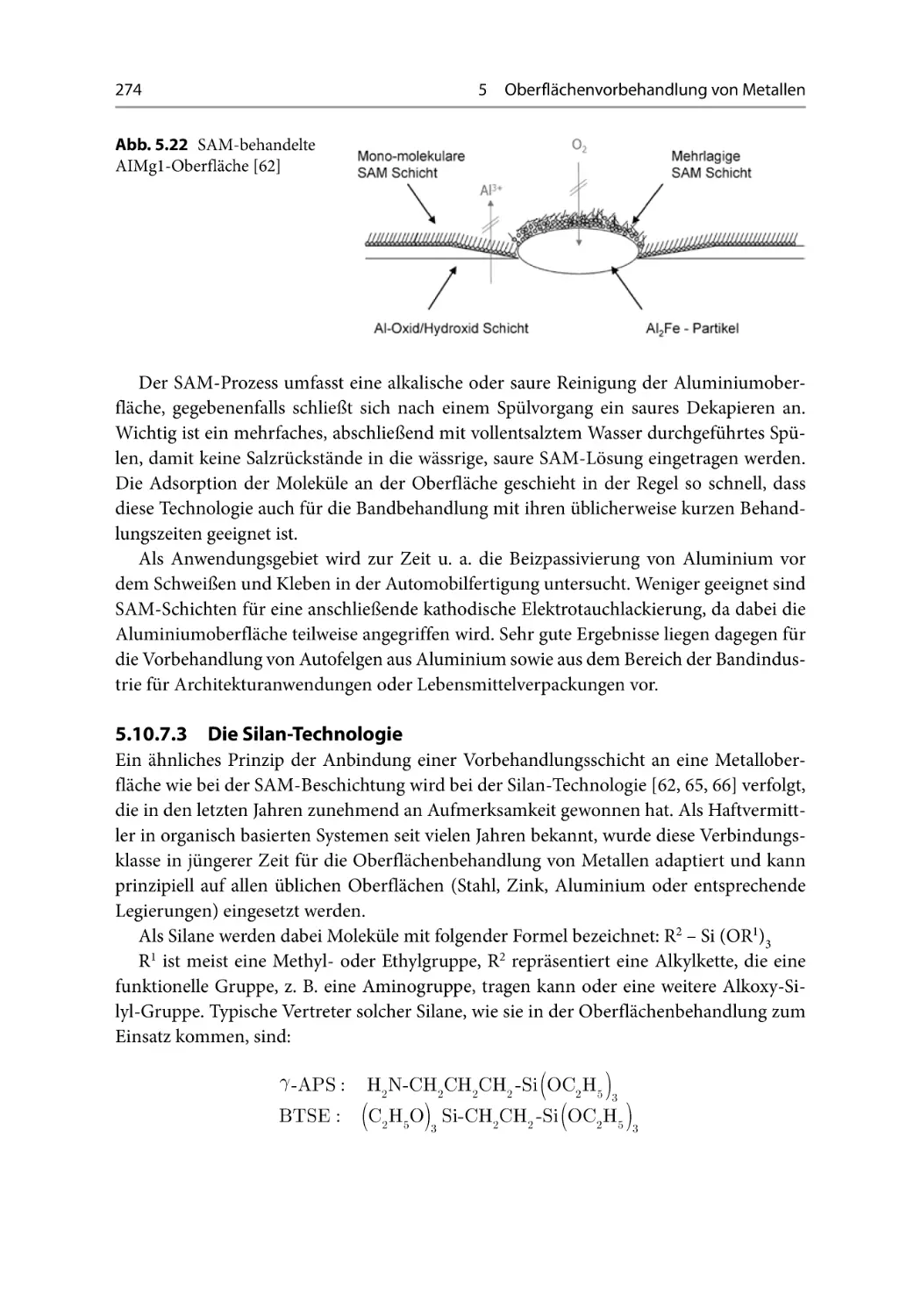
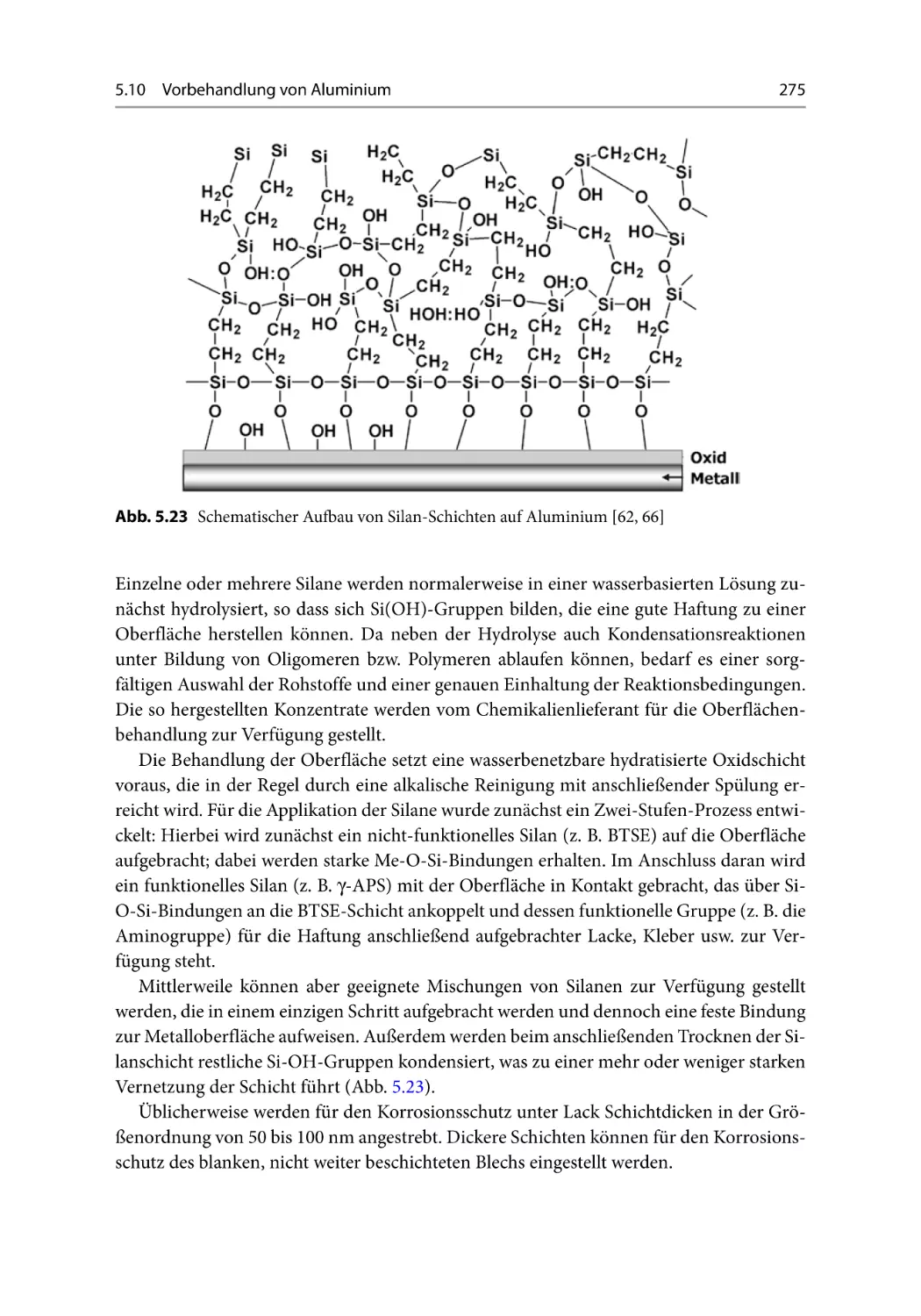
5.10.7 Entwicklungen in der Vorbehandlung��������������������������������������������������
5.11 Magnesiumwerkstoffe��������������������������������������������������������������������������������������������
5.11.1 Vor- und Nachbehandlungsverfahren für Mg-Legierungen����������������
5.11.2 Konversions- bzw. Passivierungsverfahren für Magnesium����������������
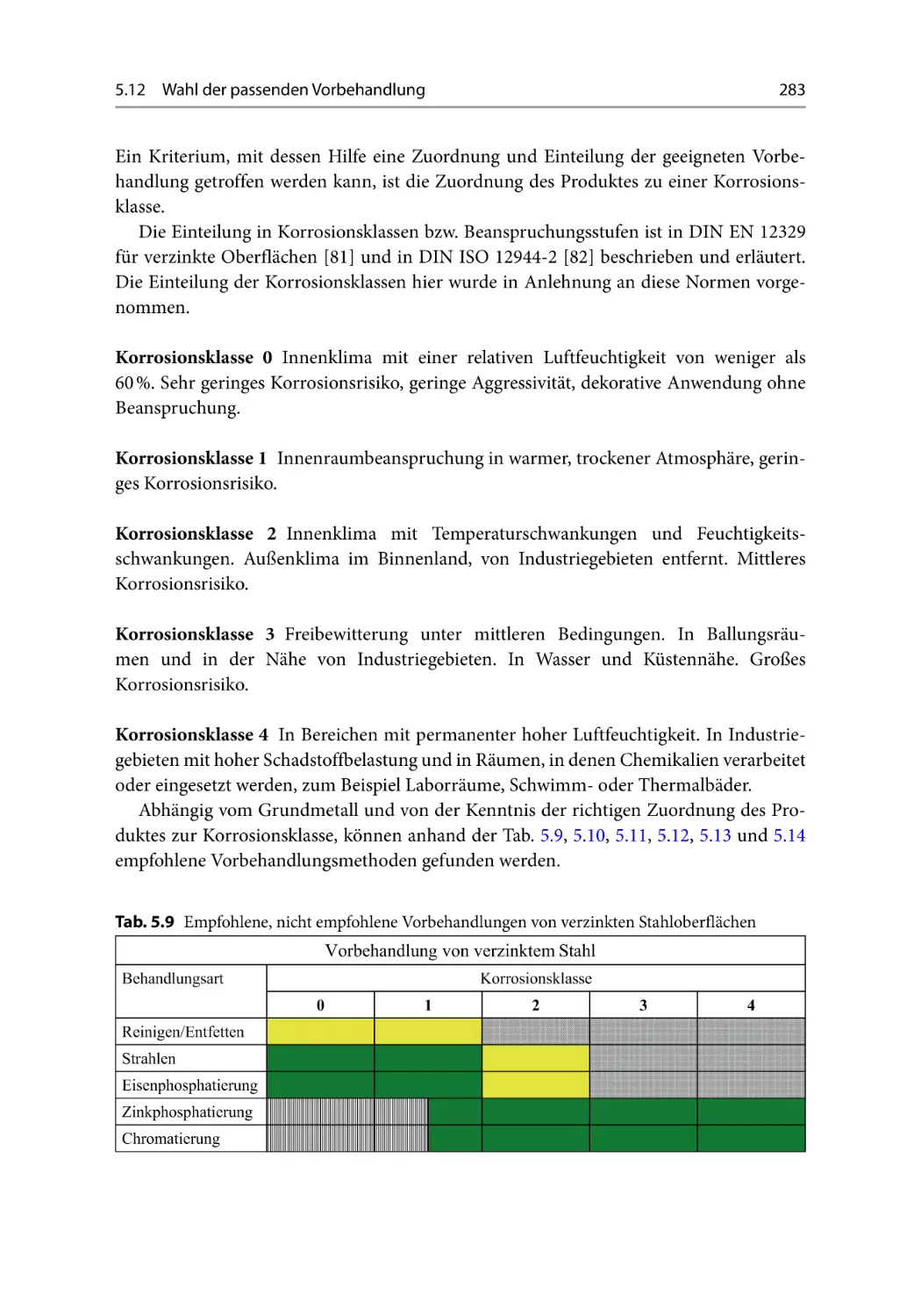
5.11.3 Konversionsschichtbildung mit dem System Permanganat,
Vanadat, Molybdat, Wolframat����������������������������������������������������������������
5.12 Wahl der passenden Vorbehandlung ������������������������������������������������������������������
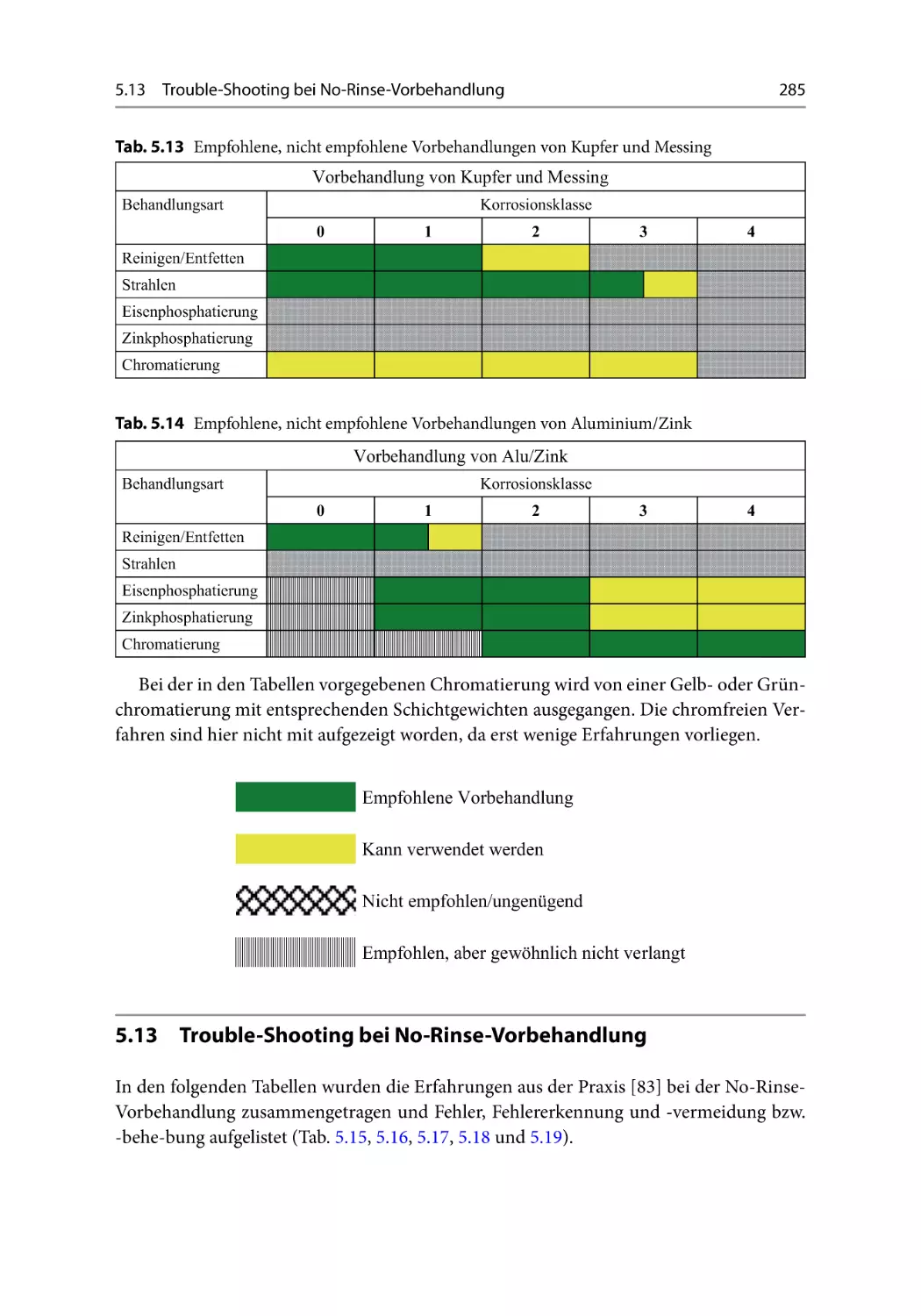
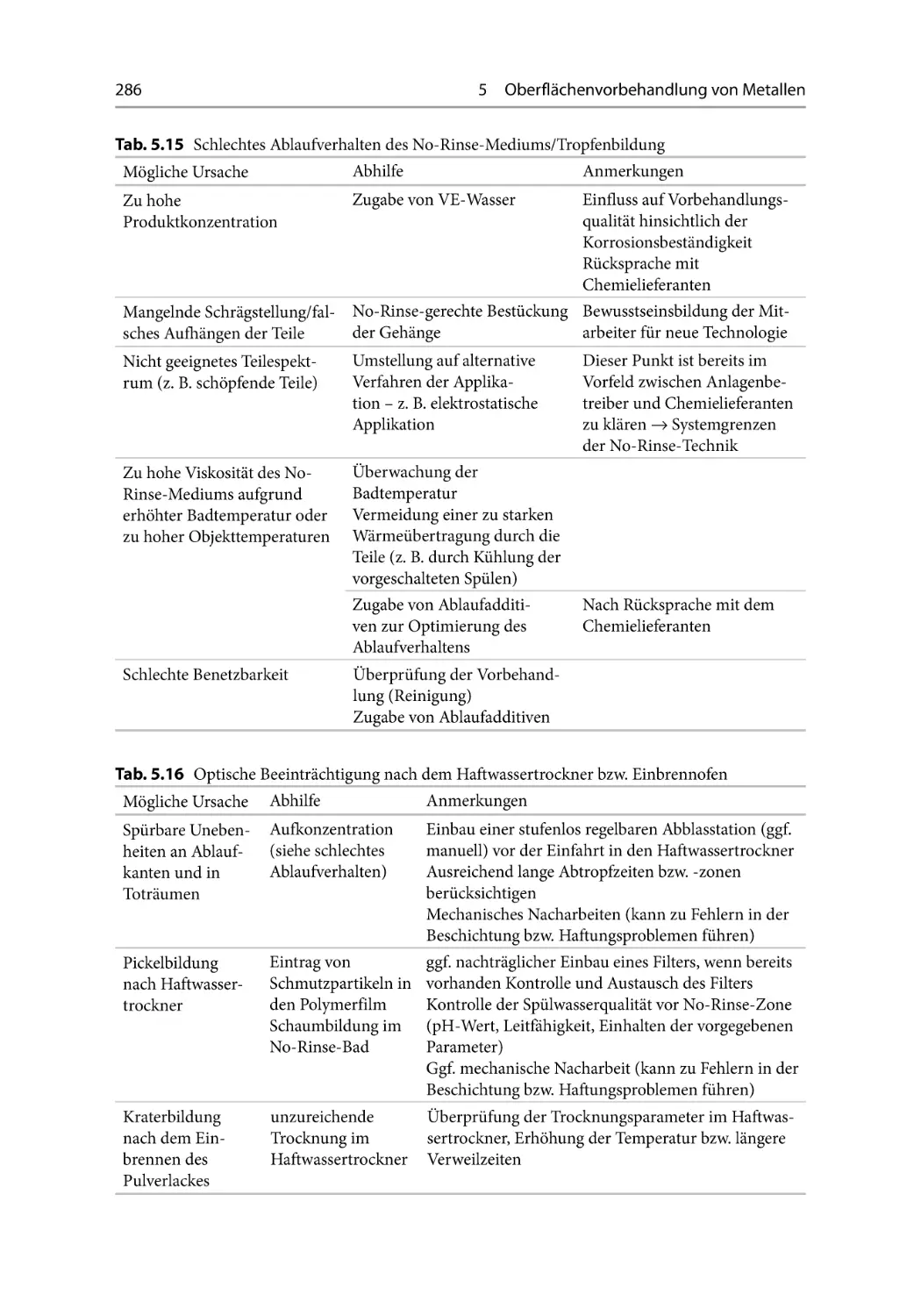
5.13 Trouble-Shooting bei No-Rinse-Vorbehandlung ����������������������������������������������
5.14 Vorbehandlung von Kunststoffen ������������������������������������������������������������������������
5.14.1 Mechanisches Vorbereiten von Kunststoffen ����������������������������������������
5.14.2 Das Reinigen von Kunststoffen����������������������������������������������������������������
5.14.3 Beizen von Kunststoffoberflächen ����������������������������������������������������������
5.14.4 Aktivierung der Kunststoffoberflächen��������������������������������������������������
Literatur ����������������������������������������������������������������������������������������������������������������������������
6 Pulverbeschichtung in der Praxis��������������������������������������������������������������������������������
6.1 Pulverbeschichtung im Bauwesen, Architektur��������������������������������������������������
6.1.1 Eckdaten und Anforderungen an die neue Anlage ������������������������������
6.2 Pulverbeschichtung im Industriebereich������������������������������������������������������������
6.2.1 Anlagensteuerung��������������������������������������������������������������������������������������
6.2.2 Flexibilität durch Automatisierung der Kabinen ����������������������������������
6.3 Pulverbeschichtung im Bereich Weiße Ware������������������������������������������������������
XI
225
227
228
232
233
234
237
245
247
248
250
251
251
253
254
256
257
259
267
271
280
280
281
282
282
285
288
288
289
289
290
290
295
295
295
298
300
300
302
XII
Inhaltsverzeichnis
6.3.1 Vollautomatische Pulverlackierung in Höchstqualität ������������������������
6.4 Pulverbeschichtung in der Leuchtenindustrie ��������������������������������������������������
6.4.1 Technische Daten der Anlage ������������������������������������������������������������������
6.4.2 Verfahrenstechnik ������������������������������������������������������������������������������������
6.4.3 Pulverlacke ������������������������������������������������������������������������������������������������
6.4.4 Besonderheiten der neuen Beschichtungshalle�������������������������������������
6.4.5 Ergebnisse nach den ersten Betriebsmonaten ��������������������������������������
6.5 Pulverbeschichtung von Holz und Holzwerkstoffen ����������������������������������������
6.5.1 Anforderungen an den Werkstoff ����������������������������������������������������������
6.5.2 Applikationstechniken ������������������������������������������������������������������������������
6.5.3 Pulverlacke ������������������������������������������������������������������������������������������������
6.5.4 Beispiel der Pulverbeschichtung von MDF mit
UV-härtendem System ����������������������������������������������������������������������������
6.6 In-Mould-Coating ������������������������������������������������������������������������������������������������
6.7 Energiemanagement in der Lackieranlage����������������������������������������������������������
Literatur ����������������������������������������������������������������������������������������������������������������������������
303
306
307
307
308
308
310
311
312
314
315
7 Mess- und Prüftechnik ��������������������������������������������������������������������������������������������������
7.1 Aufgaben der Prüftechnik ������������������������������������������������������������������������������������
7.1.1 Prüfung von Beschichtungsstoffen ��������������������������������������������������������
7.1.2 Prüfung des Untergrundes ����������������������������������������������������������������������
7.1.3 Prüfung der Applikation und Trocknung (Einbrennvorgang)������������
7.1.4 Prüfung der Beschichtung������������������������������������������������������������������������
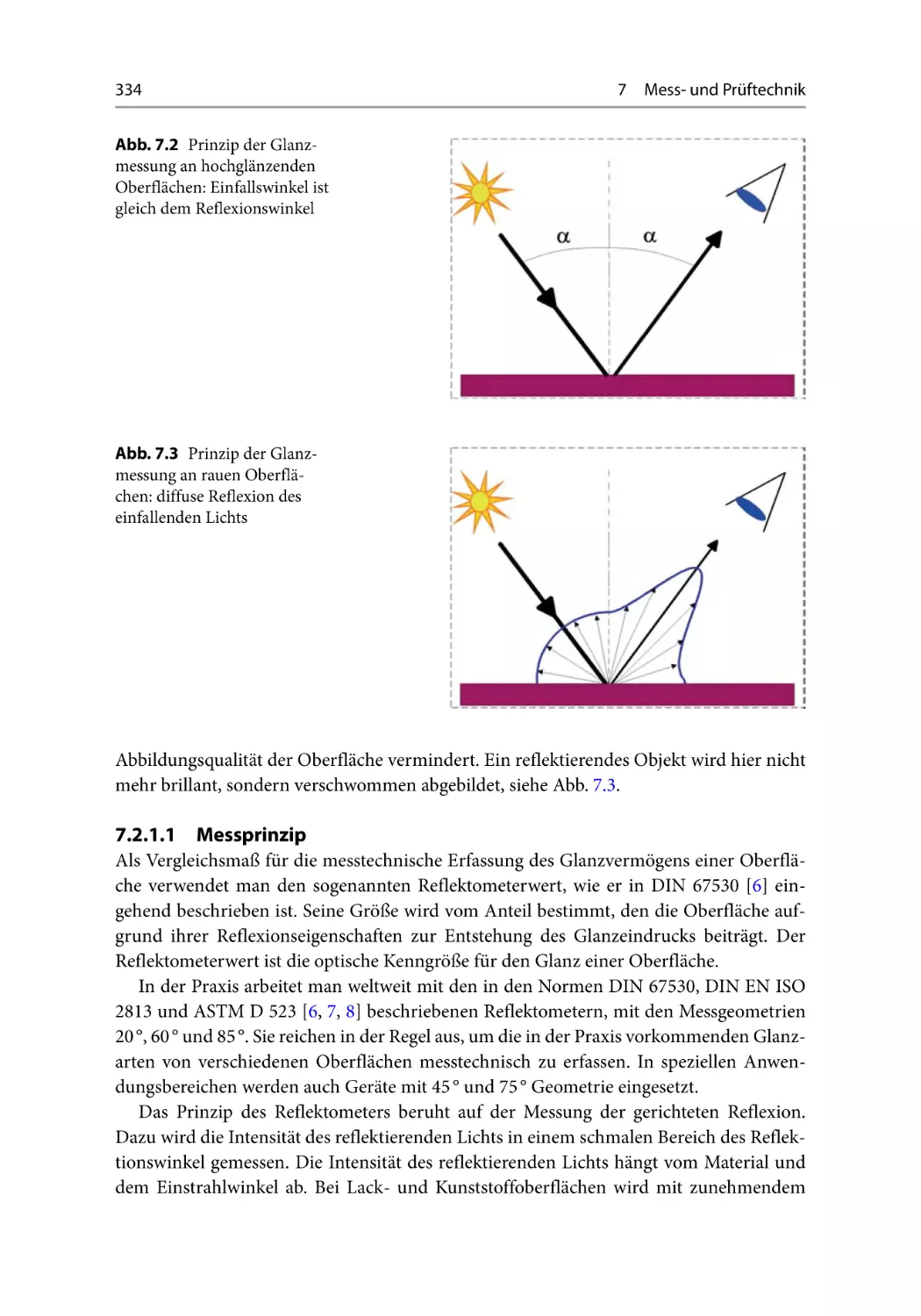
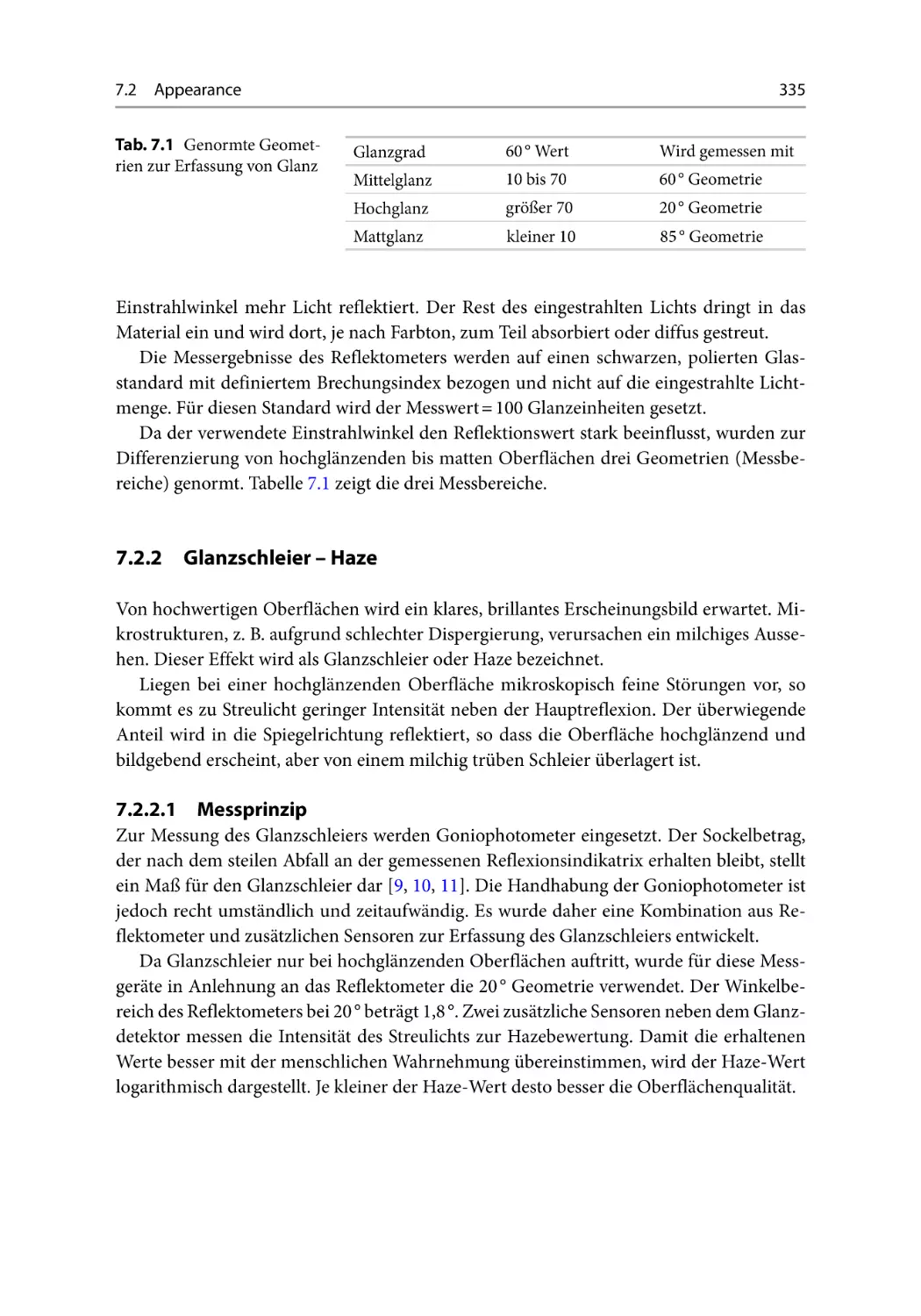
7.2 Appearance��������������������������������������������������������������������������������������������������������������
7.2.1 Glanzmessung ��������������������������������������������������������������������������������������������
7.2.2 Glanzschleier – Haze ��������������������������������������������������������������������������������
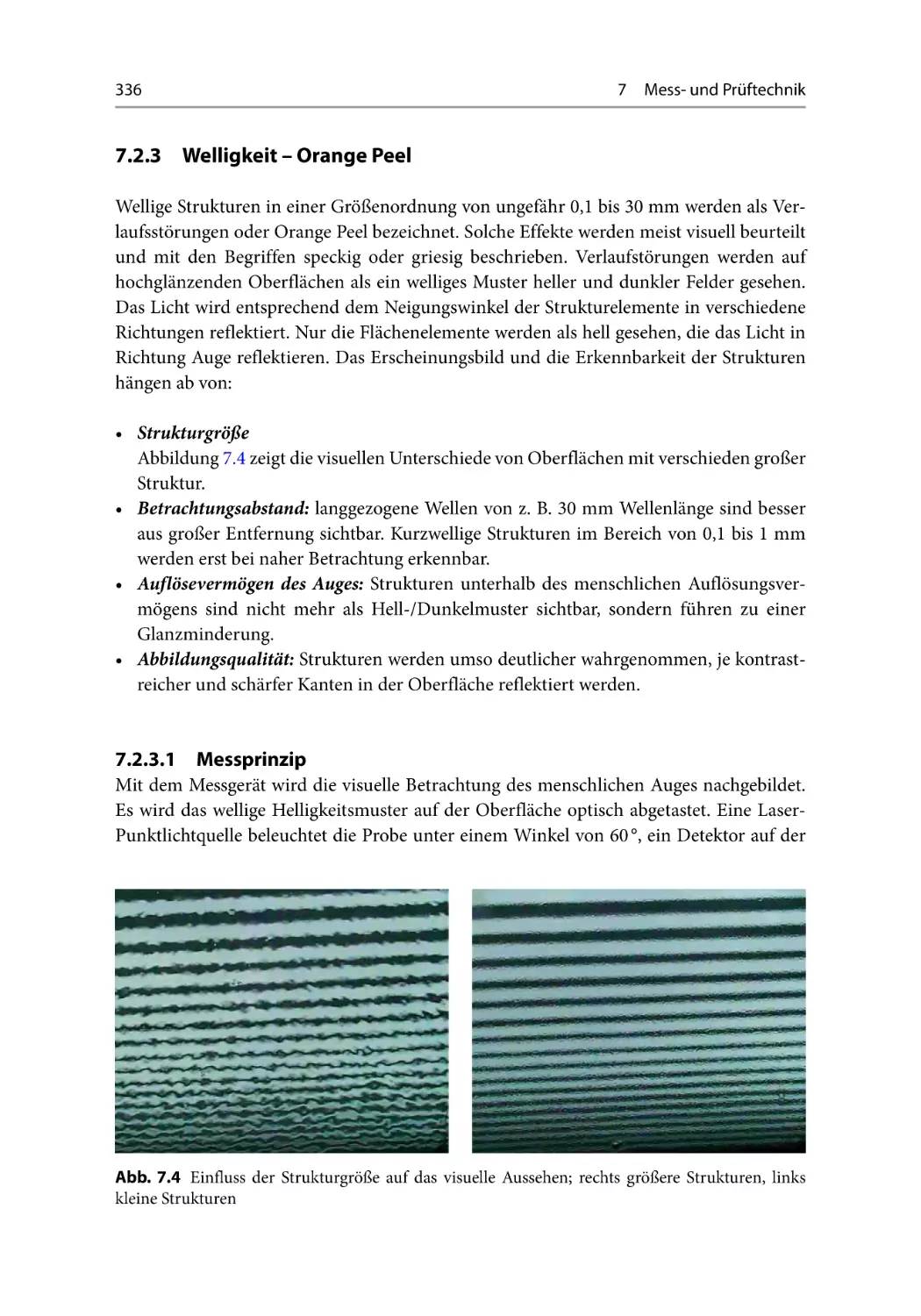
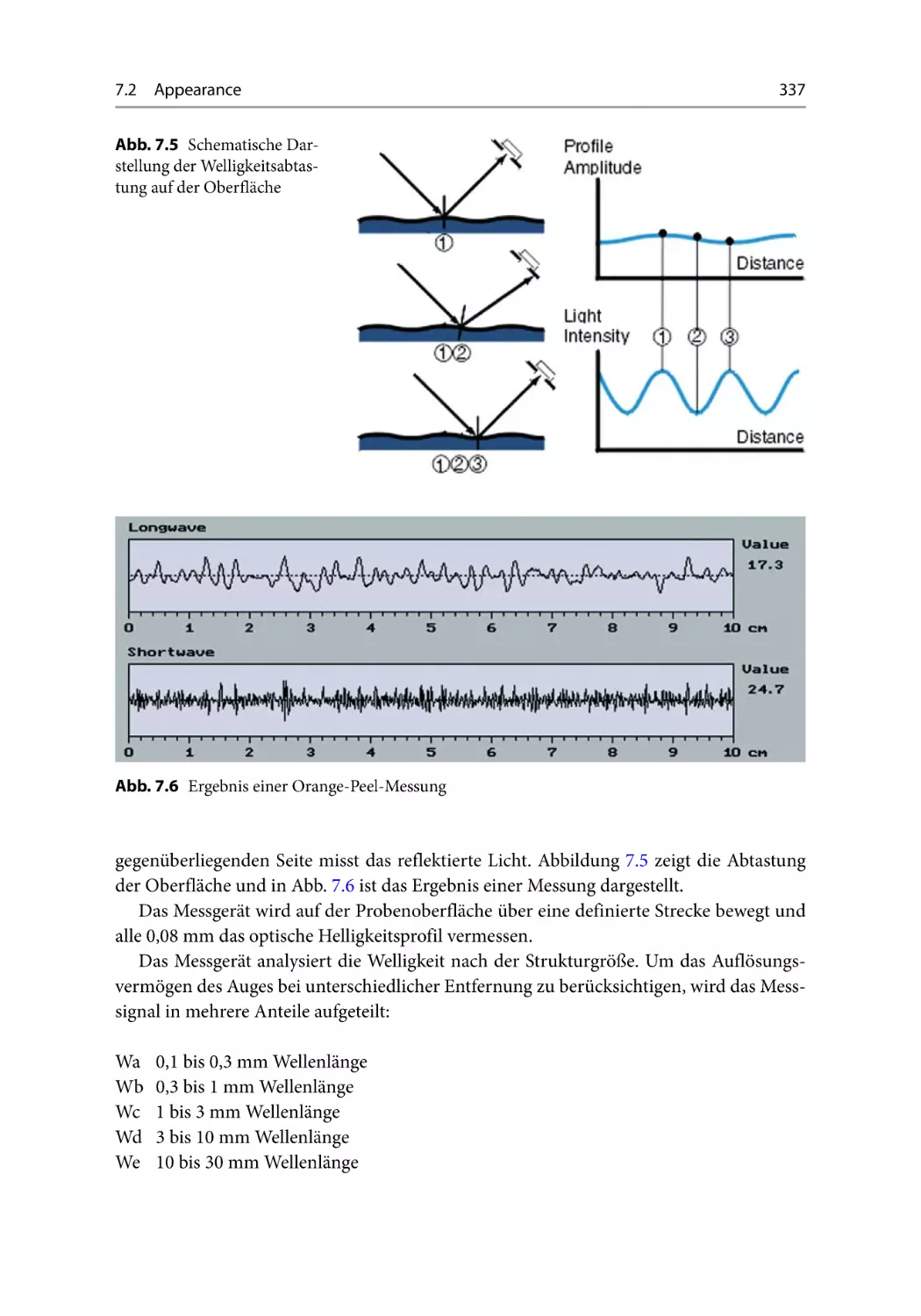
7.2.3 Welligkeit – Orange Peel ��������������������������������������������������������������������������
7.2.4 Bildschärfe – Distinctness of Image (DIO) �������������������������������������������
7.2.5 Farbe ����������������������������������������������������������������������������������������������������������
7.2.6 Farbmessung von Metallic-Lacken ��������������������������������������������������������
7.2.7 Beurteilung von Farbunterschieden ������������������������������������������������������
7.3 Haftfestigkeit ����������������������������������������������������������������������������������������������������������
7.3.1 Abreißversuch ��������������������������������������������������������������������������������������������
7.3.2 Dornbiegeprüfung mit konischem Dorn ����������������������������������������������
7.3.3 Dornbiegeprüfung mit zylindrischem Dorn ����������������������������������������
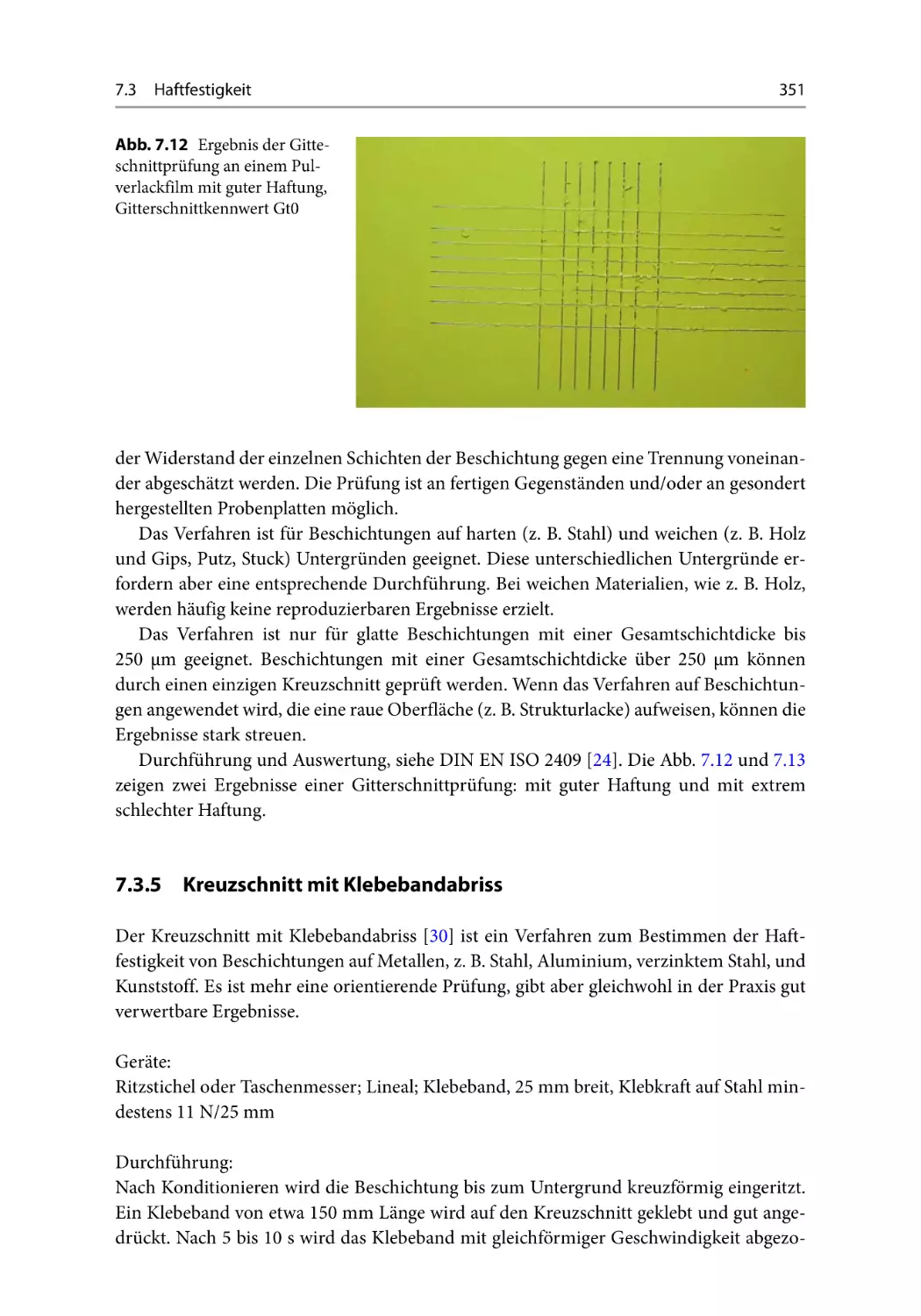
7.3.4 Gitterschnitt ����������������������������������������������������������������������������������������������
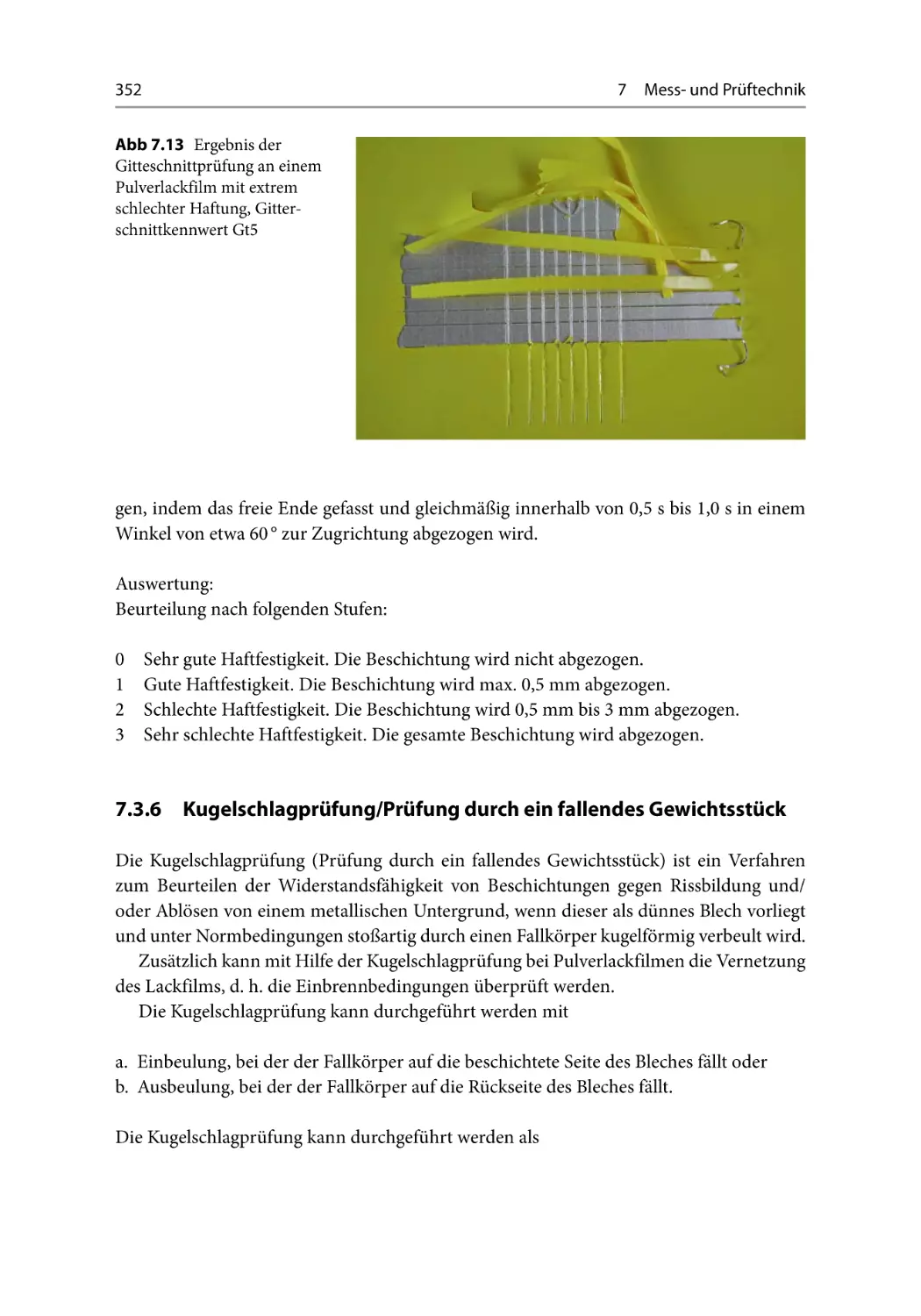
7.3.5 Kreuzschnitt mit Klebebandabriss ����������������������������������������������������������
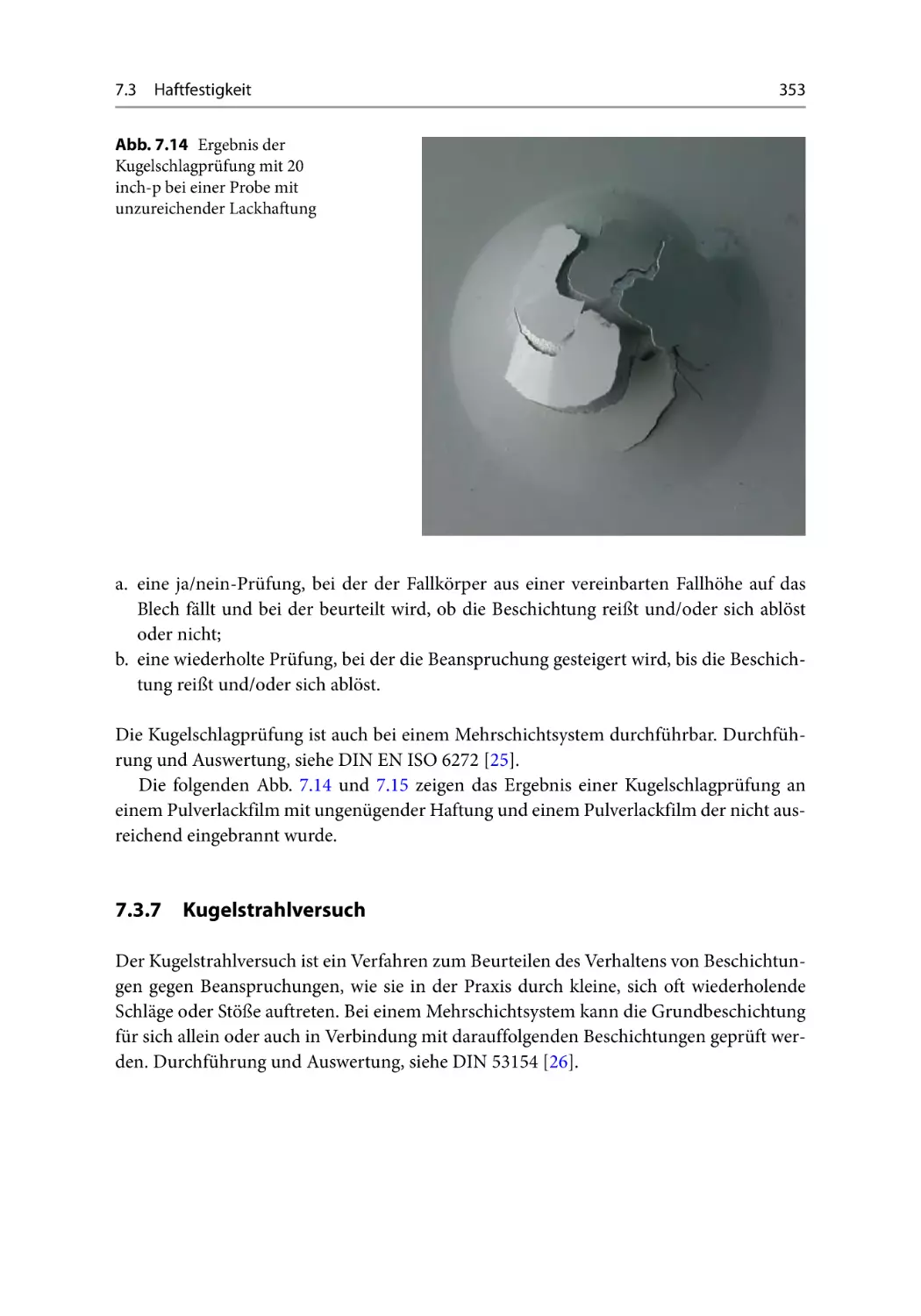
7.3.6 Kugelschlagprüfung/Prüfung durch ein fallendes Gewichtsstück ����������
7.3.7 Kugelstrahlversuch ������������������������������������������������������������������������������������
7.3.8 Steinschlagprüfung, Einzelschlagprüfung ��������������������������������������������
7.3.9 Steinschlagprüfung, Multischlagprüfung ����������������������������������������������
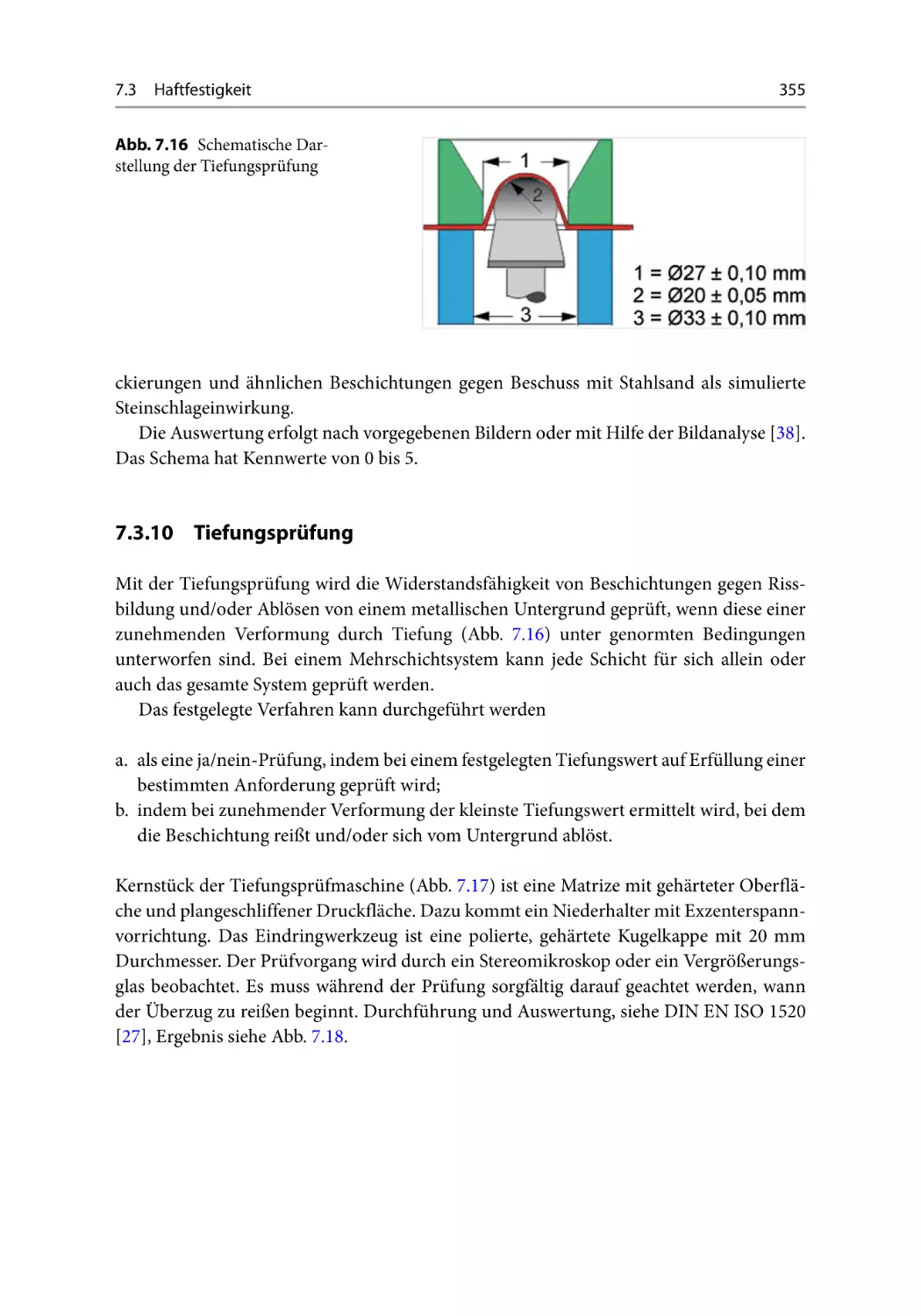
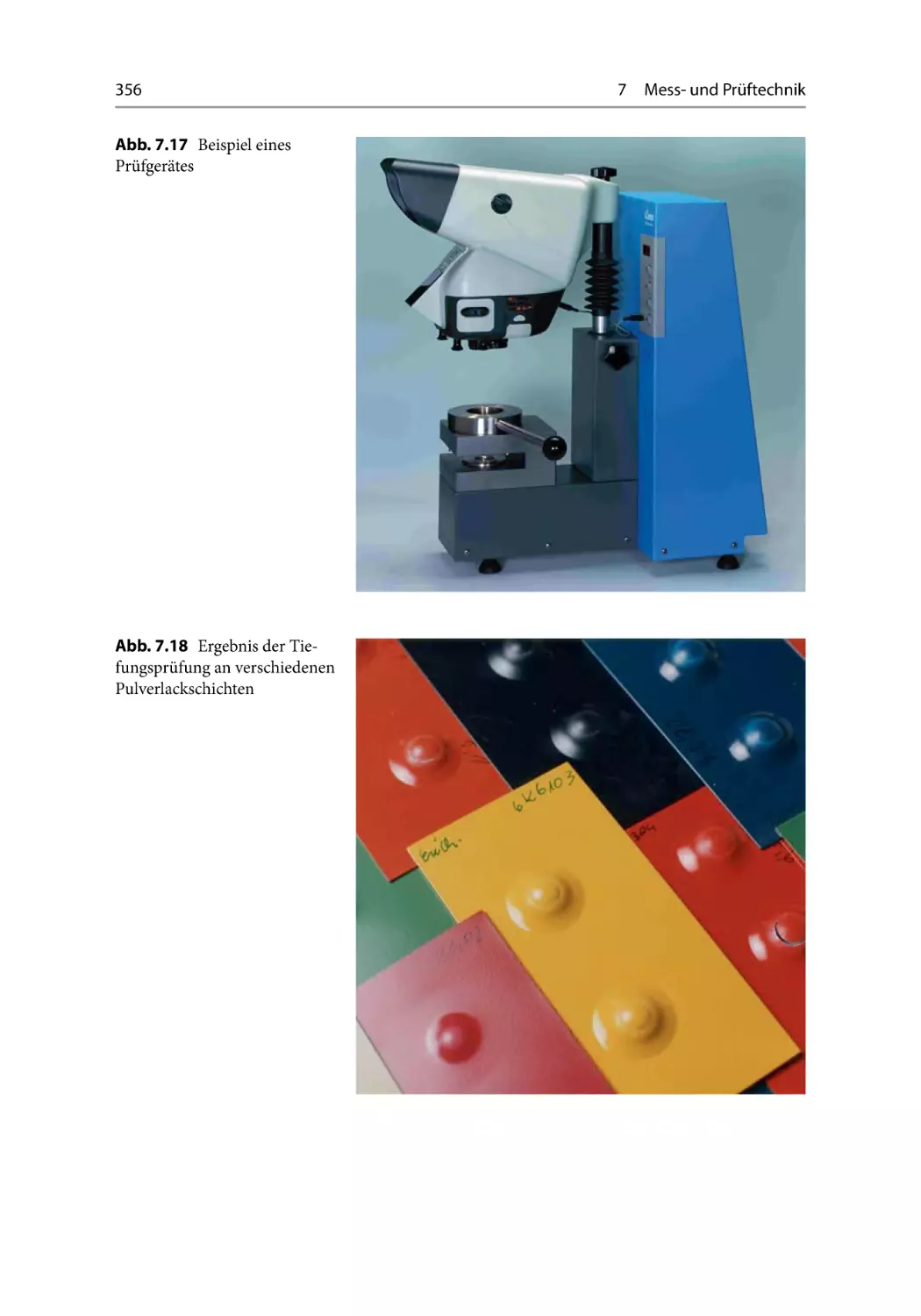
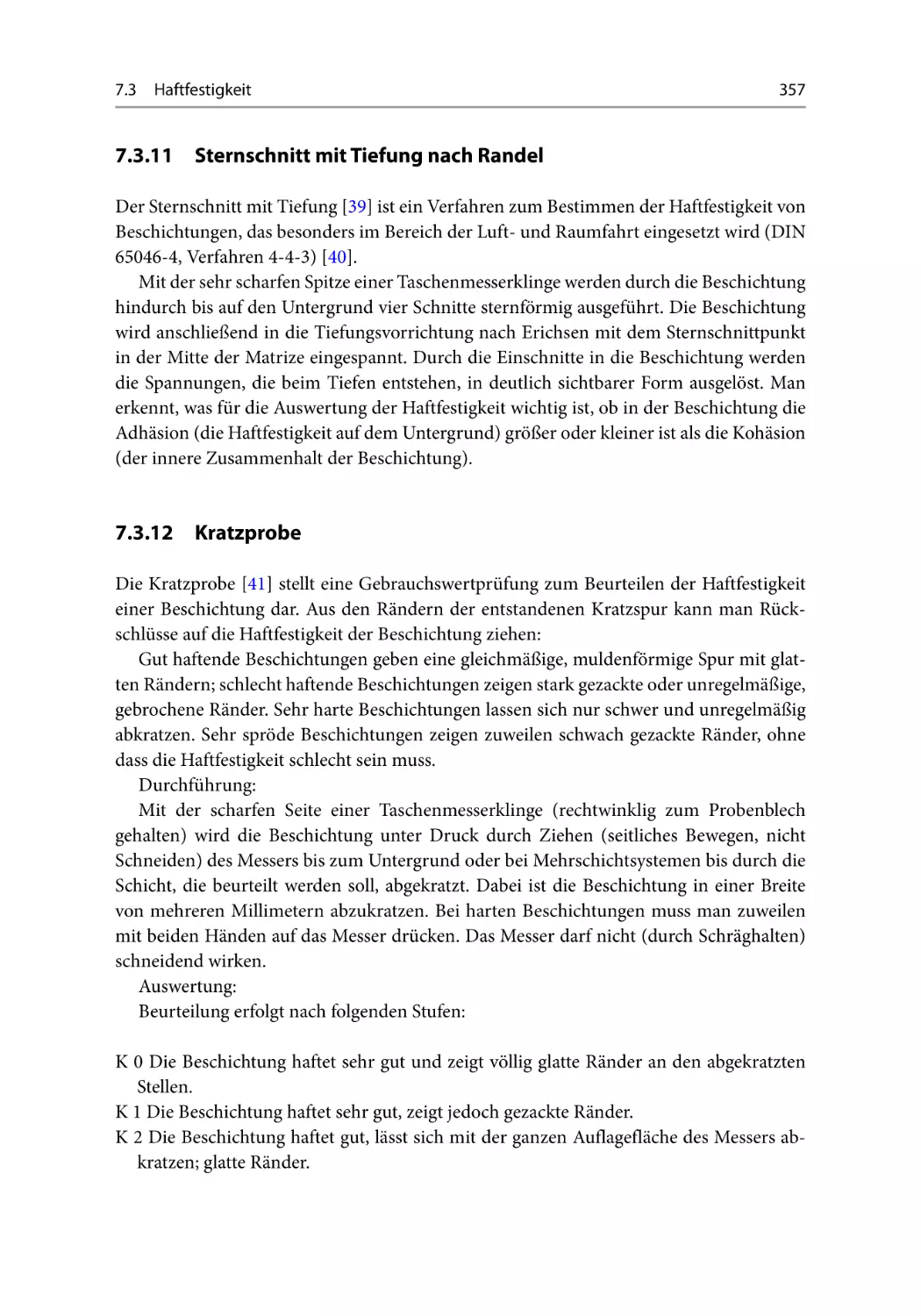
7.3.10 Tiefungsprüfung ����������������������������������������������������������������������������������������
329
329
330
330
331
331
332
333
335
336
338
338
344
345
346
346
349
349
350
351
352
353
354
354
355
316
317
321
326
Inhaltsverzeichnis
7.3.11 Sternschnitt mit Tiefung nach Randel ���������������������������������������������������
7.3.12 Kratzprobe ��������������������������������������������������������������������������������������������������
7.3.13 Radierprobe������������������������������������������������������������������������������������������������
7.3.14 Twist-O-Meter-Prüfung ��������������������������������������������������������������������������
7.3.15 Ritzhärteprüfung ��������������������������������������������������������������������������������������
7.3.16 Dampfstrahlprüfung ��������������������������������������������������������������������������������
7.3.17 Kochtest ������������������������������������������������������������������������������������������������������
7.4 Elastizität/Biegsamkeit ������������������������������������������������������������������������������������������
7.5 Härte ������������������������������������������������������������������������������������������������������������������������
7.5.1 Pendelhärte ������������������������������������������������������������������������������������������������
7.5.2 Buchholz-Eindruckprüfung ��������������������������������������������������������������������
7.5.3 Universalhärtemessung nach dem Kraft-Eindringtiefe-Verfahren ��������
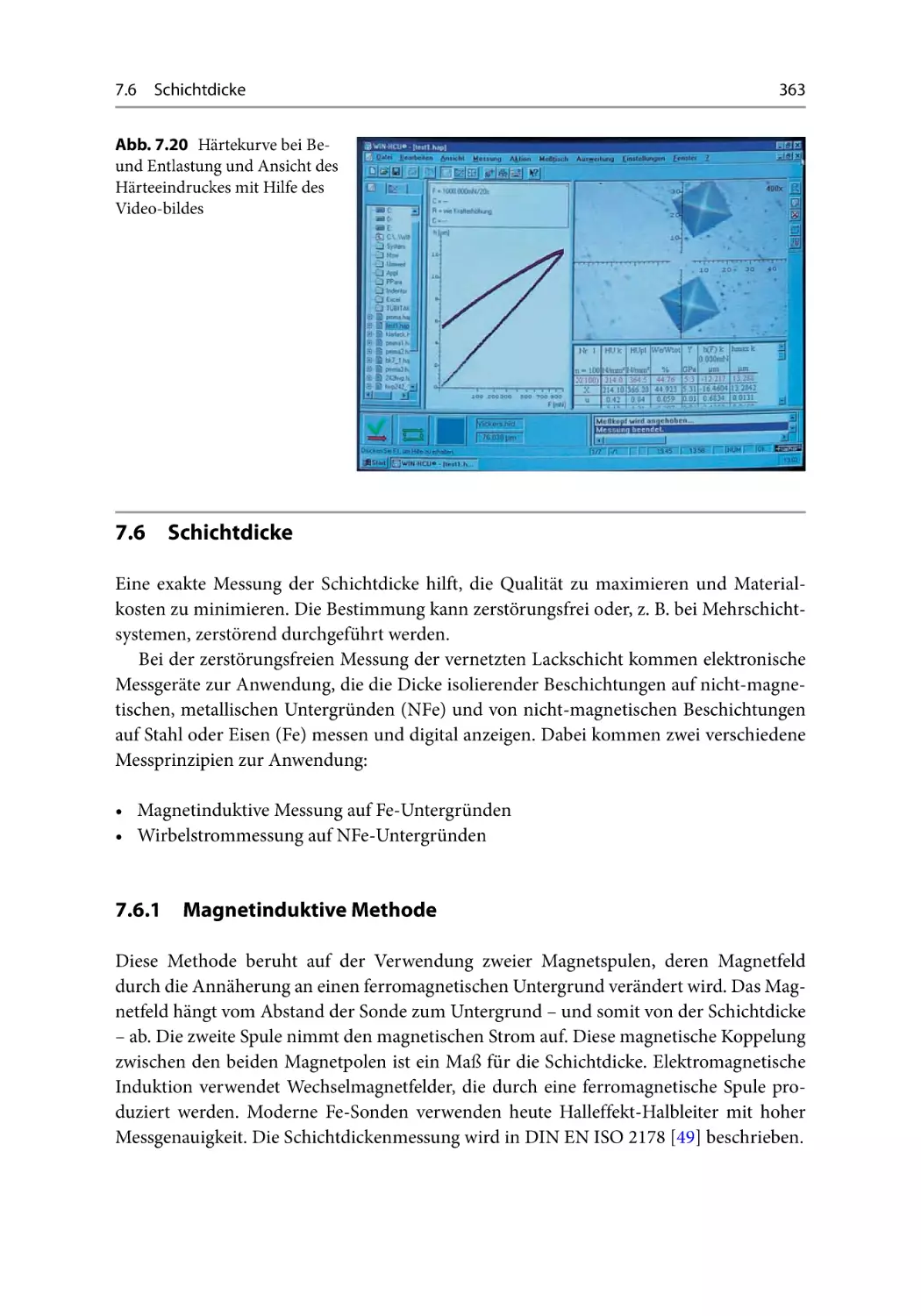
7.6 Schichtdicke ������������������������������������������������������������������������������������������������������������
7.6.1 Magnetinduktive Methode ����������������������������������������������������������������������
7.6.2 Wirbelstrom-Methode������������������������������������������������������������������������������
7.6.3 Messung der Pulverschichtdicke vor dem Einbrennen/Vernetzen����������
7.6.4 Zerstörende Schichtdickenmessung – Querschliffverfahren ��������������
7.7 Korrosionsprüfungen ��������������������������������������������������������������������������������������������
7.7.1 Korrosionsprüfmethoden ������������������������������������������������������������������������
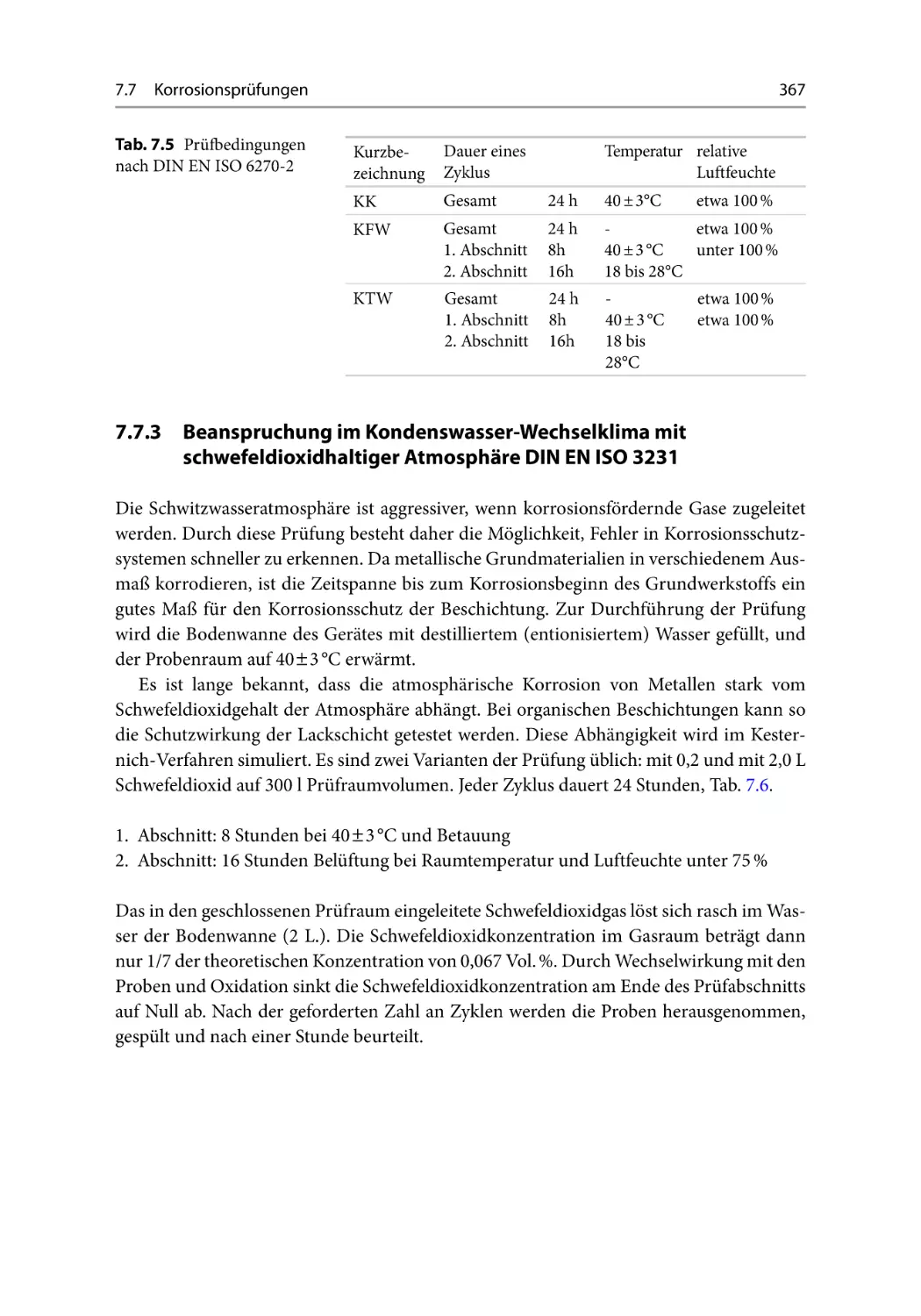
7.7.2 Kondenswasser-Prüfklimate DIN EN ISO 6270 ����������������������������������
7.7.3 Beanspruchung im Kondenswasser-Wechselklima mit
schwefelioxidhaltiger Atmosphäre DIN EN ISO 3231 ������������������������
7.7.4 Salzsprühnebelprüfung mit verschiedenen
Natriumchloridlösungen DIN EN ISO 9227 ����������������������������������������
7.7.5 Prüfung der Beständigkeit gegen Filiformkorrosion ��������������������������
7.8 Prüfung der Vernetzung ��������������������������������������������������������������������������������������
7.9 Wetterbeständigkeit – Freibewitterung und Kurzzeitprüfungen ��������������������
7.9.1 Freibewitterung ����������������������������������������������������������������������������������������
7.9.2 Kurzbewitterung ����������������������������������������������������������������������������������������
Literatur ����������������������������������������������������������������������������������������������������������������������������
8 Fehler in der Beschichtung ������������������������������������������������������������������������������������������
8.1 Störungen im Lackfilm ������������������������������������������������������������������������������������������
8.1.1 Fehlerbild: Krater im Lackfilm ����������������������������������������������������������������
8.1.2 Fehlerbild: Blasen im Lackfilm ����������������������������������������������������������������
8.1.3 Fehlerbild: Nadelstiche im Lackfilm ������������������������������������������������������
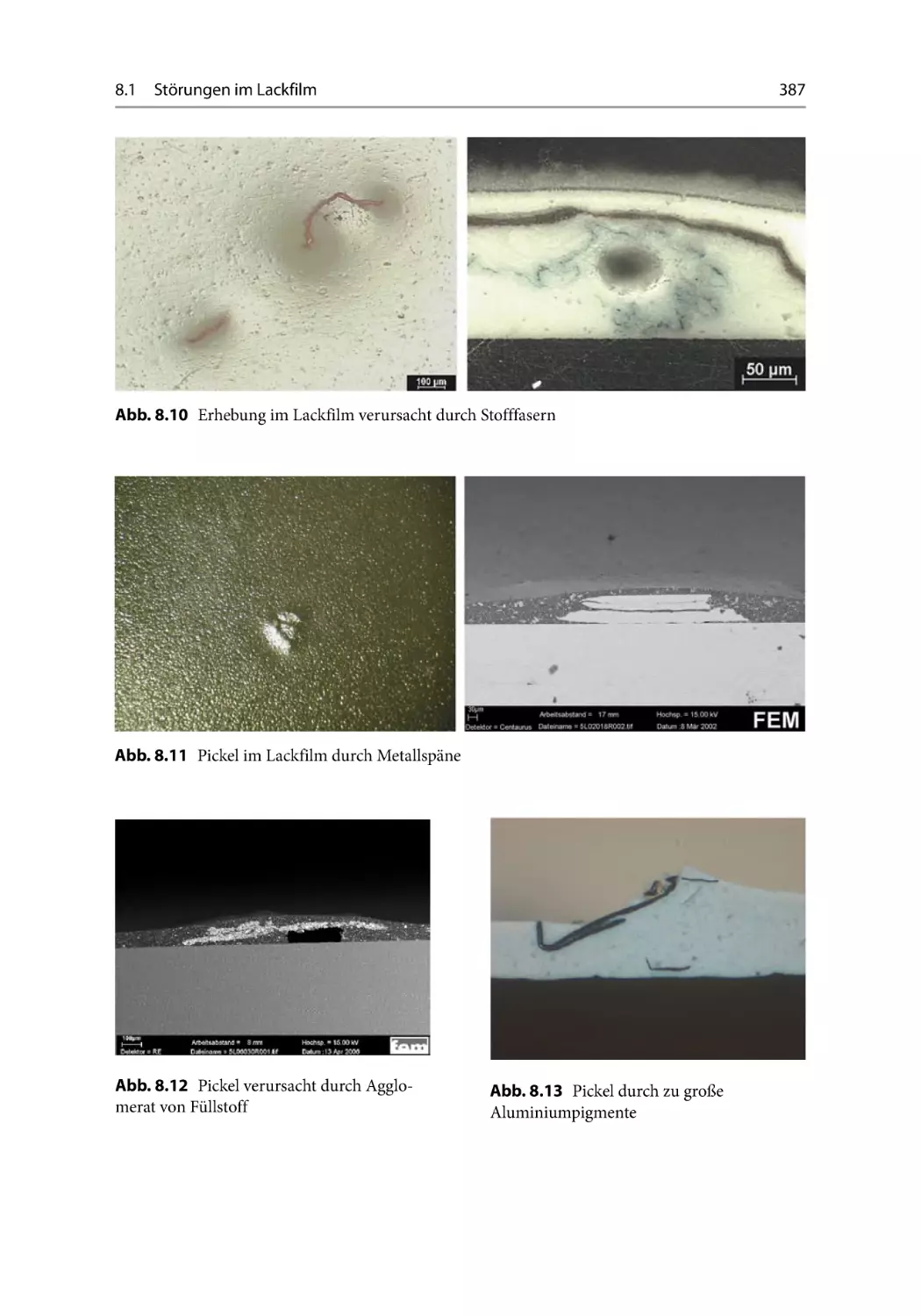
8.1.4 Fehlerbild: Pickel im Lackfilm������������������������������������������������������������������
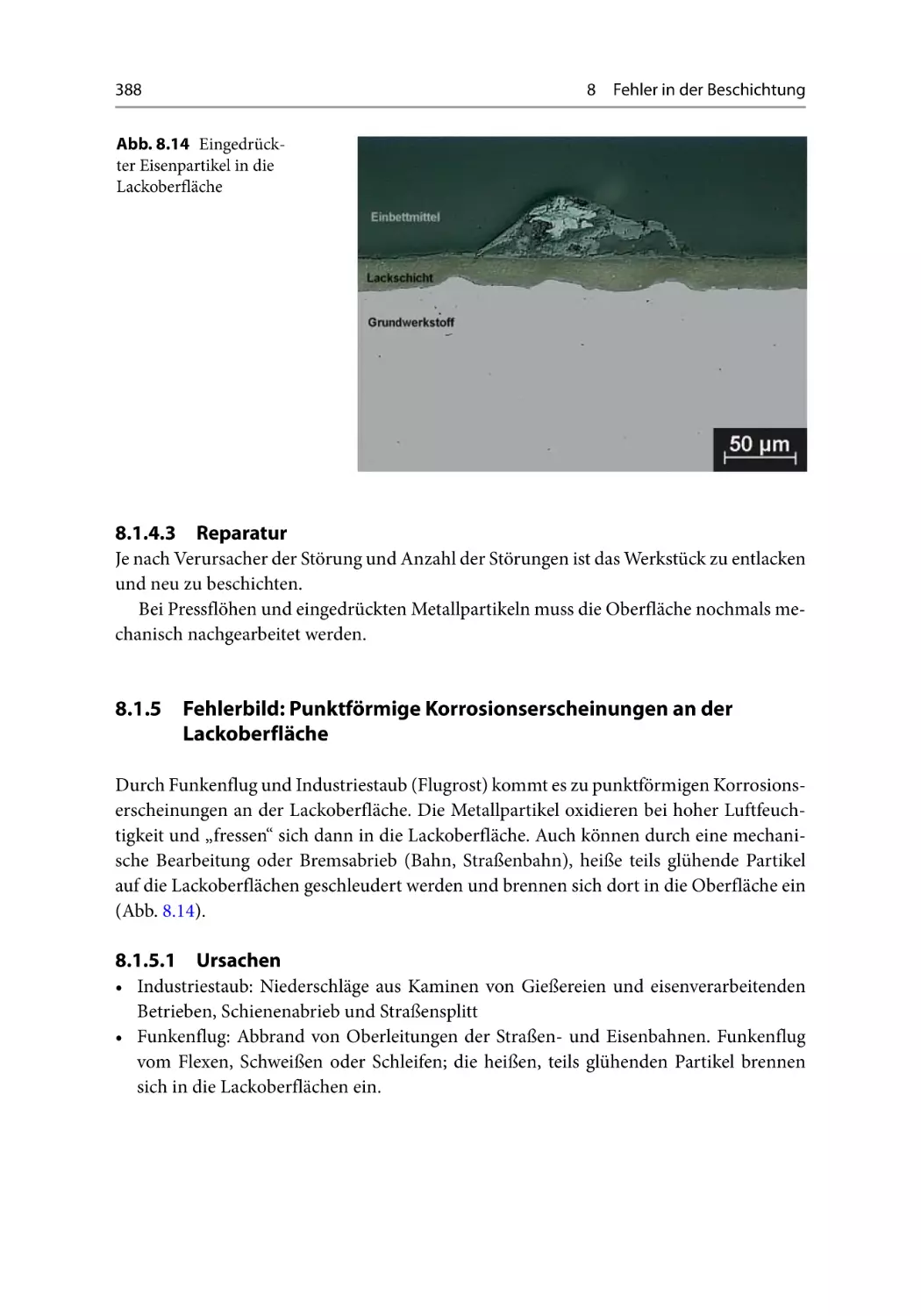
8.1.5 Fehlerbild: Punktförmige Korrosionserscheinungen
an der Lackoberfläche ������������������������������������������������������������������������������
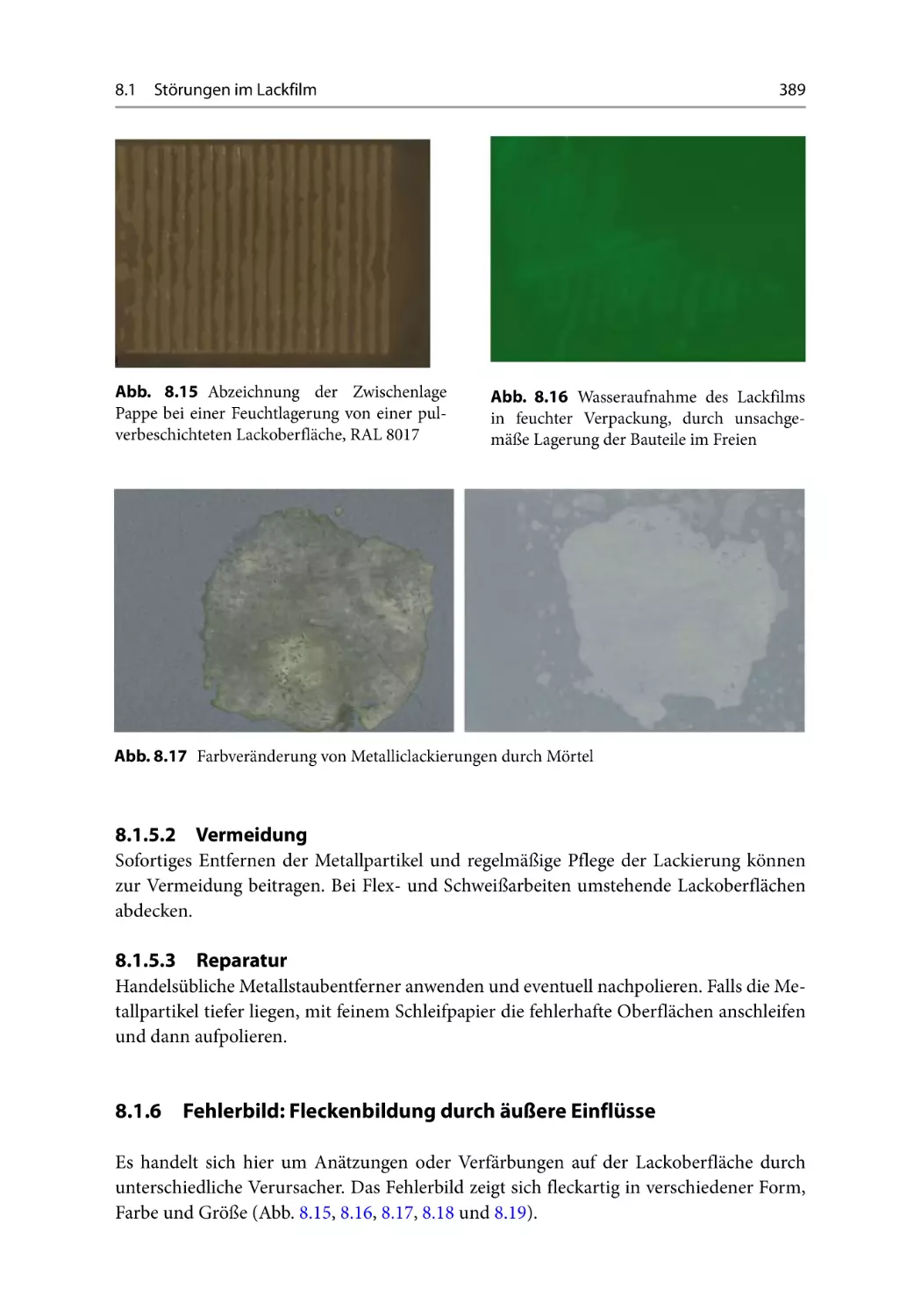
8.1.6 Fehlerbild: Fleckenbildung durch äußere Einflüsse������������������������������
8.1.7 Fehlerbild: Farbschwankungen – durchscheinender Untergrund ��������
8.1.8 Fehlerbild: Haftungsverlust ����������������������������������������������������������������������
XIII
357
357
358
358
359
359
359
360
360
360
361
362
363
363
364
364
364
365
365
366
367
368
370
370
371
371
373
375
379
380
380
383
385
386
388
389
391
391
XIV
Inhaltsverzeichnis
8.1.9 Fehlerbild: Kreiden der Lackoberfläche ������������������������������������������������
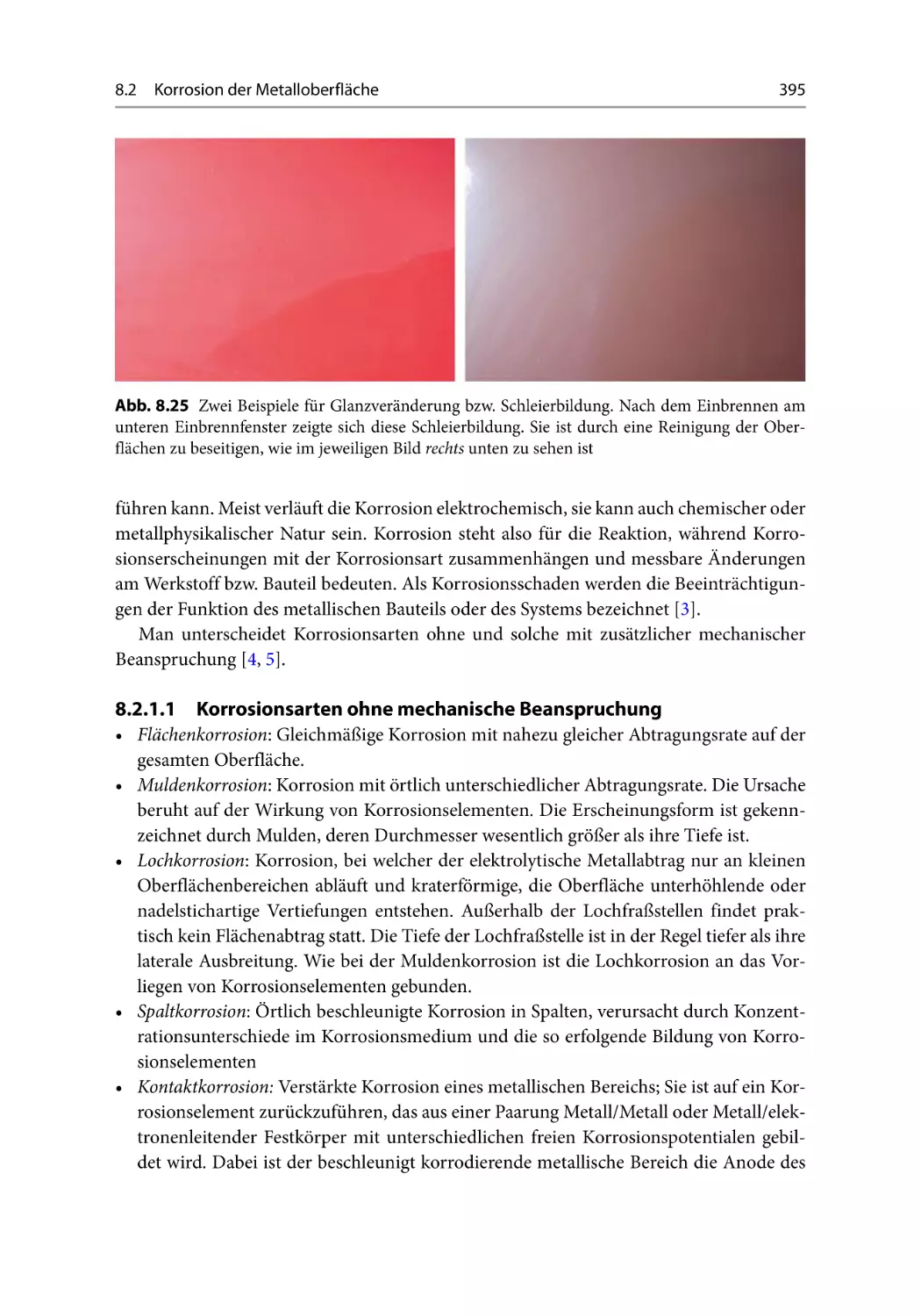
8.1.10 Fehlerbild: Schleierbildung – Blooming-Effekt ������������������������������������
8.2 Korrosion der Metalloberfläche ��������������������������������������������������������������������������
8.2.1 Beschreibung der verschiedenen Korrosionsarten ������������������������������
8.2.2 Filiformkorrosion ��������������������������������������������������������������������������������������
8.3 Beispiele von Schadensfällen aus der Praxis ������������������������������������������������������
8.3.1 Fehlerursachen ������������������������������������������������������������������������������������������
8.4 Störungen im Lackfilm ������������������������������������������������������������������������������������������
8.4.1 Pickel im Lackfilm ������������������������������������������������������������������������������������
8.4.2 Krater im Lackfilm – Verlaufstörungen ������������������������������������������������
8.4.3 Fleckenbildung durch äußere Einflüsse ������������������������������������������������
8.4.4 Kreiden der Lackoberfläche und Enthaftung ����������������������������������������
8.4.5 Enthaftung des Lackfilms ������������������������������������������������������������������������
8.4.6 Blasen und Krater im Lackfilm ��������������������������������������������������������������
8.4.7 „Korrosion“ der Lackoberfläche ��������������������������������������������������������������
8.4.8 Fehler bei der Metallic-Beschichtung ����������������������������������������������������
8.4.9 Fehler im Profilmaterial ��������������������������������������������������������������������������
8.4.10 Fehler durch Verschmutzungen ��������������������������������������������������������������
8.4.11 Wetterbeständigkeit ����������������������������������������������������������������������������������
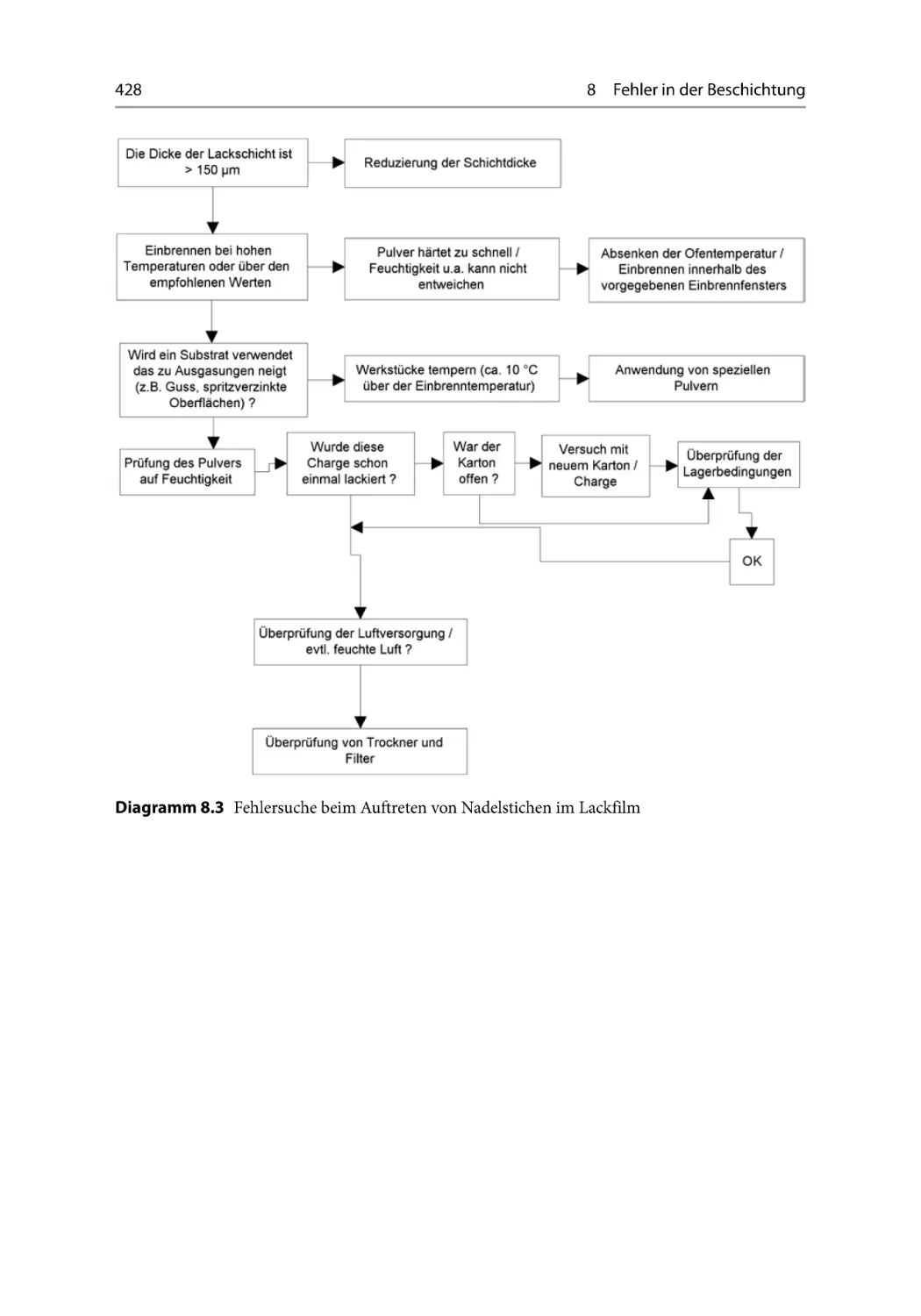
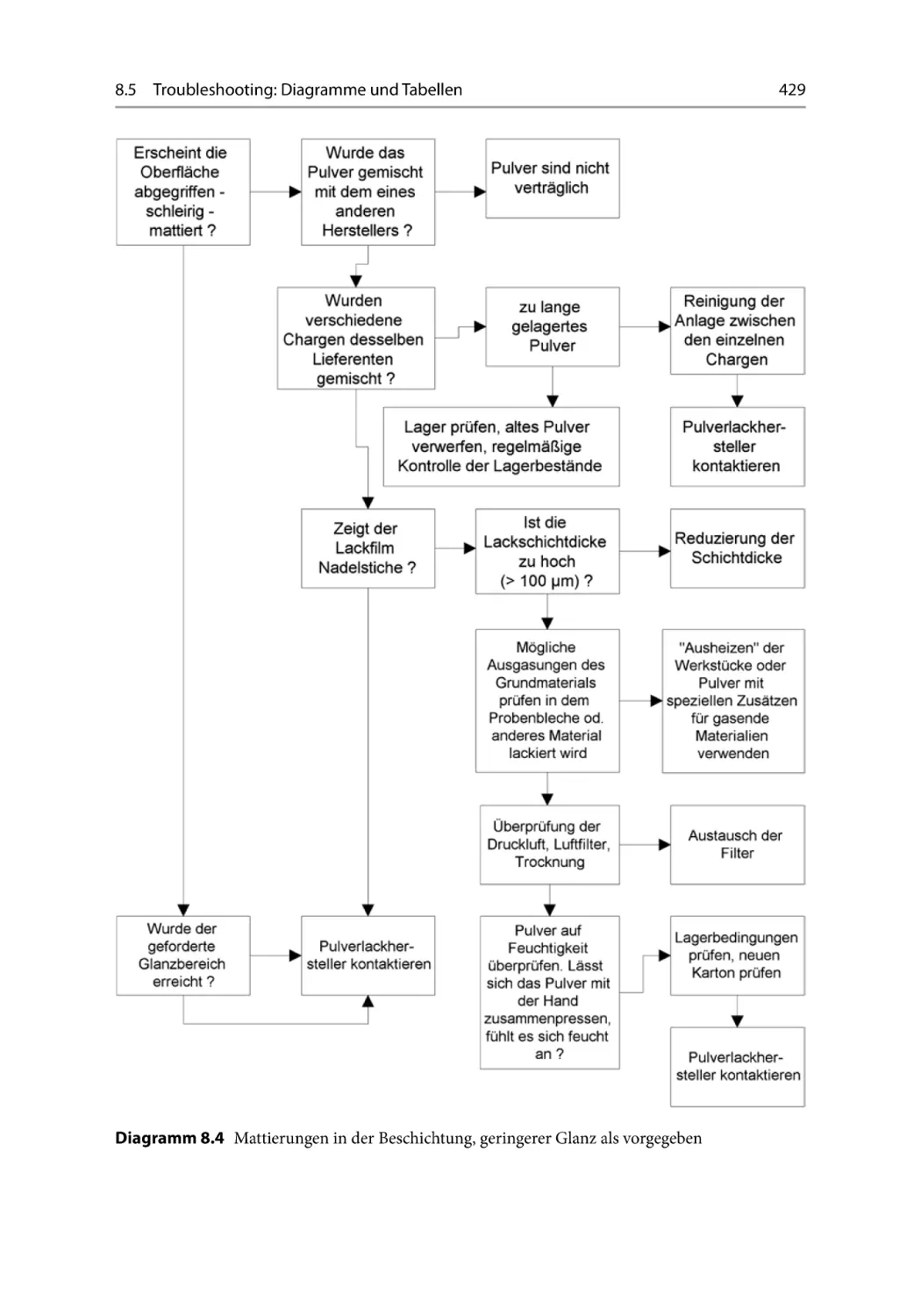
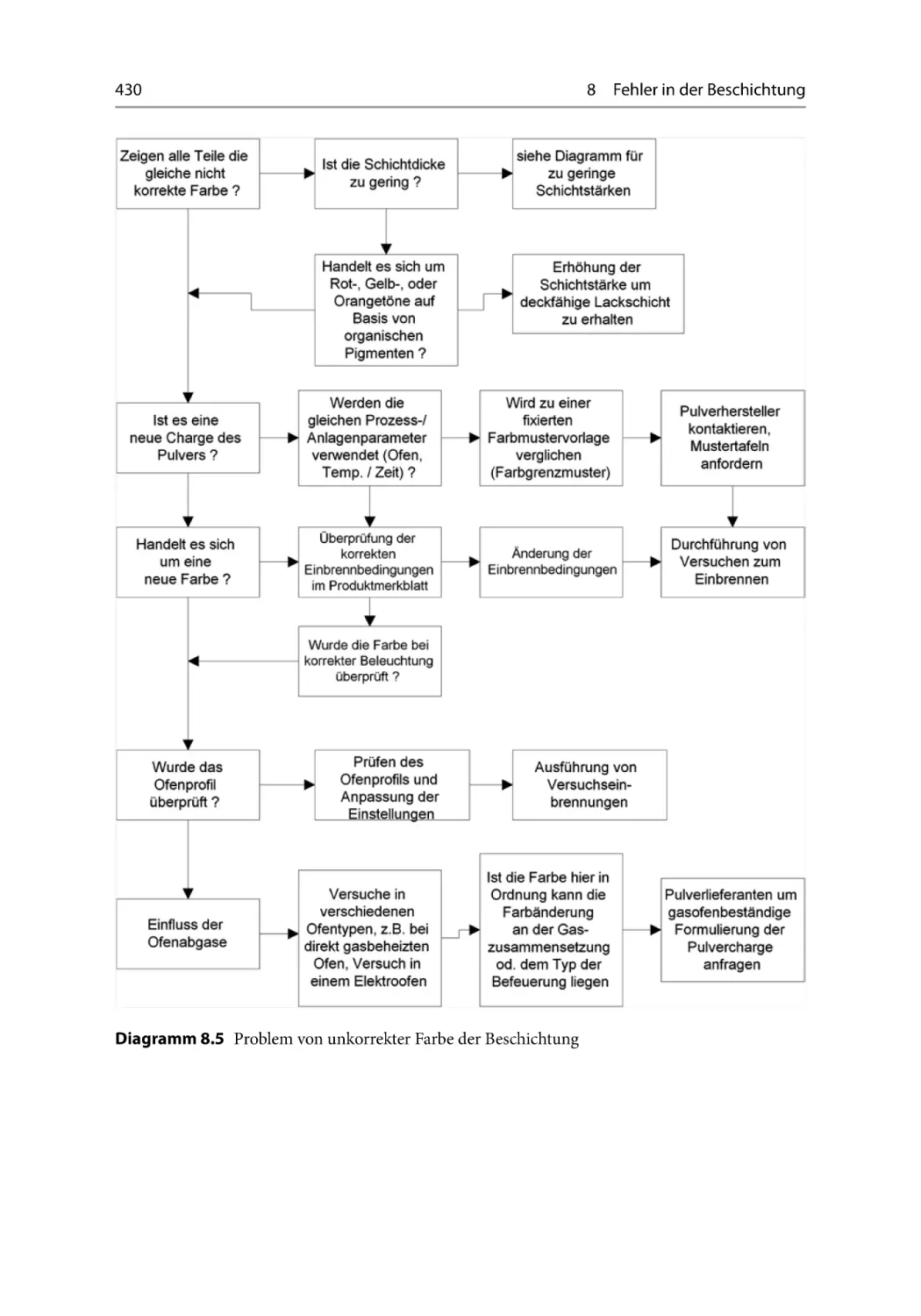
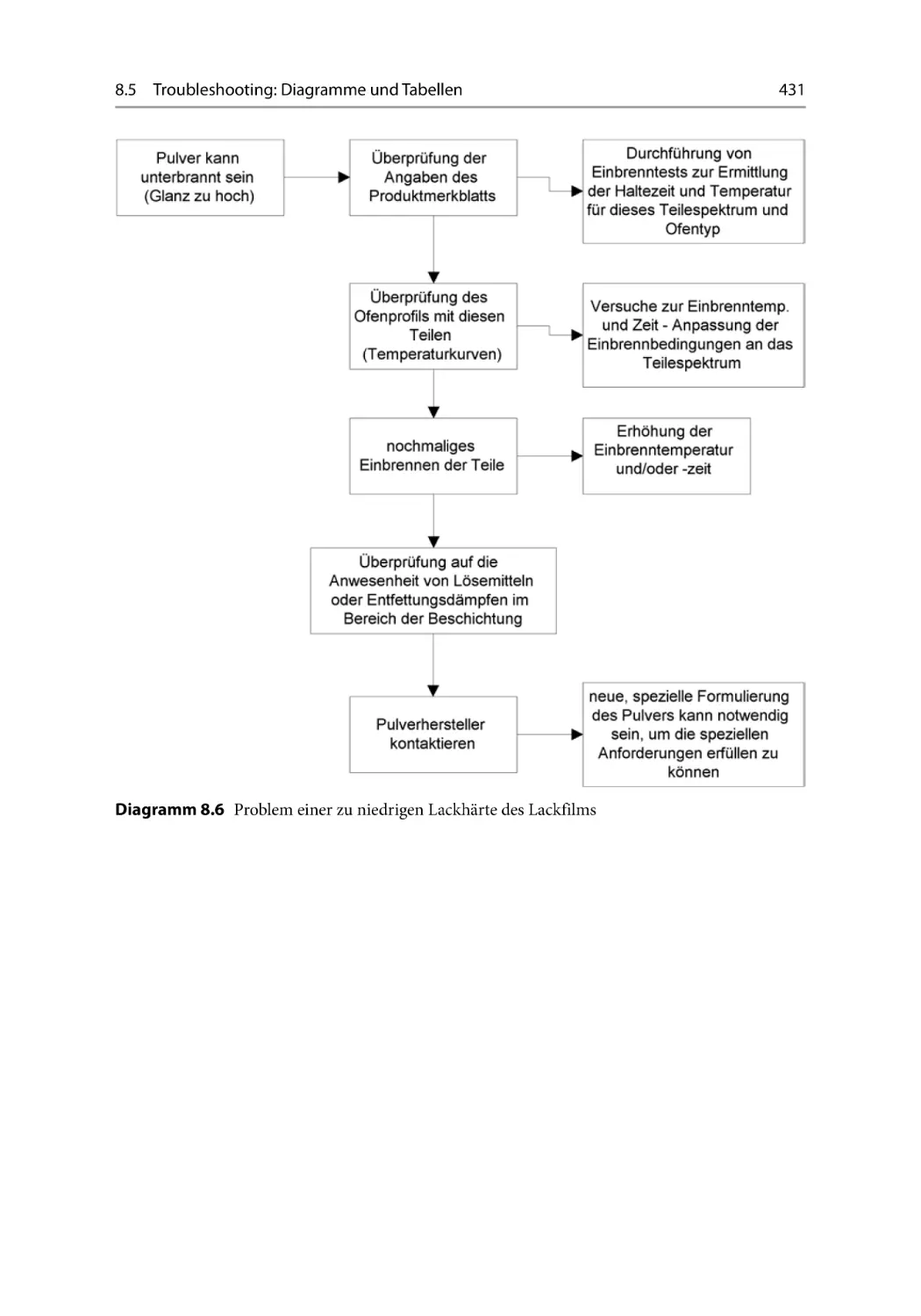
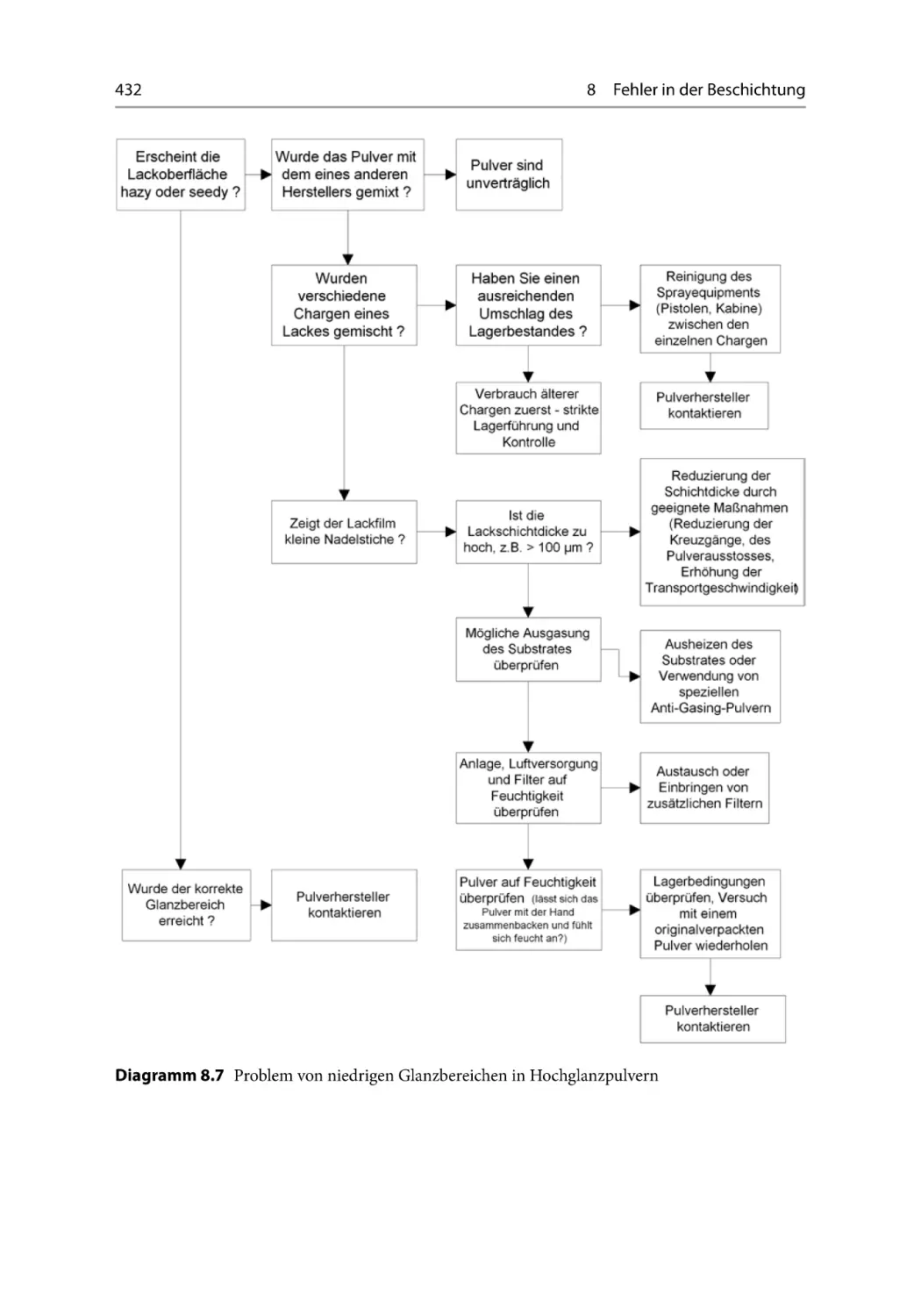
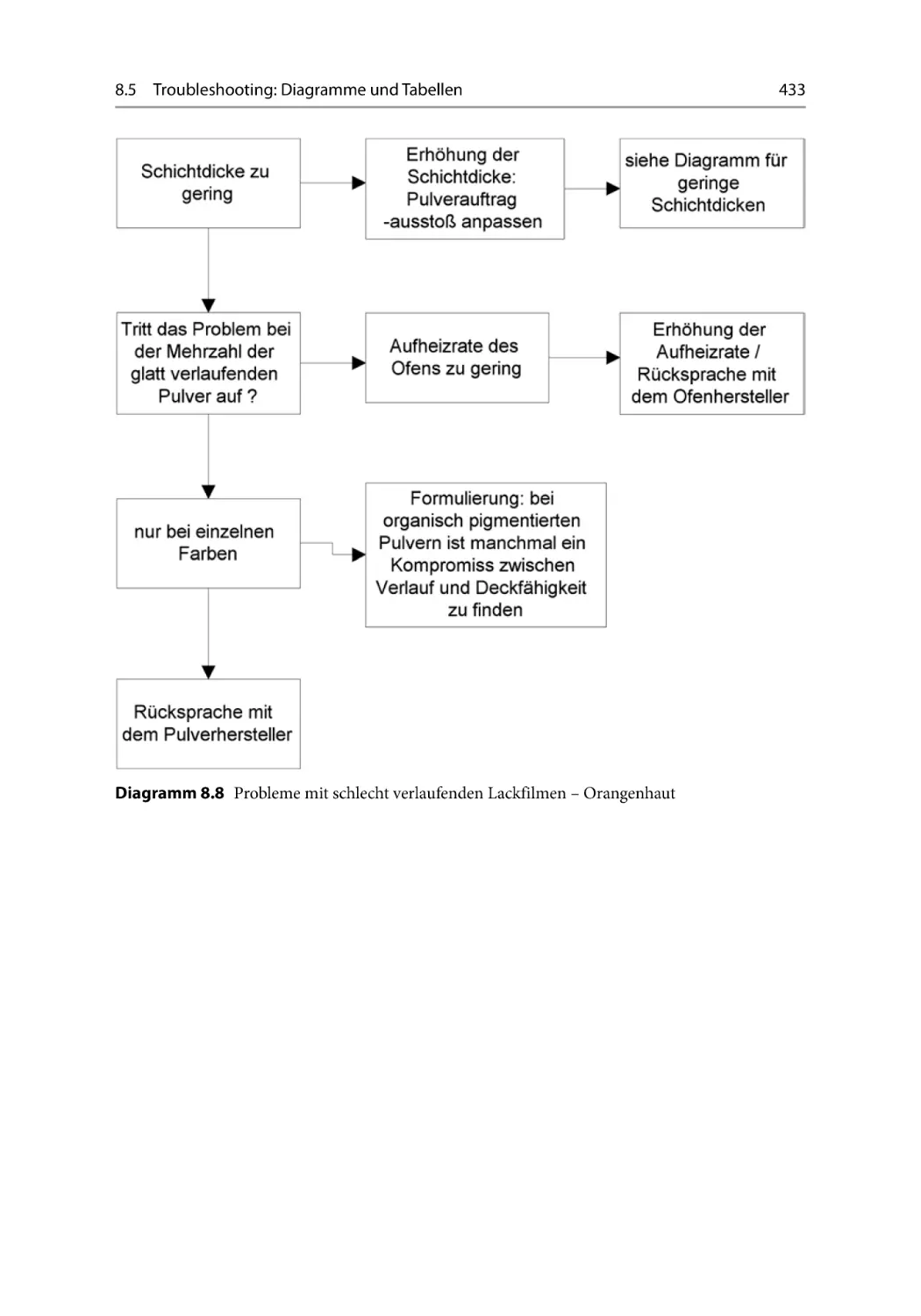
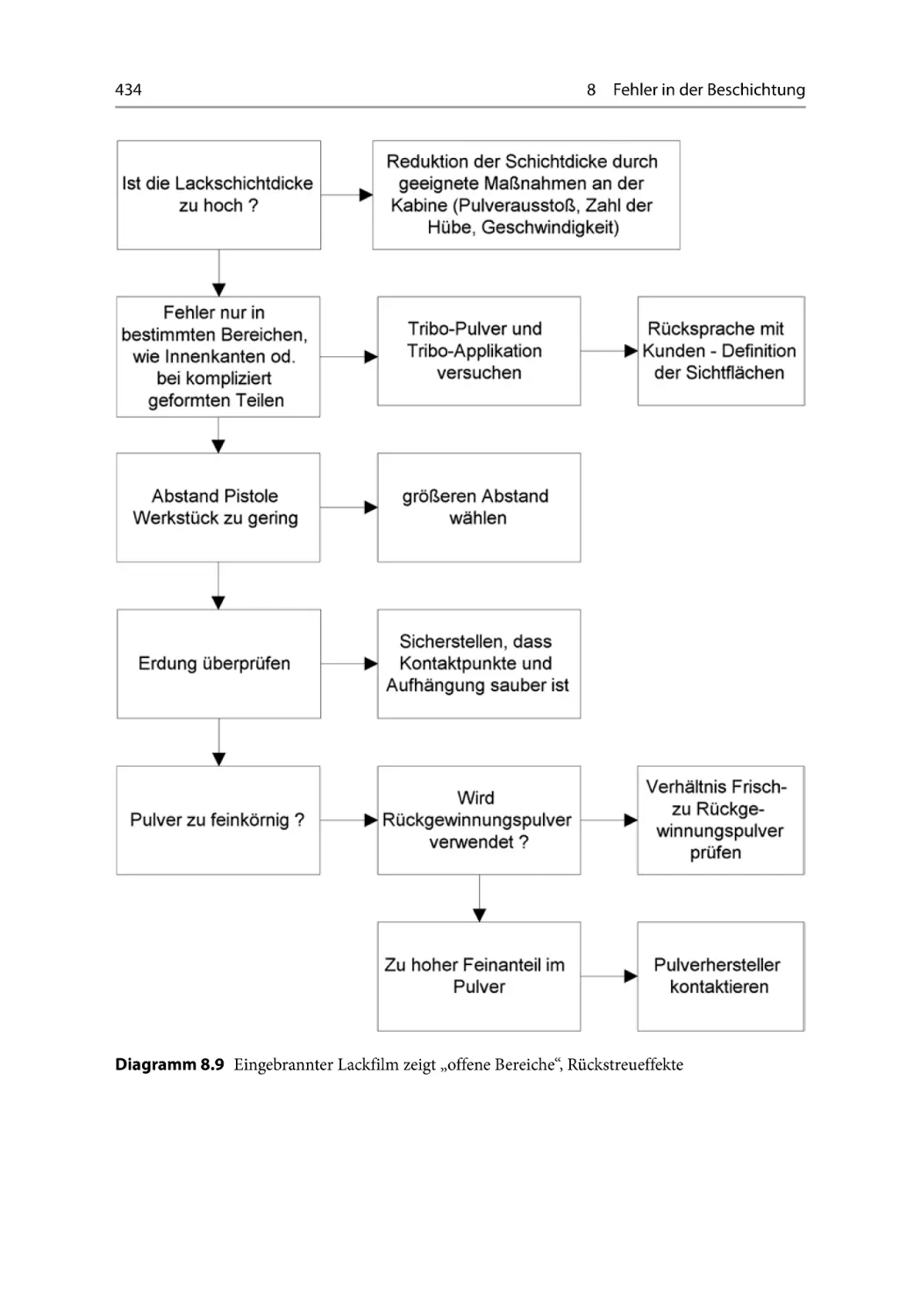
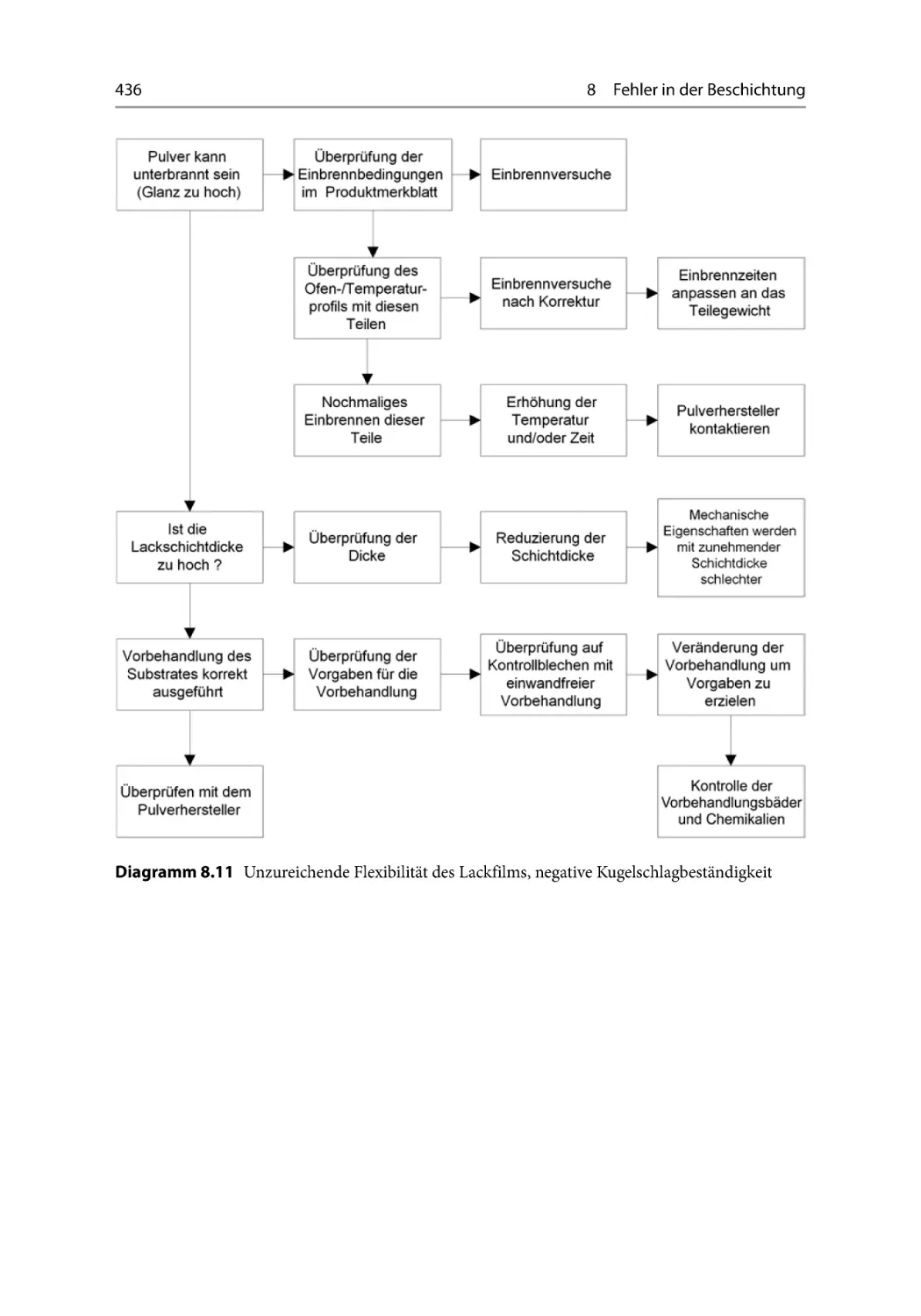
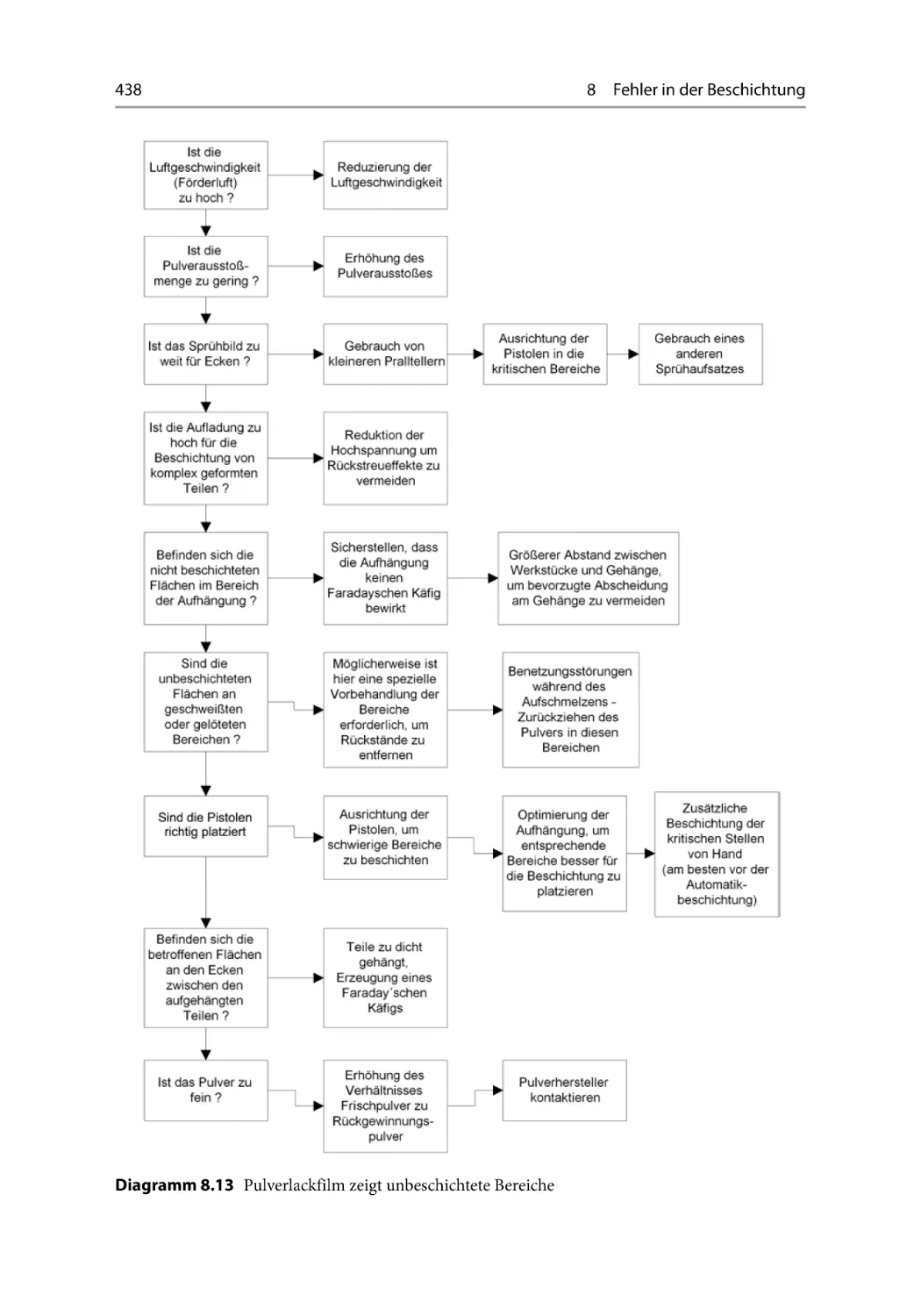
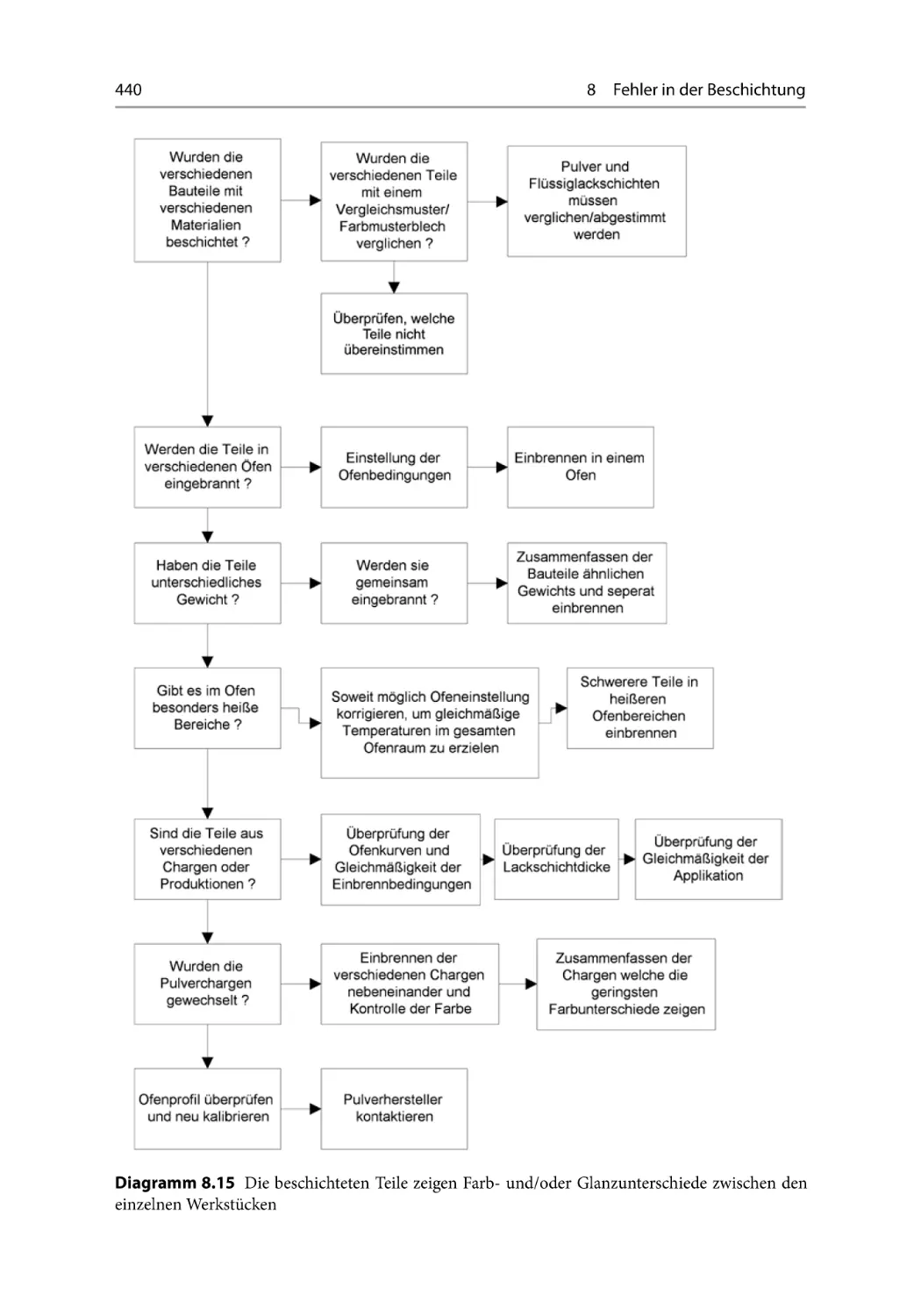
8.5 Troubleshooting: Diagramme und Tabellen ������������������������������������������������������
Literatur ����������������������������������������������������������������������������������������������������������������������������
393
394
394
394
397
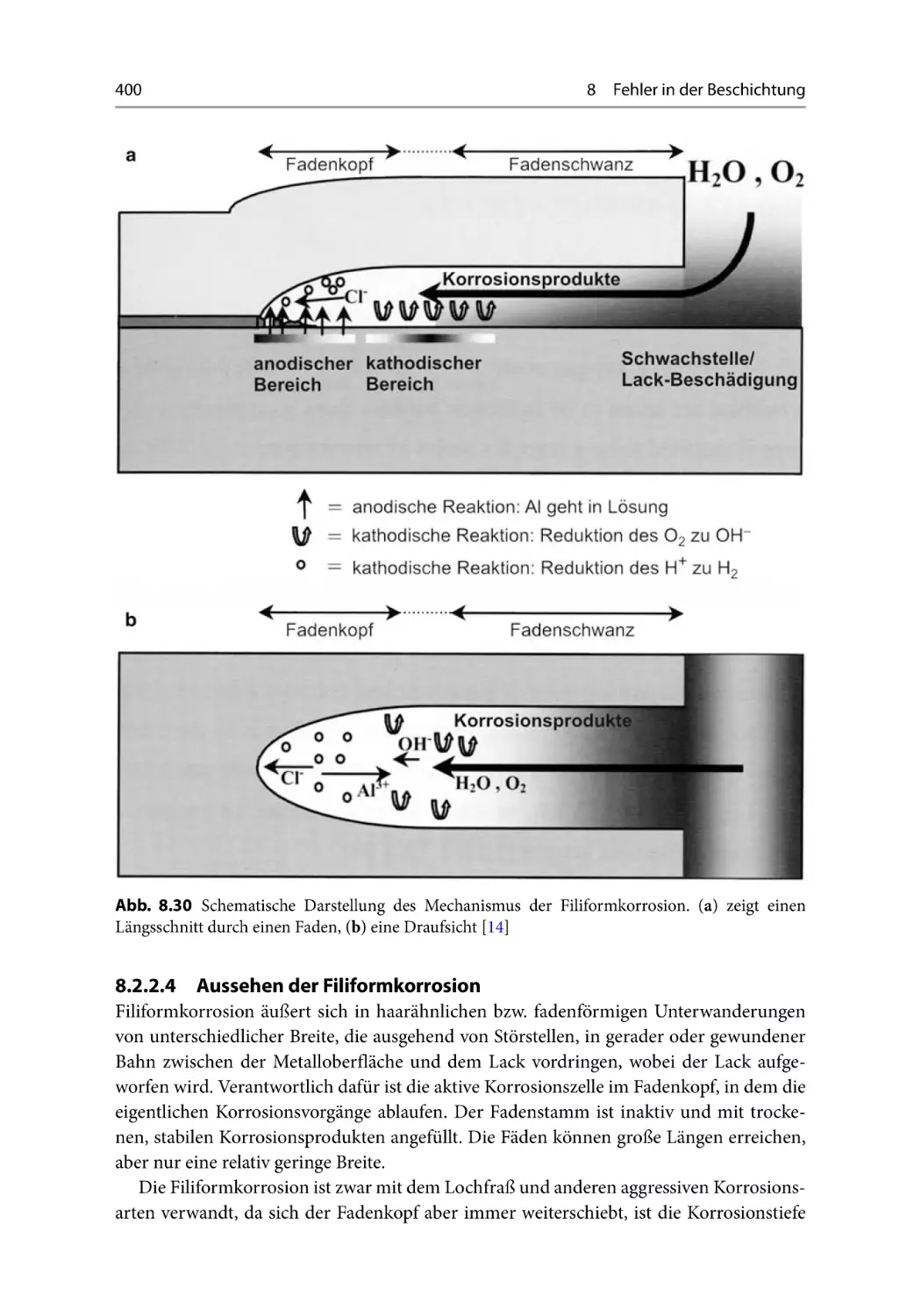
401
402
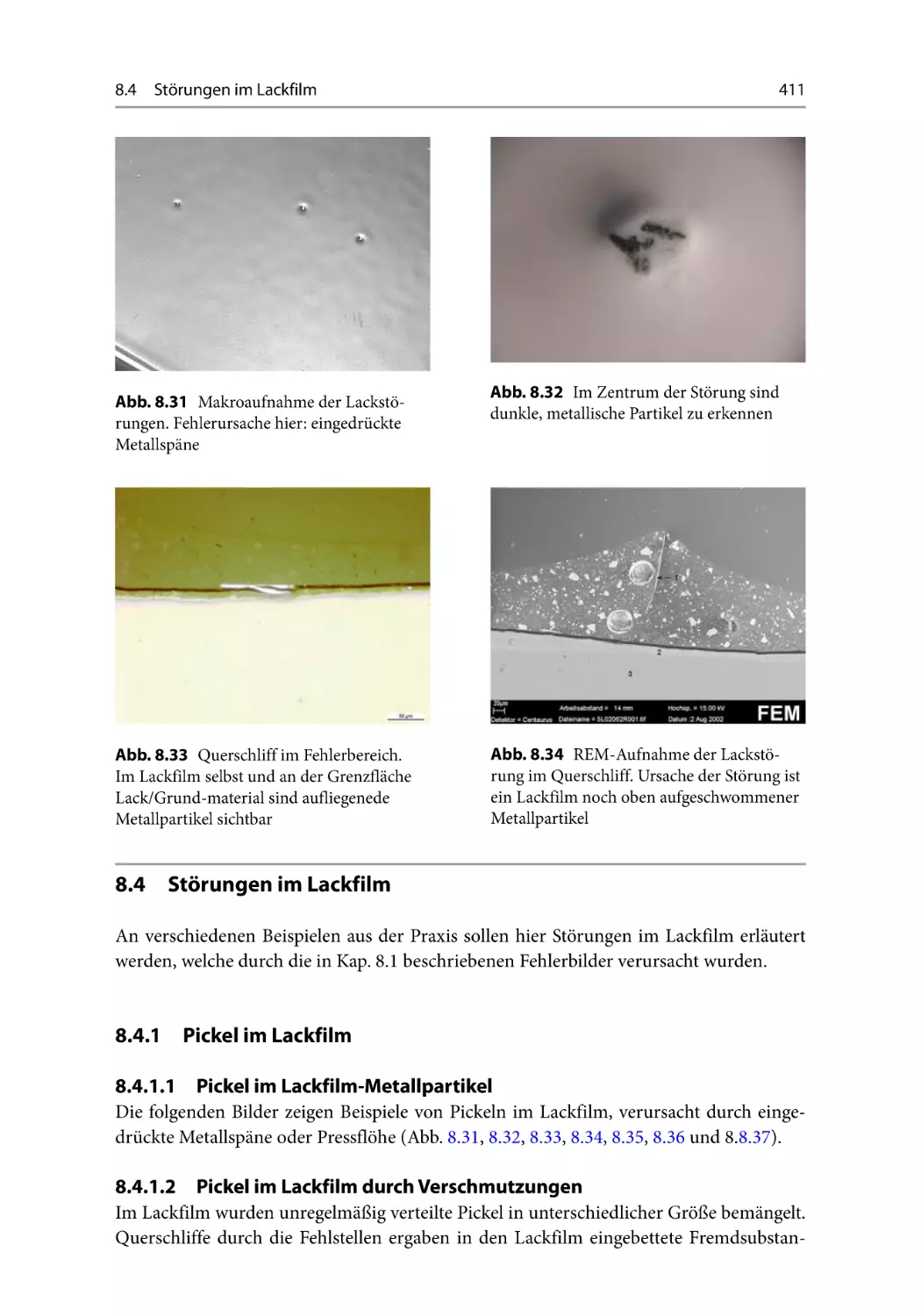
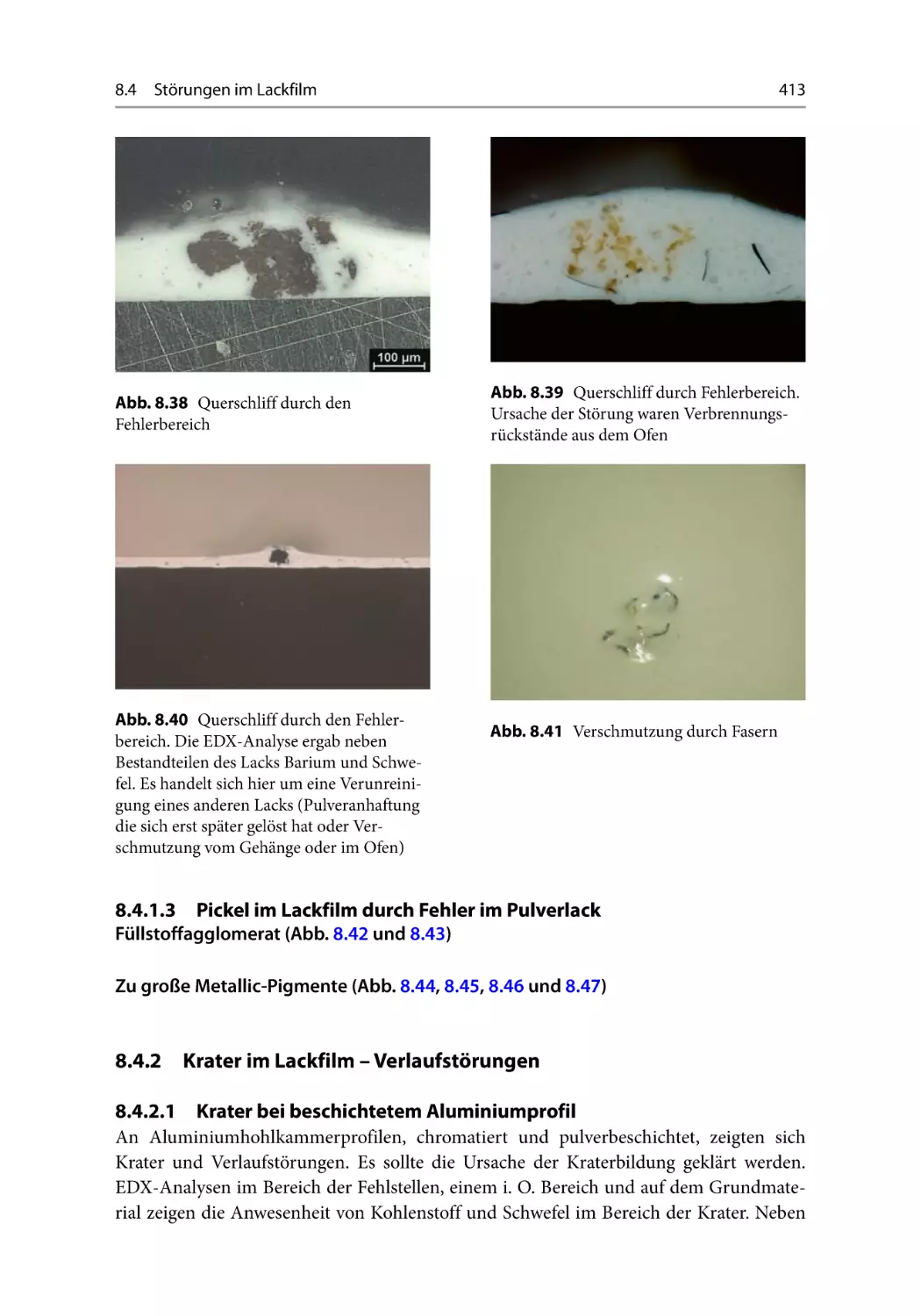
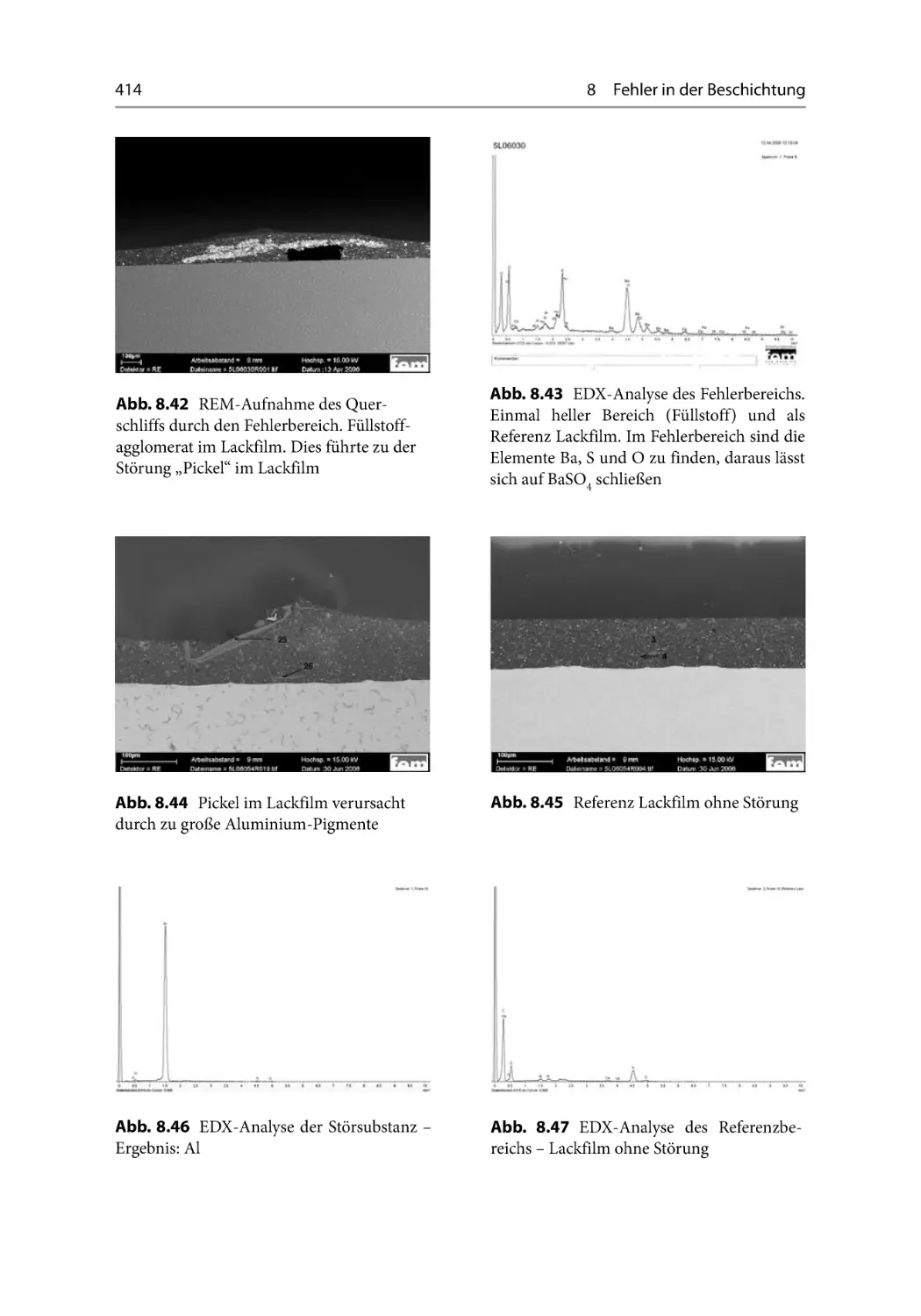
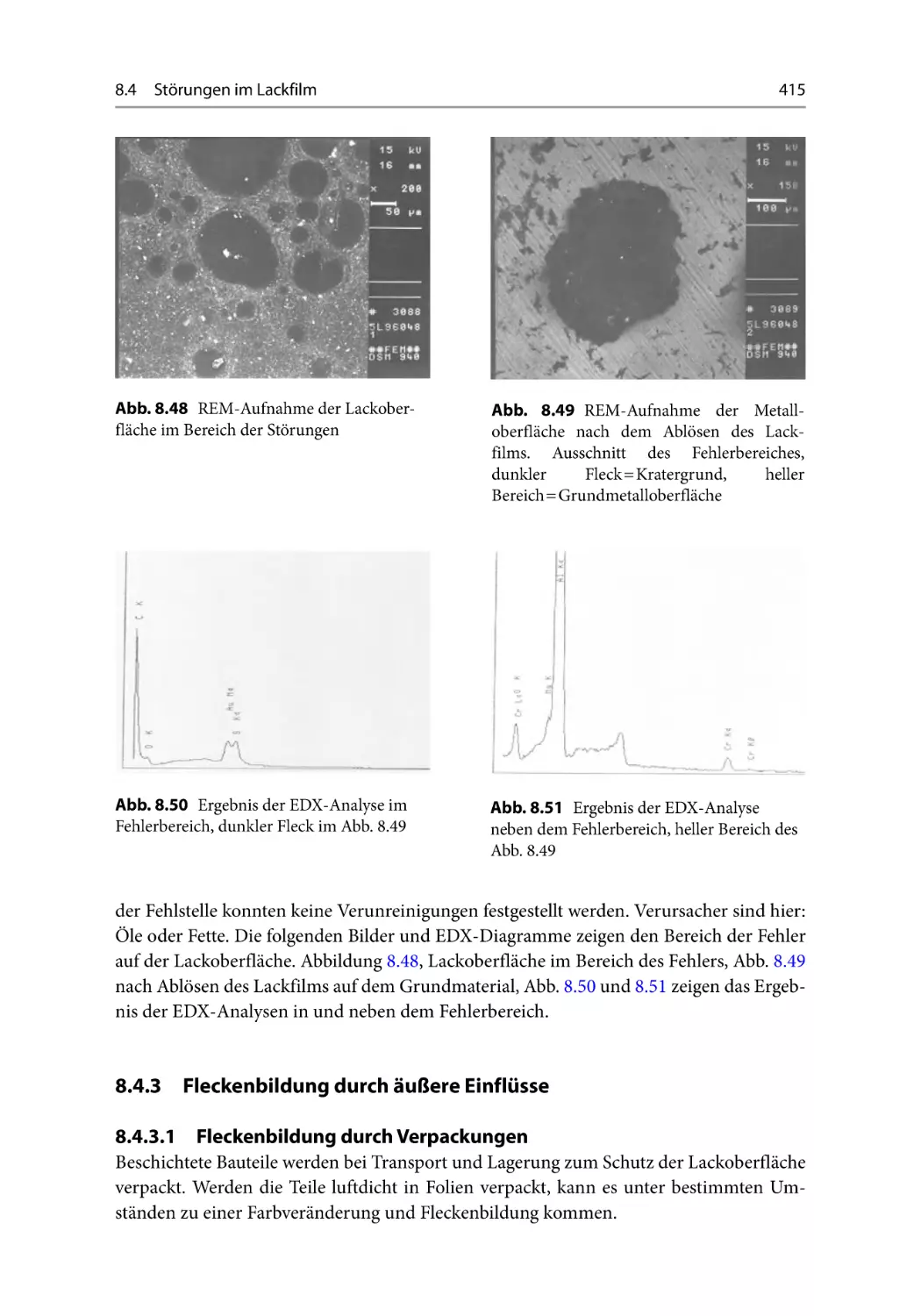
411
411
413
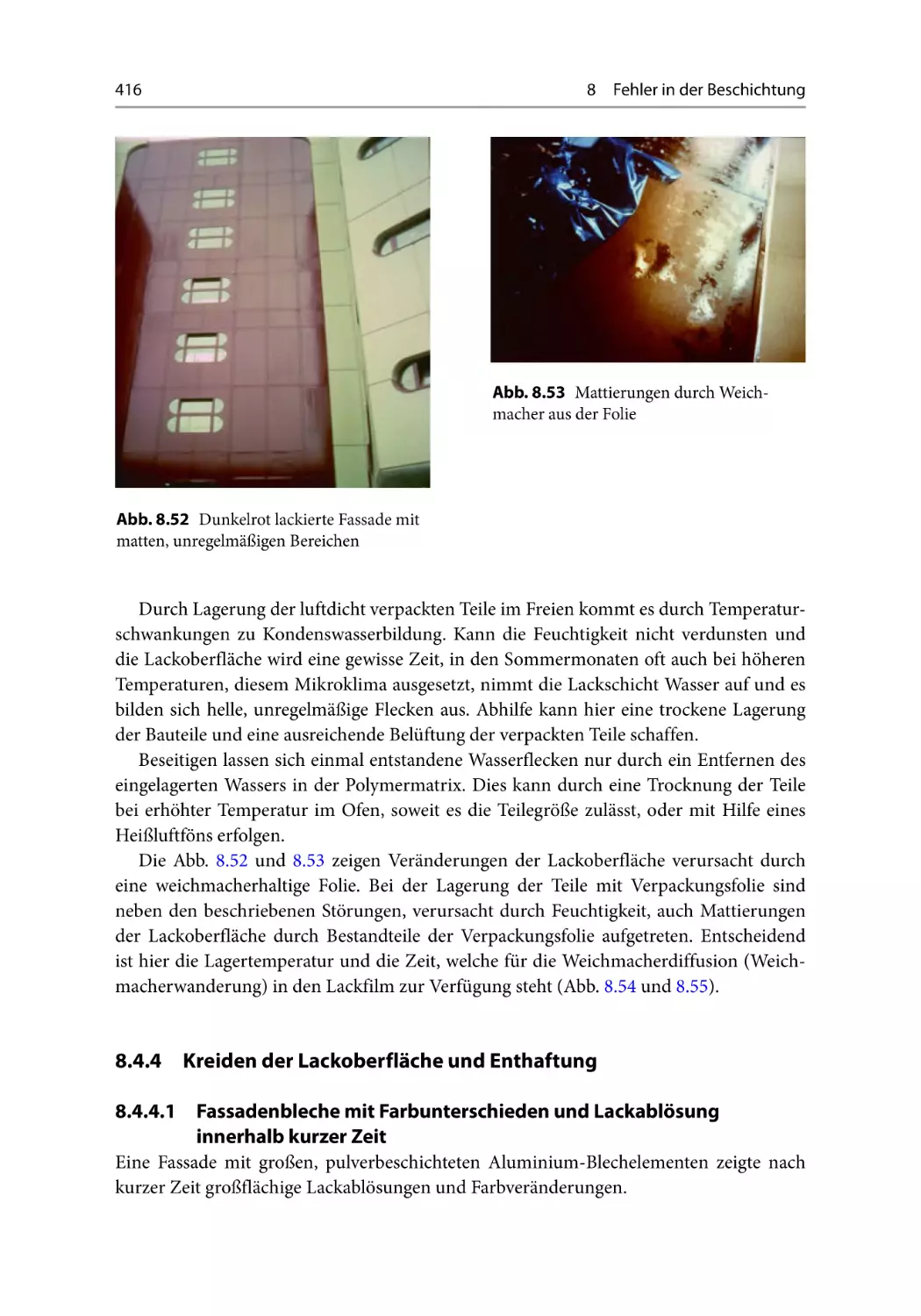
415
416
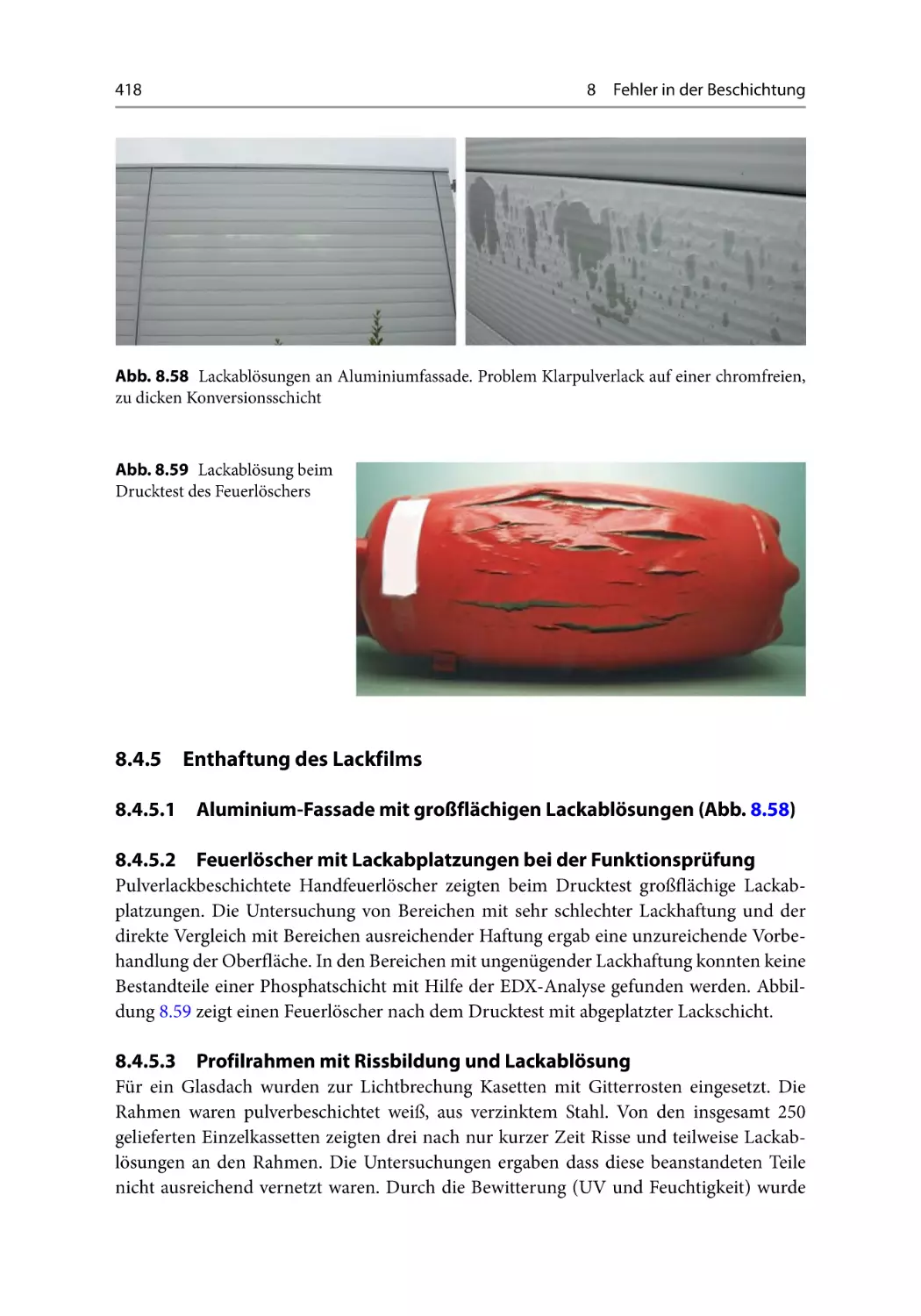
418
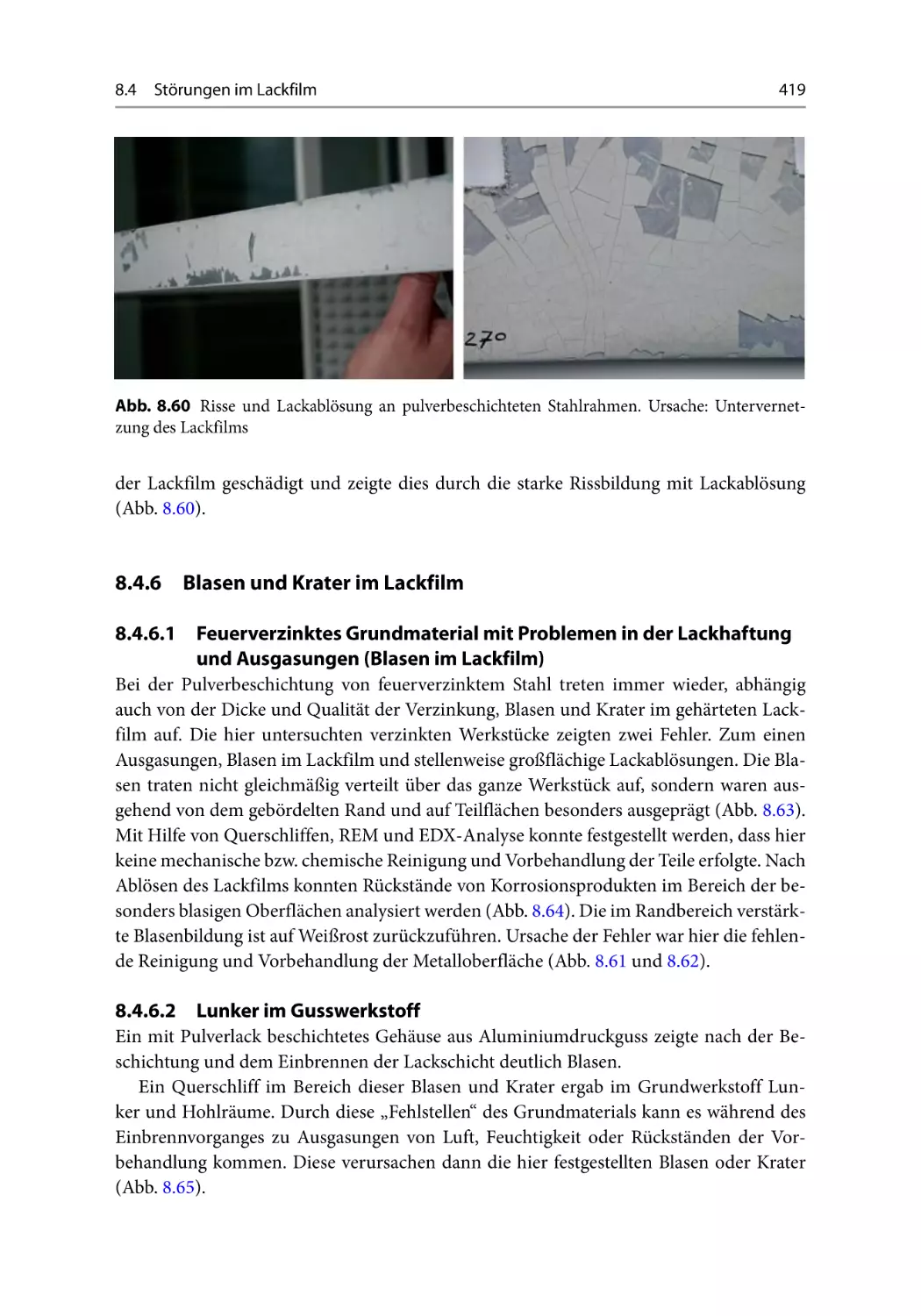
419
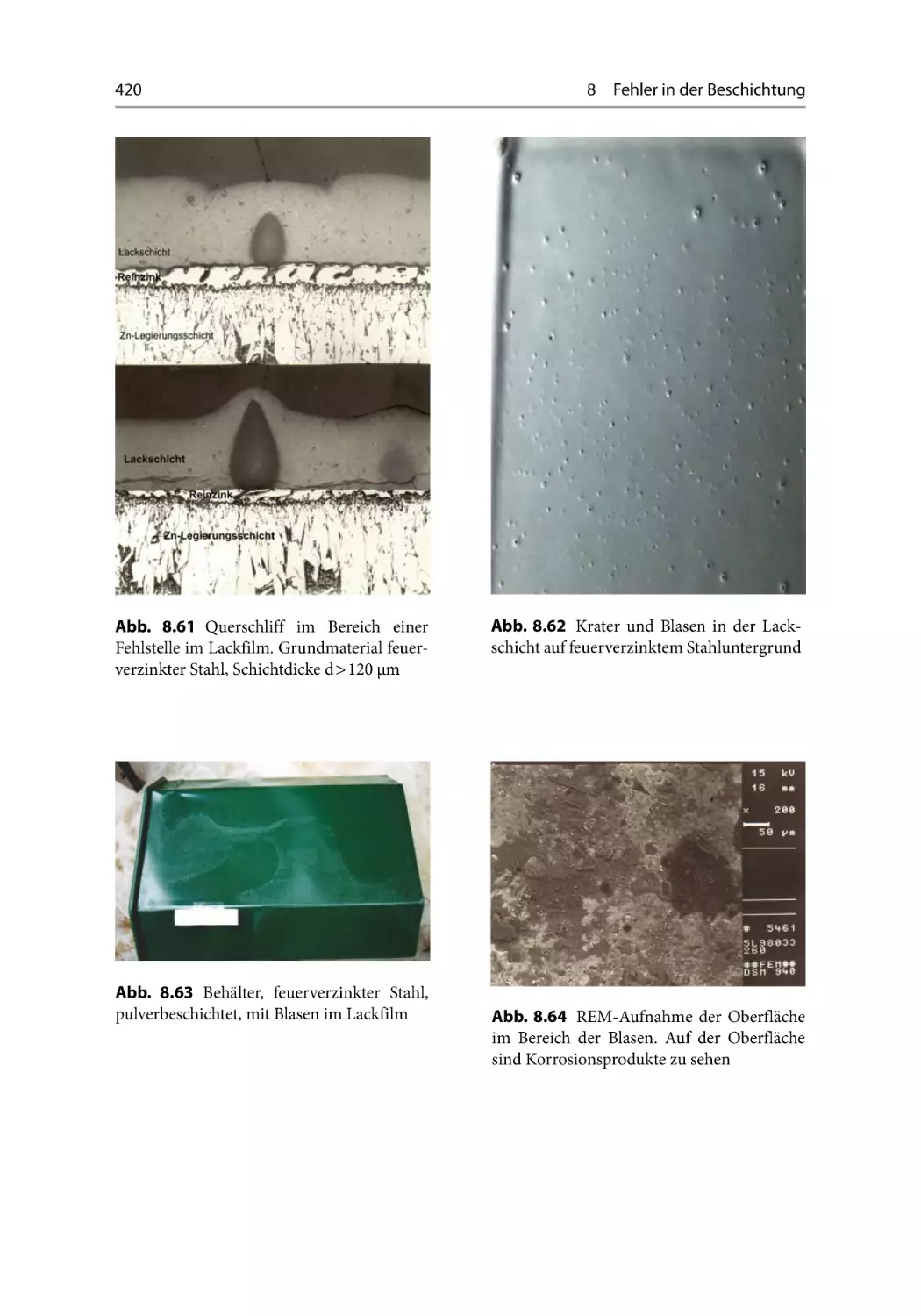
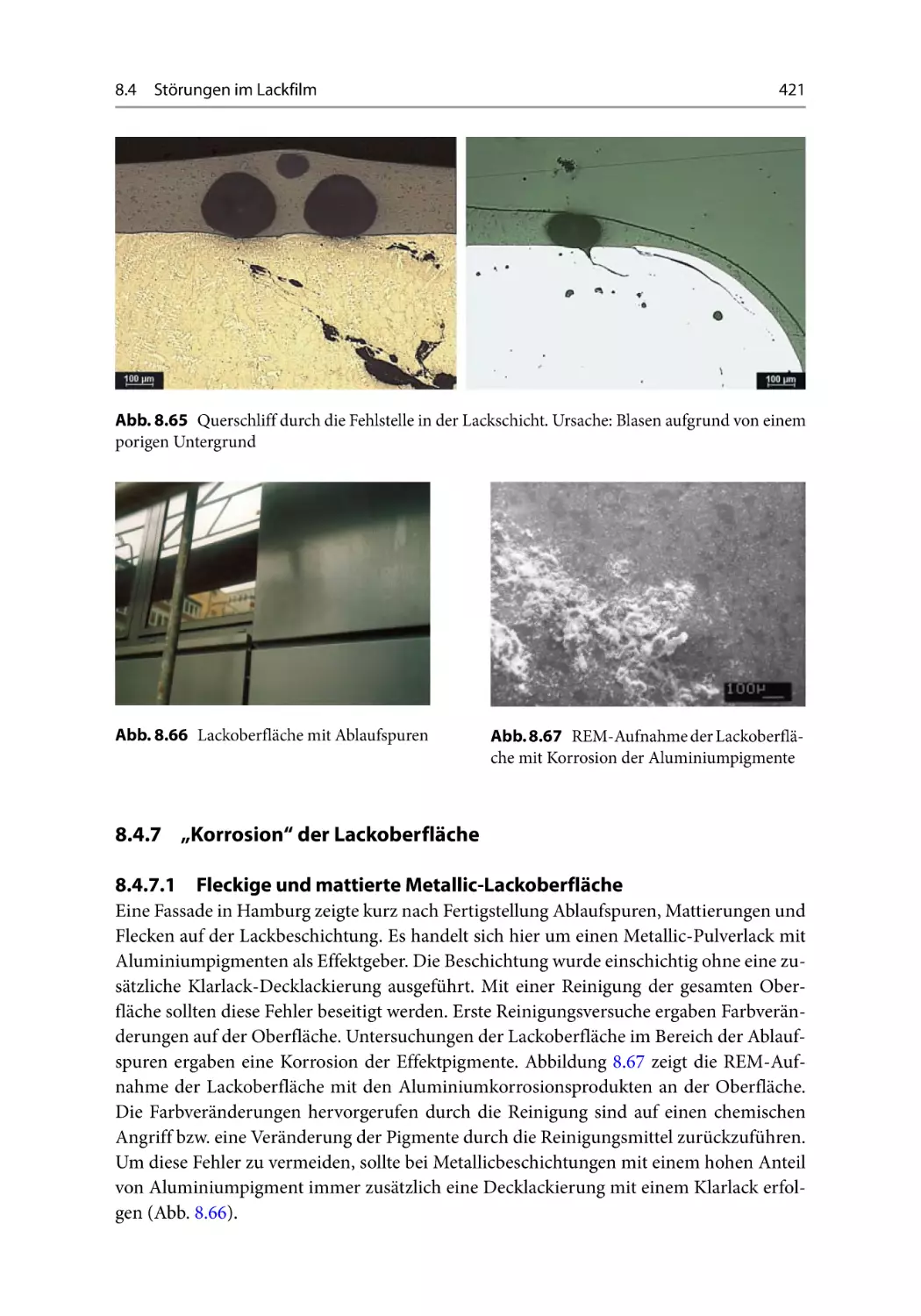
421
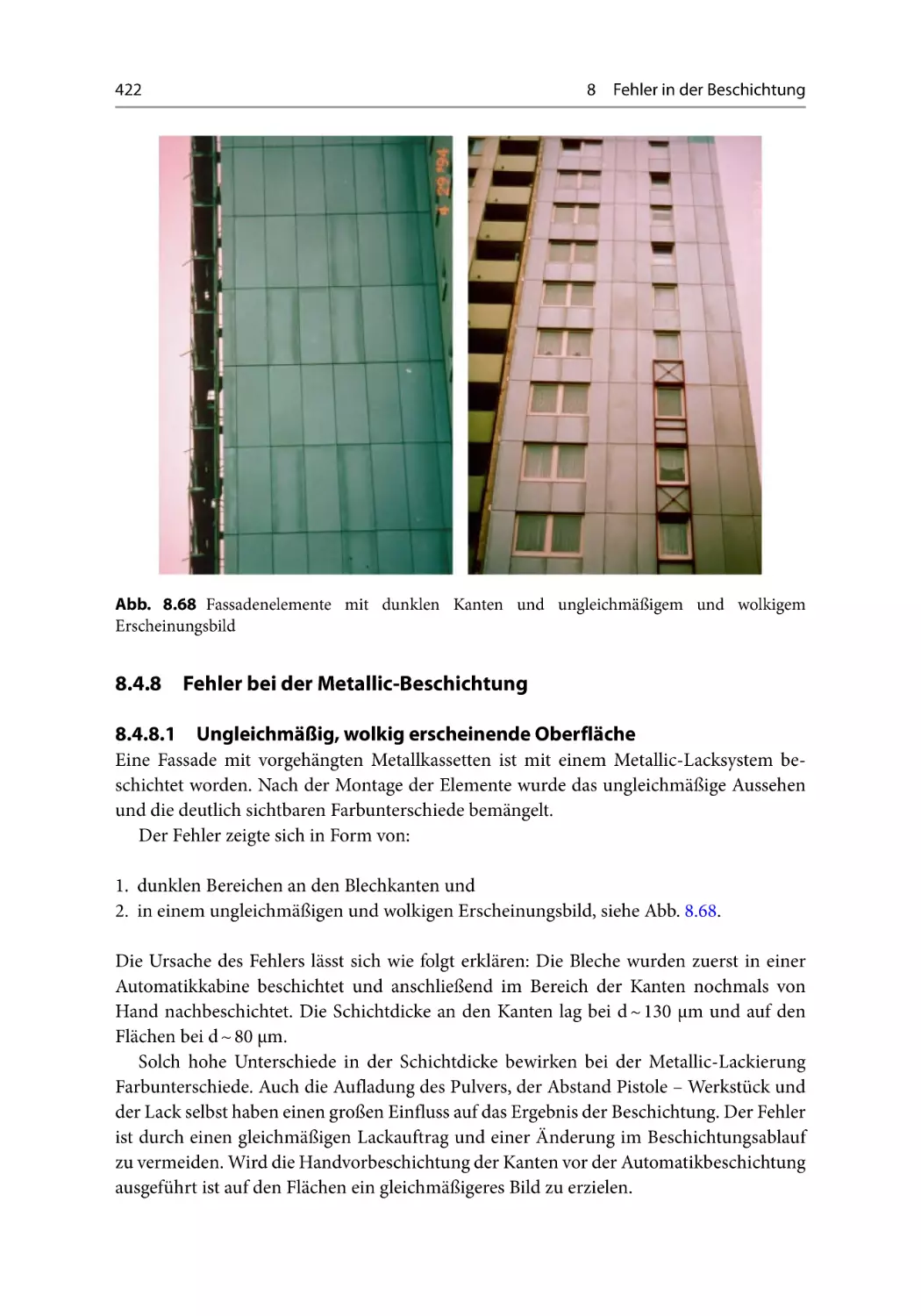
422
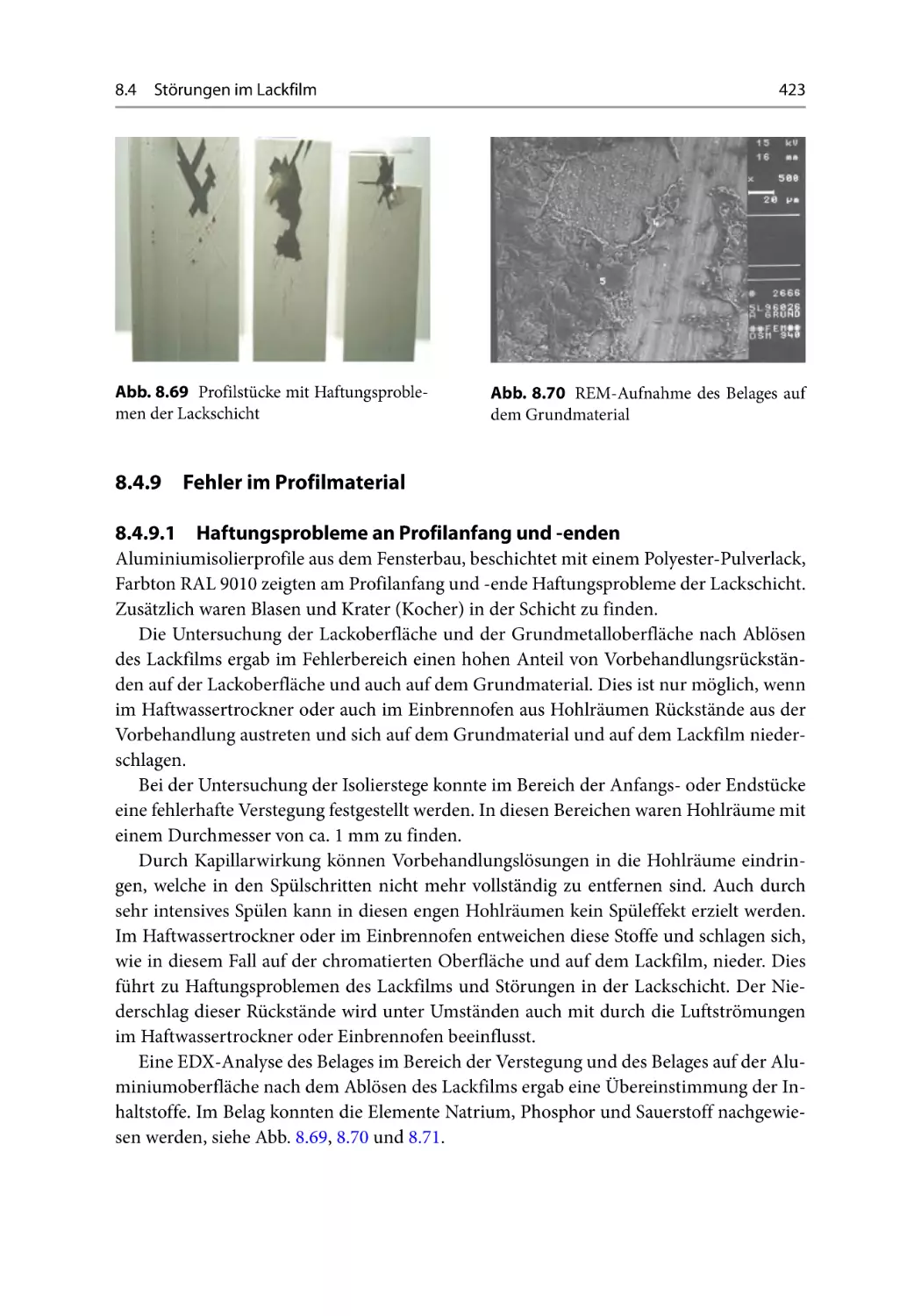
423
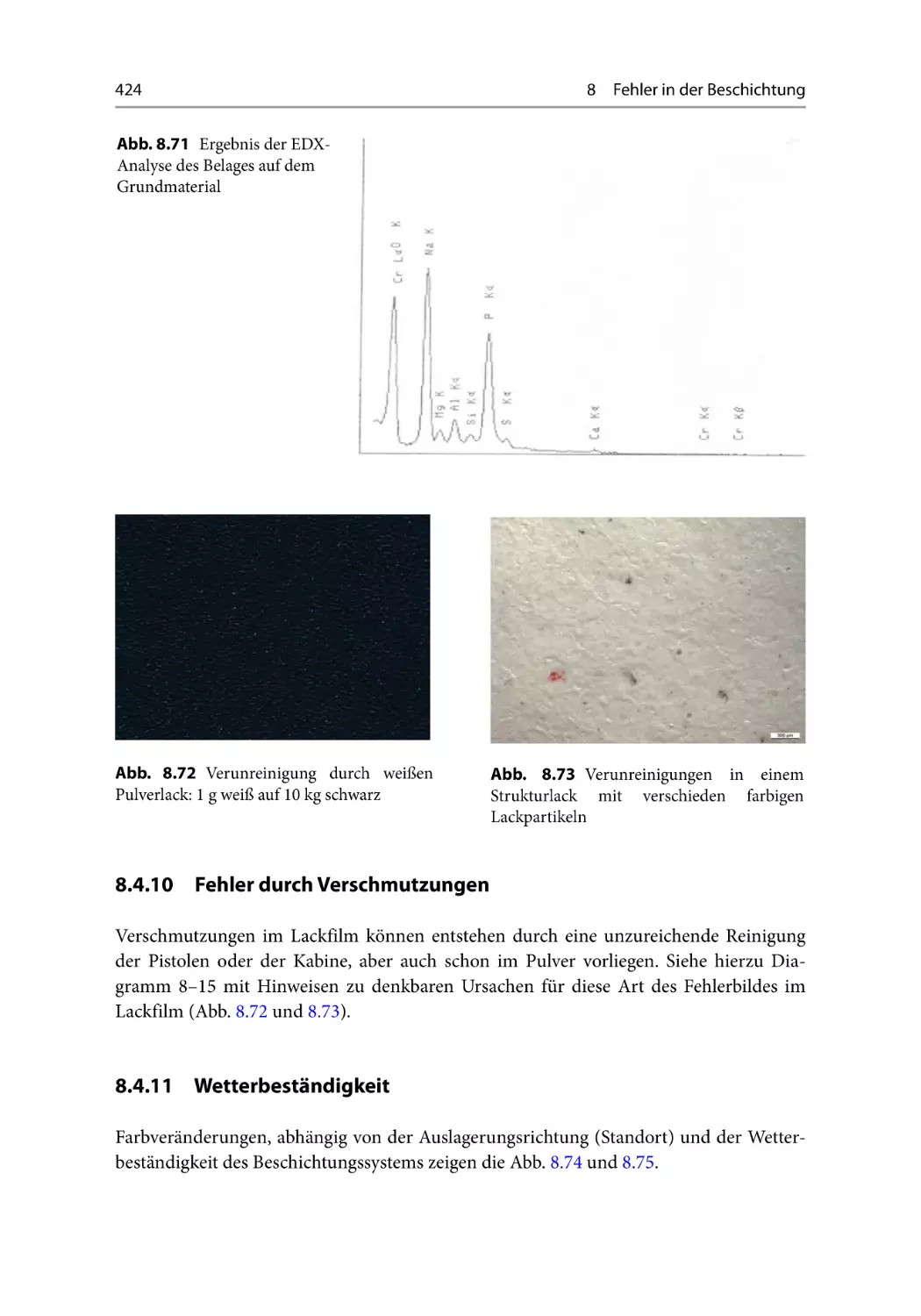
424
424
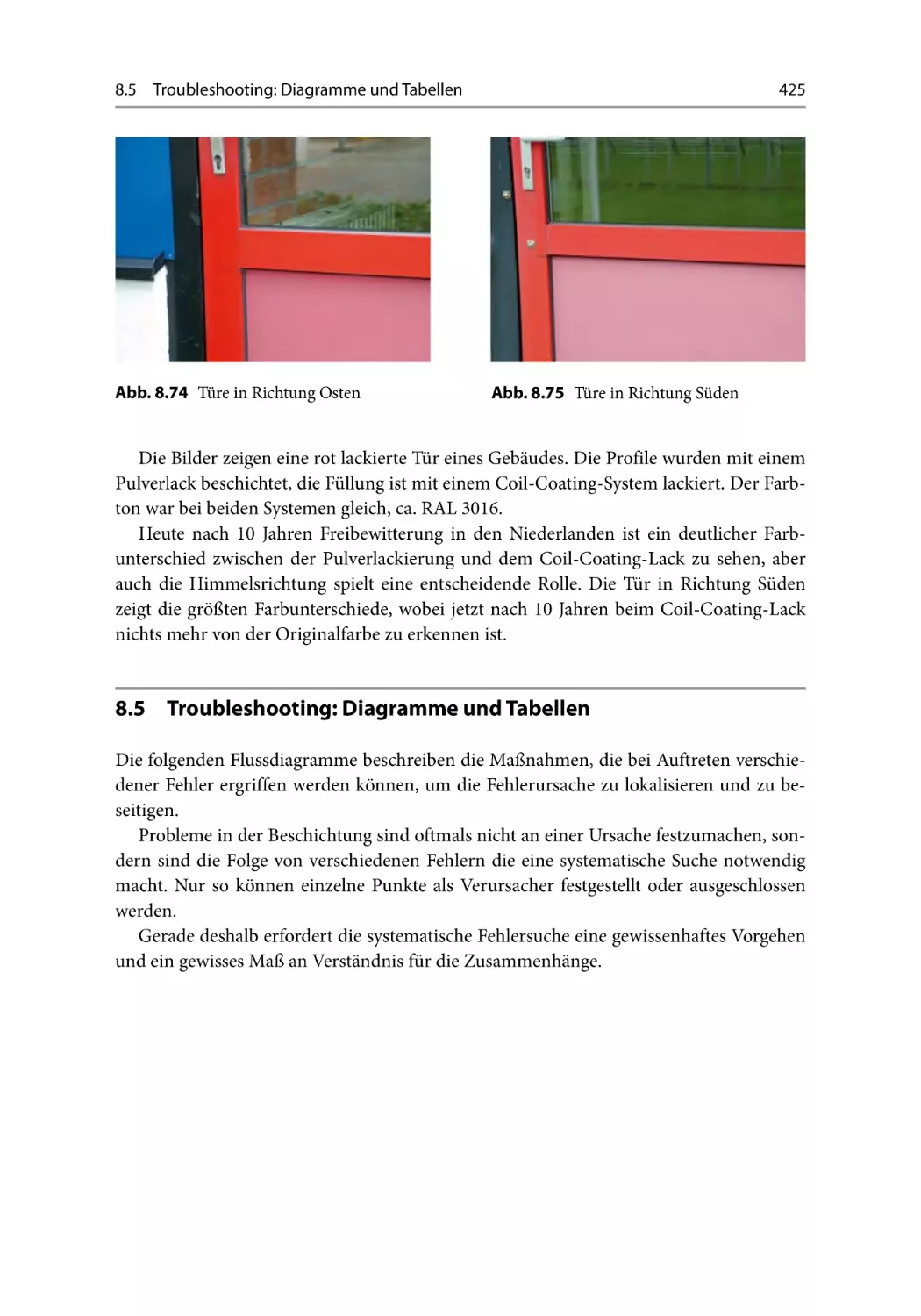
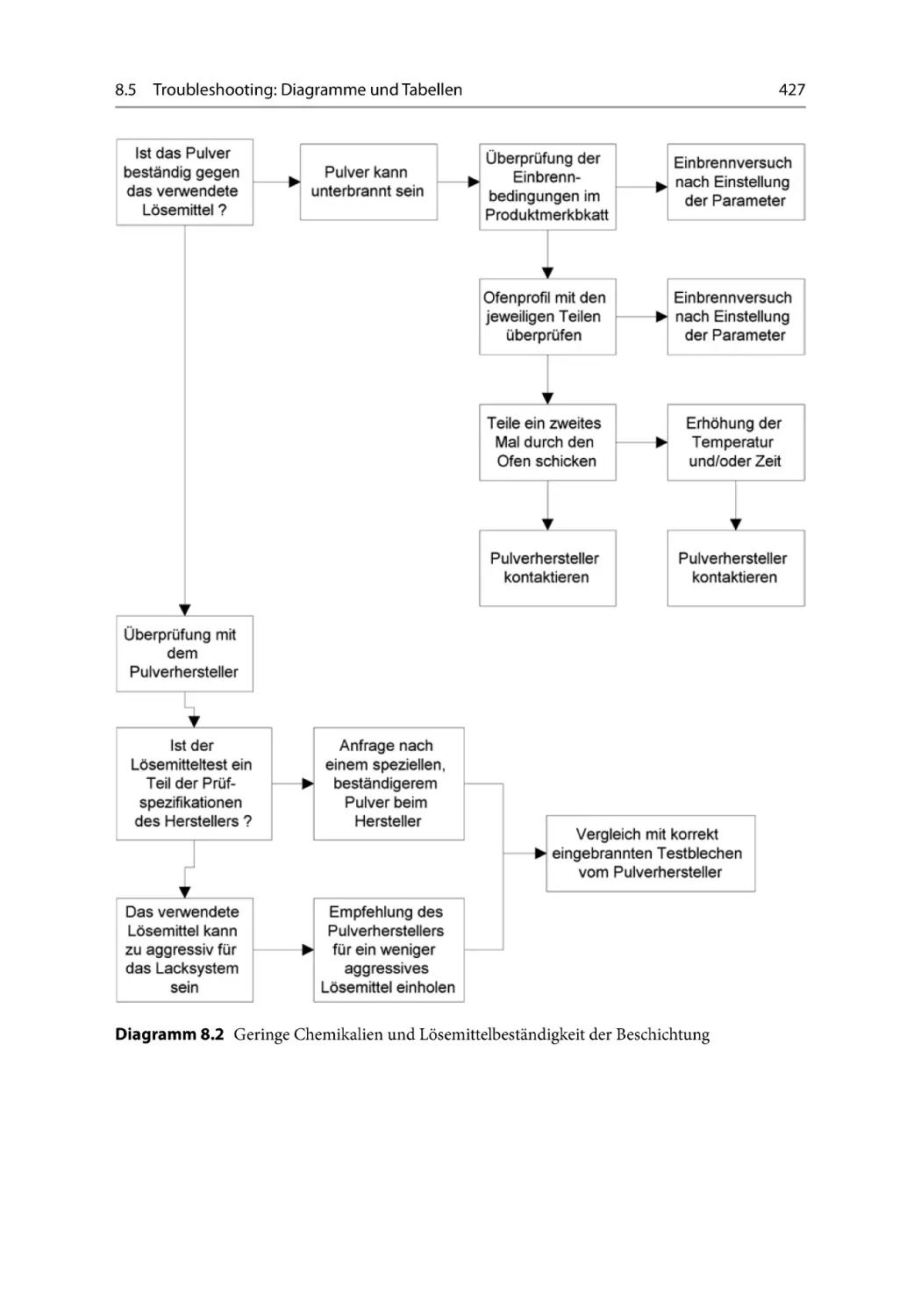
425
441
9 Entlacken ��������������������������������������������������������������������������������������������������������������������������
9.1 Chemische Entlackung ������������������������������������������������������������������������������������������
9.1.1 Entlackungsmittel �������������������������������������������������������������������������������������
9.1.2 Verfahrenstechniken bei der Entlackung ����������������������������������������������
9.2 Strahlen mit Trockeneis ����������������������������������������������������������������������������������������
9.2.1 Wirkungsweise des Verfahrens ��������������������������������������������������������������
9.3 Hochdruckwasserstrahltechnik ��������������������������������������������������������������������������
9.4 Entlackung mit Laserstrahl ����������������������������������������������������������������������������������
9.5 Entlackung mit Plasma ������������������������������������������������������������������������������������������
9.6 Induktives Entlacken/ Wirbelstromentlacken ��������������������������������������������������
9.7 Wahl des Entlackungsverfahrens ������������������������������������������������������������������������
Literatur ����������������������������������������������������������������������������������������������������������������������������
443
444
444
446
447
448
449
449
450
451
452
454
Sachwortverzeichnis ������������������������������������������������������������������������������������������������������������ 455
Geschichte der Pulverlackierung
Als die stimulierenden Faktoren der Entwicklung und Einführung der Pulverlackierung
können die ökologischen und die die Erdöl-Ressourcen betreffenden Zwänge Ende der
60-er und der frühen 70-er Jahre angesehen werden. In den USA war es 1966 die „Rule
66“, die erstmals eine Beachtung von Umweltaspekten bei Lackierungen forderte, ehe in
Deutschland im Jahre 1974 das Bundes-lmmissionsschutz-Gesetz (BimschG) und 1986 die
Technische Anleitung zur Reinhaltung der Luft (TA Luft) folgten.
