/


















































































































































































































Текст
„1961 г.“
британское авиационное
МОТОРОСТРОЕНИЕ
ОРГАНИЗАЦИЯ, ТЕХНОЛОГИЯ
ПО МАТЕРИАЛАМ ЖУРНАЛОВ
MACHINERY (London Edition) и AUTOMOBILE ENGINEER
Составил А. А. Велижев
is f w не выгг СГ5
КмНсь о AbIo
Институту
С ' А лоб
нкоп . СССР
осу дарственное издательство оборонной промышленности
1939
ЛЕНИНГРАД
Труд А. А. Велижева освещает приемы и методику про-
изводства авиационных моторов в одной из ведущих стран
авиационного." моторостроения—в Англии.
В книге описаны конструкция и основные данные"1 се-
рийных моторов, строющихся на заводах Бристол, Нэпир,
Армстронг Сидлли, Побджой, Ролльс-Ройс, и подробно опи-
саны технология изготовления деталей авиационных моторов,
применяемые станки и приспособления.
Книга предназначена дляГпроизводственников, конструк-
торов и студентов втузов, специализирующихся по конструкции
и производству авиационных моторов.
ОТ СОСТАВИТЕЛЯ
Британское авиационное моторостроение всегда играло выдаю-
щуюся роль в мировом производстве авиационных моторов. В резуль-
тате реализации плана подготовки авиационной промып ленности
к войне, пресловутого «плана смежников», британское авиамоторо-
строение резко выдвинулось вперед не только по качеству конструк-
ций, но и по масштабам и технологии производства. Вследствие этого
оно заслуживает самого пристального внимания.
В предлагаемой вниманию читателя книге изложена технология
производства авиационных моторов на основных английских заводах,
как она описана в английских журналах «Machinery» и «Automobile
Engineer» за 1935—1938 гг. Материал этот, несмотря на некоторые
пробелы, представляет ценность для советского читателя. Он пред-
назначается для инженеров и техников, работающих по станкам,
инструменту и приспособлениям, для специалистов по механиче-
ской обработке, интересующихся авиамоторостроением, а также для
студентов.
Материал был бы, конечно, гораздо пеннее при наличии более
полного. описания новвоведений в технологии производства моторов
на новых заводах «плана смежников», а также технологии бесклапан-
ных моторсв Бристол и 12-цилиндрового V-образного мотора воз-
душного охлаждения Де-Хэвиллэнд«Джипси-Туэлв». Однако по при-
чинам, более чем понятным, английская печать воздерживается от
опубликования этих материалов.
Учитывая бедность специальной литературы по технологии авиа-
моторостроения как за рубежом, так и у нас, отсутствие у нас спе-
циального учебного пособия по этому делу, если не считать очень
сжатого курса Хрущева (изд. 1931—1932 гг.), устаревшего на десять
лет, мы считаем весьма полезным ознакомление советского читателя
с настоящими материалами.
ВВЕДЕНИЕ
ЭКОНОМИЧЕСКАЯ БАЗА АНГЛИЙСКОГО \ВИАМОТОРОСТРОЕНИЯ
Обычно принято рассматривать достижения британского авиа-
ционного моторостроения почти исключительно с точки зрения
качественной, говоря более конкретно, — с точки зрения совершен-
ства конструкций; однако и размеры продукции авиамоторов в
Англии весьма внушительны (табл. 1).
Слабо развитое до 1914 г., британское авиамоторостроение
к концу мировой войны догнало ушедшую вперед Германию по сум-
марному выпуску и почти догнало Францию по месячному выпуску.
Несмотря на рекордный месячный выпуск, авиамоторостроение США
не смогло к тому времени догнать английское по суммарному штуч-
ному выпуску. Только в результате послевоенного развития авиа-
моторостроение США перегнало английское в этом отношении. Однако
в течение последнего пятилетия грандиозная программа британских
воздушных вооружений позволила снова сквитать счет. По суммар-
ному выпуску авиамоторов за последнее пятилетие Англия делит
с Францией второе место в капиталистическом мире — после бе-
шено и любой ценой вооружающейся Германии. Что же касается
продукции 1937 г. и достигнутой месячной продукции, то английское
авиамоторостроение делит первое место с Германией, давая, при-
мерно, четвертую часть продукции шести капиталистических авиа-
ционых держав.
Однако следует отметить, что в течение всей мировой войны бри-
танское авиационное моторостроение не смогло полностью обеспе-
чить растущее производство самолетов, как об этом свидетельствуют
цифры выпуска самолетов и моторов (табл. 2.)
Для ликвидации дефицита авиамоторов Великобритания импорти-
ровала в годы войны 16 897 авиамоторов, главным образом из Франции,
приобретя в общей сложности 57 931 авиамотор. В последние месяцы
войны на приобретение авиамоторов Англия тратила по 500000 фунт.ст.
в день.
В течение пяти послевоенных лет серийное производство авиамото-
ров в Англии было ничтожно, ибо на него давили запасы военного
времени. Данные государственного ценза о последующих годах при-
ведены в таблице 3.
5
Показатели производства авиамоторов в главнейших капиталистических странах
I
6
Даже при отсутствии мобилизации военного времени британскому
авиамоторостроению обеспечены до 1941 г. включительно заказы на
8000—9000 авиамоторов ежегодно. Таблица 2
В денежном выражении это состав-
ляет и— 12 млн. фунт. ст. (290—
320 млн. руб.) ежегодно.
В результате экстраординар-
ных усилий британского правитель-
ства, путем постройки и оборудо-
вания на государственный счет не-
скольких специализированных за-
водов деталей авиамоторов при
автомобильных заводах в порядке
так называемой Shadow Scheme
(«плана смежников»)1, мобилизаци-
онная мощность британского авиа-
Производство самолетов и авиамото-
ров в Англии в годы мировой войны
Годы Моторов Самоле- тов
1914 99 245
1915 1721 1932
1916 5363 6149
1917 11536 14421
1918 22102 32106
Всего. 408212 54853
моторостроения увеличилась к 1938 г., примерно, на 20 000 авиамото-
ров в год. Этим Англия догнала США и Францию с их первоочеред-
ной мобилизационной мощностью в 30 000 авиамоторов в год в той
и другой стране. Конечно, второочередная мобилизационная мощность
США гораздо больше английской.
Таблица 3
Годы Количество (штук) Стоимость (в фунт, ст.)
суммарная средняя одного мотора
1924 884 1479000 1660
1930 1941 2 104000 1080
1933 1444 2050000 1340
1934 1685 2357 000 1400
1935 3008 3 906000 1300
Значительная доля продукции британского авиамоторостроения
экспортируется (см. табл. 4).
Как мы видим, экспорт британских авиамоторов был довольно
стабилен по ценности, а ныне быстро растет, составляя 20—30% от
общей ценности произведенных авиамоторов.
Во избежание недоразумений поясним, что слово Shadow надо понимать
здесь в смысле «сопутствования»", т. е. производственного кооперирования.
8 По другим данным — 41034.
7
Таблица 4
Экспорт авиамоторов из Англии
Годы Количество (штук) Стоимость (в фунт, ст.)
суммарная средняя стои- мость одного мотора
1924 580 449335 775*
1925 492 438666 895’
1926 266 296 347 1110
1927 380 396 143 1040
1928 432 348606 810
1929 1148 503 538 440
1930 552 539541 980
1931 363 413 428 1140
1932 452 467 409 1040
1933 409 448 383 1090
1934 479 592 536 1240
1935 652 695 697 1070
1936 625 741 191 1190
ОБЩАЯ ОРГАНИЗАЦИОННАЯ СТРУКТУРА
Основу британского авиационного моторостроения образуют шесть
фирм: Бристол (Bristol)—авиамоторы и самолеты, Рольс-Ройс (Rolls
Royce) — авиамоторы и автомобили, Армстронг-Сиддли (Armstrong-
Siddeley) — филиал авиа-автотреста Хоукер-Сиддли (Hawker-Sidde-
ley), Нэпир (Napier) — авиамоторы и автомобили, Де-Хэвилэнд (De-
Havilland) — самолеты, авиамоторы, пропеллеры, Побджой (Pobioy)—
филиал самолетной фирмы Шорт (Short). Все эти фирмы имеют опыт-
ные конструкторские бюро по авиамоторам и строят в крупных сериях
оригинальные образцы. Упомянутые фирмы, кроме фирмы Побджой,
являются монопольными поставщиками британских воздушных сил
(в особенности три первых). Фирмы Сиррус-Хермес (Cirrus-Hermes)
и Уолсли (Wolseley), также имеющие самостоятельные конструктор-
ские бюро, не в состоянии пока конкурировать с указанными шестью
фирмами и ведут лишь малосерийное производство авиамоторов.
В последние годы несколько новых и старых английских фирм
за неимением опытных конструкторских и производственных кадров,
специализировавшихся в авиамоторостроении, пытаются развернуть
серийное производство авиамоторов иностранных образцов.
Так, автомобильная фирма Олвис (Alvis) приобрела лицензию •
на производство мощных французских авиамоторов Гном-Рон; фирма
Бритиш Аэро-Инджинс (British Aero-Engines) — авиамоторов Испано-
1 Низкая средняя стоимость экспортных авиамоторов в 1924—1925 гг.
объясняется тем, что экспортировались, главным образом, моторы из запасов
мировой войны.
8
Сюиза того же происхождения; самолетостроительная фирма
Филипс-Пауис —американских авиамоторов Менаско. Даже италь-
янская фирма Изотта-Фраскини пыталась основать в Англии свой
филиал, но потерпела фиаско. В течение целого ряда лет не имел
в Англии серьезного успеха филиал французской авиамоторной
фирмы Сальмсон. Всякая попытка со стороны министерства авиации
заказать хотя бы малую серию авиамоторов иностранного образца,
пусть даже изготовленную в Англии, не говоря уже об импорте
авиамоторов, встречается взрывом возмущения в парламенте и в
прессе.
Автомобильно-мотоциклетные фирмы Руте—Хомбер (Roots—Hum-
ber), Дэймлер (Daimler), Стэндард (Standard), Ровер (Rover) и Остин
(Austin) регистрируются ныне также в качестве авиамоторных. Однако
все они являются пока лишь смежниками фирмы Бристол и поста-
вляют ей детали для сборки, кроме фирмы Остин, ведущей сборку
параллельно с фирмой Бристол, но не имеющей все же комплектного
производства деталей, как и другие смежники.
ЗНАЧЕНИЕ И ОСОБЕННОСТИ БРИТАНСКОГО АВИАЦИОННОГО
МОТОРОСТРОЕНИЯ
На протяжении последних двадцати лет британское авиацион-
ное моторостроение твердо занимает ведущее положение в мировом
авиационном моторостроении, наряду с Францией и США. Это отно-
сится и к экспериментальной стороне, к области конструкций и к
производству.
Первый образец знаменитого мотора «Юпитер» был создан инж.
Федден в Англии в 1917 г. Когда в США, под влиянием первых успе-
хов мотора «Юпитер», фирма Лоуренс начала в 1920 г. опыты с мото-
рами воздушного охлаждения, она использовала в широкой мере
опыт другой английской фирмы — А. В. С., создавшей в конце миро-
вой войны 9-цилиндровый мотор «Драгонфлай» 320 л. с. Впоследствии
тот же инж. Лоуренс создал для известной фирмы Райт образцы
«Уэрлуинд» и «Сайклон», а для фирмы Пратт и Уитни — образцы
«Уосп» и «Хорнет». Опыт постройки моторов указанного класса был
усвоен французской фирмой Гном-Рон в результате 8-летнего произ-
водства по лицензии моторов «Юпитер». Таким образом, Англия
является родиной всего этого класса моторов.
То же относится и к 14-цилиндровым звездообразным моторам
воздушного охлаждения. Первый образец моторов этого класса —
мотор «Меркурий» 315 л. с.—создан тем же Федденом в 1917 г. Правда,
развития он не получил. Зато мотор Армстронг-Сиддли «Ягуар»
300 л. с., созданный почти одновременно, был первым серийным образ-
цом этого класса и долгое время единственным.
Бесклапанные моторы с гильзовым распределением, перспективы
развития которых трудно переоценить, являются пока монополией
английской фирмы Бристол. В создании их сыграл большую роль
проф. Рикардо и его лаборатория.
9
Обратимся к другому классу моторов воздушного охлаждения —
с рядным расположением цилиндров. Если откинуть моторы с при-
нудительным охлаждением от вентилятора (Рено, Юнкере) и не по-
лучивший серийного осуществления американский мотор Эллисон
(вариант мотора «Либерти»), то родиной и этого класса моторов сле-
дует признать Англию. В результате работы по модернизиции старого
мотора Рено инж. Холфорд, работавший в английской фирме A. D. С.
(«Эрдиско») в первые послевоенные годы, создал известный 4-цилин-
дровый мотор «Сиррус» (1925 г.). Затем он сконструировал еще более
известные моторы Де-Хэвилэнд «Джипси» — 4-, б- и 12-цилиндровый
(последний выпущен в 1938 г.). Успехи «Джипси» вызвали появле-
ние моторов аналогичной конструкции во Франции (Рено, Ренье,
Сальмсон) и в США (Менаско, Ренджер). Идя по пути увеличения
числа рядов и числа цилиндров, Холфорд создал Н-образное моторы
этого класса с 16 цилиндрами (Нэпир «Рэпир») и с 24 цилиндрами
(Нэпир «Дэггер»), расположенными в четыре ряда (с двумя коленча-
тыми валами).
Моторы жидкостного охлаждения распространены сейчас не-
широко. В этом классе моторов с французской фирмой Испано-
Сюиза соперничает лишь английская фирма Рольс-Ройс и ее
главный конструктор Роуледж, бывший ранее главным конструкто-
ром фирмы Нэпир.
Что касается авиационных дизелей, то в области экспериментов
и опытных образцов Англия не уступает США и Франции, хотя все
эти три страны отстали от Германии с ее моторами Юнкере — един-
ственными авиационными дизелями, находящимися в регулярной
эксплоатации. Однако дизель далеко не играет ведущей роли в совре-
менном авиационном моторостроении.
Что касается производства авиамоторов, то британская техноло-
гия на данном этапе не уступает французской и даже американской.
Нужно отметить, что технология литья, ковки, штамповки, термо-
обработки и механической обработки в авиамоторостроении ныне раз-
нится скорее по фирмам, чем по странам. Любая из ведущих авиа-
моторостроительных фирм США, Франции и Англии имеет свои сильные
стороны в этом отношении наряду с некоторыми элементами косности,
питаемыми ограниченностью размеров серий авиамоторов (50 —
500 штук). То же относится и к поставщикам заготовок для этих
фирм.
Современная технология считается тем более передовой, чем более
она обеспечивает поточно-массовые методы производства сложных
и высококачественных машин, чем более она обеспечивает эксплоа-
тацию этих машин массовым снабжением частями и агрегатами. На
данном этапе, в результате привлечения к авиамоторостроению «аме-
риканизированных» автомобильных заводов в порядке «плана смеж-
ников», в результате постройки цехов большой площади и в резуль-
тате резкого увеличения размеров серий авиамоторов (до нескольких
тысяч машин одного образца) Англия, пожалуй, даже перегоняет
Ю
Первыми объектами производства заводов, построенных в по-
рядке выполнения «плана смежников», оборудованных на казенные
средства, избраны детали нормального клапанного мотора Бристол
«Меркурий», которые будут обрабатываться по технологии, описанной
в этой книге, однако, как указывают официальные сообщения, «без
рабского копирования». Изменения, внесенные автозаводами, выте-
кают- из их опыта массового производства.
Моторы должны окончательно собираться на двух грандиозных
сборочных заводах — Остин и Бристол, на каждый из которых ло-
жится сборка до 10000 совершенно однотипных моторов в год.
Эти сборочные заводы еще не построены. Нет пока указаний на
методы сборки, которые на них должны быть приняты. Однако не
будет слишком смелым то допущение, что они рассчитаны на кон-
вейерную сборку.
Не будет также слишком смелым предположение, что клапанный
мотор «Меркурий» является лишь временным объектом производства
новых британских авиазаводов. Возможно, что в дальнейшем, по на-
коплении опыта, они будут переключены на массовое производство
бесклапанных моторов Бристол «Персей» 730 л. с. или «Геркулес»
1125 л. с. , а может быть одновременно того и другого.
КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ ОСНОВНЫХ
БРИТАНСКИХ СЕРИЙНЫХ АВИАМОТОРОВ
МОТОРЫ БРИСТОЛ «ПЕГАС» И «МЕРКУРИЙ»
В 192и г. фирма Бристол открыла моторный отдел. С тех пор
политика ее заключалась в постепенном увеличении мощности мо-
тора одного и того же типа и размеров — 9-цилиндрового одноряд
кого звездообразного мотора воздушного охлаждения.
Первый мотор фирмы Бристол, известный под названием «Юпитер»,
в сентябре 1921 г. прошел официальные испытания по программе
британского министерства авиации, с номинальной мощностью
380 л. с. и максимальной 400 л. с. Рабочий объем этого мотора
равнялся 28,7 л, а его литровая мощность на максимальном числе
оборотов в минуту была равна 13,9 л. с./л при удельном весе
0,82 кг/л. с. В результате постепенного развития серий моторов
«Юпитер» последняя его модификация, выпущенная в июле 1929 г.,
имела следующие данные:
Номинальная мощность .
Максимальная мощность
Вес ...........................
Литровая мощность на максимальном
числе оборотов ......... ......
Удельный вес (по максимальной мощ-
ности) ......
555 л. с на высоте 1 210 м
600 » » » 1460 »
435 кг
20,9 л. c./Hj
0,726 кг)л. с.
(При сравнении весов и удельных мощностей авиамоторов следует
считаться с тем, что в период с 1920 г. по 1930 г. в конструкцию мо-
торов вошли новые агрегаты: редуктор и нагнетатель. Кроме того,
в настоящее время удельный вес моторов с наддувом в Англии при-
нято относить к высотной максимальной мощности).
Вес редуктора мотора типа Бристол колебался в пределах
41 — 45 кг, а вес нагнетателя составлял 17 кг. Таким образом, не-
смотря на увеличение веса вследствие постановки редуктора и на-
гнетателя, удельный вес мотора за десятилетний период значительно
снизился.
В 1931 г. фирма Бристол выпустила новые серии 9-цилиндровых
звездообразных моторов воздушного охлаждения, известных под мар-
кой «Пегас», с тем же самым диаметром цилиндра, ходом поршня
и рабочим объемом, что и «Юпитер», но имевших некоторые новые
12
и важные особенности. Первый мотор «Пегас» имел следующие
данные:
Номинальная мощность
Максимальная мощность
Вес - ..........................
Литровая мощность на максимальном
числе оборотов ............
Удельный вес на максимальном числе
оборотов
565 л. с. на высоте 1370 м
620 » » » 1980 »
435 кг
21,6 л. с.[л
0,72 кг/л. с.
В то же время были выпущены другие серии моторов Бристол,
названные «Меркурий», имевшие тот же диаметр цилиндра, но более
короткий ход поршня, а именно 165,5 мм вместо 190,5 мм. Габарит-
ный диаметр «Меркурия» был, разумеется, меньше, чем у «Пегаса»,
а рабочий объем равнялся 24,8 л. Первый мотор «Меркурий» имел
следующие данные:
Номинальная мощность . 510 л. с. на высоте 4100 м
Максимальная мощность 560 » » » 4550 »
Вес . .................... 426 кг
Литровая мощность на максимальном
числе оборотов ... ... 22,6 л. с./л
Удельный вес на максимальном числе
оборотов ... . . . 0,752 кг[л. с.
Мотор «Пегас» 1936 г.; развивал*максимальную мощность 920 л. с.
на высоте 3050 м при максимальной литровой мощности 32 л. с.1л
и удельном весе по максимальной мощности 0,49 кг/л. с.
Мотор «Меркурий» 1936 г. развивал максимальную мощность
840 л. с. на высоте 4250 м при максимальной литровой мощности
34 л. с./л и удельном весе на максима льном числе оборотов 0,526 кг/л. с.
Отсюда видно, что за 15 лет литровая мощность возросла на 145%,
а удельный вес сократился на 40%. Максимальное число оборотов
в минуту первого мотора «Юпитер» было 1625, а последнего «Мер-
курия»— 3125. За указанный период среднее эффективное давление
возросло с 7,9 кг/см2 до 13 кг/см2, причем было достигнуто сокращение
удельного расхода топлива, примерно, на 25%.
Подобное развитие мотора оказалось возможным в значительной
мере благодаря появлению высококачественных сталей и легких
сплавов. Фирма Бристол была пионером в области внедрения в авиа-
моторостроение кованых картеров, поршней и головок цилиндров,
разъемных коленчатых валов, а также придания поверхностной твер-
дости цилиндрам.
Значительные выгоды как конструктивного характера, так и
с точки зрения использования рабочего объема мотора ожидаются
от замены клапанного распределения гильзовым. Возможное при этом
упрощение конструкции наглядно поясняется фигурой 1. В 1936 г.
фирмой Бристол выпущена малая серия моторов бесклапанного типа,
прошедшего государственные испытания пока лишь по условиям
для гражданской авиации; в опытной стадии находится несколько
образцов, предназначенных для военной авиации.
Мотор Бристол «Пегас» типа, выпускаемого в настоящее время, по-
казан на фигуре 2. Моторы «Пегас» и «Меркурий» очень похожи друг
13
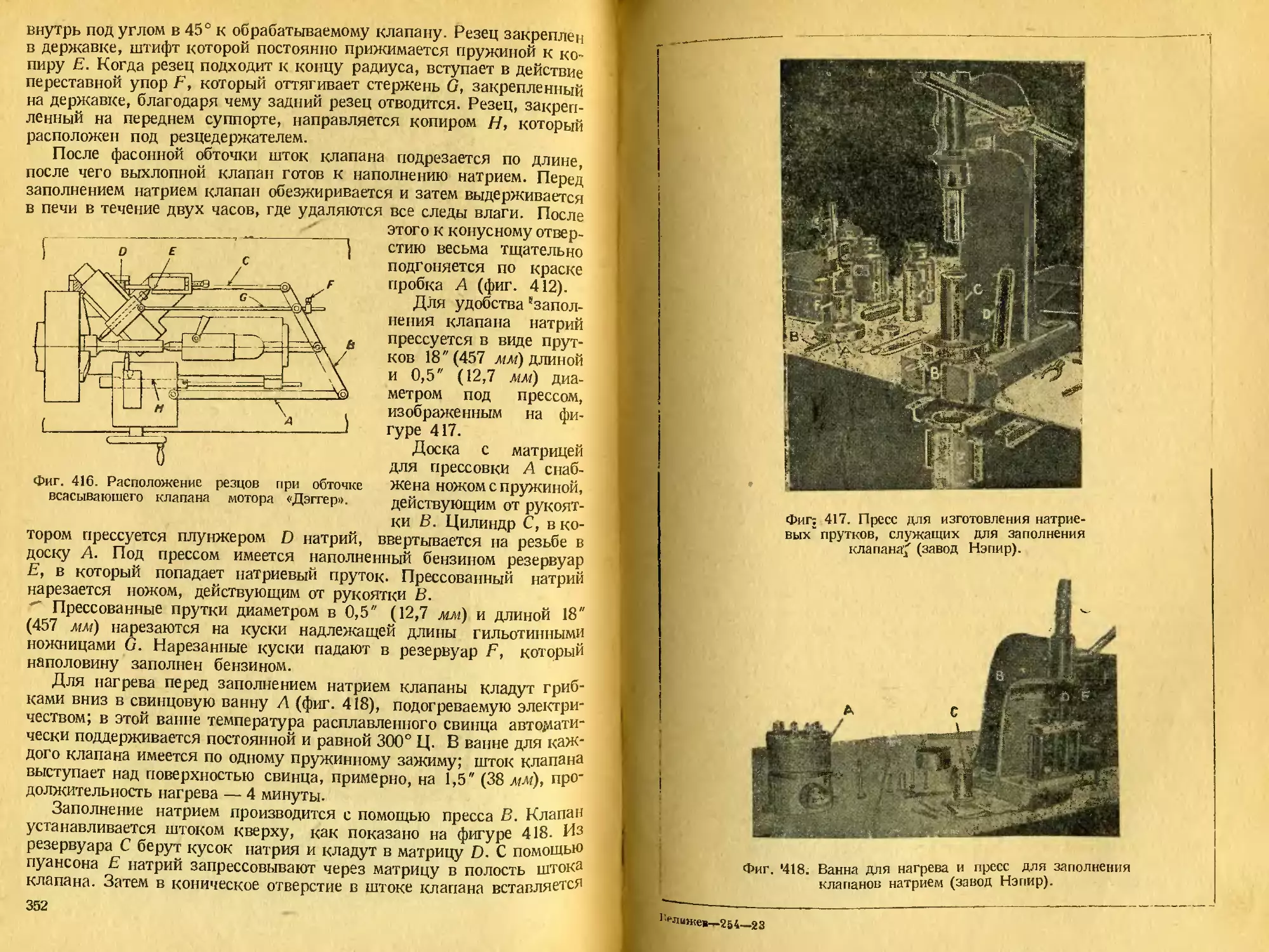
Фиг.Т1. Комплекты деталей цилиндра и привода распределения:
слева J—бесклапанного' мотора, ш справа —клапанного!' .мотора
Бристол.
Фиг. 2. Мотор'^Бристол «Пегас». Вид разрезанного мотора.
а друга и отличаются только ходом поршня и габаритным диаметром
мотор «Меркурий» предназначен в первую очередь для истре-
бительной и вообще скоростной авиации, в том числе и бомбардиро-
вочной. Мотор «Пегас» предназначен для самолетов весьма разнооб-
Ва3ных типов, требующих моторов мощностью порядка 750—950 л. с.
Р Подробное описание конструкции моторов Бристол ввиду их широ-
кой известности может быть опущено, но необходимо отметить сле-
дующее. Вследствие значительного увеличения литровой мощности
должно быть обращено особое внимание на оребрение цилиндра и
его головки. Каким образом развивалось в последние годы оребре-
ние головки цилиндра, можно проследить по фигуре 3. Крайняя
левая головка цилиндра принадлежит старому образцу мотора «Юпи-
тер», а крайняя правая — современному мотору (см. также фиг. 170,
стр.’167 и фиг. 486, стр. 401). Подобное же внимание было уделено
оребрению гильзы цилиндра (см. фиг. 207, стр.£196), площадь кото-
рого увеличилась за тот же период более чем на 50%.
Фир. 3. Развитие оребрения головки авиамотороз Бристол.
В конструкцию клапанов и их седел в последние годы внесены
значительные изменения. В серийном производстве приняты выхлоп-
ные клапаны с натриевым охлаждением (см. фиг. 396, стр. 335).
В качестве дополнительной меры против влияния высоких темпера-
тур и топлив с примесью тэтраэтилового свинца применяется наварка
стеллита на фаски клапанных седел и клапанов. Клапанным штокам
придается поверхностная твердость посредством азотирования; на-
правляющие клапанов впуска снабжаются масляными уплотнениями
во избежание нарушения герметичности на высоте при высоком дав-
лении наддува.
Шатунный механизм был в 1935—1936 гг. переконструирован,
а затем, усилен применением улучшенного материала. Неразъемный
главный шатун посажен на плавающей втулке на шатунную шейку
коленчатого вала, которой придается поверхностная твердость. Ко-
ленчатый вал (см. фиг. 285, стр. 254) сделан разъемным, причем перед-
няя часть вала сочленяется с задней посредством затяжки болтом
разрезного уха задней щеки вала, стягивающей шатунную шейку,
вал посажен на одном шариковом и на двух роликовых подшипни-
всХ“ он ™ее3 ОСевое сверление для облегчения и для подвода смазки;
ей раоочеи поверхности вала придана поверхностная твердость.
15
Обе половины картера обработаны из отдельных поковок алюминие-
вого сплава и соединяются девятью сквозными болтами (см. фиг. 88
и 89, стр. 104 и 105).
На фигуре 249 (стр. 226) показан поршень, а на фигуре 294
(стр. 260) — редуктор мотора «Пегас».
МОТОРЫ АРМСТРОНГ-СИДДЛИ «ТАЙГЕР» И «ЧИТА»
Первый звездообразный мотор марки Армстронг-Сиддли «Ягуар»
был выпущен в 1932 г. Он имел номинальную мощность 320 л. с.,
его 14 цилиндров
были расположены
радиально вокруг
картера, отлитого из
алюминиевого спла-
ва, в два ряда в
шахматном порядке;
число оборотов ко-
ленчатого вала было
равно до 1620 в
инуту.
В целях удовле-
творения спроса на
маломощные моторы
для учебных целей в
1923 г. был выпущен
мотор «Линкс» —
7-цилиндровый, одно-
рядный, звездообраз-
ный, представлявший
как бы половину
«Ягуара». Из этих
двух моторов («Линкс»
и «Ягуар») развиты
Фиг. 4. Авиамотор Армстронг-Сиддли «Чита».
современные 7- и 14-цилиндровые авиамоторы Армстронг-Сиддли.
Моторы «Тайгер» и «Чита» очень схожи друг с другом. «Чита»
имеет 7 цилиндров (фиг. 4), а «Тайгер» 14 — в два ряда по 7 (фиг. 5
и 6).
Диаметр цилиндра мотора «Чита» равен 5,25" (133 мм), а ход
поршня — 5,5" (140 мм), что дает литраж мотора 834 куб. дюйма
(13,7 л). С винтом постоянного шага мотор имеет номинальную мощ-
ность 310 л. с. при 2100 об/мин, а с винтом с регулируемым в полете
шагом номинальная мощность равна 335 л. с. Диаметр мотора равен
47,7" (12 Юлии), а сухой вес — 635 фунтам (289 кг).
Мотор «Тайгер» имеет диаметр цилиндра 5,5" (140 мм), ход
поршня—б"(152 мм), что дает литражмотора 32,8 л Мотор «Тайгер IX»
имеет номинальную мощность Т95 л. с. при 2375 об/мин; диаметр
мотора — 50,8" (1290 мм), а сухой вес — 1220 фунтов (554 кг). в
16
Картер мотора «Тайгер» несет неразъемный вал, изготовленный
п0ковки; мотор имеет два главных шатуна и 12 прицепных. Глав-
ные шатуны действуют на две шатунные шейки вала; кривошипно-
•атунный механизм уравновешен двумя стальными, залитыми свин-
цом противовесами, прикрепленными болтами к щекам коленчатого
вала диаметрально противоположно шатунным шейкам.
Коленчатый вал вращается в двух роликовых подшипниках, из
которых один помещается в передней части картера, а другой—в пере-
городке, отделяющей картер от нагнетателя.
Фиг. 5. Авиамотор Армстронг-Сиддли «Тайгер». Вид сбоку.
Собранный цилиндр, показанный вместе с картером на фигуре 7,
состоит из стальной гильзы (см. фиг. 217, стр. 204) с навернутой
на нее в горячем состоянии головкой из алюминиевого сплава
(см. фиг. 183, стр. 177); скрепление этих деталей обеспечивается контр -
гаечным кольцом. В цилиндр ввертываются две свечи. Каждый цилиндр
имеет два клапана (см. фиг. 402, стр. 340); выхлопной клапан имеет
натриевое охлаждение; клапанные седла, изготовленные из хромо-ни-
кель-марганцевой стали ввертываются в нарезанные гнезда. Зазоры в
клапанах регулируются с помощью эксцентричной цапфы в подшипнике
коромысла. Каждый клапан имеет две пружины; кроме того, пружина
устанавливается на толкателе. Весь механизм привода клапанов за-
ключен в кожух, а толкатели снабжены масляными уплотнителями.
Для укрепления цилиндров на картере применяются стальные
гайки, навертываемые изнутри на нарезанные части стаканов цилин -
Дров. Гайки помещены в цилиндровых отверстиях картера и предохра-
нены от пповопачивани^нтр^н-зуи и пружинными кольцами.
Вел®жев—254—2 I ЙБЛЮТЕКД 1 17
MrAiCbKoro Аы<>.
Фиг. 6. Мотор «Тайгер VI». Вид разрезанного мотора:
Фиг. 7. Картер и собранный цилиндр мотора «Тайгер».
На фигуре 8 показаны главный шатун (см. также фиг. 340, стр. 294)
и поршень мотора «Тайгер», а на фигуре 9 показаны комплект шатунов
и распределительная шайба мотора «Чита». Поршни с плоскими дни-
щами имеют кольцевые ребра на днищах, служащие для придания
Фиг. 8. Поршень и главный шатун мотора «Тайгер».
прочности и для увеличения охлаждающей поверхности; поршни
г авных шатунов имеют удлиненные юбки. Каждый поршень имеет
три уплотнительных кольца и одно двойное маслосбрасывающее,
причем последнее располагается ниже поршневого пальца.
Фиг. 9. Шатунный комплект и распределительная шайба мотора
«Чита».
Разъемные главные шатуны с втулками, залитыми свинцовистой
бронзой, стягиваются четырьмя болтами, которые одновременно фикси-
руют четыре пальца прицепных шатунов. Остальные два прицепных
шатуна крепятся с помощью пальцев, запрессованных в большую
19
Головку главного шатуна и фиксированных посредством пружинных
колец. Головки прицепных шатунов (см. фиг. 356, стр. 306) и малая
головка главного шатуна имеют неподвижные бронзовые втулки.
Передняя крышка картера заключает в себе эпициклический ре-
дуктор (фиг. 6), состоящий из шестерни с внутренним зацеплением,
посаженной на шлицах и на распорном конусе и затянутой гайкой
на коленчатом валу, из 10 планетарных шестерен, вращающихся на
специальных пальцах в залитых баббитом подшипниках, и из одной
центральной шестерни, посаженной на вал винта. Вал винта несет
коробку, в которой укреплены пальцы планетарных шестерен; упор-
ный подшипник вала винта вставлен в стальную обойму, запрессо-
ванную в переднюю крышку, в которой предусмотрено уплотнение
во избежание течи масла. В верхней части передней крышки установ-
лен масляный клапан управления винтом переменного шага, поворот
лопастей которого осуществляется давлением масла, нагнетаемого
масляным насосом мотора.
Картер передачи к распределению и к масляному насосу, распо-
ложенный между передней крышкой и главным картером, заключает
в себе нагнетающую ступень, главную и вспомогательную отсасываю-
щие ступени масляного насоса, фильтр нагнетающей ступени и редук-
ционный клапан. Три цилиндрические шестерни, приводящие три
ступени насоса, сцеплены с шестерней привода масляного насоса,
прикрепленной болтами к переднему торцу распределительной
шайбы.
Распределительная шайба приводится от коленчатого вала через
систему планетарных шестерен с числом оборотов, в восемь раз мень-
шим оборотов коленчатого вала. На периферии распределительной
шайбы имеются четыре ряда кулачков, по четыре кулачка в каждом
(см. фиг. 326, стр. 284).
Картер нагнетателя, отделенный от главного картера перегородкой,
заключает в себе крыльчатку с ее приводом и задний приводной
валик. Передаточное число между коленчатым валом и крыльчаткой
равно 1 : 5,4. Передача состоит из двух пар шестерен; две промежу-
точный шестерни закреплены на передаточном валике нагнетателя,
опертом своими концами в перегородках картера и корпуса нагне-
тателя. Неравномерность крутящего момента выравнивается посред-
ством пружинной муфты, включенной в заднюю шестерню коленча-
того вала; нагрузки от сил инерции поглощаются скользящей муф-
той в большой промежуточной шестерне (фиг. 6).
Задний приводной валик, приводимый от задней шестерни колен-
чатого вала через промежуточную шестерню, установленную между
перегородками картера и корпуса нагнетателя, приводит в действие
магнето и вспомогательные агрегаты.
Последние помещаются в особой коробке, установленной на пло-
щадке в верхней части задней крышки; магнето установлены по обеим
сторонам задней крышки, а между ними помещен воздушный само-
пуск. Магнето приводятся от заднего приводного валика через кони-
ческую шестерню и вращаются со скоростью, в 13/4 раза большей
20
скорости коленчатого вала. Второй самопуск, приводимый или от
DVKH иЛИ от электРомотоРа> вращает коленчатый вал посредством
червячного редуктора и самовключающейся муфты.
МОТОР РОЛЬС-РОЙС «МЕРЛИН»
Мотор Рольс-Ройс «Мерлин» (фиг. 10, 11 и 12) представляет собой
двенадцатицилиндровый V-образный двигатель блочной конструкции.
Диаметр цилиндра равен 5,4" (137,16 мм), ход— 6" (152,4 мм). Лит-
раж мотора равен 27 л. Двигатель имеет редуктор и нагнетатель и
Фиг. 10. Мотор «Мерлин». Вид сбоку.
снабжен автоматом, поддерживающим постоянное давление во вса-
сывающем трубопроводе, и автоматом постоянного состава смеси
с двумя регулировками. Этот двигатель установлен на новейших
скоростных самолетах Фейри «Бэттл», Хоукер «Хуррикейн» и Сю-
пермарин «Спитфайр».
Конструкция мотора «Мерлин» в основных чертах следует практике
фирмы Рольс-Ройс; мотор отличается от своих предшественников
лишь некоторыми конструктивными усовершенствованиями, которых
потребовало увеличение мощности и высотности мотора. Мотор снаб-
жен приводами для многочисленных агрегатов (воздушного компрес-
сора, электрического генератора, гидравлического насоса для об-
служивания убирающегося шасси, двойного топливного насоса и т. д.).
Мотор сконструирован с расчетом на высокотемпературное гли-
колевое охлаждение с температурой охлаждающей жидкости на вы-
и3 МоТоРа п°рядка 95° Ц при крейсерском режиме и порядка
*40 Ц при режиме максимальной скорости и скороподъемности.
Высокая температура охлаждающей жидкости позволяет ввиду уве-
личенного температурного перепада между стенками цилиндра и
21
окружающим воздухом уменьшить поверхность охлаждения, а сле-
довательно, и воздушное сопротивление радиатора'. Во время кон-
струирования и доводки этого мотора много взимания было уделено
проблеме уменьшения воздушного сопротивления охлаждающей си-
стемы. В результате этой работы возникла система туннельного охла-
ждения с малой скоростью обдува. Поместив радиатор в закрытый
капот и регулируя поток охлаждающего воздуха через капот при
помощи регулируемых отверстий в задней части капота, можно обес-
печить охлаждение мотора при всех режимах полета. Туннельное
охлаждение позволяет зна-
чительно уменьшить воз-
душное сопротивление от
взаимодействия радиатора
с окружающими частями
самолета. Наряду с при-
менением высококипящей
жидкости для охлаждения
это позволяет очень силь-
но сократить затрату мощ-
ности на охлаждение мо-
тора.
По международному
стандарту номинальная
мощность мотора «Мерлин»
равна 990 л. с. на высоте
12 250 футов (3740 м) при
2600 об/мин. Максимальная
мощность двигателя равна
1030 л. с. на высоте 16 250
футов (4950 м) при 3000
об/мин. Сухой вес мотора,
не считая веса втулки
винта, выхлопных трубо-
Фпг. 11. Мотор «Мерлин». Вид спереди.
проводов, всасывающих па-
трубков, водопроводов от радиатора к водяному насосу и к выход-
ным патрубкам рубашек, составляет 1335 англ, фунтов (605 кг), что
дает удельный вес по максимальной мощности 0,588 кг/л. с. Лоб
двигателя показан на фигуре 11.
Блок цилиндров (фиг. 13) состоит из блока головок и рубашек
и стальных гильз цилиндров. В блоке головок расположены клапаны,
распределительный валик и клапанные коромысла. Гильзы цилиндров
центрируются выточками в отверстиях блока головок. Герметичность
обеспечивается алюминиевым прокладным кольцом. Гильзы при-
тянуты к блоку головок двумя кронштейнами и болтами, показан-
ными на фигуре 14. Это крепление имеет целью, главным образом,
облегчить сборку и разборку мотора; необходимая же герметичность
стыка обеспечивается затяжкой блока силовыми шпильками, показан-
ными на фигуре 15. Нижний конец гильзы уплотнен в блоке рубашек
22
cu
при помощи резинового кольца, затянутого пружинным стальным
кольцом (фиг. 13). На нижних концах гильз имеются фланцы, которыми
гильзы опираются на картер. Блок цилиндров притягивается к кар-
Фиг. 13. Блок цилиндров мотора «Мерлин».
теру длинными силовыми шпильками, которые проходят через
дуралюминовые трубки, завальцованные в блок цилиндров и предупре-
ждающие соприкосновение шпилек с охлаждающей жидкостью. Уплот-
нение в нижней части цилиндров допускает свободное перемещение
Фиг. 14. Крепление гильзы цилиндра
мотора «Мерлин» к головке.
блока цилиндров относительно
гильз при нагреве и охлаждении
блока в работе.
Распределительный механизм.
Каждый цилиндр имеет четыре кла-
пана — два всасывающих и два
выхлопных. Клапаны приводятся
в действие распределительным ва-
ликом через посредство рычагов
(фиг. 16). Оси клапанов парал-
лельны оси цилиндров. Выхлопные
клапаны охлаждаются натрием.
Направляющие выхлопных клапа-
нов изготовлены из фосфористой
бронзы, направляющие всасываю-
щих клапанов—из чугуна. Клапан-
ные седла завернуты в головки на
резьбе. Седло выхлопного клапана
изготовлено из стали с высоким
содержанием кремния и хрома, седло всасывающего клапана — из
алюминиевой бронзы. Головки и седла выхлопных клапанов покрыты
особым сверхтвердым сплавом — Брайтрей. Концы штоков выхлоп-
ных клапанов снабжены наконечниками из цементированной никелевой
стали. Концы штоков всасывающих клапанов стеллитированы. По-
садка клапанов на седла обеспечивается двумя пружинами на кажНлй
клапан. Пружины зафиксированы при помощи разрезного конуса
и тарелки. Распределительный валик и оси коромысел оперты в под-
24
шипниках, притянутых к блоку головок шпильками (фиг. 14). Рас-
пределительные валики приводятся в действие вертикальными вали-
ками и коническими шестернями от задка коленчатого вала. Зазоры
Фиг. 15. Картер мотора «Мерлин».
в (клапанахх регулируются с помощью регулировочных шурупов и
контргаек. Привод к распределительным валикам и другим агрегатам
снабжен упругой муфтой, которая смягчает неравномерность крутя-
щего момента двигателя.
Фиг. 16. Механизм привода клапанов мотора «Мерлин».
Поршни, шатуны и коленчатый вал. Поршни изготовляются из
поковки дуралюминового сплава (см. фиг. 256, стр. 231). Поршень
снабжен тремя газовыми и двумя маслосбрасывающими кольцами.
25
Поршневой палец цементован. На фигуре 17, показывающей ча-
стично разобранный мотор, видны поршни и шпильки крепления
цилиндровых блоков к картеру.
Фиг. 17. Частично собранный мотор «Мерлин» на монтажной лрльке.
Фиг. 18. Коленчатый вал мотора» «Мерлин»
в сборе с шатунами.
Шатуны изготовляются из никелевой стали, обрабатываются и
полируются кругом. Шатуны центрального типа. Вильчатый шатун
с отъемной головкой, состоящей из двух частей, обхватывает шатунную
шейку коленчатого вала. На-
ружная поверхность отъемной
головки залита свинцовистой
бронзой и по ней работает
внутренний шатун. Поршне-
вая головка шатунов снаб-
жена плавающей бронзовой
втулкой. На фигуре 18 пока-
зан комплект шатунов, монти-
рованных на вал.
Коленчатый вал, изготов-
ляемый из стальной поковки,
имеет масляные полости (см.
фиг. 297, стр. 262). На перед-
ней части коленчатого вала
имеется фланец, к которо-
му привертывается диск со
шлицами, при помощи которых крутящий момент мотора через по-
средство промежуточного шлицевоГо валика передается малой ше-
стерне редуктора. На окружности диска нанесены риски для облег-
чения регулировки мотора; подшипник передней опоры коленчатого
вала имеет стрелку для этой же цели. Коленчатый вал лежит на семи
подшипниках, залитых свинцовистой бронзой.
26
Для увеличения жесткости картера крышки подшипников не
только притянуты к картеру обычным способом при помощи верти-
кальных шпилек, но и стянуты каждая с картером двумя сквозными
горизонтальными болтами (А на фиг. 15). Отверстия под эти болты
выполнены с большим зазором; болты затягиваются после затяжки
вертикальных крепежных шпилек.
Нижняя крышка картера (фиг. 12) несет масляные фильтры и
маслопроводы, масляные помпы и привод для гидравлической помпы,
обслуживающей убираю-
щееся шасси. В носке кар-
тера имеется смотровая
крышка для проверки пра-
вильности установки рас-
пределения.
Редуктор. Картер ре-
дуктора выполнен за одно
целое с верхним картером
мотора .(фиг. I5)- нем
расположены подшипники
редуктора и маслопроводы
для винта переменного
шага с двумя положения-
ми лопастей. Вал винта
помещается выше линии
центра коленчатого вала
(фиг. 12). Малая привод-
ная шестерня, установлен-
ная на роликоподшипни-
ках, концентрична с колен-
чатым валом и приводится
промежуточным валиком
с шлицами, которые за-
цепляются с внутренними
зубьями фланца, укреплен-
ного на ОДНОМ конце колен- Фиг- Задок мотора «Мерлин» с нагнетателем.
чатого вала. Это устрой-
ство обеспечивает полную изоляцию концевого подшипника ко-
ленчатого вала от нагрузки, вызываемой передачей; вся эта на-
грузка воспринимается упомянутыми роликоподшипниками. Ше-
стерня зафиксирована в осевом направлении с помощью переднего
роликоподшипника. Вал редуктора установлен на роликоподшип-
никах; упорный шарикоподшипник воспринимает тягу тянущего
или толкающего винта. Шестерня смазывается двумя масляными
соплами, которые направляют струю масла на зубья в точке их
зацепления. J }
Передаточное число редуктора равно 0,477.
0 аг|[етатель. На фигуре 19 показан внешний вид, а на фигуре 20—
рез нагнетателя, представляющего собой приводной центробеж-
27
ный компрессор. Крыльчатка нагнетателя концентрична с коленча-
тым валом. Она состоит из двух частей — из] дуралюминовой крыль-
чатки с прямыми лопатками и из стального направляющего колеса
с загнутыми лопатками (см. также фиг. 383, стр. 326). Лопатки на-
правляющего колеса и лопатки
Фиг. 20. Нагнетатель мотора «Мерлин».
крыльчатки составляют продолже-
ние друг друга. На фигуре 389
(стр. 330) показан диффузор
нагнетателя.
Движение крыльчатке нагне-
тателя передается через три
группы шестерен (фиг. 20) от
шестерни, приводимой коленча-
тым валом двигателя. В каждой
из трех больших шестерен пере-
дачи имеется фрикционная муф-
та, состоящая из нескольких
бронзовых сухарей, прижимае-
мых действием легкой пружины
к внутренней части обода ше-
стерни и ведомых поводком
малой шестерни перебора. Мо-
мент, передаваемый фрикцион-
ными муфтами, пропорционален
нажиму сухарей на обод шесте-
рен, т. е. центробежной силе
сухарей. Так как последняя
пропорциональна квадрату числа
оборотов валика перебора, то и
передаваемый муфтами момент
пропорционален квадрату числа
оборотов коленчатого вала.
Вследствие того, что рабочий
момент нагнетателя также про-
порционален квадрату числа
оборотов коленчатого вала дви-
гателя, описанное сцепление
обеспечивает одинаковый запас
надежности на всех режимах нагнетателя. С другой стороны, фрик-
ционные муфты выравнивают усилия, передаваемые всеми тремя ше-
стернями на приводную шестерню вала крыльчатки, и предупреждают
повреждения, которые могут быть вызваны внезапным изменением
числа оборотов двигателя. Наконец, фрикционное сцепление демпфи-
рует колебания коленчатого вала благодаря тому, что крыльчатка
нагнетателя в силу своей инерции вращается с почти постоянной
скоростью.
Передаточное отношение в переборе нагнетателя равно 8,588.
Крыльчатка нагнетателя делает при номинальном числе оборотов
коленчатого вала 22300 об/мин.
28
регулятор давления во всасывающем трубопроводе. На фигуре 21
изображена схема действия регулятора постоянного давления во
всасывающем трубопроводе, освобождающего летчика от обязанности
регулировать Давление во всасывающем трубопроводе вручную по
показаниям манометра. Основной деталью регулятора является ане-
роидная коробка В, находящаяся под действием давления в выходной
улитке нагнетателя. Изменения объема анероидной коробки пере-
даются золотнику, который перепускает давление на выходе нагне-
тателя то на одну, то на другую сторону серво-поршня К, связанного
Фиг. 21. Схема действия регулятора давления во вса-
сывающем трубопроводе мотора «Мерлин».
с дроссельной заслонкой М на входе в нагнетатель. Противоположная
сторона серво-поршня соединена с входной улиткой нагнетателя,
в которой во время работы двигателя воздух разрежен; разность дав-
ления и разрежения представляет источник двигательной силы для
перемещения дроссельной заслонки. Движение дроссельной заслонке
передается от серво-поршня через диференциал L, который с другой
стороны соединен с рукояткой управления дросселем в кабине лет-
чика. При дросселировании двигателя, когда давление на выходе нагне-
тателя может оказаться недостаточным для перемещения дроссельной
заслонки, давление на выходе нагнетателя заменяется атмосферным
давлением при помощи переключающего цилиндрического золотника.
На трубопроводе, ведущем от выходной улитки нагнетателя
к кожуху анероидной коробки, помещен кран S, присоединенный
к рукоятке в кабинке летчика; кран обычно запечатан, так как
прибегать к нему разрешается лишь в случае экстренной необходи-
мости. Поворот этого крана сообщает кожух анероидной коробки со
всасывающим патрубком нагнетателя и, таким образом, выключает
регулятор.
29
Давление передается в полость С через трубку D. Пружина R
противодействует давлению наддува и при нормальном давлении
на выходе из нагнетателя приводит золотник Р в такое положение,
при котором отверстия Н и J закрыты. Давление на выходе нагнета-
теля передается в серво-поршень через трубку G, а разрежение на
входе — через трубку F. Шток поршня соединен с солнечной ше-
стерней диференциала L; коробка планетарных шестерен диферен-
циала соединена с рычагом Q в кабинке летчика. Другая солнечная
шестерня соединена с дроссельной заслонкой М. Золотниковый кла-
пан N, присоединенный к коробке планетарных шестерн диференциала,
приводится в действие рукояткой Q.
Действие регулятора заключается в следующем. При первых обо-
ротах мотора на сильно прикрытом дросселе в анероидной коробке С
возникает разрежение, заставляющее золотник Р передвинуться вниз
и соединить отверстие J через трубку F со стороной всасывания нагне-
тателя, тогда как отверстие Н через кран N соединяется с атмосфер-
ным давлением. Благодаря этому с левой стороны поршня возникает
разрежение, а с правой устанавливается атмосферное давление.
Дроссель можно открыть ручным рычагом до положения номиналь-
ного давления наддува прежде, чем регулятор вступит в действие и
начнет ограничивать открытие дросселя. На фигуре 21 показано поло-
жение, когда регулятор готов вступить в действие. Переключающий
золотник N предназначен для замены давления наддува атмосферным
давлением через канал G. Одновременно давление наддува в камере С
повышается и заставляет золотник Р занять такое положение, при
котором он перепускает давление наддува на левую сторону цилин-
дра Е, а давление на всасывании — на правую сторону. Если ручной
рычаг дросселя открыт в достаточной степени, то шток поршня дви-
нется вправо и прикроет дроссель с помощью диференциала L на такую
величину, при которой будет достигнуто состояние равновесия.
Если ручной рычаг дросселя будет передвигаться в положение
полного открытия у земли, то дроссель откроется не больше, чем
требуется для номинального давления наддува. По мере подъема
самолета давление наддува будет сохраняться регулятором до расчет-
ной высоты. При достижении расчетной высоты Йоршень переместится
в левую сторону цилиндра, и дроссель будет полностью открыт.
Отсечной кран S предназначается для замены давления наддува
в камере анероида С давлением на всасывании. Открытие крана
вызывает прекращение действия регулятора и допускает полное от-
крытие дросселя ручным рычагом на любой высоте.
Карбюратор и топливный насос. На моторе установлен карбюратор
Рольс-Ройс SU с двойным диффузором. Два вертикальных патрубка,
ведущие к диффузорам, соединяются обычно с одним всасывающим
патрубком, снабженным сетчатым фильтром. Каждый диффузор имеет
отдельный жиклер и распылитель, установленный перпендикулярно
воздушному потоку, систему малого газа и ускорительный насос.
Главный топливный жиклер затопленного типа регулируется кониче-
ской иглой. В системе имеется полуавтоматический двухступенчатый
30
прибор для регулировки смеси, который управляется давлением на
всасывании, давлением наддува или рычагом пилота.
5 Каждый главный жиклер регулируется анероидом с уравновешен-
ными гибкими металлическими мембранами. Во избежание обледенения
к рубашкам дросселя подводится подогрев от системы охлаждения.
Кроме того, через полые дроссельные заслонки циркулирует масло
из масляной системы двигателя.
§Вид на мотор с карбюраторами сзади показан на фигуре 19.
Фиг. 22. Задок мотора «Мерлин».
Двойной шестеренчатый топливный насос приводится от коробки
передачи. Так как пропускная способность каждого насоса превос-
ходит максимальную потребность мотора, то в системе имеется пере-
пускной клапан. Повреждение одного насоса не прекращает работы
другого.
Зажигание осуществляется двумя магнето В. Т. Н. (фиг. 19 и 22).
На каждый цилиндр имеется по 2 свечи.
Запуск двигателя осуществляется при помощи 12-вольтового элек-
тросамопуска, монтированного вертикально на коробке приводов
распределения. Самопуск приводит через передаточные шестерни и
храповик одну из малых шестерен привода нагнетателя, а через нее—
Коленчатый вал мотора. Общее передаточное число пусковой системы
равно 1 : 393. В системе имеется винтовой включающий механизм
и фрикционное сцепление, предупреждающее чрезмерные нагрузки
на шестерни передач. На ту же систему передаточных шестерен дей-
ствует ручной самопуск с колесом свободного хода. Передаточное
число ручного самопуска равно приблизительно 1 : 14. На фиг. 22
показан электрический самопуск А и привод ручного самопуска В.
31
МОТОР НЭПИР «ДЭГГЕР»
/Моторы Нэпир конструкции Холфорда отличаются многими осо-
бенностями. Моторы имеют Н-образную форму и состоят из четырех
вертикальных рядов цилиндров, два из которых перевернуты (фиг. 23).
Моторы «Рэпир», являющиеся первыми из этой серии, имеют по
4 цилиндра в ряду, всего 16 цилиндров.
В моторе «Дэггер» число цилиндров доведено до 24. Цилиндры
верхнего и нижнего рядов расположены друг против друга; каждая
Фиг. 23. Мотор Нэпир «Дэггер». Вид спереди.
пара рядов цилиндров
имеет отдельный ко-
ленчатый вал. Таким
образом, мотор со-
стоит как бы из двух
отдельных моторов с
общим картером. Диа-
метр цилиндра равен
313/16" (96,8 мм), ход
поршня 31/4" (95,2 мм),
общий литраж соста-
вляет 16,8 л.
Максимальная эф-
фективная мощность,
равная 805 л. с. на
высоте 5000 футов
(1520 м), достигается
при 4000 об/мин ко-
ленчатого вала. Такая
оборотность требует
большой степени ре-
дукции от коленчатого
вала к винту.
Конструкция мото-
ра обеспечивает малый лоб. Воздухоуловители (капоты), видные на
фигурах 24 и 25, направляют встречный воздушный поток в простран-
ство между рядами цилиндров; направляемый дефлекторами воздух
омывает ребра головок цилиндра и гильз.
Сухой вес мотора без втулки винта, генератора, компрессора и
передачи к пулемету составляет 1805 англ, фунтов (595 кг). Считая
по максимальной мощности, удельный вес на 1 л. с. равен 1,62 англ,
фунтов (0,71 кг). Максимальная литровая мощность достигает 48 л. с./л.
Расход топлива на экономичной регулировке смеси равен 0,461
пинт на 1 л. с. в час (0,262 л/л. с. ч.) при 580 л. с. и 3500 об/мин;
расход масла составляет в среднем 6,52 пинт (3,6 л) в час при мощ-
ности 628 л. с. при 3500 об/мин.
Картер мотора (фиг. 26 и 27) состоит из двух алюминиевых от-
ливок, идентичных по своей форме, но различных в некоторых дета-
лях. Картер имеет разъем по горизонтальной плоскости; кроме бол-
тов, проходящих через наружные фланцы, обе половины соединяются
2
28 длинными болтами, проходящими ог верхней поверхности
верхнего картера до нижней поверхности нижнего картера.
*Эти стяжные болты, один из
которых обозначен (на фиг. 27)
буквой А, дают весьма жесткое
крепление.
Коленчатые валы изготовле-
ны из стальной поковки и кру-
гом обработаны (см. (риг. 309,
стр. 270). Каждый из коленчатых
валов лежит ва семи опорных
подшипниках, состоящих из
стальных вкладышей, залитых
свинцовистой бронзой. Щеки ко-
ленчатых валов имеют овальную
форму; в коренных и шатунных
шейках высверлены для облег-
чения отверстия большого диа-
метра. В эти отверстия посажены
конические заглушки, стягивае-
мые болтами.
Передние концы коленчатых
валов имеют конусы, на которые
на шпонке насажены цементо-
ванные цилиндрические шестер-
ни, имеющие по 16 зубьев. Эти
шестерни зацепляются с ше-
Фиг. 24. Мотор НэпнрТ<Дэггер» с уста
новленными капотами. Вид спереди.
Фиг. 25. Мотор Нэпир «Дэггер» с установленными капотами. Вид сбоку,
стерней D (фиг.' 28), имеющей 48 зубьев и сидящей на валу винта,
коленчатые валы смещены друг относительно друга на 30°; сделано
Велишев—2з4—3
это для получения различных интервалов между вспышками для
всего цикла.
Поршни и шатуны. Как указывалось выше, цилиндры в левой и
правой паре рядов расположены вертикально друг под другом так,
что по каждой шатунной шейке работают по два шатуна (фиг. 29).
В каждой паре шатунов один внутренний, другой вильчатый. Поршни
трех передних цилиндров в верхнем левом ряду и трех задних цилин-
дров в верхнем правом ряду (если смотреть с задка мотора) соеди-
нены с внутренними шатунами, а остальные поршни верхних рядов
цилиндров соединены с вильчатыми шатунами.
Фиг. 26. Мотор Нэпир «Дэггер»:
I—подшипники оси рычагов и распределительного валика, 2—распределитель-
ный валик, 3— клапанные рычаги, монтированные на общей оси, 4—коническая
шестерни передачи к распределению, 5—генератор, «—инерционный самопуск,
7—карбюратор, «—отвод масла в бак, s—крыльчатка пагнетателп, 10—привод
к синхронизатору пулемета, 11—шестерни валика вертикальной передачи,
12—маслопровод низкого давления к передаче на распределение, 13—привод
воздушного компрессора, 14—ушко для подъема мотора, 15—отсасывающий
кднал, идущий от носка партера, 16—входная улитка, 17—выходная “улитка
нагнетателя, 18—всасывающий смесепровод (проходит между рядами цилинд-
ров), 19—фильтр на нагнетательной линии, 20—фильтр на отсасывающей ли-
нии, 21—дефлектор, 22—коленчатые валы, 23—ребро картера, несущее корен-
ные подшипники, 24—передняя крышка картера, 25—пусковое магнето,
26—шестерня передачи на винт, 27—шестерня, сидящая на валу шестерпл
26 и приводящая распределение мотора и агрегаты.
«
В нижних головках шатунов установлены разрезные стальные
вкладыши с бортиками, залитые свинцовистой бронзой по всей своей
длине, а также по торцам. Вкладыши закреплены в вильчатых шату-
нах шипами. Опорной поверхностью для внутренних шатунов слу-
жат наружные центральные части вкладышей, которые заливаются
медно-оловянно-свинцовым сплавом.
34
Jr
Гильзы цилиндров изготовляются из стальных ПОКОВОК ^фш. 30)
Стенки цилиндра обработаны в верхней части несколько на конус
(см. фиг. 230, стр. 213); конусность такова, что стенки становятся
Параллельными в рабочих условиях.
Головки цилиндров изготовлены из цельных поковок алюминие-
вого сплава. Головка не навертывается, как обычно, на цилиндр,
а укрепляется с помощью шпилек и небольших фланцев. Цилиндро-
вый узел соединяется с картером четырьмя длинными стяжными
шпильками. Эти шпильки проходят через отверстия в головке и имеют
в верхней части резьбу, на которую навинчиваются прижимные гайки.
Фпг. 28. Разрез носка мотора «Даггер»; видна передача на вал винта,
магнето и распределитель.
В ребрах цилиндров делаются прорези для этих шпилек. Преиму-
щества съемной головки, с точки зрения эксплоатации, совершенно
очевидны.
Распределение. В каждой головке имеется по два наклонных кла-
пана, приводимых в действие от полого распределительного валика.
В головку на прессовой посадке вставлены седла, наваренные стел-
литом; удерживаются они на месте расчеканкой.
Клапаны впуска и выпуска — пог ые; выхлопные клапаны охлаж-
даются натрием; концы штоков и рабочие поверхности наварены
беллитом.
коробки, закрывающей распределительный механизм,
юловке цилиндра кольцевыми гайками, которые
з резьбовую часть направляющих клапанов (Е на
Нижняя часть
прикрепляется к
навертываются н
фиг. 27).
35
Коромысла клапанов представляют особый интерес, так как плечо,
соприкасающееся с кулачком распределительного валика, имеет гид.
равлический толкатель Холфорда. Плечо, действующее на клапан,
имеет ролик.
Фиг. 29. Шатуны Фиг. 30. Монтаж гильз цплин-
мотора «Доггер». дров мотора «Дэггер».
Патентованный толкатель Холфорда автоматически выбирает кла-
панные зазоры; толкатель находится все время в соприкосновении
с кулачком распределительного валика; ролик со штоком клапана
находится под давлением, которое,
однако, не препятствует надлежащей
посадке клапана.
Механизм толкателя виден на фи-
гуре 31. В коромысле растачивается
выемка, играющая роль небольшого
гидравлического цилиндрика. В этом
цилиндрике свободно перемешается пор-
шенек F, сферическая поверхность ко-
торого работает по кулачку.
Когда пространство между поршень-
ком и головкой цилиндрика заполнено
Фиг. 31. Коромысло мотора
Нэпир «Дэггер» с гидравличе-
ским толкателем Холфорда.
маслом, движение передается коромыслу через небольшой столб жид-
кости, так как масло надо считать практически несжимаемым. Для
компенсации в случае утечки и для обеспечения постоянного давления
масла в цилиндрике во время работы мотора предусматривается ша-
ровой клапан G. С одной стороны, этот клапан находится под дав-
лением смазочной системы мотора, действующим через канал Н в
коромысле, и, с другой стороны, под давлением, создаваемым в
цилиндре.
36
Когда последнее давление становится ниже давления смазочного
ела, клапан открывается и давление восстанавливается. Это, ко-
м|чн0’ может произойти лишь в тот момент, когда клапан опирается
Н седло. Через небольшое отверстие К подается определенное
количество масла для смазки поршенька и кулачка-j
к При запуске мотора масла в цилиндре нет и поршенек перемещает
коромысло, непосредственно упираясь в него своим бортиком; при
таких условиях зазор в распределительном механизме чрезмерно
велик, но это продолжается лишь секунду — две. Когда в коромысле
создается достаточное давление масла, толкатель начинает работать,
как описано выше.
В случае заедания клапана или неправильной его посадки пор-
шенек стремится выйти, из цилиндрической выемки в коромысле. Для
того, чтобы предотвратить такое выталкивание поршенька, в послед-
нем делается канавка L; при перекрытии канавкой L бортика М
в выемке коромысла масло свободно вытекает.
Движение к четырем распределительным валикам передается от
вала винта через муфту с внутренними шлицами, соединенную с по-
лым валом N (фиг. 28), идущим к задку мотора. Отсюда движение
передается через две конические шестерни Р (фиг. 32) на два коротких
валика с коническими шестернями на обоих концах, а затем к четы-
рем наклонным валикам. Конические шестерни на наружных концах
этих валиков сопрягаются с коническими шестернями, которые сое-
диняются с распределительными валиками посредством муфты с но-
ниусом, обеспечивающей точную регулировку клапанов.
Система смазки и передача к агрегатам. Мотор имеет один нагне-
тающий мабляный насос и два отсасывающих. В нагнетающий насос
масло поступает из бака и затем подается к различным рабочим
частям мотора; отсасывающие насосы отсасывают масло из картера
и возвращают его в бак. Привод к масляным насосам осуществляется
двумя коническими шестернями Р (фиг. 32) через поперечный вал Т,
затем через конические шестерни и цилиндрические шестерни (фиг. 32
и 27).
Поперечный вал также приводит в действие кулачки синхрони-
затора с левой стороны и воздушный компрессор В. Т. Н. с правой.
На этом валу справа закреплена коническая шестерня для привода
I оператора или к&мпрессора сжатого воздуха и цилиндрическая ше-
стерня, приводящая топливные насосы.
Задний конец левого коленчатого вала приводит в действие через
систему конических шестерен инерционный самопуск «Ротакс Эклипс X»;
, Система зажигания двойная, в каждом цилиндре имеются по две све-
п; мотор снабжен двумя магнето В. Т. Н. и двумя распределителями.
Каждое магнето и распределитель питают током по одной свече
Цилиндре. Привод к обоим магнето V и распределителям II/ осущест-
фигурЯ2|аЛ0М винта чеРез конические шестерни, как показано на
нач^ИЛИНДры в веРхиих правых рядах нумеруются от задка мотора,
‘ ная с 1 до 6, в нижних рядах нумерация идет также от задка
37
мотора с цифры 12 до 7. Порядок зажигания следующий: Л1—П10
Л9 — П2 — Л5-П7 - Л12 - П4 - ЛЗ -ПН— Л8 - П1 -Лб’-
П9 - ’Л 10 — П5 — Л2 — П12 Л7 — ПЗ — Л4 — П8 — Л11 Пб.
Карбюратор конструкции Клодель-Гобсон установлен сзади мотора
под нагнетателем (фиг. 27);
)
Фиг. 32. Общее расположение передачи к распределительным
валикам и вспомогательным агрегатам на задке мотора «Даггер».
Нагнетатель центробежного типа нагнетает смесь в два всасываю-
щих коллектора Y (фиг. 27), отлитых заодно с нижним и верхним
картером. От коллекторов отходят U-образные трубы, которые сое-
диняются с двумя ответвлениями всасывающих окон. Нагнетатель
приводится от хвостовика центрального полого вала через промежу-
точные валики, диференциальную передачу и фрикционную муфту.
38
„ учительное количество деталей на моторе «Дэггер», как-то:
-ки распределительного механизма, крышки распределительных
короок Рк0 ‘ус нагнетателя, корпусы фильтра и масляного насоса
|з;1ЛИугие мелкие отливки, изготовлены из электрона.
11 др*
МОТОРЫ ДЕ-ХЭВИЛЛЭНД «ДЖИПСИ VI» И «ДЖИПСИ-МЭЙДЖОР»
Объектами производства фирмы Де-Хэвиллэнд до 1937 г. явились,
»рным образом, моторы «Джипси V1» («Джипси-Сикс») (фиг. 33)
«Пжипси-Мэйджор» (фиг. 34). Мотор «Джипси VI» поступил в се.
’* йное производство в 1934 г.-; подобно моторам «Джипси I» (1927 г.),
1 III и «Мэйджор» (1932 г.) он сконструирован Холфордом.
Фиг. 33. Мотор Де-Хэвилэпд «Джипси-Сикс». Вид разрезанного мотора.
«Джипси-VI»*является 6-цилиндровым мотором воздушного охла-
ждения перевернутого типа, с прямой передачей на винт (фиг. 35)
Диаметр цилиндра — 4,646" (118 мм), ход поршня — 5,512" (140 мм).
Номинальная мощность мотора — 185 л. с. при 2100 об/мин, а макси-
мальная мощность — 200 л. с. при 2350 об/мин.
Конструкция мотора ясна из фигур 33 и 35.
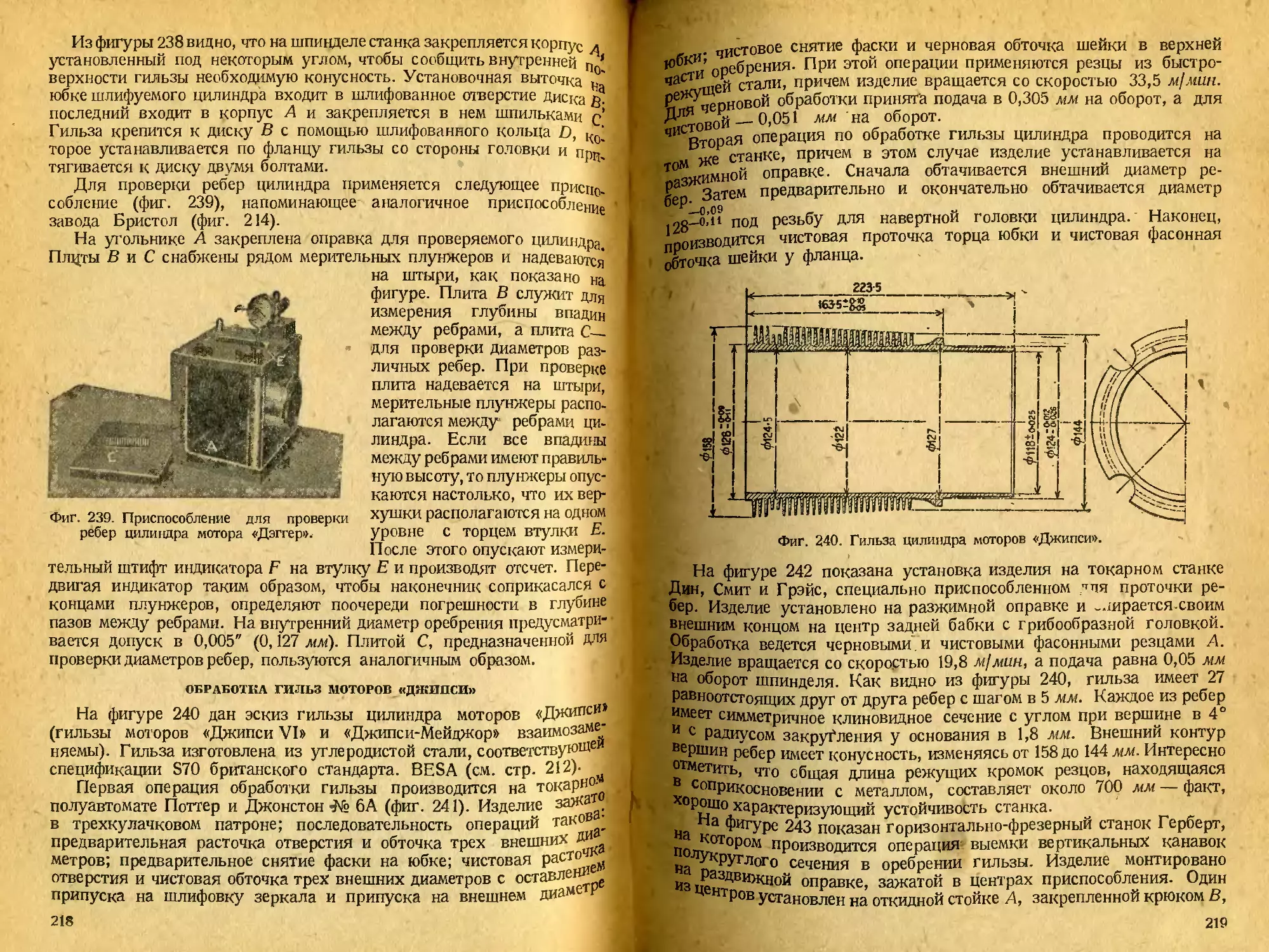
гильзы цилиндров изготовляются из поковок углеродистой стали
марки S7O. Особое внимание уделяется соблюдению точности пепе-
меннои толщины стенок и глубины оребрения (см. фиг. 240, стр 2191
Юбки гильзу как видно на фигуре 35, глубоко входят в картер благо-
даря 1 ему ооразуется достаточный объем для стока масла без риска
39
заливания маслом цилиндров. Внешние поверхности цилиндров подвер-
гнуты особой обработке, делающей их устойчивыми против коррозии.
Головки цилиндров, отлитые из алюминиевой бронзы,, имеют по
два клапана, установленных вертикально, причем седла для них
выточены прямо в материале головки.
Поршни типа Рикардо отлиты из термически обработанного алю-
миниевого сплава, соответствующего спецификации министерства
авиации DTD131, "и сконструированы так, что усилие от днища
передается непосредственно бобышкам поршневого пальца, а не через
юбку. Шатуны усиленной конструкции изготовлены из стали DTD 130.
Фиг. 34. Мотор «Джипси-Мэйджор».
Картер отлит из электрона. Глубокое расположение подшипни-
ков коленчатого вала, считая от торцевой поверхности А (фиг. 35),
увеличивает жесткость конструкции. Каждый из коренных подшип-
ников поддерживается перегородкой, связанной со стенками картера.
Задняя часть картера служит для установки нагнетающего масляного
насоса. Картер снабжен фланцами под лапы крепления моторной
рамы В, фланцами под бензиновые насосы С, масляные насосы и
фильтры D, под приводы к тахометру Е и к самопуску F.
Верхняя крышка картера также отлита из электрона и служит
для установки магнето, распределителей и механизма привода гене-
ратора G. Коленчатый вал из хромо-никелевой стали лежит на восьми
подшипниках со стальными вкладышами, залитыми баббитом.
Распределительный валик вращается в семи подшипниках, рас-
положенных с левой стороны мотора (если смотреть с задка мотора);
кулачки его действуют на стальные толкатели. Движение толкателей
передается клапанам через полые стальные тяги и коромысла. Распре-
делительный валик и все агрегаты приводятся от шестерни Н, уста-
новленной на переднем конце коленчатого вала между упорным ша-
рикоподшипником и первым коленом. От шестерни Н вращение пере-
40
еТся через промежуточные шестерни вниз распределительному ва-
пику J и передаточному валику К, расположенному внутри верхнем
коышки. Этот валик вращается в полтора раза быстрее коленчатого
вала; на заднем канце валика укреплена шестерня L, приводящая
а магнето, расположенных параллельно, и якори распределителем.
Коническая шестерня, установленная на заднем конце распреде-
™тельного валика, приводит вертикальный валик, нижний конец
ва1^Р°Г0 сЦеплен с масляными насосами D. От распределительного
Ка приводятся также бензиновые насосы С и тахометр Ь.
iivcJ?KHraHHe обеспечивается двумя магнето В. Т. Н., снабженными
выми ускорителями. Расположение их на верхней крышке
41
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть По чьей вине
40 10 сверху из стали из дюралюмина автора
№ 251—Вележев, Британское авиационное моторостроение
картера делает их легко доступными, не увеличивает длины мотора
и позволяет вписать их в общие контуры капота. Магнето приводятся
посредством цилиндрических шестерен, сцепленных справа и слева
с центральной ведущей шестерней L. Ток высокого напряжения по-
дается к двум отдельным распределителям, установленным впереди
каждого из магнето.
Предусмотрена установка 6-вольтового электрозапуска «Ротакс»
на задней стенке картера. При замыкании контакта в кабине пилота
вал самопуска сцепляется с храповиком коленчатого вала N и вра-
щает его через зубчатую передачу со скоростью, обеспечивающей
удовлетворительный запуск в любых условиях. Храповик автомати-
чески выключается пбсле запуска мотора.
Фиг. 36. Мотор «Джипси-Мэйджор» — продольный разрез.
Хотя конструкция мотора «Джипси-Мэйджор» несколько от-
лична от описанной, некоторые его детали взаимозаменяемы с .соот-
ветствующими деталями мотора «Джипси VI»: цилиндр, головка ци-
линдра, клапаны и их приводы, поршень, шатун, самопуск и карбю-
раторы.
Продольный разрез мотора «Джипси-Мэйджор» показан на фигуре Зб.
Это 4-цилиндровый мотор воздушного охлаждения перевернутого
типа, развивающий номинальную мощность 120 л. с. при 2100 об/мин
и максимальную мощность 130 л. с. при 2350 об/мин. Картер и его
верхняя крышка отлиты из алюминиевого сплава.
42
Коленчатый вал изготовлен из поковки хромо-никелевой стали
оашается в пяти подшипниках скольжения; упорный шарикопод-
" ипннк, расположенный вблизи переднего конца вала, фиксирует
LiI1' и воспринимает тягу винта. Конструкция распределительного
^лика и привода к клапанам такая же, как и в моторе «Джипси VI».
Однако, в противоположность последнему, приводы к агрегатам мо-
тора «Джипси-Мэйджор» помещены в отдельной коробке А, находящейся
на задке картера (фиг. 36).
Этот привод включает винтовую шестерню, передающую движение
поперечному валику привода магнето. Два магнето установлены на
площадках, по одному на каждом конце поперечного валика, с кото-
рым они сцеплены конусными муфтами Симмс. Левое магнето имеет
пусковой ускоритель (фиг. 34).
МОТОР ПОБДЖОЙ «НИАГАРА III»
На фигуре 37 изображен внешний вид мотора «Ниагара III», а на
фигуре 38 — мотор «Ниагара II». Мотор представляет собой семи-
Фпг. 37. Мотор Побджой «Ниагара».
цилиндровый звездообразный двигатель воздушного охлаждения. Диа-
метр цилиндра равен 77 мм, ход — 87 мм; литраж мотора составляет
—”35 л. Номинальная мощность мотора равна 88 л. с. при 3300 об/мин;
при 3650 об/мин двигатель развивает максимальную мощность 95 л. с.
исход горючего равен 250 г/л. с.-ч, расход масла— 10 г/л. с.-ч. Сухой
вес двигателя 70 кг; удельный вес его по номинальной мощности равен
,о7 кг/л. с. На двигателе установлен карбюратор КлодельТобсон AV 40
' 1 с масляной рубашкой для подогрева, с регулятором состава смеси
с топливным фильтром. Зажигание обслуживается двумя четырех-
1скровыми магнето Ротакс АЕ со стационарным прерывателем
опливо подается двумя бензиновыми насосами Побджой Текалемит
43
Фиг.^38. Мотор Побджой «Ниагара II»:
1—навертная головка цилиндра, 2—ввертное клапанное седло, г—тяга клапан-
ного привода, 4—подача смазки к клапанным коромыслам, 5—всасывающий
патрубок, 6—выхлопной коллектор, 7—направляющая толкателя клапанного
привода, 8—задний капот, 9—правый распределитель зажигания, 10—соедине-
ние маслопровода, ведущего из картера, 11—привод к агрегатам, 12—соедини-
тельная муфта самопуска, 13—тахометр, 14— привод к тахометру, 15—электроса-
мопуск, 16— окно всасывающего трубопровода задка в стыке со всасывающим
трубопроводом в картере, 17—динамо, 18—му фта привода к динамо,
управления магнето, 20—выхлопное окно в коллекторе, 21—дефлектор между
цилиндрами, 22—центробежный масляной сепаратор, 23—большая шевронная
шестерня редуктора, Si—крепление капота на картере, 25—дефлектор между
головками цилиндров, 26—передняя кольцевая решетка капота, 27—дефлектор
между цилиндрами, 28—магнето, 29—черняк привода к агрегатам, 30—распре-
делительная шайба, 31—промежуточная двойная шестерня привода к агрега-
там п распределению, 32—храповик самопуска, 33—путь горючей смеси через
трубопровод между задком и всасывающим патрубком цилиндра.
ВАЖНЕЙШИЕ БРИТАНСКИЕ АВИАМОТОРОСТРОИТЕЛЬНЫЕ
ЗАВОДЫ
ЗАВОД ФИРМЫ БРИСТОЛ В ФИЛТОНЕ
СПРАВОЧНЫЕ СВЕДЕНИЯ О ФИРМЕ
Родоначальником фирмы Бристол является самолетостроительное
предприятие, основанное английским «трамвайным королем» Джор-
джем Уайтом в 1909 г.
Во время мировой войны завод в Филтоне близ Бристола сильно
разросся и в 1918 г. выпускал до 50 самолетов в неделю, главным
образом легкие разведчики «Файтер».
Моторный отдел фирмы, значение которого ныне далеко превосхо-
дит значение самолетостроительного отдела, ведет свое происхожде-
ние от известной до мировой войны автомобильной фирмы Брэзил-
Стрэйкер, которая в 1915 г. начала работать в области авиамоторо-
строения. Эта фирма проводила опыты с авиамотором «Кертис» и произ-
водила авиамоторы Рольс-Ройс «Хоук» и «Фокон» и детали мотора
«Игл», являясь единственным смежником фирмы Рольс-Ройс. Кроме
того, она выпускала рядные моторы воздушного охлаждения Рено
80 л. с.
В 1917 г. по заданию Британского авиационного совета фирма
начала работать над развитием звездообразных авиамоторов воздуш-
ного охлаждения стационарного типа. В июле 1917 г. под руковод-
ством инж. Рой Феден началось проектирование двухрядной 14-ци-
линдровой звезды воздушного охлаждения, названной «Меркурий».
Мотор был готов в начале 1918 г. Мощность его составляла 350 л. с.
при 2000 об/мин. Однако с доводкой этого образца до серийного
производства фирма не справилась. Не справилась она тем более
с доводкой еще более крупного и сложного образца — 18-цилиндро-
Двухрядной звезды «Геркулес», развивавшей Ю00 л. с. при
/50 об,.мин. Поэтому фирма перенесла свои усилия на развитие
первою образца из серии знаменитых моторов «Юпитер», развивав-
шего ,400 л. с. при 1650 об/мин.
В 1920 г. фирма Брэзил-Стрэйкер, реорганизованная перед
этим в компанию под названием Космос Инджиниринг Компани,
подпала под контроль фирмы Бристол в качестве авиамоторного
филиала последней. Работа началась со штатом 70 человек в двух
пустующих ангарах площадью 1395 м2 на аэродроме Филтон вблизи
самолетостроительного завода Бристол.
45
В 1922 г. успех мотора «Юпитер» настолько определился, что ста-
рая французская авиамоторная фирма Гном-Рон избрала его основ-
ным объектом своего производства и приобрела на него монопольную
лицензию на всю Европу. Лицензии на производство «Юпитера» при-
обрели также германская фирмы Сименс, итальянская Ромео, чешская
Вальтер, японская Накадзима и ряд других. За все время постройки
«Юпитера» (1920—1935 гг.) было выпущено в 16 странах около 12 000
моторов различных модификаций этого образца.
Моторы с меньшим числом цилиндров («Люцифер» — 3 цилиндра,
«Титан» — 5 цилиндров и «Нептун» — 7 цилиндров), построенные
по образцу «Юпитера», имели лишь слабый успех.
Авиамоторный завод Бристол в Филтоне расширялся постепенно.
До 1926 г. он расширялся три раза, а затем до 1929 г. — ежегодно
В 1929 г. расширение было связано с реорганизацией завода, после
чего площадь его полов возросла почти до 10 000 м2, а число рабочих
и служащих до 1700 против 1000 в 1928 г. Завод мог выпускать по
110—130 моторов в месяц. Конструкция «Юпитера» была значи-
тельно улучшена: введены штамованные и кованые заготовки из
легких сплавов вместо отливок, на моторе был установлен нагнетатель.
В 1932 г. были введены в серийное производство новые моторы
«Пегас» и «Меркурий», развитые из «Юпитера». До сих пор, еще более
усовершенствованные, они являются основными объектами произ-
водства фирмы. Кроме того, они производятся по лицензиям в Италии,
Чехословакии, Польше, Швеции, Югославии, Финляндии и Дании.
К началу 1935 г. площадь полов завода в Филтоне возросла на
2600 м2, дойдя до 12 500 м2, из которых около 9300 м2 занимали меха-
нический и термический цехи серийного производства .Л роизводитель-
иость завода возросла на 25%.
К середине 1935 г. выпуск возрос до 70 моторов в месяц.
К концу декабря 1935 г. рядом со старым заводом был отстроен
и оборудован новый механический цех площадью в 17 750 м2.
К 1938 г. общее количество моторов Бристол, изготовленных как
в Англии, так и за границей, достигло 20 000 штук.
