/








Теги: механика прессы инженерное дело пресса




Текст
AMK
Bedien-
Anweisung
18
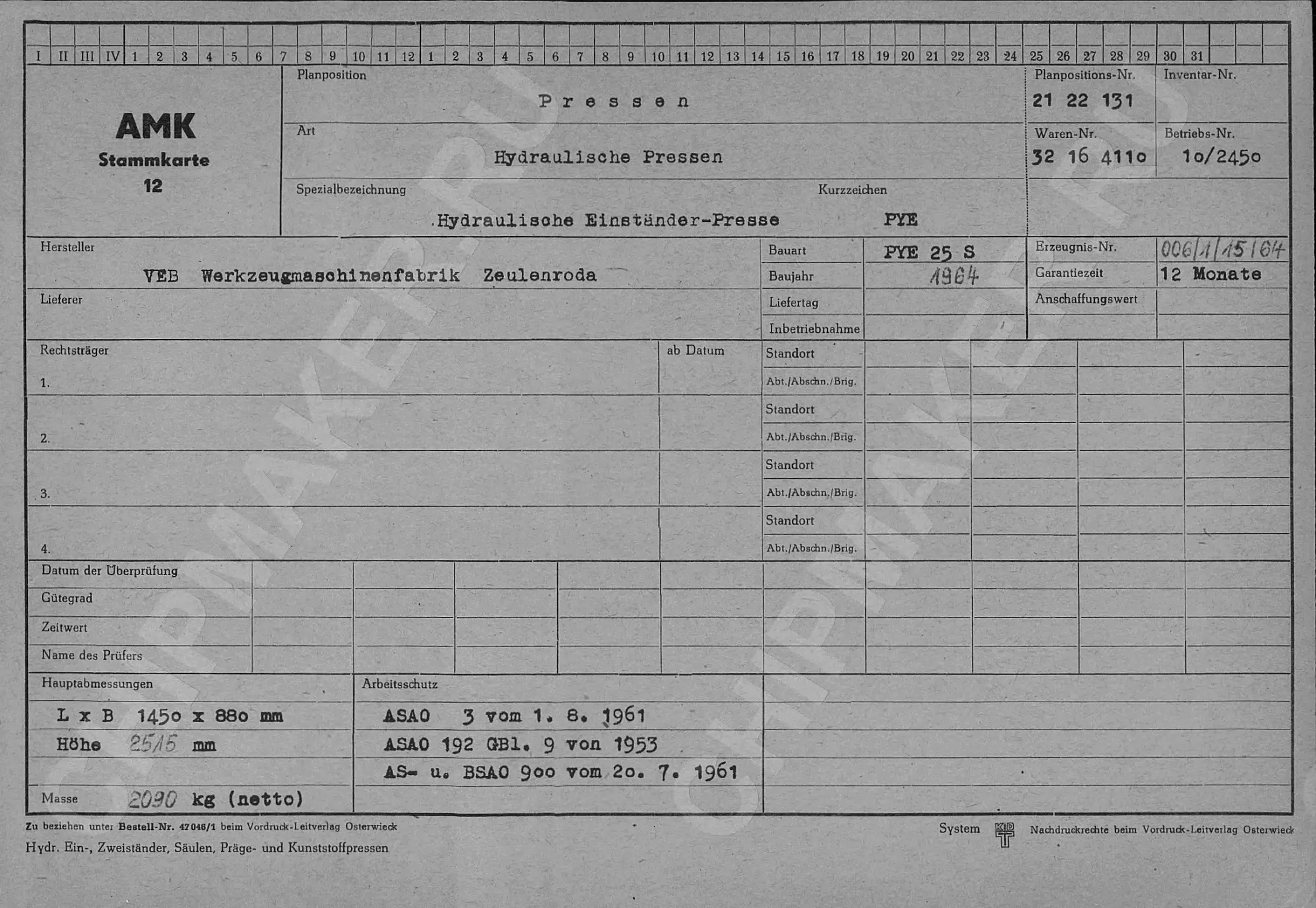
Planposition P r e s s e n j Planpositions-Nr. И 22 131 Inventar-Nr.
Art •; Waren-Nr. Betriebs-Nr.
Hydraulische Pressen |32 16 411o 1o/245o
Spezialbezeichnung Kurzzeichen = Baujahr cc&/cyms
Hydraulische Einstander Presse PYE Erzeu9n‘s’Nr*
Hersteller
VEB Werkzeugmaschinenfabrik Zeulenroda
Bedienungsanleitung 1581.14/1
System KDT Nachdruckrechte beim Vordruck-Leitverlag Osterwieck
Best.-Nr. 34 818 Vordruck-Leitverlag Osterwieck
МФ
Ag 365/62/DDR/5830/140,95/1062 V/19/22
7 Ausgabe:
7^7/
ИНСТРУКЦИЯ О ПОЛЬЗОВАНИИ
1581=14/1
ГИДРАВЛИЧЕСКИЙ ОДНОСТОЕЧНЫЙ ПРЕСС РУЕ 25 С\
Ввод в эксплуатацию
Закрепление инструмента
Установка хода прессового штосселя
Остановка прессовой силы
^Прессовой силомер
Предварительная установка прессовой
>силы V
Переключатель режимов
Обслуживание ручных рукояток
Педальное (ножное) обслуживание
Двухручное обслуживание
Одноручное обслуживание
Постоянный ход
Мероприятия по уходу
Инструкция по монтажу и
Символы
.Гидравлические элементы
Описание функционирования
Электроприборы ,..т
Краткая инструкция длв 2х рабочих
Инструкция о пользовании радиально-
поршневым насзсои
Инструкция для реле времени
наладке
Л-''
1581=14/1
1581.I4/I
1581.I4/I
1531.I4/1
1581.I4/I
-I58I.I4/I
1581.I4/I
1581.14/1
1581.I4/I
1581.I4/I
1581=14/1
1581.I4/I
1581.I4/I
1581.I4/I
1581.I4/I
1581.I4/I
1581.I4/I
1581.I4/I
1581.I4/I
ВеагЬ.
Та0: 28.5О62
ЛИСТ
П
- n
tf
tf
n
№
2
3
3
4
5
5
tt
if
W
<1
n
П
It
П
tf
П
W
и
ft
6
6
8
10-12
I3-I ,
14
15
I6-I ,
ДО
до
ДО
18
Проспект
4
WZW UVJQn
Ordnungs-Nummer
ФЕБ Станкостроительный завод
Цойленрода
Ав W/M/DDR/I VLVOtterwiwk/Hm
Ausgabe;
1ЙСТРУКЦЯЯ О ПОЛЬЗОВАНИИ
11 ...........
1581.I4/I
- 2 -
—
Ввод в эксжуатацию: *
После установки станка,в соответствии с Микартой I7/I
следует часть ручного обслуживания-одноручдое обслуживание,
на левой стороне станка привинтить,(закрепить).
Станок необходимо тщательно очистить от ржавчины и грязи,
для этого применять волокнистые тряпки или ветошь при чистке
но разрешается.
Йасляйый бак в соответствии с картой AM 22 необходимо
очистить и заполнить маслом,масло должно перед заполнением
фильтроваться.
Присоединение к сети должно производиться согласно карты AM 30
Перед включением станка необходимо ознакомиться со всеми
элементами обслуживания и их действием.
Кратковременными включениями и выключениями необходимо
убедиться совпадает ли направление вращения двигателя с
установленной стрелкой, Важно: Допускается включать двигатель,
только лишь после заполнения маслом. В противоположном
случае надо переместить питательный провод. Если направление
вращения двигателя совпадает со стрелкой,то станок готов к
наладке.
Для наладки станка целесообразно ослабить рукоятку (1)?
(Вытащить замок-предохранитель). Переключатель режимов
ставиться в положение "наладка**. Обе звездообразные рукоятки
(2) и (3) передвигаются до верхнего или нижнего упора и
опять зажимаются неподвижно. 0 установкой рукояток вниз или
вверх достигается несколько ходов штосселя,для того,чтобы
выпустить воздух из гидравлической системы.
чПри этом следует учесть,чтобы установка прессовой силы (4)
стояла на нулю.
Ве,гЬ-. 2а11дщш
W 15.5.62
ФЕБ Станкостроительный завод
__________Цооенрож
Ordnungs-Nummer
А« 305 61..WR/1 VLVOsterwierk4b«
WZ160 шда/и
Ausga'oe:
ИНСТРУКЦИЯ О ПОЛЬЗОВАНИЙ
1581,14/1
- 3 -
Закрепление кнструмента: ' :< /
Б столешнице выработаны 2 Т-паза по ТПЛ 5045, В /них можно
закрепить нижний инструмент посредством пазовых сухарей,
железных сердечникови зажимных цапф. Легкий верхний инструмент
можно вставить в отверстие штосселя (ползуна) при помощи
зажимных цапф по ТГЛ 0810 и закрепить натяжным болтом (5)о
Тяжелый верхний инструмент лучше нижнего инструмента закреп-
ляется в этих двух Т-пазах на плите штосселяс Ввиду того,
что эти пазы поперечно расположены к пазам, стола,имеется
возможность легче производить наладку инструмента.
Установка ходов для прессового штосселя (ползуна).
Обе звездообразные рукоятки (2)и(3) освобождаются и устанавли-
ваются на потребный путь хода прессового штосселя. Нижнюю
звездообразную рукоятку (3) надо поставить так низко,чтобы
поводок в потребной прессовом положении штосселя не выключил
концевой выключатель (3). При несоблюдении поводок передвигается
ся до концевого выключателя и-переключает на обратный ход,
без выполнения желаемого прессового хода. Если со станком
производятся уборочные иди по принципу подобные работы,то
йижний концевой выключатель (3) используется для выключения
движения штосселя,т.е.прессовый атоссель находится до тех
пор в положении покоя,пока обслуживаемая часть
в действие. После обслуживания соответствующей
прессовый штоссель возвращается в свое верхнее
женив. Только при обслуживании станка,рукоятку
переместить вверх,чтобы штоссель передвинуть вверх.
Звезднообразную рукоятку надо установить так,чтобы прямо
перед насадкой верхнего инструмента на изделие,концевой
выключатель приводится в действие и этим скорость прессового
штосседя переключается с ускоренного хода на нормальный.
не приведена
детали
исходное поло—
(I) необходимо
—1... Зайдель
Тед: 15.5.62
ФЕБ Станкостроительный завод
Цойленрода
Ordnungs-Nummer
Ая 30WDM/1 VLVOsterwieck/Hirc
WZ JW НУЖ/П
Ausgabe:
ИНСТРУКЦИЯ О ПОЛЬЗОВАНИИ
1581.I4/I
- 4 -
Для установки прессового времени станок оборудован реле'времени,
При этом надо учесть,что контакт для включения реле дается
проходом через концевой выключатель (6). При коротко установлен-
ном времени возможно что прессовый штоссель проходит мимо
концевого выключателя (6) и затем опять переключает на обратный
ход,без выполнения желаемой прессовой операции.
В этом случае следует реле времени поставить на длительную
работу или по возможности звездообразную рукоятку дальше вниз.
Для достижения прессовых высот надо в приспособлениях предусмот-
реть крепкий упор ввиду того,что установка хода работает в
зависимости от скорости штососля.
Установка прессовой силы:
Прессовую силу,которая потребна для соответствующего рабочего
хода,можно вращением звездообразной рукоятки (4; устанавливать
бозступенчато от пуля до максимума. Заводом-изготовителем
максимальная прессовая сила ограничена двумя шлицевыми гайками.
Установка производится при температуре рабочего масла (50~?0°С).
Прессовую силу можно устанавливать,когда прессовый штоссель
находится на-подкладке или на станке,или при вводе в действие
предварительной установки прессовой силы. При начале работы
с холодным.маслом,установка прессовой силы спадает назад и ;
затем снова устанавливается. (Связано с кривой вязкости
гидравлического масла). А \ I
Гидравлическая система дополнительно предохранена от перегрузки ?
предохранительным клапаном.
Доаиометр:
Динамометр служит для установки и контроля прессовой силы.
Во время текущего производства динамометр следует выключить^
Выключение производится вращением звездообразной рукоятки (?)
б право. С тем же самым устройством можно достигнуть умеренной,
приглушенной работы стрелки динамометра.
ВеагЬ.
Тад:
Ordnungs-Nummer
A< 3O5/6I/DDR/1 VLV OsterwieckAhrr
WZ Кй iiywts
Ausgabe:
: ИНСТРУКЦИЯ О ПОЛЬЗОВАНИИ
Ь81е14/1
Предварительная установка прессовой силы;
Задачей предварительной установки прессовой силы является:
установить желаемую прессовую силу,оез посада прессового .
штоссели на станок или обрабатываемый' предает, это неооходлмо
тогда,гогда станок заправлен холодным маслом и имеется
опасность опасность перегрузки, пресса,а особенно инструмента.
Предварительную установку прессовой силы можно осуществлять
в люоом положении штосселя,зкелательно в верхнем исходном
положении. Сначала надо отвернуть звездообразную рукоятку
для включения динамометра СО»Ч^ООЬ1 отсчитать устанавливаемую
прессовую силу. Звездообразную рукоятку следует настолько
повернуть,чтобы регулировалось движение стрелки динамометра.
Нажатием на кнопку (8) перекрывается нагнетательный трубопро-
вод и дает возможность производить установку прессовой силы
посредством звездообразной рукоятки (4),без вывода прессового
штосселя из положения покоя.
При этом нужно соблюдать,чтобу кнопка (8) нажималась.до отказа
Если наблюдение за динамометром осложнено,тогда можно нажать
кнопку и в нажатом положении повернуть вправо. После проведе-
ния установки прессовой силы кнопка освобождается вращением
ее влево.
Ag 305,61/DDR/l VLVChicrwicdt/Нлгг
WZ160 1П/29Л1
Ausgabe:
ИНСТРУВДЯ О ПОЛЬЗОВАНИИ
I581Л4/1
- 6 *
Переключатель режимов:
При вынутом ключе переключатели режимов находятся в соответ-
ствующих замкнутых положениях. Переставлять рычат включения
возможно только при вставленном ключе.
Ручное обслуживание рычагов:
Ручное обслуживание рычагов применяется для настройки станка
и при работах,которые требуют чуствительного и точного
обслуживания,как например рихтовка.,/
В положении "настройка или ручное обслуживание рычагов.
Переключатель I: рукоятку повернуть в положение-настройка или
ручное обслуживание. При этом все остальные электрические
элемента обслуживания замкнуты. Предохранительный замок
размыкается и вытаскивается из втулки рукоятки. Рукоятка
приводится в своё среднее положение при помощи силы пружины.
Поданное насосом масло имеет в этом положении безнапорную
циркуляцию. Приведением рукоятки вверх или вниз прессовый
штоссель может передвигаться с изменяемой, безстуненчатой
скоростью. Если нужно станок после настройки переключить на
другой вид обслуживания,то следует рукоятку привести в свое
верхнее положение,а именно до тех пор,чтобы можно было
вставить предохранительный замок. После замыкания ключ
вытаскивается обратно. При этом станок обслуживать рукояткой
больше невозможно.
Зайдель
15.5,62
Aff 305/61/DDR/1 VLV OatzwiecR/Hui
ФЕБ Станкостроительный завод
Цейленрода
Ordnungs-Nummer
WZ ICO Ш/29/К
Ausgabe:
ИНСТРУКЦИЯ О ПОЛЬЗОВАНА
1581.I4/I
- 7 -
Ножное (педальное) обслуживание: ’ £ У'
Полное обслуживание преимущественно употребляется при Г,;
сидячем положении. При этом то преимущество,что у рабочего
руки остаются свободные для подготовки и вставки других
деталей.
Важно: допускается только при соблюдении правил техники
безопасности!
В полохение-ножное обслуживание/'
Переключатель режимов I: рычаг в положение отдельный ход
повернуть.
Переключатель режимов II: рычаг повернуть в положение ножное
обслуживание. Поворотный рычаг для установки времени (9)
вращать влево до отказа. При этом все остальные обслуживаемые
части электрически блокированы. ДО установки ножного включа-
теля,необходимо соединение между одноручным обслуживанием .
справа и двухручным подключением (10) вывинчиванием винта
и вытаскиванием штекера сделать свободным. В освобожденную
панель для штекерож вставляется штекер,связанный с ножным
включателем и закрепляется предохранительным винтом.
Соединение ножного включателя со станком возможно только
на правой стороне станка. При нажатии на ножной включатель,
передвигается прессовый штоссель на обрабатываемую деталь
и остается так долго в рабочем положении,пока не отпустят
ножной включатель. Если необходимо получить прессовочное
время выше 5 сек.,то можно это реле времени установить
согласно приложенной инструкции завода-изготовителя.
При этом нужно соблюдать,чтобы контакт для .реле времени был
дан концевым включателем (6) и время рабочего хода от
концевого включателя (6) до обрабатываемой детали прибавляет-
ся к прессовочному времени.
веагь.' Зайдель
Ordnungs-Nummer
А< 305,^l/DDR/l VLVOifcrwferk/Ha/j
W£ 1&> Ш/29/ll
ФЕБ Станкостроительный завод
_________Цейленрода__________
Ausgabe:
ИНСТРУКЦИЯ О ПОЛЬЗОВАНИЙ
1581.I4/I
Ч- 8 -
работать
техники
Двухручное обслуживание:
Двухручное обслуживание применяется тогда,вогда
одноручным или ножным обслуживанием по правилам
безопасности запрещается (АСАО 192).
В положение - двухручное обслуживание:
Переключатель режимов I: перевести рычаг в положение
одиночный ход.
Переключатель режимов II: рычаг повернуть в положение
двухручное обслуживание. Поворотный рычаг для учтановки
времени (9) повернуть влево до отказа, Все остальные
элементы обслуживания электрически блокировании. В положении
двухручное обслуживание следует все 3 ключа от предохрани-
тельных замков вытащить для избежания включения постороннего
вида обслуживания. Элементы обслуживания для двухручного
обслуживания следует до начала работы установить на самое
выгодное иоложейие для рабочего. Двухручное обслуживание
работает только тогда,когда оба тастера (II+I2) одновременно
нажимаются. Если рабочий во время движения попытается
прервать работу прессовочного штоссоля и рукой схватить
деталь в рабочем положении,то прессовочный штоссель останови1
ся. При нажатии на оба тастера (П+12) прессовочный штоссель
передвигается на деталь и остается так долго в рабочем
положении,пока один или оба тастера освободятся. Если
необходимо получить прессовочное время выше 5 сек.,то
мох'но реле времени установить согласно приложенной
инструкции завода-изготовителя. Тогда реле времени ограни-
чивает прессовочное время. При этом необходимо соблюдать
чтобы контакт для реле времени подавала^ концевым включате-
лем (6) и время рабочего хода от концевй'о включателя (6)
до обрабатываемой детали прибавляется к прессовочному
времени.
веэгь. Зайдель
ФЕБ Станкостроительный завод
______-___Цонлвнрода________.
Ordnungs-Nummcr
WZ56O Ш/29/П
A* 305,4i/DDR/l VLVOsierwteVHarx
Ausgabe:
I I58I.I4/I
• ИНСТРУКЦИЯ О ПОЛЬЗОВАНИИ - 9 -
Одноручное обслуживание:
Одноручное обслуживание применяется тогда,когда приходится
большие детали или втулки и подобные детали во время
прессовки держать одной рукой..
Важно: допускается только при соблюдении право техники
безопасности!
В положении-одноручное обслуживание:
Переключатель ‘режимов I: рычаг перевести в положение
одиночный ход.
Переключатель режимов II: рЫчаг перевести в положение-
левая рука дай правая рука. Поворотный рычаг для установки
времён# (9) гговернуть налево до отказа. При этом все осталь-
ные элементы, .обслуживания электрически блокированы. При
нажатии правого fit) или левогоД12) тастера передвигается
прессовочный штоссель на обрабатываемую деталь и остается так
долго в рабочем положении,пока тастер освободится. Если
необходимо установить прессовочное время свыше 5 сек.,го
можно реле времени установить согласно приложенной инструкции
заводом-изготовителем. Тогда реле времени ограничивает
прессовочное время. При этом необходимо соблюдать,чтобы
контакт для реле времени подавался концевым включателем (6)
и время рабочего хода от концевого включателя (6) до
обрабатываемой детали прибавлялось к Прессовочному времени.
Постоянитй хог.
Станок может работать на постоянном ходу,а именно при уста-
новке устройств подачи,круглого стола или при подаче от
от руки и подобное.
Важно: Допускается только при соблюдении правил техники
безопасности!
веагь, Зайдель
JZ2__-.jJL.iJa2
Аг 3O5/t>i/DDR/t VLV OJerwteck'H.vz
WZW Ш.29/П
ФЕБ Станкостроительный завод
Цойленрода
Ordnungs-Nummer
Ausgabe:
ШСТРЖШ О ПОЛЬЗОВАНИИ
1581.I4/I
- 10 -
В положении-постояняый ход:
Переключатель режимов I: Рычаг перевести в положение постоян-
ный ход.
Переключатель II: рычаг повернуть в то положение^ котором
должен включаться станок. Поворотный рычаг для установки
времени (9) повернуть вправо и установить реверс штосселя
на потребное время (до 5 сек.).
Переключатель режимов П-постэвить в положение-левая рука-,
потому что на левой стороне обслуживаемой части установлен
аварийный выключатель(15). При нарушении рабочего хода
можно немедленно выключить управление станка аварийным
выключателем (1>). То же самое касается для нормального
прекращения постоянного рабочего хода. Если необходимо
получить время прессовки свыше 5 сек.,то можно реле времени
установить согласно приложенной инструкции для реле времени
заводом-изготовителем. Тогда реле времени ограничивает
прессовочное время. При атом необходимо соблюдать,чтобы
контакт для реле времени подавался кряцевым включателем (6)
и время хода от концевого включателя (6) до обрабатываемой
детали прибавляется к времени прессовки.
Мероприятия по уходу:
Гидравлика:
Гидравлическая установка предохранена от высокого давления
предохранительным клапаном. Регулирование предохранительного
и дроссельного клапанов давления до нормального давления
не требуется. Гидравлическая установка не требует особого
ухода. Важно для ее долговечности держать установку в
чистом виде и регулярно производить чистку. Рекомендуется
после нескольКи рабочих часов все накидные гайки винтового
соединения труб,вторично туго затянуть.
Уход требует:
Еженедельно: станок прочистить и проверить уровень масла.
Ежегодно: станок на ремонт и на замену гидравлического
масла.
ве.гь. Зайдель
7^—1Ь.Ь.ЬИ
ФЕБ Станкостроительный завод
______ Цойленрода------.-----
WilftO III,ЭДН
Ordnungs-Nummer
л< 305.41/DDR/1 Vl.VOjterwicdk/Hirt
Ausgabe:
ИНСТРУКЦИЯ О ПОЛЬЗОВАНИИ
Ic5I0I4/I
i
Электрика;
Электрические приборы готовы к работе и расположены б пульте
управления станка. Требуется только соединительный кабель
подвести к сети-клеммами РСТ и Мп в пульте управления
подключить согласно паспорта рабочих средств 30 •
Пользование электрической установкой:
При вводе в действие следует уточнить:
I. Соответствует ли напряжение приборам станка?
(Реле выносит отклонение напряжения только *10$)
2. Поставлены ли правильные предохранители?
(Согласно плана прохождения тока)
3. Соответствует ли направление вращения мотору?
4. В порядке ли токосъем (потребительный ток)?
(Включить амперметры)
5. Проверить вспомогательное-и реле времени на правильность
вставки насаживаемого цоколя.
в период
Наполненное масло в подшмпдиках двигателя достаточно на один
го односменной работы. Дополнительная смазка
вышеуказанного времени не требуется.
Для продувки двигателя следует его со станка
не загрязнять!). Все клеммы на электрических
особенно в первое время работы необходимо почаще проверять
и при надобности подтягивать.
снять (Гидравлику
приборах,
ВеагЬ. Зайдель
Тад; 15оЗ .62
Ag 3O5.-61/DDR/1 VLVO»(erwiedt/Hart
wz ito ШЗДЫ
Ordflungs-Nummer
ФЕБ Станкостроительный завод
_________Цойленрода__________
ИНСТРУКЦИЙ и ПОЛЬЗОВАНИИ
1581.I4/1
- 12 -
Если замечены у тяговых магнитов сильный зуммерный звук
то следует магнит проверить на воздушную щель якоря
или на насаженные короткозамыкающие кольца,/- ...'////
Механизм управления (переключения) необходимо каждые
8 недель работы (функционирования) проверять на их
надежность работы.
Предохранители двигателя нужно снять^функции управления
следует проверить нажатием на нажшлше тестера и
кольцевой включатель. . 4 ", , , . у V
веагь. Йайдель
Тад: 15^5.62
ФЗБ Станкостроительный завод
Ordnungs-Nummer
Аг ЭОЗ/ttl/DDR/l VLV O»terwiedc/lbri
WZIW Ш/2М1
Ausgabe
ИНСТРУКЦИЯ О ПОЛЬЗОВАНИИ
(20) и кольцом
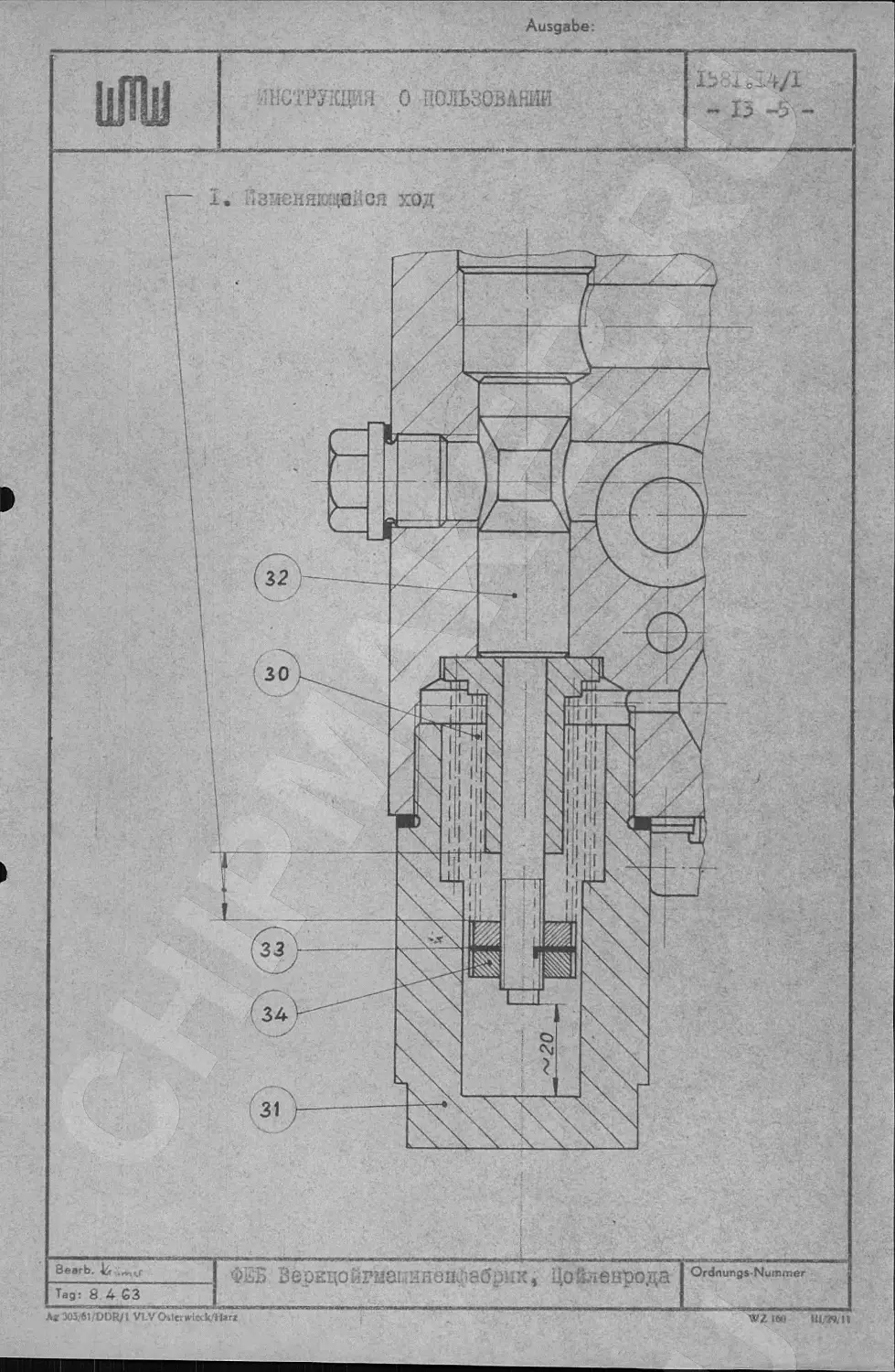
Инструкция по монтажу и настройке:
Замена уплотнения у щтосселяхпресса:
Если масло станет вытекать между штосселем
с резьбой (22),то следует отрегулировать уплотнение штосселя
(20) натяжением кольца с резьбой (21). Если этим мероприятием
полное уплотнение не достигается^то уплотнение штосселя надо
заменить# Направляющая штанга после отылгчиваняя поводка
выдвигается из плиты штосселя (23) к верху. Тогда можно ее
после отвинчивания винтов (24) внизу штобсельной плиты со
штосселя снять» Кольцо с резьбой (21) вывинчивается из цилиндра
и одновременно убирается кольцо уплотнения. Негодные уплотяенпл
высверливаются 2 гвоздевыми сверлами и вытаскиваются.При
вставке новых уплотнений,нужно строго смотреть за тем,чтобы
уплотнительные манжеты не повредились резьбовым кольцом,
при натяжении уплотнения. Для этого следует применять
поворотный штифт А 8 по №H 900. Можно производить дальнейшую
сборку.
Установка остановочной силы в обратном ходе дроссельного
клапана
Обратно-ходовой дроссельный клапан вставлен для того,чтобы
недопустить во время работы самовольного ухода прессового
штосселя под нагрузкой собственного веса. Клапан установлен
альаый ее с поршня. Нри установке тяжелых л.;
инструментов может случиться,что во время работы прессов&й
штосссль уйдет вниз. В этом случае необходимо нажимную пружину
установить на более высокую силу удержания. После снятия
перекрывающей крышки со станка вывинчивается нажимная втулка
из переключающего клапана (Расположения гнезда клапана на
верхней плите цилиндров,близко к цилиндру).
Зайдель
15.5р62
ФЕБ Станкостроительный завод
Цойленрода___________________
Ая 305,^51/DDR/l VLVOitwwieck/HAre""
Ordnungs-Nummer
WZ 160 Ш/М/Ц
Ausgabe:
ШИН
ЖТРУКЦЙЯ О ПОЛЬЗОВАНИЙ
,J~—1ШД1И1ЧН<11т -1Х*И Л11111Т -'1и'г11''И1—-,?-1ГГГТГН1Т» I и*1»уч |
I58J.I4/I
- 13-2 -
Предохранительный щит (33) с гайками (34) нужно сняй> и
обе гайки повернуть против внутренней пружины тртблизнтельно
на У2 мм. В этом положении после вывинчивания втулки необхо-
димо проверить удерживающую силу. (Прессовый штоссель опустить
вниз). Если силы дочтаточно,то втулка опда вывинчивается
и предохранительный щит ставится Повторно на обеих гайках
для предохранения. После плотного завинчивания втулки станок
опять готов к работе. В том случае если удерживающая сила
пря1/2 ш недостаточна/то вышеуказанный рабочий ход следует
повторить,каждый раз регулировать наУ2 мм.
Выгодно,при выключении станка прессовый штоссель опустить
в свое нижнее положение,для того,чтобы, он мог опуститься.
0еагЬ- сайде ль Та° ТЧ-Ч-А? _ ФЕБ Станкостроительный завод ИЛЙЛЛИЛЛлл Ordnungs-Nummer
A«3O5r6VDDR/f VLVOitemvieck/H»«
WZ160 1П/ЗД11
Ausgabe*.
WZ160 A« 306/59, DDR/1 VLV Weimar
о/awn
Ausgabe;
АЖ 303/41 -DDR/l VT-VOitervierk/Hirr
WZI60 Ш/39/Н
Ausgabe:
305;61'DDR/! VLVOUerwled(/H»rjt
WZ Jtt> limn
Ausgabe:
Символ
Гпс
С И L В О Л Ы
Функция
Выключить
Включить
Мр
Выбрасыватель
Поддерка
Прямолинейное
движение
ФВ II
положение II
ФВ II
положение I
Выключение дина-
мометра
Выключен прессо-
вый ход и аварий
иый включатель
Прямолинейное
движение
Главный
включатель
зевгь. Зайдель
Тад:
[НСТРЖлЯ О ПОЛЬЗОВАНИИ
Краткое
обозначение
гидравлики
Ли
15Ж14/1
- 14 -
—, . ... ।
Контроль
При нажатии на глав-
ный включатель заго-
рается красный спот
Прессовый щтосссль
^перемещается в ис-
ходное положение и
останавливается
Желтый свет показывас.
ат рабочую готовность
станка
пнпи8 п^ессс~На динамометре
--1)14 Ы1ЛЫ j
На динамометре
Дополнительно только при выполнении с выбрасывателем
й поддержкой
. .'" "' ' и——-W
Движение выбраоыва-
телъного штосселя к
верху
Движение выбрасыва-
ющего штосселя вниз
При движении выбра-
сывающего штосселя
к ^ерху прессовочный
-штосссль останавли-
вается
Ас 305/61/DDR/I VLV Oster* icck^Harz
Выбрасывающий штос-
сель вместе с прес-
совочным движется
ФЕБ Станкосторительный завод
Нойленрода
Ordnungs-Nummer
WZMrt Ш/ЗДИ .
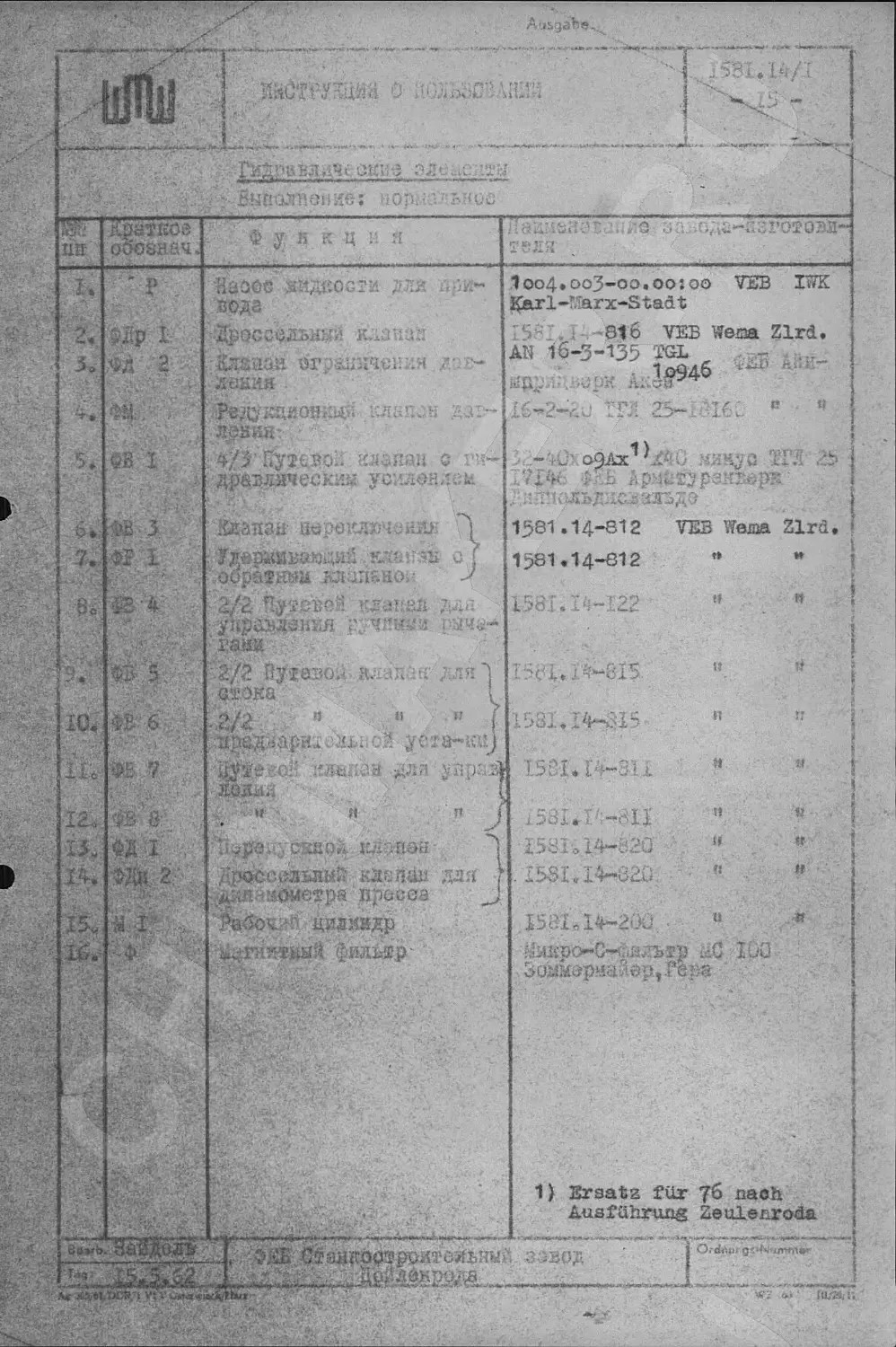
Выполнение: й.ор^а;'Ьяос
Ж
ШЕ
Краткое Р
ооознач,
....... —»...-
Ф у к к ц
я
Па& itii-iatО н М. з^зод^&й^огом-*
з£&лй
й
?
Фар 1
й s-ra
ФВ I
ФГ I
???•
11
Найос S’V^og'V; длй
ярде
^0сс^2ьаый клепая
Шшая
: 4/Э'«йзпан С Т'Л'
•дй^^ие^кйм- усиленней
о
ФВ 6
Хлапаа а^решшченян \
:&Ыйй а
"ойрагкйм xJtarisHOi'
;Л/2- ny'icio^' »:л а кая
укр0леийл гучжй
,<1!ада \Л •>
"’2/2 Иутдао.-, ял.ь\ -г
.' е’Юка
й
япе.}йарй.х ели ои у с та-и\
’ ^Шай<^я уйр?
ЙФвд
шч
для
W
-15.
’Ж
фВ а
ФДЛ'' .
й
я
Ti^pa. ;. йвво« клапан
;^дан^даетра пресса
для
к
1 оо4* ооЗ-оо. оо: оо VEB IvZ
Karl -Г/iar x-S t ad t
816 VKB Wem Zlrd
А» 16-3-135 TGL , - ,..