Beschichtungen mit pulverförmigen, schmelzbaren Überzugsmassen wurden schon
1940 in ersten Anfängen durchgeführt. Es handelte sich damals um thermoplastische
Kunststoffpulver. Das Verfahren selbst würde man heute als „Flammspritzen“ bezeichnen. Im Jahre 1952 wurde das sogenannte Wirbelsinterverfahren von E. Gemmer (Firma
Knapsack AG, Frankfurt/Main) entwickelt, durch das erstmalig größere Pulvermengen
für den Beschichtungssektor verbraucht wurden [1]. Die Anwendungen beschränkten sich
zunächst auf Elektroisolation und Rohrbeschichtung, mit Schichtdicken im Bereich von
200 bis 300 µm. Das Aufschmelzen des Schutzfilms auf hinreichend vorgewärmte Werkstücke erfolgt während des Eintauchens in der Wirbelschicht eines Kunststoffpulvers. Der
Pulverwerkstoff war zunächst Polyethylen, später gefolgt von weiteren Thermoplasten
wie Polyamid und PVC. Erst Anfang der 60-er Jahre kam mit Epoxidharz ein duroplastischens Material auf den Markt. Hier war es die Fa. Bosch, die auf der Suche nach einem
geeigneten elektrischen Isolierstoff den Grundtyp des Epoxidharzpulvers entwickelte [2].
Es waren sog. „Langzeitpulver“, die 20 bis 30 Minuten bei Temperaturen von 200 °C benötigten, um zu vernetzen. Die Eignung dieses völlig lösungsmittelfreien Beschichtungsmaterials auch für dekorative Zwecke war so offensichtlich, dass nur noch ein geeignetes
Auftragsverfahren und die feinere Vermahlung für dünnere Schichtdicken fehlten. Mit den
elektrostatischen Sprühpistolen der Fa. SAMES, die für das elektrostatische Auftragen die
Bezeichnung „Samesieren“ vorschlugen, war Mitte der 60-er Jahre auch diese Hürde genommen. Sprühpistole und Hochspannungsgenerator waren eng an die elektrostatischen
Sprühpistolen für Flüssiglack angelehnt, mit einem Pulverbehälter in der Art eines Lackdruckgefäßes war die Anlage komplett [3]. Die Pulverschicht haftete auf kalten Werkstücken mit den gleichen elektrostatischen Kräften ausreichend lange, d. h. mindestens bis
zum anschließenden Aufschmelzen und Aushärten. Nun war es möglich geworden, aus
einer Tauchbeschichtung vorgewärmter Werkstücke, eine Sprühbeschichtung auf kalte
XV
XVI
Geschichte der Pulverlackierung
Werkstücke durchzuführen. Allerdings war man zunächst von diesem Auftragsverfahren
enttäuscht, da der Auftragswirkungsgrad, der so hoch wie bei Flüssiglack erwartet wurde,
durch die pneumatische Pulverförderung wesentlich niedriger lag. Erst mit der auf dem
Lackiergebiet völlig neuen Möglichkeit den Overspray direkt zurück zu gewinnen, konnte der erfolgreiche Start der Pulverlackierung gelingen, da jetzt der Gesamtwirkungsgrad
unter Berücksichtigung des Pulverkreislaufs zur Beurteilung stand. Das war Ende 1966.
Vorläufer eines elektrostatischen Auftrags feiner Teilchen hatte es zuvor schon beim elektrostatischen Räuchern und dem Bestäuben von Zigarren gegeben [4].
Der nächste Entwicklungsschritt war, die Epoxidpulver durch vergilbungssichere Epoxid-Polyester-Hybridpulver zu ergänzen. So konnte in Europa im Jahr 1968 der erste
Durchbruch erfolgen, nachdem diese Pulver mit kürzeren Aushärtezeiten und konstanten Qualitäten in größeren Mengen zur Verfügung standen und zugleich die elektrostatischen Applikationsgeräte weiter verbessert und zunehmend auch für Großanlagen geeignet erschienen [5]. Es war möglich geworden, die zur Reaktion benötigte Härtermenge
auf Kosten des Epoxidanteils zu erhöhen, indem man zwischen die zur Härtung erforderlichen Carbonsäuregruppen nicht bloß einen kleinen cyclischen Rest, sondern ein ganz
ordentliches Makromolekül schiebt. Dies führte zur Entwicklung der carboxylgruppenhaltigen Polyesterharze mit deutlich verminderter Vergilbungsresistenz. Hinsichtlich der
Wetterbeständigkeit stellten sie jedoch noch keine Lösung dar [6]. Die Zahl der Pulverbeschichtungsanlagen allein in Deutschland stieg von 4 im Jahr 1966 auf 51 im Jahr 1970
[7]. Anfang der 70-er Jahre war im 1, 3, 5-Triglycidyl-lsocyanurat, kurz TGIC, ein Härter
gefunden, mit dem sich in den folgenden zwei Jahrzehnten ein Pulverlacksystem mit großer Vielfalt an Qualitäten für breiteste Anwendungen herstellen ließ. Schrittweise konnten
die Reaktivität, Verlauf und Flexibilität und eine ausgezeichnete Wetterbeständigkeit erreicht werden. Alternativ wurden für Außenbeständigkeit Polyurethan zunächst mit Caprolactam als Blockierungsmittel auf den Markt gebracht. Auch Acrylat-Pulver hatte seine
erste Entwicklung abgeschlossen, konnte wegen Unverträglichkeit bei Herstellung und
Verarbeitung mit anderen Pulverwerkstoffen in Europa damals nicht Fuß fassen. Nur in
Japan und USA kam es Anwendung, da hierfür grundsätzlich separate Anlagen notwendig
waren und sich dies nur bei Großverbrauch lohnt.
Die Epoxidsysteme verloren an Bedeutung, blieben dennoch für den Innenbereich und
besonders wegen ihrer chemischen Beständigkeit gegen Laugen und Säuren weiterhin unentbehrlich.
Der größte Mengenzuwachs im Pulververbrauch wurde 1978/79 erreicht [6]. Es standen damals folgende Bindemittelsysteme zur Verfügung: Epoxid, Polyester/Epoxid, Polyester/TGIC, Polyurethan, Acrylat. Unterschieden wurde in Pulverlacke für den Inneneinsatz und Qualitäten für den wetter- und kreidungsbeständigen Außeneinsatz.
Anlagentechnisch konnte 1972 in Patenten zur triboelektrischen Aufladung des Pulvers
eine weitere Möglichkeit neben der Aufladung durch Korona im Hochspannungsfeld für
den elektrostatischen Pulverauftrag aufgezeigt werden. Es waren in [7] der Werkstoff Polytetrafluorethylen (PTFE) als Reibpartner und in [8] die konstruktive Lösung der Aufladeeinheit mit Ringspalt und später 1980 die Aufladung in Schläuchen und das Versprühen
Geschichte der Pulverlackierung
XVII
aus Fingerdüsen in [9], für die Patente erteilt wurden. Die triboelektrische Aufladung verlangt jedoch eine besondere chemische Ausrüstung des Pulvers, die bei den Epoxidpulvern
von vornherein gegeben war, bei Polyester und den Hybridpulvern jedoch erst mit leicht
Elektronen abgebenden Molekülgruppen bei der Pulverformulierung geschaffen werden
musste. Diese Unumgänglichkeit und eine Zurückhaltung bei einer Reihe von Gerätehersteller auf die Rückzahlung der Entwicklungskosten für die Hochspannungsversorgung
zu verzichten, hat die Einsatzbreite der triboelektrischen Sprühpistolen lange Zeit eingeschränkt.
Zu Beginn der 70-er Jahre setzte eine Ideenflut ein, um an Stelle der Sprühpistolen
völlig andere Lösungen für Pulversprüheinrichtungen vorzuschlagen. Sie wurden als „Pulversprühgeräte der zweiten Generation“ bezeichnet [10]. Hierzu zählten z. B. der auf der
Hannover Messe 1970 von AEG vorgestellte Bandzerstäuber. Ein perforiertes Kunststoffband, das aus einem fluidisiertem Pulvervorrat das Pulver aufnimmt, in die Höhe trägt wobei Luftdüsen durch die Löcher der Perforation das Pulver durch eine Vielzahl paralleler
Koronadrähte hindurch auf die zu beschichtenden Werkstücke blasen. Eine andere Lösung
bot die Fa. Mueller mit dem Pulver-Jet, einem System von aneinander gekoppelten Einzeldüsen, welche jede direkt, d. h. ohne Schlauchleitung, aus einem eigenen Fluidbehälter als
Pulvervorrat gespeist wird. Eine ähnliche Lösung ohne Pulverschlauch war die in Frankreich von der Fa. Somip 1971 vorge-stellte Pulverrampe. Mehrere Hersteller propagierten
den rotierenden Scheibenzerstäuber und in Abwandlung das Pulver-Schleuderrad, um mit
der Zentrifugalkraft die gleichmäßige Pulververteilung zu unterstützen. Einzig überlebt
hat bis vor wenigen Jahren die Pulverscheibe, in einem Exemplar zur Beschichtung von
Waschmaschinen bei der Fa. Bosch in Giengen. Rotierende Zerstäuber dagegen haben
gegenwärtig als Glocke im Rahmen der Entwicklungen für die Karosserie-Lackierung ihre
Renaissance erfahren. Bei Koronapistolen erzielte die Fa. GEMA in der Schweiz zur gleichen Zeit einen Entwicklungssprung indem es gelang, den Hochspannungstransformator
und die Gleichspannungs-Kaskade in der Pistole selbst unterzu-bringen und so auf das
„steife“ Hochspannungskabel verzichten zu können [11]. Möglich gemacht wurde diese
Hochspannungserzeugung durch die Fortschritte bei der Miniaturisierung der Bauelemente Kondensator und Gleichrichter für die Fernsehtechnik und der Durchschlagsfestigkeit von Gießharzisolierungen.
Der Einsatz von Hochspannung birgt Gefahrenmomente, die einmal in der Annäherung oder Berührung spannungsführender oder hochaufgeladener Anlagenteile liegen
und zum anderen in der möglichen Explosions- und Brandgefahr zündwilliger PulverLuft-Gemische durch Funkenentladungen bedingt sind. Infolgedessen war es notwendig
mit entsprechenden Sicherheitsvorschriften diesen Gefahren vorzubeugen. So erschien
seitens der Berufsgenossenschaft die erste Richtlinie mit dem Titel „Pulverbeschichten“
als ZH 1/444 mit Ausgabedatum 10.1971 und der Maßgabe wegen des ähnlichen Arbeitsverfahrens wie beim Farbspritzen die Forderungen der Unfallverhütungsvorschrift „Farbspritzen, -tauchen und Anstricharbeiten“ (VGB 23) sinngemäß anzuwenden. Eine nicht
erfüllbare Forderung war die nach der Erdungskontrolle, die ein Stillsetzen der Förderbahn
verlangte, wenn beim Einlaufen eines Werkstücks oder Gehänges ein größerer Erdableit-
XVIII
Geschichte der Pulverlackierung
widerstand als 10 kOhm gemessen wurde. Es bedurfte stichhaltiger Argumente, ehe dieser
Wert Jahre später auf 1 MOhm korrigiert wurde. Spätestens jetzt wurde die Kabine bzw.
der Sprühstand mit zwangsweiser Belüftung zur notwendigen Voraussetzung. Dazu haben
sich ergänzend der Verband Deutscher Maschinen- und Anlagenbau (VDMA) mit dem
VDMA-Einheitsblatt 24 371 im März 1974 eigene Richtlinien zur Einhaltung auferlegt, die
sich hinsichtlich des Explosionsschutzes auf Ergebnisse experimenteller Untersuchungen
stützten. Seit Oktober 1977 müssen sich elektrostatische Handsprüheinrichtungen nach
DIN 57 745 (VDE 0745) einer Typprüfung unterziehen, mit der sichergestellt wird, dass
diese Geräte berührungssicher sind und sie für Pulver-Luft-Gemische keine Zündquelle
darstellen. Gegen mögliche Gesundheitsschäden veranlasste der Europäische Ausschuss
für Beschichtungspulver der CEPE (Europäische Vereinigung der Verbände der Lack-,
Druckfarben- und Künstlerfarbenfabrikanten) toxikologische Untersuchungen mit unterschiedlichen Beschichtungspulvern, gestützt auf mehrjährige Kontrollen von Beschäftigten in der Pulverherstellung. Die Ergebnisse sind in einer Broschüre mit Empfehlungen für
die Gefahrenverhütung zusammengefasst [12]. Die Broschüre erschien erstmals im Jahr
1985 und liegt inzwischen in mehreren Nachauflagen vor.
Literatur zur Geschichte der Pulverlackierung
Die Geschichte der Pulverlackierung wurde freundlicherweise von Prof. Dr.-Ing. habil.
W. Kleber zusammengetragen.
1. Gemmer, E.: Kunststoff-Rundschau 7 (1960)
2. Sträter, F.-J.: Stand der Pulverentwicklung. In: Berichte der IV. Tag. „Elektrostatisches
und Elektrophoretisches Beschichten“, HfV Dresden, S. 70–71 (1969)
3. Auerbach, D.: Entwicklung von Auftragsgeräten für das elektrostatische Plastbeschichten. In: Plaste u. Kautschuk 14, S. 34-38, (1967)
4. Neubert, U.: Elektrostatik in der Technik. Oldenbourg-Verlag, München, 1954,
S. 150–151
5. Gunia, G.: Der Trend zur Automatik, EPS-Bilanz 72. Dokumentation der Zeitschrift
JOT, mi-Publikationsgesellschaft, München, 1972
6. Chemismus, Herstellung und technologische Eigenschaften von Pulverlacken, Pulverlack 73. Tagungsband Pulverlacktagung Hamburg 1973
7. Noll, G.: 20 Jahre Pulverlacke. Fachtagung Pulverlack Hamburg, Tagungsband 1985
8. Kleber, W.: Triboelektrische Pulveraufladung. In: Metalloberfläche 50 (1996), 07,
S. 564–567
9. Ruud, J.: Pulverspritzgerät. Patentschrift DE 3 100 002 Schwed. Priorität 04.01.80
10. Gebhardt, O.: Pulverbeschichtungsanlagen der zweiten Generation. In: Berichte der
V. Tagung „Elektrostatisches und Elektrophoretisches Beschichten“, HfV Dresden,
(1972), S. 144–149
Geschichte der Pulverlackierung
XIX
11. Braun, F.: Elektrostatische Pulverbeschichtungspistole mit eingebautem Hochspannungserzeuger; Elektrostatische Aufladungen. In: DECHEMA-Monographien,
Band 72. Verlag Chemie, Weinheim 1974, S. 281–292
12. anonym: Ergebnisse der experimentellen Toxikologiestudie über wärmehärtbare Pulverlacke. Europäischer Ausschuss der Verbände der Lack-, Druck- und Künstlerfarbenfabrikanten, Brüssel 1985
1
Pulverlacke
Pulverlacke sind Beschichtungsmaterialien, die nach der Applikation auf den zu beschichtenden Substraten durch Wärmeeinwirkung geschmolzen oder chemisch vernetzt werden
und dadurch geschlossene, gut haftende Überzüge ergeben. Sie haben, wie die meisten
Oberflächenbehandlungen, hauptsächlich zwei Funktionen: eine dekorative und/oder eine
funktionelle (Tab. 1.1).
1.1 Verschiedene Pulverlacktypen
Im Allgemeinen setzen sich Pulverlacke zusammen aus:
•
•
•
•
Bindemittel (Harze, Härter, Beschleuniger)
Pigmenten und Farbstoffen
Füllstoffen (Extender)
Additiven
Aufgrund ihres physikalischen und chemischen Verhaltens unterscheidet man bei den
Bindemitteln/Filmbildnern zwischen Thermoplasten und Duroplasten.
1.1.1 Filmbildner/Bindemittel
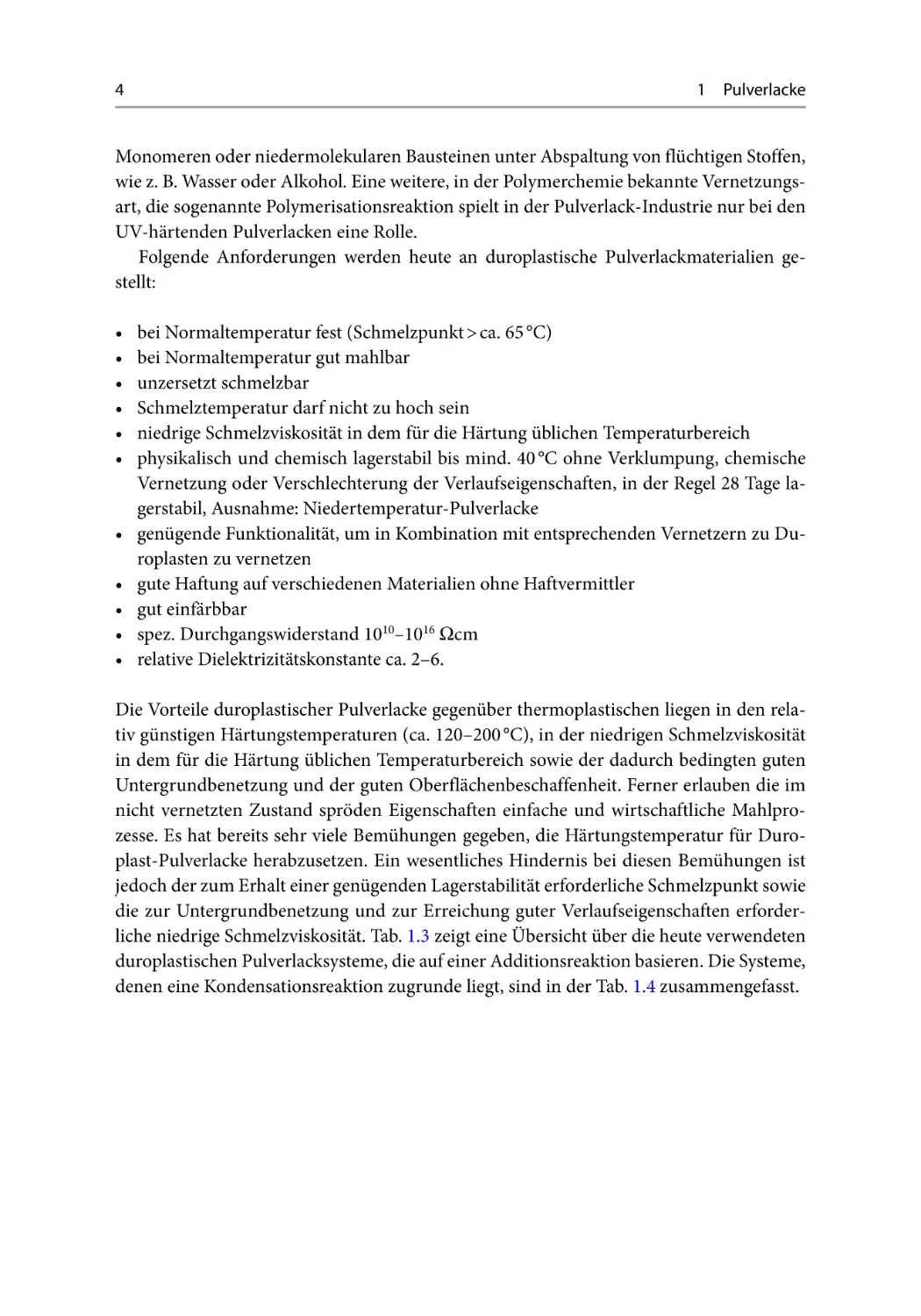
Die Tab. 1.2 gibt einen Überblick über die heute wichtigsten Filmbildnersysteme für Pulverlacke. Bei chemisch härtenden Filmbildnern müssen die Verhältnisse von Glasübergangstemperatur Tg, mittlerer Molmasse Mn, mittlerer Funktionalität fn und Reaktivität
genau ausbalanciert sein. Es muss möglich sein, den vorgemischten Pulverlack im Extruder aufzuschmelzen, ohne dass er merklich vernetzt. Das Pulverlackmaterial darf außerdem während der Lagerung nicht zu sehr sintern, soll aber beim Einbrennen so aufschmelJ. Pietschmann, Industrielle Pulverbeschichtung, JOT-Fachbuch,
DOI 10.1007/978-3-8348-2585-8_1, © Springer Fachmedien Wiesbaden 2013
1
2
1 Pulverlacke
Tab. 1.1 Aufgaben einer
Pulverlackschicht
Dekoration
Schutz
Farbe
mechanische Belastungen
Glanz
Korrosionsbeständigkeit
Verlauf/Struktur
Bewitterung
Chemikalienbeständigkeit
Elektroisolation
Tab. 1.2 Bindemittelsysteme für Pulverlacke [1]
Übliche Abkürzung
Filmbildner
Anwendungsbereich
Polyethylen (LDPE, LLDPE, HDPE)
innen
Thermoplastische Systeme
PE
PA
Polyamid 11 oder 12
innen
SP
Polyester
innen
EVOH
Ethylen-Vinylalkohol-Copolymer
innen und außen
PVC
Polyvinylchlorid (und Copolymere)
innen und außen
PVDF
Polyvinylidenfluorid (und Copolymere)
innen und außen
Duromere Systeme
Harz
Härter
EP
Epoxidharz
Phenolischer Härter
Imidazolin-Derivate
Anhydridaddukte
innen
EP-DCD
Epoxidharz
modifiziertes
Dicyandiamid
innen
EP-SP
COOH-Polyesterharz
Epoxidharz
innen
SP-TGIC
COOH-Polyesterharz
TGIC
innen und außen
SP-HAA
COOH-Polyesterharz
Hydroxyalkylamidhärter
innen und außen
SP-GE
COOH-Polyesterharz
aromatische
Glycidylester
innen und außen
SP-PUR
OH-Polyesterharz
Isocyanataddukt
innen und außen
Blockierte Uretdionen
AC-DDA
Glycidylacrylatharz
Dodecandicarbonsäure
innen und außen
AC-PUR
OH-Acrylatharz
Isocyanataddukt
innen und außen
zen, dass es zu dem gewünschten Film verläuft, bevor sich durch die Vernetzung dann die
erwarteten Filmeigenschaften einstellen. Die Harze sind deshalb meist amorphe Polymere
mit genügend hoher Glasübergangstemperatur (von mindestens 40 bis 50 °C), so dass ein
Sintern während der Lagerung unterdrückt wird, und mit einer Molmasse von einigen
tausend g/mol.
1.1 Verschiedene Pulverlacktypen
3
1.1.2 Thermoplast-Bindemittel
Die reversibel schmelzenden Thermoplaste bilden auf dem Substrat durch Erhitzen über
den Schmelzpunkt einen Film, der nach dem Abkühlen zu einem porenfreien Überzug erstarrt. An thermoplastische Pulverlackmaterialien werden heute folgende Anforderungen
gestellt:
• bei Raumemperatur fest (T = 25 °C)
• lagerstabil bei Raumtemperatur (25 °C) und erhöhten Temperaturen bis mind. 40 °C
ohne Klumpenbildung
• unzersetzt schmelzbar
• Schmelztemperatur darf nicht zu hoch sein
• Schmelzviskosität muss Filmbildung erlauben
• gute Haftung auf verschiedenen Substraten
• Überzüge müssen einfärbbar sein
Da Thermoplast-Bindemittel beim Aufschmelzen nicht vernetzen, muss das Makromolekül und dadurch auch das Molekulargewicht bereits vor dem Aufschmelzen ausgebildet
sein. Hierdurch besitzen thermoplastische Bindemittel bei den Applikationstemperaturen
relativ hohe Schmelzviskositäten, die dann zu hohen Schichtdicken, z. B. > 100 µm führen.
Weitere Nachteile von Thermoplast-Pulverlacken sind z. B. die durch den Erweichungsbereich des Bindemittels beschränkte Beanspruchungsmöglichkeit in der Wärme (Erweichung) sowie aufwändigere Mahlverfahren, da aufgrund der Duktilität von Thermoplasten im Vergleich zu Duroplasten bei tieferen Temperaturen gemahlen werden muss.
Neben den aufwändigeren Mahlverfahren führen besonders auch die im Vergleich zu den
Duroplasten höheren Schichtdicken zu höheren Kosten. Ein weiterer Nachteil ist die in
den meisten Fällen erforderliche Verwendung von Haftvermittlern. Die Systeme sind nicht
lösungsmittelbeständig und haben eine geringe Temperaturstabilität.
1.1.3 Duroplast-Bindemittel
Duroplaste, allgemein auch thermohärtende Pulverlacke genannt, werden nach dem Aufsintern auf den zu beschichtenden Gegenstand durch Einwirkung von Wärme chemisch
vernetzt, wodurch sie ihre anfänglichen thermoplastischen Eigenschaften verlieren und
durch spätere Wärmeeinwirkung nicht wieder aufgeschmolzen werden. Chemisch gesehen kommen für thermohärtende Pulverlacke zwei Arten von Vernetzungsreaktionen in
Frage: die Polyaddition und Polykondensation.
Unter Polyaddition versteht man die Bildung von Polymeren oder Netzwerken durch
wiederholte Addition von di- oder polyfunktionellen Monomeren oder niedermolekularen Bausteinen ohne Abspaltung von flüchtigen Stoffen. Bei der Polykondensation entstehen Polymere durch Kondensationsreaktionen zwischen di- oder höherfunktionellen
4
1 Pulverlacke
Monomeren oder niedermolekularen Bausteinen unter Abspaltung von flüchtigen Stoffen,
wie z. B. Wasser oder Alkohol. Eine weitere, in der Polymerchemie bekannte Vernetzungsart, die sogenannte Polymerisationsreaktion spielt in der Pulverlack-Industrie nur bei den
UV-härtenden Pulverlacken eine Rolle.
Folgende Anforderungen werden heute an duroplastische Pulverlackmaterialien gestellt:
•
•
•
•
•
•
•
•
•
•
•
bei Normaltemperatur fest (Schmelzpunkt > ca. 65 °C)
bei Normaltemperatur gut mahlbar
unzersetzt schmelzbar
Schmelztemperatur darf nicht zu hoch sein
niedrige Schmelzviskosität in dem für die Härtung üblichen Temperaturbereich
physikalisch und chemisch lagerstabil bis mind. 40 °C ohne Verklumpung, chemische
Vernetzung oder Verschlechterung der Verlaufseigenschaften, in der Regel 28 Tage lagerstabil, Ausnahme: Niedertemperatur-Pulverlacke
genügende Funktionalität, um in Kombination mit entsprechenden Vernetzern zu Duroplasten zu vernetzen
gute Haftung auf verschiedenen Materialien ohne Haftvermittler
gut einfärbbar
spez. Durchgangswiderstand 1010–1016 Ωcm
relative Dielektrizitätskonstante ca. 2–6.
Die Vorteile duroplastischer Pulverlacke gegenüber thermoplastischen liegen in den relativ günstigen Härtungstemperaturen (ca. 120–200 °C), in der niedrigen Schmelzviskosität
in dem für die Härtung üblichen Temperaturbereich sowie der dadurch bedingten guten
Untergrundbenetzung und der guten Oberflächenbeschaffenheit. Ferner erlauben die im
nicht vernetzten Zustand spröden Eigenschaften einfache und wirtschaftliche Mahlprozesse. Es hat bereits sehr viele Bemühungen gegeben, die Härtungstemperatur für Duroplast-Pulverlacke herabzusetzen. Ein wesentliches Hindernis bei diesen Bemühungen ist
jedoch der zum Erhalt einer genügenden Lagerstabilität erforderliche Schmelzpunkt sowie
die zur Untergrundbenetzung und zur Erreichung guter Verlaufseigenschaften erforderliche niedrige Schmelzviskosität. Tab. 1.3 zeigt eine Übersicht über die heute verwendeten
duroplastischen Pulverlacksysteme, die auf einer Additionsreaktion basieren. Die Systeme,
denen eine Kondensationsreaktion zugrunde liegt, sind in der Tab. 1.4 zusammengefasst.
1.1 Verschiedene Pulverlacktypen
5
Tab. 1.3 Pulverlacksysteme mit einer Polyadditionsreaktion bei der Vernetzung [2]
Harzkomponente
Härterkomponente
Epoxidharz (Bisphenol A-Typ)
Dicycandiamid: beschleunigt od. modifiziert;
subst. Imidazole; BF3-Komplexe; Polycarbonsäureanhydride; saure Polyester; Polyphenole
Polyesterharze (carboxylgruppenhaltig)
Epoxidharze (Bisphenol A-Typ);
Triglycidylisocyanurat (TGIC);
hydroxylgruppenhaltige PES; Oxazoline;
aromatische Glycidylester
Polyesterharze (hydroxylgruppenhaltig)
verkappte Polyisocyanate; Carbonsäureanhydride; modifizierte Melamin- oder
Harnstoffharze
Polyacrylate (epoxidgruppenhaltig)
Carbonsäureanhydride; Dicarbonsäuren;
saure Polyester; saure Acrylate; normale
EP-Vernetzer
Polyacrylate (hydroxylgruppenhaltig)
Carbonsäureanhydride; verkappte Polyisocyanate; saure Acrylate oder Polyester; modifizierte
Melamine oder Harnstoffharze
Polyacrylate (carboxylgruppenhaltig)
Triglycidylisocyanurat (TGIC); epoxidgruppenhaltige Acrylate; hydroxylgruppenhaltige
Acrylate oder Polyester; Oxazoline
Tab. 1.4 Pulverlacksysteme mit einer Polykondensationsreaktion bei der Vernetzung [2]
Harzkomponente
Härterkomponente
Polyesterharze (carboxylgruppenhaltig)
Hydroxyalkylamide (Primid XL 552), Abspaltprodukt: Wasser
Polyesterharze (hydroxylgruppenhaltig)
Tetramethoxymethyl Glycoluril (Powderlink
1174), Abspaltprodukt: Methanol
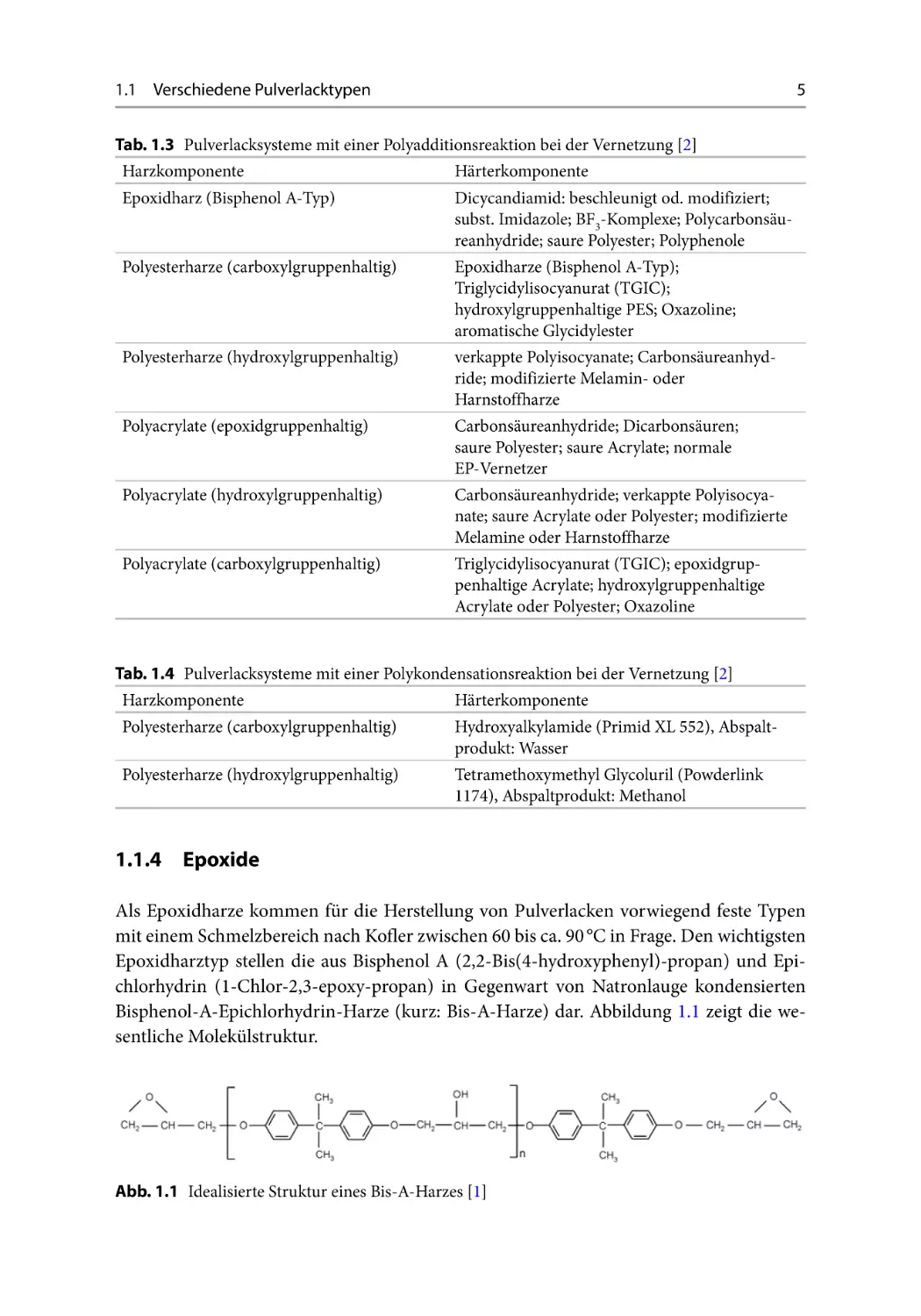
1.1.4
Epoxide
Als Epoxidharze kommen für die Herstellung von Pulverlacken vorwiegend feste Typen
mit einem Schmelzbereich nach Kofler zwischen 60 bis ca. 90 °C in Frage. Den wichtigsten
Epoxidharztyp stellen die aus Bisphenol A (2,2-Bis(4-hydroxyphenyl)-propan) und Epichlorhydrin (1-Chlor-2,3-epoxy-propan) in Gegenwart von Natronlauge kondensierten
Bisphenol-A-Epichlorhydrin-Harze (kurz: Bis-A-Harze) dar. Abbildung 1.1 zeigt die wesentliche Molekülstruktur.
Abb. 1.1 Idealisierte Struktur eines Bis-A-Harzes [1]
6
1 Pulverlacke
O
O
CH2
CH
Epoxidharz
OH
CH2 + H N
O
CH2
CH
CH2
N
stickstoffhaltiger Härter
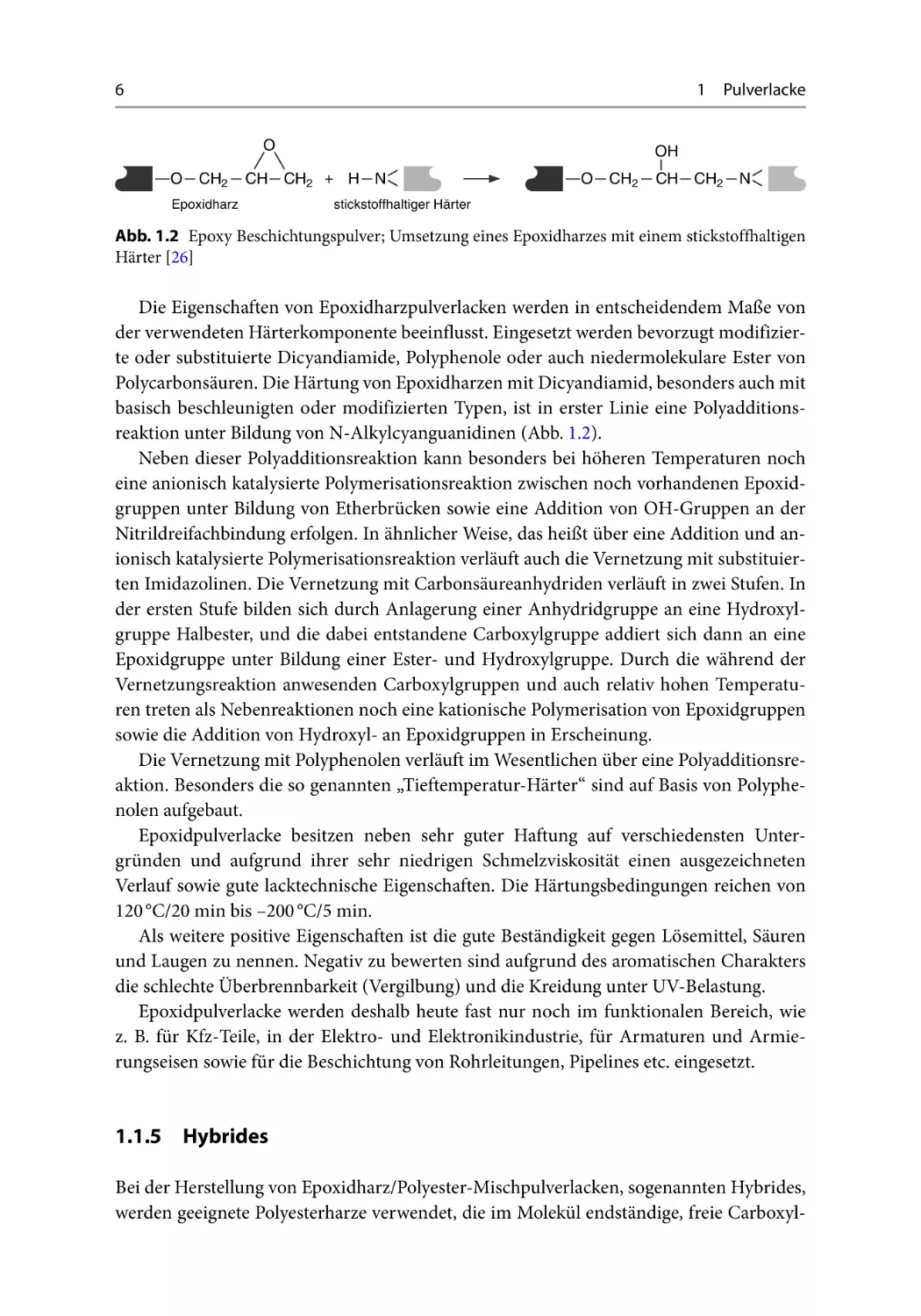
Abb. 1.2 Epoxy Beschichtungspulver; Umsetzung eines Epoxidharzes mit einem stickstoffhaltigen
Härter [26]
Die Eigenschaften von Epoxidharzpulverlacken werden in entscheidendem Maße von
der verwendeten Härterkomponente beeinflusst. Eingesetzt werden bevorzugt modifizierte oder substituierte Dicyandiamide, Polyphenole oder auch niedermolekulare Ester von
Polycarbonsäuren. Die Härtung von Epoxidharzen mit Dicyandiamid, besonders auch mit
basisch beschleunigten oder modifizierten Typen, ist in erster Linie eine Polyadditionsreaktion unter Bildung von N-Alkylcyanguanidinen (Abb. 1.2).
Neben dieser Polyadditionsreaktion kann besonders bei höheren Temperaturen noch
eine anionisch katalysierte Polymerisationsreaktion zwischen noch vorhandenen Epoxidgruppen unter Bildung von Etherbrücken sowie eine Addition von OH-Gruppen an der
Nitrildreifachbindung erfolgen. In ähnlicher Weise, das heißt über eine Addition und anionisch katalysierte Polymerisationsreaktion verläuft auch die Vernetzung mit substituierten Imidazolinen. Die Vernetzung mit Carbonsäureanhydriden verläuft in zwei Stufen. In
der ersten Stufe bilden sich durch Anlagerung einer Anhydridgruppe an eine Hydroxylgruppe Halbester, und die dabei entstandene Carboxylgruppe addiert sich dann an eine
Epoxidgruppe unter Bildung einer Ester- und Hydroxylgruppe. Durch die während der
Vernetzungsreaktion anwesenden Carboxylgruppen und auch relativ hohen Temperaturen treten als Nebenreaktionen noch eine kationische Polymerisation von Epoxidgruppen
sowie die Addition von Hydroxyl- an Epoxidgruppen in Erscheinung.
Die Vernetzung mit Polyphenolen verläuft im Wesentlichen über eine Polyadditionsreaktion. Besonders die so genannten „Tieftemperatur-Härter“ sind auf Basis von Polyphenolen aufgebaut.
Epoxidpulverlacke besitzen neben sehr guter Haftung auf verschiedensten Untergründen und aufgrund ihrer sehr niedrigen Schmelzviskosität einen ausgezeichneten
Verlauf sowie gute lacktechnische Eigenschaften. Die Härtungsbedingungen reichen von
120 °C/20 min bis –200 °C/5 min.
Als weitere positive Eigenschaften ist die gute Beständigkeit gegen Lösemittel, Säuren
und Laugen zu nennen. Negativ zu bewerten sind aufgrund des aromatischen Charakters
die schlechte Überbrennbarkeit (Vergilbung) und die Kreidung unter UV-Belastung.
Epoxidpulverlacke werden deshalb heute fast nur noch im funktionalen Bereich, wie
z. B. für Kfz-Teile, in der Elektro- und Elektronikindustrie, für Armaturen und Armierungseisen sowie für die Beschichtung von Rohrleitungen, Pipelines etc. eingesetzt.
1.1.5
Hybrides
Bei der Herstellung von Epoxidharz/Polyester-Mischpulverlacken, sogenannten Hybrides,
werden geeignete Polyesterharze verwendet, die im Molekül endständige, freie Carboxyl-
1.1 Verschiedene Pulverlacktypen
O
O
CH2
CH
7
O
CH2 + H O C
Epoxidharz
O
CH2
OH
O
CH
CH2 O C
saurer Polyester
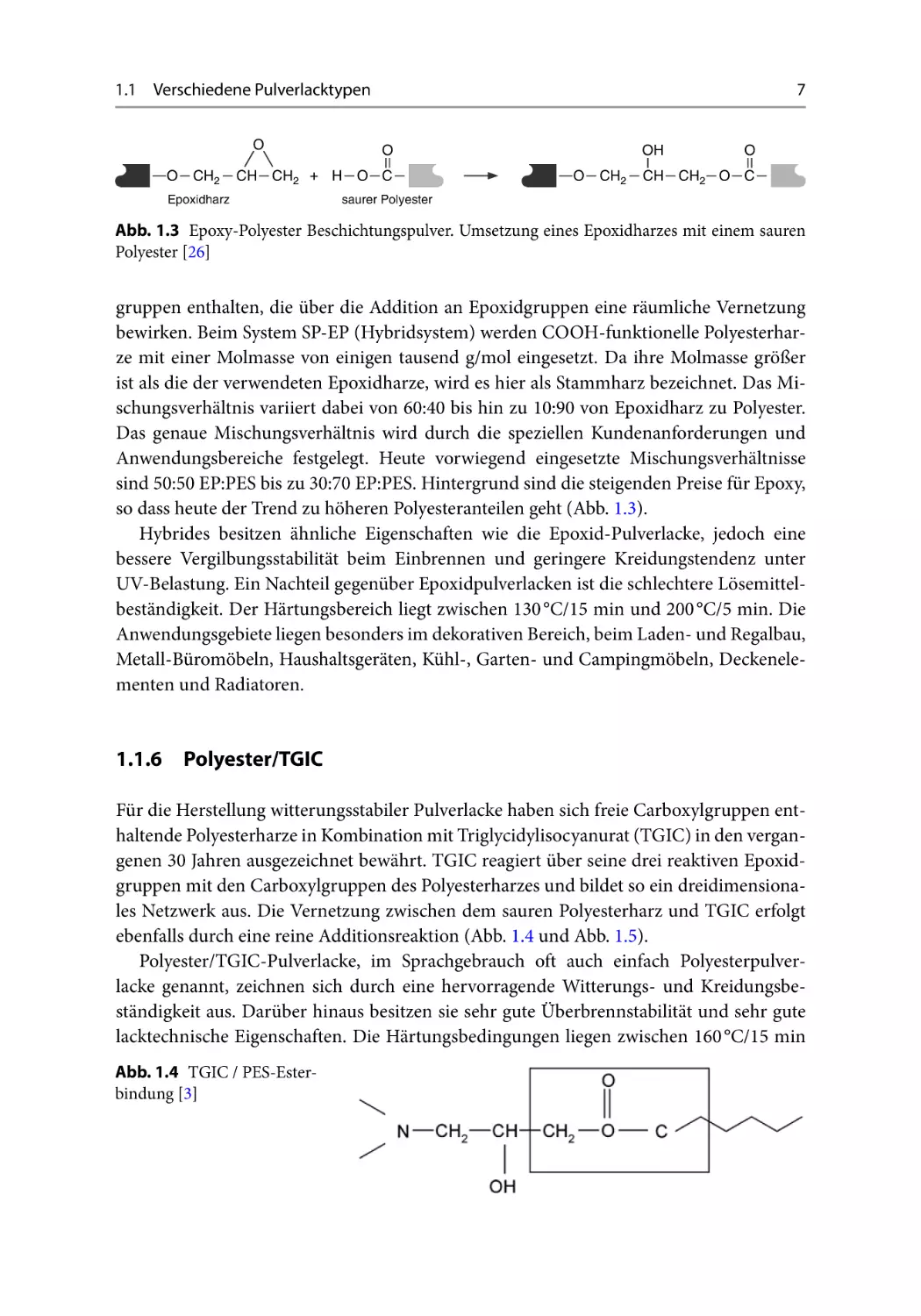
Abb. 1.3 Epoxy-Polyester Beschichtungspulver. Umsetzung eines Epoxidharzes mit einem sauren
Polyester [26]
gruppen enthalten, die über die Addition an Epoxidgruppen eine räumliche Vernetzung
bewirken. Beim System SP-EP (Hybridsystem) werden COOH-funktionelle Polyesterharze mit einer Molmasse von einigen tausend g/mol eingesetzt. Da ihre Molmasse größer
ist als die der verwendeten Epoxidharze, wird es hier als Stammharz bezeichnet. Das Mischungsverhältnis variiert dabei von 60:40 bis hin zu 10:90 von Epoxidharz zu Polyester.
Das genaue Mischungsverhältnis wird durch die speziellen Kundenanforderungen und
Anwendungsbereiche festgelegt. Heute vorwiegend eingesetzte Mischungsverhältnisse
sind 50:50 EP:PES bis zu 30:70 EP:PES. Hintergrund sind die steigenden Preise für Epoxy,
so dass heute der Trend zu höheren Polyesteranteilen geht (Abb. 1.3).
Hybrides besitzen ähnliche Eigenschaften wie die Epoxid-Pulverlacke, jedoch eine
bessere Vergilbungsstabilität beim Einbrennen und geringere Kreidungstendenz unter
UV-Belastung. Ein Nachteil gegenüber Epoxidpulverlacken ist die schlechtere Lösemittelbeständigkeit. Der Härtungsbereich liegt zwischen 130 °C/15 min und 200 °C/5 min. Die
Anwendungsgebiete liegen besonders im dekorativen Bereich, beim Laden- und Regalbau,
Metall-Büromöbeln, Haushaltsgeräten, Kühl-, Garten- und Campingmöbeln, Deckenelementen und Radiatoren.
1.1.6
Polyester/TGIC
Für die Herstellung witterungsstabiler Pulverlacke haben sich freie Carboxylgruppen enthaltende Polyesterharze in Kombination mit Triglycidylisocyanurat (TGIC) in den vergangenen 30 Jahren ausgezeichnet bewährt. TGIC reagiert über seine drei reaktiven Epoxidgruppen mit den Carboxylgruppen des Polyesterharzes und bildet so ein dreidimensionales Netzwerk aus. Die Vernetzung zwischen dem sauren Polyesterharz und TGIC erfolgt
ebenfalls durch eine reine Additionsreaktion (Abb. 1.4 und Abb. 1.5).
Polyester/TGIC-Pulverlacke, im Sprachgebrauch oft auch einfach Polyesterpulverlacke genannt, zeichnen sich durch eine hervorragende Witterungs- und Kreidungsbeständigkeit aus. Darüber hinaus besitzen sie sehr gute Überbrennstabilität und sehr gute
lacktechnische Eigenschaften. Die Härtungsbedingungen liegen zwischen 160 °C/15 min
Abb. 1.4 TGIC / PES-Esterbindung [3]
8
1 Pulverlacke
O
O
C OH
H2C
O
CH CH2
O
O
C OH
+
CH CH2
H2C
C OH
O
H2C
CH CH2
OH
C O CH2 CH CH2
O
O
OH
C O CH2 CH CH2
OH
C O CH2 CH CH2
O
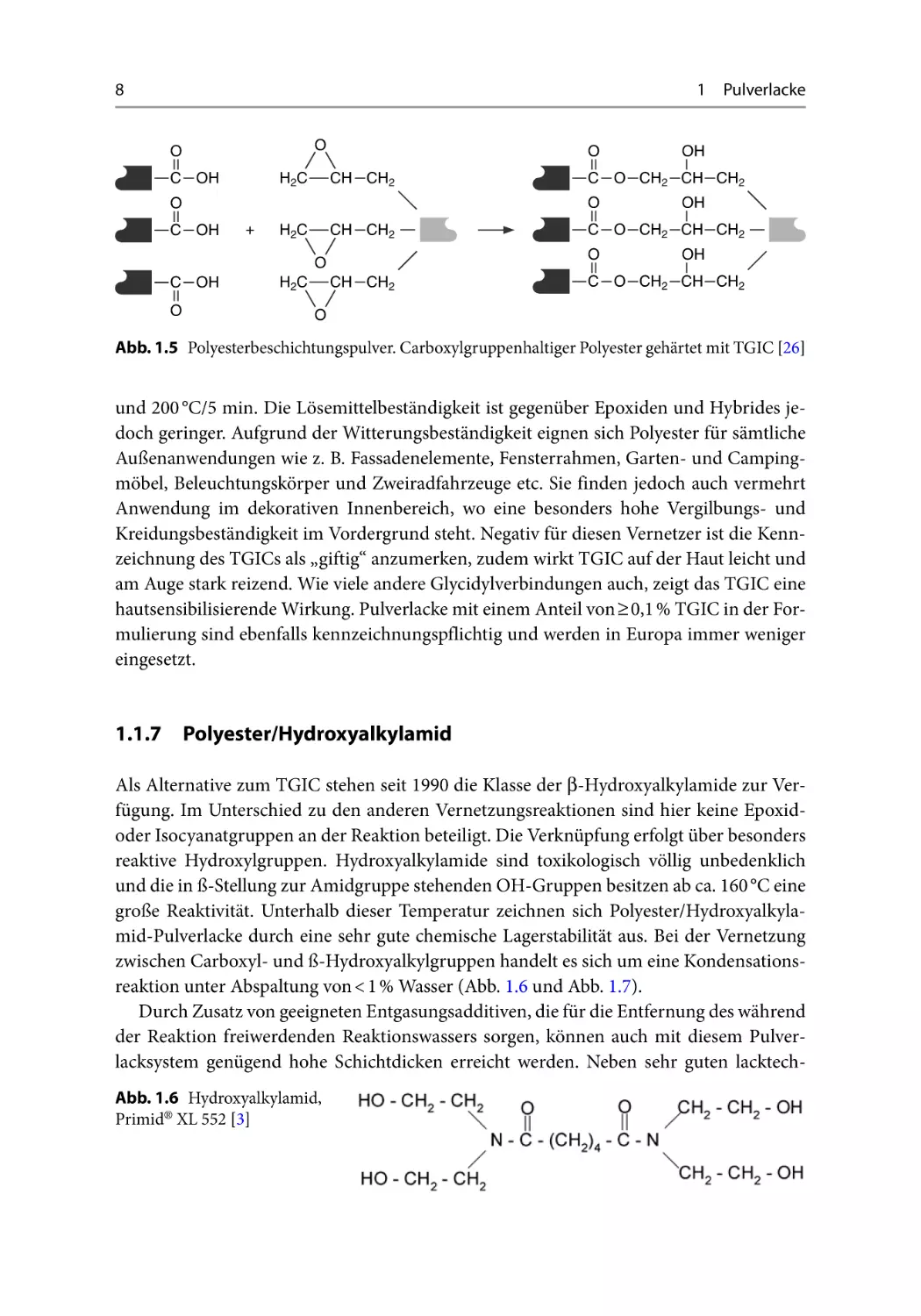
Abb. 1.5 Polyesterbeschichtungspulver. Carboxylgruppenhaltiger Polyester gehärtet mit TGIC [26]
und 200 °C/5 min. Die Lösemittelbeständigkeit ist gegenüber Epoxiden und Hybrides jedoch geringer. Aufgrund der Witterungsbeständigkeit eignen sich Polyester für sämtliche
Außenanwendungen wie z. B. Fassadenelemente, Fensterrahmen, Garten- und Campingmöbel, Beleuchtungskörper und Zweiradfahrzeuge etc. Sie finden jedoch auch vermehrt
Anwendung im dekorativen Innenbereich, wo eine besonders hohe Vergilbungs- und
Kreidungsbeständigkeit im Vordergrund steht. Negativ für diesen Vernetzer ist die Kennzeichnung des TGICs als „giftig“ anzumerken, zudem wirkt TGIC auf der Haut leicht und
am Auge stark reizend. Wie viele andere Glycidylverbindungen auch, zeigt das TGIC eine
hautsensibilisierende Wirkung. Pulverlacke mit einem Anteil von ≥ 0,1 % TGIC in der Formulierung sind ebenfalls kennzeichnungspflichtig und werden in Europa immer weniger
eingesetzt.
1.1.7 Polyester/Hydroxyalkylamid
Als Alternative zum TGIC stehen seit 1990 die Klasse der β-Hydroxyalkylamide zur Verfügung. Im Unterschied zu den anderen Vernetzungsreaktionen sind hier keine Epoxidoder Isocyanatgruppen an der Reaktion beteiligt. Die Verknüpfung erfolgt über besonders
reaktive Hydroxylgruppen. Hydroxyalkylamide sind toxikologisch völlig unbedenklich
und die in ß-Stellung zur Amidgruppe stehenden OH-Gruppen besitzen ab ca. 160 °C eine
große Reaktivität. Unterhalb dieser Temperatur zeichnen sich Polyester/Hydroxyalkylamid-Pulverlacke durch eine sehr gute chemische Lagerstabilität aus. Bei der Vernetzung
zwischen Carboxyl- und ß-Hydroxyalkylgruppen handelt es sich um eine Kondensationsreaktion unter Abspaltung von < 1 % Wasser (Abb. 1.6 und Abb. 1.7).
Durch Zusatz von geeigneten Entgasungsadditiven, die für die Entfernung des während
der Reaktion freiwerdenden Reaktionswassers sorgen, können auch mit diesem Pulverlacksystem genügend hohe Schichtdicken erreicht werden. Neben sehr guten lacktechAbb. 1.6 Hydroxyalkylamid,
Primid® XL 552 [3]
1.1 Verschiedene Pulverlacktypen
9
O
O
C OH
HO CH2 CH2
+
C OH
C O CH2 CH2
N
HO CH2 CH2
O
N
C O CH2 CH2
O
+ 2 H2O
Abb. 1.7 Carboxylgruppenhaltiger Polyester gehärtet mit ß-Hydroxyalkylamid [26]
nischen Eigenschaften (Härtungsbedingungen 160 °C/20 min bis 200 °C/5 min) besitzen
Polyester/Hydroxyalkylamid-Pulverlacke ebenfalls hervorragende Witterungs- und Kreidungsbeständigkeit. Sie sind deshalb als Alternative zu Polyester- und Polyurethan-Pulverlacken in Außenanwendungen einsetzbar.
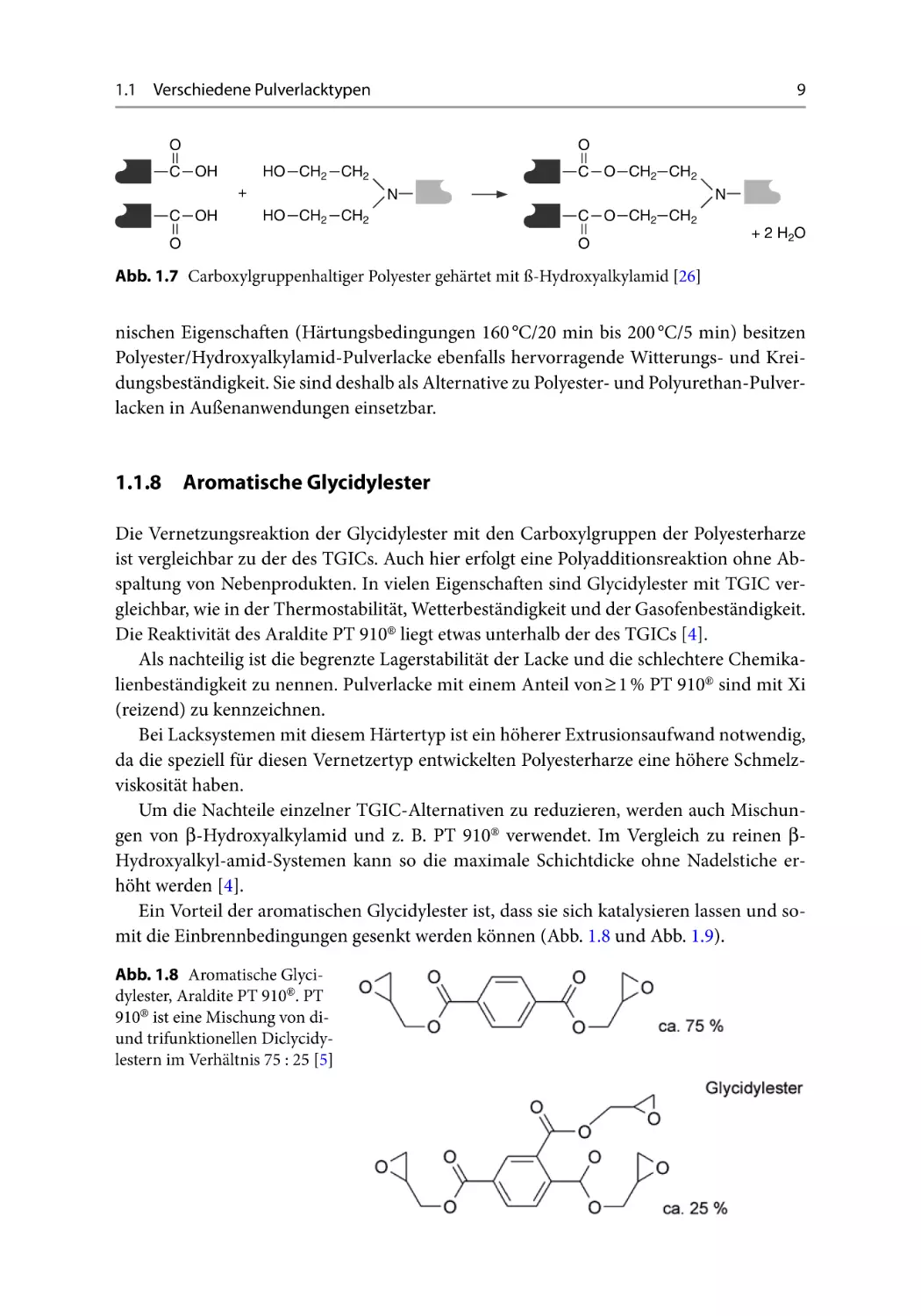
1.1.8 Aromatische Glycidylester
Die Vernetzungsreaktion der Glycidylester mit den Carboxylgruppen der Polyesterharze
ist vergleichbar zu der des TGICs. Auch hier erfolgt eine Polyadditionsreaktion ohne Abspaltung von Nebenprodukten. In vielen Eigenschaften sind Glycidylester mit TGIC vergleichbar, wie in der Thermostabilität, Wetterbeständigkeit und der Gasofenbeständigkeit.
Die Reaktivität des Araldite PT 910® liegt etwas unterhalb der des TGICs [4].
Als nachteilig ist die begrenzte Lagerstabilität der Lacke und die schlechtere Chemikalienbeständigkeit zu nennen. Pulverlacke mit einem Anteil von ≥ 1 % PT 910® sind mit Xi
(reizend) zu kennzeichnen.
Bei Lacksystemen mit diesem Härtertyp ist ein höherer Extrusionsaufwand notwendig,
da die speziell für diesen Vernetzertyp entwickelten Polyesterharze eine höhere Schmelzviskosität haben.
Um die Nachteile einzelner TGIC-Alternativen zu reduzieren, werden auch Mischungen von β-Hydroxyalkylamid und z. B. PT 910® verwendet. Im Vergleich zu reinen βHydroxyalkyl-amid-Systemen kann so die maximale Schichtdicke ohne Nadelstiche erhöht werden [4].
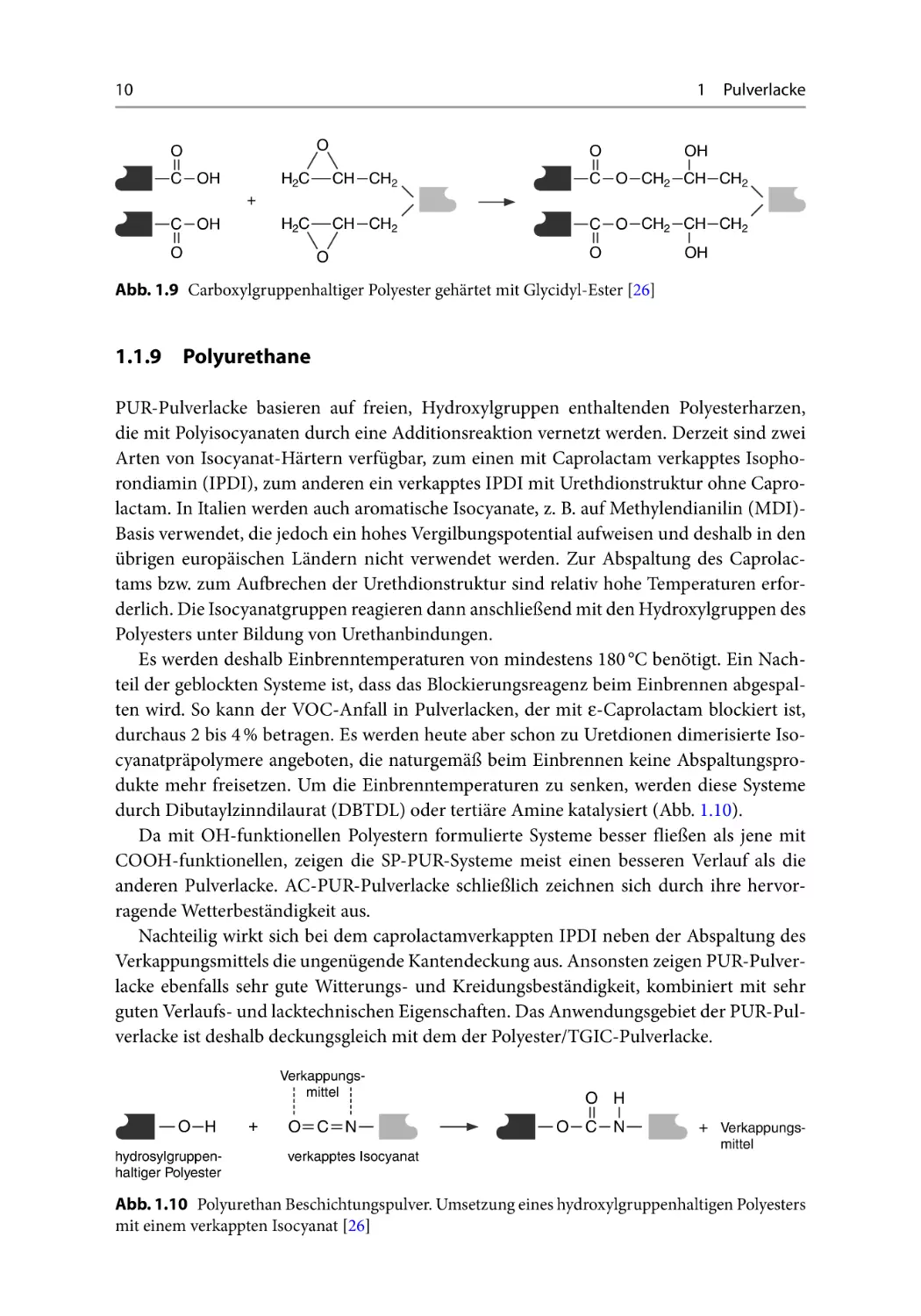
Ein Vorteil der aromatischen Glycidylester ist, dass sie sich katalysieren lassen und somit die Einbrennbedingungen gesenkt werden können (Abb. 1.8 und Abb. 1.9).
Abb. 1.8 Aromatische Glycidylester, Araldite PT 910®. PT
910® ist eine Mischung von diund trifunktionellen Diclycidylestern im Verhältnis 75 : 25 [5]
10
1 Pulverlacke
O
O
C OH
O
OH
H2C
CH CH2
C O CH2 CH CH2
H2C
CH CH2
C O CH2 CH CH2
+
C OH
O
O
O
OH
Abb. 1.9 Carboxylgruppenhaltiger Polyester gehärtet mit Glycidyl-Ester [26]
1.1.9
Polyurethane
PUR-Pulverlacke basieren auf freien, Hydroxylgruppen enthaltenden Polyesterharzen,
die mit Polyisocyanaten durch eine Additionsreaktion vernetzt werden. Derzeit sind zwei
Arten von Isocyanat-Härtern verfügbar, zum einen mit Caprolactam verkapptes Isophorondiamin (IPDI), zum anderen ein verkapptes IPDI mit Urethdionstruktur ohne Caprolactam. In Italien werden auch aromatische Isocyanate, z. B. auf Methylendianilin (MDI)Basis verwendet, die jedoch ein hohes Vergilbungspotential aufweisen und deshalb in den
übrigen europäischen Ländern nicht verwendet werden. Zur Abspaltung des Caprolactams bzw. zum Aufbrechen der Urethdionstruktur sind relativ hohe Temperaturen erforderlich. Die Isocyanatgruppen reagieren dann anschließend mit den Hydroxylgruppen des
Polyesters unter Bildung von Urethanbindungen.
Es werden deshalb Einbrenntemperaturen von mindestens 180 °C benötigt. Ein Nachteil der geblockten Systeme ist, dass das Blockierungsreagenz beim Einbrennen abgespalten wird. So kann der VOC-Anfall in Pulverlacken, der mit ε-Caprolactam blockiert ist,
durchaus 2 bis 4 % betragen. Es werden heute aber schon zu Uretdionen dimerisierte Isocyanatpräpolymere angeboten, die naturgemäß beim Einbrennen keine Abspaltungsprodukte mehr freisetzen. Um die Einbrenntemperaturen zu senken, werden diese Systeme
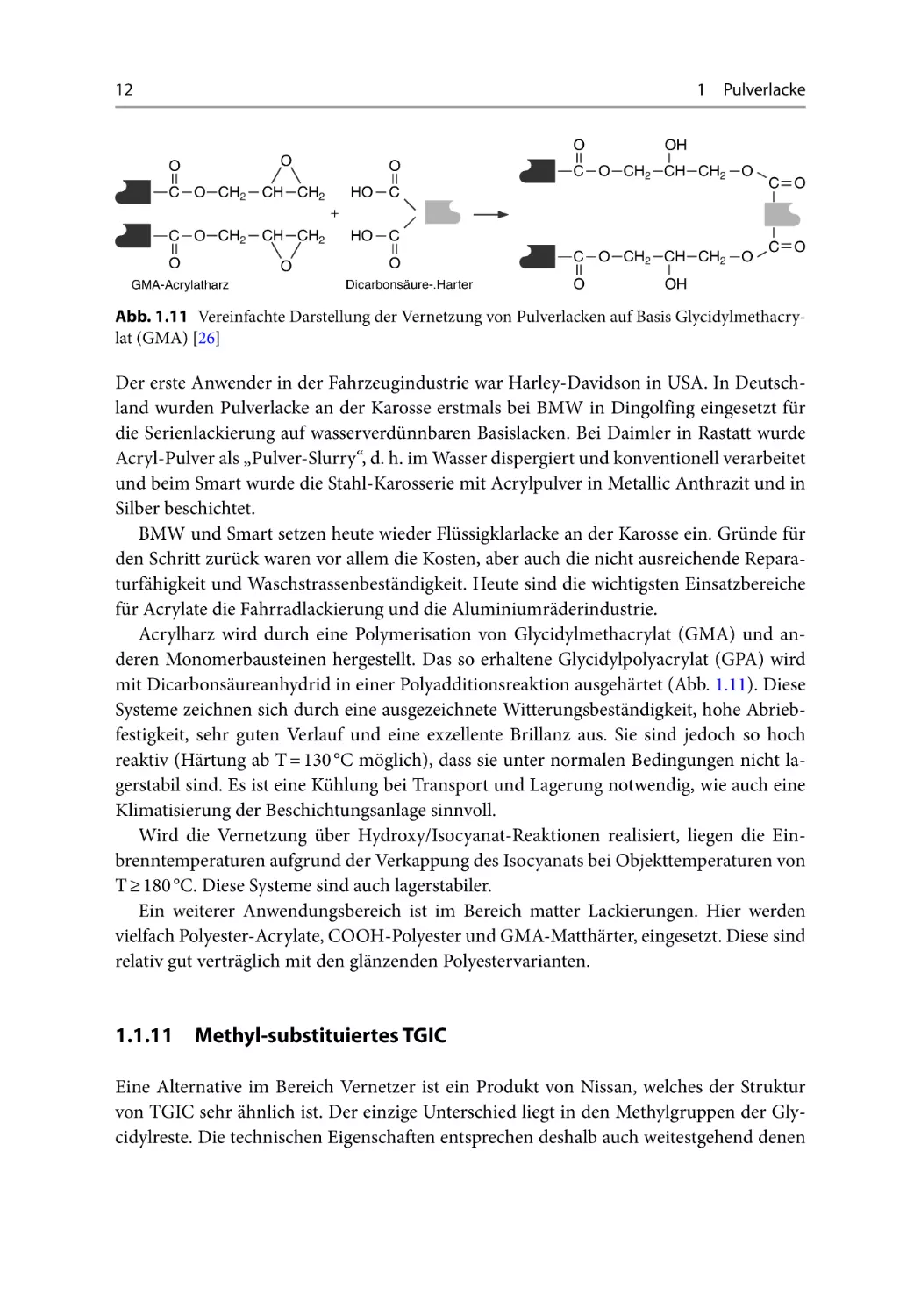
durch Dibutaylzinndilaurat (DBTDL) oder tertiäre Amine katalysiert (Abb. 1.10).
Da mit OH-funktionellen Polyestern formulierte Systeme besser fließen als jene mit
COOH-funktionellen, zeigen die SP-PUR-Systeme meist einen besseren Verlauf als die
anderen Pulverlacke. AC-PUR-Pulverlacke schließlich zeichnen sich durch ihre hervorragende Wetterbeständigkeit aus.
Nachteilig wirkt sich bei dem caprolactamverkappten IPDI neben der Abspaltung des
Verkappungsmittels die ungenügende Kantendeckung aus. Ansonsten zeigen PUR-Pulverlacke ebenfalls sehr gute Witterungs- und Kreidungsbeständigkeit, kombiniert mit sehr
guten Verlaufs- und lacktechnischen Eigenschaften. Das Anwendungsgebiet der PUR-Pulverlacke ist deshalb deckungsgleich mit dem der Polyester/TGIC-Pulverlacke.
Verkappungsmittel
O H
hydrosylgruppenhaltiger Polyester
+
O C
N
verkapptes Isocyanat
O H
O C
N
+ Verkappungsmittel
Abb. 1.10 Polyurethan Beschichtungspulver. Umsetzung eines hydroxylgruppenhaltigen Polyesters
mit einem verkappten Isocyanat [26]
1.1 Verschiedene Pulverlacktypen
1.1.10
11
Acrylate
Die Produktgruppe der wetterbeständigen Acryl-Pulverlacke basiert auf Acrylharzen, die
mit unterschiedlichen Härtern vernetzt werden können. In der Regel werden heute Dicarbonsäuren, Anhydride von Dicarbonsäuren oder Isocyanate eingesetzt. Die weiteren
Rezeptkomponenten unterscheiden sich, ebenso wie auch die Herstellverfahren, wenig
von konventionellen Pulverlacken.
Aus drei Gründen ist man zu Beginn eher zögerlich mit Acrylpulverlacken umgegangen: Die Rohstoffe haben einen sehr hohen Preis, die fertigen Pulverlacke waren unter
normalen Bedingungen nicht lagerstabil und die Verträglichkeit mit anderen Pulverlacken
war nicht gegeben. Hier konnten Verbesserungen erzielt werden. Die Lagerstabilität bei
max. 20 °C ist angemessen, die Verträglichkeit konnte verbessert werden. Acrylate sind
heute gegen Kontaminationen weniger sensibel als z. B. Hybrids. Generell gilt: die Verträglichkeit der Systeme ist zu prüfen. Dem stehen herausragende Eigenschaften der fertigen
Lackierung gegenüber: Verlauf wie bei lösemittelhaltigen Flüssiglacken, sehr hohe Brillanz
und deutlich größere Wetterstabilität.
Die Suche nach emissionsarmen oder -freien Beschichtungen hat insbesondere die Automobilindustrie auf Acryl-Pulverlacke aufmerksam werden lassen. Mit Polyester- oder
Polyurethanpulvern konnten die Eigenschaften und Anforderungen der Serienlacke nicht
erreicht werden.
Vorteile der Acrylatsysteme:
• Absolut emissionsfreie und abfallarme Beschichtung
• Der Verlauf ist vergleichbar mit Serien-Flüssiglacken der Automobilindustrie
• Sehr klare Beschichtung. Die Brillanz der Klarlacke auf Metallic-Basislacken ist exzellent
• Die Wetterstabilität ist sehr gut (5 Jahre Florida)
• Rissfreie Klarlacke
• Einbrenntemperaturen von 140 °C sind möglich
Nachteile:
•
•
•
•
Sehr teuer (Preis zwei- bis dreimal höher als bei Polyester-Pulverlacken)
Lagerstabilität bei Raumtemperatur nicht ausreichend, Kühlung notwendig
klimatisierte und gereinigte Zuluft notwendig
Verträglichkeit: auf andere Pulverlacke Wirkung wie Silikon. Abschottung von Anlagen
mit konventionellen Pulverlacken notwendig
• hochwertige Anlagentechnologie notwendig
12
1 Pulverlacke
O
O
O
C O CH2
CH CH2
C O CH2
CH CH2
O
HO
OH
C O CH2 CH CH2
O
C O CH2 CH CH2
O
C
C O
+
O
GMA-Acrylatharz
O
HO
C
O
Dicarbonsäure-.Harter
O
C O
OH
Abb. 1.11 Vereinfachte Darstellung der Vernetzung von Pulverlacken auf Basis Glycidylmethacrylat (GMA) [26]
Der erste Anwender in der Fahrzeugindustrie war Harley-Davidson in USA. In Deutschland wurden Pulverlacke an der Karosse erstmals bei BMW in Dingolfing eingesetzt für
die Serienlackierung auf wasserverdünnbaren Basislacken. Bei Daimler in Rastatt wurde
Acryl-Pulver als „Pulver-Slurry“, d. h. im Wasser dispergiert und konventionell verarbeitet
und beim Smart wurde die Stahl-Karosserie mit Acrylpulver in Metallic Anthrazit und in
Silber beschichtet.
BMW und Smart setzen heute wieder Flüssigklarlacke an der Karosse ein. Gründe für
den Schritt zurück waren vor allem die Kosten, aber auch die nicht ausreichende Reparaturfähigkeit und Waschstrassenbeständigkeit. Heute sind die wichtigsten Einsatzbereiche
für Acrylate die Fahrradlackierung und die Aluminiumräderindustrie.
Acrylharz wird durch eine Polymerisation von Glycidylmethacrylat (GMA) und anderen Monomerbausteinen hergestellt. Das so erhaltene Glycidylpolyacrylat (GPA) wird
mit Dicarbonsäureanhydrid in einer Polyadditionsreaktion ausgehärtet (Abb. 1.11). Diese
Systeme zeichnen sich durch eine ausgezeichnete Witterungsbeständigkeit, hohe Abriebfestigkeit, sehr guten Verlauf und eine exzellente Brillanz aus. Sie sind jedoch so hoch
reaktiv (Härtung ab T = 130 °C möglich), dass sie unter normalen Bedingungen nicht lagerstabil sind. Es ist eine Kühlung bei Transport und Lagerung notwendig, wie auch eine
Klimatisierung der Beschichtungsanlage sinnvoll.
Wird die Vernetzung über Hydroxy/Isocyanat-Reaktionen realisiert, liegen die Einbrenntemperaturen aufgrund der Verkappung des Isocyanats bei Objekttemperaturen von
T ≥ 180 °C. Diese Systeme sind auch lagerstabiler.
Ein weiterer Anwendungsbereich ist im Bereich matter Lackierungen. Hier werden
vielfach Polyester-Acrylate, COOH-Polyester und GMA-Matthärter, eingesetzt. Diese sind
relativ gut verträglich mit den glänzenden Polyestervarianten.
1.1.11 Methyl-substituiertes TGIC
Eine Alternative im Bereich Vernetzer ist ein Produkt von Nissan, welches der Struktur
von TGIC sehr ähnlich ist. Der einzige Unterschied liegt in den Methylgruppen der Glycidylreste. Die technischen Eigenschaften entsprechen deshalb auch weitestgehend denen
1.1 Verschiedene Pulverlacktypen
13
des TGIC. Nachteilig ist die geringe Reaktivität, vor allem aber die Kennzeichnung des
Herstellers mit Xn (gesundheitsschädlich) und den Risikosätzen 36 (reizt die Augen) und
40 (irreversibler Schaden möglich).
1.1.12
Additive
Additive für Pulverlacke umfassen Verlaufsmittel, Entgasungsmittel, Mattierungsadditive,
Wachse zur Beeinflussung der Oberflächenhärte, Struktur- und Texturadditive, Katalysatoren und Rieselhilfen.
Speziell die Rieselhilfen – Aluminiumoxide oder pyrogene Kieselsäuren – sind wichtig
für eine reibungslose Verarbeitbarkeit der Pulverlacke beim Kunden (Fluidisierung).
Pulverlacke weisen, aufgrund der Abwesenheit von Lösemitteln, im geschmolzenen Zustand eine relativ hohe Oberflächenspannung auf. Dies kann auf ungenügend gereinigten
oder vorbehandelten Metalloberflächen zu mangelhafter Benetzung, zu Kantenflucht und
zu schlechter Haftung führen. Deshalb enthalten Pulverlacke oft l bis 2 % Verlaufsmittel,
meist Polyacrylate, die gleichzeitig die Neigung zu Kraterbildung vermindern. Allerdings
kann es bei zu hoher Dosierung zum Orangenhauteffekt kommen. Viele Pulverlacke enthalten zudem 0,1 bis l % Benzoin. Es dient als Entgasungsmittel und wirkt ebenfalls der
Kraterbildung entgegen.
Hitzestabilisatoren gegen Gilbung, Thermogilbung oder Gilbung, verursacht durch nitrose Gase in direkt beheizten Öfen und zur Verbesserung der Haftung zu Folgeschichten
finden ebenfalls Anwendung. In Klarlacken werden bei Aussenanwendung immer auch
Lichtschutzkombinationen aus HALS und UV-Absorbern eingesetzt. Generell werden Additive in geringen Konzentrationen beigefügt, meist 0,1 bis 1 %, da sich ihre Wirkung bei
Überdosierung in das Gegenteil umschlagen kann und negative Auswirkungen auf Applikation oder Filmeigenschaften hat. So wirkt sich eine Überdosierung an Entgasungshilfmittel negativ aus und führt zu stärkerer Kondensatbildung im Ofen und einer schlechteren Bedruck- und Verklebbarkeit der Lackoberfläche.
1.1.13
Pigmente
Pigmente sorgen für einen deckenden, farbigen Eindruck der Beschichtung. An sie werden
in Pulverlacken hohe Anforderungen gestellt:
•
•
•
•
Thermische Stabilität bei der Einbrenntemperatur
möglichst geringe Erhöhung der Schmelzviskosität
keine Reaktion mit anderen Pulverlackbestandteilen und
Stabilität gegenüber den beim Extrudieren und Mahlen auftretenden Scherkräften
3
2
1
180°C
130°C
160°C
150°C
10–
15 min
200°C
10–
15 min
160°C
15 min
180°C
10 min
180°C
–3)
Xn, R
36–40
T,
R 23/25–
41-43–46
R48/22–
52/53
<5%
Caprolactam1)
–
Internblockierte Typen sind frei von Abspaltprodukten
Mit Hydroxyl-Polyestern, Hydroxylzahl 42
Polymere müssen nicht angemeldet werden
93:7
90:10
–
–
–
70–80 %
Epoxyacrylat
20–30 % Dicarbonsäureanhydrid
88:12 bis 80:202)
91:9
–3)
160°C
Polyaddition
Polyaddition
Polyaddition
Polyaddition
Polyaddition
Hersteller
Epoxid-
Huntsmann
Hydroxyl- EMS-Primid
Reaktive
Gruppe
CarboxylPolyester
CarboxylPolyester
Dicarbonsäuren oder
Anhydride
Epoxid-
Epoxid-
Epoxid-
Vantico,
Nissan
Nissan
Solutia,
Anderson
Hydroxil-Po- Isocyanat- Bayer,
lyester
DegussaHüls
CarboxylPolyester
CarboxylPolyester
15 min
180°C
Polykondensation
Xi,
R
36/38–43
<1%
Wasser
95:5 bzw. 94,5:5,5
10 min
bei 180°C
–
170°C
Abspalt- ReakReaktionsTypische
produkte tionsprin- partner
Mischungsverzip
hältnisse mit Polyester, Säurezahl 33
Typische Härtung
Kennzeichnung Einbrenn- ab
in der EU bedingungen
Tab. 1.5 Übersicht über die TGIC-Alternativen [4]
Polyurethane
Aromatische
Glycidylester
β-Hydroxyalkylamide
Chemische Klasse
Araldite
PT 810
Tepic
MT-239
Triglycidylisocyanurat (TGIC)
Methyl-substituiertes TGIC
Synthacryl Epoxyacrylate
Crelan
Vestagon
Araldite PT
910/912
Primid
XL-552;
Primid
QM-1260
Produktname
14
1 Pulverlacke
1.1 Verschiedene Pulverlacktypen
15
Am besten werden diese Kriterien von anorganischen Pigmenten erfüllt. Bei organischen
Pigmenten muss auf hochwertige Typen zurückgegriffen werden.
Obwohl die Pigmentpalette für Pulverlacke aufgrund der hohen Einbrenntemperaturen
beschränkt ist, sind nahezu alle Farbtöne herstellbar. Jedoch ist man im Bereich der intensiven Buntfarbtöne (z. B. kräftiges Rot und Gelb) gezwungen, farbstarke und reine, organische Pigmente zu verwenden, welche erheblich teurer sind, was sich auch auf den Preis des
fertigen Pulverlackes auswirkt. Früher wurden hierfür schwermetallhaltige (anorganische)
Pigmente auf der Basis von Blei- und Kadmiumverbindungen eingesetzt. Sie finden heute
jedoch wegen ihrer toxikologischen Eigenschaften kaum noch Verwendung. Da organische Pigmente wesentlich feinteiliger sind als anorganische, ist ein erhöhter Aufwand bei
der Dispergierung nötig, um die Pigmentagglomerate in ihre Primärteilchengröße zu zerkleinern. Einfacher ist der Umgang mit anorganischen Pigmenten, überwiegend aus der
Gruppe der Metalloxide bzw. oxidische Mischphasenpigmente vom Rutil- und Spinelltyp.
Diese Pigmentgruppe zeichnet sich durch eine gröbere Teilchengröße und somit leichtere
Dispergierbarkeit aus. Die Farbstärke dieser Gruppe ist meist kleiner als bei den organischen Pigmenten, dafür besitzen sie ein größeres Streuvermögen, Deckvermögen und eine
überwiegend größere Temperaturbeständigkeit.
Eine besondere Gruppe ist die der funktionellen Pigmente, die überwiegend aus Korrosionsschutzpigmenten besteht. Hier ist weniger der erreichbare Farbeindruck das Ziel,
vielmehr zählt die schützende Wirkung für das Substrat. Zinkphosphate und andere, aktiv
wirkende Typen finden hier Verwendung.
Farbstoffe sind im Gegensatz zu Pigmenten im Beschichtungsstoff löslich. Dies lässt
einen lasierenden, d. h. nicht deckenden Farbeindruck entstehen. Mit Farbstoffen gefärbte
Lacke können einen interessanten Effekt darstellen, bei dem aber ein einwandfreier, da
sichtbarer Untergrund notwendig ist. Allerdings wird der Farbeindruck bzw. die Intensität
stark von der Schichtdicke beeinflusst. Nachteilig beim Einsatz von Farbstoffen sind die
geringeren Beständigkeiten wie z. B. Licht- und Wetterechtheit.
Das Einarbeiten von Glanzpigmenten ist mit einem Extruder nur schwer möglich. Die
Plättchen werden hierbei geknickt oder gebrochen. So sind Effektpigmente entweder nur
physikalisch untergemischt oder, um Entmischungserscheinungen zu vermeiden, in einem
Bonding-Prozess auf den Pulverlackpartikeln fixiert.
1.1.14
Füllstoffe
Als Füllstoffe kommen überwiegend natürliche Mineralien zum Einsatz: Schwerspat, Feldspat, Kreide oder Quarzsand [7].
Jeder Füllstoff hat spezifische Eigenschaften und verleiht somit auch dem Pulverlackfilm seine charakteristischen Eigenschaften. So beeinflussen die Füllstoffe viele makroskopische Phänomene der Lackierung:
16
•
•
•
•
•
•
•
•
1 Pulverlacke
Verlauf
Kantendeckung
Kantenablaufverhalten
Flexibilität (Tiefung, Biegung)
Schlagtiefungsbeständigkeit
Glanz
Chemikalienbeständigkeit
Dichte, Ergiebigkeit
1.2 Strahlenhärtende Systeme
Strahlenhärtende Lacke sind Beschichtungssysteme, welche durch energiereiche Strahlen
aktiviert und vernetzt werden. Die Formulierung der Systeme, die Strahlenart und –Intensität, wie auch die apparative Anordnung der Strahlerquellen müssen auf das zu beschichtende Substrat abgestimmt sein. Die meisten Formulierungen für strahlenhärtbare
Systeme bestehen in einer ausgewogenen Mischung aus [8]:
•
•
•
•
oligomeren Bindemitteln (Harz)
monomeren Reaktionspartnern (Vernetzungskomponente)
Photoinitiatoren (nur für die UV-Härtung)
Hilfsmitteln (diese sind nicht an der Vernetzung beteiligt)
Bewährte Bindemittel sind ungesättigte Polyester, Epoxidharze oder Polyurethane. An
die Enden dieser Basismoleküle sind eine oder mehrere Acryl- oder Methacryl-Gruppen angehängt. An solchen Kettenenden mit einer stabilen chemischen Doppelbindung
CH2 = CH-greifen die energiereichen Strahlen an. Sie erzeugen freie Radikale und setzen
eine chemische Reaktion in Gang.
1.2.1 Technologische Unterschiede in den Verfahren NIR-, UV- und
NT-Härtung
Das NT- (Niedrig-Temperatur-Härtung) oder „Low Bake“-Härtungsverfahren entspricht
dem bekannten thermoreaktiven Vernetzungsprozess auf Basis von Epoxidharz-Pulverlack-systemen, die sich durch einen einstufigen Schmelz- und Härtungsprozess auszeichnen. Schmelzen und Härten können nicht voneinander getrennt werden. Der Energieeintrag in das System erfolgt über Konvektionswärme und/oder mittelwellige IR-Strahlung.
Die Wärmeleitung erfolgt dabei immer über den Beschichtungsstoff in das Substrat. Infolge der relativ langen Härtungszeit kann nicht verhindert werden, dass die Masse des Substrates, auch bei MDF und Kunststoffen, vollständig durchwärmt wird (siehe Abb. 1.12).
1.2 Strahlenhärtende Systeme
17
„Low Bake“
(Schmelzen und Härten)
NIR
(Schmelzen und Härten)
Konvektionswärme
oder IR-Strahlung
UV-Strahlung
Oberflächenerwärmung
Absorber
120 °C
Wärmeleitung
Pulverschicht
Harzsystem
Pigmente
Substrat
230 °C
Substrat
20 °C
Erhitzung über
Schichtgradient
Schnelle
Volumenerwärmung !
Grenzflächenaktivierung
reflektierte
Strahlung
Abb. 1.12 Vergleich der Härtungsprinzipen „Low Bake“ und NIR [9]
Eine Vernetzung von Polyestersystemen bei Temperaturen von 100–120 °C gelingt
nicht. Somit stehen für den NT-Bereich nur Epoxidharzpulverlacke zur Verfügung, mit
den bekannten eingeschränkten Eigenschaften.
Mit speziell ausgewählten Epoxidharz- und Härterkomponenten ist eine chemische
Vernetzungsreaktion bereits bei Temperaturen unter 100 °C möglich. Die praktische Umsetzung in Pulverlackformulierungen ist kritisch hinsichtlich der Lagerstabilität (Vermeidung des Verklebens der Pulverpartikel bei normaler Raumtemperaturen), was eine weitere Absenkung des Molekulargewichtes nicht erlaubt.
Die heute zur Verfügung stehenden NT-Pulverlacke benötigen immer noch Vernetzungsbedingungen von mindestens 120 bis 130 °C während 10–20 min. Die Gründe dafür
sind vielschichtig, wobei die wesentlichsten im Erreichen einer besseren Haftung, im besseren Verlauf und einer widerstandsfähigeren Oberfläche liegen. Die Anwendung dieses
speziellen NT-Pulverlackes auf thermisch sensiblen Substraten ist durch die vergleichsweise geringe Temperaturbilanz für den gesamten Schmelz- und Vernetzungsprozess eine
sinnvolle Option.
NIR-härtbare Pulverlacke sind speziell für diese Anwendungen optimiert und gewährleisten, dass die maximal mögliche Energiemenge für den Vernetzungsprozess ausgenutzt
werden kann. Die elektromagnetische Aktivierung und der strahlungsinduzierte Wärmemechanismus schließen den Schmelz- und Vernetzungsvorgang innerhalb weniger Sekunden ab.
Besonders effektiv arbeitet das System auf Metalloberflächen, weil der durch die Pulverschicht transmittierende Anteil der Strahlung von der Metalloberfläche reflektiert wird
und zur Nutzung einer erhöhten Energiedichte in der Beschichtung führt (siehe Abb. 1.12).
Der Aushärtungsprozess, verglichen mit dem von konventionellen Pulverlacken, kann damit um den Faktor 100–1000 verkürzt werden [9].
18
1 Pulverlacke
1. Stufe
Schmelzen/Filmbildung
2. Stufe
UV-Vernetzung
Konvektionswärme
oder IR-Strahlung
UV-Strahlung
Oberflächenerwärmung
Photoinitiatoren
120 °C
Wärmeleitung
Pulverschicht
Harzsystem
Pigmente
Substrat
Homogene
Polymerisation
des gesamten
Filmvolumens !
Substrat
20 °C
Erhitzung über
Schichtgradient
Abb. 1.13 Prinzip der UV-Härtung von Pulverlacken [9]
Die Pulverlacke sind so konzipiert, dass die einstrahlende Energie vorwiegend zur
homogenen Aufheizung im gesamten Volumen der Beschichtung benutzt wird und somit
das Substrat nur geringer thermischer Belastung unterliegt.
Die NIR-Strahlung bietet die kurzwelligste und energiereichste Infrarotstrahlung mit
einer extrem schmalbandigen Energieverteilung. Pulverlacke für diese Härtung können
theoretisch mit allen bekannten thermoreaktiven Bindemitteln auf Basis von Epoxid- und
Polyesterharzen oder Acrylatharzen formuliert werden. Da alle diese Bindemittel jedoch
gegenüber der NIR-Strahlung (Wellenlängen zwischen 0,75 und 1,2 µm) Transparenz zeigen, ist eine Umwandlung von Strahlung in Wärme nicht möglich. Um diese Umwandlung
zu gewährleisten, müssen die Pulverlacke eine entsprechende Absorptionscharakteristik
besitzen. Handelsübliche Pulverlacke sind für die NIR-Härtung ungeeignet, da sie diese
Eigenschaften nicht automatisch besitzen. NIR-Pulverlacke dagegen können auch mit den
konventionellen Einbrennöfen wie handelsübliche Pulverlacke eingebrannt werden.
Einem ganz anderen Prozess unterliegt die Filmbildung und Vernetzung von UV-härtenden Pulverlacken. Der wesentlichste Unterschied zu den thermoreaktiven Pulverlacken
ist die Trennung von Schmelz- und Härtungsprozess (siehe Abb. 1.13). Dies erfordert
einerseits ein speziell abgestimmtes Verfahrensmanagement, eröffnet aber andererseits
große technologische Vorteile beim Beschichten von z. B. porösen Substraten, die bei höherer thermischer Bean-spruchung zur Freisetzung von niedermolekularen und anderen
flüchtigen Stoffen aus den Poren neigen. Besonders sind hierzu MDF (Mitteldichte Faserplatte) und viele Kunststoffe und auch Zink-, Aluminium- oder Magnesiumdruckguss zu
nennen.
Wenn bei thermoreaktiven Pulverlacken der Vernetzungsprozess einsetzt, führt das zu
Molekülwachstum und zwangsläufig zur Erhöhung der Schmelzviskosität. Entweichende gasförmige Stoffe aus der Substratoberfläche hinterlassen unter diesen Bedingungen
1.2 Strahlenhärtende Systeme
19
Tab. 1.6 Auswahlkriterien für die verschiedenen Technologien [9]
System
Verfügbare
Farben
Glanzstufen
(60° Winkel)
Struktur
Anwendung
Innen/Außen
3-D Eignung
NT-Pulverlacke
alle Farben
60 bis 90
fein bis grob
X
–
ja
NIR-Pulverlacke
alle Farben
10 bis 90
außer Klarlack
fein bis grob
X
X
Flach- und
einfache 3-D
Geometrien
UV-Pulverlacke
kein Gelb und
gelbhaltige
Farben
fein
X
X
Flach- und
einfache 3-D
Geometrien
60 bis 90
kleinste Kanäle (Krater) im Lackfilm, die sich selbstständig nicht mehr schließen können
(Nadelstiche, Blasen, Kocher).
Anders verhält es sich beim getrennt von der Härtung ablaufenden Schmelzen eines
UV-Pulverlackes. Hier ändert sich die Viskosität der Schmelze bei einer bestimmten Temperatur nicht solange kein UV-Licht einwirkt. So kann die Entgasung kontrolliert beeinflusst werden.
Vorteilhaft ist außerdem, dass zur Erzielung eines guten Verlaufes nur ca. 100–
120 °C/0,5–2 min Schmelztemperatur/Zeit erforderlich sind. Damit wird ebenfalls das
Substrat nur geringer thermischer Belastung ausgesetzt. Im anschließenden zweiten Schritt
werden die beschichteten Teile mit UV-Licht während 5–20 Sekunden bestrahlt und die
Beschichtung ist vollständig vernetzt.
1.2.2 Vergleich der Eigenschaften von NIR-, UV- und NT-Pulverlacken
Allein die unterschiedlichen Vernetzungsprinzipien lassen vermuten, dass die erreichbaren Oberflächeneigenschaften eine Differenzierung verlangen. Gleichermaßen kann infolge der unterschiedlichen Verfahren zur Filmbildung und Vernetzung kein universeller
Einsatz der Technologien für die Beschichtung thermisch sensibler Substrate erwartet werden.
Nach welchen Kriterien kann eine Auswahl erfolgen?
Um diese Frage zu untersuchen, müssen sowohl die erzielbaren Eigenschaften als auch
die Grenzen der Pulverlacktypen in z. B. herstellbaren Farben, Effekten, Beständigkeiten
gegen Chemikalien u. a. betrachtet werden (siehe Tab. 1.6 und 1.7).
Nachdem diese Auswahl getroffen ist, müssen die Materialeigenschaften des Substrates bezüglich ihres Verhaltens bei den jeweiligen Schmelz- und Härtungsbedingungen ermittelt werden. Erfahrungsgemäß ist hierzu die Darstellung technischer Daten, wie z. B.
Erweichungspunkt bei Kunststoffen nicht allein ausreichend. Erst eine Versuchsbeschichtung in einer Pilotanlage und ggf. die Anpassung der Substrate oder der Pulverlackformulierung lassen das gewünschte Ergebnis erreichen.
20
1 Pulverlacke
Tab. 1.7 Vergleich der Anwendungseigenschaften [9]
UV
NIR
NT (Low Bake)
Bindemittelsysteme
AC, PE-AC, U-AC,
EP-AC
PE, EP-PE, EP, AC
EP, (AC)
Härtungsprinzip
Photochemische
Polymerisation
Polyaddition
Polyaddition
Temperatur/ Zeit
Schmelzen < 100 °C/
t = 40 s
t = 1 s,
Peak 230–250 °C
T = 100/140 °C,
t = 10 bis 20 min
chemische
Beständigkeit
hohes Niveau
Standard
Standard
UV-Lichtbeständigkeit mittel bis hoch
mittel bis hoch
niedrig bis mittel
Heißdampf
(100 °C/20 min)
beständig
PE, AC = beständig
nicht beständig
Bleistifthärte
>2 H
max. H
max. H
Pendelhärte
> 170
< 100/120
< 120
Verlauf
sehr gut
besser als Standard
Standard
Schichtdicke
20–80 µm
50–100 µm
80–300 µm
Energie/m² und Teil
60–80 %
(bezogen auf konventio-nelle Pulveranlage)
40–80 %
90–95 %
20–40 %
Anlagengröße
(bezogen auf konventio-nelle Pulveranlage)
5–10 %
95–100 %
1.2.2.1 NT-Pulverlacke
Aufgrund des bekannten Vernetzungsprozesses können nahezu alle Farben bereitgestellt
werden. Einschränkungen gibt es für einige farbstarke Rot und Orange, da hierzu keine
ausreichend stabilisierten schwermetallfreien Pigmente zur Verfügung stehen.
Der Chemismus zur Mattierung von Epoxidharzsystemen funktioniert erst > 160 °C
Vernetzungstemperatur, so dass zzt. noch auf die Bereitstellung von Mattprodukten
(Glanz < 60) verzichtet werden muss. Epoxidharzsysteme sind nicht licht- bzw. UV-beständig, was den Außeneinsatz dieser Systeme unter direktem Sonnen- und Witterungseinfluss
nicht gestattet. Trotz dieser Einschränkungen werden NT-Pulverlacke bereits vielfach für
die sehr wirtschaftliche Beschichtung von MDF und Kunststoffen benutzt und erfüllen die
vorwiegenden dekorativen Anforderungen der vorher verwendeten Flüssiglacksysteme.
Vorteilhaft ist in jedem Falle die vielfache Möglichkeit der Nutzung vorhandener konventioneller Pulverlacktechnik und der vergleichsweise günstige Preis des Pulvers.
Durch die hohen Energiekosten wurde auch im Bereich der metallischen Substrate darauf gedrängt, die Einbrenntemperaturen abzusenken. Bei den Hybrid-Systemen sind Temperaturen von 140–160 °C bei einer Haltezeit von ca. 10–15 min möglich.
Bei Akrylaten sind heute Temperaturen ab 120 °C möglich. Anwendung finden vorwiegend Formulierungen die im Tempraturbereich von ca. 150 °C härten. Bei PolyesterSystemen ist eine Objekttemperatur und Haltezeit von 170 °C/15 min heute die unterste
1.3 Effektlacke
21
Einbrenngrenze. Hier sind Neuentwicklungen im Harzbereich im Gange die eine weitere
Absenkung der Temperatur ermöglichen.
1.2.2.2 NIR-Pulverlacke
Für dieses Verfahren können die meisten der von den konventionellen Pulverlacken bekannten Systemeigenschaften genutzt werden. So bestehen nahezu keine Einschränkungen in der Varianz von Farben, von Glanzstufen und von der Bereitstellung geeigneter
Bindemittelsysteme für Innen- oder Außenanwendungen.
Mit diesem System kann deshalb, vorausgesetzt die Substratgeometrie ist geeignet, ein
großes Potenzial von thermisch sensiblen Untergründen und solchen Substraten, deren
Beschichtung unter Energie-, Platz- und Kostengesichtspunkten mit herkömmlicher Pulverlacktechnologie nicht ökonomisch erscheint, erschlossen werden.
1.2.2.3 UV-Pulverlacke
Die Entwicklung der UV-Pulverlacktechnik wurde erst in den letzten 15 Jahren ernsthaft
betrieben und folgt in der Anwendung vielen Parallelen aus der UV-Flüssiglacktechnologie.
So sind aus physikalischen Gründen der UV-Lichtabsorption keine gelben und gelbhaltigen Farben vernetzungsfähig, besonders nicht in dem typischen Schichtdickenniveau bei
Pulverlacken von 70 µm. Die Rohstoffindustrie arbeitet an Lösungen zur Überwindung
dieses Phänomens.
Ebenfalls können noch keine Mattprodukte zur Verfügung gestellt werden, da besonders UV-Pulverlacke anderen Filmbildungsmechanismen unterliegen als Flüssiglacke.
Auch an dieser Thematik wird seitens der Rohstofflieferanten und auch der Pulverlackhersteller gearbeitet. Mattprodukte sind eine Schlüsselanforderung für den Einsatz von
UV-Pulverlacken zur Beschichtung von MDF in der Möbelindustrie. Zur Zeit können dafür nur feinstrukturierte Pulverlacke zur Abdeckung dieser Forderung angeboten werden.
Heute ist die UV-Pulverlacktechnologie immer noch eine Nischenanwendung. Die erhoffte Marktdurchdringung konnte nicht realisiert werden. Auch auf Seiten der Entwickler (Rohstoff- und Pulverlackhersteller) wird diese Technologie im Moment nur verhalten
vorangetrieben.
1.3
Effektlacke
Man unterscheidet verschiedene Arten von Metallic-Pulverlacken im Markt. Unterschiede
ergeben sich zum einen aus der Art der Herstellung, wie [10]:
• einextrudierte Metallics (sind eine Ausnahme)
• trocken gemischte Metallics (Dry-Blend)
• gebondete Metallics
22
1 Pulverlacke
Zum anderen unterscheidet man auf Grund der verschiedenen Metall-Effekte in:
• Hammerschlag-Effekt: Hier sind Schichtdicken von > 100 µm notwendig, um einheitliches Aussehen und entsprechenden Effekt zu erhalten. Die Rückgewinnung der Pulver ist eingeschränkt, da es zu Entmischungen von zugesetztem Metallpigment kommt.
Effektschwankungen können auftreten durch unterschiedliche Schichtdicken und Einbrennbedingungen (Unterschiede in der Materialstärke des Werkstückes).
• Metallise-Effekt zugemischt: Bei einem nur leicht ausgeprägten Metallise-Effekt sind
Bunttöne bedingt kreislaufstabil.
• Metallise-Effekt gebondet: Diese Pulver sind kreislaufstabil.
• Voll-Metallic zugemischt: Helle, Silber/Chromfarbtöne (z. B. ähnlich RAL 9006). Diese
Pulver sind nicht kreislaufstabil und mehr oder weniger kratzempfindlich (Schwarzmarkierungen). Ein Sicherheitsrisiko ist bei einem Anteil von mehr als 5 % Aluminiumpigment gegeben (Verpuffung).
• Voll-Metallic gebondet: Helle, Silber/Chromfarbtöne (z. B. ähnlich RAL 9006). Kreislaufstabiles Pulver, wobei der Lackfilm mehr oder weniger kratzempfindlich ist. Daher
ist zum Schutz des Metalleffektes oder bei sehr hohen Anforderungen an Optik und
Beständigkeit eine Überbeschichtung mit transparenten Lacksystemen zu empfehlen.
• Sondereffekte: Perlmutt, Flitter, Glimmer u. a. Hier muss die Formulierbarkeit und Verarbeitung im Einzelfall geprüft werden.
Die gebondeten Pulverlacke zeichnen sich durch eine gute Kreislaufstabilität bei hoher
Farbton- und Effektkonstanz und in einer guten Verarbeitbarkeit aus. Ein Nachteil ist der
höhere Preis auf Grund des zusätzlichen Veredelungsverfahrens.
Nicht gebondete Pulverlacke sind preislich günstiger. Schwierigkeiten ergeben sich hier
aber in der Verarbeitung, besonders hinsichtlich Kreislaufstabilität und Farbkonstanz.
Mit Hilfe einer automatischen bzw. regelmäßigen Zudosierung von Frischpulver und der
Verwendung von geeigneten Sprühgeräten kann hier aber ebenso ein befriedigendes Ergebnis erzielt werden. Mit Hilfe eines neu entwickelten Verfahrens soll eine prozesssichere Kreislaufführung von Dry-Blend-Systemen möglich sein [11]. Es wird dabei über die
reibungselektrische Aufladung des zu versprühenden Gemenges das Mischungsverhältnis
überwacht. Anwendung findet das Verfahren bei der Beschichtung von Aluminiumstrangpressmaterial mit Hartlötpulver.
1.3.1
Extrusion
Die Effektpigmente werden hier wie alle anderen Bestandteile des Lackes bereits beim Vormischen zugegeben und mitextrudiert. Dies hat den Vorteil eines geringeren Aufwands
und der Entmischungsstabilität des Endprodukts. Allerdings werden beim späteren Mahlvorgang die empfindlichen Pigmente zerstört. Es sind daher nur wenige Effekte einstellbar.
1.5 Filmbildung bei Pulverlacken
23
1.3.2 Trockenmischung – Dry-Blend
Nach dem Sieben des Pulvers werden die Metallicpigmente zugegeben und nochmals gemischt. Hier liegen die Metallicpigmente neben den Pulverpartikeln vor. Das Produkt ist,
wie bereits erwähnt, nicht entmischungsstabil, was schon bei der Farbtonkontrolle zur
Einhaltung enger Toleranzen während der Applikation zwingt.
1.3.3 Bonding-Verfahren
Die Effektpigmente werden in einem zusätzlichen Produktionsverfahren mit dem Pulverlack vermischt. Das Endprodukt ist durch die Anbindung der Pigmente an die Pulverlackkörner weitestgehend entmischungsstabil. Die Palette der Effekte ist größer als bei der
Trockenmischung, da eine höhere Pigmentierung möglich ist [12].
1.4 Pulver-Slurry
Bei Pulver-Slurry wird eine Sekundär-Dispersion unter Verwendung von Bindemitteln
erzeugt, die auch im Bereich der Pulverbeschichtung eingesetzt werden. Im Prinzip ist es
ein in Wasser dispergierter Pulverlack. Die wässrige Dispersion hat einen Anteil von nicht
flüchtigen Bestandteilen von 34 bis 37 %, der pH-Wert liegt bei 6, die flüchtigen organischen Bestandteile haben einen Anteil < 1 %.
Da das Material auf Wasserbasis formuliert ist, kann es mit den üblichen Nasslackiereinrichtungen verarbeitet werden. Nach dem Lackauftrag ist ein Zwischentrocknungsschritt notwendig, um das Wasser zu entfernen. Die lackierten Oberflächen sind anschließend vollkommen weiß, wie bei einem Klarpulverauftrag mit konventionellen Pulverlacken. Anschließend wird das Material bei 150 °C über 20 min gehärtet [13].
Ein Vorteil des Pulver-Slurry gegenüber Pulverlacken ist die Tatsache, dass der mittlere
Korndurchmesser bei Pulver-Slurry bei etwa 1 bis 3 µm liegen muss. Durch die Verwendung von feinkörnigem Pulver können bei geringerer Trockenfilmdichte gute Verlaufseigenschaften erreicht werden [14].
1.5
Filmbildung bei Pulverlacken
Die chemische Vernetzung ist durch ein zusätzliches Anwachsen der Molekülgröße des
Filmbildners während der Filmbildung charakterisiert. Generell gilt: Je länger die Molekülketten bei der Vernetzung resultieren und je verzweigter das Netzwerk ist, desto beständiger ist die Beschichtung gegenüber chemischen und mechanischen Beanspruchungen.
24
1 Pulverlacke
Die Steuerung und Kontrolle des Härtungsprozesses ist ein Kernpunkt der erfolgreichen Pulverlackierung.
Zu beachten sind:
• das rechtzeitige Erreichen der Härtungstemperatur, dies bedeutet eine optimierte Temperaturführung im Einbrennofen
• die geeignete Vernetzungsgeschwindigkeit und -dichte durch entsprechende Formulierung des Lackherstellers
Die Temperatur und Vernetzungsgeschwindigkeit ist bei Pulverlacken entscheidend aus
folgenden Gründen [15]:
• Die Temperaturbereiche und die dazwischenliegenden „Sicherheitsabstände“, beginnend bei der Herstellung bis zum Einbrennen, ermöglichen eine ausreichende Lagerstabilität und auch möglichst niedere Einbrenntemperaturen.
• Der Viskositätsverlauf während des Einbrennens ist das Resultat der Faktoren Temperaturanstieg im Ofen, Schmelzviskosität und Viskositätsanstieg durch einsetzende Vernetzung.
Die ideale Abfolge beim Einbrennen ist: Schmelzen der einzelnen Pulverpartikel, Verlauf
und Benetzung der Oberfläche und anschließende Vernetzung. Ein sehr guter Verlauf beinhaltet natürlich das Risiko der Läuferbildung (Absacken des Lackfilms, Tropfen- bzw.
Nasenbildung) und eine unzureichende Kantendeckung durch Zurückziehen der Pulverschmelze von der Kante [16].
1.5.1
Schmelzviskosität und Oberflächenspannung
Den Viskositätsverlauf in Abhängigkeit von der Einbrennzeit zeigt Abb. 1.14. Die Viskosität sinkt nach dem Schmelzen anfangs mit steigender Temperatur ab. Mit zunehmender
Temperatur steigt gleichzeitig die Vernetzungsreaktion immer schneller und wird schließlich so schnell, dass die Viskositätsabnahme bei steigender Temperatur durch den Einfluss
der wachsenden Filmbildner-Molmasse kompensiert wird. Die Viskosität durchläuft hier
bei weniger als 5–20 Pas ein Minimum und steigt danach mit zunehmender Vernetzung
wieder an. Vernetzungsreaktion und damit Viskositätsanstieg kommen zum Stillstand,
wenn entweder eine Glasübergangstemperatur von etwa 50 °C über der Einbrenntemperatur erreicht oder der Filmbildner vollständig abreagiert ist [1] (Abb. 1.14).
1.5 Filmbildung bei Pulverlacken
Abb. 1.14 Zeitlicher Verlauf
von Objekttemperatur und Viskosität eines Pulverlackes beim
Einbrennen [17, 1]
25
Viskosität [Pa · s]
50
Temperatur [°C]
Temperatur
3
200
2
1
40
150
30
1
3
2
100
20
Viskosität
50
10
Pulverlack-Typ:
1 AC-DDA
2 SP-PUR
3 EP-DCD
0
0
1
0
2
3
Zeit [min]
4
5
Je schneller die Aufheizung des Pulverlacks, desto tiefer und schmaler ist das Minimum. Verlauf und Benetzung des Untergrunds werden durch ein Fenster aus der niedrigsten Viskosität und der dafür maßgebenden Zeitspanne bestimmt. Auch hier ist ein tiefes
Viskositätsminimum günstig.
Treibende Kraft für das Zusammenfließen der „Lacktröpfchen“ (Koaleszenz) ist die
Oberflächenspannung. Verglichen mit der riesigen Oberfläche des Pulvers, ist die Oberfläche der Beschichtung nach dem Zusammenfließen verschwindend gering. So sollte eine
hohe Oberflächenspannung die Koaleszenz unterstützen und den geschmolzenen Lackfilm glätten. Die Einflüsse von Schmelzviskosität und Oberflächenspannung auf das Aussehen einer Pulverlackierung gibt Abb. 1.15 wieder.
26
1 Pulverlacke
Abb. 1.15 Abhängigkeit der
Oberflächenqualität einer
Pulverlackierung von der
Oberflächenspannung und der
Schmelzviskosität [16]
1.6
Pulverlackherstellung
Die Produktion von Pulverlacken lässt sich in folgende Schritte einteilen:
1.
2.
3.
4.
5.
6.
7.
8.
9.
Rohstoffprüfung
Einwiegen der Vormischung
Mischen im Vormischer
Homogenisieren und Dispergieren im Extruder
Abkühlen des Extrudates auf RT
Zwischenprüfung (Kontrolle des Extrudates)
Grobbrechen
Feinmahlen
Abprüfen des Pulverlackes auf die spezifischen Eigenschaften
Die Einwaage der Rohstoffe erfolgt nach den Vorgaben eines Rezepts. Es wird fast ausnahms-los chargenweise produziert, abhängig vom Fassungsvolumen der Ansatzbehälter.
Das Gemenge aus Harzen, Additiven, Pigmenten und Füllstoffen wird anschließend
extrudiert, ein Verfahren, das für eine intensive Homogenisierung (Dispergierung) der
Rohstoffe sorgt. Erreicht wird dies durch das Aufschmelzen der Harzteilchen, verbunden
1.6
Pulverlackherstellung
27
mit intensiven Scherkräften, um alle Stoffe im Lack, allem voran die Pigmente, optimal zu
verteilen. Gerade die Pigmente liegen in Form von so genannten „Agglomeraten” vor, eine
Art Verklumpung. Diese müssen aufgelöst und in ihre Primärteilchengröße zerkleinert
werden, nur so wird das exakte und reproduzierbare Einstellen eines Farbtones erreicht. In
der Praxis besteht ein Extruder aus einem beheizten Gehäuse und einer, oder mehreren,
rotierenden Wellen. Das Rohstoffgemenge wird nun über den Einzugsbereich der Welle
durch den Extruder in Richtung Austrittsöffnung gefördert. Hierbei schmelzen die Harze,
wodurch die Masse ihre Konsistenz in eine hochviskose Flüssigkeit ändert. Im weiteren
Verlauf wird diese Schmelze kräftig durchgeknetet, je nach Extruder-Bauform durch besondere Konfiguration der Welle oder durch Widerstandselemente im Gehäuse. Am Ende
tritt die Schmelze (Extrudat) aus, wird abgekühlt, ausgewalzt und durch einen Schredder
in kleine Stücke zerschlagen.
Diese Chips werden abschließend vermahlen. Hierzu verwendet man Rotor-Sichtermühlen, welche das Einstellen einer exakten Korngrößenverteilung erlauben. Die Chips
gelangen, getragen von einem Luftstrom, durch einen Kanal in die Mahlkammer. Sie werden von einem schnell drehenden Rotor erfasst und gegen die Wand der Mahlkammer
(Prallfutter) geschleudert. Der Luftstrom zieht die Teilchen in Richtung Austrittsöffnung,
wobei sie den rotierenden Sichter passieren müssen. Nur die ausreichend vermahlenen
Teilchen passen ungehindert durch das so genannte „Sichterfenster”, die gröberen werden
vom Sichter erfasst und wieder in die Mahlkammer geschleudert, wo sie erneut zerkleinert
werden. An dieser Stelle hat man auch noch die Möglichkeit, durch die Zugabe besonderer
Additive, Einfluss auf das Fluidisierungs- und Aufladeverhalten des Pulvers zu nehmen.
Neu entwickelt wurde jetzt ein Verfahren, mit dem es möglich sein soll, gezielt sphärische Pulverteilchen herzustellen [19]. Bei diesem kontinuierlichen Herstellungsverfahren
wird Kohlendioxid in der Schmelze des Pulverlackes gelöst. Dies geschieht unter Druck
in einem statischen Mischer. Diese Lösung wird anschließend über eine Düse in einem
Sprühturm entspannt. Dabei entweicht das Gas explosionsartig aus der Schmelze und es
bilden sich kleine Schmelztropfen. Gleichzeitig kühlt sich die Schmelze durch das entspannende Gas ab. Die Schmelztropfen gefrieren und es bildet sich ein hinsichtlich Teilchengröße und Morphologie steuerbares Pulver. Abbildung 1.16 zeigt eine schematische
Darstellung über den Ablauf der Pulverherstellung. Die Abb. 1.17, 1.18, 1.19, 1.20, 1.21
und 1.22 zeigen einzelne Schritte in der Pulverlackproduktion.
Abb. 1.16 Schematische Darstellung der Pulverlackherstellung [18]
28
1 Pulverlacke
1.6
Pulverlackherstellung
Abb. 1.17 Einwiegen und
Mischen der Additive und
Pigmente
Abb. 1.18 Extrudierung der
vorgemischten Einzelkomponenten – Homogenisierung und
Disperung der Mischung
29
30
Abb. 1.19 Quasi fertiger Pulverlack am Ende des Extruders
(links)
Abb. 1.20 Pulverlack nach
dem Walzen auf dem Kühlband
(oben)
1 Pulverlacke
1.7 Lagerung von Pulverlacken
31
Abb. 1.21 Pulverlack wird in
Chips gebrochen
Abb. 1.22 Pulverlackchips
werden gemahlen und verpackt
1.7 Lagerung von Pulverlacken
Pulverlacke sind reaktive Einkomponenten-Systeme, die beim Einbrennen vernetzen. Diese Vernetzungsreaktion kann bereits in geringem Maße bei Raumtemperaturen auftreten,
vor allem aber bei höheren Temperaturen, wie sie z. B. in der Nähe des Ofens oder an
sonnigen Plätzen vorkommen können. Diese Vernetzungsreaktion wird als Vorreaktion
bezeichnet, da sie vor der eigentlich erwünschten Härtung auf dem Objekt auftritt. Durch
diese Vorreaktion verlieren Pulverlacke in hohem Maß an Reaktivität. Dieser Umstand
kann über eine abnehmende Gelzeit dokumentiert werden.
Die Abnahme der Reaktivität des Pulvers führt mit zunehmender Alterung der Lacke
zu Einschränkungen im Verlauf, bei extrem alten Materialien treten Gelteilchen und Stippen auf.
Neben Verlaufsstörungen und der Bildung von Gelpartikeln kann unsachgemäß gelagertes Pulver weitere Probleme hervorrufen. Wird z. B. ein bereits gealtertes, vorreagiertes
32
1 Pulverlacke
Tab. 1.8 Einflussgrößen der Pulverlacke beim Beschichten [20]
Verarbeitungstypische Pulverlack-Parameter
Mechanisch
Elektrisch
Chemisch
Teilchengröße (Form)
Elektrischer Widerstand
Lagerstabilität
Teilchengrößenverteilung
Tribofähigkeit
Gelzeit
Schüttdichte
Wirbelfähigkeit Rieselfähigkeit
Stabilität gegen Agglomeration
Pulver mit Frischpulver gemischt, so kann auf Grund der unterschiedlichen Reaktivitäten
eine Mattierung des Lackfilms erfolgen.
Zu heiß gelagerte Pulverlacke neigen auch zu physikalischem Blocken. Durch die erhöhte Temperatur verkleben die Pulverlackteilchen miteinander und bilden Agglomerate.
Das Ergebnis der Beschichtung wird dadurch negativ beeinflusst (Verlaufstörungen, Stippen).
Die Lagerung der Pulverlacke sollte kühl und trocken erfolgen. Hier sind die Vorgaben
bzw. Empfehlungen des Pulverherstellers zu beachten.
1.8 Mess- und Prüftechnik bei Pulverlacken
Neben der Prüfung der Lackeigenschaften am ausgehärteten Lackfilm, siehe Kapitel 7, gibt
es eine Reihe von Tests, die am Pulver direkt vorgenommen werden können und für eine
problemlose Verarbeitung beim Beschichter wichtig sind.
Pulverlacke sind durch folgende Kenngrößen charakterisiert, deren Bestimmung in
DIN EN ISO 8130, Teil 1 bis 13 genormt sind:
•
•
•
•
•
•
Korngröße und Korngrößenverteilung
Dichte
Einbrennbedingungen und Einbrennverlust
untere Zündgrenze
Blockfestigkeit
Lagerstabilität
Neben diesen Kenngrößen sind besonders für den Verarbeiter Eigenschaften, wie Rieselfähigkeit, Wirbelfähigkeit oder Tribofähigkeit bzw. Aufladeverhalten von Bedeutung.
Tab. 1.8 gibt einen Überblick über die verarbeitungstypischen Pulverlack-Parameter.
Die Messung des spezifischen Widerstandes erübrigt sich für die typischen organischen
Pulvermaterialien wie Epoxid, Polyester, Polyurethan, Polyethylen und Acrylate, da sie
einen ausreichend hohen Widerstand besitzen, der ein Entladen der aufgetragenen Pul-
1.8 Mess- und Prüftechnik bei Pulverlacken
33
verschicht hinreichend lange unterbindet. Bei geringeren spezifischen Widerständen sind
Haftvermittler notwendig, damit ein Abfallen der Pulverschicht vor und während des Aufschmelzvorgangs verhindert wird.
Die Höhe der Aufladung muss einen Schwellwert überschreiten, damit die elektrischen
Haftkräfte die Pulverschicht fest am Werkstück halten, ehe die adhäsiven Kräfte in der
flüssigen Phase wirksam werden. Als spezifische Aufladung sind zum Beispiel bei einer
Pulverdichte von 1,6 g/cm³ bereits 0,1 µC/g für die Haftung an senkrechten Flächen ausreichend. Für den Auftrag mit Handpistolen werden mindestens 0,5 µC/g und für Automatikpistolen ≥ 1 µC/g empfohlen [21].
1.8.1
Rieselfähigkeit (Fließverhalten)
Die Rieselfähigkeit wird charakterisiert durch die Auslaufdauer einer bestimmten fluidisierten Pulvermenge aus einem Trichter (ähnlich der Viskositätsbestimmung von Flüssiglacken mit dem DIN-Becher). Der Trichter ist doppelwandig mit poröser Innenwand (z. B.
Sinterbronze) ausgebildet und besitzt einen definierten Auslaufdurchmesser [20].
Über den porösen Innentrichter wird mit einem bestimmten Seitendruck eine vorher
eingewogene (oder im Volumen festgelegte) Pulvermenge fluidisiert, so dass sie sich wie
eine Flüssigkeit verhält und bei Freigabe der Auslauföffnung im kompakten Strahl mit
einem Durchmesser entsprechend der Auslaufdüse ausfließt. Neben den Pulvereigenschaften (Kornform, Teilchenspektrum) ist die Auslaufzeit vom Druck der Fluidisierungsluft, vom Auslaufdurchmesser, dem Pulvervolumen und in geringem Maße von Klimafaktoren abhängig. Als günstige Geräteparameter haben sich ein Seitendruck von p = 1 bar,
eine Auslaufdüse von 4 mm Durchmesser, der Innenwinkel des Trichter von 45° und ein
Testvolumen von V = 100 cm3 bzw. 60 bis 70 g erwiesen.
Der erste Messwert sollte bei Frischpulver verworfen werden, da sich das Pulver durch
Transport und Lagerung verdichtet hat und so je nach „Vorgeschichte“ meist einen zu großen Wert liefert. Verunreinigungen des Pulvers, Klumpenbildung u. a. bewirken eine teilweise oder völlige Verstopfung des Pulverauslaufs.
1.8.2 W
irbelfähigkeit (Fluidisierung)
Mit der Ausdehnung einer Pulverschüttung durch Fluidisierung bzw. durch Bestimmung
der so genannten Tanzgas- oder Grenzgasmenge die zum Einsatz der Fluidisierung erforderlich ist, kann eine weitere Größe zur Charakterisierung eines Pulverlacks messtechnisch ermittelt werden. Unter Fluidisierung oder Wirbelfähigkeit eines Pulvers wird seine Eigenschaft verstanden, bei Durchströmung mit Luft entgegen der Schwerkraft in ein
Pulver-Luft-Gemisch mit größerem Volumen überzugehen und dadurch das mechanische
Verhalten einer Flüssigkeit anzunehmen.
34
1 Pulverlacke
Die Ausdehnung zeigt sich als eine für einen bestimmten Pulverlack typische Kenngröße. Sie bleibt bis zur Bildung einer schwebenden Pulverwolke in relativ weitem Bereich
unabhängig von der durchströmten Luftmenge und setzt erst ein, wenn eine bestimmte
Durchströmung überschritten wird. Diese Luftmenge, die zur plötzlichen Ausdehnung
führt, hat die Bezeichnung Grenz- oder Tanzgasmenge erhalten. So kann die maximale,
durch Fluidisierung erreichte Höhe hmax bezogen auf die Höhe der Ruheschüttung h0 in
einem als Wirbelbett aufgebauten Modellzylinder das Maß der Wirbelfähigkeit bilden. Allerdings ist es notwendig von gleicher Ruheschüttung h0 auszugehen, da dieses Verhältnis
mit steigender Schütthöhe abnimmt [20].
1.8.3 Tribofähigkeit
Die Tribofähigkeit eines Pulverlacks ist die Eigenschaft, sich in einem Berührungs- und
Trennvorgang mit einem anderen Werkstoff unipolar aufzuladen. Die Tribofähigkeit ist
Voraussetzung für die Verarbeitbarkeit mit Tribopistolen.
Als „Messgröße“ für die Tribofähigkeit kann die auf die Pulvermasse bzw. das Pulvervolumen bezogene sog. spezifische Pulverladung Q* dienen, wenn sie unter einheitlichen
Messbedingungen (Luftdruck, Luftmenge, Pulverdurchsatz und PTFE als Rohrwerkstoff)
aufgenommen wird [22].
1.8.4
Korngrößenverteilung
Mit dem Bestreben die Schichtdicke zu reduzieren, hat sich das Kornspektrum zu immer
kleineren mittleren Korndurchmessern verschoben. Beim Vermahlen des Pulverlackes
entsteht außerhalb des nutzbaren Bereiches ein Grobanteil, der mit Maschenweiten von
100 bis 120 µm leicht ausgesiebt werden kann, aber auch ein Feinanteil. Dieser Feinanteil
wirkt sich bei der Beschichtung negativ aus, besonders bei der Tribobeschichtung, da er
sich schlecht aufladen lässt, Staubwolken bildet und somit zu Anlagenverschmutzungen
auch außerhalb der Kabine führt. Problematisch ist ebenfalls die Lungengängigkeit der
Teilchen in Größenbereichen unter 6 µm. Partikelgrößen kleiner 10 µm beeinträchtigen
zudem die Rieselfähigkeit des Lackes, führen zu Ansinterungen in den Injektoren und auf
den Prallkegeln. In der Rückgewinnung sinken die Abscheidegrade der Zyklone und die
Nachfilter müssen öfters gereinigt werden.
Abhilfe schafft die Verwendung von gesichtetem Pulver, bei dem der Feinanteil bereits
beim Pulverhersteller durch einen aufwändigen Sichtungsvorgang abgetrennt wird. Diese
gesichteten Pulver haben einen höheren Preis, tragen aber zu einem besseren Lackierergebnis bei und es ergibt sich ein geringerer Reinigungsaufwand und geringere Wartung
von Pistolen und Injektoren.
1.9 Wirtschaftliche Bedeutung von Pulverlacken
35
1.9 Wirtschaftliche Bedeutung von Pulverlacken
Zu Beginn der Pulverlackiertechnik war vor allem die Funktionalität des Beschichtungssystems gefragt. In den siebziger Jahren wurden Pulverlacke ausschließlich auf Metallsubstrat appliziert. Die Farbvielfalt war eingeschränkt und die optischen Eigenschaften
des Lackfilms waren zunächst einmal zweitrangig. Die mechanisch-technologischen Beschichtungseigenschaften jedoch mussten bereits damals hohe Anforderungen erfüllen.
Dies hat sich jedoch bis heute grundlegend verändert. Nicht nur die Substratvielfalt
hat zugenommen, auch die Anforderungen an Farbvielfalt, dekorative wie technologische
Eigenschaften sind angestiegen. Heute werden Pulverlacke auf Metall, Gusswerkstoffe,
Glas, Holz und Kunststoffe appliziert. Die wichtigsten Einsatzgebiete sind die Automobilund Zuliefererindustrie, Bauwesen, Haushaltsgeräte, Maschinenmarkt und Möbelindustrie. Hier werden zum Teil eine breite Farbpalette, Effektlacke und Mehrschichtsysteme
gefordert. Die optischen Eigenschaften und die Beschichtungsqualität müssen hohe Standards erfüllen, aber auch die mechanisch-technologischen Beschichtungseigenschaften
haben nach wie vor große Bedeutung.
Die elektrostatische Pulverlackierung hat gegenwärtig in Deutschland einen Anteil von
ca. 14 % der industriellen Oberflächenbeschichtung erreicht und befindet sich heute eher
in einer Stagnation als im Aufwärtstrend.
In den 80er und 90er Jahren etablierte sich die Pulverbeschichtung als ein wirtschaftlich
vorteilhaftes und zugleich umweltschonendes Verfahren mit hohen Zuwachsraten. Heute
ist die Umstellung der Lackieranlagen von Flüssig- auf Pulverlack für die Anlagen, die
dafür in Frage kamen, abgeschlossen. Der Aufbau von industriellen Fertigungskapazitäten in Osteuropa wirkte sich in den letzten Jahren verstärkt auf Westeuropa aus. In zunehmendem Umfang wurden industrielle Vorprodukte oder Industriegüter aus Osteuropa
importiert. In Folge bestehen heute in Europa deutliche Überkapazitäten bei der Lackproduktion. Dies führt insbesondere bei Standardprodukten, die leicht ausgetauscht werden
können, zu einem intensiven Preiswettbewerb. Auch die steigenden Rohstoffpreise tragen
dazu bei.
Um zufriedenstellende Wachstumsraten erzielen zu können, müssen bei der Pulverlacktechnologie neue Anwendungsgebiete gezielt erschlossen werden. Insbesondere der
Bereich der nichtmetallischen Werkstoffe bietet hierbei immer noch Potenzial.
Neue Entwicklungen der Pulverhersteller konzentrieren sich weiterhin auf strahlenhärtende Systeme für den Einsatz bei temperaturempfindlichen Substraten, Pulver für dünne
Lackfilme und die Anwendung der Pulver im Bereich der Automobilindustrie.
Um Flüssiglackbeschichtungen auf breiter Front ablösen zu können, müssen bei einer
Pulverbeschichtung wesentlich dünnere Lackfilme erzielt werden. In der Regel liegen die
Schichtdicken heute zwischen 50 und 120 µm. Zwar sind Dünnschichtpulver mit Schichtdicken von 30 bis 50 µm inzwischen verfügbar, allerdings ist bei kritischen Farbtönen auch
hier erst mit höheren Schichtdicken eine zuverlässige Deckfähigkeit zu erreichen.
36
1 Pulverlacke
Bedingt durch die steigenden Energiekosten wurden in den letzten Jahren vor allem
Systeme mit niedrigen Einbrenntemperaturen weiterentwicklelt. Bei Hybridsystemen sind
Temperaturen ≤ 150 °C möglich und in gewissen Bereichen schon in der Anwendung. Bei
Acrylaten ist eine Absenkung der Einbrenntempertur bis 120 °C möglich, selbst Neuentwicklungen bei den Polyesterharzen lassen auch hier deutlich niedrigere Einbrenntemperaturen zu.
Neben den funktionellen Beschichtungen wie Anti-Graffiti, bessere Reinigungsfähigkeit/geringere Schmutzanhaftung und antibakterielle Lacke haben sich im Bauwesen/
Architektur die hochwetterbeständigen Lacke durchsetzen können. Gewährleistungen
von > 10 bis hin zu 20 Jahren auf Glanz- und Farbe, abhängig vom verwendeten System,
konnten dem Pulverlack gegenüber Flüssiglack Marktanteile verschaffen.
1.9.1 Der Pulverlackmarkt in Zahlen
Pulverlacke finden vor allem im Bereich der allgemeinen Industrielackierung ihre Hauptanwendung. Maschinenbau, Elektrotechnik, die Herstellung von Metallerzeugnissen und
der sonstige Fahrzeugbau sind die wesentlichen Abnehmerbranchen für Industrielacke.
Gerade im Bereich der allgemeinen Industrie hat die Lohnlackierung einen hohen Stellenwert, da viele Industrieunternehmen Lackierarbeiten an Spezialbetriebe auslagern. Die
Pulverbeschichtung hat sich in der allgemeinen Industrie etablieren können und bereits
einen hohen Sättigungsgrad erreicht. Besonders in den Bereichen Metall- und Fassadenbau ist Pulverlack führend. Für zahlreiche Metallerzeugnisse hat sich die Kombination von
wässrigen Grundierungen mit Pulverdecklack bewährt. Der Produktanteil der Pulverlacke
lag im Jahr 2011 in Deutschland bei 36 % aller im Marktsegment Allgemeine Industrie
hergestellten Lacke.
In der Möbelindustrie hat der Pulverlack bisher kaum an Bedeutung gewonnen. Die
notwendige Härtungstemperatur für die Beschichtung von Holzwerkstoffen stellt nach wie
vor eine technische Herausforderung dar.
Im Automobilbereich lag der Anteil der Pulverlacke im Jahr 2011 bei 2 % an der Karosse
selbst und bei 30 % bei Metallteilen. Funktionelle Pulverlacke werden u.a. für die Beschichtung von Motorblöcken eingesetzt wegen hoher Beständigkeit gegen Schlageinwirkung,
Motoröl und andere Motorflüssigkeiten und wegen ihrer guten Korrosionsbeständigkeit.
Beim Korrosionsschutz finden Pulverlacke Anwendung in der Rohrbeschichtung und
in der Beschichtung von Beton-Armierungen. Der Produktanteil in diesem Segment lag
im Jahr 2011 bei 7 %.
Im Bereich der Blechemballagen werden Pulverlacke nach wie vor als Nahtschutzlacke
bei dreiteiligen Dosen eingesetzt. Der Marktanteil ist gering und lag 2011 bei 2 %. Mit gravierenden Verschiebungen zugunsten von Pulverlacken ist im Moment nicht zu rechnen.
In der Bandbeschichtung haben Pulverlacke, aber auch strahlenhärtende Systeme noch
nicht den Marktdurchbruch geschafft. Zwar werden diese als Zukunftstechnologien gesehen, aber bis heute gibt es lediglich Versuchsanlagen in Italien.
1.9 Wirtschaftliche Bedeutung von Pulverlacken
37
ϮϱϬϬϬϬ
ϲϯϲϱϴ
ϳϭϮϴϭ
ϮϬϬϬϬϬ
ϱϲϱϲϵ
DĞŶŐĞŝŶdŽŶŶĞŶ
ϭϯϲϱϲ
ϭϳϲϵϳ
ϭϱϬϬϬϬ
ϲϯϲϯϰ
ϲϮϭϮϯ
ϭϰϮϲϲ
ϭϰϭϱϬ
WƵůǀĞƌůĂĐŬĞ
ϭϮϬϰϳ
ůĞŬƚƌŽƉŚŽƌĞƐĞůĂĐŬĞ
ŝƐƉĞƌƐŝŽŶƐůĂĐŬĞ
ϭϬϬϬϬϬ
ϭϭϵϭϵϯ
ϭϬϱϭϴϭ
ϭϬϯϲϱϮ
ϰϮϬϴϲ
ϯϵϰϭϳ
ϭϮϮϵϬϮ
ϭϭϯϯϳϰ
,ŝŐŚ^ŽůŝĚƐ
ϱϬϬϬϬ
ϰϭϰϬϳ
ϰϰϵϳϮ
ϰϮϯϴϲ
Ϭ
ϮϬϬϴ
ϮϬϬϵ
ϮϬϭϬ
ϮϬϭϭ
ϮϬϭϮ
Abb. 1.23 Produktionsmenge umweltverträglicher Lacke in den Jahren 2008 bis 2012. [24]
Die Abb. 1.23, 1.24, und 1.25 zeigen die Entwicklung der Pulverlacke in Deutschland
und der Welt (24; 25; 27).
ϱϬϬϬϬϬ
dŽŶŶĞŶ
ϰϬϬϬϬϬ
ϯϬϬϬϬϬ
ϮϬϭϭ
ϮϬϭϮ
ϮϬϬϬϬϬ
ϭϬϬϬϬϬ
Ϭ
ůƂƐĞŵŝƩĞůŚĂůƟŐĞ>ĂĐŬĞ
WƵůǀĞƌůĂĐŬĞ
Abb. 1.24 Produktionszahlen der Lösemittel- und Pulverlacke in den Jahren 2011 und 2012 in
Deutschland [25]
38
1 Pulverlacke
ϵϬϬ
ϴϬϬ
ϳϬϬ
ϭϬϬϬdŽŶŶĞŶ
ϲϬϬ
ϮϬϬϵ
ϱϬϬ
ϮϬϭϬ
ϰϬϬ
ϮϬϭϭ
ϯϬϬ
ϮϬϬ
ϭϬϬ
Ϭ
ĞƵƚƐĐŚůĂŶĚ
h^
ZƵƐƐůĂŶĚ
ŚŝŶĂ
:ĂƉĂŶ
ƌĂƐŝůŝĞŶ
Abb. 1.25 Entwicklung der weltweiten Pulvernachfrage [27]
1.9.2
Marktpotenziale am Beispiel von NIR-, UV- und NT-Pulverlacken
Die strahlenhärtenden Systeme finden vor allem dort ihren Einsatz, wo temperaturempfindliche Oberflächen oder vorgefertigte Bauteile beschichtet werden müssen.
Der Vorteil der UV- und NIR-Technik, durch die hohe Prozessgeschwindigkeit und
der damit verbunden sehr kurzen Zeit der Wärmeeinwirkung auf das Substrat, kommt
besonders Kombinationswerkstoffen und assemblierten Teilen aus unterschiedlichsten
Materialien zugute.
Kunststoffen und MDF kann die höchste thermische Empfindlichkeit zugeschrieben
werden. Bei Kunststoffen ist meist die thermische Verformungsstabilität der kritische Aspekt, bei MDF sind es die schon unter 100 °C flüchtig werdenden Inhaltsstoffe, die sensiblen Umgang mit Wärmeenergie erfordern. Während Metalle bei Wärmebestrahlung
immer einen sehr raschen Wärmeabfluss von der Oberfläche in das Innere verzeichnen
und keine Inhaltsstoffe (außer bei Gussteilen) freisetzen, besitzen Kunststoffe und MDF
eine sehr hohe Isolationswirkung in den oberflächennahen Schichten. Dadurch tritt bei
Einwirkung von sehr hohen Energiemengen schnell Überhitzung ein. Die Folgen dieses
Wärmestaus äußern sich dann in Oberflächendefekten der Pulverlackbeschichtung wie
Blasen, Krater und Nadelstichen.
Deshalb steckt in der Tatsache der Trennung von Schmelz- und Härtungsprozess bei
den UV-Pulverlacken ein sehr großes Potenzial für die Steuerung des Wärmeeinflusses
auf das Substrat. Am einfachsten sind die Vorteile der hohen Prozessgeschwindigkeit von
Literatur
39
NIR- und UV-Technologie bei der Lackierung von wärmeunempfindlichen Metallteilen
darstellbar.
Im Bereich der Automobil-Serienlackierung findet die Strahlenhärtung auch heute
noch keine Anwendung. Erprobungen im Labor finden statt, jedoch muss die Technologie
noch ausgereift werden. Auch im Marktsegment der Zulieferteile haben strahlenhärtende
Lacke eine untergeordnete Bedeutung.
Strahlenhärtende Pulverlacke haben bis heute nicht den Marktdurchbruch geschafft.
Literatur
1. Brock, Th.; Groteklaes, M.; Mischke, P.: Lehrbuch der Lacktechnologie, Vincentz Verlag, Hannover, 1998
2. Kaplan, A.: Pulverlacksysteme unter dem Gesichtspunkt des dekorativen und/oder funktionellen
Einsatzes, Praxis-Forum Schulung, Technik + Kommunikations Verlag, Berlin
3. Kaplan, A.: Die Natur der Primid-Bindung, Internationale Primid Tagung, März 1997, Flims,
Schweiz
4. Kaube, O.: TGIC-freie Pulversysteme – Härtungsmechanismen und Eigenschaften, GSB-Schulungskurs: Qualitätsprüfung von organisch beschichteten Bauteilen, Bereich Lacke und Applikation, Schwäbisch Gmünd, 2000
5. Alfort, H. J.; Hohmann, G.; Zimmermann, F.: TGIC-freie Vernetzungsysteme bei Pulverlacken,
DFO-Tagung Aluminium Anwendungen, 1998, Berichtsband 36
6. Neis, S.: Acrylpulverlacke – Vom „Enfant terrible“ zum Musterknaben. In: JOT, 03, 2001
7. Rademacher J. G.: Pulverlacktypen, ihre Eigenschaften und Einsatzgebiete, DFO-Weiterbildungslehrgang: Pulverlackiertechnik-Grundlegende Zusammenhänge für die Praxis, Paderborn,
1993
8. Zorll, U. (Hrsg.): Römpp Lexikon Lacke und Druckfarben, Georg Thieme Verlag, Stuttgart, 1998
9. Zimmermann, F.: Thermisch sensible Substrate mit NIR-, UV- oder Low-Bake-Pulverlack beschichten? EPS-Tagung Bad Nauheim, November 2000
10. Neubauer, E.: Optimierungs-Potential beim Einsatz von Metallic-Pulverlacken. In: JOT, 11, 2000,
S. 28–31
11. Cudazzo, M.; Domnick, J.: Sichere Kreislaufführung von Dry-Blend-Materialien. In: JOT, 02,
2001, S. 28–30
12. Horvath, G.: Rätsel um die Vorteile des Boning Verfahrens, DFO Berichtsband: 6. DFO Tagung
„Pulverlack-Praxis“, September 2000, Dresden
13. Hilt, M.; Kraus, R.: Integriertes Lacksystem und Pulver-Slurry. In: Metalloberfläche, Jahrg. 53, 07,
1999, S. 43–45
14. Kraus, R.: Neuer Lackierprozess für die A-Klasse. In: Metalloberfläche, Jahrg. 52, 04, 1998,
S. 299–301
15. Brock, Th.: Rund um TGIC-freie Pulverlacke – Filmbildung, Härtung und Eigenschaften im Vergleich. In: Farbe & Lack, Jahrg. 106, 02, 2000, S. 38–45
16. Pietschmann, J.; Pfeifer, H.; Raub, Ch. J.: Einfluss der Zusammensetzung des Pulverlackes auf die
Kantendeckung. In: Metalloberfläche 44, 1990
17. Wicks, Z. W.; Jones, F. N.; Pappas, S. P.: Organic Coatings, Science and Technology, J. Wiley &
Sons Inc., New York, 1992
18. Völkel, Th.: Pulverlackforum, http//www.pulverlackforum.de
40
1 Pulverlacke
19. Petermann, M.; Weidner, E.; Rekowski, V.: Gefrieren statt Schmelzen. In: Farbe & Lack, Jahrg.
108, 05, 2002, S. 32–38
20. Kleber, W.: Pulverlackeigenschaften und ihre Auswirkungen auf den Beschichtungsvorgang, Praxis-Forum Schulung, Technik + Kommunikations Verlag, Berlin
21. Kleber, W.: Elektrostatische Oberflächenbeschichtung, Teil 5. In: Metalloberfläche 54, (2000) H
10, S. 48–51
22. Kleber, W.; Bauch, H.; Steinmann, F.: Überwachung und Steuerung elektrokinetischer Pulversprühgeräte. In: Metalloberfläche 42 (1988) H. 5, S. 253–258
23. Kleber, W.: Pulverlackieren im Aufwind. In: Metalloberfläche, Jahrg. 56, 04, 2002, S. 69–73
24. Verband der deutschen Lack- und Druckfarbenindustrie e.V.; Der deutsche Markt für Lacke und
Farben 2012; Frankfurt/Main, Juli 2012
25. Verband der deutschen Lack- und Druckfarbenindustrie e.V.; interne Marktanalysen
26. Thometzek, P.: Pulverlacke, GDCh, Gesellschaft Deutscher Chemiker, die aktuelle Wochenshow,
www.aktuelle-wochenschau.de
27. Verband der deutschen Lack- und Druckfarbenindustrie e.V.; Der Weltmarkt für Farben und
Lacke, Ausgabe 2011 – Jahre 2005 bis 2011; Chem. Research GmbH
Weitere Literatur zu Pulverlacken
Garratt, P. G.: Strahlenhärtung, Vincentz Verlag, Hannover,1996.