Ныне цехи старого завода загружены преимущественно опытным
и малосерийным производством новейших образцов, а именно — бес-
клапанных моторов с гильзовым распределением. Фирма имеет сей-
час три таких образца: «Аквила» ($34 г.) 15,6 л 500 л. с. при 2600
об/мин; «Персей» (1933 г.) 24,9 л 715/745 л. с. на высоте 1980 м
при 2400 об/мин или 860/890 л. с. на высоте 2130 м при 2750 об/мин;
«Геркулес» (1935—1936 гг.) 38,7 л 1100/1150 л. с. на высоте
1520 м при 2400 об/мин или 1325/1375 л. с. на высоте 1220 м при 2750
об/мин. Первый имеет 7 цилиндров, второй — 9, а третий — 14.
Все эти моторы — звездообразные, с воздушным охлаждением.
ФИРМА БРИСТОЛ В «ПЛАЙЕ СМЕЖНИКОВ»
В 1934—1935 гг. наличные площади цехов и оборудование бри-
танских авиазаводов были исчерпаны и началось огромное капиталь-
ное строительство с учетом не только текущих потребностей про-
46
граммы воздушных вооружений, но и мобилизации военного
времени.
Создание государственной военной промышленности, в, частности
авиационной, было отвергнуто как «чуждое британским принципам».
Огромные усилия были затрачены на опорочивание в парламенте и
в печати результатов работы британской государственной авиапро-
мышленности в мировую войну и современных французских меро-
приятий по национализации военной промышленности. Зато всячески
превозносилась военно-промышленная политика германского фа-
шизма т. е. безудержное перекачивание бюджетных средств в частные
карманы*
Между тем с конца 1935 г. и в течение всего 1936 г. наблюдалось
систематическое и все растущее отставание поставок авиационной
материальной части от программы. А к 1938 г. нужно было достичь
учетверения поставок авиационной материальной части для воздуш-
ных сил по сравнению с 1935 г. — доведения их до 3000 собранных
самолетов с соответствующим числом моторов в год.
Осенью 1935 г. начались разговоры о «плане смежников». Авиацион-
ный уклон этот план получил вследствие огромного значения авиа-
ционных заводов в военной промышленности и вследствие того, что
авиационная промышленность Англии обладает наименьшими моби-
лизационными резервами среди всех других отраслей военной про-
мышленности. Одновременно «план смежников» служит констатацией
того факта,' что ближайшим резервом авиастроения является авто-
мобильная промышленность. •
В течение первого полугодия 1936 г. семи автомобильным фирмам,
имеющим заводы в Бирмингэме, Ковентри и их окрестностях, а
а именно — фирмам Остин, Дэймлер, Руте (Хэмбер), Ровер, Сингер,
Стэндард и Уолсли, было предложено построить на государственные
средства семь авиамоторных и три самолетных завода. Государство
полностью оплачивало расходы по приобретению участков, постройке,
оборудованию, вербовке и подготовке кадров. Кроме того, оно гаран-
тировало полную загрузку заводов. Заводы юридически считались
собственностью государства, безвозмездно и бессрочно переданной
в эксплоатацию частным фирмам.
К осуществлению «плана смежников» были привлечены также
фирмы Воке (авиапринадлежности), Моррис (танки) и др. в целях
постройки заводов для производства воздушных винтов, карбюрато-
11 полуфабрикатов из магниевых сплавов для авиации.
Уопс3 Указанных семи автомобильных фирм только одна, а именно —
H-wtvhun-. лма3алась от предложения правительства. Ее хозяин лорд
iRi=n » ₽РИС) брался за выполнение заказа на 2000 собранных
мотоппв мч °3'казывалея строить завод лишь для сборки авиа-
ствоРМесто Ли тиях/ других зав°Д°в- как того требовало правитель-
Лля ппЛНейв У°ЛСЛИ ЗЗНЯЛа Т0ГДа авиамоторная фирма Бристол,
всех стучаях спо^ ’.'Овых зав°Д°в в полную готовность давался во
в г,ер№Г™ел1Г.и»ТЛ,оДОЯа’ так что15ы закончены
Р од апрель июль 1937 г. и достигли полкой мощности к концу
47
текущего года или к началу 1938 г. Как общее правило, следует от'
метить незначительное запоздание в постройке и оборудований заво'
дов, из которых пять начали давать комплектную продукцию в апреле-
сентябре 1937 г. на неполном оборудовании (80 — 90%), с расчетом
достижения полной односменной мощности к маю 1938 г. Пуск этих
пяти заводов расценивается британским правительством как круп-
нейший успех, из которого оно старается извлечь максимальные
политические выгоды. Новые заводы были показаны прессе.
Из ряда образцов мощных авиамоторов, предложенных фирмами
Армстронг-Сиддли, Рольс-Ройс, Нэпир и Бристол, для постройки
был изобран мотор одного образца, а именно — Бристол «Мер-
курий VIII». Он предназначен для скоростных боевых машин любой
категории — истребителей и бомбардировщиков.
Половина всех деталей, изготовляемых заводами-смежниками,
должна собираться в новом сборочно-испытательном цехе с площадью
полов свыше 32 500 м2, строящемся фирмой Бристол в г. Бристол.
Другая половина моторов должна собираться и испытываться та-
ким же цехом, строящимся фирмой Остин в Кофтон Хэккет близ
Бирмингэма. Не исключено применение в этих сборочных цехах
конвейера, хотя об этом упоминаний нет.
Кроме того, фирма Остин взяла на себя изготовление коленчатых
валов, редукторов, механизмов маслопитания и управления винтов
регулируемого в полете шага для «Меркурия VIII». Строительство
смежного завода Остин началось в июле 1936 г.
Головки и гильзы цилиндров изготовляет смежный завод Стэндард
в Кэнли близ Ковентри. Этот завод начат постройкой в августе
1936 г., а в сентябре 1937 г. его основной корпус (площадью в 14 200 м2)
начал выпуск комплектной продукции.
Шатуны, поршни, клапаны с пружинами, распределительные
шайбы и толкатели клапанных коромысел выпускает завод Ровер
и Экокс Грин близ Бирмингэма. Он начат постройкой в октябре
1936 г. и выпускает комплектную продукцию с середины сентября
1937 г. К октябрю он получил 85% оборудования, набрал и обучил
полные штаты. Площадь главного корпуса 12150 м2.
Главные картеры, передние щ^ышки картеров, маслоотстойники,
самопуски, всасывающие трубы цилиндров, маслопроводы, клапан-
ные коромысла, арматуру регулятора наддува и бензинопроводы из-
готовляет смежный завод Дэймлер в Ковентри. Завод начат построй-
кой в сентябре 1936 г., комплектную продукцию начал выпускать
через год, к октябрю получил 82% оборудования. Площадь главного
корпуса 12150 л/2.
Задние крышки картеров, приводы к магнето, масляные насосы,
приводы к тахометру и к другим агрегатам, детали управления маг-
нето и карбюратора и весь узел нагнетателя изготовляет завод Руте
в Ковентри. Он начат стройкой в сентябре 1936 г., начал выпуск
комплектной продукции в апреле 1937 г. Площадь главного корпуса
Ю 150 м2. Сложность производства характеризуется тем, что нагне-
татель состоит из 524 деталей; кроме того, изготовляются еще 258 де-
48 •
талей, что в общем требует 2500 операций. Оборудование включает
много автоматических станков.
По этим данным мы можем сделать вывод об общей площади за-
водов, занятых в Англии производством моторов Бристол: она до-
стигает теперь 160 000 м2. Основываясь на американских данных для
заводов подобного же характера, выпускающих моторы такого же
класса, общую производительность всего комбината можно оценить
цифрой 20 000 авиамоторов в год при полной нагрузке. Конечно, и
сейчас и в будущем году до этой максимальной производительности
еще далеко. Вопрос обеспечения материалами играет здесь одну из
первых ролей: 20 000 авиамоторов Бристол потребуют около 7800 т
качественных стальных поковок и 7500 т поковок, штамповок и
отливок из легких алюминиевых и магниевых сплавов. При механи-
ческой обработке в стружку уйдет 4550 tn стали и столько же легких
сплавов.
Девять десятых всего оборудования заводов-смежников — бри-
танского происхождения. Приводные моторы станков неиндивидуаль-
ные, но система привода позволяет очень простое и быстрое включе-
ние и выключение любого станка. Применяются довольно широко
пневматические зажимные патроны. Расстановка оборудования в ос-
новном соответствует поточному принципу. Оставлены очень широкие
проходы между станками. Отопление цехов водяное, повышенного
давления; освещение — матовыми ртутными лампами. При каждом
заводе имеется типовая камера ^проверки мерительного инструмента
с кондиционированным воздухом и звуконепроницаемыми стенами.
Рабочие, которых на новых заводах в койце 1937 г. было
5000—6000 тыс.,—невысокой квалификации. Они набраны, главным
образом, из безработных текстильных районов. Мастера выделены
автозаводами и фирмой Бристол.
Технологический процесс и оборудование приняты те, которые
применяются на заводе Бристол, хотя и без рабского копирования.
Сделано это на первое время, чтобы не усложнять и не замедлять
освоение сложного производства.
ЗАВОД БРИСТОЛ
Новый серийный завод в Филтоне (1935 г.) существенно увеличил
”Р°д3водиТельность авиамоторного отдела фирмы, на котором к осени
1936 г. работало около 2800 рабочих (включая ночную смену).
Новый завод состоит из одноэтажных корпусов с общей площадью
полов около 18000 м2. Стройка началась в июле 1935 г. и закончилась
в феврале 1936 г., заняв, таким образом, всего восемь месяцев. Обо-
рудована установка для кондиционирования воздуха, рассчитанная
на поддержание в цехах постоянной температуры в 58° Ф (14,44° Ц)
независимо от погоды, причем предусмотрена очистка воздуха отпили-
Корпусы расположены вдоль Глостерского шоссе, причем оставлен
достаточный участок для возведения нового административного
пуса длиной по фасаду в 120 м.
Велшкев—254—4
49
Около 10 300 л2 площади полов нового завода отведено” под раз-
личные специальные группы механического цеха и под общий меха-
нический цех. Рядом с основными производственными цехами распо-
ложены вспомогательные, предназначенные для специальной проме-
жуточной обработки: термический цех, пескоструйный, эмалировоч-
ный, травильный, полировочный и цех покрытий. Остальные 7450 л/2
площади представляют собой кладовые, складские помещения,
помещение главного контроля, помещение инструментального конт-
роля, «камера стандартов» (камера проверки мерительных инструмен-
тов), кладовые для приспособлений и для рабочего инструмента,
чертежный архив, склады готовых изделий и т. п.
ВСПОМОГАТЕЛЬНЫЕ ЦЕХИ
г" Пескоструйка, оборудованная фирмами Джекмен и Тилменс
Пэйтент Сэнд Бласт, вместе с цехами шлифовки, покрытий и терми-
ческим расположена вдоль одной из сторон нового завода. Здесь
поковки, штамповки и т. п. очищаются перед отправкой в механи-
ческий цех, детали из механического цеха обрабатываются перед кад-
мированием, а некоторые отливки из магниевых сплавов подготовля-
ются к хромированию после обработки в механическом цехе, во из-
бежание коррозии и для обеспечения хорошей грунтовки под
окраску черной эмалью.
Цех покрытий оборудован фирмой Кэннинг. Четыре ванны пред-
назначены для полного внешнего покрытия цилиндров с навернутыми
на них головками. Стальные гильзы выдерживаются в ваннах дольше,
чем головки цилиндров. Внутренняя поверхность цилиндра предохра-
няется от воздействия раствора быстро устанавливаемыми заглушками
и пробками. Другие ванны предназначены для покрытия деталей
меньших размеров, как, например, деталей клапанного привода и
клапанных пружин; вращающаяся ванна барабанного типа предназ-
начена для мелких деталей: гаек, болтов, шайб и т. п. Имеется также
оборудование для омеднения деталей и для их лужения с целью
предохранения различных участков поверхности деталей при азо-
тировании.
Ванны для хромирования и для козлетизации предназначены как
для стальных деталей, так и для деталей из легких сплавов. После
того, как завершен процесс защитного покрытия, детали покрываются
черной эмалью и просушиваются. Один или большее число слоев эмали
наносятся на поверхность деталей пульверизатором в вентилируемых
эмалировочных камерах, после чего детали поступают для просушки
в печи, работающие на газе и оборудованные устройствами для кон-
троля температуры.
Главный склад сырья оборудован специальными стеллажами, на
которые укладывается материал. Прутковый материал кладется го-
ризонтально, небольшие заготовки устанавливаются на стеллажах
в порядке номеров партии. В случае надобности прутки режутся на
станке Вагнера для холодной распиловки, и материалы и детали
развозятся по станкам и из цеха в цех бензиновыми мотовозами
50
Листера. В механическом цехе для проезда мотовозов оставлены про-
ходы шириной 3 м вдоль боковых стен и центральный; все поперечные
проходы имеют ширину 1,8 м.
ТЕРМИЧЕСКИЙ цех
Термический цех вместе с вспомогательными цехами отделен от
основной части нового корпуса застекленной перегородкой. Он обо-
рудован газовыми и электрическими печами. Три двухкамерные печи,
применяемые для азотирования цилиндров, шеек коленчатых валов
и т. д., поставлены фирмой Бирлек х. Каждая из них оборудована
двумя загрузочными установками, а нагревательное устройство по-
ставлено на рельсы с тем, чтобы его можно было передвигать от
одной камеры к другой. Процесс азотирования требует 72-часового
пребывания деталей в атмосфере печи, причем требуется 4 часа для
достижения надлежащего нагрева и 4-часовое охлаждение. Следо-
вательно, при двухкамерной печи одна камера охлаждается, разгру-
жается и снова нагружается для нагрева в то время, как в другой
камере протекает рабочий процесс. Для нормализации перед различ-
ными видами механической обработки, предшествующими азотиро-
ванию, установлены две печи Бирлек с искусственной вентиляцией.
Для придания поверхностной твердости таким деталям, как удар-
ники клапанов и т. п., применяются печи для цианирования1 2; для за-
калки имеются две электропечи 3. Для отжига и закалки различных
деталей установлены три, а для цементации — четыре газовые
печи4 *. Для азотирования клапанных штоков применяется одно-
камерная печь Бирлек и однокамерная печь Уайльд-Барфильд. Все
печи термического цеха автоматически контролируются б.
КОНТРОЛЬ
Все принимаемые складами материалы и детали тщательно про-
веряются и испытываются в отношении их механических качеств,
а химические анализы выполняются в лаборатории обычным путем.
От каждой штамповки после термической обработки отрезается обра-
зец, который испытывается на разрывной машине Амслера. Испытанные
образцы хранятся и после изготовления мотора для справок на слу-
чаи возникновения какого бы то ни было вопроса в отношении мате-
риала. Испытания на удар производятся на машине Эвери-Изод; при-
меняются также приборы Бринелля.
Интересен прибор, применяемый для исследования пруткового
материала (фиг. 39). Подлежащий испытанию пруток А укрепляется
в двух патронах Ь и подвешивается над ванной С, в которую налит
специальный состав (керосин со взвешенной в нем тончайшей желез-
1 Бирмингем Электрик Фэрнисез.
2 Фирмы Кассель Сайэнид.
3 Фирмы Гиббонс — Уайльд-Барфильд.
Фирмы Инкэндесент Хит.
митерс и Кэмбридж' Инструмент. ” ИЗмеРительные приборы фирм Электрофло-
51
ной пылью). Поворотом ручного маховика D ванна поднимается д0
тех пор, пока испытываемый пруток не погрузится в жидкость. ДВц-
жение ванны одновременно включает электрический ток, проходящий
через погруженный пруток, причем ролик Е контактирует с выклю-
чателем в F. Специальный автоматический выключатель позволяет
включать ток на определенное число секунд, причем пока ток идет
в G горят красные лампочки. Как только ток выключается заго-
раются зеленые лампочки, ввернутые рядом с красными в G. Тогда
с помощью маховика D опускают ванну, и в нижнем ее положении
выключатель Н полностью выключает ток.
Фиг. 39. Прибор Метро-Виккерс для нахождения внут-
ренних дефектов в стальных прутках.
Трещины или посторонние включения в материале влияют на
магнитное поле, окружающее пруток при прохождении тока, благо-
даря чему по расположению приставшей к прутку железной пыли
можно судить о месте нахождения дефекта: оно указывается скопле-
ниями железной пыли, которые следуют направлению трещин. Для
удобства осмотра прутка поворачивают маховички J, закрепленные
на валу К. Движение колеса J передается проверяемому прутку
через цепную и зубчатую передачи.
Прибор может быть заправлен прутком диаметром до 3" (76 мм)-
Патроны снабжены особыми держателями, допускающими установку
проволоки небольшого диаметра (возможно, например, испытание
проволоки для клапанных пружин). Для прутков диаметром в 3"
требуется сила тока 1500 а, для прутков в 2" — 1000 а, для 1" — 500 а,
а для 0,6" (15,2 мм) — 300 а. Как правило, автоматический выклю-
чатель устанавливается на 10 секунд. Светлотянутые прутки могут
52
пповеряться в том виде, в каком они получены от поставщиков: чер-
прутки для получения более ясных результатов обычно покры-
«я алюминиевой краской. В помещении контроля готовых дета-
лей для проверки шестерен и тому подобных деталей установлены маг-
нитные дефектоскопы Ч На поверхность проверяемого изделия на-
носится жидкость, содержащая железную пыль, и изделие помещается
между полюсами электромагнита. Когда для индуцирования магнит-
ного поля включается ток, железная пыль прилипает к изделию в тех
участках, где имеются дефекты.
у Среди прочего оборудования для контроля готовых деталей можно
упомянуть компараторы 2, применяемые для точных обмеров самых
разнообразных деталей. Для обмера шестерен установлен специаль-
ный прибор Парксона. Все готовые детали перед отправкой на сборку
клеймятся индивидуальным номером и другими отметками. Для этой
работы применяется несколько одношпиндельных и одна многошпин-
дельная машина для клеймения3; последняя применяется для одно-
временного клеймения нескольких одинаковых деталей.
1 «Камера стандартов» на новом заводе Бристол снабжается конди-
ционированным воздухом; она оборудована двойными оконными ра-
мами и дверями в целях возможно лучшего контроля температуры.
В этом отделе контролируются купленные на стороне рабочий инстру-
мент и калибры, а также периодически контролируются калибры и
приспособления, находящиеся в работе в механическом цехе. На слу-
чай необходимости имеется запас калибров для выдачи в цехи.
Из оборудования камеры стандартов можно упомянуть универ-
сальную измерительную машину СИП типа MU, дающую точность
до 0,00001" (0,00025 мм), проектор Кэссона (сконструированный бри-
танской Национальной физической лабораторией) и оптическую де-
лительную головку Цейсса. Шаг резьбы проверяется на специальном
измерительном приборе Питтера, а твердость калибров и резцов опре-
деляется на приборе системы Фертз. В качестве эталонов для измере-
ния длины применяются концевые калибры 4. Широко применяются
наборы плиток Иогансена и Питтера.
Для предохранения готовых деталей от коррозии до сборки они
покрываются специальным составом Крода.
ЛАБОРАТОРИЯ ИСПЫТАНИЯ МАТЕРИАЛОВ
В 1936—1937 гг. построена и оборудована новая лаборатория
испытания материалов, начавшая работу летом 1937 г. Она нахо-
дится в особом здании, отдельно от главной моторо-испытательной
лаборатории.
Лаборатория занята исследовательской работой по новым мате-
риалам для авиамоторостроения; наибольшее внимание уделяется
* Фирмы Икипмент энд Инджиниринг.
- Фирм Джонс и Лэмсон, Вернер.
3 Фирмы Тэйлор Тэйлор и Гобсон.
Фирм Ковентри Гэйдж энд Тул, Хорстманн.
53
испытаниям на усталость, что требует высокоспециализированных
методики и оборудования.
Кроме случайных испытаний деталей мотора проводятся систе-
матические исследования образцов от партий материалов, которые
проходят термическую обработку в электропечах. Твердость каждого
образца определяется на приборах Бринелля и Фертз и каждая от-
дельная партия материала испытывается на разрывных машинах
Бактона (10 т) и Эвери (50 /и); испытания на удар производятся на
машине Эвери-Изод (предельная нагрузка 16,6 кг-м). Образец под-
вергается беспрерывному ряду переменных нагрузок или ударов До
его разрушения. В практике фирмы Бристол при испытании на уста-
лость принято подвергать стальные образцы 100 000 000 перемен
нагрузок, а образцы из цветных металлов — 10 000 000. В лабора-
тории установленно шесть машин Велера для испытаний на усталость.
На каждой из них установлен электромотор, делающий 2000—3000
об/мин. Образец закрепляется консольно и приводится во вращение
так, что описывает конус. Нагрузка в каждой точке образца меняется
при каждом обороте. Несмотря на цилиндрическую форму образца с по-
стоянным по длине (38льи) диаметром, изгибающий момент по всей длине
остается неизменным. Это является преимуществом по сравнению
с машиной с односторонней нагрузкой, в которой единственным
средством достижения постоянства напряжений вдоль образца яв-
ляется придание ему конической формы. Постоянство нагрузки осу-
ществлено также при испытании винтовых резьб. Машины автомати-
чески останавливаются при разрушении образца, и счетчик показывает
суммарное число оборотов.
Установлено также пять машин для испытаний на усталость при
комбинированной нагрузке. Из них три относятся к типу, спроекти-
рованному Национальной физической лабораторией для испытания
образцов, имеющих квадратное сечение со стороной квадрата 0,5"
(12,7 мм) и с диаметром 0,3" (7,6 мм) в середине; две другие имеют
подобную же конструкцию, но модифицированы фирмой Бристол
для испытания образцов с квадратами со стороной в 1" по концам
и с диаметром в 0,6" (15,2 мм) в середине. С помощью этих машин
можно, меняя угол зажима образцов, достичь знакопеременных
изгибающих и крутящих нагрузок и любой их комбинации.
На машине Амслера для испытаний на истирание металлы испы-
тываются на износ при трении качения или скольжения, при комби-
нировании того и другого вида трения или же под действием наклепа.
Образцы имеют форму пары дисков, которые катятся один по другому.
Трение скольжения может быть осуществлено подбором отношений
диаметров и скоростей вращения дисков; полное скольжение дости-
гается остановкой одного из дисков. Кроме того, один диск может со-
вершать возвратно-поступательное Движение по своей оси, благодаря
чему вводится фактор трения. Условия наклепа воспроизводятся
при помощи эксцентрика, слегка подбрасывающего один Из дисков
над другим при каждом обороте.
54
Новостью является помещение над испытуемыми образцами не-
большой электропечи для исследования износа при температурах
до 250 Ц.
Писки могут прижиматься друг к другу с любой силой, от нуля
440 фунтов (200 кг). Маятниковый динамометр в сочетании с интег-
пипующим механизмом автоматически измеряет общую затраченную
мощность; величина износа находится взвешиванием обоих дисков
по и после испытания.
А Испытания на усталость при повторной ударной нагрузке с нали-
чием напряжений растяжения, сжатия или изгиба производятся на
машине Амслера. Вертикальный молот получает возвратно-поступа-
тельное движение от двухкривошипного вала, приводящегося через
большой маховик от электромотора переменной скорости. Для испы-
тания на сжатие образец устанавливается вертикально под молотом и
подвергается удару при его падении. Для испытания на растяжение
к концам образца крепится пара дисков, один из которых зажимается
в проушине в верхней чости машины, а другой подвергается удару
молота. Для испытаний на изгиб образец, положенный концами на
две опоры и медленно вращающийся с постоянной скоростью, под-
вергается повторным ударам молота посредине. Можно отрегулиро-
вать машину так, что удары будут следовать при каждом повороте
образца на 180°.
При разрушении образца молот воздействует на специальное при-
способление, выключающее мотор и включающее красный свет.
Вследствие шума, которым сопровождается испытание на этой ма-
шине, она помещается в звуконепроницаемой комнате; сигнальная
лампочка выведена наружу.
В лаборатории установлено также оборудование для испытаний
деталей и узлов мотора. Следует отметить универсальную машину
Эвери для испытания на прочность, интересную тем, что она снабжена
электропечью, позволяющей производить испытания на разрыв или
на сжатие при температурах до 900°.
МЕХАНИЧЕСКИЙ цех
Механический цех нового завода разделяется на два сектора.
Сдан сектор предназначен для выполнения общей механической об-
работки. Станки в нем сгруппированы по типам. Здесь есть группа
автоматов, группа шлифовки, группа протяжки и т. п. Второй сектор
механического цеха построен по принципу последовательности опе-
раций по обработке деталей.
Основным принципом оборудования механического цеха является
гибкость. Специализованные станки не применяются. Обычно не-
сколько операций выполняются на одном и том же станке.
Заслуживает внимания группа автоматов Индекс. Некоторые из
№ 59°™°РУДТНЫ магазинной подачей, как, например, два станка
из еННЫе ДЛЯ ”а?еЗКИ ре3ьбы и обрабатывающие све-
cSanlSi ™™юминиевои бронзы. Другие станки оборудованы
специальными упорами для прутков.
55
Из других станков группы автоматов следует отметить ряд авто-
матов' Гербеот № 3 и 5, которые применяются для изготовления самых
разнообразных деталей. В столь же широкой мере здесь применя-
ется комбинированные револьверные станки Герберт и револьверно-
токарные станки Герберт и Уорд.
Б группе протяжки интересен протяжной станок Форет с гидрав-
лической подачей. На фиг. 40 показана протяжка направляющих
клапанов на этом станке. Станок снабжен особой головкой, несущей
три протяжки. Одновременно обрабатываются три изделия, причем
для перехода на другую операцию достаточна замена опорной плиты А.
Фиг. 40. Протяжка клапанных направляющих на станке Форет.
Для сбережения времени применяется второй комплект протяжек В,
который всегда находится в готовности с уже установленными изде-
лиями. На этом станке протягиваются трапецевидные шлицы веду-
щей шестерни редуктора При каждом ходе протяжной головки на-
резается одна канавка. Особое зажимное приспособление изделия,
снабженное делительным механизмом, устанавливает изделие под
определенным углом к головке.
Во фрезерной группе общего механического цеха установлены
станки Арчдэйл и Цинциннати; в группе сверлильных станков при-
меняются исключительно станки Арчдэйл.
В группе шестерен заслуживает внимг чия группа зубодолоежных
станков Феллоу с индивидуальными моторами, а также большой ряд
станков феллоу № 61 с ременным приводом. Для шлифовки зубьев
шестерен применяются станки Мааг. Шлицы шлифуются на одном из
hoi зйших специальных станков Оркатт.
Для различных внутренних и внешних шлифовальных работ при-
меняются станки Черчилль и станки для внутренней шлифовки
Хилд; длЯ малых отверстий применяются станки Риветт для внутрен-
56
й шлифовки. Установлено несколько станков Черчилль для наруж.
HS“ шлифовки В специальный станок Черчилль для шлифовки кулач-
Н°в паспределителъных шайб. Для шлифовки цилиндрических изде-
лий применяются бесцентровые станки Черчилль.
ЛИ Для шлифовки резьбы имеется 16 специальных станков фирмы
Кове! п Ри Гэйдж энд Тул. Шлифовка резьбы находит применение
производстве авиамоторов в тех случаях, когда особые качества
В али делают невозможной точную нарезку резьбы каким-либо дру-
СТим способом. На фиг. 41 показана шлифовка резьбы клапанного седла
г‘ подобном станке. В данном случае один из кругов шлифует на-
Фиг. 41. Шлифовка резьбы сета клапана на резьбо-шли-
фовальном станке Ковентри
черно, а второй начисто, нс иногда ставятся два черновых круга
с тем, чтобы одновременно обрабатывать два изделия, причем шли-
фовка начисто выполняется уже на другом двухкруговом станке
таким же образом. В случае установки, показанной на фиг. 41, из-
делие зажато на точно шлифованной оправке между двумя зажим-
ными кольцами, причем оправка установлена в центрах.
Фрезеровка резьбы всех ответственных деталей (с нешлифуемой
резьбой), включая резьбу на гильзе и на головке цилиндра, произво-
дится на резьбо-фрезерных станках Хэнсон-Уитни. Первая пробная
резьба контролируется посредством проекционного аппарата с уве-
личением в 50 раз и вдобавок проходит обычный контроль резьбо- .
выми калибрами, прежде чем рабочему позволяю1’ приступить к на-
резке детали. J
Резьбо-фрезерный станок может выполнять как внутреннюю, так
и внешнюю нарезку и работает как полуавтомат. Резьбовая фреза
устанавливается на шпинделе передней бабки А (фиг. 42), которая
57
имеет продольный ход, управляемый " помещенным внутри станины
станка кулачковым валиком. Передняя бабка имеет также и попереч-
ный ход для установки резьбовой фрезы на надлежащую глубину
нарезки. Когда станок
налажен и начинается
автоматический рабочий
цикл, резьбовая фреза
подается к изделию с
большой скоростью, но
в момент, предшествую-
щий соприкосновению
фрезы с изделием, ско-
рость подачи сильно
уменьшается. Затем из-
делие получает враще-
ние со скоростью P/g
об/мин. Как только на-
резка закончена, резь-
бовая фреза отводится от
изделия сначала в ра-
диальном, а затем в
могло быть снято.
Фиг. 42. Фрезеровка резьбы вала редуктора мо-
тора Бристол-
осевом направлениях, с тем, чтобы изделие
Кулачок для регулирования продольного хода резьбовой фрезы
постоянно скреплен с валиком внутри станины, но съемный сегмент
дает необходимое направление. Кроме смены сегмента и фрезы и
установки приспособления для зажима изделия, если это необходимо,
регулировка производится упорами и другими механизмами, входя-
щими в конструкцию станка.
ЗАВОД ФИРМЫ АРМСТГОНГ-СИДДЛИ
СПРАВОЧНЫЕ СВЕДЕНИЯ О ФИРМЕ
Производство авиамоторов на заводах фирмы Армстронг-Сиддли
началось в 1915 г. по заказам британского правительства. Фирма на-
зывалась в то время Сиддли-Дизи. Авиамотср «Пума», первый из
ряда авиамоторов Армстронг-Сиддли, появился в 1917 г. Это был
однорядный 6-цилиндровый авиамотор водяного охлаждения, номи-
нальной мощности 240 л. с. и максимальной 255 л. с. при 1500 об; мин,
очень широко применявшийся в военной авиации во второй половине
войны. Вскоре после прекращения производства моторов «Пума»
внимание фирмы было перенесено на звездообразные моторы воздуш-
ного охлаждения, которые ею с тех пор и выпускаются. Основными
• объектами производства фирмы в области авиамоторостроения явля-
ются моторы «Тайгер» и «Чита».
Авиамоторы не являются единственным видом продукции завода:
фирма в течение многих лет выпускает автомобили. Механические
цехи завода используются для обработки деталей как для авиа-, так
и Для автомоторов, и в некоторых случаях отдельные станки приме-
58
няются попеременно для выработки то тех, то других, по мере надоб-
ости К таким станкам относятся токарные полуавтоматы и авто-
маты шлифовальные и зуборезные станки. В других случаях группы
станков применяются исключительно для обработки определенных
Фиг 43. Перспективный вид^завода Армстронг-Сиддли.
деталей, если их производительность позволяет обеспечить беспере-
бойную’ их загрузку. Завод находится в процессе реорганизации.
Тенденция такова, чтобы все больше и больше расчленять авиамотор-
ный и автомоторный секторы.
Общий вид завода показан на фигуре 43.
термический: цех
В термическом цехе установлено оборудование для термической
обработки деталей из черных и цветных металлов. Для обработки от-
ливок и поковок из легких сплавов установлены две соляные ванны.
Прошедшие предварительную механическую обработку картеры под-
вергаются термической обработке, ^состоящей в погружении их
в ванну при температуре 520—525° Ц на 2 часа, закалке в воде или
в воздухе, а затем в 5-часовом прогреве при 200° Ц и охлаждении
в воздухе. Применяемая в ваннах соль состоит из смешанных в рав-
ных количествах калийной и натриевой селитры. Указанная терми-
ческая обработка обеспечивает прочность стандартного образца на
разрыв 16—19 т на кв. дюйм (23—27 кг'-мм2} при удлинении
12—14% и при твердости по Бринеллю 70—80 С каждым картером под-
вергаются термообработке три таких образца, подвергаемых необхо-
димым испытаниям на прочность, а кроме того берется образец
для микроскопического исследования. Замер твердости по Бринеллю
производится на самом картере, и ввиду его больших размеров для
этого установлена специальная испытательная машина (фиг. 44).
Поворотный кронштейн поднимается и опускается при вращении
кольца с нарезкой А, а пресс может передвигаться вдоль кронштейна.
Таким образом, перекрывается вся поверхность стола и допускается
установка изделия большой высоты.
59
Фиг. 44. Испытание картера на твердость на Фиг. 45. Электропечь Уайльд-Барфильд,
специальной машине Джекмен.
Для подвешивания картеров в соляных ваннах предусмотрены
специальные приспособления, обеспечивающие подвеску изделия на
высоте в 14" (355 мм) над дном ванны для достижения надлежащего
прогрева. Те же саме приспособления применяются для подвеши-
вания картеров при охлаждении в воздухе, причем приспособление
и изделие поддерживаются крюком, снабженным шарикоподшипни-
ками. Подобное устройство допускает медленное вращение изделия
в целях обеспечения надлежащего охлаждения.
результаты испытаний всех картеров и других деталей, обрабаты-
ваемых в термическом цехе, протоколируются; кроме того, вычерчи-
ваются графики температурного состояния печей при помощи кон-
трольных приборов фирм Электрофло и Кэмбридж.
Н Для цементации применяются четыре газопламенные печи Гиб-
бонс. Две из них имеют внутренние размеры 7' х 5' (2,13 х 1,52 м),
а две другие — 6' X 4' (1,82 х 1,22 м). Для азотирования приме-
няются две газопламенные печи 1 параллельно с электропечами2.
На фигуре 45 показана одна из этих печей вместе с ее контрольным
прибором.
При закалке таких деталей, как коронные шестерни для автомо-
билей и шестерни передач авиамоторов, применяются закалочные
прессы Глисон. Детали эти изготовляются из 5% никелевой стали;
процесс их термообработки состоит в цементации при 900е Ц и в охла-
ждении в ящике перед механической обработкой. После механиче-
ской обработки изделие нагревается до 880° Ц, закаливается в масле,
снова нагревается до 770° LJ и вторично закаливается в масле.
Для нагрева изделий перед такими операциями, как обжатие гор-
ловин отверстий клапанов и толкателей после сверления в них сквоз-
ных отверстий больших диаметров, применяются небольшие муфель-
ные печи. Клапаны изготовляются из стали КЕ965 и перед операцией
обжатия, выполняемой на ротативном станке, подвергаются нагреву
до 1050—1100°Ц. После обжатия изделие нормализуется при темпе-
ратуре 950° Ц, а затем, после различных операций механической
обработки, подвергается дальнейшей термообработке путем нагрева
до 900° Ц и закалки в масле.
Применяемые в термическом цехе цементационные ящики свари-
ваются из мягкой листовой стали и в среднем выдерживают 700—
800 часов работы.
К термическому цеху примыкает цех покрытий, в котором уста-
новлено оборудование для козлетизации, омеднения, никелирования
и кадмирования. Здесь же находится пескоструйная камера, в кото-
рой установлены два пескоструйных аппарата барабанного типа
марки Джекмен и оборудованы три пескоструйные кабины Тилмен.
МЕХАНИЧЕСКИЙ ЦЕХ
Механический цех разделяется на три основные части. Первая
предназначена для обработки крупных деталей: картеров, коленчатых
’ фИрмь'ЧНКЭндесент Хит
ирм аильд-Барфцльд и Бирмингем Электрик Фэрнисез.
61
валов, главных шатунов, передних крышек картеров и корпусов
нагнетателей. В этой части завода установлено несколько специ-
альных станков, изготовленных по особым требованиям фирмы. Сюда
относятся станки Холройд для расточки и торцовки отверстий под
цилиндры в картере; для обработки по копирам этой же детали слу-
жит копировально-фрезерный станок Келлер, станок фирмы Герберт
применяется для фрезеровки по копирам главных шатунов;наконец,
применяются копировально-фрезерные станки, специально спроекти-
рованные самой фирмой Армстронг-Сиддли. Кроме того, здесь уста-
новлены два специальных двухшпиндельных станка Асквит для фре-
зеровки выемок в стеблях прицепных шатунов. Из крупных стандарт-
ных станков, используемых при обработке картеров, отметим ради-
ально-сверлильные станки Асквит и Арчдэйл, сдношпиндельные вер-
тикально-сверлильные станки Арчдэйл и токарные станки различ-
ных марок.
Большинство станков других секций отделения обработки тяже-
лых деталей относится к стандартным типам и применяется, главным
образом, для токарных, фрезерных, сверлильных и шлифовальных
работ. Из установленных станков можно упомянуть фрезерные станки
Парксон, Арчдэйл, Герберт и Мильвоки, сверлильные станки раз-
личных моделей фирм Арчдэйл, Асквит, Герберт и Таун, шлифоваль-
ные станки Черчилль, Хилд и Ламсден. Среди револьверных токарных
станков можно отметить группу станков Уорнер-Суози, применяе-
мых для расточки втулок главных шатунов.
Вторая часть механического цеха в части, относящейся к авиа-
моторостроению, может быть подразделена на три группы: обработки
бронзового литья, револьверно-автоматная и зуборезная. В первой
группе обрабатывается, между прочим, направляющая клапана из
фосфористой бронзы, обтачиваемая на револьверно-токарном станке
Герберт и растачиваемая начисто алмазными резцами. Среди станков
револьверно-автоматной группы можно упомянуть станки Герберт
Ауто Джуниор (№ 3, 4 и 5) и револьверные автоматы Монфортс,
Шютте, Б. С. А., а также револьверные автоматы Герберт различ-
ных размеров.
На фигуре 46 показана установка изделия на автомате Монфортс
при обточке приводной шестерни масляного насоса. После нормали-
зации и обдувки песком штамповка обдирается на станке Монфортс,
после чего та часть, на которой впоследствии нарезаются зубья, обта-
чивается на токарном автомате Герберт № 4. После цементации ше-
стерня обтачивается на станке Монфортс, как это показано на фигуре.
Затем фрезеруются зубья, и после придания поверхностной твердости
деталь начисто отделывается на токарном автомате Герберт № 4.
Типичная установка изделия на станке Б. С. А. показана на фи-
гуре 47, иллюстрирующей окончательную обточку крышки подшип-
ника вала редуктора, изготовляемой из штамповки легкого сплава
RR59. Изделие закреплено по внутреннему расточенному начерно
диаметру посредством мягких губок. Задняя поверхность обрабаты-
вается резцом с переднего суппорта, а с револьверной головки отде-
62
Фиг. ;б- Обточка ведущей шестерни масляного насоса ‘после цемен-
тацшГна_автомате Монфортс.
Фиг. 47. Обработка
вала редуктора на
крышки подшипника
автомате Б. С. А.
чывается меньший диаметр и снимается радиус по внешнему 1а.
метру. Переходный радиус отделывается резцом с заднего суппорта
Интересен также станок, показанный на фигуре 48, а именно
Герберт Ауто Джуниор, специально приспособленный фирмой Арм.
стронг-Сиддли для чистовой обработки контргаек гильзы цилиндра
Контргайка служит для фиксирования головки цилиндра из легкого
сплава, навернутой на гильзу, являясь одновременно ребром охлаж-
дения. Штамповка прежде всего обдирается на автомате Монфортс
после чего проходит вторичную обточку на таком же станке. После
этой операции ребро контргайки имеет постоянную толщину, с неко-
торым припуском против окончательного размера толщины сечения
в основании. После обточки на резьбо-фрезерном станке Арчдэйл
нарезается внутренняя резьба.
При окончательной отделке (фиг. 48) сначала производится пред-
варительная обточка, а последние 0,010—0,015" (0,254—0,380 мм)
снимаются резцом, наваренным твердым сплавом «Вимет». При опера-
ции внутренняя резьба зажимается на раздвижной оправке, приводи-
мой в действие пневматически, и ребро стачивается на конус в 23/4°—
с одной стороны резцом А с заднего суппорта, а с другой стороны — с
переднего суппорта, причем одновременно протачивается одна из
торцевых поверхностей. Другая торцевая поверхность протачивается
с револьверной головки.
Для обеспечения необходимой подачи при обточке ребра на конус
спереди установлен вспомогательный суппорт, направляемый линей-
кой В, к которой прижимается ролик С. Когда передний суппорт
подается на изделие, ролик С идет вдоль линейки В и заставляет
вспомогательный суппорт двигаться вправо, давая конусу надлежа-
щий угол. Подобное же приспособление применяется и на заднем
суппорте для обработки противоположного конуса. Резец для тор-
цевой проточки изделия, установленный на переднем суппорте, не
связан с движением вспомогательного суппорта.
При грубой обточке на станке Герберт Ауто Джуниор число обо-
ротов шпинделя равно 112 об/мин; для чистовой обточки оно увели-
чивается до 266 об/мин. В обоих случаях принята подача в 0,94 мм
на оборот. Грубая обточка со всеми операциями установки занимает
8 минут, а при отделке можно сократить время обработки пропорцио-
нально увеличению числа оборотов шпинделя.
Шестерни различных типов обрабатываются на токарных авто-
матах Герберт, причем для обточки конических шестерен применяется
станок № 3. для предварительной обточки центральных шестерен
редуктора применяется станок № 5, а для чистовой — № 4. Шестерня
коленчатого вала обтачивается полностью на автомате Б. С. А. перед
нарезкой зубьев; тот же станок применяется при последующей чисто-
вой обточке.
Для нарезки зубьев шестерен имеется группа зубодолбежных стан-
ков Феллоу, а также станков того же типа марок Лоренц и ДрэМ'
монд. Кроме того, имеется несколько фрезерных станков Пфаутер,
используемых для разнообразных работ.
Фиг. 48. Чистовая обточка контргаек гильзы цилиндра.
Фиг. 49; Завалка зубьев шестерни на специальном станке
Тэйлор-Гобсон.
1 елизкев—$54 - г
С4
На фигуре 49 показан станок Тэйлор, Тэйлор и Гобсон, применяе.
мый для завалки зубьев шестерен. Станок имеет приводимый С)1"
электромотора шпиндель А для фрезы, заваливающей зубья, и ролик
В, обегающий контур шестерни, установленной ниже. Фреза
и ролик подвешены для облегчения работы. Шестерня зажимается
в определенном положении, и рабочий ведет обработку, опираясь руца.
ми на кронштейн D, как показано, и перемещая ролик по контуру зубу,
фреза совершает тот же путь и заваливает зубья шестерни. Сначала
шестерню обрабатывают с одной стороны, после чего ее поворачивают
и обрабатывают с другой стороны. В группе шестерен завода уста-
новлено два таких станка.
Протяжка шестерен производится на горизонтальных и верти-
кальных станках Форет с гидравлическим приводом; горизонтальный
станок, показанный на фигуре 50, развивает усилие в 30 т
Для шлифовки шестерен установлены станки Гир-Грайндинг,
Мааг и Лис Бреднер, а для шлифовки шлиц применяется станок
Оркатт. Шестерни коленчатого валатплифуются на специальном станке
Гир-Грайндинг (фиг. 51). Как видно из фигуры, на одном валу уста-
новлены для шлифовки четыре шестерни. Они имеют диаметр 6"
(152,4 мм), по 40 зубьев каждая. Крут доводится алмазом до профиля,
необходимого для чистовых проходов, при которых снимаются пос-
ледние 0,002" (0,051 мм), после четырех предварительных проходов.
Применяется нортоновский шлифовальный круг 3860J5BE диамет-
ром 12" (305 мм) и шириной (12,7 мм). Механизм для правки круга
алмазом установлен в кожухе, который виден на фигуре справа.
Третья, основная часть механического цеха отведена под различ-
ные шлифовальные работы, а также под изготовление мелких деталей
на прутковых автоматах различных марок. В шлифовальном секторе,
в котором обрабатываются преимущественно небольшие детали, уста-
новлены станки, главным образом, фирм Черчилль и Хилд. Среди
оборудования сектора имеются автоматы Уикман-Ланг, многошпин-
дельные автоматы Шютте и Кливлэнд и одношпиндельные станки
Браун и Шарп, Индекс и Шкода.
Автоматы Индекс широко применяются для обработки гаек, кла-
панных замков и тарелок. На фигуре 52 показана наладка станка для
изготовления гаек типа А (фиг. 53) и шестигранных прутков каче-
ственной стали.
С револьверной головки производятся операции предварительного
сверления отверстия До диаметра 0,35" (8,9 мм) на скорости вращения
шпинделя 350 об/мин, комбинированного сверления на скорости вра-
щения шпинделя 220 об/мин, подрезки под нарезку резьбы на скорости |
166 об/мин, предварительной нарезки и чистовой нарезки. Отделка
гайки производится с переднего и заднего суппортов на скоростях 50
и 120 об/мин; третий суппорт несет отрезной резец.
Типичные примеры деталей, вырабатываемых на автоматах Шкода>
показаны на фиг. 53 В, С и D. Гайка, обозначенная В, изготовляется
из шестигранных прутков стали, соответствующей техническим усл°"
виям министерства авиации S2. Последовательность операций та Я'6,
66
Фиг. '50.$Протяжка втулок шестерен на горизонтальном станке
Форет с гидравлически^ приводом.
51" Остановка четырех шестерен коленчатогоСвала для
ш пифовки зубьев фасонным кругом на станке Гир-Грайндииг.
что и при обработке гайки А; скорости вращения шпинделя меня-
ются от 400 об/мин при сверлении до 36 об/мин при нарезке резь-
бы, а подачи меняются от 0,0005" (0,0127 мм) до 0,002" (0,0508,им)
на оборот шпинделя.
Фиг. 52. Установка для обработки гаек на автомате Унион.
Фиг. 53. Типичные образцы деталей, изготовляемых
из пруткового материала на автоматах.
Наладка станка при изготовлении колечек кожухов клапанных
тяг (фиг. 53 С) показана на фиг. 54. Буквой S на фигуре 53 показана
сферическая часть. Эта часть выполняется позже, причем окончатель-
ной операцией является обработка параллельных плоскостей на
станке Шкода. Сталь S2 поставляется в прутках диаметром 13/8
(35 мм). Последовательность переходов револьверной головки та-
68
a: 1) подача прутка до упора; 2) предварительное сверление до
диаметра 0,6" (15,2 мм) и предварительная обточка до диаметра 1,24"
г?] 5 мм) при скорости вращения шпинделя 400 об/мин и при подаче
л 003" (0,076 мм) на оборот; 3) обточка верхнею диаметра до 1,3"
?33 мм) при скорости вращения шпинделя 144 об/мин и при подаче
о 003" (0,076 мм) на оборот; 4) сверление до диаметра 1,025" (26 мм)
пои скорости 180 об/мин и подаче 0,005" (0,127 мм) на оборот; 5) под-
резка и чистовая обточка; 6) зенковка при скорости 350 об/мин и
Фиг. 54. Расположение “инструмента на автомате для
изготовления кольца кожуха клапанной тяги.
при’подаче 0,002" (0,05С8 мм) на оборот. Наружная отделка выпол-
няется с заднего суппорта, насечка — с переднего суппорта, а третий
суппорт используется для отрезки. Скорость вращения шпинделя
при наружной отделке — 60 об/мин, подача — 0,0005" (0,0127 мм),
а при насечке скорость вращения шпинделя — 80 об/мин, подача на
один оборот — 0,00025" (0,00635 мм).
Штуцер D (фиг. 53) изготовляется на автомате Шкода. С револь-
верной головки производятся операции центровки, снятия фасок,
предварительной обточки, чистовой обточки, сверления и нарезки;
наружная отделка производится с переднего и заднего суппортов
^°лРпол95» тор,ца~с тРетьего суппорта. Подачи меняются
0 009» ?о ом( ММ) при окончательной наружной отделке до
°’002 (О 051 мм) при сверлении, снятии фасок и предварительной
наружной обточке, а скорости вращения шпинделя — от 31 об/мин
(при центровке) до 300 об/мин (при предварительной обточке)
69
На фигуре 55 показано приспособление для нарезки отверстий
в гайках. Подлежащие нарезке гайки проталкиваются вдоль канавки А;
планки В препятствуют подъему гаек при нарезке. Плоскости гаеч-
ных граней прилегают к стенкам канавки, что не позволяет им про-
ворачиваться. Метчик автоматически подается вниз; в механизме
предусмотрена фрикционная муфта, проскальзывающая при пере-
грузке. После каждой операции нарезки в канавку проталкивают
новую заготовку, причем под метчик подается следующая гайка,
а нарезанная падает с другого конца канавки на стол станка.
Фиг. 55. Приспособление для нарезки гаек.
К группе автоматов примыкает группа клапанов. Здесь применя-
ются для черновой обработки станки Уорнер-Суози и Герберт. Фа-
сонная обточка производится на револьверно-токарных станках Гер-
берт № 2S. Для чистовой обработки диаметров грибка и стержня
применяются шлифовальные станки Нортон, применяемые также
Для обработки канавок для замков; фаски клапанов шлифуются на
станках Блэк Дэкер. В другой группе обрабатываются гильзы ци-
линдров, причем револьверные станки Герберт № 9 применяются
для предварительной обточки и расточки, а чистовая обработка вы-
70
~гся на многорезцовых токарных станках Фэй и Дрэммонд
полняетс>1
^aIR1H^cTpyMeHTaJlbH0M и опытном^отделах заводов Армстронг-Сиддли
ь Цва станка СИП для кондукторов и один станок Пратт и
имею среди прочих станков можно упомянуть инструментальный
¥иТЖ)’нь1Й станок Тиль, фрезерный станок Браун и Шарп, резьбо-
Повальный Ньюолл, два станка для обработки штампов Келлер,
ШЛ1 ок для развертывания и хонинга Леве и горизонтально-расточный
стаНоК Лукас. В особой мастерской, отделенной от остальных за-
стекленными перегородками, установлено мерительное и контрольное
оборуД°вание ФИРМЫ Цейсс.
ЗАВОД ФИРМЫ РОЛЬС-РОЙС
СПРАВОЧНЫЕ СВЕДЕНИЯ О ФИРМЕ
Фирма Рольс-Ройс основана в 1906 г. в Манчестере автомобильным
гонщиком Чарльзом Рольсом и конструктором автомобилей Генри
Ройсом. В 1907 г. фирма была переведена в Дарби, где и работает
в настоящее время. До 1915 г. фирма строила главным образом
автомобили.
С июня 1915 г. фирма начала строить авиационные моторы.
Первый авиационный мотор, сконструированный под руковод-
ством Генри Ройса, появился в 1914 г. Это был 6-цилиндровый вер-
тикальный мотор водяного охлаждения «Хоук» (Hawk) мощностью
85—100 л. с. Он был выпущен в количестве 200 штук и явился первым
серийным мотором английской конструкции. Затем был выпущен
12-цилиндровый V-образный авиационный мотор «Фокон», развивав-
ший 220—275 л.с. Он был выпущен в большем количестве, чем «Хоук»,
и широко применялся.
В октябре 1915 г. фирма выпустила головной серийный мотор
новой конструкции, известный под названием «Игл». Различные моди-
фикации этого образца развивали мощность от 240 до 360 (1918 г.)
и даже до 400 л. с. при весе 410—435 кг. По конструкции он был схож
с «Фоконом», но имел почти на 50% больший литраж. Срок его службы
До первой переборки был, примерно, вдвое длиннее, чем у других
английских моторов того времени. «
За годы войны фирма выпустила в общем около 5000 авиамоторов.
В конце мировой войны был выпущен четвертый мотор Рольс-
оиса, названный «Кондор», мощностью 540 л. с. Он строился в се-
700^ Т Г Последние модификации «Кондора» развивали до
«Фокон», «Игл» и «Кондор» имели отдельно расположенные ци-
Ь?'Х П0К0В0К- В J927 Г- фИрМа Перешла на бЛОЧНЫЙ
тип двигателей с алюминиевым блоком цилиндров и со стальными
ро^„=. Я1
71
военно-воздушных силах и во многих других странах. Вскоре посла
выпуска «Кестрела» фирма снабдила этот мотор нагнетателем. Высот,
ный «Пестрел» имел мощность 490 \ с. на высоте около 3500 м. В сдр"
дующие годы было выпущено много модификаций «Кестрела». Пос,
ледняя модель «Кестрела» с наддувом развивала 690 л. с. при 26oq
об/мин и весила 432 кг. В 1928 г. был построен двигатель «Н», назван»
ный впоследствии «Бузардом», по конструкции вполне аналогичный
«Кестрелу» и отличающийся от него лишь увеличенным литражом
и мощностью. Этот двигатель развивал 825 л. с. при 2000 об/мин
Гонки на кубок Шнейдера в 1929 г. были выиграны гидросамолетом
«Сюпермарин» со специальным двигателем, представляющим собой
модификацию двигателя «Н». Этот двигатель, известный под мар-
кой «R», развивал 1900 л. с. при 2900 об/мин. Гонки на кубок Шней-
дера в 1931 г. были снова выиграны на двигателе Рольс-Ройс «R»
который на этот раз развивал 2300 л. с. при 3200 об/мин. Аналогич-
ный двигатель мощностью 2600 л. с. позволил установить мировой
рекорд скорости 655 км)час.
В период 1929—1931 гг. завод Рольс-Ройс занимал первое место
в Англии по производству авиамоторов, выпуская 500—700 авиамо-
торов в год. В июле 1934 г. на заводе в Дарби работало около 5000 ра-
бочих. К 1936 г. это число возросло до 5500.
Завод продолжает выпускать автомобили, но в ограниченных
количествах — 140—150 машин в месяц.
С 1914 г. по 1937 г. включительно завод в Дарби выпустил более
12 000 авиационных моторов.
Авиамоторы Рольс-Ройс отличаются сложностью конструктивных
форм и производства. Поэтому они нигде не строятся по лицензии.,
Известен только один случай покупки лицензии на производство
авиамоторов Рольс-Ройса — германской фирмой BMW в 1933 г.
Однако с производством мотора «Кестрел» фирма BMW, повидимому,
не справилась.
Зато экспорт готовых авиационных моторов Рольс-Ройс (почти
исключительно для военных целей) всегда был развит.
СИСТЕМА ПЛАППГ0ВАШ1Я ПРОИЗВОДСТВА
Планирование операций и станочного оборудования разделяется
по роду обработки на секции. Одна секция занята исключительно
операциями фрезеровки, другая—операциями обточки, следующая-;
операциями сверления и расточки и т. д. При внедрении новпЧ
конструкции и при общем планировании работы подбор инструмент®
для обработки различных деталей поручается специальным группам-
Преимущество этой системы заключается в том, что каждая групп21
тщательно осваивает станки и оборудование, применяемые для каЯ*1
дого рода обработки, и во многих случаях модификации констрУ1''
ции обеспечиваются эффективно и без больших расходов некоторым1
изменениями 'наличного оборудования.
По мнению фирмы, при этой системе оборудование использует^
лучше, чем при централизованной планировке всего станочного об0”
72
упования. Одновременно уменьшаются расходы на станочное обору-
вание, которые могли бы достигнуть черезчур больших размеров,
Дринимая во внимание частые изменения конструкции.
Фиг. 56. Завод фирмы Рольс-Ройс в Дарби.
Завод Рольс-Ройс располагает собственными литейными как для
черных, так и для цветных металлов, хорошо оборудованной кузнеч-
ной мастерской, изготовляющей стальные штамповки как для авиа-
ционных, так и для автомобильных моторов. Завод производит боль-
шую часть электрооборудования для автомобилей и даже распола-
гает установкой для добывания кислорода для сварки. Кроме того,
на заводе есть термический, медницкий и сварочный цехи и цех по-
крытий, обдувочная и полировочная мастерские.
Общий вид завода показан на фигуре 56.
ГОРЯЧИЕ ЦЕХИ
Литье в песок и литье под давлением производятся в отдельных
мастерских. z
Отделение для литья в песок оборудовано опрокидывающимися
печами Морган. В отделении для литья под давлением имеются печи
той же фирмы, но стационарного типа. Для замера температуры
расплавленного металла служат пирометры Кэмбридж.
Для формовки применяют полуавтоматические пневматические
формовочные машины Циммерманн и машины Макнаб. Ручные формо-
вочные машины1 применяются для малых форм. Для приготовления
формовочного песка применяются пескометы Ныолек. Для сушки
стержней установлены газовые печи Бэллард с регуляторами Кэм-
1 Фирмы Эдептэбл Молдинг Мэшин.
73
бридж. Стерженщики складывают изготовленные стержни на этажерки,
которые откатываются в сушильные печи.
Среди оборудования обрубочной мастерской имеются пневмати-
ческие зубила 1 и большое число механических пил 2, одна из которых
горизонтального ленточного типа.
В кузнечном цехе штампуются шатуны, шестерни, клапаны и
валы редуктора. Оборудование этого цеха поставлено фирмой Массей.
Из отрезных станков кузнечной мастерской следует упомянуть о гид-
равлическом станке для холодной распиловки Хеллер, применяемом
для резания пруткового материала.
Фиг. 57. Электрические закалочные печи Уайльд-Барфильд.
В термическом цехе завода применяются как электрические, так
и газовые печи. Для цементации применяются электрические печи
Бирлек. Они обслуживаются автоматической загрузочной машиной,
которая движется по рельсовому пути, проложенному перед печами.
Ящики поднимаются и опускаются в печь, под которой снабжен про-
резями для ввода загрузочной машины.
Закалка производится в газовых печах 3; масляные баки, приме-
няемые для закалки изделий, охлаждаются постоянно погружениями
в масло змеевиками с соляным раствором.
Имеется установка для охлаждения непрерывно циркулирующего
в змеевиках соляного раствора. В других случаях применяются
холодильники4. Температура как электрических, так и газовых
* Фирмы Холмэн Брозерс (Кэмборн).
Фирмы Нобл энд Ланд;
° Фирмы Инкэндесент Хит.
* Фирмы Хинан-Фруд.
74
Фиг. 58. Печи для азотирования.
Фиг. 59. Пескоструйки Тилмен
печей, контролируется пирометрами; имеются самописцы для
писи температурного режима. Несколько газовых печей показано
фигуре 57; на этой фигуре видны также электрические печи Уайльд
Барфильд, применяемые для закалки и отпуска пружин и т. п.
Для азотирования коленчатых валов и других деталей примени
ются печи, изображенные на фигуре 58. В цехе установлены ванны
Бирлек для цианирования и ванны для закалки шестерен. Алюминид
вые штамповки и отливки подвергаются, если это требуется, терм0.
обработке в электрических печах.
Все отливки и штамповки, обрабатываемые в термическом це\е
испытываются на твердость. Для этого применяются приборы Бри’
нелля и склероскопы.
Пескоструйное отделение расположено в удобном месте по отно-
шению к термической мастерской. Оборудование этого отделения
состоит из ряда небольших пескоструйных машин фирмы Тилмен
(фиг. 59), которые применяются для очистки сравнительно неболь-
ших штамповок после термической обработки.
Имеются также крупные машины Тилмен с вращающимся бара-
баном.
♦
ОТДЕЛОЧНАЯ МАСТЕРСКАЯ И ЦЕХ ПОКРЫТИИ
Среди мастерских для операций окончательной обработки раз-
личных деталей, отделенных от механической и монтажной мастер-
ских, имеются отделочная мастерская и цех покрытий. Вид одного
из верстаков отделочной — полировочной мастерской — показан на
фигуре 60. В этой мастерской выполняются операции шарэшки фасон-
ных профилей, зачистки и полировки различных штамповок и отли-
вок для достижения той высокой чистоты отделки, которая имеет
такое существенное значение в производстве авиационных моторов.
Верстак снабжен большим числом механических ручных приборов
с индивидуальными приводами от электромоторов. Эти приборы
производства фирмы Моррис известны под названием Моррисфлекс.
Рабочий на переднем плане занят зачисткой фасонного профиля го-
ловки цилиндров авиационного мотора, рядом с ним рабочий зачи-
щает внутреннюю поверхность поршня.
Для удаления пыли, образующейся при работе полировочных и
шлифовальных станков, имеются пылесосы.
Цех покрытий представляет собой очень важное звено завода-
Ванны фирмы Кэннинг предназначаются для никелирования, ЛУ'
жения, хромирования, омеднения и т. п.
Для хромирования применяется ток плотностью 5000 а. СтальнЫЕ
гильзы цилиндра предварительно покрываются по наружной поверх
ности слоем никеля толщиной 0,004" (0,1 мм). В отверстия гиль4
вставляются заглушки Аля предотвращения покрытия гильз изнупр11’
После промывки гильзы обрабатываются в ванне для хромирований
Общий вид цеха покрытий показан на фигуре 61; по ней можно суДИ^
о размерах этого цеха.
76
Фиг. 60. Отделочная мастерская.
Фиг. 61. Цех покрытий завода Рольс-Ройс;
ЛШДППЦКЙЙ ЦЕХ
г Медницкий цех оборудован большим количеством приспособлений
для соединения различных деталей. Одно из отделений медниццОг
цеха предназначено для сварки труб. Типичный пример приспособ
лений, применяемых в этом отделении, показан на фигуре 62, изобра~
жающей операцию сварки кожуха электропроводов мотора «Мерлин»
состоящего из десяти литых алюминиевых патрубков А, вильчатого
наконечника В и це<нотянугой дуралюминовой трубки С. Диаметр
трубки 1х/4" (31,75 мм), длина 2'8" (813 мм), марка материалами^
Фиг. 62. Приспособление для сварки кожуха проводов мотора
«Мерлин»..
•
Конец трубки зафиксирован при помощи втулки в опоре D, патрубки
крепятся в зажимах Е. Вильчатый наконечник крепится зажимом F.
Патрубки прихватываются в нескольких точках, и узел снимается
с приспособления для окончательной заварки отдельных швов.
Тонкостенность труб и характер применяемого материала несколько
затрудняют эту операцию. Необходимо соблюдать большую осторож-
ность, чтобы предотвратить пережог труб. Операция заканчивается
полностью, примерно, в 1х/4 часа.
ч
МЕХАНИЧЕСКИЕ ЦЕХИ
Автоматный цех совершенно отделен от главного механического
цеха. Оборудование этого отдела состоит из станков различных фирм-
Здесь имеется несколько больших групп полуавтоматов Герберт й
группы 4- и 6-шпиндельных автоматов Кливлэнд и 4-шпиндельньь4
автоматов Крайдли.
Из одношпиндельных станков этого отдела следует упомяну'1’1’
группу станков Плтермэн, несколько групп станков Браун и ШаР1
и два станка Индекс № 52.
78
Другим отделом, независимым от главной механической мастер-
й является группа шлифовки, где выполняются операции точной
СК°и(Ьовки таких деталей, как коленчатые валы, распределительные
Шлики и валы редуктора. Оборудование группы шлифовки состоит,
ва„вНым образом, из станков Черчилль, Лэндис и Хилд.
*Л Станки Хилд как с автоматической установкой камня и изделия
автоматическим промером, так и без них применяются для внутрен-
Ией шлифовки шестерен. Для шлифовки полок шатунов применяются
плоскошлифовальные станки Черчилль с магнитными патронами.
Коленчатые и распределительные валы шлифуются на станках Чер-
чилль. Для шлифовки кулачков после обточки их на копировальных
токарных станках Скривенер применяются шлифовальные станки
Черчилль.
В группе шлифовки имеется специальное помещение для поли-
ровки коленчатых валов после азотирования; для этой, цели приме-
няются станки Бетльз-Плэйер.
Шатунные и коренные шейки полируются с точностью 0,0001"
(О 0025 мм). Для полировки применяется специальный состав из
спермацетового масла и порошка № М 304 производства фирмы Эмери.
Главная механическая мастерская. В производстве авиационных
моторов фирма придерживается политики автономии. Поэтому глав-
ные механические мастерские для производства деталей авиацион-
ных моторов совершенно отделены от мастерских для производства
деталей автомобильных моторов.
В механических мастерских преобладает оборудование англий-
ских поставщиков, хотя встречается также много современных стан-
ков производства известных американских и европейских фирм.
Фирма не останавливается перед покупкой заграничных станков,
если они дают более удовлетворительное решение ее производствен-
ных вопросов.
В отделении крупных деталей имеется несколько новейших одно-
колонных фрезерных станков Кендолл энд Джент, применяемых для
обработки больших отливок, вроде картеров и блоков. Среди гори-
зонтальных расточных станков этого отделения имеются современные
типы станков Ричардс, Кернс и Унион, применяемые для расточки
картеров, коробок передач, корпусов нагнетателей и т. п. Среди про-
чих станков следует отметить большое число радиально-сверлильных
станков Асквит, токарный станок Ле-Блонд для обточки картеров и
фрезерные .станки Цинциннати.
В механических мастерских имеются некоторые специальные
станки, но в основном оборудование стандартного типа. Для обра-
отки различных деталей станки снабжаются приспособлениями.
Операции обработки сводятся к простейшим. Для достижения этого
часто требуется выполнение относительно большого числа операций
татамиавНИТСЛЬн0 ПР°СТОЙ Деталью, но это оправдывается резуль-
ныйИи toITS СЛ кует упомянУть двусторонний расточ-
токарный станок Хилд Борметик для обточки поршня алмаз-
7У
ними резцами и обработки отверстия под поршневой палец
(см. фиг. 266, стр. 239). Одна из бабок станка снабжена специальным
патроном для установки и привода поршня при обточке, а Другая
несет шпиндель резца с алмазным наконечником, который служит
для расточки отверстия под поршневой палец. Преимущество этого
станка состоит в том, что обработка поршня заканчивается за один
цикл.
Другой интересный расточный станок Экс-Целл-0 применяется
для расточки шатунов.
Несколько токарных станков Крэвен применяются Для обточки
коленчатых валов. Для обработки лопаток диффузора нагнетателя
служат вертикальные фрезерные станки Герберт со специальными
головками. '
Фиг. 63. Главный механический цех Рольс-Ройс.
В цехе имеются стандартные станки хорошо известных английских
фирм Арчдэйл, Герберт, Уорд и др.
Большое число револьверных станков показано на рбщем виде
одного из отделений главной механической мастерской (фиг. 63).
Для шлифовки резьбы применяются станки Ковентри Гэйдж энД
Тул Компани.
На этих же станках шлифуется резьба Седла клапана.
Фигура 64 изображает установку для шлифовки шлицов вала
редуктора на станке Оркатт. Вал имеет 36 шлицов, которые шлифу
ются до скользящей посадки в пазовом кольцевом калибре. Изделие
крепится одним концом в специальном зажимном патроне; другой
конец вставлен в бабку с пружинным вращающимся центром.
80
п этой операций снимают 0,015—0,018" (0,38—0,45 мм); шли-
**^поизводится шлифовальным камнем средней зернистости.
фовка I вка большей части шестерен авиационных моторов произ-
ШЛ1 фирМой Гир-Грайндинг (Бирмингем). Большое число шестерен
водится Р ‘ однако, на заводе на станках Мааг, Пратт и Уитни и Лис
ШЛИфуст'-'1’ *
Бреднер-
Фиг. 64. Шлифовка шлицов вала редуктора мотора «Мерлин»
на станке Оркатт.
Для нарезки шестерен имеется группа зуборезных станков Драм-
монд Максикат, применяемых для цилиндрических шестерен с пря-
мыми зубьями, станки Барбер Кольмен и Браун и Шарп и группа стан-
ков Глисон для нарезки конических шестерен. Все шестерни под-
вергаются испытанию на твердость как цементованного слоя, так
и сердцевины. Для контроля шлифованных цилиндрических шесте-
рен применяют приборы Сорер, а для контроля конических шестерен
приборы Парксон.
КОНТРОЛЬ ДЕФЕКТОВ МАТЕРИАЛА
Интересный способ контроля деталей из цветных сплавов для об-
наружения трещин и других дефектов, выработанный фирмой Рольс-
Роис, известен под названием «меловой пробы». При испытании по
этому способу детали погружаются в смесь нагретого сала и керо-
сина. После пребывания в течение некоторого времени в растворе
деталь вынимается из ванны, тщательно вытирается мягкой тряпкой
тпршииЫВогТСЯ мелко"Рас'£0Лченкь[м мелом. При наличии у изделия
Р Щи и раствор, оставшийся в трещине, выступает и пропитывает
меловой порошок, ясно обрисовывая контур тишины. ПР°ПИТЬ1ваег
Велжжев—2»4—С
81
В стальных изделиях дефекты обнаруживаются по способу Маг-
нофлукс прибором Метрополитен-Виккерс. Такие детали, как ша<1
туны, распределительные валики, валы редуктора и шестерни, 11а_
магничиваются электромагнитом А (фиг. 65). Верхний полюс магнита
имеет винт для регулировки соответственно длине изделия. Изделце
намагничивается в течение нескольких секунд; затем его смазьь
Фнг. 65. Прибор Магнофлукс для обнаружения
трещин в изделиях.
вают керосином, смешанным с мелкими железными 'опилками, на-
ходящимися во взвешенном состоянии. Опилки концентрируются
у краев каждой трещины, ясно обрисовывая ее форму.
Такие детали, как распределительные валики, намагничиваются
в соленоиде В (фиг. 65) и обрабатываются затем аналогичным спосо-
бом керосином с железными опилками. Изделие, не обнаружив^66
дефектов при испытании, размагничивается специальным соленоидов;
МОНТАЖНЫЙ ЦЕХ
Готовые детали передаются после окончательного контроля в У3'
ловой сборочный цех, который примыкает к монтажному цеху. ПоС'
ледний снабжается кондиционированным воздухом во избежав11
проникновения пыли в мотор при сборке. Различные узлы собираю^
на верстаках. В случае надобности применяются специальные пр1,
способления. Фигура 66 изображает приспособление для окончат^
ного развертывания отверстий под болты в шатуне. Корпус присП
82
собления А зажат в тисках; шатун крепится шарнирами В с помощью
винта С. Крючкообразные концы шарниров обхватывают, как показано,
ложный поршневой палец. После укрепления детали в два отверстия
болтов вставляются пробки D для центрировки; два других отверстия
развертываются ручной разверткой Е. После этого удаляют пробки D,
вставляют в развернутые отверстия пробки F и окончательно развер-
тывают два других отверстия.
Все шатуны тщательно взвешиваются после постановки на место
втулок поршневых головок. В комплекте из 12 шатунов (шесть виль-
чатых и шесть внутренних) вес каждого шатуна может отклоняться
не более чем на 4 драхмы (7,1 г) от номинала. Кроме того, вильчатые
или внутренние ша-
туны не должны отлй“
чаться между собой
по весу более чем на
4 драхмы. Если один
шатун весит, скажем,
на 3 драхмы больше
указанного веса, то
ни один шатун в ком-
плекте не должен
иметь вес ниже номи-
нального больше чем
на 1 драхму (1,77 г).
Общий вид цеха
представлен на фигу-
ре 67. На фигуре
видны трубопроводы
для кондиционирован-
Фиг. 66. Приспособление для развертывания отвер-
стий под болты шатунов.
ного воздуха.
Для сборки мотор устанавливается на передвижную тележку
(фиг. 67). Каждая тележка имеет ролики, которые поддерживают
люльки с укрепленным в них картером мотора. Люлька состоит из
Двух полукруглых половин. Обе половины люльки приболчены
к лапам мотора, как показано на переднем плане; вся люлька и кар-
тер или частично собранный мотор могут повертываться на роликах
вокруг горизонтальной оси. Для фиксации люльки в требуемом по-
ложении предусмотрен установочный палец, входящий в отверстие
обода люльки при нажиме на педаль. При укладке коленчатого вала,
постановке крышки картерами т. д. используют только одну половину
люльки, оставляя свободной поверхность фланца крышки, что облег-
чает доступ внутрь мотора (см. тележку, изображенную на переднем
плане фиг. 67). При установке поршней, блоков и т. д. используют
Другую половину люльки (см. на фиг. 67 третью тележку справа).
В этом положении картер открыт, что облегчает доступ к окнам для
установки цилиндров. у А
детэВл?йХмптпп7СЯ мостовой кРан для обслуживания люлек и тяжелых
10 pci.
83
Сборка мотора начинается с постановки на Место подшипников.
Подшипники предварительно смазываются раствором коллоидального
графита Ойлдаг. После затягивания болтов подвесок подшипника
и боковых крепежных болтов коленчатый вал проверяется на доле-
вую игру, которая должна составлять 0,012—0,015" (0,7—0,4 мм).
Затем устанавливаются маслопроводы, которые подвергаются гидро-
пробе под давлением 5 ата. После этого устанавливается нижняя
половина картера или отстойник, и мотор перевертывается.
Фиг. 67. Монтажный цех завода Рольс-Ройс.
В этом положении монтируются поршни, цилиндры, корпус ре-
дуктора, коробки передачи, нагнетатель и карбюраторы, распреде-
лительные валики, провода и т. д. По окончании сборки мотор про-
ходит двухчасовое испытание, после которого разбирается, про-
мывается, осматривается и передается военной приемке. Вслед за
этим мотор снова собирается для окончательного получасового испы-
тания.’
ИСПЫТАНИЕ МОТОРА
Мотор испытывают при помощи динамометров. Мотор заливают
нагретым маслом, затем запускают, и он работает 1 час без нагрузки
на 800 об/мин.
Затем мотор останавливают, устанавливают глушители и присту-
пают к двухчасовому испытанию на 2600 об/мин. Дроссель мотора
84
постепенно открывают до 9/10; давление во всасывающих трубопрово-
дах при этом превышает на 0,3 ата атмосферное давление. В течение
двухчасового испытания испытывают гидравлическую помпу для
убирания шасси и замеряют расход масла и топлива.
Фиг. 68. Испытательный станок Хинан-Фруд
Выхлопные трубопроводы с водяным охлаждением выводят вы-
хлоп через пол испытательной кабины. Для запуска моторов имеются
электромоторы. Вентиляция кабины и очистка воздуха осуществляется
вентилятором. Охлаждающая жидкость нагревается паром или охлаж-
тается водой в соответствии с условиями испытания; всасывающий па-
ныу °К Соедпняется с высотным ресивером для воспроизведения высот-
лени^СЛОв™> ртутный U-образный манометр служит для замера дав-
УДал^И- кончательном испытании мотор заливают нагретым маслом,
ПослеЮТ ГлУшители и снова проводят испытание на малом газе,
вают л Установки глушителей в течение 30 минут постепенно откры-
и пере °ССеЛЬ до Й^10' Затем устанавливают давление наддува 0,45 атг
Р водят мотор на 2850 об/мин. Удельный расход топлива на этом
85
режиме должен составлять 0,67 пинт/л. с. ч. (380 см3/л. с. ч.). Ну
номинальном числе оборотов при крейсерском режиме давление над-
дува должно быть равным 0,17 ати. Максимальный расход масла не
должен превышать 0,016 пинт!л. с. ч. (9,1 см3/л. с. ч.), а расход
топлива в зависимости от регулировки карбюратора —0,52
ч- 0,62 пинт1л. с. ч. (295—352 см3)л. с. ч.).
На фигуре 68 показан динамометр Хинан-Фруд, применяемый
для испытаний.
ЗАВОД ФИРМЫ НЭПИР
СПРАВОЧНЫЕ СВЕДЕПИЯ О ФИРМЕ
Фирма основана в 1808 г. Давидом Нэпиром. Она начала свою
деятельность с изготовления печатных станков-
Около 100 лет назад фирма переехала в Лэмбес, а в 1909 г. —
в Эктон, где и находится до сего времени. На протяжении этого вре-
мени фирма изготовляла станки для производства пуль и автомати-
ческие машины Для взвешивания монет, паровые двигатели, пушки,
прокатные станы, краны, пробивные и насечные станки и весы для
взвешивания слитков золота и серебра.
Впервые фирма Нэпир принялась за изготовление двигателей
внутреннего сгорания в 1898 г.; в 1899 г. фирма построила первый
автомобиль.
В период войны внимание фирмы было направлено на изготовле-
ние самолетов и авиамоторов. В 1915 г. был сконструирован и пущен
в производство авиационный мотор водяного охлаждения мощностью
250 л. с., который известен под маркой RAF-3A.
Первый мотор, принадлежащий к известной серии моторов
«Лайон», был построен в 1918 г. Он развивал 425 л. с. при 2000 об/мин;
удельный вес его был равен 0,9 кг на 1 л. с. Моторы этого типа широко
применялись на военных самолетах в Англии и Японии, будучи до-
ведены до 550 л. с. Форсированные моторы «Лайон» применялись
на ряде гоночных самолетов.
В течение последующего ряда лет фирма, потеряв своего главного
конструктора по авиамоторам — Роуледжа, перешедшего на службу
фирмы Рольс-Ройс, не поспевала за быстрыми темпами развития
авиамоторостроения и переживала кризис, пока не приобрела нового
главного конструктора —майора Холфорда, создавшего моторы «Рэ-
пир» и «Дэггер», которые являются в настоящее время объектами
производства фирмы.
ОБЩАЯ ПЛАНИРОВКА ЗАВОДА
Основные производственные отделы завода расположены в одно-
этажных зданиях, что облегчает транспортировку материалов и дета-
лей из одного отдела в другой. В многоэтажных зданиях распола-
гаются помещения администрации, конторы и бюро.
Тремя основными производственными отделами завода являются:
механический цех крупных деталей, главный механический цех и
сборочный цех. Вокруг этих цехов группируются различные подсоб-
но
пехи: полировки, покрытий, термический, инструментальный и
^яборатория.
Завод имеет собственную литейную. Однако большая часть отли-
заказывается у других фирм. Основное назначение заводской
Б°Кепной дать в короткое время экстренные отливки, а также отливки
опытных работ. В литейной имеются три газовые печи для цветных
йеталлов с пропускной способностью в 300 англ, фунтов (136 кг), одна
м с пропускной способностью в 100 англ, фунтов (45 кг) и одна
печь с пропускной способностью в 40 англ, фунтов (18 кг). Стержне-
ые печи работают на коксе; среди остального оборудования заслужи-
Бает упоминания пескопросеиватель, работающий сжатым воздухом.
СКЛАДСКОЕ ХОЗЯЙСТВО
Отливки, полученные от поставщиков извне, отправляются на
склады сырого материала вместе со специальными образцами для
контроля. Отсюда они поступают в отдел контроля материалов, а об-
разцы идут в лабораторию. После контроля годные отливки отправ-
ляются на общие склады и хранятся там до пуска в производство.
Подобный порядок применяется и для штамповок. В этом случае,
когда штамповки подвергают термической обработке, образцы отре-
заются от них только после термической обработки. Для возможности
изготовления дубликатов образцов, в случае если потребуется до-
полнительная термическая обработка, предусмотрен запас материала.
Прутковый материал поступает на склад материалов и окраши-
вается соответствующим образом для распознавания; каждой специ-
фикации министерства авиации соответствует своя окраска. Образцы
отсылаются в лабораторию для обычных химических анализов и меха-
нических испытаний; материал хранится на складе до тех пор, пока
не поступает запрос от механических цехов.
Склады материалов имеют оборудование для быстрой загрузки
и разгрузки — товарные платформы, подвесные монорельсовые до-
роги, допускающие транспортировку тяжелых деталей, и т. д.
Склады материалов непосредственно соединены с механическими
Цехами. Отдел контроля материалов расположен в удобном месте,
что способствует максимальному сокращению транспорта.
Склады оборудованы стандартными правильными и отрезными
станками; для пруткового материала крупных сечений предназна-
чена гидравлическая пила Хеллер. Для хранения применяются
полки и стеллажи. Акты приемки и доставки материала, сведения
о наличии материала хранятся в центральной конторе; поэтому отпа-
дает необходимость в подсчете. Периодически производится сверка
аличного материала с актами,
ВСПОМОГАТЕЛЬНЫЕ ЦЕХИ
ДожТделочная мастерская, изображенная на фигуре 69, распо-
нажСНа главного механического цеха; в ней производится зачистка
Дачными камнями и полировка. В этой мастерской обрабатываются
Фиг. 69. Отделочная мастерская завода Нэпир.
Фиг. 70. Кабинки для зачистки деталей наждачными камнями
(завод Нэпир).
Фиг. 71. Специальные
приспособления для
покрытая медью вкла-
дышей подшипника
изнутри.
оковки, включая поковки шатунов, рычагов и т. д., и отливки —
бартеры и коллекторы. Обдирочная шлифовка штамповок и отливок
Производится на дисковых шлифовальных станках Джекмэн, на шли-
фовальных станках Смоу и Кэннинг. Операции зачистки выполня-
ется в кабинках, оборудованных пылесосами (фиг. 70). Применя-
ются инструменты с приводом от гибкого валика; инструмент меняется
в соответствии с выполняемой работой. На переднем плане изобра-
жена машина Джильмен Мультифлекс. Осталь-
ные станки изготовлены на заводе Нэпир.
В цехе покрытий на заводе Нэпир произ-
водится защитное антикоррозийное покрытие и
отделка деталей для придания им надлежащего
внешнего вида. Имеются ванны для никелиро-
вания, омеднения, хромирования и кадмиро-
вания.
Ряд деталей нуждается в покрытии только
внутренних поверхностей. Для выполнения та-
ких операций разработаны специальные при-
способления. На фигуре 71 изображено приспо-
собление для омеднения внутренних поверхно-
стей вкладышей подшипника. Омеднение двух
вкладышей А производится одновременно. При-
способление состоит из барабана В, в котором
имеется отверстие С, перекрытое планкой D
с закрепленным на ней медным анодом Е. Оба
вкладыша подшипника закреплены вокруг анода
и отделены друг от друга резиновыми коль-
цами.
~Анод имеет на конце F нарезку; посредством
гайки и шайбы весь этот узел крепко затяги-
вается; для изоляции вкладыша от барабана и
анода прокладываются резиновые кольца.
Барабан подвешивается в ванне на крючках
В и опускается в нее, пока жидкость, поступаю-
щая через отверстие С, не достигнет верхнего края верхнего вкладыша,
после этого начинается покрытие внутренних поверхностей обоих
подшипников, тогда как наружные поверхности остаются сухими.
На фигуре 72 изображен участок цеха покрытий. В центре видна
анна для анодной поляризации и труба для отсоса паров.
ТЕРМИЧЕСКИЙ цех
Це Термический цех оборудован нефтяными и электрическими печами,
онтация производится в двух электрических печах Ч
3arDVe ПеЧи’ изображенные справа на фигуре 73, обслуживаются
Полу °ЧН°й Машин°й> передвигающейся по рельсам, уложенным на
-ха. Под каждой печи снабжен специальными прорезами,
фирм Электрик_Ри.чистэнс Фэрнисез и Бирлек.
89
Фиг. 72. Участок цеха покрытий завода Нэппр.
Фиг. 73. Участок термического цеха завода Нэпир.
которые входят балки загрузочной машины с находящимися на
них ящиками с цементуемыми деталями.
Отжиг производится в трех нефтяных печах ’, отпуск в двух печах
Бирлек с принудительной циркуляцией воздуха. Азотирование про-
изводится в специальной печи Бирлек. Имеются специальные коробки
для азотируемых деталей. Все печи снабжены приборами автомати-
ческой регулировки режима печи.
Цементуемые детали перед отправкой в термический цех подвер-
гаются анализу; изделия поступают в цехи только после испытания
в лаборатории на разрыв, удар, глубину цементованного слоя и
твердость.
ЛАБОРАТОРИЯ
Фиг. 74. Рентгеновский аппарат для контроля
подшипников.
В лабораторий завода Нэпир имеется оборудование для механи-
ческих испытаний и химических анализов, количественного и
качественного, а также
для спектрального ана-
лиза. Лаборатория снаб-
жена микрофотографи-
ческими приборами для
определения структуры
материалов. Среди этого
оборудования имеются
две машины Буктана
для испытания на раз-
рыв, машина Эвери для
испытания на удар, ма-
шины Герберт и Виккерс
для испытания твердости
и спектроскоп Хильгера.
Подшипники, залитые
свинцовистой бронзой,
исследуются рентгенов-
скими лучами на аппарате ____________
не поступает в сборочный цех без снятия рентгеновского снимка, под-
гверл<даЮщего отсутствие раковин и ликвации свинца.
На фигуре 74 изображен аппарат, приготовленный для съемки.
РУбка охлаждается водой; неоновая лампа на контрольном щитке
сигнализирует исправность системы водяного охлаждения. Посредством
трансформатора напряжение с 225 — 230 в повышается до 200000 6,
собходимых при рентгеновском исследовании.
Для защиты лаборантов от лучей исследуемая деталь кладется
имер1ИК’ обло«енный свинцом (фиг. 74); в верхней стенке коробки
Ис тся прямоугольное отверстие, через которое проходят лучи,
ФотУСКа1МЫе тРУб1<ой. Одновременно исследуются шесть вкладышей;
ДлинГРа<пЧеская пластинка разделена на ряд полос надлежащей
—___Ы' Для крепления подшипников при исследовании применяется
1 Фирмы Инкэндесент Хит,
Филлипса. Ни один из подшипников
91
металлическая рама. Способ крепления показан на фигуре 75. Рама д
открыта сверху и снизу и опирается на опору D. Шесть вкладышей
Фиг. 75. Схема закрепления подшипников при
рентгеновском исследовании.