.
n Я
IWHi ФЕЬ Аржгзрэнгйрзг
2-;ШйЖЬМС»заздв
1581.14-812
1581.14-812
ТСЗ Wena Zlra
i'5?l. №“ 815
1581.1^-315
I5Sb 14-811
581Л 4-820
tt
11
tt
и
и
и
U
&нфо~С^яп>£р КС 100
Зошериа лзр, Гера
fi
И
я
1? - ,
и
•<
Ausgabe:
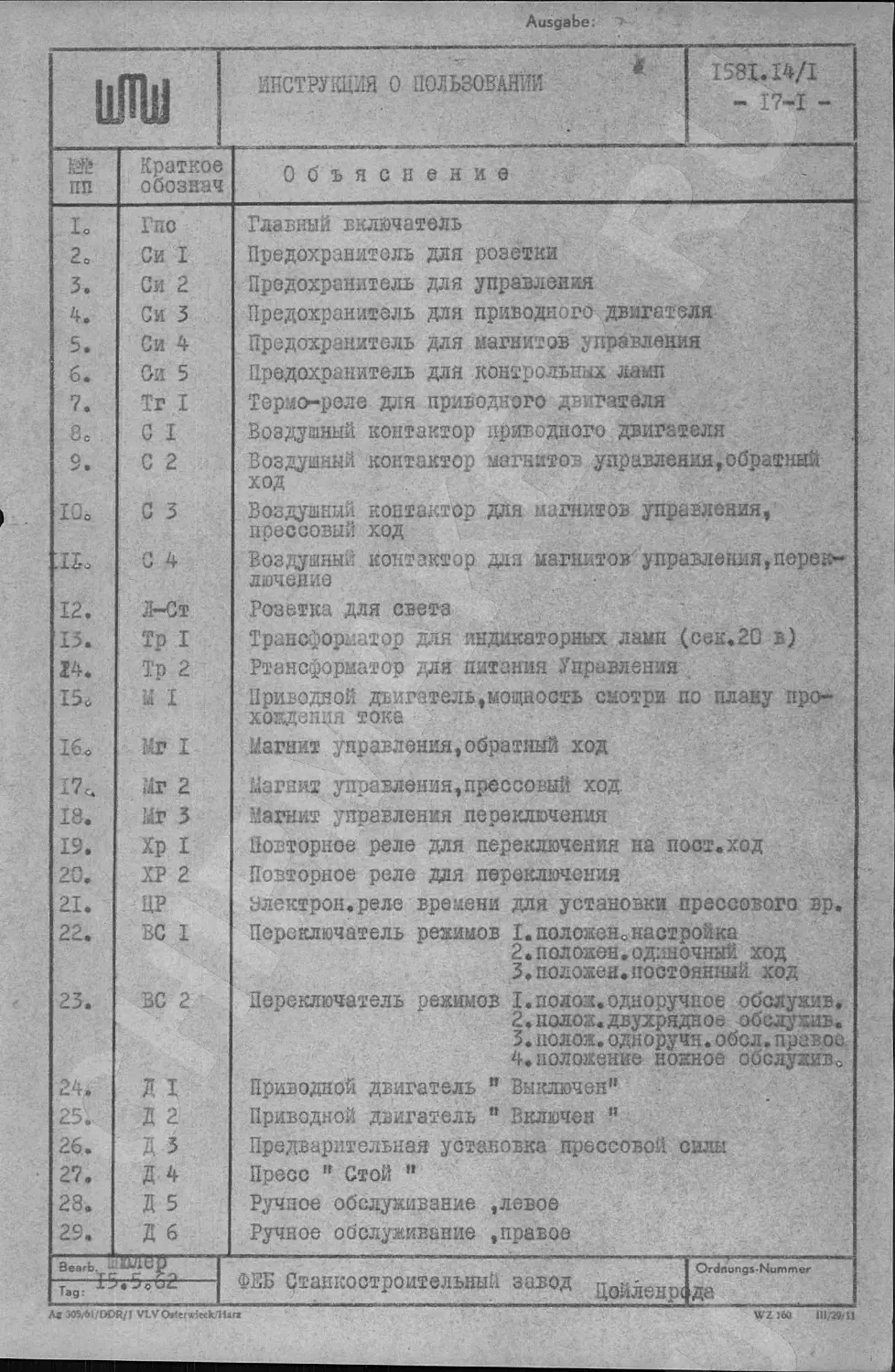
U! ma ИНСТРУКЦИЯ 0 ПОЛЬЗОВАНИЙ С. ' ' - ?’< . 1581.I4/I - i'?-i -
Й® ПП Краткое обознач Объяснение ’ .
H N tc m VO > CO О1' O !-t> C\J ’Л -4* LfS 40 С4- CO СЛ О 1—< OJ Ю Щ 40 L> CO 0Л b-4 b-l b~! FM >--4 N '-4 —1 1-Ч 0.1 CO О J OJ О J CO C\J C\J CXI CO il 1 1— ! I».|l.ll.|. «.! . +< 1 ,,| Гпс Си I Си 2 Си 3 Си 4 Си 5 Тг I С I С 2 С 3 С 4 Нт Тр I Тр 2 & I Mr I Мг 2 Мг 3 Хр I ХР 2 ;ЦР ВС 1 ВС 2 Л I Д 2 Д 5 Д 4 Д 5 Д 6 Главный включатель Предохранитель для розетки Предохранитель для управления Предохранитель для приводного двигателя Предохранитель для магнитов управления Предохранитель для контрольных ламп Термо-роле для приводного двигателя Воздушный контактор приводного двигателя Воздушный контактор магнитов управления,обратный ход . . Воздушный контактор для магнитов управления, прессовый ход Воздушный контактор для магнитов управления,перек- лючение Розетка для света Трансформатор для индикаторных ламп (сек.2С в) Ртансформатор для питания Управления Приводной двигатель,мощность смотри по плану про- хождения тока Магнит управления,обратный ход Магнит управления,прессовый ход. Магнит управления переключения Повторное реле для переключения на пост.ход Повторное реле для переключения Электрон.реле времени для установки прессового вр. Переключатель режимов I.положенонастройка 2.полонен.одиночный ход 3♦положен.постоянный ход Переключатель режимов Х.полож.одноручное обслужив. 2.полой,двухрядное обслужив. 3 ♦ по лож. одноручн. обол. п р... о е 4.положение ножное обслужив0 Приводной двигатель ” Выключен" Приводной двигатель " Включен 11 Предварительная установка прессовой силы Пресс " Стой " Ручное обслуживание ,левое Ручное обслуживание ,правое
Bearb. UlXJJiOO 7 — Tag: ФЕБ Станкостроительный завод пиленое Ordnungs-Nummer да
Ac 30j,6i..WR/J VLVCXferuiecL-lUn
WZ160 Ш/Ю/И
Ausgabe:
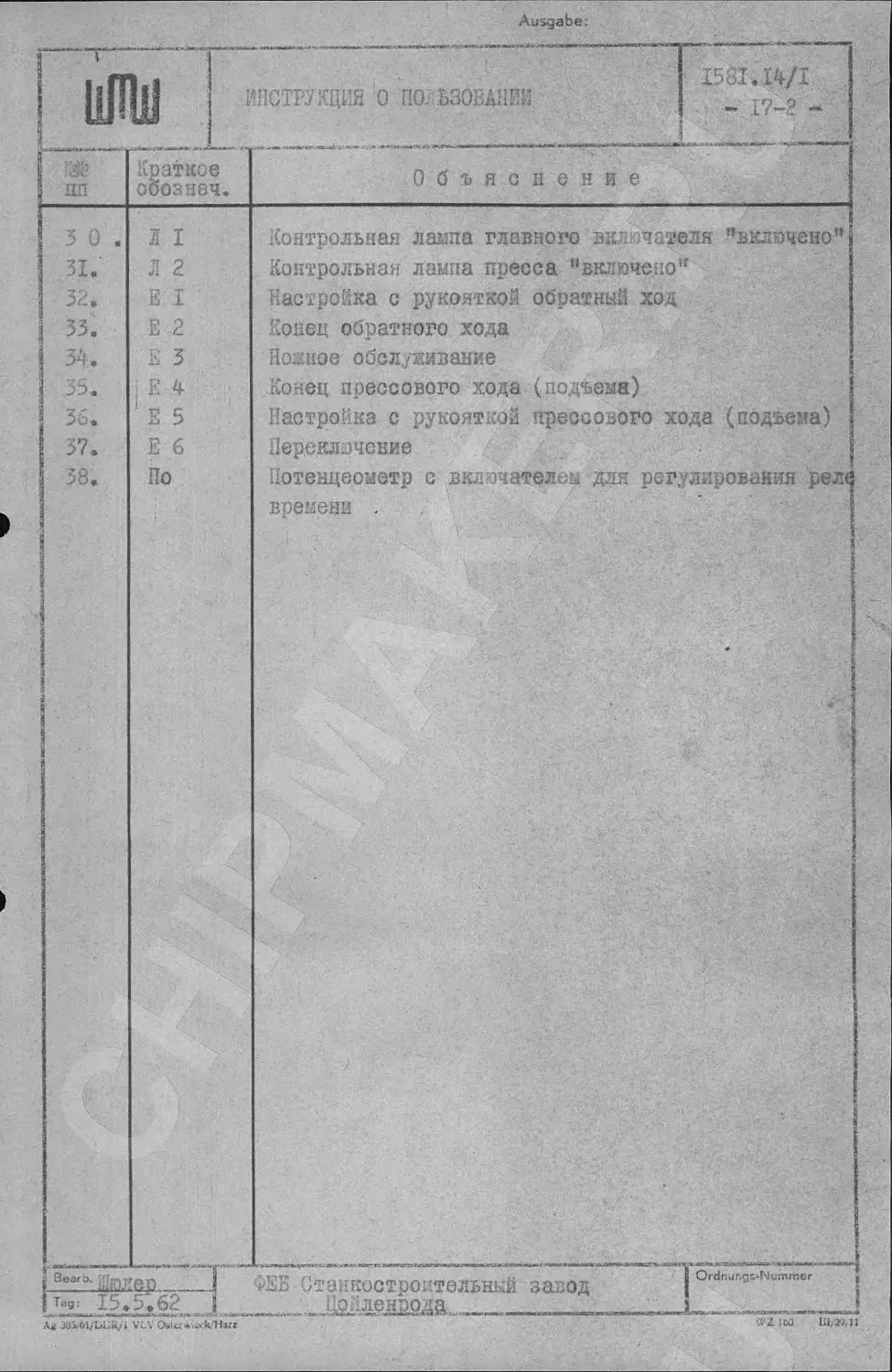
ИНСТРУКЦИЙ О ПОЛЬЗОВАНИИ
1
I5SI.I4/I
Краткое
I шт ооозяач.
3 0. 5 I
31. Л 2
32. E I
33. Ё 2
54. E 3
35. • E 4
36. E 5
37. E 6
38. По
i
! t s I I Й i
sВеа,э- £ккев. 1
|r-g: 15. 5; 62 s
A.u 30&61/DJuR/ ‘ VLV Osltt witdc/Harx
Объяснение
Контрольная лама главного включателя ’’включено “
Контрольная лампа пресса “включено”
Настройка с рукояткой обратный ход
Конец обратного хода
Ножное обслуживание
Конец прессового хода (подъема)
Настройка с рукояткой прессового хода (подъема) !
Переключение
Потенцеометр с включателем для регулирования
времени . .
I
реле
1
г
<^-.гжл..п»гти- •-«t,k*-v.tDc-r.
ФЕБ Станкостроительный завод
ЦоЙленрода
к=хх«‘.
•Numiner
1
I
Ш, 34J1
Ausgabe:
Краткое руководство для
рабочего
1581.14/1
. Чг 18' -
4
5
8
Юо
II.
• 12
Этот лист относится кмашине !
Следи и обслуживай свою машину правильно! так кавЛ’ы хочешь
создавать на ней ежедневно новые ценности!
Поэтому соблюдай следующие пункты :
Прежде чем Ты включишь машину,прочти внимательно инструкцию
о пользовании и ознакомься со всеми частями.машины и их
действйемс
I. Включи главный включатель с обратной стороны пульта вклю-
чения.На пульте загорается красная лампа.
2. Нажатием кнопки включателя I йотой* включаетсЯоВо вклю-
чателе загорается желтая лампао
3» Клапан'установки прессовой силы повернуть назад.
Кнопку ып? предварительной установки прессовой силы нажат:
при этом устанавливается прессовая силао
Звездная рукоятка ограничителя хода перестанавливается
на необходимую высоту хода и закрепляется.
При установке реле времени соблюдать правила пользования,
Машина готова к работе !
Ключи выключателя и рукоятки при положении -двухручной
обслуживание-соответсвеяно правилам рабочей безопасности
вынуты.
После разогрева машины отрегулировать соответственно
прессовую силу.
Динамомер во время текущих работ останавливается.
Во время перерывов при применении верхних тяжелых инстру-
ментов машина отуключается,когда штоссель идет вниз.
Выключаются : сначала нажать красную кнопку ” Выкли,мотор
отключен,тухнет желтая лампа,затем выключается главный
выключатель,гаснет карасный свет.
веагь. Зайдель ' f /** ФЕБ Станкостроительный завод
ТТ 15.5.62 Цойленрода
жж-впммимшиттжиг чичыГ.ау.i-.tr«n»wn иди ц—чщп jiie — i mi j. г, nn jmu» . J w шиен.и —юд—tw —
Аг 305>ti/DDR/t VLVO$ferwiedc.lhri
Ordnungs-Nummer
WZ 160
Ausgabe:
pr <? 8 p e jc t
(Aus2ug aus Prospelrt von wetron Saida)
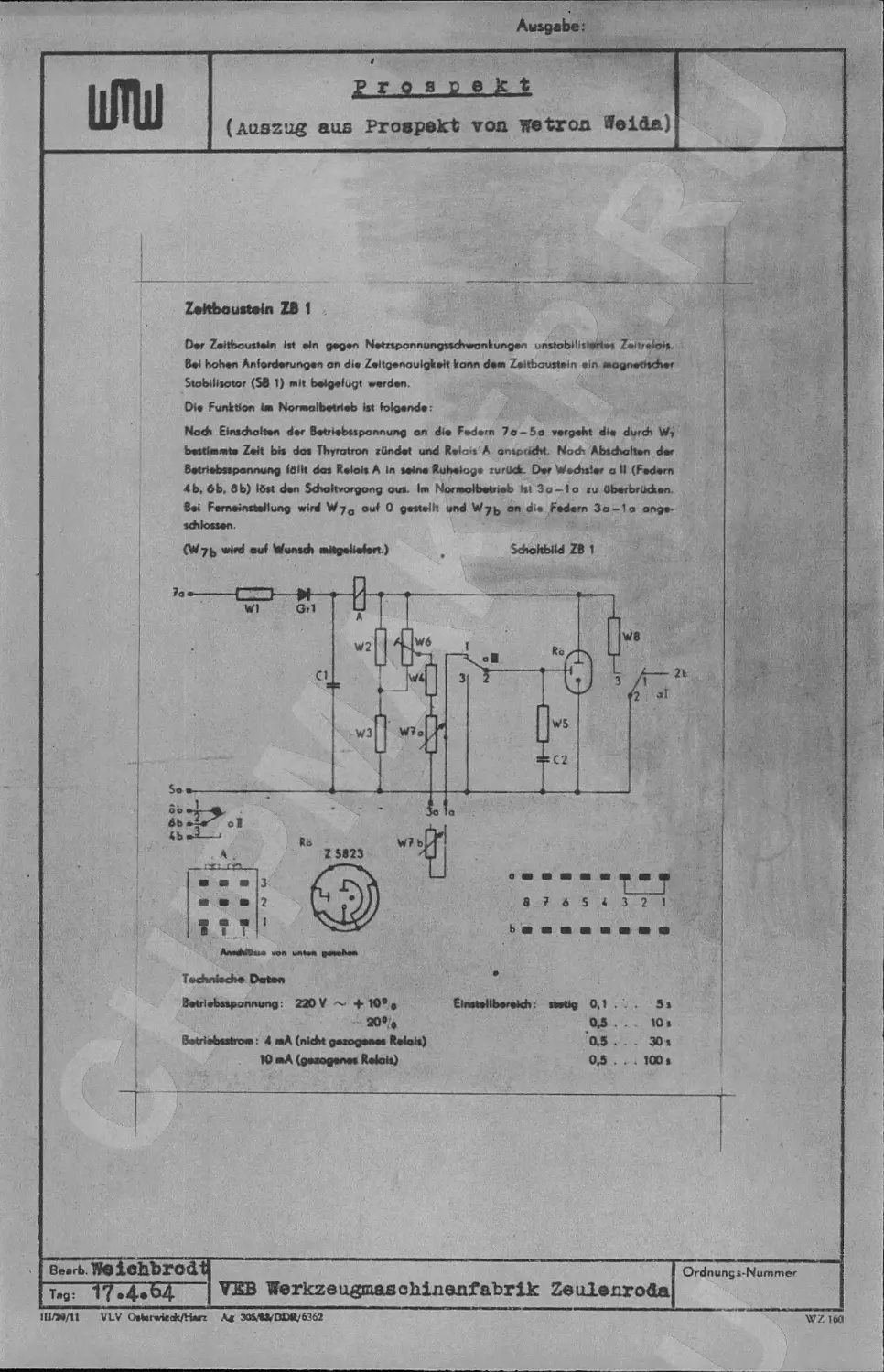
Zeltbeustein ZB 1
Dar Zeitbousieln 1st aln gegen Netnponnungssdrwonkungen unstobillsHptes Zeitrelols,
Bel hohen Anforderungen on die Zeltgenouigkelt konn dam Zoitbausteln aln mognatlsdter
Stobilisotor (SB 1) mlt beigefugt warden.
Die Funk bon Im Nonaalbetrieb ist folgende:
Modi Einsdsolten de< Betriebssponnung on die Fadarn 7o —5о vergeht d<e durdi W7
battimmte Zelt brs dos Thyratron zundet und Rales A anspudrt Noth Absdhalten dar
Betriabssponnung Idllt dos Ralols A In seine Ruheloge rurUdt- Dar Wednlar a It (Fadarn
4b, 6b, 8b) l&st dan Scholtvorgong ous. Im Mormolbetneb Ht 3o-1o ru ObarbrUdtan.
Bai Femainstallung w»rd W7O ouf 0 gastelh und Wyj, on die Fadarn 3o-1o onga-
sdtkxsen.
(Wyj, wind снД Wunsd) mUgslistert.) Scholtblld ZB 1
TadsnUdt* Doten
Batriabssponnung: 220 V ~ + Ю0 • Elnstallbarekh: stebg 0,1... 5 s
20’t 05 . . . 10 s
Betriabsatro*: 4 mA (nldrt gexoganae Ralols) 0,5 ... 30 s
10 mA (gazogenes Ralols) 0,5 . . . 100 s
Bearb. WO ХОДОТС (IT f Ordnungs-Nummer
Tag: ^а^ебд VEB Werkzeagmasohlnanfabrik Zeixlenrodal
111/»/11 VLV OetarwiecMWz A* 305,<l/BD«/6362
WZ 160
Bedienungsanleitung
________________________-
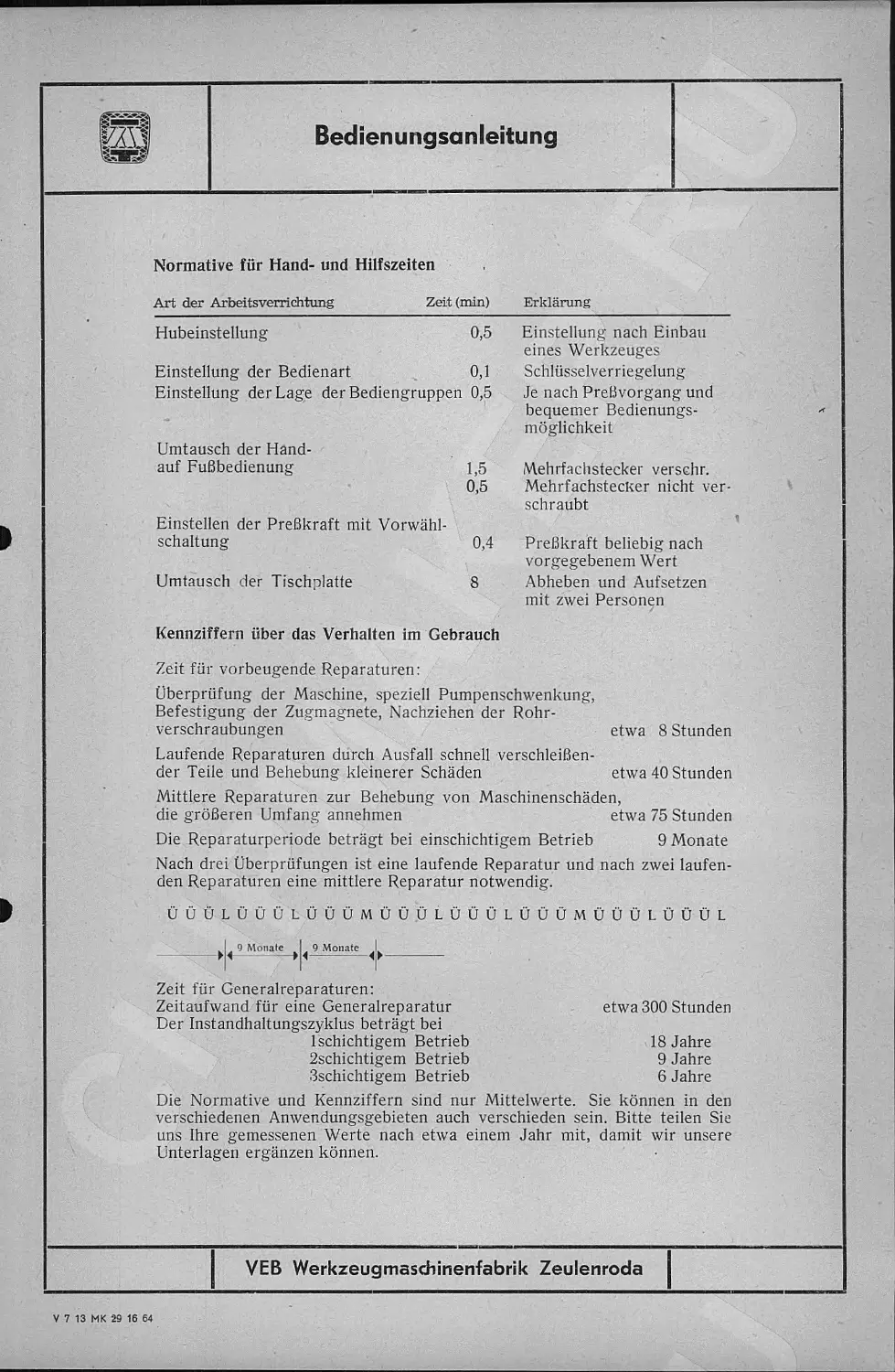
Normative fiir Hand- und Hilfszeiten
Art der Arbeitsverrichtung Zeit (min) Erklarung
Hubeinstellung 0,5 Einstellung der Bedienart 0,1 Einstellung der Lage der Bediengruppen 0,5 Einstellung nach Einbau eines Werkzeuges Schliisselverriegelung Je nach PreBvorgang und
Umtausch der Hand- auf FuBbedienung 1,5 0,5 Einstellen der PreBkraft mit Vorwahl- schaltung 0,4 Umtausch der Tischplatte 8 bequemer Bedienungs- moglichkeit Mehrfachstecker verschr. Mehrfachstecker nicht ver- schraubt PreBkraft beliebig nach vorgegebenem Wert Abheben und Aufsetzen mit zwei Personen
Kennziffern uber das Verhalten im Gebrauch
Zeit fiir vorbeugende Reparaturen:
Uberpriifung der Maschine, speziell Pumpenschwenkung,
Befestigung der Zugmagnete, Nachziehen der Rohr-
verschraubungen etwa 8 Stunden
Laufende Reparaturen durch Ausfall schnell verschleiBen-
der Teile und Behebung kleinerer Schaden etwa 40 Stunden
iMittlere Reparaturen zur Behebung von Maschinenschaden,
die groBeren Umfang annehmen etwa 75 Stunden
Die Reparaturperiode betragt bei einschichtigem Betrieb 9 Monate
Nach drei Uberprufungen ist eine laufende Reparatur und nach zwei laufen-
den Reparaturen eine mittlere Reparatur notwendig.
U 0 U L U U 0 L U 0 U M 0 0 U L U U 0 L 0 M U 0 U L U U U L
_____ I 9 Monate I 9 Monate I
Zeit fiir Generalreparaturen: Zeitaufwand fiir eine Generalreparatur Der Instandhaltungszyklus betragt bei etwa 300 Stunden
Ischichtigem Betrieb 18 Jahre
2schichtigem Betrieb 9 Jahre
3schichtigem Betrieb 6 Jahre
Die Normative und Kennziffern sind nur Mittelwerte. Sie konnen in den
verschiedenen Anwendungsgebieten auch verschieden sein. Bitte teilen Sie
uns Ihre gemessenen Werte nach etwa einem Jahr mit, damit wir unsere
Unterlagen erganzen konnen.
VEB Werkzeugmaschinenfabrik Zeulenroda
V 7 13 MK 29 16 64
pgl Zusatz zu AMK 29 PYE 25 S
PYE 10 S
Sicherheitstechnische MaRnahmen nach Inbetriebnahme:
Bei Inbetriebnahme sind alle an der Maschine Beschaftigten uber die be-
stehenden Arbeitsschutzanordnungen zu belehren.
Einrichtungen. der Sicherheitstechnik:
Sicherheitsventil als Uberlastungsschutz.
Zweihandschaltung.
Druckknopfe zur Auswerferbedienung konnen elektrisch gesperrt wer-
den, wenn die Maschine ohne Auswerfer arbeiten soil. Druckknopf zum
Stillsetzen der Steuerbewegung der Maschine (Notschalter).
Verriegelung der jeweils eingestellten Bedienungsart durch Schliissel-
schalter (Schlussel abziehbar).
Bei Einzelhub ist elektrische Durchlaufsperre vorhanden.
Besondere Schutzbestimmungen bzw. Betriebsanwei sungen:
Fiir das Einrichten der Maschine zu dem jeweiligen Verwendungszweck
ist der Einrichter Oder Meister verantwortlich. Die Schlussel fiir die Wahl-
schalter und Handhebel sind nach der Einstellung von der Maschine ab-
zuziehen.
Bei Ausfiihrung mit Auswerfer werden die Bedienelemente zur Auswerfer-
Steuerung im Schaltschrank elektrisch gesperrt, wenn die Maschine ohne
Auswerfer arbeiten soil
Das Gleiche gilt auch fiir Ausfiihrung mit Drehtisch bzw. Zufiihrgerat.
Sonstige Angaben — Erganzungen:
Es wird darauf hingewiesen, daft fiir Schaden und Unfalle, die durch un-
zureichende Pflege und Wartung der Maschine und durch. Nichteinhal-
tung der Arbeitsschutzanordnungen auftreten konnen, der Hersteller-
betrieb keinerlei Verantwortung iibernimmt.
s
и
VEB Werkzeugmaschinenfabrik Zeulenroda
Blatt 1
ШШ1
Ausgabe:
.. . - - - - - --------------------------- - -- -.--1—. — .........
. .. - - ТЙ 1t 5
. - i b* 2Г;
Zusatz zu Ш 29 py- 3
PYE 250) S
Verblelbende Gefahrdungen bzw. Erachwernisse:
1»-Bei Arbeitsbeginn mit kaltem 01 ist die PreBkraft-
einstellung atets zuriickzudrehen and wieder neu
einzustellen.
2. In Arbeitspausen ist bei Verwenduhg schwerer Ober-
werkzeuge die Maschine abzuschalten, wenn der PreB-
stoBel nach unten gefahren ist.
3.. Bedlenart FuBbedienung ist nur zulassig, wenn Arbeits-
schutzanbrdnungen nicht verletzt werden (siehe ASAO 192) •
4. Bedlenart Einhandbedienung ist nur Zulussig, wenn
ArSeI'tss'cliutzahordhungen nicht verletzt werden (siehe
ASAO 192).
5» Bedlenart Dauerhub ist nur zulassig, wenn Arbeitsschutz-
anordnungen nichi verletzt werden (aiehe ASAO 192) Oder
wenn Zufilhreinrichtungen angebaut sind.
6. 'A'ird die max. zulassige Larmentwicklung nach der Arbeits-
schutzanordndrg -Гг. 3 libers christen, so ist vom Bedien-
personal ein Gehorschutz zu verwenden.
7LV (MtewteriUttan A« »Лгог1>оЙ/6Л2
VZ JWi
Ausgabe:
I
I
ffl 1 11 охру л
Гидравлич
11ИШ ныи пресс
Инструкция по обслуживанию
г^оптггл11ескГ5- одностоечный настоль-
ь
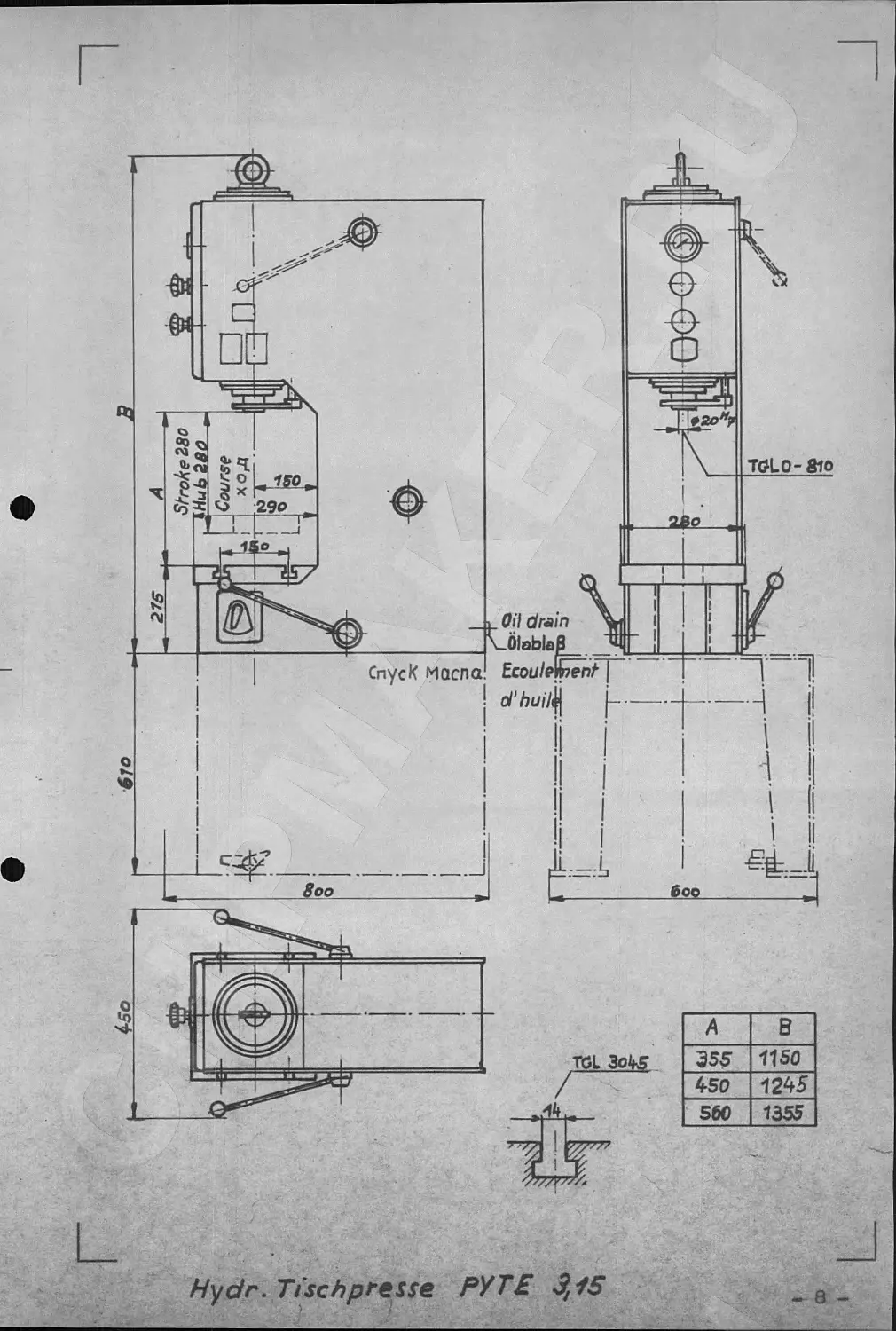
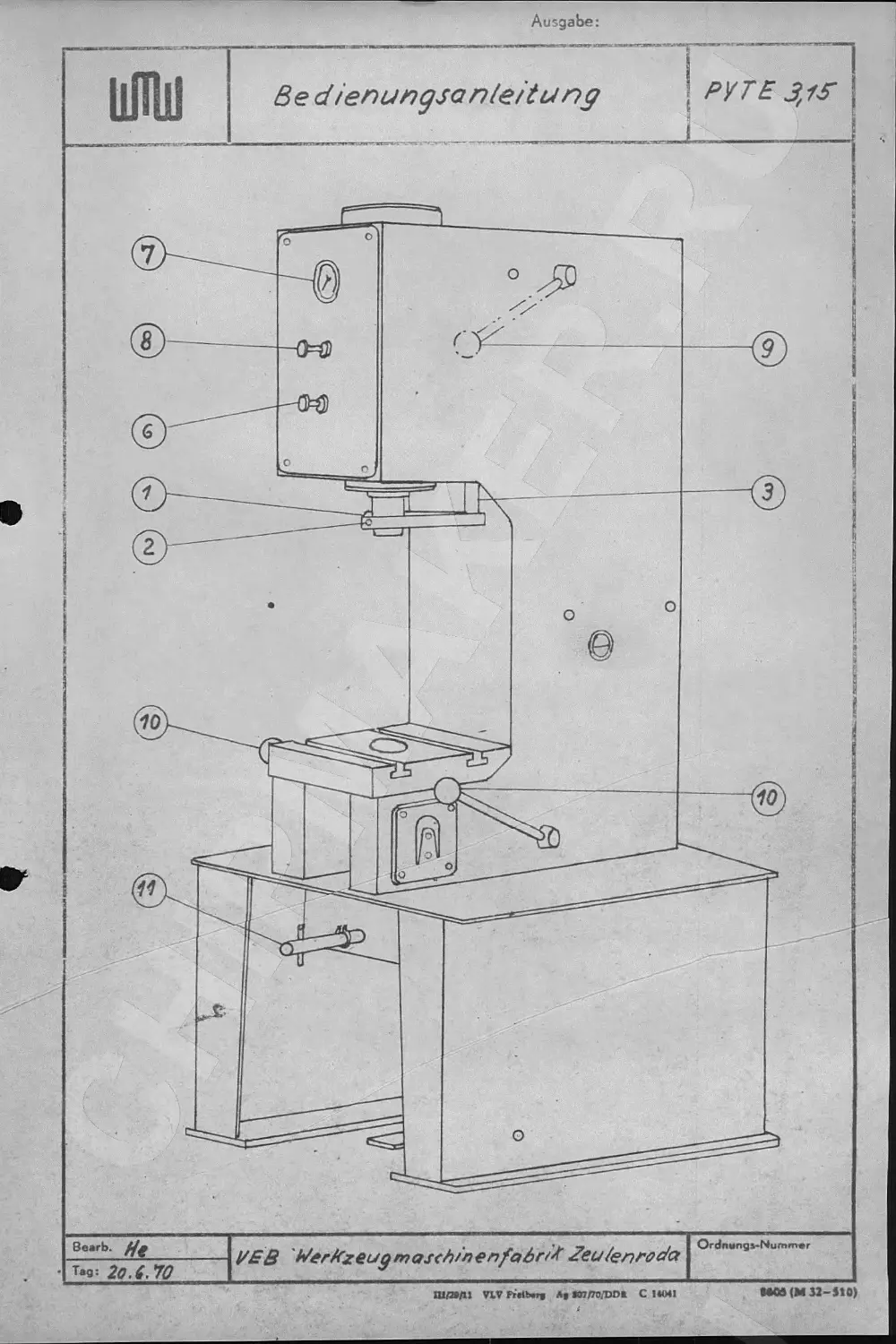
РУТЕ 3,15
1Жо.о£
JS X сб а ф о о е
Габаритные размеры 58о.о2 . лист
Установка 1^&о»о2 лист
овод в эксплуатацию 1 оЕо.о2 лист
закрепление инструмента 156о.о2 лист
Установка хода ползуна i - So. о2 лист
Установка прессового усилии 1 Жо.о2 лист
Выключение силомеров \ - 138о*о2 лист
Обслуживание iРВо Фо2 лист
Уплотнение ползуна 1г£о. о2 лист
Уход за малиной 156о.о2 лист
Электрические элементы Краткая инструкция дл. 156о. о2 лист
аладчива ( 4 к) 1 <£о.о2
i
£5
Ч
б
Нормативы ручного времени и вспомо-
гательного времени ГУТЕ 2,5-25/1-10/1
Объяснение к АУК РУтк 3 J5
Инструкция по обслуживанию длл
радиального порчневого насоса
Дополнение для экспортных
поставок, вместо A/W - паспорта
\
580.02 лист ?-11
ВеагЬ. Хе. Тад: ^.5.7О 2Ь Зеркце^гмаиинен^абрик Цо.ленродг Ordnungs-Nummer
Ш/»Д1 VLV Fraibara A* M7/70/DD* С 1*041
32-510)
Ausgabe:
llffljj
Инструкция по обслуживанию
1Сбо.оД
1
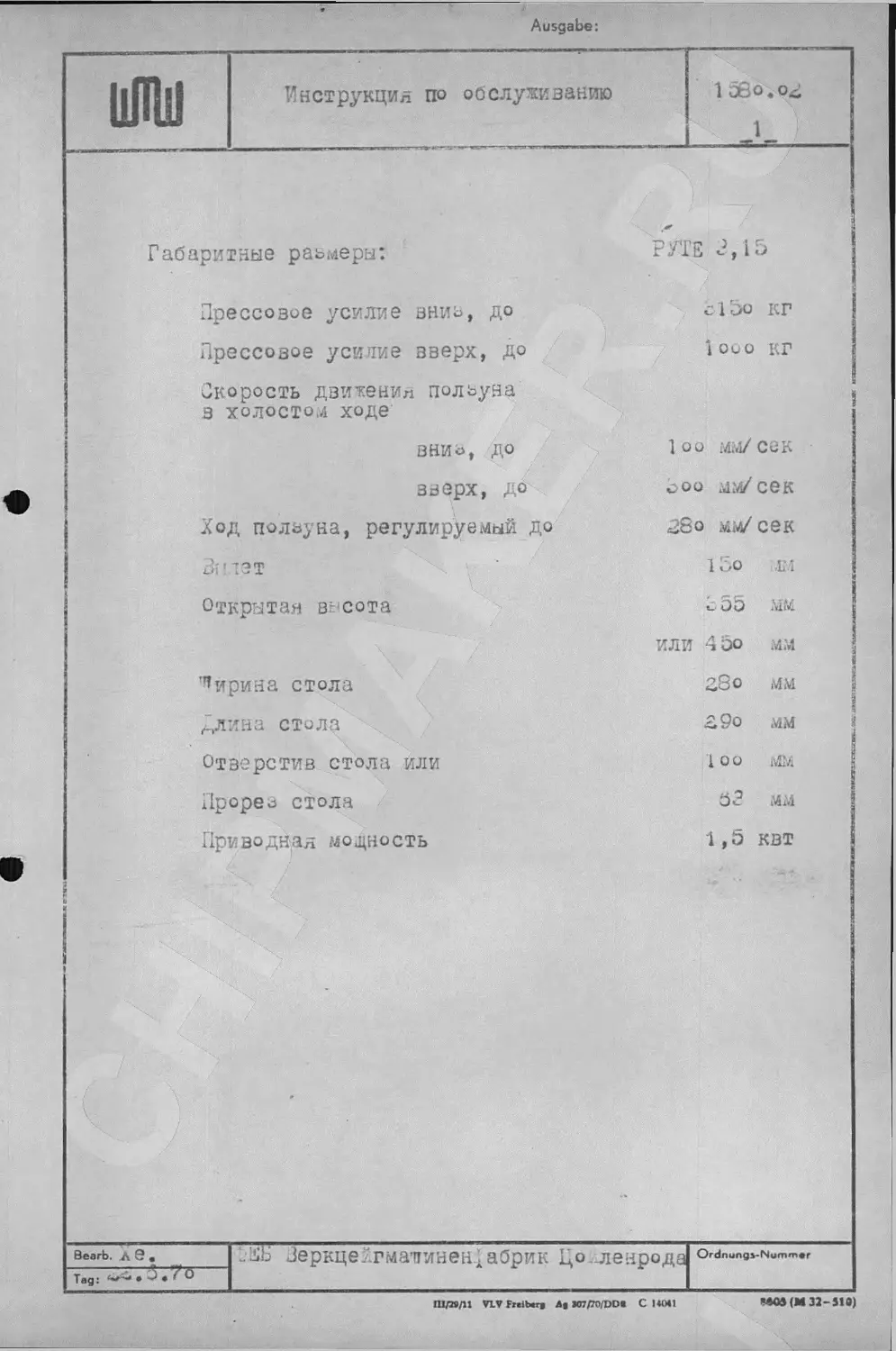
Габаритные размеры:
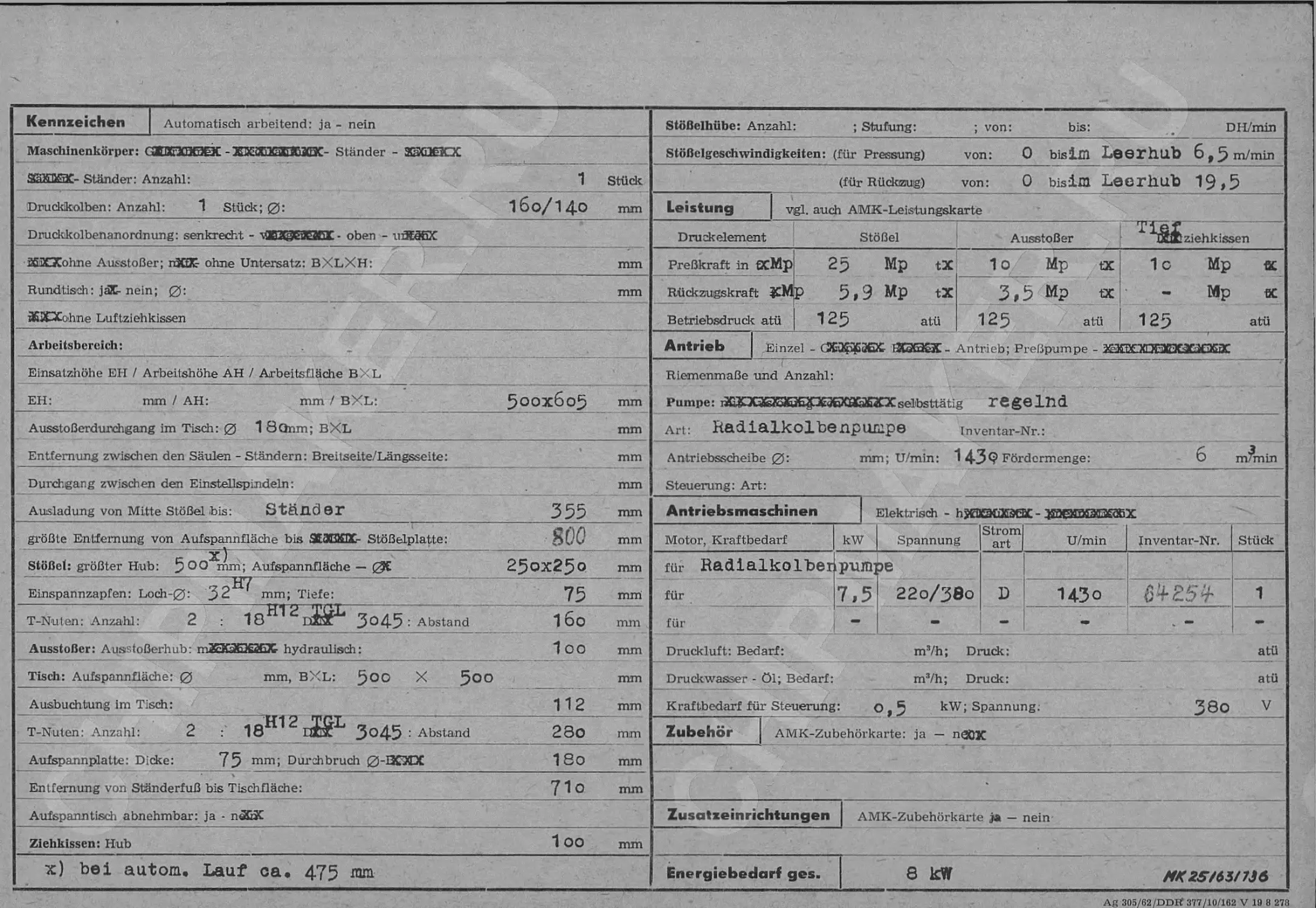
РУТЕ 2
Прессовое усилие вниз, до
Прессовое усилие вверх, до
Скорость движения ползуна
в холостом ходе’
tlao кг
1ооо кг
ВНИо, ДО
1 00
вверх, до
Ход ползуна, регулируемый до
1 тот '
мм/сек
28 о
мм/сек
1'1
Открытая в г. сота
мм
или 4 оо
ММ
Ширина стола
28 о
ММ
,_лина стола
£9о
ММ
Отверстие стола или
Прорез стола
Приводная модность
100
ivU/i
□3
мм
1,5
КВТ
ВеагЬ. Л 9 ,
т.д!^..3.?о
!Ь ЗеркцеУ.гма’пинен • абрик Цо леирода о^ипв*^»™.