Bate, D.: The Science of Powder Coatings, Volume , SITA Technology, London, 1990
Bate, D.; Copland, J.; Floyd, R.; Tweddle, E.: The Science of Powder Coatings, Application, Volume ,
SITA Technology, London, 1990
Stoye, D.; Freitag, W.: Lackharze, Chemie, Eigenschaften und Anwendungen, Hanser Verlag München, 1996
Howell, M. D.: The Technology, Formulation and Application of Powder Coatings, Powder Coating,
Volume I, John Wiley & Sons, 2000
Crowley, M.: A Practical Guide to Equipment, Process and Productivity at a Profit, Powder Coating,
Volume II, John Wiley & Sons, 1999
Deane, R.: Controlling Coating Properties through Management of Powder Particles, PCE Europe ,
19–21 Januar in Amsterdam 2000
Woltering, J.: Powder Slurries for Automotive OEM Finishing, PCE-Powder Coating Europe, in
Amsterdam 1998
Goemans, C.: TGIC-Kennzeichnung: Bedrohung oder Chance? In: JOT, , 1998, S. 32–35
Kaplan, A.: Primid-Pulverlacke Kennzeichnungsfreie Pulverlacke auf Basis von ß-Hydroxilalkylamiden, DFO-Tagung Pulverlack-Praxis, , Berichtsband 33 1997
Talbert, R.: Powder Coater´s Manual, Vincentz Verlag Hannover, 1998
Verwendete Bilder in Kapitel 1
IGP Pulvertechnik AG, CH Wil 1–17 bis 1–22
2
Applikation
2.1
Einführung
Unter der Elektrostatik versteht man die Lehre von ruhenden elektrischen Ladungen und
den damit im Zusammenhang stehenden Erscheinungen [1].
Die modernen elektrostatischen Arbeitsverfahren gründen auf Erkenntnissen, die bis
ins Altertum zurückreichen. Besonders in den Experimenten der Physiker des 17. und 18.
Jh. sind die physikalischen Grundlagen dieser Verfahren zu erkennen [2–4].
Die anziehende Wirkung des Bernsteins auf leichte Stoffteilchen ist seit mehr als 2000
Jahren bekannt. So finden sich schriftliche Aufzeichnungen weit vor unserer Zeitrechnung
bei Thaies von Milet und später bei Plato in dem Werk „Timaios“ [5]. Auch ein Schüler von
Aristoteles erwähnte die anziehende Wirkung geriebenen Bernsteins [6].
Erst um die Mitte des 16. Jh. begann man sich eingehender mit dieser physikalischen
Erscheinung zu beschäftigen und entdeckte dabei, dass auch andere Stoffe, z. B. Diamant,
diesen „Bernsteineffekt“ zeigen. Gleichzeitig erkannte man jedoch den grundsätzlichen
Unterschied zu den anziehenden Kräften eines Magneten. Der Leibarzt der englischen
Königin, belegte mit zahlreichen Experimenten diesen Effekt, wobei er sich eines von ihm
erdachten Nadelelektroskops bediente und die verschiedensten Stoffe auf ihre Fähigkeit
untersuchte, eine Kraftwirkung auf die bewegliche Nadel auszuüben. Nach dem Ergebnis
nennt er die Stoffe, die die Nadel anziehen, „Electrica“ in Anlehnung an das griechische
Wort „Elektron“, das nichts anderes als „Bernstein“ heißt. Gleichzeitig findet er bereits,
dass Feuchtigkeit die Kraftwirkung auslöscht, Öl dagegen nicht [7].
Nur wenig später wurde an der Universität Parma erkannt, dass Teilchen nicht nur angezogen werden und später durch ihr eigenes Gewicht abfallen, sondern manchmal auch
bis zu einem Abstand von „drei oder vier Fingerbreit“ zurückgeschleudert werden [8].
Grundlegende und beachtliche Deutungen des Effekts gelangen dem Magdeburger
Bürgermeister O. von Guericke [9].
Guericke entdeckte auch, dass die Fortleitung der Kraftwirkung möglich ist und dass
die geriebene Kugel die Fähigkeit des Tönens besitzt, das sich in Rauschen, Knistern und
J. Pietschmann, Industrielle Pulverbeschichtung, JOT-Fachbuch,
DOI 10.1007/978-3-8348-2585-8_2, © Springer Fachmedien Wiesbaden 2013
41
42
2
Applikation
gleichzeitigem Leuchten äußert. Diese Leuchterscheinung wurde von Leibniz als kleine
Funken richtig gedeutet.
Anfang des 18. Jh. werden die Experimente nicht mehr mit einer Schwefelkugel, sondern mit einer evakuierten Glaskugel durchgeführt. Nunmehr stand erstmals Elektrizität
in „größerer Menge“ zur Verfügung. Überall stürzten sich die Naturforscher mit großem
Eifer auf den Untersuchungsgegenstand „Elektrizität“, zumal die Mittel für Experimente
leicht zu beschaffen waren. Als Folge davon wurden manche Entdeckungen gleichzeitig
oder kurz nacheinander an verschiedenen Orten von verschiedenen Gelehrten gemacht.
Hauksbee beschrieb dabei zum ersten Mal die strahlenförmige Ausrichtung von kurzen
Bindfäden an der Kugeloberfläche [10, 11].
Als experimentelles Ergebnis wurde von DuFay die Existenz zweier Elektrizitätsarten
klar ausgesprochen und „Glaselektrizität“ bzw. „Harzelektrizität“ benannt [13]. Wenige
Jahre später führte Benjamin Franklin hierfür die noch heute üblichen Begriffe „Plus“–
und „Minuselektrizität“ ein. Gleichzeitig setzt das Experimentieren mit Menschen ein und
ruft zunächst große Bestürzung hervor. So schreibt Professor Bose aus Wittenberg folgende Zeilen über die Experimente des Engländers Gray [16]:
Verwegener Britte Gray, kennst Du genug die Kraft von der unglaublichen und neuen Eigenschaft? Und darfst Du Dich als, Verwegener, unterbinden die Elektrizität mit den Menschen
zu verbinden.
Gray erkannte bei seinen Versuchen, dass sich schlagversetzende Funken aus menschlichen und tierischen Körpern, aber auch aus allen metallischen Körpern herausziehen lassen [12, 14]. Mit diesen Funken war es möglich, ein explosibles Gemisch zu zünden, wie
während einer Akademiesitzung durch den Feldmedikus Ludolf mit einer angewärmten
Schale Spiritus vorgeführt werden konnte [15].
Ein Benediktinermönch namens Andreas Gordon, Professor für Physik in Erfurt, baute
das erste Ionenrad, womit er die Spitzenentladung und die Rückstoßwirkung beim Herausschießen der Ionen aus scharfen Spitzen oder Kanten nachweisen konnte [17].
Bei näherer Untersuchung derartiger Spitzenentladungen folgerte B. Franklin, dass es
möglich sein müsste, mit einer spitzen Metallstange einen elektrisierten Körper sehr viel
leichter zu entladen. Er machte dazu den kühnen wie originellen Versuch, die in den Wolken befindliche Gewitterelektrizität über eine spitze Metallstange einer isoliert stehenden
Person in einem Schilderhaus zuzuführen und ihr dann elektrische Funken zu entnehmen.
Dies gelang im Jahre 1752. Mit diesem Experiment war der Beweis erbracht, dass ein Blitz
ein „elektrisches Phänomen“ ist. Bald darauf sind die ersten Franklinschen Blitzableiter
gebaut worden, deren Nützlichkeit bis in die heutige Zeit bewiesen ist.
Der Anfang einer industriellen Nutzung ist der Entdeckung Hohlfelds im Jahre 1824
zuzuschreiben, der das Niederschlagen von Tabakrauch im elektrischen Feld einer Koronaentladung beobachtete. Es dauerte jedoch noch weitere 75 Jahre, ehe Anfang des 20.
Jahrhunderts die erste industrielle Anwendung in Form der elektrostatischen Gasreinigung durch Cottrell in den USA und Müller in Europa technisch realisiert wurde.
Nun folgen als Ergebnis neuer Entdeckungen, wie der elektrostatischen Flüssigkeitszerstäubung durch Zeleny und den Erfahrungen beim Einsatz der Elektrofilter, Patentanmel-
2.2
Elektrostatische Oberflächenbeschichtung
43
Tab. 2.1 Meilensteine in der Entwicklung der elektrostatischen Beschichtung
Altertum
Thales von Milet
Bernsteineffekt Entdeckung der Reibungselektrizität
1599
W. Gilbert
Deutung der Elektrizität als eigene Naturerscheinung
1663
O. von Guericke
Anziehung von kleinen Blättchen und Flaumfedern durch
rotierende Schwefelkugel
1709
F. Hauksbee
Entdeckung der Influenz. Beobachtung der Ausrichtung von
Bindfäden
1731
S. Gay
Entdeckung der Fortleitbarkeit elektrischer Kraftwirkungen
1733
C. DuFay
Deutung der Anziehung und Abstoßung als zwei Elektrizitätsarten (Harz- und Glaselektrizität)
Erkennen von guten und schlechten Leitern
1744
C. Ludolf
Nachweis der zündenden Wirkung eines elektrischen Funkens
1785
C. A. Coulomb
Formulierung des Grundgesetzes der Elektrostatik –
(Coulombsches Gesetz)
1824
H. Hohlfeld
Niederschlag von Tabakrauch im Feld einer Koronaentladung
1908
F. Cottrell
K. Möller
Industrieller Einsatz von Elektrofiltern zur Gasreinigung
1911
J. Zeleny
Nachweis der elektrostatischen Zerstäubung von Flüssigkeiten
1927
E. Pugh
Patentanmeldung zur gleichförmigen Beschichtung von Oberflächen mit elektrostatischen Kräften
dungen zur gleichförmigen Beschichtung von Oberflächen durch elektrische Feldkräfte,
die die Grundlage für die vielfältigen Entwicklungen und Einsatzgebiete der elektrostatischen Beschichtungsverfahren bildeten. 1928 erscheint das erste Lackiergerät von E. Pugh
am Markt. Es arbeitet nach dem Prinzip der Elektrofilter (Sprühen durch Koronagitter).
Es folgen die Geräte von Ransburg mit rotierender, waagerechter Scheibe und Glockenzerstäuber. Und im Jahre 1962 findet dann die Einführung der elektrostatischen KunststoffPulver-Beschichtung statt.
Die Meilensteine in der Entwicklung der elektrostatischen Beschichtung sind in Tab. 2.1
in chronologischer Folge kurz dargestellt [1, 2, 29].
2.2
Elektrostatische Oberflächenbeschichtung
Die Bezeichnung elektrostatische Oberflächenbeschichtung stellt einen Sammelbegriff für
das Aufbringen einer oder mehrerer Schichten mit Hilfe elektrischer Feldkräfte dar. Dabei
wird der zu beschichtende Gegenstand gegenüber den Teilchen des Beschichtungsstoffes
entgegengesetzt aufgeladen. So lassen sich zum Beispiel Lackpartikel gezielt ohne Zwischenträger zur Werkstückoberfläche transportieren und dort als Überzug niederschlagen.
Mit Hilfe elektrostatischer Kräfte, die auf der Anziehung ungleichnamiger und der Abstoßung gleichnamiger Ladungen beruhen, können gestreckte Teilchen gleichmäßig ausgerichtet, Pulverteilchen nach der Abscheidung in einer sich in der Dicke selbstbegrenzenden Schicht zur Haftung gebracht und Flüssigkeiten eines bestimmten Leitfähigkeits-
44
2
Applikation
bereichs über den Zerwellmechanismus in kleine elektrisch geladene Tröpfchen zerstäubt
werden [30].
Da die Ladungen infolge ihrer gegenseitigen Abstoßung nur an der Oberfläche der
Teilchen positioniert sind und die elektrischen Kräfte an den Ladungen angreifen, wirken diese als Flächenkräfte. Ihr Einfluss wird bestimmend, wenn sie gegenüber den Massekräften, wie Schwerkraft und Zentrifugalkraft, überwiegen. Das setzt zum Einen ein
großes Oberflächen-Masse-Verhältnis voraus, wie es nur bei kleinen Teilchen im Bereich
von 10 µm bis 2 mm und bei Fäden und Folien möglich ist. Ebenfalls sind sowohl große
Ladungsdichten auf den Teilchenoberflächen als auch hohe Feldstärken in der unmittelbaren Beschichtungszone, hier zwischen der geladenen Teilchenwolke (Sprühgerät) und der
Werkstückoberfläche notwendig. Alle Beschichtungsprozesse basieren auf den folgenden
theoretischen Gesetzmäßigkeiten zum Teilchentransport, der Abstoßung und Anziehung.
Teilchentransport Die elektrische Kraft F ist proportional zur Feldstärke E und ist umso
stärker, je größer die Ladung Q ist. Dabei handelt es sich um eine gerichtete Größe, die in
Richtung des größten Spannungsfeldes wirkt.
F=Q⋅E
F=
F
Q
E
a
0
elektrische Kraft
Teilchenladung
Feldstärke
Teilchenabstand
Dielektrizitätskonstante
Abstoßung:
Anziehung:
Q2
Coulomb ′sches Gesetz
4
0 a 2
2.3
Physikalische Grundlagen der Beschichtungsverfahren
Tab. 2.2 Elektrostatische
Kraftwirkungen und ihre
Voraussetzungen
Kräfte wirken ohne
Zwischenträger
Flächenkräfte, Voraussetzung
45
Anziehung
Abstoßung
Ablenkung
Oberflache
→ groβ
Masse
Anforderungen sind erfüllt für: Kleine Teilchen 10 µm bis 2 mm
Folien und Fäden
2.3
Physikalische Grundlagen der Beschichtungsverfahren
Die spezifischen Vorteile elektrostatischer Verfahren resultieren zum einen aus der unmittelbaren Verwendung elektrischer Energie ohne Energiewandlung, zum anderen aus der
Wirkung elektrischer Kräfte als Flächenkräfte mit dem Vorteil, dass sie aus einem beachtlichen Abstand wirken können, ihre Wirkungslinien gezielt zu beeinflussen sind und sie
kaum das Medium stören, in dem sich die zu behandelnden Stoffe befinden.
Die elektrischen Feldkräfte greifen an elektrischen Ladungen an, die aufgrund ihrer
gegenseitigen Abstoßung an den Oberflächen der elektrisch geladenen Teilchen verteilt
sind. Ihre Wirkung als Flächenkräfte gegenüber Massekräften (Gravitation, Trägheit u. a)
ist dann bestimmend, wenn ein großes Verhältnis von Oberfläche zu Masse vorliegt.
Elektrische Kräfte werden praktisch nur auf kleinen Teilchen bis maximal 2 mm, selten
größer, oder auf dünnen Folien unter Verwendung sehr hoher Feldstärken wirksam. Sie
sind jedoch allen anderen Kräften überlegen.
Mit Hilfe elektrostatischer Arbeitsverfahren werden die Aufgaben gelöst, die bei der
Handhabung kleiner Teilchen einer anziehenden oder abstoßenden bzw. ablenkenden
Kraftwirkung notwendig sind. Da die elektrischen Kräfte dabei ohne Zwischenträger wirken, ist für ihre technologische Nutzung von großer Bedeutung. In Tab. 2.2 sind die Vorraussetzungen für die elektrostatische Kraftwirkung nochmals dargestellt [31].
In der elektrostatischen Beschichtung sind die folgenden Teilaufgaben zu erfüllen:
•
•
•
•
Bildung einer elektrisch geladenen Pulverwolke
Transport der geladenen Pulverteilchen zur Werkstückoberfläche
Niederschlag und elektrische Haftung der Pulverteilchen
Bildung der Pulverschicht und elektrische Selbstbegrenzung der Schichtdicke.
Als physikalische Grundlage elektrostatischer Beschichtungsverfahren gilt die Anziehung
ungleichnamig bzw. die Abstoßung gleichnamig elektrisch aufgeladener Körper, Tab. 2.3.
Diese elektrostatischen Phänomene wirken so auf die Pulverpartikel ein, dass diese gezielt zur Werkstückoberfläche transportiert und dort als gewünschter Überzug niedergeschlagen werden. Weiterhin erforderlich sind sowohl große Ladungsdichten an den Teilchenoberflächen als auch hohe Feldstärken in der unmittelbaren Beschichtungszone, d. h.
46
Tab. 2.3 Elektrostatisch
gelöste technologische
Aufgaben
2
Applikation
Phänomen
Technologische Aufgabe
Anziehung
Ablenkung
Gezielter Transport kleiner Teilchen
Abstoßung
Homogene Teilchenwolke
Anziehung
Schichtbildung
Anziehung
Haftung auf der Beschichtungsfläche
Abstoßung
Selbstbegrenzung der Schichtdicke
Abstoßung
Anziehung
Rücksprühen
zwischen Sprühgerät und Werkstück bzw. der geladenen Teilchenwolke und der Werkstückoberfläche.
2.3.1 Auflademechanismen
Zur elektrischen Aufladung fester und flüssiger Körper können die in Tab. 2.4 [1] gegenübergestellten Wirkungsmechanismen herangezogen werden. Die elektrostatische Pulverlackierung setzt einen hohen elektrischen Widerstand der Beschichtungsstoffe voraus,
damit die Ladungen nicht abfließen können und die Pulverteilchen aufgrund der Coulombschen Kräfte zwischen der Pulverladung und der Ladung der Werkstückoberfläche
bis zum Einbrennen haften bleiben. Somit kommen als Pulverlacke nur elektrisch isolierende Substanzen zur Anwendung. Von den möglichen Auflademechanismen sind für die
Pulverbeschichtung nur der triboelektrische Prozess und die Ionisation von Bedeutung.
Triboelektrische Aufladung Übergang von Ladungsträgern in der Berührungsfläche auf
der Grundlage grenzflächenspezifischer Vorgänge (unabhängig von einem äußeren elektrischen Feld) und anschließendes mechanisches Trennen (Tab. 2.4).
Ionisation (Koronaaufladung) Anlagerung von freien Luftionen im elektrischen Feld einer
oder mehrerer Koronaelektroden, die an eine hohe Gleichspannung angeschlossen sind
(Tab. 2.4).
2.3.2 Triboelektrische Aufladung
Die Ursachen für die Aufladung bei der Berührung und anschließenden Trennung fester
Körper (auch als Reibungsaufladung, Kontaktaufladung oder Elektrisierung bezeichnet)
können sehr verschiedenartiger Natur sein (z. B. Zerstörung von adsorbierten Elektrolytschichten, Temperaturdifferenz, piezoelektrische Effekte u. a.). Meist genügt aber schon
eine innige Berührung zweier Stoffe, das Reiben selbst erhöht nur die Intensität und die
Zahl der Berührungspunkte.
2.3
Physikalische Grundlagen der Beschichtungsverfahren
Tab. 2.4 Wirkungsweisen verschiedener Aufladungsmechanismen [1]
Aufladungsmechanismus
Physikalisches Wirkungsprinzip
Aufladung Kontakt- Hat ein leitfähiger Körper im elektrischen Feld
durch
aufladung durch Berührung Kontakt mit einer spannungsfühLeitung
renden oder geerdeten Elektrode, können Ladungsträger von dieser zum Körper übergehen, bzw.
umgekehrt, und ihn aufladen.
Influenz- Das elektrische Feld durchdringt auch einen dielekaufladung trischen Körper, der sich zwischen den Elektroden
befindet und führt zu einer Trennung der freien
Ladungsträger. Bei Aufspaltung des Körpers durch
elektrische oder mechanische Kräfte sind die Teile
dann aufgeladen.
Aufladung Ionen-dif- Anlagerung von freien Ionen an leitfähige oder
durch
fusion
dielektrische Teilchen auf Grund der ungeordneten
Ionisation
Wärmebewegung der Ionen im Gas, unabhängig
von dem äußeren Feld (überwiegt bei Teilchen mit
d < 1 mm)
Ionenbombardement
Anlagerung von freien Ionen an leitfähige oder
dielektrische Teilchen auf Grund ihrer gerichteten
Bewegung im elektrischen Feld, z. B. einer Koronaentladung (überwiegend bei Teilchen mit d > 1 µm)
47
48
2
Applikation
Tab. 2.4 (Fortsetzung)
Triboelek- Berührung Auf Grund der unterschiedlichen, molekularen
trische
Anziehungskräfte können bei inniger Berührung
Aufladung
zweier Oberflächen Elektronen oder Ionen übertreten, bei Trennung sind beide Körper dann mit
verschiedener Polarität aufgeladen.
Reibungs- Aufladung gleichartiger Körper infolge spezieller
effekte
Reibeffekte. Durch die Asymmetrie des Reibvorgangs können z. B. unterschiedliche Oberflächentemperaturen entstehen oder Doppelschichten
zerstört werden.
Elektrolytische
Prozesse
Unter normalen atmosphärischen Bedingungen
befindet sich auf der Oberfläche der meisten Festkörper eine sehr dünne Wasserschicht, die mit dem
Festkörper reagiert. Bei Zerstörung dieser (z. B.
durch Berührung) wird das Ladungsgleichgewicht
gestört.
In der tatsächlichen Berührungsfläche kommen sich die Atome der beiden Stoffe so
nahe, dass sich die an den Grenzflächen gestörten atomaren Kraftfelder überlagern und
Ladungsträger übertreten, die beim anschließenden mechanischen Trennen der Oberflächen nicht schnell genug zurückfließen können. Die getrennten Flächen sind dann elektrisch mit entgegengesetzter Polarität aufgeladen. Die triboelektrische Aufladung ist immer
bipolar, d. h. der negativen Ladung auf der Oberfläche des einen Körpers steht eine gleichgroße positive auf dem anderen gegenüber.
Die triboelektrische Aufladung (Reibungsaufladung) vollzieht sich in einem Dreistufenprozess (Abb. 2.1). Erster Schritt ist die innige Berührung zwischen Pulverteilchen und
Wandung der Pistole, bei der es zu einem Übergang von Elektronen des einen Kontaktpartners kommt, je nachdem welcher von beiden die größere Affinität der Oberflächenmolekühle zu Elektronen zeigt. Dem innigen Kontakt folgt die Trennung, die so schnell
sein muss, dass eine Wiederherstellung der ursprünglichen Ladungsverteilung nicht möglich ist. So bleibt das gestörte Gleichgewichtsverhältnis nach dem Trennungsvorgang erhalten und die Pulverteilchen sind durch Elektronenentzug im Kontakt z. B. mit PTFE
positiv aufgeladen. Phase ist der Zerstreuungsprozess mit der Zerstäubung der geladenen
Pulverteilchen und dem Transport zum Werkstück.
2.3
Physikalische Grundlagen der Beschichtungsverfahren
49
Abb. 2.1 Dreistufenprozess
einer Triboaufladung und die
Einflussfaktoren [31]
In den Tribo-Sprühgeräten durchströmen die Pulver zur elektrischen Aufladung einen
meist ringspaltartig oder spiralförmig ausgebildeten Isolierkanal unmittelbar vor dem Zerstäuberkopf (Abb. 2.2). Bestimmend für die Polarität und die Höhe der Ladung ist die Materialkombination Pulver/Kanalwand. Beide Werkstoffe sollen in der Elektrisierungsreihe
möglichst weit auseinander stehen. Hinsichtlich einer Vorausbestimmung der Höhe und
Polarität der Triboaufladung hochpolymerer Werkstoffe scheint die Elektronenaffinität
der an die Kohlenstoffkette gebundenen Elemente bzw. funktionellen Gruppen sowie deren stereometrische Anordnung im Makromolekül ausschlaggebend zu sein. Die Tendenz
zur negativen Aufladung steigt nahezu ausnahmslos mit wachsender Elektronenaustrittsarbeit (PMMA, PE, PVC, PTFE), während die Stoffe mit der niedrigsten Austrittsarbeit
(PA, PE-Oxide) leichter ein Elektron abgeben und sich positiv aufladen [32].
Als Kontaktwerkstoff kommt PTFE zur Anwendung, da es am negativen Ende der
Elektrisierungsreihe steht. Es führt bei Epoxid-, Polyamid-, PVC- und PE-Pulvern zu
einer hohen positiven Ladung. Außerdem zeichnet sich der Werkstoff durch sehr gute
Antihafteigenschaften aus, die eine Verkrustung an der Wandung unterdrücken. Zur Intensivierung der Berührungskontakte der Pulverteilchen mit den Wandungsflächen des
Strömungskanals wurden verschiedene konstruktive Maßnahmen vorgesehen, so z. B. die
Erhöhung der Turbulenz durch Flächenprofilierung, der Einbau von Strömungskörpern,
50
2
Applikation
Pulver-Luftgemisch
Geladene
Pulverpartikel
Geerdetes
Werkstück
Reibungsaufladung
im Pulverrohr
Abb. 2.2 Prinzip der Triboaufladung
durch Einblasen von zusätzlicher Luft, die Verwendung von extrem langen Laderohren
und/oder die Parallelanordnung vieler Kanäle mit kleinen Querschnitten, die Erzeugung
einer spiralförmigen Teilchenbahn entlang der Rohrwand durch tangentiales Einblasen
und der Einsatz gekrümmter Laderohre. Diese Variationen der gerätetechnischen Realisierung sind Gegenstand zumeist unterschiedlicher, teilweise patentierter, Lösungen.
Da es sich bei der triboelektrischen Aufladung um grenzflächenspezifische Vorgänge handelt, haben geringfügige „Verunreinigungen“ einen wesentlichen Einfluss. Das ist
einerseits als Unsicherheitsfaktor ein Nachteil, der die verfahrenstechnische Anwendung
der Triboaufladung einschränkt, andererseits bietet es aber auch die Möglichkeit, von ihrer
chemischen Zusammensetzung her nicht zur Triboaufladung neigende Harze durch geringfügige Beimischung von Additiven „tribofähig“ zu machen oder durch verschiedene
Pigmentierung verursachte Unterschiede im Aufladungsverhalten auszugleichen.
Das „Kaltzumischen“ von pyrolytisch hergestelltem Aluminiumoxid, das aufgrund seiner Feinheit mit einer Korngröße im Nanometerbereich die Pulverteilchen praktisch einhüllt, sichert zwar eine ausreichende, u. U. sogar sehr hohe Triboaufladung, bringt aber andere verfahrenstechnische Probleme mit sich (Verstopfung der Filter, Änderung der Aufladbarkeit und der Korngrößenverteilung im Pulverkreislauf sowie mangelnde Stabilität
des Gemisches bei Rückgewinnung des Oversprays). Technisch ist das Problem des Einsatzes von triboelektrisch nur schwer aufladbaren Polyestern durch die Entwicklung sogenannter „innenmodifizierter“ Typen gelöst, bei denen z. B. Amin- oder andere salzförmige
Verbindungen in das Harz eingebaut sind. Epoxidharz-, Polyurethan- und Polyamidpulver
sind in der Regel immer für das triboelektrische Aufladeverfahren geeignet [1].
2.3
Physikalische Grundlagen der Beschichtungsverfahren
51
Die Triboaufladung ist eine mechanische Ladungstrennung. Sie führt immer zu einem
gleich großen Anteil positiver Ladungen auf dem einen Kontaktpartner wie negativer Ladungen auf dem anderen. Das bedeutet, so viel positive Ladungen, wie durch das geladene Pulver aus dem Sprühgerät herausgeführt werden, bleiben auf der Kontaktfläche im
Sprühgerät als negative Ladungen zurück und können gezielt als Ableitstrom abgeführt
werden [33].
Einfluss mechanischer Pulvereigenschaften Die bekannte Klimaabhängigkeit der parasitären elektrostatischen Aufladungen wird oft auf Tribogeräte übertragen und als ein entscheidender Nachteil bezeichnet. Nur Pulver mit einer hohen Wasseraufnahme (z. B.
PVC) zeigen eine deutliche Abhängigkeit der Aufladung von der relativen Luftfeuchtigkeit.
Durch den Feuchtigkeitsfilm an der Partikeloberfläche tritt bei diesen Stoffen im Kontakt
gegen PTFE sogar eine Erhöhung der triboelektrischen Aufladung ein. Bei den üblichen
thermoreaktiven Pulverlacken ist aber im Bereich < 95 % relativer Luftfeuchtigkeit der
Einfluss bezüglich Ladefähigkeit praktisch vernachlässigbar. Eine erhöhte Luftfeuchtigkeit führt jedoch bei der Pulverbeschichtung immer zu Problemen in der Pulverförderung
durch erhöhte Verklumpungsneigung des Beschichtungsmaterials.
Einfluss mechanischer Pulvereigenschaften Bezüglich des Aufladeverhaltens, wie auch des
Verlaufs der Pulverschicht zum Film in der anschließenden thermischen Nachbehandlung,
ist eine Kugelform der Pulverpartikel anzustreben, zumindest aber konvex gekrümmte
Oberflächen und möglichst gleiche Abmessungen in den drei Raumachsen.
Hinsichtlich des Einflusses der Korngröße auf die triboelektrische Pulveraufladung
sind zwei gegenläufige Tendenzen zu berücksichtigen. Mit steigendem Teilchendurchmesser d wächst zwar die aufladbare Oberfläche, gleichzeitig verringert sich aber wegen der
sinkenden Maximalfeldstärke an der Partikeloberfläche die mögliche Flächenladungsdichte. Hinzu kommt, dass bei größeren Teilchen die tatsächliche Berührungsfläche aufgrund
der begrenzten Zahl der Kontakte mit dem Reibpartner relativ klein zur Gesamtoberfläche
wird.
Bei sehr kleinen Teilchen sind die Bedingungen für den Ladungsträgerübergang ebenfalls schlecht, denn die Stoßenergie und damit die elastisch verformte Teilchenoberfläche
bleibt gering. Bei den üblichen triboelektrischen Sprühgeräten tritt deshalb in Abhängigkeit von der Partikelgröße ein Maximum der spezifischen Pulveraufladung Q* auf [33, 34].
Q* =
Strom ⋅ Spruhdauer
verspruhtePulvermenge
Dieser Wert der spezifischen Aufladung des Pulvers ist aussagefähig über die Eignung des
Pulvers für eine Triboaufladung. Q* darf 0,3–0,5 µC/g für Handpistolen und 0,5–1 µC/g
bei Automatikpistolen nicht unterschreiten [33].
52
2
Applikation
2.3.2.1 Einfluss der Anlagenparameter
Maßgebend für die triboelektrische Aufladung im Sprühgerät sind von anlagentechnischer
Seite her die Strömungsgeschwindigkeit v, die Partikelkonzentration K in der Pulver-LuftDispersion und die pneumatischen Abmessungen des Aufladekanals (Spaltweite, Richtungsänderungen der Pulverströmung). Für eine verfahrenstechnisch nutzbare triboelektrische Aufladung ist mindestens eine solche Geschwindigkeit des Fördermediums Luft
erforderlich, dass die Strömung turbulent ist (Reynoldszahl > 2320). Während die Partikelladung mit wachsender Strömungsgeschwindigkeit zunimmt, fällt sie mit steigender Partikelkonzentration. Kleine Kanalquerschnitte begünstigen die Pulveraufladung, reduzieren
aber gleichzeitig den Durchsatz [35].
Praktisch arbeiten die Tribogeräte mit etwa dem gleichen Luftdurchsatz wie Hochspannungspistolen (ca. 6 m3/h). Die Strömungsgeschwindigkeit liegt bei 20–60 m/s, die maximale Partikelkonzentration etwa bei 15 kg Pulver pro 1 m3 Luft.
2.3.3
Ionisationsaufladung (Koronaaufladung)
Bei mit Hochspannung gespeisten Sprühgeräten erfolgt die Pulveraufladung praktisch
ausschließlich durch lonenbombardement. Dabei werden die Pulverteilchen durch entsprechende Gestaltung des Sprühkopfes durch das elektrische Feld einer Koronaentladung
geführt. Infolge der Polarisation der Pulverpartikel endet ein Teil der Feldlinien auf ihrer
Oberfläche und die wesentlich schnelleren und den Feldlinien folgenden Luftionen werden direkt dorthin geführt und lagern sich an, bis das Feld dieser Ladungen das Feld der
Koronaelektrode kompensiert. Die maximal erzielbare Ladung eines kugelförmigen Teilchens von Durchmesser d im elektrischen Feld der Koronaelektrode mit der Feldstärke EA
im Aufladegebiet beträgt in Anlehnung an die von Rohmann [36] entwickelte Gleichung
(1):
QoI = 3π ∈o
εr
d2EA .
εr + 2
(1)
Den zeitlichen Verlauf der Ladungszunahme auf den Partikeln beschreibt die PauthenierGleichung (2) [37] (Abb. 2.3).
QI = QoI
QoI
εr
ε0
d
EA
SA
1
4ε E
1+ 0 A
SA t
max. Ladung eines kugelförmigen Teilchens
Dielektrizitätszahl
elektrische Feldkonstante
Teilchendurchmesser
Feldstärke im Aufladegebiet
Stromdichte im Aufladegebiet
(2)
2.3
Physikalische Grundlagen der Beschichtungsverfahren
53
Hochspannungselektrode
Hochspannungskaskade
Pulver-/Luftgemisch
Geladene
Pulverpartikel
Geerdetes
Werkstück
Abb. 2.3 Prinzip der Koronaaufladung
2.3.3.1 Einfluss der Pulvereigenschaften
Von entscheidender Bedeutung für die Ladung der Pulverteilchen ist deren Korngröße.
Da die Ladung kugelförmiger Teilchen der Oberfläche proportional ist, wächst der
Absolutwert der Ladung quadratisch mit dem Durchmesser, während die auf die Teilchenmasse m bezogene Ladung Q* hyperbolisch fällt. Obwohl die Kornform der Pulverlacke
mehr oder weniger von der Kugelgestalt abweicht, können die für Kugeln abgeleiteten
Formeln als gute Näherungsgleichungen übernommen werden, solange sich die Teilchenabmessungen in den drei Raumachsen nicht allzu sehr unterscheiden. Maßgebend ist die
Querschnittsfläche senkrecht zur Feldrichtung, d. h. ein beliebig geformtes Teilchen ist
durch eine Kugel mit gleichgroßer Querschnittsfläche zu ersetzen. Dieses Prinzip verwenden aber auch die meisten Verfahren der Korngrößenanalyse, so dass keine Umrechnungen erforderlich sind.
Wie bei der Triboaufladung sind Pulverpartikel mit einer kugelförmigen oder zumindest nach außen gewölbten Oberfläche am günstigsten.
2.3.3.2 Einfluss der Anlagenparameter
Voraussetzung für eine ausreichend hohe und stabile Pulveraufladung ist zunächst eine
unipolare lonenströmung. Diese ist mittels Spitzenelektroden, die in Nähe der Austrittsöffnung (außen oder ein Stück in den Pulverkanal zurückgezogen) angeordnet sind und
an einer hohen Gleichspannung liegen, relativ problemlos zu realisieren. Die konstruktive
Ausführung des Zerstäubers unter dem Gesichtspunkt einer optimalen Abstimmung zwischen Ionen- und Luftströmung ist hier zu beachten. Versuche, das Pulver durch ein Elektrodensystem im Innern des Sprühgerätes aufzuladen, haben bisher nicht zu brauchbaren
Lösungen geführt. Ursache dafür ist, dass sich an der Gegenelektrode, auch wenn diese
54
2
Applikation
Abb. 2.4 Kräfte die auf das
geladene Pulverteilchen im
Sprühstrahl wirken
keine Spitzen und scharfen Kanten besitzt, durch Verkrustung ebenfalls eine Korona ausbildet, so dass der Elektrodenzwischenraum bipolar ionisiert wird.
Der Pulverdurchsatz M hat einen sehr großen Einfluss auf die Ladungshöhe. Durch die
Raumladung der Pulverwolke wird der Koronastrom unterdrückt, und zwar umso stärker,
je größer der Pulverausstoß ist, so dass die Pulverladung steil abfällt. Dieser Effekt ist bei
Sprühgeräten mit in den Pulverkanal zurückgezogenen Elektroden besonders deutlich. In
einem gewissem Grad kann aber die stromschwächende Wirkung einer Vergrößerung des
Durchsatzes oder des Werkstückabstandes durch eine Spannungserhöhung ausgeglichen
werden. Die Mindestspannung an der Pistole wird durch die Koronaeinsatzspannung bestimmt und beträgt 30–40 kV. Mit steigender Spannung wachsen die Feldstärke EA und die
Stromdichte SA im Aufladegebiet vor der Pulveraustrittsöffnung, gleichzeitig nimmt aber
auch der unerwünschte Anteil des Stromes freier Luftionen zu. Die maximal eingesetzte
Spannung liegt bei etwa 100 kV [38, 39]. Die Spannungspolarität hat auf den Aufladungsprozess selbst nur einen geringen Einfluss. In der Regel wird eine negative Hochspannung
gewählt, weil die Korona stromstärker und stabiler ist und die störenden Rücksprüheffekte
an der Werkstückoberfläche in geringerem Maße auftreten.
2.3.4
Flugverhalten elektrisch aufgeladener Partikel
Auf den aufgeladenen Lack- oder Pulver-Partikel im Sprühstrahl wirken (Abb. 2.4):
• die elektrische Kraft: FE = Q ⋅ E T
• die Schwerkraft: Fs = m ⋅ g
• der Luftwiderstand: Fw = 3π ⋅ ηL ⋅ d ⋅ v
Die elektrische Kraftkomponente setzt sich aus der Feldkraft und der Coulombschen Kraft
der Spiegelladung zusammen, wobei letztere aber nur in unmittelbarer Nähe der Werkstückoberfläche (ca. l mm) wirksam wird und lediglich bei den Haftkräften zu berücksichtigen ist. Aufgrund der wechselseitigen Beziehungen zwischen Feldstärke, Partikelladung
und Partikelgeschwindigkeit tritt eine weitgehende Homogenisierung des Feldes ein. Die
für den Transport der aufgeladenen Pulverpartikel maßgebliche Feldstärke ET ist deshalb
im gesamten Raum zwischen Zerstäuber und Werkstück nahezu konstant.
2.3
Physikalische Grundlagen der Beschichtungsverfahren
55
Bei Hochspannungssprühgeräten liegt sie nur wenig unter dem sich aus Spannung U
und Abstand a ergebendem Mittelwert E = U/a, lediglich in unmittelbarer Nähe der Koronaelektrode steigt sie stark an. Bei Tribo-Geräten wird sie durch die Raumladung der
Pulverwolke bestimmt und liegt in der gleichen Größenordnung.
2.3.5 Verhältnis von Feld- und Schwerkraft
Damit die Partikel weitgehend den Feldlinien folgen, ist es erforderlich, dass die elektrische
Feldkraft FE die Schwerkraft FS um ein Mehrfaches übersteigt. Unter Berücksichtigung der
Gleichungen (3) und (4) erhält man für das erreichbare Verhältnis der beiden Kräfte bei
Triboaufladung:
6 ⋅ ε0
FE
= E O max ⋅
⋅ ET
FS
g⋅γ ⋅d
(3)
6 ⋅ ε0
FE
3 ⋅ εr
=
⋅ E A max ⋅
⋅ ET
FS ε r + 2
g ⋅γ ⋅d
(4)
Koronaaufladung
EA
E0
ET
γ
εr
ε0
Feldstärke im Aufladegebiet bei Ionisation
Feldstärke an der Partikeloberfläche
Feldstärke im Transportgebiet
Dichte des Teilchenmaterials
relative Dielektrizitätszahl des Teilchenmaterials
elektrische Feldkonstante
2.3.6 Abscheideverhalten
Da die Ladung Q der Oberfläche A proportional ist und damit dem Quadrat des Durchmessers d, dieser in den Luftwiderstand aber nur linear eingeht, verringert sich die Relativgeschwindigkeit gegenüber der umgebenden Luft mit sinkender Teilchengröße. Für kleine
Partikel von 10 µm Korngröße beträgt sie z. B. bei EA = 5 kV/cm und E = 3 kV/cm nur noch
0,75 m/s und liegt damit nicht wesentlich über der Luftbewegung in der Kabine. Noch
kleinere Teilchen werden deshalb bevorzugt mit der Abluft weggeführt und gelangen nicht
zum Werkstück. Das zurückgewonnen Pulver hat folglich eine andere Korngrößenverteilung als das Frischpulver. In den Vorratsbehälter sollten deshalb kontinuierlich und in
konstantem Verhältnis sowohl Frisch- als auch Rückgewinnungspulver zugeführt werden,
um konstante Beschichtungsergebnisse zu erreichen.
56
2
Applikation
Im mittleren Durchmesserbereich folgen die zerstäubten Partikel weitgehend den von
der Koronaelektrode zum Werkstück führenden Feldlinien. Die gröberen Teilchen haben
aufgrund ihrer großen Oberfläche eine hohe Ladung Q, so dass auch die Feldkraft sehr
stark ist und die Teilchen selbst gegen die Luftströmung den Feldlinien folgen. Ihr Anteil
ist deshalb in den Randzonen und auf der Werkstückrückseite besonders hoch. Erst bei
sehr groben Pulverkörnern (d > 60 µm) überwiegt der Einfluss der Schwerkraft, so dass
der Auftragswirkungsgrad für diese Kornfraktionen wieder sinkt.
2.3.7
Bildung der Pulverschicht
2.3.7.1 Elektrische Haftkraft
Damit die Pulverteilchen auch außerhalb des elektrischen Feldes der Sprühgeräte an der
nicht vorgewärmten Werkstückoberfläche haften, ist es erforderlich, dass
• die Coulombsche Kraft zwischen der Partikelladung und der Gegenladung (in Form
der Spiegelladung im Werkstück) größer ist als die Schwerkraft und
• der spezifische elektrische Widerstand des aufgetragenen Pulvers so hoch ist, dass die
Ladungen vor dem Erreichen der Schmelzphase im Ofen nicht abfließen können.
Die Ladung auf dem Pulverteilchen influenziert auf dem geerdeten Werkstück eine gleichgroße Flächenladung entgegengesetzter Polarität. Diese Ladungsverteilung kann man ersetzen durch eine Punktladung im Partikelmittelpunkt und eine entsprechende Spiegelladung im gleichen Abstand auf der anderen Seite der Werkstückoberfläche, siehe Abb. 2.5.
Die Anzugskraft zwischen zwei gleichgroßen Ladungen entgegengesetzter Polarität beträgt:
F= Q⋅E =
Q2
16 ⋅ π ⋅ ε 0 ⋅ s 2
(5)
Die Coulombsche Kraft der Spiegelladung fällt schnell mit dem Abstand und wirkt daher
nur auf sehr kurze Entfernungen (< 1 mm). Für ein Pulverpartikel mit einem Durchmesser
d = 50 µm, einer Dichte = 1,5 g/cm3 und einer spezifischen Ladung Q* = 1 µC/g ist sie z. B.
bereits in einem Abstand s = 150 µm kleiner als die Schwerkraft Fs.
S = Abstand des Ladungszentrums zur Elektrode.
Für die Beurteilung der Haftkraft des aufgetragenen Pulvers kann man die Wirkung
der benachbarten Teilchenladungen nicht unberücksichtigt lassen. Betrachtet man die
Pulverschicht als ein aus mehreren Lagen mit der Dicke des mittleren Korndurchmessers
bestehendes homogenes Medium mit einer konstanten Raumladungsdichte ρs, so ist die
Haftkraft der obersten Lage nicht mehr vom Abstand abhängig (wie bei zwei Kondensatorplatten mit konstanter Ladung). Als Mindestladung für das Haften durch elektrische
Kräfte erhält man für Pulverlacke mit den üblichen Parametern Q*min ≈ 10−7 C/g [38].
2.3
Physikalische Grundlagen der Beschichtungsverfahren
57
Abb. 2.5 Haftkraft der Pulverpartikel auf der Werkstückoberfläche durch Spiegelladung
2.3.7.2 Schichtbegrenzungseffekt
Der Prozess der Bildung der Pulverschicht an der Werkstückoberfläche besteht aus drei
charakteristischen, zeitlich aufeinanderfolgenden Phasen: Schichtbildungsphase, Begrenzungsphase und Sättigungsphase.
2.3.7.3 Schichtbildungsphase
Die aufgetragene Pulvermasse wächst zunächst nahezu linear mit der Beschichtungsdauer
t. Das Schichtgefüge des in dieser Phase abgeschiedenen Pulvers ist relativ homogen und
dicht. Der Sprühstrom I an den Koronaelektroden beträgt nur einen Bruchteil des Wertes
in reiner Luft (ohne Pulverausstoß); er ist abhängig von den eingestellten Anlagenparametern und der konstruktiven Form des Diffusors und liegt meist im Bereich I = 5–20 µA.
2.3.7.4 Begrenzungsphase
Mit wachsender Schichtdicke s nimmt auch die Feldstärke (E) in der Pulverschicht zu. Unmittelbar an der Werkstückoberfläche ist sie am größten und beträgt:
s
E=
εo
εrS
ρS
d
S
x
1
⋅ ρS ( x )dx
ε rS ⋅ ε o ∫o
elektrische Feldkonstante
rel. Dielektrizitätszahl der Pulverschicht
Raumladungsdichte in der Pulverschicht
mittlerer Korndurchmesser
Pulverschichtdicke
Abstand des Ladungszentrums zur Elektrode
Bei einer bestimmten Schichtdicke hat sie einen so hohen Wert erreicht, dass in den durch
die Kornform bedingten Hohlräumen die elektrische Festigkeit der Luft überschritten
58
2
Applikation
Abb. 2.6 Begrenzungsphase;
mit wachsender Schichtdicke
steigt die Feldstärke in der
Pulverschicht
wird und sich in der Pulverschicht Ionisationskanäle ausbilden. Die zunächst an einzelnen Punkten einsetzende Rückionisation breitet sich innerhalb einer Übergangszeit über
die gesamte beschichtete Fläche aus, wodurch der Zwischenraum zum Sprühgerät bipolar
ionisiert wird, was einen steilen Anstieg des Sprühstromes bedingt. Dagegen sinken aber
die Ladung der Teilchen und der Anteil des zur Werkstückoberfläche gelangenden Pulvers
(Abb. 2.6).
2.3.7.5 Sättigungsphase
Nach Erreichen einer Stromstärke I, die etwa gleich dem Anfangswert I0 (ohne Pulverausstoß) oder größer als dieser ist, wird kein Pulver mehr aufgetragen. In dem nunmehr
bipolar ionisierten Feld vor der Gegenelektrode werden die nachfolgenden Teilchen durch
Anlagerung von Luftionen entgegengesetzter Polarität so weit entladen, dass sie nicht mehr
haften, bzw. mehrfach umgeladen („Vernebeln“), bis sie unter dem Einfluss der Schwerkraft aus dem durch die Rückionisation geschwächten Feld herausfallen oder durch die
Luftströmung herausgetragen werden.
Bedingt durch die Rückionisation aus der bereits aufgetragenen Pulverschicht kann
bei der elektrostatischen Pulverlackierung somit nur ein Überzug begrenzter Schichtdicke aufgetragen werden. Einerseits muss das Pulver eine bestimmte Mindestladung Q*min
2.3
Physikalische Grundlagen der Beschichtungsverfahren
59
haben, damit es an dem nicht vorgewärmten Werkstück haftet, andererseits verursacht
aber bereits diese Ladung schon bei relativ geringen Schichtdicken s eine so hohe Feldstärke in den Lufteinschlüssen, dass sich Ionisationspunkte bilden, die das Auftragen weiteren
Pulvers verhindern. Der vermeintliche Nachteil der Schichtbegrenzung bedingt andererseits den Vorteil einer weitgehend konstanten Schichtdicke auf der gesamten Werkstückoberfläche.
Die maximale Schichtdicke des eingeschmolzenen Überzugs ist von den Pulvereigenschaften abhängig, in der Regel beträgt sie bei einmaligem Auftrag 120–150 µm, in Ausnahmefällen (PVC, Polyamid) bis 500 µm.
Die Rückionisation ist mit der Ausbildung von Rücksprühkratern verbunden. Da die
Ionisationskanäle in der Pulverschicht aber nicht stabil sind, sondern sich ständig an verschiedenen Punkten neu bilden und wieder verlöschen, werden die Krater durch nachfolgende Teilchen vielfach wieder abgedeckt. Es verbleiben jedoch größere Lufteinschlüsse,
die sich besonders bei Pulverlacken mit schlechten Verlaufeigenschaften nachteilig auf das
Beschichtungsergebnis auswirken, da sie zu Lunkern und Poren im eingeschmolzenen Film
führen. Deshalb ist es besser die Anlagenparameter so einzustellen, dass die Schichtdicke
nicht durch den Sättigungseffekt, sondern durch die Beschichtungsdauer begrenzt wird.
Besonders stark wird das Rücksprühen, wenn bei anliegender Hochspannung die Pulverförderung ausfällt, da der feldschwächende Einfluss der Raumladung des versprühten
Pulvers wegfällt. In diesem Fall kann man direkt von einer Zerstörung der Pulverschicht
sprechen.
Die Rücksprüheffekte treten bei freiliegenden Koronaspitzen stärker als bei zurückgezogenen auf. Bei positiver Spannungspolarität setzen sie schon bei niedrigeren Schichtdicken ein und sind stromstärker (Werkstück wirkt als negative Elektrode mit niedrigerer
Koronaeinsatzspannung). Bei Tribo-Geräten tritt das Rücksprühen dagegen später und in
abgeschwächter Form auf [40].
2.3.8 Technologischer Vergleich der Sprühgeräte
Die verfahrenstechnische Nutzung der elektrischen Kräfte bedingt einerseits die Vorteile
der elektrostatischen Lackierverfahren, wie hohe Automatisierbarkeit, Umgriff und gute
Schichtgleichmäßigkeit, zwangsläufig verursachen die Gesetzmäßigkeiten des elektrischen
Feldes aber auch einige Schwierigkeiten bzw. die Grenzen der Anwendung:
• In teilweise abgeschirmten Hohlräumen (z. B. hinterzogene Kanten) ist das elektrische
Feld sehr schwach, dorthin gelangt deshalb auch nur sehr wenig Lackmaterial. Eine
Druckluftunterstützung bringt nur eine begrenzte Verbesserung wegen der Stauwirkung sowie der teilweisen Entladung des Pulvers durch die Rückionisation von den
vorstehenden Kanten.
• An scharfen Kanten und Ecken bündeln sich die Feldlinien, hier kann es zu einer Überbeschichtung bzw. zum Auftreten des sogenannten Bilderrahmenaffekts kommen.
60
2
Applikation
Da die Ausbildung des elektrischen Feldes vor der Werkstückoberfläche wesentlich durch
den gewählten Auflademechanismus bestimmt wird, hat dieser auch einen entscheidenden Einfluss auf die technologischen Eigenschaften des Sprühgerätes.
2.3.8.1 Beschichtungswirkungsgrad
Bei elektrostatischen Sprühgeräten ist in der Phase der Schichtbildung der Anteil des aufgetragenen Pulvers an der versprühten Gesamtpulvermenge um so größer, je höher die
Spannung bzw. die Pulveraufladung ist, bzw. je kleiner der Pulverdurchsatz ist. Mit Erreichen der Sättigungsphase nimmt er jedoch sehr stark ab. Auch aus diesem Grund sind
in den technischen Beschichtungsanlagen die Anlagenparameter Spannung, Pulverdurchsatz und Förderbahngeschwindigkeit so aufeinander abzustimmen, dass die Dicke der aufgetragenen Schicht durch die Beschichtungsdauer und nicht durch den Sättigungseffekt
begrenzt wird. Bei den elektrokinetischen (tribo) Aufladungsgeräten wird das Ergebnis
sehr stark von der erreichten Pulverladung beeinflusst. Liegt diese in der Höhe der Aufladung bei den mit Hochspannung arbeitenden Geräten oder darüber, so sind auch die
Beschichtungswirkungsgrade gleichwertig. Unter gleichbleibenden kinetischen Bedingungen in der Aufladezone (Luftmenge und -geschwindigkeit) sinkt die spezifische Pulverladung stark mit wachsendem Durchsatz [35]. In gleicher Weise verringert sich auch der
Beschichtungswirkungsgrad.
2.3.8.2 Umgriff
Durch die unterstützende Wirkung des umgreifenden „Fern-Feldes“ der an Hochspannung liegenden Koronaelektroden ist der Umgriff bei Korona-Pistolen deutlich besser als
bei Tribo-Geräten, bei denen hauptsächlich das „Nah-Feld“ der Raumladung wirkt. Eine
zurückgezogene Elektrodenanordnung mindert den Einfluss der Hochspannung. Ihre
Polarität bedingt dagegen keine merklichen Unterschiede.
2.3.8.3 Eindringvermögen
Bereits unter gleichen Auftragsbedingungen (Abstand, Sprühkopfform) ist mit elektrokinetischen Beschichtungsgeräten eine größere Eindringtiefe zu erreichen.
Der besondere Vorteil dieser Geräte liegt aber darin, dass man den Sprühkopf sogar in
kleine Öffnungen einführen und so wesentlich leichter elektrisch abgeschirmte Bereiche
(Hohlräume, hinterzogene Kanten, sogenannte „Schattenstellen“ u. a.) beschichten kann.
Nähert man sich dagegen mit Korona-Sprühgeräten zu sehr der Werkstückoberfläche,
so setzt dort, insbesondere an scharfen Kanten oder in der bereits aufgetragenen Pulverschicht, eine Rückionisation ein, die zu einer Ent- oder Umladung der versprühten Pulverteilchen führt.
Die hohe Stromstärke im bipolar ionisierten Feld verursacht außerdem ein starkes Absinken der Spannung an den Koronaelektroden und damit eine Schwächung der elektrischen Feldstärke. Die mechanisch in die Hohlräume geblasenen Pulverteilchen sind praktisch ungeladen und haften nicht. Eine Verbesserung des Eindringvermögens wird durch
Flachstrahldüsen erreicht. Die zurückgezogene Elektrodenanordnung minimiert einer-
2.4
Die Aufladesysteme in der Praxis
61
seits den Strom freier Ionen, andererseits führt auch die höhere mechanische Strömungskomponente zu einem Abweichen der Pulverbahnen von den an die Kanten führenden
Feldlinien.
2.4
Die Aufladesysteme in der Praxis
Die folgenden Kap. 2.4–2.10 wurden vor allem mit Hilfe der umfangreichen Schriften und
Informationen von [41] und [42] zusammengetragen.
Zur Aufladung des Pulvers werden verschiedene Systeme eingesetzt. Der Einsatz der
unterschiedlichen Verfahren hängt von der Anwendung und den Wünschen des Anwenders ab. Grundsätzlich wird zwischen drei verschiedenen Aufladeverfahren unterschieden:
der elektro-statischen Aufladung, der ionenarmen Aufladung und der Tribo-Aufladung.
Die Luftionenreduzierung wird bei praktisch allen Anbietern durch einen speziellen Aufsatz auf die Pistole erreicht. Weitere Systeme, die allerdings bisher keine große Verbreitung
gefunden haben, sind die sogenannten Hybridpistolen, bei denen Elektrostatik und Tribo
kombiniert werden, und die Innenaufladungssysteme. Sie ergänzen die genannten Hauptverfahren.
2.4.1
Die Korona-Aufladung
Die Korona-Aufladung oder Ionisationsaufladung ist das ungehinderte Austreten von
freien Elektronen aus einem elektrischen Leiter. Dieser Vorgang ist nur unter hoher elektrischer Feldstärke möglich. Die ionisierten Pulverteilchen werden wie die freien, ionisierten Luftteilchen von allen geerdeten Objekten angezogen. In der praktischen Anwendung
ist das Werkstück das erste geerdete Teil auf das die Pulverteilchen treffen und sie bleiben
an diesem haften. Sobald das ionisierte Pulverteilchen auf das geerdete Werkstück trifft,
erzeugt es im Werkstück eine Gegenladung. Da das Pulver elektrisch nicht leitend ist, kann
die Ladung nicht abfließen und die Anziehungskraft bleibt bestehen. Der vom geerdeten
Werkstück abfließende Strom besteht aus den auftreffenden freien Elektronen, aus Luftionen und aus dem Influenzstrom der Gegenladung.
Korona-Pistolen bestehen aus einem Spannungstransformator, einer Hochspannungskaskade und einem dünnen Draht als Elektrode. Um eine optimale und konstante Aufladung des Pulvers zu gewährleisten, wird die Elektrode mit einem kleinen Luftstrom gespült. Ohne diese Spülung würde das Pulver in kürzester Zeit an der Elektrode ansintern
und ihr Elektronenfluss deutlich reduziert werden. Der Luftstrom erhöht zudem die Korona-Entladung an der Elektrode, da die Elektronen weggespült werden. Von den freien
Elektronen treffen 1–3 % auf Pulverteilchen, der Rest ionisiert in der Umgebungsluft oder
bleibt frei. Diese freien Elektronen und die ionisierte Luft, zusammen als Raumladung bezeichnet, haben Einfluss auf die Beschichtungsqualität (Rücksprüheffekte).
62
2
Applikation
Abb. 2.7 Schematische Darstellung des Aufbaus einer Korona-Pistole
Ebenfalls großen Einfluss auf die Beschichtungsqualität hat die eingesetzte Luftgeschwindigkeit. Die Luft dient hauptsächlich zur Förderung des Pulvers vom Pulverbehälter zur Pistole, durch das Mundstück zum Objekt. Hohe Luftgeschwindigkeiten unterstützen das Eindringen in Vertiefungen; sie verstärken aber auch die Tendenz zum Abblasen.
Niedrige Luftmengen erhöhen den Abscheidegrad, können aber auch das Eindringvermögen negativ beeinflussen. Nur die Kombination der richtigen Aufladung mit der passenden
Luftgeschwindigkeit ergeben optimale Beschichtungsresultate.
Das Aufladungsprinzip mit konstanter Zuführung von elektrostatischer Ladung ermöglicht den Einsatz dieses Pistolentyps für alle Anwendungsfälle und für praktisch alle
auf dem Markt erhältlichen Pulversorten (Abb. 2.7).
2.4.1.1 Ionenarme Aufladung
Die ionenarme Aufladung mit nachrüstbaren Aufsätzen kommt überall dort zum Einsatz,
wo gleichzeitig dickere Pulverschichten und eine hohe optische Beschichtungsqualität gefordert werden. Bei der herkömmlichen elektrostatischen Aufladung ist es nicht immer
möglich, eine hohe Oberflächengüte zu erzielen, wenn Vertiefungen zu decken sind und
die vorderen Kanten gleichzeitig glatt sein müssen. Entweder können die Vertiefungen
nicht ausreichend beschichtet werden oder es entstehen an den Kanten zu große Schichtdicken, wobei ab Schichtstärken von 60–70 µm Orangenhaut entstehen kann. Diese resultiert aus einem Überschuss an freien Ionen, die sich durch die zu dicke Pulverschicht nicht
mehr über das Objekt entladen können und zu einer unregelmäßigen Beschichtung führen. Ein Aufsatz eines geerdeten Metallrings oder einer Metallspitze verhindert, dass ein
Großteil der freien Ionen (Raumladung) zum Werkstück gelangt, indem sie diese zur Erdung der Pistole zurückführt, Abb. 2.8. Typische Einsatzgebiete für diese Art der Pistolen
sind die Beschichtung von Schubladen, Felgen und Profilen. Ein weiteres Einsatzgebiet ist
2.4
Die Aufladesysteme in der Praxis
63
Abb. 2.8 Funktionsprinzip der ionenarmen Aufladung. Die Pulverschicht ist bei Schichtdicken
kleiner 60–90 µm (Pulver abhängig) noch nicht homogen geschlossen, so dass die Luftionen über
die Erde abfließen können, siehe Abbildung links. In der Abbildung rechts ist die Pulverlackschicht
homogen, d. h. es können keine Luftionen mehr über das geerdete Werkstück abfließen. Mit der
Zusatzerdung bewegt sich der Hauptteil der Ionen zu dieser Erdung und nicht zum Werkstück.
Damit bleibt dieses weitestgehend frei von freien Luftionen [42].
die Beschichtung mit Strukturpulver, bei dem ein wesentlich gleichmäßigeres Muster bzw.
Oberflächenstruktur erreicht wird. Zudem reduzieren diese Pistolen beim Handbeschichten den Pulverrückschlag. Als Nachteil kann angeführt werden, dass die Elektrode(n) des
Aufsatzes Verschleißteile sind oder bei manuellen Pistolen die Handhabung erschweren.
2.4.1.2 Die Pulverglocke
Die Funktionsweise der Pulverglocke entspricht der aus dem Nasslack-Bereich bestens bekannten Glocke. Die Aufladung des Pulvers geschieht über die Ladekante des rotierenden Pralltellers. Die Rotationsgeschwindigkeit kann je nach Pulverart und gewünschter
Wolkenbildung verändert werden. Die Pulverzuführung erfolgt durch das Mittelrohr. Die
Hochspannungskaskade wurde von der elektrostatischen Pulverpistole übernommen und
in den Glockenkörper eingebaut. Eine Zusatzluft ermöglicht die Strahlverstellung und die
Erhöhung der Vorwärtsgeschwindigkeit in Richtung Objekt (Abb. 2.9 und 2.10).
Mit dem Einsatz der Pulverglocke wird ein äußerst gleichmäßiger Schichtauftrag bei
einem hohen Auftragswirkungsgrad erzielt. Durch ihren Einsatz kann die Anzahl der Zerstäuber je nach Anwendungsfall reduziert werden und durch die hohe Gleichmäßigkeit
des Pulveraustrages die mittlere Schichtstärke reduziert werden. Letzteres bietet ein hohes
Pulvereinsparungspotenzial. Pulverglocken erreichen nur eine sehr beschränkte Eindringtiefe und sind daher in erster Linie für die Beschichtung von großen, flächigen Teilen geeignet. Bei der Kabinenauswahl sollte unbedingt darauf geachtet werden, dass Pulverglocken große, weiche Pulverwolken aufbauen und deshalb sehr sensibel auf Luftströmungen
reagieren. Der maximale Pulverausstoß liegt für Pulverglocken bei 600–700 g/min.
64
2
Applikation
Abb. 2.9 Schematische
Darstellung einer Pulverglocke, 1 = Formluft,
2 = Kaskade, 3 = Pulverrohr,
4 = Hochspannung
Abb. 2.10 Pulverglocke
2.4.1.3 Die Innenaufladung
Die meisten Korona-Pistolen besitzen eine Außenaufladung. Die Elektrode ist am äußersten Ende der Pistole angebracht. Das nächstliegende, geerdete Teil ist das Werkstück. Das
elektrostatische Feld baut sich zwischen dem Werkstück und der Elektrode auf. Die Aufladung des Pulvers entsteht in der Nähe der Elektrode. Bei der Innenaufladung liegt die Erde
in der Pistole selbst. Das elektrische Feld baut sich in der Pistole auf. Die Aufladung des
Pulvers geschieht in der Pistole und in der Nähe der Elektrode. Die meisten freien Ionen
werden dabei direkt zur Erde geleitet. Das hat zur Folge, dass die Raumladung kleiner ist
als bei der Außenaufladung und dass das Eindringvermögen erhöht wird. Die Probleme
liegen beim Ansintern von Pulver und Beschlagen der geerdeten Elektrode. Durch die sehr
kurze Ladungsstrecke ist der Pulverdurchsatz stark eingeschränkt.
2.4.2 Tribo-Aufladung
Das Tribo-Verfahren bedient sich der Reibungsaufladung. Der Vorgang erfordert eine vergleichsweise hohe Luftgeschwindigkeit, da dann im Rohr Turbulenzen entstehen, welche
die Anzahl der Kontakte erhöhen. Das eingesetzte Kunststoffmaterial ist vorwiegend Teflon. Die Tribo-Aufladung ist nur bedingt regulierbar. Da die Fördergeschwindigkeit des
2.4
Die Aufladesysteme in der Praxis
65
Abb. 2.11 Schematische Darstellung eines Aufbaus einer
Tribopistole
Pulvers alleine nicht ausreicht, um in der Pistole die geforderte Ladung auf das Pulver zu
erzeugen, wird die Durchtrittsgeschwindigkeit des Pulvers durch die Pistole mit einer Zusatzluft erhöht. Dadurch ist eine Regulierung der gewünschten Ladung auf das Pulver nur
bedingt steuerbar (Abb. 2.11).
Der Vorteil der Tribo-Aufladung liegt in der guten Eindringtiefe. Diese Aufladung erzeugt keine freien Luftionen. Deshalb ist das Eindringen von Pulver in Vertiefungen, wie
bei Briefkästen und Felgen besser als bei der Korona-Pistole. Die beschichteten Oberflächen sind glatter, die Orangenhaut ist weniger ausgeprägt. Die Konstruktion der Pistole
ist einfach. Die Mundstücke für die Zerstäubung des Pulvers können beliebig ausgebildet
werden. Nachteile der Tribo-Aufladung sind ihre geringe Flexibilität, höherer Verschleiß
und die Rückgewinnung des Pulvers. Nicht jedes Pulver ist mit Tribo verarbeitbar, es
braucht spezielle Zusätze oder eine spezielle Formulierung. Frischpulver lässt sich am besten aufladen, mehrmals zurückgewonnenes Pulver kann nicht mehr verwendet werden. Je
höher der Feinstanteil des Pulvers wird umso weniger tribofähig ist es.
2.4.3 Vergleich der Ladungssysteme
Die wesentlichen Vorteile der Tribo-Beschichtung lassen sich wie folgt zusammenfassen:
• Über- und Zweitbeschichtungen sind problemlos möglich.
• Gleichmäßigere Schichtstärkenverteilung bei komplizierten Teilegeometrien. Speziell
bei Rohrkonstruktionen mit geringer Bautiefe, praktisch keine Faraday’schen Käfige
• Das Oberflächenfinish kann mit Tribo-Beschichtung verbessert werden,da keine freien
Feldlinien von Hochspannungserzeugern vorhanden sind.
• Höherer Automatisierungsgrad bei filigranen Werkstücken. Eine Handbeschichtung ist
unter Umständen gar nicht notwendig.
66
2
Applikation
• Tribo-Beschichtungssysteme sind bei gleicher Pistolenanzahl günstiger in der Anschaffung als Koronasysteme.
• Oftmals vollautomatische Beschichtung mit geringerem Steuerungsaufwand
2.4.3.1 Tribo oder Korona?
Die Fragestellung in der Praxis ist meist die, unter welchen Bedingungen bzw. Werkstückgeometrien eine Tribobeschichtung vorteilhafter gegenüber der Koronabeschichtung ist.
Dies gilt bei:
•
•
•
•
•
•
•
•
•
•
•
•
•
•
groben Schweißkonstruktionen (z. B. Schalungselementen)
Innenbeschichtung (z. B. bei Rohren)
tiefen Teilen mit Faraday’schen Käfigen
sehr komplizierten Teilegeometrien
rauer Oberfläche (z. B. Guss), hier kann mit relativ hoher Schichtstärke auf Prozesse wie
Schleifen und Spachteln zum Teil verzichtet werden
extremen Verlaufsanforderungen
der Forderung nach sehr gleichmäßigen Schichtstärken
Mehrfachbeschichtung
Die Nachteile von Tribo gegenüber Korona sind:
der größere Verschleiß in der Pistole und damit höhere Kosten
ein zum Teil höherer Luftverbrauch
nicht alle Pulver sind für die Tribo-Anwendung einzusetzen
ein stärkerer Schichtaufbau auf Gehängen
ein geringerer Pulverdurchsatz, damit sind oftmals mehr Pistolen notwendig, vor allem
bei flächigen Teilen
2.4.3.2 Verarbeitungsrichtlinien zur Tribo-Beschichtung
Für eine optimale Tribo-Beschichtung müssen hinsichtlich des Pulvers und des Kornspektrums einige Voraussetzungen erfüllt sein. Auch der Verarbeiter sollte einige Regeln beachten, um mit der Tribo-Beschichtung ein optimales Ergebnis zu erzielen.
Anforderungen an das Tribo-Pulver Die Zusage, dass das Pulver tribo-fähig ist, reicht nicht
aus. Das Pulver muss auch kreislaufstabil sein. Vor allem Effekt-Pulver können hier zu
Problemen führen. Der Pulverkornanteil kleiner 8 µm sollte möglichst gering sein.
Gründe für einen geringen Feinkornanteil Ein Kornanteil < 8 µm von max. 6 % ist nur einsetzbar bei Zyklonabscheidung. Bei Filterabscheidern besteht die Gefahr, dass das Kreislaufpulver zu fein wird. Wirtschaftlich betrachtet sollte auch bei der Zyklonabscheidung
der Kornanteil < 8 µm möglichst gering sein, da der Zyklon diese Partikel zum grössten
Teil nicht abscheidet. Das Auftragen von diesem Feinkorn auf das zu beschichtete Teil ist
2.4
Die Aufladesysteme in der Praxis
67
Abb. 2.12 Pulverwolkenprofile, oben im Bild mit Flachstrahldüse, unten im Bild mit
Prallplatte
sehr schwierig. Vor allem bei Schubladen/Schränken entsteht der so genannte Ausblaseffekt, d. h. der Feinanteil wird durch die Luftwirbel im Gehäuse ausgeblasen und durch die
Rückgewinnung abgesaugt. Somit ist dieser Feinanteil zum größten Teil Verlust und sollte
vermieden werden.
2.4.4
Die Mundstücke
Pistolen können, je nach Beschichtungsbedürfnis mit unterschiedlichen Mundstücken
versehen werden. Um optimale Beschichtungsresultate zu erhalten, muss die Wahl des
Mundstücks den effektiven Beschichtungsbedürfnissen angepasst sein (Abb. 2.17). Die
Mundstücke erfüllen zwei Aufgaben, sie zerstäuben das Pulver und erzeugen eine homogene Pulverwolke (Abb. 2.12). Abhängig vom Aufladungsverfahren sind sie auch Träger
der Elektrode.
2.4.4.1 Die Prallplatte
Seit Beginn der Pulverbeschichtung ist die Prallplatte bekannt. Der stark gebündelte Pulverstrahl trifft auf einen Prallkegel und wird dabei auseinandergerissen. Es entsteht eine
homogene Pulverwolke, die sich langsam dem geerdeten Werkstück nähert. Die Wolke
kann nur bedingt gesteuert werden und das Eindringvermögen ist klein. Sie wird für
Flachteile und hohe Flächenleistungen eingesetzt (Abb. 2.13).
68
2
Applikation
Abb. 2.13 Prallplatte
Abb. 2.14 Flachstrahldüse
2.4.4.2 Die Flachstrahldüse
Die Flachstrahldüse ist ein Mundstück mit einem Schlitz. Das Pulver im Rohr wird vor
dem Schlitz beschleunigt und und nach dem Schlitz verzögert und damit in hohe Turbulenz versetzt. Die Pulverwolke hat einen ellipsenförmigen Querschnitt und kann gut auf
das Objekt ausgerichtet werden. Sie wird für komplexere Teile mit Vertiefungen eingesetzt
(Abb. 2.14 und 2.16).
Abb. 2.15 Pulverwolke mit Prallplatte
Abb. 2.16 Pulverwolke mit Flachstrahldüse
2.5
Pulvertransport und Förderung
69
Abb. 2.17 Mundstücke und Verlängerungen für die elektrostatische Aufladung
2.4.4.3 Die Dralldüse
Mit ihr wird versucht, den Pulverstrahl mit einem tangential eintretenden Luftstrahl auseinander zu reißen. Die zusätzlich im Beschichtungsraum eingeführte Luft stört aber die
Beschichtungsqualität. Deshalb findet diese Düse keine große Verbreitung.
2.4.4.4 Das Metallicmundstück
Metallicpulver kann zu einem Kurzschluss in der Pistole führen. Weil das Metallicpulver
leitend ist, muss die Aufladung des Pulvers außerhalb der Pistole stattfinden. Beim Metallicmundstück befinden sich die Elektroden deshalb außerhalb des Pulverrohres und der
Düse.
2.5
Pulvertransport und Förderung
Das Pulver muss in der Beschichtungsanlage vom Gebinde oder dem Pulverzentrum zu
den Sprühorganen transportiert werden. Zusätzlich wird das nicht applizierte Pulver in
der Kabine gesammelt, zurückgewonnen und wieder dem Zwischenbehälter zugeführt.
Das Pulver befindet sich daher stets in Bewegung. Beim Transport sowohl von Behälter zu
Behälter als auch vom Behälter zu den Sprühorganen ist es wichtig, dass die Struktur, z. B.
die Korngröße erhalten bleibt. Grundsätzlich wird zwischen der Schwebförderung und
Dichtstromförderung unterschieden (Abb. 2.18).
Bisher wurde überwiegend die Schwebförderung eingesetzt. Dabei wird das Pulver als
feiner Staub kontinuierlich mittels Luftstrom befördert. Die Luftgeschwindigkeit beträgt
ca. 15–35 m/s, die hieraus resultierende Schwebgeschwindigkeit liegt bei 5–20 m/s [43].
Die Schwebförderung funktioniert nach dem „Venturi-Prinzip“, bei dem die vorbeiströmende Luft das Pulver mitnimmt, oder aber durch Aufgabe des Pulvers in den Luftstrom
mit Hilfe von Dosierschnecken. Als besondere Merkmale der Schwebförderung sind zu
nennen:
70
2
Applikation
Schwebeförderung
Q1
Förderrichtung
Qs
Luftgeschwindigkeit größer
als Schwebegeschwindigkeit
Luftgeschwindigkeit = 20–35 m/s
Dichtstromförderung mit „Flu-Pro“
Pi
Förderrichtung
Qs
Förderung durch Luftimpulse
Luftgeschwindigkeit = 6–10 m/s
Dichtstromförderung mit Doppelkolben-Membranpumpe
P1
P2
Qs
Förderrichtung
Druckdifferenz bestimmt
Förderung
(nicht die Luftgeschwindigkeit)
Luftgeschwindigkeit = 3–10 m/s
Abb. 2.18 Prinzip der verschiedenen Fördermöglichkeiten des Pulvers [43]. Schwebförderung findet vorwiegend Einsatz in der Pulverabsaugung; die Dichtstromförderung eignet sich als Injektorförderung oder im Pulverschlauch
• Beanspruchung des Pulvers durch kinetische Energie – resultierend aus der Fördergeschwindigkeit
• Erhöhung des Feinkornanteils
• relativ aufwändige Ausstoßregulierung.
Als Fortschritt gegenüber der Schwebförderung ist die Dichtstromförderung (DDF) zu
nennen. Hier wird das Pulver nicht als fein verteiltes Pulver, sondern vielmehr in Form
von Pfropfen gefördert. Eine Anwendung dieses Prinzips ist die Flug-Pfropfen-Förderung,
kurz „Flu-Pro“. Die Pfropfen entstehen durch die Druckdifferenz zwischen „Start“ und
„Ziel“. Diese Druckdifferenz bestimmt die Förderung der Pulverpfropfen und nicht die resultierende Luftgeschwindigkeit. Die Luftgeschwindigkeit beträgt ca. 10–15 m/s. Vorteile
der Dichtstromförderung sind:
• einfachere und genauere Dosierung,
• keine mechanische Belastung des Pulvers durch niedrige Fördergeschwindigkeit,
• geringe Förderluft.
Die neu entwickelte Dichtstromförderung mittels Doppelkolben verspricht eine schonende und einfach regelbare Förderung auch in der Beschickung der Applikationseinrichtungen [44]. Optimierungen und Weiterentwicklungen des DDF-Pumpensystems auf die
Kolbentechnologie hat zu deutlichen Verbesserungen geführt und den Durchbruch für die
Industrieanwendung gebracht. Die Fördergeschwindigkeit beträgt ca. 4 m/s (Abb. 2.19).
In Abb. 2.20 ist das Pulverflussschema prinzipiell dargestellt. Im Bereich 1 wird das Pulver mit Präzisionsförderung vom Pulverzentrum zu den Pistolen transportiert. Im Bereich
2.5
Pulvertransport und Förderung
71
Abb. 2.19 Pulverapplikationsanlage mit Pulverzentrum
Abb. 2.20 Das Pulverfluss-Schema
2 wird der Overspray der Kabine zum Zyklon transportiert. Im Zyklon, Bereich 3, wird das
Pulver-Luft-Gemisch getrennt. Feinstanteile werden über das Filtersystem abgesaugt, das
aufbereitete, gesiebte Pulver wird zurück in den Arbeitsbehälter transportiert.
2.5.1
Mechanische Eigenschaften des Pulvers
Die mechanischen und zum Teil auch die chemischen Eigenschaften beeinflussen die Förderung des Pulvers. Die Pulver besitzen wesentlich andere Eigenschaften als Lacke. Sie
sind trocken und oft schlecht rieselfähig. Das Pulver hat abhängig von seinen Additiven
schlechte Gleiteigenschaften und somit eine hohe Neigung zu Ansinterungen. Seine wesentlichen Eigenschaften sind:
• trocken, körnig
• Partikelgrößen von 1–100 µm
72
•
•
•
•
2
Applikation
großer Schüttwinkel
Ansinterungstendenz bei zu hohen Geschwindigkeiten
verschiedene chemische Zusammensetzungen
temperaturempfindlich ab ca. 50 °C
2.5.2
Anforderungen an das Fördersystem
Die Anforderungen an das Fördersystem sind vielfältig. Je nach Anwendung unterscheidet
man zwischen einer Präzisionsförderung und einer Massenförderung. Die Präzisionsförderung wird bei der Pulverzufuhr zur Pistole eingesetzt, in den restlichen Transporten ist
keine hohe Konsistenz des Massenstroms erforderlich.
Bei der Präzisionsförderung wird eine hohe Konsistenz des Pulverstroms und Wiederholbarkeit der Fördermengeneinstellung am Gerät verlangt. Die Gleichmäßigkeit muss
stets gewährleistet sein, um ein Pulsieren oder „Spucken“ des Pulvers an den Pistolen zu
vermeiden. Der geforderte Pulverdurchsatz liegt bei 50–500 g/min. Mögliche Fördersysteme hierfür sind Injektoren oder Pulverdosiersysteme. Damit das Pulver kontinuierlich
und homogen angesaugt werden kann, muss dieses fluidisiert und/oder vibriert oder gerührt werden.
Bei der Massenförderung muss das Pulver von einem Behälter in einen anderen transportiert werden. Die Förderung soll hier wirtschaftlich und schonend sein. Der geforderte
Pulverdurchsatz liegt bei 2–5 kg/min. Geeignete Fördersysteme sind Injektoren, Pulverpumpen, Pfropfenförderer, Sauger, Schneckenförderer und Vibrationsrinnen.
2.5.3
Die Pulverfördersysteme
2.5.3.1 Pulverförderung zur Pistole – Präzisionsförderung
Heute sind zwei Systeme bei der Pulverzufuhr im Einsatz, die Injektorförderung und die
Dichtstromförderung.
Die Injektorförderung Das Pulver wird hier nach dem Venturiprinzip über das Ansaugrohr
angesaugt. Dabei werden die Pulverpartikel mit einer Geschwindigkeit von ca. 15–20 m/s
transportiert. Der Transport erfolgt mit Luft, wobei sich die notwendige Luftmenge aus
der Förderluft und Dosierluft zusammensetzt.
Allgemein gilt: Förderluft hoch/Dosierluft gering → große Pulvermenge
Förderluft gering/Dosierluft hoch → kleine Pulvermenge
Die Anforderungen bei der Injektorförderung sind:
•
•
•
•
hohe Konsistenz des Pulverstroms
Wiederholbarkeit, Reproduzierbarkeit
Pulsationsfreiheit
Durchsatz 50– 500 g/min.
2.5
Pulvertransport und Förderung
73
Abb. 2.21 Querschnitt durch einen Injektor
Abb. 2.22 Injektor (a); Injektorförderung aus dem Gebinde (b)
Die Förderung wird beeinflusst durch Pulverschlauchlänge, Pulverschlauchführung, Pulverschlauchdurchmesser, Füllstandshöhe und Fluidisierungsluft im Pulverbehälter, Ansaughöhe im Behälter und die Gesamtluftmenge im Pulverschlauch (Abb. 2.21–2.22).
74
2
Applikation
Abb. 2.23 Der Stabinjektor
Der Injektor Die Funktion des Präzisionsinjektors ist das Aussaugen und Fördern einer
vorgegebenen Pulvermenge vom Behälter zur Pistole und die Beimischung von Dosierluft
zur Konstanthaltung der Gesamtluftmenge. Durch Änderung des Düsendrucks verändert
sich das Vakuum im Injektor. Abhängig zum Vakuum wird die Pulvermenge variiert.
Durch die Düsendruckänderungen erhöht/vermindert sich auch die Luftmenge. Bei
kleineren Pulvermengen (kleinere Luftmengen) muss über die Dosierluft die Luftmenge
erhöht werden, damit das Pulver im Pulverschlauch kontinuierlich pulsationsfrei gefördert
werden kann.
Die Vorteile dieses Systems sind sein mechanisch einfacher Aufbau und die einfache
Wartung. Die Nachteile liegen in der geringen Regelgenauigkeit (± 10 %), einer regelmäßig
notwendigen Wartung in relativ kurzen Intervallen und dass es sich nicht um einen Regelkreislauf handelt (Abb. 2.23).
Der Stabinjektor Beim Stabinjektor wird das Pulver am Boden des Gebindes angesaugt.
Vorteile:
• kleine Abmessung, Durchmesser 20 mm,
• keine Fluidluft notwendig, dadurch keine Staubentwicklung nach außen,
• strömungsgünstiger Transport des Pulvers, nahezu geradlinig, Radien entstehen nur in
der Verbindung vom Schlauch zur Pistole,
• gleichmäßige Pulverförderung,
• vielseitig einsetzbar (Handanlagen, Pulverzentrum, Pulverbehälter),
• automatisch zu Reinigen,
• bei Einsatz im Originalgebinde ein preiswertes System.
Nachteil:
• im Vergleich zu einfachen Injektoren etwas teurer
DDF-Technik Die DDF-Technologie ist sowohl zur Präzisions- als auch Massenförderung
geeignet. Der große Vorteil dabei ist, dass die Luftgeschwindigkeit um ein vielfaches geringer ist, als bei den bisher bekannten Systemen. Bei dieser Fördertechnik sind lange Transportwege (> 10 m) kein Nachteil, eher ein Vorteil, damit eine ruhige Pulverwolke erreicht
werden kann. DDF-Technik siehe auch Seite 77 und folgende (Tab. 2.5).
2.5
Pulvertransport und Förderung
75
Tab. 2.5 Fördersysteme im Vergleich
Kriterium
Dosiersystem
und Schnecke
Injektor mit
Regelkreis
Injektor
Stabinjektor
DDF
Baugröße
groß
klein
Klein
klein
mittel
Luftverbrauch
2 m3/h
5 m3/h
5 m3/h
3–5 m3/h
< 1 m3/h
Regelbereich
20–300 g/min
20–300 g/
min
20–300 g/min 20–300 g/
min
20–300 g/
min
Regelgenauigkeit
±3%
±3%
± 10 %
±3%
± 0,2 %
Farbwechsel
nicht geeignet
geeignet
Geeignet
geeignet
geeignet
Anschaffungspreis
hoch
sehr hoch
Niedrig
mittel
hoch
Betriebskosten
hoch
hoch
Hoch
mittel
niedrig
2.5.3.2 Förderung des Pulvers zur Kabine/Pulverzentrum
– Massenförderung
Für die Pulverförderung vom Liefergebinde zum Pulverbehälter und Rückführung vom
Zyklon oder Filterabscheider zum Behälter können Injektoren oder Dichtstrompumpen
eingesetzt werden.
Der Vorteil der Injektorförderung ist der günstige Anschaffungspreis. Jedoch unterliegen die Systeme einem hohen Verschleiß, benötigen sehr viel Luft und sind nicht geeignet
für die Förderung über lange Distanzen.
Heute werden in der Massenförderung in der Regel nur noch luftarme Systeme
installiert.
Die Propfenförderung wird für die Rückförderung vom Zyklon/Filterabscheider genutzt und die Förderung aus dem Großgebinde mit Absaugung unten eingesetzt.
Die Kolben- und Membranpumpen werden zusätzlich für die Rückförderung von
Kreislaufpulver und für die Förderung aus dem Gebinde mit Absaugung oben eingesetzt.
Vorteil dieser Systeme ist die luftarme Förderung über lange Distanzen. Die Pulverfördermenge liegt bei 3–5 kg/min. Bei Pulver mit einer schlechteren Rieselfähigkeit ist, abhängig
von der Ansaugart, Vibration alleine nicht ausreichend und das Pulver muss zusätzlich
noch fluidisiert werden.
2.5.3.3 Der Hochleistungsinjektor
Bei der Massenförderung muss das Pulver nur von einem Behälter in einen anderen transportiert werden. Die Konsistenz ist weder kurz- noch langzeitig entscheidend. Wichtig ist
eine wirtschaftliche und schonende Förderung des Pulvers (Abb. 2.24).
Aufgabe des Injektors ist das Ansaugen und Fördern einer möglichst großen Pulvermenge mit kleinstem Energieaufwand, z. B. vom Frischpulvergebinde in den zentralen
Pulverbehälter, vom Zyklonauffangbehälter zum Pulverbehälter.
Der eingestellte Düsendruck am Hochleistungsinjektor erzeugt ein Vakuum. Der erzeugte Unterdruck beeinflusst direkt die geförderte Pulvermenge.
Vorteil: einfaches Fördersystem
Nachteil: hoher Druckluftverbrauch, große Luftmengen im Zielbehälter
76
2
Applikation
Abb. 2.24 Schematische
Darstellung eines Hochleistungsinjektors. 1 = Förderluftanschluss, 2 = Pulverrohr,
3 = Pulverschlauchanschluss
Die Schubförderung (Pfropfenförderung) Bei der Pfropfenförderung wird der zur Verfügung stehende Druck zur Förderung verwendet. Die Pfropfenförderung in der Druckkammer wird durch zwei Ventile abgeschlossen. Der Förderprozess erfolgt in verschiedenen
Schritten. Im ersten Schritt ist das untere Ventil geschlossen und das obere offen. Das
Pulver fällt in die Druckkammer. Jetzt wird im zweiten Schritt das obere Ventil geschlossen und das untere geöffnet. Im dritten Schritt wird ein Druckimpuls in die Druckkammer geleitet. Im vierten Schritt wird das untere Ventil wieder verschlossen, damit sich der
Druck in der Leitung nicht abbauen kann. Im fünften Schritt wird das obere Ventil geöffnet und der Prozess beginnt wieder von neuem. Bei guter Einstellung des Fördersystems
wird dem Pulver nur wenig Luft zugeführt, so dass keine Abscheideelemente am Ende der
Leitung nötig sind. Das Pulver wird gedrückt und nicht von einem Luftstrom mitgerissen.
Die Schubförderung wird eingesetzt, wenn Pulvermengen von 4–6 kg/min mit wenig Luft
gefördert werden sollen. Die Förderdistanz kann bis zu 30 m betragen. Eine Trennung des
Pulver-Luft-Gemischs am Verbrauchspunkt ist nicht mehr notwendig.
Die Abb. 2.25–2.28 zeigen die Funktionsweise der Pfropfenförderung.
Die Saugförderung Die Saugförderung wird eingesetzt, um mittlere bis große Pulvermengen (10–20 kg/min) zu fördern. Die Förderung erfolgt mit viel Luft bei hohem Unterdruck.
Abb. 2.25 Ausgangslage
Abb. 2.26 Füllen
2.5
Pulvertransport und Förderung
Abb. 2.27 Zwischenbehälter ist gefüllt
77
Abb. 2.28 Fördern des Pulvers
Zur Trennung des Pulver-Luft-Gemischs werden Minizyklone oder Filterabscheider eingesetzt. Das Pulver wird mit einer Absaugdüse aufgenommen und durch die Leitung gezogen. Am Ende der Leitung muss das Pulver von der Luft durch einen Filter oder einen
Minizyklon getrennt werden.
Die DDF-Förderung Die DDF-Technologie (digitale Dichtstrom-Förderung) ist ein System mit luftarmer Förderung des Pulvers mit niedrigen Fließgeschwindigkeiten in der
Transportleitung. Dies hat entscheidende Vorteile. Das Prinzip der Pumpe beruht auf
einer Gegendruckförderung, womit wesentlich niedrigere Transportgeschwindigkeiten des Pulvers zu realisieren sind. Die Pumpe besteht aus zwei Zylindereinheiten, die
abwechslungsweise beim Hochfahren der Kolben ein Vakuum erzeugen. Das Pulver wird
so definiert in die Dosierkammer aus dem Pulvergebinde gesaugt. Eine Fluidisierung des
Behälters entfällt. Die beiden Zylinder werden exakt gegengesteuert. Ist die Dosierkammer
mit Pulver gefüllt, folgt das Einblasen der Förderluft. Dann fährt der Kolben wieder in die
unterste Stellung, um erneut ein Vakuum bzw. das Pulveransaugen zu erzeugen. Gesteuert
wird das wechselseitige Ansaugen und Ausblasen durch Quetschventile, die entsprechend
geöffnet oder geschlossen werden. Durch die Veränderung der Frequenz ist eine Pulvermengeneinstellung möglich.
Vorteile:
•
•
•
•
•
•
präziser Pulvertranport auch über längere Transportleitungen möglich (bis zu 100 m)
genaue Dosierung für Pistolen, gleichmäßige Pulverwolke
schonender Pulvertransport
geringer Luftverbrauch
Frischpulverversorgung ab Pulverlager und aus verschiedenen Gebinden möglich
wartungsarm
78
2
Applikation
Tab. 2.6 Massenförderer im Vergleich
Kriterium
Hochleistungsinjektor
Schubförderer
Saugförderer
DDF
Baugröße
sehr klein
klein
sehr groß
mittel
Einbauart
direkt am Behälter
(Zwischenbehälter)
direkt am
direkt unter
Behälter (unter dem Zyklon
dem Zyklon)
Luftverbrauch
4–15 m3/h
> 1 m3/h
200–300 m3/h < 1 m3/h
Trennung
mit Abwurfzyklon
Pulver-Luft-Gemisch
nicht
notwendig
Minizyklon
und/oder
Filter
nicht
notwendig
Farbwechsel
geeignet +
geeignet ++
geeignet
geeignet +++
Anschaffungspreis
hoch
mittel
hoch
hoch
Betriebskosten
Hoch
niedrig
hoch
niedrig
Belastung des
Pulvers
Hoch
gering
hoch
gering
Nähe Pulverbehälter< 3 m
Nachteil:
• höhere Anschaffungskosten
Tabelle 2.6 zeigt den Vergleich verschiedener Massenförderer (Abb. 2.29).
Abb. 2.29 Beispiel der DDF-Pumpe zur Pulverförderung, links Einzelpumpe zur Pulverversorgung
der Pistole, rechts Pumpe zur Frischpulverförderung
2.5
Pulvertransport und Förderung
79
Abb. 2.30 Bauweise eines Zyklons
2.5.4 Trennung des Pulver-Luft-Gemischs
Die Absaugung des Pulvers aus der Kabine erfolgt normalerweise unter Berücksichtigung
der sicherheitstechnischen Vorschriften, also mit großen Luftmengen. Bevor das Pulver
in den Pulverbehälter zurückgeführt werden kann, muss es von der Luft getrennt werden.
Für diesen Vorgang werden Abscheidesysteme wie Monozyklon, Multizyklon, Patronen-,
Platten- oder Taschenfilter eingesetzt.
Der Monozyklon Der Zyklon macht sich das physikalische Gesetz der Zentrifugalkraft zu
Nutzen. Die tangential in den Zyklon eintretenden Pulverpartikel werden durch die Rotation an die Außenwand geschleudert. Mit Hilfe der spiralförmig bewegten Luft werden
die Pulverpartikel in Richtung des Zyklonauslaufs gefördert und gesammelt. Die Luft wird
über das Zentralrohr abgesaugt. Grundsätzlich gilt: je höher die Eintrittsgeschwindigkeit,
je kleiner der Zyklondurchmesser und je größer die Pulverpartikel desto höher ist der
Abscheidegrad. Über Lecks angezogene Falschluft führt zu schlechteren Abscheidegraden
(Abb. 2.30).
Vorteile:
• kostengünstiges Abscheidesystem
• geeignet für Farbwechsel
Nachteile:
•
•
•
•
Große Partikel werden besser abgeschieden als kleinere.
Veränderung des Kornspektrums
Abscheidegrad 90–97 %
Möglichkeit von Pulveransinterungen (max. Luftgeschwindigkeit 20–22 m/s)
80
2
Applikation
Abb. 2.31 Schnitt durch eine Filterplatte
• voluminös, große Bauhöhe
• Rohrleitung zwischen Kabine und Zykloneintritt erforderlich.
Der Plattenfilter Für die Pulverabscheidung im Plattenfilter (Abb. 2.31) werden gesinterte
poröse Kunststoffmaterialien eingesetzt. Zur Verkleinerung der Porosität wird die Oberfläche mit einem Teflonüberzug beschichtet. Das Pulver wird am Filter abgeschieden und
die saubere Luft über einen Endfilter durch den Ventilator abgezogen. Im Betrieb nimmt
der Filterkuchen am Plattenfilter kontinuierlich zu, dadurch wird der Druckwiederstand
erhöht und die Luftmenge verringert. Durch zyklische Druckstöße wird der Plattenfilter
von innen abgereinigt und der Filterkuchen abgeworfen.
Vorteile:
•
•
•
•
robustes, langlebiges Filtermaterial
sehr hoher Abscheidegrad, nahezu 100 %
kompakte Bauweise
geeignet für verschiedenste, auch abrasive Materialien
Nachteile:
• nicht geeignet für Farbwechsel
• hoher Energieverbrauch
Der Patronenfilter Patronen sind zylindrische Filter mit endlos gefalteten Filtermaterialien, Abb. 2.32. Zur Filtration wird ein Filterkuchen aufgebaut, der zyklisch abgeblasen
wird. Für die Filterreinigung werden Druckluft-Jetsysteme oder Drehflügelabreinigungen
eingesetzt. Der Reinigungseffekt in der Tiefe der Faltung ist problematisch (Tab. 2.7).
2.5
Pulvertransport und Förderung
81
Abb. 2.32 Aufbau eines Patronenfilters
Tab. 2.7 Vergleich Zyklon- und Filterabscheidung
Kriterium
Monozyklon mit Nachfilter
Plattenfilter
Patronenfilter
Abscheidegrad
90–97 %
> 99 %
> 99 %
Farbwechsel
ja
nein
nein
Luftdurchsatz
groß
groß
groß
Luftwiderstand
mittel – hoch
hoch
mittel
Absolutfilter
notwendig
empfehlenswert
empfehlenswert
Lebensdauer
Jahre
> 5.000 h
2.000 h
Störanfälligkeit
niedrig
klein
mittel
Verhältnis Leistung
– Volumen
groß
klein
mittel
Anschaffungspreis
hoch
hoch
mittel
Vorteile:
• hoher Abscheidegrad
• kleiner Druckwiderstand
• hohe Luftleistung
82
2
Abb. 2.33 Schematische
Darstellung der Siebung mit
Schmutzaustrag [67]
Applikation
Pulver
Schmutz
Sieb
Schmutzaustrag
gesiebtes Pukver
Nachteile:
•
•
•
•
Patronen sind verschleißanfällig (Abrieb → „Fusseln“)
nicht geeignet für Farbwechsel
feuchtigkeitsempfindlich
Verstopfungsgefahr bei feinen Pulvern
2.5.5
Die Pulveraufbereitung
Das zurückgewonnene Pulver muss vor dem Gebrauch von Fasern, Grobpartikeln und
Schmutz gereinigt werden. Dazu werden mechanische Siebe und/oder Ultraschallsiebe
mit verschiedenen Maschenweiten eingesetzt. Folgende Anforderungen sollten von Siebmaschinen erfüllt werden:
• Trennen von Pulver und unerwünschten Verschmutzungen
• Auflösen oder Aussieben von Pulverklumpen
• Austragen der Verschmutzungen.
Abhängig von den Qualitätsanforderungen werden verschiedene Siebmaschinentypen
eingesetzt (Abb. 2.33).
2.5
Pulvertransport und Förderung
83
Abb. 2.34 Aufbau eines Rotationssiebs. 1 = Motor, 2 = ankommendes Pulver + Schmutz, 3 = Schneckenförderer, 4 = Siebkorb, 5 = Schleuderflügel, 6 = Schmutzaustragsöffnung, 7 = gesiebtes Pulver,
8 = Schmutz
Das Rüttelsieb Das Pulver wird auf ein vibrierendes Siebgewebe geführt. Durch die Kombination von Horizontal- und Vertikalbewegungen fällt das Pulver durch das Sieb. Die
Schmutzpartikel werden zurückgehalten. Die meisten Rüttelsiebe haben keine Vorrichtung
zur automatischen Schmutzaustragung. Der Schmutz muss manuell abgesaugt werden.
Vorteile:
• günstige, einfache Siebvorrichtung
• reinigungsfreundlich
• verschleißarm
Nachteile:
• kein automatischer Schmutzaustrag
• Maschenweiten 300–500 µm
• nicht geeignet für hohe Qualitätsansprüche
Rotationssieb (Zentrifugalgerät) Im Rotationssieb werden die Pulverpartikel mittels Zentrifugalkraft durch den Siebkorb geschleudert. Die Zuführung des Pulvers erfolgt kontinuierlich über eine Schnecke zu den Schleuderflügeln, Abb. 2.34. Die Schmutzpartikel
werden automatisch zur Schmutzaustrags-öffnung gefördert (Abb. 2.35).
84
2
Applikation
Abb. 2.35 Funktionsprinzip eines Vibrations- oder Taumelsiebes. 1 Grundzylinder, 2 Feingutauslauf, 3 Motorsattel, 4 Vibrationsmotor, 5 Klappschrauben, 6 Siebrahmen, 7 Abdeckhaube mit Überlaufstutzen, 8 Kontrollstutzen, 9 Isolierfedern, 10 Einlauf für Aufgabegut
Vorteile:
• automatischer Schmutzaustrag
• Maschenweiten ab 200 µm möglich
Nachteile:
• Farbwechsel aufwändig
• viele bewegte Teile
2.5
Pulvertransport und Förderung
85
Abb. 2.36 Schnelle, einfache Lösung eines Ultraschallsiebes
• wartungsintensiv
• kontinuierliche Zuführung erforderlich
Vibrations- und Taumelsiebmaschienen Das Taumelsieb wird eingesetzt, wenn hohe Qualität gefordert wird. Durch die klar definierten, einstellbaren Bewegungen der Siebmaschine
sammelt sich das Pulver im Zentrum des Siebs und die Schmutzpartikel werden an den
Siebrand gefördert, wo sie automatisch ausgeschieden werden.
Vibrations-Taumelsiebe sind Siebe mit einem Unwuchtmotor-Antrieb. Der Materialeintrag erfolgt auf die Mitte des Siebes. Durch die kreisförmigen Taumelschwingungen wird
das Pulver spiralförmig nach außen bewegt, das Feingut durch das Sieb nach unten getrennt.
Vorteile:
• automatischer Schmutzaustrag
• Maschenweiten von 100 µm möglich, schonende Pulverförderung
Nachteile:
• Farbwechsel sehr aufwändig
• große Maschine
• hohe Investitionskosten
Vibrations- und Taumelsiebe können ergänzend mit einer Ultraschallreinigungseinrichtung ausgerüstet, bzw. nachgerüstet werden. So kann die Maschenweite reduziert und der
Durchsatz erhöht werden.
2.5.5.1 Das Ultraschallsieb
Das Ultraschallsieb wird eingesetzt, wenn eine hohe Qualität gefordert ist. Durch den
Ultraschallschwingkopf wird das Sieb bzw. das Pulver in Bewegung gehalten und so ist
eine deutlich schnellere Siebung bei kleineren Maschenweiten möglich. Ultraschall-Siebe
sind praktisch überall einsetzbar und führen in der Regel zu einem höheren Durchsatz
(Abb. 2.36).
86
2
Applikation
Tab. 2.8 Die Siebmaschinen im Vergleich
Kriterien
Rüttelsieb
Rotationssieb
Vibrations
Taumelsieb
Ultraschallsieb
Siebqualität
genügend
gut
sehr gut
sehr gut
Maschenweiten
300–500 µm
200–300 µm
120–250 µm
63–200 µm
Schmutzaustrag
nein
automatisch
automatisch
automatisch
Farbwechsel
ja
bedingt ja
nein
ja, je nach Typ
Wartung
klein
mittel
klein
mittel – klein
Inbetriebnahme
einfach
einfach
kompliziert
einfach
Preis
günstig
angemessen
hoch
etwas höher
Vorteile:
•
•
•
•
•
hohe Siebleistung
kurze Reinigungszeiten, automatischer Schmutzaustrag möglich
Maschenweiten von 80 µm und kleiner möglich
homogene Vermischung von Overspray und Frischpulver möglich
geringe Wärmeentwicklung
Nachteile:
• Je feiner ein Sieb ist, umso größer die Gefahr von Geweberissen.
• höhere Kosten in Anschaffung und Unterhalt
2.5.5.2 Die Wahl der Maschenweiten
Die Qualität der Siebung ist abhängig von der Wahl der Maschenweite und von der Siebart.
Vibrationssiebe benötigen bei gleicher Leistung größere Siebflächen als Rotationssiebe.
Tabelle 2.8 zeigt eine Zusammenfassung der wichtigsten Eigenschaften der verschiedenen
Siebmaschinen.
2.5.6
Pulveraufbereitung im Behälter
Da das Pulver oft schwer rieselfähig ist, kann es nicht ohne Weiteres aus dem Behälter
gefördert werden. Das Pulver neigt zu Agglomeration, die durch geeignete Maßnahmen
verhindert werden muss.
Folgende Techniken finden heute Anwendung:
• Aufbereitung durch Rührwerke
• Aufbereitung durch Fluidisierung
• Aufbereitung durch eine Kombination von Fluidisierung mit Vibration.
2.5
Pulvertransport und Förderung
87
Abb. 2.37 Rechts: Bildung von Luftkanälen und Kratern im fluidisierten Pulverbehälter, links:
gleichmäßiges, homogenes Pulver/Luftgemisch [42]
Der Pulverbehälter hat die Aufgabe, das Farbpulver für die Sprühorgane bereitzustellen.
Dabei sollte das Pulver möglichst schonend behandelt werden. Darüber hinaus müssen
das Frischpulver und das zurückgewonnene Kreislaufpulver möglichst gleichmäßig vermischt werden. Eine gleichmäßige Pulverwolke hängt weitgehend von der Wirkungsweise
des Injektors ab.
Abbildung 2.37 zeigt die Problematik der Bildung von Kratern und Luftkanälen im Pulver. Mit geeigneten Maßnahmen (Fluidisierung/Vibration) muss das Pulver gleichmäßig
in Bewegung gehalten werden.
Der Rührwerkbehälter Mit Hilfe des Rührwerkes wird die Zusammenballung des Pulvers
verhindert. Der Rührwerkbehälter kann für alle Pulvertypen eingesetzt werden. Speziell
geeignet ist er für schwer fluidisierbare Pulver. Allerdings werden diese Behälter heute
in Europa nur noch selten eingesetzt. Abbildung 2.38 zeigt den Aufbau eines Rührwerkbehälters. Die Injektoren für die Sprühorgane sind unten seitlich befestigt, der Boden hat
eine Entleerungsklappe.
Vorteile:
•
•
•
•
für alle Pulverarten, kleine und große Mengen geeignet
regelmäßige Pulverförderung (Ansaugung direkt unter dem Behälter)
keine Veränderung des Kornspektrums
Behälter kann gut entleert und gereinigt werden
Nachteile:
• zusätzliche Rührwerkmechanik
• Pulver wird durch Rührwerk belastet, nicht geeignet für Feinst- und Metallicpulver
88
2
Applikation
Abb. 2.38 Handbeschichtungsanlage mit Rührwerkbehälter
• teuer in der Anschaffung
• limitierte Anzahl der Pistolen (12 Stück)
• Injektoren schwer zugänglich, bei gefülltem Behälter schwer zu demontieren
Der fluidisierte Behälter Die Fluidisierung ist die bekannteste Methode der Pulveraufbereitung. Druckluft strömt durch einen gleichmäßig porösen Boden und macht das Pulver
fließfähig. Je nach Pulverqualität, Zusatzstoffen und Korngrößenverteilung neigt das Pulver mehr oder weniger zu Klumpenbildung. Als Folge davon bilden sich Kanäle und Krater, die einen regelmäßigen Pulverausstoß beeinflussen. Die Tendenz zur unregelmäßigen
Fluidisierung wird verstärkt, wenn das Pulver beim Anlagenstopp absinkt und die Anlage
neu gestartet wird. Durch geeignete Vorfluidisierung können diese Effekte verhindert werden. Das Volumen des fluidisierten Pulvers erhöht sich um den Faktor 2, dies bedeutet,
dass die Behälter im Ruhezustand nur halb gefüllt werden dürfen, um im Arbeitsbetrieb
ein Überlaufen des Pulvers zu vermeiden.
Vorteile:
• einfache, günstige Konstruktion
• kann für Farbwechsel gereinigt werden
• Injektoranschlüsse auf dem Deckel leicht zugänglich
2.5
Pulvertransport und Förderung
89
Abb. 2.39 Funktionsweise
eines Fluidbehälters, 1 = Transportluft, 2 = Pulverschlauch,
3 = Fluidisierungsluft
Nachteile:
•
•
•
•
•
•
•
Brücken-/Kraterbildung
Pulverentmischung
Pulverausstoß ist niveauabhängig
regelmäßige Fluidisierung für große Behälter schwierig
Pulveraufbau am Rand
Fluidluftverbrauch 20–40 m3/h pro m2 Fluidboden
erschwerte Reinigung des Pulverbehälters
Kombinationsbehälter Fluidisierung/Vibration Um die Nachteile des fluidisierten Behälters zu beseitigen, wird die Pulveraufbereitung mit zusätzlicher Vibration unterstützt.
Durch die Vibration wird die Klumpen- und Kraterbildung im Behälter verhindert, Luftkanäle (siehe Abb. 2.37) werden sofort gebrochen, das Pulver kann im Behälter gleichmäßig fließen (Abb. 2.38–2.40).
Vorteile:
•
•
•
•
•
•
konstante, regelmäßige Fluidisierung
auch für Pulver mit Feinkornspektrum geeignet
ca. 30 % geringerer Luftverbrauch gegenüber einer Fluidisierung ohne Vibration
kein Randaufbau
optimales Pulver-/Luftgemisch
kann eine günstige Alternative zur Ultraschalltechnik sein
90
2
Applikation
Abb. 2.40 Funktionsweise
des Kombinationsbehälters
Fluidisierung/Vibration
Nachteile:
• erhöhte Investitionen, da zusätzliches Gerät notwendig
• falsche Vibration kann zur „Pulververhärtung“ führen
• bei Außenvibration muss der Behälter den Schwingungen standhalten
Pulverförderung direkt aus dem Originalgebinde Das Liefergebinde wird als Pulverbehälter
verwendet. Die Fluidisierung erfolgt lokal am Ansaugrohr. Die Fließfähigkeit des Pulvers
wird unterstützt durch den Vibrationsboden, auf dem das Gebinde steht.
Vorteile:
•
•
•
•
schnelle Farbwechsel, ideal für häufige Farbwechsel
kein Umfüllen und Reinigen des Pulverbehälters
für alle Pulveranlagen geeignet
minimaler Fluidluftverbrauch
Nachteile:
• Liefergebinde muss den Vibrationen standhalten
2.5
Pulvertransport und Förderung
91
Abb. 2.41 Beispiel einer optimalen Schlauchführung [42]
Tab. 2.9 Angaben zur Schlauchdimensionierung bei empfohlener Pulverausstoßmenge durch
Injektorförderung an der Pistole. Die Werte gelten bei einer max. Schlauchlänge von 12 m [67]
Pulverschlauch-innendurchmesser (mm)
Querschnittsfläche
(mm2)
Druckluftverbrauch
in (m3/h)
Pulverausstoss (g/min)
8
50
ca. 2,0–3,0
<50
10
78
ca. 2,8–4,0
30–200
11
95
ca. 3,3–5,5
50–300
12
113
ca. 3,7–6,8
100–400
14
154
ca. 5,7–7,8
400–700
2.5.7
Die Schlauchführung
Die folgenden Richtlinien gelten nur für Anlagen mit Injektorförderung. Bei Verwendung
der DDF-Technologie ist die Schlauchführung – abgesehen davon, dass Knicke vermieden
werden müssen – praktisch irrelevant. Um einen gleichmäßigen Pulverausstoß zu erhalten, ist jedoch eine gewisse Schlauchlänge notwenig. Hier gilt: je länger umso besser.
Unmittelbar nach dem Injektor sollte eine „Beruhigungsstrecke“ in Form eines geraden Pulverschlauches eingebaut werden. Schon bei der Planung der Anlage muss auf den
richtigen Standort des Pulverbehälters geachtet werden, um möglichst kurze Schlauchlängen realisieren zu können. Bei der Schlauchführung ist auf eine knickfreie Verlegung
zu achten, und die vorgeschriebenen Radien sind einzuhalten, wie in Abb. 2.41 dargestellt.
Nur so ist ein gleichmäßiger und kontinuierlicher Pulvertransport gewährleistet.
Eine optimale Pulverschlauchlänge liegt bei einem Innendurchmesser von 10–11 mm
bei kleiner 10 m und bei Innendurchmesser von 12–13 mm bei kleiner 12 m, wenn sich
dies aus den Anlagengegebenheiten realisieren lässt. Die folgende Tab. 2.9 gibt einen
Überblick über die Abhängigkeit des Pulverausstoßes und des Luftverbrauchs vom
Schlauchinnendurchmesser und Empfehlungen über geeignete Pulverschlauchdurchmesser abhängig vom gewünschten Pulverausstoß.
Die Abb. 2.42a und b zeigen Beispiele für eine gute Schlauchführung, die Abb. 2.43a
und b sind Beispiele wie die Pulverschläuche nicht verlegt sein sollen.
92
2
Applikation
Abb. 2.42 a,b Beispiele für eine optimale Schlauchführung. Schläuche sind knickfrei und übersichtlich angeordnet. Ein Wechsel des Schlauchs ist relativ einfach und schnell durchzuführen
Abb. 2.43 a,b Beispiel wie Pulverschläuche nicht verlegt werden sollten: zu lange und unübersichtlich verlegte Schläuche
Als Pulverschlauch sollten immer die vom Anlagenhersteller empfohlenen Schläuche verwendet werden. PVC-Schläuche oder weichmacherhaltiges Material sind nicht
geeignet.
2.5.8
Ermittlung der relevanten Parameter
Wird eine neue Beschichtungsanlage geplant, steht am Anfang häufig der Wunsch oder
auch die Verpflichtung, ein umweltschonendes Beschichtungsverfahren anzuwenden oder
nach einer weitgehenden Automatisierung des Beschichtungsprozesses. Aus dem zu beschichtenden Teilespektrum und der gewünschten Anlagentechnik ergeben sich bereits
2.5
Pulvertransport und Förderung
93
viele relevante Parameter, die eine Auswahl zwischen verschiedenen Anlagenkonzepten,
System-, Kabinen- und Rückgewinnungstypen vorgeben. Auch der zu wählende Automatisierungsgrad wird zu einem großen Teil bereits hier bestimmt.
Vorgaben aus dem zu beschichtenden Teilespektrum:
Zunächst ist die Festlegung der wesentlichen Parameter vorzunehmen, die einen Einfluss auf die Gestaltung der Anlage haben. Dies sind:
• logistische Gegebenheiten
• Budgetvorgaben
• Einsatz der Werkstücke (innen, außen, agressive Umgebung wie Meeresklima oder
Chemielabors)
• die Menge der zu beschichtenden Teile
• die Werkstückgeometrie
• die erforderlichen Schichtstärken
• die erforderliche Beschichtungsqualität
• Anzahl der Farben, Häufigkeit der Farbwechsel mit Rückgewinnung
• die prozentuale Verteilung auf Haupt- und Sonderfarben
Weitere Parameter, die einen Einfluss haben, betreffen die Vorgaben aus der Anlagentechnik
• Fördersystem
• Gehängegestaltung
• Vorbehandlung
und die baulichen Verhältnisse, wie
• Platzverhältnisse
• Böden
• andere störende Einflüsse wie Pfeiler, Raumhöhe oder Deckenstrukturen
Die Böden müssen elektrostatisch leitfähig sein und im Umfeld des geplanten Kabinenstandortes dürfen keine die Beschichtungsqualität störenden Einflüsse wie Luftturbulenzen oder Lösemitteldämpfe vorhanden sein. Auch sind zu hohe Raumtemperaturen zu
vermeiden.
2.5.9
Anlagenkonzepte
Nachfolgend werden die gängigsten Anlagenkonzepte kurz vorgestellt. Sie sind alle sowohl mit normalen Kabinen, als auch mit den sogenannten Schnellfarbwechselanlagen
realisierbar.
94
2
Applikation
Abb. 2.44 Kabine mit zwei
Rückgewinnungsanlagen
Abb. 2.45 Beispiel für verfahrbare Kabinen
Abb. 2.46 Kabinen mit
getrennten Linien
2.5.9.1 Zwei Rückgewinnungsanlagen
Dieses Konzept ist geeignet für konventionellen Farbwechsel mit zusätzlicher Rückgewinnung. Nach der Kabinen- und Pistolenreinigung werden die Rückgewinnungssysteme ausgewechselt. Dies kann durch Umstecken der Pulverschläuche oder durch eine automatisierte Umstellung erfolgen (Abb. 2.44).
2.5.9.2 Verfahrbare Kabinen
Durch verfahrbare Kabinen, die wechselweise betrieben werden, ist die Kabinenreinigung
außerhalb des Kettenförderers möglich (Abb. 2.45).
2.5.9.3 Kabinen mit getrennten Fördererlinien
Zwei komplett getrennte Fördererlinien werden durch zwei Beschichtungskabinen geführt. Während in der einen Kabine beschichtet wird, kann die andere Kabine gereinigt
werden (Abb. 2.46).
2.5
Pulvertransport und Förderung
95
Abb. 2.47 Verfahrbare Kabinen mit zwei Fördererlinien
Abb. 2.48 Kabinen mit
Power&Free-Förderung
2.5.9.4 Verfahrbare Kabinen mit zwei Fördererlinien
Durch zwei Förderer in Kombination mit verfahrbaren Kabinen wird eine sehr hohe Flexibilität erreicht. Nachteilig bei diesem Konzept ist der große Platzbedarf (Abb. 2.47).
Kabinen mit Power&Free-Förderer Beim Power&Free-Förderer durchlaufen die Teile
gemeinsam die Vorbehandlung und den Ofen, steuern aber getrennt die jeweilige Kabine
an. So kann eine Kabine gereinigt werden, während die andere in Betrieb ist. Meistens
sind Power&Free-Fördersysteme nur dann wirtschaftlich einsetzbar, wenn noch andere
fördertechnische Aufgaben durch dieses Fördersystem gelöst werden können (Abb. 2.48).
2.5.10
Beschichtungskabine
Eine geschlossene Beschichtungskabine ist ein an allen Seiten während des Sprühens des
Beschichtungsstoffes geschlossener räumlicher Bereich, mit Ausnahme der Öffnungen für
96
2
Applikation
den Ein- und Auslauf der Werkstücke. Diese Bauweise, die die Applikationsgeräte, Zuleitungen und Bewegungsautomaten umfasst, ist üblich für Flüssiglackbeschichtungen. Eine
teilweise geschlossene Beschichtungskabine ist ein an allen Seiten geschlossener räumlicher
Bereich mit Ausnahme der Öffnungen für die automatischen elektrostatischen Sprühvorrichtungen und/oder die Arbeitsöffnungen für die Handbeschichtung. Diese Kabine wird
vor allem für pulverförmige Beschichtungsstoffe eingesetzt. Alle Beschichtungskabinen
müssen während des Sprühens des Beschichtungsstoffes technisch belüftet werden. Diese
Forderung resultiert aus der Notwendigkeit, explosive Gemische weitgehend auszuschließen, Gefährdungen durch das Einatmen der Teilchen-Luft-Gemische zu vermeiden und
die Verschmutzung des Kabinenumfelds mit Pulver zu minimieren. Als Werkstoffe für
Kabinenwände werden Metall, Glas oder Kunststoff eingesetzt. Die Abstände zum eigentlichen Beschichtungsbereich müssen groß sein, damit die Wände selbst nicht zum Beschichtungsteil werden, denn alle leitfähigen Teile sind wie das Werkstück zu erden. Heute
werden vielfach Kunststoffkabinen eingesetzt. Als elektrischer Nichtleiter hat Kunststoff
den Vorteil, sich mit dem ersten Pulveranflug aufzuladen, die nachfolgenden Pulverteilchen abzustoßen und damit selbst als Drückerelektrode auf die Sprühwolke zu wirken.
Dies ist umso wirkungsvoller, je dichter die Kabinenwände um den Beschichtungsbereich
angeordnet sind. Der verwendete Kunststoff muss schwer brennbar und die Außenseite
der Kunststoffwand oder Teilbereiche dürfen nur im Abstand von ≥ 9 mm mit einem leitfähigen Material hinterlegt sein, um Gleitstielbüschelentladungen auszuschließen.
Ein wichtiger Punkt ist die Luftführung in der Kabine. Der Luftvolumenstrom errechnet sich aus der Menge des pro Zeiteinheit versprühten Beschichtungsstoffes. An den Kabinenöffnungen sind Luftgeschwindigkeiten von 0,4 bis 0,7 m/s zu erfüllen [44]. In der
Regel wird eine Einströmgeschwindigkeit von 0,5 m/s angestrebt.
2.5.11
Die Wahl des Kabinentyps
Grundsätzlich unterscheidet man bei den Kabinentypen zwischen Kabinen für den Einfarben-, den Mehrfarben- und Schnellfarbwechsel-Einsatz. In der Regel sind die Anlagenelemente heute in Modulbauweise aufgebaut. So sind die einzelnen Systemelemente, je
nach Bedürfnis und Anwendungsfall, untereinander austauschbar. Materialien für Pulverkabinen können je nach Hersteller beschichtetes oder rostfreies Metall, einwandige oder
doppelwandige Kunststoffausführung oder Glas sein.
Für die Kabinenbaumaterialien Stahl und Kunststoff gibt das Abb. 2.49 einen Eindruck
hinsichtlich der Reinigungszeiten und der Pulveransammlung.
Bei Kunststoffkabinen wird die Kabinenwand durch die negativ oder positiv geladenen
Pulverteilchen ebenfalls negativ oder positiv aufgeladen und diese werden dadurch zurückgestoßen. Der Unterschied im Verlauf der elektrostatischen Feldlinien bei einer Stahl-
2.5
Pulvertransport und Förderung
Abb. 2.49 Reinigungszeiten und Pulveransammlung an den verschiedenen
Kabinenmaterialien
97
Stahlblech unbeschichtet:
Reinigungszeit:
Pulveransammlung:
100 %
100 %
Stahlblech beschichtet:
Reinigungszeit:
Pulveransammlung:
95 %
95 %
Kunststoff (Sandwich)
Reinigungszeit:
Pulveransammlung:
40 %
10 %
Abb. 2.50 Links: Verlauf der Feldlinien in einer Stahlkabine, rechts: Verlauf der Feldlinien in einer
Kunststoffkabine
und Kunststoffkabine ist in Abb. 2.50 dargestellt. Die elektrischen Feldlinien beginnen
immer an der Elektrode und enden an einem geerdeten Teil.
Im Folgenden sollen die Vor- und Nachteile der verschiedenen Kabinenmaterialien
bzw. verschiedene Bauformen von Kabinen aufgezeigt werden.
98
2
Applikation
Die Stahlkabine
Vorteile
Nachteile
• kostengünstig
• viele Fugen
• einfache Montage
• Wände pulveranziehend
• Elementbauweise
• Pulveransammlungen nach längerer Betriebszeit
• beliebige Formgebung
• Reinigung (Schaben, Blasen) kompliziert und
teuer
• harte Oberfläche
• zeitaufwändiger Farbwechsel
• Erfüllung der Sicherheitsanforderungen
• je nach Konstruktion zusätzliche Bodenreinigung
notwendig (Wischer, Rakel)
Stahlkabinen eignen sich für den Einsatz in Einfarbenanlagen oder bei Beschichtung auf
Verlust. Längere Produktionszeiten führen zu großen Pulveransammlungen, die auch im
Einfarbenbetrieb regelmäßig entfernt werden müssen. Bei Rückgewinnungsbetrieb und
Farbwechsel muss die Kabinenreinigung in zwei Schritten erfolgen: zuerst Schaben, dann
Blasen. Dadurch erhöht sich die Reinigungszeit erheblich.
Die Kunststoffkabine
Vorteile
Nachteile
• praktisch fugenfrei
• höhere Anschaffungskosten
• pulverabstoßend
• Oberfläche nicht kratzfest
• Reinigung durch Blasen
• Sicherheitsvorschriften erfordern aufwändige Konstruktion
• schnelle Farbwechsel
• regelmässige Wartung erforderlich
Glaskabine mit Bodenräumer
Vorteile
Nachteile
• kratzfest
• zusätzliche Bodenreinigung notwendig
• K
abinen hell, bessere Einsichtmöglichkeit im
gereinigten Zustand
• Pulverrückstände in Ecken
• arbeitsfreundlich, speziell bei hellen Farben
• längere Farbwechselzeiten
• regelmäßige Wartung erforderlich
• Glasbruchgefahr bei Montage
2.5.11.1 Kunststoffkabinen im Vergleich
Bei Kunststoffkabinen sind die grundsätzlichen Vorteile gegenüber einer Blechkabine
immer dieselben. Jedoch die Bauform der Kabine führt zu Unterschieden, z. B. bei der
Reinigungsdauer. Generell unterscheidet man zwischen den klassischen Rechteckkabinen,
Rundkabinen und Kabinen in Tropfenform [45].
2.5
Pulvertransport und Förderung
99
Kabine mit Reinigungsautomat
Vorteile
Nachteile
• automatische Innenreinigung
• hohe Investitionskosten
• kürzeste Reinigungszeit unabhängig von
Kabinenhöhe
• große Bauhöhe, normalerweise Grube
erforderlich
• Absaugung auf der ganzen Kabinenlänge
• hoher Druckluft- und Energieverbrauch
• einfacher Rohrleitungsanschluss
• kein Zerkratzen der Wände
• geringe Pulveranhaftungen
• Kabinen hell, bessere Einsichtmöglichkeit im
gereinigten Zustand
• arbeitsfreundlich, speziell bei hellen Farben
Kabine mit Reinigungsautomat und Austrageband
Vorteile
Nachteile
• automatische Innenreinigung
• hohe Investitions- und Unterhaltskosten
• Absaugung auf der ganzen Kabinenlänge
(links und rechts)
• bewegte Teile
• begehbar, niedrige Bauhöhe, kein Zerkratzen der Wände
• Bandabdichtung mit Verschmutzung unter
Band
• keine Ablagerungen auf dem Kabinenboden • zusätzliche Bauteile (Bandreparatur/-ersatz)
• extreme Luftgeschwindigkeit an der
Randabsaugung = Ansinterungen
• komplizierter Rohrleitungsanschluss
• hoher Druckluft- und Energieverbrauch
Kunststoffkabine mit festem Boden und eingelegtem Abluftkanal sowie stirnseitiger Absaugung
Vorteile
Nachteile
• einfache Konstruktion
• Zerkratzen von Wänden und Boden
• niedrige Bauhöhe
• Pulverablagerungen im Bodenbelag
• schneller Farbwechsel
• Kabinenlänge und Höhe begrenzt
• nur bedingt begehbar
Kunststoffkabine mit Austrageband und stirnseitiger Absaugung
Vorteile
Nachteile
• permanenter Pulveraustrag
• bewegte Komponenten
• keine Ablagerung auf Kabinenboden
• Kabinenlänge und Höhe begrenzt
• schneller Farbwechsel
• Zerkratzen der Wände
• bedingt begehbar
100
2
Applikation
Rundkabine
Vorteile
Nachteile
• einfache Konstruktion
• Zerkratzen von Wänden und Boden
• keine bewegten Teile
• Pulverablagerung auf dem Einlegekeil
• keine nicht kontrollierbaren Hohlräume
• hoher Energieverbrauch
• akzeptable Luftführung
• Reinigung großer Oberflächen
• einfacher Rohrleitungsanschluss
Rundkabine mit Handöffnungen
Vorteile
Nachteile
• kleine Kabinenoberfläche, schnelle
Reinigung
• Größe, Bauhöhe und Breite
• Reinigung ohne Begehung möglich
• je zwei Vor- oder Nachbeschichtungsstationen
nicht möglich
• Wände weit entfernt, dadurch wenig
Pulverablagerung
• einfacher Rohrleitungsanschluss
• Handbeschichtung ohne zusätzliche
öffnungen
• geringer Energieverbrauch
• zusätzliche, verlustfreie
Hauptfarben-Rückgewinnung
Wird höchste Beschichtungsqualität gefordert, so sollten folgende Bedingungen erfüllt
sein:
• Die Kabine muss mit einem separatem Beschichtungsraum ausgerüstet sein. Dieser
muss im Überdruck mit gereinigter Luft betrieben werden.
• Die Siebmaschinen müssen mit einer Schmutzaustragung ausgerüstet sein.
• Die Kabinenwände müssen pulverabstoßend sein.
• Bei Mehrfarbenbetrieb muss nach der Filtereinheit ein zusätzlicher Mikrofilter installiert werden.
• Bei der Kabinenreinigung muss das Personal faserfreie Spezialkleidung tragen.
• Filtermaterialien dürfen keine zusätzliche Verschmutzung verursachen (Abbau von
Fasern).
In der Regel sind Verschmutzungen, die kleiner als 70/80 µm sind, auch mit sehr guten
Siebmaschinen nicht bzw. schwer zu entfernen. Dadurch können Störeffekte auf der Oberfläche auftreten!
Frisch- und Kreislaufpulver ist zu sieben. Maschenweiten von über 120 µm sind nicht
ausreichend. Je nach Pulver und Qualitätsanforderungen sollte zwischen 90 und 120 µm
abgesiebt werden. Der Trend geht ganz klar in Richtung Ultraschallsieb mit automatischer
Schmutzaustragung.
2.5
Pulvertransport und Förderung
101
Abb. 2.51 Beispiel einer Schnellreinigungskabine aus Kunststoff. 1 Kabinensystem, 2 Schalt- und
Steuerschrank, 3 Pulverzentrum, 4 Zustellwagen, 5 Bewegungsautomat, 6 Objekt unbeschichtet, 7
Objekt beschichtet, 8 Zyklon, 9 Feinstaubabscheider, 10 Handpistole, 11 Automatikpistolen, 12 automatische Restpulverabsackung
2.5.11.2 Die Bedeutung pulverabstoßender Wände
Stahl-, Glas- sowie auch Kunststoffwände werden mit dem am Werkstück vorbeigesprühten Pulver (Overspray) bedeckt. An den Wänden und Decken der Kabinen bilden sich
sogenannte „Pulverkuchen“.
Von Zeit zu Zeit können sich die Pulverablagerungen von der Kabinendecke lösen und
somit Pulverkleckse auf den Beschichtungsobjekten verursachen.
Pulveransammlung an den Kabinenwänden müssen nach ein paar Stunden, jedoch
mindestens einmal pro Tag von den Wänden abgestreift und in den laufenden Pulverkreislauf zurückgeführt werden. Diese nicht unbedeutende Pulvermenge, die auf einmal in den
Pulverbehälter zurückbefördert wird, kann die Pulverqualität und damit die Beschichtung
negativ beeinflussen.
Nachteile können sein:
•
•
•
•
Veränderung der Korngrößenverteilung
Verminderung des Aufladeverhaltens
extreme Belastung der Siebmaschine
Überfüllung des Pulverbehälters
Wie bereits erläutert, können Pulveransammlungen an den Wänden sehr schnell eine millimeterstarke Dicke erreichen und den Pulverkreislauf stark belasten (Abb. 2.51–2.53).
102
2
Applikation
Abb. 2.52 Schematische Darstellung eines Kabinenkonzeptes mit Pulverversorgung und Rückgewinnung bei einer Schnellwechselkabine. 1 Pulverkonditionierung, 2 Pulvertransport, 3 Ladung
(Pistolen), 4 Overspray Rückführung/Pulver-Luftgemisch Trennung, 5 Pulversiebung und Rücktransport ins Pulverzentrum, 6 Filtration der Luft im Absolutfilter, 7 Absackung des Abfallpulvers
Abb. 2.53 Beispiel einer
Beschichtungskabine aus Glas.
Vorteil dieses Kabinenwerkstoffes ist die gute Sicht in den
Beschichtungsraum
2.5
Pulvertransport und Förderung
103
Hierzu ein Beispiel:
3 mm Trockenpulver entsprechen ca. 1 mm Pulverlackfilm
100 µm Pulverlackfilm = 120–160 g Pulver/m2
1000 µm (1 mm) Pulverlackfilm = 1,2–1,6 kg Pulver/m2
2.5.11.3 Schnellfarbwechselkabinen
Ab fünf Farbwechsel pro Tag lohnt sich der Einsatz eines Schnellfarbwechselsystems mit
einer speziell für diese Anwendung konstruierten Kabine. Diese sind wahlweise ganz ohne
oder mit bis zu zwei Handbeschichtungsöffnungen, die als Vor- oder Nachbeschichtungsstation ausgelegt werden, ausgestattet. Eine vertikale Pistolenanordnung vereinfacht eine
objektbezogene Einstellung und spart Platz. Die Kunststoffwände der Kabinen verhindern
eine Pulveransammlung, was durch eine zentrale Absaugung unterstützt wird. Die Reinigung der Kabine erfolgt in der Regel manuell mit einer Luftdüsenlanze; Systeme mit
Reinigungsautomaten sind ebenfalls möglich (Tab. 2.10).
2.5.11.4 Kabine mit Rakelsystem
Diese Kabinen eignen sich für den Einfarbenbetrieb. Sie haben auch bei großen Luftmengen nur einen mittleren Platzbedarf und sind mit einem Rakel ausgerüstet. Durch ihre
einfache Konstruktion sind sie äußerst betriebssicher und wartungsfreundlich und stellen keine großen Anforderungen an ihren Betreiber. Die Pulverwege sind kurz und damit
auch sehr pulverschonend (Abb. 2.54).
2.5.12
Die Rückgewinnungssysteme
Zyklone haben die Aufgabe, das aus der Kabine zurückgewonnene Pulver von der Luft zu
trennen und das Pulver somit wieder nutzbar zu machen. Das zurückgewonnene Pulver
wird vom Zyklon direkt in das Pulverzentrum oder in die Pulverbehälter zurückgefördert.
Die von den Zyklonen austretende Luft beinhaltet immer noch Pulverfeinstpartikel und
muss deshalb in einem Nachfilter nochmals gereinigt werden.
Der Monozyklon macht sich das physikalische Gesetz der Zentrifugalkraft zu Nutze.
Das in der Kabine abgesaugte Pulver-Luft-Gemisch wird oben am Zyklon tangential eingeführt. Während sich die Luft spiralförmig nach unten bewegt, lagern sich die Pulverteile
an der Wand ab. Von dort folgen sie der Grenzströmung zum sich verjüngenden Teil des
Zyklons und werden in einem Behälter aufgefangen. Der Luftstrom kann nicht vollständig
vom Pulver getrennt werden, da die Luft Feinstpartikel mitreißt. Diese separiert der Nachfilter von der Luft.
104
2
Applikation
Tab. 2.10 Auswahlkriterien für Kabinenoberbauten in Zusammenhang mit dem Farbwechsel
Blech
Blech
Kunststoff
Kunststoff
Holz/MDF
Auswahlkriterien:
beschichtet
rostfrei
Sandwich
Folie
Sandwichplatten
Dauerhaftigkeit
8
10
8
–*
7
Kratzfestigkeit
8
10
7
–*
6
Reinigungsfreundlichkeit
5
5
10
–*
10
geringe
Pulveransammlung
4
4
10
8
10
geringe
Pulverhaftung
5
4
10
8
10
Sicherheit
10
10
8
8
7
geringe Investition
10
8
6
8
9
bis 6 Pistolen
10
10
10
10
10
bis 10 Pistolen
8
8
10
10
10
bis 15 Pistolen
5
5
10
5+
6
mehr als 15 Pistolen 2
2
10
2
6
bis 1 Farbwechsel/
Tag
10
10
8
8
8
bis 2 Farbwechsel/
Tag
8
8
8
8
8
3–4 Farbwechsel/
Tag
5
5
10
10
10
5 und mehr Farbwechsel pro Tag
2
2
8
6
8
Objekthöhe bis
1500 mm
10
10
10
10
10
Objekthöhe bis
2000 mm
8
8
10
8
8
Objekthöhe bis
2500 mm
5
5
10
5
5
Objekthöhe bis
3000 mm
5
5
8
5
4
Objekthöhe <
3000 mm
5
5
6
5
4
Ausbaubarkeit
10
10
5
2
5
10 = sehr gut geeignet, 1 = nicht geeignet, *Folie wird bei jedem Farbwechsel erneuert, + Folienbreite
limitiert auf 2,5 m.
2.5
Pulvertransport und Förderung
105
Abb. 2.54 Schematische Darstellung einer Kabine mit Rakelsystem für Einfarbensysteme
Abb. 2.55 Schematische Darstellung einer Anlage mit Monozyklon
Der Multizyklon hat die gleiche Aufgabe wie der Monozyklon und funktioniert auf dieselbe Weise. Nur verwendet er statt einem großen mehrere kleine Zyklone. Entsprechend
benötigt er eine geringere Bauhöhe als der Monozyklon, ist aber aufwändiger zu reinigen. Der Multizyklon arbeitet im Saugbetrieb, seine Leistung ist deshalb stark von absoluter Dichtigkeit abhängig. Schlechte Abscheidegrade werden meist von Lecks verursacht.
Heute wird der Multizyklon nur noch selten eingesetzt.
2.5.12.1 Monozyklon
Alle Farbwechselkabinen, sowohl Blech- als auch Kunststoffkabinen werden mit Monozyklonen ausgerüstet. Der Abscheidegrad eines Monozyklons beträgt ca. 95 % (Abb. 2.55).
106
2
Applikation
Tab. 2.11 Gegenüberstellung der Vor- und Nachteile der Rückgewinnungskomponenten
Vorteile
Nachteile
MONOZYKLON
MIT NACHFILTER
Große Bandbreite
Mehrfarbenbetrieb
Einfache Konstruktion
Große Bauhöhe
Wirkungsgrad-Verluste
FILTERSYSTEM
Einfaches System mit hohem
Abscheidegrad
kompakte Bauweise
platzsparend
keine Rohrverbindungen
Nur Einfarbenbetrieb
Standzeiten der Patronen oder Platten
für jede Farbe eine Filtereinheit
erforderlich
2.5.12.2 Rückgewinnung bei Schnellwechselkabinen
Bei Schnellwechselkabinen werden in der Regel Monozyklone mit Vibrationssieb, Auslaufkonus und Schubförderung eingesetzt. Sie sind praktisch „selbstreinigend“. Die Reinigung
beschränkt sich auf die Auslaufpartie und den konischen Auslaufteil. Der Abscheidegrad
variiert je nach Pulverbeaufschlagung zwischen 95–97 %. Die Unterschiede der einzelnen
Lieferanten sind in den Details zu suchen. Die Zyklone unterscheiden sich in Bauhöhe und
Durchmesser. Aus Platzgründen müssen teilweise Kompromisse eingegangen werden. Bei
größeren Durchmessern sinkt die Umfangsgeschwindigkeit, und der Abscheidegrad verschlechtert sich. Niedrige Geschwindigkeiten verhindern die Ansinterung von Pulverpartikel. Kleinere Durchmesser erhöhen den Abscheidegrad. Die höhere Umfangsgeschwindigkeit kann zu Ansinterungen führen. Die Luftbewegungen auf der Höhe der Siebmaschine sollten möglichst gering gehalten werden, um Ansinterungen auf dem Siebgewebe zu
verhindern. Bei kurzer Bauhöhe bleibt der Luft eine zu geringe Beruhigungsstrecke, was
zu Pulververlusten sowie Pulveransinterungen auf dem Sieb und im konischen Auslaufteil
führen kann (Tab. 2.11).
2.5.12.3 Der Wirkungsgrad von Pulverrückgewinnungsanlagen
Je nach Rückgewinnungssystem beträgt der Pulverabscheidegrad ca. 90–9 %. Vom versprühten Pulver bleiben je nach Teileart ca. 15–80 % auf dem Beschichtungsobjekt haften.
Das Arbeitsblatt gibt eine Hilfestellung welche Kriterien bei der Wahl des Rückgewinnungssystems zu beachten sind (Abb. 2.56).
2.5
Pulvertransport und Förderung
107
'LH:DKOGHV5FNJHZLQQXQJVV\VWHPV
)ROJHQGH3XQNWHVROOWHQEHLGHU:DKOGHV5FNJHZLQQXQJVV\VWHPVDEJHNOlUWZHUGHQ
:RUDXIZLUGVSH]LHOO:HUWJHOHJW"
D +RKHU$EVFKHLGXQJVJUDG
BBBBBBF 6FKQHOOHU)DUEZHFKVHO
BBBBBB
E 0LQLPDOHU3ODW]EHGDUI
BBBBBB
$QODJHNRVWHQ
PD[.RVWHQ
BBBBBBBBBB
$Q]DKOGHU)DUEHQ
BB)DUEHBB)DUEHQBB)DUEHQBBEHU)DUEHQBBEHU)DUEHQ
*LEWHV+DXSWIDUEHQ":HQQMD+DXSWIDUEHQLQDQJHEHQ
)DUEH
)DUEHQ)DUEHQ)DUEHQ
BBBBBB
BBBBBB
BBBBBB
BBBBBBBB
%HVWHKW GLH 0|JOLFKNHLW GDVV ]ZHL *URDXIWUlJH JOHLFK]HLWLJ EHVFKLFKWHW ZHUGHQ
PVVHQ"
-DBBB1HLQBBB
$Q]DKOGHU)DUEZHFKVHO
:LHYLHO)DUEZHFKVHOPVVHQGXUFKJHIKUWZHUGHQ"
,P'XUFKVFKQLWW
BBBBB[SUR7DJ
BBBBB[SUR0RQDW
BBBBB[SUR:RFKH
,P([WUHPIDOO
BBBBB[SUR7DJ
BBBBB[SUR0RQDW
BBBBB[SUR:RFKH
6WDQGRUWGHU3XOYHUNDELQH
+DOOHQK|KH
BBBBBBBBP
0D[*UXQGIOlFKH
BBBBBBBBP ZHQQQRFKNHLQH3ODQXQJYRUKDQGHQLVW
3XOYHUYHUEUDXFKSUR-DKU
BBBBBW
$XVODVWXQJGHU$QODJH 6WXQGHQSUR7DJ:RFKH
BBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
2.5.13
Die Dimensionierung der Anlage
Die verschiedenen Kabinentypen und Rückgewinnungsanlagen sind alle in verschiedenen
Größen erhältlich. Ihre richtige Dimensionierung ist wichtig, da eine zu groß gewählte
Kabine nur unnötig Kosten verursacht, während eine zu klein gewählte Anlage schnell zu
Lasten der Beschichtungsqualität und der Sicherheit geht. Die wesentlichen Parameter zur
Größenbestimmung der Kabine und ihres Rückgewinnungssystems sind:
108
2
Applikation
Abb. 2.56 Schematische Darstellung einer Schnellfarbwechselkabine: Magiezylinder mit Pulverrückgewinnung, Steuerschrank, Pulverzentrum und zwei Pistoleneinschüben an den gegenüberliegenden Seiten
•
•
•
•
•
•
die errechnete Abluftmenge
die eingebrachte Pulvermenge
die Pistolenzahl
der gewünschte Rückgewinnungsgrad
die Qualitätsanforderungen
die Platzverhältnisse.
2.5.14
Die Beschichtungsgeräte – Pistolen
Aufgrund von Versuchen im Technikum des Anlagenbauers oder Pulverherstellers sind
die einzusetzenden Pistolentypen und deren Zahl zu ermitteln. Die Korona-Pistole ist eine
Hochspannungspistole, die für alle Pulverarten eingesetzt werden kann. Mit der ionenarmen oder ionenreduzierten Aufladeform stehen Pistolen zur Verfügung, die eine Applikation dickerer Pulverschichten ohne die Ausbildung der unerwünschten Orangenhaut
ermöglichen. Für die Beschichtung von Emailpulvern werden ebenfalls diese Pistolenarten
eingesetzt, jedoch aufgrund der abrasiven Eigenschaften des Emailpulvers sind diese aus
anderen Materialien hergestellt. Die Tribo-Pistole braucht ein speziell behandeltes Pulver.
Die Pulverglocke wird sinnvollerweise nur dann eingesetzt, wenn in einer Kabine ausschließlich Flachteile beschichtet werden. Für die verschiedenen Applikationen stehen, je
2.5
Pulvertransport und Förderung
a
109
b
c
d
Abb. 2.57 Möglichkeiten der Anordnung von Pistolen zur Pulverapplikation
a. Optimierung des Abstandes zwischen den Pistolen leicht möglich, geringe Hubhöhe (ca.
950 mm), Lackierhöhe ca. 850 mm,
b. größter Hub erforderlich, dafür unempfindlich gegen Ausstoßschwankungen einzelner Pistolen,
Pulverüberangebot an den Umkehrpunkten, Hubhöhe ca. 1.500 mm, Lackierhöhe ca. 300 mm,
c. geringster Hub, Gefahr der Streifenbildung bei ungleicher Dosierung, Vorteil: nur ein Öffnungsspalt in der Kabine notwendig, Hubhöhe ca. 600 mm, Lackierhöhe ca. 1.200 mm,
d. häufiger Mittelweg für eine reduzierte Hubhöhe und einfacher Sprühbildüberdeckung in horizontaler und vertikaler Richtung, Hubhöhe ca. 1.200 mm, Lackierhöhe ca. 600 mm
nach den Anforderungen, die das zu beschichtende Objekt an die Beschichtung stellt, auch
verschiedene Mundstücke für die Pistolen zur Verfügung.
2.5.14.1 Anordnung von Applikationsgeräten und Bestimmung der
Pistolenzahl
Für die automatische Lackierung werden die Pistolen starr oder auf Hubgeräten angeordnet. Da der Pulverausstoß eines Sprühgerätes nur in gewissen Grenzen variabel ist,
müssen mehrere Pistolen gleichzeitig eingesetzt werden. Vorteilhaft ist dabei die variable Anordnung der Geräte zueinander, wobei darauf geachtet werden muss, dass sich die
gleichpoligen Sprühwolken gegenseitig abstoßen. Eine versetzte Anordnung und/oder das
Oszillieren quer zur Bewegungsrichtung der zu beschichtenden Werkstücke, beugt einer
Streifenbildung vor. Da bei einer Mehrfachanordnung die Größe und Form der Sprühwolken, ihre Raumladung, der Abstand der Sprühköpfe untereinander, der Abstand zum
Werkstück und das den Pistolen zugewandte Oberflächenprofil Einfluss nehmen, gibt in
der Regel nur der experimentelle Versuch hinreichend Aufschluss über das zu erwartende
Ergebnis. Voraussetzung für ein gleichbleibendes Lackierergebnis ist eine konstante Dosierung des Pulvers zu den Pistolen und eine ausreichende Aufladung. Eine Messung bzw.
Kontrolle der Pulverförderung ist bisher sehr aufwändig [46, 47]. Eine Ausnahme bildet
die Messung des Aufladestroms bei Pistolen mit Triboaufladung, da hier bei konstantem
Luftvolumenstrom der Ableitstrom der Tribopistole eine pulverspezifische Maßzahl für
den Pulverausstoß ist.
Bei Verfahren mit Rückgewinnung ist auch die Veränderung von Frisch- zu Kreislaufpulver bei den Beschichtungsversuchen zu berücksichtigen. Abbildung 2.57 zeigt mögliche
Anordnungen von Sprühgeräten [45].
110
2
Applikation
2.5.14.2 Kenngrößen für die Beschichtung mit mehreren starr oder auf
Bewegungsautomatenangeordneten Pistolen
Das Lackierfenster A bezeichnet die Fläche, die mit annähernd gleicher Schichtdicke in
der vorgegebenen Zeiteinheit von einer Seite beschichtet werden kann. Die Lackierhöhe h
ist die Höhe, die mit starr angeordneten oder mit Hubgeräten bewegten Pistolen mit annähernd gleicher Schichtdicke bepulvert werden kann. Die Transportgeschwindigkeit v ist
die Geschwindigkeit, mit der die zu lackierenden Teile durch die Kabine gefördert werden.
A = h⋅v
Um eine gewünschte Schichtdicke s zu erzielen, muss die Menge mm an Pulver pro Zeit
t versprüht werden. Daraus ergibt sich die theoretisch notwendige Sprühleistung, d. h.
Ausstoß an Pulver je Zeiteinheit. Dies muss unter Berücksichtigung des Auftragwirkungsgrades η für eine Flächenbeschichtung und entsprechend dem Werkstückformat n erhöht
werden. Zur Berechnung der notwendigen Volumenausbringmenge (Pulverausstoß) ist
die Dichte δ des Beschichtungsstoffes notwendig.
mm =
s⋅A⋅δ
η⋅ n
Die notwendige Mindestzahl der Pistolen Pmin ergibt sich aus dem notwendigen Masseausstoß mm dividiert durch die Ausstoßmenge mP der Pistole.
Pmin =
mm
mP
Im Experiment muss nun die Anordnung so gestaltet werden, dass eine hohe Schichtdickengleichmäßigkeit erreicht wird. Erfahrungsgemäß lässt sich dies bei bewegter Anordnung leichter als mit starrer Anordnung lösen, wenn nicht schon vorab klar ist, dass die
geforderte Höhe nur mit bewegter Anordnung der Pistolen erreicht wird. In Abb. 2.58 sind
Vorschläge zur Anordnung der Geräte aufgezeigt [44].
In Tab. 2.12 und Abb. 2.58 sind Richtwerte für die Bestimmung der Pistolenzahl angegeben.
2.5.15
Das Pulverzentrum
Klassische Pulverzentren als Versorgungseinheiten mit eigener Absaugung und Endfilter kommen ausschließlich bei injektorbetriebenen Anlagen zum Einsatz. Bei Einsatz der
DDF-Technologie sind Pulverzentren hinfällig.
2.5
Pulvertransport und Förderung
111
Breitflachstrahldüse Korona und Tribo
Pralltellerdüse Korona und Tribo
Für Flächen und Vertiefungen
Pulverausstoß max. 300 g/min (Korona)
Pulverausstoß max. 250 g/min (Tribo)
Für Flächenbeschichtung
Pulverausstoß max. 300–400 g/min (Korona)
Pulverausstoß max. 200–250 g/min (Tribo)
Spaltdüse Korona und Tribo
Pulverglocke Korona
Für komplizierte und tiefe Objekte
Pulverausstoß max. 150–200 g/min (Korona)
Pulverausstoß max. 100–150 g/min (Tribo)
Für großflächige Teile
Hervorragende Flächenleistung und hoher
Auftragswirkungsgrad
Pulverausstoß max. 500–600 g/min
Abb. 2.58 Pulverausstoß für Korona- und Tribopistolen mit unterschiedlichen Düsen
Die Aufgabe des Pulverzentrums ist es, das über den Zyklon zurückgewonnene Pulver,
inklusive der Frischpulverzufuhr, meist aus dem Originalgebinde, über Pulverleitungen
den Beschichtungspistolen zuzuführen. Der Farbwechsel sollte hier möglichst schnell,
sauber und vollautomatisch auszuführen sein.
Es gibt Vibrationstische für die Aufnahme des Originalgebindes und Vibrationstische
für die Aufnahme eines Frischpulvergebindes. Die Hub- und Senkstation mit angebauten
Injektoren und Tauchrohren sollte vorteilsweise niveaugesteuert sein. Die Tauchrohre sollten örtlich fluidisiert werden. Um einen sauberen Farbwechsel durchführen zu können,
müssen Düsenstöcke für die automatische Innenreinigung von Saugrohren, Injektoren,
Pulverschläuche und Pistolen sorgen. Ein Rückführschlauch lenkt das zurückgewonnene
Pulver direkt in das Gebinde zurück. Durch eine direkt eingebaute oder über den Nachfilter des Zyklons geführte Ablufteinheit wird eine Staubentwicklung bzw. Verschmutzung
verhindert. Idealerweise sollte die Steuerung aller Funktionen vom Pulverzentrum her
ausgeführt werden können. Ist das Pulverzentrum ohne eigenständige Absaugung ausgelegt, muss auf die richtige Dimensionierung des Zyklon-Nachfilters geachtet werden.
Das Pulverzentrum ist ein wesentlicher Bestandteil des Farbwechselsystems und trägt
in hohem Maße zur Qualität der Endprodukte bei. Optimale Vibration und örtliche Fluidisierung in Kombination mit einer niveaugesteuerten Tauchrohr-Eintauchtiefe sind Voraussetzungen für gute Beschichtungsresultate. Eine selbstständige, großzügig ausgelegte
112
2
Applikation
Tab. 2.12 Eignung von Automatikpistolen für verschiedene Teileprofile abhängig von Pistolenvorsatz, Pulverausstoß und Sichtflächenleistung
Schlauchinnen Pulverglocke
∅ in mm
Pistolenvorsatz
Prallteller
∅ in mm
geeignet
Breitflachstrahl
Pulverausstoß
g/min.
Sichtflächenleistung
m2/min
Teileprofil
Spaltdüse
besonders geeignet
Abluft verhindert den Austritt von Pulverpartikeln während des Arbeitsprozesses und vor
allem während der Reinigung beim Farbwechsel.
Funktion des Pulverzentrums:
• Transport des zurückgewonnenen Pulvers über den Zyklon in das Originalgebinde,
• Frischpulver-Zudosierung in das Gebinde, möglichst kontinuierlich und dem Verbrauch angemessen,
• mit entsprechenden Injektoren das Pulver über Schläuche oder Rohre zu den Pistolen
zu fördern
• Beim Pulver- oder Farbwechsel müssen folgende Baugruppen gereinigt werden:
die Förderwege des Pulvers vom Zyklon zum Pulverzentrum
die Pulverzudosierung
die Injektoren, Tauchrohr, Pistolen, Schläuche
die Siebmaschine
das Pulverzentrum selbst
2.5
Pulvertransport und Förderung
113
Abb. 2.59 Beispiel eines
Pulverzentrums
In der Regel lassen sich bei den Pulverzentren nur die Injektoren mit Ansaugrohr, Schläuchen und Pistolen innen automatisch reinigen. Alle anderen Bereiche müssen manuell
oder mit manueller Unterstützung gereinigt werden (Abb. 2.59).
2.5.15.1 Beispiele für den Aufbau eines Pulverzentrums
Konzept Stabinjektor und Pulverzentrum Bei diesem Konzept werden Stabinjektorrohre und die Niveausonde außen, sowie die Stabinjektoren, Schläuche und Pistolen innen per
Knopfdruck automatisch ausgefahren und impulsmäßig gereinigt. Je nach Ausführung, z.
B. mit Monozyklon, wird die Pulverwalze durch Trennung zum Zyklon ebenfalls automatisch über den Nachfilter gereinigt. Manuell muss die Kunststoffaufnahmeplatte unten mit
Injektorspitzen, sowie der Zwischenraum, ggf. mit Sieb und Rahmen ausgeblasen werden.
Die Absaugung erfolgt über den Zyklon zum Nachfilter. Zuletzt muss der Pulverkarton
ausgetauscht werden. Der Farbwechsel dauert ca. 3–5 min (Abb. 2.60).
114
2
Applikation
Abb. 2.60 Beispiel eines Pulverzentrums mit 30 Stab-injektoren aus dem Pulverbehälter
unter dem Monozyklon
2.5.15.2 Konzept Pulverzentrum mit DDF-Technik und US-Sieb – PMC
(Pulver Management Center)
Das Konzept PMC Integral ist eine Integration der Pulveraufbereitung und Zudosierung
in den geschlossenen Pulverkreislauf und lässt sich auch als Nachrüstung in eine bestehende Anlagenkonfiguration einbauen. Bei Nachrüstungen werden die bestehenden Komponenten Kabine und Applikationstechnik weiterverwendet. Neu integriert werden der
DDF-Pumpenschrank mit den entsprechenden DDF-Pumpen.
Das PMC-Konzept umfasst die folgenden Funktionen:
• präzise Frischpulverzuführung aus dem Gebinde auch über lange Transportwege hinweg (bis zu 40 m lang)
• Ultraschallsiebung des Frisch- und Rückgewinnungspulvers
• automatischer Schmutzaustrag
2.5
Pulvertransport und Förderung
115
Abb. 2.61 Beispiel eines Pulver Management Centers PMC
•
•
•
•
Pulverentnahme ohne Fluidisierung
präzise und schonende Förderung
Entkopplung des PMC vom Zyklon bei Kleinstmengen ohne eine Rückgewinnung
automatische Reinigung des Systems inklusive Pulvertransportleitung
Besonders bei schnellen Farbwechseln bei denen ohne eine Rückgewinnung gearbeitet
wird sind Stillstandszeiten der Anlage von Bedeutung. Das PMC-Konzept ist für diese
Kleinmengenbeschichtung geeignet, da ein Teil des Farbwechsels schon während der
Beschichtung ausgeführt werden kann. Hierzu wird das System zum Zyklon über einen
Schieber entkoppelt. Die gewünschte Pulvermenge wird bei der Frischpulverpumpe eingestellt. Diese Pumpe mit einer Förderkapazität bis zu 5 kg/min, liefert in Sekunden die minimale Pulvermenge (ca. 700 g) damit das Pumpsystem zu den Pistolen hin arbeiten kann.
Anschließend kann die Frischpulverpumpe gereinigt und das Pulver bereits gewechselt
werden. Ein weiterer Vorteil dieses Systems ist die Ausführung der Transportleitungen. Da
für den Pulvertransport nur geringe Luftmengen benötigt werden, kann ein sehr kleiner
Schlauchdurchmesser (6 mm) gewählt werden. Durch die niedrigen Fließgeschwindigkeiten ist ein Ansintern des Pulvers in den Schlauchleitungen nicht möglich (Abb. 2.61).
2.5.16
Die Steuerung
Während ein einfaches Handgerät mit einer einzelnen Pistolensteuerung auskommt, hat
eine automatische Anlage höhere Anforderungen bis hin zur Gesamtanlagensteuerung.
Folgende Automatisierungsstufen sind heute im Beschichtungsbereich möglich:
116
2
Applikation
Abb. 2.62 Beispiel einer Automatisierungsstufe 1
2.5.16.1 Automatisierungsstufe 1
Automatisierungsstufe 1 ist die Lückensteuerung für Pistolengruppen. Bei dieser Funktion
wird das zu beschichtende Objekt am Kabineneingang von einer Lichtschranke erfasst und
alle Pistolen werden etwas verzögert eingeschaltet. Bei einer Lücke werden die Pistolen
wiederum mit einer Verzögerung ausgeschaltet (Abb. 2.62).
2.5.16.2 Automatisierungsstufe 2
Die Lückensteuerung für Einzelpistolen. Bei dieser Funktion werden die Pistolen einzeln
eingeschaltet. Bei einer Lücke werden sie wiederum mit einer Verzögerung ausgeschaltet.
Ab dieser Automatisierungsstufe kann die Steuerung in eine übergeordnete Kabinensteuerung (SPS) integriert werden (Abb. 2.63).
2.5.16.3 Automatisierungsstufe 3
Die Lückensteuerung und Breitenzustellung. Die Lückensteuerung funktioniert wie bereits beschrieben. Bei der Breitenzustellung werden die Hubgeräte bei Beschichtungsbeginn auf die Breite des breitesten Werkstückes eingefahren und nach Beendigung des Beschichtungsvorgangs wieder aus der Kabine ausgefahren (Abb. 2.64).
2.5.16.4 Automatisierungsstufe 4
Die Höhenerkennung und Breitenzustellung mit vertikaler Pistolenanordnung. Die Breitenzustellung erfolgt wiederum auf das breiteste Objekt, wogegen hier die Beschichtungs-
2.5
Pulvertransport und Förderung
Abb. 2.63 Beispiel einer Automatisierungsstufe 2
Abb. 2.64 Beispiel einer Automatisierungsstufe 3
117
118
2
Applikation
Abb. 2.65 Beispiel einer Automatisierungsstufe 4
Abb. 2.66 Beispiel einer Automatisierungsstufe 6
höhen erkannt werden und nur so viele Pistolen eingeschalten werden, wie zur Beschichtung des jeweiligen Werkstückes notwendig sind (Abb. 2.65).
2.5.16.5 Automatisierungsstufe 5
Die Höhenerkennung und Breitenzustellung mit horizontaler Pistolenanordnung. Die
Breitenzustellung erfolgt hier wiederum auf das breiteste Objekt. Hier passt sich die Höhenerkennung auf die Hubgerätebewegung der Z-Achse der Höhe der einzelnen Objekte
an. Entsprechend der Hubhöhe werden die Pistolen zu- oder abgeschaltet sowie die Pulvermenge mit den Einschüben geregelt.
2.5.16.6 Automatisierungsstufe 6
Der vollautomatische Betrieb. Die Objekte werden nicht mehr aufgrund der erfassten Geome-trie beschichtet, sondern nur noch über die Lichtschranke erkannt und das zu dem
jeweiligen Objekt gehörende Beschichtungsprogramm in Gang gesetzt. Hier erfolgt auch
die Breitenzustellung auf die entsprechende Werkstückbreite und nicht mehr nur auf das
breiteste Objekt. In diese Stufe fällt auch die synchronisierte Beschichtung, bei der die
Hubgeräte mit dem Objekt mitfahren und mehrere Achsen miteinander verfahren werden
müssen (Abb. 2.66).
2.5
Pulvertransport und Förderung
119
Abb. 2.67 Beispiel eines Hubgerätes für die Pistolen
2.5.17
Die Hubgeräte
Hubgeräte haben die Aufgabe, die Pistolen zu bewegen. Je nach Anwendungsfall sind verschiedene Ausführungen wählbar. Während für den einfachsten Fall ein einfaches Kurzhubgerät durchaus genügen kann, muss für eine komplexere Beschichtung ein Hubgerät
mit Mitfahrmöglichkeit eingesetzt werden (Abb. 2.67).
Das Hubgerät und seine optimalen Einstellungen sind beim Beschichtungsversuch zu
ermitteln und zu dokumentieren. Durch die kundenspezifische Auslegung der Hubgeräte
wird erst eine exakt reproduzierbare Beschichtungsleistung von einheitlicher Gleichmäßigkeit und Schichtstärke möglich. Die Automaten können je nach Aufwand in bis zu drei
Dimensionen arbeiten. Im Großbetrieb bedeuten mehrere zweidimensionale Hubgeräte
mit mehreren Pistolen nichts Außergewöhnliches mehr, zumal diese von einer einzigen
kompakten Steuerung aus beherrschbar sind und eine einheitliche Qualitätsbeschichtung
garantieren. Die Hubgerät-Steuerung befindet sich im Schaltschrank des Pulverbeschichtungsgerätes. Eine Mikroprozessor-Steuerung garantiert die konstante Hubgeschwin-
120
2
Applikation
digkeit und die exakte Einhaltung der Umkehrpunkte. Die auf Fördergeschwindigkeit
und Hubhöhe abgestimmten Einstellung können abgespeichert und jederzeit abgerufen
werden.
2.5.18
Rohrleitung von der Kabine zum Zyklon
Die fachmännische Ausführung der Rohrleitung ist von größter Wichtigkeit und beeinflusst in hohem Maße die Qualität des Farbwechsels. Jeder Kabinenhersteller hat seine
spezifischen Rohrleitungen, wobei es bei den Materialien Unterschiede gibt:
Verzinkte Lüftungsrohre
Vorteile
Nachteile
• kostengünstig, einfache Montage
• viele Nahtstellen
• alle Formen möglich
• Teilsegmente in Bogen
• Bogen erhältlich
• Gefahr von Pulveransammlungen in Nahtstellen/Bogen
• Sicherheitsanforderungen können
einfach erfüllt werden
Rostfreie, nahtlos geschweißte Rohre
Vorteile
Nachteile
• keine Pulverablagerungen
• hohe Kosten
• keine Nahtstellen
• Bogen aus einem Stück
• Sicherheitsanforderungen werden einfach erfüllt
Kunststoffrohre
Vorteile
Nachteile
• keine Nahtstellen
• Erfüllung der Sicherheitsvorschriften schwieriger
• keine Pulverablagerungen
• zusätzliche Erdung zur Verhinderung von Gleitbüschelentladungen notwendig
• Bogen aus einem Stück
Rechteckrohre sollten aus strömungstechnischen Gründen keine Verwendung finden. Das
Luftgeschwindigkeitsprofil in Rechteckrohren sorgt in allen Fällen für Verwirbelungen
und somit für unkontrollierbare Pulverablagerungen. Allgemein kann gesagt werden, dass
rostfreie Rohre alle Anforderungen an eine optimale Rohrleitung erfüllen. Natürlich muss
die Dimensionierung von Durchmesser und die Auslegung von Übergangsstücken rund
oder rechteckig nach den Regeln der Strömungslehre vorgenommen werden.
2.5
Pulvertransport und Förderung
2.5.19
121
Kabinensysteme für die automatische Beschichtung
Eine Pulverbeschichtungsanlage für die halbautomatische bzw. automatische Beschichtung besteht aus folgenden Systemelementen:
Nachfilter: Er hat die Aufgabe, die Abluft der Beschichtungskabine von Pulverpartikeln zu reinigen. Dabei dürfen die vom Gesetzgeber vorgegebenen Maximalwerte nicht
überschritten werden. Verschiedenste Fabrikate mit Patronen und Plattenfiltern stehen zur
Verfügung. Da es sich beim Pulver vorwiegend um Feinstaubpartikel handelt, ist der Filter
entsprechend großzügig zu dimensionieren. Die Abluftmenge wird anhand der Kabinenöffnungen so ausgelegt, dass an allen Öffnungen eine mittlere Lufteintrittsgeschwindigkeit
von 0,5 m/s für Blechkabinen und 0,5–0,70 m/s für Kunststoffkabinen gewährleistet ist.
Wird die Abluft des Pulverzentrums auch im Nachfilter verarbeitet, ist die Abluftmenge
um ca. 3.000 m3/h zu erhöhen. Tiefere Werte für eine Pulverzentrumsabsaugung führen zu
Verunreinigungen des Arbeitsplatzes.
Pulverzentrum (nur Injektoranlagen): Es erleichtert bei einem Farbwechselsystem die
Verarbeitung verschiedenster Farben ohne Kontaminationsgefahr. Das Pulver wird entweder aus einer Pulverbox oder auch direkt aus dem Gebinde verarbeitet. In der Regel
verfügt das Pulverzentrum über ein Abteil. Bei sehr hohen Qualitätsanforderungen oder
bei Extremfarbwechsel wird ein Pulverzentrum mit zwei Abteilen benutzt, von denen jede
über ein eigenes Abluftsystem und über eine getrennte Pulverschlauchführung verfügen.
Applikationsgeräte für die automatische Beschichtung: Während ein einfaches Handgerät mit einer einzelnen Pistolensteuerung auskommt, hat eine automatische Anlage größere Bedürfnisse. Im einfachsten Fall braucht jede Pistole und jedes Hubgerät eine eigene
Steuereinheit (einen eigenen Einschub). Mit jedem weiteren Automatisierungsgrad werden zusätzliche Steuereinschübe benötigt, um die einzelnen Schritte zu steuern und sie
aufeinander abzustimmen.
Steuerungen: Grundsätzlich besteht eine Anlagensteuerung aus einem Steuerschrank
mit verschiedenen Einschüben, welche die einzelnen Funktionen der Pistolen, Hubgeräte,
etc. steuern.
Pistoleneinschübe: Sie werden für die elektrostatische und pneumatische Ansteuerung
der Pistolen und Injektoren eingesetzt. Am Steuereinschub ist die Hochspannung sowie
Förder-, Zusatz- und Spülluft einzustellen. Die Durchflussmessung erlaubt ein genaues
Einjustieren des optimalen Pulverausstoßes. Es sind verschiedene Automatisierungsgrade möglich. Die Pneumatik-/Fluidisiereinheiten verteilen die Druckluft an die Pistolensteuereinschübe, regeln die Fluidluft- und den Airmoverdruck sowie die Vorfluidisierung.
Mit einer Pulverschlauch-Spüleinheit lassen sich die Pulverschläuche reinigen. Je nach
Anwendungsfall können die Pistolen einzeln oder in Gruppen gespült werden.