ными линиями F. После этого
устанавливаются
ряд; свинцовая пла-
стинка прижимает
вкладыши в С так
что лучи проходят
лишь через одну поло-
вину их и, следова-
тельно, освещается
лишь одна половина
пленки. После первой
экспозиции вкладыши
поворачиваются в ра-
пластинка в положении Е; по-
следняя загораживает от лучей
ту часть подшипников, которая
была уже подвергнута исследо-
ванию. В то же самое время
пленка сдвигается настолько,
что снимки остальных половин
подшипников воспроизводятся
на тех половинах пленки, ко-
торые при первой операции бы-
ли защищены от рентгеновских
лучей. Снимки тщательно изу-
чаются на наличие признаков
окисления, ликвации свинца и
пористости. Все снимки нуме-
руются. Если требуется, сним-
ки хранятся для целей сравне-
ния до прекращения срока
службы подшипника.
На фигуре 76 показаны.
ме настолько, что
занимают положение,
указанное пунктир-
на подшипники кладется свинцовая
снимки, произведенные рентге-
новским аппаратом. Снимки А
сняты с удовлетворительных
подшипников, снимки В — с
дефектных. Черные участки на
снимках В свидетельствуют о
раковинах, светлосерые, папорот-
никообразные пятна — о лик-
вации свинца. На фигуре 76 для
целей сравнения даны в С
Фиг. 76. Типичные рентгеновские снимки
подшипников, залитых свинцовистой
бронзой.
схематические разрезы подшипников.
92
Подшипники залиты по внутренней поверхности D красной брон-
И состоящей из свинца и меди, а по наружной поверхности желтой
бпо’нзой, состоящей из свинца, меди и олова. Следует отметить, что
меньше атомный вес материала, тем глубже проникновение рент-
Ченовских лучей. Лучи, проходя через участок F, должны проникнуть
лишь через слой красной бронзы и стальной вкладыш подшипника;
проникновение здесь хорошее, как видно по черным участкам в G.
В центральной части подшипника лучи должны пройти через слой
красной бронзы, слой стали и слой желтой бронзы; поэтому проник-
новение значительно меньше, что видно по светлым местам на сним-
ках. В Н проникновение еще меньше, так как кроме слоя из красной
бронзы в этом участке имеется толстый слой стали, а в J лучи про-
ходят через толстый слой красной бронзы, и поэтому фотографиче-
ская пластинка остается почти нетронутой.
ИНСТРУМЕНТАЛЬНЫЙ ЦЕХ
В инструментальном цехе изготовляются специальные инстру-
менты и приспособления, которые нельзя приобрести извне. Инстру-
ментальный цех оборудован прецизионными токарными станками с
автоматической подачей, винторезными токарными станками; верти-
кальными, горизонтальными и универсальными фрезерными станками,
шепингами, плоско-шлифовальными станками для изготовления про-
тяжек; универсальными, кругло-и плоско- шлифовальными станками и
сверлильными станками всех типов. Имеется специальный станок
для прорезки канавок в метчиках и развертках, некоторые типы кото-
рых, благодаря особым требованиям, предъявляемым к ним, должны
изготовляться на заводе. Зажимные патроны и приспособления изго-
товляются на специальных станках для кондукторов фирмы СИП.
Все зажимные патроны, приспособления, инструменты и калибры,
изготовляемые в инструментальном цехе, перед передачей в механи-
ческие цехи поступают в бюро контроля и норм. В мерительной секции
имеются: вертикальный проекционный аппарат Кассоус, машина Пит-
тер для замера шага, машина Кэмбридж для замера резьбы, измери-
тельная машина Ньюолл, плитки Иогансона и эталонные диски СИП.
Приспособления, инструмент и т. п. подвергаются контролю
в контрольном отделении при инструментальном цехе. Ряд квалифици-
рованных контролеров подвергают их испытанию в практических
Условиях. Приспособления и инструменты не отправляются на глав-
ные инструментальные склады, откуда они распределяются по цехам,
о тех пор, пока обработанные образцы деталей не будут признаны
вполне Удовлетворительными.
МЕХАНИЧЕСКИЕ ЦЕХИ
g
°браб(тгХаНИЧеСК0М цехе КРУПНЫХ деталей производится механическая
типа- иКа больших Деталей мотора. В основном станки стандартного
и ичглп.Ме10тся несколько специальных станков, сконструированных
готовленных на заводе Нэпир.
93
В этом цехе все станки имеют индивидуальный привод от мотора.
Из оборудования заслуживает упоминания фрезерный станод
новейшей конструкции Кендолл и Джент с вертикальными шпин-
делями; на этом станке производится фрезеровка фланцев картеров
для моторов «Рэпир» и «Дэггер». Особенностью этого станка является
широкий диапазон скоростей шпинделя —от 1060 до 20 об/мин, что
дает возможность применять фрезы разнообразного размера.
Расточка картеров и других отливок из легкого сплава произво-
дится на горизонтальных расточных станках Ричардс и Мюир. При-
меняются также радиальные сверлильные станки Арчдэйл и Асквит.
Обточка коленчатых валов производится на токарных станках
Рид Прэнтис и Вольман.
Обточка шатунных и коренных шеек производится на токарных
станках Гарднер и Райдер для коленчатых валов.
Шлифовка щек производится на шлифовальном станке Цинцин-
нати с двумя кругами и специальным приспособлением завода Нэпир.
Шлифовка шатунных шеек производится на станке Черчилль для
шлифовки коленчатых валов с гидравлическим приводом.
В механическом цехе для крупных деталей имеется отделение
экспериментальных работ; здесь представлены многие из основных
станкостроительных фирм. В этом отделении установлены токарные
станки Пратт и Уитни, Сельзона, Дина-Смита и Грейса, Ланга,
Болейля, Черчилль-Редмана и Американского инструментального
завода. В отделении шлифовки установлены новейшие станки Черчилль,
Джонс Шитман, Браун и Шарп и др. Среди фрезерных станков
имеется станок Арчдэйл № 18 с вертикальными шпинделями, делаю-
щими до 2000 об/мин, универсальный станок Парксона и два фрезер-
ных станка Кирни Тэккер.
В этом отделении установлены также универсальный фрезерный
станок Браун и Шарп, револьверный станок Герберт № 9, долбеж-
ный станок Пратт и Уитни, фрезерный станок Декель для инструмен-
тов и радиально-сверлильный станок GSP.
В главном механическом цехе станки расположены группами по
типам, хотя в некоторых случаях для изготовления отдельных дета-
лей, например клапанов, предназначены специальные подгруппы.
Такая система расположения позволяет наиболее полно использо-
вать станки и избежать скопления деталей в различных группах.
Большая часть работ производится на стандартных станках, но при-
меняются и специальные станки, сконструированные и изготовлен-
ные на заводе Нэпир. На таких специальных станках выполняются
некоторые операции при обработке клапанов, поршней и распреде"
лительных валиков. Некоторые из этих станков описаны ниже-
Фрезеровка по копиру широко распространена на заводе Нэпир-
Она применяется при обработке поршней, головок, цилиндров и пр1
многих других*операциях.
Большое количество этого рода работ производится на копиру
вально-фрезерном станке Пратт и Уитни. В механическом цехе УсТ‘\
новлена целая группа таких станков. Типичная операция фрезеров*
94
копиру показана на фигуре 11, где видна установка для фрезеровки
ПрПаток диффузора нагнетателя. Деталь А устанавливается на столе
станка при помощи пяти
пальпев, входящих в
отверстия пяти лопаток;
шпиндель станка с фре-
зой D перемещается в
поперечном направлении
маховичком; при помощи
второго маховичка осу-
ществляется вертикаль-
ная подача стола. Дви-
жение фрезы D относи-
тельно обрабатываемой
детали управляется ро-
ликом В, перемещаю-
щимся в направляющей
канавке копира С. Де-
таль захватывается тре-
мя пружинами, как по-
казано на фигуре.
На фигуре 78 показана фрезеровка коромысла на копировальном
станке Арчдэйл. В шпинделе станка закреплена спиральная фреза А;
обрабатываемая деталь
Фиг. 77. Фрезеровка диффузора нагнетателя
мотора «Даггер».
прикрепляется болтами
к пальцу на вращаю-
щейся планшайбе В.
Угловая установка ко-
ромысла осуществляется
упором С, к которому
обрабатываемая деталь
прижимается болтом D.
Бабка с обрабатываемой
деталью совершает воз-
вратно - поступательное
движение на салазках;
перемещение ее управ-
ляется кулачком Е, ко-
торый находится в со-
прикосновении с роли-
ком, закрепленным на
кронштейне бабки. Ку-
лачок, имея специаль-
Фиг. 78. Фрезеровка по копиру коромысла
клапана мотора «Дэггер»,
такое
талью,
Ролик
ный профиль, создает
относительное движение между фрезой и обрабатываемой де-
кото рое придает штамповке коромысла необходимую форму,
прижимается противовесом к кулачку.
95
Фиг; 79. Обработка свечевых втулок на автомате
Индекс.
В секции автоматов для пруткового материала интересна работа
на одноцилиндровых автоматах Индекс.
На фигуре 79 показана обработка свечевых втулок, изображенных
на фигуре 80. Применяемый материал марки DTD160 состоит из 9—.
9,8% А1 и 90,2—91% Си.
Он поставляется в прут-
ках диаметром в 7/8"
(22,2 мм).
Последователь ность
операций следующая:
1) обточка наружного
диаметра под резьбу и
сверление отверстия диа-
метром в/1в" (14,2 мм);
сверло и проходной
резец закреплены в од-
ном и том же гнезде ре-
вольверной головки; по-
дача—0,005" (0,127 мм);
2) сверление отверстия
диаметром Б/16" (7,9 мм),
подача —около 0,003"
(0,076 мм); 3) расточка
отверстия диаметром в
5/ie" (7,9 мм) Д° Диаметра
0,4493" (11,4 мм) в резьбовой части; 4) предварительная нарезка вну-
тренней резьбы; 5) окончательная нарезка внутренней резьбы; 6) про-
точка плоскости 4. Поперечный-суппорт используется для образования
профиля и снятия фасок на концах втулок и для нарезки резьбы по
наружному диаметру; верхний суппорт используется для отрезки,
которая выполняется в конце всех операций. Подача при отрезке
0,002" (0,051 мм), скорость вращения шпинделя при обточке —
480 об/мин, при нарезке резьбы по наружному диаметру —240 об/мин
96
при нарезке резьбы по внутреннему диаметру — 95 об/мин. Время
на обработку одного изделия —82 секунды.
На автомате Индекс Яе 18 производится обработка другой детали —
нипеля, изображенного на фигуре 81. Эти нипели, изготовленные
0160"
0166"
из дуралюминового прутко-
вого материала, предназна-
чаются для закрепления тру-
бок масляного радиатора.
Последовательность опера-
ции следующая: 1) подача
прутка до упора; 2) центров-
ка; 3) предварительное свер-
ление и предварительная ра-
сточка в А; 4) предваритель-
ное сверление отверстия диа-
метром вО, 117—0,119"(2,297—
3,023 мм); 5) окончательная
-—г _____________ расточка в А и окончательная ра-
сточка отверстия диаметромвО, 117—0,119"; б) отрезка. Отверстие диа-
иг- 82. Обработка болта крепления цн-
нндра мотора Нэпир <Дэггер».
0,5
Химический состав этого мате-
риала следующий (в %): угле-
рода 0,25-0,35;марганца 0,45-
0,7; никеля 3—3,75; хрома
леш 1; В0ЛЬФрама — до 1 и ванадия до 0,25. Временное сопротив-
мчпт6 МатеРиала 55 -4- 65 тонн/кв. дюйм (87—102 кг/мм2), мини-
ное удлинение 18%, твердость по Бринеллю 241—293.
254—7 ()7
0.160
0166'
0.117
Oils'
Фиг. 81. Дуралюминовый нипель масляного
радиатора.
метром в 0,160—0,1бб"(4,0б—
4,21 мм') на другом конце ни-
пеля просверливается допол-
нительным сверлением. Перед-
ний суппорт применяется для
окончательной обточки наруж-
ных диаметров, задний суп-
порт — для снятия <}>аски в В;
в вертикальном суппорте за-
креплен отрезной резец. При
обточке скорость вращения
шпинделя равна 4000 об/мин,
время на обработку одного из-
делия — 10 секунд.
t В цехе автоматов обрабаты-
вается также болт для крепле-
ния цилиндров. После обработ-
ки на автоматах болт шлифуется
на 4-шпиндельном станке Чер-
чилль-Конометик. Болт, изобра-
женный на фигуре 82, делается
из хромоникелевой стали, отве-
чающей спецификации DTD 11.
На фигуре 82 показано расположение резцов при обточке болта.
В первом положении пруток частично обтачивается резцом А; осталь-
ная часть болта обтачивается резцом с роликовым упором на противо-
положной стороне; один конец болта находится в неподвижной
втулке В. Во втором положении обтачивается по копиру суженная
часть болта, причем изделие поддерживается неподвижной втулкой;
конец болта подрезается резцом С. Третье положение обточка
конца D резцом с роликовым упором и подрезка круглым фасонным
резцом. В четвертом положении свободный конец поддерживается
роликами; к обрабатываемому болту подводится резец Е для цен-
тровки и, наконец, производится отрезка резцом F.
Фиг. 83. Фасонная шлифовка шпильки для крепления
цилиндра.
После обточки болт для крепления цилиндра подвергается фа-
сонной шлифовке на станке Джонс и Шипмен (фиг. 83). Шлифоваль-
ный круг Нортон диаметром в 20" (508 мм) и шириной в б1/-," (165 мм)
подается гидравлической подачей к обрабатываемой детали до сопри-
косновения с неподвижным упором. В целях облегчения установки
и снятия болта применяется пневматический центр, который при-
водится в действие ножной педалью. Этой педалью нельзя пользо-
ваться после включения передачи к шлифуемой детали. Посредине
обрабатываемой детали установлен роликовый упор.
Для правки круга применяется алмазное приспособление, изоб-
раженное на фигуре 84. Державка алмаза, перемещающаяся в ко-
жухе А, имеет ролик В, который находится в соприкосновении с ко-
пировальной линейкой С, прижимаясь к нему сильной пружиной.
Для передвижения алмаза по кругу предназначен маховичок D, свя-
занный с корпусом алмазодержателя А посредством конических ше-
стерен. Для предохранения направляющих кладутся кожаные по-
крышки Е.
98
ППриспособление присоединяется болтами к станине шлифоваль-
станка; при операции правки круга роликовый упор снимается.
Н° Среднее время на фа-
сонную шлифовку болта
X крепления цилиндра
5а станке Джонс и Шип-
составляет 95 се-
1<УНВглавном механичес-
ком цехе имеются стан-
ки для круглой и плос-
кой шлифовки; имее -
сЯ также группа бес-
центровых шлифоваль-
ных станков. Шлифовка
поршневых пальцев про -
изводится на бесцентро-
вом шлифовальном стан-
Фиг 84 Приспособление для правки фасонного
шлифовального^ круга.
ке Черчилль с точностью
до 0,0002 — 0,00025"
(0,0051—0,0063 мм) для
требуемого диаметра, за-
тем производится полировка на. полировальном станке Нортон-
Ньюолл.
В магазине станка закрепляются 12 поршневых пальцев; на диа-
метр и на конусность установлен допуск в 0,0001" (0,0025 мм).
85. Шлифовка шлицов передней муфты
нагнетателя.
М^лиФ°вка
1атРикс.
Шлицы шлифуются
на специальном станке
Оркатт для шлифовки
шлицов. При шлифовке
шлицов передней муфты
нагнетателя обрабаты-
ваемая деталь наса-
живается на оправку,
которая зажимается в
центрах (фиг. 85). Для
облегчения установки
изделия применяется
вилка А; она откидыва-
ется вверх и удерживает
деталь рычагом В. Ры-
чаг С предназначен для
отвода центра задней
бабки при снятии и пе-
рестановке шлифуемой
детали.
резьбы производится на резьбо-шлифовальном станке
99
На фигуре 86 изображена установка для шлифовки резьбы ,
валике конической шестерни привода распределительного валик-3
Материалом служит самозакаливающаяся сталь по спецификаци'
S28 с временным сопротивлением в 100 тонн[кв. дюйм (157,5 кг/ммг\
Отделение для нарезки шестерен расположено в главном меха
ническом цехе; здесь производится нарезка разнообразных шестеро
применяемых на заводе Нэпир. Нарезка шестерен и шлицов проц3’
водится на зуборезных станках Лоренц и Барбер-Кольман.
Нарезка зубьев конических шестерен производится на станку
Глисон. На фигуре 87 изображен один из новейших быстроходны^
=. станков для нарезцц
Фиг. 86. Шлифовка резьбы на валике конической
шестерни привода распределительного валика.
конических шестерен-
на фигуре показана на’
резка шестерни с 2о
зубьями, с длиной бо-
ковых поверхностей в
3/i8" (9,5 мм), с диамет-
ральным питчем — 12 и
углом зацепления 20°. I
В механических це-
хах производятся точные
записи загруженности
каждого станка. Для I
каждого станка имеется
карточка, на которой
подробно записываются
производимые на этом
станке операции. Кар-
точки хранятся в кар-
тотеке, где они кладут-
ся друг на друга так.
что нижняя кромка каж-
дой карточки выступает, примерно, на 12 мм. Эти кромки с нанесен-
ными на них названиями станков окрашены в соответствии с загру-
женностью указанных станков. Если эта часть кромки окрашена
на всю длину красным цветом, это значит, что станок полностью
загружен, если она желтая —то это значит, что станок свободен-
Соотношение желтого и красного цвета на любой карточке указывав '
на степень загруженности данного станка. I
Допустим, например, что на 12 часов в неделю необходим раД1** |
ально-сверлильный станок для сверления дополнительной детая
одного из моторов. Выдвигается ящик картотеки, в котором находят I
карточки радиально-сверлильных станков, и выбирается тот стан° ’
который, судя по желтому цвету на кромке карточки, свободен ‘ 1
требуемое вермя. После этого по карточке определяют все сведен1
о станке и об обрабатываемых на нем деталях. Если по каким-л11 g
причинам станок непригоден для данной цели, выбирается таким 1
образом другой станок.
100
Центральное контрольное отделение находится при главном меха-
ческом цехе. Подсекции этого отделения разбросаны по всему
и предназначены либо для сокращения транспортировки,
Фпг. 87. Быстроходный станок Глисон для нарезки
зубьев конических шестерен.
либо для предотвращения повреждений деталей, обработанных, на-
пример, шлифовкой, во время транспорта. Обычно детали подвер-
гаются контролю после каждой операции, но есть и такие детали,
которые контролируются после нескольких операций, выполняемых
в одном отделении.
МОНТАЖНЫЙ цех
После отделки детали отправляются на склады готовых деталей,
расположенных у монтажного цеха. Со складов детали отправляются
по требованию в различные секции монтажного цеха. Вся сборка
производится с помощью приспособлений. В основу пригонки поло-
жена система Ньюолл, хотя строгое соблюдение этой системы не всегда
возможно; некоторые узлы нуждаются в более точной пригонке,
и детали этих узлов изготовляются по более узким допускам.
т карбюраторная секция оборудована всем необходимым для испы-
ния жиклеров на истечение и т. п., которое производится до их
Установки на моторах.
ницк^14 важном цехе имеются медноплавильная, сварочная и мед-
Моторо^ МаетеРские> гДе производятся работы, связанные со сборкой
С ИСПЫТАНИЕ МОТОРОВ
иУю сГаНнЫе “оторы после контроля направляются на испытатель-
'аются анци10, гДе после предварительной приработки они подвер-
тателыЛ Продолжении 2 часов обкатке при полной нагрузке. Испы-
е Кабинки покрыты звукопоглощающим материалом тол-
101
щиной в 3" (76мм), который поглощает 85% шума. Автоматически
насосная станция имеет сигнальный звонок, предупреждающий 3Я
3 минуты о прекращении подачи воды. Станция имеет собственную
градирню и водоопреснительную установку. ”
Выхлопные газы моторов пропускаются через систему подземных
каналов, уменьшающих шум. Здесь они охлаждаются водяным;
струями.
Каждый испытательный стэнд имеет собственный динамометр Хи-
нан-Фруд, соединенный с мотором через муфту Харди, способную
передавать мощность до 2000 л. с.
Персонал, занятый при испытании, находится в звуконепроницае-
мом боксе с двойными стеклянными рамами, через которые произво-
дятся наблюдения за мотором. Все приборы находятся в боксе. Топ-
ливо поступает из верхних баков, от которых ведутся трубопроводы
к кранам в испытательных боксах. В каждый бокс может подаваться
если необходимо, не менее пяти различных сортов топлива. Для охлаж-
дения моторов на каждом испытательном стэнде имеется большой
вентилятор, который обдувает цилиндры со скоростью 140 миль/час
(225 км/час). Горячий воздух, поступающий с десяти испытательных
стэндов, выбрасывается в атмосферу через центральную вытяжную
трубу. Из вышесказанного видно, что фирма Нэпир уделила большое
внимание уменьшению шума; в этом направлении она достигла весьма
удовлетворительных результатов.
ЗАВОД ФИРМЫ ДЕ-ХЭВИЛЛЭНД
СПРАВОЧНЫЕ СВЕДЕНИЯ О ФИРМЕ
Основатель фирмы Джофри Де-Хэвиллэнд построил первый само-
лет в 1908 г. В годы перед мировой войной он конструировал само-
леты для государственного завода, ас 1914 г. —для фирмы Эйрко.
За время мировой войны в Англии и в США было построено в общем
около 40 000 самолетов его конструкции. В 1920 г. фирма Эйрко
обанкротилась и часть ее кадров и фондов были переняты фирмой
Де-Хэвиллэнд.
В 1914 г. был выпущен первый учебно-спортивный самолет Де'
Хэвиллэнд «Мос» с мотором A. D. С. «Сиррус» 80 л. с., конструкции
майора Холфорда.
В 1925 г. образовалась фирма «Сиррус» для производства моторою
а в 1928 г. фирма Де-Хэвиллэнд решила сама обеспечивать моторами
свои самолеты, заказав сходный с «Сиррусом» образец тому же Хол-
форду. Образец этот был назван «Джипси». Для его производства часть
завода Де-Хэвиллэнд (Стэг-Лэйн-Эдгуар) была занята отделом серий-
ного авиамоторортроения.
В первый год работы было выпущено 150 моторов «Джипси»-
В 1929 г. производительность завода составляла 1000 моторов в гоД>
а в 1930 г. — 1500. В 1932 г. выпускалось по 16 моторов в месЯН-
а в 1933 г. —• по 62.
С 1928 г. по март 1935 г. было выпущено в общем 4000 мотор0®
* Джипе и», из них 1000 «Джипси-Мэйджор» и 200 «Джипси-Сикс»-
фактический выпуск достиг 80—90 моторов в месяц, из них 50—55
джипси-Мэйджор» и 30—35 «Джипси-Сикс». Ныне суммарный вы-
пуск фирмы превысил 6000 моторов, из которых 2200 типа «Джипси-
МэйдЖор».
В апреле 1934 г. фирма приобрела лицензию на производство
в Англии винтов регулируемого шага американского образца Гамиль-
тон-Стэндард.
К осени 1935 г. самолетостроение было перенесено на новый завод
в г. Хэтфильд (Хартфордшир), а старый завод был целиком использо-
ван под моторо- и винтостроение.
Число рабочих и служащих фирмы изменялось по годам следую-
щим образом:
1920 г..............
1927 » .........
1928 »
1934 » .............
1935 » .........
1938 »
20
400
1560
1800
3000
4200
М'оторы «Джипси» ставятся на самолеты ряда других фирм и
экспортируются. По лицензии они производятся в Чехословакии
(Вальтер), в Польше (Р. Z. L.) и в Австралии (Государственный авиа-
ционный завод).
В 1936 г. выпущен опытный образец 12-цилиндрового мотора,
развитого из «Джипси-Сикс» — «Джипси-Туэлв» мощностью 400—
450 л. с. С 1937 г. он находится в серийном производстве. Технология
его производства в печати еще не описана.
МЕТОДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ВАЖНЕЙШИХ
ДЕТАЛЕЙ МОТОРОВ
ОБРАБОТКА КАРТЕРОВ ЗВЕЗДООБРАЗНЫХ МОТОРОВ
ОБРАБОТКА КАРТЕРА МОТОРОВ БРИСТОЛ
Главнейшие детали, составляющие узел картера и нагнетателя
моторов Бристол, показаны на фигуре 88: передняя часть картера А,
задняя часть картера В, корпус перебора и крыльчатки нагнетателя С,
крыльчатка D и корпус улитки нагнетателя Е.
Фиг. 88. Детали картера и корпуса нагнетателя мотора Бристол.
Обе половины картера представляют собой штамповки из легкого
сплава RR56, отвечающего техническим условиям министерства авиа-
ции DTD246. Химический состав сплава следующий (в %): меди 1,5—
2,5; никеля 0,5—1,5; магния 0,6—1,2; железа 0,8—1,5; титана до
0,12; кремния— до 1; остальное—алюминий. Временное сопротив-
ление сплава на разрыв — 16 тонн/кв. дюйм (25 кг/мм2), удлинение —
не менее 16%, число твердости по Бринеллю 70—80.
До механической обработки вес штамповки передней части кар-
тера равен 84 фунтам (38 кг), а в окончательно обработанном виде —
около 28 фунтов (12,7 кг). Задняя часть картера весит до обработки
75 фунтов (34 кг), а в окончательно обработанном виде —27,5 фунтов
(12,5 кг).
При штамповке заготовок для картера волокна сплава стремятся
направить по контурам готового изделия. Преимущества штамповки
104
к—
Бристол. Вверху —
0Й детали, как картер, очевидны. По сравнению с отливкой или
та^е с поковкой механические качества получаются гораздо выше,
Да бенно в тех сечениях, в которых наблюдается сосредоточение на-
°Сяжений. К тому же стоимость механической обработки штамповки
ПРЯсравнению с поковкой значительно ниже, а выход материала
2° стружку гораздо меньше.
В Из средней части каждой штамповки берется материал для образ-
Эти образцы подвергаются механическим испытаниям. Разру-
шенные образцы хранятся
по крайней мере три меся-
ца после изготовления мо-
тора, чтобы в случае ава-
рии данной детали в экспло-
атации облегчить установ-
ление ее причин.
Передняя и задняя
части картера стягиваются
девятью болтами и обра-
батываются совместно, хотя
в процессе изготовления
они несколько раз разби-
раются. После контроля
штамповки первая опера-
ция обработки передней и
задней частей картера со-
стоит в торцовке их плос-
костей разъема и в про-
точке передней и задней
поверхностей. В плоско-
стях разъема каждой по-
ловины просверливают три
равноотстоящих отверстия
под соединительные болты,
стягивающие обе части
картера для последующих
операций механической об-
работки. Эскизы передней
и задней частей картера
показаны на фигуре 89.
Рассмотрим сначала об-
о-ко
t-O-OMi
,.4-495 ..
СТ_____1
Фиг. 89. Картер мотора
передняя часть, внизу — задняя часть,
работку задней части. Первая операция производится на револь-
верном станке Герберт № 12. Она состоит в расточке централь-
но отверстия А, торцовке плоскости Вив проточке плоскости
Ч1,3ъема Обрабатываемую деталь поворачивают на 180° и обта-
нагнЮТ ЦентРиРУ1°Щий бортик D под корпус перебора и крыльчатки
Ппа!<Гателя’ пРотачивают плоскость Е и конусную поверхность F.
ФланпИЧеСКИ ПРИНЯТО оставлять на центрирующем бортике и на
Це припуск около 0.02" (0,5 мм) на обработку после расточки
105
Фиг. 90. Обработка передней части картера мотора
Бристол.
Фиг. 91. Расточка цилиндровых окон картера мотора
Бристол.
Фиг. 92. ' Приспособление для сверления,
зенковки и нарезки отверстий для шпилек
на фланцах под цилиндры.
отверстий под цилиндры в целях обеспечения точной установки кор-
пуса^ перебора и крыльчатки нагнетателя относительно отверстий
под цилиндры.
В той же последовательности подвергается обработке передняя
часть картера. В этом случае применяется токарный станок Черчилль-
редмен. Каждая часть картера обрабатывается в два прохода —черно-
вой и чистовой. При проточке и при расточке принята скорость вра-
щения шпинделя 253 об/мин. На фигуре 90 показана установка
детали и резцов при обработке передней части передней половины
картера на станке Редмен.
Операции заключаются в
проточке плоскости G, в
расточке отверстия Нив
проточке плоскостей К и J
(фиг. 89).
После ^чернового фрезе-
рования плоскостей бобы-
шек толкателей L просвер-
ливаются три из девяти
отверстий под стяжные
болты и обе половины стя-
гиваются для ’обработки
плоскостей М и для рас-
точки отверстий под ци-
линдры.
После черновой обработ-
ки плоскостей и отверстий
под цилиндры плоскости
разъема передней и задней
половин картера шлифу-
ются на плоско-шлифоваль-
ном станке Черчилль. За-
тем, базируя изделия по
плоскостям разъема, обра-
ботанные уже начерно
остальные поверхности обеих половин протачивают начисто на
токарном станке Черчилль-Редмен.
Передняя часть картера имеет установочный бортик Р, обозна-
ченный пунктирными линями. Он прикреплен шпильками, вверну-
тыми в девять отверстий N, и служит базой при сверлении девяти
отверстий р диаметром 0,64" (16,25 мм) каждое и соответствующих
Девяти отверстий <$ в задней части, имеющих зенковку Т. Одно от-
верстие развертывается до диаметра 0,64+°>0(11"(16,25+0’()25 мм). После
этого в него вводится калиброванная пробка и окончательно обраба-
тываются остальные отверстия.
После второстепенных операций плоскости разъема каждой из частей
партера снова шлифуются Затем обе части стягиваются болтами
и клеймятся.
107
Фиг. 93; Чистовая .^расточка, центрального
отверстия картера мотора Бристол.
Следующими важными операциями являются операции механиче-
ской обработки плоскостей фланцев и отверстий под цилиндры со-
бранного картера. Обработка плоскостей фланцев под цилиндры про-
изводится на фрезерном станке Арчдэйл фрезой диаметром 16" (406 мм)
со вставными резцами.
Деталь центрируется на втулке, входящей в центральное отверстие
той половины картера, которая находится внизу, и фиксируется
по трем отверстиям под стяжные болты. При этой операции с каждой
из девяти плоскостей снимается 0,015" (0,38 мм).
Черновая и чистовая расточка цилиндровых окон картера иллю-
стрируется фигурой 91. Деталь базируется по центральному отвер-
стию задней части кар-
тера и по трем отвер-
стиям под болты. Диск В
на центральном пальце
А центрирует переднюю
половину картера. Режу-
щий инструмент имеет
направляющую втулку
С, входящую в точно
обработанное отверстие
в пальце А. Комбиниро-
ванный режущий инст-
г румент состоит из рас-
точной головки с двумя
зубьями, за которой сле-
дует резец F. На номи-
нальный диаметр отвер-
стия под цилиндр 5,992"
(152,2 мм) для всех де-
вяти отверстий дается
допуск 0,002" (0,05 мм).
Заметим, что станок
имеет второй шпиндель Е. Этот шпиндель был нужен для обработки
картеров моторов «Юпитер» F, у которых задняя половина картера
и корпус перебора и крыльчатки нагнетателя были отлиты заодно.
При операции сверления, зенковки и нарезки восьми отверстий
для шпилек на фланцах под цилиндры (фиг. 92) изделие устанавли-
вается на плите А с V-образным вырезом. Кондуктор для сверления
и нарезки устанавливается с помощью сухаря, входящего в окно под
цилиндр. Угловая установка кондуктора обеспечивается укреплен-
ными на нем планками, направляемыми торцевыми плоскостями
картера. После сверления восьми отверстий они зенкуются на глу-
бину 1'/2" (38 мм) и затем нарезаются. При нарезке в зенкованные
части гнезд вставляются бронзовые направляющие втулки.
После этого на револьверном станке Герберт № 12, показанном
на фигуре 93, производится окончательная расГочка центрального
отверстия. Затем производятся несколько операций второстепенного
108
рактера, после чего картер направляется на полировку всей его по-
верхности. После полировки обе части картера прибываюцразъединен-
ньГми, и производится постановка кольца йаправляющих клапанных тол-
кателей, которое является
отдельной деталью, отли-
той из магниевого сплава.
Для постановки на ме-
сто бронзовых обойм ко-
ренных подшипников V
(фиг. 89) картер нагрева-
ется до температуры 160° Ц
в печи, в которой он вы-
держивается в течение
рД часа. После этого
впрессовываются обоймы,
которые выдерживаются на
местах под
давлением,
не остынет,
сверливаются и крепятся
на шпильках кольца, фик-
сирующие обоймы. После
шлифовки обеих бронзовых
обойм коренных подшипни-
ков в обоймы вставляются
временные кольца в целях
обеспечения центрирования
при чистовой обработке
главного центрирующего
бортика D (фиг. 89), флан-
ца и центрирующего борти-
ка передней крышки.
Отверстия под направляющие толкателей развертываются на ра-
диально-сверлильном станке (фиг. 94) при медленной подаче. При
этой операции деталь базируется на оправе, входящей во временное
кольцо передней половины картера, а также по плоскости разъема,
прилегающей к диску А. Развертка направляется снизу отверстиями В.
а сверху направляющей втулкой, установленной на передвижной тра-
веРСе> которая может скользить по пальцам D. Эта направляющая
втулка используется для обоих отверстий каждой пары направляющих
толкателей.
Фиг. 94. Развертывание отверстий
под направляющие толкателей.
надлежащим
пока картер
Затем про-
ОБРАБОТКА КАРТЕРОВ МОТОРОВ АРМСТРОПГ-СИДДЛП «ТАЙГЕР» И «ЧИТА»
На фигуре 95 показана фотография картера мотора «Чита», а на
ригуре 96 —-эскиз картера мотора «Тайгер». Оба картера весьма
ходни по общим принципам конструкции. Тот и другой отковываются
Птп?Лава по техническим условиям министерства авиации
1 -46 (см. стр. 104).
109
Объем металла, удаляемого при механической обработке с той и
другой поковки, весьма значителен. На фигуре 97 изображено про-
дольное сечение картера «Тайгер», вписанное в соответствующее се-
чение поковки ^стадии обработки картера показаны на фигуре 98.
Поковка А весит около (254 кг;
она подвергается обдирке на за-
водах-поставщиках и поступает
на заводы Армстронг-Сиддли 'в
виде, обозначенном В. Вес за-
готовки составляет 125 кг. Кар-
тер в следующей стадии обо-
значен С; в окончательно обра-
ботанном виде D он весит всего
35 кг. Неободранная поковка
картера «Чита» весит 127 кг;
готовый картер —21,8 кг.
Получаемая на заводе поков-
Фиг. 95. Картер мотора «Чита». ка начерно обточена и расточена;
отверстия под цилиндры расто-
чены до диаметра 51// (140 мм). Первая операция механической
обработки заключается в обточке, выполняемой на револьверных стан-
ках Герберт № 9А. Одна сторона заготовки обтачивается на одном
станке, после чего противоположная сторона обтачивается на другом
подобном же станке. При этом обрабатываются все посадочные диа-
метры для обеспечения базирования при последующих операциях.
Фиг. 96. Картер мотора «Тайгер».
На фигуре 99 показано расположение резцов для первой операции
по обработке картера «Чита». Изделие базируется на пальце, укреп-
ленном на планшайбе, и надежно фиксируется семью зажимами. При-
меняемые подачи и скорости несколько меняются в зависимости от
обтачиваемого диаметра. Для обточки скорости шпинделя меняются
от 303 до 377 об/мин, а большинство операций проточки плоскостей
производится со скоростью 493 об/мин. Подачи обычно порядка
0,006" (0,16 мм) на оборот.
но
Обработка начинается с ппотли™ ™
реднего суппорта, после чего в рабочее' Цпе®”оковки Резцом А с пе-
резцедержатель В для черновой обточ ПОЛоя«*ие устанавливается
ки внешнего диаметра и черновой Г' л':---'
~ ° ' ——р
ласточки диаметра С. Затем приме-
няется фасонный резец D для про-
точки канавки Е, а потом резцом А
протачивается выступ F. Канавка 6
протачивается фасонным резцом Н,
после чего следует черновая расточка
резцом J с поперечного суппорта. Дер-
жавка резца J убирается при проточ-
ке плоскости L внутри поковки и
заменяется державкой резца К. Для
чистовой обточки и расточки поверх-
ностей, начерно обработанных рез-
цами В, применяются комбиниро-
ванные резцы М.
'2225
Н-------17625“---------I
Фиг. 97. Поковка картера мотора
«Тайгер».
Внутренняя сферическая поверхность картера обрабатывается ком
бинированными резцами, закрепленными на державке 2V, снабженной
Фиг. 98. Картер мотора «Тайгер» в различных стадиях обработки.
Фиг. 9Q. Расположение резцов на револьверном станке при
первой операции ^обработки картера мотора «Чита».
Цйи будуу3110, напРавляющей. Дальнейшие подробности этой опера-
ция Котоп(И'ЗЛО>Ке,1Ь| в Связи с описанием обработки картера «Тайгер»,
и применяется подобное же расположение инструмента.
111
Наконец, резцом Р с револьверной головки раскачивается в раз.
мер диаметр С.
Обработка противоположной стороны изделия (фиг. 100) проц3,
водится на другом револьверном станке Герберт № 9А. Обработку
начинается с проточки торца картера резцом А с поперечного суп.
порта, после чего тем же резцом протачивается фланец В. Затем цс.
пользуется борштанга с направляющей С для черновой расточки кар.
тора в D, чем подготовляется место для роликового упора, необходв-
мого для следующей операции, при которой применяется резце.
держатель Е с показанным на фигуре направлением. Резец г начерНо
обтачивает картер в G, резец Н начерно протачивает канавку
а резец J — канавку L. Затем протачивается выступ М, для чего
применяется резец А с поперечного суппорта, а после этого обтачи-
вается радиус перехода этого выступа резцом IV с поперечного суп-
порта.
Фиг. 100. Расположение резцов на револьверном станке при
второй операции обработки картера мотора «Чита».
Дальнейшая обработка ведется резцами, закрепленными на резце-
держателе /V, причем направляющий палец входит в соответствующую
втулку приспособления на планшайбе. При этой операции протачи-
вается плоскость фланца Р резцом Q, канавка К начисто обрабаты-
вается резцом Т, а отверстие D растачивается резцом U. Наконец-
картер поворачивается и отверстие растачивается под размер резцами А
и Z.
На фигуре 101 показано размещение инструмента при первой опе
рации механической обработки картера «Тайгер», которая выполняете _
также на револьверном станке Герберт № 9А. Сначала поковка пр°1
тачивается с торца резцом А с поперечного суппорта, после чего он-
обтачивается и растачивается с помощью комбинированного резца •
Затем фасонным резцом D протачивается канавка С, а после этого в
ступ Е протачивается резцом А. $
Следующим вступает в действие фасонный резец F, протачивают1
канавку G, после чего начерно растачивается резцом Н отверсТ
112
чптеоа Этот резец сменяется резцом J, протачивающим внутреннюю
Носкость картера К.
резцы Я и J установлены на взаимозаменяемых державках. Чи-
стовая обточка фланца и чистовая расточка на внешнем конце выпол-
ся10Тся посредством комбинированного резца L, установленного на
второй грани револьверной головки. Для обработки внутренних
сферических поверхностей картера применяется специальная штанга М
Фиг. >01. Располежение резцов на револьверном станке при первой
операции обработки картера мотора «Тайгер».
с направлением, причем последовательно используются три сменных
резцедержателя, как показано. Соответствующая подача резцедержа-
телей, необходимая для получения сферической поверхности, обеспе-
чивается копирами, причем последние управляются выступающими
деталями N, входящими в прорезь детали Р, укрепленной на головке
поперечного суппорта. Подобное же устройство применяется при
обработке картера «Чита», причем копиры меняются соответственно
выполняемой операции.
На фигуре 102 показана операция внутренней фасонной расточки
картера «Тайгер». Резцедержатель установлен в А; его вертикальное
перемещение в ходе операции управляется копиром, прикрытым
крышкой в. Движение сообщается копиру от выступающей детали С,
жимаемой между двумя губками детали D, установленной в резце-
П0Р*аТеле поперечного суппорта. В ходе операции расточной резец
в плаТСЯ “ ИЗделие> причем направляющий палец входит во втулку
впопеНШПЙ5е Станка> передний суппорт поворачивают и передвигают
деталцРпНчМ напРавлениИ До тех пор, пока деталь С не войдет в губки
Жавка ° ^атем> путем включения продольного хода суппорта, дер-
чем ее яе3ца подается вдоль по направлению к передней бабке, при-
.пиром ^ртикальн°е перемещение в ходе операции управляется ко-
ДепжяМ И осУЩествляется требуемая сферическая поверхность,
на Краях слИ резцов Q и Р (фиг. 10 0 образуют радиусы переходов
МеЖду нимФеРпЧеСких отвеРс™й, а резцы S отделывают поверхности
п°л0>кеНИиИ' Последняя операция, выполняемая при указанном рас-
Вел'Г'кеВ > РезК°в> состоит в расточке отверстия до окончательного
из
размера и производится с помощью резца Т, укрепленного в регуЛ1,
руемой державке;
На фигуре 103 показано расположение резцов при второй операцИи
обработки картера «Тайгер», также выполняемой на комбинирован.
Фиг. 102. Установка резцов при внутренней фасонной расточке
сферических поверхностей картера мотора «Тайгер».
ном револьверном станке Герберт № 9А. Сначала резцом А прота-
чивается торец картера, после чего резцом В протачивается плоскость
и закругление в С. Затем производится черновая расточка под роли-
ковый упор, применяемый в ходе последующих операций, для чего
используется резец D с направляющим пальцем. Для следующей
Фиг. 103. Расположение резцов на револьверном станке при
второй операции обработки картера мотора «Тайгер».
операции применяется комбинированный резец Е, причем три рез
предназначены для проточки канавок F и G и предварительном
точки картера в Н. а)!
Затем, после того как проточен выступ J резцом А и обрабо
угол К фасонным резцом L, изделие подпирается роликовым У
ром М, входящим в отверстие и снабженным, как показано,
правляющим пальцем.
114
угловые переходы внутри паза F обрабатываются резцом N с
резцедерЖателя поперечного ^суппорта. Восьмая операция состоит в
чистовой расточке по диаметру Р, в чистовой обработке стенок ка-
навки F, чистовой обработке канавки Е и чистовой расточке отвер-
стия Q- Для этого применяется комбинированный резец R. Нако-
нец, резцом S растачивается до окончательных размеров отверстие
О и диаметр внешней стенки канавки F.
После токарной обработки картера начерно растачиваются и тор-
цуются ранее прорезанные отверстия под цилиндры и обдираются
внешние диаметры бортов этих отверстий с той целью, чтобы обеспе-
чить исходные^ поверхности для последующих операций фасонного
Фиг. 104. Черновая расточка и торцовка цилиндровых
окон картера мотора «Чита».
фрезерования. При этой операции изделие базируется по фланцу
большого диаметра в расточке приспособления и крепится с помощью
пальца, пропущенного через главное отверстие картера. Установка
картера «Чита» приэтой операции показана на фигуре 104. Приспособ-
ление, в котором закреплена деталь, снабжено указателем, установлен-
ным на столе фрезерного станка. Пружинный замок фиксирует при-
способление в различных угловых положениях. На борштанге укреп-
лены три резца, предназначенных для расточки, торцовки и подрезки
Для последующей фасонной обработки. Скорость вращения шпинделя
составляет 300 об/мин при автоматической подаче для расточки
в и’°0б" (0,152 мм) на оборот шпинделя. Для торцовки применяется
п°дача от руки до упора.
11еред фасонным фрезерованием по копиру в картере высверли-
ются гнезда, облегчающие выемку карманов между бортами окон
Цилиндров. На фигуре 105 показана установка для высверливания
незд в картере «Тайгера» на радиально-сверлильном станке Арч-
воиЛ; Изделие зажато в бочкообразном кондукторе; установка произ-
дится По одному из главных отверстий. Зажим А фиксирует картер
115
ь определенном положении. Бочкообразный кондуктор установлен
на подшипнике на стойке, укрепленной на столе станка, а фиксация
обеспечивается пружинным замком, действующим от ножного рычага.
Для установки кондуктора в определенных положениях применяется
временная пробка В, служащая рычагом.
Сверла вставляются в специальные патроны, имеющие упоры С
для ограничения подачи вниз и обеспечения надлежащей глубины
гнезда. Гнезда высверливаются двух размеров: 1" (25,4 мм) и 21/32"
(16,7 мм) диаметром; каждое гнездо высверливается в два приема.
Первое сверление делается обычным сверлом, заточенным на конус,
а второе — сверлом с закругленными торцевыми кромками, окон-
чательно обрабатывающими гнездо до глубины1//'(6,35 мм). Упоры С
устанавливаются на определенную глубину сверления с помощью
эталонного картера. Подача сверл производится от руки. Скорость
вращения шпинделя для диаметра 1" принята равной 474 об/мин, а
для диаметра в а1/32"—640 об/мин.
Для фрезерования по копиру бортов цилиндровых отверстий А
(фиг. 96) сконструированы специальные станки. Один из таких стан-
ков показан на фигуре 106. Станок рассчитан на установку двух кар-
теров мотора «Чита» (А и В) одновременно; операция производится
по эталонному каптеру (шаблону) С.
Оба картера и копир устанавливаются на оправке, закрепленной
на столе станка; между ними ставятся кольца, фиксирующие их по
высоте. Станок имеет рабочие головки D и Е и копировальную го-
ловку Г, причем рабочие головки снабжены фрезами с тремя зубьями,
а копировальная головка — роликом, обегающим поверхность шаб-
лона. Два ролика G, установленные на вертикальной стойке, укреп-
ленной на столе станка, служат в качестве упора и прижимают обра-
батываемые картеры к фрезам, а шаблон — к ролику.
Угловая установка картеров и шаблона достигается при помощи
укрепленных на головках пальцев, которые вводятся в отверстия
втулок, вставленных в цилиндрические окна. Глубина фрезерования
устанавливается с помрщью упорных колец. При повороте маховика Н
фрезерные головки вращаются вокруг своих пальцев. Подача стола
управляется штурвалом, при помощи которого обрабатываемые из-
делия подводятся к фрезам. Обработка производится за два прохода;
после предварительной фрезеровки фрезы сменяются. Фрезы для
окончательной фрезеровки длиннее черновых на 0,5 "(12,7 мм) и торцы
их заточены по радиусу.
При обработке стол подается к фрезам, ^которые при повороте
маховика Н обрабатывают борты окон, причем глубина обработки
определяется формой шаблона. При подходе к ребру ролик копира
обходит его контур, благодаря чему фрезы отходят от изделий и вос-
производят профиль ребра на картерах.
После фрезеровки бортов окон обрабатываются карманы между
ними. Эта операция производится на специальном станке, спроекти-
рованном и построенном на заводе Армстронг-Сиддли (фиг. 107).
Шпиндель этого станка имеет вертикальную и горизонтальную
Иб
I
I
I
1
I
I
I
1
Фиг. 107. Фасонное фрезерование выемок
« в картере на специальном станке
Амстронг-Сиддли.
У и передвигается по двойным салазкам с помощью двух махович-
поД и Картер центрируется на фланце планшайбы- А и притягивается
К°ней с помощью траверсы и болта В. Планшайба установлена на под-
К пниках и может поворачиваться с помощью маховичка С и чер-
Ш1чной передачи. Корытообразное основание приспособления под-
вЯсживается двумя роликами F и может поворачиваться, причем
втер может быть установлен под углом к горизонтали. При этом
лжей быть ослаблен болт Е (см. также фиг. 109).
Д° В вертикальный шпиндель, вращающийся со скоростью 800 об/мин,
вставлена фреза с пятью зубьями.
На фигуре 107 изображена установка на станке картера мотора
«Тайгер», но то же самое устройство применяется и для картера «Чита».
На фигуре 108 показана черновая обработка отверстий для на-
правляющих толкателей (фиг. 96В). Четыре отверстия вырезаны для
получения образцов для испытания, а остальные высверлены. Изде-
лие притянуто к поворотной плите А, которая свободно вращается
в подшипнике; пружинный замок, входя в различные отверстия в ней,
обеспечивает ее установку под нужным углом. Дополнительная уста-
новка осуществляется посредством двух штифтов С на кондукторной
плите В, входящих в цилиндровое окно, соответствующее тому отвер-
стию для направляющей толкателя, которое сверлится.
Отверстия для направляющих толкателей в картере «Тайгер»
расположены в шахматном порядке (фиг. 96) и по этой причине
предусмотрена эксцентрическая втулка Е, в которой помещается свер-
лильная втулка D. Эксцентрическая втулка имеет прорези с обеих
сторон фланца, и путем перестановки штифта F то в ту, то в другую из
них, по мере поворачивания картера из одного положения в другое,
достигается надлежащая расстановка отверстий. Таким образом,
эксцентрическую втулку после сверления каждого отверстия необ-
ходимо поворачивать на 180°.
Обработка выемок отверстий для направляющих толкателей в кар-
тере «Тайгер» показана на фигуре 109. Станок похож на показанный
на фигуре 107, причем вертикальное и поперечное перемещения фре-
зерной головки направляются посредством двух маховичков, а третий
маховичок, служащий для вращения червячного привода, поворачи-
вает приспособление с изделием вокруг горизонтальной оси. В этом
случае для получения надлежащего угла между плоскостями выемки
служит фасонная фреза с пятью зубьями.
После операций профилирования и сверления отверстий для на-
равляющих толкателей картер и образцы, вырезанные из четырех
Указанных отверстий, подвергаются термической обработке. Как уже
У оминалось, эта обработка состоит в нагреве изделия до 520—525° Ц
ду °Лян°й ванне в течение двух часов и в закалке в воде или на воз-
темп' Э Затем во вторичном пятичасовом нагреве в соляной ванне при
тепм ратуре в 200° Ц с последующим охлаждением на воздухе. Эта
вив ическая обработка имеет целью устранение напряжений, поя-
мет^ИХСя в х°Де механической обработки. В то же время она придает
лу надлежащие механические качества.
119
Фиг. 109. Обработка выемок отверстий под напра-
вляющие толкателей в картере мотора [«Тайгер».
Фиг. ПО. Чистовая расточка картера мотора «Чита» на
револьверном} станке.
После термической обработки изделие возвращается в механиче-
ский Нех Для токарной обработки. На фигуре 110 показана установка
револьверном станке Герберт № 9А для обточки одного конца кар-
.J-epa. Операции состоят. ,в обточке диаметров, в снятии./около 0,5"
Фиг. Ill. Специальный станок для расточки и торцовки цилиндровых
окоп картера мотора «Чита».
Фиг. 112. Расточка и торцовка цилиндровых окон в картере
мотора «Тайгер» на специальном станке.
(12 7
вой * Мм^ в отвеРстии П°Д подшипник и в чистовой обработке кольце-
с канавки А в глубину. Кроме того, на этом станке протачиваются
С о различные плоскости и после завершения обработки изделия
Дной стороны — на соседнем станке оно таким же образом обраба-
121
тывается с другой стороны. Каждая поверхность обрабатывается
в два прохода. Скорость вращения шпинделя при первом проходе____
185 об/мин, а при втором проходе — 232 об/мин. Подача принята
в 0,0083"(0,21 мм) на оборот для предварительной обработки и 0,0062"
(0,16 мм) на оборот чистовой обработки. Изделие устанавливается
в расточке кольца, в котором оно фиксируется прижимами, входящцМ11
в цилиндровые окна. Глубина обработки ограничивается упорами.
Затем в картер впрессовывается стальная обойма подшипника
с суммарным допуском в 0,004—0,006" (0,102—0,152 мм). Картер на-
гревается до 180—200° Ц, стальная обойма подшипника впрессовы-
вается на место, после чего
ставится стопорная гайка,
которая для надежности
расчеканивается.
После постановки сталь-
ной обоймы подшипника
каргер возвращается в ме-
ханический цех для обточ-
ки центрирующих борти-
ков и выточек и чистовой
обработки обойм подшип-
ника. На диаметр большого
флайца оставляется при-
пуск около 0,025 "(0,635лы/)
и такой же припуск остав-
„ „ .. л „ ляется на диаметре отвер-
Фиг. 113. Расточной станок для чистовой ра- к ° г
сточки отверстий под направляющие толкателей С™Я оооимы подшипника
в картере мотора «Тайгер». на шлифовку. При той же
операции начисто обраба-
тывается передняя плоскость картера и протачиваются торцы обоймы
и гайки подшипника.
Для расточки и торцовки фланцев цилиндровых окон служат
специальные станки. На фигуре 111 показан станок, применяемый
для обработки картера «Чита». Изделие установлено на поворотном
столе, фиксируемом посредством пружинного замка, на который дей-
ствует рычаг А. Имеются два шпинделя — один для предварительной
обработки, а другой для окончательной. Бабки ходят в криволинейных
направляющих, так что в случае необходимости они могут устанав-
ливаться под различными углами, смотря по конструкции обрабаты-
ваемого картера.
Станок, применяемый для обработки картера «Тайгер», показан
на фигуре 112. Он весьма похож на только что описанный, за исклю-
чением того, что бабки расставлены противоположно одна другой-
Один шпиндель обрабатывает отверстия под верхние цилиндры»
а другой — под нижние. Каждая бабка применяется как для черно-
вых, так и для чистовых проходов, меняются лишь борштанги.
На практике на каждом шпинделе применяются по три борштанги -
Первая из них служит для черновой расточки и торцовки внешних
122
Фиг. 114. Регулируемая державка для обработки
отверстий под направляющие толкателей
в картере.
нцев, вторая — для чистовой расточки и снятия радиусов пере-
Фла а третья — для торцовки внутренних плоскостей.
^к’орштзнги °б°их станков направляются отверстиями в оправке,
которой картер устанавливается по отверстию обоймы коренного
иапщИпника. Черновая расточка и проточка производятся при ско-
сти вращения шпинделя 130 об/мин, а чистовая обработка — при
900 об/мин. Для расточки применяется медленная автоматическая
дача, а резцы для проточки и для обточки радиусов подаются от
Пуки При расточке глубина устанавливается упорами, установле-
ными' на борштангах.
Затем производится чистовая обработка отверстий для направляю-
щих толкателей на чистовом расточном станке. Чистовой расточной ста-
нок, спроектированный
в бюро обработки заво-
дов Армстронг-Сиддли,
показан на фигуре 113.
В данном случае на
станке показано развер-
тывание отверстий кар-
тера «Тайгер». Шпин-
дель станка имеет осо-
бую конструкцию и
работает от ременного
привода со скоростью
4700 об/мин.
Устройство державки
с алмазным резцом по-
казано на фигуре 114.
Втулка А, в которую
входит державка В,
высверлена с небольшим
эксцентриситетом. Вра-
щением градуирован-
ного кольца С, после
ослабления затяжки крепящих болтов, державке В придается враще-
ние относительно втулки А, вследствие чего меняется расстояние
от конца резца до оси вращения шпинделя. Таким путем обеспечи-
вается точное регулирование диаметра растачиваемого отверстия.
Приспособление для закрепления изделия, применяемое на этом
танке, показано на фигуре 115. Внешняя часть приспособления А
месте с изделием может вращаться вокруг неподвижного пальца В
Целью приведения различных направляющих отверстий в соосность
в бШпинделем станка. Изделие центрируется по бортику, входящему
Ча°Льшое отвеРСТ11е> а угловая установка относительно подвижной
из иИ приспособления обеспечивается пробкой С, входящей в одно
в цилиндровых окон. В свою очередь приспособление устанавливается
замк|ЛиЧных УГЛ0ВЬ1Х положениях пружинным замком И. Язычок
прижимается перед установкой посредством коленчатого штифта,
123
поворачиваемого рычагом D. Если оси развертываемых отверг Г11й
находятся в одной плоскости, то нижняя поверхность картера
коится при обработке на трех поворотных подкладках Е. При удаде^
нии этих подкладок деталь опускается, и тогда с плоскостью оСй
шпинделя станка совпадают оси второго ряда отверстий. Фиксирова
ние обеспечивается плитой F и гайкой G, между которыми для облег"
чения установки и снятия изделия вставлена скользящая шайба.
Подача при обработке равна 0,001" (0,025 мм) на оборот шпинделя
Для облегчения картера производится снятие металла фрезеров
ванием между отверстиями болтов переднего торца, как показано на
/?-
Фиг. 115. Приспособление для "установки’картера
на станке’для'расточки отверстий под направляю-
щие толкателей в картере.
фигуре 116. Во внешней
стенке кольцевой канав-
ки А фрезеруются при
этой операции семь вы-
емок, причем шесть из
них одинаковые, а седь-
мая имеет больший раз-
мер. Для этой операции
применяется фасонная
фреза, вставленная в
патрон вертикального
копировально - фрезер-
ного станка. Шпиндель
имеет направляющий
штифт В, обегающий
копир С. Копир уста-
навливается по двум
отверстиям под болты
и переставляется по
окружности фланца по
мере надобности. Для
седьмой выемки приме-
няется большой копир D.
При обработке стол, на котором установлено изделие, подается
на фрезу, вращающуюся в пределах, ограниченных копиром.
Остальные операции механической обработки картера вполне
обычны и не нуждаются в комментариях. Они завершаются чистовой
шлифовкой стальной обоймы подшипника. Получение различных
радиусов на выемках и ребрах и прочие отделочные операции обычно
производятся ручными инструментами с электроприводом через гиб-
кие валы. ;На фиг. 117 показан один из верстаков, на котором про-
изводятся снятие заусениц и полировка картера.
ОБРАБОТКА КАРТЕРОВ РЯДНЫХ МОТОРОВ
ОБРАБОТКА КАРТЕРА МОТОРА «МЕРЛИН»
Картер мотора Рольс-Ройс «Мерлин» состоит из верхней части кар*
тера и нижней Масти, или отстойника (фиг. 115). Обе половины отли'
ваются из алюминиевого сплава RR50 (спецификация DTD133B) с0
124
Фиг. 116. Фрезеровка переднего торца картера
мотора «Чита».
Фиг, 117. Отделка картера мотора «Тайгер».
следующим химическим! составом (в %): меди 0,8—2; никеля 0,8—1,75.
марганца 0,05 — 0,3; кремния 1,5 — 2,8; железа 0,8—1,4; ’т.,’
тана 0,05 — 0,25.
Все отливки подвергаются термообработке. Термическая обра.
ботка складывается из выдерживания отливок от 8 до 20 часов пр^'
температуре 155—175° Ц с последующим охлаждением.
Образцы для испытания отливаются вместе с картерами и прох(л
дят с ними термическую обработку. Временное сопротивление мате.
риала картера должно быть не менее 11 гконн/кв. дюйм (17,3 кг/мдрх
при удлинении стандартного образца длиной 2 "(50,8 мм) 2,5%. Число
твердости по Бринеллю 60—80.
Фиг. 118. Предварительная фрезеровка поверхности разъема
картера мотора «Мерлин».
Первая операция обработки верхней части картера после разметки
состоит в фрезеровке лап крепления мотора для облегчения установки
при следующих операциях. На фигуре 118 представлен верхний кар"
тер, установленный по обработанным поверхностям лап на фрезерном
станке, применяемом для предварительной фрезеровки поверхности
разъема. Отливка крепится при помощи четырех зажимных планок
к приспособлению, приболченному к столу станка.
На горизонтальной оправке укрепляются две фрезы с винтовым
зубом. Диаметр фрезы равен 6" (152,4 мм). Шпиндель вращается с°
скоростью79 об/мин. Подача стола равна 2,3 \дюйм1мин (58,7 мм/л'1™'
Аналогичная установка применяется и для следующей операции^
фрезеровки гнезд подшипников. Обработка производится двумя ФР6
зами со вставными зубьями диаметром 16" (406,4 мм). Число оборот'’
шпинделя составляет 35 об/мин; подача— Р/2 дюйм/мин (38 мм/^1111
126
Следующие операции окончательной фрезеровки поверхности разъ-
ема, окончательной фрезеровки гнезд подшипников и фрезеровки
лап крепления мотора выполняются на фрезерном станке Кендолл
и Джент. На фигуре 119 показана операция окончательной фрезе-
ровки поверхности разъема. Изделие устанавливается по фрезеро-
ванным лапам. Об-
Фиг. 119. Чистовая обработка поверхности
разъема картера мотора «Мерлин».
паботка производится
фрезой диаметром 5"
(127л/л). Изделие об-
рабатывается за два
прохода; при пред-
варительном прохо-
де снимается 0,05"
(1,27 мм), при окон-
чательном проходе —
0,005" (0,127 мм).
Обработка гнезд
под подвески под-
шипника производит-
ся фрезой диаметром
21// (57 мм). После
этого фрезой диа-
метром 5" (127 мм)
окончательно фрезе-
руются лапы крепле-
ния мотора. При чис-
товом проходе снима-
ется 0,005 "(0, 127 мм).
Скорость вращения
шпинделя при предва-
рительном проходе
равна 395 об/мин, подача равна 28 дюйм/мин (711 мм)мин). При
чистовом проходе шпиндель вращается со скоростью 640 об/мин;
подача составляет 18 дюйм/мин (457 мм)мин). Для обеспечения надле-
жащей глубины резания пользуются калибрами.
Фрезеровка поверхностей скосов под блоки цилиндров произво-
дится на другом фрезерном станке Кендолл и Джент открытого типа.
Изделие помещается в приспособлении и устанавливается по обрабо-
танной поверхности разъема и по гнездам подшипников. Обработка
производится фрезой диаметром 61// (165 мм). Каждая поверхность об-
рабатывается за два прохода: около 3/8" (9,5 мм) снимается при пред-
варительном проходе и 0,01" (0,25 мм) — при окончательном. Число
оборотов шпинделя при предварительном проходе равно 148 об/мин,
а при окончательном — 650 об/мин. Подача при предварительной
^Работке равна б3/,, дюйм/мин (171 мм/мин), а при окончательной—
w дюйм1мин (457 мм/мин). После фрезеровки одной из поверхностей
деталь повертывается в приспособлении для установки другой по-
рхности параллельно плоскости стола.
127
Перед расточкой окон цилиндров на отливке наносят риску для
облегчения установки по оси. Деталь устанавливается по обработан»
Фиг. 120. Расточка цилиндровых окон в картере мотора
«Мерлин».
ной плоскости разъема и по гнездам подшипников в специальном
приспособлении, приболченном к столу станка. Шпиндель станка
Фиг. 121. Сверление и развертывание отверстий под
крепежные шпильки.
имеет направляющую, которая центрируется в отверстиях приспо-
собления. При расточке второго ряда отверстий установка по оси
123
производится при помощи установочного шаблона А (фиг. 120), ко-
торый вставляется в одно из уже расточенных и развернутых отвер-
стий, причем палец шаблона направляется по одному из отверстий
приспособления.
н Четыре отверстия каждого ряда обрабатываются окончательно
то диаметра 5,65±0"01"(143,5±0,25 мм). Два других отверстия исполь-
зуются как база для установки и обрабатываются до диаметра 5,6+°>ooi"
(142,2+0,()28.л«л1). Крайнее отверстие выполняется овальным из двух
центров, находящихся на расстоянии 0,05" (1,27 мм) друг от друга.
Шаблон А (фиг. 120) вставляется в отверстие, выполненное с допу-.
ском + 0,001" (неовальное).
Это отверстие и крайнее
овальное отверстие обрабаты-
ваются окончательно развер-
тыванием.
Расточка производится
тремя последовательно рабо-
тающими резцами; третий
резец снимает фаску. Для
обработки двух отверстий, \
о которых уже упоминалось,
применяются отдельные раз-
вертки. Для обработки оваль-
ного крайнего отверстия
применяется эксцентрическая
втулка, которая фиксируется
в двух положениях в корпусе
приспособления.
Скорость вращения шпин-
деля при расточке равна
150 об/мин, при развертыва-
нии—75 об/мин. Как для ра-
сточки, так и для развертыва-
ния применяют ручную по-
дачу. Высота фаски устанав-
ливается упором на державке.
Многочисленные операции
сверления и нарезки резьбы
ыполняются на радиальных
ерлильных станках Асквит типа OD1. На фигуре 121 показана
Кг3ановка Для сверления, зенковки и нарезки резьбы отверстий под
кодПе>КНЫе Шпильки. Для этой операции применяется специальный
ЛинДУКт°Р’ КотоРый устанавливается по двум отверстиям под ци-
по п РЬ1‘ ^аРтеР укрепляется в приспособлении и устанавливается
лоскости разъема и по гнездам подшипников.
С{ еРление пР0ИЗВ0Дится сверлом диаметром 0,6" (15,24 мм) при
Даче оТ019'?а1цения шпинделя 830 об/мин и при автоматической по-
’U12" (0,34 мм) на оборот. Затем отверстия развертываются
•«ЛИШев 954 о
«4-9 |2у
Фиг. 122. Сверление, развертывание и рас-
точка отверстий в плоскости разъема
картера мотора «Мерлин».
(где это требуется). Число оборотов шпинделя при развертывании
равно 262 об/мин. Подача ручная. Окончательное развертывание от-
верстия до диаметра 0,8125+0-01" (20,6+0-?5 мм) производится при
числе оборотов шпинделя 134 об/мин. Глубина сверления устанавли.
вается упорными бортиками на развертках. Установка детали при
сверлении, развертывании, зенковке и нарезке резьбы различных
отверстий в плоскости разъема картера показана на фигуре 122.
При этих операциях применяется кондуктор плоского типа с уста-
новочными пробками, которые вставляются в окна под цилиндры.
Операции производятся на радиальном сверлильном станке Асквит,
типа OD1. По этому же кондуктору обрабатываются отверстия в ла-
пах крепления мотора.
Фиг. 123. Расточка гнезд коренных подшипников мотора
«Мерлин».
Подгонка подвесок коренных подшипников коленчатого вала про-
изводится шабровкой ори помощи двух ложных подвесок. Первая
из них применяется со щупом толщиной 0,125 "(3,17 мм). После удов-
летворительной подгонки по краске первой подвески она заменяется
второй, которая выполнена точно в размер. Шабровка продолжается
до точной подгонки второй подвески.
После постановки подвесок подшипников растачиваются гнезда
подшипников. Работа выполняется на двух горизонтальных станках
Ричардс. На первом отверстия растачиваются до диаметра 3,72"
(94,5 мм) с припуском 0,03 "(0,76 мм), который снимается при окон-
чательной расточке. Гнездо под обойму шарикоподшипника на носке
картера растачивается отдельно. Картер крепится на лапах, зажи"
маемых между башмаками А (фиг. 123) и траверсами В. Поперечины 0
служат опорой для направляющих втулок расточной оправки, ко-
торая направляется также с обеих сторон изделия. Гнезда подшипни-
130
ков № 1- 3’ 5 и 7 обрабатываются при поступательном движении
оправки, а гнезда подшипников № 2, 4 и 6 — при обратном ходе
При установке изделия подвески подшипников № 1 и 7 удаляются
что позволяет пользоваться установительными шаблонами. Затем
подвески ставятся на место и после подачи на 0,25 "(6,35 мм) их снова
снимают и осматривают, прежде чем приступить к следующей операции.
Торцовка опор подшипников производится на том же станке. Число
оборотов шпинделя при расточке равно 238 об/мин, при торцовке
_ 174 об/мин, при снятии фасок—29 об/мин. При расточке применяется
подача 0,0185" (0,47 мм) на оборот, при торцовке и снятии фасок
применяют ручную подачу. т
Фиг.; 124; Проточка торцевых плоскостей картера мотора
♦Мерлин».
Чистовая расточка производится на втором станке Ричардс при
числе оборотов шпинделя 233 об/мин. После этого производится
развертывание при скорости вращения шпинделя 29 об/мин и при
подаче 0.002" (0,05 мм) на оборот шпинделя.
Проточка торцевых плоскостей картера выполняется на токарном
в Вке Ле-Блонд (фиг. 124). При этой операции оправка центрируется
тел,0Дшипниках, продольная установка осуществляется установи-
на ным» Кольцами по центральному подшипнику. Глубина прохода
ДошлГ'Дом Конце изДелия регулируется установочными кольцами А.
плоек На Длину картера между окончательно обработанными
этой 2С1ЯМИ Равен 0,01" (0.25 мм). Число оборотов шпинделя при
Раст16^”4 равно 130 об// мин.
расточн°П<а гнез,и' подшипников производится на горизонтальном
ироиэводМ станке Кернс. Расточка отверстий под привод динамо
Для растоТСЯ На станке Унион. Фигура 125 изображает установку
чки гнезд подшипников редуктора. Картер устанавливается
131
и зажимается, как показано, на лапах. Число оборотов шпинделя цр1(
расточке различных отверстий колеблется в пределах 56—294 об/мин
в зависимости от диаметра. Для доводки гнезд подшипников
окончательных размеров применяется ручная развертка. При раз,
вертывании снимают около 0,01" (0,25 мм).
Фигура 126 изображает установку для чистовой обработки пло-
скостей под блоки цилиндров после окончательной обработки различ-
ных отверстий. Для этой операции применяется фрезерный станок
Кендолл и Джент. Деталь крепится на угольнике; оправка А про-
пускается через подшипники коленчатого вала. Для обеспечения
надлежащей глубины резания применяют калибр В. Поперечная
планка калибра опирается на фрезеруемую поверхность; микро-
метрический винт повергывается До тех пор, пока калибр не войдет
в соприкосновение с оправкой А. С помощью этого метода точно из-
меряется расстояние плоскости скосов от оси картера. После чистовой
обработки одной из плоскостей отливка повертывается, и тем же спо-
собом обрабатывается другая плоскость. При этой операции приме-
няют фрезу большого диаметра.
Фиг. 125. Расточка отверстий под подшипники вала редуктора
мотора «Мерлин».
f
Фигура 127 изображает установку картера при окончательном
развертывании гнезд роликоподшипников. Отверстие обрабатывается
с допуском ф- 0,00025" ( ф- 0,006 мм). Картер устанавливается на
лапах. Направляющие втулки оправки для развертки, которая вво-
дится в отверстия гнезда коренных подшипников, укреплены в детали 71
Отсутствие подшипников для второго направления оправки при ра3
вертывании отверстий верхней части картера редуктора компенсИ
руется удлинением направляющей втулки.
Добавочные зажимы и установочные детали на передней 4aC^s
стойки А предназначены для установки корпуса передачи, которы*
развертывается в том же приспособлении. 0
Приспособление для зенковки выточек под цилиндры показа
на фигуре 128. Оно центрируется в отверстии диском А и крр'
132
Фиг. 126. 'Чистовая фрезеровка плоскостей скосов Фиг. 127. Развертывание гнезд роликоподшипников
картера под блоки (мотор «Мерлин»). в картере мотора «Мерлии».
Фиг. 128. Приспособление для зенковки
выточек под цилиндры в картере мотора
«Мерлин».
при помощи четырех отверстий В, через которые пропускаются кре
пежные болты блока цилиндров.
Допуск на глубину выточ
ки равен 0,003" (0,076 мм)
Зенковка призводится вру!
чную; точность выточки конт-
ролируется калибром С.
ОБРАБОТКА КАРТЕРА МОТОР»
«ДОГГЕР» л
Картер мотора Нэпир
«Дэггер» отливается из того
же сплава, что и картер мо-
тора «Мерлин» (см. стр. 124).
Перед отправкой в ме-
ханический цех отливки под-
вергаются очистке, полировке
и тщательному испытанию
на наличие поверхностных
дефектов.
Первой операцией механической обработки отливки картера яв-
ляется предварительная фрезеровка всех торцев на фрезерном станке
Кендолл и Джент. После этого производится фрезеровка подшип-
ников (фиг. 129). При этой операции применяются Дце пары фрез
со вставными зубьями. Обрабатываемый картер закрепляется на
•столе горизонтально-фрезерного станка, причем за базу берутся
плоскости под цилиндры А; стол подается по направлению к фрезам;
обратный ход ускоренный. После фрезеровки подшипников произ-
водится расточка отверстий под цилиндры.
Плоскость стыка одной половины картера фрезеруется на верти-
кально-фрезерном станке Кендолл и Джент (фиг. 130). Следует
отметить, что обе половины картера практически одинаковы-
Операция выполняется фрезой со вставными зубьями диаметром 24"
(609,6 мм); скорость вращения шпинделя 200 об/мин, подача стола—
4" (101,6 мм) в минуту. При окончательной фрезеровке с торца сни-
мается около 0,01" (0,25 мм). Установка отливки производится п0
плоскости под цилиндры.
Сверление различных отверстий на фланце картера, сквозных от-
верстий для болтов, скрепляющих оба картера, отверстий под стяжные
болты цилиндров и других отверстий производится по кондуктору
на радиально-сверлильном станке Асквит (фиг. 131).
После сверления и развертывания под нарезку резьбы произво-
дится окончательная фрезеровка плоскостей гшд цилиндры, а затем
окончательная расточка окон под цилиндры на радиально-сверлиль-
ном станке Асквит с приспособлением, изображенном на фигуре 13-
Деталь закрепляется в приспособлении зажимами, установка произ-
водится с помощью шпилек, входящих в развернутые отверстия
под болты; резцовая державка направляется во втулках, закреп-
ленных в приспособлении.
Фиг. 129. Предварительная фрезеровка подшипников
в одной половине картера мотора «Дэггер».
Фиг. 130. Окончательная фрезеровка плоскости
стыка картера мотора «Дэггер». ф
134
Фиг, 131. Сверление отверстий картера мотора «Дэггер».
Фиг. 132. Окончательная расточка окон под цилинд-
ры картера мотора «Дэггер».
«
Предварительная расточка гнезд подшипников в каждой половине
картера производится на специальном трехшпиндельном расточном
станке Нэпир, изображенном на фигуре 133; на нем выполняется
также обработка торцев подшипников. Расточные штанги направ-
ляются в люнетах, установленных, как показано на фигуре; приме-
няются резцы из быстрорежущей стали
Фиг. 133. Предварительная расточка гнезд подшит
[ников в одной половине картера мотора «Дэггер»^
Фиг. 134. Специальный станок для окончательной
расточки гнезд подшипников картера мотора
«Дэггер».
Окончательная расточка гнезд подшипников производится после
«бровки плоскостей стыка обоих картеров и соединения болтами,
н к п°казано на фигуре 134. Эта операция выполняется на специаль-
м грехшпичдельном станке конструкции Нэпир. При окончательной
137
расточке каждого отверстия снимается около г/16" (1,59 мм) на диа-
метр. Скорость вращения шпинделя 200 об/мин. На этом станке
производится также окончательная торцовка подшипников.
ОБРАБОТКА КАРТЕРОВ МОТОРОВ «ДЖИПСИ VI» II «ДЖИПСИ-МЭЙДЖОР»
На фигура 135 дается чертеж картера мотора «Джипси VI». Эта
деталь выполнена из электрона марки DTD 59 (см. стр. 162). Перед
тем как поступить в сборочный цех, отливка картера подвергается,
Фиг. 135. Картер мотора «Джипси VI».
примерно, 35 операциям механической обработки. За некоторыми
исключениями, обработка картеров «Джипси-Мэйджор» производится
в том же порядке, что и обработка картеров «Джипси VI». Поэтому
описание механической обработки картеров обоих моторов во многих
случаях может делаться параллельно.
Предварительные фрезеровочные операции при обработке того
и другого картеров производятся на вертикально-фрезерном станке
Герберт № 8. К этим операциям относятся черновое и чистовое фре-
зерование плоскостей разъема, плоскостей под фланцы цилиндров
138
На плоскости под фланцы цилиндров
подлежащий снятию при окончательной
третья операция обработки картера
состоит в расточке отверстий под ци-
и под насос, обозначенных соответственно литерами А, В и С на про-
дольном разрезе (фиг. 135). ”
оставляется припуск в 1 мм,
механической обработке.
На фигуре 136 показана
«Джипси VI». Эта операция
линдры и снятии фасок и производится на радиально-сверлильном
станке Арчдэйл. Картер укреплен на простой опорной плите и фикси-
руется посредством штифтов. Быстродействующие зажимы А удержи-
вают изделие, ухватывая ею между ребрами жесткости лап картера.
Обработка производится фрезами из быстрорежущей стали, при ско-
рости вращения шпинделя 188 обилии, причем снимается припуск
около 10 мм. Отверстия растачиваются до диаметра 124+°>05лш.
Чистовая расточка отверстий под цилиндры картера «Джипси-
Мэйджор» производится также на радиально-сверлильном станке,
но несколько иначе (фиг. 137). Картер укрепляется на опорной плите
с четырьмя втулками А, отлитыми заодно с плитой Эти втулки рас-
точены и служат направляющими для державки и для установочных
калибров В. Сначала калибры вводятся в окна переднего и заднего
цилиндров, и картер закрепляется посредством зажимов, упираю-
щихся между ребрами жесткости лап картера С. Два средних отвер-
стия начисто развертываются с поипуском в 0,05 мм, калибры вы-
нимаются и затем растачиваются крайние отверстия. Полное время,
отводимое на черновую и чистовую расточку и снятие фасок цилин-
дровых окон картера, составляет 26 минут.
После окончания расточки цилиндровых окон картеры устанав-
ливаются для фрезеровки плоскостей разъема коренных подшипников.
Затем следует ряд операций сверления и фрезеровки. Сюда входят
сверление и зенковка отверстий под шпильки в плоскостях разъема.
Для этой операции картер укрепляется в приспособлении коробча-
того типа, причем базами служат отверстия цилиндровых окон. Кон-
дуктор, изготовленный для облегчения, прикрепляется к приспособ-
лению зажимами, после чего сверлятся отверстия в плоскости разъ-
ема. Этот же кондуктор применяется и для сверления отверстий в пло-
скости разъема верхней крышки, обработка которой описана ниже
(см. стр. 147).
Установка картера «Джипси-Мэйджор» показана на фигуре 138.
Операция производится на радиально-сверлильном станке Кольб,
к ст°лу которого крепится вертикальная плита с поворотным дис-
ком А. к последнему прикрепляется кондуктор В, в котором картер
азируется по двум отверстиям плоскости разъема. Заметим, что та же
самая пара отверстий используется как база в процессе большинства
^следующих операций. Картер надежно притягивается Двумя бол-
ЛМи> проходящими через цилиндровые отверстия, причем под гайки
скос°В ПоДклаДЫваются диски, опирающиеся на обработанные пло-
центТи под фланцы цилиндров. Кондуктор крепится пои помощи экс-
смазоИЧеСКИХ зажимов С и имеет направляющие втулки для сверления
чных отверстий, отверстий подшипников распределительного
139
Фиг. 136. Расточка цилиндровых отверстий кар-
тера «Дипси-Мэйджор» на радиально-сверлильном
станке Арчдэйл.
Фиг. 137. Расточка цилиндровых окон в картере
«Джнпси-Мэйджор».
Фиг. 138 Установка картера «Джипси-Мэйджор»
’ дтя сверления боковых отверстий.
Фиг. 139. Расточка гнезд подшипников коленчатого и распре-
делительного валов мотора «Джипси» на специально приспо-
собленном расточном станке.
валика, отверстий для крепления лап мотора D и Е и отверстия
под суфлер F. На поворотном диске отмечены необходимые при об-
работке положения, в которых он фиксируется с тыльной стороны
приспособления с помощью пальца. Общее время, затрачиваемое на
выполнение всей операции, равняется 60 минутам.
Фиг. 140. Обратная сторона приспособления, показанного
на фиг. 139.
Фиг. 141. Чистовая расточка и торцовка отверстий гнезд
подшипников коленчатого и распределительного валов в кар-
тере «Джипси VI».
Прежде чем приступить к расточке опор, коленчатого и распреде-
лительного валов, обрабатывают плоскости под подвески подшипни-
ков коленчатого вала, снимают фаски, ввертывают шпильки крепле-
ния подвесок и ставят подвески. Затем картер устанавливается на
горизонтальный расточной станок (фиг. 139), специально приспособ-
ленный для данной операции и оборудованный расточным приспо-
соблением. Картер базируется по плоскости разъема и центрируется
142
помоШью двух выдвижных пробок А. Последние установлены на
С ойке £>, снабженной масляным прессом С. Две трубки соединяют
С асляную камеру пресса с каждой из центрирующих пробок, которые
Отчала устанавливаются от руки и зажимаются показанными на фи-
с ‘ рукоятками; окончательный зажим осуществляется гидравли-
Гески с помощью плунжера, нагнетающего масло при вращении ма-
чоВичка D1. На оправах для расточки отверстий гнезд подшипников
-оленчатого и распределительного валов устанавливаются в обоих
*\учаях лобовые фрезы из быстрорежущей стали, показанные на
фиг 140. На этой фигуре показана обратная сторона приспособ-
ления и
всей ее
видны направляющие А, поддерживающие борштангу по
длине.
Фиг. 142. Торцовка гнезд подшипников коленчатого
вала в картере сДжипси-Мэйджор».
При чистовой расточке и торцовке отверстий гнезд подшипников
коленчатого и распределительного валов картер базируется по кон-
цевым отверстиям с помощью втулок, укрепленных в стойках А
(фиг. 141). Плоскость разъема прилегает к стойкам В, снабженным
зажимами. Стойки С служат для направления оправы, на которой
Установлена лобовая фреза из быстрорежущей стали. Первый корен-
ной +0,026
11 подшипник растачивается до диаметра 73—°’013 мм, а другие до
~ +0,026
Диаметра 67~о,о1з
«и етод тоРЦовки гнезд подшипников коленчатого вала мотора
спел П1Си'МэйДжор» ясен из фигуры 142. Операция выполняется на
_ ^иально приспособленном горизонтальном расточном станке, шпин-
ЭзЖимаРИС™С0^ление> указанное на фигуре 139, интересно применением для
ЛиРовкиРу1щого гидравлического пресса. Этот метод обеспечивает хорошую регу-
у силы прижима. —Ред.
143
дель которого вращает ряд дисковых фрез со вставными зубьями,
укрепленных на валу, поддерживаемом стойками А. Фрезы имею]
в диаметре 10" (254 мм). Скорость вращения шпинделя — 240 об/мин.
Картер фиксируется в приспособлении В по отверстиям цилиндров,
и скалка С входит в отверстие первого подшипника. Обрабатываемая
деталь подается на фрезы. При этом методе обработки суммарное
отклонение от номинального размера не превосходит 0,003" (0,076 мм).
Этот метод был разработан в целях ограничения суммарного откло-
нения, которое вызывало некоторые затруднения в эксплоатации
в отношении отдельных картеров и их верхних крышек.
Фиг. 143. Сверление отверстий
в картере под переднюю крыш-
ку и под подшпиники распре-
делительного .валика.
Фиг. 144g Поворотное рамное приспособ-
ление с установленным механизмом для
поперечного сверления картера мотора
«Джипси VI».
Следующий важный ряд операций по обработке картеров выпол-
няется на радиально-сверлильном станке Асквит OD 1. Для сверления
и нарезки отверстий под шпидьки крепления передней крышки кар-
тера и крышки подшипника распределительного валика (см. вид
спереди на фиг. 135) картер притягивается сбоку к столу станка,
как показано на фигуре 143, причем базами для установки служат
цилиндровые отверстия. Кондуктор базируется посредством пробок А,
входящих в отверстия первых подшипников распределительного ва-
лика и коленчатого вала. Затем картер поворачивается на 180е ДлЯ
сверления и расточки отверстий в задней стенке картера— для при-
вода насоса, тахометра, заднего подшипника распределительное0
валика, крепления задней крышки и т. д. (см. вид сзади на фиг. 135)-
144
Тот Же самый станок применяется Для сверления и расточки по-
перечных отверстий в картере. Применяемое для этого приспособле-
ние показано на фигуре 144. Оно состоит из двух кронштейнов А,
в которых вращается рама для закрепления изделия В; Рама снабжена
двумя поперечными скобами, имеющими центрирующие [пробки С,
обеспечивающие базирование изделия по двум цилиндровым отвер-
стиям. Через отверстия пропущены болты, затягиваемые с нижней
стороны картера. Установочный механизм^ с ручкой управления D
облегчает установку
изделия под нужным
цля той или иной
операции углом. В том
положении, в кото-
ром изделие показано
на фигуре, произво-
дится расточка отвер-
стий под лапы креп-
ления мотора и свер-
ление гнезд под
шпильки крепления
Фиг. 145. Установка двух картеров «Джипси-
Мэйджор» на радиально-сверлильном станке Поллард.
лап.
В описанном при-
способлении произво-
дят также сверление
и зенкование отвер-
стий под фиксирую-
щие штифты вклады-
шей коренных под-
шипников (перед этой
операцией подвески
снимаются) и сверле-
ние под углом смазоч-
ных отверстий Е и F
(фиг. 135). При свер-
лении малых отвер-
стий шпиндель стан-
ка вращается со ско-
ростью 1329 об/мин,
в при сверлении отверстий большого диаметра — 443 об/мин. На
сеа™ операции полагается 5% часов.