111/29/11 VLVFreitwrg Аа 107/70/DD* С 1*041
М0А(М 32-510)
Ausgabe:
ШЛИ
Инструкция по обслуживанию
1580.02
Установка
При доставке мааины нормального исполнения:
Ланину следует поставить на жесткий стол* По при-
ложенному фундаментному чертежу надо приготовить
подключение маиинй к электросети* Звод кабеля в
малину может произойти или" снизу или со стороне!
правой станины*
Для крепления малины на столе, нижняя часть малины
снабжена 4-ыми отверстиями для гаек*
При доставке с подставкой:
Пресс надо устанавливать на равную площадь. Подклю-
чение 1малины к электросети может произойти по
вы ле указанному методу*
Дополнительное крепл.ение малины анкерными болтами
не нужноэ
Малина должна б^ть тщательно очищена* Для чистки
малины ни в коем случае не пользовать ни волок-
нистими тряпками ни ветощью!
После снятия покрытия, находящ. на обратной сто-
роне маиины, следует заполнить маслинный резер-
вуар.
Объем около 28л*
5 /
При комнатой температуре равна гО гадусов рабочая
температура пресса составляет около 40 до 70 гра-
дусов*
масло заливать объязательно через фильтр!
веагь. jjp0/Ke* ~ ц?ЕБ
тад: a Г ; Веркце гнм а линенфабри к ЦеГ-ленрода
Ordnungs-Nummor
’ 4 -
1П/29Д1 VTV Freiberg Ag S07/M С 2М8
BesL-Nr. 8605 (М 32-510)
Ausgabe:
Инструкция по обслуживанию
1580.02
Закрепление инструментов:
При маяине нормального исполнения в плите стола
находятся две Т-ооразн. канавки. 3 них можно за-
крепить нижний инструмент при помощи пазовых
сухарей, железных сердечников и зажимных цапф.
Верхний инструмент йожно вставить в отверстие
ползуна при помощи зажимных цапф по ДИН 310 и
закрепить натяжным болтом (1).
Установка хода ползуна:
При наладке следует принести ползун в нижнее
крайнее положение. В таком положении выключа-
ют электродвигатель о
До полной .остановки насоса надо держать ручной
рычаг з этом положении. Потом надо*освобождать
натяжн. болт (2). Иаслянны“ резервуар совместно с
ограничительным устройством (г) следует переме-
щать вверх до такого положения, где расстояние
резервуар- уплотнительное кольцо (12; соответст-
вует" расстоянию полного хода ползуна пресса.
После привинчивания болта (2) и включения элек-
тродвигателя можно перемещать ползун на полный
ход.
Чтобы получить различные хода ползуна, в 'стролст-
вах находится крепкий упор.
Установка прессовой силы:
Прессовую силу, которая потребна для соответст-
вующего рабочегб хода, мо^но устанавливать враще-
нием звездообразной рукоятки (5) под контролем
динамометра (7) при насадке ползуна.
При этом следуёт учест^уТо принципиально при
начале работы, звездообразная" рукоятка (6) сле-
дует вращать назад, чтобы устранить возможность
возникновения недопустимого избыточного дав-
ления вследствие холодного масла.
Выключение динамометра:
динамометр служит только для установки и контроля
прессово " силы.
Но во время текущего произёодбтва динамометр сле-
дует выключить при помощи звездообразной руко-
ятки (8).
ВеагЬ. jla./мэ.
-----------------
Тад: ,
Веркце 1Гмалиненфабрик цойленрода
Ordnungs-Nummer
- 4 -
Ш/ЭТД1 vtVFrwibwB Ав м?/м С 2698 Best.-Nr. 8605 (М 32-510)
Ausgabe:
uniii
Инструкция по обслуживанию
r:sc\ 02
Обслуживание
3c« малины нормального исполнения оснащены с одноруч-
ным - и двухручным обслуживанием (10). При выполнении
эабот, требующих прецизионного прессования и таких ра-
бот с относительным длинным ходОхМ ползуна, как например
протяжка, рекомендуется применить одноручное•обслужива-
ние.
В случае опасности прищемить пальцы , при таких работ
как ре^ка, вырубка и прессовка- с высотой хода ползуна
больше 8 мм, следует предохранить одноручное обслужи-
вание,,. Рекомендуются только работать с двухручным обслу-
живанием. . .
Для этого следует отвинчивать ручным рычаг (9) из эго
крепления и закрепить его,в кач^стз^ второго рычага,
на нижней части" маиины.
При доставке малины с подставкой и ножным педалом сле-
дует пои выполнении работ с двухручным обслуживанием
но^нии" педаль особенно предохранить. Для этого следует
открывать предохранительный замок, повернуть рычаг (11)
назад и снова закрыть предохранительный замок.
Режим работы зависит от рода работы и применяемого при-
способления.
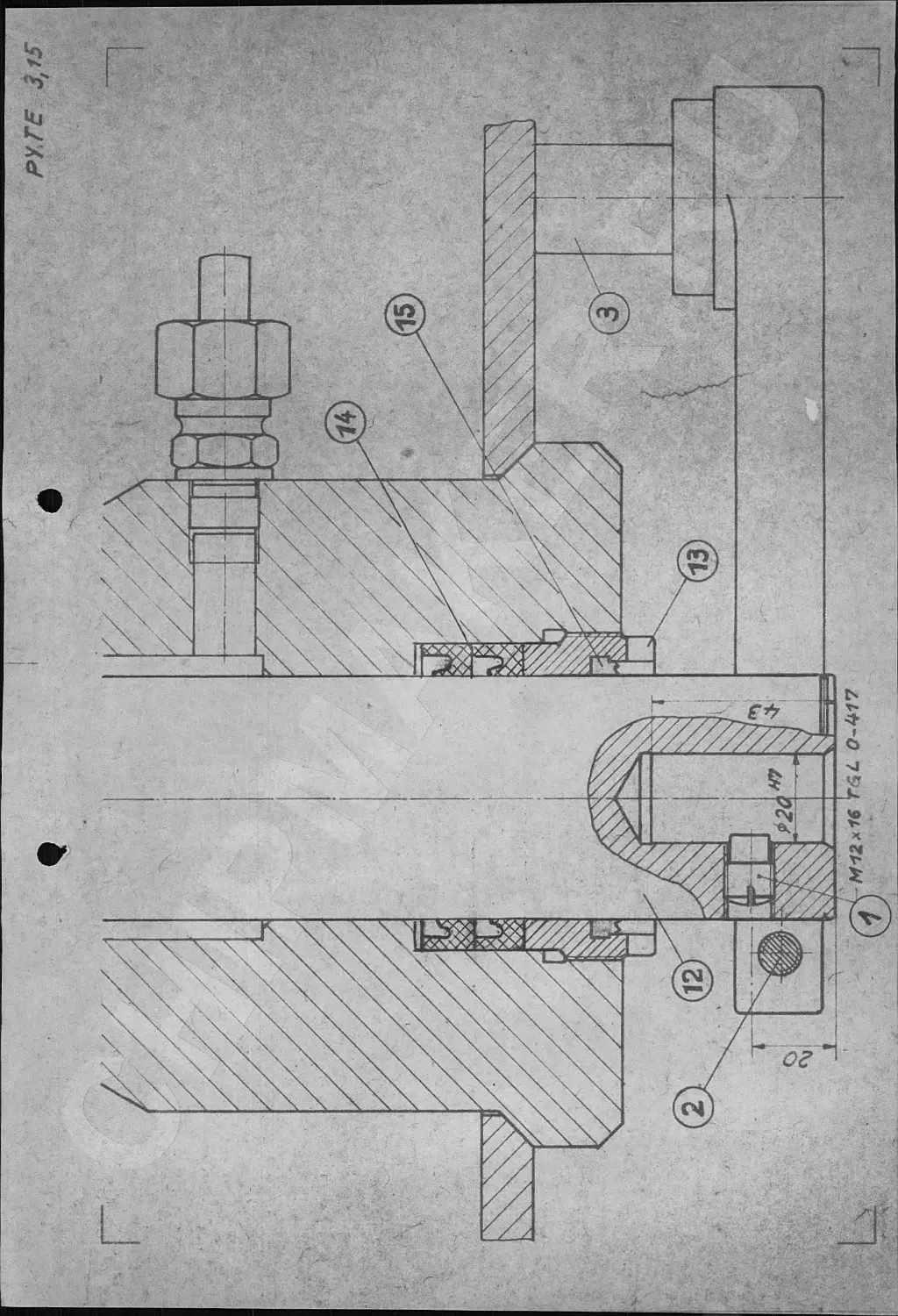
Уплотнение ползуна
Вели между ползуном (U) и уплотняющей гайкой (1у) будет
установлено утечка масла, то уплотнение ползуна (14)
должно быть подрегулировано путем подтяжки* уплотняющей
гайки (1^).
3 том случае, корда поДтяжка уплотняющей гаики не обе-
спечит боль не безукоризненное уплотнение ползуна, улпот-
няющий эл-емент ползуна должен быть заменен новым.
Маслинный'бак~при помощи отвинчивания болта (>) следу-
ет тянуть вниз и вращать в сторону. Уплотняющую гайку
(1-) отвинчивают и удаляют уплотн. покрывающле кольцо,
негодные уплотнения высверливаются гвоэдаыми сверлахми
и вытаскиваются.
При вставке новых уплотнений нужно строго смотреть за
т^м, что уплотнительные манжеты не повредились. Уплот-
няющей гайкой привинчивают потом уплотнение.
Можэт произойти дальнейиую сборку.
Bearb. iJa»/ m3
Тад:
Звркцейгмалин4нфабрик Цойленрода
Ordnungi-Nummer
- о -
Ш/ИД1 VLV Fi.iberj) Ад В07/М С 2698
Best-Nr. 8605 (М 32-510)
шли
Инструкция по обслуживанию
1580*02
Техническое обслуживание:
Пресс необходимо "'регулярно очистить, смазать и прове-
рить. Это имеет значительное влияние на срок службы
малины*
Все работы службы маиины следует зафиксировать по ука-
занному плану.
При односменной работе
еженедельно: малину подвергать чистке,
контролировать уровень масла*
полугодично: Разведка контакторов и выклю-
чателей*
раз з год: малину контролировать на необ-
ходимость зремонте, гидравли-
ческое масло- на необходимость
в смене.
Электоика:
Электрические приборы готовы к работе и расположены в
станке о Требуется только соединительный кабель подме-
сти к сетй-клеммам РОТ и Мп по прилож. плану электри-
ческих проводов.
Пользование электрической устаноки:
При вводе в действие следует уточнить:
Соответствует ли напряжения давкам схемы
цепей тока?
Следует убедиться в том, что в предохрани-
тели вставлены надлежащие вставки? Смотр,
схему цепе* тока и объяснение на малине*
Правильно ли направление вращения двигателя?
Следует убедиться в том, что потребляемый
ток имеет значение на которое расчитано
электрооборудование малины*
Включить амперметр!
4
Очистка электроприборов
Для продувки электродвигателя следует его со станка
снять
Иа./Уя
Таз-' ,
Веркц°йгмалиненфабрик Ц^л^нрода
Ordnungs-Nummer
- 5 -
111/28/11 VLV Freiberg Ag 307/gg С 2698
Best.-Nr. 8605 (М 32-510)
Ausgabe:
шли
Инструкция по обслуживанию
1аеС„02
Краткое руководство для наладчика!
Этот лист относится к малине!
Следи и обслуживай сзою малину правильно, так как
Ты хочеиь создавать на ней ежедневно новые цен-
ности I
Поэтому соблюдай следующие пункты:
1 , Нажатием кнопки, включателя "ПУСК"- электродви-
гатель включается*
г. Клапан ”Усилие прессования" повернуть назад.
Приводить в действие ручное рычаг, при этом .уста-
навливается прессовая сила на клапане
4* При помощи ручного рычага,ползун перемещать вния*
Нажатием красной кнопки выключить электродвига-
тель*
При окончании вращения вала электродвигателя,
надо держать^ручным рычаг в среднем положении*
5* Надо отвинчивать натяжной болт в маслинном резер-
вуаре* Потом с маслинным^резервуаром и рычагом
дляхограничения хода ползуна надо‘устанавливать
желаемую высоту хода ползуна* Снова еле,дует ввин-
чивать натяжной болт*
6. Мазина готова к работе !
7* После разогрева малины отрегулировать соответст-
венно прессовую силу*
8» динамометр во время текущих работ следует выклю-
чить !
ВеагЬ- 11а4/Мэя
Тад: •>. v >.•
; РеБ
Зеркцежгмалиненфабрик Цойленрода
Ordnungs-Nummer
Ш/М/Н VLV Frtiberu Ав 807/М С 2698 BesL-Nr. 3605 (М 32-510)
Ausgabe:
шли
дополнение к AM К 29
РУТ2 3,15
Мероприятия по технике безопасности после звода ма-
шины в эксплуатацию:
При вводе малины в эксплуатацию весь персональ, зан-
ятый по обслуживанию малины, следует ознакомить с
правилам по охране труда.
Устройства по технике безопасности:
1 . Регулировочный клапан для установления прессового
усилия.
2 , двухручное обслуживанием
Особенные
постановления или указания по
обслуживанию:
К каждой малине доставляем два управляют, рычага.
Одноручное обслуживание:
Дели на машине работают по режиме ’’одноручное обслу-
жование”, то надо ввинчивать управляющий рычаг в
правую верхнюю втулку.
Двухручное обслуживание:
дели по охране труда ‘’двухручное обслуживание” необ-
ходимо, то" следует управляющий рычаг ввинчивать в
нижнюю втулку. этим обеспечивается работав по режим0
’’двухручное обслуживание”.
Прочи° данные - дополнения:
Указывается на то, что завод-изготозит^ль н° принимает
на с ° о я ответственность за повреждения и нечастные
случаи, который являются результатом недостаточного
ухода за мавиной и несоблюдения прядал. по охране тру-
«”*- Кор.____ :
Tag: Y Здркц^^гмая
Ordnungs-Nummer
rn/afli Vtv Fibers Ав эот/м С 2698 Best-Nr. 8605 (М 32-510)
Ausgabe:
Illi
Инструкция по обслуживанию
РУТЗ 2,5
РУ 2 25/1
РУЙ 10/1
Нормативы для ручных- и вспомогательных работ
3 и д работы время (мин) 0 б ъ я с н е нис
Регулировка хода 0,5 Регулировка после мон- тажа инструмента
Установка оежима обелу- 0,1 •
’кивания Одноручное- и дзухруп- кое обслуживание
Ножное обслуживание 0,5 Деблокировка предохра- нительного замка
Показатели маиины при ее эксплуатации
Время для предупредительных ремонтов:
Прбзерка маиины, особенно поворот насоса^ затягивание
резьбового соединеия труб: около о часов
Текущие ремонты вследствие выхода из строя быстро изна-
шивающихся деталей и устранение небольших дефектов:
около 20 часов
Средние ремонты для устранения дефектов малины, требо-
ющих больлего объема работ: около £0 часов
Ремонтный цикл при односменной работе составляет:
9 месяцев
После трех просмотров требуется текущий ремонт и после
двух текущих ремонтов- один средний ремонт.
ппптппптпппсппптппптпппспппт
| 9месяце 9месяцо|
Время для генеральных ремонтов:
Затрата времени для одного генерального ремонта: окЛОО*
Цикл технического ухода составляет при односменной ра-
боте: v 18 лет
При двухсменной работе: 9 лет
При трехсменной работе: 6 лет
Нормативы и показатели представляют собой только средние
величины. Ойи, в зависимости от области применения, мо-
гут быть разными. Фобы мы могли дополнить свои показа-
ния, сообщайте нам Зале величины, измер. после одного
feu/ j8,.a.
1704
Ordnungs-Nummer
Пеиленрода
ПГ/28/11 VLV Fwibtrg Ag C 2698 Best.-Nt. 8605 (M 32-510)
Ausgabe:
шли 7н струк ция по о б служинанию РУТЕ --,15x100 Только при экспортер
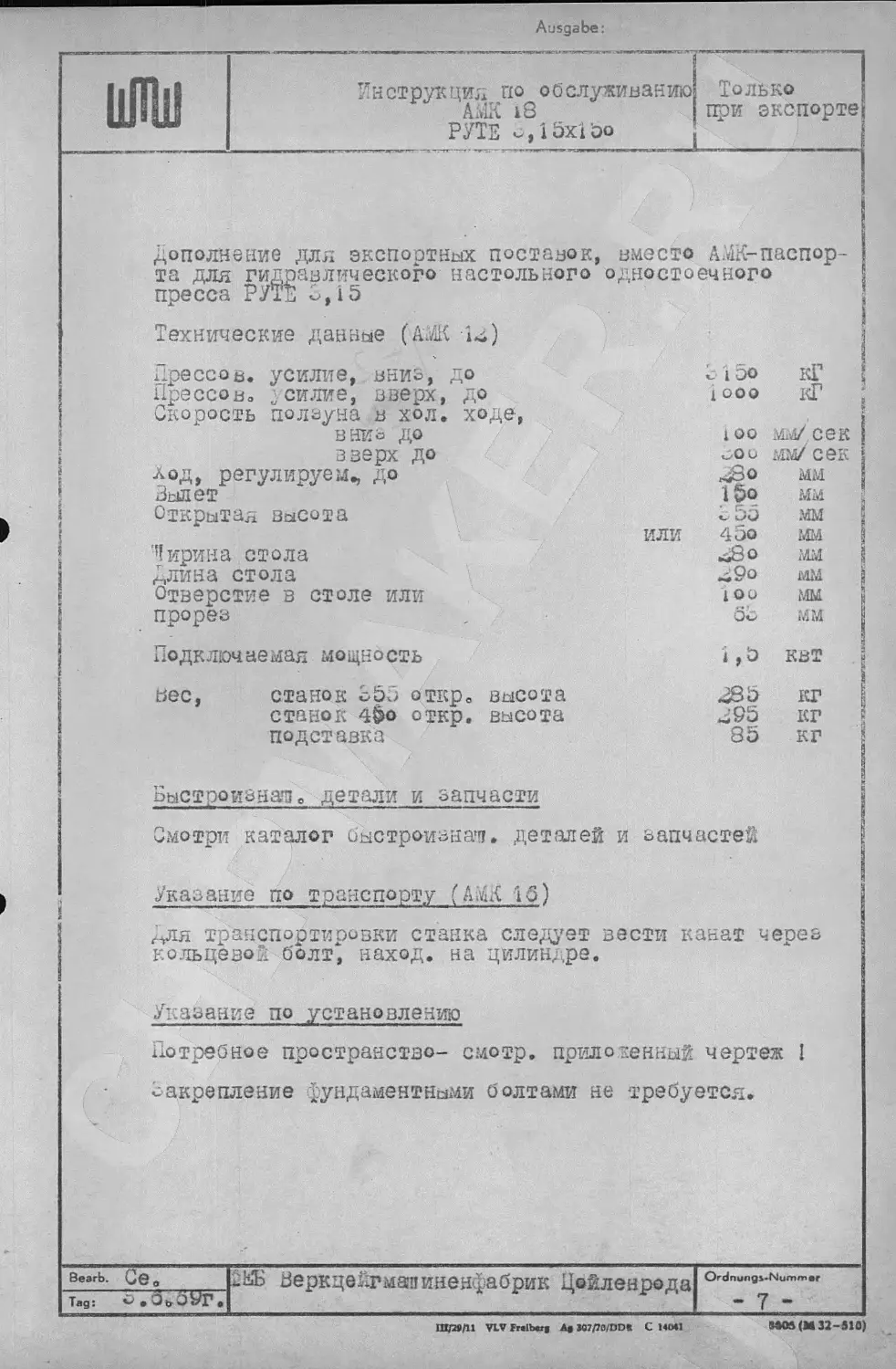
дополнение для экспортных поставок, вместо АЖ-паспор-
та для гидравлического настольного одностоечного
пресса РУТЕ 3,15
i
j
Технические данные (АЖ 14)
Прессов, усилие, вниз, до Прессов, усилие, зверх, до с 1 00 1 ооо кГ кГ
Скорость ползуна в хол. ходе, 1
вниз до 1 00 Mi-л/ сек
вверх до <^0и mjV сек
Ход, регулируем^ до ^iSo Mid.
Выпет / 15о ММ
Открытая высота 3 56 ММ
— — , или 4бо ММ
'Иирина стола ^8о мм
Длина стола 49о Г4М
Отверстие в столе или 100 ММ
прорез 63 мм
Подключаемая мощность i ,5 КВТ
Вес, станок 353 откр. высота 285 кг
станок 4&о откр. высота 295 кг
подставка 85 кг
it
-
Выстроизначь детали и запчасти
Смотри каталог быстроизнать деталей
и запчастей
Указание по транспорту (АУЛ 1о)
г^ля транспортировки станка следует вести канат через
кольцевой болт‘ наход. на цилиндре.
Указание по установлению
Потребное пространство- смотр, приложенный чертеж I
Открепление фундаментными болтами не требуется.
ВеагЬ. Сбв
Тад: 5 .ОъО«?^Г
-ЗЪ Веркцейгмашиненфабрик Цойленрода Ordnun*
ШДО/11 VLV Fralterg Af 3Q7/70/DD* С 14M)
W05(M 32-510)
Ausgabe:
шли
Инструкция по обслуживанию
1580,02
Ввод в эксплуатацию:
Перед включением станка, необходимо ознакомиться
соквсеми элементами Обслуживания и их действием.
Кратковременным включением и выключением необ-
ходимо убедиться, совпадает ли направление
вращения двигателя с'установленной стрелкой. 3
противноложенном случае надо переместить поляр-
ность подводящего тока.
Зсли направление вращения двигателя совпадает со
. стрелкой, то станок готов к проверкеv
иосле*включения двигателя следует ползун несколь-
ко раз перемещаться таким образом, что прессо-
вое усилие еще не поступает в действие. Этим
выпускается еще находящийся в гидравлической
системе воздух.
ВеагЬ- llH./Мя. Ordnungs-Nummer
Ьд: . Веркце^гмапинен^абрик Црйленрола - О -
ШД9/1Х VLV Freiberg Ад В07/« С 2698 BeSt.-Nl. 8605 (М 32-510)
Ausgabe:
Hfflu
Инструкция по обслу живанию
АЖ 18
РУТЕ о,15
Только при
экспорте
Указание по смазке (АЖ
Смотри план по смазке и указание по смазке !
Охрана труда и охрана здоровья (ЛЖ*,9)
I
При изготовлении машины обратили внимание на следующие,j
в стране изготовления действующие законоположения и
правила по охране труда (АСАО i9</i, АСАО xo/ik пра- *
вила по пожарной безопасности (AJAO с/1), (АВАО 9оо) и
на компетентные правила союза германских электротехни-
ков (*иДЭ) или на стандарты (ТГЛ «оо-о55о).
Схема проводов, схема токопрохождения и гидравл. план
Схема проводов
Схема токопрохоздения
Гидравлический план
обо.0^-00? Я (с)I
Ввод в эксплуатацию
Перед включением станка необходимо ознакомиться всеми j
элементами обслуживания и их действием.
Кратко временным импульсным включением или выключением
следует"определить, совпадает ли направление вращения J
электродвигателя с направлением стрелки. 13 случае, если
направление вращения двигателя не совпадает со стрелкой
следует изменить полярность провода к малине. Исли
направление вращения в порядке- станок готов к пробной
эксплуатации.
После включения малины-ползун несколько раз следует
двигать,таким образом, что ползун еще не передает
прессовое усилие. Таким методом вытесняют воздух из
труб
Bearb. Qq
---
т.0, 4.О.5УГ
$ЕБ иеркцейгмаяиненфаорик Цойленрода
- 9 ~
HI/28/11 VLV Freiberj A. S07/70/DDM С 14041
М(В(М 32-510)
веагь. Се9 ФЕБ Веркцейг машиненфабрик Цойленроде о^л^ыитт^
Тад: о 5.59г.| ____________ | - 1с _____________________________
П1/29/11 VLV Fr«ib«rj A*>02/70<DDt С 14041 MO5(M32-S10)
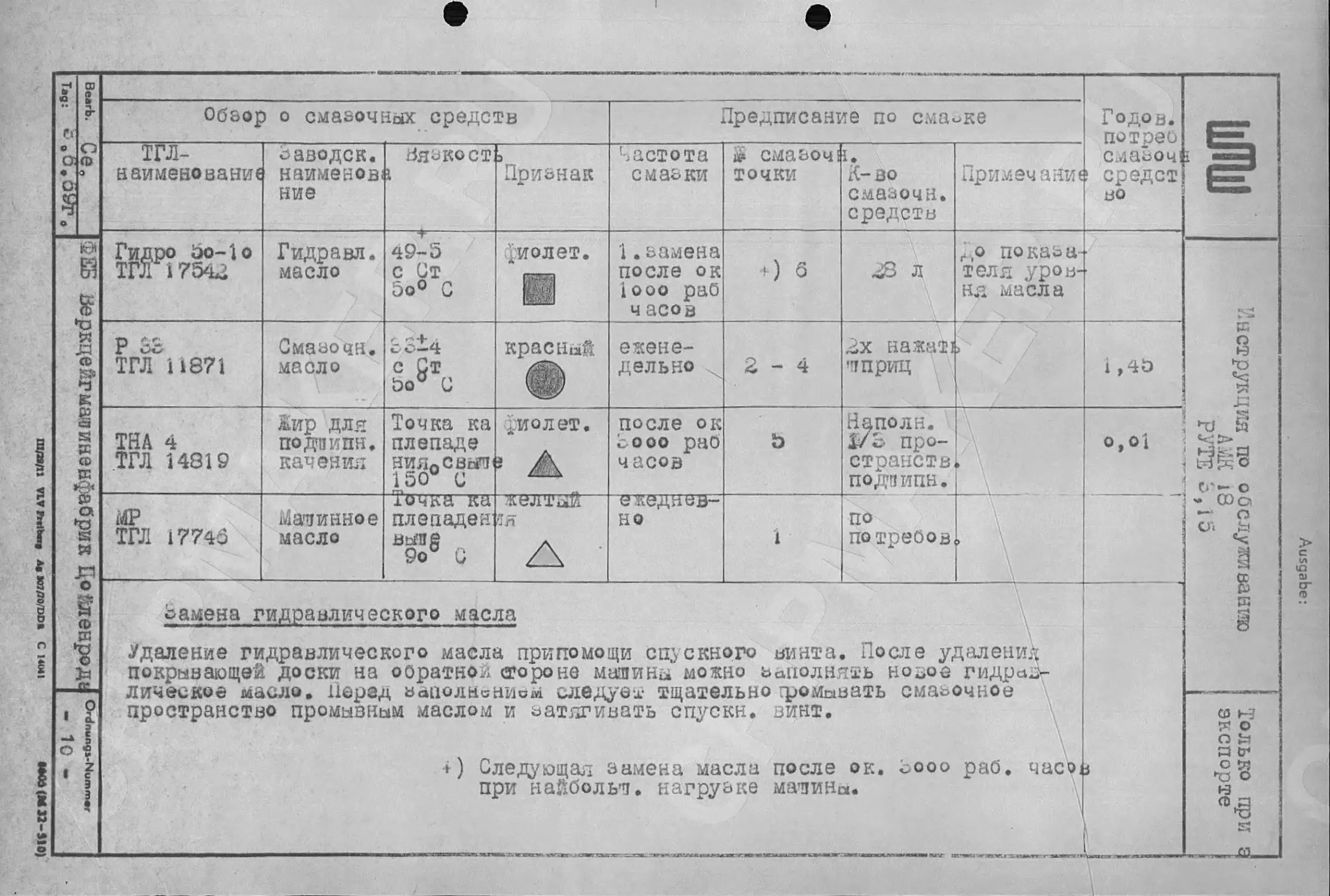
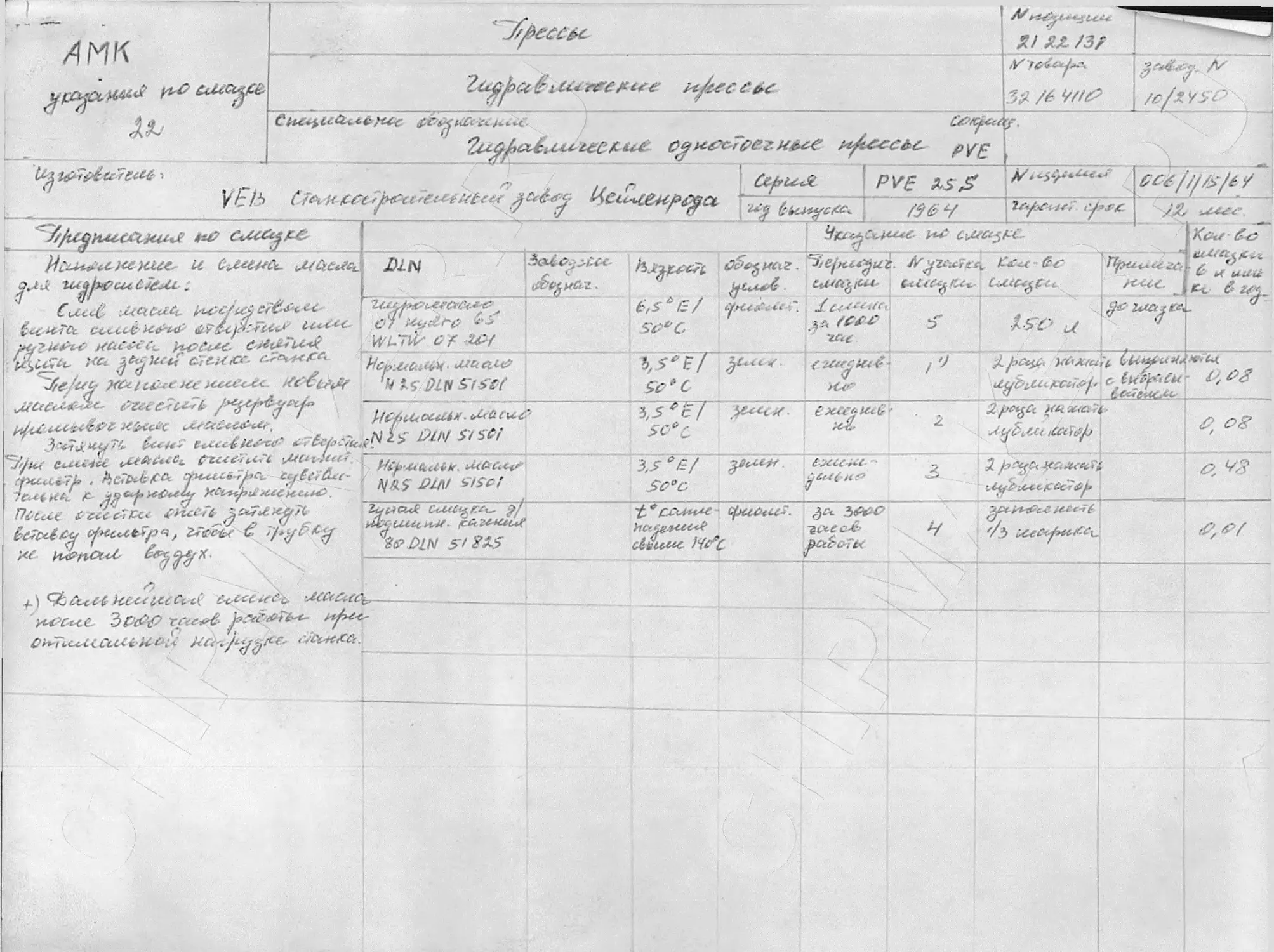
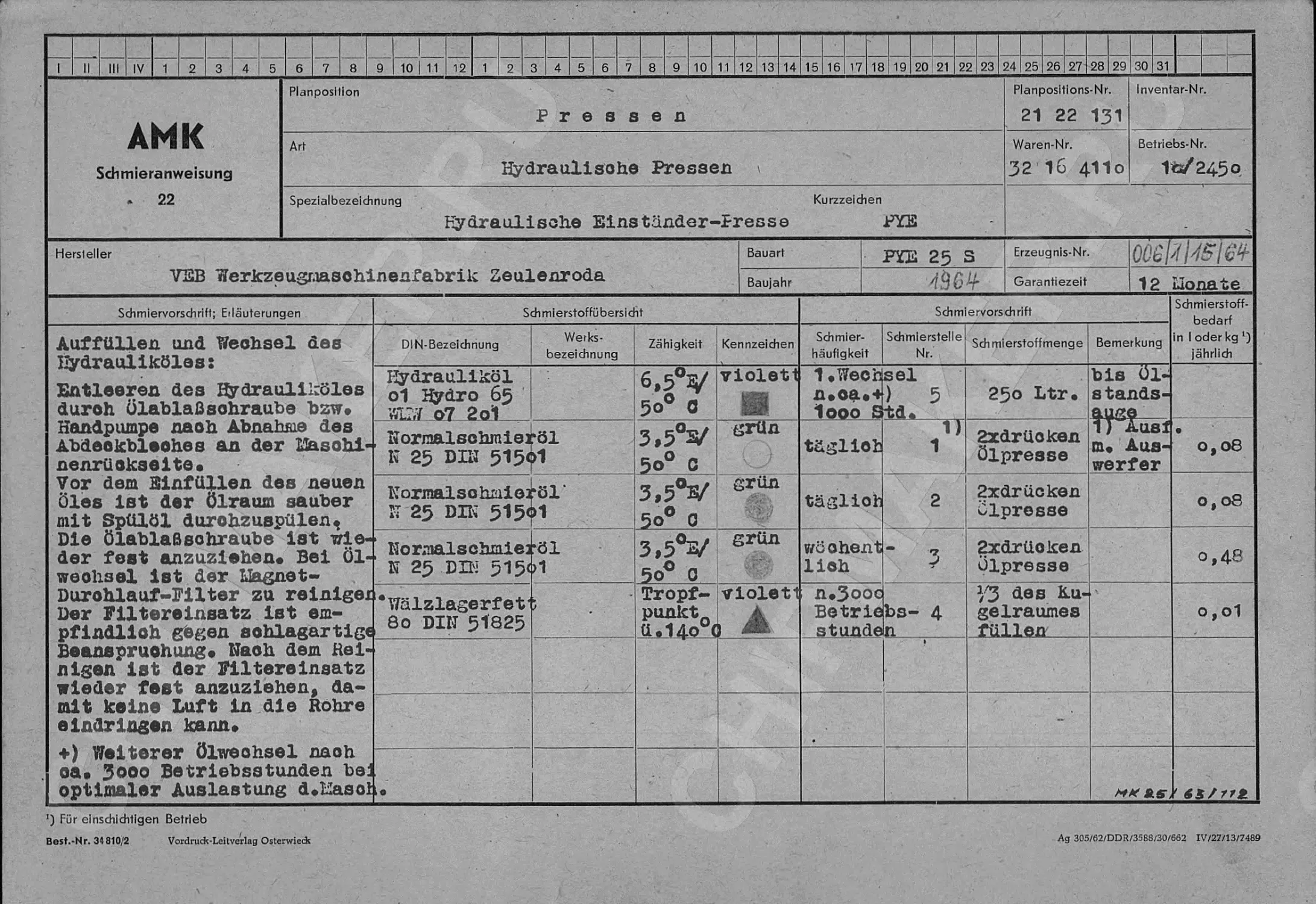
Обзор о смазочных средств Предписание по смазке Годов, потреб смаьоч’ > средет во |||ш| Инструкция^по обслуживав™ Pj ГЕ с, 1 <5
ТГЛ- наименование оаводск. наименов< ние Вязкост 1 Признак Частота смазки смазощ ТОЧКИ 1. К- во смазочн. средств Примечание
Гидро 5о-1о ТГЛ 17542 Гидравл. масло 49-5 с Ст 5о° С риолет. ;1'^7 L-— 1.замена после ок iooo раб ч асов •4) б ^8 л г о показа- теля уров- ня масла
Р ТГЛ 11871 Смазочн. масло А ° + 1 ОО to о jj on красный ежене- дельно х 3 — 4 2х нажат] "ТПрИЦ X ' 4^ 1 ,45
ТНА 4 ТГЛ 14819 £ир для ПОДПИПН. качения Точка ка плепаде НИЯоСВгГЛ I50 G хиолет. s после ок Ьооо рао часов Ь Наполн. Х/Ь про- странств поди ИНН. » \ 0,01
ИР ТГЛ 17746 Машинное масло Хочка ка плепаден •ГЛ « желтый ot екеднев- но 1 по потребов >
Замена гидравлического масла
Удаление гидравлического масла при по мощи спускного винта. После удаления
покрывающей доски на обратной стороне машины можно заполнять новое гидрав-
лическое масло, перед наполнением следует тщательно громывать смазочное
пространство промывным маслом и натягивать спуски, винт.
1Л
Ю
а>
сг
го
4) Следующая замена масла после ок. гооо раб. часов
при наиболь’П. нагрузке машины.