Kontrollsteuerungen: Die Verriegelsteuereinschübe dienen zur Kontrolle und Freigabe
von Verriegelfunktionen in Anlagen mit fluidisierten Pulverbehältern sowie zur Anzeige
des Pulverbehälterstatus. Diagnosesysteme dienen zur Überwachung der Funktion von
Pistolen und Hubgeräten.
122
2
Applikation
Hubgerätesteuerungen: Diese Steuerungen dienen der freien Programmierung von
Hubgerät- und Achsenbewegungen in verschiedenen Verfahrpositionen.
2.5.19.1 Halbautomatische Ausführung der Hubgerätesteuerungen
Tiefenverstellachse mit Antrieb und fünf Arbeitspositionen. Die gewünschte Position
wird über eine Steuerung mit Tastatur angewählt. Über Tastschalter wird die automatische
Außenreinigung links oder rechts der Kabine aktiviert.
Vorteile
Nachteile
• Lösung im mittleren Preissegment
• Tiefenposition manuell vorgewählt,
Fehlmanipulationen möglich
• freie Wahl der Tiefenposition (Flachteile benötigen andere Pistolenabstände als geformte Teile)
• für vollautomatische Applikation mit
variablen Produkten nicht geeignet
• besonders geeignet für vielfältiges Teilespektrum,
gleichzeitige Reinigung beider Pistoleneinheiten
• keine Objekterkennung notwendig
2.5.19.2 Vollautomatische Ausführung der Hubgerätesteuerungen
Tiefenverstellachse mit Antrieb für eine Arbeitspositionswahl in 2 cm-Schritten. Die
Arbeitsposition wird über eine Objekterkennung vorbestimmt. Die Außenreinigung wird
über die SPS ausgelöst.
Vorteile
Nachteile
• g eeignet für vollautomatische
Applikation
• teure Lösung
• g leichzeitige Pistolenreinigung links
und rechts
• d
ie automatisch angefahrene Arbeitsposition entspricht nicht unbedingt der optimalen
Beschichtungsposition
• keine Kollisionsgefahr mit Objekten
• S PS-Störungen können zu Betriebs-unterbrechungen führen
Frischpulverversorgungssteuerungen: Die Frischpulver-Steuereinschübe überwachen
und steuern den Pulvertransport aus dem Gebinde in den Pulverbehälter.
Frischpulverversorgung: Frischpulversysteme werden eingesetzt, wenn der Pulververbrauch hoch ist und die Qualitätsanforderungen eine konstante Zumischung von Frischpulver zum zurückgewonnenen Pulver erfordern. Abhängig von der Anlagengröße (Anzahl Pistolen) und dem Liefergebinde der Pulverlieferanten, kommen verschiedene Systeme zum Einsatz. Das reicht von der Frischpulverversorgung aus dem Original-25 kg-Gebinde des Pulverherstellers, bis hin zum Fördersystem für die direkte Frischpulverversorgung aus dem Original-250–500 kg-Big-Bag des Pulverherstellers.
Automatikpistolen: Voraussetzung für eine automatische Außenreinigung ist eine glatte
Oberfläche. Schlauch- und Kabelanschlüsse müssen sich außerhalb der Kabinen befinden.
2.5
Pulvertransport und Förderung
123
Objekthöhenerkennung und Objektbreitenerkennung: Durch den Einsatz von Monozyklonen für die Pulverrückgewinnung ist mit Pulververlusten von 3–5 % zu rechnen. Es
ist daher sinnvoll die Pistolen nur zu betreiben, wenn auch Objekte die Kabine passieren.
Mit der Objekthöhenerkennung kann diese Forderung erfüllt werden. Die Objektbreitenerkennung wird dort sinnvoll eingesetzt, wo klar definierte Formen zu beschichten sind
und der automatische vorgewählte Pistolenabstand auch die besten Beschichtungsresultate
ergibt. Bei variablen Objektformen ist eine individuelle Zustellung der einzelnen Achsen
durch den Anlagenführer vorzuziehen.
Automatische Reinigung des Kabineninnenraums: Die automatische Reinigung des
Kabinen-Innenraums wird dort eingesetzt, wo die Kabinenabmessung ab ca. 3 m Objekthöhe die manuelle Reinigung mit Luftlanzen nicht mehr zulassen oder das Betreten
der Kabinen aus Sicherheits- oder Qualitätsgründen nicht gewünscht sind. Die Innenreinigung erfolgt in zwei Arbeitsgängen, zuerst Abblasen und dann die Feinreinigung mit
Schwämmen. Bei der ersten Durchfahrt werden die Kabinenwände abgeblasen. Bei der
zweiten Durchfahrt wird mit Schwämmen die Feinreinigung durchgeführt. Die Vorschubgeschwindigkeit beträgt ca. 4 m pro Minute. Für die Gesamtreinigung werden, je nach
Kabinenlänge, 4–6 min benötigt. Bei größeren Produktionschargen muss die Kabine zuvor
grob mit einer Luftlanze ausgeblasen werden. Die Reinigungsautomaten sind zum Abblasen von größeren Pulveransammlungen nicht geeignet. Alle Pistolenschlitze und Handöffnungen müssen manuell mit der Druckluftlanze gereinigt werden, bevor die Reinigungsmaschine in Betrieb genommen wird.
2.5.19.3 Der Schnellfarbwechselablauf
1. Türen schließen, Ein-/Auslauf/Handbeschichtung = 1 min.
2. Pistolen zum Referenzpunkt fahren, Tiefenachsen ausfahren, gleichzeitig Pistolen
außen abblasen, bei Bedarf wiederholen. Während dieses Vorganges wird das Gebinde
entfernt = 0,4 min.
3. Pistoleninnenreinigung, Absenken des Injektorblockes. Pulsierendes Durchblasen
von Tauchrohr, Injektor, Pulverschlauch und Pistole. Dieser Vorgang wird für den linken und rechten Pistolensatz unabhängig durchgeführt. Während dieses Vorganges
werden die Tauchrohre und Injektoren außen mit Druckluft gereinigt = 1,5 min.
4. Pistolenaußenreinigung wird wiederholt = 0,3 min.
5. Kabinenreinigung unter Abluftbetrieb. Für alle Kabinentypen gültig: Reinigung der
Pistolenschlitze, Reinigung der Handbeschichtungsöffnungen, manuell = 1 min.
6. Kabineninnenreinigung, manuell oder mit Automat = 4–6 min.
7. Zyklon, Siebmaschine und Schubförderung reinigen, Konus absenken, Sieb ausschwenken und abblasen = 0,5 min.
8. Reinigung der Schubförderung mit Gegenblasen und Konus ausblasen = 0,6 min.
9. Konus ausschwenken, Zyklonauslaufpartie kontrollieren und abblasen = 0,2 min.
10. Tauchrohrkontrolle, evtl. 1 x täglich abblasen, Konus einschwenken, Sieb hochfahren. Während dieses Vorganges wird das neue Farbgebinde im Pulverzentrum platziert, und die Injektoren werden abgetaucht. Hiermit ist der Farbwechselvorgang
beendet = 0,1 min.
124
2
Applikation
Werden sehr hohe Qualitätsansprüche gefordert, ist die Kontrolle der Pistolenmundstücke
sowie das Austauschen der Pulverschläuche unumgänglich. Für 10 Pistolen rechnet man
mit einem Zeitaufwand von ca. 5 min.
2.6
Die Anlagentechnik für die Verarbeitung von Effektpulverlacken
Die steigende Nachfrage nach Effektpulverlacken, speziell nach Metallicpulvern, hat zu
verschiedenen Neuentwicklungen geführt, die sich im Markt immer größerer Beliebtheit
erfreuen. Die meisten handelsüblichen Applikationssysteme berücksichtigen die speziellen Eigenschaften des Metallicpulvers bei der elektrostatischen und mechanischen Konzeption ihrer Pistolen und Pistolensteuerungen recht gut. So können die meisten der heute
eingesetzten Metallicpulver problemlos und ohne spezielle Vorkehrungen verarbeitet werden. Dennoch können die folgenden Probleme bei der Verarbeitung auftreten:
• Rückgewinnungsprobleme
• Aufladungsprobleme (Kurzschlüsse)
• Sprühbildveränderungen.
2.6.1
Rückgewinnungsprobleme
Hier entstehen in erster Linie Probleme bei der Verarbeitung der nicht gebondeten Pulver,
die zur Entmischung neigen. Aus anlagentechnischer Sicht kann nur der Rat gegeben werden, möglichst gebondete Pulver zu verwenden, diese in Systemen mit möglichst wenig
Pulver im Kreislauf zu verarbeiten (im Fluidtopf ca. 1–2,5 kg Pulver) und für eine kontinuierliche Frischpulverzufuhr zu sorgen. Ursachen für die Rückgewinnungsprobleme bei
der Verarbeitung nicht gebondeter Pulver können sein:
•
•
•
•
•
häufige Reinigung
zuviel Pulver im Kreislauf
keine kontinuierliche Frischpulverzufuhr
Pulveraufbereitung in Rührwerkbehälter
Fluidisierung und Vibration führen zu Entmischungen.
Sie müssen jedoch von Fall zu Fall abgeklärt werden.
2.6.2
Aufladungsprobleme
Ladungsprobleme entstehen in den meisten Fällen durch Kurzschlüsse, vor allem im
Innen- und Außenbereich der Pistolen und Mundstücke. Durch die Entstehung eines
2.6
Die Anlagentechnik für die Verarbeitung von Effektpulverlacken
125
Kurzschlusses fließt der ganze Ladungsstrom in Richtung Erde ab. Dadurch werden die
Pulverpartikel nur ungenügend oder gar nicht mehr aufgeladen. Eine Beschichtung ist unmöglich. Folgende Ursachen können die Quelle von Kurzschlüssen sein:
•
•
•
•
Ablagerungen am Pistolenkörper
Kurzschlussbildung im Bereich zwischen Pistole und Mundstück
Schichtbildung im Pulverrohr oder Pulverschlauch
Kurzschlussbildung durch Pulverablagerungen außen am Pistolenkörper.
Die Isolationsstrecke zwischen dem Mundstück und der leitenden Pulverschicht ist zu
klein, es kommt zum elektrischen Überschlag. Die Ansammlung von Pulver auf den Pistolen stellt ein erhebliches Gefahrenpotenzial dar und kann zu unkontrollierbaren Entladungen und Funkenbildung führen. Hier hilft nur ein regelmäßiges Abblasen des Pistolenkörpers. Der eingesetzte Mundstücktyp hat einen großen Einfluss auf die Oberflächeneffekte.
2.6.3
Sprühbildveränderungen
Ein bekanntes Phänomen der Metallic- und Effektbeschichtung ist, dass diese Pulver mit
unterschiedlichen Pistolen oder Steuerungen verarbeitet, ungleiche Oberflächeneffekte
zeigen. Dies liegt an der unterschiedlichen Aufladung und dem daraus folgenden Schichtaufbau auf dem Objekt.
Aber auch während dem Beschichten können Sprühbildveränderungen auftreten. Dies
liegt dann in der Veränderung des Pulver-Pigment-Gemisches, das während der Aufbereitung und Förderung des Pulvers entsteht. Hier hilft nur eine dosierte und kontinuierliche
Frischpulverzufuhr. Generell kann gesagt werden, dass je höher der Pigmentanteil eines
Pulvers ist, desto kritischer auch dessen Aufbereitung und Zerstäubung ist.
Auch bei der Aufbereitung des Pulvers für den Transport können Fehler vermieden
werden. Mit einem fluidisierten Pulverbehälter lassen sich bei normal pigmentiertem
Pulver gute Resultate erzielen. Der Einsatz von gleichzeitiger Vibration und Fluidisierung
muss aber unbedingt vermieden werden, da die Vibrationen die Trennung der Pulverpartikel verstärken. Ideal für die Verarbeitung von Metallicpulver ist der Einsatz eines Rührwerkbehälters. Der Vorteil dieser Verarbeitungsart liegt auf der Hand: Das Pulver wird
weder vibriert noch fluidisiert, sondern äußerst pulverschonend gerührt. So findet keinerlei Entmischung statt. Mit diesem Pulverbehälter können auch die schwierigsten Metallicpulver sicher verarbeitet werden.
Hohe Sicherheit in der Verarbeitung bietet hier die DDF-Technologie. Das im PMC
nur ganz leicht fluidisierte Pulver wird durch den Dichtstrom im Pulverschlauch praktisch
entmischungsfrei gefördert. Nach der Rückgewinnung mischen sich zurückgewonnenes
und Frischpulver schon auf dem Ultraschallsieb. Im Kreislauf befinden sich nur ca. 5–6 kg
Pulver. Trotzdem ist zu beachten, dass bei langen Serien auf Rückgewinnung das Mischverhältnis zwischen zurückgewonnenem und Frischpulver genau beobachtet werden muss.
126
2.6.4
2
Applikation
Einfluss der Mundstücke
2.6.4.1 Die Flachstrahldüse
Der Vorteil der Flachstrahldüse liegt hauptsächlich in der hohen Aufladung des Pulvers
und dem damit zusammenhängenden hohen Auftragswirkungsgrad. Bei flächigen Teilen
wird ein Auftragswirkungsgrad von 60–70 % erreicht. Die Flachstrahldüse kommt vor allem bei Automatikanlagen mit Rückgewinnung zum Einsatz. Hier ist eine kontinuierliche
Frischpulverzufuhr eine absolute Notwendigkeit, um gleichmäßige Beschichtungsresultate
ohne Effektveränderungen erreichen zu können.
Werden stärker pigmentierte Pulver verarbeitet, kann es durch den im Flachstrahlmundstück integrierten Elektrodenhalter zu einer Trennung des Pulvergemisches kommen. Die Metallpigmente lagern sich dann im Inneren des Mundstückes ab. Die Agglomerationen lösen sich in Klumpen und verursachen Spucker. Da diese Ansammlungen
von Metallpartikeln leitend sind, führen sie bereits nach kürzester Betriebszeit zu Kurzschlüssen, indem sie auf die Pulverablagerungen auf dem Mundstück und auf der Pistole
zurückschlagen.
Der Einsatz eines Flachstrahlmundstückes mit versteckter Elektrode kann in vielen
Fällen Abhilfe schaffen. Hier wird die gespülte Elektrode innerhalb des Körpers bis zur
Pulveraustrittsöffnung geführt. Der Auftragswirkungsgrad ist in diesem Falle 10–15 % geringer als bei der normalen Flachstrahldüse, dafür kann aber ohne Spucker beschichtet
werden. Wird auch noch darauf geachtet, dass die Spülluft der Elektrode so eingestellt
ist, dass sie den Pulverstrahl nicht teilt, können mit diesem Mundstück sehr gute, stabile
Resultate erzielt werden.
2.6.4.2 Die Rundstrahldüse
Durch die größere Isolationsstrecke zwischen der Elektrode und den Pulverablagerungen
auf der Pistole oder im Pulverrohr ist die Gefahr von Kurzschlüssen wesentlich kleiner
als bei der Flachstrahldüse. Trotzdem sollten ausschließlich gespülte Düsen zum Einsatz
kommen, um Ablagerungen auf dem Prallteller zu vermeiden. Diese führen sofort wieder
zu einem Kurzschluss. Die Rundstrahldüse ergibt in den meisten Anwendungsfällen gute
bis sehr gute Resultate. Vor allem auf flächigen Teilen ist die Oberflächengüte sehr gut.
Aufgrund der langsamen Fortbewegungsart der Wolke ist das Eindringvermögen nicht
sehr ausgeprägt. In schwierigen Fällen kann ein kleiner Prallteller von 15–20 mm das Eindringvermögen verbessern. Der Aufladewirkungsgrad der Pistole ist verglichen mit dem
Einsatz einer Flachstrahldüse wesentlich kleiner, er sinkt auf unter 50 %. Entsprechend
weniger Pulver bleibt am Objekt haften und entsprechend mehr Pulver gelangt in den
Rückgewinnungskreislauf. Tendenziell neigt die Rundstrahldüse dazu, die Metallpigmente
vom Pulver zu trennen, was zu unregelmäßigen Metalliceffekten (Wolkenbildung) führen
kann. Dieser Nachteil kann aber in den meisten Fällen durch eine kontinuierliche Frischpulverzufuhr korrigiert werden (Abb. 2.68).
2.7
Sonderverfahren der Pulverbeschichtung
127
Abb. 2.68 Spezielle Mundstücke mit Außenaufladung für
die Metallic-Beschichtung
2.6.5
Kurzschlussbildung zwischen Pistole und Mundstück
Beim Einsatz von normalen Pistolen, welche nicht speziell für die Verarbeitung von Metallicpulvern konzipiert wurden, kann es im Bereich der Hochspannungsübertragung auf das
Mundstück zu Kurzschlüssen kommen.
Ideal ist der Einsatz einer Pistole mit verlängertem Pulverrohr. Wird eine normale Pistole eingesetzt, so ist beim Wechseln des Mundstückes auf eine sorgfältige Reinigung der
Kontaktfläche zwischen Pistolenkörper und Mundstück zu achten. Ebenso muss die Überwurfmutter gut sitzen und fest angezogen sein, damit das Mundstück satt auf der Pistole
sitzt.
2.6.6 Kurzschlussbildung durch Schichtbildung im Pulverrohr oder
Pulverschlauch
Einige Effektpulver neigen zu Ablagerungen und Bildung einer leitenden Schicht im Pulverrohr und im Pulverschlauch. Über diese Schicht wird die ganze, in der Pistole erzeugte
Ladung abgeführt und ein Beschichten unmöglich. Ein regelmäßiges Ausblasen des Pulverschlauchs und Pulverrohrs ist der beste Schutz vor Ansinterungen.
Auch kann der Einbau einer Verwirbelungszone den Aufbau einer leitenden Schicht
verhindern. Gute Resultate werden auch mit dem Einsatz verlängerter Mundstücke mit
erhöhter Dichtungsfläche erzielt.
2.7
Sonderverfahren der Pulverbeschichtung
2.7.1 Pulverbeschichten ohne Pistolen – rein elektrostatisches
Wirbelbadverfahren
Beim Brennier-Verfahren [48] wird das Beschichtungspulver nicht direkt auf die zu beschichtenden Teile mit Hilfe von Pistolen gesprüht, sondern es wird auf zwei Flächenelektroden gebracht. Die Größe dieser Elektroden richtet sich nach den zu beschichtenden
128
2
Applikation
Werkstücken. Durch eine Modulbauweise lassen sich kostengünstig verschiedene Größen
realisieren.
Die Pulveraufladung erfolgt mit einer im Bereich von 0 bis 50 kV regelbaren Gleichspannung, der eine 12 kV Wechselspannung überlagert ist. Die Wechselspannung sorgt
durch die ständige Umpolung der Elektrodenoberfläche für die elektrostatische Aufladung
und Abstoßung der Pulverteilchen von der Oberfläche. Die geladenen Teilchen tauchen
dann in das zwischen den Elektroden und dem Werkstück aufgebaute elektrische Feld der
Gleichspannung ein. Sie folgen den Feldlinien zum geerdeten Werkstück.
Durch das ständige Anziehen und Abstoßen der Pulverteilchen entsteht eine diffuse
Pulverwolke. Bei kleinen Anlagen reichen die elektrostatischen Kräfte aus, um das Pulver
zum Teil zu bewegen. Bei größeren Volumen wird die homogene Pulverwolke durch Einblasen von Luft erreicht.
2.7.2
Coil-Coating mit Pulverlack
Die Verwendung von Pulverlack im Bereich der Bandbeschichtung fand bisher nur wenig
Interesse. Dennoch sind seit 1989 in Europa schon einzelne reine Pulverbeschichtungsanlagen für Band und/oder Blech in Betrieb gegangen. Betreiber sind hauptsächlich mittelständische Unternehmen, die teilweise auch für den eigenen Bereich der Weiterverarbeitung zu Bauteilen beschichten. Vorwiegend wird Aluminium verarbeitet, bei einigen Anlagen auch verzinktes Stahlblech, Galfan® (Überzug aus einer Legierung von 5 % Al/Zn)
oder Galvalume® (Überzug aus 55 % Al/Zn). Die maximalen Substratbreiten liegen zwischen 1.250–1.700 mm, mit Ausnahme der Anlage der Firma Alcan, wo Blechbreiten bis
2.400 mm verarbeitet werden können. Die Werkstoffdicken betragen je nach Auslegung
der Anlage 0,4–3,0 mm, bei Aluminiumblechtafeln teilweise bis 5 mm.
Alle bisherigen Anlagen sind von konventioneller Bauart und arbeiten mit elektrostatischen Automatik-Sprühpistolen bei vorwiegend horizontaler Applikation. Aber auch eine
senkrechte Applikation, Metallband läuft nach oben durch die Beschichtungszone, ist gegeben. Die derzeitigen Anlagen sind mit bis zu 20 Sprühpistolen ausgestattet, die einen
gleichmäßigen Auftrag über Bandbreite und -länge erzielen müssen. Die maximale Durchlaufgeschwindigkeit liegt zwischen 8 und 15 m/min. Einige Horizontalanlagen erlauben
den wahlweisen Einsatz von Band und Blech, aber auch von Profiltafeln.
Die Wärmebehandlung erfolgt im Allgemeinen durch eine Kombination von Infrarotstrahlung und Umlufttrocknung. Es werden Objekttemperaturen von 180–250 °C erreicht,
wobei der gesamte Prozess in weniger als 1,5 min abgeschlossen ist. In der Regel werden
die Pulverlacke (auf Polyesterbasis) einschichtig auf einer Seite des Bandes aufgetragen,
wobei die Schichtdicken im Bereich von 50 bis 80 µm liegen.
Neu und vielversprechend erscheint die Anwendung der NIR (nahes Infrarot)-Trocknung, so dass Trocknungszeiten von deutlich unter 1 Minute erreichbar sind [49].
2.7
Sonderverfahren der Pulverbeschichtung
129
Abb. 2.69 Schematische Darstellung einer Pulver-Bandbeschichtungsanlage
2.7.2.1 Anlagentechnik
Anlagen mit Bandgeschwindigkeiten von 20 m/min applizieren den Pulverlack mit Corona- oder Tribopistolen, die Vernetzung des Lackfims erfolgt in Infrarot- bzw. Konvektionsöfen. Anlagen mit Geschwindigkeiten von 20 bis zu 60 m/min setzen ebenfalls Corona- oder Tribopistolen ein, wobei für die schnellere Bandgeschwindigkeit mehr Pistolen
erforderlich sind, was zu einer Behinderung im Beschichtungsprozess werden kann. Als
Lösung bietet sich hier die Pulverglocke an. Als Einbrennöfen können Infrarot-, Konvektions- oder Induktionsöfen bzw. NIR-Technik eingesetzt werden. Hochgeschwindigkeitslinien mit mehr als 60 m/min benötigen eine völlig neue Applikationstechnik [50]
(Abb. 2.69).
Aufbau einer Coil-Coating-Anlage Eine typische Anlage beinhaltet die folgenden Stationen:
1.
2.
3.
4.
5.
6.
Reinigung und chemische Vorbehandlung
Haftwassertrocknung
Abkühlzone
Lackapplikation
Einbrennen/Vernetzung
Abkühlzone
2.7.2.2 Neue Verfahrensentwicklungen
Neue innovative Verfahren bei der Bandbeschichtung mit Pulver sind das „Powder Cloud“Verfahren der Materials Sciences Corp., USA, das EMB-Verfahren (elektromagnetisches
130
2
Applikation
Abb. 2.70 Transfer-Walze
und Magnetbürsten [52]
Bürstverfahren) der DSM, Niederlande und die „TransApp“-Technik des IPA Frauenhofer
Institut Produktionstechnik und Automatisierung.
Das Powder-Cloud-Verfahren (MSC-Technologie) Bei der MSC-Technologie erfolgt die
Erzeugung und Dosierung des Nebels über rotierende Bürsten. Der mit Luft durchsetzte
Pulvernebel wird über eine Reihe von Koronadrähten geleitet, die das Pulver aufladen. Das
Ladungs-Masse-Verhältnis ist aufgrund der elektrostatischen Feldlinien sehr hoch, was
bedeutet, dass ein gleichmäßiges elektrostatisches Feld über die gesamte Breite des Bandes
erzeugt wird. Die Pulverteilchen können so die Grenzschicht der sich schnell bewegenden
Substatoberfläche durchdringen und sich sehr gleichmäßig abscheiden [51].
Das elektromagnetische Bürst-Verfahren (EMB) Einen ganz anderen Weg geht das von der
niederländischen DSM Resins vorgeschlagene Magnetbürsten-Verfahren (EMB), abgeleitet von dem bei Kopiergeräten und Laserdruckern benutzten Prinzip. Zum Transport der
Pulverteilchen ist keine Luft als Medium mehr erforderlich. Grundlagen sind die Verwendung von in der Regel magnetisierbaren Trägerteilchen und eine intensive triboelektrische
Aufladung von Pulver und Träger. Das Verfahren eignet sich für Bänder aus Stahl und Aluminium und erlaubt ebenfalls hohe Applikationsgeschwindigkeiten [49, 52] (Abb. 2.70).
Das EHB-Verfahren (auch als „Solid Block“-Verfahren bekannt) Bei diesem Verfahren wird
der Pulverlack in einem noch festen, vorgeschmolzenen Zustand auf das bei 80 °C vorge-
2.7
Sonderverfahren der Pulverbeschichtung
131
heizte Coil gepresst. Die Vernetzung erfolgt in einem Tunnelofen. Zwei Anlagen in Australien und eine in Singapore arbeiten mit diesem Applikationssystem. Die Einschränkungen
liegen aber bisher bei der noch niedrigen Bandgeschwindigkeit und einer nicht zufriedenstellenden Qualität der Filmoberfläche. Dieses Verfahren wurde von Akzo (Courtaulds
Paints) in Australien patentiert [53].
Das TransApp-Verfahren Im sogenannten TransApp-Verfahren wird der Pulverlack nicht
versprüht, sondern über hohe elektrische Feldkräfte auf das durchlaufende Flachmaterial
appliziert. Die sehr kurze Transferstrecke bewirkt, dass sich die Pulverpartikel homogen
und nahezu vollständig auf dem Substrat niederschlagen. Hohe Sprühverluste treten hier
nicht auf, wodurch Absaugkabinen und Pulverrückgewinnungsanlagen überflüssig sind.
Das Verfahren eignet sich für leitende wie auch nicht leitfähige Substrate [54].
2.7.3 Wirbelsintern
Beim Wirbelsintern ist keine Aufladung des Pulvers nötig. Das Werkstück wird auf die
Reaktionstemperatur des Pulvers erwärmt und in das fluidisierte Pulver getaucht. Das
Verfahren eignet sich für Kleinteile und drahtähnliche Werkstücke, wie zum Beispiel Geschirrspülkörbe, wo große Schichtdicken gefordert sind, ohne besondere Anforderungen
an die optische Beschichtungsqualität zu stellen [55, 56].
2.7.4
Rundsprühsysteme in der Omega-Schleife
Dieses Konzept wird bei langen, vertikal hängenden Profilen bzw. von übereinander angeordneten Teilen begrenzter Breite (je nach Durchmesser der Omega-Schleife) angewendet
[61].
Die Vorteile dieses Verfahrens sind:
• kompakte Anlage
• hohe Beschichtungsgleichmäßigkeit
• bei großem Teiledurchsatz und voller Anlagenauslastung sehr wirtschftliche Betriebsweise
• 1 Rundsprühkopf ersetzt bis zu 12 Sprühpistolen, dadurch auch weniger Verschleißteile
Nachteile und Grenzen des Verfahrens sind:
•
•
•
•
•
geringe Flexibilität bzw Teilegeometrie
Sprühabstand nicht variabel
Pendeln der hängenden Profile
für kleine Losgrößen nicht geeignet (hoher Umrüstaufwand)
Pulveranpassung erforderlich
132
2
Applikation
Tab. 2.13 Technische Möglichkeiten zur Wirkungsgradverbesserung bei elektrostatischen
Sprühverfahren
Techn. Möglichkeit
Zielstellung
Messtechnik
Online-Messung
Rückgewinnung
Direkter Stoffkreislauf
Feldanpassung von Werkst.-Sprühgerät
durch lfd. Umrüstung
3-D-Feldberechnung, Personalschulung
Absaugung
Reduzierung der Fremdkräfte
Art der Aufladung: Korona, Tribo
Experimentelle Optimierung
Sprühgeräte: Pistolen, Glocken
Sprühbildoptimierung
Anpassung an die Werkstückform, Schlauchführung
Hand- und Automatikbeschichtung
Experimentelle Optimierung
Rücksprühen
Vermeiden
Optimierung der Schichtdicken
Aufgaben, Vorgaben einhalten
Mengenausstoß
Online-Anpassung
Verarbeitungsparameter
Laufende Überwachung
2.8 Wirkungsgradverbesserung bei elektrostatischen
Sprühverfahren
Eine technische Lösung ist selten eine Endlösung, sondern meist ein Kompromiss, denn es
müssen viele Faktoren beachtet und für den jeweiligen Anwendungsfall abgewogen werden. Auch der Lackierprozess muss als ganzheitliches Konzept betrachtet werden.
In Tab. 2.13 und Abb. 2.71 sind die wichtigsten Einflussgrößen aufgezeigt – ausgenommen das Beschichtungsteil selbst – die einzeln oder in ihrem Zusammenwirken für den
Auftragwirkungsgrad bestimmend sind [57].
Diese Einflussgrößen lassen sich den folgenden drei Gebieten zuordnen:
• Verfahren, Anlagen, Geräte
• Applikation, von Hand oder automatisch
• Beschichtungswerkstoff (Pulver, Wasser- oder Lösemittellacke)
Bei der Pulverlackierung wurde zu Beginn durch die Möglichkeit des Overspray-Recycling
die Notwendigkeit eines hohen Erstauftragswirkungsgrades in Frage gestellt bzw. eher als
nebensächlich beurteilt, da ein Gesamtwirkungsgrad von nahezu 100 % möglich ist. Inzwischen hat man erkannt, dass es durchaus notwendig ist, bereits einen hohen Erstauftragswirkungsgrad zu erzielen.
Die folgenden Punkte können dazu beitragen den Erstauftragswirkungsgrad bei der
Pulverbeschichtung zu verbessern:
2.8 Wirkungsgradverbesserung bei elektrostatischen Sprühverfahren
133
Abb. 2.71 Einflüsse, die eine
Wirkungsgradverbesserung
notwendig machen können
• Die Dicke der Pulverschicht erfährt eine Selbstbegrenzung, die sich zunächst in geringeren Auftragsmengen pro Zeit und durch Einsetzen des Rücksprühens äußert. Hier
kann mit einer Online-Kontrolle der Schichtdicke der Pulverauftrag zum optimalen
Zeitpunkt gestoppt werden. Denn der Anteil, der nicht mehr zum Werkstück gelangt,
nimmt mit steigender Schichtdicke zu, wird abgesaugt und mindert den Wirkungsgrad.
Einflussgrößen sind die Höhe der Aufladung, der Pulverausstoß, der Abstand zwischen
Sprühgerät und Werkstück und dessen Oberflächenprofil.
• Den Einfluss des Abstands zum Werkstück auf den Erstauftragswirkungsgrad verdeutlicht Abb. 2.72. Prinzipiell ist der Abstand vom Sprühkopf abhängig, wobei die Prallteller unempfindlicher reagieren als der Flachstrahl. Weitere Unterschiede bestehen
zwischen Korona- und Triboaufladung.
• Die Verarbeitungseigenschaften der Pulverlacke haben ebenfalls einen Einfluss auf den
Erstauftragswirkungsgrad. Bei Pulver zählt die Teilchengröße dazu. Pulver mit einem
ausgesonderten Feinanteil, sogenanntes gesichtetes Pulver, führt direkt zu einen verbesserten Wirkungsgrad.
• Eine entscheidende Verbesserung ergibt sich mit der lackiergerechten Konstruktion der
Werkstücke und Aufhängehilfsmittel.
• Anlagentechnik, wie Lückensteuerung, Applikation mit Roboter, Vermeidung von
Nacharbeit oder Maßnahmen für einen schnellen und effizienten Farbwechsel tragen
ebenfalls zu einem verbesserten Wirkungsgrad bei [58].
134
2
Applikation
Abb. 2.72 Abnahme des Erstauftragswirkungsgrads in Abhängigkeit vom Abstand zwischen TriboSprühpistole und flachem Werkstück [57]
2.9
Geforderte Sicherheitseinrichtungen
Zur Gewährleistung eines gefahrlosen Betriebs elektrostatischer Beschichtungsanlagen
werden vom Hersteller und vom Betreiber die Einhaltung von arbeitsschutz- und sicherheitstechnischen Anforderungen verlangt. Diese Forderungen sind in Normen und Regeln
festgelegt. In den Abb. 2.73 und 2.74 sind die Gefahrensituationen und Sicherheitskriterien
bei elektro-statischer Beschichtung gegenübergestellt.
Im Zuge der Harmonisierung der europäischen Normen haben für elektrostatische Lackier- und Pulverbeschichtungsanlagen inzwischen mehrere von CENELEC (European
Committee for Electrotechnical Standardization) erstellte Normen den Status nationaler
Normen erhalten. Sie sind somit in allen europäischen Mitgliedstaaten gültig und behandeln hauptsächlich die im Zusammenhang mit den elektrostatischen Sprühsystemen
stehenden Risiken. Ihre Grundlage ist die EU-Explosionsschutzrichtlinie 94/9EG (ATEX
94/9/EG).
Im Einzelnen sind dies:
• DIN EN 50050 Elektrische Betriebsmittel für explosionsgefährdete Bereiche -Elektrostatische Handsprüheinrichtung
• SN EN 50053 Auswahl, Installation und Anwendung von elektrostatischen Handsprüheinrichtungen
• Teil 1 für flüssige Beschichtungsstoffe/Energiegrenze 0,24 mJ
• Teil 2 für Beschichtungspulver/Energiegrenze 5 mJ
2.9
Geforderte Sicherheitseinrichtungen
135
Abb. 2.73 Gefahrensituationen und Sicherheitskriterien bei der elektrostatischen Pulverlackierung
– Koronaaufladung des Pulverlacks [61]
Abb. 2.74 Gefahrensituationen und Sicherheitskriterien bei der elektrostatischen Pulverlackierung
– Triboaufladung des Pulverlacks [61]
136
2
Applikation
• DIN EN 50176 Ortsfeste elektrostatische Sprühanlagen für brennbare flüssige Beschichtungsstoffe
• DIN EN 50177 Ortsfeste elektrostatische Sprühanlagen für brennbare Beschichtungspulver.
Das Technische Komitee 271 innerhalb CEN hat 1997 mehrere Normentwürfe für Anlagen der Oberflächenbeschichtung veröffentlicht. Hiervon befassen sich DIN EN 12215 mit
Spritzkabinen für flüssige Lacke und Beschichtungsstoffe und DIN EN 12981 mit Pulverbeschichtungskabinen. Die neuen Anforderungen beinhalten für die Pulverbeschichtung
die folgenden Punkte [60]:
Pulverkonzentration
Bei eingeschalteter Abluft darf die mittlere Pulverkonzentration 50 % der unteren Explosionsgrenze (UEG) des verwendeten Pulvers nicht überschreiten. Ist die UEG nicht
bekannt, darf die Konzentration 10 g/m3 nicht überschreiten.
Konstruktionswerkstoffe
Feste Bestandteile der Pulversprühkabine und ihrer Ausrüstung müssen aus Werkstoffen bestehen, die einen Brand nicht unterstützen. Bei Verwendung von Wänden aus nichtleitendem Kunststoff ist das Auftreten sehr energiereicher elektrostatischer Entladungen
(Gleitstielbüschelentladungen) zu vermeiden.
Brandschutz
Automatische Pulversprühkabinen, auch solche mit zusätzlichen Handbeschichtungsöffnungen, müssen mit einem automatischen Brandmeldesystem ausgestattet sein, das mit
einer Reaktionszeit von weniger als 0,5 Sekunden die Pulversprühanlage und die Rückgewinnungsanlage abschaltet sowie optischen und akustischen Alarm auslöst.
Bei Einsatz von Sprühpistolen mit einer Entladeenergie von mehr als 5 mJ (Typ B + C
Pistolen) sind diese zusätzlich mit einer örtlich wirkenden Feuerlöschanlage auszustatten.
Werkstückerdung
Werkstücke sind potenzielle Zündquellen, da sie sich während des Beschichtungsvorgangs elektrisch aufladen können, wenn ihr Aufnahmepunkt am Gehänge keinen ausreichenden Erdkontakt hat. Deshalb sieht DIN EN 50177 vor, dass der Erdableitwiderstand
zwischen Werkstück und Gehänge höchstens 1 MOhm betragen darf oder die mögliche
Entladeenergie des Werkstücks durch besondere Maßnahmen, zum Beispiel Einsatz von
Ionisatoren, auf maximal 5 mJ begrenzt wird.
Die Messung des Erdableitwiderstands erfolgt über ein am Einlauf zur Kabine installiertes Erdungskontrollgerät, das bei Überschreiten des Sollwerts den Kettenförderer stilllegt.
Dieses Verfahren ist oft problematisch, da im Praxisbetrieb der Wert von 1 MΩ meist
schon nach wenigen Durchläufen des Gehänges durch die Kabine überschritten wird. Da
der alternativ zugelassene Einsatz von Erdungsstäben (Ionisatoren) zusätzlichen Aufwand
bei der Kabinenreinigung zum Beispiel bei einem Farbwechsel verursacht und deswegen
häufig nicht realisiert wird, sind in diesen Fällen die Werkstücke de facto als potenzielle Zündquellen zu betrachten. Die Europanormen sehen hierfür bisher keine bestimmte
2.9
Geforderte Sicherheitseinrichtungen
137
Lösung vor. Konsequenterweise müsste jedoch bei Vorliegen einer derartigen Sachlage
der oben beschriebene lokale Brandschutz auch bei Einsatz von Sprühpistolen mit einem
Energiegehalt von unter 5 mJ erfolgen.
Da die Entzündung von Staub-/Luftgemischen in geschlossenen Behältern aufgrund
der entstehenden Explosionsdruckentwicklung besonders gefährlich ist, müssen geschlossene Pulverrückgewinnungsanlagen mit Explosionsschutzsystemen geschützt werden. In
der Praxis stehen folgende Möglichkeiten zur Auswahl:
• Eine Explosionsunterdrückungsanlage, die anlaufende Staubexplosionen in der Entstehungsphase, also innerhalb von wenigen Millisekunden, erkennt und durch Einbringung
von zum Beispiel Löschpulver unterdrückt. Diese Methode ist bei Pulverbeschichtungsanlagen bisher relativ wenig eingesetzt worden, jedoch in anderen Industriebereichen
sehr verbreitet.
• Eine Explosionsdruckentlastung der Rückgewinnungsanlage, verbunden mit explosionstechnischer Entkopplung der Kabine und entsprechend explosionsfester Bauweise
aller Anlagenteile. Wichtig bei dieser Maßnahme ist, dass die Explosion nicht nur ins
Freie entlastet wird, sondern dass der Druck- und Flammenrückschlag in die Kabine verhindert wird, weil dieses zu einer Sekundärexplosion mit verheerenden Folgen
führen könnte. Nur eine der beiden Maßnahmen wäre für sich allein unwirksam. Für
den beim Pulverbeschichten notwendigen Farbtonwechsel sind allerdings mechanische
Einbauten in Form von Druckentlastungssystemen und Schnellschlussschiebern zur
Entkopplung eher hinderlich. Auch die damit verbundenen Kosten sind enorm hoch.
• Ein schnell reagierendes Brandunterdrückungssystem zur Verhinderung der Flammenausbreitung von der Kabine zur Rückgewinnungsanlage. Voraussetzung hierfür ist, dass
die Rückgewinnung selbst keine potentiellen Zündquellen enthält. In den meisten Fällen wird dies die eleganteste Lösung des Problems sein. Sie behindert in keiner Weise
den Beschichtungsprozess und würde, da gasförmige Löschmittel wie CO2 oder Inergen
eingesetzt werden können, auch bei einer Auslösung keinen Schaden verursachen. Darüber hinaus hat sich diese Technik bereits seit vielen Jahren bewährt.
Personenschutz
Der Schutz vor Berührung und Einwirkung hoher elektrischer Spannungen wird erreicht, indem alle spannungsführenden Anlagenteile in weitgehend geschlossenen Beschichtungskabinen angeordnet sind. Die Zugänge zu den Kabinen werden so gesichert,
dass beim Öffnen die Hochspannung automatisch abgeschaltet wird und die spannungsführenden Teile geerdet werden, bevor eine Berührung möglich ist. Bei Handanlagen muss
der Hochspannungsgenerator so dimensioniert sein, dass durch Annähern oder Berühren
der gesamten Außenfläche der Sprühpistole und Zuleitung keine personenschädigenden
Wirkungen eintreten. Die maximal zulässige Stromstärke beträgt 0,7 mA = 700 µA, die
maximale Entladungsenergie kapazitiver Entladungen darf 350 mJ = 350 mWs nicht übersteigen. Da die Mindestzündenergie der Sprühstoff-Luft-Gemische mit 5 mJ für Pulverlack deutlich geringer ist, ist der Personenschutz in der Gewährleistung der Grenzwerte
für den Explosionsschutz mit mehrfacher Sicherheit eingeschlossen. Handanlagen müssen
138
2
Applikation
im Rahmen einer Baumusterprüfung auf Zündsicherheit geprüft sein. Es dürfen nur Geräte eingesetzt werden, die das Prüfzeichen tragen. Ausgenommen sind Tribopistolen. Hier
werden Aufladeströme ≤ 15 µA als sicherheitstechnisch gleichwertig zu einer bestandenen
Zündprüfung angesehen.
2.10 Häufige Fehler in der Pulverbeschichtung und
Lösungsmöglichkeiten
Beim Beschichten mit Pulverlack sind die Möglichkeiten, das gelieferte Pulvermaterial zu
ändern, sehr begrenzt. Eingearbeitete Routinen und ständige Aufmerksamkeit können jedoch das Auftreten von wachsenden Problemen verhindern.
In den meisten Fällen ist das gelieferte Pulvermaterial einem bestimmten Anwendungsbereich oder Prozess angepasst. Obwohl sowohl der Lack als auch die Ausrüstung von
Anwendungsbereich zu Anwendungsbereich variieren können, gibt es eine Reihe von
Problemstellungen. Diese sind hier in Bezug auf mögliche Ursachen und Vorschläge zu
Lösungen systematisiert.
Für ein gutes Resultat und ein problemfreies Beschichten ist es von entscheidender Bedeutung, dass alle Anweisungen des Lieferanten in Bezug auf Material und Ausrüstung
genau befolgt werden.
Trotz aller Fortschritte in der Pulverbeschichtung ist das „Ei des Kolumbus“ noch nicht
erfunden, bei dem man per Knopfdruck die richtige Luftmenge für Förder-, Dosier- und
Triboluft einstellen kann.
Nach wie vor ist der zuverlässige Anlagenbediener gefragt, der die Pulverwolke genau
beobachtet, denn nur das menschliche Auge ist in der Lage, die richtige Luftmenge zu bestimmen. Oft zu beobachtende Mängel sind:
1.
2.
3.
4.
5.
Pulverbehälter, die das Pulver ungleichmäßig fluidisieren
Förderung mit zu hoher Förder- und Dosierluft
ungeeignete Pulverschlauchführung
zu lange Pulverschläuche
falscher Schlauchdurchmesser.
Dabei ist die häufigste Fehlerquelle noch immer Punkt 2, eine zu hohe Luftmenge für Förder- bzw. Dosierluft. Daraus entstehen folgende Nachteile:
Kosten:
Gereinigte Pressluft ist eine der teuersten Energien.
Qualität: Eine erhöhte Luftmenge hat negative Auswirkungen auf die Beschichtung.
Wartung: Eine höhere Luftgeschwindigkeit im System kann nur größeren Verschleiß
verursachen.
Die folgende Tab. 2.14 gibt Hilfestellung bei verschiedenen Problemen in der Pulverbeschichtung und zeigt Lösungswege auf. Sie wurden zusammengetragen aus den TroubleShooting-Tabellen von [40, 61–65].
2.10 Häufige Fehler in der Pulverbeschichtung und Lösungsmöglichkeiten
139
Tab. 2.14 Maßnahmen bei Problemen in der Pulverbeschichtung
Phänomen
Mögliche Ursache
Mögliche Lösung
Pulvertransport
Pulver quillt aus dem
Pulverbehälter
zu hoher Druck der
Fluidisierungsluft
zu großer Feinanteil im Pulver
keine Fluidisierung des unzureichender Luftdruck
Pulvers
verstopfter Fluidboden im
Pulverbehälter
festes Pulver auf dem Boden
des Behälters
Druckreduzierung der
Fluidisierungsluft
Reduktion des wiedergewonnenen
Pulvers zu Gunsten Frischpulver
Rücksprache mit Pulverlieferanten
über Lieferung von Pulver mit reduziertem Feinanteil
Kontrolle der Druckluftzufuhr, evtl.
erhöhter Druck im Druckluftnetz
Kontrolle der Zufuhrleitung
Leeren des Behälters und Kontrolle
der Membran
manuelles Rühren im Behälter und
erhöhter Luftdruck zum Start der
Fluidisierung
schlechte
Fluidisierung
nach einiger Zeit nur
„Vulkane“, die Luft auf
einzelne Stellen blasen
zu wenig Pulver im Behälter
oder zu grosser Behälter
festes oder feuchtes Pulver
verstopfte oder kaputte
Membran
Zufuhr neuen Pulvers, bis der Behälter
bei der Fluidisierung ca. 2/3 gefüllt ist
erhöhter Luftdruck und manuelles
Rühren im Behälter
Kontrolle der Feuchtigkeit der Druckluft (Taupunkt < 3 °C)
Leeren des Behälters und Kontrolle
des Fluidbodens
Pulver trennt sich in
Schichten aus feinen
und groben Partikeln
zuviel Pulver im Behälter
zuviel Feinanteil im Pulver
Entleeren des Behälters auf ca. 2/3 des
Volumens
Reduzierung der Menge an
Rückgewinnungspulver
Kontrolle des Kornspektrums
Klumpen im Pulver im zu lange Lagerung oder
Behälter
ungünstige Lagerbedingungen
(Temperatur/Feuchtigkeit)
Pulver durch ein 200–300 µm Sieb
sieben
starke Fluidisierung mit reiner, trockener Druckluft
140
2
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Pulvertransport
Pulveransammlung im
Schlauch – stoßweiser
Transport des Pulvers
Pulverausstoß
unregelmäßig
Applikation
Mögliche Lösung
zu niedrige Luftgeschwindigkeit im Verhältnis zur
Pulvermenge
zu großer Verschleiß der
Injektorkerzen
zu niedrige
Pulverluftgeschwindigkeiten
feinkörniges Pulver/Pulver mit
schlechter Rieselfähigkeit
kurzfristiger, hoher Druckluftverbrauch kann Druckschwankungen verursachen
zu kleine Querschnitte oder zu
kleine Radien bei der Pulverschlauchverlegung bei
Injektoranlagen
ein schlechtes Verhältnis
zwischen Frischpulver und
rückgewonnenem Pulver
zu hoher/niedriger Ausstoß
verunreinigte Injektoren
Druckerhöhung der Zusatzluft
(wenn möglich) am InjektorSchlauch
mit geringerem Durchmesserneue
Injektorkerzen, evtl. anderes Material
verwendenDie ideale Luftmenge sollte
sich im Bereich von 4–5 m3 bewegenDer Einsatz eines Pulverbehälters
mit Fluidluft und Vibration schafft
Abhilfe.
Unmittelbar vor die Großverbrauchstelle eingesetzte Druckluftspeicherbehälter lösen das Problem.
Die Radien müssen bei Injektoranlagen min. 150–200 mm betragen.
Frischpulverzudosierung mit Niveausteuerung benutzen
Anpassung der
Beschichtungsparameter
Die Injektoren werden bei der täglichen Reinigung häufig vernachlässigt.
Pulsieren
Ein Pulsieren der Pulverzufuhr
entsteht durch eine falsche Einstellung der Förderluft oder ein
falsches Dosierverhältnis.
Einstellung der Förderluft und
Dosierverhältnis überprüfen. Bei
einem Pulverausstoß der kleiner als
80 g/min. ist, sollte ein 9 mm
Pulverschlauch eingesetzt werden.
geringer
Pulverdurchsatz
geringe Fluidisierung des
Pulvers
Behinderung durch verunreinigte Pulverzufuhr
beschädigte Pulverschläuche
abgenutzte Teile
geringer Luftdruck
siehe Pkt. Schlechte Fluidisierung
Reinigung der Schläuche und
Venturi-Rohre
Pulverzufuhr auf Verunreinigungen
prüfen
Rückgewinnungspulver vor Einsatz
prüfen
Reparatur oder Ersatz der beschädigten Teile
Vermeidung scharfer Klemmschellen
Knickschutz an den Pulverschläuchen
Ersatz der abgenutzten Teile
Prüfung der Luftversorgung
2.10 Häufige Fehler in der Pulverbeschichtung und Lösungsmöglichkeiten
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Pulvertransport
Pulververschmelzung
durch starken Pulveraufbau in Schläuchen
und Öffnungen
Agglomerationsbildung
141
Mögliche Lösung
starker PulveraufbauFeuchtigkeit und/oder Öle in der Luftversorgungfalsches Material
für den
Pulverschlauch
abgenutzte Venturi Rohre
Pulver zu fein
Ansinterungen an Prallteller
und an den Düsen durch
zu hohen Luftdruck der
Transportluft
Pulver
Reinigung oder Austausch der betroffenen TeileDruckluft auf Feuchtigkeit prüfennur Originalmaterial
verwenden
Ersatz der abgenutzten Teile
Reduzierung der Menge an
Rückgewinnungspulver
Kontrolle des Kornspektrums des
Frischpulvers
Reduzierung der Druckluft auf
4–5 Nm3/h
Einige Pulverqualitäten neigen verstärkt zu Ansinterungen/Verschmelzungen – Rücksprache mit Hersteller
Staub von der Pulverkabine – unzureichende Ventilation
unnötig große Öffnungen
Verstopfen der Filter in der
Kabine oder am Schlussfilter
zu große Pulvermenge gespritzt
Thermik durch
Ofenabstrahlung
Öffnungen schließen
Ein- und Ausgang den Objektgrößen
anpassen
Reinigen, ev. neue Filter oder
Filterkassetten
erhöhte Ventilation (wenn möglich) in
der Kabine
Reduktion der Anzahl der Pistolen
oder reduzierte Pulvermenge pro
Pistole
Trennwand zwischen Hitzequellen
und Pulverkabine
Abscheidegrad
Kontrolle auf undichte Stellen
Ein schlechter Abscheidegrad
hat häufig seine Ursache in
einer undichten Stelle im Rückgewinnungssystem (Nachfilter,
Zyklon, Tagesbehälter, Sieb,
Pulverbehälterentlüftung,
Schlauchverbindungen, etc.)
Niveausonde
Die Erdung der Pulverbehälter Darauf achten, immer Originalerfolgt mit Hilfe des Fluidisie- schläuche zu verwenden
rungsschlauchs mit einer integrierten Kupferlitze. Die Erdung
der Injektoren erfolgt analog
über den leitenden Dosierluftschlauch. Dies dient nicht nur
dem Personenschutz, sondern
ist Voraussetzung dafür, dass
die Elektronik der Niveausonde
keinen Schaden nimmt.
142
2
Applikation
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Mögliche Lösung
Der Hochspannungsgenerator
gibt zu geringe Spannung an
die Elektroden der Pistole.
schlechte Erdung
zu große Pulvermenge pro
Pistole
zu großer Anteil von
Feinpulver
ungeeigneter Pulvertyp
Pulver wird durch zu hohe
Luftgeschwindigkeit am Objekt
vorbeigeblasen
Pulver wird durch angrenzende Objekte oder Gehänge
„abgezogen“
Kontrolle von Kabeln und
Sicherungen
Kontrolle der Elektroden
erhöhte Spannung
Kontrolle, ob die Spannung an der
Pistole mit der am Kontrollpaneel
abgelesenen Spannung übereinstimmt
Kontrolle der Verbindungen zwischen
Objekt, Warenträger und Erde
Alle Kontaktpunkte müssen frei von
Lack und anderen isolierenden Materialien sein.
Reduktion der Menge, so dass der
Großteil des passierenden Pulver
geladen wird
Reduktion des wiedergewonnenen
Pulvers zugunsten von Frischpulver
Rücksprache mit Pulverlieferanten
über Lieferung von Pulver mit geringerem Feinanteil
Rücksprache mit Pulverlieferanten, ob
das Pulver für den aktuellen Anwendungsbereich und für die Spritzausrüstung geeignet ist
Reduzierung der Luftgeschwindigkeit
und/oder Vergrößerung des Abstandes Pistole zum Objekt
Reduzierung der Dichte der Objekte
auf dem Gehänge und/oder Änderung
der Gehängegeometrie
Pulverbeschichtung
schlecht geladenes
Pulver
unzureichender Umgriff und
Schichtaufbau
2.10 Häufige Fehler in der Pulverbeschichtung und Lösungsmöglichkeiten
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
143
Mögliche Lösung
Pulverbeschichtung
unzureichendes Eindringen in innenliegende Ecken und
Vertiefungen
Probleme eine ausreichende Schichtdicke
zu erzielen
Pulver fällt ab
zu hohe Luftgeschwindigkeit
in der Pistole – das Pulver wird
abgeblasen
falscher Abstand Pistole
– Objekt
zu geringe Pulvermenge pro
Pistole
schlechte Erdung
Pulvermuster zu grob
zu weites Spritzbild
zu hohe Spannung am
Hochspannungsgenerator
zu hohe Luftgeschwindigkeit
ungünstige Pistolenausrichtung
Reduktion der Zusatzluft
Erhöhen oder Verringern des Abstandes Pistole-Objekt
erhöhter Luftdruck an den Injektoren
Kontrolle der Verbindung zwischen
Objekt und Gehänge und zwischen
Gehänge und Erde. Alle Kontaktpunkte müssen frei von Lack oder
anderem isolierenden Material sein.
Prüfung von Band- und Hubgeschwindigkeit; Rücksprache mit
Pulverlieferanten
kleinere Deflektoren oder
Flachstrahlmundstück
Spannungsreduktion zum Ausgleich
der Schichtstärke bei innen- und
außenliegenden Ecken
Druckreduktion der Zusatzluft, größerer Abstand zwischen Objekt und
Pistole, um ein Abblasen des Pulvers
zu verhindern
Einrichten der Pistolen, so dass die
Pulverwolke möglichst direkt auf
komplizierte Bereiche des Objektes
gerichtet ist
zu großer Anteil von
Feinpulver
Reduktion des wiedergewonnen
Pulvers durch Optimierung des
Auftragwirkungsgrades
Rücksprache mit Pulverlieferanten
über Pulver mit geringerem Feinanteil
zu geringe Ladung/
Ladungseffektivität
Schlechte Erdungzu hohe
Luftgeschwindigkeit
ungünstige Luftfeuchtigkeit im
Arbeitsraum
Kontrolle von Kabeln, Sicherungen
und Elektroden
Erhöhung der Spannung
Kontrolle der Pistolenspannung
Kontrolle der Verbindung zwischen
Objekt und Conveyer und Erde
Alle Kontaktpunkte müssen frei von
Lack und anderen isolierenden Material sein.
Reduktion des Luftdrucks, größerer
Abstand Pistole – Objekt
Vermeiden relativer Luftfeuchtigkeit unter 30 % und über 70 % (ideal:
45–55 %)
144
2
Applikation
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Mögliche Lösung
Entladungen
(Funkenbildung)
an Schläuchen in Folge Aufladung der Schläuche infolge
Reibung (Funkenbildung)
am Injektor durch zu wenig
Erdung
zwischen Objekt und Haken
durch schlechte Erdung
an der Handpistole durch zu
wenig Erdung
beim Einsatz von
Metallic-Pulvern
Original-Hersteller-Pulverschläuche
einsetzenOriginal-Hersteller-Pneumatikschläuche verwendenGehänge und
Haken entlacken
keine Gummisohlen und keine Handschuhe tragen
Metallic-Mundstück verwenden
mangelhafte Haftung
des Pulvers auf dem
Objekt
Werkstücke unzureichend
geerdet
Pulver mit zu niedrigem
Widerstand
schlechte
Korngrößenverteilung
zu hohe Feldstärke
Gehänge reinigen
Rücksprache mit dem
Pulverlieferanten
Rücksprache mit dem
Pulverlieferanten
Spannung und Abstand ändern
mangelhafte Haftung
des Pulvers auf dem
Objekt
Pulver wird durch zu großen
Luftdruck aus den Ecken und
Vertiefungen geblasen
zu wenig Eindringtiefe in den
Ecken und Nischen durch zu
hohe Spannung oder dem Einsatz falscher Mundstücke
unzureichende Pulverqualität
Zu rasche Hubbewegungen
können die Pulverwolke
zerstören.
Luftdruck reduzieren
Spannung reduzieren und Verwendung geeigneter Mundstücke
Pulver wechseln, Zusatzmittel ändern,
Pigmentierung einhalten
Die Hubgeschwindigkeit sollte
0.6 m/s nicht überschreiten;
empfehlenswert sind Werte zwischen
0.3–0.5 m/s.
Rücksprüheffekte/
ungleichmäßige
Pulverschicht
unnötig hohe Spannung
zu geringer Abstand Pistole
– Objekt
schlechte Erdung
exzessiver Pulveraufbau
Reduktion der Spannung
Erhöhen des Abstandes
Kontrolle der Verbindung Objekt
– Erde
Reduktion der Schichtdicke bzw. des
Pulverausstoßes
große Unterschiede in
der Schichtstärke
ungünstige Pistoleneinrichtung
falscher Abstand
Pistole/Objekt
schlechte Übereinstimmung
zwischen Gehänge und
Traversengeschwindigkeit
ungleichmäßige atmosphärische Verhältnisse in der Kabine
beeinflussen das Spritzbild
ungeeignete Aufhängetechnik
ungleichmäßiger
Pulvertransport
Kontrolle der Einrichtung und ausreichendes Überlappen
Erhöhen oder Verringern des
Abstandes
Justieren der Gehänge-Geschwindigkeit und/oder Geschwindigkeit der
Traverse
Rücksprache mit Anlagenlieferanten
möglichst einheitliche Objekte
und Aufhängetechnik und richtige
Abstände
gute Fluidisierung und mindestens
halbgefüllter Pulverbehälter
Optimierung von Schlauchdurchmesser und -länge
Pulverbeschichtung
2.10 Häufige Fehler in der Pulverbeschichtung und Lösungsmöglichkeiten
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
145
Mögliche Lösung
Pulverbeschichtung
Spritzprobleme
Änderung der
nach Mischen mit
Korngrößenverteilung
Rückgewinnungspulver
maximale Reduktion des Rückgewinnungspulvers durch Aufhängetechnik,
Pistoleneinrichtung und Aufladeeffekt
Spucker oder
wogenartiger
Pulverausstoß
Ansammlung von Pulver in
Pistolen/Zufuhrsystem
ungeeigneter Luftdruck- oder
Luftmenge
geknickte und/oder zu lange
Pulverschläuche
Pumpe, Schläuche oder Pistole
mit Pulver verstopft
schlechte Rieselfähigkeit des
Pulvers
Luftfeuchtigkeit über 55 %
maximale Reduktion von
Rückgewinnungspulver
häufigere Reinigung/öfters
Durchblasen
Rücksprache mit Pulverlieferant,
Lieferung von Pulver mit geringerem
Feinanteil
Prüfung der Luftversorgung. Eine
ausreichende Luftmenge muss
gewährleistet sein, um beim Zuschalten weiterer Luftverbraucher an der
Anlage ein Absacken des Pulverausstoßes zu verhindern.
Knickschutz verwenden; Schläuche
evtl. kürzen
Reinigung der Teile und Prüfung der
Luft auf Feuchtigkeit und/oder Öl
Pulverhersteller kontaktieren
Prüfen und ggf. Regelung der
Luftfeuchtigkeit
Kabine
Wenn bei einer gut eingestellten Kabine plötzlich Pulver
austritt und die Drucküberwachung des Abluftsystems
normale Werte anzeigt, so ist
der Fehler meist im Umfeld der
Kabine zu suchen.
Die häufigste Ursache ist Zugluft in
der Anlagenhalle durch offene Fenster
und Tore (auch weiter von der Anlage
entfernt). Thermisch verursachte
Luftströmungen durch hohe Abwärme
können die Kabinenluft überlagern.
Pistolenanordnung
Die ideale Pistolenanordnung
hängt von der Kabine und
deren Absaugsystem ab.
Eine Kabine mit Filterband eignet sich
besonders für die horizontale Pistolenanordnung. Kabinen mit zentraler
Absaugung und Schnellfarbwechselsysteme sollten kurz gebaut werden.
Hier ist eine vertikale Anordnung
empfehlenswert.
Pistolenfunktion
Eine aktive Pulverpistole
erzeugt nicht nur Spannung,
sondern zieht auch Strom.
Eine funktionierende Pistole hat eine
wechselnde Stromstärke, was vor
allem bei bewegten Pistolen an der
wechselnden Anzeigen beobachtet
werden kann
146
2
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Applikation
Mögliche Lösung
Pulverbeschichtung
Mundstücke
Um optimale Beschichtungsresultate zu erhalten, muss die Wahl des
Mundstückes den Beschichtungsbedürfnissen angepasst sein:
Die Prallplatte erzeugt eine homogene Pulverwolke, die sich langsam
dem geerdeten Werkstück nähert. Die Wolke kann nur bedingt gesteuert werden und das Eindringvermögen ist klein. Sie wird für Flachteile
und hohe Flächenleistungen eingesetzt.
Die Flachstrahldüse erzeugt einen ellipsenförmigen Querschnitt und
kann gut auf das Objekt ausgerichtet werden. Sie wird für komplexere
Teile mit Vertiefungen eingesetzt.
Mit der Dralldüse wird versucht, den Pulverstrahl mit einem tangential eintretenden Luftstrahl auseinander zu reißen. Die zusätzlich im
Beschichtungsraum eingeführte Luft stört aber die Beschichtungsqualität. Ihr Einsatz wird nicht empfohlen!
Metallicpulver kann zu einem Kurzschluss in der Pistole führen. Weil
das Metallicpulver leitend ist, muss die Aufladung des Pulvers außerhalb der Pistole stattfinden. Beim Metallicmundstück befinden sich die
Elektroden deshalb außerhalb des Pulverrohres und der Düse.
Pulverbehälter
Der Druck der Fluidluft bzw.
die Luftmengen sind zu hoch
eingestellt.
Steht der Pulverbehälter nicht
nahe genug an der Kabine,
kann die Entlüftung verstopfen – im Behälter entsteht
ein Überdruck und Pulver
entweicht.
Das fluidisierte Pulver sollte nur
leicht, aber gleichmäßig „kochen“.
Nach langem Gebrauch kann es zur
partiellen Verschließung der Fluidplatten kommen, was mit einer zu
hohen Fluidluftmenge kompensiert
werden muss. In diesem Fall muss der
Boden ausgetauscht werden.
Der Pulverbehälter sollte so nahe wie
möglich an der Kabine stehen und mit
einem möglichst kurzen Schlauchstück mit der Kabine verbunden sein.
Dieser Schlauch muss täglich gereinigt
werden.
Rückgewinnung
verstopftes Filterband
verstopfter Nachfilter
Pulveransinterungen im
Seitenkanalgebläse
verstopfter Schutzfilter
verstopfte Siebe
Reinigen
Reinigen
Reinigen
Ersetzen
Reinigen oder Ersetzen
2.10 Häufige Fehler in der Pulverbeschichtung und Lösungsmöglichkeiten
147
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Mögliche Lösung
Siebprobleme
Die Pulverbehälterentlüftung
ist zu schwach.
zu kleine Maschenweite des
Siebs
falsch eingestellte
Ultraschallgeber
Abfallsack
Airmover stärker einstellen oder im
Falle eines Defektes ersetzen
Sieb ersetzen
Intensität des Ultraschallgebers
anpassen
Der Abfallsack der Rotationssiebmaschine sollte einen leichten
Unterdruck haben. Wenn er zu fest
aufgeblasen ist, muss der Airmover
höher eingestellt werden.
Wartungsarbeiten
Die Qualität der Beschichtung und die Lebensdauer der Anlagenkomponenten hängen zum großen Teil von der zuverlässigen Wartung der
Anlage ab. Folgende Wartungsarbeiten sind regelmäßig durchzuführen:
Täglich:
• Pistolen ausblasen und auf Ansinterungen prüfen
• Einstellung der Sprühorgane prüfen
• Pistolenförderdruck niedrig halten
• Injektoren prüfen (Anback-/Ausschleiferscheinungen an der Hülse)
• Injektoren und Schläuche ausblasen
• Anlage, Rückgewinnung und Umgebung reinigen
• Absaugwiderstand der Rückgewinnung prüfen
• Fluidboden überprüfen
Wchentlich:
• Erdungskontrolle prüfen
• Kontrolle, ob die Druckluft sauber, trocken und ölfrei ist
• Pistolen auf Spannungsabgabe überprüfen
• Pulverschläuche auf Ansinterungen und Knickstellen prüfen
• Hubbewegungen und Anzeige kontrollieren
• Filtersysteme überprüfen
Neben den Anforderungen in Bezug auf chemische und mechanische
Beständigkeit, Farbgebung und Oberflächenstruktur, stehen auch wirtschaftlihe Aspekte für den Anwender im Vordergrund.
Werden neue Teile in das Sortiment aufgenommen, lohnt sich in den
meisten Fällen eine Überprüfung der Anlagenparameter. Sind die
Objekte kompliziert, kann auch eine Überprüfung der Pistolenanordnung notwendig sein.
Betriebsdruck überprüfen,auf
Quetschventile schließen
– 2,5 bar einstellenEinstellung der Zeischlecht.
Quetschventile laufen zu lang- ten gemäss BetriebsanleitungQuetschventile auf Materialermüdung und
sam oder zu schnell.
Schlaucheinsätze auf richtige Montage
Quetschventile öffnen nicht
überprüfen
ganz.
ersetzen
Quetschventile sind zu
klein dimensioniert und
haben damit eine zu kleine
Förderleistung.
Pulverbeschichtung
Wirtschaftlichkeit
Zyklonabscheide-grad
148
2
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Applikation
Mögliche Lösung
Oberfläche/Aussehen
schlechter Verlauf
zu dünne Schicht
zu langsames Erwärmen des
Objektes
zu hohe Pistolenspannung
ungeeigneter Pulverlacktyp (zu
hohe Reaktivität oder zu grobkörniges Pulver)
Messen der Schicht mit geeignetem
und kalibriertem Messgerät. Justieren
der Schichtstärke durch das Ändern
des Luftdrucks an den Injektoren
Einbrennfenster des Pulvers kontrollieren, ev. Erhöhen der Ofentemperatur, Justieren des Temperaturprofils;
falls möglich IR-Angelieren in der
Eingangszone
Reduktion der Spannung oder größerer Abstand Pistole – Objekt
Kontakt mit Pulverlieferant, ob das
Pulver für den Anwendungsbereich
geeignet ist
niedriger Glanz
Verschmutzung mit einem
nicht mischbaren Produkt
gründliche Reinigung der Pulverkabine, der Zufuhr- und Rückgewinnung vor dem Einsatz eines neuen
Pulvers
niedriger Glanz
extreme Temperaturbelastung,
z. B. beim IR-Erwärmen, oder
zu hohe Ofentemperaturen/
Verweilzeit im Ofen
Mikroporen durch
Ausgasungen
erhöhte Orangenhaut aufgrund
geringer Schichtdicke
Reduktion der Temperatur
Substrat auf Poren, Feuchtigkeit prüfen; Pulver auf Feuchtigkeit prüfen, ev.
Werkstücke „ausgasen“ oder spezielle
Pulver für gasende Untergründe
verwenden
Erhöhen der Schichtstärke
Nadelstiche in der
Oberfläche
zu dicke Schicht
Feuchtigkeit
Grundmaterial
Unverträglichkeit mit anderen
Pulvern
Rückstände auf der Oberfläche,
Verschleppungen aus Vorbehandlung, Öl, Fett,
Abspaltprodukte aus dem
Pulverlack
Nass- und Pulverlack in einer
Anlage
Überbeschichtung von
gespachtelten Stellen, von
Flüssiglackgrundierungen
Silikon
Reduktion der Schichtstärke
Kontrolle der Feuchtigkeit in der
Druckluft, Trocknung der Teile, Kontrolle der Feuchtigkeit des Pulvers
Untersuchung der Porosität des Untergrundes (Gussmaterial)
Anlage reinigen, Verträglichkeit der
Pulver prüfen
Vorbehandlung, Schlussspüle, Trocknung prüfen
Schichtdicke reduzieren
vermeiden
Spachtel/lackiertes Teil im Ofen einbrennen > 180°C
Da alle Pulver „allergisch“ auf Silikon
reagieren, darf dieses nie im Beschichtungsbereich verwendet werden.
hoher Glanz bei mattiertem Lack
keine ausreichende Härtung
Erhöhen der Ofentemperatur und/
oder Verlängern der Einbrennzeit
2.10 Häufige Fehler in der Pulverbeschichtung und Lösungsmöglichkeiten
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
149
Mögliche Lösung
Oberfläche/Aussehen
Farbverschmutzung
der Oberfläche
Verschmutzung durch vorher
in der Anlage lackiertes Pulver
verschmutztes Frischpulver
gründliche Reinigung der Pulverkabine, der Zufuhr- und Rückgewinnungssysteme vor dem Einsetzen des
neuen Pulvers
Rücksprache mit Pulverlieferanten
Höcker/Pickel in der
Lackoberfläche
Gesintertes Pulver in den
Pistolen löst sich.
Das Sieb der Rückgewinnung
ist defekt.
Unreinheiten fallen in die
Kabine von der Aufhängung
oder dem Transportsystem.
Unreinheiten in der Luft aus
der Halle werden in die Pulverkabine gesaugt.
gründliche Reinigung der Pistolen
und Schläuche
Vermeiden von zu hohem Luftdruck
Kontrolle, Reparatur, Austausch des
Siebes
routinemäßige Reinigung von Aufhängung und Transportsystem
Abgrenzung der Pulverkabine
generell gute Reinhaltung
Filtern und Regulieren der Luftfeuchtigkeit im Raum
Krater in der
Oberfläche
Verschmutzung durch nicht
mischbares Pulver
Rückstände auf der Metalloberfläche aus unzureichender Vorbehandlung oder
Verschleppungen aus der
Vorbehandlung
Feuchtigkeit und/oder Öl in
der Druckluft
gründliche Reinigung vor dem Einsetzen des neuen PulversKontrolle und
Korrektur der Vorbehandlung
Überprüfen der Öl- und
Wasserabscheider
Poren in der
Lackschicht
feuchter Untergrund
Pulverqualität nicht geeignet
für den aktuellen Untergrund
Kontrolle des Objektes nach der Vorbehandlung und Trocknung
Rücksprache mit Pulverlieferanten
Falsche oder
variable Farbe
Aushärtebedingungen
außerhalb des vorgegebenen
Einbrennfensters
Ofenatmosphäre, z. B. direkt
beheizter Ofen, IR-Ofen
Vergleich mit Produktdatenblatt,
Nachregelung
auf Ofenatmosphäre eingestellten
Pulverlack verwenden
falsche oder variable
Farbe
Werkstoffe/Konversionsschicht mit uneinheitlicher
Eigenfarbe
Schichtdickenschwankungen
Variation der Objektstärke
ungeeigneter Pulvertyp
auf Schichtdicke achten
Messen der Schichtstärke und
Regulierung
Einsatz von polyesterbasierenden
Systemen
Rücksprache mit Pulverlieferant, ob
Pulver für Anwendungsbereich und
Ofentyp geeignet ist
150
2
Applikation
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Mögliche Lösung
Tropfenbildung
zu hohe Schichtdicke, z. B.
bei DrahtwarenPulver rutscht
zur Kante hin abzu hohe Restbzw. Vorwärmtemperatur der
Teilezu schneller Temperaturanstieg im OfenPulveranhäufungen an Durchbrüchen und
Dopplungen
Lacktyp nicht geeignet für den
Anwendungsbereich (zu guter
Verlauf)
Kontrolle der Schichtstärke und notwendige Justierung
Hochspannung erhöhen
Teile länger abkühlen lassen bzw. Vorwärmtemperatur senken
Ofeneinstellungen korrigieren
Werkstückaufhängung optimieren
zähflüssigeren Lacktyp einsetzen;
Rücksprache mit Pulverlieferant
schlechte
Kantendeckung
scharfe Kanten am Material
Lacktyp nicht geeignet für den
Anwendungsbereich
Kontakt mit Lieferanten und Bearbeiter wegen Änderungen
alternative Aufhängetechnik
(scharfe Kanten nach unten)
Rücksprache mit Pulverlieferanten
Kantenaufbau
zu große Pulverwolke
zu große Abstände zwischen
den Objekten
mit gezieltem Strahl arbeiten
Lückensteuerung einsetzen
Pulver zieht sich
zusammen und hinterlässt blanke
Stellen
Pulver ist nicht aufgeladen
Ungenügende Vorbehandlung oder Trocknung des
Unter-grundes
siehe Pulverapplikation
Prüfung der Vorbehandlung und
Trocknungsbedingungen (Haftwassertrockner, Temperatur und Zeit)
Streifenbildung
bei automatischer Beschichtung falsche Anordnung der
Pistolen
Kettengeschwindigkeit zu hoch
Grundsätzlich besteht ein
mathematischer Zusammenhang zwischen
Fördergeschwindigkeit, Hubgeschwindigkeit und der Anzahl
bewegter Pistolen zur Bildung
und Vermeidung von Streifen
auf dem Werkstück.
Ermittlung der optimalen Pistolenanordnung bzw. Sinuskurve der Automatikpistolen optimieren
Transportgeschwindigkeit reduzieren
Prüfung des Sinuskurvenvrlaufs. Wird
die Zeit des Doppelhubes der Pistole
kleiner gehalten als die Zeit, die der
Förderer braucht, um mit dem Objekt
die Sprühbreite durchzufahren, treten
keine Streifen auf.
Oberfläche/Aussehen
2.10 Häufige Fehler in der Pulverbeschichtung und Lösungsmöglichkeiten
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
151
Mögliche Lösung
Oberfläche/Aussehen
Oberfläche fleckig,
wolkig
Entmischung bei
Rückgewinnungspulver
Schichtdickenunterschied
durch falsche Sinuskurve der
Automatikpistolen
Hochspannung nicht optimal
ungünstige
Werkstückgeometrie
Mischungsverhältnis Frisch-/
Rückgewinnungspulver nicht
optimal
Abstand Pistole – Teil nicht
optimal
bei Mattpulvern Objekttemperatur beim Einbrennen zu
niedrig
kontinuierliche bzw. gleichmäßige,
dem tatsächlichen Verbrauch angepasste Zugabe von Frischpulver
Hubgeschwindigkeit auf Kettengeschwindigkeit abstimmen
Hochspannung optimieren
Teileaufhängung optimieren bzw.
anpassen
gleichmäßige, kontinuierliche Zugabe
von Frischpulver zum Kreislaufpulver
Abstand Pistole – Teil optimieren
(meist vergrößern)
Objekttemperatur erhöhen
Oberfläche löchrig
siehe Krater/Nadelstiche
Hochspannung zu niedrig,
keine geschlossene Oberfläche
bzw. zu niedrige Schichtdicken
Mindestschichtdicke einhalten
Hochspannung optimieren
Oberfläche speckig
Ausschwitzen von Pulveradditiven im Ofen
Pulverschichtdicke extrem
hoch (> 180 µm)
Einbrennbedingungen optimieren
Sollschichtdicke einhalten
Oberfläche
griffempfindlich
Teile im heißen Zustand
abhängen
warten bis Teiletemperatur < 50 °C
Risse
siehe Abplatzen
eingebettete Fremdpartikel in
der Biegekante
Werkstückoberfläche optimal reinigen, sieben des Pulvers um Verunreinigungen zu entfernen (evtl. geringere
Maschenweite des Siebes wählen)
152
2
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Applikation
Mögliche Lösung
Physikalische Eigenschaften
schlechte mechanische Eigenschaften
– Schlagfestigkeit/
Biegefähigkeit
unterbrannt
zu dicke Schicht
Haftmangel durch unzureichende Vorbehandlung
Lackeigenschaften
Substrat hat unterschiedliche Materialstärke und/oder
Material
Messen des Temperaturprofils des
Objektes und des OfensErhöhen der
Ofentemperatur und/oder Verlängern der EinbrennzeitKontrolle
der Schichtstärke und Reduktion
der Pulvermenge, Erhöhen der
Transportgeschwindigkeit
Kontrolle der Vorbehandlung
Rücksprache mit Pulverhersteller
Prüfen des Substrats
unzureichende Haftung zum Untergrund
– Abplatzen
mangelhafte Vorbehandlungunter-/oder überbranntVersprödung des Lacks, z. B. in
IR-Öfen
Grundwerkstoff zu dick bzw.
unterschiedlich dick
Kontrolle der VorbehandlungAnpassen der Einbrennbedingungen
Einbrennbedingungen ändern
langsamer härtendes System einsetzen
unzureichende Korrosionsbeständigkeit
mangelhafte, für die Anwendung nicht geeignete
Vorbehandlung
Unterhärtung
Kontrolle der Vorbehandlung, anderes
Verfahren
Erhöhung der Ofentemperatur und/
oder Verlängern der Einbrennzeit
unzureichende Chemi- Unterhärtung
kalienbeständigkeit
ungeeigneter Lacktyp
Erhöhung der Ofentemperatur und/
oder Verlängern der Einbrennzeit
Rücksprache mit Pulverlieferant
Abriebfestigkeit gering
mangelnde Aushärtung
scheuernde Verpackungen
Lackfilm kratzempfindlich – zu
weich
Einbrennbedingungen beachten bzw.
höhere Temperatur verwenden
geeignete Verpackung wählen
geeigneten Pulverlack auswählen
„Bilderrahmeneffekt“
Kornspektrum zu grob bzw.
nicht optimal
Hochspannung zu hoch
Abstand Pistole – Objekt zu
groß
Pulver absieben bzw. geeignete
Kornverteilung mit Pulverhersteller
abklären
Hochspannung anpassen, reduzieren
Abstand minimieren
Anwendung von ionenarmen Pistolen
Deckkraft
zu geringe Schichtdicke
Schichtdicke schwankt stark
von Teil zu Teil
falsche Anordnung der einzelnen Pistolen bei automatischer
Beschichtung
Mindestschichtdicke bei kritischen
Farben beachten (rot, gelb, orange)
Anlagenparameter optimieren
Hubgeschwindigkeit zur Kettengeschwindigkeit abstimmen
Kantenflucht
Pulverlack zu gut verlaufend
Kantenradien < 1 mm
Stanzgrat am Werkstück
Einbrennbedingungen
ungünstig
Einbrenntemperatur bzw. Temperaturanstieg in der Aufschmelzphase des
Pulvers senken
Pulverlack optimieren, Werkstückgeometrie ändern
Stanzgrate entfernen
Ofen vermessen und optimaler
einstellen
2.10 Häufige Fehler in der Pulverbeschichtung und Lösungsmöglichkeiten
153
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Mögliche Lösung
Metallic-Lack Eigenschaften
keine Aufladung
Kurzschluss in der Pistole
ungeeignete Spritzausrüstung
des Pulvers
Spezialmundstück für Metalliclacke
Rücksprache mit Pulverlieferant
Farbänderungen
Wolkenbildung
ungleichmäßige
Schichtdicke
Schichtdickenkontrolle
Müssen gewisse Bereiche von Hand
beschichtet werden (z. B. Abkantungen bei Blechen), diese vorab mit
Hand beschichten.
Änderung des
Metalliceffekts
trocken gemischtes Pulver
(Entmischung im der
Rückgewinnung)
ausschließliche Verwendung von
Frischpulver, keine Rückgewinnung
gebondetes Pulver verwenden
Untergrund unter der
Struktur erkennbar
zu dünne Schicht
Erhöhen der Schichtdicke
ungleichmäßige
Struktur
ungleichmäßige
Schichtdicke
im Kantenbereich
Optimierung des Pulverauftrages, um
eine möglichst gleichmäßige Schichtdicke zu erzielen
Grobstrukturpulver: ausreichende
Schichtdicken applizieren und
Beschichtung mit Pistolen ohne
Koronaring
Feinstrukturpulver: gleichmäßige
Schichtdickenverteilung, vor allem im
Kantenbereich durch Applikation mit
Pistolen mit Koronaring
gradweise Variation in
der Struktur
Variation der
Korngrößenverteilung
Minimalisierung des Rückgewinnungspulvers durch Optimierung des
Pulverauftrages
ausschließliche Verwendung von
Frischpulver
häufigeres und gleichmäßiges Zudosieren von Frischpulver
Verschmutzungen
Reinigung Kabine, Pistolen
Strukturpulver (vor allem
Grobstrukturpulver) ist
sensibel bei Verunreinigungen
durch andersfarbiges Pulver.
Verunreinigungen sind eher zu
sehen als bei glatt verlaufenden
Pulvern.
Abhilfe:
nur Frischpulver verwenden,
keine Rückgewinnung,
neue Pulverschläuche,
für jede Farbe/Farbgruppe extra
Schläuche
Strukturlacke
154
2
Tab. 2.14 (Fortsetzung)
Phänomen
Mögliche Ursache
Applikation
Mögliche Lösung
Überlackierung
schlechter Verlauf
Isolierende Wirkung der ersten Reduktion der Pistolenspannung (auf
Schicht, so dass Erdung des
30–40 kV)
Werkstücks begrenzt wird
schlechte Haftung zwi- Verschmutzung der ersten
schen den Schichten
Schicht
Pulver nicht geeignet für
Überlackierung
völlige Vernetzung der ersten
Lackschicht
Verschmutzungen vermeiden, sofortiger Auftag der zweiten LackschichtRücksprache mit Pulverlieferanten
Für eine gute Verbindung von erster
und zweiter Pulverschicht kann es
von Vorteil sein, die erste Lackschicht
nicht vollständig auszuhärten.
Ofenprobleme
Rauch/Geruch
während des
Aushärtungsprozesses
2.11
Trockenes Pulver wird abgeblasen und kommt in Kontakt mit
den Heizkörpern.
Überhitzung der Lackschicht
Reduktion der Luftgeschwindigkeit in
der Eingangszone des Ofens Kontrolle
des Ventils und der Ventilatoren für
eine ausreichende Entlüftung des
Ofens
Messen der Temperatur am
Objekt und ev. Reduktion der
Ofentemperatur
Kontrolle des Effekts und des Abstandes zwischen Strahlern und Werkstück in der IR-Zone
Das Einmaleins der Pulverbeschichtung
1. Der Pistolenvorsatz
Für jede Anwendung den geeigneten Pistolenvorsatz verwenden
2. Der Schlauch
Für eine optimale Pulverförderung mit Injektor ist die Wahl der richtigen Schlauchqualität sowie des Schlauchdurchmessers von großer Bedeutung.
3. Die Schlauchführung
Die Pulverschläuche von Injektoranlagen sollten möglichst kurz sein und große Biegeradien aufweisen sowie knickfrei verlegt werden.
4. Die Fluidisierung
Das Pulver muss im Ansaugbehälter (Pulverbehälter) wie Wasser fließen.
5. Die Frischpulverzudosierung
Für eine gleichbleibende Beschichtungsqualität ist eine kontinuierliche, über Niveausonde gesteuerte Frischpulverzudosierung notwendig.
Literatur
155
6. Die Luftgeschwindigkeit
Die Luftgeschwindigkeit im Pulverschlauch soll nur so groß sein, dass keine Pulverablagerungen entstehen können.
7. Die Luftmenge
Die richtige Luftmenge von Förder- und Dosierluft ist von entscheidender Bedeutung.
8. Die Luft
Nur getrocknete und gereinigte Luft verwenden
9. Die Temperatur
Im Beschichtungsraum eine maximale Temperatur von 35 °C einhalten
(Standardpulver)
10. Das Pulver
Für die Anforderungen und das Aufladesystem geeignetes Pulver einsetzen, z. B. bei
Tribosystemen
11. Die Liefervorschriften
Anforderungen an das Pulver definieren und vom Hersteller bestätigen lassen in Form
eines Prüfzertifikates oder Verwendung von Pulvermaterialien mit unabhängigem
Güte- oder Qualitätssiegel
12. Versuche
Die Durchführung von praxisgerechten Beschichtungsversuchen, um festzulegen,
welches Aufladeprinzip zur Anwendung gelangen soll (Corona, Tribo oder Ionenarm)
13. Das Aufladesystem
Wenn örtlich Orangenhaut-Effekte auftreten, ionenarme Aufladesysteme einsetzen
14. Die Sauberkeit
Allgemein ist im Bereich der Beschichtung auf Sauberkeit zu achten. Entlackte
Gehänge dürfen keine losen Rückstände aufweisen (Schlacke, Strahlgut etc.) und es
sollten Schmutzfänger für Förderer eingesetzt werden.
Literatur
1. Bauch, H.: Elektrostatische Grundlagen der Pulverbeschichtung. DFO Weiterbildungslehrgang:
Pulverlackiertechnik – Grundlegende Zusammenhänge für die Praxis, Berichtsband, 1993
2. Kleber, W.: Von den Experimenten der Reibungselektrizität zu hochproduktiven elektrostatischen Arbeitsverfahren. Berichte der V. Tagung „Elektrostatisches Beschichten“, Hochschule für
Verkehrswesen, Dresden, 1975
3. White, H. J.: Entstaubung industrieller Gase mit Elektrofiltern. VEB Deutscher Verlag für Grundstoffindustrie, Leipzig, 1969
4. Moore, A. D.: Elektrostatik, eine Einführung mit Versuchen. Verlag Chemie GmbH, Weinheim,
1972
5. Plato: Timaios, 4. Jh. v. Chr. Deutsche Übers. Platos sämtl. Werke. L. Schneider, Berlin, Bd. 3,
1950
6. Cajus Plinius Secundus: Historia naturalis, in 37 Büchern um 78 n. Chr. Ausg. 1524 und 1631
7. Gilbert. W.: De Magnete. London Lib. II Cap. II 1600, S. 46–60
8. Descartes, R.: Principia philosophia 1644, dt. Übersetzung von A. Buchenau, F. Meiner Hamburg,
1955
156
2
Applikation
9. Guericke, O. v.: De experimento, quo praccipuae hae virtutes enumeratue per attritum in globo
sulphureo excitari possunt. Phil. Trans. 7 (1672) S. 5103 (Neuaufl. Leipzig 1BH1)
10. Hauksbee, F.: Several Experiments on the Attrition of Bodics in Vacuo. In: Phil. Trans. Bd. 24
(1704 05) S. 2165–2175
11. Hauksbee, F.: Physico-Mechanical Experiments on Various Subjects. London, 1709 (franz. Übers.
Paris, 1754)
12. Gray, St.: Letter Concerning the Electricity of Water. In: Phil. Trans. Bd. 37 (1731/32) S. 227–230
13. Du Fay, Ch.: Premier memoire sur l’electricite. Mem. Acad. Roy. Sciences. Amsterdam, 1733,
S. 31–49
14. Gray, St.: Experiments and Observations upon the Light that is Produced by Communicating
Electrical Attraction to animal or inanimate Bodies together with some of its most Surprising
Effects. In: Phil. Trans. Bd. 39 (1735/36) S. 16–24
15. Wollfen, Chr.: Allerhand nützliche Versuche, dadurch zu genauer Erkenntnis der Natur und
Kunst der Weg gebähnet wird, Bd. 1–3. Halle, 1738
16. Bose, G. M.: Die Electricität nach ihrer Entdeckung und Fortgang mit poetischer Ader. Wittenberg, 1744
17. Gordon, A.: Phenomona electritatis exposita. Erfordiae, 1744
18. Franklin, B.: Experiments and Observations on Electricity made in Philadelphia in America.
London, 1751
19. Krüger, I. G.: Zuschrift an seine Zuhörer, worinnen er ihnen seine Gedanken zur Elektricität mitteilt. Halle, 1744
20. Winkler, I. H.: Die Eigenschaften der elektrischen Materie und des elektrischen Feuers. Leipzig:
Breitkopf, 1745
21. Gordon, A.: Versuch einer Erklärung der Elektrizität. Nonne, Erfurt, 1745
22. Abbe Nollet: Conjectures sur les causes de l’ectricite. Mem. Acad. Roy. Sciences. Amsterdam,
1745, S. 149–215
23. Abbe Nollet: Recherches sur les causes particulieres des phenomenes electriques et sur les effets
nuisibles on avantageux qu’ont peut en attendre. Guerin, Paris, 1749
24. Bose, G. M.: De attractione et electricate. Vitembergae, 1738
25. Musschenbroek, P. van: Essai de Physique, Bd. I/II. Leyden, 1739
26. Jallabert, L.: Experiences sur l’electricite avec quelques conjectures sur la cause de ses effects,
Genf, 1748
27. Abbe Bertholon: Über die Elektrizität in Beziehung auf die Pflanzen. Leipzig, 1785
28. Marum, M. van: Description d’une tres grande maschine electrique, Bd. 1–3. Enschede, Harleem, 1785–1795
29. Prinz, H.: 200 Jahre Experimentierkunst mit Reibungselektrizität. In: Bull. SEV, Bd. 55 (1964),
S. 2–21
30. Kleber, W.: Elektrostatische Oberflächenbeschichtung, Teil 1. In: Metalloberfläche, 54, (2000), 06
31. Kleber, W.: Einführung in die elektrostatische Verfahrenstechnik. Schulungsunterlagen PraxisForum Seminar EPS-Basiswissen, Technik + Kommunikationsverlag, Berlin
32. Bauch, H.: Auflademechanismen in Pulversprühgeräten und ihr Einfluss auf die physikalischen
Prozesse bei der Schichtbildung. Schriftenreihe „Praxis-Forum“, Fachbroschüre „Oberflächentechnik“, Heft 23/89, Technik + Kommunikation Verlags GmbH, Berlin
33. Kleber, W.: Triboelektrische Pulveraufladung. In: Metalloberfläche, 50, (1996), 07, S. 564–567
34. Bauch, H.: Theoretische und experimentelle Untersuchungen zum Einfluss der Korngrößenverteilung und deren Änderung bei der Pulverlackierung. Schriftenreihe „Praxis-Forum“, Fachbroschüre „Oberflächentechnik“, Heft 25/90, Technik + Kommunikation Verlags GmbH, Berlin
35. Rohmann, H.: Methoden zur Messung der Größe von Schwebeteilchen. In: Z. Physik 17 (1923),
S. 253–265
36. Pauthenier, M. M.; Moreau-Hanot, M.: La Charge des Particules Spheriques Dans un Champ
lonise. In: J. d’ Physique et Radium, Bd. 3 (1932) 7, S. 590–613
Literatur
157
37. Bauch, H.: Untersuchungen zur Schichtbildung beim elektrostatischen Auftragen von Plastpulvern. In: Plaste und Kautschuk, 21 (1974) 11, S. 853–859
38. Bauch, H.: Einfluss der Anlagenparameter und der Pulvereigenschaften bei der elektrostatischen
Plastbeschichtung mit pistolenförmigen Sprühgeräten. In: Plaste und Kautschuk, 22 (1975) 3,
S. 280–287
39. Kleber, W.; Bauch, H.: Was ist mit Tribo-Pulversprühpistolen? In: Oberfläche + JOT 26 (1986) 01,
S. 19–21
40. Firmenschriften zur Praxis der Pulverapplikation, ITW Gema AG, St. Gallen
41. Mendler, Hans: Handbuch der Applikationspraxis. Firmenschrift J. Wagner GmbH, Markdorf,
2001
42. N. N.: Pulver für Pkw-Neues von der Pulverlackierung am Auto. Vortrag anlässlich des Firmenjubiläums der Fa. Eisenmann, 2001
43. Moser, Jürg; Plenk, Rudolf: Pulveraufbereitung und -Förderung in Perfektion. Vortrag EPS-Pulvertreff, 2002, München
44. Kleber, W.: Elektrostatische Oberflächenbeschichtung, Teil 4. In: Metalloberfläche, 54, (2000),
09, S. 74–78
45. Stuckmann, M.: Neues Pulverbeschichtungskonzept erhöht Produktivität. In: JOT, (2002), 05,
S. 14–18
46. Adams, H.: Regelsysteme für die Zukunft. In: Metalloberfläche, 52, (1998), 04, S. 286–288
47. Metzger, G.: Pulverausstoß optimal geregelt. In: JOT, (2000), 02, S. 24–28.
48. Plonka, S.: Pulverbeschichten ohne Pistolen. In: Metalloberfläche, 54, (2000), 06, S. 46–47
49. Meuthen, B.: Pulverbeschichten von Band und Blech. In: JOT, 2000
50. Mallet, K.: Powder coatings for high speed coil lines. In: ECJ, 12, 2001
51. Michaelis, R.: Pulver-Coil-Coating – Eine Alternative zur Bandbeschichtung mit Flüssiglack. In:
JOT, 02, 1998
52. Binda, P.; van den Berg; Jeths, R.: Electro-Magnetic Brush Technology: A novel powder coating
application process for coil coating. Vortrag gehalten bei der ECCA Konferenz 2003 in Malta
53. Maggiore, G.: Coils mit wärmehärtenden Pulverlacken beschichten. In: besser lackieren, Nr. 14,
09, 2000
54. Strohbeck, U.: TransApp – schnelle Beschichtung großer Flächen ohne Sprühen. In: JOT, 01, 2003
55. Scholten, H.: Wirbelsintern als Alternative. In: Metalloberfläche, 53, (1999), 02, S. 42–45
56. Kari, A.: Innovative Wirbelsintertechnik. In: Metalloberfläche, 52, (1998), 06, S. 468–469
57. Kleber, W.: Ausgereizt? In: Metalloberfläche, 55, (2001), 09, S. 49–53
58. Wellige, V.: Automatisierungstechnik in der Pulverbeschichtung. In: Metalloberfläche, 52, (1998),
04, S. 290–291
59. Kleber, W.: Elektrostatische Oberflächenbeschichtung, Teil 3. In: Metalloberfläche, 54, (2000),
08, S. 35–38
60. Liere, H.: Neue Sicherheitsanforderungen für elektrostatische Lackier- und Pulverbeschichtungsanlagen. In: JOT, (1999), 02, S. 8–12
61. Strohbeck, U.: Elektrostatische Pulverbeschichtungsgeräte, Übersicht der Verfahren, Anlagenperipherie. Praxis Forum Seminar EPS-Basiswissen, technik + Kommunikationsverlag, Berlin
62. Korrigieren von Fehlern bei Beschichtungsprozessen mit Pulverlacken. Informationsbroschüre
Jotun Powder Coatings, Norwegen, MIT 95-51 D 5/95.
63. Tipps und Tricks zur Drylac®-Beschichtung, Anwendungstechnische Empfehlungen. Firmenschrift, Tigerwerk, Wels
64. Kleiner Leitfaden zur Behebung von Störungen beim Pulverbeschichten. Informationsschrift,
Firma Morton
65. Pulverlackprobleme vermeiden. Informationsschrift, Firma Akzo Nobel Powder Coatings
66. Pulverlackhandbuch. Firmenschrift der BASF, 2002
67. Mendler, H.: Ratschläge für Pulververarbeitung, Ausgabe April 2008
158
2
Applikation
Weiterführende Literatur zu den physikalischen Grundlagen
Lunze, K.: Einführung in die Elektrotechnik. Hüthig Buch Verlag GmbH, Heidelberg
Mierdel, G.: Elektrophysik. VEB Verlag Technik Berlin, 1972
Gänger, B.: Der elektrische Durchschlag von Gasen. Springer-Verlag Berlin/Göttingen/Wien, 1953
Bondar, W. A.u. a.: Statische Elektrizität und Brandschutz. Staatsverlag der Deutschen Demokratischen Republik, Berlin, 1977
Freitag, H.: Raumexplosionen durch statische Elektrizität. Verlag Chemie GmbH, Weinheim/Bergstraße
Harper, W.R.: Contact and Frictional Electrification. Oxford Press, Oxford, 1967
Weitere Literatur zu Applikation
Mendler, H.: Pulverbeschichtungsprobleme vermeiden. In: Industrie Lackierbetrieb, Teil 1, 1/96,
S. 9–14; Teil 2, 2/96, S.65–67; Teil 3, 3/96, S. 123–125; Teil 4, 4/96, S. 180–183
Kleber, W.: Pulversprühpistolen mit Korona- oder Triboaufladung verwenden? Vortragsband der
Seminarreihe Pulverlackierer unter sich, Tagungsband 2000, Vincentz Verlag
Lenherr, M.; Bühlmann, E.T.: Pulvertransport und Förderung. Weiterbildungslehrgang „Pulverlackiertechnik-Grundlegende Zusammenhänge für die Praxis“, DFO, 1993
Mühlen, U.: Anlagenauslegung und Anlagenkonzepte. Weiterbildungslehrgang „Pulverlackiertechnik – Grundlegende Zusammenhänge für die Praxis“, DFO, 1993
Scott, A. (Hrsg.): The Science of Powder Coatings – Applications, Vol. 2, Sita Technology, London,
1994
Liberto, N. P. (Hrsg.): Powder Coating, The Complete Finisher’s Handbook. Powder Coating Institute, 1999
Verwendete Bildquellen in Kapitel 2
J. Wagner GmbH, Markdorf: 2-2, 2-3, 2-8, 2-45, 2-41, 2-52 bis 2-54, 2-60
ITW-Gema AG, St. Gallen: 2-7, 2-9 bis 2-11, 2-12, 2-13, 2-14, 2-15, 2-16, 2-17, 2-19, 2-20, 2-21, 2-22,
2-24, 2-25 bis 2-28, 2-29, 2-30, 2-31, 2-32, 2-34, 2-36 oben, 2-37 bis 2-40, 2-46 bis 2-50, 2-51, 2-57,
2-59, 2-61, 2-64 bis 2-69, 2-70
Eisenmann, Böblingen: 2-55
Ramseier Technologies: 2-29, 2-63
CH, Grenchen
ROT GmbH, Überlingen: 2-23, 2-62
Allgaier GmbH, Uhingen: 2-36 unten
Industrieberatung
Hans Mendler, CH, Abtwil: 2-33, 2-36, 2.42 a,b, 2.43 a,b
SMS Schloemann-Siemag AG
Düsseldorf: 2-71
DSM Coating Resins: 2-732.6 Die Anlagentechnik für die Verarbeitung von Effektpulverlacken
3
Gehänge und Fördertechnik
3.1
Gehänge, Warenträger
Warenträger oder Lackiergehänge haben in der Praxis eigentlich „nur“ die Aufgabe das
Werkstück bzw. das Lackiergut durch die Anlage zu transportieren. Sie haben in der Regel
eine untergeordnete Stellung, da Investitionen in den Gehängebau bzw. seine Optimierung
meist nicht vorgenommen werden. Jedoch können Reduzierungen von Produktionskosten
und Durchlaufzeiten gerade auch durch eine sinnvolle und zielgerichtete Gehängekonstruktion erreicht werden. Die Gestaltung der Gehänge und Aufhängungen ist sehr vielfältig, sollte aber immer den Gegebenheiten der Anlage und den Anforderungen der Werkstücke angepasst sein. Angepasste Gehänge sind für eine erfolgreiche Pulverbeschichtung
ebenso Voraussetzung wie z. B. Fördertechnik, Anlage oder Pulverlack.
Bei der Konstruktion von Gehängen sind einige Grundsätze zu beachten, die im Folgenden erläutert werden.
• Warenträger dürfen nicht lackiergerecht konstruiert sein. Kontakt und Aufnahmepunkte sind außerhalb des Pulver- bzw. Lackauftrages zu legen und können vom Lackiergut
ganz oder teilweise verdeckt werden. Ein Abblasen von überschüssigem Pulver auf dem
Warenträger verhindert dessen Beschichtung und hilft so Material- und Entlackungskosten zu reduzieren. Voraussetzung hierfür ist eine entsprechende Vorrichtung an der
Kabine.
• Die Lackieraufnahme kann sowohl Warenträger als auch Abdeckung für bestimmte,
nicht zu lackierende Teilstücke sein. Das Gehänge hat hier die Funktion sowohl der
Aufnahme als auch der Maskierung.
• Bei der Tauchvorbehandlung ist bei der Warenträgerkonstruktion auf nicht schöpfende
Materialgeometrien zu achten. Die Aufnahmen sollten so konstruiert sein, dass sich
keine Flüssigkeit ansammeln kann. Eindringende Flüssigkeit muss auch wieder schnell
und zuverlässig ausfließen können.
J. Pietschmann, Industrielle Pulverbeschichtung, JOT-Fachbuch,
DOI 10.1007/978-3-8348-2585-8_3, © Springer Fachmedien Wiesbaden 2013
159
160
3
Gehänge und Fördertechnik
• Bei elektrostatischen Verfahren muss eine gute Erdung der Werkstücke für möglichst
viele Lackiervorgänge gegeben sein. Hilfreich dabei ist die Verwendung von auswechselbaren Aufhängungen, sogenannten Hülsengehängen. Ein Lackauftrag erfolgt am
„Grundgerüst“ der Konstruktion. Die Aufnahme, deren Kontaktpunkte durch eine
weiche, hitzebeständige Kappe geschützt und flexibel gehalten werden, kann jederzeit
ausgetauscht werden. Ist ein Warenträger nicht maximal bestückt, können bei nicht
auswechselbaren, starren Werkstückaufnahmen die Kontaktstellen mit hitzebeständigen Kappen oder Schlauchabschnitten geschützt werden. Aus sicherheitstechnischen
Gründen, aber auch aus Gründen der Qualität sollte die Erdung regelmäßig geprüft
werden.
• Eine Roboterlackierung erfordert eine genaue Platzierung der Werkstücke, da schon
geringste Abweichungen vom programmierten Weg erhebliche Verluste durch Overspray und schlechte Beschichtungsergebnisse bedeuten. Um jederzeit nachjustieren zu
können, sind Schraubverbindungen zu empfehlen. Die beweglichen Teile solcher Konstruktionen sind unbedingt vor einem Lackauftrag zu schützen.
• Beim Einsatz von Längs- und Quertraversen sollte die Beschichtung der Aufhängepunkte vermieden werden. Die Verwendung von U-Profilen oder Blechtraversen mit
innenliegenden, geschützten Aufhängepunkten bietet eine kostengünstige Aufhängung.
Das U-Profil wirkt ähnlich einem Faradayschen Käfig, Einhängehaken behalten sehr
lange Kontakt, da ein Eindringen von Pulver verhindert wird. Flexibilität wird durch
eine Vielzahl von Aufnahmen erreicht. Die Dimensionierung der Traversen erfolgt anhand des Teilespektrums. Traversen mit kleinem Querschnitt können in Kombination
mit Längsträgern als Kleinteilegehänge eingesetzt werden. Durch die variable Einteilung
der Längsträger (U-Haken als Aufnahme) entsteht die Möglichkeit der Etagenbildung.
Der Schutz von nicht benötigten Aufnahmen erfolgt dabei durch leicht aufsteckbare,
hochhitzebeständige Kappen. Wenn nach mehreren Durchläufen andere Abstufungen
benötigt werden, so lassen sich die eingesetzten Schutz- und Isolierkappen ohne großen
Aufwand entfernen.
• Ein Lackiergehänge sollte minimal konstruiert werden. Die Verwendung von Profilen,
Rohren oder runden Querschnitten bietet hierbei eine gute Möglichkeit, um überflüssigen Pulverauftrag, eine unnötige Aufheizung von Material im Einbrennofen sowie hohe
Materialkosten zu verhindern.
• Die Bestückung eines Warenträgers sollte ohne großen zeitlichen Aufwand möglich
sein. Das bedeutet, der Mitarbeiter muss bei der Warenauf- und –abnahme die Bestückung sicher und zuverlässig im vorgegebenen Zeitrahmen ausführen können. Ausgefeilte Aufnahmen sind speziell bei schwierigen Teilegeometrien notwendig. Deren Einsatz in der Praxis sollte aber stets im Vorfeld mit dem Anlagenbetreiber abgesprochen
sowie durch Tests bestätigt werden.
3.1
Gehänge, Warenträger
161
• Mitarbeiter, die täglich an der Anlage arbeiten und Warenträger bestücken, sind bei
der Festlegung der Anforderungen an die Gehänge einzubeziehen, denn vor allem die
praktische Erfahrung ist bei der späteren Realisierung von Bedeutung.
Die folgenden Abbildungen sind Beispiele für Gehänge und Warenaufnahmen bei verschiedenen Anwendungen.
Abb. 3.1 Beispiel für ein Universalgehänge
Abb. 3.2 Beispiel für ein
Gehänge zur Fixierung von
Kleinteilen
162
3
a
Gehänge und Fördertechnik
b
Abb. 3.3 Beispiel für die Aufnahme von Profilen
3.2
Fördertechnik
3.2.1 Anforderungen und Kriterien
Die Fördertechnik ist ein wesentlicher Bestandteil von Beschichtungsanlagen. Sie bietet
eine Vielzahl von Verfahren und Lösungen und ist somit immer auf die Forderungen und
Möglichkeiten der Beschichtungsanlagen abzustimmen.
Bereits in der Planung sind die Anforderungen und Kriterien hinsichtlich der Komponenten
•
•
•
•
•
•
Fördergut
Durchsatz
Farbwechsel und Farbvarianten
Warenträger
Umgebungsbedingungen und Pflege
Investitionsbedarf
zu klären.
Das Fördersystem beeinflusst nicht nur den Automatisierungsgrad, sondern bereits
auch die grundsätzliche Anlagenkonzeption. Eine Durchlauflackierstraße mit Kreisförderer sieht beispielsweise vollkommen anders aus, als eine Takttauchanlage mit Beschickungsautomat. Aus diesem Grund sollen förder- und verfahrenstechnische Probleme
stets gleichzeitig in Angriff genommen und gemeinsam gelöst werden.
Der Bereich der Oberflächenbehandlung ist für Förderer ein strapaziöses Einsatzgebiet: Dämpfe aus der Vorbehandlung, Pulverstäube, Lacknebel, hohe Temperaturen erfordern robuste für diesen Einsatzbereich geeignete Systeme. Wenn der Förderer ausfällt,
steht auch die Gesamtanlage still. Deshalb kann nur angeraten werden, nicht schon in der
3.2 Fördertechnik
163
Planung an die Belastungsgrenzen des Fördersystems zu gehen. Eine etwas großzügigere
Dimensionierung macht sich in der Regel durch höhere Verfügbarkeit, längere Nutzungsdauer und geringeren Wartungsaufwand bezahlt.
Unbedingt zu untersuchen ist, ob die Aufgabe und Abgabe von Werkstücken automatisiert oder zumindest durch Hilfseinrichtungen erleichtert werden kann. Ebenso ist zu
prüfen, ob Bereiche der Oberflächenbehandlung vorteilhaft mit in die fördertechnische
Gesamtkonzeption einzubeziehen sind. Gegebenenfalls kann beispielsweise eine Werkstückaufgabe direkt in der Fertigung, eine Abnahme erst im Montage-, Lager-, Verpackungs- oder Versandbereich zweckmäßig sein.
3.2.2
Fördergut
Wichtig sind hier die Abmessungen (Länge, Breite, Höhe und ggf. Durchmesser) und das
Gewicht des Förderguts. Diese Angaben beziehen sich auf Transporteinheiten, das heißt
werden Kleinteile in Aufhängerahmen transportiert, gilt der komplette Rahmen als Fördergut. Die Eigenschaften des Förderguts haben direkte Auswirkungen auf die möglichen
Systeme.
• Länge (Ausdehnung in Förderrichtung):
Kurze Fördergüter sind in der Regel unkritisch, lange Fördergüter brauchen bei Kurvenfahrten sehr viel Platz durch das Ausschwenken über den Förderverlauf hinaus
(Hüllkurve). Da diese Hüllkurven sich direkt im Platzbedarf der Anlage wiederfinden,
ist der Einsatz eines Systems mit Möglichkeiten zur Quer- oder Schrägfahrt ab Längen
von 3 Metern oft nicht zu umgehen. Hier wählt man dann Power&Free-Förderer oder
Skidtechnologie. Dieselbe Hüllkurvenproblematik tritt auch bei Steig- oder Gefällstrecken auf. Es gilt: je länger, desto flacher müssen Steigungen ausgeführt werden, ansonsten ergeben sich größere Bauhöhen.
• Breite (Ausdehnung quer zum Förderer):
Die Breite ist wichtig für die Auslegung der Radien bei Kurvenfahrten. Je größer die
Breite, desto größer müssen Radien und Abstände sein. Bei Technologien mit der Möglichkeit zur Schräg- oder Querfahrt ergibt sich der Stapelabstand aus der Breite zuzüglich der notwendigen Freiräume zwischen den Förderern. Die Freiräume werden
wiederum von der Art der Aufhängung beeinflusst.
• Höhe
Von der Förderguthöhe leitet sich direkt die notwendige Raumhöhe ab, ebenso ist die
Höhe entscheidend für die Situation an Materialauf- und abnahme, beispielsweise für
die eventuelle Notwendigkeit, Hubstationen einsetzen zu müssen.
• Gewicht
Das Gewicht ist ein entscheidendes Kriterium für die Auswahl von Fördersystemen.
Die verschiedenen Technologien sind systembedingt nur für bestimmte Gewichtsbe-
164
3
Gehänge und Fördertechnik
reiche wirtschaftlich einsetzbar. Als Faustformel gilt, je schwerer, desto komplexer wird
die einsetzbare Technologie sein. Weiterhin können schwere Teile nur noch mit besonderen Maßnahmen auf die Fördertechnik gebracht werden. Hier ist das ganze Spektrum
der Handlingstechnologie gefordert.
• Durchsatz
Unter Durchsatz versteht man Anzahl Fördergüter je Zeiteinheit, meist in Fördergüter
je Stunde ausgedrückt. Aus dem Durchsatz kann man, unter Berücksichtigung der Fördergutlänge, die Fördergeschwindigkeit in den Prozessbereichen errechnen. Diese Geschwindigkeit geht direkt wieder in die Abmessungen der Vorbehandlungszonen (Einwirkzeit), des Haftwassertrockners (Trockenzeit) sowie des Pulver- oder Lacktrockners
ein. Ebenso ist die Länge der Kühlzonen vom Durchsatz abhängig. Weiterhin ist die
Anzahl der Beschichtungsstellen (Kabinen) vom Durchsatz abhängig und damit auch
die Auswahl eines verzweigungsfähigen Fördersystems.
Der Durchsatz bestimmt maßgeblich die Anzahl der Bestückungsplätze und damit wiederum die einsetzbaren Fördersysteme (Verzweigungen, Pufferplätze und dergleichen)
sowie die Art der Antriebstechnik. Auch hier gilt: je höher der Durchsatz, desto komplexer die einsetzbare Technologie.
• Farbwechsel und Farbvarianten
Die Anzahl der Farben und die Häufigkeit der Farbwechsel ergibt die Kabinenkonfiguration (Wechselkabinen, Schnellreinigung, mehrere Kabinen). Die Kabinenkonfiguration stellt Anforderungen an das eingesetzte Fördersystem, so sind mit einem
herkömmlichen Kreisförderer keine Verzweigungen möglich, es ergibt sich eine Beschichtungslinie. Hier kann man sich mit Wechselkabinen behelfen, muss aber Durchsatzverluste hinnehmen. Es gilt wiederum: je mehr Varianten, desto komplexer die einsetzbare Technologie.
• Warenträger
Die zu beschichtenden Teile müssen für den Transport mit dem Förderer verbunden
werden.
Warenträger sind immer den Teilen des Betreibers einer Beschichtungsanlage angepasst, die Vielzahl an Ausführungen ist entsprechend groß. Prinzipiell kann man
spezialisierte und universelle Warenträger unterscheiden. Die universelle Ausführung
(Verwendung von Drahthaken, Seilen oder Ketten) wird bei großer Teilevarianz oder
günstigen Teilegeometrien bevorzugt, ist aber immer von der Findigkeit des Werkers an
der Aufgabe abhängig. Die spezialisierte Ausführung wird in Verbindung mit schwierigen Teilen, geringer Teilevarianz (jede Variante benötigt eine eigene Ausführung) oder
hohen Durchsätzen (die Bestückung kann rationalisiert werden) eingesetzt.
Die unterschiedlichen Fördersysteme sind nicht alle gleich gut für jeden Warenträger
geeignet, es gilt, je komplexer das System, desto häufiger auch der spezialisierte Warenträger.
3.3 Die Fördersysteme im Einzelnen
165
• Umgebungsbedingungen und Pflege
Im Bereich Vorbehandlung und Lackierung werden an das Fördersystem hohe Anforderungen hinsichtlich der vorherrschenden Umgebungsbedingungen (wie Verschmutzung, Temperatur) gestellt. Mit den Fähigkeiten eines Fördersystems steigt allerdings
auch der Pflegebedarf, das ergibt sich aus der zwangsläufig steigenden Anzahl der Bauelemente. Daraus ergeben sich Anforderungen an die Qualifikation des Wartungspersonals und seine Verfügbarkeit. Während bei einer Handschiebebahn die Wartung und
eventuelle Störungsbeseitigung durch jede handwerklich geschickte Person vorgenommen werden kann, erfordert eine Power&Free-Anlage eine solide handwerkliche Ausbildung und die Bereitschaft, sich mit den Gegebenheiten der Technologie auseinander
zusetzen. Kommen Steuerungssysteme hinzu, sind heute SPS-Kenntnisse sehr empfehlenswert.
3.3 Die Fördersysteme im Einzelnen
3.3.1
Handschiebebahnen
3.3.1.1 Technik
Handschiebebahnen sind die einfachste und ursprünglichste Fördertechnik. Sie bestehen
aus einem Führungsprofil sowie Laufwagen, die in dieser Bahn laufen. Die Antriebskraft
ist, wie der Name sagt, der Mensch. Diese Systeme werden im Normalfall abgehängt, wenn
möglich an der Gebäudestruktur oder an einem dafür vorgesehenen Stahlbau. Es wird
eine Vielzahl von kompletten Systemen angeboten; alle Anbieter haben die wichtigsten
Komponenten verfügbar:
•
•
•
•
•
Bahnbauteile (Geraden, Bögen)
Laufwagen für Belastungen bis 3.000 N
Weichen für Verzweigungen
Drehscheiben
Schiebebühnen.
Aus den Bauteilen lassen sich nahezu alle denkbaren Anlagengeometrien zusammenstellen (Schräg- und Quertransporte). Laufwagenpuffer sind möglich. Die Laufwagen bilden
zusammen mit Lasttraversen Züge, damit können auch Teile größerer Länge transportiert
werden.
In Beschichtungsanlagen kommen reine Handschiebebahnen sehr selten vor, meist findet eine Kombination mit einem Antriebsmittel auf Teilstrecken Verwendung.
166
3
Gehänge und Fördertechnik
Abb. 3.4 Handschiebebahn
für die Beschichtung von
Metallteilen
• Vorbehandlung
Takttransport: Schubzylinder, eventuell mit Kette als Schuborgan
Kontinuierlicher Transport: Kettentransfer mit einstellbarer Geschwindigkeit
• Trockner
Takttrockner: Parallelbahnen mit Schiebebühnen vor und hinter dem Trockner, reine
Handschiebetechnik.
Durchlauftrockner: Kettentransfer mit einstellbarer Geschwindigkeit
3.3 Die Fördersysteme im Einzelnen
167
• Auf- und Abgaben
Hubstationen: Anlagen mit solchen Kombinationen können bereits sehr aufwändige
Steuerung benötigen und sind mit Power&Free-Systemen vergleichbar. Vorteilhaft ist,
dass solche Systeme ausbaubar und nachträglich automatisierbar sind, bei zunehmendem
Durchsatz können Strecken mit Antriebsorganen versehen werden.
3.3.1.2 Fördergut
Länge
Breite
Höhe
Gewichte:
Durchsatz
Variabilität
Warenträger
Pflege
3.3.2
bis 12.000 mm sinnvoll
keine Einschränkung
ab 2.000 mm schwierig zu schieben
bis 600 kg, darüber unzumutbar
klein (etwa 5 Einheiten/h), abhängig vom Werker
groß, fast alle Geometrien denkbar
keine Einschränkungen
einfach
Kreisförderer
3.3.2.1 Technik
Kreisförderer bestehen aus einem Führungsprofil und einer Kette, die an oder in diesem
Führungsprofil läuft. Die Kette dient zugleich als Antriebs- und Tragorgan. Bauteile sind:
• Bahnbauteile wie Geraden, Bögen und dergleichen
• Kette
Kardangelenkkette meist aus Stanzteilen aufgebaut, für den unteren Lastbereich und
läuft im Führungsprofil
Steckkette aus Gussteilen aufgebaut, für den oberen Lastbereich, läuft unter dem Führungsprofil
• Antrieb
Caterpillarantrieb, Einfachantrieb, Mehrfachantrieb für große Länge, Radantrieb
• Spannstation
Spindelspannstation manuell einstellbar, kein zusätzlicher Kettenzug, Gewichtsspannstation, Federspannstation, pneumatische Spannstation
• Schmiereinrichtung bei Kardangelenkketten ist zwangsläufig, dient zum Schutz der
Kette gegen Verschmutzung und Temperatur
• Anbauteile: Warenträgeraufhängung, Drehhänger.
168
3
Gehänge und Fördertechnik
Die Kette erlaubt nur beschränkte Anhängelasten, weiterhin sind Verzweigungen nicht
möglich. Kreisförderer haben auf ihrer ganzen Länge die gleiche Geschwindigkeit, ebenso
ist der Abstand des Förderguts immer gleich. Farbwechsel sind nur mit Durchsatzverlusten möglich. Bei Wechselkabinen muss ein Teil der Förderstrecke geräumt werden, damit
die Kabinen aus- oder eingefahren werden können. Mehrere Kabinen hintereinander sind
während des Betriebes nur schwierig oder gar nicht zu reinigen.
3.3.2.2 Fördergut
Länge
Breite
Höhe
Gewichte
Durchsatz
Variabilität
Warenträger
Pflege
bis 3.000 mm sinnvoll
bis 1.000 mm sinnvoll
ab 2.000 mm schwierig einzuhängen
bis 250 kg
groß, bis 12 m/min praktikabel
klein, geeignet für Massenprodukte
flexibel, jedoch nicht für Anwendungen die Präzision erfordern
einfach
Kreisförderer eignen sich als robuster, unkomplizierter Werkstücktransport bei immer
gleichem Verfahrensablauf. Für die Kunststofflackierung kommen sie nur in Betracht,
wenn die Werkstücke wenig staubempfindlich sind und die Trocknungszeiten nicht zu
lange dauern. Dagegen ist der Bereich der Oberflächenbehandlung von Metall das Hauptanwendungsgebiet für den Kreisförderer, allerdings mit rückläufiger Tendenz.
3.3.3 Verzweigungsfähige Kreisförderer
3.3.3.1 Technik
Die Notwendigkeit zu schnellen Farbwechseln in Pulverbeschichtungsanlagen führt im
Allgemeinen zu Anlagen mit zwei oder mehreren parallelen Kabinen. Kreisförderer waren
für diese Anlagengeometrie nur eingeschränkt einsetzbar, als Stand der Technik haben
sich in diesem Bereich Power&Free-Systeme durchgesetzt.
3.3 Die Fördersysteme im Einzelnen
169
Abb. 3.5 Power&Free mit
Kettenlaufwerk,Einfahrt in die
Pulverbeschichtung
Am Markt sind unterschiedliche Systeme zu finden, die nach ähnlichen Grundprinzipien arbeiten:
Zwischen Kette und Warenträger wird ein automatisch zu trennendes und wieder zusammenfügbares Teil eingeführt. Dieses Teil wird an Weichen von einer Kette zur anderen übergeben, Verzweigungen sind somit möglich. Eine Stapelfähigkeit wie in der Power&Free-Technik ist nicht gegeben, in dieser Hinsicht verhält sich das System immer
noch wie ein Kreisförderer.
In der Praxis wird das Zwischenstück als Haken mit Führungen, als Traverse oder als
Kettenstücke in einer eigenen Führungsbahn ausgeführt. Allen diesen Systemen ist gemeinsam, dass die Kette als Tragorgan benutzt wird. Dadurch ergeben sich Lastbereiche
wie bei Kreisförderern. Bisher werden diese Systeme nur in Zusammenhang mit Kardangelenkketten eingesetzt. Ein wichtiges Merkmal ist, dass die Verzweigungsstrecken gleich
lang sein müssen, da jeder umgehängte Warenträger bei der Rückkehr auf eine Lücke treffen muss, wodurch die möglichen Anlagenanordnungen eingeschränkt sind. An den Ver-
170
3
Gehänge und Fördertechnik
zweigungsstellen ist eine einfache Steuerungseinheit erforderlich, der Wartungsbedarf ist
somit höher als beim reinen Kreisförderer.
3.3.3.2 Fördergut
Länge
Breite
Höhe
Gewichte
Durchsatz
Variabilität
Warenträger
Pflege
bis 3.000 mm sinnvoll
bis 1.000 mm sinnvoll
ab 2.000 mm schwierig einzuhängen
bis 120 kg
groß, bis 12 m/min. praktikabel
mittel, Mehrkabinenlösungen
flexibel, jedoch nicht für Anwendungen die Präzision erfordern
mittel
3.3.4 Power&Free-Systeme
3.3.4.1 Technik
Unterhalb eines Kreisförderers (Power-Schiene) wird ein weiteres Führungsprofil angebracht (Free-Schiene). Dieses Führungsprofil ist für Laufwagen ausgelegt, die durch Verbindungstraversen einen Laufwagenzug bilden. Der Laufwagenzug nimmt dann den eigentlichen Warenträger auf.
Die Mitnahme des Laufwagenzuges erfolgt durch eine Mitnehmer-/Klinkenkonstruktion, die eine formschlüssige Verbindung zur Powerkette herstellt. Die Klinken sind so
ausgeführt, dass sie beim Auflaufen auf eine Stapelkufe die Verbindung zum Mitnehmer
lösen. Bringt man diese Stapelkufe am letzten Laufwagen an, stauen sich die Laufwagenzüge auf, da jeweils die Kufe am letzten und der Mitnehmer am vordersten Laufwagen während des Stapelns die Klinke außer Eingriff bringen. Wird der in Förderrichtung vorderste
Laufwagenzug wieder mitgenommen, löst sich der Stau auf. Das Stoppen des vordersten
Laufwagenzuges übernimmt eine Stapelkufe, die mittels Zylinder (pneumatisch oder elektrisch) an die richtige Position gebracht werden kann; man nennt dies Stopper oder Sperre.
In der Praxis haben sich zwei Formen entwickelt, die sich durch die Anordnung der
Klinke unterscheiden: Einmal befindet sich die Klinke an der Kette, also oben, oder die
Kette ist am Laufwagen montiert, also unten. Die Funktionalität ist bei beiden Ausführungen dieselbe, ebenso die sich daraus ergebenden fördertechnischen Möglichkeiten.
Durch die Stapelfähigkeit sind mit Power&Free Puffer oder Speicher realisierbar. Man
unterscheidet:
• Längsstapel: Die Laufwagenzüge werden hintereinander gestapelt, lang, aber schmal
im Platzbedarf.
3.3 Die Fördersysteme im Einzelnen
171
• Schrägstapel: Baut man einen Laufwagenzug aus vier Laufwagen auf und verbindet ein
Paar jeweils mit einer kürzeren Hilfstraverse, erhält man eine schräg- oder quergängige
Geometrie. Fügt man auf dem hinteren Laufwagen eines Paares eine Stapelkufe hinzu,
ist der Laufwagenzug schrägstapelbar. Ein Schrägstapel ist aus einer Power&Free-Strecke für den vorderen Teil des Laufwagenzuges, einer Free-Strecke für den hinteren Teil
des Laufwagenzuges sowie einer, normalerweise mechanisch betätigten Einlaufweiche
und einer Pendelweiche am Auslauf aufgebaut. Die Mitnahme erfolgt nur auf einer Seite des Laufwagenzuges; damit sind Winkel bis 60° Schräge möglich. Bei langen und
schmalen Teilen ergibt der Einsatz von Schrägstapeln eine nicht geringe Platzersparnis.
• Querstapel: Der Querstapel ist die 90°-Variante eines Schrägstapels. Allerdings ist eine
einseitige Mitnahme der Laufwagenzüge wegen der auftretenden Querkräfte nicht
möglich; man setzt zwei Power&Free-Strecken ein und nimmt an beiden Seiten mit. Die
notwendigen Mitnehmer auf beiden Seiten machen Doppelsperren auf geraden Förderstrecken notwendig. Die beiden Ketten im Querspeicher müssen parallel laufen, hierfür
sind Spannstationen zum Ausgleich der Kettenlänge erforderlich. Der Querstapel ist
bei langen Teilen eine sehr effiziente Möglichkeit, Richtungswechsel an Anlagenenden
durchzuführen. Die Bewegungsrichtung der Nutzlast kehrt sich allerdings dabei um,
das heißt die Teile sind plötzlich rückwärts unterwegs.
Ein weiteres wesentliches Bauelement sind die bereits angesprochenen Weichen. Man
unterscheidet Schaltweichen am Anfang einer Verzweigung und Pendelweichen zur Zusammenführung. Pendelweichen haben eine federnde Weichenzunge, die vom Laufwagen
während der Durchfahrt in die richtige Stellung gebracht wird. Bei Schaltweichen gibt die
Weichenzunge die Ausfahrtrichtung vor; sie muss also gestellt werden, bevor der Laufwagen durchfährt.
Bei den erwähnten Schräg- oder Querstapeln wird dieses mit einem Schaltnocken und
einem kniehebelähnlichen Schaltwerk an der Weiche vorgenommen; das vordere Paar
eines Laufwagenzuges stellt die Weiche um, das hintere Paar stellt die Weiche dann für
den nächsten Laufwagenzug zurück. An Entscheidungspunkten in einer Anlage, zum Beispiel vor mehreren Kabinen, werden Schaltweichen mit elektrischer oder pneumatischer
Betätigung eingesetzt. Die Anlagensteuerung entscheidet auf Grund der ihr vorliegenden
Information über die Weichenstellung und steuert sie entsprechend an.
Die Information kann im einfachsten Fall aus einem Laufwagenmerkmal wie einem zusätzlichen Schaltnocken bestehen, das heißt alle Laufwagen mit Schaltnocken müssen den
Abzweig durchlaufen. Für komplexere Aufgaben werden Identifikationssysteme eingesetzt, die eine automatisch lesbare Laufwagennummer beinhalten. Diese Laufwagennummer wird mit den bei der Aufgabe der Teile eingegebenen Daten verknüpft (zum Beispiel
alle Teile mit Farbnummer 4711 in Abzweig) und dann entsprechend gesteuert.
172
3
Gehänge und Fördertechnik
Die eingesetzte Powerkette bedingt, dass die Transportgeschwindigkeit in der Anlage an allen Stellen gleich ist. Für Beschichtung, Vorbehandlung sowie Transport können
unterschiedliche Geschwindigkeiten notwendig sein. Man löst dieses durch den Einsatz
von mehreren Kettenkreisläufen mit unterschiedlichen Geschwindigkeiten, zum Beispiel
eine Prozesskette für Vorbehandlung und Beschichtung mit niedriger einstellbarer Geschwindigkeit sowie einer Transportkette mit konstanter, höherer Geschwindigkeit.
Eine Sonderform dieser Aufteilung ist der Kettentransfer, aus Kostengründen meist aus
Rollenkette in Kunststoffprofil unter Verzicht auf die Stapelfähigkeit aufgebaut und typischerweise oberhalb von Beschichtungskabinen zu finden.
Hubstationen werden an Auf- und Abgaben eingesetzt; damit wird das Handling schwerer oder sperriger Teile vereinfacht, ebenso sind größere Förderguthöhen so praktikabel.
Die Steuerung erfolgt meist mittels Kranbirne durch den Werker. Er kann so die für ihn
optimale Beschickungshöhe einstellen. Der Ein- und Austransport erfolgt nach Freigabe
meist automatisch durch die Anlagensteuerung. Für Geschosswechsel werden ebenfalls
Hubstationen eingesetzt.
Power&Free-Technik in Beschichtungsanlagen ist ein weitverbreitetes Mittel zur Lösung komplexer Aufgabenstellungen − sei es ein breites Produktspektrum mit unterschiedlichen Anforderungen oder die Integration der Beschichtungsanlage in den gesamten Materialfluss einer Produktion. Durch die Systemfähigkeiten zusammen mit den Möglichkeiten der Steuerungstechnologie sind Sortierspeicher, Mehrfachdurchläufe, unterschiedliche
Vorbehandlungsarten und dergleichen möglich. Die Technologie ist in Beschichtungsanlagen erprobt und weist die nötige Unempfindlichkeit für die angetroffenen Umgebungsbedingungen auf. Die Anordnung der Fördertechnik oberhalb des Fördergutes bringt Vorteile bei der Verschmutzung und eine weitgehende Bodenfreiheit mit sich. Andererseits
ist beim Versagen der eingesetzten Bauelemente die Gefahr einer Havarie mit Reparaturbedarf systembedingt. Dieses Risiko kann durch vorbeugende Wartung minimiert werden, äußert sich aber in vergleichsweise erhöhtem Aufwand. Das Mitnahmeprinzip und
die sich daraus ergebenden Eigenschaften sowie die meist nicht unerhebliche Komplexität
dieses Anlagentyps machen qualifiziertes Personal erforderlich.
3.3.4.2 Fördergut
Länge
bis 20.000 mm
Breite
bis 4.000 mm
Höhe
unbegrenzt, aber ab 2.000 mm Hubstationen sinnvoll
Gewichte
bis 10.000 kg realisiert
Durchsatz
hoch
Variabilität
sehr groß
Warenträger flexibel
Pflege
Verständnis und Schulung erforderlich; SPS-Fähigkeiten notwendig
3.3
Die Fördersysteme im Einzelnen
173
Abb 3.6 Power&Free für
die Pulverbeschichtung von
Heizkörpern
Abb. 3.7 Power&Free für
die Pulverbeschichtung von
Heizkörpern; Speicherung
beschichteter Heizkörper
3.3.5
Elektrohängebahn
Elektrohängebahnen, als modernes und flexibles Fördermittel vielfach bewährt, kommen
für Lackieranlagen nicht in Betracht, da sich die erforderliche ex-geschützte Bauart nicht
sinnvoll realisieren lässt. Werden in Bereichen, die der Oberflächenbehandlung vor- bzw.
nachgeschaltet sind, Elektrohängebahnen eingesetzt, so werden diese durch automatische
Übergaben mit dem Lackieranlagenförderer verknüpft.
174
3
Gehänge und Fördertechnik
Abb. 3.8 Elektrohängebahn
durch eine Strahlanlage. Reinigung von Stahlblechen vor
der Oberflächenbehandlung,
Kopplung der Fahrzeuge zu
einem Zug
3.3.6
Bodenförderer
3.3.6.1 Technik
Befinden sich die Aufnahmepunkte eines Produktes auf der Unterseite oder ist die allseitige Zugänglichkeit ohne störende Aufhängungen gefordert, muss das Fördersystem seinen
Platz unterhalb des Fördergutes finden. Ein weiteres Kriterium sind große Fördergutgewichte; ein untenliegender Förderer leitet die auftretenden Lasten preiswerter ab, ein aufwändiger Stahlbau ist nicht notwendig.
Im Prinzip lassen sich sowohl Kreis- als auch Power&Free-Förderer auf den Kopf stellen und so als Bodenförderer einsetzen.
Bodenförderer bestehen aus einem meist im Boden eingegossenem Kettenkasten sowie
einer darin geführten Laschenkette. Die Verwendung der Laschenkette erlaubt nur Horizontalbögen, ist aber kostengünstiger. An der Laschenkette sind Mitnehmer, üblicherweise
in nicht trennbarer Ausführung angebracht, in die Mitnahmebolzen der Laufwagen eingeklinkt werden. Die Kette schleppt die mit der Nutzlast beladenen Laufwagen; die Eigenschaften entsprechen in etwa einem Kreisförderer: keine Verzweigungen, überall gleiche
Geschwindigkeit. Mitnahmebolzen werden im Kettenkasten geführt. Die Laufwagen wei-
3.3 Die Fördersysteme im Einzelnen
175
sen meist vorne zwei Lenkrollen und hinten zwei feststehende Bockrollen auf. Damit ist
ein kontrolliertes Kurvenverhalten gegeben.
Die Mitnahmebolzen können manuell von der Kette gelöst werden. Der Laufwagen ist
damit flexibel einsetzbar, zum Beispiel als Transportmittel von und zu Fertigungsplätzen.
Bodenförderer werden gerne in Fertigungslinien verwendet, etwa als klassisches Fließband.
Hier kommen auch Varianten mit Weichen oder Stoppern zur Anwendung. In Beschichtungsanlagen sollten Bodenförderer auf die einfache Ausführung beschränkt werden. Die Anordnung unterhalb des Förderguts setzen den Förderer verstärkt schwierigen Bedingungen aus:
• Vorbehandlungsanlagen: Hier sind Edelstahlausführungen in Verbindung mit automatischen Schmiereinrichtungen einsetzbar. Die Kompensation der Entfettungswirkung
bleibt jedoch immer wartungsintensiv.
• Nasslackanlagen: Bei geschickter Kettenkastengeometrie und Luftführung einsetzbar.
• Pulverkabinen: Wie bei Nasslack, Reinigung bei Farbwechsel aufwändig.
3.3.6.2 Fördergut
Länge
bis 6.000 mm sinnvoll
Breite
bis 2.000 mm sinnvoll
Höhe
bis 2.000 mm sinnvoll
Gewichte
bis 10.000 kg realisiert
Durchsatz
sehr groß
Variabilität
klein
Warenträger flexibel
Pflege
einfach aber reinigungsintensiv
Abb. 3.9 Die umgedrehte
Power&Free am Boden;
Invermatic®
176
3
Gehänge und Fördertechnik
3.3.7 Skid-Anlagen
3.3.7.1 Technik
Die Skidtechnik ist ein weiteres untenliegendes Fördersystem. Während beim Bodenförderer Laufwagen als Warenträgerbasis zur Verwendung kommen, besteht ein Skid aus einem
Rahmen sowie Transportkufen (teilweise sind Rahmen und Kufen integriert und nicht
unterscheidbar) ohne bewegliche Teile und somit ohne anfällige Lagerstellen. Skidtechnik
kommt überall dort zum Einsatz, wo hohe Leistungen, Präzision oder Flexibilität gefordert
werden und das Fördergut von oben her frei zugänglich sein muss.
Skids werden auf stationärer Fördertechnik transportiert:
• Rollenbahn
Meist für Längstransporte eingesetzt
Typisch für Einzelarbeitsplätze mit Stop-and-go-Verhalten
Präzises Positionieren durch Zusatzteile (Absteckungen) möglich
Nicht im Beschichtungsbereich einsetzbar
• Staurollenbahn
Variante der Rollenbahn. Skids können aufgestaut werden; somit ist eine preiswerte
Pufferbildung im unteren Lastbereich bis 500 kg möglich
• Tragkettenförderer
Für Quertransport und große Längstransporte
Unempfindlich, daher in allen Prozessbereichen, wie Vorbehandlung, Beschichtung,
Trockner einsetzbar
Präzision nur durch Aufwand (ausheben und abstecken) erreichbar
• Staukettenförderer
Skids können aufgestaut werden, auch im höheren Lastbereich
Preiswertes Mittel zur Pufferbildung
Häufig in Trocknern anzutreffen (Einhaltung von Verweilzeiten bei unterschiedlichen
Durchsätzen möglich)
• Hubtische
Meist mit Hydraulik
Für kleinere Höhenwechsel
An Arbeitsplätzen für bessere Zugänglichkeit
• Umsetzer
Kombination von Rollenbahn, Hubtisch und Kettenförderer
Skid fährt längs auf Rollenbahn ein, wird auf Kettenförderer abgesetzt und fährt quer aus
Eingesetzt als Verzweigung (lange Kettenförderer, viele Umsetzer) oder als Richtungsumkehr (zwei Einheiten nebeneinander, Skid anschließend rückwärts)
• Drehtische
Eingesetzt als Verzweigung oder für Richtungswechsel ohne Umkehr der Skidförderrichtung
3.3
Die Fördersysteme im Einzelnen
177
Abb. 3.10 Skidförderung von Stossfängern durch den Lackierprozess
• Hubstationen
Für Ebenenwechsel
Besonderheit: Hubstationen in temperaturfester Ausführung in A-Trocknern
Aus den aufgeführten Komponenten sowie speziellen, nicht genannten Versatzstücken
lassen sich beliebig komplexe Anlagen-Layouts entwickeln. Durch die Fähigkeit des Querumsetzens ohne ausholende Hüllkurven sind kompakte Geometrien möglich.
Da die Komponenten jeweils mit eigener Antriebstechnik versehen sind, ergibt sich im
Ablauf eine große Flexibilität, die durch Änderungen in der Steuerungssoftware genutzt
werden kann. Andererseits bedingen Skidanlagen eine aufwändige Steuerungstechnik in
SPS-Technologie. Die Dichte der Bauelemente je Förderstrecke ist höher als zum Beispiel
bei Power&Free-Technik. Da das Mitnahmeprinzip auf Reibung und nicht auf Formschluss basiert, ist Skidtechnik fehlertoleranter als Power&Free.
Wie bei den Bodenförderern bereits erwähnt, ist untenliegende Fördertechnik den Einflüssen der Beschichtungsprozesse stark ausgesetzt. Dies ist durch erhöhten Wartungseinsatz auszugleichen, will man die gleiche Verfügbarkeit erreichen.
178
3
Gehänge und Fördertechnik
3.3.7.2 Fördergut
Länge
bis 7.000 mm sinnvoll
Breite
bis 4.000 mm
Höhe
bis 3.000 mm
Gewichte
bis 4.000 kg realisiert
Durchsatz
sehr groß
Variabilität
sehr groß
Warenträger flexibel
Pflege
Verständnis und Schulung erforderlich, SPS-Fähigkeiten notwendig,
reinigungsintensiv
3.3.8 Tauchanlagen
3.3.8.1 Technik
Hohe Anforderungen an Vorbehandlung und/oder Beschichtung machen den Einsatz von
Tauchanlagen erforderlich. Tauchanlagen bestehen aus den Behandlungsbecken, in die die
Teile zur Behandlung eingetaucht werden sowie den Umsetzern für den Transport.
Die Umsetzer sind technisch gesehen präzise ausgeführte Deckenkräne und bestehen
aus einer Fahr- und einer Hubachse. Die Nutzlast wird an Traversen aufgehängt. Diese
Traversen haben Aufnahmen für die Umsetzer, werden damit angehoben, über einem Becken positioniert, abgesenkt, der Umsetzer fährt zum nächsten Becken und der Vorgang
beginnt von neuem.
Die Reihenfolge der Becken wird von der eingesetzten Chemie vorgegeben, ebenso die
Behandlungszeiten. Durch das Fördergut ergeben sich die Bewegungszeiten.
Die Fahrtgeschwindigkeit ist abhängig von Fördergutbreite (Beckenabstand) sowie
von der Aufhängung (Pendeln bei Beschleunigen). Die Eintauchgeschwindigkeit ist abhängig von der Neigung zum Aufschwimmen der Teile. Die Hubgeschwindigkeit ist von
der Schöpfneigung der Teile abhängig. Die Abtropfzeit nach dem Anheben ergibt sich aus
der Geometrie der Teile sowie aus der Bereitschaft, Medienverschleppungen zu tolerieren.
Alle Bewegungszeiten zusammen ergeben die Programmlänge. Der Durchsatz einer
solchen Anlage wird typisch in dem Begriff Taktzeit angegeben, das heißt alle x Minuten
soll ein Warenträger die Anlage fertig behandelt verlassen. Da die Programmlänge meist
über der Taktzeit liegt, werden mehrere Umsetzer vorgesehen. Man erhält so eine Parallelbearbeitung des Fahrprogramms. Die Fahrprogramme werden in einem Zeit-/WegDiagramm dargestellt. Die technische Realisierung erfolgt meist mit einer Kranbrücke,
die auf Kranschienen läuft. Je nach Spannweite sind ein oder zwei Fahrantriebe mit Frequenzsteuerung vorgesehen. An der Kranbrücke sind die beiden Hubmasten als Führung
für die Hubschlitten angebracht; der oder die Hubantriebe sind ebenfalls frequenzgesteuert. Die Frequenzsteuerung erlaubt in Zusammenarbeit mit Wegmesssystemen (Absolutwertgeber) eine Anpassung der Fahrkurven an die jeweiligen Fördergüter (Pendeln, Aufschwimmen, Schöpfen) sowie die notwendige Präzision bei der Positionierung (± 2 mm
am unteren Ende theoretisch). Die Steuerung arbeitet mit einer Zeittabelle auf Basis des
3.3
Die Fördersysteme im Einzelnen
179
Abb. 3.11 Power&Free
in Durchlaufanlagen für
Lkw-Kleinteile
Abb. 3.12 Power&Free als
Tauchanlage für Großstahlteile. Der Tauchvorgang erfolgt
durch Hubwerke
Fahrdia-gramms und löst so die nötigen Aktionen aus. Bei der Konzeption einer Tauchanlage ist die verfügbare Bauhöhe ein wesentlicher Punkt. Als Faustformel gilt:
Bauhöhe = 3⋅( Fördergut + 700mm )
3.3.8.2 Fördergut
Länge
bis 13.000 mm realisiert
Breite
bis 4.000 mm
Höhe
siehe Anmerkung oben
Gewichte
bis 10.000 kg
Durchsatz
weite Spannbreite
Variabilität
nur Fahrprogramm
Warenträger flexibel
Pflege
Verständnis und Schulung erforderlich; SPSFähigkeiten notwendig
180
3.3.9
3
Gehänge und Fördertechnik
Beschickungsautomaten
Beschickungsautomaten sind programmgesteuerte Hub- und Fahrwerke, die speziell für
den Bereich der Oberflächenbehandlung von Metallen entwickelt wurden. Sie fahren
über Beckenanlagen geradlinig vor und zurück, dabei werden die Werkstücke – meist an
Mehrfachgehängen – quer zur Förderrichtung hängend transportiert. Die Beschickung der
einzelnen Anlagenstationen erfolgt taktweise senkrecht von oben, in der vom Programm
vorgegebenen Reihenfolge.
Je nach Durchsatz bzw. geforderter Taktzeit wird die Anlage mit einem oder mehreren
Beschickungsautomaten ausgerüstet. Speicherprogrammierbare Steuerung ist hier Standard. Die Übertragung der Schaltkommandos und die Energiezufuhr erfolgen meist über
ein Schleppkabelsystem.
Die Vorteile einer solchen Anlagenkonzeption ergeben sich aus dem Funktionsprinzip:
Senkrechtbeschickung, Quertransport und Kompaktbauweise bringen kurze Becken und
sparen Platz. Deshalb sind Beschickungsautomaten besonders bei sperrigen Werkstücken
und beengter Grundfläche interessant und außerdem dort, wo sich Tauchen von vornherein anbietet. Der einfache Programmwechsel ermöglicht eine schnelle Verfahrensumstellung, wenn wechselnde Werkstücke mit unterschiedlichen Ansprüchen anfallen. Die
wählbare Reihenfolge der Stationenbeschickung erleichtert notwendige Erweiterungen, da
neue Anlagenteile unabhängig vom Verfahrensablauf dort angebaut werden können, wo
Platz vorhanden ist.
Beschickungsautomaten werden häufig mit anderen Fördersystemen (Kreisförderer,
Power&Free, Bodenschleppförderer mit Wagen) kombiniert. Beispielsweise dann, wenn
die Aufgabe und Abnahme von Werkstücken unabhängig vom Rhythmus der Oberflächenbehandlung möglich sein sollen oder wenn z. B. die Vorbehandlung taktweise erfolgen kann, die Beschichtung jedoch kontinuierlich erfolgen muss. In diesen Fällen sind die
Fördersysteme durch automatische Übergaben verknüpft.
3.3.10 Tischkreisförderer
Tischkreisförderer finden vorzugsweise dann Verwendung, wenn kleinere Werkstücke
senkrecht stehend und ggf. rotierend durch den Bereich der Oberflächenbehandlung
transportiert werden müssen. Dabei wird die Schiene eines umgedrehten Kreisförderers
oder eines Schleppkettenförderers auf Stützen in Tischhöhe geführt, die Kette erhält Spezialwerkstückaufnahmen. Typische Beispiele sind die Lackierung von Scheinwerferreflektoren, Stoßdämpfern, Stuhlbeinen und anderen Holz-Drechselteilen oder Radzierblenden
aus Kunststoff, über denen sich wegen der Schmutzempfindlichkeit des Materials keine
bewegten Teile befinden dürfen.
Ähnliche Bauformen werden als so genannte Montage- oder Wandertisch-Kreisförderer in den verschiedensten Montagebereichen eingesetzt. Hier sind mit der Kette meist
umlaufende Plattformwagen verbunden, in die das Fördergut lose eingelegt wird.
3.3
Die Fördersysteme im Einzelnen
3.3.11
181
Querstabförderer
Bei Querstabförderern sind zwei parallel laufende Ketten durch Querstäbe verbunden. Das
Fördergut wird lose aufgelegt oder in speziellen Werkstückaufnahmen fixiert.
Bei Bandstraßen für die Lackierung von flächigen Holzteilen finden Querstabförderer vorwiegend als robuste, temperaturbeständige Transportmittel durch Trockner samt
Abdunst- und Kühlzonen Verwendung. Ein weiteres Einsatzgebiet sind die sogenannten
Bandwaschmaschinen innerhalb der Metallvorbehandlung.
3.3.12
Bänder
Transportbänder (Band- oder Gurtförderer) für Stückgüter können je nach Verwendungszweck z. B. aus Gummi, Kunststoff, Textil- oder Metallgewebe unterschiedlicher Qualitäten bestehen. Ebenso sind Holz- und Stahlplattenbänder gebräuchlich. Die Werkstücke
werden lose aufgelegt.
Das Haupteinsatzgebiet für Bänder sind Transporte außerhalb des Bereiches der Oberflächenbehandlung. Jedoch können beispielsweise bei Bandstraßen für die Lackierung von
flächigen Holzteilen Bänder aus Textilgewebe sowie im Bereich der Gießmaschine Bremsoder Beschleunigerbänder aus Gummi eingesetzt werden.
Im Bereich der Metallvorbehandlung werden Bandwaschmaschinen gelegentlich mit
Drahtgewebebändern (häufiger mit Querstabförderern) ausgestattet. Holzplattenbänder
können ggf. bei der Lackierung von Korpusmöbeln, Stuhl- und Sesselgestellen oder ähnlichen Werkstücken aus Holz vorteilhaft sein.
3.3.13
Rollenbahnen
Rollen- und Röllchenbahnen haben − wie Bänder − ihr Haupteinsatzgebiet außerhalb
der Oberflächenbehandlung. Sie werden z. B. häufig für Warenverteilvorgänge in Lager-,
Kommissionier-, Verpackungs- oder Versandbereichen verwendet. Die lose aufgelegten
Werkstücke müssen entweder eine glatte Unterseite haben oder in Behältern bzw. auf Paletten transportiert werden.
In Bandstraßen für flächige Holzteile kommen Rollenbahnen im Wesentlichen als Aufund Übergabe-, Ausricht- oder Brems- und Beschleunigungsstrecken vor. Außerdem werden sie hier zur Umlenkung von Werkstücken benutzt: als einfache Rollenbahnenkurve
oder als platzsparende, aber auch investitionsintensivere Rollenbahn-Querverschiebung
bzw. Winkelübergabe in Kombination mit Riemen- oder Tragkettenförderern.
3.3.14
Stapelautomaten
Förderer in Lackieranlagen können durch verschiedene Zusatzeinrichtungen ergänzt werden. Als ein typisches Beispiel seien Stapeleinrichtungen bzw. -automaten erwähnt.
182
3
Gehänge und Fördertechnik
Im Bereich der Metalllackierung werden Blechtafeln oder -zuschnitte häufig im Stapel
aufgegeben. Die Aufgabestation erhält eine automatische Abstapeleinrichtung, die Abnahmestation eine entsprechende Einrichtung zum erneuten Stapeln der fertig beschichteten
Teile (Hubschlitten mit Saugern, Saugleisten mit Treibrollen).
Innerhalb der Holzlackierung übernehmen Stapelautomaten kontinuierlich von der
Gießmaschine kommende Flächenteile und übersetzen sie chargenweise in Hordenwagen,
damit das äußerst zeitaufwändige manuelle Einstapeln entfällt. Ein solcher Stapelautomat
besteht aus Zubringerband, Zwischenkorb und Mehretagen-Übersetzer. Das Zubringerband dient als Tempoausgleich zwischen Bandstraße und Zwischenkorb. Der Zwischenkorb wird etagenweise im Takt beschickt, in Ausgangsstellung oben anfangend. Darauf
folgt die geschlossene Übergabe an die niveaugleichen Stockwerke des Mehretagen-Übersetzers. Gleichzeitig beginnt die erneute Füllung, diesmal im Abwärtstakt. Nach der zweiten Übergabe ist der Mehretagen-Übersetzer gefüllt, fährt quer, hebt an und senkt auf die
Hordenwagen ab.
3.4 Beispiele aus der Praxis
3.4.1 Vom Kreisförderer zu Power&Free mit Kettenlaufwerk
Die Kapazitätsauslastung der Power&Free-Anlage ist abhängig von drei Kriterien:
• der Länge des Laufwerkes,
• dem bei der Fahrt erforderlichen Abstand zwischen zwei Laufwerken,
• der Transportgeschwindigkeit der Anlage.
Die ersten beiden Kriterien beeinflussen sehr stark die Kapazität einer Anlage und sind bisher auch nur geringfügig optimierbar. Die Transportstreckenauslastung einer Power&FreeAnlage liegt in den meisten Fällen bei etwa 60 %. Als einzige Optimierungsmöglichkeit zur
Kapazitätserhöhung bleibt die Steigerung der Transportgeschwindigkeit. Hier sind aber
ebenso Grenzen gesetzt durch vorgegebene Verfahrenszeiten und Teileempfindlichkeit.
Beim Kettenlaufwerk werden die Lasten dicht an dicht gehängt, was zu einer nahezu
100 %-igen Streckenauslastung führen kann, je nach Länge der Laufwerkzüge und Ausführung des Bahnverlaufs. Zwar bleibt auch beim Kettenlaufwerk ein Abstand von etwa
einem Meter bestehen, aber diese Lücke bezieht sich auf eine Blocklänge von 11 Metern
(Kettenlaufwerk 10 m + 1 m Abstand = Blocklänge 11 m). Bei Power&Free hat ein Laufwerk eine Länge von 1,5 m und einen Laufwerksabstand von 1 m. Dies ergibt einen Block
von insgesamt 2,5 m, der die Anlage durchwandert. Hier wird die geringere Auslastung der
Anlage im Vergleich zur Kette deutlich.
Bei einem Hausgerätehersteller wurde in der Pulverlackierlinie für Kühlschrankgehäuse und Gehäuseteile Power&Free mit Kettenlaufwerk realisiert.
In der Anlage wird wahlweise in zwei Farben gepulvert, nach Bedarf ein- oder zweischichtig. Früher übernahm eine Kreisförderanlage die Transportaufgabe. Der Nachteil
war eine lineare Fahrweise durch beide Pulverkabinen und bei Mehrschichtlackierung die
3.4
Beispiele aus der Praxis
183
Notwendigkeit eines zweimaligen Umlaufs. Gefordert wurde daher eine Fördertechnik,
die es ermöglicht, unter Berücksichtigung der vorhandenen Kabinen, beide Pulverkabinen
direkt anzufahren. Gleichzeitig sollte bei der Zweischichtlackierung ein schnellerer Durchlauf ermöglicht werden.
Hier bot sich die Power&Free-Technik mit Kettenlaufwerk als Lösung an. Es wurden so
die Vorteile der Power&Free-Technik – das Verzweigen, Stoppen und Speichern − mit der
Einfachheit und kontinuierlichen Fahrweise der Kreisförderanlagen kombiniert.
Folgender Materialfluss war gegeben
3.4.1.1 Aufgabe
Die Beladung der 55 etwa 10 m langen Kettenlaufwerke erfolgt je nach Größe des Fördergutes an zwei hintereinanderliegenden Positionen im Durchlaufbetrieb. Über ein Bedienpult wird für den jeweiligen Zug die Anlagendurchfahrt eingegeben.
Normalfahrt – Lackierung weiß – Pulverkabine 1
Normalfahrt – Lackierung Farbe – Pulverkabine 2
Mehrfachfahrt für Kabine 1 und 2
3.4.1.2 Hauptlinie
Sie beinhaltet die Anlagendurchfahrt durch die Vorbehandlung, den Haftwassertrockner
(T = 150 °C) und die Fahrt durch Pulverkabine 1 mit anschließender Pulververnetzung bei
T = 250 °C.
3.4.1.3 Nebenlinie
Dieser Ablauf folgt bis hinter den Haftwassertrockner der Hauptlinie. Nach einer Lesestelle
verzweigt sich die Strecke über eine Weiche zur Pulverkabine 2. Danach treffen beide Linien wieder zusammen und die Fahrt der Züge geht durch den gemeinsamen Einbrennofen.
3.4.1.4 Mehrfachfahrt Rückführlinie
Ist eine Doppelbeschichtung vorgegeben, können die Züge nach dem Einbrennofen über
eine Weiche auf eine Rückführlinie geleitet werden. Sie trifft kurz vor Verzweigung zur Kabine 1 oder 2 wieder auf die Hauptlinie. An dieser Einfahrtstelle befindet sich der einzige
Stopper der Anlage. Er stellt sicher, dass der auf der Rückführlinie kommende Zug richtig
in den auf der Hauptlinie ankommenden Transportfluss eingeleitet wird.
3.4.1.5 Abgabe
Die Abgabe der Gehänge und Teile erfolgt an zwei unterschiedlichen Orten. An der ersten
Position werden die gepulverten Gehäuse und Gehäuseteile manuell im Durchlaufbetrieb
abgehängt und der Produktion zugeführt. An der zweiten Station, in der Nähe der Aufgabe, erfolgt die Abnahme der leeren Gehänge. Eine schnelle Bereitstellung für die Wiederbeladung ist so sichergestellt.
184
Abb. 3.13 Power&Free mit
Kettenlaufwerk. Beladenes
Laufwerk mit fertig beschichteten Teilen vor dem Abgabebereich. Deutlich ist die dichte
Behängung des Zuges zu
erkennen, ein Vorteil für eine
kontinuierliche Beschichtung
Abb. 3.14 Power&Free mit
Kettenlaufwerk. Aufgabestelle und Einfahrt in die
Vorbehandlung
3
Gehänge und Fördertechnik
3.4
Beispiele aus der Praxis
185
3.4.1.6 Technische Daten der Anlage
Bahnlänge
zirka 800 m
Transportgeschwindigkeit 2 bis 10 m/min je nach Bauteilgröße
Teilungsabstand
Minimum 500 mm
Kapazität
5 bis 25 Teile pro Minute, je nach Bauteilgröße und
Geschwindigkeit
3.4.2 Power&Free als Bodenförderer
Kreisförderer und Power&Free-Anlagen eignen sich nicht nur für den hängenden Transport, sondern auch für einen stehenden. In der Automobilproduktion können solche invertierten Systeme als eine Alternative zu Skidförderern bei der Oberflächenbeschichtung
eingesetzt werden.
Bei der Realisierung einer stehenden Lackierung von Automobilteilen kamen bisher
Bodenförderer oder Skidanlagen zum Einsatz. Nachteilig wirken sich bei diesen Anlagentypen die fehlende oder sehr aufwändige Verzweigungsmöglichkeit aus.
Das Ziel war, die planerischen und funktionsmäßigen Eigenschaften der deckenorientierten Kreisförderer und Power&Free-Technik mit einem Bodenfördersystem zu verbinden. Die Idee, von nicht zwangsläufig hängenden Power&Free-Fördersysteme führte zur
Neuentwicklung einer am Boden stehenden Power&Free und Kreisfördertechnik.
Der Kopfstand der beiden Systeme lässt einen Fahrkurs auf Flurniveau zu, was einen
ungehinderten Zugriff auf das Transportgut ermöglicht. Das System ist ideal auch anwendbar für Oberflächenbehandlung und Montage. Eine partielle Führungsgenauigkeit lässt
zum Beispiel ohne weiteres eine Kombination mit Lackierrobotern und anderen automatischen Beschichtungssystemen zu. Die invertierte Power&Free ermöglicht kostengünstig
eine Verzweigung in mehrere Einzelstränge und die dreidimensionale Streckenführung.
Eine Anwendung in der Oberflächentechnik kombiniert die Vorteile des geringen
Raumbedarfs mit der problemlosen Verknüpfung des Fertigungsbereichs mit dem Lackier- und dem Versand- oder Lagerbereich, unter Beibehaltung eines einheitlichen Fördersystems. Aufwändige Übersetzer entfallen bei dieser Lösung.
Ein Beispiel für diese Technik aus der Praxis ist die Cockpit-Gehäuse-Lackierung eines
Automobilherstellers. Im Kunststoffteilewerk bestand die Aufgabe, Cockpit-Gehäuse
durch eine Beflammungs- und Lackieranlage mit anschließender Abdunst-, Trocknungsund Kühlzone zu transportieren. Aus Raumeinsparungsgründen plante der Hersteller der
Oberflächenanlage eine Kompaktanordnung des Trockners, Abdunst- und Kühlzone im
unteren Bereich und im darüberliegenden oberen Bereich die räumlich größere Trocknerzone. Für die Fördertechnik bedeutete dies zwar keine Verzweigung, aber Steigfähigkeit
war gefordert.
Bei einem weiteren Anwendungsfall, der Lackierung von Pkw-Bumper, machten Steigfähigkeit und Stopp-Funktion in den Bearbeitungszonen den Einsatz der auf dem Kopf stehenden Power&Free-Variante notwendig. Die Anforderung einer genauen Positionierung
186
3
Gehänge und Fördertechnik
des Fördergutes führte zu einer zusätzlichen Abstützung der Laufwagen. Oberhalb der
Free-Schiene wurde eine weitere Führungsschiene angebracht, die über eine Führungsrolle
am Gehängebolzen den Gehängeträger abstützt. Dies kommt besonders weit ausragenden
Teilen zugute. Sie können so auch problemlos im Anlagenbereich von Speicherdecken aufgepuffert werden. Der Speicherbereich kann in diesen Fällen erheblich verkleinert werden.
Abb. 3.15 Beschichtung
von Kunststoffteilen unter
Anwendung der umgedrehten
Power&Free am Boden
Literatur
Hausmann, C.: Kosten sparen mit optimalen Lackiergehängen. In: JOT, (2001), 12
Liberto, N. P.: Powder Coating, The Complete Finisher´s Handbook. Powder Coating Institut, 1999
Moeller, E.; Ritter, R.: Industrielle Lackiertechnik. Augsburg: Weka Fachverlag, 1997
Meyer, G.: Mit Kettenförderern Produktivität von Beschichtungsanlagen steigern. In: besser lackieren, 13, (2000), 08
Meyer, G.: Power + Free und Kreisförderer, Verfahrensvorteile miteinander kombinieren. In: besser
lackieren, 13, (2000), 08
Meyer, G.: Es muss nicht immer Power + Free sein. In: JOT, (1999), 10
Meyer, G.: Vom Kreisförderer zur Power + Free mit Kettenlaufwerk. In: JOT, (1999), 04
Meyer, G.: Power + Free steht Kopf. In: Fördertechnik, (1996)
Meyer, G.: Beschichten in einem Zug. In: Industrie Anzeiger, 51–52, (1996)
Koppe, M.: Gestellbau für die Pulverbeschichtung. In: JOT, (1996)
Götz, U.: Fördertechnik für Oberflächenanlagen. In: JOT, (1995), 10
Götz, U.: Fördertechnik für Oberflächenanlagen. In: JOT, (1995), 11
Mendler, H.: Ratschläge Pulververarbeitung
Verwendete Bilder in Kapitel 3
Schierholz GmbH, Bremen: 3–4 bis 3–9 und 3–11 bis 3–15
Mendler, Hans: 3–1 bis 3–3
Eisenmann GmbH, Böblingen: 3–10
4
Einbrennen von Pulverlacken
Der Trocknungs- und Aushärteprozess, d. h. der Übergang eines flüssigen oder pulverförmigen Beschichtungsstoffes in eine mechanisch feste Beschichtung soll möglichst rationell
und ohne Beeinträchtigung der Qualität der noch empfindlichen Oberfläche ablaufen.
Der Mechanismus der Härtungs- und Vernetzungsreaktion der meisten Pulverlacke
läuft in den einzelnen Reaktionssystemen temperaturabhängig nach kinetischen Gesetzen
ab. Beim Einbrennen sollte die Pulverbeschichtung über die Schichtdicke bis hin zur Substratoberfläche homogen und möglichst rasch auf die notwendige Aushärtungstemperatur
gebracht werden. Nur so kann die Pulverlackschmelze das Viskositätsminimum erreichen,
ohne bereits erheblich durch Vernetzungsreaktionen am Verlaufen behindert zu werden.
Beim langsameren Aufheizen vernetzt der Beschichtungsstoff bereits, ohne ausreichend
verlaufen zu sein, was eine Unebenheit der Oberfläche durch einen nicht optimalen Verlauf
des Pulvers zur Folge hat. Die üblichen Trocknungs- bzw. Härtungstemperaturen bewegen
sich bei Pulverlacken zwischen 110 und 250 °C bei Haltezeiten zwischen 5 und 30 min.
Auch die Form und die Materialverteilung (Dicke) des Werkstücks spielen dabei eine Rolle.
Die Verweilzeit ist die Zeit, während der sich das Teil im aktiven Teil des Ofens aufhält;
sie unterteilt sich in Aufheizzeit und Haltezeit. Die Einbrenntemperatur und die erforderliche Haltezeit wird vom Pulvermaterial bestimmt, die Aufheizzeit von der Dicke des
Grundmaterials und von der Gestaltung der Aufheizzone.
Konstante Einbrennparameter über einen temperaturüberwachten Heizprozess führen
zu gleichbleibenden Glanzgraden und verhindern ein Überbrennen der Beschichtung.
4.1
Bauformen von Trocknern
Entsprechend der Art der Beschickung wird unterschieden zwischen
• Kammertrockner und
• Trockner für den Durchlaufbetrieb.
J. Pietschmann, Industrielle Pulverbeschichtung, JOT-Fachbuch,
DOI 10.1007/978-3-8348-2585-8_4, © Springer Fachmedien Wiesbaden 2013
187
188
4
Einbrennen von Pulverlacken
Generell sollten Trockner mit ihren Einbauten glattflächig aufgebaut sein, damit der Zeitaufwand für Reinigungsarbeiten auf ein Minimum beschränkt werden kann. Trocknergehäuse bestehen üblicherweise aus doppelwandigen Stahlblechkassetten mit dazwischenliegender Isolierung. Die einzelnen Kassetten müssen an den Stößen dicht aneinander gefügt
sein, deshalb ist sorgfältige Montage unter Verwendung von geeignetem Dichtungskitt ein
wichtiger Punkt. Siliconhaltige Dichtmassen sind generell im Bereich der Pulverbeschichtung zu vermeiden, da Siliconrückstände zu Fehlern (Kratern) im Lackfilm führen.
Der Aufbau hat stets so zu erfolgen, dass möglichst wenig Wärmebrücken zwischen
Innen- und Außenhaut des Trockners entstehen. Ab gewissen Längen und Temperaturbereichen müssen ausreichende Dehnungsstöße vorgesehen werden, um Längenänderungen
zwischen Innen- und Außenhaut des Gehäuses aufzufangen. Umluft- und Ausblaskanäle
sind luftdicht auszuführen. Ventilatoren sind so mit dem Gehäuse zu verbinden, dass keine
störenden Schwingungen übertragen werden.
4.1.1
Kammertrockner
Kammertrockner sind die einfachsten Bauformen für Einbrennöfen und werden chargenweise beschickt. Diese Trockner kommen bei sehr geringen Durchsätzen und/oder bei
stark variierenden Einbrennbedingungen zum Einsatz, wenn z. B. aufgrund verschiedener
Materialstärken, unterschiedliche Einbrennzeiten eingehalten werden müssen oder wegen
Einsatz unterschiedlicher Pulver verschiedene Einbrenntemperaturen einzuhalten sind.