свеп а ФигУРе 145 изображена установка двух картеров на радиально-
со рлильном станке Поллард. Картеры «Джипси-Мэйджор» собраны
отвеп°11™И ВеРхними крышками. Операция имеет целью сверление
него т/ИИ ДЛЯ кРепления крышки коробки привода к агрегатам, зад-
При °^шипника распределительного валика и паразитной шестерни.
®a3HnJ11X ОпеРаЧИях применяется приспособление А, причем изделие
Калибпт Я П0 цилинДровым окнам. В основные отверстия вставляются
ры с дисками В. Расстояния между центрами замеряются по
“"“'-«.-.о
этим дискам с помощью щупа. Для сверления отверстий под передний
подшипник распределительного валика и под переднюю крышку
картер устанавливается в приспособлении С, причем для базирования
служат отверстия гнезд подшипников коленчатого и распределитель-
ного валов. Для сверления, нарезки и зенкования отверстий под
маслопровод в торцевой стенке верхней крышки снова применяется
приспособление А. Полное время, полагающееся на этот цикл опера-
ций, — 95 минут.
При последней операции механической обработки картеры уста-
навливаются на стол вертикально-фрезерного станка Герберт № 8,
как показано на фигуре 146. На этом станке производится снятие
Фиг. 146. Последняя операция обработки картеров
♦Джипси» — зачистка с плоскости под цилиндры
на вертикально-фрезерном станке Герберт.
припуска в 1 мм, оставленного при первой операции. Изделие уста-
навливается на простом приспособлении и закрепляется винтовыми
зажимами по стыковому фланцу. Для этой цели применяется '8,
(457 мм) торцевая фреза со вставными зубьями из быстрорежушеИ
стали.
Эскиз верхней крышки картера мотора «Джипси VI» представлен
на фигуре 147. Предварительные операции обработки этой детали
заключаются в сверлении отверстий под масляную магистраль и подъ-
емные кольца на обоих концах крышки. Последующие операции ИДУ*
в таком порядке: предварительная и окончательная фрезеровка [пло-
скости разъема; фрезеровка базирующих поверхностей; предваритель
ная и окончательная фрезеровка площадок для магнето А; сверление
отверстий в стыковом фланце.
146
Последняя операция выполняется на радиально-сверлильном станке
Корона (фиг. 148). Крышка установлена внутренней стороной вверх
в коробчатом приспособлении с кондуктором А, представляющим
собой алюминиевую отливку, со стальными направляющими втулками.
Изделие базируется по плоскости разъема и при помощи трех пазов
на кондукторе, обозначенных В; крепление производится двумя кон-
цевыми зажимами С. Затем во фланце высверливаются 68 отверстий
диаметром 6,5 мм. Операция эта продолжительна и не может быть.
Фиг. 147. Верхняя крышка картера мотора «Джипси VI».
как это сначала может показаться, облегчена путем применения много-
шпиндельного станка. Как видно из фигуры 147, расстояние между
Центрами этих отверстий меняется в зависимости от удаления от по-
Речн°й центральной оси крышки. Кроме того, само изменение ча-
отверстий неравномерно по длине фланца.
и 10Сле сверления отверстий во фланце производится черновая
в ™Стовая фрезеровка плоскостей крышек подшипников, сверление
пеоев ОТВерсти” и нарезка резьбы В (вид снизу, фиг. 147). Затем крышка
небо ерть1Вается> и производится сверление и нарезка отверстий в двух
ставят*™* бобь1Ш1<ах на коробке привода С (вид сверху, фиг. 147). Затем
ваетсяСЯ Крышки подшипников, и обрабатываемая деталь устанавли-
рацид пИ0Д Расточку подшипников привода магнето (фиг. 149). Эта опе-
Роизводится на радиально-сверлильном станке, к столу которого
147
прикреплен болтами литой кронштейн А. Рама приспособлений может
поворачиваться вокруг укрепленного в кронштейне пальца В. Штырь
входит в прорезь С, поддерживая приспособление в вертикальном
положении. При установке обрабатываемой крышки поворотные кон-
дукторы D и Е отводятся в сторону. Плоскость разъема крышки упи-
рается в обработанные поверхности А и В неподвижного кронштейна,
как показано на фигуре 150. Изделие базируется посредством скалок
(одна из них С показана на фигуре), входящих в отверстия фланца.
Зажим D прижимает крышку и надежно ее удерживает относительно
установочного кронштейна. Когда изделие установлено, кондукторы
поворачиваются в рабочее
Фиг. 148. Сверление отверстий фланца верхней
крышки картера мотора «Джипси» на радиаль-
но-сверлильном станке Корона.
положение, упираясь в уста-
новочные кронштейны (см.
Е нафиг. 150) и закрепля-
ются посредством болтов F.
Из фигуры 150 видно,
что установочный крон-
штейн имеет полку G,обеспе-
чивающую направление при
расточке подшипников Н
и К- При установке изде-
лия в рабочее положение,
как показано на фигуре
149, подшипники привода
магнето (В на фиг. 147)
растачиваются и разверты-
ваются. Размер диаметра
выдерживается в пределах
+0,013
2О-о,оо7 мм, а диаметры 'от-
верстий в коробке привода
С (фиг. 147)развертываются
+0,019 „
до размера 28—о,оо7 мм. При
этой же установке растачи-
ваются и развертываются
подшипники ведущего валика В, причем диметр отверстия и допуски
те же, что и для соседних подшипников.
Для обработки другого конца крышки приспособление поворачи-
вается на 180° и фиксируется посредством штыря (С на фиг. 149)-
В этом положении растачивается и развертывается подшипник D
и гнезда распределителя Е и F (фиг. 147).
Вследствие тонкости сечения верхней крышки и вследствие низ-
кого предела упругости сплава электрон, из которого она отливается,
во время производства этой операции деталь имеет тенденцию к искрив-
лению, что может привести к непараллельности осей отверстий. Эта
возможность исключается с помощью валиков F (фиг. 149), которые
временно вставляются в начисто отделанные отверстия во время
обработки остальных и придают детали необходимую жесткость.
148
Ограниченность пространства, в которое заключены подшипники
привода магнето, вызывает необходимость в особой установке при их
торцовке, причем крышка устанавливается в простом коробчатом при-
способлении на вертикально-фрезерном станке.
Обработку верхней крышки картера завершают второстепенные
операции фрезеровки, сверления, ручной нарезки резьбы, зачистки
и шабровки.
обработка цилиндровых БЛОКОВ МОТОРА «МЕРЛИН»
Цилиндровые блоки мотора «Мерлин» отливаются из того же сплава
RR50 (спецификация DTD 133В), что и картеры этого мотора
(см. стр. 124).
Фиг. 151. Левым цилиндровый блок мотора «Мерлин».
Обработка обоих цилиндровых блоков почти одинакова, так как
каждый блок по конструкции представляет собой зеркальное отобра-
жение другого блока. Каждый цилиндровый блок подвергается 93
механическим операциям.
На фигуре 151 дан эскиз блока. Нижняя и верхняя плоскости
блока образуют между собой угол. Для облегчения механической
обработки на верхнем фланце отливаются лапы .4. верхняя плоскость
которых горизонтальна и параллельна нижней плоскости блока-
Эти лапы срезаются, и верхняя плоскость блока подвергается оконча-
тельной обработке на самой последней стадии механической обработки
блока.
Механическая обработка начинается с удаления выпоров и лит-
ников, после чего отливка направляется Для предварительной фре"
зеровки нижней и верхней плоскостей лап. Эти операции произво-
ле)
чятся на вертикально-фрезерном станке Кендолл и Джент. При этой
операции оставляется припуск 0,025" (0,635 мм), который снимается
при последующих операциях.
После этого предварительно фрезеруются плоскости В (фиг. 151)
цоД подшипники распределительного валика. При этой операции
оставляется припуск 0,025" (0,635 мм), снимаемый при последующих
операциях. С целью соблюдения правильности профиля плоскостей
применяется копир, который направляет вертикальный фрезер при
помощи копировального ролика. Отверстия под гильзы цилиндров
растачиваются на специальном шестишпиндельном расточном станке
до диаметра 5,775" (146,5 мм) с припуском приблизительно 0,05"
(1,27 мм) на окончательную обработку.
После этого блоки подвергаются термической обработке. Затем
на горизонтально-фрезерном станке Герберт № 23Р фрезеруются
плоскости крепления всасывающего трубопровода и выхлопных па-
трубков. Отливка устанавливается по двум отверстиям под гильзы
цилиндров и укрепляется на приспособлении 4 болтами. При этой
операции оставляется припуск 0,015" (3,85 мм). На этом же станке
фрезеруются плоскости окон С, через которые затягиваются болты,
крепящие верхние фчанцы гильз к головкам цилиндров. При этой
операции также оставляется припуск на чистовую обработку.
Затем следуют различные второстепенные операции, после ко-
торых сверлятся отверстия в нижней части блоков, а также сверлятся
и развертываются отверстия под клапанные направляющие. Изделия
устанавливаются по цилиндровым отверстиям; на обрабатываемых по-
верхностях оставляется припуск под чистовую обработку.
При сверлении и развертывании отверстий под клапанные направ-
ляющие блок устанавливается по трем цилиндровым отверстиям.
Блок крепится к приспособлению через окна С.
Отверстия под клапанные направляющие используются для на-
правления инструмента при черновой обработке гнезд под седла
клапанов. После этого производится сверление, зенкование и нарезка
резьбы свечевых отверстий. С производственной точки зрения эти
операции представляют известные трудности вследствие того, что оси
этих отверстий направлены под углом к боковым поверхностям бло-
ков. Как показывает разрез h—h на фигуре 151, свечевые отверстия на
стороне всасывания наклонены под углом 3,5° к плоскости нижнего
основания блоков, а отверстия на стороне выхлопа образуют угол 5
с нижней плоскостью блоков. В то же время свечевые отверстия на
стороне всасывания и выхлопа наклонены под углом 10° к плоскостям
крепления трубопроводов (фиг. 151).
Задача обработки свечевых отверстий удовлетворительно разре-
ж^ется ПРИ помощи специального кондуктора, изображенного на
р *УРе 152. Блок укрепляется в люльке А, которая может вращаться
ч ОДшипниках В, и фиксируется при помощи пробок, вводимых в ци-
6ojTT'P°Bb^ 0ТВеРстия. Блок закрепляется в приспособлении четырьмя
РаспоМИ Остановка под углом 3,5—5,5е осуществляется при помощи
л°женных по обеим сторонам приспособления^ штырей £), ;ко-
151
торне вводятся в соответствующие отверстия в приспособлении. Под.
шипники люльки укреплены на плите Е, которая в свою очередь моц~
тирована на подшипниках F, крепящихся к основанию G. Эти под-
шипники позволяют устанавливать люльку под утлом в 10° по отно-
шению к горизонтальной плоскости в любую сторону от нее. Люлька
закрепляется в этих крайних положениях при помощи зажимов /у.
При монтаже блока на приспособление люлька поддерживается в го-
ризонтальном положении при помощи рычага J1.
Фиг. 152. Кондуктор для сверления отверстий под свечевые
втулки блока^мотора «Мерлин».
Свечевые отверстия сверлятся на радиально-сверлильном станке.
Внутренний торец отверстий в камере сгорания обрабатывается при
помощи фасонной фрезы, показанной штрих-пунктирной линией на
фигуре 151 (см. разрез ti—ft).
После этих предварительных механических операций отливка
промывается и подвергается испытанию на непроницаемость возду-
хом при давлении около 2 ата. Отливка при испытании погружается
в горячую воду. После этого производится гидравлическое испытание
гликолем. Все отверстия охлаждающих рубашек цилиндрового блока
закрываются, и в рубашки нагнетается горячий гликоль под давле-
нием около 2 ата. При этом испытании блок покрывается стеклян-
ным колпаком, на стенках которого легко обнаруживаются брызги
гликоля, проникающего через неплотности отливки.
Если гидропроба дает удовлетворительные результаты, то отливка
зачищается и полируется; внешние поверхности ее окрашиваются
черной эмалью.
1 Приспособление, показанное на фигуре 152, интересно по своей конструкции
и удачно разрешает задачу фиксации изделия в нескольких плоскостях. — Ре6'
152
Первая операция, которой подвергается эмалированная отливка,
состоит в развертывании отверстий под кожухи силовых шпилек на
верхней плоское™. При этой операции блок снова фиксируется по
цилиндровым отверстиям. После этого сверлятся и развертываются
необходимые отверстия в верхней плоскости блока. Эта операция
производится на радиально-сверлильном станке. Все отверстия для
охлаждения на нижней и верхней плоскостях блока зенкуются-
На фигуре 153 показано приспособление, при помощи которого
производится расточка отверстий в верхней плоскости блока
/фнг. 151£). Эта операция
имеет целью обработать Коль-
левые углубления для рези-
новых колец, которые необ-
ходимы для обеспечения гер-
метичности труб, Проходящих
через эти отверстия. Уста-
новка плиты А кондуктора
(фиг. 153) производится по
двум развернутым отверстиям
при помощи выдвижных про-
бок В. Приспособление снаб-
жено направляющей С (фиг.
153 и 154). Резцовая держав-
ка проходит через втулку D
(фиг. 154), служащую напра-
вляющей и снабженную упор-
ным шарикоподшипником, ко-
торый позволяет нижней плос-
кости втулки оставаться не-
подвижной, в то время как
резцовая державка вращается.
После того как движение вниз
Фиг. 153. Расточка 1 уплотнительных кана-
вок в отверстиях для силовых шпилек.
Детали Е, несущей резцовую
державку F, прекращается,
Дальнейшее движение шпг(н-
-1еля станка, а с ним и
Детали G сжимает пружину И и вызывает поворот державки F
вокруг оси К- Благодаря этому движению резец выдвигается в
Радиальном направлении и растачивает канавки в отверстии.
сложение детали G по отношению ко втулке L, изготовленной за
Одно целое с ведущим конусом, может регулироваться, благодаря
му ход резца в радиальном направлении вплоть до того момента,
’r „торец втулки L соприкасается с заплечиком детали Е, поддается
точной установке. После г
меняется е—
НяетгоСК°М °’002" (°-05
встав п разРезной Цилиндр!
^являются две половинки
эго как направление вращения шпинделя
резец извлекает :я из отверстия. Канавки растачиваются
). Для проверки размера канавок приме-
ческий калибр. В обработанное отверстие
калибра, после чего в отверстие, образо-
153
ванное двумя половинками калибра, вводятся предельные пробки
Аналогично обрабатываются и измеряются канавки на отверстиях
в нижней части цилиндрового блока.
Перед постановкой свечевых втулок изделие нагревается до 150° ц
в печи с точно регулируемой температурой. Свечевая втулка ввертц.
вается с натягом 0,02" (0,5 лш) по наружному диаметру резьбы. За.
вертывание свечевых втулок производится специальными инструмен-
тами. После постановки втулок на место они засверливаются, и
в сверление заколачиваются стопорные штифты.
После этого производится чистовая отделка верхней и нижней
плоскостей блока и окончательная расточка цилиндровых отверстий
и камер сгорания. Эта операция произво-
дится на специальном шестпшпиндельном
расточном станке фирмы Рольс-Ройс (фиг.
155). Изделие устанавливается в продольном
направлении при помощи зажимов А, ко-
торые вводятся в крайние цилиндровые от-
верстия: стальная плита в задней части
приспособления устанавливает блок в
поперечном направлении по плоскостям
крепления трубопроводов.
На шпинделях укреплены резцы, кото-
рые обрабатывают поверхность цилиндро-
вых отверстий одновременно с обработкой
поверхности камеры сгорания. Для 'регу-
лировки гдубины обработки камер сгорания
гайки шпинделей отвертываются, и резцо-
вая головка повертывается до тех пор, пока
не совпадут нужные деления в В (фиг. 155)-
После этого гайки снова затягиваются.
На фигуре 156 показана установка для
фрезеровки гнезд зажимнь(х колец гильз
цилиндров. Копировальная плита А фик-
сируется на блоке по двум цилиндровым
отверстиям и контрольным штифтам. Шпин-
дель имеет шлифованную цилиндрическую
поверхность которая вводится в сопри;
составляет 0,002" (0,05 мм)-
гнезда клЗ'
выхлопные клапаны неоД»'
Фиг. 154. Приспособление
для расточки уплотнитель-
ных канавок в отверстиях
для силовых шпилек.
косновение с профильной поверхность#) отверстий копировальной
плиты, благодаря чему фреза вырезает контур, точно соответствуют»»
профилю копира. Допуск на профиль гнезд и расстояние их от
нижней плоскости цилиндрового блока составляет 0,002" (0,05 мм)-
После этого развертываются клапанные направляющие в размер
0,615+0-001" (15,6+0,025 мму Затем обрабатываются
панных седел (фиг. 157). Всасывающие и____________ _______
наковы. Во избежание путаницы инструмента оправки одного набор3
инструмента снабжены продольными шля нами А (фиг. 157), которы6
сопрягаются с контрольными штифтами в шпинделе станка. Так»1"
образом предупреждается всякая возможность случайного брак3.
154
Фиг. 155. Специальный шестишпиндельный станок
для расточки цилиндровых отверстий.
Фиг. 156. Фрезеровка гнезд под зажимные коль-
ца в блоке мотора «Мерлин».
Фиг, 157. Режущий инструмент для обработки
гнезд^клапанных седел мотора «Мерлин».
Фиг. 158. Инструмент для проверки и окончателы;
ной обработки гнезд клапанных седел.
глубина обработки контролируется упорами В, положение которых
может регулироваться с целью компенсации уменьшения размеров
лоезы в результате заточек. Фрезы закреплены в шпинделе при по-
мощи быстродействующего зажима типа Брук. Свободный конец
оправки фрезы снабжен направляющим пальцем, который вводится
отверстие клапанной направляющей. Верхняя часть оправки на-
правляется кондукторной плитой.
И Посадка клапанных седел в гнездах проверяется при помощи сле-
дующего приспособления. Направляющий палец А (фиг. 158) встав-
ляется в клапанное гнездо, как показано в В. На палец надевается
калибровая пробка С, которая имеет центральное отверстие для пальца.
Пробка смазана краской. Если краска показывает, что пробка сидит
недостаточно плотно, на палец надевается шарошка D, при помощи
которой, пользуясь рукояткой Е, выводят Дефект. После этого гнездо
снова проверяется пробкой С.
Перед завертыванием клапанных седел на место блок нагревается
в течение часа в электрической печи до температуры 150° Ц. Седло
всасывающего клапана завертывается с натягом 0,002" (0,054 мм) по
диаметру, а седло выхлопного клапана — с натягом 0,003" (0,076 лш).
Резьба на клапанных седлах шлифуется. Перед ввертыванием на место
седла подбираются по размеру. Седла ввертываются в нагретую го-
ловку при помощи специального ключа за шлицы, прорезанные на
внутренней окружности седла. Для проверки герметичности посадки
седла подвергаются гидропробе под давлением 42 ата.
После этого следует операция удаления шлицов, служащих для
завертывания клапанных седел, ц операция расточки горловины седел.
Чистовая обработка седел производится специальными резцами. Рез-
цовая оправка центрируется в клапанных направляющих.
Окончательная обработка цилиндровых отверстий производится
на горизош'ально-расточном станке Кернс (фиг. 159). Для предва-
рительной и чистовой обработки применяется набор различных ин-
струментов. Под чистовую обработку оставляется припуск 0,015"
(0,375 мм). Установка стола для обработки каждого цилиндрового
отверстия производится при помощи упоров, укрепленных на боковой
плоскости поперечных салазок и индикатора А (фиг. 159). Глубина
обработки устанавливается при помощи индикатора В и упора С.
^тим путем удается добиться высокой точности взаимного расположе-
ия отверстий и их глубины.
лок монтируется на вертикальном приспособлении и фиксируется
пан Помоиу1 контрольных шпилек, входящих в отверстия трех кла-
пода«ЫХ «^ляющих. Шпиндель вращается со скоростью 450 об/мин,
Для ПРИ °®Ра®отке параллельных стенок составляет 0,01" (0,25 мм).
°т ни^ех ?сталькых операций применяется ручная подача. Расстояние
гильз 7 ЁИ пяоскости цилиндрового блока до плоскости под фланцы
м<енногР0ВСРЯеТСя ПРИ помощи специального приспособления, изобра-
с Центо° ФигУРе 160. Приспособление представляет собой крышку
ЦИлиндпРУЮЩей Точкой А, которая сажается на нижнюю плоскость
рового блока. Сбоку крышки имеется колонка В, в которой
157
перемещается нагруженный пружиной штифт С, свободный конец
которого вводится в соприкосновение с измеряемой плоскостью, а пр0.
тивоположный конец действует на индикатор D. Перед измерение^
необходимого расстояния устанавливается правильное показание ин-
дикатора при помощи приспособления, изображенного в правой части
фигуры 160. Это приспособление представляет собой стойку Е с точно
установленным расстоянием между верхней плоскостью и торцем го-
ловки F. Крышка измерительного приспособления устанавливается
на верхней плоскости этого прибора, центрируясь в штифтах G. Штифт
С вводится в соприкосновение с головкой F, и правильное показание
индикатора записывается и служит для определения отклонения дей-
ствительных размеров в цилиндровом блоке от заданного.
Фиг. 159. Чистовая обработка цилиндровых гнезд блока мотора
«Мерлин».
На фигуре 161 показана операция удаления лап А (см. фиг. 151)
на оерхней плоскости цилиндрового блока и для фрезеровки фланца
крепления крышки головок. Операция производится на вертикально-
фрезерном двухшпиндельном станке Кендолл и Джент. На одном
шпинделе станка укрепляется дисковая фреза для удаления лап, на
другом — торцевая фреза для обработки фланца. Цилиндровый бчок
устанавливается накопите и фиксируется по двум цилиндровым отвер-
стиям. Отрезка лап и предварительная обработка фланца производится
дисковой^фрезой, после чего производится чистовая обработка фланца
торцевой фрезой А.
На этом механическая обработка заканчивается, и блок передается
в отделочную мастерскую, где црц помощи инструмента с гибким
158
Фиг. 160. Прибор Л'1Я проверки^ глубины Фиг. 161- Отрезка лап и фрезеровка верхнего
цилиндровых гнезд блока мотора "«Мерлин». < фланца блока мотора «Мерлин».
приводом зачищаются заусеницы, обрабатываются по шаблонам ра„
диусы, зачищаются и полируются внутренние поверхности всасываю-
щих и выхлопных каналов и каналов для охлаждающей жидкости
Полируются также фланцы крепления выхлопных и всасывающих па-
трубков и плоскости крепления подшипников распределительного вала
Проверяется взаимное расположение прорезей F и отверстия привод!
ного валика G (фиг. 151). Седла клапанов притираются для получения
герметичной посадки клапанов. Седло всасывающего клапана прити-
рается по клапану; седло же выхлопного клапана притирается по
ложному клапану, так как угол фаски седла выхлопного клапана
равен 45°, а угол фаски выхлопного клапана равен 44,5°. Отверстия
под шпильки нарезаются, и в них завертываются шпильки.
После этого производится проверка объемов камер сгорания при
помощи бюретки и керосина. Объем камер сгорания доводится до нуж-
ной величины зачисткой.
На фигуре 162 показана установка для проверки параллельности
плоскостей крепления гильз. Проверка производится калибром А,
нижний диск которого устанавливается на фланец крепления гильзы,
а верхний выступает наружу из блока, как показано на фигуре 162 В.
После установки прибора при помощи индикатора С проверяется го-
ризонтальность поверхности диска В. Если проверка обнаруживает
перекос, то последний выводится при помощи шарошки D, которая
центрируется в цилиндровом отверстии диском Е. Калибр для про-
верки параллельности фланцев имеет внутреннее сверление, в котором
свободно ходит плунжер F. При установке калибра на место плунжер
опускается вниз до соприкосновения с верхней точкой камеры сгора-
ния; противоположный конец плунжера в это время должен стать
заподлицо с диском В стойки.
Перед постановкой гильз фланец крепления гильз подвергается
тонкой полировке при помощи крокуса.
На фигуре 163 показаны гильзы. Газовый стык верхнего фланца
гильзы и головки уплотняется дуралюминовым кольцом В, отшли-
фованным с допуском 0,00025" (0,006 мм) по высоте. Нижний стык
уплотняется резиновым кольцом В, удерживаемым стальным коль-
цом С и двойной пружиной Е. Все эти кольца надеваются на гильзу,
в камеру сгорания вставляется оправка для направления гильзы,
после чего гильза вводится в отверстие блока. После этого устанавли-
ваются трубки для силовых шпилек. Уплотнение стыков трубок с бло-
ком производится при помощи резиновых колец. Нижнее уплотни-
тельное кольцо выполнено из гликолестойкой резины, верхнее —- из
маслостойкой резины.
После этого проверяется система каналов блока. Все отверстия
блока закрываются, в блок нагнетается вода под давлением, отверстия
открываются по-одному, и измеряется расход воды через каждое от-
верстие. Расход воды через каждое отверстие не должен быть меньше
определенной величины. После этой проверки блок подвергается
вторичному испытанию на непроницаемость, во время которого бло!
устанавливается в горячей водяной ванне. В заключение производится
160
Фиг. 162. Проверка параллельности плоскостей посадки
гильз в блоке мотора «Мерлин».
Фиг. 163. Гильзы цилиндров с уплотнительными
кольцами.
вторичное испытание гликолем под давлением. После этого блоц 1
ступает в монтажный цех для установки коромысел, распределит J'0'
ного ваш'ка и т. д. °ь'
ОБРАБОТКА РАЗЛИЧНЫХ КРУПНЫХ ОТЛИВОК
ОБРАБОТКА КОРПУСА НАГНЕТАТЕЛЯ МОТОРА БРИСТОЛ
Корпус перебора и крыльчатки С и корпус улитки нагнетателя t
(см. фиг. 88) мотора Бристол отливаются из магниевого сплав В
отвечающего техническим условиям министерства авиации DTD 59д’ L
Сплав содержит (в %): алюминия—до 8,5; цинка—до 3,5; МЛ1
ганца — 0,5. Допустимое содержание примесей (в %): меди —. Д
свинца — 0,4; железа — 0,1; кремния — 0,4; серы — 0,4; эстал^
ное — магний. Минимальное допустимое разрывающее напряжение |
9 тонн [кв. дюйм ( ~ 14,2 кг! мм2) при минимальном удлинении стан'. I
дартного образца в 2%.
Операции по обработке магниевых отливок совершенно Обычвд I
и не требуют особых комментариев. Они заключаются в обточке JI
расточке и производятся на станках стандартных образцов.
Внутренняя поверхность корпуса перебора и крыльчатки наД
тателя протачиваются на револьверном станке Герберт № 9 (фиг. 164).!
Державка несет три резца. Круглый резец А служит для проточки!
закругления внутренней поверхности В, резец С — для обточки кони-
ческой части внутренней поверхности Ь и резец Е — для зачисти:
отверстий корпуса. Резец С укреплен на пружинной державке F,
конец которой прижимается к копиру G. При обработке револьверная г
головка подается на переднюю бабку станка, пока резец не будет
правильно расположен относительно изделия. Затем включается по-
перечный самоход, причем продольная подача резца управляется!
копиром.
Интересна операция фасонной обработки лопаток диффузора на
корпусе улитки С (см. фиг. 88). Изделие устанавливается на вращаю-
щемся столе копировально-фрезерного станка Пратт и Уитни, бази-
руется по отверстию и фиксируется тремя болтами, входящими в тр»
отверстия фланца (фиг. 165). Оправка, центрирующая корпус, глуЖиТ1
также для установки копира А, причем ее конструкция донускач
установку стола станка в необходимом для обработки детали положенйИ-1
Перемещение фрез направляется копиром, подача — ручная. ПреДД
варительная обработка производится фрезой В, окончательная
фрезой С.
При обработке фреза опускается до тех пор, пока ролик и
установится в прорези копировальной плиты. Перемещение фрез Ж
в горизонтальной плоскости ограничивается копиром. 0.
Ролик чистовой фрезы имеет немного меньший диаметр, чей Р
лик черновой фрезы, благодаря чему при предварительном про*
оставляется небольшой припуск, снимаемый при чистовом про* I
При надлежащей установке стола проходятся промежутки меЖДУ
патками, а лопатки образуются оставшимся материалом. .
162
Фиг. 164. Обработка внутренней поверхности, корпуса
нагнетателя мотора Бристол.
Фиг. 165. Фрезеровка лопаток диффузора на кор-
пусе улитки нагнетателя мотора Бристол.
ОБРАБОТКА ЗАДНЕЙ КРЫШКИ КАРТЕРА МОТОРА «ДЯЩПС.И-МЭЙДЖОРЙ
Эскиз электронной задней крышки картера мотора «Джипси-
Мэйджор» дан на фигуре 166. Операции механической обработки этой
детали идут в такой последовательности: предварительная фрезеровка
внешних поверхностей крышки; фрезеровка плоскости разъема (Д
на фиг. 166); чистовая фрезеровка внешних поверхностей; чистовая
фрезеровка плоскости разъема. Последняя операция производится
следующим образом (фиг. 167). Фреза
диаметром 18" (457 мм) со
вставными зубьями из бы-
строрежущей стали уста-
новлена на шпинделе вер-
тикально-фрезерного стан-
ка Герберт № 8, вращаясь
со скоростью 900' (~273 м)
в минуту. Крышка закреп-
лена в приспособлении;
причем базой взята ранее
начисто обработанная пло-
щадка под самопуск. До-
полнительные быстро отки-
дываемые зажимы установ-
лены в А и В, а фланец
изделия опирается^на регу-
лируемые штифты С.
Затем фрезеруются пло-
щадки под магнето В и С
(фиг. 166), после чего сле-
дует ряд фрезерных опе-
раций по обработке пло-
щадок под насос и всевоз-
можных бобышек. Вось-
Фир. 166. Задняя крышка картера мотора мая операция, включающая
«Джипси-Мэйджор». сверление, расточку, раз-
вертывание и проточку ка-
навок главных отверстий, выполняется на радиально-сверлильном
станке. Для этой цели применяется приспособление, показанное на
фигуре 168. Деталь базируется по плоскости разъема посредством
винтов А и В, упирающихся в борт отливки и прижимающих ее к
приливам на нижней поверхности кондуктора С, и винтов D, при-
жимающих крышку сверху. Кондуктор крепится в нижней части
приспособления откидными болтами Е.
Первыми на этой установке обрабатываются три отверстия, и0"
+0,019
казанные на фигуре 166 (вид сзади): первое диаметром 35—0,007 М*»
+0,026 +0.026
второе диаметром 66—0i013 мм; третье диаметром 35—°’007 мм. На
фигуре 168 показана развертка с небольшим числом зубьев, пред'
назначенная для развертывания самого большого из этих отверстий.
164
Фиг. 167. Фрезеровка плоскости ^разъема задней
крышки картера мотора «Джипси-Мэйджор»,
Фиг. 168. Сверление, расточка, развертывание и
зенковка крышки картера мотора «Джипси-
Мэйджор».
Как можно видеть, и передняя и задняя направляющие шейки оправки
снабжены спиральными канавками для смазки.
Последующий ряд сверлильных операций требует применения
вращающегося приспособления для точной установки изделия, по-
казанного на фигуре 169. Изделие установлено на планшайбе А и
базируется по плоскости разъема и по большому отверстию, в которое
проходит втулка приспо-
собления. Кроме того,
крышка фиксируется
пальцем В, вставляемым
в верхнее отверстие. Кон-
дуктор С, наложенный
на изделие, также цент-
рируется втулкой при-
способления и пальцем В
и закрепляется винтом
D и поворотной план-
кой Е. При нахождении
кондуктора в показан-
ном положении свер-
лятся отверстия в верх-
ней площадке F и св
площадках под магнето
G и Н. Следует отметить,
что отверстия имеют
овальную форму (см. В
Фиг. 169. Вращающееся приспособление для
сверления отверстий в площадках под магнето,
насос и т. п. на задней крышке картера, мотора
<'Джипси Мэйджор».
И С на фиг. 166). Для
облегчения обработки
этих отверстий кондук-
тор имеет эксцентричес-
кие втулки G. Сверления
четырех отверстий в каждом конце подшипника поперечного при-
водного валика магнето производится через втулку К, Для чего
приспособление соответствующим образом поворачивается и фикси-
руется в определенном положении штырем L. Затем все отверстия
нарезаются, овальные отверстия в площадках под магнето отделываются
начисто, вся деталь отделывается, и в нее ввертываются шпильки.
ОБРАБОТКА ГОЛОВОК ЦИЛИНДРОВ МОТОРОВ ВОЗДУШНОГО
ОХЛАЖДЕНИЯ
ОБРАБОТКА ГОЛОВОК МОТОРОВ БРИСТОЛ
Головка цилиндра мотора Бристол обрабатывается из поковки
сплава Y, соответствующей техническим требованиям британского
стандарта BESA 3L25. На завод поковка прибывает термически
обработанной.
Эскиз головки цилиндра представлен на фигуре 170, а на фигуре
171 показано изделие в различных последовательных стадиях механи-
ческой обработки. Для окончательного изготовления головки цилиндра
166
требуется около 80 операций, в результате которых вес поковки, сост'
вляющийдо механической обработки 49 фунтов (22,3кг), уменьшает*1
после механической обработки до 15 фунтов (6,8 кг). Часть опер;щ,С?
выполняется после навертывания головки на гильзу. Чрезмер^
на первый взгляд количество операций объясняется наличием е
жества ребер неправильных очертаний, а также и тем, что канал
выхлопа и всасывания целиком обрабатываются в теле (поков^?
В некоторых случаях обработка ребер сложной конфигурации требуе'
до четырех операций.
:т
Фиг. 171. Головка^цилиндра^мотораУБристол в^различных стадиях
обработки.
Поковка в том виде, в каком она поступает на завод, показана I
на фигуре 171 А; первая операция механической обработки состоит
в обточке фланца В и обеих его плоскостей, в расточке отверстия для
камеры сгорания и обточке внешнего диаметра ребер С. Эти операции I
производятся на револьверном станке Герберт № 5, причем приме- I
няется пневматический патрон с профилированными по изделию 1
кулачками (фиг. 172). Обточка фланца и расточка камеры сгорания (
выполняются резцами револьверной головки, а обработка плоско- I
стей фланца — резцами бокового суппорта.
После обточки фланца высверливаются и развертываются два
отверстия, служащие в качестве установочных баз для последующи* I
операций. Отверстия находятся на равных расстояниях друг от ДРУ^1 |
по окружности, но изделие может быть по ним установлено только
в одном определенном положении, так как они имеют различны6
диаметры. |
Затем производится несколько фрезерных операций, одна 1 I
которых — фрезеровка плоскостей под фланцы патрубков —Bbl II
полняется на мощном фрезерном 42" станке Арчдэйл. ДрУп I
операция на станке Арчдэйл, показанная на фигуре 173, |
стоит в фрезеровке поперечного контура головки перед нарг<,1г
ребер. Составная фреза, применяемая для этой цели, состоит из
крайних дисковых фрез А и В, двух угловых фрез С и D, двух
168
Фиг. 172. Первая операция обработки головки
цилиндра мотора Бристол.
Фиг. 173. Фрезеровка |головки цилиндра мотора
Бристо линере двыточкой ребер.
Фиг. 174. Фрезеровка вертикальных ребер в го-
ловке цилиндра мотора Бристол—первая операция.
Фиг. 175. Фрезеровка горизонтальных ребер
в головкецилиндра мотора Бристол.
еских фРез Е nF п одной средней канавочной фрезы G. На фигуре
ДР11Чп01<азана фрезеровка ребер постоянной толщины, производимая
1 -де фрезерования по контуру с помощью набора из одиннадцати
ЛРеЛ’а фигуре 175 показана установка изделия на вертикально-фре-
ом станке Арчдэйл для выполнения фрезеровки ребер с криво-
з^йными контурами оснований. На вертикальном шпинделе уста-
лиНЛено пять фрез, стол подается от руки, и его подача ограничена
Н°пиром А контур которого обегается роликом В, надетым на шпип-
станка. Материал снимается постепенно, пока ролик упирается
декОпир- Копир и головка устанавливаются по двум штифтам, входя-
в установочные отверстия во фланце.
фрезеровка клапанных коробок впуска и выпуска производится
концевыми фрезами в несколько переходов. Сначала сверлятся глу-
хие отверстия изнутри и снаружи головки, а затем отверстия рас-
Лпезеррвываются концевой фрезой на приспособлении, показанном
на фигуре 176. Для выполнения этой операции приспособлен верти-
кально-фрезерный станок Цинциннати, с которого в данном случае
снимается шпиндель. На специальном кронштейне на станке устанав-
ливается мотор, вращающий длинный горизонтальный шпиндель
фрезы А. Изделие прикрепляется через два клапанных отверстия
к плите В, которая установлена на поворотной планшайбе С, которая
может качаться'на кронштейне D. В свою очередь кронштейн может
скользить на салазках, укрепленных на столе станка, и двигается
на фрезу под действием подвесного груза. На плите В установлено
профилированное кольцо Е, соприкасающееся с упором F, укреплен-
ным на столе станка. Вращением маховичка G изделие поворачивается
и в то же время двигается прямо на фрезу так, что коробке придается
надлежащая конфигурация1. Для завершения обработки камеры сго-
рания таким же методом производится ряд других операций.
Проточка ребер на цилиндрической части головки цилиндра по-
казана на фигуре 177. Она разбивается на две операции, причем обе
выполняются на револьверном станке Герберт. Сперва применяется
вп™34 « резцов в изделие, причем прорези вытачиваются одно-
временно девятью черновыми резцами на заднем суппорте и девятью
клинЛ0ЧНЬМИ Резцами на переднем. Дальнейшая обработка ведется
чернГрезцами, подаваемыми также прямо в изделие, причем
отпрппп1е Резцы Расположены на заднем суппорте, а за ними следуют
ПриТ РеЗЦЫ пеРедаег» суппорта.
находят значительное применение копи-
изделия 'ФРезеРные станки Пратт и Уитни. Типичная установка
леНо на vr Такой Операции показана на фигуре 178. Изделие укреп-
^еигаться °Льнике> установленном на столе А, который может пере-
и Ролик С обСаЛаЗКа~’ ФРезеРная головка, несущая концевые фрезы,
- - _ ’ Оегак)щий контур копира, укрепленного на столе станка,
10веРхности сложнойбЛкеНИф интеРесно остроумное разрешение задачи обработки
171
Фиг. 176. Фрезеровка клапанных коробок
в головке цилиндра мотора Бристол.
Фиг. 177. Проточка ребер ^на цилиндрической
части головки цилиндра мотора Бристол.
Фиг. 178. Фрезеровка ребер головки цилиндра мотора
Бристол на копировально-фрезерном станке Пратт и Уитни.
Фиг; 179. Профилирование оснований ребер
головки цилиндра мотора Бристол;
свободно перемещаются на продольно-поперечном суппорте. [] I
речная подача фрезы осуществляется с помощью маховичка D по °Пе'
ством шестерни Е и рейки. Вертикальное перемещение Фрезеп^'
головки управляется роликом и копиром при горизонталей Г1
перемещении детали. Станок имеет две рядом установлении
фрезы для одновременной обработки двух канавок. Для устранен6I
увода фрез под нагрузкой применяются поддерживающие сталь^И
планки В, которые упираются во фрезы и поддерживают их под?6 fl
грузкой при движении головки налево при ее рабочем ходе. Охд^'И
дающая эмульсия подводится под давлением к каждой фрезе чеыЯ
трубку малого диаметра.
Профилирование оснований ребер производится на фрезер^И
станках Хэрс (фиг. 179) или Арчдэйл. Те и другие станки выполняли
26 операций по отделке ребер, причем для закругления углов и щ. Я
бирания материала между ребрами в местах, недоступных для дисковый I
фрез, применяются спиральные шпоночные фрезы, закрепленные на
шпинделе, имеющем поступательно-возвратное движение. Изделие
базируется по двум отверстиям во фланце и укрепляется или гори-
зонтально или наклонно на столе в зависимости от особенности об-
рабатываемого ребра. При работе фреза имеет поступательно-нозврат-1
ное движение вдоль ребра, причем изделие двигается к фрезе при
каждом ходе стола.
По завершении многочисленных операций механической обра-
ботки головки цилиндра необходимо выполнение последующих от-
делочных операций для придания поверхности детали надлежащей
чистоты. Эти операции производятся в особом отделочном и полиро-
вочном цехе, в котором они механизированы. Цех оборудован полиро-
вочными станками с двухконечными шпинделями г, индивидуальными
моторами для инструментов с приводом от гибких валиков 2, а также
станками Морисфлекс. В качестве режущего инструмента на этих
станках применяются различного типа шарошки, а также небольшие I
шлифовальные круги и корундовые диски.
Перед ввертыванием клапанных седел, а также перед навертыва-1
нием головки на гильзу головки цилиндра нагреваются в течение
часа в печи, в которой температура автоматически поддерживается
на уровне 400° Ц.
Точность объема камеры сгорания цилиндра имеет серьезное знт I
чение, и для того, чтобы позволить подгонку степени сжатия,
нижней плоскости фланца гильзы оставляют припуск около 0,° I
( ~ 0,15 мм). Когда головка привернута к гильзе, подбирается^ ком I
лект клапанов, и цилиндр герметически закрывается пробкой, вх |
дящей в него на некоторую глубину со стороны юбки, и в свечев I
отверстия наливается из мензурки вода. По объему налитой вОД I
определяется толщина слоя металла, который надо снять с ФлаН< I
для получения надлежащей степени сжатия. Для этой цели сост I
1 Фирмы Кэннинг.
2 Фирмы Келлер.
174
на переводная таблица, и цилиндр снабжается талончиком с ука-
занием рабочему, сколько материала надо снять.
Фиг. 180. Приспособление для шлифовки клапанных седел
на собранном цилиндре мотора Бристол.
На фигуре 180 показано приспособление для шлифовки клапан-
ных седел. Изделие закрепляется фланцем на угольнике А, причем
ось одного из клапанных
отверстий совмещается^с
осью подшипников В и С
шпинделя шлифовально-
го круга. Один из шли-
фовальных кругов D и
его оправка показаны
на фигуре. При работе
оправка шлифовального
приспособления Е встав-
ляется в направляющую
клапана и прикрепляет-
ся гайками, так что она
может вращаться при по-
ворачивании ручного ма-
ховичка F. Оправка шар-
ниром G соединяется с
приводным шкивом и
вращается с надлежащей Фиг. 181- Прав^ шлифовального круга для
скоростью от ременного шлифовки клапанных седел,
привода, огражденного
кожухом н. Камень подводится к обрабатываемой поверхности
Ращением маховичка J
175
Для правки шлифовального круга оправка шлифовального при-
способления устанавливается в обратном направлении, как показано
на фигуре 181, и по рабочей поверхности круга А проходит алмаз,
подводимый поворотом рычага В. Суппорт алмаза двигается на са-
лазках, которые покрыты кожаным листом, как это показано, для
предохранения их от абразивных частиц.
Для контроля шлифовки седел по краске применяется калибр С,
имеющий форму клапана.
V
ОБРЛБОТКАТГОЛОВОК МОТОРОВ ЛРМСТРОИГ-ГИДДЛ11
В отличие от фирмы Бристол, обрабатывающей, как указано выше,
головки цилиндров из цельной поковки, фирма Армстронг-Сиддли
предпочитает отливать головки в
песке. Головки отливаются из алю-
миниевого сплава, соответствующего
техническим условиям английского
министерства авиации DTD131
(RR53), и поставляются фирмой
Хай Дьюти Элойз.
Литые голоки цилиндров пред-
ставляют определенные технологи-
ческие преимущества по сравнению
с коваными головками. Во-первых,
объем механической обработки ре-
бер в случае отливки в несколько
раз меньше того, который требуется
для поковки. Кроме того, коробки
клапанных коромысел отливаются
заодно с головкой, чем избегается
необходимость обработки отдельной
ФигJ182. Отливка головки цилинд-
ра мотора «Тайгер» в необработанном
виде.
детали, которая затем ставится
на головку на шпильках. При отливке допустима большая свобода
в очертаниях оребрения. Например, такое оребрение, как на головке
цилиндра мотора «Тайгер» (фиг. 182), было бы трудно получить пу-
тем механической обработки поковки. В брак (по причине свищей
и прочих дефектов) при отливке идет менее 2% головок *.
На фигуре 183 дан чертеж головки цилиндра мотора -«Тайгер»,
а на фигуре 184 показана установка для первой операции механиче-
ской обработки отливки на заводе Армстронг-Сиддли. Следует за-
метить, что предварительная механическая обработка — черновая
расточка и обточка фланца—выполняется на заводах литейной фирмы.
Для операции, изображенной на фигуре 184, применяется револь-
верный станок Герберт № 7. Она заключается в проточке и обточке
плоскости фланца и в расточке пояска в целях обеспечения базируй"
щей поверхности для последующих операций. В то же время произ-
1 Более правильным решением следует считать отливку головок в кокиль.
Ред.
176 Г
одится фасонная расточки внутри отливки. Обточка плоскости, про-
точка и расточка пояска производятся с револьверной головки попе-
речного суппорта и с заднего суппорта, а внутренняя фасонная расточка
производится с шестигранной револьверной головки.
Р Для облегчения установки отливки при первой операции механи-
ческой обработки на верхушке головки отлита бобышка. С обеих сто-
рон бобышки поставщиком отливки отфрезеровываются площадки
Фиг. 183. Головка цилиндра мотора «Тайгер».
под прямым углом одна к другой, и линия пересечения этих двух
плоскостей дает центр головки. Приспособление для первой операции
Устанавливается по этим площадкам с помощью рычага А. Противопо-
ожная сторона головки устанавливается по одному из просветов
MeW ребрами, зажимаемому соответствующей формы сухарями,
^Реиленными на раздвижной раме крепления изделия В. Накидной
дл^ИМ закрепляется болтом. Дополнительные регулируемые опоры
винты'ЗДеЛИЯ в Различных его точках представляют установочные
щег^об °гбеспечения центрировки головки цилиндра в ходе последую-
Ровка 'Завотки во фланце сверлится гнездо. Затем производится фрезе-
зонтапьЛОС|<ОСТей коробок клапанных коромысел А (фиг. 183) на гори-
вел но'ФРезерном станке Арчдэйл, причем изделие укрепляется
-54-12 177
Фиг. 184. Первая операция механической обра-
ботки головки цилиндра мотора «Тайгер».
Фиг. 185. Обработка отверстий для клапанных
направляющих и для клапанных тяг в головке
мотора «Тайгер».
ольникё с помощью трех зажимов. Применяется цилиндрическая
цЗ уГ°,ггяметром 3" (76 мм)-, скорость вращения шпинделя—410 об/мин,
ФРе3«я стола — Ю" (254 мм) в минуту.
110 Нт фигуре 185 показана установка головки при сверлении и раз-
ывании отверстий под клапанные направляющие, отверстий в ко-
веРО’ клапанных пружин и отверстий для клапанных тяг. Плита А,
которой укреплен кондуктор, может свободно вращаться на своем
н , ании, с тем, чтобы можно было обрабатывать обе коробки, не
0СКеставЛяЯ изделия. Плита А фиксируется в двух нужных положе-
пеР Штырем. Для каждого из обрабатываемых диаметров применяется
Н два сверла и по две развертки; втулки сменяются по мере надоб-
п° д В случае обработки головки цилиндра «Чита» отверстие для
Фиг. 186. Приспособление для фрезеровки стенок
камеры сгорания головки мотора «Тайгер».
м°ШьюН0И- ТЯГИ имеет овальную форму и сверлится сначала с пс-
эКсцентК0НЦеНТРИчеСк°й скользящей втулки, которая затем заменяется
она снабИЧеСК0Я МУФТ™ Для базирования эксцентрической муфты
Деленном^'3 ВЬ1СТУПОМ с прорезью; прорезь устанавливается в опре-
п°яску положении с помощью штифтов С. Изделие базируется по
установкааТбЧенному на плоскости стыка с цилиндром, а угловая
ленное во , еспечивается шпилькой, входящей в отверстие, высвер-
п L ° Фланце.
1лос КОСТм rh
Кально-фре р фланцев окон впуска и выхлопа фрезеруются на верти-
Руки- Кажд Н('М станке с помощью концевой фрезы при подаче от
дая плоскость фрезеруется в два прохода, причем вторым
179
проходом снимается слой в 0,01" (0,254 мм). Изделие укреплено (,
тами на прямоугольном приспособлении.
Интересное приспособление применяется при фрезеровании
пок камеры сгорания (фиг. 186). Головка цилиндра прикреплена
тами к нижней поверхности плиты А, которая в свою очередь уцп?1'
лена на лоткообразной части В и фиксируется в нужном положен^
с помощью втулок С, в которые входят скалки. Скалки имеют разт?'
ные диаметры, чтобы обеспечить постоянство их расположения Л
носитель но лоткообразной части. Установка изделия относителЬ1?
плиты А обеспечивается пазом, охватывающим поясок на флавде(
а угловая фиксация —с помощью штифта., входящего в специально’
установочное гнездо на фланце.
Фиг. 187. Чертеж приспособления, показанного на фиг. 186.
Лотковая часть В свободно скользит по опорам D. Обработка ве-
дется специально сконструированной фасонной фрезой Е через от-
верстие в плите А.
Чертеж этого приспособления дается на фигуре 187. Головка ци-
линдра крепится болтами к нижней поверхности плиты А зажимами В\
в свою очередь плита А прикреплена к лотковой части С. Опоры Д®
части С обозначены D. При обработке фреза Е опускается в рабоЯ
положение внутрь головки цилиндра, и последняя поворачивает^
с помощью маховичка F. Маховичок приводит червяк G через с°°т'
ветствующую передачу. Червяк сцеплен с сегментом Н, придаю®1^
лотковой части нужное перемещение. Установочные винты J 11
ограничивают это перемещение, чем и определяются размеры ФРе3
руемой камеры сгорания. к))
После установки изделия в приспособлении стол автоматич^.
подается до упора для подвода отверстия в плите А под фрезу,
рая затем опускается в рабочее положение. Затем включается пР1'
шпинделя, вращающегося со скоростью 72 об/мин, и начинае
фрезеровка, причем маховичок вращают в ту и другую cT0^1£rf
в пределах, дозволяемых регулируемыми винтами J и К- Диа' I
фрезы 4" (100 мм).
180
г . и в предыдущих операциях, при сверлении и нарезке свечевых
в головке цилиндра изделие базируется по пояску на фланце
отвеРсМедиальному установочному гнезду. Угол, под которым свер-
ц 110 оба отверстия, определяется наклоном блока, на котором за-
ено изделие. Применяется радиально-сверлильный станок Таун.
Кре5ЛаПанные коробки обрабатываются на сверлильном станке
зйл снабженном специальной фасонной фрезой. После этого
АрчА ’сЯ плоскости В (фиг. 183) и растачиваются места под нарезку
°бДЙввертывания клапанных седел. Торцовка, расточка и нарезка
ДлЯ под клапанные седла производятся на токарном станке
(Мфиг. 188^-
Торцовка и расточка выполняются резцом А, а нарезка произ
пится гребенкой В. Головка цилиндра укрепляется на разжимной
шэавке, входящей в отверстие направляющей того клапана, место
л седло которого обрабатывается. Изделие вращается поводком,
укрепленным на планшайбе станка и входящим в коробку клапан-
ного коромысла.
Затем выполняются различные операции по отделке, коробок кс-
ромысел. На фигуре 189 показана операция фасонной фрезеровки
концов коробок коромысел на горизонтально-фрезерном станке
Парксон. Следует отметить, что на нем установлено два приспособ-
ления для крепления изделия, что допускает установку и снятие де-
тали во время работы станка. Изделие базируется по отверстиям,
просверленным ранее в коробках.Применяется, как это видно на фигуре,
специальная фасонная фреза. Перемещение стола ограничивается упо-
рами. Головки опираются фланцами на домкратики А.
Перед ввертыванием клапанных седел головка промывается, про-
сушивается и тщательно проверяется. Допуск на размер диаметра
окон под клапанные седла имеет большое значение. Для обеспечения
фиксирования ввернутого седла выхлопного клапана требуется натяг
0,006—-0,007" (0,154—0,178 мм), а для седла впускного клапана —
0,007—0,008" (0,178—0,203 мм).
Температура печи, в которой нагреваются головки цилиндров
перед ввертыванием клапанных седел и втулок свечевых отверстий,
очень тщательно контролируется. Процесс нагрева делится на три
пРичем максимальная достигаемая температура равна 550° Ф
м Ц)- Для этой цели служат три отдельные нагревательные ка-
ры, которые последовательно проходят изделие. В первой камере
(232°еиТВаеТСЯ температура 300° Ф (149° Ц), во второй 450° Ф
вается ’ Э В тРетьей —максимальная температура. Изделие,выдержи-
Ю mmhv ка12<дой из Двух первых камер по 5 минут, а в третьей камере—
голова Т' °сле Ю-минутного нагрева при максимальной температуре
Meк-Л<а ВЫнимается из печи, и в нее при помощи специального инстру-
КлапВе₽ТЫВаЮтСя клапанные седла и втулки свечевых отверстий.
иодвергаю1111,16 седла> после того как они ввернуты на свои места,
(фиг. 1901гЯ чеРН0в0Й расточке на сверлильном 21" станке Арчдэйл
)• «ловка крепится болтами к нижней поверхности верхней
181 .
Фиг. 188. Торцовка и нарезка мест под клапан-
ные седла на головке мотора «Тайгер».
Фиг. 189. Фасонная фрезеровка коробок клапан-
ных коромысел на головке мотора «Тайгер».
иты приспособления А, а палец В, вставленный через втулку в ниж-
п+ плите, входит в отверстие клапанной направляющей. Резец,
ие эТ0 показано, направляется во втулке, запрессованной в верхнюю
‘плиту кондуктора.
К столу сверлильного станка привернуты стальные направляющие,
служащие для установки кондуктора в рабочее положение после
закрепления изделия. Для установки изделия кондуктор подается
передней части стола сквозь два отверстия С и за передними стой-
ками кондуктора пропускается пруток, после чего кондуктор пово-
рачивается набок, как на шарнирах. Крепость материала клапанных
седел делает эту операцию довольно трудной, и подходящий для этой
работы резец пришлось подыскивать г.
р После черновой расточки клапанных седел они испытываюся на
уплотненность при помощи молотка и зубила, которым пробуют, не
уплотняется ли еще материал седла.
Операции торцовки клапанного седла, выравнивания его заподлицо
со сводом головки, чистовой расточки горловины и образования ра-
бочей фаски под углом в 45° выполняются на токарном станке. Угол
фаски образуется установкой резца поперечного суппорта под верти-
кальным углом в 45° и подачей его от руки.
Для нарезки резьбы С (фиг. 183) для навертывания на гильзу при-
меняется! резьбо-фрезерный станок Арчдэйл. Для закрепления изде-
лия применяется специальное приспособление, в котором изделие
устанавливается по фланцу и закрепляется зажимами. Фрезерование
этой резьбы требует 6 минут.
Фигура 191 иллюстрирует операцию снятия технологического
базирующего пояска с фланцем (фиг. 183) и проточки фаски Е для
посадки на стопорное кольцо со сверлениями, применяемое для скреп-
ления головки и гильзы цилиндра. Для этой операции применяется
токарный станок, причем изделие укрепляется на разжимной оправке,
входящей в нарезанное отверстие. Фаска протачивается фасонным
резцом, показанным в рабочем положении.
Затем изделие поступает на верстаки для выполнения необходи-
мых операций зачистки и полирования, включающих отделку ребра,
снятие всех острых кромок и полировку основания.
Диаметр цилиндра шлифуется до окончательного размера перед
°™равкой на окончательную приемку, с допуском на диаметр
+ 0,0005" ( + 0,0127 мм). После контроля производится свертыва-
ние гильзы и головки цилиндра. Для этой операции головка нагревается
4° температуры 550° Ф (288° Ц). Затем гильза эмалируется, при-
ем во избежание покрытия эмалью внутренних стенок цилиндра он
закрывается снизу пробкой.
ги СобРаиный цилиндр ставится на оправку, входящую в отверстие
поТЫ ЦилиндРа’ и на токарном станке производится подгонка гильзы
При Не И наРезка под стопорное кольцо, крепящее цилиндр в картере.
_ нарезке применяются две гребенки; изделие зажимается в центрах,
Завод применяет <<реннитовый» резец фирмы Ренни Тул.
183
Фиг. 190; Предварительная расточка клапанных
седел в головке .цилиндра 'мотора «Тайгер».
Фиг. 191. Отрезка базирующего фланца, и проточка торца
головки цилиндра мотора «Тайгер».
тОрых один упирается в центр оправки, а другой в центр го-
1,3 цилиндра. Собранный цилиндр подвергается гидравлическому
ляганию под давлением 600 фунтов) кв. дюйм ( ~ 42 кг/см2).
ОБРАБОТКА ГОЛОВОК МОТОРА НЭПИР «ДЭГГЕР»
Цилиндровая головка мотора Нэпир «Дэггер» штампуется из
ава RR59- Химический состав сплава следующий (в %): меди—
спД_з; никеля—0,5-1—1,5; железа — 1 — 1,5; магния—-1,2—1,8;
емния—Д° титана—до 0,2; остальное — алюминий.
,{Р Механическая обработка головки состоит из 64 операций.
Поковки доставляются в термообработанном виде. Минимальное
семенное сопротивление составляет 25 тонн)кв.дюйм (39,4 кг)мм2)-,
тносительное удлинение стандартного образца длиной 2" (50,7 мм)—
яр/ Максимальный удельный вес материала —2,8.
^Основные стадии обработки головки цилиндра показаны на фигуре
192. Поковка А, доставленная поставщиком, весит 13 англ, фунтов
(5 9 кг); этот вес после ряда механических операций снижается,
примерно, до 4 англ, фунтов (1,8 кг).
На фигуре 192 вверху показаны операции, выполняемые по на-
ружным поверхностям головки. В В показана поковка после обточки,
фрезеровки и сверления отверстий под болты. В С изображена поковка
после фасонной фрезеровки контура ребер и обработки отверстий под
втулки свечи и под направляющие клапанов.
На фигуре 192 D ребра проточены; всасывающие и выхлопные
окна частично обработаны. Полностью обработанная головка с уста-
новленными направляющими клапанов изображена в Е.
В нижнем ряду показана внутренняя часть головки цилиндра;
bF изображена поковка в том виде, как ее получают с завода. На фи-
гуре 192 G изображена заготовка после обдирки камеры сгорания,
сверления направляющих клапанов и сверления и развертывания
отверстий под болты крепления головок. На фигуре 192 Н головка
начисто обработана и в нее запрессованы направляющие клапанов
11 клапанные седла. •
Первая операция механической обработки головки выполняется
на токарном полуавтомате (фиг. 193). Головка зажимается в специаль-
винта^'к^лачкОвом патроне; имеются, кроме того, два установочных
т0чкОСЛедОВательность °пераций следующая: предварительная про-
ком с ПЛОСкос™ фланца головки резцом, закрепленным в попереч-
°Дним^ПП°РТе’ пРедааРительная обработка профиля камеры сгорания
Чистов И3 ^асонных резцов, закрепленных в револьверной головке;
плоское” °Тделка заточки под цилиндр и окончательная проточка
порте с™ Фланца Резцом, закрепленным в переднем поперечном суп-
108 об/мК°РОСТЬ вРаЩения шпинделя при этой операции составляет
°-009" (орэ’о ПОдача револьверной головки и поперечного суппорта
Вторая ММ^ на оборот шпинделя.
ребер, цп0 опеРаЦия, состоящая в обточке наружного диаметра
изводится также на токарном полуавтомате (фиг. 194).
185
Фиг. 192. Основные стадии обработки головки цилиндра
мотора «Дэггер».
Фиг. 193; Первая операция механической обработки
головки мотора еДэггер».
Фнг. 194. Обточка головки цилиндра .мотора
«Дэггер».
Фиг. 195; Фрезеровка боков головки цилиндра
мотора «Дэггер».
Фиг. 196.71 Фрезеровка верхней части головок
мотора <<Дэггер».
Обрабатываемая деталь зажимается в специальном патроне, уста-
навливаясь по обточенной при первой операции базе. Винт Л в по-
перечине крепко удерживает головку цилиндра в надлежащем поло-
жении. Как видно из фигуры 192, по бокам поковки имеются лыски,
благодаря которым поперечина не мешает операции обточки.
В трех гнездах револьверной головки закреплены проходные
резцы, которые подаются к обрабатываемой головке поочереди.
Подача составляет 0,009" (0,229 мм) на оборот, скорость вращения
шпинделя —• 176 об/мин.
При третьем, чистовом
проходе резца снимается
лишь несколько тысяч-
ных дюйма.
Следующая операция
заключается в фрезеров-
ке боков и выполняется
на фрезерном станке
Цинциннати - Дьюплекс
(фиг. 195). На столе
станка закреплены две
пары поковок. При фре-
зеровке одной пары по-
ковок вторая, уже обра-
ботанная, может сни-
маться и заменяться
новой.
Обрабатываемые де-
тали устанавливаются
на фланцах по устано-
вочным выточкам под гильзы. На станке закреплены две лобовые
фрезы, вращающиеся со скоростью 200 об/мин; подача стола во время
рабочего движения составляет 2" (50,8 мм) в минуту. Скорость стола
при нерабочем ходе автоматически повышается.
Примерно такое же устройство применяется при следующей опе-
рации — фрезеровке верхних поверхностей головки (фиг. 196). Так же,
как и в первом случае, на столе станка закреплены две пары обраба-
тываемых деталей; поковки прижимаются к укрепленным на столе
стойкам, на которых имеются установочные втулки, фиксирующие
детали по их базовым поверхностям. Применяются такие же фрезы,
что и при первой операции, диаметром 7" (178 мм), работающие при
скорости 200 об/мин. При этой операции подача стола составляет 1,5'
(38 мм) в минуту.
Следующей операцией является сверление и развертывание от-
верстий под болты крепления головки. Отверстия расположены на
равном расстоянии друг от друга и имеют диаметр 0,514" (13,05 лы<)
с допуском ф- 0,002" ( + 0,05 мм). Головка устанавливается на
специальном делительном приспособлении (фиг. 197) и прижимается
сверху к втулке на его нижней плите зажимом А.
188 ,
Коробчатый кондуктор, в котором закреплена головка, может
вращаться на круглом столе и фиксироваться в одном из четырех поло-
жений штырем. Для разверток имеются направляющие втулки В;
верхняя плита кондуктора снабжена съемными втулками. Отверстия,
просверленные и развернутые при этой операции, берутся за базу
при многих последующих операциях.
Следующие операции заключаются в фрезеровке и обдирке гнезд
для клапанов и фрезеровке торцов выхлопных и всасывающих окон.
После этого производится фасонная фрезеровка по наружному кон-
туру ребер, после которой деталь приобретает форму, изображенную
в С на фигуре 192. Эта операция выполняется на копировально-
фрезерном станке Пратт и
Уитни; при операции при-
меняется ряд специальных
фасонных копиров и ро-
ликов.
После сверления, тор-
цовки, нарезки и зенков-
ки отверстий под запаль-
ные свечи производится
сверление отверстий в вы-
хлопном окне; по оконча-
нии этих операций произ-
водится фрезеровка восьми
нижних ребер. На фигуре
198 показана фасонная
фрезеровка, выполняемая
на копировальном станке Фиг. 197. Сверленной развертывание отвер-
Пратт и Уитни Станок стий под ®олты крепления головки* [мотора
имеет стол, на котором «Дэггер».
закреплена обрабатываемая головка А и копир В, и комби-
нированный вертикально-горизонтальный поперечный суппорт с закреп-
ленными на нем фрезой С и диском D. Копир состоит из ряда профиль-
ных пластин, стянутых болтом. Суппорт станка устанавливается в та-
ком положении, что диск D располагается на уровне одной из пластин.
При передвижении стола в горизонтальной плоскости фреза С выре-
зает соответствующий профиль на обрабатываемой головке, так как
Диск точно следует профилю кулачка. Диск вводится в соприкосно-
вение по очереди с каждой пластиной, пока не будет произведена
предварительная проточка всех ребер. Чтобы снять последние ты-
сячные дюйма с обрабатываемой головки, первый диск снимается
и заменяется диском несколько меньшего диаметра.
фреза имеет в диаметре 3,75" (95 мм) и конусность 0,03" (0,76 мм)
на дюйм по обеим сторонам.
Подобным же образом фрезеруются следующие четыре ребра и
Два верхних ребра. Фрезеровка внутренних поверхностей произво-
дится по способу, весьма похожему на проточку ребер. Операции
а'<>Ке выполняются на копировальном станке Пратт и Уитни. При
189
Фиг. 198. Первая операция фрезеровки ребер
на головке цилиндра мотора «Дэггер».
Фиг. 199. Фрезеровка камеры сгорания головки
мотора «Дэггер».
Всасыв.
Фиг. 200. Расположение
гнезд под седла клапанов
Выхлоп
при] обработке
резцов
в головке цилиндра
мотора «Дэггер».
едварителыюй обработке профиля камеры сгорания (фиг. 199)
^й абатываемая головка закрепляется в коробчатом зажимном при-
0 соблении; зажим А плотно прижимает деталь к установочному
Копир В имеет
^офиль, соответствую-
шй профилю камеры
"орания; при передви-
жении стола ролик обка-
тывает копир, вследст-
вие чего фреза С совер-
шает путь внутри камеры
сгорания, точно соот-
ветствующий необходи-
мому профилю.
Расточка и разверты-
вание гнезд под седла
клапанов производится
на револьверном станке
Герберт; расположение
резцов при этой опе-
рации изображено на фигуре 200. Обрабатываемая деталь зажимается
в приспособлении, закрепленном на планшайбе станка и применяемом
фиг. 201. Обработка гнезд под седла клапанов головки мотора
«Дэггер».
Пан0об₽п0тке гнезд для седел как впускных, так и выпускных кла-
расточк- Послед°вательность операций следующая: предварительная
а выемки под седло клапана резцом А; обточка круглой части G
101
гнезд клапана либо резцом В —для гнезда всасывающего клапан
либо резцом D —для гнезда выхлопного клапана; расточка мес ’
для завальцовки седла клапана на краю выемки резцом С; чистоь?:|
расточка выемки под седло клапана резцом Е и окончательное
вертывание выемки под седло клапана дискообразной разверткой р
Установка для этой операции показана на фигуре 201.
После расточки и торцовки отверстий всасывающих и выхлопць
окон изделие переносится на копировальный станок Пратт и Уил?
для фасонной фрезеровки
налов. Станок, изображенный
на фигуре 202, работает
такому
станок,
дится
камеры
ваемая
на угольнике; на столе за-
креплен копир А. Перемеще-
ние стола ограничивается дви-
жением ролика В по копиру.
Во время работы головка
станка по мере снятия матери-
ала медленно опускается.
Чтобы достигнуть опускания
головки через равные про-
межутки времени, приме-
няется зубчатый сектор, приво-
димый в действие от рыча-
га D. Поворотом рычага,
сначала влево, а затем в право,
вводится в зацепление новый
зуб, отчего винт, опускающий
суппорт, поворачивается на
90°. Такая система подачи,
Фиг. 202. Фрезеровка окон всасывания
и выхлопа на головке мотора «Дэггер».
По
же принципу, каК|)
на котором произво
обработка профиля
сгорания. Обрабатщ.
деталь закрепляется
применяемая на многих стан-
ках этого типа и являющаяся
патентом фирмы Нэпир, Уве'
личивает гладкость поверхн^
стей. Ролик медленно перемещается по копиру. После того как
обойдет всю поверхность в одной плоскости, суппорт несколько
скается, после чего снимается следующая стружка. Процесс пов
ряется до тех пор, пока ролик не достигнет нижней части копир
Перед установкой направляющих клапанов и втулок под св
проверяются различные размеры головки. Для этой цели пользую
контрольным приспособлением, изображенным на фигуре
сконструированным на заводе Нэпир. Проверяемая головка ,
вается ня rtviwv. нахлпяишюся на нижней плите пписпособл •;
вается на втулку, находящуюся на нижней плите приспосоол
и зажимается в этом положении винтом А. Для проверки отверг
192
Приспособление для про-
Фиг. 203.
верки головок мотора «Дэггер».
меняются различные пробки. Пробки В предназначены для про-
’’Р и положения окон всасывания и выхлопа, пробки С —для про-
веР положения отверстий под втулки свечей, пробки D —для
вер^тиЙ под направляющие клапанов, пробка Е —для проверки
°тВумения отверстия под шпильку для присоединения крышки в се-
П°лине головки цилиндра; пробки F служат для проверки отверстий
РеАобеим сторонам окна выхлопа.
П° На каждой пробке имеются лыски, подобные лыске G на проб-
С Заплечик одной лыски ближе к концу пробки, чем запле-
другой лыски, на величину допуска. Если отверстие правиль-
4 то один заплечик выступает из втулки, а другой не доходит до
края ее.
Для проверки высоты впадин между ребрами применяются ка-
либры И. Стенка J имеет в центре прорезь; одна половина стенки
выступает над другой на несколь-
ко тысячных дюйма. Таким обра-
зом, если заплечик находится
меЖДУ поверхностью двух половин
стойки J, то это значит, что допуск
на высоту основания между ребра-
ми не превышен.
При обработке верхней части
камеры сгорания у окон под седла
клапанов оставляется припуск 3/64"
(1,19 мм) для завальцовки после
установки седел. Для установки
седел клапанов, втулок для свечей
и направляющих клапанов голов-
ка нагревается до определенной
температуры и выдерживается при
этой температуре в продолжение
Й минут. В некоторых случаях
охлаждение седел клапанов перед
Установкой производится жидким
воздухом. После установки седел ..........г------- —г....
вердости материала, завальцовка седел клапанов, стачиваются при-
вы АЛя втулок и производится окончательная обработка верхней
Час™ камеры сгорания.
окон<°СЛеАними операциями обработки головки цилиндра являются
ваниеЙТеЛЬНая Расточка фланца соединения с цилиндром и разверты-
ЩЛ^®РСТИ^ под направляющие клапанов.
Рэции И<ровка седел клапанов производится аналогично той же опе-
воде и”3 Заводе Бристол (фиг. 180), с тем лишь отличием, что на за-
’сругп»ЭПир ось шлифовального круга во время работы совершает
Затем Авюкение-
всех сое В Головку вставляются клапаны, производится испытание
При Даи^Нений на герметичность с помощью воздуха и гидропроба
НИИ Воды фунтое/кв. дюйм (35 ка/см9).
и т. п. производится проверка
193
ОБРАБОТКА ГОЛОВОК МОТОРОВ «ДЖИПСИ»
Головки цилиндров моторов «Джипси VI» и] «Джипси-Мэйдж
одинаковы (фиг. 204). Головка отливается из алюминиевой брон°₽»
что позволяет производить выточку клапанных седел непосредстЗЬ1>
но в отливке.
Первая операция выполняется на вертикально-фрезерном стар..
Герберт и состоит в предварительной и окончательной фрезеров
площадки А под коробку клапанного коромысла. Приспособлен]?'1
ппименяемлр пп„. е-
Фиг. 204. Головка цилиндра моторов <<Джипси».
применяемое для
операции, показа?,
на фигуре 205. гМ
большей ясности г?
ловка снята с npilCn’'
собления и показан
рядом с ним. Она
устанавливается втои
же положении, в
ком лежит на раб0. ।
чем столе станка.
Основание голов-
ки базируется посред-
ством установочных
блоков, помеченных Л
При установке изде-
лия в рабочее поло-
жение нагруженная
пружиной скалка В,
соприкасаясь с пере-
городкой камеры сго-
рания, опускается. Ее
движение передается
установочному штиф-
ту С, связанному со
скалкой. Затем изделие фиксируется показанным на фигуре зал®'
мом, и по торцу штифта С устанавливается (по высоте) фРеза
Таким образом точно определяется толщина слоя металла, подле-
жащего снятию. I
Следующей операцией являются черновые и чистовые РаСГОи0м|
и обточка плоскости основания головки цилиндра на револьвер
станке Герберт №4. Затем следует сверление, развертывание и зеНК<?еП-
отверстий под клапанные направляющие и сверление гнезд для
ления коробки клапанного коромысла (фиг. 204). от
После этого по углам головки высверливаются и зенкуют0 £р-
верстия для четырех стяжных шпилек. Затем растачиваются 0
стия всасывающего и выхлопного окон, причем головка цилиндр3 - с(Г|
навливается в приспособлении, показанном на фигуре 206- , ,a)lt
стоит из корпуса А, в котором может поворачиваться в подшипн
рама В. Основание гоЛовки цилиндра крепится к нижней плаик V
194
„ базируясь по одному из отверстий под стяжные шпильки и по от-
верстиям для клапанных направляющих. Каждое из окон приводится
Фиг. 205. Приспособление для фрезеровки площадки под коробку
клапанного коромысла головки цилиндра мотора «Джипси».
в рабочее положение посредством червяка и зубчатого сектора, при-
чем вертикальность оси каждого из окон определяется указательным
штифтом Е. Окна обрабатываются на глубину 5 мм — выхлопное
окно до диаметра 41 мм, а всасывающее —до диаметра 43,5 м .
Фиг. 206. Расточка окон в головке цилиндра мотора «Джипси».
Затем фрезеруются площадки под фланцы выхлопного и всасываю-
потобПатр^бков вокруг окон, причем применяется приспособление,
х ° 1!Ое только что описанному.
Последующие операции заключаются в сверлении, зенковке и
нарезке резьбы свечевых отверстий, в сверлении гнезд под шпильки
крепления фланцев патрубков, в расточке и фасонной обточке кла-
панных седел, в ручной нарезке резьбы и в отделке. Для расточки и
фасонной обточки клапанных гнезд вытачивается сперва базирующая
втулка со штифтом, входящим в отверстия для клапанных направляю-
щих; затем втулка зажимается в патроне револьверного станка Гер-
берт и головка цилиндра устанавливается на втулке, причем она слегка
опирается площадкой под коробку клапанного коромысла. После
этого обрабатывается соответствующее седло, причем для привода
изделия служит простой поводок. Таким образом обрабатываются
и растачиваются на глубину 5 мм оба седла. Расточка выхлопных
седел до диаметра 43 мм и всасывающих — до 45 мм производится
с помощью угловых шарошек.
ОБРАБОТКА ГИЛЬЗ ЦИЛИНДРОВ МОТОРОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
ОБРАБОТКА ГИЛЬЗ МОТОРОВ БРИСТОЛ
Гильзы цилиндров моторов Бристол вытачиваются из поковок
никель-хром-молибденовой стали, поступающих в уже ободранном
Фиг. 207. Гильза цилиндра мотора Бристол.
виде. Материал принимается по техническим условиям министерства
авиации DTD228 и имеет следующий состав (в %): углерод—0,25—
0,35; кремний — до 0,35; марганец — до 1; сера — не более 0,05;
фосфор — не более 0,05; никель—до 1; хром — 0,5—1,5; молиб-
ден — 0,9—1,5. Материал имеет временное сопротивление на’разрыв
55—65 тонн/кв. дюйм (81—102 кг/мм2), при наименьшем удлинении 18%-
Ударная нагрузка по Изоду не менее 35 фунто-футов (4.8J кг-м)
а твердость по Бринеллю — 248—293. После азотирования гильза
цилиндра должна иметь поверхностную твердость по прибору Вик
керса с алмазным конусом не менее 600.
Чертеж гильзы приведен на фигуре 207, а на фигуре 208 показан
гильза в различных последовательных стадиях обработки.
196
Ободранная и термически обработанная поковка в том виде, в ко-
тором она поступает на завод, показана на фигуре 208£>. На фигуре
208 С она показана начерно обточенной и расточенной, а на^фигуре 208В
Фиг. 208. Гильза цилиндра мотора Бристол в различных
стадиях обработки.
дан ее вид после выточки ребер и нарезки резьбы. На фигуре 208Л
гильза ввернута в головку и выполнены различные отделочные опе-
рации.
Фиг. 209. Первая операция механической обработки
гильзы цилиндра мотора Бристол.
BHv^epB0^ операцией механической обработки поковки является
Изд РеННЯЯ РасТоЧ1<а на револьверном станке Герберт № 5 (фиг. 209).
иымИе закРег1лено в пневматическом патроне, снабженном специаль-
Чер и гУбками. На револьверной головке установлены две оправы—
и °вая и чистовая. Они выполнены полыми и каждая снабжена
197
четырьмя равноотстоящими друг от друга резцами, так что рабочий
ход головки равен четверти обрабатываемой длины.
Каждая оправа устанавливается эксцентрично и, входя в отверстие
обрабатываемой гильзы, полностью его не закрывает. Установка
резцов в рабочее положение и регулировка глубины резания произ-
водятся при помощи направляющей с коническим концом, входящей
по мере подачи суппорта в полость оправы и выдвигающей резцы.
После установки резцов на нужную глубину направляющая служит
опорой для оправы. Охлаждающая жидкость подводится к резцам
через отверстия в оправе. Об окончании расточки можно судить по
отметке на револьверной головке.
Фиг. 210. Предварительная обточка и\, проточка торцев
• гильзы цилиндра мотора Бристол.
Изделие снимается со станка с отверстием, расточенным до диа-
метра 5,72+0,005" (145,28+0.127 мму при вторичной расточке сни-
мается 0,01—0,015" (0,254—0,38 мм) при скорости’вращения шпинделя
станка 42 об/мин.
Следующая операция, состоящая в предварительной обточке верха
гильзы и проточке торцевых плоскостей, выполняется на станке
Дрэммонд Максикат (фиг. 210). Передняя бабка снабжена разжимной
оправой, зажимающей поковку изнутри со стороны юбки гильзы
(А на’фиг. 207), причем противоположный конец гильзы поддерживается
центром задней бабки. В процессе этой операции обтачивается внеш-
няя поверхность юбки (В на фиг. 207), причем оставляют припуск
па отделку в 0,5" (12,7 мм) на диаметр, обтачивается внешний диаметр
фланца (С на фиг 207) до размера 7,875" (200 мм). обтачивается внеш-
ний контур ребер, с оставлением припуска на отделку в Vs
(3,175 мм) и обтачивается диаметр под резьбу (D на фиг. 207), причем
оставляют припуск на отделку в 0,5" (12,7 мм). В то же время делается
выточка в Е (фиг. 307), причем оставляют припуск на последующ^
отделку в 0,09" (2, Злш) на диаметр, обтачиваются плоскости фланца С.
198
пением припуска по (1,587 мм) на сторону, а оба торца
с °сТав обрабатываются с припуском на шлифовку в 0,01" (0,254 мм)
^окончательную длину.
на °* обработки плоскостей служат четыре резца, установленные
аднем суппорте, а для обточки диаметра установлены спереди
на 3 оезцов в случае гильзы цилиндра мотора «Меркурий» и шесть
пять P ___ в слуЧае гильзы цилиндра мотора «Пегас». Скорость вра-
резП шпинделя станка — 36 об/мин.
01е г]осле этого гильза подвергается термический обработке (нагрев
500° Н с выдержкой при этой температуре в течение 8 часов
хПаждением на воздухе), вслед за чем она подвергается защитному
И °крытию оловом перед азотированием. Перед поступлением в печь
п° азотирования внутренняя поверхность гильзы начерно шлифуется
ДЛ окончательного размера карборундовым кругом на шлифовальном
Д-ганке Хилд для внутренней шлифовки. Азотирование продолжается
72 часа при температуре 485° Ц при диссоциации 7 —9%. Поток ам-
миачного газа регулируется вентилятором с тем, чтобы получить по-
верхностную твердость на глубину в 0,015" (0,38 мм).
Чистовая обточка верха производится на станке Дрэммонд Мак-
сикат № 1. причем по диаметру ребер оставляется припуск 0,02"
(0,5 мм) на окончательную обточку, а юбка доводится до окончатель-
ного размера с допуском 0,003" ( ~ 0,076 мм). Выточка Е (фиг. 207)
юводится до припуска в 0,02" (0,5 мм) на окончательный размер. На
фигуре 211 показана установка изделия; применяется тот же рабочий
инструмент, что и в случае предшествующей черновой обработки;
скорость вращения шпинделя —34 об/мин.
Проточка ребер производится за две операции. При черновой
проточке, выполняемой на станке Дрэммонд Максикат (фиг. 212),
задний суппорт А, на котором закреплена гребенка с 37 фасонными
резцами и одним подрезным, подается прямо в тело изделия, а перед-
ний суппорт В несет один резец для придания конусности по внешнему
диаметру оребрения. Скорость вращения шпинделя — 28 об/мин.
При этой операции ребра протачивают одинаковыми по толщине, при-
чем оставляется припуск в 0,03" (0,76 мм) по внутреннему диаметру
оребрения для выточки радиуса закругления при основании ребер,
одрезной резец обрабатывает поверхность F (фиг. 207). Передняя и
НоДняя бабки станка снабжены оправками, входящими в отшлифовав-
шим0^6^™ ИзДелия, а вращение сообщается ему поводком, входя-
в отверстие во фланце.
рав 3 ?оИ1уры видно, что ребра имеют коническую форму. Конус
0,062" к ТОлщина Ребер меняется от 0,015" (0,38 мм) у кромки до
водится • 8 мл1) У основания. Окончательная обточка ребер произ-
НеобычцНа Т°М >ке станке Дрэммонд Максикат. Эта операция (фиг. 213)
Прямо Нй В Том 0Тн0шении, что передний и задний суппорты подаются
вРащепиеТело изАелия до упора, причем конусность ребер достигается
HouieHHK)M изделия в центрах, установленных под углом в 2° по от-
а на Зад к Резцам. На переднем суппорте установлено 38 резцов,
днем -—39, причем один из резцов заднего суппорта служит
199
Фиг. 211. Чистовая обточка гильзы цилиндра мотора
Бристол.
Фиг. 212. Первая операция проточки ребер гильаы
цилиндра мотора Бристол.
подрезки. Резцы имеют точные радиусы закругления и ту же ши-
miy, что и промежутки между ребрами у их оснований. В результате
Остановки изделия под углом к резцам последние работают только
по одной стороне ребер; одна сторона ребер обрабатывается резцами
заднего суппорта, а резцы переднего суппорта обрабатывают другую
сторону ребер.
Так как расстояние между ребрами должно быть выдержано точно,
попуск при обработке составляет всего 0,002" (0,05 мм). Поэтому при
обточке в практику вошло выключение автоматической подачи в тот
момент, когда до достижения точного размера остается снять 0,015"
/0 38 мм), после чего резцы подаются от руки, причем точный раз-
мер определяется установленным упором и по индикатору.
Смазка подается на резцы под давлением 500 фунтовое. дюйм
(36 кг) см2) через трубки малого сечения. При этом давление струи
смывает с резцов стружки и содействует предохранению режущих
кромок.
Зеркало цилиндра доводится до окончательного диаметра с допу-
ском в 0,002" (0,05 мм) на шлифовальном станке Хилд карборундо-
вым кругом 180 G4H, а внутренний диаметр юбки доводится до окон-
чательного размера на шлифовальном станке Черчилль. Для нарезки
резьбы в D (фиг. 207) применяется резьбо-шлифовальный станок
Хэнсон Уитни.
На фигуре 214 показано интересное контрольное приспособление,
применяемое для замера глубины прорезей между ребрами. Изделие
устанавливается на специальной оправке и зажимается в центрах,
а калибры для каждой прорези устанавливаются в качающейся обойме
А, которая устанавливается на гильзе и фиксируется зажимом В.
Калибры расположены в два ряда, так как малое расстояние между
ребрами не позволяет располагать их рядом попарно. В смежные про-
рези входят верхний и нижний калибры. Верхний край обоймы А
имеет очертание образующей внешних диаметров ребер и, когда ка-
либры вставляются внутрь, поверхности уступов С направляющих
частей D калибров должны совпасть с поверхностью лицевой стороны
обоймы А. Как уже указано, допуск установлен в 0,002" (0,05 мм).
Второй набор калибров с другой стороны приспособления применяется
Для контроля гильз цилиндров другого типа.
Внутренний диаметр гильзы доводится до окончательного размера
после сборки с головкой хонингованием на вертикальном одношпин-
дельном хонинговом станке Китчен-Уэйд. Для хонингования приме-
няются абразивные бруски, а для лаппинга после хонинга приме-
няются чугунные бруски центробежной отливки, чем достигается
е°оходимая высокая чистота отделки зеркала цилиндра.
Способ закрепления изделия для хонинга и лаппинга представляет
кЛерес- Цилиндр прикрепляется болтами к планшайбе А, как по-
КоТаНО на Фигуре 215. Планшайба имеет с двух сторон цапфы В,
кплаЬ1МИ 0На опирается на раму С. Когда цилиндр прикрепляется
ПрндШайбе,последняя жестко закрепляется защелками, а по окончании
олчивания защелки откидываются, и планшайба поворачивается
201
Фиг. 213. Окончательная обточка реоер гильзы
цилиндра мотора Бристол.
Фиг. 214. Контрольное приспособление для за-
мера ' глубины прорезей между ребрами гильзы
цилиидра'мотора Бристол.
s
b
s
a.
- LQ
x
s
Фиг. 215. Оэщий вид установки для хонинго-
вания цилиндров мотора Бристол.