\
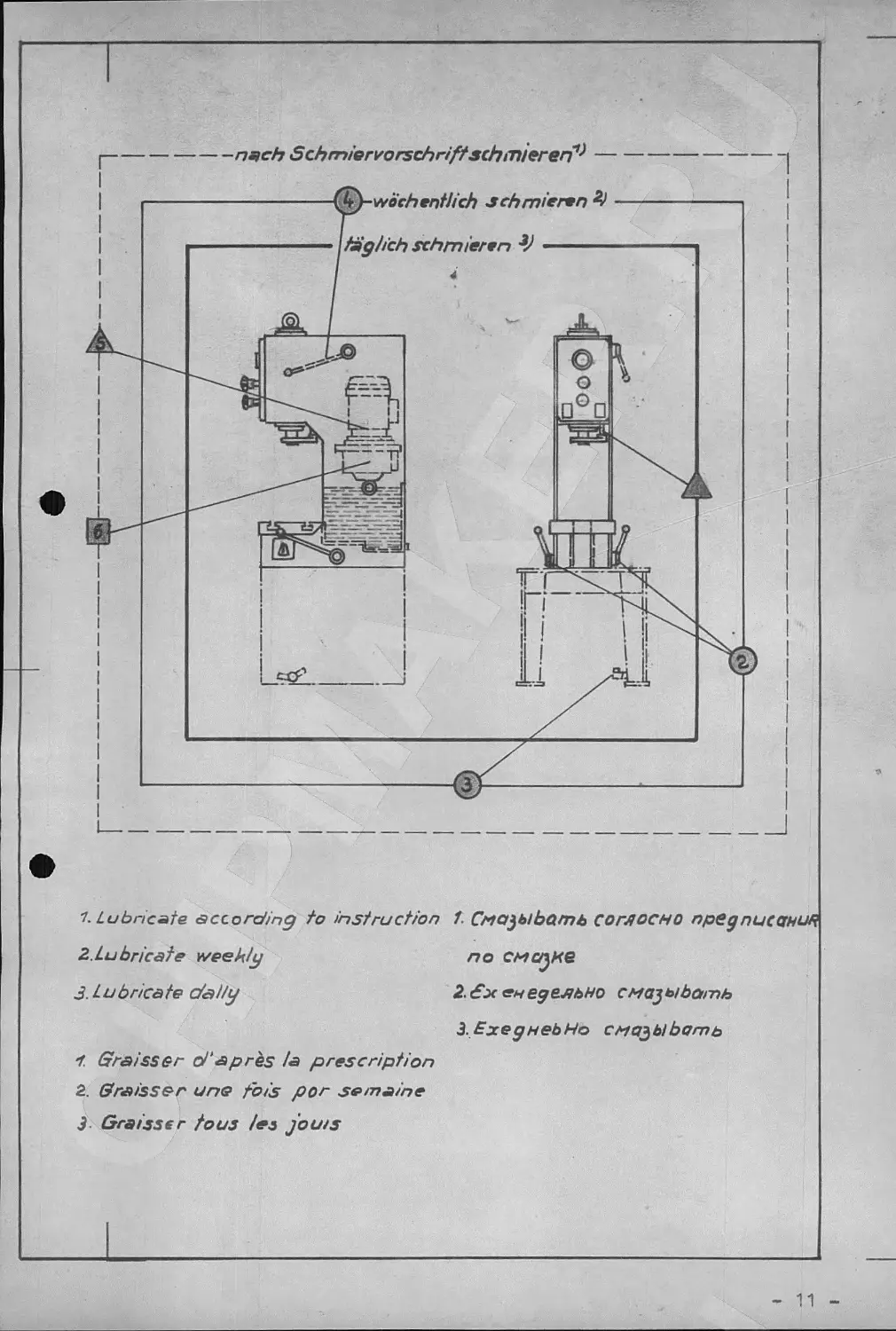
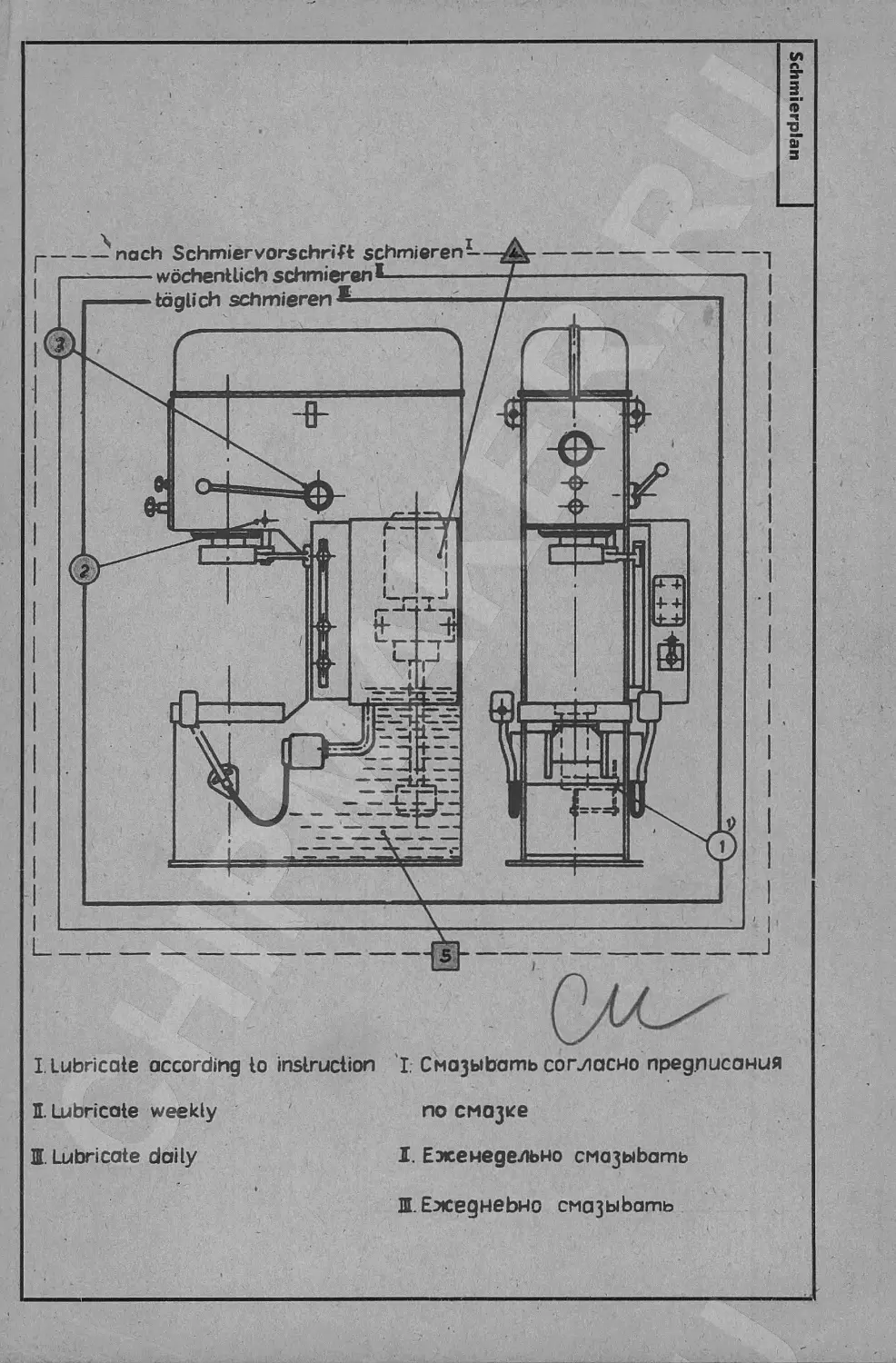
nach Schrniorvorschriftschrniereri^ —
-----------G*\-wbchentJich sehmieren % -
1. Lubricate according to instruction 1. Сма^ыЬйтЬ COrJfOCHO предписаний
2.Lubricate weekly no CMcqKQ
J. L ubrica te dally 2.6xex едельно сма^ ыЬоть
3.£хеднеЬНо спа^ыЬать
t Graisser d* a pres la prescription
2. Graisser uoq fois por semaine
3 Graisser tous Ze’j jou/s
11
Spare parts
' . "л'?; • '
’ Pieces d’usure
et de rechan
Piezas de desgaste
у Repuestos
Bauarf РУТЕ 3,^5
-. Модель
Type
Type
Tipb
V E В W E R К Z E U G M A S С H.1 N £ MF A BRI К <
Hersteller PE В Рета Зеи/епгосУсг
P-'-'-- ‘5*-. j. :3aвод-иаготовитель • . p Л :
ZEULENRODA > л. л ’ '
. ‘T ' -' Pfcdyctppr
• /. . *• Fabricaptq••
ab Зсил/а^г- уд
У:'Ж--Т •» -1 •£••%’? Р г f
yf-:.'Т-. : <л.1 г ;?ч- ’ . % 7\’ < <л< * ‘ ' 'л4''• '';<' / I
Cn «jLSi m
- '•*'t .;r -xs di
:opo aoiuvd^
i 4* J -Q: 2 V-M ;i2J x w Sa Ч- CO 4 -Cn • -H; го! -. L. . .. -1.. i.
tl ЛЛ 1 • ‘ ’? ЧГ i 1 ИН' »• •Ml 1 hi." I -‘-I P/i **• 1 £X>1‘ ].,» (['-.J-H | 7*
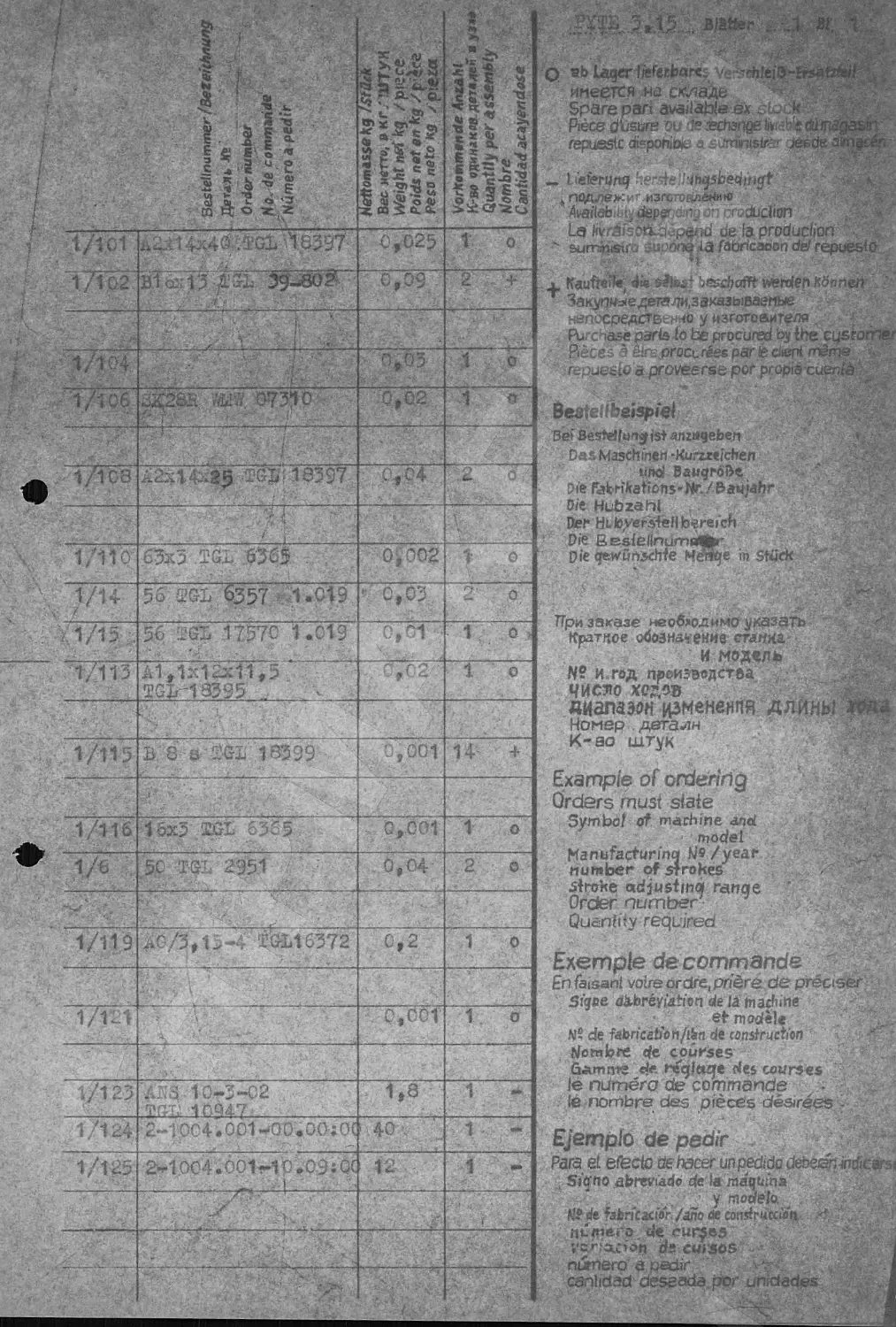
il M tri j I ч •' Sip 8 4\>i ’ з? * Fv U i #- Bestellnummer /В^ТСЦНли^
\Jl 1 Й г ' ' f' О; Деталь №
I У5 If \J1 CT’t Order number
J О ! fio. de commands
1 - -'Г4.^. кЯ : j ; J - -----К- !•:. г Г’,-*' <D ‘О| ' - Ф Р7 ' : >1- »| I О1 V4 Numero a pedir
... 1 1 • h -1 Kb 'xj Л . Г 1 ?*< _ n ’*^1 4 ' Т •' 1*йй: 4‘*3Г •'•V "Л1 .7
о । J Ч Z-Л Р л ' S' 5 1 ’ «А 1* *• * * • О . От о] о! . о I 1 ' AJ1 HettomasseKg /St Иск Вес яетти, в кг / *1ПУК Weightn^i кд /piece Poids net еп kg /р'^се Peso neto Kg / p«gx<x
МШМ 1 1 1 г, | _ U 1 м - о ,. a of' + 0 , 1 1 I М1ВММШмм>имшвмм*жаж:'^шмямпммж<1Шмммм Vorkotnmende Anzdhl К-so orh на к ад. дога лен а уз»е Quantity pef assembly Sombre Cantidad ac^ye/id^e
r4&®
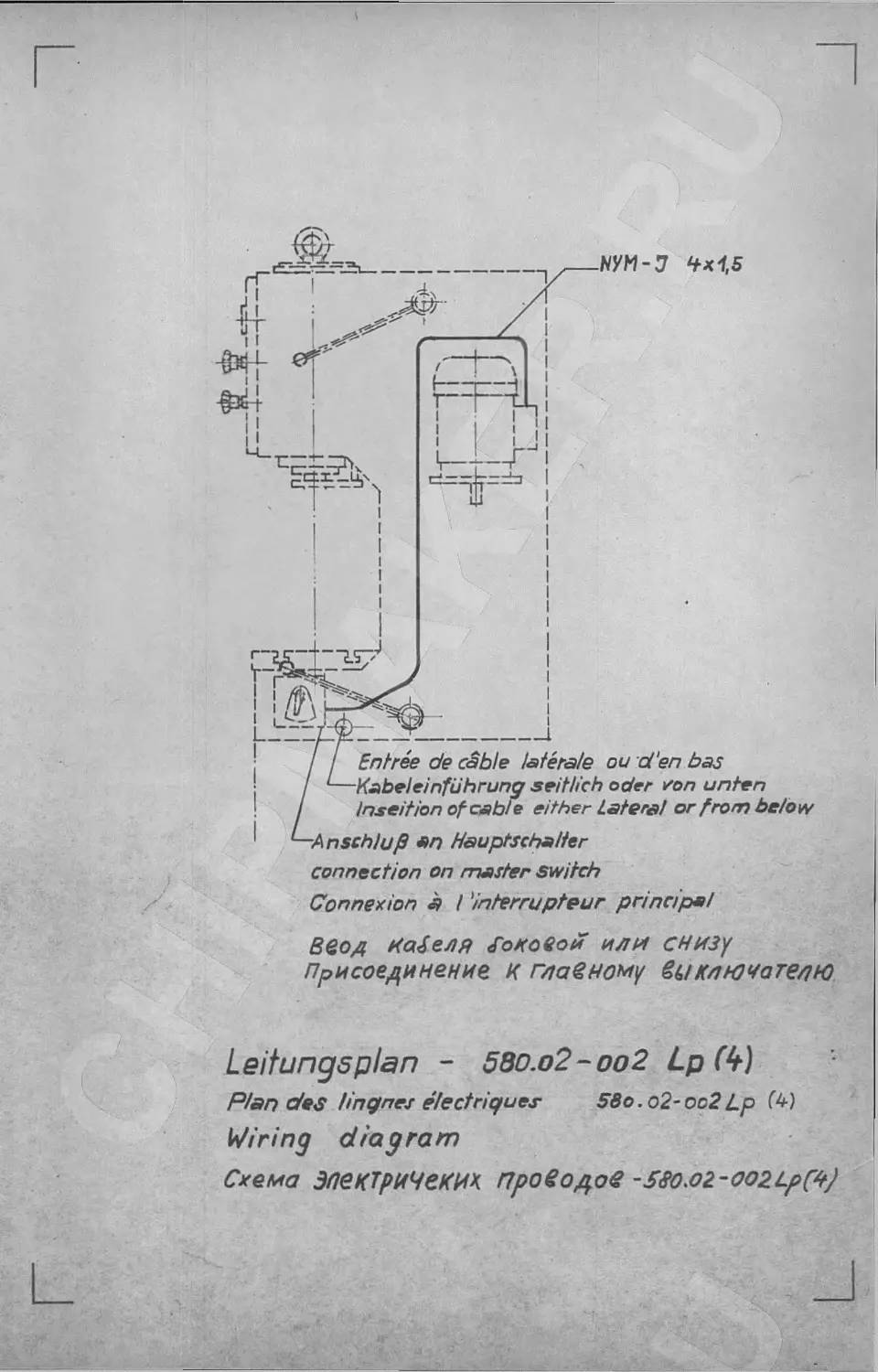
WM-t? 4x1,5
/ / Entree de cable iafera/e ou d'en has
/ L—Kabeleinfiihrung seithch оder von unten
Insertion of cable either Lateral or from below
-Anschlup Hauptscharter
connection on master switch
Connexion a I interrupteur principal
Веод Kai ел я i'oKoQon или снизу
Присоединение к главному &иклнзчателю
Leitungsplan - 58o.o2-oo2 Lp (b)
PlandiS Hngnes e/ectriquej- SBo.o2-oc2Lp (4)
Wiring diagram
Схема электричеки*. Проводов -5So.o2-oo2Lpp4)
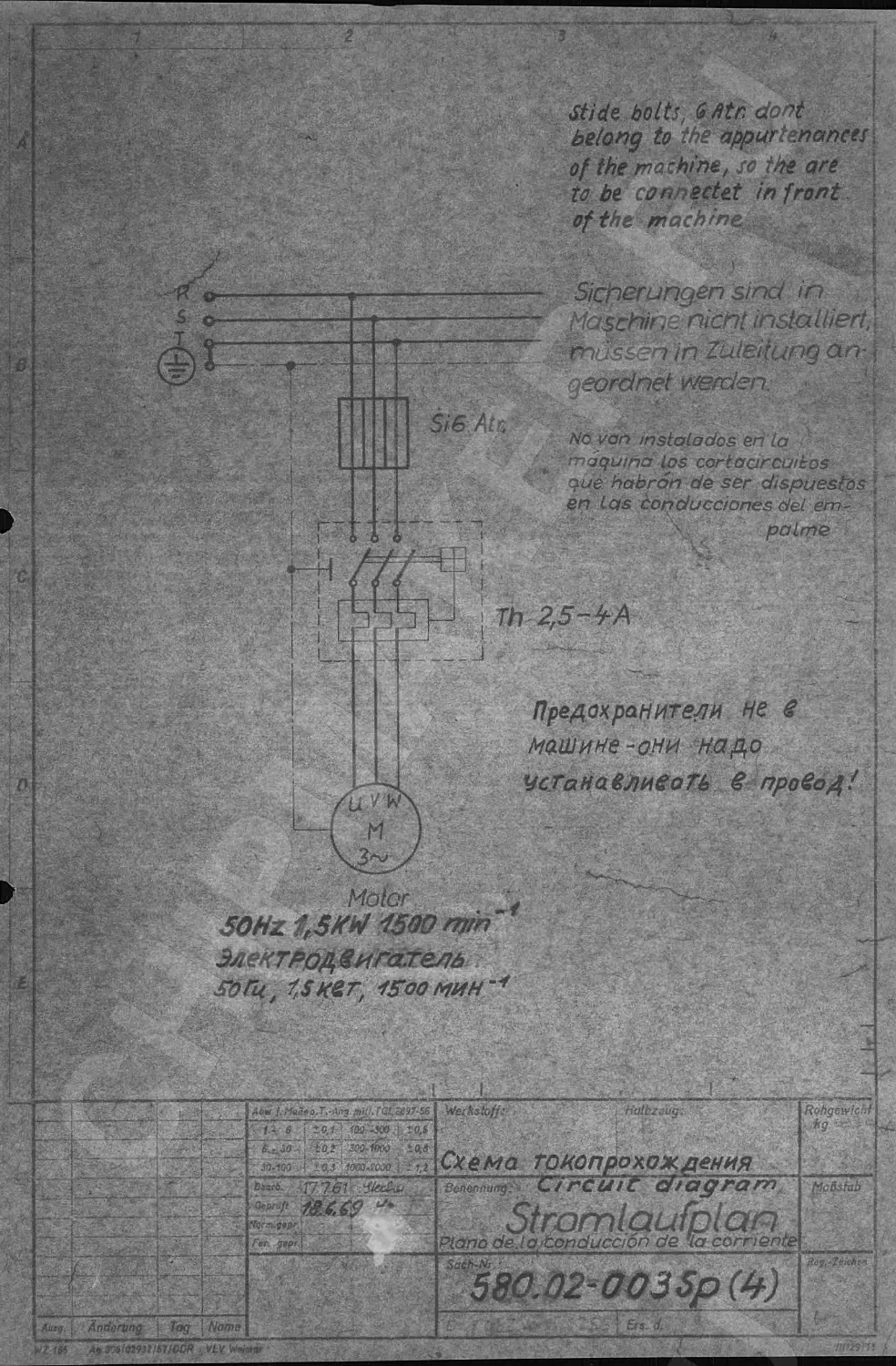
St ide bolts, 6/)tr. dont
belong to the appurtenances
of the machine, so the are
to be connectet in front
of the machine.
- f ; Sicherungen sind in у
- ' schir.. nicTrt installiert,
~, i:-rri/jssen in Zulei lung an-
geordnet r/erden. ‘
* No van instalados eri lo
; ' maquino Los cortaorcuikos
que ha bran deser dispuestos
en Las conciucciones del em-
palme
Предок ранит ел и Не §
машине -они надо
Устанавливать § провод!
Электрод, вигскгель
root, tSK&r, 1!>ОО МИН'*
'Slecbyis
'sdL ie.c.(p
ytpr, j
Aurg.; Aoderting j Tog ! Name
SoCt'-N: •'S '• ‘ v i
580.02 0035p (h) j
Схема токопрохождения ч
Benenms^ С/rcujС аТадгагп,; i
Stromlctufplctn
Piano de.I a/ton duса on de 4a cornonM
vltih A^srsiWJltSllCOH yLY_^eiav
Ausgabe:
Ordnwngs-Nummar
Bearb.
♦ Tag: 20.1.70
Ш/28Д1 VLV Fr»lb.r, A« SO7/7Q/DDR C 14041
MOS (M 12-510)
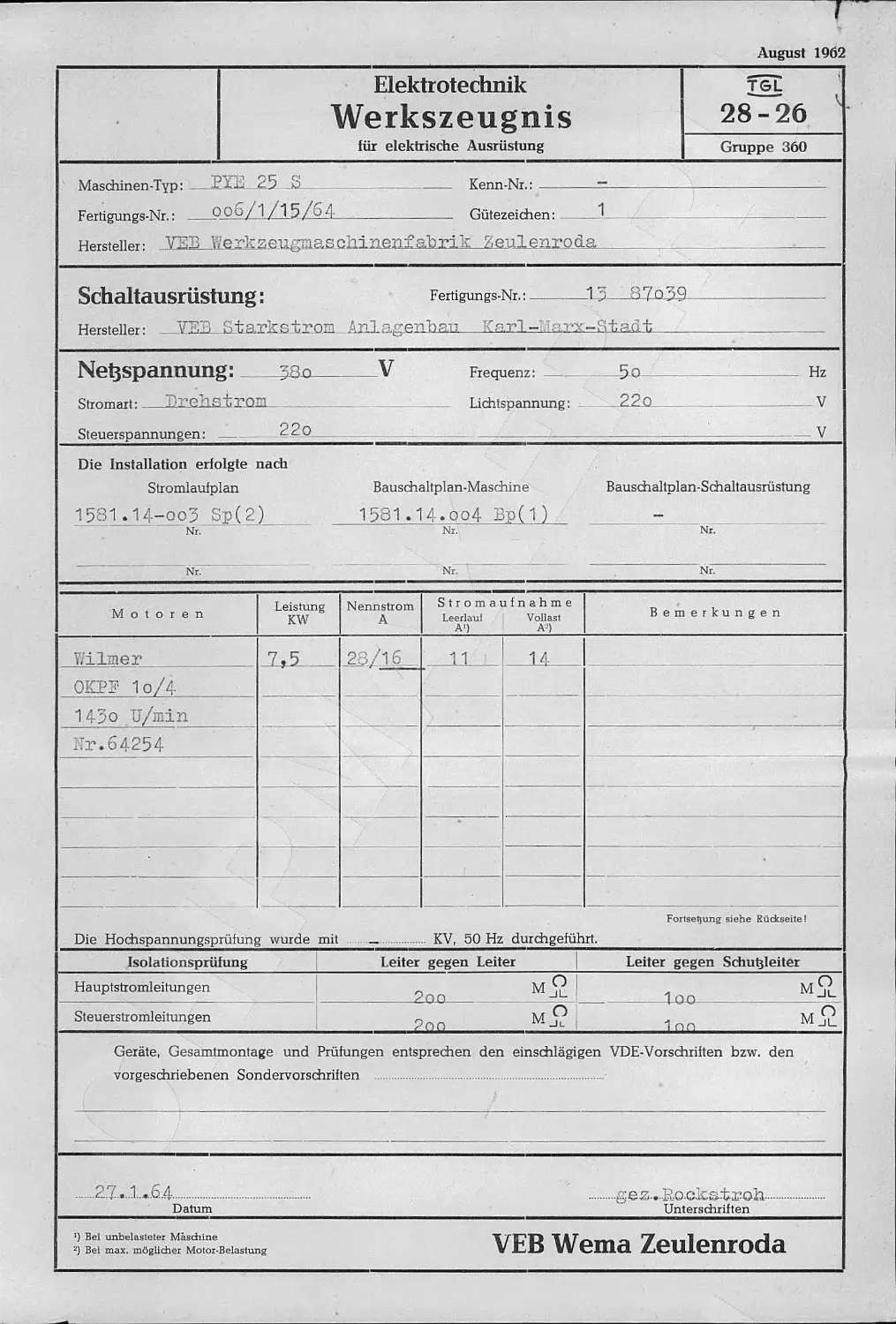
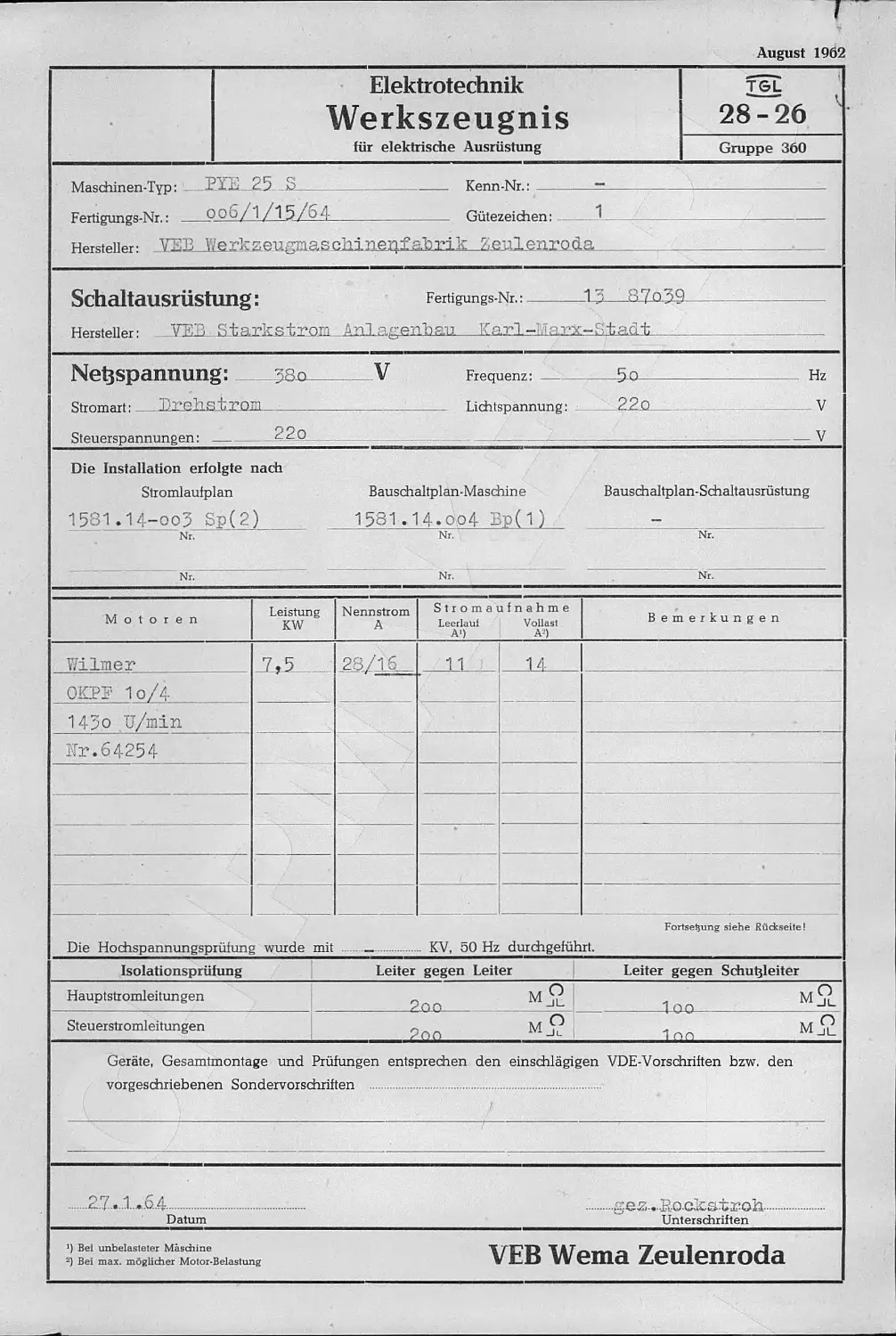
Август м-ц 1962. г.
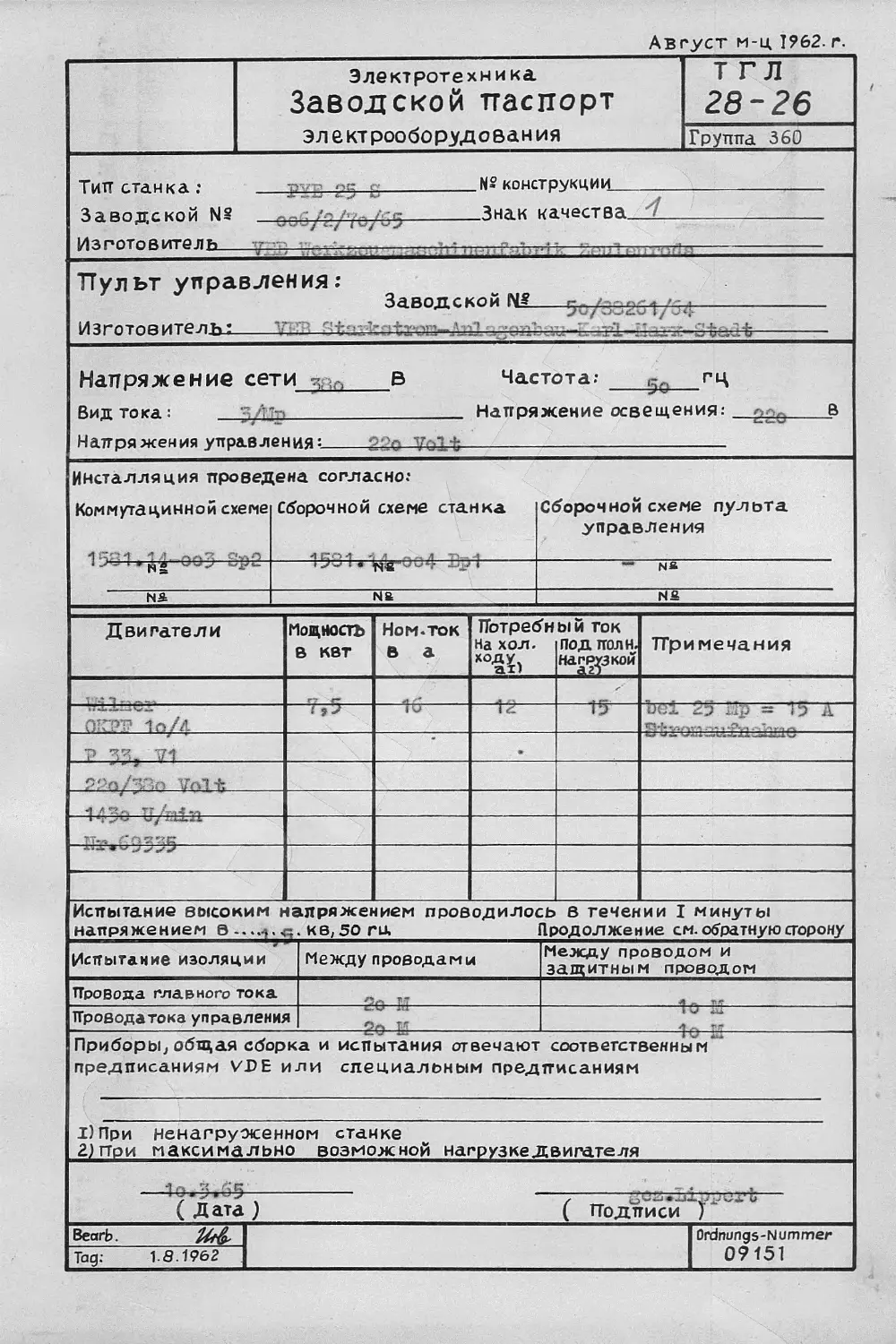
Электротехника Заводской паспорт электрооборудования ТТЛ 28-26
Группа 360
Тип станка : Заводской N? И ППТЛ R ИТР ПЬ -n-w-T ОС N° коне тр ка укции
1! С > С) * л (Гг 1 > *чч. t ; гэ Г 4s Г G : t С ?\ 41 4 • Си х р • з: 14 ест ва__2
Пульт управления: Заводской 5о/33261/54 И з го то в ите ль.: А ——, ————.
Напряжение сети В Частота.- гц Вид тока: з/тTn Напряжение освещения: в Натгряжения управления • 22о Volt
Инсталляция провес Коммутацинной схеме [ена согласно.* Сборочной схеме станка Сборочной схеме пульта управления
J >*=- ! »' Л'В' 'Uuy ypii 1 1 i • J t “* N*
N& N&
Двигатели Мощность В КВТ Ном.ток в а Потреби На хол. ходу ах) ы й ток ПОД ПОЛИ. Нагрузкой ТТри мечания
ГТ г*
—tr-L-L_2С2. ОТГРР 1п/Л 1 9 W 1 2. 15 bei - 15 А F7''* V *i .•••» ' 'гч л
Р 71 • • U ид -L-L,
1 А;‘ wy
Л.J. i'J
Испытание высоким напряжением проводило! напряжением в.. кв, 50 го. :ь в течении I минуты Продолжение см. обратную сторону
Испытание изоляции Между проводами Между проводом и защитным проводом
Провода главного тока рп ту л
Провода тока управления Or> Т5 1 и iu. TJ?
Приборы, общая сборка и испытания отвечают соответственным предписаниям VDE или специальным предписаниям
1)При ненагруженном станке 2) при максимально возможной нагрузке двигателя
— —» V » у , .J ( Дата) у. Сjjxj- и ( Подписи J
ВеагЬ. Uf& Ordnungs-Nummer 09151
Тад: 1.8.1962
DDR-Standard
OK 621.979.00U-.2
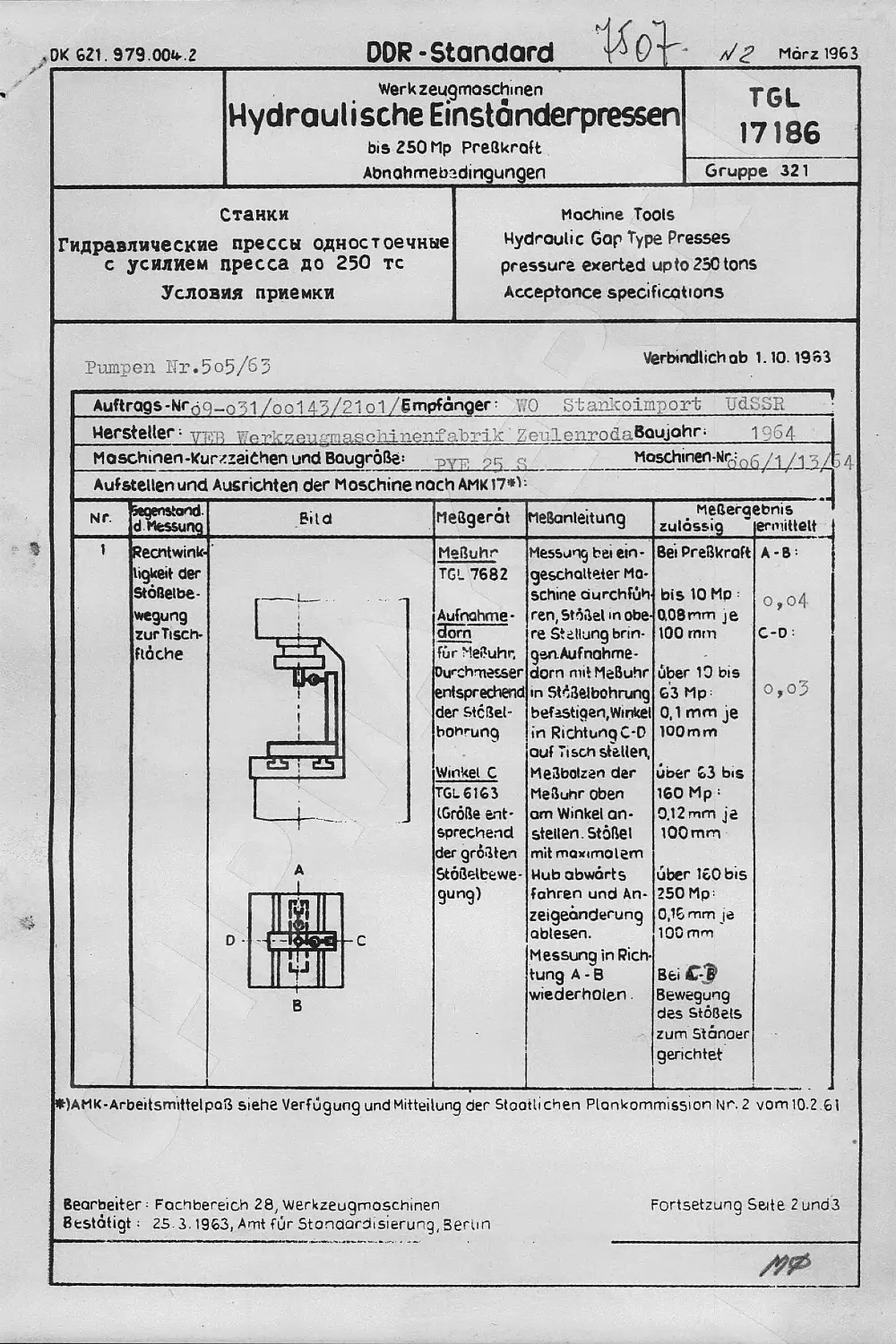
werk zeugmoschmen Hydraulische Einstanderpressen bis 250 Mp PreBkroft Abnohmebsdingungen TGL 17186
Gruppe 321
Станки
Гидравлические прессы одностоечные
с усилием пресса до 250 тс
Условия приемки
Machine Tools
Hydraulic Gap Type Presses
pressure exerted up to 230 tons
Acceptance specifications
Pumpen Hr•5 о 5/5 3
Verbindlich ob 1.10.1963
Auftrags«Nrog^O3i/OQi 43/21 ol/6mpfanger- W0 Stank о import TJdSSR •
Hersteller-ут,;Р y/erkzeugraaRohin.en.f abrik' ZeulenrodaBaujahri 1964
Moschinen-%^5/-|/13 /
Moschinen-KurzzeiChen und ВоидгоВе^ PV
Aufstellen und Ausrichten der Moschine nach AMK 17*V-
MeBgerat
MeBanieitung
Bild
Nr
1
Winkel C
MeBuhr
TGI 7682
5egenstand.
d Messung
Recntwink-
ligkeit der
stdReibe-
wegung
zurTisch-
fidche
Aufnohme -
cforn
fur MeBuhr
Ourchmesser
errtsprechend
der stcBel"
boring
TGL61G3
(GroBe ent-
sprechend
der groBten
Stoitelbewe-
gung)
MeBergebnis
1 ” ernl'^ett
A-B--
zuldssig
Bei PreBkroft
Messung beiein-
geschaiteter мо-
schine durchfuh
ren, StoBel in obe-l 0,08 mm j e
re Stellung brin-
gen.Aufnahme-
dorn mil MeBuhr
I in StciJelbohrung
befiStigen,Winkel
in RichtungC-D
auf Tisch stollen,
Me3boizen der
MeBuhr oben
am Winkel an-
steiien. Stoltei
mit maximol em
Hub abworts
fahren und An-
zeigeanderung
ablesen.