Der große Nachteil dieser Öfen liegt im Chargenbetrieb. Werden die Türen für das Beund Entladen geöffnet, fällt die Temperatur im Ofen deutlich ab und es dauert eine gewisse
Zeit, bis die gewünschte Temperatur wieder erreicht wird. Für ein optimales Aufschmelzen
und einen guten Verlauf soll aber die Objekttemperatur möglichst schnell erreicht werden.
4.1.2
Durchlauftrockner
Bei Serienfertigung erfolgt die Beschickung im Durchlaufbetrieb − kontinuierlich oder
taktweise − und meist mit den Förderanlagen, die im gesamten Oberflächenbereich eingesetzt sind. Beim Durchlauftrockner liegen Ein- und Auslauföffnung an den gegenüberliegenden Seiten. Abbildung 4.1 zeigt den schematischen Aufbau eines Durchlauftrockners.
Von einem Umkehrtrockner spricht man, wenn der Förderstrang im Trockner ein- oder
mehrmals umgelenkt wird.
Durchlauf- und Umkehrtrockner werden heute mit sogenannten A-Schleusen versehen. Dies sind Zonen zum Abschirmen des Ein- und Auslaufs von Trocknern gegen
Wärmeverluste durch schräg ansteigende bzw. abfallende Fördererführung. Ein- und Auslauf liegen dabei zweckmäßigerweise auf einem Niveau unterhalb des Trocknerbodens,
siehe Abb. 4.2. Arbeitet die Anlage im Takt, so kann der Trockner zur Vermeidung von
Wärmeverlusten mit Schiebe- und Hubtoren ausgerüstet werden. Dies geschieht vorzugsweise bei größeren Werkstückabmessungen und geringeren Durchsätzen.
4.1
Bauformen von Trocknern
189
Abb. 4.1 Schematische Darstellung eines Durchlaufofens mit Schiebetoren mit Power&Free-Förderung
Abb. 4.2 Darstellung eines A-Ofens mit nur teilweisem A-Formfördersystem
Der Ofen verlängert sich hier um die Steigungsstrecke des Förderers, die um so kürzer ist, je steiler der Förderer unter Berücksichtigung der Werkstückbehängung geführt
werden kann (ausreichender Abstand zwischen zwei Werkstücken = 100 mm, minimal
80 mm) [1].
Aus Platzgründen kann oft ein vollkommenes A nicht realisiert werden. Ein Kompromiss kann so aussehen, dass die Stirnwand einen Ausschnitt für Förderer und Gehänge
erhält und nur das Werkstück selbst, das ja die größere Breite erfordert, von unten in den
Ofenraum eintaucht. Die Verluste im Bereich des schmalen Ausschnitts können durch
weitgehendes Abblenden z. B. mit elastischem Material minimiert werden.
4.1.2.1 A-Ofen für Skidfördersysteme
Bei dieser Fördererart, die in der Pulverbeschichtung bisher nicht gebräuchlich ist, wird
der Höhenunterschied nicht durch eine Steigungsstrecke, sondern mit Hilfe eines Hebers
überwunden. Die Fahrweise ist somit wieder diskontinuierlich, der Ofen verlängert sich
aber nur um die Werkstücklänge.
4.1.3
Sonderformen
4.1.3.1 Trogtrockner
Als Trogtrockner (Abb. 4.3) wird eine Bauform bezeichnet, bei der die Beschickung taktweise senkrecht von oben erfolgt. Hier verhindern Klapptore übermäßige Wärmeverluste.
Trogtrockner befinden sich häufig in Tauchbeckenanlagen mit Hub- und Fahrwerktransport.
190
4
Einbrennen von Pulverlacken
Abb. 4.3 Schematische Darstellung eines Trogtrockners
Sie kommen zum Einsatz, wenn (sperrige) Werkstücke mit einem Beschickungsautomaten (Hub- und Fahrwerk) durch die Anlage transportiert werden. Die Abdichtung der
Ofenatmosphäre erfolgt bei Belegung mit dem Gehängedeckel, unter dem das Werkstück
aufgehängt ist, bei Abwesenheit von Gehängen durch Klapp- oder Schiebedeckel.
4.1.3.2 Kombi- oder Blocktrockner
Da die Werkstücke vor der Pulverbeschichtung in der Regel chemisch vorbehandelt werden, ist in den meisten Anlagen neben dem Pulvereinbrennofen ein Wassertrockner erforderlich. Kombiniert man beide, so ergeben sich folgende Einsparungsmöglichkeiten [1]:
• Durch eine gemeinsame Trennwand entfällt für jeden Ofen der Transmissionsverlust
durch eine Außenwand.
• Die Abluft des Pulverofens kann in der Regel dem Haftwassertrockner beigemischt und
von dort als Abluft abgeführt werden. So wird ein Abluftrohr eingespart und Energie
entsprechend der Temperaturdifferenz zwischen Pulverofen und Haftwassertrockner
zurückgewonnen.
Der Pulverofen wird bei diesen Blocktrocknern meist in U-Form gebaut, so dass oft ungefähr gleiche Gehäuselängen resultieren. In Abb. 4.4 ist der Anlagenplan für eine Pulverbeschichtung mit einem Blocktrockner dargestellt.
4.2 Trocknungsverfahren
191
Abb. 4.4 Anlagenlayout für eine Pulverbeschichtung mit Blocktrockner
4.2 Trocknungsverfahren
Nach der Art der Wärmeübertragung unterscheidet man zwischen
• der Trocknung durch Konvektion und
• der Aushärtung durch Strahlung unterschiedlicher Art.
4.2.1
Konvektions- oder Umlufttrocknung
Bei der Konvektions- oder Umlufttrocknung wird ein Warmluftstrom an das Werkstück
geführt, wobei es an der Oberfläche zu einem Energie- und Stoffaustausch kommt. Die
warme Luft kühlt sich ab und überträgt dadurch Wärmeenergie auf das Werkstück. Dabei
erhöht sich die Objekttemperatur, und gleichzeitig erwärmt sich der Lackfilm.
Zur Beheizung von Umlufttrocknern können alle bekannten Medien eingesetzt werden. In der Praxis gebräuchlich sind Erdöl, Erdgas, elektrischer Strom, Wärmeleitöl, Heißwasser und Dampf. Die Auswahl wird durch wirtschaftliche oder betriebsspezifische Gesichtspunkte sowie durch die benötigte Einbrenn- bzw. Trocknungstemperatur bestimmt.
Man unterscheidet zwischen indirekter und direkter Beheizung. Bei indirekter Trocknerbeheizung erfolgt die Energiezufuhr an die Umluft über Wärmetauscher. Bei direkt
beheizten Trocknern wird das Trocknermedium durch Beimischung von Heizgasen er-
192
4
Einbrennen von Pulverlacken
wärmt, die durch die Verbrennung von Gas oder ggf. Heizöl entstehen. Direkte Beheizung
ist energiegünstiger, kommt jedoch nur dann in Frage, wenn der Reinheitsgrad der Rauchgase eine Qualitätsbeeinträchtigung der Werkstückoberfläche ausschließt.
Gewisse Gefahren liegen hier beim Vergilben oder auch beim Einbringen von Rußteilchen durch unvollständige Verbrennung. Ist zur Entsorgung des Abluftstroms eine thermische Nachverbrennungsanlage erforderlich, so kann deren Verbrennungswärme für die
direkte oder indirekte Beheizung des Lacktrockners mit herangezogen werden.
Bei besonders hohen Qualitätsansprüchen können Umluft und Frischluft des Trockners
gefiltert werden, um die noch „offene“ Lackoberfläche zuverlässig vor Verunreinigungen
zu schützen. Für die Umwälzung der Heissluft werden Ventilatoren, üblicherweise in radialer Bauart, eingesetzt. Konvektionstrockner arbeiten in der Regel mit Umluftgeschwindigkeiten zwischen l und 2 m/s. Gelegentlich kann es trotz des großen Energiebedarfs der
Umluftventilatoren sinnvoll sein, die Ausblasgeschwindigkeit wesentlich zu erhöhen. In
der Praxis werden hierzu Werte bis zu 25 m/s gewählt.
Der wichtigste Vorteil der Umlufttrockner − und damit die Erklärung für ihre weite
Verbreitung − liegt in ihrer universellen Verwendbarkeit für ein breites Fertigungsprogramm. Geometrisch unterschiedliche Teile mit ähnlichem Verhältnis des Gewichts zur
Oberfläche erreichen die gleiche Aufheizgeschwindigkeit. Daher können verschieden große und verschieden geformte Werkstücke ähnlicher Materialstärke bei gleichem Temperaturverlauf, d. h. gemeinsam, getrocknet werden. Auch bei sehr unterschiedlich geformten
Partien großer Werkstücke findet ein Temperaturausgleich statt.
Bedingt durch die gleiche Temperaturführung ist außerdem die Gefahr des Überbrennens, d. h. einer Schädigung des Lackfilms durch Überhitzung bestimmter Werkstückpartien, minimal. Wegen der geringen Differenz zwischen Umluft- und Objekttemperatur
führen auch Betriebsstörungen mit Fördererstillstand in der Regel nicht zu Ausschussproduktion. Dennoch ist darauf zu achten, dass die vom Lackhersteller vorgegebenen Objekttemperaturen und Haltezeiten nicht allzu weit überschritten werden, da dies zu Farbveränderungen führen kann. Bei Störungen und Stillstandszeiten sind geeignete Maßnahmen
zu treffen, um die Ofentemperatur abzusenken bzw. die Teile aus dem Ofen zu fahren.
4.2.2
IR-Strahlungstrocknung
Eine andere Möglichkeit der Energiezufuhr zum Aushärten von Beschichtungsstoffen sind
Infrarotstrahlen. Die Intensität der IR-Strahlung hängt vom Wellenlängenspektrum und
damit von der Strahlertemperatur ab. Grundsätzlich wird zwischen lang-, mittel-, kurzund ultrakurzwelliger Strahlung unterschieden [2], siehe Tab. 4.1. Abbildung 4.5 zeigt die
Wellenlängenbereiche der einzelnen Strahlertypen.
Statt nach der Wellenlänge wird gelegentlich auch nach der Strahlwandtemperatur
zwischen Hell- und Dunkelstrahlern unterschieden. Demnach entsprechen die sogenannten Dunkelstrahler etwa dem unteren langwelligen Bereich. Die Strahler sind Kanäle aus
Schwarzblech, in denen Rauchgase bei Temperaturen von 300 bis 400 °C umgewälzt wer-
4.2 Trocknungsverfahren
193
Tab. 4.1 Zusammenhang zwischen Wellenlänge und Temperatur der IR-Strahlung
Wellenlänge in µm
Temperatur in°C
Langwellig
3–6
200–700
mittelwellig
1,5–2,5
750–1.500
kurzwellig
1–1,5
1.500–2.700
ultrakurzwellig
<1
3.000
0,1
0,38
UV
0,76
visible
light
Gamma
radiation
wave length
1,2
2 µm
short
NIR wave IR
X-rays
ultraviolet
radiation
3 µm
middle
wave IR
1mm
long wave IR radiation
infrared
radiation
radiowaves
1 nm
1 µm
1 mm
1
10–9
10–6
10–3
100
km
103
Abb. 4.5 Wellenlängenbereiche der verschiedenen Strahlungsquellen
den. Gebräuchlich ist diese Strahlerform vor allem in Fällen, bei denen Abwärme mit einem
entsprechenden Temperaturniveau zur Verfügung steht, z. B. bei Karossentrocknern mit
thermischer Abluftreinigung in der Automobilindustrie. Infolge der großen Massen haben diese Strahler ein relativ träges Regelverhalten. Der Konvektionsverlust ist wegen der
großen (Wärmetauscher-) Oberfläche hoch und führt zu erheblicher Aufheizung der Luft.
Im mittel-, kurz- und ultrakurzwelligen Bereich finden üblicherweise elektrische Strahler Verwendung. Diese bieten u. a. den Vorteil, dass eine genauere Regelung der Objekttemperatur möglich ist.
IR-Strahlen werden von Gegenständen je nach deren Beschaffenheit und Oberfläche
absorbiert oder reflektiert. Helle, glatte Oberflächen reflektieren wie beim Licht einen
größeren Strahlungsanteil als raue und dunkle. Nur der nicht-reflektierte Strahlungsanteil
wird in Wärme umgewandelt. Er führt zu einer Erhöhung der Temperatur des Werkstücks
und einer Erwärmung des Lackfilms von innen heraus. Der Vorteil der IR-Strahlungstrocknung liegt in der Möglichkeit, in kürzester Zeit viel Energie zu übertragen. Daraus
folgt eine schnellere Betriebsbereitschaft der Trockner, eine raschere Aufheizung der
Werkstücke und eine nicht unerhebliche Platzersparnis durch kürzere Trockenstrecken.
Diese Vorteile sind dann voll auszunutzen, wenn das Trockengut dünnwandig, flächig
und gleichbleibend ist. Komplizierter geformte Werkstücke mit unterschiedlichen Dicken
und Strahlungsschatten heizen sich jedoch unterschiedlich rasch auf. Dabei ist die Differenz um so größer, je höher die Strahlertemperatur liegt. Deshalb kann es an bestimmten
194
4
Einbrennen von Pulverlacken
Stellen sehr leicht zur Überhitzung der Beschichtung kommen. Dies kann mit großem regelungstechnischen Aufwand oder mit wesentlicher Erhöhung des Umluftanteils vermieden werden, was aber die eigentlichen Vorteile der Strahlungstrocknung zunichte macht.
Mittelwellige elektrische Infrarotstrahler (IRM-Strahler) stellen die gebräuchlichste
Strahlerform dar. Sie sind robust und von langer Lebensdauer. Dem steht als Nachteil ein
relativ träges Regelverhalten gegenüber: Die Aufheizung „aus dem Stand“ auf volle Leistung benötigt ca. l bis 2 min.
Kurzwellige elektrische Infrarotstrahler sind den IRM-Strahlern beim Regelverhalten
überlegen, haben aber eine wesentlich kürzere Lebensdauer. Gas-Infrarotstrahler verbinden die Vorteile der Strahlungsheizung mit dem preiswerten Energieträger Gas.
Luftführung bei Strahlungsheizung ist ein wichtiges Thema, denn wie bereits erwähnt,
wird im Strahlungsofen die Luft ungewollt erhitzt. Um Hitzestau zu vermeiden und die
Wärmeübertragung gleichmäßiger zu gestalten, wird im Strahlungsofen Umluft umgewälzt und auch Abluft aus dem Ofenraum abgeführt. Bei elektrischen IR-Strahlern und
bei den Gasstrahlern ist eine Umspülung der Strahler sinnvoll, um eine Überhitzung zu
vermeiden. Bei Gasstrahlern müssen überdies die Verbrennungsprodukte abgeführt bzw.
verdünnt werden. Die Belüftung erfolgt über eigene Gebläse oder im Verbund mit dem
benachbarten Umluftofen.
4.2.3
Sonderverfahren
Bei anderen Schnellhärteverfahren, wie UV-Strahlungstrocknung oder Elektronenstrahlhärtung, dient die Strahlung im Gegensatz zur IR-Strahlung nicht zur Erwärmung, sondern zum Auslösen der Polymerisation des Bindemittels in so genannten strahlenhärtenden Lacken.
Die Hochfrequenztrocknung (Erwärmung durch induktiven oder kapazitiven Widerstand der Güter im hochfrequenten Feld) ist ebenfalls ein Spezialgebiet. Für die Beschichtung von Metallen kommt dabei nur die induktive Trocknung in Betracht. Sie wird gelegentlich bei der Beschichtung von Rohren, von Draht sowie von Verpackungsbändern
eingesetzt.
4.2.3.1 Trocknen mit „nahem Infra-Rot“ – NIR
Bei der Infrarot-Beheizung wird die thermische Energie mittels elektromagnetischer Wellen übertragen. Das Infrarot-Strahlungsspektrum reicht von 0,76 µm bis 1000 µm. Bei
der NIR-Technologie (Nahes Infra-Rot) wird das Infrarot-Strahlungsspektrum nahe dem
sichtbaren Licht zwischen 0,76 µm und 1,2 µm genutzt.
Der Energieübertrag der Strahlung ist gemäß dem Stefan-Bolzmannschen Gesetz proportional zur Differenz der vierten Potenz der Wendel- und Objekttemperatur. Das bedeutet, dass eine Zunahme der Strahlertemperatur zu einer ungleich größeren Erhöhung der
Energieübertragung führt. Die abgegebene Strahlungsintensität nimmt mit T4 zu [3, 4].
4.2 Trocknungsverfahren
195
Bei der NIR-Technologie werden als eigentliche Strahlungsquelle Hochleistungshalogenlampen eingesetzt, die mit Wendeloberflächentemperaturen von bis zu 3500 K arbeiten.
Aufgrund der hohen, übertragenen Leistungsdichten bei der neuen Technologie ist eine
temperaturkontrollierte Beheizung des Objektes über eine Regelung der Strahler erforderlich. Die geringe Masse der Heizwendel hat den Vorteil, dass die Strahlungssysteme
spontan auf Stromschwankungen reagieren und sich extrem schnell regeln lassen. Die
Heizquelle erreicht innerhalb sehr kurzer Zeit die volle Strahlungsleistung und ist genauso
schnell wieder abgeschaltet.
Die primäre Prozessvariable ist die Oberflächentemperatur der zu beheizenden Objekte, die mittels speziell an die Strahlungscharakteristik angepasste Strahlungspyrometer
berührungslos erfasst wird. Auf diese Weise kann eine Closed-loop-Regelung realisiert
werden. Die schnelle Ansprechzeit des neuen Systems in Verbindung mit der berührungslosen Energieübertragung lässt eine schnelle Regelung des Prozesses zu und ermöglicht
somit eine automatisierte Prozesskontrolle.
Die im NIR-Spektralbereich ausgesandte Strahlung ist mittels spezieller Reflektorsysteme sehr effizient ausrichtbar. Je nach der zu beheizenden Oberflächenkontur kann gezielt
über ellipsoidische und parabolische Reflektoren die Strahlung derart gebündelt werden,
dass sie mit extrem hohen Strahlungsdichten homogen über die gesamte Oberfläche aufgebracht werden kann. Dies ermöglicht eine gezielte Beheizung von Flächen ebenso wie
die Intensitätsbündelung auf Linien und Punkte. So lässt sich eine homogene Energiedichte über eine konturierte Oberfläche erzeugen. Zudem ist die Strahlungsfokussierung
bei Hinterschneidungen durch speziell ausgeformte Reflektorsysteme ebenfalls möglich.
Aufgrund der hohen Strahlungsdichte und der Tiefenwirkung der NIR-Technologie
wird eine homogene Aufheizung der Beschichtung auf die Aushärtetemperatur schon in
wenigen Sekunden erreicht. Die notwendige Schwellentemperatur ist innerhalb von etwa
fünf Sekunden erreicht. Dadurch wird eine Vernetzung des Pulvers gestartet, nachdem der
Beschichtungsstoff größtenteils verlaufen ist. Für die vollständige Vernetzung des Pulverlackfilmes muss, abhängig vom Pulversystem, die Temperatur noch einige Sekunden am
Objekt gehalten werden. Nach der Abkühlung ist die Beschichtung dann ausgehärtet.
4.2.3.2 Induktives Erwärmen
Einen ganz anderen Weg geht die induktive Trocknung [5]. Hier wird das zu trocknende
Werkstück in ein Magnetfeld gebracht und durch die im Werkstück entstehenden Wirbelströme erwärmt. Die Wärme wird dadurch direkt im Werkstück erzeugt. Damit trocknet die Beschichtung immer von innen nach außen, nicht wie bei anderen Verfahren von
außen nach innen.
196
4
Einbrennen von Pulverlacken
Abb. 4.6 Vergleich der Härtungsprinzipien bei konventioneller Trocknung „Low Bake“ und
NIR-Trocknung
Die induktive Erwärmung ist für alle Trocknungsverfahren geeignet. Es können damit
auch lösemittelhaltige Lacke und Pulverlacke getrocknet werden. Die induktive Trocknung soll die Haftung zwischen Pulverlackschicht und Werkstückoberfläche deutlich verbessern. Außerdem ist nach Angaben eines Herstellers eine relativ schnelle Erwärmung
– teilweise im Sekundenbereich – möglich. Auch Werkstücke mit großen Abmessungen
können getrocknet werde28289045n, denn die Energie wird je nach Wahl der Frequenz
nur an der Oberfläche umgesetzt, das heißt dort, wo man die Erwärmung benötigt.
Die zur Erwärmung eingesetzte Induktionsspule ist meistens ein dem Werkstück angepasster Ring- oder Linien-Induktor. Durch entsprechende Auslegung der Induktionsspulen ist es auch möglich, an einem Werkstück nur einzelne Zonen zu erwärmen.
Eine Voraussetzung für den Einsatz der induktiven Trocknung ist, dass die Werkstückgeometrien die gleichmäßige Verteilung des Stroms zulassen, so dass überall die gleiche
Temperatur erreicht wird. Ideal sind beispielsweise Teile wie Rohre, Stangen oder Bolzen.
In der Automobilindustrie werden damit auch Antriebswellen, Bremsscheiben, Kupplungspedale oder Radlager getrocknet.
Die induktive Erwärmung ist mit herkömmlichen Trocknungsarten kombinierbar. Beispielsweise können Teile induktiv vorgewärmt und mit Konvektion oder Strahlung ausgehärtet werden. Der Vorteil: So wird sehr schnell ein geringfügig unter der Endtemperatur
liegendes Temperaturniveau erreicht, wodurch sich der gesamte Trocknungsprozess deutlich verkürzt.
4.3
Optimierung von Lacktrocknern
197
4.2.3.3 Mikrowellentrocknung
Ein ganz neues Verfahren ist die Mikrowellentrocknung. Auch hier wird eine Erwärmung
der Lackschicht von innen nach außen erreicht. Hochfrequente, elektromagnetische Wellen durchdringen die Lackschicht und erwärmen das Substrat. So wird auch hier verhindert, dass sich der Lackfilm, wie es bei der Trocknung mit Konvektionswärme der Fall ist,
zuerst an der Oberfläche schließt.
Die Wellenlänge der Mikrowellen liegt zwischen 1 mm und 15 cm. Erzeugt werden sie
in einer Magnetfeldröhre (Magnetron), der Frequenzbereich beträgt 2,45 GHz. Aufgrund
der Tatsache, dass die Mikrowellentrocknung intensiv wirksam und dadurch sehr schnell
ist, sollen sich im Vergleich zur Konvektionstrocknung kürzere Anlagen und somit insgesamt geringere Kosten ergeben. Dazu kommt, dass die Anlagen nicht genehmigungspflichtig sind.
4.2.3.4 Thermoreaktionstrocknung
Eine andere Art der Trocknung, ist die Trocknung mit Thermoreaktoren. Geeignet ist das
Verfahren für Pulver- und Nasslacke. Thermoreaktoren sind katalytische Infrarotstrahler.
Sie emittieren sowohl Infrarotstrahlung, als auch Konvektionswärme. Die vom Thermoreaktor emittierte Strahlung ist reine Wärmestrahlung, die im mittleren Infrarot-Wellenbereich liegt. Da das Emissions-Spektrum von 2 bis 8 µm reicht, kann die Leistung sehr
flexibel eingestellt werden. Auch mit diesen Systemen soll die Trockenzeit und damit die
Durchlaufzeit stark reduziert werden können. Die Energie-Einsparung soll bei etwa 50 %
liegen.
4.2.4
Bewertung verschiedener Aushärteverfahren
In Tab. 4.2 wurde eine Bewertung verschiedener Aushärteverfahren hinsichtlich ihrer Einsatzmöglichkeiten, d. h. für welche Werkstücke bzw. Materialien ist der Ofen geeignet,
dem Platzbedarf, Energieeinsatz, Kosten und nicht zuletzt dem notwendigen Pulverlack
vorgenommen [1].
4.3
Optimierung von Lacktrocknern
Der Wärmebedarf eines Trockners wird bestimmt durch
•
•
•
•
•
den Materialdurchsatz,
die vom Beschichtungsstoff vorgegebene Härtungstemperatur,
die notwendige Aufheizung von Frisch- und Umluft,
die Wärmeverluste durch Luftaustritt an den Ein- und Auslauföffnungen sowie durch
die Aufheizung des Förderers und Transmissionswärmeverluste.
198
4
Einbrennen von Pulverlacken
Tab. 4.2 Einsatz und Bewertung verschiedener Aushärtesysteme
Umluft
*IRM + Umluft
*NIR
NIR + konv. UV
Filigrane
Werkstücke
+++
++
−−
−−
Unterschiedliche
Werkstückdicken
+++
++
+
+
Vormontierte
Produkte
−−
−−
+++
+++
Temperaturempfindliche Teile
−−
−−
+++
+++
Kunststoffe
−
−
+++
+++
Glas
+++
+++
+++
+++
MDF, Holzwerkstoffe
−−
−−
+
+++
Gusswerkstoffe,
poröse Materialien
−
−
−−
+++
Platzbedarf
−
+
+++
++
Energieeinsatz
−
+
++
+
Anlagenkosten
1
1,3
1,5–1,8
2–2,2
Pulverkosten
1
1
2–3
2–3
*IRM = Infrarot mit mittelwelligen Strahlern
*NIR = nahes Infrarot
Der Materialdurchsatz ist eine vorgegebene Größe, der Anteil der Transmissionswärme
gering und von untergeordneter Bedeutung. Alle anderen Positionen müssen sorgfältig
untersucht und gegeneinander abgewogen werden, damit sowohl eine energiesparende als
auch insgesamt kostengünstige Lösung gefunden werden kann. Tabelle 4.3 zeigt die verschiedenen Möglichkeiten, wo im Ofen Energie verbraucht wird.
Der wichtigste Faktor ist die für den Beschichtungsstoff notwendige Einbrenntemperatur, denn eine um 10 °C reduzierte Einbrenntemperatur verringert den Energiebedarf um
über 7 % [2]. Ein Pulverlack mit entsprechendem Einbrennfenster muss für die Anforderung natürlich verfügbar sein.
Um möglichst wenig Material zu erwärmen, das nicht gehärtet werden muss, soll der
Förderer einschließlich der Gehänge so leicht wie möglich sein. Dieser Wunsch ist abzuwägen gegen die Forderung nach einem robusten, wenig störanfälligen Fördersystem, das
eine lange Nutzungsdauer haben soll und deswegen nicht zu knapp dimensioniert sein
darf.
Der Lufthaushalt ist das heikelste Problem. Eine Erhöhung der nach VBG 24 notwendigen Mindestabluftmenge kann hilfreich sein, um den Austritt heißer Luft an den Ein- und
Auslauföffnungen des Trockners zu reduzieren. Größere Abluftmengen bedingen jedoch
eine größere Frischluftaufheizung und eine größere Dimensionierung der ggf. erforderlichen Abluftreinigungsanlage. Außerdem kann unkontrollierter Luftwechsel an den
4.4
Messen der Einbrenntemperatur
Tab. 4.3 Art des Energieverbrauchs im Ofen und
die Abhängigkeit von
Gegebenheiten
199
Art des Energieverbrauchs
Abhängigkeit
Oberflächenverluste,
Transmission
Oberfläche, Wärmedurchgangskoeffizient,
Temperaturdifferenz
Frischlufterwärmung
Luftmenge,
Temperaturdifferenz
Schleusenverluste
Schleusenfläche,
Temperaturdifferenz
Werkstückerwärmung
Massendurchsatz,
Temperaturdifferenz
Erwärmung des Förderers und
der Gehänge
Massendurchsatz,
Temperaturdifferenz
Öffnungen der Trockner auch durch eine noch so große Abluftmenge nicht völlig verhindert werden. Deshalb ist es zweckmäßig, die Abluft möglichst klein zu halten und den Austritt heißer Luft in den Raum durch wirksame Schleusenkonstruktionen zu unterbinden.
Als effektivste Lösung sind Trockner in hochgestellter Bauform mit A-Schleusen am
Ein- und Auslauf anzusehen. Der Verlust an Austrittswärme ist sehr gering, und die Abluftmenge kann gering gehalten werden. Durch die Energieeinsparung amortisieren sich
die Investitionsmehrkosten häufig in kurzer Zeit. Sind A-Schleusen z. B. bei überlangen
Werkstücken nicht zu realisieren, so sollten wenigstens Umluftschleusen vorgesehen werden. Bei Taktanlagen sind Schiebetüren vorteilhaft.
Für das Einstellen des Lufthaushalts beim Produktionsanlauf sollte stets ein Fachmann
hinzugezogen werden. Die Notwendigkeit guter Isolierung und sorgfältiger Gehäusemontage ist selbstverständlich. Ebenso kann schon die Wahl des richtigen Heizmittels zu Energieeinsparungen führen.
4.4
Messen der Einbrenntemperatur
Optimale Einbrennbedingungen sind nicht nur maßgeblich für die Qualität einer Lackierung, sie ermöglichen auch eine Reduzierung des Energieverbrauchs. Die Messung und
Kontrolle der Ofentemperatur ist daher ein wichtiges Instrument in der betrieblichen
Eigenüberwachung.
Angesichts steigender Energiekosten und Qualitätsanforderungen an Lackierungen
und Beschichtungen ist die exakte Kenntnis der Temperatur sowohl im Einbrennofen als
auch am Werkstück selbst, ein qualitätsentscheidendes und nicht zuletzt auch wirtschaftliches Kriterium.
200
4
Einbrennen von Pulverlacken
Abb. 4.7 Bauform eines Thermoelements des Typ K
4.4.1
Grundlagen der Temperaturmessung
Die Erfassung von Temperaturen kann mit unterschiedlichen Messmethoden erfolgen.
Verbreitete Techniken sind Thermoelemente (Typ K, J, N und dergleichen), Widerstandsthermometer (PT-100, PT1000) und die berührungslose Messung (zum Beispiel mit Infrarot) [6, 7].
4.4.1.1 Aufbau von Oberflächenfühlern
Das Messsignal eines Oberflächenfühlers wird nach folgendem Zusammenhang gebildet:
TM = T1 + T2
T1 = Umlufttemperatur
T2 = Werkstücktemperatur
TM = gemessene Temperatur
Bei einem idealen Oberflächenfühler ist der Einfluss der Umlufttemperatur T1 = 0, das
heißt, das Messelement ist durch einen Isolator vollkommen entkoppelt.
4.4.1.2 Thermoelement
Ein Thermoelement (Abb. 4.7) besteht in seiner Grundform aus zwei Drähten unterschiedlicher Legierung. An der Verbindungsstelle, die entweder punktgeschweißt und/
oder verdrillt ist, fällt in Abhängigkeit von der Temperatur eine Thermospannung ab. Dieser Zusammenhang ist nicht linear. Da diese Spannung sehr klein ist, muss das Messsignal
für eine Auswertung extrem verstärkt werden. Der Vorteil eines Thermoelements in seiner Urform ist die schnelle Reaktionsfähigkeit. Der Nachteil ist ein vergleichsweise hoher
Messfehler durch die fehlende Linearität.
4.4.1.3 Widerstandselement PT-100
Ein Widerstandsmesselement (Abb. 4.8) besteht aus einem Keramikplättchen als Trägermaterial mit einem aufgedampften Widerstand. Als Reaktionsmaterial wird zum Beispiel
Platin (PT) verwendet. Dieser Widerstand ändert sich in Abhängigkeit von der Temperatur in einem linearen Zusammenhang. Der Vorteil dieses Systems ist die hohe Messgenauigkeit und der lineare Zusammenhang. Ein Nachteil ist die theoretische Trägheit solcher
Systeme.
Abb. 4.8 Bauform eines Widerstandselements PT-100
4.4
Messen der Einbrenntemperatur
201
4.4.1.4 Ofenmessung
Für die Ofenmessung bieten verschiedenste Hersteller Messgeräte in unterschiedlichen
Preiskategorien an. In Tab. 4.4 ist der prinzipielle Systemaufbau eines Ofenmessgerätes
dargestellt und eine Fehlerbetrachtung der unterschiedlichen Systeme.
Für den Anwender sind besonders die Möglichkeiten der Auswertung und Dokumentation wichtig. Die folgenden Mindestanforderungen für die Dokumentation sollte die
Software eines Ofenmesssystems enthalten:
•
•
•
•
•
•
Messstellenplan
Angabe des Prüflings mit Wandstärke
Angaben zur Fühlerbauform
Lackangaben
Bewertung der Einbrennbedingungen nach Fenster- oder Limitmethode
Ordnungssystem, wie z. B. Dateimanager.
Tab. 4.4 Systemaufbau eines Ofenmessgerätes und Fehlerbetrachtung
Thermoelement
Typ K
Widerstandsmes- Systemaufbau
sung PT 100
Bereich
± °C
Bereich
Anschlussleitung
0,5
Anschluss- 0
leitung
Steckverbinder
0,5
Steckverbinder
± °C
0
4-Leitertechnik
2-Leitertechnik
Kalibrierung
0,5
AutoCalUnit
0
d wegen
OnBoardTemp.
1,0
d wegen
OnBoardTemp.
0
AutoCalUnit
Seebeck
Effekt
Linearität
0,2
Linearität,
3P-Spline
0
Verstärker
0,5
Verstärker
0
A/DWandler
0,1
A/DWandler
0,1
Summe ±
3,3
Summe ±
0,1
202
4
Einbrennen von Pulverlacken
Tab. 4.5 Fehler beim Einbrennen von Lackierungen und deren Ursachen
Fehler
Ursache
Fehlererkennung
Mangelnde Haftung
Einbrennzeit zu kurz
Temperatur zu niedrig
Taktzeitfehler
Ofenmessung
Gitterschnitt
Zu hoher Glanzgrad
Einbrennzeit zu kurz
Temperatur zu niedrig
Taktzeitfehler
Ofenmessung
Glanzgradmessung
Zu niedriger Glanzgrad
Einbrennzeit zu lang
Temperatur zu hoch
Taktzeitfehler
Ofenmessung
Glanzgradmessung
Starke Vergilbung
Einbrennzeit zu lang
Temperatur zu hoch
Taktzeitfehler
Ofenmessung
Farbmessung
Nicht ausreichend vernetzter Lackfilm → Schlechte
Wetterbeständigkeit
Einbrennzeit zu kurz
Temperatur zu niedrig
Taktzeitfehler
Ofenmessung
Glanz- und
Farbmessung
Vernetzungsprüfung
Zum Standard der Software-Pakete gehören die Darstellung entsprechender Diagramme,
Berechnung von Minimal- und Maximal-Werten, Datenbanken für Lackparameter.
4.4.2
Anwendung der Temperaturmessung
Die Temperaturmessung in der Praxis kann in zwei Anwendungsbereiche unterteilt werden:
• Regelmäßige Kontrolle der Einbrennbedingungen, Qualitätskontrolle, Einmessen von
Serienteilen
• Prozessoptimierung, also Reduzierung der Energiekosten und der Taktzeit
4.4.2.1 Einbrennbedingungen
Neben der Vorbehandlung und Lackapplikation ist die korrekte Einhaltung der vom Lackhersteller vorgegebenen Einbrennbedingung die dritte Prozessgröße für eine qualitativ
einwandfreie Beschichtung. Werden diese nicht eingehalten, entstehen Fehler, wie sie in
Tab. 4.5, bezogen auf die Einbrennbedingungen aufgelistet sind.
Mit dem folgenden Beispiel soll gezeigt werden, wie die Ist-Temperatur in einem Umluftofen von den gewünschten Temperaturen abweichen kann. Der Betreiber war der Mei-
4.4
Messen der Einbrenntemperatur
203
°C
300
Luft MAX = 248,8 °C
270
OFL MAX = 232,8 °C
240
210
SOLL Trockner = 210 °C
OGR
EB
180
150
120
90
60
30
0
00.00.00
00.05
00.10
00.15
00.20
00.25
00.30
00.35
00.41.26
Abb. 4.9 Ergebnis der Temperaturmessung eines Umluft-Einbrennofens. Bei Einbrenntemperaturen von 180 °C Objekttemperatur und einer gewünschten Umlufttemperatur von 210 °C wird deutlich, dass eine viel zu hohe Umlufttemperatur vorliegt
nung, es wäre alles in Ordnung, da die Anzeige am Schaltschrank für den gewünschten
Soll-Wert von 210 °C einen Ist-Wert von zwischen 208 bis 214 °C angezeigte.
Eine Temperaturmessung im Ofen ergab dann jedoch hohe Abweichungen, wie das
Messprotokoll, Abb. 4.9 zeigt. Für die Abweichungen konnten folgende Ursachen ermittelt
werden:
• die Temperaturanzeige war nicht kalibriert (Fehler + 3 °C, Offset – 0,8 °C),
• der einzige Luftfühler im Trockner war sehr weit vom Warmlufteintritt entfernt, das
heißt annähernd am kältesten Punkt des Trockners,
• die Luftführung war mangelhaft, durch zwei Lufteinlässe im ersten Drittel des Trockners.
Für den Betreiber entstanden dadurch hohe Energiekosten, der Pulverlack wies Überbrennungen und mangelnden Glanz auf und zusätzlich kam es, abhängig vom Farbton, zu
Farbunterschieden durch Vergilbung.
Als Lösung des Problems wurde der Luftfühler versetzt und kalibriert sowie die Luftführungskanäle entsprechend geändert.
Ein weiteres Beispiel zeigt den Zustand eines Ofens einer Vertikalbeschichtungsanlage
(Abb. 4.10). Das Hauptproblem bei dieser Anlage war die zu niedrige Lufttemperatur im
Einlaufbereich des Trockners. Dies führt dazu, dass die Objekttemperatur am unteren Profilende nur für 12:25 min die geforderten 170 °C und mehr erreichte, während am oberen
204
4
Einbrennen von Pulverlacken
Vertikalanlage – VOR Optimierung
Temperatur [°C]
225,0
MAX 29:45 über 170,00 °C
200,0
S-OGR 195,00 °C
175,0
S-UGR 170,00 °C
150,0
MIN 12:25 über 170,00 °C
125,0
100,0
Luft Unten
Luft Oben
Objekt Unten
Objekt Mitte
Objekt Oben
SOLL OGR
SOLL UGR
75,0
50,0
25,0
0,0
0.00.00
0.10.00
0.20.00
0.30.00
0.40.00
0.50.00
1.00.00
Zeit [h.mm.ss]
Abb. 4.10 Temperaturprofil des Ofens einer Vertikalanlage vor der Optimierung, Forderung:
170 °C/20 min Objekttemperatur
Ende für 29:45 min diese Temperatur überschritten wird. Am unteren Ende ist daher der
Pulverlack nicht ausreichend eingebrannt. Reklamationen sowohl wegen Nichterreichen
der Einbrennbedingungen als auch Spätfolgen durch unterschiedliches Vergilbungsverhalten innerhalb eines Profilstabes sind daher vorprogrammiert. Auch eine Taktzeiterhöhung
ist ausgeschlossen.
Als Abhilfe wurden neben der neuen Einstellung aller Zuluftgitter im unteren Einlaufbereich beidseitig jeweils 2 Gasstrahler installiert. Dadurch ist der Abstand zwischen dem
oberen und dem unteren Profilende über der geforderten Temperaturgrenze von 170 °C
deutlich geringer geworden. Es besteht nun auch die Möglichkeit, die Taktzeit/Durchlaufgeschwindigkeit zu erhöhen oder alternativ dazu die gesamte Ofentemperatur als Energiesparmaßnahme zu senken.
4.4.3
Prozessoptimierung mit Hilfe der Temperaturmessung
Fehler im Zusammenhang mit der Temperaturmessung bzw. steuerung können sehr einfach vermieden werden, indem eine regelmäßige Kontrolle des Ofens und eine Überprüfung der Temperaturfühler vorgenommen wird. Da in der Regel PT-100-Elemente zum
Einsatz kommen, kann jeder Anwender mit einfachsten Mitteln eine Kalibrierung selbst
durchführen.
Zur Kalibrierung kann wie folgt vorgegangen werden:
4.4
Messen der Einbrenntemperatur
205
Benötigt werden je ein Messwiderstand mit R1 = 100 Ω (Ohm) = 0,00 °C und R2 = 180 Ω =
211,34 °C.
Zuerst wird der Offset, das heißt die Nullpunktverschiebung korrigiert. Dazu wird der
Temperaturfühler am Trockner abgeklemmt und durch R1 ersetzt, die Anzeige am Steuerschrank wird auf 0,00 °C gestellt.
Danach wird R2 angeklemmt und die Anzeige am Steuerschrank auf 211,34 °C eingestellt, damit ist sozusagen die Verstärkung eingestellt. Diese Prozedur ist pro Temperaturmessstelle innerhalb von einigen Minuten ausführbar. Damit ist die komplette Messkette,
also Leitungsfehler und Fehler am Verstärker im Schaltschrank, abgeglichen. Die Kosten
für die Messwiderstände sind gering im Vergleich zu einem Schadensfall bzw. Fehlchargen.
Ein weiteres wichtiges Kriterium ist die Reinigung der Fühler. So wie sich im Laufe der
Jahre an den Trocknerwänden eine Schicht aus Staub und Lackresten ablagert, wird auch
der Temperaturfühler von einer Schicht überzogen. Diese Schicht wirkt wie ein Isolator
und dämpft das Messsignal, das heißt die gemessene Temperatur ist niedriger als der tatsächliche Zustand. Dadurch bekommt die Steuerung eine niedrigere Ist-Temperatur, der
Trockner wird im Laufe der Jahre also immer heißer. Je nach Verschmutzungsgrad reicht
es in der Regel, wenn die Temperaturfühler einmal jährlich mit einer Drahtbürste gereinigt
werden.
Häufig findet man, auch bei großen Trocknern, nur einen einzigen Luftfühler zur
Steuerung. Das ist eindeutig zu wenig und zudem nicht prozesssicher. Bei Ausfall dieses
Fühlers oder falscher Anzeige steht die komplette Anlage still. Sinnvoll sind zumindest
drei Fühler, wobei als Führungsgröße der Mittelwert verwendet wird.
4.4.4 Optimierungsmöglichkeiten im Bereich Einbrennofen an
einem Beispiel
Bevor überhaupt an eine praktische Optimierung eines Trockners zu denken ist, müssen
die Ist-Zustände erfasst werden. Dabei ist mindestens die Messung der Umlufttemperatur
im Bereich der Warenträger erforderlich. Die Messung der Lufttemperaturen im Bereich
der Kühlzone und der Oberflächentemperaturen des Trockners im Bereich des Daches
und der Wände ist für eine weitere Optimierung sinnvoll.
In Tab. 4.6, Spalte Variante 1, ist der theoretische Energieverbrauch eines Ofens aus der
Anlage eines Lohnbeschichters mit Power&Free-System mit einer Warenträgergröße von
6,5 × 2,1 Meter dargestellt. Es wird im Wesentlichen Aluminium beschichtet. Die Anlage
ist etwa zehn Jahre alt und wird mit Erdgas indirekt beheizt. Für die Energiekosten wurde
ein Wert aus Arbeits- plus Leistungspreis für Großabnehmer (bis 2 Mio. KWh/a) im Landkreis Regensburg angesetzt. Um Klarheit zu bekommen, ob ein Optimierungspotenzial
überhaupt vorhanden ist, muss die eingesetzte Wärmemenge und deren Kosten auf die
verschiedenen Verbraucher aufgeteilt werden. Im zweiten Schritt kann dann (siehe Spalte
Variante 2) überlegt werden, welche Veränderungen wirtschaftlich vertretbar sind.
206
4
Einbrennen von Pulverlacken
Tab. 4.6 Gegenüberstellung von zwei Varianten, Variante 1 = Ist-Zustand und Variante 2 = optimierter Zustand, zur Reduzierung des Energieverbrauchs bei einem Lohnbeschichter
Benennung
Formeln
Einheit
Variante 1
Variante 2
Umlufttemperatur
TU
Delta 2–1
°C
215.00
205.00
− 10.00
Warentemperatur
TW
°C
200.00
190.00
− 10.00
mittlere Jahrestemperatur
Frischluft
TF
°C
10.00
50.00
40.00
0.00
Raumtemperatur
TR
°C
22.00
22.00
Gewicht Ware pro
Warenträger
m Ware
kg/Charge
360.00
360.00
spez. Wärmekapazität
Ware
c Ware
kJ/(kg*K)
0.94
0.94
Aufheizzeit Ware
t Ware
min
22.00
17.00
− 5.00
165.80
131.14
− 34.66
0.49
0.49
8,500.00
8,500.00
0.49
0.49
Gewicht Warenträger
m WT
kg/dm³
spez. Wärmekapazität
Warenträger
c WT
kJ/(kg*K)
Gesamtgewicht Trockner
m Tro
kg/dm³
spez. Wärmekapazität
Trockner
c Tro
kJ/(kg*K)
Aufheizzeit Trockner
t Tro
min
Frisch/Abluftmenge
m Luft
kg/dm³
spez. Wärmekapazität Luft
c Luft
kJ/(kg*K)
mittlere Dichte der Luft
Rho Luft
kg/dm³
Außenabmessung
Trockner
L
m
Wandstärke
60.00
45.00
650.00
650.00
1.005
1.293
10.00
1.005
1.293
10.00
B
m
9.50
9.50
H
m
5.00
5.00
S
m
0.10
0.10
385.00
385.00
Oberfläche gesamt
A Tr
m²
Wärmeleitfähigkeit Wand
L Tr
W/m*K
0.085
0.070
Warenträger
L
m
6.50
6.50
H
m
2.10
2.10
B
m
0.50
0.50
Warenträger pro Stunde
Z WAT
15.27
15.27
Schichtbetrieb
Z ST
h/Tag
16.00
16.00
Arbeitstage
Z TA
Tage
240.00
240.00
3,840.00
3,840.00
80.00
90.00
Betriebsstunden
Z ST * Z TA
h/Jahr
Wirkungsgrad, Gasbrenner indirekt
W WI
%
Energiekosten
Ek DM
Euro/
KWh
0.091
− 15.00
0.091
− 0.02
10.00
4.4
Messen der Einbrenntemperatur
207
Tab. 4.6 (Fortsetzung)
Benennung
Formeln
Einheit
Aufheizung Ware
Q1
KWh
Aufheizung Warenträger
Q2
KWh
Aufheizung Trockner
Q3
KWh
Aufheizung Frischluft
Q4
KWh
48.10
36.37
Wandverlust
Q5
KWh
63.16
49.32
− 13.84
Gesamtleistung Betrieb
QB
KWh
258.84
177.30
− 81.54
Gesamtkosten Betrieb/
Stunde
E Bh
Euro/h
23.48
16.08
− 7.40
90,155.23
61,754.96
− 28,400.28
222.90
197.33
− 25.57
Gesamtkosten Betrieb/Jahr E Bj
Euro/Jahr
Gesamtleistung
Aufheizung
KWh
QA
Variante 1
Variante 2
Delta 2–1
75.92
− 41.19
30.48
15.70
− 14.78
111.65
111.65
117.10
− 11.73
Q1 = m Ware × c Ware × (TW − TR) × (t Ware/60/3600) × (100/W WI) × Z WAT
Q2 = m WT × c WT × (TW − TR) × (t Ware/60/3600) × (100/w WI) × Z WAT
Q3 = m Tro2 × c Tro × (TU − TR) × (T Tro/60/3600)
Q4 = m Luft × Rho Luft × c Luft × (TU − TF)/3600
Q5 = L TR × A TR × (TU − TR)/S)/1000
QB = Q1 + Q2 + Q4 + Q5
QA = Q3 + Q4 + Q5
Ein wesentlicher Faktor für richtige Einbrennbedingungen ist die Verteilung der Umluft. Treten große Temperaturunterschiede auf, so muss schließlich die Verweilzeit nach
den schlechtesten Bedingungen ausgelegt werden. Ferner muss zwischen der angezeigten
Trocknertemperatur am Schaltschrank und der tatsächlichen Temperatur im Bereich der
Warenträger eine gewisse Übereinstimmung hergestellt werden. Hier können, je nach Platzierung der Temperaturfühler, sehr große Unterschiede aufreten.
Wie das Beschichtungsgut selbst, müssen auch die Warenträger mit den erforderlichen
Gehängen bei jedem Ofendurchgang erwärmt werden. Hier ist eine Veränderung an bestehenden Einrichtungen fast unmöglich. Bei Neuanschaffung sollte jedoch unbedingt auf
die Wandstärken, sowohl der Traversen oder Warenträger als auch der Gehänge, geachtet
werden. Im vorliegenden Beispiel war ein verschleißbedingter Ersatz der Warenträger erforderlich. Bei der Neuanschaffung wurde daher die Wandstärke der Traversen von 5 auf
3 mm und die der Gehängewandstärke von 3 auf 2 mm reduziert. Die Konturen wurden
lasergeschnitten optimiert. Diese Maßnahmen führen zu einer durchschnittlichen Gewichtsreduzierung von etwa 34 kg pro Warenträger. Durch diese Gewichtsreduzierung
sind hier Einsparungen von ca. 18 % möglich.
Ein weiterer wichtiger Punkt ist die Isolierung. Bei einem vorhandenen Trockner ist
das Nachisolieren meist schwierig und aufwändig. Im Falle einer Neuanschaffung sollte
deshalb auf die Außentemperaturen geachtet werden. Wichtig ist vor allem eine gute Isolierung im Dachbereich. In der Optimierungsberechnung für dieses Beispiel wurde eine
Nachisolierung nur des Dachbereiches mit einbezogen, was einem Optimierungspotential
208
4
Einbrennen von Pulverlacken
von 17 % entsprechen würde. In diesem Beispiel jedoch stand der Aufwand in keinem Verhältnis zum Nutzen, womit diese Änderung nicht wirtschaftlich sinnvoll ist.
Abluft- und Kühlzonen sind ebenfalls in die Betrachtung mit einzubeziehen. Die eingebrachte Energiemenge zur Aushärtung des Lackes muss im Bereich der Kühlzone wieder
entnommen werden. Die Abwärme kann zur Vorwärmung der Frischluft eingesetzt werden. Ferner ist eine taktgesteuerte Kühlzone sinnvoll. Die Absaugung sollte nur dann aktiviert werden, wenn die Kühlzone wirklich belegt ist und insbesondere dann abgeschaltet
sein, wenn die Trocknertüren offen sind. Andernfalls wird gerade im oberen Bereich der
Türen Umluft aus dem Trockner in die Kühlzone gesaugt. Durch Optimierung können in
dem Beispiel die Energiekosten um etwa 14,5 % gesenkt werden.
Literatur
1. Eberhard, J.: Trockner, Energieübertragungsarten und Energiebilanzen, DFO Weiterbildungslehrgang „Pulverlackiertechnik – Grundlegende Zusammenhänge für die Praxis“, (1993) in Paderborn
2. Möller, E.; Ritter, R.: Industrielle Lackiertechnik. Augsburg: Weka Fachverlag, 1997
3. Bär, K.: Sekundenschnelle Aushärtung von Pulverlacken. In: JOT, (1998), 02
4. Bär, K.: Die NIR-Technologie – Anwendungsbeispiele zur Kostensenkung bei der Pulverlackierung, DFO Tagung Pulverlack-Praxis, (2000), 09, Dresden
5. N. N.: Neue Trocknungsverfahren im Kommen. In: JOT, (2000), 03
6. Sander, Ch.: Kosten reduzieren mit der richtigen Einbrenntemperatur. In: JOT, (2001), 06
7. Sander, Ch.: Qualität steigern und Kosten reduzieren mit der richtigen Einbrenntemperatur, EPSTagung – Der Pulvertreff, (2001), 02, München
8. Scott, A. (Hrsg.): The Science of Powder Coatings – Applications, Vol. 2, Sita Technology. London, 1994
9. Liberto, N. P. (Hrsg.): Powder Coating, The Complete Finisher’s Handbook. Powder Coating Institut, 1999
Verwendete Bilder in Kapitel 4
Eisenmann GmbH, Böblingen: 4–1 bis 4–4
Du Pont Pulverlack GmbH: 4–5, 4–6
Solu Tech GmbH: 4–7 bis 4–10
5
Oberflächenvorbehandlung von Metallen
5.1
Reinigung und Vorbehandlung
Als Grundlage für eine einwandfreie Lackierung ist eine gründliche Vorbehandlung erforderlich. Diese umfasst:
• das Entfernen von Oberflächenverunreinigungen wie z. B. Schmutz, Fett, Öl, Korrosionsprodukte,
• das Aktivieren der Oberfläche für die Beschichtung und
• das Aufbringen von haftvermittelnden und ggf. auch korrosionsschützenden Schichten,
den sogenannten Konversionsschichten.
Eine mangelhaft ausgeführte Oberflächenvorbehandlung führt zur Beeinträchtigung der
Haftfestigkeit der Beschichtung mit allen Folgereaktionen. Die Reinigung kann mit Lösemitteln oder, wie industriell üblich, als nasschemische Vorbehandlung mit einer wässrigen
Entfettung mit entsprechenden Zusätzen erfolgen.
Das gewählte Verfahren richtet sich nach:
•
•
•
•
dem Material des Untergrundes,
den vorhandenen Oberflächenverunreinigungen,
den Vorschriften des Gesetzgebers in Bezug auf die Wahl des Reinigungsmittels,
dem geforderten Reinheitsgrad.
Nach einer korrekt ausgeführten Entfettung erhält man eine metallisch reine Oberfläche,
die zwar bereits eine Lackierung ermöglicht, jedoch nach heutigen Qualitätsansprüchen
meist nicht mehr als ausreichend angesehen wird. Deshalb schließt sich an die Reinigung
J. Pietschmann, Industrielle Pulverbeschichtung, JOT-Fachbuch,
DOI 10.1007/978-3-8348-2585-8_5, © Springer Fachmedien Wiesbaden 2013
209
210
5 Oberflächenvorbehandlung von Metallen
die schichtbildende Vorbehandlung an. Die an der Werkstückoberfläche entstehenden
Schichten bewirken zum einen eine Vergrößerung der Oberfläche durch eine gewisse Rauigkeit der gebildeten Schicht, zum anderen bieten sie einen besseren Korrosionsschutz.
Auch spezielle funktionelle Gruppen werden für die Lackanbindung aufgebracht. Die
Wirksamkeit des Korrosionsschutzes wird von der chemischen Beschaffenheit der Schichten maßgeblich beeinflusst.
Ein weiteres, wichtiges Kriterium der Vorbehandlung ist das Spülen. Bei allen chemischen Verfahren sind zwischen den einzelnen Behandlungsschritten ein oder mehrere
Spülvorgänge mit Wasser, Betriebswasser oder deionisiertem Wasser zu schalten, um Verschleppungen von Badinhaltstoffen zu vermeiden. Besondere Bedeutung ist der Schlussspüle einzuräumen. Hier sollte mit deionisiertem Wasser gespült werden, um Auftrocknungen von Elektrolytresten oder Spülwasser (meist „verunreinigt“ mit Kalk und Salzen)
zu vermeiden. Diese Antrocknungen bzw. Verunreinigungen auf dem Substrat können
später zu Problemen in der Lackhaftung führen.
5.2 Anforderungen an den Oberflächenzustand
5.2.1
Reinheitsgrad
Bei der Metalloberflächenbehandlung wird im Allgemeinen zwischen der physikalisch
und der chemisch reinen Oberfläche unterschieden. Die physikalisch reine Oberfläche im
Sinne des nicht Vorhandenseins von festem Schmutz und festen Verunreinigungen ist für
die Anwendung als Haftgrundlage von Beschichtungen in der Regel nicht geeignet.
Die chemische Reinheit, unter der man das Fehlen sämtlicher Verunreinigungen versteht, wird oft mit der Fähigkeit der Oberfläche verwechselt, durch Wasser einwandfrei
benetzt werden zu können. Während das Fehlen einer wasserabstoßenden Wirkung beim
Spülen oft als Kennzeichen für die Abwesenheit von groben Verunreinigungen wie Öl und
Fett angesehen werden kann, hängt die effektive Benetzung von der Oberflächenspannung
der Verunreinigungen sowie der Dicke des Wasserfilms ab und kann durch Abdunsten des
Wassers und Anwesenheit von Netzmitteln auf der Metalloberfläche überdeckt werden.
Zur Beurteilung des Reinigungsverfahrens bzw. der Reinheit der Metalloberfläche
reicht die Wasserbenetzung durch einfaches Tauchen in deionisiertes Wasser nicht aus.
Eine Bauteiloberfläche besteht aufgrund der Vorbearbeitung und -behandlung aus
verschiedenen Schichten, die sich sowohl in ihrer Zusammensetzung, als auch in ihrem
Aufbau unterscheiden. Auf dem Grundwerkstoff befindet sich zunächst eine verformte
Grenzschicht, danach folgt eine Reaktionsschicht, die hauptsächlich aus Metalloxiden besteht. In die Reaktionsschicht können auch Additive, beispielsweise von Schmierstoffen
mit eingebaut werden. Die Reaktionsschicht geht in eine Sorptions- bzw. Adsorptionsschicht über, die aus den Elementen Kohlenstoff und Sauerstoff besteht. Kohlenstoff- und
5.2
Anforderungen an den Oberflächenzustand
211
Abb. 5.1 Randschicht einer
technischen Metalloberfläche
Sorptionsschicht
Kontaminationsschicht
Reaktionsschicht
verformte Grenzschicht
Grundwerkstoff
sauerstoffhaltige Schichten bilden sich auf allen Metalloberflächen aus sobald diese mit
der Atmosphäre in Kontakt kommen. Schließlich ist die Oberfläche von einer Kontaminationsschicht überzogen. Einen großen Anteil an der Kontaminationsschicht machen
Bearbeitungsöle, -fette und -emulsionen sowie Metallspäne oder Staub aus. Abbildung 5.1
zeigt den schematischen Aufbau einer Bauteiloberfläche mit den das Metall bedeckenden
verschiedenen Schichten aus der Fertigung.
Auf kaltgewalztem Feinblech findet man Emulsionsreste in einer Größenordnung von
100 bis 300 mg/m2 Oberfläche und einem Walzabrieb von 50 bis 200 mg Eisen/m2 Oberfläche. Tiefgezogene Teile weisen Ölbeläge von 100 bis 200 mg/m2 Oberfläche, korrosionsölgeschützte sogar bis zu 2 g/m2 auf [1].
Demgegenüber stehen Anforderungen an die Sauberkeit der Oberfläche, nach denen
lediglich Restbeläge von maximal 5 bis 10 mg/m2 Öl oder Metallabrieb nach der Reinigung
toleriert werden, insbesondere bei einer nachfolgenden Beschichtung mit anorganischen
oder organischen Schichten.
Um einen für die nachfolgenden Verfahren geeigneten Oberflächenzustand des Werkstücks zu erhalten, muss dieses entsprechend vorbehandelt werden. Damit der Erfolg einer
Reinigung beurteilt werden kann, möchte man den Reinheitsgrad der Oberfläche prüfen
und bewerten. Leider gibt nur wenige Verfahren, die ein zufriedenstellendes Ergebnis zeigen.
Die Auswahl des geeigneten Tests erfolgt aufgrund der unterschiedlichen Beschaffenheit der Bauteiloberfläche und aufgrund der zahlreichen Typen von Verunreinigungen,
immer unter Berücksichtigung des gesamten Behandlungsprozesses. Einzelmesstechniken, die alle Aspekte der Charakterisierung einer Oberfläche enthalten, gibt es nicht. Eine
Kombination verschiedener Methoden macht eine Analyse hinsichtlich mehrerer Verunreinigungen möglich. Kriterien zur Auswahl eines Test können sein: Kosten, Dauer, Aufwand, zerstörungsfrei oder nicht, Onlineprüfung möglich oder nicht, Bauteildimensionen,
Art der gelieferten Informationen (Quantifizierung, Kennwerte).
212
5 Oberflächenvorbehandlung von Metallen
Tab. 5.1 Tests und Analysen zur Prüfung der Reinheit von Oberflächen [2]
Schnelltest für sichtbaren Schmutz
Visuelle Prüfung
Beurteilung der Gleichmäßigkeit/Fleckigkeit
einer Oberfläche
Schnelltests für fetthaltige Schichten
Wasserablaufprobe, Sprühnebeltest, Nigrosintest, Sichtbarmachung der Veränderung der
Fettrotprüfung, Testtinten, Randwinkelmessung Benetzbarkeit der Metalloberfläche
UV-Test
Sichtbarmachung von Ölen, die in UV-Strahlung fluoreszieren
Schnelltests für Pigmentschmutz
Wischtest, „Tesafilm-Test“, Ablöseverfahren
Sichtbarmachung von Partikelschmutz
Nachweis von Passivschichten
Kupfersulfat-Test
Berliner-Blau-Test
Elektrochemische Verfahren
Anodische Polarisationsmessung
Passive Schichten verhindern einen Kupferüberzug in Kupfersulfatlösung und blaue
Flecken in Hexacyanoferrat(III)-Lösung
(K3Fe(CN)6)
Dem System wird ein sehr geringer anodischer Strom aufgezwungen. Bewertet werden
die Spannungs-Zeit-Verläufe
Andere Methoden
Wägeverfahren: Ablösen des Schmutzes und
Messen
Bestimmung der Gewichtsdifferenz oder des
Schmutzeintrages in die Lösung
Kohlenstoffbestimmung durch Oxidation
Verbrennen der Kohlenwasserstoffketten und
Messung des C-Gehaltes
Instrumentelle Oberflächenanalytik
IR-(Infrarot), IR-RA-(Infrarot-Reflexions-Absorption)-Spektroskopie
Nachweis von Mineralölkohlenwasserstoffen
Ablöseverfahren nach DEV H18, Ablöseverfahren nach DIN 38409, Teil 18
Lösen der Verschmutzungen und Quantifizierung mittels IR
GDOS und RFA (Glimmentladungsspektroskopie und Röntgenfluoreszenzanalyse)
Element-Tiefenanalyse der Schichten
XPS (Electron Spectroscopy for Chemical Analy- Qualitative und quantitative Analyse dünner
Schichten
sis), ESCA Elektronenmikroskopie (REM)
AFM (Atomare Kraftmikroskopie)
Oberflächentopografie
Es werden in der Literatur eine Vielzahl von verschiedenen Verfahren beschrieben, womit die Reinigungswirkung bzw. die Reinheit der Oberfläche zu beurteilen ist.
Tabelle 5.1 gibt einen Überblick über verschiedene Möglichkeiten zur Prüfung der
Reinheit von Oberflächen.
5.2
Anforderungen an den Oberflächenzustand
213
Saubere Metalloberflächen besitzen hohe Oberflächenenergien und sind mit Wasser
benetzbar (hydrophil). Befinden sich Fette und Öle auf der Oberfläche bilden sich Wassertropfen. Größe und Anzahl können ein Maß für die Reinheit sein. Diese Eigenschaft
wird bei den Wasserbenetzungstests und Sprühnebelprüfungen zu Grunde gelegt. Für eine
deutlichere Darstellung kann den Testlösungen Farbstoff zugesetzt werden (Nigrosintest,
Fettrotprüfung) [2].
Am besten bekannt ist der sogenannte Wasserbruchtest. Er findet in zwei Varianten
Anwendung. Einmal zur Ermittlung und Vergleich der Reinigungswirkung von verschiedenen Verfahren oder zur Kontrolle innerhalb der Produktion.
Beim Wassersprühtest werden zu vergleichende Probenbleche nebeneinander gelegt
und mit einem feinen Wassernebel besprüht. An ölbedeckten Stellen bilden sich einzelne
Wassertröpfchen, während in den sauberen Bereichen ein zusammenhängender Wasserfilm entsteht. Neben der qualitativen Aussage kann diese quantifiziert werden, indem man
die Oberfläche auf Millimeterpapier abdrückt und die ölbedeckte Oberfläche bestimmt.
Auf diese Weise können verschiedene Reinigungsverfahren und die Reinigungsfähigkeit
eines Verfahrens für bestimmte Verunreinigungen verglichen werden. Bewertet man den
Durchschnitt aus fünf Versuchen, erhält man ausreichend reproduzierbare Ergebnisse.
Vor allem für die Kontrolle der Reinigung in der Produktion hat sich der von der American Electroplaters Soc. [3] vorgeschlagene Atomizer-Test bewährt. Der Prüfkörper bzw.
das Werkstück wird für eine Minute in eine Salzsäurelösung mit 1 Gew.-% HCl getaucht,
in fließendem, sauberen Wasser gespült und an Luft ohne die Verwendung von Drucklufttrocknern getrocknet. Danach wird destilliertes Wasser auf die zu prüfende Oberfläche aus einer Entfernung von 60 cm für ungefähr 30 bis 45 Sekunden gesprüht. Wichtig
ist, dass die Sprüh- oder Zerstäuberdüse einen feinen Nebel erzeugt. Saubere Oberflächen
sind nach dieser Behandlung mit einem zusammenhängenden Wasserfilm bedeckt, verschmutzte mit kleinen, unregelmäßig verteilten Wassertröpfchen.
In den Normen werden vor allem Prüfungen zur Reinheit von Stahloberflächen beschrieben. Die ISO-Normen [4–10] erläutern Methoden, um Öl- und Fettrückstände, wasserlösliche Sulphate, Eisenionen, lösliche Salze, Feuchtigkeit und Chloride zu bestimmen.
[11] beschreibt die Bestimmung der Oberflächenrauigkeit nach dem Strahlen und [12]
allgemein die Oberflächenbehandlungsmethoden für Stahlsubstrate vor der Beschichtung.
Bei den Testtinten-Verfahren wird das Ausbreitungsbestreben von Flüssigkeiten auf
entfetteten Oberflächen genutzt [13]. Die Testtinten sind Wasser-Ethanol-Mischungen
oder auch Lösungen verschiedener Tenside mit unterschiedlichen Oberflächenspannungen. Nach DIN 53364 [14] oder ASTM D 2578-84 [15] sind verschiedene Testreihen definiert. Stehen sie nach dem Auftragen auf der Oberfläche, ohne sich zusammenzuziehen, so
ist die Oberflächenspannung des Werkstücks gleich groß oder höher. Der Test ermöglicht
eine relativ grobe Aussage über die Oberflächenspannung der geprüften Materialien.
Eine weitere Methode ist die Messung des Kontaktwinkels. Der Kontaktwinkel ist der
Winkel, den der Rand eines Flüssigkeitstropfens mit der Oberfläche des Bauteils bildet. Ist
214
5 Oberflächenvorbehandlung von Metallen
der Kontaktwinkel größer als 90°, dann läuft der Tropfen von der Unterlage ab und dies
ist ein Zeichen für eine fettige Oberfläche. Liegt der Winkel zwischen 90° und 0° kann die
Oberfläche vom Tropfen benetzt werden. Der höchste Reinheitsgrad ist erreicht bei einem
Kontaktwinkel von 0°. Der Kontaktwinkel kann mit dem Mikroskop ausgemessen werden,
wobei die Methode sehr aufwändig ist.
Zu den Schnelltests für Pigmentschmutz zählen der Wischtest, Tesafilmtest und das
Ablöseverfahren. Beim Wischtest wird die Oberfläche mit einem weißen Tuch abgewischt
und die Schwärzung als ein Maß für die Beurteilung der Reinheit herangezogen.
Ähnlich wird beim Tesafilmtest vorgegangen. Hierzu wird ein transparentes Klebeband
auf das Bauteil aufgeklebt. Nach dem Abziehen bleiben vor allem feste Verunreinigungen
(Metallstaub, Abrieb, Späne) am Klebeband haften. Wird dieser Klebestreifen auf ein weißes Papier geklebt, können die einzelnen Verunreinigungen sichtbar gemacht werden.
Beim Ablöseverfahren wird die Probe oder das Werkstück vor und nach dem Ablösen
der Verschmutzung gewogen oder es wird die eingetragene Schmutzmenge in der Lösung
bestimmt.
Passivschichten auf Stahl lassen sich mit dem Kupfersulfat- oder Berliner-Blau-Test
nachweisen. Auch auf Aluminium kann mit Hilfe so genannter Tüpfeltests eine Oxidschicht sichtbar gemacht werden. Grundlage sind hier Porositätstests von Oxidschichten.
Hat die Testlösung einen direkten Kontakt zum blanken Metall, treten durch chemische
Reaktionen Farbänderungen auf.
Zu den elektrochemischen Verfahren zählt die anodische Polarisation. Bei dieser Methode treten in Abhängigkeit von Art und Menge der Verschmutzung und in Abhängigkeit
der Aktivität der Metalloberfläche typische Spannungs-Zeit-Verläufe auf. Die Metalloberflächen werden dabei galvanostatisch mit einem sehr geringen anodischen Strom (µABereich) belastet. Oxid- oder Passivschichten zeigen ein vollkommen anderes elektrochemisches Verhalten als eine saubere, blanke Metalloberfläche. Das Prinzip der anodischen
Polarisation wird bei dem Cleaning-Test CT 100 zu Grunde gelegt. Mit diesem Verfahren
besteht die Möglichkeit, den Zustand einer metallischen Oberfläche zu bewerten. Es können anorganische und organische Verunreinigungen, Oxide, Passivschichten und Konversionsschichten nachgewiesen werden [13].
5.2.2
Porosität
Poren und Lunker in den oberflächennahen Zonen des Werkstückes beeinflussen die
nachträgliche Beschichtung negativ. Vor allem werden Korrosionsbeständigkeit und Haftfestigkeit durch eingeschlossene Verunreinigungen oder Ausblühungen von Flüssigkeitsresten beeinträchtigt. Auch führt das Ausblühen der Flüssigkeitsreste während des Einbrennvorganges zu Störungen (Krater, Blasen) im Lackfilm.
Durch eine mechanische Bearbeitung, wie Schleifen, Polieren oder Strahlen, können in
einzelnen Fällen Poren geschlossen werden. Bei einer chemischen Vorbehandlung mit entsprechendem Metallabtrag können Poren und Lunker jedoch auch erst geöffnet werden.
5.3
Mechanische Vorbehandlung
215
Bei der chemischen Reinigung wirken sich Lösungen mit niedriger Oberflächenspannung und guter Benetzungswirkung positiv auf die Entfernung von Verunreinigungen
aus den Poren aus. Um hier Elektrolytreste vollständig zu entfernen, muss das Spülen der
Werkstücke sorgfältig ausgeführt werden. Höhere Temperaturen (T > 25 °C) und entsprechend lange Zeiten (t > 2 min) wirken sich vorteilhaft auf das Ergebnis aus. Eine zusätzliche Bewegung der Teile oder Umwälzung ist ebenfalls vorteilhaft.
5.3 Mechanische Vorbehandlung
Ziel mechanischer Oberflächenvorbereitungen ist es, Verunreinigungen dadurch zu entfernen, indem man sie abträgt und gleichzeitig einen Oberflächenzustand schafft, der
eine gute Haftung von Beschichtungen ermöglicht. Es erfolgt meist auch ein gleichzeitiger
Abtrag der Substratoberfläche. Die mechanischen Methoden eignen sich vorrangig zum
Entfernen fester Verunreinigungen. Dabei geht es vor allen Dingen um Zunder, Korrosionsprodukte und auch alte Beschichtungen.
Als Besonderheit beim mechanischen Vorbereiten gilt, dass nicht nur die Verunreinigungen entfernt werden, sondern auch eine neue aktive Oberfläche entsteht. Dabei wird
dem Substrat ein neues Oberflächenprofil, das heißt eine veränderte Rauheit aufgeprägt.
Daneben kann es zur Verfestigung der Oberfläche oder zu Kerbwirkungen kommen. Welche Art der mechanischen Oberflächenbehandlung vorgesehen wird, hängt von Faktoren
wie den Eigenschaften der Verunreinigungen, der Art des Reinigungsobjekts, dem Reinigungsziel und von örtlichen und wirtschaftlichen Gegebenheiten ab. Auch sind die Forderungen des Umweltschutzes und der Arbeitssicherheit zu beachten.
Es ist zu beachten, dass durch Strahlen, Schleifen und Polieren oxidische Fremdschichten, Fette und Öle sowie Trennmittel von der Oberfläche entfernt und auch Defekte beseitigt bzw. überdeckt werden können, andererseits jedoch auch neue Fremdschichten und
Defekte erzeugt werden können. Vielfach werden durch die mechanische Oberflächenbehandlung Fremdschichten und Defekte unter die Oberfläche,,verlagert“, und Probleme
mit der Haftung und dem Korrosionsschutz treten erst nach einiger Zeit auf. Ausführlich
wird über die mechanische Oberflächenvorbereitung in [16, 17] und vor allem in [18] berichtet.
5.3.1 Schleifen und Bürsten
5.3.1.1 Schleifen
Schleifen und Bürsten sind Verfahren, bei denen die vorhandene Oberflächensubstanz
abgetragen wird und eine neue Oberfläche entsteht. Verfahrenstechnisch gilt Schleifen
als ein Spanen mit geometrisch unbestimmten Schneiden. Schematisch ist der Vorgang
216
5 Oberflächenvorbehandlung von Metallen
Abb. 5.2 Schematische Darstellung des Schleifens
Bindemittel
Schleifkorn
Verformung
Span
Substrat
des Schleifens in Abb. 5.2 dargestellt. Durch den Andruck eines Schleifkorns mit seiner
Schneide und durch die Bewegung zwischen Schleifkorn und Oberfläche entsteht ein Span
und eine Schleifriefe. Die Verformungen und Versetzungen, die durch das Schleifen im
metallischen Substrat entstehen, können dabei fast einen Millimeter tief reichen. Die Verunreinigungen werden vor dem Span hergeschoben oder sie platzen von der Oberfläche
ab. Beim Schleifen werden Hartstoffkörner eingesetzt, und es kommt, wenn der Widerstand durch den sich aufwölbenden Span zu groß wird, zu sprödem Brechen des Schleifkorns, das dadurch eine neue scharfe Schneide erhält.
5.3.1.2 Bürsten
Das Bürsten ist dem Schleifen eng verwandt. Die Wirksamkeit beruht hierbei auf der Nutzung geometrisch bestimmter Schneiden, und zwar den rechtwinklig abgeschnittenen
Drahtenden der Bürste. Sind die Drahtenden verschlissen, können durch Umkehren der
Drehrichtung neue scharfe Schneiden zum Eingriff gebracht werden.
Wirksam sind also beim Bürsten ausschließlich die Drahtenden, d. h. es lässt sich durch
Erhöhung des Drucks keine bessere Schleifwirkung erzielen.
Verwandt mit dem Schleifen ist auch das Polieren. Harte kantige Poliermittel wie Diamantstaub wirken im Wesentlichen wie ein Schleifmittel. Weichere Poliermittel hingegen
drücken eher die Oberfläche ein. Das Polieren kommt allerdings zu Reinigungszwecken
nur selten in Betracht, da dabei meist Rückstände der Polierhilfsmittel an der Oberfläche
verbleiben.
5.3.2
Strahlen
Das Strahlen ist das wirkungsvollste und am meisten angewendete Verfahren der mechanischen Reinigung und Vorbereitung.
Beim Strahlen gelangen gekörnte Feststoffe (mineralischer, metallischer oder organischer Natur), doch auch Flüssigkeiten und selbst Dämpfe oder gefrorene Gase mit hoher Geschwindigkeit auf die zu reinigende Oberfläche. Dies geschieht auf mechanischem,
pneumatischem oder hydraulischem Wege. Beschrieben ist das Verfahren in den Normen
[19–22].
5.3
Mechanische Vorbehandlung
217
Durch das Strahlen mit festem Strahlmittel können die Reinheit, die Oberflächengestalt
(Rauheit) und die Eigenschaften der oberflächennahen Schicht, zum Beispiel durch Verfestigung, verändert werden. Zusätzlich kommt es zu einer Aktivierung der Oberfläche.
5.3.2.1 Grundlagen
Beim Strahlen treten verschiedene Wechselwirkungen zwischen dem Strahlmittel und der
Oberfläche auf. Die Auftreffenergie des Strahlkorns verursacht auf der Oberfläche des
Strahlgutes vor allem plastische Verformungen, die auch eine Verfestigung zur Folge haben. Außerdem werden Druckspannungen in der Oberfläche erzeugt, die wiederum zu
einer Verformung des Werkstückes führen können. Infolge der plastischen Verformungen
und der Schleifwirkung kommt es weiterhin zum Aufrauen oder Einebnen der Oberfläche,
meist verbunden mit einem Abtrag. Dieser Abtragseffekt kann wiederum gezielt z. B. zum
Entgraten genutzt werden [23].
Gleichzeitig erfährt auch das Strahlmittel Veränderungen. Durch die Auftreffenergie
wird das Strahlkorn plastisch verformt, was wiederum eine Verfestigung bewirkt. Auch
treten im Korn Spannungen auf, die zum Zerspringen des Korns führen können. Schließlich kommt es durch Abrieb zur Abrundung der ursprünglich scharfen Kornkanten.
Die Funktionsweise des Strahlens ist mit der des Schleifens vergleichbar. Durch die
Strahlkörner wird die Oberfläche abgetragen und aufgeraut. Die Leistung steigt dabei mit
der Zahl auftreffender Teilchen bis zu einem Maximum. Bei noch größeren Mengen treten
aber Behinderungen durch zurückprallende Teilchen ein, wenn etwa senkrecht zur Oberfläche gestrahlt wird. Der Strahlwinkel ist für das Ergebnis von großer Bedeutung.
Beim senkrechten Auftreffen des Strahlmittels kommt es zu einer überwiegenden
Hämmerwirkung. Sie ist bei kugeligem Strahlmittel besonders groß. Die Hämmerwirkung
bestimmt einerseits die Rauheit der Oberfläche und andererseits ihre Verfestigung. Bei
kleinem Strahlwinkel ist mehr eine schleifende Wirkung gegeben, die sich besonders deutlich bei einem kantigen Korn bemerkbar macht. Unter diesen Bedingungen ist der Unterschied zum Schleifen am geringsten.
Bereits diese beiden Grenzfälle machen deutlich, dass gerade dem Strahlmittel eine
besondere Bedeutung zukommt. Als feste Strahlmittel verwendet man Metallteilchen aus
Hartguss, Stahl, Aluminium oder Zink; oft handelt es sich dabei um Drahtabschnitte.
Weit verbreitet sind auch mineralische Strahlmittel. Ursprünglich verwendete man hierfür
Sand, doch entsteht dabei Staub, der oft Silikose bei den Arbeitern verursachte und daher
heute nicht mehr erlaubt ist. Als Alternativen gelten Korund, Schlacken oder Glasperlen.
Eine dritte Klasse der Strahlmittel sind Kunststoffperlen, aber auch Partikel aus Nussschalen, Aprikosenkernen oder Maisschrot.
Wie das Strahlen im Einzelnen zu erfolgen hat, welche Strahlmittel und Strahlbedingungen zu verwenden sind, hängt davon ab, für welchen Zweck diese Art der Oberflächenbehandlung ausgewählt wurde. Das Strahlen wird schließlich vor allem bei stark verunreinigten Oberflächen eingesetzt. Dabei kann es sich um ein Entrosten oder Entzundern
handeln oder um das Entfernen alter Beschichtungen.
Für den Erfolg des Strahlens ist die richtige Auswahl des Strahlmittels entscheidend.
Es muss eine Strahlmittelsorte und -körnung gefunden werden, die der Aufgabe in jeder
218
5 Oberflächenvorbehandlung von Metallen
Beziehung gerecht wird. Die Eignung hängt dabei einmal vom Strahlsystem ab. Für das
Schleuderstrahlen kommen nur metallische Strahlmittel, möglichst in kugeliger Form, in
Frage. Beim trockenen Druckluftstrahlen gibt es hinsichtlich der Verwendung von Strahlmitteln kaum Einschränkungen. Für das Strahlen unter Zusatz von Wasser kommen nur
mineralische Strahlmittel in Betracht, da metallische Strahlmittel korrodieren. Ferner ist
die Entscheidung zu treffen, ob das Strahlmittel nur einmal eingesetzt werden soll oder,
besser, im Umlauf geführt wird. Auch der Werkstoff der zu strahlenden Teile ist bei der
Auswahl zu berücksichtigen.
Das Strahlmittel sollte meist härter als der Werkstoff sein und die Möglichkeit der Kontaktkorrosion ist zu berücksichtigen. Dies gilt zum Beispiel für Edelstahl beim Strahlen
mit Stahlkorn. Dazu kommen die Wechselwirkungen des Kornes beim Aufprall auf die
Oberfläche, die Ausgangsverschmutzung und geforderte Reinheit nach dem Strahlen.
5.4 Wässrige Reinigungsverfahren
Die wässrige Reinigung wird von Molz [1] ausführlich beschrieben. Übliche Reinigungsverfahren basieren auf der Behandlung mit wässrigen Reinigungsmittellösungen (alkalisch, neutral oder sauer) oder mit organischen Lösemitteln (halogenierten Kohlenwasserstoffen, hochsiedenden Benzinfraktionen oder polaren Lösemitteln).
Die wässrigen Systeme werden in Tauch-, Spritz-, Bürst-, Ultraschall- oder elektrolytischen Reinigungsanlagen bzw. entsprechenden Kombinationen eingesetzt, während die
organischen Reiniger vorwiegend in Tauchanlagen mit und ohne Ultraschall sowie in
Dampfentfettungsanlagen Verwendung finden.
Reiniger und Verfahren werden heute nicht allein im Hinblick auf ihre Reinigungswirkung bewertet. Weitere wesentliche Gesichtspunkte sind die damit verbundene Umweltbelastung und mögliche Gesundheitsgefährdung; u. a. einer der Gründe, warum die
organischen Reinigungsmittel in vielen Anwendungen kaum noch eine Rolle spielen.
5.4.1 Parameter der Reinigung
Jeder Reinigungsprozess beruht auf dem Zusammenwirken von Chemie, Mechanik, Temperatur und Zeit. Die einzelnen Parameter sind aufeinander abzustimmen, wobei jeder
einzelne den Reinigungseffekt entscheidend beeinflusst.
5.4.1.1 Chemie
Die Auswahl des Reinigertyps hängt ab von:
• der Werkstoffart: Stahl/Eisen, Nichteisenmetalle,
• der Art der Verschmutzung: Öle, Fette, Walzabrieb, Pigmente, Oxide,
5.4 Wässrige Reinigungsverfahren
219
• den Reinigungsanforderungen: zulässige Restbeläge,
• den Anforderungen an die Oberfläche hinsichtlich der Folgeprozesse: Aktivierung, Passivierung, Metallabtrag,
• den Anwendungsverfahren für die Reinigerlösung,
• den Auflagen der örtlichen Behörden.
5.4.1.2 Mechanik
Je größer die mechanische Unterstützung, desto besser die Reinigungswirkung. Andererseits kann eine geringere Anlagenmechanik, z. B. bei einer einfachen Tauchreinigung, in
begrenztem Umfang durch hochwertige Reinigerkombinationen oder verlängerte Reinigungszeiten ausgeglichen werden. Die einsetzbare Mechanik wird wesentlich bestimmt
durch die Werkstückgeometrie, die Verschmutzungsart und die zur Verfügung stehende
Behandlungszeit.
Die Spritzreinigung wird vorwiegend dort eingesetzt, wo großflächige Teile zu reinigen sind, die von den Spritzstrahlen gleichmäßig erfasst werden. Mit zunehmendem
Spritzdruck wird zwar einerseits die Reinigungswirkung erhöht, andererseits ergibt sich
aber auch die Problematik von höherer Schaumbildung und Düsenverstopfung durch verringerte Düsenquerschnitte. In der Praxis liegen die Spritzdrücke im Allgemeinen zwischen 1 und 6 bar, bei Hochdruck-anlagen auch bis zu 15 bar.
Mit dem einfachen Tauchen des Werkstückes in die Reinigungslösung wird die geringste Reinigungswirkung erzielt. Durch eine Relativbewegung zwischen beiden, wie z. B.
durch Umpumpen der Lösung, wird der Reinigungseffekt deutlich verbessert.
Die Ultraschallreinigung ist eine effiziente Form der Tauchreinigung und besonders
wirkungsvoll bei der Entfernung fest anhaftender Verschmutzungen. Durch die Ultraschall-Unterstützung können auch Werkstoffe mit porösen und stark zerklüfteten Oberflächen gut gereinigt werden.
Bei der elektrolytischen Reinigung kommen der mechanische Effekt der Gasentwicklung und die strominduzierten Kräfte zusammen, wobei letztere bei entsprechender Polarität elektrisch geladene Partikel wie Eisenabrieb abstoßen.
Die kathodische Polarisation ist bei gleicher Stromdichte infolge der Entwicklung des
doppelten Gasvolumens wirkungsvoller als die anodische und es erfolgt keine Metallauflösung. Allerdings besteht hier die Gefahr der Wasserstoffversprödung und der Abscheidung
von Fremdmetallen.
An anodisch polarisierten Oberflächen herrschen oxidierende Bedingungen, die zu
einer schwachen Passivierung und somit zu einem geringfügigen temporären Korrosionsschutz führen. Gleichzeitig erfolgt hier ein Metallabtrag. Aluminium, Chrom, Zinn und
Blei sollten nicht mit der anodischen Polarisation behandelt werden.
Die Bürstenreinigung wird vor allem bei der Bandbehandlung angetroffen und hier
bevorzugt zum Entfernen von Pigmenten und Walzabrieb angewendet. Bürsten sind zwar
sehr wartungsintensiv, liefern aber ein hervorragendes Reinigungsergebnis.
220
5 Oberflächenvorbehandlung von Metallen
Tensid
Öltröpchen
Abb. 5.3 Schematische Darstellung der Verdrängungsphasen einer öligen Anschmutzung durch
eine netzmittelhaltige Reinigerlösung
5.4.1.3 Temperatur
Eine Temperaturerhöhung bewirkt grundsätzlich eine deutliche Verbesserung der Reinigungswirkung, bis auf wenige, sehr spezielle Ausnahmen. Die minimale Arbeitstemperatur richtet sich u. a. nach der Art der Befettung, da sie in jedem Fall oberhalb des Schmelzpunktes der zu entfernenden Fette liegen sollte.
5.4.1.4 Zeit
Die Behandlungszeit richtet sich nach Art und Menge der Verschmutzung und dem Gesamtproduktionsprozess (gibt die Anzahl der gereinigten Werkstücke pro Zeiteinheit vor)
und hängt vor allem von Art und Auslegung der Reinigungsanlage ab.
5.4.2
Reinigungsmechanismus in wässrigen Lösungen
Der Reinigungsvorgang mit wässrigen Reinigungsmitteln ist vorwiegend physikalischer
Natur und findet in mehreren Schritten statt.
Der Reinigungsvorgang einer Metalloberfläche, die mit nichtemulgierbarem Öl/Fett,
Pigmenten, Staub und Spänen verunreinigt ist, beginnt damit, dass die Tenside aus der
wässrigen Lösung in die Grenzschicht Öl/Wasser diffundieren. Sobald die Umnetzungsspannung erreicht ist, zieht sich das Öl zu Tröpfchen zusammen und rollt von der Oberfläche ab (Roll-Up-Effekt), siehe Abb. 5.3. Dabei nimmt es die anderen im Öl gelösten und
dispergierten Verunreinigungen mit. Nach dieser Grobreinigung liegen auf der Oberfläche
immer noch Öl und die anderen Schmutzbestandteile vor, nun allerdings in sehr geringen
Konzentrationen von wenigen Moleküllagen.
Ein vergleichbarer Endzustand wird in diesem ersten Teilschritt des Reinigungsprozesses auch dann erreicht, wenn auf der Oberfläche ein emulgierbares Öl vorhanden ist.
In diesem Fall wird die Hauptmenge des Öles allerdings nicht durch das Abrollen der Öltröpfchen, sondern über eine Emulsionsbildung abgeschwemmt.
5.4 Wässrige Reinigungsverfahren
221
Im zweiten Schritt wird nun die zurückgebliebene dünne Ölschicht über Verdrängungsvorgänge durch Tenside und Builder entfernt. Parallel dazu werden Pigmente eindispergiert und so von der Oberfläche abgewaschen. Da diese Vorgänge nach Adsorptions- und
Desorptionsmechanismen verlaufen, ist eine relativ lange Zeit bis zur Gleichgewichtseinstellung erforderlich. Ein vorhandener anorganischer Builder des Reinigungsproduktes
arbeitet besonders bei diesem Prozess in synergetischer Weise mit den Tensiden zusammen. Er erhöht die Geschwindigkeit der Gleichgewichtseinstellung (Reinigungsgeschwindigkeit) sehr stark und verschiebt die Lage des Gleichgewichtes zu entschieden niedrigeren
Ölbelegungen.
Die synergistische Wirkung kann experimentell in Entfettungsversuchen mit 14C-markierten Ölen bewiesen werden. Dazu werden Bleche, die mit 14C-markiertem Öl befettet
sind, entfettet und die Restbefettung in Abhängigkeit von der Reinigungszeit bestimmt.
Die Restbefettung wird über die verbliebene Radioaktivität ermittelt. Die Reinigungsgeschwindigkeit in der builder- und tensidhaltigen Lösung ist größer als die Summe der Geschwindigkeiten in den drei einzelnen getrennten Lösungen. Das Gleiche gilt auch für die
verbleibende Restbefettung [24].
Nach diesem 2. Reaktionsschritt ist die Oberfläche hydrophil und wird von der wässrigen Lösung benetzt. Die anderen Inhaltsstoffe des Reinigungsproduktes können nun ihre
Aufgabe erfüllen, was zu einer Aktivierung bzw. Passivierung des Substrates führt. Beim
amphoteren Aluminium werden nicht nur in den sauren, sondern auch in den alkalischen
Lösungen oxi-dische Deckschichten und unlösliche Metallseifen abgelöst. Danach schließt
sich sofort ein Angriff des Basismetalls unter Wasserstoffentwicklung an. In beiden Fällen
wird die Oberfläche aktiviert.
Mit diesem Mechanismus können viele Beobachtungen in der Praxis erklärt und verstanden werden:
a. Bei der Reinigung in wässrigen Lösungen gibt es eine untere Temperaturgrenze, die
nicht unterschritten werden darf. Der Grund dafür liegt im Roll-up-Effekt des ersten
Reaktionsschrittes. Das Öl/Fett kann sich nur dann zu Tröpfchen zusammenziehen,
wenn es flüssig ist. Der Schmelzpunkt des Öles/Fettes auf der Oberflächen legt die minimale Entfettungstemperatur fest.
b. Für die Reinigungsgeschwindigkeit und die Reinigungsintensität ist die Dicke der
Beölung unbedeutend. Dünne wie dicke Ölschichten werden vergleichbar schnell mit
den abrollenden Öltröpfchen von der Oberfläche abgewaschen.
c. Eine Beölung, die durch eine nicht sachgerechte Lagerung der Werkstücke verharzt, ist
besonders schwer zu entfernen. Die Verharzung hat den Schmelzpunkt des Öles erhöht,
so dass eine höhere Reinigungstemperatur erforderlich ist. Wenn der Schmelzpunkt
über dem Siedepunkt des Wassers liegt, ist eine Entfettung nicht mehr möglich. Weiterhin sind durch die Verharzungsreaktionen polare funktionelle Gruppen in das Molekül
eingebaut, über die das Molekül stärker an das Metall gebunden wird. Die Adsorptionsbzw. Desorptionsmechanismen im 2. Schritt werden negativ beeinflusst.
222
5 Oberflächenvorbehandlung von Metallen
d. Eine nichtemulgierbare Beölung ist nach reinigungstechnischen Kriterien einer emulgierbaren vorzuziehen. Über den Roll-up-Effekt wird sie einfacher und schneller von
der Oberfläche entfernt und das abgewaschene Öl „rahmt“ in der Reinigungslösung
auf und kann daraus leicht entfernt werden. Die Folge ist eine lange Standzeit des
Reinigungsbades.
5.4.2.1 Aufbau wässriger Reiniger
Ein typischer Reiniger besteht aus einem Gerüst anorganischer Salze, den sogenannten
Buildern, Tensiden und falls erforderlich, Zusätzen wie organische Komplexbildner, Antischaummittel, Korrosionsschutzadditive, Inhibitoren usw.
5.4.2.2 Builder und Komplexbildner
Alkalien
Die Alkalien Natrium- und Kaliumhydroxid bewirken in den üblichen Anwendungskonzentrationen hohe pH-Werte von 13 bis 14. Sie verseifen die Esteranteile der zu entfernenden Befettungen und sorgen in elektrolytischen Reinigungsbädern für die Leitfähigkeit.
Durch die sich bildenden Seifen wird die Reinigungswirkung erhöht. Diese stark alkalischen Produkte können in der Praxis allerdings nur zur Reinigung von Eisen und Stahl
verwendet werden, da sie Buntmetalle – Kupfer und Messing – sowie Aluminium, Zink,
Zinn und Blei angreifen.
Durch die Wahl einer geeigneten Temperatur, Verweilzeit und/oder eines zusätzlich
vorhandenen Inhibitors kann der Metallabtrag gesteuert werden.
Silikate
Die Silikate besitzen gute Dispergier- und Emulgierwirkung und zeichnen sich durch ein
hohes Schmutztragevermögen aus, d. h. sie verhindern eine schnelle Rückbeschmutzung
der gereinigten Teile. Silikathaltige Reinigungslösungen haben in der Praxis wesentlich
längere Standzeiten als silikatfreie. Während der Reinigung wird auf der Metalloberfläche
ein dünner Silikatfilm adsorbiert, der einerseits die Korrosion von Aluminium, Zink und
Messing in alkalischen Lösungen verringert, andererseits die Beschichtung von Stahl (z. B.
Phosphatierung) beeinträchtigen kann. Die silikathaltigen Produkte werden bevorzugt
zur Reinigung von stark verschmutzten Werkstücken vor einer Reparatur eingesetzt, wenn
keine nachfolgende Oberflächenveredelung folgt. Sie dürfen auf keinen Fall zur Reinigung
in Anodisierlinien herangezogen werden, da das Silikat als ein sehr starkes Verdichtungsgift schon im Spurenbereich wirkt. In Chromatierlinien können diese Produkte eingesetzt
werden, wenn die Silikatbeläge in einer flusssauren Dekapierung sicher entfernt werden.
Die Stärke des Silikatbelages und die Inhibierung kann durch die Zusammensetzung
des Reinigers, genauer über das SiO2/Na2O-Verhältnis, gesteuert werden.
Phosphate
Die in den technischen Reinigungsprodukten eingesetzten Ortho-, Pyro- und Polyphosphate gehören zu den wirkungsvollsten Dispergatoren für anorganische Schmutzpartikel
und verstärken die Wirkung der Tenside. Aufgrund ihrer komplexierenden Eigenschaften
5.4 Wässrige Reinigungsverfahren
223
übernehmen sie in der Lösung die Wasserenthärtung und auch teilweise die Entfernung
der Metalloxide und Metallhydroxide von der Substratoberfläche. Trotz dieser hervorragenden reinigungstechnischen Eigenschaften werden die Phosphate in vielen Produkten
heute aus ökologischen Gründen substituiert.
Borate und Carbonate
Borate und Carbonate werden in mild alkalischen Produkten als Builder eingesetzt. Allein
oder im Zusammenwirken mit den Phosphaten stabilisieren sie den pH-Wert der Lösungen im Gebrauch. Durch diese Pufferwirkung wird bei Aluminiumoberflächen ein definierter Abtrag eingestellt. Zusätzlich zu dieser Steuerung über den pH-Wert wird der
Angriff auf das Metall noch durch Borate inhibiert (Konditionierer).
Tenside
Unter Tensiden versteht man grenzflächenaktive Verbindungen, die aus einer Lösung heraus an deren Grenzfläche wandern, sich dort anreichern und die Grenzflächenspannung
herabsetzen. Ursprünglich nicht benetzbare Oberflächen werden dadurch wasserbenetzbar. Tenside bestehen grundsätzlich aus einem hydrophilen, also wasserlöslichen, und einem hydrophoben, wasserunlöslichen Molekülteil.
Je nach Ladung des hydrophilen Molekülteiles unterscheidet man zwischen anionischen, kationischen und nichtionischen Tensiden.
Anionische Tenside Die bekanntesten Vertreter sind die Seifen. Anionentenside neigen
zu starker Schaumbildung und besitzen ein gutes Emulgiervermögen. Man verwendet sie
vorwiegend in Tauchentfettungsbädern. Durch ihr gutes Emulgiervermögen findet an der
Badoberfläche praktisch keine Ölabscheidung statt.
Nichtionische Tenside Es sind sowohl schaumarme und schäumende Tenside wie demulgierende und emulgierende Tenside möglich.
Nichtionische Tenside sind die in Industriereinigern gebräuchlichsten grenzflächenaktiven Verbindungen. Da es auch schaumarme, nichtionische Tenside mit guter Reinigungswirkung gibt, ist besonders diese Tensidgruppe für den Einsatz in Spritzreinigern
geeignet.
Kationische Tenside Diese Gruppe von Tensiden wird in Industriereinigern relativ selten
eingesetzt, da ihre Reinigungswirkung nicht sehr gut ist. Man findet sie in einigen Neutralreinigern, wo ihre Entschäumungs-, Demulgier- und antibakterielle Wirkung gewünscht
wird.
Die Mehrzahl der Industriereiniger enthält nicht nur ein einzelnes Tensid, sondern
eine Kombination verschiedener Tenside. Bei Fettalkoholen etwa dienen Additionsprodukte mit 5–6 Mol Ethylenoxid als Emulgatoren, mit 8–12 Mol Ethylenoxid als Netz- und
Waschmittel und mit 12–15 Mol Ethylenoxid als Dispergier- und Egalisiermittel. Wenn
also dieselbe Reinigungslösung emulgieren, waschen und dispergieren soll, dann müssen
Kombinationen dieser verschiedenen Tenside eingesetzt werden. Das optimale System
224
5 Oberflächenvorbehandlung von Metallen
Tab. 5.2 Auflistung der verschiedenen Reinigungstypen und deren Anwendungsgebiete
Klasse
pH-Wert
Inhaltstoffe
Anwendung
Stark
alkalisch
10,5–13
Alkali; Silikate;
Stahl; starke VerPhosphate; Komschmutzungen;
plexbildner; Tenside hoher Reinigungsanspruch
Schwach
alkalisch
8–10
Galvanik; AnodiPhosphate; Borate; Leichtmetalle;
sierung; PhosphatieCarbonate; KomKupfer; Zink;
ren; Beschichten
plexbildner; Tenside schwache Verschmutzung;
hoher Reinigungsanspruch
Neutral
7–8,5
Tenside; Korrosionsinhibitoren; Phosphate;
Lösevermittler
Schwach
sauer
4–5
Schienenfahrzeuge
Saure Salze; Tenside Stahl; alkaliempfindliche Werkstü- Straßenfahrzeuge
cke; Reinigen und
Phosphatieren
Sauer
< 1,5
Säuren Inhibitoren
Empfindliche
Oberflächen;
schwache Verschmutzung;
Korrosionsschutz
Metall; Dekapieren/ Beizen;
Beizen/Entfetten
Industrie
Bandstahl
Galvanik
Emaillierung
Reparaturbetrieb
Automobil; Werkzeug;
Härten
Emaillierung
Galvanik
kann nicht durch theoretische Überlegungen, sondern nur durch umfangreiche Versuchsreihen empirisch gefunden werden.
Komplexbildner
Um unerwünschte Ausfällungen von Härtebildnern und die damit verbundene Fleckenbildung zu vermeiden sowie Aktivierungen von Metalloberflächen bei der Reinigung
zu erzielen, werden neben Polyphosphaten auch andere Komplexbildner eingesetzt. Die
wichtigsten Vertreter dieser Klasse sind Alkanolamine, Gluconate, Polycarbonsäuren, Polyoxycarbonsäuren und Phosphonate.
5.4.3 Reinigertypen
Entsprechend den jeweiligen Inhaltsstoffen und dem davon abhängigen pH-Wert unterscheidet man zwischen stark alkalischen, schwach alkalischen, neutralen, schwach sauren
und stark sauren Produkten. In Tab. 5.2 werden die speziellen Anwendungsgebiete der
verschiedenen Reiniger dargestellt.
Die wirkungsvollsten Reiniger sind die alkalischen bis stark alkalischen, die besonders
für schwere Reinigungsaufgaben, wie die Entfernung von gealterten Ölen und Fetten sowie
5.4 Wässrige Reinigungsverfahren
225
Pigmentverschmutzungen geeignet sind. Sie werden auch für die Feinreinigung vor Veredelungsprozessen eingesetzt, wo metallisch reine Oberflächen gefordert sind.
Die mildalkalischen bzw. Neutralreiniger sind für Zwischen- und Endreinigung in Prozesslinien bestimmt, wo vorwiegend leichte Beschmutzungen von spanlos oder spangebend bearbeiteten Teilen entfernt werden und nach der Reinigung ein temporärer Korrosionsschutz gefordert ist.
Die schwach sauren Produkte basieren auf einer Kombination saurer Phosphate und
Tenside. Neben der Reinigung wird gleichzeitig eine Phosphatschicht auf Eisenoberflächen (Eisenphosphatierung) erzeugt, die eine Grundlage für eine folgende Lackierung sein
kann.
Die stark sauren Produkte enthalten Tenside und Mineralsäuren oder starke organische
Säuren. Der Metallangriff wird durch den Zusatz sogenannter Beizinhibitoren vermindert.
Hauptanwendungsgebiete dieser Produktklasse sind das Beizen von Oberflächen, die Entfernung von Oxiden und Zunder sowie die Entsteinung von Anlagen und Rohrleitungssystemen.
Saure Reiniger/Beizentfetter Diese Beizentfetter bestehen aus Mineralsäuren und Tensiden. Sie werden dann eingesetzt, wenn keine starken Fett-/Ölschichten zu entfernen sind,
wenn Oxidschichten sowie Guss- und Walzhäute zu beseitigen sind und/oder die Gefahr
eines verstärkten Angriffs auf die Korngrenzen durch alkalische Produkte besteht. Als
Basis für die sauren Reiniger bei Aluminium werden Phosphorsäure und Schwefelsäure
herangezogen. Salzsäure scheidet wegen der Gefahr einer Lochfraßkorrosion selbst nach
intensivem Spülen aus. Weiterhin werden die stark oxidierende Salpetersäure, Chromschwefelsäure und Chromphosphorsäure nicht eingesetzt, da die gängigen Netzmittelkombinationen in ihnen nicht beständig sind. Die Phosphor- und Schwefelsäure lösen die
natürliche Oxidschicht schnell auf und greifen dann das Metall nur mäßig an, wobei aber
dennoch die Wasserstoffentwicklung zur Entfernung des Pigmentschmutzes ausreicht.
Der Angriff auf das Aluminium kann zusätzlich noch durch die Zugabe von Inhibitoren
kontrolliert werden.
5.4.4
Beizen
Verunreinigungen, die mit den üblichen Reinigungsverfahren nicht von der Metalloberfläche zu entfernen sind, z. B. Oxidschichten, werden einer Beizbehandlung unterzogen.
Tabelle 5.3 gibt einen Überblick über die im Rahmen der Vorbehandlung vor dem Lackieren eingesetzten Beizverfahren [24, 25]. Korrodierte Eisenoberflächen können am wirksamsten in wässrigen Lösungen aus Schwefelsäure oder Salzsäure behandelt werden.
Aufgrund des amphoteren Charakters des Aluminiums werden zum Beizen sowohl
Säuren als auch Laugen herangezogen. In der Praxis sind die sauren Beizen auf Basis der
Salpetersäure, Flusssäure, Salzsäure, Schwefelsäure und Phosphorsäure sowie deren Mischungen im Einsatz. Da bei sauren Beizen die Badbehälter, Verrohrungen und Pumpen
226
5 Oberflächenvorbehandlung von Metallen
Tab. 5.3 Technisch vorwiegend eingesetzte Beizverfahren für Metalloberflächen
Wässrige Lösungen von
Schwefelsäure
Konzentration
10 bis 15 %
Temperatur
40 bis 60 °C
Beizzeit
1 bis 15 min
Inhibitorgehalt
0,1 %
Anwendung nur für Stahl
Wässrige Lösungen von
Salzsäure
Konzentration
10 bis 15 %
Temperatur
20 bis 25 °C
Beizzeit
1 bis 15 min
Inhibitorgehalt
0,1 %
Anwendung nur für Stahl
Wässrige Lösungen von
Phosphorsäure
Konzentration
2 bis 15 %
Temperatur
20 bis 60 °C
Beizzeit
5 bis 20 min für Stahl u. Aluminium
1 bis 5 min für Zink
Wässrige Lösungen von
Natriumhydroxid
Konzentration
5 bis 20 %
Temperatur
40 bis 70 °C
Beizzeit
1 bis 5 min
Anwendung nur für Aluminium
aus säurebeständigem Material gefertigt sein müssen, die Standzeit der Bäder niedrig und
damit die Chemikalienkosten hoch liegen sowie häufig abwassertechnische Probleme auftreten, werden hier bevorzugt alkalische Lösungen zum Beizen herangezogen. In Alkalien
unlösliche Legierungsbestandteile, wie Kupfer, Silizium, Zink müssen in einem zusätzlichen sauren Dekapierschritt entfernt werden. Frisch gebeizte Werkstücke sind sehr korrosionsanfällig und müssen sorgfältig gespült und sofort mit einer Konversionsschicht,
z. B. einer Phosphatierung, Chromatierung oder alternativen Verfahren versehen werden.
Bei kompliziert gestalteten Werkstücken, insbesondere solchen, die punktgeschweißt sind,
Falze oder andere kapillare Hohlräume besitzen, dürfen Schwefel- oder Salzsäure grundsätzlich nicht zum Beizen verwendet werden. Die auch bei optimaler Spülung zurückbleibenden Säuremengen würden die Bildung von Reaktionsprodukten bewirken, die am
fertig lackierten Teil schon nach kurzer Zeit zu Ausblühungen und Durchbrüchen des
Lackfilms führen. Lässt sich das Beizen solch kompliziert geformter Werkstücke nicht vermeiden, kommt nur der Einsatz von Phosphorsäure-Beizverfahren in Betracht. Das Beizen mit wässrigen Phosphorsäurelösungen erfordert allerdings einen höheren Aufwand
an Zeit und Chemikalien. Hier wird jedoch gleichzeitig auf der Oberfläche eine aus Eisenphosphat bestehende, dünne Schicht gebildet.
Verzinkte Teile müssen in der Regel nicht gebeizt werden. Ist ein Beizen dennoch notwendig, so setzt man ausschließlich Phosphorsäure ein und arbeitet bei möglichst geringer
Konzentration (z. B. 2 %).
5.5 Phosphatierverfahren
227
5.5
Phosphatierverfahren
Das Phosphatieren mit seinen vielfältigen Möglichkeiten soll hier nur sehr verkürzt dargestellt werden. Da es umfangreiche Literatur und Erfahrungen der Hersteller gibt und
viele verschiedene Phosphatierbäder Anwendung finden, sei dazu auch auf die Literatur
verwiesen [26].
Unter dem Begriff Phosphatieren wird die Herstellung von in Wasser schwer löslichen
Metallphosphat-Überzügen auf Metallen verstanden. Das Entstehen ist immer mit einer
Beiz- oder Korrosionsreaktion des Grundmetalls verbunden. Von technischer und wirtschaftlicher Bedeutung sind die auf wässrigen Lösungen aufgebauten Phosphatierverfahren, die durch Spritzen oder Tauchen in den entsprechenden Lösungen aufgebracht werden können.
Abhängig davon, ob alle Komponenten der Schicht oder nur ein Teil aus der Behandlungslösung geliefert werden, unterscheidet man zwischen der schichtbildenden und der
nicht schichtbildenden Phosphatierung.
Es können sehr dünne, oder Schichten von einigen Mikrometern Dicke gebildet werden. In der Regel bestehen diese aus Zinkphosphat. Die Lösung selbst ist leicht sauer.
Die wichtigsten Komponenten eines Phosphatierelektrolyten sind:
• Phosphorsäure
• Schwermetall-Kationen: Zink Zn2+, Mangan Mn2+, Nickel Ni2+, Eisen Fe2+ bzw. Fe3+,
Kupfer Cu2+, Kobalt Co2+
• Erdalkali-Kationen: Calcium Ca2+, Magnesium Mg2+
• Beschleuniger: Nitrate NaNO3, Ni(NO3)2, Natriumnitrit NaNO2, Natriumchlorat
NaClO3, Wasserstoffperoxid H2O2, organische Nitroverbindungen
• Hydroxylamin NH2OH und Hydroxylammoniumsulfat (NH2OH)2 x H2SO4
• Fluoride HF, NaF und Hydrogenfluoride NaHF2, NH4HF2
• Komplexe Fluoride, SiF62−, BF4−
• Organische Karbonsäuren (Weinsäure, Zitronensäure)
Die wichtigsten Komponenten eines Alkali-Phosphatierelektrolyten sind:
•
•
•
•
Phosphorsäure
Alkaliphosphat, Na/KH2PO4 oder
Ammoniumphosphat, NH4H2PO4
Beschleuniger, z. B. Nitrate (NaNO3), Natriumnitrit (NaNO2), Natriumchlorat (NaClO3),
Natriumbromat (NaBrO3), organische Nitroverbindungen, Molybdate (Na2MoO4)
• Fluoride (HF, NaF)
• Oberflächenaktive Substanzen (Tenside)
228
5 Oberflächenvorbehandlung von Metallen
Tab. 5.4 Eignung der Phosphatierungen als Lackhaftgrund für verschiedene Metalloberflächen
Verfahrenstyp
Zu behandelndes Metall
Stahl
Verzinkter Stahl
Aluminium
Saure Alkaliphosphatierung
•
•
•
Zinkphosphatierung
•
•
•
Niedrigzink-Phosphatierung
•
•
•
Mn modifizierte
Niedrigzink-Phosphatierung
•
•
•
Nickelphosphatierung
o
•
–
Zinkcalciumphosphatierung
•
o
–
Erläuterungen: • geeignet; o bedingt geeignet; – nicht geeignet
Abb. 5.4 Faktoren die das Ergebnis der Phosphatierung beeinflussen
In der folgenden Tab. 5.4 werden die verschiedenen Typen von Phosphatierung und ihre
Eignung als Lackhaftgrund auf den Metalloberflächen Stahl, verzinkter Stahl und Aluminium beschrieben.
Das Ergebnis und die Qualität der Phosphatierung sind von einer Vielzahl von Einzelheiten und beeinflussenden Faktoren wie z. B. dem Vormaterial, der Reinigung, dem
Spülprozess bis hin zu den Prüf- und Kontrolleinheiten abhängig. Das folgende Diagramm, Abb. 5.4, zeigt die verschiedenen Einflussfaktoren auf dem Weg zum Phosphatierergebnis.
5.5.1 Schichtbildende Phosphatierung
Die schichtbildende Phosphatierung erfolgt aus verdünnten, wässrigen Lösungen, die alle
wesentlichen zum Aufbau der Phosphatschicht erforderlichen Komponenten enthalten.
Von den zahlreichen Phosphatiersystemen haben die Folgenden, als Vorbehandlung
vor der Lackierung, technische Bedeutung erlangt: Zinkphosphat (Znph), Zinkeisenphosphat (ZnFeph) und Zinkmanganphosphat (ZnMnph).
5.5 Phosphatierverfahren
229
5.5.1.1 Reaktionen bei der Schichtbildung
Voraussetzung für die Schichtbildung bei der Phosphatierung ist die Beiz- oder Korrosionsreaktion, d. h. der Angriff der Metalloberfläche durch H+-Ionen.
Fe + 2H + → Fe + + + H 2
Auf Stahl und Eisen:
Auf Zink (z. B. verzinktem Stahl):
Zn + 2H + → Zn + + + H 2
Auf Aluminium:
1. Auflösen der Oxidhaut: Al2 O3 + 6H + → 2Al3+ + 3H 2 O
2. Beizangriff des metallischen Al + 3H + → Al3+ + 1 1 2 H 2
3. Komplexierung des Al3+ durch Fluorid: Al3+ + 3F− → AlF3
4. Ausfällen des Komplexes als Kryolit:
AlF3 + 3F− + 3Na + → Na 3 AlF6 ↓ Kryolit
(Schlamm)
Die Schichtbildung kann durch folgende Reaktionen dargestellt werden:
a. auf Stahl und Eisen:
3Zn + + + 2H 2 PO 4 − + 4H 2 O → Zn 3 ( PO 4 )2 × 4H 2 O ↓ + 4H +
2Zn + + + Fe + + + 2H 2 PO 4 − + 4H 2 O → Zn 2 Fe ( PO 4 )2 × 4H 2 O ↓ + 4H +
Zn + + + 2Mn + + + 2H 2 PO 4 − + 4H 2 O → Mn 2 Zn ( PO 4 )2 × 4H 2 O ↓ + 4H +
b. auf Zink und Aluminium:
3Zn + + + 2H 2 PO 4 − + 4H 2 O → Zn 3 ( PO 4 )2 × 4H 2 O ↓ + 4H +
2Mn + + + Zn + + + 2H 2 PO 4 − + 4H 2 O → Mn 2 Zn ( PO 4 )2 × 4H 2 O ↓ + 4H +
Die so genannten Beschleuniger sind in der Regel Oxidationsmittel. Sie haben zwei Aufgaben in einem Phosphatierprozess:
5. Die Oxidationsmittel beschleunigen die Beizreaktion, indem sie die mechanische Blockierung der Metalloberfläche durch Wasserstoffblasen beseitigen, wobei diese zu Wasser oxidiert werden:
()
H 2 ↑ + < O > → H 2 O.
2. Das bei der Beizreaktion in Lösung gegangene Metall (z. B. Eisen bei der Phosphatierung von Stahl) wird oxidiert, hier zu 3-wertigem Eisen, das dann mit Phosphationen
zu schwerlöslichem Eisenphosphat reagiert und ausfällt (Schlammbildung).
2Fe + + + 2H + + < O > → 2Fe3+ + H 2 O
2Fe3+ + 2H 3 PO 4 → 2FePO 4 ↓ + 4H +
230
Abb. 5.5 Einfluss der
Kristallisationskeime auf der
Metalloberfläche auf Dicke
und Rauigkeit der gebildeten Phosphatschicht. A
Metalloberfläche mit vielen
Keimen = schnelle Bildung
einer feinkristallinen, dünnen
Schicht. B Metalloberfläche mit
wenigen Keimen = langsame
Bildung einer grobkristallinen,
dicken Schicht
5 Oberflächenvorbehandlung von Metallen
Schicht
a
Schicht
Keime
Keime
b
Die auf der Oberfläche von Stahl, Zink und auch Aluminium hergestellten Zinkphosphatschichten sind fest mit dem Trägermetall verwachsen. Diese als Epitaxie (bevorzugte
Orientierung der Znph-Kristalle zum Substrat-Kristallgitter) bezeichnete Art des Verbundes zwischen Substrat und darauf abgeschiedenem Überzug wird als eine der Hauptursachen angesehen für die korrosionsschützenden Eigenschaften von Phosphatüberzügen.
Damit das phosphatierte Werkstück für die nachfolgende organische Beschichtung optimale Voraussetzungen liefert, muss folgende Forderung erfüllt sein:
• D
er Phosphatüberzug muss über die gesamte Oberfläche des Werkstücks eine gleichmäßige, feinkristalline Struktur und damit ein konstant niedriges Flächengewicht aufweisen.
Erreicht werden kann dies im Einzelnen durch:
• Auswahl eines geeigneten, auf die Besonderheiten der eingesetzten organischen Beschichtung sowie des metallischen Werkstoffes abgestimmten Verfahrens
• Einhaltung der festgelegten Verfahrensbedingungen in jedem einzelnen Teilbereich
der Vorbehandlung, wie Elektrolyttemperatur, Konzentrationen der Komponenten, Behandlungszeiten, Spritzdrücke bzw. Strömungsverhältnisse
Die Abb. 5.6, 5.7 und 5.8 zeigen REM-Aufnahmen von Zinkphosphatschichten mit Unterschieden im Haftungsverhalten der Pulverlackschichten.
5.5.1.2 Aktivierung der Schichtbildung
Eine besonders wichtige Rolle für die Erzielung feinkristalliner Phosphatüberzüge spielt
die Aktivierung der Metalloberfläche vor dem Phosphatieren. Durch Behandlung der
Werkstücke mit speziellen, Titanphosphat enthaltenden, wässrigen Lösungen wird auf der
5.5 Phosphatierverfahren
231
Abb. 5.6 Zink-Phosphatschicht mit schlechter Haftung
von Pulverlackschichten
Abb. 5.7 Zink-Phosphatschicht auf verzinktem
Stahlblech mit einer mittleren
Pulverlackhaftung
Metalloberfläche ein für die Phosphatierung besonders günstiger Zustand hergestellt. Die
Zahl der Stellen, an denen Kristallisationskeime entstehen können wird so erhöht. Dadurch beginnt bei der nachfolgenden Phosphatierung die Kristallisation in Form eines
wesentlich dichteren Netzes, als dies ohne eine Aktivierung der Metalloberfläche der Fall
wäre. Es wird auch erreicht, dass schneller eine geschlossene Phosphatschicht entsteht,
wobei die im Endzustand erreichte Kristallgröße und damit auch die Dicke des Überzuges
gering bleiben, siehe Abb. 5.5.
232
5 Oberflächenvorbehandlung von Metallen
Abb. 5.8 Zink-Phosphatschicht auf verzinktem
Stahlblech mit einer guten
Pulverlackhaftung
5.5.1.3 Passivierende Nachbehandlung des Zinkphosphatüberzuges
Die korrosionsschützenden Eigenschaften des Überzuges werden u. U. stark durch die Art
und Weise der Nachbehandlung beeinflusst. Wichtig ist in jedem Falle die Beseitigung aller wasserlöslichen Stoffe von der Metalloberfläche durch ausreichendes Spülen der phosphatierten Werkstücke mit Wasser.
Um Auftrocknungen von Spülwasser oder Verschleppungen aus den Bädern zu vermeiden, sollte in der letzten Spülstufe vollentsalztes Wasser verwendet werden.
Die Nachspülung der phosphatierten Oberflächen mit chromsäurehaltigen, wässrigen Lösungen kann eine deutliche Erhöhung des Korrosionsschutzes der lackierten Teile
zur Folge haben. Aus Gründen des Umweltschutzes und der Arbeitsplatzhygiene wurden
chromsäurefreie und chromfreie Nachspüllösungen entwickelt, die eine qualitativ gleichwertige, umweltverträglichere Alternative darstellen. Diese Systeme sind meist auf Basis
von Titan- und/oder Zirkonverbindungen aufgebaut.
5.5.2 Nichtschichtbildende Phosphatierungen
Die im Sprachgebrauch und in der Literatur häufig verwendete Bezeichnung „nichtschichtbildende“ Phosphatierung ist insofern irreführend, dass auch bei diesen Verfahren
Deckschichten gebildet werden. Die erzeugten Überzüge sind im Vergleich zu den schichtbildenden Znph-Verfahren sehr dünn und haben i. d. R. ein Flächengewicht deutlich < 1 g/
m2. Da der Schichttyp auf Stahl aus Eisenphosphat besteht, werden diese Verfahren auch
sehr häufig als „Eisen-phosphatierungen“ bezeichnet.
Der Unterschied zu den schichtbildenden Verfahren besteht darin, dass in den eingesetzten Elektrolytlösungen lediglich das Anion, das PO43- Ion, enthalten ist. Das Kation
wird von dem zu behandelnden Metall selbst geliefert.
5.5 Phosphatierverfahren
233
Einen verbesserten Korrosionsschutz im Vergleich zu den „einfachen“ Eisenphosphatierungen ergeben die so genannten Dickschichteisenphosphatierungen [27].
5.5.2.1 Reaktion der Schichtbildung
Hauptbestandteile der Behandlungslösung zur „nichtschichtbildenden“ Phosphatierung
sind Alkali- oder Ammoniumdihydrogenphosphate. Der pH-Wert dieser Lösungen liegt
im Bereich von 3,5 bis 6,0.
Auch hier trifft man eine Unterscheidung in zwei Reaktionsschritte:
1. die Beiz- und Korrosionsreaktion
2. die Schichtbildungsreaktion
Beizreaktion, z. B. auf Stahl:
Fe + 4NaH 2 PO 4 → Fe ( H 2 PO 4 )2 + 2Na 2 HPO 4 + H 2
Schichtbildungsreaktion:
2Fe ( H 2 PO 4 )2 + 2Na 2 HPO 4 + < O >→ 2FePO 4 ↓ + 4NaH 2 PO 4 + H 2 O
2Fe ( H 2 PO 4 )2 + 4Na 2 HPO 4 + < O > +5H 2 O → Fe 2 O3 × H 2 O ↓ + 8NaH 2 PO 4
Neben den hier genannten Schichttypen können noch weitere Phasen nachgewiesen werden. Es sind dies z. B. Eisen(II)-phosphat und Eisen(II)-oxid. Auf Zinkoberflächen erhält man dünne Zinkphosphatüberzüge, auf Aluminium hingegen kommt es zu keiner
Schichtbildung.
5.5.2.2 Zusammensetzung der Alkaliphosphatelektrolyte
Die Behandlungslösungen zur nichtschichtbildenden Phosphatierung enthalten im Allgemeinen 2 bis 20 g/l Alkali- oder Ammoniumdihydrogenphosphat. Zur Einstellung des
pH-Wertes wird Phosphorsäure oder Dialkali- oder Diammoniumphosphat eingesetzt.
Neben den Phosphaten enthalten die Lösungen noch Oxidationsmittel, um die Schichtbildung zu beschleunigen. Die gebräuchlichsten Oxidationsmittel sind Chlorate, Bromate,
Nitrate, Molybdate oder Nitrite. In der Regel werden die sauren Alkaliphosphatlösungen
zusammen mit oberflächenaktiven Substanzen (Tensiden) eingesetzt. Diese Lösungen besitzen eine gute Entfettungswirkung. Die Tensidkonzentration liegt zwischen 0,1 und 1 g/l.
5.5.3 Eisen-Dickschichtphosphatierung
Die Eisenphosphatierung findet aufgrund der einfachen Anwendung und der vergleichsweise kostengünstigen Verfahrenstechnik als Vorbehandlung vor der Beschichtung von
Stahl und verzinktem Stahl häufig Anwendung. Die Phosphatierung kann sowohl in
234
5 Oberflächenvorbehandlung von Metallen
1-Kammer-Waschanlagen bis hin zu Mehrzonen-Durchlaufanlagen erfolgen. Durch das
größere Schichtgewicht, 0,4 bis 1,0 g/m2, wird ein höherer Korrosionsschutz erzielt als mit
den klassischen Eisenphosphatierungen (Schichtgewicht 0,1 bis 0,4 g/m2) [27].
Die Vorteile dieser Vorbehandlung lassen sich wie folgt zusammenfassen:
• sehr gute Korrosionsschutzeigenschaften auf Stahl; mit zusätzlicher Versiegelung der
Schicht, chromfreie Passivierung, kann dieser noch verbessert werden
• automatisch über pH-Wert dosierbar
• einfache Badführung über pH-Wert, Konzentration und Leitwert
• Entfettung und Eisenphosphatierung kann kombiniert in einer Prozessstufe stattfinden,
weshalb eine separate alkalische Vorentfettung wie bei einer Zinkphosphatierung nicht
zwingend ist.
Damit die Vorteile dieser Vorbehandlung hinsichtlich Korrosionsschutz zum Tragen
kommen ist ein abschließender Spülschritt mit VE-Wasser, Leitwert < 50 µS/cm, durchzuführen. Ebenso ist es notwendig, bei geforderten höheren Korrosionsschutzwerten eine
Passivierung der gebildeten Eisenphosphatschicht mit chromfreien Passivierungen durchzuführen.
5.5.4 Methoden zur Charakterisierung von Phosphatschichten
Die Charakterisierung von Phosphatschichten kann aus einer Vielzahl von Gründen erforderlich sein. In der Praxis dient sie meist zur Produktionskontrolle, wobei als kennzeichnendes Merkmal vor allem das Schichtgewicht bestimmt wird. In der betrieblichen
Praxis weicht man gelegentlich auf die Schichtdickenmessung aus, die jedoch erhebliche
Ungenauigkeiten beinhaltet.
In der Regel werden zur Charakterisierung der Phosphatschicht folgende Kriterien angeführt:
•
•
•
•
•
•
Gleichmäßigkeit der ausgebildeten Schicht
vollkommene Bedeckung der Metalloberfläche mit Phosphatkristallen
Schichtgewicht in g/m2 – Kristallgröße
Phasenbestand
Kohlenstoffanreicherung in der Stahloberfläche
Lackhaftung und Korrosionsschutzverhalten der Phosphatschichten
5.5.4.1 Gleichmäßigkeit der Phosphatschicht/Bedeckung der
Metalloberfläche
Ungleichmäßig phosphatierte Oberflächen erhält man meist dann, wenn die Vorbehandlung vor der Phosphatierung nicht in Ordnung ist. Eine ungenügende Reinigung oder eine
5.5 Phosphatierverfahren
235
partielle Aktivierung der Oberfläche durch Wischen kann zu Ungleichmäßigkeiten führen. Nicht vollkommen geschlossene Schichten sind Folge einer schlechten Badführung.
Die Gleichmäßigkeit der ausgebildeten Schichten sowie die vollkommene Bedeckung
der Metalloberfläche mit Phosphatkristallen wird durch visuelle Beurteilung ermittelt. Die
Ungleichmäßigkeiten der Phosphatschichten können sich später noch auf der lackierten
Oberfläche bemerkbar machen. Mangelhaft phosphatierte Oberflächen verschlechtern die
Korrosionseigenschaften des lackierten Werkstückes.
5.5.4.2 Die flächenbezogene Masse (Schichtgewicht)
Die quantitative Erfassung der auf der Metalloberfläche abgeschiedenen Schichten erfolgt
am besten durch die Bestimmung des Schichtgewichtes in Gramm (g) Phosphatschicht
pro m2 Metalloberfläche.
Von einer Probe phosphatierten Stahlblechs wird die Phosphatschicht chemisch abgelöst und der hierbei entstehende Gewichtsverlust durch Wägung der Probe vor und nach
dem Ablösen bestimmt. Das Schichtgewicht der Phosphatschicht beeinflusst das Korrosionsverhalten der lackierten Oberfläche. Es hat sich in der Praxis bei Verwendung von konventionellen Lacken (z. B. Tauchlack auf Wasserbasis) gezeigt, dass sich mit zunehmendem
Schichtgewicht der Phosphatschicht die Lackunterwanderung im Salzsprühtest verringert. Bei Verwendung von Elektrotauchlacken ist diese Tendenz nicht eindeutig belegbar.
Während die Korrosionsbeständigkeit mit steigendem Schichtgewicht zunimmt, geht die
Lackhaftung zurück. Dies ist auf die Brüchigkeit der Phosphatschicht zurückzuführen, die
sich bei dickeren Schichten stärker bemerkbar macht. Bei starkem Verformen zerbricht die
relativ spröde Phosphatschicht, der darüber befindliche Lack bekommt Risse und platzt
ab. Das Schichtgewicht liegt allgemein im Bereich von 1 bis 4 g/m2, um ein Optimum an
Korrosionsbeständigkeit und Lackhaftung zu erhalten. Dicke Schichten sind in der Regel
auch grobkristallin, sie sind für die Lackierung ungeeignet.
5.5.4.3 Kristallinität und Kristallgröße
Aus der Forderung, möglichst feinkristalline Phosphatschichten zu erzeugen, ergibt sich
die Notwendigkeit zur Bestimmung der Kristallgröße. Eine ältere, relativ einfache Methode stellt das Filmabdruckverfahren dar (Fax-Film-Methode). Durch Andrücken einer mit
Aceton angelösten Acetylcellulosefolie auf die Phosphatschicht erhält man ein negatives
Relief der Oberfläche, das mit einem Mikroskop im Durchlicht betrachtet und mit Hilfe
eines eingeblendeten Maßstabes ausgemessen werden kann. Da man kein dreidimensionales Bild der Kristalle erhält, können keine Absolutwerte der Kristallgröße ermittelt werden.
Dennoch liefert diese Methode eine eindeutige Aussage darüber, ob z. B. mit oder ohne
aktivierender Vorspülung phosphatiert wurde.
Einen sehr viel besseren Einblick in den Kristallaufbau der Phosphatschichten gewinnt
man mit Hilfe der Rasterelektronenmikroskopie (REM).
236
5 Oberflächenvorbehandlung von Metallen
5.5.4.4 Phasenbestand
Die systematische Untersuchung des Phasenbestandes von Phosphatschichten ist erst in
den letzten Jahren aufgenommen worden. Die Untersuchung des Phasenbestandes gibt
Aufschluss über den Haftverbund Metall/Phosphatschicht und kann zur Erklärung des
unterschiedlichen Korrosionsschutzes der verschiedenen Schichten herangezogen werden.
Für die Untersuchung der Zinkphosphatschichten hat sich die Röntgenbeugungsmethode
(Röntgen-Diffraktometrie) als außerordentlich erfolgreich erwiesen.
Mit den ab Anfang der 80er Jahre eingesetzten Niedrigzink-Phosphatierverfahren werden auf Stahl im Spritzen Phosphatschichten mit Phosphophyllitgehalten (Zn2Fe(PO4)2 · 4
H2O) von 60 bis über 90 % und im Tauchen zwischen 80 und 100 % erzielt. Den Rest bildet
jeweils Hopeit (Zn3(PO4)2 · 4 H2O).
Die Weiterentwicklung der Niedrigzink-Phosphatierverfahren führte zu den manganmodifizierten Systemen (Trikationen-Phosphatierverfahren), die neben den oben genannten Phasen Manganzinkphosphat (Mn2Zn(PO4)2 · 4 H2O) abscheiden. Hierdurch konnte
die Qualität des Werkstoffverbundes Metall/ Phosphatüberzug/ organische Beschichtung
nochmals verbessert werden.
5.5.4.5 Kohlenstoffanreicherungen in der Stahloberfläche
Kohlenstoffanreicherungen in der Stahloberfläche, z. B. aus der Zersetzung von Walzölrückständen während des Glühens im geschlossenen Coil, beeinträchtigen in hohem
Maße den Korrosionsschutz anschließend aufgebrachter Phosphatschichten in Verbindung mit einer Lackierung. Zur Bestimmung des Oberflächenkohlenstoffs findet u. a. der
Ford-Power-Wash-Test Anwendung. Das Prinzip der Methode besteht darin, dass das zu
untersuchende Stahlblech einer standardisierten Reinigungsmethode unterworfen wird.
Anschließend wird die Oberfläche mit einem in verdünnter Salzsäure angefeuchteten
Glasvlies abgerieben, bis sich kein sichtbarer Schmutz mehr von der Stahloberfläche überträgt.
Die gesammelten Glasvliese werden verbrannt und aus dem gebildeten CO2 auf den
Oberflächenkohlenstoff rückgeschlossen. Die Erfahrung hat gezeigt, dass z. B. gute Salzsprühbeständigkeiten auf phosphatierten und lackierten Stahlblechen erhalten werden,
wenn der Oberflächenkohlenstoff < 4 mg/m2 beträgt. Schlechteren, aber noch akzeptablen
Schutz beobachtet man bei 4 bis 6 mg/m2 C; Werte über 6 mg/m2 C führen in aller Regel
zu unbefriedigenden Salzsprühbeständigkeiten.
5.5.4.6 Anwendungstechnische Prüfungen
Die wichtigsten Prüfungen an Phosphatüberzügen in Bezug auf ihr Korrosionsschutzverhalten unter Lack und als Haftgrund sind die anwendungstechnischen Prüfungen
(Korrosions- und technologische Prüfungen lackierter Werkstücke). Es gibt eine große
Anzahl Prüfungen verschiedenster Art. Sowohl zur Produktionskontrolle als auch zur
Überprüfung von Entwicklungsarbeiten werden verschiedene Korrosionsprüfungen und
Haftungsprüfungen durchgeführt.
5.5 Phosphatierverfahren
237
5.5.5 Fehler und Fehlervermeidung beim Phosphatieren
Bei der Durchführung der Phosphatierung können Fehler auftreten, wenn die bestimmenden Verfahrensparameter nicht im Sollbereich gehalten werden. Neben einem erhöhten Chemikalienverbrauch und Schlammanfall, kommt es zu mangelhaft ausgebildeten
Phosphatschichten und damit zu einer Verschlechterung des Korrosionsschutzes und der
Lackhaftung.
Für den reibungslosen Ablauf der Phosphatierung und die Erzielung des gewünschten
Qualitätsniveaus tragen u. a. folgende Parameter entscheidend bei:
• Art und Zustand der zu phosphatierenden Oberfläche
• die auf der Metalloberfläche vorhandenen organisch-chemischen Verunreinigungen
(Korrosionsschutzöl, Schmierstoffe, Metallabrieb)
• Art, Zustand und Anwendungsbedingungen der Verfahrensschritte der Oberflächenbehandlung (Reinigen, Spülen, Aktivieren, Phosphatieren, Spülen, Nachspülen)
• Auslegung und Wartungszustand der Anlage zur Oberflächenbehandlung
Die Aufstellung und Anwendung von Checklisten, die automatische Badanalyse und die
statistische Prozessregelung haben sich als wirksame Werkzeuge für die Qualitätssicherung erwiesen.
5.5.5.1 Die Metalloberfläche
Kaltgewalztes Stahlband bzw. Stahlblech in Tiefziehgüte ist einer der wichtigsten Werkstoffe für den Auftrag von Phosphatschichten vor einer Lackierung (DIN EN 10130). Für
Sichtflächen sollte die Oberflächenart 05 aus dieser Norm gewählt werden, da nur diese
so weit frei von mechanischen Oberflächenfehlern, z. B. Kratzern und Narben ist, dass das
Aussehen einer Qualitätslackierung nicht beeinträchtigt wird. Als Oberflächenausführung
wird meist die Qualität „m“ verwendet, die einer gleichmäßig matten Oberfläche mit einem Mittenrauwert Ra von 0,6–1,9 µm entspricht. Glattere Oberflächen erfordern häufig
aggressivere Bedingungen bei der Phosphatierung, um einwandfreie Phosphatschichten zu
erhalten, während rauere den Glanz der Lackschicht herabsetzen. Außerdem hat die Praxis
gezeigt, dass die Phosphatierbarkeit von Stahlblech, d. h. die Bildungsgeschwindigkeit der
Phosphatschicht und deren Kristallgröße, vom Zustand der Stahloberfläche beeinflussbar
ist. Anreicherungen von Kohlenstoff in der Stahloberfläche können den Korrosionsschutz
in phosphatiertem und lackiertem Zustand herabsetzen. Deshalb gehen Bestrebungen dahin, den Oberflächenkohlenstoff unter 6 mg/m2, vorzugsweise unter 4 mg/m2 zu senken.
Als Maßnahmen zur Fehlervermeidung bieten sich u. a. eine Rauigkeitsmessung, die
Bestimmung des Oberflächenkohlenstoffs und eine Probephosphatierung mit visueller
Beurteilung der Phosphatschicht an.
238
5 Oberflächenvorbehandlung von Metallen
Die Phosphatierung von feuer- und elektrolytisch verzinktem Stahl bereitet in der Regel
keine Probleme, sofern dafür gesorgt wird, dass nur geöltes und nicht mit Chromsäure
passiviertes Material zur Anwendung kommt. Dickere Zinkoxid-Filme, die auf feuerverzinktem Stahlband vorkommen können, erfordern zur einwandfreien Phosphatierung
eine entsprechende Anpassung des alkalischen Reinigers und/oder die Verwendung von
fluoridhaltigen Phosphatiersystemen.
Metallguss besitzt eine Gusshaut, die zur einwandfreien Phosphatierung aggressivere Verfahren erfordert. Die unterschiedliche Reaktionsfähigkeit der Oberfläche wird an
Gussteilen, die zum Teil spanend nachbearbeitet werden, besonders deutlich.
5.5.5.2 Korrosionsschutzöle und Schmierstoffe
Diese Produkte werden auf die Metalloberfläche zum Schutz gegen Korrosion bei Handhabung, Transport und Lagerung sowie zur Erleichterung der spanlosen und spanenden
Formgebung aufgebracht. Sie können auf Basis von Mineralöl, Estern, Korrosionsinhibitoren, Additiven, Alterungsschutzmitteln, Pigmenten und Tensiden aufgebaut sein und
liegen in einer Filmdicke von etwa 1 bis 6 g/m2 vor. Bestimmte Rezepturkomponenten
können eine so starke Affinität zum Metall aufweisen, dass die Reinigung mit alkalischen
Spritz- bzw. Tauchreinigern empfindlich gestört wird. Außerdem wird bisweilen beobachtet, dass sich bei längerem Kontakt des Ölfilms mit dem Metall die Entfernbarkeit zunehmend schwieriger gestaltet (Alterung, Verharzung).
Im Interesse eines einwandfreien Ablaufs der chemischen Oberflächenbehandlung ist
es deshalb erforderlich, dass die Ölfilme einerseits eine Korrosion des Grundmetalls mit
Sicherheit unterbinden und andererseits im Anlieferungszustand sowie insbesondere nach
längerer Lagerung bei Zutritt von Luft, z. B. 1 Woche bei 60 °C oder 3 Monate bei Raumtemperatur, unter standardisierten Reinigungsbedingungen einwandfrei zu entfernen sind.
Die Nichteinhaltung dieser Forderung kann zu empfindlichen Störungen der Produktion
und zu Ausschussteilen führen, da einer Verstärkung der Leistungsfähigkeit des Reinigers
durch Veränderung der Rezeptur, höhere Alkalität, höhere Konzentration, mehr Tensid,
Anheben der Temperatur und Verlängerung der Behandlungszeit Grenzen gesetzt sind.
5.5.5.3 Chemische Oberflächenbehandlung
Die chemische Oberflächenbehandlung gliedert sich in die Stufen Reinigen, Spülen, Aktivieren (falls erforderlich), Phosphatieren/Spülen, passivierendes Nachspülen/Spülen mit
vollentsalztem Wasser, Trocknen (falls erforderlich).
Jede dieser Stufen birgt für sich Fehlermöglichkeiten, wie sie im Folgenden dargestellt
werden.
5.5.5.4 Alkalische Reinigung
Die wässrigen alkalischen Reinigungsbäder werden in einer Konzentration zwischen 3
und 30 g/l in Wasser angesetzt, wobei die niedrigeren Werte für das Spritzen und die höheren für das Tauchen gelten. Die Konzentration wird z. B. durch Titration einer Badprobe
5.5 Phosphatierverfahren
239
mit Säure gegen Bromkresolgrün ermittelt. Dem Bad muss frisches Reinigerkonzentrat in
flüssiger oder fester Form zugeführt werden, um den Verbrauch während des Betriebes
auszugleichen. Ein Absinken der Konzentration verschlechtert die Reinigungsleistung und
damit die Qualität der anschließend erzeugten Phosphatschichten (Gleichmäßigkeit, Bedeckungsgrad, Haftung und daraus abgeleitet Lackverlauf, Lackhaftung und Beständigkeit
gegen Lackunterwanderung).
Die Konstanthaltung der Reinigerkonzentration ist zwar eine notwendige Voraussetzung für ein gutes Behandlungsergebnis, sie reicht jedoch nicht aus, da sie keine Aussage über das Ausmaß der aufgenommenen Verunreinigungen und die dadurch bewirkte
mögliche Verschlechterung der Reinigungsleistung erlaubt. Aus diesem Grunde wird bei
der Inbetriebnahme einer Anlage durch visuelle Beurteilung des Reinigungsergebnisses
(Benetzung der gereinigten Oberfläche mit Wasser, Aussehen der Phosphatschichten) festgelegt, in welchem Rhythmus das Reinigerbad teilweise oder ganz abgelassen und neu angesetzt werden muss.
Diese Einstellungsarbeiten könnten mit einer analytischen Verfolgung des vom Reinigerbad aufgenommenen Öls einhergehen, so dass die Ölkonzentration als später zu
verwendende Regelgröße für die Teil- oder vollständige Erneuerung des Reinigerbades
dienen könnte. Da die Ölbestimmung jedoch zeitaufwändig ist, hat sich diese Kontrolle in
die Praxis nicht eingeführt.
Zur Pflege des Reinigungsbades und zur Verlängerung seiner Lebensdauer bieten sich
Verfahren zur Entfernung der aufgenommenen Verunreinigungen an. Hierzu zählen u. a.
Filtration, Ultrafiltration, Flotation, Zentrifugieren und Absitzen- bzw. Aufschwimmenlassen.
Für die Reinigungsleistung sind ferner die Badtemperatur und die Behandlungszeit von
ausschlaggebendem Einfluss. Ein Absenken beider Parameter führt zu einer Verschlechterung der Qualität, wobei eine Temperaturverminderung im Spritzverfahren außerdem die
Schaumbildung bis zum Überschäumen der Anlage steigern kann. Eine ungewollte Temperaturabsenkung tritt beispielsweise schon ein, wenn Verdampfungsverluste durch den
Zulauf größerer Mengen an kaltem Wasser ausgeglichen werden. Übermäßiger Schaum
beim Spritzen kann sich ferner entwickeln, wenn wegen eines zu niedrigen Flüssigkeitsniveaus die Umwälzpumpe Luft ansaugt oder die eingetragenen Verunreinigungen stark
schäumende Tenside enthalten. Hierauf sollte bei der Ölauswahl besonders geachtet werden.
5.5.5.5 Spülung mit Wasser
Die Spülung mit Wasser nach der Reinigung soll so gefahren werden, dass das Spülwasser
im letzten Spülbad vor einer folgenden Behandlungszone (Aktivieren bzw. Phosphatieren)
einen bestimmten Alkaligehalt, der vom Reinigereintrag herrührt, nicht überschreitet. Als
typischer Maximalwert gilt ein Verbrauch von 0,5 ml 0,1 M Salzsäure zur Neutralisation
einer 10 ml Spülbadprobe gegen Bromkresolgrün. Höhere Alkaligehalte können zu einer
Beeinträchtigung der Funktion des folgenden Behandlungsbades führen und müssen deshalb vermieden werden.
240
5 Oberflächenvorbehandlung von Metallen
5.5.5.6 Aktivierung
Eine spezielle Aktivierungsstufe vor der Phosphatierung wird eingesetzt, um die Phosphatiergeschwindigkeit zu erhöhen, das Phosphatschichtgewicht zu reduzieren und besonders
feinkristalline Schichten zu erzeugen. Der pH-Wert dieses Bades darf keinesfalls unter 8
sinken, da sich andernfalls die Aktivierungswirkung sprunghaft verschlechtert. Das Titanphosphatkolloid der Aktivierung zeigt außerdem im Laufe der Standzeit einen allmählichen Qualitätsverlust, der zusätzlich noch vom Gehalt an Härtebildnern im Wasser und
der Anwendungstemperatur beeinflusst wird. Die Titan-Konzentration im Aktivierbad
kann analytisch bestimmt werden. Das Vorhandensein der Sollmenge Titan gibt jedoch
noch keine Gewähr dafür, dass auch die Aktivierungswirkung im gewünschten Maße eintritt. Diese ist entscheidend vom kolloidchemischen Zustand des Systems abhängig. Die
sicherste Methode zur Ermittlung der Aktivierungswirkung bleibt damit der Phosphatierversuch und die Beurteilung der Schichtbildung. Eine übliche Arbeitsweise zum Betreiben
von Aktivierbädern besteht darin, das Behandlungsbad aufgrund der Erfahrung kontinuierlich oder von Zeit zu Zeit teil- bzw. voll zu verwerfen und neu anzusetzen.
5.5.5.7 Phosphatierung
a. Zinkgehalt
Niedrigzink-Phosphatierverfahren liefern auf Stahl auch im Spritzen Phosphatschichten mit einem hohen Anteil an Phosphophyllit (Zn2Fe(PO4)2 · 4 H2O), der die Grundvoraussetzung für die guten anwendungstechnischen Eigenschaften in Verbindung mit
Lacken bildet. Die Menge an Phosphophyllit in der Phosphatschicht wird wesentlich
von der Zinkkonzentration im Phosphatierbad bestimmt. Zur Erzielung einer stabilen, guten Qualität der Phosphatschichten muss die Zinkkonzentration im Bereich von
etwa 0,5 bis 1,0 g/l gehalten werden. Bei niedrigeren Gehalten bilden sich qualitativ
schlechtere Mischschichten aus kristallinen Phosphaten und Eisenoxid-Eisenphosphat,
die schon bei visueller Beurteilung durch ihre irisierende Farbe sofort auffallen. Höhere
Zinkgehalte liefern optisch einwandfreie Überzüge, obgleich ihre Qualität in Bezug auf
Lackhaftung und Unterwanderungsbeständigkeit deutlich unterlegen ist. Das optimale
Arbeiten mit diesem Verfahrenstyp erfordert deshalb eine ausreichend häufige Kontrolle des Zinkgehaltes der Bäder.
b. Freie Säure FS
Unterhalb FS = 0,7 ist das Bad zu stark übersättigt, so dass vermehrt wertvolles Zinkphosphat als Badschlamm ausfällt, während oberhalb etwa FS = 1 die Phosphatiergeschwindigkeit stark abfällt und zunehmend nicht deckende, qualitativ unbefriedigende
Phosphatschichten resultieren.
c. Beschleuniger
Der Gehalt an Nitrit-Beschleuniger ist von hohem Einfluss auf die Schichtbildung und
die Phosphatiergeschwindigkeit. Er wird meist in Beschleuniger-Punkten angegeben,
die gleich dem ml-Verbrauch an 0,02 M KMnO4 für die Titration einer 100 ml Badprobe sind. Der Bedeckungsgrad der Phosphatschicht steigt mit zunehmender Spritzzeit und zunehmendem Beschleuniger-Gehalt. In der Praxis sollte man jedoch den
5.5 Phosphatierverfahren
241
Abb. 5.9 Schichtgewicht/
Zeit-Kurven eines NiedrigzinkPhosphatierverfahrens auf Stahl
bei Spritzanwendung [25]
Phosphatschichtgewicht [g/m2]
3
2
: 0,5...1,0 Beschleuniger-Pkt.
: 3...4 Beschleuniger-Pkt.
: 6...7 Beschleuniger-Pkt.
1
0
0
1
2
3
4
5
6
Spritzzeit [min]
Beschleuniger-Gehalt so tief wie möglich fahren, da seine Überdosierung zu erhöhtem
Chemikalienverbrauch, vermehrter Schlammbildung und im Extremfall zu Passivierungen führt.
d. Flächengewicht
In der Phosphatiertechnik wird häufig der Verlauf der Schichtgewicht/Behandlungszeit-Kurve zur Charakterisierung eines Phosphatiersystems oder auch zur Beschreibung des Phosphatierverhaltens von Metallsubstraten verwendet. In Abb. 5.9 sind die
Schichtgewichte auf Stahl für verschiedene Beschleuniger-Gehalte gegen die Spritzzeit aufgetragen. Die Reaktivität der Stahloberflächen und der Zustand haben ebenfalls einen deutlichen Einfluss auf die Schichtbildung. Das Endschichtgewicht und die
Mindestphosphatierzeit (Behandlungszeit bis zur Ausbildung einer visuell deckenden
Phosphatschicht) liegen bei Stahl A wesentlich höher als bei Stahl B, Abb. 5.10.
5.5.5.8 Behandlungstemperatur
Von den physikalischen Badparametern hat insbesondere die Behandlungstemperatur
einen ausgeprägten Einfluss auf das Phosphatierverhalten. Zum einen ist das Phosphatierbad durch ein temperaturabhängiges Gleichgewicht der Freien Säure zur Gesamtsäure
gekennzeichnet, was bedeutet, dass jede größere Temperaturänderung eine Nachstellung
dieses Verhältnisses erfordert. Je höher (tiefer) die Badtemperatur ist, desto größer (kleiner) muss auch das Säureverhältnis sein, um das System im optimalen Bereich zu halten.
Zum anderen übt die Temperatur noch einen Einfluss auf die Reaktionsgeschwindigkeit
des Phosphatiervorganges aus, wobei eine Temperaturabsenkung gleichbedeutend mit
einer Verlangsamung ist. Unterhalb etwa 50 °C werden zunehmend nicht mehr deckende
Phosphatschichten erhalten, während nach oben hin die Schichten bis über 65 °C hinaus
242
Phosphatschicht
5
Phosphatschichtgewicht [g/m2]
Abb. 5.10 Schichtgewicht/
Zeit-Kurven für zwei verschiedene Sorten von Karosseriestahlblech in einem
Niedrigzink-Tauchphosphatierbad [25]
5 Oberflächenvorbehandlung von Metallen
nicht deckende
deckende
Stahl A
4
Stahl B
3
2
nicht deckende
deckende
Phosphatschicht
1
0
0
1
2
Tauchzeit [min]
3
4
einwandfrei sind. Wird jedoch die Verfahrensobergrenze von 57 °C deutlich überschritten,
so bildet der Elektrolyt vermehrt Schlamm und Krusten, verbraucht mehr Chemikalien
und verursacht erhöhten Aufwand für die Anlagenreinigung.
e. Badgifte
Die Phosphatschichtbildung kann durch Badgifte erheblich beeinträchtigt werden. Ein
typisches Beispiel ist das Aluminiumkation (Al3+), das in einem Spritzphosphatierbad bereits bei 3 mg/l anstelle einer kristallinen, deckenden Schicht nur Anlauffarben
entstehen lässt. Nur durch spezielle Maßnahmen, zu denen insbesondere die Mitverwendung von Fluorid im Phosphatierbad zählt, kann die schädliche Wirkung beseitigt
werden. Bei der Behandlung von verzinktem Stahl liegt die kritische Grenze für Al3+ in
fluoridfreien Bädern bei 8 bis 15 mg/l.
Außer den bereits genannten Parametern sind noch die Gesamtsäure, weitere Kationen
(außer Zink), das Phosphat, weitere Oxidationsmittel (außer Nitrit), Aktivatoren (Fluorid, komplexes Fluorid) und ggf. Additive zur Schicht- und Schlammbeeinflussung
als zusätzliche, die Phosphatierung bestimmende Einflussgrößen zu nennen. Für diese
lassen sich, in ähnlicher Weise wie vorstehend, Abhängigkeiten zwischen ihrer Konzentration im Behandlungsbad und ihren Wirkungen auf den Phosphatiervorgang, die
Phosphatschichtqualität und das Badverhalten aufstellen.
f. Schlamm- und Krustenbildung
Während der Phosphatierung bildet sich ein Schlamm, der zu einem erheblichen
Teil aus Eisen(III)-phosphat besteht. Dieser muss durch Sedimentation (Absetztank,
5.5 Phosphatierverfahren
243
Schrägklärer) und/oder Filtration aus dem System entfernt werden. Zu hohe Gehalte
von im Bad dispergiertem Schlamm führen zu verstärkter Krustenbildung und Störungen der Phosphatierung. Aus diesem Grunde sollten die Entschlammungseinrichtungen so dimensioniert und betrieben werden, dass der mittels Imhoff-Trichter gemessene
Schlammgehalt im Bad etwa 20 ml/l (0,5 bis 2 g/l Festkörper) nicht übersteigt.
Im Laufe des Betriebs können sich die Querschnitte von Spritzdüsen und Rohrleitungen durch Aufbau von Schlammkrusten so verengen, dass die Menge der umgepumpten
Phosphatierflüssigkeit deutlich abfällt und nicht mehr ausreicht, um eine einwandfreie
Spritzphosphatierung zu gewährleisten. Deshalb müssen Rohre und Düsen in festgelegten Zeitintervallen auf ausreichenden Durchgang geprüft und ggf. mechanisch oder
besser chemisch gereinigt werden.
g. Vorpassivierung
In Spritzanlagen kann die Erscheinung der Vorpassivierung auftreten, bei der sich durch
Vornebeln von Phosphatierlösung in den Einlauf der Phosphatierzone Tröpfchen oder
dünne Filme auf der Oberfläche der ankommenden Teile abscheiden, die Oberfläche
angreifen und im Falle von Stahl zur Bildung einer irisierenden Eisenoxid-Eisenphosphat-Schicht führen. An diesen Stellen ist eine einwandfreie kristalline Schichtbildung
in der Phosphatierzone nicht mehr möglich, was eine Verschlechterung der Phosphatschichtqualität (Verlaufsstörungen, schlechtere Lackhaftung und verminderter Korrosionsschutz) zur Folge hat.
5.5.5.9 Passivierende Nachspülung
Zur Optimierung der Phosphatschichtqualität schließt sich an die Wasserspülung nach der
Phosphatierung meist eine passivierende Nachspülung an, die mit verdünnten wäßrigen
Cr(VI)-Cr(III)-, oder auch Cr-freien Lösungen durchgeführt wird. Der Wirkstoffgehalt
im Nachspülbad muss analytisch bestimmt und falls erforderlich durch Zugabe von Konzentrat ergänzt werden. Eine Unterkonzentration sowie eine Verschmutzung des Bades
durch Chemikalien der vorausgehenden Verfahrensstufen muss im Interesse gleichbleibend guter Qualität vermieden werden. Eine wirksame Maßnahme hierzu ist, das Bad mit
kontinuierlichem Überlauf zu fahren und frisches Ergänzungsmaterial zuzuführen.
5.5.5.10 Nachspülen mit vollentsalztem Wasser
Zur Entfernung von Resten wasserlöslicher Salze von der phosphatierten Oberfläche findet eine abschließende Spülung mit vollentsalztem Wasser statt. Die Menge und Qualität
dieses Wassers muss so beschaffen sein, dass die von den behandelten Werkstücken ablaufende Flüssigkeit eine elektrische Leitfähigkeit von nicht mehr als 3,0 bis 5,0 mS/m (20 °C)
besitzt.
Wird anschließend pulver- bzw. spritzlackiert, so können die Restsalze auf der Oberfläche die Beständigkeit der Lackfilme gegen Blasenbildung bei Feuchtbeanspruchung herabsetzen.
Die Möglichkeit, dass Wassertropfen vom Transportsystem oder aus Bördelungen
und Falzen auf die teilweise oder bereits ganz getrocknete Phosphatschicht laufen, muss
durch geeignete apparative Maßnahmen ausgeschlossen sein. Anderenfalls kann es bei der
244
5 Oberflächenvorbehandlung von Metallen
Elektrotauchlackierung zu Störungen im abgeschiedenen Lackfilm (Überbeschichtungen,
Läufer u. ä.) oder bei Pulver- oder Lösemittel-Lackierung zu einer Beeinträchtigung der
Feuchtraumbeständigkeit (Blasenbildung) kommen.
5.5.5.11 Maßnahmen zur Qualitätssicherung (QS )
Für die Qualitätssicherung einer Phosphatierung vor der Lackierung eignen sich u. a.:
• die automatische Badanalyse und Chemikalienergänzung als vorbeugende Anlagenwartung,
• Kontrolle der Phosphatschichten,
• Anwendung spezieller QM-Methoden, z. B. Checkliste, Regelkarte, statistische Prozessregelung.
5.5.5.12 Automatische Badanalyse und Chemikalienergänzung
Zur automatischen Badanalyse eignen sich u. a. die Messung der elektrischen Leitfähigkeit
und die automatische Titration.
Die elektrische Leitfähigkeit dient z. B. als Regelgröße für die Konzentration in alkalischen Reinigern und in passivierenden Nachspülungen. Außerdem kann mit ihrer Hilfe
der Verschmutzungsgrad von Spülbädern in Bezug auf die Aufnahme von Säuren, Salzen
und Alkalien ermittelt werden. In Verbindung mit einem Regelgerät und Dosierkomponenten lässt sich das Ergänzungskonzentrat dem Bad automatisch in solcher Menge zuführen, dass es sich stets im optimalen Arbeitsbereich befindet.
Für die Bestimmung der Konzentration von z. B. Zink, Beschleuniger, Fluorid, Freie
Säure und Gesamtsäure in Niedrigzink-Phosphatierbädern werden mit Erfolg Titrationsautomaten verwendet. Diese entnehmen dem Phosphatierbad Proben und analysieren sie
automatisch nach programmierbaren Prüfabläufen. Die so gewonnenen Daten können
in Verbindung mit Reglern und Dosierpumpen zur automatischen Konstanthaltung der
Elektrolytkonzentration dienen und nach Übernahme in Dateien für die Dokumentation
der Anlagenzustände verwendet werden.
5.5.5.13 Vorbeugende Anlagenwartung
Die vorbeugende Anlagenwartung hat zum Ziel, die Phosphatieranlage stets im arbeitsfähigen Zustand zu halten. Dazu sind u. a. folgende Maßnahmen erforderlich:
• Bereitstellung der notwendigen Chemikalien
• Prüfung der Einrichtungen zur Badanalyse und Chemikalienergänzung
• Reinigung und Funktionskontrolle von Düsen, Rohren, Pumpen, Heiz- und Entschlammungseinrichtungen
• Reinigung und Funktionskontrolle der Transportsysteme, Aufhängungen etc.
• Funktionskontrolle von Peripherieanlagen, z. B. Herstellung von vollentsalztem Wasser,
Absaugung von Abluft, Aufbereitung von Abwasser
5.6 Chromatierung
245
5.5.5.14 Kontrolle der Phosphatschichten
Zur Kontrolle und Charakterisierung der Phosphatschichten können u. a. folgende Eigenschaften dienen:
•
•
•
•
•
•
•
•
Flächengewicht (g/m2)
Kristalldimensionen (REM)
Kristalldichte (REM)
Bedeckungsgrad
Aussehen (Farbe, Gleichmäßigkeit, Kristallinität)
Rauigkeit
Chemische Zusammensetzung
Kristallphasen
Das Flächengewicht ist eine einfach zu bestimmende Größe, die von den Eigenschaften des
Metallsubstrates und von der chemischen Oberflächenbehandlung abhängt. Sehr niedrige
Flächengewichte können u. a. durch Bedeckungslücken hervorgerufen sein und bewirken
dann eine Verschlechterung des Korrosionsschutzes.
Zu hohe Flächengewichte sind gleichbedeutend mit erhöhtem Chemikalienverbrauch
und verminderter Lackhaftung bei Biegebeanspruchung. Für die Kristalldimensionen
gilt sinngemäß das, was bereits über das Flächengewicht gesagt wurde. Die Kristalldichte ist eine aus den Kristalldimensionen abgeleitete Größe. Unvollständige Bedeckung der
Oberfläche, d. h. hohe Porosität, bedeutet verschlechterten Korrosionsschutz. Eine einfache, aber wirksame Schichtkontrolle erfolgt visuell. Die Schicht muss gleichmäßig grau,
feinkristallin und deckend sein und darf das Metall nicht durchscheinen lassen. Bei den
üblicherweise als Lackvorbehandlung benutzten Zinkphosphatverfahren wird die Makrorauigkeit der phosphatierten Oberfläche überwiegend von der Rauigkeit des Blechuntergrunds bestimmt, zu der sich die Mikrorauigkeit der Phosphatschicht addiert. Eine
verringerte Löslichkeit der Phosphatschicht in Alkalien geht normalerweise mit besserem
Korrosionsschutz in Verbindung mit Lack einher. Höhere Gehalte an Eisen (5–8 %) in der
Schicht bedeuten eine Qualitätsverbesserung durch Gegenwart von Phosphophyllit.
Schichten mit 4–8 % Mn bilden sich in manganmodifizierten Niedrigzink-Phosphatierbädern. Demgegenüber liegt der Nickelgehalt der Schicht auch bei Badkonzentrationen,
die vielfach in der Größenordnung des Mangans liegen, mit ca. 0,5–1,3 % vergleichsweise niedrig. Die Röntgen-Diffraktometrie erlaubt die Ermittlung von Phosphophyllit und
Hopeit auf der Metalloberfläche. Durch die Manganmodifizierung der Niedrigzink-Phosphatierung werden Schichten gebildet, die im Vergleich zur manganfreien Schicht erst bei
höheren Temperaturen Kristallwasser verlieren.
5.6
Chromatierung
Der Begriff „Chromatieren“ umfasst die chemischen bzw. elektrochemischen Verfahren,
bei denen Metalloberflächen durch Tauchen, Spritzen oder Streichen mit chromsäurehaltigen Lösungen in Berührung gebracht werden, so dass sich anorganische Deckschichten
246
5 Oberflächenvorbehandlung von Metallen
bilden. Diese Schichten vermitteln einen gewissen Korrosionsschutz und verbessern die
Haftung von organischen Beschichtungen.
Da sich die Schichten durch chemische Reaktion zwischen dem betreffenden Metall
und der Behandlungslösung bilden, die Metalloberfläche gewissermaßen „umwandeln“,
bezeichnet man Chromatierungsschichten im englischen und amerikanischen Schrifttum
als „Umwandlungsschichten“ – Chromate Conversion Coatings. Lösungen, die anstelle des
sechswertigen Chroms nur dreiwertiges Chrom enthalten, werden per Definition nicht zu
den Chromatierungsverfahren gezählt.
Chromatierungen werden heute vor allem im Tauchen und Spritzen aufgetragen. Generell bei allen Leichtmetallen umfasst der Arbeitsablauf die folgenden Arbeitsschritte:
•
•
•
•
•
•
•
•
Reinigen und Entfetten
Spülen
Beizen
Spülen
Chromatieren
Spülen
Spülen in VE-Wasser
Trocknen
Vor allem bei Aluminium und Zink wird die Gelb- und Grünchromatierung als Haftvermittlungs- und Korrosionsschutzschicht vor der Lackierung verwendet. Voraussetzung für
diese Eigenschaften ist, dass die Schichten:
• gleichmäßig auf der Matrix aufwachsen,
• eine feinkristalline Struktur zeigen,
• undurchlässig für Flüssigkeiten und Gase sind, um so die für die Korrosion notwendigen Reaktionspartner vom Grundmetall fernzuhalten,
• eine chemische Resistenz zeigen,
• eine hohe Duktilität aufweisen,
• gute Gleiteigenschaften haben,
• einen zuverlässigen Haftgrund für spätere organische Beschichtungen ausbilden
Erfahrungen haben gezeigt, dass im Blankkorrosionsschutz die Schichten um so besser
schützen, je dicker sie sind. Werden sie als Zwischenschichten vor der Lackierung verwendet, so ist das Schichtgewicht auf max. 1,4 g/m² begrenzt, abhängig von der Metalloberfläche und dem Chromatierverfahren. Um eine gute Lackhaftung zu erhalten, dürfen die
Schichten nicht pulvrig und abwischbar sein.
Obwohl in einigen Patenten davon ausgegangen wird, dass sich bestimmte Lösungen
für die Behandlung mehrerer Metalle eignen, zeigt die Praxis, dass es günstiger ist, verschiedene, auf die einzelnen Metalle abgestimmte Lösungen anzuwenden. Dies ergibt sich
aus der unterschiedlichen Reaktionsfähigkeit der Metalle. Speziell entwickelte Verfahren
im Bereich der Gelb- und Grünchromatierung erlauben die gemeinsame Verarbeitung von
Aluminium- und Zinkoberflächen, wobei aber auch hier ein Kompromiss einzugehen ist.
5.6 Chromatierung
247
Chromatierungen werden im sauren pH-Wert-Bereich unterhalb von pH 4 ausgeführt.
Grundsätzlich ist der pH-Wert der Chromatierungen eine der notwendigen Kontrollgrößen. Ein An-stieg des pH-Wertes ist mit einer Abnahme der Schichtbildung verbunden.
Verfahrensgrundsätze und Prüfverfahren für die Chromatierung von Aluminium sind in
DIN 50939 [28] und ISO 10546 [29] festgelegt.
5.6.1 Gelb- und Grünchromatierung
Chromatieren ist das bei Aluminium am häufigsten eingesetzte Konversionsverfahren in
sauren chromhaltigen Lösungen. Entsprechend der sich bildenden farbigen Deckschichten wird dabei in Grün- bzw. Gelbchromatierung unterschieden. Beide Verfahren zeichnen sich durch unterschiedliche Schichtdicken, Aufbaustufen und chemische Zusammensetzung aus [28, 30–47].
Zu den Schichteigenschaften kann vergleichend Folgendes gesagt werden:
• Grünchromatierungsschichten sind bei gleicher Behandlungsdauer durch den Herstellungsprozess dicker als gelbchromatierte Schichten,
• bei der Gelbchromatierung treten inhibierende Effekte durch lösliche Chromationen in
der Schicht auf,
• es ist kein Einfluss der Chromatschicht auf die Lage des Lochfraßpotentials zu beobachten,
• die Inkubationszeiten für einsetzenden Lochfraß werden durch Chromatierungen, insbesondere durch Gelbchromatierung, deutlich verlängert, t(Gelbchromatierung) >
t(Grünchromatierung)
5.6.1.1 Grünchromatierung
Grünchromatierschichten erhält man in Lösungen von Chromsäure, Fluoriden und Phosphorsäure. Die sich bildenden Schutzschichten bestehen vorwiegend aus Phosphaten des
Chroms und des Aluminiums. Sie sind frei von toxischen Cr6+-Verbindungen und deshalb
auch im Verpackungsbereich der Nahrungs- und Genussmittelindustrie einsetzbar.