на 180° на цапфах В. Затем планшайба с изделием двигается по рал,
пока не установится в приспособлении/), которое имеет фланец, слу^-6’
щий для точной установки планшайбы, как показано на фигуре 2ir~
Смазка, употребляемая при хонинге и при лаппинге, состоит я
смеси сала и керосина. Отработавшую смазку пропускают чере3
суперцентрофугу Шарплес для удаления частиц металла, абразив03
и прочих посторонних частиц, и, таким образом, смазка очищаетсВ
и сохраняется в доброкачественном состоянии продолжительное времяЯ
ОБРАБОТКА ГИЛЬЗ МОТОРОВ АРМСТРОНГ-СИДДЛИ
Чертеж гильзы цилиндра мотора «Тайгер» приведен на фигуре 217
Гильза вытачивается из поковки углеродистой стали по техническим
Фиг. 217. Гильза цилиндра мотора «Тайгер».
условиям британского стандарта BESA S70 (см. стр. 212). Тон-
кость ее стенок требует значительной осторожности при механИ'
ческой обработке во избежание деформации.
Гильза имеет 17 охлаждающих ребер. Одиннадцать из них имеют
одинаковый диаметр, а остальные шесть имеют больший диаметр,
постепенно уменьшающийся в направлении к юбке гильзы. Все ребра
имеют закругленные кромки и основания, как видно из чертежа-
Поковки гильз поступают на завод в ободранном виде (фиг. 218 J >•
На фигуре 218 В гильза расточена, а ребра большого диаметра н
черно выточены; гильза С имеет начерно выточенными и остальнь^
ребра, а в стадии D выполнена токарная обработка цилиндрическ
части. На гильзе, обозначенной Е, оребрение обработано начис
204
Механическая обработка ободранной изнутри и снаружи поковки А
инается с расточки на. револьверном станке Герберт № 9 (фиг, 219).
о* револьверной головке устанавливаются две оправки с резцами,
пасточка выполняется в два прохода, причем одновременно произ-
и дится черновая проточка торцев резцом с поперечного суппорта.
В За Два прохода при расточке снимается около 0,08" ( ~ 2,03 мм),
оставлением припуска на последующую обработку в 0,014—0,016"
/0,355-0,406 мм).
1 При расточке применяется роликовый упор А для придания изде-
ю устойчивости. Изделие зажато в трехкулачковом патроне. Скорость
ЛрЯщения шпиделя 80 об/мин; подача около 1,5" (38 мм) в минуту.
Фиг. 218. Различные стадии механической обработки гильзы
цилиндра мотора ('Тайгер».
После черновой и чистовой расточки и проточки торцев начерно
протачиваются ребра большого диаметра. Для этой операции приме-
няется токарный станок Дрэммонд Максикат (фиг. 220).
Гильза цилиндра надета на разжимную оправку, создающую устой-
чивый зажим по всей длине гильзы. Станок имеет два резцедержателя,
закрепленных на переднем и заднем суппортах. Черновая обработка
производится с заднего суппорта; ребра доводятся до предваритель-
ного размера резцами с переднего суппорта. Скорость вращения шпин-
деля 34 об/мин; подача заднего суппорта —0,008" (0,203 мм) на обо-
рот шпинделя. Передний суппорт подается от руки с контролем по
индикатору А, дополнительно к индикатору, являющемуся элементом
постоянного оборудования станка и не показанному на фигуре 220.
Индикатор А позволяет рабочему в любое время видеть по промежутку
Между концом штифта индикатора и стенкой передней бабки, как дале-
Но находятся кромки резцов от конца прохода. Как только конец штифга
*®сается стенки, подача замедляется, и изделие доводится до оконча-
Тельного для данной операции размера по показанию индикатора.
Расположение резцов для данной операции показано на фигуре 221.
2/11< на переднем, так и на заднем суппортах поставлено пять узких
Резцов и один широкий. Они подаются до внешнего диаметра оребрения
ог° Диаметра, и, таким образом, изделие подготовляется к следую-
205
Фиг. 219. Первая операция механической обработки
гильзы цилиндра мотора «Тайгер».
Фиг. 220. Первая операция проточки ребер большого
диаметра гильзы цилиндра мотора «Тайгер».
пей операции, состоящей в черновой проточке всех ребер малого
!да метра и чистовой проточке ребер большого диаметра.
й На фигуре 222 показано расположение резцов при операции чер-
новой проточки ребер малого диаметра, которая выполняется на то-
карном станке Дрэммонд Максикат. На заднем суппорте установлено
17 резцов для прорезки ребер. Они имеют прямоугольные концы и
оставляют материал между основаниями ребер до последующей опе-
рации. Передний суппорт несет один фасонный резец А для доведе-
ния длинных ребер до точного диаметра. Задний суппорт имеет авто-
матическую подачу в 0,004' (— 0,1 мм) на оборот шпинделя, а передний
Фиг. 221. Расположение резцов при
первой операции по проточке ребер
гильзы мотора «Тайгер».
Фиг. 222. Расположение резцов при
второй операции по проточке ребер
гильзы мотора «Тайгер».
суппорт подается от руки. Скорость вращения шпинделя та.же,
что и при первой операции, т. е. 36 об/мин. Для крепления изделия
применяется разжимная оправка.
Следующая операция состоит в обточке диаметров под резьбу А
и S (фиг. 217) и двух диаметров С и D и выполняется на токарном
станке Дрэммонд Максикат. При этой операции скорость вращения
шпинделя составляет 25 об/мин, а подача суппорта 0,016" (0,406 мм)
F'a оборот шпинделя. Как и в предшествующих операциях, изделие
фиксируется на разжимной оправке.
На фигуре 223 показан токарный станок Дрэммонд Максикат,
од! отовленный для операции обточки диаметров E,F,G и Н (фиг. 217).
фоническая часть Е и цилиндрическая F обтачиваются двумя резцами
Ца3маДнего суппорта, а цилиндрическая G и фасонная Н — двумя рез-
4 с переднего суппорта. Оба суппорта имеют поперечную подачу,
207
Фиг. 223. Обточка различных диаметров на гильзе
цилиндра мотора «Тайгер».
Фиг. 224. Чистовая обточка ребер гильзы мотора
«Тайгер».
Задний cynmprfi
задний суппорт подается автоматически со скоростью 0,004"
^ичем на 0б0р0Т шпинделя, а перед? ий—от руки. Скорость
( ’ лЯ принята в 25 об/мин. Тонкость стенок делает эту операцию
шПйл^н0 деликатной; разжимная оправка устанавливается так, чтобы
Д°В<ьза надежно подпиралась в работе по всей ее длине,
^установка для операции фасонной обточки всех ребер гильзы
индра одновременно показана на фигуре 224. Для этой операции
цИД е применяет ея токарный ста-
Ток Дрэммонд Максикат. Изделие
якреплено на разжимной оправке
и поддерживается вращающимся
центром задней бабки. Оправка за-
жимает гильзу посредине для соз-
дания опоры под ребрами при
обработке.
На фигуре 225 показано распо-
ложение резцов при дайной опера-
ции. Каждый суппорт несет 16 рез-
цов для обточки ребер и один фасон-
ный резец. Резцы для проточки
ребер заднего суппорта обтачивают
ребра с одной с ороны, а перед-
ние резцы — с другой. Все резцы
шлифованные и подаются в изделие
одновременно. Скорость вращения
шпинделя при данной операции
34 об/мин; подача 0,016" (0,406 мм)
на оборот. Интересно отметить, что
подача в 0,016" является наимень-
шей, могущей быть выгодной при
этой операции. При меньшей пода ie
получаются худшие результаты.
Важно удалять материал быстро и
во-время затачивать резцы, что
обеспечивает лучшие результаты.
Два широких фасонных резца стде-
. лывают канавки G и J (фиг. 217).
гделка переходов между осно-
ЧисИЯМя ребер (фиг. 226) после
Ст ™вои обточки производится на
п°казь Дрэммонд Максикат. Как
щИм 17®^ чертеж, задний суппорт снабжен резцедержателем, несу-
подачу ?аСоннь1х резцов. Суппорт имеет поперечную автоматическую
водите ^ЛедУег отметить, что до последней стадии обработки не произ-
Эта оп 0Тделка еамого длинного ребраК (фиг. 217) гильзы цилиндра.
После чГЭция производится на револьверном станке Герберт № 9,
НаРезаетГ° ВСе Ре®Ра полируются и кромки их закругляются. Затем
резьба Д (фиг. 217) на токарном станке Черчилль-Редмрн
^54^14 209
Фиг. 225. Расположение резцов при
фасонной проточке ребер гильзы ци-
линдра мотора «Тайгер».
Задний суппорт
Фиг. 226. Расположение резцов для
проточки переходов между основа-
— ниями ребер.
С применением составной гребенки Герберта как для черновой
и для чистовой нарезки.
Станок, сконструированный для зачистки сходов резьбы показ-
на фигуре 227. На планшайбе А станка закреплена шайба В с nn41
филированной канавкой и кулачковая шайба С. Изделие фиксируегф'
на бортике и на разжимной оправке. Резец Н установлен на суппоптЯ
в державке, несущей также ролик Е, обегающий кулачок С. Патрон
в суппорте несет другой ролик F, обегающий канавку шайбы в
Резец Н устанавливается маховичком. Установка в соответствие
с резцом ролика Е и, следовательно, глубины прохода производится
с помощью маховичка J.
При вращении планшайбы шайба В, профиль которой имеет тот же
шаг, что и нарезка на гильзе цилиндра, двигает резцовые салазки
поступательно-возвратно параллельно оси изделия. Совместное дей-
ствие обоих роликов заставляет резец проходить по острым кромкам
резьбы на гильзе цилиндра, отводиться по прохождении всей нарезан-
ной части и возвращаться в исходное положение. Операция непрерывна
и резец по мере надобности подается в тело изделия при помощи
маховичка J. После того как таким образом пройден один конец
резьбы, при помощи маховичка переставляют резец для подобной же
операции на другом конце резьбы.
При установке изделия для этой операции гильзу повертывают
на оправке так, чтобы конец нитки резьбы совпадал с риской /(.
Этим обеспечивается то, что кулачковая муфта С в нужной точке
отводит резец от резьбы1.
Резьба В (фиг. 217) под га’йку, фиксирующую гильзу цилиндра
в картере, нарезается на токарном станке Дарлинг и Селлерс, а за-
чистка резьбы производится таким же образом, как и резьбы А. На
этой же стадии обработки гильза цилиндра подгоняется оконча-
тельно по длине.
Практика шлифовки зеркала цилиндра показала, что ее следует
производить после процесса антикоррозийной защиты — козлеттиза-
ции, но перед навертыванием головки, описанным выше.
Зеркало цилиндра шли ется под окончательный размер на внутри-
шлифовальном станке X д (фиг. 228). Гильза цилиндра базируется
в приспособлении А, закрепленном во вращающейся головке тремя
зажимами. Для установки приспособления во вращающейся головке
применяются установочные пробки.
Операция шлифовки разделяется на два перехода. При перво
зеркало доводят до припуска в 0,0005" (0,0127 мм) на окончательны*
диаметр, оставляя окончательную доводку на второй переход. На эт
двух переходах применяются различные шлифовальные круги: z'
черновой шлифовки — круг марки Универсаль 60JK, а для чистово!
специальный круг марки Карборундум 3F-P-WP. Оба
имеют диаметры 4" ( ~ 100 мм) и ширину 1" (25,4 мм) и враша
р Описанное приспособление интересно и заслуживает внимания технологов
210
Фиг; 227. Специальный станок для зачистки резьбы
на гильзе цилиндра~мотора_«Тайгер».
Фиг; 228. Шлифовка зеркала цилиндра J мотора
«Тайгер».
с окружной скоростью 5000—6000 фут/мин (1500—1830 м/миц\
Скорость вращения изделия при предварительной и при чистовой
шлифовке 200 об/мин.
Поперечная подача при предварительной шлифовке принята в 18»
(457 мм) в минуту, а для чистовой она уменьшается до 8" (203 мм) в ми-
нуту. Чистовая шлифовка придает стенкам цилиндра зеркальную
чистоту поверхности. На диаметр цилиндра дается допуск + 0,00б5"
( ± 0,0127 мм).
Изделие тщательно контролируется на различных стадиях в ходе
механической обработки. Штамповка, из которой вытачивается гильза
цилиндра, имеет свой номер, сопровождающий изделие на всех ста-
диях обработки и которым затем клеймится готовая деталь.
В случае аварии из-за дефекта в материале всегда можно сличить
цифры анализа и результаты испытаний, проводимых как поставщиком
заготовки, так и лабораториями завода Армстронг-Сиддли.
ОБРАБОТКА ГИЛЬЗ Л1ОТОРА НЭППР «ДЭГГЕР»
Цилиндры мотора Нэпир «Дэггер» изготовляются из штамповки
нормализованной углеродистой стали согласно британскому стандар-
ту BESA S70. Химический состав материала следующий (в %);
Фиг 229. Гильза цилиндра мотора еДэггер» на различных
стадиях обработки.
углерода — 0,5—0,6; кремния — до 0,3; марганца — 0,4—0,75 и не
более 0,05 серы и фосфора. Минимальное временное сопротивление
материала равно 45 тонн/кв. дюйм (70,87 кг/мм2), минимальное отно-
сительное удлинение — 18% и минимальное поперечное сжатие — 30%
на стандартном образце. Число твердости по Бринеллю 197—241-
Необработанная штамповка, из которой изготовляется цилиндр,
весит 42,5 Йнгл. фунта (19,2 кг). До отправки с завода-изготовителж
прежде чем приобрести форму, изображенную в А на фигуре 229, она
подвергается обдирке.
Вес заготовки А составляет около 20,5 англ, фунтов (9,2 кг). Пссл
термообработки заготовке придается форма, изображенная в
после проточки ребер и шлифовки гильза цилиндра приобретает
изображенный в С; в этом состоянии она весит 4 англ, фунта (1,8 дгг
На фигуре 230 дан эскиз готовой детали.
212
j—
\ Конус
Фиг. 230. Гильза цилиндра мотора
«Дэггер».
Первая операция обработки заготовки производится на автомате
Поттер и Джонстон и заключается в обдирке поверхностей А В и С
На диаметре А оставляется при- рлностеи л, и и с.
пуск в 1 /в" (3’17 л<л<)> который
снимается при второй операции;
подобные припуски оставляются
также на фланце В и выемке С.
Обрабатываемая деталь зажи-
мается в патроне станка; резцы,
Закрепленные в револьверной
головке, обтачивают диаметры,
тогда как резцы поперечного
суппорта протачивают выемку.
Скорость вращения шпинделя—
36 об/мин; подача при обточке
на один оборот шпинделя —
0,009" (0,0229 мм).
Вторая операция производит-
ся на том же станке (фиг. 231 и
232). Как и при первой операции, обрабатываемая деталь зажимается
в патроне. В первом положении (фиг. 232) производится npe=S
иая проточка выемки С и подрезка гильзы с торца D; род
/
Фиг. 231. Вторая операция обработки гильзы
цилиндра мотора «Дэггер».
ДиамстИИ 3акРеплены б переднем поперечном суппорте; обточка обоих
голов] Р°Вр пРоизв°Дится резцами, установленными в револьверной
®Ыемки ВТ0Р0М положении производится окончательная проточка
эакреппИ подРезка т°рца по длине; резцы, выполняющие эти операции,
ены в заднем поперечном суппорте. Предварительная расточка
213
внутреннего’диаметра, обточка диаметра А и снятие фаски на внутреннем
диаметре производится резцами, закрепленными в револьверной головке
В третьем положении производится окончательная расточка вцу‘
треннего диаметра и окончательная обточка двух диаметров на юбке /
(фиг- 230).
На внутреннем диаметре выдерживается допуск в 0,002" (0,05 мм)
такой же допуск соблюдается на диаметре фланца юбки; допуск на
диаметр у основания выемки—0,005"(—.0,127 л<л<). Скорость вращения
шпинделя 36 об/мин; по.
дача при обточке и рас
точке 0,Q09" (0,229
на оборот шпинделя.
Следующая операция
производится на токар-
ном станке Дрэммонд
Максикат.
Эта операция заклю-
чается в обточке конуса
для ребер и подрезке
торца гильзы со стороны
цилиндровой головки
(фиг. 233 и 234).
Из фигуры 233 видно,
Фиг. 232. Расположение резцов при второй one- 470 Цилиндр закреплен
рации обработки гильзы цилиндра мотора «Дэггер». на разжимной оправке;
приспособление для об-
точки на конус видно в А. На фигуре 234 дано расположение резцов:
А—разжимная оправка, В — задняя бабка, С—стержень к маховичку,
приводящему в действие разжимную оправку и D — зажим, захва-
тывающий цилиндр по уже обточенной поверхности и вращающий его.
Резец F, закрепленный в приспособлении для обточки на конус,
обтачивает конус для ребер G. Резец Н предварительно обтачивает
переход на торце цилиндра. Задние резцы J и К начисто обтачивают
этот переход и подрезают цилиндр по длине. Скорость вращения шпин-
деля — 60 об/мин; подача каждого из резцов — 0,004" (0,102 мм)
на оборот шпинделя.
Следующая операция заключается в предварительной внутрен-
ней шлифовке цилиндра до диаметра 3,79" (96,266 мм) с допуском
+ 0,001" ( + 0,025 мм); операция выполняется на станке Черчилль
(фиг. 235). Обрабатываемый цилиндр устанавливается по установоч-
ной выточке со стороны большого диаметра гильзы; на противополож-
ном конце фланец устанавливается по кольцу А.
При этой операции с внутреннего диаметра цилиндра снимаете
около 0,02" (0,508 мм); применяется 3" (76 мм) шлифовальный КРУ1
Нортона зернистостью в 46 J. &
Следующая операция заключается во фрезеровке выемки
(фиг. 229), служащей местом установки и привода при последуй®11
операциях проточки ребер.
214
Фиг. 233. Обработка верха гильзы мотора
«Дэггер».
Фиг. 234. Расположение резцов при обточке
верха гильзы мотора «Дэггер».
Проточка ребер производится на токарном станке Смолщ.,
(фиг. 236). Станок имеет три суппорта; в переднем суппорте А зацреГ1С
лено 18 фасонных резцов, которые установлены под прямым углом
к оси обрабатываемого
цилиндра; резцы в Суц.
портах В и С, уставов^
ленные под углом в 2,5°
обтачивают боковые сто-
роны ребер. В суппорТах
В и С имеется по 17
резцов; резцы в суппор-
те В обтачивают левые
боковые стороны ребер,
а резцы суппорта С—1
правые стороны ребер.
Подача резцов достигает
0,002" (0,05 мм); ско-
рость вращения шпин-
Фиг. 235. Предварительная шлифовка гильзы ДОЛЯ 34 об/мин. Сна-
мотора «Дэггер». * чала подают фасонные
|резцы переднего суппор-
та на глубину около
1ls' (3>17 ш^и подготав-
ливают место для резцов
В и С, вступающих затем
в работу. Подача суппор-
та А после этого несколь-
ко уменьшается, так что
резцы во всех трех суп-
портах прекращают ра-
боту одновременно. При
этой операции цилиндр
надевается на пневмати-
ческую разжимную оп-
равку; давление возду-
ха —100 фу нт I кв. дюйм
(7^ кг/см2).
Следующая операция
Фиг. 236. Проточка ребер гильзы мотора «Дэггер». выполняется на токар
р ном 'станке Лэнг и
заключается в отрезке фланца вместе с установочной выемкой и в по*
резке цилиндра по длине с пропуском в 0,01" (0,254 мм) со стороны
головки цилиндра; припуск снимается позднее шлифовкой. Операция
представляет собой нормальную обточку; обрабатываемый цилиндр
насаживается на разжимную оправку. Припуск на шлифовку остав-
ляется также и на диаметре фланца.
Далее в ребрах прорезаются четыре выемки под болты крепления
головки; выемки фрезеруются цилиндрической фрезой диаметров
216
д. " (7,14 мм). Применяется специальное делительное приспособ-
в ,р с помощью которого выемки прорезаются под углом в 90°
леН к другу. Острые углы, оставшиеся на ребрах после фрезеровки,
Смаются опиловкой. По-
пе этого цилиндр подвер-
нется кадмированию и
отпуску в масле; последо-g*
Стельность операции еле- М
плошая: обезжиривание, й
обдувка песком, кадмиро-
вание в течение 40 мин.
ппи плотности тока в :
12 а/кв. фут (0,013г а/ см2),
промывка в горячей воде, ‘
погружение в масло в тече-
ние 1г/2 часов при темпера-
туре в 150е Ц. После этого
цилиндр снова подвергается
обезжириванию и обрабаты-
вается маслом для ^защиты
от коррозии.
Фиг. 237. Окончательная шлифовка гильзы
мотора «Дэггер».
Шлифовка наружных
диаметров цилиндра до
окончательного размера
производится на кругло-
шлифова ьном станке кар-
•борундовым кругом диаме-
тром в 20" (508 мм) и шири-
ной в 3" (76 мм) с зерни-
стостью 50 Р. Верхций
торец цилиндра шлифует-
ся на станке Черчилль
чашечным шлифовальным
кругом.
Заключительная опера-
ция обработки состоит в
окончательной
его
Фиг. 238. Приспособление для установки
гильзы мотора «Дэггер» при шлифовке.
J
станке Хилд Сайзмэтик кругом Нортона
х .... ) с зернистостью 46 J. Скорость вращения
120 об/мин; последний припуск 0,0005" (0,0127 мм) сни-
шлцфовке
изнутри; шлифовка
' СИЗВ1'Дится несколько на
CTnZc’ Суживающийся в
ОпеРратаЩЛОВКИ цилинДРа-
Диа£Ц вып°лняется на
фетром 4" (Ю0 мм)
мается^ 120 °^/МИн; последний припуск и,иииэ (u.uizz мм) сни-
гладка П1>И 3°° об/мин изделия; после этого получается зеркально-
+ 0,00 Г" ПовеРХность. Допуск на внутренний диаметр составляет
Приспос r^0,025 лм0- Эта операция иллюстрируется фигурой 237;
соление для закрепления гильзы изображено на фигуре 238.
217
Фиг. 239. Приспособление для проверки
ребер цилиндра мотора «Дэггер».
Из фигуры 238 видно, что на шпинделе станка закрепляется корпус А
установленный под некоторым углом, чтобы сообщить внутренней р I
верхности гильзы необходимую конусность. Установочная выточка р'
юбке шлифуемого цилиндра входит в шлифованное отверстие диска & I
последний входит в корпус А и закрепляется в нем шпильками q
Гильза крепится к диску В с помощью шлифованного кольца D, 1(0'
торое устанавливается по фланцу гильзы со стороны головки и ппр'
тягивается к диску двумя болтами.
Для проверки ребер цилиндра применяется следующее присно,
собление (фиг. 239), напоминающее аналогичное приспособление
завода Бристол (фиг. 214).
На угольнике А закреплена оправка для проверяемого цилиндра
Плцты В и С снабжены рядом мерительных плунжеров и надеваются
на штыри, как показано на
фигуре. Плита В служит для
измерения глубины впадин
между ребрами, а плита С—
для проверки диаметров раз-
личных ребер. При проверке
плита надевается на штыри,
мерительные плунжеры распо-
лагаются между ребрами ци-
линдра. Если все впадины
между ребрами имеют правиль-
ную высоту, то плунжеры опус-
каются настолько, что их вер-
хушки располагаются на одном
уровне с торцем втулки Е.
После этого опускают измери-
тельный штифт индикатора F на втулку Е и производят отсчет. Пере-
двигая индикатор таким образом, чтобы наконечник соприкасался с
концами плунжеров, определяют поочереди погрешности в глубине
пазов между ребрами. На внутренний диаметр оребрения предусматри-
вается допуск в 0,005" (0,127 мм). Плитой С, предназначенной для
проверки диаметров ребер, пользуются аналогичным образом.
обработка гильз моторов «джипси»
На фигуре 240 дан эскиз гильзы цилиндра моторов «Джипси»
(гильзы моторов «Джипси VI» и «Джипси-Мейджор» взаимозаме-
няемы). Гильза изготовлена из углеродистой стали, соответствующей
спецификации S70 британского стандарта. BESA (см. стр. 212)-
Первая операция обработки гильзы производится на токарно-
полуавтомате Поттер и Джонстон № 6А (фиг. 241). Изделие зажа I
в трехкулачковом патроне; последовательность операций таков '
предварительная расточка отверстия и обточка трех внешних ДИ
метров; предварительное снятие фаски на юбке; чистовая РаСТ0„е$ I
отверстия и чистовая обточка трех внешних диаметров с оставлен* I
припуска на шлифовку зеркала и припуска на внешнем диаме Р
218
чистовое снятие фаски и черновая обточка шейки в верхней
«>бкь оребрения. При этой операции применяются резцы из быстро-
ча^уЩей стали, причем изделие вращается со скоростью 33,5 м/мин.
Яе « черновой обработки принята подача в 0,305 мм на оборот, а для
Кетовой - 0,051 мм на оборот.
4 Вторая операция по обработке гильзы цилиндра проводится на
же станке, причем в этом случае изделие устанавливается на
т°3)КИМной оправке. Сначала обтачивается внешний диаметр ре-
Ра‘ Затем предварительно и окончательно обтачивается диаметр
берДо,о9 _ „
ng-o,и под резьбу для навертнои головки цилиндра. Наконец,
поизводится чистовая проточка торца юбки и чистовая фасонная
обточка шейки у фланца.
На фигуре 242 показана установка изделия на токарном станке
Дин, Смит и Грэйс, специально приспособленном для проточки ре-
бер. Изделие установлено на разжимной оправке и -.шрается своим
внешним концом на центр задней бабки с грибообразной головкой.
Обработка ведется черновыми, и чистовыми фасонными резцами А.
Изделие вращается со скоростью 19,8 м!мин, а подача равна 0,05 мм
на оборот шпинделя. Как видно из фигуры 240, гильза имеет 27
равноотстоящих друг от друга ребер с шагом в 5 мм. Каждое из ребер
имеет симметричное клиновидное сечение с углом при вершине в 4°
и с радиусом закругления у основания в 1,8 мм. Внешний контур
вершин ребер имеет конусность, изменяясь от 158 до 144 мм. Интересно
в Метить, что общая длина режущих кромок резцов, находящаяся
х соприкосновении с металлом, составляет около 700 мм — факт,
рШс'характеризующий устойчивость станка.
на к ФИгУРс 243 показан горизонтально-фрезерный станок Герберт,
полу2Тором производится операция выемки вертикальных канавок
на о руглого сечения в оребрении гильзы. Изделие монтировано
из центДВИ>КН0Й оправку зажатой в центрах приспособления. Один
ров установлен на откидной стойке А, закрепленной крюком В,
219
I
Фиг. 241. Предварительная ^расточка и обточка
гильзы мотора «Джипси». &
t
Фиг. 242. Проточка оебер гильзы мотора
«Джипси»
Фиг. 243. Фрезеровка четырех вертикальных
канавок полукруглого сечения в оребрении'*гиль-
зы цилиндра мотора «Джипси».
Фиг.*244. Чистовая шлифовка зеркала цилиндра
мотора «Джипси».
что облегчает быструю установку и снятие изделия. На заднем
приспособления имеется рычаг С, воздействующий на указатель^ *
механизм, включающий планку, прикрепленную к оправке, на котор/3
монтировано изделие. Форма фрезы видна на фигуре. Рабочий ст *
поднимается до упора, определяющего глубину канавки. OJ1
После этой операции снимаются все заусеницы и производит^
черновая расточка гильзы. Затем следует антикоррозийное покрыти*
по способу]|фирмы Де-Хэвиллэнд. После этого гильза монтируетсе
на разжимной оправке и подвергается чистовой шлифовке; шлифуеТс^
внешний диаметр юбки с допуском в Ио.’огв мм> стыковая плоскость
фланца и торцевая плоскость под головку цилиндра. Расстояние Мр
с +оло
жду двумя последними плоскостями равно 163,5 — 0.05 мм.
Чистовая шлифовка зеркала цилиндра производится на внутри-
шлифовальном станке Черчилль (фиг. 244). Приспособление для за-
крепления изделия имеет планшайбу А, снабженную четырьмя ко-
лонками, на которых укреплена передняя планшайба В. Последняя
имеет в центре отверстие для юбки гильзы цилиндра, а установка
противоположного конца производится с помощью втулки С. Дав-
ление на эту втулку, производимое посредством винта, проходящего
через шпиндель передней бабки, прижимает изделие к планшайбе В.
Для шлифовки применяется карборундовый круг Алоксит 5R, вра-
щающийся со скоростью 4700 об/мин при скорости вращения изделия
180 об/мин. Диаметр зеркала шлифуется с допуском + 0,025 мм
ОБРАБОТКА ГИЛЬЗ МОТОРА «НИАГАРА»
Гильзы цилиндров мотора «Ниагара» изготовляются из углероди-
стой стали с содержанием углерода 0,45% (технические условия мини-
стерства авиации DTD 256). Эскиз гильзы дан на фигуре 245. На фи-
гуре 246 изображена гильза в различных стадиях изготовления после
поковки, обдирки и чистовой токарной обработки. После токарной об-
работки и нарезки резьбы под головку на стакан навертывается алю-
миниевая головка, после чего фрезеруется четырехугольный фланец
крепления цилиндра к картеру и сверлятся отверстия под крепежные
болты.
Первая операция обработки поковки заключается в обдирке внут-
реннего диаметра и обработке торца верхней части гильзы. После
этого следует предварительная обточка наружных диаметров гильзы,
причем под окончательную обработку оставляется припуск х/в" (окОЛ°
3,2 мм). Эти операции выполняются на полуавтомате Поттер и Джон-
стон, причем изделие зажимается в специальном патроне. Остальные
операции производятся на револьверном станке Герберт № 7. Изделие
крепится по внешнему диаметру фланца и подвергается предваритель'
ной обработке по диаметру ребер, по торцу цилиндра и по внутреИ'
ней поверхности цилиндра; на окончательную обработку оставляется
припуск 0,03" (0,75 мм). На фигуре 247 изображена установка Д-11^
предварительной обработки диаметра фланца с припуском окоЛ
0,03" и для предварительной и окончательной проточки ребер. Фр
нец обрабатывается резцами, закрепленными в державке А, а .е0”
222
ФигЛ245. Гильза цилиндра] мотора£«Ниагара».
Фиг. 246. Поковка и различные стадии обра®
ботки гильзы мотора «Ниагара».
Фиг. 247. Обработка ребер гильзы цилиндра мотора]
«Ниагара».
обтачиваются резцами, укрепленными на поперечном суппорте.
показано на фигуре, изделие закрепляется в оправке, которая во вреМя
обработки ребер поддерживается люнетом В. Каждый из двух по-
перечных суппортов несет 11 резцов для обработки промежутков ме-
жду ребрами и поверхностью А (фиг. 245), между нижним ребром
и фланцем и один резец для обработки торца фланца. Предварительная
обработка производится резцами переднего суппорта, а чистовая —
заднего. Для этой операции применяются резцы из быстрорежущей
кобальте-'. олибденовой стали. Вся операция предварительной и чи-
стовой обработки занимает 14 минут.
{ 1 После этой операции изделие проходит контроль и отжигается
в Течение 30 минут при температуреа.85О° Ц. Затем изделие обдувается
пескоструйной и снова
подвергается контролю
перед отправкой в ме-
ханический цех. Сле-
дующие механические
Фиг. 248. Шлифовка внутренней поверхности
гильзы мотора «Ниагара».
операции
заключаются.
в окончательной обра-
ботке наружного диа-
метра верхней части
гильзы под резьбу, в
расточке внутренней по-
верхности до размера
3,021" (76,73 мм) под
окончательную шлифов-
ку, в обработке торца и
фаски на верхней части
гильзы и, наконец, в
нарезке резьбы диамет-
ром 3,279" (83,31 мм)
с 20 нитками на дюйм.
Эта операция произво-
дится в 12 минут на
револьверном станке Герберт № 7; изделие при этих операциях
крепится за фланец.
Последняя операция на револьверном стайке Герберт заключается
в обработке внешнего диаметра нижней части цилиндра с припуском
0,015" (0,48 мм) на диаметр и торца фланца с припуском 0,005"
(0,127 мм) под шлифовку. Одновременно цилиндр обрабатывается
с торца до необходимой длины; по внутреннему диаметру с нижней
стороны цилиндра снимается фаска. Для этих операций цилиндр
укрепляется на оправке. Нижняя поверхность цилиндра шлифуется
на шлифовальном станке Нортон с допуском 0,002" (0,05 мм) на диа-
метре 3,149" (80 лш). Одновременно шлифуется нижний торец Ци-
линдра с допуском 0,005" (0,127 мм).
На фигуре 248 показана установка цилиндра на внутришлиф0'
вальном станке Черчилль для шлифовки внутреннего диаметра ии'
224
ядра С припуском 0,014" (0,35 мм) против окончательного размера,
нщиндр центрируется по внешнему диаметру своей нижней части,
оторая вставляется в отверстие в плите А; цилиндр притягивается
Е плите фланцем при помощи болтов. Изделие вращается со скоро-
к ю 400 об/мин; шлифовальный круг диаметром 2,75" ( ~ 70 мм)
пелает 5080 об/мин. Для шлифовки внутренней поверхности ци-
1индра применяются карборундовые круги 60Р.
л Окончательная шлифовка внутренней поверхности цилиндра про-
изводится после навертывания алюминиевой головки, фрезеровки
внешнего контура фланца цилиндра и сверления в нем отверстий под
кпепежные шпильки. Зеркало цилиндра обрабатывается с точностью
0,001" (0,025 мм).
ОБРАБОТКА ПОРШНЕЙ
ОБРАБОТКА ПОРШНЕЙ МОТОРА «ПЕГАС»
Поршень мотора Бристол «Пегас» (фиг. 249) штампуется из сплава
RR59, по техническим условиям L44 (см. стр. 185). Штамповки
поставляются термически обработанными в целях облегчения меха-
нической обработки.
Технологический процесс механической обработки поршня со-
стоит из 44 операций; первая из них заключается в подфрезеровке вну-
тренних и внешних торцев бобышек поршневого пальца. Затем штам-
повка зажимается по внешнему диаметру, и производится предва-
рительная обточка юбки поршня, подрезка торца юбки и расточка
пояска, служащего в дальнейшем базой для установки поршня при
обработке.
Отверстия поршневого пальца сверлятся на радиально-сверлиль-
ном станке Арчдэйл, причем изделие центрируется по пояску на юбке
и по зачищенным торцам бобышек поршневого пальца. При этой опе-
рации отверстия поршневого пальца растачиваются до диаметра ’!/s"
(~ 22,22 мм), причем за черновым сверлом следует борштанга
с резцом. Скорость вращения шпинделя при этом равна 760 об/мин.
На фигуре 250 показана установка поршня при обточке наружной
чоковой поверхности, с оставлением припуска на отделку, и обточке
наружной поверхности днища по сфере. Эта операция производится
на станке Герберт № ЗА с пневматическим патроном, который затя-
гивает поясок юбки на оправке с помощью ложного поршневого
пальца, вставляемого в соответствующие отверстия.
Обточка юбки и предварительная проточка днища производятся
резцами, установленными в револьверной головке, а чистовая обточка
Днища — резцом А, закрепленным на поперечном суппорте. Подача
Р зца Д определяется копиром В, закрепленным в одном из зажимов
револьверной головки. Копир упирается в задний конец державки
(Лиг^’эло °РаЯ постоянно прижимается к копиру пружиной. Выемки А
(Фиг э 9) Фрезеруются на вертикально-фрезерном станке Арчдэйл
и ' ^51). При обработке изделие центрируется по пояску юбки
лож Танавливается в определенном угловом положении с помощью
ного поршневого пальца, направляемого призмой А. Приспособ-
Фчг. 249. Поршень мотора Бристол «Пегас».
Фиг. 250 обточка внешнего диаметра и днища
поршня мотора «Пегас».
Фиг. 251.J Фрезеровка выемок| поршня мотора Фиг; 252 Фпезеровка внутренней части поршня
•<П±гао>. мотора «Пегас».
ление позволяет во время обработки одного поршня устанавливав
другой поршень. ‘ ь
При обработке внутренней части поршня широко применяйте
копировальные станки Пратт и Уитни. На фиг. 252 показана операциЯ
подфрезеровки обеих сторон бобышки поршня. Шпиндель стащ/'
имеет подачу от руки. Движение спиральной фрезы А связано с дВ1.‘_
жением ролика В, направляемого отверстиями в копире С.
При обработке поршней применяется несколько подобных копи-
ровальных станков; все они работают по одному и тому же принципу
В некоторых случаях, когда необходимы и предварительная и чисто-
вая обработка, ставят сперва ролик большего диаметра, а затем^
меньшего. Таким путем оставляется небольшой припуск на чистовую
обработку.
Канавки под поршневые кольца протачиваются на револьверном
станке Герберт № ЗА (фиг. 253). Для черновой проточки применяются
резцы из быстрорежущей стали, устанавливаемые на переднем суп-
порте, а резцы, наваренные пластинками сплава «Вимет», установлен-
ные на заднем суппорте, служат для отделки канавок. Нижние
канавки (В на фиг. 249) протачиваются на отдельном станке, но таким
же образом. Обточка внешнего диаметра юбки поршня производится
при той же установке детали резцом из быстрорежущей стали,
укрепленным на револьверной головке. При проточке канавок при-
меняется подача от руки до упора.
Интересна операция обточки поршней алмазными резцами на
станках Болей. Суппорт А (фиг. 254) несет два резца: для снятия при-
пуска около 0,015" (0,38 мм) под алмазную обточку применяется ре-
зец с наваркой «Вимет», последние же 0,003" (0,076 мм) снимаются
алмазным резцом. Для облегчения замены одного резца другим дер-
жавка для резцов устроена поворачивающейся относительно своего
центра, причем вращение ограничивается винтами В, препятствующими
передвижению рычага, прикрепленного к суппорту. Когда рычаг
упирается в один из двух винтов, выдвигается для работы наварен-
ный резец; при вращении суппорта до соприкосновения рычага с
другим винтом выдвигается для работы алмазный резец. При любом
из этих двух рабочих положений один из резцов находится на
0,0015" (0,038 мм) ближе к изделию, чем другой. Принятая скорость
вращения шпинделя—1700 об/мин. Для снятия фасок по краям кана-
вок служат резцы второго суппорта С.
Для чистовой обработки отверстий под поршневой палец такЖе
применяется алмазный резец; операция выполняется на станке Хилд
Бормэтик (фиг. 255). Одновременно обрабатываются два поршнЯ’
расположенные рядом на столе станка. Установка производится п0
пояску юбки, а также по ложному поршневому пальцу, пропуска
мому через отверстия бобышек поршня и направляющих втул°'
перед закреплением изделия в приспособлении. При операции алма
ной расточки снимается от 0,01 до 0,012" (0,254—0,305 мм). „ j«
Допуск на диаметр юбки (5,7" = 145 лои) составляет — {
( — 0,025 мм), а на внутренний диаметр юбки, по пояску, Д°ПУ
228
Фиг. 253. Проточка канавок для'поршневых колец
на поршне мотора «Пегас».
Фиг. 254. Чистовая обточка поршня мотора «Пегас»
алмазным резцом.
составляет 4-0,0007" ( 4-0,0178 мм). Для поясков между порЩи
выми канавками принят тот же допуск, что£и для юбки, а допуГ'
на диаметр по дну канавок составляет 0,01" (0,254 мм). Для отвеп
стия поршневого пальца, имеющего номинальный диаметр 1
(29,3 мм), принят допуск 4- 0,0007" (4- 0,0178 мм).
Фиг. 255. Чистовая расточка отверстий под палец
поршня мотора «Пегас».
На вес поршня принят допуск ± 4 драхмы ( ± 7,1 г) при номи-
нале в 3 фунта ( 1,36 кг). Вес штамповки, из которой вытачивается
поршень, составляет 9,75 фунта ( ~ 4,43 кг), так что около 6,75 фунта
( 3,06 кг) металла уходит в стружку.
ОБРАБОТКА ПОРШНЕЙ МОТОРА «МЕРЛИН»
Поршни мотора «Мерлин», как и поршни мотора «Пегас», обра-
батываются из штамповок сплава RR59, которые поставляются на
завод Рольс-Ройс после термической обработки с числом твердости
по Бринеллю НО—150 (химический состав и механические качества
материала см. на стр. 185).
На фигуре 256 приведен эскиз поршня, а на фигуре 257 поршень
показан в различных стадиях механической обработки.
Необработанная штамповка А предварительно обтачивается и ра_
стачивается, как показано на фигуре 257 В, после чего на окружности
фрезеруются выемки и предварительно растачиваются отверстия под
поршневые пальцы, как показано на фигуре 257 С. Дополнительная
обработка выемок бобышек поршневого пальца показана на фигуре
257 D. После этого поршень обрабатывается изнутри (фиг. 257 £)•
Фигура 257 F изображает окончательно обработанный поршень. В °®'
щей сложности для окончательной обработки поршня требуется 4
различных операций.
Операции механической обработки начинаются с торцовки дниим|
поршня и обточки части боковой поверхности на полуавтомате Поттер
230
Фиг, 256. Поршень мотора «Мерлин-,.
и Джонстон. Торцовкг! производится резцами, укрепленными
суппорте, а обточка—резцом, закрепленным в гнезде револьвер;
головки.
на
1011
Аналогичный станок применяется для следующей операции, Ко
торая заключается в предварительной обточке остальной части б0'
ковой поверхности, в торцовке юбки и в расточке пояска, которь,"
является исходной базой для последующих операций внутренней
обработки. При торцовке, как и ранее, обработка ведется резцами1
укрепленными в суппорте, тогда как в револьверной головке кре-
пятся проходные и расточные резцы и резец для предварительной об-
работки внутреннего пояска юбки. Оба станка работают со скоростью
вращения шпинделя 250 об/мин.
Для обработки изделия до стадии В (фиг. 257) применяют другой
полуавтомат Поттер и Джонстон. У конца юбки растачиваются дВа
эксцентрических отверстия, по одному с каждой стороны отверстия
расточенного в процессе второй операции обработки. Эти отверстия
служат базой для фрез, применяемых впоследствии для обработки
внутренней поверхности поршня. Для этой операции кулачки пат-
рона разводятся и поршень устанавливается по шаблону, после чего
кулачки затягиваются. С помощью кондуктора сверлят четыре от-
верстия диаметром 0,8125" (20,54 мм) для облегчения последующих
операций фрезеровки-
Расточка юбки с целью облегчения установки поршня при после-
дующих операциях производится на револьверно-токарном станке
Герберт № 4. Допуск на этой операции составляет ф- 0,002"
( -f-0,05 мм).
Далее поршень устанавливается по отверстию юбки в специаль-
ном приспособлении, укрепленном на планшайбе такого же станка,
и производится операция сверления, расточки и развертывания
отверстия под поршневой палец.
Фрезеровка выемок у отверстий под поршневой палец (стадия,
показанная на фиг. 257 С) выполняется на горизонтально-фрезерном
станке Кемпсмис (фиг. 258). Приспособление крепится к столу; оно
рассчитано для установки четырех поршней. В горизонтальнй оправке
станка укрепляются две фасонные фрезы диаметром 4" (101,6 мм)-
которые обрабатывают одновременно два поршня. Приспособление
может поворачиваться на 180°; штырь А фиксирует приспособление
в двух различных положениях. Одновременно обрабатываются два
поршня, два другие поршня в это время устанавливаются во второй
части приспособления. Поршни центрируются цилиндрическими вы
ступами В, которые вводятся в расточенную изнутри юбку; угловая
фиксация обеспечивается укрепленными на салазках пальцами с>
которые вводятся в отверстия под поршневой палец. Крепление порШнЯ
в приспособлении производится с помощью зажимов D. После фре‘
зеровки выемок н i одной стороне каждой пары поршней изделие
повертывают для обработки противоположных сторон. Число ооо-
ротов шпинделя при этой операции равно 75 об/мин, подача стола
равна 5/s" (16 мм) в минуту.
232
Фиг. 258. Фрезеровка выемок бобышек поршня
мотора «Мерлин».
Фиг. 259. Фрезеровка наружных боковых поверх-
ностей бобышек поршнямотора «Мерлин».
--ч—
Фрезеровка наружных боковых поверхностей бобышек порщн
вого пальца (стадия D на фиг. 257) выполняется за два перехода Л
станках Джон Холройд и Пратт и Уитни. При этих операциях остав^
ляется припуск 0,03"(0,76 мм), который снимается при окончательной
обработке. На фигуре 259 изображена установка поршня на копипо-
вально-фрезерном станке Пратт и Уитни. Поршень устанавливается
на цилиндрическом сухаре приспособления и крепится с помощью
пальца, вводимого я
отверстие под порщ.
невой палец. Повер.
тывание поршня ддя
обработки противопо-
ложной стороны осу-
ществляется пальцем,
приводимым в движе-
ние рычагом А. В го-
ловке станка укреп-
ляется концевая фре-
за В диаметром 0,75"
(18 мм) и ролик С,
который вводится в
копир D, укреплен-
ный в приспособле-
нии. Движение го-
ловки станка относи-
тельно стола осуще-
ствляется маховичка-
ми. Ролик и копир
ограничивают движе-
ние, в результате чего
контур копира вос-
производится на из-
делии.
На фигуре 260 по-
казана схема прис-
пособления. Изделие
крепится на цилин-
дрическом сухаре Д
болтом с ушком ( и
i В
Фиг. 260. ПриспособлсниеУдля фрезеровки наруж-
ных боковых поверхностен бобышек поршня мотора
«Мерлин».
с помощью пальца В, который затягивается ... . ___
гайкой D. Угловая установка пальца обеспечивается ползуном
с прорезью, в которую вводится плоский нижний конец пальца. Пр11
повороте изделия после фрезеровки одной стороны ползун Е оття-
гивается при помощи рычага F, допуская поворот изделия под углом
180°, после чего он снова ставится на место.
Профиль фрезы изображен на фигуре 260 G; копирный ролик
изображен на фигуре 260 Н. Прорези J в плите копира ограничивают
движение ролика и позволяют придать требуемую форму боковым
поверхностям бобышки поршневого пальца.
234
Фиг. 261. Фрезеровка внутренних стенок поршня Фиг. 262. Фрезеровка внутренней поверхности
мотора «Мерлин». _ поршня мотора «Мерлин».
Операции внутренней фасонной фрезеровки поршня выполняются
на копировально-фрезерном станке Холройд. Сначала фрезеру^
внутренние торцы бобышек поршневого пальца по ширине с допус,
ком+0,005" (+0,127 мм). Затем предварительно фрезеруют пр0,
филь внутренней части (фиг. 261). Аналогично обрабатывается днище
внутренней части поршня.
Операция производится фрезой А, направляемой роликом В, og.
катывающим профиль копира С. В отверстия под поршневой палец
вставляется шлифованный палец D, фиксируемый в приспособлении.
После затягивания зажимов Е, которые обхватывают впадины поршня,
установочный палец [j
удаляется. Копирный
ролик имеет коничес-
кую форму. Это допус-
кает регулировку при-
способления при изме-
нении диаметра фрезы
после заточки. Нормаль-
ный диаметр фрезы ра-
вен 0,75" (19 мм).
Дальнейшая фрезе-
ровка внутренней по-
верхности поршня вы-
полняется на верти-
кально-фрезерном стан-
ке Цинциннати. Изделие
. „ крепится на вращающем-
Фиг. 263. Проточка поршневых канавок и вогну- % установленном
той поверхности днища поршня мотора «Мерлин». ” ноли, уыйникленнит
под углом 10° к верти-
кали (фиг. 262). Впади-
на бобышки поршневого пальца прижимается к упору А. При работе
опускают фрезу и поворачивают стол взад и вперед между требуе-
мыми делениями шкалы.
После этой операции поршень протравливается для обнаружения
волосовин и трещин. Затем отверстие юбки вторично растачивается,
примерно, на 0,05" (1,27 мм), юбка торцуется и с нее снимается фаска-
Поршень фиксируется по отверстию поршневого пальца.
Проточка поршневых канавок, окончательная торцовка и об-
точка вогнутого днища поршня производится на токарном станке
Сандстрэнд. Поршень обтачивается резцами, укрепленными на пе-
реднем суппорте, поршневые канавки обрабатываются резцами,
укрепленными на заднем суппорте.
Обточка сферического днища поршня производится резцом, ко-
торый может перемещаться в суппорте А (фиг. 263). Суппорт в свою
очередь может двигаться по вертикальным салазкам под воздействием
коленчатого рычага В. Движение переднего суппорта станка сооо
щается коленчатому рычагу, а следовательно, и суппорту А, чеР^
тягу С. При вертикальном движении укрепленный на держав1
236
езца РоЛИК входит в соприкосновение с кулачком £), который упраз-
яет" горизонтальной подачей резца.
Чертеж этого приспособления приведен на фигуре 264. Резец А уста-
овден в горизонтальной державке В, движение которой управляется
ь0диком С, соприкасающимся с кулачком D. Движение вертикаль-
ного суппорта Е управляется коленчатым рычагом F, который в свою
очередь связан с передним суппортом станка тягой G. Установка ку-
лачка регулируется маховичком Я.
Фиг. 264. Приспособление для расточки поршневых канавок и обработки
вогнутого днища поршня мотора «Мерлин».
Проточка поршневых канавок и подрезка днища по длине выпол-
няется резцами в резцодержателе К, который укреплен на заднем
сУппорте; резец J обтачивает боковую поверхность поршня1.
246 <ОРОСТЬ вращения шпинделя при этих операциях составляет
об/мин, подача около 0,01" (0,25 мм) на оборот шпинделя. Изме-
яя профиль кулачка D, можно обрабатывать поршни любой кон-
струкции.
л фигуре 265 изображены кондукторы, применяемые для свер-
УстчЯ различных отверстий в поршне. Во всех случаях поршень
ПпимаВЛИвается п0 отверстию под поршневой палец. Кондуктор А
Д^еняется для рассверливания различных смазочных отверстий
Креп г1Пг'ИСпос°бление интересно. По своей конструкции оно обеспечивает жесткость
11111 и надежность работы. — Ред.
237
на окружности поршня и опирается на’/призму, допускающую tT()
повертывание. Не все эти отверстия расположены под одинаковы^
углом к оси поршня. Для установки изделия на различный yroj]
предусмотрены подкладки с V-образным вырезом, вроде В на фигура
265. Кондуктор С применяется для сверления отверстий под замдц
поршневого пальца и вертикальных смазочных отверстий в бобы1щ<а/
поршневого пальца.
Кондуктор D служит для сверления четырех отверстий для об-
легчения над бобышками поршневого пальца. Этот кондуктор монти-
руется на угольнике и может повертываться на желаемый угол. Ры-
чаг Е приводит в движение установочный штифт, фиксирующий
угловые положения изделия.
После различных сверлильных операций днище поршня подвер-
гается гидропробе. Затем растачиваются канавки под замки поршне-
вого пальца. Изделие подвергается после этого операциям обточки
юбки и расточки отверстия под поршневой палец алмазными резцами
на станке Хилд Бормэтик № 49, изображенном на фигуре 266. Станок
имеет два шпинделя, на одном из которых укреплен патрон для уста-
новки поршней во время операции обточки алмазными резцами; на
другом шпинделе укреплен алмазный резец для расточки отверстия
под поршневой палец.
Задний резцедержатель установлен на салазках на шарикоподшип-
никах, которые допускают возвратно-поступательное движение пер-
пендикулярно шпинделю, необходимое для получения овальной формы
юбки поршня. Движение салазок, на которых укреплен алмазный
резец А, управляется вставками из бакаута В и твердой резины С,
которые прижимаются к копиру — овальному фасонному цилиндру D.
укрепленному на шпинделе.
В передней части стола станка установлено приспособление для
крепления поршня во время операции расточки отверстия под порш-
невой палец. Поршень центрируется по внутреннему диаметру пояска.
Перед расточкой палец Е вводится в предварительно обработанное
отверстие под поршневой палец и прижимается к передвижному
упору F.
При операции обточки поршня стол медленно подается влево при
вращении левого шпинделя; при операции расточки отверстия под
поршневой палец алмазным резцом стол передвигается вправо. В про-
межутках между рабочими ходами предусмотрен быстрый ход стола.
При обработке поршня, укрепленного на одной стороне стола, надрУ"
гой стороне стола может устанавливаться второй поршень.
Скорость вращения шпинделя при обточке равна 1400 об/мин,
подача —0,002" (0,05 мм) на оборот шпинделя. В среднем, с диаметра
поршня снимается, примерно, 0,009" (0,022 мм). Скорость вращения
шпинделя при расточке отверстий под поршневые пальцы равна
2200 об/мин. При предварительном проходе снимают, примерно,
0,018" (0,45 мм) с припуском 0,006" (0,015 мм) на окончательный ПР0'
ход. При расточке подача стола равна 0,002" (0,05 мм) на оборот шпиН”
деля.
Фиг. 2С5. Кондукторы для сверления отверстий
в поршне мотора «Мерлин».
Фиг. 266. Расточка отверстий под поршневой палец и обгонка
юбки поршня мотора «Мерлин» алмазными резцами.
238
После обточки и расточки алмазными резцами окончательно 0(j
рабатываются поршневые канавки на токарном станке СандстрЭн'
и производится еще ряд различных небольших операций. Острые yriJJ
внутри поршня зачищаются и внутренность поршня тщательно По_
лируется. Номер штамповки сохраняется на поршне в течение Все^
операций обработки и остается на окончательно обработанном порщНе
Фигура 267 иллюстрирует методы окончательного контроля порщНя
Контроль цилиндричности отверстий под поршневой палец прои31
водится по краске с помощью полированных пробок. Высота порщНя
над поршневым пальцем проверяется индикатором по поршневому
пальцу, установленному на место.
Фиг. 267. Методы контроля поршня мотора «Мерлин».
Для контроля различных диаметров иоршневых канавок приме-
няются скобы. Ширина канавок проверяется плоскими калибрами.
Для контроля взаимного расположения канавок калибры устанав-
ливаются, как показано на фиг. 267 А, после чего расстояние между
ними проверяется индикатором. Для контроля положения отверстия
под поршневой палец по отношению к боковой поверхности поршня
применяется прибор В (фиг. 267). В отверстие под поршневой палеи
вставляется палец, который опирается на призмы. Призма С обеспе-
чивает горизонтальность оси поршня; требуемые замеры произво
дятся с помощью индикатора.
Допуск на различные диаметры поршня равен —0,002" (—0,05 лМФ
Допуск на высоту от оси отверстия под поршневой пал
240
янища равен —0,005" ( —0,127 мм). ? Допуск на диаметр отвер-
s' пОд поршневой палец равен + 0,00025" ( 4- 0,006 мм). До-
Cvck на ширину поршневых канавок равен 4- 0,001" ( 4-0,025 мм).
ц^пуск на ширину межканавочных поясков равен—0,001 "(—0,025 мм).
допустимое отклонение в весе поршней в сборе с поршневыми коль-
цами, поршневым пальцем и замками составляет 4 драхмы (7,1 г).
ОБРАБОТКА ПОРШНЕЙ МОТОРА «ДЭГГЕР»
Поршень мотора Нэпир «Дэггер» штампуется из того же сплава
rR59, что и поршни моторов «Пегас» и «Мерлин» (см, стр. 185),
Фиг. 268. Поршень мотора «Дэггер» в различных стадиях
_ обработки.
Механическая обработка поршня состоит из 30 операций; вес
штамповки в необработанном виде равен 3,75 англ, фунта (1,7 кг),
после механической обработки —480 г. На фигуре 268 представлен
поршень в различных стадиях обработки. Вид готового поршня из-
Утри изображен в А, в В изображена грубая штамповка, а в С и D—
оршень после частичной обработки. Внизу показана необработанная
тамповка Е, частично обработанный поршень F и готовый поршень G.
Первая операция механической обработки поршня производится
нойПОбУавТОМатах ПоттеР и Джонстон и заключается в предваритель-
раст . Т°ЧКе юбки’ предварительной подрезке днища, в подрезке юбки,
очке юбки для получения установочного пояска и в расточке
241
отверстия Н (фиг. 268) для последующих операций по фрезеров^,
внутреннего профиля. После предварительной обработки порщн,
отправляются в контрольное отделение, где они клеймятся порядковый
номером. Клейма не снимаются при последующих механических опе-
рациях и протравливаются на готовых поршнях; они позволяют быстро
справиться о результатах испытания и анализа каждого поршня, если
это потребуется при эксплоатации мотора.
Фиг. 269. Зажимное приспособление для
сверления и развертывания отверстия под
поршневой палец поршня мотора «Дэггер».
Фиг. 270. Установка для
сверления и развертывания
отверстия под поршневой па-
лец в поршне мотора« Дэггер».
Следующая операция состоит в сверлении и развертывании от-
верстия под поршневой палец в размер 0,874+ 0’002" (22,2 ! 0,05 мм)-
Это отверстие доводится до окончательного размера и при последую-
щих операциях используется в качестве базы. Поршень базируется
по наружному диаметру в расточке А зажимного приспособления
(фиг. 269) по пояску юбки, соприкасающемуся с установочным су-
харем; угловая установка производится двумя пальцами В, которые
обхватывают бобышки под поршневой палец внутри штамповки. ДЛЯ
закрепления поршня в надлежащем положении служит планка С,
снабженная винтом и втулкой: втулка упирается в днище порнл,я’
как показано на фигуре 270.
Сверление и развертывание каждой бобышки под поршневой пая
производится отдельно; приспособление перевертывается после оК°
чания развертывания одной из бобышек. На каждые 200 оборо1
в минуту шпинделя совершается автоматическая подача в 1" <25,4 W’
242
ерацци выполняются на одпошпиндельном вертикально-сверлиль-
°ПМ станке Арчдэйл. Проверка отверстий на соосность производится
и „омошыо калибра.
L следующая операция заключается в обточке диаметра юбки (юбка
«тачивается начисто после ряда операций), подрезке днища и снятии
д-icok; после этих операций поршень приобретает вид, представлен-
ный на ФигУРе 268 F- Поршень базируется по отверстию под поршне-
вой палец; операция выполняется на станке специальной конструкции
Нэпир-
Затем производится предварительная фрезеровка промежутка ме-
бобышками под поршневой палец шириной в 18/16" (30,1 мм)
и высотой в 23/8" (60,3 мм). После этого поршень проверяется и про-
изводится окончательная фрезеровка этого промежутка. Различные
фрезерные операции внутри поршня выполняются на копировально-
фрезерных станках Пратт и Уитни. Для полной фрезеровки сложного
внутреннего профиля требуется несколько отдельных операций.
Типичная установка, применяемая при обработке поршня изнутри,
изображена на фигуре 271. Станок —трехшпиндельный фирмы Пратт
и Уитни. На этом станке выполняются предварительная и окончательная
фрезеровка поверхностей J (фиг. 268) и фрезеровка радиусов, соеди-
няющих бобышки под поршневой палец с юбкой. В одной головке
закреплена черновая фреза для образования профиля J (фиг. 268),
в другой —чистовая фреза —для тех же радиусов. Фреза Е (фиг. 271)
снимает радиус перехода бобышек поршневого пальца к профилю J
(фиг. 268). Головки передвигаются, что дает возможность подвести
в рабочее положение требуемую фрезу и копир. На фигуре 271 в ра-
бочем положении изображена фреза с хвостовиком диаметром в 3/4"
(19 мм), направляемая копиром С с помощью ролика В. Профиль
фрезы допускает относительное движение между обрабатываемым
поршнем и фрезой лишь в одной плоскости. Поршень базируется по
пробкам, которые вставляются в отверстие под поршневой палец;
для облегчения съемки готового поршня применяется рычаг D.
Фрезеровка бобышек под поршневой палец в месте L (фиг. 268)
изображена на фигуре 272. Эта операция также выполняется на копи-
ровальном станке Пратт и Уитни; на одном станке одновременно
Фрезеруются два поршня; фрезеровка производится фрезами, закреп-
ленными в двух головках; применяется лишь один копир. Обе головки
неподвижны, каждая из них несет по фрезе А; на одной из головок
имеется копирный ролик В. Поршни закрепляются в приспособлениях,
Расположенных на столе; стол снабжен линейками С, служащими
копиром. При перемещении стола в пределах, допускаемых копиром,
ооышкам придается надлежащий профиль. Канавка D в копире
озволяет придать столу рабочее положение после съемки готовых
РШней; при этом фрезы не зацепляют за поршни.
пое °СЛе Сработки внутренних поверхностей поршня производится
УстДваРИтельная фрезеровка наружных выемок М (фиг. 268); за одну
мОк‘1НОвкУ Фрезеруются два поршня; окончательная фрезеровка вые-
ироизводится на копировальном станке.
243
Фиг. 271 . Фрезеровка внутренних поверхностей поршня
мотора «Дэггер».
Фиг. 272- Фрезеровка профиля бобышек поршня мотора
«Дэггер».
Фиг. 273. Расточка отверстии бобышек поршня мотора
«Дэггер».
Фиг. 274. Расточки алмазным резцом отверстий
бобышек поршня мотора «Дэггер».
Перед отделкой начисто отверстий под поршневой палец Проц3>
водится окончательная расточка юбки поршня в размер 3,25±
(82,5±0’0Zj мм). Расточка отверстий под поршневой палец под алмаз-
ную расточку производится на токарном станке СпрингфИЛь
(фиг. 273). В револьверной головке станка закреплены три резца
остроконечный расточной резец, резец для торцовки поверхцс.
сти N (фиг. 268) и резец для снятия фасок у отверстия.
Фиг. 275. Обточка боковой поверхности, проточка ка-
навок и обточка днища поршня мотора «Дэггер».
Как видно из фигуры 273, поршень установлен в приспособлении,
закрепленном па планшайбе станка. Юбка поршня базируется по
установочному пояску и зажимается четырьмя кулачками А с пег
мощью маховичка В, который передвигает конус, раздвигающим
эти кулачки. Поршень прижимается барашком С. При установке
поршня выдвижная скалка вводится рычагом D в отверстие под порви
невой палец; перед началом операций скалка вынимается. При этой
операции отверстие под поршневой палец доводится до разме-
ра О,993+о,(),)1 (25,226 °’02э льм). Затем оно растачивается7’алмазом
в окончательный размер 0,998+°’0005 (25,35+0’°19 мм). Допуск на
расстояние между торцами бобышек под tropinпевые пальцы равен
0,002" (0,05 мм).
На фигуре 274 изображен станок для расточки алмазным резво •
На станке растачиваются одновременно два поршня, причем оба °и
зажимаются с помощью одного рычага.
216
г - ;
Операции ооточки юбки поршня, выточки канавок для поршневых
ц и обточки головки совершаются на многорезцовом токарном
1<оЛцке Смолпис (фиг. 275). Станок имеет пневматический патрон;
СТ« зажима поршня в отверстие под поршневой палец вставляется
I с помощью которой поршень крепко прижимается к уста-
с1< очному фланцу, входящему в юбку поршня. Особенностью станка
И°пяется дополнительное верхнее плечо, на котором имеется суппорт
• двумя резцедержателями А и В (фиг. 275). Суппорт передвигается
u д салазкам, направляясь ко-
пиром Плечо перемещается
по кулачку, закрепленному сза-
и станка.
' На фигуре 276 показано рас-
положение резцов. Для простоты
верхний суппорт и резцедер-
жатели представлены отдельно.
Поршень надевается на скалку
Д, которая входит в отверстие
под поршневой палец и прижи-
мается к патрону кулачками,
действующими от пневматиче-
ского цилиндра. Снятие фасок и
подрезка днища поршня произ-
водится резцом В в резцедержа-
теле верхнего суппорта; резцы С
снимают фаску с канавки под
маслосборочное кольцо и подре-
зают торец поршня. Суппорт на-
правляется копиром D через
камень Е. Резцы, закрепленные
I в задних резцедержателях сУп-иЩФнг. 276. Расположение резцов при
порта, протачивают канавки под обточке поршня мотора «Доггер»,
маслосборочное и уплотнитель-
ные кольца, а также снимают галтель по днищу поршня. Эти резцы
подаются под прямым углом к поршню.
Резец G в переднем суппорте обтачивает диаметр юбки; уменьшен-
ный диаметр пояска Н обтачивается с помощью кулачка, подводя-
щего передний суппорт до требуемого предела. Все резцы обрабаты-
вают поршень одновременно; все резцы наварены пластинками сплава
О оГ?- СКоРость вращения шпинделя станка 578 об/мин. подача —
jb°02" (0,05 мм) на оборот шпинделя, время на все операции—2’/2
ин. Допуск на ширину канавок под поршневые кольца по диаметру
п ки Составляет 0,0005" (0,0127 мм). По диаметру юбки оставляется
Рнпуск в 0,015—0,02" (0,383—0,508 мм), который снимается позднее
Смазной обточкой.
„„^ДУЮЩаЯ операция выполняется на прецизионном сверлиль-
ных Станке Джонс'и Шипмен и заключается в сверлении двух масля-
отверстий диаметром 1/8" (3,2 мм) в бобышках под поршневой
247
палец в Р (фиг. 268), в снятии фасок у этих отверстий и сверлени
маслосборочных отверстий R (фиг. 268) внизу юбки поршня. Десят
отверстий R диаметром у* (3,2 мм) просверливаются внутрь порщНя
остальные 16 отверстий диаметром х/4" (6.4 мм) сверлятся в канавке
маслосборочного кольца. Для достижения точного и равномерцОг
расположения отверстий пользуются специальным кондуктором; э.
базу берутся отверстия под поршневой палец. После зачистки вцу-
гренних поверхностей поршня и полировки производится оконча-
тельная обточка поршня (фиг. 277); операция выполняется на токарном
Фиг. 277. Быстроходный токарный станок для окончатель-
ной обточки поршня мотора «Дэггер».
станке Болей и состоит из обточки резцом с наваренными пластин-
ками «Вимет», снимающим 0,016" (0,4 мм) металла с диаметра
юбки, и алмазным резцом, снимающим последние 0,004" (0,103 мм).
Резцедержатель А поворачивается вокруг своей оси, что позво-
ляет пользоваться резцами попеременно; винты В ограничивают
движение рычага С, связанного с резцедержателем. При повороте
резцедержателя в одном направлении до соприкосновения рычага С
с винтом работает резец с пластинками «Вимет»; при повороте в дрУ"
гом направлении до достижения второго винта режет алмазный резей-
Алмазный резец должен быть расположен на 0,004" (0,103 мм) ближе
к обрабатываемому поршню, чем резец с пластинками «Вимет».
Скорость резания —около 2000 фут/мин (610 м/мин). Допуск на
диаметр — 0,00 Г (0,025 мм)1.
Остальные операции сводятся к полировке днища поршня и балан
сировке. Расхождение в весе допускается в ±2 -драхмы ( ±3,4 г>-
1 Ср. с аналогичной операцией при обработке поршня мотора «Пегас» (стр
248
Фиг. 278. Расточка и развертывание отверстий
бобышек поршня мотора «Джипси».
ОБРАБОТКА ПОРШНЕЙ МОТОРОВ «ДЖИПСИ»
Поршни моторов «Джипси» отливаются из алюминиевого сплава,
счаюшег° техническим условиям министерства авиации DTD131
°rR53). Д° обточки на револьверном станке Герберт №4 предвари-
льно сверлятся отверстия поршневого пальца для целей базирования.
После этого начерно обтачивается боковая поверхность, а юбка поршня
одрезается, растачивается и в ней вытачивается желобок. Последую-
иие операции идут в таком порядке: обточка наружной поверхности
и подготовка ее верхней части для проточки канавок с оставлением
припуска 0,45 мм на шлифовку; чистовая проточка днища; черновая
У чистовая проточка канавок уплотнительных поршневых колец;
чистовая выточка канав-
ки маслосбрасывающего
кольца; снятие фасок у
краев всех канавок.
v Затем поршень уста-
навливается на специ-
альной втулке и шли-
фуются все диаметры.
Потом сверлятся смазоч-
ные отверстия; отвер-
стия поршневого паль-
ца растачиваются пред-
варительно и оконча-
тельно и развертывают-
ся. Последняя операция
показана на фигуре 278.
Она производится на ре-
вольверном станке Гер-
берт, на шпинделе кото-
рого установлено при-
способление Д. Поршень
руясь по верхнему диаметру. После этого через переднее отверстие
приспособления, через отверстия под поршневые пальцы и направ-
ляющее отверстие В в задней части приспособления пропускается
Установочная скалка. Этим обеспечивается соосность отверстий для
поршневых пальцев.
После установки скалки траверса С, несущая крышку D, повора-
чивается вниз и запирает приспособление посредством крюка и
пнопки Е. Крышка D затягивается гайкой F, установочная штанга
вынимается, и начинается развертывание.
Направляющая часть развертки входит в отверстие В так же, как
Установочная скалка. Шпиндель вращается со скоростью 341 об/адин
уРи расточке и 153 об/мин при развертывании. Подача борштанги —
в минуту (25,4 мм) мин).
бь Следующая операция состоит в обработке внутренних торцев бо-
ст’Шек поршня (фиг. 279) и производится на горизонтально-фрезерном
анке, в приспособлении сделана выемка под донышко поршня.
укрепляется в этом приспособлении, бази-
249
Отверстия пальца установлены по скалке, проходящей через напрд. -
ляющую втулку А, отверстия под палец и отверстие шпинделя станка
Поршень фиксируется посредством зажимных планок В, и установок’
ная скалка удаляется. В шпиндельное отверстие вставляется оправка"
Фиг» 279. Фрезеровка внутренних торцов бобышек
поршня мотора «Джипси».
на которой укрепляются фрезы для обработки внутренних торцов
бобышек. Затем обрабатываются внешние их торцы, причем допуск
на внешний и внутренний размеры равен + 0.1 мм. в бобышке свер-
лятся смазочные отверстия, и поршень отделывается.
11БР.1БОТКЛ ПОРШНЕЙ МОТОРА «НИАГАРА»
Поршни мотора «Ниагара III» отливаются из алюминиевою
сплава RR53 (спецификация DTE) 131). Конструкция поршня показана
на фигуре 280. Первая механическая операция состоит в фрезеровке
внутренней поверхности днища для облегчения установки поршня
при последующих операциях. После этого заготовка закрепляется
за днище и обрабатывается по торцу юбки. Одновременно раста-
чивается центрирующая выточка на юбке диаметром 2,85+0'00|,,
(72,5 0i02j мм) на глубину 0,2" ( ~ 5 мм). Эта операция выполняется
на токарном станке Герберт № 5Ь.
После этого на наружной поверхности днища поршня сверлится
центр, и заготовка после контроля поступает на токарный станок
БСА (фиг. 281) для обточки наружной поверхности юбки до Д11*
аметра ~3,028 0,001 (8О-0’025 мм), проточки поршневых канавок
и грубой обработки днища поршня. На переднем суппорте закреГ1
250
Фиг. 280. Поршень мотора «Ниагара».
Фиг. 281. Предварительная обточка и проточка
канавок поршня мотора «Ниагара».
лены три резца для обработки юбки и канавок, на заднем суппорте
три резца для проточки канавок. Резцу А, обрабатывающему вогнуту^
поверхность днища, придается сложное движение при помощи звенье
вого механизма. Все резцы наварены пластинками из сплава «Вимет»'
Шпиндель делает 350 об/мин; подача составляет 3" в минуту (75 4
мм/мин). После контроля боковые поверхности поршня фрезеруются
на вертикально-фрезерном станке, после чего изделие передается ца
станок Герберт № 5Ь для сверления отверстий в бобышках порщНе.
вого пальца диаметром 5/g" (16 мм), расточки сверлений до диаметра
0,676" (17,2 мм) с допуском 0,001" (0,025 мм), подторцовки бобышек
с внутренней и внешней стороны, проточки в них канавок и снятия
фасок. Затем на одной из бобышек фрезеруется прорезь А (фиг. 280)
после чего сверлятся и зенкуются че-
Фиг, 282, Приспособление для
сверления отверстий в канавке
под маслосборочное кольцо на
поршне мотора «Ниагара».
тыре масляных отверстия диаметро!
3/32" (2,4 мм).
На фигуре 282 показано приспособ-
ление для сверления 26 отверстий в
поршневой канавке под маслосборочное
кольцо на сверлильном станке Джонс и
Шипмен. Днище поршня закрепляется в
чашке А при помощи втулки В, пропу-
щенной через отверстие под поршневой
палец. Чашка А может поворачиваться
в цапфе Е, причем угловая фиксация
осуществляется с помощью собачки С,
управляемой рычагом D.
Юбка поршня и поршневые канавки
обрабатываются начисто на токарном
станке БСА (фиг. 283). Резцы укреп-
ляются в переднем суппорте. Юбка пор-
шня обрабатывается начисто алмазным
резцом А с точностью 0,00 Г (0,025лм(),
а пояски между канавками — двумя
резцами В, наваренными пластинками
«Вимет» с точностью 0,004" (0,1 мм).
Шпиндель делает 1500 об/мин; подача
составляет 4" (101,6 в мм) в минуту.
Центр на днище поршня удаляется
на револьверном станке Герберт № 5b.
после чего днище поршня полируется. Затем отверстие под порш-
невой палец растачивается алмазным резцом на станке Хилл
Бормэтик (фиг, 284). Поршень устанавливается на приспособлен»-
и закрепляется зажимом А. Фиксация отверстия поршневого пальна
производится при помощи скалки С, которая вводится в отверст»6
и приводится в соприкосновение с установочным винтом В, после
чего удаляется. Шпиндель вращается со скоростью 2560 об/м»н-
подача составляет 1,5" (38 мм) в минуту. Отверстие обрабатываете
под размер 0,687+°’0002 " (17,45 + 0’005 мм).
252
Фиг; 283. Чистовая обточка поршня мотора
«Ниагара».^
Фиг. 284. Расточка алмазным резцом отверстий
бобышек поршня мотора «Ниагара».
ОБРАБОТКА КОЛЕНЧАТЫХ ВАЛОВ И ВАЛОВ РЕДУКТОРА МОТОРОВ
БРИСТОЛ
Как указывалось ранее, коленчатые валы моторов Бристол сде.
лапы разъемными, причем шатунная шейка прикрепляется к за.
дней части вала посредством затяжки ее в разрезном ухе задней
щеки болтом, головка которого имеет срез, упирающийся в выступ
на задней щеке. Неразъемный главный шатун вращается на плаваю-
щей втулке, обнимающей азотированную шатунную шейку. Вад
опирается на два шариковых и один роликовый подшипники. Колен-
чатый вал высверлен, где это возможно, для облегчения.
Фиг. 285. Коленчатый вал мотора Бристол.
Как передняя, так и задняя части коленчатого вала, показанные на
фигуре 285, вытачиваются из поковок, получаемых на заводе Бристол
в ободранном виде. Передняя часть вала откована из стали, отвечающей
техническим условиям британского министерства авиации DTD 228.
Сопротивление стали на разрыв равно 55 — 65 тонн/кв. дюйм (87—
— 102 кг/мм2), минимальное удлинение — 18%, сопротивление на удар
по Изоду не менее 35 фунто-футов (4,86 кг • м), число твердости по
Бринеллю—’248—293. После азотирования твердость поверхностного
слоя по Виккерсу (с алмазным конусом) не должна быть ниже 600.
Химический состав материала следующий (в %): углерод—0,25—0,35:
кремний—до 0,35; марганец -—до 1; сера —до 0.05; никель —до
хром —0,5—1,5; молибден —0,9—1,5.
Задняя часть вала вытачивается из стальной поковки, отвечающей
техническим условиям министерства авиации 3S 11 К 1. РазрываЮ1Нее
напряжение этой стали равно 60—70 тонн/кв. дюйм (95—110 кг/мМ'У
Ее химический состав следующий (в %): углерод —0,25—0,35; крем*
ний до 0,3; марганец—0,45—0,7; сера—до 0.05; фосфор-'-110
0,05; никель—3—3,75; хром—0,5—1.
Как передняя, так и задняя части вала обрабатываются в оД*101
группе механического цеха на параллельных линиях станков-
обеспечения соосности при токарной и фрезерной обработке, коГЛ
254
Гоаботка близка К завершению, задняя часть соединяется с неред-
0 .й причем используется специальное приспособление, обеспечиваю-
не ’ точное взаимное их расположение при затяжке болта.
|Д Операции по механической обработке обеих частей довольно близки
характеру. Мы рассмотрим сначала обработку задней части. Перед
’’правкой поковки в механический цех от нее отрезается образец
и производится его механическое испытание и химическое исследова-
ние- 1 „ _
Первая операция механической обраоотки состоит в сверлении и
пазвертывании отверстия А (фиг. 285) в шатунной шейке с оставле-
нием припуска 0,02" (0,508 мм) на шлифовку. Операция производится
на токарном станке;конец вала
закрепляется в отверстии шпин-
деля станка, а щека зажимается
кулачками, передвигаемыми вин-
тами с левой и правой нарезкой.
Затем, после предварительного
сверления отверстия по оси
вала, высверливается, развер-
тывается и торцуется отверстие
для зажимного болта.
Сверление и развертывание
отверстия под болт произво-
дится на радиально-сверлиль-
ном станке Арчдэйл (фиг. 286).
Изделие зажимается в прямо-
угольное приспособление, имею-
щее отверстие для пропуска ва-
Фиг.,286. Сверление и развертывание
отверстий под стяжной болт коленчатого
вала мотора Бристол.
ла, причем оно центрируется по
отверстию для шатунной шейки
посредством пробки А. Усилие
резания воспринимается регу-
лируемыми винтами, которые подпирают изделие, опираясь на основа-
ние приспособления. Обработка ведется двумя сверлами и разверткой
с направлением, после чего производится торцовка под гайку. Для
торцовки применяется оправка с направлением, на которой укреплены
— 0,0005 —0.0127
резцы. Отверстие сверлится на диаметр 13/16+ °’0007" (30,16-!-°»oi78 мм).
Для снятия фасок под углом 49е в В (фиг. 285) применяется гори-
зонтально-фрезерный станок Цинциннати. Деталь центрируется по
тверстию под шатунную шейку и подается по прямой на фрезу
с углом В 98° (фиг. 287).
и™ Тверстие под Шатунную шейку шлифуется на внутри-шлифоваль-
0 1()2ТаНКе ЧеР™лль с оставлением припуска 0,003—0,004" (0,076—
в’ up2 Л‘Л'^ на окончательный диаметр, после чего на фрезерном станке
Затем делается сквозная прорезь С (фиг. 285) в 0,125" (3,17 мм).
Разм 0ТвеРстие под шатунную шейку шлифуется в окончательный
еР на внутри-шлифовальном станке Черчилль (фиг. 288). План-
255
шайба снабжена противовесом А для уравновешивания изделия пп
работе; предусмотрено приспособление для правки круга алмазол!
Противовес коленчатого
вала протачивается
обеих сторон на револь,
верном станке Гербер?
с оставлением припуск-
0,01" (0,254 мм) нашли,
фовку.
Прежде чем присту.
пить к фасонной фре.
зеровке щеки, которзд
производится способом,
показанным на фигуре
289, фрезеруются д0
размера на горизонталь-
но-фрезерном станке
Цинциннати концы про-
фиг. 287. Снятие фасок под 49° в ’ задней щеке ™вовеса (D на фиг. 285).
коленчатого вала мотора Бристол. 1 от же самыи станок
используется | для фа-
сонного фрезерования, которое выполняется посредством фасонной
фрезы Центрировка производится по шлифованному отверстию под
шатунную шейку посредством пробки А. Предусмотрена опора для
Фиг. 289. Фасонная фрезеровка
задней^ части коленчатого вала м'
Бристол.
Фиг. 288. Окончательная шлифов-
ка отверстия в задней щеке под
шатунную шейку коленчатого вала
(мотор Бристол).
коренной шейки изделия; зажим В входит в сверление кор
шейки изделия, а другие зажимы крепят щеки Для обработк)
тивоположной стороны изделия оно поворачивается на 180°, пр
256
vn Е служит опорой для коренной шейки повернутого изделия.
В опирается на поворотную колонку D и прижимается откид-
0олтом С. Выступ Е обеспечивает точную центрировку, так как
бренная шейка изделия предварительно обтачивается, будучи при
^том соединена с передней частью коленчатого вала. Каждая из сто-
эпН щеки проходится фрезой два раза, причем при чистовой фрезеровке
Снимается около 0,01" (0,254 мм).
Средний диаметр фрезы равняется 4,75" (120,7 мм)-, принятая ско-
рость вращения шпинделя равна 26 об/мин.
р фрезеровка радиуса Е (фиг. 285) производится на вертикально-
Лпезерном станке Цинциннати.
Перед механической обработкой передней части коленчатого вала
производится испытание по Бринеллю и отжиг, после чего для уста-
новки в зажимное приспособление, применяемое для обточки шатун-
ной шейки F (фиг. 285), шлифуется коренная шейка.
Обточка шатунной шейки производится на специальном токарном
станке для коленчатых валов типа Гарднер (фиг. 290). Кроме обточки
диаметра шейки при этой операции подрезается и обтачивается вы-
ступ Н, а также протачивается плоскость противовеса в G (фиг. 285).
рПри этом оставляется припуск в 0,01" (0,254 мм) на шлифовку,
снимаемый в ходе последующих операций. Изделие центрируется по
коренной шейке с помощью цапфы А, причем в В поставлен винт,
регулирующий положение шатунной шейки. Скорость вращения шпин-
деля принята в 19 об/мин.
Операция расточки коренной шейки передней части вала подобна
производимой в отношении задней части и выполняется на револь-
верном станке Герберт № 9. Операция заключается в расточке, раз-
вертывании и снятии радиусов посредством резцов, установленных
на револьверной головке.
После сверления отверстия с одного конца изделия оно поворачи-
вается на 180°, и подобная же операция проделывается с другого конца
отверстия. Профилирование передней щеки также подобно тому,
которому подвергается задняя щека.
Обточке коренных шеек коленчатого вала предшествует шлифовка
диаметра шатунной шейки до припуска в 0,02" (0,508 мм) на окон-
чательный размер, выполняемая на шлифовальном станке Черчилль;
при этом плоскость выступа Н (фиг. 285) также шлифуется с оставле-
нием припускав 0,01" (0,254 мм) для последующего снятия. Для дос-
тижения соосности при разъемах и соединениях вновь двух частей
пленчатого вала в обеих щеках высверливаются отверстия, в которые
денВИтся Установочный калибр. Таким путем обеспечивается соблю-
Кп яе п°стояиного взаиморасположения задней и передней частей
Днч-_гого вала при сборке.
Кави ФигУРе 291 показана интересная операция, выполняемая на то-
на ппМ Станке Дрэммонд Максикат. Она имеет целью снятие скосов
точ Р°ТИвовесах (J на фиг. 285), проточку плоскостей щек в К и об-
Фиг ?о°ренных шее1<. Шатунная шейка укрепляется в коробке А
' гу1), снабженной приводом и вращающейся в разъемном под-
О- 7
2э4-17 257
щцпнике со вкладышем из фосфористой бронзы В, верхняя часть кс-
торото откидывается в сторону для того, чтобы позволить установку
изделия, как это показано. Изделие устанавливается и обрабатывается
восемью резцами с заднего суппорта и девятью резцами с передних
суппортов. При обработке передние суппорты подаются прямо на
изделие до упоров, после чего включается продольный самоход. Зад-
ние резцы подаются прямо на изделие для торцовки. На коренных
щейках оставляется припуск 0,028—0,03" (0,71 —0,76 мм) на оконча-
тельную отделку. Принятая скорость вращения шпинделя—44 об/мин,
подачи меняются сообразно характеру работы.
Коренные шейки предварительно шлифуются в отдельности, после
чего обе части вала свертываются для окончательной шлифовки,
которая производится до азотирования передней части вала.
Нарезка различных внешних резьб на обеих частях вала произ-
водится на резьбо-фрезерном станке Хэнсон Уитни.
На фигуре 292 показана шлифовка отверстия передней коренной
шейки. Отверстие диаметром около 7/8" ( 22 мм) и 2 Va" ( 63,5 мм)
длиной обрабатывается на внутри-шлифовальном станке Черчилль
HDY, снабженном специальным уравновешенным приспособлением
для крепления изделий.
На фигуре 293 показана окончательная шлифовка шатунной
шейки после азотирования на специальном станке Черчилль С (2бХ
X 50"), предназначенном для шлифовки коленчатых валов авиа-
моторов. Этот станок имеет шлифовальный круг диаметром в 36"
(914 мм) и патентованный регулятор подшипника шлифовального
шпинделя Черчилль. Изделие крепится в двух кронштейнах, вращаю-
щихся в шарикоподшипниках. Применяется нортоновский круг 38/5С К.
Вал редуктора моторов Бристол обрабатывается из поковки то-
го же материала, что и задняя часть коленчатого вала. На фигуре
294 показан узел редуктора (с передаточным числом 0,66: 1). Ведущая
шестерня А крепится к коленчатому валу, меньшая неподвижная
коническая шестерня В крепится к передней части картера. С ше-
стернями А и В сцеплены три конические шестерни С (саттелиты),
Свободно вращающиеся на равноотстоящих друг от друга осях, со-
ставляющих одно целое с валом редуктора. В случае редуктора с пе-
редаточным числом 0,5 : 1 эти оси расположены под прямым углом
к оси вала редуктора D, а шестерни А и В имеют одинаковые размеры.