Messung in Rich-
tung A - В
wiederholen.
bislOMp:
100 mm
uber 10 bis
63 Mp:
0,1 mm je
100mm
uber 63 bis
160 Mp =
0.12 mm je
100 mm
uber 160 bis
250 Mp =
0,16 mm je
100 mm
Bfci О
Bewegung
des StoBels
zum Stanoer
genchtet
o,o4
C-D
o,o3
*)AMK-ArbeitsmittelpaB siehe Verfugung und Mitteilung der Stootlichen Plonkommission Nr. 2 vom 10-2.61
Bearbeiter: Fachbereich 28, werkzeugmoschinen
Btstaligt; 25.3.1963, Amt fur Stonaardisierung, Berlin
Fortsetzung Seite 2 und3
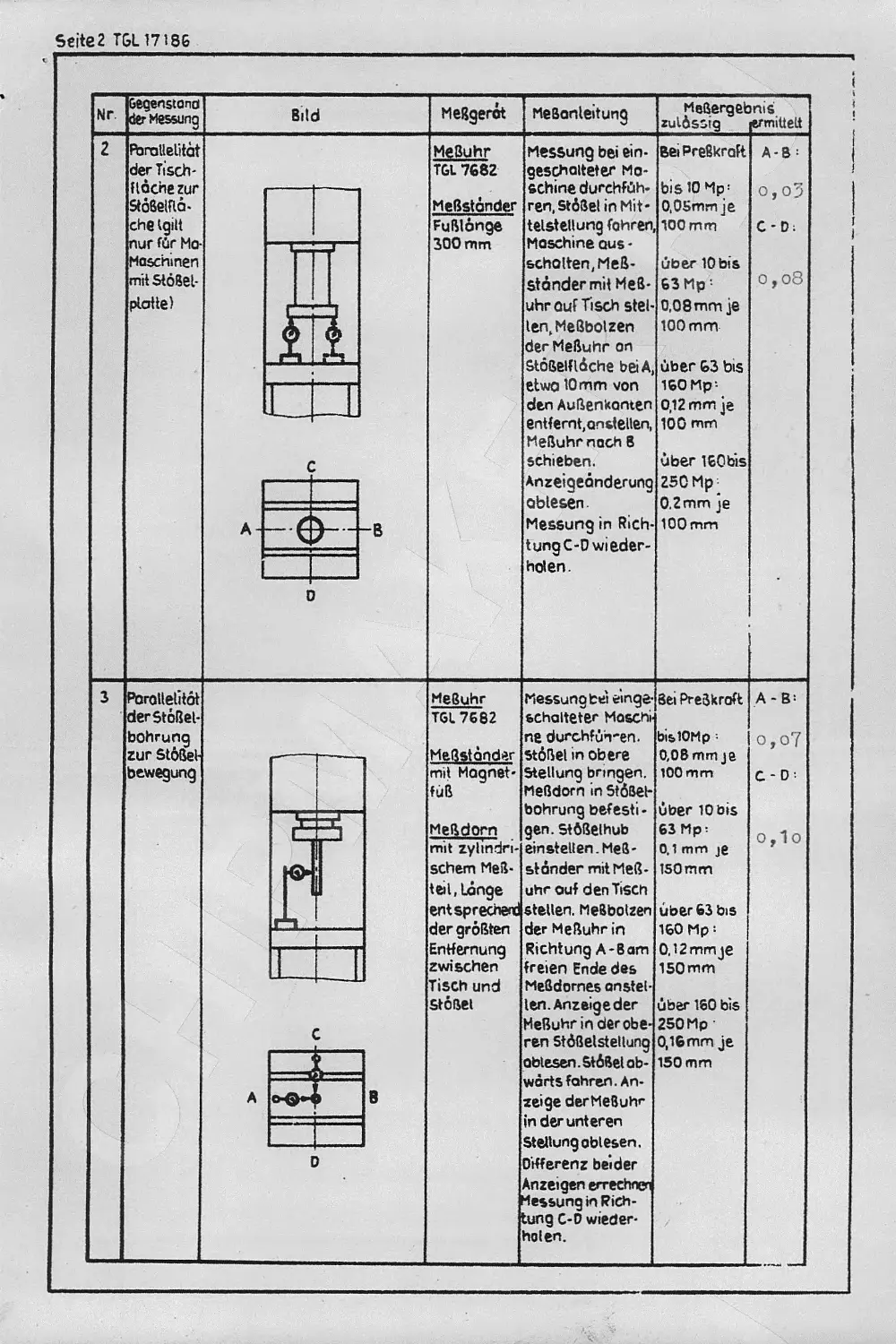
Seite2 T6L17186
i
Nr. Gegenstond derMessung Bild MeRgerot MeBonleitung MeBerget zuldssig inis fermittelt । i I
2 FbroUelitdt der Tisch- Hochezur StoBelRa- che igiit nur fOr Mo- Maschinen mit StoBet- platte) MeBuhr TGL 7682 MeBstander Messung bei ein- geschaiteter Mo- schine durchfOh- ren, StdBel in Mit- telstetlung fahren, Maschine qus ♦ schalten.MeB- st a nd er mit MeB- uhrauf Tisch steb len.MeBbolzen der MeBuhr on StoBeifidche bei A, etwa 10mm von den Auftenkonten entfernt.andeiien, MeBuhr nach В schieben. Anzeigeonderung ablesen. Messung in Rich- tungC-D wieder- hoten. BeiPreBkraft bislOMpj O.OSmm je 100 mm uber 10 bis 63 Mp •• 0,08 mm je 100 mm uber 63 bis 160 Mp- 0,12 mm je 100 mm uber ISO bis 250 Mp 0.2mm je 100 mm A-В : 0,05 C-D: 0,08
-B
FulMonge 300 mm
L—.
c
A -
-4
D
3 Porallelitot der$t6Rel- bohrung zur StoBei- bewegung MeBuhr TGL7682 MeRstander Messunobei einge- schaiteter Moscni- ne durchfun-en. st6Bel in ob ere Stellung bnngen. MeBdom in StdBeb bohrung befesti- gen. StdBeihub einstellen.MeB' slander mit MeR- uhr out den Tiscn stellen. MeBbolzen der MeRuhr in Richtung A-Bam freien Ende des MeBdornes anstel- len.Anzeigeder MeBuhrin derobe- ren Stdflelstellung ablesen. SfiBelob- wdrtsfahren. An- zeige derMeBuhr in der unteren Stellung ablesen. Otfferenz bei der Anzeigen errechnen Messung in Rich- tung C-0 wieder- hoten. Bei PreBkroft bislOMp • 0,0Bmm je 100 mm uber io bis 63 Mp: 0,1 mm je 150mm uber 63 bis 160 Mp : 0,12mmje 150mm uber 160 bis 250 Mp- О.16mm je 150 mm A-B: 0,0? C-D: o,1o
mil Moanet- fuB Meftdorn mit zylindn- schem MeB- teil, Lange entsprecnend der groBten EnHemung zwischen Tisch und StoBei
L_ O" zb
<
A =J o-0~< u= ► в
0
Seito3 TGL 17 186
Nr.
Gegenstond
der Messing
Bild
Mefigerot
MeBon.eitung
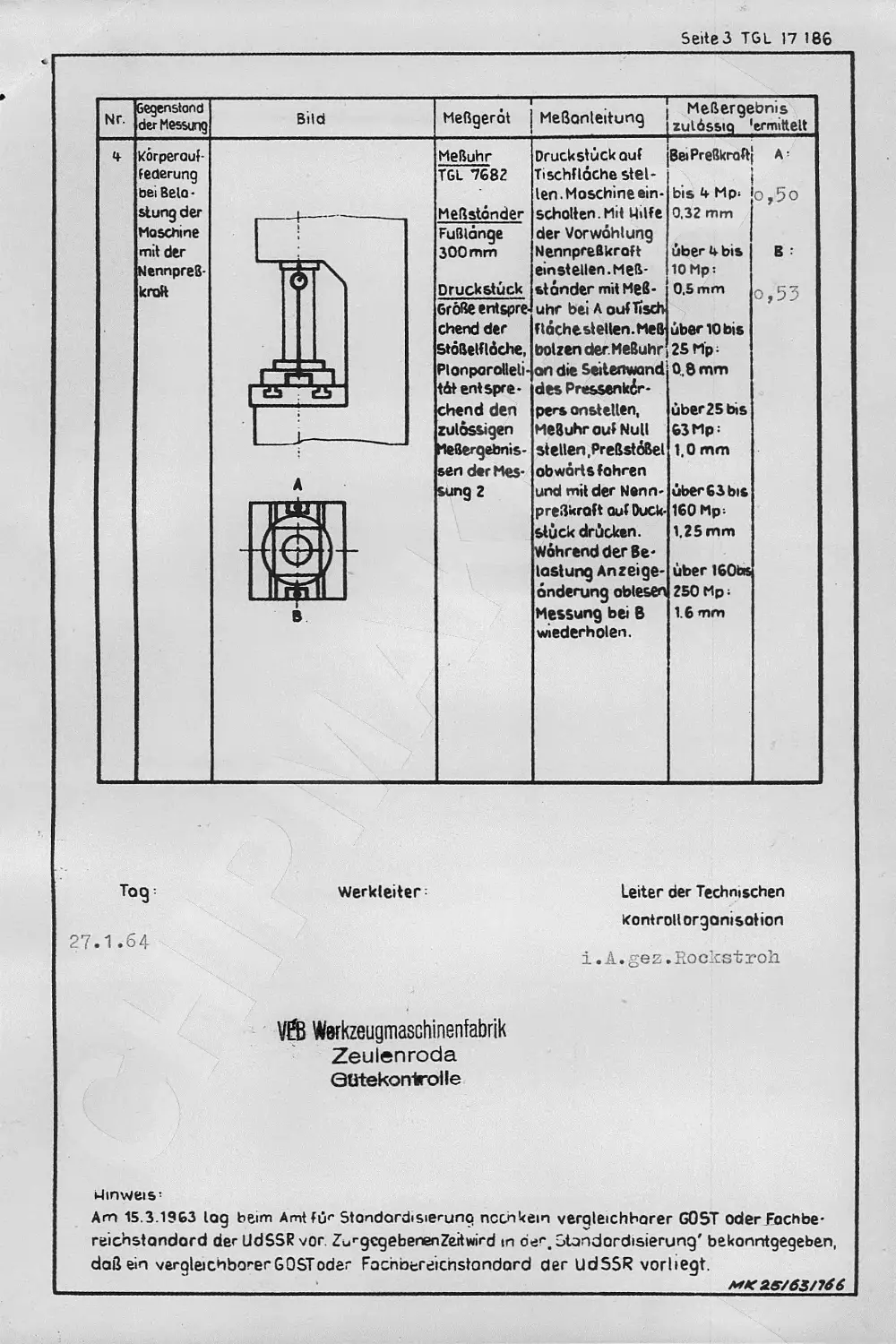
Korperauf-
federung
bei Bela •
slung der
Maschine
mil der
NennpreB-
kroft
MeBuhr
TGL 7682
Meftstander
FuBldnge
300 mm
Druck stuck
бгойе entspre-
chend der
stoBelfldche,
Plonparolleli-
tit entspre-
chend den
zulossigen
ieBergebnis-
sen der Mes-
sung 2
Drucksluckauf I
Tischfloche stol-
len. Maschine ein-
scholton.Mit Milfe
der Vorwdhlung
NennpreBkraft
einsteilen.Mefc-
stander mil MeB-
uhr bei A ou( Tisch
f t ache stollen. Me& ।
trolzen derMeBuhr
an die Seitenvwnd
des Pressenkir-
pers onstellen,
MeBuhr oufNull
stollen ,PreBst6Bel
obwadsfohren
und mil der Nenn-
preftkroft auf Duck-
stuck driicken.
Wahrend der Be-
la stung Anzeige-
onderung obiesen
Messung bei В
wiederholen.
BeiPreBkroftj A-
I
bis 4- Mp>
0,32 mm
uber u bis
10 Mp:
0.5 mm
uber 10 bis
25 Mp;
0,8 mm
o,5o
0,53
uberZS bis
63 Mp:
1,0 mm
uber 63 Ы&
160 Mp-
1.25 mm
uber 160bs
ZSO Mp;
1.6 mm
4
В :
Werkleiter;
27.1.64
Leiter der Techmschen
konlrollorganisotion
i.A.gez.Rockstroh
V® Werkzeugmaschinenfabrik
Zeulenroda
GUtekontroHe
Minwe»s:
Am 15.3.1963 lag beim Amt fur Standardisierunq nccnkein verqleichbarer GOST oder .Fachbe-
reic’nstandord der UdSSR vor. ZurgcgebenenZeitwird in der, Standordisierung' bekonntgegeben,
daft ein vergleichborer GOST Oder Fachbereicnstondard der Ud55R vorhegt.
___________________________________________________I
1
I
YV^5
VW6
MY:
Me
VD1
VWS
Halt
EHgang- Vorlauf
Normal- Vorlauf
Abv/./. Wafsg. T.-Ar.g. m!tf. TGL 2597-56
6-30 ] ±0,2
Btarb.
Name
"’ч 30400 ; ±0,J 1000-2000 ' i!.2
QeprUfi .
Иогт.верГ' '
----.. |----------
Feri.gopr
Aatg.
WZ155 ’\9 3>36l S9IQORH VLV Wolmar
П¥6
Mfe/ ksioff:
RucKlauf
Prefikraft, Vorwahlung
1C0 ~KX> \ ±0,5
x»-ioco । ±o,a
Halbzeug:
denannung:
Bauschaltplan
и II —r I I—Л! гшчя» । — i—i«mwi
Sac/'-Nr.:
1581.14-005 H (4)
Ers.f.
CfS. d.
RohgewicM
Ma fa lab |
R»^.-Z9icbM :
I 17 । 18 I ‘
I II III IV 1 2 3 4 5 6 7 8 9 10 11 12 I 1 2 ? 4 5 6 7 8 9 10 11 12 13 14 15 16 19 20 21 22 23 24 25 26 27 28 29 30 31
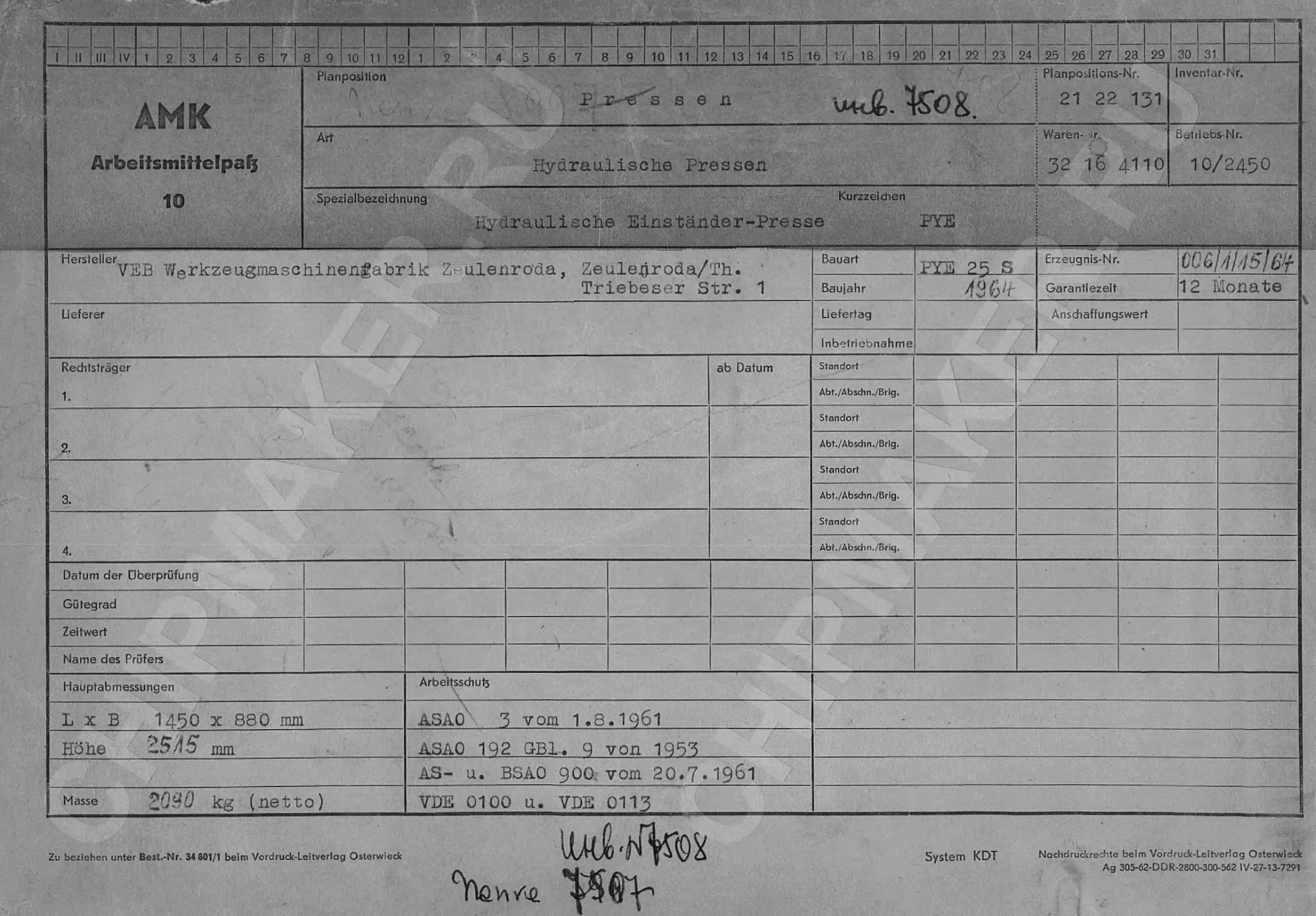
AMK Arbeifsmitielpa^ 10 Planposition P r-e s sen ХМлО,. PlanpoJtions-Nr. 21 22 131 Inventar-Nr.
Art Hydraulische Pressen Waren- ir. 32 16 ДНО Bettiebs-Nr. 10/2450
Spezialbezeidinung Kurzzeidien Hydraalische Einstander-Presse PYE
Hersteiicr^.^^ werkzeagmaschinengabrik Z ulenro'da, Zeulejjroda/Th. Triebeser Str. 1 Bauart PYE 25 S Erzeugnis-Nr. 0061/11'1516^
Baujahr Ш: Garantlezeit 12 Monate
Lieferer Liefertag Ansdiaffungswert
Inbetriebnahme
Reditstrager 1. ab Datum Standort
Abt./Abschn./Brig.
2. Standort
Abt./Absdin./Brlg.
3. Standort
Abt./Abschn./Brig.
4. Standort
Abt./Abschn./Brig.
Datum der Dberprijfung
Gutegrad
Zeitwert
Name des Prufers
Hauptabmessungen Arbeitssdiutj
L x В 1450 x 880 ™ ASAO 3 vom 1.8.1961
• Hoiie 2545' mm ASAO 192 OBI. 9 von 1953
AS- a. BSAO 900 vom 20.7.1961
Masse 20-^ kg (net to) VDE 0100 u. VDE 0113
Zu beziehen unter Best.-Nr. 34S01/1 beim Vordruck-Leitverlag Osterwieck
Nachdruckrechte beim Vordruck-Leitverlag Osterwieck
Ag 305-62-DDR-2800-300-562 IV-27-13-7291
lUlnW
System KDT
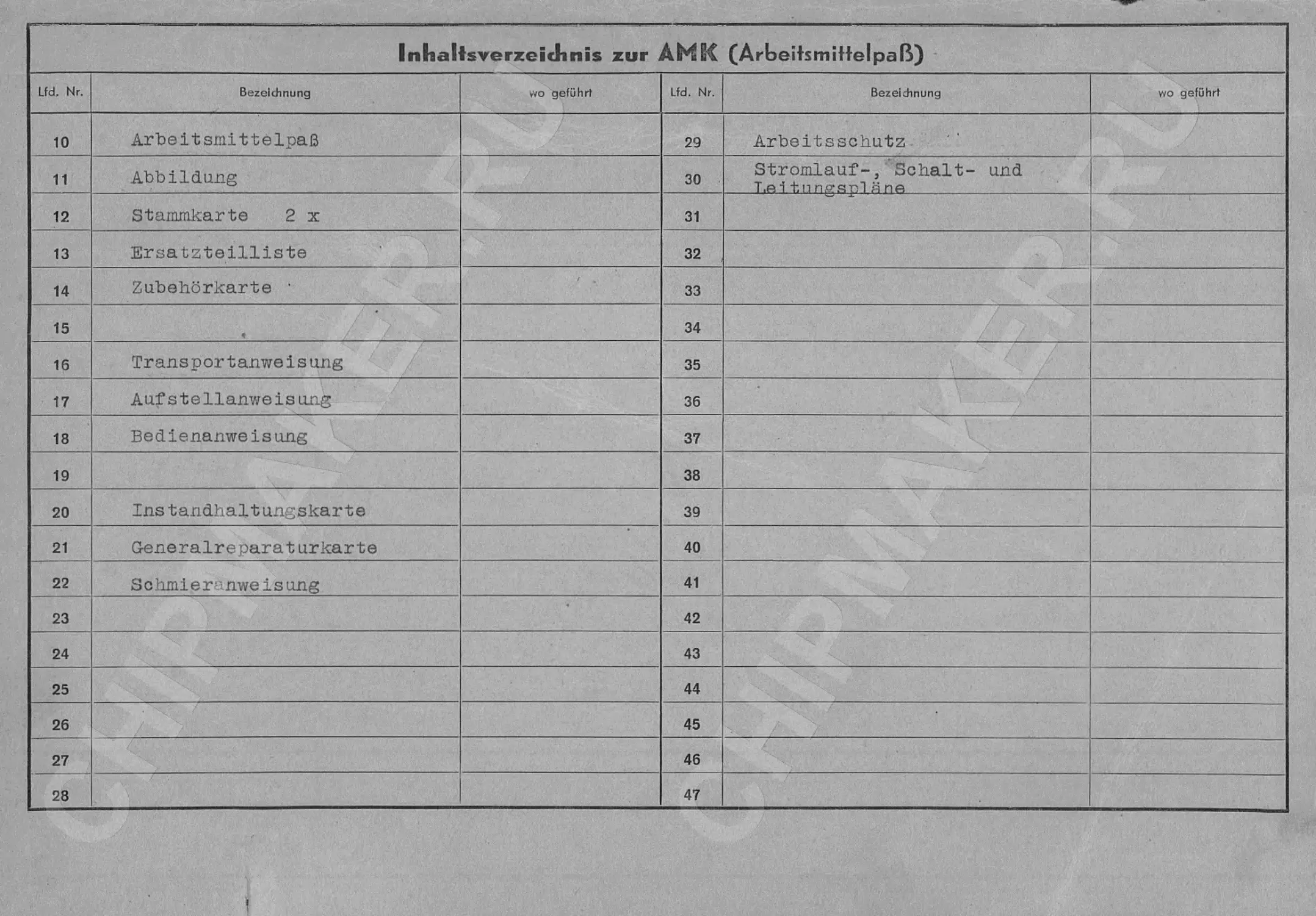
Inhaltsverzeidinis zur АМН (ArbeihmiffelpaB)
Lfd. Nr. Bezeidinung wo gefuhrf Lfd. Nr. Bezel dinung wo gefuhrt
10 ArbeitsmittelpaB 29 Arbeitsschutz
11 Abb i Idling 30 Stromlauf-, Schalt- und T.rI tnngspl я па
12 Stammlcart.e 2 x 31
13 Ersatztailliste 32
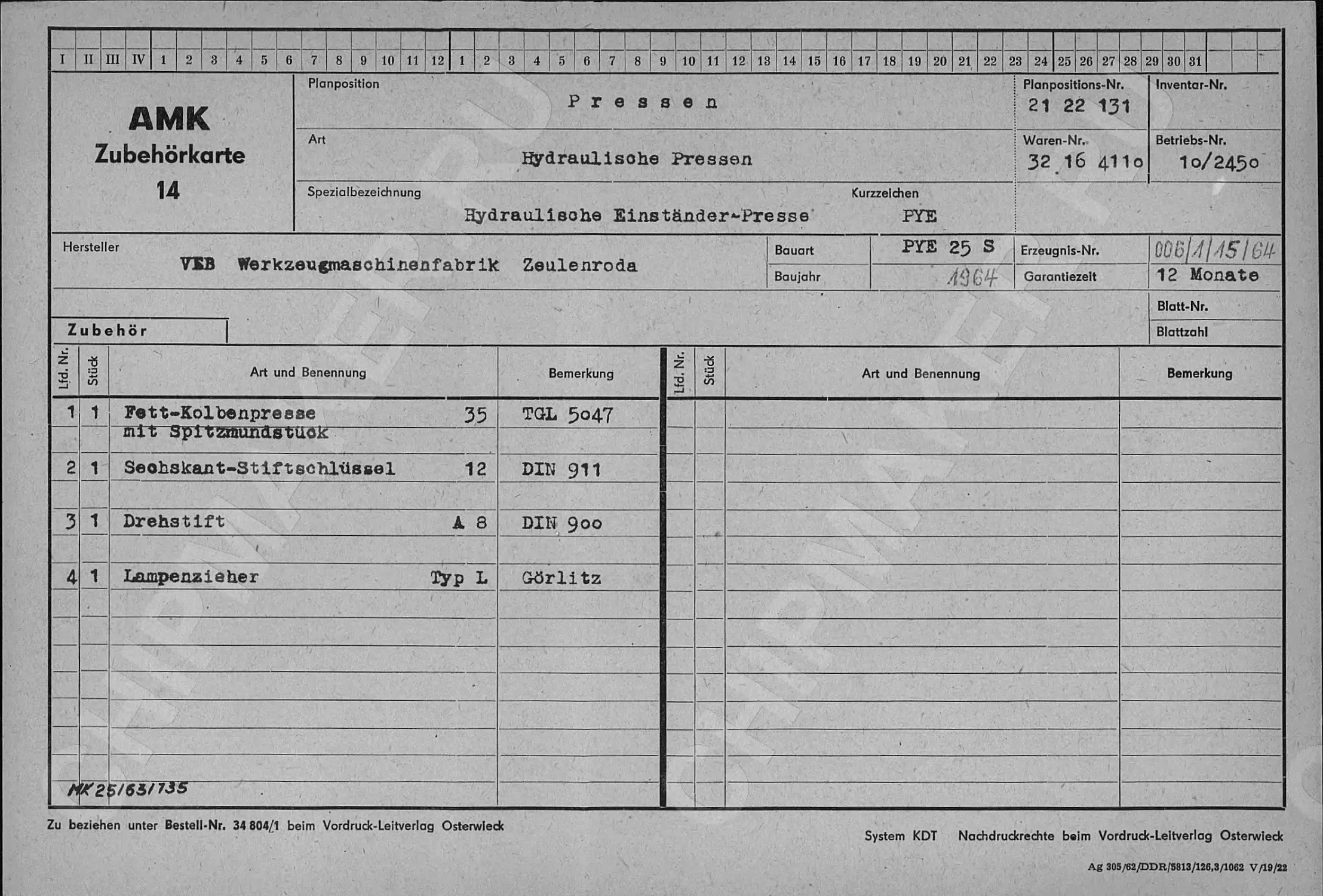
14 Zubehdrkarte • / 33
15 A / / 34
16 Trans por tanwe i s ung 35
17 A ufs t e11anwe i sung 36
18 В e d i e nanwe i s ung 37
19 38
20 Ins t an dhalt ungskart e 39
21 Generalreparaturkarte 40
22 S c limi e r anwe i s ung 41
23 * 42
24 43
25 44
26 45
27 46
28 47
1 и in IV i 2 3 4 51 6 7 8 9 10 11 12 f 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 3( 31
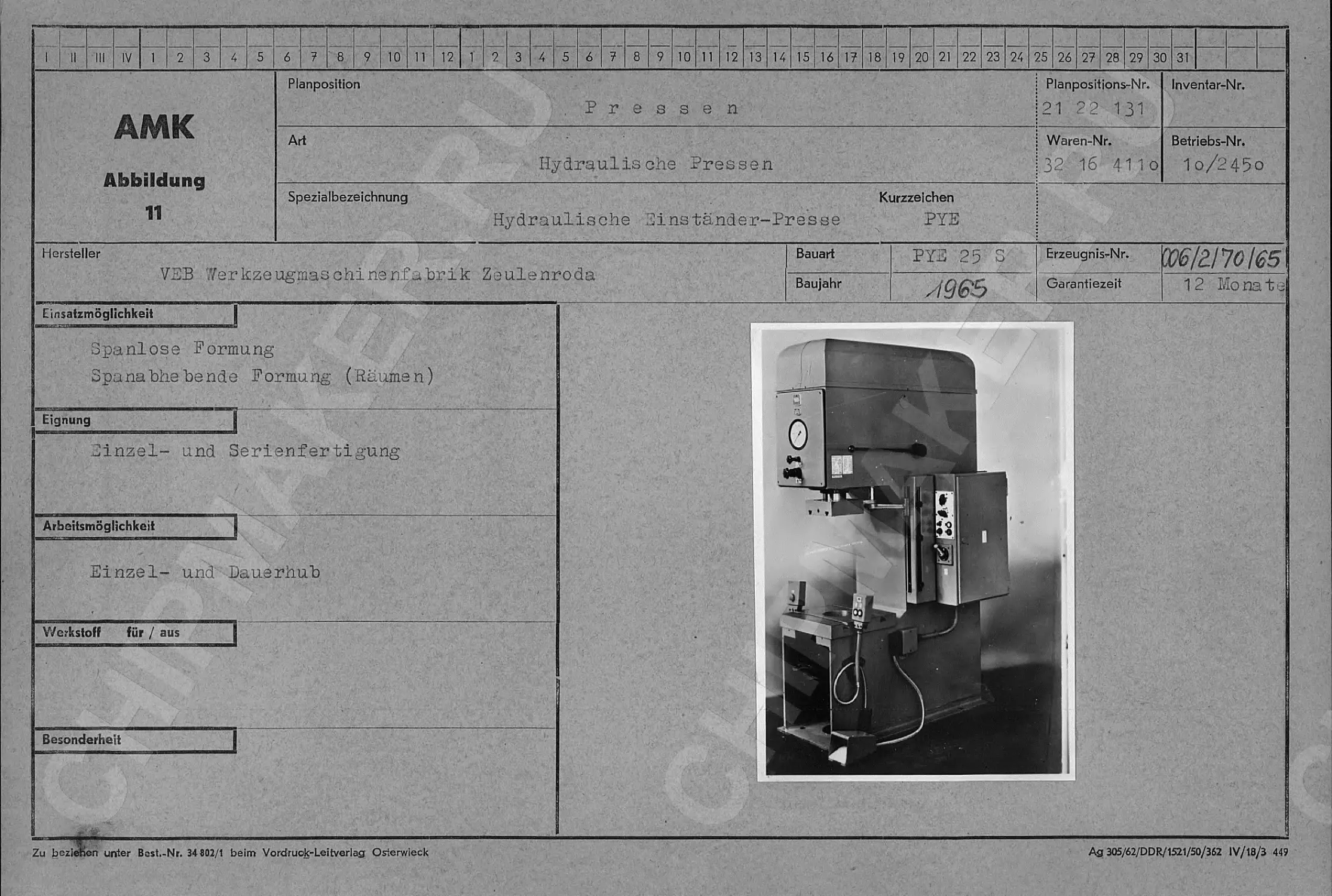
AMK Abbildung 11 Planposition , P r e s s e n Planpositions-Nr. 21 22 131 Inventar-Nr.
Art Hydraulische Pressen Waren-Nr. 32 16 41 Ю Betriebs-Nr. 1o/245o
Spezialbezeichnung Kurzzeichen Hydraulische Sinstander-Presse PYE
Hersteller VEB Yerkzeugmaschinenfabrik Zeulenroda Bauart Baujahr PYE 25 3 Erzeugnis^Nr. Garantiezeit '№П01в5 12 Mo na t e
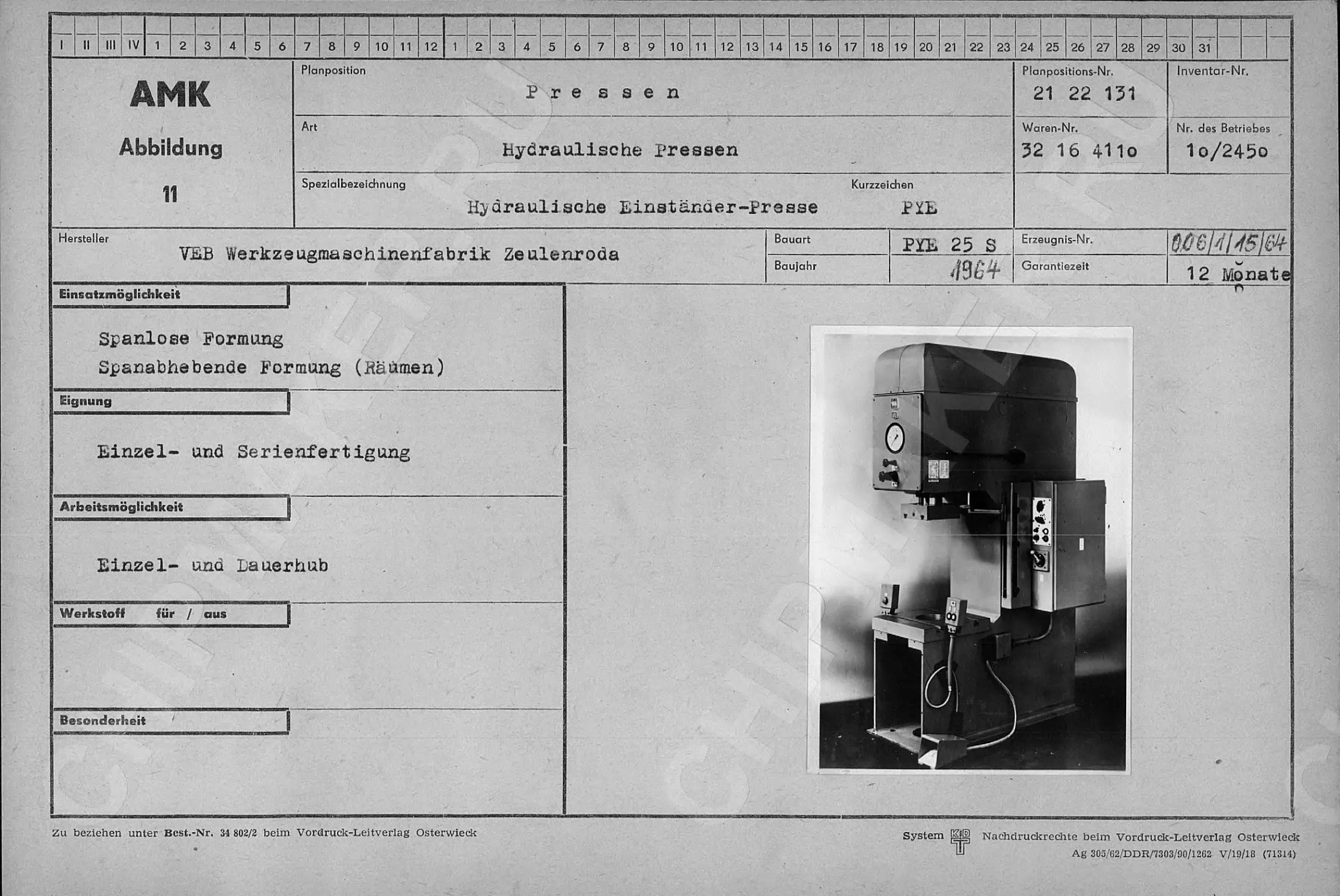
Einsatzmoglichkeit
Spanlose Formung
Spanabhebende Formung (Raumen)
Eignung
Zinzel- and Serienfertigung
Arbeitsmoglichkeit
Einzel- und Dauerhub
Works toff fur / aus
Besonderheit
'. ............................... ....................
Zu bezienen unter Bast.-Nr. 34 802/1 beim Vordruol^-Leitverlag Osterwieck
Ag 305/62/DDR/1521/50/362 IV/18/3 449
р~-*4 * .