Die Schichten bilden einen guten Haftgrund sowie eine sichere Diffusionssperre für
nachfolgende wasserdampfdurchlässige organische Beschichtungen und deren Einsatzbelastungen [25, 30, 33, 38, 46–48]. Die Schichten werden innerhalb weniger Sekunden
bis hin zu 5 min bei Temperaturen bis 50 °C gebildet. Die grünlich irisierende Farbe der
Schicht ist auf das gebildete CrPO4 zurückzuführen. Moderne No-Rinse-Verfahren im
Walzenauftrag arbeiten völlig abwasserfrei [36, 41–45].
5.6.1.2 Gelbchromatierschichten
Gelbchromatierungen werden in sauren Lösungen erzeugt, welche Chromsäure, aktivierende Komplexsalze und Fluoride bzw. Fluoridkomplexe enthalten [30, 32, 45, 46]. Durch
die Aluminiumauflösung wird Wasserstoffgas gebildet. Dabei erhöht sich in der Diffusi-
248
5 Oberflächenvorbehandlung von Metallen
onsschicht der pH-Wert und bewirkt eine Ausfällung von Al(OOH) bzw. Cr(OOH). Je
nach Reaktionsbedingungen und Zeit entsteht eine farblose bis goldgelbe Schicht. Die
Farbe ist auf die Einlagerung von zusätzlichen Cr6+-Ionen in die Deckschicht zurückzuführen. Daher ist die Verwendung dieser Vorbehandlung im Lebensmittelbereich unzulässig. Die Schichten bilden einen guten Haftgrund sowie eine sichere Diffusionssperre
für nachfolgende wasserdampfdurchlässige organische Beschichtungen und deren Einsatzbelastungen [30, 33, 35, 38, 46–48]. Selbst an beschädigten Stellen der Beschichtung
und an Schnittkanten wird im ungeschützten Bereich eine Unterwanderung organischer
Überzüge verhindert [38]. Die Schichten werden im Tauchen, Spritzen/ Sprühen oder im
No-Rinse-Verfahren hergestellt [42–45].
5.6.1.3 No-Rinse-Verfahren – Cr(VI)-haltig für die Stückbeschichtung
Die No-Rinse-Technologie ist vor allem aus dem Bereich der Bandbeschichtung bekannt.
Neuentwicklungen gibt es im Bereich der Stückbeschichtung [49]. Das saure 2-Komponenten-System besteht aus der anorganischen Komponente, einer chrom(VI)haltigen
Phosphochromatierlösung und dem organischen Polymeranteil. Die eigentliche Reaktion
der Lösung mit der Metalloberfläche findet bei diesem Verfahren erst im Haftwassertrockner statt. Während des Trockenprozesses kommt es zu einer Schichtbildung mit darauf
aufliegendem Polymerfilm.
Die sonst notwendigen Spülschritte nach der Konversionsbehandlung entfallen hier.
Die sich ausbildenden Schichten sind farblos bis schwach gelblich. Die Schichtgewichte
liegen zwischen 0,1 und 0,4 g/m2. Die Systeme eignen sich für den Einsatz in Spritz- und
Tauchanlagen und können neben Aluminium und verzinkten Oberflächen auch bei Eisen
und Stahl verwendet werden.
5.7 Vorbehandlung von Eisenwerkstoffen
Die Vorbehandlung von Kohlenstoffstählen kann nach verschiedenen Verfahren erfolgen, doch können jeweils gewisse gemeinsame Richtlinien aufgestellt werden. Die erste
Behandlungsstufe ist in der Regel die Vorreinigung mit Lösungsmitteln, Emulsions- oder
Heißreiniger. Bei verrosteten oder verzunderten Werkstücken wird danach gebeizt, gründlich gespült und getrocknet. Eisen und Kohlenstoffstähle werden gewöhnlich in Salz- oder
Schwefelsäure gebeizt. Wegen der schnelleren Wirkung und der Möglichkeit, bei Raumtemperatur zu arbeiten, wird meist Salzsäure bevorzugt. Die Beiztemperatur soll 35 °C
nicht überschreiten, um das Entweichen von Chlorwasserstoffnebel zu verhindern. Die
Beizzeiten bewegen sich zwischen 5 und 15 min je nach Verzunderungsgrad. Hochfester Stahl (Zugfestigkeit größer als 1200 N/mm2), der mehr als 0,35 % Kohlenstoff enthält,
wie auch einsatzgehärteter Stahl verlangen besondere Aufmerksamkeit im Hinblick auf
die Wasserstoffversprödung [50]. Um die Versprödung durch zu lange Beizzeiten zu vermeiden, werden solche Stähle vielfach nach dem Entfetten durch Sandstrahlen, Bürsten
oder alkalische Mittel entzundert. Die Abkochentfettung darf weder zu lang noch zu kurz
dauern. Bei zu langer Dauer leidet die Haftfähigkeit der Überzüge.
5.7 Vorbehandlung von Eisenwerkstoffen
249
Typische Verfahrensschritte der Vorbehandlung von Kohlenstoff- und niedriglegierten
Stählen sind nach [51]:
1. Alkalische Reinigung (60–90 °C, 5 bis 30 min)
2. Spülen bei RT, (Raumtemperatur T ≅ 20 °C)
3. Elektrolytische Reinigung (RT bis 60 °C, 2 bis 5 min Polwechsel: 5 bis 10 A/dm2, 2/3
kathodisch). In der Regel ist bei einer nachfolgenden organischen Beschichtung die
elek-trolytische Reinigung nicht notwendig.
4. Spülen bei RT
5. Dekapieren (Beizen) in HCl 1:1 oder verdünnter (30 s, ~ 1 min)
6. Spülen bei RT
7. Spülen bei RT bis 80 °C
8. Haftvermittlungsschichten
Bei stark verzunderten oder korrodierten Stählen sollte nach Position 1 und 2 ein Beizen
in Salzsäure für 1 bis 5 min bei RT mit anschließender Spülung erfolgen, [52].
Allgemein wird die Meinung vertreten, dass eine elektrolytische Entfettung auch bei
sehr komplex geformten Bauteilen die Reinigungswirkung unterstützt und damit die Fertigung sicherer macht.
In vielen Einzelfällen ist es auch möglich, die Vorbehandlung rein chemisch, also ohne
elektrolytische Entfettung, vorzunehmen. Nach [53] ist für Kohlenstoffstähle die folgende
Vorbehandlung ausreichend:
1.
2.
3.
4.
5.
6.
7.
8.
Entfetten in Lösemittel oder wässrige Reinigung
Alkalischer Reiniger
Spülen
Dekapieren (Beizen)
Spülen
Abhängig von der Oberflächenbelegung ( Wiederholung der Schritte 2 bis 5
Spülen
Haftvermittlungsschicht
Zu beachten ist, dass Mangansulfid-Einschlüsse in bestimmten Stahlsorten zu Fehlern
führen können [54].
Das Beschichten von Gusseisen (Grauguss) bereitet bei feiner Verteilung des Graphits
im perlitischen Grundgefüge keine Probleme. Schwierigkeiten treten jedoch auf, wenn
grobe Graphitausscheidungen an der Oberfläche vorliegen. Die Misserfolge zeigen sich
durch schlechte Haftung oder,,Ausblühungen“ nach einer gewissen Lagerzeit. Am häufigsten wird im Maschinenbau das graue Gusseisen verwendet, bei dem der Kohlenstoff (2 bis
4 %) größtenteils als Graphit in der Grundmasse vorliegt [55].
250
5 Oberflächenvorbehandlung von Metallen
Im Regelfall sind die Verfahrensschritte der Vorbehandlung von Grauguss folgende:
1. Alkalische Reinigung (80 °C, 5 min)
2. Spülen
3. Elektrolytische Reinigung (anodisch, 1 bis 2 min) ( optional
4. Spülen
5. Dekapieren (Beizen) in verdünnten Säuren (10 bis 15 s)
6. Spülen
7. Abhängig von der Oberflächenbeschaffenheit, können die Schritte 3 und 4 wiederholt
werden.
8. Spülen
9. Dekapieren in verdünnter H2SO4 (5 bis 10 Vol-%, 5 bis 10 s)
10. Spülen
11. Haftvermittlungsschichten
Bei sehr guten Gussqualitäten kann auf die Schritte 7 bis 9 verzichtet werden.
Sehr wichtig ist die mechanische Vorbereitung vor der nasschemischen Vorbehandlung.
Eine Strahlbehandlung sollte unbedingt durchgeführt werden und auf ein Polieren sollte
verzichtet werden. Generell darf Grauguss nicht zu lange gebeizt werden, sonst entsteht an
der Oberfläche eine kohlenstoffreiche Schicht, die eine Haftung beeinträchtigt [51].
Hochlegierte Stähle mit Werkstoff-Nummern 1.4 XYZ bis 1.7 XYZ können wie folgt
vorbehandelt werden:
1.
2.
3.
4.
5.
Alkalische Reinigung (60–80 °C, 5 bis 10 min)
Spülen (RT)
Elektrolytische Reinigung (RT, 3 bis 5 min, kathodisch)
Spülen (RT)
Vorbehandlung/Beschichten
Die elektrolytische Reinigung ist eine sehr intensive Reinigung und findet in der Regel
bei einer nachträglichen galvanischen Beschichtung Anwendung. Bei einer nachfolgenden
organischen Beschichtung ist die Notwendigkeit abhängig von dem Oberflächenzustand,
der erzielt werden soll.
5.8 Zink und verzinkte Oberflächen
Zink oder verzinkte Oberflächen können wie Aluminiumwerkstoffe sowohl in sauren wie
auch alkalischen Lösungen behandelt werden. Ein typischer Arbeitsablauf für verzinkte
Oberflächen ist folgender:
1. Mild alkalische Reinigung oder sauer (wässrige Lösungen von Phosphorsäure)
2. Spülen
3. Beizen, meist in wässrigen Lösungen von Phosphorsäure
5.10 Vorbehandlung von Aluminium
4.
5.
6.
7.
8.
9.
10.
251
Spülen
Schichtbildende Phosphatierung oder Chromatierung
Spülen (VE-Wasser)
Nachspülen, Passivieren (bei Phosphatierung)
Spülen
Spülen, VE-Wasser
Trocknen
Die Zahl der einzelnen Reinigungsschritte ist hier, wie auch bei allen anderen Materialien,
von der Verschmutzung der Oberflächen, dem zu erzielenden Ergebnis und den Anforderungen, welche an das Werkstück gestellt werden, abhängig. Werden beim Phosphatieren
chromfreie Nachspüllösungen verwendet, ist ein vorangehendes VE-Spülen notwendig.
5.9
Buntmetalle und ihre Legierungen
Kupfer und seine Legierungen sind relativ problemlos vorzubehandeln. Lediglich bleihaltige Kupferlegierungen (Automatenmessing) können Probleme bereiten.
Ein typischer Arbeitsablauf für Kupfer und Messing ist folgender:
1.
2.
3.
4.
5.
6.
7.
8.
9.
Alkalische Reinigung (RT bis 60 °C, 2 bis 10 min)
Spülen (RT)
Elektrolytische Reinigung (RT bis 50 °C, 2 bis 4 min, 2 bis 5 A/dm2, kathodisch)
Spülen
Dekapieren (Beizen) in 5 % iger H2SO4 (RT, 1 min)
Spülen
Spülen
Trocknen
Chromatierung/Beschichten
5.10 Vorbehandlung von Aluminium
Der Prozess der Vorbehandlung von Aluminiumteilen vor einer Lackbeschichtung gliedert sich in folgende Verfahrensschritte:
1.
2.
3.
4.
5.
Reinigen
Beizen
Dekapieren
Konversionsschichtbildung
Trocknen
Zwischen den einzelnen Schritten muss ausreichend gespült werden. Da das Spülen ein
diffusionskontrollierter Vorgang ist, spielt nicht nur die Wassermenge, deren Reinheit
252
5 Oberflächenvorbehandlung von Metallen
Abb. 5.11 Darstellung der einzelnen Schritte bei der Vorbehandlung von Aluminiumwerkstoffen
und die Temperatur eine entscheidende Rolle, auch die Spüldauer ist ein wichtiger Faktor. Die Art der Spültechnik, Tauchen oder Sprühen, beeinflusst ebenfalls das Ergebnis.
Abbildung 5.11 zeigt die einzelnen typischen Vorbehandlungsschritte zur Reinigung und
Konversionsbehandlung von Aluminiumwerkstoffen.
5.10 Vorbehandlung von Aluminium
253
5.10.1 Vorbehandlung der Werkstückoberfläche
5.10.1.1 Die Reinigung (Entfetten)
Die Oberfläche muss sauber sein, frei von Verschmutzungen durch festanhaftende Materialien aller Art, z. B. Kleberesten, Fetten und Ölen, Metallspäne, Schleifstaub, Korrosionsprodukten. Die Reinigung kann in wässrigen Systemen erfolgen, mit Zusätzen von
Tensiden in Kombination mit einem sauren oder schwach alkalischen Buildersystem.
Diese wässrigen Systeme bewirken eine Verlängerung der Badstandzeit (Abfallvermeidung) und ermöglichen die Reinigung bei niedrigen Temperaturen (Energieeinsparung).
Die sogenannten Beizentfetter, sie beinhalten die Verfahrensschritte Reinigen und Beizen
in einem Bad, haben durch die Anreicherung von gelöstem Aluminium im Elektrolyten
nur eine begrenzte Standzeit.
5.10.1.2 Das Beizen
Natürliche und vorgebildete Oxidschichten müssen entfernt werden, damit eine „blanke“
Oberfläche für die Reaktion mit den konversionsschichtbildenden Chemikalien sichergestellt ist. Als Beizmittel können alkalische oder saure Lösungen verwendet werden.
Überwiegend werden bei Aluminiumwerkstoffen alkalische Beizen angewendet, z. B. 30
bis 50 g/l NaOH, bei Temperaturen von 20 bis 60 °C. Der Beizangriff wird über die Konzentration an freiem NaOH, die Temperatur und Behandlungszeit gesteuert. Das in Lösung gehende Aluminium wird durch Zugabe von Hilfsstoffen (z. B. Natriumglukonat)
stabilisiert.
Handelsübliche Beizen enthalten alkalische Salze mit Netzmitteln und Inhibitoren,
die eine vollständige Entfernung der Oxidhaut garantieren und dabei das Grundmaterial
schonen.
Vorteile der alkalischen Beize sind der hohe Abtrag des Grundmetalls und die gute
zusätzliche Entfettungswirkung durch Verseifung von Ölen und Fetten. Nachteil ist, dass
bestimmte Elemente wie z. B. Kupfer, Magnesium und Silizium auf der Oberfläche verbleiben und eine Dekapierung in sauren Lösungen notwendig machen.
Saure Beizen bestehen meist aus Mischsäuren der Basis Salpeter- und Flusssäure oder
Ammoniumbifluorid-Schwefelsäure. Vorteile sind hier die gleichzeitige Beseitigung von
Silizium und Kupfer mit einem geringeren Materialabtrag als bei der alkalischen Beize.
Nachteil ist, bedingt durch den geringeren Materialabtrag, keine Entfernung von eingedrücktem Schmutz.
5.10.1.3 Das Dekapieren
Beim Beizen werden bestimmte Legierungsbestandteile des Aluminiums freigelegt und
an der Oberfläche angereichert. Diese Bestandteile sind in alkalischen Lösungen schwer
löslich, (Cu, Mg, Si oder deren Mischkristalle).
254
5 Oberflächenvorbehandlung von Metallen
Aufgabe des Dekapierens ist es, diese Stoffe zu entfernen, um so eine fehlerfreie Oberfläche für die nachfolgende Konversionsbehandlung zu schaffen.
Anreicherungen von Fremdmetallen, wie z. B. Magnesium, sind in sauren Lösungen
bei Raumtemperatur zu entfernen (z. B. in Salpetersäure, Schwefelsäure). Die Wirksamkeit
wird von der Art der Säure, der Konzentration und der Behandlungszeit bestimmt. Silizium und beim Beizen gebildetes Silikat erfordern den Zusatz von Fluoriden oder Flusssäure.
Die chemische Zusammensetzung dieser sauren Lösungen richtet sich im Wesentlichen
nach der Art der Legierung und basiert meist auf Salpeter-, Schwefel- oder Phosphorsäure,
in einigen Fällen auch auf Chromsäure.
5.10.1.4 Die Konversionsbehandlung
Bei der Konversionsbehandlung wird eine mikrokristalline bzw. mikroraue Schicht aufgebaut, die Haftgrund für die Kunststoffbeschichtung ist und gleichzeitig eine gute Korrosionsschutzwirkung – insbesondere gegen Schichtunterwanderungen – aufweisen soll. Sie
soll Sperrschicht für Feuchtigkeit und korrosionsfördernde Substanzen wie z. B. Chloride
und Sulfate sein.
5.10.1.5 Das Trocknen
Nach dem Spülen haftet den Teilen adsorptiv gebundenes Wasser an. In den Hohlräumen
und Nuten des Werkstückes können schlecht abtropfende Wassermengen enthalten sein.
Durch eine schonende Trocknung muss dieses Wasser entfernt werden, damit nicht beim
Einbrennen der Lackschichten ein Verdampfen des Wassers erfolgt. Durch eine zu schnelle
Trocknung bei zu hohen Temperaturen, kann das eingelagerte Wasser den feinen Kristallverband der Konversionsschicht aufsprengen. Dies führt zu Haftungsproblemen.
5.10.2 Vorbehandlung von Aluminiumgusslegierungen
Die Reinigung und Vorbehandlung von Aluminiumgusswerkstoffen wird in einem Arbeitsblatt der DFO detailliert beschrieben [56].
Nach dem Verputzen der Gussteile kann eine mechanische Oberflächenbehandlung bevorzugt durch Schleifen oder Strahlen zur Entfernung von Trennmittelrückständen oder
Gusshäuten durchgeführt werden. Hierbei ist durch geeignete Schleif- bzw. Strahlmittelwahl das Eindrücken störender Fremdkörper in die Aluminiumoberfläche zu vermeiden.
Ein geeignetes Schleifmittel ist z. B. Korund, während Siliziumcarbid aufgrund seiner hohen Härte und schlechten Entfernbarkeit Probleme verursacht. Die mechanische Wirkung
der häufig angewandten Gleitschleifverfahren reicht oft nicht aus, um Gusshäute zuverlässig zu entfernen. Unabhängig davon wird die Haftung einer nachfolgenden Beschichtung
durch die Wahl der Gleitschleifmittel (Chips und Compounds) beeinflusst. Zur Beschichtungsvorbehandlung sind Gleitschleifverfahren nur bedingt anwendbar, so dass eher
5.10 Vorbehandlung von Aluminium
255
Strahlverfahren empfohlen werden. Als Strahlmittel sind vor allem keramische Medien,
wie z. B. Korund oder reine Hochofenschlacke, empfehlenswert. Glasperlen oder Aluminium-Granalien sind grundsätzlich auch verwendbar, führen aber zu einem nur geringen
Materialabtrag. Nicht geeignet sind Fremdmetalle und Kunststoffe, die durch Eindringen
von Flittern in die Werkstückoberfläche Haftungsstörungen hervorrufen. Bei Verwendung
von Stahlkorn als Strahlmittel ist z. B. eine Entfernung des eingedrückten Abriebs durch
eine Beizbehandlung in Salpetersäure unbedingt erforderlich. Zurückbleibende Eisenpartikel würden die Keime für Lochkorrosion bilden.
Vor dem Strahlen ist ein Entfetten des Werkstücks erforderlich, da Strahlverfahren eine
verdichtende Wirkung haben, durch die Fettreste in die Werkstückoberfläche eingetrieben
würden. Formtrennmittel und Kolbenschmierstoffe sind besonders problematisch, da sie
auf dem Werkstück eingebrannte Ölkohlebeläge verursachen. Starke Ölkohlebeläge lassen sich in der Regel auch durch Strahlen nicht entfernen, sondern müssen mittels einer
hochkonzentrierten Salpetersäure/Flusssäure-Mischung abgebeizt werden. Die Bildung
nitroser Gase aus dieser Beize lässt sich auch durch Zusatz starker Oxidationsmittel wie
Chromtrioxid (CrO3) kaum verhindern. Selbst bei sparsamster Anwendung von Formtrennmitteln und Kolbenschmierstoffen dürfen keinesfalls Silikone oder Graphit enthalten
sein, welche die Gusshaut wasserabweisend werden lassen und daher eine spätere chemische Vorbehandlung und Beschichtung unmöglich machen.
5.10.2.1 Entfetten
Die chemische Reinigung von Gusswerkstoffen geschieht in der Regel nach den gleichen
Verfahrensabläufen und mit den gleichen Elektrolyten wie auch für Blech- oder Strangpresslegierungen. Bei Verfahren, welche die Oberfläche angreifen (Beizen), ist besonders
bei stark Si-haltigen Legierungen darauf zuachten, dass kein zu intensiv ausgebildeter
„Beizbast“ gebildet wird.
5.10.2.2 Beizen und Dekapieren
Das alkalische Beizen zur gezielten Aufrauung der Oberfläche nach der Entfettung und
Reinigung ist nicht bei der Oberflächenbehandlung von Aluminium-Gussteilen zu empfehlen.
Praktisch alle Aluminium-Gusslegierungen enthalten Si, Mg oder Cu, die beim alkalischen Beizen dunkle, unlösliche Rückstände (Beizbast) verursachen. Zur Entfernung dieses,,Beizbastes“ ist dann eine nachfolgende saure Beize unverzichtbar. Insbesondere die
beim alkalischen Beizen (übrigens auch in sauren Beizlösungen mit zu geringem Fluoridgehalt) gebildeten Oberflächenanreicherungen von Metasilikat und elementarem Silizium
auf AlSi-Werkstoffen müssen mit einer konzentrierten, sauren fluorid- und chromhaltigen
Beize entfernt werden. Weniger kritisch sind andere Rückstände des alkalischen Beizangriffes neben Silizium. Diese lassen sich in einem verdünnten sauren, fluoridhaltigen Dekapierbad beseitigen, wofür auch chromfreie Chemikalien verfügbar sind.
256
5 Oberflächenvorbehandlung von Metallen
5.10.2.3 Konversionsschichten
Als Korrosionsschutz- und Haftvermittlungsschichten finden bei den Gusslegierungen die
bekannten Chromatierverfahren Anwendung. Aber auch die Alternativverfahren auf Basis
Zirkon/Titan, Silane oder SAM und die Voranodisation sind bei Guss anzuwenden.
5.10.3 Vorbehandlungsverfahren für Aluminiumoberflächen
Ziel einer Vorbehandlung ist es, die Haftvermittlung zwischen Grundmaterial und Kunststoffbeschichtung (Pulver- oder Flüssiglack) und die Korrosionsschutzwirkung des Systems sicherzustellen.
Die wichtigsten Konversionsverfahren für Aluminiumoberflächen vor der Beschichtung sind die Gelb- und Grünchromatierung, die in der Praxis schon lange Anwendung
finden und die hohen Qualitätsanforderungen hinsichtlich Haftung und Korrosionsschutz
für die Außenarchitektur erfüllen können. Bei den Konversionsverfahren sind heute neben den Chromatierprozesse zunehmend alternative Behandlungsverfahren in der Anwendung.
Seit geraumer Zeit weiß man um die gesundheitsgefährdenden und umweltbelastenden
Eigenschaften zahlreicher Chromverbindungen.
Aufgrund der hohen Toxizität und Karzinogenität des Chromats ist dessen Aufnahme
über den Mund und durch Atmung in Form von atembaren Aerosolen und Stäuben auch
im Bereich von Spuren zu vermeiden. Der TRK-Wert (Technische Richtkonzentration) für
Cr(VI)-Verbindungen liegt bei 0,1 mg/m3 von löslichen Chrom(VI)-Verbindungen und
im Übrigen bei 0,05 mg/m3 [57, 58]. Hinsichtlich der Umweltbelastung ist vor allem die
Giftigkeit für Organismen zu nennen, die sich beispielsweise in einer hohen Fischtoxizität
einiger Chromverbindungen zeigt. Das Wissen um diese Gefährdungen hat nicht zuletzt
in einer Erhöhung der Anforderungen an die Arbeitssicherheit beim Umgang mit diesen
Chemikalien geführt und die EU veranlasst in ihrer Altautoverordnung die Verwendung
von Chrom(VI)-haltigen Verbindungen auf maximal 2 g je Fahrzeug zu beschränken [59].
Der Senat der Stadt Berlin ging soweit, ein Verwendungsverbot bzw. eine Verwendungsbeschränkung von Baustoffen zu erlassen was bedeutet, dass Bauteile aus beschichtetem
Aluminium nur zulässig sind wenn eine chromfreie Vorbereitung der Oberflächen vorliegt
[60].
Die Cr(VI)-haltigen Konversionsbäder müssen am Ende ihrer Standzeit und nachfolgende Spülbäder kontinuierlich entgiftet und danach von den vorhandenen Cr(III)Verbindungen befreit werden. Die Kontrolle und Entsorgung der Bäder stellt keine technischen Probleme dar. Es fallen jedoch merkliche Kosten für den messtechnischen, apparativen und personellen Aufwand an. Die Deponierung der chromhydrooxidhaltigen
Schlämme auf Sondermülldeponien ist mit hohen Kosten verbunden.
Im Bereich des Automobilbaues ergeben sich durch steigende Verwendung von Aluminium an der Karosserie neue Anforderungen an die Vorbehandlung. Es müssen be-
5.10 Vorbehandlung von Aluminium
257
stehende Technologien für Stahl- und Zinkoberflächen modifiziert werden, um auch für
die Aluminiumoberflächen eine verbesserte Vorbehandlung zu erhalten. Bei Karosserien
oder Bauteilen, die nur aus Aluminium gefertigt sind, ist ebenfalls der Einsatz speziell auf
Aluminium zugeschnittener Vorbehandlungsverfahren mit verbesserten Eigenschaften
gefragt.
Im Folgenden werden die Verfahren der Chromatierung, Anodisation und alternative
Verfahren beschrieben, speziell für die Vorbehandlung von Aluminiumwerkstoffen.
5.10.4 Eigenschaften des Werkstoffs Aluminium
Aus chemischer Sicht zeichnet sich Aluminium durch drei Eigenschaften aus, die bei der
Vorbehandlung zum Tragen kommen:
• der unedle Charakter des Aluminiums (Standardpotenzial gegen Wasserstoff: − 1,66 V).
Dies ermöglicht die Auflösung des Metalls (Oxidation) in sauren Lösungen. Der dadurch bedingte Anstieg des pH-Wertes in der oberflächennahen Diffusionsschicht
führt zur Ausfällung schwerlöslicher Verbindungen und damit zum Aufbau von Konversionsschichten.
• Aluminium verhält sich amphoter.
Die Metallauflösung an der Oberfläche wird nicht nur durch Behandlung mit sauren,
sondern auch mit alkalischen Lösungen erreicht. Dieses Verhalten spielt bei beizenden
Reinigern eine wichtige Rolle, die die industrielle Oberfläche der Aluminiumwerkstücke für eine anschließende Konversionsbehandlung vorbereiten.
• Bildung einer geschlossenen, fest haftenden Oxidschicht.
Dies ermöglicht das Verfahren der Anodisierung bzw. Voranodisation. Weiterhin nutzt
man dies zum Aufbau von Mischoxiden, wie sie in verschiedenen Konversionsschichten
vorliegen. Auch die Adsorptionsschichten, die in einigen Neuentwicklungen zum Tragen kommen, sind nur möglich, weil sie zum Metall hin an diese Oxidschicht gebunden
werden können.
Die unterschiedliche Legierungszusammensetzung der Aluminiumwerkstoffe ist auch für
die Vorbehandlung von Bedeutung. Im Automobilbereich spielen in Europa hauptsächlich
die naturharten magnesiumhaltigen Legierungen (AA 5xxx) bzw. die aushärtbaren magnesium- und siliziumhaltigen Legierungen (AA 6xxx) eine Rolle. Im Architekturbereich
werden vor allem die Blechlegierungen AlMg1, AlMg3 und die Strangpresslegierungen
AlMgSi0,5 verwendet. Eine Übersicht über einige in diesem Bereich zur Verfügung stehenden Aluminiumwerkstoffe wird in Tab. 5.5 gegeben.
258
5 Oberflächenvorbehandlung von Metallen
Tab. 5.5 Aluminium-Legierungen im Fahrzeugbau, Architektur, Luft- und Raumfahrt, Behälter,
Geräte und Haushaltswaren (Auswahl) [61]
Werkstoff
Verwendung
Automobil
Europa
AA 6016, AA 6022
Außenhaut
AA 6181A, AA 5251
AA 5182, AA 5754
Innentüren,
AA 6916R, AA 6009, AA 6016
Sonnenblende u. a.
AlSi11
Verbindungselemente
AA 6060
Strangpressprofile
AA 6082
Nordamerika
Japan
Architektur
AA 2026, AA 6016, AA 6111, AA 6022
Außenblech
AA 2036, AA 5182, AA 6016
Innenblech
AlMg4,5Cu, AlMg5,5
Außenblech
AlMg4,5Cu, AlMg5,5, AA 5182
Innenblech
AlMgSi0,5
Fenster, Türen, Fensterwände,
Beschläge, Sonnenschutzanlagen, Rollläden, Rolltore
AlMg1, AlMg3, AlMnMg1
Fassadenbekleidungen,
Beschläge (AlMg3)
AlMg1,5
Lamellenstores
AlMn1, AlMn1Mg0,5, AlMn1Mg1
Dachdeckungen
G-AlSi10Mg, G-AlMg3, G-AlMg5
Markisenarme, Beschläge,
Fenster (Schiffsfenster)
Luft- und Raumfahrt AlCuMg, AlZnMgCu
Behälter, Geräte und
Haushaltswaren
Innenausbau, z. B. Sitzgestänge
Al 99, Al 99,5, AlMn; AlMg1,
AlMg2Mn0,3, AlMgSi0,5, G-AlSi12,
G-AlMg3, G-AlMg3Si
Metallwaren
Al99,8, Al99,5; AlMn2,5; AlMg3;
AlMg2Mn0,8; G-AlSi12; G-AlMg3;
G-AlSi10MgSi; G-AlSi5MgSi; G-AlMg5
Behälterbau
AlMgSi1; AlMg2Mn0,3; AlMg3; Al99,5; Transportbehälter
AlMg1; AlMg3; G-AlSi12; G-AlMg- und
G-AlSi-Legierungen
AlMgSi1; AlMgSi0,5; AlMg3;
AlMg4,5Mn; G-AlSi12, G-AlSi10Mg;
G-AlMg3(Si)
Möbel und Haushaltsgeräte
Außer der Legierungszusammensetzung spielt das Herstellverfahren des Werkstücks
eine große Rolle für die Vorbehandlung; je nachdem, ob es sich z. B. um ein gewalztes
Band, ein extrudiertes Profil oder ein gegossenes Werkstück handelt, ist die Oberflächenschicht in Dicke, Anzahl und Art der Fehlstellen und Inhomogenitäten sowie hinsichtlich
der Zusammensetzung durchaus verschieden. Einen schematischen Querschnitt durch
5.10 Vorbehandlung von Aluminium
Poren
5 bis 10 nm
natürliche
Oxidschicht
259
Mischoxid
Verschmutzungen
Öl, Partikel u.a.
natürliche
Oxidschicht
Sperrschicht/Barriere-Schicht
Grenzfläche
Werkstücke
Aluminium
Aluminium
intermetallisches Korn
Abb. 5.12 Schematischer Aufbau einer unbehandelten Aluminiumoberfläche
eine chemisch unbehandelte technische Aluminiumoberfläche zeigt Abb. 5.12. Wie aus
dieser Darstellung ersichtlich wird, ist die Aluminiumoberfläche keineswegs einheitlich
aufgebaut, sondern weist eine komplexe Struktur auf.
5.10.5 Stand der Technik in der Konversionsschichtbildung bei
Aluminium
In der folgenden Tab. 5.6 werden die verschiedenen Verfahren zur Herstellung von Konversionsschichten, die bisher zur Anwendung kamen, aufgelistet und deren Eigenschaften
und Anwendungsbereiche erläutert.
5.10.5.1 Chromatier-Verfahren
Die klassische chemische Vorbehandlung von Aluminiumoberflächen für den Korrosionsschutz ist die Chromatierung. Sie kann grundsätzlich in zwei verschiedenen Arten ausgeführt werden: Die Gelbchromatierung ist sowohl als Vorbehandlung vor der Lackierung
geeignet, als auch für den Blank-Korrosionsschutz. Die bei der Gelbchromatierung gebildeten Konversionsschichten bestehen im Wesentlichen aus Oxidhydraten der Metalle
Aluminium und Chrom(III). Daneben findet man in diesen Schichten allerdings auch
Chrom(VI): Dies erhöht einerseits die Korrosionsschutzwirkung, andererseits verbietet
sich ein Kontakt derartiger Schichten mit Nahrungsmitteln. Für den Korrosionsschutz
lackierter Aluminiumbleche im Lebensmittelbereich wird daher oft die Grünchromatierung eingesetzt, deren Konversionsschichten hauptsächlich aus Chrom(III)-Phosphat
und Aluminiumoxidhydrat bestehen und kein nachweisbares Chrom(VI) enthalten. Die
Grünchromatierung eignet sich in ähnlicher Weise als Vorbehandlung vor der Lackierung
wie die Gelbchromatierung, der Schutz vor Korrosion bei unlackierten Oberflächen ist
allerdings deutlich geringer.
260
5 Oberflächenvorbehandlung von Metallen
Tab. 5.6 Verfahren für die Vorbehandlung von Aluminiumoberflächen
Verfahren
Schichtaufbau
Flächenbezogene ApplikationsMasse, g/m2
Techniken
Transparentchromatierung
Oxidhydrate des < 0,2
Chrom-VI, des
Chrom-III und
des Aluminiums
Spritzen,
Tauchen
Aluminiumerzeugnisse vor dem farblosen Lackieren, z. B.
Alufelgen
Gelbchromatierung
Oxidhydrate des 0,2 bis 2
Chrom -VI, des
Chrom -III und
des Aluminiums
Spritzen, Tauchen, Streichen,
Walzenauftrag
Architektur wie
Fassaden, Türen,
Rahmen
Grünchromatierung
0,2 bis 5
Phosphate des
Chrom-III,
Oxidhydrate des
Chrom III und
des Aluminiums
Spritzen, Tauchen, Streichen,
Walzenauftrag
Architektur, Lebensmittelsektor, Dosen,
Fässer, Kannen
Phosphatieren
Phosphate
des Aluminiums und der
Basismetalle
Spritzen,
Tauchen
Verbesserung des
Gleiteffektes, z. B.
Kolben, Lebensmittelsektor, Dosen
NO-RINSEChromatierung
Chrom-VI und 0,1 bis 1
Chrom-III in
organischer und
anorganischer
Matrix
Walzenauftrag ohne
Spülvorgang
Bandanlagen,
Architektur
NO-RINSEPhosphatierung
Phosphate des
Chrom-III, des
Mangans od.
Zirkoniums in
organischer od.
anorganischer
Matrix
0,2 bis 1
Walzenauftrag ohne
Spülvorgang
Bandanlagen,
Lebensmittelsektor
Verfahren
Schichtaufbau
Schichtdicke
ApplikationsTechniken
Anwendungsgebiet
Zirkon/
Titan-Verfahren
Fällung des
TiO2/ ZrO2,
vorwiegend an
den intermetallischen Phasen,
teilweise in
organischer
Matrix
ca. 30 mg/m2 Ti
oder Zr
Tauchen,
Sprühen
Walzenauftrag
Bauwesen/ArchitekturLebensmittelsektor Automobil
SAM
Organische
Moleküle mit
funktionellen
Gruppen
Monomolekulare Tauchen
Schicht
Sprühen
1,5 bis 10
Anwendungsgebiet
Automobil (Räder)
Lebensmittelsektor
Bandanlagen
5.10 Vorbehandlung von Aluminium
261
Tab. 5.6 (Fortsetzung)
Verfahren
Schichtaufbau
Flächenbezogene ApplikationsMasse, g/m2
Techniken
Cer
Oxidhydrate des 100 bis 200 nm
Aluminiums
und Ce-IV
Tauchen
Bauwesen (im
Moment keine
Anwendung bekannt)
Silan
50 bis 100 nm
Si-O-Bindung
zum Metall und
funktionelle
Gruppen
Sprühen
Tauchen
Automobil allg.
Industrie
Cr-III-Verfahren Oxidhydrate des ca. 400 nm
Cr-III und des
Aluminiums
Tauchen
Sprühen
Bauwesen/Architektur allg. Industrie
Voranodisation
Al-Oxid,
Oxidhydat
1 bis 6 µm
Tauchen
Bauwesen
Nano-Keramik
Oxide und
Nanopartikel
20 bis 50 nm
Tauchen
allg. Industrie
Anwendungsgebiet
Tab. 5.7 Chromatierverfahren
a
Verfahren
Chromkom-ponente im Bad
Hauptbestandteil
der Schicht
Schichtgewicht
(g/m2) für
Lackierung
Anwendungen
Beispiele
Gelbchromatierung
Cr(VI), Cr(III)
Al(III), Cr(III),
Cr(VI)
0,2–1,2 (GSBa)
0,4–1,0)
Architektur,
Flugzeugbau
Grünchromatierung
Cr(VI), Cr(III)
Al(III),
0,2–1,4 (GSB
Cr(III)-phosphate 0,4–1,2)
Verpackungen,
Architektur, Allgemeinindustrie
Farbloschromatierung
Cr(VI), Cr(III)
Al(III), Cr(III),
Cr(VI) oder
Phosphate
0,01 ≤ 0,2
Klarlackbeschichtetes Aluminium,
z. B. Autofelgen
No-Rinse (Gelb)- Cr(VI), Cr(III)
Chromatierung
Cr(III), Cr(VI)
Schichtbildner
0,05–0,2
Architektur
0,05–0,2
Lebensmittelverpackung
No-Rinse
(Grün)-Chromatierung
Cr(III)
Cr(III),
Phosphate,
Schichtbildner
CrVI-freie
Chromatierung
Cr(III)
Cr(III)-oxide
Architektur, Allgemeinindustrie
GSB = Gütegemeinschaft für die Stückbeschichtung von Bauteilen, Qualitätsrichtlinien Al 631 [63]
Sind aufgrund des geforderten optischen Eindrucks keine gelben oder grünen Schichten
erwünscht – z. B. bei klarlackbeschichteten Autofelgen – so wird die Zusammensetzung
der Lösung so eingestellt, dass farblose Schichten resultieren. Über die Chromkomponenten in den Behandlungsbädern, Bestandteile der erzeugten Schichten sowie beispielhafte
Anwendungsgebiete informiert Tab. 5.7 [62].
262
5 Oberflächenvorbehandlung von Metallen
Eine wesentliche Reduzierung der chromhaltigen Abwässer wurde bei der Vorbehandlung von Aluminiumband bereits in den 80er Jahren durch die Einführung der No-Rinse-Technologie (Dry-in-Place-Verfahren) erreicht. Bei diesem Verfahrenstyp wird auf das
Spülen nach der Konversionsbehandlung verzichtet.
Alle nichtflüchtigen Bestandteile der aufgetragenen Lösung bleiben auf der Oberfläche.
Das Wasser wird durch die sich unmittelbar anschließende Trocknung entfernt.
Die für diese Verfahren entwickelten Produkte sind in ihrer Zusammensetzung so
gestaltet, dass bei der Reaktion mit dem Metall bzw. beim Trocknen keine nachteiligen
Reaktionsprodukte entstehen. Gegenüber den herkömmlichen Chromatierlösungen enthalten diese Produkte zusätzlich anorganische und/oder organische Filmbildner. Sowohl
Gelb- als auch Grünchromatierungen sind als Dry-in-Place-Verfahren verfügbar. Im Falle
der No-Rinse-Grünchroma-tierung handelt es sich um ein vollständig chromatfreies Verfahren, da nicht nur die gebildete Schicht, sondern auch die Behandlungslösung frei von
Chrom(VI) ist.
No-Rinse-Lösungen können prinzipiell durch Tauchen, Fluten oder Spritzen auf die
Bandoberfläche aufgebracht werden; anschließend ist ein Abquetschen der überschüssigen Lösung erforderlich, wodurch sich die Behandlungslösung aufgrund des Rückflusses
der überstehenden Lösung mit Reaktionsprodukten anreichern kann.
Diesen nachteiligen Effekt kann man weitgehend durch Applikation der Behandlungslösung über einen Roll-Coater vermeiden. Ein dünner Behandlungsfilm wird dabei über
eine sich meist gegen die Bandlaufrichtung drehende Applikationswalze auf die Oberfläche
aufgebracht. Hinsichtlich der Gleichmäßigkeit der aufgebrachten Vorbehandlungsschicht
ist diese Auftragsart vorteilhaft und sie ermöglicht es, Behandlungsbäder mit kleineren
Volumina zu betreiben.
5.10.5.2 Gelbchromatierung
Zur Konversionsbehandlung von Aluminiumoberflächen wird beim Gelbchromatierungsprozess eine saure Chromatlösung mit einem pH-Wert zwischen 1 und 2 eingesetzt, die
zusätzlich gebundene und freie Fluoridionen und Beschleuniger enthalten kann. Die bei
der Behandlung üblicherweise erhaltene Schutzschicht, mit einem Schichtgewicht für die
Lackierung von 0,4 bis max. 1,0 g/m², besteht aus Aluminium/Chrom(III)-Mischoxiden,
die zusätzlich die Beschleuniger und lösliche Chromatverbindungen eingeschlossen haben.
Diese Chromate können später rückgelöst werden und verleihen so der Schicht ein Depot
an Korrosionsschutz, was im Falle einer Verletzung der Schicht bis zum Metall wichtig ist.
Gerade dieser Selbstheilungseffekt ist bei chromfreien Verfahren schwierig zu erreichen.
Neben dem Korrosionsschutz für das Substrat verleiht die Konversionsschicht der Aluminiumoberfläche auch ein gutes Haftungsvermögen für Pulver- und Flüssiglacke. Die
durch Dehydratisierung beim Trockenen entstehende Schollenstruktur bietet einem aufgetragenen Lack viele Verankerungspunkte und führt so zu einer guten Haftung. Die beschriebenen alternativen Verfahren hinterlassen keine derartige raue Mikrostruktur, es
müssen daher andere Haftungsmechanismen vorgesehen werden.
5.10 Vorbehandlung von Aluminium
263
Abb. 5.13 REM-Aufnahme einer Schicht hergestellt aus einer Gelbchromatierung, Substrat AlMg1,
Schichtgewicht 0,8 g/m2
Reaktionsablauf und Schichtzusammensetzung bei einer Gelbchromatierung auf Aluminium:
Beizreaktion:
2Al + 6H + → 2Al3+ + 6 ( H )
Der Wasserstoff entweicht nicht, sondern wird durch die Chromsäure oxidiert und es bilden sich Oxidhydrate.
Gelbchromatierung:
2CrO3 + 3H 2 → Cr2 O3 x aq. + 3H 2 O
2Al3+ + 6OH − → Al2 O3 x aq. + 3H 2 O
Abbildung 5.13 zeigt die Oberfläche einer Konversionsschicht, hergestellt aus einer Gelbchromatierung. Die Oberflächenanalyse der Schichtkomponenten mit Hilfe der EDXAnalyse, Abb. 5.14 zeigt die Hauptbestandteile Chrom, Sauerstoff und Aluminium.
Die Abb. 5.15 und 5.16 zeigen die Konversionsschicht einer Grünchromatierung und
ihre Bestandteile.
264
5 Oberflächenvorbehandlung von Metallen
Abb. 5.14 EDX-Spektrum einer Gelb-Chromatschicht auf AlMg1
Abb. 5.15 REM-Aufnahme einer Schicht hergestellt aus einer Grünchromatierung, Substrat
AlMg1, Schichtgewicht 1,0 g/m2
5.10 Vorbehandlung von Aluminium
265
Abb. 5.16 EDX-Spektrum einer Grün-Chromatschicht auf AlMg1
5.10.5.3 Grünchromatierung
Die Lösungen der Grünchromatierung enthalten statt Salpetersäure Phosphorsäure und
üblicherweise keinen der bei der Gelbchromatierung verwendeten Beschleuniger.
Grünchromatierungen zeigen ohne eine nachfolgende Beschichtung einen etwas geringeren Korrosionsschutz als die Gelbchromatierungen. Sie sind empfindlicher bei kritischen Legierungszusammensetzungen als die Gelbchromatierungen. In Kombination mit
Lackschichten ist praktisch kein Unterschied im Korrosionsschutz festzustellen.
Reaktionsablauf und Schichtzusammensetzung bei einer Grünchromatierung auf Aluminium:
Beizreaktion:
2Al + 6H + → 2Al3+ + 6 ( H )
Grünchromatierung:
Cr2 O7 2 − + 8H + + 6 ( H ) → Cr 3+ + Cr ( OH )3 + 4H 2 O + 3H +
Cr 3+ + PO 43− → CrPO 4
2Al3+ + 6H 2 O → Al2 O3 3H 2 O + 6H +
266
Chrom-Phosphatschicht:
5 Oberflächenvorbehandlung von Metallen
CrPO4 x6H 2 O
Al2 O3 3H 2 O
76 − 88%
12 − 23%
Es entstehen durch Reaktion der Chemikalien in der Chromatierungslösung mit der Aluminiumoberfläche schwer lösliche feine Kristalle, die fest mit der Oberfläche verwachsen
und eine dichte mikroraue Schicht bilden. Bei der Grünchromatierung wird eine kristalline Chrom(III)-Aluminium-Phosphat-Oxidhydrat-Schicht ausgebildet.
5.10.5.4 Chrom(III)-Passivierung
Der Reaktionsmechanismus bei der Abscheidung der Passivierungsschicht aus Cr3+-haltigen Lösungen ist in zwei Teilbereiche zu gliedern:
1. die Aktivierung der Metalloberfläche
2. die Abscheidung der Passivierungsschicht
Die Aktivierung der Aluminiumoberfläche erfolgt bei diesem Prozess ebenfalls durch Fluoride. Die Schicht ist ein Mischoxid aus Cr- und Aluminiumoxiden bzw. -hydroxiden.
Vor- und Nachteile der Cr(III)-Schichten:
• Cr(III)-Oxide sind sehr stabil
• guter Korrosionsschutz und Haftgrund für Beschichtungen
• anzuwenden für Aluminium und verzinkte Oberflächen, wobei für einen optimalen
Korrosionsschutz die Optimierung der Passivierung auf das jeweilige Grundmaterial
empfohlen wird
• ein gewisser Korrosionsschutz ist auch ohne Lackierung gegeben
• farbige Schicht, je nach Grundmaterial und Legierung ist ein gelblicher Farbton zu erzielen
• Schichtgewichtbestimmung erfolgt wie bei der Gelbchromatierung
• Nachteil ist ein sehr enges Prozessfenster hinsichtlich des pH-Wertes
• der Prozess reagiert empfindlich auf Verschleppungen, Hydroxidverschleppungen führen zum Ausfällen von Cr(OH)3, Phosphat-Verschleppungen führen zum Ausfällen von
CrPO4
Heute werden in der Regel Formulierungen auf Basis von Cr(III) Salzen und organischen
Säuren (Oxalsäure) oder auf Basis von Cr(III) Salzen und mineralischen Säuren eingesetzt.
Neuen Generationen von Cr(III)-Vorbehandlungen werden auch selbstheilende Eigenschaften nachgesagt durch die Einlagerung von chemisch inerten Nanopartikeln. Die
Wanderung dieser Partikel in Risse oder Fehlstellen/Beschädigungen des Konversionsfilms verursacht den Selbstheilungseffekt. Die Nanopartikel bilden nach Angaben der Hersteller einen quasi Top-Coat auf dem Chromatfilm beim Tauchen. Die Dicke der Schicht
5.10 Vorbehandlung von Aluminium
267
Tab. 5.8 Chromfreie Verfahren und deren Anwendungsmöglichkeiten
Aluminium
Zink
Stahl
–
–
–
–
–
–
–
–
–
–
–
–
–
– Phosphatierung
– Silan
– Nano Keramik Schichten
Anodisation
Zr/Ti
Cer
Chrom(III)
Phosphatierung
SAM
Silan
Nano Keramik Schichten
Chrom(III)
Phosphatierung
Cer
Silan
Nano Keramik Schichten
liegt bei ca. 400 nm. Optimale Badtemperatur ist T = 30 °C, pH-Bereich 1,8 bis 2,2, die
Schichtbildung erfolgt innerhalb 30 Sekunden.
Bei pH-Werten < 1,8 kommt es zur Filmauflösung bei höheren pH-Werten > 2,2 fallen
die Nanopartikel aus, bevor es zu einer Filmbildung kommt.
5.10.6 Chromfreie Verfahren
Aufgrund der schon benannten Nachteile des Chrom(VI) sucht man schon seit längerer
Zeit nach Alternativen (Tab. 5.8).
5.10.6.1 Titan-/Zirkonverfahren
Seit langem ist die Verwendung von Übergangsmetallverbindungen – insbesondere von
Zirkon und Titan – zur Vorbehandlung von Aluminiumoberflächen bekannt. Es werden
saure Lösungen angewandt, in denen Zirkon bzw. Titan oder beide komplex gelöst sind
und die weitere anorganische und/oder organische Additive enthalten. Als Komplexierungsmittel wird meist Fluorid eingesetzt. Es wird ein dreistufiger Mechanismus für den
Aufbau der Konversionsschicht im Behandlungsbad angenommen, der mit einer Beizreaktion beginnt, bei der Aluminiumoxid und -metall aufgelöst werden. Die freigesetzten
Aluminiumionen reagieren sowohl mit Wasser (Hydrolyse) als auch mit dem Übergangsmetallkomplex (Umkomplexierung). Schließlich kommt es an der Oberfläche zur Ausfällung von hydratisierten Oxidschichten des Aluminiums und des Übergangsmetalls, die
zudem noch Komplexbildner und andere Lösungsbestandteile enthalten können. Es findet
keine Redoxreaktion statt, die Oxidationsstufe des Ti/Zr ist + 4 in der Lösung wie auch in
der Schicht. Die Schichtbildung startet bevorzugt im Bereich der intermetallischen Phasen.
Die Schichtbildung erfolgt nach folgendem Prinzip:
1. An den intermetallischen Phasen (bei Aluminium) entsteht Wasserstoff (H2).
2. Es kommt zu einem Anstieg des pH-Wertes, wobei die Löslichkeit des Oxides sinkt.
3. Es kommt zu einer Oxid-Fällung, zuerst und vorwiegend an den intermetallischen
Phasen.
268
5 Oberflächenvorbehandlung von Metallen
Abb. 5.17 Schematischer
Schichtaufbau bei Titan/Zirkon-Verfahren [62]
In Abb. 5.17 ist der prinzipielle Aufbau einer solchen farblosen Schicht skizziert.
Abbildung 5.18 zeigt eine Aluminiumoberfläche im Rasterelektronenmikroskop mit
einer Zr/Ti-Schicht im Bereich einer intermetallischen Phase, Abb. 5.19 zeigt das Analysenergebnis der EDX-Analyse dieses Bereiches.
Die Schichtdicke bzw. das Schichtgewicht wird in der Regel nicht direkt bestimmt, sondern über die auf der Oberfläche per Röntgen-Fluoreszenz gemessenen Titan- bzw. Zirkonauflagen. Sie liegen im Bereich bis zu 30 mg/m2.
Voraussetzung für eine Vorbehandlung mit Ti/Zr-Verbindungen sind eine hohe Wasserqualität direkt vor sowie bei Spülprozessen auch nach der Konversionsbehandlung (VEWasser). Die Schichten sind seit vielen Jahren für die Behandlung von Getränkedosen aus
Aluminium im Einsatz. Auch für Aluminiumband, das mit Lebensmitteln in Kontakt
kommt (z. B. Schraubverschlüsse von Glasflaschen), ist diese Art der Konversionsbehandlung im Einsatz. Seit kurzer Zeit wird sie auch für die Vorbehandlung von Aluminiumprofilen eingesetzt.
In der Karosserievorbehandlung haben derartige Verfahren ebenfalls Eingang gefunden. Die Vorbehandlung des Audi A8 vor der kathodischen Elektrotauchlackierung beruht
auf der Bildung einer derartigen Konversionsschicht.
Abb. 5.18 REM-Aufnahme
einer Zr/Ti Schicht auf einer
AlMg1-Oberfläche
5.10 Vorbehandlung von Aluminium
269
Abb. 5.19 Ergebnis der EDX-Analyse im Bereich der intermetallischen Phase aus Abb. 5.18 (heller
Bereich)
Auch im Rohbau einer Karosserie, die Aluminium enthält, kommt dieser Verfahrenstyp zum Einsatz. Hier dient er allerdings vorrangig dem Ziel, einen gleichmäßigen Untergrund für Verklebungen und Verschweißen des Aluminiumblechs zu gewährleisten. Dazu
wird das Blech nach dem Umformen (Tiefziehen) gereinigt und in einem kombinierten
Schritt gebeizt und gleichzeitig mit einer dünnen Konversionsschicht überzogen.
Die Erzeugung der Titan-/Zirkon-Konversionsschicht auf dem Coil hat darüber hinaus
den Vorteil, dass die Punktschweißbarkeit des Aluminiumblechs auch über eine längere
Lagerzeit gegeben ist. Ohne eine derartige Behandlung nimmt der Oberflächenwiderstand
des Blechs aufgrund der fortschreitenden Bildung des natürlichen Oxidfilms ständig zu;
dadurch wird die Schweißbarkeit schon nach kurzer Zeit in Frage gestellt. Die Konversionsschicht verhindert ein derartiges Wachsen der Oxidschicht und hält den Oberflächenwiderstand auf einem niedrigen Niveau weitgehend konstant.
Eigenschaften der Zr/Ti Schichten:
• Schichtbildung erfolgt in Sekunden
• gute Lackhaftung und Korrosionsbeständigkeit, allerdings abhängig von der Aluminiumlegierung und dem Lacksystem (Lacktyp Pulver oder Flüssig)
• multimetallfähig, jedoch nicht im gleichen Prozessbad
270
5 Oberflächenvorbehandlung von Metallen
• Schichten sind farblos
• Prozess reagiert empfindlich auf Verunreinigungen oder Verschleppungen
5.10.6.2 Trikation-Zinkphosphatierung
Für die Vorbehandlung von Automobilkarosserien ist seit mehr als 10 Jahren die Trikation-Zinkphosphatierung Stand der Technik [62]. Sie wird angewandt in Kombination mit
einer nachfolgenden kathodischen Elektrotauchlackierung, auf die dann die übrigen Lackschichten aufgetragen werden. Der Behandlungsprozess, der sowohl im Tauchen als auch
im Spritzen durchgeführt werden kann, umfasst prinzipiell folgende Prozessschritte, die
teilweise mehrfach ausgelegt sein können:
•
•
•
•
•
•
•
Reinigung
Spülung
Aktivierung
Phosphatierung
Spülung
Nachspülung (optional)
Spülung mit VE-Wasser
In der Aktivierung wird die Oberfläche mit Titanphosphatpartikeln belegt, auf denen in
der anschließenden Stufe die Zinkphosphatkristalle aufwachsen. Das saure Phosphatierbad enthält neben den Kationen des Zinks, Mangans und Nickels einen Beschleuniger
(z. B. Nitrit) sowie weitere Additive, die für eine optimale Schichtausbildung benötigt werden.
Die Zinkphosphatierung war ursprünglich für Stahloberflächen, später zusätzlich
für verzinkten Stahl konzipiert. Als Aluminiumteile an der Rohkarosse eingeführt wurden, die ebenfalls mit einer Zinkphosphatschicht (nickel- und manganhaltiges Hopeit
Zn3(PO4)2 · 4 H2O) belegt werden sollten, musste der Prozess modifiziert werden, da freie
Aluminiumionen schon in geringen Konzentrationen die Phosphatierung auf Stahl stören
(Phosphatier-Gift). Dieses Problem kann durch Zusatz von Fluorid gelöst werden. Dieses komplexiert einerseits das aufgelöste Aluminium, so dass es die Bildung der Phosphatschicht nicht mehr stört, und sorgt andererseits durch Ausfällung dieses Komplexes
als Natriumsalz (Ktyolith Na3AIF6) für die Entfernung des gelösten Aluminiums aus der
Phosphatierlösung. Die Mengen an gebildetem Kryolith können allerdings recht beträchtlich sein – man rechnet mit 8 bis 12 g/m2 Aluminiumoberfläche, was die Handhabung des
Prozesses bei größer werdendem Aluminiumanteil erschwert. In Abb. 5.20 ist die Zinkphosphatierung auf Aluminium schematisch dargestellt; Abb. 5.21 zeigt eine phosphatierte
Aluminiumoberfläche, wie sie in einem Rasterelektronenmikroskop erscheint.
Die Nachspüllösung beim Phosphatierprozess ist in vielen Anlagen nach wie vor chromhaltig, in vielen Fällen wurde aber bereits auf eine zirkonfluoridhaltige Lösung umgestellt.
5.10 Vorbehandlung von Aluminium
271
Abb. 5.20 Ablauf der Zinkphosphatierung auf Aluminium [62]
Abb. 5.21 REM Aufnahmen einer Zinkphosphatschicht auf Aluminium; ungeschliffen links und
geschliffene Oberfläche ( rechts) [62]
5.10.7 Entwicklungen in der Vorbehandlung
Im Folgenden werden Verfahren beschrieben, die in dieser Form noch nicht oder nur versuchs-weise in der industriellen Fertigung eingesetzt werden. Es handelt sich einerseits um
ein neues Konversionsverfahren, andererseits um Adsorptionsverfahren.
5.10.7.1 Das Cerat-Verfahren
Seit Beginn der 80er Jahre ist die inhibierende Wirkung von cerhaltigen Lösungen auf Aluminiumoberflächen bekannt [64]. Da Cerverbindungen, analog den Chromverbindungen,
272
5 Oberflächenvorbehandlung von Metallen
in zwei Wertigkeitsstufen vorliegen können, wird ein vergleichbarer KorrosionsschutzMechanismus mit mobilen Cerionen in einer cerhaltigen Konversionsschicht diskutiert.
Derartige Schichten zeichnen sich noch durch eine weitere Besonderheit aus: Sie weisen
eine ähnliche Färbung wie die Gelbchromatierung auf.
Die Prozessfolge umfasst analog einer Chromatierung Reinigen, Beizen oder Deoxidieren, Konversionsbehandlung und Trocknung. Der Aufbau der Konversionsschicht wird
ganz wesentlich von Potenzialunterschieden auf der Oberfläche bestimmt, wobei die Abscheidung an kathodischen Stellen beginnt. Aufbau und Zusammensetzung der Schicht
hängen damit auch in gewissem Umfang von der Legierungszusammensetzung ab. Generell kann man davon ausgehen, dass auf dem Metall eine Aluminiumoxidschicht gebildet
wird, auf der eine im Wesentlichen aus Cerdioxid (CeO2) bestehende Schicht aufwächst.
Diese Schicht kann zusätzlich noch Aluminium enthalten und ganz oder teilweise nanokristallin (Fluoritgitter) vorliegen. Die Schichtgewichte liegen im Bereich von 0,1 bis 1,0 g/
m2.
Die Behandlungslösung basiert auf Cer(III)-salzen und enthält je nach Anwendung
weitere Zusätze: Im Flugzeugbau käme als weitere Komponente Wasserstoffperoxid (H202)
zum Einsatz, um die Behandlungszeiten auf wenige Minuten beschränken zu können.
Weitere Beschleuniger sind nicht notwendig, da die eingesetzten Legierungen (z. B. AA
2024) größere Mengen Kupfer enthalten und damit kathodische Bereiche von vornherein
in ausreichender Menge vorliegen. Für die im Automobil- und Architekturbereich überwiegend verwendeten Legierungen der AA 5xxx- und AA 6xxx-Serie trifft dies jedoch
nicht zu. Hier sind weitere Beschleuniger, z. B. in Form von Übergangsmetallkomplexen,
notwendig. Im Gegensatz zur Chromatierung kommen im Cerat-Verfahren keine Fluoride
zur Anwendung.
Die bei der Behandlung von Aluminium in der sauren, etwa 40 bis 50 °C warmen Lösung ablaufenden Reaktionen sind sehr kompliziert und noch nicht gänzlich aufgeklärt.
Wie bei anderen Konversionsreaktionen sind auch hier u. a. Beiz- und Fällungsreaktionen maßgeblich beteiligt, wie in folgenden, stark vereinfachten Reaktionsgleichungen beschrieben:
Beizreaktion:
2Al + 6H + → 2Al3+ + 3H 2
Schichtbildung:
2Ce + H 2 02 + 2H 2 0 → 2CeO 2 + 6H +
Die gebildete Ceratschicht ist eine geeignete Grundlage für unterschiedliche Lacktypen.
Pulver- und Lösemittellacke sind ebenso applizierbar wie anodische oder kathodische
Elektrotauchlacke. Die bislang durchgeführten Korrosions- und Lackhaftungs-Prüfungen
belegen, dass vergleichbare Resultate zur Chromatierung erreicht werden können [62].
5.10 Vorbehandlung von Aluminium
273
Eigenschaften der Cer-Schichten:
•
•
•
•
•
•
•
•
•
•
Schicht ist farbig, ähnlich einer Chromatierung
Dichte, gleichmäßige Schicht, Dicke ca. 100 nm
Gute Korrosionsbeständigkeit und Lackhaftung bei Aluminium
Kein Fluorid in der Lösung
Viele Prozessschritte und zeitaufwändige Schichtbildung, da das Cer(IV) an der Substratoberfläche aus Cer(III) gebildet werden muss
Relativ teuerer Prozess
Funktioniert im Moment nur durch Tauchen
Lösung selbst ist stark sauer
Lösungen enthalten HCl (CeCl3), wirkt stark korrosiv auf die Umgebung
Anzuwenden im Moment ausschließlich auf Aluminium, erste Versuche auf verzinktem
Untergrund
5.10.7.2 Das SAM-Verfahren
Die Abkürzung SAM steht für Self Assembling Molecules [62, 64], also Moleküle, die sich
auf einer Oberfläche selbst in eine gewisse Ordnung bringen. Das Prinzip, organische
Moleküle mit funktionellen Gruppen auf eine Oberfläche aufzubringen, so dass aufgrund
der räumlichen Nähe die Wechselwirkung zwischen den Kohlenstoffketten ausreicht, die
Moleküle auszurichten, ist seit langem bekannt. Anders als bei den klassischen Konversionsschichten erfolgt bei diesen Adsorptionsschichten keine Beizreaktion, sondern funktionelle Gruppen eines organischen Moleküls, z. B. Phosphonsäuregruppen, reagieren mit
einer hydratisierten Metalloxidoberfläche in einer Säure-Base-Reaktion nach Gl. (5.1)
(schematisch):
Schichtbildung : Me ( OH )3 + ( HO )3 P-R → Me ( O )3 P-R + 3H 2 0
(5.1)
Im strengen Sinne handelt es sich also um eine Chemisorption. Aus Gl. (5.1) geht ein
wesentlicher Vorteil derartiger Verfahren hervor: als Reaktionsprodukt entsteht lediglich
Wasser, ein Eintrag von Metall durch Abbeizen findet nicht statt und stellt deswegen für
die Entsorgung auch kein Problem dar. Außerdem wird deutlich, warum diese Verfahren
sich hauptsächlich für die Behandlung von Aluminiumoberflächen eignen: Die hydratisierte Metalloxidoberfläche, an die die organischen Moleküle gebunden sind, haftet ihrerseits fest auf dem Metall. Dies ist bei anderen Substraten, z. B. Zink, nicht der Fall.
Ein idealisiertes Modell der entstehenden Schicht, die auf der Aluminiummatrix monomolekular vorliegt, während intermetallische Ausscheidungen mehrlagig bedeckt werden,
zeigt Abb. 5.22. Gleichzeitig wird aus dieser Abbildung deutlich, dass der Korrosionsschutz
durch Blockade der kathodischen und anodischen Teilreaktion wirksam wird.
Werden die Moleküle an beiden Enden mit einer funktionellen Gruppe ausgestattet, ist
nicht nur die Anbindung an das metallische Substrat, sondern auch an einen anschließend
aufgetragenen Lack möglich.
274
5 Oberflächenvorbehandlung von Metallen
Abb. 5.22 SAM-behandelte
AIMg1-Oberfläche [62]
Der SAM-Prozess umfasst eine alkalische oder saure Reinigung der Aluminiumoberfläche, gegebenenfalls schließt sich nach einem Spülvorgang ein saures Dekapieren an.
Wichtig ist ein mehrfaches, abschließend mit vollentsalztem Wasser durchgeführtes Spülen, damit keine Salzrückstände in die wässrige, saure SAM-Lösung eingetragen werden.
Die Adsorption der Moleküle an der Oberfläche geschieht in der Regel so schnell, dass
diese Technologie auch für die Bandbehandlung mit ihren üblicherweise kurzen Behandlungszeiten geeignet ist.
Als Anwendungsgebiet wird zur Zeit u. a. die Beizpassivierung von Aluminium vor
dem Schweißen und Kleben in der Automobilfertigung untersucht. Weniger geeignet sind
SAM-Schichten für eine anschließende kathodische Elektrotauchlackierung, da dabei die
Aluminiumoberfläche teilweise angegriffen wird. Sehr gute Ergebnisse liegen dagegen für
die Vorbehandlung von Autofelgen aus Aluminium sowie aus dem Bereich der Bandindustrie für Architekturanwendungen oder Lebensmittelverpackungen vor.
5.10.7.3 Die Silan-Technologie
Ein ähnliches Prinzip der Anbindung einer Vorbehandlungsschicht an eine Metalloberfläche wie bei der SAM-Beschichtung wird bei der Silan-Technologie [62, 65, 66] verfolgt,
die in den letzten Jahren zunehmend an Aufmerksamkeit gewonnen hat. Als Haftvermittler in organisch basierten Systemen seit vielen Jahren bekannt, wurde diese Verbindungsklasse in jüngerer Zeit für die Oberflächenbehandlung von Metallen adaptiert und kann
prinzipiell auf allen üblichen Oberflächen (Stahl, Zink, Aluminium oder entsprechende
Legierungen) eingesetzt werden.
Als Silane werden dabei Moleküle mit folgender Formel bezeichnet: R2 – Si (OR1)3
R1 ist meist eine Methyl- oder Ethylgruppe, R2 repräsentiert eine Alkylkette, die eine
funktionelle Gruppe, z. B. eine Aminogruppe, tragen kann oder eine weitere Alkoxy-Silyl-Gruppe. Typische Vertreter solcher Silane, wie sie in der Oberflächenbehandlung zum
Einsatz kommen, sind:
γ -APS :
BTSE :
H2 N-CH2CH2CH2 -Si (OC2 H5 )
(C H O)
2
5
3
3
Si-CH2CH2 -Si (OC2 H5 )
3
5.10 Vorbehandlung von Aluminium
275
Abb. 5.23 Schematischer Aufbau von Silan-Schichten auf Aluminium [62, 66]
Einzelne oder mehrere Silane werden normalerweise in einer wasserbasierten Lösung zunächst hydrolysiert, so dass sich Si(OH)-Gruppen bilden, die eine gute Haftung zu einer
Oberfläche herstellen können. Da neben der Hydrolyse auch Kondensationsreaktionen
unter Bildung von Oligomeren bzw. Polymeren ablaufen können, bedarf es einer sorgfältigen Auswahl der Rohstoffe und einer genauen Einhaltung der Reaktionsbedingungen.
Die so hergestellten Konzentrate werden vom Chemikalienlieferant für die Oberflächenbehandlung zur Verfügung gestellt.
Die Behandlung der Oberfläche setzt eine wasserbenetzbare hydratisierte Oxidschicht
voraus, die in der Regel durch eine alkalische Reinigung mit anschließender Spülung erreicht wird. Für die Applikation der Silane wurde zunächst ein Zwei-Stufen-Prozess entwickelt: Hierbei wird zunächst ein nicht-funktionelles Silan (z. B. BTSE) auf die Oberfläche
aufgebracht; dabei werden starke Me-O-Si-Bindungen erhalten. Im Anschluss daran wird
ein funktionelles Silan (z. B. γ-APS) mit der Oberfläche in Kontakt gebracht, das über SiO-Si-Bindungen an die BTSE-Schicht ankoppelt und dessen funktionelle Gruppe (z. B. die
Aminogruppe) für die Haftung anschließend aufgebrachter Lacke, Kleber usw. zur Verfügung steht.
Mittlerweile können aber geeignete Mischungen von Silanen zur Verfügung gestellt
werden, die in einem einzigen Schritt aufgebracht werden und dennoch eine feste Bindung
zur Metalloberfläche aufweisen. Außerdem werden beim anschließenden Trocknen der Silanschicht restliche Si-OH-Gruppen kondensiert, was zu einer mehr oder weniger starken
Vernetzung der Schicht führt (Abb. 5.23).
Üblicherweise werden für den Korrosionsschutz unter Lack Schichtdicken in der Größenordnung von 50 bis 100 nm angestrebt. Dickere Schichten können für den Korrosionsschutz des blanken, nicht weiter beschichteten Blechs eingestellt werden.
276
5 Oberflächenvorbehandlung von Metallen
Entscheidend für die Schichtdicke ist in der Regel die Konzentration der Silane in der
Behandlungslösung, während Behandlungszeit, Temperatur und pH-Wert nur eine untergeordnete Rolle spielen.
Die bisherige Erfahrung zeigt, dass je nach Substrat, organischer Beschichtung und Anwendungsfall unterschiedliche Silane zum Einsatz kommen sollten. Am weitesten fortgeschritten sind Vorbehandlungen für verzinkte Oberflächen, vor allem in der Bandanwendung. Grundsätzlich können diese Systeme jedoch bei jeder denkbaren Art der Vorbehandlung eingesetzt werden.
Eigenschaften der Silanschichten bzw. des Silan-Verfahrens:
• gute Haftungseigenschaften auf der Metalloberfläche wie auch guter Haftgrund für Lacke
• ein gewisser Selbstheilungseffekt wird den Schichten nachgesagt
• gute Umformbarkeit
• Schichtdicke liegt im Bereich 60 bis 100 nm
• anzuwenden für Leichtmetalle (Al, Mg), Zink bzw. verzinkte Oberflächen, Stahl
• schlechtere Korrosionsbeständigkeit im Vergleich mit einer Chromatierung
• reagiert empfindlich auf Verunreinigungen der Metalloberfläche
• Auswahl spezieller funktionaler Gruppen notwendig für eine gute Lackhaftung
• Vernetzung bzw. Selbstvernetzung der Silane in der Lösung muss verhindert werden
5.10.7.4 Voranodisation
In organischen und anorganischen Säuren sowie Mischsäuren kann mit Hilfe des elektrischen Stromes bei Aluminium eine festhaftende Oxidschicht erzeugt werden. Diese Eloxalschichten sind in der Technik schon lange bekannt und werden in verdichtetem Zustand in Schichtstärken von 20–25 µm zum Schutz und zur Dekoration des Aluminiums
im Bauwesen angewendet.
Als Konversionsschicht ist bisher die sogenannte Voranodisationsschicht, hergestellt
unter definierten Bedingungen, von der GSB International zur Herstellung einer Haftvermittlerschicht bei Aluminium zugelassen.
Es wird eine Elektrolytzusammensetzung von 180 bis 200 g/l H2SO4 gewählt, wobei die
folgenden Parameter einzuhalten sind:
max. Aluminiumgehalt
15 g/l
Chloridgehalt
< 0,1 g/l
Temperatur
20–30 °C
Stromdichte
1–3 A/dm2
Schichtdicke
3–8 µm
Die Teile werden nicht verdichtet.
5.10 Vorbehandlung von Aluminium
277
Da eine nicht verdichtete Oxidschicht sehr empfindlich auf Verschmutzungen reagiert
– Feuchtigkeit, Handschweiß oder Fette und Öle werden begierig aufgenommen und sind
mit einer Reinigung nicht mehr zu entfernen – sollten die so vorbehandelten Oberflächen direkt der Beschichtung zugeführt werden. Für die Handhabung, z. B. Umhängen der
Werkstücke, sind immer saubere Handschuhe zu tragen.
5.10.7.5 Bildung und Aufbau der Oxidschicht
Aluminiumoberflächen bilden mit dem Luftsauerstoff eine festhaftende Oxidschicht mit
einer Dicke von ungefähr 10 nm. Sie bildet eine natürliche Schutz- und Deckschicht, die
das Aluminium sehr gut vor atmosphärischen Einflüssen schützt. Nach Altenpohl [67]
führt die natürliche Oxidschicht zu einer Potenzialveredelung von − 1,69 V auf ca. − 0,47
bis − 0,55 V, was dazu führt, dass sich Aluminium edler als Zink verhält. Die an der Luft
gebildete Oxidschicht besteht aus einer kompakten Sperrschicht aus Aluminiumoxid der
Dicke 3 bis 5 nm und einer darüberliegenden porösen, wasserhaltigen Deckschicht aus
Aluminiumoxid und Bayerit. Sie kann je nach den vorherrschenden Umgebungsbedingungen aus verschiedenen Modifikationen des Aluminiumoxids bzw. Aluminiumhydroxids bestehen. Auch werden die umgebungsbedingten Verschmutzungen mit in die
Schicht eingebaut. Die Oxidschicht ist im pH-Bereich von 4,5 bis 8,5 praktisch unlöslich.
5.10.7.6 Anodische Oxidschichten
Anodische Oxidschichten [68] können nur an einem als Anode geschalteten Metall erzeugt werden. Durch die Einwirkung des elektrischen Stroms entsteht während der Elektrolyse an der Anode atomarer Sauerstoff, der mit dem Aluminium reagiert, wobei sich
Aluminiumoxid bildet. Dieses ist auf der Metalloberfläche fest verankert. Diese kompakte
Schicht setzt dem Stromdurchgang Widerstand entgegen und wird infolge der Badspannung durchschlagen. Der Elektrolyt rückt in diese Durchschlagspore nach und es bildet
sich an deren Grund, d. h. dort wo sie auf das metallische Aluminium trifft, wieder eine
neue, kompakte Schicht aus. Da sich unzählige solcher Poren nebeneinander befinden,
wächst die Schicht gleichmäßig ins Metall hinein fort. Dabei hat nur immer die frisch und
unmittelbar am Metall gebildete Schicht den kompakten, dielektrischen Charakter. Der
bereits gebildete und durchschlagene Teil wächst während der Anodisation immer weiter,
wird durch den in die Poren nachrückenden Elektrolyten aufgelockert und in die poröse
und saugfähige Hauptschicht umgewandelt. Die Oxidschicht wächst in das Metall hinein,
d. h. die ursprüngliche Metalloberfläche wird in die Oxidschicht verwandelt. Die Schicht
wächst zu einem Drittel in die Metalloberfläche hinein und zu zwei Dritteln nach außen.
Der Schichtaufbau nach außen ist in dem größeren Volumen der Oxidschicht begründet.
Die Schichten bestehen aus einer undurchlässigen Sperrschicht und einer porösen
Deckschicht, deren erreichbare Dicke und Porendurchmesser von der Stromdichte, Zeitdauer, Temperatur und Säurekonzentration abhängen. Die Porendichte beträgt etwa eine
Milliarde Poren pro mm² äußerer Oberfläche.
278
5 Oberflächenvorbehandlung von Metallen
Abb. 5.24 Modellvorstellung einer Oxidschicht des
Aluminiums hergestellt im
GS-Verfahren. Porenmodell
nach Keller, Hunter und
Robinson
Abbildung 5.24 zeigt die Oxidschicht im Modell nach Keller, Hunter und Robinson
[69], und Abb. 5.25 ist eine Oberflächenaufnahme der Oxidschicht im REM.
Eigenschaften der Schicht bzw. des Verfahrens:
• sehr gute Korrosionsbeständigkeit
• variabel einstellbare Schichtdicken
• Elektrolyt enthält nur Schwefelsäure
Abb. 5.25 Oberflächenaufnahme einer Aluminiumoxidschicht, Grundmaterial AlMg1, Herstellung der Schicht im GS-Verfahren; links: Oxidporen in der Aufsicht, rechts: Poren im Querschnitt
5.10 Vorbehandlung von Aluminium
•
•
•
•
279
ist nur im Tauchen möglich
anzuwenden bei Aluminium und Magnesium
spezielle Anlagentechnik notwendig
bei unzureichendem Spülprozess kann es zu Lackhaftungsproblemen kommen, vor allem nach Feuchtebelastungen
5.10.7.7 Nano-Keramik-Schichten
Die Schichtbildung über Keramik ähnliche Metalloxide in Nanopartikelgröße ist ein relativ neuer Prozess. Die Schichtbildung erfolgt in 2 Stufen:
1. Belegung der Oberfläche mit Metalloxidpartikeln
2. In den Zwischenräumen der Oxidpartikel werden Ti- oder Zr-Oxyfluoroglas-Partikel
abgeschieden bzw. angelagert + Nanopartikel
Die so erhaltene Schicht ist geschlossen, sehr dicht aber dünn. Die Dicke liegt im Bereich
von 20 bis 50 nm.
Eigenschaften der Nano-Keramik-Schicht bzw. des Verfahrens:
• gute Haftungseigenschaften
• multimetallfähig
• kurze Prozesszeit, Schichtbildung erfolgt innerhalb 20–30 s.
• Prozess ist phosphatfrei und enthält keine organischen Zusätze
• Applikation im Tauchen oder Spritzen möglich
• im Vergleich zu einer Chromatierung schlechtere Korrosionsbeständigkeit
• als Ersatz für Eisenphosphatierung gedacht
Neu entwickelt bzw. weiterentwickelt wurde das Verfahren als Ersatz für die Zinkphosphatierung. Mit der neuen Vorbehandlung kann der Prozess deutlich verkürzt werden. Bei der
Zinkphosphatierung sind 11 Zonen inklusive Spülen die Regel. Beim Nanokeramik-Verfahren können Aktivierung und Passivierung entfallen und so verkürzt sich der Prozessablauf auf 7 Zonen.
Die Schichten sind amorph und setzen sich zusammen aus Zr(OH)x, ZrOx und Partikeln vom Hersteller nicht näher beschrieben.
Der Prozess ist auf Aluminium, Stahl und Zink anzuwenden, die Korrosionsbeständigkeit ist nach Herstellerangaben mit unterschiedlichen Lacksystemen (KTL, Pulver, Flüssiglack) gut bis sehr gut (Stahl = gut/Al, Zn = sehr gut). Voraussetzung für die Korrosionsbeständigkeit und Lackhaftung ist eine optimale Reinigung der Metalloberflächen.
Das System kann im Spritzen und Tauchen angewendet werden, bestehende Anlagen
können umgerüstet werden, jedoch müssen Behälter und Pumpen aus Edelstahl sein.
280
5 Oberflächenvorbehandlung von Metallen
5.11
Magnesiumwerkstoffe
Magnesium und seine Legierungen sind die leichtesten, aber auch unedelsten Konstruktionswerkstoffe (Normalpotenzial von Mg: –2,34 Volt). Magnesium bildet an Luft und in
Wasser dünne Passivfilme, welche aber in wässrigen Lösungen mit einem pH-Wert < 10
nicht beständig sind. In wässrigen, alkalischen Lösungen mit einem pH-Wert > 10,5 ist
die Passivschicht sehr stabil, da gebildete Risse in der Passivschicht aufgrund von Druckspannungen mit Mg(OH)2 zugesetzt werden, man spricht auch von einem Ausheilen der
Schicht.
Um Magnesiumlegierungen für technische Anwendungen vor Korrosion zu schützen,
werden die Oberflächen mit Passivierungselektrolyten behandelt. Durch den dabei ablaufenden Redoxvorgang (ohne eine äußere Stromquelle) bildet sich eine Konversionsschicht,
die aus Oxiden des Magnesiumwerkstoffes und oxidischen Reaktionsprodukten des Passivierungselektrolyten besteht.
5.11.1 Vor- und Nachbehandlungsverfahren für Mg-Legierungen
5.11.1.1 Vorbehandlung [70–73]
Für die Entfettung sind übliche Entfettungsmittel, wie sie in der Galvanotechnik gebraucht
werden, jedoch keine stärker sauren Lösungen zu verwenden. Auch Fe(NO3)3/CrO3/NaFMischungen werden für metallisch blanke Oberflächen empfohlen [72]. Zu bevorzugen
sind allerdings aufgrund ihrer geringeren korrosiven Wirkung stark alkalische Medien.
Für den anschließenden Beizvorgang können, je nach Erfordernis, schwach saure Beizen angewandt werden, mit anschließendem gründlichem Spülen und Neutralisation. Alle
Vorbehandlungsschritte müssen naturgemäß auf den speziellen Behandlungsablauf abgestimmt werden.
5.11.1.2 Nachbehandlung [70–73]
Die Neutralisation der noch anhaftenden Elektrolytreste nach dem Spülen erfolgt in einer
oxidierenden Lösung, meist unter Fluoridzusatz. Nachträglich wird vielfach ein Sealing(Imprägnier)-Vorgang empfohlen zum Schließen der Oxidschichtporen. Dabei wird eine
glatte, abriebfeste Oberfläche erzielt. Hierzu kommen z. B. Kunstharze, Silikatlösungen
(Wasserglas), Einlagerung von PTFE-, Grafit- oder MoS 2-Partikeln, Fette, Öle und Wachse in Frage.
Das Problem bei einer chemischen Vorbehandlung der Mg-Oberflächen ist der starke
Angriff der Metalloberfläche auch in niedrig dosierten Prozessbädern. Es bildet sich sehr
schnell ein Beizbast, der für eine einwandfreie Bildung einer Konversionsschicht wieder
vollständig von der Oberfläche entfernt werden muss.
Die Vorbehandlung einer Magnesiumoberfläche vor der Beschichtung kann folgendermaßen aussehen:
5.11 Magnesiumwerkstoffe
281
• Reinigen stark alkalisch – nicht beizend
• Spülen
• Beizen (optional, abhängig von der Oberflächenbeschaffenheit). Für AZ 91 Legierung
wird das Beizen in einer Mischung aus Schwefel- und Salpetersäure empfohlen. Für AM
50/60 Legierungen empfiehlt sich das Beizen in Oxalsäure.
• Spülen
• Konversionsbehandlung
• Spülen in VE-Wasser
• Trocknen
5.11.2 Konversions- bzw. Passivierungsverfahren für Magnesium
Die Chromatierung von Magnesiumoberflächen wird auch heute noch in großem Umfang
durchgeführt. Die entsprechenden Verfahren werden insbesondere in den MIL-Spezifikationen M3171 Typ 1 bis Typ 3 beschrieben [74]. Dabei werden zur Passivierung Chromsäure oder deren Salze eingesetzt. Die chemische Passivierung mit chrom(VI)-haltigen
Elektrolyten ist relativ einfach durchzuführen, hat aber den Nachteil, dass der Elektrolyt
aber auch die gebildeten Schichten Cr6+ enthalten und somit besondere Vorschriften bei
der Verwendung gelten.
Darüber hinaus stellt die Wiederverwertbarkeit chromatierter Gegenstände aus Magnesium oder seinen Legierungen ein Problem dar, da diese aufgrund der in der Konversionsschicht enthaltenden Schwermetalle nur mit Aufwand zu sogenannten High-PurityMaterialien recycled werden können.
Nicht zuletzt aus Gesundheits- und Umweltschutzgründen war auch hier das Bestreben
von Herstellern und Verarbeitern, Alternativen zu den Chromatierungen zu finden und
zu entwickeln. Auch die EU-Richtlinie 2000/53 [59], in der ab 2002 eine Beschränkung
von 2 mg/Cr6+ pro Fahrzeug gefordert ist, hat dazu beigetragen über den Einsatz von neuen Verfahren nachzudenken. Heute fordert die Automobilindustrie auf allen Oberflächen
Cr6+-freie Konversionsschichten.
Als chrom(VI)-freie wässrige Passivierungslösungen für Magnesium sind u. a. folgende
Basissysteme bekannt:
•
•
•
•
•
•
•
Stannat (Dow Chemical)
Phosphat (Dow Chemical No. 18)
Phosphat-Permanganat [75]
Permanganat-Säuren (HNO3, H2SO4, HF) [76]
seltene Erden-Ionen [77]
Zirkoniumfluorid [78]
Cerat-Verfahren [62]
282
5 Oberflächenvorbehandlung von Metallen
Nachteil bei einzelnen dieser bekannten Verfahren ist, dass die Lösungen nicht langzeitstabil sind, sich erst bei höheren Temperaturen, T = 40–80 °C, eine Passivierungswirkung
zeigt oder dass sie einen zu geringen Selbstheilungseffekt und Korrosionsschutz bieten.
Gerade der Selbstheilungseffekt, wie in [79] auf chromatierten Zinkschichten untersucht und beschrieben, ist für eine dauerhafte Passivierung auf unedlen Metallen von Bedeutung.
5.11.3 Konversionsschichtbildung mit dem System Permanganat,
Vanadat, Molybdat, Wolframat
Das Verfahren [80] umfasst die Schritte: Entfetten, Beizen, Passivieren, Trocknen, wahlweise Sealing oder Lackieren. Das Passivieren kann durch die bekannten Verfahren im
Tauchen, Spritzen, Sprühen erfolgen. Die wässrige Passivierungslösung besteht aus Kaliumpermanganat in Kombination mit den Anionen Vanadat, Molybdat oder Wolframat.
Das System ist ein zum Werkstoff Magnesium angepasstes Redoxsystem und hat mit dem
ablaufenden Reaktionsmechanismus des Chromatierens eine hohe Ähnlichkeit. Die Passivierung erfolgt bei Raumtemperatur und ist für alle gebräuchlichen Magnesiumwerkstoffe
wie Druckguss-, Guss- oder Knetlegierungen anwendbar.
Die Konversionsschicht besteht aus den Oxiden des Magnesiums (MgO), Mangans
(Mn2O3, MnO2) und mindestens einem Oxid aus der Gruppe von Vanadium, Molybdän
oder Wolfram.
Die Korrosionsschutzeigenschaften (Salzsprühbeständigkeit) der Passivschichten auf
AZ 91 und AM 50 wurden mit einem Standard-Chromatierverfahren verglichen. Beim
temporären Korrosionsschutz werden bei beiden Verfahren nur geringe Korrosionsstandzeiten erhalten. Durch Verdichten der Oberflächen, z. B. mit einer Sol-Gel-Lösung oder
durch Lackieren kann ein sehr hoher Korrosionsschutz erzielt werden.
Die Dicke der Konversionsschicht liegt bei maximal 1 µm. Sie ist elektrisch leitend und
kann damit auch für die elektrophoretische Lackierung eingesetzt werden.
5.12 Wahl der passenden Vorbehandlung
Viele Faktoren beeinflussen die Wahl des für den Anwendungsfall passenden Vorbehandlungsverfahrens:
• Metalltyp und Qualität
• Oberflächenzustand
• Anforderungen an die Oberflächenbehandlung und Anwendungsbereich des Endproduktes
• Wirtschaftliche und umweltbedingte Betrachtungen (meistens eine Frage der besseren
Alternative unter mehr oder weniger gleichwertigen Vorbehandlungssystemen)
5.12 Wahl der passenden Vorbehandlung
283
Ein Kriterium, mit dessen Hilfe eine Zuordnung und Einteilung der geeigneten Vorbehandlung getroffen werden kann, ist die Zuordnung des Produktes zu einer Korrosionsklasse.
Die Einteilung in Korrosionsklassen bzw. Beanspruchungsstufen ist in DIN EN 12329
für verzinkte Oberflächen [81] und in DIN ISO 12944-2 [82] beschrieben und erläutert.
Die Einteilung der Korrosionsklassen hier wurde in Anlehnung an diese Normen vorgenommen.
Korrosionsklasse 0 Innenklima mit einer relativen Luftfeuchtigkeit von weniger als
60 %. Sehr geringes Korrosionsrisiko, geringe Aggressivität, dekorative Anwendung ohne
Beanspruchung.
Korrosionsklasse 1 Innenraumbeanspruchung in warmer, trockener Atmosphäre, geringes Korrosionsrisiko.
Korrosionsklasse 2 Innenklima mit Temperaturschwankungen und Feuchtigkeitsschwankungen. Außenklima im Binnenland, von Industriegebieten entfernt. Mittleres
Korrosionsrisiko.
Korrosionsklasse 3 Freibewitterung unter mittleren Bedingungen. In Ballungsräu
men und in der Nähe von Industriegebieten. In Wasser und Küstennähe. Großes
Korrosionsrisiko.
Korrosionsklasse 4 In Bereichen mit permanenter hoher Luftfeuchtigkeit. In Industriegebieten mit hoher Schadstoffbelastung und in Räumen, in denen Chemikalien verarbeitet
oder eingesetzt werden, zum Beispiel Laborräume, Schwimm- oder Thermalbäder.
Abhängig vom Grundmetall und von der Kenntnis der richtigen Zuordnung des Produktes zur Korrosionsklasse, können anhand der Tab. 5.9, 5.10, 5.11, 5.12, 5.13 und 5.14
empfohlene Vorbehandlungsmethoden gefunden werden.
Tab. 5.9 Empfohlene, nicht empfohlene Vorbehandlungen von verzinkten Stahloberflächen
Vorbehandlung von verzinktem Stahl
Behandlungsart
Korrosionsklasse
0
Reinigen/Entfetten
Strahlen
Eisenphosphatierung
Zinkphosphatierung
Chromatierung
1
2
3
4
284
5 Oberflächenvorbehandlung von Metallen
Tab. 5.10 Empfohlene, nicht empfohlene Vorbehandlungen von Eisen und Stahl
Vorbehandlung von Eisen und Stahl
Behandlungsart
Korrosionsklasse
0
1
2
3
4
Reinigen/Entfetten
Strahlen
Eisenphosphatierung
Zinkphosphatierung
Chromatierung
Tab. 5.11 Empfohlene, nicht empfohlene Vorbehandlungen von Aluminium
Vorbehandlung von Aluminium
Behandlungsart
Korrosionsklasse
0
1
2
3
4
Reinigen/Entfetten
Strahlen
Eisenphosphatierung
Zinkphosphatierung
Chromatierung
Voranodisation
Tab. 5.12 Empfohlene, nicht empfohlene Vorbehandlungen von Magnesium
Vorbehandlung von Magnesium
Behandlungsart
Korrosionsklasse
0
1
2
3
4
Reinigen/Entfetten 1)
Strahlen
Eisenphosphatierung
Zinkphosphatierung
Chromatierung
Anodisation
1)
Die natürliche Oxidhaut oder Gusshaut der Magnesiumoberfläche darf nicht durch die Reinigung oder
Entfettung angegriffen werden.
5.13 Trouble-Shooting bei No-Rinse-Vorbehandlung
285
Tab. 5.13 Empfohlene, nicht empfohlene Vorbehandlungen von Kupfer und Messing
Vorbehandlung von Kupfer und Messing
Behandlungsart
Korrosionsklasse
0
1
2
3
4
Reinigen/Entfetten
Strahlen
Eisenphosphatierung
Zinkphosphatierung
Chromatierung
Tab. 5.14 Empfohlene, nicht empfohlene Vorbehandlungen von Aluminium/Zink
Vorbehandlung von Alu/Zink
Behandlungsart
Korrosionsklasse
0
1
2
3
4
Reinigen/Entfetten
Strahlen
Eisenphosphatierung
Zinkphosphatierung
Chromatierung
Bei der in den Tabellen vorgegebenen Chromatierung wird von einer Gelb- oder Grünchromatierung mit entsprechenden Schichtgewichten ausgegangen. Die chromfreien Verfahren sind hier nicht mit aufgezeigt worden, da erst wenige Erfahrungen vorliegen.
Empfohlene Vorbehandlung
Kann verwendet werden
Nicht empfohlen/ungenügend
Empfohlen, aber gewöhnlich nicht verlangt
5.13 Trouble-Shooting bei No-Rinse-Vorbehandlung
In den folgenden Tabellen wurden die Erfahrungen aus der Praxis [83] bei der No-RinseVorbehandlung zusammengetragen und Fehler, Fehlererkennung und -vermeidung bzw.
-behe-bung aufgelistet (Tab. 5.15, 5.16, 5.17, 5.18 und 5.19).
286
5 Oberflächenvorbehandlung von Metallen
Tab. 5.15 Schlechtes Ablaufverhalten des No-Rinse-Mediums/Tropfenbildung
Mögliche Ursache
Abhilfe
Anmerkungen
Zu hohe
Produktkonzentration
Zugabe von VE-Wasser
Einfluss auf Vorbehandlungsqualität hinsichtlich der
Korrosionsbeständigkeit
Rücksprache mit
Chemielieferanten
Mangelnde Schrägstellung/fal- No-Rinse-gerechte Bestückung Bewusstseinsbildung der Mitder Gehänge
arbeiter für neue Technologie
sches Aufhängen der Teile
Nicht geeignetes Teilespektrum (z. B. schöpfende Teile)
Umstellung auf alternative
Verfahren der Applikation – z. B. elektrostatische
Applikation
Zu hohe Viskosität des NoRinse-Mediums aufgrund
erhöhter Badtemperatur oder
zu hoher Objekttemperaturen
Überwachung der
Badtemperatur
Vermeidung einer zu starken
Wärmeübertragung durch die
Teile (z. B. durch Kühlung der
vorgeschalteten Spülen)
Zugabe von Ablaufadditiven zur Optimierung des
Ablaufverhaltens
Schlechte Benetzbarkeit
Dieser Punkt ist bereits im
Vorfeld zwischen Anlagenbetreiber und Chemielieferanten
zu klären → Systemgrenzen
der No-Rinse-Technik
Nach Rücksprache mit dem
Chemielieferanten
Überprüfung der Vorbehandlung (Reinigung)
Zugabe von Ablaufadditiven
Tab. 5.16 Optische Beeinträchtigung nach dem Haftwassertrockner bzw. Einbrennofen
Mögliche Ursache
Abhilfe
Anmerkungen
Spürbare Unebenheiten an Ablaufkanten und in
Toträumen
Aufkonzentration
(siehe schlechtes
Ablaufverhalten)
Einbau einer stufenlos regelbaren Abblasstation (ggf.
manuell) vor der Einfahrt in den Haftwassertrockner
Ausreichend lange Abtropfzeiten bzw. -zonen
berücksichtigen
Mechanisches Nacharbeiten (kann zu Fehlern in der
Beschichtung bzw. Haftungsproblemen führen)
Pickelbildung
nach Haftwassertrockner
Eintrag von
Schmutzpartikeln in
den Polymerfilm
Schaumbildung im
No-Rinse-Bad
ggf. nachträglicher Einbau eines Filters, wenn bereits
vorhanden Kontrolle und Austausch des Filters
Kontrolle der Spülwasserqualität vor No-Rinse-Zone
(pH-Wert, Leitfähigkeit, Einhalten der vorgegebenen
Parameter)
Ggf. mechanische Nacharbeit (kann zu Fehlern in der
Beschichtung bzw. Haftungsproblemen führen)
Kraterbildung
nach dem Einbrennen des
Pulverlackes
unzureichende
Trocknung im
Haftwassertrockner
Überprüfung der Trocknungsparameter im Haftwassertrockner, Erhöhung der Temperatur bzw. längere
Verweilzeiten
5.13 Trouble-Shooting bei No-Rinse-Vorbehandlung
287
Tab. 5.17 Unzureichende Lackhaftung
Mögliche Ursache
Abhilfe
Anmerkungen
Lackabplatzungen an
Ablaufkanten
Zu hohe Schichtdicke des No-Rinse-Mediums/Aufkonzentration
Unzureichende
Lackhaftung nach
Gitterschnittprüfung
Unzureichende
Entfettung
Vorgeschaltete Aktivzonen (Entfettungs- und
Beizbäder bzw. Phosphatierung) überprüfen
Schlechte
Benetzung
Zugabe eines Ablaufadditivs zur Optimierung
der Benetzbarkeit (nach Rücksprache mit
Chemielieferanten)
Tab. 5.18 Probleme bei der Badführung
Mögliche Ursache
Abhilfe
Anmerkungen
Koagulieren der
Polymerkomponente (Auspolymerisierung/
Fadenbildung)
Zu hohe Badtemperaturen
Einbau Badkühlung
Eintrag von Fremdsubstanzen
(reduzierende bzw. neutralisierende Medien)
Kontrolle der Badparameter entsprechend
den Vorgaben (pH-Wert, Feststoffgehalt,
Leitwert)
Verwendung nicht geeigneter
Pumpen (abhängig von NoRinse System)
Kontrolle der vorgeschalteten VE-Spüle/
Vermeidung von Verschleppungen
Eintrag von Fremdsubstanz
Zugabe von zuviel
Ablaufadditiven
Kontrolle der Badparameter entsprechend
den Vorgaben des Chemielieferanten (pHWert, Feststoffgehalt, Leitwert)
Schaumbildung
Austausch des Pumpentyps
Kontrolle der vorgeschalteten VE-Spüle/
Vermeidung von Verschleppungen
Zugabe eines geeigneten Entschäumers
(Rücksprache mit Chemielieferanten)
Schlammbildung
Verfärbung/Eintrübung des Bades
Eintrag von Schmutzpartikeln Kontrolle der Badparameter entsprechend
über Gehänge oder durch
den Vorgaben
Verschleppungen
Alterung der
Polymer-komponente
Beachtung von vorgegebenen Standzeiten
bzw. Turnover-Zeiten
Einlösen von Fremdionen
durch chemische Reaktion
von No-Rinse Medium und zu
behandelnder Oberfläche
Reinigung der Bäder in Stillstandzeiten
Verarmung an Polymer-komponente (Schlammbildung)
Eintrag von Fremdsubstanzen
durch Verschleppung bzw.
chemischer Reaktion
Teilerneuerung/Verwurf des Elektrolyten
(nach Rücksprache mit Chemielieferanten)
Vermeidung zu niedriger Ansaughöhen der
Umwälzpumpen (Gefahr der Aufwirbelung
von Feststoffen → Einbau von Schmutzpartikeln in den Polymerfilm)
288
5 Oberflächenvorbehandlung von Metallen
Tab. 5.19 Überblick über verschiedene Methoden der Vorbehandlung bei Kunststoffen [84]
Reinigung/Vorbehandlung
Kunststofftyp
PP
Polypropylen
Beflammen, Korona-Entladung, Plasmabehandlung
PP/EPDM
Polypropylen/EthylenPropylen-Dien-Blends
ab 20–25 % EPDM keine Vorbehandlung, bei weniger
EPDM Behandlung wie PP
PUR
Polyurethane
bei Trennmittel wässrige alkalische Reinigung, sonst
saure Reinigung
PC
Polycarbonate
Abwaschen mit Alkohol
PBT
Polybutadienterephthalat wässrige alkalische Reinigung
wässrige alkalische Reinigung
PBT/PC
PA
Polyamide
wässrige alkalische Reinigung
ABS
Acrylnitril/Butadien/
Styrol-Copolymere
wässrige alkalische Reinigung oder Abwaschen mit
Alkohol
PS
Polystyrol
wässrige alkalische Reinigung
PVC
Polyvinylchlorid
wässrige alkalische Reinigung
PMMA
Polymethylmethacrylat
Tempern
PPS
Polyphenylensulfid
Abwaschen mit Alkohol
PH
Polyharnstoff
wässrige alkalische Reinigung
POM
Polyoxymethylen
wässrige alkalische Reinigung
PPE
Polyphenylenether
wässrige alkalische Reinigung
PPO
Polyphenylenoxid
wässrige alkalische Reinigung
5.14 Vorbehandlung von Kunststoffen
Die meisten Kunststoffe müssen vor der Lackierung einer gezielten, genau auf Werkstoff
und Ansprüche abgestimmten Vorbehandlung unterzogen werden. Dabei überwiegen die
nasschemischen Verfahren, wie alkalische oder saure Reinigung wie sie auch aus dem Metallbereich bekannt sind.
Für verarbeitete Thermoplaste wird in der Regel die alkalische Entfettung mit anschließendem Spülen in destilliertem Wasser gewählt. SMC-Teile (sheet mould compound) werden ebenfalls meist alkalisch vorbehandelt.
Bedingt durch die Vielfalt der Kunststoffe und deren unterschiedliche Eigenschaften
existieren zahlreiche Spezialverfahren, deren Einsatz auf bestimmte Kunststofftypen beschränkt ist, beispielsweise Korona- und Plasmabehandlung oder auch das Beflammen
von Polyolefinen.
5.14.1 Mechanisches Vorbereiten von Kunststoffen
Das mechanische Reinigen ist bei Thermoplasten nicht von großer Bedeutung. Sie sind
sehr weich und schmieren leicht beim Schleifen. Duromere und darunter auch die faser-
5.14 Vorbehandlung von Kunststoffen
289
verstärkten Duromere lassen sich hingegen gut durch Schleifen vorbereiten. Beim Schleifen werden hier neue Oberflächen und eventuell auch Fasern freigelegt, die aufgrund der
hohen Polarität eine gute Haftung zeigen. Bei Integralschäumen können allerdings Poren
angeschliffen werden, die sich durch eine Beschichtung nicht mehr abdecken lassen. Hier
muss dann der Abtrag sorgfältig kontrolliert werden [23].
Die Stäube, die beim mechanischen Vorbereiten entstehen, können leicht die Oberflächen erneut verunreinigen. Sie laden sich elektrisch auf und schlagen sich wieder auf der
bereits gereinigten Oberfläche nieder. Von dieser sind sie nur schwer zu entfernen. Hier ist
ein Abblasen mit ionisierter Luft am wirkungsvollsten.
Bei Kunststoffen hat das herkömmliche Strahlen keine Bedeutung, da es in der Regel
die Oberflächen zu stark aufreißt. Zum Entfernen von Lackschichten kann jedoch mit
Kunststoffgranulat so gestrahlt werden, dass darunter liegende härtere Primer nicht beeinflusst werden.
5.14.2 Das Reinigen von Kunststoffen
Der Einsatz wässriger Reiniger vor dem Beschichten kann bei Kunststoffen problematisch
sein. Denn der Reiniger sollte die Oberfläche möglichst gut benetzen können, was aufgrund der hohen Oberflächenspannung des Wassers oft nicht erreichbar ist. Wässrige Reiniger erfordern daher Zusätze, die eine ausreichende Benetzung ermöglichen.
Wässrige Reiniger finden Anwendung, wenn sich die Kunststoffoberflächen bei der
Reinigung nicht verändern sollen. Erfahrungsgemäß sind sie gut geeignet, wenn gröbere
Verschmutzungen zu entfernen sind. Zu berücksichtigen ist dabei, dass einige Kunststoffe
erhebliche Wassermengen aufnehmen können – ein meist unerwünschter Effekt, den hohe
Badtemperaturen noch verstärken.
5.14.3 Beizen von Kunststoffoberflächen
Das Beizen von Kunststoffen war bisher durchaus üblich, denn es lassen sich dadurch
gute Haftungseigenschaften erzielen. Zu berücksichtigen ist aber, dass viele Kunststoffe
chemisch reaktionsträge sind, und entsprechend aggressiv müssen die Beizbäder sein.
Zur Vorbehandlung von Polyethylen kann zum Beispiel ein Beizmittel aus konzentrierter
Schwefelsäure verwendet werden, das große Konzentrationen an Chromat enthält. In dieser Lösung wird dann bei 60 bis 80 °C gebeizt. In der Produktion ist die Anwendung eines
solchen Beizbades heute unmöglich.
Beim chemischen Beizen von Kunststoffen mit weniger aggressiven Chemikalien ist
eine zusätzliche Aktivierung erforderlich, zum Beispiel mit Plasma oder UV-Strahlung.
290
5 Oberflächenvorbehandlung von Metallen
5.14.4 Aktivierung der Kunststoffoberflächen
Um auf den Kunststoffoberflächen eine ausreichende Lackhaftung zu erzielen, ist eine Aktivierung dieser notwendig.
Eine Möglichkeit hierzu bietet die Fluorierung der Oberflächen in der Gasphase [85].
Die Reaktion von fluorhaltigen Gasgemischen (Fluor/Stickstoff) mit Polymeren kann mit
Hilfe neuer Techniken, der Gasphasenfluorierung leicht und reproduzierbar durchgeführt
werden. Durch die Substitution von Wasserstoffatomen an der Polymerkette durch Fluoratome erhalten die Oberflächen einen starken polaren Charakter, ohne eine Beeinflussung
des Basismaterials. Dadurch kann der Lackfilm die Oberfläche besser benetzen, was in
einer verbesserten Lackhaftung resultiert.
Vorteil dieser Aktivierung ist ihre reproduzierbare Aktivierung der Kunststoffoberflächen und sie bleibt über mehrere Monate stabil.
Literatur
1. Molz, Th.: Wässrige Reinigung metallischer Oberflächen, Referat, Technische Akademie Wuppertal, Vorbehandlung von Metalloberflächen, 2001
2. Stiles, M; Haasner, Th.: Überprüfung der Reinigungsqualität und Restschmutzbestimmung, Teil
1 und 2. In: JOT 1998/6 und 7
3. Linford, J. B.; Saubestre, E. B.: ASTM Bulletin 47, Mai 1953
4. ISO 8502-7: Preparation of steel substrates before application of paint and related products –
Tests for the assessment of surface cleanliness – Part 7: Field method for determination of oil and
grease
5. ISO 8502-11: Preparation of steel substrates before application of paint and related products –
Tests for the assessment of surface cleanliness – Part 11: Field method for titridimetric determination of water-soluble sulphate
6. ISO 8502-12 (2000/04): Preparation of steel substrates before application of paint and related
products – Tests for the assessment of surface cleanliness – Part 12: Field method for titrimetric
determination of ferrous ions
7. ISO 8502-13: Preparation of steel substrates before application of paint and related products –
Tests for the assessment of surface cleanliness – Part 13: Analysis of soluble impurities on surfaces to be painted – Field method for soluble salts by conductometric measurement used surface
salts meter
8. ISO 8502-5 (1998/02): Preparation of steel substrates before application of paint and related products – Tests for the assessment of surface cleanliness – Part 5: Measurement of chloride on steel
surface prepared for painting (ion detection tube method)
9. ISO 8502-8 (1999/05): Preparation of steel substrates before application of paint and related products – Tests for the assessment of surface cleanliness – Part 8: Field method for refractrometric
determination of moisture
10. ISO 8502-10 (1999/12): Preparation of steel substrates before application of paint and related
products – Tests for the assessment of surface cleanliness – Part 10: Field method for the titrimetric determination of chloride
Literatur
291
11. ISO 8503-5 (1999/05): Preparation of steel substrates before application of paint and related products – Surface roughness characteristics of blast cleaned steel substrates – Part 5: Method for the
determination surface profile – Replica tape method
12. ISO 8504-4: Preparation of steel substrates before application of paint and related products – Surface preparation methods – Part 4: Solvent cleaning
13. Baumgärtner, M. E.; Gabe, D. R.: Elektrochemische Prüfverfahren zur Bestimmung der Reinheit
von Metalloberflächen. In: Galvanotechnik, 1999, S. 283–307
14. DIN 53364, Ausgabe 1975, 06: Prüfung von Kunststofffolien, Benetzbarkeit von PE- und PP-Folien
15. ASTM D 2578-94: Standard Test Method for Wetting Tension of Polyethylene and Polypropylene
Films
16. Simon, H.; Thoma, H.: Angewandte Oberflächentechnik für metallische Werkstoffe. Carl Hanser
Verlag, München (1985)
17. Praktische Galvanotechnik. E. G. Leuze-Verlag, Saulgau, 133 (1984)
18. Burkart, W.; Schmotz, K.: Handbuch für das Schleifen und Polieren. E. G. Leuze-Verlag, Saulgau
(1984)
19. DIN-ISO 11124 (1997): Teile 1 bis 4, Vorbereitung von Stahloberflächen vor dem Auftragen von
Beschichtungsstoffen, Anforderungen an metallische Strahlmittel
20. DIN-ISO 11125 (1997): Teile 1 bis 7, Vorbereitung von Stahloberflächen vor dem Auftragen von
Beschichtungsstoffen, Prüfverfahren für metallische Strahlmittel
21. DIN-ISO 11126 (1997): Teile 1, 3, 4, 5, 6, 8, Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstoffen, Anforderungen an nichtmetallische Strahlmittel
22. DIN-ISO 11127 (1997): Teile 1 bis 7, Vorbereitung von Stahloberflächen vor dem Auftragen von
Beschichtungsstoffen, Prüfverfahren für nichtmetallische Strahlmittel
23. Kollek, H.: Reinigen und Vorbehandeln, Vincentz Verlag, 1996
24. Kresse, J.: Wässrige Reinigung von Aluminiumoberflächen vor der Konversionsbeschichtung,
Referat, GSB Lehrgang, 2001
25. Specht, J.: Reinigen und Phosphatieren von Werkstücken aus Stahl, verzinktem Stahl und Aluminium als Vorbehandlung vor der Beschichtung mit organischen Stoffen. Referat; Technische
Akademie Wuppertal, Vorbehandlung von Metalloberflächen, 2001
26. Rausch, W. u. a.: Die Phosphatierung von Metallen. Eugen G. Leuze Verlag, Saulgau, 1988
27. Heitz, M.; Fabian, W.: Renaissance der Eisen-Dickschichtphosphatierung. In: JOT 11, 2000
28. DIN 50939 (4/1988): Korrosionsschutz; Chromatieren von Aluminium; Verfahrensgrundsätze
und Prüfverfahren. Beuth-Verlag GmbH, Berlin
29. ISO 10546 (1993): Chemical Conversion Coatings – Rinsed and non rinsed chromate conversion
coatings on aluminium and alluminium alloys
30. Autorenkollektiv: Aluminium-Taschenbuch, Aluminium-Verlag Düsseldorf; 14. Auflage 1988;
15. Auflage, Bd. 2, 1996
31. Dettner, H.; Elze, J.; Raub, E.: Handbuch der Galvanotechnik. Carl Hanser Verlag. MünchenWien, 1963
32. Wernick, S.; Pinner, R.: The Surface Treatment and Finishing of Aluminium and its Alloys. ASM
International, Metals Park, Ohio (USA), 5. Auflage, 1987
33. Gebhard, M.; Neuhaus, A.; Blüthgen, W.: Chromatierschichten auf Aluminium. Fachberichte der
Oberflächentechnik (1968) 7–8, S. 115–119
34. Ries, Ch.: Verfahrenstechnik und Verfahren zur Erzeugung von Konversionsschichten. In: Metalloberfläche 25 (1978) 4, S. 132–134
35. Dölling, H.: Übersicht über die Vorbehandlungsverfahren für das Beschichten von AluminiumOberflächen. In: Aluminium 54 (1978) 11, S. 708–709
36. Roland, W.: Konversionsüberzüge auf Aluminium. Henkel-Referate 24 (1988), S. 20–25
292
5 Oberflächenvorbehandlung von Metallen
37. Lohmayer, S.: Phosphatierfehler aus Zink- und Alkaliphosphatierungen. Eugen G. Leuze Verlag,
Saulgau, 1993
38. Chemische Oxidation, Chromatieren, Phosphatieren von Aluminium, Merkblatt 02, Aluminium-Zentrale e. V., Düsseldorf, 8. Auflage, 1987
39. Jelinek, T. W.: Oberflächenbehandlung von Aluminium. E. G. Leuze Verlag, 1997
40. Baier, A.: Chromatüberzüge auf NE-Metallen“ (2. Teil). In: Oberfläche 13 (1973) 12, S. 774–779
41. Wilkowski, W.: Chromatieren. In: Galvanotechnik 70 (1978) 8, S. 712–719
42. Brunner, H.: Chromatüberzüge auf Aluminium. In: Product Finishing (USA) 55 (1990) 2, S. 37–
41
43. de Riese-Meyer, L.; Kintrup, L.; Speckmann, H.-D.: Bildung und Aufbau Chrom-VI-haltiger Konversionsschichten auf Aluminium. In: Aluminium 67 (1991) 12, S. 1215–1220
44. Favilla, J. R.: No-Rinse-Behandlung für Aluminium. In: Product Finishing (USA) 55 (1990) 2,
S. 45–55
45. Puderbach, H. u. a.: Analyse von dünnen Chromatierschichten auf Aluminium – Aufbau und
Zusammensetzung von No-Rinse-Schichten, Henkel-Referate 22 (1986), S. 108–113
46. Arrowsmith, D. J.: Chromat-Phosphat-Überzüge auf Aluminium – Aufgabe der Ionen in der Lösung und Einfluss der Metallionen. In: Galvanotechnik 78 (1987) 7, S. 1874–1882
47. Sander, J.: Moderne Chromatierverfahren für Aluminium – Wirtschaftlichkeit und Umweltschutz. Tagungsberichtsband:,,Entwicklungen in der Oberflächenbehandlung von Aluminium“,
5. 19 ff, Aluminium-Verlag, Düsseldorf, 1989
48. Wernick, S.; Pinner, R.; Zurbrück, E.; Weiner, R.: Die Oberflächenbehandlung von Aluminium.
Eugen G. Leuze Verlag, Saulgau, 2. Auflage, 1977
49. John-Schillings, Th.: Alternative Konversionsbeschichtung für Aluminium. In: JOT, 8, 1998
50. Paatsch, W.: In: Oberfläche-Surface, 28, 15 (1987)
51. Riedel, W.: Funktionelle Chemische Vernicklung. E. G. Leuze Verlag, Saulgau (1989)
52. Kunze, E.: Zum Mechanismus des Beizens unlegierter Stähle in inhibierten und in inhibitorfreien Säuren. In: Neue Hütte (Leipzig). 15 (1970)
53. Jungslager, E. F.: Stromlose Vernickelung. In: Metalloberfläche, 22, 170 (1968).
54. Brennenstuhl, H.; Orth, H.: Mangansulfid als Schadensursache in der Galvanotechnik. 77, 580
(1986)
55. Gawrilow, G. G.: Chemische Vernickelung. E. G. Leuze Verlag, Saulgau (1974)
56. Beschichten von Aluminiumguss – Lackieren, Arbeitsblatt der DFO, Deutsche Gesellschaft für
Oberflächenbehandlung e. V., Düsseldorf, 1991
57. Umwelt online: TRGS 901-3, TRK-Werte (2001)
58. Kresse, J; Nowak, A: Alternativen zur Chromatierung von Aluminium und seinen Legierungen.
DGO/DFO Vortragsveranstaltung, Februar 1995
59. EU Altautoverordnung, Amtsblatt der Europäischen Gemeinschaften, Richtlinie 2000/53/EG
vom 18. September 2000.
60. Mitteilung des Abgeordnetenhaus von Berlin, Drucksache 13/3002, Drsn. Nr. 13/776, Nr.
13/2414 und 13/2719.
61. Aluminium Taschenbuch, Band 3, 15. Auflage, Aluminium-Verlag
62. Schubach, P.: Chromfreie Vorbehandlungsverfahren für Aluminiumwerkstoffe. In: Galvanotechnik, 7, 92, 2001
63. Qualitätsrichtlinien der GSB-International, Al 631
64. Hughes, A. E.; Nelson, J. H.: Interfinish 96, World Congress (1996). The Institut of Metal Finishing
65. Child, T. F.; van Ooij, W. J.: Trans. Inst. Of Metal Finishing, 77 (1999), 64–70
66. Mulder, J.: Eine chromfreie Alternative. In: Metalloberfläche, 55, 1, 2001
67. Altenpohl, D.: Aluminium und Aluminiumlegierungen, Band 19. Berlin: Springer Verlag, 1965
Literatur
293
68. Hübner, W.; Speiser, C. Th.: Die Praxis der anodischen Oxidation des Aluminiums. Aluminium
Verlag Düsseldorf, 1988
69. Keller, F.; Hunter, M. S.; Robinson, D. L.: J. Elektrochem. Soc. 100 (1953) 411
70. Gmelin: Handbuch der Anorgan. Chemie, Syst.-Nr. 27 Magnesium, Teil 1. Verlag Chemie GmbH,
Weinheim, 8. Aufl. 1952, S. 760–818 (und dort zitierte Literatur)
71. Dettner, H. W.; Elze, J.: Handbuch der Galvanotechnik. Bd. III, S. 179–190, Carl Hanser Verlag
1969
72. Metals Handbook, 9th ed., Vol. 5, S. 628–649. ASM, Ohio, USA 1982
73. Emley, E. F.: Principles of Magnesium Technology. Pergamon Press, Oxford, London, Edinburgh,
N.Y., Paris, Frankfurt 1966, S. 670–735, S. 700–701
74. SAE AMS-M-3171 (1998-04-01), Magnesium Alloy: Processes for Pretreatment and Prevention
of Corroion
75. Hawk, D.; Albright, D. L.: A Phosphate-Permanganate Conversion Coating for Magnesium. In:
Metal Finishing, 10, 1995, S. 34–38
76. Takaya, M.: The Formation Manganese-Type Chemical Conversion Coating for Magnesium Alloys. Tagungsband Interfinish 96, World Congress, 10.–12. September 1996, S. 425–441
77. Hughes, A. E.; Gormann, J. D.; Paterson, P. J. K.: The Characterization of Ce-Mo-based Conversion Coatings on Al-alloys. In: Corros. Sci. 38, 1996, 11, S. 1957–1976
78. Anonym.: Wässrig reinigen und chromfrei vorbehandeln in einer Anlage. In: JOT, 7, (1999)
79. Blumenthal, et.al.: Chromatierungen auf Zinkschichten. In: Metalloberfläche 53, (1999), 10,
S. 10–17
80. Kurze, P.: Chromfreie passivierte Magnesiumoberflächen mit nachfolgendem Lackauftrag, Vortragsmanuskript
81. DIN EN 12329 (2000): Galvanische Zinküberzüge auf Eisenwerkstoffen mit zusätzlicher Behandlung
82. DIN ISO 12944-2 (1994): Korrosionsschutz von Stahlbauten durch Beschichtungssysteme, Teil 2:
Einteilung der Umgebungsbedingungen
83. Dyllus, Th.: No-Rinse-Vorbehandlung – neue Entwicklungen und Problemlösungen. EPS-Pulvertagung (2002), München
84. Moeller, E.; Ritter, R.: Industrielle Lackiertechnik. Weka Fachverlag, 1997
85. Fischer, S.: Kunststoffoberflächen mit Fluor behandeln. In: JOT 53, 9, (1999), S. 28–29
Weitere Literatur zu Vorbehandlung und Reinigung
Haase, B.: Wie sauber muß eine Oberfläche sein? In: JOT (1997), 4, S. 52–57
Lohmeyer, S.: Silikonbedingte Benetzungsfehler beim Vorbehandeln, Lackieren und Löten. In: Galvanotechnik (1990), Nr. 3
Gerstenberg, K. A.: Qualitätsprüfung beim Entfetten. In: JOT (1995), 3, S. 32–34
Endlich, W.: Fertigungstechnik mit Kleb- und Dichtstoffen. Vieweg Verlag, Braunschweig/Wiesbaden (1995)
EIlis, B.: Cleaning and Contamination of Electronics Components and Assemblies. Electrochemical
Publications (1986)
Lutter, E.: Die Entfettung – Grundlagen, Theorie und Praxis. 2nd Edition. Eugen G. Leuze Verlag,
Saulgau (1990)
Wood, W.: Metals Handbook. 9th Edition. VolumeSurface Cleaning, Finishing and Coating. American Society of Metals, Handbook Commitee, Library of Congress Cataloging in Publication Data,
A. S. of Metals (1982)
Kresse, J.: Säuberung technischer Oberflächen. Expert Verlag (1988)
294
5 Oberflächenvorbehandlung von Metallen
Schreiner, A.: Bewertung der Rückstandsfreiheit von Metalloberflächen. In: JOT (1997), 9, S. 72–73
Rahmel, A.; Schwenk, W.: Korrosion und Korrosionsschutz von Stählen. Verlag Chemie, Weinheim
(1977)
Kresse, J.; Cornely, R.; Pietsch, H.; Vaeth, E.: Bestimmung von Restbefettungen auf Stahlblechen in
niedrigen Oberflächenkonzentrationen. In: Metalloberfläche 37 (1983), Nr. 12, S. 500–503
Böhm, H.: Glimmentladungsspektrometer zur Untersuchung von dekorativen Schichten. In: JOT
(1994), Nr. 4, S. 124–128
Kurzmann, P.: Die Vorbehandlung im anspruchsvollen PKW-Bereich. In: JOT (1994), 9, S. 69–74
Hussain, A.: Wie sauber ist die Oberfläche? In: JOT (1994), 4, S. 120–122
Bilger, G.: Messverfahren für die Oberflächenanalytik. In: Oberfläche + JOT (1989), Nr. 8, S. 32–37
Kunze, E. (Hrsg.): Korrosion und Korrosionsschutz, Band 3 Korrosionsschutzverfahren. Wiley-VCH
Verlag, Weinheim, 2001
Pietschmann, J.; Pfeifer, H.: Filiformkorrosion auf organisch beschichtetem Aluminium, Teil 1 bisIn:
Aluminium, 69, 70, (1993/1994), S. 1019–1023, 1081–1084, 82–86
Dyllus, Th.: Neue Möglichkeiten in der Vorbehandlung von Aluminium, Stahl und verzinkten Oberflächen durch die No-Rinse-Technologie. EPS-Pulvertagung (1999), München
Pietschmann, J.: Chromfreie Vorbehandlungen im Vergleich – Welche Verfahren stehen Lohnbetrieben und Inhouse-Beschichtern zur Verfügung. EPS-Pulvertagung (2008), München
Verwendete Bilder
FEM: 5–6 bis 5–8, 5–13 bis 5–16, 5–18, 5–19, 5–24, 5–25
Chemetall GmbH, Frankfurt: 5–17, 5–20 bis 5–23
6
Pulverbeschichtung in der Praxis
6.1 Pulverbeschichtung im Bauwesen, Architektur
Am Beispiel der Anlage WAREMA II soll eine moderne Anlage für die Beschichtung von
Bauteilen für den Architekturbereich vorgestellt werden. Erstmals wurde bei dieser Anlage
die Voranodisation ohne Umhängen realisiert [1].
Die Warema Renkhoff GmbH ist ein Teil der Renkhoff AG. Die Gruppe ist Marktführer
für technischen Sonnenschutz in Europa. Das Gesamtunternehmen ist zertifiziert nach
DIN/ISO 9001, die Warema Renkhoff GmbH ist Lizenzinhaber des Qualitätszeichens Al
631.
Seit dem Jahr 1962 werden die Produkte farblich gestaltet, wobei zu Beginn der Korrosionsschutz für die Anwendung im Außenbereich im Vordergrund stand. Der Trend zu
bunten Fassaden im Baugewerbe hatte sehr bald einen großen Einfluss auf die farbliche
Gestaltung der Produkte. Um der steigenden Nachfrage gerecht zu werden, wurde 1972
die erste große Lackieranlage gebaut. Als die alte Anlage 1991 an ihre absolute Kapazitätsgrenze gelangte, war der Weg für eine neue Pulverbeschichtungsanlage geebnet. Diese
Anlage, die 1993 in Betrieb ging und auch heute noch Maßstäbe setzt, war im Jahre 2000
im Dreischicht-Betrieb bereits wieder an der Kapazitätsgrenze. Dadurch war die Entscheidung für eine neue Anlage, WAREMA II, gefallen.
6.1.1 Eckdaten und Anforderungen an die neue Anlage
Die neu zur Verfügung stehende Produktionsfläche liegt bei ca. 3000 m², die Anliefer- und
Auslieferungszone umfasst ca. 2700 m². Die Anlage hat drei Aufgabestationen, zwei Pulver-kabinen und zwei Abnahmestationen. Gefordert war das gleiche Power&Free-System
wie in der Pulverbeschichtung I. Völlig neu dagegen ist die Vorbehandlungsstrecke ausgelegt, mit der klassischen Chromatierung und der wahlweisen Voranodisation ohne ein
J. Pietschmann, Industrielle Pulverbeschichtung, JOT-Fachbuch,
DOI 10.1007/978-3-8348-2585-8_6, © Springer Fachmedien Wiesbaden 2013
295
296
6
Pulverbeschichtung in der Praxis
Umhängen der Teile vornehmen zu müssen. Zusätzlich wurden in dieser Anlage größere
Pufferstrecken realisiert. Die Abwasseranlage ist für beide Anlagen konzipiert worden.
Neueste Steuerungskonzepte unter Verwendung von SPS S 7 und Leitrechnersystem
SQF Pro-zessvisualisierungs- und Auftragsverwaltungssystem mittels Industrie-PCs und
SQF Software sollte zum Einsatz kommen und ein zentraler Datenpool für beide Anlagen
geschaffen werden. Eine Anbindung des vorhandenen Farblagers mittels Pulverlagerverwaltungssoftware war ebenso gefordert.
6.1.1.1 Besonderheiten der neuen Anlage
• Die Fördertechnik ist im Auf- und Abgabebereich 200 mm tiefer angeordnet als im Rest
der Anlage, um das Teilehandling zu vereinfachen.
• Power&Free-System mit spezieller Adaptierung der Aufhängungen an der Traverse;
sehr große Pufferstrecke vor der Vorbehandlung
• Spritzvorbehandlung mit sechs Kammern, die nach der vierten Kammer getrennt ist.
Dadurch wird eine sehr kompakte Bauweise möglich. Optional können Teile anodisiert
werden, ohne umhängen zu müssen. Kombination von Entfettung und Dekapierung im
Spritzverfahren; Anodisierung und zweifache Spüle im Tauchverfahren; weiteres Nachbehandeln in den Spritzkammern; Taktzeit der Vorbehandlung ca. 180 s
• großer Haftwassertrockner mit max. 90 °C Umlufttemperatur
• Handkabine mit Gitterrost und Bodenabsaugung
• Pulverkabine von Speedking mit Steuerung Optitronik; jeweils acht Automatikpistolen
pro Seite, vertikal angeordnet
• Einbrennöfen mit vorgeschalteter Angelierzone, die wahlweise direkt oder indirekt gasbeheizt werden können
• große Pufferstrecken bei den Abnahmestationen; Leertraversen-Zwischenpuffer, mit
der Möglichkeit, leere Teileträger direkt vor die Kabine zu stellen
• ausgereifte Leitrechnersteuerung, die es u. a. zulässt, die Traversen im Fließbild automatisch mit Farbinformationen zu versehen, die online visualisiert werden (Abb. 6.1,
6.2 und 6.3).
In der Auftragserfassung sind sämtliche produktionsrelvanten Auftragsdaten im Zugriff.
Wichtige Informationen wie z. B. Auftragsnummer und Fertigungstermin können selektiert und zu einer Liste überfälliger Termine zusammengestellt werden. Sehr wichtig ist
hier der direkte Zugriff auf die Farbpulverbestände; es kann kein Material eingelastet werden, zu dem kein Pulver vorhanden ist. Sämtliche Auftragsdatensätze werden mit Hilfe
eines Datenscanners übermittelt. Durch Markieren eines Auftrages kann dieser direkt im
Fließbild angezeigt werden. In der Farbdatenverwaltung sind sämtliche wichtige Informationen verfügbar. Eine Besonderheit ist die Errechnung der RGB-Bildschirmdaten aus den
Lab-Werten, zur Darstellung der Farbtöne. Es ist so möglich, bei der Auftragseinplanung
eine vernünftige Farbreihenfolge zusammen zu stellen. Selbst Sonder- und NCS-Farben
können dargestellt werden. Aufwändige Schalteranordnungen auf mechanisch erstellten
Fließbildern entfallen bei diesem neuen Konzept. Sämtliche schaltrelevanten Zustände
6.1 Pulverbeschichtung im Bauwesen, Architektur
297
Abb. 6.1 Anlagenlayout der neuen Vorbehandlung und Beschichtung
werden visualisiert und können per Maustaste im Handbetrieb betätigt werden. Die Anlage wird eingeschaltet, Störungen werden quittiert. Stopper, Ketten, Schmierstationen,
Öfen, usw. werden auf dieser Ebene bedient. Durch die Leit-rechnersteuerung ergibt sich
die Möglichkeit, von mehreren Rechnern aus parallel zu arbeiten. Ein speziell entwickeltes
298
6
Pulverbeschichtung in der Praxis
Abb. 6.2 Spritzvorbehandlung
Abb. 6.3 Bereich der
Pulverbeschichtung
Internet-Tool ermöglicht es Warema und allen beteiligten Firmen, vom eigenen Hause aus
auf jede Maschine zuzugreifen.
6.2 Pulverbeschichtung im Industriebereich
Mit diesem Beispiel soll ein innovatives Konzept zur Einbindung der Pulverbeschichtung
in den Produktionskreislauf und Pulverapplikation mit Robotern vorgestellt werden [2, 3].
6.2 Pulverbeschichtung im Industriebereich
299
Realisiert wurde diese Anlage bei der Firma Stengel Apparatebau GmbH mit Sitz in
Ellwangen-Pfahlheim. Die Firma ist ein reiner Zulieferbetrieb für die Büromöbelindustrie,
den Laden-bau und die Weißwarenindustrie. 150 Mitarbeiter verarbeiten jährlich 5000
Tonnen Stahlblech und 1000 Tonnen Edelstahl in Materialdicken von 0,5–6,0 mm.
Aufgrund von Kapazitätsproblemen bei der alten Beschichtungsanlage musste eine
neue Anlage geplant und gebaut werden.
Im Oktober 2001 ging die Anlage in Betrieb. Sie ist ausgelegt auf maximale Abmessungen von 3200 × 800 × 1700 mm (L × B × H) für kubische Teile sowie 3600 × 1700 mm für
flache Teile. Der Durchsatz beträgt 360 m²/h beziehungsweise 3 t/h.
Da bis zu 3000 verschiedene Artikel zu beschichten sind, wurde das Anforderungsprofil
der neuen Anlage vor allem ausgerichtet auf ein Höchstmaß an Flexibilität. Die folgenden
Leistungsmerkmale wurden definiert:
Auf- und Abgabeplätze
• Räumlich kompakt
• Sehr geräumig aufgrund umfangreicher Kommissionier- und Verpackungsarbeiten
• Kontinuierliches Arbeiten möglich (kein Zeitverlust für das Aus- bzw. Einfahren des
Laufwagens)
• Einstellbare Bandgeschwindigkeiten pro Linie
• Pufferung von beladenen Laufwagen zur Überbrückung der Pausen
Vorbehandlung
• Abwasserfrei
• Zone l: Vorentfetten mit Ölabscheider
• Zone 2: Entfetten und Phosphatieren
• Zone 3-5: Spülzonen (komplett mit VE-Wasser)
• Nach der Vorbehandlung Maskier- bzw. Ausblasmöglichkeit
Haftwassertrockner
• Zeit/Temperatur: 15 min, 150 °C
• Gas, direkt beheizt
• Nutzung der Abgaswärme des Pulvereinbrennofens
Pulverkabinen
• Steuerung mit automatischer Höhen-, Breiten-, und Lückensteuerung
• Teilebezogene Programme nach definierten Programmnamen
• Automatische Programmanwahl
• Mit je einem Roboter zum Vorbeschichten von Serienteilen
• Zusätzlich manuelle Vorbeschichtungsmöglichkeit
• Generelle Pulverrückgewinnung
• Schnelle Farbwechsel (innerhalb 15 min)
300
6
Pulverbeschichtung in der Praxis
Einbrennofen
• Zeit/Temperatur: 25 min, 200 °C
• Gas, indirekt beheizt
• Energiesparend mit Schleusensteuerung über Lichtschranken
Fördersystem
• Power & Free mit 8 übergreifenden Fördersystemen
6.2.1 Anlagensteuerung
Bei der Steuerung der Anlage wurde auf PCs gesetzt, da so eine einfache Bedienbarkeit
möglich ist. Die gesamte Anlageneinstellung ist innerhalb von 30 Sekunden zu realisieren
und eine Speicherung der Anlagenparameter für jedes Produkt ist möglich. So ist eine
vollautomatische Anlageneinstellung bei wiederkehrenden Produkten durchführbar und
sinnvoll bei einer Artikelzahl von 3000. Weitere Vorteile sind eine gewisse Prozesssicherheit, lückenlose Dokumentation und exakte Nachkalkulation.
Der Zustand der Anlage und die Produkte, welche gerade bearbeitet werden, können an
jedem PC angezeigt werden. Diese Informationen sind hier sehr wichtig, da drei Produktionsstätten im Umkreis von 8 km bedient werden müssen.
Die Steuerung und Überwachung der kompletten Anlage erfolgt mit SPS. Über eine
Profibuskarte erfolgt ein permanenter Datenaustausch mit einem PC, womit die gesamte
Anlageneinstellung über den PC vorgenommen werden kann.
6.2.2 Flexibilität durch Automatisierung der Kabinen
Für flexible Abläufe bei der Pulverbeschichtung ist nicht nur der schnelle Farbwechsel der
Kabine maßgeblich, sondern die Umrüstzeit insgesamt, d. h. vom letzten bis zum neuen
Warenträger. Jeder Warenträger ist codiert und durchläuft ein speziell für die Werkstücke
abgestimmtes Programm für Vorbehandlung, Haftwassertrockner, Pulverkabine 1 oder 2,
Einbrennofen und Abnahmestation. Die Transportgeschwindigkeit ist variabel einstellbar
von 2 bis 3,8 m/min.
Ein wichtiger Punkt bei der Beschichtung mit Schnellfarbwechselsystem und
Power&Free-Förderer sind die Stapelzonen vor der Kabine, damit ein Farbwechsel wieder
aufgeholt werden kann. Die Vorbehandlung kann so während eines Farbwechsels weiter
angefahren werden ohne eine Reduzierung bzw. eine Unterbrechung. Durch den Stapel
nach der Kabine können die zu beschichtenden Werkstücke in einem Durchlauf ohne Anhalten in die Kabine gefahren werden, bevor der Warenträger in den schnelleren Förderer
zum Einbrennofen eingreift.
6.2 Pulverbeschichtung im Industriebereich
301
Abb. 6.4 Beschichtungskabinen mit Pulverzentrum und Rückgewinnung. Bei der Anordnung der
Komponenten waren schnelle Farbwechselzeiten ausschlaggebend
Die Pulverrückgewinnung erfolgt über einen Monozyklon, der neben dem Pulverzentrum angeordnet ist. Mit Pfropfenförderung gelangt das Pulver auf kürzestem Weg zum
Pulverzent-rum in das Originalgebinde. Für Hauptfarben ist eine Frischpulverzudosierungsanlage vorgesehen. Bei kritischen Pulvern erfolgt die Siebung über Ultraschall.
Da auch einige Metallic-Pulver verarbeitet werden, ist die Kabine mit zwei Vorbeschichtungsöffnungen und je zwei vertikal angeordneten Automatiköffnungen ausgerüstet. Die zweite Vorbeschichtungsöffnung kann sowohl zur Handbeschichtung als auch bei
größeren Serien zur Roboterbeschichtung genutzt werden.
Als wichtig wurde der Sichtkontakt des Anlagenführers im Bereich der Öffnung zu
Pulverpistolen, Werkstücken, Anlagensteuerung (PC) und Pulverzentrum angesehen. Die
Anordnung der Anlagenkomponenten wirkt sich auch auf den Pulverwechsel aus, der in
15 min bewältigt werden muss. Wenige Meter neben dem Pulverzentrum befindet sich das
automatische Pulvermagazin (Abb. 6.4).
Die Steuerung der Kabine erfolgt mit SPS, die Eingaben und Programmverwaltung
werden über einen PC mit Touch Screen vorgenommen. Das Herzstück der Pulveranlage
ist das Beschichterterminal, das neben der Beschichtungsöffnung angebracht ist. Auf der
Arbeitsseite sieht der Beschichter alle aktuellen Einstellungen der Anlage und kann durch
Tastendruck am Bildschirm schnell Veränderungen vornehmen.
302
6
Pulverbeschichtung in der Praxis
6.3 Pulverbeschichtung im Bereich Weiße Ware
Die Firma Gorenje in Velenje/Slowenien gehört mit jährlich produzierten 2 Milo. Haushalts-Großgeräten, insbesondere Herden, Waschmaschinen und Kühlschränken, zu den
größten Hausgeräteherstellern Europas. Das ebenso qualitäts- wie umweltbewusste Unternehmen hatte ab 1997 die Oberflächenbehandlung von Kühlmöbeln und Waschmaschinen komplett auf Pulverbeschichtung umgestellt. Um Anteile am internationalen Markt
langfristig sichern und möglichst noch ausbauen zu können, entschloss man sich 1999 zur
Errichtung eines neuen Kühlgerätewerks. Die Kapazität beträgt 5.600 Geräte unterschiedlicher Typen pro Tag [4, 5].
Um in der neuen Anlage ein Maximum an Wirtschaftlichkeit zu erreichen, sollte der
Materialfluss in allen Fertigungsbereichen weitestgehend automatisiert und soweit sinnvoll mit der Oberflächenbehandlung verknüpft werden.
Installiert wurden drei Haupt-Förderlinien, eine für rohe Flachteile (Türen, Kühltruhenbleche, Gitter) eine für fertige (lackierte und geschäumte) Türen, die dritte Linie für
Blechgehäuse durchgehend vom Roh- bis zum Fertigteil.
Die Flachteile werden noch in der Fertigung (sortenbedingt) zu 10-30 Stück in Körbe
geladen und über vier Hub- und Senkstationen einem Power&Free-Förderer aufgegeben.
Dabei wird jeweils ein Korb einem der binär festcodierten Power&Free-Wagenzüge zugeordnet. Die entsprechende Artikelnummer kommt im Normalfall vom Produktionsleitsystem, alternativ kann sie manuell eingegeben werden. Die in einem 15-strängigen Sortierspeicher zwischengelagerten Körbe gelangen auf Abruf bis unmittelbar vor die Lackiererei.
Dort werden die Werkstücke manuell aus den Körben entnommen und lackiergerecht
einem weiteren Power&Free-Förderer aufgegeben, der sie durch den gesamten Oberflächenbehandlungsbereich schleust.
Der Ablauf innerhalb der Gehäusefertigung ist noch weitgehender automatisiert. Dort
konnte ein vollautomatischer Materialfluss vom Coilblech bis zur Endmontage realisiert
und ein entsprechender Rationalisierungseffekt erzielt werden. Wesentlich dazu beigetragen hat die Entscheidung, eine neuartige, für die Hausgeräteindustrie unkonventionelle
Fertigungsmethode einzusetzen. Es wird hier das komplette Rohgehäuse automatisch direkt vom Coil vorgefertigt. Dadurch konnte im Endmontagebereich der personalintensive
und gelegentlich zu Beschädigungen führende Zusammenbau lackierter Flachteile zu fertigen Gehäusen entfallen. Die Reduzierung der Arbeitsgänge an den Endmontagelinien ermöglichte außerdem eine Straffung der Taktzeit pro Gerät und letztendlich die Einsparung
einer kompletten Montageschicht.
Der Ablauf ab Rohgehäusefertigung sieht folgendermaßen aus: Von den insgesamt drei
ggf. in unterschiedlichen Taktzeiten arbeitenden Blechfertigungsmaschinen werden Rohgehäuse über Hub- und Senkstationen automatisch an bereitgestellte, binär festcodierte
Power&Free-Wagenzüge aufgegeben. Dabei wird die entsprechende Artikelnummer vom
Produktionsleitsystem der Steuerung mitgeteilt. Auch hier ist alternativ manuelle Eingabe
möglich.
6.3 Pulverbeschichtung im Bereich Weiße Ware
303
Nächste Station ist der Rohwarenspeicher mit 2.000 Plätzen, an der die SPS die eingehenden Werkstücke sortenrein gepuffert der Leittechnik meldet. Über den Leitstand werden daraus Chargen generiert und zum gegebenen Zeitpunkt in Richtung Oberflächenbehandlung auf den Weg gebracht. Jeder Power&Free-Wagenzug führt jetzt alle relevanten
Daten einschließlich der vorgesehenen Endmontagelinie mit. Bei Bedarf kann der Rohwarenspeicher auch umfahren werden: So genannte Schnellläufer gelangen über Bypass
direkt in den Oberflächenbehandlungsbereich.
6.3.1 Vollautomatische Pulverlackierung in Höchstqualität
Als Vorbehandlung ist eine 10-Zonen-Spritzwaschmaschine mit Zweistufen-Entfettung
und separater Eisenphosphatierung ohne Passivierung installiert worden. Mit der Aufteilung in Vor- und Hauptentfettung, sehr gründlichen Zwischenspülgängen in zwei DreierKaskaden und der Schlussspülung mit vollentsalztem Wasser wird eine sehr gute Qualität
erreicht.
Für den Pulverauftrag wurden insgesamt vier Kabinen in Glas-Bauweise vorgesehen:
• zwei mit Pulverabscheidung über hochleistungsfähige Sinter-Lamellenfilter für Gehäuse bzw. Flachteile in der Standardfarbe weiß,
• eine gemeinsame Kabine mit Zyklon-Rückgewinnung, Pulvercenter und insgesamt 10
Farbwechseleinheiten für bunte bzw. silberfarbige Werkstücke,
• eine Kabine mit Filterabscheidung, für zusätzlichen Klarpulverauftrag bei MetalleffektLackierung.
Nachspritzen von Hand ist in den Kabinen möglich, die Beschichtung aller derzeit anfallenden Werkstücke läuft jedoch vollautomatisch ab. Ausgeklügelte Applikationstechnik
u. a. mit auf Z-Achse aufgesetzten Sprühsystemen sorgt für einwandfrei beschichtete Teile.
Nach der Pulveraushärtung trennen sich die Wege beider Power&Free-Förderer. Flachteile und Gehäuse erreichen über separat verlaufende Kühl- und Stapelstrecken den jeweiligen, mit PC und Etikettendrucker ausgestatteten Kontrollplatz.
Ein Großteil der Oberflächenbehandlungseinrichtungen wird doppelt genutzt. Gehäuse- und Flachteile-Förderer durchfahren parallel den gesamten Vorbehandlungsbereich
mit Spritzwaschmaschine, Blaszone und Haftwassertrockner sowie den Pulveraushärteofen. Diese Lösung ist investitionskostengünstig und kommt mit weniger Hallengrundfläche aus.
Beim Einlauf in die Vorbehandlung wird jeweils der vom Power&Free-Wagenzug mitgeführte Datensatz gelesen und ggf. der Farbkabine eine Vorwarnung zugestellt. Gehäuse
und Flachteile in der Standardfarbe weiß bleiben auch während der Pulverbeschichtung
auf ihrem Förderstrang. Sind allerdings Sonderfarben vorgesehen, werden die Wagenzüge
mit Gehäusen – bzw. die mit Flachteilen vom anderen Förderstrang – nach der Vorbehandlung auf einen separaten Förderer ausgeschleust, durch die Farbkabine transportiert und
304
6
Pulverbeschichtung in der Praxis
Abb. 6.5 Übergabe
Rohgehäuse-Fertigung
auf Power&Free-Förderer
Rohwarenspeicher
zur Pulveraushärtung wieder in die im Hauptstrang entstandenen Lücken eingeschleust.
Für die gelegentlich zusätzlich erforderliche Klarpulverbeschichtung sieht die Steuerung
eine entsprechende Lückenbildung vor.
Flachteile werden manuell abgenommen, unter entsprechender Kennzeichnung sortenrein in Paletten abgelegt und zur Zwischenlagerung oder auch Nacharbeit abtransportiert.
Paletten mit Türen werden später gezielt der Schäumanlage zugeführt, Einbauteile wie z. B.
Gitter der Endmontage zur Verfügung gestellt.
Gehäuse dagegen verbleiben auch während der Kontrolle noch auf dem Power&FreeGehänge, auf das sie bereits in der Rohgehäusefertigung aufgegeben wurden. Über Lesestelle wird der Wagenzug identifiziert. Zusätzlich gibt der Kontrolleur sein Prüfergebnis in
die Steuerung ein und löst damit die Erstellung eines entsprechenden Etiketts aus. Nach
der Etikettierung gibt er den Laufweg in Richtung Nacharbeit oder Gehäuse-Übergabe
zum Zwischenspeicher frei (Abb. 6.5).
Nächste Station ist ein aus Flachfördertechnik bestehender Zwischenspeicher, der Platz
für insgesamt 2.400 Gehäuse bietet und somit die Produktion einer ganzen Schicht aufnehmen kann. Er wurde platzsparend über die ganze Länge des Gebäudes auf einer begehbaren Bühne oberhalb der Produktionsebene angeordnet.
6.3 Pulverbeschichtung im Bereich Weiße Ware
305
Abb. 6.6 Einlauf in die
Vorbehandlung. Gehäuse
und Flachteile durchlaufen parallel den gesamten
Vorbehandlungsbereich
Vom Kontrollplatz kommend, übergibt der Power&Free-Förderer i. O.-Gehäuse jeweils
zu zweit über Hubstationen mit entsprechendem Datentransfer an Elektrobahn-Shuttles.
Diese legen die Werkstücke sortenrein direkt auf den vorgegebenen Speicherförderern ab.
Entsprechend dem Bedarf der insgesamt sechs Endmontagelinien werden die Gehäuse
abgerufen, wieder von Shuttles übernommen und über Abnahme-Hubstationen den der
vorgesehenen Endmontagelinie zugeordneten Schäumplätzen zugeführt, um unmittelbar
danach endgültig fertiggestellt zu werden. Die dazu benötigten, inzwischen ebenfalls beschichteten und ausgeschäumten Türen werden von einem Power&Free-Förderer mit Sortier- und Speicherfunktion just-in-time zum entsprechenden Endmontageplatz gebracht.
Weiterführende Flachfördertechnik bringt den fertigen Kühlschrank zur Funktionsprüfung und später in den Verpackungsbereich (Abb. 6.6, 6.7 und 6.8).
Teilespektrum und Werkstoffe im Lackierwerk
• Leuchtengehäuse, Reflektoren und Leuchtenteile (vorwiegend aus Stahlblech oder
Stahlblech verzinkt)
• Profilteilegehäuse (Alu- Stranggussprofile)
• Druckgussteile (Alu- und Zinkdruckguss)
306
6
Pulverbeschichtung in der Praxis
Abb. 6.7 Glaskabine mit Zyklonabscheidung für die farbige
Beschichtung von Gehäusen
Abb. 6.8 Kühlschrankendmontage mit darüber liegender
Türen-Zuführung
6.4 Pulverbeschichtung in der Leuchtenindustrie
Die Zumtobel Gruppe mit Konzernsitz in Dornbirn, Vorarlberg (Österreich), zählt zu den
wenigen Global Playern der Lichtindustrie. Die Unternehmensgruppe ging aus der 1950
gegründeten „Elektrogeräte- und Kunstharzpresswerk W. Zumtobel KG“ hervor [6].
6.4 Pulverbeschichtung in der Leuchtenindustrie
307
Im Werk Dornbirn werden folgende Produkte hergestellt:
• Industrieleuchten (Feuchtraumleuchten, Lichtbandsysteme, Lichtleisten, Hallenreflektorleuchten)
• Büroleuchten (Einbauleuchten, Anbau- und Pendelleuchten)
• Sicherheitsleuchten
• Leuchten höherer Schutzart und Reinraumleuchten
• Kleinteile aus Stahl und Aluminium
• Kunststoffteile werden nasslackiert
Im März 2007 wurde im Werk Schweizerstraße eine neue Pulverbeschichtungsanlage in
Betrieb genommen. Die neue Pulverbeschichtungsanlage ersetzt zwei Lackierstraßen, die
seit 1986/87 in Betrieb waren, eine Elektrotauchlackieranlage (ATL) und eine Elektrostatik-Nasslackieranlage.
Ab den 1990-er Jahren wurde in der Leuchtenindustrie zunehmend vorlackiertes Bandmaterial zur Fertigung von Leuchtengehäusen, Reflektoren usw. eingesetzt. Neben den geringeren Kosten durch den entfallenden Lackierprozess war es damit möglich, KomplettFertigungs-anlagen einzusetzen, die in der Lage waren, sozusagen von der „Coil-CoatingRolle“ weg in einem Fluss das verpackte Endprodukt herzustellen.
Auch Zumtobel setzte zunehmend auf vorbeschichtetes Material mit spezieller Fügetechnik.
Das verbliebene Produkte-Portfolio für Stücklackierung bzw. Beschichtung zeigte sich
in einer großen Teile-Varianz mit kleinen Losgrößen, einem hohen Sonderanteil und einem deutlich geringeren Anteil der Farbe „Leuchtenweiß“ mit häufig notwendigen Farbwechseln.
Die einst gut konzipierten Anlagen passten nicht mehr zu den Anforderungen, die nun
an den Beschichtungsbetrieb zu stellen waren. Die Anlagen waren zu wenig flexibel und
ein gleichartiger Weiterbetrieb aufgrund des gesunkenen Anteiles an lackierten Teilen
wirtschaftlich und technisch nicht mehr sinnvoll.
6.4.1 Technische Daten der Anlage
• max. Teilegröße L × H × T: 4.200 × 2.000 × 600 mm
• Taktzeit: 24–30 Warenträger/Stunde
• Geschwindigkeit Teileförderanlage: Ø 2,20–2,60 m/min
6.4.2 Verfahrenstechnik
• Teileaufgabe und -abnahme, Power&Free-Förderersystem
• Vorbehandlung mit sechs Zonen: Entfetten, 3x Spülen, Konversion Cr-Frei auf Basis
von Nanokompositen, Spülen
308
6
Pulverbeschichtung in der Praxis
Abb. 6.9 Ansicht Halle Neubau mit Einbrennofen, Pulverkabinen, Kühlzone VBH-Chemiestation,
Pulverversorgung (big-bag)
•
•
•
•
Haftwassertrockner: bis 160 °C
Zwei vollautomatische Pulverbeschichtungskabinen mit je 18 Pistolen (Corona)
Frischpulverstation (Big-Bag) für Großgebinde
Einbrennofen: 170–200 °C
6.4.3 Pulverlacke
• Polyestersysteme, matt, glatt verlaufend
• Schichtstärkenbereich: Ø 80 µm weiß und bunt, Ø 60 µm metallic
• Metallic-Pulverqualitäten gebondet (Abb. 6.9 und 6.10).
6.4.4 Besonderheiten der neuen Beschichtungshalle
• Eigener Hallenbereich für Pulverbeschichtung
• Die Pulveranlage steht in einer separaten Halle und ist räumlich vom Bestückungsbereich und weiteren Fertigungsflächen getrennt
• Aufwändige Hallenbelüftungstechnik
• Zuluft für Pulveranlage im Erdgeschoss über zugfreie, textile Quellauslässe
6.4 Pulverbeschichtung in der Leuchtenindustrie
309
Abb. 6.10 Ansicht Lackierhalle Bestückungszone
• Zuluft im Obergeschoss für VBH- Bereich über eigene Belüftung
• Zu-/Abluftanlage für Abkühlzone
• Die Abluft der Endfilter wird wahlweise in die Halle zurückgeführt (kalte Jahreszeit)
oder über Dach abgeführt (thermische Entlastung im Sommerbetrieb).
• Alle Belüftungssysteme und Abluftsysteme werden vollautomatisch gesteuert.
• Das Beleuchtungsniveau in den Pulverkabinen und den Hallenbereichen Beschichtung
und Bestückung ist optimal ausgeführt.
• Akustik-Dämmelemente in der Beschichtungshalle zur Minderung des Geräuschpegels
in der Halle (besonders von Endfiltern und Pulverkabinen)
• CO2-Löschanlage an beiden Kabinen, Sprinkleranlage in allen Hallenbereichen, Wandhydranten und Feuerlöscher, Automatische Brandmeldeanlage
Spezielle anlagentechnische Maßnahmen Pulverkabinen mit insgesamt
Beschichtungspistolen
14 Pistolen auf den Vertikal- Hubgeräten
2 Pistolen auf Achsen mit automatischer Positionierung für stationären Betrieb
2 Handbeschichterpistolen
18
310
6
Pulverbeschichtung in der Praxis
Kombinierte Aufgabe- und Abnahmestellen Haken und Gehänge müssen an der
Abnahmestelle nicht entfernt werden, sie fahren am Wa-renträger hängend an die daneben liegende Aufgabestelle weiter und können neuerlich mit Rohteilen bestückt werden.
Die Entladestelle mit Speicherstapel ist variabel auch für die Kleinteilebestückung nutzbar; die Beladestelle wird gleichzeitig parallel genutzt und über Kopf mit leeren Warenträgern versorgt.
Anlagensteuerung manuell oder über Leitrechner möglich Einfache Tastensteuerung
für Befehlseingabe an einen jeweiligen Warenträger, z. B. „zurück zum Aufgabeplatz“ oder
„Teile nur Waschen“ usw.
Automatisierte Lösung mit Übernahme der Auftragsdaten in den Leitrechner der
Anlage.
Die Daten sämtlicher Aufträge werden dabei vom Werks-Leitsystem selbsttätig an den
Leitrechner der Beschichtungsanlage übergeben. Die Identifikation des Auftrages erfolgt
mittels Barcodescan direkt vom Materialbegleitschein.
Energieeinsparung
• Nutzung der Abluftwärme des Einbrennofens im Haftwassertrockner
• Nutzung der Wärme über dem Einbrennofen und dem Haftwassertrockner zur Vorerwärmung der Hallenzuluft
• Frequenzumrichter bei allen VBH-Pumpen (Abb. 6.11)
6.4.5 Ergebnisse nach den ersten Betriebsmonaten
Die geplanten Einsparungen wurden mit der neuen Anlage bereits im 1. Betriebsjahr erreicht, obwohl der Übergangsbetrieb bei der Teilebestückung mit Durchlaufkette einen
höheren Personaleinsatz erforderte.
Marktseitig wurde die Umstellung der Beschichtungstechnologie kaum spürbar wahrgenommen. Aufgrund der geringen optischen Unterschiede zur nasslackierten Ausführung konnten alle Standardprodukte ohne Aufwand wie geänderte Artikelnummern usw.
umgestellt werden. Eine klare Trennung wurde nur bei abgegrenzten Projektaufträgen
durchgeführt, um in diesen Fällen die Kunden mit nur einer Ausführung zu beliefern.
Während und nach der Umstellung gab es keine einzige Reklamation bei ausgelieferten
Leuchten.
Mit dem Konzept der Anordnung von zwei Beschichtungskabinen für parallelen Betrieb sind Farbwechsel keine kritische Größe – eine Pulverkabine ist in Betrieb, die andere Kabine wird gleichzeitig gerüstet. Ebenso können damit auch Kapazitätssteigerungen
durch einen Parallel-betrieb rasch realisiert werden.
6.5 Pulverbeschichtung von Holz und Holzwerkstoffen
311
Abb. 6.11 Pulverbeschichtung. Zwei Kabinen für den paralellen Betrieb bei Engpässen oder schnellen Farbwechsel ohne Produktionsunterbrechung
6.5 Pulverbeschichtung von Holz und Holzwerkstoffen
Bereits in den 1980-er Jahren war das Interesse der Industrie für die Anwendung von Pulver-lacken bei Holz und Holzwerkstoffen geweckt. Zu Beginn der 1990-er standen dann
erste Formulierungen zur Verfügung. Die Erfahrungen mit diesen Systemen wurden aber
lediglich in den Versuchslabors einiger Lackhersteller unter den rein lacktechnischen Gesichtspunkten gesammelt.
Die erste industrielle Anwendung der Pulverbeschichtung von Holzwerkstoffen erfolgte 1994. Bei „Hali Büromöbel“ in Eferding/Österreich fand eine Technologie zur Beschichtung von MDF-Teilen mit Strukturpulverlack Eingang in die Serienfertigung, die
gemeinsam mit der Firma Tigerwerk in Wels entwickelt wurde und als Wood-Dual-Verfahren bekannt ist [7, 8]. Gefordert war hier ein verfahrensangepasstes Oberflächendesign
und eine elektrisch leitfähige Grundierung auf Wasserlackbasis mit sorgfältigem Lackzwischenschliff. Inzwischen hat Hali Bürosysteme die Pulverbeschichtung von MDF wieder
eingestellt. Die hohen Ansprüche an die Oberflächengüte und die notwendige Reproduzierbarkeit waren nicht gegeben. Schon geringste Schwankungen innerhalb der MDF-Plattenproduktion führten zu Störungen. Ein nicht zu vernachlässigender Kostenfaktor war
312
6
Pulverbeschichtung in der Praxis
die notwendige Oberflächenqualität der MDF-Platten und die aufwändige Grundierung
vor der Pulverbeschichtung [9]. Ein weiterer Grund war, dass die bislang pulverbeschichteten Teile zu einen auslaufenden Möbelprogramm gehörten.
Zwischenzeitlich sind nur wenige Anwendungen hinzugekommen. Bekannt sind neben
Phonomöbeln aus MDF und Buchenholzspielzeug auch geflochtene Sitzmöbel aus Bambus oder Peddigrohr (Rattanmöbel) [10]. Als Beschichtungsmaterial wird hier ein Niedrigtemperaturpulver verwendet. Diese Systeme haben inzwischen Einbrenntemperaturen
von 100 bis 130 °C.
Im Vergleich zu anderen Branchen mit intensiver Oberflächenveredlung hält sich die
Holz verarbeitende Industrie bisher sehr zurück, obwohl auch hier die EU-Gesetzgebung
eine drastische Reduzierung der VOC-Emissionen und der Lackabfälle verlangt.
Die Gründe für diese Zurückhaltung liegen vor allem darin, dass die Pulverlacke und
die Applikationstechnologien im Hinblick auf die mit der Holzbeschichtung verbundenen Schwierigkeiten noch nicht vollständig ausgeräumt sind. Probleme bereiten vor allem
die hygroskopischen Eigenschaften aller Holzwerkstoffe, sowohl bei der elektrostatischen
Applikation und thermischen Aushärtung der Pulverlacke als auch im späteren Gebrauch
der beschichteten Erzeugnisse. Die Pulverbeschichtung von Holz oder Holzwerkstoffen
erfordert, speziell beim Einsatz von UV-härtenden Pulverlacken, eine enge Zusammenarbeit zwischen Lackhersteller, Anwender und Anlagenhersteller. Für die einzelnen Anwendungen sind immer spezielle Konzepte zu erarbeiten.
6.5.1 Anforderungen an den Werkstoff
Der elektrostatische Beschichtungsprozess [11] erfordert einen spezifischen Oberflächenwiderstand Rn ≤ 1010 Ω, beziehungsweise bei leitfähiger Hinterlegung einen spezifischen
elektrischen Durchgangswiderstand ρ ≤ 108 Ωm. Die Widerstände trockener Holzwerkstoffe (zum Beispiel nach Lagerung bei in Betriebsstätten üblichem Raumklima von 23 °C
und 50 % relativer Luftfeuchtigkeit) liegen deutlich über diesen Grenzwerten.
Die relativ hohen Temperaturen für den Schmelz- und Vernetzungsprozess der handelsüblichen Pulverlacksysteme stellen große Ansprüche an den Trägerwerkstoff. Er muss
temperaturbeständig sein (mindestens 110 bis 140 °C für Niedrigtemperatur-Epoxidharze
(NT-EP), für höhere Ansprüche 160 °C bei Epoxid/ Polyester (EP/PE) beziehungsweise
180 °C bei PE oder PUR-Pulverlacken) und darf während der Filmbildung nicht ausgasen.
Zur Vermeidung von Rissbildungen im späteren Gebrauch sollen die dem Holz eigenen hydrophilen Eigenschaften unterdrückt werden, das heißt bei Änderungen der Umgebungsfeuchte darf der Holzwerkstoff nur wenig Wasser aufnehmen oder abgeben und
somit auch nur geringfügig quellen oder schwinden.
6.5.1.1 Massivholz
Holz unterscheidet sich in seinem Aufbau wesentlich von den bisher zur Pulverlackierung
eingesetzten Substraten. Es ist ein natürlich gewachsener anisotroper Rohstoff. Haupt-
6.5 Pulverbeschichtung von Holz und Holzwerkstoffen
313
bestandteil sind die im Wesentlichen in axialer Richtung verlaufenden Fasern. Sie umschließen Gefäße, die ab 150 µm Durchmesser auf den Schnittflächen mit bloßem Auge als
Poren erkennbar sind. Im Mittel beträgt ihr Durchmesser nur 10 bis 80 µm, bei Laubhölzern können sie aber bis zirka 350 µm weit sein. Dieses Hohlraumsystem nimmt bei den
meisten einheimischen Hölzern 50 bis 60 % des Gesamtvolumens ein und ist mit Wasser,
Wasserdampf und Luft gefüllt.
Um gefährliche Spannungen im Massivholz zu vermeiden, müsste die Aufheizgeschwindigkeit unter dem für einen guten Verlauf thermoreaktiver Pulverlackfilme notwendigen Gradienten bleiben, mit der Folge eines schlechteren Verlaufs und Ausbildung
einer Orangenhaut.
Die harzhaltigen Nadelhölzer sind für eine Pulverlackierung nicht geeignet. Das Harz
wird schon bei Temperaturen von 70 bis 80 °C an die Oberfläche gepresst. Günstiger verhalten sich Laubhölzer, insbesondere die zerstreutporigen mit kleinem Porendurchmesser.
Die maximal zulässigen Temperaturen für die Wärmebehandlung liegen bei 110 bis 130 °C,
sonst können Trocknungsrisse, Verwindungen oder Zellkollapse auftreten. Die Verarbeitungstemperaturen für thermoreaktive NT-EP- oder strahlenhärtende UV-Pulverlacke liegen zum Teil unterhalb dieser Werte. Problemzonen sind Querschnittsflächen (Hirnholz)
sowie Anomalien im Wuchs oder sekundäre Holzveränderungen.
6.5.1.2 Holzwerkstoffe
Günstigere Bedingungen für die Pulverlackierung bieten aufgrund ihres homogeneren
und im Herstellungsprozess beeinflussbaren strukturellen Aufbaus die Holzwerkstoffe,
insbesondere die mittel- und hochdichten Faserplatten (MDF und HDF), aber auch Partikelwerkstoffe wie Feinspanplatten.
Bei den Faserwerkstoffen wird im Herstellungsprozess das Ausgangsmaterial (Nadelholz, auch gemischt mit einem Anteil Laubholz) durch eine mechanisch/thermische
Behandlung bis zur Holzfaser beziehungsweise zum Faserbündel aufgeschlossen, wobei
bestimmte Anteile wie die Harze herausgewaschen werden. Nach der Mischung mit dem
Bindemittel (meist 8 bis 12 % Harnstoff- oder Phenol-Formaldehydharz) und Additiven
zur Verbesserung der Wasserabweisung (0,5 bis 1,5 % Paraffin) sowie gegebenenfalls Zuschlagstoffen zum Schutz gegen Schädlingsbefall und für die Erhöhung der Feuerhemmung schließt sich der Pressvorgang an. Die Temperaturen erreichen an der Plattenoberund -unterseite zirka 260 °C, der Druck kann Werte bis 10 MPa erreichen. Die Pressdauer
beträgt 10 bis 15 Sekunden pro Millimeter Plattendicke.
Über die Faseraufbereitung, die Auswahl des Bindemittels, des Temperatur-DruckZeit-Regimes beim Pressvorgang können unter anderem die Platteneigenschaften dem
Anwendungsprofil angepasst werden. In der Regel haben die Platten eine hochverdichtete
Randzone von fast 1 mm Dicke (Rohdichte ρ ≈ 1000 kg/m3), während sie in der Mitte lockerer gepackt sind (ρ ≈ 600 bis 750 kg/m3).
Die größte Schwierigkeit für den industriellen Einsatz liegt in der Rissbildung im Pulverlackfilm auf der Schmalfläche (Schnittfläche) beziehungsweise in den Profilen während
des späteren Gebrauchs. Änderungen der umgebenden Luftfeuchtigkeit bewirken infolge
314
6
Pulverbeschichtung in der Praxis
des begrenzten Wasserdiffusionswiderstandes der Beschichtung oder über einen direkten Feuchteeintritt an unbeschichteten Stellen beziehungsweise Beschädigungen auch eine
Wasseraufnahme oder -abgabe des hydrophilen Substrats.
Das feuchtigkeitsabhängige Quell- und Schwindverhalten senkrecht zur Plattenebene
ist bei Span- und Faserplatten besonders stark ausgeprägt, der differentielle Quellwert beträgt bei mit UF-Harz gebundener MDF 0,8 bis 1 % Dehnung pro 1 % Feuchtezunahme.