Ри Других передаточных числах эти шестерни имеют различные
размеры, а оси саттелитов должны быть направлены под некоторым
МоЛом оси вала. Те операции обработки валов обоих типов, которые
HoJZT ®Ь1ТЬ выполнены обычными методами, производятся на токар-
То станке Дрэммонд Максикат. В случае вала редуктора с переда-
ннц1Ь1М ЧИСлом 0,5 : 1 изделие закрепляется в особом приспособле-
(фиг ^Тан°вленном, на планшайбе револьверного станка Герберт
ПолоиГ' Носок вала закрепляется в разъемной цапфе, а противо-
Необх конеЦ—в специальном приспособлении, фиксирующем
защел°ДИМЬ1е положения трех осей саттелитов. В А имеется пружинная
1<а> язычок которой входит в одно из трех отверстий, высвер-
259
ленных в установительной планке приспособления В. Револьверная
головка несет сверла и резцы.
Фиг. 293. Окончательная шлифовка шатунной шейки
коленчатого вала мотора Бристол.
Фиг. 294. Узел редуктора мотора Бристол.
Обточка и шлифовка осей саттелитов, когда они расположены fie
под прямым углом к оси вала, не столь просты и производятся с п°"
мощью приспособления, показанного на фигуре 296, укрепляемое
на бабке станка. На фигуре показана установка для окончательно
шлифовки осей саттелитов на универсальном шлифовальном стан
Черчилль. Это приспособление очень похоже на то, которое прйм
няется при рассмотренной выше операции. Носок вала, как и преэь'Д’
зажат в разъемной цапфе, а противоположный конец в приспособь
нии, фиксирующем угол установки осей саттелитов.
260
Фиг. 295. Обработка осей саттелитов вала редуктора
(с передаточным числом 0,5 : 1) мотора Бристол.
Фиг. 296. Обработка осей саттелитов, располо-
женных под углом к- оси вала.
На шпинделе станка укреплен чашечный шлифовальный Круг
Ось бабки установлена под углом около 45° по отношению к оси шпин-
деля; внутренний край круга имеет такую форму, что обеспечивает
получение необходимого профиля. Как и при обычном шлифовании
изделие вращается, а кругу дается поступательно-возвратное движе-
ние, причем каждая из осей саттелитов обрабатывается путем вводя
внутрь чашечного шлифовального круга.
ОБРАБОТКА КОЛЕНЧАТЫХ ВАЛОВ РЯДНЫХ МОТОРОВ
ОБРАБОТКА КОЛЕНЧ1ТОГО ВАЛЛ МОТОРА «МЕРЛИН»
Коленчатый вал мотора «Мерлин» имеет 6 колен и опирается в кар-
тере на 7 коренных подшипниках. Коленчатый вал куется из хромо-
молибденовой стали (спецификация DTD 228). Пройдя механическую
Фиг. 297. Коленчатый вал мотора «Мерлин».
обработку, коленчатый вал подвергается азотированию, после кото-
рого коренные и шатунные шейки шлифуются с допуском —0,0005"
(—0,0127 мм). После термической обработки сердцевина должна
иметь твердость по Бринеллю 255—286 (см. стр. 196).
После термической обработки отрезаются образцы, предназначен-
ные для механических испытаний, и поковка центруется для 1-й
операции механической обработки. Механическая обработка в целом
состоит из 54 различных операций.
Обточка коренных и шатунных шеек и обработка боковых поверх-
ностей щек производится на токарных станках Крэвен: 1-я операция
состоит в обточке 2 крайних шеек А и В (фиг. 297). Затем следует
обточка центральной шейки С, обточка фланца D и обработка 6okoj
вых поверхностей щек крайних шеек а также боковых поверхностей
щек центральной шейки. При обработке крайних шеек и внешнего
диаметра фланца шпиндель станка вращается со скоростью 40 об/мин.
При обработке боковых поверхностей щек и фланцев шпиндель де-
лает 20 об/мин. При всех этих операциях оставляется припуск 0,16
(3,8 мм), который удаляется при последующих операциях.
Следующая операция производится на аналогичном станке и за-
ключается в обработке 4 промежуточных коренных шеек и прилегаю-
щих к ним щек (фиг. 298). Передние резцы обрабатывают боковую
.поверхность щек и заплечики шеек, задние резцы обтачивают шейки
до диаметра 3,6" (91 мм); на шейках оставляется припуск 0,15" (3,8 мм)
262
по диаметру, который удаляется при последующих операциях. При
обработке шеек изделие вращается со скоростью 12 об/мин. Крайние
шейки закреплены в патронах, центральная шейка укреплена в ве-
дущем патроне, причем вращение сообщается валу через централь-
ные щеки.
Фиг. 298. Обточка промежуточных коренных шеек и щек
коленчатого вала мотора «Мерлин».
Шатунные шейки обрабатываются на токарном станке Крэвен
(фиг. 299) попарно, а именно: шейки № 2 и 5; 3 и 4; 1 и 6. На фигуре
показана обработка шатунных шеек № 2 и 5. Как и в случае обработки
коренных шеек, применяются составные резцы для обработки боковых
поверхностей щек; профильные резцы сзади обрабатывают шеики
До требуемого диаметра с припуском под шлифовку. При обраоотке
шатунных шеек изделие вращается со скоростью 25 об/мин.^
Для сокращения времени на установку парные шеики оорабаты-
ваются последовательно на всей партии коленчатых валов. осле
этого станок перестраивается под следующую пару шатунных шеек,
вторые обрабатываются на всей партии коленчатых валов.
После обдирки фланцев, коренных и шатунных шеек и обработки
Шек изделие подвергается нормализации при температуре 500 Ц,
263
Фиг. 299. Обточка шатунных шеек ^коленчатого
вала мотора «Мерлин».
после чего на тех же станках удаляется припуск в 0,05" (1,27
со всех ранее обработанных поверхностей. Последовательность опе-
раций такая же. Сначала обтачиваются диаметр и боковая поверх,
ность фланца, обтачива-
ются центральная и Дв^
крайние коренные шей-
ки с прилегающими ще.
ками. После этого обра-
батываются промежуточ-
ные коренные шейки и
наконец, шатунные шей-
ки. Эта операция устра-
няет поводку в резуль-
тате термической обра-
ботки и предшествую-
щей обдирки, при ко-
торой снимается толстая
стружка.
/ После этого1 корен-
ные шейки подвергаются
предварительной шли-
фовке для получения
базы для последующих операций. Предварительная шлифовка выпол-
няется на шлифовальном станке 'Яэндис.
Фиг. 300. Расточка шеек коленчатого вала мотора
{«Мерлин».
После шлифовки коренных шеек они сверлятся и развертываются
на одношпиндельном горизонтальном расточном станке Крэвен. В край'
них коренных шейках В (фиг. 297) растачиваются внутренние полости
и места под заглушки.
При расточке шеек один конец вала закрепляется в патроне и при'
водится во вращение от шпинделя станка, а другой конец опирается
264
а люнет (фиг- 300). Втулка в диске люнета направляет расточную,
оправку В, которая укрепляется в револьверной головке. Резец А
/фиг- 301) укреплен в скалке В, которая расположена во внешней
направляющей скалке С с эксцентриситетом 0,15" (3,8 мм) по отноше-
нию к наружному диаметру направляющей скалки. Резец подводится
к обрабатываемой поверхности при помощи маховичка D (фиг. 300),
который через посредство червячной передачи поворачивает резцо-
вую скалку В в направляющей скалке С, передвигая резец в радиаль-
ном направлении. На направляющей скалке С закрепляется устано-
вительный хомут Е, который устанавливается по калибру G и ограни-
чивает движение скалки в продольном направлении налево. Движение
в противоположном направлении ограничивается калибрами, распо-
ложенными между установительным хомутом и головкой.
Фиг. 301 .^Оправка для расточки шеек коленчатого вала мотора «Мерлин».
Для обработки радиусов внутренней полости применяются про-
фильные резцы (фиг. 301 А). Движение оправки при этой операции
ограничивается при помощи калибра К. Для обработки полостей внутри
шатунных шеек применяется резец, подобный резцу Н. На диске L
нанесены деления, указывающие расстояние, на которое должен быть
выдвинут резец; на этом же диске нанесена риска, по которой устанав-
ливается маховичок перед удалением скалки из внутренней полости
шейки коленчатого вала. Охлаждающая жидкость подается через
Центральное сверление в резцовой скалке. Следует заметить, что
обработка внутренних полостей шатунных шеек производится че-
рез несколько механических операций после обработки внутренних
полостей коренных шеек коленчатого вала.
Шатунные шейки подвергаются предварительной шлифовке на
лифовальном станке Черчилль с подшипниками Гидрауто (фиг. 302).
рабатываемая шейка поддерживается люнетом. Для измерения
^рименяется индикатор. Перемещение рабочего стола между шатун-
нав111 Шейками управляется гидравлическим устройством. Стол уста-
ивается в определенном направлении при помощи плунжера и
265
Фиг. 302. Шлифовка^шатунных шеек коленчатого вала
мотора «Мерлин».
Фиг. 303. Шлифовка" контура щек коленчатого вала
мотора «Мерлин».
таНовительного бруска. Для шлифовки применяется круг диаметром
ьб" (914 мм).
Внешний профиль щек Е и F (фиг. 297) обрабатывается на шли-
фовальном станке. Остальные участки профиля, которые не поддаются
шлифовке благодаря большому диаметру шлифовального круга,
обрабатываются фрезерованием. Шлифовка щек производится на спе-
циальном шлифовальном станке Рольс-Ройс (фиг. 303). Станок снабжен
авумя шлифовальными кругами, которые шлифуют две щеки одно-
временно. Изделие укреплено в центрах и приводится во вращение
патроном. Одна из промежуточных коренных шеек поддерживается
люнетом. Относительное движение между изделием и шлифовальным
кругом обеспечивается при помощи кулачка А на приводном валу,
который соприкасается с упором В. Шлифовальные круги имеют диа-
метр 24" (610 мм). Для обработки всех участков щек применяются
3 различных кулачка.
Переходные радиусы между различными участками внешнего про-
филя щек обрабатываются на горизонтально-фрезерном станке Цин-
циннати (фиг. 304) фасонной фрезой. Скорость вращения шпинделя
при этой операции равна 22 об/мин; рабочий стол станка с укреп-
ленным на нем изделием подается со скоростью 0,5" (12,57 мм) в ми-
нуту. Каждая пара щек требует специальной фрезы и новой наладки.
Следующая операция состоит в сверлении и развертывании от-
верстий в шатунных шейках. Эта операция выполняется на горизон-
тальном расточном станке К равен (фиг. 305) с четырехшпиндельной
головкой. Изделие устанавливается по шатунным шейкам. Три сверла,
применяемые при этой операции, имеют различную длину, что поз-
воляет сверлить одновременно три шатунные шейки.
После сверления производится развертывание отверстий на том же
станке. Окончательное развертывание производится на горизонталь-
ном расточном станке Ричардс. После этого производится расточка
внутренних полостей, описанная ранее (фиг. 301). После обработки
полостей на шатунных шейках снимаются фаски под заглушки.
На фигуре 306 показано приспособление для сверления каналов,
соединяющих масляные полости коленчатого вала. Коленчатый вал
устанавливается в цапфах приспособления. Кондуктор для сверления
Устанавливается при помощи вилки А по шатунной шейке, соседней
с коренной шейкой, подвергающейся сверлению. Вилка несет пробку,
которая закрепляется в отверстии коренной шейки при помощи шу-
РУпа В. Корпус С, на котором укреплен кондуктор, прикреплен
к планке А при помощи болта, вокруг которого он может вращаться
Для облегчения монтажа. После того как пробка детали А введена
® отверстие коренной шейки, корпус С устанавливается в рабочем
оложении и фиксируется при помощи штыря D, который входит в от-
рстие детали А.
ф0 Ь°КОвые поверхности щек и коренные шейки шлифуются на шли-
1<0вм1ЬН0М станке -Лэндис одновременно с внешним диаметром и бо-
*Дейк И рповеРхностями фланца. После этого шлифуется отверстие
ки в (фиг. 297) на внутри-шлифовальном станке Черчилль.
267
Фиг. 304. Фрезеровка контура щек коленчатого
вала мотора «Мерлин».
Фиг. 305. Четырехшпиндельный расточной станок
для обработки шатунных шеек коленчатого вала
мотора «Мерлин».
Фиг. З06.у1риспособленпе для сверления масля-
ных отверстий коленчатого вала мотора «Мерлин».
Фиг. 307. Полировка шеек коленчатого вала
мотора «Мерлин».
Шатунные шейки окончательно шлифуются на станке для шлифовки
коленчатых валов Черчилль. Внутренние шлицы в шейке В протя»
гиваются на протяжном станке Лапойнт.
После некоторых второстепенных механических операций колен-
чатый вал подвергается балансировке. Фланец на носке коленчатого
вала доводится до окончательной толщины. Азотирование вала про-
изводится в специальных печах Бирлек, полунепрерывного действия
После процесса азотирования не наблюдается поводки коленча-
того вала, но диаметр шатунных и коренных шеек увеличивается
на 0,00025—0,0005" (0,0063—0,0127 мм).
После термической обработки шатунные и коренные шейки под-
вергаются окончательной полировке (лаппингу) на станке Бесель
Плейер, приспособленном для лаппинга шатунных и коренных шеек
одновременно (фиг. 307). Однако практика показала, что лучшие
результаты получаются в том случае, если коренные и шатунные шейки
полируются по отдельности. На фигуре 307 показана установкадля по-
лировки коренных шеек.Полировка производится при помощи чугунных
притиров полуцилиндрической формы, укрепленных в качающихся ры-
чагах на оси, расположенной над коленчатым валом. Для полировки
применяется наждачный порошок № М 304 и спермацетовое масло.'
По чертежу допуск на диаметр шеек составляет—0,0005" (—0,0125 мм).
Однако на практике шейки полируются с точностью 0,0001 "(0,0025 мм).
Диаметр шеек проверяется при помощи пассаметра Цейсса.
ОБРАБОТКА КОЛЕНЧАТОГО ВАЛА МОТОРА «ДЭГГЕР»
Коленчатый вал мотора «Дэггер» штампуется из хромо-нике левой
стали, отвечающей спецификации S81. Химический состав материала
Фиг. 308. Штамповка коленчатого вала мотора «Дэггер».
Фиг. 309. Коленчатый вал мотора «Дэггер» после механической обработки.
следующий (в %): углерода — 0,28—0,35; кремния—до 0,3; марган-
ца — до 0,7; серы и фосфора -—до 0,05; никеля —3—3,75 и хрома—
270
Фиг. 310. Предварительная обточка коренных
шеек коленчатого вала мотора «Дэггер».
МГ-------------------------------'---------------:----’------
п 5—1,3. Сталь должна обладать временным сопротивлением в 65—
% гпонн/кв. дюйм (92,37—118,12 кг/мм2), минимальным удлинением
—щдартного образца длиной 2" (50,8 мм) в 16% и твердостью по
спинеллю 293 341.
ЕНа фигуре 308 изображена штамповка, а на фигуре 309 готовый
аЛ с закрепленной на нем шестерней.В необработанном виде штамповка
весит около 111 англ, фунтов (50,35 кг); после механической обработки
вес снижается до 38,5 англ, фунтов (17,48 кг).
Механическая обработка штамповки коленчатого вала начинается
центровкой, после чего производится обдирка обоих концов и централь-
ной опорной шейки на
токарном станке Воль-
ман. Обточка подготов-
ляет штамповку для
крепления в зажимах
токарного станка Рай-
дер для коленчатых ва-
лов; на этом станке
производится обточка
коренных шеек (фиг.
310). Как видно из фи-
гуры, на станке закреп-
лены по два резца спе-
реди и сзади станка,
одновременно обтачи-
вающие две коренные
шейки. Передние резцы
подаются к обрабатывае-
мой детали под прямым
углом и подрезают щеки
со стороны коренных шеек и предварительно обтачивают эти шейки.
Резцы, расположенные сзади, вступают в работу после передних резцов;
задние резцы снимают фаски с щек в месте, помеченном В на фиг.309.
Обрабатываемый коленчатый вал поддерживается центром и
неподвижной опорой А, а по центральной коренной шейке — разъем-
ной втулкой В. После обточки одного конца вал вынимается и пере-
вертывается, после чего производится обточка коренных шеек с дру-
Гар КОнца’ Сточка шатунных шеек производится на токарном станке
_При механической обработке небольшая поводка вала почти не-
зоежна, но правка его под прессом после предварительной меха-
нической обработки не разрешается. Чтобы устранить эту поводку и
оправить вал, с шатунных и коренных шеек снимают мелкую стружку;
дает возможность придать им размер, необходимый для закрепле-
1Я в приспособлениях при сверлении отверстий для облегчения.
с Шлифовка щек шатунных шеек производится на шлифовальном
ан нке Цинциннати с двумя кругами. Метод шлифовки совершенно
гичен применяемому фирмой Рольс-Ройс (фиг. 303).
271
Сверление и развертывание отверстий в коренных шейках колен-
чатого вала производятся на специальном горизонтально-сверлильном
станке (фиг. 311), сконструированном и изготовленном на заводе
Нэпир. Во время первой половины операции передний конец колен-
чатого вала зажимается в трехкулачковом патроне, другой конец
вала опирается на втулку опоры А, как показано на фигуре. Сначала
отверстие проходится сверлом диаметром 1,25" (31,7 мм). Для направ-
ления сверла, проходящего последовательно через все опорные шейки
служит переносный кондуктор В. Этот кондуктор устанавливается
по наружному диаметру двух соседних коренных шеек и подпирается
одной из шатунных шеек так, что базой при сверлении отверстия в ко-
ренной шейке является диаметр последней. Кондуктор передвигается
вдоль коленчатого вала.
После обработки всех опорных шеек, кроме передней шейки
сверление которой производится позднее, сверло вынимается и за-
меняется разверткой диаметром 1,298" (32,97 мм). После этой операции
производится обработка конусных гнезд С (фиг. 309) под заглушки
и, наконец, развертывание отверстий диаметром в l5/i6" (33,3 мм).
Затем производится сверление отверстия в хвостовике вала; наруж-
ный конец этого отверстия доводится до диаметра в 1,531" (38,9 мм)
с допуском 0,001" (0,025 мм). После этого вал снимается, переверты-
вается другим концом, после чего производится сверление и раз-
вертывание отверстия диаметром 1" (25,4 мм) в носовой части вала
(фиг. 312). При этой операции вал опирается на втулку, сидящую в
подшипнике опоры А. Подача автоматическая; скорость подачи —
0,5" (12,7 мм) в минуту при сверлении, 0,75" (19 мм) в минуту при
предварительном развертывании и 0,5" (12,7 мм) при окончательном
развертывании. Скорость вращения вала при сверлении —160 об/мин,
при развертывании — 40 об/мин.
Сверление шатунных шеек производится на горизонтально-свер-
лильном станке, оборудованном специальной трехшпиндельной голов-
кой, сконструированной и изготовленной на заводе Нэпир (фиг. 313).
При этой операции в каждом из трех шпинделей укрепляются 2 сверла
и 2 развертки; гнезда под заглушки обрабатываются фасонным рез-
цом. В качестве направляющих для сверл применяются откидные
кондукторы А. Коренные шейки коленчатого вала прижимаются к опо-
рам; угловое положение коленчатого вала устанавливается по шатун-
ным шейкам. Прежде всего производится сверление отверстия ДлЛ
облегчения диаметром в 1" (25,4 мм); затем этот диаметр доводится
до l3/ie" (30,1 мм), после чего за две операции производится разверты-
вание отверстий до диаметра ls/16" (33,3 мм). Скорость вращения
шпинделя при сверлении 240 об/мин, при развертывании и снятии
фасок гнезд под заглушки —60 об/мин. Подача миогошпиндельнои
головки равна 3/8" (9,5 мм) в минуту при сверлении и 3/16" (4,7 мм)
в минуту при развертывании.
Сверление масляных отверстий производится на радиально-свср'
лильном станке Асквит. Шлифовка опорных шеек производится на
кругло-шлифовальном станке Нортон, а шлифовка шатунных шеек
272
Фиг. 311. Сверление отверстий коренных шеек коленчатого
вала мотора «Дэггер».
Фиг. 312. Сверление переднего конца коленчатого вала
мотора «Дэггер».
Фиг. 313. Специальный трехшпиндельный станок дая
сверления шатунных шеек коленчатого вала мотора
------------------ «Дэггер».
Велшлев-254—18
Фиг. 314. Шлифовка шатунных шеек коленчатого
вала мотора «Дэггер».
на специальном станке Черчилль для шлифовки коленчатых валов
снабженном опорами
Гидрауто. При шлифов-
ке шатунных шеек (фиг.
314) концы коленчатого
вала оперты в разъем-
ных втулках А, зажатых
в патронах. Правильная
установка обрабатывае-
мого вала в продоль-
ном направлении дости-
гается при помощи де-
лительной штанги Чер-
чилль. Давление круга
на шлифуемую шейку
воспринимается люне-
том.Шлифовальный круг
диаметром 36" (914 мм)
подается под прямым
углом к обрабатываемой'
Фиг. 315 Нарезка резьбы на переднем конце
коленчатого вала мотора «Дэггер».
детали до упора; ско-
рость вращения изде-
лия—50 об/мин. При
предварительной шли-
фовке диаметр шатунных
шеек доводится до 2,062"
(52,7 мм) с допуском в
+ 0,002" (0,051 мм).
Окончательная шлифов-
ка шатунных шеек при
допуске в 0,0005" (0,0127
мм) производится после
окончательной шлифов-
ки коренных шеек.
Окончательная шли-
фовка коренных шеек
и носовой части колен-
чатого вала произво-
дится на шлифовальном
станке Нортон. Предель-
ными размерами Диа"
метров опорных шеек после окончательной шлифовки являются
2,2475+0’0005"(57,О9+0’01 мм).
Для достижения требуемого качества поверхности шатунные 14
коренные шейки подвергаются лаппингу свинцовыми притирами-
На переднем конце коленчатого вала нарезается резьба диаметром
1,5" (38 мм) с 16 нитками на дюйм. При этой операции применяется
гребенка, изображенная на фигуре 315; крайняя опорная шейка колен-
274
г0 вала закрепляется в 3-опорном люнете. На этом же станке
*,атй3водится окончательная обточка носовой части вала. Прорезка
Точной канавки на переднем конце коленчатого вала производится
вертикально-фрезерном станке Цинциннати.
1,3 При прорезке пазов на заднем конце коленчатого вала применяется
способление, изображенное на фиг. 316. На хвостовике делается
Этаких пазов шириной в 0,5"
/12 7лм0 с допуском +0,002"
/О 6э 1 мм)- Фрезеровка пазов
Поизводится на горизонтально-
фрезерном станке Арчдэйл. Ко-
ленчатый вал опирается на
коренные шейки; конец вала, на
котором прорезаются пазы, под-
держивается делительным дис-
ком А, могущим проворачивать-
ся в опоре В. Одновременно в
3 положениях делительного дис-
ка прорезаются по 2 паза. Плун-
жер С зажимает диск в надле-
жащем положении во время
операции; стол с обрабатываемым
валом подается к фрезе до упо-
ра, после чего он возвращается
Фиг 316. Фрезеровка пазов на заднем
конце коленчатого вала мотора «Дэггер».
назад. Прежде чем снова вклю-
чается подача, вал фиксируется
во 2-м положении. Установка
обрабатываемой детали относительно делительного круга производится
по одной из шатунных шеек.
Остальные механические операции не нуждаются в детальном раз-
боре. Перед отправкой на склад готовых изделий коленчатый вал
тщательно балансируется и кругом полируется; кроме того, он под-
вергается испытанию на наличие трещин по поверхности и других
дефектов.
ОБРАБОТКА РАСПРЕДЕЛИТЕЛЬНЫХ ВАЛИКОВ
ОБРАБОТКА РАСПРЕДЕЛИТЕЛЬНЫХ ВАЛИКОВ МОТОРА «МЕРЛИН»
Распределительные 'валики мотора «Мерлин» изготовляются из
РУтцов цементуемой стали с 5% содержанием никеля (спецификация
зак1ГанСК0Г0 стандарта S67). Цементованные поверхности после
С^И ^Ол>Дны иметь твердость не менее 57—65 по Роквеллу (шка-
Бп,„ ’ сеРдЦевина должна иметь твердость в пределах 200—300 по
ринеллю.
и посСЛе механических испытаний образцов, отрезанных от заготовки,
ваюгсд6, Пробной Цементации образцов оба конца заготовки обтачи-
Дения сП°Д ЛЮнеты> в которых валик поддерживается во время свер-
пвозного отверстия диаметром 0,6875" (17,5 мм). Эта операция
275
производится на станке Пратт и Уитни при помощи пушечного Свепп
к которому непрерывно подается масло. Во время этой операции
делие вращается со скоростью 500 об/мин, подача сверла составлю3'
0,3" (7,5 мм) в минуту. Обработка мест
на токарном станке Дрэммонд Максикат №
на копировальном станке Скривнер.
Шлифовка кулачков производится на специальных станках цОн
струкции фирмы Рольс-Ройс. Кулачки подвергаются шлифовке Двал^ы-
один раз перед цементацией, второй раз после цементации и за‘
калки. Следует заметать, что кулачки имеют вогнутый профиль'
под кулачки производит?
2. Кулачки обрабатывайте
Фиг. 317. Специальный станок для шлифовки профиля кулач-
ков распределительного валика мотора «Мерлин».
что исключает применение обыкновенных станков для шлифовки ку-
лачков. При шлифовке кулачков перед цементацией (фиг. 317) концы
валика укрепляются в обоймах; валик поддерживается при помощи
трех люнетов. Изделие вращается со скоростью 15 об/мин; шлифо-
вальный круг диаметром около 3" (76 мм) движется поступательно-
возвратно, находясь все время в соприкосновении с обрабатываемым
кулачком. Шлифовальный круг укреплен на шпинделе, который
вращается в подшипниках на рычаге, ось качания которого располо-
жена в В. Шпиндель приводится во вращение от электромотора при
помощи ремня С.
На фигуре 318 показан вид станка сзади. Рычаг, несущий Ш-И’1'
фовальный круг, имеет плечо А, на котором укреплен копировальнЫ
ролик В. Ролик находится в соприкосновении с эталонным кулачк^
вым валиком С, который вращается с такой же скоростью, как и
рабатываемое изделие. Кулачки эталонного валика в три раза болЫЯ
кулачков обрабатываемого распределительного валика; длинное пле
рычага, несущего шлифовальный круг, в три раза длиннее коротко •
Диаметр копировального ролика В в три раза превышает диаметр и1
276
ijibHoro круга. Когда износ шлифовального круга достигает
naJIbnui V/ J-- --
ф° „деленной величины,
оГ „провальный ролик В
меняется другим роли-
зам с соответствующим
Омером- Рычаг, не-
1дий шлифовальный
^vr, может передвигать-
fl в продольном на-
бавлении для обработки
поочередно всех кулач-
ков распределительного
валика-
При предварительной
шлифовке перед цемен-
тацией на
оставляется
кулачках
припуск
Фиг. 318. Станок для шлифовки' кулачков рас-
пределительного валика мотора -Мерлин». Вид
сзади.
0,02" (0,5 мм) под чи-
стовую шлифовку. Ох-
лаждающая жидкость
подается к шлифоваль-
ному кругу от насоса,* расположенного в задней части станка.
ОБРАБОТКА РАСПРЕДЕЛИТЕЛЬНЫХ ВАЛИКОВ МОТОРА «ДЭГГЕР»
Распределительный валик мотора «Дэггер» штампуется из цемен-
туемой стали, отвечающей британскому Стандарту S14. Химический
состав материала следующий (в %): углерода 0,1—0,18; кремния —
до 0,3; марганца — до 0,9; серы и фосфора — до 0,05. Временное
сопротивление стали 32 тонн/кв. дюйм (50,4 кг/мм2), минимальное
относительное удлинение стандартного образца длиной 2" (50,7 мм) —
20% и минимальное поперечное сжатие —50%. Минимальное соп-
ротивление на удар 40 фунто-футов (5,5 кг-м).
Штамповка весит около 13 уз англ, фунтов (6,1 кг)-, после механи-
ческой обработки вес снижается до 10 англ, футов и 10 унций (4,81 кг).
ла фигуре 319 показана штамповка, из которой делается кулачковый
валик, и готовый кулачковый валик длиной около 36" (914 мм).
После центровки обоих концов штамповки производится обточка
У танов°чных мест на обоих концах валика, которые используются
нРи последующей операции, заключающейся в сверлении внутрен-
стаи^п рсТия> Эта операция производится пушечным сверлом на
маетКе Пратт и уитни (фиг. 320). Один обточенный конец валика зажи-
нок им В ПатР°не> Другой сидит в подшипнике кронштейна А Ста-
обраб 'teT даа шпинделя, так что одновременно может производиться
сКорост,Ка ^УХ РаСпРеделительных валиков. Изделие вращается со
(3,17 лЛ? 200 °й/мин; подача пушечного сверла достигает ~ ]/8"
ЧеРезвсюПВ МИнутУ- Направляющей для сверла служит втулка В.
под давлр ИНу боРштанги идет масляный канал, подводящий к сверлу
нием масло, смывающее стружку.
277
Фиг. 319. Штамповка, из которой изготовляется распределительный валик
мотора «Дэггер» и готовый валик.
Фиг. 320. Сверление распределительных валиков мотора
«Дэггер».
Фиг. 321. Обточка распределительного валика
мотора «Дэггер».
После сверления отверстие развертывается на 0,013—0,015"
/0,33—0,381 мм)-, эта операция выполняется на том же станке, что
и сверление, при помощи развертки с восемью зубьями; подача равна
2" (50,7 мм) в минуту; вал вращается со скоростью 150 об/мин. После
развертывания диаметр отверстия равен 0,855" (21,71 мм), допуск
составляет + 0,015" (0,381 мм). Большое значение придается чистоте
отделки внутреннего отверстия; оно впоследствии подвергается по-
лировке и контролю на наличие пороков и рисок.
До обточки кулачков производится обточка под люнет централь-
ной шейки и двух прилегающих цилиндрических выступов под ку-
лачки. Одновременно производится фрезеровка поводка на .валике
Фиг. 322. Специальный Станок^Нэпир для подрезки кулачков по ширине.
со стороны фланца. Обточка кулачков и шеек производится на токар-
ном станке Дрэммонд Максикат (фиг. 321). Эта же установка приме-
няется при обточке заплечиков упорного подшипника, расположенного
со стороны фланца. Центральный подшипник, уже обточенный, под-
пирается роликовым люнетом А. На станке имеется спереди 10 рез-
цов, обтачивающих шейки между кулачками, и сзади резец В, обта-
чивающий заплечик на валике со стороны фланца. Питание автомати-
ческое, подача—0,007" (0,178 мм) на оборот изделия, вращающе-
гося со скоростью 172 об/мин.
После этого производится обточка остальных пяти шеек, которые
подпираются люнетами при последующей операции. Эта операция
производится на станке конструкции Нэпир; на этом станке произ-
водится подрезка кулачков по ширине и частичная обточка валика
Между кулачками (фиг. 322). Во время этой операции обрабатываемый
валик устанавливается в центрах; валик приводится во вращение с обоих
Концов: обе бабки станка соединены между собой валиком, проходя-
щим во всю длину станка. Подача осуществляется кулачковыми ва-
ликами, давление резания воспринимается пятью люнетами с брон-
279
зовыми подшипниками. В^заднем суппорте имеется 24 резца для пред-
варительной обработки, в переднем 24 резца для окончательной обра-
ботки; резцы сгруппированы в 12 державках, по 4 резца в каждой.
Станок — автоматический, резцы предварительной обработки по-
даются до упора и затем возвращаются обратно; после этого чистовые
резцы, закрепленные в переднем суппорте станка, начинают снимать
стружку.
Фиг. 323. Обточка кулачков распределительного валика
мотора <<Дэггер».
После снятия на токарном станке припуска между кулачками про-
изводится фрезеровка шпоночной канавки на заднем конце распре-
делительного валика; эта канавка используется для привода изделия
при операциях обточки и шлифовки кулачков.
Фасонная обточка кулачков производится на специальном копи-
ровальном станке Скривнер для распределительных валиков (фиг. 323).
Как видно из фигуры, валик опирается в трех люнетах; привод осу-
ществляется приводной муфтой со шпонкой, которая входит в шпо-
ночную канавку обрабатываемого валика. С кулачков снимаются
две стружки, первая стружка толщиной в 0,25" (6,35 мм), вторая —
толщиной в Vie" (1,6 мм). На каждом кулачке оставляется припуск
в 0,025" (0,63 мм) под шлифовку. Резцы перемещаются параллельно
оси обрабатываемого валика и одновременно совершают возвратно-
поступательное движение, которое сообщается им копиром в виде
кулачкового валика, установленным сзади станка и закрьпым крыш-
кой. Обрабатываемый валик вращается со скоростью 200 об/мин;
продольная подача равна 0,0025" (0,0635 мм) на оборот шпинделя.
После обточки кулачков распределительные валики омедняются крУ"
280
и поступают на предварительную шлифовку кулачков и шеек,
Г°шолняемую с целью удаления меди с мест, подлежащих цементации.
Предварительная шлифовка кулачков производится на специальном
танке Черчилль для шлифовки кулачков. Изделие закрепляется
С переходной муфте со шпонкой, входящей в установочную шпоноч-
ную канавку валика, и вращается со скоростью 50 об/мин. Снятие
слоя меди с шеек и удаление установочного места с валика со стороны
Фланца производится на шлифовальном станке Черчилль. После этого
валик отправляют в термический цех на цементацию. После цементации
на токарном станке производится окончательная обточка со стороны
фланца и отрезка установочного конца. После закалки валик обду-
вается песком, затем производится полировка двух кулачков, по ко-
торым определяется твердость; испытание на твердость производится
до полировки остальных десяти кулачков.
Полировка внутреннего отверстия производится на быстроходном
токарном станке. Один конец валика зажимается в патроне, проти-
воположный конец подпирается по шейке люнетом.
Шлифовка шеек и фланца производится на шлифовальном станке
Черчилль (фиг. 324). Люнеты установлены, как показано на фигуре;
применяется 20" (508 мм) карборундовый шлифовальный круг с зер-
нистостью 50 Р. Затем производится шлифовка выемок по обеим сто-
ронам кулачков. Окончательная шлифовка кулачков выполняется
на станке Черчилль шлифовальным кругом Нортон на упругой
связи с зернистостью 60М - 4L. При окончательной шлифовке с
шеек и с кулачков снимается 0,006—0,008" (0,152—0,203 мм) на
сторону.
После шлифовки кулачков производится шлифовка торца фланца А
(фиг. 319) и торцев В и С задней шейки; затем производится подрезка
противоположного конца по длине и вторичная центровка; на этом
конце внутреннее отверстие доводится шлифовкой до размера в 2,25"
(57,7 мм), допуск на диаметр внутреннего отверстия составляет
0,00075" (0,0191 мм). Расстояние между торцами В и С выдерживается
в пределах 2,03—2,032" (51,56—51,61 мм). Допуск на расстояние ме-
жду торцем фланца А и торцем подшипника С равен 0,002" (0,051 мм).
Во фланце высверливаются и развертываются 15 отверстий, причем
установка производится по 1-му кулачку; допуск на диаметр отвер-
стий после окончательной обработки равен 0,0005" (0,0127 мм).
Проверка кулачков на готовом распределительном валике произ-
водится на приспособлении конструкции завода Нэпир (фиг. 325).
аспределительный валик устанавливается в центрах; фланец сое-
диняется на шпильках с диском А, закрепленным на коротком валике,
идящем в подшипнике В и несущем заключенный на другом конце его
Диск С. Диск D с делениями свободно проворачивается на валике
соединяется с диском С пробкой Е, входящей в одно из отверстий/7,
^аждому положению кулачка соответствует свое отверстие F. На плите
Жи°Г0 ПриСпос°бления сзади устанавливается плунжер G, который при-
в Д1ается пружиной к проверяемому кулачку. Перемещение плунжера
орпусе отмечается индикатором Н.
281
Фиг. 324. Окончательная шлифовка шеек рас-
пределительного валика мотора «Дэггер».
Фиг. 325. Приспособление для проверки рас-
пределительного валика мотора «Дэггер».
При проверке плунжер G подводится к кулачку, затем провора-
чиваются оба диска С и D, причем отмечаются деления на диске D,
соответствующие положениям открытия и закрытия клапанов. В тоже
время индикатор Н отмечает высоту подъема при любом угле пово-
рота кулачка.
ОБРАБОТКА КУЛАЧКОВЫХ ШАЙБ МОТОРОВ «ТАЙГЕР» И «ЧИТА»
Кулачковая шайба мотора «Тайгер» показана на фигуре 326.
Она изготовляется из цементуемой стали, отвечающей техническим
условиям британского стандарта S14 (см. стр. 277).
Фиг. 326. Кулачковая'шайбаг’м'»тора «Тайгер».
Первая операция состоит в предварительной обточке кругом. При
этой операции пояски под кулачки выполняются цилиндрическими
и на диаметре оставляется припуск 0,04" (1,016 мм) на чистовую об-
работку.
Канавки А между поясками протачиваются затем на токарном
автомате Герберт с применением трех резцов, установленных в одной
Державке, и двух добавочных резцов, обдирающих штамповку с обоих
торцев с оставлением припусков по 0,0125" (0,317 мм) на последующую
обработку. Канавки имеют в ширину по 0,2" (5,08 мм) и по дну каж-
дой канавки оставляется припуск в 0,03" (0,76 jww) на обработку после
Цементации.
^Затем чисто растачивается отверстие, служащее базой при даль-
нейшей обработке, сверлятся отверстия В, и после этого изделие го-
°воАдля операции фрезерования кулачков. На фигуре 327 показан
283
Фиг. 327. Специальный станок для фрезеровки
кулачковых шайб моторов «Тайгер» и, «Чита».
Фиг. 328. Токарная обработка внутренней по-
верхности кулачковой шайбы мотора «Тайгер».
станок, применяемый для фрезерования кулачков. Нужно отметить,
что на нем установлена в данном случае кулачковая шайба мотора
«Чита». Кулачковые шайбы моторов «Тайгер» и «Чита» разнятся
тем, что кулачковая
шайба первого мо-
тора имеет четыре
ряда кулачков, а вто-
рого — только два.
F Изделие А укреп-
лено на планшайбе,
причем базирование
обеспечивается коль-
цевым бортиком, вхо-
дящим в центральное
отверстие шайбы, и
штифтом, входящим
в одно из отверстий
В (фиг. 326). Копир
В (фиг. 327) укреп-
лен на шпинделе изде-
лйя. Профиль копира
обегается роликом С,
который укреплен на
оси, несомой суппор-
том. Ролик постоянно
прижимается к копи-
ру пружиной и может
переставляться в про-
дольном направлении.
Для последователь-
ных переходов от
обработки одного ря-
да кулачков к дру-
гому фрезерная го-
ловка может уста-
навливаться в осевом
направлении. Фреза
имеет спиральные
зубья; ее диаметр ра-
вен 2,75" (70 мм).
После фрезерова-
ния кулачков изделие
омедняется и цемен-
тируется. Затем оно
Фиг. 329. Шлифовка кулачковой шайбы мотора
«Чита».
Фиг 330. Приспособление для контроля профиля
Кула чковой ша йбы мотора «Чита».
Устанавливается на револьверном станке Уорнер и Суози № 5
(фиг. 328) для операции удаления цементационного слоя в отвер-
стиях, окончательной проточки канавок между рядами кулачков
и обточки плоскостей С и D (фиг. 326) с оставлением припуска на
285
шлифовку 0,02" (0,508 мм) на каждой плоскости. В ходе этой же
операции зачищаются плоскости Е nF. По окончании обработки од-
ной стороны изделия обратная сторона обрабатывается на другом
станке того же типа. После закалки изделия завершаются операции
обточки и расточки, сверлятся различные отверстия и протягиваются
до окончательного размера квадратные отверстия G.
Для окончательной фасонной шлифовки кулачков применяется
специальный станок (фиг. 329), работающий приб лизительно по тому же
принципу, что и станок для фрезерования, кулачков. Изделие ук-
реплено болтами на планшайбе, несущей одновременно копир, с ко-
торым соприкасается ролик. Суппорт шлифовального шпинделя и
ролика нагружен пружиной для обеспечения постоянного прилегания
ролика к копиру. Для включения шлифования поворачивают руко-
ятку, меняя тем взаимное расположение шлифовального круга и
ролика. Градуированный диск показывает глубину шлифовки.
Интересное контрольное приспособление сконструировано для
проверки профилей кулачков (фиг. 330). Приспособление состоит
из диска А с градусными делениями, дающего отсчеты с точностью
до 0,5°. В центре диска укреплена вертикальная оправка, на которую
насаживается контролируемая кулачковая шайба В. Фланец С слу-
жит для центрирования изделия и фиксирован на кулачковой шайбе
штифтом. Различные углы, на которые поворачивается изделие,
показываются указателем D на шкале диска. В корпусе Е установлен
ложный толкатель, причем вертикальные направляющие позволяют
устанавливать его по высоте и вводить его ролик в последовательное
соприкосновение с каждым из рядов кулачков. При вращении кулач-
ковой шайбы подъемы толкателя читаются на циферблате индика-
тора, а указатель D дает различные положения впуска и выпуска
с допуском в 0,5°. Как правило, подъемы различных кулачков не
должны отличаться более чем на 0,0005" (0,0127 мм).
ОБРАБОТКА ШАТУНОВ
ОБРАБОТКА ШАТУНОВ МОТОРОВ БРИСТОЛ
Главный шатун мотора Бристол штампуется из хромо-никелевой
стали. Штамповка весит 42 англ, фунта (19,1 кг), вес же обработан-
ного шатуна вместе со втулкой поршневого пальца равен, примерно,
11 англ, фунтам (5 кг). Химический состав материала следующий
(в %): углерод—0,28^-0,32; кремний—до 0,3; марганец—0,35-:-0,Зб;
сера — до 0,05; фосфор — до 0,05; никель — 3,75 -5- 4,5; хром —
1,0 -ь 1,5. Механические испытания штамповки должны дать сле-
дующие результаты: временное сопротивление на разрыв не менее
105 тонн]кв. дюйм (165 кг/мм2) при наименьшем удлинении в 12% и
наименьшем сужении поперечного сечения в 30%; сопротивление на
удар по Изоду должно быть не менее 20 фунто-фуи.ое (2,77 кг-м)-
Эскиз главного шатуна дан на фигуре 331.
Первые операции механической обработки состоят вобтоУке, вфРе_;
зеровке контура шатуна, в сверлении малой головки и отверсти1
286
пальци прицепных шатунов и в расточке большой головки. При
операциях удаляется окалина, что позволяет провести термо-
Фиг. 331. Главный шатун мбтора Бристол.
обработку изделия в наиболее благоприятных условиях. После термо-
обработки большая и малая головки снова растачиваются и торцуются
с обеих сторон в целях устранения поводки, которую могла вызвать
термическая обработка.
Отверстия и плоскости
торцев головок служат
базами при последую-
щих операциях.
Рассматривая опера-
ции более подробно,
отметим, что первая опе-
рация состоит в расточ-
ке отверстия большой
головки А (фиг. 331),
обточке поверхностей В
и С головки и проточке
Щек D и Е. Эти опера-
ции выполняются на то-
карном станке, причем
после расточки и про-
точки большой головки
11 Щек с одной стороны
атУн переворачивает-
я и те же поверхности
«срабатываются с й
«оработке -
на
Фиг. 332.
Фрезеровка полок стержня главного
шатуна мотора Бристол.
Штамповка устанавливается при
__ и.__7 _____ обеспечить надлежащий припуск
окончательную обработку по всей поверхности изделия.
стороны,
таким образом, чтобы
287
Фиг. 333. Фрезеровка выемки тавра
главного шатуна мотора Бристол.
Следующая операция состоит в двустороннем одновременном фпе
зеровании торцев малой головки F на фрезерном станке Цинциннати-
оставляется припуск на окончательную обработку, причем издецИе’
базируется по отверстию большой головки. Затем на сверлильц0».
станке Арчдэйл сверлится отверстие диаметром 1" (25,4 мм) в малой
головке, а затем изделие полируется и контролируется.
После этого шатун устанавливается по отверстию большой го
ловки и по просверленному отверстию в малой головке и сверлятся
отверстия под пальцы прицепных шатунов G по два одновременно-
операция производится на радиально-сверлильном станке Арчдэйл’
причем два ближайших к малой
головке отверстия развертыва.
ются для обеспечения базирова-
ния при последующих опера,
циях.
Шатун оОрабатывается кру-
гом, причем несколько операций
производятся на копировально-
фрезерных станках. Эти опера-
ции заключаются во фрезеровке
радиуса у малой головки Н,
полок стебля шатуна J, плоско-
стей стебля шатуна К и радиу-
сов L на щеках большой головки.
При фрезеровке полок стебля
шатуна J два шатуна закрепля-
ются рядом (фиг. 332) в приспо-
соблении, установленном на
столе горизонтально-фрезерного
станка Арчдэйл, и обрабатыва-
ются двумя стандартными ци-
линдрическими фрезами. Шату-
ны устанавливаются по отверстиям больших головок и по отверстиям
диаметром в 1" в малых головках, причем расположение их таково,
что нужные проходы фрезы достигаются использованием обычного
хода стола. Для фрезеровки с противоположной стороны изделия
переве ртываются.
Боковые плоскости полок (К на фиг. 331) также фрезеруются на
горизонтально-фрезерном станке Арчдэйл цилиндрической фрезой.
Надлежащий уклон стебля достигается применением приспособле-
ния со скошенным основанием. Изделие базируется посредством про-
бок, входящих в отверстия большой и малой головок, и закрепляется
в надлежащем положении шайбой с вырезом со стороны болыпо
головки и зажимом В со стороны малой головки. Упоры на стол
ограничивают его ход и обеспечивают надлежащую длину обработки-
Фрезеровка выемки тавра стебля производится на копировально
фрезерном станке Пратт и Уитни (фиг. 333). Для обеспечения постоя
ства толщины полок по всей длине шатуна и для снятия надлежащи
288
пиусов по концам выемки применяется копир А с роликом В, уста-
новленным на фрезерном шпинделе и катящимся по контуру копира.
Изделие базируется посредством пробок, входящих в два отверстия,
также в вырезы быстродействующих зажимных шайб копира. После
предварительной черновой фрезеровки изделие проходится фрезой
начисто, причем для чйстового прохода применяется ролик меньшего
диаметра.
фрезеровка большой головки по поверхности М (фиг. 331) произ-
водится на вертикально-фрезерном станке Цинциннати специальной
фасонной фрезой (фиг. 334). На практике эта операция расчленяется
на две, причем отделка выполняется подобным_же образом при даль-
нейшей обработке. Изделие базируется по двум”отверстиям, как и ра-
нее для чего на^столе станка -устанавливается специальное приспо-
собление.
Фиг. 335. Фреверовка контура щек
большой головки главного шатуна
мотора Бристол.
фрезеруется на вертикально-фре-
Фиг. 334. Фрезеровка выемки между
щеками большой головки главного
шатуна мотора Бристол.
Контур щек большой головки
зерном станке Цинциннати с помощью эксцентрического приспособ-
ления (фиг. 335); подобное же приспособление применяется при фре-
зеровке выемок N (фиг. 331). Затем изделие нормализуется, после чего
шлифуется отверстие большой головки, а также ее торцы и плоскости
ее щек, производятся различные мелкие фрезерные операции и снова
° Рабатываются отверстие и торцы малой головки.
При шлифовке шатуна между щеками большой головки он зажи-
вется на оправке, входящей в отверстие большой головки, причем
Няе'ЭВКа УкРеплена в подшипнике угольника А (фиг. 336). Приме-
МахТСя Фасонный шлифовальный круг; изделие вращается с помощью
*°в™ка с и червячной передачи. Для ограничения вращения чер-
ной шестерни В (и изделия) установлены упоры D.
289
При запрессовке втулки малой головки, изготовляемой из фосфо,
ристой бронзы, шатун нагревается в печи до 360° Ц. После запрессовки
сверлятся и нарезаются отверстия под стопоры; затем отверстия из-
нутри зенкуются зенковкой, вращаемой посредством гибкого вала
и, наконец, ввертываются и стачиваются заподлицо стопоры.
Затем деталь снова возвращается в механический цех, где отвер-
стие малой головки подвергается алмазной расточке для придания
ему требуемой степени чистоты и точности.
Для алмазной расточки применяется станок Хилд Бормэтик
(фиг. 337). Шатун закреплен на угольнике, причем отверстие большой
головки надето на оправку. Для базирования отверстия малой го-
ловки пробка А пропускается сзади через шлифованное отверстие
в стойке и через отверстие малой головки. Затем малая головка за-
жимается винтами В. Когда шатун надежно зажат, пробка вынимается.
При этой операции с поверхности отверстия снимается слой ме-
талла толщиной 0,007—0,008" (0,178—0,203 мм), причем допуск на
окончательный диаметр равняется 0,0006" (— 0,0152 мм). Алмазный
резец устанавливается на шпинделе и вращается со скоростью
3640 об/мин.
Развертывание отверстий под пальцы прицепных шатунов произ-
водится на радиально-сверлильном станке Цинциннати-Бикфорд
(фиг. 338). Изделие зажимается в коробчатом кондукторе и базируется
по отверстиям большой и малой головок. Предварительное развер-
тывание производится до термической обработки, причем приме-
няются три развертки для развертывания отверстий до припуска
в 0,03" ( ~ 0,76 мм) на окончательный размер в случае цилиндриче-
ских отверстий и до припуска в 0,025" ( —> 0,635 мм) в случае кони-
ческих отверстий. После термической обработки и цилиндрические
и конические отверстия развертываются до припуска в 0,0005"
(0,0127 мм) на окончательный диаметр Как показано на фигуре,
развертки имеют направление и сверху и снизу изделия.
Последние 0,0003—0,0005" (0,007—0,012 мм) снимаются в отвер-
стиях под пальцы прицепных шатунов посредством хонингования,
для чего применяются хонинговые станки Хутто. Необходимы две
отдельные хонинговые операции: сначала хонингуются цилиндриче-
ские отверстия Р (фиг. 331), а затем конусные отверстия Q. Как ци-
линдрические, так и конусные хоны спроектированы и изготовлены
на заводах Бристол; они имеют по три бруска, удерживаемых пружин-
ными кольцами и раздвигающихся с помощью конических пальцев-
Для цилиндрических хонов принята скорость вращения шпинделя
в 161 об/мин и 54 поступательно-возвратных хода в минуту, а ДЛЯ
конических — скорость вращения шпинделя 242 об/мин и 67 ходов
в минуту.
При первой операции, когда хонингуются цилиндрические отвер
стия, хон направляется отверстием в плите кондуктора. Конический
хон, показанный на фигуре 339, снабжен цилиндрической шейкой Л
входящей в уже хонингованное цилиндрическое отверстие, a нИ^
лежащее коническое отверстие обрабатывается брусками в В.
200
Фиг. 336. Фасонная шлифовка выемки между
.щеками главного шатуна мотора Бристол.
Фиг. 337. Алмазная расточка отверстия малой
головки главного шатуна мотора Бристол.
Фиг. 338. Приспособление для развертыва- Фиг. 339. Хонингование отверстий под паль-
ния отверстий под пальцы прицепных ша- цы прицепных шатунов в^большой головке
тунов в большой головке главного шатуна главного шатуна мотора Бристол.
мотора Бристол.
педохранения хона от заедания в 1-м и 6-м конических отверстиях
меется скользящая муфта, а для регулировки хона в его державке
1 становлен винт. Поворот этого винта позволяет постепенно снимать
больше материала со стенок отверстия, пока не начнет проскальзывать
муфта- После контроля отверстий калибром 11 о краске отверстия
толжны показать отличное состояние рабочей поверхности.
; Наконец, шатун размагничивается, что необходимо вследствие
того факта, что при шлифовке плоскостей щек применяется магнит-
ный зажим. Если не произвести размагничивания, то частицы металла
могут прилипнуть к шатуну, а с него во время работы попасть в под-
шипники.
При последних операциях обработки шатунов принимаются вся-
ческие предосторожности против царапин и забоин на изделиях, во
избежание которых для их хранения во время промежутков между
операциями применяются соответствующим образом разгороженные
и выложенные войлоком ящики. Таким порядком избегаются излишнее
захватывание шатунов руками, повреждение от ударов одного о дру-
гой и о прочие твердые поверхности.
ОБРАБОТКА ШАТУНОВ МОТОРОВ «ТАЙГЕР» И «ЧИТА»
Главный шатун мотора «Тайгер» (фиг. 340) штампуется из
закаливаемой на воздухе хромо-никелевой стали, отвечающей техни-
ческим условиям британского министерства авиации S28. При меха-
нической обработке со штамповки снимается значительный объем
материала, в результате чего вес ее уменьшается с 61 англ, фунта
(27,7 кг) до 16 англ, фунтов (7,26 кг). Что касается главного шатуна
«Чита», то его штамповка весит 53 англ, фунта (24,1 кг), а начисто
обработанная деталь — 13,5 англ, фунта (6,13 кг).
к Для изготовления главного шатуна мотора «Тайгер» требуется
не менее 72 операций механической обработки. Обработка начинается
с фрезерования штамповки А (фиг. 341) с обоих боков.
После фрезерования обеих боковых сторон штамповки высверли-
ваются четыре отверстия в большой головке, а также отверстие малой
головки, обеспечивающие базирование при последующей механической
обработке. Затем на фрезерном станке ножовкой отрезается крышка
большой головки. Штамповки обрабатываются по две одновременно.
После зачистки поверхностей крышки и шатуна фрезеруется выемка А
(фиг. 340) между двумя фланцами большой головки. Эта операция
производится на вертикально-фрезерном станке Цинциннати № 2
Фасонной фрезой диаметром 6" (152 мм) со вставными зубьями. Ско-
рость вращения шпинделя станка — 18 об/мин, круговая подача стола
^Ществляется от руки.
к При фрезеровании полок'’стебля шатуна одновременно обрабаты-
(d)101051 №а ШатУна> укрепленные по обеим сторонам приспособления А
1фиг. 342). Базами’ при обработке служат отверстие малой головки и
заж 0ТвеРСТия большой головки. Изделия надежно фиксируются двумя
жимами В. Операция производится на Горизонтально-фрезерном
293
Фиг. 340. Главный шатун мотора «Тайгер».
Фиг. 341. Главный шатун мотора «Тайгер» в различных
стадиях обработки:
А штамповка. В—частично обработанный шатун. С—готовый и собран-
ный шатун.
1риг. 342. Одновременная фрезеровка полок'стеб-
лей двух главных шатунов мотора «Тайгер».
Фиг. 343. Шлифовка плоскостей разъема главного
шатуна мотора «Тайгер».
станке Парксон фрезами диаметром 15/8" (41,28 мм); подача стола
в 0,95" (24,13 мм) в минуту ограничивается упорами.
Следующая операция состоит в обдирке тавра стебля, после чего
шатун отправляется в термический цех для термообработки. После
термообработки сверлится и развертывается отверстие малой головой
а затем на плоско-шлифовальном станке стандартного образца шли-
фуются плоскости разъема крышки и шатуна. Способ крепления шатуна
при шлифовке показан на фигуре 343 (снимок показывает операцию
чистовой шлифовки плоскости разъема, которая производится позднее)
Базирование изделия для обработки той и другой плоскостей обеспе-
чивается плитой А, фиксируемой в двух нужных положениях штырем В,
Фиг. 344. Приспособление для сверления отверстий под болты
в главном шатуне мотора «Тайгер».
Базирование обеспечивается двумя высверленными в большой го-
ловке отверстиями. Шлифовка производится алокситовым шлифо-
вальным кругом пористой структуры, вогнутой формы, диаметром 12"
(305 мм), с рабочей фаской шириной 1" (25,4 мм).
При сверлении отверстий под болты в большой головке главного
шатуна применяется приспособление, показанное на фигуре 344.
Сначала сверлятся два отверстия с одной стороны большой головки,
после чего приспособление поворачивается на требуемый угол, и
сверлятся два других отверстия. Шатун базируется по двум отвер-
стиям большой головки (или крышки, что также допустимо), в ко-
торые входят два штифта А, ^прижимается зажимом С к плоскости В.
Палец D входит в отверстие малой головки шатуна, которая зажи-
мается винтом F через сухарь с V-образным вырезом Е. Поворотная
часть приспособления может качаться на пальце К, укрепленном
в угольнике J, и закрепляется фиксатором L. При сверлении второй
пары отверстий направляющие втулки G переставляются в гнезда Н-
Сверление и развертывание гнезд под пальцы прицепных шатунов
производится после стягивания шатуна и крышки болтами на свер'
лильном станке Арчдэйл со специальной многошпиндельной голов-
296
кой (фиг. 345). Головка эта несет шесть сверл и шесть разверток;
сТОл, на котором закреплено изделие, поставлен на салазки с целью
перестановки между операциями сверления и развертывания, причем
фиксация обеспечивается штырем А. Отверстие малой головки наде-
вается на палец, а для предупреждения вытягивания направляющих
втулок при обработке применяется кольцо В. При переходе от сверле-
ния к развертыванию втулки меняются. Отверстия развертываются до
диаметра 0,985—0,99" (25—25,15 мм); они доводятся в дальнейшем
до окончательного размера шлифовкой. Фрезерование полок стебля
шатуна, а также выемок у перехода к большой головке и двух выемок
для облегчения В (фиг. 340) производится на копировально-фрезер-
ном станке Келлер для изготовления штампов.
Для фрезерования полок стебля на столе станка устанавливается
вертикальная плита, на которой крепятся три специальных приспо-
собления для одновременной обработки трех главных шатунов, а также
копир из листового металла А (фиг. 346). Вертикальный суппорт В
несет три головки для трех фрез, а на верхнем конце — механизм
копирного ролик? С. Столу станка придается горизонтальное переме-
щение, а вертикальная подача обеспечивается вертикальным суп-
портом. Обе подачи включаются электрическим реле, управляемым
роликом С через установочный циферблат D. Механизм станка под-
держивает непрерывное соприкосновение между роликом и копиром,
и направление подач меняется по мере того, как фрезы обходят кон-
туры шатунов.
Подача как стола, так и вертикального суппорта составляет 0,84"
(20,6 мм) в минуту. Профиль обрабатывается за два прохода, для чего
имеется два копирных ролика разных диаметров; припуск на второй
проход равен 0,01" (0,254 мм). После двух проходов, при каждом из
которых фрезы обходят изделия в одном направлении, направление
движения фрез меняется для чистового прохода. Вследствие этого
обработанная поверхность приобретает большую чистоту. Приме-
няемые фрезы имеют спиральные зубья; диаметр фрез 1" (25,4 мм),
скорость вращения шпинделей 140 об/мин.
При чистовой обработке тавра С и выемок В (фиг. 340) применяются
концевые фрезы с закругленными торцевыми кромками (фиг. 347).
Скорость шпинделя при обработке тавра В — 308 об/мин, а для вые-
мок С — 208 об/мин. Фрезерные головки установлены поперечно
Для достижения точности в глубине обработки. Как при внешнем,
так и при внутреннем фрезеровании изделия устанавливаются на
пальцах, входящих в два гнезда под пальцы прицепных шатунов и
в отверстие малой головки шатуна; фиксация производится при помощи
шайбы с прорезью.
При нескольких операциях фрезерования главных шатунов ис-
пользу10Тся пневматические механизмы. На фигуре 348 показана одна
пп ЭТИХ опеРаиий, состоящая во фрезеровании радиуса D (фиг. 340)
Ри Переходе от стержня к большой головке. Обработка ведется
м вертикально-фрезерном станке Герберт № 18 V, снабженном пнев-
ическим цилиндром для удержания копира А в соприкосновении
297
Фиг. 345. Приспособление для сверления
и развертывания отверстий под пальцы
прицепных шатунов в большой головке
шатуна мотопа «Тайгер».
Фиг. 346. Одновременная фрезеровка по
копиру трех главных шатунов мотора
«Тайгер».
Фиг. 348. Фрезеровка по радиусу стебля глав-
ного шатуна мотора «Тайгер».
Фиг. 347. Фрезеровка выемок в главных
шатунах мотора «Тайгер».
с роликом при подаче стола на фрезу. Таким путем профиль
копира воспроизводится на детали. Давление воздуха в цилиндре
75 фунгтов/кв. дюйм (5,3 кг/слг2). При скорости вращения шпинделя
30 об/мин стол подается со скоростью 3/16" (4,75 мм) в минуту. Фреза
диаметром в 2,25" (~ 57 мм) снабжена для жесткости подшипником в
стойке В. Изделие устанавливается по отверстиям большой и малой
головок с помощью пальцев.
В случае операции, показанной на фигуре 349, пневматический
цилиндр поддерживает копир А в соприкосновении с роликом
при круговой подаче стола станка. Этим методом фрезеруются
скосы Е (фиг. 340) двух крышек больших головок шатунов,
установленных вместе на столе. Крышки устанавливаются от-
носительно копира посредством пальцев по двум гнездам цОд
пальцы прицепных шатунов в каждой из крышек- В патрон вер-
тикального шпинделя станка вставлена коническая фреза. Изделия
надежно закрепляются простыми прижимными шайбами. Установка
позволяет непрерывную работу станка, с перестановкой изделий во
время вращения стола. Предыдущая операция фрезерования контура
крышек F (фиг. 340) выполняется на том же станке, но с другим ко-
пиром.
На фигуре 350 показана обработка бобышек под болты. Приспо-
собление крепится к угольнику и снабжено пальцами для установки
шатуна по отверстиям большой и малой головок. На снимке показана
установка главного шатуна мотора «Тайгер». Другая пара пальцев,
спереди приспособления, служит для базирования главного шатуна
мотора «Чита». После фасонного фрезерования одной из бобышек из-
делие переворачивается, и производится подобная же обработка одной
из бобышек противоположной стороны. Остальные две бобышки об-
рабатываются, таким образом, на другом приспособлении такой же
конструкции, но с наклоном в противоположную сторону. Операция
производится на горизонтально-фрезерном станке Мильвоки.
Отверстия под болты развертываются на радиально-сверлильном
станке Арчдэйл (фиг. 351). Развертка со спиральными режущими
кромками снабжена длинным направляющим хвостом. Приспособ-
ление А (сходное с приспособлением, показанным на фиг. 344) может
поворачиваться на своем опорном угольнике и фиксируется в рабочем
положении пружинным замком В. Имеется три установочных отвер-
стия, позволяющих устанавливать приспособление вертикально,
а также под двумя углами, определяемыми направлением осей от-
верстий под болты. Отверстие большой головки базируется пальцем,
а крышка зажимается винтом С. Малая головка надевается на палеи,
допускающий вертикальное перемещение; винт D зажимает ее через
V-образный сухарь. Большая головка затягивается при помощи болта
и шайбы с прорезью. Скорость вращения шпинделя равна 46 об/мин
при медленной подаче.
На фигуре 352 показана установка шатуна при шлифовке отвер-
стий под болты после придания им поверхностной твердости. Бази-
рование изделия производится по гнездам под пальцы прицепных
300
Ф::г. 349. Фрезеровка скосов на крышках боль-
шой! головки шатунов мотора; «Тайгер».
Фиг. 350. Фрезеровка бобышек под болты главного
шатуна мотора «Тайгер».
Фиг. 351. Развертывание отверстий под бол- Фиг. 352. Шлифовка отверстий под болты
ты в главном шатуне мотора «Тайгер». в главном шатуне мотора «Тайгер».
шатунов, причем шатун закрепляется винтом А. Горшкообразный
корпус приспособления свободно вращается на своем основании,
установленном на салазках. Рычаг В освобождает фиксирующий за-
мок корпуса, позволяя ему повернуться на 180° для шлифовки со-
ответствующего отверстия с другой стороны детали. После шлифовки
двух диаметрально противоположных отверстий с помощью рычага С
освобождается второй замок, и все приспособление передвигается
на салазках для шлифовки остальных двух отверстий. Для фиксации
основания предусмотрен замок D, а для фиксации корпуса на его
плите — замок Е. Противовес F установлен для уравновешивания
приспособления в процессе работы и может быть, если нужно, повернут
вокруг корпуса прорези1.
Станок снабжен специальным шпинделем с масляным охлаждением
конструкции Армстронг-Сиддли, которым предусматривается обиль-
ная подача смазки; температура смазки поддерживается неизменной по-
средством термостата. Подача осуществляется при помощи рукояткиС,
имеющей градуированный лимб с делениями в 0,0001" (0,0025 мм).
Скорость стола равна 60 об/мин, а время, потребное на один цикл вер-
тикального поступательно-возвратного движения шлифовального кру-
га, равно 50 секундам. Установлен тормоз для быстрой остановки стола
для замера диаметра отверстия в ходе обработки. Допуск на диаметр
отверстия равен 0,0005" (0,0127 мм).
Подобный же станок применяется для шлифовки отверстий гнезд
под пальцы прицепных шатунов (фиг. 353). Базирование изделия при
шлифовке производится по отверстиям малой и большой головок-
Отверстия с одной стороны большой головки имеют диаметр на 0,015"
(0,38 мм) больший, чем на другой стороне, для того, чтобы облегчить
постановку пальцев.
Отверстие большой головки шлифуется и затем хонингуется до
диаметра 3,3" (84 мм) с допуском — 0,0005" ( — 0,0127 мм).
Вкладыши большой головки главного шатуна моторов «Тайгер»
и «Чита» состоят из двух частей. Стальные втулки вкладышей после
предварительной обработки заливаются свинцовистой бронзой и
разрезаются.
Предварительная обработка выполняется на автоматах Монфортс
и токарных станках, после чего изделие нормализуется. После заливки
свинцовистой бронзой и ряда последующих операций вкладыши
разрезаются на револьверных станках Уорнер и Суози. Сначала из-
делие зажимается в трехкулачковом патроне и растачивается; одно-
временно производится предварительная подрезка торцев.
Следующая операция на станке Уорнер и Суози заключается в об-
работке наружной поверхности (фиг. 354). Поверхность между бор-
тиками начерно обтачивается коротким резцом с заднего суппорта,
после чего она начисто обтачивается резцом с переднего суппорта,
внутренние плоскости бортиков протачиваются резцом с широкой
инт1 Описанный метод шлифовки малых отверстий у шатунов технологически
ересен и удачно осуществлен.—Ред.
303
Фиг. 353. Шлифовка отверстий гнезд под фиг' 354. Обточка шатунного вкладыша мотора
пальцы прицепных шатунов в главном шатуне «Тайгер».
мотора «Тайгер».
Фиг. 355. Разрезка шатунного вкладыша мотора
«Тайгер».
пе>кущей кромкой. Затем третьим резцом с головки переднего суп-
порта обтачиваются диаметры бортиков и протачиваются их наружные
*ГЛрЦЫ’
Скорость вращения шпинделя равна 62 об/мин. Подача — 0,005"
(0 127 мм) на оборот шпинделя- Как показано, изделие устанавли-
вается на раздвижной оправке.
разрезка производится на фрезерном станке Мильвоки (фиг. 355).
Изделие устанавливается на оправке и надежно крепится с помощью
шайбы и болта А. Вкла-
дыш поворачивается в
нужное положение за
рукоятки В, причем
рычаг С воздействует
на фиксирующий замок,
язычок которого входит
в одну из выемок D.
Оправка фиксируется
с помощью рычага Е,
и стол с приспособле-
нием для крепления
изделия подается на
фрезу.
После разрезки про-
изводится фрезерование
плоскостей разъема,
шлифуются бортики и
оба полувкладыша уста-
навливаются вместе на
оправке для окончатель-
ной шлифовки наружной поверхности вкладыша. Затем полувкла-
дыши ставятся в отверстие большой головки главного шатуна и
начисто растачиваются.
Прицепной шатун мотора «Тайгер» показан на фигуре 356. Он
штампуется из той же стали, что и главный шатун этого мотора. Пер-
вая операция обработки штамповки состоит в предварительном фре-
зеровании плоскостей головок; одновременно обрабатываются два
шатуна.
Следующая операция заключается в сверлении и развертыва-
нии отверстий обеих головок и производится на двухшпиндель-
ном сверлильном станке Арчдэйл (фиг. 357). На приспособлении
-А одновременно устанавливаются два шатуна. Рычаг В служит
Для установки стола в четырех различных положениях и обеспечи-
вает повороты его на 90° в промежутки между последовательными
Рабочими подачами вниз двухшпиндельной головки. Добавочный
Рычаг С запирает стол на время обработки. Отверстия в головках
Датуна имеют различные диаметры. Поэтому необходимо сменять
ВеРло и развертку, по мере надобности, при повороте стола, для чего
Оловка имеет соответствующие патроны. Однако задний (на снимке)
®еЛи>кев-254-20 305
патрон всегда служит для сверла, а передний — только для развертки
Скорость вращения шпинделя при сверлении — 120 об/мин, а пп/
развертывании — 80 об/мин. После сверления и развертывания дву
отверстий приспособление поворачивается на 90° по часовой стрелке*
если смотреть сверху, сверло меняется на другое, и сверлится отвел!
стие D, в то время как отверстие Е развертывается. Во время этой опе-
рации другой шатун снимается и заменяется новым. Затем меняется
развертка и развертывается отверстие D, в то время как отверстие р
сверлится после поворота приспособления еще на 90°. Затем после
нового поворота приспособления и смены сверла развертывается от-
верстие F, в то время как отверстие G сверлится. Таким образом, из-
делия сверлятся и развертываются полностью при каждом повороте
приспособления.
Фиг. 356. Прицепной шатун мотора «Тайгер».
Шатуны устанавливаются в приспособлении посредством V-об-
разных зажимов, а затем крепятся винтами Н.
Далее производится предварительная фрезеровка наружных кон-
туров шатунов на горизонтально-фрезерном станке Арчдэйл, причем
одновременно обрабатываются четыре шатуна (фиг. 358). На оправке
станка закреплена фасонная фреза, состоящая из шести фрез. Шатуны
устанавливаются на калиброванных пальцах. Подача стола 0,7^
(17,8 мм) в минуту. После того как шатуны отфрезерованы с одной
стороны, они переворачиваются и подобным же образом проходятся
с другой стороны. В том и в другом случае оставляется припуск
на последующую чистовую обработку 0,035" (0,89 мм). Составная
фасонная фреза образуется из двух фасонных фрез для обработки
цилиндрических поверхностей, двух фасонных фрез для обработки
переходов к стержням и двух цилиндрических фрез для обработки
плоскостей полок. Отметим, что показанные на фигуре 358 шатуны
306
Фиг. 357. Сверление и развертывание отверстий
головок прицепного шатуна мотора «Тайгер».
Фиг. 358. Фрезеровка контура четырех прицеп-
ных шатунов мотора «Тайгер».
I
немного отличаются от шатуна, изображенного на фигуре 356,
именно: не имеют закругления в сечении А, но зато имеют фасонные
выемки с обеих сторон, фрезеруемые позднее, как показано на фигуре
360 А. Прежде чем приступать к фрезерованию этих выемок, изделие
обрабатывается термически на фрезерном станке Мильвоки и обраба-
тываются полки. При этой операции одновременно обрабатываются
два шатуна двумя фрезами диаметром 2" (50,8 мм), монтированными
рядом на горизонтальной оправке станка, при скорости вращения
шпинделя 150 об/мин и при подаче 1" (25,4 мм) в минуту.
Далее выбираются выемки тавра В (фиг. 356), после чего фрезе-
руются кромки ребер С и по концам выемки тавра высверливаются
гнезда. Последняя операция ведется на специальном двухшпиндель-
ном сверлильном станке на приспособлении, изображенном на фи-
гуре 359. Изделие базируется посредством двух калиброванных пальцев,
входящих в отверстия головок. Кондуктор нагружен пружинами
и отжимается кверху для установки и снятия изделия. Это сверлиль-
ное приспособление допускает смену установочных пальцев и направ-
ляющих втулок для обработки прицепного шатуна несколько отлич-
ной конструкции. Второй комплект пальцев хранится в А. В случае
надобности эти пальцы вставляются в те же самые гнезда в плоте'
приспособления; требуемая разница в расстоянии между осями обес-
печивается эксцентричностью пальцев. Второй комплект направляю-
щих втулок хранится на другом конце приспособления. Эти втулки
также эксцентричны. Для обеспечения правильной глубины подачи
имеется специальный упор.
Когда гнезда по концам выемки высверлены на нужную глубину,
выемка подвергается обработке концевой фрезой на специальном
фрезерном станке (фиг. 360). Станок имеет два шпинделя, причем
рабочий стол помещен между ними, что позволяет обрабатывать два
шатуна одновременно. Зажимное приспособление имеет калиброван-
ные пальцы для установки шатунов. После обработки одной выемки
в каждом из шатунов последние перевертываются, и производится
фрезеровка противоположных сторон.
Кривошип обеспечивает поступательно-возвратное перемещение
рабочего стола со скоростью 9" ( — 228 мм) в минуту. При каждом
обратном ходе стола шпиндельные головки автоматически подаются
на изделие на 0,018" (0,456 мм). Упоры В автоматически выключают
подачу, когда достигнута надлежащая глубина выемок. Требуемый
профиль выемки тавра обеспечивается специальными концевыми
фрезами.
Фрезерование профиля головок шатунов производится на верти-
кально-фрезерном станке Арчдэйл фрезой диаметром 2" (50,8 лы<)>
с 14 зубьями, вращающейся со скоростью 45 об/мин. При этой опера-
ции изделие устанавливается на пальцах, входящих в отверстия го
ловок. Столу станка дается медленная подача до упоров. Издели
обрабатывается в два прохода. При черновом проходе оставляете
припуск 0,005" (0,127 мм) на чистовую обработку, после чего сто
возвращается в исходное положение от руки.
308
Фиг. 359. Приспособление для подготовки при-
цепного шатуна мотора «Тайгер» к операции
фрезеровки тавра.
Фиг. 360. Специальный двухшпиндельный фрезерный
станок для фрезеровки выемок тавра в стебле
прицепного шатуна мотора «Тайгер».
Перед термической обработкой шатунов головки снова развер.
тываются и торцуются до окончательного размера. После термо-
обработки обе головки шлифуются до окончательного размера с д0.
пуском-f-0,00075" (4-0,0191 мм). Затем в них впрессовываются
втулки, которые растачиваются по классу системы допусков Ньюолл.
С большой тщательностью обрабатываются различные плавные пере!
ходы на прицепном шатуне, после чего изделие полируется по всей
поверхности и тщательно контролируется перед отправкой в сбороч-
ный цех.
ОБРАБОТКА ШАТУНОВ МОТОРА «ДЭГГЕР»
Вильчатый шатун мотора «Дэггер» изображен в собранном виде
на фигуре 361. На фигуре 362 он показан в различных стадиях об-
работки. Стальная штамповка, из, которой изготовляется шатун,
изображена вместе с образ-
цом в А. В стадии В отвер-
стие под поршневой палец
просверлено и развернуто,
большая головка расточе-
на, обе бобышки подреза-
ны, развилина большой
головки отфрезерована. ВС
образец отрезан от шатуна,
подвергнутого перед тем
термообработке; отрезаны
Фиг. 361. Вильчатый шатун мотора «Дэггер». крышки нижней Головки.
В D изображена штам-
повка, прошедшая несколько фасонных фрезерных операций; отвер-
стие под поршневой палец готово для запрессовки бронзовой втулки;
последняя операция производится позднее. В Е изображен оконча-
тельно обработанный шатун с двумя крышками нижней головки.
Необработанная штамповка вильчатого шатуна весит 11 англ,
фунтов (5 кг). Полностью обработанный шатун с вкладышами, втул-
ками и болтами весит 1 англ, фунт 7 унций (0,653 кг). За всю механи-
ческую обработку снимается 9 англ, фунтов 9 унций (4,34 кг) металла.
Допуск на вес готового шатуна — 4 драхмы (7 г).
Химический состав материала шатуна следующий (в %): углерода—
0,22—0,29; кремния — до 0,3; марганца — 0,35—0,65; фосфора—
до 0,05; серы — до 0,05; никеля — 2,75—3,5; хрома — 1,—1,4; воль-
фрама— до 1; молибдена — 0,65 и ванадия — до 0,25. Временное
сопротивление стали 65—70 тонн/кв. дюйм (102,4—110,25 кг/мм2),^'
нимальное относительное удлинение стандартного образца длиной 2
(50,7 мм) — 17%, минимальное поперечное сжатие — 40%. Число
твердости по Бринеллю — 293—321. Механическая обработка шатунов
и двух крышек состоит из 98 различных операций; первыми onepaj
циями являются предварительная фрезеровка торцев малой и большой
головок; на каждом торце оставляется 3/32" (2,38 мм) металла, который
снимается при последующих операциях. Следующей операцией яв*
зю
ется сверление и развертывание отверстий большой и малой голо-
выполняется она на четырехшпиндельном сверлильном станке
®?22чен и Уэйде двойным столом. Каждый стол обслуживается двумя
пинделями (фиг. 363). Обработка отверстия в малой головке про-
изводится на столе А, после чего развернутое отверстие служит базой
и и установке на столе В, где производится сверление и развертыва-
X большой головки.
। На фигуре 364 изображена установка, применяемая при сверлении
развертывании отверстий малой головки. Стол — поворотный; на
Ием закреплены на различных расстояниях друг от друга три приспо-
собления для зажима обрабатываемого шатуна. Во время сверления
Фиг. 362. Вильчатый шатун мотора «Дэггер»
в различных стадиях обработки.
детали, закрепленной в одном из приспособлений, другая деталь раз-
вертывается, а третья (уже обработанная) снимается и заменяется
повой. Стол устанавливается по пробке А, входящей в одно из трех
отверстий В. В каждом зажимном приспособлении обрабатываемая де-
таль лежит на подкладках, соприкасающихся с фрезерованными тор-
цами бобышек; во избежание поворачивания головки зажимаются
Установочными винтами. Малая головка шатуна закрепляется в ку-
лачках; для того чтобы сверление отверстия производилось точно
По Центру бобышки, пользуются установочным шаблоном С. Он на-
девается на штифты Е и снимается перед фиксированием стола. За-
жимы D прочно закрепляют обрабатываемый шатун в надлежащем
положении.
Почти аналогичный способ установки применяется на втором
ст°ле станка, где производится расточка и развертывание большой
ЕРловки, но в этом случае базой служит отверстие малой головки.
/Редельными размерами диаметра отверстия малой головки при этой
операции являются 0,937 -ф 0,002" (23,798 -ф 0,051 мм), а для отвер-
тия в большой головке шатуна — 2,093 -ф 0,002" (53,162 0,051 мм).
311
Фиг. 363. Сверлильный станок с двумя столами для сверле-
ния и развертывания отверстий большой и малой головок
шатуна мотора «Даггер».
Фиг. 364. Установка, применяемая при сверлении и раз-
вертывании отверстия малой головки шатуна мотора «Дэггер».
Сверление отверстия в малой и большой головках производится со
скоростью 83 об/мин при 1" (25,4 мм) подачи на каждые 30 оборотов.
При развертывании скорость вращения шпинделя — 67 об/мин.
Подача 0,01" (0,025 мм) на оборот шпинделя.
Прорезка развилины большой головки шатуна выполняется на
гидравлическом фрезерном станке Цинциннати-Дьюплекс (фиг. 365).
На горизонтальной оправке станка насажены две фрезы, обрабаты-
вающие одновременно два шатуна. На станке имеются еще два за-
жимных приспособления, так что пока производится фрезеровка од-
ной пары шатунов, другая устанавливается. После окончания фре-
зеровки первой пары стол поворачивается под углом 180°, и к фрезам
подводится новая пара шатунов. Установка детали производится
по отверстию малой головки; большая головка закрепляется винтом.
Скорость автоматической поперечной подачи стола равна 1/3" (8,5 мм)
в минуту; скорость вращения шпинделя — 27 об/мин. Фрезы со встав-
ными зубьями имеют 10" (254 мм) в диаметре и 5/g" (15,9 мм) в ширину.
После предварительной фрезеровки развилины шатуны подвер-
гаются термической обработке. Затем они обдуваются песком для
удаления окалины, образовавшейся при термообработке; отверстие
под поршневой палец развертывается. После этого шатуны марки-
руются; знаки маркировки остаются после различных операций
и протравляются на готовом шатуне. Затем производится фрезеровка
малой головки шатуна для центрировки; на горизонтально-фрезерном
станке Арчдэйл отрезаются крышки. После этого шатун центрируется
для сверления масляного канала, идущего от малой к большой го-
ловке. Сверление масляного канала производится пушечным сверлом
на станке, изображенном на фигуре 366. При этой операции шатун
вращается, а сверло подается с постоянной скоростью. Пушечное
сверло А поддерживается комбинированным сверлильным патроном
и направляющей втулкой в корпусе С; для удержания масла пред-
назначена дополнительная втулка В. Сверло — полое; масло, вытес-
няющее стружку, подается к режущей кромке под давлением 500
фунтов/ке. дюйм (36 кг/см2). Для передачи вращения обрабаты-
ваемому шатуну служит специальное приспособление; скорость вра-
щения шпинделя — 1450 об/мин; подача сверла — 0,001" (0,025 мм)
на оборот шпинделя. Интересно отметить, что максимальный эксцен-
триситет при сверлении пушечным сверлом лишь в редких случаях
Достигает 0,005" (0,127 мм). После сверления масляного отверстия
шатун вновь центрируется.
На фигуре 367 показана окончательная фрезеровка торцев го-
ловок шатуна. При этой операции на торцах оставляется 0,012—
0’015" (0,305—0,381 мм) металла, которые снимаются позднее шли-
фовкой. Операция выполняется на вертикально-фрезерном станке
ьраун и Шарп, снабженном двухшпиндельной головкой, сконструи-
рованной и изготовленной на заводе Нэпир; фрезеровка обоих торцев
Датуна производится одновременно. Одна из торцевых фрез имеет 5 "
U47 мм) в диаметре, другая — 3" (76,2 мм). Шатун устанавливается
° масляному отверстию, просверленному пушечным сверлом,
313
Фиг. 365. Фрезеровка развилины большой головки шатуна
мотора «Дэггер».
Фиг. 366. Сверление масляного канала шатуна мотора
«Дэггер».
Фиг.- 367. Фрезеровка торцев головок шатуна
мотора «Дэггер»,
Фиг. 368. Фрезеровка контура шатуна мотора
«Дэггер».
Ф.1Г. 369. Сверление и развертывание отвер-
стий под болты в шатуне мотора «Дэггер».
с помощью неподвижного центра и зажима С маховичком Д. Вес де
тали воспринимается регулируемым винтом В и клином С, который
перемещается маховичком D.
После этой операции производится фрезеровка торцев бобышек
под болты на большой головке; одновременно подфрезеровывается
подобным же способом малая головка; в каждом случае соблюдается
допуск 0,002" (0,051 мм). Затем после расточки отверстия в большой
головке и подрезки стыковых поверхностей производится вторичная
фрезеровка развилины, при.
чем оставляется небольшой
припуск на окончательную
обработку.
После развертывания от-
верстия под поршневой па-
лец и подрезки малой голов-
ки с обеих сторон произ-
водятся операции фасонной
фрезеровки, которые выпол-
няются на копировальных
станках Пратт и Уитни. Во
всех случаях применяется
копир, от которого зависит
относительное движение фре-
зы и шатуна. На фигуре 368
показана типичная операция
фрезеровки по копиру. Стол
станка, на котором закрепле-
ны обрабатываемый шатун и
копир А, установлен на двой-
ных салазках, так что он мо-
жет передвигаться в горизон-
тальной плоскости в любом
направлении. Его движение,
однако, ограничивается роли-
ком В, передвигающимся по копиру. При передвижении стола, когда
ролик огибает копир, фреза воспроизводит это движение, придавая,
таким образом, шатуну профиль копира. Применяются два набора
фрез и роликов; фреза D и ролик Е предназначены для предваритель-
ной фрезеровки, а ролик В с фрезой С — для окончательной фрезе-
ровки. При этой операции обрабатываются полки стебля шатуна и
фрезеруется контур малой головки.
Обрабатываемый шатун устанавливается в приспособлении на
пальце, который входит в отверстие малой головки; большая головка
базируется упорами F. Палец снабжен гайкой и шайбой.
Сверление и развертывание отверстий под болты в самом шатун
и в крышках производится на станке Поллард, изображенном н
фигуре 369. Он имеет многошпиндельную головку и снабжен со-
циальным поворотным приспособлением. Стол приспособления J*10
316
Фиг.- 370. Протяжка отверстий под болты в шатуне
мотора «Дэггер».
Фиг. 371. Протяжка масляного канала в шатуне мотора
«Дэггер».
Разрез х х
Фиг. 372. Специальная фреза для фрезе-
ровки развилины шатуна мотора «Дэггер».
жет быть установлен в четырех положениях, в которых он фикси-
руется штырем А: в положении для предварительного сверления'
для окончательного сверления, для развертывания и для снятия де!