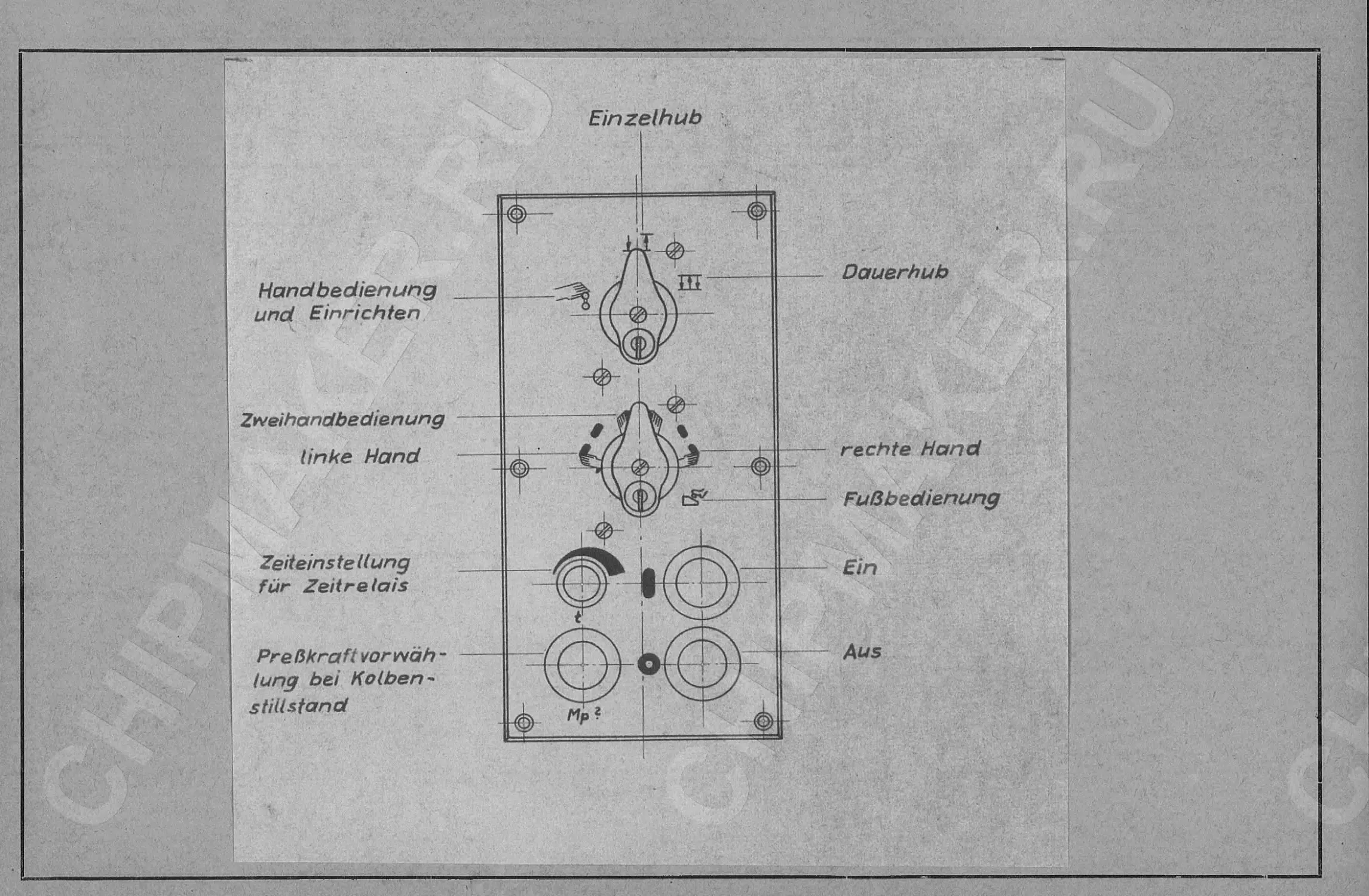
Einzelhub
Zeiteins tell ung
fur Zeitrelais
Hand bedienung
и nd Einrichten
Zweihandbedienung
Unke Hand
Pre ekraft vorwah -
lung bei Kolben-
stillstand
Dauerhub
rechte Hand
FuBbedienung
Ein
Aus
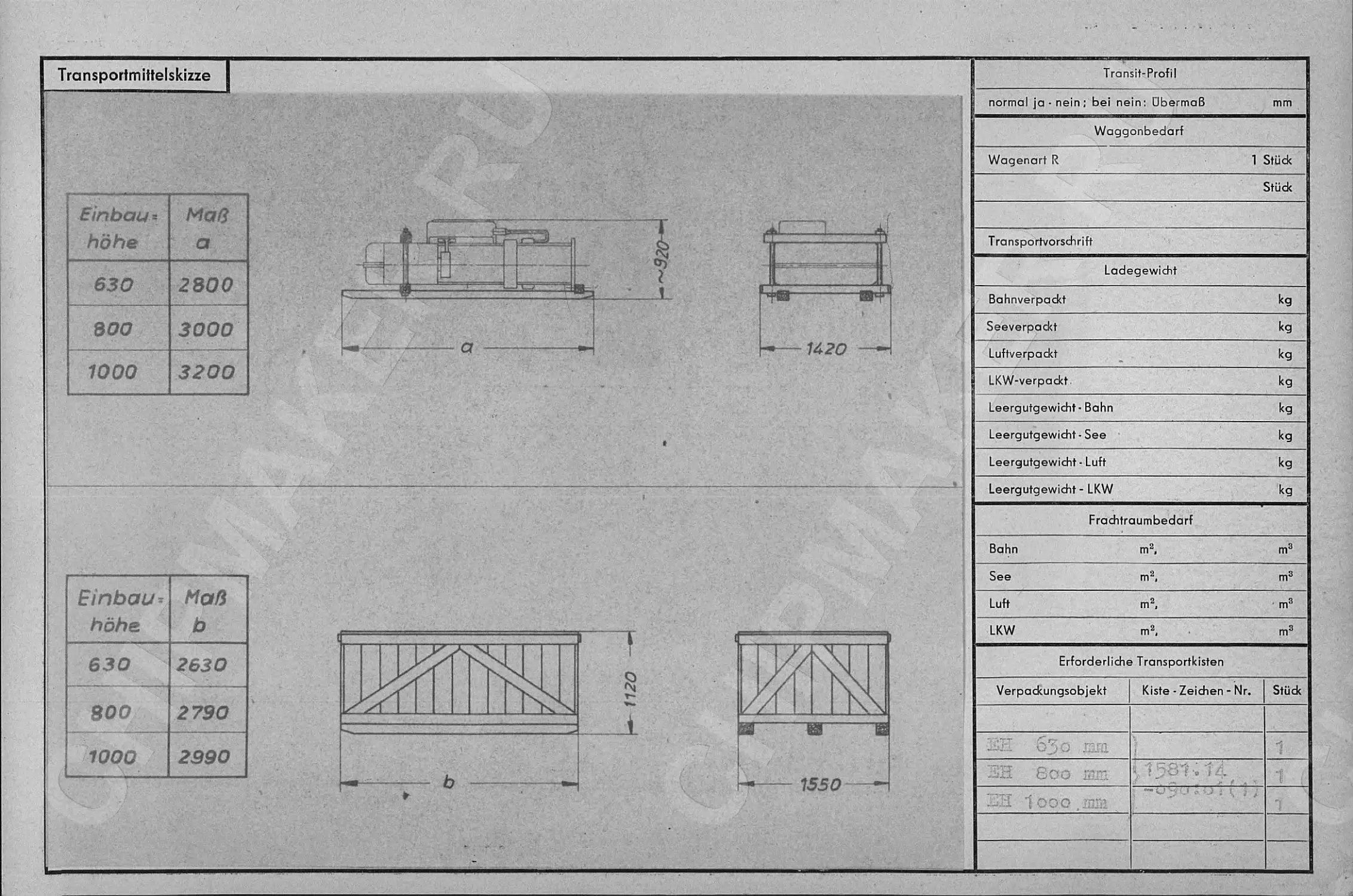
Tra nsit- Prof i I
normal ja - nein; bei nein: UbermaB mm
Waggonbedarf i
Wagenart R 1 Stuck
Stuck
Transportvorschrift
Ladegewicht
Bahnverpackt kg
Seeverpad<t kg
Luftverpackt kg
LKW-verpackt kg
Leergutgewicht- Bahn kg
Leergutgewicht - See kg ;
Leergutgewicht • Luft kg
Leergutgewicht - LKW kg
Fraditraumbedarf
Bahn 9 m , m3
See m2. m3
Luft m2, m3
LKW m2, m3
Erforderliche Transportkisten
Verpackungsobjekt Kiste - Zeichen - Nr. Stuck
7,'<TT
—toOU ’ ? f •« ! £>.
19 20 21 22 23
24
25
26 27 28
29
30
31
Planpositions-Nr.
Inventar-Nr.
Betriebs-Nr.
16
Hersteller:
10 11
Waren-Nr.
Kurzzeidien
Erzeugnis-Nr.
Garantiezeit
Zu beziehen unter Best-Nr. 34 806/1 Vordruck-Leitverlag Osterwieck
1 II III IV 1 2 3 4 5 6 7 8 9 10 11
Planposition
AMK
Art
Spezialbezeidinung
Baujanr
Bauart
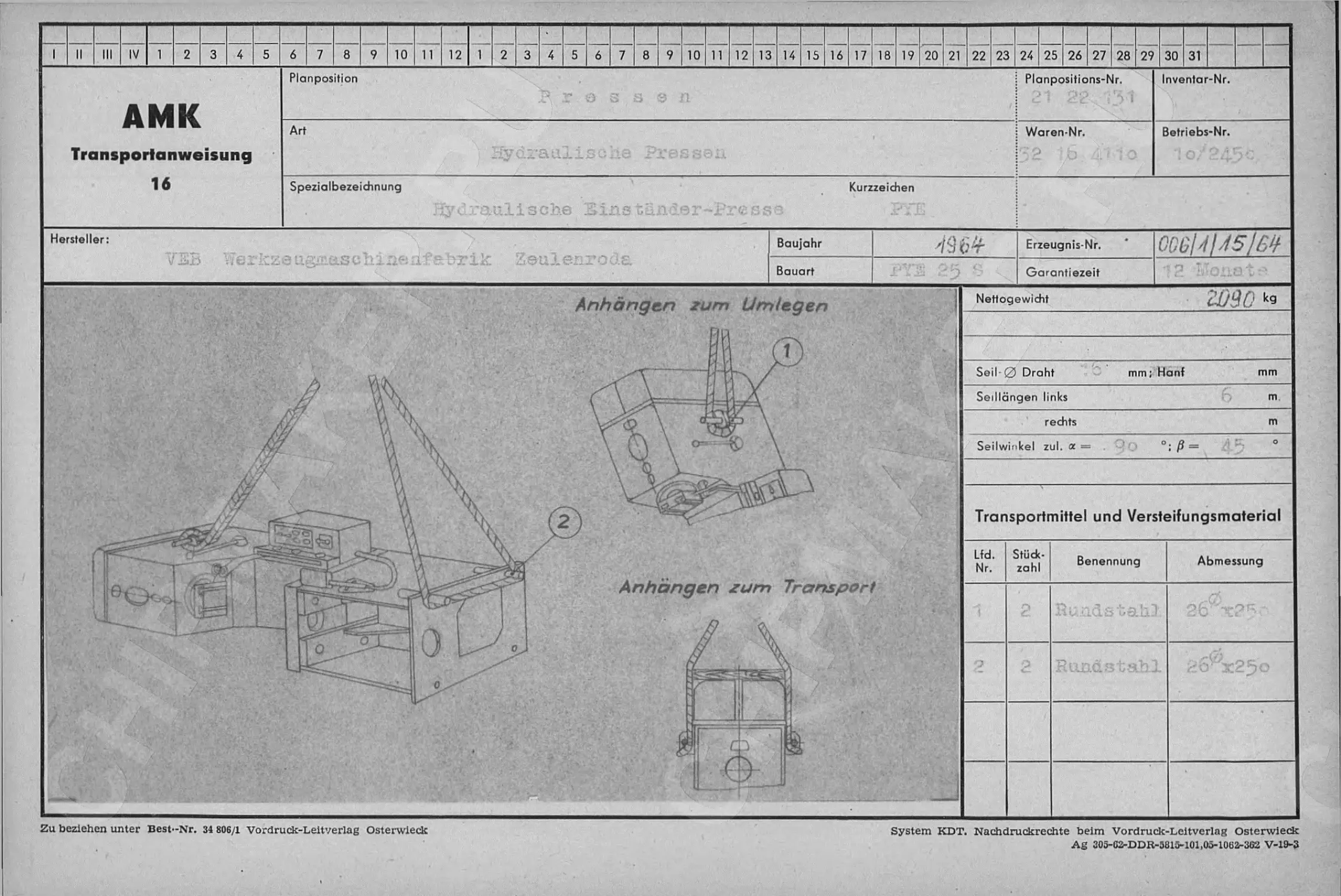
АпИапдс.п turn Umlegen
Anhangen zum Transport
Nettogewicht ^9
Seil-0 Droht mm: Hanf mm
Seillangen links m
rechts m Seilwinkel zul. a = °; fl =
Transportmittel und Versteifungsmaterial
Lfd. Nr. Stuck- zahl Benennung Abmessung
System KDT. Nachdruckrechte beim Vordruck-Leitverlag Osterwieck
Ag 305-G2-DDR-58X5-101,05-1062-362 V-19-3
1 i 1 [ 1 I
I II III IV 1 2 3 1 4 5 6 7 | 8 9 10 11 | 12 1 2 | 3 4 5 6 7 8 9 10 11 12| 13 | 14 | 15 16 17 18 19 20 21 22 23 24 25 | 26 27 28 29 30 .31
AM К Aufstellanweisung 17/1 Planposition P r e s s e n Planpositions-Nr. 21 22 131 Inventar-Nr.
Art Hydraulisohe Presses Waren-Nr, 52 16 411o Betriebs-Nr. 10/245°
Spezialbezeichnung Kurzzeichen I^rdraalische Eins1ander*Presse PYE
Hersteller VEB Werkzeugmasahinenfabrik Ze ale nr о da Bauart PYE 25 S Erzeugnis-Nr. OOSMI.^SI^
Baujahr Я964 Garantiezeit 12 Monate
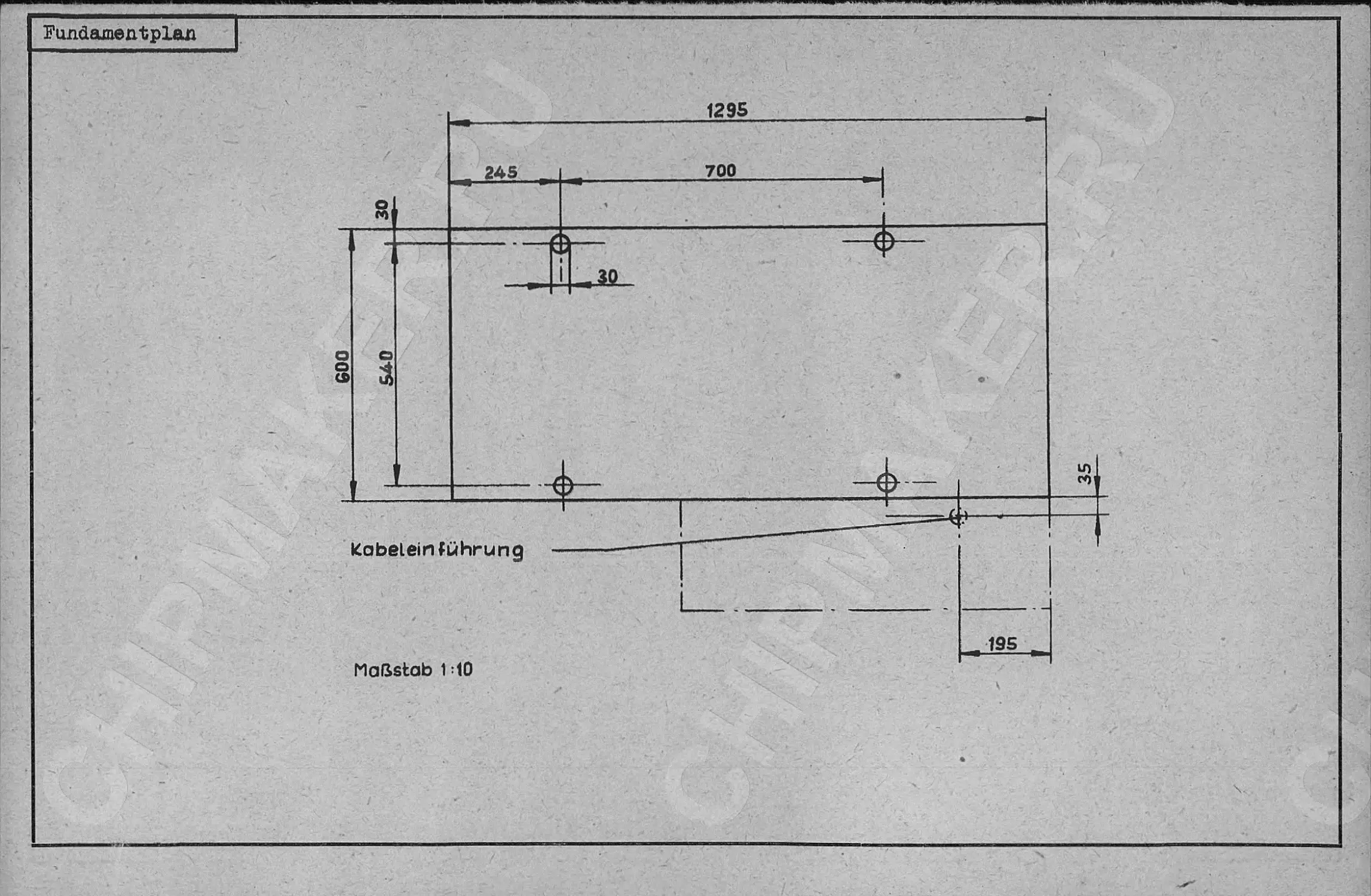
Aufstellvorschrift; Erlduterungen Die Maschlne let auf elne ebene BodenflSche zu stellen, Entsprechend des Fundamentplanes wird der KabelanschluB vorbereitet. Die KAbeleinfilhrung erfolgt normalerweise von antes in den Schaltkasten* Bine besondere Befestigung mittels Fundamentschrauben 1st nioht unbedingt erforderlioh. Die Maschine wird mittels Wasserwaage dureh Unterkeilen an der Bodenplatte answerichtet* Hierzu genilgt eine Wasser- waage mit elner Genauigkeit von o,2 - ot8 mm / 1ooo mmt die kreuzweise auf den Tisoh gesetzt wird. Nach dem Aueriehten wird die Maschine mit dttnnfltiasigeni Beton bie zur Dicke der Bodenplatte unter- and amgossen* Naoh Eratarren dee Batons wird der Stand der Maschine nochmals gepriift. MK 25/63/134
Ag 305/62/DDR/5826/51,2/1062 V/19/22
Zu beziehen unter Bestell-Nr. 34 814/1 beim Vordruck-Leitverlag Osterwieck
Verankerungsplan
1 II III IV 1 2 3 4 5 6 7 8 9 10 11 12 1 j 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 — — —
АМН Abbildung 11 Planposition P r e s s e n Planpositions-Nr. 21 22 131 Inventar-Nr.
Art Hydraulische pressen Waren-Nr. 32 16 41Ю Nr. des Betriebes 1o/245o
Spezialbezeichnung Kurzzeichen Hydraulische Einstiinuer-Prease PYE
Hersteller
Bauart PXE 25 S Erzeugnis-Nr.
Baujahr 4KI Garantiezeit 12 Monate
VEB Werkzeugmaschinenfabrik Zeulenroda
Einsatzmoglichkeit
Eignung
Arbeitsmoglichkeit
Einzel- und Lauerhub
Spanlose Formung
Spanabhebende Formung (Haumen)
System Nachdruckrechte beim Vordruek-Leitverlag Osterwieck
ш Ag 305/G2/DDR/7303/90/1262 V/19/18 (71314)
Zu bezichen unter Bcst.-Nr. 34 802/2 beim Vordruek-Leitverlag Osterwieck
Einzel- und Serienfertigun
Werksioff fur / aus
Besonderheit 1
Handbedienung
and Einrichten
Zweihandbedienung
linke Hand
Zeiteins tell ung
fur Zeitrelais
Pre (ik raft vorwdh -
lung bei kolben-
stillstand
Dauerhub
rechte Hand
FuBbedienung
Ein
Aus
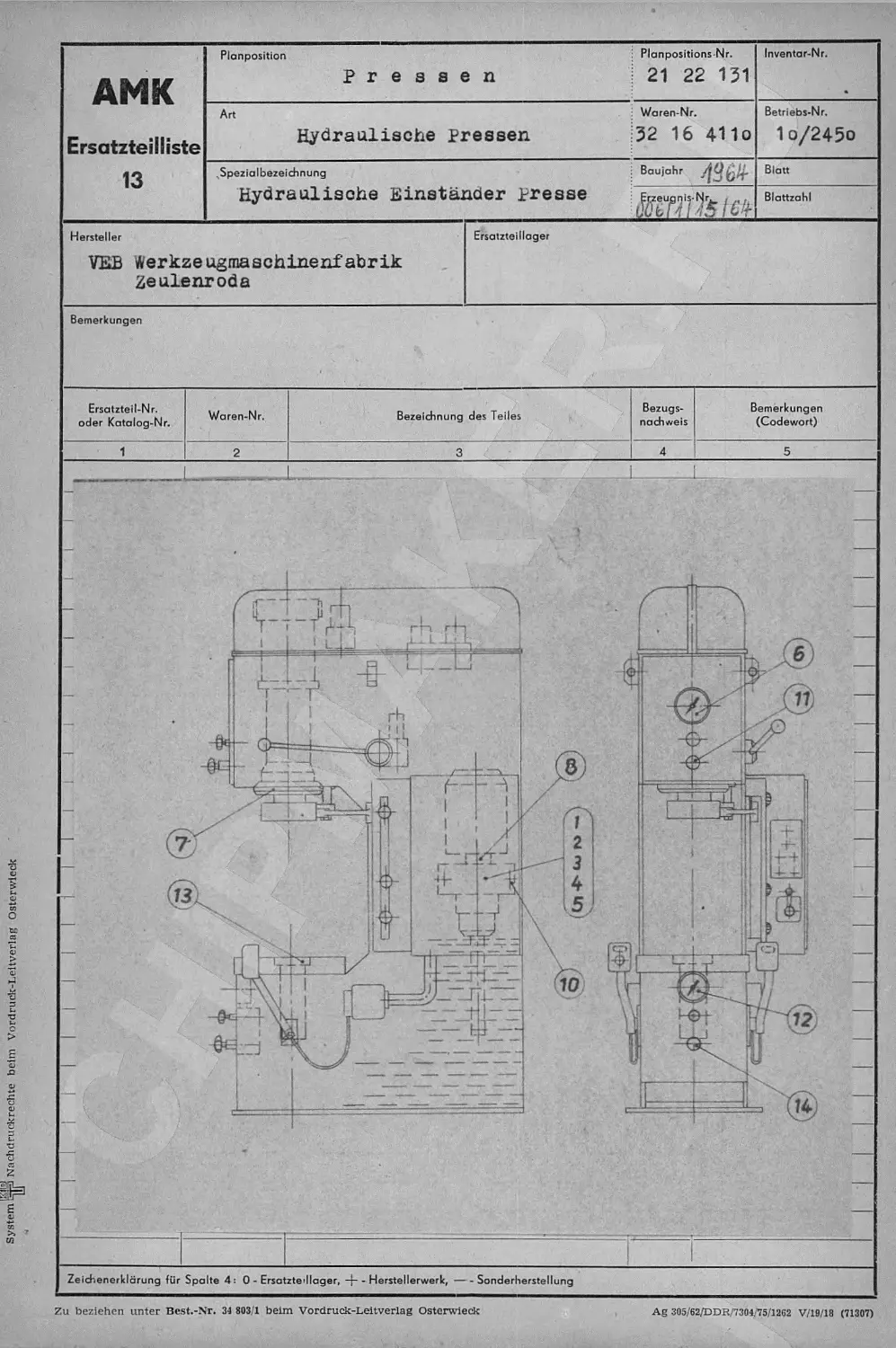
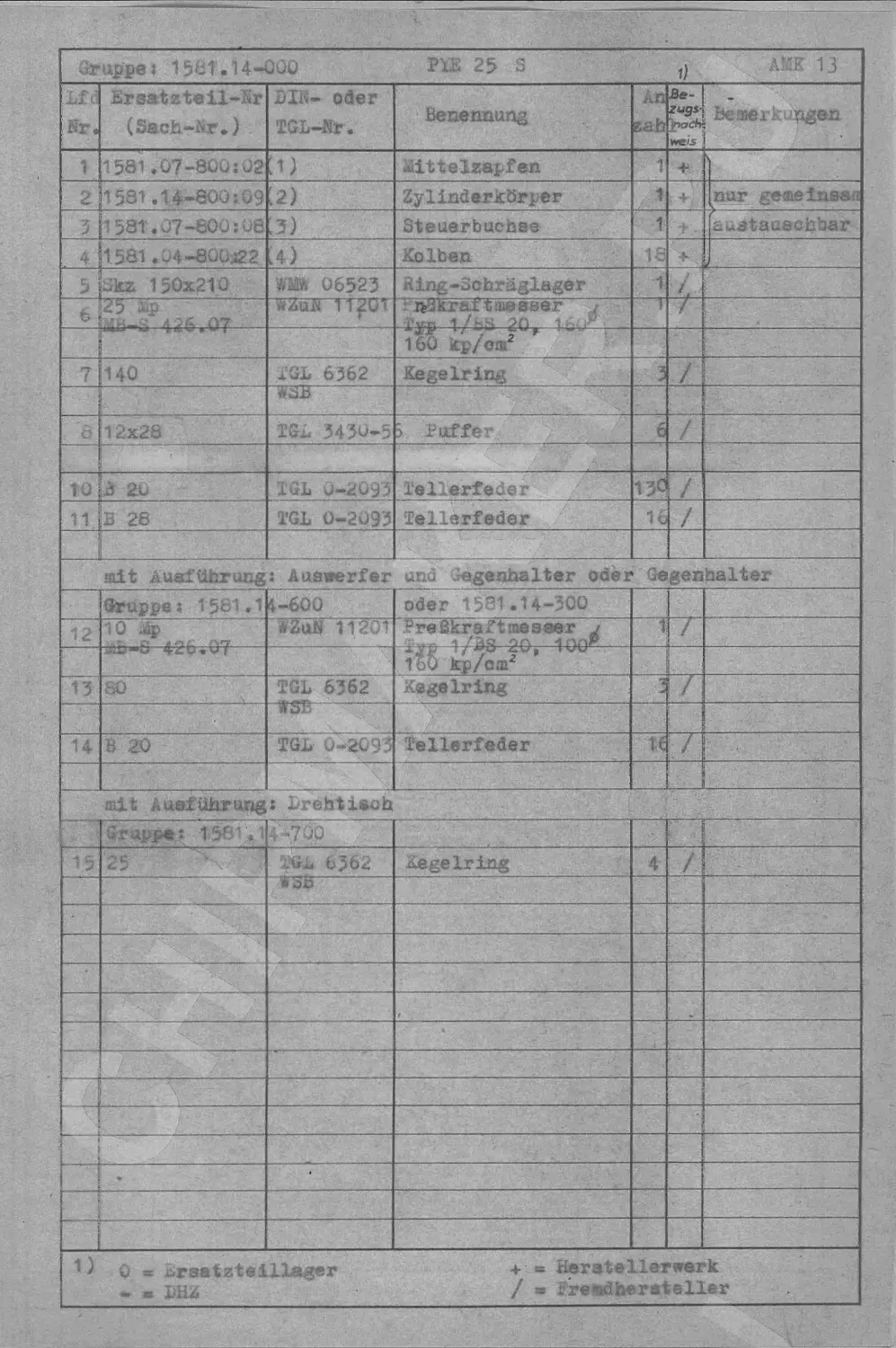
AMK Ersatzteilliste 13 Planposition P r e s s e n Planpositions-Nr. 21 22 131 Inventar-Nr.
Art Hydraulische pressen Waren-Nr. 32 16 411o Betriebs-Nr. 1o/245o
,Spezialbezeichnung Hydraulische Einstander presse Baujahr /jO Blatt
Blattzahl
Ersatzteillager
Hersteller
VEB Werkzeugmaschinenf abrik
Zeulenroda
Bemerkungen
Waren-Nr,
Bezeichnung des Teiles
Ersatzteil-Nr.
oder Katalog-Nr.
Bemerkungen
(Codewort)
Bezugs-
nachweis
:!?r-
Zeicnenerklarung fur Spalte 4: 0 - Ersatztedlager, -f- - Herstellerwerk, —- Sonderherstellung
Zu beziehen unter Best.-Nr. 31 803/1 beim Vordruck-Leitverlag Osterwieck
Ag 305/62/DDR/7304.75/1262 V/18/18 (71307)
ГП
-
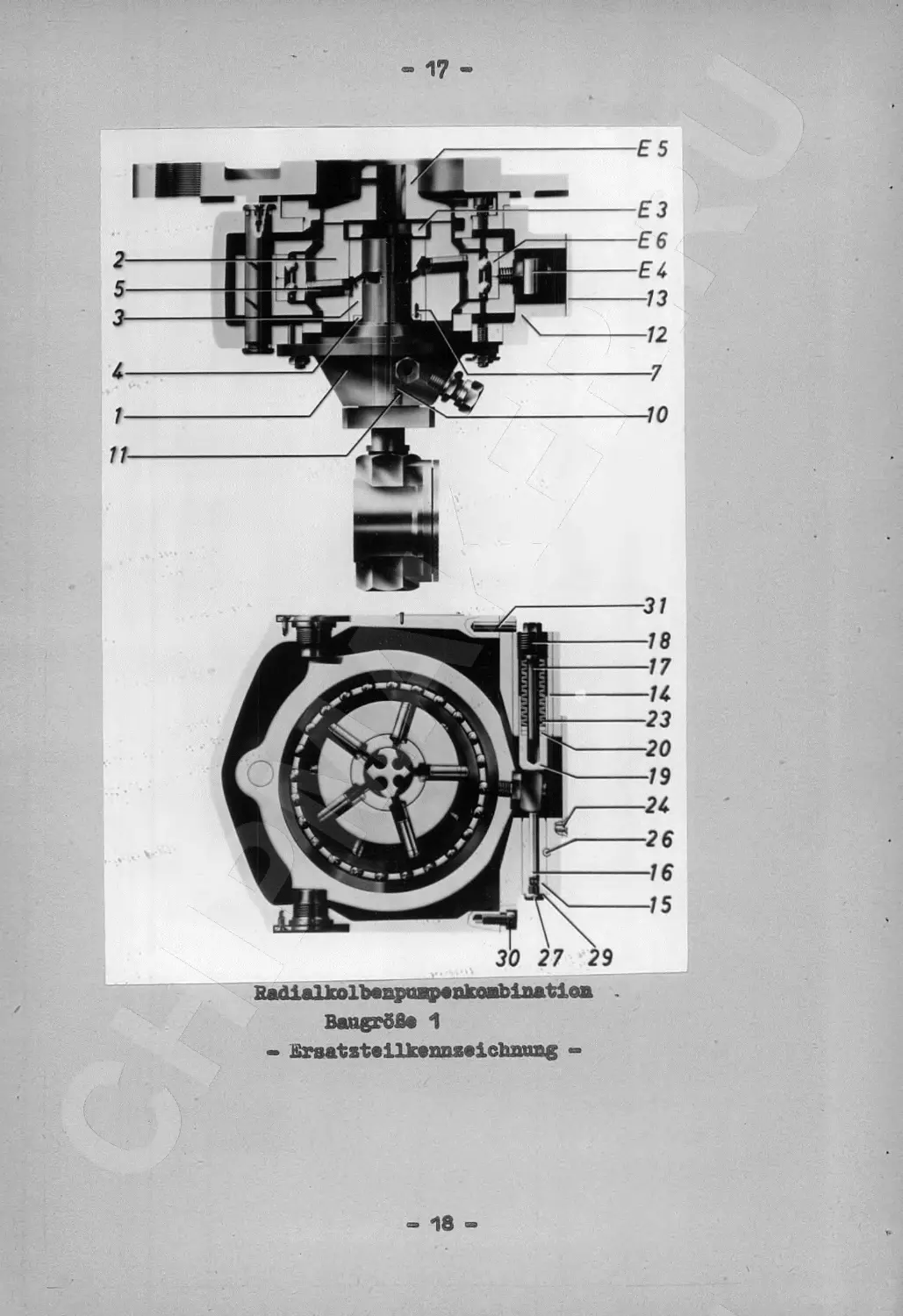
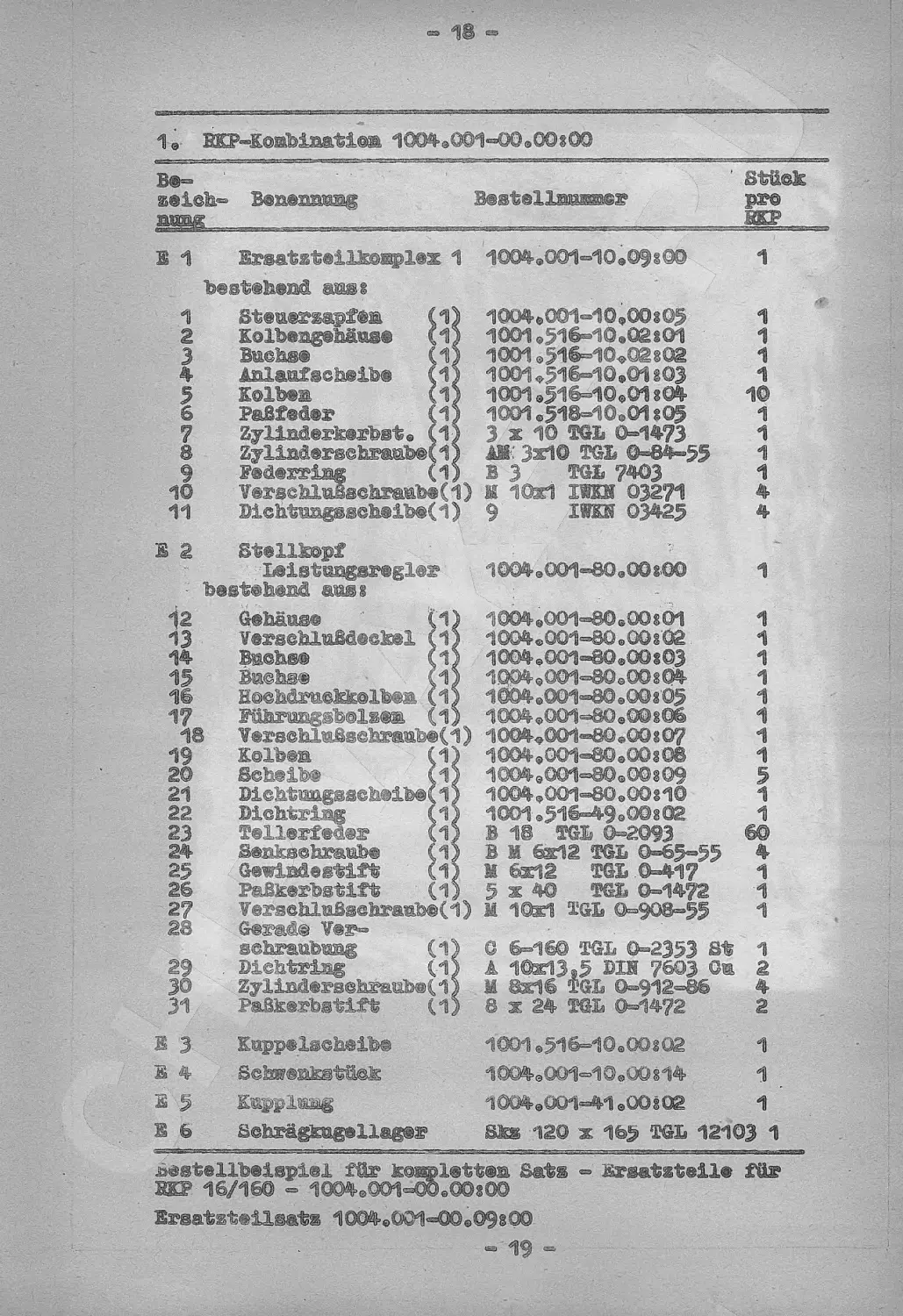
Grappe; 1581. 14-000 25 3 у 'X 13
17 Hr. nrsatzteil-Lr (Sach-r*r«J DIB- Oder TGL-Nr. Benennung An ?,e -. Ь Zugs- Jnoch- weis bernerkungen
1 1581,07-8 :n Aiittelzapfen 1 +
2 1581.14-800:09 :2) Zylinderkdrper 1 4 / [nur gemeinsaii
3 1581.07-800:08 :з) Steuerbuchse 1 + . [auatauacfabar
4 1581 .04-800^22 л) Kolben 18 1
Sfcz 150x210 ЛШ 06523 Ring-Schraglager 1 /
6 “25 xp taZuii 11201 : itfiteraf t me sser Tv-p l/bS 20- !- < ~ T /
160 кр/сш2
7 140 .TGL 6362 Kegelring 3 /
naB -
О 12x28 TGL 3430-5 S Buffer^ 6
W В 20 1GL J—2093 Tellerfeder 13d
11 В 28 TGL 0-2093 Tellerfeder 16 !
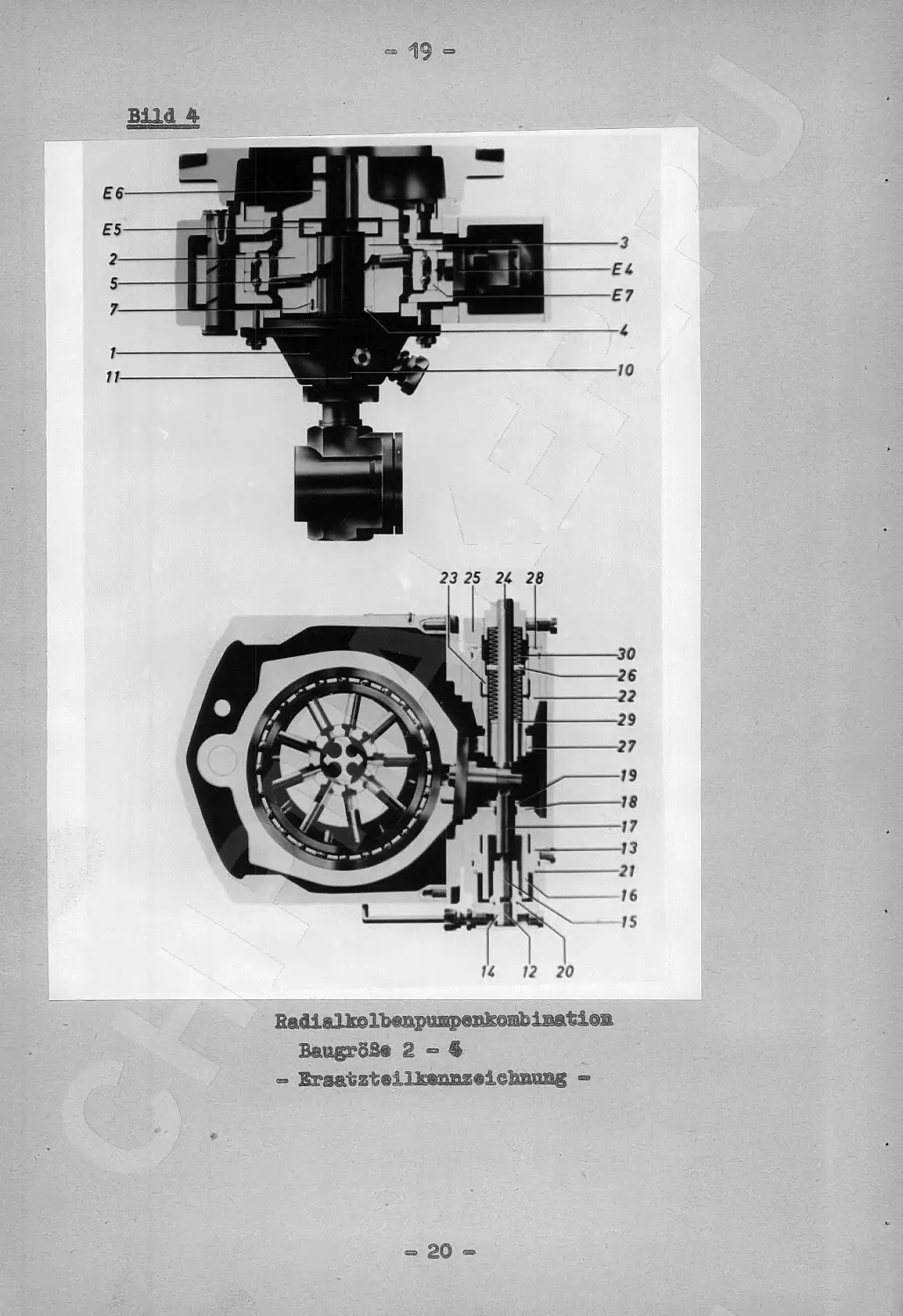
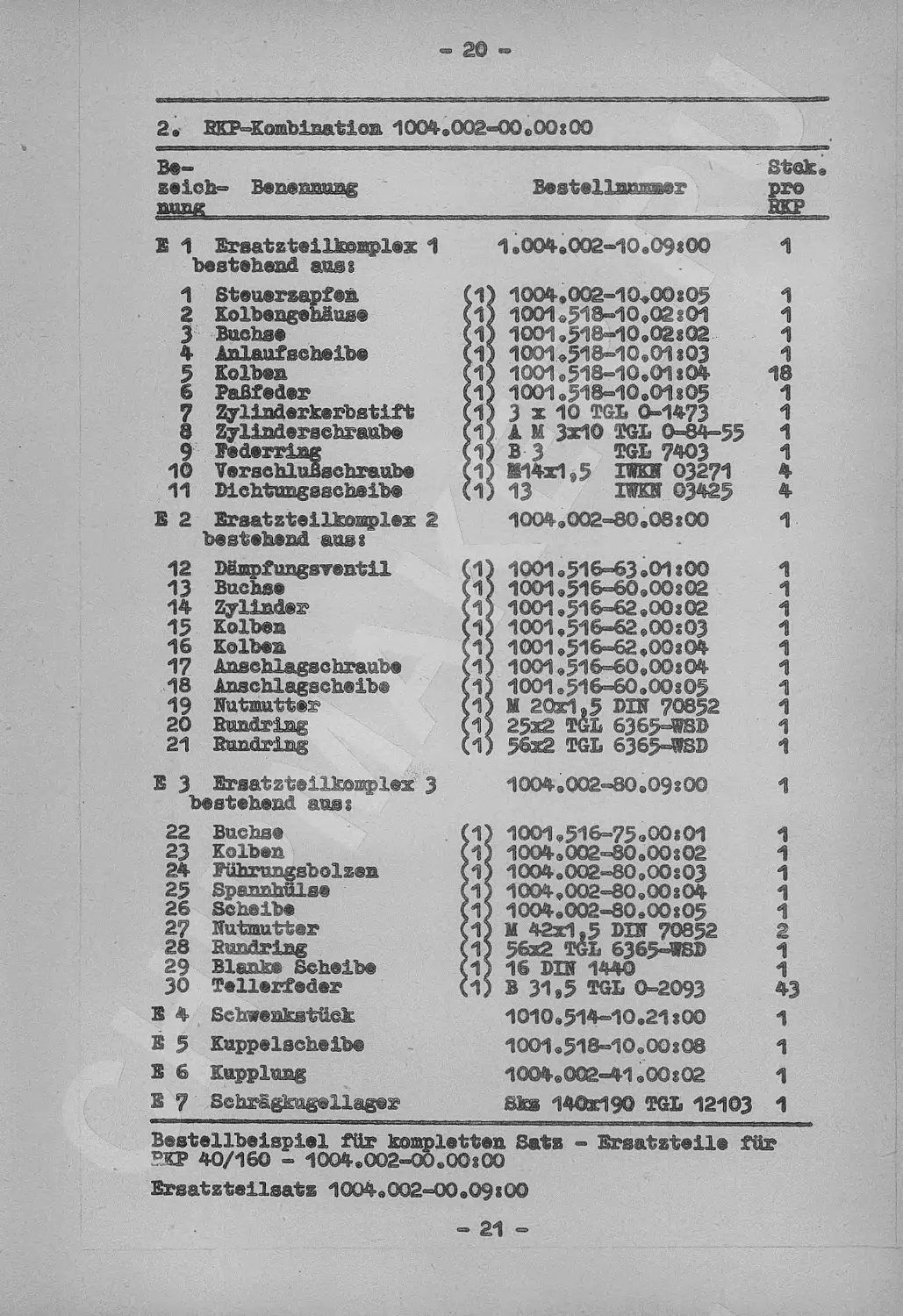
silt AuafUhrung: Auswerfer and Gegenhalter Oder Gegenhalter
Gruppe; 1581♦1 4-600 Oder 1574.14-300
10 tip *ZuB 11Й01 BreSkraZtinesser j -1 /В.Ч 2Cl “1
XV L/ 1 f r VW 160 kp/om2
13 80 TGL 6362 Kegelring •3 1/
wsb
U В 20 TGL 0-2093 Tellerfeder te 7
mit Ausiuhrung: Lrehtiaoh
Grappa: 158^.1 Л700 /
25 TGL 6362 Kegelring 4
4 SB
-
r
*
—— •
1) и = ^rsatztalllager + = Heratellerwerk - « LHZ / * Ereeflhereteller
II
III IV
Planposition
AMK
Art
Stammkarte
12
10 11 12
10 И 12 13 14 15 16 17 18 I 19 20 21 22 23 24, 25 26 27 28 29
Pressen
Planpositions-Nr.