So kann zum Beispiel eine Veränderungen der relativen Luftfeuchtigkeit von 30 % auf 80 %
den Feuchtegehalt um 5 % verschieben und bei einer 20 mm starken Platte eine Dickenänderung von 1 mm verursachen. Eine hermetische Umhüllung ist praktisch nur schwer
realisierbar. Aber auch dann kann es durch Temperaturgefälle in der Platte (zum Beispiel
bei einseitiger Sonneneinwirkung) zu Verschiebungen des Feuchtegehalts und damit zu
partiellen Dickenänderungen kommen, die vom Lackfilm aufgenommen werden müssen.
6.5.2 Applikationstechniken
Für die Pulverbeschichtung von Holzwerkstoffen [11] kommen drei verschiedene Technologien in Betracht:
• der Einschicht-Pulverlackauftrag direkt auf die MDF-Oberfläche, mit Low Bake oder
UV-härtenden Systemen,
• Applikation einer leitfähigen Grundierung auf Flüssiglackbasis und anschließende Pulver-Decklackierung,
• eine direkte Pulverlack-Grundierung mit Füllerwirkung und anschließender Flüssiglack-beschichtung.
6.5.2.1 Einschicht-Pulverlackierung
Der Einschicht-Pulverlackauftrag beinhaltet das höchste Einsparungspotential, ist aber
auch am schwierigsten zu realisieren. Er erfordert einen möglichst glatten Untergrund.
Mechanische Bearbeitungsverfahren wie Sägen und Fräsen genügen den Anforderungen
an eine Einschichtlackierung nur in begrenztem Maße. Die Fasern weichen zum Teil den
Werkzeugschneiden aus und bilden eine samtartige Oberfläche. Das am ihd Dresden entwickelte Thermoglätten kann den bisher notwendigen Profilschliff ablösen. Das Prinzip
dieser Feinbearbeitung besteht darin, mittels eines glatten, der Kontur des gefrästen Profils
angepassten Werkzeugs unter gleichzeitiger Einwirkung von Wärme und Druck die beim
vorherigen Fräs- oder Schneidvorgang freigelegten Holzfasern zusammenzupressen und
dauerhaft im plastifizierten Untergrund zu binden. Dabei werden in den Profilen oder auf
Schnittflächen die Oberflächenschichten verdichtet und so nahezu gleiche Eigenschaften
wie an der im Plattenherstellungsprozess hochverdichteten Breitfläche erzeugt.
Ein zweites Problem stellt die Korrelation zwischen Feuchtegehalt und elektrischer
Leitfähigkeit dar. Einerseits ist für die zur elektrostatischen Applikation notwendigen Leitfähigkeit ein gewisser Mindestfeuchtegehalt erforderlich (≥ 8 %), andererseits kann diese
6.5 Pulverbeschichtung von Holz und Holzwerkstoffen
315
Feuchte während der Erwärmungsphase den Prozess der Lackfilmbildung durch austretenden Wasserdampf erheblich stören.
Mit einer Vorbehandlung durch Trocknung im hochfrequenten Kondensatorfeld ist es
möglich, den Feuchtegehalt des Beschichtungsträgers auf einen für die Filmbildung unkritischen Wert zu senken, ohne dabei die elektrische Oberflächenleitfähigkeit einzubüßen.
Diese Erwärmungsmethode hat gegenüber der forcierten Trocknung im Konvektionsofen
den Vorteil, dass sich von außen nach innen kein starker Feuchtegradient ausbildet und
deshalb auch keine, von der Schmalfläche ausgehenden und parallel zu Plattenebene in
der Mittelzone verlaufenden Risse entstehen. Für flächige Teile ist dieses Verfahren gut
geeignet.
Bei flächigen Werkstücken zeigen sich hinter der Werkstückrückseite angeordnete
Gleichspannungs-Koronaaufladestäbe mit zur Pulveraufladung entgegengesetzter Polarität als vorteilhaft. In Vergleich zur üblichen Kontakterdung durch Nadelspitzen oder leitfähige Hinterlegung können bei Anwendung der Ladungskompensation die Widerstandsgrenzwerte zirka zwei Größenordnungen höher liegen und folglich trockenere Holzwerkstoffe eingesetzt werden. Mit der Herabsetzung des Feuchtegehalts (bis ≥ 5 %) vermindert
sich deutlich die Gefahr der Blasenbildung im Pulverlackfilm.
6.5.2.2 Leitfähige Flüssiglack-Grundierung und Pulverdecklack
Mit der Flüssiglack-Grundierung kann durch den nach dem Schleifen glatten Untergrund
auch eine glattere Pulverlackoberfläche erzielt werden als bei der Direktbeschichtung. Die
eigentlichen Vorteile der Pulverbeschichtung werden jedoch gemindert, da die Abfallproblematik bleibt und die Bearbeitungsschritte wie Zwischenschliffe nicht entfallen können.
Beim Lackzwischenschliff ist äußerste Sorgfalt erforderlich. Hindurchragende Faserbündel oder durchgeschliffene Kanten verursachen Beschichtungsfehler.
6.5.2.3 Pulverlack-Grundierung und Flüssiglackfinish
Pulverlacke sind prinzipiell auch als Grundierung geeignet. Durch das Schleifen und
Überlackieren können die gebildeten Mikrobläschen kaschiert werden. Die Überlackierung nach einem Zwischenschliff kann mit umweltfreundlichem Wasserlack erfolgen. In
der Regel wird ein Farbdecklack aufgetragen, der den gewünschten Seidenglanz erzeugt
und die notwendige Kratzfestigkeit gewährleistet.
6.5.3 Pulverlacke
6.5.3.1 Thermoreaktive Pulverlacke
Als Niedrigtemperatur-Pulverlacke sind überwiegend Epoxidharze oder Epoxid/Polyester
in der Anwendung. Das Prozessfenster für den Schmelz- und Vernetzungsprozess liegt bei
Epoxidharzen zwischen Temperaturen von 110 bis 140 °C, bei Epoxid/Polyestern zwischen
130 bis 150 °C.
316
6
Pulverbeschichtung in der Praxis
Eine deutliche Erniedrigung der Verarbeitungstemperatur ist aufgrund der notwendigen Lagerstabilität der Pulverlacke nicht zu erwarten. Außerdem ist mit der Absenkung
der Schmelztemperatur auch eine Verschlechterung des Verlaufs und der Haftfestigkeit zu
erwarten. Ein entscheidender Schritt zu Temperaturen unter 100 °C setzt die Entwicklung
kristalliner Bindemittel voraus, was gegenwärtig aber nicht abzusehen ist.
Die Epoxidharze zeichnen sich durch sehr gute Haftfestigkeit und chemische Beständigkeit aus, sie sind deshalb als Grundierpulver prädestiniert. Nachteil ist ihre geringe
Lichtbeständigkeit und geringe Kratzfestigkeit.
6.5.3.2 UV-härtende Pulverlacke
Die UV-härtbaren Pulverlacke haben in den letzten Jahren eine intensive Weiterentwicklung erfahren. Als Bindemittel/Härter-Systeme werden höhermolekulare Harze mit reaktiven Gruppen verwendet, deren Vernetzung bei der Bestrahlung mit energiereichem
UV-Licht durch einen auf das Bindemittel und die Pigmentierung abgestimmten Photoinitiator ausgelöst wird. Im Wesentlichen sind folgende Systeme in der Erprobung:
Radikalische Polymerisation
• Polyester Acrylate, ergibt flexible Lackschichten
• Urethan Acrylate, ergibt harte Schichten
• Mischungen beider Komponenten, um entsprechende Lackeigenschaften zu erhalten
Die UV-Pulverlacke können mit der üblichen Technik appliziert werden. Bei etwa 100
bis 120 °C Oberflächentemperatur schmilzt die aufgebrachte Pulverschicht und verläuft
zu einem homogenen Film. Der Schmelz- und Filmbildungsprozess dauert ca. 150 bis 180
Sekunden [12]. Der chemische Vernetzungsprozess wird erst durch UV-Strahlen angeregt,
wobei die Photoinitiatoren gespalten werden und von den gebildeten freien Radikalen eine
Copolymerisation der Komponenten des Bindemittelsystems initiiert wird. Die UV-Zone
wird innerhalb von 15 bis 20 Sekunden passiert. Die Trennung von Verlauf und Vernetzung ist ein entscheidender Vorteil der UV-Pulverlacktechnologie.
6.5.4 Beispiel der Pulverbeschichtung von MDF mit UV-härtendem
System
Die erste Beschichtungsanlage für MDF-Platten mit einem UV-härtenden Pulverlacksystem wurde 1999 in Süd Wales vom schwedischen Möbelhersteller Stilexo in Betrieb genommen [13].
Im Juli 2002 hat bei der Firma Sauter in Überlingen die erste Anlage in Deutschland
zur Pulverbeschichtung von MDF mit UV-härtenden Systemen die Produktion aufgenommen.
6.6 In-Mould-Coating
317
6.5.4.1 Fertigungsablauf und Anlagentechnik für die Pulverbeschichtung
[14]
Die vorbereiteten, gereinigten Werkstücke werden auf den Kettenförderer aufgehängt und
laufen in die Vorheizzone (Preheater) ein. Die Infrarot-Strahlung in Verbindung mit einer
gesteuerten Luftführung sorgen für das gleichmäßige Erhitzen der MDF-Oberfläche. Die
erzielte Oberflächentemperatur liegt bei ca. 60 °C.
Der Feuchteanteil der Platte (ca. 6 %) beginnt dabei teilweise zu verdunsten und tritt an
die Plattenoberfläche, wodurch die für das elektrostatische Verfahren benötigte Oberflächenleitfähigkeit gewährleistet wird.
In der direkt anschließenden automatischen Beschichtungsanlage erfolgt die Applikation des UV-Pulvers auf Vorder- und Rückseite. Hierbei wird eine Schichtdicke zwischen
80 und 110 µm angestrebt. Overspray wird abgesaugt und über den Zyklon zurück zum
Pulverbehälter transportiert. Die Applikation erfolgt mit Corona-Pistolen.
Anschließend wird das Pulver durch IR-Strahlung und Konvektionswärme aufgeschmolzen. Dieser Vorgang dauert ca. 180 s, die Temperatur beträgt kurzzeitig 100 bis 130 °C. Danach durchläuft das Teil den UV-Kanal, wobei die Vernetzung durch UV-Lampen realisiert
wird. Dauer ca. 60 s, die Temperatur beträgt kurzzeitig zwischen 110 bis 130 °C.
Zur besseren Handhabung wird das beschichtete Teil danach durch einen Luftstrom
auf 40 °C abgekühlt. Die beschichteten Teile sind danach stapelfähig und können gelagert
werden.
Im Jahr 2003 entschied man sich bei der Firma Ledro Keukens für die Pulverbeschichtung von MDF. Ledro Keukens war ursprünglich auf Kücheneinrichtungen für Privatkunden eingerichtet. Heute ist das Unternehmen einer der renommiertesten Küchen- und
Badezimmerproduzenten Europas [15].
Als Pulverlack wird ein Niedertemperaturlack, speziell für die Anwendung für Holzwerkstoffen entwickelt, eingesetzt (Abb. 6.12).
Die MDF-Platten werden vor der Beschichtung vorgewärmt. Dafür werden gaskatalytische Öfen eingesetzt, ebenso für den Einbrennprozess des Pulvers. Mittels der genau
definiert gesteuerten Keramik-Katalysatoren und der indirekten Gasbefeuerung werden
die MDF-Platten vorgewärmt, dann beschichtet und anschließend das Pulver eingebrannt.
Gegenüber Heißluftöfen und UV-Anlagen ist die Gaskatalysatortechnik besser steuer- und
regelbar.
Bei der Pulverapplikation ist es wichtig, dass alle Parameter der Elektrostatik exakt gesteuert werden können und feinste Änderungen der Charakteristik der MDF-Platten so
kompensiert werden.
6.6
In-Mould-Coating
Beim In-Mould-Coating (IMC) = „in die Form lackieren“, erfolgt die Lackierung des
Kunststoff-Formteils bereits im Werkzeug. Dazu wird zunächst ein geeignetes Lacksystem
in die Form eingebracht und anschließend das Trägermaterial, der Kunststoff, zugegeben.
318
6
Pulverbeschichtung in der Praxis
Abb. 6.12 Pulverapplikation
der MDF-Platten bei Ledro
Keukens
Nach der Reaktionszeit kann das Bauteil bereits fertig lackiert aus dem Werkzeug entnommen werden. Das Oberflächenfinish ist je nach Formbeschaffenheit hochglänzend bis
matt oder strukturiert. Neben einer höheren Designfreiheit in der Formgebung ermöglicht das IMC-Verfahren durch den Wegfall beziehungsweise die Verkürzung einzelner
Prozessschritte Kosteneinsparungen.
Die In-Mould-Pulverbeschichtung ist nicht neu. Die erste Generation der Pulverlacke
fanden Anwendung im Sanitärbereich, z. B. bei der direkten Beschichtung von Duschwannen und Spülbecken. In der Automobilindustrie werden jedoch höhere Anforderungen im
Hinblick auf Haltbarkeit, technische Eigenschaften und Prozessgeschwindigkeit gestellt.
Ein Beispiel für die Fahrzeuganwendung sind pulverlackierte Ablagefächer für LKW- Fahrerkabinen aus SMC (Sheet Moulding Compound).
In Mould Pulverlacke haben sich mittlerweile als effektive Systeme für die Beschichtung
zahlreicher formgepresster faserverstärkter Kunststoffe etabliert. Wurde zunächst nur.
SMC, ein Verbundwerkstoff auf Basis von glasfaserverstärktem Polyester, im technischen Maßstab eingesetzt, so hat man inzwischen auch andere Applikationen erfolgreich
eingeführt. Beispiele sind BMC (Bulk Moulding Compound) oder Prepreg Verbundwerkstoffe.
Voraussetzung für die Anwendung der faserverstärkten Kunststoffe in der Automobilindustrie ist eine gute Überlackierbarkeit mit hohen Anforderungen an Beständigkeit und
optischem Aussehen. Bei der Nasslackierung sind häufig Nadelstiche oder Porosität, verursacht durch die Mikroporen im gehärteten Faserverbundwerkstoff, die Ursache für eine
hohe Nacharbeit oder für Ausschuss.
6.6 In-Mould-Coating
Abb. 6.13 Ausschnitt von
SMC mit In-Mould-Pulverbeschichtung [16]
319
Ǧ ȋ ̺Ȍ
ȋȌ
Eine Lösung bietet das PIMC-Verfahren (Powder In-Mould Coating), entwickelt von
DSM und Akzo.
Pulverlackierung Die Applikation des Pulverlacks erfolgt mit Hilfe von Elektrostatik-Pistolen direkt in die heiße Form. Das Pulver schmilzt auf und erfährt bereits hier eine Vorvernetzung. Der Verbundwerkstoff wird in die Form gelegt und Pulverlack und Kunststoff
werden gemeinsam ausgehärtet. Der Pulverauftrag dauert je nach Größe und Komplexität
der Form zwischen 10 bis 40 Sekunden. Neuentwicklungen im Bereich der Pulverlacke
haben Aushärtungstemperaturen von 105 °C/3 Minuten möglich gemacht.
Beim gemeinsamen Verpressen und Härten reagiert der Kunststoff mit dem ungesättigten Polyester im Lackmaterial. Erreicht wird so ein sehr guter Verbund und eine sehr
gute Lackhaftung. Abbildung 6.13 zeigt im Querschliff den Verbund von Pulverlackschicht
und SCM.
Je nach Komplexität der Form werden dem Pulverlack spezielle Additive beigemengt,
die ein einfaches und sauberes Lösen des Werkstücks aus der Form zulassen.
Die Oberfläche des Werkstücks ist vollständig lackiert. Während des Härtungsprozesses des Pulvers wird die Oberflächentextur der Form abgebildet. Die Rauigkeit der Form,
glatt oder strukturiert, bewirkt das Aussehen der Beschichtung. Es können glänzende,
matte oder strukturierte Oberflächen erzeugt werden.
Abbildung 6.14 zeigt den Prozessablauf beim PIMC-Verfahren [17, 20].
320
Abb. 6.14 Prozessschritte
beim PIMC-Verfahren
6
Pulverbeschichtung in der Praxis
3UR]HVV
'HU3XOYHUODFNZLUGPLWHLQHU
NRQYHQWLRQHOOHQ3XOYHUSLVWROHLQ
GLHKHLH)RUPDSSOL]LHUW
1DFKGHP6FKPHO]HQXQG9RUKlUWHQ
GHU/DFNVFKLFKWZLUGGHU9HUEXQGZHUN
VWRIIHLQJHEUDFKW
'LH)RUPZLUGJHVFKORVVHQ
'HU9HUEXQGZHUNVWRIIZLUGLQGLH
+RKOUlXPHJHSUHVVW3XOYHUEHVFKLFKWXQJ
XQG9HUEXQGNXQVWVWRIIVLQGLQQHUKDOE
NU]HVWHU=HLWYROOVWlQGLJPLWHLQDQGHU
YHUEXQGHQ
'LH3UHVVHZLUGZLHGHUJH|IIQHW
'DV:HUNVWFNZLUGDXVGHU)RUP
HQWQRPPHQXQG]XJHVFKQLWWHQ
6.7 Energiemanagement in der Lackieranlage
321
Der Pulverlackfilm bildet eine äußerst dicke Schicht, welche die Lufteinschlüsse in dem
Trägerwerkstoff abdeckt. Beim Überbeschichten einer In-Mould Pulverbeschichtung mit
einer Nasslackierung haben die Poren in dem Material dadurch keine Auswirkung mehr
auf die Lackbeschaffenheit.
Um einen perfekten Hochglanz zu erreichen, muss die Matrix poliert und verchromt
werden.
Die meisten Pre-Mould Pulverlacke basieren auf ungesättigten Polyesterharzen. Die
hohe Reaktionsfähigkeit erlaubt das Einbringen der Kunststoffmasse schon unmittelbar
nach der Pulverbeschichtung. Hohe Vernetzungsdichten der Lacke ergeben Fertigteile mit
hoher Kratz- und Chemikalienbeständigkeit.
Die Beschichtung ist als Grundierbeschichtung oder als Deckfarbe verfügbar und bietet
neben den bereits genannten Vorteilen weitere, wie:
•
•
•
•
•
•
•
hoher Härtegrad (4H-5H)
sehr gute Haftung
sehr gute Kantendeckung
Barrierewirkung
gute Chemikalienbeständigkeit
sehr gute Überlackierbarkeit bei Gebrauch als Grundierung
sehr gute Kratzfestigkeit
Mit der Lackierung werden dem Kunststoff eine verbesserte Haltbarkeit und Leistungsfähigkeit gegeben. Ohne Schutzbeschichtung führen Alterungsvorgänge im Polymer zu
Faserauftrennungen und kleinsten Rissen im System. Die relativ dicke und gleichmäßige
Pulverlackschicht (100 bis 200 μm) schützt zuverlässig die poröse Oberfläche des Kunststoffverbundmaterials [18].
Die Anwendung des In-Mould Powder Coatings für Kraftfahrzeuge umfasst die Grundierung von Außenteilen für den Automobilsektor, Leisten und Luftabweiser für Lastkraftwagen oder Karosserieteile direkt in Deckfarbe für Landwirtschaftsmaschinen. Ein Vorteil
des Verfahrens ist, dass die Beschichtung eine außergewöhnlich gute Barrierewirkung hat;
dadurch werden die flüchtigen Stoffe - welche nach Ablauf einer gewissen Zeit aus SMC
ausdünsten – aufgehalten. Die Verwendung von SCM-Formteilen ist dadurch auch für
Interior-Anwendungen möglich.
6.7 Energiemanagement in der Lackieranlage
Steigende Energiepreise, Kostendruck und der Wunsch einer nachhaltigen Ressourcenwirtschaft erfordern neue Lösungen. Lackieranlagen gehören mit zu den grössten Energieverbrauchern im Produktionsprozess.
322
6
Pulverbeschichtung in der Praxis
Allerdings gilt, unabhängig davon, welche Möglichkeiten zur Erhöhung der Energieeffizienz eingesetzt werden sollen, ein wirtschaftliches Konzept setzt eine sorgfältige Analyse
der Anlagen-Energiebilanz voraus [19].
1. Schritt: Analyse der Prozesse und Optimierung Ein beachtlicher Teil der im
Beschichtungsprozess eingesetzten Energie entfällt auf die Beheizung der Vorbehandlungsbäder, die Luftkonditionierung sowie die Trockner und Einbrennöfen.
Eine Optimierung der Prozessparameter kann hier bereits deutliche Einsparungen bewirken.
Vorbehandlung Bis zu 15 % des thermischen Anschlusswertes der Vorbehandlung kann
eingespart werden, wenn die Temperatur der Bäder um 5 °C gesenkt wird. Allerdings ist
hier zu bedenken, dass die Entfettung erst bei Temperaturen ab 50 °C Wirkung zeigt.
Ein weiterer Lösungsansatz kann die Reduktion der Anzahl der Zonen sein. Nanotechnologie kann anstatt der klassischen Eisenphosphatierung die VBH von fünf auf vier
Zonen reduzieren.
Pulver und Pulverapplikation Der Einsatz Niedrigtemperatur-Pulverlacke leistet ebenfalls einen positiven Beitrag. Bis zu 15 % des ursprünglichen Energieverbrauchs kann eingespart werden, wenn die Einbrenntemperatur um 20 °C abgesenkt wird.
Eine Veränderung der Temperatur und Feuchte im Pulverkabinenumgehäuse kann
ebenfalls Energie sparen. Sind zum Beispiel eine Temperatur von 23 °C und eine Feuchte
von 50 % festgelegt, lassen sich diese Parameter meist ohne Qualitätseinbußen auf 27 °C
beziehungsweise 65 % Luftfeuchte verschieben. Für die Erhaltung der konstanten Klimabedingungen muss somit weniger Energie eingesetzt werden.
2. Schritt: Energie einsparen durch Anlagenkomponenten und Steuerungstechnik Der Einsatz energiesparender Anlagenkomponenten wie etwa effizienzoptimierte
IE2-Elektromotoren, früher EFF1, steht außer Frage. Dabei sind allerdings auch die
Wirtschaftlichkeit in Form der Amortisationszeit in die Kalkulation mit einzubeziehen.
Unter diesem Aspekt rechnen sich bei Kälteanlagen Kühlaggregate mit Direktverdampfer.
Denn diese bieten im Vergleich zu Kaltwassermaschinen deutlich bessere Wirkungsgrade.
Ebenso amortisieren sich innerhalb kurzer Zeit Freikühler in der Kälteanlage, die unter
anderem zur Kühlung des Pulverkabinenumgehäuses eingesetzt werden.
Bei Frequenzumformern trifft die schnelle Amortisation nicht uneingeschränkt zu.
Vorteile bieten diese Geräte bei Elektromotoren, die oft im Teillastbetrieb gefahren werden. Dies ist insbesondere bei den Antrieben für Ventilatoren von Zuluftgeräten der Fall.
Je nach Filterzustand gleichen sie unterschiedliche Betriebspunkte aus und ermöglichen
den Verzicht auf Drosselklappen.
6.7 Energiemanagement in der Lackieranlage
323
Bei Pumpen, die in nur einem definierten Betriebspunkt betrieben werden, bringt ein
Frequenzumformer keine Vorteile. Dagegen erweist er sich bei einer variablen Fördermenge oder einem variablen Druck als vorteilhaft. Soll die Einstellung des Spritzdrucks vom
Leitstand aus erfolgen, ist ein Frequenzumformer unverzichtbar.
Die höchsten Einsparungen lassen sich steuerungstechnisch durch einen optimierten
Stand-by-Betrieb erzielen. Eine Pausensteuerung für Pumpen und Ventilatoren reduziert
den Energieverbrauch signifikant. Die Steuerung senkt deren Leistung während der Arbeitspausen oder des Transports von Leergehängen sowie bei unterschiedlichen Beschichtungszeiten vereinzelter Großteile entsprechend ab.
Auch auf den Massendurchsatz abgestimmte Prozessparameter erlauben wirkungsvolle Einsparungen: Dazu zählen beispielsweise eine optimal angepasste Umluftmenge bei
Trocknern sowie Kühlzonen, deren Luftmenge abhängig von der Werkstücktemperatur
variiert. Auf konstruktiver Seite bieten gewichtsoptimierte Warenträger viel Einsparpotenzial.
3. Schritt: Wärmeverluste minimieren – Wärmerückgewinnung Um Wärmeverluste
beim Trockner zu minimieren, setzt man heute auf A-Schleusen. Die Teile gelangen von
unten in einem Steigwinkel von 30 Grad in den Trockner, durchfahren diesen und verlassen den Ofen wieder auf Eintrittshöhe. Die spezielle Konstruktion des Trockners zielt
auf das physikalische Verhalten der Wärme ab. Es kommt dadurch im Vergleich zu konventionell gestalteten Trocknern beim Ein- und Ausfahren der Teile nur zu einem geringen
Wärmeaustritt und damit einem geringen Energieverlust.
In der Kühlzone lässt sich durch eine zwei- oder dreistufige Kaskadenführung der
Kühlluft das installierte Gesamtkühlluftvolumen drastisch reduzieren. Auch dies führt zu
eindeutigen Einsparungen beim Energieverbrauch.
Sind alle oben genannten Massnahmen ausgeschöpft, verringert die Wärmerückgewinnung zusätzlich den Verbrauch. Dies lässt sich durch den Einsatz von Wärmetauschern
und Wärmepumpen realisieren. Für die Wärmerückgewinnung gibt es maßgeschneiderte,
zweistufige Energiekonzepte mit Wärmetauscher und Wärmerad. Dabei kommt die Abluft
aller Wärmeemittenten zum Einsatz.
Basis für das hier vorgestellte Konzept war die Analyse des Energiebedarfs einer Pulverlackieranlage, die mit einer Sechszonen-Spritzvorbehandlung und zwei Pulverkabinen
ohne Einhausung ausgestattet ist. Darüber hinaus besteht die Anlage aus Power+Free-Förderern, Infrarot-Vorwärmezonen und Pulvereinbrennofen mit Kühlzone sowie Wassertrocknern mit Kühlzone. Die Analyse ergab folgende Aufteilung:
• mit 82 % entfällt der größte Anteil der Energiekosten auf den thermischen Bedarf.
• Verbraucher elektrischer Energie sind zu rund je einem Drittel die Vorbehandlung, die
Trockner mit Kühlzone und die Pulverkabinen.
• den thermischen Verbrauch dominieren die Trockner mit 75 %.
324
6
Pulverbeschichtung in der Praxis
Den größten Wärmeinhalt bietet die Infrarot-Angelierzone mit 5000 Normkubikmetern/
Stunde Abluft, deren Temperatur bei 185 °C liegt. Die integrierte Wärmerückgewinnung
ermöglicht die Beheizung in der Vorbehandlung. Dafür wird die Abluft über einen Wärmetauscher geführt. Dort kühlt sie auf rund 100 °C ab und gelangt in den Heizkreis der
Vorbehandlung. Benötigt der Vorbehandlungs-Heizkreis keine Wärme, kann die Abluft
über einen Bypass am Wärmetauscher vorbei der zweiten Stufe zugeführt werden.
Eventuell fehlende Heizenergie wird bei dieser Anlage aus dem Fernwärmenetz ergänzt.
Durch die Verwendung der Abwärme aus der Infrarot-Angelierzone zur Beheizung der
Vorbehandlung lassen sich 150 kW/h einsparen. Die Investition in den Wärmetauscher
amortisiert sich schon nach 1,9 Jahren.
In einem zweiten Schritt werden die 5000 Normkubikmeter/Stunde Abluft aus der
Infrarot-Zone mit weiteren Abluftströmen zusammengeführt. Die Abluft weist nach der
Wärmerückgewinnung für die Beheizung der Vorbehandlung eine Temperatur von zirka
100 °C auf.
• Abluft des Wassertrockners, 1000 Normkubikmeter/Stunde, 120 °C
• Teilstrom der Abluft aus der Kühlzone, 20 000 Normkubikmeter/Stunde, 40 bis 50 °C
Absaugung der Hallenluft unter der Decke, 29.000 Normkubikmeter/Stunde, 30 bis
45 °C.
Die Temperatur des Gesamtluftstroms von 55 000 Normkubikmetern/Stunde liegt bei zirka
55 °C. Der Strom wird dann gefiltert über ein Wärmerad zu einem Ventilator geführt und
nach außen transportiert. Im Gegenstrom dazu wird Außenluft angesaugt, die ebenfalls
zunächst einen Filter und dann das Wärmerad durchläuft. Dabei erwärmt sich der entsprechend dem Gesamtlufthaushalt 47000 Normkubikmeter/Stunde betragende Zuluftstrom auf rund 20 °C, bevor er zur Beheizung in die Halle abgegeben wird. Bei Bedarf kann
über das Heizregister nachgeheizt werden. Das Wärmerad ermöglicht bei einer Betriebszeit von etwa 1800 Stunden im Jahr eine Energieeinsparung von jährlich 470 000 kWh.
Bei zahlreichen Prozessen fällt Abwärme mit einem niedrigen Temperaturniveau an,
deren Rückgewinnung über konventionelle Wärmetauscher unwirtschaftlich ist. Hier bietet sich der Einsatz von Wärmepumpen als geeignete Alternative an. Wesentliche Größe
dabei ist der so genannte Coefficient of Performance (COP) der Wärmepumpe. Dieser
Wert gibt das Verhältnis zwischen der dem Verdichter zugeführten elektrischen Leistung
und der daraus resultierenden Wärmeleistung an. Er sollte idealerweise zwischen vier und
fünf liegen, Beispielsweise besagt ein COP-Wert 4,5, dass bei 100 Kg/W zugeführter, elektrischer Energie eine Wärmeleistung von 450 Kg/W erzielt wird. Einfluss auf den COPWert hat im Wesentlichen das eingesetzte Kältemittel. Abbildung 6.15 zeigt ein Beispiel
eines Konzeptes zur Wärmerückgewinnung aus verschiedenen Emittenten zur Beheizung
Hallenluft und Vorbehandlung.
6.7 Energiemanagement in der Lackieranlage
ƵƌĞŚĞŝnjƵŶŐĚĞƌsŽƌďĞͲ
ŚĂŶĚůƵŶŐǁŝƌĚĚŝĞďǁćƌŵĞ
ĂƵƐĚĞƌ/ŶĨƌĂƌŽƚͲŶŐĞůŝĞƌnjŽͲ
ŶĞƺďĞƌĞŝŶĞŶtćƌŵĞƚĂƵͲ
ƐĐŚĞƌŐĞĨƺŚƌƚ͘ĂĚƵƌĐŚůĂƐͲ
ƐĞŶƐŝĐŚďĞŝĞŝŶƐĐŚŝĐŚƟŐĞŵ
ĞƚƌŝĞďnjŝƌŬĂϭϲϬϬϬ
ƵƌŽ
ƉƌŽ:ĂŚƌĞŝŶƐƉĂƌĞŶ͘
&ƺƌĚŝĞĞŚĞŝnjƵŶŐĚĞƌ,ĂůůĞŶůƵŌǁĞƌĚĞŶĚŝĞďůƵŌƐƚƌƂŵĞǀĞƌƐĐŚŝĞĚĞŶĞƌ
ŵŝƩĞŶƚĞŶnjƵƐĂŵͲ
ŵĞŶŐĞĨƺŚƌƚƵŶĚƺďĞƌĞŝŶtćƌŵĞƌĂĚŐĞůĞŝƚĞƚ͘ŝĞƐĞƐŚĞŝnjƚĚƵƌĐŚĚŝĞƺďĞƌƚƌĂŐĞŶĞtćƌŵĞ
ĚĞŶƵůƵŌƐƚƌŽŵŬŽŵƉůĞƩĂƵĨ͘
Abb. 6.15 Beispiel eines Konzepts zur Wärmerückgewinnung
325
326
6
Pulverbeschichtung in der Praxis
Literatur
1. Alpers, M.: Warema II – eine Anlage setzt neue Maßstäbe. Vortrag anlässlich der EPS2002, 28.02.
bis 01.03.2002 in München
2. Stengel, J., Marcon, H.: Vollautomatische Pulverbeschichtung vom Feinsten. In: JOT, 05, 2002
3. Stengel, J.: Pulverbeschichtung optimal automatisiert. Vortrag anlässlich der EPS2002, 28.02. bis
01.03.2002 in München
4. Bachmann, S.: Logistikkonzept weit über die Oberflächenbehandlung hinaus. Informa-tionsschrift der Fa. Eisenmann, Holzgerlingen
5. Bachmann, S.: Pulverlackierstraßen in höchster Automation. Teil 2: Kühlschrank-Lackierung
mit Einbindung vor- und nachgeschalteter Bereiche. Vortrag DFO Pulvertag in Lübeck, 2001,
DFO Berichtsband Nr. 48
6. Habisreutinger, J.: Mit Pulver statt Nasslack – Perfektes Oberflächenfinish für Leuchten. EPS Tagung 2008, München, Febr. 2008
7. Hödelmoser, S. P.: Pulverbeschichtung von MDF-Platten in der Praxis. „Der Pulvertreff ‘95“,
München, Febr. 1995
8. Radoczy, I.: Das Wood-Dual-Verfahren zur MDF-Veredlung. In: I-Lack 63 (1995) 3, S. 96–98
9. Rijkse, K.: Neue Möglichkeiten mit Niedrigtemperatur-Pulver. In: JOT, 05, 1998, S. 36–39
10. Pulver auf Holzwerkstoffen – Wer wagt den nächsten Schritt? In: JOT, 02, 2001
11. Bauch, H.: Pulverbeschichten von Holzwerkstoffen. In: JOT, 10, 1998, S. 40–51
12. Zimmermann, F.: Pulverbeschichten von MDF in der Praxis aus der Sicht des Pulverherstellers.
EPS-Tagung 2003, München Februar 2003, Tagungsband S. 97–105
13. Anonym: Pulverbeschichtung von MDF Platten – ohne Zwischenschritt zur fertigen Oberfläche.
In: JOT, 06, 2000, S. 8–10
14. Mayer, C.: Pulverbeschichten von MDF in der Praxis aus der Sicht des Lohnbeschichters. EPSTagung 2003, München Februar 2003, Tagungsband S. 107–112
15. Anonym: Pulverbeschichtete MDF-Küchenelemente aus Belgien. In: JOT
16. Enno Kok, Powder In-Mould Coatings (In-mould-Pulverbeschichtungen); Eine effiziente Methode für die Beschichtung von SMC bei Fahrzeuganwendungen; AkzoNobel Powder Coatings,
Sassenheim (NL); enno.kok@akzonobel.com, tel: +31 653 677 268; www.Interpon.com
17. Impress – In Mould Powder Coatings, Impress Verfahrens Broschüre der AkzoNobel Powder
Coatings
18. Andreas Groch: In mould Pulverbeschichtung von Kunststoffteilen, JOT Fachtagung EPS 2010,
Tagungsband Seite 109 bis 114.
19. Hanschke Michael: Energiemanagement auf dem Prüfstand. In JOT 7, 2010, S. 2 bis 5
Weitere Literatur zur Holzbeschichtung mit Pulverlacken
Blatter, K.; u. a.: UV-Pulverlacke – erste Erfahrungen in der Anwendung. In: JOT Journal für Oberflächentechnik, 38 (1998) 5, S. 36–39
Bauch, H.: Fortschritte bei der Pulverlackierung von Holzwerkstoffen. Pulverlack-Kongress 1996,
Hamburg, -24.09.1996, Tagungsband S. 95–110
Sandig, C.; u. a.: Reibglätten – ein rationelles Verfahren zur Feinbearbeitung von Profilen in MDF. In:
Holz-Zentralblatt Nr. 6 vom 01.1996, S. 81–82
Sandig, C.: Rollglätten – Alternative zum Schleifen? In: HK Holz- und Kunststoffbearbeitung 33
(1998) 5, S. 64–67
Literatur
327
Bauch, H.: Verfahren zum elektrostatischen Beschichten von Holz und Holzwerkstoffen. DE 195 33
858 A1
Bachmann, S.: Pulverlackierstraßen in höchster Automation. Teil 2: Kühlschrank-Lackierung mit
Einbindung vor- und nachgeschalteter Bereiche. Vortrag DFO Pulvertag in Lübeck, 2001, DFO
Berichtsband Nr. 48
Verwendete Bilder in Kapitel 6
Eisenmann, Böblingen: 6–5 bis 6–8, 6-15
Warema Renkhoff, Marktheidenfeld: 6–1 bis 6–3
MS Oberflächentechnik, CH-Balgach : 6–4
Zumtobel, Dornbirn 6–9 bis 6–11
Gema, St. Gallen 6–12
Akzo Nobel Powder Coatings, Sassenheim 6–13 und 6–14
7
Mess- und Prüftechnik
7.1 Aufgaben der Prüftechnik
Jede Lackierung oder Beschichtung soll dazu beitragen:
• das lackierte Material vor den Angriffen der Umgebung zu schützen,
• den optischen Eindruck z. B. einer Fassade während der gesamten Nutzungsdauer zu
erhalten,
• die funktionelle Aufgabe zu erfüllen, für die eine Oberfläche oder ein Bauteil konzipiert
wurde.
Um diese Ziele zu erreichen, müssen alle Materialien und Arbeitsverfahren geprüft und
auf-einander abgestimmt werden. Die gebrauchsfertige Beschichtung steht natürlich im
Vordergrund. Schließlich ist das eigentliche Produkt, der lackierte Gegenstand, zu prüfen.
Für die Kontrolle des Beschichtungsergebnisses und der Produktion werden die meisten
Prüfungen nach der endgültigen Aushärtung der Lackierung vorgenommen und einige
wenige können bereits während des Lackierprozesses eingesetzt werden. Die Anforderungen an die Beschichtung ergeben sich aus deren Einsatzzweck und werden in der Regel
vom Kunden oder in Qualitätsrichtlinien festgelegt. Normen enthalten in der Regel keine Vorgaben über einzuhaltende Mindestanforderungen. Sie beschreiben jedoch detailliert die Vorgehensweise bei der Prüfung und Dokumentation der Prüfergebnisse. In der
Prüftechnik von Lackbeschichtungen gibt es eine Vielzahl von Verfahren und Verfahrensdurchführungen. In diesem Kapitel sollen einige der wichtigsten und am häufigsten angewendeten Prüfmethoden für Beschichtungen bzw. beschichtete Oberflächen vorgestellt
werden.
J. Pietschmann, Industrielle Pulverbeschichtung, JOT-Fachbuch,
DOI 10.1007/978-3-8348-2585-8_7, © Springer Fachmedien Wiesbaden 2013
329
330
7
Mess- und Prüftechnik
7.1.1 Prüfung von Beschichtungsstoffen
Die Prüfung der gelieferten Beschichtungsstoffe ist im Prinzip eine Wareneingangskontrolle. Der Lacklieferant macht im begleitenden Sicherheitsdatenblatt bzw. Spezifikationsdatenblatt Angaben über die Zusammensetzung, die chemisch-physikalischen, anwendungstechnischen und sicherheitstechnischen Eigenschaften und Kennwerte. Er ist
verantwortlich für die Einstufung und Kennzeichnung und für die Angaben zu Umgang,
Lagerung und Entsorgung der Produkte.
Der Anwender prüft die Übereinstimmung der angegebenen mit den tatsächlichen
Eigenschaften oder Kennwerten. Die schnelle Wareneingangsprüfung von Beschichtungsstoffen wird durch die Tatsache erschwert, dass die meisten anwendungstechnischen
Eigenschaften nicht an flüssigen oder festen (bei Pulverlacken) Beschichtungsstoffen zu
testen sind, sondern dass erst die fertige Lackierung zeigt, ob die mechanischen, optischen
oder Beständigkeitseigenschaften den Anforderungen entsprechen. Dies kann eine zeitaufwändige Eingangskontrolle bedeuten. Eine andere Möglichkeit ist eine Vereinbarung
zwischen Lieferant und Anwender, in welcher der Lieferant die geforderte Qualität garantiert, oder es werden nur solche Materialien verwendet die ein unabhängiges Qualitätssiegel tragen, das von unabhängigen Organisationen vergeben und ständig kontrolliert wird.
Ein Beispiel im Bereich der Stückbeschichtung von Bauteilen sind die Qualitätszeichen
Al 631, für die Beschichtung von Aluminiumbauteilen oder ST 663 im Bereich verzinkter
Stahl der GSB-International [1].
Weitere Qualitätsgemeinschaften sind im Bereich der Industriebeschichtung, die QIB
[2] und ebenfalls im Bereich der Architektur die Qualicoat [3].
Grundsätzlich wird nicht so viel wie möglich geprüft, sondern so wenig wie nötig. Die
zur Anwendung gelangenden Prüfungen richten sich immer nach den Anforderungen
und dem Einsatzzweck des beschichteten Gegenstandes.
7.1.2 Prüfung des Untergrundes
Ähnliches gilt für die Prüfung der gelieferten Werkstoffe, die zu lackieren sind. Die Entfernung von arteigenen und artfremden Oberflächenverunreinigungen, von Trennmitteln
oder sonstigen Stoffen, die eine Haftung des Beschichtungsstoffes auf dem Untergrund
beeinträchtigen, ist Voraussetzung für eine optimale und dauerhafte Lackierung.
Die Überprüfung der Reinheit einer Werkstückoberfläche vor der Beschichtung kann
mit verschiedenen Verfahren, wie sie bereits in Kapitel 5 beschrieben wurden, durchgeführt werden.
Eine schnelle Prüfung zur Vorbehandlung der Werkstückoberfläche und Haftung der
Lackschicht bietet der Kochtest. Er ist in den Qualitätsrichtlinien der GSB-International
[1] verankert als Test zur Kontrolle der Güte der Vorbehandlung, siehe Abschn. 7.3.17.
7.1 Aufgaben der Prüftechnik
331
7.1.3 Prüfung der Applikation und Trocknung (Einbrennvorgang)
Bei der Überprüfung der Applikation und der Trocknung stehen die Schichtdicke, die visuelle Beurteilung auf Gleichmäßigkeit der Applikation und Prüfung auf Verschmutzungen im Lackfilm und die Kontrolle der Einbrennbedingungen im Vordergrund.
Um ein gleichmäßiges Aufschmelzen und eine ausreichende Vernetzung des Pulverlackfilms im Einbrennofen zu erreichen, müssen die Werkstücke eine bestimmte Objekttemperatur über eine gewisse Zeit erreichen und halten. Nur mit einer optimalen Aushärtung der Lackschicht können die Eigenschaften, wie Haftfestigkeit, ausreichende Elastizität, Beständigkeit gegen Wetter und Umweltbelastungen, Glanz und Farbkonstanz, Härte
erreicht werden. Die genaue Temperaturverteilung im Einbrennofen muss bekannt sein,
um Ausschuss zu vermeiden und eine gleichbleibende Qualität zu garantieren.
Im Beschichtungsbetrieb sollte die ordnungsgemäße Funktion des Einbrennofens in
regelmäßigen Abständen mit Hilfe von Ofentemperatur-Messgeräten überprüft werden.
7.1.4 Prüfung der Beschichtung
Eigenschaften von Beschichtungsstoffen, die sich durch chemische und physikalische
Kennzahlen ausdrücken lassen, z. B. die Dichte oder das Kornverteilungsspektrum, können an Pulverlacken relativ schnell und mit einem geringen Aufwand kontrolliert werden,
sofern die notwendigen Prüfgeräte zur Verfügung stehen. Anders verhält es sich mit einer Reihe von anwendungstechnischen Eigenschaften. Die Lichtbeständigkeit eines Automobillackes oder die Korrosionsschutzwirkung einer Beschichtung lässt sich eben erst
endgültig feststellen, wenn der Gegenstand über eine gewisse Zeit seine ihm zugedachte
Aufgabe erfüllt hat.
Mit Hilfe von definierten Zeiträumen und Orten in der Freibewitterung und Kurzzeitbewitterungen versucht man Aussagen zum Langzeitverhalten der Beschichtung zu treffen. Allerdings lässt sich die immer wieder gestellte Frage nach einer Korrelation von Ergebnissen der Kurzprüfung zu denen der Langzeitbewitterung oder gar der Praxis – etwa
nach der Formel: x Minuten Kurzzeitprüfung, z. B. Weatherometer, = y Jahre, Freibewitterung = xy Jahre Praxis – nicht beantworten.
Beschleunigte Prüfverfahren sind dazu geeignet, eine Relation herzustellen. Soll ein bewährter Beschichtungsstoff durch einen anderen ersetzt werden, können beide Produkte
nebeneinander geprüft werden. Aus den auf diese Weise erhaltenen Ergebnissen lässt sich
ableiten, ob die Beständigkeiten gleich, verschieden oder sehr verschieden sind. Eine solche Aussage kann mit Hilfe immer besser entwickelter und spezifizierter Prüfgeräte sehr
schnell erhalten werden, aber sie macht keine endgültige Aussage über das Verhalten des
Systems unter Praxisbedingungen.
Prüfvorschriften existieren in Form von
• Normen,
• Richtlinien und Regeln, vor allem branchenspezifisch,
332
7
Mess- und Prüftechnik
• Werksnormen und
• Vereinbarungen zwischen Lieferanten und Kunden.
Innerhalb des Unternehmens müssen alle Prüfvorschriften in verbindliche Verfahrensanweisungen umgesetzt werden, denn Prüfungen sind ein wesentlicher Bestandteil der Qualitätssicherung eines Unternehmens. Sie müssen nachvollziehbar beschrieben sein. Ihre
Ergebnisse sind sorgfältig zu dokumentieren, denn sie können bei Reklamationen hilfreich
sein.
7.2 Appearance
Wahrnehmung des Erscheinungsbildes Ein gleichmäßiges Erscheinungsbild gilt bei vielen Erzeugnissen als wichtiges Qualitätsmerkmal. Glanzeffekte beruhen auf dem Zusammenwirken von Licht und physikalischen Oberflächeneigenschaften. Sie hängen aber auch
von physiologischen Bewertungsmaßstäben ab.
Das menschliche Auge ist nach wie vor das beste Instrument zur Beurteilung von Glanzund Farbunterschieden. Dennoch ist die visuelle Oberflächenprüfung unzureichend, da
• meist keine definierten Abmusterungsbedingungen vorliegen und
• verschiedene Prüfer unterschiedlich sehen und bewerten.
Zusätzlich ist die subjektive Glanz- und Farbempfindung auch von der persönlichen Erfahrung geprägt. Bei der visuellen Bewertung des Erscheinungsbildes sind folgende Faktoren beteiligt:
Beschaffenheit der Oberfläche: Material (z. B. Lack, Kunststoff oder Metall) und Struktur
(z. B. glatt, rau, wellig)
Art der Beleuchtung: Voraussetzung für die Beurteilung ist eine gerichtete Beleuchtung.
Bei diffuser Beleuchtung ist auch die Reflexion diffus und der Glanzeindruck vermindert.
Beobachter: bei der visuellen Wahrnehmung spielt das Sehvermögen und die Stimmung
des Beobachters eine entscheidende Rolle. Entscheidend ist aber auch, worauf wir unser
Auge konzentrieren. Wird der Blick auf eine reflektierte Lichtquelle fokussiert, so wird
die Abbildungsqualität der Oberfläche, d. h. die Fähigkeit, Objekte wiedererkennbar zu
spiegeln, bewertet. Die Oberfläche kann brillant oder matt erscheinen (Glanz). Bei der
Spiegelung einer Kante kann der dunkle Bereich etwas erhellt sein (Glanzschleier, Haze)
und die Kantenbegrenzung kann scharf oder verschwommen sein (DOI – Distinctness of
Image, Brillanz) [4].
Wird der Blick auf die Oberfläche selbst fokussiert, wird zusätzlich ein Eindruck über
Größe und Form von Strukturen erhalten. Gesehen wird dies als ein welliges Muster heller
und dunkler Felder. Diese Welligkeit wird häufig als Orange Peel oder Verlaufsstörung
bezeichnet.
7.2 Appearance
333
Abb. 7.1 Schema der Oberflächenbeschreibung. (Source: a) Da in der deutschen Sprache keine
einheitlichen Begriffe existieren, wurden die international üblichen Bezeichnung nach Hunter [5]
aufgeführt. b) Der Begriff DIO wird im englischen Sprachraum als Synonym für Bildschärfe benutzt.
In Abb. 7.1 sind beide Beobachtungsformen nochmals dargestellt, welche zum Gesamteindruck des Erscheinungsbildes beitragen.
7.2.1 Glanzmessung
Glanz ist eine visuelle Wahrnehmung, die bei der Betrachtung von Oberflächen entsteht.
Die Glanzwahrnehmung ist umso ausgeprägter, je gerichteter das Licht reflektiert wird.
Hochglanz Auf ebenen, völlig glatten, polierten Oberflächen können Spiegelbilder deutlich erkannt werden. Das einfallende Licht wird an der Oberfläche gerichtet reflektiert,
d. h. nur in die Hauptreflexionsrichtung. Der Reflexionswinkel ist gleich dem Einstrahlwinkel, siehe Abb. 7.2.
Mittel- bis Mattglanz Von rauen Oberflächen wird das Licht nicht nur in die Hauptreflexionsrichtung, sondern auch diffus in andere Richtungen reflektiert. Dadurch ist die
334
7
Mess- und Prüftechnik
Abb. 7.2 Prinzip der Glanzmessung an hochglänzenden
Oberflächen: Einfallswinkel ist
gleich dem Reflexionswinkel
Abb. 7.3 Prinzip der Glanzmessung an rauen Oberflächen: diffuse Reflexion des
einfallenden Lichts
Abbildungsqualität der Oberfläche vermindert. Ein reflektierendes Objekt wird hier nicht
mehr brillant, sondern verschwommen abgebildet, siehe Abb. 7.3.
7.2.1.1 Messprinzip
Als Vergleichsmaß für die messtechnische Erfassung des Glanzvermögens einer Oberfläche verwendet man den sogenannten Reflektometerwert, wie er in DIN 67530 [6] eingehend beschrieben ist. Seine Größe wird vom Anteil bestimmt, den die Oberfläche aufgrund ihrer Reflexionseigenschaften zur Entstehung des Glanzeindrucks beiträgt. Der
Reflektometerwert ist die optische Kenngröße für den Glanz einer Oberfläche.
In der Praxis arbeitet man weltweit mit den in den Normen DIN 67530, DIN EN ISO
2813 und ASTM D 523 [6, 7, 8] beschriebenen Reflektometern, mit den Messgeometrien
20 °, 60 ° und 85 °. Sie reichen in der Regel aus, um die in der Praxis vorkommenden Glanzarten von verschiedenen Oberflächen messtechnisch zu erfassen. In speziellen Anwendungsbereichen werden auch Geräte mit 45 ° und 75 ° Geometrie eingesetzt.
Das Prinzip des Reflektometers beruht auf der Messung der gerichteten Reflexion.
Dazu wird die Intensität des reflektierenden Lichts in einem schmalen Bereich des Reflektionswinkel gemessen. Die Intensität des reflektierenden Lichts hängt vom Material und
dem Einstrahlwinkel ab. Bei Lack- und Kunststoffoberflächen wird mit zunehmendem
7.2 Appearance
Tab. 7.1 Genormte Geometrien zur Erfassung von Glanz
335
Glanzgrad
60 ° Wert
Wird gemessen mit
Mittelglanz
10 bis 70
60 ° Geometrie
Hochglanz
größer 70
20 ° Geometrie
Mattglanz
kleiner 10
85 ° Geometrie
Einstrahlwinkel mehr Licht reflektiert. Der Rest des eingestrahlten Lichts dringt in das
Material ein und wird dort, je nach Farbton, zum Teil absorbiert oder diffus gestreut.
Die Messergebnisse des Reflektometers werden auf einen schwarzen, polierten Glasstandard mit definiertem Brechungsindex bezogen und nicht auf die eingestrahlte Lichtmenge. Für diesen Standard wird der Messwert = 100 Glanzeinheiten gesetzt.
Da der verwendete Einstrahlwinkel den Reflektionswert stark beeinflusst, wurden zur
Differenzierung von hochglänzenden bis matten Oberflächen drei Geometrien (Messbereiche) genormt. Tabelle 7.1 zeigt die drei Messbereiche.
7.2.2 Glanzschleier – Haze
Von hochwertigen Oberflächen wird ein klares, brillantes Erscheinungsbild erwartet. Mikrostrukturen, z. B. aufgrund schlechter Dispergierung, verursachen ein milchiges Aussehen. Dieser Effekt wird als Glanzschleier oder Haze bezeichnet.
Liegen bei einer hochglänzenden Oberfläche mikroskopisch feine Störungen vor, so
kommt es zu Streulicht geringer Intensität neben der Hauptreflexion. Der überwiegende
Anteil wird in die Spiegelrichtung reflektiert, so dass die Oberfläche hochglänzend und
bildgebend erscheint, aber von einem milchig trüben Schleier überlagert ist.
7.2.2.1 Messprinzip
Zur Messung des Glanzschleiers werden Goniophotometer eingesetzt. Der Sockelbetrag,
der nach dem steilen Abfall an der gemessenen Reflexionsindikatrix erhalten bleibt, stellt
ein Maß für den Glanzschleier dar [9, 10, 11]. Die Handhabung der Goniophotometer ist
jedoch recht umständlich und zeitaufwändig. Es wurde daher eine Kombination aus Reflektometer und zusätzlichen Sensoren zur Erfassung des Glanzschleiers entwickelt.
Da Glanzschleier nur bei hochglänzenden Oberflächen auftritt, wurde für diese Messgeräte in Anlehnung an das Reflektometer die 20 ° Geometrie verwendet. Der Winkelbereich des Reflektometers bei 20 ° beträgt 1,8 °. Zwei zusätzliche Sensoren neben dem Glanzdetektor messen die Intensität des Streulichts zur Hazebewertung. Damit die erhaltenen
Werte besser mit der menschlichen Wahrnehmung übereinstimmen, wird der Haze-Wert
logarithmisch dargestellt. Je kleiner der Haze-Wert desto besser die Oberflächenqualität.
336
7
Mess- und Prüftechnik
7.2.3 Welligkeit – Orange Peel
Wellige Strukturen in einer Größenordnung von ungefähr 0,1 bis 30 mm werden als Verlaufsstörungen oder Orange Peel bezeichnet. Solche Effekte werden meist visuell beurteilt
und mit den Begriffen speckig oder griesig beschrieben. Verlaufstörungen werden auf
hochglänzenden Oberflächen als ein welliges Muster heller und dunkler Felder gesehen.
Das Licht wird entsprechend dem Neigungswinkel der Strukturelemente in verschiedene
Richtungen reflektiert. Nur die Flächenelemente werden als hell gesehen, die das Licht in
Richtung Auge reflektieren. Das Erscheinungsbild und die Erkennbarkeit der Strukturen
hängen ab von:
• Strukturgröße
Abbildung 7.4 zeigt die visuellen Unterschiede von Oberflächen mit verschieden großer
Struktur.
• Betrachtungsabstand: langgezogene Wellen von z. B. 30 mm Wellenlänge sind besser
aus großer Entfernung sichtbar. Kurzwellige Strukturen im Bereich von 0,1 bis 1 mm
werden erst bei naher Betrachtung erkennbar.
• Auflösevermögen des Auges: Strukturen unterhalb des menschlichen Auflösungsvermögens sind nicht mehr als Hell-/Dunkelmuster sichtbar, sondern führen zu einer
Glanzminderung.
• Abbildungsqualität: Strukturen werden umso deutlicher wahrgenommen, je kontrastreicher und schärfer Kanten in der Oberfläche reflektiert werden.
7.2.3.1 Messprinzip
Mit dem Messgerät wird die visuelle Betrachtung des menschlichen Auges nachgebildet.
Es wird das wellige Helligkeitsmuster auf der Oberfläche optisch abgetastet. Eine LaserPunktlichtquelle beleuchtet die Probe unter einem Winkel von 60 °, ein Detektor auf der
Abb. 7.4 Einfluss der Strukturgröße auf das visuelle Aussehen; rechts größere Strukturen, links
kleine Strukturen
7.2 Appearance
337
Abb. 7.5 Schematische Darstellung der Welligkeitsabtastung auf der Oberfläche
Abb. 7.6 Ergebnis einer Orange-Peel-Messung
gegenüberliegenden Seite misst das reflektierte Licht. Abbildung 7.5 zeigt die Abtastung
der Oberfläche und in Abb. 7.6 ist das Ergebnis einer Messung dargestellt.
Das Messgerät wird auf der Probenoberfläche über eine definierte Strecke bewegt und
alle 0,08 mm das optische Helligkeitsprofil vermessen.
Das Messgerät analysiert die Welligkeit nach der Strukturgröße. Um das Auflösungsvermögen des Auges bei unterschiedlicher Entfernung zu berücksichtigen, wird das Messsignal in mehrere Anteile aufgeteilt:
Wa
Wb
Wc
Wd
We
0,1 bis 0,3 mm Wellenlänge
0,3 bis 1 mm Wellenlänge
1 bis 3 mm Wellenlänge
3 bis 10 mm Wellenlänge
10 bis 30 mm Wellenlänge
338
7
Mess- und Prüftechnik
Die Messwerte bilden ein Strukturspektrum, das eine differenzierte Bewertung von Verlauf und den Einfluss von Material- und Verarbeitungsbedingungen ermöglicht.
7.2.4 Bildschärfe – Distinctness of Image (DIO)
Je deutlicher und klarer ein Objekt in der Oberfläche gespiegelt wird, umso brillanter,
schärfer wird der Glanzeffekt empfunden. Durch Strukturen wird das Spiegelbild gestört,
Kanten werden dann unscharf bis verschwommen wahrgenommen.
Die Bildschärfe tritt immer dann in den Vordergrund der visuellen Bewertung, wenn
die Lackoberfläche kaum erkennbare Oberflächenstrukturen aufweist. Dies kann z. B. bei
sehr gutem Verlauf oder bei halbglänzenden Oberflächen der Fall sein.
7.2.4.1 Messprinzip
Zusätzlich zum Strukturspektrum wird hier mit Hilfe einer CCD-Kamera die Brillanz bewertet. Die Kamera zeichnet das Streulicht, das von Feinstrukturen kleiner als 0,1 mm
Wellenlänge verursacht wird, auf. Diese Messgröße wird als Dullness oder Mattigkeit bezeichnet. DOI oder Brillanz sind jedoch nicht nur von diesen Feinstrukturen, welche das
menschliche Auge nicht mehr erkennen kann, beeinflusst. Deshalb wird zusätzlich zur
Mattigkeit auch ein Teil der Ultra-Kurzwellen Wa und Wb mit einbezogen.
7.2.5 Farbe
Ein einheitlicher Farbton spielt heute bei vielen Produkten eine entscheidende Rolle. Dies
zu erreichen ist oftmals nicht einfach, vor allem dann wenn z. B. die Einzelteile eines Produktes in verschiedenen Abteilungen hergestellt werden. Weitaus komplizierter wird es,
wenn mehrere Lieferanten betroffen sind. Am Schluss jedoch muss die Farbe übereinstimmen.
Die visuelle Beurteilung der Farbe wird stark von der individuellen Farbwahrnehmung
des Beobachters und den äußeren Eindrücken beeinflusst. Außerdem sind die Möglichkeiten begrenzt, einen Farbeindruck in Worten zu beschreiben und Farbunterschiede zu
dokumentieren. Dies ist auch nicht verwunderlich bei zehn Millionen Farbtönen die das
menschliche Auge unterscheiden kann.
Abhilfe schafft hier der Einsatz von Farbmessgeräten mit international genormten Farbsystemen. So wird die objektive Beschreibung von farbigen Gegenständen sichergestellt.
Die Farbwahrnehmung wird von der Lichtquelle, dem Beobachter und der Probe beeinflusst.
7.2 Appearance
339
7.2.5.1 Lichtquelle
Farben verändern sich mit der Beleuchtung. Aus diesem Grund hat man die verwendeten
Lichtquellen definiert. Eine für die Farbmessung geeignete Lichtquelle muss kontinuierlich Energie über das gesamte sichtbare Spektrum (400 bis 700 nm) abgeben.
Die CIE (Commission Internationale de l`Eclairage) definiert eine Lichtquelle durch
die Menge der emittierten Energie bei jeder Wellenlänge (= relative spektrale Energieverteilung).
Die wichtigsten Normlichtarten sind:
• Tageslicht
D 65, C
• Grünlampenlicht A
• Leuchtstoffröhren F 2, F 11
7.2.5.2 Beobachter
Das von einem farbigen Gegenstand reflektierte Licht fällt durch die Linse des menschlichen Auges auf die Netzhaut. Dort befinden sich drei verschiedene Arten von lichtempfindlichen Rezeptoren: eine Art reagiert auf rotes Licht, die zweite auf grünes Licht und die
dritte auf blaues Licht. Zusätzlich sind helligkeitsempfindliche Sinneszellen vorhanden.
Alle zusammen lassen im Gehirn den Eindruck Farbe entstehen.
Um die Empfindlichkeit der Rezeptoren zu bestimmen, hat die CIE 1931 und 1964 systematische Tests durchgeführt. Auf Grund der Ergebnisse wurden der 2 °- und 10 °-Normalbeobachter festgelegt. Der 2 °-Normalbeobachter steht für kleines Gesichtsfeld, der
10 °-Normalbeobachter für ein großes Gesichtsfeld.
Beim Betrachten eines Gegenstandes integriert das Auge über eine große Fläche. Dies
stimmt am besten mit dem 10 °-Normalbeobachter überein.
7.2.5.3 Objekt
Lichtquelle und Beobachter sind durch die CIE genormt und die spektralen Funktionen in
den Farbmessgeräten gespeichert. Als einzige Variable müssen die optischen Eigenschaften des Gegenstandes bestimmt werden.
Moderne Farbmessgeräte messen den Anteil des Lichtes, der von einem farbigen Gegenstand reflektiert wird, bei jeder Wellenlänge. Diese Daten werden Spektraldaten genannt. Zum Beispiel wird von einem schwarzen Gegenstand über das gesamte Spektrum
kein Licht reflektiert (0 % Reflexion), wohingegen eine ideale weiße Oberfläche nahezu das
gesamte Licht reflektiert (100 % Reflexion).
Alle anderen Farben reflektieren Licht nur in bestimmten Teilen des Spektrums. So hat
jede Farbe ihre spezifische Spektralkurve.
7.2.5.4 Farbsysteme
Farbsysteme kombinieren die Informationen der drei Elemente: Lichtquelle, Beobachter
und Objekt. Sie bilden die Grundlage, um über Farbe und Farbunterschiede sprechen zu
können und diese zu dokumentieren.
340
7
Mess- und Prüftechnik
Abb. 7.7 CIELab-Farbraum;
L∗ = 0 entspricht Schwarz,
L∗ = 100 entspricht Weiß,
+ a∗ = röter, – a∗ grüner, + b∗
gelber, – b∗ blauer
Im CIE System (DIN 5033 [12]) wird jede Farbe durch die drei Normfarbwerte X, Y,
Z eindeutig gekennzeichnet. Zwei Proben, die die gleichen Normfarbwerte X, Y, Z besitzen, sehen demzufolge gleich aus. Aus dem Unterschied der Normfarbwerte zweier Proben
kann jedoch nicht unmittelbar auf die Größe des visuell empfundenen Farbunterschiedes
zwischen den beiden Proben geschlossen werden, da das CIE-System nicht „empfindungsmäßig gleich-abständig“ ist.
So kann z. B. ein Unterschied im Farbwert Y von ∆Y = 0,5 je nach Farbe der Proben visuell sehr verschieden stark empfunden werden. Dagegen ist ein System von Farbmaßzahlen
„empfindungsgemäß gleichabständig“, wenn gleichen Differenzen in den Farbmaßzahlen
stets gleich groß empfundene Farbunterschiede entsprechen, unabhängig von der Lage der
Farben der Proben im Farbraum und unabhängig von der Richtung des Farbunterschiedes.
Deshalb muss aus den gemessenen Normfarbwerten X, Y, Z zweier Proben erst ein Maß für
den visuell empfundenen Farbunterschied berechnet werden. Dies erfolgt mit Hilfe einer
Farbabstandsformel, die einen als Farbabstand ∆E bezeichneten Farbunterschied berechnet.
In der Vergangenheit wurde eine Vielzahl von Farbabstandsformeln entwickelt und
für die Vereinbarung von Farbtoleranzen benutzt. Da die Formeln auf mathematisch sehr
unterschiedlichen Methoden beruhen, können nach verschiedenen Formeln berechnete
Farbabstände nicht einfach ineinander umgerechnet werden. Um den Gebrauch von Farbabstandformeln zu vereinheitlichen, wurde die CIELab-Formel festgelegt. Für die Vereinbarung von Farbtoleranzen sollte bevorzugt diese Formel benutzt werden.
Das von CIE empfohlene System, das CIELab-System (Abb. 7.7), hat sich heute weltweit
durchgesetzt. Es besteht aus den beiden Achsen a∗ und b∗, die im rechten Winkel zueinander stehen und den Farbton definieren. Die dritte Achse bezeichnet die Helligkeit L∗. Diese
steht senkrecht zur a∗b∗ Fläche.
In diesem System kann jede Farbe durch die Koordinaten L∗, a∗, b∗ bestimmt werden.
Alternativ werden L∗, C∗, h ° benutzt. C∗ ( = Chroma) stellt die Sättigung oder Buntheit
der Farbe dar, der Winkel h ° ist eine andere Bezeichnung für den tatsächlichen Farbton
( = Farbtonwinkel).
7.2 Appearance
341
Der Gesamtfarbabstand ΔE∗ berechnet sich aus den L∗-, a∗-, b*-Werten zweier Farben
nach DIN 6174 [13] und ISO 7724-3 [14].
(7.1)
∆ E ab * = ( ∆L*) 2 + ( ∆a*) 2 + ( ∆b*) 2
wobei
∆L* = L P* − L B* ; ∆a * = a P* − a B* ; ∆b = b P* − b B*
(7.1)
die Differenzen der L∗-, a∗-, b∗-Werte einer Probe (Index P) und eines Bezugs oder Standards (Index B) sind.
Um einen Farbton immer konstant zu liefern, muss ein Standard festgelegt und die
laufende Produktion mit diesem Standard verglichen werden. In der Regel werden die zulässigen Farbdifferenzen festgelegt.
Der Farbabstand ΔEab∗ kann auf unterschiedliche Weise aus Beiträgen gebildet werden,
die verschiedenen Farbrichtungen im Farbraum entsprechen. Diese Beiträge können dazu
verwendet werden, für verschiedene Farbrichtungen unterschiedliche Toleranzen zu vereinbaren.
Für unbunte Farben und für Farben mit geringer Buntheit (z. B. farbstichiges Grau)
vermittelt die Aufspaltung in die Beiträge ∆L∗, ∆a∗ und ∆b∗ Aussagen über die visuelle Bedeutung der Richtung des Farbunterschiedes.
∆L∗ ist positiv, wenn die Probe heller als der Bezug ist, und negativ, wenn sie dunkler als
der Bezug ist.
∗
∆a ist positiv, wenn die Probe röter als der Bezug ist, und negativ, wenn sie grüner als der
Bezug ist.
∆b∗ ist positiv, wenn die Probe gelber als der Bezug ist, und negativ, wenn sie blauer als
der Bezug ist.
Für bunte Farben definiert DIN 6174 [13] eine Aufspaltung in Richtung Helligkeit, Buntheit und Buntton mit den Beiträgen ∆L∗, ∆Cab∗ und ∆Hab∗.
(7.2)
Cab *= Cab , P − Cab , B = (a P*2 + b P*2 ) − (a B*2 + b B*2 )
Hab* = [( ∆E ab* ) 2 − ( ∆L* ) 2 − ( ∆Cab* ) 2 ]
(7.3)
Die Gleichung (1) schreibt sich mit den Beiträgen nach Gleichung (2) und (3):
(7.4)
E ab * = [( ∆L* ) 2 + ( ∆Cab* ) 2 + ( ∆H ab* ) 2 ]
342
7
Tab. 7.2 Messwerte der
Farbmessung von Probenpaar
1 und 2
Mess- und Prüftechnik
Probenpaar 1
Probenpaar 2
∗
∆L
0,57
0,0
∆a∗
0,57
0,0
∆b
0,57
1,0
1,0
1,0
∗
∆E
∗
∆Hab∗ beschreibt als Buntton-Beitrag näherungsweise die Größe eines empfundenen Farbunterschiedes in Richtung Buntton. Aus den Bunttonwinkel hab, B und hab, P lässt sich dieser
Farbunterschied nicht direkt berechnen. Denn der empfundene Farbunterschied zwischen
zwei Farben mit konstanter Winkeldifferenz nimmt mit der Buntheit der Farben zu. Für
die Beurteilung der Komponenten des Farbabstands in Richtung Buntheit und Buntton
gilt:
∆Cab∗ ist positiv, wenn die Probe bunter (brillanter, klarer) als der Bezug, und negativ,
wenn sie weniger bunt (stumpfer, trüber) als der Bezug ist.
∆Hab∗ hat ein positives Vorzeichen, wenn die Bunt-(Farb-)tongerade im a∗-b∗Diagramm vom Bezug zur Probe links herum gedreht werden muss (gegen den Uhrzeiger), d. h. z. B. von Rot in Richtung gelber, von Gelb in Richtung grüner oder von Grün in
3UREHQSDDU
3UREHQSDDU
Richtung blauer.
Zwei Probenpaare können den gleichen ∆E∗-Wert aufweisen, visuell jedoch unterschiedlich aussehen, wie das folgende Beispiel zeigt:
Tabelle 7.2 enthält die Ergebnisse der Farbmessung an Probenpaar 1 und 2.
Zur Festlegung der tatsächlichen Farbabweichung sind daher die Einzelkomponenten
∆L∗, ∆a∗, ∆b∗ oder ∆L∗, ∆C∗, ∆H∗ heranzuziehen.
In Abb. 7.8 werden die Zusammenhänge nochmals bildlich dargestellt.
7.2.5.5 Messprinzip
In der Industrie haben sich zwei Messanordnungen durchgesetzt: die 45/0-Geometrie und
die Kugelgeometrie. Bei der 45/0-Geometrie wird unter einem Winkel von 45 ° zirkular
beleuchtet und senkrecht zur Oberfläche unter 0 ° gemessen, Abb. 7.9.
Mit dieser Geometrie wird Farbe wie unter normalen Abmusterungsbedingungen ausgewertet. Vergleicht man z. B. einen hochglänzenden Gegenstand mit einer Probe, die dieselbe Pigmentierung aufweist, aber matt oder strukturiert ist, empfindet das Auge den
hochglänzenden Gegenstand als dunkler. Dieses Phänomen wird mit der 45/0-Geometrie
gemessen. Hier führen Unterschiede in Glanz/Struktur auch zu Farbdifferenzen.
Die zirkulare Beleuchtung wird verwendet, um eine bessere Wiederholbarkeit auf
strukturierten und richtungsabhängigen Oberflächen sicherzustellen.
7.2 Appearance
343
Abb. 7.8 Darstellung der Bedeutung der Beiträge ∆L∗, ∆a∗, ∆b∗, ∆Cab∗ und ∆Hab∗
Abb. 7.9 Darstellung der
45/0-Geometrie
Beim Vergleich verschiedener Chargen in der Produktion und der Kontrolle der Farbkonstanz bei Produkten, die aus mehreren verschiedenen Teilen zusammengesetzt werden, ist die Übereinstimmung mit dem visuellen Eindruck wichtig.
Bei der Kugelgeometrie, Abb. 7.10, wird die Probe mittels einer weiß beschichteten Kugel diffus beleuchtet. Abschatter im Kugelinnern verhindern, dass das Licht direkt auf die
Probenoberfläche fällt. Die Messung erfolgt unter einem Winkel von 8 °. Ein Kugelgerät
kann unter zwei unterschiedlichen Messbedingungen eingesetzt werden:
Glanz eingeschlossen (spin)
Glanz ausgeschlossen (spex)
344
7
Mess- und Prüftechnik
Abb. 7.10 Darstellung der
Kugelgeometrie
Im „spin“-Modus wird das gesamte reflektierende Licht gemessen: diffuse Reflexion (Farbe) + gerichtete Reflexion (Glanz). So kann Farbe unabhängig von Oberflächenglanz oder
Struktur gemessen wenden. Für folgende Anwendungen eignet sich der „spin“-Modus:
• Farbstärke in Abhängigkeit der Dispergierzeit
• Einfluss von Bewitterung und Temperatur
• Farbrezeptierung
Im „spex“-Modus schluckt eine Glanzfalle das gerichtet reflektierte Licht (Glanz). Mit
dieser Konfiguration wird die 45/0-Geometrie simuliert. Bei mittel- bis mattglänzenden
Oberflächen treten jedoch Abweichungen zwischen 45/0- und Kugelgeometrie „spex“ auf,
da die Glanzfalle die Glanzkomponente nicht gänzlich ausschließt.
Nur Messungen, die unter gleichen Bedingungen durchgeführt werden, sind miteinander vergleichbar. Deshalb muss ein Farbmessbericht folgende Informationen enthalten:
•
•
•
•
Farbmessgerät (Geometrie)
Lichtart/ Beobachter
Farbsystem
Probenvorbereitung
7.2.6 Farbmessung von Metallic-Lacken
Effektlackierungen spielen heute eine wichtige Rolle in der Beschichtung. Sie verändern
ihr Aussehen mit dem Beobachtungswinkel und den Lichtverhältnissen. Bei Interferenzfarben ändert sich mit dem Blickwinkel nicht nur die Helligkeit, sondern auch der Farbton.
7.2 Appearance
345
Um eine objektive Farbbeurteilung bei Metalliclackierungen zu erhalten, werden von
ASTM, DIN und ISO Standards zur Mehrwinkelfarbmessung vorgegeben. Untersuchungen haben gezeigt, dass mindestens drei Winkel, optimal fünf Winkel für eine zuverlässige
Bewertung notwendig sind. Bei der Mehrwinkelfarbmessung bezieht sich die Messgeometrie auf die Differenz zum Glanzwinkel. Der Betrachtungswinkel wird von der spekularen
Reflexion in der Beleuchtungsebene weg gemessen. Der Winkel ist positiv, wenn er von
der spekularen Reflexion zur Normalen hin gemessen wird.
Gemessen wird bei 15 °, 25 °, 45 °, 75 ° und 110 °.
Zur Qualitätskontrolle werden die farbmetrischen Werte L∗, a∗, b∗ (oder L∗, C∗, h∗)
und ∆E∗ verwendet. Die Toleranzen für die Winkel nahe des Glanzes (15 °, 25 °) und die
Flopwinkel (75 °, 110 °) sind normalerweise größer als die Toleranz beim 45 ° Winkel. Um
eindeutige Toleranzen unabhängig vom Farbton anzugeben, müssen gewichtete Faktoren
verwendet werden. Die Automobilfirmen haben Spezifikationen für ∆ECMC oder ∆E´
nach DIN 6175-2 [69] für 3- oder 5-Winkelfarbmessung erstellt. Eine weitere hilfreiche
Maßzahl ist der Flopindex. Dieser bewertet die Helligkeitsänderung von Metalliclacken
über den gesamten Bereich der Beobachtungswinkel.
Damit die gesamte Farbtonveränderung von Interferenzpigmenten vollständig erfasst
werden kann, ist es notwendig Beobachtungs- und Beleuchtungswinkel zu ergänzen. Bei
den portablen Messgeräten wurde ein Beobachtungswinkel „hinter dem Glanz“ bei −15 °
hinzugefügt.
7.2.7 Beurteilung von Farbunterschieden
Die Frage der Toleranzvereinbarung spielt gerade bei Farbe eine entscheidende Rolle. Zwischen Lieferant und Abnehmer taucht immer wieder dieselbe Frage auf: wird eine Charge bzw. eine Lieferung hinsichtlich ihrer Farbe akzeptiert oder abgelehnt? Im Falle einer
Ablehnung kann zusätzlich noch die Frage auftreten: Ist die Ablehnung im Rahmen der
getroffenen Vereinbarungen berechtigt oder unberechtigt?
Eine einfache Farbabstandsvereinbarung als Toleranzvorgabe ist meist nicht ausreichend. Es müssen vielmehr auch Vereinbarungen zur Mess- und Auswertebedingungen
getroffen werden. Einen allgemein gültigen, tolerierbaren Farbabstand gibt es nicht. Dieser
muss immer zwischen Lieferanten/Abnehmer speziell für Farbe und Oberfläche ausgearbeitet werden.
Im DIN-Fachbericht 49 [67] werden Verfahren zur Vereinbarung von Farbtoleranzen
beschrieben. Die DIN EN ISO 3668 beschreibt die Durchführung der Farbabmusterung
bei einem visuellen Vergleich der Farbe von Beschichtungsstoffen [15]. In DIN 6175 [16]
hat die Automobilindustrie Farbunterschiede für Unilackierungen festgelegt. Diese Vereinbarung kann jedoch nicht auf pulverlackierte Oberflächen übertragen werden. Im
Merkblatt St02 [17] des Fenster- und Fassadenverbandes werden Hinweise zur Beurteilung
von lackierten Oberflächen gegeben. Hier sind Kriterien für die Beurteilung von Farbunterschieden und Beschädigungen (z. B. Fehlbeschichtungen, Störungen in der Lackoberfläche durch Pickel, Blasen oder Krater) aufgezeigt. Zulässige Farbtoleranzen für unifarbene Pulverlacke bei Architekturanwendungen, herausgegeben vom Verband der deut-
346
7
Mess- und Prüftechnik
schen Lackindustrie, beschreibt die Richtlinie VdL – RL 10. Mit dieser Richtlinie werden
Vergleichsmuster, Prüfmethoden und zulässige Farbtoleranzen für Unterschiede zwischen
Vorlage und Anlieferung sowie zwischen zwei Anlieferungen beschrieben. Die Richtlinie
gilt jedoch nicht für die Beurteilung von endbeschichteten Objekten und Bauteilen. Man
hat sich hier ausschließlich auf Probenbleche zu beziehen, die unter standardisierten Bedingungen (Laborbedingungen) hergestellt wurden [66].
7.3 Haftfestigkeit
In der Praxis der Prüfung von Lackierungen, Anstrichen und anderen Beschichtungen
wurden bereits vor langer Zeit zum Beurteilen der Haftfestigkeit Gebrauchswertprüfungen eingeführt, denen zwar keine physikalisch eindeutigen Prinzipien zugrunde liegen, die
aber relativ einfach durchzuführen sind und weitgehend reproduzierbare Messergebnisse
für die entsprechenden Anwendungsbereiche liefern. Wegen ihrer einfachen Anwendbarkeit werden zum raschen Beurteilen der Haftfestigkeit die Gitterschnittprüfung, die Kratzprobe sowie das Aufkleben eines Klebebandes auf einen angeritzten oder angeschnittenen
Film mit anschließendem Abziehen benutzt. Die letzteren Verfahren stellen im Wesentlichen Versuche mit ja/nein-Entscheidung dar.
Bei der Beurteilung der Haftfestigkeit muss beachtet werden, dass das Prüfergebnis
nicht nur von den mechanischen Eigenschaften des zu prüfenden Systems bestimmt wird,
sondern auch durch die Art und Vorbehandlung des Untergrundes, durch das Applikationsverfahren, durch die Härtungs- bzw. Trocknungsbedingungen und durch die Prüfbedingungen beeinflusst werden kann.
Jedes Verfahren hat seine spezifische Anwendung. Eine ungeeignete Anwendung kann
zu falschen Ergebnissen führen. Alle Prüfverfahren zum Beurteilen der Haftfestigkeit erfordern eine gewisse Übung des Prüfers. Bei den meisten Verfahren sind die Prüfergebnisse von der Schichtdicke der zu untersuchenden Beschichtung abhängig. Außerdem können bei einigen Verfahren auf Grund der unterschiedlichen Rauigkeit des Untergrundes
Unterschiede zwischen Prüfungen auf einem Probenblech und der Praxis auftreten.
Die Haftfestigkeit lässt sich meistens nicht ausreichend mit nur einem Verfahren beurteilen. Eine Übersicht über die gebräuchlichsten Verfahren wird in Tab. 7.3 gegeben.
Immer mehr Bedeutung findet die Beurteilung der Haftfestigkeit bei Einwirkung von
Feuchtigkeit (sog. Nasshaftung), in der Regel in Verbindung mit einem Klebebandabriss
[18].
Die Haftfestigkeit wird in DIN EN 971, Teil 1 [19] als die Gesamtheit der Bindekräfte
zwischen einer Beschichtung und ihrem Untergrund definiert.
7.3.1 Abreißversuch
Das Verfahren kann für ein- und mehrschichtige Beschichtungen angewendet werden.
Für die Prüfung sind verschiedene Durchführungen festgelegt, je nachdem, ob es sich um
7.3 Haftfestigkeit
347
Tab. 7.3 Verfahren zum Beurteilen der Haftfestigkeit von Beschichtungen [20]
Verfahren
Prüfung nach
Anwendung
Abreißversuch
DIN EN ISO
4624 [21]
universell für
Messwert und
Laborprüfungen visuell
und Feldversuche
Dornbiegeprüfung mit konischem Dorn
DIN EN ISO
6860 [22]
industrielle
Lackierungen
und spezielle
Anwendungen
wie Kunststoffund Dickschichtlackierungen
visuell
Die Art der
Rissbildung lässt
Rückschlüsse
auf die Haftfestigkeit zu.
Anwendung auch
kombiniert mit
Klebebandabriss
DornbiegeprüDIN EN ISO
fung mit zylindri- 1519 [23]
schem Dorn
industrielle
Lackierungen
visuell
Die Art der
Rissbildung lässt
Rückschlüsse auf
die Haftfestigkeit zu. Auch
kombiniert mit
Klebebandabriss
Gitterschnitt
als Laborprüfung
und Feldversuch universell
anwendbar
visuell
Ergebnis abhängig von der Viskoelastizität der
Beschichtung
Beschichtungen
auf Stahl, Aluminium, Kunststoff
und Holz
visuell
DIN EN ISO
2409 [24]
Kreuzschnitt mit
Klebebandabriss
Beurteilung
Kugelschlagprüfung
DIN EN ISO
6272 [25]
Lackierungen für
besondere Stoßund Schlagbeanspruchung
visuell
Kugelstrahlversuch
DIN 53154 [26]
Möbellackierungen
visuell
Steinschlagprüfung, Einzelschlagprüfung
Kraftfahrzeuglackierungen bei
Steinschlagbeanspruchung
visuell, ggf.
auch Messwert,
Bildanalyse
Steinschlagprüfung, Multischlagprüfung
Kraftfahrzeuglackierungen bei
Steinschlagbeanspruchung
visuell,
Bildanalyse
Bemerkungen
Stempel dürfen
nicht verkantet
aufgeklebt sein;
mindestens 5
Messwerte
Rissbildung und
Enthaftung der
Beschichtung
348
7
Mess- und Prüftechnik
Tab. 7.3 (Fortsetzung)
Verfahren
Prüfung nach
Sternschnitt mit
Tiefung
Tiefungsprüfung
DIN EN ISO
1520 [27]
Anwendung
Beurteilung
Beschichtungen
in der Luft- und
Raumfahrtindustrie
visuell
industrielle
Lackierungen
visuell
Dampfstrahlprüfung
Serienkontrolle
bei
Automobillackie- visuell
rungen
Bestimmte Chemikalien können
die Haftfestigkeit
beeinflussen
Bemerkungen
auch kombiniert mit
Gitterschnitt oder
Klebebandabriss
Messwert
Dreipunkt-Biege- NF T 30-010 [28] Beschichtungen
versuch
auf Metall und
Kunststoff, nicht
auf mineralischen
Untergründen
und Beton
Kratzprobe
für ein- und
mehrschichtige
Industrielackierungen
visuell
Ergebnis abhängig von der Härte
des Untergrundes
und der individuellen Kraftaufwendung des
Prüfers
Radierprobe
besonders für
Beschichtungen
auf Holz und
Kunststoffen
visuell
Schälversuch 1
besonders
zur Prüfung
beschichteter
thermoplastischer Elastomere
Messwert
Schälversuch 2
Kunststofflackierungen
visuell
Versuch mit ja/
nein-Ent-scheidung
Schallemissionsanalyse
Sonderanwendung
Messwert
bevorzugt Einschicht-systeme
Twist-O-MeterPrüfung
Laborprüfung
Messwert und
visuell
mindestens 5
Messwerte
7.3 Haftfestigkeit
349
einen verformbaren Untergrund, z. B. dünnes Metall, Kunststoff oder Holz, oder um einen
starren Untergrund, z. B. dicke Beton- und Metallplatten, handelt.
Das Prüfergebnis ist die minimale Zugspannung, die aufgewendet werden muss, um
die schwächste Grenzfläche (Adhäsionsbruch) oder die schwächste Schicht/Komponente
(Kohäsionsbruch) der Prüfanordnung zu brechen. Es können gleichzeitig Adhäsions- und
Kohäsionsbrüche auftreten.
Durchführung und Auswertung siehe DIN EN ISO 4624 [21, 29]. Das Bruchbild wird
entsprechend dem folgenden Schema beurteilt:
A
A/B
B
B/C
–/Y
Y
Y/Z
Kohäsionsbruch im Untergrund
Adhäsionsbruch zwischen Untergrund und erster Beschichtung
Kohäsionsbruch der ersten Beschichtung
Adhäsionsbruch zwischen der ersten und der zweiten Beschichtung
Adhäsionsbruch zwischen letzter Beschichtung und Klebstoff
Kohäsionsbruch im Klebstoff
Adhäsionsbruch zwischen Klebstoff und Prüfstempel
7.3.2 Dornbiegeprüfung mit konischem Dorn
Die Dornbiegeprüfung mit konischem Dorn ist ein Verfahren zum Beurteilen der Widerstandsfähigkeit von Beschichtungen gegen Rissbildung und/oder Ablösen von einem
metallischen Untergrund oder von Kunststoff, wenn diese unter Normbedingungen um
einen konischen Dorn gebogen werden.
Bei einem Mehrschichtsystem kann jede Schicht für sich allein oder auch das gesamte
System geprüft werden.
Die Auswertung erfolgt gemäß DIN EN ISO 6860 [22].
7.3.3 Dornbiegeprüfung mit zylindrischem Dorn
Die Dornbiegeprüfung mit zylindrischem Dorn ist ein Verfahren zum Beurteilen der Widerstandsfähigkeit von Beschichtungen gegen Rissbildung und/oder Ablösen von einem
metallischen Untergrund oder von Kunststoff, wenn diese unter Normbedingungen um
einen zylindrischen Dorn (oder eine Platte mit entsprechend gerundeter Kante) gebogen
werden.
Der Dornbiegeversuch kann je nach Vereinbarung durchgeführt werden als
a. eine ja/nein- Prüfung, indem die Prüfung mit einem einzigen Dorn von festgelegtem
Durchmesser ausgeführt wird – zum Beurteilen der Übereinstimmung mit einer besonderen Anforderung.
350
7
Mess- und Prüftechnik
Abb. 7.11 Risse im Bereich
des Biegeradius bei der ersten
Probe (links oben) bis zum
Grundmaterial bei der zweiten
Probe (rechts unten) keine Risse
im Lackfilm
b. eine wiederholte Prüfung, indem nacheinander Dorne mit jeweils kleinerem Durchmesser angewendet werden – zum Bestimmen des Durchmessers des ersten Dorns,
über dem die Beschichtung reißt oder vom Untergrund abgelöst wird.
Bei einem Mehrschichtsystem kann jede Schicht für sich allein oder auch das gesamte
System geprüft werden.
Die Dornbiegeprüfung eignet sich zu Vergleichsmessungen bei spröden Beschichtungen. Geschmeidige (plastische, elastische) Beschichtungen reißen gewöhnlich auch bei
kleinsten Dorndurchmessern noch nicht.
Durchführung und Auswertung, siehe DIN EN ISO 1519 [23]. Abbildung 7.11 zeigt das
Ergebnis bei der Biegung um einen 5 mm Dorn.
7.3.4 Gitterschnitt
Der Gitterschnitt ist ein Verfahren zum Abschätzen des Widerstandes einer Beschichtung
gegen Abplatzen vom Untergrund, wenn ein bis zum Untergrund durchgehendes Gitter
in die Beschichtung geschnitten wird. Die nach diesem empirischen Verfahren gemessene
Eigenschaft hängt, neben anderen Faktoren, von der Haftfestigkeit der Beschichtung auf
der vorhergehenden Schicht oder auf dem Untergrund ab.
Dieses Verfahren sollte jedoch nicht allein als ein Mittel zum Beurteilen der Haftfestigkeit angesehen werden. Es wird für Vergleichsmessungen und zum Prüfen der Gebrauchstauglichkeit eingesetzt.
Obwohl die Prüfung in erster Linie zur Anwendung im Laboratorium gedacht ist, ist
sie auch als Feldprüfung geeignet. Temperaturänderungen und Änderungen der relativen
Luftfeuchte beeinflussen dann aber das Prüfergebnis.
Das beschriebene Verfahren kann entweder als ja/nein-Prüfung oder als Einstufungsprüfung mit 6 Stufen angewendet werden. Auf ein Mehrschichtsystem angewendet, kann
7.3 Haftfestigkeit
351
Abb. 7.12 Ergebnis der Gitteschnittprüfung an einem Pulverlackfilm mit guter Haftung,
Gitterschnittkennwert Gt0
der Widerstand der einzelnen Schichten der Beschichtung gegen eine Trennung voneinander abgeschätzt werden. Die Prüfung ist an fertigen Gegenständen und/oder an gesondert
hergestellten Probenplatten möglich.
Das Verfahren ist für Beschichtungen auf harten (z. B. Stahl) und weichen (z. B. Holz
und Gips, Putz, Stuck) Untergründen geeignet. Diese unterschiedlichen Untergründe erfordern aber eine entsprechende Durchführung. Bei weichen Materialien, wie z. B. Holz,
werden häufig keine reproduzierbaren Ergebnisse erzielt.
Das Verfahren ist nur für glatte Beschichtungen mit einer Gesamtschichtdicke bis
250 µm geeignet. Beschichtungen mit einer Gesamtschichtdicke über 250 µm können
durch einen einzigen Kreuzschnitt geprüft werden. Wenn das Verfahren auf Beschichtungen angewendet wird, die eine raue Oberfläche (z. B. Strukturlacke) aufweisen, können die
Ergebnisse stark streuen.
Durchführung und Auswertung, siehe DIN EN ISO 2409 [24]. Die Abb. 7.12 und 7.13
zeigen zwei Ergebnisse einer Gitterschnittprüfung: mit guter Haftung und mit extrem
schlechter Haftung.
7.3.5 Kreuzschnitt mit Klebebandabriss
Der Kreuzschnitt mit Klebebandabriss [30] ist ein Verfahren zum Bestimmen der Haftfestigkeit von Beschichtungen auf Metallen, z. B. Stahl, Aluminium, verzinktem Stahl, und
Kunststoff. Es ist mehr eine orientierende Prüfung, gibt aber gleichwohl in der Praxis gut
verwertbare Ergebnisse.
Geräte:
Ritzstichel oder Taschenmesser; Lineal; Klebeband, 25 mm breit, Klebkraft auf Stahl mindestens 11 N/25 mm
Durchführung:
Nach Konditionieren wird die Beschichtung bis zum Untergrund kreuzförmig eingeritzt.
Ein Klebeband von etwa 150 mm Länge wird auf den Kreuzschnitt geklebt und gut angedrückt. Nach 5 bis 10 s wird das Klebeband mit gleichförmiger Geschwindigkeit abgezo-
352
7
Mess- und Prüftechnik
Abb 7.13 Ergebnis der
Gitteschnittprüfung an einem
Pulverlackfilm mit extrem
schlechter Haftung, Gitterschnittkennwert Gt5
gen, indem das freie Ende gefasst und gleichmäßig innerhalb von 0,5 s bis 1,0 s in einem
Winkel von etwa 60 ° zur Zugrichtung abgezogen wird.
Auswertung:
Beurteilung nach folgenden Stufen:
0
1
2
3
Sehr gute Haftfestigkeit. Die Beschichtung wird nicht abgezogen.
Gute Haftfestigkeit. Die Beschichtung wird max. 0,5 mm abgezogen.
Schlechte Haftfestigkeit. Die Beschichtung wird 0,5 mm bis 3 mm abgezogen.
Sehr schlechte Haftfestigkeit. Die gesamte Beschichtung wird abgezogen.
7.3.6 Kugelschlagprüfung/Prüfung durch ein fallendes Gewichtsstück
Die Kugelschlagprüfung (Prüfung durch ein fallendes Gewichtsstück) ist ein Verfahren
zum Beurteilen der Widerstandsfähigkeit von Beschichtungen gegen Rissbildung und/
oder Ablösen von einem metallischen Untergrund, wenn dieser als dünnes Blech vorliegt
und unter Normbedingungen stoßartig durch einen Fallkörper kugelförmig verbeult wird.
Zusätzlich kann mit Hilfe der Kugelschlagprüfung bei Pulverlackfilmen die Vernetzung
des Lackfilms, d. h. die Einbrennbedingungen überprüft werden.
Die Kugelschlagprüfung kann durchgeführt werden mit
a. Einbeulung, bei der der Fallkörper auf die beschichtete Seite des Bleches fällt oder
b. Ausbeulung, bei der der Fallkörper auf die Rückseite des Bleches fällt.
Die Kugelschlagprüfung kann durchgeführt werden als
7.3 Haftfestigkeit
353
Abb. 7.14 Ergebnis der
Kugelschlagprüfung mit 20
inch-p bei einer Probe mit
unzureichender Lackhaftung
a. eine ja/nein-Prüfung, bei der der Fallkörper aus einer vereinbarten Fallhöhe auf das
Blech fällt und bei der beurteilt wird, ob die Beschichtung reißt und/oder sich ablöst
oder nicht;
b. eine wiederholte Prüfung, bei der die Beanspruchung gesteigert wird, bis die Beschichtung reißt und/oder sich ablöst.
Die Kugelschlagprüfung ist auch bei einem Mehrschichtsystem durchführbar. Durchführung und Auswertung, siehe DIN EN ISO 6272 [25].
Die folgenden Abb. 7.14 und 7.15 zeigen das Ergebnis einer Kugelschlagprüfung an
einem Pulverlackfilm mit ungenügender Haftung und einem Pulverlackfilm der nicht ausreichend eingebrannt wurde.
7.3.7 Kugelstrahlversuch
Der Kugelstrahlversuch ist ein Verfahren zum Beurteilen des Verhaltens von Beschichtungen gegen Beanspruchungen, wie sie in der Praxis durch kleine, sich oft wiederholende
Schläge oder Stöße auftreten. Bei einem Mehrschichtsystem kann die Grundbeschichtung
für sich allein oder auch in Verbindung mit darauffolgenden Beschichtungen geprüft werden. Durchführung und Auswertung, siehe DIN 53154 [26].
354
7
Mess- und Prüftechnik
Abb. 7.15 Ergebnis der
Kugelschlagprüfung mit 20
inch-p bei einer Probe mit
einer Untervernetzung des
Lackfilms
7.3.8 Steinschlagprüfung, Einzelschlagprüfung
Die Prüfung soll die Trennebene von Mehrschicht-Lackierungen bei Steinschlagbeanspruchung [31, 32, 33, 34] bestimmen.
Die Einzelschlagprüfung ist ein Verfahren zum Beurteilen der Beständigkeit von Mehrschicht-Lackierungen, wie sie z. B. für Kraftfahrzeuge eingesetzt werden, gegen Steinschlageinwirkung. Dabei kann nicht nur die Größe der Schädigung, sondern auch die
Enthaftungsebene bestimmt werden. Das Verfahren liefert Ergebnisse, die in der Tendenz
denjenigen nach Multischlagbeanspruchung entsprechen, aber besser quantifizierbar sind.
Durchführung:
Es kann eine Stahlkugel unter definierten Bedingungen (Geschwindigkeit, Auftreffwinkel)
oder ein Schlagkörper mit keilförmiger Schneide, ggf. gedämpft durch eine dazwischenliegende Feder, auf das beschichtete Blech geschossen werden. Die Geräte sind teilweise
transportabel, so dass in diesen Fällen auch Prüfungen in Kammern mit unterschiedlichen
Klimaten möglich sind, oder sie sind temperierbar.
Auswertung:
Nach dem Beschuss wird die geschädigte Fläche quantitativ ausgewertet. Bei MehrschichtLackierungen wird auch die Enthaftungsebene bestimmt.
7.3.9 Steinschlagprüfung, Multischlagprüfung
Die Multischlagprüfung, z. B. nach VDA (Verband der Automobilindustrie) [35] oder ISO
20567-1 [36], ist ein Verfahren zum Beurteilen der Beständigkeit von Kraftfahrzeug-La-
7.3 Haftfestigkeit
355
Abb. 7.16 Schematische Darstellung der Tiefungsprüfung
ckierungen und ähnlichen Beschichtungen gegen Beschuss mit Stahlsand als simulierte
Steinschlageinwirkung.
Die Auswertung erfolgt nach vorgegebenen Bildern oder mit Hilfe der Bildanalyse [38].
Das Schema hat Kennwerte von 0 bis 5.
7.3.10 Tiefungsprüfung
Mit der Tiefungsprüfung wird die Widerstandsfähigkeit von Beschichtungen gegen Rissbildung und/oder Ablösen von einem metallischen Untergrund geprüft, wenn diese einer
zunehmenden Verformung durch Tiefung (Abb. 7.16) unter genormten Bedingungen
unterworfen sind. Bei einem Mehrschichtsystem kann jede Schicht für sich allein oder
auch das gesamte System geprüft werden.
Das festgelegte Verfahren kann durchgeführt werden
a. als eine ja/nein-Prüfung, indem bei einem festgelegten Tiefungswert auf Erfüllung einer
bestimmten Anforderung geprüft wird;
b. indem bei zunehmender Verformung der kleinste Tiefungswert ermittelt wird, bei dem
die Beschichtung reißt und/oder sich vom Untergrund ablöst.
Kernstück der Tiefungsprüfmaschine (Abb. 7.17) ist eine Matrize mit gehärteter Oberfläche und plangeschliffener Druckfläche. Dazu kommt ein Niederhalter mit Exzenterspannvorrichtung. Das Eindringwerkzeug ist eine polierte, gehärtete Kugelkappe mit 20 mm
Durchmesser. Der Prüfvorgang wird durch ein Stereomikroskop oder ein Vergrößerungsglas beobachtet. Es muss während der Prüfung sorgfältig darauf geachtet werden, wann
der Überzug zu reißen beginnt. Durchführung und Auswertung, siehe DIN EN ISO 1520
[27], Ergebnis siehe Abb. 7.18.
356
Abb. 7.17 Beispiel eines
Prüfgerätes
Abb. 7.18 Ergebnis der Tiefungsprüfung an verschiedenen
Pulverlackschichten
7
Mess- und Prüftechnik
7.3 Haftfestigkeit
357
7.3.11 Sternschnitt mit Tiefung nach Randel
Der Sternschnitt mit Tiefung [39] ist ein Verfahren zum Bestimmen der Haftfestigkeit von
Beschichtungen, das besonders im Bereich der Luft- und Raumfahrt eingesetzt wird (DIN
65046-4, Verfahren 4-4-3) [40].
Mit der sehr scharfen Spitze einer Taschenmesserklinge werden durch die Beschichtung
hindurch bis auf den Untergrund vier Schnitte sternförmig ausgeführt. Die Beschichtung
wird anschließend in die Tiefungsvorrichtung nach Erichsen mit dem Sternschnittpunkt
in der Mitte der Matrize eingespannt. Durch die Einschnitte in die Beschichtung werden
die Spannungen, die beim Tiefen entstehen, in deutlich sichtbarer Form ausgelöst. Man
erkennt, was für die Auswertung der Haftfestigkeit wichtig ist, ob in der Beschichtung die
Adhäsion (die Haftfestigkeit auf dem Untergrund) größer oder kleiner ist als die Kohäsion
(der innere Zusammenhalt der Beschichtung).
7.3.12 Kratzprobe
Die Kratzprobe [41] stellt eine Gebrauchswertprüfung zum Beurteilen der Haftfestigkeit
einer Beschichtung dar. Aus den Rändern der entstandenen Kratzspur kann man Rückschlüsse auf die Haftfestigkeit der Beschichtung ziehen:
Gut haftende Beschichtungen geben eine gleichmäßige, muldenförmige Spur mit glatten Rändern; schlecht haftende Beschichtungen zeigen stark gezackte oder unregelmäßige,
gebrochene Ränder. Sehr harte Beschichtungen lassen sich nur schwer und unregelmäßig
abkratzen. Sehr spröde Beschichtungen zeigen zuweilen schwach gezackte Ränder, ohne
dass die Haftfestigkeit schlecht sein muss.
Durchführung:
Mit der scharfen Seite einer Taschenmesserklinge (rechtwinklig zum Probenblech
gehalten) wird die Beschichtung unter Druck durch Ziehen (seitliches Bewegen, nicht
Schneiden) des Messers bis zum Untergrund oder bei Mehrschichtsystemen bis durch die
Schicht, die beurteilt werden soll, abgekratzt. Dabei ist die Beschichtung in einer Breite
von mehreren Millimetern abzukratzen. Bei harten Beschichtungen muss man zuweilen
mit beiden Händen auf das Messer drücken. Das Messer darf nicht (durch Schräghalten)
schneidend wirken.
Auswertung:
Beurteilung erfolgt nach folgenden Stufen:
K 0 Die Beschichtung haftet sehr gut und zeigt völlig glatte Ränder an den abgekratzten
Stellen.
K 1 Die Beschichtung haftet sehr gut, zeigt jedoch gezackte Ränder.
K 2 Die Beschichtung haftet gut, lässt sich mit der ganzen Auflagefläche des Messers abkratzen; glatte Ränder.
358
7
Mess- und Prüftechnik
K 3 Die Beschichtung haftet gut, lässt sich mit der ganzen Auflagefläche des Messers abkratzen; gezackte Ränder.
K 4 schlechter als K 3, Abplatzungen
K 5 ungenügende Haftfestigkeit, Abplatzen der Beschichtung
7.3.13 Radierprobe
Die Radierprobe ist eine Gebrauchswertprüfung zum Beurteilen der Haftfestigkeit einer
Beschichtung auf einem Untergrund und/oder der Zwischenhaftung einzelner Schichten
unter-einander. Die Radierprobe wird vorzugsweise auf weichen Untergründen wie z. B.
Holz und Kunststoffen durchgeführt.
Mit der scharfen Seite einer Taschenmesserklinge wird die Beschichtung unter Druck
radiert. Dabei wird geprüft, ob der Verbund zwischen den einzelnen Schichten einwandfrei ist bzw. ob die Beschichtung gut haftet.
Beurteilung nach folgenden Stufen:
R 1 Beim Radieren werden keine gezackten Ränder sichtbar. Der Übergang zu den einzelnen Schichten ist einwandfrei. Die Beschichtung zeigt glatte Ränder.
R 2 Beim Radieren werden leicht gezackte Ränder sichtbar. Die Haftfestigkeit ist aber
einwandfrei.
R 3 Beim Radieren lassen sich einzelne Schichten erkennen. Gezackte Ränder, leichtes
Abplatzen.
R 4 Die einzelnen Schichten bzw. die Beschichtung platzt beim Radieren vom Untergrund deutlich ab.
7.3.14 Twist-O-Meter-Prüfung
Die Twist-O-Meter-Prüfung ist ein Verfahren zum Beurteilen der Haftfestigkeit und Zwischenhaftung von Beschichtungen auf ebenen Untergründen. Es wird eine Torsionsbeanspruchung durchgeführt, die zu einem Adhäsions- oder Kohäsionsbruch führt. Zur
Beurteilung der Eigenschaften der Beschichtung muss neben dem Messwert das Bild des
Bruches berücksichtigt werden. Anhand der Bruchbilder ist die Stelle geringster Festigkeit
innerhalb des Beschichtungsaufbaus lokalisierbar.
Der Messwert kann direkt an der Skale des Prüfgerätes abgelesen werden. Zum Beurteilen des Bruchbildes wird der prozentuale Flächenanteil mit Lage des Bruches im zu
prüfenden System angegeben, bezeichnet als Adhäsions-, Kohäsions- oder AdhäsionsKohäsionsbruch.
Zweckmäßigerweise kann das Schema aus DIN EN ISO 4624 [21] zum Beschreiben der
beobachteten Ergebnisse benutzt werden.
7.3 Haftfestigkeit
359
7.3.15 Ritzhärteprüfung
Diese Prüfung dient zur Beurteilung der Haftfestigkeit von organischen Schichtsystemen
auf ebenen, glatten Proben. Die Ritzhärteprüfung hat sich als zweckmäßig erwiesen zur
vergleichenden Prüfung und Bewertung von Prüfblechen deren Beschichtungen deutliche
Unterschiede in ihrer Haftfestigkeit aufweisen.
Die Probenbleche werden mit einheitlicher Schichtdicke hergestellt. Nach der Vernetzung der Lackschichten wird die Haftfestigkeit bestimmt, indem die Bleche gegen einen
abgerundeten Stift oder Meißel geführt werden, der mit Gewichten belastet wird, bis sich
die Lackschicht vom Untergrund löst.
Neben der Haftfestigkeit kann auch die Kratzbeständigkeit geprüft werden.
7.3.16 Dampfstrahlprüfung
Die Prüfung gibt Auskunft, ob z. B. beim Entkonservieren von Kraftfahrzeugen Beschichtungsschäden auftreten; andererseits werden gravierende Applikationsmängel einer fehlerhaften Beschichtung rasch erkannt (Serienkontrolle).
Beispiel zur Durchführung :
Auftragen von Konservierungsmittel; Einwirkzeit 16 h bei (23 ± 5) °C. Anbringen des
Andreaskreuzes mit einem Messer (Schnittwinkel etwa 30 °). Schnitttiefe bis zum Untergrund. 2 min Dampfstrahlen. Gerätemerkmale: handelsübliches Kraftfahrzeug-Waschstraßengerät (Hochdruckdampfstrahlreiniger) mit folgenden Daten:
Einschub-Dampfdruck:
Temperatur am Düsenaustritt:
Öffnungswinkel der Düse:
Abstand Düse zur Probe:
100 bar
80 °C
25 °
10 cm
Die Auswertung erfolgt durch die Bewertung der Haftfestigkeit am Andreaskreuz nach
DIN EN ISO 9227 [42] oder DIN EN ISO 4628-8 [70].
7.3.17 Kochtest
Der Kochtest [1] findet Anwendung als schnelle Prüfung der Vorbehandlung bzw. der
Lackhaftung unter Einfluss von Wasserdiffusion im Lackfilm.
Rückstände auf der Oberfläche des Werkstückes, wie z. B. Fett, Staub, Salze führen unter
dem Einfluss von Feuchtigkeit zu Blasen im Lackfilm.
Proben oder Teile aus der Produktion werden für zwei Stunden in kochendem VEWasser gelagert. Anschließend werden die Proben entnommen und nach dem Abkühlen
erfolgt eine visuelle Beurteilung auf Blasen und/oder Unterwanderungen. Zusätzlich kann
360
7
Mess- und Prüftechnik
nach einer Konditionierung der Proben von 1 Stunde bei Raumtemperatur eine Gitterschnittprüfung erfolgen.
7.4 Elastizität/Biegsamkeit
In der Praxis werden drei verschiedene empirische Testverfahren angewandt, um die Widerstandsfähigkeit von Lacken und ähnlichen Beschichtungsstoffen gegen Rissbildung
und/oder Ablösen von einem metallischen Untergrund aufgrund von Deformation zu beurteilen.
• Dornbiegeprüfung mit zylindrischem Dorn gem. DIN EN ISO 1519 [23] und konischem Dorn gem. DIN EN ISO 6860, ASTM D 522, [22, 43], siehe Pkt. 7.3.2 und 7.3.3
• Kugelschlag, DIN EN ISO 6272 und ASTM D 2794 [25, 44], siehe Pkt. 7.3.6
• Tiefungsprüfung, DIN EN ISO 1520 [27], siehe Pkt. 7.3.10
7.5 Härte
Der Begriff Härte führte in der Lackindustrie oft zu Missverständnissen. Da fast alle Beschichtungen ein viskoelastisches Verhalten aufweisen, ist der Härtebegriff in DIN 55945
[68] wie folgt definiert: „Härte ist der Widerstand einer Beschichtung gegen eine mechanische Einwirkung, wie z. B. Druck, Reiben oder Ritzen“.
Es gibt im Wesentlichen drei verschiedene Härteprüfungsmethoden: das Ritz-, das
Schwingungs- und das Eindringprüfverfahren.
Da die Härte einen komplexen Kennwert darstellt, ist der Begriff Härte stets in Zusammenhang mit dem angewandten Prüfverfahren zu gebrauchen.
7.5.1 Pendelhärte
Dieses Prüfverfahren zur Härtebeurteilung benutzt die Dämpfung eines schwingenden
Pendels als Maß. Das Pendel mit zwei Edelstahlkugeln wird auf einen Lackfilm gesetzt. Es
besteht eine physikalische Beziehung zwischen Dauer der Pendelschwingung, Amplitude
und den geometrischen Abmessungen des Pendels. Das viskoelastische Verhalten der Beschichtung ist ausschlaggebend für die Härtebestimmung.
Wird das Pendel in Schwingung versetzt, rollen die Kugeln auf der Oberfläche und
üben somit Druck auf diese aus. Die mehr oder weniger starke Rückfederung hängt von
der Elastizität ab. Das Fehlen elastischer Kräfte verursacht eine starke Dämpfung der Pendelbewegungen. Hohe elastische Kräfte dagegen verursachen nur eine geringe Dämpfung.
Zwei Pendeltypen wurden für diese Prüfmethode genormt. In Tab. 7.4 sind die Unterschiede der Pendel aufgelistet.
7.5 Härte
361
Tab. 7.4 Unterschiede der
Pendel nach König und Persoz
Gewicht
Kugeldurchmesser
Auslenkung Start
Auslenkung Ende
Schwingungsdauer
Dämpfungsdauer
auf Glas
König
Persoz
200 g ± 0,2
5 mm
6°
3°
1,4 s
250 ± 10 s
500 g ± 0,1
8 mm
12 °
4°
1s
430 ± 10 s
Das Pendeldämpfungsgerät nach König ist in DIN EN ISO 1522 [45] (Schwingungszahl
179 ± 3) festgeschrieben. Wichtig für die Reproduzierbarkeit der Ergebnisse ist die Luftfeuchtigkeit, Temperatur und Sauberkeit der Kugeln.
7.5.2 Buchholz-Eindruckprüfung
Eine weit verbreitete und in der Praxis bewährte Methode ist der Eindruckversuch nach
Bucholz gemäß DIN EN ISO 2815 [46]. Voraussetzungen für die Anwendbarkeit der Methode sind:
• die Lackschicht muss eine ausreichende Dicke besitzen
• der Untergrund darf unter der Prüfkraft nicht nachgeben
• die Lackschicht muss plastisch verformt werden, d. h. sie darf sich unter der Prüfkraft
nicht elastisch verhalten
• bei Belastung muss unter dem Eindringkörper noch ein Lackfilm von mindesten 10 µm
verbleiben
• die Lackschicht muss glatt und sauber sein.
Beim Eindringprüfverfahren dringt während einer definierten Zeit von 30 Sekunden ein
geeignet geformter Körper bis zu einer gewissen Tiefe in die Beschichtung ein und hinterlässt nach der Entlastung einen Eindruck. Als Messwert dient der Eindruckwiderstand
nach Bucholz, der als 100-facher Kehrwert der Eindrucklänge festgelegt ist.
Eindruckwiderstand Buchholz =
100 mm
Eindrucklänge
Am besten geeignet ist die Methode für harte Lacke, während bei sehr weichen Lacken die
Gefahr besteht, dass die Kufe des Gerätes auf dem Untergrund aufliegt. Bei sehr harten
aber elastischen Lacken wird eine höhere Härte vorgetäuscht. Messungen mit Eindrucklängen unter etwa 0,6 mm müssen kritisch bewertet werden.
362
7
Mess- und Prüftechnik
Abb. 7.19 Universalhärtemessgerät H 100
7.5.3 Universalhärtemessung nach dem Kraft-Eindringtiefe-Verfahren
Bei allen bekannten Eindringtiefen-Verfahren ist der Ablauf der Messung gleich. Ein Eindringkörper wird durch Aufbringung einer zeitlich konstanten oder zeitlich variablen
Kraft in die Beschichtung hineingedrückt und anschließend wieder abgehoben. Der vom
Eindringkörper in der Beschichtung zurückgelegte Weg, die Eindringtiefe, wird in Abhängigkeit der Zeit oder der wirkenden Kraft festgehalten. Aus den Messgrößen Kraft und
Eindringtiefe wird ein Härtewert gemäss folgender Gleichung definiert:
Häarte H =
Kraft F
Eindruckoberfläche A
Mit der gemessenen Eindringtiefe und der bekannten Geometrie des Eindringkörpers
kann die vom Eindringkörper erzeugte Fläche bestimmt werden. Als Eindringkörper werden Hartmetallkugeln oder Diamantpyramiden nach Vickers, Berkovich oder Knoop eingesetzt.
Im Gegensatz zur herkömmlichen Härtemessung bei Metallen wird mit der Universalhärtemessung, dem H100 [47, 51] die vom Eindringkörper erzeugte Fläche in der Beschichtung unter wirkender Prüfkraft bestimmt. Diese Auswertemethode ist notwendig
und sinnvoll bei Stoffen mit viskoelastischem Verhalten, denn bei einer Bestimmungsmethode wie bei Metallen würde nur die bleibende plastische Verformung erfasst.
Bezogen auf Lackschichten können mit dieser Härtemessung Aussagen über den Polymerisierungsgrad, Härteänderungen in Folge von Temperatureinflüssen, in Folge von Versprödung oder UV-Bestrahlung oder über Änderungen der viskoelastischen Eigenschaften, bedingt durch Witterungseigenschaften, erhalten werden.
Wird als Eindringkörper die Vickerspyramide verwendet, ist die ermittelte Härte als
Universalhärte HU bzw. seit Juni 2000 als Martenshärte HM zu bezeichnen.
Mit diesem Prüfverfahren können neben der Härte der Lackschicht auch die plastische
Härte, der Elastizitätsmodul, die Kriechneigung bei Minimal- und Maximalkraft bestimmt
werden. Die Abb. 7.19 und 7.20 zeigen das Messgerät H 100® und einen typischen Kurvenverlauf der Härtemessung von einer Lackschicht.
7.6 Schichtdicke
363
Abb. 7.20 Härtekurve bei Beund Entlastung und Ansicht des
Härteeindruckes mit Hilfe des
Video-bildes
7.6 Schichtdicke
Eine exakte Messung der Schichtdicke hilft, die Qualität zu maximieren und Materialkosten zu minimieren. Die Bestimmung kann zerstörungsfrei oder, z. B. bei Mehrschichtsystemen, zerstörend durchgeführt werden.
Bei der zerstörungsfreien Messung der vernetzten Lackschicht kommen elektronische
Messgeräte zur Anwendung, die die Dicke isolierender Beschichtungen auf nicht-magnetischen, metallischen Untergründen (NFe) und von nicht-magnetischen Beschichtungen
auf Stahl oder Eisen (Fe) messen und digital anzeigen. Dabei kommen zwei verschiedene
Messprinzipien zur Anwendung:
• Magnetinduktive Messung auf Fe-Untergründen
• Wirbelstrommessung auf NFe-Untergründen
7.6.1 Magnetinduktive Methode
Diese Methode beruht auf der Verwendung zweier Magnetspulen, deren Magnetfeld
durch die Annäherung an einen ferromagnetischen Untergrund verändert wird. Das Magnetfeld hängt vom Abstand der Sonde zum Untergrund – und somit von der Schichtdicke
– ab. Die zweite Spule nimmt den magnetischen Strom auf. Diese magnetische Koppelung
zwischen den beiden Magnetpolen ist ein Maß für die Schichtdicke. Elektromagnetische
Induktion verwendet Wechselmagnetfelder, die durch eine ferromagnetische Spule produziert werden. Moderne Fe-Sonden verwenden heute Halleffekt-Halbleiter mit hoher
Messgenauigkeit. Die Schichtdickenmessung wird in DIN EN ISO 2178 [49] beschrieben.
364
7
Mess- und Prüftechnik
7.6.2 Wirbelstrom-Methode
Diese Methode kommt bei der Messung von nicht-leitenden Schichten (NFe) auf nichtferromagnetischem Grundmetall (NFe), wie z. B. Aluminium, zum Einsatz. Die Wirbelstrommethode beruht auf den Prinzipien der elektromagnetischen Induktion. Durch
einen hochfrequenten Wechselstrom wird in einer Spule aus feinem Draht ein Magnetfeld
aufgebaut, das seine Richtung entsprechend dem angelegten Wechselstrom ändert. Wird
die Sonde in die Nähe eines leitenden Trägers gebracht, entstehen in diesem Wirbelströme,
die auf das Magnetfeld der Spule zurückwirken. Die Größe der Rückwirkung ist abhängig
von der Beschaffenheit des Trägers und dem Abstand – und somit der Schichtdicke – zwischen Sonde und Untergrund. Die Messung der Schichtdicke ist in DIN EN ISO 2360 [50]
beschrieben.
7.6.3 Messung der Pulverschichtdicke vor dem Einbrennen/Vernetzen
Mit der berührungslosen und zerstörungsfreien Messung von Pulverschichten vor dem
Einbrennen ist es möglich, bei Bedarf schnell Optimierungen am Beschichtungsprozess
vorzunehmen.
Es stehen heute drei verschiedene Verfahren zur Verfügung, die sich in der Anwendung
und Nutzung zum Teil grundsätzlich unterscheiden. Das Spektrum reicht von tragbaren
Handgeräten bis hin zu Komplettsystemen, die über SPS die Schichtdicke automatisch regeln.
Messverfahren zur berührungslosen Schichtdickenmessung vor dem Einbrennen [51]:
• Photothermisches Verfahren, gepulst
• Photothermisches Verfahren, thermische Welle
• Ultraschall-Messverfahren
Bei der photothermischen Messung wertet man den charakteristischen Verlauf des Temperaturanstiegs einer Pulverschicht aus, wenn sie mit einer bestimmten Anregungsstrahlung
leicht erwärmt wird.
Bei der Messung mit Ultraschall werden fokussierte Ultraschallsignale auf das Objekt
gerichtet, die an den Schichtgrenzen (Luft/Pulverschicht und Pulverschicht/Grundwerkstoff) reflektieren und im Messkopf wieder empfangen werden.
7.6.4 Zerstörende Schichtdickenmessung – Querschliffverfahren
Das Schiedsverfahren für die Schichtdickenmessung ist die Mikroskopische Messung der
Schichtdicke – Querschliffverfahren gemäß DIN EN ISO 1463 [52].
7.7 Korrosionsprüfungen
365
Abb. 7.21 Schichtdickenbestimmung im Querschliff;
Lackaufbau: Grundierung,
Metallic-Basecoat, Klarlack
Für die Präparation des Querschliffes wird aus dem zu untersuchenden Teil eine Probe
entnommen, eingebettet, geschliffen und poliert. Im Mikroskop kann anschließend die
Dicke des Überzuges bei einer bestimmten Vergrößerung ausgemessen werden.
Vorteil des Verfahrens ist zusätzlich, dass der Verlauf der Beschichtung, z. B. über Kanten, genau betrachtet werden kann. Zusätzlich können auch Einschlüsse in der Lackschicht,
Fehler in der Beschichtung und Abplatzungen beurteilt werden. Auch ist hier die Messung
von mehreren Lackschichten möglich, sofern sich diese optisch unterscheiden lassen.
Die Messung ist unabhängig von der Zusammensetzung der Schicht und des Grundwerkstoffes. Abbildung 7.21 zeigt den Querschliff mit Schichtdickenangaben zu den Einzelschichten des Mehrschichtaufbaus.
7.7 Korrosionsprüfungen
7.7.1 Korrosionsprüfmethoden
In Deutschland werden für Korrosions-Langzeitprüfungen, die sich oftmals über Jahre erstrecken (Freibewitterung), in der Regel folgende Klimate mit unterschiedlichem Schwefeldioxid-(SO2) und Natriumchlorid-(NaCI) Gehalt herangezogen [53]:
•
•
•
•
Küstenklima (Cuxhaven): 1 µg/m3 SO2, 200 mg/m3 NaCI
Industrieklima (Duisburg): > 100 µg/m3 SO2
Stadtklima (Nürnberg): 60 µg/m3 SO2
Landklima (Olpe): 30 µg/m3 SO2
Derartige Prüfungen sind, wegen der Dauer der Untersuchung, für die Grundlagenforschung zwar sinnvoll und wichtig, für die Entwicklung und Fertigung aber meist nicht
brauchbar.
366
7
Mess- und Prüftechnik
Deshalb wurden Kurzzeitprüfmethoden entwickelt, mit denen verschiedene Umweltbedingungen zwar in einer verschärften Form, aber damit kürzerer Versuchsdauer simuliert
werden. Sie sind national oder international genormt, geben jedoch immer nur Hinweise
auf die Korrosionsbeständigkeit eines Schutzsystems – niemals eine 100 %-ige Aussage.
In der Korrosionsprüfung von Beschichtungen haben sich folgende Verfahren in der
Praxis bewährt und als Qualitätsprüfungen mit definierten Bedingungen durchgesetzt:
Kondenswasserprüfungen DIN EN ISO 6270 [54]
Kondenswasserwechselprüfungen mit Schwefeldioxid (SO2) DIN EN ISO 3231 [55]
Salzsprühnebelprüfungen DIN EN ISO 9227
Zusätzlich werden aber oftmals Kombinationsprüfungen angewendet, die besser mit
den tatsächlichen Umweltbedingungen und Langzeitergebnissen korrelieren als Prüfungen in einem Monoklima. Dies kann zum Beispiel eine Kombination aus Klimawechselund Salzsprühnebelprüfungen sein, wie es im Bereich der Automobilhersteller üblich ist
und im VDA-Wechseltest 621–415 [57] beschrieben wird.
Bei der Kombinationsprüfung in der Automobilindustrie werden Kraftfahrzeuge bzw.
deren Bauteile mit zyklisch wechselnder Beanspruchung getestet (1 Prüfzyklus dauert
7 Tage).
1 Tag = 24 h Salzsprühnebelprüfung
4 Tage = 4 h Zyklen Kondenswasser-Wechselklima
2 Tage = 48 h Raumtemperatur 18 bis 28 °C
Eine ähnliche Kombinationsprüfung verwendet zum Beispiel die Stiftung Warentest bei
der Ermittlung der Korrosionsbeständigkeit von Konsumgegenständen.
In der Norm DIN EN ISO 11997-1 [71] werden zyklische Beanspruchungen definiert,u. a. auch mit einer zusätzlichen UV-Bestrahlung.
7.7.2 Kondenswasser-Prüfklimate DIN EN ISO 6270
Diese Form der Prüfung simuliert das Verhalten von Werkstoffen in feuchten Umgebungsklimaten. Durch das Anwärmen der Proben in mit Wasserdampf gesättigter Luft kommt es
zur Kondenswasserbildung, die für feuchte Klimate typisch ist. Die Beanspruchung kann
dabei entweder in Konstantklimaten oder in Wechselklimaten (mit Zwischenabkühlung)
erfolgen. Diese Prüfungen mit milder Korrosionsbeanspruchung eignen sich gut zur Untersuchung von Phosphatierungen, Chromatierungen und Passivierungen. Bei Beschichtungen wird die Blasenbildung und Unterwanderung des Lackfilms beurteilt. Alle drei
Prüfungen werden im gleichen Typ von Prüfkammer durchgeführt, es ändern sich lediglich die einzelnen Prüfabschnitte.
Kondenswasser-Konstantklima DIN EN ISO 6270-1-kontinuierliche Kondensation
Kondenswasser-Wechselklima DIN EN ISO 6270-2 mit Änderung der Feuchte und der
Temperatur und mit Änderung nur der Temperatur
Eine Zusammenfassung der Prüfbedingungen zeigt die Tab. 7.5.
7.7 Korrosionsprüfungen
Tab. 7.5 Prüfbedingungen
nach DIN EN ISO 6270-2
367
Kurzbezeichnung
Dauer eines
Zyklus
Temperatur relative
Luftfeuchte
KK
Gesamt
24 h
40 ± 3°C
KFW
Gesamt
1. Abschnitt
2. Abschnitt
24 h
8h
16h
etwa 100 %
40 ± 3 °C
unter 100 %
18 bis 28°C
KTW
Gesamt
1. Abschnitt
2. Abschnitt
24 h
8h
16h
40 ± 3 °C
18 bis
28°C
etwa 100 %
etwa 100 %
etwa 100 %
7.7.3 Beanspruchung im Kondenswasser-Wechselklima mit
schwefeldioxidhaltiger Atmosphäre DIN EN ISO 3231
Die Schwitzwasseratmosphäre ist aggressiver, wenn korrosionsfördernde Gase zugeleitet
werden. Durch diese Prüfung besteht daher die Möglichkeit, Fehler in Korrosionsschutzsystemen schneller zu erkennen. Da metallische Grundmaterialien in verschiedenem Ausmaß korrodieren, ist die Zeitspanne bis zum Korrosionsbeginn des Grundwerkstoffs ein
gutes Maß für den Korrosionsschutz der Beschichtung. Zur Durchführung der Prüfung
wird die Bodenwanne des Gerätes mit destilliertem (entionisiertem) Wasser gefüllt, und
der Probenraum auf 40 ± 3 °C erwärmt.
Es ist lange bekannt, dass die atmosphärische Korrosion von Metallen stark vom
Schwefeldioxidgehalt der Atmosphäre abhängt. Bei organischen Beschichtungen kann so
die Schutzwirkung der Lackschicht getestet werden. Diese Abhängigkeit wird im Kesternich-Verfahren simuliert. Es sind zwei Varianten der Prüfung üblich: mit 0,2 und mit 2,0 L
Schwefeldioxid auf 300 l Prüfraumvolumen. Jeder Zyklus dauert 24 Stunden, Tab. 7.6.
1. Abschnitt: 8 Stunden bei 40 ± 3 °C und Betauung
2. Abschnitt: 16 Stunden Belüftung bei Raumtemperatur und Luftfeuchte unter 75 %
Das in den geschlossenen Prüfraum eingeleitete Schwefeldioxidgas löst sich rasch im Wasser der Bodenwanne (2 L.). Die Schwefeldioxidkonzentration im Gasraum beträgt dann
nur 1/7 der theoretischen Konzentration von 0,067 Vol. %. Durch Wechselwirkung mit den
Proben und Oxidation sinkt die Schwefeldioxidkonzentration am Ende des Prüfabschnitts
auf Null ab. Nach der geforderten Zahl an Zyklen werden die Proben herausgenommen,
gespült und nach einer Stunde beurteilt.
368
Tab. 7.6 Zusammenfassung
der Prüfbedingungen nach
DIN EN ISO 3231
7
Mess- und Prüftechnik
Kondenswasserklima
Dauer eines
Zyklus
Temperatur
Relative
Luftfeuchte
Prüfbedingungen
Gesamt: 24 h
1. Prüfabschnitt: 8 h
2. Prüfabschnitt: 16 h
–
40 ± 3 °C
18 bis 28 °C
–
etwa 100 %
max. 75 %
SO2-Zugabe
pro Zyklus
bei 300 l
Prüfkammer
0,2 l
1,0 l
2,0 l
Abb. 7.22 Korrosionsprüfgerät für Kondenswasserwechselund -konstantklimate
7.7.4 Salzsprühnebelprüfung mit verschiedenen
Natriumchloridlösungen DIN EN ISO 9227
Die Sprühnebelprüfungen dienen zur Simulation des Meeres- und Küstenklimas und der
Korrosion durch Auftausalze. Sie sind zeitlich sehr geraffte Prüfmethoden, die als Hauptbestandteil eine 5 %-ige Natriumchloridlösung enthalten, die kontinuierlich versprüht
wird. Es werden drei Sprühnebelprüfungen unterschieden, die meist im Dauerversuch auf
die Prüflinge aufgesprüht werden. Festgehalten wird die Beanspruchung in Stunden.
Vor der Korrosionsauslagerung werden die Proben mit einem Ritzwerkzeug definiert
geschädigt. Je nach Vorgabe wird ein Andreaskreuz oder zwei parallel verlaufende und
eine im 90 ° Winkel dazu verlaufende Ritzspur angebracht. Die Art des Ritzwerkzeuges
und die Ausführung haben einen entscheidenden Einfluss auf das Ergebnis. Nach der Prüfung werden in der Regel die Unterwanderungen ausgehend von den Ritzspuren und die
Blasenbildung beurteilt.
7.7 Korrosionsprüfungen
Tab. 7.7 Prüfbedingungen im
Salzsprühtest
369
aufgefangene
Lösung
Zusätze
Temperatur
in der
Prüfkammer
NaCl g/l
pH-Wert
50 ± 10
keine
35 ± 2 °C
50 ± 10
6,7–7,2
50 ± 5
a
35 ± 2 °C
50 ± 10
3,1–3,3
50 ± 5
b
50 ± 2 °C
50 ± 10
3,1–3,3
Kurzbezeichnung
zu versprühende
Lösung
NSS
AASS
CASS
NaCl g/l
Essigsäure zum Einstellen des pH-Wertes auf 3,1–3,3
b
0,26 ± 0,02 g/l CuCl2 × 2 H2O und Essigsäure zum Einstellen des
pH-Wertes auf 3,1 bis 3,3
a
Abb. 7.23 Blick in eine
Sprühkammer, Anordnung der
Prüflinge im Probenraum
Die Probenbleche sind in einem Winkel von 60 bis 75 ° zur Senkrechten im Prüfraum
aufzustellen. Die angeritzte Seite zeigt nach oben und die Proben dürfen sich nicht berühren. Nach der geforderten Prüfdauer werden die Prüflinge herausgenommen, mit VEWasser abgespült und eine Stunde später beurteilt.
Neutrale Salzsprühnebelprüfung
DIN EN ISO 9227-NSS
Essigsäure-Salzsprühnebelprüfung
DIN EN ISO 9227-AASS
Kupferbeschleunigte-Essigsäure-Salzsprühnebelprüfung DIN EN ISO 9227-CASS
Durch die Zugabe von Essigsäure und Kupferchlorid werden die korrosiven Bedingungen gegenüber der neutralen Salzsprühprüfung (SS ) verschärft, so dass die CASS-Prüfung
besonders in der Überprüfung der korrosionsbeständigsten Werkstoffsysteme eingesetzt
wird. Tabelle 7.7 zeigt eine Zusammenfassung der Prüfbedingungen nach DIN 50021.
370
7
Mess- und Prüftechnik
7.7.5 Prüfung der Beständigkeit gegen Filiformkorrosion
Filiformkorrosion ist laut Definition in DIN EN 3665 [58] eine Korrosion, die unter Beschichtungen auftritt, welche auf Trägermaterial aus Metall aufgebracht werden. Sie geht
im Allgemeinen von ungeschützten Kanten oder örtlichen Schäden, die durch die Beschichtung hindurchgehen, aus.
Mit Hilfe des Prüfverfahrens sollen die Umgebungsbedingungen simuliert werden,
unter welchen diese Art der Korrosion vor allem stattfinden kann.
Dazu gehören:
• Störstellen in der Beschichtung → Anritzen der Proben
• Anwesenheit von Startersalzen, sogenannten Initiatoren → Animpfen der Proben in
HCL-Dampf
• Für das Wachsen der Korrosionsfäden ist eine gewisse relative Luftfeuchte notwendig
→ Lagerung der Proben in einem Klimaschrank (Prüfkammer) bei einer Temperatur
von 40 ± 2 °C und einer relativen Luftfeuchte von 82 ± 3 %.
Die Auswertung erfolgt entweder anhand der Vergleichsbilder in der Norm oder es wird
die mittlere Fadenlänge bestimmt.
In den Qualitätsrichtlinien der GSB-International [1] wird neben der Fadenlänge zusätzlich auch die Fadenhäufigkeit bestimmt. Die Erfahrungen mit der Auswertung der
Fadenhäufigkeit zeigen, dass gerade mit dieser eine deutliche Unterscheidung und Klassifizierung der Beständigkeit eines Schichtsystems gegen Filiformkorrosion möglich ist.
7.8 Prüfung der Vernetzung
Um die Vernetzung des Pulverlackfilms zu prüfen stehen grundsätzlich zwei Methoden
zur Verfügung:
1. Einfache Prüfung vor Ort im Beschichtungsbetrieb mit Hilfe einer Art
Lösemittelbeständigkeitstests
2. Analytische Methoden wie thermomechanische Analyse (TMA) oder Differential
Scanning Calorimetry (DSC) [59].
Für eine Prüfung im Betrieb wird ein Wattebausch mit Lösemittel (bei Pulverlacken Xylen
oder ein Mittel welches vom Pulverhersteller bezeichnet wurde) getränkt. Anschließend
sind auf der zu überprüfenden Oberfläche innerhalb 30 Sekunden ohne besonderen Druck
30 Doppelhübe (Hin- und Herbewegungen) auszuführen. Nach 30 min Wartezeit wird die
Oberfläche beurteilt [3]:
1. Die Schicht ist sehr matt und weich.
2. Die Schicht ist sehr matt und mit dem Fingernagel kratzbar.
7.9 Wetterbeständigkeit – Freibewitterung und Kurzzeitprüfungen
371
3. Leichte Abnahme des Glanzes (weniger als 5 E).
4. Keine erkennbaren Veränderungen der Oberfläche, Lackschicht ist nicht mit dem Fingernagel kratzbar.
Da Lackschichten gegen die verschiedenen Lösemittel unterschiedliche Beständigkeiten
zeigen, ist es wichtig bei der Prüfung ein Lösemittel zu verwenden, welches die Lackschicht nicht sofort dauerhaft schädigt. Die Auswahl des Lösemittels sollte mit dem Pulverhersteller geklärt werden. Auch die Menge und vor allem die Ausführung der Hin- und
Herbewegung kann das Ergebnis ebenfalls stark beeinflussen.
Diese Prüfung sollte nach Möglichkeit immer als Vergleichsprüfung durchgeführt werden. Dies bedeutet als Referenzprobe ist ein ausreichend vernetzter Lackfilm des gleichen
Pulvers zu prüfen.
7.9 Wetterbeständigkeit – Freibewitterung und Kurzzeitprüfungen
Die Freibewitterung und Bewitterung in Geräten soll hier nur kurz dargestellt werden, da
zu diesem Themenbereich eine Vielzahl von Veröffentlichungen und Buchbeiträgen zur
Verfügung stehen.
7.9.1 Freibewitterung
Die Wetterbeständigkeit von Lacken (Freibewitterung) erfordert in erster Linie Zeit. Die
Freibewitterung findet an ausgewählten Standorten unter deren Umgebungsbedingungen
statt und gibt Aussage über die Haltbarkeit der Beschichtung gegen atmosphärische Einflüsse. Wenn nichts Anderes vereinbart ist, werden Probenplatten nach DIN EN ISO 1514
[60] mit den Maßen 300 × 100 mm verwendet. Zur Langzeitbewitterung werden beschichtete Proben auf großen Bewitterungsständen unter einem definierten Winkel zur Sonnenstrahlung ausgelagert. Die Auslagerung kann hinter Fensterglas (für Beschichtungen im
Innenraum) oder direkt erfolgen. Nach der geforderten Auslagerungsdauer werden Farbton, Glanz und Kreidung gemessen und mit den Werten der unbewitterten Lackierung
verglichen.
Die Sonnenstrahlung bewirkt den Abbau der Lackfilme und durch den Einfluss von
Luftschadstoffen werden Glanz und Farbton verändert. Bei starker Verwitterung der Lackoberfläche treten Risse und Haftungsverluste auf. Zur Bewertung der Beständigkeit gehört
die Erfassung von meterologischen Daten wie Temperatur (Luft-, und ggf. Probentemperatur), Bestrahlungsstärke, Niederschlagsmenge. Des Weiteren hat der Standort einen Einfluss auf das Ergebnis; z. B. in Industriegebieten steigt der Schwefeldioxid-Gehalt oder in
Küstennähe die Salzbelastung gegenüber einer mittleren Atmosphäre. Die Freibewitterung
konnte in Florida optimiert werden, weil dort im Gegensatz zu Mitteleuropa sehr konstante Wetterverhältnisse herrschen.
372
7
Mess- und Prüftechnik
Abb. 7.24 Auslagerung in Florida, Gelände der Fa. Q-Lab in Homestead Florida
Abb. 7.25 Auslagerung
in Arizona. Prüfrack für
die Durchführung der
beschleunigten Bewitterung
Die Alternative zur Florida-Bewitterung ist eine beschleunigte Freibewitterung [61, 62,
63] mit Hilfe von so genannten Sonnenlichtkonzentratoren, EMMAQUA®- oder Q-Trac®Prüfung. Auf Prüfstationen in Phönix/Arizona werden Bewitterungsversuche mit Bewitterungsmaschinen durchgeführt. Zehn Spiegel reflektieren das Sonnenlicht auf die Proben.
Dadurch sind die Proben etwa der achtfachen Sonnenbestrahlung ausgesetzt. Durch einen
Ventilator werden die Oberflächen gekühlt, und in einem bestimmten Zyklus mit destilliertem Wasser benetzt. Mit den Geräten soll eine beschleunigte Freibewitterungsprüfung
möglich sein. Als Maß der Bewitterungsdauer wird hier die gewünschte Strahlungsdosis
in MJ/m2 vorgegeben. 1 Florida-Standardjahr entspricht ca. 280 MJ/m2 TUVR (total UV
radiation).
7.9 Wetterbeständigkeit – Freibewitterung und Kurzzeitprüfungen
373
Abb. 7.26 Links: Anordnung der Proben gegenüber den Spiegeln, rechts: Abbildung der Spiegel zur
Fokussierung des Sonnenlichts
7.9.2 Kurzbewitterung
Um die Freibewitterungsversuche zu beschleunigen, wurden Geräte entwickelt, in denen
Versuchseinflüsse gleichmäßig und einheitlich auf die Proben einwirken. Eine Kurzbewitterung bedeutet, die Einwirkungen von Licht und Wasser so zu optimieren, dass die
eintretenden chemischen Abbaureaktionen schneller vor sich gehen. Beim künstlichen
Bewittern in Geräten zeigt sich das Alterungsverhalten durch die Veränderung der Eigenschaften der Beschichtung. Kriterien für die Veränderung können, z. B. Glanzverlust oder
Farbveränderungen sein.
Allgemein gültige Zusammenhänge zwischen den Alterungsvorgängen bei künstlicher
und bei natürlicher Bewitterung lassen sich wegen der großen Anzahl von Einflussgrößen
nicht herstellen. Bestimmte Zusammenhänge können nur erwartet werden, wenn wichtige
Einflussgrößen, wie spektrale Verteilung der Bestrahlungsstärke im photochemisch wirksamen Bereich, Probentemperatur, Art und Zyklus des Befeuchtens sowie relative Luftfeuchte, gleich sind. Je besser es gelingt, die Prüfbedingungen exakt zu definieren und einzuhalten, desto besser sind Reproduzierbarkeit und Korrelation zwischen den Ergebnissen
der Freibewitterung und der Beanspruchung in Geräten.
In der Kurzbewitterung gibt es grundsätzlich zwei Gerätetypen. Solche die als Strahlungsquelle Xenonbogenstrahlern verwenden, oder jene die mit unterschiedlichen Leuchtstoffröhren arbeiten. Ein weiterer Unterschied ist in der Art der Befeuchtung zu finden.
Einige Geräte arbeiten mit der Flutung des Probenraums, die meisten jedoch mit der Befeuchtung über Kondensation oder Sprühen.
Xenonstrahler in Verbindung mit einem Filtersystem strahlen ein Lichtspektrum ab,
das dem Sonnenlicht sehr ähnlich ist. Unterhalb des Strahlers befindet sich eine Quarzschale mit einer selektiv reflektierenden Schicht. Die Strahlung tritt bis auf den infraroten
Teil durch die Quarzschale hindurch; die Infrarotstrahlung wird reflektiert und verlässt
die Prüfkammer durch eine entsprechende Austrittsstelle. Die UV-Lichtanteile des Xenonstrahlers werden von Spiegeln über dem Strahler reflektiert und der Probenoberflä-
374
7
Mess- und Prüftechnik
Tab. 7.8 Zyklen in der Kurzbewitterung gemäß DIN EN ISO 11341
Verfahren
Zyklus A
Zyklus B
Zyklus C
Befeuchtungsdauer
18 min
3 min
entfällt
Trocknungsdauer
102 min
17 min
permanent
Abb. 7.27 Tischgerät für die Prüfung mit
Xenonbogenstrahlern
Abb. 7.28 WOM für die Prüfungen nach
DIN EN ISO 11507
che zugeführt. Die Strahlung kann durch das Einsetzen von Filtern aus UV-Spezialglas
(künstliche Bewitterung) oder aus Fensterglas (künstliche Bestrahlung) modifiziert werden. Die geprüften Proben werden nach sich wiederholenden Zyklen befeuchtet (DIN EN
ISO 11341) [64].
Zyklus A wird vorzugsweise bei künstlicher Bewitterung von bunten Lackierungen,
Zyklus B für weiße Beschichtungen angewendet und Verfahren C beim Bestrahlen hinter
Fensterglas.
Auch mit dem QUV®-Gerät lassen sich die schädigenden Einflüsse der Außenbewitterung im Labor nachstellen. Regen und Tau können mittels eines Betauungssystems nachgeahmt werden. Mit Hilfe von UV-Leuchtstofflampen werden die Einflüsse des Sonnenlichts simuliert. Die Bewitterungstemperatur wird automatisch geregelt ebenso wie der
tägliche Wechsel zwischen UV-Bestrahlung und Betauung. Die üblichen Parameter für
Tests mit Leuchtstoffröhrengeräten sind in DIN EN ISO 11507 [65] festgelegt. Ein Prüfzyklus kann wie folgt aussehen:
Betauungszeit:
Betauungstemperatur:
Beleuchtungszeit:
Beleuchtungstemperatur:
Beleuchtungsdaten:
4 Stunden
40 °C
4 Stunden
50 °C
313 nm – 0,75 W/(m² h)
Mit dem QUV®-Gerät stehen zwei Lampentypen zur Verfügung, UVA- und UVB-Röhren.
Alle Lampen produzieren neben sichtbarem oder infrarotem in erster Linie ultraviolettes
Licht. Dieses unterscheidet sich in der Gesamtmenge an abgestrahlter UV-Energie und im
Literatur
375
Abb. 7.29 QUV-Prüfgerät mit
Blick in den Probenraum
Wellenlängenspektrum. Aufgrund der Unterschiede können die Ergebnisse unterschiedlich ausfallen. Will man den Abbau des Bindemittels, d. h. Glanzverlust und Kreidung
prüfen, benutzt man UVB-Strahler. Bei der Prüfung auf Farbveränderungen wird mit
UVA-Röhren geprüft, da deren Spektrum dem des Sonnenlichtes ähnlicher ist.
Literatur
1. Qualitätsrichtlinien der GSB-International, Al 631, GSB-International Geschäftsstelle, Franziskanergasse 6, 73525 Schwäbisch Gmünd
2. Qualitätsgemeinschaft Industriebeschichtung QIB, Ifo Schwäbisch Gmünd
3. Qualicoat, Postfach 10, CH- 8027 Zürich
4. Byk Gardner, Instrumente 2002, physikalische Testgeräte, Geretsried, 2002
5. Hunter, R. S.: The Measurement of Appearance, Wiley New York, 1975
6. DIN 67530: Ausgabe 1982-01, Reflektometer als Hilfsmittel zur Glanzbeurteilung an ebenen Anstrich- und Kunststoff-Oberflächen
7. DIN EN ISO 2813, Ausgabe 1999-06, Beschichtungsstoffe – Bestimmung des Reflektometerwertes von Beschichtungen (außer Metallic-Beschichtungen) unter 20 °, 60 ° und 85 ° (ISO 2813:
1994, einschließlich Technische Korrektur 1: 1997) – Deutsche Fassung EN ISO 2813: 1999
8. ASTM D 523, Ausgabe 1989, Spiegelglanzmessung
9. Becker, H.; Noven, H.; Rechmann, H.: Messung des Glanzschleiers an hochglänzenden Lackoberflächen. In: Farbe und Lack, 74, Nr. 2, 1968, S. 145–160
10. Ladstädter, E.; Geßner, N.: Die quantitative Erfassung von Reflexionsvermögen, Verlaufsqualität
und Glanzschleier mit dem Gonioreflektometer GR-COMP. In: Farbe und Lack, 85, Nr. 11, 1979,
S. 920–924.
11. Lex, K.: Die erweiterte Glanzmessung und die Messung von Oberflächenstrukturen, Prüftechnik
bei Lackherstellung und Lackverarbeitung, Vincentz Verlag Hannover, 1992
12. DIN 5033-1 bis 9, Farbmessung
376
7
Mess- und Prüftechnik
13. DIN 6174, Ausgabe 2007-10, Farbmetrische Bestimmung von Farbmaßzahlen und Farbabständen (bei Körperfarben nach der CIELab-Formel) im angenähert gleichförmigen CIELAB-Farbraum
14. ISO 7724-3, Ausgabe 1984-10; Lacke und Anstrichstoffe; Farbmessung; Teil 3: Berechnung von
Farbabständen
15. DIN EN ISO 3668, Ausgabe 2001-12, Beschichtungsstoffe, Visueller Vergleich der Farbe von Beschichtungen, ISO 3668: 1998
16. DIN 6175-1, Ausgabe 1986-07, Farbtoleranzen für Automobillackierungen; Unilackierungen
17. Visuelle Beurteilung von organisch beschichteten (lackierten) Oberflächen auf Stahl, Merkblatt
St02, April 1997, Verband der Fenster und Fassadenhersteller, Frankfurt
18. Hemmelrath, M.; Funke, W.: Bestimmung der Nasshaftung von organischen Beschichtungen,
XIX. FATIPEC-Kongreß, Aachen 1988, Kongressband IV, S. 137 ff
19. DIN EN 971-1BW 1, Ausgabe 1996-09, Lacke und Anstrichstoffe – Fachausdrücke und Definitionen für Beschichtungsstoffe – Teil 1: Allgemeine Begriffe – Erläuterungen
20. DIN Fachbericht 63, Lacke und ähnliche Beschichtungsstoffe, Beuth Verlag Berlin, 1997
21. DIN EN ISO 4624, Beschichtungsstoffe – Abreißversuch zur Beurteilung der Haftfestigkeit (ISO
4624: 2002); Deutsche Fassung EN ISO 4624: 2003
22. DIN EN ISO 6860, Beschichtungsstoffe – Dornbiegeversuch (mit konischem Dorn) (ISO 6860:
2006); Deutsche Fassung EN ISO 6860: 2006
23. DIN EN ISO 1519, Beschichtungsstoffe – Dornbiegeversuch (zylindrischer Dorn) (ISO 1519:
2002); Deutsche Fassung EN ISO 1519: 2002
24. DIN EN ISO 2409, Beschichtungsstoffe – Gitterschnittprüfung (ISO 2409: 2007); Deutsche Fassung EN ISO 2409: 2007
25. DIN EN ISO 6272-1, Ausgabe 2004-08, Beschichtungsstoffe – Prüfung der Widerstandsfähigkeit
bei schlagartiger Verformung (Schlagprüfung) – Teil 1: Prüfung durch fallendes Gewichtsstück,
große Prüffläche (ISO 6272-1: 2002); Deutsche Fassung EN ISO 6272-1: 2004; Teil 2: Prüfung
durch fallendes Gewichtsstück, kleine Prüffläche (ISO 6272-2: 2002)
26. DIN 53154, Prüfung von Anstrichstoffen und ähnlichen Beschichtungsstoffen – Kugelstrahlversuch an Anstrichen und ähnlichen Beschichtungen
27. DIN EN ISO 1520, Ausgabe 2007-11, Beschichtungsstoffe – Tiefungsprüfung (ISO 1520: 2006);
Deutsche Fassung EN ISO 1520: 2006
28. NF T 30-010 F, Peintures et vernis – Evaluation de l’adherence ou de la cohesion -Methode par
flexion trois points
29. EN ISO 4624, Ausgabe 2003-08, Beschichtungsstoffe; Abreißversuch zur Beurteilung der Haftfestigkeit (ISO 4624: 2002)
30. VOLVO STD 1029, 5475 (Ausgabe 02–1980)
31. Harlfinger, R.: Einzelschlagprüfung für Mehrschichtlackierungen. In: Farbe und Lack, 94. Jahrg.
(1988), Nr. 3, S. 179 ff
32. Zorll, U.: Die Spannungsverteilung im Grenzbereich Lackschicht/Substrat bei Stoßbelastung. In:
Farbe und Lack, 91. Jahrg. (1985), Nr. 12, S. 1123 ff
33. Sickfeld, J.: Prüfung der Haftfestigkeit von Anstrichen und ähnlichen Beschichtungen. In: Industrie-Lackierbetrieb, 58. Jahrg. (1990), Nr. 2, S. 53 ff
34. Sickfeld, J.; Raabe, H.-J.: In: Materialprüfung, 29. Jahrg. (1987), S. 203–209
35. VDA Prüfblatt 621-427, Steinschlag-Prüfung, Multischlag
36. ISO 20567-1, Ausgabe 2005-02, Beschichtungsstoffe – Prüfung der Steinschlagfestigkeit von Beschichtungen – Teil 1: Multischlagprüfung
37. DIN 50014, Ausgabe 1985-07, Klimate und ihre technische Anwendung – Normklimate
38. DIN EN ISO 21227-2, Ausgabe 2006-11, Beschichtungsstoffe – Beurteilung von Beschichtungsschäden mittels digitaler Bildverarbeitung – Teil 2: Auswertung der Multisteinschlag-Prüfung,
(ISO 21227-2: 2006)
Literatur
377
39. Wilborn, F.: Physikalische und technologische Prüfverfahren für Lacke und ihre Rohstoffe; Band
II; Berliner Union Stuttgart; 1951; Seite 426 f.
40. DIN 65046-4, Ausgabe 1998-12, Luft- und Raumfahrt – Prüfverfahren für Oberflächenschutzschichten – Beschichtungsstoffe – Prüfungen der Beschichtungen
41. Kratzprobe DBL 7399
42. DIN EN ISO 9227, Ausgabe 2006-10, Korrosionsprüfungen in künstlichen Atmosphären Salzsprühnebelprüfungen (ISO 9227: 2006)
43. ASTM D 552, Mandrel Bend Test
44. ASTM D 2794, Ausgabe 1993, Prüfung von organischen Beschichtungen auf Beständigkeit gegen
schnelle Verformung, Schlagbeanspruchung
45. DIN EN ISO 1522, Ausgabe 2007-04, Beschichtungsstoffe – Pendeldämpfungsprüfung (ISO
1522:2006), Deutsche Fassung EN ISO 1522: 2006
46. DIN EN ISO 2815, Ausgabe 2003-10, Beschichtungsstoffe – Eindruckversuch nach Buchholz
(ISO 2815:2003), Deutsche Fassung EN ISO 2815:2003
47. Neumaier, P.: Bestimmung physikalischer und mechanischer Eigenschaften von Lackschichten,
Prüftechnik bei Lackherstellung und Lackverarbeitung, Vincentz Verlag Hannover, 1992
48. Michalzik, G.: Instrumentierter Eindringversuch – Härte und weitere Werkstoffkenngrößen, Seminarunterlagen Härtemessung an Schichtsystemen, ZOG, 2002)
49. DIN EN ISO 2178, Ausgabe 1995-04, Messen der Schichtdicke – Magnetverfahren
50. DIN EN ISO 2360, Ausgabe 2004-04, Nichtleitende Überzüge auf nichtmagnetischen metallischen Grundwerkstoffen – Messen der Schichtdicke – Wirbelstromverfahren (ISO 2360: 2003)
51. Kecht, J.: Pulver-Schichtdicken-Messgeräte genauer betrachtet. In: JOT, 8, 2000
52. DIN EN ISO 1463, Ausgabe 2004-08, Metall- und Oxidschichten – Schichtdickenmessung – Mikroskopische Verfahren (ISO 1463:2003); Deutsche Fassung EN ISO 1463:2004
53. Jehn, H. A.; u. a.: Galvanische Schichten, expert Verlag, Kontakt & Studium, Bd. 406, 1999
54. DIN EN ISO 6270-2, Ausgabe 2005-09, Beschichtungsstoffe – Bestimmung der Beständigkeit
gegen Feuchtigkeit – Teil 2: Verfahren zur Beanspruchung von Proben in Kondenswasserklimaten (ISO 6270-2:2005); Deutsche Fassung EN ISO 6270-2:2005
55. DIN EN ISO 3221, Ausgabe 1998-02, Beschichtungsstoffe – Bestimmung der Beständigkeit
gegen feuchte, Schwefeldioxid enthaltende Atmosphären (ISO 3231:1993); Deutsche Fassung
EN ISO 3231:1998
56. DIN EN ISO 9227, Ausgabe 2006-10, Korrosionsprüfungen in künstlichen Atmosphären – Salzsprühnebelprüfungen (ISO 9227:2006); Deutsche Fassung EN ISO 9227:2006
57. VDA-Wechseltest, Prüfblatt 621-415, 2.82
58. DIN EN 3665, Ausgabe 1997-08, Luft- und Raumfahrt – Prüfverfahren für Anstrichstoffe – Prüfung der Beständigkeit gegen Filiformkorrosion von Aluminiumlegierungen; Deutsche Fassung
EN 3665:1997
59. Zorll, U. (Hrsg): Lacke und Druckfarben, Römpp Lexikon, Georg Thieme Verlag Stuttgart, 1998
60. DIN EN ISO 1514, Ausgabe 2005-02, Beschichtungsstoffe – Norm-Probenplatten (ISO
1514:2004); Deutsche Fassung EN ISO 1514: 2004
61. Scott, J.: Seasonal Variations – Nemesis of Repeatable/Reproducible Accelerated Outdoor Durability Tests, Journal Coatings Technology, Vol. 49, 1977, Nr. 633
62. Wootton, A. B.: Natural and Accelerated Outdoor Weathering. In: Polymers Paint Colour Journal, Vol. 177, Nr. 4199, 1987
63. Pietschmann, J.; Junkert, M.; Blecher, A.: GSB-Systemprüfungen – Kurz- und Freibewitterung im
Vergleich. In: JOT, 2000
64. DIN EN ISO 11341, Ausgabe 2004-12, Beschichtungsstoffe – Künstliches Bewittern und künstliches Bestrahlen – Beanspruchung durch gefilterte Xenonbogenstrahlung (ISO 11341: 2004);
Deutsche Fassung EN ISO 11341: 2004
378
7
Mess- und Prüftechnik
65. DIN EN ISO 11507, Ausgabe 2007-05, Beschichtungsstoffe – Beanspruchung von Beschichtungen durch künstliche Bewitterung – Beanspruchung durch fluoriszierende UV-Strahlung und
Wasser (ISO 11507:2007); Deutsche Fassung EN ISO 11507:2007
66. Richtlinie VdL-RL 10: Zulässige Farbtoleranzen für unifarbene Pulverlacke bei Architekturanwendungen, Ausgabe April 2003, Verband der deutschen Lackindustrie e. V., Karlstraße 21,
60329 Frankfurt am Main
67. DIN Fachbericht 49, Verfahren zur Vereinbarung von Farbtoleranzen, 1995, Beuth Verlag, Berlin
68. DIN 55945, Ausgabe 2007-03, Beschichtungsstoffe und Beschichtungen – ergänzende Begriffe
zu DIN EN ISO 4618
69. DIN 6175-2, Ausgabe 2001-03, Farbtoleranzen für Automobillackierungen – Teil 2: Effektlackierungen
70. DIN EN ISO 4628-8, Ausgabe 2005-05, Beschichtungsstoffe – Beurteilung von Beschichtungsschäden – Bewertung der Menge und der Größe von Schäden und der Intensität von gleichmäßigen Veränderungen im Aussehen – Teil 8: Bewertung der von einem Ritz ausgehenden
Enthaftung und Korrosion (ISO 4628-8:2005); Deutsche Fassung EN ISO 4628-8:2005
71. DIN EN ISO 11997-1, Ausgabe 2006-04, Beschichtungsstoffe – Bestimmung der Beständigkeit
bei zyklischen Korrosionsbedingungen. Teil 1: Nass (Salzsprühnebel)/trocken/Feuchte Teil 2:
Nass (Salzsprühnebel)/ trocken/ Feuchte/ UV-Strahlung
Weitere Literatur zu Kapitel 7
Lückert, O.: Prüftechnik bei Lackherstellung und Lackverarbeitung, Vincentz Verlag Hannover, 1992
Berger-Schunn, A.: Praktische Farbmessung, Muster-Schmidt Verlag, Göttingen, 2., überarbeitete
Auflage, 1994
Moeller, E.; Ritter, R.: Industrielle Lackiertechnik – Stoffe, Verfahren, Anlagen, Weka Verlag Augsburg, 1997
Liberto, N. (Hrsg.): Powder Coating – The Complete Finisher’s Handbook, 2. Auflage, 1999, The
Powder Coating Institute, Alexandria, USA
Kittel, H.: Lehrbuch der Lacke und Beschichtungen, Band VIII, Teil 1, Untersuchung und Prüfung,
W. A. Colomb Verlag, Berlin, 1980
Verwendete Bilder in Kapitel 7
FEM 7–11 bis 7–15, 7–18, 7–21 bis 7–23, 7–25 bis 7–26
Q-Lab: 7–24
Fischer Messtechnik: 7–19, 7–20
Byk-Gartner: 7–2 bis 7–10, 7–16, 7–17
Atlas Material Testing Technology BV: 7–28
8
Fehler in der Beschichtung
Die Vielfalt und die Eigenschaften von Werkstoffoberflächen bestimmen entscheidend
den Gebrauchswert der Gegenstände unserer Umwelt. Entsprechend groß ist die Bedeutung der Oberfläche in fast allen Bereichen der Wirtschaft, aber auch für den privaten
Verbraucher.
Unsachgemäße und/oder fehlerhafte Verarbeitung, eine falsche Auswahl bzw. fehlerhafte Oberflächenbehandlung des Materials, eine fehlerhafte Applikation der Lacksysteme
oder eine unsachgemäße Lagerung der Fertigteile führt zwangsläufig zu Störungen bzw.
Schädigungen der Oberfläche und somit, abhängig vom Gebrauchswert und der Lebensdauer des Objektes, zu Reklamationen.
Schäden können verursacht werden durch:
•
•
•
•
Fehler bei der Lackproduktion
Fehler im Grundmaterial
Fehler im Beschichtungsbetrieb
Fehler bei Transport und Lagerung von beschichteten Werkstücken
Fehler zeigen sich häufig erst nach der Beschichtung am fertig lackierten Produkt, oft aber
auch erst nach dem Einbau und einer gewissen Gebrauchsdauer.
Trotz einer funktionierenden betrieblichen Eigenüberwachung lassen sich störende,
d. h. dekorative und funktionelle Mängel, am fertig lackierten Bauteil nicht immer verhindern. Die Ursache des/der Fehler ist oft schon durch das Erscheinungsbild der Störung
einzugrenzen, wobei aber einzelne Schadensbilder durch verschiedene Ursachen hervorgerufen werden können.
J. Pietschmann, Industrielle Pulverbeschichtung, JOT-Fachbuch,
DOI 10.1007/978-3-8348-2585-8_8, © Springer Fachmedien Wiesbaden 2013
379
380
8.1
8
Fehler in der Beschichtung
Störungen im Lackfilm
In diesem Kapitel sollen die verschiedenen Arten von Störungen im Lackfilm beschrieben,
die Ursachen dargestellt und Möglichkeiten zur Reparatur erläutert werden.
8.1.1
Fehlerbild: Krater im Lackfilm
Krater, auch Fischaugen (fish eyes) genannt, sind kreisförmige Mulden mit einem Durchmesser von 0,5 bis 3 mm. Das Erscheinungsbild reicht von sehr flachen Mulden in der
letzten Lackschicht (bei Mehrschichtlackierungen) bis hin zu gravierenden Benetzungsstörungen, die bis zum Grundmaterial durchgehen.
Trotz eines einheitlichen Aussehens gibt es für Krater eine große Zahl unterschiedlicher Ursachen. Diese anhand des Erscheinungsbildes allein zu identifizieren ist meist nicht
möglich. Für die Kraterbildung gibt es zwei Mechanismen: Zum einen kommt es immer
dann zur Entstehung von Kratern während der Filmbildung, wenn flüchtige Bestandteile
lokalisiert und spontan freigesetzt werden, die Viskosität der Lackschicht jedoch bereits
so stark angestiegen ist, dass der Lackfilm an den hierbei aufplatzenden feinen Blasen
nicht wieder zusammenfließen kann. Zum anderen kann es zur Kraterbildung kommen
noch vor der eigentlichen Filmbildungsphase, wenn Tröpfchen einer Substanz mit höherer
Oberflächenspannung auf den noch flüssigen Lackfilm treffen und von diesem nicht oder
nur verzögert aufgenommen werden (Abb. 8.1, 8.2, 8.3, 8.4 und 8.5).
8.1.1.1 Ursachen für eine Kraterbildung
• Öl, Fett, Wachs und Silikonrückstände
• Der Pulverlack selbst. Unverträglichkeit mit anderen Pulverlacken (die Verträglichkeit
von unterschiedlichen Systemen wird von den jeweiligen chemischen Eigenschaften
und darüber hinaus maßgeblich durch die Oberflächenspannungs-, Reaktivitäts- und
Viskositätsunterschiede beeinflusst)
• Unzureichende Reinigung der Substratoberfläche
• Korrosionsprodukte (z. B. Weißrost) auf der Oberfläche
• Rückstände aus der Vorbehandlung
• Unzureichende Schlussspüle, Antrocknungen von Spülwasser und Verunreinigungen
(Verschleppungen)
• Verunreinigungen aus der Umgebung, die sich auf dem Substrat oder auf dem noch
nicht vernetzten Lackfilm niederschlagen und zu Störungen führen
• Feuchte Oberflächen (unzureichende Trocknung)
• Ausgasungen durch den Untergrund (Hohlräume und Poren im Grundmaterial, in
denen sich Rückstände aus der Vorbehandlung sammeln können und beim Einbrennvorgang quasi explosionsartig wieder austreten und zu Störungen führen)
• Nass- und Pulverlacke in einer Kabine appliziert – in einem Ofen getrocknet.
8.1
Störungen im Lackfilm
Abb. 8.1 Mikroskopische Aufnahme von
Kratern in einem Polyesterpulverlackfilm
381
Abb. 8.2 Krater in einem Pulverlackfilm
verursacht durch Rückstände von Öl oder
Fett
Abb. 8.3 Krater im Lackfilm hervorgerufen durch Silikonverunreinigungen
Abb. 8.4 Krater im Lackfilm hervorgerufen durch „Ausgasungen“ aus dem Grundmaterial; Ursache in diesem Beispiel: Vorkorrosion des Grundmaterials
382
8
Fehler in der Beschichtung
Abb. 8.5 Krater im Lackfilm hervorgerufen durch „Ausgasungen“ aus dem Grundmaterial. Beispiel
hier: Zinkdruckguss
8.1.1.2 Verursacher für den Eintrag von Ölen, Fetten oder
Silikonrückständen
• Der Mensch: Arbeitskleidung, Gummihandschuhe, Haut- und Haarpflegemittel
• Die Lackierkabine: Schmiermittel aus beweglichen Teilen, Trennmittel aus Kunststoffanbauteilen, Schläuche und Abdichtmassen, ungenügende Öl- und Abwasserscheiderreinigung, unsaubere Decken- und Bodenfilter
• Das Lackmaterial: Verunreinigungen im Lack durch Transport und Lagerung, Rückgewinnungspulver
• Das Werkstück: Trennmittelreste auf Gussteilen, Zieh- und Gleitmittelreste, Lötpasten,
Rückstände aus Verpackungsmaterial oder Dämm-Matten
• Der Lackierprozess/Hilfsmittel: ungeeignete Reinigungsmittel und Putztücher, Rückstände von Klebebändern, verschmutzte Förder- und Dosierluft
• Die Umgebung: Ansaugen verunreinigter Luft aus anderen Betriebsteilen in die Kabine.