тали и замены ее новой. В каждом положении одновременно обраба-
тываются четыре отверстия сразу в шатуне или в крышках. Шатуны
устанавливаются по отверстию малой головки и по бобышкам ПОд
болты; зажимаются они в надлежащем положении прижимной план-
кой С и неподвижным болтом. При обработке крышек за базу берутся
бобышки под болты; крышки
разделяются планкой В, кото-
рая прижимается шайбой и
болтом. На отверстиях остав-
ляется небольшой припуск на
протяжку.
Протяжка отверстий под бол-
ты в шатуне и крышках произ-
водится на протяжном станке
Лапойнт (фиг. 370) Шатун
устанавливается на пальце, вхо-
дящем в отверстие малой голов-
ки; усилие протяжки восприни-
мается диском станка. Движе-
ние головки А передается го-
ловке В, установленной на
направляющих через две тяги С,
вследствие чего четыре протяж-
ки, направляемые диском D,
протаскиваются через шатун.
Размер диаметра отверстия равен 0,3435+0’00()5' (8,725+ 0>013 мм).
Другой операцией протяжки является протяжка масляного ка-
нала, соединяющего малую головку с бо пьшой (фиг. 371). Через каждое
отверстие пропускается от шести до десяти протяжек со спираль-
ным зубом. Размер отверстия после протяжки равен 0,1825 + °’01’
(4,63+ 0,25 мм)~, основным требованием является получение гладкого и
неперекошенного отверстия. На конце каждой протяжки имеется
нарезка; этой частью протяжка ввертывается во втулку. Шатун
закрепляется на столе специальной конструкции; усилие протяжки
воспринимается призмой А. Протяжка сделана на конус; она снимает
с отверстия около 0,001" (0,025 мм). Скорость передвижения протяжки
4 фута (1,22 м) в минуту;головка совершает возвратно-поступательное
движение; перемена направления движения осуществляется кулач-
ками.
При окончательной фрезеровке развилины шатуна применяется
специальная фреза Гальтона со вставными зубьями, изображенная
на фигуре 372. Тело фрезы состоит из двух частей А и В; в каждой
из них вставлено по одинаковому количеству зубьев, расположенных
на равном расстоянии друг от друга. После сборки обеих частей
правые и левые зубья в обеих половинах фрезы чередуются. Для
318
компенсации износа прокладываются меж.™
прокладки. между обеими половинами
На фигуре 373 изображена
занной фрезеровке. Шатун уста- У Ка’ применяемая при ука-
навливается по отверстию ма-
лой головки, в которое встав-
ляется палец приспособления.
До шлифовки производится
расточка отверстия в большой
головке и подрезка обеих сто-
рон на каждой из двух половин
головки (крышек). Эта операция
выполняется на револьверно-
токарном станке Герберт № 5.
Чистовая расточка отверстий
большой и малой головки выпол-
няется после запрессовки вкла-
дышей и втулки. Она произво-
дится на алмазно-расточном
станке Экс-Целл-0 (фиг. 374)
специальными регулируемыми
алмазными резцами. Оба отвер-
Фиг. 373.. Окончательная фрезеровка
развилины шатуна мотора «Дэггер».
стия растачиваются одновре-
менно; с каждого отверстия
снимается 0,003" (0,076 мм)
металла. Скорость вращения] шпинделя — 3500 об/мин, подача —
— 0,0001" (0,0025 мм) на оборот шпинделя.
Фиг. 374. Расточка алмазным резцом отверстий большой
и малой головок шатуна мотора «Дэггер»!
в установки шатуна пользуются пробками, которые вставляются
тверстия малой и большой головки и вынимаются перед зажимом
319
шатуна в надлежащем положении. Допуск на диаметр втулки малой
головки равен 0,0025" (0,00635 мм), на диаметр вкладышей большой
головки—0,0001" (0,0025 мм), на расстояние между центрами при
номинальной величине в 6,374" (161,9 мм) 4-0,002" ( 4-0,051 мм)
Перед отправкой в монтажный цех каждый шатун взвешивается’
допускается расхождение в весе + 3 драхмы (5,3 г).
ОБРАБОТКА ШАТЛ НОВ МОТОРОВ «ДЖИПСИ»
Шатуны моторов «Джипси» штампуются из дуралюмина DTD130 по
техническим условиям министерства авиации (RR56 по торговой
спецификации), имеющего временное сопротивление 38—42,5 кг/мм2.
Эскиз шатуна дан на фигуре 375.
Фиг. 375. Шатун моторов «Джипси».
Первой операцией механической обработки шатуна является фре-
зеровка под угол 60° V-образных канавок между бобышками соеди-
нительных болтов с обеих сторон большой головки. Эти канавки
служат для базирования при последующих операциях.
Установка для двустороннего фрезерования больших головок по-
казана на фигуре 376. Она требует применения поворотного, точно
устанавливаемого стола А, к которому прикреплено болтами приспо-
собление В, на котором крепятся четыре шатуна.
Каждая большая головка зажимается между призмой С и суха-
рем с V-образным вырезом D. Первая из них входит в V-образную
канавку большой головки, а второй обхватывает сверху бобышки
болтовых.отверстий. Сухарь D свободно устанавливается по поверх-
ности верхних бобышек, поворачиваясь вокруг точки Е зажима F-
Последний в свою очередь шарнирно закреплен на стойке, являю-
щейся частью поперечины G приспособления. Зажим F, а следова-
тельно, и сухарь D прижимаются посредством гайки и болта Я-
Малая головка каждого из шатунов устанавливается в прорези
с целью воспрепятствовать прогибу изделия при установке.
На оправке горизонтально-фрезерного станка Герберт № 16 за-
креплены две пары дисковых фрез со вставными зубьями, причем
320
^пгкев
фцг’376. Двусторонняя фрезеровка больших
головок шатунов мотора «Джинсп».
Фиг. 377. Сверление и развертывание отвер-
стии большой и малой головок шатуна
мотора «Джипси».
Фиг. 378. Двусторонняя фрезеровка бо-
бышек болтов большой головки шатуна
мотора «Джипси».
каждая пара обрабатывает одновременно оба торца большой головки.
Фрезы имеют в диаметре 9" (228,6 мм). Зубья из быстрорежущей
стали, скорость вращения шпинделя 115 об/мин. Обработка произ-
водится за один проход при подаче 1,5" (38 мм) в минуту, причем
снимается 3/8" (9,5 мм) металла. Затем приспособление поворачивается
на 180°, и обрабатываются два других шатуна.
Далее производится двустороннее фрезерование малых головок
шатунов, причем применяется простое приспособление, на котором
обрабатывается сразу комплект
шатунов, устанавливаемых по
отверстиям больших головок.
Следующая операция ведется
на двухшпиндельном сверлиль-
ном станке Арчдэйл. Она состоит
в сверлении и развертывании
отверстия диаметром 1,75"
(44,35 мм) в большой головке и в
сверлениииразвертывании отвер-
стия малой головки (фиг. 377).
Приспособление имеет два крон-
штейна А и В, в которых укреп-
лены направляющие втулки;
плита С установлена на опор-
ных брусках. Шатун лежит на
обработанных плоскостях, при-
чем малая головка центриру-
ется в V-образном упоре, при-
крепленном к планке D. Большая головка устанавливается и
предохраняется от продольного перемещения посредством сколь-
зящего V-образного сухаря Е. Прижим сверху достигается специаль-
ной гайкой, входящей в составную направляющую втулку F. Шпин-
дели сверлильного станка снабжены быстро сменяемыми патро-
нами системы Герберт; левый шпиндель вращается со скоростью
205 об/мин при предварительном сверлении большой головки, а
правый шпиндель —со скоростью 410 об/мин при чистовом свер-
лении малой головки. При этой операции малая головка начисто
развертывается до диаметра 25+0,02xMf. >
Простое приспособление для двустороннего фрезерования бобышек
болтов большой головки шатуна показано на фигуре 378. Одновре-
менно устанавливаются четыре шатуна. Ось, проходящая через от-
верстия больших головок, закреплена в стойках А. Крюк В наде-
вается на конец вала.,и шатуны стягиваются навернутой на него гай-
кой. Другая ось проходит через отверстия малых головок, опирается
на площадки С и прижимается к ним зажимными планками.
Подача стола от руки. Фрезы из быстрорежущей стали; их внутрен-
ние кромки заточены на радиус 2,5 мм в переходе от бобышек к стержню-
Этот переход является уязвимым местом в шатуне авиамотора Я
322
Фиг. 379. Протяжка отверстия! большой головки
шатуна мотора «Джипси» после постановк1Гвкла-
дышей.
должен иметь очень чистую поверхность без следов обработки, что
необходимо для облегчения распознавания трещин. Указанная чистота
обработки шатуна авиамотора является одним из основных его от-
личий от автомобильного шатуна.
Фрезерование контура шатуна производится по копиру.
Последующие операции идут в таком порядке: фрезеровка ради-
уса полок тавра, фрезеровка кромок стебля, фрезеровка контура
крышки большой головки, снятие радиусов на малой головке. Затем
просверливаются, развертываются и торцуются отверстия под болты
и фрезеруются их бо-
бышки. Далее отре-
зается крышка большой
головки, фрезеруются
плоскости разъема, свер-
лится отверстие и крыш-
ка притягивается болта-
ми на свое место.
После чистовой рас-
точки и развертыва-
ния отверстия большой
головки до диаметра
-|-0»02ь
55-0,013 мм следует ряд
незначительных опера-
ций по сверлению сма-
зочных отверстий и сто-
порных гнезд.
На фигуре 379 по-
казана операция, отно-
сящаяся к частично соб-
ранной детали. После
постановки вкладышей
и втулки в головки ша-
туна производится про-
тяжка отверстия большой головки на протяжном станке Лапойнт,
снабженном приспособлениями завода Де-Хэвиллэнд.
На вертикальной плите Л станка укреплен палец В, входящий
в отверстие малой головки шатуна. Дополнительно к направляющей
на переднем конце протяжки ее задний конце поддерживается ползу-
ном С, который надевается прямо на конец протяжки и двигается
вместе с ней, скользя по краям консольного лотка D, прикрепленного
оолтами к плите Л.
Протяжка снимает 0,006" (0,152 мм) металла и подается со ско-
ростью 4' в минуту (1,22 м/мин).
юследние операции по обработке шатуна — опиловка и сглажи-
н “Ие.всех пеРеходов, полировка всей поверхности и проверка на
ичие трещин в растворе плавиковой кислоты.
323
ОБРАБОТКА КРЫЛЬЧАТОК И ДИФФУЗОРОВ НАГНЕТАТЕЛЯ
овглг.отьл ьрьыбч пни моторов r.i'iiiKi-1
Крыльчатка нагнетателя .моторов Бристол штампуется из нике-
левой стали, отвечающей техническим условиям 3SH (см. стр. 254).
Временное сопротивление этой стали составляет 55—65 тонн/кв. дюйм
(- 87 — 102 кг/л/л2). Штамповка крыльчатки изображена на фигуре
380 А.
Сначала штамповка обтачивается и начерно растачивается на
револьверном станке Герберт № 9А (фиг. 381). Револьверная головка
несет сверла для чернового сверления отверстия и высоко располо-
женный резец А для частичной обточки наружной поверхности обода.
Проточка торцевых плоскостей обода и ступицы выполняется резцами
с поперечного суппорта, а конусная поверхность по ребрам лопаток
протачивается резцом В. который прижимается пружиной к копиру С,
придающему требуемый угол конусности 4°.
При обточке наружного диаметра обода, размер которого равен,
примерно, 11,5" ( ~ 292 мм), шпинделю дается скорость вращения
19 об/мин, а при проточке конусной поверхности по ребрам лопаток-
41 об/мин. Сверление отверстия производится на скорости вращения
шпинделя 66 об/мин.
После того как деталь начерно обработана с одной стороны, она
зажимается в мягких губках патрона подобного же станка, и закан-
чивается обточка наружной поверхности обода. Как и при предше-
ствовавшей операции одновременно выполняется проточка торцевых
плоскостей обода и ступицы. В этом случае угол конусной поверхности
по ребрам лопаток равен 10°. Конус протачивается таким же образом,
как и на оборотной стороне. На обоих ребрах каждой лопатки остав-
ляется припуск в 0,03" (0,76 мм) напоследующую шлифовку.
Затем просверливаются перепонки между лопатками, и изделие
принимает вид, показанный на фигуре 380 В. Установка для сверле-
ния и других операций производится по прорези, выфрезерованной
на ободе. В каждой перепонке просверливаются два отверстия, при-
чем большее имеет диаметр 1,5" (38 мм), а меньшее — 7/8" (22,2 мм).
Сверление производится на многошпиндельном станке.
Фрезеровка промежутков между лопатками производится на ко-
пировально-фрезерном станке Пратт и Уитни. Крыльчатка устанав-
ливается по прорези на ободе и по сторонам каждой лопатки остав-
ляется припуск в 0,005" (0,127 мм) на зачистку и полировку- По-
добный же станок применяется для закругления переходов в основа-
ниях лопаток (Е на фиг. 380). В этом случае изделие устанавливается
на наклонной поворотной плите.
Термическая обработка крыльчатки заключается в закалке при
850° Ц и в отпуске при 200° Ц. После термической обработки выпол-
няются несколько шлифовальных операций на станках Черчилль,
заключающихся в шлифовке плоскостей ступицы и обода на плоско-
шлифовальном станке, в шлифовке отверстия и шлифовке диаметра
обода, служащего базой при установке в приспособлении, применяемом
в последующей операции протяжки шлиц в отверстии.
324
Фиг, 380. Крыльчатка мотора Бристол в различ-
ных стадиях обработки.
Фиг. 381. Предварительная обточка и расточка штам-
повки крыльчатки мотора Бристол.
Фнг. 382. Отрезка обода крыльчатки мотора
Бристол.
лучае надобности, в размагничивании.
После дальнейших шлифовальных операций, включающих шли-
фовку ребер лопаток под углами в 4 и 10°, обод удаляется фрезе-
рованием. Эта операция
ведется на вертикаль-
но-фрезерном станке
фрезой диаметром 4,5"
(—114 мм). Деталь на-
саживается на оправку,
установленную в центрах
(фиг. 382) делительной
головки. Обод разре-
зается на части, число
которых равно числу
лопаток, а каждая ло-
патка подрезается с кон-
ца. Лопатки при фрезе-
ровке опираются на
плитку .4.
Окончательная отдел-
ка крыльчатки заклю-
чается в полировке всей
его поверхности и, в
ОБРАБОТКА НАПРАВЛЯЮЩИХ -IOIJVTOK
КРЫЛЬЧАТКИ И ОБРАБОТКА ДИФФ.' ЗОРА НАГ-
НЕТАТЕЛЯ МОТОРА «МЕР.’ШН»
Крыльчатка нагнетателя мотора
«Мерлин» состоит из стальных направ-
ляющих лопаток и собственно крыль-
чатки, ' которая изготовляется из кова-
ного сплава RR56 (см. стр. 104). Как
видно из фигуры 383, направляющие
лопатки загнуты: это обстоятельство не
допускает изготовления крыльчатки из
одного куска.
Направляющие лопатки изготовля-
ются из стали с 3,5° 0 никеля, по техниче-
ским условиям S69. Заготовки подверга-
ются термической обработке до операции
окончательной полировки. Требуемая
твердость по Бринеллю составляет
302 — 321, временное сопротивление —
87— 102 кг/мм'2.
Первые операции обработки штам-
повки для направляющих лопаток за-
ключаются в обточке, торцовке и pat'
Д
Фиг. 383. Крыльчатка нагнета-
геля мотора «Мерлин».
точке. Фигура 384 показывает изделие на различных стадиях обработки-
Обточенная, торцованная и расточенная заготовка обозначена буквой .
326
Профиль лопаток предварительно фрезеруется, как показано на
фигуре 384 В. При этой операции изделие устанавливается на оправке
Фиг. 384. Направляющая часть крыльчатки нагнетателя
мотора «Мерлин» в различных стадиях обработки.
под требуемым углом к оси шпинделя фрезерного станка. Обработка
ведется специальной фасонной фрезой.
Фиг. 385. Направляющая часть крыльчатки мотора «Мерлин»
до и после загиба лопаток.
Следующий этап заключается во фрезеровке кромок лопаток^фа-
с°нной фрезой. Изделие принимает форму, обозначенную буквой С,
после чего основания лопаток закругляются (фиг. 384 D). Эта опера
цич выполняется на фрезерном станке Герберт. Изделие крепится
На поворотном столе с градуированной шкалой.
327
После различных операций фрезеровки изделие принимает вид
обозначенный буквой А на фигуре 385, и готово для операции горячей
штамповки, после которой изделие принимает вид, обозначенный бук-
вой В на той же фигуре.
Приспособление для загиба лопаток показано на фигурах 386 и
387. Приспособление состоит из плиты А (фиг. 387) с пальцем для
установки изделия, которое крепится при помощи втулки В и гайки.
Лопатки фиксируются в
прорезях плиты:
между лопатками вводят
фасонные клинообраз-
ные шаблоны С, котц.
рые крепятся болтами.
Для операции загиба
применяется штамп D,
Приспособление по-
мещается на фундаменте
из огнеупорного кир-
пича (фиг. 388) и нагре-
вается около 12 минут
ацетилено - кислородным
пламенем до темнокрас-
ного цвета. Штамп на-
девается центрирующим
отверстием на верти-
Ф1Т. 386. Приспособление для загиба лопаток
направляющей части крыльчатки мотора
«Мерлин».
лонов между отдельными лопатками. Для
кальный палец 1 при-
способления, устанавли-
вается поочередно над
каждой лопаткой, и по
нему резко ударяют
свинцовым молотком В.
Лопатки принимают тре-
буемую форму, опреде-
ляемую формой штампа
и клинообразных шаб-
предотвращения образо-
вания окалины на лопатках они смазываются графитированным
тавотом. После загиба лопаток изделие поступает в термический
цех для отпуска и отжига. После отжига деталь обдувается песком^
Затем деталь шлифуется по торцам, подвергается окончательной
расточке и протяжке. В заключение изделие полируется кругом и
исследуется на трещины с помощью магнитного прибора. После этого
следует балансировка на призмах.
Допуск на внутренний диаметр паза равен Д- 0,001" (0,025 .«.«)-
Требуется большая тщательность, чтобы обеспечить сопряжен’10
этих лопаток с лопатками крыльчатки.
Допуск на внешний диаметр детали равен — 0,005" ( — 0,125 ж')]
Обработка диффузора. Чертеж диффузора показан на фигуре 38
а на фигуре 390 он изображен в различных последовательных ста
днях обработки. Диффузор изгот овляется из кольцевой поковк*
328
Фиг, 387. Приспособление для загиба лопаток
направляющей части крыльчатки мотора «Мертин»
в частично разобранном виде.
Фиг. 388. Загиб лопаток направляющей части
крыльчатки мотора (-Мерлин».
Фиг. 389. Диффузор нагнетателя мотора «Мерлин».
Фиг. 390. Диффузор мотора «Мерлин»
в различных стадиях обработки.
из мягкой стали с содержанием углерода 0,25—0,35%; число твер-
дости по Бринеллю равно 187—247.
Две первые операции обработки выполняются на автоматах Гер-
берт и заключаются в обточке и торцовке обеих сторон и в расточке.
После этих операций изделие принимает вид, показанный на фигуре
390 А- „
Шесть операции предварительной профилировки лопаток произ-
водятся на специальных вертикально-фрезерных станках Герберт
с головками, ( конструированными на заводе Рольс-Ройс. Фигура 391
показывает установку для первой из шести операций. В специальной
фрезерной головке имеется несколько вертикальных суппортов А:
четыре из них несут резцы, установленные в последовательном по-
рядке. Каждый резец режет канавку шириной 0,02" (0,5 мм). Изделие
крепится в приспособлении, центр которого сдвинут по отношению
к центру готовки; за каждую установку стола прорезается одна ка-
навка, после чего стол повертывается. Для обеспечения выхода рез-
цов по окончании прохода имеются контрольные кулачки. Каждый
суппорт снабжен роликом, который находится в соприкосновении
с кулачком В под давлением пружины.
Устройство фрезерной головки показано на фигуре 392. Головка
имеет направляющий палец С, который вводится в направляющую
втулку в приспособлении для крепления изделия. Головка снабжена
суппортами /А с резцедержателями D. Каждый суппорт имеет ролик Е,
который находится в постоянном соприкосновении с кулачковым
кольцом В под действием пружины F. Вертикальная установка рез-
цов регулируется, по желанию, винтами G. Головка вращается на
шарикоподшипниках Н и J.
Обрабатываемая деталь К крепится на фланце L. Последний вра-
щается в кольцевых направляющих и устанавливает изделие в поло-
жение для обработки отдельных канавок- Фланец L фиксируется
штырем М и крепится на месте во время работы пружинными зажим-
ными винтами?/. Пружинные зажимы Р крепят изделие на фланце L.
После обработки на этом станке изделие принимает вид, изображен-
ный на фигуре 390 В.
Станок, аналогичный описанному, применяется для второй опе-
рации расширения промежутков между лопатками, после которой
изделие получает форму, отмеченную буквой С на фигуре 390.
Как видно из фигуры 389, профиль лопатки очерчен из двух то-
чек и образуется двумя кривыми с различными радиусами. Станки,
применяемые для окончательной обработки лопаток, аналогичны
С|анкам для предварительной обработки.
Для получения специальной формы лопаток резцедержатели станка
помещаются на суппортах, радиальное движение которых регули-
руется направляющей /1, с которой соприкасаются ролики суппортов В
Афиг. 393). Каждый суппорт имеет два ролика, соприкасающиеся
с °°еими сторонами кулачковой шайбы. Направляющая А не опоя-
'вает всю окружность стационарной головки С, а регулирует дви-
иие суппортов лишь во время фактического резания.
331
о
Фиг. 393. Установит для второй операции обра-
ботки лопаток диффузора мотора «Мерлин».
Фиг. 394. Специальная головка для второй операции обработки
лопаток диффузора мотора «Мерлин».
Для предотвращения соприкасания резцов с изделием при нера-
бочем движении резцедержателей каждый резцедержатель по окон-
чании прохода поднимается в положение F. Этот подъем осущест-
вляется роликом D, который обегает профиль кулачка Е. Как и на-
правляющая А, кулачок Е не занимает всей окружности головки С,
а имеет лишь длину, достаточную для подъема резца. Изделие крепится’
как и на станках для предварительной обработки, зажимами G к вра-
щающемуся фланцу, который фиксируется штырем Н и крепится на
месте пружинными винтами J.
На фигуре 394 показан разрез фрезерной головки с теми же бук-
венными-обозначениями. Стационарная головка С служит опорой на-
правляющей А, управ-
ляющей радиальным дви-
жением суппортов с по-
мощью роликов В. Для
ускоренного подъема
каждого резцедержателя
имеется ролик D, уста-
новленный на пальце
рычага, прикрепленного
к резцедержателю. При
вращении головки ро-
лик соприкасается с ку-
лачком Е. Резцедержа-
тель качается на под-
шипнике К- Вращаю-
щаяся головка центри-
руется направляющей
во втулке приспособ-
Фпг. 395. Окончательная обработка лопаток
днффузора мотора -Мерлин».
ления для крепления
изделия.
Как видно из фигуры 389, одна из лопаток А имеет в плане расши-
рение для отверстия диаметром 0,2187" (5,5 мм). Эта лоцатка профи-
лируется на токарном станке, показанном на фигуре 395, который
применяется также для окончательной обработки сторон других
лопаток. Планшайба станка не вращается, но повертывается взад
и вперед тягой , которая приводится в движение кривошипом. Ход
планшайбы достаточен для обработки резцом длины лопатки. К план-
шайбе прикреплен копир В, каждая сторона которого обегается
роликами С, укрепленными на стойке поперечного суппорта. Копир
определяет поперечную подачу резца при повертывании планшайбы
взад и вперед. Продольная подача резца осуществляется с помощью
маховичка D. При вращении маховичка Е ролики толкателя отво-
дятся от кулачка при замене его другим кулачком. Планшайба снаб-
жена противовесом Р для уравновешивания массы копира. Описан-
ный станок предназначен для окончательной обработки лопаток-
С помощью копиров Соответствующей формы получают специальную
форму лопатки А, показанную на фигуре 389.
334
Попуск на толщину лопатки равен ± 0,005" ( ± 0,125 льи).
Остальные операции обработки лопаток диффузора следующие^
сверление отверстий под болты В (фиг. 389), фрезеровка прорезей
поп болты в лопатках (фиг. 390 Р), обработка фланца на обратной
стороне (фиг. 390 G) и обточка обода (фиг. 390 Н). Затем изделие
тщательно полируется кругом и контролируется для обнаружения
дефектов.
Допуск на различные диаметры составляет 0,01" (0,25 лъи), исклю-
чая базовые диаметры, для которых допуск равен 0,002" (0,05 мм).
Болты крепления диффузора имеют специальный профиль на
участке, соответствующем высоте лопаток. Благодаря этому при по-
становке болтов на место обеспечивается непрерывный профиль ло-
патки.
ОБРАБОТКА КЛАПАНОВ
Фиг. 396. Выхлопной клапан мотора^
Бристол.
в жидком виде до 800° Ц. При рабе
ОБРАБОТКА КЛАПАНОВ МОТОРОВ БРИСТОЛ
Клапаны моторов Бристол изготовляются из стали марки КЕ965,
принимаемой по техническим условиям министерства авиации
DTD 49В. Условия эти требуют сопротивления на удар по Изоду не
менее 15 фунто-футов (2,08 кг-м) и числа твердости по Бринеллю
максимум 269. После азоти-
рования число твердости по
Бринеллю должно быть не
ниже 700.
Выхлопной клапан (фиг.
396) отличается от впускного
тем, что он высверлен, при-
чем 60—65% объема полости
должно быть наполнено на-
трием. Натрий плавится при
температуре 80° Ц и остается
мотора расплавленный натрий беспрерывно взбалтывается в полости
клапана и этим содействует переносу тепла от грибка к штоку, а
далее в атмосферу. Опыты показали, что применение натрия пони-
жает температуру грибка клапана по крайней мере на 100° Ц.в Г''*’4’
Для наполнения полостей натрием несколько клапанов заклады-
вают в песчаную ванну, причем в песок зарываются только грибки.
В ванне поддерживается температура от 250 до 300° Ц, которая кон-
тролируется термометром, постоянно погруженным в песок. Натрий
продавливается прессом через матрицу с калиброванным отверстием
и выходит в виде проволоки, которая затем режется на части, длина
которых соответствует подлежащему заполнению объему. Вставлен-
ный в полость клапана отрезок проволоки расплавляется. После
этого в узкое отверстие полости клапана запрессовывается кониче-
ская пробка А (фиг. 396), которая затем заваривается во избежание
нарушения герметичности полости.
На рабочей фаске клапана В наплавлен стеллит; поверхность С
грибка покрыта слоем хромо-никелевого некорродирующего сплава,
335
Фиг. 397. Шлифовка радиуса перехода от грибка к штоку
клапана (мотор Бристол).
Фиг. 398. Сверление полости клапана мотора Бристол.
известного под названием Брайтрей, причем толщина слоя составляет
около 0,02" (со 0,5 мм). Брайтрей поставляется в виде проволоки.
Технологический процесс обработки полости клапана состоит
в следующем. Сначала обтачивается по диаметру грибок клапана,
затем на шлифовальном станке Черчилль фасонным кругом (Нортон
60N5B) шлифуется радиус перехода от грибка к штоку. Для креп-
ления обточенного грибка предусмотрено особое приспособление
(фиг. 397). Следует заметить, что часть штока А откована с большим
припуском, необходимым ввиду того, что после сверления штока
конец его обжимается.
Сверление полости клапана производится на револьверном станке
Герберт № 3, причем за сверлами, установленными на револьверной
головке, следуют профильная и цилиндрическая развертки (фиг. 398).
Скорость вращения шпинделя при сверлении равна 511 об/мин и сни-
жается до 67 об/мин при работе профильной разверткой. Как пока-
зано на фигуре, охлаждающая эмульсия подводится к режущим
кромкам профильной развертки по трубке,, присоединенной к осевому
каналу, просверленному в развертке. Изделие закрепляется в про-
филированных зажимных кулачках, устанавливающих его в осевом
направлении, а сверло подается в изделие до упора, установленного
на определенном расстоянии. На переднем суппорте устанавливается
резец, обтачивающий утолщенную часть штока и подрезающий его
торец, а резец заднего суппорта зачищает диаметр штока по всей его
длине.
После контроля развернутого отверстия конец клапанного штока
обжимается и в нем высверливается и развертывается отверстие
диаметром в 3/32" (2,38 мм). Затем шток начисто обтачивается и шли-
фуется на простом кругло-шлифовальном станке Черчилль.
Обточка донышка грибка клапана (фиг. 396 С) ведется на револь-
верном станке Герберт (фиг. 399), причем клапан, грибок которого
прошлифован ранее с торца, захватывается профилированными ку-
лачками в патроне. Грубая обточка грибка ведется резцом А, уста-
новленным на заднем суппорте. Чистовая обточка производится рез-
цом, укрепленным в державке В. Профиль получается с помощью
копира С, установленного в одном из зажимов револьверной головки.
Наварка стеллита на рабочую фаску и покрытие грибка сплавом
Брайтрей производятся после наполнения штока натрием. На фи-
гуре 400 показана операция наварки стеллита. Изделие укреплено
на вращающемся столике А, который установлен на вертикальном
шпинделе, приводимом от мотора через зубчатый редуктор. Скорость
вращения шпинделя равна 1 об/мин. Остановка и пуск в ход шпин-
деля производятся с помощью ножного рычага. Рабочий держит
Кислородно-ацетиленовую горелку в правой руке, а стеллитовый
пРУТок в левой. В процессе работы шпиндель останавливается и пу-
скается в ход по мере надобности.
Для окончательной отделки грибка клапана и фасок применяется
'ЮДимное приспособление типа полого шпинделя, в отверстие кото-
рого вставляется шток клапана. После наварки фаски стеллитом
ВеЛ№кев-254_22
Фиг; 399; Обточка грибка клапана мотора Бристол.
Фиг. 400. Наварка стеллита на фаску клапана
мотора Бристол
клапан подвергается нормализации при 900° Ц в течение 15 минут
и охлаждается на воздухе.
Шлифовка фаски клапана после азотирования штока производится
на шлифовальном станке Черчилль СМТ, причем изделие укреплено
в особом приспособлении, устанавливающем его под надлежащим
углом к шлифозальному кругу.
Приспособления, применяемые при контроле различных опера-
ций обработки клапана, показаны на фигуре 401. Для проверки кон-
центричности отверстия и наружной поверхности штока, а также
толщины стенок применяется контрольный-прибор А. Один стержень
прибора, снабженный штифтами, соприкасающимися со стенками,
вводится в отверстие штока, а на другом стержне имеется’индикатор.
Прибор свободно проверяет толщину стенок штока в любом месте!
Фиг. 401. Приспособления для контроля клапана мотора
Бристол.
Для проверки чистоты поверхности стенок отверстия после по-
лировки применяется интроскоп Фостера (фиг. 401 В). Изделие уста-
навливается на специальном штативе, причем грибок клапана по-
коится на роликах С таким образом, «то изделие можно поворачивать
как угодно. Интроскоп имеет маленькую электрическую лампочку
для освещения проверяемой внутренней поверхности и зеркальце,
отражающее изображение, видимое в окуляр, снабженный увеличи-
тельной линзой. Для накала лампочки используется батарейка.
Прямолинейность образующих штока клапана контролируется
приспособлением, показанным на фиг. 401 D. Как грибок, так и
шток клапана покоятся при этом на роликах, а отклонения указы-
ваются индикатором.
Для контроля длины клапана от грибка до конца штока приме-
няется рейсмасе Е, а для контроля посадки клапана применяется
339
калибр F, причем клапан вкладывается в отверстие калибра так, что
его фаска ложится на седло в чашке калибра и прилегание прове-
ряется по краске.
ОБРАБОТКА КЛАПАНОВ МОТОРОВ АРМСТРОНГ-СНДДЛН
Клапаны моторов «Тайгер» и «Чита» изготовляются из той же стали,
что и клапаны моторов Бристол. И выхлопные, и впускные клапаны
пустотелые (фиг. 402). Выхлопной клапан имеет натриевое охлаждение,
Фиг. 402. Верх: впускной клапан мотора «Тайгер».
Низ: выхлопной клапан мотора «Чита».
причем натрий занимает 60% объема полости штока. Горловина штока
закрывается конусной пробкой и для этой цели развернута на конус.
После установки пробки на конец штока наваривается слой стеллита
толщиной 0,075" (<— 1,9 мм).
Узкая горловина под конусную пробку, как и у клапанов моторов,
Бристол, образуется путем обжима после сверления и зачистки по-
верхности полости. Особое внимание уделяется обеспечению того,
чтобы стенки штока не имели на внутренней поверхности забоин и
царапин, для чего сверление после развертывания полируется и
тщательно проверяется. Вся внешняя поверхность клапана обраба-
тывается очень чисто; большое значение придается плавности пере-
ходов. Клапанные пружины связаны со штоками клапанов посредством
340
разрезных сухарей; своими наружными коническими поверхностями
сухари сопрягаются с коническим же гнездом в тарелке клапанных
пружин, а внутренними фасонными расточками — с концами штоков
клапанов, которые имеют соответствующий профиль.
4 Первая операция механической обработки заготовки клапана
состоит в обточке наружного диаметра и проточке торцевой плоскости
Грибка на револьверном станке Уорнер и Суози. Одновременно раста-
чивается небольшая впадина с торца грибка. На диаметре оставляется
припуск около 0,05" (~ 1,27 мм) на последующую обработку. Об-
точки и проточка ведутся резцами «Вимет». Скорость вращения
шпинделя принята в 282 об/мин, подача — от руки.
Следующая операция обработки клапана впуска производится
на револьверном станке Герберт № 2В. Она состоит в обточке штока
клапана, в приблизительной подрезке его до размера по длине,
в сверлении и развертывании. Конец штока сначала центруется рез-
цом с револьверной головки, после чего другим резцом с револьверной
головки обтачивается шток, причем центр используется для закреп-
ления. Для зажима грибка клапана применяется трехкулачковый па-
трон. Затем производится вторая обточка штока, проточка торца
и снятие фаски (фиг. 403). Для направления резцедержателя при
этой операции применяется выше его расположенная направляющая
штанга. Обточка производится резцом А с переднего резцедержателя,
а задний резцедержатель В несет резцы для проточки с торца и сня-
тия фаски. Резцы для обточки и проточки имеют наварку сплава
«Вимет».
На фигуре 404 показан способ, применяемый для закрепления об-
точенного штока клапана при сверлении и развертывании. Люнет А,
установленный на поперечных салазках станка, имеет три винта,
поддерживающие обточенный шток. Сначала применяются два сверла
различной длины для чернового сверления, сменяемые сверлом
с тремя режущими кромками и сверлом специальной формы с кони-
ческой заточкой конца для фасонного рассверливания дна отверстия.
Для чистовой отделки сверления применяются две развертки и спе-
циальная развертка с тремя кромками, причем вторая служит для
доведения диаметра до окончательного размера с допуском + 0,002"
(+ 0,05 мм), а последняя отделывает начисто конусное дно.
При обточке и черновом сверлении скорость вращения шпинделя
равна 292 об/мин, а при сверлении сверлом с тремя кромками — 169
об/мин. Первые две развертки работают при 169 об/мин и при по-
даче около 0,07 мм на оборот, а специальная развертка с тремя кром-
ками, применяемая для окончательной отделки отверстия, вращается
со скоростью 88 об/мин при подаче от руки.
Соответствующие операции по обточке, проточке с торца, расточке
и развертывании выхлопного клапана производятся на двух револь-
верных станках Уорнер и Суози. Первый станок служит для обточки
и проточки торца штока клапана, а второй, показанный на фигуре 405,
применяется для сверления и развертывания. Шток при сверлении
и развертывании поддерживается люнетом, установленным на заднем
341
Фиг. 403. Обточка, расточка и развертывание штока кла
1пана впуска *мотора Армстронг-Сиддли.Ь
Фигд 404g Сверление и развертывание штока клапана мотора
Армстоо. .г-Сиддли.
vnnopTe. Шток зацентровывается на первом станке. Сперва он свер-
ится предварительно в два прохода, после чего рассверливается
сверлом с тремя кромками, доводящим диаметр до окончательного
азмера с припуском в 0,01" (0,254 мм). Затем специальным фасонным
сверлом рассверливается дно отверстия, после чего следует обра-
ботка двумя развертками: за цилиндрической разверткой следует
специальная развертка, которая доводит диаметр до окончательного
„азмера и зачищает радиус перехода между стенками и дном. При
всех операциях сверления и развертывания принята скорость вра-
щения шпинделя 290 об/мин и подача от руки.
По окончании сверления и развертывания полости всех клапанов
полируются и тщательно контролируются. Для проверки чистоты
обработки всех внутренних поверхностей стенок штоков применяется
пруток из стали-серебрянки с расплющенным и загнутым, примерно
под прямым углом к оси прутка, концом. Медленно проводя кончи-
ком прутка по внутренней поверхности стенки, контролер может об-
наружить забоину или царапину. Когда в поверхности обнаружи-
вается хотя бы малейший дефект, изделие отправляется на вторичную
полировку. Клапаны, имеющие дефекты поверхности, которые не
могут быть устранены этой полировкой, бракуются.
После контроля клапаны идут в кузнечную мастерскую для об-
жима с целью получения узкой горловины на конце, а затем нормали-
зуются, прежде чем поступить в дальнейшую механическую обра-
ботку.
После нормализации клапаны подрезаются по длине на фрезерном
станке. Несколько клапанов ставятся вместе в приспособление на
столе станка для одновременной обработки. При этой операции на
конце штока клапана оставляется припуск в 0,05" (1,27 мм) на по-
следующую обработку.
Для следующей операции применяется револьверно-токарный ста-
нок Герберт № 2S Операция состоит в обточке диаметра грибка
с оставлением небольшого припуска на чистовую обработку, в про-
точке торца грибка и в центровке его. Для этой операции клапан
зажимается по диаметру штока, а базирование для проточки грибка
производится по дну сверления штока, в которое вводится тонкий
пруток.
Предварительная обточка штока клапана и- перехода от пего
к грибку (фиг. 402 А) производится на револьверном станке Герберт
№ 2В (фиг. 406). На диаметре штока оставляется припуск на даль-
нейшую обработку около 0,1" (~ 2,5 мм), а на диаметрах перехода
к грибку оставляется припуск 0,05" (~ 1,27 мм). Сначала конец
штока центруется резцом с одной из граней револьверной головки,
после чего клапан устанавливается по центру, зажатому на другой
грани револьверной головки. Шток обтачивается резцом с наваркой
сплава «Вимет» с поперечного суппорта. При обточке штока скорость
вращения шпинделя принята в 250 об/мин, резец подается от руки.
Для обточки радиуса перехода к грибку установлено приспособ-
ление А, закрепленное на поперечном суппорте. Резец В вращается
343
посредством привода от рейки, хвост которой упирается в регудц.
руемый упор D на стойке, укрепленной на револьверной головке.
При обработке резец подводится к изделию посредством поперечного
суппорта и обтачивает изделие, используя подачу револьверной го.
ловки, которая толкает рейку, воздействующую на привод резца
Фиг.'. 405. Сверление и развертывание штока выхлопного
“клапана мотора Армстронг-Сиддли.
Фиг. 406. Обточка' радиуса перехода к грибку клапана
(мотор Армстронг-Сиддли).
Суппорту револьверной головки придается медленная]подача, а ско-
рость шпинделя принята в 100 об/мин. После обточки штока и радиУс?
перехода к грибку изделие идет в термический цех для вторично»
нормализации.
344
Узкая горловина под конусную пробку на конце штока клапана
обрабатывается на револьверном станке Герберт (фиг. 407). После
центровки с одной из граней револьверной головки, причем изделие
Фиг. 407. Сверление и развертывание конусной горло-
вины штока клапана после обжима (мотор Армстронг-
- Сиддли). «
Фиг. 408. Шлифовка радиуса перехода к грибку клапана
мотора Армстронг-Сиддли.
поддерживается люнетом, установленным на заднем суппорте, рез-
цом с наваркой сплава «Вимет», укрепленным на переднем суппорте,
протачивается торец штока. При этом изделие подпирается ролико-
вым упором, закрепленным в револьверной головке.
Затем отверстие растачивается резцом А и развертывается. За
Цилиндрической разверткой следует вторая, несколько большего
Диаметра, которая подается в отверстие не на всю его длину, с целью
345
подготовить чистовую обработку конической разверткой. Конусность
принята 1 : 45. При операции принята скорость вращения шпин-
деля 292 об/мин и подача от руки.
Выхлопной клапан наполняется натрием в лаборатории. Изделие
нагревается выше точки плавления натрия в тигле с электрическим
подогревом, наполненном расплавленным, свинцом. Для заполнения
полостей натрием применяется специальный пресс. Как можно скорее
после наполнения натрием в штоки клапанов загоняются конусные
пробки, после чего изделие поступает на чистовую обточку. Для чи-
стовой обточки штока и радиуса перехода (А на фиг. 402) применяется
тот же способ, что показан на фигуре 406.
Шлифовка штока выполняется на станках Нортон, причем шток
и радиус перехода А выхлопного клапана шлифуются одним и тем же
кругом, а для шлифовки штока и радиуса перехода клапана впуска
применяются различные круги. На фигуре 408 показана операция
шлифовки радиуса перехода к грибку клапана впуска. Применяется
шлифовальный круг марки Универсаль 464, точно профилирован-
ный с помощью специального алмазного приспособления. Как видно
на снимке, изделие поддерживается центром, упирающимся в зацен-
трованную конусную пробку, и поводком, который обхватывает гри-
бок клапана и базирует его по внешнему диаметру. При этой операции
шлифовальный круг имеет поперечную подачу. Фасонная шлифовка
конца клапанного штока производится позже.
Две следующие операции состоят в фасонной проточке вогнутой
поверхности грибка клапана (В на фиг. 402). Предварительная про-
точка выемки производится на револьверном станке Герберт № 2S
резцом, наваренным пластинкой сплава «Вимет», с переднего суп-
порта. Операция начинается £ чернового сверления, после че. э
фасонным сверлом рассверливается радиус на дне углубления. Затем
применяется резец для черновой проточки и, наконец, следует фа-
сонное чистовое фрезерование до приблизительных размеров фа-
сонной фрезой с тремя зубьями. Скорость вращения шпинделя
принята в 120 об/мин, подача от руки.
Пои чистовой фасонной проточке углубления (фиг. 409) изделие
зажимается в трехкулачковом патроне, причем клапанный шток ба-
зируется посредством втулки, монтированной в середине патрона.
Суппорт резца А установлен на направляющих В. Резец установлен
на поперечных салазках, перемещение которых направляется копи-
ром С с помощью штифта D, укоепленного на салазках. Перемещение
поперечных салазок по направляющим В -достигается посредством
двух реек, зубья которых расположены под некоторым углом. Одна
из реек прикреплена к поперечным салазкам, а другая приводится
в движение через направляющий палецЕ, упирающийся в толкающую
планку F, которая укреплена на одной из граней револьверной го-
ловки. В ходе операции резец подводится к изделию, и включается
подача револьверной головки в 0,16 мм на оборот шпинделя при
скорости его вращения в 169 об/мин. Так как палец Е толкается план-
кой на револьверной головке, то поперечные салазки подаются вперед
346
Фиг. 409. Фасонная проточка выемки грибка клапапа мотора
Армстрш ir-Си ддли j
Фиг. 410.' Окончательная подрезка штока клапана перед па-
варкой стеллита (мотор Армстронг-Сиддли).
347
по направляющим параллелям В, причем подача резца на изделие
направляется копиром С.
Окончательная подрезка конца штока производится на револьвер-
ном станке Герберт № 2В (фиг. 410). Изделие укреплено в специаль-
ном патроне, причем базой служит грибок. Для втягивания в патрон
и для зажима штока в ходе обработки применяется пневматический
цилиндр. Для проточки применяется резец, наваренный пластинкой
сплава «Вимет».
Затем обтачивается на центровом токарном станке рабочая фаска
клапана с оставлением припуска в 0,003" (0,076 мм) на шлифовку
после наварки стеллита на
торец стержня.
Стеллит наваривается на
конец штока клапана слоем
толщиной в 0,075" (сх> 1,9 мм)
с помощью сварочной горел-
ки. Затем этот слой сошли-
фовывается до толщины 0,05"
(ио 1,27 мм). При этом произ-
водится также и фасонная
шлифовка конца штока под
сухарь тарелки клапанных
пружин.
Для шлифовки рабочей
фаски клапана применяется
специальный станок фирмы
Блэк и Деккер (фиг. 411).
Бабка, несущая гильзу для
зажима штока клапана, уста-
новлена под углом в 45° к
шлифовальному шпинделю, и
путем вращения двух махо-
вичков изделие подается на
необходимости.
Фиг. 411. Шлифовка рабочей фаски’кла-
пана мотора Армстронг-Сиддли.
круг[или поперек круга, смотря по
Скорость вращения шпинделя круга — 2000 об/мин, а скорость
вращения изделия — 250 об/мин.
Наконец, изделие полируется по всей поверхности и погружается в
травильную ванну, после чего подвергается проверке на наличие
трещин. ..
После контроля радиус перехода Л (фиг. 402) полируется с п0"
мощью вращающейся щетки с абразивным составом. „
Общая длина клапана выдерживается в пределах + 0,005
(~ 0,127 мм), допуск на диаметр штока — до 0,001" (~ 0,025 мм)’
а меньший из диаметров рабочей фаски выдерживается в предела*
+ 0,005" (+ 0,127 мм). Радиус перехода А и контур впадины грибка _
(фиг. 402) принимаются по специальным калибрам. На каждом кла
пане клеймится номер детали; марка материала гравируется в
(фиг. 402).
348
ОБРАБОТКА КЛАПАНОВ МОТОРА «ДЭГГЕР»
Всасывающие и выхлопные клапаны мотора «Дэггер» — полые,
конпы штоков наварены стеллитом; выхлопные клапаны навариваются
стеллитом и по фаске грибка. Выхлопные клапаны охлаждаются
натрием; штоки всасывающих и выхлопных клапанов азотированы.
Химический состав материала клапанов следующий (в%): углерода —
q 35._0,5; кремния— 1,25; марганца — до 1,5; хрома— 12—16; ни-
келя— до 10 и вольфрама—
5ь- 2—4. Материал прини-
Фиг. 412. Клапаны мотора «Дэггер»: ввер-
ху — всасывающий клапан, внизу—выхлоп-
ной клапан.
мается по тем же техни-
ческим условиям, что и
материал клапанов мото-
ров Бристол и Армстронг-
Сиддли.
Фиг. 413. Необработанная
штамповка и готовый выхлоп-
ной клапан мотора «Дэггер».
На фигуре 412 даны эскизы обоих клапанов, а на фигуре 413 —
необработанная штамповка выхлопного клапана вместе с готовым
клапаном. Механические операции при обработке всасывающих и
выхлопных клапанов идентичны и различаются лишь в деталях.
Механическая обработка штамповки начинается центровкой што-
ка, обточкой грибка и подрезкой его для получения базы при после-
дующих операциях. Затем на токарном станке Дрэммонд Максикат
обтачивается шток и снимается радиус на грибке, после чего шток
отрезается по длине с припуском на окончательные операции.
Сверление и развертывание штоков производится на токарно-
револьверном станке Уорд конструкции Нэпир (фиг. 414). На станке
имеется трехшпиндельная головка А; три патрона этой головки при-
водятся во вращение от главного шпинделя. Клапаны вставляются
в патроны с левой стороны; патроны вращаются со скоростью
’50 об/мин.
349
На каждой из шести граней револьверной головки закреплено по
три инструмента, что дает три комплекта сверл (по 3 в комплекте)
и три комплекта разверток (также по 3 в комплекте). Все сверла и
развертки — полые; масло, вытесняющее стружку, подается к носку
под давлением; каждая Грань револьверной головки подается к за-
жимным патронам поочередно. При сверлении применяется ручная
подача; при развертывании — автоматическая, равная 0,0025"
(0,0635 мм) на оборот шпинделя. Для обработки дна отверстий при-
меняются развертки с тремя режущими кромками. Из фигуры видно,
что станок имеет верхний направляющий стержень, а каждая грань
револьверной головки — направляющую втулку, в которую входит
направляющий стержень. Внутренние упоры ограничивают движение
суппорта, на котором находится револьверная головка; движение это
соответствует глубине высверливаемого отверстия.
После сверления и развертывания отверстия полируются и затем
подвергаются тщательной проверке на наличие дефектов поверхности,
что производится тем же методом, который применяется на заводе
Армстронг-Сиддли (см. стр. 343). Применяется также интроскоп
Фостера. При обнаружении дефектов клапаны вновь полируются
и затем снова тщательно проверяются-
После отделки отверстие в штоке используется в качестве базы
при центровке грибка. Для этой цели клапан надевается полирован-
ным отверстием на оправку. Затем производится правка грибка и
вторичная обточка штока, конец штока подрезается, после чего он
готов к операции осадки; базами при этих операциях служат цент-
рованный грибок и отверстие в штоке.
Осадка клапана производится в кузнице; перед отправкой в меха-
нические цехи клапан подвергается нормализации в термическом
цехе и проходит механические испытания. Клапан подвергается
тщательному исследованию на наличие пороков и трещин, которые
могут получиться при осадке.
Первой механической операцией после термообработки является
подрезка штока по длине, сверление и снятие фасок с отверстия под
пробку А (фиг. 412). Для установки отверстия при последующей
обточке используется вращающийся центр. Фасонная обточка штока
и грибка клапана выполняется на токарном станке Смолпис (фиг. 415).
Обточка штока производится резцом А, закрепленным на переднем
суппорте; задний резец В, направляемый копиром С, обтачивает
радиус грибка. Опорой для штока клапана служит вращающийся
центр; грибок зажат в патроне. На фигуре 415 изображена обработка
выхлопного клапана; схема той же операции при обработке всасываю-
щего клапана дана на фигуре 416. Принцип работы станка при обеих
операциях один и тот же, только на штоке всасывающего клапана
у головки вытачивается шейка.
При передвижении переднего суппорта стержень А также пере-
мещается, что в свою очередь заставляет переместиться и рычаг В-
Вследствие этого стержень С передвигается вправо, рейка с наклон-
ными зубцами D перемещается и задний суппорт передвигается
350
Фпг; 414. Специальный станок для сверления и
развертывания клапанов мотора «Дэггер».
Фиг. 415. Обточка выхлопного клапана мотора
«Дэггер».
внутрь под углом в 45° к обрабатываемому клапану. Резец закреплен
в державке, штифт которой постоянно прижимается пружиной к ко-
пиру Е. Когда резец подходит к концу радиуса, вступает в действие
переставной упор F, который оттягивает стержень G, закрепленный
на державке, благодаря чему задний резец отводится. Резец, закреп-
ленный на переднем суппорте, направляется копиром Н, который
расположен под резцедержателем.
После фасонной обточки шток клапана подрезается по длине,
после чего выхлопной клапан готов к наполнению натрием. Перед
заполнением натрием клапан обезжиривается и затем выдерживается
в печи в течение двух часов, где удаляются все следы влаги. После
этого к конусному отвер-
стию весьма тщательно
подгоняется по краске
пробка А (фиг. 412).
Для удобства'запол-
нения клапана натрий
прессуется в виде прут-
ков 18" (457 мм) длиной
и 0,5" (12,7 мм) диа-
метром под прессом,
изображенным на фи-
гуре 417.
Доска с матрицей
для прессовки А снаб-
Фиг. 416. Расположение резцов при обточке жена ножом с пружиной,
всасывающего клапана мотора «Дэггер». действующим от рукоят-
ки В. Цилиндр С, в ко-
тором прессуется плунжером D натрий, ввертывается на резьбе в
доску А. Под прессом имеется наполненный бензином резервуар
Е, в который попадает натриевый пруток. Прессованный натрий
нарезается ножом, действующим от рукоятки В.
" Прессованные прутки диаметром в 0,5" (12,7 мм) и длиной 18"
(457 мм) нарезаются на куски надлежащей длины гильотинными
ножницами G. Нарезанные куски падают в резервуар Е, который
наполовину заполнен бензином.
Для нагрева перед заполнением натрием клапаны кладут гриб-
ками вниз в свинцовую ванну А (фиг. 418), подогреваемую электри-
чеством; в этой ванне температура расплавленного свинца автомати-
чески поддерживается постоянной и равной 300° Ц. В ванне для каж-
дого клапана имеется по одному пружинному зажиму; шток клапана
выступает над поверхностью свинца, примерно, на 1,5" (38 мм), про-
должительность нагрева — 4 минуты.
Заполнение натрием производится с помощью пресса В. Клапан
устанавливается штоком кверху, как показано на фигуре 418. Из
резервуара С берут кусок натрия и кладут в матрицу D. С помощью
пуансона Е натрий запрессовывают через матрицу в полость штока
клапана. Затем в коническое отверстие в штоке клапана вставляется
352
Фиг; 417. Пресс для изготовления натрие-
вых” прутков, служащих для заполнения
клапана'^ (завод Нэпир).
Фиг. '418. Ванна для нагрева и пресс для заполнения
клапанов натрием (завод Нэпир).
1:рли>ЗД«—254—23
временная пробка; после этого клапан выдерживается в течение ю
минут в сушилке F, где автоматически поддерживается температура
в 550° Ф (260° Ц). Затем запрессовывается коническая пробка и конец
штока расклепывается; после этого конец штока и фаска клапана па-
ва, иваются стеллитом.
Перед следующей по порядку операцией клапан подвергается нор-
мализации. Затем производится шлифовка торца штока на плоско-
шлифовальном станке до получения надлежащей длины; в специаль-
ном приспособлении закрепляются и одновременно шлифуются шесть
клапанов. На конце штока оставляют небольшой припуск на чисто-
вую отделку, которая производится позднее. После этого конец штока
шлифуется по диаметру под специальное приспособление, применяе-
мое при следующей операции; при этой операции оставляется при-
пуск 0,04" (1,016 мм), который снимается позднее. После этого про-
изводится обточка клапана и шейки (если клапан всасывающий);
при этом оставляется припуск на шлифовку; далее шток шлифуется
под операцию азотирования. После азотирования наружные диаметры
клапана шлифуются в окончательный размер.
На фигуре 419 представлена операция шлифовки фаски клапана,
наваренной стеллитом; операция выполняется на станке Джонс и
Шипмен для шлифовки наружных поверхностей. Шлифовка произ-
водится 6" (152 мм) кругом Нортон зернистостью 60 М; окончатель-
ная шлифовка диаметра штока производится карборундовым алокси-
товым кругом зернистостью 40 Р.
При обточке грибка клапана (фиг. 420) клапан закрепляется
в специальном зажимном патроне. В качестве базы используется
шлифованный шток и фаска клапана. Резец А закреплен на попереч-
ном суппорте; его продольная подача ограничивается копиром В.
Для того чтобы ролик находился в постоянном соприкосновении
с копиром, предусмотрен рычаг С, подающий верхний суппорт к об-
рабатываемому клапану.
После этого производится фасонная шлифовка канавок на конце
штока. Затем клапан отправляется в контрольное отделение для
окончательного осмотра. На фигуре 421 изображены приборы, при-
меняемые при контроле клапанов. Конец штока после осадки прове-
ряется под микроскопом А на наличие радиальных трещин. При
этом контроле клапан зажимается в призме и проворачивается во-
круг своей оси. Калибр В применяется для проверки фаски клапана.
В полый стержень калибра входит шток клапана, фаска покрывается
краской и к ней прижимается шлифованный конец калибра.
Для проверки размера от фаски клапана до канавок на конце
штока применяется приспособление С. Клапан устанавливается п°
длине с помощью двух шпилек Е, входящих в канавку; опорой штока
клапана служат две пары роликов. Фаска клапана соприкасается
с наконечником индикатора; при повороте клапана после установки
индикатора можно определить все неточности. Концентричность штока
клапана, когда последний находится в центрах, проверяется после
ряда механических операций по способу, указанному в D.
354
Фиг. 419. Шлифовка наваренной стеллитом фаски
клапана мотора «Дэггер».
Фиг. 420. Обточка грибка клапана мотора
«Дэггер».
Фиг. 421. Приборы, применяемые при проверке
клапанов мотора «Дэггер».
Фиг. 422. Прибор для контроля рабочей фаски клапана
мотора «Дэггер».
Фаска клапана, наваренная стеллитом, исследуется цейссовским
Бинокулярным микроскопом, изображенным на фигуре 422. Клапан
тавится на столик, который поддерживается штативом; поворачивая
столик, наблюдатель видит всю рабочую поверхность фаски.
С Шлифовка диаметра штока выполняется под размер 0,49475-0’0005"
, |2 57—0.013 мл1у допуск по диаметру штока со стороны канавок равен
О 0005" (0,0127 мм). Допуск на расстояние от канавок до фаски кла-
пана равен 0,004" (0,102 мм); допуск на длину клапана от конца
штока до большого диаметра фаски 0,005" (0,127 мм). Допуск на
диаметр грибка клапана равен 0,002" (0,051 мм). Для всасываю-
щего клапана допуск на диаметр штока в суженной части (шейки)
у грибка равен 0,002" (0,051 мм).
ОБРАБОТКА МЕЛКИХ ДЕТАЛЕЙ РАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
Направляющие всасывающих и выхлопных
клапанов мотора «Дэггер» изготовляются из каробронзы, соот-
ветствующей спецификации DTD197. На фигуре 423 изображена нап-
равляющая выхлопного клапана, одинаковая по конструкции с нап-
равляющей всасывающего клапана.
Разрез х.х.
Фиг. 423. Направляющая выхлопного клапана мотора «Дэггер».
Обработка обоих направляющих клапанов почти идентична. Пер-
вая операция производится на револьверно-токарном станке Герберт
№ 5Ь и заключается в обточке конца А (фиг. 423) для последующей
фрезеровки и нарезки резьбы. Пруток зажимается в пневматическом
патроне Ковентри. Предварительное сверление выполняется свер-
лом В (фиг. 424), закрепленным в револьверной головке. После этого
сверлом С высверливают отверстие на полную глубину; сверление
заканчивается сверлом D с плоским концом. Отверстие отделывается
закрепленной на шарнирной державке разверткой Е с лезвиями, на-
варенными пластинками сплава «Вимет». После этого резец F начи-
нает предварительную обточку наружного диаметра. После окончания
всех операций резцами, закрепленными в револьверной головке, к обра-
батывающей направляющей подводится задний суппорт, в котором
357
закреплен фасонный резец G, отделывающий наружную поверхность
Затем подводится передний суппорт с резцом Н, снимающим тон-
Фиг. 424. Схема расположения резцов при пер-
вой операции обработки направляющей клапана
мотора <'Дэггер».
кую стружку с диамет-
ра J, на котором позд-
нее нарезается резьба.
Другой конец направ-
ляющей обрабатывается
на токарном станке Пор-
тер и Кэйбл (фиг. 425).
Расположение резцов
для этой операции дано
на фигуре 426. При
этой операции направ-
ляющая закрепляется
на оправке, зажатой
в патроне и центрирую-
щейся пневматическим
центром задней бабки.
Как видно из чертежа,
на переднем суппорте
имеется два фасонных
резца, работающих по
копиру. На заднем суп-
порте закреплены два
резца, которые отделы-
вают диаметр резьбы
К, прорезают прилегаю-
щую заточку и снимают
фаску на конце.
Подача переднего
суппорта до упора про-
изводится вручную, пос-
ле чего включается
автоматическая подача.
Задний суппорт приво-
дится в движение от
кулачка. Подача перед-
него суппорта 0,008"
(0,203 мм), заднего суп-
порта 0,004" (0,102 мм)
на оборот шпинделя.Ско-
рость вращения шпин-
деля ООО об/мин. Шли-
Фиг. 425. Многорезцовый токарный станок для
обточки направляющей клапана мотора «Дэггер».
цы В (фиг. 423) изготов-
ляются фасонной фрезеровкой; эта операция выполняется на горизон-
тально-фрезерном станке фасонной фрезой диаметром 1,5" (38 мм)-
Нарезка резьбы на обоих концах направляющей клапана произ-
водится на резьбо-фрезерном станке Шютов (фиг. 427).
358
Фиг. 426. Расположение резцов при второй
операции обработки направляющей клапана
мотора «Дэггер».
развертывание внутреннего диаметра произво-
дится вручную после
Обрабатываемая направляющая насаживается на оправку, за-
жатую в ПентРах; для одновременной нарезки обоих концов направ-
ляющей применяется двойная
лреза. Резьба С (фиг. 423)
имеет внешний диаметр 7/8"
/22 2 мм) 20 ниток на дюйм;
профиль резьбы — специаль-
ный со средним диаметром
0 844" (21,34 мм), допуск
0,002"(0,05 л/л/). Направ-
ляющая ввертывается в го-
ловку цилиндра с тугой по-
садкой.
Остальные операции обра-
ботки направляющих имеют
обычный характер. Произво-
дится шлифовка диаметра Е
(фиг. 423) до получения над-
лежащего размера с допуском в
0,0005"(0,027 мм)-, внутренний
диаметр развертывается в раз-
мер0,49б o.ooi"( 12,б5+0’025лы<).
Окончательное
Фиг. 427. Фрезеровка резьбы на направляющей
выхлопного клапана мотора «Дэггер».
установки направляю-
щих в головке цилиндра;
допуск на повторное
развертывание 0,0005"
(0,0127 мм).
Седла клапанов
всасывания и выхлопа
мотора «Ниагара» изго-
товляются штамповкой
из стали DTD247, со-
держащей около 4,85%
марганца, 12% никеля и
около 4% хрома. Форма
клапанного седла пока-
зана на фигуре 428.
Штамповка сначала
сверлится и разверты-
вается на автоматах Гер-
берт Джуниор (фиг. 429).
Из каждой штамповки
изготовляются два кла-
панных седла. Сначала на
одном автомате обрабатывается одна плоскость штамповки, затем обра-
оотаннойстороной штамповка крепится в специальном патроне на другом
359
„fOH HoivHQii
алогичном автомате, после чего
Хается, как и первая. После
сверлом А, развертывается
*7 обтачивается, сначала
предварительно при помо-
щи резцов, укрепленных в
гоЛовке В, а затем окон-
чательно резцами с заднего
суппорта. Окончательная
обработка внутреннего диа-
метра и обточка диаметра
под резьбу производится
резцами, закрепленными
в револьверной головке.
Полная продолжительность
этих операций равна 2Х/3
минутам.
На фигуре 430 изобра-
жено приспособление ’для
фрезеровки четырех шли-
цов А (фиг. 428), которые
служат для завертывания
вторая сторона штамповки обраба-
этого штамповка просверливается
Фиг. 431. Одновременная шлифовка резьбы
двух клапанных седел "мотора Армстронг-
Сиддли.
клапанных седел на место
(после завертывания седел
шлицы сфрезеровываются
и седло зачеканивается в
головке). Изделие закрепляется на вертикальной оправке при помо-
щи гайки А (фиг. 430), над которой возвышается часть седла, подлежа-
щая обработке. Приспо-
собление устанавливает-
ся на столе фрезерного
станка;столу придается
поступательно - возврат-
ное движение. Фреза
устанавливается по кон-
трольной планке В. Оп-
равка закрепляется в
нужном угловом поло-
жении пружинной за-
щелкой Е, которая может
оттягиваться рычагом/).
Седла выхлопных
Фиг. 432. Толкатель мотора «Тайгер». клапанов моторов Бри-
стол также обрабаты-
ваются попарно, и разрезка производится лишь ^после стеллитиро-
вания. Токарные и сверлильные операции выполняются на комбини-
рованных револьверных станках Герберт № 7А, снабженных смен-
ными головками.
361
Операция шлифовки резьбы на клапанном седле была уже опи-
сана ранее (см. фиг. 41, стр. 57). Она производится на резьбо-шли-
фовальных станках Матрикс, причем показанный на фигуре 4(
станок относится к типу с двумя кругами.
Фиг. 433. Две стадии обработки толкателя мотора
«Тайгер».
Резьба клапанных
седел моторов Арм-
стронг-Сиддли шлифу,
ется на станке фирмы
Ньюолл (фиг. 431).
На оправке седла
ставятся по два и
фиксируются посред-
ством специальных
гаек, после чего оп-
равка зажимается в
центрах и вращается
специальным привод-
ным патроном.
Толкатели мо-
тора «Тайгер» (фиг.
432) изготовляются из
стального прутка диа-
метром 1,25"(36,7 мм),
материал которого
отвечает техническим
условиям министер-
ства авиации S14. От-
верстие детали сужи-
вается путем обжима
после сверления и
развертывания. Сна-
чала заготовка обта-
чивается до формы А
(фиг. 433) и отре-
зается. Затем изделие
высверливается и раз-
вертывается до диа-
метра 0,55" (14 мм),
а на дне делается за-
кругление диаметром
0,075" (1,91 мм), как
Фиг. 434. Прибор для проверки клапанных
пружин на наличие трещин (завод Бристол).
показано на фигуре -
Обжим производится 80-тонным гидравлическим прессом Элек-
тролик, причем изделие прогоняется через две матрицы, располо-
женные в штампе рядом. В качестве смазки применяется смесь чер-
нового свинца и масла. Операция производится вхолодную при
потребном давлении около 20 т.
362
О ОМгоооз .
Фиг. 435. Нижняя тарелка клапана
мотора Бристол.
После обжима изделие обтачивается по эскизу фигуры 433 В.
Оставляется припуск на шлифовку на диаметре 0,75". При обточке
прорезаются канавки и протачивается шаровое гнездо на конце.
Затем конец отверстия замазывается глиной, и изделие цементируется,
причем перед закалкой удаляется лишний металл с концов. После
закалки начерно шлифуется внешний диаметр, просверливаются раз-
личные отверстия и делается прорезь для ролика, а затем начисто
—0,00050"/ —0,013 X
шлифуется внешний диаметр под размер 0,75- °’00075 ( 19,05—0,019 мм
Наконец, снимаются все острые
кромки и шлифуется сферическое
гнездо.
Клапанные пружины
моторов Бристол изготовляются
из проволоки, удовлетворяющей
техническим условиям министерст-
ва авиации DTD5A (кобальто-хро-
мистая сталь с временным сопро-
тивлением 82 кг/мм2).
Пружины навиваются на специ-
альных станках Слипер и Хартли.
Из каждой новой партии проволо-
ки изготовляются шесть пробных
пружин, прежде чем пружина допу-
скается в серийное производство.
Пробные пружины проходят пол-
ный цикл обработки и испытания
для гарантии того, что стандартные
производственные методы подходят
для обработки всей партии про-
волоки.
После завивки пружины подбираются по высоте, проходят кон-
троль па прямолинейность образующих и отправляются на обезжи-
ривание. Затем изделие подвергается термической обработке (вы-
держка в течение часа при температуре 340° Ц в электропечи типа
Уайльд-Барфильд), после чего производится механическая обра-
ботка торцев, причем применяется шарошка с направлением по внут-
реннему диаметру пружины. До защитного покрытия пружина испы-
тывается на нагрузку с допуском + 2 англ, фунта (0,907 кг).
На фигуре 434 показан контрольный прибор Электрофлокс для
обнаружения трещин на пружине, изготовляемый фирмой Метро-
Виккерс. При испытании пружина сжимается между двумя упорными
пластинками держателя А. Упорные пластинки разделены основа-
нием В и бруском С, изготовленными из неэлектропроводного мате-
риала. Бачок D содержит керосин со взвешенной в нем железной
пылью. Пружина в своей обойме вставляется в бачок, причем кон-
такты Е соединяют ее с пластинками в стенах бачка, присоединенными
К источнику электричества. Нажатием контактной кнопки ток пу-
363
*
s
X
hi S
F- Q-
Ю 1-4
X
о э5
5
5
hi
О
jS
a>
ffi
К
S
К
s
to
CX 32
' О
X
I
c
кается через пружину, и скопления железной пыли указывают на
Сяличие дефектов в материале. Автоматический выключатель огра-
ничивает длительность прохождения тока двумя секундами во из-
бежание нагрева изделия.
Клапанные тарелки моторов Бристол изготовляются
из прутковой стали, удовлетворяющей британскому стандарту S2.
Эскиз одного из вариантов нижней тарелки дан на фигуре 435.
Обработка ведется на автоматах Индекс, причем сперва обтачивается
окончательно одна сторона тарелки и частично другая сторона
Фиг. 438. Расположение инструмента при чистовой обработке нижней
клапанной тарелки мотора Бристол.
(фиг. 436), которая затем окончательно отделывается на автомате
Индекс № 36 с магазинной подачей деталей (фиг. 437). Последова-
тельность переходов такова: 1) подача прутка до упора; 2) свер-
ление центрального отверстия и предварительная проточка кольце-
вой канавки 1,425—1" в передней плоскости; 3) зенковка до диаметра
1,015" центрального отверстия, снятие фаски по отверстию и обточка
диаметра 1,53"; 4) чистовая проточка паза 1,425—1"; 5) чистовая
зенковка центрального отверстия до диаметра 1,015"; 6) разверты-
вание центрального отверстия и черновая обточка диаметра 1,843".
Три поперечных суппорта несут резцы для предварительной обра-
ботки следующей тарелки, для обточки диаметра 1,53", снятия фасок,
проточки торца и отрезки.
При чистовой обработке оборотной стороны нижней тарелки кла-
пана изделие зажато в патроне по поверхности А (фиг. 438)~специаль-
ными губками. Полный перечень переходов револьверной головки
следующий: 1) подача изделия в патрон; 2) зачистка конусной поверх-
ности В, причем резец подводится с переднего поперечного суппорта;
365
3) снятие фаски с диаметра 1,843"; 4) проточка плоскости С поворот-
ным резцом с переднего поперечного суппорта; 5) снятие фаски с диа-
метра 1,156"; 6) выбрасывание детали
Внешний диаметр обрабатывается
начисто резцом с одного из попереч-
ных суппортов.
Скорости вращения шпинделя ме-
няются с 75 об/мин при зарядке па-
трона и до 150 об/мин при проточке
конусной поверхности. Снятие фасок
производится на скорости вращения
шпинделя 380 об/мин. Подачи зави-
сят от операций.
Замок клапана мотора Бри-
стол (фиг. 439) также обрабатывает-
ся на токарном автомате Индекс № 18
(фиг. 440). Деталь эта точится из
прутка диаметром 0,75" (19 мм) из
стали, удовлетворяющей британскому
стандарту S2 28.
Следует отметить, что внутренняя
поверхность детали имеет несколько
непрерывных радиусов переходов,
которые должны быть выдержаны
в пределах ограниченных допусков, а внешняя поверхность кону-
сообразная и вдобавок имеет фаску под 45°. После механической
обработки замок разре-
зается и калится. Поло-
вины замка должны быть
полностью взаимозаме-
няемы, так что точность
его механической обра-
ботки имеет огромное
значение.
Полный перечень по-
следовательных перехо-
дов следующий: 1) по-
дача прутка до упора
револьверной головки;
2) сверление с револь-
верной головки; 3) чер-
новая обточка конусной
поверхности с перед-
него суппорта, 4) Пред- Фиг. 440. Обработка замка клапана мотора
варительная фасонная Бристол,
расточка внутренних
выточек; 5) проточка торца и снятие фасок с револьверной головки,
6) чистовая обточка конусной поверхности с качающейся державки
366
Фиг. 441. Расположение инструмента при обра-
ботке распорной втулки подшипника клапанного
коромысла мотора Бристол.
певольверной головки; 7) чистовая обработка внутренних выточек
резцом револьверной головки; 8) снятие фаски под 45° резцом заднего
суппорта; 9) отрезка резцом верхнего суппорта.
* Одно время испытывались трудности при чистовой обработке
внутренних выточек из-за того, что в отверстии оставались мелкие
кусочки стружек от предшествующих операций, вызывающие цара-
пины. Этот дефект был полностью устранен применением магнита,
установленного в одном
из патронов револьвер-
ной головки и вводи-
мого в отверстие изде-
лия перед чистовой ра-
сточкой канавок для
удаления оттуда сталь-
ных пылинок, которые
могли оставаться от
предшествующей обра-
ботки. На фигуре 440
можно заметить, что в
А и В установлены про-
волочные щетки для
того, чтобы счищать с
магнита приставшие к
нему опилки. Проволоч-
ные щетки закреплены
таким образом, чтобы
при их износе они могли
быть переставлены в
другое положение.
Для большинства пере-
ходов принята скорость
вращения шпинделя 425
об/мин; при чистовой
обработке внутренних
выточек она уменьшается
до 85 об/мин. Подачи
меняются для каждого перехода, причем для получения значительной
чистоты обработки применяются малые подачи.
Распорная втулка подшипника клапанного
коромысла мотора Бристол изготовляется из дуралюминового
прутка. Чертеж детали вместе со схемой расположения инструмента
показан на фигуре 441. Обработка ведется на автомате Индекс №36,
причем на всех гранях револьверной головки закреплены инстру-
менты. Для зарядки применяется специальное поворотное доба-
вочное устройство. Чистовая обработка детали очень ответственна,
и для обеспечения точности и чистоты обработки отверстия приме-
няется алмазная расточка на большой скорости вращения шпинделя-
Следует отметить тонкость стенок детали.
367
Полный перечень переходов при обработке этой детали следую-
щий: 1) центровка и торцовка; 2) обточка диаметра 0,875" и частичное
сверление; 3) обточка внешнего диаметра; 4) сверление отверстия
диаметром 0,67"; 5) чистовое сверление; 6) алмазная расточка до диа-
метра 0,695". Чистовая обточка производится с переднего суппорта
задний поперечный суппорт используется для фасонного резца, а от-
резка производится с третьего поперечного суппорта.
Обточка производится на скорости вращения шпинделя 600 об/мин
а алмазная расточка — на скорости 1500 об/мин.
Фиг. 442. Грубая ручная поковка и частич-
но обработанный опытный шатун.
ИЗГОТОВЛЕНИЕ ОПЫТНЫХ ДЕТАЛЕЙ НА ЗАВОДЕ АРМСТРОНГ-СИДДЛИ
При изготовлении опытных деталей завод Армстронг-Сиддли ши-
роко использует автоматические станки Келлер для фрезеровки
штампов. Эти станки рассчи-
таны на производство штам-
пов, кокилей и т. п. и дают
по сравнению с обычными
способами экономию в 50 —
60%. Фрезерование на подоб-
ных станках производится
по копиру, который представ-
ляет собой модель из свинца,
дерева, цемента, гипса и тому
подобных легко отливаемых
материалов или же шаблон
из листового металла. Изделие
получается с очень узкими
допусками, а работа на стан-
ке полностью автоматизиро-
вана, причем рабочий свободно
может установить другое изде-
лие или произвести любую
отделку, какая только может
потребоваться. При этом мето-
де обработки не требуется
никаких патронов или особых
приспособлений для установ-
ки детали, и изделие обычно
фрезеруется из простой заго-
товки, так как стоимость
штампов для изготовления
высока.
Фиг. 443. Опытный главный шатун и его
крышка, изготовленные на копировально-
фрезерном станке Келлер, и копиры.
одной или двух поковок слишком
Типичный пример приведен на фигуре 442, на которой показана
поковка шатуна до и после фрезеровки.
Копирами для фрезеровки соответствующих контуров обрабаты-
ваемых деталей служат шаблоны из листового металла. Эти шаблоны
могут быть проверены отделом технического контроля перед установ-
кой на станках, благодаря чему возможно точное изготовление дета*
Фиг. 444. Копировально-фрезерный станок^Келлер
при Обработке опытного .шатуна.
Фиг. 445. Группа деталей опытного мотора и соответст-
вующие копиры и шаблоны.
лей в условиях нормального контроля, вместо того, чтобы полагаться
на квалификацию рабочего в отношении выполнения различных
меров с надлежащей степенью точности.
. Готовый главный шатун и его крышка, изготовленные на станке
Келлер, показаны вместе с соответствующими шаблонами на фц.
гуре 443. Обработка отверстий по копиру имеет особую ценность при
обработке главных и прицепных шатунов звездообразных моторов
Стоимость изготовления опытных деталей становится практически
равной стоимости шаблонов и приспособлений, применяемых в се-
рийном производстве.
Другим преимуществом является то, что в случае принятия де-
тали в серийное производство в результате успешных опытных испы-
таний (причем серия этих деталей потребуется срочно) шаблоны могут
быть использованы и для серийного производства, пока не будут
готовы штампы, копиры и прочие приспособления для нормальных
станков. Фреза описанного станка направляется в трех плоскостях,
и поэтому по основной модели можно изготовить любое изделие непра-
вильной формы. Станок имеет широкий диапазон скоростей шпинделя
до 3600 об/мин, а его чувствительность допускает очень сложные
фрезерные операции. Без риска поломки можно применять фрезы
диаметром до 0,06" (1,524 мм). Кроме того, возможна фрезеровка
в толще стали отверстий диаметром до 2,5" (63,5 мм), чем избегается
необходимость чернового сверления перед расточкой под окончатель-
ный размер.
На фигуре 444 станок показан при обработке главного шатуна.
Копиры могут поворачиваться на 180° для точного выполнения сим-
метричных глубоких выемок. На фигуре 445 показаны другие детали
мотора и соответствующие шаблоны. Деревянная модель, показанная
справа, служит для изготовления детали, показанной слева.
АВИАМОТОРОСТРОИТЕЛЬНЫЕ ОТДЕЛЫ ЗАВОДОВ ОЛВИС И
СТЭНДАРД МОТОР
Производство авиационных моторов и» взводе Олвис-
Автомобильная фирма Олвис в Ковентри выпускает с 1937 г. в сериях
по лицензии авиамоторы французского образца Гном-Рон К14 («Мист-
раль-Мажор»), Фирма выпускает эти моторы под маркой «Пелид».
Некоторые приемы обработки деталей мотора в условиях новейшего
и специально построенного завода представляют особый интерес.
Кроме того фирма Олвис приобрела лицензии на другие образны
фирмы Гном-Рон.
Описание завода. Вновь построенный авиамоторный завод Олвис
в Ковентри имеет площадь полов более 14 000 л<2; планировка ег°
рассчитана на крупносерийное производство. Все станки механиче-
ского цеха имеют индивидуальные приводы при наличии верхней
фидерной проводки системы Инглиш Электрик Ко, позволяют6*
переставлять станки по цеху с максимальными удобствами в отн
шении подвода энергии. На каждом стандартном участке фидерн°
коробки через равные промежутки устроены пункты включения-
370
На фиг. 446 показан схематический план завода, на котором от-
мечены все важнейшие отделы и размещение станков. Станки рас-
ставлены по типовому признаку. Имеются группы токарная, фрезер-
каЯ, шлифовальная, зуборезная, резьбофрезерная, сверлильная и
расточная. Склады полуфабрикатов расположены на одном конце
завода, и материалы двигаются через группу механической обработки
к группам частичной и окончательной сборки, организованным на
противоположной стороне завода.
контроль после
испытания
еазЬорки t Физическая
мичотелеи лаборатория
после испытания г
~г~г ~тр-
Палиропка
~----------------------------------- I------------1---- I---1
ХимиУескач
к лаборатория. ,
-Сборка- -----’\- -;-Фреяер1Я}ка —f— —Икорные станки—
Компрессорна я
Термическая
Обдуйка.
• С
[ КаркировкбС
Подгонка
[Ш.писробка <Плдскан'ФрезероКка'револь£ернье Склаф.
4--- - - —• шлифовка.->резьбы г?- .1--сгранни т~' 1
т. j- j 7 _ I, ’ у Горизонтальная^
□ р / Канцелярии
•-.Печи ----------
^расточка
Контроль,
I f ^^Аг Ун^гпрументалк чая ,
---=T=L Т Сверловка пт-~--—Г~_| "
—ц-Тконоиктораи J I -
*/- !-v
Гальбп- ’‘чалиробкп-
„осгегия "
i Хранений
?.ото8ы»
-‘изделий
I \ / | приспособлений ______________ - . -----J
мосгегия гст^г~ т
tМедницко я
I Администрация
' Конструкторской
' отдел
Фиг. 446, Схематический план авиамоторного завода Олвис.
Конторы цеховой администрации расположены над отделом тех-
нического контроля. Застекление боковых стен контор позволяет
держать под наблюдением все отделы механического цеха.
Вокруг механического цеха и отделов частичной и окончательной
сборки расположены термический цех с пескоструйными камерами,
полировочные, лаборатории, цех покрытий, склады готовых деталей
и конструкторское бюро по инструменту и приспособлениям. По-
следнее расположено вплотную к инструментальной мастерской, имею-
щей свою измерительную лабораторию, свою мастерскую для заточки
инструмента и особую камеру с двумя станками СИП для безразме-
рного сверления. Один из этих станков снабжен метрической по-
дачей стола и сверлильной головки,а другой (один из последних
образцов Хидроптик) имеет дюймовую калибровку. Испытательная
станция для авиамоторов расположена в особом помещении, примы-
кающем к цеху вторичного монтажа.
371
Литейная. В особом корпусе, не показанном на схеме, располо-
жена литейная для легких сплавов.
Литейная спроектирована одновременно с авиамоторным заводом
и снабжена современным оборудованием. Материал плавится в трех
нефтяных и в трех коксовых наклоняющихся печах фирмы Морган
Крусибл Ко, а его температура определяется переносными пиромет-
рами. Из прочего оборудования можно упомянуть три формовочных
машины вибрационного типа фирмы Джекмэн, три формовочных
Фиг. 447. Формы и стержни для отливки головки цилиндра.
машины фирмы Фогель и Шемманн, песочную мельницу Джекмэн,
песочную сортировку Ньюлек, ленточную пилу Уэдкин для спили-
вания литников и выпоров, шлифовальный станок Ламсден, песко-
струйный аппарат Тилгмэн и сушилки для стержней типа Серк с тер-
мометрическим контролем.
Одной из наиболее интересных работ, производимых в литейной,
является отливка головки цилиндра из сплава Y, требующая особой
тщательности ввиду глубокого оребрения. Формы и стрежни для от-
ливки головки цилиндра показаны на фиг. 447. Здесь видны две по-
ловины опоки А, две половины стержня для камеры сгорания В,
стержни С для клапанных коробок и стержни D для коробок клапан-
ных коромысел. Стержни для одной из клапанных коробок и одной
из коробок клапанных коромысел и половина стержня камеры сгора-
ния показаны на своих местах в нижней половине опоки. Головка
372
показана заформованной. Фиксаторы Е, служат для правильной
установки верхней и нижней опок относительно друг друга.
Для набивки опок применяется смесь особо тонкого песка и саут-
гэмптонской глины. Набивка производится на двух формовочных
машинах Джекмэн вибрационного типа. После извлечения моделей
формы сушатся.
Термический цех. Интересной особенностью термического цеха
является то, что предусмотрена установка в будущем, в случае на-
добности, по второму экземпляру каждой из печей. Рядом с каждой
печью заранее подготовлено основание для такой же печи; соответ-
ственно предусмотрено расширение пескоструйной установки Тилг-
мэн. Большинство печей для термообработки поставлены фирмой
Бирлэк.
Печь для цементации имеет под с прорезями для прохода рычагов
загрузочной машины. Крупные детали, как например кулачковые
шайбы, устанавливаются в сварных контейнерах из жаростойкой
стали толщиною в 1/8", а небольшие детали цементуются в ящиках
из хромо-никелевой стали марки Пирекс фирмы Дарвине. В обоих
случаях применяется цементационный состав «Казенит».
Из других печей термического цеха отметим нагревательную
печь и вертикальную калильную печь, обслуживаемые подвесными
тележками. Подъемник, обслуживающий масляные ванны для за-
калки имеет быстрое вертикальное поступательно-возвратное дви-
жение и снабжен кнопочным управлением. С помощью этого подъем-
ника контейнеры с изделиями попеременно опускаются в масло
и вынимаются оттуда. В масляной ванне поддерживается непре-
рывная циркуляция: температура масла сохраняется на постоянном
уровне при помощи охладителя Хинан-Фруд.
Гильзы цилиндров азотируются в передвижной печи Бирлек.
Азотирование ведется при температуре 500° в течение 72 часов, глу-
бина азотированного слоя доводится до 0,012—0,015 "(0,305—0,380лдм).
Гильзы изготовляются из хромо-молибденовой стали с присадкой
алюминия.
Для отжига гильз цилиндров применяется горизонтальная печь.
Эта печь применяется также и для термообработки легких сплавов.
Предусмотрена принудительная циркуляция воздуха; рядом с печью
установлен бак с горячей водой для замочки легких сплавов после
нагрева.
Цианирование производится в ваннах «Казенит».
Остальные две печи термического цеха служат для обработки
инструмента. Одна применяется для простых углеродистых сталей,
а другая — для быстрорежущих сталей. Обе печи имеют устройства
для регулировки подачи газа и воздуха.
Все печи для термообработки снабжены самопишущими и контроль-
ными приборами фирм Интеграл Ко, Лтд. и Фостер Инструмент Ко,
Лтд.