21 22 131
30
31
Inventar-Nr.
Spezialbezeichnung
Hydraulische Pressen
Waren-Nr.
32 16 41Ю
Betriebs-Nr.
1O/245O
Kurzzeichen
Hydraulische Einstander-Presse
Hersteller VEB Werkzeugmaschinenfahrik Zeulenroda Bauart FYE 25 S Erzeugnis-Nr. I,
Baujahr Ж Garantiezeit 12 Monate
Lieferer Liefertag — Anschaffungswert
Inbetriebnahme
Rechtstrager . . .. . \ ' / - • ’ 1. ab Datum Standort
Abt./Abschn./Brig.
2. Standort
Abt./Abschn./Brig.
3. Standort
Abt./Abschn./Brig.
4. Standort
Abt./Abschn./Brig.
Datum der Uberpriifung
Giitegrad
Zeitwert
Name des Priifers
Hauptabmessungen Arbeitsschutz
L x В 145° x 880 ASA0 3 vom 1. 8. 1961
H6he 25/15 mm ASA0 192 GB1. 9 von 1953
AS- ue BSA0 900 vom 2o. 7• 19o1
Masse 2090 (nett0) -
Zu beziehen unter Bestell-Nr. 47 040/1 beim Vordruck-I.eitverlag Osterwieck
Hydr. Ein-, Zweistander, Saulen, Prage- und Kunststoffpressen
System Nachdruckrechte beim Vordruek-Leitverlag Osterwieck
Kennzeichen Automatisch arbeitend: ja - nein StoBelhiibe: Anzahl: ; Stufung: ; von: bis: DH/min
Maschinenkorper: QEXXXXX -ХКЖХЖПБЗИС- Stander - StoBelgeschwindigkeiten: (fur Pressung) von: 0 bis Im La 6 Г h. lib 6 9 5 m/min
SSXlKSC- Stander: Anzahl: 1 Stiick (fur Riickaug) von: 0 bislm Laerhub 19 >5
DrucldcoJben: Anzahl: 1 Stuck; 0: 1бо/14О mm Lei stung vgl. auch AMK-Leistungskarte
Druckkolbenanordnung: senkrecht - чХЯЗЕЭОЕХ- oben - иЗЕййК Druckelement StoBel AusstoBer ziehkissen
XXXohne AusstoBer; riXX- ohne Untersatz: BXLXH: mm PreBkraft in xMp 25 Mp tx 10 Mp ос 1 c Mp К К
Rundtisch: jX- nein; 0: mm Riickzugskraft XM P 5,9 Mp tx 3,5 Mp « Mp
XXXohne Luftziehkissen Betriebsdruck atii 125 atii 125 atii 125 ata
Arbeitsbereich: Antrieb Einzel - (XXXSffiX- 1ХЖХХ - Antrieb; PreBpumpe - ХХХХХЗСХХааЭИС
Einsatzhohe EH / Arbeitshohe AH / ArbQltsflache BXL RiemenmaBe und Anzahl:
EH: mm / AH: mm / BXL: 5^^x6o5 mm Pumpe: зХХХЗЕКЭЕ ж^хзекнишгх seibsttatig г e ge 121 d
AusstoBerdunchgang im Tisch: 0 1 SOnm; В X L mm Art: Radialkolbenpumpe Inventar-Nr.:
Entfemung zwischen den Saulen - Standern: Breitseite/Langsseite: mm Antriebsscheibe 0: mm; U/min: 143 Q Fordcrmenge: 6 тЛпт
Dunchgang zwischen den Einstellspindeln: mm Steu erung: Art:
Ausladung von Mitte StoBel bis: Stand ЭГ 355 mm Antriebsmaschinen Elektrisch - hXJGXUJBMX - XDSMD52ClS5tiX
groBte Entfemung von Aufspannflache bis ЖХЗИС- StoBelplatte: mm Motor, Kraftbedarf kW Spannung Strom art U/min Inventar-Nr. Stiick
X) StoBel: groBter Hub: 5^0 mm; Aufspannflache — 0E mm fur Radialkolber pumj эе
Einspannzapfen: Loch-0: 52 mm; Tiefe: 75 mm fur 7,5 22o/38o D U30 6^26^ 1
T.-Nuten: Anzahl: 2 : 18 3^45 : Abstand 1 6o mm fur — —
AusstoBer: AusstoBerhub: пЖКЖИХ- hydraulisch: 1 00 mm Druckluft: Bedarf: m:,/h; Druck: atii
Tisch: Aufspannflache: 0 mm, BXL: ^OO X 5®° mm Druckwasaer - 01; Bedarf: m3/h; Druck: atii
Ausbuehtung im Tisch: 112 mm Kraftbedarf fur Steuerung: 0,5 kW; Spannung. ^Qo
T-Nuten: Anzahl: 2 : 18 пй?”' 3^45 : Abstand 28O mm Zubehor AMK-Zubehorkarte: ja — nQtX
Aufspannplatte: Dicke: 75 mm; Durehbruch 0-D0OX 18o mm
Entfemung von StanderfuB bis Tischflache: 71 0 mm
Aufspanntisch abnehmbar: ja - пЗ£Ж Zusatzeinrichtungen AMK-Zubehorkarte ja — nein
Ziehkissen: Hub 1 00 mm
x) bei autom. Latif aa. 475 mm Energiebedarf ges. 6 kW M/C2S/63/736
Ag 305/62/DDR 377/10/162 V 19 8 278
I II III IV 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 К ) 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
AMK Stammkarte 12 Planposition P r e s s e n Art Hydraulische Pressen Spezialbezeichnung Kurzzeichen .Hydraulische Einstander-Presse PYE Planpositions-Nr. 21 22 131 Waren-Nr. 32 16 4110 Inventar-Nr. Betriebs-Nr. 10/2450
Hersteller VEB Werkzeugmasohinenfabrik Zeulenroda Lieferer Bauart PYE 25 S Erzeugnis-Nr. 00(ф11451М-
Baujahr Liefertag Inbetriebnahme №64- Garantiezeit Anschaffungswert 12 Monate
Rechtstrager 1. ab Datum Standort
Abt./Abschn./Brig.
2. Standort
Abt./Abschn./Brig.
.3. Standort
Abt./Abschn./Brig.
4. Standort
Abt./Abschn./Brig. s
Datum der Uberprufung Giitegrad Zeitwert Name des Priifers —
Hauptabmessungen L x В x 880 mm H6he ?b/i6 mm Masse 2090 kg (nettо) Arbeitsschutz ASAO 5 vom 1. 8. I961 ASAO 192 OBI. 9 von 1953 AS* ue BSAO vom 2o. 7. 1961
Zu beziehen untei Bestell-Nr. 47048/1 beim Vordruek-Leitverlag Osterwieck
Hydr- Ein-, Zweistander, Saulen, Prage- und Kunststolfpressen
System
Nachdruckrechte beim Vordruek-Leitverlag Osterwieck
Kennzeichen Automatisch arbeitend: ja - nein StoBelhiibe: Anzahl: ; Stufung: ; von: bis: DH/min
Maschinenkorper: СЗЕХХХЭЕХ - ХКаШЕЕЯЖЖ- Stander - 23GXKX StoBclgeschwindigkeiten: (fur Pressung) von: 0 bislCl Leerhub 6 t 3 m/min
SaKDEX- Stander: Anzahl: 1 Stuck (fur Riickizug) von: 0 bisim Lecrliub 19,5
Druckkolben: Anzahl: 1 Stuck; 0: 1бо/14О mm Leistung vgl. auch AMK-Leistungskarte
Druckkolbenanordnung: senkrecht - vXXJGX&il. - oben - иЖКИС D ruck element StoBel AusstoBer ziehkissen
XXXohne AusstoBer; nXX- ohne Untersatz: BXLXH: mm PreBkraft in flCMp 2p Mp tx 10 Mp tx 1c Mp AC
Rundtisch: jaJC- nein; 0: mm Riickzugskraft XM P 5,9 125 Mp tx 3,5 Mp « Mp « atii
XXXohne Luftziehkissen Betriebsdruck atii atii 125 atu 125
Arbeitsbereich: Antrieb Einzel - CXiXpjGiXaK- f3C3SeX- Antrieb; PreBpumpe - И:КЮОЖ1СХ2СКЭС
Einsatzhohe EH / Arbeitshohe AH / Arbeitsflache BXL RiemenmaBe und Anzahl:
EH: mm / AH:
mm / BXL: 5oox6o5 mm Pumpe: iXXX3HEXX^E3£XaK£XX selbsttatig Г в g в 1П d
AusstoBerdurchgang im Tisch: 0 1 8 Опт; В XL mm Art: Radialkolbe пригаре Inventar-Nr.:
Entfemung zwischen den Saulen - Standern: Breitseite/Langsseite: mm Antriebsscheibe 0: mm; U/min: 1439 Fordcrmenge: 6 m^min
Durchigang zwischen den Einstellspindeln: mm Steuerung: Art:
Ausladung von Mitte StoBel ibis: Stand 0Г 355 mm Antriebsmaschinen Elektrisch - hffiEKiXSfBr - удгичШУайУ
groBte Entfemung von Aufspannflache bis StUBKX- StoBelplatte: SOO mm Motor, Kraftbedarf kW Spannung Strom art U/min Inventar-Nr. Stuck
StoBct: groBter Hub: 5^0 mm; Aufspannflache — 0K 25ox25° mm fur Radialkolber PUID] pe
TT7 Einspannzapfen: Loch-0: 32 mm; Tiefe: 75 mm fur 7,5 22o/38o Q 1 1430 6425* T 1
ill f, Cjr-I< T-Nuten: Anzahl: 2 18 J1KX 3^45 : Abstand 1OO mm fur — -
AusstoBer: Aus^toBerhub: т2сХЭБХ2БХ hydraulisch: 1 00 mm Druckluft: Bedarf: m3/h; Druck: __ . .. atii atii V
Tisch: Aufspannflache: 0 mm, BXL: ^OO X 5®° 111171 Druckwasser - 01; Bedarf: m3/h; Druck:
Ausbuchbung im Tisch: 112 mm Kraftbedarf fur Steuerung: 0,5 kW; Spannung. ^Qo
T-Nuten: Anzahl: 2 18 3^45 : Abstand 280 mm Zubehor AMK-Zubehorkarte: ja — nOOX
Aufspannplatte: Dicke: 75 mmi Durchbruch 0-IXXX 180 mm
Entfemung von StanderfuB bis Tischflache: 7 0 mm
Aufspanntisch abnehmbar: ja - n<XK Zusatzeinrichtungen AMK-Zubehorkarte ja — nein
Ziehkissen: Hub 1 00 mm
x) bei autom* Lauf ca. 475 ram Energiebedarf ges. 8 kW
Ag 305/62 /DDIt 377/10/162 V 19 8 278
I и [II IV 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 -
AMK Zubehorkarte 14 Planposition P r e s s e n Art Hydraulisohe Pressen Spezialbezeichnung Kurzzeichen Hydra uli во he Einsthnder*-Presse PYE Planpositions-Nr. 21 22 131 Waren-Nr. 32 16 4110 Inventar-Nr. Betriebs-Nr. 10/2450
Hersteller VXB Werkzeugmaschinenfabrik Zeulenroda Bauart Baujahr PYE 25 S Erzeugnis-Nr. Garantiezeit 12 Monate
Blatt-Nr.
Z u b e h о r Blattzahl
I Ltd. Nr. _*. Stuck Art und Benennung Fett-Kolbenpresse 35 Bemerkung TGL 5047 | Lfd. Nr. Stuck Art und Benennung Bemerkung
2 1 Mt Spit^tiundstUdk Seohskant-Stlf tschlilssel 12 DIN 911 — -
3 4 1 1 Drehstlft A 8 Lampenzieher Typ L DIN 900 Gtfrlitz —, t— —
гг 5/63/735 —
Zu beziehen unter Bestell-Nr. 34 804/1 beim Vordruek-Leitverlag Osterwieck
System KDT Nachdruckrechte beim Vordruek-Leitverlag Osterwieck
Ag 305/62/DDR/5813/126,3/1062 V/19/22
Zusatzeinrichtungen I
Ltd. Nr. Stiick Art und Benennung Erzeugnis-Nr. Hersteller Liefertag flnschatl.-Werl flnlagenwert Zeitwert Giite- grad Standort Bemerkung
*
1 — — — —
-
• — 7
•
-
— —
\ ' /’ 4
— - —
— —
7* —
— • 4
-
HIW
4
XI ЯЛ /3/
? /' i £ t^<r
Sreiat'.
Y h !^> C t< • - < icrc. 'k^< t £ r ••
jyi t <:’, .
#A£&Ct. '
чт*
£>
$'C°C
ausa^/c^
^r*. rm
W.£>iN 5'?л$
PIN
(XtC ,.£
j Mf ii
H£j»‘^iCccHk. Л<Ся^с.^
A/^S’
Мсхл^и^секш, U Ca^Cz.
К1Л С£лСя£Л£- ,
Слс^С лла.и\.
te/ruJt PVE XS^
i й (96^ ТГуЛ'. ,у ^ £
^cn-ic.^-ca
c 'j }'^i
c r u>f
ГН1$ DIN ^f ^(‘
Sk *6
^Л ftr'•£-'
VU
Я? р С УСс-
* С / t
zr6,' л'2^
pc*]#. 'Л/сл if,
aybi,U<f.Tzt^p 1
Zi’Otft
' ;— V V />
’f£C >те^с. ^с‘€и>^
5 --7j. Atc'-'i. ,'•<<,<- t.,ic\ ii.'-ce" • 7’<у;-'Л<гг’(
5^«Г е^Лс Cz^eVarc ^c-i !(^ - “
/xicie'rT» .
/С- ><cc^u *.ecK.C4.H&.
17&(,<Л.С
&еЯ*4б% OfHCbCtty'l, d'
>tt
kettizcCc. с(
Зл^и2 ГЛг1^ /у^'О
< Лч^с''
Qh-t i,c&i<CcC<к /»•' t 1
2. у^-'^л^л^Лй,
Victc#.№<’'#
clkLctcc )Чс*С
cftatcu-'. Ъ&&С''
гс<-ес£>
120. tools can be used for part machining operations. Cutoff can
321. be programmed to start during the final machining operation in
122. order to reduce production Lime.
123. On Series 110 and 150 D’ ' • and Series 150 Twin-Turret models,
124. the upper 8-tool round turret handles o.d. and cut-off work and
125. the lower turret performs i.d. operations.
126. On the Series 150 Ч-axis model, the front 8-tool round turret
127. does o.d. machining and cutoff while the main turret handles
128. i.d. work.
129. An optional parts catcher removes finished pieces. The entire
’130. cycle is automatic, including shutdown of the machine and
131. visual signal when a length of stock.is consumed. ’ ! j
132. Easy changeover. Change of bar diameters is fast and simple.
133. Ball-bearing support rollers are easily repositioned. Collet
134. pads and pusher heads are quickly interchangeable. Automatic
135. holddown rolls, which control stock whip, adjust automatically
136. to bar size. •
137. Changeover from chucking to bar work or vice versa simply
138. requires change of chuck jaws and, depending on the work, the
139. tooling.
1 II III IV 1 2 3 4 5 6 7 8 9 10 | 11 12 1 2 3 4 5 e 7 8 9 10 11 12 13 14 15 16 17 1E 19 20 21 2 2 23 24 25 26 27 28 29 30 31
АМК Schmieranweisung • 22 Planposltion P r e s s e n Art Hydraulisohe Pressen \ Planpositions-Nr. 21 22 131 Waren-Nr. 32 16 4110 Inventar-Nr. Betriebs-Nr. 1с/2450
Spezialbezeichnung Kurzzeichen Eydraulische Eins tiinder-Pr esse PYE
Hersteller VEB Werkzeugmaschinenfabrik Zeulenroda Bauart PYE 25 S Erzeugnis-Nr. 0()C I'l
Baujahr 4^4- Garantiezeit 12 donate
Schmiervorschrift; Edauterungen Schmierstoffubersicht Schmiervorschrift Schmierstoff- bedarf in I oder kg jahrlich
AuffUllen and Weohsel des Hydraulikdles: Entleeren dea Rydraulikoles duroh OlablaBsohraube bzw. Handpumpe да oh Abnahme des Abdeokbleohes ад der Llasohi- nenriiokseite. Vor dem Einfiillen des neuen Oles let der Olraum sauber mit Sptliai durohzuspiilen. Die OlablaBsohraube ist Rie- der fest anzuzlehen. Bei 61- weohsel 1st der Llagnet- Durohlauf-Filter zu reiniger Der Filtereinsatz ist em- pfindlioh gfcgen sohlagartigc Beanepruohung. Kaoh dem Rel- nigen 1st der Filtersinsatz wieder fest anzuziehen, da- rn! t keine Luft in die Rohre aindrIngen kann. +) Weiterer ftlweohsel naoh оа» 3ooo Betriebsstunden bei optimaler Auslastung d.Easol DIN-Bezeichnung Wetks- bezeichnung Zahigkeit Kennzeichen Schmier- haufigkeit Schmierstelle Nr. Sch mierstoffrnenge Bemerkung
Hydraulikol o1 Hydro 65 JL7 07 2o1__ , Norraalsohmisi К 25 Dili 515< Kormalsohaiej к 25 dik 515< ‘ Normalschmie: N 25 DIM 515< •Walzlagerfet' , 80 DIM 51825 io rai >1 М5Г >1 *<51 >1 из 1Л кл Ш V) ЧЛ C\ • PH 0 * 0 * 0 * 0 * -Ap 0 ОкЛ О Vl OV1 от 4^ FThd О О О О OcthQ Q 0 violet! griln griin grtin violetl 1 .Wech n.oa.4 loop s tdglioh tiislioh woohent lioh д.Зоос Betrie stunde sel ) 5 -td. 1) 1 2 bs- 4 n 1 250 Ltr. 2xdrUoken Olpresse 2xdriicken ^Ipresse 2xdr (token Olpresse 3\3 des Hu- ge Iraumes fiillen bis 61- s tands- m. Aus- werfer o,o8 0,08 o,48 0, o1
’) Fur einschiditigen Betrieb Best.-N r. 34 810/2 Vordruck’Leitverlag Osterwieck Ag 305/62/DDR/3588/30/662 IV/27/13/748S
<л
n
У
3
ф
О
S7
з
I. Lubricate according to instruction I. СмазыЬать согласно предписания
П. Lubricate weekly по CMajfce
Ш. Lubricate daily I. Еженедельно смазыЬать
Л. Ежедневно смазыЬать
1 II III IV 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
АМН Arbeitsschutz 29 Planpositlon P r e s s e n Planpositlons-Nr. 21 22 131 Inventar-Nr.
Art Hydraulische Pressen Waren-Nr. 32 16 411o Betrlebs-Nr. 1o/245o
Spezlalbezelchnung Kurzzelchen Hydraulische Einstander~Presse PYE
Hersteller: VEB Werkzeugmasohinenfabrik Zeulenroda Bauart PYE 25 S Erzeugnis-Nr. ooC'i^i^s i&+
Baujahr 4964 Garantlezelt 12 Monate
Lieferer: Llefertag Anschaffungswert
Inbetrlebnahme
Rechtstrdger 1. ab Datum Standort
Abt./Abschn./Brlg.
2. Standort
Abt./Abiehn./Br!o. ✓
3. Standort
Abt./Ab<chn./Brlg.
4. Standort
Abt/Abjchn./Brlg. -
Welche ASAO slnd bel der Konstruktion berUcksichtigt: ASAO 3 Ve 1» 6» 1961 J ABAC 192 GBit 9 V, 1 953 J AS“ U. • BSAO 9OO V* 2O«7«1961
Erttwlddungsstelle: VEB МбГ kze UgmaSC Ь ±Пв П±’аЬг ik ZeiAlenrOda Unterschrift des fefeteurs:0^ Otz “ 0115
Prtlfzeugnls des DAMW Nr. 16 256 ®rteilt Q,n: 27 • 2 • 1 96J befristet bls: 31.3.1964
Frelgegeben zur Inbstrlebnahme am: Uberwadiungspflichtlg ja/nein; Uberwachungsbuch-Nr.
durch Protokoll Nr. Art A Zeitabstand Monate/Jahre
Beanstandungen oder Bedingungen: В
C
D
E
Zu bezlehon unter Best.-Nr. 34 811/1 beim VEB Vordruck-Leitverlag Osterwieck
System pag) Nachdruckrechte beim VEB Vordruck-Leitverlag Osterwieck
Ш Ag 305/61/DDR/4502/50/1061 V/19/18 (73 701)
Technische Uberwachung Unfalle
Art fallig am durchgefuhrt am Art fallig am durchgefuhrt am Datum Nr. Bemerkungen
• \ . - ' . . : ' =. ft <
Sicherheitstechnische MaBnahmen nach Inbetriebnahme: Besondere Schutzbestimmungen bzw. Betriebsanwelsungen
Bei Inbetriebnahme sind alle an der Maschine Kiir das Binrichten der Maechine zu dem jeweiligen
Beschaftigten liber die bestehenden Arbeitsschutz- Verwendungszweck ist der Binrichter Oder Meister
anordnungen zu belehren. verantwortlich. Der Stecksohliissel fiir den ftahl-
schalter ist nach der Binstellung der Masohine
abzuziehen.
nei Ausi'iihrungen mit Auswerfer werden die nedien-
elements zur Auswerfer-dteuerung im Bchaltschrann
eleKtrisch gesperrt, wenn die Maschine ohne Aus-
werfer arbeiten soli.
i>as gleiche gilt fiir Ausfiihrung mit Brehtisch bzw.
Zufiihrgerat •
Einrichtungen der Sicherheitstechnlk Sonstige Angaben - Erganzungen
bicherheitsventil als bberlastungssohutz. hjS wird darauf hingewiesen, dafi fiir dchaden und
Z we. iha nd s c ha11 ung. Unfalle, die duroh unzureichenoe iflege und Wartung
jJruckkndpfe zur Auswerferbedienung kdnnen elektr. der HLaschine und durch Nichteinhaltung der Arbeits-
gesperrt werden, wenn die Maschine ohne Auswerfer schutzanordnung auftreten kdnnen, der hersteller-
arbeiten soli. betrieb keinerlei Verantwortung iibernimmt.
Jbruckknopf zum Stillsetzen her Steuerbewegung der
Maschine (hotsohalter).
Sicherung der jeweils eingestellten Bedienungsart
durch abziehbaren Bteckschliissel.
nei Einzelhub ist elektr. nurchlaufsperre vorhanden •
Uberpriifungen
fcillig am durchgefUhrt am durch Bemerkungen
•
-
• •
August 1962
• Elektrotechnik Werkszeugnis fur elektrische Ausriistung TGL 28-26 - Gruppe 360
Maschinen-Typ: —UXE__25.—5 — Kenn-Nr.: — Fertigungs-Nr.: QP.Q /1/1 4 Giitezeichen: ' Hersteiiei:
Schaltausriistung: Fertigungs-Nr.: .15 S-7-ОЗЯ Hersteller: VZ3 Siarkstram Anlagenhan Karl-Iar^-Siadt.
Netjspanmmg: 58-0 V Frequenz: 5o Hz 21 T.irhtqnanniina: 2z^0_ V
Steuerspannungen: 22o V
Die Installation erlolgte nach Stromlauiplan Bauschaltplan-Maschine Bauschaltplan-Schaltausriistung 1581.14-00З Sp(2) 1531.14.004 Bp(1)
Nr. Nr. Nr.
Nr. Nr. Nr.
M о t о r e n Leistung KW Nennstrom A Stromaufnahme Leerlaui Vollast А1) АЧ Bemerkungen
Wilmer J7,5 28/16 Ц 1/
0ICP5 1o/4
145o U/min
Nr.64254
Fortsetjung siehe KQckseite! Die Hochspannungspriifung wurde mit _ KV, 50 Hz durchgefiihrt.
Isolationspriifung Leiter gegen Leiter Leiter gegen Schutjleiter
Hauptstromleitun gen 0 m5l ?oo и|- 4 M 100
Steuerstiomleitungen 0 mJ? ?OO JL 1 1 M.$L 1 on r-
Gerate, Gesamtmontage und Priifungen entsprechen den einschlagigen VDE-Vorschriften bzw. den vorgeschiiebenen Sondervorschriften
2.7....1.Ж.6..4 gez-.R-o-cxs-trah Datum Unterschriften
? “ VEB Wema Zeulenroda
Seite 2 TGL 28-26
M о t о r e n Leistung KW Nennstrom A Stromai Leerlauf A’) ifnahme Vollast A-) Bemerkungen
4
•
IH-20-3 KL 003/63
August 1962
• Elektrotechnik Werkszeugnis fiir elektrische Ausriistung TGL 28 - 26
Gruppe 360
Maschinen-Typ: —EXE 25 JS Kenn-Nr.: Fertigungs-Nr.: ООО / 7<Z15 /4 Giitezeichen: - Hersteller: VEB.J.eiBc^eiigmaS-eliinецВ sirik ZoBl,enr_c>da _±
Schaltausriistung: Fertigungs-Nr.: 15 S_7d3S Hersteller- VF.B Starkstrom Anl.agenbau Кarl- Tarx-St ad t _
Netjspannung: 58X) V Frequenz: _ 5-0 Hz Stromart: .Erellsi-ZOm . : Lichtspannung: 2'2o— V Steuerspannungen: — 220— _ V
Die Installation erfolgte nach Stromlaufplan Bauschaltplan-Maschine Bauschaltplan-Schaltausriistung 1581.14-003 Sp(2_) 1581.14.004 Вр(1) Nr. Nr. Nr. Nr. Nr. Nr.
M o t o r e n Leistung KW Nennstrom A Stromaufnahme Leerlaul Vollast A') A-') Bemerkungen
Wilmer 7,5 28/11 11 _14
OKPP 1o/4
145o U/min
Ur.64254
t
Fortsetjung siehe Rudcseite! Die Hochspannungspriifung wurde mit _ KV, 50 Hz durchgefuhrt.
Isolationspriifung Leiter gegen Leiter Leiter gegen Schutjleiter
Hauptstromleitun gen C4 J c\ 1QQ
Steuerstromleitungen 2on M2 inn м2
Gerate, Gesamtmontage und Priifungen entsprechen den einschlagigen VDE-Vorschriften bzw. den vorgeschriebenen Sondervorschriften
2.7 ...1.Ж.6..4. ge^-Eo-eks-trali Datum Unterschriften
•! Bei VEB Wema Zeulenroda
Seite 2 TGL 28 - 26
M о t о r e n Leistung KW Nennstrom A Stromaufnahme Bemerkungen
Leerlauf A1) Vollast A2)
• .... ... . .
4
Ш-20-3 KL 003/63
BETRIEBSANLEITUNG
BAUKASTEN-RAD1ALKOLBENPUMPEN
AUSFUHRUNG FUR HYDRAULISCHE PRESSEN
VEB INDUSTRIEWERKE - KARL-MARX-STADT
«в 2 еч>
л A D I A L К О Ь В В К I’ U М Р 3 L
...г..--. *-• < ч.?г. - -««•.~гм ®Г<»* > - • M^.lltMIRiWl Ц
in Auatutomg .fur iordraulisohe Presses
t*. —V- j-a._iA«»;«eewWT^^< •»-^- ».v. -Ъг». ..>wj»*,-,v. -• /✓►-. %
Iwsalts ВАВШЯОИШ’ШО® BaugrSBe 1
Fot© ( Sehnlttdarstellung)
BUBlALKObBSKPfflfiSS BaugHikl 2 bls 4
Foto (Solmlttdareti^lXang)
1 в Тв<зМ1я©Ы Besohxeibung
2C Technlsche Daten
3« B3^bem»iehtliai^a
3 • 1 о Allgeosims
3^2» Bissbau der Radialkolbenpimpe in die Pre за®
ЗаЗв labetriebnahBie
4® Wartasgevorschriften
5. Sntkeaserviermig und Konservieruxxg
5»io Kntko^ervierung
5.2 • Koaservierung
6® Laigervm^
7® Transport
8® Beparaturrorschrift
8®1® Allgemeines
8®2® VerschleiB» tmd BrsatzteilUbersicht
8®Je BetriebsstSrungen und Mafinahaen sur Be-
bebung
8®4® Denontage- und Montagevorsohrift
8®5® Binstellung, Priifung und Inbetriebnabne
roparierter Gerdts
$• GiHtigkeitsserknale
10® Gewdhrleistung
РАПТАТКОТ.ВЖНТМРЕ BaugroBe 1 in AusfiihTung fur hydraulische
Pressen mit Leistungsregler
*1 Gehaus® 13
2 Steuerzapfen 14
J Druckanschlusse 13
(zweiter Anschi♦verdeckt) 16
4 Sauganschlufi m.Miего-^-Filter 17
5 LeckolanschluB 18
6 Zylinderkorper 19
7 Kolben 20
8 Kuppelscheibe 21
9 Schragkugellager 22
10 Schwenkrahmen 23
11 Schwenkbolzen 24
12 Binstellring
Anlagering
Anschlag tMax.Forderstr>)
Anschlag (Minborderstr •)
Schwenkstuek
St e1Ikopfgehaus©
Hochdruckkolben
Hochdrucksteuerleitung
Stellkolben
Federbolzen
Binstellschraube
AnschluBfIansch
Kupplung
RABIALKOLBENPUMPE BaugrbBe 2
hydraulische Pressen mit
1 Gehau.se ИЗ
2 Steuerzapfen 14
3 Druckanschliisse
(zweiter Anschi»verdeckt) 15
4 SauganschluB mit
Micro-S-Filter 16
5 LeckolanschluB 17
6 Zylinderkorper 18
7 Kolben 19
8 Kuppelscheibe 20
9 Schragkugellager 21
10 Schwenkrahmen 22
11 Schwenkbolzen 23
12 Einstellring 24
bis 4 in Ausfuhrung fiir
Leistungsrcgler
Anlagering
Einstellb» Anschlag
(Maximalforderstrom)
Einstellb® Anschlag
(minimalforderstrom)
Schwenkstiick
Stellkopfgehau.se
Hochdruckkolben
Hochdruck-Steuerle itung
Stellkolben
Federbolzen
Einstellschrau.be
AnschluBf1ansch
Kupplung
® 5 *
1. Technln«he Веяс1и»1Ъаад
Badialkolbenpunpen nit Loistungsregler in vertikaler
Sinbaulage werden hauptsdchlioh in bgrdraulisohen Free®
sen eingesetst» Der selbsttatig arbeitende Loistungs®
regler Terringert bei steigenden Arbeitsdruek den Mr»
derstron der Radialkolbenpunpe sot daB in alien Ar»
beitsbereicben eine ann&bernd gleiche Leistung von
Antriebsnotor aufgononnon wird» Danit wird eine st»»
fenlose Anpassung der Arbeitsgesohwindigkeit des FreB®
stdBels an die benbtigte FreBkraft bei voller Ansnntsung
der installierten Leistung erreioht»
Arboitsweise der Radialkolbenpunpo nit Leistungsreglers
Der Antriebsnotor treibt Uber eine direkt auf seinen
Wellenstunpf sitsende Kupplung (24) und eine Kuppol®
sohoibo (8) den auf den Steuersapfen (2) golagerten
Zylinderkdrper (6) nit den Kolben (7) an» Durch die
bei der Rotation des Zylinderkdrpers (6) wirkonde
Zentrifugalkraft werden die Kolben (7) naoh auBen
bowegt und logon sich an den Innenring nines Sobrdg»
kugellagers (9) an» Das Sohr&gkugellager (9) wird
in Schwenkrabnen (1o) un den als Drohpunkt wirken»
don Sohwenkbolzen (11) ads seiner Mittollage go®
sohwonkt werden» Dadurch bildet der Innenring des
Sohrdgkugellagers (9) eine exsontrisohe Anlaufbahn
fflr die Kolben (7) • Die Kolben bewegen siob w&brond
einer balben Undrehung in ihre KuBerste Lago und
sangen dabei aus den Saugraun dos Stouersapfens (2)t
der Uber Kan&lo in Steuersapfen (2)9 don Baugansohlnfi
nit Mioro-S-Filter (4) und einer Saugloitung nit den
Olbohdlter verbunden istf 01 in den Baun unter don
Kolben (7) an»
6
= s °®
Wfihrend der zweiten Halfte einer Dmdrehung driicken die
Kolben (7) das angesaugte 01 in den Druckraum des Steu-
erzapfens (2) , von dem es uber Langskanale zu den bei=
den Druckanschlussen (3) und von dort uber Le it ungen
sum Arbeitszylinder der Press© gelangt»
Das axial© Spiel des aus Schwenkrahmen (1o), Schragku»
gellager (9) und einer Bordscheibe gebildeten Schwenk-
lagers wird durch zwei in einer durchgehenden PaBboh®
rung des Gehauses (1) gelagerte Hinge, den Anlagering
(13) und den Einstellring (12) eingestellt»
Der maximale Forderstrom der kadialkolbenpumpe wird
durch den Anschlag (14), der minimale Forderstrom durch
den Anschlag (13) begrenzt.
Die Einstellung des jeweiligen, vom Arbeitsdruck ah»
hangigen Forderstromes wird von Stellkopf Leistungsreg»
ler bewirkt» Bine auf dem Federbolzen (21) gefuhrte, aus
Tellerfedern zusammengesetzte Federsaule driickt den Stell»»
kolben (20) gegenn das mit dem Schwenkrahmen (10) fest
verbundene SchwenkstUck (16) und schwenkt es aus der Null»
stellung Me Das Schwehkstdck (16) und damit der Schwenk»
rahmen (10) warden soweit ausgeschwenkt, bis der Schwenk»
rahmen (10) an den im Gehause (1) eingeschraubten Anschlag
(14) = Bild 1 bzwe der Anschlag 14 an di® im Stellkopf»
geh&us® (1?) festsitzende Buchse «= Bild 2 • anschl>» In
dieser Stellung ist der grdBtmdgliche Schwenkwinkel und
damit der maximal® Fbrderstrom der Badialkolbenpunpe ein»
gestellte
Durch eine, vom Steuerzapfen (2) sum Stellkopfgehause (17)
verlaufend® Hochdruck«Steuerleitung (19) wird der Hoch»
druckkplben (18) mit dem jeweiligen Arbeitsdruck der Ha®
dialkolbenpumpe beaufschlagte Er legt sich auf der Gegen»
seite an das SchwenkstUck (16) an» Wird die aus dem Fro®
dukt Kolbenflache des Hochdruckkolbens (18) mal Arbeits®
druck gebildete Kraft grbBer als die von der Feders&ul®
erzeugte Federkraft^ so wird das Schwenkstiick (16) nach
= ca
- 7 -
einer durch die Tellerfedem bestimmten Charakteristik
gegen Null geschwenkt. Damit verringert sich mit stei-
gendem Arbeitsdruck der Forderstrom der Radialkolben-
pumpe. Beim Eindruck liegt der Sehwenkrahmen (10) an
Anschlag (15) an - Bild 1 —f bsw. liegt der Anschlag
(15) an der im Stellkopfgehause (17) gelagerten Buch-
se an — Bild 2 — • Damit gibt die Radialkolbenpump® den
minimalen Forderstrom ab.
Die jeweilige Leistungsregler-Oharakteristik wird durch
die Anzahl der Tellerfedem bestimmt. Die Charakteristik
laBt sich durch Vorspannen der Federsaule mitt els der
Einstellschraube (22) in ger ingen Grenzen verandem»
Die Radialkolbenpump® wird in senkrechter Lage einge-
baut. Sie wird mit einem AnschluBflansch (23) fest ver-
schraubt und so in den Pressenstander eingehangen. Auf
die obere Seite des Anschlu8flansch.es (23) wird der
nicht zum Lieferumfang der Radialkolbenpump® gehSren-
de Antriebsmotor aufgesetzt und verschraubt.