8.1.1.3 Vermeidung der Krater
In den oben genannten Punkten sind viele Fehlerquellen aufgezeigt, die in einem Lackfilm Krater verursachen können. Um diese zu vermeiden, können hieraus Vorsorgemaßnahmen abgeleitet werden. Grundsätzlich sind silikonfreie Produkte zu verwenden, es ist
auf eine gründliche Reinigung der Oberflächen zu achten und in jedem Fall in der Vorbehandlung eine Schlussspüle mit VE-Wasser zu verwenden. Vorkorrodierte Oberflächen
als Haftgrund für Lacke einzusetzen wird in jedem Fall zu Problemen führen. Sollte man
Glück haben und es treten keine Störungen im Lackfilm in Form von Kratern auf, so wird
man spätestens beim Einsatz des Bauteiles im Außenbereich nach kurzer Zeit Unterwanderungen und Blasen erhalten.
8.1.1.4 Reparatur
Es bleiben nur zwei Möglichkeiten: entweder die komplette Lackschicht entfernen und
neu beschichten oder den Lack soweit abschleifen bis die Störungen entfernt sind und die
8.1
Störungen im Lackfilm
383
Abb. 8.6 Blasen im Lackfilm
verursacht durch Handschweiß
(Fingerabdruck auf dem
Grundmaterial)
Schicht glatt und eben erscheint. Die Neubeschichtung erfolgt mit geeigneten Lackmaterialien.
8.1.2
Fehlerbild: Blasen im Lackfilm
An Beschichtungen ist die Bildung von Blasen eine Folge von Enthaftung und Volumenvergrößerung unter der Lackschicht. Inhalt der Blasen können Gase oder Flüssigkeiten
sein, die entweder von außen durch Osmose in die Beschichtung eingedrungen oder aus
dem Substrat (z. B. Holz) ausgetreten sind. Bei Metalloberflächen (z. B. Stahl) bilden sich
meist unter den Blasen Korrosionsprodukte des Metalls.
Lackfilme nehmen bei entsprechendem Angebot (Feuchtwetter) eine gewisse Menge
Wasserdampf auf und bei trockenem Wetter verdunstet das Wasser wieder. Dieser Vorgang ist üblich und schädigt im Normalfall den Lackaufbau nicht. Bei unsachgemäßer
Vorbereitung des Untergrundes können hygroskopische, d. h. wasserziehende Substanzen
(Salze) als Verunreinigungen zurückbleiben. Diese bewirken lokale Konzentrationen von
Feuchtigkeit, die den Lackfilm als Blasen abheben. Blasen können als Erhebungen in verschiedener Größe, Anordnung und Häufigkeit auftreten. Sie können zwischen einzelnen
Schichten, aber auch unter dem gesamten Lackaufbau entstehen. Trocknet der Lackfilm
aus (trockenes Wetter) bilden sich die Blasen größtenteils wieder zurück (Abb. 8.6).
8.1.2.1 Ursachen für eine Blasenbildung
• Die zu lackierenden Oberflächen wurden nicht ausreichend gereinigt. Verunreinigungen durch Salzrückstände (aus der Vorbehandlung, durch Handschweiß) bleiben auf
der Oberfläche. Die Anordnung der Blasen lässt Rückschlüsse auf die Ursache zu, z. B.
perlschnurartig = Wischspuren oder Ablaufspuren, nestförmig = Fingerabdrücke
• Ausgasungen aus dem Grundmaterial, meist einzelne Blasen.
384
8
Fehler in der Beschichtung
Abb. 8.7 Links: Blasen im Lackfilm deutlich geworden nach Korrosionsprüfung; rechts: nach dem
Kochtest. Ursache: Handschweiß – Anfassen der Teile nach der Konversionsbehandlung ohne
Handschuhe
Abb. 8.8 Links: Blasen im Lackfilm hervorgerufen durch Verunreinigungen auf dem Grundmaterial; rechts: perlschnurartige Ablaufspuren (nicht ausreichende Spüldauer oder Qualität des
Spülwassers)
8.1.2.2 Vermeidung von Blasen
Die zu lackierenden Flächen sollten intensiv gereinigt werden. Rückstände der mechanischen Bearbeitung und der chemischen Vorbehandlung sind zu vermeiden. Um Antrocknungen oder Ablaufspuren zu verhindern, sollte am Ende der Reinigungs- bzw. der
Konversionsbehandlung ein Spülen in VE-Wasser durchgeführt werden.
Zur Vermeidung von Fingerabdrücken auf den gereinigten Oberflächen, sollten die
Teile nicht oder nur mit geeigneten Handschuhen (saubere Baumwollhandschuhe) angefasst werden.
8.1.2.3 Reparatur
Entlacken der Werkstücke mit anschließender Reinigung der Oberfläche, neuer Aufbau
der Konversionsbeschichtung (z. B. Chromatieren, Phosphatieren) mit anschließender
Neubeschichtung. Die Notwendigkeit eines Neuaufbaus der Konversionsschicht ist abhängig von den an das Bauteil gestellten Anforderungen (Abb. 8.7 und 8.8).
8.1
Störungen im Lackfilm
385
Abb. 8.9 Nadelstiche in einem Polyester-Pulverlack verursacht durch flüchtige Bestandteile
8.1.3
Fehlerbild: Nadelstiche im Lackfilm
Nadelstiche oder Pinholes sind kleine feine Oberflächenstörungen (Poren, Löcher) in der
Lackoberfläche. Sie sind im Grunde eine Variante der Kraterbildung, allerdings mit der
Besonderheit, dass die kraterförmige Erscheinung sich in Form sehr feiner Poren in der
Lackschicht fortsetzt. Maßgebend für Nadelstiche sind Ursachen, die dem Untergrund
oder den tieferen Lackschichten zuzuordnen sind. Das ist z. B. der Fall beim Entweichen
von Luftresten, Feuchtigkeit, Reaktionsprodukten, wobei dann die bereits angetrocknete
(vernetzte) Lackschicht sich nicht mehr schließen kann. Obwohl bei den meisten Pulverlacken beim Einbrennvorgang keine bzw. nur geringste Mengen an flüchtigen Bestandteilen
freigesetzt werden, können durch Feuchtigkeit, Abspaltprodukte und/oder Lufteinschlüsse beim Einbrennen Störungen in Form von Nadelstichen hervorgerufen werden. Pulverlacke werden meist so formuliert, dass sie diesen flüchtigen Bestandteilen erlauben den
Lackfilm zu verlassen ohne bleibende Störungen zu hinterlassen (Abb. 8.9).
Bei einer hohen Zahl von Nadelstichen im Lackfilm kann dies auch zu einer Glanzveränderung, Mattierung, in glänzenden Systemen führen.
8.1.3.1 Ursache der Nadelstiche
• Feuchtegehalt des Pulvers zu hoch (z. B. durch falsche Lagerung)
• Zu hohe Schichtdicke; während des Einbrennvorganges können die flüchtigen Bestandteile nicht mehr vollständig entweichen
• Unverträglichkeit mit anderen Pulverlacken
• Zu schnelle Aufheizkurve; dadurch ist nicht ausreichend Zeit gegeben, damit Lufteinschlüsse oder Feuchtigkeit aus dem Lackfilm entweichen können
• Poriges Grundmaterial (Gussteile).
8.1.3.2 Vermeidung von Nadelstichen
Pulverlacke sollten grundsätzlich trocken und nicht über 25 °C gelagert werden. Um Nadelstiche durch zu hohe Schichtdicken oder zu schnelles Aufheizen bzw. zu hohe Tem-
386
8
Fehler in der Beschichtung
peraturen zu vermeiden, sind die Angaben des Pulverherstellers zu beachten. Bei jedem
Pulverwechsel muss eine sorgfältige Reinigung der Kabine und Pistolen erfolgen. Dabei
ist vorab zu prüfen, inwieweit die verwendeten Pulver miteinander verträglich sind. Bei
porigem Grundmaterial können spezielle Hilfsmittel zur Entgasung bzw. spezielle Pulver
verwendet werden.
8.1.3.3 Reparatur
Um eine Lackoberfläche ohne Störungen zu erhalten, kann entweder das Werkstück entlackt und neu beschichtet werden oder es wird der Lack soweit abgeschliffen bis die Störungen entfernt sind und die Schicht glatt und eben erscheint. Die Neubeschichtung erfolgt mit geeigneten Lackmaterialien.
8.1.4
Fehlerbild: Pickel im Lackfilm
Pickel oder Stippen im Lackfilm sind Erhebungen oder auch Einschlüsse von Fremdpartikeln und/oder Verschmutzungen. Die Ursachen für Stippen können sehr unterschiedlich
sein: Schmutzteilchen beliebiger Art, Schleifstaub, Metallpartikel, Pigmentagglomerate,
Gel-Teilchen u. a. Bei Pickel oder Stippen liegt die Größe des Fremdpartikels im Bereich
der Lackschichtdicke oder darüber (Abb. 8.10, 8.11, 8.12 und 8.13).
8.1.4.1 Ursachen für Pickel/Stippen
• Fasern, Flusen von Reinigungstüchern oder Kleidung
• Metallspäne, Pressflöhe, Fehler im Grundwerkstoff (Überlappungen), Schweißstellen
• Ansinterungen von Verschmutzungen aus dem Ofen
• Verunreinigungen vom Förderer oder der Transportkette
• Schmutzeintrag über Anlagenreinigung
• Verschmutzungen im Pulver selbst, z. B. verursacht durch unsachgemäße Lagerung
• Andersfarbige Partikel im Lackfilm durch eine unzureichende Reinigung beim Farbwechsel, bei nebeneinander stehenden Kabinen durch Farbpartikelübertrag oder Verschmutzung beim Pulverhersteller.
• Pulverlack: unzureichende Dispergierung – zu große Metallpigmente – Agglomerate
von z. B. Füllstoff.
8.1.4.2 Vermeidung der Stippen
Die genannten Fehlerquellen beinhalten die entsprechenden Vorsorgemaßnahmen.
Grundsätzlich sollte im Beschichtungsbetrieb eine Wareneingangskontrolle des Pulvers
vorgenommen werden. So können Verschmutzungen, verursacht durch den Pulverlackhersteller bzw. Lieferanten schnell und einfach erkannt werden. Eine zusätzliche, sehr hilfreiche Maßnahme ist, den Pulverlack vor der Applikation über ein Ultraschallsieb zu schicken (im Pulverzentrum). Die Maschenweite sollte nicht größer als 120 µm sein.
8.1
Störungen im Lackfilm
387
Abb. 8.10 Erhebung im Lackfilm verursacht durch Stofffasern
Abb. 8.11 Pickel im Lackfilm durch Metallspäne
Abb. 8.12 Pickel verursacht durch Agglomerat von Füllstoff
Abb. 8.13 Pickel durch zu große
Aluminiumpigmente
388
8
Fehler in der Beschichtung
Abb. 8.14 Eingedrückter Eisenpartikel in die
Lackoberfläche
8.1.4.3 Reparatur
Je nach Verursacher der Störung und Anzahl der Störungen ist das Werkstück zu entlacken
und neu zu beschichten.
Bei Pressflöhen und eingedrückten Metallpartikeln muss die Oberfläche nochmals mechanisch nachgearbeitet werden.
8.1.5 Fehlerbild: Punktförmige Korrosionserscheinungen an der
Lackoberfläche
Durch Funkenflug und Industriestaub (Flugrost) kommt es zu punktförmigen Korrosionserscheinungen an der Lackoberfläche. Die Metallpartikel oxidieren bei hoher Luftfeuchtigkeit und „fressen“ sich dann in die Lackoberfläche. Auch können durch eine mechanische Bearbeitung oder Bremsabrieb (Bahn, Straßenbahn), heiße teils glühende Partikel
auf die Lackoberflächen geschleudert werden und brennen sich dort in die Oberfläche ein
(Abb. 8.14).
8.1.5.1 Ursachen
• Industriestaub: Niederschläge aus Kaminen von Gießereien und eisenverarbeitenden
Betrieben, Schienenabrieb und Straßensplitt
• Funkenflug: Abbrand von Oberleitungen der Straßen- und Eisenbahnen. Funkenflug
vom Flexen, Schweißen oder Schleifen; die heißen, teils glühenden Partikel brennen
sich in die Lackoberflächen ein.
8.1
Störungen im Lackfilm
Abb. 8.15 Abzeichnung der Zwischenlage
Pappe bei einer Feuchtlagerung von einer pulverbeschichteten Lackoberfläche, RAL 8017
389
Abb. 8.16 Wasseraufnahme des Lackfilms
in feuchter Verpackung, durch unsachgemäße Lagerung der Bauteile im Freien
Abb. 8.17 Farbveränderung von Metalliclackierungen durch Mörtel
8.1.5.2 Vermeidung
Sofortiges Entfernen der Metallpartikel und regelmäßige Pflege der Lackierung können
zur Vermeidung beitragen. Bei Flex- und Schweißarbeiten umstehende Lackoberflächen
abdecken.
8.1.5.3 Reparatur
Handelsübliche Metallstaubentferner anwenden und eventuell nachpolieren. Falls die Metallpartikel tiefer liegen, mit feinem Schleifpapier die fehlerhafte Oberflächen anschleifen
und dann aufpolieren.
8.1.6
Fehlerbild: Fleckenbildung durch äußere Einflüsse
Es handelt sich hier um Anätzungen oder Verfärbungen auf der Lackoberfläche durch
unterschiedliche Verursacher. Das Fehlerbild zeigt sich fleckartig in verschiedener Form,
Farbe und Größe (Abb. 8.15, 8.16, 8.17, 8.18 und 8.19).
390
Abb. 8.18 Mattierungen in der Lackoberfläche verursacht durch Folienverpackung
8
Fehler in der Beschichtung
Abb. 8.19 Mattierungen durch Kleber der
Abdeckfolie
8.1.6.1 Ursachen
• Industrieabgase, z. B. HSO2. Der Fehler zeigt sich durch großflächige oder fleckige Mattierungen bzw. Glanzverluste.
• Teer
• Insektensekrete
• Vogelkot
• Saure oder alkalisch reagierende Substanzen, z. B. Mörtel
• Feuchtigkeit, Wasseraufnahme des Lackfilms in geschlossenen Verpackungen mit Kondenswasserbildung. Sichtbar wird dies als helle Flecken unterschiedlicher Größe und
Form.
• Weichmacherdiffusion aus Verpackungsfolien. Dieser Fehler ist als Mattierung der
Lackoberfläche zu erkennen.
8.1.6.2 Vermeidung
Fremdsubstanzen immer sofort von der Oberfläche entfernen. Regelmäßige Pflege der lackierten Oberflächen. Um Fleckenbildung durch Verpackungsmaterial zu vermeiden müssen geeignete Materialien verwendet werden. Die Verpackung muss eine Luftzirkulation
ermöglichen und sollte nicht übermäßig lange auf der lackierten Oberfläche verbleiben.
8.1.6.3 Reparatur
Die Reparatur orientiert sich am Schadensbild. Bei kleinen Flächen kann man versuchen
die Fehlstelle zu schleifen und den Lack auszupolieren. Bei großflächigen Fehlerbildern
muss der Bereich angeschliffen und überlackiert werden.
Fleckenbildung verursacht durch Wasseraufnahme kann zum Teil durch ein nochmaliges Aufheizen der Lackschicht auf über 150 °C entfernt werden. Die ist jedoch nur bei
Bauteilen möglich die diese Wärmebelastung aushalten bzw. nicht zu groß für die Einbrennöfen sind.
8.1
Störungen im Lackfilm
Abb. 8.20 Durchscheinender Untergrund
mit Beschriftung; Lackschichdicke zu gering
8.1.7
391
Abb. 8.21 Farbunterschiede durch
Schichtdickenunterschiede
Fehlerbild: Farbschwankungen – durchscheinender Untergrund
Bei durchscheinendem Untergrund spricht man in der Regel von einem schlechten Deckvermögen des Lackes. Dies kann bei Pulverlacken vorwiegend zwei Gründe haben.
8.1.7.1 Ursachen
• Schlecht deckender Farbton, z. B. schwermetallfreie Pigmentierungen besonders bei
Gelb- und Rottönen.
• Starke Schichtdickenschwankungen bzw. eine zu geringe Lackschichtdicke
• (Kein farblich angeglichener Untergrund).
8.1.7.2 Vermeidung
Ausreichende Schichtdicke applizieren, nach Vorgaben des Lackherstellers. Eventuell Vorversuche mit Schwarz-Weiß-Blechen oder Versuche in unterschiedlicher Schichtdicke auf
dem zu lackierenden Untergrund um die notwendige Schichtdicke zu ermitteln.
8.1.7.3 Reparatur
Die Lackschicht nochmals anschleifen und überlackieren in ausreichender und gleichmäßiger Schichtdicke (Abb. 8.20 und 8.21).
8.1.8
Fehlerbild: Haftungsverlust
Der Haftungsverlust von Lackschichten zeigt sich in zwei verschiedenen Bildern. Man
unterscheidet dabei die Haftungsstörung zum Untergrund des gesamten Lackaufbaus und
dem mangelnden Verbund zwischen einzelnen Lackschichten.
392
8
Abb. 8.22 Großflächige Lackablösung.
Ursache unsachgemäße Vorbehandlung der
Aluminiumpanele
8.1.8.1
Fehler in der Beschichtung
Abb. 8.23 Für die Anwendung im Außenbereich nicht ausreichende Vorbehandlung
des Aluminiumsubstrates (Phoshatierung)
Ursachen
• Haftungsfeindliche Substanzen, die auf dem zu lackierenden Untergrund verblieben
sind wie z. B. Silikon, Öl, Fett, Wachs, Schmutz, Rost, Schleifrückstände und Passivierungs- oder Oxidschichten
• Eine ungeeignete bzw. unzureichende Grundierung bzw. Vorbehandlung (Konversionsschicht)
• Unzureichende oder fehlerhafte Vorbereitung des Untergrundes – unzureichende Reinigung
• Fehler bei der Lacktrocknung bzw. Härtung.
8.1.8.2 Vermeidung
Um Haftungsverluste zu vermeiden, müssen für die verschiedenen Grundmaterialien die
geeigneten und ausreichenden Reinigungen durchgeführt und Haftvermittlungsschichten
eingesetzt werden. Die Anwendung von chemischen Konversionsschichten oder Grundierungen richtet sich immer auch nach den an das Bauteil oder Werkstück gestellten Anforderungen.
8.1.8.3 Reparatur
Es müssen alle Schichten mit gestörter Haftung entfernt werden. Ein gründliches Anschleifen und Reinigen des Untergrundes ist notwendig. Danach erfolgt der Neuaufbau
mit geeigneten Grund- und Decklacksystemen (Abb. 8.22 und 8.23).
8.1
Störungen im Lackfilm
393
Abb. 8.24 Pulverbeschichtung
nach neun Jahren Bewitterung.
Helle Bereiche: Kreidung der
Lackoberfläche; dunkler, farbintensiver Bereich nach der
Reinigung
8.1.9
Fehlerbild: Kreiden der Lackoberfläche
Beim Kreiden kommt es zu einem Freilegen der Pigmente durch den Bindemittelabbau an
der Lackoberfläche.
8.1.9.1 Ursachen
• Witterungseinflüsse wie aggressive Umweltbelastungen mit Schwefeldioxid und Stickoxiden in Verbindung mit Feuchte und UV-Belastung
• Nicht geeignete Bindemittel für eine Anwendung im Außenbereich
• Unzureichende Härtung der Pulverlackschicht
• Schlechte Pflege der Lackoberfläche.
8.1.9.2 Vermeidung
• Die Einbrennbedingungen des Pulverherstellers sind zu beachten und einzuhalten.
• Nur für den Außenbereich geeignete Systeme verwenden, z. B. Polyester-, Polyurethan-,
oder Acrylsysteme
• Regelmäßige Pflege der Lackoberflächen.
8.1.9.3 Reparatur
Mit für Lackoberflächen geeigneten und vom Hersteller empfohlenen abrasiv wirkenden
Reinigungsmitteln die Oberfläche aufpolieren und anschließend konservieren.
Falls die gekreidete Oberfläche so nicht mehr zu reparieren ist, muss die geschädigte
Fläche angeschliffen und neu lackiert werden.
Hinweise über die Reinigung von Lackoberfläche geben die Richtlinien der GRM [1]
(Abb. 8.24).
394
8
8.1.10
Fehler in der Beschichtung
Fehlerbild: Schleierbildung – Blooming-Effekt
Bekannt ist, dass einige Harzkombinationen, welche üblicherweise auch für Pulverlacke
Anwendung finden, unter bestimmten Voraussetzungen eine Art Schleierbildung an der
Lackoberfläche zeigen. Dieser Effekt wird als Blooming [2] bezeichnet.
Dieser tritt bei Werkstücken auf, die mit einem Pulversystem mit Harzformulierung
beschichtet sind, welches zum „Blooming“ neigt und darüber hinaus nach dem Einbrennen und Vernetzen noch zusätzlich über eine ausreichend lange Zeit oberhalb der Glasübergangstemperatur gehalten werden. Der Effekt zeigt sich als weißlich erscheinender
Schleier bzw. Patina.
Zu einer Schleierbildung kommt es auch bei einzelnen Pulverformulierungen, wenn
diese eher im unteren Bereich des Einbrennfensters, d. h. bei der vom Hersteller vorgegebenen niedrigsten Objekttemperatur und kürzesten Haltezeit, ausgehärtet werden.
8.1.10.1 Ursachen/Voraussetzungen
• Pulverlack der zu Schleierbildung neigt
• Verwendete Harze in der Pulverformulierung
• Dick- und dünnwandige Teile werden bei gleichen Temperaturen eingebrannt → Dickwandige Teile werden im unteren Einbrennfenster gehärtet
• Langsame Abkühlung der Werkstücke
• Längere Lagerung der Teile im Ofen, z. B. belassen der Teile im Ofen nach dem Abschalten
8.1.10.2 Vermeidung
• Die Einbrennbedingungen des Herstellers beachten
• Beschichtete und gehärtete Filme nicht längere Zeit über der Glasübergangstemperatur
lagern
• Pulverlacke verwenden die nicht zu diesem Effekt neigen
8.1.10.3 Reparatur
Mit einer Reinigung der Lackoberfläche ist der Schleier auf dem Pulverlackfilm relativ einfach zu entfernen (Abb. 8.25).
8.2
8.2.1
Korrosion der Metalloberfläche
Beschreibung der verschiedenen Korrosionsarten
Korrosion ist nach DIN EN ISO 8044-1999 die Reaktion eines metallischen Werkstoffes
mit seiner Umgebung, die eine messbare Veränderung des Werkstoffes bewirkt und zu
Beeinträchtigungen der Funktion eines metallischen Bauteils oder eines ganzen Systems
8.2
Korrosion der Metalloberfläche
395
Abb. 8.25 Zwei Beispiele für Glanzveränderung bzw. Schleierbildung. Nach dem Einbrennen am
unteren Einbrennfenster zeigte sich diese Schleierbildung. Sie ist durch eine Reinigung der Oberflächen zu beseitigen, wie im jeweiligen Bild rechts unten zu sehen ist
führen kann. Meist verläuft die Korrosion elektrochemisch, sie kann auch chemischer oder
metallphysikalischer Natur sein. Korrosion steht also für die Reaktion, während Korrosionserscheinungen mit der Korrosionsart zusammenhängen und messbare Änderungen
am Werkstoff bzw. Bauteil bedeuten. Als Korrosionsschaden werden die Beeinträchtigungen der Funktion des metallischen Bauteils oder des Systems bezeichnet [3].
Man unterscheidet Korrosionsarten ohne und solche mit zusätzlicher mechanischer
Beanspruchung [4, 5].
8.2.1.1 Korrosionsarten ohne mechanische Beanspruchung
• Flächenkorrosion: Gleichmäßige Korrosion mit nahezu gleicher Abtragungsrate auf der
gesamten Oberfläche.
• Muldenkorrosion: Korrosion mit örtlich unterschiedlicher Abtragungsrate. Die Ursache
beruht auf der Wirkung von Korrosionselementen. Die Erscheinungsform ist gekennzeichnet durch Mulden, deren Durchmesser wesentlich größer als ihre Tiefe ist.
• Lochkorrosion: Korrosion, bei welcher der elektrolytische Metallabtrag nur an kleinen
Oberflächenbereichen abläuft und kraterförmige, die Oberfläche unterhöhlende oder
nadelstichartige Vertiefungen entstehen. Außerhalb der Lochfraßstellen findet praktisch kein Flächenabtrag statt. Die Tiefe der Lochfraßstelle ist in der Regel tiefer als ihre
laterale Ausbreitung. Wie bei der Muldenkorrosion ist die Lochkorrosion an das Vorliegen von Korrosionselementen gebunden.
• Spaltkorrosion: Örtlich beschleunigte Korrosion in Spalten, verursacht durch Konzentrationsunterschiede im Korrosionsmedium und die so erfolgende Bildung von Korrosionselementen
• Kontaktkorrosion: Verstärkte Korrosion eines metallischen Bereichs; Sie ist auf ein Korrosionselement zurückzuführen, das aus einer Paarung Metall/Metall oder Metall/elektronenleitender Festkörper mit unterschiedlichen freien Korrosionspotentialen gebildet wird. Dabei ist der beschleunigt korrodierende metallische Bereich die Anode des
396
•
•
•
•
•
•
•
•
•
8
Fehler in der Beschichtung
(galvanischen) Korrosionselements. Sie wird deshalb auch als galvanische Korrosion
bezeichnet.
Korrosion durch unterschiedliche Belüftung: örtlich verstärkte Korrosion durch unterschiedlichen Sauerstoffzutritt im Medium. Ausbildung eines Korrosionselements, wobei die weniger belüfteten Bereiche schneller abgetragen werden
Korrosion unter Ablagerungen (Berührungskorrosion): Örtlich verstärkte Korrosion bei
Berührung mit Fremdkörpern. Diese Korrosionsart kann entweder eine Spaltkorrosion
bei Berührung mit elektrisch nicht leitenden Festkörpern oder eine Kontaktkorrosion
bei Berührung mit elektronenleitenden Festkörpern sein.
Selektive Korrosion: Korrosionsart bei der Gefügebestandteile, korngrenzennahe Bereiche oder Legierungsbestandteile bevorzugt korrodieren. Hierzu gehören: Interkristalline Korrosion (selektiver Angriff der korngrenzennahen Bereiche); Interdentritische
Korrosion (selektive Korrosion entlang dentritischer Ausscheidungen im Gussgefüge);
Transkristalline Korrosion (selektive Korrosion, die annähernd parallel zur Verformungsrichtung durch das Innere der Körner verläuft); Entzinkung (selektive Auflösung
des Zinks bei Kupfer-Zink-Legierungen unter Bildung von tropfen- oder schichtförmigem Kupferschwamm); Spongiose (selektive Auflösung der Gefügebestandteile Ferrit
und Perlit des Gusseisens in Fällen mangelhafter Schutzschichtbildung); schichtförmiger Korrosionsangriff (selektiver Angriff von Seigerungszonen, der zum Aufblättern
und/oder Aufwölben des Werkstoffs führt)
Säurekondensationskorrosion (Taupunktkorrosion): Korrosion durch Säure, die durch
Taupunktsunterschreitung kondensiert
Kondenswasserkorrosion (Schwitzwasserkorrosion): Korrosion durch Wasser, das sich
infolge Taupunktunterschreitung auf Metalloberflächen niederschlägt
Stillstandkorrosion: Korrosion die nur während des betrieblichen Stillstands einer Anlage abläuft
Mikrobiologische Korrosion: Korrosion metallischer Werkstoffe unter Mitwirkung von
Mikroorganismen und deren Stoffwechselprodukten
Anlaufen: Reaktion von Metallen mit Gasen unter Bildung dünner Schichten, die Interferenzfarben hervorrufen oder den Glanz herabsetzen
Verzundern: chemische Korrosion von Metallen in vorwiegend sauerstoffhaltigen Gasen bei hohen Temperaturen.
8.2.1.2 Korrosionsarten bei gleichzeitiger Wirkung von Korrosion und
mechanischer Beanspruchung [4, 5]
Je nach Art der mechanischen Beanspruchung unterscheidet man:
• Spannungsrisskorrosion: zeitlich konstante Zugspannungen, resultierend aus Last- und/
oder Eigenspannungen
• Schwingungsrisskorrosion: zeitlich veränderliche Spannungen, meist zyklisch. Die Spannungen können als Zug-, Druck-, Zugschwell-, Biege- oder Torsionsspannungen vorliegen sowie aus Kombinationen dieser Spannungsarten bestehen.
8.2
Korrosion der Metalloberfläche
8.2.2
397
Filiformkorrosion
Filiformkorrosion ist auf beschichteten Stahlteilen schon lange bekannt und auch genau
untersucht worden. Sie wurde bereits 1944 von Sharmann beschrieben als das Wachsen
von haarähnlichen Korrosionsspuren. Er bezeichnete dies als Korrosion unter dem „Film“
[6]. Dieses Erscheinungsbild wurde später dann auch auf anderen Materialien gefunden,
wie Aluminium und Magnesium. Im Flugzeugbau ist die Filiformkorrosion von organisch
beschichtetem Aluminium schon länger bekannt, während man im Bauwesen erst in den
letzten Jahren vor allem in Küstengebieten auf sie aufmerksam geworden ist. Besonders
betroffen waren und sind Gebiete nahe des Meeres und besonders dort, wo die Luft mit
maritimen (Salze und hohe Luftfeuchtigkeit) und industriellen Partikeln (Staub, saurer
Regen, SO2) belastet ist.
8.2.2.1 Ursachen für Filiformkorrosion
Damit Filiformkorrosion entstehen kann, müssen bestimmte Voraussetzungen gegeben
sein:
• Es müssen Störstellen in der Lackschicht vorhanden sein, z. B. Ritze, Kratzer, Poren,
Mikrorisse, Spalten, zu gering beschichtete Kanten, eingeschlossene Salzkristalle oder
Staubpartikel.
• Die Anwesenheit bestimmter Startersalze, sog. Initiatoren, ist notwendig. Solche Startersalze sind vor allem Chloride, aber auch Sulfate und Nitrate.
• Bei der Entstehung und dem Wachstum der Filiformkorrosion muss eine erhöhte relative Luftfeuchtigkeit vorhanden sein.
Treffen diese drei Faktoren zusammen, so ist das Auftreten von Filiformkorrosion sehr
wahrscheinlich. Diese Voraussetzungen sind am ehesten in Küstengebieten mit ihrer salzhaltigen Atmosphäre und in Industriegebieten gegeben.
8.2.2.2 Filiformkorrosion auf Aluminium und Aluminiumlegierungen
Aluminium wird von Filiformkorrosion nur betroffen, wenn das Metall mit einem organischen Überzug (Lack) beschichtet wurde oder wenn der Oxidfilm die Beschichtung
darstellt.
Unter der Beschichtung bildet sich ein aktives Korrosionselement, welches sich mit
einer geringen Geschwindigkeit fortbewegt und eine Spur von Korrosionsprodukten hinterlässt. Der Angriff zeigt sich hier nicht in der gewohnten Ausbildung von Unterwanderungen oder Blasen, sondern in Form von dünnen, scharf begrenzten Fäden, s. Abb. 8.26,
8.27, 8.28 und 8.29.
Die Merkmale der Filiformkorrosion wurden von verschiedenen Autoren übereinstimmend beschrieben. Diese wesentlichen Merkmale werden bei der Filiformkorrosion von
Stahl, Aluminium und Magnesium beobachtet:
• Die Fäden laufen auf unregelmäßigen Bahnen, jedoch auch über längere Strecken gerichtet [7–9].
398
Abb. 8.26 Filiformkorrosion im Gehrungsbereich eines Fensterflügels
Abb. 8.28 Ergebnis nach Filiformkorrosionsprüfung nach DIN EN ISO3665, Prüfdauer 1000 h
8
Fehler in der Beschichtung
Abb. 8.27 Filiformkorrosion an einem
gefrästen Wasserschlitz nach 10 Jahren Freibewitterung in Italien
Abb. 8.29 Ergebnis nach 28 Tagen Filiformkorrosionsprüfung nach PPAP 3002 und
sogenannter Schubladenkorrosion nach
Lagerung im Raumklima
• Die Fäden kreuzen einander nicht [7–10].
• Für das Wachsen der Fäden ist Sauerstoff notwendig [8, 9, 11].
• Für das Fadenwachstum ist eine erhöhte relative Luftfeuchte notwendig (optimal bei ca.
80 % relativer Feuchte) [8–11].
• Der Fadenkopf enthält eine konzentrierte Salzlösung mit niedrigen pH-Werten [7–10,
12].
• Im Fadenrumpf (Stamm) sind trockene Korrosionsprodukte enthalten [7, 8, 12].
• Von den Startersalzen verbleiben die Anionen im Fadenkopf, geringe Mengen finden
sich auch im Fadenstamm, während die Kationen nicht gefunden werden [8].
Damit die Filiformkorrosion starten kann müssen einige Faktoren erfüllt werden. Dies betrifft vor allem die umgebungs- und standortbedingten Parameter.
Die umgebungs- und standortbedingten Einflüsse betreffen
• die Lage des Objektes,
• eine Beaufschlagung der Bauteile mit salzhaltiger, feuchter Luft (sogenannten Startersalzen wie z. B. Chlorid),
8.2
Korrosion der Metalloberfläche
399
• eine gewisse Zeit zur Einwirkung der korrosionsauslösenden Stoffe,
• die Zerfließgrenze der Startersalze muss erreicht werden.
Jedes Salz hat bei einer gegebenen Temperatur eine sogenannte Fließfeuchte. Durch die
Hygroskopität der Salze können sie bei bestimmten relativen Luftfeuchten der Atmosphäre so viel Feuchtigkeit entziehen, dass sie anfangen zu zerfließen, d. h. in Lösung gehen.
Für viele Salze bzw. Salzmischungen liegt dieser Bereich bei einer Temperatur von 20 °C
etwa zwischen 60 und 95 % relativer Feuchte. Dies bedeutet jedoch nicht, dass unterhalb
von 60 % relativer Feuchte keine Filiformkorrosion entstehen kann. Je höher die Luftfeuchtigkeit ist, umso sicherer ist es, dass die Zerfließfeuchtigkeit der Starter erreicht wird.
Ist das Teil dagegen konstant von einem Wasserfilm überzogen entsteht keine Filiformkorrosion. Küstengebiete oder Gebiete mit hoher relativer Luftfeuchte im Jahresschnitt
sind für das Entstehen der Filiformkorrosion prädestinierter als Gebiete mit einem geringen Feuchtigkeits-Jahresdurchschnitt [13].
Als bauteilbedingte Parameter gelten
• Defektstellen oder Poren im Lackfilm
• mechanische Beschädigungen
• mangelhaft beschichtete Stellen mit geringer Schichtdicke
• konstruktiv bedingte Schwachstellen, wie z. B. Kanten, Gehrungen und Bohrungen
• eine fehlerhaft ausgeführte oder fehlende chemische Vorbehandlung
8.2.2.3 Entstehen und Verlauf der Korrosion
Im Allgemeinen wird die Filiformkorrosion nach dem nachfolgend beschriebenen Schema ablaufen.
Sie wird ausgelöst durch die Einwirkung von Startersalzen, vor allem durch Chloride.
Der Angriff erfolgt an Fehlstellen der Beschichtung, so z. B. an Poren, Lackabplatzungen,
Beschädigungen und an Kanten mit geringer Lackschichtdicke.
An diesen Schwachstellen setzt sich das Startersalz fest. Bei bestimmter relativer Luftfeuchtigkeit nimmt das Salz Wasser auf bis die Zerfließgrenze erreicht wird und sich ein
hochkonzentriertes Elektrolyttröpfchen gebildet hat. Durch den Sauerstoff der Atmosphäre entsteht an dieser Stelle eine Korrosionszelle.
An der sauerstoffreichen Stelle (Verletzungsstelle) bildet sich die Kathode und an der
sauer-stoffarmen Stelle entsteht der Fadenkopf, die Anode. An der Anode wird Aluminium aufgelöst und an der Kathode wird der Sauerstoff unter Bildung der Aluminiumkorrosionsprodukte reduziert.
Der Fadenkopf wandert von der Verletzungsstelle weg, hinein in die Beschichtung. Die
treibende Kraft für das Fadenwachstum sind die Sauerstoffkonzentrationsunterschiede
zwischen Anode und Kathode. Abbildung 8.30 zeigt den propagierten Mechanismus der
Filiformkorrosion auf Aluminiumsubstraten.
400
8
Fehler in der Beschichtung
Abb. 8.30 Schematische Darstellung des Mechanismus der Filiformkorrosion. (a) zeigt einen
Längsschnitt durch einen Faden, (b) eine Draufsicht [14]
8.2.2.4 Aussehen der Filiformkorrosion
Filiformkorrosion äußert sich in haarähnlichen bzw. fadenförmigen Unterwanderungen
von unterschiedlicher Breite, die ausgehend von Störstellen, in gerader oder gewundener
Bahn zwischen der Metalloberfläche und dem Lack vordringen, wobei der Lack aufgeworfen wird. Verantwortlich dafür ist die aktive Korrosionszelle im Fadenkopf, in dem die
eigentlichen Korrosionsvorgänge ablaufen. Der Fadenstamm ist inaktiv und mit trockenen, stabilen Korrosionsprodukten angefüllt. Die Fäden können große Längen erreichen,
aber nur eine relativ geringe Breite.
Die Filiformkorrosion ist zwar mit dem Lochfraß und anderen aggressiven Korrosionsarten verwandt, da sich der Fadenkopf aber immer weiterschiebt, ist die Korrosionstiefe
8.3
Beispiele von Schadensfällen aus der Praxis
401
relativ gering, so dass für tragende Teile im Allgemeinen keine Gefahr besteht. Die Korrosionstiefe ist stark von der Legierungszusammensetzung abhängig. Bei Legierungen wie
z. B. AlMg1 und AlMgSi0,5 ist sie relativ gering, bei Legierungen die Cu, Zn oder höhere
Si-Anteile enthalten kann sie wesentlich größer (> 100 µm) sein [7, 9–16, 19].
8.2.2.5 Möglichkeiten der Vermeidung von Filiformkorrosion
Die Ursachen und der Mechanismus der Filiformkorrosion wurden in Arbeiten von Hoch,
Tobias und Slabough [9–11] geklärt. Die Einflüsse des Grundmaterials, der Reinigung,
der Vorbehandlung und der Lacksysteme sind inzwischen von zahlreichen Instituten und
Aluminiumverarbeitern untersucht worden [16, 19, 20]. Umfangreiche Untersuchungen
über den Einfluss der anodischen Oxidation als Vorbehandlungsmethode zur Vermeidung
von Filiformkorrosion wurden von Pietschmann und Pfeifer [16] vorgenommen. Die Ergebnisse dieser Untersuchung haben gezeigt, dass mit der Voranodisation die Filiformkorrosion zu unterbinden ist. Freibewitterungsversuche von [21] und [22] ergaben eine sehr
gute Beständigkeit der voranodisierten Proben mit verschiedenen Lacksystemen.
Heute wird im Bereich der Architektur an Standorten mit einer speziellen korrosiven
Belastung und Umgebungsbedingungen für ein mögliches Auftreten von Filiformkorrosion die sogenannte Voranodisation als Haftvermittlungs- und Korrosionsschutzschicht
eingesetzt. In den Vorschriften des Qualitätszeichens Al 631 [28] sind die Anforderungen
hinsichtlich Ausführung und Schichteigenschaften definiert worden.
8.2.2.6 Reparatur
Ist ein Bauteil von Filiformkorrosion betroffen, bleibt in der Regel nur die Möglichkeit
dieses auszubauen, zu entlacken und neu zu beschichten. Kann das betroffene Teil nicht
mehr ausgebaut werden oder sind die Kosten dafür zu hoch, bleibt nur die Ausbesserung
vor Ort.
Hierzu wird die betroffene Fläche bis zum Grundmaterial abgeschliffen und die Fläche
anschließend von Schleifstaub und sonstigen Verschmutzungen gereinigt. Anschließend
sollte, um einen dauerhaften Schutz zu erreichen, die Metalloberfläche mit der Tamponanodisation vorbehandelt werden. Hierbei wird eine ca. 3 bis 8 µm dicke Aluminiumoxidschicht erzeugt, die das Bauteil langfristig vor Korrosion schützen kann. Anschließend
muss die Fläche sorgfältig mit ausreichend Wasser „gespült“ werden, getrocknet und kann
dann mit einem entsprechenden Flüssiglacksystem überlackiert werden. Die Ausführung
der Tamponanodisation wird von [23] ausführlich beschrieben.
8.3
Beispiele von Schadensfällen aus der Praxis
An verschiedenen Beispielen aus der Praxis soll erläutert werden wie und wo die beschriebenen Fehler entstehen können und wie sie sich dem Betrachter zeigen.
Das Ergebnis und die Qualität der Pulverbeschichtung wird von sechs Säulen getragen
[24]. Diese sind das Werkstück, die Vorbehandlung, die Applikation, der Ofen, der Pulver-
402
8
Fehler in der Beschichtung
lack und die Umgebung. Bei allen sechs Punkten kann es zu Störungen kommen, die sich
dann in den beschriebenen Fehlern (Kap. 8.1) zeigen können.
In vielen Fällen ist es möglich die Ursache zu lokalisieren. Dabei kann oftmals schon ein
Mikroskop und Skalpell sehr hilfreich sein. Mit modernen Analysenverfahren, wie zum
Beispiel dem Rasterelektronenmikroskop (REM) mit energiedispersiver Röntgenmikroanalyse (EDX), IR-Spektroskopie, aber auch den klassischen Verfahren zur Bestimmung
der Lackeigenschaften lassen sich Fehlerursachen erkennen. Es ist daher für jeden Beschichter ratsam im Rahmen seiner Möglichkeiten eine regelmäßige Produktions- und
Produktkontrolle aufzubauen.
Die Prüfung von Beschichtungen hat immer einen direkten oder indirekten Zusammenhang zu den Fehlern bzw. Schäden die möglicherweise auftreten können. Die Prüfung
vor dem Versagen hilft, die Anwendbarkeit zu ermitteln, die Formulierungen festzulegen,
die Qualitätssicherheit während der Produktion beizubehalten, die Entwicklung von Applikations- und Lagerparameter zu untersuchen und nicht zuletzt mögliche Fehler vorab
zu erkennen und zu vermeiden.
Die Prüfung nach dem Auftreten eines Fehlers unterstützt die Suche und Feststellung
der Ursachen, um nicht zuletzt spätere Fehler ähnlicher Natur zu vermeiden.
8.3.1
Fehlerursachen
Fehler zeigen sich häufig erst nach der Beschichtung am fertig lackierten Produkt, oft aber
auch erst nach dem Einbau und einer gewissen Gebrauchsdauer.
Trotz einer funktionierenden betrieblichen Eigenüberwachung lassen sich störende,
d. h. dekorative und funktionelle Mängel am fertig lackierten Bauteil nicht immer verhindern. Die Ursache für eine Störung kann in verschiedenen Bearbeitungsschritten gesucht
werden. So sind bei der Herstellung des Lackes, bei der Beschichtung selbst, beim Transport und Lagerung der Werkstücke oder im Grundmaterial Ursachen für Fehler zu suchen.
8.3.1.1 Fehler bei der Herstellung des Lackes
Fehler bei der Lackformulierung können sein:
•
•
•
•
•
die Dispergierung und Homogenisierung des Pulvermaterials im Extruder
die Korngrößenverteilung des Pulvers
ungeeignete Auswahl der Pigmente/Bindemittel
Störungen im Lackfilm durch Gel-Teilchen, Bindemittel
Störungen durch Additive
Härter/Bindemittel
Werden, z. B. bei der Herstellung von Pulverlacken, nicht die richtigen Mischungsverhältnisse Härter/Bindemittel eingehalten, so kann es beim eingebrannten Pulverlackfilm zu
8.3
Beispiele von Schadensfällen aus der Praxis
403
mangelnder Lackfilmhaftung kommen, und die Empfindlichkeit des Lackfilmes gegenüber Lösemitteln und Reinigungsmitteln ist ebenfalls größer.
Pigmente
Durch die Verwendung thermisch instabiler Substanzen sowie wenig UV-beständiger Zusätze oder nicht lichtechter Pigmente kann es bereits innerhalb des vom Hersteller angegebenen Einbrennfensters zu gut sichtbaren Farbveränderungen kommen. Auch spielt
in diesem Zusammenhang die Art der Ofenbeheizung eine große Rolle. Erfolgt die Vernetzung von Pulverlacken in einem durch Gas direkt beheizten Einbrennofen, können die
gebildeten Stickoxide unstabilisierte Pigmente und Harze verändern und damit Farbtonschwankungen bewirken. Oftmals fallen diese Farbtonschwankungen erst beim Zusammenfügen der Bauteile auf, z. B. bei Fensterrahmen oder Flügeln im Gehrungsbereich, so
dass in der Regel eine Nachbesserung nur bedingt sinnvoll ist. Wurden UV-instabile Pigmente verwendet, kommt es innerhalb kurzer Zeit auf den der Sonne ausgesetzten Flächen
zu Farbveränderungen, ohne dass damit eine Mattierung (Verwitterung) verbunden ist.
Additive
Zur Verbesserung des Lackfilmverlaufs dienen sogenannte Additive, d. h. Wachse und niedermolekulare Kunststoffe, die während des Aufschmelzens auf die Oberfläche aufschwimmen und durch Änderung der Oberflächenspannung des Lackfilms beispielsweise den so
genannten Orangenhauteffekt beeinflussen können. Auch lassen sich, z. B. mit Hilfe von
Wachsen, Pulverlacke mattieren. Es kann bei Verwendung bestimmter Additive und/oder
einer Überdosierung zu einer Schleierbildung an der Lackoberfläche kommen (s. Punkt
8.1.10). Hier bildet sich bei einer Vernetzung des Lackfilms im Bereich der unteren Einbrennbedingungen ein Film auf der Oberfläche, der sich bereits bei der Handhabung der
Teile nach dem Beschichten unangenehm bemerkbar macht. Es entstehen schon durch das
Handling der Teile Wischspuren und feine Kratzer, die sich beim Einbau nicht mehr ohne
Probleme beseitigen lassen. Reibt man mit einem entsprechenden Reinigungsmittel diese
Flächen ab, ändert sich insgesamt der Glanz. Ein derartiges Teil, beispielsweise ein Blechelement innerhalb einer geschlossenen Metallfassade, wird sofort auffällig und in der Regel bemängelt. Auch wirkt sich dieses Verhalten des Lackfilms sehr negativ aus, wenn z. B.
dick- und dünnwandige Teile miteinander durch den Einbrennofen gefahren werden. Bei
den dünnwandigen Teilen wird durch das schnellere Erreichen der Einbrenntemperatur
und durch evtl. höhere Objekttemperaturen der Lackfilm ohne Schleierbildung sein, während bei den dickwandigen Teilen diese Schleierbildung auf der Lackoberfläche auftritt.
Diese Additive können sich aber auch auf der Oberfläche des Grundmaterials bzw. der
Konversionsschicht niederschlagen, was zu einer unzureichenden Lackfilmhaftung führt.
Dies kann sich beim Bearbeiten der Teile, z. B. beim Zuschneiden durch geringe Abplatzungen am Sägeschnitt bemerkbar machen.
Probleme bei der Dispergierung und Homogenisierung der Lackrohstoffe führen zu
Lackstörungen, wie z. B. Nadelstichen im aufgeschmolzenen und gehärteten Film. Auch
nicht vollkommen gelöste Harzteilchen können im ausgehärteten Film zu Oberflächenstö-
404
8
Fehler in der Beschichtung
Tab. 8.1 Fehlermöglichkeiten bei der Lackherstellung
Fehlermöglichkeit
Problem
Erscheinungsbild
Bindemittel/
Härter-Verhältnis
Unzureichende Vernetzung
Mangelhafte Wetterbeständigkeit
unzureichende mechanisch-technologische Kennwerte
mangelnde Lackhaftung
Pigmentierung
Verwendung von nicht lichtechten Unzureichende Wetterbeständigkeit
Pigmenten
deutliche Farbveränderungen an den
der Sonne ausgesetzten Oberflächen
innerhalb kurzer Zeit
Homogenisierung/
Dispergierung
Ungleichmäßig gemischter Lack
Krater, Stippen oder andersfarbige
Partikel oder unpigmentierte Lackteilchen (Gelteilchen) im Film
Bindemittel
Für den Anwendungszweck nicht
geeignetes Bindemittelsystem
Kreidungen bei Bewitterung
Temperaturabhängige
Farbunterschiede
Additive
Falsche Dosierung der Additive,
z. B. Wachse oder niedermolekulare Kunststoffe
Aufschwimmen oder Absinken der
Additive → Schleierbildung oder
Störung der Lackhaftung
rungen (Krater, Stippen) führen. Nicht vollständig dispergierte Pigmente bzw. Pigmentagglomerate erscheinen im Lackfilm als punktförmige Verunreinigungen der entsprechenden Pigmentfarben.
Tabelle 8.1 zeigt die verschiedenen Fehlermöglichkeiten bei der Herstellung des Pulverlackes und erläutert die Ursachen und Erscheinungsbilder der daraus resultierenden
Störung.
8.3.1.2 Materialfehler
Fehler des Grundmaterials können sein:
• Rückstände auf der Oberfläche (Korrosionsschutzöle, Kleberückstände, Beschriftungen
mit wasserfesten Filzstiften oder anderen)
• Einschlüsse und Lunker (bei Gussteilen)
• Graphitrückstände auf Aluminium-Profilmaterial
• Dopplungen oder Pressfehler (Pressflöhe)
• Eingedrückte Metallspäne aus der mechanischen Bearbeitung
• Vorkorrosion.
Beschriftungen, Transportschutz der Rohteile
Probleme bei der Beschichtung entstehen, wenn die zu lackierenden Rohteile eine zu starke Schicht von Korrosionsschutzöl haben oder es bereits durch eine Reaktion mit der Luft
und UV-Strahlung zu einer Verharzung der Schicht gekommen ist. Folge ist, dass es bei
den heutigen modernen Beschichtungsanlagen, die eine Verlängerung der Verweilzeit in
den Vorbehandlungslösungen nicht zulassen, zu einer unvollständigen Reinigung kommen kann. Das Ergebnis ist ein gestörter Lackfilm, meist mit kraterartigen, sich häufenden
8.3
Beispiele von Schadensfällen aus der Praxis
405
Vertiefungen, eine ungenügende oder fehlende Konversionsschicht an diesen Stellen und
daraus resultierend eine ungenügende Lackfilmhaftung.
In diesem Zusammenhang müssen auch Kleberückstände sowie Kennzeichnungen von
Rohteilen mit wasserfesten Filzstiften genannt werden. Diese Rückstände sind auf den
Sichtflächen bereits vor dem Einfahren in die Vorbehandlungsanlage zu entfernen, da sie
sich nicht in jedem Fall vollständig entfernen lassen. Das führt zu einer unvollständigen
oder fehlenden Konversionsschicht sowie gut sichtbaren Niveauunterschieden im Lackfilm, verbunden mit einer ungenügenden Lackfilmhaftung.
Fertigung
Ein weiteres Problem des Grundmaterials sind Graphitrückstände aus der Fertigung der
Aluminiumprofile. Diese lassen sich meist nicht mit den üblichen Reinigungsschritten
entfernen. Graphit wird direkt nach dem Pressen der Aluminiumlegierung als Auflageund Gleitblock für das Profil verwendet. Rückstände des Graphits auf den Profilen sind
nur mit Hilfe einer intensiven alkalischen Beize zu entfernen. Der Fehler zeigt sich in einer
fehlenden Konversionsschicht und dadurch einer fehlenden Lackhaftung und ggf. Benetzungsstörungen oder Erhebungen im Lackfilm.
Zu Pickeln und Erhebungen im gehärteten Lackfilm führen sogenannte Pressflöhe, d. h.
kleine Erhebungen (ähnlich Spänen) aus Aluminium auf dem Profil. Auch eingedrückte
Späne aus der Bearbeitung führen zu diesem Erscheinungsbild.
Transport und Lagerung der Rohteile
Die Beschichtung von vorkorrodierten Oberflächen ist immer kritisch. Abhängig von der
Tiefe der Korrosionsanfressungen muss die Vorbehandlung entsprechend vorgenommen
werden, um eine einwandfreie und saubere Oberfläche zu erhalten. Kann die Korrosion
nicht vollständig entfernt werden kommt es zu Lackstörungen, wie Kratern, oder zu Lackhaftungsstörungen. Oftmals erhält man durch die notwendige lange Beizzeit eine narbige
Oberfläche die sich durch die Lackierung nicht vollständig ausgleichen lässt.
Tabelle 8.2 zeigt die verschiedenen Fehlermöglichkeiten die bereits im Grundmaterial
liegen und erläutert die möglichen Ursachen und Erscheinungsbilder der daraus resultierenden Störung.
8.3.1.3 Fehler im Beschichtungsbetrieb
Fehler im Beschichtungsbetrieb können sein:
•
•
•
•
•
Vorbehandlung – Reinigung, Konversionsschichten
Schichtdicke
Sauberkeit in der Applikation – Reinigung der Kabinen
Probleme in der Applikation
Über- bzw. Unterbrennen des Lackfilms
406
8
Fehler in der Beschichtung
Tab. 8.2 Fehlermöglichkeiten im Grundmaterial
Fehlermöglichkeit
Problem
Erscheinungsbild
Eingedrückte Späne oder
Schmutz
Lassen sich in der Vorbehandlung nicht entfernen
Pickel im Lackfilm
Vorkorrosion
Unterschiedlicher Beizangriff
auf die Oberfläche → narbige
Oberfläche
Unebenheiten im Lackfilm
Unvollständiges Entfernen der
Korrosionsprodukte
Lackenthaftungen – Krater
und Blasen
Graphitstreifen bei
Aluminiumstrangpressteilen
Rückstände lassen sich nicht
entfernen
Probleme bei Lackhaftung
und Korrosion durch fehlende
Konversionsschicht in diesen
Bereichen
Einschlüsse, Lunker im
Grundmaterial
Ansammlung von Vorbehand- Ausgasungen, Krater, Blasen
lungslösungen in den Lunkern
→ schlagartiger Austritt dieser
Substanz oder auch von Luft im
Einbrennofen
Rückstände von Beschriftun- Lässt sich in der chemischen
gen, Korrosionsschutzwachsen Vorbehandlung nicht immer
oder Ölen
vollständig entfernen
Enthaftungen der Lackschicht,
Krater oder Blasen
Vorbehandlung
Ein Bereich im Beschichtungsbetrieb, in dem eine große Zahl von Fehlermöglichkeiten
gegeben ist, ist die chemische Vorbehandlung. Hier kommt es durch eingebrachte Fettrückstände, verbrauchte Lösungen und ungenügende Spülung zu Lackabplatzungen beim
Zuschneiden der Teile sowie zur Blasenbildung und Lackablösungen bei einer späteren
Bewitterung. Auch das Anfassen von vorbehandelten, mit einer Konversionsschicht versehenen Werkstücken mit ungeschützten Händen kann innerhalb von zwei Jahren bei
einem Einsatz im Außenbereich zu feinen Blasen im Lackfilm führen, die den Hautlinien
entsprechen (Salzrückstände auf der Oberfläche durch Handschweiß). Fehler in der Vorbehandlung lassen sich sehr schnell und einfach durch den sogenannten Kochtest feststellen. Hierzu wird das Musterteil zwei Stunden in entionisiertes, kochendes Wasser getaucht. Fehler in der Konversionsschicht zeigen sich dann durch eine Blasenbildung im
Lackfilm. Auch die schon angesprochenen Fingerspuren/Fingerabdrücke können hier
deutlich dargestellt werden.
Schwierigkeiten, die mit der Anwendung neuer Verfahren auftreten können, sind Haftungsprobleme und Lackablösungen. Ursache der Fehler ist hierbei oftmals eine ungenügende Spülung der Oberflächen bzw. ein zu hohes Schichtgewicht, verursacht durch Antrocknungen der Vorbehandlungslösung an Ablaufkanten. Vor allem bei den sogenannten
Chromfrei-Verfahren wird nicht wie üblich nach der Konversionsbehandlung in VE-Wasser gespült, sondern schon vorab. Dies ist notwendig, da die Lösungen sehr anfällig auf Verschleppungen aus der Entfettung und Beize reagieren. Nach der Konversionsbehandlung
werden bei den No-Rinse-Verfahren die Werkstücke nur noch mit Pressluft oder einem
feinen Wassernebel abgeblasen. Antrocknungen an den Ablaufkanten und Ablaufspuren
8.3
Beispiele von Schadensfällen aus der Praxis
407
bei nicht ausreichendem Absprühen bzw. Abblasen führen zu höheren Schichtdicken und
diese dann zu Haftungsproblemen der Lackschichten.
Reinigung/Spülen
Ein weiteres Problem kann die Reinigung der Teile betreffen. Immer kürzere Taktzeiten in
der Entfettung und Beize, bzw. kürzere Reinigungstunnel, können dazu beitragen, dass die
Teile schneller zu Unterwanderungen und Korrosionserscheinungen neigen. So zeigten
Versuche mit Aluminiumprofilabschnitten gleicher Legierung, Gelbchromatierung und
annähernd gleichem Schichtgewicht, jedoch mit unterschiedlichen Reinigungsabläufen
und Zeiten sehr deutliche Unterschiede in der Filiformkorrosionsbeständigkeit. Proben
mit einem höheren Beizabtrag zeigen in Freibewitterung [23] und auch Laborversuchen
[29] deutlich bessere Korrosionbeständigkeiten als diese mit einem geringen Abtrag.
Ein weiteres wichtiges Kriterium für eine gute Lackhaftung ist das ausreichende Spülen
der Oberflächen. Besonderes Augenmerk sollte hier auf die Schlussspüle gelegt werden.
Um Auftrocknungen bzw. Salzrückstände zu vermeiden, sollte die Schlussspüle mit vollentsalztem Wasser betrieben werden. Werden wie z. B. im Architekturbereich große Anforderungen an Korrosionsschutz und Lackhaftung gestellt, sollte das abtropfende Wasser
von den Werkstücken einen Leitwert < 30 µS/cm nicht überschreiten [28].
Verschmutzungen
Die Sauberkeit im Beschichtungsbetrieb, insbesondere im Bereich der Beschichtungskabine und der Rückgewinnung, gehört zu den wichtigsten Kriterien innerhalb der Fertigung.
Schon geringe Mengen verbleibender Pulverlackpartikel eines vorher eingesetzten Pulverlackes können in der nachfolgenden Beschichtung zur Mattierung des Lackfilms führen.
Verantwortlich für diesen Effekt sind Unverträglichkeitsreaktionen der Lacke. Ebenfalls
führen Rückstände von farblich unterschiedlichen Pulvern zu Störungen (Farbunterschieden) im Lackfilm.
Auch Schmutzpartikel oder Metallspäne, die bei der chemischen Vorbehandlung nicht
entfernt worden sind, können zu Fehlstellen im Lackfilm führen. Besonders feine Metallspäne, wie sie beim Schneiden oder Bohren entstehen, können sich beim Transport in
Stapelbehältern in die Oberfläche eindrücken und werden durch eine chemische Behandlung nicht mehr beseitigt. Eine Sichtprobenprüfung beim Aufklemmen der Teile vor dem
Beschichten ist deshalb in jedem Fall sinnvoll.
Teilegeometrie – Konstruktion
Eine nicht zu unterschätzende Rolle bei der Oberflächenbehandlung spielt die beschichtungsgerechte Konstruktion und Fertigung der Teile. Bei der Annahme von Aufträgen ist
auch darauf zu achten, dass die Teile beschichtungsgerecht konstruiert und gefertigt sind.
Zu diesen Bedingungen gehören u. a. die Vermeidung von Sacklöchern und Spalten, in
denen sich später Vorbehandlungsflüssigkeiten sammeln können. Diese Vorbehandlungsrückstände treten dann während des Einbrennvorganges aus den Spalten explosionsartig
heraus und führen auf den darunter befindlichen Teilen zu Stippen und kraterartigen Vertiefungen, in deren Mitte sich die Auftrocknungen befinden.
408
8
Fehler in der Beschichtung
Tab. 8.3 Fehlermöglichkeiten die im Beschichtungsbetrieb entstehen können und mögliche Ursachen und Erscheinungsbilder der daraus resultierenden Störung
Fehlermöglichkeit
Problem
Erscheinungsbild
Vorbehandlung
Mangelhafte Ausführung
Spülfehler, Antrocknungen,
abwischbare Konversionsschichten, zu hohe oder zu
niedrige Schichtgewichte
Schlechte Lackhaftung – Abplatzungen
Korrosion
Applikation
Unzureichende Reinigung
der Anlage bei Farbwechsel
Andersfarbige Punkte im Lackfilm. Bei
Unverträglichkeit der Pulver Nadelstiche,
Krater, Mattierungen
Schichtdickenschwankungen Farbunterschiede, ungleichmäßiger Verlauf
des Lackfilms
Einbrennofen
Materialverwechslung oder
Mischen zweier Systeme
Unverträglichkeitsreaktion, Mattierungen,
Nadelstiche
Über- oder Unterbrennen
des Lackfilms
Vergilbungen bei hellen Farben, bzw. Farbveränderungen. Bei Unterbrennen schlechtere
mechanische Eigenschaften – Lack ist spröde,
Wetterbeständigkeit unzureichend, Lösemittelempfindlichkeit, schlechtere Lackhaftung
Kontinuierliches Einfahren von beschichteten
Teilen in den Ofen, hohe
Luftgeschwindigkeit im
Türenbereich
Vagabundierende Pulverteilchen, die sich auf
anderen Werkstücken niederlassen, führen
zu Verschmutzungen im Lackfilm – andersfarbige Punkte, Erhebungen, Pickel
Applikation
Besonders schwierig gestaltet sich das wolkenfreie Lackieren von sogenannten Metallicfarben auf großen ebenen Flächen.
Trotz der Möglichkeit, mit den vorhandenen automatischen Beschichtungsgeräten
relativ gleichmäßige Schichten aufzubringen, kommt es bei Verwendung von Rückgewinnungspulver und/oder durch eine unregelmäßige Zugabe von Frischpulver zu einer
unterschiedlichen Aufbringung von Metallic-Teilchen bzw. Metallic-Pulverteilchen auf die
Werkstückoberfläche. Das Ergebnis ist dann eine wolkige Oberfläche, die erst ab einem
Betrachtungsabstand von mehr als 20 m sichtbar wird. Außerdem spielen der Abstand der
Pulverpistole zum Werkstück und die elektrostatischen Eigenschaften des Pulverlackfilms
eine wesentliche Rolle. Unzureichende Abstände bringen eine Streifenbildung auf großflächige Blechteile. Auch das Nachbeschichten von Hand an Abkantungen führt zu einer
ungleichmäßigen Lackfilmauftragung und dann zu der bereits erwähnten Wolkenbildung.
In diesem Fall ist zu empfehlen, Untersichten, Abkantungen u. ä. an Werkstücken vor der
Automatik-Beschichtung von Hand vorzulackieren und danach erst die Gesamtfläche
durch einen definierten, gleichmäßigen Lackauftrag zu beschichten.
Tabelle 8.3 zeigt die verschiedenen Fehlermöglichkeiten die im Beschichtungsbetrieb
entstehen können und erläutert die möglichen Ursachen und Erscheinungsbilder der daraus resultierenden Störung.
8.3
Beispiele von Schadensfällen aus der Praxis
409
Einbrennofen
Verändert sich im Einbrennofen durch Ausfallen eines Brenners oder eines sogenannten
Heizregisters die Temperatur und Wärmeverteilung, so kann es örtlich zu einer Untervernetzung des Lackfilms kommen. Die Lackfilme zeigen dann bereits beim Verarbeiten ein
extrem sprödes Verhalten, auch ist die Haftung nur mäßig. Verbunden sind diese Untervernetzungen auch mit einem unzureichenden Bewitterungsverhalten, was sehr schnell
zu einem Kreiden der Oberflächen führt. Untervernetzungen können nur mit Hilfe einer
DTMA-Analyse (Dynamische Thermomechanische Analyse) oder einer DSC (Differential
Scanning Calorimetry) eindeutig bestimmt werden. Ein schneller, oftmals in der Praxis
verwendeter Wischtest mit Lösemitteln wie z. B. Aceton zeigt lediglich bei einer deutlichen
Untervernetzung des Lackfilms ein Ergebnis. Normalerweise ist bei einem ausreichend
vernetzten Pulverlackfilm, bei dem mit einem in Aceton getränkten Tuch ca. 5 mal mit
sanftem Druck über die Oberfläche gewischt wird kein Anlösen des Lackfilmes möglich.
Bei nicht vollständig vernetzten Filmen zeigt sich hier schon ein Anlösen des Lackfilms,
teilweise ist dieser vollständig abzuwischen. Beeinflusst wird dieser Test natürlich von der
Menge an Lösemittel, der Prüfdauer und dem Druck der auf den Lackfilm ausgeübt wird.
Liegt bei einem Schadensfall der Verdacht vor, dass es sich um eine Untervernetzung
des Lackfilms handelt so kann in einem Parallelversuch der Wischtest verwendet werden.
Parallelversuch bedeutet, dass die Probe geteilt wird, ein Teil wird nochmals bei ausreichender Objekttemperatur und Haltezeit nachvernetzt, der andere verbleibt im Ausgangszustand. Bei beiden Proben wird nun der Wischtest durchgeführt. Im direkten Vergleich
kann nun eine Aussage über das Verhalten der Lackfilme bei Einwirkung von Lösemittel
getroffen werden. Um eine Untervernetzung aber deutlich nachzuweisen ist, wie schon
gesagt, eine DTMA- oder DSC-Analyse notwendig.
Eine weitere Fehlerquelle stellt der Einbrennofen dar. Voraussetzung für eine Einhaltung der sogenannten Objekttemperatur ist eine genaue Kenntnis über die Ofencharakteristik und das Aufheizverhalten im Einbrennofen. Dickwandige Teile einer großen Masse
sollten neben dünnwandigen Teilen nicht zusammen eingebrannt werden. Während in
der Regel diese dünnwandigen Teile ausreichend vernetzt sind, kommt es bei den dickwandigen Elementen zu einer Untervernetzung mit den bereits genannten Folgen. Abhilfe
lässt sich nur schaffen, wenn im Beschichtungsbetrieb ein entsprechendes Messgerät zur
Objekttemperaturmessung oder Indikatorklebestreifen zur Verfügung stehen, die beim
Erreichen einer bestimmten Objekttemperatur einen Farbumschlag bewirken. Zu lange
Verweilzeiten oder zu hohe Einbrenntemperaturen bewirken eine Vergilbung des Lackfilms, der bis zur Zerstörung gehen kann. Besonders bei unbunten Farben, wie weiß oder
grau, zeigen sich diese Vergilbungen sehr deutlich. Selbst wenn diese Farbveränderung
nicht beanstandet wird, sollten diese Teile nicht einer Bewitterung ausgesetzt werden, da
sie sehr schnell zur Kreidung neigen.
8.3.1.4 Transport- und Lagerungsfehler
Fehler die bei Transport und Lagerung entstehen können:
• Mattierungen, Abzeichnungen und Fleckenbildung durch Verpackungsmaterial
• Trennmittel auf Gummidichtungen
410
8
Fehler in der Beschichtung
Tab. 8.4 Fehlermöglichkeiten bei Transport, Lagerung und Verarbeitung
Fehlermöglichkeit
Problem
Erscheinungsbild
Verpackung
„Weiche“ Lackfilme
Druckstellen, Auflagepunkte sind
sichtbar
Lagerung im Freien, lange
Lagerung in Verpackung
Fleckenbildung, Aufhellung des
Lackfilms, schwer zu entfernendes Verpackungsmaterial →
Mattierungen
Verpackungsmaterial
Weichmacherhaltige Folien
Verfärbungen, Mattierungen
Reinigung
Anwendung von ungeeigneten Reinigungsmitteln
Lackanlösungen, Verfärbungen,
Mattierungen
Dichtmaterial, Klebstoffe
Für die Anwendung nicht
geeignete Materialien
Keine Haftung des Dicht- oder
Klebstoffes, Verfärbungen, Anlösungen des Lackmaterials
• Luftdichte Verpackung → Schwitzwasserbildung → Mattierungen, Flecken
• Weicher Lackfilm → Druckstellen
Verpackung
Einen Teil der vorkommenden Schädigungen des Lackfilms nehmen die sogenannten
Transportschäden ein, bei denen durch eine unsachgemäße Verpackung die Ware später
Scheuerstellen sowie Druckstellen aufweist. Durch hohe Druckbelastung kommt es auch
bei Zwischenlagen aus Styropor oder anderen luftgefüllten Folien zu partiellen Druckpunkten, die erst beim Entfernen der Schutzfolie nach dem Einbau sichtbar werden. Eine
Beseitigung durch Polieren ist nur bedingt möglich.
Ein weiteres Problem stellt die sachgerechte Lagerung der Teile an der Baustelle bis
zum Einbau dar. Durch luftdicht verpackte Fassadenelemente oder in luftdicht verpackten
Transportpaletten kann sich Kondenswasser bilden, das in den Lackfilm eindringt und
durch Quellen zu Mattierungen führen kann. Es ist deshalb sehr wichtig, entweder die
Teile an einem geschützten Ort bis zum Einbau zu lagern oder für eine ausreichende Belüftung der Transportbehälter zu sorgen sowie ein Beregnen zu vermeiden. Bei der Verwendung von sogenannten weichmacherhaltigen Verpackungsfolien, in der Regel aus PVC,
kann es ebenfalls durch Einwirken von Wärme zu Mattierungseffekten im Lackfilm kommen. Der in der Folie enthaltene Weichmacher diffundiert bei erhöhten Temperaturen in
den Lackfilm und kann ähnliche Erscheinungen wie ein organisches Lösemittel bewirken.
Transport und Lagerung
Auch bei der Lagerung und dem Transport von Rohmaterial ist auf eine saubere, trockene
Lagerung zu achten. Die Lagerräume sollen trocken und gut belüftet sein. Beim Transport
nass gewordenes Halbzeug sollte vor dem Einordnen trockengerieben werden, nasse Verpackungen sind zu entfernen. Die Bildung von Kondenswasser ist zu vermeiden, da hierdurch Korrosion verursacht werden kann.
Tabelle 8.4 zeigt die verschiedenen Fehlermöglichkeiten die bei Transport, Lagerung
und Verarbeitung, z. B. Metallbau entstehen können und erläutert die möglichen Ursachen
und Erscheinungsbilder der daraus resultierenden Störung.
8.4
Störungen im Lackfilm
Abb. 8.31 Makroaufnahme der Lackstörungen. Fehlerursache hier: eingedrückte
Metallspäne
Abb. 8.33 Querschliff im Fehlerbereich.
Im Lackfilm selbst und an der Grenzfläche
Lack/Grund-material sind aufliegenede
Metallpartikel sichtbar
8.4
411
Abb. 8.32 Im Zentrum der Störung sind
dunkle, metallische Partikel zu erkennen
Abb. 8.34 REM-Aufnahme der Lackstörung im Querschliff. Ursache der Störung ist
ein Lackfilm noch oben aufgeschwommener
Metallpartikel
Störungen im Lackfilm
An verschiedenen Beispielen aus der Praxis sollen hier Störungen im Lackfilm erläutert
werden, welche durch die in Kap. 8.1 beschriebenen Fehlerbilder verursacht wurden.
8.4.1
Pickel im Lackfilm
8.4.1.1 Pickel im Lackfilm-Metallpartikel
Die folgenden Bilder zeigen Beispiele von Pickeln im Lackfilm, verursacht durch eingedrückte Metallspäne oder Pressflöhe (Abb. 8.31, 8.32, 8.33, 8.34, 8.35, 8.36 und 8.8.37).
8.4.1.2 Pickel im Lackfilm durch Verschmutzungen
Im Lackfilm wurden unregelmäßig verteilte Pickel in unterschiedlicher Größe bemängelt.
Querschliffe durch die Fehlstellen ergaben in den Lackfilm eingebettete Fremdsubstan-
412
8
Fehler in der Beschichtung
Abb. 8.35 Ergebnis der EDX-Analyse des Metallspans; Grundmaterial ist Aluminium, Span Eisen
Abb. 8.36 Pickel im Lackfilm verursacht
durch einen sogenannten Pressfloh
Abb. 8.37 REM-Aufnahme der Oberfläche
nach dem Ablösen des Lackfilms – Aluminium Pressfloh
zen dunkler Farbe. Mit Hilfe der EDX-Analyse konnten Bestandteile von Lack und Verschmutzungen, z. B. feine Eisenpartikel und Rückstände von Fett festgestellt werden.
Die Ursache dieser Verschmutzungen war hier in verunreinigten Gehängen zu suchen.
Das Abb. 8.38 zeigt den Querschliff durch den Fehlerbereich (Abb. 8.39 und 8.40).
Ein weiteres Beispiel sind Verschmutzungen durch Fasern von Kleidern oder ungereinigten Reinigungstüchern, siehe Abb. 8.41.
8.4
Störungen im Lackfilm
Abb. 8.38 Querschliff durch den
Fehlerbereich
Abb. 8.40 Querschliff durch den Fehlerbereich. Die EDX-Analyse ergab neben
Bestandteilen des Lacks Barium und Schwefel. Es handelt sich hier um eine Verunreinigung eines anderen Lacks (Pulveranhaftung
die sich erst später gelöst hat oder Verschmutzung vom Gehänge oder im Ofen)
413
Abb. 8.39 Querschliff durch Fehlerbereich.
Ursache der Störung waren Verbrennungsrückstände aus dem Ofen
Abb. 8.41 Verschmutzung durch Fasern
8.4.1.3 Pickel im Lackfilm durch Fehler im Pulverlack
Füllstoffagglomerat (Abb. 8.42 und 8.43)
Zu große Metallic-Pigmente (Abb. 8.44, 8.45, 8.46 und 8.47)
8.4.2
Krater im Lackfilm – Verlaufstörungen
8.4.2.1 Krater bei beschichtetem Aluminiumprofil
An Aluminiumhohlkammerprofilen, chromatiert und pulverbeschichtet, zeigten sich
Krater und Verlaufstörungen. Es sollte die Ursache der Kraterbildung geklärt werden.
EDX-Analysen im Bereich der Fehlstellen, einem i. O. Bereich und auf dem Grundmaterial zeigen die Anwesenheit von Kohlenstoff und Schwefel im Bereich der Krater. Neben
414
Abb. 8.42 REM-Aufnahme des Querschliffs durch den Fehlerbereich. Füllstoffagglomerat im Lackfilm. Dies führte zu der
Störung „Pickel“ im Lackfilm
8
Fehler in der Beschichtung
Abb. 8.43 EDX-Analyse des Fehlerbereichs.
Einmal heller Bereich (Füllstoff) und als
Referenz Lackfilm. Im Fehlerbereich sind die
Elemente Ba, S und O zu finden, daraus lässt
sich auf BaSO4 schließen
Abb. 8.44 Pickel im Lackfilm verursacht
durch zu große Aluminium-Pigmente
Abb. 8.45 Referenz Lackfilm ohne Störung
Abb. 8.46 EDX-Analyse der Störsubstanz –
Ergebnis: Al
Abb. 8.47 EDX-Analyse des Referenzbereichs – Lackfilm ohne Störung
8.4
Störungen im Lackfilm
415
Abb. 8.48 REM-Aufnahme der Lackoberfläche im Bereich der Störungen
Abb. 8.49 REM-Aufnahme der Metalloberfläche nach dem Ablösen des Lackfilms. Ausschnitt des Fehlerbereiches,
dunkler
Fleck = Kratergrund,
heller
Bereich = Grundmetalloberfläche
Abb. 8.50 Ergebnis der EDX-Analyse im
Fehlerbereich, dunkler Fleck im Abb. 8.49
Abb. 8.51 Ergebnis der EDX-Analyse
neben dem Fehlerbereich, heller Bereich des
Abb. 8.49
der Fehlstelle konnten keine Verunreinigungen festgestellt werden. Verursacher sind hier:
Öle oder Fette. Die folgenden Bilder und EDX-Diagramme zeigen den Bereich der Fehler
auf der Lackoberfläche. Abbildung 8.48, Lackoberfläche im Bereich des Fehlers, Abb. 8.49
nach Ablösen des Lackfilms auf dem Grundmaterial, Abb. 8.50 und 8.51 zeigen das Ergebnis der EDX-Analysen in und neben dem Fehlerbereich.
8.4.3
Fleckenbildung durch äußere Einflüsse
8.4.3.1 Fleckenbildung durch Verpackungen
Beschichtete Bauteile werden bei Transport und Lagerung zum Schutz der Lackoberfläche
verpackt. Werden die Teile luftdicht in Folien verpackt, kann es unter bestimmten Umständen zu einer Farbveränderung und Fleckenbildung kommen.
416
8
Fehler in der Beschichtung
Abb. 8.53 Mattierungen durch Weichmacher aus der Folie
Abb. 8.52 Dunkelrot lackierte Fassade mit
matten, unregelmäßigen Bereichen
Durch Lagerung der luftdicht verpackten Teile im Freien kommt es durch Temperaturschwankungen zu Kondenswasserbildung. Kann die Feuchtigkeit nicht verdunsten und
die Lackoberfläche wird eine gewisse Zeit, in den Sommermonaten oft auch bei höheren
Temperaturen, diesem Mikroklima ausgesetzt, nimmt die Lackschicht Wasser auf und es
bilden sich helle, unregelmäßige Flecken aus. Abhilfe kann hier eine trockene Lagerung
der Bauteile und eine ausreichende Belüftung der verpackten Teile schaffen.
Beseitigen lassen sich einmal entstandene Wasserflecken nur durch ein Entfernen des
eingelagerten Wassers in der Polymermatrix. Dies kann durch eine Trocknung der Teile
bei erhöhter Temperatur im Ofen, soweit es die Teilegröße zulässt, oder mit Hilfe eines
Heißluftföns erfolgen.
Die Abb. 8.52 und 8.53 zeigen Veränderungen der Lackoberfläche verursacht durch
eine weichmacherhaltige Folie. Bei der Lagerung der Teile mit Verpackungsfolie sind
neben den beschriebenen Störungen, verursacht durch Feuchtigkeit, auch Mattierungen
der Lackoberfläche durch Bestandteile der Verpackungsfolie aufgetreten. Entscheidend
ist hier die Lagertemperatur und die Zeit, welche für die Weichmacherdiffusion (Weichmacherwanderung) in den Lackfilm zur Verfügung steht (Abb. 8.54 und 8.55).
8.4.4
Kreiden der Lackoberfläche und Enthaftung
8.4.4.1 Fassadenbleche mit Farbunterschieden und Lackablösung
innerhalb kurzer Zeit
Eine Fassade mit großen, pulverbeschichteten Aluminium-Blechelementen zeigte nach
kurzer Zeit großflächige Lackablösungen und Farbveränderungen.
8.4
Störungen im Lackfilm
417
Abb. 8.54 Wasserflecken in der Beschichtung nach der Lagerung der Teile in luftdichter Verpackung im Freien
Abb. 8.55 Farbveränderung des Lackfilms
durch Wassereinlagerung nach der Prüfung
Feuchte-lagerung [28]. Die Farbmessung
von belasteter im Vergleich zu unbelasteter
Lackfläche ergab eine Farbveränderung von
∆L = 5
Abb. 8.56 Farbunterschiede an den Blechelementen im Dachbereich durch eine
Untervernetzung des Lackfilms
Abb. 8.57 Großflächiges Ablösen des Lackfilms durch fehlende Konversionsschicht auf
dem Grundmetall
Als Ursache für diese Fehler konnte zum einen die fehlende Konversionsbehandlung
der Teile und zum anderen eine unzureichende Vernetzung des Lackfilms festgestellt werden. Die Abb 8.56 und 8.57 zeigen die Farbunterschiede der Bleche im Dachbereich und
die großflächige Lackablösung vom Grundmaterial.
Dieser Fehler lässt sich durch eine für Aluminium geeignete Vorbehandlung (z. B.
Chromatierung) mit schichtbildender Konversionsschicht und einer ausreichenden Vernetzung der Lackschicht vermeiden. Bei der Anwendung im Außenbereich kann ohne
dass eine entsprechende Vorbereitung der Metalloberfläche vorgeschrieben wird, keine
ausreichende Lackhaftung erzielt werden.
418
8
Fehler in der Beschichtung
Abb. 8.58 Lackablösungen an Aluminiumfassade. Problem Klarpulverlack auf einer chromfreien,
zu dicken Konversionsschicht
Abb. 8.59 Lackablösung beim
Drucktest des Feuerlöschers
8.4.5
8.4.5.1
Enthaftung des Lackfilms
Aluminium-Fassade mit großflächigen Lackablösungen (Abb. 8.58)
8.4.5.2 Feuerlöscher mit Lackabplatzungen bei der Funktionsprüfung
Pulverlackbeschichtete Handfeuerlöscher zeigten beim Drucktest großflächige Lackabplatzungen. Die Untersuchung von Bereichen mit sehr schlechter Lackhaftung und der
direkte Vergleich mit Bereichen ausreichender Haftung ergab eine unzureichende Vorbehandlung der Oberfläche. In den Bereichen mit ungenügender Lackhaftung konnten keine
Bestandteile einer Phosphatschicht mit Hilfe der EDX-Analyse gefunden werden. Abbildung 8.59 zeigt einen Feuerlöscher nach dem Drucktest mit abgeplatzter Lackschicht.
8.4.5.3 Profilrahmen mit Rissbildung und Lackablösung
Für ein Glasdach wurden zur Lichtbrechung Kasetten mit Gitterrosten eingesetzt. Die
Rahmen waren pulverbeschichtet weiß, aus verzinktem Stahl. Von den insgesamt 250
gelieferten Einzelkassetten zeigten drei nach nur kurzer Zeit Risse und teilweise Lackablösungen an den Rahmen. Die Untersuchungen ergaben dass diese beanstandeten Teile
nicht ausreichend vernetzt waren. Durch die Bewitterung (UV und Feuchtigkeit) wurde
8.4
Störungen im Lackfilm
419
Abb. 8.60 Risse und Lackablösung an pulverbeschichteten Stahlrahmen. Ursache: Untervernetzung des Lackfilms
der Lackfilm geschädigt und zeigte dies durch die starke Rissbildung mit Lackablösung
(Abb. 8.60).
8.4.6
Blasen und Krater im Lackfilm
8.4.6.1 Feuerverzinktes Grundmaterial mit Problemen in der Lackhaftung
und Ausgasungen (Blasen im Lackfilm)
Bei der Pulverbeschichtung von feuerverzinktem Stahl treten immer wieder, abhängig
auch von der Dicke und Qualität der Verzinkung, Blasen und Krater im gehärteten Lackfilm auf. Die hier untersuchten verzinkten Werkstücke zeigten zwei Fehler. Zum einen
Ausgasungen, Blasen im Lackfilm und stellenweise großflächige Lackablösungen. Die Blasen traten nicht gleichmäßig verteilt über das ganze Werkstück auf, sondern waren ausgehend von dem gebördelten Rand und auf Teilflächen besonders ausgeprägt (Abb. 8.63).
Mit Hilfe von Querschliffen, REM und EDX-Analyse konnte festgestellt werden, dass hier
keine mechanische bzw. chemische Reinigung und Vorbehandlung der Teile erfolgte. Nach
Ablösen des Lackfilms konnten Rückstände von Korrosionsprodukten im Bereich der besonders blasigen Oberflächen analysiert werden (Abb. 8.64). Die im Randbereich verstärkte Blasenbildung ist auf Weißrost zurückzuführen. Ursache der Fehler war hier die fehlende Reinigung und Vorbehandlung der Metalloberfläche (Abb. 8.61 und 8.62).
8.4.6.2 Lunker im Gusswerkstoff
Ein mit Pulverlack beschichtetes Gehäuse aus Aluminiumdruckguss zeigte nach der Beschichtung und dem Einbrennen der Lackschicht deutlich Blasen.
Ein Querschliff im Bereich dieser Blasen und Krater ergab im Grundwerkstoff Lunker und Hohlräume. Durch diese „Fehlstellen“ des Grundmaterials kann es während des
Einbrennvorganges zu Ausgasungen von Luft, Feuchtigkeit oder Rückständen der Vorbehandlung kommen. Diese verursachen dann die hier festgestellten Blasen oder Krater
(Abb. 8.65).
420
Abb. 8.61 Querschliff im Bereich einer
Fehlstelle im Lackfilm. Grundmaterial feuerverzinkter Stahl, Schichtdicke d > 120 µm
Abb. 8.63 Behälter, feuerverzinkter Stahl,
pulverbeschichtet, mit Blasen im Lackfilm
8
Fehler in der Beschichtung
Abb. 8.62 Krater und Blasen in der Lackschicht auf feuerverzinktem Stahluntergrund
Abb. 8.64 REM-Aufnahme der Oberfläche
im Bereich der Blasen. Auf der Oberfläche
sind Korrosionsprodukte zu sehen
8.4
Störungen im Lackfilm
421
Abb. 8.65 Querschliff durch die Fehlstelle in der Lackschicht. Ursache: Blasen aufgrund von einem
porigen Untergrund
Abb. 8.66 Lackoberfläche mit Ablaufspuren
Abb. 8.67 REM-Aufnahme der Lackoberfläche mit Korrosion der Aluminiumpigmente
8.4.7 „Korrosion“ der Lackoberfläche
8.4.7.1 Fleckige und mattierte Metallic-Lackoberfläche
Eine Fassade in Hamburg zeigte kurz nach Fertigstellung Ablaufspuren, Mattierungen und
Flecken auf der Lackbeschichtung. Es handelt sich hier um einen Metallic-Pulverlack mit
Aluminiumpigmenten als Effektgeber. Die Beschichtung wurde einschichtig ohne eine zusätzliche Klarlack-Decklackierung ausgeführt. Mit einer Reinigung der gesamten Oberfläche sollten diese Fehler beseitigt werden. Erste Reinigungsversuche ergaben Farbveränderungen auf der Oberfläche. Untersuchungen der Lackoberfläche im Bereich der Ablaufspuren ergaben eine Korrosion der Effektpigmente. Abbildung 8.67 zeigt die REM-Aufnahme der Lackoberfläche mit den Aluminiumkorrosionsprodukten an der Oberfläche.
Die Farbveränderungen hervorgerufen durch die Reinigung sind auf einen chemischen
Angriff bzw. eine Veränderung der Pigmente durch die Reinigungsmittel zurückzuführen.
Um diese Fehler zu vermeiden, sollte bei Metallicbeschichtungen mit einem hohen Anteil
von Aluminiumpigment immer zusätzlich eine Decklackierung mit einem Klarlack erfolgen (Abb. 8.66).
422
8
Fehler in der Beschichtung
Abb. 8.68 Fassadenelemente mit dunklen Kanten und ungleichmäßigem und wolkigem
Erscheinungsbild
8.4.8
Fehler bei der Metallic-Beschichtung
8.4.8.1 Ungleichmäßig, wolkig erscheinende Oberfläche
Eine Fassade mit vorgehängten Metallkassetten ist mit einem Metallic-Lacksystem beschichtet worden. Nach der Montage der Elemente wurde das ungleichmäßige Aussehen
und die deutlich sichtbaren Farbunterschiede bemängelt.
Der Fehler zeigte sich in Form von:
1. dunklen Bereichen an den Blechkanten und
2. in einem ungleichmäßigen und wolkigen Erscheinungsbild, siehe Abb. 8.68.
Die Ursache des Fehlers lässt sich wie folgt erklären: Die Bleche wurden zuerst in einer
Automatikkabine beschichtet und anschließend im Bereich der Kanten nochmals von
Hand nachbeschichtet. Die Schichtdicke an den Kanten lag bei d ~ 130 µm und auf den
Flächen bei d ~ 80 µm.
Solch hohe Unterschiede in der Schichtdicke bewirken bei der Metallic-Lackierung
Farbunterschiede. Auch die Aufladung des Pulvers, der Abstand Pistole – Werkstück und
der Lack selbst haben einen großen Einfluss auf das Ergebnis der Beschichtung. Der Fehler
ist durch einen gleichmäßigen Lackauftrag und einer Änderung im Beschichtungsablauf
zu vermeiden. Wird die Handvorbeschichtung der Kanten vor der Automatikbeschichtung
ausgeführt ist auf den Flächen ein gleichmäßigeres Bild zu erzielen.
8.4
Störungen im Lackfilm
Abb. 8.69 Profilstücke mit Haftungsproblemen der Lackschicht
8.4.9
423
Abb. 8.70 REM-Aufnahme des Belages auf
dem Grundmaterial
Fehler im Profilmaterial
8.4.9.1 Haftungsprobleme an Profilanfang und -enden
Aluminiumisolierprofile aus dem Fensterbau, beschichtet mit einem Polyester-Pulverlack,
Farbton RAL 9010 zeigten am Profilanfang und -ende Haftungsprobleme der Lackschicht.
Zusätzlich waren Blasen und Krater (Kocher) in der Schicht zu finden.
Die Untersuchung der Lackoberfläche und der Grundmetalloberfläche nach Ablösen
des Lackfilms ergab im Fehlerbereich einen hohen Anteil von Vorbehandlungsrückständen auf der Lackoberfläche und auch auf dem Grundmaterial. Dies ist nur möglich, wenn
im Haftwassertrockner oder auch im Einbrennofen aus Hohlräumen Rückstände aus der
Vorbehandlung austreten und sich auf dem Grundmaterial und auf dem Lackfilm niederschlagen.
Bei der Untersuchung der Isolierstege konnte im Bereich der Anfangs- oder Endstücke
eine fehlerhafte Verstegung festgestellt werden. In diesen Bereichen waren Hohlräume mit
einem Durchmesser von ca. 1 mm zu finden.
Durch Kapillarwirkung können Vorbehandlungslösungen in die Hohlräume eindringen, welche in den Spülschritten nicht mehr vollständig zu entfernen sind. Auch durch
sehr intensives Spülen kann in diesen engen Hohlräumen kein Spüleffekt erzielt werden.
Im Haftwassertrockner oder im Einbrennofen entweichen diese Stoffe und schlagen sich,
wie in diesem Fall auf der chromatierten Oberfläche und auf dem Lackfilm, nieder. Dies
führt zu Haftungsproblemen des Lackfilms und Störungen in der Lackschicht. Der Niederschlag dieser Rückstände wird unter Umständen auch mit durch die Luftströmungen
im Haftwassertrockner oder Einbrennofen beeinflusst.
Eine EDX-Analyse des Belages im Bereich der Verstegung und des Belages auf der Aluminiumoberfläche nach dem Ablösen des Lackfilms ergab eine Übereinstimmung der Inhaltstoffe. Im Belag konnten die Elemente Natrium, Phosphor und Sauerstoff nachgewiesen werden, siehe Abb. 8.69, 8.70 und 8.71.
424
8
Fehler in der Beschichtung
Abb. 8.71 Ergebnis der EDXAnalyse des Belages auf dem
Grundmaterial
Abb. 8.72 Verunreinigung durch weißen
Pulverlack: 1 g weiß auf 10 kg schwarz
8.4.10
Abb. 8.73 Verunreinigungen in einem
Strukturlack mit verschieden farbigen
Lackpartikeln
Fehler durch Verschmutzungen
Verschmutzungen im Lackfilm können entstehen durch eine unzureichende Reinigung
der Pistolen oder der Kabine, aber auch schon im Pulver vorliegen. Siehe hierzu Diagramm 8–15 mit Hinweisen zu denkbaren Ursachen für diese Art des Fehlerbildes im
Lackfilm (Abb. 8.72 und 8.73).
8.4.11 Wetterbeständigkeit
Farbveränderungen, abhängig von der Auslagerungsrichtung (Standort) und der Wetterbeständigkeit des Beschichtungssystems zeigen die Abb. 8.74 und 8.75.
8.5 Troubleshooting: Diagramme und Tabellen
Abb. 8.74 Türe in Richtung Osten
425
Abb. 8.75 Türe in Richtung Süden
Die Bilder zeigen eine rot lackierte Tür eines Gebäudes. Die Profile wurden mit einem
Pulverlack beschichtet, die Füllung ist mit einem Coil-Coating-System lackiert. Der Farbton war bei beiden Systemen gleich, ca. RAL 3016.
Heute nach 10 Jahren Freibewitterung in den Niederlanden ist ein deutlicher Farbunterschied zwischen der Pulverlackierung und dem Coil-Coating-Lack zu sehen, aber
auch die Himmelsrichtung spielt eine entscheidende Rolle. Die Tür in Richtung Süden
zeigt die größten Farbunterschiede, wobei jetzt nach 10 Jahren beim Coil-Coating-Lack
nichts mehr von der Originalfarbe zu erkennen ist.
8.5 Troubleshooting: Diagramme und Tabellen
Die folgenden Flussdiagramme beschreiben die Maßnahmen, die bei Auftreten verschiedener Fehler ergriffen werden können, um die Fehlerursache zu lokalisieren und zu beseitigen.
Probleme in der Beschichtung sind oftmals nicht an einer Ursache festzumachen, sondern sind die Folge von verschiedenen Fehlern die eine systematische Suche notwendig
macht. Nur so können einzelne Punkte als Verursacher festgestellt oder ausgeschlossen
werden.
Gerade deshalb erfordert die systematische Fehlersuche eine gewissenhaftes Vorgehen
und ein gewisses Maß an Verständnis für die Zusammenhänge.
426
8
Fehler in der Beschichtung
Diagramm 8.1 Ablaufschema für die Fehlersuche beim Auftreten von Kratern im Lackfilm
8.5 Troubleshooting: Diagramme und Tabellen
Diagramm 8.2 Geringe Chemikalien und Lösemittelbeständigkeit der Beschichtung
427
428
8
Fehler in der Beschichtung
Diagramm 8.3 Fehlersuche beim Auftreten von Nadelstichen im Lackfilm
8.5 Troubleshooting: Diagramme und Tabellen
Diagramm 8.4 Mattierungen in der Beschichtung, geringerer Glanz als vorgegeben
429
430
Diagramm 8.5 Problem von unkorrekter Farbe der Beschichtung
8
Fehler in der Beschichtung
8.5 Troubleshooting: Diagramme und Tabellen
Diagramm 8.6 Problem einer zu niedrigen Lackhärte des Lackfilms
431
432
8
Fehler in der Beschichtung
Diagramm 8.7 Problem von niedrigen Glanzbereichen in Hochglanzpulvern
8.5 Troubleshooting: Diagramme und Tabellen
Diagramm 8.8 Probleme mit schlecht verlaufenden Lackfilmen – Orangenhaut
433
434
8
Fehler in der Beschichtung
Diagramm 8.9 Eingebrannter Lackfilm zeigt „offene Bereiche“, Rückstreueffekte
8.5 Troubleshooting: Diagramme und Tabellen
Diagramm 8.10 Schlechte Lackhaftung auf den beschichteten Werkstücken
435
436
8
Fehler in der Beschichtung
Diagramm 8.11 Unzureichende Flexibilität des Lackfilms, negative Kugelschlagbeständigkeit
8.5 Troubleshooting: Diagramme und Tabellen
Diagramm 8.12 Problem von Störungen oder Einschlüssen im eingebrannten Lackfilm
437
438
Diagramm 8.13 Pulverlackfilm zeigt unbeschichtete Bereiche
8
Fehler in der Beschichtung
8.5 Troubleshooting: Diagramme und Tabellen
Diagramm 8.14 Beschichtete Teile zeigen unterschiedliche Schichtdicken
439
440
8
Fehler in der Beschichtung
Diagramm 8.15 Die beschichteten Teile zeigen Farb- und/oder Glanzunterschiede zwischen den
einzelnen Werkstücken
Literatur
441
Literatur
1. Güte- und Prüfvorschriften der GRM, Gütegemeinschaft für die Reinigung von Metallfassaden,
RAL Gütezeichen 632
2. Martinazzo, Franco; u. a.: Determination of the chemical nature of the „Blooming“ Effect in
Polyester based Powder Coatings, 13 th International Conference, Paint Research Association
3. Zorll, U. (Hrsg): Lacke und Druckfarben, Römpp Lexikon, Thieme Verlag, Stuttgart, 1998
4. Kreysa, G. (Hrsg): DECHEMA-WERKSTOFF-TABELLEN, Dechema, Deutsche Gesellschaft
für Chemische Technik und Biotechnologie, D-60489 Frankfurt
5. Kunze, E. (Hrsg): Korrosion und Korrosionsschutz, Bd. 1, Wiley-VCH, Weinheim, 2001
6. Sharmann, C. F.: In: Nature, Vol. 153, S. 621, 1944
7. H. Kaesche: Untersuchungen über die Filigrankorrosion lackierter Stahlbleche, Werkstoffe und
Korrosion, 11, 1959
8. Scheck K.: Doktorarbeit, Institut für Technische Chemie der Universität Stuttgart, 1991
9. Hoch, G. M.: A Review of Filiform Corrosion, Int. Corros. Conf. Ser. Volume Date 1971, NACE3 134–42
10. Slabough, W. H. et al.: Filiform Corrosion of Aluminium. In: Journal of Paint Technology, 44,
1972
11. Slabough, W. H.; Chan, E. J.: Atmospheric Components and Filiform Corrosion. In: Journal
Paint Techn., Vol. 38, No. 499, 8, 1966
12. Funke, W.: Blistering of Paint Films and Filiform Corrosion, Prog. Org. Coating, 9, 1981, 29
13. Hagen, H.; Rihm, K. H.: Filiformkorrosion auf organisch beschichtetem Aluminium. In: Farbe
und Lack, 96, 7, 1990
14. Mol, Arjan: Filiform Corrosion of Aluminium Alloys – The effect of microstructural variations
in the substrate, ISBN 90-9014302–5
15. Hoch, G. M.; Tobias, R. F.: Mechanismus of Filiform Corrosion, Paper 19, NACE Corrosion/71,
1971
16. Pietschmann, J.; Pfeifer, H.: Filiformkorrosion auf organisch bechichtetem Aluminium, Teil 1 bis
3. In: Zeitschrift Aluminium, 69, 70, (1993/94), 1019–1023, 1081–1084, 82–86
17. CEN Working draft, Paints and varnishes – Specifications for organic coating of aluminium
alloy extrusions, sheet and performed sections for architectural purposes – Part 1: powder coatings, CEN/TC 139/WG 5 N 56
18. Hübner, W.; Speiser, Ch.: Die Praxis der anodischen Oxidation des Aluminiums, Aluminium
Verlag
19. Heinrich, M. et al.: Filiformkorrosion von Aluminium. In: Farbe und Lack, 100, 4, 1994
20. Kühne, S.: Filiformkorrosion auf Aluminium. Diplomarbeit 1993–1994, FH Farbe u. Druck,
Stuttgart und FEM, Schwäbisch Gmünd
21 Heinrich, M. et al.: Korrosion von beschichtetem Aluminium. In: Metalloberfläche, 49, 1995, 10
22. Unveröffentlichte Ergebnisse aus einem Forschungsprojekt des FEM in Zusammenarbeit mit
Industriefirmen, gefördert von der EU
23. Pietschmann, J.; Freudenberger, J.: Filiformkorrosion bei beschichteten Aluminiumbauteilen,
Teil 1. In: Galvanotechnik, 89, (1998), 11; Teil 2 in: Galvanotechnik, 89, (1998), 12
24. Tipps und Tricks der Drylac®-Beschichtung, H. Reiter u. a., Tigerwerk Wels
25. DIN EN ISO 105-B02: Ausgabe September 1999, Farbechtheitsprüfung
26. ISO 11341, 1994-09, Lacke und Anstrichstoffe – Künstliche Bewitterung und Beanspruchung
durch künstliche Strahlung – Beanspruchung durch gefilterte Xenon Bogenstrahlung
27. DIN 50939, 1996-09, Korrosionsschutz, Chromatieren von Aluminiumlegierungen
28. Qualitätsrichtlinien der GSB-International, Al 631
442
8
Fehler in der Beschichtung
29. Scamans, G. M. u. a.: Control of the Filiform Corrosion Susceptibility of Aluminium Alloy
Sheet, Vortrag, DFO Tagung Leichtmetall Anwendungen, März 2001
30. DIN-EN 3665, 1997-08, Luft und Raumfahrt – Prüfverfahren für Anstrichstoffe – Prüfung der
Beständigkeit gegen Filiformkorrosion von Aluminiumlegierungen
Weitere Literatur
Pfeifer, H.: east report 1992
Laible, Richard u.a.: Oberflächentechnik, Bd. 271, expert Verlag
Pfeifer, H.: east Vortragsreihe, Beschichten von Aluminium
Pietschmann, J.: Schadensfälle in der Pulverbeschichtung. In: JOT 1996/4
FEM: Sammlung von Schadensfällen
Pietschmann, J.: Fehlerquellen und Fehleranalyse bei lackiertem Aluminium, Galvanotechnik 89, 10,
1998, S. 3364–3373
Pietschmann, J.: Seminarreihe Pulverlackierer unter sich, 1999, Vincentz Verlag
Pietschmann, J.: Seminarreihe Pulverlackierer unter sich, 2000, Vincentz Verlag
Freudenberger, J.; Pietschmann, J.: Entwicklung eines Verfahrens zur Reparatur von – speziell durch
Filiformkorrosion – korrodiertem beschichtetem Aluminium. In: Jahrbuch Oberflächentechnik,
55, (1999), Hüthig Verlag
Pietschmann, J.: Schäden an Pulverlackschichten, 2003, Vincentz Verlag
Verwendete Bilder
FEM, Schwäbisch Gmünd: 8–1 bis 8–28, 8–30 bis 8–59, 8–61 bis 8–73
Schunter, Erich: 8–60
Ronal, Landau: 8–29
Atlas, Linsengericht: 8–74, 8–75
9
Entlacken
Bei der Pulverlackierung werden zum einen die Gehänge oder Halterungen mitbeschichtet, zum anderen kommt es auch immer wieder zu Fehlbeschichtungen und Störungen in
der Lackschicht, was ein Entfernen dieser notwendig macht.
Aufgabe der Entlackung ist es generell, unabhängig vom eingesetzten Verfahren, die
Werkstücke oder Gehängeteile metallblank zu entlacken, damit sie wieder im Beschichtungsprozess eingesetzt werden können. Die Verfahren der Entlackung lassen sich einteilen in Stickstoff-Kälte-Verfahren, chemische Verfahren und pyrolytische Verfahren wie
in Abb. 9.1 dargestellt.
Abb. 9.1 Methoden der Entlackung [1]
Das Stickstoff-Kälte-Verfahren wurde für die Entlackung von dickbeschichteten Gehängeteilen entwickelt. Die Teile werden in flüssigen Stickstoff bei Temperaturen von
–190 °C extrem abgekühlt, wodurch die Pulverlackschicht versprödet, so dass sie mechanisch einfach zu entfernen ist. Ebenfalls zu den kalten Verfahren kann man das Strahlen
mit Trockeneis [2] zählen. Dieses Verfahren wurde schon vor 1960 entwickelt, benötigte
aber lange bis zur Industrietauglichkeit.
J. Pietschmann, Industrielle Pulverbeschichtung, JOT-Fachbuch,
DOI 10.1007/978-3-8348-2585-8_9, © Springer Fachmedien Wiesbaden 2013
443
444
9 Entlacken
Am oberen Ende der Temperaturskala stehen die pyrolytischen Verfahren. Sie arbeiten
alle nach dem Prinzip die Lackschicht auf über 400 °C zu erhitzen. Das Bindemittel wird
zerstört, es bilden sich Pyrolyse- oder Schwelgase, die in einer Nachverbrennung verbrannt
werden müssen. Die thermischen Verfahren kann man in drei Gruppen einteilen:
• Pyrolyse- oder Schwelgas-Ofen
• Wirbelbett
• Laserstrahl oder Plasma.
Unter dem Sammelbegriff „Pyrolyseofen“ oder „Schwelgasofen“ sind sehr unterschiedliche
Konstruktionen auf dem Markt. Dies geht von einfachen Einrichtungen in der Art „Backofen mit aufgesetzter Nachverbrennungskammer“ bis zu aufwändigen Konstruktionen,
bei denen die Sicherheitstechnik oftmals viel teuer ist als der eigentliche Schwelraum mit
Brennkammer.
Im Wettbewerb zu diesen Verfahren steht die Wirbelbett-Technologie. Hier durchströmt heiße Luft eine Retorte mit Sandfüllung. In diesem Sandwirbelbett wird eine Temperatur von ca. 450 °C aufrechterhalten. Die zu entschichtenden Teile werden in dieses
Sandwirbelbett eingetaucht, wobei durch die hohe Temperatur die Lackschicht zerstört
wird. Der wirbelnde Sand entfernt laufend die Asche von den Oberflächen und führt so
neue Wärme zu. So sind hier relativ kurze Entlackungszeiten zu realisieren, abhängig vom
Lacksystem und der Dicke der Beschichtung.
Ebenso ist eine Zerstörung der Lackschicht möglich durch die zugeführte Energie eines
Laserstrahls oder von Plasma. Insbesondere bei der Laserstrahltechnik kann sehr präzise
und gezielt gearbeitet werden und es ist somit möglich auch nur punktuell zu entlacken.
Die thermischen Verfahren, insbesondere die Verfahren Wirbelbett und Pyrolyseofen
werden für die Entschichtung von Stahlgehängen verwendet. Voraussetzung für diese Verfahren ist in jedem Fall, dass der Grundwerkstoff die Temperaturbelastung ohne Schädigung übersteht. Kritisch sind diese Verfahren z. B. bei Aluminiumwerkstoffen.
Zu den mechanischen Entlackungsverfahren zählen die Hochdruck-Wasserstrahltechnik, das Strahlen mit Sand, Trockeneis oder Pflanzenkörnern.
Zu den häufigsten Verfahren in der Entlackung zählen die chemischen Verfahren. Die
eingesetzten Entlackungsmittel können eingeteilt werden in wässrig alkalische, wasserfrei
organische oder saure Verfahren.
9.1 Chemische Entlackung
9.1.1 Entlackungsmittel
Eine wesentliche Stärke der chemischen Entlackung ist die hohe Flexibilität und Anpassungsfähigkeit an spezielle Entlackungsaufgaben.
9.1 Chemische Entlackung
445
Tab. 9.1 Einteilung der heute zur Verfügung stehenden Entlackungsmittel [1, 3]
Entlackungsmittel
Wässrig alkalisch
Wasserfrei organisch
Wasserfrei sauer
50–90
20–80
20–50
Eisen/Stahl
Geeignet
Geeignet
Zink
Nicht geeignet
Geeignet
Leichtmetalle
Nicht geeignet
Geeignet
Buntmetalle
Nicht geeignet
Geeignet
Geeignet, Problem: Nachspülen mit Wasser → Angriff des Grund-metalls
durch Säure
Polyester
ja/p
ja/p
Geeignet, aber nicht
notwendig
Mischpulver
– Polyester/Epoxid
ja/p
ja/p
Geeignet, aber nicht
notwendig
Epoxidpulver
Nein
Nein
ja
Acrylpulver
Nein
ja
ja
Polyamidpulver
Nein
Nein
ja
Flüssiglacke
ja/p
ja/p
Geeignet, aber nicht
notwendig
2 K-Lacke
ja/p + s
ja/p + s
ja
lufttrocknende Lacke
ja/p
ja/p
ja
Elektrotauchlacke
ja/f
ja/p
ja
Arbeitstemperatur
(°C)
Werkstoffe
Beschichtungsart
Ablösen des Lackes: p pigmentförmig; s schuppenförmig; f fladenförmig
Der Entlackungsvorgang selbst besteht aus mehreren Prozessschritten, die durch chemische und physikalische Vorgänge gesteuert werden. Bei den heute am häufigsten verwendeten Mitteln besteht der Entlackungsprozess aus folgenden Einzelschritten:
• Durchdringung und Aufquellung der Lackschicht,
• chemische Zerstörung des Bindemittels und
• Entfernung gelöster Bindemittelbestandteile von der Oberfläche.
Die chemische Reaktion und sowie der Durchdringungsvorgang werden im Wesentlichen
durch die Eigenschaften des Entlackungsmittels, des Lackbindemittels und die Temperatur
bestimmt. Dagegen ist der Abtransport der gelösten Bindemittelbestandteile ein physikalisch gesteuerter Vorgang, der durch die Strömungsverhältnisse des Entlackungsmittels an
der zu entschichtenden Oberfläche bestimmt wird. Die Geschwindigkeit dieser Prozesseinzelschritte ist je nach Lackbindemitteltyp sehr unterschiedlich [4]. Tabelle 9.1 gibt eine
Übersicht über die heutigen chemischen Entlackungsmittel.
446
9 Entlacken
Bei den Entlackungsmitteln für Stahl handelt es sich um wässrig-alkalische Produkte
mit organischen Quellmitteln, die in Zusammenarbeit mit der wässrigen Lauge die gewünschte Wirkung ergeben. Die organischen Quellmittel erweichen den Lackfilm, so dass
die wässrige Lauge in den Film eindringen kann und die Zersetzung dessen stattfindet.
Wird das zu entlackende Werkstück aus dem Behandlungsbad entnommen, ist es in
der Regel nur noch mit einem dünnen Film aus Entlackungsmittel und etwas Pigmentschlamm überzogen. Üblicherweise werden die Teile mit Wasser abgespritzt.
Die wässrig-alkalisch aufgebauten Entlacker sind für Aluminium oder verzinkte Teile nicht geeignet. Hier müssen wasserfreie Verfahren zur Anwendung kommen, die aber
ebenfalls schwach alkalisch eingestellt sind. Die enthaltenen organischen Quellmittel erweichen den Lackfilm, die alkalische Komponente sorgt für die Zersetzung des Bindemittels.
9.1.2 Verfahrenstechniken bei der Entlackung
Das einfachste Verfahren für die Durchführung einer Entlackung ist das Tauchverfahren,
ohne Bewegung des Entlackungsgutes oder des Entlackungsmittels, wobei der physikalische Stoffaustausch langsam verläuft.
Verfahren zur Erhöhung des Stoffaustausches oder des mechanischen Druckes auf der
zu entlackenden Oberfläche werden heute eingesetzt, um die Prozessgeschwindigkeit zu
erhöhen.
Die folgenden Verfahren werden in der Praxis angewendet [4]:
• Bewegung des Entlackungsmittels und/oder der zu entlackenden Materialien im Tauchbad
• Spritzen des Entlackungsmittels
• Ultraschall-Unterstützung der Entlackung im Tauchbad.
Ein einfaches Verfahren zur Beschleunigung des Entlackungsvorganges ist die Bewegung
des Entlackungsmittels, das durch ein starkes Umpumpen der Badflüssigkeit erzielt wird.
Hierdurch wird eine ungerichtete Strömung im Tauchbecken und an der Oberfläche des
Entlackungsgutes erzeugt. Besser ist die Bewegung des Entlackungsgutes, da ein gezielter
Strömungsverlauf an der Lackoberfläche erreicht werden kann.
Stark bewegte Entlackungsmittel erhöhen jedoch nicht nur den Stoffaustausch an den
zu entlackenden Oberflächen, sondern auch im bereits sedimentierten Lackschlamm. Dies
führt zu einer erneuten Reaktion mit dem Entlackungsmittel und einem Zerreiben der
Lackpigmente. Die Folgen sind kaum sedimentierbare Entlackungsmittel/LackpigmentSuspensionen, deren Entlackungswirkung stark eingeschränkt ist. Um dies zu vermeiden,
sollten die Entlackungsmedien häufiger von Pigmenten gereinigt werden.
Sehr effizient ist die Spitzanwendung, wobei es hier zu einem hohen Stoffaustausch mit
hohem mechanischen Druck auf der Oberfläche kommt. Voraussetzung ist eine gewisser
9.2 Strahlen mit Trockeneis
447
Fortschritt der chemischen Zerstörung des Lackfilms. Es ist, abhängig von den zu entfernenden Beschichtungen, eine 4- bis 5-mal schnellere Entlackung als mit dem Tauchverfahren zu realisieren. Für Kleinteile sind vollkommen eigenständige Waschautomaten erhältlich, die je nach Aufgabenstellung individuell als Baukastenmodule zu der eigentlichen
Entlackungsanlage zusammengestellt werden.
Eine Besonderheit stellt die Entlackung mit Ultraschall dar, deren mechanische Wirkung auf frei beschallbaren Oberflächen sehr hoch ist. Voraussetzung ist ein fortgeschrittener Abbau des Lackfilms. Bei der Anwendung von Ultraschall ist weiterhin zu beachten,
dass Flüssigkeiten die Ultraschallwellen abhängig von ihrer chemischen Zusammensetzung und den physikalischen Eigenschaften bei der Anwendungstemperatur unterschiedlich stark schwächen. Es ist die direkte Beschallung der Oberflächen erforderlich, was zum
Beispiel bei dicht gepackten Gehängen mit Entlackungsgut nicht gewährleistet ist.
9.2 Strahlen mit Trockeneis
Das Strahlen mit Trockeneis ist eine relativ neue Alternative auf dem Gebiet der Entschichtungs- und Reinigungsverfahren. Das „Strahlwerkzeug“ basiert auf CO2-Pellets, die mit
hohem Druck durch eine Lavaldüse beschleunigt werden und dann mit sehr hoher Geschwindigkeit und mit entsprechender Wucht auf die zu entschichtende Oberfläche auftreffen.
Nach Art der Zufuhr der vorgefertigten Eispellets spricht man beim Trockeneisstrahlen
vom Einschlauch- oder vom Zweischlauchsystem. Beim Ersteren werden die Pellets mittels
Zellradschleuse dosiert in den Strahlschlauch eingegeben und durch Druckluft zur Düse
gefördert. In dieser werden sie auf ihre maximale Austrittsgeschwindigkeit beschleunigt.
Beim Zweischlauchsystem werden die Pellets erst in der Düse in den Druckluftstrom injiziert (Injektorprinzip). Bis dorthin werden Druckluft und Pellets getrennt zugeführt. Die
Pellets fallen von einem Schneckenförderer kontinuierlich dosiert in den zweiten Schlauch
und werden vom Unterdruck, der durch den Luftstrom in der Düse entsteht, angesaugt.
Im Düsenkopf werden die Pellets durch die Druckluft mitgerissen und beschleunigt [2].
Vergleich mit anderen Strahlverfahren.
Ein gravierender Unterschied im Vergleich zu anderen Strahlverfahren liegt darin,
dass das Strahlmedium Trockeneis nach dem Strahlen vollständig sublimiert. Fallen zum
Beispiel beim Sandstrahlen 80 bis 95 % Strahlgut und 5 bis 20 % Rückstände an, so bleiben beim Strahlen mit Trockeneis nur die Rückstände unvermischt übrig [5]. Die Entsorgungskosten sinken hierdurch erheblich. Es wird von Einsparungen von bis zu 96 %
berichtet [6].
Durch das reduzierte Abfallvolumen und das chemisch neutrale Verhalten von CO2 ist
es möglich, Maschinen oder Baugruppen zu reinigen, ohne diese aus der Produktionslinie
nehmen zu müssen [5, 7]. Allerdings müssen die abgetragenen Lack- oder Schmutzpartikel in geeigneter Weise aufgefangen werden.
448
9 Entlacken
Die Vorteile des Strahlens mit Trockeneis lassen sich folgendermaßen zusammenfassen:
• Kein rückständiges Strahlmedium: Abfallreduzierung
• Reduziertes oder gar kein Abkleben beim Reinigen oder Entlacken von Bauteilen erforderlich.
• Es sind weder Wasser noch Chemie zu entsorgen [8, 9].
• Das Verfahren arbeitet „trocken“. Dadurch ist es möglich, elektrische Systeme ohne
Kurzschlussgefahr zu reinigen.
• Das Grundmaterial bleibt unbeschädigt.
Dagegen stehen folgende Nachteile:
• Nur sichtbare, für den Strahl direkt zugängliche Oberflächenbereiche können bearbeitet werden.
• Die Pellets prallen nicht ab. Deshalb lassen sich in komplizierten Strukturen die Rückseiten nicht bearbeiten, wie es beim Sandstrahlen mit der restlichen kinetischen Energie
der abprallenden Körner möglich ist.
• Geringere Abtragraten als beim Sandstrahlen.
• Hohe Lautstärke beim Strahlen, Gehörschutz erforderlich.
9.2.1 Wirkungsweise des Verfahrens
Die genaue Wirkweise des Verfahrens ist noch weitgehend unerforscht. Abbildung 9.2
zeigt eine Modellvorstellung von der Wirkungsweise des Trockeneisstrahlens. Die Abtragwirkung beim Trockeneisstrahlen beruht nach Stratford [10] darauf, dass nach dem Auftreffen der Pellets diese auseinanderbrechen, sich beim Sublimieren im Volumen rasch
vergrößern und so von innen heraus die Beschichtung ablösen.
Nach heutigem Erkenntnisstand überlagern sich beim Trockeneisstrahlen folgende Effekte:
• „Abrasiveffekt“ infolge der kinetischen Energie der Pellets und der Wucht ihres Aufpralls.
• „Thermoschock“ infolge der großen Temperaturdifferenz zwischen Bauteiloberfläche
und Trockeneisstrahl.
• „Expansionsschock“ infolge der Sublimation von Trockeneispellets an der Oberfläche.
Nach [11] ist die Wirkung des Trockeneisstrahls zu etwa 60 % auf den thermischen Effekt
und zu 40 % auf die kinetische Energie der Pellets zurückzuführen. Der Thermoschock
ist um so geringer, je dünner Bauteil und Beschichtung sind. Ebenso sinkt die Abtragrate,
wenn das Bauteil durch vorheriges Bestrahlen schon stark unterkühlt ist.
Untersuchungen von [2, 12] haben gezeigt, dass bei Aluminium- und Messinggrundwerkstoffen mit Veränderungen der Oberflächenstruktur zu rechnen ist, während bei
Edelstahl keine Beeinflussung der Oberfläche festgestellt wurde.
9.4 Entlackung mit Laserstrahl
449
Abb. 9.2 Abtragseffekt beim
CO2-Strahlen [2]
9.3 Hochdruckwasserstrahltechnik
Der Begriff „Hochdruckwasserstrahl“ ist nicht exakt definiert. In Schrifttum und der Praxis werden oft die Bezeichnungen Hoch- oder Höchstdruckwasserstrahltechnik oder auch
Jet Cutting verwendet.
Als Basis für die Unterteilung von Druckwasserstrahlen können die Kriterien Betriebsüberdruck und Strahlmittel dienen. Typische Druckgrenzen der Wasserstrahltechnik liegen bei ca. 50 MPa (500 bar) und 200 MPa (2000 bar). Der Druckbereich zwischen 70 und
170 MPa wird oft als Hochdruckbereich bezeichnet. Als Höchstdruckwasserstrahltechnik
gelten Pumpendrücke von mehr als 200 MPa [13].
Als Strahlmittel wird meist Leitungswasser verwendet. Unter bestimmten Bedingungen
können auch Zusatzmittel, z. B. Additive oder Inhibitoren, aber auch unlösliche Zusatzstoffe für eine zusätzliche abrasive Unterstützung beigemengt werden.
9.4 Entlackung mit Laserstrahl
Gegenüber den herkömmlichen Verfahren der mechanischen und chemischen Entlackung
bietet die Laserstrahlentlackung prinzipiell folgende Vorteile [14]:
•
•
•
•
berührungsfreies und damit grundwerkstoffschonendes Verfahren
höchste Präzision bei der Bearbeitung, Abtragtiefe im µm-Bereich steuerbar
geringe Wärmebeeinflussung des Grundwerkstoffs
strahlmittel- und chemikalienfrei
450
9 Entlacken
• Eignung für eine Online-Prozesskontrolle und -regelung aufgrund der guten Steuerbarkeit der Laserstrahlquellen
• gute Automatisierbarkeit.
Als Laserstrahlquellen lassen sich derzeit zum industriellen Entschichten prinzipiell zwei
unterschiedliche Klassen von Lasern einsetzen [15]:
• Festkörperlaser (z. B. Nd:YAG-Laser)
• Gasentladungslaser (z. B. CO2-Laser oder Excimer-Laser)
CO2- und Nd:YAG-Laser werden seit Jahren erfolgreich für eine Vielzahl industrieller Anwendungen in der Oberflächentechnik eingesetzt. Mit Wellenlängen von 10,6 µm (CO2)
beziehungsweise 1,06 µm (Nd:YAG) gehören sie zur Kategorie der Infrarotlaser. ExcimerLaser emittieren ultraviolettes Licht mit einer Wellenlänge zwischen 0,2 und 0,35 µm und
eignen sich damit insbesondere für Spezialanwendungen in der Mikrotechnik.
Beim Entlacken mit infraroter Laserstrahlung handelt es sich um einen thermischen
Prozess, das heißt die Strahlungsenergie wird von der abzutragenden Lackschicht absorbiert und in Wärme umgewandelt. Dadurch kommt es lokal begrenzt zu einer Aufheizung
über die Zersetzungstemperatur des organischen Lackbindemittels. Die Zersetzungsprodukte treten in die Gasphase ein oder strömen als Rauchpartikel ab.
Die ultraviolette Strahlung von Excimer-Lasern wird von den meisten Lacksystemen
stark absorbiert (Absorptionsgrad > 90 %). Ihre Photonenenergie ist hoch genug (3–5
Elektronenvolt), um neben einer schlagartigen Aufheizung der Deckschicht gezielt elektronische Bindungen in den Polymermolekülen der Lackschicht aufzubrechen. Durch das
Zusammenwirken dieses photolytischen Effekts und der Entstehung eines heißen Materialdampfplasmas wird vor allem bei dünnen Lackschichten (bis zirka 10 µm) ein effizientes
Abtragergebnis erzielt.
Insbesondere bei kleinen Bereichen und dünnen Lackschichtdicken ist die Laserentlackung wirtschaftlich. Derzeit ist bereits eine Entlackungsgeschwindigkeit mit einem 100
Watt starken Entlackungslaser von über 2 cm²/s bei einer Schichtdicke von 50 µm erreichbar [15]. Bei großen Flächen und Schichtdicken von mehr als 100 µm ist die Entlackung
mit Laser in der Regel nicht mehr wirtschaftlich.
9.5 Entlackung mit Plasma
Niederdruck-Gas-Plasma kann nicht nur zur Vorbehandlung von Kunststoffoberflächen
vor einer Verklebung oder Lackierung verwendet werden, auch zu abtragenden Prozessen
kann es eingesetzt werden. Das Verfahren richtet sich nach der Auswahl der Gase sowie
dem Aufbau des Grundmaterials.
Unter Niedertemperatur versteht man eine Plasmen-Gasentladung unter vermindertem Druck. Dabei wird einem Prozessgas oder einem Gasgemisch in einer evakuierten
Kammer durch Anlegen eines elektrischen Feldes Energie zugeführt. Dieses führt zur Io-
9.6 Induktives Entlacken/ Wirbelstromentlacken
451
nisierung und Fragmentierung sowie zur Anregung des Gas-Flows. Das aktivierte und je
nach Gaswahl sehr reaktive beziehungsweise aggressive Gas reagiert mit den exponierten
Oberflächen des Behandlungsgutes. Die evakuierten Gase zeichnen sich durch hervorragende Spaltgängigkeit aus, wodurch auch bei komplizierten Oberflächengeometrien eine
sehr homogene Behandlung möglich ist [16].
Da nur ein geringer Prozentteil des reaktiven Gases unmittelbar für den Oberflächenprozess genutzt wird, fallen als Reststoffe neben diesen Gasen lediglich unkritische, gasförmige Abbauprodukte an.
Die Intensität des Angriffs auf die Oberfläche lässt sich durch die Wahl des Prozessgases
sowie durch Änderung der Parameter Leistung, Druck, Gasfluss, Prozesszeit und Temperatur steuern. Somit kann der Lackabtrag auch ohne Veränderung der Grundmaterialeigenschaften erfolgen. Der typische Reinigungsprozess wird erreicht durch Verbrennung
der organischen Schicht. Diese werden in Wasser, Stickoxyde und Kohlendioxyd umgewandelt und desorbiert. Die Oberflächentemperaturen liegen während des Prozesses zwischen Raumtemperatur und 50 bis 70 °C, so dass die meisten Materialien in diesem Verfahren behandelt werden können. Je nach Prozessquelle und Verweilzeit in der Kammer
unter Prozessbedingungen kann die Temperatur auch deutlich höher liegen, was aufgrund
des beschleunigten Abtrages der Verunreinigung durchaus erwünscht sein kann.
Durch den Einsatz fluorierter Prozessgase, wie CF4 und SF6, sowie oxydierender und
reduzierender Gase ist es möglich, dünnste Lackschichten, Trennmittel oder Verunreinigungen von Metallen, Kunststoffen, Gläsern und Keramiken restlos zu entfernen. Auch
Sacklöcher und Hinterschneidungen werden restlos gereinigt.
Da der Prozess im Vakuum erfolgt, ist die Entlackung im Niederdruck-Gas-Plasma ausschließlich im Batchverfahren möglich. Nach dem Beladen der Kammer auf Trays oder rotierenden Körben wird abgepumpt, und das Prozessgas in die Kammer geleitet. Das Plasma wird dann durch Einschalten der verschiedenen Frequenzen – im GHz-, MHz- oder
KHz-Bereich – gezündet. Über ein Schauglas oder die Temperaturkontrolle lässt sich der
Prozess gut kontrollieren. Nach der Entlackung oder Reinigung wird die Kammer belüftet
und entladen.
Pigmente oder andere anorganische Bestandteile bleiben nach der Entlackung in Form
von Staub auf der Oberfläche zurück. Dieser Staub muss vor der weiteren Bearbeitung der
Teile entfernt werden.
Anwendung findet das Verfahren, welches sicherlich nicht die konventionellen Verfahren ersetzen kann, z. B. in der Elektronikindustrie, Wehrtechnik (Entlacken von Rotorblättern von Helikoptern), Feinmechanik (Entlackung von Anzeigematerial oder sensiblen
Komponenten) oder in der optischen Industrie zum Abtrag von Schutzlacken.
9.6 Induktives Entlacken/ Wirbelstromentlacken
Beim induktiven Entlacken wird nur eine äußerst dünne Schicht der Oberfläche erwärmt,
und zwar nur so weit, dass der Lack weich wird und seine Haftung verliert. In noch warmen Zustand wird das Werkstück durch eine Bürstenanordnung gezogen, um den weichen
452
9 Entlacken
Lack zu entfernen. Die Bürsten können in ihrer Anordnung den jeweiligen Werkstücken
angepasst werden und sind entweder ruhend oder rotierend angeordnet oder bewegen
sich linear zur Werkstückoberfläche. Bei kompliziert geformten Teilen ist eine Vakuumstrahlanlage anstatt der Bürsten vorgesehen.
Vorteil des Verfahrens ist eine sehr schnelle Entlackung die mit einer Gesamtzeit von
nur 8 Sekunden angegeben wird [17]. Mit dem Verfahren können alle Arten von Lacken
entfernt werden, auch eine partielle Entlackung ist möglich.
Eingesetzt wird das Verfahren vorwiegend zur partiellen Online-Entlackung von Warenträgern.
9.7 Wahl des Entlackungsverfahrens
Entlacken soll schnell, einfach und kostengünstig sein. Je nachdem welcher Werkstoff und
welche Beschichtung eingesetzt werden, stehen verschiedene Verfahren und Mittel zur
Verfügung. Entscheidend für den Kunden bzw. Entlacker ist mit welchem Verfahren die
gewünschte Qualität am günstigsten geliefert wird.
Eine Checkliste für die Auswahl des geeigneten Verfahrens, aber auch bei der Lösung
der Fragestellung selbst entlacken oder zum Dienstleister [18], kann folgendermaßen aussehen.
Fragestellung:
1.
2.
3.
4.
Wie viel ist zu entlacken?
Welche Vorteile bieten die verschiedenen Verfahren?
Wo ist eine Nachbehandlung der Oberflächen notwendig?
Welche Abfallprodukte fallen an?
Bei der chemischen Entlackung ist zu klären [1]:
•
•
•
•
•
•
•
•
•
Entlackungswirkung ausreichend schnell
Angriff des Grundmaterials
Arbeitshygienisch tolerierbar
Abfallbeseitigung sichergestellt und bezahlbar
Anlagentechnik erprobt und bezahlbar
Geeigneter Platz vorhanden
Geeignetes Personal zur Verfügung
Kostenvergleich: eigene Entlackung gegen Lohnentlackung
Gewichtung der Flexibilität bei eigener Entlackung
Tabelle 9.2 gibt eine Übersicht bei welchen Entlackungsverfahren eine Nachbehandlung
mit einem zweiten Verfahren notwendig ist und wo welche Abfallprodukte anfallen.
9.7 Wahl des Entlackungsverfahrens
453
Tab. 9.2 Entlackungsverfahren und notwendige Nachbehandlungen bzw. entstehende Abfallprodukte [20]
Verfahren
Nachbehandlung
Strahlen
Abblasen
Wasserhochdruck
Ultraschall- Keine Nach- Abfallprodukte
reinigung
be-handlung
Wasserhöchstdruck
_
_
_
_
+
Ausgehärtete
Lackpartikel
Nassstrahlen
_
_
_
_
+
Mit Lack
kontaminiertes
Strahlmittel
Glasperlen- _
strahlen
_
_
_
+
Mit Lack
kontaminiertes
Strahlmittel
_
_
_
_
+
Mit Lack
kontaminiertes
Strahlmittel
Trockeneis- _
strahlen
_
_
_
+
Feinste
Lackpartikel
_
_
_
_
+
Verdampfter
Lack
Mechanisch
Kugelstrahlen
Laser-Entlackung
Thermisch (Pyrolyse/Kälte)
Wirbelbett
+
+
+
+
Aschereste
Schwelgasofen
+
+
+
+
Aschereste
Flüssiger
Stickstoff
+
+
_
_
+
Ausgehärtete
Lackpartikel
Chemische
Tauchbadentlackung
_
_
+
+
_
Lackschlamm
Entlackungspaste
_
_
+
+
_
Lackschlamm,
Pastenreste
Chemisch
Um eine gewisse Qualität auch bei der Entlackung zu garantieren, wurde von Entlackungsbe-trieben und Entlackungs-Chemikalienherstellern ein Qualitätssiegel für Entlackung gegründet – die Qualistrip [19]. Ziel dieses Qualitätszeichens ist es sicherzustellen,
dass das Entlackungs-verfahren bzw. die Mittel und das Ergebnis der Entlackung wieder
eine beschichtungsgerechte Oberfläche und ordentliches Material liefert.
454
9 Entlacken
Literatur
1. Antony, W.: Entlacken von beschichtetem Aluminium und Stahl, GSB Schulungskurs Vorbehandlung, 2001, Schwäbisch Gmünd
2. Visser, A.; Haberland, J.; Budde, F. H.: Strahlen mit Trockeneis, Teil 1. In: JOT, 02, 1998
3. Interne Information der Fa. ESC GmbH, Daimlerstr. 15, 72351 Geislingen
4. Werner, Th.: Chemisch entlacken mit mechanischer Unterstützung. In: JOT, 05, 1998
5. Lonergan, Jeffrey M.: Dry-ice blasting. In: Aerospace Engineering, Warrendale Pennsylvania, 03,
1993, Vol. 13, Nr. 3
6. Bhagat, R.; Krueger, B.: Cleaning energized equipment using dry ice pellets. Proceedings of the
6th International Conference on Transmission and Distribution Construction and Live-Line
Maintenance, 09, 1993, IEEE, Piscataway, N.J., USA
7. Lewis, M. W.: Contamination Control and Reduction Through Dry Ice Media Blasting; Society
of Vacuum Coaters, 35th Annual Technical Conference Proccedings, Baltimore, MD, USA, 1992
8. N. N.: Strahlen mit Kohlendioxid. Umweltgerechte und materialschonende Strahlmethode, Industrieanzeiger, Band 113, 1991, Heft 51
9. N. N.: Strahlmittel, das sich in Luft auflöst, Kohlendioxid als Strahlmittel. In: Metalloberfläche,
45, 1991, Heft 5
10. Stratford, S.: Perspectives on surface preparation with CO2 blasting, Conference SSPC 90: Sights,
Sounds and Visions of the future, Nashville, USA, 1990, Publ.: Steel Structures Painting Council,
Pittsburgh, Penn. USA, Vol. 9205-72–0214
11. D
onath, S.; Niewolik, R.: Strahlen mit CO2-Trockeneis, Vortrag anlässlich einer VDI-Tagung,
1993, Düsseldorf
12. Visser, A.; Haberland, J.; Budde, F.H.: Strahlen mit Trockeneis, Teil 2. In: JOT, 03, 1998
13. Momber, A.: Entlacken mit der Hochdruck-Wasserstrahltechnik. In: JOT, 05, 2001
14. Lotze, R.; Birkel, J.; Wissenbach, K.: Entlacken mit Laserstrahlung – Neue industrielle Anwendungen. In: JOT, 08, 1999
15. Büchter, E.: Lackabtrag mit Festkörperlaser rechnet sich. In: JOT, 03, 2000
16. Schulz, J.: Entlackung empfindlicher Oberflächen im Plasma. In: JOT, 05, 2001
17. Bauer, H.: Induktives Entlacken – effizient und umweltfreundlich. In: JOT, 01, 2001
18. Couvreux, U.: Make or Buy – Selbst entlacken oder zum Dienstleister. In: JOT, 11, 1998
19. N. N.: Qualitätssiegel für Entlackung. In: JOT, 08, 2000
20. Allmüller, H.: Möglichst einfach und mit dem richtigen Verfahren entlacken. In: besser lackieren,
Nr. 2, 02, 2002
Sachwortverzeichnis
Symbols
b-Hydroxyalkylamide 8, 14
45/0 Geometrie 342
A
Abbildungsqualität 332
Abfallreduzierung 448
Ablagerungen 125
Ablaufkanten 287
Ablaufschema 426
Ablaufspuren 384, 421
Ableitstrom 51, 109
Ablenkung 45, 46
Ablösen 349, 352
Ablöseverfahren 212, 214
Abluft 112, 121
Abplatzen 152
Abrasiveffekt 448
Abreißversuch 346 f.
Abriebfestigkeit 152
Absaugung 79, 99, 110
Abscheidegrad 141
Abscheideverhalten 55
Abstoßung 43 f.
Acrylate 11
epoxidgruppenhaltige 5
hydroxylgruppenhaltige 5
Acrylatpulversystem 316
Acrylnitril 288
Acryl-Pulverlacke 11
Additive 13 ff., 403
Adhäsion 358
Adhäsionsbruch 349
Adsorptionsmechanismus 221
Adsorptionsschichten 257, 273
Agglomerate 27, 32
Agglomerationsbildung 141
Airmoverdruck 121
Alkalien 222
Alkaliphosphatierung 228
Aluminium 225, 246, 251
Aluminiumdruckguss 419
Aluminiumisolierprofil 423
Aluminiumoberfläche 256
Aluminiumoxid 266, 277
Analysenverfahren 402
Anätzungen 389
Anlagenkonzepte 93
Anlagentechnik 92, 124, 129, 317
Anlagenwartung 244
Anode 277
Anodisierung 257
Ansinterung 106, 127
Anziehung 43 ff.
A-Ofen 189
Appearance 332
Applikation 41 ff.
Applikationsgeräte 109, 121
Applikationsverfahren 346
Araldite PT 910® 9
Architektur 258 ff., 295 ff.
Architekturbereich 257
A-Schleusen 188, 199
Atomizer Test 213
Aufheizzeit 187, 206
Auflademechanismen 46 ff.
Aufladeverhalten 32, 101
Aufladezone 60
J. Pietschmann, Industrielle Pulverbeschichtung, JOT-Fachbuch,
DOI 10.1007/978-3-8348-2585-8, © Springer Fachmedien Wiesbaden 2013
455
456
Aufladung 46
elektrostatische 51, 61
ionenarme 61, 62, 63
triboelektrische 46
Aufladungsprobleme 124
Auftragswirkungsgrad 56, 63
Auftrocknungen 232, 407
Ausblühungen 249
Ausgasungen 380 ff., 419
Auspolymerisierung 287
Außenaufladung 64
Automatikpistole 122
Automatisierungsstufe 115 f.
Automobilindustrie 281
B
Badanalyse, automatische 237
Badgift 242
Bänder 181
Bauwesen 295
Bayerit 277
Bedeckungsgrad 240
Beflammen 288
Begrenzungsphase 57
Behälter, fluidisierte 88
Behandlungstemperatur 241
Beheizung, direkte 191 f.
Beizabtrag 407
Beizbast 255
Beizen 225, 255
Beizentfetter 225
Beizpassivierung 274
Beleuchtung 332
Benetzbarkeit 286
Benetzung 24, 210
Benetzungsstörung 380
Berliner-Blau-Test 212, 214
Bernstein 41
Beruhigungsstrecke 91
Beschichtung 329 f.
Beschichtungsanlage 69, 92
Beschichtungskabine 95
Beschichtungsstoff 330
Beschichtungsverfahren 45
Beschichtungswirkungsgrad 60
Beschickungsautomat 180
Beschleuniger 229, 240
Beständigkeit 331
Bestrahlung, künstliche 374
Sachwortverzeichnis
Betrachtungsabstand 336
Beurteilung, visuelle 331
Bewitterung, künstliche 373 f.
Biegefähigkeit 152
Biegsamkeit 360
Bilderrahmeneffekt 152
Bildschärfe 338
Bindekraft 346
Bindemittel 1 f.
Bindemittelabbau 393
Blankkorrosionsschutz 246
Blasen 380, 383
Blasenbildung 366, 383
Blockfestigkeit 32
Blocktrockner 190
Blooming Effekt 394
Bodenförderer 174
Bonding-Prozess 15
Bonding-Verfahren 23
Borate 223
Brandmeldesystem 136
Brandschutz 133
Brandunterdrückungssystem 137
Brechungsindex 335
Breitenzustellung 116
Brillanz 338
Bruchbild 349, 358
Buchholz-Eindruckprüfung 361
Bürsten 215
Bürstenreinigung 219
Bunt-(Farb-)tongerade 342
Buntheit 340 ff.
Buntmetalle 251
C
Caprolactam 10
Carbonate 223
Carboxylgruppe 5 ff.
CASS-Prüfung 369
CENELEC (European Committee for
Electrotechnical Standardization) 134
Cerat-Verfahren 271
Ceratschicht 272
Cerverbindung 271
Chemikalienbeständigkeit 152, 321
Chemisorption 273
Chrom(III)-Passivierung 266
Chromatierung 245
Chromatierungslösung 266
Sachwortverzeichnis
Chromatier-Verfahren 259
Chromverbindung 256, 271
CIE 339
CIE System 340
CIELab-Formel 340
CO2-Pellets 447
Coil Coating 128
Commission Internationale de l`Eclairage 339
COOH-Polyesterharz 2
Coulomb´sches Gesetz 43 f.
Coulombsche Kraft 46, 54
D
Dampfstrahlprüfung 348, 359
Dämpfung 360
DDF-Pumpe 78
DDF-Technik 74, 114
Deckkraft 152
Deckvermögen 391
Dekapieren 253
Desorptionsmechanismus 221
Dibutaylzinndilaurat 10
Dichte 331
Dichtmaterial 410
Dichtstromförderung 70, 72
Dickschichteisenphosphatierung 233
Dicyandiamid 2, 6
Differential Scanning Calorimetry, DSC 370
Diffusionssperre 247
Dimensionierung der Anlage 107
Dispergatoren 222
Dispergierung 26, 402 f.
Distinctness of Image, DOI 338
Brillanz 332
Dornbiegeprüfung 349
Dralldüse 69
Drehtisch 176
Dreipunkt-Biegeversuch 348
Druckluftunterstützung 59
Drückerelektrode 96
Dry-Blend 23
Dry-in-Place-Verfahren 262
DSC 370, 409
DTMA-Analyse 409
Dünnschichtpulver 35
Dullness 338
Dunkelstrahler 192
Durchgangswiderstand 312
Durchlauftrockner 188
Duroplast-Bindemittel 3
457
E
EDX-Analyse 268
Effektgeber 421
Effektlack 21
Effektpigment 22 f.
Effektpulverlack 124
EHB-Verfahren 130
Eigenüberwachung 199, 379
Einbrennbedingung 32, 151, 199, 202, 393
Einbrenntemperatur 199
Einbrennvorgang 331
Eindringprüfverfahren 360 f.
Eindringvermögen 60
Einschicht-Pulverlackierung 314
Einschlauchsystem 447
Einzelschlagprüfung 347, 354
Eisen-Dickschichtphosphatierung 233
Eisenphosphatierung 233 f.
Eispellet 447
Elastizität 331, 360
Electrica 41
Elektrisierung 46, 49
Elektrode 47, 56
Elektrodenanordnung 60
Elektrohängebahn 173
Elektrolyse 277
Elektrolyttröpfchen 399
Elektronenentzug 48
Elektronenstrahlhärtung 194
Elektrostatik 41
Eloxalschicht 276
EMB-Verfahren 129
EMMAQUA® 372
Entfettungswirkung 233
Entlackung 443
chemische 444
induktive 451
mit Laserstrahl 449
mit Plasma 450
mit Ultraschall 447
Entlackungsmittel 444
Entlackungsverfahren, Wahl 446
Entlackungszeit 444
Entladung 144
Entzinkung 396
Epoxid 5
Epoxidharz 2, 5 ff., 14
Epoxy Beschichtungspulver 6
Erdableitwiderstand 136
Erstauftragswirkungsgrad 132 ff.
458
Ethylen-Vinylalkohol-Copolymer 2
Excimer-Laser 450
Expansionsschock 448
Explosionsdruckentlastung 137
Explosionsgrenze 136
Explosionsschutzrichtlinie 134
Explosionsunterdrückungsanlage 137
Extruder 15, 27
Extrusion 22
F
Fadenhäufigkeit 370
Fadenkopf 398 ff.
Fadenlänge 370
Fadenrumpf 398
Farbabstand 340
Farbabstandsformel 340
Farbänderung 153
Farbe 338
Farbkonstanz 331, 343
Farbmaßzahlen 340
Farbmessgerät 338 f.
Farbmessung von Metallic-Lacken 344
Farbraum 340
Farbrezeptierung 344
Farbschwankung 391
Farbstoff 1, 15
Farbsystem 339 f.
Farbtoleranz 340
Farbtonschwankung 403
Farbunterschied 338 f.
Farbwechsel 103
Farbwert 340
Faserplatte 313
Faserwerkstoff 313
Fax-Film-Methode 235
Fehlbeschichtung 443
Fehler 285 f.
Fehlerbild 380
Fehlererkennung 202, 285
Fehlerquelle 382
Fehlerursache 402
Fehlervermeidung 285
– beim Phosphatieren 237
Feinanteil 34
Feinstruktur 338
Feldkraft, elektrische 43, 54
Fensterbau 423
Fern-Feld 60
Festkörperlaser 450
Sachwortverzeichnis
Fettrotprüfung 212
Fettrückstand 406
Feuerlöschanlage 136
Filiformkorrosion 370, 397
Filmabdruckverfahren 235
Filmbildung 23 ff., 380
Filtermaterial 80, 100
fish eye 380
Flächengewicht 241
Flächenkorrosion 395
Flächenkraft 45
Flachstrahldüse 60, 68, 126
Fleckenbildung 389 f., 415
Flexibilität 436
Fließfeuchte 399
Florida-Bewitterung 372
Flug-Pfropfen-Förderung 70
Flugrost 388
Fluidisierung 33, 88
Fluorierung 290
Flussdiagramm 425
Fördergut 163
Fördersystem 72, 165
Fördertechnik 165
Förderung 69
Freibewitterung 331, 365, 371 ff.
Freibewitterungsversuch 373, 401
Freie Säure (FS) 240
Frischpulverversorgung 122
Füllstoff 1, 15
Funkenflug 388
Funktionalität 35
G
Gasentladungslaser 450
Gas-Infrarotstrahler 194
Gasphasenfluorierung 290
Gebondete Metallic 21
Gebrauchswertprüfung 346
Gegenelektrode 53, 58
Gehänge 159 ff.
Gehängeteil 443
Gelbchromatierschicht 247
Gelbchromatierung 247, 259
Gelpartikel 31
Gelteilchen 31, 404
Gelzeit 31
Gesamtfarbabstand 341
Gitterschnitt 347, 350
Gitterschnittprüfung 287
Sachwortverzeichnis
Glanz 331, 333, 344
niedriger 148 f.
hoher 148
Glanzeffekt 332, 338
Glanzeindruck 334
Glanzmessung 333
Glanzpigment 15
Glanzschleier 332, 335
Haze 335
Glasübergangstemperatur 1
Gleitstielbüschelentladung 136
Glycidylacrylatharz 2
Glycidylester, aromatische 2, 9 ff.
Goniophotometer 335
Graphitausscheidung 249
GRM 393
Grünchromatierung 246 f., 256, 259, 260 ff.
Gruppe, funktionelle 273
GSB International 276, 330
Gurtförderer 181
Gusseisen 249
Gusshaut 238, 254
Gusswerkstoff 419
H
Haftfestigkeit 209, 214, 316, 331, 346 ff.
Haftkraft, elektrische 56
Haftung 241
Haftungsverlust 391
Haftvermittlung 256
Haftvermittlungsschicht 246, 392
Haltezeit 187, 192
Hammerschlag-Effekt 22
Handbeschichtung 100
Handbeschichtungsöffnung 103
Handschiebebahn 165
Handschweiß 383
Härte 319, 331, 360
plastische 362
Härtungsprozess 16, 38
Haze 335
Helligkeitsprofil 337
Hochdruck-Wasserstrahl-technik 444
Hochfrequenztrocknung 194
Hochleistungsinjektor 75
Hochspannungskaskade 53, 61, 63
Hochspannungspistole 108
Höhenerkennung 116, 118
459
Hohlraum 57, 59
Holz 311
Holzwerkstoff 311, 313
Homogenisierung 403
Hubgerät 109, 116, 119
Hubgerätesteuerung 122
Hubstation 167, 172
Hubtisch 176
Hülsengehänge 160
Hybrid 6
Hybridpistole 61
Hydrolyse 267, 275
Hydroxyalkylamid 8, 14
Hydroxyalkylamidhärter 6
I
Industriestaub 388
Influenzaufladung 47
Infrarot-Beheizung 194
Infrarotlaser 450
Innenaufladung 64
Innenklima 283
Innenraumbeanspruchung 283
Ionenbombardement 47
Ionendiffusion 47
Ionisation 47
Ionisationsaufladung 52, 61
Ionisationskanal 58 f.
IRM-Strahler 194
IR-Strahlungstrocknung 192
Isoliersteg 423
J
Jet Cutting 449
K
Kabine 75, 94
verfahrbare 94 f.
Kabinenreinigung 94, 100
Kabinentyp 96
Kaliumpermanganat 282
Kammertrockner 188
Kantenaufbau 150
Kantendeckung 10, 24, 150
Kantenflucht 152
Kesternich-Verfahren 367
Klarlack 421
460
Klebstoff 410
Klimafaktor 33
Klimate 354, 366
Koaleszenz 25
Kochtest 359, 406
Kohäsion 357
Kohäsionsbruch 349
Kohlenstoffanreicherung 236
Kohlenstoffstahl 248
Kombinationsbehälter 89
Kombitrockner 190
Komplexbildner 222, 224, 267
Kondensationsreaktion 3, 275
Kondensatorfeld 315
Konstantklimate 366
Konstruktionswerkstoff 136
Kontaktaufladung 46 f.
Kontaktwinkel 213
Kontrollsteuerung 121
Konvektionstrocknung 197
Konversionsbehandlung 252
Konversionsschichtbildung 259, 282
Konversionsschicht 209, 214
Konversionsverfahren 247
Korndurchmesser 23, 34
Kornform 53
Korngröße 32, 50
Korngrößenverteilung 27, 32, 34, 55, 402
Kornspektrum 34
Kornverteilungsspektrum 331
Korona-Aufladung 61
Pistole 61
Koronabehandlung 288
Korrosion 394
Korrosionsart 394
Korrosionselement 395 ff.
Korrosionserscheinung 395
punktförmige 388
Korrosionsfaden 370
Korrosionsklasse 283
Korrosionsprodukt 380, 383
Korrosionsprüfung 365
Korrosionsschaden 395
Korrosionsschutzöl 238
Korrosionsschutzschicht 246
Korrosionsschutzwirkung 331
Korrosionsspur 397
Korrosionszelle 399
Krater 87, 380
Sachwortverzeichnis
Kraterbildung 89, 286, 380
Kratzprobe 348, 357
Kreidung 6, 404
Kreidungsbeständigkeit 8
Kreisförderer 167
verzweigungsfähiger 168
Kreislaufpulver 100, 109
Kreislaufstabilität 22
Kreuzschnitt 347, 351
Kristallgröße 235
Kristallinität 235
Krustenbildung 242
Kugelgeometrie 342
Kugelschlagbeständigkeit 436
Kugelschlagprüfung 347, 352
Kugelstrahlversuch 347, 353
Kunststoff 288
Kunststoffkabine 96
Kupfer 251
Kupferlegierung 251
Kupfersulfat-Test 212
Kurzbewitterung 373
Kurzhubgerät 119
Kurzschluss 124
Kurzschlussbildung 127
Kurzzeitbewitterung 331
Kurzzeitprüfmethode 366
L
Lackabplatzung 399, 406, 418
Lackabtrag 451
Lackhaftung 235, 287
Lackiergehänge 160
Lackierung 321, 329
Lackunterwanderung 235, 239
Lackverlauf 239
Ladung 41
Ladungskompensation 315
Ladungsträger 46 ff.
Ladungszentrum 56
Lagerstabilität 32
Lagerungsfehler 409
Längsstapel 170
Langzeitbewitterung 371
Laserstrahltechnik 444
Legierung 251
Leichtmetall 246
Leitfähigkeit 222, 243
Leuchtstoffröhre 373
Lichtbeständigkeit 331
Sachwortverzeichnis
Lichtquelle 339
Lochfraßstelle 395
Lösemittelbeständigkeit 427
Low Bake 16, 196
Lückensteuerung 116
Lufteinschluss 59, 321
Luftgeschwindigkeit 62
Luftkanal 87, 89
Lunker 59, 214, 419
M
Magnesiumwerkstoff 280
Magnetbürsten-Verfahren 130
Magnetfeld 363
Marktpotenzial 38
Martenshärte 362
Maschenweite 34, 82
Masse, flächenbezogene 235
Massenförderung 72
Massivholz 312
Mattglanz 333
Mattierung 385, 403, 410, 416, 429
Mattigkeit 338
MDF 316
Messgeometrie 334
Metallic-Mundstück 144
Metallic-Pulverlack 21
Metallise-Effekt 22
Metalloberfläche 234
Methode, magnetinduktive 363
Mikrowellentrocknung 197
Mischpulverlack 6
Mischsäure 276
Mittelglanz 335
Modulbauweise 96, 128
Monozyklon 79, 103
Muldenkorrosion 395
Multischlagprüfung 347, 354
Mundstück 67, 126
N
Nachbehandlung, passivierende 232
Nachfilter 121
Nachspülung 232
passivierende 243
Nadelstiche 385
Nah-Feld 60
Nano-Keramik-Schicht 276
461
Nasshaftung 346
Neutralisation 280
Neutralreiniger 223, 225
Nickelphosphatierung 228
Niederdruck-Gas-Plasma 450
Niedrig-Temperatur-Härtung 16
Niedrigzink-Phosphatierung 228, 245
Nigrosintest 212
NIR® Pulverlack 18, 21
NIR-Technologie 194
Niveausonde 141
No-Rinse-Chromatierung 261
No-Rinse-Verfahren 248
Normalbeobachter 339
Normfarbwert 340
Normlichtart 339
NT-Härtungsverfahren 16
NT-Pulverlack 17, 19
O
Oberflächenbeschichtung, elektrostatische 43
Oberflächenkohlenstoff 236
Oberflächenspannung 24 f., 210, 213
Oberflächenvorbehandlung 209
Oberflächenwiderstand 312
Objektbreitenerkennung 123
Objekterkennung 122
Objekthöhenerkennung 123
Objekttemperatur 191, 203
Ofenmessung 201
Ofenproblem 154
OH-Polyesterharz 2
Online-Kontrolle 133
Orange Peel 336
Orangenhaut 62, 65, 313
Osmose 383
Overspray 101
Oxazoline 5
Oxidationsmittel 229, 233, 255
Oxidschicht, anodische 277
Oxirane 14
P
Partikelkonzentration 52
Partikelladung 52
Passivfilm 280
Passivierung, chromfreie 234
Passivierungsverfahren 281
Patina 394
462
Patronenfilter 80
Pendeldämpfungsgerät nach König 361
Pendelhärte 360
Personenschutz 137
PES, hydroxylgruppenhaltige 5
Pfropfenförderung 76
Phasenbestand 236
Phosphat 222
Phosphatier-Gift 270
Phosphatierung 237, 240
schichtbildende 228
nichtschichtbildende 232
Phosphatierverfahren 227
Phosphatschichten, Charakterisierung von 234
Photoinitiator 16
Pickel 386
Pigment 13
Pinhole 385
Pistolen 102, 108
Anordnung von 103, 145
Pistolenanordnung 146
Pistoleneinschübe 121
Pistolenzahl 109
Plasmabehandlung 288
Plattenfilter 80
PMC (Pulver Management Center) 114
Polarisation
anodische 214
kathodische 219
Polarisationsmessung, anodische 212
Polarität 48 f.
Polyacrylat 5
Polyaddition 3
Polyamid 2
Polyester 7 f.
saure 5
Polyesterharz 2, 5 ff.
Polyesterpulverlack 7
Polyethylen 2, 32
Polykondensation 3
Polymer 3
Polyurethan 10
Polyvinylchlorid 2, 288
Polyvinylidenfluorid 2
Poren 59, 149, 214, 277
Porendichte 277
Porosität 214
Potenzialveredelung 277
Power&Free-System 170
Power&Free-Förderer 95
Sachwortverzeichnis
Prallplatte 67
Prallteller 63
Präzisionsförderung 70 f.
Präzisionsinjektor 74
Pressfloh 386, 405
Primid 5, 8
Profilmaterial 423
Prozess
elektrolytischer 48
triboelektrischer 46
Prozessgas 450
Prozessgeschwindigkeit 38
Prozessoptimierung 204
Prüfmethode 329
Prüftechnik 329
Prüfverfahren 346
beschleunigtes 331
Prüfvorschrift 331
Prüfzertifikat 155
PTFE 48 f.
Pulsieren 140
Pulver, gesichtetes 133
Pulveraufbereitung 82, 86
Pulveraufladung 51 ff.
Pulverausstoß 54, 109 f.
Pulverbehälter 89 ff.
Pulverbeschichtung 127, 138, 295
Einmaleins der 154
Pulverdurchsatz 54
Pulverglocke 63
Pulverkonzentration 136
Pulverkreislauf 50
Pulverkuchen 101
Pulverlack 1
thermoreaktiver 315
UV-härtender 18, 312
Pulverlackherstellung 26
Pulverlackierung 46, 58
Pulverlackmarkt 36
Pulver-Luft-Gemisch 76, 79
Pulverrückgewinnungsanlage 106
Pulverschicht, Bildung der 56
Pulverschichtdicke 364
Pulver-Slurry 12, 23
Pulversprühkabine 136
Pulverteilchen 53
sphärisches 27
Pulvertransport 69, 91, 139 f.
Pulververschmelzung 141
Pulverwolke 45, 54, 63
Sachwortverzeichnis
Pulverzentrum 69 ff., 75, 110, 113, 121
PUR-Pulverlack 10
Pyrolyseofen 444
Q
QIB 330
Q-Trac® 372
Qualicoat 330
Qualistrip 453
Qualitätssicherung 244
Qualitätssiegel 155
Quellmittel 446
Querschliff 411 f.
Querschliffverfahren 364
Querstabförderer 181
Querstapel 171
QUV®-Gerät 374
R
Radierprobe 348, 358
Rakelsystem 103
Rasterelektronenmikroskop 235, 402
Rauigkeitsmessung 237
Raumladung 59 f., 62
Reaktion der Schichtbildung 233
Rechteckrohr 120
Reflektometerwert 334
Reibungsaufladung 48
Reibungseffekt 48
Reinheitsgrad 210
Reiniger, saure 225
Reinigerkonzentration 239
Reinigung 209
alkalische 238
automatische 122
elektrolytische 219
Reinigungsmechanismus 220
Reinigungsverfahren, wässriges 218
Rieselfähigkeit 33
Rieselhilfe 13
Riss 151
Rissbildung 347, 349
Ritzhärteprüfung 359
Ritzspur 368
Röntgenmikroanalyse, energiedispersiver 402
Rohrleitung 120
Roll-Coater 262
Rollenbahn 176, 181
463
Roll-Up-Effekt 220
Rotationssieb 83, 86
Rückgewinnung 93, 106
Rückgewinnungsanlage 94
Rückgewinnungsproblem 124
Rückgewinnungssystem 103
Rückionisation 58
Rücksprüheffekt 54, 59
Rücksprühkrater 59
Rückstreueffekt 434
Rührwerkbehälter 87
Rührwerk 86
Rüttelsieb 83
Rundsprühsystem 131
Rundstrahldüse 126
S
Salzrückstand 406
Salzsprühnebelprüfung 366
SAM-Verfahren 273
Sandwirbelbett 444
Sättigung 340
Sättigungsphase 58
Saugförderung 76
Schadensfall 401
Schallemissionsanalyse 348
Schälversuch 348
Schaumbildung 287
Schichtbegrenzungseffekt 57
Schichtbildung 229
Aktivierung der 230
Schichtbildungsphase 57
Schichtdicke 331, 363
Schichtgewicht 235
Schiedsverfahren 364
Schlagfestigkeit 152
Schlammbildung 241, 287
Schlauchführung 91 ff.
Schleierbildung 394, 403
Schleifen 215
Schlussspüle 210, 382, 407
Schmelz-Viskosität 24
Schmierstoff 238
Schmutzaustragsöffnung 83
Schmutzaustragung 100
Schmutzfänger 155
Schnellfarbwechselablauf 123
Schnellfarbwechselanlage 93
Schnellfarbwechselkabine 103
464
Schnellreinigungskabine 101
Schnellwechselkabine 106
Schrägstapel 171
Schubförderung 76
Schwebförderung 69 f.
Schwerkraft 55
Schwitzwasseratmosphäre 367
Sealing-Vorgang 280
Seigerungszone 396
Selbstbegrenzung 45, 133
Selbstheilungseffekt 262
Self Assembling Molecule 276
Sicherheitseinrichtung 134
Sichtflächenleistung 112
Sichtungsvorgang 34
Siebmaschine 82, 86, 100
Silan 261
Silan-Technologie 274
Silanschicht 276
Silikat 222
Silikon 148
Silikonrückstand 382
Skid-Anlage 176
Smart 12
SMC-Teile 288
Sonderverfahren 127
Sonnenlichtkonzentrator 372
Spektraldaten 339
Sperrschicht 277
„spex“-Modus 344
Spezialmundstück 153
Spiegelladung 54 f.
„spin“-Modus 344
Spongiose 396
Spritzreinigung 219
Spritzvorbehandlung 296
Sprühbildveränderung 125 f.
Sprühgerät 51 ff., 59
Sprühkopf 60
Sprühleistung 110
Sprühnebelprüfung 368
Sprühstrahl 54
Sprühwolke 96, 109
Spucker 126, 145
Spülen 210, 215
Stabinjektor 113
Stapelautomat 181
Stapelfähigkeit 169, 170
Startersalze 370, 397
Staubexplosion 137
Sachwortverzeichnis
Staukettenförderer 176
Staurollenbahn 176
Steinschlagprüfung 347, 354
Sternschnitt 357
Stickoxid 403
Stickstoff-Kälte-Verfahren 443
Stippen 31, 386 f.
Störungen im Lackfilm 380, 411
Strahlen 216
mit Trockeneis 443
Strahlerquelle 16
Streifenbildung 150
Strömungsgeschwindigkeit 52
Strukturgröße 336
Strukturlack 153
Strukturspektrum 338
Stückbeschichtung 248
Systeme, strahlenhärtende 16
Systemelement 96
T
Taktzeit 407
Tauchanlage 178
Tauchrohr 111 f.
Taumelsieb 84
Teilchentransport 44
Temperaturmessung 200
Temperaturverteilung 331
Tenside 223
anionische 223
kationische 223
nichtionische 223
Tesafilmtest 214
Testtinte 212 f.
TGIC 2
Alternative 8, 12
methyl-substituiertes 12
Thermoelement 200
Thermoglätten 314
Thermomechanische Analyse (TMA) 370
Thermoplast 3, 288
Thermoreaktionstrocknung 197
Thermoschock 448
Tiefenverstellachse 122
Tiefung nach Randel 357
Tiefungsprüfmaschine 355
Tiefungsprüfung 348, 355
Tischkreisförderer 180
Titanverfahren 260
Torsionsbeanspruchung 358
Sachwortverzeichnis
Tragkettenförderer 176, 181
TransApp-Verfahren 130
Transparentchromatierung 260
Transportfehler 402
Transportschaden 410
Tribo-Aufladung 61, 64
Tribofähigkeit 34 f.
Triglycidylisocyanurat 5, 7
Trikation 270
Trikationen-Phosphatierverfahren 236
Trikation-Zinkphosphatierung 270
TRK-Wert, technische Richtkonzentration 256
Trockenmischung 23
Trocknerbeheizung, indirekte 191
Trockner 187
Trocknung 254
induktive 195
Trocknungsverfahren 191
Trogtrockner 189
Tropfenbildung 150
Trouble-Shooting 285
Tüpfeltest 214
Twist-O-Meter-Prüfung 348, 358
U
Überbeschichtung 59
Überbrennen 187, 192
Übergangsmetallkomplex 267, 272
Übergangsmetallverbindung 267
Überlackierung 154
Ultraschall-Messverfahren 364
Ultraschallreinigung 219
Umgriff 60
Umkehrtrockner 188
Umlufttrocknung 191
Umsetzer 176, 178
Umwandlungsschicht 246
Umweltbelastung 331, 391
Universalgehänge 161
Universalhärtemessung 362
Untervernetzung 354, 409
Unterwanderung 359, 366
Unverträglichkeitsreaktion 407
US-Sieb 114
UVA-Röhre 375
UV-Belastung 393
UVB-Röhre 374
UV-Pulverlack 19, 21
UV-Strahlungstrocknung 194
465
V
VDA-Wechseltest 366
Venturi Rohr 140
Venturi-Prinzip 69
Verfahren, chemisches 443
chromfreies 262, 267
elektrostatisches 41
photothermisches 364
pyrolytisches 443
Verfärbung 287, 389
Vergilbung 6, 408
Verlaufseigenschaften 4, 23
Verlaufsstörung 243, 332, 336
Verletzungsstelle 399
Vernebeln 58
Vernetzung 5 ff., 12, 23, 331, 352, 370
Verschleppung 287, 380, 406
Verschmutzung 411 ff., 424
Verschmutzungsgrad 244
Verunreinigung 210
Verweilzeit 187
Verzinkung 419
Verzundern 396
VE-Spülen 251
Vibration 84
Vibrationssieb 86, 106
Vibrationstisch 111
Viskositätsverlauf 24
Voranodisation 256, 261, 276, 295, 401
Voranodisationsschicht 276
Vorbehandlung 209
mechanische 215
von Eisenwerkstoffen 248
Vorentfettung 234
Vorpassivierung 243
Vorreaktion 31
Vorsorgemaßnahme 382
W
Wachs 392
Wareneingangsprüfung 330
Warenträger 159
Waschautomat 447
Wasseraufnahme 389
Wasserbenetzungstest 213
Wasserbruchtest 213
Wechselklimate 366
Weichmacherdiffusion 390, 416
Weißrost 380
Welligkeit 332, 336
466
Werkstückerdung 136
Werkstückoberfläche 43
Wetterbeständigkeit 371
Widerstandselement 200, 205
Widerstandsfähigkeit 349
Widerstandsthermometer 200
Wirbelbadverfahren 127
Wirbelfähigkeit 32 f.
Wirbelsintern 131
Wirbelstrom 364
Wirbelstrom-Methode 364
Wirkungsgrad 106
Wirkungsgradverbesserung 132
Wirtschaftlichkeit 147
Wischtest 212
Witterungseinfluss 393
Wood-Dual-Verfahren 311
Sachwortverzeichnis
X
Xenonbogenstrahler 373
Z
Zentrifugalgerät 83
Zerfließgrenze 399
Zerstäuberkopf 49
Zerwellmechanismus 44
Zinkcalciumphosphatierung 228
Zinkgehalt 240
Zinkphosphatierung 228
Zirkonverfahren 267
Zündquelle 136
Zweischlauchsystem 447
Zyklonabscheidegrad 149