Отдел технического контроля совершенно независим в админи-
стративном отношении от производственного отдела. Интересно
373
устройство, избавляющее от необходимости входить в помещение
технического контроля для удаления проверенных изделий. Между
столом контролера и коридором установлена перегородка, состоящая
из сквозных прямоугольных сот, в которые контролер по мере про-
верки вставляет детали с их сопроводительными карточками. На
карточке указывается следующая операция механической обработки;
чернорабочие постоянно заботятся об очистке сот и о доставке изде-
лий в механический цех для последующей обработки или, если детали
готовы, то на склад. Такие же соты устроены с противоположной сто-
роны контрольных столов
для деталей, прибывающих
в ОТК для проверки.
В ОТК применяется
несколько точных прибо-
ров Цейсса, в том числе
инструментальный микро-
скоп для контроля профиля
резьбы и оптическая дели-
тельная головка. Кроме
того имеется проекцион-
ный аппарат Виккерса,
дающий увеличение 50 : 1.
Шестерни контролируются
на двух специальных ма-
шинах Парксона и на
двух специальных маши-
нах Мааг. В настоящее
время завод не производит
шлифовки шестерен, отсы-
лая их для этого специа-
лизированной фирме. Твер-
дость замеряется на прибо-
рах Виккерса или Роквел-
ла. Стальные детали про-
Фиг. 448. Прибор для? проверки пружин;
веряются на наличие посторонних включений на магнитном
детекторе фирмы Икипмент энд Инджиниринг Ко. На этом при-
боре детали намагничиваются и покрываются взвесью чрезвычайно
тонких железных опилок в воде. Опилки располагаются по линии
трещины, которая таким образом делается ясно видимой. Для раз-
магничивания проверенных деталей применяется прибор ХэмфРи-
Клапанные пружины испытываются на специальном приборе
Комэко (Котс Мэшин Тул Ко), показанном на фиг. 448. Действие
прибора основано на принципе безмена; давление пружины уравно-
вешивается грузами, подвешиваемыми на конце рычага. Испытывае-
мая пружина помещается на оправке А и нагружается посредством
поворота ручки с правой стороны прибора, причем движение рычага
ограничено упорами так, что каждая пружина нагружается одина-
ково в нужном положении посредством маховичка В. Для пружины,
374
оказанной на фиг. 448, дается допуск ±0,5 фунта (0,227 кг). В слу-
чае надобности прибор может быть применен для испытания пру-
U'HH на растяжение; в этом случае пружина помещается между двумя
брюками, и стержень подается до предела вниз, причем упором слу-
догг переставное кольцо С.
Балансировка. Коленчатые валы и крыльчатки нагнетателя под-
вергаются перед отправкой на склад готовых деталей динамической
балансировке. Машина, применяемая для этой цели (фиг. 449 и 450),
работает по системе Требеля. Балансируемый вал поддерживается
на роликах Ан В, вращающихся на шарикоподшипниках (фиг. 450)
и регулируемых по высоте, и приводится мотором во вращение с по-
стоянной скоростью. Момент передается эластичным приводом S на
Фиг. 449. Машина для балансировки, коленчатых
валов.
планшайбе, а на валу закреплен специальный поводок, позволяющий
валу колебаться в вертикальной плоскости при вращении. Верти-
кальные колебания передаются через вертикальный штифт рычагу С-
Валу придается вращение с постоянным числом оборотов, равным
450 об/мин; такая скорость достаточно мала для того, чтобы вал не
перекашивался.
Затем колебания приводят в резонанс с периодическим усилием,
производимым неуравновешенностью изделия. Это достигается по-
воротом винта D, который меняет период колебания пружины Е и уве-
личивает до максимальной степени тенденцию рычага С к колебанию.
Колебания рычага С указываются на циферблате/7. z
Под рычагом С имеется качающийся вал G, проходящий по всей
Длине станины. Этот вал несет рычаг Н, связанный с рычагом С пру-
жиной J. Валу G придается качательное движение, причем фаза
Движения меняется до тех пор пока к рычагу С не приложатся такие
силы, что он останется неподвижным и стрелка прибора F не будет
375
показывать никакого движения. Когда будет достигнут этот результат
берутся показания двух шкал К и L. По шкале К читается размей
неуравновешенности в дюймо-унциях или размер потребной компе^
сации-на 1" радиуса, а шкала L дает угловое расположение неуравр^
Фиг. 450. Схема машины Требеля для балансировки коленча-
тых валов.
вешенности. Для перевода этого углового показания на вал повора-
чивают образец до тех пор пока показание второй круговой шкалы М
не будет соответствовать показанию шкалы L. В этом положений
неуравновешенная масса находится в горизонтальной осевой плоско-
сти вала.
Качательные движения с переменной амплитудой передаются
валу G посредством воздействия на маховичок N, а вращение махо-
376
вичка Р меняет регулировку, или фазу, качательного движения, вы-
зываемого кулачком R.
Машина пригодна для самых разнообразных по весу и диаметру
деталей, а ее чувствительность регулируется простой переменой
пружин.
Балансировочная машина Шенка типа D. О. показана на фиг. 451.
Эта машина спроектирована специально для крыльчаток нагнета-
телей. Крыльчатка приводится во вращение сжатым воздухом по-
средством двух сопел А, расположенных диаметрально противопо-
ложно. Крыльчатка устанавливается на плавающих шарикоподшип-
никах и раскручивается до большого числа оборотов; при чтении
показаний приборов сжатый воздух выключается.
Фиг. 451. Машина для балансировки крыльчаток нагнетателя.
Цехи покрытий и полировки. Большая часть оборудования цеха
покрытий изготовлена фирмой Кэннинг. Установлены ванны для
никелирования, омеднения и кадмирования, а также установки для
паркеризации и анодной поляризации легких сплавов. В цехе поли-
ровки применяется специальный ручной инструмент с гибкими ва-
лами системы Джилмэн Мэлтифлекс. Внешние поверхности поли-
руются на машинах Кэннинг. Имеется пылеуловительная установка.
Для механических испытаний материалов и деталей и для хими-
ческого анализа материалов имеются соответствующие лаборатории.
Из оборудования механической лаборатории заслуживают упоми-
нания две машины Эвери для испытаний на растяжение, машина
Изода для испытания на удар, комбинированная машина типа N. Р. L.
Для испытаний на усталость и на кручение, приборы Бринелля для
испытаний на твердость, металлографический микроскоп Виккерса
и машина Вэлера для испытаний на усталость.
Для проверки различных калибров, применяемых в механическом
и других цехах, имеется специальная камера. Температура в этой
377
'Фир 452 Шлибовка резьбы шпилек крепления цилиндров.
Фиг. 453. Фрезеровка резьбы]"на гильзе цилиндра.
амере поддерживается на постоянном уровне посредством электро-
печей, контролируемых термостатами; мерительный инструмент, по-
купающий туда на проверку, выдерживается в течение нескольких
часов, пока не примет температуры камеры. Отопление всех осталь-
ных помещений калориферное, с подогревом воздуха пропуском
через паровые подогреватели.
Механический цех. Для механической обработки большинства дета-
лей применяются стандартные станки. Среди специальных станков нуж-
но отметить резьбонарезной шлифовальный станок Ковентри Гэйдж
эндТул Ко (фиг. 452). На фигуре показана операция нарезки резьбы
на шпильках крепления цилиндра к картеру:, один конец шпильки
имеет резьбу BSF 3/8", а другой стандартную резьбу Витворта 7/16".
Фиг. 454. Стадии механической обработки гильзы цилиндра.
Для этих шпилек применяется сталь марки S65B; резьба шлифуется
без предварительной нарезки и за один проход начисто. Полное рабо-
чее время на нарезку каждого конца равняется приблизительно
2 минутам; правка круга необходима лишь после обработки 300—
500 деталей. Круг имеет много канавок. Обычно нарезают резьбу сна-
чала на одном конце большой партии шпилек, а затем меняют круг и
шлифуют шпильки с другого конца.
Для охлаждения применяется эмульсия «Флетчер Миллере Кулидж
солюбл ойл». Эта эмульсия применяется при многих других опера-
циях шлифовки. При нарезке зубьев шестерен и выточке оребрения
Цилиндров применяется масло фирмы Свифт.
Для фрезеровки внешних обводов главного картера применяется
копировально-фрезерный станок Келлер.
Фрезеровка резьбы производится на станках Арчдэйл и Вандерер;
на фиг. 453 показана установка для фрезеровки резьбы на гильзе
Цилиндра под навертную головку цилиндра мотора «Пелид» на резьбо-
фрезерном станке Вандерер. Диаметр нарезанной части равняется
155 мм, шаг трапецевидной резьбы — 2 мм и длина нарезанной
379
части — 40 мм. Конец нарезанной части гильзы сточен на коцу
под посадку головки цилиндра, так что крайние нитки имеют непо/ь
ный наружный диаметр.
Токарные операции. Стадии механической обработки гильзы ци.
линдра показаны на фигуре 454. Штамповка сначала растачивается тю
всей длине на токарном станке Лэнг до диаметра 143 мм (фигура 454 Д)
затем внешние диаметры обдираются на токарном станке Дрэммонд
Максикат до размеров, показанных на фигуре 454 В. Перед операцией
выточки оребрения изделие на том же станке доводится до размеров
показанных на фигуре 454 С. Форма гильзы после выточки оребре’-
ния показана на фигуре 454 D-
На фигуре 455 показана обдирка гильзы по эскизу, приведенному
на фигуры 454 В.
Задний суппорт несет четыре подрезных резца для проточки обоих
торцев изделия, проточки с одной стороны фланца до размера 71,8 мм
от торцевой поверхности гильзы и для проточки конца оребренной
части до размера 45,6 мм от другой торцевой плоскости. Передний
суппорт станка также несет четыре резца и имеет продольную подачу.
Два из передних резцов обтачивают диаметр оребрения до 182 мм,
а другие два обтачивают концы до диаметров 156 и 160,5 мм (для об-
точки диаметра оребрения требуется два резца вследствие значитель-
ной длины цилиндрической части обрабатываемой поверхности; один
из двух резцов протачивает фланец сзади и обтачивает половину
цилиндрической части, а другой резец начинает работу с середины
цилиндрической части и обтачивает остальную ее часть).
Скорость вращения шпинделя при этих операциях равна 25 об/мин;
поперечная подача заднего суппорта — 0,004" (0,101 мм) на 1 обо-
рот шпинделя, а продольная подача переднего суппорта составляет
0,008" (0,203 мм) на 1 оборот шпинделя. Весь цикл операций занимает
около 20 минут, включая время на установку и снятие изделия. Для
установки изделия служит специальная оправка, а на задней бабке
имеется вращающийся центр, входящий, как показано на фигуре,
в отверстие изделия.
Проточка ребер производится в два приема на токарных станках
Дрэммонд Максикат. Сначала применяется комплект прямоугольных
резцов для предварительной проточки канавок между ребрами на
глубину до половины окончательной проточки. При этой операции
принята подача 0,003" (0,076 мм) на 1 оборот шпинделя; скорость
вращения шпинделя равна 25 об/мин.
Чистовая проточка ребер (фиг. 456) производится с помощью двух
резцедержателей, каждый из которых несет по 28 резцов. Оба резце-
держателя имеют поперечную подачу. Как показано на эскизе
(фиг. 454 D), ребра имеют клиновидное сечение. Для достижения
необходимого угла клина в 1°35', передняя и задняя бабки сдвинуты-
Левые стороны ребер обтачиваются резцами одного из суппортов,
а резцы другого суппорта обтачивают правые стороны ребер.
Скорость вращения шпинделя при этой операции применяется
равной 25 об/мин, поперечная подача резцов равна 0,002" (0,051 мм-
330
Фиг. 455. Обдирка гильзы цилиндра.
Фиг. 456. Чистовая проточка ребер гильзы цилиндра.
Фиг. 457. Токарная обработка промежуточной
крышки картера.
ла 1 оборот. Резцы изготовляются из бальфуровской стали мар«и
«Ультра Капиталь плюс уан». Следует отметить, что ребра протачи-
ваются после азотирования зеркала цилиндра. Машинное время при
этой операции составляет 16 минут.
В токарной группе установлена большая партия станков Ланг,
предназначенных для обработки стальных деталей и деталей из лег-
ких сплавов. На фигуре 457 показана наладка токарного станка Ланг
для обточки и проточки промежуточной крышки картера мотора «Пе-
лид», отлитой из легкого сплава. Эскиз обработки дан на фигуре 458 А.
Изделие зажато в патроне и базировано по центральному отверстию;
в первую очередь обрабатывается поверхность ¥ до надлежащего
расстояния от плоскости
осей патрубков. За-
тем обрабатывается по-
верхность X, причем на
расстояние между плос-
костями X и ¥ дается до-
пуск+0,05 мм. Затем об-
тачивается поясок диа-
метром 392 мм с указан-
ным на эскизе допуском.
Затем изделие пово-
рачивается на планшай-
бе обратной стороной
и базируется по пояску
диаметром 392 мм для
выполнения операций,
показанных на эскизе В
(фиг. 458). Сначала про-
тачивается плоскость D
до размера 238,2 мм
от уже обработанной
плоскости ¥, после чего
протачивается плоскость F. Остальные операции при данной наладке
состоят в обработке отверстия диаметром 406 мм и снятии фаски под
углом 45°, в расточке отверстия до диаметра 407 лци на глубину
16 мм, расточке отверстия до диаметра 399 мм и в снятии фаски, как
показано на эскизе, где даны также допуски.
Третья наладка токарного станка Ланг имеет целью обработку
поверхности Н и расточку отверстия диаметром 167 мм (фиг. 458 С)
с допуском, указанным на эскизе. Для этой операции изделие бази-
руется по отверстию диаметром 406 мм и по поверхности D.
Другой типичной операцией из числа выполняемых на токарных
станках Ланг является обточка кулачковой шайбы после цементации
(фиг. 459). Материал кулачковой шайбы — сталь марки S83. Обра-
ботка выполняется в два приема, как показано на эскизах фиг. 460.
Сначала изделие устанавливают по поверхности D (верхний эскиз)
и растачивают отверстие диаметром 233 мм на глубину 33 мм. Затем
382
растачивают отверстие диаметром 228 мм, после чего протачивают
поверхность В до расстояния 7,36 мм от исходной плоскости С. Затем
протачивается плоскость А до расстояния в 27,5 мм от плоскости В,
и по шаблону обрабатывается коническая поверхность передней ку-
лачковой дорожки.
При второй операции изделие надевают на оправку отверстием
диаметром 233 мм, устанавливая его по плоскости А, причем раста-
чивается отверстие
диаметром 261 л/л4и
протачивается по-
верхность Е, как по-
казано на нижнем эс-
кизе. После этого ра-
стачивается отверстие
диаметром 266 мм,
причем изделие за-
жимается по внеш-
нему диаметру. Затем
изделие зажимают
изнутри, и протачи-
вается плоскость С до
надлежащего рассто-
яния от плоскости В.
Вслед за этим рас-
тачивается отверстие
диаметром 285 мм.
Наконец производит-
ся отделка кулачко-
вых дорожек по ши-
рине и по глубине,
для чего изделие
переворачивают и за-
жимают' в патроне
изнутри, базируя его
по диаметру 261 мм.
Для обработки при-
меняются резцы мар- фиг. 45^ Эскизы обработки промежуточной крышки
ч КИ Стэг Мэйджор картера.
фирмы Эдгар Эллен
энд Ко, Лтд. Принята скорость вращения шпинделя 10 об/мин при
ручной подаче. Допуски указаны на эскизах.
На токарных станках Лэнг обрабатывается крышка корпуса ре-
дуктора из стали марки S11 (фиг. 461). Эскиз обработки этой детали
дан на фиг. 462.
Сначала изделие зажимают по пояску бортика А и обтачивают
внешний диаметр фланца до размера 393 мм. Затем протачивается
задняя поверхность до расстояния в 33 мм от передней поверхности В,
а поверхность С обрабатывается до расстояния 20 мм от той же
383
Фчг. 459. Чистовая обточка кулачковой шайбы.
поверхности. Затем обрабатывается коническая поверхностыюд углом
2б° вместе с радиусом закругления /?14 мм для получения раз-
282 мм9 и растачивается отверстие до диаметра 185,5 мм. ДО-
ПУСКИ показаны на эскизе.
После этого изделие переворачивается и базируется по отверстию
диаметром 185,5 мм. Обрабатывается передняя поверхность фланца
д0 толщины б мм, после чего обтачивается поясок диаметром 367 мм.
Наконец, обрабатываются внутренние поверхности изделия для по-
лучения надлежащей толщины стенки, размеры которой показаны
на эскизе. На фигуре 461 показана операция обточки внутреннего
радиуса /?14 диаметра 358,5 мм.
Фиг. 461. Обточка крышки корпуса редуктора.
В некоторых случаях токарные станки Ланг применяются для
нарезки внутренней резьбы. Пример такой работы показан на фиг. 463,
иллюстрирующей нарезку резьбы в головке цилиндра. Изделие за-
жато в приспособлении, укрепленном на планшайбе станка, причем
базой служит поясок бортика. Перед нарезкой резьбы резцами, за-
крепленными на револьверной головке, растачивается до надлежащего
Диаметра отверстие и протачивается поверхность под углом 5°43'
(фиг. 464 А). Следует отметить, что на внешний диаметр резьбы
152,46 мм дается допуск + 0,04 мм, и диаметр этот растачивается
на глубину 37,2 мм. После нарезки резьбы гребенкой ручным метчи-
ком нарезается переход между нарезанной и конической частями,
причем метчик имеет для этой цели конусность.
На фигуре 464 В дан эскиз выхлопного окна, которое, вместе со
впускным окном, растачивается, зенкуется и нарезается на токарном
станке Ланг. При обработке (фиг. 465) к планшайбе станка крепится
Вспинзев-—2 5 4 25 385
угольник А, несущий в свою очередь плиту В, на которой устанав-
ливается изделие. Выхлопное и впускное окна расположены под
разными углами к оси головки, вследствие чего приходится приме-
нять попеременно две различных плиты В, предназначенных для об-
работки того или другого окна. Отверстие в плите В служит для бази-
рования пояска бортика головки цилиндра, а угловая установка
обеспечивается штифтом, входящим в отверстие в приливе С головки
цилиндра. Впоследствии прилив удаляется. Для надежного крепления
изделия к плите применяется длинный болт, проходящий сквозь
гнездо клапанной на-
правляющей, соответст-
вующее обрабатываемо-
му окну. Вес изделия
и приспособлений урав-
новешивается противо-
весом на оборотной
стороне планшайбы.
Проточка и расточка
производятся при ско-
рости вращения шпин-
деля 54 об/мин и при
подаче 0,13 мм на 1 обо-
рот. Нарезка произво-
дится при скорости вра-
щения шпинделя в 10
об/мин, причем во впуск-
ном окне нарезается
16 ниток на дюйм, а в
выхлопном — 12 ниток
на дюйм. Для контроля
отделанного начисто от-
верстия применяется
резьбовой калибр D, а посредством калибра Е контролируется глу-
бина отверстия. Головка цилиндра отливается из сплава Y, соответ-
ствующего техническим условиям J35.
На револьверном станке Ланг производится операция сверления
трех концентрических отверстий в компенсаторной тяге клапанного
коромысла мотора «Пелид». Эскиз детали, изготовляемой из стали
марки S11, показан на фигуре 466. Следует отметить, что три
концентрических отверстия расположены под некоторым углом к оси
вильчатого конца детали.
Как видно из фигуры 467, изделие укрепляется в специальном пат-
роне, причем базирование производится по вильчатому концу, кото-
рый зажат в гнезде патрона. Сначала изделие центруется, после чего
обработка ведется последовательно несколькими сверлами. Калибры
Для контроля начисто отделанных отверстий показаны на фигуре.
Метод применения калибров показан на фигуре 468. Пробка А
вводится в поперечное отверстие вильчатого конца детали, имея
387
Фиг. 465. Обработка впускного и выхлопного
окон головки цилиндра.
Фиг. 466. Компенсаторная тяга клапанной.,
коромысла.
Фиг. 467. Установка для сверления компенсаторной
тяги клапанного коромысла.
Фиг. 468. Мерительный инструмент для контроля
компенсаторной тягн_клапанного коромысла.
кОлечко для установки в осевом направлении и лыску посредине,
просверленную для последовательного пропуска трех пробок В, С и D.
Каждый из этих калибров имеет цилиндрическую часть Е,
которая направляется по
отверстию поперечного ка-
либра, а риски на цилин-
дрической части указы-
вают допустимую глубину
опускания калибра в отвер-
стие. Калибры должны
иметь скользящую по-
садку в соответствующих
отверстиях.
Алмазная обточка. Окон-
чательная операция обра-
ботки поршня мотора
«Пелид» состоит в алмаз-
ной обточке и производит
ся на специальном станке
фирмы Модерн Мэшин
Тулз. Станок приводится
ремнем, в приводе отсут-
ствуют шестерни, которые
могут вызвать вибрации;
приводной мотор установ-
лен на специальном осно-
вании. Юбка поршня ба-
зируется на оправке, а
днище укрепляется посред-
ством центрированной пли-
ты с фетровой прокладкой,
причем применяется вра-
щающийся пентр. С диа-
метра юбки снимается
около 0,125 мм при ско-
рости вращения шпинделя
500 об/мин и подаче 0,0005"
(0,0127 мм) на оборот
шпинделя.
Для фасонной обработ-
ки юбки у выемок отвер-
стий поршневого пальца
применяется разрезное экс-
центрическое кольцо, ПО-
Фи”. 469. Эксцентрическое^кольцо для креп-
ления поршня при фасонной обточке.
ФИГ. 470. Фрезеровка фланцев коробок кла-
панных коромысел головок цилиндров.
казанное на фиг. 469. Оно зажимается в патроне и в свою очередь
зажимает поршень по диаметру межканавочных поясков. Для уста-
новки поршня относительно эксцентрично расточенного разрезного
кольца применяется установочная деталь А.
389
Фиг 471. Фрезеровка внутренней поверх-
ности картера по копиру.
Штырь установочной детали вводится в отверстие, как показано
на фигуре; после того как кольцо поставлено на место в цат_
роне, поршень поворачивается в кольце, пока конец стальной
полоски установочной детали не придется напротив края выемки
отверстия поршневого пальца В. Тогда установочная деталь уда.
ляется и патрон затягивается до стыка в разрезе кольца и зажи-
мает деталь.
Фрезерные операции. Во фрезерной группе завода установлены
фрезерные станки различных типов, включая стандартные вертикаль-
ные и горизонтальные станки; имеются также специальные копиро-
вально-фрезерные станки фирм Гортон и Пратт и Уитни. На фиг. 470
показана операция фрезеров-
ки плоскости разъема короб-
ки клапанного коромысла
на головке цилиндра, отли-
той из легкого сплава. Опе-
рация производится на вер-
тикально-фрезерном станке
фирмы Зброювка. Изделие
крепится на наклонной пли-
те, причем плита меняется
в зависимости от того, какая
из двух коробок клапанных
коромысел обрабатывается,
так как плоскости их распо-
ложены под различными и
сложными углами к головке
цилиндра. Изделие устанав-
ливается по пояску бортика,
для чего в плите расточено
отверстие; крепление осуще-
ствляется с помощью трех
зажимов. Упор А обеспечи-
вает надлежащую глубину
резания. Обработка плоскости производится в три прохода.
Применяется фреза диаметром в 6" (152,5 мм) со вставными рез-
цами при скорости вращения шпинделя 300 об/мин и при авто-
матической подаче стола со скоростью 1,5" (380 мм) в минуту.
С каждой из плоскостей снимается слой металла толщиною
около 3/16" (4,76 мм).
Также по шаблону фрезеруются на вертикально-фрезерном станке
фирмы Зброювка боковые поверхности прицепного шатуна мотора
«Пелид». Эта операция ведется аналогично описанным выше приме-
рам (см. фиг. 333, стр. 288).
Другой пример фрезеровки по копиру мы встречаем при обработке
внутренней поверхности картера (фиг. 471). Копир А прикреплен
болтами к картеру; на шпинделе станка имеется ролик В, обегаю-
щий копир. Эта операция предусматривает внутреннюю фрезеровку
390
заднего отсека картера в 14 местах. Картер устанавливается на пе-
реднем фланце и базируется на бортике плиты по отверстию диамет-
ром 388 мм (фиг. 472). К заднему фланцу картера прикреплен верх-
ний копир, базируемый по отверстию заднего фланца картера и фикси-
руемый в требуемом положении двумя штифтами диаметром 17 мм.
Фиг. 472. Эскиз обработки картера.
Ролик фрезы входит в одну из профильных прорезей копира по мере
того, как фреза подается вверх. Затем фреза подается вниз и рабо-
тает противоположной стороной. Подача вниз задерживается, когда
фреза начинает, входитьв
выемку, проделанную [ею в
ходе предшествующей опе-
рации, причем следует
остерегаться того, чтобы
фреза не сделала ступень-
ки и во-время ее остано-
вить. Из чертежа можно
заметить, что проход вниз
делается с обеих сторон
каждого цилиндрового от-
верстия заднего отсека кар-
тера, следовательно опера-
ция повторяется 14 раз-
Зажимы обтянуты кожей
во избежание забоин на
поверхности изделия. Ра- Фиг. 473. Фрезеровка флаицевУлавного шатуна,
бота выполняется на вер-
тикально-фрезерном станке Цинциннати; фреза имеет диаметр 5"
(127 мм) и вращается со скоростью 60 об/мин.
На фиг. 473 показано использование вращающегося стола вер-
тикально-фрезерного станка Цинциннати для выемки материала
391
Фнг;^474. Детали эластичной муфты привода к нагнетателю.
ФигД 475. Фрезеровка шестерни эластичной муфты
привода к нагнетателю.
между двумя фланцами-большой головки главного шатуна. На шпин-
деле станка установлены две фрезы диаметром 6" (152,4 мм), и глав-
ный шатун базируется по малой и большой головкам с помощью
соответствующих пробок. Шпиндель вращается со скоростью 33 об/мин,
а стол вращается по мере надобности от руки, причем градуировка
на лимбе указывает, как далеко необходимо повернуть изделие в том
или другом направлении.
Подобным же образом фрезеруются фасонной фрезой полуцилин-
дрические поверхности между двумя фланцами. При фрезеровке
оставляется припуск на шлифовку в 1 мм на внутренней поверх-
ности каждого фланца и в 0,15 мм — на цилиндрической части.
На фиг. 474 показана операция фрезеровки шестерни с эластичной
муфтой, выполняемая на вертикально-фрезерном станке с вращаю-
щимся столом. Эта муфта показана в частично собранном виде на
фиг. 474 В.
При обработке внутренних поверхностей детали А сначала свер-
лят отверстия диаметром в 29 мм, которые образуют закругленные
поверхности Е nF для сухарей D пружин. После этого на вертикально-
фрезерном станке фрезеруются промежутки между отверстиями
(фиг. 475). Следует заметить, что деталь укреплена в центре стола. 4
Фрезеровка выемок происходит при круговой подаче стола, а путем
включения поперечного хода стола фрезеруются касательные по-
верхности.
Для обработки лопаток крыльчатки нагнетателя применяется
горизонтально-фрезерный станок Цинциннати с делительной головкой
(фиг. 476). Сначала штамповка из легкого сплава обтачивается, при-
нимая форму, показанную литерой А, и в отверстии нарезаются
шлицы. Для фрезеровки лопаток изделие надевается на шлицованную
ось и поворачивается по мере надобности, причем материал удаляется
фасонной фрезой диаметром 5" (127 мм). Столу станка дается автома-
тическая подача в 7" (178 мм) в минуту, причем его ход ограничен
упорами. Скорость шпинделя выбрана 220 об/мин.
На фиг. 477 показан метод, применяемый при фрезеровании шлиц
на валу редуктора. Эта операция выполняется на горизонтально-
фрезерном станке Мильвоки. Один конец вала, изготовляемого из
стали марки S81, зажат в патроне с мягкими губками, а другой конец
поддерживается на обычном центре с делительной головкой. К пат-
рону прикреплен делительный диск А, имеющий установочные от-
верстия, соответствующие шлицам на валу. Диск и изделие повора-
чиваются при вращении маховичка В. Установка изделия относительно
Делительного диска достигается с помощью поводка С, обхватываю-
щего одну из трех осей саттелитов.
Обработка ведется специальной фасонной фрезой диаметром 3"
(76 мм); скорость вращения шпинделя равна 51 об/мин, а подача
стола — 1" в мин. Каждый шлиц фрезеруется в три прохода, причем
при последнем проходе снимается 0,002" (0,05 мм).
Сверлильные и расточные операции. Оборудование сверлильно-
расточного цеха завода состоит, главным образом, из нескольких
393
Фиг. 476. Фрезеровка лопаток крыльчатки
нагнетателя.
Фиг. 477. Фрезеровка шлиц вала редуктора.
групп станков Герберт, целиком электрофицированных и работающих
на шарикоподшипниках, большой группы радиально-сверлильных
станков Китчен-Уэйд и груп-
пы одношпиндельных мощ-
ных вертикально - сверлиль-
ных станков Асквит. Боль-
шинство операций, выполня-
емых в этом^цеху завода, со-
вершенно обычны и не нуж-
даются в особом освещении.
Очень широко применяются
кондукторы и т. п. приспосо-
бления. Сверление и развер-
тывание отверстий под кла-
панные направляющие в го-
ловке цилиндра производятся
на радиально - сверлильном
станке Китчен-Уэйд (фиг. 478).
Приспособление может уста-
Фиг. 478. Сверление и развертывание от-
верстий иод клапанные направляющие
в головке цилиндра.
навливаться на любой из
двух своих наклонных плос-
костей, позволяя тем самым
обрабатывать оба отверстия.
Поясок на головке цилиндра базируется в выточке основания при-
способления, а зажимы надежно крепят изделие в нужном положении.
Фиг. 479. Эскиз гнезда под направляющую
втулку в головке цилиндра.
Направляющие втулки на-
ходятся в траверсе приспо-
соблений. Как видно из
эскиза (фиг. 479), номи-
нальный диаметр отвер-
стия под клапанную напра-
вляющую равен 17 мм в
случае клапана впуска,
а в случае выхлопного кла-
пана этот диаметр равен
20 мм. В обоих случаях
на диаметр дается допуск
+0,022 мм. При этой же
операции получаются вы-
точка 0 63,5 мм и зенковка
0 27 мм.
При сверлении принята
скорость вращения шпин-
Предварительное и оконча-
деля 220 об/мин при подаче от руки.
тельное развертывание производятся при скорости вращения шпин-
деля 80 об/мин. Зенкование производится при той же скорости
шпинделя и при подаче от руки; глубина зенкования ограничива-
ется упором.
395
Для расточных операций применяются станки как вертикальных,
так и горизонтальных типов. Поковка картера перед фрезеровкой
по копиру растачивается и обтачивается на вертикальном расточном
станке фирмы Уэбстер и Беннетт.
Расточка картера распределения производится на горизонтально-
расточном станке Ричардс (фиг. 480). Эта операция состоит в расточке
14 равноотстоящих друг от друга отверстий. На угольнике установ-
лена поворотная плита
А, на которой обрабаты-
ваемый картер фикси-
руется в нужном поло-
жении с помощью шты-
ря. Крепление обеспе-
чивается маховичком В.
Станок снабжен световой
сигнализацией Морри.
Операция начинается
с проточки плоскости
фланца А (фиг. 481)
под углом 17°30', при-
чем фланец устанавли-
вается на поворотной
плите приспособления.
Затем главное отвер-
Фиг. 480. Расточка каптера распределения.
Фиг. 481. Эскиз части картера распределения.
стие обрабатывается до
0 53 мм, после чего снимается фаска по ее краям до 0 60. Наконец
начисто растачиваются и развертываются отверстия диаметрами
54 мм и 53,8 мм с допуском -|-0,03 мм. После этого деталь повора-
чивается, и подобные
же операции проделы-
ваются последовательно
над остальными 13 от-
верстиями. При расточ-
ке принята скорость
вращения шпинделя
40 об/мин; при развер-
тывании до 100 об/мин
скорость понижается.
Подача в обоих слу-
чаях одинаковая—0,010"
(0,254 мм) на оборот.
На фиг. 482 показа-
на чистовая расточка
большой головки глав-
него шатуна мотора «Пелид», залитой баббитом, и малой головки глав-
ного шатуна, в которую запрессована втулка из фосфористой бронзы.
Обе эти операции выполняются одновременно на станке Хилд Бор-
мэтик. Станок снабжен двумя расточными головками; шпиндели
396
несут алмазные резцы фирмыДаймондТулз,Бирмингам.Эга операция
производится йри запрессованных в соответствующие гнезда пальцах
прицепных шатунов, что делается для приближения по мере воз-
можности к действительным условиям работы^ Большая проушина
главного шатуна, в которую запрессована стальная втулка, залитая
баббитом, базируется по одной из проушин прицепных шатунов,
а малая головка шатуна опирается в плавающей опоре, которая
закрепляется перед пуском станка в ход. Оба шпинделя вращаются
со скоростью 2 500 об/мин; подача стола составляет 0,0015" (0,038 мм)
на оборот шпинделя. С диаметра каждого из отверстий снимается
около 0,008" (0,23 мм).
Шлифовальные операции. Шлифовальное оборудование завода
состоит из станков плоско-шлифовальных, внутренне- и внешне-
шлифовальных (для обработки цилиндров), бесцентрово-шлифоваль-
ных, лаппинговых и кулачково-шлифовальных. Крупные детали
подвергаются плоской шлифовке на станках Блэнчард, более мел-
кие детали подвергаются плоской шлифовке на стднках Черчилль,
Браун и Шарп и Рейд, снабженных магнитными патронами Пейл.
Для шлифовки некоторых втулок применяется бесцентрово-шлифо-
вальный станок БСА, на котором шлифуются также поршневые
пальцы и пальцы прицепных шатунов, которые вслед за этим под-
вергаются лаппингу с допуском в 0,0001" (0,0254 мм) на лаппин-
говом станке Нортон-Ньюолл с вертикальным шпинделем.
Для внешней шлифовки цилиндрических изделий применяются
шлифовальные станки Лэндис и Нортон, а для внутренней шли-
фовки применяются станки Хилд. Гильзы цилиндров подвергаются
внутренней шлифовке на станках Хилд и Брайант.
На фиг. 483 показана наладка кулачково-шлифовального станка
Черчилль для шлифовки кулачковой шайбы мотора «Пелид».
Кулачковая шайба А, имеющая две кулачковых дорожки, монтиро-
вана на оправке, несущей эталонную кулачковую шайбу В, кото-
рую обегает копирный ролик, контролирующий поступательно-воз-
вратную подачу стола. На оправке укреплена шайба С; штифт на
поверхности этой шайбы входит в ориентирующее отверстие в ку-
лачковой шайбе, фиксируя угловое положение последней. Поверх-
ности кулачковых дорожек наклонены под определенным углом
к оси кулачковой шайбы, поэтому шпиндель, несущий шлифовальный
круг Е, установлен тоже под определенным углом, как показано
на фигуре.
На фиг. 484 показан внутри-шлифовальный станок Хилд, налажен-
ный для шлифовки зеркала цилиндра до окончательного размера
после навертывания головки. Операция проделывается в два приема:
сначала снимается около 0,010" (0,254 мм), после чего меняется ско-
рость вращения изделия, а круг правится алмазом перед снятием
последних 0,002" (0,0508 мм). Изделие вращается со скоростью
' 100 об/мин при предварительном проходе и со скоростью 250 об/мин
при чистовом. Следует припомнить, что зеркалу придается поверх^
ностная твердость посредством азотирования в ходе предшествующей
397
Фиг. 482. Станок для алмазной расточки боль-
шой и малой головок главного шатуна.
Фиг. 483. Шлифовка кулачков по копиру.
Фиг. 484. Шлифовка зеркала цилиндра.
Фиг. 485. Способ установки цилиндра на внутрн-
шлифова льном станке.
обработки. Увеличение скорости вращения изделия дает тот эффект,
что поверхность приобретает зеркальную чистоту отделки без необ-
ходимости последующего лаппинга.
При этом шлифовальному кругу придается максимально-дости-
жимая окружная скорость. Применяется алокситовый круг 60R BLU5
фирмы Карборундум.
Способ установки изделия показан на фигуре 485. Бабка шпин-
деля имеет дверцу на петлях, которая при установке изделия откры-
вается.
Точная установка цилиндра достигается с помощью шлифованного
стального кольца и трех хомутов, надежно закрепляющих его в нуж-
ном положении.
Для контроля начисто обработанного зеркала цилиндра приме-
няется индикатор.
ПРОИЗВОДСТВО ЦИЛИНДРОВ МОТОРА «МЕРКУРИЙ» ИА ЗАВОДЕ
СТЭНДАРД МОТОР
В настоящее время авиамоторный отдел автомобильного завода
Стэндард Мотор занят производством всего узла цилиндра мотора
Бристол «Меркурий VIII», за исключением механизма клапанного
коромысла и клапанов, которые изготовляются на заводах Дэймлер
и Ровер.
На заводе Стэндард производятся следующие детали: гильза
и головка цилиндра, кольцо головки цилиндра, медная прокладка,
клапанные направляющие, седла клапанов, свечевые втулки, впуск-
ной патрубок и суппорты клапанных коромысел.
Разрез собранного узла цилиндра представлен на фигуре 486;
механизм клапанных коромысел устанавливается на вкладышах,
монтируемых в подшипниках суппортов клапанных коромысел А,
которые в свою очередь привернуты к площадкам на головке
цилиндра.
Кольцо головки цилиндра В изготовляется из стали и наверты-
вается на дуралюминовую кованую головку, а кольцевая медная
прокладка вдавливается в фаску на конце нарезки гильзы ци-
линдра С.
Клапанные седла и свечевые втулки ввернуты в головку и кон-
трятся путем расчеканки окружающего их металла, заполняющего
углубления в насечке на этих деталях.
С точки зрения производства наиболее интересной деталью яв-
ляется головка цилиндра.
Она изготовляется из дуралюминовой штамповки весом в 49 англ,
фун. (22,25 кг).
После 112 операций вес окончательно обработанной головки
с клапанными седлами и свечевыми втулками доводится до 15 англ,
фун. (6,8 кг).
Многие из этих операций необычны и требуют применения осо-
бых методов и оборудования.
400
В отношении планировки и организации завод Стэндард пред-
ставляет собой пример автономного производства; все цехи (включая
термический, цех покрытий и сборочный) собраны под одной крышей.
Заводской корпус
имеет размеры 500 х
X 250 фут. (150 х
X 75 м), что дает
площадь полов около
3 акров (12 000 л/2),
не считая контор,
буфета, проходных и
некоторых других
вспомогательных от-
делов, которые рас-
положены^ подвалах
главного корпуса.
Вдоль цеха располо-
жены две линии стан-
ков, занимающие око-
ло двух третей пло-
щади механосбороч-
ного цеха.
Ближе к одному
из концов цеха раз-
мещены отдельные
линии станков, пред-
назначенных для об-
работки различных
второстепенных дета-
лей, а в самом конце
цеха расположен ин-
струментальный отдел
и небольшая группа
автоматов Индекс для
изготовления шпилек
и т. п.
8 Цехи термический,
покрытий и полиров-
ки размещены вдоль
одной из боковых сторон цеха, так же "'как отделы пескоструйной
очистки, навертывания головки на гильзу, цех .частичной сборки
и т. д. Кладовые сырья и деталей, конторы, ОТК и камера проверки
мерительного инструмента размещены в конце цеха, у начала пото-
ков головки и гильзы цилиндра. Два вида цеха приведены на
। фигурах 487 и 488. На фигуре 488 показана центральная часть
Цеха; станки для | обработки гильзы цилиндра видны на зад-
1 нем плане, термический цех — в глубине справа. Линии станков
для обработки головки цилиндра обслуживаются двойными роль-
; Велижев—254—26 401
Фиг. 486. Собранный цилиндр мотора Бристол
«Меркурий».
Фиг. 487. Вид линии механической обработки головок цилиндра.
Фиг. 488. Вид линии гильз цилиндра и мелких деталей.
1k
гангами для облегчения пропуска деталей через два или более стан-
ков в тех случаях, когда по характеру изделия необходимо использо-
вать группу станков на одной и той же операции. На некоторых
трудоемких операциях ставятся по два-три или по четыре станка
с целью выравнивания потока изделий.
Обработка головки цилиндра. Нафиг. 170(стр. 167) показана го-
ловка цилиндра, а на фиг. 489—необработанная штамповка и отде-
ланная головка, готовая к запрессовке клапанных направляющих.
Первая операция обработки штамповки состоит в обточке диаметра
Фиг. 489. Обработанная головка цилиндра и штамповка
для нее.
фланца и боковой поверхности головки, проточке нижнего торца и
расточке камеры сгорания. Она производится на автоматах Герберт
№ 5, один из которых показан на фиг. 490. Интересной подроб-
ностью этой операции является проточка нижнего торца головки с
некоторой вогнутостью для устранения деформации изделия в ходе
последующих операций, когда будет снята большая часть металла.
Это достигается посредством копира, в который упирается тыльная
часть резцедержателя переднего суппорта. Револьверная головка
несет большой вращающийся центр для создания упора изнутри
детали при фасонной проточке по внешнему диаметру. Эта преду-
предительная мера принята ввиду необходимости зажимать деталь
в конусном патроне. Применяются резцы из 22%-ной вольфрамовой
стали Герберта; операция отнимает в общем около 15 минут. Затем
деталь центрируется по наружному диаметру и в торце сверлятся
два гнезда, служащие для базирования при всех последующих опе-
рациях (см. стр. 168).
Опишем некоторые наиболее характерные операции из различ-
ных стадий обработки. После фрезеровки плоскостей фланцев впускных
уОкон, кромок оребрения со стороны впуска и со стороны выхлопа
изделие подготовлено к операции фасонной фрезеровки верхнего
контура ребер. Эта операция производится с помощью составной
фрезы и ведется на 48-дюймовом фрезерном станке Арчдэйл, причем
фрезеровка всей верхней поверхности и боковых поверхностей
40^
Фиг. 490; Установка для первой операции обработки
головки цилиндра.
Фиг. 491. Группа станков для обработки гнезд под
клапанные направляющие.
головки производится за один проход при общей длине обрабатывае-
мого профиля в 17" (431 мм). Скорость вращения фрезы 118 об/мин,
что дает скорость резания 300 фут)мин (91,5 м/мин). Расстояние между
внешними плоскостями 9,75" (248 мм). Станок имеет привод от мо-
тора в 10 л. с., и, несмотря на ширину резания, вибраций не наблю-
дается (см. фиг. 173, стр. 169).
За этой операцией следует фасонная фрезеровка плоскостей под
клапанные направляющие, выполняемая группой станков, работаю-
щих с концевыми фрезами и направляющими втулками, — способом,
который будет описан ниже в связи с другими операциями фасонной
фрезеровки. Затем на фрезерном станке Арчдэйл обрабатывается
радиус в боковом оребрении, после чего проводится полный контроль
всех поверхностей. Вслед за этим на фрезерных станках Асквит про-
изводится серия фасонных операций. Последовательность дальней-
ших операций по обработке головки такова:
1. Фрезеровка по копиру для снятия лишнего металла на углах
плоскостей впускных отверстий.
2. Фрезеровка по копиру боковых поверхностей.
3. Фрезеровка по копиру верхнего оребрения и площадки под
суппорт клапанного коромысла.
4. Фрезеровка по копиру для снятия лишнего металла вокруг
плоскостей фланцев впускных окон и над ними.
За операциями фасонного фрезерования следуют сверление и раз-
вертывание отверстий под клапанные направляющие в целях созда-
ния базирующих поверхностей для последующей обработки бобышек
впускных и выхлопных окон и бобышек клапанных направляющих.
Для сверления и развертывания применяется группа двухшпиндель-
ных станков Арчдэйл (фиг. 491). При этих операциях применяют не
делительные приспособления, а приспособления с угловыми осно-
ваниями, которые облегчают перевод изделия из положения для
сверления в положение для развертывания.
После развертывания изделие устанавливается в перевер-
нутом положении на наклонном приспособлении для предваритель-
ной расточки гнезд под клапанные седла и обработки внутреннего
края направляющей выхлопного клапана. Для обеспечения точности
размера по глубине при этой обработке фрезы снабжены скользящими
направляющими и упорами.
После сверления и расточки впускных и выхлопных окон диа-
метром 2" (50,8 мм) на станках Арчдэйл фрезеруется «шатер» камеры
сгорания; на особом станке фрезеруются по копиру уголки камеры
сгорания. Затем изделие протравливается и, прежде чем перейти
к более дорогим операциям по обработке распределительных каналов
и оребрения, производится проверка на наличие трещин и посторон-
них включений.
Клапанные коробки и распределительные каналы обрабатываются
кругом при помощи ряда копировально-фрезерных операций. Для
этого вида обработки применяются станки фирмы Хэй; линия этих
станков видна на фиг. 492.
405
Фиг 492 Часть линии "станков для фрезеровки по копиру клапанных
коробок.
Фиг. 493. Станок Хэй для фрезеровки клапанных отверстий.
На фиг. 493 показан вид спереди на один из этих станков, обра-
батывающий впускное отверстие, а на фиг. 494 — копировальное
фрезерование бобышек клапанных направляющих изнутри камеры
сгорания. На фиг. 170 (стр. 167) можно видеть, что глубина коробки
в различных точках вокруг бобышки клапанной направляющей раз-
лична, и для получения надлежащих очертаний изделия передняя
бабка снабжена на тыльной стороне шайбой большого диаметра с ло-
бовыми кулачками для придания изделию осевого перемещения при
вращении от руки посредством редукционной червячной передачи
шпинделя, на котором укреплено изделие.
На фиг. 494 можно также видеть, что вся головка, на которой
укреплено изделие, имеет устройство для вращения в вертикальной
плоскости с целью приведения клапанных направляющих в поло-
жение соосности с фрезерным шпинделем. Вследствие большой вели-
чины отношения диаметра копира к диаметру изделия подъем
кулачка весьма постепенен. Ролик, катящийся по копиру, цемен-
тован и насажен на несущей изделие головке роликоподшип-
ника; соприкосновение поддерживается патентованным устрой-
ством, заключенным в головке. Передняя бабка, несущая изделие,
отлита заодно с длинными салазками и имеет кожух, предохраняю-
щий направляющие станка. Салазки покоятся на роликах, причем
имеется второй комплект роликов, регулируемый на эксцентриках
под направляющими салазок во избежание подъема салазок- Передви-
жение салазок вдоль станины производится или посредством колен-
чатого рычага для быстрых подач, или посредством червячной пере-
дачи для постепенной подачи, причем имеется микрометрический
упор для точной установки по ходу.
На этих станках фрезерная головка покоится как на вертикальных,
так и на горизонтальных салазках, при наличии устройства для уста-
новки в центральном положении и микрометрической регулировки
поперечного хода. Так как применяются фрезы малого диаметра, то
шпиндель снабжен автоматически смазываемыми подшипниками, обес-
печивающими вращение со скоростью 5000 об/мин. Привод осущест-
вляется посредством тексропов от мотора, расположенного на ста-
нине позади станка, как ‘показано на фиг. 492. Группы этих
станков используются для обработки бобышек впускных отверстий
и клапанных направляющих.
Фрезеровку ребер производят преимущественно составными фре-
зами. Одна из наиболее ответственных операций этого рода показана
на фиг. 495. Сначала в средней части головки прорезаются начерно
вертикальные ребра с параллельными сторонами и прямоугольными
основаниями. Во избежание засорения опилками канавок между
ребрами и последующего задира металла или поломки фрез станок
снабжен помпой высокого давления, подающей обильные струи охлаж-
дающей эмульсии под давлением 4—2 кг/см2 в канавки между реб-
рами. Это позволяет выполнять обработку при скорости вращения
фрезы 52 об/мин и при подаче 1,1 дюйм/мин (28 мм/мин); при по-
следующей операции фрезерования по копиру для придания ребрам
407
Фиг. 494. Станок Хэй для фрезеровки оребрения составной
фрезой.
Фиг. 495. Станки Арчдэйл' для фрезеровки ребер ' составными фрезами.
клиновидного сечения применяется подача 1,7 дюйм/мин (43 мм/ мин)-
Для охлаждения применяется эмульсия марки Флетчер Миллере
Кулидж или Дакхэм Экуикэт, разбавленные в отношении 60: 1. Успех
этой операции зависит также от конструкции и расположения фре-
зы. Наилучшие результаты дают
фрезы с чередующимися зубьями,
работающими по противоположным
сторонам канавки, за которыми
следует промежуточный зуб, даю-
щий полный контур сечения.
Фрезы смещены на оправке так,
что не имеется двух зубьев, распо-
ложенных в одной плоскости.
Как видно на фигуре 495, изде-
лие устанавливается на наклонном
приспособлении, ввиду того что
ребра на стороне выхлопа имеют
большую высоту.
Три операции подфрезеровки
контуров ребер подготавливают
изделие к операции № 38, состоя-
щей в проточке круговых ребер
около основания головки. Эта ра-
бота выполняется на токарных
станках Максикат № 1, снабжен-
ных на переднем и заднем суппор-
тах составными гребенками из
десяти резцов. Гребенки слегка
смещены друг относительно друга
и заточены каждая для обработки
одной стороны ребра; такой ме- фиг 496 Сверление и
раззенковк
тод дает лучшие результаты, не- отверстий под^ свечевые втулки,
жели применение особых состав-
ных гребенок для предварительной
и чистовой обработки. При таком устройстве возможно приме-
нение подачи 0,0065" (0,1650 мм) на оборот.
Затем выполняется операция сверления и раззенковки отверстия
под свечевую втулку. Эта операция производится на станке Арчдэйл
с применением поворотного приспособления, на котором изделие
закрепляется посредством шарнирного зажима, входящего в просвет
между центральными ребрами (фиг. 496). Для уменьшения искрив-
ления круговых ребер зенкером в оребрение вставляется гребенка,
поддерживающая ребра с одной стороны и оставляющая просвет
для инструмента.
Затем производится ряд операций составными фрезами на стан-
ках Арчдэйл для прорезки боковых ребер, окружающих клапанные
коробки. Сначала на станках Арчдэйл, налаженных для обработки
соответственно левой и правой сторон, профилируются пять нижних
40»
ребер, после чего применяются фрезерные станки той же фирмы для
обработки кулачков, используемые в данном случае для профилиро-
вания центрального ребра. Затем на вертикально-фрезерных стан-
ках Арчдэйл с составной фрезой обрабатываются четыре боковых
ребра. Наконец фрезеруются по копиру два верхних боковых ребра.
Эта операция основана на ранее упомянутом принципе применения
направляющего штифта на фрезерном шпинделе в сочетании с копи-
ром, укрепленным на приспособлении; приспособление рассчитано
на обработку как правой, так и левой сторон.
Для чистовой обработки контура оснований боковых ребер тре-
буется целая линия горизонтально-фрезерных станков Арчдэйл, на
которых выполняется двадцать две различных операции. Один из
новейших станков этого типа показан на фиг. 497; он состоит в основ-
ном из подвижной в горизонтальной плоскости шпиндельной головки,
которой придается поступательно-возвратное движение посредством
кривошипа переменной длины, показанного на фигуре справа. Меха-
низм представляется несколько необычным; шатун имеет форму стерж-
ня, скользящего между зажимающими элементами, закрепленными на
кривошипе, что позволяет регулировать ход шпиндельной головки
копировальной пластиной или упорами, причем стержень скользит
в зажимных элементах на остающуюся длину кривошипа. При приме-
нении копировальной пластины на рабочем столе станка длина хода
может изменяться по мере подачи фрезы в тело изделия при попереч-
ном ходе стола. Станок снабжен буферной пружиной для торможе-
ния головки в конце хода. Так как концевые фрезы, применяемые
на этих шпинделях, имеют малый диаметр, а именно 0,180" (4,56 мм)
на толстом конце, то шпиндель вращается со скоростьщ 2900 об/мин.
Допуск на толщину ребер у основания — не более 0,010" (0,254 мм).
Вслед за этой серией операций на вертикально-фрезерном станке
Арчдэйл фрезеруется просвет вокруг отверстий для свечевых втулок,
после чего деталь обрабатывается на верстаке шарошками и шаберами
с целью зачистки и отделки переходов; затем головка цилиндра про-
травливается.
Из последующих тридцати операций многие напоминают вышеопи-
санные черновые. Первая из них состоит в развертывании отверстий
клапанных направляющих с оставлением припуска 0,040" (0,102 мм)
на окончательную притирку. Затем на станках Асквит производятся
дальнейшие операции профилирования, включая фрезеровку пря-
мых углов вокруг фланцев впускного окна. Затем с целью подготовки
нарезки отверстий под клапанные седла и свечевые втулки по всей
поверхности днища фрезеруются две плоскости.
После следующей операции чистовой расточки и нарезки свече-
вых отверстий деталь готова для чистовой обработки гнезд под кла-
панные седла. При этой операции применяется необычный способ
обеспечения высокой степени точности нарезанного и направляю-
щего диаметров, а особенно поверхности выточек. Допуск на диаметр
нарезанной части равен 0,0016" (0,0406 мм), а поверхности за концом
резьбы должны быть обработаны так, чтобы при контроле по краске
410
Фиг. 497. Быстроходный горизонтально-фрезерный станок
Арчдэйл.
Фиг. 498. Отделение сборки головок и гильз.
I
торцевая поверхность резьбового калибра показывала полное при-
легание. Цель этого состоит в том, чтобы обеспечить отличное сопри-
косновение поверхностей седел и головки и таким образом — хоро-
шую теплопроводность. Эта работа производится на сверлильных
станках Арчдэйл, обрабатывающих как впускные, так и выхлопные
гнезда. Сначала растачивается и начерно раззенковывается диаметр
под нарезку. Затем выполняется нарезка резьбы от руки с использо-
ванием последовательно четырех специальных шлифованных мет-
чиков, направляемых с двух концов. Эти метчики имеют точно шли-
фованные пояса, служащие для направления инструмента для чисто-
вой обработки с целью достижения концентричности раззенкованной
и нарезанной частей, причем проход последним метчиком произво-
дится после чистовой обработки раззенкованной части. Затем вручную
подторцовывается нижний торец, причем направлением служат
отверстия под направляющую и зенкер. Для смазки при нарез-
ке используется смесь парафинового масла и очищеного свиного
сала.
Затем выполняется другая операция ручной обработки — зачистка
радиусов перехода бобышек клапанных направляющих впуска, после
чего начисто нарезаются отверстия свечевых втулок, что требует
последовательного применения трех ручных метчиков. Затем произ-
водится окончательный контроль гнезд под клапанные седла, и, если
потребуется, они притираются по краске до получения полного
прилегания к торцу резьбового калибра. После этого головка цилин-
дра готова к постановке на места клапанных седел и свечевых вту-
лок. Эта работа выполняется в одном из отделений, вынесенных в сто-
рону от цеха и изображенном на фигуре. 498. Отдел оборудован груп-
пой газопламенных печей фирмы Инкандесент Хит. Для данной работы
имеются комплекты специальных приспособлений, а также приспо-
собления для посадки на гильзы уплотнительных колец и головок
цилиндров.
Для посадки клапанных седел и сВечевых втулок головка цилин-
дра нагревается до 300° в течение Р/4 часа. При загрузке в печь
головки ставятся в специальные держатели, а после выемки закреп-
ляются в приспособлениях с быстрым зажимом, в которых зажимы
расположены так, чтобы избежать поводки изделия. Приспособле-
ния имеют педальное управление и вращаются на универсальных
шарнирах в целях облегчения быстрого доступа к внешней и вну-
тренней сторонам детали при ввертывании клапанных седел и свече-
вых втулок. Клапанные седла заранее надеваются на оправки, е тем
чтобы их можно было быстро ввернуть на место. Успех этой опера-
ции зависит от слаженности бригады, разгружающей печь, загружаю-
щей приспособления, устанавливающей седла и втулки на места и
завертывающей их. Головки навертываются на гильзы позднее, но
этот процесс подобен описанному.
Для законтривания свечевых втулок металл головки зачерки-
вается в насечку, сделанную по краю бортика втулки. За чеканка вы-
полняется с помощью оправки с кольцевым пуансоном, причем
412
оправка вводится через свечевое отверстие; давление сообщается
пуансону посредством шестигранной гайки.
Затем свечевые втулки подрезаются с наружного конца для
гдаления шлицованной части, посредством которой они были вверну-
ты на места.
После этого проводится ряд операций с клапанными направляю-
щими и седлами. Они заключаются в зенковке внешних торцев кла-
панных направляющих и их фасок. Эти фаски обрабатываются о
строгими допусками и доводятся от руки по калибру. Затем на
комбинированных револьверных станках Герберт № 8 произво-
дится ряд операций по расточке седел впускных и выпускных
клапанов.
Завальцовка клапанных седел в головке выполняется на двух-
шпиндельном сверлильном станке. Операция состоит в накатке
канавки над седлом (см. фиг. 486), причем металл выжимается из нее
и заполняет впадины насечки на торце седла.
Инструмент состоит из оправки, несущей несколько шариков
в радиальных отверстиях, причем под действием центральной кони-
ческой детали шарики выжимаются наружу по мере подачи оправки
до упора.
Далее подфрезеровывается карман в стенке камеры сгорания
у свечевого отверстия, а затем следует ряд операций, производимых
на станке для точного сверления фирмы Герберт и состоящих в чисто-
вой нарезке гнезд под шпильки в бобышках фланцев впускного
и выпускного окон, в площадках под суппорты клапанных коромысел
и отверстий для термопары в плоскости впускного окна. Затем на станке
Асквит окончательно фрезеруется площадка под суппорт клапанных
коромысел. /
Сверление отверстий в суппортах (операции № 82) производится
на радиально-сверлильном станке Арчдэйл. Последующая операция
заключается в расточке головки под резьбу на комбинированных
револьверных станках Герберт №9. Внутренняя резьба нарезается
на резьбо-фрезерных станках Хэнсон Уитни с допуском 0,002"
(0,05 мм) на средний диаметр.
Затем на станке Арчдэйл фрезеруются короткие ребра близ вы-
хлопных отверстий. Эта операция производится последней из
соображений, что ребра имеют очень тонкое сечение и поэтому ломки.
Плоскость фланца выхлопного окна фрезеруется начисто на копи-
ровально-фрезерном станке Асквит. Наконец, на токарных станках
Герберт протачивается нижний фланец и начисто отделываются ниж-
ние ребра.
Обработка гильзы цилиндра и других деталей цилиндра. С точки
зрения механической обработки гильзы цилиндров являются не-
сколько более простыми объектами, хотя и здесь требуется специ-
альное оборудование. Заготовка куется из азотируемой стали. Пер-
вая операция заключается в предварительной и чистовой расточке
на автоматах Герберт № 5 (фиг. 499). Инструмент, применяемый
413
при этой операции, показан на фигуре 499 повернутым на 180° от
рабочего положения- Он состоит из тяжелой качающейся оправы, несу-
щей четыре остроконечных резца; внешний конец оправы снабжен
направляющей втулкой, и когда оправа вводится в изделие, эта втулка
обхватывает конический конец направляющей штанги, установленной
внутри шпинделя станка К Вследствие этого качающаяся оправа
поднимается в рабочее положение, причем резцы подаются прямо
в тело изделия, и черновая расточка завершается в результате
короткого прохода. Чистовой проход выполняется с помощью расточ-
ного резца, укрепленного на жесткой оправе на следующей грани
револьверной головки, причем в этом случае проход занимает всю
растачиваемую длину. Обе операции занимают, однако, примерно
одинаковое время, так как скорости вращения шпинделя составляют:
при черновом проходе 50 об/мин, а при чистовом 175 об/мин; подача
в обоих случаях одна и та же, а именно 0,0075" (0,19 мм) на оборот
шпинделя-
Вторая операция черновой обточки, при которой обрабатываются
внешние диаметры, включая фланец, юбку, нарезанную часть и
оребренную часть, а также место под шейку, производится на группе
токарных станков Максикат № 1, имеющих по пяти резцов как на
переднем, так и на заднем суппортах.
После этих операций деталь покрывается слоем олова для пред-
охранения внешней поверхности при азотировании. Для покрытия
оловом используется оловянно-кислый натрий при плотности тока
около 15 ампер на кв. фут (49 с/м2). Нормальное время для
нанесения слоя толщиной 0,0005" (0,0127 мм) — 2 часа.
После покрытия гильза нормализуется в электропечах фирмы
Гиббонс Уайльд-Барфилд при температуре 500° в течение 8 часов.
Затем внутренняя поверхность цилиндра шлифуется для удаления
оловянного покрытия с поверхности, подлежащей азотированию.
Шлифовка производится на внутришлифовальных станках Черчилль,
после чего гильза поступает на азотирование, которое выполняется
в печах Бирлек с самопишущими пирометрами; азотирование произ-
водится при температуре 485° в течение 72 часов. Гильзы находятся
в контейнерах, в которых циркулирует аммиачный газ.
После азотирования производится чистовая обточка внешних диа-
метров на токарных станках Максикат № 1. Затем на горизонтально-
фрезерном 20-дюймовом станке Арчдэйл фрезеруется желобок во
фланце. Этот желобок служит только для ввертывания гильзы
в головку и удаляется при последующих фрезерных операциях по обра-
ботке фланца.
Предварительная и чистовая проточка ребер выполняются в дру-
гой группе станков Максикат, налаживаемых попеременно для пред-
варительной проточки с помощью составных гребенок и чистовой
обработки ребер с приданием им клиновидного сечения. Один из
этих станков показан на фигуре 500. Для операции чистовой обработки
1 См. стр. 198.
414
Фиг. 499. Специальная оправа для расточки цилиндровых гильз.
Фиг. ;00. Станок Максикат для проточки ребер гильз.
передний и задний суппорты станка установлены под требуемым
углом. Для контроля радиусов перехода у основания ребер приме-
няются предельные шариковые калибры: проходной—диаметром 0,115"
(2,92 мм) и непроходной—диаметром О,125" (3,18 мм). Для окончатель-
ного контроля ребер, которые несколько разнятся по глубине на про-
тяжении длины оребрения, установлены гребенки из штифтовых ка-
либров, расположенных на надлежащих расстояниях друг от друга,
так что диаметры гильзы у основания ребер могут быть проконтро-
лированы одновременно при установке гильзы на оправке, зажатой
в центра^ *.
Шлифовка по диаметрам юбки гильзы с точностью до 0,002"
(0,05 мм) выполняется на шлифовальных станках Черчилль, снабжен-
ных оправками особой формы. Одна из них показана на фигуре 501.
Оправка состоит из двух плотных резиновых колец, надетых
на внутреннюю оправку и отделенных друг от друга специальным
кольцом, точно пришлифованным к внутреннему диаметру цилиндра,
Посредством концевых колец и стяжного стержня достигается рас-
ширение резиновых колец, чём создается мощный зажим по внутрен-
нему диаметру без риска деформации детали. Подобные оправки
применяются также и для некоторых последующих токарных опе-
раций.
Станки Черчилль применяются также для снятия фаски на конце
гильзы; затем на группе автоматов Герберт № 5 обтачивается диаметр
под резьбу. После этого деталь готова к фрезерованию резьбы, ко-
торое выполняется на станках Хэнсон Уитни.
Далее гильзы отправляются в отделение сборки головок и гильз
для навертывания на них головок, после чего проводится предвари-
тельное испытание с целью определения степени сжатия. Испытание
проводится с помощью оправки, напоминающей ложный поршень,
находящийся в верхней мертвой точке; поршень снабжен резиновым
уплотнительным кольцом. Одно из свечевых отверстий закрывается
при испытании пробкой, а клапанные отверстия закрываются лож-
ными клапанами. Затем в верхнее свечевое отверстие заливается
1 замеренное количество воды, и по количеству воды, необходимому
' для наполнения пространства сжатия, определяется по таблице тол-
1 щина слоя, который надлежит снять с фланца для получения надле-
жащей степени сжатия. На практике слой, снимаемый с этой целью
। с нижней плоскости фланца, колеблется от 0,024 до 0,033" (0,61—
0,84 мм).
1 Для предохранения ребер от случайных повреждений при после-
| дующих операциях механической обработки на головку надевается
1 кожух из листового металла, после чего производится ранее упомя-
। нутая операция обточки фланца, для чего служит группа револь-
1 верно-токарных станков Герберт № 9 с применением разжимных опра-
вок, показанных на фигуре 501. С этой же установки выполняется
1 См. стр. 201.
416
Фиг. 501. Шлифовка гильзы цилиндра.
Фиг. 502. Фрезеровка фланца цилиндра.
Вёлижев—254—21
чистовая обработка верхней части фланца и пояска, {причем на
нижней части фланца оставляется припуск на шлифовку.
Следующей операцией является одновременное сверление отвер-
стий под шпильки во фланце, производимое на станке Арчдэйл с при-
способлением, в котором изделие базируется по отверстиям клапан-
ных направляющих. В оба эти отверстия вводятся калибры с виль-
чатыми концами, которые садятся в отверстия поперечной штанги
в основании приспособления, причем фланец зажимается поворот-
ными губками, а открытый конец цилиндра закрывается широкой
крышкой во избежание попадания в цилиндр стружки.
Фрезеровка по копиру фланца, фрезеровка бобышек фланца и
прорезка выемок в нижней части оребрения для прохода гаек шпилек
производятся на копировально-фрезерных станках Хэй (фиг. 502).
Станок имеет короткий жесткий шпиндель, вращающийся в подшип-
нике большого диаметра в передней части и снабженный разжим-
ной оправкой со стяжным стержнем для зажима изделия. Кроме того,
для правильной установки и закрепления цилиндра в два противо-
положных отверстия фланца входит по штифту с лысками, а третий!
штифт служит для предупреждения ошибочного базирования. Фре-
зерная головка установлена на задней стороне станка и имеет
привод от индивидуального мотора через тексропную передачу
п двойной перебор, шлифованным шестерням которого предана
поверхностная твердость. Для достижения чистоты обработанной
поверхности применяется быстрорежущая фреза со спиральными зу-
бьями (угол спирали около 60°). Фрезерный шпиндель несет копир-
ный ролик, обегающий расположенный на конце шпинделя кулачок,
шлифованной рабочей поверхности которого придана поверхностная
твердость. Подача фрезерного суппорта происходит под действием
груза, причем этот груз подбирается в зависимости от глубины реза,
ния; при предварительном проходе необходимы два оборота изделия-
для того чтобы ролик вошел в соприкосновение с копиром по всей
периферии последнего.
Шпиндель изделия имеет привод от индивидуального мотора
через двойную червячную передачу; в случае надобности шпиндель
может вращаться от руки.
Для шлифовки копиров или кулачков, установленных на шпин-
деле станка, к станине станка прикреплено шлифовальное устройство;
небольшой шлифовальный круг того же диаметра, что и фреза, при-
водится в движение посредством эталонного копира при вращении
шпинделя изделия, в результате чего получается нужный контур-
Станки для фрезеровки бобышек фланца совершенно подобны описан-
ным и отличаются лишь формой копира и фрезой.
За этими операциями следует чистовая шлифовка нижних опорных
плоскостей флайца на двух станках Черчилль. Из-за трудности уста-
новки Гильзы цилиндра с навернутой на нее головкой в рабочее по-
ложение порядок установки применяется обратный общепринятому.
Разжимная оправка, несущая цилиндр, установлена на вращающемся
шпинделе задней бабки, а изделие приводится через вилку от перед-
418
ней бабки. Во избежание засаливания боковой стороны круга при
шлифовке плоскости фланца шлифовальная бабка установлена под
небольшим углом, а периферия круга заточена так, чтобы обработать
радиус перехода в основании фланца, не задевая юбки цилиндра.
Затем на точных сверлильных станках Герберт закрепляются
отверстия под шпильки по верхней плоскости фланца. Цилиндр уста-
навливается в поворотном приспособлении в перевернутом положе-
нии и применяются фрезы с тыльными режущими кромками, с байо-
нетным креплением на державке.
Далее шлифуется диаметр под уплотнительное кольцо головки
цилиндра, причем снова применяется оправка, установленная на
задней бабке станка Черчилль, как было описано выше. После этой
операции проводится второе определение степени сжатия посред-
ством наполнения камеры сжатия водой, как было выше описано,
причем допуск на объем камеры сжатия составляет + 3 см3.
Затем напрессовывается на место кольцо головки цилиндра; после
постановки оно контрится путем зачеканки металла головки в фаску
на внутренней поверхности кольца.
Для контроля плотности соединения головки с цилиндром про-
изводится гидравлическое’испытание под давлением 650 фун.1кв. дюйм
(46,5 ат). В этом соединении уплотнение создается кольцевой мед-
ной прокладкой (см. С на фиг. 486, стр. 401); перед свертыванием
головки с гильзой эта прокладка вводится в выточку в конце резьбы
посредством ручного инструмента.
В случае, если гидравлическое испытание проходит успешно,
деталь переходит в группу вертикально-фрезерных станков Арчдэйл
для прорезки выемок в нижней части оребрения головки с примене-
нием деревянной гребенки, вставляемой в канавки между ребрами
во избежание дрожания ребер. Подобные же станки применяются
для снятия плоских срезов в нижней части оребрения гильзы.
Для фрезерования вырезов в юбке гильзы для прохода шатуна
применяются два горизонтально-фрезерных станка, снабженных
фрезами специальной конструкции, наваренными пластинками сплава
«Вимет» и вращающимися с малой скоростью. После выборки выемок
в оребрении под тяги клапанного привода, производимой на верти-
кально-фрезерных станках Арчдэйл, деталь отправляется на кад-
мирование. Перед кадмированием изделие протравливается серной
кислотой. Зеркало цилиндра, нарезанные отверстия и обработанные
плоскости защищаются от кадмирования с помощью резиновых
пробок и заглушек. Покрытие выполняется посредством раствора
Цианисто-калиевого кадмия с плотностью тока 2—3 ампера на 1 кв.
фут (6—9 с/л<2).
Вследствие различия материала головка и гильза подвергаются
обработке по различным режимам. Это достигается подвешиванием
изделия на двух крюках, один из которых расположен ниже другого.
Сначала цилиндр подвешивается на нижнем крюке и обрабатывается
в течение 2 часов, будучи полностью погружен в ванну. Затем он
подвешивается на верхнем крюке, причем погружается только гильза,
419
и покрытие продолжается еще \1]2 часа. Это дает почти равномерное
покрытие толщиной около 0,001" (0,025 мм).
После покрытия производится чистовая фрезеровка плоскостей
окон, а затем на станках Дрэммонд Электролик протягиваются
отверстия гнезд под клапанные направляющие. При этом применяются
короткие проталкиваемые протяжки, которые падают через рукав
в рабочем приспособлении в деревянный ящик у ножки станка.
Конические посадочные места клапанных направляющих притира-
ются от руки до получения полного прилегания к калибру по краске,
после чего они запрессовываются с помощью ручного пресса. Затем
применяется второй станок Электролик для вторичной протяжки
клапанных направляющих после запрессовки.
Для обеспечения точной пришлифовки и концентричности клапан-
ных седел и клапанных направляющих седла доводятся на своих
местах посредством специального шлифовального приспособления.
Для .этой цели применяются специальные станки Хэй.
Обеспечение точной концентричности клапанных седел и клапан-
ных направляющих является исключительно трудной задачей, так
как клапанные окна расположены в глухом конце цилиндра, имею-
щего в глубину около 28 см. Эта трудность преодолевается путем
применения специальных шлифовальных головок и станков (фиг. 503),
выпущенных в небольшой серии в 1937 г. фирмой Хэй. Одна из спе-
циальных шлифовальных головок на валике показана лежащей на
полке под столом станка. Она состоит из головки, заключающей ша-
риковые коренной и упорный подшипники для шпинделя, причем
это устройство установлено под некоторым углом на конце пусто-
телого валика. Этот валик имеет точную посадку в окончательно
отделанной направляющей, а шпиндель шлифовального круга вра-
щается от гибкого вала, в то время как все устройство приводится во
вращение с небольшой скоростью от руки посредством маховичка на
передней бабке станка.
Привод шпинделя осуществляется посредством ремней от мотора;
скорость шпинделя 'достигает 9000 об/мин. Сначала пустотелый валик
приводился во вращение механическим приводом, но так как седла
разнятся по толщине и по углу, было найдено более удобным вращать
головку от руки. Имея небольшой опыт, рабочий может чувствовать,
когда шлифовальный круг требует правки, и имеет возможность
регулир< вать скорость движения в зависимости от глубины резания-
Различные углы седел шлифуются посредством различных шлифо-
вальных головок; угол между шлифовальным шпинделем и полый'
валиком составляет около 20°. Неотъемлемую часть станка состав-’
ляет приспособление дйя правки шлифовальных кругов, посредством
которого кругам придаются надлежащие углы. Это приспособление
установлено на внешней стороне передней бабки и может быть располо-
жено под любым нужным углом. Для правки круга шпиндель и полый
валик отнимается от шлифовальной головки, и все устройство пово-
рачивается на 180°, так что шлифовальный кру!1 подводится вплот-
ную к приспособлению для правки.
420
Станок имеет кнопочное управление. Приспособление для уста-
новки обрабатываемого цилиндра допускает вращение изделия
в двух плоскостях; само оно вращается вокруг вертикальной оси,
в то время как изделие может поворачиваться вокруг горизонтальной
оси для приведения различных клапанных отверстий в соосность
со шлифовальным шпинделем. Для того чтобы рабочий мог наблюдать
обрабатываемую деталь со своего рабочего места, станок оборудован
большим зеркалом и лампой.
Шпильки ввертываются с помощью специального солдатика с коль-
цевым калибром, устанавливающим высоту выступающих частей
шпилек в пределах допуска 0,010" (0,254 мм). После этой опера-
ции зачищается торец свечевой втулки перпендикулярно оси
нарезки.
Для окончательной доводки зеркала цилиндра применяются хо-
нинговые станки Китчен-Уэйд № 3. На протяжении Р/4" (32 мм)
от верхнего конца зеркало цилиндра имеет конусность, остальная
поверхность зеркала цилиндрическая. Наименьший диаметр конусной
части меньше номинального размера цилиндра на 0,006" (0,152 мм)
при допуске по всем диаметрам зеркала в 0.QO2" (0,05 мм). При
навертывании головки получается конусность в пределах допуска на
нарезанную часть, так что при начале хонинга конусность может
достигать 0,010" (0,254 мм). Нижним концам камней хона придан
соответствующий профиль. При хонинговании в среднем снимается
слой в 0,002" (0,05 мм)', применяются камни марки Бэй Стэйт с
зерном размером 120 на скорости 130 об/мин и при 50 ходах в ми-
нуту. В качестве охладителя применяется смесь керосина с пет-
ролейным эфиром; для обеспечения абсолютной чистоты смесь филь-
труется и пропускается через центрофугу, развивающую 16 000
об/мин.
Новейшие станки Китчен-Уэйд приводятся от мотора мощ-
ностью 7‘/2 л. с.; метод регулировки длины поступательного хода
хона у этих станков улучшен, так как в операции хонинга цилиндров
имеют важное значение длина хода и положение головки на колонне
станка.
После доводки изделия до надлежащих размеров хонингованием
зеркало подвергается лаппингу до получения высокой степени чистоты.
Для операции лаппинга хоновые камни заменяются чугунными бру-
сками, смазанными смесью из абразивного порошка и масла и прижи-
маемыми к стенкам цилиндра давлением пружин. Цилиндры про-
ходят контроль военной приемки.
Впускные седла изготовляются по отдельности, а выхлопные
седла — попарно для облегчения операции стеллитирования вы-
хлопных седел, так как большая масса металла лучше сохраняет
тепло. Стеллитирование клапанных седел выполняется на станках
Хэй, выпущенных в 1937 г. Станок Хэй изображен на фиг. 504.
Станок состоит из верстака, верхняя плоскость которого хромиро-
вана. Цилиндрический шпиндель для установки изделия вращается
электромотором с вертикальным валом. Шпиндель имеет продолжение
422
под столом и изготовлен из высокотеплопроводной меди. Форма и вес
шпинделя оказывают большое
влияние на успешность стел-
литирования, и для каждого
типа клапана или клапан-
ного седла наилучшие очер-
тания и размеры шпинделя на-
ходятся опытным путем. Верх-
няя часть шпинделя имеет
специальную форму для уста-
новки того или иного'клапа-
на или седла. Переменная
скорость привода шпинделя
'обеспечивается коробкой ско-
ростей с педальным при-
водом.
Для удобства рабочего
предусмотрен также держа-
тель для горелки, поворачи-
ваемый в любое нужное по-
ложение на регулируемом
кронштейне. Состоит он из
полуцилиндрического метал-
лического суппорта, обернутого губчатой резиной толщиной Д.,".
Специальные горелки поставляются вместе со станком. Стеллити-
рованные детали устанавливаются для охлаждения в песочные ко-
робки. Станок снабжен автоматическим экономайзером для газа,
показанным на фигуре слева.
На фигуре 505 показано приспособление для шлифовки торцев кла-
панных седел. Приспособления (в количестве 24) устанавливаются на
магнитном столе и обхватываются стальным кольцом для предупрежде-
ния боковых перемещений. Каждое приспособление имеет базирующую
поверхность; клапанные седла закрепляются в центре приспособ-
ления посредством байонетных зажимов. Один из зажимов показан
на снимке в открытом положении. Этот способ позволяет зажимать
деталь поворотом квадратного ключа на небольшой угол, так что
загрузка приспособления отнимает весьма мало времени.
При изготовлении медного уплотнительного кольца главная труд-
ность состоит в том, чтобы выдержать требуемые допуски по кольцу
большого диаметра и незначительного сечения, сделанному из такого
мягкого материала, как медь. Трубчатая заготовка колец подвергается
фасонной обточке и расточке, после чего кольца отрезаются от заго-
товки. Допуски на диаметр составляют 0,001" (0,025 мм), а по тол-
щине 0,0015" (0,0380 мм).
Изготовление свечевых втулок несколько затруднено плохой об-
рабатываемостью материала, из которого они изготовляются (сталь
марки КЕ 965). При нарезке применяется специальное красное масло
фирмы Дакхэм марки Q2729.
423
Другой деталью, изготовление которой представляет известные
трудности, является кронштейн клапанного коромысла. Эт£ деталь
ввертывается в площадку на верхушке Толовки и расстояние между
центром проушины и нижней плоскостью выдерживается в пределах
очень ограниченных допусков. Г рани и стороны кронштейна должны
быть выполнены строго перпендикулярно опорной плоскости.
Приемы работ в полировальных мастерских, в отделе пескоструй-
ной очистки и сборочном цехе имеет обычный характер и не требует
комментариев.
Компрессорная станция, склад нефтепродуктов и отдел утилиза-
ции металлических отходов производства расположены в подвальных
помещениях, где находятся также ремонтная мастерская, умываль-
ные и проходные. В отделе утилизации металлических отходов уста-
новлен центробежный масляный сепаратор фирмы Соме Бродбент.
ОГЛАВЛЕНИЕ
От с о ста в ите л я...............................................
Введение ............................ .........................
Экономическая база английского авиамоторостроения . .
Общая организационная структура ...............................
Значение и особенности британского авиационного моторостроения.....
Краткое описание конструкции основных британских серийных авиамоторов
Моторы Бристол «Пегас» н «Меркурий».............................
Моторы Армстронг-Сиддли «Тайгер» и «Чита» .... ............
Мотор Рольс-Ройс «Мерлин» .................... . ..........
Мотор Нэпир «Дэггер» ............................... ................
Моторы Де-Хэвиллэнд «Джипси VI» и «Джипси-Мэйджор» ....
Мотор Побджой «Ниагара III»..................................... .
Важнейшие британские авиамоторостроительные заводы .
Завод фирмы Бристол в Филтоне ... ................
Справочные сведения о фирме .... ........................
Фирма Бристол в «плане смежников»......................
Завод Бристол..................................... . . . .
Вспомогательные цехи ............ ............... ...........
Термический цех...................... ......................
Контроль ........................ ...........................
Лаборатория испытания материалов ............
Механический цех ............................................
Завод фирмы Армстронг-Сиддли.......................................
Справочные сведения о фирме . ...............
Термический цех........................................ -
Механический цех ................ ..........................
Завод фирмы Рольс-Ройс ..................................
Справочные сведения о фирме ..............••
Система планирования производства ...........................
Горячие цехи ................................................
Отделочная мастерская и цех покрытий ........................
Медницкий цех................................................
Механические цехи............................................
Контроль дефектов материала . ... .....
Монтажный цех......................................
Испытание мотора ............................
Завод фирмы Нэпир................................... . .
Справочные сведения о фирме .................................
Общая планировка завода.................................. •
Складское хозяйство ... .............................
Вспомогательные цехи........................................
Термический цех .... ........................ . .
Лаборатория . ........................................ . •
Инструментальный цех . . ............................
Механические цехи....................................... . .
Монтажный цех................................... ...........
Испытание моторов ..........................................
Стр
3
5
5
8
9
12
12
16
21
32
39
43
45
45
45
46
49
50
51
51
53
55
58
58
59
61
71
71
72
73
76
78
78
81
82
84
86
86
86
87
87
89
91
93
93
101
101
425
Завод фирмы Де-Хэвиллэнд . . .................................. 102
Справочные сведения о фирме . . - . ............... .... 102
Методы механической обработки важнейших деталей моторов . .... 104
Обработка картеров звездообразных моторов.....................> . 104
Обработка картера моторов Бристол ............................ 104
Обработка картеров моторов Армстронг-Сиддли «Тайгер» и «Чита* 109
Обработка картеров рядных моторов................................ . 124
Обработка картера мотора «Мерлин» . . .... 124
Обработка картера мотора «Дэггер» ... . . .............134
Обработка картеров моторов «Джипси VI» и Джипси-Мэйджор» . . 13b
Обработка цилиндровых блоков мотора «Мерлин».........................150
Обработка различных крупных отливок ............................... 162
Обработка корпуса нагнетателя мотора Бристол ................. 162
Обработка задней крышки картера мотора «Джипси-Мэйджор» . . 164
Обработка головок цилиндров моторов воздушного охлаждения 166
Обработка головок моторов Бристол .......... ... 166
Обработка головок моторов Армстронг-Сиддли . .............176
Обработка головок мотора Нэпир «Дэггер» .......................185
Обработка головок моторов «Джипси»............................ 194
Обработка гильз цилиндров моторов воздушного охлаждения . 196
Обработка гильз моторов Бристол ......................... .... 196
Обработка гильз моторов Армстронг-Сиддли .... ..........204
Обработка гильз мотора Нэпир «Дэггер» . ... 212
Обработка гильз моторов «Джипси» . .218
Обработка гил13 мотора «Ниагара»...............................222
Обработка поршней.................................................. 225
Обработка поршней мотора «Пегас» . . ... 225
Обработка поршней мотора «Мерлин» .............................230
Обработка поршней мотора «Дэггер» . ...... ........ 241
Обработка поршней моторов «Джипси» ... .............249
Обработка поршней мотора «Ниагара» ........................... 250
Обработка коленчатых валов и валов редуктора моторов Бристол ....... 254
Обработка коленчатых валов рядных моторов........................... 262
Обработка коленчатого вала мотора «Мерлин» ........... . . 262
Обработка коленчатого вала мотора «Дэггер»................ ... 270
Обработка распределительных валиков ................................ 275
Обработка распределительных валиков мотора «Мерлин» . 275
Обработка распределительных валиков мотора «Дэггер» ... 277
Обработка кулачковых шайб моторов «Тайгер» и «Чита»..................283
Обработка шатунов ...................................................286
Обработка шатунов моторов Бристол ...........................286
Обработка шатунов моторов «Тайгер» и «Чита»................ 293
Обработка шатунов мотора «Дэггер»..............................310
Обработка шатунов моторов «Джипси»........................... . 320
Обработка крыльчаток и диффузоров нагнетателя........................324
Обработка крыльчатки моторов Бристол...........................324
Обработка направляющих лопаток крыльчатки и обработка диффу-
зора нагнетателя мотора «Мерлин» ..............................326
Обработка клапанов ................................................ 335
Обработка клапанов моторов Бристол ............. . ... 335
Обработка клапанов моторов Армстронг-Сиддли . 340
Обработка клапанов мотора «Дэггер» .......... . . ..........349
Обработка мелких деталей распределительного механизма . . ... 357
Изготовление опытных деталей на заводе Армстронг-Сиддли .... . 368
Авиамоторостроительные отделы заводов Олвис и Стэндард Мотор . . . 370
Производство авиационных моторов на заводе Олвис ....................370
Производство цилиндров мотора «Меркурий» на заводе Стэндард Мотор . 40<
Редактор В. ТО. Вцлырович
Тех. редактор Л. А. Базанова
Сдано в набор 25/XI 1938- Подписано к печати
17/1П 1939 г. Издат. № 93. Автор, дог. № 261.
Инд. А 50-33- Тиран; 3.000. Кол. печ. лист. 26>75.
Учетно-авт. лист. 26. Формат бум. 60 у 92/и..
Уполн. Главл. А-7036. Заказ № 254.
Типография Оборонгиза. Киев. Крещатик, 42.