2® Technische Daten
Lfd Nre • Bestell«=Nre Forderstrom RKP-Kombination %in bei bei 0^1 ND 1/min 1/min Druck P P nenn mas kp/cm'^ kp/cmfe An- Gesamt- triebs- masse leistg. N kW kp
1 1004^001- OOeOO:OO 10 3,5 125 160 1,1
2 1e004e002- 00,00x00 40 17 125 160 4,0
3 1004,003- 00.00:00 100 26 125 160 7,5
4 1004.004— 00.00:00 160 45 125 160 1190
5 1004.010- 00.00:00 100 125 160 4,0
6 1004.011= 00.00s00 160 60 160 200 15,0
- 8 -
8
Antriebsdrebzahl s
taehrichtungs
Binbanlages
▲rbeitsnittals
Arbeitsnittel»
tenperaturs
a s 1450 sd>r^ + §0 nin3^
links, auf Antrieb gesehen
vertical (Antriabsseite naeh
oben)
Hydranlikdl Oder andara
selbstsohnierende Flue»
sigkeiten nit einer Vis»
kositat von 20 bis 400cSt
vorsugswaise 33 eSt bei 50°
fdr Arbeitsdrficka bis 160
kp/ca2
vorsugsveise 50 eSt bei 50°
fte Arbeitsdrtteka fiber 160
odor
fdr Arbeitsmittelteaqderaturan
fiber + 60® 0.
t * + 10е 0 bi* + 70е 0»
genessan uamittelbar ®ж
Sangstutsan der Radial»
Jcolbanpunpe*
Rin Anlauf bei niedrigen
Tenperaturan ist mdgliob9
wann die Viskosit&tsgronso
eingehalton wirde
3®1® Allgemeiaes
Di® Radialfcolbeapumpe ist vor do® Biaban. 1& <1@ Rress®
sorgf<ig auf wMteexd des Traasportes oatstaadeae Be®
schSdiguagen durchsusehea® ©axwb wird die Battoaser»
^ieruag des Gerfites aaeh Pkt® 5®1® dieser Betriebsaa^
leituag vorgeaoasneae i • *
Die VerscbluBstopfea durfea erst aaoh. beeadeter Bat®
keasexviemag s» dea Aasehldssea eatferat werdea®
Die auf dem AasobluBflaasoh sltseade Holsabdeotamg
ist six eatferaea uad die Kuppluag aus der Aussparung
zu eatnebmea®
3®2® < В i a b a u der R a d i a 1 к о 1 b e a ®
pumpe la d i e press®
3®Ri - Moatage des Blektremoters
** A •». -i • * * (^T ' t •
Die eataasimeae Kuppluag ist auf dea Welleastuapf des
jeweils sugehdxlgea Blektremeters bis itm Aasehlag ea
dea Zeatrierbuad та sehiebea® (Bs ist darauf su аЛ=>
tea9 daB die Aagab® der Aatriebsleistuag auf dem 5^®
peasehild der Bit der fe^aXeistra^
des Motors Ubereiastimmt®)
Die Kuppluag ist mit eiasm Gewiadestift auf dem Wol®
leastumpf des Motors festsukXea^sa® Daaaeh wird der
Motor mit der Kuppluag auf dea Zwisoheaflaaseh aufge®
setst (Vellenstumpf aach uatea, die Kuppelklauea
sea la di® beidea freiea Aussparuagea der Кирр@1^@1ш1=
be eiagreifea) uad mit Muttern festgeschraubt®
3®^3® d®s> tewkleitaageB
-11 -
schraubt. Die Lange dee Einschraubgewindes soil etwa
der Wanddicke des Geh&uses an der AnschluJBstelleent-
sprechen. Bei den Radialkolbenpusrpen 1004*004-00eOOsOG
und 1004»011-00»00:00 soli die Lange dos Binschraubgo-
windos etwa 80 mi tetragon» Das Rohr wird nit der go-
santon Gewindelange eingeschraubt»
Die Leckblleitung soil dber den Olspiegel des Behal-
tors enden, der nicht hbher liogen dart als der Leek»
dlablaufstutzen der Radialkolbenpumpe»
3.25. Allgemeine Hinweise zur Hydraulikanlage
Dio Radialkolbenpumpe ist vor Oborlastung dutch oin
in die Druckleitung eingebautes Sicherheitsventil
(Offnungsdruck etwa 1,1 HD) zu schiitzen»
Alle Rohrleitungsanschlftsso der Hydraulikanlage nda-
sen oldicht sein»
Voraussetzung fur ein stbrungsfreies Arboiten der Ra-
dialkolbenpumpe ist die Verwendung notallisch reiner
Rohro fttr die Rohrleitungen sowio oin sauberes Ar»
beitsmittel» Bs ist erforderlich, dio Rohro тог den
Biribau in die Anlage zu boizen*
3*3« Inbotriebnahno
Vor der Inbetriebnahne ist zu prdfen, ob samtliche
Leitungen ordnungsgemdB verlegt Bind, ob alle Rohr-
▼orschraubungen dicht sind und ob geniigend 01 in Bo-
halter ist (Saugrohr nuB unter dem Olspiegel enden)»
Danach wird dutch mehrmaliges, kurzes Binschalten
des Blektromotors (Binschaltdauer jeweils etwa 2 bis
4 sec») die Radialkolbenpunpe in Betrieb genommen»
Dadurch sollen sich Saugleitung und Radialkolbenpun-
pe mit 01 fdllen»
- 12
12 -
Fiir die ordnnngsgemaBe Fullung der Druckleitung ist
die Radialkolbenpumpe daraufhin etwa 3 ain» ia Leer-
lauf zu betreiben» Dabei ist die gesamte Anlaga vol-
lig zu entluften (Offnen einer an der hochsten Stel-
le der Anlaga angeordneten Bntldftungsschraube bzw»
Lockerung einer Rohrverschraubung) • Nachdem das 01
ohne Luftblaseneinschldsse austritt, ist diese Ent-
lUftungsstelle wieder dicht zu verschlieBen» Banach
kann die Radialkolbenpmpe antsprechend den Einsatz-
bedingungen belastet warden»
Bei extremen Anlauftewperaturen ist darauf zu achtan,
daB die vorgeschriebane Viskositat des Arbeitsmittels
(20 bis 400 cSt) aingehalten wird»
4» Wartungsvorschriften
Die gesamte Radialkolbanpumpenkombination mit Pumpe,
Leistungsregler und AnschluBflansch braucht nicht
gaschmiert zu warden, da die Schmierung durch das
Arbeitsmittel selbsttatig erfolgt»
Leitungen, Stutzen und Anschlusse sind auf fasten
Sitz und Undichthaiten zu ftberwachen» Nach l&agerer
Betriebszeit sind die Rohrverschraubungen nachzuzia-
hen» Der in die Saugleitung eingebaute Micro-S-Filter
ist monatlich ainmal (bei ein- Oder auch dreischich-
tigen Betrieb) zu reinigen» Dazu wird der Filterein-
satz harausgeschraubt und von alien anhaftanden Tei-
len bafreit» Danach wird der Filtereinsatz wieder
eingaschraubt. Es ist darauf zu achten, daB der Dicht-
ring zwischen Filtergehause und Filtereinsatz richtig
sitzt, damit der Filter vollig luftdicht abschlieBt»
- 13 -
°- 13 °
Der ungefahre Olbedarf fiir eine Anlage liegt erfah-
rungsgemaB bet offenem Olkreislauf bei dem 2- uzs
3~fachem Nennforderstrom der Radialkolbenpumpe zu-
ztiglich des Volumens der Leitimgen und der ange-
schlossenen Gerate»
Der Weehsel des Arbeitsmittela 1st erstmalig nach
1OOO Betriebsstunden und dann jeweilig nach 3000
bis 4000 Betriebsstunden durchzuffihren® Das ver-
brauchte Arbeitsmittel каш durch Regenerieren und
gleichzeitigen Zusatz ven Rrisch61,gleicher Sort®
wieder verwendungsfahig gemaeht warden» Steht die
Anlage fiber langsre Zeit, so daB 3000 Betriebsstun-
den in einem Zeitraum von mehreren Jahren erreicht
warden, so ist eine jjahrliche Kontrolle des Arbeits-
mittels vorzunehmen und bei starker Verschmutzung
bzwe verbrauchtem 01 ein Weehsel des Arbeitsmittels
vorzunehmen»
Bei jedem Weehsel des Arbeitsmittels ist der Hydran»
likbehalter (Stander der Presse) griindlich zu reini-
gen» Das Nachspulen mit Petroleum Oder Benzin ist zu
vermeiden, da zurixckbleibende Rests die Alterungs->
bestSndigkeit des Arbeitsmittels verringem»
Zum Innenanstrich des Olbehalters ist olbestandige,
gut haftende Parbe zu verwenden» Je nach Betriebs-
bedingungen ist eine laufende Kontrolle des Arbeits*»
mittels auf Wasserfreiheit (Trubung des Oles), Luft-
freiheit (milchige Farbung des Oles) und sonstige
Verunreinigungen durchzuffihren»
Entkonservierung und Konservierung
5»1» Entkonservierung
Das Gerat ist bei der AuBenentkonservierung mit
Waschbenzin zu waschen und anschlieBend mit feuchtig-
keitsfreier PreBluft zu troeknen»
= 14 ~
- 14 -
Dabei sind die entsprechenden Arbeitsschutzbestim-
mungen zu beachtea.
Die VerschluBstopfen diirfen erst nach Beendigung
der Entkonservierung aus den Anschlussen des Se-
nates entfernt werden.
Sine Innenentkonservierung ist nicht erforderlich,
da die Innenentkonservierung das Arbeitsmittel
Ubernimmt.
Die auf dem AnschluBflansch sitzende Holzabdeckung
ist zu entfernen und an das Herstellerwerk zuruck-
zusenden.
5.2. Konservierung
Alle farbfreien AuBenflhchen sind mit einem saure-
freient zahfltLssigen 01 zu konservieren.
Die AnschluBstutzen sind mit den zugehdrigen Rohr-
stopfen aus PVC Oder Gunmi fest und staubdicht zu
verschlieBen.
Die offene AnschluBseite der Radialkolbenpumpe ist
mit der entsprechenden Holzabdeckung zu versehlies-
sen.
Die Radialkolbenpumpen sind vom Herstellerwerk fur
eine Zeit von 12 Monaten konserviert.
e^baserung
Die Gerate sind in sauberen9 trockenen und gut
durchlufteten Raumen zu lagem. Die relative Luft-
feuchtigkeit darf 70 % nicht uberschreiten®
Den Raumen sind korrosionsfordernde Gase fernzu-
halten. Die Gerate sind mit dem AnschluBflansch
nach unten zu lagern. Dabei liegt das ganze Gerat
auf der Holzabdeclmng auf®
- 15
- 15
Das vom Pruflauf in der Pumpe verbliebene Restol
ist vorher aus der Pumpe zu entfernen®
Werden die Radialkolbenpumpen langer als 12 Monate
gelagert, so mussen si® entsprechend Puakt 5 И ent-
konserviert und danach nach Abschnitt 5*2 neu kon<=
servient werden®
Jede Neukonservierung gilt fur 12 Monate »
7a Transport
Radialkolbenpumpenkombinationen sind mit der jewel-
ligen Holzabdeckung ohne waiter® Verpackung im In-
land bei Transport in geschlossenen Transportmit-
teln zugelassen» Dabei ist die Pumpe jeweils mit
der Holzabdeckung auf den Transportboden zu legen
(Filter muB nach oben zeigen))» In dieser Lage hat
die Kombination die sicherste Auflage gegen Kippen9
Rutschen usw9 Fur Radialkolbenpumpen, die als di-
rekter Export (fiir Ersatzlieferungen) vorgesehen
sind, nriissen vollig geschlossene Kisten verwendet
werden®
Die Gerate sollen ohne Restol transportiert werden»
8» Repar aturvorschrift
8»1® Allgemeines
Radialkolbenpumpen sind mit hochster Genauigkeit
gefertigte Gerate, deren Funktionsfahigkeit durch
hohe Oberflachengute und genaue Fertigung garan-
tiert wird»
Nach langerer Betriebszeit kaan ein Verschleifi der
hochbelasteten Teile der Radialkolbenpumpe auftre-
ten» Der Austausch der verschlissenen Telle er-
folgt zweckmaBigerweis® mit vom Herstellerwerk
16
galiefartan Brsatzteilen9 da eine Bigenanfertigung in
der gefordarten Genauigkeit ahne die daze notwendigan
Bertigungaeinrichtungen nieht nBglieh iat®
8®2® VarachlelB- BraatztallBbersioht
Alla bewegtan Telle der ladiaUgolbe^unpenkoabinatlo-
nan9 die den necbanlaoben VeraeblelB unterliegen, wer-
den ala VarsohlelBtalla batrachtat und entapreehend den
Bezelobnungen ana Bild 3 bzw® 4 und der naehfolgendan
Veri LaiBtall Late van I «tell« La Braatztella ga-
lief art® Dazu ist die aufgefihrt® BeatelMte® anzuge®
ben® VerachlelBteil©9 die w in Verbindung nit and©®
ran Tellen funktionafdhig aind und enge Bertigungaaple»
1© habeas wta von Herstellerwexic ala
satztaile-Konplern galiefert®
Me theoretlache (berecba rbe) Debenadauer der Radial®
kolbenpuapen betrdgt 5000 Betrlebaatunden® Der Binaatz
in der Brasis zeigt® jedoeh» daB dieae Zahl der Betrieba®
atunden b©i den nelsten Badialkolbe^u^m weaentlioh.
Uberaohritten wird® Auf Grund der mterschledliohen
Binaatsbedingungen iat ©a niobt genau© Be®
triebazeiten anbug@ben@ naoh denen di© einselnen Telle
wrs@Miag@B Mn&e
Bur die Badialfolbenpunpexktooubinationen honnen konplet^
t© Braatzteiladtse, die all© VeraobleiBteile naoh den
folgenden VeraohleiBteilliaten beinhalten Oder die nit
S bezeiehneten Binzelteil© bzw® Braatzteilkonplexe be®
zogen werden® Di© in den VerachlelBtellliaten nit (i)
gekennzeiebneten Telle warden nnr in Sonderf&llen ein-
zeln geliefert® Der Bihbau dieaer Binzeltelle soli nur
ven Monteuren des Herstelleswerlses ausgefdhrt werden9
wMhrend die nit В bezeiebneten Tell© entsprachend der
Montage® und Danontagavorsebrift9 die Beatandtell die-
aar Betriabsanleitung i®t8 von jeden anderen Monteur
ausgetauaoht warden k3nnane
®» 17 •в
Bang^Be 1
• ^rsatstailkannaaicbjumg -
=» 18 «s
cs> о
10 KKP-Kombimti^ 1O(MUOO1"OO®0©tOb
B@=> ’ ' ЖЙ
seleh-» Beetellaaan®» p®©
ашж ЙКР
В 1 Brsatsteiltoa₽lex 1 1004.001-10.09:00 1
bestehrad ana:
1 Stenersapftn (1) 1004.001-10,00:05 1
2 Kolbaae^dtaaa (1) 1001.516-10.02:01 1
3 Bnehae (1) 1004.51®=1®«®:02 1
4 tolasTsab®£b@ (1) 4001.516-10.01$03 1
5 Kolbas (1) 1001.516^10.01:04 1©
6 PaBf®d@s (1) 1001.518-10.01:05 1
7 ZyUadesksBbst. (15 3 x 10 »b 0-1473 1
8 ZyliaS.®ffs@h»®afe©(1) Ш' 3x10 TGI» @=84=55 1
9 fadaxriMc (1) В 3 № 7403 1
10 V®sseblu8aol®anbe(1) M 1te1 IWKS 03271 4
11 Dichtnngaseheiba(l) 9 1ЯКН 03425 4
В 2 Swllkepf
IMst®agsff@gl®s 1004.001-80.00:00 1
' beatahand ana: ;
ia Gshaos® (1) 1004.001-80.00:01 1
13 VaxsehlnBdeeiel (1) 1004.001-80.00:02 1
14 Bnehaa (1) 1004.004-80.00:03 1
1§ Ba@te® (1) 1004.001=80.00804 1
16 н@@Ьйте@Мт1Ь®а (1J 1004.001-80.00:05 1
17 8ffltaffigsb@ta®B (1) 1004.001-80.00806 1
18 V®rs6hl®Bs©ta®ab®(1) 1004.001-80.00:07 1
19 Kelbea (1)' 1004.001-80.00:08 1
20 8eh©ife@ (1) 1004.001«=80.0©889 5
21 Di©htmgsseb®ib@<1) 1004.001-80.00:10 1
22 Diehteiag (1) 1001.516-49.0©: 02 1
23 Sell*sf«d«f (1) В 18 ТОЬ ©=-2093 60
24 Ssa&3©hJ6®»to© (1) В И 6as12 ®b O=6>55 4
25 GewiBdegSifb (1) M 6ad2 TGb 0-417 1
26 Pa2kWb6t£ffc (1) 5 ж 40 fgl ОИ472 1
2? VersehlaBaetaenbeCI) M 1ftrt SGb 0-908-55 1
23 G®8®te V®₽=
seteaafeaag (1) 0 6=160 TGb 0-2353 St 1
29 . Mehteiag (1) A 1to39$ BXH 7603 6® 2
30 Zylind®ffs@ta®eb®(1) M 8s16 TGb ©-912=86 4
31 Pa8i®tfbstift (1) 8 x 24 SGb 0-1472 2
В 3 Kappeiechslb® 1001.516-10.00802 1
В 4 SeSwesdEStfiefc 1004.001=10®Q©814 1
S 5 Kapplaag 1004.004-41.00:02 1
E 6 Setaagkag®!!®^©^ Sta 120 ж 165 TGb 12103 1
besbellbeisplel fte Sets = Snatsteil® fte
BKB 16/160 =» 10©4.о@1-да.оо800
SrsatzbAilsats 108ЖвСЮ4=0©.09:00
= 19 “
Bild 4
Baug^dBd 2 ° <
CSD 20
^e<S“T3|«=<S=’^o^=Te’5=Ts
«П
ГГГГ^С^Т’Г^ V T= <$=
EKEMEoabination <1004.00S-00.00$00
СП CM en< 8AW E^OO СГЮ
CM CM CM CM €M! CM €M «*4
en
0
ca
&
£
B3
§°
£
u\
M M
Ф
M
CM
8
21
3® BQMKosbiaati» 1004.003-00.00100
В®-
zaleh» Basamxmg
Stck
BestellziBunar pro
HKP
В 1 Brsatztailkonplex 1
bastahead ausi
1 Stauerzapfaa.
2 Kolbengahdusa
3 BuGhsa
Anlaufschalba
5 Kolbas
6 PaBfeder
JZyllnderkerbstift
Zyllsdarsehraoba
9 Faderriag
10 VerechluBsGhrauba
11 Dichtungsschaib®
E 2 Brsatztailkoiqplex 2
bestahead .ausi
12 DMapfUagsrentil
13 Buchsa
14 Zylindar
15 Kolbe®
16 Kolba®
17 Assehlagschraube
18 Anschlagscheibe
19 Nutmutter
20 Rundrisg
21 Busdrlsg
В 3 Brsatztailkomplax 3
bestehesd auei
22 Buoha®
23 Kolbes
24 FdhruBgabolzes
25 Spannhulso
26 Schaibe
27 Nutmutter
28 Bundriag
29 Blsak® Soheibe
30 Tellerfer
S 4 Schwenkstuck
В 5 KuppelaGhaibe
E 6 Kupplwsig
E 7 Schrdgtaigellager
1004.003-10.09100 1
(1)1004.003-10.00105 1
(1) 1001 <=>520=10.02101 1
(1) 100^520-10,02102 1
(1) 1001.520=10.01103 1
!1) 1001.520=10.01104 22
1} 1001 ©520=10.01105 1
1) 4 x 10 TGL 0=1473 1
1) A M 4x10 TGL 0=84=8 G 1
1) В 4 TGL 7403 1
1) M 18x195 180 03271 4
1) 17 IWDT 03425 4
1004э003-80в08г00 1
(1) 1001*516=63*01800 1
(1) 1004*003»80<>00809 1
(1) 1001,520=62.00802 1
(1) 1001.520-62*00103 1
(1) 1001*520=62*00104 1
И) 1001^519=60*00:04 1
(1) 1001,520=60.00105 1
(1) M 24x1,5 DIN 70852 1
(1) 32 x 2 TGL 6365-WSD 1
(1) 80 x 3 TOL 6365-WSD * 1
1004.003=60.09800 1
11) 1001.520=75*00101 1
(1) 1004.003=60.00102 1
(1) 1004.003=60,00203 1
(1) 1004.003=60.00104 1
(1) 1004.003=60.00105 1
(1) tf 60*1,5 BIN 70852 2
(1) 8013 TOb 6365-WSD 1
(1) 20 DIN 1440 4
(1) В 40 TGL 0-2093 72
1010.520-10.21100 1
1001.520=10.00108 1
1004.003=41.00102 1
Stes 170X260 TGb 12103 1
Bestallbaispial fte tanplatten Sa^s => Braatztella fQr
RKP 100/160 - 1004.003-00.00100
Brsatztailsats 1004.003-00.09100
- 22 -
4. HKP-Komblaation 1004.004=00.00:00
„ >-’*« f- .-Mim-JR. J.T -?! ЧЛ Г-'..?' А 'МЦЧ...-7Л-.’ И. ?..'ДЦДДД«ЖЯа!М1'1К'..'. .J-Д—ЯДДСМ
Ba— Sbck*
zeich- Banannnng Bastellnuinmar pro
nm»K BKP
В 1 Brsatzteilkaaplax 1
bsstehend aus:
1 Steuerzapfan
2 Kolbangahdusa
3 Buchsa
4 Anlaufschaibe
5 Kolban
6 FaBfadar
7 Zylindarkarbstifb
8 Zylindarschraube
9 Federring
10 VerschluSschrauba
11 Mchtungsaehaiba
В 2 Brsatzteilkonplex 2
bastahand aus:
12 B&irofungsvantil
13 Buchsa
14 Zylinder
15 Kolban
16 Kolban
17 Anschlagschrauba
18 Anschlagschaiba
19 Nutmutter
20 Bundring
21 Bundring
E 3 Ereatzteilkomplex 3
bastahand aus:
22 Buchsa
23 Kolban
24 FUhnmgsbolsan
25 Spannhulse
26 Anschlaghdlse
27 Nutmutter
28 Bundring
29 Blanks Scheiba
30 Tellerfeder
1004*004-10.09:00
(1) 1004.004-10*00:05
(1) 1001*521-10*02:01
(1) 1001*521-10*02:02
(1) 1001*521-10*01:03
(1) 1001*521-10*01:04
(1)1001 *520-10.01:05
(1) 4x10 TGL 0-1473
(1) Jl M 4x10 TGL 0-84-8G
(1) В 4 TGL 7403
(1) M 20x1,5 HKN 03271
(1) 19 iwkn 03425
1004*003-80.08:00
1001*516-63.01:00
1004*003-80*00:09
1001*520-62*00:02
1001*520-62*00:03
1001.520-62*00:04
1001*519-60*00:04
1001*520-60.00:05
M 24x1,5 BIN 70 852
32x2 TGL 6365-1SD
80x3 ^GL 6365-WSD
1004.004-30*09:00
11) 1001.520-75*00:01
1) 1004.003-80*00:02
1) 1004*004-80*00:03
1) 1004*004-80*00:04
1) 1004.004-80*00:05
1) M 60X1,5 BIN 70 852
1) 80x3 TGL 6365-fSD
1) 20 BIN 1440
1) В 40 TGL 0-2093
1
1
1
1
1
1
1
1
4
4
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
85
1
E 4 SchwesikstUck
В 5 Kuppalschaiba
В 6 Kuppluag
В 7 Schx&gkugallagar
1010*520-10.21:00 1
1001.521-10.00:08 1
1004*004-41*00:02 1
Sto 200x310 TGL 12103 1
Bastellbeispial fte konrolattan Satz - Brsatztaila fiir
EKP 160/160 - 1004*004-00*00:00
Ersatzteilsatz 1004*004-00*09:00
23 -
»23
5. RKP-Kombination 1004.010-00.00:00
zeich- Benennung
Bestellnummer
Stck.
pro
E i Brsatzteilkoaplex 1
bestehend aus:
1 Steuerzapfea 0)
2 Kolbengehaus® 05
3 Buchs® 05
4 Anlaufscheibe (1)
.5 Kolbea 05
6 PaBfader 05
7 Zylladerkerbstift 05
8 Zylinderschraube 05
9 Fedeiriag (l5
10 VarschluBschraube 05
11 Dichtuagsscheibe (1)
E 2 Ersatzteilkomplex 2
bestahead aus:
12 B&npfungsventil 05
13 Buchs® 05
14 Zylinder (15
15 Kolben (1)
16 Kolben (1)
17 Anschlagschraube (15
18 Anschlagscheib© 05
19 Nutmutter 05
20 Rundring 05
21 Rundring 0)
Б 3 Ersatzteilkomplex 3
ba st abend aus:
22 Buchse (1)
23 Kolben (1)
24 Fiihrungsbolzen 05
25 Spannhiilse (1)
26 Scheibe (1)
27 Nutmutter 0J
28 PundriRg 05
29 BlankeScheibe (1)
30 Tellerfeder (1)
E 4 Schwenkstuck
E 5 Kupplungsscheibe
E 6 Kupplung
E 7 Schragkugellager
1004.003-10.09:00 1
1004.003-10.00:05 1
1001.520-10.02:01 1
1001.520-10.02:02 1
1001.520=10.01:03 1
1001.520-10.01:04 22
1001s520-10.01:05 1
4x10 TGL 0-1473 1
A M 4x10 TGL 0-84-86 1
В 4 TGL 7403 1
M 18x1,5 IWKN 03 271 4
17 ЗЖН 03 425 4
1004.003-80.08:00 1
1001.516-63.01:00 1
1004.003-80.00:09 1
1001.520-62.00:02 1
1001.520-62.00:03 1
1001.520-62.00:04 1
1001<>519-60e00:04 1
1001.520-60.00:05 1
U 24x1?5 DIN 70 852 1
32x2 TGL 6365-WSD 1
80x3 TGL 6365-WSD 1
1004.003-80.09:00 1
1.001.520-75*00:01 1
1004.003-80.00:02 1
1004.003-80.00:03 1
1004.003-80.00:04 1
1004.003-80.00:05 1
M 60x1,5 DIN 70 852 2
80x3 TGL 6365-WSD 1
20 DIN 1440
В 40 TGL 0=2093
1010.520-10.21:00 1
1001.520-10.00:08 1
1004.003-41.00:02 1
Ska 170 x 260 TGL 12103
1
Bestellbeispiel fur kompletten Satz - Ersatzteile fur RKP
100/160 - 1004.010-00.00:00
Ersatztailsatz 1004.010-00.09:00
- 24 =
- 24 -
6e BKP-Kombination 1004.011-00.00:00
zeich- Benennung
nw;
€\тхп.,гламдч«а«кдгяасг!;твхгг:яс' 1-а^ахеялглгт^яс?чЮ7е:т.:^г; д&шпзе
Bestellnummer
ж:
pro
RKP
E 1 Ersatzteilkomplex 1
bestehend aus:
1 Steuerzapfen
2 Kolbengehause
3 Buchse
4 Anlaufscheibe
5 Kolben
6 PaBfeder
7 Zylinderkerbstift
8 Zylinderschraube
9 Federring
10 VerschluBschraube
11 Dichtungsscheibe
E 2 Ersatzteilkomplex 2
bestehend aus:
12 Dampfungsventil
13 Buchse
14 Zylinder
15 Kolben
16 Kolben
17 Anschlagschraube
18 Anschlagscheibe
19 Nutmutter
20 Bundring
21 Bundring
E 3 Ersatzteilkomplex 3
bestehend aus:
22 Buchse
23 Kolben
24 Fuhrimgsbolzen
25 Spannhiilse
26 Anschlaghiilse
27 Nutmutter
28 Bundring
29 Blanks Scheibe
30 Tellerfeder
1004.004-10.09*00
11) 1004.004-10.00:05
1) 1001.521-10.02:01
1) 1001.521-10.02:02
1) 1001.521-10.01:03
1) 1001.521-10.01:04
1) 1001.520-10.01:05
1) 4 x 10 TGL 0-1473
1) A M 4x10 TGL 0-84-8G
1) В 4 TGL 7403
1) M 20x1,5 IWKN 03271
1) 19 IWKN 03425
1004.003-80.08:00
!1) 1001>516-63.01:00
1) 1004.003-80.00:09
1) 1001.520-62.00:02
1) 1001.520-62.00:03
1) 1001.520-62.00:04
(1) 100%519-60.00:04
C1) 1001.520-60.00:05
(1) M 24x1,5 ein 70852
(1) 32x2 TGL 6365-WSD
(1) 80x3 TGL 6365-WSD
1004.004-80.09:00
11) 1001.520-75.00:01
1) 1004.003-80.00:02
1) 1004.004-80.00:03
1) 1004.004-80.00:04
1) 1004.004-80.00:05
1) M 60x1,5 EIN 70852
1) 80x3 TGL 6365-WSD
(1) 20 DIN 1440
(1) В 40 TGL 0-2093
1
1
1
1
1
1
1
1
1
4
4
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
E 4 Schwenkstiick 1010.520-10.21:00 1
E 5 Kuppelscheibe 1001.521-10.00:08 1
E 6 Kupplung 1004.004-41.00:02 1
E 7 Schragkuge Hager • Skz 200x310 TGL 12103 1
Bestellbeispiel fiir kompletten Satz - Ersatzteile fur BKP
160/160 - 1004.011-00.00:00
Ersatzteilsdtz 1004.011-00.09:00
- 25
*=> 25 “
8.3 Betriebsstorungen and MaBnahmen zur Behebung:
Im folgenden werden einige Hinweise gegeben, wie
die wichtigsten Betriebsstorungen erkannt und be*»
seitigt werden*
1. Der Forderstrom der Radialkolbenpumpe fallt bei
hohem Druck so ab, daB der beim Enddruck gefor-
derte Mindestforderstrom unterschritten wird,
bzw® die Pompe erreicht den Enddruck nicht mehr®
Ursache:
Durch VerschleiB am Gleitlager Steuerzapfen-Zy-
linderkorper hat sich das Spiel zwischen beiden
uber das zulassige MaB hinaus vergroBert.
MaBnahme:
Austausch des kompletten Ersatzteilkomplexes 1®
2® Auftreten von abnormalen Betriebsgerauschen
2.1. Ursache:
Klemmen eines Oder mehrerer Kolben in der
Bohrung des Kolbengehauses, dadurch Ver-
schleiB am Kolbenkopf und Schragkugellager®
MaBnahme:
Austausch des Ersatzteilkomplexes 1 und des
Schragkugellagers•
2®2® Ursache:
Die Laufbahn der Bollkorper des Schragkugel-
lagers ist ausgelaufen bzw® durch einen
Fremdkorper beschadigt.
MaBnahme:
Austausch des Schragkugellagers®
2®3« Ursache:
Die Eadialkolbenpumpe saugt Luft mit an, die
im Innern der Pompe mit komprimiert bzw. ent-
spannt wird® Diese Erscheinung ist an der
Pompe nicht sichtbar, sie kann nur durch eine
Verschaumung (Lufteinschlusse) des Betriebs-
mittels erkannt werden®
— 26 ==
26 ==>
2®3® MaBaahmes
Keatrelle dex Saugleitimg usd das MicxoMS^Fil-
tax® auf Diehtheit evtl® Ansehliissa aaehziahan®
3® Di® BadialtelbaapuiiKpe laBt sieh aicht meta bzw. aux
sate sehwex duxehdxehea® Daduxeh teaueht die Pumpe
eiae weseatlieh hohexe Aatxiebsleistuag®
301® Uxsaehes
Das Gleitlagex Steuexzapfea~Zyliadexk6xpex hat
gafxessea®
MaBaahmes
Austauseh des Exsatzteiltemplexes 1
3®2® Uxsaehes
Px@B@xs@hetousg®a м Kelbeagehduse9 Kuppelsehei»
be uad Kuppluag sisd siehtbax®
Mmhaes
Glatten dex Elams das K©lbeageMuses9 Austanseh
dex Kuppels©heibe mid dex Kuppluag.
4® Dex Leistuagsxegiex 'eiaax EKP dea BaugxdBe g =» 4
(Ifdeta® 2 bis 6 It® Tab® S® 7) axbeitat aieht sate
bzw® tabaltet gax mete® Die Pmape
setees&t mete auf dea bzw® Miaimal»
ftedexstxw aus®
4®i® Uxsaahm
Dex Kolbaa 16 hat ta Z^liadex 14 gefressem odex
dex Kelbea 15 sitzt ia dex Buahse 13 fest®
MajBaahnes
Austaus©^ de® templettea Bxsatzteiltemplexes 2®
4®^© Uxsaehes
Dex K©lbea 23 sit&t is dex Buehse 22 fest® odes
d©x P^ixoagstelsea 24 sitzt to dex Spaxmsetaaube
fest ©dex eiaige Tellaxfedexa sisd gebxoahea
tmd habaa sieh wxklemmt®
IfiaBaahmes
Austauseh des templettaa Exsatzteilkonple»® 3«
- 27 -
5. Der Leistungsrogler einer RKP der BaugroBe 1
(Ifd.Nr. 1 It* Tab® Se 7) arbeitet nicht mohr
normal bzw® arbeitet gar nicht rnehr® Die Pum=
pe sohwenkt nicht mehr auf den Maximal- bzw®
Minimalfdrderstrom aus®
Ursachet
Eg hat ein Kolben gofressan Oder es Bind eini-
ge Tellerfedem gebrochon®
MaBnahmet
Austausch des kompletten Stellkopfes Leistungs-
roglor®
8<4. Demontage- und Montagevorschrift
1® Auswechseln des Ersatzteilkomploxos 1
Losen samtlichor Rohransohlusso der Anlage
(Saugleitung, Druokleitungen) • Losen der Bo-
festigungsschraubon in der Presse und Heraus-
nohmen der gesamton Kombination.
Elektromotor und AnschluBflansch abschraubon®
Stellkopf Leistungsrogler abschraubon®
Losen dor 8 Muttem dos Steuersapfons, danaoh
Sohwenkrahmen in Nullage bringen und Steuer-
zapfen nit Zylinderkdrper aus der Radialkoi-»
benpunpe ziehen*
Ersatzteilkomplex 1 hernebmen^ Sransportkap-
pe abschraubon9 Zylinderkorper von Steuerzapfen
abziehen (Achtung! Kolben durfen nicht aus Koi-
benbohrungen entfemt warden bzw, herausfalien,
damit koine Verwechslungen vorkommen) •
Einstellring vom alten Steuerzapfen losen und
mitt els der Einstellschrauben am neuen Steuor-
zapfon anschrauben«
Neuen Steuerzapfen mit Einstellring in das Ge-
hfiuse schieben und mit don Muttern festziehen.
Auf richtigen Sitz des PaBstiftos achton!
Radialkolbenpumpe auf Steuerzapfenseito logon
und kompletten Zylinderkorper von Antriobs-
soito her einfiihren®
=a 28 ==
- 28
Danach wird mit don 6 in Steuersapfen befindlichen
Schrauben das soitliche Schwonklagerspiol eing®«
stellt® Das Spiel soil 091 bis 0t2 mm betragen®
Einstellung nicht vorspannont
Stellkopf , AnschluBflansch und Electromotor befo»
stigen und Combination in Press© eiribauen®
2® Auswechseln der Kuppelscheibo und der Kupplung
Badialkolbenpumpe aus Presse ausbauen®
Electromotor abnehmen, alto Kupplung тот Welle»»
stunpf abziehen und neue aufsetzon®
Euppelscheibe aus KolbengehSuse entnehmen@ neue
Kuppolscheibo einlegon®
Electromotor wieder aufsetzon und ЖР in Presss
eiribauen®
3e Auswechseln des Schr&gkugellagors
Hadialkolbenpumpe ausbauen und Steuersapfen nit
Zylinderkorpor entsprechend Pkt® 1 entfornen®
Danach wird eine Bndscheibe des Schwenkbolsens •
gel ost und dor Schwenkbolzon nach einer Seito
herausgezogon®
Das Schwendager Cam dann nach obon aus der ЖР
ontnennen warden® Die Bordscheibo wird abgoschraubt
und das lager mittels Abdrdckschraubon aus dem
Sehwenkrahmen horausgodrdckt®
Das neue lager wird elngodrdckt und die Bordschei-
be wieder bofestigt® Das kos^lette Schwenklager
wird von obon oingefdhrt und der Schwenkbolzen
der eingeschoben und mit dor Endscheibe fostgoklenst®
Der waiters Ablauf entsprechend Pkt® 1®
4® Auswechseln des Brsatzteilkonploxes 2
Dio Radialkolbenpumpe bleibt in dor Prosse oingobaut®
Die Hochdruck^teuerleitung wird am Stellkopf 'abgo*
klemmt®
- 29
- 29 -
zu
4. Die Platte auf dem Stellkopf wird abgeschraubt
und durch Loser der ffeeigesetzten Schrauben der
Stellkopf abmontiert®
Die am Stellkopf verlaufende Leckdlleitung wird
entfemt® Danach wird der Deckel, der den An-
schluB der Hochdrucksteuerleitung tragt, abge-
schraubt®
Die Buchsa wird nun mit den anderen Teilen aus
dem Stellkopfgeh&use gazogene
Der neue Ersatzteilkomplex 2 wird aus den balden
Lalchtmetall-Transportkappen entnommen®
Der im Deckel alngeschraubte alte Zylindar 14
wird herausgaschraubt und der neue Zylindar 14
mit dem elngepreBten Dampfungsventil 12 und dem
Rundring 20 elngeschraubt®
In das Stellkopfgehause werden die neuen Telle
elngeschoben und danach der Deckel wieder sage»
schraubt®
Nachdem der Stellkopf wieder auf der Pumpe be»
fastigt ist wird die Steuerleitung angaschlossen
5® Auswechsaln des Ersatzteilkomplexos 3
Der Stellkopf wird genau wia in Pkt® 4 baschrie-
ben, von der Radialkolbenpump® abmontiert®
Nach dem Losen der Klemmschraube wird die Spann-
schraube 2$ herausgadreht und damit die Teller^
feder entspannt®
Erst nach vdllig entspannter Feder darf der Ge«-
windeflansch abgeschraubt werden und alia anda«
ran, zum Kos^lex E 3 gehdrenden Telle diirfen
herausganommon warden®
Die neuen Telle warden eingeschraubt und danach
der Gewindeflansch angeschraubt® Jetzt kann der
Stellkopf Leistungsregler wieder auf die Puapa
montiert warden®
3©
ет 30 <=
6® Auswechseln des Stellkopfes Leistungsrogler
Der alte Stellkopf wird bei eingebauter Radialkol-
benpumpe abgeschraubt® Vorher ist di® Hochdruck-
Steuerloitung abzuklemmen»
Fom neuen Stellkopf-Leistungsregler wird die Hols-
abdeckung abgeschraubt und die Feder vdllig ent-
spannte
Danaoh wird der Stellkopf aufgesetst und festg®-
schraubt® Als lotstos wird die Steuerloitung ango-
schlossen®
8®5® Einstellung» Prtifung und Xnbetriebnahmo reparierter
Gerdt® ’ .
Nach jeder Heparatur ist sorgfdltig zu prdfon9 ob al-
ls Lei tungen richtig angeschlossen sind» Di® Feder
wird durch Drehon an Spannschraubo auf den vorher ein-
gestellten Wert vorgespannt® Dann wird die Anlage durch
kurzes Einschalten (etwa 3 sec® Einschaltdauer) in Be-
trieb genommen und rostlos entldftot® Bei Austausch dos
Ersatzteilkomplex®® 1 ist in jodem Fall ein Sinlauf
(5 Std® Danfzeit bei Null-Druck) zu fahren* Dann wird
innerhalb einer Stund® di® B®lastuhg stafenweis® bis
Henndruck gesteigert® Danach ist di® neue Puape bo-
triebsfahig®
Wurde der Brsatzteilkomplex 3 ausgetauscht odor vor-
stellt® so ist d®r minimal® bzw® maximal® Forderstrom
durch di® Anschl&g® 13 bzw® 14 auf - di® in der Tabolle
auf Seite 7 angegebeneh Sorto oinzustellon®
Durch ein in die Zuleitung sum Elektromotor eingeban- *
tes Wattmeter ist di® von der Pump® aufgenommeno Lei-
stung zu kontrollieren®
31
- 31
9. GflltiRkeitajin<№lHiial«ii
држвдивядвпааидп, u.wxjTii.isuwmu1^. ^.xj
Dies* Betriebsanleitung hat GUltigkeit fur all® Ba=»
dialkolbenpumpea la AusfUhrung fiir hydraulische
Press®», die als Seri®n®rzeugniss® voa VEB Indu-
striewerk® Karl-Marx-Stadt gefertigt werden®
Porderungen an unser Serienerzeugnis, die uber den
Rahman dieser Betriebsanleitung hinausgehen, bedur=
fen besonderer Vereinbarungen mit dem Hersteller-
work® Der Lieferumfang wird im Liefervertrag fest-
gelegt® Einsprfiche hinsichtlich Lieferumfang kon->
nen aus dieser Betriebsanleitung nicht hergeleitet
werden®
10® Gewdhrleistung
FUr die Radialkolbenpumpen in AusfHhrung fur hy°
draulisohe Pressen ubemimmt das Herstellerwerk
Gew&hrleistung entsprechend den gesetzlichen Be-
stimmungen®
Treten Innerhalb der GewShrleistungs~ Oder Garaa-
tiefrlst Beanstandungen auf, so sind dies® unter
Beachtung der gesetzlichen Bestimmungen beim Her-
stellerwerk anzumeldea® Die Radialkolbenpumpe ist
dem Herstellerwerk Oder einer von ihm anerkanntea
Vertragswerkstatt zuzuleiten Oder von einem wexks-
eigenen bzw® vom Herstellerwerk zugelassenen Mon-
teur reparieren zu lassen®
22.0- -V3 0 ЬЧ:500 IZHn